/































































































































































































































































































































































































































































































































































































































Текст
БОЛЬШОЙ СПРАВОЧНИК
РЕЗИНЩИКА
Часть2
Резины и резинотехнические изделия
Под редакцией д-ра техн. наук, проф. СВ. Резниченко
и д-ра техн. наук, проф. ЮМ. Морозова
Москва
000 «Издательский центр «Техинформ»
Международной академии информатизации»
2012
t
!
i
!
I
I
JC- УДК 678.4(031)
ББК 35.728
Б 79
Авторы:
Алексеев AT, д-р техн. наук, проф.
Альтзицер В.С, д-р техн. наук
Богданов вЩ д-р техн. наук, проф.
Бритое ВЛ, д-р техн. наук
Букаиова НМ.
Бухина М.Ф., д-р техн. наук, проф.
Веселое ИВ, канд. техн. наук
Волошин ВМ.
Восканян З.С, д-р техн наук, проф.
Гербова ЛВ.
Глухаткина ПГ, канд. техн. наук
Говорова ОА, канд. техн. наук
Гомоиова HP.
Гордеев ВХ, канд. техн. наук
Гореленков ВХ, д-р техн. наук
Григорян ГВ, канд. хим. наук
Гусаров ПМ.
Донской АЛ, д-р техн. наук
Живулнн ГА, канд. техн. наук, проф.
Зайцева ЕМ.
Закирова МЛ, канд. техн. наук
Захаров СЛ, канд. техн. наук
\3ахарьев f/Ц канд. техн. наук
Земскова СА.
Змичеревская ТВ.
Ионов ЮА, канд. техн. наук
Калинковскнй В.С, канд. техн. наук
Катуркии НА.
Корнев А£, д-р техн. наук, проф.
Кузнецова ЕА.
Кучерский AM, д-р техн. наук
Лазарева АА.
Левакова НМ.
Левит РГ, канд. хим. наук
Любартович СА, д-р техн. наук,
проф.
Майзелис БА, канд. техн. наук
Морозов ЮЛ, д-р техн. наук, проф.
Мухин ОМ, канд. физ-мат. наук
Николаев ОД, канд. техн. наук
\Нудельман ЗМ, \ канд. хим. наук
Овсянников НЯ, канд. техн. наук
Перлина ЖВ.
Петрова АЛ, д-р техн. наук
Петрова НМ, д-р хим. наук
Пичугин AM, канд. техн. наук
Резниченко Д.С.
Резниченко СВ, д-р техн. наук,
проф.
Смирнов БЛ, канд. техн. наук
Сомииский АА.
Степанов АС, канд. техн. наук
Сухииии Н.С.
Трофимович ДЛ, д-р техн. наук
Хорольский МЛ, канд. техн. наук
Шаховец СЕ, д-р техн. наук
Шляхман АА, канд. техн. наук
Шпаков ВЛ, канд. техн. наук
Шпиндлер ВМ, канд. техн. наук
Юровский В.С., д-р техн. наук
Большой справочник резинщика. Ч. 2. Резины и резинотехнические изделия / Под ред.
Б 79 СВ. Резниченко, Ю.Л. Морозова. - М.: 000 «Издательский центр «Техинформ» МАИ», 2012.
- 648 с; ил.
ISBN 978-5-89551-025-4
Описаны резины на основе каучуков общего и специального назначения, клеи на основе
каучуков, латексов и термопластичных эластомеров, герметики и компаунды. Рассмотрены
наиболее распространенные виды изделий из резин - шины, транспортерные ленты,
приводные ремни, рукавные изделия, уплотнения, амортизирующие детали и др. Описаны методы
механических испытаний резин и вторичной переработки резин и изделий. Приведена
нормативно-техническая документация. Большое внимание уделено экологической безопасности и
охране окружающей среды.
Справочник предназначен для инженерно-технических и научных работников резиновой
промышленности, промышленности синтетического каучука, химических волокон,
пластических масс, машиностроительной, автомобильной, авиационной, металлургической,
химической, электротехнической и др., а также для студентов, бакалавров, магистрантов и аспирантов
соответствующих вузов. Полезен всем работникам тех отраслей промышленности и
агропромышленного комплекса, в которых потребляются резиновые изделия - от их производства и
эксплуатации до маркетинга и реализации готовой продукции.
УДК 678.4(031)
ББК 35.728
ISBN 978-5-89551-025-4
@ 000 «Издательский центр «Техинформ»
Международной академии информатизации», 2012
ОГЛАВЛЕНИЕ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ 8
РАЗДЕЛ ТРЕТИЙ. РЕЗИНЫ И ИХ СВОЙСТВА. КЛЕИ. ГЕРМЕТИКИ 10
10. ШИННЫЕ РЕЗИНЫ НА ОСНОВЕ КАУЧУКОВ ОБЩЕГО НАЗНАЧЕНИЯ (A.M. Пичугин) 10
10.1. Технологические свойства резиновых смесей 10
10.2. Протекторные резины 13
10.3. Резины для боковин 19
10.4. Резины для обрезинивания металлокорда 19
10.5. Резины для обрезинивания текстильного корда 20
10.6. Бортовые резины 22
10.7. Резины для герметизирующего слоя 23
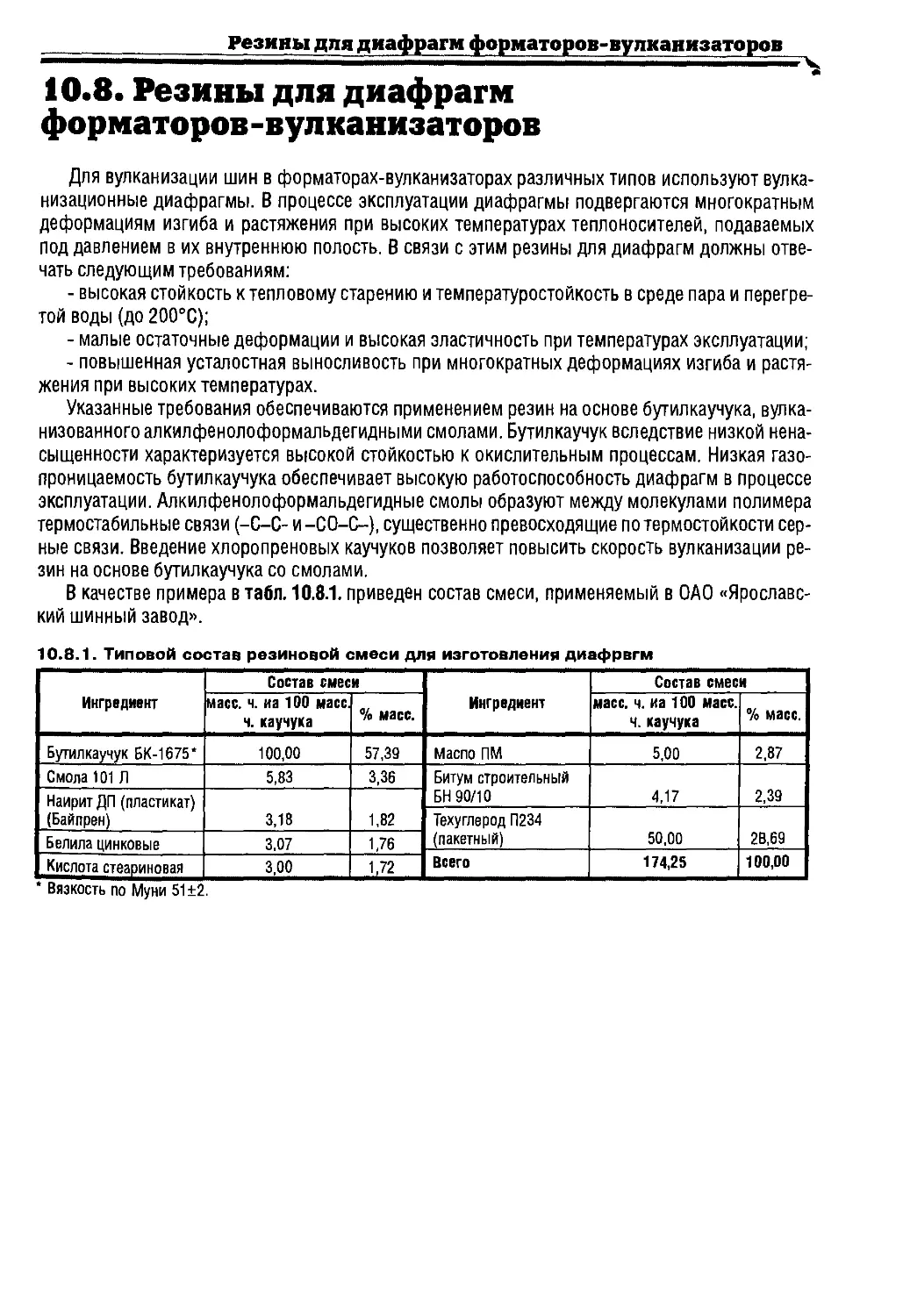
10.8. Резины для диафрагм форматоров-вулканизаторов 25
11. РЕЗИНЫ ДЛЯ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ КАУЧУКОВ
СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ 26
11.1. Тепло- и агрессивостойкие резины 26
11.1.1. Резины на основе бутадиеннитрильных каучуков
(СВ. Резниченко, ЮЛ. Морозов, М.Ф. Бухта) 26
11.1.2. Резины на основе акрилатных каучуков (О А. Говорова) 30
11.1.3. Резины на основе фторкаучуков (\З.Н. Нуделшан]) 35
11.1.4. Резины на основе силоксановых каучуков (Г.В. Григорян, НА. Катуркин) 40
11.1.5. Резины на основе этиленпропиленовых каучуков (ОА. Говорова) 52
11.1.6. Резины на основе хлоропреновых каучуков (Э.С. Восканян) 70
11.2. Морозостойкие резины (Н.Н. Петрова) 81
11.2.1. Параметры, характеризующие морозостойкость 83
11.2.2. Принципы создания морозостойких резин 84
11.2.3. Морозостойкость резин на основе различных каучуков 90
11.2.4. Области применения морозостойких резин 96
11.3. Радиационно-стойкие резины (Н.Н. Буканова, МА. Закирова) 97
11.3.1. Радиационная стойкость резин и методы ее оценки 97
/1.3.2. Радиационная стойкость резин на основе каучуков общего
и специального назначения 98
11.3.3. Способы защиты резин от радиационного старения. Влияние состава рецептуры... 101
11.3.4. Влияние эксплуатационных факторов на радиационную стойкость резин 103
11.3.5. Типы изделий из радиационно-стойких резин и области их применения 106
11.3.6. Методы прогнозирования радиационной стойкости резин и резиновых изделий.... 107
11.4. Резины с электрическими и магнитными свойствами 108
/1.4.1. Электропроводящие и антистатические резины для РТИ общего назначения
(А.Е. Корпев, Н.Я. Овсянников) 108
11.4.2. Электропроводящие и электроизоляционные резины для кабельной
промышленности (Р.Г. Левит, В.Н. Волошин) 114
11.4.3. Магнитные резины (А.Г. Алексеев, А.Е. Корнев) 121
12. МЕДИЦИНСКИЕ И ПИЩЕВЫЕ РЕЗИНЫ 125
12.1. Медицинские резины (Л.В. Гербова, Е.А. Кузнецова, А А. Соминский.Д.П. Трофимович) .... 125
12.2. Пищевые резины (резины, контактирующие с пищевыми продуктами)
(ЕА. Кузнецова, Н.С. Сухинин.Д.П. Трофимович) 130
13. КЛЕИ (АЛ. Петрова) 136
13.1. Использование каучуков в клеях 136
13.2. Резиновые клеи 138
13.2.1. Клеи на основе натурального каучука 140
13.2.2. Клейна основе хлоропреновых каучуков 140
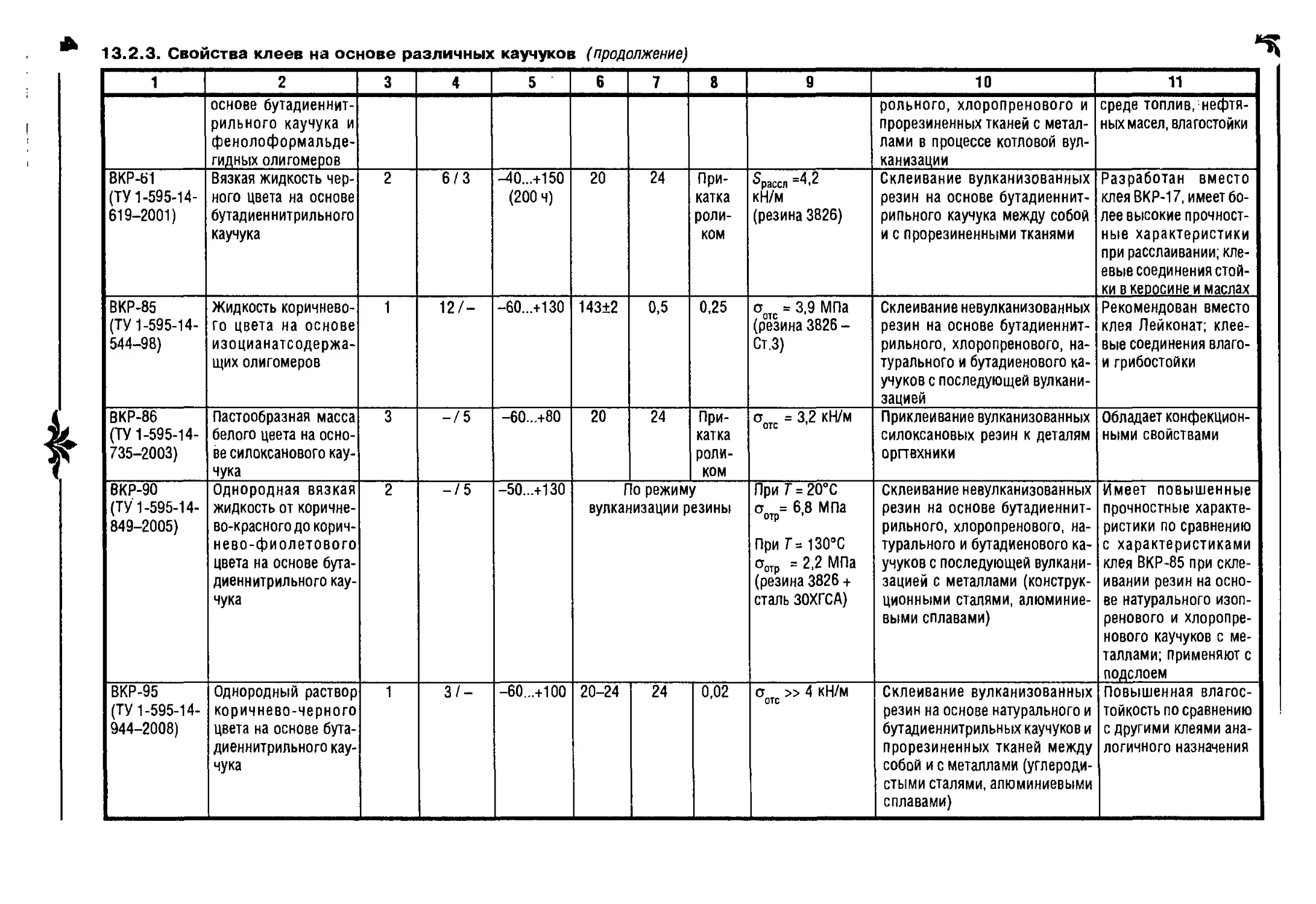
13.2.3. Клеи на основе бутадиеннитрильных каучуков 141
13.2.4. Клеи на основе фторкаучуков 141
13.2.5. Клеи на основе силоксановых каучуков 142
ОГЛАВЛЕНИЕ
13.2.6. Клеи на основе термоэластопластов 142
13.2.7. Клеи на основе латексов 143
13.2.8. Свойства клеев на основе различных каучуков и самоклеящихся материалов 145
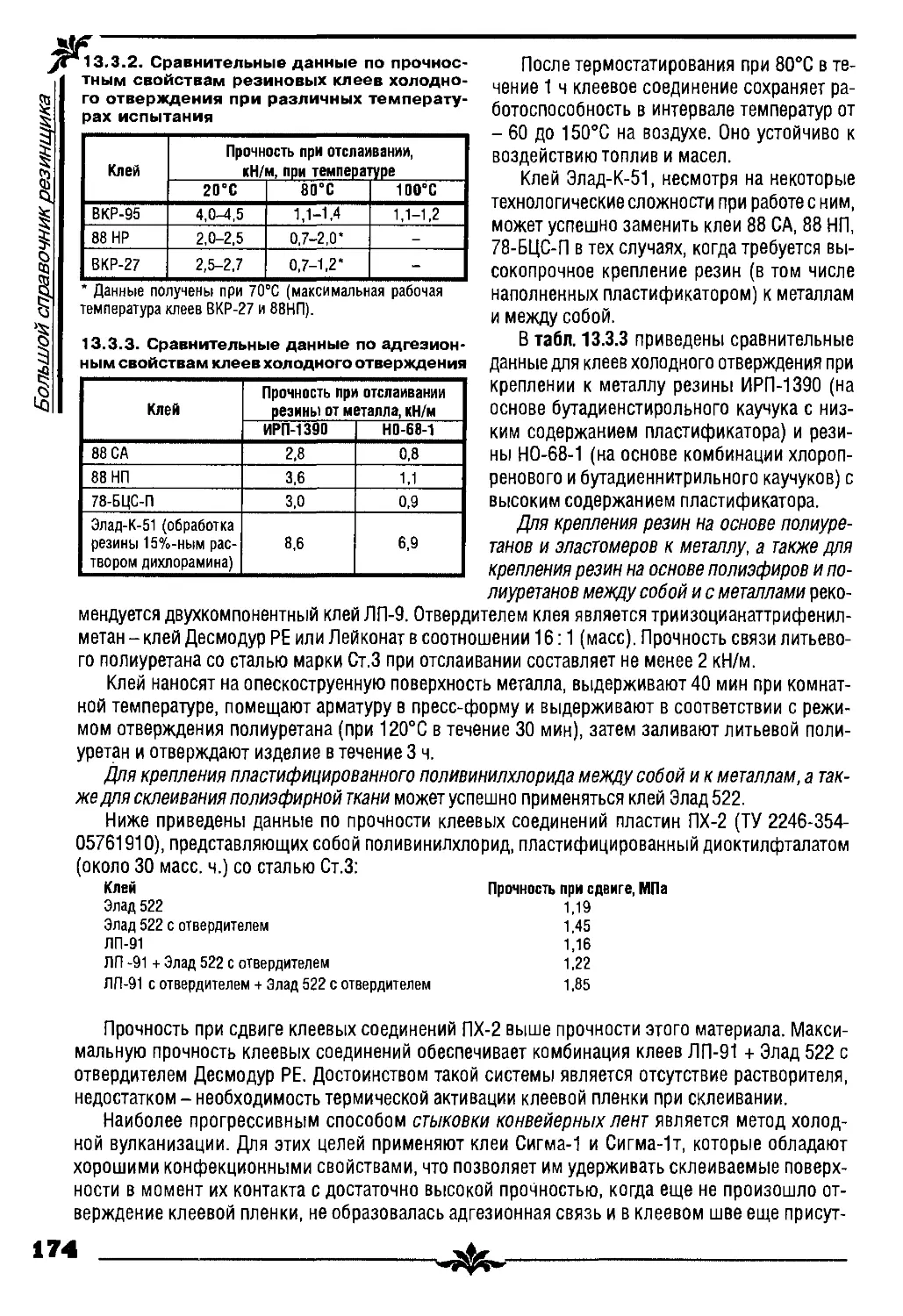
13.3. Склеивание резин и приклеивание их к различным материалам 173
14. ГЕРМЕТИКИ И КОМПАУНДЫ (АА. Донской, ЮА. Ионов, ЕМ. Зайцева) 179
14.1. Герметики 179
14.1.1. Классификация герметиков 179
14.1.2. Состав и свойства герметиков 181
14.2. Компаунды 187
14.3. Ассортимент и области применения герметиков 188
РАЗДЕЛ ЧЕТВЕРТЫЙ. ОСНОВНЫЕ ВИДЫ ИЗДЕЛИЙ ИЗ РЕЗИНЫ.
ПРИМЕНЕНИЕ, ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ 190
15. ШИНЫ (И.В. Веселое, В.К. Гордеев, Л.М. Гусаров, СП. Захаров, С А. Земскова, B.C. Калинковский,
СА.Любартович, О.Н. Мухин, А.С. Степанов) 190
15.1. Классификация шин 190
15.2. Основные элементы пневматических шин 191
15.3. Особенности конструкции шин различных типов 192
15.4. Конструирование шин 195
15.4.1. Основные требования к конструкции шин 195
75.4.2. Порядок разработки новых шин 197
15.5. Шинные материалы 198
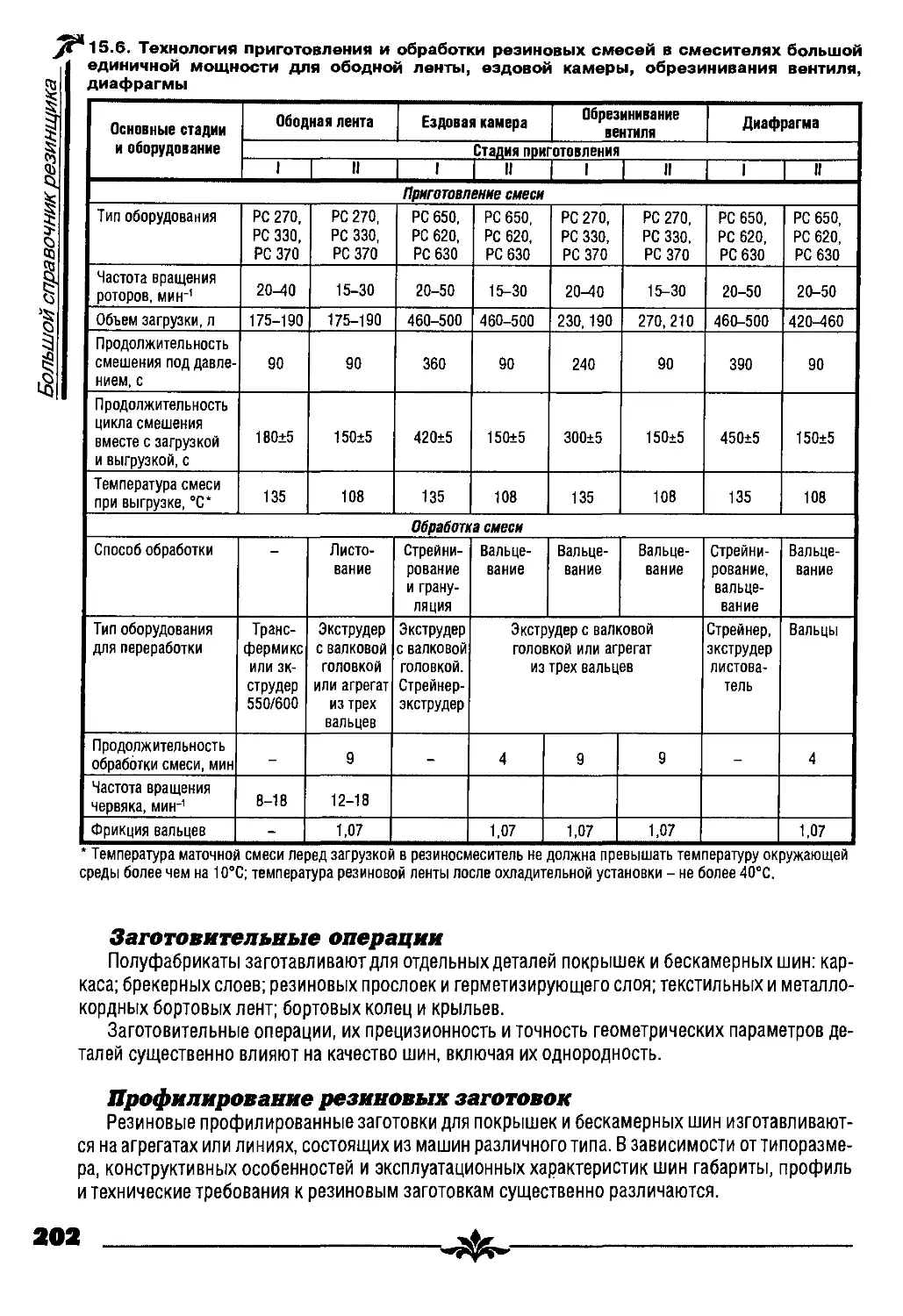
15.6. Производство шин 200
15.6.1. Технологические процессы и оборудование для производства шин
из традиционных материалов 201
15.6.2. Технологические процессы и оборудование для производства шин из полиуретанов.... 213
15.7. Испытания шин 214
15.8. Маркировка шин 215
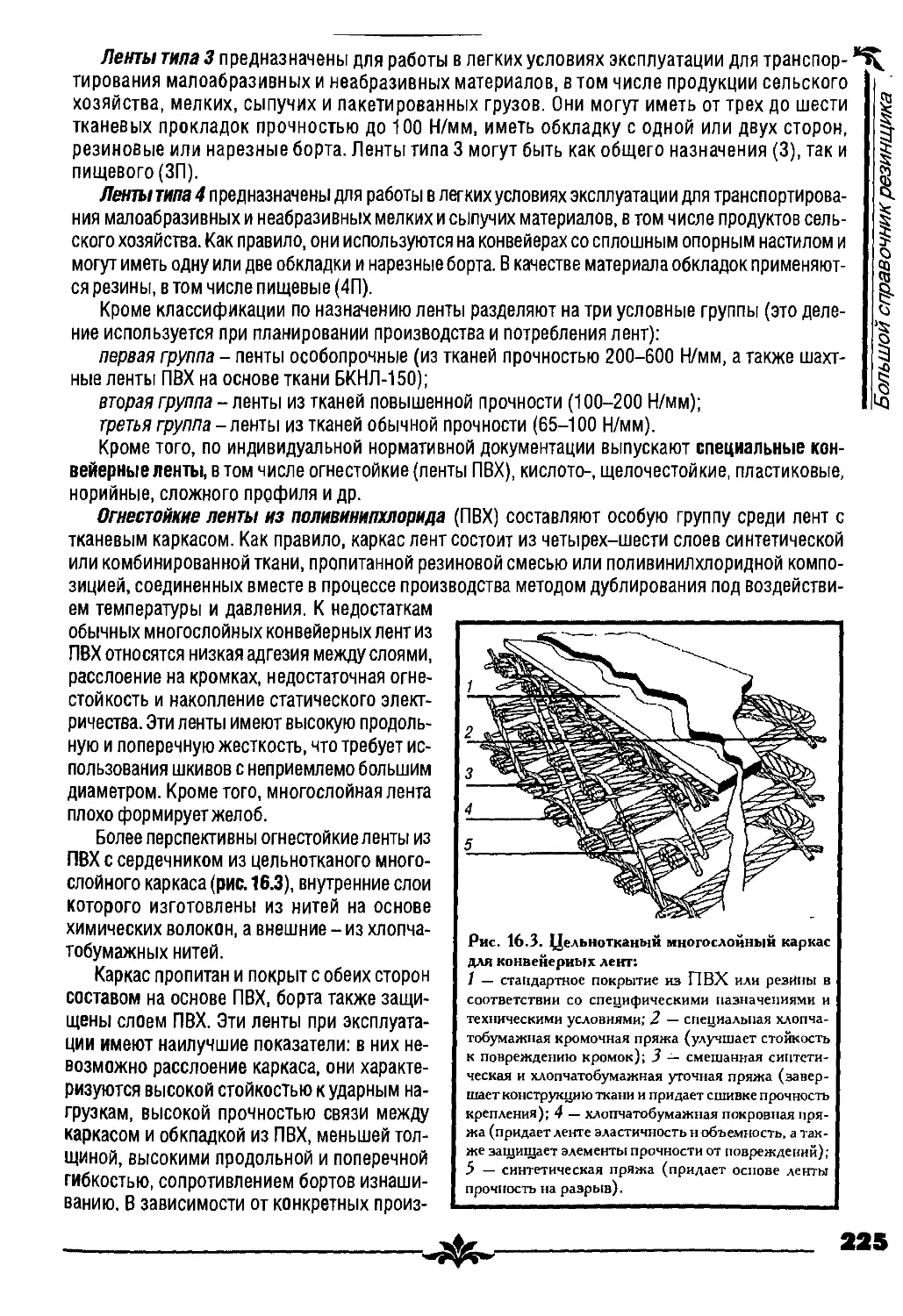
16. ТРАНСПОРТЕРНЫЕ ЛЕНТЫ (В.П. Шпаков) 221
16.1. Классификация конвейерных лент 221
16.2. Резинотканевые ленты 224
16.3. Резйнотросовые ленты 226
16.4. Основные свойства конвейерных лент 227
16.5. Конструирование и выбор конвейерной ленты 229
16.6. Материалы для изготовления конвейерных лент 231
16.7. Технология производства конвейерных лент 236
16.8. Методы испытаний конвейерных лент 240
16.9. Эксплуатация конвейерных лент 242
16.10. Утилизация отходов производства 243
17. ПРИВОДНЫЕ РЕМНИ (В.П. Шпаков, ТВ. Змичеревская) 243
17.1. Классификация приводных ремней 243
17.2. Конструирование приводных ремней и пресс-форм 258
17.3. Материалы для производства приводных ремней 259
17.4. Технология производства приводных ремней 262
17.5. Эксплуатация приводных ремней 264
17.6. Утилизация изделий и отходов производства 264
18. РУКАВНЫЕ ИЗДЕЛИЯ (Л.Г. Глухаткина) 265
18.1. Виды и типы изделий 267
18.2. Типичные варианты конструкции изделий '." 268
18.3. Области применения рукавов 271
18.4. Конструирование рукавных изделий '"" '" 272
18.5. Материалы для рукавов [ " 274
18.5.1. Резиновые смеси .'"'.. 274
18.52. Армирующие материалы 277
18.6. Производство рукавных изделий 284 *т^
18.6.1. Технологические процессы и виды оборудования 284
18.6.2. Контроль производства рукавных изделий 287
18.7. Методы испытаний рукавных изделий 289
18.8. Эксплуатация рукавов и прогнозирование их работоспособности 291
18.9. Утилизация изделий и отходов производства 292
19. УПЛОТНЕНИЯ 292
Общие сведения (B.C. Юровский) 292
19.1. Неподвижные уплотнения 295
19.1.1. Уплотнения стандартные (М.С. Хоропьский) 295
19.1.2. Уплотнения длинномерные (В.М. Шпиндлер) 304
19.2. Резиновые уплотнители соединений с вращательным движением (B.C. Юровский) 312
19.2.1. Типы резиновых уплотнителей для валов 312
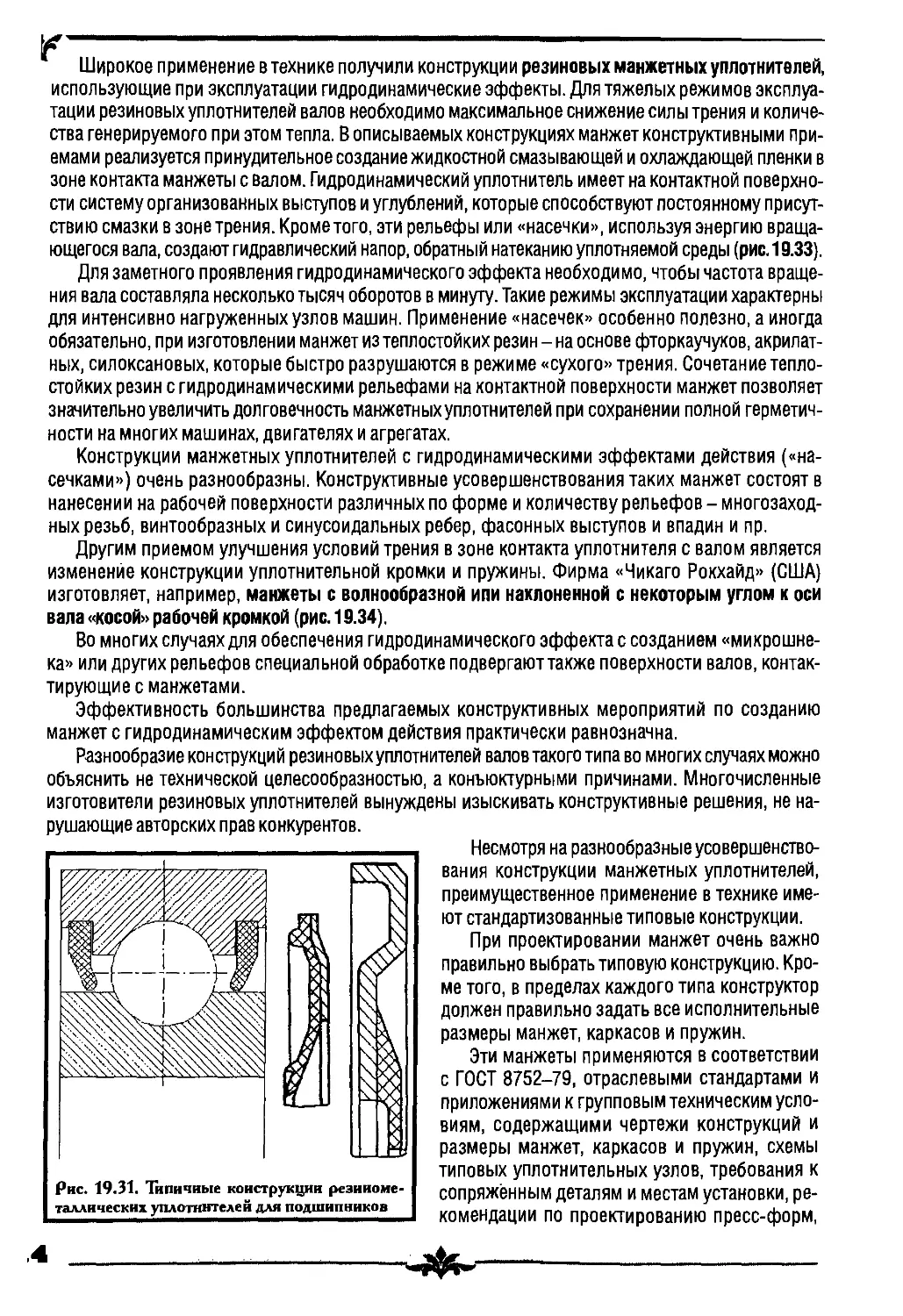
19.2.2. Области применения резиновых манжетных уплотнителей валов 316
19.2.3. Принципы проектирования манжет для вращающихся валов 317
19.2.4. Расчет пружин растяжения 320
19.2.5. Технические требования к уплотнительным узлам и сопряженным
с манжетами деталям 321
19.2.6. Монтаж и эксплуатация манжет 323
19.2.7. Проектирование пресс-форм для изготовления резиновых армированных манжет. 324
19.2.8. Эластомерные материалы для манжет 326
19.2.9. Технология изготовления армированных манжет 330
19.2.10. Методы исследований, испытаний и контроля уплотнителей для валов 331
19.2.11. Прогнозирование сроков службы резиновых уплотнителей для валов 333
19.3. Уплотнения с дополнительными функциями 334
19.3.1. Мембраны (В.М. Шпиндлер) 334
19.3.2. Клапаны (М.С. Хорольский) 339
19.3.3. Резинометаллические подшипники (М.С. Хорольский) 347
20. АМОРТИЗИРУЮЩИЕ ДЕТАЛИ (виброизоляторы) (ИР. Гомонова, АА. Шляхман) 349
20.1. Общая характеристика виброизоляторов 349
20.2. Характеристика применяемых материалов 356
20.3. Производство виброизоляторов 358
20.4. Испытание виброизоляторов 359
21. ИЗДЕЛИЯ ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ ([1'.А.Захарьев\, Д.С. Резниченко) 360
22. ИЗДЕЛИЯ ДЛЯ ЗАЩИТЫ КОЖИ (В.К Гореленков, Н.М. Левакова, ГА. Живулин) 363
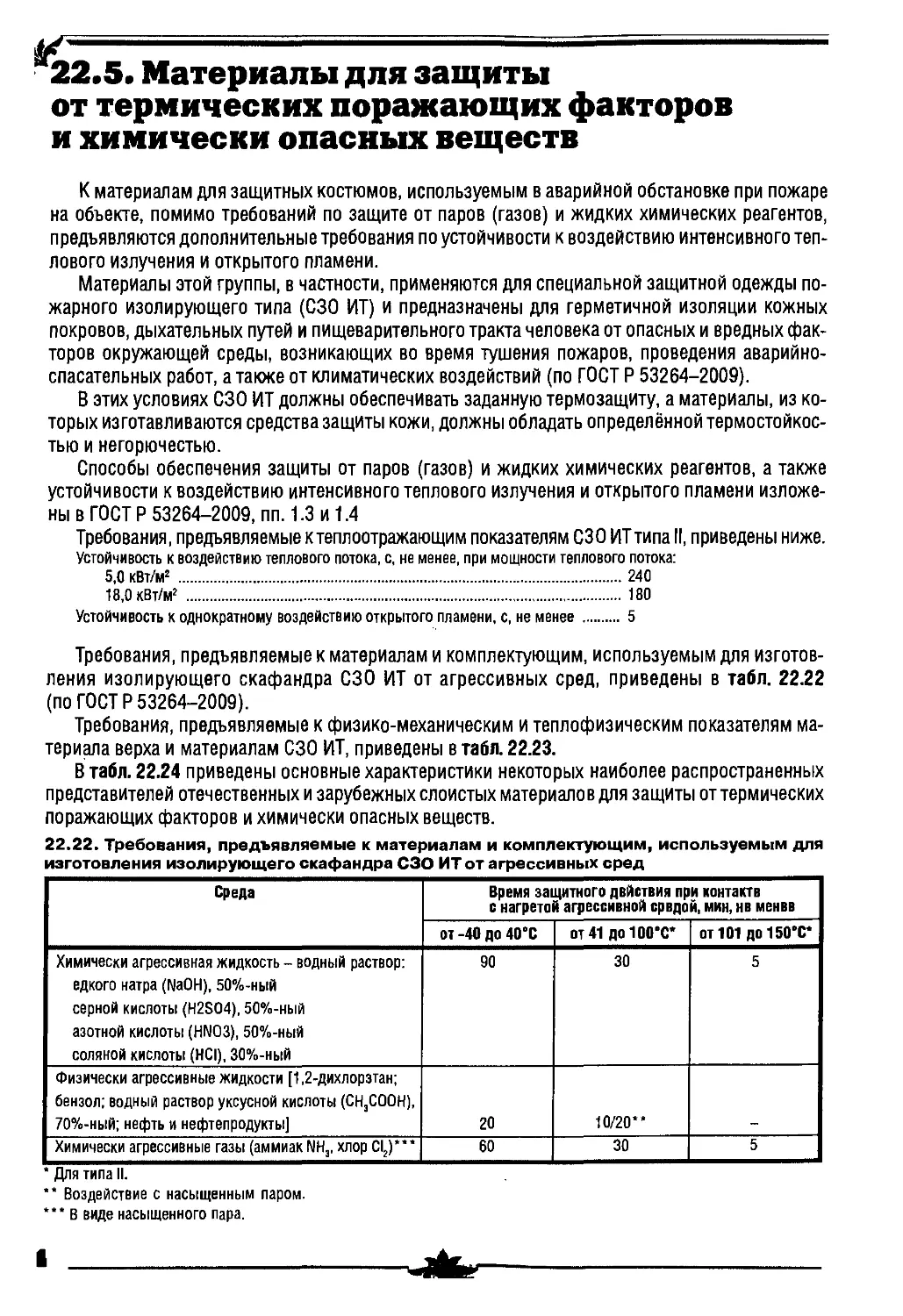
22.1. Основные характеристики резинотканевых материалов для защитных костюмов 363
22.2. Классификация резинотканевых материалов для защитных костюмов 365
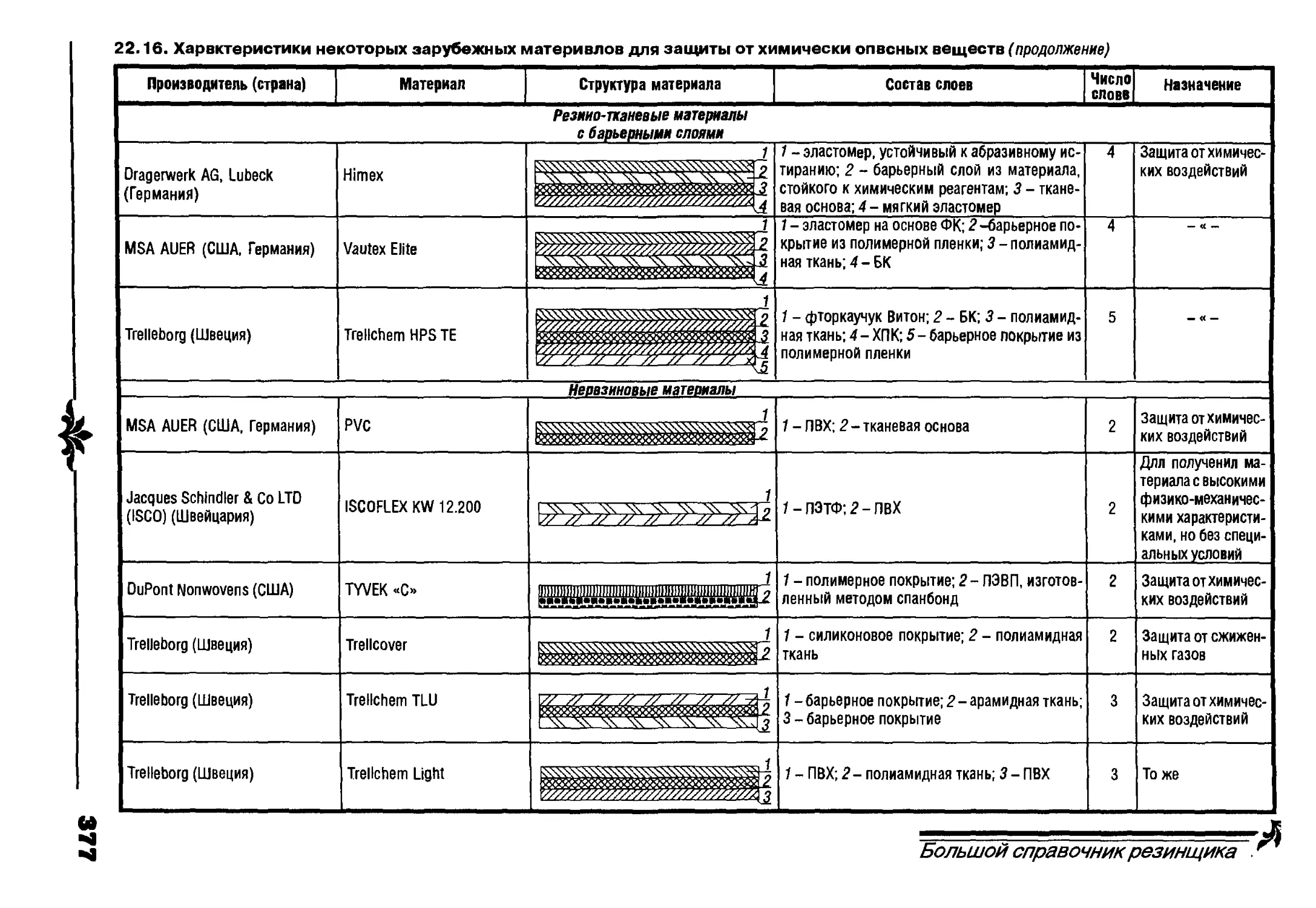
22.3. Материалы для защиты от химически опасных веществ 366
22.4. Материалы для защиты от термических поражающих факторов 380
22.5. Материалы для защиты от термических поражающих факторов и химически опасных веществ 384
22.6. Нормативная документация 387
23. ЭЛАСТОМЕРНО-ТШЕВЫЕ МАТЕРИАЛЫ (В.П. Шпаков, В.К. Гореленков) 388
23.1. Конструирование эластомерно-тканевых материалов 389
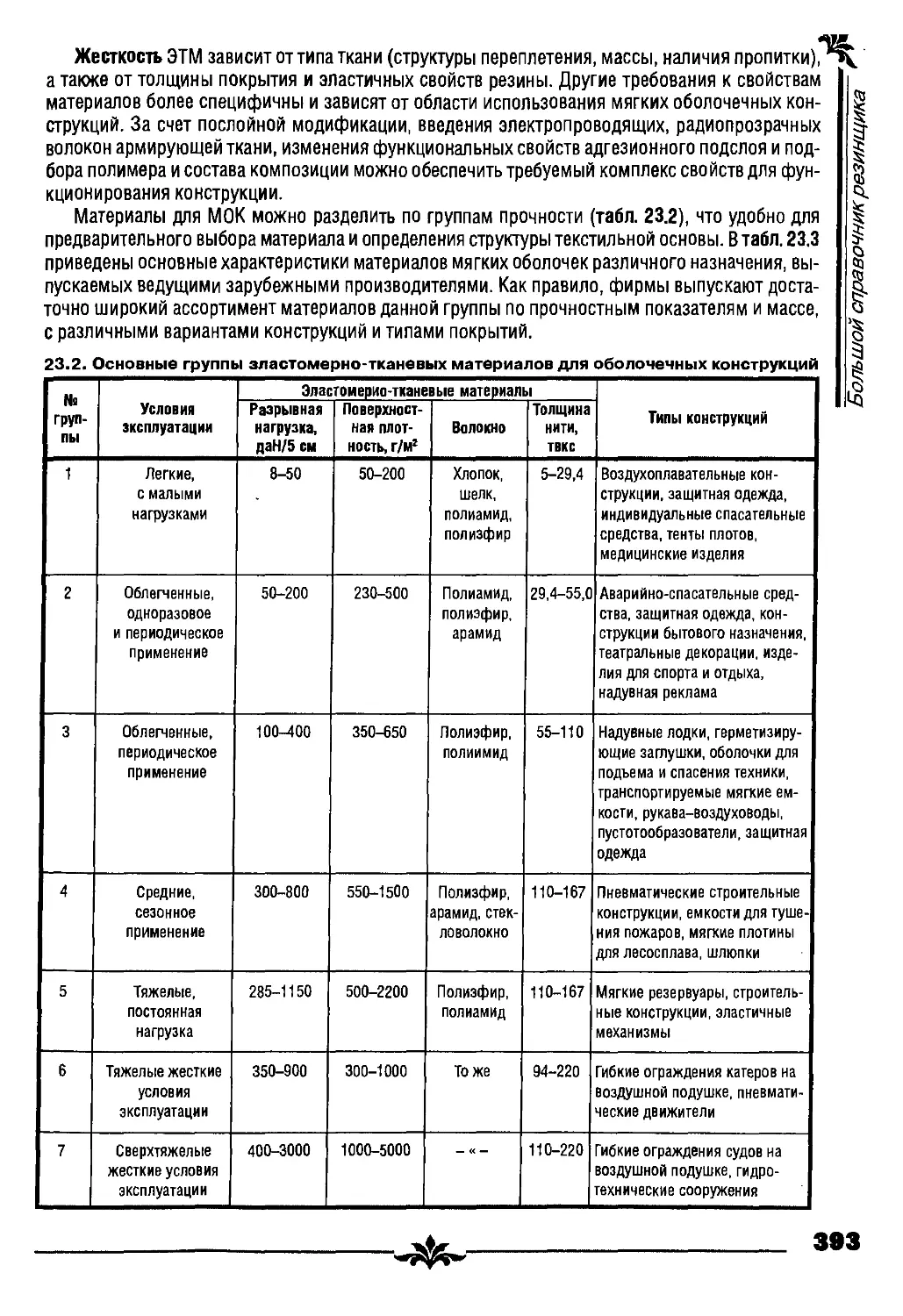
23.2. Применение эластомерно-тканевых материалов в резинотехнике 390
23.3. Материалы для мягких оболочечных конструкций 391
23.3.1. Товарные прорезиненные ткани 396
23.3.2. Компоненты материалов для мягких оболочек 396
23.4. Производство эластомерно-тканевых материалов 399
23.5. Контроль в производстве эластомерно-тканевых материалов 401
23.6. Прогнозирование работоспособности эластомерно-тканевых материалов 402
23.7. Утилизация изделий и отходов производства 403
24. МЯГКИЕ ОБОЛОЧЕЧНЫЕ КОНСТРУКЦИИ (В.П. Шпаков) 403
24.1. Классификация мягких оболочечных конструкций 404
24.2. Конструирование мягких оболочечных конструкций 421
I
1
!
I
I
^
5
jl* 24.3. Материалы мягких оболочечных конструкций 423
24.4. Производство мягких оболочечных конструкций 425
Я 24.5. Контроль материалов в производстве мягких оболочечных конструкций 428
f 24.6. Прогнозирование работоспособности мягких оболочечных конструкций 429
3 24.7. Утилизация изделий и отходов производства 429
I
Й 25. ИЗДЕЛИЯ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ
4 (Л.В. Гербова, Е.А. Кузнецова, АЛ. Соминский, Д.П. Трофимович) 430
^ 25.1. Классификация изделий медицинского назначения 430
^ 25.2. Гигиенические требования к изделиям медицинского назначения 431
§ 25.3. Изделия для внутреннего протезирования 432
<§ 25.4. Изделия, контактирующие с кровью 436
^ 25.5. Фармацевтические изделия 437
^ 25.6. Изделия для гастроэнтерологии, урологии, акушерства и анестизиологии 438
'§ 25.7. Комплектующие детали к наркозно-дыхательной аппаратуре 439
^ 26. ОБУВЬ ИЗ ЭЛАСТОМЕРОВ (B.C. Альтзицер) 440
1§ 26.1. Производство резиновой обуви клееным методом 440
26.2. Производство формовой резиновой обуви 442
26.3. Производство резинотекстильной обуви методами формования и литья под давлением .... 445
26.4. Литье обуви из термопластичных материалов 447
26.5. Производство обуви методом термоформования из пластизолей поливинилхлорида 448
26.6. Рецептурно-технологические основы производства резиновой обуви 449
26.7. Рецептуростроение композиций поливинилхлорида для литья обуви 452
26.8. Рецептура и свойства пластизолей ПВХ 455
27. ЛАТЕКСНЫЕ ИЗДЕЛИЯ (Д.П. Трофимович, Б.А. Майзелис) 456
27.1. Изделия из пенорезины, получаемые вспениванием латексных композиций 456
27.1.1. Метод расчета конструкции изделий 458
27.1.2. Основные виды изделий из пенорезины 460
27.2. Маканые изделия 462
27.3. Изделия, получаемые методом экструзии латексных смесей 470
РАЗДЕЛ ПЯТЫЙ. ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ ПРОИЗВОДСТВА
И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ 471
28. ЭКОЛОГИЧЕСКАЯ И ГИГИЕНИЧЕСКАЯ БЕЗОПАСНОСТЬ РЕЗИНОВОГО ПРОИЗВОДСТВА
(\З.Н. НудельмЩ) 471
28.1. Загрязнение воздуха на разных стадиях производства резиновых изделий 471
28.1.1. Меры снижения уровня загрязнения воздуха 472
28.1.2. Обозначения опасности загрязняющих веществ 473
28.1.3. Международные коды, обозначающие степени риска и меры предосторожности
при работе с химическими веществами 473
28.1.4. Контроль загрязнения воздуха 478
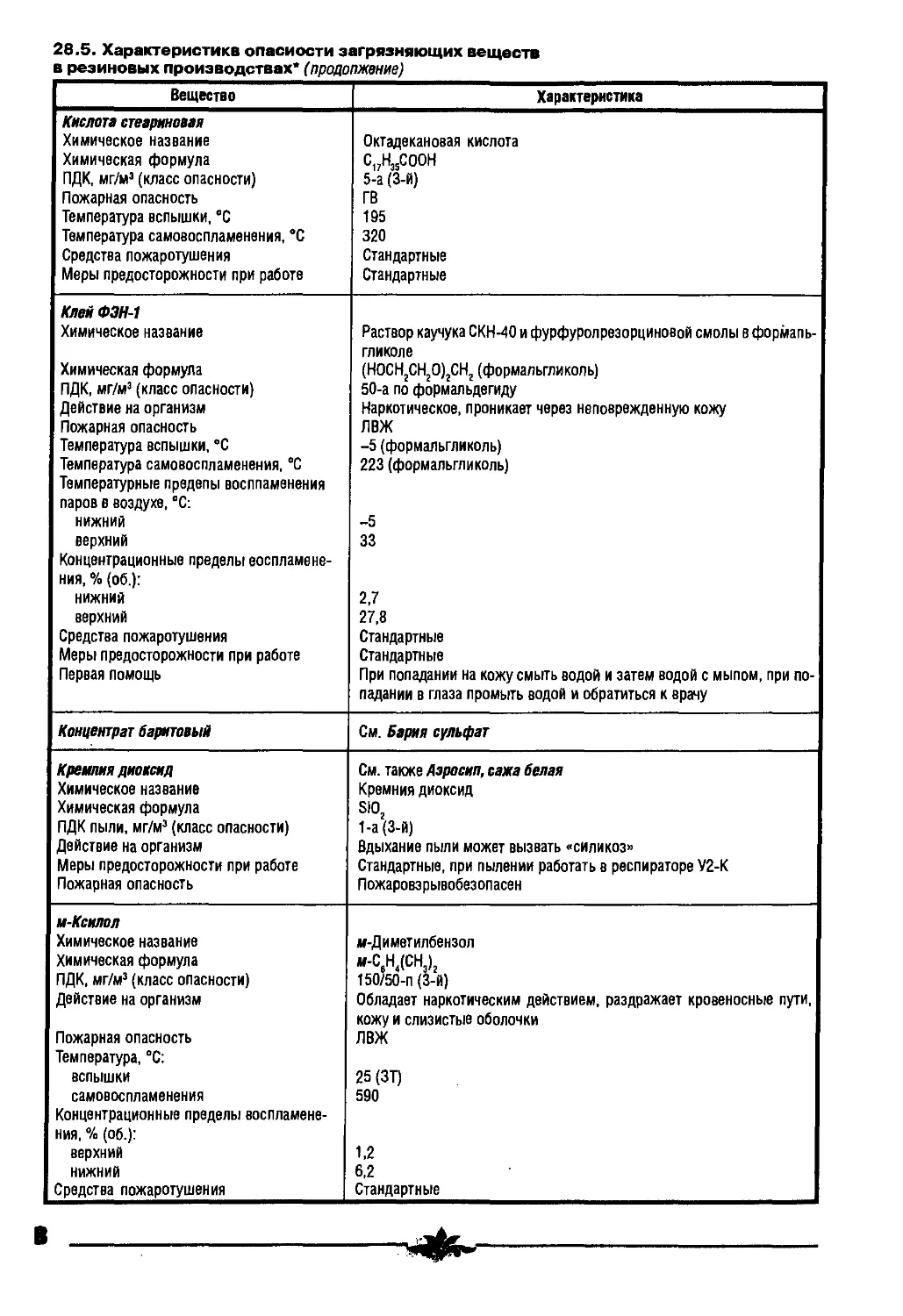
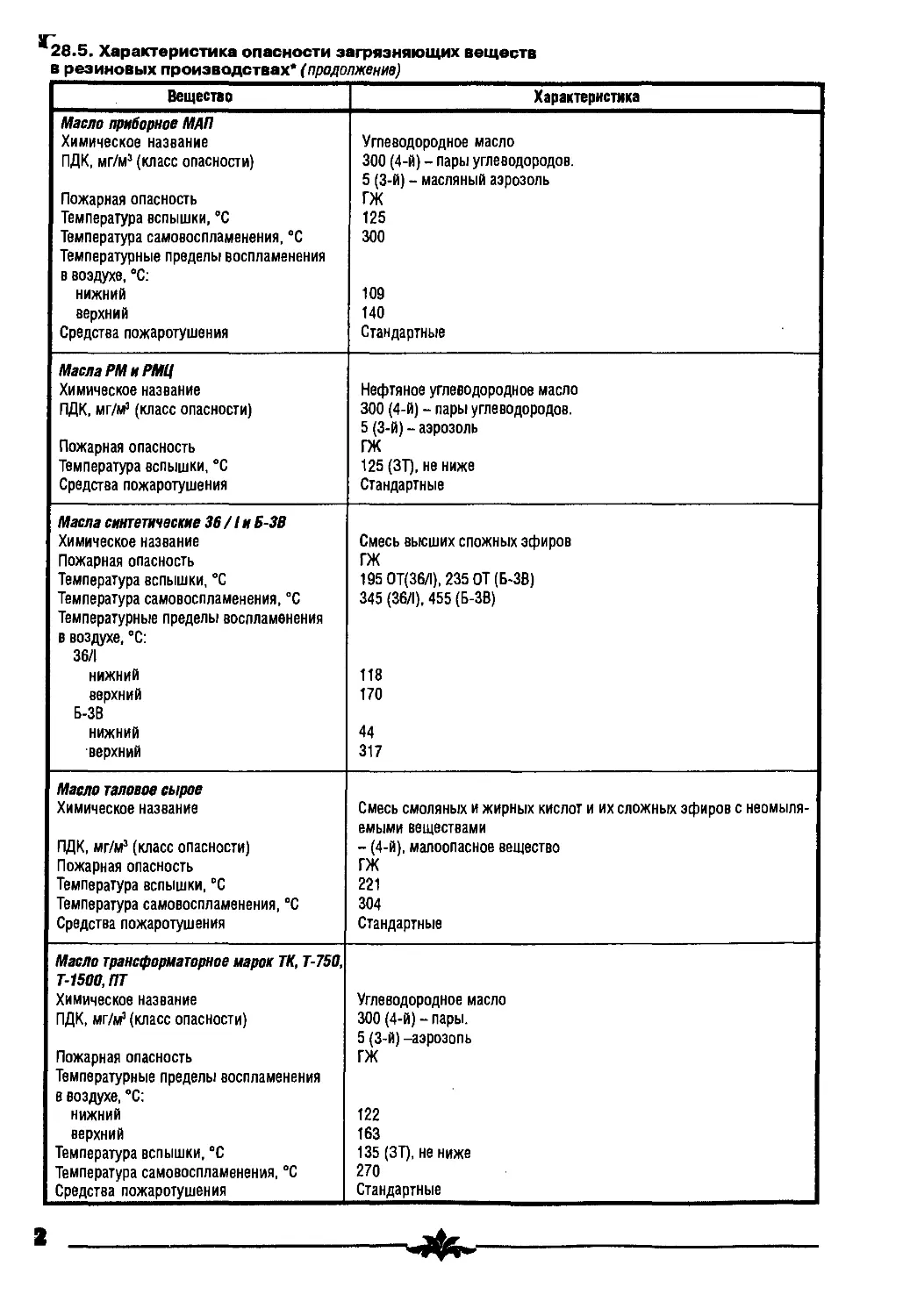
28.1.5. Токсичность, пожаро- и взрывоопасность химических веществ и материалов,
применяемых в резиновых производствах 494
28.1.6. Нормативная документация 528
28.2. Средства защиты от паров, пыли и аэрозолей 528
28.2.1. Респираторы 528
28.2.2. Противогазы 529
28.3. Средства тушения огня. Огнетушители 530
29. ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ ПРОИЗВОДСТВА РЕЗИНОВЫХ ИЗДЕЛИЙ ИЗ ЛАТЕКСОВ
(Д.П. Трофимович) 535
29.1. Токсичные вещества в воздухе рабочей зоны 535
29.2. Выбросы в атмосферу при производстве резиновых изделий из латексов 537
29.3. Сточные воды при производстве резиновых изделий из латексов 538
29.4. Отходы латексных производств и их переработка 540
РАЗДЕЛ ШЕСТОЙ. МЕТОДЫ ИСПЫТАНИЙ МАТЕРИАЛОВ ьиг
30. МЕТОДЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ РЕЗИН (A.M. Кучерский) 542
30.1. Основные положения 543
30.2. Стандартизация методов механических испытаний резин 544
30.3. Методы испытаний резин 544
30.3.1. Общие требования к проведению испытаний резин 545
30.3.2. Методы испытаний каучуков и резиновых смесей 545
30.3.3. Методы определения прочностных и упруго-гистерезисных свойств резин 546
30.3.4. Метод измерения твердости резин 548
30.3.5. Методы испытания резин на истирание 549
30.3.6. Методы определения прочности связи резины с другими материалами 550
30.3.7. Динамические методы испытаний резин 551
30.3.8. Методы испытаний резин на термическое и озонное старение 552
30.3.9. Методы испытаний резин при низких температурах 553
31. СТАНДАРТИЗОВАННЫЕ МЕТОДЫ ИСПЫТАНИЙ ЭЛАСТОМЕРОВ (АА. Лазарева) 556
РАЗДЕЛ СЕДЬМОЙ. ВТОРИЧНАЯ ПЕРЕРАБОТКА РЕЗИН И ИЗДЕЛИЙ 568
32. ПЕРЕРАБОТКА РЕЗИНОВЫХ ОТХОДОВ (СЕ. ШаховецГШБогданов\, О.О. Николаев,
БЛ. Смирнов, В.П. Бритое) 568
32.1. Классификация способов переработки резиновых отходов 569
32.2. Использование изношенных шин и резинотехнических изделий 570
32.3. Производство резиновой крошки 572
32.3.1. Криогенное измельчение 573
32.3.2. Измельчение при комнатной температуре 575
32.3.3. Измельчение под воздействием полей различной природы 579
32.4. Использование резиновой крошки 580
32.5. Производство регенерата 581
32.5.1. Традиционные методы регенерации 581
32.5.2. Новые методы регенерации 583
32.6. Комплексная регулируемая механотермохимическая регенерация 583
32.6.1. Характеристика процесса 583
32.6.2. Технология и оборудование 585
32.6.3. Свойства регенератов 587
32.7. Композиционные материалы с добавками регенерата 589
32.8. Технология изготовления изделий 591
32.8.1. Особенности технологии приготовления композиций 592
32.8.2. Изготовление изделий различного назначения 593
32.9. Перспективные направления создания композиционных материалов и изделий 594
32.10. Организационно-правовая система обращения с изношенными шинами 596
33. УТИЛИЗАЦИЯ ШИН (Ж.В. Перлина, ИВ. Веселов) 599
33.1. Восстановительный ремонт шин 599
33.2. Механическое измельчение для получения крошки 600
33.3. Переработка отходов и амортизированных полиуретановых шин 601
34. ПЕРЕРАБОТКА ОТХОДОВ ЛАТЕКСНЫХ ПРОИЗВОДСТВ (ДЛ. Трофимович) 602
СПИСОК ЛИТЕРАТУРЫ 604
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ 624
УКАЗАТЕЛЬ МАРОК ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ ПРОДУКТОВ,
ПРИВЕДЕННЫХ В ЧАСТИ 2 СПРАВОЧНИКА 637
ПРОИЗВОДИТЕЛИ И ПОСТАВЩИКИ
НИНАС.ООО 642
ПЕНТА. ООО 643
ЖУРНАЛ «Каучук и резина» 644
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
I
Щ
I
i
i
i
I
КАУЧУКИ
АК-акрилатный каучук
ББК-бромбутилкаучук
БК-бутилкаучук
БНК-бутадиеннитрильный каучук
БСК-бутадиенстирольный каучук
БМСК - бутадиенметилстирольный каучук
ВП-винилпиридиновый каучук
ГБК-галобутилкаучук
ГБНК - гидрированный бутадиеннитрильный каучук
КСК - карбоксилсодержащий каучук
НК - натуральный каучук
ПБ-бутадиеновый каучук (полибутадиен)
ПСК - полисульфидный каучук
СК-силоксановыЙ каучук
СКПО- пропиленоксидный каучук
ФСК - фторсилоксановый каучук
УК-уретановый каучук
ФК-фторкаучук
ХБК -хлорбутиловый каучук
ХПК-хлоропреновый каучук
ХСПЭ - хлорсульфированный полиэтилен
ЭПДК-этиленпропилендиеновый каучук
ЭПК-этиленпропиленовый каучук
ЭХГК - этиленхлоргидрированный каучук
ИНГРЕДИЕНТЫ РЕЗИНОВОГО ПРОИЗВОДСТВА
АБИБН -азо-оис-изобутиронитрил
АДКА - азодикарбонамид
АФА-алкилфеноламин
АФДА-алкилфенилендиамины (сантофлекс 134-ПД,
11L, дусантокс L)
АФФДА- 1\1-алкил-1\Г-фенил-л-фенилендиамин (С-789)
ББПВ - л-бутил-4,4-бис-(грег-бутилперокси)валерат(лу-
перко230Х1_)
ББПБ-/7-бутил-3,3-бис(7рег-бутилперокси)бутират(три-
гонокс 17/40)
ББТА - г/7ег-бутил-2-бензтиазолил(сульфенамид Т)
ББФ - бензилбутилфталат
БДМАФА- 1\1,1\Г-бис-(1,4-диметиламил)-л-фенилендиа-
мин
БТМС - 2-бензтиазолил-1\1-морфолилдисульфид
БАФФП - 2,2-о"ис-(3-амино-4-гидроксифенил)-
1,1,1,3,3,3-гексафторпропан
БО- бутилолеат (фригит)
БОФ - бензилоктилфталат
БПИБ-ди(трег-бутилпероксиизопропил)бензол
БПТМЦ -1,1 -бис(т)эег-бутилперокси)-3,3,5-триметилцик-
логенсан(тригонакс 29/40)
БПХ-л-бензилпиридинийхлорид(катапин)
БСГ - бензолсульфонилгидразид
БСФАН-2-(л-бензолсульфогидроксифениламино)наф-
талин
БТФФХ-бензилтрифенилфосфонийхлорид
ГББ - гексабромбензол
ГБНА - 1\1-(3-гидроксибутилиден)нафтиламин-1 (альнафт)
ГБЦД-гексабромциклододекан
ГМДА - гексаметилендиамин
ГМДАК - гексаметилендиаминкарбамат
ГМДАС - гексаметилендиаммонийсебацинат
ГМДИ - гексаметилендиизоцианат
ГМТА-гексаметилентетрамин(уротропин)
ГПФД - гептил-л-фенилендиамин
ГФНА - 1\1-(4-гидроксифенил)нафтипамин-2(параокси-
неозон)
ДААБ - диазоаминобензол
ДАТК - диалкилдитиокарбамат
ДАДТК - диамилдитиокарбамат
ДАДФА - 4,4'-диалкилдифениламин
ДАДФМ -4,4'-диаминодифенилметан
ДБТК-дибензилдитиокарбамат
ДБДТК - дибутилдитиокарбамат
ДБДФО - декабромдифенилоксид
ДБКФ-дибутилкарбитолформаль
ДБММФ-2,6-ди-т/?ет-бутил-4-метоксиметил фенол
ДБМФ-2,6-ди-грег-бутилметилфенол (агидол 1, ал ко-
фен БП, ионол)
ДНФД - |\|,М'-ди(Р-нафтил)-л-фенилендиамин (диафен
НН)
ДББПВ-л-бутил-4,4-бис(грег-бутиллерокси)валерат
ДБПМЦГ-1,1 -ди(трег-бутилперокси)-3,5,5-триметалцик-
логексан
ДБППБ -ди(трв7'-бутилпероксиизопропил)бензол (перок-
симон)
ДБС - дибутилсебацинат
ДБТС - ди(2-бензтиазолил (дисульфид (альтакс)
ДБТМ -1,3-дибутил-2-тиомочевина (1,3-дибутил-2-тио-
карбамид)
ДБТМЦГ-1,1-ди(трег-бутилперокси)-3,3,5-триметилцик-
логексан
ДБФ-дибутилфталат
ДБЭА - дибутоксиэтиладитинат
ДБЭЭА - ди(бутоксиэтоксиэтил)адипинат
ДМТК - диметилдитиокарбамат
ДДМ - л-додецилмеркаптан
ДИБДТК - диизобутилдитиокарбамат
ДИБТС-1\1,1\Г-диизопропил-2-бензтиазолилсульфенамид
ДИПБ - диизопропилбензол
ДКП - дикумиллероксид
ДМБП -бис(а,а-диметилбензол)пероксид (перкодокс
ВС-40)
ДМБПГ-2,5-диметил-2,5-о'ис-(тре7--бутилперокси)гек-
сан-3(луперко130ХЦ
ДМБФА- N-(1,3-диметилбутил)-1\Г-фенил-л-фенилен-
диамин (диафен 13, сантофлекс 13)
ДМДТК -диметилдитиокарбамат
ДМДФА - л,л'-диметоксидифениламин
ДММБФ-2,2'-диэтилен-бис-(4-метил-6-грег-бутилфе-
нол) (агидол 2, НГ-2246, бисалкофен)
ДМПТМА-диметилолпропантриметакрилат
ДМПФД- N,N'-o0c-(1,4-диметилпентил)-л-фениленди-
амин (антиоксидант 4030, сентофлекс 77)
ДМСО - диметилсульфоксид
ДМФТД-М,1\1'-диметил-1\1,1\Г-дифенилтиурамдисульфид
ДМФФД- N-(1,3-диметилбутил)-№-фенил-п-фвнилен-
диамин (диафен-13)
ДМФ - диметилфталат
ДНПМТ-М,1\Г-динитрозопентаметилентетрамин
ДНФД-М,1\Г-ди-Р-нафтил-л-фенилендиамин
ДОС-диоктилсебацинат
Д0ФД-1\1,М'-диоктил-л-фенилдендиамин
ДПМТГС-ди(пентаметилентиурам)гексасульфид
ДПМТС - дипентаметилентиурамтетрасульфид (тетрон А)
ДМАФА-2,4,6-трис-(!Ч-1,4-диметиламил-п-фениленди-
амин)-1,3,5-триазин
ДТБП - ди-7рег-бутилпероксид
ДТБПГ-2,5-ди(трет-бутилперокси)-2,5-диметилгексан
ДТГ-М,М'-ди-о-толилгуанидин
ДТДМ - 1\1,№-дитиодиморфолин
ДТМ-4,4'-дитиоморфолин
ДТМС - N.N-дитиоморфолилдисульфид
ДФГ-М,1\Г-дифенилгуанидин
ДФТМ - МД-дифенилтиомочевина^Д-дифенилтиокар-
бамид)
ДТФМИ-дитиобисфенилмалеимид
ДФФД-1\1,1\Г-дифенил-л-фенилендиамин
ДХБ - дихлорбутадиен
ДЦГБС - 1\1,М'-дициклогексил-2-бензтиазолилсульфена-
мид
ДЦФД-МД-дициклогексил-п-фенилендиамин
ДЭБТС - М,1\Г-диэтил-2-бензтиазолилсульфенамид (суль-
фенамид БТ)
ДЭГА - диэтилгидроксиламин
ДЭГДМА-диэтиленгликольдиметакрилат
ДЭГФФ-ди(2-этилгексил)фенилфосфат
ДЭДТК - диэтилдитиокарбамат
ДЭК - диэтил ксантогенат
ДЭТМ - диэтилтимочевина (диэтилтиокарбамид)
ИПФФД- N-изопропил-М'-фенил-п-фенилендиамин (ди-
афен ФП)
МБИ - 2-меркаптобензимидазол
МБМФ - 2,2-метиленбис-(6-грег-бутил-4-метилфенол)
МБТ - 2-меркаптобензтиазол (каптакс)
МДБФ-4,4'-метиленбис-(2,6-ди-7рег-бутилфенол)
МДМБФ-4-метил-2,6-ди(ос-метилбензол)фенол
МИА-2-мерктоимидазолин (NA-22)
ММБИ - 4(5)-метил-2-меркаптобензимидазол
ММБФ - 2,2'-метиленбис(4-метил-6-грег-бутилфенол)
(агидол 2, бисалкофен, НГ-2246)
МФДМ - м-фенилендималеимид
МХА- метилен-оис-о-хлоранилин (МОКА, диамет X)
Н ДИ -1,5-нафтилендиизоцианат
НДФА - N-нитрозодифениламин
ОБДФО - октабромдифенилоксид
0БСГ-4,4'-оксибензолсульфонилгидразид
ОДБТС - 1\1-оксидиэтилен-2-бензтиазолилсульфенамид
(сульфенамид М)
0ЭТКА-1\1-оксидиэтилентиокарбамил-1\1-оксидиэтилен-
сульфенамид
ПБДФО - пентабромдифенилоксид
ПМТОП - 3,3,5,7,7-пентаметил-1,2,4-триоксипан
ТАИЦ- триалилизоцианурат
ТАЦ-триаллилцианурат
ТБАБ -тетрабезтиламмонийбромид
ТББТС - 1\1-7рвг-бутил-2-бензтиазолилсульфенамид
(сульфенамид Т)
ТБФ - трибутилфосфат
ТБМФ-4,4'-тио-бис-(6-грег-бутил-23-метилфенол)
(тиалкофен БМ, сантонокс)
ТБПЦГП-4,4,4,4-тетракис(грег-бутилперокси)-2,2-ди-
циклогексиллропан (перкодокс 12/40)
ТБТДС - тетрабутилтиурамдисульфид
ТБТМ-трибутилтиомочевина
ТДИ - 2,4-толуилендиизоцианат
ТИБТМС - тетраизобутилтиураммоносульфид
ТКСФ - триксиленилфосфат
ТКФ -трикрезил фосфат
ТМГ - тетраметилгуанидин
ТИБТД - тетраизобутилтиурамдисульфид
ТМДГХ-2,2,4-триметил-1,2-дигидрохиналинаолигомер
(ацетонанил, флектол Н)
ТМТД-тетраметилтиурамдисульфид (тиурам Д)
ТМТМ -тетраметилтиураммоносульфид (тиурам М, ММ)
ТМХ - 2,2,4-триметил-1,2-дигидрохинолин
ТНФФ-три(л-нонилфенил)фосфит (фосфитНФ,
полигард)
ТЭГФ - три(2-этилгексил)фосфат
ТСК - тиосемикарбазид
ТСФАН - 2-(л-толуолсульфогидроксифениламино)наф-
талин
ТФФ -трифенилфосфат
ТХЭФ -трихлорэтил фосфат
ТЭБАХ - триэтилбензиламмонийхлорид
ТМТДС - тетраметилтиурамдисульфид
ТЭТДС -тетраэтилтиурамдисульфид (тиурам Е)
ФАН - N-фенил-ос-нафтиламин (неозон)
ФБН - фенил-Р-нафтиламин
ФБТС - 1\1-фурфурилиден-2-бензтиазолилсульфенамид
(сульфенамид Ф)
ФД - л-фенилендиамин
77ФД - N,N'-6«c-(1,4-диметиламил)-л-фенилендиамин
ФДМИ - М,1\Г-/и-фенилендималемид (Малеид Ф)
ФИПФД - М-фенил-М'-изопропил-л-фенилендиамин (ди-
афен ФП, вулканокс4010 NA, сантофлекс IP)
ФНА - N-фенил-а-нафтиламин (неозон А)
N-фенил-Р-нафтиламин (неозон Д)
6ФФД- N-(1,3-диметилбутил)-1\Г-фенил-л-фениленди-
амин (диафен 13, сантофлекс 13)
8ФФД - М-2-этилгексил-1Ч'-фенил-л-фенилендиамин
ХДО-л-хинондиоксим
ЦБС - 1\1-циклогексил-2-бензтиазолилсульфенамид
(сульфенамид Ц)
ЦГТФ-М-циклогексилтиофталимид
ЦГФИ - N-циклогексилфталимид
ЦГФФА - 1\1-циклогексил-1\Г-фенил-л-фенилендиамин
ЦТАБ-цетилтриметиламмонийбромид
ЦТФ - N-циклогексилтиофталимид
ЭМДГХ - 6-этокси-2,2,4-триметил-1,2-дигидрохинолин
(хинол ЭД, сантофлекс AW)
ЭТМ-этилентиомочевина (этилентиокарбамид, NA-22)
ЭТК-этилентиокарбамид
ЭФДТК - этилфенилдитиокарбамат
I
1
!
I
I
I
§
!
I
Т^РАЗПЕП ТРЕТИЙ
РЕЗИНЫ И ИХ СВОЙСТВА. КЛЕИ. ГЕРМЕТИКИ
10. ШИННЫЕ РЕЗИНЫ НА ОСНОВЕ
КАУЧУКОВ ОБЩЕГО НАЗНАЧЕНИЯ
(A.M. Пичугин)
10.1. Технологические свойства резиновых смесей 10
10.2. Протекторные резины 13
10.3. Резины для боковин 19
10.4. Резины для обрезинивания металлокорда 19
10.5. Резины для обрезинивания текстильного корда 20
10.6. Бортовые резины 22
10.7. Резины для герметизирующего слоя 23
10.8. Резины для диафрагм форматоров-вулканизаторов 25
10.1. Технологические свойства
резиновых смесей
Резиновые смеси должны обладать оптимальным сочетанием пласто-эластических,
адгезионных и конфекционных свойств, достаточными стойкостью к подвулканизации и скоростью
вулканизации.
Вязкость смесей и их эластическая восстанавливаемость определяются молекулярной
массой каучука и молекулярно-массовым распределением, типом и содержанием техуглерода и
пластификатора. Повышение содержания жидких пластификаторов (нефтяных масел) в большей
степени снижает вязкость смесей, но значительно меньше влияет на их эластическую
восстанавливаемость. Напротив, увеличение содержания техуглерода (особенно
высокоструктурного) повышает вязкость смесей и существенно снижает их эластическую восстановливаемость.
Верхний предел вязкости ограничен технологическими трудностями изготовления и
переработки жестких смесей, нижний предел - ухудшением механических свойств резин. Кроме того,
сильное снижение вязкости, например обкладочных смесей, приводит к ухудшению их упруго-
вязких свойств, что может явиться причиной неравномерного растяжения каркаса при его
формовании на стадии сборки и появлению местных локальных разрежений.
При вальцевании смесей весьма жесткие требования предъявляются к сочетанию
адгезионных свойств и эластической восстанавливаемости. Низкая адгезия к валкам и высокая
эластическая восстанавливаемость делают невозможным переработку смесей из-за «шубления» (смесь
не облегает поверхность валков). Наоборот, повышение адгезии позволяет перерабатывать смеси
со сравнительно высокой эластической восстанавливаемостью. Однако при слишком высокой
адгезии смеси прилипают к валкам. Для смесей с низкой восстанавливаемостью повышение
адгезии сверх определенного уровня приводит к переходу смеси на задний, быстро
вращающийся валок, что затрудняет нормальную переработку.
Для удовлетворительного шприцевания и каландрования смесей необходимы
определенные вязкость, эластическая восстанавливаемость, стойкость к подвулканизации и адгезия
смесей. Вязкость обкладочных смесей, особенно каркасных для обрезинивания кордов с большой
плотностью, должна быть сравнительно невысокой для обеспечения необходимой прессовки,
отсутствия оголений и переплетения нитей корда. Эластическая восстанавливаемость опреде-
10
^г
ляет усадку смесей и полуфабрикатов. Повышенная восстанавливаемость и, следовательно,"
усадка затрудняет процесс шприцевания смесей из-за появления дефектов «рваная кромка» и
«неровная поверхность» профилированной ленты, а также не позволяет обеспечить строгое
соблюдение заданных геометрических размеров протекторных заготовок и калибров обрези-
ненного корда.
По адгезии к валкам оборудования смеси на основе различных полимеров располагаются в
ряд: БСК > НК > СКИ-3 > СКД. Смеси из СКД вследствие низкой адгезии и высокой эластической
восстанавливаемости (связанной с образованием термомеханически прочных каучуко-сажевых
структур) «шубят» на вальцах. Эффективным способом повышения адгезии смесей к металлу
является введение термопластичных смол - повысителей клейкости. Увеличение содержания
масла также повышает адгезию смесей к валкам, но менее эффективно, чем смолы.
Вальцуемость смесей с увеличением их наполнения техуглеродом и маслом (при сохранении
постоянной вязкости) сначала улучшается. Это связано со снижением эластической
восстанавливаемости смесей и повышением их адгезии к валкам. Однако при определенном наполнении
вследствие чрезмерной адгезии и низкой восстанавливаемости смеси переходят на задний валок.
Оптимальное наполнение смеси техуглеродом, обеспечивающее удовлетворительную
обработку смесей на переднем валке, тем выше, чем ниже адгезия каучуков к валкам и больше их
восстанавливаемость. В соответствии с этим она уменьшается в ряду смесей на основе ПБ > ПИ > БСК.
По шприцуемости смеси из различных каучуков располагаются в ряд, соответствующий
уменьшению эластической восстанавливаемости смесей: БСК > НК > СКИ-3 > СКД. Смеси,
содержащие 100% СКД и 50-55 масс. ч. техуглерода, практически не шприцуются: заготовки
имеют рваную кромку и шероховатую поверхность. Значительно улучшают шприцуемость смесей
высокоструктурные типы техуглерода. Увеличение содержания масла ПН-бш не оказывает
существенного влияния на шприцуемость.
Наиболее распространенным и эффективным путем улучшения шприцуемости является
одновременное увеличение наполнения смесей техуглеродом (особенно высокоструктурным) и
маслом (при сохранении или даже некотором повышении вязкости смесей).
Смеси должны обладать достаточной стойкостью к преждевременной вулканизации при
температурах переработки (при шприцевании до 130-140°С, при каландровании до 105-120°С).
Время подвулканизации по Муни должно составлять не менее 15-20 мин при 130°С для
протекторных смесей и при 120°С - для обкладочных.
Стойкость смесей к подвулканизации определяется тремя параметрами: скоростями
структурирования и вулканизации и вязкостью смесей. По скорости структурирования смеси из БСК
уступают смесям из СКИ-3 и СКД и, соответственно, превосходят последние по стойкости к
подвулканизации. Техуглерод с рН > 7 (типа FIF, HAF, ISAF и др.) по сравнению с техуглеродом с
рН < 7 (канальный) придает смесям большую стойкость к подвулканизации.
Высокоструктурные и высокодисперсные типы техуглерода, увеличивающие вязкость
смесей и, следовательно, температуру, развивающуюся при их переработке, повышают опасность
подвулканизации смесей. Стойкость к подвулканизации увеличивается при уменьшении
содержания техуглерода в смесях и повышении концентрации пластификаторов.
Определяющее влияние на склонность смесей к подвулканизации оказывают содержание серы,
тип и содержание применяемого ускорителя вулканизации и замедлителя подвулканизации.
Заготовительно-сборочные процессы предъявляют высокие требования к конфекционным
свойствам обкладочных смесей: клейкости и когезионной прочности. Достаточная клейкость
смесей необходима для обеспечения монолитности покрышек.
Конфекционная клейкость и когезионная прочность смесей зависят, главным образом, от
типа каучука. Высокую когезионную прочность обеспечивают ПИ, наименьшую - ПБ. Смеси из
БСК занимают промежуточное положение.
Обкладочные резины для текстильного корда должны обладать высокой конфекционной
клейкостью и ее стабильностью при хранении. Клейкость резиновых смесей для обрезинивания
корда при хранении снижается в основном за счет выцветания серы. При содержании серы
^afteL.,
i
I
i
I
i
yf" менее 1,2-1,5 масс. ч. ее выцветание на поверхность смеси не происходит, так как она
адсорбируется техуглеродом. Такое критическое содержание серы зависит от дозировки и типа наполнителя.
Интенсивность выцветания прямо пропорциональна содержанию серы в смеси, температуре и
времени смешения.
Клейкость резиновых смесей зависит от влажности воздуха. В образцах смесей,
выдержанных на открытом воздухе с 85%-ной влажностью в течение 30 мин, клейкость
уменьшается в 5 раз, в то время как при хранении в эксикаторе их клейкость не меняется.
Сохранение клейкости резинокордного полотна зависит также от типа применяемого
прокладочного материала и сроков его использования. При многократном использовании прокладки
на ее поверхности остается диффундирующая из резиновой смеси сера, являющаяся
катализатором ускорения ее выцветания из «свежего» резинокордного полотна.
Формирование прочной адгезионной связи в системе резина-корд невозможно без
обеспечения удовлетворительного затекания резиновой смеси в кордное полотно в процессе об-
резинивания.
Требуемый уровень прессовки зависит главным образом от технического уровня и
состояния технологического оборудования. Однако применительно к каждому типу оборудования
необходим тщательный подбор состава резиновой смеси, обеспечивающий комплекс пластоэла-
стических и упруговязкостных характеристик.
Затекание резиновой смеси в кордное полотно может быть улучшено при замене части
жидких мягчителей на углеводородные смолы, канифоль, а также использованием добавок бутади-
енстирольного каучука (БСК-1500 до 20 масс. ч.).
Значение когезионной прочности и модуля упругости, характеризующих способность
смесей сопротивляться деформированию при растяжении (каркасность), особенно велико для
покрышек радиальной конструкции, и прежде всего малослойных, при сборке которых обкладоч-
ные смеси испытывают деформации до 200%.
Пластическое течение смесей вследствие их недостаточной упругости является основной
причиной разрежений нитей корда в каркасе, что отрицательно влияет на их эксплуатационные
свойства. Кроме того, неудовлетворительные когезионные свойства смесей значительно
снижают производительность труда в процессе изготовления полуфабрикатов и сборки покрышек
с применением резиновых смесей, характеризующихся высокой конфекционной клейкостью. В
этом случае проявляется повышенная липкость, что отражается в образовании трудно
расправляемых складок на корде.
Высокий модуль упругости, независимо от направления каландрования, обеспечивает
натуральный каучук. Его добавки к синтетическому изопреновому каучуку в количестве не менее 20
масс. ч. также смещают зону текучести смесей в область больших деформаций. Аналогичный
эффект проявляется при применении добавок бутадиенстирольного каучука (до 20 масс. ч.).
Необходимость интенсификации процесса вулканизации шин предъявляет повышенные
требования к вулканизационным характеристикам шинных смесей: к определяемой при
изотермическом процессе скорости вулканизации, ширине плато и максимально допустимой
температуре вулканизации. Интенсификация процесса вулканизации достигается путем повышения как
скорости вулканизации резин (в основном для грузовых шин), так и температуры процесса (для
легковых шин). Возможность увеличения скорости вулканизации резин обычно ограничивается
необходимостью обеспечения достаточной стойкости смесей к подвулканизации.
Влияние типа каучука и техуглерода на скорость вулканизации обратно их влиянию на
стойкость к подвулканизации. Скорость вулканизации возрастает с повышением
концентрации серы и особенно ускорителей. Сульфенамидные ускорители снижают (по сравнению с
тиазолами) скорость вулканизации резин в начальном (индукционном) периоде, однако в
главном периоде вулканизации обеспечивают удовлетворительную скорость (особенно при
использовании резин на основе ПИ и ПБ). Для повышения скорости вулканизации применяют в
небольших количествах добавки альтакса, дифенилгуанидина, монотиурама к сульфенамид-
ным ускорителям.
10.1.1. Влияние типа каучуков на технологические Ту
свойства резиновых смесей
Стойкость к реверсии при
высокотемпературной или длительной
вулканизации резин на основе изоп-
реновых каучуков существенно
ниже, чем у резин с применением ПБ
и БСК. Значительное улучшение
стойкости к реверсии достигается
снижением содержания серы при
одновременном увеличении
содержания ускорителя (так называемые по-
луэффективние и эффективные
вулканизующие системы). Высокую
стойкость к реверсии при
длительной вулканизации обеспечивают
вулканизующие системы, содержащие
дитиодиморфолин.
Вследствие низкой теплопроводности резин достижение оптимальной степени
вулканизации в массиве покрышек может сопровождаться значительной перевулканизацией наружной
части протектора и первых слоев каркаса. Перевулканизация резин приводит к
перегруппировке (реверсии) вулканизационных связей, структурированию или деструкции молекулярных
цепей каучука и соответственно к ухудшению механических свойств резин. Некоторое снижение
отрицательных последствий перевулканизации достигается применением в брекере и
последних слоях каркаса резин с большей скоростью вулканизации, чем у протекторных резин, а
также правильным построением режимов вулканизации.
Ранжирование технологических свойств резиновых смесей на основе различных каучуков
приведено в табл. 10.1.1.
Технологическое свойство
Конфекционная клейкость
Когезионная прочность
Адгезия к валкам (вальцуемость)
Шприцуемость
Эластическая восстанавливаемость
Стойкость к подвулканизации
Скорость вулканизации
Стойкость к реверсии
Оптимальное наполнение техуглеродом
Каучук
НК
4
4
3
3
3
1-2
4
2
2-3
ски-з
3^1
3^1
2-3
2-3
2-3
3
3
1
3
БСК
2-3
2-3
4
4
4
4
1
4
1-2
скд
1-2
2-3
3-4
4
Условные обозначения: 1 - минимальное значение; 4 ■
ное значение (в баллах для сравнения)
максималь-
I
I
!
I
I
10.2* Протекторные резины
Протекторные резины играют существенную роль в обеспечении важнейших
эксплуатационных показателей шин: тягово-сцепных и топливно-экономических характеристик,
надежности и ремонтопригодности. Тип каучука, тип и содержание техуглерода и пластификаторов,
степень вулканизации для протекторных резин шин различного назначения и условий
эксплуатации выбирают на основе требований к свойствам резин и в первую очередь к упруго-гистере-
зисным свойствам.
Условия эксплуатации неодинаково влияют на износостойкость и сцепление с дорогой шин
с протекторными резинами из различных каучуков. В этой связи в зависимости от температуры,
характера дорожного покрытия и жесткости испытаний наблюдается инверсия относительной
износостойкости и относительного сцепления протекторных резин на основе изопренового (ПИ),
бутадиенового (ПБ) и бутадиенстирольного (БСК) каучука.
При эксплуатации шин на дорогах с усовершенствованным покрытием при умеренных
температурах протекторные резины по износостойкости располагаются в ряд: ПБ > ПИ > БСК. С
увеличением интенсивности работы трения (скорости, нагрузки) преимущество относительной
износостойкости резин с применением ПБ возрастает, а резины из БСК превосходят резины из ПИ, т.е.
ПБ > БСК > ПИ. При повышенных температурах износостойкость резин из БСК выше
износостойкости резин из ПИ и приближается к износостойкости резин на основе ПБ (ПБ > БСК > ПИ).
На дорогах с неусовершенствованным покрытием шины с протекторными резинами из ПБ
уступают по износостойкости шинам с резинами из БСК и ПИ (ПИ > БСК > ПБ), причем
преимущество резин из БСК и ПИ возрастает по мере повышения жесткости условий и температуры. В
этих условиях резины из БСК по износостойкости превосходят резины из ПИ (БСК > ПИ > ПБ).
^п
f
I
10.2.1. Ранжирование протекторных резин на основе ка-
учуков общего назначения по влиянию на
технологические и технические свойства
По сцеплению с мокрой
дорогой при умеренных и
повышенных температурах
протекторные резины
располагаются в ряд: БСК > ПИ > ПБ. В
области пониженных
температур (0-5°С) шины с
протектором из ПИ по сцеплению
превосходят шины с
протектором из БСК (ПИ > БСК > ПБ),
а при низких температурах
(ниже —10°С) резины из ПБ
обеспечивают лучшее
сцепление со льдом и
заснеженными дорогами (ПБ > ПИ > БСК),
т.е. резины по сцеплению
располагаются в ряд, обратный
их температуре испытания.
Резины на основе НК,
синтетического цис-1,4-изопренового
каучука (СКИ-3) и цис-1,4-поли-
бутадиена (СКД)
характеризуются по сравнению с резинами из
бутадиенстирольных каучуков
низкими гистерезисными
потерями при 50-60°С. Наибольшие
гистерезисные потери (tg5)
наблюдаются у маслонаполненно-
го БСК с 37,5 масс. ч. масла
(СКМС-30АРМК27, SBR-1712),
т.е. по гистерезисным потерям
резины располагаются в ряд: ПИ < ПБ < БСК < БСК маслонаполненный.
В табл. 10.2.1 приведено ранжирование резин на основе промышленных каучуков по
технологическим свойствам и важнейшим выходным характеристикам в зависимости от условий
эксплуатации.
В протекторных резинах автомобильных шин используют синтетические каучуки общего
назначения: СКИ-3, СКД, БСК. Резины из СКИ-3 по комплексу усталостно-прочностных и упру-
гогистерезисных показателей приближаются к резинам из НК (табл. 10.2.2), но по ряду свойств
им уступают. Это особенно проявляется при оценке прочностных свойств резин с повышенной
густотой вулканизационной сетки при высоких температурах. Износостойкость шин с
протектором из СКИ-3 в средних и тяжелых условиях эксплуатации на дорогах с усовершенствованным
покрытием близка износостойкости шин с протектором из НК, а в жестких - несколько ниже.
При эксплуатации шин в карьерах резины из СКИ-3 по стойкости к порезам, «сколам» и
«выкрашиванию» уступают резинам из НК.
БСК придает протекторным резинам высокую стойкость к механическим повреждениям
(«скалыванию», проколу) и повышает коэффициент трения с мокрой поверхностью. Недостатками
резин из БСК являются высокие гистерезисные потери и сравнительно низкая морозостойкость.
По динамической выносливости и износостойкости в условиях повышенных температур
резины из БСК превосходят резины из СКИ-3. Шины с протектором из БСК превосходят по
износостойкости шины с протектором из СКИ-3 в жестких условиях эксплуатации, т.е. при высоких
мощностях трения.
Показатель
Стойкость к лодвулканизации
Скорость вулканизации
Стойкость к реверсии
Шприцуемость
Вальцуемость
Температура стеклования
Тангенс угла гистерезисных
потерь (tg8):
при 60°С
I при 0°С
1 Коэффициент трения по мокрой
поверхности
Коэффициент трения по льду:
при -5-0°С
при-20°С
при малых базах утомления
при больших базах утомления
Износостойкость:
в «мягких» условиях
эксплуатации шин
в условиях высокой
интенсивности работы трения
в условиях повышенной
температуры окружающей среды
Резины на основе
НК
1-2
5
2
4
4-5
4
1
3
4
5
3^1
5
2
5
2
3
iin
2
4
1
3^1
3-4
4
1
3
3-4
4-5
3-4
4-5
2-3
4
1
2-3
БСК
■ без
масла
4
1
4-5
4-5
4-5
2
4
4
4-5
3-4
2
4
3-4
4
3
4-5
БСКс
с 37,5
масс, ч
масла
4-5
2
4-5
5
5
1
5
5
5
4
1-2
3^1
3
3-4
3-4
5
цие-1,4-
полибу-
тадиена
СКД
1-2
4
4
1
1
5
1-2
1
1
1-2
5
2
5
3-4
5
4
Условные обозначения: 1 - минимальное значение; 5 -
ние (в баллах для сравнения).
максимальное значе-
10.2.2. Физико-механические свойства типовых протек- *f^
торных резин
I
I
!
!
I
ЦисА ,4-Бутадиеновый
каучук (СКД) придает
протекторным резинам такие ценные
свойства, как повышенная
эластичность,
износостойкость, динамическая
выносливость и морозостойкость.
Вместе с тем резины на основе
этого каучука имеют
неудовлетворительные
технологические свойства, низкий
коэффициент трения (на 30-40%
ниже, чем у резин из БСК и
СКИ-3), низкую стойкость к
механическим повреждениям.
Модуль внутреннего трения
резин (К) на основе СКД выше,
чем у резин из СКИ-3. Близкие
резинам из СКИ-3
эластичность, теплообразование, а
также гистерезисные потери в
режимах заданной энергии
цикла (К/Е) и особенно в
режиме заданного напряжения
(KIP) объясняются высоким
динамическим модулем В
резин на основе СКД.
Высокая
термоокислительная стойкость и динамическая выносливость при сравнительно низких напряжениях резин из СКД
обеспечивает повышенное сопротивление протектора растрескиванию по канавкам рисунка.
Для использования ценных свойств некоторых типов каучуков в рецептуре резин широко
применяются комбинации каучуков, позволяющие не только компенсировать недостатки того
или иного каучука, но и в ряде случаев обеспечить более высокие характеристики, чем у
резин на основе индивидуальных каучуков. Примером может служить повышенная усталостная
выносливость резин на основе ПИ и ПБ. Добавление БСК к ПИ позволяет повысить стойкость
резин к реверсии при вулканизации, термоокислительную устойчивость и сцепление с
мокрой дорогой.
В то же время введение небольших количеств ПИ в протекторные резины на основе БСК
и БСК+ПБ повышает клейкость, прочность связи с брекером и прочность стыка протектора
при сборке. Добавки ПБ (20-30 масс, ч.) обеспечивают повышение динамического модуля,
стойкости шин к «растрескиванию» по канавкам протектора и морозостойкости. При этом
комбинирование ПБ с ПИ и БСК позволяет компенсировать характерные для резин с ПБ
неудовлетворительные технологические свойства, склонность к «скалыванию», низкий
коэффициент трения.
Температура окружающей среды также существенно влияет на выбор типа каучука.
При высоких температурах для грузовых шин целесообразно применять ПИ или ПИ с
добавками БСК, для легковых - БСК. При низких температурах для грузовых шин рекомендуется
ПИ+ПБ, для легковых шин - БСК+ПБ+ПИ или БСК+ПБ.
Содержание техуглерода, оптимальное для обеспечения износостойкости, выбирают в
пределах области наполнения, которая сдвигается в сторону большей концентрации техуглерода в
ряду резин на основе каучуков: НК < СКИ-3 < БСК < СКД.
Показатель
Условное напряжение при 300%-ном
удлинении, МПа
Условная прочность при растяжении, МПа:
при 23°С
приЮ0°С
после старения (100°С, 72 ч)
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Твердость по Шору А
Эластичность по отскоку, %:
при 23°С
приЮ0°С
Интенсивность скалывания, см3/мин
Энергия прокола, Дж
Сопротивление разрастанию трещин,
тыс. циклов
Коэффициент динамической выносливости
(по ГОСТ 10952-64)
Коэффициент трения на мокром бетоне
на МП-3
Истираемость на приборе МИР-1, мУТДж:
до старения
после старения (100°С, 72 ч)
Температура хрупкости, °С
НК
14,5
27,5
18,5
16,5
510
125
64
45
62
0,42
0,26
100
5,5
0,58
110
312
-43
Резины на основе
СКИ-3
13,0
26,5
17,5
15,5
550
115
63
45
61
0,47
-
105
5,4
0,57
128
-44
скс-
ЗОАРК
10,0
24,5
10,5
20,0
550
55
60
38
53
0,23
0,42
30
7,3
0,59
110
175
-51
СКД
8,0
18,0
9,8
14,5
550
45
60
47
53
1,35
0,16
12
7,5
0,43
66
250
-30
jF
1
1
i
!
i
I
Максимальная износостойкость резин достигается в области оптимальной степени
вулканизации, которая уменьшается в ряду НК > СКИ-3 > БСК > (СКИ-3+СКД) > (СКИ-3+СКД+БСК) >
(БСК+СКД). Необходимо стремиться к повышению степени вулканизации резин до предела,
обусловленного сохранением удовлетворительной перерабатываемое™ смесей, максимальной
износостойкости и отсутствием растрескивания и выкрашивания протектора.
В протекторных резинах малых грузовых шин, для которых требования по снижению гисте-
резисных потерь (с точки зрения работоспособности шин) не являются приоритетными,
используется в основном комбинация БСК с ПБ (70:30).
Характеристика состава и свойств типовых протекторных резин для грузовых шин
различного назначения, применяемых на шинных заводах России и СНГ, приведена в табл. 10.2.3 и
табл. 10.2.4.
В протекторе легковых радиальных шин, основными требованиями к которым являются
повышение сцепления с мокрой дорогой и низкие гистерезисные потери, в зависимости от
категории скорости за рубежом и в СНГ применяются резины на основе 100 масс. ч. БСК или
комбинации БСК с ПБ или БСК с ПИ (табл. 10.2.5).
Резины на основе новых каучуков, нашедших применение в последние годы в шинной
промышленности, улучшают ряд выходных характеристик легковых шин. Однако при их
использовании даже в оптимальных дозировках улучшение одного свойства влечет за собой ухудшение
другого (рис. 10.2.1).
В настоящее время на основании рецептурно-технологического подхода, согласно которому
требования к материалам, рецептуре, технологическому процессу изготовления и переработки
резиновых смесей, оборудованию и системе контроля рассматриваются как единый,
взаимоувязанный комплекс. Разработан ряд резин с применением новых каучуков, кремнекислотных
наполнителей, технологических добавок, обладающих оптимальным комплексом свойств,
необходимых для современных высокоскоростных легковых шин (табл. 10.2.6).
10.2.3. Типовой состав (масс, ч) и свойства протекторных резин
для крупногабаритных и сельскохозяйственных шин
Показатель
Содержание, масс, ч.:
техуглерода
осажденных кремнийорганических
наполнителей
масла
Крупногабаритные шины
из резин на основе
НК (100)
45
10
5
СКИ-3
+ HK
(65:35)
45
15
8
СКС-30
АРК
(100)
50
8
Сельскохозяйственные шины
из резин на основе
СКИ-3 + СКС-30
АРКМ15
(70:30)
60
10
СКС-30 АРКМ 15
+ СКД + СКИ-3
(50:30:20)
65
14
Свойства резин
Условное напряжение при 300%-ном
удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Твердость по Шору А
Эластичность по отскоку, %:
при 20°С
при100°С
Гистерезисные потери KIE при 100°С
Энергия прорыва, кДж/м3
Истираемость на приборе МИР-1, м3ЯДж
Коэффициент трения на мокром бетоне
15,5
28,0
480
120
64
44
60
0,22
2,0
89
0,58
15,0
25,0
490
105
65
41
60
0,26
2,0
95
0,56
14,0
24,0
480
55
65
36
56
0,31
2,3
90
0,59
9,8
20,4
530
100
61
31
44
0,28
1,40
72
-
7,8
19,0
600
80
65
25
40
0,33
1,30
66
-
''10.2.4. Типовой состав (масс, ч) и свойства протекторных резин
; для автобусных и грузовых шин
Показатель
Содержание, масс, ч.:
техуглерода
масла
Автобусные шины
ЦМК
СКИ-3 +
СКД
(85:15)
50
7
комбинированные Р
СКИ-3 +
СКД
(75:25)
55
7
Грузовые шины
комбинированные Р
СКИ-3 +
СКД + БСК
(50:30:20)
55
8
СКИ-3 +
СКД
(70:30)
62
16
БСК +
СКД
(70:30)
65
14
ЦМК
СКИ-3 (100)
50
5
Свойства резин
Условное напряжение при
300%-ном удлинении, МПа
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Сопротивление раздиру, кН/м
Твердость по Шору А, усл. ед.
Эластичность по отскоку, %:
при 20°С
при 100°С
Гистерезисные потери К/Е
при 100°С
Истираемость, мУТДж
Коэффициент трения
на мокром бетоне
Относительная
износостойкость шин, %
Потери на качение шин, %
11,8
25,3
520
95
67
40
55
0,25
74
0,54
-
12,0
24,5
500
92
64
43
58
0,28
76
0,52
100
100
11,0
23,0
500
87
64
36
53
0,33
73
0,55
110
110
9,0
18,5
500
63
61
31
48
0,39
72
0,56
-
9,5
19,0
530
60
60
30
46
0,40
70
0,56
119
120
12,3
26,2
530
100
65
40
52
0,24
76
0,58
_
-
10.2.5. Типовой состав (масс, ч) и свойства протекторных резин отечественных
легковых шин
Показатель
Содержание, масс, ч.:
СКС-30АРКМ15
СКД
СКИ-3
масла ПН-бш
техуглерода N220
кремнекислоты
Категория скорости
ShT
100
3
60
83
17
12
65
Н
100
9
65
«Эко»
70
30
7
50
10
Свойства резин
Условное
напряжение при 300%-ном
удлинении, МПа
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Сопротивление
раздиру, кН/м
11,5
21,5
490
65
12,2
19,2
450
55
11,8
20,5
480
62
11,5
22,3
490
78
Показатель
Категория скорости
ShT | Н «Эко»
Свойства резин
Твердость по
Шору А, усл. ед.
Эластичность
по отскоку, %:
при 20°С
приЮ0°С
Гистерезисные
потери К/Е:
при 20°С
при100°С
Истираемость
(по Шопперу-
Шлобаху), см3/м
Коэффициент
трения на
мокром бетоне
65
25
36
0,60
0,39
1.95Ю-3
0,61
66
28
37
0,57
0,36
1.65-10-3
0,60
67
23
34
0,63
0,41
1.90-10-3
0,63
65
30
42
0,52
0,32
2,10-Ю-3
0,58
2 - 5465
ю.и.е. Физико-механические свойства протекторных резин для легковых шин с
применением новых материалов и технологий
Показатель
Вязкость по Мун|>
МБ1+4(100°С)
Условное
напряжение при 300%
удлинении, МПа
Условная
прочность при
растяжении, МПа
Сопротивление
раздиру, кН/м
Гистерезисные
потери К/Е
при 100°С
Коэффициент
трения по мокрой
поверхности
Истираемость
(по Шопперу-
Шлобаху), смэ/м
и
о 2
ш *
о
о
66
11,5
22,0
62
0,38
0,61
2,00-Ю3
J «
LO
65
12,2
19,2
55
0,35
0,60
1,75-103
СО
О Z
70
11,4
19,8
50
0,34
0,55
1,60-103
2"?
74
11,7
22,8
65
0,39
0,58
1,69-Ю3
3*
о- S
О
62
10,0
20,3
45
0,32
0,64
2,25-Ю3
68
10,9
18,5
55
0,35
0,66
2,10-103
БСК (70 масс, ч.)
1?
■ "
u S
о J2.
66
11,0
19,0
56
0,35
0,63
1,85-103
^ U
§1
г- £2.
73
11,8
19,2
54
0,37
0,62
1,90-103
Ч
{J СО
68
11,8
19,4
57
0,35
0,59
1,70-103
ii
60
11,0
16,8
50
0,35
0,68
2,45-103
о
3 юо
s В 8
*5 u «
3 я I
Износостойкость
Сцепление
Рис. 10.2.1. Износостойкость и сцепление легковых шин (за 100% принята резина № 8 — 100 масс. ч.
БСК) на основе каучуков:
1 - ДССК-18 (100); 2 - СКД и БСК (30:70); 3 - резиласт М-100; 4 - СКД-1245 и БСК (30:70);
5 - СКДЛ-С и БСК (30:70); 6 - СКДСР-Ш и БСК (30:70); 7 - ДССК-18 М27 (100); 8 - СКС-30
ЛРКМ15 (БСК) (100); 9 - ДССК-2545 М27 и СКД (75:25); 10 -1,2 ДССК-24 (100); 11 - СКИ-3,4
и БСК (20:80).
1.0.3.1. Состав и свойства резин боковин грузовых и легковых шин
радиальной конструкции по данным лаборатории «Смизерс», США
Показатель
Содержание, масс, ч.:
НК
БСК без масла
цисА ,4-полибутадиена
веществ, экстрагируемых
ацетоном
серы
оксида цинка
техуглерода
Грузовые шины
55
45
9,7
2,0
3,0
48
50
50
13
2,1
3,4
48
50
10
40
11
2,0
4,5
44
40
20
40
8
1,6
2,7
45
Свойства резин
Твердость по Шору А, усл. ед.
Условное напряжение при
300%-ном удлинении, МПа
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве. %
Плотность, кг/м3
63
10,5
23,0
552
1100
60
7,4
21,0
600
1100
63
8,5
19,7
536
1100
62
5,8
20,7
500
1110
Легковые шины
70
30
16
2,5
2,8
52
45
55
23
2,3
3,1
45
40
60
13
2,4
2,5
50
50
15
35
17
2,8
3,3
45
60
6,7
17,6
584
1100
58
5,7
16,9
600
1090
64
9,4
17,9
460
1110
58
6,3
19,0
610
1100
10*3. Резины для боковин
Разработка рецептур резин для боковин шин типа «Р» проводится в двух направлениях:
- повышение усталостной выносливости и атмосферостойкости резин на основе
промышленных типов каучуков;
- разработка рецептуры и технологии изготовления и переработки резин на основе озонос-
тойких каучуков.
Из каучуков общего назначения наибольшей усталостной выносливостью при высоких
базах утомления обладают резины из ПБ, а при низких - из ПИ. В соответствии с этим для боковин
используется комбинация бутадиеновых и изопреновых каучуков. Оптимальный интервал
дозировок ПИ:ПБ равен (30-50):(70-50). Для обеспечения удовлетворительных технологических
свойств и прочности стыка боковины наиболее часто применяется соотношение ПИ:ПБ, равное
50:50. Для улучшения технологических свойств и повышения стойкости к порезам в рецептуру
боковины вводят 15-20 масс. ч. БСК. Для повышения усталостной выносливости
целесообразно использовать неодимовые полибутадиены и полиизопрены и их сополимеры (СКДИ).
Рецептуры и свойства резин боковин приведены в табл. 10.3.1.
10.4. Резины для обрезинивания металлокорда
Высокая и надежная прочность связи в резино-металлокордном композите в значительной мере
определяется составом брекерных резин. К брекерным резинам, кроме основных требований
высокой адгезии к металлокорду, предъявляются также требования, характеризующие способность
удовлетворительно перерабатываться на оборудовании: необходимая вязкость, стойкость к подвулкани-
зации, высокая клейкость, отсутствие выцветания серы в процессе хранения. Резины должны иметь
высокую скорость вулканизации, удовлетворительные прочностные и усталостные свойства,
необходимую стойкость к старению, твердость и соответствовать конструкции шин.
При оптимизации состава брекерных резин в первую очередь следует обращать внимание
на влияние того или иного ингредиента на адгезионные свойства смесей к металлокорду.
^*~
!
1
§
!
!
I
10.4.1. Типовой состав и плотность резин для обрезинивания металлокорда ЦМК
и легковых шин ведущих фирм
Показатель
Содержание, масс, ч.:
НК
СКД
пластификатора
техуглерода
серы
оксида цинка
оксида кремния
кобальта
Плотность, кг/м3
Легковые шины фирмы
«Мишлен»
70
30
15,6
72,4
6,4
6,75
-
0,15
1200
100
-
9,0
64,3
7,6
7,9
-
0,32
1190
«Файер-
«стоун»
100
-
12,5
56,5
5.6
7,74
9,43
0,15
1210
«Конти-
ненталь»
70
30
16,0
57,6
5,7
4,03
7,7
0,07
1200
«Тойо»
75
25
10,6
60,2
4,80
7,4
-
0,15
1210
ЦМК шины фирмы
«Гудьир»
100
-
8,1
61,4
4,3
4,2
6,5
0,06
1200
«Бридж-
стоун»
100
-
6,0
69,8
5,8
4,4
-
0,10
1200
«Суми-
томо»
100
-
7,0
71,5
4,6
4,4
-
0,08
1200
«Мишлен»
100
-
3,7
68,9
5,8
7,5
-
0,19
1190
Резины из каучуков СКИ-3, СКД, СКМС-30 АРК по прочности связи с металлокордом не
уступают резинам из НК. Выбор типа каучука определяется необходимостью обеспечения
требуемых технологических и особенно механических свойств резин. В связи с этим брекерные
смеси изготавливают на основе изопреновых каучуков (НК или СКИ-3), иногда с добавками
полибутадиена для получения резин с высокой эластичностью и усталостной выносливостью.
Изучение влияния молекулярной массы СКИ-3 на прочность крепления резины к
латунированному металлокорду показало экстремальный характер зависимости адгезионных свойств
резиновых смесей от молекулярной массы исходного каучука СКИ-3.
Брекерные резины зарубежных фирм содержат 100% НК (целиком металлокордные- ЦМК
шины) или его комбинацию с ПБ (легковые шины) и характеризуются высоким наполнением
техуглеродом и небольшим количеством пластификатора для резин ЦМК шин. Ряд фирм
[«Гудьир» (США), «Континенталь» (Германия), «Файерстоун» (США)] используют комбинацию
техуглерода и оксида кремния. Содержание серы в резинах и для легковых шин, и для ЦМК шин
составляет в основном 5-7 масс. ч. Содержание оксида цинка колеблется в пределах 4,0-7,9 масс, ч.,
т.е. практически все фирмы применяют брекерные резины для легковых и ЦМК шин со
значительным содержанием серы и оксида цинка. В качестве промотора адгезии все фирмы
используют от 1,0 до 3,2 масс. ч. солей кобальта в пересчете на 10%-ное содержание кобальта в
продукте (табл. 10.4.1).
10.5. Резины для обрезинивания
текстильного корда
В практике рецептуростроения каркасные резины обычно изготавливают на основе
натурального или синтетического изопренового каучука. В условиях действия повышенных динамических
нагрузок и температур применяют резины с добавками ПБ и БСК соответственно (табл. 10.5.1).
В табл. 10.5.2 приведен состав и свойства обкладочных резин для текстильного корда для
шин различных типов и назначения.
10.5.1. Физико-механические свойства каркасных резин на основе различных каучуков
Показатель
Содержание каучука, массч.:
СКИ-3-01
СКД
БСК
Вязкость по Муни МБ 1+4 (100°С)
Номер смеси
1 j
100
67
2
80
20
70
3
80
20
70
10.5.1. Физико-механические свойства каркасных резин
на основе различных каучуков (продолжение)
Показатель
Время начала подвулканизации по Муни при 130°С, fmin+5, мин
Вулканизационные характеристики при 155°С:
' время ts начала вулканизации, мин
время f» оптимальной вулканизации, мин
Номер смеси
1
23,0
5,0
13,0
2
28,0
6,0
15,5
3
24,0
5,5
13,5
Свойства резин
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Твердость
Эластичность по отскоку при 20°С, %
Гистерезисные потери К/Е:
при 20°С
при100°С
Коэффициент температуростойкости (100°С) по сопротивлению разрыву К0
Усталостная выносливость при многократном изгибе, тыс. циклов
Прочность связи с кордом 22В (Р-137) по Н-методу, %
14,7
23,2
500
99
66
45
0,30
0,17
0,69
5,9
100
15,4
22,5
432
96
68
46
0,34
0,21
0,74
5,3
120
15,4
21,7
420
83
69
48
0,29
0,19
0,64
7,3
103
10.5.2. Состав и свойства резин для обрезинивания текстильного корда
Показатель
Содержание, масс.ч.:
БСК
СКИ-3 (НК)
скд
регенерата
серы технической
сульфенамида Ц
, тиазола 2 (МБС)
■' фталевого ангидрида
•' «антогарда PVI
: .гексола ЗВИ
модификатора РУ
малеида Ф (МФБМ)
оксида цинка
стеарина
канифоли
асфальтено-смолистого
мягчителя
углеводородных смол
масла ПН-бш
диафена ФП
техуглерода N550
техуглерода N330
_ кремнекислоты
Брекер
грузовых и обкладка
легковых шин Д
-
75
25
-
2,2
1,2
-
0,5
-
0,8
1,0
-
5,0
1,0
2,0
5,0
3,0
5,0
0,5
40,0
15,0
-
Каркас шин
грузовых Р
-
100
-
-
2,2
0,8
0,3
0,5
-
0,8
1,0
-
4,0
1,0
2,0
-
3,0
10,0
1,0
40,0
10,0
-
-,. С
условное напряжение при
_300%-ном удлинении, МПа
Условная прочность
_при растяжении, МПа
относительное удлинение
при разрыве, %
13,0
23,5
520
11,0
21,5
520
грузовых Д
грузоподъемностью
более 6 т
-
100
-
15
2,1
0,8
0,2
0,5
-
1,0
1,0
-
5,0
2,0
1,0
5,0
-
5,0
0,5
45,0
-
до 6 т
30
70
-
20
2,0
0,7
0,2
0,5
-
0,8
1,0
-
5,0
2,0
1,0
4,0
-
5,0
0,5
45,0
-
-
легковых Р с кордом
анидным
-
100
-
-
2,5
1,2
-
-
0,3
0,8
1,0
-
5,0
1,0
2,0
3,0
-
6,0
1,0
25,0
30,0
-
полиэфирным
-
100
-
-
2,4
1,2
-
-
0,2
-
-
3,0
5,0
1.0
2,0
3,0
-
5,0
1,0
-
50,0
5,0
войства резни
8,0
22,0
590
7,3
18,5
570
13,5
21,0
490
14,0
21,0
510
>*~ 10.6. Бортовые резины
I
1
I
!
I
К бортовым резинам грузовых и легковых шин относятся резины для изоляции бортовой
проволоки, резины для износостойкой бортовой ленты радиальных шин, для обрезиневания
текстильного корда бортовой ленты диагональных шин, резины наполнительного шнура.
В ряде конструкций шин имеется бортовая лента из натуральной или синтетической ткани
квадратного переплетения, обрезиненная специальной резиной.
Резины для изоляции бортовой проволоки грузовых и легковых шин по составу
принципиально не различаются. Резиновые смеси для них должны иметь высокие когезию и адгезию,
позволяющие проводить процесс обрезинивание на кольцеделательном агрегате, работающем в
автоматическом режиме, и обеспечивающие хорошую адгезию к латунированной или
бронзированной бортовой проволоке. Это достигается применением в резине комбинации изопренового и бу-
тадиенстирольного каучуков в соотношении (70-80):(30-20) и заменой большей части жидких
мягчителей на твердые (асфальтено-смолистый пластификатор или углеводородные смолы) при
высоком наполнении техуглеродом типа FEF или сочетанием техуглеродов типов FEF и HAF. Для
повышения адгезии к проволоке увеличивают соотношение серы к ускорителю (3:1).
Резины для износостойкой бортовой ленты радиальных шин должны обладать в невулка-
низованном состоянии высокой жесткостью и низкой восстанавливаемостью, а в
вулканизованном -хорошей износостойкостью. Бортовые износостойкие ленты для грузовых и легковых
радиальных шин по составу близки между собой и могут различаться только содержанием
пластификаторов и повысителей клейкости. Резины содержат комбинацию бутадиенстирольного
каучука с изопреновым (60:40) и наполна техуглеродом N550 и N220 (40:40).
Резины для обрезинивания текстильного корда бортовой ленты диагональных шин состоят из
смеси на основе 60 масс. ч. БСК и 40 масс. ч. СКИ-3, наполненной 55 масс. ч. техуглерода N 330. Для
снижения стоимости и улучшения технологических свойств в них вводят 25 масс. ч. регенерата.
Резины наполнительного шнура грузовых и легковых шин различаются по своим упруго-
жесткостным характеристикам. В грузовых шинах, где применяется высокий наполнительный
шнур, достигающий зоны максимальных деформаций боковой стенки шины, он должен
обладать в первую очередь высокой динамической выносливостью. В легковых шинах, в которых
применяется низкий наполнительный шнур, его главная функция заключается только в
повышении жесткости бортовой зоны, поэтому он должен обладать высокой твердостью.
Резины наполнительного шнура содержат 100 масс. ч. изопренового каучука или его
комбинации с БСК или СКД в соотношении (70-80):(30-20). В качестве наполнителей обычно
применяют комбинацию полуактивного техуглерода FEF и активного ISAF примерно в равном
соотношении с общим содержанием 70-80 масс. ч.
В табл. 10.6.1 приведены состав и свойства бортовых резин грузовых и легковых шин,
применяемых на отечественных шинных заводах.
10.6.1. Состав и свойства бортовых резин грузовых и легковых шин
радиальной (Р) и диагональной (Д) конструкций
Показатель
Содержание, масс, ч.:
СКИ-3
СКС-ЗОАРКМ-15
регенерата РШТ
серы молотой
Наполнительный шнур
для грузовых
шин Р и Д
и легковых
шин Д
70,0
30,0
4,0
для легковых
шин Р
80,0 '
20,0
Бортовая лента
для
обрезинивания текстильного
корда для
грузовых и
легковых шин Д
40,0
60,0
25,0
2,2
износостойкая для
грузовых
и легковых
шин Р
40,0
60,0
2,2
Изоляция
бортовой
проволоки для
грузовых и
легковых шин
70,0
30,0
4,0
ч
Показатель
Содержание, масс, ч.:
серы полимерной
(Кристекс ОТ-33)
сульфенамида М
сульфенамида Ц
сантогарда PVI
цинковых белил
стеарина технического
модификатора РУ
смолы СФШ-1
канифоли
углеводородных смол
асфальтено-смолистого
пластификатора
масла ПН-бш
защитного воска
диафена ФП
ацетонанила Р
техуглерода N550
техуглерода N330
техуглерода N220
Наполнительный шнур
для грузовых
шин Р и Д
и легковых
шин Д
1,4
0,3
5,0
2,0
1,0
3,0
5,0
3,0
0,5
40,0
20,0
для легковых
шин Р
5,3
1,9
0,3
10,0
2,0
1,5
10,0
3,0
2,0
5,0
0,5
40,0
35,0
Бортовая лента
для обреэинива-
ния текстильного
корда для
грузовых и
легковых шин Д
1,3
0,2
5,0
2,0
6,0
8,0
3,0
1,0
55,0
износостойкая для
грузовых
и легковых
шин Р
1,2
0,4
4,0
2,0
2,0
2,0
2,0
1,5
1.0
1,0
40,0
40,0
Изоляция
бортовой
проволоки для
грузовых и
легковых шин
1,3
0,3
5,0
2,0
2,0
3,0
10,0
2,0
3,0
0,5
50,0
20,0
Свойства резин
Пластичность, усл. ед.
Условное напряжение, МПа,
при удлинении:
300%-ном
200%-ном
Условная прочность при
растяжении. МПа
Относительное удлинение при
разрыве. %
| Твердость по Шору А, усл. ед.
0,33
8,51
19,6
430
75
0,20
5.0
16,5
220
88
0,28
6,0
15,5
580
-
0,20
12,5
19.0
350
77
0,27
9,5
19,5
430
74
10.7. Резины для герметизирующего слоя
Герметизирующий тонкостенный резиновый слой в бескамерной шине предназначен для
обеспечения необходимых герметичных характеристик, в частности, сохранения внутреннего и
снижения внутрикаркасного давления в шине в процессе ее длительной эксплуатации. При
повышенной газопроницаемости резины герметичность шин снижается и в результате потери
давления в шине повышается сопротивление качению, износ протектора, увеличивается расход
топлива. Кроме того, воздух, находящийся под давлением в шине, диффундируя через резину
герметизирующего слоя в каркас, увеличивает внутрикаркасное давление, что дополнительно
способствует расслоению и разрушению шины.
В табл. 10.7.1 приведены относительные воздухо- и влагопроницаемость резин на основе
различных каучуков.
Резины на основе галобутилкаучуков по сравнению с резинами на основе каучуков общего
назначения имеют в 7-8 раз меньшую воздухопроницаемость и в 11-13 раз - меньшую
влагопроницаемость.
w
\
I
i
I
I
I
Низкая проницаемость резин с галобутилкаучуками объясняется наличием большого
количества метальных групп, перекрывающих друг друга, а также линейным строением
молекулярной цепи, обеспечиващим плотную молекулярную упаковку, которая препятствует диффузии
газов.
В табл. 10.7.2 приведены результаты испытаний резин на основе хлорбутилкаучука (ХБК)
и бромбутилкаучука (ББК) с различной вязкостью по Муни. Резиновые смеси, содержащие
ХБК и ББК с низкой вязкостью по Муни (32-42), характеризуются несколько большим
временем начала подвулканизации и существенно (на 30-80%) меньшей усадкой на каландре по
сравнению со смесями, содержащими каучуки с высокой вязкостью по Муни. Смеси с ББК в
общем случае менее технологичны (имеют большие склонность к подвулканизации и усадку,
меньшую клейкость), чем смеси на основе комбинации ХБК с НК. Прочностные показатели
резин, содержащих каучуки с меньшей вязкостью, несколько ниже, чем те же показатели
резин на основе каучуков большей вязкости. Газопроницаемость и эластичность резин не
зависят от вязкости каучуков.
Основное отличие галобутилкаучука от других каучуков, применяемых в производстве шин,
обеспечивает его основной вулканизующий агент-оксид цинка.
10.7.1. Относительная воздухо- и влагопроницаемость резин
для герметизирующего слоя на основе различных каучуков при 65*С
Резина на основе каучука
НК (100 масс, ч.)
Бутадиенстирольного (100 масс, ч.)
Хлоропренового (100 масс, ч.)
Воздухопроницаемость
8,3
6,8
3,5
Влагопроницаемость
13,3
11,0
9,0
Резина на основе каучука
Галобутилкаучука:
60 масс. ч.
100 масс. ч.
Воздухопроницаемость
3,1
1,0
Влагопроницаемость
3,0
1,0
10.7.2. Влияние содержания ХБК и ББК различной вязкости по Муни на свойства резин
различных марок герметизирующего слоя (каучуки производства фирмы «Эссо Кемиклз»,
Бельгия)
Показатель
Содержание галогена, %
Вязкость по Муни МБ 1+8 (125°С)
ББК (100 масс, ч.)
ХБК (80 масс. ч.)+НК (20 масс, ч.)
марка резины
МД 82-8
1,9
32
2233
2,0
40
2244
2,0
45 ,
НТ-1065
1,3
32
НТ-1066
1,3
42
НТ-1068
1,3
52
Свойства смесей и резни
Пластичность, усл. ед.
Вязкость по Муни МБ 1+8 (100°С)
Время начала подвулканизации
при120°С, f+5, мин
Усадка на каландре, %
Клейкость на приборе ТЕЛЬ-TAK*, кПа
Условное напряжение при 300%-ном
удлинении, МПа
Условная прочность при растяжении, МПа
Сопротивление раздиру, кН/м
Твердость
Эластичность, %
Коэффициент газопроницаемости
при 70°С, м7(МПа-с)хЮ-"
0,39
59
17
23
34
7,6
11,8
47
60
7
3,6
0,33
72
14
34
26
8,9
12,6
50
58
7
3,7
0,26
77
12
39
47
9,2
13,9
50
58
7
3,8
0,39
54
27
6,6
172
5,7
8,5
47
65
6
4,8
0,36
62
27
11,2
159
6,5
9,9
52
65
7
4,9
0,37
58
22
14,6
158
5,8
10,2
57
61
5
5,0
* Время контакта 3 с, нагрузка 2,3 Н.
Резины для диафрагм форматоров-вулканизаторов
10.8. Резины для диафрагм
форматоров-вулканизаторов
Для вулканизации шин в форматорах-вулканизаторах различных типов используют вулка-
низационные диафрагмы. В процессе эксплуатации диафрагмы подвергаются многократным
деформациям изгиба и растяжения при высоких температурах теплоносителей, подаваемых
под давлением в их внутреннюю полость. В связи с этим резины для диафрагм должны
отвечать следующим требованиям:
- высокая стойкость к тепловому старению и температуростойкость в среде пара и
перегретой воды (до 200°С);
- малые остаточные деформации и высокая эластичность при температурах эксплуатации;
- повышенная усталостная выносливость при многократных деформациях изгиба и
растяжения при высоких температурах.
Указанные требования обеспечиваются применением резин на основе бутилкаучука,
вулканизованного алкилфенолоформальдегидными смолами. Бутилкаучук вследствие низкой
ненасыщенности характеризуется высокой стойкостью к окислительным процессам. Низкая
газопроницаемость бутилкаучука обеспечивает высокую работоспособность диафрагм в процессе
эксплуатации. Алкилфенолоформальдегидные смолы образуют между молекулами полимера
термостабильные связи (-С-С- и-СО-С-), существенно превосходящие по термостойкости
серные связи. Введение хлоропреновых каучуков позволяет повысить скорость вулканизации
резин на основе бутилкаучука со смолами.
В качестве примера в табл. 10.8.1. приведен состав смеси, применяемый в ОАО
«Ярославский шинный завод».
10.8.1. Типовой состав резиновой смеси для изготовления диафрагм
Ингредиент
Бутилкаучук БК-1675*
Смола 101 Л
Наирит ДП (пластикат)
(Байпрен)
Белила цинковые
Кислота стеариновая
Состав смеси
масс. ч. на 100 масс
ч. каучука
100,00
5,83
3,18
3,07
3,00
% масс.
57,39
3,36
1,82
1,76
1,72
Ингредиент
Масло ПМ
Битум строительный
БН 90/10
Техуглерод П234
(пакетный)
Всего
Состав смеси
масс. ч. на 100 масс,
ч. каучука
5,00
4,17
50,00
174,25
% масс.
2,87
2,39
28,69
100,00
* Вязкость по Муни 51 ±2.
}
I
§
I
!
I
^11. РЕЗИНЫ ДЛЯ РЕЗИНО-ТЕХНИЧЕСКИХ
ИЗДЕЛИЙ НА ОСНОВЕ КАУЧУКОВ
СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
11.1. Тепло- и агрессивостойкие резины 26
11.2. Морозостойкие резины 81
11.3. Радиационно-стойкие резины 97
11.4. Резины с электрическими и магнитными
свойствами 108
11.1. Тепло- и агрессивостойкие резины
11.1.1. Резины на основе бутадиеннитрильных каучуков
(СВ. Резниченко, ЮЛ. Морозов, М.Ф. Бухина)
Ненаполненные резины на основе бутадиеннитрильных каучуков (БНК) имеют низкие
механические и эластические характеристики, так как являются некристаллизующимися каучуками.
Технический интерес представляют резины на основе БНК, наполненные техуглеродом.
Условная прочность при растяжении ненаполненных резин на основе БНК с увеличением в них
нитрила акриловой кислоты повышается с 1,4-1,9 МПа (для БНК-18) до 2,9-3,8 МПа (для БНК-26) и
4,8-5,8 МПа (для БНК-40).
В зависимости от состава резиновой смеси условная прочность при растяжении наполненных
резин из БНК колеблется от 10 до 30 МПа, относительное удлинение при разрыве - от 200 до
700%, сопротивление раздиру - от 25 до 85 кН/м, твердость по Шору А - от 35 до 90. Резины
имеют высокую износостойкость (на уровне износостойкости резин на основе НК) и низкую
газопроницаемость (на уровне резин из бутилкаучука с 40% НАК), но плохую эластичность (по
сравнению с резинами из НК, БСК, ХПК) и высокое теплообразование. При повышении содержания НАК
возрастают прочность, твердость, гистерезисные потери, износостойкость, стойкость к
алифатическим углеводородам и маслам, термостойкость, уменьшается набухание резин в неполярных
растворителях (смесь изооктана с толуолом), но снижаются эластичность и морозостойкость
резин и увеличивается набухание в полярных (ацетон, метилэтилкетон) растворителях.
Вулканизующая система содержит серу (плохо растворимую в БНК) или ее доноры,
ускорители и активаторы вулканизации. Отношение содержания серы к содержанию ускорителя ниже,
чем в резиновых смесях на основе ИК (СКИ), НК или БСК, и уменьшается при повышении
количества НАК в каучуке. Серные вулканизующие системы могут включать (масс, ч.):
I серу 2-2,5
2-меркаптобензтиазол (МБТ) 1,2-1,6
дифенилгуанидин (ДФГ) 0,2-0,5
II серу 1,5-2,5
МБТ или ди(2-бензтиазол)дисульфид (ДБТД) 1-1,5
тетраметилтиурамдисульфид (ТМТД) 0,1-0,3
III серу 1-2,5
ТМТД 0,3-1
МБТ или ДБТД 0-1
IV серу 0,5-1
М-циклогексил-2-бензтиазолилсульфенамид (ЦБС) 0,3-0,8
ДБТД 0,5-1
Термостойкость резин из БНК с такими системами мала. В термостойких резинах применяют
эффективные вулканизующие системы, включающие, например (масс, ч.): серу-0-0,5, ТМТД-
2,5-5, МВТ-0-1 или ЦБС-1-2; ДТДМ-2, ТМТД-2, ДБТД-2. Активаторы вулканизации включают
3-5 масс. ч. оксида цинка, 0,5-1 масс. ч. жирной кислоты. По прочностным показателям наиболее
термостойкими являются вулканизаты, содержащие токсичные оксид и диэтилдитиокарбамат
кадмия («кадматные вулканизаты»). Пероксидная вулканизация обеспечивает максимальную
термостойкость резин при сжатии.
Наполнители содержат (масс, ч.): активный (не более 50), полуактивный или малоактивный
(неболее 100) техуглерод, мелкодисперсную кремнекислоту, силикаты и оксиды металлов, другие
минеральные наполнители (не более 130). Активный техуглерод обеспечивает высокие
прочностные показатели и износостойкость, но снижает термостойкость резин.
Пластификаторы и мягчители вводятся в количестве не более 30 (предпочтительно 5-15)
масс. ч.). Сложные эфиры (себацинаты, фталаты, адипинаты, дибутилкарбитолформаль, триэ-
тиленгликольдикаприлат, низкомолекулярный полипропиленсебацинат и др.) повышают
морозостойкость, природные и синтетические смолы (кумаронинденовые, канифоли, фенолофор-
мальдегидные и др.) повышают клейкость, продукты нефтяного происхождения (рубракс, АСМГ
и другие высокоароматизированные продукты) немного ухудшают прочностные свойства. Для
существенного повышения клейкости и адгезии к ткани иногда добавляют до 60 масс. ч. кума-
ронинденовой или сосновой смолы. Применение парафинонафтеновых масел не допускается.
Антиоксидаиты для защиты от термического старения на воздухе - 1\1-изопропил-1\Г-фе-
нил-/?-фенилендиамин (ИФФД), 1\1,1\Г-ди-р-нафтил-л-фенилендиамин (ДНФД), продукт
взаимодействия дифениламина с ацетоном (ДФАА), олигомер 2,2,4-триметил-1,2-дигидрохинолин
(ПТДХ), 2-меркаптобензимдазол (МБИ) вводятся в количестве не более 2 масс, ч., в маслах -
эффективность ИФФД, ПТДХ ограничена вымыванием. При работе резин на сжатие
антиоксидаиты неэффективны.
Применяются также антиозонанты ИФФД, !\1,1\Г-дитиоктил-л-фенилендиамин, 1\1-(4-гидро-
ксифенил)нафтиламин-2, их смеси друг с другом и с восками (их эффективность мала).
При взаимодействии различных антиоксидантов термостойкость резин может значительно
понижаться. Для повышения термостойкости рекомендуют вводить в резиновую смесь синер-
гические композиции кадмиево-бариевых мыл жирных кислот и пентаэритрита.
Технология и технологические свойства БНК. По технологическим свойствам бутадиеннит-
рильные каучуки уступают натуральному и бутадиенстирольным каучукам, так как их
переработка затруднена высоким межмолекулярным взаимодействием. Пластикацию «жестких»
марок этих каучуков проводят на «холодных» (около 35°С) вальцах при минимальном зазоре или
в «холодном» резиносмесителе. Термоокислительная пластикация БНК сопровождается
структурированием и поэтому неэффективна.
В производственной практике «мягкие» каучуки для достижения у резиновых смесей более
гладкой поверхности и меньшей усадки также подвергают пластикации.
Обычно продолжительность пластикации БНК составляет 20-40 мин, иногда ее проводят в
две стадии с перерывом на охлаждение. С увеличением в каучуке содержания НАК возрастает
скорость пластикации. По способности к пластикации БНК располагаются в следующей
последовательности: СКН-40 > СКН-26 > СКН-18.
Резиновые смеси изготавливают на вальцах или в резиносмесителе. Расход энергии и
теплообразование при их изготовлении выше, чем при изготовлении резиновых смесей на основе
изопренового и натурального каучуков. При этом вальцы должны охлаждаться. В начале
смешения вводят трудно диспергируемые ингредиенты (например, оксид цинка, серу, активный
техуглерод, диоксид кремния), а затем мягчители и воски; при повышенном содержании
наполнителей часть мягчителя вводят заранее. Введение техуглерода в каучук сопровождается
образованием сажекаучукового геля и значительным увеличением вязкости по Муни резиновой смеси.
Причем количество геля и вязкость резиновых смесей возрастает с увеличением количества
наполнителя, а также с повышением содержания НАК в полимере.
!
I
§
I
1
I
>F* Скорость структурирования возрастает также с увеличением активности наполнителя. Для
каучука БНК-26М резкое увеличение вязкости наблюдается при 160°С, для каучука БНК-40М -
ужепри130°С.
После охлаждения резиносмесителя сначала вводят каучук и серу, через 2-3 мин добавляют
наполнители (в один или два приема), а затем мягчители (при сильном разогреве или очень
сухой смеси часть мягчителя вводят после первой порции наполнителя или вместе с ней),
ускорители вводят при листовании смеси на вальцах или на второй стадии смешения, в виде
исключения ускорители вводят при выгрузке резиновой смеси (105-120°С).
При изготовлении резиновых смесей с активными наполнителями частоту вращения
роторов уменьшают до 10-20 мин-1.
Для резиновых смесей из БЫК особенно большое значение имеет режим приготовления, так
как распределение ингредиентов, особенно серы, вызывает большие затруднения вследствие
высокого межмолекулярного взаимодействия. Именно поэтому серу рекомендуется вводить в
начале цикла смешения. Целесообразно применять специально обработанную серу в виде
маток. Традиционные способы введения серы, разработанные и применяемые для других типов
каучуков (БСК или НК), не эффективны для резиновых смесей из БНК.
Пластификаторы в БНК обычно вводят после того, как все наполнители хорошо
распределены, но в зависимости от типа каучука и степени наполнения порядок введения мягчителей
может быть изменён.
Экструзию резиновой смеси проводят при температуре цилиндра и шнека 40-70°С, головки
экструдера 90-95°С, калибрующего устройства до 120°С. Для снижения пористости в
резиновую смесь добавляют карбонат магния и (или) проводят вылежку смеси до 16 ч после ее
приготовления. При каландровании температуры верхнего, среднего и нижнего валков составляют
70-90,50-70 и 70-90°С соответственно. Повышение содержания НАК и снижение вязкости смеси
уменьшает ее «нерв» и разбухание, улучшает качество экструдата.
Резиновые смеси для компрессионного формования (150-170°С) должны иметь высокую
жесткость при температуре формования (для предупреждения захвата воздуха), а для
литьевого прессования (170-190°С) или литья под давлением (от 30-60 до 220°С) необходимы
мягкие смеси.
Физико-механические свойства резин из БНК. Для получения морозостойких резин на
основе БНК необходимо, во-первых, применять каучуки с минимальным содержанием НАК
(типа БНК-18), во-вторых, при производстве РТИ отдавать предпочтение
высокотемпературным каучукам, в-третьих, использовать «жесткие» марки каучуков. При этом при изменении
типа эмульгатора, используемого при получении каучука, следует правильно выбирать
рецептуру резин для обеспечения нужной морозостойкости. Очень важным для повышения
морозостойкости резин на основе БНК различного типа является правильный выбор
пластификатора и его содержания в резиновой смеси. В зависимости от содержания и типа
пластификатора минимальная температура эксплуатации резин на основе БНК составляет: СКН-18 -
от -45 до -60°С, СКН-26 - от -40 до -30°С, СКН-40 - от -15 до -30°С.
Пластификаторы типа дибутилфталата (ДБФ) и диоктилфталата (ДОФ), а также простые
эфиры являются хорошими пластификаторами для БНК, но обладают большой летучестью и
не рекомендуются для применения в изделиях, работающих при низких и высоких
температурах. Эфиры адипиновой кислоты и олигомерные продукты являются хорошими
пластификаторами морозостойких резин из БНК.
Пероксидные резины на основе БНК имеют более высокую морозостойкость по
сравнению с вулканизатами, получаемыми серно-ускорительными системами вулканизации.
Морозостойкость радиационного и пероксидного вулканизатов БНК на 10°С выше, чем резин,
полученных с серно-ускорительными системами. Вулканизаты с малым количеством серы, тет-
раметилтиурамдисульфидом и пероксидами имеют хорошую морозостойкость. Некоторое
повышение морозостойкости резин на основе БНК можно достигнуть при использовании
малоактивных наполнителей.
_А-
i
I
i
I
1
I
Резины на основе БНК стойки или ограниченно работоспособны в маслах, бензине и*?^
углеводородах в зависимости от типа среды, содержания НАК в каучуке, температуры и
состава резиновой смеси.Так, маслостойкость увеличивается при повышении содержания
НАК в каучуке. После выдержки резин на основе БНК, содержащего 17-23, 24-30, 31-34 и
35-51% НАК, в маслах АСТМ № 1, № 2 и № 3 при 100°С в течение 70 ч изменение их объёма
составляет соответственно: в масле №1 -4, 3,1 и 1%; в масле №2-24,13, 8иЗ%; в масле
№3-49,32,17 и 10%. При одинаковом содержании НАК степень набухания одинакова для
резин на основе индивидуальных каучуков и их смесей. Наиболее термомаслостойки
резины из БНК, вулканизованные «кадматной» системой и органическими пероксидами.
Максимальная температура длительной (1000 ч) и кратковременной (168 ч) их эксплуатации в
масле ASTM № 3 составляет соответственно 135-149 и 177°С. В некоторых средах,
например, в трансмиссионном и машинных маслах, срок службы резин, вулканизованных
«кадматной» системой, в 2-3 раза выше.
Сопротивление термическому старению резин на основе БНК возрастает при повышении
содержания НАК в каучуке, причем прочность снижается в значительно меньшей степени, чем
удлинение при разрыве.
Минимальное сопротивление термическому старению имеют резины, вулканизованные
серой. Применение эффективных систем вулканизации позволяет значительно замедлить
снижение показателей свойств после старения, особенно в резинах, содержащих минеральные
наполнители. Вулканизацию термостойкой резины из БНК рекомендуется проводить с
использованием 3 масс. ч. ТМТД и 0,2.масс. ч. серы.
Высоким сопротивлением термическому старению обладают пероксидные вулканизаты с
минеральными наполнителями. Добавление небольшого количества серы и сульфенамида
несколько улучшает механические свойства этих резин, но уменьшает их сопротивление
термическому старению. Для повышения термостойкости рекомендуется применять небольшое
количество органического пероксида в сочетании с триметилолпропаном, триметакрилатом, N,N'-
м-фенилендималеимидом, триаллилизоциануратом или другими соагентами вулканизации.
Пероксидные вулканизаты БНК исключительно стойки к деструкции, но подвержены сшиванию
при длительном термическом старении на воздухе. Моносульфидные поперечные связи в вул-
канизатах БНК окисляются с образованием сульфоксидов, способствующих дальнейшему
сшиванию макромолекул каучука.
«Кадматная» вулканизующая система существенно повышаеттермостойкость резин из БНК.
При этом образуются моносульфидные поперечные связи, но не выделяются побочные
продукты вулканизации, способствующие сшиванию каучука при термическом старении. В
результате «кадматный» вулканизат в отличие от серного и тиурамного практически не сшивается в
условиях эксперимента по изучению особенностей термического старения. Но «кадматная»
система вулканизации не всегда эффективна для всех БНК.
Применение «кадматной» системы вулканизации позволяет повысить рабочую температуру
резин на основе БНК на воздухе от 120 до 150°С. Однако широкое промышленное применение
этой системы, по-видимому, затруднено вследствие ее токсичности.
Замена оксида цинка на оксид кадмия придаёт повышенную термостойкость не только при
использовании «кадматных» систем, но и при вулканизации донорами серы. При этом лучшим
наполнителем является техуглерод, а не минеральные наполнители. Максимальное
сопротивление термическому старению имеют специальные термостойкие каучуки, однако не менее
эффективны БНК, содержащие связанные антиоксиданты.
Повышение дисперсности (активности) техуглерода снижает сопротивление
термическому старению резин на основе БНК. Часто диоксид кремния обеспечивает более
высокую термостойкость резин по сравнению с техуглеродом. Рекомендуются также такие
минеральные наполнители, как оксиды магния и алюминия. В качестве мягчителей
рекомендуются рубракс, АСМГ, кумаронинденовая, стиролинденовая смолы, полиэфиры, нафто-
лен, жидкий БНК.
эА^ 29
изделия из резин на основе БНК. Изделия из резин на основе БНК используются в
нефтеперерабатывающей, нефтехимической, автомобильной, авиационной, горнодобывающей и дру-
| гих отраслях промышленности. Ассортимент изделий очень разнообразен и включает уллотни-
|- тели, прокладки, рукава, маслостойкие транспортерные ленты, втулки, мягкую тару для масел и
| горючего, технические пластины, шланги, амортизаторы, прорезиненные ткани, шпатлевки,
5 печатные валы, электронагревательные элементы, покрытия для полов, антистатическую обувь,
^ покрытия различного назначения, рубероид, клеи, изделия пищевого и медицинского назначе-
§ ния и многие другие
у
о
I
11.1.2. Резины на основе акрилатных каучуков
(О.А. Говорова)
1
S Резины на основе акрилатных каучуков (АК) помимо двойных или тройных сополимеров
J акриловой или метакриловой кислот с виниловыми мономерами, обеспечивающими способ-
ность каучука к вулканизации, содержат вулканизующие агенты, ускорители, активаторы,
стабилизаторы, наполнители и другие ингредиенты.
Насыщенность основной цепи и наличие полярных боковых групп у основного мономера
обеспечивают АК высокую тепломаслостойкость, более объемные боковые группы алкоксиалкилак-
рилата позволяют улучшать низкотемпературные свойства АК, функциональная группа сомоно-
мера обеспечивает способность каучука к вулканизации. В качестве «сшивающего» сомономера
могут использоваться соединения с зпоксигруппой (аллилглицидиловый эфир) или с активным
галогеном (2-хлорэтилвиниловый эфир, винилхлорацетат и др.) или с карбоксигруппой.
Функциональная группа «сшивающего» сомономера определяет возможность применения
того или иного вулканизующего агента: для эпоксидных типов акрилатных каучуков - ДМДТК
. Zn и Fe, для галогеносодержащих типов - композиция мыло-сера, для сополимеров с
метакриловой кислотой - фенолформальдегидные смолы с хлорсодержащими соединениями, с
карбоксигруппой - карбамат гексаметилендиамина (ГМДА) с гуанидином. Все типы АК способны
вулканизоваться аминами и их производными (соли ГМДА) в композиции с серой или ее
донорами, тиокарбамидом, бензоатом аммония, органическими пероксидами, сочетанием оксидов
металла с полиспиртами и другими соединениями.
Выбор вулканизующего агента обусловлен также методами переработки и уровнем
физико-механических свойств вулканизатов, заданным соответствующими спецификациями
(табл. 11.1.1).
В зависимости от типа и соотношения сомономеров в АК и используемой
вулканизующей группы получаемые на их основе резины работоспособны продолжительное время в
интервале температур от -20 до 180°С, а морозостойкие - от -40 до 170°С. Они стойки к
воздействию автомобильных масел, смазок, топлив и, что особенно важно, резины на
основе АК противостоят воздействию горячих масел, в том числе серусодержащих, в которых
быстро затвердевают резины на основе бутадиеннитрильных каучуков. По стойкости к
большинству рабочих сред вулканизаты АК близки к вулканизатам бутадиеннитрильного
каучука со средним содержанием нитрата акриловой кислоты (НАК), но в отличие от последних
обладают высокой озоно- и светостойкостью и значительно превосходят их по
динамическим и адгезионным характеристикам, а также по стойкости к накоплению остаточной
деформации сжатия при повышенных температурах (последнее свойство оптимизируется для
некоторых типов АК после термостатирования вулканизатов). Механические показатели
резин, особенно морозостойких, невысоки:
Условная прочность при растяжении, МПа 7-16
Относительное удлинение при разрыве, % 200-400
Сопротивление раздиру, Н/мм 25-50
30 V,
-3^~-
11.1.1. Влияние вулканизующих агентов на свойства резиновых смесей и их вулканизатов
Вулканизующий агент
Характеристика вулканизатов
Эпоксидный каучук: Toa Acron AR-601, Toa Acron AR-740 и др.
Диметилдитиокарбамат цинка
(ДМДТК Zn) (2,0 масс, ч.)
Диметилдитиокарбамат железа
(ДМДТК Fe) (1,0 масс, ч.)
Комбинация ДМДТК Zn (1,0 масс, ч)
и ДМДТК Fe (0,5 масс, ч.)
Гексаметилендиаминкарбамат
(0,5 масс, ч.)
Бензоат аммония (1,0 масс, ч.)
Дипентаметилентиурамтетрасульфид
(1,0 масс, ч.) и стеарат натрия
(3,0 масс, ч.)
Стандартный вулканизующий агент. Быстрая вулканизация. Хорошая
теплостойкость
Хорошая стабильность в начальной стадии вулканизации. Отличные
технологические свойства. Несколько пониженная теплостойкость по
сравнению с ДМДТК Zn
Хорошая стабильность в начальной стадии вулканизации при высокой
скорости вулканизации
Быстрая вулканизация при некоторой склонности к подвулканизации.
Хорошая стойкость к накоплению ОДС. Пригоден для шприцевания
Умеренная скорость вулканизации. Отличные теплостойкость и стойкость
к накоплению ОДС. Необходимо использование стеарата Zn для
снижения адгезии резин к пресс-формам
Небольшая скорость вулканизации. Используется для вулканизации
массивных изделий
Галогеисодержащий каучук: Toa Acron AR-801, Toa Acron AR-840 Toa Acron AR-825, Toa Acron AR-860 и др.
Порошкообразная сера (0,3 масс, ч.),
стеарат калия (0,3 масс, ч.)
и стеарат натрия (2,5 масс, ч.)
Дипентаметилентиурамтетрасульфид
(0,4 масс, ч.), стеарат калия (0,3 масс, ч.)
и стеарат натрия (2,5 масс, ч.)
Бензоат аммония (1,5 масс, ч.)
М,М-Дициннамилиден-1,6-гександиамин
Смесь тритиоцианурата цинка (1,0 масс, ч.)
и дитиокарбамата цинка (2,0 масс, ч.)
Стандартная вулканизующая группа для быстровулканизующихся гало-
генсодержащих каучуков. Хорошая стабильность в начальной стадии
вулканизации при ее высокой скорости. Отличные теплостойкость и
стойкость к накоплению ОДС
Незначительное снижение скорости вулканизации по сравнению с
предыдущей серусодержащей системой. Отличная стойкость к
подвулканизации. Лучшая диспергируемость, чем при использовании серы
Средняя скорость вулканизации, высокая стойкость к подвулканизации,
но затруднена выемка из пресс-формы
Умеренная скорость вулканизации, однако возможна подвулканизация.
Несколько худшая теплостойкость и стойкость к накоплению ОДС, чем
при использовании других вулканизующих систем
Быстрая вулканизация, отличная стойкость к накоплению ОДС. Несколько
пониженные относительное удлинение и теплостойкость, худшая
стойкость к подвулканизации, трудность распределения тритиоцианурата
*
Резины характеризуются высокой стойкостью к многократным деформациям,
удовлетворительной износостойкостью, низкой газопроницаемостью, высокими вибродемпфирующими
характеристиками. После старения резин при 150°С в течение 72 ч на воздухе показатели их свойств
изменяются на 30-50% от исходных значений при небольшом (2-10 ед.) повышении твердости; при
старении в маслах термостойкость резин выше. Резины из АК не стойки в перегретой и кипящей
воде (подвергаются гидролизу), в кислотах, щелочах, спиртах, хлорированных углеводородах и
Диэфирных жидкостях. Аморфная структура АК обусловливает необходимость использования
активных наполнителей щелочного характера для оптимизации прочностных свойств резин.
Минеральные наполнители кислотного характера замедляют вулканизацию. Мягчители и
пластификаты обычно не используются из-за их летучести при 150°С; при необходимости в качестве
пластификаторов рекомендуется применять жидкие каучуки (тиоколы, полиэфиры и др.). В качестве
врмостабилизаторов в зависимости от типа каучука и природы вулканизующего агента
использует дибутилдитиокарбамат никеля, полимеризованныйтриметилдигидрохинолин, аминокс, произ-
Чные дифениламина (табл. 11.1.2).
Резины из АК изготавливают на обычном оборудовании заводов РТИ (вальцы, резиносме-
^тель). Смеси охлаждают воздухом, хранят при минимальных температурах и влажности.
Резиновые смеси легко шприцуются и каландруются. Вулканизацию резиновых смесей
осуществляют при компрессионном (от 4 мин при 170°С) и инжекционном (от 2 мин при 190°С до 30 с
при 204°С) формовании. Возможна вулканизация в горячем воздухе и водяном паре.
!
1
о
!
I
I
--Ж--
31
r-езины из АК применяют в основном для автомобильных деталей (сальников, прокладок, мас-
лоотражательных колпачков, свечей зажигания), тепломаслостойких рукавов, ремней,
конвейерных лент; для футеровки баков и цистерн, для типографских валков, маслостойких
амортизаторов, для деталей машин и приборов, кабелей и других тепломаслостойких изделий.
В табл. 11.1.3-11.1.5 приведены рецептуры теплостойких резин изАКдля различных видов
изделий, условия изготовления и свойства смесей и вулканизатов на их основе.
Перспективно применение резин на основе АК в ряде областей, где используются
дорогостоящие фторкаучуки, поскольку они имеют значительно более низкую стоимость.
11.1.2. Антиоксиданты для резин на основе акрилатных каучуков
Антиоксидант
Полимеризованный триметилди-
гидрохинолин (1,5 масс, ч.)
1\1,1\Г-Ди-Р-нафтил-л-фениленди-
амин (2,0 масс, ч.)
4,4'-(а,а-Диметилбензилдифе-
ниламин (2,0 масс, ч.)
Замещенный дифениламин
(2,0 масс, ч.)
Смесь диарил-л-фенилендиами-
нов (2,0 масс, ч.)
4,4'-Тио-бис-(3-метил-6-трет-бу-
тилфенол) (3,0 масс, ч.)
Дибутилдитиокарбамат никеля
(1,5 масс, ч)
Характеристика антиоксиданта
Для эпоксидных типов Тоа Асгоп AR. При вулканизации с использованием
ДМДТК Fe эффективность ниже, чем при использовании ДМДТК Zn. Темнеет
Для эпоксидных типов Тоа Асгоп AR. Отлично диспергируется. Незначительно
темнеет
Для эпоксидных и галогенсодержащих каучуков.Отлично диспергируется.
Незначительно темнеет
Для эпоксидных и галогенсодержащих каучуков. Отлично диспергируется. Не
темнеет, пригоден для светлоокрашенных резин
Для эпоксидных и галогенсодержащих каучуков. Трудно диспергируется.
Сильное потемнение со склонностью к выцветанию
Для эпоксидных каучуков. Отлично диспергируется. Не темнеет, пригоден для
светлоокрашенных резин
Для эпоксидных каучуков. Отличная теплостойкость в течение длительного
периода. Выцветает, поэтому его содержание в смеси не должно превышать 1,5
масс. ч.
11.1.3. Состав и свойства акрилатных резин для уплотнителей валов (сальников)
Состав, показатели свойств
Содержание, масс, ч.:
Тоа Асгоп AR-740
Тоа Асгап AR-840
Тоа Асгоп AR-801
стеариновой кислоты
' структола\№-16
структолаУУВ-212
стеарата цинка
парафина
антиоксиданта - дифениламина
(Naugard 445)
антиоксиданта - фенилендиамина
(Nocrac 630S)
техуглерода HAF
техуглерода МТ
техуглерода FEF
графита
кремнекислоты
микроталька
диатолита (Celite 505)
СиланА-189
Силан А-1100
Santogard PVI (N-циклогексил-
тиофталимид)
Vulkalent EC (производное суль-
фонамида)
ДМДТК Zn
ДМДТК Fe
Номер рецептуры
1
100,0
-
-
1,0
-
-
1,5
-
-
2,0
20
60
-
10
-
-
20
0,5
-
-
-
1,0
0,5
2
-
100,0
-
1,0
2,0
-
-
-
1,5
-
30
60
-
10
-
-
20
0,25
-
0,3
-
3
-
-
100,0
1,0
2,0
-
-
-
2,0
-
-
-
20
10
30
40
-
0,5
-
0,5
-
-
I ' -
4
-
-
100,0
1,0
2,0
-
-
-
2,0
-
-
-
25
10
30
50
-
0,5
-
0,5
-
-
-
5
-
-
100,0
1,0
-
2,0
-
2.0
2,0
-
-
-
25
10
30
25
-
-
0.5
-
0,5
-
-
6
-
-0
100,0
1,0
-
2,0
-
2,0
2,0
-
-
-
30
10
30
35
-
-
0,5
-
0,5
-
11.1.3. Состав и свойства акрилатных резин для уплотнителей валов
(сальников) (продолжение)
Состав, показатели свойств
Содержание, масс, ч.:
серы
стеарата калия
стеарата натрия
RF-3752 (смесь тримеркаптоцианурата
и акрилатного каучука)
ДМДТК Zn
Номер рецептуры
1
-
2
0,3
0,3
3,0
3
0,2
0,2
3,0
4
0,2
0,2
3,0
5
1,0
2,0
6
1,0
2,0
Свойства резин
Подвулканизация по Муни при 125°С:
минимальная вязкость, ед.
время увеличения вязкости на 5 ед., мин
время увеличения вязкости на 35 ед., мин
Режим вулканизации:
в прессе (мин)
в термостате (ч)
Исходные свойства при 20°С:
твердость по Шору А, ед
условная прочность при растяжении, МПа
условное напряжение при 100%-ном
удлинении, МПа
относительное удлинение при разрыве, %
Изменение свойств после старения на воздухе
(70чпри175°С):
твердости, ед.
условной прочности при растяжении, %
относительного удлинения при разрыве, %
Изменение свойств после старения
в масле ASTM № 3 (70 ч при 150°С):
твердости, ед.
условной прочности при растяжении, %
относительного удлинения при разрыве, %
объема. %
ОДС по ASTM (метод В), %:
22чпри150°С
70 ч при 150°С
Температура хрупкости, °С
72
18
46
180°С,6
170°С,4
78
10,0
8,0
140
+8
+20
-29
-9
-5
-2
+13
25
52
-18
59
8
19
180°С,4
150°С,3
75
10,6
7,1
150
+4
+3
-2
-11
-1
+7
+14
28
40
-20
52
11
29
180°С, 10
160°С,3
68
10,1
5,8
170
+1
+7
-9
-5
-15
+10
+14
48
-7
58
7
14
180°С, 10
160"С,3
80
9,1
7,3
130
+5
+21
-16
-5
-12
+8
+12
53
-6
50
26
37
170°С, 10
150°С,3
70
9,7
9,7
130
+5
+18
-11
-5
-10
+3
+13
38
-6
54
23
32
170°С, 10
150°С,3
82
8,7
8,7
110
+5
+20
-15
-5
-11
+2
+12
41
-5
11.1.4. Состав и свойства акрилатных резин для колец круглого сечения и уплотнителей
Состав,
..показатели свойств
llili
Номер рецептуры
1
100,0
1.0
2,0
1,5
2,0
2
100,0
1,0
2,0
1,5
2,0
3
100,0
1,0
2,0
1,5
2,0
4
100,0
1,0
2,0
2,0
5
100,0
1,0
2,0
2.0
2,0
Состав,
показатели свойств
техуглерода HAF
техуглерода SRF
Santogard PVl*3
серы
стеарата калия
стеарата натрия
ДМДТК Zn
RF-3752*4
Номе
1
20
40
0,2
0,2
0,3
2,5
2
30
55
0,2
0,2
0,3
2,5
р рецептуры
3
50
40
0,2
0,2
0,3
2,5
4
50
40
0,3
0,2
0,2
2,5
5
40
45
2,0
1,0
*' Диспергатор - металлическая соль высших жирных кислот.
•** Антиоксидант - производное дифениламина.
, *' Замедлитель подвулканизации - N-циклогексилтиофталимид.
*' Вулканизующий агент - смесь тримеркаптоцианурата и акрилатного каучука.
Примечание. Рецептуры 1,2 и 3 даны для резин с твердостью 60,70,80 ед.; рецептуры 4 и 5 - для резин с
повышенной морозостойкостью при пониженных ОДС.
ур* 11.1.4. Состав и свойства акрилатных резин для колец
круглого сечения и уплотнителей (продолжение)
Состав,
показатели свойств
Номер рецептуры
1 2
3
4
5
Свойства резни
Температура хрупкости, "С
Подвулканизация по Муни
при125°С:
минимальная вязкость, ед.
время увеличения
вязкости на 5 ед„ мин
время увеличения
вязкости на 35 ед., мин
Время вулканизации:
в прессе при 190°С, мин
в термостате при 170°С, ч
Исходные свойства при 20°С:
твердость по Шору А, ед.
условная прочность
при растяжении, МПа
условное напряжение при
100%-ном удлинении, МПг
относительное удлинение
при разрыве, %
-31
57
12
22
5
60
13,5
2,4
310
-28
59
10
18
5
68
13,9
4,2
260
-27
62
9
16
5
79
12,7
6,4
220
-42
53
17
26
2
2
70
12,1
4,6
220
-34
48
16
20
1,5
1
68
11,3
5,5
200
Состав,
показатели свойств
Изменение свойств
после старения на воздухе
(70 ч при 175°С):
твердости по Шору А, ед.
условной прочности
при растяжении, %
относительного
удлинения при разрыве, %
Изменение свойств после
старения в масле ASTM
№3(70чпри150°С):
твердости по Шору А, ед.
условной прочности
при растяжении, %
относительного
удлинения при разрыве, %
объема, %
ОДС по ASTM (метод В)-
70 ч при 150°С, %
Номер рецептуры
1
-1
-1
+11
-6
-16
-10
+17
30
2
+3
0
+17
-9
-2
+9
+16
33
3
+3
0
+14
-10
+4
+13
+16
39
4
+2
-10
-5
-11
-10
+12
+16
53
5
+9
+16
+12
-13
-21
+22
+17
22
Примечание. Рецептуры 1, 2 и 3 даны для резин с твердостью 60, 70, 80 ед.; рецептуры 4 и 5
повышенной морозостойкостью при пониженных ОДС.
11.1.5. Состав и свойства акрилатных резин для шприцованных изделий,
вулканизованных в открытом паре
■ для резин с
Состав,
показатели свойств
Содержание, масс, ч.:
Тоа Асгоп AR-840
Тоа Асгоп AR-860
стеариновой кислоты
Структола WB-16
Naugard 445 2
техуглерода HAF
техуглерода МТ
техуглерода MAF
тиокола ТР-759
Santogard PVI
серы
старата калия
старата натрия
Номер рецептурь
1*
100,0
1,0
2,0
2,0
75,0
5,0
0,3
0,2
0,2
2,5
2"
100,0
1,0
2,0
2,0
60,0
30,0
0,3
0,2
0,2
2,5
3*"
100,0
1,0
2,0
2,0
70,0
20,0
10,0
0,3
0,2
0,2
2,5
Свойства резин
Режим вулканизации:
в котле, пар
в термостате
Подвулканизация по Муни
при125°С:
минимальная вязкость, ед.
время увеличения вязкое™
на 5 ед., мин
время увеличения вязкое™
| на 35 ед., мин
160°С, 30 мин
(5,5 кгс/см2)
150°С, Зч
60
20
27
58
19
29
59
18
26
Состав,
показатели свойств
Подвулканизация по Муни при 145°С:
минимальная вязкость, ед.
время увеличения вязкости на 5 ед., мин
время увеличения вязкости на 35 ед., мин
Исходные свойства при 20°С:
твердость по Шору А, ед.
условная прочность при растяжении МПа
условное напряжение при 100%-ном
удлинении, МПа
относительное удлинение при разрыве, %
Изменение свойств после старения
на воздухе (70 ч при 175°С):
твердости по Шору А, ед
условной прочности при растяжении, %
относительного удлинения при разрыве, %
Изменение свойств после старения
в масле ASTM № 3 (70 ч при 150°С):
твердости, ед.
условной прочности при растяжении, %
относительного удлинения при разрыве, %
объема, %
ОДС по ASTM (метод В), %:
22чпри150°С
70 ч при 150°С
Температура хрупкости, °С
Номер рецептуры
1*
53
10
12
69
15,5
5,3
260
+3
-17
+2
-11
-20
+19
+19
28
39
-26
2"
54
10
15
73
12,3
4,5
230
+3
-18
+5
-13
-15
+9
+18
28
52
-40
3*"
56
5
8
74
10,5
3,7
260
+6
-9
+2
-10
+8
+10
+12
34
52
-35 1
* Для трубок воздуховода.
** Для маслоохлаждающих шлангов.
*** Для шлангов управления воздушного потока.
депдо- и агрессивостоикие резины
i i, 1.3. Резины на основе фторкаучуков
§ЗЪ. Нудельманр
■•' Резины на основе фторкаучука (ФК) отличаются от резин на основе углеводородных каучу-
ков следующим:
| - для них не применяются активные наполнители;
Г - доля наполнителя в резиновой смеси обычно не превышает 20-25% масс;
ft - как правило, вместо пластификаторов в них применяют «технологические добавки» (до
Нот массы каучука);
| - резины на основе ФК, содержащих звенья -CF2-CH2-CF(CF3)—, могут эксплуатироваться
«лительно при 250°С, кратковременно - при 300°С;
Г - резины из ФК типа 1 устойчивы в течение продолжительного времени в углеводородных
срезах (в топливе, масле и т.п.), неорганических кислотах и окислителях, высших органических кисло-
рх и спиртах (с числом углеводородных групп более 8-10), и не устойчивы к действию низших
§етонов, сложных эфиров, простых эфиров этиленгликоля независимо от их молекулярной массы,
|цюстых эфиров типа метил-трет-бутилового, тетрагидрофурана, диоксана, низших алифатических
.^ароматических аминов (первичных, вторичных и третичных), растворам щелочей;
; - резины из ФК типа 2 на основе перфторкаучуков, не содержащие в макромолекуле атомы
|одорода, могут эксплуатироваться длительно при 300°С;
''' - резины из ФК типа 2 на основе перфторкаучуков устойчивы практически ко всем
химическим средам, кроме подобных по структуре хладонов (фреонов), в которых они набухают, а так-
Ш первичных аминов при температурах выше 150-200°С;
:/ - резины из ФК типов 1 и 2 (кроме группы 4) обратимо теряют эластичность при
температуре от-10 до-20°С;
,; - резины из ФК группы 4 - морозостойких сополимеров перфторалкилвиниловых эфиров -
могут работать при температуре от -40 до -50°С в зависимости от их строения;
- резины из ФК всех типов имеют низкое сопротивление раздиру, особенно низко оно у
резин из перфторкаучуков типа 2.
Условная прочность резин из ФК составляет 12-20 МПа при относительном удлинении от 120 до
''250%. При температурах выше 80-100°С прочность резин из ФК типа 1 снижается примерно на
30-50%, но восстанавливается при охлаждении. Эластичность резин из ФК невелика и не
превышает 20%. Резины из всех ФК, кроме каучуков типа Aflas, слабо противостоят кессонному эффекту.
В качестве вулканизующих систем для ФК в настоящее время используются бисфенольные
(диольные) и пероксидные системы, причем последние можно применять только с ФК,
содержащими в молекуле атомы брома, хлора или иода, а также фторкаучуки типа Aflas. Для
вулканизации смесей на основе каучука СКФ-32 рекомендуется использовать также экологически
безопасный медон-комплект.
Разработанные в 60-х годах XX столетия вулканизующие агенты бифургин для каучука СКФ-26
и СИМ для каучука СКФ-32 применять не рекомендуется из-за высокой токсичности как самих
ингредиентов, так и образующихся из них при вулканизации летучих веществ: из бифургина-
ФУРфурола и гексаметилендиамина, из СИМ -о-цианофенола и фенола.
Резины на основе ФК применяются везде, где требуется устойчивость к агрессивным
средам и способность длительное время работать при температурах выше 150-200°С.
Основными областями применения - подвижные и неподвижные уплотнения и шланги в
Двигателях и других узлах (автомобили, авиационная техника), в которых температура может
быть выше 150°С, а также уплотнения, работающие в контакте с агрессивными средами
(химическая, нефтедобывающая отрасли промышленности). Более 80% резин из ФК применяются в
автомобильной промышленности. В последние годы резиновые изделия из ФК, особенно из
перфторкаучуков, стали широко использоваться в новых источниках тока с чрезвычайно
агрессивными электролитами.
у*"* Принципы составления рецептур резиновых смесей на основе
фторкаучуков
к При выборе типа фторкаучука и вулканизующей системы следует учитывать устойчивость
$f резины в конкретных средах, температурный интервал, в котором будет работать резиновое
I изделие, технологию изготовления изделий (табл. 11.1.6,11.1.7).
2?
Ф
^ 11.1.6. Устойчивость резин на основе фторкаучуков к химическим реагентам
§ при обычных условиях (данные с сайта www. dupontelastomers.com)
Реагент
Азота тетроксид
Азотная кислота дымящая
Алкилсиликаты
Ацетальдегид
Ацетамид
Ацетон
Ацетонитрил
Ацетоуксусный эфир
Ацетофенон
Ацетилен
Ацетилхлорид
Акриловая кислота
Акрилонитрил
Адипиновая кислота
Аллилхлорид
Амилацетат
Амиловый спирт
Амилхлорид
Аминобензойная кислота
Аммиак водный
Аммиак газ
Анилин
Анилина гидрохлорид
Бенз'альдегид
Бензиловый спирт
Бензилхлорид
Бензин
Бензойная кислота
Бензоилхлорид
Бензол
Бензолсульфокислота
Бензофенон
Борная кислота
Бром безводный
Бромбензол
^ромоводород
Бромная вода
Бромхлортрифторэтан
Бутадиен
Бутилакрилат
Бутиламин
Бутипацетат
Бутилкарбитол
_72ег-Бутилмеркаптан
w-Бутиловый спирт
грег-Бутиловый спирт
грег-Бутилпирокатехин
Сополимеры
НФ/ГФП
г
в
А
Г
Г
г
А
г
г
А
А
г
в
в
в
г
А
А
в
Б
г
г
Б
г
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
А
г
г
г
в
Б
А
А
^^^
Сополимеры
ВФ/ГФП/ТФЭ
г
в
А
г
В
г
А
г
г
А
А
г
В
В
В
г
А
А
В
Б
Г
В
Б
Г
А
А
А
А
Ё
А
А
А
А
А
А
А
А
А
А
Г
Г
I
В
Б
А
А
А
Сополимеры
ТФЭ/По
В
Б
А
Г
А
Г
А
Г
г
А
А
г
Б
Б
Б
г
А
А
А
А
А
Б
А
Б
Б
Б
в
А
Ё
Г
А
А
А
А
г
А
А
А
Б
В
Б
в
Б
А
А
А
А
Сополимеры
ТФЗ/Пр/ВФ
Перфтор-
каучук
В
В
А
Г
Б
Г
А
Г
г
А
А
Г
В
в
в
г
А
А
Б
А
В
g
А
в
Б
Б
Б
А
Б
В
А
А
А
А
г
А
А
А
Б
В
В
г
Б
А
А
А
шиввш
А
А
А
В
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
Реагент
Бутилтитанат
Бутилцеллозольв
Винилацетат
Винилацетилен
Винная кислота
Газ природный
Газ природный сжиженный
Гексадекан
Гексан
Гексахлорацетон
Гексен-1
Гептан
Гидразин
Гидроксид лития
Гидрохинон
Глюкоза
Диацетоновый спирт
Дибензиловый эфир
Дибромзтан
Дибромэтилбензол
Дибутиламин
Дибутиловый эфир
Дибугилсебаиинат
Дибутилфталат
Диизобутиловый эфир
Диизопропиловый эфир
Диметилгидразин
Диметилкарбонат
Диметиловый эфир
Диметилсульфоксид
Диметилформамид
Диметилфталат
Динитротолуол
Диоксалан
Диоксан
Диоксид углерода
Диоктилсебацинат
Диоктилфталат
Дилентен
Дифенил
Дифенилоксид
о-Дихлорбензол
л-Дихлорбензол
Дихлорбутан
Дихлорэтан
Дициклогексиламин
Дизтиламин
Сополимеры I
ВФ/ГФП
А
Г
Г
А
А
А
А
А
А
Г
А
А
Г
В
В
А
Г
Г
А
А
Г
В
Б
В
Г
Г
Г
В
г
В
г
Б
Г
Г
г
Б
Б
Ё
А
А
А
А
А
А
А
Г
Г
Сополимеры
А
г
г
А
А
А
А
А
А
Г
А
А
Г
в
В
А
Г
г
А
А
В
Б
в
г
г
Г
в
г
в
г
Б
Г
Г
г
Б
Б
Б
А
А
А
А
А
А
А
Г
г
Сополимеры
ТФЗ/Пр
Сополимеры
ТФЗ/Пр/ВФ
Перфтор-
каучук
А
В
Г
В
А
А
Б
А
В
Г
В
В
А
А
В
А
Г
В
Б
Г
Б
Г
Б
Б
Г
Г
В
Б
I
Ь
В
Б
Г
Г
Г
А
А
Ь
В
В
Б
I
В
А
А
В
Б
А
в
г
В
А
А
Б
А
В
Г
В
в
Б
Б
в
А
Г
в
Б
в
Б
Г
Б
Б
г
г
В
в
г
Б
в
Б
г
Г
г
А
А
Б
Б
Б
Б
Г
В
А
А
В
г
А
А
А
А
А
А
А
А
А
А
А
А
Б
Б
Б
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
Л-.
11.1.6. Устойчивость резин на основе фторкаучуков к химическим реагентам
при обычных условиях (данные с сайта www. dupontelastomers.com) (продолжение)
Реагент
Лиэтилбензол
Диэтиленгликоль
Диэтиловый эФио
Диэтилсульфат
Изобутиловый спирт
Изобутилхлорид
Изобутиоальдегмд
Изомасляная кислота
Изопропилацетат
Изопропиловый спирт
Изопоопилхлооид
ИзоФорон
Иод
Калия гидроксид(кали едкое)
Каменноугольная смола
Капролактам
Касторовое масло
Керосин
Ксилол
Крезол
Кумол
Лимонная кислота
Линолевая кислота
Малеиновая кислота
Малеиновый ангидрид
Масла минеральные
Масла смазочные SAE
Мезитилоксид
Меркаптобензотиазол
Метакриловая кислота
Метан
Метанол
Метилакрилат
Метиланилин
Метилацетат
Метилбензоат
Метилбромид
Метилбутилкетон
Метилгидразин
Метилизобутилкетон
Метилметакрилат
Метилолеат
Метил-7рег-бутиловый эфир
.Метилформиат
.Метилхлорид
Метилхлороформ
Метилхлорформиат
Метилцеллозольв
Метилцеллюлоза
.Метилциклопентан
_Метилэтилкетон
Минеральные масла
Молибдена дисульфид
Монооксид углерода
Сополимеры I
ВФ/ГФП I
А
Б
Г
В
А
А
Г
Г
г
А
А
Г
А
Г
А
Г
А -
А
А
А
А
А
Б
А
А
А
А
Г
А
В
А
Г
Г
Б
Г
Б
А
Г
Г
Г
Г
А
Г
Г
Б
Б
А
Г
Г
А
Г
А
А
А
Сополимеры I
ВФ/ГФП/ТФЗ I
А
Б
Г
В
А
А
Г
Г
г
А
А
Г
А
Г
А
Г
А
А
А
А
А
А
Б
А
А
А
А
Г
А
В
А
Г
Г
Б
Г
Б
А
Г
Г
Г
Г
А
В
Г
Б
Б
А
Г
Г
А
Г
А
А
А
Сополимеры I
ТФЗ/По I
В
А
Г
Б
А
Г
Г
В
Г
А
Г
Б
А
А
А
Б
А
Б
Г
А
В
А
А
А
А
А
А
Г
А
Б
Б
А
Г
Б
Г
Б
Б
I
Б
Г
Г
А
В
Г
Г
Г
А
А
А
Б
Г
А
А
А
Сополимеры
ТФЭ/По/ВФ
Перфтор-
хаучук
Б
А
Г
Б
А
В
Г
В
Г
А
В
В
А
В
А
В
А
Б
Г
А
В
А
А
А
А
А
А
Г
А
В
Б
Б
Г
Б
Г
Б
Б
Г
В
Г
Г
А
В
Г
Г
г
А
Б
Б
Б
Г
А
А
А
А
А
А
А
А
А
Г
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
В
А
А
А
А
А
А
А
А
А
А
А
А
А
А I
Реагент
Мотоиные масла
Муравьиная кислота
Мышьяка тоихлооид
Надхлорная кислота
Натрия гидроксид (едкий
натр)
Нафталин
Нефть сьюая
Нитробезол
Нитрометан
Нитропоопан
Озон
Октадекан
Октиловый спирт
Олеиновая кислота
Олеум
Олово хлорное
Пальмитиновая кислота
Пар водяной
Пентафтооид иода
Пентаэоитрит
Пероксид водорода
Пинен
Пиридин
Поливинилацетат эмульсия
Полиэтиленгликоль
Пропан
Пропилацетат
Пропилен
Пропиленгликоль
Пропиленоксид
Пропионитрил
Ртуть
Салициловая кислота
Сера расплавленная
Сернистый газ
Серный ангидрид сухой
Сероводород сухой
холодный
Сероуглерод
Серы гексафторид
Силиконовые масла
Синильная кислота
Соляная кислота 37%
Стеариновая кислота
Стирол
Сульфолан
Терпинеол
Тетрабромэтан
Тетрагидрофуран
Тетралин
Тетрахлорэтан
Тетрахлорэтилен
Тетраэтилсвинец
Сополимеры
ВФ/ГФП
В
Г
г
А
Г
А
А
Б
Г
Г
А
А
А
Б
В
А
А
В
Г
А
А
А
Г
В
В
А
Г
А
А
Г
А
А
А
А
Г
А
Г
А
В
А
А
А
А
Б
Б
А
А
Г
А
А
А
А
Сополимеры I
ВФ/ГФП/ТФЗ!
Б
Г
г
А
В
А
А
В
Г
А
А
А
Г
В
в
А
Г
А
Г
А
А
А
А
г
А
Г
А
В
А
А
А
А
А
Сополимеры
ТФЗ/По
А
В
Г
А
А
В
А
А
В
Б
А
А
А
А
А
А
А
А
Г
А
А
А
Б
А
А
А
Г
А
А
В
А
А
А
А
Б
Б
А
А
В
А
А
А
А
Г
А
А
В
Сополимеры I
ТФЭ/По/ВФ I
д
В
г
А
В
Б
Г
А
А
А
В
Б
Б
А
Г
А
г
А
А
А
А
в
Б
А
А
В
А
А
А
А
Г
А
В
Б
Перфтор-
каучук
А
В
А
А
А
А
А
А
А
А
А
А
А
в
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
А
А
■ibb^bbb
ж
11.1.6. Устойчивость резин на основе фторкаучуков к химическим реагентам
при обычных условиях (данные с сайта www. dupontelastomers.com) (окончание)
Реагент
Титана тетрахлорид
Толуиленди изоцианат
Толуол
Топливо Си (ASTM)
Триацетин
Трибутилфосфат
Трикрезилфосфат
Тринитротолуол
Триоктилфосфат
Трифторэтан
Трихлорметилбензол
Трихлоруксусная кислота
Трихлорфосфиноксид
Триэтаноламин
Углерода тетрахлорид
Уксусная кислота ледяная
Уксусный ангидрид
Фенилгидразин
Фенилэтиловый эфир
Фенол
Фреон (хладон) 11
Фреон (хладон) 112
Фреон (хладон) 113
Фреон (хладон) 114
Фреон (хладон) 115
Фреон (хладон) 12
Фреон (хладон) 142В
Формальдегид
Формамид
Форон
Фосфорная кислота
Фталевый ангидрид
Фумаровая кислота
Фуран
Сополимеры I
ВФ/ГФП
А
Г
А
А
Г
Г
Б
Б
Б
А
А
В
А
Г
А
Г
Г
Б
Г
В
Г
А
Б
Б
А
А
Б
Г
В
Г
А
Г
А
Г
Сополимеры
ВФ/ГФП/ТФЭ
д
г
А
А
Г
Г
Б
Б
Б
А
А
В
А
г
А
Г
Г
А
г
Б
г
А
В
Б
А
Б
Г
В
Г
А
Г
А
г
Сополимеры
ТФЭ/По
Б
Г
Г
Г
Г
Б
А
Б
А
Б
В
В
А
А
Г
В
Б
А
Г
А
В
Г
Г
г
г
г
г
г
Б
Г
А
В
А
Сополимеры
ТФЭ/Пп/ВФ
Б
Г
г
В
Г
в
А
Б
А
Б
Б
В
А
Б
Г
Г
В
А
Г
А
В
Г
г
Г
г
г
г
г
Б
Г
А
В
А
Г Г
Перфтор-
каучук
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
Б
А
А
А
А
А
Б
Б
В
В
В
Б
В
Б
А
А
А
А
А
А
Реагент
ФурФуриловый спирт
Фурфурол
Хлор сухой
Хлоранилин
Хлорацетон
Хлорбензол
Хлорбром метан
Хлорид аммония сухой
Хлорнафталин
Хлорная вода
Хлороводород, газ
Хлоропрен
Хлороформ
Хлоруксусная кислота
Хлорциан
Хромовая кислота
Уеллозольв
Циклогексан
Циклогексанол
Циклогексанон
Щавелевая кислота
Эпихлоргидрин
Этанол
Этилакрилат
Этилацетат
Этилбензоат
Этилбензол
Зтил-грег-бутиловый эфир
Этиленгликоль
Этилендиамин
Этиленоксид
Этиленхлоргидрин
Этилфоглмат
Этилхлоркарбонат
Сополимеры
ВФ/ГФП
Г
Г
в
в
г
А
А
А
А
А
А
А
А
Г
Б
А
Г
А
А
Б
А
А
В
Г
Г
А
А
В
А
I
Г
А
В
А
Сополимеры
ВФ/ГФП/ТФЭ
г
г
в
в
г
А
А
А
А
А
А
А
Г
Б
А
Г
А
Б
А
А
в
г
А
А
В
А
Г
Г
А
В
А
Сополимеры
ТФЭ/По
Б
Г
В
Б
Г
Г
В
А
Г
А
А
В
Г
Б
В
А
А
В
А
В
А
А
А
В
В
В
В
Б
А
А
Г
А
А
Б
Сополимеры
ТФЗ/Пр/ВФ
Перфтор-
хаучук
В
Г
в
Б
Г
Г
в
А
Г
А
А
В
Г
В
В
А
Б
Б
А
В
А
А
А
В
В
Б
Б
Б
А
В
Г
А
Б
Б
А
Б
Б
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
/слоеные обозначения: А - рекомендуется, Б - применим, В - не рекомендуется, Г-не применим.
Примечание. Приведенные данные относятся (если не указано иное) к комнатной температуре, атмосферному давлению и к
100%-ной концентрации. Они могут различаться в конкретных условиях. Для практического использования этих данных их
рекомендуется проверять, так как в конкретных условиях устойчивость резины может отличаться от приведенной в таблице.
11.1.7. Зависимость свойств резины от типа вулканизующей системы
(данные с сайта www. dupontelastomers.com)
Показатель
Преждевременная вулканизация
Длительное хранение смеси
Скорость вулканизации
Извлечение из пресс-формы
Адгезия к металлической арматуре
Сопротивление накоплению ОДС
Стойкость к перегретой воде и пару
Прочность при многократном изгибе
Вулканизующая система
аминная
2
1
3
2
5
1
2
4
бисфенольная
5
4
5
4
4
5
3
4
пероксидная
5
5
5
4
3
5
4
4
Примечание. Оценка произведена по пятибалльной шкале: 1 -
5 - отлично.
очень плохо, 2 - плохо, 3 - средняя оценка, 4 - хорошо,
38
-£$5~-
тепло- и агрессивостоикие резины
ч
Компоненты вулканизующих систем
и их влияние на вулканизацию
Далее приведены сведения, полезные при выборе компонентов вулканизующей системы
(табл. 1.1.8-11.1.11).
11.1.8. Фторкаучуки типа 1 группы 1, 2
Ингредиент
Бисфенол АФ или дифенилол
Вулкафтор Ф
Б1ФФХ (хлорид бензилтрифе-
нилфосфония)
ТЭБАХ (хлорид триэтилбензи-
ламмония)
Оксид магния (ОМ)
высокоактивный
Гидроксид кальция (ГК)
Карнаубский воск
Стеафс
Дозировка, масс, ч
на 100 масс. ч.
каучука
и4
Назначение
Примечание
Бисфенольная вулканизация
1,5-2,5
1,5-2,5
0,5-0,6
0,3-0,4
2-5
5-10
0,5-2
0,5-1,5
Сшивающий агент
Тоже
Катализатор
(ускоритель) реакции
сшивания
Тоже
Поглотитель
фтороводорода
Активатор реакции
сшивания
Технологическая
добавка
Тоже
Отечественный продукт
Смеси могут длительно храниться при
температуре до 25"С
Смеси с ТЭБАХ могут длительно
храниться при температурах не выше 10°С
В отсутствие ОМ (с ГК) вулканизация
протекает медленнее и не проходит до конца
В отсутствие ГК (с ОМ) вулканизация
протекает медленнее и не проходит до конца
Облегчает процесс смешения и
формования
Тоже
Аминная вулканизация
Бифургин
Диак № 1
Диак № 3
Диак № 4
Оксид магния низкоактивный
Стеафс
11.1.9. Фторкаучуки тип
Ингредиент
2-5
1-3
2-5
2-5
10-20
0,2-1,5
Сшивающий агент
Тоже
—«—
—«—
Поглотитель
фтороводорода
Технологическая
добавка
При вулканизации выделяют токсичные
вещества
Облегчает смешение и формование,
восстанавливает пластичность после
длительного хранения смесей
а 1 группы 3
Дозировка, масс. ч.
на 100 масс. ч.
каучука
Вулканизация с СИМ
СИМ
Стеарат кальция
Оксид цинка
3-5
1-2
5
Назначение
Примечание
б*к:(Салицилалиминато)медь(1|)]
Инициатор реакции
сшивания
Предотвращает
осаждение меди
на пресс-форме
Активатор
При вулканизации образует высоко
токсичные вещества
Присутствие не обязательно
Вулканизация медои-комплектом
Медон 1
Медон 2
Медон 3
Оксид цинка
1-2
1-3
1-2
2-5
Инициатор реакции
сшивания
Сшивающий агент
Активатор
— « —
Комплексное соединение меди
Главным образом ТАИЦ
Смесь трех компонентов
Пероксидная вулканизация
1,4-Ди(грег-бутилперокси-
изопропил)бензол
ТАИЦ
Оксид цинка
3-5
2-4
2-5
Инициатор реакции
сшивания
Сшивающий агент
у» i 1.1.1и. ч>торкаучуки типа 1 группы IB и 2В
t
I
i
I
I
I
Ингредиент
2,5-Ди(грег-бутилперокси)-
2,5-диметилгексан*
1,4-Ди(грег-бутилперокси-
изопропил)бензол**
ТАИЦ (триаллилизоцианурат)
Оксид магния низкоактивный
Оксид цинка
Стеафс
Дозировка, масс. ч.
на 100 масс. ч.
каучука
1,5-3
2-5
2-4
1-2
2-5
0,2-1,5
Назначение
Инициатор реакции
сшивания
Тоже
Сшивающий агент
Поглотитель
фтороводорода
То же + активатор
Технологическая
добавка
Примечание
Для фторкаучуков типа 1 оптимален
Хуже распределяется в смеси
Взаимозаменяемы, предпочтительнее
ZnO
Облегчает процесс смешения
и формования
Чирегох 101, Trigonox 101, "Luperox F, Perkadox 14.
11.1.11. Типичные рецептуры резин на основе фторкаучуков типа 1
(масс. ч. на 100 масс. ч. каучука)
Ингредиент
СИМ
Медон-комплект
Пероксид
Бифургин*'
Бисфенол АФ
или Вулкафтор Ф
Четвертичная
аммониевая соль
ТАИЦ
Оксид цинка
Оксид магния
Гидроксид кальция
Техуглерод*4
Неорганический
наполнитель
Технологическая
добавка
ВФ/ТФХЭ
ВФ/ГФП/ТФЭ
ВФ/ПФМВЭ
/ТФЭ
I улканизация
СИМ
3-5
-
-
-
-
-
г
3-5
-
-
15-25
До 40
0,5-1,5
медон-
комплектом
-
3-5
-
-
-
-
-
0-5
-
-
20-30
До 40
пероксид-
ная
-
-
2-4
-
-
-
2-4
3-5
-
-
15-30
До 40
0,5-1,5
диаминная
-
-
-
3-5
-
-
-
-
15*2
-
15-30
До 40
0,5-1,5
бисфе-
нольная
-
-
-
-
1,8-2,2
0,3-0,6
-
-
3*з
6
15-30
До 40
0,5-1,5
пероксид-
ная
-
-
0,8-3
-
-
-
2-4
2-5
-
-
15-30
До 40
0,5-1,5
пероксид-
ная
-
-
1,5-4
-
-
-
2-4
2-5
-
-
15-30
До 40
0,5-1,5
*' Может использоваться Диак№1,№3 или №4; *2 Низкоактивный;
но Т900 или N990.
3 Высокоактивный; *4 Преимуществен-
11.1.4. Резины на основе силоксановых каучуков
(Г.В. Григорян, НА. Катуркин)
Резины на основе силоксановых (силиконовых, кремнийорганических) каучуков
существенно отличаются от других эластомеров и прежде всего высокой стойкостью в широком
температурном интервале - от -90 до 200°С (кратковременно до 300°С). В этом интервале сохраняются
их работоспособность при воздействии кислорода и озона, ряда агрессивных сред,
радиационная стойкость, а также необходимый уровень механических свойств. При температурах,
близких к комнатной, время сохранения свойств таких эластомеров может составлять многие
десятки лет. Все это позволяет использовать их в самых различных областях.
40
-^--
1
!
i
!
I
I
Состав резиновых смесей "fy.
Наполнители. Особенности молекулярного строения силоксановых каучуков в
значительной степени определяют рецептурный состав силоксановых резин. Поскольку ненаполнен-
ные эластомеры обладают крайне низкой прочностью, для получения прочных резин
используют активные (усиливающие) наполнители. В качестве усиливающих наполнителей
применяют различные формы кремнезема, в основном пирогенные аэросилы с удельной
поверхностью 200-600 м2/г и размером частиц 10-40 ммкм, получаемые сжиганием тетрахлорида
кремния в токе водорода, а также белые сажи - кремнеземы, получаемые осаждением из водных
растворов силикатов и имеющие удельную поверхность 50-100 м2/г, и мелкодисперсные
природные кремнеземы - кварциты и диатомиты. Ряд смесей содержат кроме активных
кремнеземов их комбинации в сочетании с различными полу- и малоактивными наполнителями,
например осажденный карбонат кальция, каолин, оксиды титана и цинка. Концентрация
активных наполнителей в смеси составляет 20-60 масс. ч. на 100 масс. ч. каучука.
Особенностью макромолекул силоксановых эластомеров является сильное взаимодействие
силанольных групп активного кремнеземного наполнителя с концевыми гидроксильными
группами каучука, что приводит к преждевременному (в течение 0,5-4 ч) структурированию смеси с
образованием сетчатой структуры, отрицательно влияющей на технологические свойства
композиций. Этот недостаток устраняется применением так называемых антиструктурирующихдо-
бавок - низкомолекулярных силоксанов, содержащих 6-8% (мол.) гидроксильных групп: ди-
фенилсиландиола (НД-8), алкоксисиланов, например метилфенилдиметоксисилана (СМ-2), а
также некоторых производных пиколинов. Вводимые в композиции добавки (2-10 масс, ч.),
взаимодействуя с активными гидроксильными группами кремнеземов, блокируют их,
препятствуя образованию сетчатой структуры между макромолекулами каучука и наполнителя.
Наиболее активные антиструктурирующие добавки позволяют перерабатывать невулканизованные
' резиновые смеси в течение более 1 года после их изготовления. При использовании светлых
наполнителей и прозрачного каучука получают светлые или окрашенные в любые цвета силок-
сановые резины. Техуглерод, который широко применяется в рецептурах на основе
бутадиеновых каучуков, используется очень ограничено.
В зависимости от областей применения силоксановые смеси, кроме рассмотренных
наполнителей, могут содержать наполнители -целевые добавки- иной дисперсности, формы
и природы, существенно изменяющие свойства получаемых вулканизатов. Так, для
получения токопроводящих и антистатических резин используются электропроводящие
наполнители различного строения. Наибольшее распространение получил специальный
электропроводящий техуглерод (ацетиленовый и печной) различных марок и короткие углеродные
волокна. Они, кроме повышения электропроводности, в ряде случаев действуют как активные
наполнители. Такие резины применяют в качестве замыкающих элементов для мембранных
клавиатур на основе силоксановых эластомеров и эластичных матриц для осаждения металлов
методом гальванопластики. В качестве электропроводящих наполнителей применяют также
коллоидный графит и порошки на основе различных металлов.
Для изготовления эластичных магнитов на основе силоксановых каучуков используют такие
наполнители как магнетит, ферриты бария и стронция и порошки магнитных сплавов на основе
редкоземельных металлов. Они применяются для изготовления элементов схем различных
электроприборов, товаров бытового назначения и в медицине.
Для повышения теплопроводности силоксановых резин в качестве наполнителей используют
нитриды бора и алюминия. При их введении в композиции коэффициент теплопроводности можно
повысить приблизительно на порядок, сохраняя при этом хорошие прочностные характеристики.
В качестве наполнителей можно использовать и порошкообразные фторопласты
различного химического строения, существенно влияющие на свойства вулканизатов. Помимо
уменьшения коэффициента трения, введение таких наполнителей приводит к существенному
улучшению электроизоляционных характеристик, при этом прочностные свойства остаются на
достаточно высоком уровне.
}
1
I
I
I
I
Термостабилизаторы. Особым типом добавок существенно повышающим эксплуатационные
характеристики резин при высоких температурах, являются термостабилизаторы. Первоначально
для этих целей использовали в основном редоксайд-мелкодисперсный красный оксид
трехвалентного железа, который вводили в смеси в количестве 5-10%. Иногда использовали печной техугле-
род (1-2%). Более эффективными термостабилизаторами, подавляющими термоокислительную и
термодеструкцию являются различные оксиды металлов переменной валентности и оксиды и соли
редкоземельных элементов, прежде всего церия, а также хелаты и комплексы металлов,
например оксихинолинат меди и циклопентадиенилтрикарбонил марганца. Их применяют в небольших
количествах (1-2%).
Такие добавки прежде всего разрушают пероксиды, образующиеся на начальной стадии
окисления органического обрамления макромолекулы и инициирующие развитие процесса
окисления по цепному механизму. Металлы, содержащиеся в хелатах и комплексах, могут, кроме того,
при взаимодействии с силанольными группами, получающимися при термодеструкции связи
Si-0-Si образовывать более прочные связи Si-O-Ме, тормозящие процесс разрыва цепи и тем
самым препятствующие термодеструкции.
Вулканизующие агенты. В качестве вулканизующего агента для силоксановых резин сера не
используется. Вулканизующими агентами для силоксановых резин служат различные
органические пероксиды. Ранее для этих целей применяли ацильные пероксиды (в частности бензоил-
пероксид, 2,4 дихлорбензоилпероксид), однако по мере развития технологии производства стали
использовать: дикумилпероксид, пероксиды 7ре7"-бутилпербензоата, 2,5-(трет-бутилперокси)-
2,5-диметилгексана (Пероксимон F-40). Ацильные пероксиды в основном применяли для
вулканизации смесей на основе СКТ при 100-120°С. Однако пероксид 2,4-дихлорбензоила
является незаменимым вулканизующим агентом при непрывной вулканизации, в частности, для
получения кабельных резин. Его использование позволяет проводить вулканизацию на воздухе с
получением кабельной продукции и профилей различного назначения при 200°С за короткий
промежуток времени (30 с). Для этих целей в последнее время применяют также л-метилбензо-
илпероксид, образующий при разложении менее токсичные продукты. Дикумилпероксид,
широко применяемый ранее для производства формовых изделий, несмотря на его высокую
активность как сшивающего агента, в настоящее время используется все реже. Это связано с тем,
что при его разложении выделяется ацетофенон -летучий, токсичный кетон, обладающий
резким, неприятным запахом.
Количество вулканизующего агента зависит от типа применяемого пероксида и
строения силоксанового каучука (в основном от наличия или отсутствия в макромолекуле ви-
нильных групп).
В последнее время большое распространение получила вулканизация силоксановых каучу-
ков путем гидросилилирования-присоединения кремнегидридной группы к винильной в
присутствии катализаторов-соединений платиновой группы. В качестве сшивающих агентов в
таком процессе могут использоваться низкомолекулярные полиорганосилоксаны, содержащие
кремнийгидридные группы:
СН. СН, СН, СН.
| | | |
-0-Si-CH = CH + H-Si-O- К^»И -O-Si-CH -СН -Si-O-
II II
СН3 СН3 СН3 СН3
Эти системы применяются для получения герметиков и компаундов, обладающих
хорошими диэлектрическими свойствами, поскольку процесс сшивания не сопровождается
выделением побочных продуктов (см. также пп. 14.1. Герметики).Такие вулканизаты нетоксичны и могут
использоваться в медицине.
Типичная рецептура силоксановых резин включает следующие компоненты (масс, ч.):
Каучук 100
Активный кремнезем 20-60
Антиструктурирующая добавка 4-12
Вулканизующий агент 0,3-4
Термостабилизатор 0-10
Пигмент 0-5
Физико-механические свойства резин общего назначения на основе отечественных
силоксановых каучуков приведены в табл. 11.1.12.
По реакции гидросилилирования можно получать силоксановые эластомерные материалы
на основе жидких каучуков. Физико-механические свойства высокопрочных резин быстрого
отверждения, полученных этим способом, представлены в табл. 11.1.13.
11.1.12. Физике-механические свойства резин на основе отечественных силоксановых
каучуков, используемых для получения изделий методами прессования и экструзии
Показатель
Внешний
вид (цвет)
Плотность,
кг/м3
Твердость
по Шору А
Условная
прочность
при
растяжении,
МПа
Относительное
удлинение
при
разрыве, %
Сопротивление раз-
диру, кН/м
Режим
вулканизации:
I стадия
II стадия
Удельное
электрическое
сопротивление,
Ом-м
Вулканизующий
агент
Марка каучука
00
со
со
1—
с:
о.
S
!
1
1
1
1
Белый, серый, красный
-
50-72
6,4
330
9,8
-
65-80
6,4
220
9,8
-
60-74
4,9
200
9,8
-
60-73
4,9
200
9,8
о
>>
о
0-
см
о
>>
о
0-
Красный,
белый
-
55-75
6,4
300
14,7
-
65-80
6,4
200
9,8
ас
N
СО
а.
3
о
Красный
-
45-58
7,8
300
8,7
20мин/150°С,6ч/200°С
Юмин/180°С, 4ч/200°С
-
-
-
-
-
-
1-10"
ю
со
о
о
1
I
1
см
о
со
о
о
см
Прозрачный, матовый
1100
35
6,0
450
11
1150
50
7,0
450
15
1170
60
7,0
450
15
1200
70
7,0
350
12
10 мин/180°С
4 ч/200°С
-
-
-
-
1100
50
3,5
250
8
1100
60
5,0
200
8
10 мин/
180°С
Отсутствует
-
-
л
о
и
о
а.
о
о
и
а.
Белый
1220
60
5,2
250
10
1250
65
5,7
250
10
20 мин/
150°С
6 ч/200°С
50-10"
50-10"
Дикумилпероксид
I
1
I
I
1
i
I
I
I
11.1.13. Физико-механические свойства резин на основе жидких силоксановых каучуков,
вулканизуемых по механизму гидросилилирования (по данным фирмы Shin-Etsu, Япония)
Показатель
Внешний вид, цвет
Вязкость, Пас:
часть А
часть В
Плотность при 23°С, кг/м3
Твердость по Шору А
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Сопротивление раздиру,
кН/м
Остаточная деформация
сжатия, %
Линейная усадка, %
Удельное электрическое
сопротивление, Ом-м
Марка резины
КЕ2000-20
(А+В)
КЕ2000-30
(А+В)
КЕ2000-35
(А+В)
КЕ2000-40
(А+В)
КЕ2000-50
(А+В)
КЕ2000-60
(А+В)
Быстрое отверждение, прозрачная,
высокопрочная
180
180
1080
23
8,5
750
8,0
5
2,1
10-Ю10
250
250
1100
32
8,9
670
25
5
2,0
10-Ю10
500
500
1120
36
9,5
650
30
6
2,1
5.10м
500
500
1120
42
9,2
600
30
5
2,2
5-Ю"1
1000
1000
1130
52
9,8
550
35
6
2,0
10-10"
600
600
1140
60
9,6
460
35
8
1,9
10-10"
КЕ1950-60
(А+В)
Прозрачный
730
740
1140
60
7,8
380
35
22
1,9
10-Ю10
730
730
1150
70
7,8
350
40
50
2,1
10-10'°
КЕ1990-40
(А+В)
КЕ1990-50
(А+В)
КЕ1990-60
(А+В)
Молочный
90
90
1120
39
6,5
380
6
9
2,0
5-Ю10
60
60
1120
50
7,0
300
7
10
1,8
5-Ю10
120
120
1150
60
7,0
250
8
10
1,8
5-10'°
КЕ1955
(А+В)
Черный
700
700
1250
55
8,5
450
30
10
1,8
100-Ю10
Примечания. 1. А и Б - отдельные части композиции, которые смешиваются перед впрыском в форму. Одна из
них содержит винильный компонент с Pt-катализатором, другая - кремнийгидридный.
2. Время сохранения работоспособности зависит от состава резин.
Вулканизация силоксановых каучуков
Силоксановые каучуки перерабатываются в резины на стандартном оборудовании,
применяемом в резиновой промышленности. В отличие от многих карбоцепных каучуков они не
требуют предварительной пластикации и сразу же после загрузки смешиваются с другими
ингредиентами. Непременным условием получения качественного материала является максимальная
чистота помещения и использование смесительного оборудования только для силоксановых
композиций.
При введении активных наполнителей (аэросилы, белая сажа) необходимо учитывать
некоторые особенности смешения: компоненты следует добавлять постепенно, одновременно с ан-
тиструктурирующими добавками. На конечной стадии введения очень важным является
равномерное распределение наполнителя и отсутствие агломератов, особенно в случае
приготовления высоконаполненных смесей. Последние порции аэросила можно вводить только при
образовании сплошной равномерной массы. В противном случае, не исключено получение жесткой
системы, которая при дальнейшем смешении быстро превращается в порошок, не способный к
дальнейшей переработке. На конечной стадии смешения перед введением вулканизующего агента
для лучшей диспергируемости компонентов и ускорения взаимодействия антиструктурирую-
щей добавки с наполнителем рекомендуется нагрев смеси до 60-80°С.
Улучшение качества смеси достигается также тем, что на конечной стадии приготовления ее
подвергают стрейнированию через мелкие сетки в червячном экструдере для удаления мелких
включений и окончательной гомогенизации. Этот прием, в частности, широко используют при
изготовлении кабельных композиций.
Формуют силоксановые смеси в изделия обычными для резиновой промышленности методами
- прессованием, литьем под давлением, экструзией с последующей вулканизацией. Резиновые
смеси, особенно после хранения, перед переработкой в изделия необходимо «освежить» на
вальцах до получения гладкой однородной «шкурки».
Вулканизация по механизму гидросилилирования позволяет использовать
высокоэффективные процессы литья под давлением для переработки в изделия двухкомпонентных жидких силок-
сановых композиций натермопластавтоматах. В этом случае платиновый катализатор и кремний-
гидридный компонент разделены. Перед заполнением формы оба компонента подаются в
статический смеситель, а затем на шнек и после перемешивания впрыскиваются в пресс-форму,
нагретую до 190°С. Процесс вулканизации происходит в течение 20-60 с.
Вулканизаций силоксановыхкаучуков осуществляется тремя основными способами.
Высокотемпературная вулканизация проводится при 120-180°С в пресс-формах под
давлением, в прессе или котле непрерывным способом в воздушной среде, псевдоожиженном слое или в
ваннах с жидким теплоносителем (последний способ применяется при получении
профилированных длинномерных изделий и кабельной продукции).
В качестве вулканизующих агентов обычно используют различные пероксиды. В последнее
время для каучуков с винильными группами кроме пероксидов применяют кремнийгидридные
полимеры и олигомеры с соединениями платины в качестве катализаторов.
Вулканизация стандартных образцов резин на основе полидиметилвинилсилоксановых
каучуков проводится в прессе при 150СС в течение 20-60 мин, с последующим термостатированием 6-
24чпри200°С.
Радиационная вулканизация проводится с использованием у-излучения. Продолжительность и
дозу излучения определяют, исходя из химического строения каучука и наличия винильных
радикалов. Этот способ применяется при получении резин из смесей, содержащих компоненты,
подавляющие пероксидную вулканизацию, или при необходимости исключениия последующего термо-
статирования получаемых вулканизатов.
Низкотемпературная вулканизация используется для вулканизации низкомолекулярных си-
локсановых каучуков главным образом для отверждения герметиков и компаундов. В качестве
вулканизующих агентов применяются алкоксипроизводные кремнийорганических соединений, в
качестве катализаторов-диацилатыдиалкилолова, или аминопроизводных кремния.
Отверждение проводится при температуре не ниже 0°С и не выше 60°С. Макромолекулы соединяются по
концевым гидроксильным группам, которые взаимодействуют с алкоксигруппами с выделением
спиртов и образованием Si—О—Si-связи. Для низкотемпературной вулканизации используются так-
; |ке низкомолекулярные каучуки, содержащие винильные группы как на концах макромолекул, так
4» в боковом обрамлении.
После вулканизации пероксидные вулканизаты подвергаются термообработке на воздухе для
удаления летучих продуктов разложения сшивающих агентов и упорядочения сетки, которая
изменяется вследствие окисления непрочных С-С-связей и перехода их в более прочные силоксано-
£е. В результате получаются более термостойкие вулканизаты, обладающие низким накоплени-
остаточных деформаций сжатия при высоких температурах. Для исключения термодеструк-
»ных процессов термостатирование проводят в условиях хорошего воздухообмена (125 л/мин на
iKr резины). Изделия необходимо размещать в термостатах так, чтобы их поверхность была
. аксимально открытой со всех сторон.
• Термостатирование проводят обычно при 200°С в течение 12-24 ч. При термообработке
массивных изделий большой толщины температуру в термостате повышают постепенно в
ступенчатом режиме. Это позволяет избежать нежелательных деформаций, возникающих при
интенсивном выделении газообразных продуктов из массива изделий.
I
1
!
I
I
yF Физико-механические свойства резин
на основе силоксановых каучуков
Прочностные свойства резин на основе силоксановых каучуков существенно хуже
(особенно условная прочность при растяжении и сопротивление раздиру), чем резин на основе
карбоцепных эластомеров. Однако при повышенных температурах проявляется
преимущество силоксановых вулканизатов. Так, начальная условная прочность при растяжении, равная
6 МПа при 20°С, при 250°С уменьшается до 3,5 МПа. Большинство карбоцепных резин,
особенно на основе ненасыщенных каучуков, в таких условиях вообще полностью разрушаются. При
150°С падение прочностных свойств резины на основе силоксановых каучуков за 30 лет
составляет менее 50%. При эксплуатации в нормальных условиях резины на основе
силоксановых каучуков обладают очень высокой атмосферостойкостью, так что их свойства
практически не изменяются в течение очень длительного времени. Отличительной особенностью
таких резин является их очень высокая морозостойкость. Так, свойства резин на основе СКТФТ-
50 и СКТФВ-803 со статистическим распределением фенильных групп в макромолекуле, для
которых отсутствует процесс кристаллизации, сохраняются на необходимом уровне до -90°С
(см. также пп. 11.2. Морозостойкие резины). Физико-механические свойства резин
различного назначения приведены в табл. 11.1.14.
Резины на основе силоксановых каучуков обладают уникальными диэлектрическими
характеристиками, что определяет их лидирующее положение как материала для изготовления различных
изделий электротехнической промышленности (см. также пп. 11 4. Резины с электрическими и
магнитными свойствами).
Электрические свойства резин на основе силоксановых каучуков:
Удельное электрическое сопротивление, Омм:
при 20°С 1-10" -1-10"
при250°С 109
Электрическая прочность, кВ/мм 15-25
Диэлектрическая проницаемость (при частоте 100 МГц) 2-4
Тангенс угла диэлектрических потерь МО-3-МО"
С учетом низкого коэффициента теплопроводности, равного 0,004 Вт/(м-К), который вдвое
меньше, чем у обычных резин, эти эластомеры можно использовать для изготовления
электроизоляции, работающей в экстремальных условиях (например, в силовых кабелях).
\
!
I
I
11.1.14. физико-механические свойства резин различного назначения
на основе силоксановых каучуков
Тип резин
Общего назначения
Высокопрочные
Одностадийной
вулканизации
Для электроизоляции
провода/кабеля
Для изоляторов
высокого напряжения
Электропроводящие
Низкотемпературные
Высокотемпературные
Фторсилоксановые
Условная
прочность
при
растяжении, МПа
5-11
8-11
6-8
8-11
5-6
1,5-2,5
6-8
6-8
6-9
Относительное
удлинение при
разрыве, %
200-600
300-900
150-450
200-500
150-300
150-450
200-550
200-450
150-500
Твердость
по Шору
20-80
30-70
40-80
50-70
50-80
50-80
30-70
40-70
20-80
Сопротивление
раздиру,
кН/м
8-24
25-40
8-15
15-25
14-18
-
10-22
12-20
15-35
Плотность,
кг/м3
1060-1220
1120-1220
1100-1400
1140-1320
1500-1600
1200-3500
1150-1200
1100-1200
1410-1650
V. °с
-504-60**
-60**
-60**
-60**
-60**
-55**
2-100
-60**
-90+-55**
Г *, "С
макс '
200
200
200
250
250
200
200
300
200
*т,г.
- нижний и верхний пределы температуры эксплуатации, °С.
** Время сохранения работоспособности зависит от состава резин.
46
--$ф5~-
.. - ■ " ~" — — ----- „
4
Силоксановые резины широко применяются в качестве уплотнительных материалов,
работающих при высоких температурах. Однако возможность их применения в большой степени зависит от
условий эксплуатации. Так, в замкнутом контуре, т.е. при недостаточном контакте с кислородом
воздуха происходит интенсификация процессов термодеструкции, что приводит к быстрой потере
эластических свойств.
Остаточная деформация сжатия является основной характеристикой уплотнительных
материалов, которая зависит также от типа применяемых вулканизующих агентов и специфических
добавок, улучшающих этот показатель. Вулканизаты, полученные с использованием ацильных
пероксидов, имеют существенно более высокие, т.е. худшие значения этого показателя.
Резины на основе силоксановых каучуков деструктируются в кислой и щелочной средах при
температуре выше 80°С. При 25°С они устойчивы к действию 30%-ной серной кислоты, 10%-ного
NaOH и 10%-ной HCI, менее устойчивы к 10%-ной азотной кислоте, и еще меньше - к 10%-ному
раствору аммиака. При температурах до 160°С они выдерживают действие перегретого пара.
Резины на основе фторсилоксановых каучуков устойчивы к воздействию топлив и
углеводородных масел до 150°С без существенной потери прочности. Их устойчивость к действию
других неполярных и малополярных углеводородов, слабых кислот и растворов солей также
выше, чем у резин на основе других типов силоксановых каучуков. Однако такие резины
набухают в полярных растворителях - кетонах и сложных эфирах. Физико-механические свойства
резин на основе фторсилоксановых каучуков приведены в табл. 11.1.15.
Совмещением фторсилоксановых каучуков с различными неполярными силоксановыми
каучуками можно получить смеси, обладающие стойкостью к определенному типу
растворителей, например к маслу и ацетону.
Резины на основе силоксановых каучуков обладают хорошей газопроницаемостью, в 20-30
раз более высокой, чем у резин на основе большинства карбоцепных каучуков, и примерно на 3
порядка выше, чем у пленок на основе термопластов. Сопоставление газопроницаемости поли-
диметилсилоксана, полиэтилена и некоторых других каучуков приведено в табл. 11.1.16. Из данных
этой таблицы видно, что проницаемость полидиметилсилоксана для кислорода в 2 раза, а для
диоксида углерода почти в 5 раз выше, чем для азота. Пары воды проникают в силоксановые
каучуки в 60 раз быстрее кислорода. Высокая газопроницаемость позволяет использовать резины
«а основе силоксановых каучуков для изготовления мембран с селективной проницаемостью,
которые широко применяются во многих отраслях техники, а благодаря высокой биологической
инертности их используют в различной медицинской аппаратуре, например для получения
кислорода из воздуха непосредственно в медицинских учреждениях.
11.1.15. Физико-механические свойства резин
йа основе отечественных фторсилоксановых каучуков
Показатель
Молекулярная масса
Термостабильность (потеря массы, 3 ч, 150°С), %
Условная прочность при растяжении, МПа
.Относительное удлинение при разрыве, %
Остаточная деформация сжатия, %
СКТФТ-25
(5-7)Ю5
3,0
6,0-7,6
300-400
10
СКТФТ-50
(5-7) 105
3,0
4,0-5,9
175-200
10
СКТФТ-100
(5-9)Ю5
3,0
8,8-10,1
260-320
10
СКТФТЮ0П
(7-20)-10s
3,0
8,7-10,0
250-310
5-10
11.1.16. Газопроницаемость различных каучуков и полиэтилена
Каучук и полиэтилен
Диметилсилоксановый
.Натуральный
Хлоропреновый
Бутилкаучук
Полиэтилен
Газопроницаемость МО", м2/(с-Па)
№
20°С
19,2
0,51
0,07
0,027
0,013
60°С
28,6
1,8
0,46
0,15
-
80°С
36,7
3,37
0,82
0,36
-
о2
20°С
38,8
1,43
0,24
0,099
0,03-0,05
60°С
96,9
16,3
5,7
1,3
-
80°С
153
21,4
7,2
2,96
-
СО,
20°С
167,3
8,38
1,53-2,1
0,398
0,29-0,43
у
I
!
i
!
I
I
Применение резин на основе силоксановых каучуков
Области применения резин на основе силоксановых каучуков непосредственно определяются
их уникальными свойствами. Силоксановые резины применяются в тех отраслях
промышленности, в которых требуются эластичные материалы, работоспособные главным образом в
экстремальных условиях, стойкие к воздействию высоких температур и обладающие хорошими
электроизоляционными свойствами. Поэтому основными их потребителями являются авиация,
космонавтика и электротехническая промышленность. Так, практически все уплотнения окон в салонах
самолетов изготавливаются из резин на основе силоксановых каучуков. Уплотнение стыкового
соединения при контакте космических кораблей «Союз» и «Аполлон» было выполнено из резины на
основе фторсилоксанового каучука СКТФТ-50.
Силоксановые эластомеры используются для капсулирования различных электронных плат,
конденсаторов и прочих изделий электротехнической промышленности, обеспечивая
безотказную работу этих изделий в течение продолжительной эксплуатации при высоких нагрузках,
воздействии влаги и других факторов.
Они широко применяются и в кабельной промышленности. Наряду с хорошими
теплоизоляционными свойствами они обладают высокой огнестойкостью и самозатуханием в течение
нескольких минут, выдерживая действие температур до 500°С. При их сгорании образуется поро-
11.1.17. Свойства некоторых резин на основе силоксановых каучуков,
применяемых в кабельной промышленности
Показатель
Цвет
Плотность, кг/м3
Твердость
по Шору А
Условная
прочность при
растяжении, МПа
Относительное
удлинение
при разрыве, %
Сопротивление
раздиру, кН/м
Режим
вулканизации:
I стадия
II стадия
Удельное
электрическое
сопротивление, Ом-м
Электрическая
прочность, кВ/мм
Диэлектрическая
проницаемость
Тангенс угла
диэлектрических
потерь
Вулканизующий
агент
Марка резины и производитель
о о
с со г»
щ i— ем
5. а; а;
S ем ем
55 -.;»
XX
о о
с ^~ Р-
аз ем о
5." »
S ем ем
и > >
XX
GE Bauer Silicones
Прозрачный
1200-1240
60-75
11,0-9,0
500-350
20-15
Серый
1320
70
9,0
350
15
10 мин/120°С
Отсутствует
1,0-10"
25
3,05-3,1
2,6-10-2
5,0-10»
21-20
3,34-3,25
2,1-10-!
о о
г- о
»х£
*- ш т
со *
iS in о
иоеэ
Т "
■ч- ш
U
Dow Corning
Прозрачный
1170-1190
58-74
9,0-8,0
500-300
16-28
Матовый
1410
68
8,0
290
15
5мин/116°С
4 ч/200°С
6,0-10"
25-30
2,9
-
2-10"
25
2,9
-
ее
1Л
со
о
1Л
ее
III
СС ОС СЕ
Wacker Chemie CMBH
Прозрачный
1190
62
8,0
350
16
Матовый
1190-1320
67
6,5-7,5
380-200
26-11
10минЛ35°С
4 ч/200°С
1-10"
18
-
-
1-10"
18
-
-
о о.
ем о
л ш
SS
IS
ю
о
о
о
о.
ОАО «КзСК»*
Белый
1230-1250
50-68
6,4-5,9
600-310
Прозрачный
1170-1180
60-70
7,5-7,0
> 350-300
>12
15минЛ20°С
Отсутствует
5-10"
22
3,5-4,0
< 3,0-10-2
5-10"
22
3,5
< 3,0-10"2
Белый
1250
60
>5,2
>250
>10
6ч/200°С
5-10"
22
5,0
<4,0-10-г
Пероксид 2,4-ДХБ
* ОАО «Казанский завод синтетического каучука».
шок диоксида кремния, который также имеет хорошие теплоизоляционные свойства. Специ
альными конструктивными приемами он удерживается вокруг токопроводящей сердцевины
кабеля, обеспечивая продолжение его эксплуатации.
Физико-механические свойства некоторых силоксановых резин зарубежных и
отечественных производителей, применяемых в кабельной промышленности приведены в табл. 11.1.17.
На основе силоксановых каучуков выпускаются также электропроводящие резины, которые
применяются в радиоэлектронике в качестве замыкающих контактов радиосхем, в
электроизмерительной технике в качестве эластичных электродов (табл. 11.1.18).
Все большее распространение в качестве альтернативы фарфоровым изоляторам получают
трэкинго-эрозионностойкие резины для изготовления высоковольтных изоляторов (табл. 11.1.19).
Обладая сравнимыми электрическими характеристиками, изоляторы, изготовленные из
силоксановых эластомеров, лишены многих недостатков, присущих фарфоровым. Прежде всего, в
них отсутствует хрупкость, т.е. возможность разрушения в результате механического
воздействия и вследствие перепадов температур при изменении погодных условий. Хорошие
антиадгезионные свойства резин способствуют существенному уменьшению загрязнения
высоковольтных изоляторов и значительно облегчают их очистку.
В дальнейшем силоксановые эластомеры стали широко применяться и в других областях
техники - в автомобилестроении, строительстве, в индустрии, производящей бытовую
технику, в медицине. Этому способствовало совершенствование технологии изготовления резин на
основе силоксановых каучуков, появление новых разработок как в области синтеза каучуков,
так и в совершенствовании рецептур резиновых смесей. Так, получены резины на основе
совмещенных систем насыщенных карбоцепных и силоксановых каучуков, например резины на
основе смеси силоксанового и этиленпропиленового каучуков, выпускаемых японской
фирмой Shin-Etsu (табл. 11.1.20).
11.1.18. Физико-механические свойства электропроводящих резин
на основе силоксановых каучуков зарубежных и отечественных производителей
*
Показатель
Цвет
Плотность, кг/м3
Твердость по Шору А
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Режим вулканизации:
I стадия - в вулканизационном прессе
II стадия - в термошкафу
Эластичность по отскоку, %
Удельное электрическое сопротивление, Омм
Электрическая прочность (при 50 Гц), кВ/мм
Диэлектрическая проницаемость
Тангенс угла диэлектрических потерь
Вулканизующий агент
Область применения
Марка резины и производитель
Silopren
HV 5/600-10
GE Bauer Silicones
Черный
1110
56
5,0
400
12
10мин/175°С
6 ч/200°С
40
10"
25
2,9
МО-3
Пероксид дикумила
(2%)
Электропроводящие контакты
Silastic 1602
Dow Corning
Черный
1180
82
5,0
150
11
5мин/116°С
4 ч/200°С
53
2.10"
-
-
-
Пероксид
2,4-ДХБ
Электропроводящие
резиновые смеси для
формовых и экстру-
зионных изделий
СЭМ
стэп
0А0«КзСК»
Черный
50
3,0
100
-
Черный
50
3,0
100
-
20 мин/150°С
6 ч/200°С
< 4-10"
-
-
-
<4-10"
-
-
-
Пероксид дикумила
Токопроводящие
резиновые смеси для
формовых
морозостойких изделий
I
I
I
I
I
I
yf* 11.1.19. Физико-механические свойства трекинг-эрозионностойких резин
различных отечественных и зарубежных производителей
Показатель
Плотность, кг/м3, не более
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при
разрыве, %,не менее
Твердость по Шору А
Сопротивление раздиру, Н/мм
Удельное электрическое
сопротивление, Ом-м, не менее
Тангенс угла диэлектрических потерь,
не более
Электрическая прочность (при 50 Гц),
кВ/мм
Диэлектрическая проницаемость,
не более
Трекинг-эрозионная стойкость, класс
Вулканизация:
I стадия
II стадия
Марка резины и производитель
КТ-80
ОАО «КзСК>
1510
3,5
200
55-75
17
5-10"
0,03
20 (-22)
4,5 (-3,8)
1В4.5
+
Пентасил
3303
РФ
1550
4
250
55-70
-
-
-
-
-
+
Powersil 3/0
Wacker
1520
5,0
300
70
17
10"
0,04
23
4,5
_
+
El 170-1
Dow Corning
1600
4,1
175
67
10,5
10'2
0,03
22,2
3,5
4,5
+
SR-161
КНР
1540
4,1
320
60±5
15
1,5-10"
0,03
22
3,8
_
+
Пентасил
3303
РФ
1550
4
250
55-70
-
-
-
-
-
+
Примечание. Знак «+» показывает, что вулканизация протекает в одну или в две стадии.
11.1.20. Физико-механические свойства резин на основе совмещенных систем
силоксанового и зтиленпропиленового каучуков, выпускаемых фирмой Shin-Etsu
(Япония)
Показатель
Вулканизационный
агент
Цвет
Плотность, кг/м3
(±0,02 кг/м3)
Твердость по Шору А
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Сопротивление
раздиру, Н/мм
Эластичность
по отскоку, %
Остаточная
деформация сжатия
| (22ч/175°С), %
Марка резины
1711-U
С11
С12
Желтый
1110
33
10
730
15
54
30
33
10
820
17
53
20
1721-U
С11
С12
Светло-желтый (СЖ)
1120
40
10
610
17
55
30
40
12
800
21
51
20
1731-U
С11
С12
Серый
1130
50
11
550
21
53
35
50
12
680
24
52
25
1411-U
С11
СЖ
1130
55
11
490
18
59
35
855B-U
С11
С12
Светло-
желтый
1140
60
11
490
21
59
25
60
11
580
24
58
12
363-U
С11
С12
Черный
1180
70
11
520
26
51
35
70
10
500
24
53
20
1631-U
С11
С12
Светло-
желтый
1210
80
9
430
25
52
55
80
9
380
22
50
25
1421-U
С11
С12
Светло-
желтый
1220
90
9
320
18
55
55
90
7
320
19
54
35
-^
В автомобильной промышленности силоксановые эластомеры, помимо соединений элементов
оборудования, используются также в высоковольтных проводах системы зажигания, причем
наружная изоляционная оболочка провода может сочетаться с токопроводящим сердечником,
изготовленным из электропроводящей резины. Кроме того, из них изготавливают уплотнители дверей,
причем создана конструкция уплотнителей, состоящих из изоляционной и электропроводящей
резин. Это позволило легко контролировать закрытие дверей автомобиля.
Маслобензостойкие резины на основе фторсилоксановых каучуков используют для
изготовления герметизирующих прокладок, а также в других элементах и узлах (амортизаторы,
сальники, манжеты), работающих в среде масла и топлива при повышенных температурах. Срок
службы этих деталей в ряде случаев превышает срок эксплуатации самого автомобиля.
Силоксановые эластомеры обладают не только исключительной теплостойкостью, но и
способностью длительно сохранять свои свойства в обычных условиях. Поэтому в последние годы
они находят все большее применение в строительной индустрии. Их используют для
изготовления различных уплотнений, в частности, в виде профилированных изделий, а также для изоляции
электропроводки в жилых и производственных зданиях. Несмотря на то, что экономический
эффект от их использования проявляется спустя продолжительное время, их применение позволяет
существенно сократить затраты на реконструкцию и капитальный ремонт. Кроме того, высокие
электроизоляционные и тепловые характеристики проводов существенно повышают пожаробе-
зопасность зданий при увеличении энергопотребления и кратковременном перенапряжении сети.
Высокая термостойкость позволяет использовать силоксановые эластомеры для изготов-
ления эластичных форм, применяемых для получения декоративных изделий сложной
конфигурации из легкоплавких сплавов на основе олова и свинца, а также цинка, алюминия и магния
(ЦАМ). Рабочая температура расплава металла 200-450°С, а формы способны выдерживать от
300 до 1500 отливок в зависимости от температуры заливки и массы металла. Такая технология
позволяет в короткий срок изготавливать необходимые партии изделий сувенирной тематики,
фурнитуры, значков и оловянных солдатиков с использованием одной мастер-модели.
Резины на основе силоксановых каучуков широко используются для изготовления
эластичных форм, позволяющих с высокой точностью воспроизводить тончайшие детали поверхности
мастер-модели. Это позволяет использовать подобную оснастку в реставрационных работах,
при изготовлении декоративного литья и в ювелирной промышленности.
Электропроводящие силоксановые эластомеры с успехом применяются в гальванопластике
для осаждения на их поверхность различных металлов (Си, Co,Ni,Ag) из кислотных электролитов,
что используется для изготовления металлической фольги, декоративных изделий и сувениров.
Вследствие малой адгезии после завершения процесса металлы легко отделяются от
поверхности. В сочетании с хорошей электропроводностью это позволяет многократно применять
подобную оснастку и в значительной степени повышать производительность процесса, исключая
трудоемкую операцию нанесения электропроводящего слоя на поверхность эластичной матрицы.
Изделия из силоксановых эластомеров широко используются для изготовления валов и
деталей в электрографических аппаратах, клавишных полей и в оборудовании для
декорировании изделий из пластмасс методом горячего тиснения в интервале температур 180-200°С.
Биологическая инертность позволяет использовать силоксановые эластомеры и в пищевой
промышленности. Так, силоксановые формы применяются в кондитерских производствах для
выпечки изделий сложной формы и отливки фигурного шоколада и марципана. Это возможно
благодаря тому, что поверхность силоксановых резин имеет высокие антиадгезионные
характеристики и отличную термостойкость.
В медицине силоксановые эластомеры используются, в частности, в эстетической хирургии
и в стоматологии, для изготовления имплантантов в челюстно-лицевой хирургии, оттискных
слепочных материалов в стоматологии, а также различных расходных материалов - трубок и
катетеров широкого применения. Из силоксановых эластомеров изготавливаются детали
аппаратов «искусственное сердце» и кардиостимуляторов. Это обусловлено их хорошими
гидрофобными свойствами в сочетании с биологической инертностью, высокой физической и хими-
t
I
i
I
I
I
11.1.21. Физико-механические свойства силоксановых резин для резинотехнических
изделий медицинского и пищевого назначения зарубежных и отечественных производителей
Показатель
Цвет
Плотность, кг/м3
Твердость по Шору А
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Сопротивление раздиру,
кН/м
Режим вулканизации:
I стадия
II стадия
Вулканизующий агент
Область применения
Марка каучука и производитель
Silopren HV3/3
4, 5, 6, 7, 8) 22
GE Bauer
Silicones
Прозрачный
1060-1190
28-76
5,5-11,0
60(М00
15-30
Silastic GP201,
GP301,
GP3(4, 5, 8) 00
Dow Corning
Прозрачный
1060-1220
24-67(81)
4,0-12,0
450-875 (250)
6-24(16)
52-336/4
ИР-21
ИРП-
1338,
ИРП-1401
РСС05П
РСС06П
ОАО «КзСК»
Прозрачный
1100-1170
48-63
10,7
420
10
Матовый
-1200
27-45
3,5
240
>10
5-10 мин/120°С (на пероксиде 2,4 ДХБ)
15 мин/165°С (на пероксиде дикумила)
4 или 6 ч/200°С
Пероксид 2,4-ДХБ или дикумила
Для
прессованных
изделий пищевого
и
медицинского назначения
Для формовых
изделий общего
назначения и
для пищевой
промышленности
Для трубок
по
переливанию крови
Для
прессованных
изделий,
тактирующих с мед-
препаратами
Белый
1220
55-80
8,5-7,9
390-250
>10
1250
>60
>5,2
250
>10
>65
>5,7
250
20 мин/150°С
6 ч/200°С
Пероксид 2,4-ДХБ, дикумила
Пероксимон F-40
Для прессованных изделий,
применяемых в пищевой
промышленности
Примечание. Значения в скобках относятся к классу медицинских резин.
ческой стойкостью. При вживлении в организм человека воспалительные процессы, вызванные
присутствием такого эластомера, завершаются в течение месяца, и вокруг подсаженного
элемента образуется соединительная капсула. Во всем мире ежегодно проводят десятки тысяч
операций пластической эстетической хирургии с использованием силоксановых имплантантов,
например в качестве эндопротезов молочных желез. Силоксановые эластомеры успешно
контактируют с агрессивной средой желудка, желчного пузыря и мочевых путей. Применение
силоксановых эластомеров в глазной хирургии существенно расширяет ее возможности в борьбе со
многими серьезными заболеваниями глаз - ряд композиций широко используется для
изготовления искусственных хрусталиков и контактных линз. Их используют также для изготовления
сосок для младенцев.
Физико-механические свойства резин медицинского назначения на основе силоксановых
каучуков приведены в табл. 11.1.21 (см. также п. 12. Медицинские и пищевые резины).
Ассортимент силоксановых резин очень широк и продолжает постоянно увеличиваться.
1 i.i.5» Резины на основе этиленпропиленовых каучуков
(О А. Говорова)
Резины на основе этиленпропиленовых каучуков характеризуются высокими озоно-, кислоро-
до-, погодо- и морозостойкостью, стойкостью к действию спиртов, гликолей, эфиров,
гидравлических жидкостей, кислот и щелочей, воды и водяного пара, а также высокими диэлектрическими
показателями, прочностью при растяжении, эластичностью, повышенным сопротивлением
истиранию, лёгкой перерабатываемостью, низкой плотностью и умеренной стоимостью.
В промышленности РТИ этиленпропиленовые (ЭПК) и этиленпропилендиеновые (ЭПДК) каучу- *
ки используются в основном в производстве автодеталей (уплотняющие прокладки для стекол
автомобилей, уплотнители для дверей и багажников), прорезиненных тканей, конвейерных лент,
бытовой техники, рукавов, деталей для АЭС и других формых и неформовых изделий.
Двойные каучуки (ЭПК), вулканизуемые пероксидной системой, применяются в изделиях,
для которых требуется повышенная теплоагрессивостойкость. Однако доля двойных каучуков
будет в дальнейшем снижаться из-за неперспективности использования пероксидов в новых
высокоэкономичных технологических процессах - вулканизация в поле СВЧ-токов и диссипа-
тивный разогрев. Оба процесса предусматривают проведение вулканизации на воздухе, что
значительно снижает ее скорость вследствие разложения пероксидов кислородом воздуха.
Тройные каучуки (ЭПДК) вулканизуются серной системой и потому лишены указанных
недостатков. Для высокоэффективных методов вулканизации пригодны каучуки с высоким
(8-12%) содержанием 5-этилиден-2-норборнена (ЭНБ), для обычных методов вулканизации
с низким (3-5%) и средним (5-8%) содержанием ЭНБ.
Применение двойных ЭПК ограничивается также их повышенной хладотекучестью,
вызывающей деформируемость каучуков при хранении и транспортировании и худшими по сравнению с
тройными каучуками технологическими свойствами. Наконец, применение двойных ЭПК
невозможно в композициях с каучуками высокой непредельности для повышения света-, погодо-, озо-
но-, химстойкости последних.
Общие рекомендации по выбору типа
этиленпропиленовых каучуков для различного применения
Малонаполненные резины. В резинах, содержащих небольшое количество наполнителя,
влияние типа каучука на технологические свойства смеси и свойства вулканизатов особенно
велико. Для малонаполненных резин используют низковязкие каучуки с повышенным
содержанием этилена.
Высоконаполненные резины. Способность воспринимать большие количества техуглерода,
светлых наполнителей и технологических масел, снижающих стоимость резин, является
важным преимуществом ЭПДК по сравнению с каучуками других типов. Для получения высокона-
полненных смесей с низкой стоимостью, характеризующихся хорошими технологическими
свойствами без существенного ухудшения физико-механических свойств вулканизатов, наиболее
пригодны каучуки с высоким содержанием этилена и высокой вязкостью по Муни.
Светлоокрашенные резины. Поскольку усиливающий эффект минеральных наполнителей
очень мал, трудно получить технологичные светлые резины с высокими прочностными
показателями. Для их изготовления применяют либо каучуки с низкой и средней вязкостью, либо
высоконаполненные смеси на основе каучуков с повышенной вязкостью.
Резины с пониженной твердостью. Наиболее мягкие резины получаются при
использовании рецептур, содержащих возможно большее количество мягчителей. Хорошие
технологические свойства резиновых смесей и достаточную прочность вулканизатов обеспечивают маслона-
полненные каучуки.
Совмещенные смеси с диеновыми каучуками. При изготовлении комбинаций ЭПДК с
диеновыми каучуками (НК, БСК, БНК) необходимо выбирать каучук с высокой скоростью
вулканизации, т.е. с наиболее высоким содержанием ЭНБ и высокой молекулярной массой. В качестве
ускорителя вулканизации рекомендуется сульфенамид Ц.
Совмещенные смеси с бутилкаучуками. Для совмещения с бутилкаучуками, скорость
вулканизации которых значительно ниже скорости вулканизации диеновых каучуков, могут
использоваться ЭПДК, содержащие дициклопентадиен в качестве третьего мономера. Такие смеси
хорошо совулканизуются при любом соотношении каучуков.
Резины, работающие при пониженных температурах. Важнейшим фактором, влияющим на
морозостойкость резин на основе ЭПДК и ЭПК, является повышенное содержание (до 50%)
пропилена в каучуке.
1 *Ф
t
!
i
I
I
I
Резины, работающие при знакопеременном изгибе. Для таких резин наиболее пригоден высо-
конаполненный каучук со средним содержанием (40%) пропилена и узким ММР.
Губчатые резины непрерывной вулканизации. Резиновые смеси для губчатых изделий
должны обладать хорошей шприцуемостью, минимальной деформацией при вулканизации и
высокой скоростью вулканизации. Хорошее сочетание свойств получается при совмещении двух
ЭПДК с высоким содержанием ЭНБ, маслонаполненного и немаслонаполненного типов.
54
Выбор ингредиентов смеси
Наполнители. ЭПК и ЭПДК подобно другим каучукам, не кристаллизующимся при
растяжении, требуют введения усиливающих наполнителей для улучшения прочностных и
эластических свойств. Особенностью этиленпропиленовых каучуков является их способность
воспринимать в 2-3 раза большие количества наполнителей и мягчителей по сравнению с другими
синтетическими каучуками.
Печной техуглерод типа FEF, APF, SRF рекомендуется использовать для шприцованных
изделий, а техуглерод типа HAF, ISAF, GPF - для формовых изделий.
Для улучшения диспергирования техуглерода в смеси можно вводить небольшие
количества микроталька (20-30 масс. ч. на 100 масс. ч. каучука).
Крупнозернистый техуглерод типа МТ, не обладающий усиливающими свойствами,
используется как разбавитель каучука в смесях с высокоактивными наполнителями, а также в смесях,
для которых требуется хорошая эластичность при низкой твердости.
Смеси с минеральными наполнителями характеризуются пониженной степенью сшивания
и, следовательно, более низкими эластичностью и сопротивлением раздиру и повышенной
остаточной деформацией.
Для получения светлых резин с хорошими свойствами и низкой стоимостью можно
использовать кремнезёмы, каолины, силикаты, микротальк, обычный и осажденный мел.
Следует иметь в виду, что наполнители кислой природы (кремнезем, канальный техуглерод)
взаимодействуют с пероксидным вулканизующим агентом, поэтому при их совместном
применении надо добавлять нейтрализующие вещества- оксиды щелочных металлов (MgO, ZnO) или
ароматические амины (ДФГ).
Пластификаторы. Минеральные масла являются исключительно пригодными
пластификаторами для ЭПК и ЭПДК благодаря их высокой физической и химической совместимости. Тип
пластификатора выбирается в зависимости от вулканизующей системы и требуемых свойств вулкани-
зата (теплостойкости, стабильности цвета, стойкости к УФ-излучению, отсутствию выцветания).
Для резин, вулканизуемых серой с ускорителями, можно применять нафтеновые,
парафиновые и ароматические (полиалкилбензольные) масла.
Для резин, вулканизуемых пероксидами, следует использовать масла на основе
разветвлённых полиалкилбензолов для снижения взаимодействия между пластификатором и
вулканизующим агентом.
Для светлоокрашенных смесей, вулканизуемых серой с ускорителями, предпочтительно
использование парафиновых или ароматических (полиалкилбензольных) масел для получения
лучшей светостойкости, стабильности цвета и гибкости при пониженной температуре; резины с
такими пластификаторами не оставляют пятен на контактирующей поверхности.
Для изделий, длительно эксплуатируемых при повышенных температурах, рекомендуется
использование парафиновых масел с очень низкой летучестью.
Для двойного ЭПК следует применять пластификаторы насыщенного типа, так как они меньше
взаимодействуют с вулканизующим агентом.
Синтетические масла на основе разветвлённых полиалкилбензолов способствуют
получению вулканизатов с более высокой степенью сшивания по сравнению с маслами на основе
линейных полиалкилбензолов, а также с парафиновыми и нафтеновыми маслами. При
использовании последних количество вулканизующего агента (пероксида) должно быть несколько
большим, чем при применении масел на основе разветвлённых полиалкилбензольных структур.
ф^
Антиоксиданты. Применение антиоксидантов в смесях на основе ЭПДК необходимо только в *
тех случаях, когда изделия эксплуатируются при повышенных температурах.
Хорошими защитными свойствами при 150°С обладают резины, вулканизованные перок-
сидами и содержащие следующую комбинацию (в масс. ч. на 100 масс. ч. каучука): оксид
цинка - 5,0; меркаптобензимидазол - 2,0; флектол Н или анокс НВ - 0,5. Для серных вулкани-
затов, работающих при 150°С, наиболее эффективна комбинация оксида цинка - 5,0; мер-
каптобензимидазола - 2,0; продукта взаимодействия дифениламина и ацетона -1,2 масс, ч
на 100 масс ч каучука.
Ниже приведены примеры составления рецептур для конкретных областей применения.
Резиновые смеси для непрерывной вулканизации токами
высокой частоты и методом диссипативного разогрева
Неполярные ЭПК и ЭПДК при правильно выбранных рецептуре смеси и режиме
вулканизации, могут вулканизоваться методом микроволновой вулканизации (токами высокой частоты).
Для этого смеси должны обладать определенным уровнем полярности, обеспечивающим
повышение температуры смеси при прохождении через микроволновой поток. Однако при
нормальных условиях шприцевания заготовка попадает в линию микроволновой вулканизации при
80-100°С, а выходит из микроволнового потока при 150-180°С, т.е. необходимо повысить
температуру на 80-100СС, что обычно достигается добавлением техуглерода и/или полярных
активаторов вулканизации, таких как полиэтиленгликоль.
При применении смесей с техуглеродом восприимчивость микроволновой вулканизации
зависит от концентрации техуглерода. Кроме того, существует эффект температурной
восприимчивости для смесей с различными типами техуглерода. Самым эффективным способом
экономии энергии является увеличение выхода не путем удвоения линейной скорости, а
проведением многоручьевого шприцевания. Так, двухручьевое шприцевание обеспечивает повышение
производительности в 2 раза при увеличении расхода энергии всего на 63% по сравнению с
увеличением расхода энергии на 100% при повышении скорости в 2 раза. Это объясняется тем,
что большое количество энергии микроволновой установки абсорбируется резиной, а не
теряется при отражении. Поэтому микроволновая вулканизация легких профилей (менее 150 г/м)
экономична только при многоручьевом шприцевании.
При составлении рецептуры светлоокрашенных профилей необходимо добавлять
полиэтиленгликоль, являющийся активатором вулканизации, диспергатором светлых наполнителей,
полярным агентом, обеспечивающим повышение температуры в микроволновом потоке. Этого
повышения температуры достаточно для проведения микроволновой вулканизации смесей на
основе высоконенасыщенного ЭПДК.
Оценка длины цилиндра экструдера для сравнимых состояний вулканизации и выхода
продукции после разогрева наполненных техуглеродом и светлых смесей в сдвиговой головке и
микроволновом потоке показала, что при применении сдвиговой головки вместо тоннеля
микроволнового потока продолжительность вулканизации в струе горячего воздуха может быть
сокращена на 15-20% (табл. 11.1.22).
Из эффективных систем непрерывной вулканизации микроволновая является наиболее
критической для вулканизации ЭПДК, особенно для мягких и легко разрушаемых профилей. При
использовании сдвиговой головки (в отличие от микроволнового тоннеля) профиль попадает в
тоннель горячего воздуха на пороге вулканизации, что необходимо учитывать при
изготовлении профилей с твердостью по Шору А ниже 60.
Для профилей низкой твердости следует выбирать каучук, обеспечивающий высокую кар-
касность и маслонаполняемость резиновых смесей, способный к легкому и тщательному
перемешиванию. При повышении твердости необходимы каучуки с более низкой вязкостью,
способные воспринимать большие дозировки наполнителя. При твердости по Шору 95
обязательным условием является отсутствие в смеси минерального масла.
I
I
i
I
!
I
11.1.22. Сравнительные данные по изготовлению профилей из смесей для резин,
наполненных техуглеродом и светлыми наполнителями, на различном оборудовании
Показатель
Сдвиговая
головка
Микроволновый тоннель
Пресс
Смесь для резин, наполненная техуглеродом*
Масса профиля, г/м
Скорость шприцевания, м/мю
Продолжительность операции,
мин
250
8
1,1
250
7
1,3
-
_
3,0
Физико-механические свойства
Твёрдость по Шору А
Условное напряжение при
300%-ном удлинении, МПа
Относительное удлинение
при разрыве, %
62
7,0
530
65
8,5
500
65
8,2
490
Показатель
Сдвиговая
головка
Микроволновый тоннель
Пресс
Смесь для резин, наполненная светлыми наполнителям!
(минеральными)**
Масса профиля^г/м
Скорость шприцевания, м/ми»
Продолжительность операции,
мин
600
5,3
1.7
600
4,5
2.0
-
-
4.5
Физико-механические свойства
Твёрдость по Шору А
Условное напряжение при
300%-ном удлинении, МПа
Относительное удлинение
при разрыве, %
49
7,5
700
51
6,2
680
53
6,1
570
'Состав смеси для резин, наполненной техуглеродом (масс. ч. на 100 масс. ч. каучука):
Висталон 6505 - 50, Висталон 5600 - 50, техуглерод типа FEF -120, масло Флексон 876 - 70, оксид цинка -10,
стеариновая кислота -1, Реносорб С - 8, сера -1, каптакс (МВТ) -1, тиурам (ТМТД) - 0,75, тетрон А (ДРГГ) -1,5, дитиодимор-
фолин (ДТДМ) -1, ди-о-толилгуанидин (ДОТГ) - 2.
"Состав смеси для резин, наполненных светлыми наполнителями (масс. ч. на 100 масс. ч. каучука):
Висталон 6630 -130, кремнекислота - 220, масло Флексон 845 - 70, оксид цинка -10, полиэтиленгликоль ПЭГ 4000 -10,
стеариновая кислота -1, диоксид титана -10, Реносорб С -10, силан А189 -1, сера -1,5, каптакс (МТБ) -1, диметил-
дитиокарбамат цинка (ДМДТК) - 4, диметилдитиокарбамат (ДМДТК) теллура -1.
При пероксидной вулканизации в присутствии воздуха образуются липкие вулканизаты
вследствие взаимодействия пероксида с кислородом воздуха. Однако этого практически не
происходит, если использовать ЭПДК с высоким содержанием этилена и не вводить в рецептуру смеси
минеральные масла. Для таких смесей можно применять распыление порошка борной кислоты
по поверхности невулканизованного профиля до вулканизации, что позволяет защитить
поверхность от любой деполимеризации, возможно благодаря торможению процесса образования
пероксидных свободных радикалов на наружной поверхности.
Таким образом, для разработки рецептур резин микроволновой вулканизации
рекомендуется выбирать следующие каучуки:
- для очень мягких (твердость по Шору А 25 ед.) и мягких (55 ед.) профилей - ЭПДК с 75 масс. ч.
(на 100 масс. ч. каучука) минерального масла с очень высокой молекулярной массой, со средним
содержанием этилена, не способного к кристаллизации (т.е. нерегулярное распределение этилена),
с узким ММР и высоким содержанием ЭНБ для обеспечения быстрой серной вулканизации;
- для твердых профилей (твердость по Шору А 75 ед.) - ЭПДК средней вязкости с высоким
содержанием этилена для обеспечения наилучшей шприцуемое™, с нерегулярным
распределением этилена для предотвращения кристаллизации во время смешения, с узким ММР и
высоким содержанием ЭНБ (для быстрой и эффективной вулканизации);
- для очень твердых профилей (твердость по Шору А 95 ед.) - гранулированный ЭПДК с
очень низкой вязкостью по Муни, очень высоким содержанием этилена, что обеспечивает
высокую эффективность смешения и термопластичность, необходимую при шприцевании смесей
без пластификатора.
Для обеспечения быстрого начала вулканизации с целью снижения порообразования и
деформации и для получения высоких физико-механических показателей, в том числе и
твердости, в резиновую смесь следует вводить большое количество жидкого полибутадиена с низкой
молекулярной массой и высокой (около 60%) виниловой ненасыщенностью. Его функции
заключаются в пластикации невулканизованной смеси и в участии в реакции вулканизации для
получения вулканизата с высокой твердостью и низким относительным удлинением.
Исследование эффективности вулканизации, оцениваемой по показателю остаточной
деформации сжатия (ОДС) при 70°С в течение 22 ч полностью вулканизованного профиля, показало, что
остаточное сжатие является функцией продолжительности полной вулканизации при низкой
температуре на выходе из микроволновой установки. Продолжительность вулканизации не влияет на
ОДС, если профиль выходит из установки при температуре около 160—170°С, при более высокой
температуре (180-190°С) ОДС увеличивается независимо от продолжительности полной
вулканизации. Это связано не с реверсией вулканизации при 200°С, поскольку условия выбраны с учетом
сопротивления реверсии и кривые Монсанто при 200°С подтверждают отсутствие признаков
реверсии, а с образованием летучих продуктов. Существует корреляция между увеличением ОДС и
появлением все возрастающего давления газообразных продуктов. Изменение ОДС для смесей
различной твердости на выходе из микроволновой установки при температуре выше 170-180°С
показывает, что для смесей с твердостью 95 ед. этот показатель стабилен, однако при более
высоких температурах на выходе из микроволновой установки происходит увеличение
пористости, что приводит к увеличению размера образца и ОДС. Возможно, что образовавшиеся очень
стабильные связи пероксидной вулканизации снижают зависимость ОДС от образования
пористости и микропористости в профиле.
Таким образом, при правильном выборе типа ЭПДК и условий переработки (температуры
на выходе микроволновой установки) могут быть разработаны смеси, которые хорошо
перерабатываются в линиях микроволновой вулканизации и обеспечивают твердость вулканиза-
тов от 25 до 95 ед.
Теплостойкие резины серной вулканизации
Для получения резин, обладающих наилучшей теплостойкостью, рекомендуется
использовать, в первую очередь, насыщенные ЭПК, затем ненасыщенные ЭПДК, вулканизованные пе-
роксидами.
Однако длительность пероксидной вулканизации и раздражающий запах вулканизатов
вынуждают обратиться к использованию ЭПДК серной вулканизации. При получении таких
изделий, как теплостойкие конвейерные ленты и рукава, где для повышения клейкости резин и
качества шприцованных заготовок вводятся значительные количества масла, замедляющего
пероксидную вулканизацию, выбор ЭПДК серной вулканизации наиболее оправдан. Для
этого используется ЭПДК с низким содержанием ЭНБ (2,5%) и низкой вязкостью по Муни. Такой
каучук легко перерабатывается на открытых вальцах без повышения температуры и без зали-
пания. В качестве вулканизующей системы применяется комбинация малого количества серы
с высокой дозировкой ускорителей, что обеспечивает лучший баланс теплостойкости и
остаточной деформации. Добавка оксида цинка повышает скорость и степень вулканизации,
сопротивление разрыву и накоплению ОДС, повышает фракциональную энергию деформации
(показатель теплостойкости, представляющий собой отношение произведения прочности и
удлинения для резины после старения к таким же показателям исходного материала).
Действие оксида цинка в качестве активатора серной вулканизации для резин на основе ЭПДК
выражено сильней, чем для резин на основе диеновых каучуков. Оксид магния, не
оказывающий сам по себе влияния на скорость и степень вулканизации, в сочетании с оксидом цинка
проявляет синергический эффект.
Оптимальным антиоксидантом, повышающим теплостойкость серных резин на основе ЭПДК,
является меркаптобензимидазол (МБИ) в сочетании с аминным синергетиком гептил-л-фени-
лендиамином (ГПФД). При использовании МБИ без аминного синергетика уменьшается
степень вулканизации, а полученные вулканизаты характеризуются повышенной остаточной
деформацией и пониженной теплостойкостью.
1 Дальнейшее повышение теплостойкости может быть достигнуто введением в смесь,
содержащую перечисленные выше вулканизующие агенты и антиоксиданты, 5 масс. ч. полихлороп-
рена на 100 масс. ч. ЭПДК, что объясняют его кислотным характером, препятствующим
образованию свободных радикалов в процессе теплового старения.
I
i
I
I
I
yr* Резины для радиаторных рукавов
Для изготовления внутренних камер и обкладки радиаторных рукавов можно применять
резиновые смеси на основе ЭПДК. Они должны иметь низкую ОДС при температуре выше 100°С
(что необходимо для получения высокого уровня герметизации и снижения деформируемости
изделий), обеспечивать быстрое шприцевание с получением глянцевой поверхности, хорошую
растекаемость смеси, высокую каркасность (холодная и горячая когезионная прочность),
быстро вулканизоваться.
Выбор типа ЭПДК. Каучук должен обеспечивать высокий уровень физико-механических
показателей изделий и возможность высокого наполнения резин. Для этого он должен иметь
следующие характеристики:
- очень высокую молекулярную массу, что обеспечивает повышенное сопротивление разрыву
и раздиру при высоком содержании наполнителей и позволяет поддерживать оптимальную
фрикцию в процессе смешения; при этом можно получать смеси с высокой вязкостью и высокой коге-
зионной прочностью в горячем состоянии, повышая таким образом каркасность невулканизован-
ной заготовки и облегчая процессы её разрезания, транспортирования, вулканизации;
- большое содержание этилена, что обеспечивает высокую когезионную прочность в
холодном состоянии, хорошую растекаемость смесей, их шприцевание с высокой скоростью,
получение глянцевой поверхности и вулканизатов с высокими физико-механическими показателями;
- среднее содержание ЭНБ, что обеспечивает длительную теплостойкость, хорошее
сопротивление накоплению ОДС, необходимые скорость и степень вулканизации;
- оптимальную маслонаполненность - содержание в каучуке 50 масс. ч. парафинового
масла позволяет осуществлять его вулканизацию как серными, так и пероксидными системами,
обеспечивает легкую перерабатываемость смеси, не ухудшает физико-механические свойства
вулканизатов и не вызывает миграцию масла на поверхность резин.
Таким образом, можно рекомендовать ЭПДК следующих марок: Полисар 6463, Эспрен EPDM
512, Дутрал TER и др.
Выбор наполнителя и пластификатора. Техуглерод является лучшим усиливающим
наполнителем. Чем больше его дозировка, тем выше усиливающий эффект. При больших
дозировках техуглерода для лучшей обрабатываемости смесь должна содержать значительное
количество масла. Рекомендуется использовать нафтеновые масла высокой вязкости вследствие их
пониженной летучести и повышенной теплостойкости вулканизатов. Для снижения стоимости
смеси можно применять ароматические масла высокой вязкости.
Выбор вулканизующей системы. Наилучшие результаты по теплостойкости достигаются при
использовании низкосерных систем (0,2-0,5 масс. ч. серы на 100 масс.ч. каучука) вместо
обычно применяемых (1-1,5 масс. ч. на 100 масс.ч. каучука). Дальнейшее повышение
теплостойкости возможно при введении антиоксидантов.
11.1.23. Порядок загрузки ингредиентов
в резиносмеситель и температура смешения
11.1.24. Режим приготовления смесей
на вальцах
Операция
Введение сначала 0,5 навески
техуглерода + всего масла + еще 0,5
навески техуглерода + ингредиентов,
используемых в малых количествах
Добавление каучука
Обработка
Добавление вулканизующих агентов
Выгрузка
Время
от начала
загрузки,
мин
0
1
3,5
3,75
4,25
Температура, °С
50
50
100
105
115
Операция
Сдвинутые вальцы
Пропуск каучука один раз и
установление зазора,
необходимого для образования ленты
Добавление сначала
усиливающего техуглерода, затем масла
Введение вулканизующей
группы
Время
от начала
загрузки,
мин
0
2
3
25
Температура, °С
50
50
50
70
Режимы переработки смесей. При изготовлении смеси в резиносмесителе максимальная заг-т^.
рузка должна быть на 18-20% выше обычно рекомендуемой. Режим смешения-обратный. В табл.
11.1.23 приведены порядок загрузки в резиносмеситель ингредиентов и температура смешения.
На вальцах смеси изготавливаются по режиму, указанному в табл. 11.1.24.
Склонность перехода смеси с переднего валка на задний можно уменьшить установлением
определенной разности температур между валками. Температура при шприцевании в зоне
питания 30°С, корпуса 50°С, мундштука 100°С, червяк охлаждается.
Вулканизация образцов проводится при 170°С в течение времени, определенном по реог-
рамме г90. При паровой вулканизации, продолжительность которой в 2,5 раза превосходит^,
получается изделие с более высокой стойкостью к тепловому старению. Смеси без антиокси-
дантов имеют склонность к выцветанию. Добавление антиоксидантов снижает выцветание.
Резины для шприцованных губчатых профилей
непрерывной вулканизации
Шприцованные губчатые профили используют при изготовлении автомобильных уплотни-
тельных деталей, теплоизоляции и ряда конструкционных материалов. Ранее для производства
шприцованных губчатых профилей применяли хлоропреновые каучуки, однако в последнее время
они всё больше вытесняются этиленпропиленовыми благодаря их повышенной тепло-, озоно-
и атмосферостойкости и пониженной стоимости.
Шприцованные губчатые профили любой длины и различной формы получают
непрерывной вулканизацией при использовании в качестве теплоносителей расплавов солей, жидкого
стекла, токов высокой частоты, горячего воздуха.
Во всех случаях резиновая смесь должна иметь низкую стабильную вязкость;
вулканизующие агенты и порообразователи должны вводиться за сутки до изготовления профилей. На
производство губчатых профилей влияют два основных фактора, которые довольно сложно
измерить: скорость образования газа в результате химической реакции и вязкость смеси в
начальной стадии вулканизации и порообразования. При этом возможны три варианта:
- если смесь имеет слишком низкую вязкость, или если газ образуется в тот момент, когда
вязкость смеси ещё продолжает снижаться вследствие ее разогрева, то газ пробулькивает
через массу каучука, не образуя пор;
- если газ образуется когда вязкость имеет минимальное или близкое к нему значение, то
возможно образование открытых пор;
- если газ образуется после начала вулканизации, когда вязкость смеси уже довольно
высока и стенки пор способны противостоять разрыву, происходит образование «губки» с
закрытыми порами.
Выбор типа ЭПДК. Для получения быстро вулканизующейся резиновой смеси с довольно
низкой вязкостью по Муни следует выбирать каучук со следующими характеристиками:
- с высокой молекулярной массой для обеспечения высокой когезионной прочности в
горячем состоянии, позволяющей осуществлять непрерывную вулканизацию шприцованной
заготовки без её деформирования;
- со средним или высоким содержанием этилена, что обеспечивает требуемую
термопластичность смеси для регулирования порообразования, повышает когезионную прочность и,
следовательно, каркасность смеси в холодном состоянии;
- с высоким содержанием ЭНБ, что обеспечивает хорошее качество поверхности и низкое
накопление ОДС, компенсирует снижение скорости вулканизации смеси при высоком
разбавлении маслом;
- с содержанием 50-100 масс. ч. масла (для маслонаполненных каучуков) для обеспечения
низкой вязкости смеси, необходимой для оптимального порообразования и лучшей
обрабатываемости смеси.
Этим требованиям соответствует каучук Полисар 5875 или его комбинация с 20-30 масс.ч.
Полисара 585.
!
1
!
!
I
59
jF,
I
I
!
I
I
11.1.25. Порядок загрузки ингредиентов
маточной смеси и температура смешения
Операция
Введение каучука + оксида цинка +
стеарата цинка + техуглерода N550
+ 30 масс. ч. масла
Введение техуглерода N762
и остатков масла
Обработка
Выгрузка
Время
от начала
загрузки,
мин
0
2
4
4,5
Температура, °С
50
85
105
115
Выбор наполнителя и пластификатора.
Наполнитель должен придавать смеси хорошую
вспениваемость и шприцуемость,
обеспечивать ее низкую стоимость и
удовлетворительный уровень физико-механических свойств.
Рекомендуется использование комбинации
техуглерода типа FEF или SRF с тальком,
каолином, карбонатом кальция. Наполнители
используются в сочетании с маслами с
пониженным содержанием ароматических соединений.
Выбор вулканизующей системы.
Вулканизующая система должна обеспечивать
оптимальный баланс между скоростью вулканизации
смеси и скоростью разложения порообразователя, хорошую формуемость и гладкую поверхность вулка-
низатов. Обычно применяют серную вулканизующую систему с высокоактивными ускорителями.
Порообразователи. В качестве порообразователя чаще всего применяют динитропентамети-
лентетрамин (ДНПМТ) или азодикарбонамид (АДКА). ДНПМТ иногда используют совместно с
карбамидом для регулирования температуры разложения. Порообразователи в процессе разложения
выделяют тепло, способствуя тем самым ускорению вулканизации. АДКА выделяет меньше тепла,
чем ДНПМТ и образует более мелкие поры.
Режимы переработки смесей. Смешение обычно проводят в две стадии. Сначала
изготавливают маточную смесь в 50-литровом резиносмесителе с полной (100%) загрузкой и частотой
вращения роторов 35 мин-1 (табл. 11.1.25).
После хранения маточной смеси в течение 2 сут. за день до шприцевания в нее добавляют
вулканизующие агенты, порообразователи, вспомогательные вещества.
При шприцевании отношение длины шнека к его диаметру равно 14, температура в зоне
питания 30°С, вакуумной зоне 30°С, цилиндра 50°С и мундштука 70°С. Температура соляной ванны: на
входе 190°С, в середине 210°С, в конце 240°С; длина ванны 15 м, скорость шприцевания 18 м/мин,
время прохождения ванны 50 с. Температура разложения порообразователей: Целоген ОТ-150°С,
Генитрон АС4-200°С. Рецептура и свойства резин приведены в табл. 11.1.26.
Резины с повышенным сопротивлением накоплению ОДС
при повышенных и пониженных температурах
Для получения таких резин используют каучук с повышенной молекулярной массой и узким
ММР. Если изделия предполагается эксплуатировать при температуре до 70°С, можно применять
серную вулканизацию, выше 100°С следует использовать пероксиды или доноры серы. Все типы
техуглерода обеспечивают хорошую стойкость к накоплению ОДС. Из минеральных наполнителей
рекомендуется применять кальцинированный каолин, модифицированный силанами.
Выбор каучука для использования в изделиях, эксплуатируемых при высоких температурах.
Максимальной стойкостью к накоплению ОДС при повышенных температурах обладают перок-
сидные вулканизаты на основе ЭПК. При использовании же ЭПДК при вулканизации как серной,
так и пероксидной вулканизующими системами кроме молекулярной массы и ММР необходимо
учитывать содержание третьего мономера в каучуке: чем оно выше, тем больше плотность
поперечного сшивания и тем выше сопротивление накоплению ОДС. Влияние третьего мономера на
плотность сшивания и накопление ОДС особенно сильно проявляется при вулканизации серными
системами.
Выбор каучука для использования в изделиях, эксплуатируемых при низких температурах.
При выборе каучука для морозостойких резин, стойких к накоплению ОДС, следует
руководствоваться иными принципами. Не рекомендуется применять каучуки с высоким содержанием
этилена, который может образовывать кристаллическую фазу. Можно использовать только аморфные
каучуки с низкой молекулярной массой.
11.1.26. Рецептура (масс, ч на 100 масс. ч. каучука) и свойства резин
для шприцованных губчатых профилей, изготавливаемых непрерывной вулканизацией
Состав, свойства смесей
и вулканизатов
Номер рецептуры
1 | 2 3 4
Состав смеси
Ингредиенты, вводимые на первой стадии
(маточная смесь)
Полисар EPDM 585
Полисар EPDM 5875
Оксид цинка
Стеарат цинка
Техуглерод N550
Техуглерод N762
Санпар 2280
100
-
10
2
50
60
70
15
170
10
2
70
60
60
30
140
10
2
70
60
60
15
170
10
2
70
60
75
Ингредиенты, вводимые на второй стадии
Целоген ОТ
Генитрон АС4
Тетраметилтиурамдисульфид
(ТМТД)
Этилентиомочевина (ЭТМ)
Диэтиленкабамат цинка (ДЭКЦ)
Дибутилкарбамат цинка (ДБКЦ)
Дифенилгуанидин (ДФГ)
Тетрон А
Сера
Теллурак
2.3
0,6
1
2,7
-
0,5
1,5
-
1,5
1,9
0,8
-
-
1
1,5
1
2
0,8
1,5
1,9
0,8
-
-
1
1,5
1
2
0,8
1,5
1,9
0,8
-
-
1
1,5
1
2
0,8
Свойства смеси
Вязкость по Муни МБ 1+4
(100°С)
31
37
36
27
Состав, свойства смесей
и вулканизатов
Подвулканизация при 125°С:
время увеличения вязкости
смеси на 5 ед. от
минимального значения, мин
время увеличения вязкости
смеси на 35 ед. от
минимального значения, мин
Номер рецептуры
1
4
6
2
4
6
3
5
6
4
5
7
Вулканизационные характеристики (170° С)
Ч-.Н-М
W_,H-m
'минначала вулканизации, мин
fM, мин
f65, мин
?„, мин
6,5
38
0,6
2,2
3,5
9,0
9,5
31
0,5
1,2
1,8
5,7
8,5
34
0,5
1,1
1,6
5,9
/
26
0,5
1,0
1,6
4,3
Свойства вулканизатов (вулканизация f90 при 170°С)
Твёрдость по Шору А при
продолжительности погружения
индикатора в образец:
1с
Зс
Условное напряжение при
200%-ном удлинении, МПа
Условная прочность при
растяжении, МПа
Относительное удлинение при
растяжении, %
Сопротивление раздиру, Н/м
Плотность губки, кг/м3
64
63
7,3
7,3
400
26,5
500
58
57
5,8
5,8
360
16,5
500
61
60
6,9
6,9
320
17,5
500
54
53
5,7
5,7
350
15,0
400
Однако «поликристаллизующиеся» каучуки могут успешно применяться при пониженных
температурах, когда определяющим фактором является не накопление ОДС, а, например,
температура хрупкости вулканизатов. С увеличением молекулярной массы каучука увеличивается
накопление ОДС при низких температурах (-40°С).
Очевидно, что накопление ОДС при низких температурах отражает тенденцию материала к
пластической деформации и не зависит, как в случае высокотемпературного использования, от
стабильности поперечных связей.
Выбор вулканизующей системы. При выборе вулканизующей системы учитываются
плотность поперечных связей, косвенно определяемая по условному напряжению при 200%-ном
Удлинении, и их стабильность. При 70°С плотность поперечных связей определяет стойкость к
накоплению ОДС, и серные вулканизаты равноценны пероксидным. При температуре выше 100°С
контролирующим фактором является уже не плотность, а стабильность поперечных связей.
Поэтому при разработке резин для высокотемпературного применения следует использовать
пероксидную вулканизующую систему или доноры серы.
Данные о влиянии различных серных систем вулканизации на свойства резин на основе
ЭПДК приведены в табл. 11.1.27.
Повышение температуры и продолжительности серной вулканизации способствует
образованию моно- и дисульфидных поперечных связей, более стабильных, чем образующиеся
вначале полисульфидные связи.
11.1.27. Влияние различных серных систем вулканизации
на основе этиленпропиленовых каучуков (Нордель 2744)
Состав, свойства смесей и вулканизатов
на свойства резин
Номер рецептуры
1 |2|3|4|5|6|7
Характерная особенность свойств резин
Типовая
смесь
Быстрая вулканизация,
отсутствие выцветания
ингредиентов
Теплостойкость в
свободном и напряженном
состояниях
Состав смеси, масс. ч.
Нордель 2744
Оксид цинка
Стеариновая кислота
Техуглерод FEF
Парафиновое масло
100
5
1
100
90
100
5
1
100
90
100
5
1
100
90
100
5
1
100
90
100
5
1
100
90
100
5
1
100
90
100
5
1
100
90
Состав вулканизующей системы, масс. ч.
Меркаптобензтиазол (МВТ)
Тетраметилтиураммоносульфид (ТМТМ)
Тетраметилтиурамдисульфид (ТМТД)
Дипентаметилентиурамгексасульфид (ДПМТГ)
Дибутилдитиокарбамат цинка (ДБДТКЦ)
Тетраэтилтиурамдисульфид. (ТЭТД)
Дибутилдитиокарбамат теллура (ДБДТКТ)
Диметилдитиокарбамат цинка (ДМДТКЦ)
4,4'-Дитиоморфолин (ДТМ)
Сера
1,0
1,5
-
-
-
-
-
-
-
2,0
1,5
-
0,8
0,8
-
-
0,8
-
-
2,0
1,0
-
0,8
-
2,0
-
-
-
-
2,0
Свойства смеси (подвулканизация при 121
Минимальная вязкость, ед.
Время увеличения вязкости по сравнению
с минимальной, мин:
на 5 ед.
наЮед.
10
50
10
18
22
Свойства вулканизатов (температура в\
Условное напряжение при 200%-ном удлинении,
МПа, при продолжительности вулканизации:
5 мин
10 мин
20 мин
Условная прочность при растяжении, МПа,
при продолжительности вулканизации:
5 мин
10 мин
20 мин
Относительное удлинение при разрыве, %,
при продолжительности вулканизации:
5 мин
10 мин
20 мин
Твёрдость (Дюрометр А) при
продолжительности вулканизации:
5 мин
10 мин
20 мин
Изменение свойств после старения (7 сут./149°С),
%, при продолжительности вулканизации 20 мин:
условная прочность при растяжении
относительное удлинение при разрыве
твёрдость
Сопротивление раздиру при продолжительности
вулканизации 20 мин, кН/м
Остаточная деформация сжатия (метод Б) при
продолжительности вулканизации 25 мин, %:
после 22 ч/70°С
| после 70 ч/149°С
3,0
4,8
6,8
11,2
15,4
15,6
710
540
410
59
62
64
+19
-68
+12
28,7
17
85
4,2
5,8
7,0
15,0
15,8
16,2
590
460
390
62
62
64
+36
-67
+9
26,8
19
80
9
24
27
1,0
-
0,5
-
2,0
-
0,5
-
-
2,0
-
-
-
3,0
3,0
-
3,0
1,0
0,5
-
1,0
-
2,0
-
-
1,0
1,0
0,5
1,5
-
0,5
4,0
-
-
-
-
0,5
кС)
11
21
23
9
>50
10
>50
10
>50
лканизации166°С)
3,4
5,0
6,6
14,2
15,6
15,8
690
520
420
59
59
62
+26
-69
+14
28,4
20
85
4,0
5,8
7,2
15,0
15,8
15,2
620
480
370
59
61
62
+52
-62
+11
27,1
19
70
1,8
4,0
4,8
7,0
14,4
15,0
730
580
520
55
58
61
+17
-56
+8
31,0
18
51
2,2
3,6
4,4
6,8
13,8
15,4
680
670
610
56
60
61
+9
-62
+8
34,1
17
65
1,8
3,0
3,8
4,8
11,8
13,6
730
710
680
53
58
59
+24
-55
+10
37,3
24
65 I
62
.ЭЙЁ.
При пероксидной вулканизации образуются наиболее стабильные углерод-углеродные связи.
Необходимо, чтобы весь пероксид расходовался в процессе вулканизации, так как в противном
случае его остатки при высокотемпературной эксплуатации резины будут разлагаться и вызывать
дополнительное поперечное сшивание, ухудшающее сопротивление накоплению ОДС.
Для резин, работающих в условиях свободного доступа воздуха, лучше использовать
доноры серы, так как пероксиды, способные реагировать с кислородом воздуха, в этом случае мало
эффективны.
Выбор наполнителя. Все типы техуглерода за исключением канального обеспечивают
хорошую стойкость к накоплению ОДС, а из минеральных наполнителей - кальцинированный
каолин, модифицированный силанами. Стойкость светлых резин, вулканизуемых серой, к
накоплению ОДС при 70°С может быть повышена добавлением 5 масс. ч. хлорсульфированного
полиэтилена, который способствует увеличению плотности поперечного сшивания. Подобным
образом действуют и 3-5 масс. ч. бутадиенстирольного каучука с 1-1,5 масс. ч. серы.
Дополнительное количество серы позволяет получить оптимальную прочность, так как значительная
часть её реагирует с БСК до начала вулканизации ЭПДК.
Резины для теплостойких конвейерных лент
(для эксплуатации при 180°С)
Такие резины должны иметь высокую адгезию как до, так и после теплового старения,
высокие прочностные показатели и сопротивление истиранию, хорошие технологические
свойства при изготовлении конвейерных лент.
Для изготовления обкладки ленты можно использовать резины на основе как двойных, так
и тройных этиленпропиленовых каучуков, а также комбинации ЭПДК с хлорбутилкаучуком (ХБК).
При применении композиции ЭПДК с ХБК структурирующийся при тепловом старении ЭПДК
способствует сохранению прочности, а деструктурирующийся хлорбутилкаучук компенсирует
потерю относительного удлинения.
Промазочные резины для теплостойких конвейерных лент изготавливают либо на
основе комбинации ЭПДК с натуральным каучуком в соотношении 70:30 (натуральный каучук
необходим для повышения адгезии), либо на основе хлорбутилкаучука. В первом случае
улучшается совулканизация с обкладкой ленты и повышается прочность связи с
текстильным кордом.
Для вулканизации обкладочной резины на основе ЭПДК можно использовать как серную,
так и бессерную вулканизующую систему. В табл. 11.1.28 приведены рецептура и свойства об-
|ладочных резин на основе различных типов ЭПК и ЭПДК в сравнении с резинами на основе
Комбинации хлор- или бромбутилкаучука и ЭПДК.
Рецептура и свойства резины для промазки теплостойких конвейерных лент приведены ниже:
Состав смеси, масс. ч. Свойства смеси
Висталон 6505 (ЭПДК) 70 Плотность, кг/м3 1,15
SMR5 (HK) 30 Вулканизационные характеристики (160°С):
Техуглерод N770 (типа SRF) 70 Миш, Нм 17
Флексон 391 5 МШН,Нм 86,5
Амберол ST 149 (повыситель клейкости) 10 f90, мин 9
Стеариновая кислота 1 Свойства вулканизатов
Оксид цинка 10 (вулканизация 10 мин при 160°С)
Флектол Н (ацетонанил Р) 1,5 Твердость по Шору А 61
Сера 2,3 Условная прочность при 100%-ном удли- 2,36
Сульфенамид Ц 0,7 нении, МПа
Дифенилгуанидин (ДФГ) 1 Условная прочность при растяжении, МПА 12,8
Всего 201,5 Относительное удлинение при разрыве, % 595
-£Й~-
Fl
11.1.28. Рецептуры и свойства обкладочных резин для теплостойких конвейерных лент
Состав, свойства смесей и вулканизатов
Номер рецептуры
12 3 4
5
Состав смеси, масс. ч.
Висталон 606
Висталон 2504
Висталон 5600
Бромбутил 2244
ХлорбутилЮбб
Оксид магния
Техуглерод N347 (типа HAF)
Санпар 2280 (парафиновое масло)
Стеариновая кислота
Структол WB212
Флектол Н (ацетонанил Р)
Амберол ST149 (повыситель клейкости)
Оксид цинка
Карбовакс 4000
Сера
Ди(2-бензтиазолил)дисульфид(ДБТД)
Тетраметилтиурамдисульфид (ТМТД)
Дитиодиморфолин (ДТДМ)
Диметилдитиокарбамат цинка (ДМДТКЦ)
Дибутилдитиокарбамат цинка (ДБДТКЦ)
Дибутилдитиокарбамат никеля (ДБДТКН)
Смола SP-1055
Этилендиметилакрилат (ЭДМА)
Perkadox 14/40
Всего
100
-
-
-
-
-
50
10
-
-
0,8
-
5
-
-
-
-
-
_
-
2
-
2
7
176,8
-
25
75
-
-
_
70
50
1,5
2
1
-
15
-
0,5
-
2,5
1,5
1,5
1.5
2,5
-
-
-
249,5
-
-
100
_
-
-
60
40
-
-
1
-
10
-
-
-
-
-
_
-
_
10
-
-
221
-
-
20
80
-
1
50
10
1
-
1
0,8
5
1,5
-
2
2
-
-
-
2
-
-
-
176,3
-
_
20
_
80
1
50
10
1
-
1
0,8
5
-
-
1
2
_
_
-
2
-
-
-
173,8
Свойства смеси
Плотность, кг/м3
Вулканизационные характеристики (160°С):
f<M, МИН
1090
27
96
30
1110
13
77
9,75
1070
20
71
45,5
1100
25,5
48
14,75
1100
18,5
42
14,75
Свойства вулканизатов до/после старения (вулканизация в прессе при 160°С, старение на воздухе 168 ч/150°С)
Продолжительность вулканизации, мин
Твёрдость по Шору А
Условная прочность, МПа, при удлинении:
100%-ном
300%-ном
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Сопротивление истиранию, Дж/мм3
33
61/64
1,7/1,7
9,3/7,2
14,3/14
400/465
31/33,5
80/98
11
62/74
2,3/4,1
7,1/-
15,6/11,1
490/225
37/30
127/116
50
67/72
2,7/5,6
8,8/-
17,4/14
535/230
39/27
78/165
16
51/57
1,5/1,8
4,8/5,9
13,6/9,7
770/480
43/26
306/260
16
54/64
1,4/2,2
4,5/6,5
13,2/7,2
745/340
44/21
238/213
Резины для толстостенных шприцованных изделий
низкой стоимости, вулканизованных токами высокой частоты
К этим изделиям предъявляются следующие требования: плотность около 1200 кг/м3,
условная прочность при растяжении не менее 7 МПа, твердость по Шору А 60; хорошая
стабильность смеси в условиях вулканизации при атмосферном давлении (токами высокой частоты) с
высокой скоростью и при отсутствии подвулканизации.
Выбор типа ЭПДК. Для получения таких резин следует выбирать каучук с высокой
молекулярной массой для введения возможно большего количества наполнителей и пластификаторов
(мягчителей); каучук с высоким содержанием этилена (73%) для получения требуемой каркас-
ности резиновой заготовки; каучук с высоким содержанием ЭНБ для повышения скорости
вулканизации; желательно маслонаполненный каучук для улучшения обрабатываемости смеси.
Выбор ингредиентов смеси. Оксид цинка в повышенных количествах способствует
улучшению теплопроводности смеси и снижению взаимодействия между оксидом кальция и
вулканизующими агентами, что приводит к ухудшению физико-механических свойств вулканизатов;
диэтиленгликоль повышает полярность и активность вулканизующей системы до уровня,
необходимого для осуществления вулканизации токами высокой частоты; парафиновый воск
повышает скорость шприцевания и позволяет получать гладкую поверхность; техуглерод N550 (типа
FEF) можно вводить в больших количествах, чем техуглерод типа HAF, что экономически
выгоднее для вулканизации токами высокой частоты; каолин Omya BSH снижает стоимость смеси,
улучшает качество поверхности шприцованных заготовок, повышает скорость шприцевания и
уменьшает порообразование за счет способности отнимать влагу; парафиновое низколетучее
масло снижает пористость; оксид кальция связывает влагу и снижает пористость.
Выбор вулканизующей системы. Деовулк BG-28 в сочетании с ускорителями обеспечивает
повышенную теплостойкость и низкое накопление ОДС.
Ниже приведены рецептура и свойства резин для толстостенных шприцованных изделий:
Состав смеси, масс.ч.:
Полисар EPDM 5875 200
Оксид цинка 5
Стеариновая кислота 1
Техуглерод N550 (типа FEF) 245
Диэтиленгликоль 2
Парафиновый воск 5
Санпар 2280 (парафиновое
масло) 125
Omya BSH (каолин) 40
Оксид кальция
Деовулк BG-28 3,8
Меркаптобензтиазол (МВТ) 1,3
1,2
Свойства смеси
Плотность, кг/м3 1210
Вязкость по Муни 1+4
(100°С)
Вулканизационные
характеристики (170°С):
^и„.Нм
"«■Н'"
время начала вулканизации,
мин
f50, мин
?«, мин
64
8,5
22
L,. мин
1,2
.1.8
2,5
6,1
Свойства вулканизатов
Твердость по Шору А при
продолжительности погружения
индикатора в образец:
1 с 65
3 с 62
Условная прочность, МПа:
при 100%-ном удлинении 3,6
при 200%-ном удлинении 6,2
при растяжении 7,4
Относительное удлинение
при разрыве, % 250
Сопротивление раздиру,
кН/м 51,0
Резины для массивных оконных уплотнительиых профилей,
вулканизуемые в расплаве солей
Эти изделия должны удовлетворять следующим требованиям: низкое накопление ОДС,
стабильность размеров.
Выбор типа ЭПДК. Для получения таких резин следует выбирать каучук с высокой
молекулярной массой для обеспечения высокой когезионной прочности в горячем состоянии и
стабильности размеров при протягивании невулканизованного профиля в горячей (200°С) соля-
ИОЙванне, снижения пористости вследствие понижения вязкости смеси и повышения физико-
Мвханических показателей вулканизатов, в том числе и стойкости к накоплению ОДС; каучук с
высоким (68%) содержанием этилена для обеспечения получения острого угла профиля
вследствие высокой когезионной прочности в холодном состоянии; каучук со средним (4,2%)
содержанием ЭНБ.
Таким требованиям удовлетворяют Полисар EPDM 6463 и его аналоги.
jF,
i
I
Й
I
I
I
11.1 .29. Рецептуры и свойства резин для массивных оконных уплотнителей
Состав, свойства смесей
. и вулканизатов
Номер рецептуры
1 | 2 | 3 | 4
Состав смеси
Полисар EPDM 585
Дутрал TER 046E3
Оксид цинка
Стеариновая кислота
Техуглерод N550
Техуглерод N990
Санпар 2280
Структурой WB 212
Меркаптобензтиазол (МВТ)
Сера
Дибутилдитиокарбамат цинка
(ДБДТКЦ)
Диметилдитиокарбамат цинка
(ДМДТКЦ)
Бисмайт
Калоксол DAP
-
100
5
1
120
60
105
_
-
2,2
0,85
0,85
0,07
5,0
150
-
5
1
120
60
55
-
-
2,2
0,85
0,85
0,07
5,0
150
-
10
1
130
60
85
2
1
1,4
_
4
-
5,0
150
-
5
1
120
60
ЬЬ
-
1
1,4
_
4
-
5,0
Состав, свойства смесей
и вулканизатов
Номер рецептуры
12 3 4
Свойства смеси
Вязкость по Муни МБ 1+4
(100°С)
Плотность, кг/м3
Вулканизационные
характеристики (200°С):
время начала вулканизации,
мин:
te5, мин
?эо, мин
48
1180
0,4
1,65
3,05
70
1180
0,4
1,65
3,20
59
1210
0,3
1,05
1,95
71
1180
0,33
1,00
1,35
Свойства вулканизатов (вулканизация /м при 200°С)
Твёрдость по Шору А при
продолжительности погружения
индикатора в образец:
1с
Зс
Условная прочность, МПа:
при 100%-ном удлинении
при 200%-ном удлинении
при 300%-ном удлинении
при растяжении
Относительное удлинение
при разрыве, %
61
53
1,5
3,5
5,5
7,5
520
60
55
2
5
8
11
490
64
59
2,5
6
9
10
380
62
57
2
6
8,5
11
470
Содержание наполнителя и масла. Содержание наполнителя и масла в смеси должно быть
достаточно высоким для уменьшения разбухания профиля при шприцевании и повышения
скорости шприцевания. Соотношение техуглерода и масла выбирается таким, чтобы вязкость
смеси была довольно высокой. Смеси с повышенной вязкостью лучше проходят вакуумную зону
экструдера из-за увеличения сдвигового напряжения. Повышенная вязкость смеси положительно
влияет на когезионную прочность смеси и снижение пористости. Содержание оксида кальция,
применяемого обычно для снижения пористости резин, в высоковязких смесях может быть
уменьшено, что благоприятно влияет на значение модуля вулканизатов и стойкость к
накоплению ОДС.
Вулканизующая система. Вулканизующая система должна обеспечивать высокую скорость
вулканизации (2 мин при 200°С) без преждевременной вулканизации.
В табл. 11.1.29 приведены рецептуры и свойства резин на основе Полисара EPDM 6463 с
содержанием этилена 68%, ЭНБ 4,2%, масла 50 масс. ч. и вязкостью по Муни 60 (при 125°С) и
Дутрала TER 046E3 с содержанием этилена 46%, ЭНБ 3,5% и вязкостью по Муни 65 (при 121 °С).
Смеси 2 и 4 различаются вулканизующей группой. Смесь 3 с высоким наполнением
обеспечивает оптимальный баланс технологических и физико-механических свойств.
Литьевые резины с высоким сопротивлением раздиру
Такие резины должны иметь высокое сопротивление раздиру и хорошие литьевые
свойства смеси.
Выбор типа ЭПДК. Для получения литьевых резин с высоким сопротивлением раздиру
следует выбирать каучук с очень высокой молекулярной массой, чтобы обеспечить оптимальное
сопротивление раздиру как в холодном, так и в горячем состоянии; каучук с предпочтительно
высоким содержанием этилена для повышения термопластичных свойств; каучук с низким
содержанием ЭНБ для оптимизации сопротивления раздиру; желательно маслонаполненный
каучук для улучшения обрабатываемости смеси.
Таким требованиям удовлетворяют Полисар EPDM 5465 и его аналоги.
вв
"WyM^W
Выбор наполнителя. Для оптимизации сопротивления раздиру следует использовать
высокоструктурный усиливающий техуглерод, однако он ухудшает текучесть смесей. Оптимальный
баланс свойств (текучесть и сопротивление раздиру) достигается при использовании
полуусиливающего печного техуглерода (типа FEF) в комбинации с активным кремнезёмом.
Вулканизующие системы. Полуэффективные вулканизующие системы - с низким или
средним содержанием серы (0,5-1,5 масс.ч.) и высоким содержанием ускорителей,
обеспечивающим необходимые литьевые свойства смеси.
Светлые мягкие резины для обкладки валов
Такие резины на основе ЭПДК применяют для изготовления обкладки, стойкой к этила-
цетату, метилэтилкетону и другим подобным растворителям. Они должны иметь твёрдосгь
по Шору А 40, хорошее сопротивление разрыву и раздиру, высокие динамические
характеристики, текучесть и однородность смеси, хорошую адгезию к металлу, пористость должна
отсутствовать.
Выбор типа ЭПДК. Для получения таких резин следует выбирать каучук с очень высокой
молекулярной массой для получения смеси с повышенной вязкостью, что снижает
возможность захвата воздуха и устраняет порообразование; каучук с высоким содержанием этилена
для получения гладкой поверхности; каучук с высоким содержанием ЭНБ для повышения
скорости и степени вулканизации и получения вулканизатов с низким накоплением ОДС,
высокой эластичностью и.малым набуханием.
Маслонаполненность (содержание в каучуке 100 масс. ч. масла) способствует
получению вулканизатов с низкой твердостью и улучшает обрабатываемость смеси на вальцах и
каландре. Обычно используют маслонаполненный каучук с высоким содержанием этилена
и ЭНБ типа Полисар EPDM 5875 в комбинации с низковязким немаслонаполненным Поли-
саром EPDM 585, добавка которого способствует общему снижению содержания масла в
смеси, позволяет контролировать экстрагируемость и набухание, повышает
конфекционную клейкость смеси и обеспечивает получение вулканизатов с необходимым уровнем
твердости и эластичности.
11.1.30. Рецептуры и свойства светлых мягких резин для обкладки валов
Состав, свойства смесей и вулканизатов
Номер
рецептуры
1 I 2
Состав смеси, масс. ч.
Полисар EPDM 5875
Полисар EPDM 585
Оксид цинка
Стеариновая кислота
Ультрасил VN 3
Силикат KS 207
; Силан Si-69
Диоксид титана
Микротальк
Санпар 2280 (парафиновое масло)
Сера
Тетраметилтиурамдисульфид (ТМТД)
Меркаптобензтиазол (МВТ)
Вулкалент ВС
Свойства смеси
Вязкость по Муни МБ 1+4 (100°С)
200
_
10
1
25
40
3
10
20
4П
2
1
1
-
45
120
40
10
1
-
50
3
10
20
40
2
1
1
1.5
28
Состав, свойства смесей и вулканизатов
Плотность, кг/м3
Вулканизационные характеристики (145°С)
Mum, НМ
М„ж, Н-м
время начала вулканизации, мин:
(65,МИН
f8o. МИН
Номер
рецептуры
1
1190
6,5
21
3,5
12,5
23
2
1130
2,8
18
5
15,7
25
Свойства вулканизатов (вулканизация /до при 145°С)
Твердость по Шору А при
продолжительности погружения индикатора в образец:
1с
3с
Условная прочность, МПа:
при 100%-ном удлинении
при 200%-ном удлинении
при 300%-ном удлинении
при растяжении
Относительное удлинение при разрыве, %
Сопротивление раздиру, Н/мм
43
40
1,5
2,5
4,5
16
575
25
42
38
1
2
3
13
750
.20
!
I
!
I
I
* Выбор ингредиентов смеси. Оксид цинка в повышенных количествах способствует
увеличению теплопроводности смеси, более длительному сохранению ее эластичности и уменьшению
поверхностного натяжения, защищает светлоокрашенные смеси от воздействия УФ-лучей;
диоксид титана также защищает смеси от УФ-лучей, обеспечивает лучшую обрабатываемость смеси
(глянцевитость), повышает адгезию к металлу; Ультрасил VN3 (кремнезем) обеспечивает
необходимый уровень сопротивления разрыву и раздиру, способствует лучшему креплению к
металлу (обычно его используют в количестве не более 25 масс. ч. во избежание ухудшения
динамических свойств и снижения стойкости к накоплению ОДС); модифицирующий силановый
areH7"S/-69 улучшает динамические свойства резин с минеральными наполнителями, повышает
стойкость к накоплению ОДС и сопротивление истиранию; Силикат KS 207также улучшает
динамические свойства резин с минеральными наполнителями; микротальк- дешёвый светлый
наполнитель, облегчает обрабатываемость смеси и обеспечивает ее глянцевую поверхность;
парафиновое масло регулирует вязкость смеси и её текучесть.
Сера является основным вулканизующим агентом. Для снижения твердости резин
содержание серы уменьшают, для улучшения адгезионных свойств -увеличивают.
Рецептуры (масс, ч.) и свойства резин для обкладки валов приведены в табл. 11.1.30.
Резины для обкладки морских нефтепроводов
Такие резины должны иметь плотность около 2500 кг/м3, хорошую адгезию к металлу и
высокое сопротивление раздиру.
Выбор типа ЭПДК. Для получения резин для обкладки морских нефтепроводов следует
выбирать каучук с высокой молекулярной массой для обеспечения высокого сопротивления
раздиру; каучук со средним (62%) содержанием этилена для получения удовлетворительной
адгезии к металлу; маслонаполненный каучук, причем нафтеновое масло более предпочтительно,
чем парафиновое, так как оно меньше снижает адгезию; маслонаполненный каучук легче
обрабатывается и позволяет вводить большие количества наполнителя.
Таким требованиям удовлетворяют Полисар EPDM 5465 и его аналоги.
Выбор ингредиентов смеси. Оксид цинка (плотность 5500 кг/м3) повышает плотность вулкани-
зата и сопротивление раздиру (рекомендуемая дозировка оксида цинка до 20 масс.ч.; техуглерод
N550 (типа FEF) обеспечивает легкую обрабатываемость смеси, хорошие прочностные свойства и
низкое набухание в воде; сульфат бария (плотность 4500 кг/м3) повышает сопротивление раздиру
11.1.31. Рецептуры и свойства резин для обкладки морских нефтепроводов
Состав, свойства смесей и вулканизатов
Номер
рецептуры
1 | 2
Состав смеси, масс.ч.
Полисар EPDM 5465
Оксид цинка
Дифос
Техуглерод N550
Сульфат бария
Нафтеновое масло
Сера
Тетраметилтиурамдисульфид (ТМТД)
Меркаптобензтиазол (МБТ)
Свойства смеси
Вязкость по Муни МБ 1+4 (100°С)
Подвулканизация, f5 при 125°С, мин
200
20
50
100
675
50
2,5
0,7
1,5
54
18
200
20
50
100
900
60
2,5
0,7
1,5
49
16
Состав, свойства смесей и вулканизатов
Вулканизационные характеристики (170°С):
время начала вулканизации, мин:
fso. МИН
tei, мин
f» мин
Номер
рецептуры
1
3,5
19
1,5
3,7
4,8
8,6
2
4
21,5
1,4
3,8
5,0
8,6
Свойства вулканизатов (вулканизация, /90 при 170Т)
Твердость по Шору А при погружении
индикатора в образец в течение 1 с
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, Н/м
Плотность, кг/см3
54
4,9
640
17
2160
56
3,6
640
12
2330
68
^$6~-
и плотность смеси, снижает степень ее набухания в воде; Дифос (плотность 7000 кг/м3) повышает*?^
плотность смеси, так как может взаимодействовать с активаторами вулканизации; подвулканиза-
ция смеси проверяется после одной, двух и четырех недель хранения; обеспечивает высокую
стойкость к подвулканизации.
Вулканизующая система. Применяется серная вулканизующая система с повышенным
содержанием серы для компенсирования эффекта разбавления и обеспечения адгезии.
Рецептуры и свойства резин для обкладки морских нефтепроводов приведены в табл. 11.1.31.
Резины для изготовления огнестойких изделий
Для оптимизации огнестойкости в смесь на основе ЭПДК с низкой молекулярной массой
вводят такие огнестойкие добавки, как гидроксид алюминия или гидроксид магния в
количествах до 190 масс. ч. на 100 масс. ч. полимера. Гранулометрическое распределение этих
наполнителей должно быть сравнимо с распределением минеральных наполнителей, чтобы не
произошло резкого снижения физико-механических показателей. Галогенсодержащие добавки
не рекомендуются из-за повышенного дымообразования, выделения монооксида углерода и
углеводородов.
Парафиновые мягчители снижают огнестойкость резин на ЭПДК, поэтому лучше
использовать низковязкий ЭПДК без мягчителя или с фосфорным мягчителем. Для достижения баланса
физико-механических свойств и огнестойкости можно использовать комбинацию
парафинового и фосфорного мягчителя.
В качестве вулканизующей системы предпочтительней использовать пероксиды, так как они
обеспечивают повышенную стойкость к подвулканизации и более высокий уровень физико-
механических свойств.
Для анализа продуктов горения образцы закладывают в трубку из техуглерода и помещают
в вакуумный контейнер. Компоненты идентифицируют методами газовой хроматографии и масс-
спектрометрии. В процессе испытания температура горения испытуемых смесей
поддерживается на одном уровне, в то время как средняя минимальная температура достигает примерно
900°С. Максимальная плотность дыма смеси на основе полихлоропрена в 4 раза выше, чем
смеси на основе ЭПДК без гидроксида алюминия и в 7 раз выше смеси на основе ЭПДК с гидро-
ксидом алюминия.
В смеси на основе ЭПДК с гидроксидом алюминия концентрация углеводородов настолько
низка, что позволяет провести лишь качественный анализ.
Применение резин на основе этилеипропилеиовых каучуков
Наиболее широкое использование ЭПК и ЭПДК находят в производстве резиновых
технических изделий. Основным их потребителем является автомобильная промышленность. За
последние 25 лет резины из БСК, НК и ХПК, ранее широко применявшиеся в производстве водо- и
воздухонепроницаемых прокладок для неподвижных (стёкла и фары) и подвижных (дверцы,
капоты, багажники, поворотные стёкла) частей автомобилей, опор двигателей и внутренних
Обивок были вытеснены резинами из ЭПК и ЭПДК. Такие изделия, как тормозные детали,
радиаторные рукава, покрытия пневматических клапанов, рукава для отопления и вентиляции,
«дворники», защитные покрытия, изоляция электропроводки, невулканизованные прокладки для
боковых стёкол, различные мелкие детали (желоба и трубки для мытья стёкол и т.д.), добавки к
герметизирующим мастикам и краскам, акустическая изоляция, покрытия для бамперов
изготавливаются с применением ЭПК и ЭПДК.
В шинах ЭПДК используют для изготовления боковин. Низкая адгезия этого каучука
ограничивает его применение в шинной промышленности.
В строительстве ЭПК и ЭПДК применяются в производстве вулканизованного и невулкани-
зованного кровельного листового материала, водонепроницаемых покрытий, опор для железо-
уГбе
промышленных зданиях, герметизирующих мастик и др. Перспективно применение ЭПК и ЭПДН
для изготовления элементов солнечных панелей.
Повышенные износо- и температуростойкость, отсутствие загрязнения на покрашенных и
лакированных металлических поверхностях, а также высокая стойкость к действию моющих и
отбеливающих средств делают ЭПК и ЭПДК незаменимыми материалами в производстве
деталей к бытовым электроприборам (стиральные и моечные машины и др.).
Полностью освоено производство из ЭПК кабелей низкого и среднего напряжения,
получены хорошие результаты при его использовании в кабелях высокого напряжения,
кабельных наконечниках и небьющихся изоляторов, которые в 10 раз легче фарфоровых
изоляторов.
Расширяется использование ЭПДК в земледелии и сельском хозяйстве - в производстве
труб для подземного орошения, водонепроницаемых обкладок резервуаров для воды.
В промышленности ЭПК и ЭПДК применяют для изготовления теплостойких конвейерных
лент, рукавов, герметизирующих элементов, гуммирования аппаратуры и емкостей, присадок
для масел, восков, лаков и т.д.
Особый интерес представляет использование ЭПДК в комбинации с каучуками других типов
для повышения их свето-, озоно- и химстойкости и в комбинации с пластиками для повышения
их ударной вязкости, а также для создания термоэластопластов.
11.1.6, Резины на основе хлоропреновых каучуков
(Э.С. Восканян)
Основным преимуществом резин на основе хлоропреновых каучуков является удачное
сочетание механических свойств, близких к свойствам резин на основе каучуков общего
назначения, с некоторыми специфическими свойствами, присущими резинам на основе каучуков
специального назначения. Так, по прочности, эластичности, сопротивлению раздиру, усталостной
выносливости, износостойкости эти резины близки к резинам из НК или БСК, но существенно
превосходят их по стойкости к различным видам старения, огнестойкости, маслобензостойкос-
ти, химической стойкости. В табл. 11.1.32 приведены сравнительные данные о свойствах резин
на основе полихлоропрена и резин из каучуков других типов.
11.1.32. Сравнительные данные о механических свойствах резин
на основе различных каучуков
Каучук
Хлоропреновый
Натуральный
Изопреновый
Бутадиеновый
Бутадиеннитрильный
Эпихлоргидриновый
Хлорбутиловый
Бутадиенстирольный
Хлорсульфированный
полиэтилен
Уретановый
Условная прочность
при растяжении, МПа
ненаполненные
резины
(вулканизаты)
10-30
20-30
20-30
2-8
3-7
2-3
8-20
2-6
4-10
20-50
наполненные
резины
10-30
15-35
15-35
10-25
10-30
10-21
8-23
10-30
10-24
20-60
Относительное
удлинение
при разрыве, %
100-800
500-800
300-800
400-800
300-700
100-800
200-900
250-800
100-700
250-800
Сопротивление
раздиру, кН/м
20-80
35-170
20-150
20-70
25-85
30-85
20-85
15-70
30-75
30-130
Твердость
по Шору А
30-95
30-100
30-100
40-90
35-95
30-95
35-90
40-95
40-95
35-100
ч
Характеристика
Вязкость
Способность к пластикации
Вулканизующая группа
Текучесть
Совулканизация с другими
эластомерами
Свойства вулканизатов:
прочность
сопротивление раздиру
, остаточная деформация
' сжатия
теплостойкость
остаточная деформация при
динамических испытаниях
твердость и условное
напряжение
Каучуки
меркаптанового регулирования
Стабильная при хранении; при очень
длительном хранении вязкость
медленно увеличивается
Плохая
Оксиды цинка и магния с ускорителем
вулканизации
Хорошая
Удовлетворительная
Высокая
Высокое
Очень низкая
Очень хорошая
Слабая
Несколько ниже при том же
наполнении техуглеродом, чем у резин на
основе каучуков, регулированных серой
серного регулирования
Менее стабильная; при хранении сначала
уменьшается, а затем увеличивается
Хорошая
Оксиды цинка и магния; ускоритель
вулканизации не обязателен
Очень хорошая
Хорошая
Выше, чем у резин на основе каучуков,
регулированных меркаптанами
Часто выше, чем у резин на основе
каучуков, регулированных меркаптанами
Выше, чем у резин на основе каучуков,
регулированных меркаптанами
Хорошая
Несколько больше, чем у резин на основе
каучуков, регулированных меркаптанами
Несколько выше, чем у резин на основе
каучуков, регулированных меркаптанами, при
том же наполнении техуглеродом
" Резины на основе хлоропреновых каучуков
"j серного и меркаптанового регулирования
}. Свойства резин на основе хлоропреновых каучуков разных типов несколько различаются
(см. пп. 1.9. Хлоропреновые каучуки). Особенно такое различие характерно для резин на основе
полихлоропренов серного и меркаптанового регулирования (табл. 11.1.33). Как правило,
последние имеют более высокую теплостойкость, меньшую остаточную деформацию сжатия,
лучшие технологические свойства, но уступают по сопротивлению раздиру и эластичности.
*■' Способность хлоропреновых каучуков к кристаллизации (особенно ниже 20°С)
существенно влияет на технологические свойства самих каучуков и смесей на их основе и оказывает
большое влияние на свойства резин. Резины в отсутствие наполнителей благодаря ориентационной
кристаллизации имеют высокую прочность. При наполнении хлоропреновых каучуков этот
показатель резин в некоторых случаях снижается, однако другие их ценные свойства, например,
^противление раздиру, бензостойкость, как правило, улучшаются.
•?' К недостаткам хлоропреновых каучуков и резин на их основе относятся невысокая
морозостойкость, сравнительно высокая плотность, пониженная теплостойкость (при сравнительно
|Шсоких температурах), низкое удельное электрическое сопротивление. Для использования их
ври низких температурах требуются специальные добавки - пластификаторы.
• Рецептуры резиновых смесей
- на основе хлоропреновых каучуков
\ Рецептуры резиновых смесей на основе хлоропреновых каучуков составляют исходя из об-
Ццих принципов и требований. Наиболее простые резиновые смеси содержат 5-6 ингредиентов,
^ложные -до 15-20 [вулканизующие агенты; ускорители и активаторы вулканизации;
замедлители подвулканизации; акцепторы хлороводорода; наполнители; мягчители и пластификаторы;
стабилизаторы; защитные добавки против термического, термоокислительного, озонного,
радиационного и других видов старения; технологические добавки, улучшающие диспергируе-
мость, предотвращающие образование пор; ингредиенты целевого назначения (одоранты, по-
рообразователи)идр.].
-Яж&*~-
t
I
i
I
I
I
у** Серные хлоропреновые каучуки вулканизуют комбинацией (масс, ч.): оксидов цинка-3-5 и
магния - 4-10, чаще всего 5 и 4 масс. ч. соответственно. Для ускорения вулканизации можно
добавлять (масс, ч.): этилентиокарбамид (ЭТК, NA-22 — до 1) или серу-до 0,2; для замедления
-тиурамы или тиазолы - 0,5-1, ацетат натрия, нитрозодифениламин (НДФА), фталевый
ангидрид и другие соединения кислого характера. Соединения щелочного характера ускоряют
вулканизацию серных хлоропреновых каучуков.
Меркаптановые каучуки медленно вулканизуются (5 масс. ч. оксида цинка и 4 масс. ч.
магния), для ускорения добавляют органические ускорители, например, ЭТК - 0,5-1,5 масс. ч. или
другие производныетиокарбамида (диэтилдибутил-, диизопропил-, дифенил-, триметил-, три-
бутил-) в сочетании с серой -0-1 масс. ч. или(и) ди(2-бензтиазолил)дисульфид (альтакс, ДБТД,
0-1), или(и) тетраметилтиурамдисульфид (ТМТД, тиурам Д, 0-1 масс. ч.). Замедлителями для
меркаптановых полихлоропренов могут служить, например, вторичные амины. Для
термостойких резин применяют тиокарбамидные ускорители и увеличивают содержание оксидов цинка и
магния. Для водостойких резин вместо оксидов цинка и магния применяют до 20 масс. ч.
свинцового сурика, но при этом возрастает склонность резиновой смеси к преждевременной
вулканизации. В резиновых смесях с низкой скоростью вулканизации используют (масс, ч.): оксид
цинка - 5, оксид магния - 4, серу - 0,5-1, ди-о-толилгуанидин (ДОТГ) - 0,5-1, тетраметилтиу-
раммоносульфид (ТМТМ) - 0,5-1. Для низкотемпературной вулканизации в качестве
ускорителей применяют ЭТК, альдегидамины, ди-о-толилгуанидиновую соль дипирокатехинбората. Кроме
того, хлоропреновые каучуки вулканизуют органическими пероксидами, полиаминами,
смолами и др.
Особенности свойств резин на основе хлоропреновых каучуков
Наиболее важными специфическими свойствами резин на основе хлоропренового каучука
являются высокая масло-, бензо-, озоно-, свето-, тепло- и огнестойкость, стойкость к
воздействию нефтяных продуктов и некоторых агрессивных сред; повышенная клейкость и высокие
прочностные показатели. Механические свойства вулканизатов и резин на основе
хлоропреновых каучуков определяются типом полимера (табл. 11.1.34).
Физико-механические свойства хлоропреновых резин. Кристаллизация хлоропренового
каучука обусловливает высокую прочность при растяжении ненаполненных резин на их основе.
Поэтому использование наполнителей в рецептуре резин на основе хлоропреновых каучуков
определяется, главным образом, необходимостью повышения твердости, теплостойкости,
сопротивления раздиру, истиранию и др.
Принципиальные различия в применении типов и марок наполнителей в смесях на основе
полихлоропрена по сравнению с другими типами эластомеров, особенно кристаллизующихся,
и влиянии их на свойства резиновых смесей и вулканизатов отсутствуют. Содержание
наполнителей в полихлоропрене может достигать (масс, ч.): усиливающих-до 50 и более;
полуусиливающих-до 100; неактивного техуглерода-300; аэросила-до 50; талька или мела-до 100;
других минеральных наполнителей - до 200.
В смесях на основе полихлоропренов наиболее широко используют полуусиливающий те-
хуглерод и минеральные наполнители. Оптимальное количество различных видов техуглерода
для наполнения резиновых смесей на основе полихлоропренов составляет 40 масс. ч. Техугле-
род повышает модуль, твердость, сопротивление раздиру, масло- и теплостойкость резин. Из
минеральных наполнителей используют коллоидную кремнекислоту, каолин, мел и др. (до 20
масс. ч.). При использовании кремнекислоты для улучшения обрабатываемости дополнительно
вводят небольшое количество триэтаноламина, а для устранения липкости -
низкомолекулярный полиэтилен или другие аналогичные олигомеры. Каолин придает резинам
удовлетворительную стойкость к тепловому старению и улучшает озоностойкость. Данные о влиянии
наполнителей на физико-механические свойства резин на основе хлоропренового каучука
приведены в табл. 11.1.35.
Полимеры, регулированные меркаптанами, допускают значительно более высокие степени
наполнения, чем полимеры, регулированные серой. Достаточно жесткое ограничение
наполнения вызвано резким ухудшением технологических свойств (сильным увеличением мягкости и
липкости смесей, снижением их когезионной прочности), а также прочности и остаточной
деформацией сжатия резин.
Высокомолекулярные хлоропреновые каучуки меркаптанового регулирования типа Наири-
та ДВ или Неопренов WHV, WHV-100 позволяют существенно повысить степень наполнения и
обеспечить получение хорошо перерабатываемых резиновых смесей, а также технически
ценных и экономичных резин.
11.1.34. Физико-механические свойства ненаполненных и наполненных резин
на основе хлоропреновых каучуков
Показатель
Условная прочность при растяжении
МПа:
при 25°С
при100°С
Относительное удлинение
при разрыве, %:
при 25°С
при 100°С
Остаточное удлинение после
разрыва, %
Модуль при удлинении, МПа:
300%-ном
200%-ном
Сопротивление раздиру, кН/м
Твердость по ТМ-2
Эластичность по отскоку, %:
при 25"С
при 100°С
Истираемость, см3/(кВт-ч)
Температура хрупкости, °С
Остаточная деформация после
сжатия на 20% в течение 120 ч, %:
при 70°С
при 100°С
Коэффициент теплового старения
при 100°С в течение 120 ч:
по прочности при растяжении
по относительному удлинению
Степень набухания в смеси бензина
с бензолом (3:1) в течение 24 ч,
% масс.
Сопротивление разрастанию трещин,
тыс. циклов:
средней степени кристалличности
низкой степени кристалличности
Ненаполненные см
каучука, регулн
серой и тиурамом*1
24-28
13-15
880-1100
550-700
10-20
1,0-1,5
30-^15
45-50
40-^12
60-62
-
-37
73-75
80-90
0,80
0,72
70-80
>1440
>1440
еси на основе
рованного
меркаптанами"
21-23
12-15
780-900
500-680
10-15
1,9-2,3
25-35
37^12
40-^12
67-70
-
-37+-39
23-28
35-^0
0,85-0,92
0,78-0,86
70-75
1220-1440
1000-1300
Наполненные смеси на основе
каучука, регулированного
серой и тиурамом*3
15-17
7,5-9
450-550
320^100
10-20
8,5-9,5
55-70
63-70
32-35
51-54
350^150
-37 + -39
73
80-85
0,90
0,73
49-52
-
меркаптанами*3
19-22
7-9
450-550
300-400
10-15
17-18
55-65
60-65
38^10
56-58
230-400
-37 + -39
20-23
45-53
0,90-0,94
0,78-0,86
40—44
-
*' Состав смеси (масс, ч.): каучук -100, МдО - 7, ZnO - 5; оптимум вулканизации 20-30 мин при 143°С.
*2 Состав смеси (масс, ч.): каучук-100, МдО -4, ZnO - 5; 2-меркаптоимидазолин - 0,5; оптимум вулканизации 20-30 мин
при143°С
*' Кроме ингредиентов, входящих в состав соответствующих ненаполненных смесей, содержат 0,5 масс. ч.
стеариновой кислоты и 40 масс. ч. техуглерода типа П 803; оптимум вулканизации 15-30 мин при 143°С.
1
Si
1
1
I
I
I
jt* Стойкость хлоропреновых резин к озонному и атмосферному старению. По износостойкости
изделия из резин на основе хлоропренового каучука в условиях эксплуатации не только не
уступают, но нередко превосходят изделия из резин на основе НК или БСК. Повышенная
износостойкость обусловливается высоким сопротивлением порезу и раздиру, атмосферостойкостью и
стойкостью к набуханию в агрессивных средах. Преимущества резин на основе хлоропренового
каучука реализуются при использовании их в протекторах шин для землеройных и
сельскохозяйственных машин, эксплуатируемых в горных условиях; для производства ремней, транспортерных лент,
компрессорных рукавов; в изделиях, контактирующих со смазочными веществами - маслами или
растворителями; в строительстве и т.п. Усиливающие наполнители, например техуглерод,
вызывают увеличение износостойкости резин (как и в случае других каучуков).
Несмотря на повышенную стойкость полихлоропренов к различным видам старения, в том
числе озонному и атмосферному, целесообразно введение защитных веществ, особенно в вы-
соконаполненные и работающие в динамических условиях резины. Содержащиеся в каучуке
эффективные антиоксиданты, например, неозон-Д-1\1-фенил-р-нафтиламин; 2,6-ди-7рег-бутил-
11.1.35. Влияние типа и содержания наполнителя
резин на основе хлоропренового каучука*
Содержауние
наполнителя,
об. ч.
на физико-механические свойства
Марка техуглерода
N330
N550
N770
N880
N990
ЕРС
Мел
средне- I
мелкодисперсный | дисперсный
Каолин
Условное напряжение при 300%-ном удлинении, МПа
14
28
42
56
11,9
-
-
-
14,1
-
-
-
9,7
-
-
-
4,0
8,1
11,5
14,4
4,1
9,1
14,3
16,0
10,7
26,4
-
-
2,2
2,7
2,9
-
2,2
2,1
2,2
-
4,5
6,2
9,1
-
Условная прочность при растяжении, МПа
14
28
42
56
70
18,4
24,6
22,6
-
-
19,2
26,2
22,2
-
-
21,6
25,6
25,7
-
-
18,1
18,0
15,8
15,0
-
16,3
17,2
16,7
16,3
-
24,5
28,3
25,9
-
-
14,4
12,7
10,8
-
8,0
13,3
11,4
8,8
-
6,0
17,2
15,7
13,2
-
12,8
Относительное удлинение при разрыве, %
14
28
42
56
70
360
220
120
-
-
370
230
120
-
-
480
280
200
-
-
610
600
490
370
-
650
540
360
320
-
480
320
180
-
-
750
710
700
-
660
720
720
600
-
630
830
790
710
-
220
Сопротивление раздиру, кН/м
14
28
42
56
70
35
30
23
-
-
31
29
22
-
-
29
25
18
-
-
27
41
46
48
22
33
40
36
-
30
35
36
-
-
25
31
45
-
51
15
16
17
-
21
39
49
63
-
82
Твердость по Шору А
14
28
42
56
70
55
70
84
-
-
57
70
85
-
-
53
67
75
-
-
48
54
66
69
-
48
54
61
69
-
55
69
81
-
-
50
56
62
-
71
47
54
60
-
72
52
60
71
-
82
* Состав резиновой смеси (масс.ч.): неопрен W - 100, оксид магния -4, оксид цинка - 5, стеариновая кислота - 0,5,
триметилтиокарбамид - 0,5, алкилированный дифениламин - 2.
74
-v-J^W-
л-крезол - агидол-1; бис-(2-окси-5-метил-3-грег-бутилфенил)метан - НГ 2246, агидол-2; 4-бутилпи-
рокатехин и другие выполняют одновременно и функции антиозонантов. Изделия из полихлоропрена
с 40-50% каучука, содержащие эффективный противостаритель, могут успешно
эксплуатироваться в статическом состоянии при малом содержании озона без введения специальных антиозонантов.
В высоконаполненные резины, а также в резины, работающие в динамических условиях, вводят
комбинированные стабилизирующие системы, содержащие 2-5 масс. ч. антиоксидантов и до 5 масс,
ч. химических антиозонантов и восков. Резины, наполненные техуглеродом, как правило, более озо-
ностойки, чем наполненные минеральными наполнителями.
Очень важно, что в присутствии ряда противостарителей способность смесей на основе по-
лихлоропренов к подвулканизации увеличивается. В большинстве случаев эти противостарите-
ли представляют собой производные полиаминов или полиолефинов - неозон А и Д, N-фенил-
N'-изопропил-л-фенилендиамин (Диафен ФП, 4010 NA) и другие, которые являются
активными ускорителями вулканизации. Поэтому выбор типа и дозировки защитного вещества
определяется его влиянием на подвулканизацию и вулканизацию полихлоропрена (0,2-3 масс. ч.).
Особых различий в применении защитных веществ в резинах на основе разных типов хло-
ропреновых каучуков не отмечается, но считается, что для полимеров, регулированных
меркаптанами, противостарители более необходимы.
Морозостойкость хлоропреновых каучуков. Для улучшения морозостойкости хлоропрено-
вых резин в них вводят пластификаторы и мягчители, которые выбирают исходя из
конкретного назначения резинового изделия, его стоимости и доступности. Пластификаторами в смесях
из хлоропренового каучука, к которым не предъявляют специальных требований, служат
нефтяные масла с анилиновой точкой 60-90°С, не мигрирующие на поверхность вулканизатов
при их введении в количестве до 25 масс. ч. Для улучшения морозостойкости вулканизатов
используют главным образом сложные эфиры - дибутилфталат, дибутилсебацинат, адипина-
ты, триоктилфосфат и др. Температура хрупкости 7"хр вулканизатов, содержащих 15 масс. ч.
этих пластификаторов, составляет от -47 до -50°С. А для резин, вулканизованных оксидами
цинка и магния, содержащих 30 масс. ч. ДОС, ДБФ, ДБС и ДОФ значения 7"хр составляют-62, -53,
-58 и -52°С соответственно, в то время как для резин без пластификатора --37°С. Для масло-
стойких резин рекомендуется применять пластификаторы сравнительно низкой молекулярной
массы (около 300), содержащие полярные группы и более 30% кислорода. Иногда для
повышения морозостойкости каучука в стадии латекса добавляют пластификаторы, например, Наирит М
(температура хрупкости -55°С). При добавлении мягчителей-пластификаторов одновременно со
снижением Тс часто повышаются скорости кристаллизации. Для повышения клейкости смесей
применяют кумаронинденовые, стирольноинденовые смолы, рубракс и др. Для устранения
прилипания резиновых смесей к рабочей поверхности оборудования применяют парафиновый воск
(микрокристаллический), стеараты цинка, стеариновую кислоту и др. Большинство
пластификаторов ухудшает озоностойкость резин из хлоропренового каучука, предпочтительно
использование бутилолеата. Пластификаторы существенно снижают показатели прочностных свойств резин
на основе полихлоропренов. Например, добавление 10, 20 и 30 масс. ч. дибутилсебацината или
дибутилкарбитолформаля снижает условное напряжение при 300%-ном удлинении на 38, 47 и
64%, условную прочность при растяжении - на 18,25-32 и 38-46%, сопротивление раздиру- на
22-32,45 и 55%, твердость по Шору А - на 10-16,16-22 и 25% соответственно.
Физико-механические свойства резин при добавлении ароматических масел ухудшаются меньше, чем при
использовании сложноэфирных пластификаторов. В светлых резиновых смесях допускается
применение нафтеновых масел, парафиновые масла не рекомендуются.
Химическая стойкость хлоропреновых резин. Химическая стойкость резин из
хлоропренового каучука значительно выше химической стойкости других эластомеров. Однако под
действием азотной, хромовой, концентрированной серной кислот, а также сероуглерода, серного
ангидрида, пероксидов и газообразного хлора они разрушаются. Данные о стойкости резин в
Некоторых агрессивных средах, их изменение во времени, а также оценка стабильности резин
приведены в табл. 11.1.36 и 11.1.37.
уГм 1.1.36. Химическая стойкость резин на основе хлоропренового каучука Наирит
в различных средах
Среда
Азотная кислота
Гидроксид натрия
Серная кислота
Соляная кислота
Уксусный ангидрид
Уксусная кислота
Фосфорная кислота
Концентрация, %
30
50
33
35
-
100
75
Температура, °С
50
110
110
55-60
50
50
70
Время
испытания, ч
400
600
200
800
800
800
600
Сопротивление
разрыву, МПа
до
испытания
13,8
14,0
14,0
11,1
11,1
11,1
14,0
после
испытания
6,0
14,4
14,2
10,4
9,4
9,4
15,1
Относительное
удлинение при разрыве, %
до
испытания
707
588
510
659
659
659
588
после
испытания
410
450
380
642
580
708
470
Степень
набухания,
% масс.
-1,8
-1,3
4,2
10,1
8,9
-4,6
-0,7
11.1.37. Оценка стойкости резин на основе
в некоторых агрессивных средах
Среда
Температура, "С
Оценка
стабильности
Углеводороды
л-Гексан
л-Гептан
Дихлорэтан
Изооктан
Ксилол
Метиленхлорид
Хлорбензол
35
27
20
29
20
20
20
+
+
-
+
-
-
-
Спирты и фенолы
Бутиловый спирт
Глицерин
Крезол
Метиловый спирт
Этиловый спирт
Фенол
Циклогексанол
Этиленгликоль
30
70
29
27
30
29
27
70
+
+
+
+
+
+
+
+
Органические кислоты
Лимонная, 10%-ная
Масляная
Молочная
Муравьиная
Уксусная
29
27
29
29
27
+
+
+
+
+
Альдегиды и кетоны
Ацетальдегид
Ацетон
Масляный альдегид
Муравьиный альдегид
Хлорацетон
29
29
29
27
29
+
+
+
+
±
Амины и нитросоединения
Анилин
Нитробензол
Триэтаноламин
Эфир
Эфир этиловый
Этилацетат
29
20
70
±
-
+
ы
30
20
+
-
хлоропреновых каучуков
Среда
Температура, "С
Оценка
стабильности
Природные масла
Животное масло
Касторовое масло
Льняное масло
Оливковое масло
Тунговое масло
Хлопковое масло
30
70
27
27
29
27
+
+
+
+
+
+
Продукты нефтепереработки
Бензин
Веретенное масло
Дизельное масло
Керосин
Мазут
Солидол
27
70
70
70
70
29
+
+
+
+
+
+
Неорганические кислоты
Азотная, 10%-ная
Борная
Серная:
20%-ная
50%-ная
75%-ная
Соляная:
20%-ная
35%-ная
Хромовая
Фосфорная, 85%-ная
Мышьяковая
30
93
93
60
66
65
30
30
95
90
-
+
±
+
±
+
+
-
±
+
Основания
Аммиак (насыщенный
раствор)
Гидроксид калия
Гидроксид натрия
38
93
93
+
+
+
Соли
А1С13,25%-ныЙ
СаС1г
NH4CI
66
66
66
+
+
+
Примечание:«+» - резина стойкая,«+» - резина ограниченно стойкая,«-» - резина нестойкая.
По озоно- и погодостойкое™ резины на основе хлоропреновых каучуков уступают только
резинам из насыщенных каучуков ЭП(Д)К, ХСПЭ, ХПЭ и ЭХГК.
По бензомаслостойкости резины на основе полихлоропренов меркаптанового
регулирования отличаются более высокой стойкостью к маслам и топливам, чем резины на основе
каучуков серного регулирования. По бензомаслостойкости резины из хлоропреновых каучуков (ХПК)
сравнимы с резинами из ХСПЭ, БНК со средним содержанием акрилонитрила.
При оптимальном выборе состава резиновой смеси резины на основе полихлоропренов
работоспособны от-40°С до 110°С (длительно) и 140°С (кратковременно).
Огнестойкость хлоропреновых резин. Огнестойкость резин на основе хлоропреновых
каучуков очень высока. Наполненные резины обычно являются самозатухающими, но для
придания большой огнестойкости в резиновые смеси вводят минеральные наполнители, а также
эффективные антипирены. Для защиты резин от горения рекомендуется комбинация триок-
сида сурьмы с боратом цинка и/или хлорпарафином, которые снижают продолжительность
горения резин до нуля, но не влияют на продолжительность тления. Резина из ХПК,
содержащая по 30 масс. ч. триоксида сурьмы и бората цинка, гаснет сразу же после удаления из
пламени, а резина без антипиренов горит еще 30 с. При наполнении техуглеродом
температура самовоспламенения резины снижается с 440 до 290°С независимо от содержания
триоксида сурьмы и хлорпарафина в резиновой смеси, однако при добавлении 10 масс. ч. бората
цинка и 30 масс. ч. гидроксида алюминия она повышается до 430-480°С.
В резиновые смеси из ХПК рекомендуется добавлять гидроксид алюминия -45, хлорпара-
фин - 20 и триоксид сурьмы - 6 или гидроксид алюминия - 30, каолин - 20, борат цинка -10 и
триоксид сурьмы -15 масс. ч.
Для получения пористых резин изхлоропренового каучука используют различные порофо-
ры, содержание которых в смеси достигает 14 масс. ч. в зависимости от типа порофора и
требуемой структуры ячеек пористого материала. Огнестойкость резин из хлоропреновых каучуков
повышается при использовании антипиренов -оксидов сурьмы, гидроксида или силиката
алюминия, хлорированных или бромированных углеводородов, сложных эфиров фосфорной
кислоты и др.
Приготовление резиновых смесей
на основе хлоропреновых каучуков
Резиновые смеси на основе полихлоропренов приготавливают на вальцах и в резиносмеси-
телях из предварительно декристаллизованного (нагревание в распарочных камерах) и пласти-
цированного каучука. Температура валков вальцев -30-50°С, максимальная допустимая
температура резиновой смеси при выгрузке 120°С, при смешении 70-100°С. После каучука вводят
пептизаторы, оксид магния, противостарители, замедлители подвулканизации, а также
наполнители и пластификаторы. Оксид цинка и ускорители вулканизации вводят в смеситель в конце
смешения за 0,5 мин до выгрузки, либо отдельно на вальцах, а при изготовлении резиновых
смесей на вальцах- в конце смешения. Резиновые смеси общего назначения содержат не менее
2 масс. ч. стабилизаторов, озоностойкие резины содержат 2-5 масс. ч. антиозонантов (алкила-
рил- и диарил-л-фенилендиамины) и 3-5 масс. ч. защитных восков, в термостойкие резины
Добавляют до 6 масс. ч. антиоксиданта.
Хлоропреновые каучуки хорошо совмещаются с каучуками других типов. Наибольшее
распространение получили комбинации с бутадиеннитрильными (до 50 масс, ч.), бутадиенстирольными
(До 20 масс, ч.), этиленпропилендиеновыми (до 30 масс, ч.), бутадиеновыми (до 20 масс, ч.) и
Другими полярными и неполярными каучуками.
Требования к резиновым смесям
на основе хлоропренового каучука
| В зависимости от требований, предъявляемых к резиновой смеси, используют полихлоро-
5f прены различных марок (см. п.1.9. Хлоропреновые каучуки):
| - при необходимости высокого наполнения - Наирит ДВ, Неопрены WHV, WD, THW, Байпре-
$ ны 130, 220, 230, 235 и др.;
к - для улучшения технологических свойств - Наирит ДС, Неопрены WB, TWJRT, Байпрены
| 115,124, 211, 214, 215, 235 и др.;
§ - для повышения клейкости - Наириты ДСН, ДСР, ДН, ДКР, Неопрены GRT, WRT.GNA, Байп-
§[ рены 110,112, 610, 710 и др.;
§ - для сохранения каркасности и размера заготовок- Наириты ДС и ДВ, Неопрены WB, WHV,
>§ TW, THV, Байпрены 115,124, 214, 215, 230, 235 и др.;
5 - для переработки литьем под давлением - Наириты ДН, ДП, ДС, Неопрены WRT, WX, WB,
| WD, TRT, TW, Байпрены 110,112,115,130, 210, 211, 220, 230, 235 и др.;
'■Q - для снижения твердости резин - Наириты ДСР, ДСН, ДН, Неопрены GNA, GRT, WRT,
Байпрены 110,112, 210, 211, 610,710 и др.;
- для улучшения динамических характеристик - Наириты ДН, ДВ, ДХ, ДП, Неопрены WRT,
WHV, WX, W, Байпрены 110,112,130, 210, 211, 220, 230 и др.;
- для повышения морозостойкости резин - Наириты ДН, ДХ, ДСН, Неопрены WRT, WX, WD,
GRT, Байпрены 110,112,115,130, 610 и др.;
- для повышения озоностокости резин - Наириты ДП, ДН, ДС, ДВ, Неопрены W, WRT, WB,
WHV, Байпрены 110,130, 210, 214, 230 и др.;
- для повышения теплостойкости - все марки, за исключением марок серного регулирования;
- для повышения сопротивления накоплению остаточной деформации сжатия (ОДС) -
Наириты ДВ и ДС, Неопрены WD, WHV, WB, Байпрены 130, 214, 230 и др.
Применение резин на основе хлоропреновых каучуков
Наиболее широкое применение эти резины находят при изготовлении транспортерных лент
(преимущественно резинотросовых и резинотканевых), плоских и клиновых ремней,
различных рукавов (гидравлических, топливных, тормозных), прорезиненных тканей, амортизаторов,
уплотнительных прокладок, электроизоляционных изделий и т.д. Срок службы клиновых
ремней из резин на основе хлоропреновых каучуков в 2-2,5 раза превышает срок службы ремней
из резин на основе натурального каучука. Из них изготавливают также оболочки проводов и
кабелей. Резины на основе хлоропреновых каучуков применяются для обкладки химической
аппаратуры, подвергающейся действию кислот, щелочей, растворов солей и других
агрессивных сред.
Формовые детали из этих резин находят применение в автомобильной промышленности,
машиностроении и строительстве (опоры зданий, мостов, различные виброизоляторы).
Основными отраслями, потребляющими резины из хлоропренового каучука, являются
резинотехническая, кабельная и строительная.
Резины на основе хлоропреновых каучуков целесообразно использовать главным образом
для производства тех изделий, где наиболее полно реализуется весь уникальный комплекс их
свойств.
Примеры рецептур резиновых смесей
для изделий различного назначения
В табл. 11.1.38-11.1.43 приведены примеры некоторых рецептур резин, применяемых в
производстве ряда резинотехнических изделий и их свойства.
78 ^_
11.1.38. Рецептура и свойства резин для изготовления опорных деталей мостов
Ингредиенты
и показатели свойств
Состав смеси, масс, ч.:
Неопрен WRT
высокоактивный оксид магния
октилированный дифениламин
стеариновая кислота
смесь диарил-л-фенилендиа-
минов
техуглерод ISAF N 220
диоктилсебацинат
оксид цинка
дисперсия ЭТК, 75%-ная
Номер смеси
1
100
4
2
0,5
1
15
10
5
07
г
100
4
2
0,5
1
20
10
5
-UL.
3
100
4
2
0,5
1
30
10
5
-Д7_
Ингредиенты
и показатели свойств
циклогексилбензтиазилсуль-
фонамид
осажденный кремнезем
Всего
Номер смеси
1 I
1
139,2
2
1
15
159,2
3
1
15
169,2
Свойства резины
(вулканизация при 153°С в течение 15 мин)
Условная прочность при
растяжении, МПа
Относительное удлинение при
разрыве, %
Твердость по Шору А
20
570
50
20,9
580
60
20,6
460
70
11.1.39. Рецептура и свойства резин для изготовления автомобильных деталей
Ингредиенты
и показатели свойств
Состав смеси, масс, ч.:
Неопрен WHV
Неопрен WRT
Неопрен GW
высокоактивный оксид магния
октилированный дифениламин
5-метилмеркаптобензимидазол
смесь диарил-л-фениленди-
аминов
микрокристаллический воск
стеариновая кислота
техуглерод SRF N772
техуглерод МТ N990
диоктилсебацинат
Номер смеси
1
35
65
4
4
1
2
2
0,5
20
50
15
2
35
65
4
4
1
2
2
0,5
50
20
20
3
100
4
4
1
2
2
0,5
25
Ингредиенты
и показатели свойств
низкотемпературный печной
техуглерод
рапсовое масло (Rapeseed Oil)
оксид цинка
дисперсия ЭТК, 75%-ная
тетраметилтиурамдисульфид
Всего
Номер смеси
1
10
5
1
1
215,5
2
5
5
1
1
215,5
3
70
5
0,63
0,5
214,63
Свойства резины
(вулканизация при 153°С в течение 15 мин)
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Твердость по Шору А
13,4
585
50
14,5
500
60
16,7
380
70
11.1.40. Рецептура и свойства резин для изготовления автомобильных шлангов
Ингредиенты
и показатели свойств
Состав смеси, масс, ч.:
Неопрен GW
Неопрен WD
Неопрен W
Неопрен WHV
высокоактивный оксид
магния
октилированный
дифениламин
смесь диарил-л-фени-
лендиаминов
микрокристаллический
воск
стеариновая кислота
тонкоизмельченный
кремнезем
твердый каолин
вазелин
низкомолекулярный ПЭ
высокомолекулярный
цис-ПВ
техуглерод FEF 550
Номер смеси
1
70
30
-
-
4
4
2
-
1
8
-
-
65
2
-
-
100
-
4
2
2
-
1
_
90
2
-
:
3
-
-
-
100
4
4
1
2
1
_
_
-
=
4
-
-
-
100
4
4
1
2
1
_
_
-
=
5
100
-
-
-
4
2
2
1,5
1
_
—
2,5
3
Ингредиенты
и показатели свойств
техуглерод GPF 660
техуглерод SRF 772
техуглерод МТ 990
техуглерод HAF 339
диоктилсебацинат
ароматическое масло
рапсовое масло
кумароновая смола
(жидкая)
оксид цинка
дисперсия ЭТК, 75%-на;
меркаптобензтиазил-
дисульфид (МБТС)
ТМТД
Всего
Номер смеси
1
-
-
-
-
15
-
8
-
5
0,66
1
-
213,66
Свойства ре:
(вулканизация при 153°С
Условная прочность при
растяжении, МПа
Относительное
удлинение при разрыве, %
Твердость по Шору А
16,5
380
70*
2
60
-
-
-
10
15
-
-
5
0,9
-
0,5
292,4
шны
з течей
11
400
67
3
-
30
120
-
-
40
-
-
10
1
-
0,25
313,25
m20bi
12
340
60
4
-
40
120
-
-
45
-
-
10
1
-
0,25
328,25
5
-
-
-
50
-
20
-
5
5
-
1
-
197
ин)
11,7
280
61
2U
ьии
70
* По Международной системе IRHD.
Примечание. Смесь номер 1 - для покрытий тормозного соединительного шланга; 2 - для обкладки топливного
шланга; 3 - для шланга подогревателя; 4 - для шланга радиатора; 5 - для маслопровода (тяжелый режим работы).
11.1.41. Рецептура и свойства резин для изготовления кабельных оболочек
Ингредиенты и показатели
свойств
Состав смеси, масс, ч.:
Неопрен GW
Неопрен W-M1
Неопрен WRT
Неопрен TRT
Неопрен WHV-100
высокоактивный оксид магния
октилированный дифениламин
парафиновый воск
стеариновая кислота
микрокристаллический воск
2-меркаптобензимидазол
смесь диарил-л-фенилен-
диаминов
техуглерод GPF 660
техуглерод FEF 550
техуглерод RCF
техуглерод SRF N772
каолин
кремнезем
очищенный битум
мел
триоксид сурьмы, 90%-ный
триэтаноламин
диоктилсебацинат
бутилкарбитолформаль
Номер
1
100
-
-
-
-
4
2
4
1,5
-
-
40
-
40
10
-
3
:
-
2
-
100
-
-
-
4
2
3,25
-
-
0,5
-
-
45
-
-
-
0,5
"
смеси
3
-
-
100
-
-
4
2
-
-
4
-
-
20
80
-
30
-
:
4
-
-
-
50
50
4
4
-
0,5
4
-
2
25
30
-
-
-
25
- 10
Ингредиенты и показатели
свойств
нафтеновое масло
ароматическая смола
активный винилсилан А 172,
45%-ный
диоксид титана (рутил)
трикрезилфосфат
оксид цинка
органический желтый пигмент
вазелин
дисперсия ЭТК, 75%-ная
меркаптобензтиазилсульфо
намид
Всего
Номер смеси
1
5
-
-
-
-
5
-
-
-
1,5
216
2
-
-
1,25
5
12
5
1
-
1,3
0,5
181,3
3
10
20
-
-
-
5
-
3
1
0,5
279,5
4
-
-
-
-
-
5
-
-
2
0,5
212
Свойства вулканизатов
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Твердость по Шору А
Сопротивление раздиру:
по ASTM D-470, Н/мм
по Дин 53507, Н/мм
по ОДЕ 0472, Н/мм
по ASTM D-470, кН/м
Удельное объемное
электрическое сопротивление, Омм
13,2
840
77
14,4
-
-
-
1/,8
890
-
-
22,6
47,4
-
11,2
460
-
-
-
-
-
1,25-10'°
13
410
55
-
-
-
4,5
Примечание. 1 - смесь для тяжелого режима работы (вулканизация 25 мин при 153°С); 2 - смесь для кабеля желтого
цвета (вулканизация 8 мин при 180°С); 3- изоляционная смесь для шприцевания или формования (вулканизация 40 с
при давлении пара 1,6 МПа); 4 - смесь для эксплуатации при низких температурах - до -55°С (вулканизация 40 с при
давлении пара 1,55 МПа).
11.1.42. Рецептура и свойства пористой резины
Ингредиенты и показатели
свойств
Состав смеси, масс, ч.:
Неопрен TW-100
Неопрен TRT
Неопрен 6W
высокоактивный оксид магния
октилированный дифениламин
микрокристаллический воск
парафиновый воск
вазелин
стеариновая кислота
низкомолекулярный полиэтилен
техуглерод SRF 772
техуглерод МТ 990
фактис
нафтеновое масло
ароматическое масло
дисперсия оксида кальция
оксид цинка
диэтилтиокарбамида (ДЭТК)
Номер смеси
1
65
35
-
2
2
4
2
20
50
5
20
-
8
5
1,5
2
-
-
100
4
г
5
0,5
60
10
20
-
5
-
3
-
-
100
2
2
-
0,5
15
25
15
-
-
5
-
4
-
-
100
4
2
5
1
3
40
10
20
-
5
-
Ингредиенты и показатели
свойств
дисперсия этилентиокар-
бамида, 75%-ная
циклогексилбензтиазил-
сульфонамид
бикарбонат натрия
карбонат кальция
порообразующее
вещество - азодикарбонамид
л,л'-окси-о"ис-бензол-
сульфанилгидразид
Всего
Свойства si
Плотность, кг/м3
Остаточная деформация
сжатии, % (70°С, 22 ч) при
40%-ной деформации
Степень абсорбции воды,
% (метод Форда)
1
_
_
_
_
4
223,5
Номер
2
_
_
_
_
6
2
214,5
смеси
3
0,5
0,5
_
25
10
200,5
4
-
-
10
_
200
тканизатов
550
29
0,9
-
-
250
-
300
-
Примечание. Смесь номер 1 - для губчатых профилей низкой плотности (вулканизация: 20 м/мин , 250°С); 2 - для
листовой губки с замкнутыми порами (вулканизация при 140°С в течение 10 мин и при 170°С в течение 25 мин); 3 -
смесь для непромокаемой одежды (вулканизация при 160°С в течение 8 мин и 170°С в течение 15 мин); 4 - смесь для
губки низкой плотности с сообщающимися порами (вулканизация при 160°С в течение 20 мин).
_А_
11.1.43. Рецептура и свойства резин для изготовления конвейерных лент
Ингредиенты и показатели
свойств
Состав смеси, масс. ч.
Неопрен GW
Неопрен WRT
Неопрен W
БСК 1500
высокоактивный оксид
магния
октилированный
дифениламин
смесь диарил-л-фени-
лендиаминов
парафиновый воск
микрокристаллический
воск
хлорсилоксан
стеариновая кислота
низкомолекулярный
полиэтилиен
высокомолекулярный
цис-ПБ
смесь жирных спиртов
осажденный кремнезем
техуглерод ISAF 220
техуглерод SRF 772
гидроксид алюминия
триоксид сурьмы,
90%-ный
бромсодержащая добавка
каолин
| мел
Номер смеси
1
100
-
-
-
4
2
2
1
-
0,5
4
3
40
30
10
10
-
-
2
100
-
-
-
4
2
-
-
-
1
2
40
-
-
-
3
100
-
-
-
4
2
2
1
-
0,5
4
3
50
1
-
-
4
60
-
-
40
3
2
3
-
1,5
-
45
25
1,5
5
-
-
5
-
50
50
-
4
2
-
-
-
0,5
25
25
40
20
Ингредиенты
и показатели свойств
метаборат кальция
сверхпроводимый
техуглерод
хлорпарафин жидкий,
56%-ный
хлорпарафин
твердый, 70%-ный
оксид цинка
сера
2-меркаптобензими-
дазол
МБТС
дисперсия ЭТК,
75%-ная
Всего
Номер смеси
1
-
-
10
25
5
-
-
1
-
247,5
2
-
5
10
-
5
-
0,5
0,5
-
170
3
-
-
25
10
5
-
-
1
-
208,5
4
-
-
10
25
5
0,75
-
1
-
227,75
5
10
-
35
10
5
-
-
-
0,75
277,25
Свойства вулканизатов
Режим вулканизации
Условная прочность
при растяжении, МПа
Относительное
удлинение, %
Твердость по Шору А
Кислородный индекс, %
Удельное объемное
электрическое
сопротивление, Омм
Удельное
поверхностное электрическое
сопротивление, Ом
153°С,
25 мин
18,5
590
66
47
-
-
-
18,6
790
75
33,7
4,6-1 U»
9ЮЬ
153°С,
25 мин
20,7
540
65
28
-
-
153°С,
20 мин
19,7
560
67*
33
-
-
-
-
-
-
-
-
-
* По Международной системе IRHD.
Примечание. Смесь номер 1 - огнестойкая смесь для обкладки с высоким кислородным индексом; 2 - антистатическая
смесь обкладки черного цвета; 3 - обкладочная смесь; 4 - обкладочная смесь низкой стоимости; 5 - огнестойкая
промазочная смесь для внутреннего слоя.
11.2. Морозостойкие резины
(Н.Н. Петрова)
Под морозостойкостью резин понимают их способность сохранять эксплуатационные
свойства при низких температурах. Морозостойкость определяется совместным действием двух
процессов - стеклования и кристаллизации.
При понижении температуры в резинах замедляются релаксационные процессы,
уменьшается эластичность, восстанавливаемость и контактное напряжение при сжатии, увеличиваются
жесткость, статический и динамический модули, изменяется модуль потерь. Чем ниже
температура, тем значительнее эти изменения, и при температуре ниже температуры стеклования Гс
резина переходит в стеклообразное состояние; при этом модуль увеличивается на два-три
порядка. Модуль потерь и тангенс угла механических потерь проходят через максимум при
температуре, обычно на несколько десятков градусов выше Гс. Температура стеклования разделяет
стеклообразное состояние полимера и область перехода из стеклообразного в
высокоэластическое состояние. Свойства, связанные с процессом стеклования, изменяются сразу после
установления в материале соответствующей температуры, что может привести к потере
работоспособности резин и изделий. Температура Гс зависит от скорости изменения температуры и
* скорости (или частоты) механического воздействия. При температурах ниже 7"с находится область
вынужденной эластичности, которая ограничена сверху Гс, а снизу некоторой температурой,
которую интерпретируют как «предельную» температуру хрупкости Гхр.
Кристаллизация является фазовым переходом первого рода, сопровождающимся
образованием кристаллической структуры. В результате уменьшается объем образца. Однако степень
кристаллизации эластомеров обычно не превышает нескольких десятков процентов, поэтому
изменения их механических характеристик не так велики, как при стекловании. Кристаллизация
развивается во времени, и ее скорость проходит через максимум при температуре
максимальной скорости кристаллизации Tv на несколько десятков градусов выше, чем Гс. Скорость
кристаллизации обычно характеризуют полупериодом кристаллизации хт. Чем меньше скорость
кристаллизации, тем больше т1Д.
Для каучуков, представляющих собой сополимеры, особенно при высоких скоростях и
степени кристаллизации соответствующих гомополимеров, характерен также процесс
микрокристаллизации, т.е. образования кристаллов малых размеров, которые не всегда фиксируются
рентгенографическим методом, но существенно влияют на механические свойства. Количество этих
микрокристаллов, как правило, невелико.
Процессы кристаллизации и стеклования обратимы. Изменения свойств, обусловленные
стеклованием, исчезают после нагревания, причем каждой температуре в переходной области
соответствует свой уровень свойств. Изменения свойств, связанные с кристаллизацией, также
исчезают после нагревания, однако при температуре, иногда значительно более высокой, чем
температура, при которой проходила кристаллизация. Полностью все изменения исчезают лишь
при нагревании до температуры выше равновесной температуры плавления Т„„. При более
низкой температуре, чем Тт, изменение свойств не происходит, однако при повторном охлаждении
кристаллизация протекает быстрее, так как сохраняются зародыши кристаллизации.
Для деталей, где резина контактирует с другими материалами, изменения свойств при
охлаждении могут приводить к микроразрушениям, в результате которых могут возникать
необратимые изменения прочностных свойств, проявляющиеся при комнатной или
повышенных температурах.
В зависимости от температурных областей проявления стеклования и кристаллизации, а
также скорости кристаллизации эластомера доминирующим оказывается тот или иной
процесс. Для каждого из рассматриваемых ниже случаев «вклада» кристаллизации и стеклования
в Морозостойкость требуется свой подход как к выбору параметров для оценки
низкотемпературных свойств, так и к оптимальному составлению рецептуры. При этом возможны три
предельных случая влияния стеклования и кристаллизации на морозостойкость эластомеров:
- для резин из некристаллизующихся каучуков (бутадиеннитрильных, бутадиенстирольных,
некоторых типы эпоксидных) морозостойкость определяется только замедлением
релаксационных процессов, приводящим к стеклованию;
- для резин из медленно кристаллизующихся каучуков морозостойкость при
кратковременном воздействии низких температур («кратковременная морозостойкость») определяется
стеклованием, а время работоспособности резин при температурах, более высоких, чем
температура стеклования 7"с («длительная морозостойкость») - кристаллизацией; к таким каучукам
относятся натуральный каучук (НК), его синтетические аналоги, в частности СКИ-3, бутилкаучук,
некоторые типы Наирита и полиуретанов, резины на основе смесей бутадиенового каучука
(СКД) с некристаллизующимися каучуками и СКИ-3;
- для резин из быстро кристаллизующихся каучуков (бутадиеновых, силоксановых)
морозостойкость определяется только кристаллизацией; нижний предел температуры эксплуатации
таких резин иногда превышает температуру стеклования на 70-80°С.
Так, при температуре максимальной скорости кристаллизации резины из СКД начинают
утрачивать эластичность через 10-15 мин, а из НК - через 120-180 мин. Модуль эластичности
закристаллизованного вулканизата СКД при -50°С превышает модуль упругости для аналогичного
аморфного образца в 20-30 раз. Снижение работоспособности резин из медленно кристаллизующих-
-*^-
ся каучуков при пониженной температуре происходит в период от нескольких часов до нескольких *
месяцев. Поэтому для оценки их морозостойкости методы испытаний, которые предусматривают
только кратковременную выдержку образцов при пониженной температуре и не учитывают развитие
процесса кристаллизации в течение хранения и эксплуатации, непригодны.
И.2.1. Параметры, характеризующие
морозостойкость
В отсутствие кристаллизации морозостойкость эластомера можно характеризовать
температурой Тц, до которой сохраняется нужный уровень механических свойств, определяющих
работоспособность изделия. Морозостойкость эластомеров характеризуют также температурой
хрупкости, т.е. температурой, при которой полимер разрушается в заданных условиях механического
воздействия. Широко используют температуру хрупкости, измеряемую в стандартных условиях на-
гружения (ГОСТ 7912-74). Однако следует учитывать, что это условная величина, зависящая от
скорости приложения нагрузки и прочностных свойств эластомера в стеклообразном состоянии.
Для кристаллизующихся каучуков основной характеристикой морозостойкости является
время сохранения заданного уровня свойств при определенной температуре. Это время
минимально при температуре максимальной скорости кристаллизации Тг Следовательно,
определение морозостойкости резин на основе кристаллизующихся каучуков в общем случае состоит из
двух частей: сначала определяют наиболее низкую температуру Гн, при которой сохраняется
необходимый уровень эластических свойств, затем время сохранения заданного уровня свойств
в результате кристаллизации при Гн или Tv а также равновесную температуру плавления Тт°
в отсутствие напряжения для тех кристаллизующихся каучуков, для которых она известна.
Часто для практических целей важна не только температурная граница морозостойкости Т„,
но и степень сохранения тех или иных свойств при данной низкой температуре по сравнению с
этими же свойствами при комнатной температуре. Существует ряд методов,
характеризующих морозостойкость резин по их восстанавливаемости при отрицательных температурах.
Они основаны на регистрации изменения соотношения между обратимой и необратимой
составляющими деформации и заключаются в определении способности образца
восстанавливать свои размеры после деформации. Такой подход характеризует релаксационные
свойства резин и может быть использован при разных видах деформации (как при растяжении,
так и при сжатии). В России стандартизованы три метода определения относительной
морозостойкости: ГОСТ 13808-79 «Определение морозостойкости по эластическому
восстановлению после сжатия»; ГОСТ 13270-85 «Метод определения способности к кристаллизации при
Сжатии»; ГОСТ 408-78 «Определение морозостойкости при растяжении».
« По ГОСТ 408-78 морозостойкость резин при растяжении характеризуют коэффициентом
морозостойкости. Это отношение удлинения образца под действием нагрузки при пониженной
температуре к удлинению образца при 23°С. Можно определять также температуру, при которой
модуль при растяжении увеличивается в 2, 5,10 или 100 раз по сравнению с модулем при 23°С.
разновидностью метода восстанавливаемости является также распространенный за рубежом ме-
fJflTR, заключающийся в измерении восстанавливаемости образца в сканирующем режиме, при
йэтором образец растягивают при комнатной температуре, затем охлаждают ниже Тс,
освобождают от нагрузки, после чего его температура повышается с заданной скоростью. При
использовании метода TR обычно отмечают температуры, при которых образец восстановился на 2,10, 30
Или 50% . Обычно приводят данные, относящиеся к восстановлению образца на 10% (TR-10).
Коэффициент морозостойкости по эластическому восстановлению после сжатия Кв
ОСТ 13808-79) обычно используют для характеристики морозостойкости резин,
предназначенных для уплотнения. За рубежом часто используют метод Гемана-определение
температуры, при которой модуль жесткости резины при кручении увеличивается в определенное число
раз по сравнению с модулем, измеренным при комнатной температуре.
*
Разнообразие условий эксплуатации резинотехнических изделий (РТИ) приводит к
необходимости для правильного определения их морозостойкости проводить испытания непосредственно в
рабочих узлах или на стендах, где создаются условия, близкие к эксплуатационным. При этом
следует учитывать как особенности конструкции, так и особенности морозостойкости и
теплопроводности эластомерных материалов. Это требует правильного, научно обоснованного выбора
режима испытания в каждом отдельном случае. Особенно важно правильно выбирать время термо-
статирования с учетом скорости кристаллизации эластомеров, и время, необходимое для
установления температуры окружающей среды в изделии, которое может быть достаточно
продолжительным при испытании массивных изделий.
Так как исследование морозостойкости резиновых деталей в условиях их эксплуатации
сопряжено с большими трудностями, важной задачей является оценка морозостойкости РТИ по
морозостойкости резин. Для этого необходимо правильно выбрать показатель
морозостойкости резин, коррелирующий с морозостойкостью РТИ (ответственный показатель) и найти его
критическое значение для данного вида детали. Единственным видом РТИ, для которого это
сделано в полной мере, являются неподвижные уплотнительные детали. Для них принято, что
ответственным показателем является восстанавливаемость (ГОСТ 13808-79) и критическое
значение Кв, при котором сохраняется герметичность уплотнительного соединения, составляет 0,2.
11.2.2. Принципы создания морозостойких резин
Выбор типа каучука. Морозостойкие резины изготавливают, как правило, из морозостойких
каучуков. Для получения морозостойких резин необходимо, по возможности, выбирать каучуки
с низкой Гс, в которых затруднена кристаллизация.
В табл. 11.2.1. приведены температуры стеклования (Гс), максимальной скорости
кристаллизации (7",), время, в течение которого сохраняются высокоэластические свойства при
температуре максимальной скорости кристаллизации (fH), и температура нижней границы сохранения
эластических свойств (7J для различных каучуков. Эти данные показывают, насколько можно
регулировать нижнюю границу работоспобности резин, меняя структуру каучуков при синтезе и
состав эластомерных материалов.
Для некристаллизующихся каучуков увеличение содержания полярных и массивных
заместителей (например, в рядах СКН-18, СКН-26, СКН-40 и СКМС-10, ДССК-18, СКС-30, СКС-50)
приводит к повышению температуры стеклования. Для кристаллизующихся каучуков введение
массивных звеньев нарушает регулярность цепей и замедляет кристаллизацию, сдвигая Гн в
область более низких температур (например, введение пиперилена в СКД или замена метиль-
ных групп на фенильные в силоксанах).
Введение пластификаторов. После того, как выбран тип каучука, наиболее эффективным
способом снижения Гс резин является введение пластификаторов. Следует различать
пластификаторы, которые понижают Тс, т.е. улучшают морозостойкость, и мягчители, которые
понижают температуру текучести резиновых смесей, но не оказывают заметного влияния на
морозостойкость резин.
Из всего многообразия пластификаторов для получения морозостойких резин в основном
используют сложные эфиры - фталаты, себацинаты, адипинаты. При составлении рецептов
резин традиционно в течение многих лет применяют дибутилфталат (ДБФ), диоктилфталат
(ДОФ), дибутилсебацинат (ДБС) и ряд других пластификаторов. Их применение для других
целей нецелесообразно не только из-за их относительно высокой стоимости, но и из-за снижения
механических свойств вулканизатов при введении больших количеств этих пластификаторов в
резиновые смеси. Чем эффективнее пластификатор снижает Т0 тем меньше он замедляет, а
иногда и ускоряет кристаллизацию резин на основе кристаллизующихся каучуков.
Для улучшения морозостойкости обычно вводят 10-20 масс. ч. пластификатора на 100 масс. ч.
каучука, иногда содержание пластификатора увеличивают до 30 масс. ч. и более. При этом
необходимо учитывать не только возможность снижения физико-механических показателей
резин, но и многочисленные диффузионные процессы, протекающие в резинах при их
хранении и эксплуатации. Последнее обстоятельство особенно важно. Миграция пластификаторов
из резин в воздух, а также в углеводородные среды при контакте РТИ с маслами, топливом,
смазками, особенно при повышенныхтемпературах, можетбыть причиной понижения
морозостойкости резин на основе некристаллизующихся каучуков при увеличении времени хранения и
эксплуатации, т.е. понижения «длительной» морозостойкости.
Основная часть пластификатора экстрагируется из резин на первых стадиях набухания, а
затем скорость этого процесса существенно снижается. После выдержки резин на основе бута-
диеннитрильного и хлоропренового каучуков в автомобильном бензине при 20°С практически
весь пластификатор вымывается за 24 ч. Выдержка резины на основе БНК в топливе Т-1 при
50°С в течение 720 ч приводит к полной потере дибутилсебацината. Количество
экстрагируемого пластификатора возрастает при увеличении содержания ароматических и нафтеновых
соединений в органических жидкостях; одновременно повышается степень замещения
пластификатора на экстрагируемую жидкость. Полиэфирные пластификаторы вымываются с меньшей
скоростью, чем другие низкомолекулярные соединения, т.е. обеспечивают более длительное
сохранение морозостойкости и более высокий ее уровень.
При использовании дибутилсебацината (ДБС) - пластификатора, обеспечивающего
наиболее высокую морозостойкость резин, необходимо учитывать его способность к
кристаллизации. Эффективность действия пластификатора определяется не только самим его
присутствием в резине, но и изменением структуры каучуковой матрицы, что наиболее полно реализуется
при контакте молекул пластификатора и каучука в латексе. Однако этим способом не удается
полностью исключить или в значительной степени ограничить экстрагирование
пластификатора углеводородной средой.
11.2.1. Низкотемпературные характеристики каучуков
Каучуки
Изопреновые:
натуральный
синтетический
Бутадиеновые
Бутадиенстирольные
Бутадиеннитрильные
Хлоропреновые
^тиленпропиленовые
Бутилкаучук
Фторкаучуки
Снлоксановые
Уретановые
Иропиленоксидные
Марка
нк
ски-з
скд
скдп
СКМС-10
ДССК-18
СКС-30
СКС-50
СКН-18(БНКС-18)
CKH-26 (БНКС-26)
СКН-40 (БНКС-40)
Наирит КР
СКЭП*
скэпт*
БК
СКФ-26
СКФ-32
СКФ-260*
CKTB-1
СКТФВ-803
СКТФВ-2101
СКТЭ-30
СКТФТ-50
СКТФТ-100
СКУ-8А
СКУ-ПФ
скпо
гс,°с
-68 + -73
-68 + -71
-102 + -112
-95 +-100
-78
-75
-52 + -54
-30
-47 + -50
^10+ -42
-25 + -30
-40+ -42
-55 + -65
-55 + -60
-20
-18
-40
-125 +-130
-115 +-110
-110
-130
-105
-80
-35 + -30
-35 + -40
-74
г„°с
-25
-25
-55
-55
-
-
-
-
-
-
-10
-
-
-69
-
-
_
-78
-78
-78
_
-
-78
+5
+5
I u j МИН
102-105
10г-105
10-Ю3
10М04
-
-
-
-
-
-
102-104
-
-
104-106
-
-
0,01-102
0,01-103
-
-
-
_
10-Ю2
-
-
т„,°с
-63 + -68
-63+ -65
-30 + -50
-90 + -95
-70 + -75
-65 + -70
-15 + -18
-25 + -30
-40+ -56
-35 + -45
-20 + -30
-35 + -10
-50+ -55
-50 + -55
-55 + -60
-12 + -15
-10 + -15
-30+-35
-50 + -60
-65 + -80
-95 +-100
-125
-90
-55
-25 + -30
-30 + -35
-60 + -65
r№°c
+40
+80
-20
-25
* На морозостойкость влияет микрокристаллизация.
--£$*--
Для создания морозостойких резин значительный интерес представляют недавно появившиеся
на рынке сырья пластификаторы ДАЗНДК - смесь сложных эфиров, полученных переэтирифика-
цией диметиловыхэфиров низших дикарбоновых кислот С4-С6 (адипиновой, глутаровой, янтарной)
со смесью спиртов и их высококипящих эфиров, ДБЭА-дибутоксиэтиладипинат, ТХЭФ-трихло-
рэтилфосфат, ЗДОС - смесь диоксановых спиртов и их высококипящих эфиров, ПЭФ-1 - смесь
монофениловых эфиров этилегликоля и фенилгликоля.
Предлагаются новые способы введения пластификаторов - пластификация набуханием,
заключающаяся в выдержке изделия в пластификаторе, что позволяет получать резины с
температурой стеклования на 5-10°С ниже, чем у резин, пластифицированных
традиционным способом.
Исследуется возможность использования низкомолекулярных полимеров для создания не-
вымывающихся жидкостями пластификаторов, например, в резиновые смеси вводится
низкомолекулярный полиэтилен, низкомолекулярный модифицированный атактический
полипропилен или привитой полисилоксан, однако проблема невымывающихся пластификаторов до
настоящего времени не решена.
Выбор вулканизующей группы. Правильный выбор вулканизующей группы является
важным рецептурным фактором повышения морозостойкости резин. Сшивание каучуков приводит
к уменьшению свободного объема и повышению Гс, снижению коэффициента
морозостойкости. Однако при обычных плотностях вулканизующей сетки, принятых для эластомеров, когда
расстояние между узлами сетки остается существенно большим, чем длина кинетического
сегмента, Гс меняется мало. В то же время увеличение до определенной степени густоты сетки
повышает коэффициент морозостойкости резин на основе полярных и неполярных каучуков в
области перехода из высокоэластического в стеклообразное состояние, т.е. при температурах,
на 10-15°С выше Тс. Для резин на основе полярных каучуков серной вулканизации превалирует
первый эффект (снижение коэффициента морозостойкости), а для резин пероксидной
вулканизации - второй (повышение коэффициента морозостойкости). В случае неполярных
каучуков при повышении плотности сшивания второй эффект заметен для резин и серной, и
пероксидной вулканизации.
Для кристаллизующихся каучуков влияние поперечных связей и других образующихся
при вулканизации структур на морозостойкость резин проявляется прежде всего в
нарушении регулярности цепей макромолекул, что приводит к увеличению т1/2 и tH. Влияние густоты
поперечных связей на кристаллизацию можно рассматривать как результат появления
запрещенного объема вокруг связей, кристаллизация в котором невозможна. В общем случае, т1/2
изменяется с увеличением густоты сетки по кривой с минимумом. Возникновение
экстремума обусловливается различным влиянием образующихся поперечных связей на скорость
отдельных стадий процесса кристаллизации - скорость образования зародышей и роста
кристаллов. В присутствии небольшого количества связей нарушения регулярности строения
каучуков еще не велики, а некоторое уменьшение молекулярной подвижности приводит к
увеличению вероятности образования «первичных» зародышей, т.е. к росту скорости зародыше-
образования. При дальнейшем увеличении плотности сетки поперечных связей скорость
роста кристаллов резко уменьшается. В результате на суммарной кривой, характеризующей т1/2,
при малой густоте сетки образуется минимум.
Не все типы вулканизующих групп одинаково эффективно замедляют кристаллизацию. Для
резин на основе НК, СКИ-3 и СКД наиболее сильное замедление кристаллизации достигается
при использовании вулканизующих групп, приводящих к образованию полисульфидных
связей и модификации цепи полимера в присутствии ускорителей типа каптакса и альтакса. Весьма
эффективно для замедления кристаллизации указанных каучуков использование
вулканизующих групп, содержащих серу с сульфенамидными ускорителями. В этом случае полупериод
кристаллизации т может возрастать в десятки и сотни раз, а предельная степень
кристаллизации уменьшаться в 1,5-2 раза. В меньшей степени замедляют кристаллизацию сетки,
образованные при вулканизации тетраметилтиурамдисульфидом без серы или с малым ее содержани-
T~fc"
ем (~ 0,5 масс. ч. на 100 масс. ч. каучука), а также пероксидом, т.е. образованные
преимущественно моносульфидными или С-С-связями.
Выбор наполнителя. Влияние наполнителя на морозостойкость резин определяется
особенностями структуры, возникающей при взаимодействии наполнителя с каучуком. Между
частицами активного техуглерода и каучуком образуются разнообразные связи - от слабых
физических до прочных химических, а на частицах наполнителя возникает слой
адсорбированного каучука. Введение техуглерода, как правило, не изменяет или незначительно
повышает 7"с резин, однако существенно влияет на их поведение в области перехода от
высокоэластического в застеклованное состояние, т.е. при температурах выше Гс. Коэффициент
морозостойкости снижается с увеличением дисперсности техуглерода и его содержания в резине,
причем этот эффект заметнее для резин из неполярных каучуков. Так, введение техуглерода
вызывает снижение морозостойкости резин на основе СКМС-ЗОАРКМ-15 в большей степени,
чем резин на основе СКН-26.
Для каучуков, способных к кристаллизации, влияние наполнителя на морозостойкость
резин неоднозначно и связано с его воздействием на каждую стадию процесса кристаллизации.
Исследование наполненных систем на основе бутадиенового, изопреновых, хлоропреновых, си-
локсановых каучуков показало, что влияние наполнителя на кристаллизацию эластомеров
проявляется в трех направлениях: в увеличении скорости зародышеобразования в присутствии
частиц наполнителя, в ориентации молекул каучука на поверхности раздела с наполнителем, в
уменьшении молекулярной подвижности в слое каучука, прилегающем к поверхности
наполнителя. Чем сильнее взаимодействие наполнителя с каучуком, тем сильнее его влияние на
кристаллизацию - как ускоряющее зародышеобразование, так и замедляющее рост кристаллов.
Влияние наполнителя на кристаллизацию проявляется в основном при действии внешнего
напряжения. Поэтому для резин в ненапряженном состоянии (или при деформации ~ 0,2) при
среднем содержании наполнителя влияние его на полупериод кристаллизации невелико и
сильнее проявляется для резин с полисульфидными вулканизационными связями. При
сверхбольших дозировках активного наполнителя происходит подавление кристаллизации, которое
объясняется снижением молекулярной подвижности в тонком слое каучука на границе с
наполнителем, сопоставимостью толщин слоев каучука между частицами наполнителя с критическими
размерами зародыша, а также концентрированием наиболее способной к кристаллизации
части каучука непосредственно на его поверхности.
Смеси каучуков. В ряде случаев для улучшения морозостойкости в резиновые смеси на
основе индивидуального каучука добавляют второй каучук с хорошими низкотемпературными
свойствами. Как правило, большинство подобных композиций являются термодинамически
несовместимыми, для них характерно наличие двух температур стеклования. Для резин из
таких смесей каучуков характерна широкая переходная область из высокоэластического
состояния в стеклообразное. Эта область начинается с начала переходной области каучука с наиболее
низкой 7"с и завершается с концом переходной области каучука с наиболее высокой Гс. Однако
при температурах, близких к 7"с низкостеклующегося компонента, подобные резины ведут себя
как жесткие стеклообразные материалы вплоть до определенной температуры, которую
называют «условной температурой стеклования», т.е. наличие низкой Тс композиции не отражает
реальной морозостойкости материала. Морозостойкость резин в этом случае можно
характеризовать этой «условной температурой стеклования», которая является промежуточной между
Тс каучуковых компонентов и которой соответствует нулевое значение восстанавливаемости
резин. Коэффициенты морозостойкости резин на основе смесей эластомеров в каждом
конкретном случае зависят от соотношения компонентов в смеси (морозостойкость системы в
основном определяеттот каучук, который образует непрерывную фазу), типа вулканизующей
системы, способа приготовления композиций и других факторов.
Введение второго каучукового компонента в резиновые смеси на основе
кристаллизующихся каучуков широко применяется для снижения скорости кристаллизации композиций.
При кристаллизации смесей кристаллизующегося каучука с некристаллизующимся систе-
I
Si
1
I
I
I
I
yf*ма разбавляется, и кристаллизация замедляется даже в случае несовмещающихся каучуков
тем больше, чем выше содержание добавки в смеси, при этом температура максимальной
скорости кристаллизации Г, остается практически неизменной. Если кристаллизующимися
в смеси являются оба компонента, они могут, как подавлять, так и усиливать
кристаллизацию друг друга. Примером системы, в которой каучуки несовместимы и имеет место
взаимное замедление кристаллизации, являются смеси цисА ,4-полиизопрена и цис-~\ ,4-полибу-
тадиена (СКИ-3 и СКД), которые нашли широкое практическое применение для
изготовления морозостойких резин (например, шинные резины). Для этой системы в широком
интервале соотношений компонентов сохраняются два максимума скорости кристаллизации,
совпадающие с температурами их максимальной скорости кристаллизации. Наличие в
смеси некристаллизующегося третьего полимера, например СКМС-ЗОАРКМ-15, еще больше
подавляет кристаллизацию образцов.
Выбор каучуковых компонентов в смеси зависит от комплекса требований к свойствам
резин. Правильный выбор каучука или смеси каучуков, пластификатора, вулканизующей группы
и наполнителя позволяет получить резины, работоспособные до -45 -*- -50°С с использованием
широко доступных каучуков.
Для совмещения могут быть выбраны каучук и термопласт, в этом случае необходима
оптимальная вулканизация только одной фазы. Более сложным является создание морозостойких
резин с высокой агрессивостойкостью. Например, для обеспечения морозостойкости в
сочетании с маслобензостойкостью можно проводить поверхностную модификацию резин.
Особенности создания резин для арктического применения. Резины для технических
изделий, которые предназначены для эксплуатации в районах с холодным климатом,
должны соответствовать требованиям Приложения 4 к ГОСТ 14892-69. Согласно этим
требованиям материалы, применяемые для изготовления деталей автомобилей, тракторов,
строительных, подъемно-транспортных машин, эксплуатируемых при температуре до -60°С,
должны иметь следующие показатели: при работе на воздухе коэффициенты морозостойкости
по эластическому восстановлению после сжатия Кв при -60 и -50°С должны быть не менее
0,2 и 0,4-0,5 соответственно, температура хрупкости - в пределах от -60 до -70°С в
зависимости от группы деталей и твердости резин. При работе в топливах, маслах и
гидравлических жидкостях коэффициент морозостойкости резин при температуре -50°С должен
составлять 0,2-0,3, а температура хрупкости - от -50 до -60°С в зависимости от вида
деталей, типа жидкой среды и твердости резины.
Из табл. 11.2.1. следует, что число каучуков, которые могут надежно эксплуатироваться
при температурах от -50 до -60°С, ограничено. Наиболее морозостойким каучуком общего
назначения является некристаллизующийся сс-метилстирольный каучук СКМС-10. Резины на
его основе работоспособны при -70°С, однако их использование затруднено из-за
неудовлетворительных технологических свойств каучука. Некристаллизующийся бутадиенстирольный
каучук растворной полимеризации ДССК-18 также обеспечивает высокую морозостойкость и
не требует термопластикации, но его промышленный выпуск в настоящее время
осуществляется в ограниченном количестве. Каучук СКД, который имеет одну из самых низких
температур стеклования, для производства морозостойких РТИ практически не используется из-за
высокой склонности к кристаллизации, которая еще выше для каучука неодимовой
полимеризации. Другие бутадиеновые каучуки (СКДИ, СКДП), в которых кристаллизация
бутадиенового блока подавлена присутствием в макромолекуле звеньев пиперилена или изопрена, еще
не получили широкого распространения. Определенный интерес для производства
морозостойких РТИ представляют кристаллизующиеся силоксановые и этиленпропиленовые
каучуки, 7"н которых может составлять -55°С. Они также обладают высокими озоно- и
термостойкостью. При правильном составлении рецептур резин, в которых учтена их способность к
кристаллизации и микрокристаллизации (характерна для СКЗП и СКЭПТ), они могут быть
рекомендованы для производства изделий повышенной морозостойкости, работающих на
воздухе в условиях низких температур.
88 wfc
11.2.2. Сравнительная характеристика резин на основе маслобензостойких каучуков
Показатель
Прочность
Эластичность
Истирание
Раздир
Озоностойкость
Бензостойкость
Маслостойкость:
при 100°С
при 150°С
Теплостойкость:
при 70°С
при100°С
при150°С
Усталостная
выносливость при изгибе
Морозостойкость:
до -30°С
до -50°С
Каучук
БНК
0
Х-У
0
X
У
Х-0
У-Х
п
0
У-Х
П-У
X
Х-У
У-П
ГБНК
0
X
0
X
0
О
X
п
О
О
X
X
У
п
эхгк
X
X
X
X
О
О
X
У
•< о о
У
У
п
АК
У
п
У
п
0
X
X
п
•< о о
X
п
п
УК
0
0
0
0
0
X
У
п
X
У
п
0
X
п
хпк
0
X
X
X
X
У
У
п
0
У
п
X
У
п
ФК
X
У
У
У
0
0
0
0
0
0
0
У
п
п
Условные обозначения: 0 - отлично; X - хорошо; У - удовлетворительно; П - плохо; БНК - бутадиеннитрильные
каучуки; ГБНК - гидрированные БНК; ЭХГК - эпихлоргидриновый каучук; АК - акрилатный каучук; УК- уретановый
каучук; ХПК - хлоропреновый каучук; ФК - фторкаучук.
Особенные трудности связаны с созданием морозостойких резин на основе
маслобензостойких каучуков, что связано как со сравнительно высокими Гс, так и с диффузионными
процессами проникновения молекул среды в резину и вымывание из нее пластификаторов.
Сравнительная характеристика маслобензостойких резин приведена в табл. 11.2.2.
Использование дорогих некристаллизующихся фторсилоксановых каучуков позволяет
получать уникальные резины, морозостойкие до -90°С. Однако обеспечение морозостойкости
до-60°С резин массового назначения, тем более в сочетании с агрессивостойкостью, требует
специальных подходов. Маслобензостойкие резины, морозостойкие до -55°С, можно
получить на основе каучуков СКН-18 и БНКС-18. Однако при эксплуатации в арктических условиях
эластомерные материалы на основе БНКС-18 работают на пределе своих возможностей и в
ряде случаев их маслобензостойкость недостаточна. Весьма перспективными являются
гидрированные бутадиеннитрильные каучуки, однако их низкотемпературные свойства изучены
недостаточно.
Перспективным каучуком для работы в арктических условиях является пропиленокидный
каучук (СКПО), который имеет низкую температуру стеклования (7"С=-74°С), малую склонность
к кристаллизации и высокий коэффициент морозостойкости (для резин при -50°С Кв = 0,63).
При круглогодичнрй эксплуатации в арктических условиях неприемлем традиционный
способ повышения морозостойкости резин-введение повышенных дозировок пластификаторов.
Резкие сезонные и суточные колебания температуры создают условия для нестабильности
эксплуатационных свойств резин.
При разработке резин для работы в арктических условиях необходимо комплексно
использовать все пути создания морозостойких резин.
Такой подход позволяет получать новые резины на основе смесей бутадиеннитрильного и
диеновых каучуков, пропиленоксидного каучука и политетрафторэтилена. Полученные резины
работоспособны в широком интервале температур, обладают высоким уровнем маслобензос-
тойкости и износостойкости, низкими значениями остаточной деформации сжатия, высокой
эластичностью как при высоких, так и при низких температурах.
В перспективе можно также ожидать расширения перечня каучуков, позволяющих получать
морозостойкие резины.
11.2.3. Морозостойкость резин
на основе различных каучуков
Изопреновые каучуки. Натуральный каучук и его синтетические аналоги имеют высокую
регулярность структуры, которая предопределяет их способность к кристаллизации,
определяемой содержанием цис-1,4-звеньев, и убывает в ряду: натуральный каучук, изопреновые
каучуки, получаемые на катализаторах Циглера-Натта (СКИ-3, СКИ-5), изопреновые каучуки,
получаемые на литиевых катализаторах (СКИЛ). Для НК т1/2 = 2-М ч, для полиизопрена,
полученного на комплексных катализаторах т1/2 = 25 ч, а для каучука, полученного на литиевых
катализаторах хш > 300 ч.
Кроме кристаллизации при низких температурах для изопреновых каучуков и резин на их
основе характерна кристаллизация при растяжении (при относительном удлинении более 200%)
при комнатной и повышенных температурах, что обеспечивает высокую прочность резин.
Кристаллизация в отсутствие напряжения возможна также при хранении при комнатной и при
более низких температурах, поэтому при переработке резиновых смесей необходимы стадии
пластикации и/или декристаллизации «распарки». Предельная степень кристалличности для СКИЛ
составляет 25%, для СКИ-3 - 30%, для НК - 30-35%.
Резины на основе стереорегулярных изопреновых каучуков характеризуются высокой
кратковременной морозостойкостью, а длительная морозостойкость определяется процессами
кристаллизации.
Изопреновые каучуки применяются не только в индивидуальном виде, но и в композициях с
другими каучуками, главным образом с натуральным, бутадиенстирольным и стереорегуляр-
ным бутадиеновым. В этом случае происходит замедление скорости кристаллизации
компонентов смеси, что приводит к повышению длительной морозостойкости вулканизатов из смесей
каучуков. Добавление СКМС-10 эффективнее замедляет кристаллизацию резин из СКИ-3, чем
добавление СКД. Введение в резиновые смеси до 30% этиленпропиленового каучука приводит
к резкому повышению озоностойкости вулканизатов.
Для резин на основе НК и СКИ-3 наиболее сильное замедление кристаллизации достигается
при использовании вулканизующих групп, приводящих к образованию полисульфидных
связей. Для замедления кристаллизации этих каучуков весьма эффективно использование
вулканизующих групп, содержащих серу с сульфенамидными ускорителями. В этом случае
полупериод кристаллизации может увеличиваться в десятки и сотни раз, а предельная степень
кристаллизации уменьшаться в 1,5-2 раза. Резины из НК, вулканизованные с использованием
достаточного количества серы, не успевают закристаллизоваться в течение зимнего периода,
применение полуэффективных и эффективных вулканизующих систем практически не замедляет
кристаллизацию резин.
Бутадиеновые каучуки. В зависимости от способа полимеризации бутадиеновые каучуки
содержат разное количество цисА ,4, транс-] ,4 и 1,2-структур, имеют различные молекулярную
массу и молекулярно-массовое распределение, а также степень разветвленности. Параметры
их кристаллизации существенно различаются.
Температура максимальной скорости кристаллизации Г, не зависит от микроструктуры
полимера. При 7, и содержании цисА ,4-звеньев более 93% каучуки и резины на их основе
кристаллизуются мгновенно и их морозостойкость полностью определяется процессом
кристаллизации. При содержании цисА ,4-звеньев более 80% каучуки и резины могут кристаллизоваться
при охлаждении, а их морозостойкость определяться как стеклованием, так и кристаллизацией.
При содержании цисА ,4-звеньев менее 75% кристаллизация полибутадиена не развивается.
Температура стеклования полибутадиена тем выше, чем больше содержание 1,2-звеньев.
Количество цисА ,4-звеньев мало влияет на Тс (табл. 11.2.3), но сильно влияет на скорость
кристаллизации: увеличение их содержания приводит к существенному повышению скорости
кристаллизации.
v-J$*V
Содержание звеньев, %
цяс-1,4
87-95
30-50
10-20
10-15
транс-] А
2-8
45-55
60-75
15-25
1,2
2-5
10-15
15-25
65-70
гс,°с
-105
-95
-85
-50
Платность
энергии когезии,
кДж/моль
4,31
4,61
4,98
6,62
Вследствие ВЫСОКОЙ СКОРОСТИ крИСТЭЛЛИ- 11 -2-3. Влияние состава бутадиеновых
ЗЭЦИИ ПОЛИбутаДИена С бОЛЬШИМ СОДержаНИ- ^УЧУ*08 на температуру стеклования
ем уис-1,4-звеньев (особенно «неодимовой»
полимеризации) морозостойкость резин на
его основе полностью определяется
кристаллизацией, так что преимущества, связанные
с его низкой Гс не реализуются, и даже
кратковременные испытания показывают
ухудшение эластических свойств при температурах,
близких к температуре максимальной
скорости кристаллизации. Использование вулканизующих систем, образующих ди- и полисульфидные
связи, изменяет ситуацию при содержании ywc-звеньев, не превышающем 90%: кратковременная
морозостойкость определяется стеклованием, т.е. резины очень морозостойки, но выдержка
образцов при отрицательныхтемпературах в течение достаточно малого времени (1-2 ч) приводит к
потере эластических свойств. Так, коэффициент морозостойкости при растяжении
стандартных вулканизатов СКД, выдержанных в течение 5, 30 и 120 мин при -30°С, когда
кристаллизация отсутствует, равен 0,91-0,96, а при -55°С он составляет 0,60, 0,57 и 0,10 соответственно.
Поэтому стереорегулярные полибутадиены применяют в основном в смесях с другими каучука-
ми, наиболее часто с бутадиенстирольными или СКИ-3 в количестве 20-60% от общего
содержания каучука. В этом случае нижняя граница работоспособности определяется условной
температурой стеклования, которая на 30-40°С выше Гс полибутадиена.
Для изготовления морозостойких изделий предпочтительнее применять резины на основе
комбинаций бутадиеновых каучуков с другими каучуками. Это серийные резины следующих
марок: ИРП-1346, ИРП-1347, ИРП-1348,15-Кз-140, 6252, К-6252ф, ИРП-1231.
Перспективными с точки зрения морозостойкости являются разрабатываемые сополимеры
бутадиена и изопрена.
Бутадиенстирольные каучуки. Статистические сополимеры бутадиена и стирола или а-метил-
стирола являются наиболее распространенными каучуками общего назначения. В зависимости от
способа получения и температуры они различаются структурой бутадиеновой части. Вследствие
статистического, нерегулярного распределения звеньев стирола и бутадиена в макромолекуле все
типы бутадиенстирольных каучуков с содержанием стирола 10% и более и резины на их основе не
кристаллизуются, их морозостойкость определяется процессом стеклования.
В ряду СКС-10, СКС-30, СКС-50 Тс повышается от-78 до -30°С (см. табл. 11.2.1.).
Сополимеры с содержанием стирола менее 30% относятся к морозостойким резинам. Из-за различной
структуры бутадиеновой части каучуков морозостойкость резин из БСК, полученных
растворной полимеризацией, несколько выше, чем морозостойкость резин из эмульсионных каучуков.
Резины из бутадиенстирольных каучуков имеют меньшую кратковременную морозостойкость,
чем резины из натурального или бутадиенового каучука. Так, коэффициенты морозостойкости
для резин из этих эластомеров при -45°С составляют 0,15; 0,53 и 0,71, а при -55°С
соответственно 0,0; 0,29 и 0,61.
Введение 25% полибутадиена в резиновые смеси на основе БСК позволяет повысить
морозостойкость резин из БСК так, что Гн снижается на 15-20°С. Введение пластификаторов
(например, сложные эфиры фталевой, себациновой, адипиновой и ароматических поликарбоновых
кислот) приводит к снижению температуры стеклования и повышению морозостойкости резин
на основе БСК. Каучуки с малым содержанием стирола могут служить невымывающимися
пластификаторами для бутадиеннитрильных каучуков. Для получения наиболее морозостойких
резин на основе бутадиенстирольных каучуков используют вулканизацию пероксидами.
Бутадиеннитрильные каучуки. Эти каучуки являются статистическими сополимерами,
получаемыми эмульсионной полимеризацией бутадиена и нитрила акриловой кислоты (НАК). В
промышленных каучуках содержание нитрила акриловой кислоты составляет 17-50%, при
увеличении его содержания 7"с эластомеров повышается (от-50 до -25°С). Звенья НАК распреде-
лены в макромолекуле бутадиеннитрильных каучуков нерегулярно, поэтому БНК и резины на их
основе не кристаллизуются, их морозостойкость полностью определяется стеклованием. При
этом, чем ниже Гс, тем хуже маслостойкость каучука и резин на его основе.
Из БНК, производимых в нашей стране, наилучшую морозостойкость имеют СКН-18 и
заменивший его БНКС-18. Однако при замене эмульгатора, т.е. при переходе от сульфонатного
каучука (СКН) к парафинатному (БНКС) морозостойкость ряда резин снижается. Это связано не с
ухудшением низкотемпературных свойств самого каучука, а с изменением структуры вулкани-
зата в присутствии эмульгатора. Для эффективного использования новых БНК вместо
«старых» марок при производстве маслобензостойких резинотехнических деталей уточнены и
скорректированы свыше 300 серийных рецептов резин и отработана технология их производства,
пересмотрены отраслевые документы и проведены эксплуатационные испытания изделий.
Новый тип каучуков марок Нитриласт имеет ряд преимуществ перед традиционными БНК,
однако морозостойкость их несколько хуже.
Для вулканизации БНК применяют серу, тетраметилтиурамдисульфид (при получении
теплостойких резин); ускорителями вулканизации служат, как правило, N-циклогексилбензтиазол-
2-сульфенамид (сульфенамид Ц), ди(2-бензтиазолилдисульфид), 2-меркаптобензтиазол.
Вулканизация резиновых смесей с малым количеством серы тетраметилтиурамдисульфидом и пе-
роксидами, а также введение малоактивных наполнителей (не более 60 масс, ч.) позволяет
получать резины с высокой морозостойкостью. Морозостойкость радиационного и пероксидного
вулканизатов БНК при прочих равных условиях на 10°С выше, чем у серных.
Введение пластификаторов является эффективным способом повышения
морозостойкости БНК. В качестве пластификаторов используют главным образом сложные эфиры (фтала-
ты, себацинаты), а также канифоль, инденкумароновые смолы. В последнее время
применяют новые пластификаторы, такие, как ДАЗНДК, ДБЭА, ТХЭФ и др. В зависимости от
содержания и типа пластификатора минимальная температура эксплуатации Гн резин на основе БНК,
составляет: БНКС-18 45 + -55°С, БНКС-26 40 + -50°С, БНКС-40 10 + -30°С.
Коэффициенты морозостойкости при растяжении Км при -25°С для резин из БНКС-18 имеют
значения 0,35-0,45, для резин из БНКС-26 — 0,15-0,25, для резин из БНКС-40 — 0,02-0,05,
коэффициенты по эластическому восстановлению после сжатия Кв при -25°С для этих же
резин составляют 0,45-0,55; 0,35-0,45; 0 соответственно. Приведенные температуры и
коэффициенты морозостойкости являются ориентировочными, поскольку в каждом конкретном
случае необходимо учитывать условия эксплуатации резинотехнических изделий (наличие
топлив, масел, смазок, экстрагирующих пластификаторы, условия контакта изделия и среды,
степень деформации и т.д.). При необходимости разработки резин, предназначенных для
эксплуатации до -50 н- -55°С при контакте с углеводородными средами, введение больших
дозировок пластификатора (более 20 масс. ч. на 100 масс. ч. каучука) нецелесообразно из-за
возможного его вымывания или улетучивания в процессе эксплуатации и хранения. Поэтому,
несмотря на отсутствие кристаллизации, необходима проверка длительной морозостойкости
резин на основе БНК, содержащих пластификатор.
Наиболее морозостойкими, работоспособными до -55°С, являются серийные резины
следующих марок В-14-1, 7-В-14-1, 7130, 7-7130, 51-1666-2, ИРП-1353, ИРП-1352, 51-1668,
51 -1683,98-1,4326-1 НТА, 57-5037, ИРП-1078.
Хлоропреновые каучуки. Стереорегулярный полимер хлоропрена (2-хлорбутадиена-1,3)
представляет собой гомополимер регулярной структуры, способный к кристаллизации.
Многообразие марок ХПК обусловлено потребностью в резинах с разной способностью к кристаллизации,
что достигается как созданием различной структуры гомополимера в результате регулирования
ее при синтезе, так и получением сополимеров (сополимеры хлоропрена со стиролом,
изопреном, дихлорбутадиеном).
ХПК кристаллизуются при хранении (особенно при температурах ниже 20°С), в том числе в
составе резиновых смесей, а также при деформации резин выше 20%. Степень и скорость
кристаллизации зависят от строения каучука. ХПК серного регулирования по сравнению с каучука-
_А_
ми, в которых для регулирования молекулярной массы используются меркаптаны,
кристаллизуется хуже вследствие меньшей регулярности структуры. Температура максимальной
скорости кристаллизации Г, =-10°С, температура плавления кристаллической фазы 80°С. Предельное
содержание кристаллической фазы в серных и меркаптановых ХПК при 20°С составляет 0 и
20%, при 6 и -7°С оно равно 29 и 35% соответственно. Как и для натурального каучука, для ХПК
необходима декристаллизация («распарка») каучука, хранившегося при комнатной и более
низкой температурах. Каучуки регулярного строения с наибольшей скоростью и предельной
степенью кристаллизации (около 24%) предназначены для изготовления клеев.
Каучуки производятся с высокой (например, Неопрены AD, TW, W, WHV, Байпрены 213,233,
243 и др., Наириты ДКТ, ДКМ), средней (Неопрены GNA, WB, Байпрены 210,214,216,712, Наири-
ты ДП, ДМ, ДСН) и низкой (Неопрены GRT, GW, Байпрен 110,116,114, НаиритДН) способностью
к кристаллизации, а также полностью аморфные при 20°С. В зависимости оттребований,
предъявляемых к резиновой смеси, используют ХПК различных марок. Для получения морозостойких
резин предпочтительнее выбирать Наириты ДП, ДХ, ДСН, Неопрены GRT, GW, Байпрены 110,112,
114 и др.
Кратковременная морозостойкость резин из ХПК определяется стеклованием даже в случае
каучуков наиболее регулярной структуры. Однако создание резин с длительной
морозостойкостью требует сочетания приемов, приводящих к снижению Тс и замедляющих кристаллизацию.
Поэтому для получения масломорозостойких резин широко используют смеси хлоропренового
каучука с морозостойкими бутадиеннитрильными каучуками типа СКН-18 (БНКС-18). Введение
пластификаторов, правильно подобранной вулканизующей группы и наполнителя позволяет
получать резины морозостойкостью от-45 до -50°С.
Влияние пластификаторов на кристаллизацию ХПК в первую очередь определяется их
природой. Так, бутилолеат ускоряет кристаллизацию, причем это ускорение пропорционально
количеству введенного пластификатора, эфиры фталевой кислоты (дибутилфталат, диоктилфта-
лат) и эфиры фосфорной кислоты являются замедлителями кристаллизации. Температура
хрупкости вулканизатов, содержащих 15 масс. ч. ДБФ, ДОФ, составляет от-47 до -50°С, а для резин
без пластификатора Т^ = -40°С. Для ХПК особенно наглядно выполняется правило, согласно
которому, чем эффективнее пластификатор снижает Гс, тем меньше он замедляет, а иногда и
ускоряет кристаллизацию.
Возможности замедления кристаллизации ХПК путем выбора вулканизующей группы
невелики, так как частицы МдО и ZnO, входящие в состав традиционных вулканизующих групп для
ХПК, служат центрами зародышеобразования и кристаллизация ускоряется. Влияние
наполнения на кристаллизацию хлоропреновых каучуков аналогично влиянию и на другие эластомеры.
Механические свойства вулканизатов хлоропреновых каучуков определяются типом
каучука. Кристаллизация ХПК обусловливает высокую прочность при растяжении ненаполненных
вулканизатов на их основе.
Резины на основе комбинации хлоропренового и бутадиеннитрильного каучука БНКС-18
обычно работоспособны в интервале температур от-50 до 100°С.
Серийные резины НО-68, ИРП-1232, 7-4770 имеют Гн = -45°С. Для менее морозостойких
серийных резин на основе ХПК и его смесей с СКН: 3465, 3465-Н-4 (3465-Н-4НТА), С-562
(С-562НТА), 3508-Н-4 (3508-Н-4 НТА), 3109-Н, 2542 Гн = -30 + -40°С.
Зтиленпропиленовые каучуки. Зтиленпропиленовые каучуки (ЗПК) представляют собой
сополимеры этилена и пропилена, а также тройные сополимеры, содержащие помимо этих двух
мономеров небольшие добавки несопряженного диена (дициклопентадиена, гексадиена-1,4, этилиден-
норборнена), который обеспечивает возможность проведения серной вулканизации. Мольная
концентрация звеньев пропилена в макромолекуле каучуков составляет от 20 до 60%, значения Гс
минимальны при соотношении основных мономеров, близком к 1:1. При содержании пропилена
меньше 20% сополимеры кристаллизуются даже при комнатной температуре. При большем его
содержании (до 48%) происходит микрокристаллизация, скорость и степень которой тем
меньше, чем выше содержание пропилена. Так, при содержании пропилена в сополимере от 48 до 41%
степень кристалличности каучука изменяется от1 до 4%, а при снижении содержания пропиленовых
звеньев до 17% повышается до 12%. Температура максимальной скорости микрокристаллизации 7",
ЭПК снижается при увеличении содержания пропиленовых звеньев.
Таким образом, кроме стеклования морозостойкость каучуков определяется
микрокристаллизацией, в которой участвуют наиболее длинные микроблоки, состоящие из метиленовых
звеньев. Поэтому при определении морозостойкости резин на основе каучуков СКЭП и СКЗПТ
необходимо тщательно выбирать время термостатирования образцов. Для получения
морозостойких резин предпочтительнее выбирать каучуки с высоким содержанием пропиленовых звеньев
и относительно невысокой молекулярной массой.
Пластификаторами резин на основе ЗПК главным образом служат насыщенные
соединения, например парафиновые масла, которые выполняют роль технологических мягчителей.
Минеральные масла благодаря их высокой совместимости с данными каучуками также
эффективны в резиновых смесях на основе СКЭП и СКЭПТ. В смесях на основе тройных ЭПК
применяют вулканизующиеся пластификаторы - низкомолекулярные полибутадиены с высоким
содержанием винильных звеньев и без функциональных концевых групп.
Двойные сополимеры, не содержащие двойных связей, вулканизуются при помощи
органических пероксидов, для вулканизации СКЭПТ используют серные вулканизующие системы. Одна
из наиболее распространенных систем содержит 2 масс. ч. серы, 1-2 масс. ч. тетраметилтиу-
рамдисульфида и 0,5-1,0 масс. ч. меркаптобензтиазола.
Морозостойкие РТИ на основе ЭПК, работоспособные в интервале температур от-50°С до
150°С, получают из серийных резин марок ИРП-1375 (ИРП-1375 НТА), ИРП-1376 (ИРП-1376
НТА), ИРП-1377, 51-1481, 51-1524, 51-5015, ПС-04, 57-7018, 9123, 6235, 2682,18-429.
Силоксановые каучуки. Силоксановые каучуки представляют собой высокомолекулярные
соединения, которые получают поликонденсацией силандиолов. Важнейшим преимуществом
резин на основе силоксановых каучуков является возможность длительной эксплуатации в очень
широком интервале температур: от -50 -н -55°С до 250-270°С (кратковременно до 300-330°С),
а морозостойких композиций от -80 до -90°С.
Макромолекулы полиорганосилоксанов имеют форму спиралей с наружной ориентацией
органических групп. Такая форма обусловлена большой свободой вращения вокруг связей
Si—О и Si—С и лабильностью углов Si—0—Si, что обеспечивает высокую сегментальную
подвижность, следствием чего являются низкие значения 7"с (см. табл.11.2.1.). Так, для полидиметилси-
локсана Тс = -126°С. Введение фенильных заместителей приводит к повышению Гс, а
сополимеры, содержащие этильные заменители, имеют более низкие Тс, так как у гомополимера,
содержащего 100% этильных заместителей, 7С = -14ГС.
В то же время, большая гибкость цепей и регулярность строения силоксанов приводят к
высокой способности к кристаллизации при низких температурах. Максимальная скорость
кристаллизации полидиметилсилоксана (СКТ) наблюдается при -78°С, а степень кристалличности
полимера при этой температуре составляет 59%. Замена части метальных заместителей на
звенья другой природы позволяет регулировать скорость кристаллизации получаемых каучуков.
При выборе соответствующей сополимерной добавки важно не только подавить способность к
кристаллизации, но и сохранить низкое значение 7"с. Для этого необходимо вводить звенья с
низкой энергией когезии и, следовательно, не уменьшающие гибкость основной цепи.
Наиболее полно этим требованиям удовлетворяют диэтилсилоксановые звенья. Полупериод
кристаллизации при -78°С каучука, содержащего 5, 8, и 10% (мол.) этих звеньев, составляет 20, 550 и
870 мин соответственно; при 30%-ном содержании этих звеньев (каучук СКТЭ-30)
кристаллизации не происходит. Однако гомополимер, содержащий 100% этильных звеньев, кристаллизуется;
при этом интервал температур кристаллизации и плавления существенно смещается в область
более высоких температур, по сравнению с сополимером с малым содержанием этильных
звеньев. Для замедления кристаллизации также эффективно введение в структуру каучука фенильных
звеньев (СКТФВ) и трифторпропильных звеньев (фторсилоксаны, например СКТФТ-50,
практически не кристаллизуются).
Для эффективного замедления кристаллизации необходимо статистическое распределе- ^
ние модифицирующих звеньев вдоль цепи. Его нарушение приводит к резкому ускорению
процесса кристаллизации. Так, блочный образец СКТФВ-803 с содержанием в блоке до 30%
однородных звеньев кристаллизуется при -78°С в течение 30-40 мин, в то время как
эластомер со статистическим распределением звеньев того же состава начинает кристаллизоваться
через 1000-1200 мин.
Морозостойкость резин на основе силоксановых каучуков практически полностью
определяется процессами стеклования и кристаллизации каучука. Средства рецептурного управления
морозостойкостью резин для силоксановых каучуков практически отсутствуют. Высокая
скорость кристаллизации вулканизатов полисилоксанов приводит к тому, что даже
кратковременная их морозостойкость определяется не стеклованием, а кристаллизацией.
Наиболее морозостойки (сохраняют эластичность до -80 - -90°С) резины на основе
СКТЭ-30, а также СКТФВ-2101 и СКТФВ-2103, содержащие 8-10% (мол.) дифенилсилокса-
новых звеньев. Резко снижается скорость кристаллизации в случае статистически
распределенных модифицирующих звеньев в полидиметилсилоксанах с 8-10% (мол.) фенилси-
локсановых звеньев. Резины на основе таких каучуков не кристаллизуются даже после
выдержки при -78°С в течение 720 ч. Менее морозостойки резины на основе обычного
каучука СКТФВ-803, кристаллизующегося с высокой скоростью вблизи 7",. Вследствие высокой
скорости кристаллизации значения Гн для резин на основе каучуков СКТ, СКТВ, СКТВ-1
существенно выше 7", (см. табл.11.2.1.).
Характерной особенностью этих каучуков является повышение способности к
кристаллизации при увеличении густоты пространственной сетки до определенного предела, зависящего от
типа и содержания наполнителя и антиструктурирующей добавки. Стандартные вулканизаты
полисилоксанов также кристаллизуются быстрее, чем исходные каучуки. Дальнейшее
увеличение густоты сетки приводит к замедлению кристаллизации. Но ограниченные возможности
выбора вулканизующей группы (различные виды органических пероксидов) обусловливают
малую эффективность вулканизации для замедления кристаллизации.
Введение наполнителей (различные типы аэросила) ускоряет кристаллизацию на начальных
стадиях, причем эффективность их действия выше для вулканизатов, чем для сырых смесей.
Введение в резиновые смеси оксида цинка и других добавок приводит к незначительному
ускорению кристаллизации сырых смесей в результате роста скорости зародышеобразования и
практически не вызывает изменения скорости кристаллизации в вулканизатах.
Для изготовления резиновых деталей, которые должны эксплуатироваться до
температуры -55°С, используют резины следующих марок: ИРП-1265, ИРГИ 266, ИРП-1267, ИРП-1338,
ИРП-1354, ИРП-1401. При необходимости продолжительной эксплуатации деталей следует
проверять их длительную морозостойкость.
Фторсилоксановые каучуки. Одним из представителей фторсилоксановых каучуков
является полиметил(ЗДЗ-трифторпропилсилоксан). Он обладает термостойкостью, близкой к
термостойкости силоксановых каучуков, и маслостойкостью, близкой к маслостойкости нитрильных
каучуков. Поэтому, несмотря на высокую стоимость, он используется при необходимости
сочетания маслостойкости с очень высокой морозостойкостью (в основном при изготовлении
уникальных изделий).
Особый интерес с точки зрения морозостойкости представляют резины на основе СКТФТ-50.
При Гн = -90°С они не кристаллизуются и не требуют введения пластификаторов, улучшающих
морозостойкость, т.е. не теряют морозостойкости при длительной эксплуатации.
Менее морозостойки резины из СКТФТ-100. Их рекомендуется эксплуатировать до
Г„ = -50°С, так как их 7"с близка к 7",, и закономерности поведения при низких температурах
аналогичны закономерностям поведения при микрокристаллизации.
Все свойства резин на основе фторсилоксановых каучуков находятся в прямой зависимости
от содержания в них трифторпропильных звеньев, связанных с атомом кремния. Однако
увеличение содержания трифторпропильных звеньев, обеспечивающее работоспособность резин в
!
I
I
!
I
I
!
I
§
I
I
у**жидких углеводородных средах, значительно снижает морозостойкость резин. Их Гс линейно
возрастает с увеличением содержания этих звеньев. Изменяется и морозостойкость в
переходной области. Так, значения Кв при -55°С резин из каучуков, содержащих 0, 25, 50, 75 и 100%
(мол;) трифторпропильных звеньев, составляют 0,85; 0,55; 0,46 и 0,20 соответственно, а Кв
резин из СКТФТ-50 и СКТФТ-100 при -50°С составляет 0,6 и 0,2. Несмотря на это резины на
основе фторсилоксановых каучуков являются наиболее морозостойкими материалами для
эксплуатации в топливах и других углеводородных средах.
На основе фторсилоксановых каучуков производятся серийные резины марок 51-1434
(Гн = -50 ч- -55°С) и 51-1570, 51-1479 (Тн = -70°С). Выпускаются также резины марок ФС:
ФС-55-1 и ФС-55-2-для изделий, предназначенных для работы при 7"н = -60°С; ФС-55 и ФС-55-3
-для изделий, предназначенных для работы при 7"н=-55°С. Как и в случае ряда других силокса-
новых каучуков, при необходимости продолжительной эксплуатации деталей из резин на
основе СКТФТ-100 следует проверять их длительную морозостойкость.
11.2.4. Области применения морозостойких резин
Эласточерные материалы.
сочетающие высокие
морозо- и маслостойкость
Поверхностная
модификация ре:шн
Для подобного рода материалов не существует каких-либо специфических областей
применения. Из них изготавливают все виды РТИ: шины, рукава, формовые и неформовые изделия,
работающие в разных средах при различных скоростях и нагрузках. Однако помимо
стандартного набора требований, предъявляемых к каждому виду изделий, добавляется требование
повышенной морозостойкости. В зависимости от климатической зоны, в которой
эксплуатируются изделия, необходимый уровень морозостойкости различен. В связи с этим понятие
морозостойких резин, используемое, например, в странах Европы, где материалы, работоспособные
при -20°С, уже считаются морозостойкими, не совпадает с тем, которое применяется в нашей
стране. Можно предположить, что с развитием шельфовой добычи нефти в северных морях,
началом планомерного освоения Арктики и
Антарктики, потребность в морозостойких
материалах возрастет.
Схематически процесс создания
подобных материалов представлен на рис. 11.2.1.
Морозостойкость резиновых изделий
определяется, прежде всего, морозостойкостью
резин, из которых они изготовлены. Однако
существенную роль играют конструкция и
условия эксплуатации. Так, при увеличении
коэффициента формы изделий (отношение
площадей нагруженной и свободной
поверхностей недеформированного образца)
уменьшаются изменения механических свойств,
обусловленных протеканием процессов
стеклования и кристаллизации (например, в
таких изделиях как резинометаллические
опоры мостов). Подобным образом решается
проблема повышения герметичности
длинномерных уплотнителей при их работе при
отрицательных температурах. Путем выбора
конструкции резинометаллических манжет,
уплотняющих вращающиеся валы, можно
повысить их морозостойкость. Выбор
конструкции позволяет также получать изделия, ра-
оптимальнам степень вулканизации фаз
и совулканизация иа границе раздела
Регулирование
скорости
вымывании
пластификаторов
управление уровнем межфа'шого
взаимодействия в смеси
для формировании определенной
фазовой морфологии
Резины
на основе
индивидуальных
каучуков
компромиссное сочетание каучуков,
каждый из которых имеет
преимущественно
наслоили морозостойкие свойства
| Резины иа основе смесей каучуков |
?
Условия эксплуатации
(необходимый уровень
моро^о-маслостойкости)
)
Рис.11.2.1. Пути создания материалов с
высоким уровнем морозо- и маслостойкости
ботоспособные при сверхнизких температурах за счет использования различий в коэффициен- "
тах теплового расширения материалов, входящих в конструкцию.
Помимо выбора «морозостойких конструкций» создают условия, в которых от резины, по
существу, не требуется сохранения эластических свойств при низких температурах
(саморазогрев изделия при эксплуатации, поджатие уплотнителя, приводящее к возникновению
дополнительной деформации в застеклованном материале, использование местного
подогрева). Однако большое снижение предельной температуры эксплуатации при этом практически
не достигается. Поэтому задача создания эластомерных материалов, обладающих высокими
низкотемпературными характеристиками, по-прежнему, остается весьма актуальной.
11.3. Радиационно-стойкие резины
(Н.Н. Буканова, МЛ. Закирова)
Радиационно-стойкие резины работоспособны в условиях воздействия ионизирующих
излучений в термоядерных реакторах, ускорителях электронов и ионов, в установках с
радионуклидами, в условиях космического пространства.
Ионизирующие излучения: фотонное, у-излучение, рентгеновское, а- и р-излучения,
нейтронное и протонное излучения, смешанное у-нейтронное корпускулярное реакторное
излучение, космическое и другие.характеризуются определенной энергией фотонов и частиц,
различающихся, в свою очередь, кинетической энергией, массой и зарядами.
Для исследования радиационного старения эластомеров и изыскания способов их
радиационной защиты используют изотопные источники у-излучения 60Со и фотонного излучения
(имитаторы Солнца с А. = 120 нм).
11.3.1 Радиационная стойкость резни
и методы ее оценки
Под радиационной стойкостью понимают способность материалов сохранять исходные
физические, химические свойства, состав и структуру при действии излучения. Изменение свойств
под действием ионизирующих излучений обусловлено протеканием в них основных радиацион-
но-химических процессов:
- радиационного сшивания - образования поперечных межмолекулярных связей (углерод-
углерод или другой природы);
- радиационной деструкции - разрыва валентных связей в главной цепи и боковых
ответвлениях макромолекулы с образованием летучих низкомолекулярных продуктов радиолиза;
- изменения ненасыщенности, изомеризации и циклизации;
- радиационного окисления (при облучении на воздухе в растянутом состоянии);
- газовыделения (для большинства каучуков основным газообразным продуктом является
водород).
Степень химических изменений в облучаемом полимере зависит от суммарного количества
полученной энергии излучения. Количественным выражением радиационной стойкости резин
является интегральная доза радиационного излучения, при которой выбранный показатель (один
или несколько) радиационного старения, ответственный за работоспособность изделия,
достигает заданных предельных значений.
Поглощенная доза излучения характеризует энергию, поглощённую единицей массы
облучаемого материала и выражается в греях (Гр), мощность поглощенной дозы излучения
выражается в Гр/с.
Единицы измерения поглощённой дозы других систем: 1 Гр = 1 Дж/кг = 102 рад.
I
1
i
1
I
/Г Радиационную стойкость резин оценивают по ГОСТ 9.701-79 «Резины. Метод испытаний на
стойкость к радиационному старению», который устанавливает следующие характерные
показатели: для резин, облучаемых в недеформированном состоянии, - условная прочность при
растяжении и относительное удлинение при разрыве, твёрдость и статический модуль сжатия;
для резин, облучаемых в деформированном сжатом состоянии, - относительная остаточная
деформация сжатия (ОДС), релаксация напряжения, твёрдость, статический модуль сжатия.
Относительную стойкость резин устанавливают по поглощённой дозе, при которой
характерные показатели достигают следующих значений: условная прочность при растяжении и
относительное удлинение при разрыве изменяются на 25, 50 и 75% от исходного значения,
статистический модуль сжатия изменяется в 2,5,10 и 15 раз от исходного значения, в результате
релаксации напряжения при сжатии в процессе облучения его значение достигает 0,2 от исходного;
относительная остаточная деформация при сжатии составляет 80%.
В зависимости от выбора показателя старения для оценки радиационной стойкости
предельно допустимые дозы для одной и той же резины могут существенно различаться. Поэтому
радиационная стойкость резин, оцениваемая по изменению физико-механических
показателей, является только относительной характеристикой, используемой для сравнения резин
между собой и не может гарантировать уровень стойкости изготавливаемых из них различных
резинотехнических изделий. Кроме того, предельно допустимая доза зависит от температуры,
среды, деформации, т.е. условий, в которых работает резина.
Под действием ионизирующих излучений ухудшаются физико-механические свойства
резин, т.е. происходит радиационное старение - самопроизвольное необратимое изменение
технически ценных свойств (прочности, твердости, эластичности и др.). В зависимости от состава
резин значительные радиационные изменения их свойств наблюдаются при дозах 104 Гр и выше.
11.3,2, Радиационная стойкость резин
на основе каучуков общего и специального назначения
Природа каучука различным образом влияет на скорость процессов деструкции и
структурирования (сшивания) при действии излучения. При этом на радиационную стойкость резин
влияет не только структура каучуков, относящихся к различным типам, но и их структура в
пределах одного типа.
Все каучуки за исключением полисульфидного, бутилкаучуков и фторсодержащего нитро-
зокаучука преимущественно сшиваются. Эффективность радиационного сшивания снижается
при наличии в структуре полимера групп, создающих стерические препятствия для
проникновения излучения (например, ароматических групп в БСК), обусловленного процессами
внутримолекулярного переноса энергии возбуждения и рассеяния ее фенольными кольцами.
Радиационная деструкция преобладает над радиационным сшиванием в полимерах, в главной цепи
которых имеются периодически чередующиеся углеродные атомы, не связанные с атомом
водорода (например, бутилкаучук). Скорость деструкции на воздухе (по релаксации напряжения)
значительно больше для вулканизатов на основе насыщенных каучуков (БК, ЭПК, СКФ-32), чем
для вулканизатов на основе ненасыщенных каучуков (ПБ, НК, CKI/I-3, БСК, БНК, Наирита).
При радиационном старении резин на основе структурирующихся каучуков (БСК, БНК, СКД,
Наирита, ФК и др.) происходит снижение относительного удлинения при разрыве, условной
прочности при растяжении, увеличение модуля, твердости, накопления относительной
остаточной деформации при сжатии; при больших дозах резины становятся хрупкими. В резинах на
основе каучуков, в которых значительно выражены процессы деструкции (ПИ, НК, ЭПК, УК),
при облучении с большой скоростью уменьшается контактное напряжение, условная прочность
при растяжении, накапливается ОДС, в то же время равновесный модуль, твердость,
относительное удлинение при разрыве изменяются меньше.
^*~
В первом приближении свойства резин практически не изменяются при следующих поглощенных
дозах: механические (эластические) характеристики - на основе БК, СКТФТ и ПСК - (2-5)104 Гр;
силоксановый - СКТ- (5-10)1О4 Гр; акрилатного каучука и ФК - (10-40)104 Гр; ХПК, ЭПК, ЗПДК-
(15-50)-104 Гр; СКТФ, БСК, БНК-{20-100)-104 Гр; ПИ -(50-130)-104 Гр; УК- (50-300)104 Гр;
ухудшаются эластические характеристики-для резин на омснове БК, СКТФТ и ПСК- при дозе (5-10)104 Гр;
СКТ-(10-30)-104 Гр; АК и ФК-(40-100)Ю4 Гр; ХПК, ЭПК и ЭПДК-(50-100)-10" Гр; СКТФ, БСК и
БНК - (100-200)104 Гр; ПИ - (130-500)104 Гр; УК - (300-1000)104 Гр.
По мере снижения радиационной стойкости при сжатии, оцениваемой по релаксации
напряжения при у-облучении резины на основе различных каучуков, располагаются в ряд: резины на
основе БНК, ХПК, БСК, СКД, НК, ПИ, СКФ-32, ЭПК, БК.
Резины на основе изопренового каучука (натурального и СКИ-3) обладают высокой
радиационной стойкостью в свободном и сжатом состоянии. Динамические характеристики резин из
НК и СКИ-3 изменяются при облучении с меньшей скоростью, чем у других резин.
Радиационная стойкость резин из полиизопрена снижается при действии механической нагрузки
(растягивающие усилия), особенно в присутствии воздуха и озона.
Структурирование резин из НК при радиационном старении принципиально отличается от
этого процесса при тепловом старении, так как в последнем случае резины из НК и СКИ-3 дес-
труктурируются, при этом их модуль снижается в процессе старения. Использование изопрено-
вых резин при температуре более 80°С не рекомендуется.
Резины на основе бутадиенстирольных каучуков (БСК) обладают высокой радиационной
стойкостью. При этом стойкость их повышается при увеличении содержания стирола в каучуке с 27-
30 до 45-50%: резко снижается скорость увеличения равновесного модуля и в меньшей степени
снижается относительное удлинение при разрыве. При поглощенной дозе 1 -106 Гр относительное
удлинение при разрыве снижается в резинах из СКМС-10 на 65%, из СКС-30 на 55% и СКМС-50 на
50%. Напряжение при старении в сжатом состоянии при 100 Мрад снижается в резинах из СКМС-
10 на70%, СКС-30 на 60% и СКМС-50 на 50%. Наиболее радиационо-стойкими являются резины из
СКМС-50. Повышенное содержание ароматических звеньев (стирола) в макромолекуле каучука
оказывает защитное действие от радиационного разрушения. При содержании стирола 50% инги-
бирующее действие ароматических групп приближается к предельному. Введение
ароматического масла ПН-6 в каучук СКМС-30 АРКМ-15 в процессе полимеризации также повышает
радиационную стойкость резин, а введение карбоксильных групп (СКС-30-1) снижает ее. При поглощенной
дозе 100 Мрад условная прочность при растяжении уменьшается у вулканизатов СКС-30-1 на 85%,
тогда как у СКС-30 на 25%, а у СКМС-30 АРКМ-15 на 10%. Относительное удлинение при разрыве
уменьшается на 50% у резин из СКС-30-1 при 5,5-106 Гр, из БСК при 6,5-105 Гр и из СКМС-30 АРКМ-
15 при 1,3-106 Гр. Резины на основе БСК структурируются значительно больше, чем резины из НК и
СКИ-3, что проявляется в большем снижении относительного удлинения при разрыве и повышении
модуля с увеличением поглощенной дозы. Наряду с радиационной стойкостью бутадиенстироль-
ные резины имеют удовлетворительную стойкость к слабым растворам кислот и щелочей,
температурный предел работоспособности резин на воздухе 100°С, в средах-70°С.
Резины на основе бутадиеннитрильных каучуков (БНК) подвержены интенсивному
радиационному сшиванию, при этом резко уменьшается относительное удлинение при разрыве,
увеличивается модуль, на начальной стадии облучения увеличиваются условная прочность вулканизатов
при растяжении, однако затем резины теряют эластичность и прочность. Скорость
структурирования возрастает с увеличением содержания акрилонитрила в каучуке: СКН-50 > СКН-40 > СКН-26 >
СКН-18. Резины на основе БНК характеризуются радиационной стойкостью, различающейся в 5-
10 раз в зависимости от состава. Они более стойки в инертных газах и маслах, чем на воздухе.
Резины на основе хлоропреновых каучуков (ХПК) по характеру радиационного старения
близки к резинам из БНК. При умеренных поглощенных дозах (2-5)-105 Гр почти вдвое уменьшается
относительное удлинение при разрыве и прочность при растяжении, быстро повышается ОДС
резин. Сведения о сравнительной стойкости каучуков серного и меркаптанового регулирования
противоречивы.
^
Резины на основе винилпиридиновыхкаучуков (ВП) по радиационной стойкости близки к
резинам из НК. При облучении повышается твердость и снижается относительное удлинение при
разрыве. При дозе 4,3-10" Гр условная прочность при растяжении снижается вдвое, при дозе (2,6-
4,3)106 Гр твердость возрастает на 25%.
Резины на основе бутилкаучука (БК), в том числе галогенированные, имеют очень низкую
радиационную стойкость из-за интенсивной деструкции при малых поглощённых дозах 10"-105 Гр.
Применение защитных добавок в резинах малоэффективно.
Резины на основе полисульфидных каучуков (ПСК) имеют наименьшую радиационную
стойкость. При низкой поглощённой дозе прочностные характеристики резко ухудшаются, а затем
материал начинает течь в следствие быстрой деструкции.
Резины на основе акрилатных каучуков (АК) менее стойки, чем резины из ПИ, БСК, БНК.
Резины на основе зтиленпропиленовых каучуков (ЭПК) обладают более высокой радиационной
стойкостью по сравнению со стойкостью резин из других насыщенных каучуков. При облучении они
имеют склонность к деструкции. С увеличением непредельности каучуков структурирование
преобладает над деструкцией (ЭПДК). При этом снижается относительное удлинение при разрыве, повышается
твердость, условная прочность при растяжении несколько увеличивается, а затем уменьшается.
Радиационная стойкость резин из ЭПК в перегретой воде выше, чем на воздухе при той же температуре.
Резины из ЭПК эксплуатируются в воде при повышенных температурах до 180°С.
Резины на основе хлорсульфированного полиэтилена (ХСПЭ) сшиваются при облучении.
После облучения дозой 1 -106 Гр у резин на основе ХСПЭ с высоким, средним и низким содержанием
хлора изменение условной прочности при растяжении составляет соответственно (вулканизация
оксидами Са, Mg, Pb) 122,50,70%, а изменение относительного удлинения при разрыве - 30,19 и
19%.
Резины на основе фторкаучуков (ФК) характеризуются низкой радиационной стойкостью. В
свободном состоянии их радиационная стойкость составляет 4-Ю5 Гр, а при сжатии 2,5-105 Гр.
Резины из каучуков типа СКФ-26 интенсивно сшиваются при облучении, а в резинах из СКФ-32
одновременно с сшиванием происходит интенсивная деструкция. Радиационная стойкость резин из
СКФ-32 составляет по некоторым данным (6-7)105 Гр. В процессе облучения в резинах образуются
в значительных количествах низкомолекулярные агрессивные продукты радиолиза, вызывающие
коррозию металлических поверхностей. Радиационная стойкость резин из фторкаучуков в инертных
газах и некоторых маслах может быть значительно выше, чем на воздухе.
Резины на основе силоксановыхкаучуков (СКТ) с различными функциональными группами при
радиационном старении ведут себя по-разному. Резины из каучуков, не содержащих ароматических
звеньев, имеют низкую радиационную стойкость и уступают по этому показателю всем известным
резинам на основе диеновых каучуков. Путем введения защитных ароматических групп в
макромолекулу полисилоксана радиационная стойкость можетбыть значительно повышена.
Резины на основе уретанового каучука (УК) имеют максимальную радиационную стойкость на
воздухе, иногда до 1-107 Гр. Уретановый каучук на основе простых зфиров обеспечивает более
высокую стойкость резин, чем на основе сложных эфиров. Высокая радиационная стойкость
резин из УК объясняется наличием в основной цепи полимера большой концентрации
ароматических колец, способных рассеивать энергию излучения и тем самым оказывать защитное действие
на прилегающие участки макромолекул полиуретана. Для резин из УК установлены следующие
допустимые дозы облучения: в ненапряженном состоянии (5—8)-106 Гр, в динамических условиях
(1,5-2)106 Гр, по сохранению герметичности до 100-106 Гр. В присутствии влаги при 80-100°С
резины из УК имеют низкую радиационную стойкость.
Различные каучуки в порядке повышения относительной радиационной стойкости резин на их
основе (по прочности и относительному удлинению) можно расположить в следующий ряд: БК < ФК
< СКТ < ХПК < ХСПЭ < АК < БНК < БСК < НК < ПИ < ЭПК < УК.
-Ж~
it.3.3. Способы защиты резин от радиационного
старения. Влияние состава рецептуры
2
О.
В резинах как в многокомпонентных системах происходят более сложные радиационно-хими
ческие превращения, чем в чистых полимерах, поскольку любые вводимые в резину добавки, <3
особенно антирады, влияют на протекающие при облучении реакции. Уровень радиационной
стойкости, установленный для чистого каучука, существенно отличается от уровня стойкости резины,
на основе которого она изготавливается. Меняя рецептурный состав можно в 5-10 раз, а иногда и
а:
э-
больше повысить радиационную стойкость резины на основе одного и того же каучука. §
Влияние вулканизающейгруппыпроявляется в участии ее компонентов и продуктов их превра- S.
щения в радиационно-химических реакциях. Кроме того, ряд веществ, используемых при вулканиза- ^
ции резин (сера, меркаптаны, фенолоформальдегидные смолы) являются антирадами. >«
Увеличение содержания общей серы в резинах на основе СКС-30 и СКН-40 приводит к сниже- а
нию скорости радиационного сшивания и деструкции, тем самым резко повышая радиационную ^
стойкость резин в свободном и сжатом состоянии. Наибольшую защиту обеспечивает связанная щ
сера. Шестикратное увеличение содержания связанной серы повышает радиационную стойкость
резин из БСК в 5-6 раз.
Наиболее эффективными вулканизующими группами для радиационно-стойких резин из
БСК и БНК являются тиурам > тиурам+сера > сера+дифенилгуанидин (ДФГ). Использование в
качестве вулканизующего.агента тиурама вместо серы снижает скорость структурирования
резин из ПИ и БНК и изменяет направленность процесса в сторону деструкции, что отрицательно
влияет на резины из НК и ПИ. Вулканизаты, содержащие серу+каптакс, обладают меньшей
радиационной стойкостью. Пероксидные вулканизаты из БНК имеют более низкую радиационную
стойкость, чем вулканизаты, содержащие серу и ускорители вулканизации.
Вулканизация СКИ-3 с использованием дитиоморфолина, сульфенамида Ц (сантокюра) и
тиурама позволяет получать резины с меньшим накоплением ОДС при одновременном действии
излучения и температуры (до 100°С) по сравнению с резинами, вулканизованными сантокюром и серой. В
резинах из СКИ-3, вулканизованных сульфенамидом БТ и серой, в отличие от вулканизатов с альтак-
сом и ДФГ, деструкция скомпенсирована одновременным структурированием. В рецептуру
вулканизатов из СКС и СКН, предназначенных для работы в свободном и, что еще более важно, в сжатом
состоянии, не следует вводить более 10 масс. ч. оксида цинка (активатора), а для вулканизатов из НК
- более 15 масс, ч., так как при увеличении содержания оксида цинка скорость деструкции
вулканизатов повышается, хотя скорость их структурирования при этом снижается.
Вулканизаты из уретановых каучуков, в поперечные связи пространственных сеток которых
вводятся защитные ароматические группы (диизоцианатные вулканизаты), и серные
вулканизаты имеют меньшую скорость радиационного разрушения по сравнению с пероксидными вул-
канизатами. Смоляная вулканизация резин из бутилкаучука обеспечивает радиационную
стойкость большую, чем вулканизация серусодержащими соединениями.
Наполнители по-разному влияют на радиационно-химические превращения каучуков и
вулканизатов. При радиационной вулканизации техуглерод ускоряет процесс сшивания каучука, а при
радиационном старении он оказывает замедляющие действие на этот процесс. Техуглерод
защищает от радиационного старения резины из одного и того же каучука при одинаковом
рецептурном составе в большей степени, чем минеральные наполнители (мел, аэросил, литопон и др.).
Наполнители резко замедляют ухудшение физико-механических характеристик резин
из кристаллизующихся каучуков (НК, ПИ, ХПК, БК). Резко замедляется снижение
прочности резин из кристаллизующихся каучуков. При поглощенной дозе 2,5-105 Гр ненаполненные
резины из хлоропренового каучука теряют 50% условной прочности при растяжении, а в
присутствии 50 масс. ч. техуглерода прочность практически не изменяется. Введение
наполнителя повышает радиационную стойкость резин из СКИ-3 в 2-2,5 раза вследствие
снижения скорости уменьшения прочности. Степень сшивания резин существенно зависит от типа
сырья, применяемого для получения техуглерода. Наибольшее замедление сшивания резин из
СКИ-3 наблюдается в случае газомасляного (антраценового), наименьшее - канального и
термического техуглерода. Антраценовый техуглерод обеспечивает максимальную защиту
резин от радиационного старения благодаря ароматическим соединениям, адсорбированным
на его поверхности.
Наполнители меньше влияют на радиационную стойкость резин из аморфных каучуков. В
случае радиационного старения резин в сжатом состоянии наполнители не оказывают
заметного влияния на скорость накопления ОДС, но некоторые из них увеличивают скорость
химической релаксации напряжения и, следовательно, скорость деструкции.
В резинах на основе СКФ природа наполнителей и их содержание мало влияют на их
радиационную стойкость.
Введение техуглерода в резины на основе вальцуемых уретановых каучуков обеспечивает
защиту от радиационного старения, в то время как резины, наполненные мелом, каолином по
радиационной стойкости практически равноценны ненасыщенным вулканизатам. Исключение
составляют вулканизаты СКУ-50 с аэросилом, которые по радиационной стойкости близки
резинам, наполненным полуактивным техуглеродом 11514. Защитный эффект техуглеродов
возрастает с увеличением его удельной поверхности: П803 < П705 < П514 < П324 < П234 и
существенно зависит от химической природы наполнителя.
Введение пластификаторов в наполненные резины оказывает заметное влияние на
изменение их физико-механических свойств при радиационном старении на воздухе.
Пластификаторы, особенно высокоароматические масла, способны значительно уменьшить степень радиа-
цинного сшивания полимеров. Большинство пластификаторов увеличивают скорость
структурирования резин на основе СКС-30 (за исключением канифоли и парафина), снижают скорость
деструкции и практически не влияют на прочность резин. По увеличению скорости
структурирования резин из СКС-30 пластификаторы располагаются в следующий ряд: рубракс >
вазелиновое масло > мазут > масло ПН-6 > дибутилфталат (ДБФ) > фактис > без пластификатора >
парафин > канифоль. По скорости уменьшения напряжения при сжатии резин пластификаторы
располагаются в иной ряд: без пластификатора > вазелиновое масло > мазут > масло ПН-6 >
канифоль и рубракс > ДБФ.
На радиационное старение резин из БНК не оказывает заметного влияния введение дибу-
тилфталата и дибутилсебацината, тогда как канифоль и кумаронинденовые смолы снижают
скорость сшивания.
Каждой степени наполнения соответствует оптимальное содержание пластификатора, выше
которого радиационная стойкость резин снижается. При введении в тройной сополимер эти-
ленпропиленового каучука с этилиденнонборненом при его синтезе 30-50 масс. ч. нафтеноаро-
матических масел повышается терморадиационная стойкость резин на его основе, при этом
модуль сжатия снижается на 40%. При дозе 50-Ю4 Гр и температуре 100-150°С коэффициент
старения резин на основе модифицированного маслом каучука по условной прочности при
растяжении на 30-35% выше, чем у исходных каучуков.
Наиболее эффективным способом повышения радиационной стойкости резин является
введение в резиновую смесь антирадов- веществ, повышающих радиационную стойкость резин.
Идеальная защитная система должна «работать» одновременно по различным механизмам,
обеспечивая последовательный «перехват» нежелательных реакций на всех стадиях радиоли-
за. Соотношение между структурированием и деструкцией в резинах зависит как от типа
антирада, так и от условий облучения. В настоящее время имеется большое число органических
соединений, способных защищать каучуки и резины от радиационного старения. Многие
вторичные ароматические амины с гидроксилсодержащими группами и без них, являющиеся анти-
оксидантами и антиозонантами, выступают в роли эффективных антирадов.
В качестве антирадов для ненасыщенных каучуков наиболее широко применяются
вторичные амины, которые значительно снижают скорость структурирования и деструкции вулканиза-
тов из НК на воздухе, в азоте и вакууме.
"чф^Йр»'
Значительное повышение радиационной стойкости резин на основе БНК достигается с
помощью смол на основе многоядерных ароматических соединений различного состава.
Введение фенолоформальдегидных смол в резины из БНК снижает скорость
структурирования, но несколько повышает скорость деструкции. Радиационная стойкость резин, оцениваемая
дозой, при которой относительное удлинение при разрыве уменьшается на 50%, повышается:
- в 2 раза при введении 20 масс. ч. и в 4 раза при введении 50 масс. ч. смолы в резины из
СКН-18;
- в 2 раза при введении 20-30 масс. ч. в резины из СКН-26;
- в 3 раза при введении 20 масс. ч. и в 4 раза при введении 50 масс. ч. в резины из СКН-40.
Введением фенолоформальдегидных смол в резины из СКН-40 можно повысить их
радиационную стойкость на воздухе до поглощенных доз 1,7-106 Гр (с 50 масс, ч.), приближая их по
стойкости к резинам из силоксановых каучуков, содержащих фенильные и фениленовые
группы в цепи. Однако значительное повышение содержания фенолоформальдегидных смол в
резинах (более 20 масс, ч.) снижает их сопротивление тепловому старению.
Защиту насыщенных каучуков обеспечить значительно труднее. Для защиты резин из ЭПК от
радиационного старения эффективны продукты конденсации бензилиден-2-нафтиламина с
монохлоридом серы. Добавление антиоксидантов (особенно на основе дегидрохинолинов и 2,6-ди-
грег-бутилфенолов) повышает радиационную стойкость серных резин из ЭПК. Для вулканиза-
тов из СКФ-26 эффективны при одновременном действии радиации и температуры борсодержа-
щие соединения на основе эфиров борной кислоты и особенно активны соединения,
содержащие кроме эфирных групп еще и атомы азота.
Возможности радиационной защиты теплостойких резин на основе силоксановых и этилен-
пропиленовых каучуков ограничены, так как известные органические стабилизаторы ингибиру-
ют пероксидную вулканизацию и не позволяют получать вулканизаты с требуемым уровнем
физико-механических свойств. Введение циклопентадивинильных соединений железа и
марганца в резины из фторсилоксановых каучуков значительно повышает терморадиационную
стойкость, при увеличении дозы эффект защиты уменьшается.
Для более высокой радиационной защиты необходимо использовать смеси антирадов и
стабилизаторов.
11.3,4. Влияние эксплуатационных факторов
на радиационную стойкость резин
Радиационная стойкость резиновых изделий в процессе эксплуатации зависит от всех
факторов, сопровождающих ее (температуры, среды, мощности дозы излучения, давления,
динамических воздействий и других факторов). Сложность эксплуатации резинотехнических
изделий в условиях атомных электростанций заключается в том, что воздействию радиации всегда
сопутствует воздействие температур от работающих агрегатов и аппаратуры. При этом
возможен также собственный разогрев резинотехнических изделий за счет поглощения высоких
энергий излучения. Кроме того, ионизирующее излучение в воздушной среде генерирует
повышенные концентрации озона, ускоряющего разрушение резин на основе диеновых углеводородных
каучуков, эксплуатируемых в деформируемом состоянии.
Влияние температуры. Повышение температуры приводит к снижению радиационной
стойкости резин, а термостойкость ухудшается даже при очень низкой интенсивности излучения.
Энергия активации процесса радиационно-термического старения резин не превышает 12 кДж/
моль, что существенно ниже значений 80-120 кДж/моль, характерных для термического
старения. Поэтому выбор резин и РТИ для работы в условиях одновременного воздействия
повышенной температуры и ионизирующего излучения значительно затруднен: обычно радиацион-
но-стойкие каучуки (НК, ПИ, УК, БСК) являются наименее термостойкими, а свойства
термостойких каучуков (СКТ, ФК) быстро ухудшаются при радиационном старении. С повышением тем-
2
з-
<u
:*
5!
a:
э-
o
CD
41
ег
>s
о
Э
-о
с;
о
LQ
>1~пературы облучения увеличивается скорость сшивания ненасыщенных каучуков (НК, ПИ, СКД,
БСК), а облучение полиизобутилена при повышенной температуре (80°С) ускоряет деструктивные
процессы. Скорость сшивания диметилсилоксанового каучука (СКТ) увеличивается в интервале
температур 25-150°С, при более высокой температуре (300°С) она снижается. С повышением
температуры скорость деструкции силоксановых каучуков увеличивается больше, чем скорость
сшивания. Радиационная стойкость резин из силоксановых каучуков при повышенной
температуре существенно увеличивается при использовании каучуков с достаточно высоким содержанием
фенильных звеньев.
Несколько большую терморадиационную (при 200°С) стойкость по сравнению с силокса-
новыми резинами имеют резины из фторкаучуков как в свободном, так и в статически
сжатом состоянии. Однако и для них характерно резкое уменьшение условной прочности при
растяжении и относительного удлинения при разрыве с повышением температурь| облучения
уже в интервале температур от 30 до 100°С. При этом влияние температуры на радиационную
стойкость резины из СКФ-32 более значительно, чем резины на основе СКФ-26.
Радиационная стойкость резин из ФК при 50-150°С в свободном и ненапряжённом состоянии не
превышает (1,5-2,0)-105 Гр. В условиях воздействия облучения и умеренных температур (100-180°С)
целесообразно использовать не теплостойкие резины из ФК, СКТВ, а менее теплостойкие на
основе ЭПК или БНК, радиационная стойкость которых значительно выше.
Повышение температуры до 100-150°С при облучении резин из этиленпропиленовых
каучуков на воздухе ускоряет деструктивные процессы: при этом в начальный период облучения
до доз 20-Ю4 Гр уменьшается модуль при растяжении, увеличивается относительное удлинение
при разрыве. При дальнейшем облучении до 90-10" Гр модуль несколько увеличивается, а
условная прочность при растяжении и относительное удлинение при разрыве уменьшаются.
Повышение температуры также значительно увеличивает скорость накопления ОДС.
При радиационно-термическом старении резин из бутадиеннитрильныхкаучуков в
наибольшей степени изменяется относительное удлинение при разрыве и ОДС.
Для резин из бутадиенстирольных каучуков повышение температуры от 20 до 70°С
практически не влияет на скорость изменения физико-механических свойств при радиационном
старении. При облучении ненаполненных резин из НКс повышением температуры от 25 до 80°С
значительно возрастает скорость химической релаксации напряжения, что свидетельствует об
увеличении скорости деструкции. Скорость радиационного старения резин при повышенных
температурах зависит от химической природы вулканизующей группы. При замене
вулканизующей группы сульфазана, сантокюра и тиурама на сантокюр и серу в резине из СКИ-3 скорость
ее радиационного старения существенно изменяется. При этом с повышением температуры от 20
до 65°С больше, чем для резин в первом случае, возрастает скорость химической релаксации
напряжения, т.е. более интенсивен процесс деструкции.
Влияние среды. Эксплуатация резинотехнических изделий на объектах атомной техники
предусматривает длительное воздействие на резины различных рабочих сред (масла, топлива,
теплоносителей). Каждому типу каучука соответствуют среды, являющиеся по отношению к нему
физически или химически активными. Для любых резиновых уплотнителей воздух является
химически активной средой, поскольку в присутствии кислорода воздуха в резинах протекают
окислительные процессы, скорость которых возрастает под действием интенсивного
у-излучения и при повышенных температурах. По увеличению степени стойкости к кислороду воздуха
каучуки располагаются в следующий ряд: СКИ-3, СКД, БСК, БНК, Наирит, ЭПДК, бутилкаучук,
силоксановый, ЭПК, фторкаучук.
Динамический вакуум действует на резину аналогично агрессивной среде. Вследствие
разрежения многие летучие ингредиенты резин (мягчители, противостарители, антирады)
возгоняются в вакууме, в результате чего снижаются физико-механические показатели резин, их
стойкость к заданным воздействиям. При радиационном облучении в вакууме процессы
радиационного окисления не протекают, поэтому процессы сшивания и деструкции могут
существенно отличаться от процессов, протекающих на воздухе.
104
->«Д^*"
Каучук
НК (с серой)
СКС-30 (с 1,5 масс. ч. серы)
СКС-30 (с 6 масс. ч. серы)
СКН-26 (с серой)
Наирит
Увеличение модуля, %
в вакууме
60
120
40
160
325
на воздухе
45
100
20
125
140
11.3.2. Радиационная стойкость резин
на основе различных каучуков
Каучук
ПУ-ПФДр
УК-ПФД
УК-ПФ
ски-з
НК
БСК
ЭПК
ЭПДК
БНК
Наирит
СКТВ
СКТФТ
СКТФВ
ФК
Радиационная
стойкость
Повышенная
Высокая
Высокая
Средняя
Низкая
Низкая
Среда
Воздух, вакуум,
масла, гелий
Воздух, вакуум, гелий
Вода, слабые растворы
кислот и щелочей,
дистиллят
Гидрожидкости, масла,
перегретая вода
Воздух, кислоты,
масла, воздух
Воздух, кислоты,
масла, воздух
Рабочая
температура, "С
-50 + 100
-40 * 100
-50 + 200
-50-5-100
-50 -*■ 250
-20 + 200
Группа стойкости резин
Малостойкая
Среднестойкая
Стойкая
Высокостойкая
Особо стойкая
Поглощенная доза, кГр
изменение относительного
удлинения при разрыве
на 50% от исходного значения
Менее 100
От 100 до 350 (включ.)
Более 350 до 650 (включ.)
Более 650 до 1200 (включ.)
Более 1200
увеличение статического
модуля при сжатии
в 10 раз
Менее 1000
От 1000 до 4000 (включ.)
Св. 4000 до 8000 (включ.)
Св. 8000 до 15000 (включ.)
Св.15000
Радиационная стойкость резин на основе НК, БСК, БНК и Наирита при облучении в вакууме в nt£
свободном состоянии несколько ниже, чем при облучении на воздухе, при этом скорость их
структурирования повышается. Особенно существенно увеличение скорости структурирования
при облучении в вакууме вулканизатов из Наирита, СКН-26 и СКС-30 с тиурамом. Так,
равновесный модуль при поглощенной дозе 1 -106 Гр возрастает у различных вулканизатов в вакууме и на
воздухе по разному (табл. 11.3.1).
Кислород вызывает деструкцию, и, следовательно, уменьшается возрастание равновесного
модуля. Облучение в вакууме резин из НК, СКС-30, СКН-26 в сжатом состоянии показывает, что
одновременно с увеличением скорости их структурирования происходит повышение скорости
деструкции вулканизатов, изготовленных с серой. У вулканизатов, полученных с тиурамом,
напряжение снижается с одинаковой скоростью при облучении их в вакууме и на воздухе.
Облучение вулканизатов из НК, Наирита и СКС-30 в
вукууме ПРИВОДИТ К снижению СКОРОСТИ 11-3.1. Увеличение равновесного модуля
уменьшения ИХ ПРОЧНОСТИ И Не ВЛИЯеТ на ИЗ- при облУчвнии в вакууме и на воздухе
менение этого показателя у вулканизатов из
СКН-26.
Опыт эксплуатации резин в различных
средах при облучении подтверждает
целесообразность преимущественного применения в
вакууме резин из НК, БНК, ФК (СКФ-26), СКТВ,
СКТФТ; в воде - резин из ЭПКи ЭПДК; в
маслах, топливах - резин из БНК, УК, ФК; в кислых
средах и кислотах- резин изФК.
В табл. 11.3.2-11.3.5 приведены данные об
общих принципах выбора типа резин в
зависимости
оттехническихтребований,предъявленных к радиационно-стойким РТИ, и нормативы
стойкости резин для РТИ (каучуки в таблицах
располагаются в порядке снижения их
радиационной стойкости).
Влияние дезактивирующих сред. Для
обеспечения радиационной безопасности на АЭС
необходима дезактивация загрязненных
радиоактивными изотопами (в виде аэрозолей, паров,
газов) поверхностей. В качестве
дезактивирующих растворов используются окислительно-
восстановительные растворы, кислоты, щелочи,
поверхностноактивные вещества. По степени
ухудшения дезактивируемое™ полимеры рас-
11.3.3. Нормативные показатели стойкости резин для РТИ,
работающих в недеформированном состоянии (ГОСТ 9.701-79)
be
=5
=г
а;
<и
о.
=5
О
со
о.
С:
со
jtf
t4
=r
a:
a:
:r
о
oa
>s
о
Э
-о
с;
о
ua
11.3.4. Нормативные показатели
стойкости резин для уплотнений неподвижных
разъёмных соединений, работающих в
деформированном состоянии (ГОСТ 9.701 -79)
11.3.5. Нормативные показатели
стойкости резин для уплотнений неподвижных
неразъемных соединений, работающих в
деформированном состоянии (ГОСТ 9.704-80)
Группа стойкости
резин
Малостойкая
Среднестойкая
Стойкая
Высокостойкая
Особо стойкая
Поглощенная доза, при которой
остаточная деформация сжатия
достигает 80 %, кГр
Менее 100
От 100 до 300
Се. 300 до 600 (включ.)
Св. 600 до 1000 (включ.)
Св. 1000
Группа стойкости
резин
Малостойкая
Среднестойкая
Стойкая
Высокостойкая
Особо стойкая
Поглощенная доза, при которой
уплотнения обеспечивают
герметичность системы, кГр
Менее 1500
От 1500 до 5000
Св. 5000 до 10000 (включ.)
Св. 10000 до 40000 (включу
Св. 40000
полагаются в следующий ряд: фторполимеры, полиолефины, производные винилхлорида, полистиро-
лы, резины, лакокрасочные покрытия. Это расположение условно, так как на дезактивируемость
полимерных материалов влияют вводимые в них добавки (пластификаторы, наполнители, мягчители и т.д.),
которые ухудшают (в лучшем случае не изменяют) дезактивируемость материалов. Особенно
ухудшается дезактивируемость материалов от введения добавок, содержащих аминогруппы. Легко
дезактивируются резины на основе Наиритов, стирольных, этиленпропиленовых и фторкаучуков. Резиновые
уплотнители на основе ФК, СКТВ и ЭПК обеспечивают стойкость к дезактивации кислотно-щелочными
растворами.
Влияние мощности дозы излучения. Для получения большой поглощенной интегральной дозы
излучения за короткий срок материалы, в том числе резины, подвергают облучению дозами
высокой мощности, хотя на практике резины работают длительное время при малой мощности дозы.
Мощность дозы влияет на радиационное старение резин. Изменение свойств резин обусловлено
диффузией в образец кислорода воздуха из облучаемого пространства; присутствием в
материале растворенного кислорода; радиационным разогревом полимера и, как следствие этого,
возможным интенсивным газовыделением; влиянием временного фактора при воздействии
агрессивных сред, высокой температуры.
Увеличение мощности дозы при старении на воздухе приводит к снижению скорости
структурирования резин из НК, Наирита и повышению скорости деструкции вулканизатов из СКИ-3, СКС-
30, НК и Наирита. Независимо от мощности дозы (от 0,18 до 5,4 Гр/с) поглощенного излучения
модуль сжатия резин из этиленпропиленового каучука при 20 и 70°С возрастает практически с
одинаковой скоростью. Скорость сшивания силоксанового каучука, наполненного аэросилами,
уменьшается с увеличением мощности [(1,47—5,75)-10г Гр/с] при облучении электронами. Чем
выше мощность дозы излучения, тем меньшее изменение претерпевает резина в процессе
терморадиационного старения при одной и той же поглощенной дозе.
Если радиационное старение сопровождается выраженными процессами разрушения под
действием кислорода, повышенных температур или агрессивных сред, необходимы данные о влиянии
мощности дозы. Это особенно важно при прогнозировании радиационной стойкости резин, когда по
данным радиационных испытаний при высоких мощностях доз, рассчитывают их радиационную
стойкость при малых мощностях доз.
11,3.5. Типы изделий из радиационно-стойкихрезин
и области их применения
Радиационно-стойкие резины применяют для изготовления уплотнителей подвижных и
неподвижных соединений различной конфигурации, комплектующих всех видов оборудования АЭС и
других объектов атомной техники, в которых используются агрессивные и высокотемпературные
среды и различные виды радиационных излучений (атомные подводные лодки, атомоходы, заводы
по переработке и обогащению радиационно-химического сырья) и др.
Терморадиационно-стойкие РТИ применяют в гидронасосах, погрузочно-разгрузочных ма- *Ч^
шинах ядерных реакторах, гидроароматизаторах сейсмоустойчивых АЭС, в турбинном и
реакторном оборудовании, контейнерах хранения и транспортирования отработанного ядерного
топлива, в оборудовании, используемом при добыче и транспортировании радиоактивных
материалов, а также в качестве рентгенозащитных материалов с защитным покрытием для исключения
миграции свинцовосодержащих соединений, для средств индивидуальной защиты (СИЗ)
радиационного защитного комплекта для пожарных, охраняющих объекты атомной промышленности и
энергетики.
Ниже приведены данные о выпускаемых в настоящее время радиационно-стойких РТИ для
объектов атомной техники:
- формовые и неформовые детали любой конфигурации из монолитных и пористых резин,
втом числе резинометаллические, для оборудования атомной техники (ТУ 1051325-79
«Изделия резинотехнические для атомной техники»);
- длинномерные уплотнительные шнуры и профили для герметизации головных разъемов
РТД проходок систем транспортирования и хранения отработанного ядерного топлива (ТУ 2531-
020-00152081-99 «Изделия резинотехнические для радиационнозащитныхтранспортно-упако-
вочных контейнеров», ТУ 2531-024-00152081-99 «Изделия резинотехнические (кольца
уплотнительные) для металлобетонных контейнеров, предназначенных для долговременного
хранения и транспортирования ОЯТ»);
- комплектующие уплотнительные детали для шлюзового оборудования и гидрозатворов
АЭС (ТУ 38 405808-01 «Уплотнения резиновые для шлюзов и оборудования биологической
защиты АЭС»; ТУ 38 005809-01 «Формовые уплотнительные детали для оборудования радиаци-
онно-химических производств», ТУ 405794-94 «Детали резинотехнические с пониженной вла-
гопроницаемостью, для вакуумных систем»).
Изделия предназначены для эксплуатации в условиях радиационных воздействий, в
агрессивных средах, в активной воде, перегретом паре, на воздухе, в инертных газах, при
многократном воздействии дезактивирующих растворов в широком интервале температур (от 60 до 300°С)
при высоких давлениях (до 44 МПа), в различных режимах механических нагружений.
ii.3.6. Методы прогнозирования радиационной
стойкости резин и резиновых изделий
Оценка радиационной стойкости резин и резиновых изделий в ненапряженном состоянии
проводится по ГОСТ 9.701-79 «Резина. Метод испытаний на стойкость к радиационному
старению». Уплотнительные свойства резин определяют по длительности сохранения
герметизирующей способности модельных резиновых уплотнителей.
Работоспособность уплотнительных деталей неподвижных соединений при радиационно-
термическом старении определяют по ГОСТ 9.704-80. Показателем работоспособности по
этому стандарту является максимальное значение поглощенной дозы излучения или
продолжительность облучения при заданной мощности поглощенной дозы, при которых РТД
обеспечивает герметичность системы в месте уплотнения. Герметичность системы определяют по
заданному значению остаточного давления воздуха в вакуумной системе.
При радиационном старении свойства резин и РТИ можно прогнозировать либо по
температуре, когда старение происходит при одной и той же мощности дозы излучения, либо по
мощности дозы излучения, когда старение происходит при одной и той же температуре.
Для прогнозирования сроков сохранения герметизирующей способности, например
уплотнителей, по температуре можно воспользоваться зависимостью срока (по дозе)
сохранения герметизирующей способности Drc (по модулю сжатия) резиновых прокладок при
радиационном старении от температуры. При прямолинейной зависимости в интервале
температур 20-100°С прогнозирование сроков сохранения герметизирующей способности уп-
S:
=Г
а;
S:
с*з
<ъ
О.
be
5!
а;
г-
о
03
Q.
С:
о
S:
о
а
О
fc
11.4. Резины с электрическими
и магнитными свойствами
11,4,1. Электропроводящие и антистатические резины
для РТИ общего назначения
(А.Е. Корнев, Н.Я. Овсянников)
Электропроводящие резины (в технической литературе также встречается термин
«электропроводные» резины) обладают низким модулем, большими обратимыми деформациями,
низкой плотностью и широким диапазоном электропроводности - от умеренной до
достаточно высокой. Они применяются в самых различных отраслях промышленности. Наряду с
традиционно производимыми на предприятиях резиновой промышленности в антистатическом
исполнении рукавами, транспортерными лентами, техническими пластинами в последние годы
разработаны и внедрены следующие электропроводящие изделия: эластичные элементы
катодной защиты магистральных нефте- и газопроводов и подземных систем коммунального
хозяйства, нагреватели, материалы, защищающие людей и оборудование от вредного
воздействия электромагнитного излучения, изделия медицинского и спортивного назначения
(датчики, электроды и др.).
Для создания электропроводящих резин в каучуки, являющиеся диэлектриками, вводят
электропроводящие наполнители -техуглерод специальных марок, графит, порошки металлов.
Наилучшим комплексом технологических, физико-механических и электрических характеристик
обладают резины, содержащие в качестве электропроводящего наполнителя техуглерод
специальных марок и его комбинации с графитом.
Формирующаяся при введении техуглерода в каучук углерод-эластомерная структура
определяет уровень технологических, физико-механических характеристик композиционного
материала и его электрические свойства. Поэтому рецептурно-технологические факторы,
определяющие формирование углерод-эластомерной структуры в материале, оказывают существенное
влияние на основные характеристики электропроводящих резин -электропроводность,
удельное и контактное электрическое сопротивление.
Рецептурно-технологические факторы условно можно разделить на рецептурные,
технологические, а также внешние, оказывающие влияние на электрические характеристики эласто-
мерного материала уже после его вулканизации, т.е. после формирования
углерод-эластомерной структуры в процессе изготовления материала.
К основным рецептурным факторам, влияющим на уровень электрических характеристик резин
относятся тип и содержание электропроводящего наполнителя, тип каучука, природа и содержание
пластификатора; природа и содержание поверхностно-активных веществ (ПАВ) в резине. Наиболее
существенное влияние на электрические характеристики резин оказывают первые два фактора.
Тип и содержание электропроводящего наполнителя. Ассортимент марок техуглерода,
применяемых в резиновой промышленности, достаточно широк. Однако не любой техуглерод пригоден
для получения электропроводящих резин. Основными характеристиками, определяющими
возможность использования техуглерода той или иной марки являются дисперсность, удельная
адсорбционная поверхность и структурность, а также шероховатость поверхности частиц и ее
пористость. Чем выше эти характеристики техуглерода, тем больше он подходит для создания
электропроводящих резин. Наиболее пригодными являются специальные марки техуглерода,
выпускаемые в России печным способом - П367-Э, П267-Э, УМ66, УМ76, УМ86, а также ацетиленовый
техуглерод марки А337. За рубежом выпускаются специальные марки электропроводящего
техуглерода: ХЕ-72 (Phillips Petroleum), Vulcan XC-72 (Cabot Corp.), Corax LG, Corax L29, Printex XE-2
(Degussa), Ketjen Black E (Ketjen). К наполнителям, хотя и значительно уступающим по уровню
достигаемых характеристик электропроводящих резин, могут быть отнесены и марки П234 и П324.
Основные характеристики техуглерода для электропроводящих резин приведены в табл. 11.4.1.
Как видно из табл. 11.4.1 специальная технология их получения обеспечивает наполнителю
высокие дисперсность, удельную адсорбционную поверхность, структурность. Поверхность
частиц электропроводящего техуглерода не содержит органических соединений, что уменьшает
взаимодействие наполнителя с каучуком и, следовательно, положительно влияет на
электропроводность резин (табл. 11.4.2).
Как видно из данных табл. 11.4.1 и 11.4.2, марки электропроводящего техуглерода серии
УМ и серии П367-Э существенно отличаются друг от друга. Техуглерод П367-Э обладает
достаточно высокой удельной адсорбционной поверхностью (больше, чем у П234) и очень высокой
структурностью (в 1,5 раза больше, чем у П234), его рН водной суспензии нейтральный.
Сочетание этих показателей позволяет получать электропроводящие резины при содержании П367-Э
в резиновой смеси 30 масс. ч. на 100 масс. ч. каучука.
Техуглерод серии УМ обладает средней структурностью (сравнимой со структурностью П234),
но его удельная адсорбционная поверхность существенно больше (для УМ85 в 2 раза больше, чем
у П234). Среда водной суспензии техуглерода серии УМ - кислая, причем с возрастанием
удельной адсорбционной поверхности кислотность повышается. Комбинация очень высокой
адсорбционной поверхности и средней структурности позволяет, как видно из табл. 11.4.2, получать
электропроводящие резины при содержании 20 масс. ч. техуглерода серии УМ на 100 масс. ч. каучука.
11.4.1. Физико-химические свойства техуглерода различных марок
для электропроводящих резин
Показатель
Удельная внешняя поверхность, мг/г
Йодное число, мг/г
Абсорбция ДБФ, см3/100 г
рН водной суспензии
Насыпная плотность гранулированного
техуглерода, кг/м3
Зольность, %
Остаток, % масс, после просева через
сито с сеткой:
00045
05
Потери при 105°С, %масс.
Марка техуглерода
УМ66
155
230
95
6,5
330
0,45
0,05
0,0006
0,5
УМ76
170
320
105
5,5
330
0,38
0,04
0,0003
0,5
УМ85
200
425
115
5,0
330
0,30
0,05
0,0004
0,5
П367-Э
110
158
153
7,5
315
0,16
0,07
0,0008
0,23
П234
96
113
103
7,8
338
0,20
0,08
0,0008
0,3 .
Jt^ 11.4.2. Влияние типа электропроводящего наполнителя
на удельное электрическое сопротивление резин на основе различных каучуков
Марка
техугле-
рода
Удельное объемное электрическое
сопротивление, Омм, резин на основе каучука
марки
СКН-
18СМ
скн-
40КНТ
СКМС-30
АРКМ-15
скэпт
ЭНБ
20 часе. ч. техуглерода
П367-Э
УМ66
УМ76
УМ85
>104
>104
>104
>104
16-Ю2
2,7
2,4
2,1
>104
3,6
2,4
2,1
>104
>104
>104
2,7-102
30 масс. ч. техуглерода
П367-Э
УМ66
УМ76
УМ85
1,1-Ю2
3,0
3,0
0,9
1,0
0,5
0,4
0,3
1,4
0,9
0,6
0,4
1,8
1,6
1,6
1,2
Марка
техуглерода
Удельное объемное электрическое
сопротивление, Омм, резин на основе каучука
марки
скн-
18CM
скн-
40КНТ
СКМС-30
АРКМ-15
СКЭПТ
ЭНБ
40 иасс. ч. техуглерода
П367-Э
УМ66
УМ76
УМ85
3,0
0,7
0,6
0,5
0,3
0,2
0,2
0,15
0.5
0,5
0,3
0,2
0,4
0,3
0,25
0,2
60 масс. ч. техуглерода
П367-Э
УМ66
УМ76
УМ85
0,2
0,15
0,1
0,09
0,09
0,1
0,09
0,06
0,15
0,15
0,15
0,07
0,09
0,08
0,08
0,07
Рис. 11.4.1. Типы углерод-эластомерной
структуры:
a — дискретная углерод- эластомерная структура;
6 — разветвленная пространственная углерод-эла-
стомерная структура; в — пространственная
углерод-эластомерная структура с избыточным
содержанием техуглерода; / — агрегат; 2 — «вторичный»
агломерат; 3 — «первичный» агломерат
техуглерода; 4 — ориентированные переходные слои
эластомера; 5 — эластомерная матрица; 6 —
окклюдированный эластмер; 7 — воздушные включения
11.4.3. Удельное объемное электрическое
сопротивление резин (Омм) в зависимости
от содержания техуглерода
Марка
каучука
ски-з
СКН-26
СКМС-30РП
Содержание техуглерода П367-3, масс. ч.
20
5,9
1,6-10»
1,1-Ю5
30
3,2
2.2-102
1,1-Ю2
40
1,1
15,2
12,3
50
0,5
12,1
8,6
60
0,3
4,1
4,2
70
0,25
3,2
1,8
100
20
Содержание СКН-40, % масс.
О 20
100
Рис. 11.4.2. Зависимость удельного объемного
электрического сопротивления р, наполненных резин на
основе комбинации каучуков СКИ-З + СКН-40
от их массового соотношения (содержание
техуглерода П367-Э составляет: кривая / — в СКИ-З —
45 масс, ч., в СКН-40 — 30 масс, ч.; кривая 2 — в
СКИ-З - 45 масс, ч., в СКН-40 - 45 масс, ч.;
кривая 3- в СКИ-З - 45 масс, ч., в СКН-40 - 60
масс, ч.)
110
***
Высокая удельная адсорбционная поверхность и кислая реакция водной среды требуют
корректировки состава вулканизующей группы при использовании техуглерода серии УМ.
При одинаковом наполнении резины, содержащие техуглерод серии УМ, превосходят по
электропроводности резины, содержащие техуглерод П367-Э. При увеличении содержания
электропроводящего техуглерода в эластомерной матрице происходит изменение ее
электрических характеристик.
Для обеспечения электропроводности в резине должна быть сформирована
определенная углерод-эластомерная структура. При небольшом содержании техуглерода в эластомере
образуется дискретная углерод-эластомерная структура (рис. 11.4.1, а), в которой частицы
техуглерода изолированы друг от друга достаточно толстыми прослойками каучука.
Протекание электрического тока через эластомер обусловлено ионной проводимостью, связанной с
присутствием в каучуке ионогенных примесей, и определяется электропроводностью
диэлектрической среды, т.е. каучука.
Дальнейшее увеличение содержания техуглерода приводит к уменьшению толщины
изолирующих прослоек каучука между частицами техуглерода и непосредственному контакту между
ними. В этом случае в эластомере формируется развитая пространственная
углерод-эластомерная структура, по которой осуществляется перенос зарядов, т.е. протекает электрический
ток (рис. 11.4.1, в). Момент формирования развитой углерод-эластомерной структуры
сопровождается резким (на несколько порядков) снижением удельного электрического
сопротивления резин. Содержание электропроводящего техуглерода, которое соответствует этой
структуре, в основном зависит от типа техуглерода и каучука, и составляет 20-40 масс. ч.
При более высоком содержании техуглерода образуется развитая пространственная
углерод-эластомерная структура с избыточным содержанием техуглерода (рис. 11.4.1, в). При такой
структуре дальнейшего существенного снижения удельного электрического сопротивления в
резинах не происходит.
Углерод-эластомерные структуры на рис. 11.4.1, бив имеют много общего, о чем
свидетельствуют близкие значения показателя удельного электрического сопротивления резин.
Различие же этих структур заключается в соотношении количества отдельных агрегатов,
«первичных» и «вторичных» агломератов техуглерода, принимающих участие в формировании
пространственной структуры. Эти различия приводят однако к тому, что именно структура на рис.
11.4.1, в может обеспечивать резинам устойчивость к воздействию статических и динамических
деформаций и максимально возможную однородность электрических свойств.
Тип каучука. Уровень электрических характеристик резин определяется не только
количеством введенного электропроводящего наполнителя, но и типом каучука. Обычно большей
электропроводностью обладают резины на основе каучуков, которые имеют низкое сродство к те-
хуглероду. Это можно связать с количеством адсорбированного на поверхности частиц
техуглерода каучука и упорядоченностью его структуры.
В табл. 11.4.3 приведены значения удельного объемного электросопротивления резин на
основе различных каучуков, наполненных техуглеродом П367-Э. Как видно из этих данных, тип
каучука, особенно при небольшом содержании техуглерода (20 масс, ч.), существенно влияет
на формирование углерод-эластомерной структуры. Резины на основе различных каучуков,
содержащие 20 масс. ч. техуглерода П367-Э, различаются по уровню удельного электрического
сопротивления на пять-шесть порядков.
Определенный интерес представляют электропроводящие резины на основе комбинаций
полярных и неполярных каучуков, например, СКИ-3 и БНК, БМСК и БНК и др. Различная
природа каучуков и, следовательно, характер их взаимодействия с техуглеродом приводят к
перераспределению наполнителя между фазами каучуков. В таких системах электрические
характеристики в зависимости от соотношения каучуков изменяются не аддитивно, а по кривым с
минимумом. Композиции на основе комбинаций полярного и неполярного каучука, позволяют
получать резины с электрическими характеристиками, превосходящими при том же наполнении
резины на основе индивидуальных каучуков (рис. 11.4.2).
I
!
i
I
!
I
У^ Технологические факторы, связанные с дополнительной переработкой резиновых смесей
(вальцевание, шприцевание, капандрование), оказывают существенное влияние науглерод-эластомер-
ную структуру, сформировавшуюся в резиновой смеси в процессе ее приготовления.
Дополнительная переработка, как правило, снижает электропроводность резины. В резинах на основе
комбинаций полярных и неполярных каучуков электрические характеристики в процессах дополнительной
переработки практически не изменяются, поэтому использование смесей каучуков может
положительно влиять на стабильность электрических характеристик выпускаемой продукции.
Технологические характеристики электропроводящих композиций зачастую оказываются
неудовлетворительными, что связано с высокими структурностью и адсорбционной поверхностью техугле-
рода и высоким его содержанием (более 40 масс. ч.). Одним из путей улучшения технологических
характеристик таких резиновых смесей может служить использование комбинированных (смесе-
вых) наполнителей, в состав которых входят электропроводящий техуглерод и малоактивные марки
техуглерода П803, П705, инертные минеральные наполнители мел, каолин, тальк и др.
Большое значение при этом имеет порядок введения наполнителей в резиновую смесь, т.е.
технология ее изготовления.
Внешние факторы (деформации, температура, свет и др.) оказывают большое влияние при
эксплуатации на характеристики электропроводящих резин.
Деформации влияют на электропроводность резин. Резины с большей
электропроводностью, т.е. более наполненные, менее чувствительны к деформациям. Большие деформации
оказывают совершенно иное влияние, чем малые. Характер зависимости электропроводности
может изменяться при изменении скорости деформации, температуры, предыстории образца и
ряда других факторов. Поэтому различия в получаемых результатах можно объяснить не
только сложным характером изменения параметра, но и различиями в условиях проведения
эксперимента и способах выражения результатов.
Следует отметить основные закономерности изменения электропроводности резины при
деформациях растяжения:
- до удлинения 50-60% происходит уменьшение электропроводности;
- при дальнейшем увеличении деформации происходит увеличение электропроводности;
- электропроводность деформированного образца всегда меньше, чем электропроводность
недеформированного образца;
- сокращение образца после разгрузки вызывает резкое снижение его электропроводности.
Приведенный характер изменения электропроводности при деформациях резин
объясняется разрушением сформированной углерод-эластомерной структуры, ориентацией элементов
этой структуры вдоль оси растяжения, дезориентацией структуры при сокращении образца.
Таким образом, деформации в целом негативно влияют на электрические характеристики резин,
многократная деформация в наибольшей степени усложняет процесс, так как после каждого
очередного цикла деформация-сокращение изменяется уровень электрических характеристик резины.
Для электропроводящих резин, работающих при воздействии различных деформаций, не
рекомендуется использовать композиции с небольшим содержанием электропроводящего
техуглерода, хотя в статических условиях такая резина вполне обеспечивает необходимый уровень
электрических свойств. Наибольшей стабильностью электрических характеристик при воздействии
различных деформаций обладают резины, содержащие либо избыток электропроводящего
техуглерода, либо смесь электропроводящего техуглерода с графитом. Крупные частицы графита
благоприятно влияют на стабильность электрических характеристик резин при деформации.
Резина может деформироваться и без непосредственного приложения внешней силы,
например при набухании. При этом увеличиваются ее линейные размеры сразу во всех
направлениях за счет проникновения внутрь растворителя. Естественно, такое воздействие существенно
влияет на углерод-эластомерную структуру и, следовательно, на электрические характеристики
резины. Изменение электрических характеристик резины при набухании следует учитывать при
разработке рецептур резин для антистатических рукавов, так как даже небольшое (до 5%)
увеличение степени набухания резины может привести к потере резиной необходимых электри-
100,%
ческих характеристик. Особенно сильно проявляется изменение удельного электрического
противления резин в следующих случаях:
- с формирующейся углерод-эластомерной структурой, в которой увеличение удельного
электрического сопротивления при набухании может составлять 4-5 порядков;
- на основе бутадиеннитрильных каучуков без корректировки состава наполнителя при
замене сульфонатных каучуков на парафинатные;
- в среде высокооктановых бензинов, содержащих полярные добавки, которые
существенно повышают степень набухания.
Во всех этих случаях необходима корректировка содержания электропроводящего
наполнителя в сторону его увеличения или использование других рецептурных и технологических
приемов, повышающих электропроводность резин.
Дополнительное воздействие на формирование углерод-эластомерной структуры
возможно и после завершения процесса вулканизации. Так, термостатирование
электропроводящей резины при температуре ниже температуры вулканизации позволяет значительно
снизить ее удельное объемное и контактное электрическое сопротивления (рис. 11.4.3).
Температура термостатирования также существенно влияет на удельное объемное
электрическое сопротивление резин. Так, при температуре термостатирования 40°С этот показатель
снижается на 50%, а при 120°С - на 80%. Время термостатирования практически не влияет на
удельное электрическое сопротивление; минимальное время прогрева в термостате составляет 30 мин.
После термостатирования удельное электрическое сопротивления резины остается неизменным,
если ее не подвергать повторному термостатированию при более высокой температуре.
Стабильность электрических свойств термостатированных резин значительно выше чем у резин, которые
не подвергались термостатированию.
Термообработка резин выше
температуры вулканизации снижает удельное
электрическое сопротивление на несколько
порядков, что особенно присуще материалам с
невысоким наполнением и содержащим техуг-
лерод с малой удельной поверхностью,
который в обычных условиях не обеспечивает
резинам электропроводящих свойств.
Термообработка при 250°С резин на основе
каучуков СКД, СКН-18, СКН-26, СКН-40 и СКМС-
ЗОРП, наполненных 50 масс. ч. техуглерода
П367-Э снижает на один-два порядка
удельное электрическое сопротивление
получаемого материала. Наиболее существенное его
снижение происходит в течение первого часа
термообработки, а затем оно изменяется в
пределах одного порядка. Из изученных
резин наиболее низкие значения удельного
электрического сопротивления имеют
материалы на основе каучука СКМС-ЗОРП.
Получаемые материалы с применением
термостатирования наряду с высокой
электропроводностью обладают высокими
физико-механическими характеристиками,
стойкостью к действию агрессивных сред,
высокой термостабильностью (температура
размягчения по ДТА составляет 390°С), но
не эластичностью.
со-т^
140°С
Время термостатирования, ч
Рис. ПАЗ. Влияние температуры и времени
термостатирования на изменение удельного
объемного электросопротивления резин на основе
каучука СКН-26 (р„ и — удельное объемное
электрическое сопротивление резины после вулканизации;
Pv конет. ~~ удельное объемное электрическое
сопротивление резины после вулканизации и термостати-
рованияи в воздушном термостате при температуре
ниже температуры вулканизации)
|
,1
I
J?
1
о
S3
I
I
I
y«f* Для оценки электрических характеристик электропроводящих резин обычно определяют
значения их удельного объемного электрического сопротивления (pv), поверхностного
электрического сопротивления (ps) и контактного электрического сопротивления (flK). При измерении
электрических характеристик резин необходимо учитывать контактное сопротивление,
возникающее на границе раздела резина - металлический электрод, которое может на несколько
порядков превышать электрическое сопротивление самой резины. Оно зависит от миграции на
поверхность находящихся в резине низкомолекулярных веществ (защитных восков,
пластификаторов, противостарителей, вулканизующих агентов, ПАВ). Тип металла, используемого для
изготовления электродов, подаваемое при измерении напряжение, давление прижатия электродов,
степень чистоты поверхности резины оказывают существенное влияние на определяемые
значения pvl ps, /?K.
При определении электрических характеристик электроизоляционной резины обычно
измеряют как поверхностное, так и удельное объемное электросопротивления. Это связано с тем, что на
поверхности такой резины имеются следы загрязнений и влаги, что приводит к увеличению
проводимости поверхности резины до уровня, значительно превышающего объемную проводимость
материала. Измерение электрических характеристик электроизолирующих полимерных
материалов проводится в соответствии с ГОСТ 6433-71.
У электропроводящих полимерных материалов поверхностное сопротивление вследствие
загрязнения поверхности существенно больше, чем электрическое сопротивление резины,
поэтому измерение поверхностного электрического сопротивления не представляет интереса. Для
измерения электрических характеристик резин с уровнем pv = 10VI08 Ом-м используют ГОСТ
6433-71. Для резин с pv < 104 Ом-м используют потенциометрический метод измерения
электрических характеристик по стандарту ИСО 1853-75 и ГОСТ 20214-74.
Контактное сопротивление электропроводящих резин можно определять по стандарту ИСО
1853-75, используя при этом несколько потенциальных электродов. Электропроводящие
резины обычно имеют значительный разброс электрических характеристик вследствие
гетерогенности их структуры, в связи с чем методы их определения не требуют высокой точности. Для
большинства электропроводящих резин достаточно проводить измерения с точностью ±10%, а
для материалов с pv > 10" Ом-м с точностью в 3-5 раз меньшей.
Измерение электрических показателей готовых изделий из электропроводящих резин,
электрическое сопротивление которых не превышает 3-Ю8 Ом, проводят по ИСО 2878-78.
Электрическое сопротивление обычно измеряется между двумя точками на изделии, положение
которых зависит от конструкции изделия и условий его эксплуатации, в частности от пути стекания
зарядов статического электричества. Электрическое сопротивление готовых изделий из
электропроводящих резин может существенно изменяться в зависимости от деформации,
температуры и времени, прошедшего после окончания деформации.
11.4.2. Электропроводящие и электроизоляционные
резины для кабельной промышленности
(Р.Г. Левит, В.Н. Волошин)
Электропроводящие резины
В кабельной промышленности электропроводящие резины используются главным
образом в качестве экранов высоковольтных и шахтных кабелей, а также для изготовления
кабельной арматуры (муфты соединительные, концевые, переходные). Экраны накладывают на
поверхность изоляции и между токопроводящей жилой и изоляцией, а иногда с обеих сторон
изоляции. Электропроводящие экраны в высоковольтных кабелях выравнивают
электрическое поле, снижая его напряженность.
Для предотвращения образования воздушных включений (пустот) в пограничной зоне между
экранами и изоляцией их изготавливают из резин на основе одинаковых каучуков для полной совул-
канизации. В противном случае под действием электрического поля может происходить процесс
ионизации воздуха с образованием озона, разрушающе действующего на элементы конструкции
кабеля (образование характерных трещин, приводящих к дальнейшему пробою изоляции).
, В шахтных кабелях электропроводящие экраны используются для обеспечения
безопасности работы - при повреждении изоляции кабель автоматически отключается от сети.
В силу тяжелых эксплуатационных условий в подземных шахтах кабели по разным
причинам могут получать механические повреждения, приводящие к коротким замыканиям, и
поражению людей электрическим током, а также взрывам метановоздушной среды. Наличие в
кабеле поверх изоляции элемента, способного при механическом воздействии на оболочку кабеля
мгновенно передавать импульс к быстродействующей коммутационной аппаратуре для
опережающего отключения электрооборудования, позволяет предупредить аварию. Таким защитным
элементом служит экранирующий слой из электропроводящей резины, накладываемый поверх
каждой изолированной жилы.
Для облегчения отделения экрана от изоляции при разделке концов жил шахтных кабелей
электропроводящий слой изготавливается из материала (резина на основе бутадиеннитрильно-
го каучука), отличного от материала изоляции (резина на основе СКИ-3 и СКД).
Наложение экранов поверх резиновой изоляции, а также экрана на жилу и поверх изоляции
может осуществляться одновременно методом экструзии на специальных двухшнековых
агрегатах с одной головкой.
Электропроводящие резины, предназначенные для экранов кабелей и проводов, должны
соответствовать требованиям ТУ 16.К73.018-89 «Резина электропроводящая».
В табл. 11.4.4 приведены основные характеристики электропроводящих резин для
кабельной промышленности.
В рецептуре этих резин используются электропроводящие углеродные наполнители (П267-Э,
П268-Э, графит).
При выборе состава наполнителей для резин следует учитывать влияние соотношения техуглеро-
да и графита как на электропроводность резины, так и на ее технологические свойства.
Поскольку после каждого очередного цикла растяжение-сокращение происходит
уменьшение электропроводности резин, нормируемый для кабельных резин показатель удельного
электрического сопротивления определяют после предварительного 10-кратного растяжения на 20%
потенциометрическим методом при постоянном токе. Метод основан на сравнении величин
снижения напряжения на испытываемом участке и электрического сопротивления эталона.
В последние годы разработаны специальные электропроводящие резины для изоляции ано-
дорастворимых проводов.
Важнейшей областью применения электропроводящих резин является защита от коррозии,
способствующая сбережению материальных ресурсов, повышению эффективности работы
оборудования, улучшению экологической ситуации. Наиболее эффективным методом защиты
металлических сооружений от коррозии является электрохимическая катодная защита, основу
11.4.4. Основные характеристики электропроводящих резин
Тип резины
по степени
проводимости
Повышенной
проводимости
Средней
проводимости
Пониженной
проводимости
Удельное объемное
электрическое
сопротивление,
Омм, не более
0,20
0.20
0,80
100.00
100,00
100,00
Допустимая
температура на
токопроводящей
жиле при
длительном воздействии,
"С, не выше
75
75
75
65
75
90
Условная
прочность при
растяжении, МПа,
не менее
5,0
5.0
5,0
5,0
5,0
5,0
Относительное
удлинение
при разрыве, %,
не менее
150
200
150
200
200
200
Морозостойкость, "С, не выше
-30
-55
-30
-45
-55
-40
!
!
i
!
!
I
^которой составляет анодное заземление. Разработан способ защиты подземных металлических
сооружений различного назначения и в первую очередь подземного трубопроводного
транспорта от коррозии протяженными гибкими анодами, изготовленными из электропроводящей резины.
Изготовленные из эластомерных материалов электроды кабельного типа дают возможность
создавать непрерывные протяженные анодные заземлители. Разработаны специальные провода
для систем электрохимической защиты, анодорастворимых, гибких, с одно- и двухслойным
покрытием.
Используемые для них электропроводящие резины обеспечивают удельное объемное
электрическое сопротивление для проводов с однослойным покрытием на уровне не более 1,0 Омм;
для проводов с двухслойным покрытием: для первого слоя 30-3000 Омм; для второго слоя не
более 1,0 0м-м.
Электропроводящие резины на основе различных каучуков могут обеспечивать стойкость
таких проводов в статическом состоянии к воздействию горюче-смазочных материалов, а
также повышенной температуры до 90°С.
Поскольку электропроводящая резиновая оболочка анодорастворимых проводов
обеспечивает нормативный срок службы электродов, то помимо необходимых физико-механических
свойств, удовлетворяющих требованиям при строительстве и монтаже анодного заземления,
оболочка должна иметь низкую анодную растворимость и обеспечивать экологическую безопасность
изделия в процессе эксплуатации. Электропроводящая резиновая оболочка представляет собой
каучуковую матрицу, наполненную электропроводящим углеродным наполнителем и другими
добавками, придающими оболочке необходимый комплекс технических свойств. При этом тип
каучука, природа и содержание ингредиентов в резиновых смесях, в том числе повышающих их
стойкость к окислению, в значительной степени определяют срок службы резиновых анодов.
Электропроводящий техуглерод должен содержать минимальное количество летучих
компонентов и не содержать влагу. Некоторые ингредиенты не должны содержать
кристаллизационную воду или выделять воду в процессе формирования пространственной структуры.
Создание резиновых анодов является сложной материаловедческой задачей, правильное
решение которой позволяет разработать протяженные гибкие аноды, устойчиво работающие в
различных сферах в течение нормативного срока службы.
Электроизоляционные резины
Впервые вулканизованная резина была применена для электроизоляционных целей в 1860 г.
В нашей стране использование резины в конструкциях электрических кабелей и проводов
началось в начале XX столетия. В настоящее время резины такого рода находят широкое
применение для изготовления большого ассортимента резино-технических изделий (трубок, защитных
средств, перчаток, обуви, ковриков и т.д.).
Электроизоляционные резины применяются для изоляции токопроводящих жил проводов
и кабелей друг от друга (изоляционные резины), а также от внешней среды
(изоляционно-защитные резины) во избежание замыканий и утечки передаваемого по токоведущей жиле
электрического тока.
Резиновая изоляция используется в основном для кабелей, проводов и шнуров,
предназначенных для распределения электрической энергии и присоединения всевозможных
электротехнических установок к источникам тока, а также для контрольных цепей. Большая часть кабелей,
проводов и шнуров с резиновой изоляцией изготавливается на номинальное напряжение 220,
380 и 660 В переменного тока. Резиновая изоляция используется также в силовых кабелях
напряжением до 6000 В, гибких переносных кабелях напряжением до 10000 В, а также в кабелях
и проводах различного напряжения специализированного назначения (судовые, авиационные,
автомобильные и др.).
Кабельные изоляционные и изоляционно-защитные резины отличаются от резин,
используемых в других областях, применением в их составе специальных диэлектрических каучуков,
минеральных наполнителей и ингредиентов с улучшенными характеристиками (чистотой, сте-
пенью дисперсности и др.). Это необходимо для обеспечения сочетания высоких
диэлектрических показателей резин с термостойкостью и длительными сроками эксплуатации кабелей как
при фиксированном монтаже, так при присоединении к подвижным токоприемникам.
Уровень электрического сопротивления резин зависит от типа используемого каучука, природы
входящих в композицию ингредиентов и параметров технологического процесса изготовления.
Так как электрическое сопротивление натурального каучука (НК) резко падает с
увеличением содержания в нем смол, белков и минеральных примесей, для изготовления кабельных
электроизоляционных композиций применяют НК строго определенных марок: смокед-шитс 1-го
сорта, RSS-1, SMR-5 др. На электроизоляционные свойства синтетических каучуков
существенным образом влияет природа мономеров, из которых они получены. С увеличением полярности
каучука возрастает влагопоглощение, а также ухудшаются электроизоляционные свойства.
Для обеспечения высокой электрической прочности неполярные синтетические каучуки,
используемые в кабельных изоляционных резинах, не должны содержать механические
примеси и включения структурированного полимера. Кроме того, для обеспечения высоких
электрических показателей изоляции, сохраняющихся в процессе увлажнения, к таким каучукам
предъявляются дополнительные требования по содержанию золы и ее водорастворимой части,
нейтральной реакции водной вытяжки.
Большое значение при разработке изоляционных резин имеет природа и массовая доля
входящих в их состав ингредиентов. Основные требования к используемым ингредиентам для
кабельных изоляционных резин и главным образом к минеральным наполнителям, заключаются в
следующем: однородность по размеру частиц, отсутствие склонности к агломерации в процессе
хранения и изготовления резиновых смесей, высокое содержание основного вещества, строго
определенная степень дисперсности для каждого ингредиента (при этом химическая чистота
ингредиента может быть важнее, чем значительное повышение степени дисперсности при условии
соблюдения однородности размера частиц), минимальное содержание веществ, отрицательно
влияющих на электроизоляционные свойства резин и тепловое старение (песок,
водорастворимые вещества, ионы хлора и сульфат-ионы, марганец, железо), хорошая влагостойкость.
Влияние ускорителей вулканизации и других химикатов-добавок на электроизоляционные
свойства резин различно. Следует применять такие ингредиенты, при распаде которых не
образуются продукты ионного характера. В целом процесс изготовления изоляционных резиновых
смесей мало отличается от процесса изготовления обычных резиновых смесей, однако следует
соблюдать ряд требований, обеспечивающих сохранение электрических свойств резин.
В первую очередь это строгий контроль качества исходных материалов. В случае необходимости
должен быть предусмотрен их дополнительный просев, сепарация или фильтрация. Важную роль
играет также однородность распределения ингредиентов, строгое соблюдение технологического
регламента по порядку их загрузки в резиносмеситель, температурному и временному параметрам.
Обязательной операцией при приготовлении изоляционных резиновых смесей (до введения
в них вулканизующей группы) является дополнительная очистка резиновых смесей путем их
пропуска через сетки в головке червячного фильтр-пресса (стрейнера), а в отдельных случаях
ещё и обработка на каландре.
После приготовления резиновой смеси проводится контроль ее качества по чистоте полотна
(визуальный), плотности и пластоэластическим свойствам. Следует строго соблюдать
производственную чистоту на всех участках изготовления, переработки и хранения изоляционных
резиновых смесей.
Основным способом наложения резиновой изоляции на токопроводящую жилу является
совмещение процесса экструзии резиновой смеси через шприц-пресс со специальной
кабельной головкой с дальнейшей вулканизацией в трубе (кабельные линии непрерывной
вулканизации - ЛКНВ). При вулканизации в качестве теплоносителя используется главным образом
насыщенный водяной пар высокого давления, обеспечивающий рабочие температуры до 220°С.
Однако в случае применения для изоляции резиновых смесей на основе силиконового каучука
используются в основном линии воздушной вулканизации (при температуре 250-450°С).
I
J?
1
s
I
I
I
Исходя из условий эксплуатации кабельных изделий, выбирается допустимая рабочая
температура на токопроводящей жиле, которая в свою очередь и определяет каучуковую основу
изоляционной резины.
Первоначально изоляционные резины для кабельных изделий изготавливали исключительно
на основе натурального каучука. После освоения производства натрийбутадиеновых каучуков
(каучук СКБрД) их стали применять в изоляционных резинах в комбинации с НК. В дальнейшем
после разработки в соответствии с требованиями кабельной промышленности новых типов
синтетических каучуков (СКИ-ЗД, СКС-ЗОАРПД, ПБ) и организации их серийного производства эти каучу-
ки нашли применение в изоляционной и изоляционно-защитной резинах для кабельных изделий,
рассчитанных на длительную работу при температуре на токопроводящей жиле 65°С.
Для теплостойких кабельных изделий различного назначения для работы при 90°С
используются изоляционные резины на основе этиленпропилендиеновых каучуков (специальные
марки отечественных диэлектрических каучуков - СКЭПТ-40Д, СКЭПТ-Э40Д, СКЭП-240Д).
Этиленпропиленовые каучуки наряду с хорошими электроизоляционными свойствами,
сохраняющимися при воздействии пара и влаги, обладают и другими ценными для кабельных
резин свойствами: низкой плотностью, отличной озоно- и атмосферо-стойкостью, высокой
стойкостью к термическому старению и к ряду химически агрессивных сред, способностью
воспринимать большое количество наполнителя и пластификатора без ухудшения
физико-механических свойств. Это позволяет создавать на их основе изоляционные резины, к которым
предъявляются дополнительные требования по озоностойкости, пожаробезопасности и т.д., а также
для высоковольтных кабелей.
Двойные сополимеры этилена с пропиленом имеют высокое удельное электрическое
сопротивление и более низкое значение тангенса угла диэлектрических потерь (что важно для
исключения теплового пробоя). Отсутствие двойной связи в макромолекуле также увеличивает стойкость
изоляции к коронному разряду. Поэтому в изоляционных резинах для кабелей на напряжение до
10 кВ допускается применение тройных этиленпропиленовых каучуков, так как в этом случае
отсутствуют требования к короностойкости и тангенсу угла диэлектрических потерь, а с точки
зрения технологических свойств и скорости вулканизации эти эластомеры более предпочтительны.
За рубежом в качестве основного каучука для изоляционных кабельных резин для работы
при 65 и 90°С используется этиленпропиленовый каучук, что позволяет унифицировать
технологию изготовления смесей.
При необходимости сочетания в изоляционной кабельной резине таких преимуществ,
которые обеспечивает этиленпропиленовый каучук, с повышенными требованиями по маслостой-
кости - в качестве полимерной основы используется этиленвинилацетатный каучук.
Изоляционные резины для кабельных изделий для работы при 180°С и выше
изготавливаются на основе силоксанового каучука. Обычная температура эксплуатации силоксановых
резин 180°С, но они могут длительно работать при 200-250°С и кратковременно при 300°С, при
этом физико-механические показатели резин остаются на достаточно высоком уровне.
Силоксановые резины кроме высокой теплостойкости и морозостойкости обладают также
высокой озоностойкостью, малым влагопоглощением, хорошей огнестойкостью и высокими
диэлектрическими характеристиками, мало изменяющимися в процессе увлажнения и в
интервале температур от 20 до 200°С.
Теплостойкость, морозостойкость и другие свойства силоксановых резин зависят от
структуры органических радикалов в макромолекуле применяемого каучука. Путем замены части
метильных заместителей в боковой цепи на винильные достигается увеличение скорости
вулканизации резиновых смесей. Введение небольших количеств фенильных заместителей
нарушает регулярность структуры каучука и повышает морозостойкость резин.
Кроме силоксановой резины общего назначения (К-69), для изоляции используются
также резины повышенной твердости (К-69Т), резины, не требующие дополнительного термо-
статирования (К-1520), а также повышенной теплостойкости с работоспособностью в
интервале от-60 до 250°С (К-673).
г*
В кабельной промышленности применяют, как правило, готовые резиновые смеси на
основе силоксановых каучуков, что значительно упрощает весь цикл изготовления изделий с их
применением. §■
Актуальной задачей в настоящее время является создание композиционных материалов ^
пониженной горючести, не содержащих галогенов, с низким дымовыделением и образованием S
газообразных токсичных и коррозионноактивных веществ, в том числе и электроизоляционных Jg
резин для кабелей нового поколения. ^.
Благодаря возможности введения большого количества наполнителя в резины на основе эти- |
ленпропиленового и этиленвинилацетатного каучуков, а также с учетом характерной для силоксано- |
вых резин повышенной стойкости к горению по сравнению с карбоцепными каучуками, эти каучуки »
являются основой для создания изоляционных композиций, не распространяющих горение. в.
В качестве основного вулканизующего агента в изоляционных и изоляционно-защитных рези- <о
нах на основе каучуков общего назначения применяется тетраметилтиурамдисульфид (тиурам Д), '§
который по сравнению с серой позволяет получить более теплостойкую резину. Кроме того, по- |
скольку эти резиновые смеси накладываются методом экструзии непосредственно на медную §
токопроводящую жилу, в случае применения тиурама Д отпадает необходимость в лужении мед- ki
ной жилы. В качестве ускорителей вулканизации используются дитиокарбаматы и в небольших
количествах тиазолы. Активаторами вулканизации изоляционных и изоляционно-защитных
кабельных резин являются оксид цинка в сочетании со стеариновой кислотой, противостарителями
(антиоксидантами) -в основном производные дигидрохинолина, в качестве мягчителей
используются продукты переработки нефти. Основными наполнителями таких резин являются
обогащенный природный мел или его комбинации с другими минеральными наполнителями.
В рецептуре резин на основе этиленпропиленовых каучуков вулканизующими агентами
являются пероксиды, а соагентами пероксидной вулканизации - производные циануратов, мета-
крилатов и др. В зависимости от назначения в качестве наполнителя в этих резинах могут
использоваться дегидратированный (кальцинированный) каолин, микротальк, белая сажа, аэро-
сил и обогащенный природный мел в различных комбинациях, а также тригидрат оксида
алюминия или гидроксид магния.
Основными нормируемыми показателями, характеризующими электроизоляционные
свойства резин, являются удельное объемное электрическое сопротивление (ГОСТ 6433.2-71) и
электрическая прочность (ГОСТ 6433.3-71).
Удельное объемное электрическое сопротивление отражает способность материала
оказывать сопротивление проходящему электрическому току, а электрическая прочность
характеризует напряженность электрического поля, при которой наступает пробой изоляции.
Изоляционные резины характеризуются также тангенсом угла диэлектрических потерь и диэлектрической
проницаемостью (ГОСТ 6433.4-71). Эти величины определяют энергию электрического поля,
необратимо преобразующуюся в тепло в диэлектрике (потери в изоляции); они особенно
важны для кабельных изделий, работающих при высоких напряжениях или при высоких частотах.
Требования, предъявляемые к кабельным изоляционным резинам, в ряде стран
регламентируются соответствующими стандартами на кабельные изделия и дополнительными
специфическими для данного изделия требованиями. Кроме того, имеются стандарты всемирной
организации по стандартизации - Международной электротехнической комиссии (МЭК) на
отдельные кабельные изделия, в которых приводятся требования к резинам, используемым в качестве
изоляции для этих изделий:
МЭК 605802-1, 2009. Кабели силовые с экструдированной изоляцией и арматура к ним на
номинальное напряжение от 1 кВ до 30 кВ включительно. Часть 1. Кабели на номинальное
напряжение 1 кВ и 3 кВ;
МЭК 60092-351,2004. Изоляционные материалы для кабелей силовых, связи и управления,
используемых на судах, для подвижных или стационарных береговых установках;
МЭК 60245-1,2008. Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В
включительно. Часть 1. Общие требования;
i
I
МЭК 60800,2009. Кабели нагревательные для обогрева и предотвращения образования льда на
номинальное напряжение 300/500 В.
Отдельные национальные стандарты на материалы для изоляции проводов и кабелей
BS 7655, DIN VDE 0207, JIS С 3315 и др. приводят классификацию резин по определенным
типам с указанием соответствующих требований.
В настоящее время кроме МЭК активно функционирует Европейский комитет
стандартизации в области электротехники СЕНЕЛЕК.
Основной задачей этого комитета является разработка единых для Западной Европы
стандартов, а также гармонизация национальных стандартов в тех случаях, когда это необходимо
для обеспечения экономической, научно-технической и национальной интеграции.
Началом унификации характеристик кабельных резин и основ их классификации в России
явилось введение ГОСТ 2068-54, что позволило в нормативной документации на кабельные
изделия указывать лишь типы выбранных для данных изделий резин. В настоящее время этот
ГОСТ заменен на ТУ 16.К71-098-90 «Резина и резиновые смеси для кабельных изделий». В
указанной документации изоляционные и изоляционно-защитные резины различаются типами и
содержанием эластомера, что обусловливает их физико-механические и электрические свойства.
Для изоляции, допускающей длительный нагрев на токопроводящей жиле до 65°С,
применяются резины типов РТИ-0 и РТИ-1, а также изоляционно-защитные резины типов РТИШ и РТИШМ.
Резины типа РТИ-0 обладают повышенными физико-механическими и
электроизоляционными характеристиками и предназначены для изоляции ответственных кабельных изделий.
Наиболее широко для изоляции кабелей, проводов и шнуров применяют резины типа РТИ-1.
Обладая хорошими характеристиками, они отвечают эксплуатационным требованиям
большинства кабельных изделий на переменное напряжение 660 В и постоянное до 1000 В.
Для изоляции кабельных изделий для работы при 85°С применяются резины типа РТЭПИ-1 на
основе этиленпропиленового каучука, адля изоляции токопроводящихжил для работы при 180°С
используются резины типа РТСИ повышенной теплостойкости на основе силоксанового каучука.
Электроизоляционные характеристики указанных типов кабельных резин после их
выдержки в воде в течение 24 ч при (20±5)°С должны соответствовать нормам, указанным в табл. 11.4.5.
К основным физико-механическим свойствам изоляционных и изоляционно-защитных
кабельных резин относятся прочность при растяжении и относительное удлинение при разрыве,
которые определяются как при испытании образцов соответствующих резин, так и
изоляционного слоя резины готовых кабельных изделий по специальной методике. Испытания резиновой
изоляции с готового кабельного изделия предусмотрены также и всеми международными
стандартами для испытаний кабельных резин.
Поскольку изоляция в основном защищена от механических воздействий оболочкой, то для
изоляционных резин более важным является не исходные физико-механические
характеристики, а сохранение их в процессе эксплуатации, так как именно это определяет срок службы
кабельных изделий.
Для изоляционно-защитных резин в
ТУ 16.К71-098-90 нормируется показатель
морозостойкости: для резин типа РТИШ не
выше -40°С, для резин типа РТИШМ - не выше
-50°С. Дополнительные требования к
изоляционным и изоляционно-защитым резинам при
их использовании в кабельных изделиях,
эксплуатируемых в районах с холодным
климатом, приведены в РД 16.514-88 «Кабели,
провода и шнуры для районов с холодным
климатом». К резинам, используемым для
изоляции (тип РТИ-1 ХЛ), норма по
морозостойкости установлена не выше -55°С, а для изо-
11.4.5. Электроизоляционные
характеристики кабельных резин после выдержки в воде
в течение 24 ч при (20±5)°С
Тип
резины
РТИ-0
РТИ-1
РТЭПИ-1
РТСИ
РТИШ
РТИШМ
Содержание
каучука
в резине, %,
не менее
40
33
30
Не нормир.
33
35
Удельное
объемное электрическое
сопротивление,
Омм, не менее
1-10"
5-10"
1-10"
5-10"
5-Ю"
5-10"
Электрическая
прочность, МВ/м,
не менее
20
20
25
22
20
20
ляционно-защитных резин (тип РТИШ-ХЛ) - не выше -60°С. Кроме того, для изоляционных^^
резин, применяемых для изоляции силовых гибких кабелей, дополнительно нормируется
стойкость к воздействию озона.
По остальным показателям указанные резины должны отвечать соответствующим типам
ТУ 16.К71-098-90.
11,4,3, Магнитные резины
(А.Г. Алексеев, А.Е. Корнев)
Магнитные резины используются при создании современной техники, в которой требуются
принципиально новые эластомерные материалы с заданным уровнем магнитных свойств.
Анализ магнитных характеристик чистых каучуков показывает, что они находятся в
состоянии диамагнитного и парамагнитного упорядочения, т.е. являются весьма слабомагнитными
веществами. Поэтому получение магнитных эластомеров с высокими магнитными
характеристиками на основе ненаполненных резин невозможно. Для создания таких эластомерных
магнитных материалов применяются композиции, состоящие из каучуков и магнитных
наполнителей. Эти композиционные материалы удачно сочетают физико-механические и
диэлектрические свойства, присущие каучукам, с высокими магнитными характеристиками специальных
наполнителей. Кроме того, магнитные резины сохраняют эластичность при большом содержании
наполнителя в определенном интервале температур и деформаций, имеют относительно
высокие механическую прочность, гибкость, химическую стойкость.
На основе магнитных резин созданы источники магнитного поля для стереоакустических
систем, малогабаритных двигателей, изготавливаются магнитные конвейерные ленты, эталоны
магнитной восприимчивости для измерительной техники. Магнитные резины широко применяются в
качестве магнитных элементов вместо керамических магнитов в телевизорах, для различных
электронных схем, а также в дефектоскопии, системах связи и медицине, т.е. везде, где эластичный
магнит должен повторять неровности и кривизну контактирующих с ним поверхностей.
Главным преимуществом изделий из магнитных эластомеров является отсутствие
хрупкости, достаточно высокие прочностные характеристики, легкая механическая обрабатываемость,
обеспечивающая равномерную конфигурацию магнитного поля и однородный поток
рассеяния, хорошая формуемость в детали сложной конфигурации со сферическими или
искривленными поверхностями, с отверстиями и приливами.
В качестве полимерной основы при создании магнитных эластомеров могут применяться
практически все высокомолекулярные каучуки, жидкие каучуки, термопластичные эластомеры
и их смеси. В качестве наполнителей, придающих каучукам определенные магнитные и
электрические свойства, используют ферритовые порошки различной структуры, порошки из
аморфных магнитных материалов и сплавов, редкоземельные материалы (например, самарий,
кобальт), порошки металлов и их оксиды.
Связь между напряженностью приложенного электромагнитного поля и магнитной
индукцией в образце магнитного материала описывается петлей гистерезиса, которая
характеризуется максимальной индукцией (бшкс), остаточной индукцией (Вш) и коэрцитивной силой (Wc) Если
магнитный материал намагнитить до насыщения, а затем снять намагничивающее поле, то он
будет иметь остаточную индукцию. По форме петли гистерезиса можно судить об особенностях
свойств различных магнитных материалов.
Магнитные резины по форме петли гистерезиса разделяют на магнитотвердые и магнито-
мягкие. Магнитотвердые резины, предназначенные для изготовления эластичных постоянных
магнитов, должны иметь высокие значения коэрцитивной силы и остаточной магнитной
индукции, т.е. иметь широкую петлю гистерезиса. Магнитомягкие резины, предназначенные для
эластичных магнитопроводов и экранов, должны обладать малой коэрцитивной силой и высокой
магнитной проницаемостью, т.е. иметь узкую петлю гистерезиса.
I
I
i
I
I
I
F
та
з
a:
S:
c>
a:
э-
o
та
О,
C:
о
3
-Q
c;
о
При малом содержании магнитомягких ферритовых наполнители все магнитные резины имеют
низкую магнитную проницаемость. Это связано с тем, что наличие каучука в магнитном материале
создает немагнитные прослойки между магнитными частицами и вызывает значительное внутреннее
размагничивание. С увеличением содержания магнитомягкого ферритового наполнителя магнитная
проницаемость материала возрастает, при этом статическая магнитная проницаемость и
коэрцитивная сила практически не зависят от типа каучука и определяются только количеством введенного
наполнителя. Для получения наибольшей магнитной проницаемости у магнитомягких материалов в
каучук вводят максимально возможное количество магнитомягких наполнителей. Такой же подход
справедлив и для магнитотвердых резин, только в них с увеличением содержания наполнителя
увеличиваются и остаточная магнитная индукция и коэрцитивная сила.
Размер частиц ферритового наполнителя существенно влияет на магнитные
характеристики и магнитотвердых, и магнитомягких резин (рис. 11.4.4 и 11.4.5).
С уменьшением размера частиц магнитомягкого ферритового наполнителя существенно
снижается магнитная проницаемость. При размере частиц наполнителя около 10 мкм и степени
наполнения 64% (об.) она незначительно выше, чем у парамагнитных веществ. Для получения
достаточно высоких значений магнитной проницаемости у магнитных резин следует
использовать грубодисперсные магнитомягкие наполнители с размером частиц 50-250 мкм (см. рис.
11.4.4). Основные магнитные характеристики магнитотвердых резин при изменении размеров
частиц магнитотвердого ферритового наполнителя от 50 до 3 мкм изменяются незначительно
(см. рис. 11.4.5). Дальнейшее уменьшение размеров частиц магнитотвердого ферритового
наполнителя вызывает существенное ухудшение магнитных характеристик материала.
Использование больших количеств (60% об. и более) грубодисперсных ферритовых
наполнителей для создания магнитотвердых и магнитомягких резин позволяет получать их с
условной прочностью при растяжении от 2 до 5 МПа и относительным удлинением при
разрыве 25-50%. Магнитные свойства
магнитотвердых резин на ОСНОВе каучука СКИ-3 С раз- 11 -4.6. Магнитные характеристики магни-
ЛИЧНЫМ Содержанием феррита бария приве- тотвеРДь'Х резин на основе каучука СКИ-3
денывтабл.11.4.6.
Наряду с общепринятой в резиновой
промышленности схемой изготовления резиновых
смесей и изделий, предусматривающей их
последующую вулканизацию в пресс-формах под
Показатель
50С,-Ю-г , Т
Нс, кА/м
(ВН)иж, кДж/м3
Содержание феррита бария, % (об.)
25
4
30
0,5
30
5,5
45
1,0
45
9
60
1,5
60
12
75
2,5
65
16
90
4,5
80 120 160 200
Рис. 11.4.4. Зависимость магнитной
проницаемости ц,, магнитной резины на
основе хлоропренового каучука от
размера частиц никельцинкового феррита
600НН при его содержании 64 /о (об.)
4,0г 80
70
С? 2,5
2,0
^60
Рис. 11.4.5. Зависимость остаточной индукции Вост
(7), коэрцитивной силы Нс (2) и магнитной энергии
(ВН)ШЮ (3) магнитных резин на основе хлоропренового
каучука от размера частиц феррита бария прн его
содержании 64 /о (об.)
122
~~\Ш^к\Ш Шч~
давлением, при изготовлении магнитных материалов можно одновременно совмещать процесс
вулканизации с ориентацией частиц магнитного наполнителя в сильном магнитном поле. Такой
процесс позволяет получать магнитные резины с существенно более высокими магнитными
характеристиками. Особенно наглядно это проявляется при использовании в качестве наполнителя
сплавов редкоземельных металлов (РЗМ) (табл. 11.4.7).
Наиболее широко в качестве магнитомягких наполнителей для создания магнитных резин
используются ферриты: никельцинковый 600НН, марганеццинковый 6000НМ, медный И-7,
кобальтовый, магниевый, ферритZn2Y, металлуглеродные наполнители СМ-1, СМ-5 и СМ-7. В качестве
магнитотвердых наполнителей используются ферриты бария, стронция и сплавы редкоземельных
металлов ти па SmCo5.
Для оценки эксплуатационных характеристик магнитомягких и магнитотвердых резин, наряду
с показателями, широко используемыми для оценки физико-механических свойств резин
(условная прочность при растяжении, относительное удлинение при разрыве, модуль изгиба, твердость,
эластичность и др.), применяются специальные магнитные характеристики материала. Для
магнитных резин определяют: магнитную восприимчивость ае, относительную магнитную
проницаемость м0, коэрцитивную силу Нс (А/м), остаточную магнитную индукцию бост (Т); намагниченность
J (А/м), магнитную энергию (ВН)тк (кДж/м3), комплексные диэлектрическую и магнитную
проницаемости е* и ц", удельное объемное электрическое сопротивление pv (Ом-м).
Характеристики магнитных резин Wc, баст, J, (ВН)ткс при постоянном токе измеряют
баллистическим методом, а также с помощью гистерезисографа УИФИ-400/5 в магнитном поле с
коэрцитивной силой не менее 20-Ю5 А/м (25-103 Э). Для измерения магнитной восприимчивости
магнитных эластомеров в слабых низкочастотных переменных полях используют
параметрические методы, основанные на изменении приращения одного из показателей
электромагнитной цепи (индуктивности, взаимоиндуктивности или магнитного сопротивления) при внесении
в нее магнитного эластомера. Такие измерения проводятся с помощью измерителей магнитной
восприимчивости типа ИМВ-2, ИМВ-3, ИМВС-1, ИЭМС-3 и установки У-5010. Прибор ИЭМС-3
позволяет определять электрические и магнитные характеристики магнитных резин в
диапазоне частот от 20 Гц до 10 кГц. Методы измерения электромагнитных показателей магнитных
резин на сверхвысоких частотах можно разделить на три группы: методы измерения в
закрытых измерительных трактах, методы измерения в свободном пространстве, резонансные
методы. Основные измерения электромагнитных показателей магнитных резин проводят в
коаксиальных и волноводных трактах в диапазоне частот от 30 МГц до 10 ГГц (коаксиальные линии) и
от 1,5 до 17 ГГц (волноводные линии).
Особый класс материалов, обладающих магнитными и электрическими свойствами,
присущими полупроводниковым магнитным материалам - керамическим ферритам или
магнитным сплавам аморфной структуры в со-
11.4.7. Магнитные свойства магнитотвердых
резин, наполненных сплавами редкоземель-
;с*Х
ных металлов (РЗМ)
Содержание
РЗМ, % масс.
Фит, Т
jHc, кА/м
ВН„ кА/м
(ВН)ЫЯК,
кДж/м3
Вулканизация без магнитного поля
47
68
82
0,0375
0,08
0,19
380
350
270
65
110
170
0,58
2,2
8,1
Вулканизация в магнитном поле
47
68
82
0,0625
0,12
0,28
380
300
290
110
180
290
1,74
5,4
20,2
Условные обозначения. jHc и SWC - коэрцитивные силы по
намагниченности и по индукции соответственно.
четании с эластичностью, гибкостью,
малой плотностью, ударной и механической
прочностью - представляют собой эласто-
мерные композиционные ферромагнитные
материалы. Применение таких материалов
и изделий в технике, особенно в условиях
воздействия высокочастотных
электромагнитных полей, связано в основном с
особенностями изменения их комплексной
проницаемости (магнитными спектрами) в
широком диапазоне частот. В России создана
технология получения вулканизованных
многослойных эластичных радиопоглоща-
ющих покрытий, организован их
промышленный выпуск и внедрение.
та
=5
а:
5:
со
=5
а:
э-
о
03
та
С:
'5:
о
3
о
из
Основной недостаток таких покрытий - большая масса (10-12 кг/м3), толщина (4-6 мм),
большая трудоемкость изготовления и сложность создания экологически чистого производства. Даль-
| нейший прогресс в улучшении характеристик полимерных радиопоглощающих и экранирующих
~j покрытий ограничивается тем, что вводимые в резиновую смесь частицы ферромагнитного напол-
| нителя должны иметь размер порядка 50-100 мкм, так как по мере дальнейшего уменьшения их
5g размера магнитная проницаемость частиц уменьшается и при размерах порядка 1 мкм они не
^ обладают требуемой магнитной проницаемостью и магнитными потерями. Кроме того, для обеспе-
| чения радиопоглощающих свойств в полимерную основу необходимо вводить от 20 до 70%(об.)
> ферромагнитного наполнителя, что в несколько раз повышает массу получаемого покрытия и
^ резко сокращает возможность его использования.
^ Потребность в современных условиях в новейших, эффективных по электромагнитным и эк-
^ ранирующим параметрам, а также в легких материалах и покрытиях привели к созданию нанома-
q териалов с новым комплексом электрических и магнитных свойств, которые позволили приме-
^ нить их в области сверхвысоких частот. При этом в будущем станет возможным их применение в
§ магнитных наноструктурах и наноструктурных пленках из различных элементов Периодической
^ системы Д.И. Менделеева, открывающие неограниченные возможности по созданию новых
материалов и легких покрытий, эффективно взаимодействующих с электромагнитными излучениями
различных частот. Это особенно важно при массовом применении компьютерной техники, так как
рабочие частоты микропроцессов уже составляют от 4 до 10 ГГц, а это сверхвысокие рабочие
частоты радиолокаторов, сотовых телефонов и другой высокочастотной техники.
К настоящему времени разработано большое число методов получения полимерных нано-
композитов в тонкопленочном состоянии на различных поликоровых и других пленках для
создания легких многослойных радиоэкранирующих наноструктур. Наиболее часто для их
получения используются такие методы как термическое, катодное, магнетронное напыление.
Изменяя условия получения магнитных нанокомпозитов, можно менять их электрические и
магнитные свойства.
В качестве наиболее перспективных материалов для получения тонких легких
радиопоглощающих покрытий являются нанокластерные структуры с магнитными металлами, полученные
по ионно-плазменной технологии магнетронного распыления. При этом радиопоглощающие
свойства пленок обусловлены коллективным поглощением электромагнитного излучения
ансамблями нанокластеров, сочетающих гранулированную структуру углерода с наночастицами
других элементов, например кобальта.
Анализ программ, выполняемых в США, Великобритании и странах ЕС в области нанотехно-
логий показал, что особым разнообразием отличаются проекты, связанные с
материаловедением. Так, в США по программе «Structural Materials and Devices», посвященной материалам,
ведутся работы по созданию недорогих методов синтеза, производства и сборки наноматериалов
и нанотрубок. По этой же программе наноструктуры используются при создании очень легких
материалов, значительно превосходящих существующие по своим механическим,
радиофизическим, теплофизическим и защитным свойствам. Разработки полимерных материалов в этой
области заключаются главным образом в регулировании распределения нанопримесей в
полимерной матрице. Уже создана технология изготовления волокнисто-упрочненных композитных
материалов с использованием индукционного нагрева для диспергирования магнитных наноча-
стиц в матрице. В другой программе по функциональным материалам и устройствам «Functional
Materials and Devices», связанной с новейшими разработками в области создания
функциональных полимеров в электронике, разрабатываются новые методы получения «необычных»
веществ-электропроводящих и электроактивных полимеров, разнообразных магнитных
материалов для микроволновой техники, различных покрытий, а также магнитодиэлектрических
структур и нанокомпозитных ферромагнетиков.
Переход от микротехнологий к «нано» - это не количественный, а качественный переход.
Это переход от манипуляции веществом к манипуляции отдельными атомами, молекулами и
кластерами, от макроскопических («средних») свойств материалов к свойствам отдельных моле-
кул, кластеров и ансамблей из них для создания наноструктур и наноматериалов. Это переход от ^у.
полимерных магнитных материалов, содержащих частицы ферромагнитных наполнителей
размером 50-100 мкм, к пленочным нанокластерным магнитным материалам и покрытиям, к наноорга-
низованным магнитным структурам и защитным покрытиям на их основе.
Эластичные тонкопленочные нанокластерные магнитные материалы могут использоваться для:
- улучшения степени защиты информации;
- повышения безопасности работы узлов радиоэлектронной аппаратуры за счет снижения
уровня отраженных вторичных волн внутри экранированного объема;
- резкого снижения (более чем в 4 раза) массогабаритных характеристик средств защиты от
электромагнитного излучения путем отказа от металлических экранов;
- при решении задач электромагнитной экологической безопасности людей, живущих
вблизи станций сотовой связи;
- защиты банковской тайны;
- защита всех радиоизлучающих в свободное пространство систем (систем
радиоэлектронной борьбы, узлов связи, штабов стратегического, оперативного и тактического назначения);
- защиты комплексов информационного противодействия;
- засекречивания и защиты коммуникационных систем, функционирующих в частотном
диапазоне работы радиолокационных станций;
- замены применяемых в настоящее время серийных радиопоглощающих полимерных
покрытий при решении задач технологии Stealth (имеющих массу порядка 10-12 кг/м3) на
эластичные радиопоглощающие покрытия массой 2-3 кг/м3, значительно меньшей трудоемкости
при изготовлении и меньшей стоимостью;
- создания метаматериалов, работающих не за счет радиопоглощающих свойств, а путем
отклонения электромагнитного излучения и огибания объекта.
12. МЕДИЦИНСКИЕ И ПИЩЕВЫЕ РЕЗИНЫ
12.1. Медицинские резины 125
12.2. Пищевые резины (резины, контактирующие
с пищевыми продуктами) 130
12.1. Медицинские резины
(77.fi. Гербова, ЕЛ. Кузнецова, АЛ. Соминский, Д.П. Трофимович)
Медицинские резины широко применяются в производстве изделий для эндопротезирова-
ния, длительно контактирующих с организмом человека, в фармацевтической
промышленности для укупорки лекарственных препаратов, для проведения лечебных и диагностических
процедур, комплектации медицинских приборов и аппаратов, а также для изготовления изделий
санитарии и гигиены.
Медицинские резины должны обладать специфическими свойствами, обусловленными их
назначением. Они должны быть нетоксичными, не оказывать влияния на организм человека, на
свойства лекарственных препаратов в процессе их многолетнего (до 7 лет) хранения, должны
обладать гарантированной надежностью (высокой прочностью, эластичностью-для
медицинских трубок, высокой влаго- и газонепроницаемостью - для медицинских пробок) в течение
всего срока их эксплуатации, должны иметь повышенные химическую и теплостойкость для
сохранения свойств при предварительной санитарно-гигиенической обработке и стерилизации
(паровой, газовой, сухожаровой и радиационной).
I
I
!
I
I
г
Для приготовления резин, предназначенных для изделий медицинского назначения, применяют
разрешенные органами здравоохранения натуральные и синтетические каучуки:
| - натуральный (смокед-шит, светлый креп);
| -бутилкаучук БК1675М, БК1675Н;
| - бутадиеновый СКВ 35 рщ, СКД - ЛР1,2;
g - синтетический изопреновый СКИ-ЗС, СКИ-ЗП, СКИЛ-5;
^ - диметилвинилсилоксановый СКТВщ, СКТВ-М;
| -диметилсилоксановый СКТ;
> - силоксановый низкомолекулярный СКТН, СКТНВ-0,36 мед;
<§ - хлорбутилкаучук НТ-1068;
^. - бутадиеннитрильный СКН-26М с П-23.
^ Содержание каучука в смесях колеблется от 30 до 80% (масс).
§ Натуральный каучук придает изделиям высокую эластичность и прочность. Ассортимент
| изделий, выпускаемых из резин на основе натурального каучука чрезвычайно широк - это боль-
§ шинство медицинских трубок, зондов, катетеров, комплектующих деталей к аппаратам и при-
^ борам, отдельные виды фармацевтических пробок.
Бутилкаучук и хлорбутилкаучук вследствие низкой газо- и влагопроницаемости наиболее
пригодны для изготовления фармацевтических пробок, особенно предназначенных для
укупорки гигроскопичных антибиотиков, жидких препаратов длительного хранения.
Особое место среди медицинских резин занимают резины на основе силоксанового каучука.
Они обладают химической и биологической инертностью, совместимостью с тканями
организма (отсутствует реакция на инородное тело), стойкостью к старению, пониженным и
повышенным температурам. Силиконовые резины применяются для изделий, длительно и даже
пожизненно контактирующих с организмом человека.
Синтетические изопреновые, бутадиеновые, бутадиеннитрильные и бутадиенстирольные
каучуки в основном применяют в резинах для изготовления комплектующих деталей к
аппаратам и приборам медицинского назначения, где отсутствует непосредственный контакт резины с
организмом или этот контакт кратковременный.
Ниже приведены ингредиенты, допускаемые органами здравоохранения к применению в
медицинских резинах.
Вулканизующие агенты (общее содержание в смесях не более 2,5% масс):
сера техническая (молотая высший сорт, класс 1 и 2);
пероксидбензоила;
паста пероксида дихлорбензоила;
пероксиддикумила;
тиурам Д (тетраметилтиурамдисульфид);
тиурам Е (тетраэтилтиурамдисульфид);
дитиодиморфолин.
Ускорители вулканизации (общее содержание в смесях не более 1,2% масс):
альтакс(дибензтиазолилдисульфид);
вулкацит Р Экстра N (фенилэтилдитиокарбамат цинка);
дифенилгуанидин;
каптакс (2-меркаптобензтиазол);
тиурам Д (тетраметилтиурамдисульфид);
тиурам Е (тетраэтилтиурамдисульфид);
тиурам ЭФ (диэтилдифенилтиурамдисульфид);
сульфенамид Ц (N-циклогексил - 2- бензтиазолилсульфенамид).
Активаторы вулканизации (содержание в смесях не более 5% масс):
белила цинковые (оксид цинка) БЦ-0, БЦ-1;
магнезия жженая (оксид магния);
тиокарбамид.
126
Антискорчинги:
бензойная кислота;
ангидрид фталевый. §
Стабилизатор смесей на основе силоксановых каучуков: |-
НД-8 (дигидроксиполидиметилсилоксан). |
Противостарители (общее содержание в смесях не более 2% масс): §
Агидол-2 [2,2-метилен-бяс(4-метил-6-г/?ег-бутилфенол)]; ^.
Агидол-1 (4-метил-2,6-ди-7рег-бутилфенол); s
воскЗВ-1; |
озокерит; 5
церезин М-67, М-80. ft.
Наполнители (общее содержание в смесях не более 80% (масс): ч
Аэросил А-175, А-300 (тонкодисперсный диоксид кремния); '§
бария сульфат реактивный; |
бария карбонат технический; §
каолин; ^о
литопон сухой парфюмерный;
мел химический осажденный А, Б;
мел природный обогащенный ММС;
сажа белая (тонкодисперсный диоксид кремния): БС-50, БС-100, БС-120, У-333;
тальк медицинский;
тальк молотый ТРПН;
углерод технический К-354, П324, П514, П701, П243;
углерод технический высокой структурности П366-Э, П367-Э;
углерод технический элементный А 437-Э.
Мягчители и пластификаторы (общее содержание в смесях не более 15% масс):
масло индустриальное И-8А;
низкомолекулярный полиэтилен НМПЭ;
кислота стеариновая техническая А, Б;
канифоль сосновая;
парафин нефтяной для пищевой промышленности А, П-1, П-2;
дибутилфталат, диоктилфталат;
фактис темный;
канифоль экстракционная, модифицированная ЭМ-3;
масло мягчитель - нетоксол.
Пигменты и красители (общее содержание в смеси не более 2% масс):
пигмент красный железноокисный К;
пигмент голубой фталоцианиновый;
пигмент желтый прочный;
пигмент красный 5С;
пигмент синий антрахиноновый;
пигмент оранжевый Ж;
лак рубиновый СК;
ультрамарин УС, УЛ;
диоксид титана пигментный;
лак оранжевый;
лак красный ЖБ.
Рецептура резин для изделий медицинского назначения утверждается органами
здравоохранения. Пригодность резин определяется по результатам оценки количества химических
веществ, мигрирующих из резин в модельные среды, имитирующие условия эксплуатации
изделий, и по результатам токсикологических исследований.
I
1
i
yf" Данные о допустимом количестве миграции (ДКМ) химических веществ из резин в модельные
среды приведены в табл. 12.1.1.
Кроме количественного определения веществ, мигрирующих из резин в модельные среды,
оценивают изменение рН модельной среды. При контакте с резиной оно не должно превышать ±1.
При оценке резин, контактирующих с инъекционными препаратами, определяется перман-
ганантная окисляемость водной вытяжки, которая не должна превышать 3,0 мг 0/100 см2.
По своему назначению различают медицинские резины:
-для изделий внутреннего протезирования;
- для изделий, контактирующих с кровью, кровезаменителями;
- для фармацевтических изделий;
- для изделий, применяемых в гастроэнтерологии, урологии, акушерстве, анестезиологии;
- для комплектующих деталей к аппаратам и приборам медицинского назначения.
12.1.1. Допустимые количества миграции (ДКМ) веществ, которые подлежат
определению в модельных средах в зависимости от рецептуры резин
Каучуки и ингредиенты резины
Синтетические изопреновые
Бутадиеннитрильные
Бутадиенстирольные
Тиурам Д
Тиурам ЭФ
Тиурам Е
Вулкацит-Р-экстра N
Дифенилгуанидин
Сульфенамид Ц*
Каптакс*
Альтакс*
Дитиодиморфолин
Перекись дикумила
Агидол 2
Белила цинковые
Бария сульфат
Литопон
Диоктилфталат
Дибутилфталат
Летучие нитрозоамины
Определяемое вещество
Изопрен
Нитрил акриловой кислоты
Стирол
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
Диэтилдифенилтиурамдисульфид
Этилфенилдитокарбамат цинка
Моноэтиланилин
Тетраэтилтиурамдисульфид
Диэтилдитиокарбамат цинка
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Дифенилгуанидин
N-Циклогексил-г-бензтиазолип-
сульфенамид
2-Меркаптобензтиазол
2-Меркаптобензтиазол
2-Меркаптобензтиазол
Дитиодиморфолин
Ацетофенон
2,2'-Метилен-(5ис-(4-метил-6-грег-
бутилфенол)
Ионы цинка
Ионы бария
Ионы цинка
Ионы бария
Диоктилфталат
Дибутилфталат
ДКМ, мг/л
0,01
0,05
0,10
0,05 (для резин, контактирующих с кровью)
0,5 (для резин, контактирующих с кожей)
0,6 (для остальных резин)
0,05 (для резин, контактирующих с кровью)
0,6 (для остальных резин)
0,10
1,0
0,5
0,05 (для резин, контактирующих с кровью)
0,5 (для остальных резин)
0,05 (для резин, контактирующих с кровью)
0,5 (для остальных резин)
1,0
0,5
0,5
0,4
0,4
0,4
0,4
0,5
0,1
2,0
1,0
0,1
1,0
0,1
2,0
0,20
10 мкг/кг резины
"Суммарная миграция ускорителей, относящихся к классу тиазолов и сульфенамидов, не должна превышать
0,4 мг/л.
Это деление резин весьма условно, так как одни и те же резины могут удовлетворять требова- Т^
ниям, предъявляемые к различным группам изделий.
Резины, разрешенные для изготовления изделий медицинского назначения, приведены в
табл. 12.1.2.
12.1.2. Резины, применяемые для изготовления медицинских изделий
Изделия | Каучуки и основные ингредиенты | Примечание
Резины для изделий внутреннего протезирования
Протезы суставов и костей, челю-
стно-лицевые имплантанты,
протезы для гортани и молочной
железы (оболочка)
Внутреннее заполнение оболочки
СКТВ-М, аэросил, паста пероксида 2,4-дихлор-
бензоила, стабилизатор на основе силоксанди
ола
Низкомолекулярный каучук СКТНВ-0,3 б мед
Может применяться для
изготовления трубок для
переливания крови
Резины для изделий, контактирующих с кровью
Пробки для укупорки бутылок с
кровью и кровезаменителями
Трубки для переливания крови
CKT, паста пероксида бензоила, сажа белая
белила цинковые, бутилкаучук, хлорбутилкау-
чук, сера, тиурам Д, белила цинковые,
стеариновая кислота, литопон, мел, техуглерод,
масло индустриальное, парафин
Резина на основе каучука CKTB-M
Может применяться для
изготовления пробок к флаконам со
стерильными растворами и со
всеми видами нестерильных
лекарственных форм
внутреннего и наружного употребления
См. резины для протезирования
Резины для фармацевтических изделий
Пробки для укупорки флаконов с
антибиотиками, биологическими и
эндокринными препаратами
Бутилкаучук, сера, тиурам Д, белила цинковые
стеариновая кислота, мел, тальк, аэросил
Может применяться для пробок
к флаконам со стерильными
растворами и со всеми
нестерильными лекарственными
формами
Резины для изделий, применяемых в гастрознтерологии, урологии, акушерстве, анестезиологии
Зонды различные
Катетеры различные
Натуральный каучук, сера, тиурам Д, белила Резина может применяться для
цинковые, стеариновая кислота, парафин, фак- изготовления катетеров, возду-
тис, сажа белая БС-50, литопон, мел, краситель ховодов, трубок
Натуральный каучук, сера, тиурам Д, белила
цинковые, стеариновая кислота, парафин,
фактис, сажа белая БС-50, литопон, каолин,
краситель
Резина может применяться для
изготовления зондов, трубок,
воздуховодов
Резины для комплектующих деталей к аппаратам и приборам медицинского назначения
Маски, меха, соединительные
трубки, пластины для наркозно-
дыхательной аппаратуры
Мембраны, клапаны, прокладки
Трубки для комплектации
различных приборов и аппаратов
Баллоны для комплектации
аспиратора, кардиографа, прибора для
измерения артериального
давления
Натуральный каучук, сера, альтакс, тиурам Д,
белила цинковые, стеариновая кислота,
техуглерод П366Э, агидол 2, фталевый ангидрид
Натуральный каучук, сера, вулкацит-Р-экстра N,
тиурам Д, белила цинковые, стеариновая
кислота, агидол 2, фталевый ангидрид
Синтетический изопреновый каучук СКИ-ЗС,
бутадиенстирольный каучук СКС-30АРКПН,
сера, тиурам Д, белила цинковые, стеариновая
кислота, мел, каолин, литопон, масло
индустриальное И-8А
Натуральный каучук, бутадиенстирольный
каучук, СКС-30АРКПН, сера, альтакс, белила
цинковые, мел, техуглерод, масло индустриальное,
противостаритель
I
I
I
I
!
I
T 12.2. Пищевые резины
(резины, контактирующие с пищевыми продуктами)
(ЕЛ. Кузнецова, Н.С. Сухинин, Д.П.Трофимович)
Резины, благодаря высоким эластическим характеристикам, высокой водо- и
газонепроницаемости, стойкости к действию ряда контактирующих сред, получили широкое применение в
отраслях, производящих, транспортирующих и реализующих пищевые продукты.
В то же время, химическая природа каучуков и ингредиентов, входящих в состав резины,
обусловливают возможность миграции из резины в контактирующие среды веществ, способных в ряде
случаев отрицательно влиять на здоровье людей. В связи с этим разработаны специальные
резины, предназначенные для изготовления изделий, контактирующих с продуктами питания.
Для получения этих резин используют натуральный и синтетический каучуки, разрешенные
органами здравоохранения для контакта с пищевыми продуктами:
- натуральный каучук (смокед-шитс, светлый креп);
- бутилкаучук БК-1675М;
- бутадиеннитрильные каучуки различных марок (СКН-18М, CKH-26M, СКН-26МП,
СКН-26АМП, БНКС-28АМНП, СКН-40МП);
- этиленпропиленовый каучук СКЭПТ-Э, СКЭП;
- изопреновый каучук СКИ-ЗС, СКИ-ЗНТП, СКИ-5НТП;
- бутадиеновый каучук СКБ-ЗОрщ, СКБ-35рщ, СКБ-40рщ, СКБ-55брщ, СКДЛР 1,2;
- силоксановый каучук СКТВ.
В рецептуре пищевых резин применяют ингредиенты, также разрешенные органами
здравоохранения, основной перечень которых приведен ниже.
Вулканизующие агенты:
сера;
пероксид бензоила;
пероксид 2,4-дихлорбензоила;
пероксид диизопропилбензоила;
■ пероксид дикумила;
пероксимон F-40 (пероксид дикумила на носителе).
Ускорители вулканизации:
вулкацит-Р-экстра N (этилфенилдитиокарбамат цинка);
тиурам Д (тетраметилтиурамдисульфид);
тиурам ЭФ (диэтилдифенилтиурамдисульфид);
сульфенамид Ц (Р\1-циклогексил-2-бензтиазолилсульфенамид);
диморфолиндисульфид;
дифенилгуанидин.
Активаторы вулканизации:
белила цинковые (оксид цинка);
оксид магния;
триэтаноламин;
стеарат цинка.
Наполнители:
сажа белая (тонкодисперсный диоксид кремния): БС-30, БС-50, БС-100, БС-120, Аэросил, У-333;
мел природный технический дисперсный МТД-1;
мел природный обогащенный ММС;
коалин обогащенный для резинотехнических и пластмассовых изделий;
1ЯЛ1ЦС1>ШС урОИД
ч
диоксид титана пигментный;
литопон;
техуглерод для производства резины; |
тальк; 5Г
бария сульфат; |
актинап (оксид кальция); |
атактический полипропилен. 5"
Пластификаторы и мягчители: |
стеарин (кислота стеариновая техническая); о
диоктилфталат; §
фригит (бутилолеат); ^
нетоксол; >§
вазелиновое масло; ^
масло индустриальное И-8А; ^
канифоль сосновая; 1^
низкомолекулярный полиэтилен.
Противостарители:
П-23 (2,4,6-три-трег-бутилфенол);
Агидол-2(2,2'-метилен-(5ис(4метил-6-7рег-бутилфенол);
Агидол-1 (4-метил-2,6-ди-7/>ег-бутилфенол);
САО-6[2,2'-Тио-<5ж:(4-метил-6-7рег-бутилфенол)];
церезин И-80.
Рецептура резин пищевого назначения, области их применения и способы дополнительной
Обработки изделий из этих резин утверждаются Минздравом РФ.
По своему назначению резины делятся на следующие группы:
- резины, контактирующие с молоком, кисломолочными продуктами, а также с другими
жировыми продуктами (доильные конусы, шланги, прокладки, детали оборудования пищевого
Машиностроения и др.);
: - резины, контактирующие с продукцией промышленности, выпускающей безалкогольные
напитки;
- резины, применяемые в виноделии (шланги, прокладки, детали оборудования);
- резины, применяемые при консервировании всех видов продуктов (мясные, рыбные,
овощные);
- резины, контактирующие с продуктами питания при повышенных температурах
(прокладки к скороваркам, соковаркам, кофеваркам, термосам и др.).
• Деление резин на эти группы является весьма условным, так как одни и те же резины могут
Удовлетворять требованиям, предъявляемым к различным группам изделий.
'■ В зависимости от условий эксплуатации пригодность резин для контакта с пищевыми
продуктами оценивается путем определения количества мигрирующих из резин химических
веществ в модельные среды, имитирующие условия эксплуатации. Данные о допустимом
количестве миграции (ДКМ) химических веществ из пищевых резин в модельные среды
приведены в табл. 12.2.1.
) Кроме количественного определения веществ, мигрирующих из резины в модельные
среды, оценивают изменение рН модельной среды. При контакте с резиной оно не должно
превышать ±1.
При разработке пищевых резин применяют также органолептические методы, оценивая
изменения запаха и привкуса модельной среды после контакта с резиной.
Резины, разрешенные для контакта с пищевыми продуктами, приведены в табл. 12.2.2.
jK
12.2.1. Допустимые количества миграции (ДКМ) веществ, которые подлежат
определению в модельных средах в зависимости от рецептуры резин
Ингредиент
Каучуки СКН
Тиурам Д
Этилцимат
Тиурам ЭФ
Вулкацит-Р-
экстра-N
Дифенил-
гуанидин
Сульфена-
мидЦ
Каптакс
Определяемое вещество
Нитрил акриловой кислоты
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
(цимат)
Диэтилдитиокарбамат цинка
Этилфенилдитиокарбамат цинка
Диэтилдифенилтиурамди-
сульфид
Моноэтиланилин
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Дифенилгуанидин
Циклогексил-2-бенз-тиазолил-
сульфенамид
2-Меркаптобензтиазол
2-Меркаптобензтиазол
ДКМ, мг/л
0,02
0,03*'
0,03
1,0
1,0
0,5
1,0
0,5
0,15
0,15
0,15
0,15
Ингредиент
Альтакс
Дитиоди-
морфолин
Пероксид
дикумила
Пероксимон
F-40
Агидол-1
Противоста-
ритель П-23
Белила
цинковые
бария
сульфат
Литопон*3
Диоктил-
фталат
Определяемое вещество
2-Меркаптобензтиазол
Дитиодиморфолин
Ацетофенон
Ацетофенон
4-Метил-2,6-ди-грег-бутилфено/
2,4,6-Три-грег-бутил фенол
Ионы цинка
Ионы бария
Ионы бария
Ионы цинка
Диоктилфталат
ЦКМ, мг/;
0,15
0,50
0,1
0,1
0,5
0,5
1,0"2
0,1
0,1
1,0*г
2,0
Совместно для тиурама и цимата.
*2 Для резин на основе СКН (с тиурамом Д) ДКМ 0,50 мг/л.
*3 Смесь равных количеств сульфата бария и сульфида цинка.
12.2.2. Резины, разрешенные для контакта с пищевыми продуктами
Основной вид изделия
Основные ингредиенты,
определяющие санитарно-химические
и токсикологические свойства резин
Перечень веществ, подлежащих определе
нию в модельных средах, имитирующих
условия эксплуатации изделий
Резины, контактирующие с молокой, молочнокислыми продуктами, жирами
Сосковая деталь доильных
аппаратов, детали доильных
аппаратов
Детали доильных аппаратов
Шланги
Прокладки и детали
оборудования молочной промышленности
I
Бутадиеннитрильный каучук СКН-26МП
Тиурам Д
Сульфенамид Ц
Противостаритель П-23
Диоктилфталат
Белила цинковые
Бутадиеннитрильный каучук СКН-26МП
Тиурам ЭФ
Сульфенамид Ц
Противостаритель П-23
Диоктилфталат
Белила цинковые
бутадиеннитрильный каучук СКН-26М
Вулкацит-Р-экстра N
Диоктилфталат
Белила цинковые
Бутадиеннитрильный каучук СКН-26МП
Вулкацит-Р-экстра N
Противостаритель П-23
Нитрил акриловой кислоты
Тетраметилтиурамдисульфид_
Диметилдитиокарбамат цинка
Циклогексил-2-бензтиазолилсульфена-
мид
2-Меркаптобензтиазол
2,4,б-Три-грег-бутил фенол
Диоктилфталат
Ионы цинка
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Диэтилдифенилтиурамдисульфид
Моноэтиланилин
Циклогексил-2-бензтиазолилсульфена-
мид
2-Меркаптобензтиазол
2,4,6-Три-грег-бутил фенол
Диоктилфталат
Ионы цинка
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Диоктилфталат
Ионы цинка
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Моноэтиланилин
2,4,6-Три-грег-бутилфенол
12.2.2. Резины, разрешенные для контакта с пищевыми продуктами (продолжение)
Основной вид изделия
Прокладки и детали
оборудования молочной промышленности
Детали доильных аппаратов,
сосковая деталь
Прокладки, уплотнители
оборудования молочной
промышленности
Основные ингредиенты,
определяющие санитарно-химические
и токсикологические свойства резин
Диоктилфталат
Белила цинковые
БНКС-28АМНП
Тиурам Д
Сульфенамид Ц
Диоктилфталат
Белила цинковые
СКН-40МП
Сульфенамид Ц
Белила цинковые
Низкомолекулярный полиэтилен
Этиленпропиленовый каучук
Пероксимон F-40
Перечень веществ, подлежащих определе
нию в модельных средах, имитирующих
условия эксплуатации изделий
Диоктилфталат
Ионы цинка
Нитрил акриловой кислоты
Тетраметилтиурамдисульфид
г.иметилдитиокарбамат цинка
1иклогексил-2-бензтиазолилсульфенамид
2-Меркаптобензтиазол
Диоктилфталат
Ионы цинка
Нитрил акриловой кислоты
а)циклогексил-2-бензтиазолилсульфе-
намид
б) 2-Меркаптобензтиазол
Ионы цинка
-
-
Ацетофенон
Резины, контактирующие с продукцией промышленности, выпускающей безалкогольные напитки
Прокладки к сифонам, бутылям,
автосатураторам газированной
воды
Шланги
Прокладки оборудования
Натуральный каучук
Вулкацит-Р-экстра N
Сульфенамид Ц
Белила цинковые
Литапон
Стеарин
Натуральный каучук
Тиурам Д
Оксид цинка
Вазелиное масло
Бутадиеннитрильный каучук СКН-26МП
Тиурам ЭФ
Противостаритель П-23
Диоктилфталат
Белила цинковые
Литопон
Фригит
Ьутадиеннитрильный каучук СКН-26М
Вулкацит-Р-экстра N
Диоктилфталат
Белила цинковые
Натуральный каучук
Вулкацит-Р-экстра N
Тиурам Д
Белила цинковые
Масло И-8А
скэпт-э
Вулкацит-Р-экстра N
Белила цинковые
Стеарин
-
а) этилфенилдитиокарбамат цинка
б)моноэтиланилин
а)циклогексил-2-бензтиазолилсульфе-
намид
б) 2-меркаптобензтиазол
Ионы цинка и бария
-
-
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
Ионы цинка
-
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Диэтилдифенилтиурамдисульфид
Моноэтиланилин
2,4,6-Три-грег-бутил фенол
Диоктилфталат
Ионы цинка и бария
-
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Диоктилфталат
Ионы цинка
-
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
Ионы цинка
-
-
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Ионы цинка
"
*
г
12.2.2. Резины, разрешенные для контакта с пищевыми продуктами (продолжение)
3j
Основной вид изделия
Основные ингредиенты,
определяющие санитарно-химическм
и токсикологические свойства резин
Перечень веществ, подлежащих определе
нию в модельных средах, имитирующих
условия эксплуатации изделий
Резины, применяемые в винодельческой промышленности
Прокладки, детали оборудования
Шланги
Детали оборудования
винодельческой промышленности
Шланги
Прокладки, детали оборудования
Прокладки
Натуральный каучук
Вулкацит-Р-экстра N
Сульфенамид Ц
Белила цинковые
Литопон
Вазелиновое масло
Натуральный каучук
Тиурам Д
Белила цинковые
Вазелиновое масло
Бутадиеннитрильный каучук СКН-26М
Вулкацит-Р-экстра N
Диоктилфталат
Белила цинковые
Бутадиеннитрильный каучук СКН-26МП
Вулкацит-Р-экстра N
Противостаритель П-23
Диоктилфталат
Белила цинковые
Натуральный каучук
Вулкацит-Р-экстра N
Сульфенамид Ц
Белила цинковые
Стеарин
СКЭПТ-Э
Вулкацит-Р-экстра N
Белила цинковые
-
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Циклогексил-2-бензтиазолилсульфена-
мид
2-Меркаптобензтиазол
Ионы цинка и бария
-
-
а) тетраметилтиурамдисульфид
б) диметилдитиокарбамат цинка
Ионы цинка
-
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Диоктилфталат
Ионы цинка
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Моноэтиланилин
2,4,6-Три-грег-бутилфенол
Диоктилфталат
Ионы цинка
-
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Циклогексил-2-бензтиазолилсульфена-
мид
2-Меркаптобензтиазол
Ионы цинка
_
_
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Ионы цинка
Стеарин I-
Резины, применяемые при консервировании продуктов
Прокладки к крышкам для
домашнего консервирования
Уплотнительные детали для
консервной промышленности
Прокладки к крышкам для
домашнего консервирования
Натуральный каучук
Вулкацит-Р-экстра N
Литопон
Белила цинковые
Бутадиеннитрильный каучук
СКН-26АМП
Вулкацит-Р-экстра N
Литопон
Белила цинковые
Диоктилфталат
Бутадиеновый каучук СКДЛР-1,2
Сульфенамид Ц
Белила цинковые
Вазелиновое масло
-
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Ионы цинка и бария
Нитрил акриловой кислоты
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Ионы цинка и бария
Диоктилфталат
-
Циклогексил-2-бензтиазолилсульфена-
мид
2-Меркаптобензтиазол
Ионы цинка
-
134
12.2.2. Резины, разрешенные для контакта с пищевыми продуктами (продолжение)
Основной вид изделия
Прокладки и крышки для
домашнего консервирования
Уплотнительные детали для
консервной промышленности
Прокладхи, уплотнительные
детали для консервной
промышленности
Основные ингредиенты,
определяющие санитарно-химичесш
и токсикологические свойства резин
Натуральный каучук
Бутадиеновый каучук СКДЛР-1, 2
Тиурам Д
Вулкациг-Р-экстра N
Литопон
Белила цинковые
Масло И-8А
Стеарин
Натуральный каучук
Тиурам Д
Белила цинковые
Вазелиновое масло
Натуральный каучук
Вулкацит-Р-экстра N
Сульфенамид Ц
Белила цинковые
Стеарин
Перечень веществ, подлежащих определе
нию в модельных средах, имитирующих
условия эксплуатации изделий
-
-
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Ионы цинка и бария
-
-
-
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
Ионы цинка
-
-
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Циклогексил-2-бензтиазолилсульфена-
мид
2-Меркаптобенэтиазол
Ионы цинка
-
Резины для изготовления деталей, контактирующих с продуктами питания при повышенных температурах
Прокладки скороварок,
кофеварок, соковарок,
термосов
Прокладки скороварок,
соковарок, термосов
Бутадиеннитрильный каучук
СКН-26МП
Тиурам ЭФ
Противостаритель П-23
Диоктилфталат
Белила цинковые
БутилкаучукБК-1675М
Этиленпропиленовый каучук
СКЭПТ-Э
Тиурам Д
Вулкацит-Р-экстра N
Литопон
Белила цинковые
Стеарин
Натуральный каучук
Вулкацит-Р-экстра N
Сульфенамид Ц
Литопон
Белила цинковые
Вазелиновое масло
Бутадиеннитрильный каучук
СКН-26МП
Вулкацит-Р-экстра N
Диоктилфталат
Литопон
Белила цинковые
Нитрил акриловой кислоты
Диэтилдифенилтиурамдисульфид
Этилфенилдитиокарбамат цинка
Моноэтиланилин
2,4,6-три-грет-бутилфенол
Диоктилфталат
Ионы цинка
-
-
Диметилдитиокарбамат цинка
Тетраметилтиурамдисульфид
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Ионы цинка и бария
-
-
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Циклогексил-2-бензтиазолилсульфена-
мид
2-Меркаптобензгиазол
Ионы цинка и бария
-
Акрил нитриловой кислоты
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Диоктилфталат
Ионы цинка и бария
yf* 12.2.2. Резины, разрешенные для контакта с пищевыми продуктами (окончание)
I
I
I
!
I
Основной вид изделия
Прокладки для оборудования
Основные ингредиенты,
определяющие санитарно-химические и
токсикологические свойства резин
СКЭПТ
Пероксимон F-40
Масло И-8А
СКТВ
Пероксид дикумила
Белая сажа У-333
Перечень веществ подлежащих
определению в модельных средах, имитирующих
условия эксплуатации изделий
-
Ацетофенон
-
-
Ацетофенон
-
13. КЛЕИ
(АЛ. Петрова)
13.1. Использование каучуков в клеях 136
13.2. Резиновые клеи 138
13.3. Склеивание резин и приклеивание их
к различным материалам 173
13.1. Использование каучуков в клеях
Низкие значения модуля упругости и очень большие обратимые деформации позволяют
применять каучуки в рецептурах клеев самого различного назначения. Они могут
использоваться как в качестве основного компонента клеев, так и в качестве модифицирующей
добавки для других олигомеров с целью повышения эластических и пленкообразующих свойств
клеев на их основе.
В качестве модифицирующей добавки их используют в основном в клеях на основе феноло-
формальдегидных и эпоксидных олигомеров. Для модификации фенолоформальдегидных
олигомеров применяют, как правило, высокомолекулярные бутадиеннитрильные каучуки, в
результате чего получают конструкционные фенолокаучуковые клеи. Отличительной
особенностью фенолокаучуковых клеев является высокая эластичность в сочетании с высокой
прочностью пленочных клеев и длительный срок хранения. К их недостаткам относятся высокие
температуры отверждения большинства клеев (150-200°С) и высокое давление при склеивании (до
1 МПа). Исключение составляют клеи, в составе которых используются фенолоформальдегид-
ные олигомеры с непредельными группами. Такие клеи отверждаются по механизму
полимеризации (без выделения газообразных продуктов) при умеренных температурах (130-140°С) и
давлении (до 0,3 МПа).
Для модификации эпоксидных олигомеров в основном используют низкомолекулярные
бутадиеннитрильные каучуки с концевыми реакционноспособными группами, способными
взаимодействовать с активными группами эпоксидного олигомера.
Модификация эпоксидных олигомеров каучуками позволяет получать эластичные
высокопрочные пленочные клеи с отличными адгезионными свойствами. В отличие от
фенолокаучуковых клеев при их применении не требуется жидкий клеевой подслой под пленочный клей при
склеивании или подогрев при прикатывании пленки к субстратам. При их отверждении
выделяется не более 2% летучих соединений и отверждение происходит при более низких
температурах и давлениях.
Из эпоксидных высокопрочных клеев разработаны композиционные материалы клеевые
(КМК), представляющие собой стекло- и углепластики, изготовленные из клеевых препрегов на
основе стекло- и угленаполнителей и клеевой матрицы. Клеевые препреги позволяют
реализовать высокоэффективную технологию сборки клееных высоконагруженных сотовых (слоис-
136
тых) и интегральных конструкций из неметаллических материалов одинарной и сложной кри-т^
визны, когда формирование обшивки и приклеивание ее к сотовому заполнителю происходит
за одну технологическую операцию. При этом обеспечивается высокий уровень прочностных
свойств, герметичность, диффузионная стойкость и снижение массы.
Применение клеевых препрегов позволяет снизить цикл изготовления клееных
конструкций в 2-3 раза, трудоемкость в 1,5-2 раза, энергоемкость в 2-3 раза, массу клееной сотовой
конструкции на 30-50% (благодаря отсутствию клеевой пленки), количество оснастки в 1,5—
2 раза и повысить герметичность конструкций из КМК приблизительно в 6-10 раз (за счет
отсутствия растворителя в их составе), ресурс и надежность изделий в эксплуатации, пожа-
робезопасность при работе.
Стекло- и углепластики на основе клеевых препрегов по сравнению с традиционными
аналогичными материалами имеют повышенные трещиностойкость (на 30-40%), прочность при
межслоевом сдвиге (на 20-50%), усталостную и длительную прочность (на 20-35%).
Каучуки используются также для модификации эпоксидных клеев холодного отверждения,
при этом существенно улучшаются их прочностные и эластические характеристики. Наиболее
часто для этих целей применяют низкомолекулярные жидкие каучуки с реакционноспособны-
ми группами, вступающими в реакцию с эпоксидными группами.
Каучуки используют также в качестве модифицирующих добавок для повышения вязкости
клеев и в качестве стабилизаторов, например в дисперсионных клеях.
Выпускаются два вида клеев, основными компонентами которых являются каучуки, -
резиновые и липкие (или чувствительные к давлению) клеи. В зарубежной литературе их
обозначают соответственно RBA (rubber base adhesive) и PSA (pressure sensitive Adhesive).
Клеи на основе каучуков - резиновые клеи - могут содержать органический растворитель
или воду (водно-эмульсионные и другие). Наибольшее распространение получили клеи,
содержащие органические растворители, которые удаляют из клея после нанесения на склеиваемые
поверхности при открытой выдержке на воздухе. Наличие органических растворителей придает
токсичность клеям.
Водно-эмульсионные клеи отличаются от клеев с органическим растворителем более
низкими прочностными характеристиками клеевых соединений и некоторыми сложностями по
удалению воды при открытой выдержке. Тем не менее, в последнее время интерес к ним
значительно вырос благодаря их пожаробезопасное™, нетоксичности и отсутствию требований по
обязательному наличию приточно-вытяжной вентиляции в помещении, в котором проводятся
работы по склеиванию.
К клеям, не содержащим в своем составе растворителей или других летучих веществ,
относятся клей-герметики на основе силоксановыхкаучуков, которые отверждаются непосредственно
на склеиваемой поверхности после нанесения на нее из герметичной упаковки за счет контакта
с влагой воздуха с образованием резиноподобного эластомера.
Одним из важных направлений применения каучуков в составе клеящих систем является
получение липких клеев. Это обусловливается тем, что некоторые эластомеры обладают
липкостью, например натуральный каучук, некоторые синтетические каучуки (изобутиленовый,
бутадиеновый, силоксановый), а также эластомеры на основе блоксополимеров (например,
изопрена со стиролом или бутадиена со стиролом).
Силоксановые каучуки обеспечивают получение наиболее теплостойких липких
материалов. Низкая поверхностная энергия силоксанов (около 21 мДж/м2) позволяет смачивать ими
различные поверхности, вследствие чего их можно использовать в качестве липких клеев для
склеивания фторопластов.
Липкие материалы с липким слоем на основе каучуков обеспечивают хорошее быстрое
сцепление при нанесении на поверхности со сложным рельефом. Благодаря этому
свойству происходит мгновенное смачивание субстрата при приложении незначительного
давления или вообще без приложения давления, при этом быстро обеспечивается получение
умеренной прочности.
*i
I
Si
!
i
I
I
I
13.2. Резиновые клеи
Резиновые клеи получают из натурального (НК) и синтетических каучуков практически всех
типов (табл. 13.2.1). Для клеев на основе каучуков характерны высокие эластические
деформации после отверждения, вследствие чего они находят широкое применение для склеивания
эластичных материалов.
Обычно резиновые клеи классифицируют по типу используемого в их составе каучука.
Например, клей на основе бутадиеннитрильного каучука называют «клей резиновый нитрильный».
Иногда их разделяют на клеи общего и специального назначения. В зависимости от состава
резиновые клеи делятся на две группы.
- невулканизующиеся- при склеивании ими растворитель удаляется; в основном это одно-
упаковочные составы на основе натурального каучука;
- вулканизующиеся (иногда их называют самовулканизующимися) - это двухупаковочные
или одноупаковочные составы.
При склеивании двухупаковочными составами их вулканизация начинается после смешения
компонентов, один из которых представляет собой раствор каучука с некоторыми добавками,
другой - вулканизующую систему. Компоненты смешивают непосредственно перед
применением клея. Их отверждение (по отношению к резиновым клеям часто используют термин
вулканизация) может проходить как при комнатной, так и при повышенной температуре.
Одноупаковочные составы могут отверждаться (вулканизоваться) и при повышенной, и при
комнатной температуре. Клеи горячей вулканизации представляют собой жидкие системы
(растворы или дисперсии) с вязкостью 0,05-20 Па-с. Их используют как для склеивания невулка-
низованных резин с последующей вулканизацией, так и для склеивания вулканизованных
резин. Клеи горячей вулканизации, как правило, обеспечивают получение клеевых соединений с
более высокой прочностью и стабильными характеристиками, чем клеи холодной
вулканизации. Клеевые соединения, выполненные такими клеями, обладают высокой эластичностью, их
прочность находится на уровне прочности резин. Клеи холодной вулканизации отверждаются в
тонком слое. Некоторые типы клеев, например на основе силоксановых каучуков,
отверждаются за счет взаимодействия вулканизующего агента с влагой воздуха.
13.2.1. Свойства каучуков, используемых в качестве основы резиновых клеев
Каучук
Натуральный
Бутадиенстирольный
Изопреновый
Хлоропреновый
Бутадиеннитрильный
Бутилкаучук
Этиленпропиленовый
Хлорсульфированный
полиэтилен
Акрилатный
Силоксановый
Уретановый
Фторкаучук
Эпихлоргидриновый
Фторсилоксановый
Пропиленоксидный
Полисульфидный
Условная
прочность
при растя-
жени, МПа
7,0-28,0
1,4-24,5
17,5-28,0
21,0
24,5-28,0
17,5-21,0
24,5
10,5-17,5
14,0-17,5
4,2-9,1
70,0
10,5-21,0
14,0-21,0
8,4
7,0
1,7-7,0
Интервал
рабочих
температур,
•С
-54 ++82
-51 + +82
-54 + +82
-40 + +116
-51 + +149
-45++149
-51++177
-40 ++163
-29 ++177
-118 + +315
-54 + +116
-23++60
-62++9
-68 + +04
-62 ++149
-54 ++121
Стойкость при
воздействии
погодных
условий
Плохая
Удовлетворительная
— « —
Отличная
Удовлетворительная
Хорошая
Отличная
— « —
Удовлетворительная
Отличная
Хорошая
-«-
Удовлетворительная
Отличная
— « —
Хорошая
Характерные
особенности
Износостоек
Высокая водостойкость
-
-
-
Хорошие демпфирующие свойства
-
Высокая стойкость к окислению
Устойчивость к растрескиванию
Тоже
Стойкость к абразивному износу
Стойкость в агрессивных средах
-
Стойкость в агрессивных средах
-
-
138
""<»y!B^te-~
>
Прочность клеевых соединений зависит от природы используемого в составе клея каучука
и вулканизующей системы. Как правило, прочность клеевых соединений из резин выше
прочности самих резин.
-*S^
1
t
1
I
I
yf" клеи применяются для склеивания резин и резиновых смесей между собой и с металлами,
стеклом, керамикой, пластмассами, композиционными материалами, для склеивания тканей,
бумаги, кожи, декоративно-отделочных и теплоизоляционных материалов.
Водно-дисперсионные клеи применяются обычно для склеивания пористых материалов
(бумаги, кожи, ткани и др.).
Резиновые клеи используются в самых различных областях: в авиа- и автомобилестроении,
строительстве, полиграфической, кожевенно-обувной, резинотехнической и химической
промышленности. Наиболее широкое применение находят клеи на основе натурального и хлороп-
ренового каучуков.
При склеивании резин обычно используют клей той же химической природы, что и резина.
Полиуретановые резиновые клеи способны склеивать резины различной химической природы,
в связи с чем их иногда называют универсальными резиновыми клеями. Свойства клеев в
значительной степени определяются типом используемого в их составе каучука.
13.2.1, Клеи на основе натурального каучука
Клеи на основе натурального каучука готовят из специальных сортов каучука - смокед-шитс,
светлый креп, желтый круг, IXRSS (производства Бразилии и Малайзии). Растворителями
являются Нефрас, этилацетат, толуол, ксилол, тетрахлорид углерода. Клеи представляют собой
вязкие жидкости концентрацией 10-25% масс. Вулканизующие агенты - сера в сочетании с
ускорителями (для клеев горячей вулканизации), а также дитиокарбаматы (ксантогенаты) и изоци-
анаты (для двухкомпонентных самовулканизующихся клеев).
Наполнители - техуглерод, белая сажа, аэросил.
Клеи обладают уникальным комплексом свойств: конфекционной липкостью, широким
интервалом времени сушки клеевой пленки (от 3 мин до 24 ч), позволяют проводить переклейку
изделий без дополнительного нанесения клея.
Однокомпонентные резиновые клеи в герметично закрытой таре в обычных условиях
хранятся от 6 мес. до 2 лет. Для двухкомпонентных клеев жизнеспособность после приготовления
составляет 1-3 ч. Прочность при расслаивании клеевых соединений образцов из бязи 0,6-1,0 кН/м.
13.2.2, Клеи на основе хлоропреновых каучуков
Клеи на основе хлоропреновых каучуков готовят, как правило, из каучуков с высокой
скоростью кристаллизации (Наирит РНП, НТ, ДКТ, ДМ) и со средней скоростью кристаллизации (Наи-
рит ДП, ДСР) или их комбинаций. Скорость кристаллизации каучуков существенно влияет на
свойства клеев - с ее увеличением возрастают скорость отверждения клея и теплостойкость
клеевых соединений, уменьшается продолжительность открытой выдержки после нанесения
клея на субстраты.
Для повышения адгезионной прочности клеев и улучшения технологических характеристик
хлоропреновые каучуки модифицируют алкилфенолоформальдегидными, кумаронинденовыми,
терпенфенольными олигомерами, натуральным каучуком, канифолью или ее производными.
В качестве растворителей клеев на основе хлоропреновых каучуков наиболее часто
используют смеси Нефраса с этилацетатом, тройные смеси, содержащие Нефрас, этилацетат и
толуол, или тройные смеси, в которых вместо толуола применяют метилэтилкетон.
В качестве пластификаторов используют сложные эфиры ароматических карбоновых
кислот и др.
Вулканизующие агенты - оксиды магния и цинка, а также их сочетания с аминосодержащи-
ми соединениями или тиокарбамидом, а для самовулканизующихся клеев - полиизоцианаты,
эпоксидные олигомеры.
Стабилизаторами клеев являются альтакс, поливиниловый спирт, полиэтиленгликоль, са- т^.
лицилаты, замещенные бензофеноны и др.
Резиновые клеи на основе хлоропренового каучука имеют концентрацию 10-25% масс, их
вязкость меньше вязкости клеев на основе натурального каучука. Они выпускаются одно- или
двухупаковочными. Срок хранения одноупаковочных клеев 2-12 мес.
Склеивание проводят при комнатной температуре. Клеи обладают хорошей адгезией к
резинам на основе полярных каучуков, резинотканевым материалам, коже, дереву, пластмассам,
тканям, бумаге, керамике. Они имеют хорошие конфекционные свойства, превосходящие
аналогичные свойства резиновых клеев на основе натурального каучука.
Прочность при расслаивании клеевых соединений составляет 1-1,4 кН/м, при этом обычно
разрушение проходит по резине. Интервал рабочих температур клеевых соединений от-50 до
70°С (для самовулканизующихся клеев) и до 100-150°С (для клеев, вулканизующихся при
повышенной температуре). Клеевые соединения водо- и атмосферостойки, ограниченно стойки в
жидких топливах и минеральных маслах.
13.2.3. Клеи на основе бутадиеннитрильных каучуков
Для приготовления этих клеев используют каучуки с различным соотношением бутадиена и
акрилонитрила.
В качестве модифицирующих добавок применяют резорцино- и фенолоформальдегидные,
эпоксидные, алкидные олигомеры, канифоль и ее производные, поливинилхлорид,
хлорированные каучуки, тиоколы.
Наполнителями служат Ti02, Si02, техуглерод и др.
Наиболее широко используемым растворителем является этилацетат, применяются также
метилэтилкетон, ацетон и другие полярные растворители.
Вулканизующие агенты - изоцианаты (для клеев холодной вулканизации) и сера -
применяются в сочетании с различными ускорителями (для клеев горячей вулканизации).
Клеи выпускаются в виде вязких жидкостей концентрацией 8,5-30% масс.
Жизнеспособность одноупаковочных клеев не менее 6 мес, двухупаковочных-8-48 ч.
Склеивание проводят при комнатной температуре или при 80-150°С. Клеевые соединения
имеют прочность при расслаивании при 20°С около 0,5-1 кН/м. Интервал рабочих температур
клеевых соединений колеблется от-60 до 200°С. Клеевые соединения бензо-, масло- и
водостойки, стойки к действию алифатических растворителей, но набухают в ароматических и хлор-
содержащих растворителях.
Применяют для склеивания невулканизованных резиновых смесей и прорезиненных тканей
(чаще на основе бутадиеннитрильных каучуков) с последующей их вулканизацией, а также для
склеивания вулканизованных резин с металлами, стеклотканями, пластмассами.
13.2.4, Клеи на основе фторкаучуков
Клеи на основе фторкаучуков содержат в качестве модифицирующих добавок олигоэфи-
ракрилаты, фурфуролрезорциновые и эпоксидные олигомеры, а в качестве отвердителей-амины
или аминосиланы.
Они представляют собой двухупаковочные составы, компоненты которых смешивают
непосредственно перед применением. Могут отверждаться как при комнатной, так и при
повышенной температуре (в зависимости от состава).
Клеевые соединения работоспособны до 250°С, характеризуются высокой химической
стойкостью, масло- и топливостойкостью. Используются для склеивания резин на основе фторсо-
держащих каучуков между собой и с другими материалами (металлами и пластмассами).
л
3.2.5, Клейна основе силоксановыхкаучуков
I В качестве основы таких клеев наиболее часто используют диметилсилоксановые или ме-
^ тилфенилсилоксановые каучуки с молекулярной массой (10—80)-103.
§ Вулканизующими агентами для них служат пероксиды, тетраэтокси- и тетрабутоксисиланы,
^ оловоорганические соединения. В одноупаковочных клеях в качестве вулканизующего агента
к применяют метилтриацетоксисилан, оксимы или амины. Катализаторами отверждения для не-
^ которых клеев являются оловоорганические соединения.
о Выпускаются без растворителя.
s В качестве наполнителя используются оксиды (Ti02, ZnO, Si02 и др.).
g Склеивание клеями, содержащими в качестве вулканизующего агента пероксид, осуществ-
>^ ляют при 100-160°С. Остальные клеи отверждаются при комнатной температуре. Ускоренный
§ режим отверждения - прогрев при 80-100°С в течение 2 ч.
й Интервал рабочих температур зависит от типа каучука, использованного в рецептуре клея:
,о для клеев на основе диметилсилоксановых каучуков он составляет от -50 до 300°С, для метил-
фенилсилоксановых - от-110 до 350°С, для полифенилсилоксановых - от 40 до 425°С.
Клеевые соединения имеют низкую прочность при сдвиге (1,5-2 МПа), обладают высокой
атмосферо-, кислородо- и светостойкостью, биоинертны, но нестойки в топливах.
Клеи на основе силоксановых каучуков используют для склеивания резин из этих каучуков
между собой и с металлами, склеивания тканей, полиимидной пленки, теплоизоляционных
материалов.
13.2.6. Клеи на основе термоэластопластов
В составе резиновых клеев используют изопренстирольные и бутадиенстирольные термоэла-
стопласты -трехблочные сополимеры, центральным блоком которых является полибутадиен или
полиизопрен, а концевыми - полистирольные блоки. Эти материалы сочетают свойства
вулканизованных эластомеров и термопластов. При переработке они ведут себя как термопласты,
сохраняя их технологические преимущества, а в условиях эксплуатации проявляют все свойства,
характерные для вулканизованных эластомеров, и высокую прочность. Чаще всего в составе клеев
используют блоксополимеры бутадиена и стирола с содержанием стирола 25-30% масс, и блок-
сополимеры изопрена и стирола с содержанием стирола 20-25% масс.
Они могут содержать модифицирующие добавки, которые совмещаются как с полистироль-
ными блоками (кумаронинденовые, стиролинденовые олигомеры, поли-а-метилстирол, поли-
винилтолуол), так и с блоками полиизопрена и полибутадиена (политерпены, канифоль).
Введение первых позволяет повысить прочность и теплостойкость клеевых соединений, вторые
повышают липкость.
В качестве растворителей используют толуол, ксилол, бензол, гексан, нефрас, этилацетат,
бутилацетат и др. Клеи на основе термоэластопластов представляют собой низковязкие
растворы с высокой концентрацией сухих веществ (до 40% масс).
Интервал рабочих температур клеевых соединений составляет 60-70°С.
Эти клеи обладают хорошими конфекционными свойствами и применяются для склеивания
резин, резинотканевых материалов, технических тканей, кожи, пластиков, в производстве липких лент.
Для изготовления резиновых клеев используют также уретановые термоэластопласты. В
качестве отвердителя в них применяют изоцианаты, в качестве растворителей - метилэтилке-
тон, этилацетат, ацетон. Модифицируют их путем введения в состав эпоксидных и фенолофор-
мальдегидных олигомеров. Отверждаются при комнатной температуре.
Интервал рабочих температур клеевых соединений колеблется от -70 до 120°С. Они
характеризуются хорошими конфекционными свойствами, хорошей стойкостью к воде и
используются для склеивания различных материалов: резин, кожи, технических тканей, пластмасс и др.
142
13.2.7. Клен на основе латексов
Клеи на основе латексов содержат в качестве дисперсионной среды воду, вследствие чего
они менее пожароопасны и токсичны по сравнению с клеями, содержащими органические
растворители. Кроме того, они имеют более низкую стоимость. Недостатками клеев на основе
латексов являются низкие морозостойкость и водостойкость, возможность коррозии металлов,
плохое смачивание поверхностей, более слабые защитные свойства (по отношению к
металлам), чем у аналогичных клеев с органическими растворителями, более низкая конфекционная
липкость, возможность пенообразования при их изготовлении.
Латексные клеи представляют собой многокомпонентные системы довольно сложного
состава, что связано с многообразием требований, предъявляемых как к коллоидным системам,
так и к свойствам клеевого соединения. Жидкая фаза содержит эмульгаторы (чаще всего ани-
оноактивные ПАВ), обеспечивающие регулируемую стабильность латекса как коллоидной
системы (устойчивость при получении, хранении и транспортировании), а также соединения,
снижающие их коррозионную активность по отношению к металлам).
Различают клеи на основе натурального и синтетических латексов.
Клеи на основе натурального латекса содержат 30-40% масс, каучука, 1-2% масс,
протеинов, 1-3% масс, олигомеров и др. Среднечисленная молекулярная масса каучука 3-105, степень
полимеризации около 5000. Прочность невулканизованных пленок примерно 1 МПа, остальные
показатели свойств латекса и натурального каучука близки. Клеи на основе натурального
латекса применяют для влажного дублирования материалов: жидкий клей наносят на одну из
склеиваемых поверхностей, которые затем немедленно приводят в контакт; вода удаляется через
один из субстратов, поэтому по крайней мере одна из поверхностей должна быть пористой. На
основе натурального латекса готовят также липкие клеи.
Пленки из клеев на основе натурального латекса обладают высокой когезионной
прочностью при недостаточно высокой адгезии. Адгезионные свойства пленок улучшаются при
введении с состав клеев олигомеров, например фенолоформальдегидных.
Для получения клеев, чувствительных к давлению, натуральные латексы смешивают с
синтетическими латексами. Однако при этом возникает проблема стабилизации, так как вязкость
смесей латексов часто выше, чем вязкость индивидуальных составов. В качестве
стабилизаторов применяют казеин, олеаты калия и аммония.
, Смеси натурального латекса с латексами хлоропренового каучука или полистирола
используют для получения липких клеев. Предпочтительным является соотношение натурального и
синтетического латексов от 95:5 до 50:50 (масс).
Разработаны клеи, чувствительные к давлению, на основе смесей натурального латекса с
латексами карбоксилсодержащих каучуков (бутадиенового, бутадиенстирольного, неопреново-
гб и изопренстирольного). Небольшое содержание карбоксильных групп обеспечивает
стабильность клеевой композиции.
Клеи на основе латексов хлоропреновых каучуков содержат помимо латекса акцептор кислоты,
стабилизатор, эмульгатор, олигомеры для повышения липкости, загуститель, смачивающий агент.
Щ\я повышения адгезионной прочности, устойчивости при хранении в течение длительного
времени, тепло- и водостойкости и улучшения технологических характеристик клеи на основе латексов
ЗДоропреновых каучуков модифицируют различными олигомерами. Выбор типа олигомера и его
содержания зависят от свойств основы латекса, в частности, способности к кристаллизации. Повы-
Шнная скорость кристаллизации приводит к быстрой потере пленкой клея клеящих свойств.
' Клеи на основе латексов бутадиенстирольных каучуков в качестве основы содержат
латексы марок СКС-65ГП и СКС-65ГПН. Для повышения адгезии используют латексы
карбоксилсодержащих бутадиенстирольных каучуков, при получении которых применяют акриловую, мета-
криловую, фумаровую и другие кислоты. Наибольшая адгезия достигается при использовании
акриловой кислоты.
Клеи на основе латексов поливинилпиридина, содержащих карбоксильные группы, не
получили широкого применения в отечественной практике.
Регулирование вязкости клеев на основе латексов достигается введением
модифицирующих добавок (загустителей) различной природы: производных целлюлозы, полиакрилатов,
поливинилового спирта, коллоидного диоксида кремния, бентонита. Однако значительное
повышение вязкости снижает стабильность системы. Для уменьшения вязкости вводят ПАВ сульфо-
натного или неионогенного типа, что обеспечиваеттакже смачиваемость субстрата.
Рекомендуемое содержание ПАВ 0,5-1 % масс.
Поскольку латексы содержат до 5% масс, эмульгатора, при высокой вязкости возможно
образование устойчивой пены, которую можно разрушить с помощью специальных пеногаси-
телей. При этом следует учитывать, что обычно применяемые для этих целей кремнийоргани-
ческие соединения могут ухудшать адгезионные свойства. В качестве антивспенивающей
добавки рекомендуют углеводородное соединение с кислотным числом 10+3, содержащее
0,4% масс, кремнийорганического соединения.
Клеи на основе латексов неполярных и слабополярных каучуков (натурального, бутадиенсти-
рольного, хлоропренового), особенно клеи, чувствительные к давлению, как правило в качестве
веществ, повышающих клейкость, содержатолигомеры. Чаще всего используюттерпеновые, кума-
роновые, кумаронинденовые, нефтяные углеводородные и некоторые термопластичные олигомеры.
Олигомеры вводятся в клеевую латексную композицию в виде эмульсии и раствора олигомера в
углеводородном растворителе. Оптимальное содержание олигомера, вводимого в систему,
составляет 40-60% (масс). Введение олигомера в виде эмульсии повышает содержание ПАВ в системе,
что нежелательно, так как при этом снижается водостойкость клеевого шва.
Для уменьшения усадки при высыхании клеев в их состав вводят наполнители (техуглерод,
оксид цинка, каолин, мел, силикат кальция, сульфат бария), которые увеличивают плотность,
вязкость, когезионную прочность и одновременно снижают их стоимость. Наполнители можно
вводить в виде дисперсий или в сухом виде (кроме техуглерода), что предпочтительнее. Для
введения в композицию наполнителя в сухом виде он должен быть в достаточной степени
мелкодисперсным. Некоторые наполнители, например гидроксиды металлов, могут выполнять
функцию вулканизующих агентов (в случае хлоропреновых, карбоксилатных и акрилатных
латексов), акцепторов кислоты и ингибиторов коррозии. Такие наполнители, как гидроксид
алюминия, гипс, триоксид сурьмы, придают негорючесть клеевому соединению.
Для увеличения сроков службы клеевого соединения в состав клея, как правило, вводят
противостарители - соединения класса хинонов, фенолов и дитиокарбаматы металлов,
например диэтилдитиокарбамат цинка, диизобутилдитиокарбамат цинка.
Одним из существенных недостатков латексных клеев является их низкая морозостойкость,
которую можно повысить применением ПАВ с увеличенным содержанием гидрофильных звеньев или
путем введения в полимерную цепь мономеров (акриловой или метакриловой кислоты),
придающих сополимерам свойства полиэлектролитов. Для повышения морозостойкости латексов
рекомендуется использовать диметилформамид, этиленгликоль, меламиноформальдегидный олигомер.
Латексы различной химической природы имеют цвет от белого до коричневато-розового.
Срок хранения клеев на основе латексов от 3 до 12 мес. (в зависимости от состава) при
температуре не ниже 5°С.
Клеи на основе латексов могут отверждаться как при комнатной, так и при повышенных
температурах. Продолжительность отверждения при комнатной температуре 1 сут.
Интервал рабочих температур зависит от природы каучука в латексе:
Каучук латекса Рабочие температуры, °С
Натуральный -50 ++100
Хлоропреновый -50 + +70*
-50++(100-150)"
Бутадиенстирольный -5 + +(70-90)
* Для клеев холодной вулканизации.
** Для клеев горячей вулканизации.
-—£^*--
Прочность клеевых соединений зависит от типа используемого в составе клея латекса и
вулканизующей системы. Как правило, прочность клеевых соединений при склеивании резин и тканей
выше прочности самих материалов.
Клеи на основе натурального латекса используют для крепления керамической плитки к
бетону, гипсу, дереву, для склеивания текстильных конвейерных лент, в обувной
промышленности, а также для дублирования текстильных материалов.
Латексыхлоропренового каучука в промышленном масштабе используют для производства
резинотехнических изделий на основе полиамидных волокон (конвейерных лент, ремней,
рукавов), что обеспечивает хорошую адгезию волокна к резине на основе хлоропренового каучука.
Их применяют также в обувной промышленности, в частности для склеивания кожи с резиной,
для приклеивания облицовочных материалов к древесине, в качестве контактных клеев в
строительной и автомобильной промышленности, склеивания пластиков, хлопчатобумажных
тканей, фанеры, дерева, кожи, пенополистирола, ткани со сталью, стальных плите бумагой.
Клеи на основе латексов бутадиенстирольных каучуков широко применяются в
строительстве в виде различного рода клеящих мастик, выравнивающих составов, шпатлевок, для
заделки трещин и т.д.
13,2,8. Свойства клеев на основе различных каучуков
и самоклеящихся материалов
Свойства самоклеящихся материалов приведены в табл. 13.2.2., а некоторые свойства клеев
на основе различных каучуков - в табл. 13.2.3.
13.2.2. Самоклеящиеся материалы и их свойства
Липкая лента
(ГОСТ, ТУ)
Герметизирующая полимерная
лента ГЕПОЛЕНТ
марок Д, Т, AM,
Ф
Изолента черная
двухсторонняя
резинотканевая (ТУ
38-105-2000-91)
Лента
герметизирующая
самоклеящаяся Абрис А
(ТУ 2513-002-
43008408-98)
Основные технические характеристики
Марка Д
тбпиооь
Клей
Ширина, мм
Толщина, мм
односторонняя лента,
энная стеклотканью
На основе бутилкаучука
60:120:180; 200
1.5-3.0
Марка Т: двухсторонняя лента
Ширина, мм
Толщина, мм
Марка AM: дв\
Размеры ленты
30-150
1,5-3,0
«сторонняя липкая лента
По требованию заказчика:
может также выпускаться
в виде жгутов диаметром
4 мм или пластин
Марка Ф: односторонняя лента,
дублированная алюминиевой фольгой
Ширина, мм
Толщина, мм
Основа
Длина, м
Ширина, см
Клеящий материал
Цвет
Плотность, кг/м3
150
3
Прорезиненная
хлопчатобумажная ткань
70
2
Бутилкаучук
Светло-серый
1300
Черный
1100
Назначение
Герметизация стыков в полносборном
гражданском и промышленном строительстве
Герметизация швов, стыков, трещин,
жестяных и шиферных кровель, стальных корпусов
контейнеров, приклеивание рулонных
материалов, обеспечение водонепроницамости
трубопроводов
Герметизация и уплотнение склеенных
внахлест металлических элементов
металлообрабатывающей промышленности, защита от
коррозии и уплотнение крыльев, кабин и
кузова автомобилей. Используется также как
антивибрационная прокладка в оборудовании
Герметизация швов, трещин металлических и
шиферных кровель, металлических
сооружений, систем вентиляции и кондиционирования
воздуха
Для изоляционных работ
Применяется при печном и автоклавном
формовании полимерных композиционных
материалов в авиационной промышленности
10-5465
у?" 13.2.2. Самоклеящиеся материалы и их свойства (продолжение)
Липкая лента
(ГОСТ, ТУ)
Лента
герметизирующая
самоклеящаяся
Абрис С
(ТУ 5772-003-
43008408-99)
Лента
изоляционная мастичная
Абрис Т
(ТУ 2245-007-
52471462-2006)
Основные технические характеристики
Прочность связи при
отслаивании при 23°С,
Н/м:
Ст.З
алюминий
полиамидная пленка
Прочность связи с
металлом при отрыве,
МПа, не менее
Герметичность:
при180°С,6 ч
при 180°С,6 ч
ир = 202 кПа
при180°С,6 ч
ир = 202 кПа
Способность ленты
отставать от поверхности
металлической
подложки после воздействия
температур
Характер разрушения
Интервал рабочих
температур, "С
Клеящий материал
Внешний вид
Цвет
Пенетрация, 0,1 мм
Прочность связи с
бетоном при отрыве, МПа
Прочность связи с
металлом при
отслаивании, Н/м, не менее
Коэффициент паропро-
ницаемости (для паро-
изоляционных герме-
тиков), мг/(м2-ч-Па)
Водопоглощение
после высыхания, %
Относительное
удлинение при максимальной
нагрузке, %, не менее
Условная прочность при
растяжении, МПа,
не менее
Характер разрушения
Условный срок
годности, лет
Толщина, мм
Клеящий материал
Адгезия к стали
с праймером при
20°С, Н/см, не менее
1000
800
300
0,1
Выдерживает
Выдерживает
Не выдерживает
1200
1000
400
0,1
Выдерживает
Выдерживает
Выдерживает
Отстает от поверхности
Адгезионный
-60 ++180
Бутилкаучук высокой клейкости
Пластичная однородная масса
без разрывов и сквозных отверстий
По требованию заказчика
(базовые: белый, серый, черный)
30-170
0,1
100
2,2-10-5
0-0,02
35
0,008
Когезионный
20
1-5
Мастика на каучуковой основе
20,0
Назначение
Герметизация температурно-де-
формационных стыков зданий,
кровли и ее элементов, сборных
конструкций(сэндвич-панелей,
сооружений ангарного типа,
конструкций из сотового
поликарбоната), стеклопакетов, остекления,
монтажных швов узлов
примыкания, воздуховодов при устройстве
вентиляции; защита инженерных
коммуникаций; гидроизоляция
фундаментов, подземных
сооружений; защита теплоизоляционных
материалов
Защита от коррозии наружной
поверхности подземных
газонефтепроводов, городских подземных
сооружений, водоотводов,
трубопроводов газораспределительных,
146
-^s^
13.2.2. Самоклеящиеся материалы и их свойства (продолжение)
Липкая лента
(ГОСТ, ТУ)
Лента липкая
герметизирующая
Герсален
(ТУ 21-5744710-
22-90)
Лента липкая ДН
(ТУ 6-49-23-90)
Лента липкая
двухсторонняя
ЛЛД-П
(ТУ 29-01-84 84)
Лента липкая для
обувной
промышленности
(ТУ 17-1308-75)
Лента липкая
изоляционная
типа 70 для
автомобилей ВАЗ
(ТУ 6-05-1274-77)
Основные технические характеристики
Адгезия к стали после
выдержки в воде в
течение 1000ч при 20"С,
Н/см, не менее
Адгезия ленты внахлест,
Н/см, не менее
Водонасыщаемость
за 24 ч, %, не более
Водопоглощение
за 25 ч, г/м2, не более
Ударная прочность
покрытия при 20°С, Дж, не менее
Температура хрупкости
мастичного слоя ленты
(гибкость на стержне),
"С, не более
Площадь отслаивания
покрытия при катодной
поляризации при 20°С,
см2, не более
Грибостойкость, балл
Клеящий материал
Ширина, мм
Толщина, мм
Температура
эксплуатации, °С
Водопоглощение, %
Прочность связи с
бетоном и металлом, МПа
Гарантийный срок
хранения, мес.
Клей
Основа
Интервал рабочих
температур, °С
Ширина, мм
Клеящий материал
Основа
Толщина, мм
Ширина, мм
Прочность при сдвиге, МПа
Гарантийный срок
хранения, мес.
Клеящий материал
Основа
Ширина, мм
Прочность при
расслаивании, кН/м
Гарантийный срок
хранения, мес.
Клеящий материал
Основа
Толщина, мм
Ширина, мм
20,0
15,0
0,1
1,0
4,0
-30
2,5
1
На основе бутилкаучука
90; 180; 320
1,5
-60 + +80
1
0,012
12
Каучуковый
Нетканая
+60
50-500
На основе НК
Полиэтилентерефталат
80; 90; 100; 110; 120
560
0,21
12
На основе НК
Бязь
16; 30
0,36
3
На основе хлоропрено-
вого каучука
Поливинилхлорид
0,2±0,05
7+1; 15+1; 18±1;19±1;
зо±1:51+1
Назначение
перекачивающих и насосных станций;
ремонт мест повреждений полимерных
покрытий подземных трубопроводов в
трассовых условиях с температурой
транспортируемого продукта до 40°С;
изоляция линейной части, отводов,
стыков, углов поворотов, мест врезок,
заглушек, мест приварки шин для КУ,
других фасонных частей
Герметизация вертикальных стыков
между панелями зданий, мест
примыкания элементов кровли, гидроизоляция
трубопроводов и воздухопроводов
Крепление ковров,
декоративно-отделочных материалов, информационных
табличек; при изготовлении изделий
медицинской техники
Крепление форм высокой печати
(клише), склеивание бумаги при работе на
резательных машинах, герметизация
высокотемпературных испарителей
холодильников
Разглаживание и укрепление заднего и
боковых швов заготовок верха обуви; в
швейной промышленности
Изоляция проводов электроаппаратуры
автомобилей ВАЗ, сборка проводов в
пучки и крепление проводов
13.2.2. Самоклеящиеся материалы и их свойства (продолжение)
Липкая лента
(ГОСТ, ТУ)
Лента липкая
электроизоляционная бытового
назначения (ТУ 6-
19-37-269-82)
Лента липкая
электропроводящая (ТУ 2245-
020-18425183-
2006)
Лента полиимид-
наяс липким
слоем ПМЛ-1
(ТУ 2245-006-
18420369-2007)
Лента
полиэтиленовая для
защиты
нефтегазопро-
дуктопроводов
ПОЛИЛЕН
(ТУ 2245-004-
01297858-99)
Лента
склеивающая
двухсторонняя ЛСД
(ТУ 2379-012-
00205156-95)
Лента
склеивающая ЛТ
(ТУ 6-17-626-79)
Основные технические характеристики
Условная
прочность при
растяжении, МПа
Относительное
удлинение при
разрыве, %
Гарантийный срок
хранения, мес.
Клеящий материал
Основа подложки
Толщина, мм
Ширина, мм
Липкость, с
Удельное
электрическое
сопротивление, Омм
Гарантийный срок
хранения, мес.
Клеящий материал
Основа
Интервал рабочих
температур, "С *
Ширина, мм
Клеящий материал
Основа
Прочность при
отслаивании,кН/м
Удельное
электрическое
сопротивление, Ом м
20
212
12
На основе бутадиеннитриль-
ного каучука
Поливинилхлорид
0,2+0,05
15±2,20±2
15
1-108
12
Акрилатный
Алюминиевая фольга и
металлизированные
полимерные пленки
±150
От 5 до 600
На основе бутадиеннитриль-
ного каучука
Полиимидная пленка
0,2
>10"
Рулонный материал
Основа
Клеящий материал
Прочность при
отслаивании
ленты под углом
180°, Н/см
Гарантийный срок
хранения, мес.
Клеящий материал
Основа
Толщина, мм
Ширина, мм
Липкость, с
Гарантийный срок
хранения, мес.
Клеящий материал
Основа
Толщина, мм
Ширина, мм
Пленка на основе смеси
ПЭНД и ПЭВД
На основе бутилкаучука
Не менее 20
12
На основе НК
Полиэтилентерефталат
0,081+0,006
19+1;38±1;76+1; 95±1;
600±5
70-105
6
На основе НК
Полиэтилентерефталат
0,03-0,05
19; 38; 50; 57; 76; 95
Назначение
Ремонт бытовых приборов
Снятие статического электричества с
поверхности полимерных пленочных изделий
Используется в качестве
электроизоляционного материала для создания на жгутах
внешнего монтажа защитной и компактной
оболочки
Обмотка трубопровода для защиты от
почвенной коррозии
Склеивание различных полимерных
пленочных материалов и приклеивание пленочного
материала к гладкой поверхности изделия
Склеивание различных полимерных
пленочных материалов, фотобумага, бумага
148 ~*~
13.2.2. Самоклеящиеся материалы и их свойства (продолжение)
Липкая лента
(ГОСТ, ТУ)
Лента
электроизоляционная
термостойкая
ЛЭТСАР
(А, Б)
(ТУ 38.103171-
80)
ЛЭТСАР (КФ-0,25;
КП-0,2; БФ-0,25;
БФ-0,5)
(ТУ 38.103171-
80)
ЛЭТСАР (ЛП,
ЛЛП)
(ТУ 38.303.04-22-
92)
Ленты и пленки
липкие бытового
назначения из
полимерных
материалов
(марки ДО, ДТТ,
К,М)
(ОСТ 6-19-416-
80)
Основные технические характеристики
Прочность при
сдвиге, МПа
Гарантийный срок
хранения, мес.
Клеящий материал
Ширина, мм
Условная
прочность при
растяжении, МПа
Относительное
удлинение при
разрыве, %
Удельное
электрическое
сопротивление, Омм
Электрическая
прочность, кВ/мм
Гарантийный срок
хранения, мес.
Интервал рабочих
температур, °С:
марка А -
марка Б
Клеящий материал
Липкость, с
Гарантийный срок
хранения, мес.
0,65
12
Силоксановый
26—48
4,9
350
1-10's
20
8
0...+250 (длительно)
300 (кратковременно)
0...+200 (длительно)
250(кратковременно)
На основе натурального или
синтетического каучука
0
12
Марка ДО
Основа
Толщина, мм
Шиоина. мм
Основа
Толщина, мм
Ширина, мм
Основа
Толщина, мм
Ширина, мм
Основа
Толщина, мм
Ширина, мм
Пол иэтилентеоесЬталат
0.03-0.05
150±10
Марка ДТТ
Полиэтилентерефталат
0.03-0.05
(15±2);(20±2);(30±2);
(40±2): (60±21
Полиэтилен
0,08-0,10
150±10
Поливинилхлооид
0,13-0,15
150+1
Марка К
Основа
Толщина, мм
Ширина, мм
Основа
Толщина, мм
Ширина, мм
Поливинилхлорид
0,085
200±10;240±10;300±10;
320±10;400±10;600±10
Полиэтилентерефталат
0,03-0,05
30+2
Марка М
Основа
Толщина, мм
Ширина, мм
Полиэтилентерефталат
0,03-0,05
30±2
Назначение
Электроизоляционный материал для
электротехнической промышленности
Отделка облицовочной плитки, шкафов,
спортивных изделий, машин, оформление
интерьеров
Приклеивание этикеток к стеклянным и
пластмассовым изделиям, мелкий ремонт изделий
из полиэтилена
Защита и реставрация книг, чертежей, карт,
кальки и т. д.
Склеивание магнитофонных лент
-v-Jfflew-
149
/гЧз.2.2. Самоклеящиеся материалы и их свойства (окончание)
Липкая лента
(ГОСТ, ТУ)
Ленты
полимерные с клеевым
слоем
(ТУ 2255-066-
00203536-2000)
Липкая лента
Липлен
(ТУ 5770-83-
00284817-93)
Самоклеящиеся
ленты Герлен
(Герлен-Д, -Т,
-АГ, -АФ)
(ТУ 5772-009-
051-08038-98)
Самоклеящийся
материал ЗППК
(ТУ 1.595-14-
604-2000)
Самоклеящийся
материал САФ
(ТУ 1.595-14-
711-2002)
Самоклеящийся
материал ФЛС
(ТУ 1.595-14-
710-2003)
Основные технические характеристики
Клеящий материал
Основа
Ширина, мм
Толщина пленки-
основы, мкм
Прочность при
отслаивании, Н/м
Клеящий материал
Ширина, мм
Толщина, мм
Температура
эксплуатации, "С
Водопоглощение, %
Прочность связи с
поверхностью, МПа:
бетона, металла
силикатного
стекла
полимерных
материалов
Гарантийный срок
хранения, мес.
Клеящий материал
Основа
Интервал рабочих
температур
Ширина, мм
Толщина, мм
Прочность
сцепления с бетоном
при отрыве, МПа
Клей
Основа
Прочность при
отслаивании, кН/м
Прочность при
сдвиге, МПа
Форма выпуска
Клей
Основа
Прочность при
отслаивании, кН/м
Прочность при
сдвиге, МПа
Форма выпуска
Клей
Полиэтилентерефталат
(ПЭТ), полиимид ПМ или ПМ-17У
Металлизированные пленки
ПМ-17У-ОА(ДА),ПЭТ-ОА(ДА)
5-600
12-100
0,2
На основе синтетического
каучука
10-180
1,5
-45 ++140
1,0
0,08
0,05
0,05
12
На основе бутилкаучука
Без основы
-60 ++100 (Т, АД)
-60 ++120 (Д, ФА)
15-200
1,5-3,0
0,1-0,15
На основе изопренового каучука
Полимерная пленка
>0,5
0,5
Листы размером 250 х 250 мм
На основе изопренового каучука
Алюминиевая фольга
толщиной 50 или 80 мкм
0,6-0,8
0,6
Листы размером 200 х 350 мм
На основе изопренового каучука
Назначение
Склеивание стыковых соединений при
монтаже и ремонте экранно-вакуумной
тепловой изоляции
Крепление рулонных кровельных
материалов, приклеивание и изоляция
стыков теплоизоляционных материалов
(пенополистирола, пенополиуретана,
пенополиэтилена)
Приклеивание вакуумных пленок при
изготовлении вакуумных мешков при
склеивании, крепление защитных
пленок к различным поверхностям
(бетону, металлу, пластмассам и др.)
Ремонт поврежденных участков
планеров самолетов
Ремонт поверхностных повреждений
планеров, самолетов (потертости,
сколы, отслоения ЛКП)
-
150
тЛж
13.2.3. Свойства клеев на основе различных каучуков
Клей
(ГОСТ, ТУ)
1
Автогермесил
(ТУ 6-15-
1822-95)
БНК
(Технические
требования)
БСТ-1
(ТУ 2513-099-
07511819-95)
ВИ-4-18Б
(ТУ
38.105178-83)
Химическая
природа
2
Пастообразная масса
белого цвета на
основе
низкомолекулярного силоксанового
каучука
Однородная жидкая
масса белого или
кремового цвета на основе
хгюропренового каучука
Вязкая жидкость от
светло- до
темно-коричневого цвета на
основе бутадиенсти-
рольного термоэлас-
топласта
Вязкая жидкость
черного цвета на основе
бутадиеннитрильного
каучука и фенолофор-
мальдегидного олиго-
мера
Число
поставляемых
компонентов
3
1
1
1
1
Срок
хранения,
мес. /
способность, ч
4
6/-
6/-
36/-
3/-
Интервал
рабочих
температур, 'С
5
-60...+200
—40.+60
-20...+50
-60...+130
Параметры
склеивания
температура,
°С
6
17-35
40-50
+
20-24
20+24
143+2
время,
ч
7
120
30-40 с
+
24
24
20 мин
давление,
МПа
8
тактное
Прижим
При-
катка
роликом
3,0
Показатель
прочности по
техдокументации
9
т > 1 МПа
Smc > 2,4 кН/М
S = 2,7 кН/м
(резина-ткань)
S ет = 0,88 кН/м
(Г10ЛОСКИ бЯЗИ)
Назначение
10
Для устранения течи воды,
антифриза и масла в разъемных
соединениях, для герметизации
стекол и других неплотностей
Склеивание картона, ткани,
резины, кожи, линолеума, ковровых
покрытий,керамической плитки,
изготовление и ремонт обуви
Изготовление и ремонт обуви
(кожаной, резиновой, текстильной);
ремонт резинотехнических
изделий (лодок, палаток, камер,
прокладок и др.), авто-,
мототехники. Склеивание элементов мягкой
мебели (поролона, тканей, кожи
и др.), древесины, бумаги и т.п.
Склеивание пеноматериалов,
линолеума, керамики, полистирола.
Приклеивание резины, тканей,
кож, кожзаменителей к металлам,
дереву и другим материалам
Склеивание керосино-, масло-,
бензостойких резин на основе
бутадиеннитрильных каучуков и
резинотканевых материалов на
основе нитрильного (АХКР) и
фторорганического (НТ-7)
каучуков между собой с последующей
вулканизацией
Дополнительные
сведения
11
Клей-герметик в
алюминиевых тубах
вместимостью 160 г; от-
верждается под
действием влаги воздуха;
допускается
эксплуатация через 4-5 ч
после склеивания
Условная вязкость по
Хетчинсону при 20°С
1,5-1,7 с
Условная вязкость
12-150 с (ВЗ-246);
сухой остаток 30-50%;
растворитель - этила-
цетат
Клеевые соединения
топливо-и маслостой-
ки, стойки в различных
климатических
условиях
Большой справочник резинщика
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Винилур Э
(экранирующий)
и Винилур П
(радиопогло-
щающий)
(ТУ 5770-
902-
7550073-01)
ВКР-7
(ТУ
38.1051078-
83)
ВКР-16
(ТУ
38.1051081-
83)
ВКР-16-1М
(ТУ 1-595-24-
450-93)
2
Паста от
темно-серого до черного цвета
Вязкая жидкость
серого или
темно-серого цвета на основе бу-
тадиеннитрильного
каучука
Вязкая жидкость
черного цвета на основе
бутадиеннитрильного
каучука, параформаль-
дегида и лака ГР-Э
Вязкая жидкость
черного цвета на основе
бутадиеннитрильного
каучука и лака ГР-Э
или ГРС
3 I 4
2
1
2
2
-/2
-/48
-/6
6/6
5
-60...+85
-60...+200
-50...+150
(длительно)
+200
(кратковременно)
-60...+200
6
20
затем
50
затем
20
20
или
20 + 70
23+2
80-85
151±3
(1
стадия -
низация в
прессе)
200±5
(2
стадия -
низация в
термостате)
7
24
16
0,2
120
или
24 + 2
72
2
0,5
24
8 I 9
0,1
При-
катка
роликом
Прикати
роликом
8
огар = 0,1±0,2МПа
5раОТ = 1'18кН/м
(резина 203Б)
аотс = 2+2,5 кН/м
(резина 181 -
алюминиевый
сплав Д16)
Т=20°С;
о- = 3,92 МПа
Г=200"С;
о-отр = 0,78 МПа
(резина
ИРП-1316-
сталь ЗОХГСА)
10 | 11
Создание специальных радио-
поглошаюших конструкций и
устройств, обеспечивающих
ослабление энергии
электромагнитных волн клеем-герметиком,
нанесенным слоем 2-3 мм
Склеивание вулканизованных
резин и резинотканевых
материалов на основе
бутадиеннитрильного и фторорганического
каучуков, а также в качестве
подслоя под клей при защите резин
от светоозонного старения
Склеивание вулканизованных
резин на основе
бутадиеннитрильного каучука с металлами и
стеклотекстолитами в
конструкциях, работающих на воздухе, в
среде ароматизированного
бензина, топлива типа Т-1, масел и
гидрожидкостей
Крепление резин на основе фто-
рорганических каучуков к
металлам в процессе вулканизации
Устранение
резонансных явлений в
замкнутых экранированных
объемах, снижение
уровня шума в
диапазоне частот 0,1-1 ГГц
10-15 дБ и в
диапазоне частот 1-30 ГГц
15-25 дБ
Клеевые соединения
стойки в среде
нефтяных топлив и масел
Клеевые соединения
масло- бензостойки
Клеевые соединения
работоспособны в
разных климатических
условиях, в среде топлив
типа Т-1, масел типа
ВНИИ НП-50-1-4Ф
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
ВКР-17
(ТУ
38.1051078-
83)
ВКР-24
(ТУ 1-595-24-
185-84)
ВКР-26
(ТУ 1-595-24-
462-95)
ВКР-27
(ТУ 1-595-24-
463-95)
ВКР-60
(ТУ 1-595-14-
588-2000)
2
Вязкая жидкость от
светло-коричневого
до темно-коричневого
цвета на основе бута-
диеннитрильного
каучука и фенолофор-
мальдегидного олиго-
мера
Жидкость
светло-коричневого или
бежевого цвета на основе
полиуретана
Однородная масса
красновато-коричневого цвета на основе
бутадиеннитрильного
карбоксилсодержа-
щего каучука
Вязкая жидкость
коричневого цвета на
основе
бутадиеннитрильного каучука
Жидкость от красно-
коричневого до
коричневого цвета на
3
2
2
1
1
2
4
6/3
12
(компонент А),
6
(компонент Б) /
8
3/-
12/-
6/4
5
-50...+150
-70...+100
-60...+80
-60.. .+100
-50...+100
6
20-24
20
20-24
20-24
или 60
7
24
24
8
24
0,5-1
8
При-
катка
роликом
0,04
Лри-
катка
роликом
Тоже
В паровом котле
по режиму вулканизации
резины 3826
9
Spamn = 2,7 КН/М
(резина 3826)
аотс = 3,9 МПа
(резина 3826 -
Ст.З)
Vcn = 0.27 кН/м
(губка Р-29)
5раСсл = 0,98 КН/М
(прорезиненное
вулканизованное
капроновое
полотно)
Sn„ =1,96кН/м
рассл '
аотр = 1,08 МПа
(резина 56-Д16)
аотс = 3,9 кН/м
(резина 3826-
Д16)
10
Склеивание вулканизованных
резин на основе
бутадиеннитрильного каучука (3826, 203Б,
181 и др.) в конструкциях,
работающих в среде топлив и масел
Склеивание полиуретановых, бу-
тадиеннитрильных и других
вулканизованных резин между
собой, с металлами и другими
материалами
Склеивание вулканизованных
резин и резинотканевых
материалов на основе Наирита,
натурального, натрийбутадиенового
и бутадиеннитрильного каучуков
без последующей вулканизации
и невулканизованных резин и
резинотканевых материалов на
основе Наирита и
бутадиеннитрильного каучука с
последующей вулканизацией
Склеивание резин,
прорезиненных тканей на основе каучуков
бутадиенового,
бутадиеннитрильного, бутадиенметилсти-
рольного, натурального и хло-
ропренового с металлами,
склеивание войлока с искусственной
кожей, полотна палаточного
сурового гладкошерстного с
фанерой и с алюминиевым сплавом
Склеивание невулканизованных
резин на основе каучуков
бутадиеннитрильного, бутадиенсти
11
Клеевые соединения
стойки в различных
климатических
условиях; работоспособность:
при 150°С-200 ч, при
200°С - 50 ч
Клеевые соединения
стойки в различных
климатических условиях
Обладает
конфекционными свойствами
Может применяться
как монтажный,
используется вместо клея
88 НП
Рекомендован вместо
клея ВКР-15; клеевые
соединения стойки в
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
*%
1
ВКР-М
(ТУ 1-595-14-
619-2001)
ВКР-85
(ТУ 1-595-14-
544-98)
ВКР-86
(ТУ 1-595-14-
735-2003)
ВКР-90
(ТУ 1-595-14-
849-2005)
ВКР-95
(ТУ 1-595-14-
944-2008)
2
основе бутадиеннит-
рильного каучука и
фенолоформальде-
гидных олигомеров
Вязкая жидкость
черного цвета на основе
бутадиеннитрильного
каучука
Жидкость
коричневого цвета на основе
изоцианатсодержа-
щих олигомеров
Пастообразная масса
белого цвета на
основе силоксанового
каучука
Однородная вязкая
жидкость от
коричнево-красного до
коричнево-фиолетового
цвета на основе
бутадиеннитрильного
каучука
Однородный раствор
коричнево-черного
цвета на основе
бутадиеннитрильного
каучука
3
2
1
3
2
1
4
6/3
12/-
-/5
-/5
3/-
5
-40...+150
(200 ч)
-60...+130
-60...+80
-50...+130
-60...+100
6
20
143+2
20
7
24
0,5
24
8
При-
катка
роликом
0,25
При-
катка
роликом
По режиму
вулканизации резины
20-24
24
0,02
9
^рассл =^>^
кН/м
(резина 3826)
с = 3,9 МПа
отс
(резина 3826 -
Ст.З)
о = 3,2 кН/м
ОТС
При7" = 20°С
ст = 6,8 МПа
отр
При Г= 130°С
сотр = 2,2 МПа
(резина 3826 +
сталь ЗОХГСА)
с » 4 кН/м
отс
10
рольного, хлоропренового и
прорезиненных тканей с
металлами в процессе котловой
вулканизации
Склеивание вулканизованных
резин на основе
бутадиеннитрильного каучука между собой
и с прорезиненными тканями
Склеивание невулканизованных
резин на основе
бутадиеннитрильного, хлоропренового,
натурального и бутадиенового
каучуков с последующей
вулканизацией
Приклеивание вулканизованных
силоксановых резин к деталям
оргтехники
Склеивание невулканизованных
резин на основе
бутадиеннитрильного, хлоропренового,
натурального и бутадиенового
каучуков с последующей
вулканизацией с металлами
(конструкционными сталями,
алюминиевыми сплавами)
Склеивание вулканизованных
резин на основе натурального и
бутадиеннитрильных каучуков и
прорезиненных тканей между
собой и с металлами
(углеродистыми сталями, алюминиевыми
сплавами)
11
среде топлив,
нефтяных масел,влагостойки
Разработан вместо
клея ВКР-17, имеет
более высокие
прочностные характеристики
при
расслаивании;клеевые соединения
стойки в керосине и маслах
Рекомендован вместо
клея Лейконат;
клеевые соединения влаго-
и грибостойки
Обладает
конфекционными свойствами
Имеет повышенные
прочностные
характеристики по сравнению
с характеристиками
клея ВКР-85 при
склеивании резин на
основе натурального изоп-
ренового и
хлоропренового каучуков с
металлами; применяют с
подслоем
Повышенная
влагостойкость по сравнению
с другими клеями
аналогичного назначения
13.2.3. (Яв6Яетвт~клевт на основе различных каучуков (продолжение)
1
Вулкомпа-
УНД
А + Б
Герлен УТ
(ТУ 5772-007-
05108038-
99)
Гермесил
(ТУ 6-15-
1500-85)
Герметик-2
(ТУ 6-15-
893-75)
ИКФ-130
(ТУ
38.1051056-
82)
ИКФ-147
(ТУ
38.1051056-
82)
Кедр
(ТУ
38.403829-
96)
Клей 815
(ТУ
38.10522-
75)
Клей 2572
(ТУ
38.305.05387-
96)
Клей 3125
(ТУ 38
' 105994-86)
2
Однородная масса
черного цвета на основе
изопренового каучука
Однородный жгут
светло-бежевого
цвета на основе бутилка-
учука
Пастообразная масса
белого цвета на
основе
низкомолекулярного силоксанового
каучука
Раствор каучука;
пастообразная
однородная масса
Жидкость от белого
до
светло-коричневого цвета на основе
НаиоитаА-13
Жидкость от белого
до
светло-коричневого цвета на основе
Наирита А-14
Жидкость желтого
цвета с зеленоватым
оттенком на основе
хлоропренового
каучука
Вязкая жидкость
коричневого цвета на
основе натурального
каучука
Жидкость желто-
красного цвета на
основе натурального
каучука
Однородная масса на
основе натурального
каучука
3
2
1
1
2
1
1
1
1
1
2
4
6/-
12/
(10-100)
мин
12/-
3/-
3/-
12/-
1/-
6/-
3/-
5
-60...+150
20-180
-60...+200
-40...+40
-40...+70
-40...+70
-50...+80
-60...+60
-60...+60
-50...+90
6
20
20-24
20-24
20-24
20-24
20-24
7
48
120
24
5-10
мин
5-10
мин
8
"
Прижим
Контактное
— « —
При-
катка
роликом
Тоже
Нанесение одного
слоя - сушка, второго
слоя - сушка до отлила,
затем реактивация
при 60°С при прижиме
20-24
75±5
20
70
24
Конфекционное
склеивание
10
1
При-
катка
роликом
Тоже
—«—
9
Срассл »2,5кН/М
аотр = 0,1 МПа
хсдв = 0,2 МПа
(Ст.З) ■
о = 0,4 МПа
сдв
(дерево-дерево)
о„т„ = 0,4 МПа
Выше прочности
склеиваемой
древесины
Space * 1 КН/М
(миткаль)
оотр = 2,5 МПа
(резина 2566 -
Ст.З)
Spacc„ = 0,6 кН/м
(миткаль)
10
Ремонт шин
Приклеивание вакуумных
пленок при изготовлении
вакуумных мешков при автоклавном
склеивании
Склеивание различных
материалов, ремонт электробытовых
приборов, герметизация мест
течи раковин, ванн,
приклеивание плиток из любого материала
Приклеивание линолеума и
кафельных плиток, заделывание
трещин и щелей
Нанесение поверхностного слоя
на изоляционную резину
кабельных жил
Тоже
Склеивание древесины, фанеры,
ДСП, ДВП, приклеивание
фурнитуры из любых материалов,
изготовление и ремонт мебели
Приклеивание резиновой
подошвы к валяной обуви
Конфекция резиновых изделий
и эбонита
Склеивание изделий из
прорезиненных тканей
11
Содержание сухого
вещества 55 % масс.
Размеры жгута
15x13,5 мм, толщина
1,5-3 мм
Клей-герметик; отвер-
ждается под
действием влаги воздуха;
поставляется в тубах
Клей-герметик;
поставляется в 2 тубах
Высокая
водостойкость
Перед применением
компоненты
смешиваются в соотношении 1:1
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
*Ъ
1
Клей 4010
(ТУ
38.105517-
86)
Клей 4269
(марки А, Б)
(ТУ
38.105109-
81)
Клей 4508
(ТУ
38.105480-
90)
Клеевой
состав
51-215
(ТУ
38.1051489-
82)
2
Однородная масса
черного цвета на
основе натурального
или изопренового
каучука
Раствор от светло-
желтого до
светло-коричневого цвета на
основе натурального
каучука
Жидкость
светло-серого или желтоватого
цвета на основе
натурального каучука
Вязкая жидкость
темно-коричневого цвета
на основе эпоксипо-
лиэфируретанового
каучука ПЭФ-ЗА
3
1
1
1
4
4
21-
3/-
6/-
-/0,5
5 .
-60...+60
-60...+60
-50...+50
-60...+200
временно)
6
20
20-24
20-24
80
7
6 (для
склеивания
текстильных
материалов)
72 (для
склеивания
резины
с
металлами)
24
8 (при
последующей
вулканизации)
16(без
вулканизации)
24
8
При-
катка
роликом
Контакт
ное
0,03
9
S„„ > 0,08 кН/м
(миткаль)
Ci 2:1,8 Ша
отр
(резина - Ст.З)
S г 0,6 кН/м
рассл '
(миткаль)
т = 10МПа
сдв
ащ = 17,2 МПа
(АМГ-6)
10
Склеивание вулканизованных
резин на основе каучуков
общего назначения, текстильных
материалов, картона с
неокрашенными и окрашенными
металлами и для герметизации
оконных проемов автомашин
Изготовление липкой ленты для
полиграфической
промышленности и склеивающих лент
Склеивание текстильных и
резинотканевых
изделий,нанесение липкого слоя на
прорезиненные ткани на основе
каучуков общего назначения
Приклеивание оболочек из
стеклопластиков к
металлическим корпусам
11
Для эксплуатации в
любых
климатических условиях
требуется вулканизация.
Клеевые соединения не
стойки к воздействию
жидких топпив, масел
Коэффициент
теплопроводности 0,267 Вт/
(м-К), средняя
удельная теплоемкость
1,7585 кДж/(кг-К),
коэффициент темпера-
туропроводности
0,117 м2/с тиксотрол-
ный состав, не
стекает с вертикальных
поверхностей
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Клеевой
состав 51-2153
(ТУ
38.1051489-
82)
Клеевой
состав 51-2156
(ТУ
38.1051490-
83)
Клеевой
состав 51-2158
(ТУ
38.1051488-
82)
Клей 6282
Клей 4-АН
(ТУ
38.105766-
85)
Клей 4 НБув
(ТУ
38.105236-
85)
2
Вязкая жидкость
темно-коричневого цвета
на основеэпоксиполи-
эфируретанового
каучука ПЭФ-ЗА
Вязкая жидкость
темно-коричневого цвета
на основеэпоксиполи-
эфируретанового
каучука ПЭФ-ЗА
Вязкая жидкость
темно-коричневого цвета
на основе эпоксиполи-
эфируретанового
каучука ПЭФ-ЗА
Раствор от светло-
желтого до
светло-коричневого цвета на
основе натурального
каучука
Жидкость от белого до
светло-коричневого
цвета на основе хло-
ропренового каучука
Однородная жидкость
светло-зеленого цвета
на основехлоропрено-
вого каучука
3
2
4
4
1
1
1
4
-/
0,5-5,0
-11
-/0,05
3/-
3/-
3/-
S
-60...+200
-60...+200
-60...+200
-60...+60
^10...+60
-40...+60
6
15-35
80
15-35
или
120
20-24
20-24
20-30
7
72
24
24
2
24
20 мин
20 мин
8
0,05
0,03
0,03
При-
катка
роликом
Тоже
— « —
9
аотр = 3'° МПа
(с металлом)
аотр = 2,0 МПа (с
теплозащитным
материалом)
аотр = 11 МПа
(АМГ-6)
ст01р = 2,0 МПа
Spacm >1,4кН/м
(тканевые
полоски)
Spaccn ^ 0,28 КН/М
(губка)
10
Крепление материалов на
основе бутадиеннитрильного, эти-
ленпропилендиенового каучуков
к металлам и тканям
Ремонт непроклеев в
соединениях теплостойких стеклотексто-
литов с металлами
Крепление теплостойких стекло-
текстолитов к металлам
Склеивание текстильных и
резинотканевых изделий
Приклеивание резины к резине
или ткани
Склеивание вулканизованных
резин и резинотканевых материалов
на основе Наирита,
натурального, бутадиенового,
бутадиеннитрильного каучуков без
последующей вулканизации, а также невул-
канизованных резин и
резинотканевых материалов на основе хло-
ропренового и
бутадиеннитрильного каучуков (СКН-18, СКН-26) с
последующей вулканизацией
11
Применяется в
качестве
герметизирующего состава и ремонта
покрытий
Еот при разрыве не
менее 100%
Низковязкий состав;
допускается нанесение
с помощью шприца
Тоже
По сравнению с
составом 51-2156 быстрее
отверждается с
получением
технологической прочности
Рекомендован для
работы в различных
климатических условиях
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
*?
1
Клей 51-К-
1С
(ТУ
005300-77)
Клей 51-К-10
(ТУ
38.005300-
77)
Клей
51-К-ЮВ
(ТУ
2513-001-
00152081-
93)
Клей
51-К-19-2
Элад-К-19-3
(ТУ 2513-008-
17742007-
2006)
Клей 51-К-22
(ТУ
38.1051256-
89)
2
Жидкость
коричневого цвета на основе
хлоропренового
каучука и алкилфеноло-
формальдегидного
олигомера
Эпоксидно-каучуковый, однородная
масса коричневого цвета
Эпоксидно-каучуковый, жидкость
коричневого цвета
Дисперсия в этилаце-
тате на основе фено-
лоформальдегидного
олигомера и хлорсо-
держащих полимеров
Однородная масса
белого цвета на основе
натурального каучука
3
1
3
2
1
1
4
6/-
-/6
-/8
6/-
6/-
5
^10...+50
-60...+100
-60...+90
Определяется
свойствами
склеиваемой
резины
До 90
6
15-30
20-24
20
7
24
48
72
8
тактное
При-
катка
роликом
Кон-
фек-
цион-
ное
Горячая вулканизация
151-2
4+0,25
низация
в котле
в
паровой
среде
под
давлением
пара
9
Spaccn > 2,94 н-
+ 3,0 кН/м
(резина 51-1492)
Space" S 2'45 KH/M
(резина
ИРП 1074-
Ст.З)
S07OT >3,0кН/м
(металл-резина
ИРП 1074)
аотр > 3,9 МПа
(резина
ИРП 1068-Ст.З)
ПриГ=23°С
аотр > 6,8 МПа
ПриГ=90°С
ст01р > 3,9 МПа
(полуэбонит
51-1629-Ст.З)
10
Склеивание резин в
судостроительной промышленности
Склеивание резин на основе
ненасыщенных каучуков и
резинотканевых материалов с
металлами И AD.
Склеивание резин на основе
диеновых каучуков (в том
числе этиленпропилендиеновых)с
металлами (в том числе с
нержавеющими и титановыми
сплавами)
Крепление к металлу резин на
основе каучуков: натурального,
изопренового, бутадиенового,
бутадиен метилстирольных
СКМС-10, 30, 50, этиленпропи-
лендиенового, хлоропренового,
бутадиеннитрильных СКН-18,
СКН-26, СКН-40 (манжеты сай-
лент-блоков, амортизаторов,
гуммирование химстойкого
оборудования и др.)
Для гуммирования химаппара-
туры эбонитами и полуэбонита-
ми на основе каучуков:
бутадиенового, натурального,
изопренового, бутадиенметилстироль-
ных разных марок (СКМС30-
АРКМ-15, СКМС30-РП) в
процессе котловой вулканизации и
открытым способом
11
Масло-, бензо-,
термостойкий; может быть
использован для
гуммирования химобору-
дования резиной на
основе СКЭПТ
Вместо клея Лейконат
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Клей
51-К-24-30
Элад-К-24-30
(ТУ 2513-008-
17742007-
2006)
Клей 51К-37
(ТУ
2513-015-
00152081-
98)
Клей 51К-37К
(ТУ
2513-015-
00152081-
98)
Клей 51-К-40
51-К-40БТ
(ТУ 38
405801-96)
Клей
51-К-44-1
(ТУ 2513-013-
00152081-
98)
Клей
51-К-44-2
(ТУ 2513-013-
00152081-
98)
2 I 3
Раствор в толуоле на
основе хлорсульфиро-
ванного полиэтилена
Эпоксифенольная
вязкая жидкость
черного цвета
Эпоксифенольный,
модифицированный
резиновой смесью на
основе бутадиеннит-
рильного каучука
Жидкость от белого
до светло-желтого
цвета на основе хло-
ропренового каучука
Жидкость светло-
желтого цвета на
основе эпоксидных оли-
гомеров
Прозрачная жидкость
желтого цвета на
основе хлоропренового
каучука, эпоксидного
и фенолоформальде-
гидного олигомера
1
2
3
2
2
1
4
3/-
-/8
-/8
6/1
6/8
6/-
5
Определяется
свойствами
склеиваемой
резины
10...+100
10...+100
10...+100
-60...+250
-40...+150
6
7
8
Горячая вулканизация
Температура и
продолжительность
вулканизации определяются
свойствами резиновой
смеси
20
20
20
24
24
24
При-
катка
роликом
Тоже
—«—
Соответствует режиму
вулканизации резиновой
смеси
9
сотр 2 3,9 МПа
(резина
ИРП 1347-Ст.З)
Spacc„ = 5 кН/м
(резина на
основе бутадиеннит-
рильного каучука)
Spacc„ = 2,9 кН/м
(резина на
основе фторкаучука
СКФ-36)
Spara = 2 КН/М
(резина
ИРП 1310)
аотр > 3,0 Ml la
(резина
ИРП 1390-Ст.З)
ПриГ=20°С
аотр = 4 МПа
При Т = 200°С
о0Тр = 1,6МПа
оотр г 3,0 МПа
(резина ИРП
1314-1-От 3)
10
Крепление резин на основе
неполярных, ненасыщенных
каучуков к металлу в процессе
вулканизации для изделий
спецназначения
Склеивание резин на основе
полярных каучуков с металлами в
процессе вулканизации,а также
при использовании (в сочетании
с клеем 51К-45) для склеивания
неполярных резин с металлами
Для приклеивания
вулканизованных резиновых смесей и
резинотканевых материалов на
основе полярных каучуков
Крепление резин к металлу при
гуммировании в сочетании с
клеем 51-К-19-2
Крепление резиновых смесей на
основе фторкаучука СКФ-26 к
металлу в процессе
вулканизации (вместо клея 9М-35Ф)
Склеивание резин на основе
фторкаучуков СКФ-32 с
металлом в процессе вулканизации
11
Растворитель этилаце-
тат
Растворитель этилаце-
тат
Стойкость к
термическому старению: длительно
до 200°С,
кратковременно до 250°С на воздухе,
а также к воздействию
топлив и масел при
температурах до 150°С
Стойкость к
воздействию масел и топлив
при температурах до
150°С включительно
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Клей 51-К-45
Клей
51-К-45М
(ТУ
38.1051955-
90)
Клей 51-К-51
(ТУ
2513-025-
00152081-
00)
Клей 75-М
(ТУ 201-28-
72-96)
Клей
78-БЦС-П
(ТУ
38.105470-
82)
Клей
78-БЦС-П-М
(ТУ
38.105470-
82)
2
Вязкая жидкость
черного цвета;
полимерная композиция в
толуоле или смеси Не-
фраса и этилового
эфира уксусной
кислоты
Жидкость от белого
до светло-бежевого
цвета на основе хло-
ропренового каучука
Прозрачная жидкость
коричневого цвета на
основе термозластоп-
ластов
Жидкость
коричневого цвета на основе
хлоропренового
каучука и алкилфеноло-
формальдегидного
олигомера
Жидкость от светло-до
темно-серого цвета на
основе
хлоропренового каучука и алкилфе-
нолоформальдегид-
ноого олигомера
3
2
2
1
1
1
4
3/48
-/8
12-18/-
3/-
3/-
5
-60...+100
-60...+150
(после тер-
мостати-
рования
при 80°С
в теч. 1 ч)
-60...+90
(без тер-
мостати-
рования)
-30...+45
-50...+90
-50...+90
6
150+5
20-24
80
18-25
15-30
15-30
7
3+0,5
48
1
3 мин
24
24
8
0.5+0.1
тактное
0,3
тактное
—. « —.
9
Орассл = 2,0 КН/М
(резина 51-2110 +
резина 51-2058)
а01С = 1,5 МПа
(СКЭПТ - Ст.З)
аотс = 1,5 МПа
(резина 51-2101
- Ст.З)
а01С > 2,0 кН/м
(резина ИРП 2025
- Ст.З)
аотс > 5 кН/м
оотс > 2,46 кН/м
о01р > 1,28 МПа
(резина 56 - Ст.З)
о01с > 1,36 кН/м
(резина 51-1632-
Ст.З)
10
Склеивание в процессе
вулканизации резин на основе
неполярных этиленпропиленовых
каучуков и бутилкаучука
(СКЭПТ, СКЭП, БК) между
собой, с металлами, органопла-
стиками на основе
эпоксидного связующего, с резинами
и резиновыми смесями на
основе полярных каучуков
Крепление к металлу маслона-
полненных резин на основе бу-
тадиеннитрильного каучука,
резин на основе
этиленпропиленовых эластомеров с
предварительной химической или
фотохимической модификацией
поверхности резин
Склеивание кожи, резин общего
назначения, полиуретана, дерева,
а также полиэтилена (жесткого и
пластифицированного) и
полиамида в автомобилестроении и
обувной промышленности
Склеивание резин, в т.ч.
губчатых, между собой, с
металлами, в т.ч. окрашенными, стеклом
и др., приклеивание губчатых
уплотнений
Приклеивание автомобильных
уплотнителей из резины на
основе этиленпропилендиенового
каучука с окрашенным металлом
11
При склеивании резин
с титановыми
сплавами используют
подслой клея 51-К-37;
растворитель толуол;
конфекционные
свойства клея 51-К-45М
хуже, чем51-К-45
Требуется активация
ИК-излучением после
нанесения 80°С, 2 мин;
клей имеет адгезию
к полиамидным
пластикам, полиэтилену
и фторопласту
Клеевые соединения
стойки к действию
морской и пресной
воды, могут
эксплуатироваться в любых
климатических условиях
Тоже
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Клей 88 КР
(ТУ 201-951-
10-96)
Клей 88 М
(ТУ 38.
403832-96)
Клей 88 НП
(ТУ 2385-003-
31854575-00)
Клей 88 НП-1
(ТУ 38.
105540-85)
Клей 88-П1
(Наирит-1)
(ТУ 2513-010-
13238275-98)
Клей 88-П2
(Поролон-2)
(ТУ 2513-010-
13238275-98)
г
Жидкость от желтого
до коричневого цвета
на основе хлоропре-
нового каучука и фе-
нолоформальдегид-
ного олигомера
Раствор в бензине от
светло-зеленого до
бежевого цвета на
основе хлоропренового
каучука
Жидкость от светло-
желтого до
светло-коричневого цвета на
основе Наирита и бу-
тилфенолоформаль-
дегидного олигомера
Жидкость от желтого
до
светло-коричневого цвета на основе
хлоропренового
каучука и алкилфеноло-
формальдегидного
олигомера
Вязкая мутная
жидкость от желтого до
светло-коричневого
цвета на основе
хлоропренового каучука
Тоже
3
1
1
1
1
1
1
4
6/-
6/-
6/-
6/-
12/-
12/-
5
-30...+90
-40...+70
-40...+70
-40...+70
-50...+60
-50...+60
6
18-25
20-24
20-24
15-30
20-24
20-24
7
1-3 мин
24
5-10
мин
24
24
24
8
0,3
При-
катка
роликом
Тоже
тактное
При-
катка
роликом
Тоже
а
а > 7,5 кН/м
отс '
а > 1,5 МПа
отр
(металл -
резина)
а > 1,3 МПа
отр
а >1,1МПа
отр
(резина - сталь)
a S: 1,96 кН/м
ОТС
аир £ 2,26 МПа
(резина П-56-
Ст.З)
S >1,5кН/м
рассл
(резина -
резина)
S > 5,0 кН/м
рассл
(кожволон -
кожволон)
Выше прочности
поролона
10
Склеивание резин с металлами,
синтетических
пленок,полиуретана, поливинилхлорида,
кожзаменителей, кожи, дерева и
других материалов
Склеивание резины с металлом,
стеклом, бетоном, кожей,
пластмассой, деревом
Приклеивание резин, в т.ч.
губчатых, на основе натурального,
бутадиеннитрильного,
бутадиенового, бутадиенстирольного и
бутадиенметилстирольного
каучуков к резине, металлам, в т.ч.
окрашенным, стеклу и другим
материалам
То же
Склеивание в любых
сочетаниях изделий из поролона,
пористых и волокнистых материалов
и приклеивание их к основам из
дерева, металла, картона, ДВП;
склеивание изделий из кожи,
кожзаменителей, ткани, резины,
изделий из поливинилхлорида
Склеивание изделий из
поролона и приклеивание их к основам
из дерева, металла, картона,
ДВП; склеивание изделий из
кожи, ткани, резины
11
Вибро-и водостоек
Аналог клеев 88 СА и 88
НП, превосходит их по
водостойкости
Прочность клеевых
соединений в интервале
рабочих температур
сохраняется в течение
6 лет
Клеевые соединения
стойки к действию
морской и пресной воды
Клеевой шов стоек
к действию воды и
органических
растворителей
Клеевой шов стоек
к действию воды
Большой справочник резинщика
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Клей 88 С
(ТУ
38.005300-
77)
Клей 88 СА
88 СА-1
(ТУ
38.1051760-
89)
(ТУ
38.30569-94)
Клей 88 СА (П)
(ТУ 2242-001-
48499049-00)
Клей 88-Luxe
(ТУ 2513-005-
13238275-96)
Клей 815
(ТУ
38.10522-75)
Клей-герме-
тик для
сантехнического
оборудования
и
облицовочных
материалов
(ТУ
6-15-749-78)
Клей для
обуви
(ТУ
38.10572-94)
2
Жидкость на основе
хлоропренового
каучука и алкилфеноло-
формальдегидного
олигомера
Коллоидный раствор
от светло-зеленого
до бежевого цвета на
основе
хлоропренового каучука
Тоже
Вязкая мутная
жидкость от желтого до
светло-коричневого
цвета на основе хло-
DoriDeHOBoro каучука
Вязкая жидкость от
желтого до светло-
коричневого цвета на
основе каучуков
Пастообразная вяз-
котекучая масса на
основе
хлоропренового каучука
Жидкость от
бежевого до темно-желтого
цвета на основе
хлоропренового каучука
А-100или его
аналогов, олигомера 101К
3
1
1
1
1
1
2
1
4
6/-
6/-
6/-
12/-
12/-
12/-
8/-
5 .
-40.. .+50
-40...+50
-40...+70
-50...+60
-50...+50
-60...+60
-45...+4S
6
15-30
20-24
20-24
20-24
20-24
20-24
23+5
7
24
24
24
24
24
48-72
24
8
тактное
При-
катка
роликом
Тоже
—«—
Прижим
тактное
0,35
9
оотс > 2,94 кН/м
с01р > 1,28 МПа
(резина 51-1492
- Ст. 3)
аотр > 2,6 кН/м
оир £1,39 МПа
(резина 56 -
Ст.З)
SKm > 2,0 кН/м
(ткань - ткань)
Spaccn >8-10кН/М
(кирза - кирза)
Sfim > 5-6 кН/м
(сталь - киоза)
хздв > 0,1 МПа
ПриГ = 23°С
оок > 3,0 кН/м
При7=45°С
аотс > 3,0 кН/м
(двухслойная
кирза)
10
Для судостроительной
промышленности
Склеивание резин на основе
каучуков общего назначения,
резин с металлами, в т.ч.
окрашенными, стеклом и др.
Склеивание поролона между
собой, с деревом, тканями
Склеивание в любых
сочетаниях резины, кожи,
кожзаменителей (кроме поливинилхлорида),
металлов, стекла, пластмасс,
дерева, бумаги.картона, тканей
Приклеивание резиновой
подошвы к валяной обуви
Приклеивание линолеума и
керамической плитки,
заделывание трещин, щелей, пустот
Склеивание деталей обуви из
различных резин (пористой,
монолитной, кожеподобной и др.),
кожи, войлока и текстильных
материалов при изготовлении и
ремонте обуви
11
Клеевой шов стоек
к действию воды
Тоже
Вязкость 40-60 с
(ВЗ-246, диаметр
сопла 4 мм)
Клеевой шов стоек
к действию воды
Поставляется
в 2 тубах
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Клей для
поливинилхло-
ридаи
полистирола
(ТУ 6-15-
1419-84)
Клей
резиновый 117
(ТУ
38.105840-86)
Клей
резиновый 4269
марки А и Б
(ТУ
38.105109-81)
Клей
резиновый марки А
(ГОСТ
2199-78)
III
Контактол
(ТУ 6-15-
1499-85)
Коралл
(ТУ
38. 403828-96)
2
Вязкая жидкость
желтого цвета на
основе бутадиеннит-
рильного каучука
Однородная масса на
основе резиновой
смеси 117
Однородная
жидкость на основе
каучуков
Жидкость серого или
светло-бежевого
цвета на основе
натурального каучука
Однородная вязкая
масса от светло- до
темно-коричневого
цвета на основе бу-
тадиеннитрильного
каучука и
синтетических олигомеров
Вязкая жидкость от
желтого до серого
цвета на основе хло-
ропренового каучука
Жидкость от светло-
желтого до светло-
зеленого цвета на
основе хлоропренового
каучука
3
1
1
1
1
1
1
1
4
12/-
0,5/-
0,5/-
6/-
12/-
12/-
12/-
5
-60...+60
-40...+60
-40...+60
-40...+50
-60...+60
-40...+40
-40...+60
6
20-24
23±5
18-25
20-24
20-24
7
24
10
10
24
24
8
Прижим
0,04-
0,05
или
прикат-
ка
роликом
Прижим
тактное
Нанесение одного
слоя-сушка, второго
слоя - сушка до отлипа,
затем реактивация при
60-70°С при прижиме
9
Тад, = 0,8 МПа
(жесткий ПВХ)
Spaccn = 5,9 КН/М
(невулканизо-
ванный отмытый
миткаль)
5рассл = 1.0кН/м
тсдв = 0,5*1 МПа
(сталь)
Твд,, = 0,3 МПа
(полистирол)
аотс = 6+7 кН/м
10
Склеивание жесткого и
мягкого поливинилхлорида,
полистирола и изделий из них
Конфекция резиновых смесей
Для изготовления липких лент
Склеивание резиновых и
резинотканевых изделий в
производстве обуви и кожгалантереи
Склеивание изделий из дерева,
керамики, металлов, резины,
кожи, тканей, поролона,
поливинилхлорида, полистирола,
полиамидов
Приклеивание отделочных и
облицовочных материалов к
различным поверхностям
контактным способом, склеивание в
любых сочетаниях дерева,
резины, кожи
Склеивание кожи,
кожзаменителя, резины, дерева, войлока и
ткани в любом сочетании
11
Условная вязкость 90-
200 с (ВЗ-1, диаметр
сопла 5,4 мм)
Горюч, токсичен,
клеевые соединения не
стойки к воздействию
жидких топлив, масел
Условная вязкость
80-180 с
(ВЗ-246, диаметр
сопла 4 мм)
Условная вязкость 80 с
(ВЗ-1, диаметр сопла
5,4 мм)
Изготавливается на
основе хлоропренового
каучука Байпрен(ЗЗО)
фирмы «Байер»
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
КР-5-18
(ТУ
38.1051078-
83)
КР-5-18Р
(ТУ
38.1051078-
83)
КР-6-18
(ТУ
38.1051078-
83)
КС
(ТУ
6-15-1251-
80)
КФК
(ТУ
2252-025-
10687966-98)
Лаке
(ТУ 6-15-08-
11-86)
2
Вязкая жидкость
черного цвета на
основе бутадиеннит-
рильного каучука и
олигомера ФР-12
Тоже
Вязкая жидкость
светлого или темно-
зеленого или черного
цвета на основе бута-
диеннитрильного
каучука
Вязкая жидкость
светло-коричневого
или коричневого
цвета на основе бутади-
еннитрильного
каучука и инденокумароно-
вого олигомера
Вязкая однородная
жидкость от желтого
до коричневого цвета
на основе хлоропре-
нового каучука
Однородная
эмульсия белого цвета на
основе латекса
3
2
2
1
1
2
1
4
-/7
-/7
3/-
12/-
6/8
12/-
5
-60...+120
-60...+120
-60...+200
^10...+40
-30...+50
20-24
6
143±3
20-24
143±3
20-24
18-22
20
7
0,5
48
0,5
24
24
0,5 МИН
8
3
При-
катка
роликом
3
Прижим
0,3-0,3
Прижим
9
а01р = 3,92 МПа
(резина 3826 -
Д16АТ)
5расСл = 2,35 кН/м
(резина 203 Б)
Spacm = 2,4 КН/М
(резина 181)
Sparal = 1,0KH/M
(резина - резина)
сотс = 2,5 кН/м
(резина - Ст. 3)
10
Приклеивание вулканизованных
и невулканизованных резин и
резинотканевых материалов на
основе бутадиеннитрильных
каучуков к металлам (стали,
алюминиевым, магниевым и
титановым сплавам) и к стеклоткани
Склеивание вулканизованных
резин и резиновых материалов
на основе бутадиеннитрильных
каучуков, предназначенных для
работы в нефтяных маслах и
топливах
Склеивание бензо-, масло-, керо-
синостойких невулканизованных
резин на основе
бутадиеннитрильных каучуков и
резинотканевых материалов между собой
с последующей вулканизацией
Ремонт обуви и галантерейных
изделий из резины, кожи,
кожзаменителя
Склеивание полимерных
материалов, искусственной и
натуральной кож, вулканизованных си-
локсановых резин между собой,
а также с металлами, в т.ч.
окрашенными
Склеивание бумаги с картоном,
фотобумагой, стеклом, пленкой
поливинилхлоридом
11
Может применяться
для работы в
различных климатических
условиях только с
последующей
вулканизацией; стоек в нефтяных
маслах и топливах
Может применяться
без горячей
вулканизации и с
последующей горячей
вулканизацией; применение в
различных
климатических условиях
допускается только
после вулканизации
Клеевые соединения
масло-, бензостойки,
стойки в различных
климатических
условиях
Условная вязкость
120 с (ВЗ-1, диаметр
сопла 5,4 мм)
Клеевые соединения
устойчивы к действию
воды, масел и бензина,
теплостойки; тара -
бочки или
полимерные бутылки
Условная вязкость 14-
20 с (ВЗ-4, диаметр
сопла4 мм), разрыв по
волокнам бумаги
13.2.3. Сиийым ш— им miiiu— -различных киучукои (продолжение)
1
Лейконат
(ТУ
6-14-95-85)
ЛЕНТЕКС Э1
ЛЕНТЕКС Э2
(ТУ
2241-009-
47923137-
03)
ЛО-1
(Регламент
на
изготовление)
ЛП-91
(ТУ
2513-001-
17742003-
2003)
Мастер
(ТУ
2513-001-
17483468-
92)
МБК
(ТУ 21-27-
90-83)
2
Раствор 4,4',4"-три-
фенилметантриизоци-
аната в дихлорэтане от
фиолетового до
красновато-коричневого
цвета
Жидкость белого
цвета на основе акрилат-
стирольных латексов
Жидкость от белого до
светло-коричневого
цвета на основе акри-
латных латексов или
водной дисперсии
бутил каучука
Жидкая каучукосмоля-
ная композиция
Жидкость
светло-коричневого цвета
Однородная масса на
основе бутилкаучука
3
1
1
1
2
1
1
4
18/-
12/-
12/-
-/10
12/-
2,5/-
5
-60...+130
-40...+60
5-40
6
14312
40-50
100-
120
7
0,5
24
5-10 с
8
2,5
тактное
Определяется типом
склеиваемого полиуретана
-50...+60
^10...+50
20-24
20-24
24
24
При-
катка
роликом
Тоже
9
ат = 3,9 МПа
Spa», = 0,7 КН/М
(кожа - картон)
а01С = 2 кН/м
(полиуретан
СКУ-ПФЛ-100-
Ст.З)
Spaccn=5KH/M
(резина - кирза)
10
Склеивание резин с металлами
методом горячей вулканизации
Изготовление изделий
из флока
Вспомогательные операции в
производстве обуви
Крепление резин на основе
литьевых полиуретанов к металлу
методом жидкого формования,
полиэфиров и полиуретанов
между собой и к металлу при
120°С в течение Зч.
Склеивание в любом сочетании
различных резин, термоэлас-
топластов, полиуретана,
натуральных, синтетических,
искусственных кож, текстильных
материалов, дерева, бумаги,
картона, стекла, металлов, а также
изделий из полистирола,
полиэтилена, полипропилена,
поролона, пенопласта,
поликарбоната и др.
Наружные работы при
наклеивании рулонных
гидроизоляционных материалов
11
Может применяться в
качестве
вулканизующего агента в
резиновых клеях холодного
отверждения
Липкие клеи
Рекомендуемая
температура хранения и
использования 5-40°С;
термопластичный клей
Клеевой шов
водостоек
Мастика клеящая
Большой справочник резинщика
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Миг
(ТУ 6-15-02-
184-89)
Момент-1
(ТУ 6-15-01-
156-77)
МПК
(ТУ
2513-003-
17742007-
2003)
МПК-1
(ТУ
2385-036-
05281725-
06)
Наиритовый
обувной
(ТУ 38.
403828-96)
(ТУ
2385-002-
31854575-00)
НТ-150
НТ-150-1
НТ-150-2
(ТУ 38.
105789-87)
ОНИКС-Ц
(ТУ 201-28-
61-90)
2
Вязкая жидкость
желтого или темно-
коричневого цвета на
основе хлоропрено-
вого каучука
Вязкая жидкость
желтого или серого
цвета на основе хло-
ропренового каучука
Однородная масса от
светло- до
темно-коричневого цвета на
основе хлоропренового
каучука и бугилкаучука
Однородная масса от
светло- до
темно-коричневого цвета на
основе бугилкаучука
Жидкость от светло-
желтого до светло-
коричневого цвета на
основе
хлоропренового каучука
Жидкая каучуко-смо-
ляная композиция
Вязкая жидкость
желто-коричневого
цвета на основе
хлоропренового каучука
3
1
1
1
1
1
1
1
4
12/-
12/-
6/-
8мес/-
6/-
3/-
12/-
5
-40...+40
-40...+40
-30...+70
-30...+60
-40...+50
-50...+50
-30...+45
6
20-24
20-24
20-24
20-24
20-24
15-30
18-25
7
24
15-20
мин
2-3
мин
2-3
мин
24
24
2 мин
8
временный
прижим
тактное
Прижим
— « —
тактное
0,1-0,2
9
хсда = 4 МПа
(фанера
березовая)
тад = 0,5 МПа
(полистирол)
тсдв = 2+4,5 МПа
(сталь)
тС(№ > 0,5 МПа
(через 72 ч после
приклеивания)
Выше прочности
поролона
Spaccn = 2,8 КН/М
(резина-резина,
кирза - кирза)
аотс = 1,47 кН/м
(резина НО-68 -
Ст.З)
Spam, = 5+6 КН/М
(резина-кирза,
через 24 ч)
10
Склеивание дерева, металла,
жесткого и мягкого поливинил-
хлорида, полистирола,
декоративно-слоистых
пластиков,стекла, керамики, фарфора
Склеивание дерева, металлов,
жесткого поливинилхлорида,
кожи, резины,
декоративно-слоистых пластиков, стекла,
керамики. Фарфора
Приклеивание кровельных мате-
риалов в промышленном и
гражданском строительстве
Для склеивания поролона и
различных тканей при
производстве мебели
Производство и ремонт обуви
Монтажное крепление резин на
основе каучуков общего
назначения, содержащих 20-25 масс. ч.
пластификатора, между собой
и к металлу
Склеивание кожи, резин
общего назначения, полиуретана,
текстильных материалов при
изготовлении И ремонте обуви
11
Схватывание при 20-
25°С в течение 3 мин
(не более)
Сухой остаток 24%
масс.
Миграция химических
веществ в воздухе не
превышает ПДК для
атмосферного воздуха
населенных мест
Не имеет неприятного
запаха
Условная вязкость
100-150 с (ВЗ-246,
диаметр сопла 4 мм)
Клеевые соединения
влагостойки; может
применяться для
склеивания резин с
высоким содержанием
пластификаторов (типа
НО-68-1)
Малотоксичен;
обладает повышенной
прочностью по
сравнению с прочностью
других обувных клеев
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Особый
(ГОСТ
2199-78)
ПДМ-5
(ОСТ В-84-
1969-81)
Радикал
(ТУ 38.
403836-96)
Резекс
Резиновый
клей
(TV
2385-004-
05281725-97)
Ропид-5
(TV
210-196-90)
РОСКЛ-2
(ТУ 6-15-
1858-96)
РП
РП1М
(ТУ 2385-
004-
05281725-
97)
2
Бесцветная или
светло-желтая жидкость
на основе
натурального каучука
Вязкая масса черного
цвета на основе
низкомолекулярного
каучука ПДИ-ЗА, отвер-
дителя фенилендиа-
мина и техуглеоода
Вязкая жидкость
черного цвета на основе
хлоропренового
каучука
Однородная масса
черного цвета на
основе смеси СКЭПТ и БК
Однородная
жидкость от
светло-серого до
светло-бежевого цвета на основе
бутилкаучука
Вязкая жидкость
бело-желтого цвета
на основе
хлоропренового каучука
Непрозрачная вязкая
жидкость от
светлосерого до
темно-коричневого цвета на
основе
хлоропренового каучука
Однородная
жидкость от
светло-серого до
светло-бежевого цвета на основе
бутилкаучука
3
1
3
1
2
1
1
1
1
4
6/-
Не более
0,5 ч при
+20"С
12/-
6/-
8/-
5/-
6/-
6/-
5
-50...+100
-60...+100
-50...+80
-60...+150
-60...+60
-30...+45
-40...+50
-60...+60
е
20-24
35±5
или
40+5
или
60+5
или 80+5
7
24
24
15
8
5
8
Прижим
0,01
Нанесение одного
слоя - сушка, второго
слоя - сушка до отпипа,
затем реактивация при
60-70°С при прижиме
20
18-25
18-25
20-24
18-25
36
24
2 мин
24
10-30
мин
При-
катка
0,2-0,3
0,3
тактное
9
Voi = 1.5kH/m
(ткань - ткань)
0,98 МПА
S0TC = 6,5 кН/м
оотр = 1,8 МПа
aotp » 0,8 МПа
Spacc„ = 2 кН/м
(бязь - бязь)
Sparen > 2 кН/м
SpaOT > 2,8 кН/м
(резина)
аотр = 0,4+0,6
МПа
(пенопласт)
10
Склеивание тканей, кожи,
картона, резины, склеивание
поролона на неответственных
участках
Ремонт и склеивание металлов
и неметаллических материалов
в различных сочетаниях
Склеивание дерева, металла, по-
ливинилхлорида, кожи, резины,
пластиков, стекла, керамики в
любом сочетании
Используется в качестве
кровельной гидроизоляционной
мастики
Склеивание резин общего
назначения, кожи, текстильных
материалов
Склеивание кожи, текстильных
и других материалов при
изготовлении и ремонте обуви
Изготовление и ремонт обуви
(типа Рапид)
Склеивание пенополистироль-
ных плит, теплоизоляционных
панелей в автофургонах
рефрижераторов, поролона
11
Повышенная клеящая
способность
Возможна
эксплуатация на морозе, в
пресной и соленой воде
Содержание сухого
вещества 30% масс.
Прочность клеевых
соединений в 2 раза
превышает прочность при
применении
традиционных резиновых клеев
Требуется активация
при 50-70°С в течение
1-2 мин
Условная вязкость
100-250 с (ВЗ-246,
диаметр сопла 4 мм)
Обладает длительной
(до 2 сут.) остаточной
липкостью, что
позволяет корректировать
конфигурацию
клеевого соединения
Большой справочник резинщика
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
С-425
(ТУ
2513-004-
29268077-97)
СВ-5А
(ТУ
38.105747-
85)
Сигма-1
Сигма-1т
(ТУ
2513-005-
2968077-98)
Сигма 1235
(ТУ
2513-004-
29268077-97)
Сигма 11611
(ТУ
2513-004-
29268077-97)
Комбинация
ЭЛАД-К-19-3
и
ЭЛАД-К-24-30
(ТУ
2513-008-
17742007-
2006)
ТПК-27Р
(TV2513-001-
17625595-
2005)
2
Вязкая жидкость
светло-желтого цвета
на основе хлоропре-
нового каучука
Вязкая жидкость
светло-желтого цвета
на основе хлоропре-
нового каучука
Жидкость от белого
до темно-серого
цвета на основе хлороп-
ренового каучука
Жидкость от белого
до темно-серого
цвета на основе хлороп-
ренового каучука
Тоже
Жидкости черного
цвета на основе фе-
нолоформальдегид-
ного олигомера
Вязкая жидкость
красно-коричневого
цвета на основе бута-
диеннитрильного
карбоксилсодержа-
щего каучука
3
1
2
2
1
1
1
1
4
3/-
12/-
6/-
6/-
6/-
41-
6/-
S
^Ш...+50
-40...+100
-40...+50
-40...+50
-60...+130
-50...+70
6
20+5
20±5
7
24
24
а
тактное
Холодная или горячая
вулканизация
Холодная вулканизация
Тоже
Определяется режимом
вулканизации резиновой
смеси
20
24
При-
катка
9
Space* = 1.5КН/М
Space* = 2 КН/М
(полоски ткани)
Spacc„ = 0,98 кН/м
(полоски
миткаля)
Space* = 2,0 КН/М
(полоски
резины 56)
Space* = 1.0 КН/М
(полоски резины
56)
аотр = 4,5 МПа
S0TC = 2 кН/м
(Д16АТ +
вулканизованная
резина 56)
10
Склеивание резин и
резинотканевых материалов на основе бу-
тадиеннитрильных и полихло-
ропреновых каучуков
Стыковка и ремонт
транспортерных лент, склеивание
вулканизованных резин и прорезиненных
тканей
Стыковка многослойных
резинотканевых конвейерных лент,
ремонт конвейерных лент,
склеивание резин и резинотканевых
материалов
Для промазки задников в
производстве спортивной обуви
Для вклеивания вкладных стелек
в производстве спортивной обуви
Склеивание резин из
неполярных ненасыщенных каучуков
В производстве манжет, сай-
лент-блоков, амортизаторов,
при гуммировании
оборудования
Склеивание вулканизованных
резин между собой и с
металлами; спиралей из проволоки
стальной оцинкованной для
сердечников неизолированных
проводов или проволоки стальной
алюминированной между собой
и приклеивание к ним
электрокорунда
11
Используют при
изготовлении
радиотехнических изделий
В качестве
вулканизующего агента
применяется клей Лейконат
или его аналог Десмо-
ДУР
Сигма-1т отличается
от Сигма-1 лучшей
устойчивостью при
хранении при низких тем-
пеоатурах
Рекомендована
вместо клея Хемосил
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
У-425-3
(ТУ
38.105214-
87)
УК-191
(ТУ
84-7509009.
43-92)
УН-191
(ТУ
84-7509009-
43-92)
Универсал
(ТУ 38.
403827-96)
УФ-215
(ОСТ
3-6894-97)
Феникс
(ТУ
2385-007-
4297874-99)
Целалит-3
(ООП
5.9068-90)
2
Однородная масса
коричневого цвета на
основе хлоропрено-
вого каучука
Жидкость желтого
цвета на основе уре-
танового каучука
Жидкость желтого
цвета на основе уре-
танового каучука
Жидкость
светло-коричневого цвета на
основе хлоропрено-
вого каучука
Прозрачный
бесцветный раствор на
основе
низкомолекулярного диметилсилок-
санового каучука
Однородная вязкая
масса от
светло-коричневого до темно-
коричневого цвета на
основе бутадиеннит-
рильного каучука и
синтетических олиго-
меров
На основе полихлор-
бутадиена
3
1
или
2
2
2
1
2
1
Много-
компо-
нент-
ный
4
3/-
-/8
-/8
12/-
-/
(20-30)
мин
12/-
-/1,5
5
-50...+120
-60...+80
(длительно)
100
(кратковременно)
-60...+80
-50...+60
-60...+200
-60...+100
-40...+80
6
15-30
15-35
15-35
7
48
24
24
8
тактное
Прижим
При-
кат-
ка
роликом
Нанесение одного
слоя - сушка, второго
слоя - сушка до отлипа,
затем реактивация
при 60-70°С
при прижиме
18-26
20
Не
ниже 5
24
5-6
24
тактное
Плотный
прижим
0,02-
0,06
9
Spa™ = 0^8 КН/
м (полоски
миткаля)
Sparcn = 0,45 КН/М
(поливинилхло-
РИД)
Spacm > 0,45 кН/м
(ПВХ)
аотр = 1,3 МПа
оотр = 2 МПа
хсдв > 1 МПа
Разрушение по
изоляции
10
Для горячей стыковки
конвейерных лент с применением про-
слоечной резиновой смеси 450
Приклеивание
декоративно-отделочных материалов,
склеивание резин на основе фторкаучу-
ка, ремонт обуви
Склеивание резин на основе
фторкаучука, ремонт обуви,
крепление
декоративно-отделочных материалов
Склеивание в различных
сочетаниях дерева, металла, поливи-
нилхлорида, кожи, резины,
пластиков, стекла, керамики
Склеивание деталей из кварца,
флюорита, фторида лития и
других материалов, прозрачных
в УФ-обпасти спектра
Склеивание изделий из дерева,
металлов, резины, керамики,
кожи и кожзаменителей,
плотных тканей, поролона и
пластмасс в любых сочетаниях
Склеивание тегшозвукоизоляци-
онных пеноппастов,
приклеивание ткани к изоляционным пе-
нопластам, выравнивание
поверхности пенопластов
11
Вязкость 1,5 Пас
Оптический клей,
V-4
Не допускается для
склеивания посуды,
соприкасающейся с
пищей
Разрешен МЗ РФ;
обладает пониженной
горючестью
Большой справочник резинщика
Большой справочник резинщика
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
ЦМК-20
(TV
2252-327-
07500935-
2001)
Шик-1
Шик-2
(ТУ
2385-001-
31854575-00)
ЭКАТЭП
(ТУ
201-28-72-96)
Элад 511
(ТУ
2513-004-
29268077-
97)
Элад 512
(TV
2513-004-
29268077-
97)
Элад513-0
Элад 513-1
(ТУ
2513-004-
29268077-97)
2
Пастообразная масса
серого цвета на
основе смеси кремнийор-
ганических продуктов
Вязкие прозрачные
бесцветные жидкости
на основе уретаново-
го каучука
Прозрачная жидкость
коричневого цвета на
основе термоэластоп-
ластов
Раствор от
бело-желтого до бело-серого
цвета на основе хло-
ропренового каучука
Тоже
— « _
3
2
1
2
1
1
1
1
4
6/4 (в
закрытой
емкости)
6/-
12-18/-
6/-
6/-
6/-
5
-90...+300
-20...+50
(без
отверди-
теля)„„
-30...+100
(с отвер-
дитепем)
-30...+45
-40...+50
-40...+50
-40...+50
6
25+10
20-24
18-25
7
72-120
24
3 мин
8
тактное
При-
кат-
ка
роликом
0,3
Холодная вулканизация
Режим сушки
20-30 мин
Тоже
— « —
9
aotp = 0,8 МПа
(АМгб)
SpaOT = 3 кН/м
(кирза - кирза)
аотс > 5 кН/м
Spacer = 1,7 КН/М
(через 1 мин) и
2,7 кН/м (через
24 ч)
Space" = 1'5 КН/М
(через 1 мин) и
2,4 кН/м (через
24 ч)
Sparai = 1,ЗКН/М
(через 1 мин) и
2,5 кН/м (через
24 ч)
10
Склеивание металлов,
конструкционных стекло- и
углепластиков с теплостойкими
листовыми теплозащитными
материалами, деталей из силоксано-
вой резины, прорезиненных
тканей, теплоизоляционных
материалов
Склеивание тканей, пластиков,
кожи, резин, в производстве и
реставрации обуви
Склеивание кожи, резин
общего назначения, полиуретана,
дерева, а также полиэтилена
(жесткого и пленочного) и
полиамида в автомобилестроении и
обувной промышленности
Для основного крепления
подошв из резины и кожи к верху
обуви из натуральной кожи и
текстильных материалов(аналог
Наирита)
Ремонт и индивидуальный
пошив обуви (аналог Рапида-5)
Предварительное склеивание
деталей обуви холодным
способом и для вспомогательных
операций
11
Липкость клея
достаточна для проведения
отверждения при
контактном давлении,
устойчив к циклическим
воздействиям
температур, к вибрации
Клей Шик-2
обеспечивает повышенную
прочность клеевого
соединения даже без отвер-
дителя
После нанесения
требуется активация ИК-излу-
чением: при 80°С в
течение 2 мин; клей
имеет адгезию к
полиамидным пластикам,
полиэтилену и фторопласту;
более стабилен при
хранении, чем клей 75М
Условная вязкость
90-120 с (ВЗ-246,
диаметр сопла 6 мм)
Условная вязкость 80-
120 с (ВЗ-246, диаметр
сопла 6 мм)
Условная вязкость
150-280 с (ВЗ-246,
диаметр сопла 6 м);
сохраняет липкость
после нанесения до 4 ч
13.2.3. Свойства клеев на основе различных каучуков (продолжение)
1
Элад 522
(ТУ
2513-004-
29268077-
97)
Элад-К-25
(ТУ
2513-009-
17742007-
2006)
Элад-К-51
(ТУ
2513-007-
17742007-
2004)
Эласт
(ТУ
6-15-1571-
87)
Эласил
137-83
(ТУ
6-02-1237-
83)
2
Раствор от
бело-желтого до бело-серого
цвета на основе хло-
ропренового каучука
Раствор черного
цвета с зеленым
оттенком на основе
хлорированных полимеров
Раствор
светло-бежевого цвета на основе
каучука с
полиамидным отвердителем
Однородная вязкая
масса на основе бута-
диеннитрильного
каучука
Пастообразная вязко-
текучая масса белого
цвета на основе
низкомолекулярного си-
локсанового каучука
3
1
1
2
1
1
4
6/-
3/-
-/15
15/-
6/1
5
-40..+50
-60...+100
-60...+90
или
-60...+150
(после
термоста-
тирования)
-40...+40
-60...+250
6 I 7 | 8
Холодная вулканизация
клеевых пленок
в течение 10-30 мин
Определяется режимом
котловой вулканизации
резиновой смеси
18-28
или
80
20-24
17-35
48
или
1
10-15
120
0,01
тактное
0,03
9
^рассл = ' 1' Кп/М
(через 1 мин) и
3,5 кН/м (через
24 ч)
сотр = 3 МПа
(резина
Элад-Р-14)
Прочность выше
прочности резин
НО-68-1
тсдв =0,5 МПа
тсда = 1,5 МПа
(Д16АТ)
Sparal = 20,1 Н/м
(резина)
10
Крепление подошв из резины,
натуральной кожи,
полиуретана, поливинилхлорида, термо-
эластоппаста к верху обуви из
натуральных, синтетических и
искусственных кож
Крепление к металлу в
процессе вулканизации резин на
основе зтиленпропилендиенового
каучука
Склеивание резин с высоким
содержанием пластификатора,
а также резин на основе эти-
ленпропиленовых каучуков
Приклеивание нитролинолеу-
ма, поливинилхлоридного
линолеума, паркета,
керамической и поливинипхлоридной
плитки к различным
поверхностям (бетону, дереву, оргалиту
и др.)
Склеивание силоксановой
резины
11
Условная вязкость
140-180 с (ВЗ-246,
диаметр сопла 6 мм)
Конфекционные
свойства клея
обеспечивают обкладку
гуммированной
поверхности, а также
дублирование
резиновой смеси для
получения необходимой
толщины; может
применяться с грунтом
Элад-К-19-3; стоек в
агрессивных средах
При склеивании
резин на основе СКЭПТ
требуется
предварительная химическая
или фотохимическая
модификация
поверхности; стоек к
воздействию топлив и
масел
Мастика клеящая;
вязкость 50-150 с (ВЗ-1,
диаметр сопла 5,4 мм)
Работоспособность:
при 200°С-1000 ч,
при 250°С - 500 ч
*£!
13.2.3. Свойства клеев на основе различных каучуков (окончание)
"Ч
1
Эласил
137-175М
(ТУ 6-02-
1319-85)
Эласил
137-180
(TV
6-02-1214-81)
Эласил
137-182
(ТУ
6-02-1-402-
84^
Эласил
137-352
(марки А и Б)
(ТУ 6-02-1-
037-91)
Эласил
137-444
(ТУ
6-02-1-800-
94)
Эласил
137-481
2
Пастообразная вяз-
котекучая масса
белого цвета на основе
низкомолекулярного
силоксанового
каучука
Прозрачная бесцветная
масса на основе
низкомолекулярного
силоксанового каучука
Пастообразная вязко-
текучая масса серого
цвета на основе
низкомолекулярного
силоксанового каучука
Пастообразная вязко-
текучая масса
желтого (марка А) или
черного (марка Б) цвета
на основе
низкомолекулярного
силоксанового каучука
Пастообразная вяз-
котекучая масса
желтого цвета на
основе
низкомолекулярного
силоксанового каучука
Пастообразная вяз-
котекучая масса
желтого цвета на
основе
низкомолекулярного
силоксанового каучука
3
1
1
1
1
1
1
4
6 /1
6/2
6 /1
6/-
6/-
6/-
5
-110... ■
+300
-90...+200
-60...+200
-60...+250
-60...+250
-60...+250
6
17-35
или
80
17-35
17-35
20+2
20±2
20±2
7
120
2
120
120
120
120
120
8
0,03
0,01
0,03
тактное
тактное
тактное
9
ПриГ=20°С
тсда = 1,5МПа
ПриГ=300°С
тмв = 0,4 МПа
тсдв = 0,2 МПа
(Д16АТ)
Тсдв =
0,3+0,35 МПа
(Д16АТ)
тсдв > 1 МПа
(поликарбонат)
хсдв > 1 МПа
(поликарбонат)
тсш>1 МПа
(поликарбонат)
10
Склеивание металлических и
неметаллических материалов, в
т.ч. теплоизоляционных
Склеивание и герметизация
оптических систем, заливка тензо-
чувствительных элементов
электронных приборов
В качестве
высокотеплопроводного электроизоляционного
клея-герметика с повышенными
прочностными показателями
Склеивание,герметизация и
изоляция металлических и
неметаллических материалов, в том
числе силиконовой резины,
поликарбоната, стекла и т.д., в блок-
фарах, кинескопах и др.
Тоже
Склеивание,герметизация и
уплотнение металлических и
неметаллических материалов в
изделиях промышленного и
бытового назначения,
эксплуатируемых в местах с
повышенной влажностью
11
Вулканизуется при
контакте с влагой
воздуха с образованием
резиноподобного
материала;
работоспособность при 300°С -
5 ч; поставляется в
тубах
Оптически
прозрачный; поставляется в
тубах
Я =1,8+2,0 Вт/(мК);
поставляется в тубах
Через 24 ч набирает
необходимую
технологическую
прочность; катализатор
кислый; поставляется
в тубах
Через 24 ч набирает
необходимую
технологическую
прочность; катализатор
нейтральный;
поставляется в тубах
Отличается
повышенными водостойкостью
и грибостойкостью
Условные обозначения: 5рассл - прочность при расслаивании резин с другими материалами; 501С - прочность при отслаивании резин от других метериалов; тСД8 - прочность при
сдвиге; аотр - прочность при отрыве; арассл - прочность при расслаивании резин; сотс - прочность при отслаивании резин; Т - температура; Еот - относительное удлинение |
13.3* Склеивание резин и приклеивание
их к различным материалам
ч
Склеивание резин между собой и крепление их к металлам широко применяются в самых
различных областях.
Резины на основе полярных каучуков хорошо склеиваются полярными клеями. Неполярные
резины плохо поддаются склеиванию, поэтому их поверхность предварительно обрабатывают
специальными способами. Клеи для склеивания резин должны быть изготовлены на основе тех
же или близких по природе каучуков, что и резины. Исключение составляют полиуретановые
резиновые клеи, которые хорошо склеивают почти все резины, поэтому при выборе полиурета-
нового клея следует обращать внимание на рабочие температуры клея и резины. По
способности склеиваться каучуки можно расположить в следующий ряд: бутадиеннитрильные > хлороп-
реновые > бутадиенстирольные > натуральный > бутилкаучук.
При выборе клея для склеивания кожи и текстильных материалов необходимо, чтобы клей
не портил их внешний вид. Для склеивания искусственной кожи обычно применяют клеи на
основе хлоропренового, уретанового и бутадиеннитрильного каучуков.
Несмотря на то, что в последнее время разработан ряд резиновых клеев, обладающих
универсальной способностью склеивать резины различной химической природы, широко применяются
клеи, разработанные много лет тому назад, вследствие их доступности и невысокой стоимости, а
также возможности склеивания широкой гаммы материалов. К ним относятся различные
модификации клея 88, клеи 4508,4НБ-УВ и некоторые другие. Клей 4508 применяется для склеивания
изделий из резины, резинотканевых материалов, картона, бумаги, текстиля, клей 4НБ-УВ - для
склеивания резины, резинотканевых материалов, стойких к воздействию масел и нефтепродуктов.
Для склеивания вулканизованных резин используются, как правило, клеи холодного отверждения.
Все эти клеи предназначены для склеивания резин общего назначения, содержание
пластификатора в которых менее 10 масс. ч. на 100 масс. ч. каучука. Клеи 88 СА, 88 НП, 78-БЦС-П
предназначены для крепления резин между собой, к металлу и другим субстратам и могут эксплуатироваться
в различных интервалах температур: 88 СА - до 60°С; 88 НП - до 70°С; 78-БЦС-П - до 90°С.
Клеи могут использоваться также для склеивания резин с окрашенными поверхностями,
стеклом, кожей, деревом, тканью, пластмассами, бетоном и другими материалами. Склеенные
изделия (с герметизацией торцов и кромок) могут эксплуатироваться в морской и пресной воде.
В настоящее время в промышленности для склеивания вулканизованных резин на основе
бутадиеннитрильных каучуков с металлами часто используются клеи холодного отверждения
(88 НП, ВКР-24, ВКР-27), обеспечивающие прочность при отслаивании не более 2,6 кН/м при
рабочих температурах не выше 80°С. Весьма перспективным является клей ВКР-95 холодного
отверждения, обеспечивающий прочность клеевых соединений не менее 4,0 кН/м после 24 ч
отверждения при температуре (23±5)°С, и работоспособностью в интервале температур от -60
до +100°С. Клей обладает повышенной влагостойкостью.
Показатели прочности клеевых соединений, выполненных клеем ВКР-95, приведены в табл.
13.3.1, сравнительные данные по прочностным свойствам клеев 88 НП и ВКР-27 - в табл. 13.3.2.
13.3.1. Показатели прочности клеевых соединений различных материалов,
выполненных клеем ВКР-95
Прочность
При отслаивании, кН/м
При отрыве, МПа
При расслаивании, кН/м
Склеиваемые материалы
Ткань AXKP + дуралюмин Д-16АТ
Резина 56 + дуралюмин Д-16АТ (Ан.Окс.Хром.*)
Резина 3826 +дуралюмин Д-16АТ(Ан.Окс.Хром.*)
Резина 56 +дуралюмин Д-16АТ(Ан.0кс.Хром.*)
Резина 56 + Резина 56
Температура испытания, °С
20"
4,8-5,0
4,0-4,5
3,9-4,3
2,0-2,3
4,9-5,4
100
2,5-3,1
1,1-1,2
0,6-0,9
1,3-1,5
1,9-2,4
I
!
!
1
I
* Ан.Окс.Хром - анодирование в хромовой кислоте
jtf:
\
!
1
I
13.3.2. Сравнительные данные по
прочностным свойствам резиновых клеев
холодного отверждения при различных
температурах испытания
Клей
ВКР-95
88 HP
ВКР-27
Прочность при отслаивании,
кН/м, при температуре
20°С
4,0-4,5
2,0-2,5
2,5-2,7
80°С
1,1-1,4
0,7-2,0*
0,7-1,2*
100°С
1,1-1,2
-
-
* Данные получены при 70°С (максимальная рабочая
температура клеев ВКР-27 и 88НП).
13.3.3. Сравнительные данные по
адгезионным свойствам клеев холодного отверждения
После термостатирования при 80°С в
течение 1 ч клеевое соединение сохраняет
работоспособность в интервале температур от
- 60 до 150°С на воздухе. Оно устойчиво к
воздействию топлив и масел.
Клей Элад-К-51, несмотря на некоторые
технологические сложности при работе с ним,
может успешно заменить клеи 88 СА, 88 НП,
78-БЦС-П в тех случаях, когда требуется
высокопрочное крепление резин (в том числе
наполненных пластификатором) к металлам
и между собой.
В табл. 13.3.3 приведены сравнительные
данные для клеев холодного отверждения при
креплении к металлу резины ИРП-1390 (на
основе бутадиенстирольного каучука с
низким содержанием пластификатора) и
резины НО-68-1 (на основе комбинации хлороп-
ренового и бутадиеннитрильного каучуков) с
высоким содержанием пластификатора.
Для крепления резин на основе
полиуретанов и эластомеров к металлу, а также для
крепления резин на основе полиэфиров и
полиуретанов между собой и с металлами
рекомендуется двухкомпонентный клей ЛП-9. Отвердителем клея является триизоцианаттрифенил-
метан - клей Десмодур РЕ или Лейконат в соотношении 16:1 (масс). Прочность связи
литьевого полиуретана со сталью марки Ст.З при отслаивании составляет не менее 2 кН/м.
Клей наносят на опескоструенную поверхность металла, выдерживают 40 мин при
комнатной температуре, помещают арматуру в пресс-форму и выдерживают в соответствии с
режимом отверждения полиуретана (при 120°С в течение 30 мин), затем заливают литьевой
полиуретан и отверждают изделие в течение 3 ч.
Для крепления пластифицированного поливинилхлорида между собой и к металлам, а
также для склеивания полиэфирной ткани может успешно применяться клей Элад 522.
Ниже приведены данные по прочности клеевых соединений пластин ПХ-2 (ТУ 2246-354-
05761910), представляющих собой поливинилхлорид, пластифицированный диоктилфталатом
(около 30 масс, ч.) со сталью Ст.З:
Клей Прочность при сдвиге, МПа
Элад 522 1,19
Элад 522 с отвердителем 1,45
ЛП-91 1,16
ЛП -91 + Элад 522 с отвердителем 1,22
ЛП-91 с отвердителем + Элад 522 с отвердителем 1,85
Клей
88 СА
88 НП
78-БЦС-П
Элад-К-51 (обработка
резины 15%-ным
раствором дихлорамина)
Прочность при отслаивании
резины от металла, кН/м
ИРП-1390
2,8
3,6
3,0
8,6
НО-68-1
0,8
1,1
0,9
6,9
Прочность при сдвиге клеевых соединений ПХ-2 выше прочности этого материала.
Максимальную прочность клеевых соединений обеспечивает комбинация клеев ЛП-91 + Элад 522 с
отвердителем Десмодур РЕ. Достоинством такой системы является отсутствие растворителя,
недостатком - необходимость термической активации клеевой пленки при склеивании.
Наиболее прогрессивным способом стыковки конвейерных лент является метод
холодной вулканизации. Для этих целей применяют клеи Сигма-1 и Сигма-1т, которые обладают
хорошими конфекционными свойствами, что позволяет им удерживать склеиваемые
поверхности в момент их контакта с достаточно высокой прочностью, когда еще не произошло
отверждение клеевой пленки, не образовалась адгезионная связь и в клеевом шве еще присут-
174
-~$я~-
13.3.4. Сравнительные данные по
прочности клеевых соединений тканей на
резиновых клеях при различной
продолжительности отверждения
Тканевая
основа
ЕР-250
БКНЛ-65
ТА-100
Прочность при отслаивании, кН/м
меж-
слойная
прочность
4,3
3,6
3,5
44
Сигма-1
3,6
3,2
3,0
SC-2000
2,5
2,6
2,8
24 ч
Сигма-1
4,4
4,0
3,8
SC-2000
3,6
3,4
3,4
ствует растворитель. Клей обеспечивает
высокую прочность и позволяет осуществлять
пуск ленты уже через 4-6 ч после
выполнения ее стыковки.
Эти свойства особенно важны при сборке
изделий, в которых клеевой шов находится в
напряженном состоянии. Такие свойства
можно обеспечить путем использования в
качестве основы клея быстро
кристаллизующегося хлоропренового каучука в сочетании с
адгезионными добавками.
В табл. 13.3.4 приведены сравнительные данные по прочности связи клеевых соединений
образцов лент с различной тканевой основой с использованием клея Сигма-1 и клея SC-2000.
Комбинация клеев Сигма-1 и Сигма-1 т предназначена для стыковки многослойных
резинотканевых конвейерных лент способом холодной и горячей вулканизации при ступенчатой
разделке лент по традиционной технологии. Клеи могут использоваться также для ремонта
конвейерных лент путем наложения заплат, а также для склеивания резин и резинотканевых
материалов. Отличительной особенностью клея Сигма-1 является быстрое достижение прочности
стыка: уже через 2-4 ч прочность связи в стыке составляет 80-90% от максимальной. Площадь
стыка определяется, исходя из ширины ленты, длины ступеньки, числа прокладок, ширины
заделки стыка и способа стыковки. При горячей вулканизации (140°С) длина нахлеста, как
правило, должна быть равна ширине ленты.
Холодная стыковка с помощью клея Сигма-1 исключает снижение (примерно на 20%)
прочности ткани из синтетических волокон, имеющее место при горячей стыковке, применение
прессов или вулканизационных плит с механическими или гидравлическими элементами давления,
не требует энергозатрат на прессование.
Ленты, состыкованные клеями Сигма-1 и Сигма-1т, могут быть запущены в эксплуатацию (в
зависимости от типа ленты и условий ее эксплуатации) через 4-24 ч после стыковки холодным
способом. Клеевой шов водостоек, устойчив при температурах до 120°С и имеет прочность,
равную прочности стыкуемой ленты.
Клей Сигма-1 т отличается от клея Сигма-1 повышенной устойчивостью при хранении при
низкой температуре. Клей Сигма-1 «замерзает» вследствие кристаллизации полимерной
основы при температуре ниже 15°С, клей Сигма-1 т- при температуре ниже 5°С. Оба клея
восстанавливают требуемую консистенцию при нагревании на водяной бане или в термостате при 60°С и
перемешивании.
Клеи Сигма-1 и Сигма-1 т состоят из двух компонентов (основного состава и изоцианатного
отвердителя), смешиваемых непосредственно перед применением клеев. В качестве отвердите-
ля применяют клей Десмодур РЕ (фирма «Байер», Германия). Эти клеи широко используют для
стыковки конвейерныхлент в горнодобывающей, угольной, металлургической, автомобильной,
пищевой и других отраслях промышленности.
Современная промышленность предъявляет высокие требования к антикоррозионной
защите оборудования, работающего с сильно агрессивными средами при повышенных
температурах. В металлургической промышленности-это ванны, в которых проводят травление
проката соляной кислотой, в производстве минеральных удобрений - экстракторы, трубопроводы,
хранилища и др., работающие в среде концентрированных серной и фосфорной кислот и т.д.
Из существующих способов защиты гуммирование занимает особое положение, так как
резина наряду с термохимстойкостью обеспечивает эластичность покрытия, вибростойкость,
износостойкость при воздействии пульпы, водогазонепроницаемость, тепло- и морозостойкость.
Качество гуммировочного покрытия, особенно для оборудования со сложной
конфигурацией, значительно зависит от тщательности и профессионализма гуммировщика, что отчасти
могут компенсировать технологические и адгезионные свойства клея. Клей Сигма-1 в полной мере
ч
I
!
i
I
1
I
к
Клей
ЭЛАД-К-19-3 + Сигма-1
Прочность при отслаивании резины от металла, кН/м
СКИ-3
3,2
нк
8,3
СКМС-30 АРКМ-15
6,7
скэпт
2,6
Полихлоропрен
8,2
БНКС-40
5,3
Прочность при расслаивании резин, кН/м
Сигма-1 2,2 6,3 4,9 1,8 6,4 4,6
соответствует этим требованиям, поэтому в сочетании с праймером (грунтом) клеем Элад-К-19-3
он успешно применяется для крепления резины к металлу как при котловой вулканизации, так и
при вулканизации открытым способом (кипящей водой без давления) в случае крупногабаритного
оборудования.
Прочность клеевых соединений резин с металлом при отслаивании после котловой
вулканизации гуммированного оборудования с использованием системы клеев Элад-К-19-3 и
Сигма-1 для резин на основе каучука СКМС-30 АРКМ-15 составляет 7,2 кН/м, на основе полихло-
ропрена- 8,9 кН/м.
Данные по конфекционным свойствам клея Сигма-1 при креплении вулканизованных резин
к металлу и между собой приведены в табл. 13.3.5.
Комбинация клеев Элад-К-19-3 и Сигма-1 успешно применяется в металлургической
промышленности для защиты травильных ванн вулканизованной резиной ИРП-1390. Адгезионные
свойства клея Сигма-1 после горячего отверждения в процессе эксплуатации оборудования при
повышенной температуре существенно улучшаются. Прочность связи резины с металлом
увеличивается с 2,4 до 5,7 кН/м, резины с резиной с 2,1 до 6,1 кН/м с когезионным характером
разрушения по резине.
Особую трудность представляет крепление при гуммировании резины на основе СКЭПТ,
поскольку она обладает низкой адгезией. Для этих целей рекомендуется клей Элад-К-25,
который обладает хорошими конфекционными свойствами и обеспечивает в сочетании с
праймером хорошую прочность связи резины с металлом - 5,3 кН/м.
При производстве формовыхрезинометаллических изделий для крепления резин к металлу
в процессе вулканизации применяют комбинацию клеев Элад-К-19-3 и Элад-К-24-30, которая
имеет существенно более низкую стоимость, чем импортные клеи, рекомендуемые для этих
целей. Эта комбинация обеспечивает крепление к металлу резин на основе широкого
ассортимента каучуков: натурального, этиленпропилендиеновых, изопренового, бутадиенстирольных,
хлоропреновых и бутадиеннитрильных и рекомендуется вместо клеев 51-К-19-2 и 51-К-24-30,
широко применяемых в настоящее время.
Для крепления резин на основе бутадиеннитрильных каучуков БНКС-28 и БНКС-40
используют клей 51 -К-19-2, недостатком которого при его раздельном использовании является невысокая
прочность связи при креплении резин на основе каучука БНКС-18. Клей Элад-К-19-3 лишен этого
недостатка и позволяет склеивать резины на
основе всех типов бутадиеннитрильных
каучуков с обеспечением высокой прочности.
Кроме того он обладает лучшими
пленкообразующими свойствами. Сравнительные данные по
прочности склеивания различных
бутадиеннитрильных резин клеем Элад-К-19-3 и клеем
51-К-19-2 приведены в табл. 13.3.6.
Клей Элад-К-19-3 может также
применяться в качестве праймера в комбинации с
клеем Элад-К-24-30 при креплении
различных резин к металлу. Была исследована гид-
* Разрушение по границе клей/резина. " ролитическая устойчивость клеевого соеди-
13.3.6. Сравнительные данные по прочности
связи клеевых соединений при отрыве резин
от металла (Ст.З) при креплении их клеем Элад-
К-19-3 по сравнению с клеем 51-К-19-2
Резина
ИРП-1068-1
3825
4004
В-14-1
Каучук
БНКС-28
БНКС-40
БНКС-40
БНКС-18
Элад-К-19-3/51-К-19-2
Прочность при
отрыве, апр, МПа
8,7/5,4
6,2/5,5
7,6/7,3
5,3/3,5
Разрушение по
границе
резина-резина, %
95/(60-80)
90/90*
(90-100)/100
90/100
6
Шифр
резины
ИРП-1347
1847
Тип
каучука
ски + скд
нк
Прочность при отрыве при
использовании комбинации
клеев, МПа
Элад-К-19-3
+ 51-К-24-30
8,6
7,9
Злад 51-К-19-2
+ 51-К-24-30
7,3
5,9
13.3.8. Гидролитическая устойчивость
клеевых соединений резины ИРП-1347
(СКИ+СКД) с металлом (Ст.З)
Комбинация клеев
Элад-К-19-3 +
Элад-К-24-30
51-К-19-2 + 51-К-24-30
Скорость
разрушения
мм/мин
1,42
1,89
Разрушение
по границе,
%
100 (клей-резина)
100 (клей-металл)
НеНИЯ, которая Характеризовалась СКОРОС- 13.3.7. Сравнительные данные по
прочностью разрушения КЛееВОГО Соединения В КИ- ™ связи клвевь'Х соединений резин с ме-
„„..,„.-. „„г,„ г,„,. „ ,-„„....„ „-.-.__ - таллом при отрыве при креплении их ком-
ПЯЩеИ ВОДе При ПОСТОЯННО Действующей На- бнм^юеЛ Элад-К-19 + Элад-К-24-30
грузке 0,8 кН/м. Испытания проводились в
сравнении с широко применяемой
комбинацией клеев 51 -К-19-2 и 51 -К-24-30 (табл. 13.3.7
и 13.3.8).
Отсутствие разрушения по границе
раздела клей-металл в кипящей воде при
комбинации клеев Элад-К-19-3 + Элад-К-24-30
свидетельствует о большей надежности
эксплуатационных свойств клеевого соединения в
условиях повышенной влажности.
Клей Элад-К-19-3 существенно
превосходит клей Элад-К-19-2 по адгезионным
свойствам при креплении бутадиеннитрильных
резин. Комбинация клеев Элад-К-19-3 и Элад-К-
24-30 обеспечивает более надежное
крепление к металлу резин на основе каучуков
общего назначения. Она имеет то же назначение,
что и комбинация клеев Хемосил 211 + Хемосил 220 фирмы «Хенкель», Германия, но существенно
более низкой стоимости.
Комбинация клеев Элад-К-19-3 и Элад-К-24-30 достаточно универсальна и обеспечивает
хорошую прочность крепления резиновых смесей, получаемых практически с использованием всех
типов каучуков, за исключением фторкаучука и силоксанового каучука. Она широко применяется
в производстве манжет, сайлент-блоков, амортизаторов, при гуммировании термохимстойкого
оборудования, валов и т.д.
Для изготовления резинометаллическихдеталей в процессе вулканизации применяется клей
ВКР-85. Он используется для приклеивания сырых резин на основе бутадиеннитрильного, хлороп-
ренового, смеси натурального и бутадиеннитрильного каучуков к металлам (Ст. 30, ХГСА и
алюминиевый сплав Д-16) в процессе вулканизации. Клеевые соединения влаго- и грибостойки,
работоспособны в интервале температур от-60 до 130°С на воздухе, в среде топлив и нефтяных масел.
Разработаны два варианта технологии применения клея ВКР-85, в том числе с термостатиро-
ванием для трудно склеиваемых резин с повышенным содержанием пластификаторов. Клей
наносят тонким слоем на металл, выдерживают при комнатной температуре (20±3°С), затем
проводят термостатирование (если это необходимо), закладывают в нагретую пресс-форму с
заготовкой из невулканизованной резины и вулканизуют по режиму формования используемой
резины. Данные о прочности при отрыве резин от металла при креплении их клеем ВКР-85
приведены в табл. 13.3.9.
13.3.9. Прочность связи при отрыве резины от металла при креплении их клеем ВКР-85
Склеиваемые материалы
резина (каучуковая основа)
Р.3826 (CKH-40)
ИРП 1078 (СКН-18 + СКН-26
НО-68 (СКН-18 + Наирит)
металл
Сталь 30ХГСА опескоструенная
Д-16 AT Ан.Окс.Хром**
Сталь 30ХГСА опескоструенная
Д-16 AT Ан.Окс.Хром**
Сталь 30ХГСА опескоструенная
Д-16 AT Ан.Окс.Хром**
Прочность при отрыве, МПа,
при использовании клея
Лейконат
4,0
4.0
4,0
4,0
4,0
4,0
Десмодур RE
4,2
4,5
4,2
4,6
5,2
5,4
ВКР-85*
4,5
4,8
4,3
4,9
5,3
5Д
I
I
!
1
I
Прочность соединений на клее ВКР-85 практически во всех случаях определяется прочностью склеиваемой
резины.
** Ан.Окс.Хром - анодирование в хромовой кислоте.
Для склеивания сырых резин с повышенным содержанием пластификаторов на основе бута-
диеннитрильного, бутадиенстирольного каучуков и их смесей с хлоропреновым каучуком с
металлами (Сталь ЗОХГСА, дуралюмин Д-16 AT) в процессе котловой вулканизации применяют клей с
повышенной прочностью -ВКР-60 (вместо клея ВКР-15). Он обеспечивает прочность при
отслаивании не менее 4,0 кН/м. Клей представляет собой двухкомпонентную композицию на
отечественном сырье, в которой отсутствуют изоцианатсодержащие соединения, использование которых
недопустимо при котловой вулканизации. Основой клея ВКР-60 является бутадиеннитрильный
каучук. При склеивании резин на основе смеси бутадиеннитрильного и хлоропренового каучуков
(например, резины НО-68-1) рекомендуется применение подслоя - раствора резиновой смеси
марки 3826. Клеевые соединения работоспособны в интервале температур от -50 до 100°С, стойки в
среде керосиновых топлив и нефтяных масел, влаго- и грибостойки.
Для крепления фторорганических резин (типа ИРП-1287) на основе СКФ-26 к металлами
процессе вулканизации используют клей 51-К-44-1. Клей разработан вместо клея 9М-35ф. По
эксплуатационным свойствам он не уступает клеям Хемосил 511, Хемосил 512 (фирма «Хен-
кель», Германия). Клей универсален и позволяет склеивать резины на основе СКФ-26 с любой
вулканизующей системой: аминной (типа ИРП-1287), бисфенольной (типа 51-1742) и перок-
сидной. Прочность при отрыве для клеевых соединений резины ИРП-1287 составляет не менее
4,0 МПа при нормальных условиях и не менее 1,6 МПа при 200°С с разрушением в основном по
массиву резины. Клеевые соединения устойчивы к длительному воздействию температур до
200°С и кратковременному до 250°С на воздухе, а также при температурах до 150°С в среде
моторных масел и топлив.
Резиновые клеи используются также в качестве строительных мастик (КН-2, Мастмэл, Нео-
прен, МПК и др.), как правило для крепления изоляционных материалов (табл. 13.3.10).
Мастика МПК обладает не только повышенной адгезией к бетону и рулонным гидроизоляционным
материалам, но и достаточно высокой термостойкостью клеевого шва. Кроме того, на нее
имеется санитарно-эпидемиологическое заключение № 77.01.03.251 .т.23259.10.3. от 10.10.03.
Гигиеническая оценка мастики пока-
13.3.Ю. прочность связи при сдвиге рулонного зала, что при работе с ней миграция хи-
материала (Акваластен, Огнеизол) со сталью мар- МИЧвСКИХ веществ В ВОЗДУХ Не ПрвВЫШа-
ки Ст.З и бетоном через 72 ч после склеивания ет ПДК ДЛЯ Окружающей СрвДЫ
населенных мест согласно ГН 2.1 .в 1338-03 и
СаНПиН 2.1.2.729-99.
Мастика МПК рекомендуется для
приклеивания кровельных материалов
Огнеизол-ТП и Огнеизол-ТПЛ в
промышленном и гражданском строительстве.
* При воздействии постоянной нагрузки 0,01 МПа при 70°С.
Мастика
КН-2
Мастмзл
МПК
Прочность при сдвиге,
МПа, не менее
со сталью
0,2
0,2
0,5
с бетоном
0,2
0,2
0,4
Время до разрушения
склеенного
образца*, мин
Менее 2
Менее 1
Более 10
I
-^
14. ГЕРМЕТИКИ И КОМПАУНДЫ
(АЛ. Донской, ЮЛ. Ионов, Е.И. Зайцева)
14.1. Герметики 179
14.2. Компаунды 187
14.3. Ассортимент и области применения герметиков 188
14.1. Герметики
14,1,1. Классификация герметиков
Герметизация применяется для обеспечения непроницаемости стенок и соединений в
аппаратах, машинах, сооружениях или емкостях для жидкостей и газов. В отличие от других средств
герметизации герметики используются не в виде готовых деталей или изделий, а в виде жидко-
текучих или пастообразных масс, распределяющихся при помощи простых технологических
операций в зонах швов, обеспечивая их герметичность в условиях перепада давлений,
переменных температур и нагрузок, и перехода в резиноподобное состояние.
Основными видами деформаций, которые испытывают герметики в различных условиях
эксплуатации, являются, как правило, сдвиг и растяжение (сжатие). Это обусловливает два
основных требования, предъявляемых к герметикам, - эластичность и адгезия к различным
конструкционным материалам (металлам, пластмассам, стеклу, дереву и др.).
В основу классификации герметиков могут быть положены различные признаки:
- отношение к процессу вулканизации;
- назначение;
- тип исходного полимера;
- состояние в момент поставки или выпускная форма;
- состояние в момент эксплуатации или упругие свойства;
- число компонентов в условиях поставки;
-области применения;
- температурные условия вулканизации;
-теплостойкость и стойкость к различным средам;
-метод нанесения.
в зависимости от типа исходного полимера герметики подразделяются на несколько
основных групп: вулканизующиеся, невысыхающие и высыхающие.
Наибольшее распространение получили вулканизующиеся герметики, однако могут
использоваться также невысыхающие замазки, мастики, пасты, шпатлевки и высыхающие материалы.
Вулканизующиеся герметики представляют собой, как правило, сложные
многокомпонентные системы на основе каучуков с различными химическими добавками - наполнителями,
стабилизаторами, структурирующими агентами, ускорителями вулканизации, которые обладают
Ценными физико-механическими, адгезионными, теплофизическими свойствами, низкой
коррозионной активностью, широким температурным интервалом работоспособности, грибо- и тро-
пикостойкостью и т.д.
Такие герметики изготавливают на основе низкомолекулярных бифункциональных каучуков
жидкотекучей консистенции или с концевыми реакционноспособными группами (-ОН, -SH, -СООН,
-CI, -NCO и др.) -полисульфидных, силоксановых, бутадиеновых, карбоксилсодержащих, уретано-
вых. Их вулканизация осуществляется в основном при комнатной температуре, при консистенции-
от жидкотекучей до пастообразной, без применения растворителей. Однако для
высокомолекулярных фторкаучуков при получении жидкотекучей консистенции используются растворители.
F
!
i
i
I
I
По условиям вулканизации герметики подразделяют на самовулканизующиеся
(вулканизующиеся при температуре 15-30°С) и вулканизующиеся при повышенной температуре (70-150°С).
При использовании самовулканизующихся герметиков исключается необходимость
применения специального оборудования для их нагревания, что особенно удобно при герметизации
изделий больших габаритов.
Вулканизующиеся герметики являются наиболее перспективными. Они просты в
применении и обеспечивают надежную герметичность соединений.
Невысыхающие (нетвердеющие) герметики представляют собой термопластичные
материалы - пасты и мастики, которые при нагревании размягчаются и переходят при определенной
температуре в вязкотекучее состояние. С понижением температуры они восстанавливают свои
первоначальные свойства независимо от числа циклов нагревания (ниже температуры
плавления) и охлаждения. Эти герметики применяют в различного рода разъемных соединениях или
соединениях, подвергающихся периодическому демонтажу, так как в течение всего периода
эксплуатации они находятся в пластическом состоянии.
Невысыхающие герметики представляют собой высоконаполненные (50-75%) резиновые
смеси. В качестве их основы применяют этиленпропиленовый каучук, бутил- и хлорбутилкаучуки
и полиизобутилен. Они характеризуются высокой стойкостью к действию кислорода, озона,
света, кислот, щелочей, высокими диэлектрическими показателями, газо- и водонепроницаемостью.
Поставляются обычно в виде замазок, имеющих верхний предел рабочих температур около 70°С.
При его превышении герметик размягчается, а затем твердеет и становится хрупким вследствие
старения. Специфическая характеристика невысыхающих (нетвердеющих) герметиков - пенетра-
ция (степень мягкости, консистентности), измеряемая по глубине вхождения в герметик
стандартной иглы. В табл. 14.1.1 приведены характеристики невысыхающих герметиков.
К невысыхающим относятся и герметики в профилированном или отформованном виде,
выпускаемые в форме лент, жгутов различного сечения и размеров. К ним относятся
самоклеящиеся ленты Герлен-Д и Герлен-Т. Первый герметик предназначен для герметизации закрытых
стыков наружных стен крупнопанельных и крупноблочных строящихся и ремонтируемых
зданий, а также оконных (балконных) блоков, второй - для обеспечения водонепроницаемости
стыков водопропускных труб, тоннельных отделок, плит балластных корыт железнодорожных
мостов и других транспортных сооружений.
Самоклеющимися являются ленточные герметики марок Абрис С и Абрис Р для гибких
стыковых соединений железнодорожных кровельных плит. Используются также самоклеящиеся
армированные ленты Абрис С-ЛТнт и Абрис-ЛТбаз (повышенной прочности).
Высыхающие герметики представляют собой растворы резиновых смесей в органических
растворителях, в отличие от невысыхающих герметиков в процессе эксплуатации они
находятся в эластичном состоянии. Однако эти герметики имеют значительную усадку и невысокую
механическую прочность. При добавлении растворителя могут быть снова переведены в вязко-
текучее состояние.
14.1.1. Характеристики невысыхающих (нетвердеющих) герметиков
Марка
У-22
Замазка
тиоколовая
51-Г-З
51-Г-4
51-Г-6
51-Г-7
Основа
Полиизобутилен П-118
или П-80
Тиокол ДА
Этиленпропиленовый
каучук А
Тоже
Полиизобутилен П-20
Тоже
Рабочие
температуры, °С
От -50 до 70
От-60 до 100
От-60 до 100
От-60 до 100
(кратковременно до 140)
От -50 до 70
От -50 до 90
Пенетрация
мм
8-10
4-11
4,5-7,0
16-20
22-23
8-12
Срок
хранения, мес.
12
12
12
36
6
6
Область
применения
Автомобилестроение
и авиация
Авиация
Приборостроение,
радиотехника
Тоже
Автомобилетроение
— (С —
180
*V
В качестве их основы применяют высокомолекулярные каучуки - бутадиенстирольные, оута-
диеннитрильные, хлоропреновые, карбоксилсодержащие, термоэластопласты с фенолформаль-
дегидными, инденкумароновыми, терпеновыми и другими олигомерами. В качестве наполнителей
применяют мел, диоксиды титана, кремния, тальк, техуглерод, глину и др.
В зависимости от числа компонентов, вводимых в состав герметиков, их подразделяют на
две группы.
Однокомпонентные, которые сразу после получения с завода-изготовителя могут
применяться потребителем. Они обладают длительной (3-6 мес.) или практически неограниченной
жизнеспособностью*.
Многокомпонентные, состоящие из двух, трех и более компонентов, смешиваемых
непосредственно перед употреблением. Жизнеспособность таких герметиков в приготовленном
состоянии ограничена (1-20 ч). Основным компонентом в этом случае является герметизирующая
паста, состоящая из полимера, наполнителя и некоторых других добавок; другими
компонентами являются: вулканизующая паста, ускоритель, замедлитель и другие.
Однокомпонентными могут быть не только невысыхающие герметики, но и
вулканизующиеся, содержащие вулканизующий агент, проявляющий активность лишь в присутствии
кислорода или влаги воздуха.
По теплостойкости герметики делятся на нетеплостойкие (до 70°С), средней
теплостойкости (до 130-150°С) и теплостойкие (от 200°С и выше).
В зависимости от консистенции и метода нанесения герметики классифицируют
следующим образом:
- заливочные или литьевые, обладающие текучестью, обусловленной наличием в них
жидких компонентов;
- кистевые, которые наносят кистью; эти герметики получаются чаще всего при добавлении
определенного количества соответствующего растворителя;
- шпательные, их наносят различными шпателями (лопатками, шприцами с профильной
головкой различного сечения, ножами, стамесками, мастерками).
Герметизация элементов конструкции может осуществляться нанесением герметика на
сопрягаемые детали с последующей сборкой -так называемая внутришовная герметизация или
нанесением герметика на головки заклепок или кромки швов - поверхностная герметизация.
Возможна комбинированная герметизация при сочетании обоих способов.
Пастообразные герметики наносят на герметизируемые соединения шприцем или
шпателем, вязкотекучие - кистью, поливом. При разбавлении растворителем возможно нанесение
пульверизатором.
14.1.2. Состав и свойства герметиков
Наиболее широко применяются эластичные герметики на основе низко- и
высокомолекулярных каучуков.
Герметики на основе низкомолекулярных каучуков
Полисульфидные герметики. Они создают непроницаемость в соединениях, подверженных
статическим или динамическим деформациям растяжения или сжатия в условиях перепада
температур от-60 до 150°С при наличии растворителей и агрессивных сред. Таким комплексом
свойств не обладают герметики на основе силоксановых, бутадиеновых, уретановых и других
каучуков. Поэтому полисульфидные герметики по объему производства во всем мире
занимают лидирующее место.
* Под жизнеспособностью понимают время, в течение которого герметик можно нанести на поверхность, хорошо
размазать шпателем, а при разведении растворителем нанести кистью или пульверизатором.
у» Наиболее распространенными марками полисульфидных герметиков, применяемых в
авиации, являются У-30МЭС-5НТ, У-ЗОМЭС-5, У-30МЭС-5М, УТ-32, УТ-32 НТ, УТ-34, ВТК-1-29,
| ВИТЭФ-1, ВЭР-1, ВИТО-1, которые используются для герметизации кабин, топливных отсе-
5f ков, остекления и т.д.; серия материалов САЗИЛАСТ применяется для герметизации стыков
^ сборных элементов промышленных сооружений, контурной герметизации стеклопакетов; Тик-
^ сопрол-АМ и Тиксопрол-ЛТ используются для герметизации стыков элементов наружных стен
^ зданий и др.
$ Эти герметики изготавливают на основе низкомолекулярных жидких линейных полисуль-
> фидов (тиоколов) с молекулярной массой 1500-4000. В качестве наполнителей применяют мел,
<§ диоксид титана, техуглерод и др.; в качестве адгезивов - эпоксидные или фенолоформальде-
^ гидные смолы, у-аминопропилтриэтоксисилан, канифоль и ее производные; в качестве вулка-
^ низующих агентов - пероксиды металлов, л-хинондиоксим, пероксид бензоила и другие перок-
§ сиды; в качестве пластификаторов - дибутилфталат и другие; в качестве ускорителей вулкани-
| зации - дифенилгуанидин, фенил - (3-нафтиламин.
§ Вулканизация осуществляется, как правило, при комнатной температуре в течение 12-72 ч
^ окислением концевых и боковых сульфогидридных групп с образованием резиноподобного
материала.
Жизнеспособность полисульфидных герметиков составляет 0,5-12 ч (в исключительных
случаях до 18 ч - герметик У-30МЭС-5МА) и зависит как от рецептуры, так и от условий
герметизации (температуры, влажности). Они поставляются двухкомпонентными (герметизирующая
и вулканизующая пасты), трехкомпонентными (с добавлением ускорителя вулканизации) и од-
нокомпонентными в тубах, при выдавливании из которых герметик вулканизуется за счет
взаимодействия с влагой воздуха. Обладают удовлетворительными физико-механическими
свойствами, адгезией к металлам и неметаллам, высокой влаго- и атмосферостойкостью,
стойкостью к действию топлив, масел, не вызывают коррозии металлов (за исключением серебра). В
табл. 14.1.2 приведены свойства некоторых полисульфидных герметиков.
Силоксановые (кремнийорганические) герметики. Эти герметики изготавливаются на
основе жидких каучуков с молекулярной массой 20000-100000 линейного строения с боковыми
метальными, этильными и фенильными звеньями и концевыми гидроксильными группами, по
которым осуществляется их вулканизация путем каталитической поликонденсации полиорга-
носилоксандиолов с полифункциональными силанами (например, эфирами ортокремниевой
кислоты, алкилтриацетоксисиланами). Силоксановые герметики разделяются на герметики
общего назначения, повышенной тепло- и морозостойкости, с улучшенными технологическими
свойствами, малой плотности, топливостойкие фторсилоксановые герметики, компаунды.
Наполнителями кремнийорганических герметиков являются диоксиды титана, кремния,
оксид цинка.
В зависимости от природы вулканизующего агента реакция структурирования протекает в
присутствии ускорителей (катализаторов) вулканизации или под воздействием влаги воздуха
без применения нагрева.
Герметизирующую пасту и вулканизующую систему хранят раздельно. Их жизнеспособность
1-6 ч, продолжительность вулканизации 12-48 ч. При использовании алкилтриацетоксисила-
нов герметики вулканизуются под воздействием влаги.
К герметикам общего назначения относятся ВИКСИНТы (ВИ - ВИАМ, КСИ - композиции
силиконовые, НТ - не требующие термообработки) У-1-18, У-2-28, У-4-21, У-20-92, У-20-99.
Кроме трехкомпонентного У-2-28 - для внутришовной герметизации, в том числе для
замкнутых объемов, остальные герметики являются двухкомпонентными -для поверхностной
герметизации. Первые три герметика не адгезионноспособны, в отличие от У-20-92 и У-20-99, при их
применении требуются адгезионные подслои П-11, П-9+П-11, П-15. Герметик У-2-28 кроме
герметизации применяется и для эластичного крепления разнородных материалов, работающих
при высоких температурах. Ресурс его работы без доступа воздуха 1200 ч при 250°С, нижний
предел работоспособности всех перечисленных герметиков -60°С.
14.1.2. Характеристики отечественных полисульфидных герметиков
Марка
У-ЗОМЭС-5
и У-30МЭС-5НТ
У-30МЭС-5М
УТ-32 И УТ-32НТ
ВЭР-1
ВТК-1-29
Цвет
Черный
Черный
Серый
Черный
Розовый
Жизнеспособность, ч
2-4
2-5
6-10
1-5
1,5-4
Условная
прочность при
растяжении,
МПа, не менее
1,76
1,76
1,47
2,5
1,47
Относительное
удлинение
при разрыве, %,
не менее
200
200
200
150
150
Относительное
остаточное
удлинение после
разрыва, %, не более
8
8
8
20
8
Твердость
по Шору А,
не менее
35
35
30
40
40
Прочность связи
при отслаивании
от сплава Д-16,
кН/м, не менее
1,96
1,96
1,47
1,96
1,96
Время полной
вулканизации,
сут.
7
7
2
7
Коррозионная активность
Не вызывает коррозии
алюминиевых сплавов не-
анодированных и
анодированных, стали кадмиро-
ванной и оцинкованной,
хромовых
пассивированных, магниевых сплавов
Тоже
Не вызывает коррозии
алюминиевых сплавов не-
анодированных и
анодированных, стали кадмиро-
ванной, оцинкованной и
коррозионно-стойкой,
магниевых и титановых
сплавов
Не вызывает коррозии
алюминиевых сплавов не-
анодированных и
анодированных, стали кадмиро-
ванной и оцинкованной,
хромовых
пассивированных, магниевых сплавов
Тоже
Гарантийный
срок хранения
компонентов, мес.
Герметизирующая
паста У-ЗОЭ-5 - 4
мес;
вулканизующая паста №9-12
мес; ускоритель
вулканизации ди-
фенилгуанидин -
12 мес.
Тоже
Герметизирующая
паста У-32НТ - 4
мес;
вулканизующая паста № 9 -12
мес; ускоритель
вулканизации ди-
фенилгуанидин -
12 мес.
Герметизирующая
пастаВР-1-4мес;
вулканизующая
паста В-3-12 мес;
ускоритель
вулканизации дифенил-
гуанидин-12мес
Герметизирующая
паста ВТК-1 - 6
мес;
вулканизующая паста № 29 -
12 мес.
Назначение
Поверхностная и внутри-
шовная герметизация
клепаных и сварных
соединений конструкций, приборов
и др. изделий, работающих
на воздухе и в среде
топлива ТС-1 при температурах от
-60до130"С
Тоже
Поверхностная и внутри-
шовная герметизация
болтовых и сварных
соединений конструкций, приборов
и др. изделий, работающих
на воздухе и в среде
топлива ТС-1 при температурах от
-60до130°С
Герметизация различных
элементов кабин,
топливных отсеков, агрегатов
сотовых конструкций и других
изделий, работающих на
воздухе и в среде топлива
ТС-1 при температурах от-
60до130"С
Герметизация различных
элементов кабин,
топливных отсеков, работающих
на воздухе и в среде
топлива ТС-1 при температурах от
-60до130°С
Большой справочник резинщика
14.1.2. Характеристики отечественных полисульфидных герметиков (продолжение)
Марка
ВИТЭФ-1
и ВИТЭФ-1 НТ
ВИТЭФ-1 А
ВИТО-1
ВТП-1
Цвет
Серый
Серый
Черный
Черный
Жизнеспособность, ч
1-5
3-8
15-60
мин
2-7
Условная
прочность при
растяжении,
МПа, не менее
1,76
1,8
1,76
2,45
Относительное
удлинение
при разрыве, %,
не менее
160
180
150
200
Относительное
остаточное
удлинение после
разрыва, %, не более
8
4
10
20
Твердость
по Шору А,
не менее
30
30
35
Прочность связи
при отслаивании
от сплава Д-16,
кН/м, не менее
1,96
2,1
1,47
2,5
Время полной
вулканизации,
сут.
7
7
2
7
Коррозионная активность
Не вызывает коррозии
алюминиевых сплавов не-
анодированных и
анодированных, стали кадмиро-
ванной, оцинкованной и
коррозионно-стойкой,
магниевых и титановых
сплавов
Тоже
— « —
Не вызывает коррозии
алюминиевых сплавов не-
анодированных и
анодированных, стали кадмиро-
ванной и оцинкованной,
хромовых
пассивированных, магниевых сплавов
Гарантийный
срок хранения
компонентов, мес.
Герметизирующая
паста ТФ-1 - 6
мес;
вулканизующая паста № 1 - 3
мес; ускоритель
вулканизации ди-
фенилгуанидин -
12 мес.
Герметизирующая
паста ТФ-1 - 6
мес;
вулканизирующая паста № 1 -
3 мес; ускоритель
вулканизации На-
фтам-2-12мес
В тубе 1 год
Герметизирующая
пастаВТ-1-6мес;
вулканизующая
паста № 29 - 12
мес.
Назначение
Герметизация
внутришовная клепочных, болтовых и
сварных соединений
конструкций, элементов
остекления; приборов и др.
изделий, работающих в среде
топлива ТС-1 при
температурах от -60 до 130°С и на
воздухе от -60 до 150°С
Тоже
Герметизация
поверхностная и внутришовная кабин
и элементов конструкций,
работающих на воздухе при
температурах от -60 до
130°С (кратковременно до
150°С)
Герметизация
поверхностная и внутришовная и
обеспечение электроконтакта
элементов конструкций,
работающих на воздухе при
температурах от -60 до
150°С
14.1.2. Характеристики отечественных полисульфидных герметиков (окончание)
14.1.3. Физико-механические свойства герметиков на основе различных каучуков
Показатель
Плотность, кг/м3
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва,%
Прочность при отслаивании, кН/м
Температура хрупкости, "С
Герметики на основе каучуков
жидких полисульфидных
1200-1800
1,5-4,0
150-500
5-15
1,5-4,5
-42
жидких силоксановых
1000-2300
1,5-4,5
150-600
0-10
1,3-2,5
-78
фторсодержащих
1600-2300
7,0-14,0
300-700
20-50
3,0-6,0
-20 + -30
Большой справочник резинщика
f
1
i
I
I
■a
>P Повышенной морозостойкостью обладают герметики УФ-7-21 иУФ-7-21Б-до-120°С. Верхний
предел работоспособности этих герметиков 300°С.
Повышенную теплостойкость имеют герметики УФ-11 -21 (350°С в течение 120 ч на воздухе,
400°С - в течение 5 ч), УФ-12ВТ (350-400°С до 20 ч в замкнутых объемах без доступа воздуха).
Улучшенными технологическими свойствами обладают двухкомпонентные герметики ВИАТ
и ВИАТ-1 и однокомпонентный ВГО-1, не требующие применения адгезионных подслоев.
К герметикам с малой плотностью относятся пеногерметики типа ВПГ. Особенный интерес
представляет пеногерметик ВПГ-300М плотностью 600-750 кг/м3 с интервалом
работоспособности от-110 до 300°С, вулканизующийся и вспенивающийся при комнатной температуре с
образованием структуры преимущественно с замкнутыми порами. Успешно применяются и од-
нокомпонентные герметики типа Эластосил, Пентэласт и Автогермесил. Все силоксановые
герметики работоспособны на воздухе.
Тепло-, топливостойкие фторсилоксановые герметики типа ВГФ работоспособны не только
на воздухе, но и в агрессивных средах - топливах, маслах, гидрожидкостях и т.д. Их основой
являются либо сополимер диметилполисилоксана с метилтрифторпропилсилоксаном, либо
гомополимер метилтрифторпропилсилоксана. Принципиально новым фторсилоксановым
низкомолекулярным каучуком является фторсодержащий каучук лестничного строения,
сочетающий свойства карбоцепных фторполимеров и полиорганосилоксанов. Длительная
теплостойкость герметика на его основе ВГМ-4 составляет 300°С в отличие от герметиков типа ВГФ с
теплостойкостью, как правило, 250°С. Все компоненты, входящие в состав этого герметика, а
также мономеры для получения каучука, являются продуктами отечественного производства.
Кроме того, этот герметик менее токсичен, так как ускоритель вулканизации относится к 4-му
классу опасности, а не к 1-му, как ускоритель вулканизации герметиков типа ВГФ.
Герметики на основе высокомолекулярных каучуков
Фторсодержащие герметики. Преимуществом фторсодержащих герметиков (51-Г-1, 51-Г-2,
51-Г-9) является сочетание высокой теплостойкости и стойкости к действию различных
коррозионных сред, синтетических рабочих жидкостей, нефтепродуктов и воды. Герметики
изготавливают путем смешения герметизирующей пасты, содержащей до 50% растворителя, и
вулканизующего агента и наносят их распылением или кистью.
Однако из-за большой усадки и вулканизации без нагрева в течение длительного времени, но,
главным образом, вследствие высокой температуры стеклования основы - каучуков (-18°С для
СКФ-32 и -22°С для СКФ-26) их применение ограничено. Кроме того, эти герметики имеют
неудовлетворительные низкотемпературные свойства, высокую стоимость и плохую адгезию к
конструкционным материалам, вследствие чего приходится применять специальные клеевые подслои.
Фторсодержащие герметики обладают удовлетворительными физико-механическими
свойствами, исключительной стойкостью к действию топлив, масел и других агрессивных сред, водо-
и атмосферостойкостью и работоспособны при температуре до 250°С. Поскольку они содержат
в своем составе растворители, их применяют в основном для поверхностной вулканизации с
послойным нанесением. Вулканизацию проводят либо при повышенных, либо при комнатной
температуре в присутствии диаминов и их производных.
Герметики на основе бутадиеновых каучуков. Кроме заливочных герметиков на основе
низкомолекулярных каучуков, вулканизуемых при комнатной температуре, ря строительных
целей применяют герметики на основе высокомолекулярных бутилкаучуков или галогенсодержа-
щих бутилкаучуков (CI или Вг). Их условная прочность при растяжении достигает 2,0 МПа, они
обладают хорошими диэлектрическими свойствами. Для вулканизации используют обычно п-
хинондиоксим в сочетании с диоксидами марганца, реже свинца.
Полихлоропреновые герметики. Эти герметики на основе высоко- и низкомолекулярных
каучуков характеризуются высокой стойкостью к абразивному износу, хорошей адгезией к
различным материалам - металлам, резинам, бетону и т.д. К их недостаткам относятся большое
водопоглощение и низкая стойкость к действию многих органических растворителей.
Вулканизуются они оксидами металлов (Zn, Mg).
186
^
Полиуретановые герметики. Свойства этих герметиков существенно зависят от природы
полиэфира, применяемого в реакции с диизоцианатами. При использовании сложных
полиэфиров получаются эластичные герметики с высокими прочностными показателями, но с
низкими водо- и морозостойкостью. При использовании простых полиэфиров эти недостатки
менее заметны. При использовании олигодиенуретана - продукта взаимодействия гидроксилсо-
держащего олигомерного каучука с полиизоцианатом - вулканизацию можно проводить даже
при отрицательных (до -10°С) температурах и наносить на поверхность с остаточной
влажностью при устойчивости к действию влаги. Наибольшее применение получил герметик марки Гер-
текс с условной прочностью при растяжении 0,6-1,0 МПа, относительным удлинением при
разрыве 100-150%, адгезией к бетону 0,7-1,0 МПа, дереву 0,8-1,2 МПа, с температурным
интервалом эксплуатации от -60 до -80°С.
При модификации уретанов силоксанами разработан герметик Криогерм с интервалом
работоспособности от-196 до 150°С. При 20°С его относительное удлинение при разрыве
составляет не менее 80%, при -60°С - не менее 20% и при -196°С - не менее 6%.
В табл. 14.1.3 (с.185) приведены некоторые свойства вулканизующихся герметиков на
основе различных каучуков.
14.2. Компаунды
Компаунды представляют собой особую группу герметиков, которые после затвердевания
имеют высокие диэлектрические характеристики и низкую эластичность. Это полимерные
композиции, предназначенные для заливки и пропитки отдельных элементов и блоков
электронной, радио- и электроаппаратуры с целью электрической изоляции, защиты от внешней среды
и механических воздействий.
Электрические свойства компаундов зависят от строения и структуры каучука и
используемых ингредиентов. Для изоляции деталей и соединений необходимы диэлектрики. В качестве
диэлектриков применяются каучуки, молекулы которых не содержат легко диссоциирующих на
ионы групп и сопряженных двойных связей вдоль макроцепи, например, кремнийорганичес-
кие. Их электропроводность при комнатной температуре не превышает 10-8 Ом~1-м-'. В качестве
диэлектриков применяются герметики типов ВИКСИНТ, ВГФ и ВПГ. В настоящее время
разработаны специально предназначенные для радиоэлектронной техники заливочные компаунды
ВИКСИНТы К-68 (полупрозрачный), ПК-68, ПКФ-68 (прозрачные), У-12-68, теплопроводные
[до 2,9 Вт/(м-град)] компаунды КТ-73, типа ТТГ, Silarm и др.
Кроме силоксановых каучуков в качестве основы для диэлектриков применяются также
вязкие уретановые эластомеры. Как правило, это двухкомпонентные системы: герметизирующая
паста, в состав которой входят гидроксилсодержащий низкомолекулярный каучук,
наполнители, пластификатор, аминный катализатор вулканизации и другие функциональные добавки, и
отдельно от нее вулканизующий агент - полиизоцианат. Эти системы смешивают
непосредственно перед их применением.
Другой разновидностью уретановых компаундов являются эластичные эпоксиуретановые
компаунды. Из них наибольшее распространение получил двухкомпонентный компаунд ЭЛК-12 с
высокими диэлектрическими характеристиками:
Удельное объемное электрическое сопротивление, Омм, не менее 6-Ю11
Диэлектрическая проницаемость (1 МГц) 4,4
Тангенс угла диэлектрических потерь 0,06
Электрическая прочность (50 Гц), кВ/мм, не менее 16
На основе олигодиенуретана - продукта взаимодействия гидроксилсодержащего
низкомолекулярного каучука с полиизоцианатом разработаны электропроводящие материалы со
специальными наполнителями, способные экранировать или поглощать электромагнитное
излучение (табл. 14.2.1).
14.2.1. Физико-механические свойства радиопоглощающих
и радиоэкранирующих компаундов (герметиков)
Показатель
Жизнеспособность, ч, не менее
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Прочность связи с металлом при отрыве, МПа
Плотность, кг/м3
Затухание ЭМВ при толщине покрытия 3 мм
в диапазоне частот 4-30 ГГц, дБ, не менее
Коэффициент отражения по мощности
при нормальном снижении ЭВМ при толщине
покрытия 3 мм в диапазоне частот 4-30 ГГц, дБ
Температура эксплуатации, "С
Винилур-Э
2,0
0,4-0,8
25-50
0,25-0,5
1000-2000
15
-
От -50 до < 85
(кратковременно до 100)
Винилур-П
2,0
0,4-0,55
40-90
0,3-0,9
800-1200
-
5-10
От -50 до < 85
(кратковременно до 100)
14.3. Ассортимент
и области применения герметиков
Герметики применяются практически в самых различных областях, обеспечивая
герметичность конструкций самолетов, вертолетов, космических кораблей, автомобилей,
топливных отсеков и кессон-баков, водонепроницаемых перегородок, трубопроводов, химических
аппаратов и т.д.
Особенно большое потребление герметиков приходится на строительство: для
герметизации стыков панелей, швов в стенах, кровле, оконных блоков в проеме зданий, сантехническом и
тепличном хозяйстве.
Автомобильная промышленность является лидирующей по объему потребления одноком-
понентных герметиков в разъемных соединениях для устранения течи воды, антифриза, масла,
для герметизации стекол.
В области теплоэнергоснабжения герметики применяются для исключения подсоса
холодного воздуха из окружающей среды через неплотности металлической обшивки по газовому
тракту от топки до всасывающего патрубка дымососа котлоагрегатов энергоблоков, для
уплотнения вакуумной системы турбин, в теплоэлектроцентралях для герметизации эластичных
компенсаторов.
С применением герметиков были разработаны уникальные автономные источники
электроэнергии, действующие на основе термоэлектрического метода преобразования энергии.
Использование герметиков снижает термическое сопротивление прижимного контакта сталь -
керамика в 10 раз.
Эффективными оказались герметики в швах аэродромных покрытий и дорог, в обмазочной
гидроизоляции тоннелей и мостов.
Компаунды широко используются для герметизации и изоляции электрических разъемов,
выводов, элементов и деталей электротехнических изделий, кабельных муфт, дроссельных
катушек, в обмотках якорей электродвигателей в радиоаппаратуре, электронном и
электротехническом оборудовании салонов автомобилей, в системах индукционно-резистивного обогрева
трубопроводов, в качестве материалов, способных экранировать или поглощать
электромагнитное излучение на мачтах радиорелейных и радиолокационных станций, в телевизионных
башнях, командных пунктах связи антенн приемно-передающих станций и т.д.
В табл. 14.3.1. представлен ассортимент герметиков различных отечественных и
зарубежных марок.
-w£$£».-
"Ч
Отечественные
марки
У-ЗОМЭС
ВИТЭФ
УТ
Сазипласт
Тиксопрол
ВИКСИНТ
УФ
Лепта
Wepost
ВПГ, Силпен
ВГФ, ВГМ
ВГО
Эластосил
Пентэласт
Автосил
Автогермесил
51Г
5Ф
ВГК
ГЭН
У-20А
Зарубежные
марки
PR-1421
PR-1422
PR-1776
PR-1777
PR-1421
PR-1422
PR-1776
PR-1777
Силастик - RTV
Силастен
Силпрен
RTV-120
RTV-160
DC 94-011
DC 94-031
CAF
RTV-102
RTV-731
PR-1710
PR-1730
Бостик
PR-1005-H
-
Основа герметика
Низкомолекулярный
полисульфидный каучук
Тоже
Низкомолекулярные
силоксановые каучуки
Тоже
— « —
— « —
Высокомолекулярные
сЬтоокаучуки
Высокомолекулярный
бутадиеннитрильный каучук
Полиизобутилен
Вид герметика
Двух- или трехкомпонентные
композиции
Тоже
— « —
Вспенивающиеся композиции
Двух- или трехкомпонентные
композиции
Одноупаковочные (одно-
компонентные композиции)
Композиции, содержащие
растворитель
Невулканизующиеся
композиции
Невысыхающая замазка
к
15. ШИНЫ
(И.В. Веселое, В.К. Гордеев, Л.М. Гусаров, СП. Захаров, С А. Земства,
B.C. Калинковский, СА. Любартович, О.Н. Мухин, А.С. Степанов)
15.1. Классификация шин 190
15.2. Основные элементы пневматических шин 191
15.3. Особенности конструкции шин различных типов 192
15.4. Конструирование шин 195
15.5. Шинные материалы 198
15.6. Производство шин 200
15.7. Испытания шин 214
15.8. Маркировка шин 215
Пневматическая шина представляет собой упругую оболочку, основными конструктивными
элементами которой являются каркас, брекер, протектор, боковины, борт, бортовые кольца.
Силовую основу шины образуют каркас и брекер, состоящие из слоев обрезиненного корда.
Протектор и боковины являются покровными резиновыми деталями. Массивный резиновый
протектор обеспечивает долговечность шины при эксплуатации и сцепление ее с дорогой и так
же как боковина защищает слои корда от внешних воздействий. Шина крепится на ободе
колеса жесткими бортами, внутри которых находятся бортовые кольца, выполненные, как правило,
из навитой в несколько оборотов стальной проволоки. Внутренняя полость шины
герметизируется слоем специальной резины или резиновой камерой.
15.1. Классификация шин
Тип транспортного средства и условия эксплуатации определяют область применения шин и
соответственно требования к их техническим свойствам. Предъявляемые к эксплуатационным
характеристикам шин требования привели к созданию специализированных классов шин
конкретного назначения. По международной классификации в соответствии с назначением можно
выделить следующие основные классы пневматических шин:
- для легковых автомобилей и прицепов к ним;
- для легких грузовых автомобилей, автобусов особо малой вместимости;
- для грузовых автомобилей, прицепов к ним, автобусов и троллейбусов;
- для внедорожных транспортных средств (автомобили повышенной проходимости,
строительные, дорожные машины, ковшовые погрузчики и др.);
- для тракторов, комбайнов и других сельскохозяйственных и лесоуборочных машин;
- для индустриальных, рудничных, шахтных машин, подъемно-транспортных и гусеничных
машин, в том числе пневматические крупногабаритные (КГШ) и сверхкрупногабаритные (СКГШ)
шины;
- для мотоциклов, мотоколясок, мопедов;
-для велосипедов;
- для использования в авиации;
■>
ным массивом из монолитного иногда
многослойного эластичного материала),
микроячеистые и полостного или туннельного типа
(имеющие в массиве открытые и/или
закрытые полости).
К шинной продукции относят также
шинопневматические муфты, выполненные
подобно шине в виде торообразной рези-
нокордной оболочки. По протекторной (или
внутренней) части у муфт, как правило,
расположены фрикционные накладки,
способствующие передаче ведущего или
тормозного момента во время подачи в муфту
избыточного давления.
Профиль шины традиционной
конструкции показан на рис.15.1.
15.2. Основные элементы
пневматических шин
Покрышка - основная часть камерных шин, включающая каркас, брекер, протектор, борта и
боковины, бортовые кольца и др. Для бескамерных шин термины шина и покрышка совпадают.
Каркас - резинокордная основа (силовая часть) покрышки, которая выполняется из одного
или нескольких слоев обрезиненного корда с резиновыми прослойками. Эти слои закрепляются
на бортовых кольцах. Каркас является основным элементом шины, воспринимающим нагрузку.
Борта состоят из одного и более проволочных бортовых колец, на которых закреплены слои
каркаса, и нескольких резиновых и резинокордных деталей.
Бортовые кольца обеспечивают крепление покрышки на ободе колеса, требуемый запас
прочности борта, прочность посадки шины на обод, надежность и безопасность в процессе
движения транспортного средства, атакже герметизацию внутренней полости бескамерной шины.
По способу герметизации шины разделяют на бескамерные и камерные.
Брекер Протектор
Рис.15.1. Профиль шины
^
Брекер состоит из слоев разреженного обрезиненного корда, разделенных резиновыми
прослойками, и располагается между каркасом и протектором. В зависимости от конструкции шины
в брекере может применяться текстильный корд или металлокорд. Нити корда в брекере, как
правило, находятся под углом 65-78° к его образующей.
Протектор - наружная часть покрышки, представляющая собой массивный слой резины с
рельефным рисунком на внешней поверхности. Он обеспечивает сцепление с дорогой,
предохраняет каркас шины от механических повреждений и во многом определяет срок службы шины.
Боковины - более тонкие резиновые слои, расположенные на боковых стенках покрышки, в
которые переходит протектор. Они прикрывают и защищают от механических повреждений и
атмосферного воздействия боковые части каркаса. На боковину наносят маркировку шины.
Рисунок протектора - рельефная часть поверхности протектора, состоящая из
совокупности выступов и выемок или канавок. Вид рисунка зависит от назначения шины.
Камера (ездовая) шины - кольцевая резиновая трубка из эластичной резины. Ездовая
камера имеет вентиль, который служит для накачивания, удержания и стравливания воздуха.
Камера предназначена для удержания воздуха под необходимым для эксплуатации шины давлением
и придания ей упругих свойств.
Ободная лента- профилированное резиновое кольцо, которое в камерной шине
располагается между бортами покрышки, камерой и ободом колеса и предохраняет камеру грузовых
автомобилей, монтируемую на плоские разборные обода, от повреждения неровностями обода и
от защемления между бортом покрышки и ободом.
Герметизирующий слой в бескамерной шине - резиновая прослойка на внутренней
поверхности шины, препятствующая выходу воздуха из полости шины.
Шипы противоскольжения, запрессованные или вклеенные в заранее отформованные или
просверленные глухие отверстия в элементах протектора, существенно улучшают сцепление с
укатанной снежной или обледенелой дорогой при зимней эксплуатации шин.
Кроме элементов шин из резины изготавливают детали технологического оборудования -
варочные камеры и диафрагмы форматоров-вулканизаторов, которые служат для
вулканизации шин. Вулканизационные диафрагмы с оптимальной вытяжкой по диаметру и профилю
выдерживают до 200-500 циклов вулканизации. Вулканизационные диафрагмы значительно тоньше
и легче варочной камеры соответствующего размера на 30-50% (и более).
15.3. Особенности конструкции шин
различных типов
По конструкции каркаса пневматические шины для автомототранспорта разделяют на
радиальные и диагональные.
В комплект легковой диагональной камерной шины входят покрышка и камера с вентилем,
в комплект грузовой - покрышка, камера и ободная лента. В диагональной шине каркас и
брекер покрышки состоят из наложенных друг на друга слоев корда, нити которых
перекрещиваются под заданным углом. Угол наклона нитей в каркасе и брекере посередине беговой
дорожки составляет 45-60°.
Радиальная камерная шина (шина типа R) состоит из покрышки и камеры, при этом
покрышка (так же, как и в радиальной бескамерной шине) имеет меридиональное (от борта к
борту) направление нитей в слоях каркаса, а направление нитей в слоях брекера - близкое к
окружному (65-78°). При радиальном расположении слоев корда уменьшаются внутреннее
трение и потери, а практически нерастяжимый брекерный пояс обеспечивает стабильность
размеров и улучшает сцепление шины с дорогой.
Основные преимущества радиальных шин по сравнению с диагональными: повышенная
долговечность (на 30-50%), меньшая масса (на 10-15%), пониженное сопротивление качению
-*&s~
(на 10-15%), более высокое сцепление с мокрой и скользкой дорогой, лучшая стабильность т^
при криволинейном качении, что делает возможными увеличение скорости движения,
повышенный пробег до предельного износа протектора, сокращение расхода топлива, пониженное
теплообразование, улучшение тормозных свойств и управляемости автомобиля. Однако
диагональные шины предпочтительны для эксплуатации, например, в условиях высоких ударных
нагрузок на дорогах низкого качества и в условиях бездорожья; они обеспечивают более низкий
уровень шума и вибраций, передаваемых на корпус автомобиля.
В зависимости от материала корда в брекере различают шины с текстильным брекером (ТБ)
и металлобрекерные (МБ), а при использовании металлокорда в каркасе и брекере - цельноме-
таллокордные (ЦМК, «ALL STEEL»).
Шины комбинированной конструкции - с текстильным каркасом (вискоза, полиамид, анид,
полиэфир) и металлокордным брекером -для легковых и грузовых автомобилей в настоящее
время составляют основную часть мировой шинной продукции.
Конструкции элементов шины зависят от ее типа и могут состоять из ряда деталей.
Бортовая часть шины кроме проволочных бортовых колец включает:
- жесткий профильный наполнительный шнур из одной или двух типов резин (в
диагональных шинах используется наполнительный шнур круглого сечения диаметром 6-10 мм или
профильного треугольного сечения);
- крыльевую текстильную или металлокордную бортовую ленту;
-дополнительное крыло (в металлокордных шинах), состоящее из двух оборотов нити
металлокорда и металлокордной ленты;
- усилительные ленты из обрезиненного текстильного корда или металлокорда, которые
могут иметь различные углы закроя (0-45° и более);
- защитные жесткие износостойкие резиновые ленты;
- защитные ленты из текстильного корда или бортовой шинной капроновой ткани (БШК).
Протектор иногда состоит из нескольких слоев резины различной рецептуры и отделяется
отбрекера промежуточными слоями резины.
Рисунок протектора, в соответствии с международной классификацией, и в зависимости от
назначения и условий эксплуатации может быть разным: дорожным, универсальным,
повышенной проходимости, зимним, направленным, карьерным и всесезонным.
Дорожный (летний) рисунок- в виде шашек или ребер, разделенных широкими
кольцевидными канавками и ребрами по центру беговой дорожки. Шины с дорожным рисунком
протектора предназначены для эксплуатации преимущественно на дорогах с усовершенствованным
покрытием I, II и III категории.
Универсальный рисунок - шашки или ребра в центральной зоне беговой дорожки и грунто-
зацепы по ее краям. Шины с таким рисунком предназначены для эксплуатации на дорогах с
усовершенствованным покрытием (III, IV и V категории).
Рисунок повышенной проходимости- высокие грунтозацепы, разделенные выемками. Шины
с этим рисунком предназначены для работы по мягкому грунту и в условиях бездорожья.
Зимний (снежный) рисунок- выступы и элементы имеют острые кромки и множество
ножевых прорезей (ламелей). Шины с зимним рисунком протектора без шипов и с шипами
противоскольжения пригодны для эксплуатации на заснеженных и обледенелых дорогах.
Направленный рисунок- несимметричный относительно радиальной плоскости колеса. Шины
с направленным рисунком имеют на боковине знак в виде стрелки направления вращения
колеса и предназначаются для эксплуатации на высокоскоростных дорогах с твердым
усовершенствованным покрытием, а также при соответствующем исполнении в условиях бездорожья и
мягких грунтов.
Карьерный рисунок-массивные выступы различной конфигурации, разделенные
канавками. Шины с таким рисунком предназначены для работы в карьерах, на лесоразработках и т.п.
Всесезонныйрисунок «ALL SEASON» - преимущественно на дорогах, где применяются шины
с дорожным, универсальным и зимним рисунками протектора.
193
13-5465
1
Дорожный рисунок протектора
*«««el«>W*4l«»**l€««fe**!lii««
, Л Л Л А А А Л
Л*^*!^^»»^*^,^*:^^^^?»»;^
<<<<<<<<<<<<<<<
|аЛ*Ц*1*1*Л*11-И
Универсальный рисунок протектора
: ...■> ...Л f ....... 1—
ш
t&smys®**
Рисунок протектора повышенной проходимости
тт-тшт
^■■•;ЛУ.;, ^
Карьерный рисунок
Асимметричный рисунок
Рис. 15.2. Основные типы рисунков протектора, принятые в России
Различные типы рисунков протектора приведены на рис. 15.2.
Ездовая камера должна иметь размер, строго соответствующий типоразмеру и
внутреннему профилю покрышки. Толщина стенки по поперечному сечению камеры обычно
неодинакова. Она больше у беговой части камеры, поскольку зона беговой дорожки подвергается
растяжению в большей степени, чем бандажная и боковые части. Вентиль для накачивания камеры
сжатым воздухом, поддержания и регулирования в ней давления крепится к камере в
бандажной части. Для камер легковых автомобилей применяют резинометаллические вентили (типа
Л К), для камер грузовых автомобилей - вентили с резиновым фланцем (типа ГК). Могут
применяться и другие типы вентилей, ассортимент которых весьма широк.
Шип противоскольжения представляет собой гильзу из мягкого металла или пластмассы, в
центре которой закреплен твердосплавный наконечник различной формы сечения (рис. 15.3).
б)
Рис.15.3. Шип противоскольжения:
а — схема (D — диаметр наибольшего фланца;
L — длина; d — диаметр шипа); б — общий вид
15.1. Размеры шипов и их назначение
Такие шипы повышают управляемость
транспортного средства и сокращают тормозной путь
в зимних условиях, увеличивая коэффициент
сцепления с обледенелым дорожным полотном.
Высококачественная ошиповка обеспечивает
уменьшение тормозного пути, времени разгона,
снижение вероятности заносов, возможность
повышения средней скорости движения,
повышение управляемости автомобиля, снижение
утомляемости водителя, экономию топлива,
уменьшение износа шин.
Оптимальное сцепление с дорожным
покрытием обеспечивается правильным выбором
формы шипа в зависимости от дорожных условий и
типа шины. Для спортивных покрышек шипы
могут выполняться в виде проходящих сквозь
толщу шины заостренных штифтов с
креплением, например с помощью резьбы. Размеры
шипов и их назначение приведены в табл. 15.1.
Типоразмер шипа, размеры шашки
протектора, размеры и форма отверстия в ней и
свойства резины определяют
напряженно-деформированное состояние материала протектора в
зоне закрепления шипа. Избыточные
напряжения ускоряют изнашивание материала
протектора, а недостаточные - снижают надежность и
работоспособность шипов. Современное программное обеспечение в процессе проектирования
ошиповки шин позволяет найти эффективные технические решения.
При массовом применении ошипованных автошин можно отказаться от применения соли и
песка на дорогах в зимнее время, что улучшит экологическую ситуацию в зоне автотрасс.
Негативные эффекты применения шипов заключаются в повышенном износе дорожного
покрытия, повышенном шуме шин и небольшом снижении сцепления, которые проявляются
только при эксплуатации автомобиля на чистом от снега и льда дорожном покрытии.
Т5§"
Диаметр
наибольшего
фланца Д мм
6.5
8,0
9,0
10,0
11,0; 12,0; 13,0
15,0; 16,0
Назначение (длина шипа L, мм)
Л (8-12); ЛГ (12-15)
Л (10-16); ЛГ (11-16); Г (12-20)
Л (10-16); ЛГ (12-16); Г (12-24)
ЛГ (10-16); Г (12-24)
Г (15-30)
Г (18-30)
Условные обозначения: Л - для легковых шин, ЛГ -
легких грузовых шин, Г-для грузовых шин.
для
|
1
1
!
!
I
15.4. Конструирование шин
*
i5.4.1. Основаые требования к конструкции шин
Эксплуатационные характеристики шин определяются их целевым назначением.
Шины для легковых автомобилей должны обеспечивать:
- надежное сцепление с дорогами разных классов, в разных погодных условиях, при разных
скоростях и нагрузках;
- высокую работоспособность (пробег до разрушения или до достижения состояния, не
допускающего безопасную эксплуатацию) при разных условиях эксплуатации;
- высокую степень геометрической и силовой однородности конструкции (степень
однородности влияет на устойчивость и управляемость автомобиля, равномерность износа рисунка
протектора, комфортабельность);
* Термины и определения по конструкциям шин даны в стандарте ГОСТ 22374-77.
13*
195
!
1
i
I
I
^ - низкие тепловые потери при качении, что способствует экономии топлива и отражается на
температуре саморазогрева шины, которая, в свою очередь, влияет на работоспособность;
- минимальную массу, при которой реализуются все перечисленные выше требования;
- минимальный уровень шумообразования;
- минимальную стоимость, при которой удовлетворяются все перечисленные выше требования;
- высокие экологические характеристики (отсутствие или минимальное содержание
вредных продуктов, выделяемых при производстве, эксплуатации и хранении шин, а также
возможность переработки и вторичного использования отходов производства и изношенных шин);
- возможность корректировки внешнего вида шин для удовлетворения эстетических
требований потребителя (разноцветные, прозрачные шины и т.д.)
Шины для современных грузовых автомобилей, эксплуатируемых на дорогах высокого
класса, при высоких скоростях и нагрузках, должны удовлетворять требованиям, близким к
легковым шинам, но кроме того они должны:
- удовлетворительно работать при достаточно высоких удельных нагрузках;
- допускать регрувинг (восстановление рисунка изношенных шин за счет углубления
канавок между шашечками протектора) или многократное восстановление протектора.
К шинам сельскохозяйственного назначения предъявляются иные требования:
- высокие сцепные характеристики с мягкими грунтами;
- низкое давление на почву для сохранения ее структуры и плодородных свойств;
- высокая работоспособность при низком внутреннем давлении воздуха и больших
прогибах, хорошие экологические характеристики.
Шины для военной автомобильной техники (ВАТ) или двойного назначения должны иметь:
- высокую проходимость на дорогах разных классов и по бездорожью;
- высокую боестойкость (сохранение работоспособности при пулевых и осколочных
повреждениях, в том числе при отсутствии избыточного внутреннего давления воздуха);
- низкую температуру саморазогрева (для повышения работоспособности и уменьшения
излучения в инфракрасной области спектра).
К авиационным, массивным шинам, шинам для автомобилей особого назначения
предъявляются специфические требования.
Все указанные требования определяют характеристики шин, которые конструктору
необходимо учитывать на стадии проектирования. Эти характеристики разделяют на внутренние и
внешние. К внутренним относятся усилия в армирующих кордах и напряженно-деформированное
состояние резины, а также тепловое состояние в различных участках шины, к внешним -
габаритные размеры надутой шины и параметры, влияющие на поведение автомобиля при
движении по дороге - осевая и боковая жесткость, характеристики бокового увода, статический и
динамический радиусы, коэффициент удельной объемной (опорной) проходимости и др.
Исходные данные для создания новых шин формулируются производителями техники, на
которой будет установлена шина, а также международными требованиями к выходным
характеристикам шин. В основном должны быть сформулированы:
- максимальная и рабочая осевые нагрузки на шину;
- максимальная и средняя продолжительная скорость движения транспортного средства;
- габаритные размеры шины (посадочный диаметр и ширина диска, ширина профиля и
внешний диаметр шины в надутом состоянии, ширина беговой дорожки);
- сцепные характеристики (максимально допустимый тормозной путь при экстренном
торможении автомобиля в разных погодных условиях на дорогах различного типа, тип и
коэффициент насыщенности рисунка протектора);
- максимально допустимый уровень шумообразования при качении;
- максимальные значения показателей силовой и геометрической неоднородности;
- статический и динамический дисбаланс;
- масса и максимально допустимая стоимость шины;
- работоспособность шины на стендах и в эксплуатации;
- дополнительные специфические требования в зависимости от назначения шины.
15,4,2. Порядок разработки новых шин ^
Современные технологии разработки и создания новой шины, основанные на наличии па- §
кетов компьютерных программ, позволяют по исходным данным рассчитывать геометричес- 3"
кие, силовые, тепловые и усталостные характеристики. Успешно используется метод конеч- ^
ных элементов. ^
Компьютерные технологии в сочетании с натурными экспериментами позволяют: ^
- существенно сократить стоимость и сроки разработки и создания новой шины за счет |
уменьшения объема натурных испытаний реальных шин, делая основной упор на компьютер- §
ные или «виртуальные» испытания шины; g
- отрабатывать в комплексе конструкцию, материалы и технологию производства новой шины §■
(до настоящего времени эти три составляющих шинного производства отлаживаются в боль- ^
шой степени независимо); |
- учитывать требования автомобилестроителей ко всем характеристикам шины, включая ее ^
выходные параметры, вводимые в математическую модель автомобиля. ^
Первоочередной задачей, которую должен решить конструктор, является построение
профиля шины, находящейся в пресс-форме на последней стадии вулканизации (так называемого
профиля шины по пресс-форме) и задание вида и параметров армирования, при которых шина,
смонтированная на заданный обод колеса и накачанная воздухом под заданным внутренним
давлением, будет иметь заданные габаритные размеры. При решении этой задачи
одновременно рассчитываются и многие важные внутренние параметры, например усилия в корде от
внутреннего давления. Это так называемый проектный расчет. Расчет проводится с помощью двух
компьютерных программ. Первая решает чисто геометрическую задачу построения профиля
поперечного сечения, состоящего из набора сопряженных окружностей и отрезков прямых;
вторая вычисляет параметры надутой шины, так называемую равновесную конфигурацию, т.е. про-
вадит поверочный расчет. Обычно конструкторы предпочитают использовать эти программы
раздельно.
Для решения следующей задачи - определения характеристик нагруженной шины -
необходимо иметь данные о напряженно-деформированном состоянии (НДС) материалов
(наполненных резин и резинокордных конструкций) в нагруженной шине. Программные
средства, позволяющие их описать, являются «ноу-хау» всех крупных мировых лидеров в
производстве шин.
Статические деформации (и напряжения) возникают в шине при нагружении ее внутренним
.давлением (сжатым воздухом). Эти деформации являются симметричными в окружном и
меридиональном направлениях.
При нагружении надутой шины осевой, продольной и боковой нагрузками, возникает
несимметричное НДС из-за контактного взаимодействия шины с дорогой (контактная задача).
конструкция шины должна обеспечивать требуемые значения радиальной, боковой,
крутильной и продольной (окружной) жесткостей, а также равномерное распределение контактных
давлений по всему пятну контакта.
Динамическая задача расчета НДС катящейся шины отличается от статической. Влияние
Инерции может привести при больших скоростях качения к возникновению «бегущей волны»,
Приводящей к потере устойчивости шины при качении и ее разрушению. Автомобиль при этом
теряет устойчивость и управляемость.
Свойства резины необходимо учитывать для решения тепловой задачи, включающей
расчет температуры разных деталей шины в разных условиях качения, расчёт расхода топлива
для преодоления сопротивления качению, прогнозирование работоспособности (пробег до
разрушения).
Большое значение для повышения безопасности, уменьшения износа и улучшения
эксплуатационных характеристик шин имеет правильный выбор рисунка протектора.
^15.5. Шинные материалы
\
I
i
&
i
Основными компонентами шинных резин являются каучук и активный наполнитель. Из каучу-
ков используются главным образом натуральный, синтетический изопреновый, бутадиеновый,
бутадиенстирольный, бутилкаучук и для литых шин -уретановые каучуки. Кроме каучука и
наполнителя, шинные резины могут содержать до 20 и более других ингредиентов, выполняющих
функции сшивающих агентов, ускорителей вулканизации, стабилизаторов, антиоксидантов,
пластификаторов, мягчителей, технологических добавок, противостарителей, модификаторов, и др.
Требования к свойствам резин для шин принципиально различаются в зависимости оттого,
для каких элементов шины и каких типов шин они предназначены.
Протекторные резины должны быть износостойкими, обладать высокими сцепными
характеристиками и низкими гистерезисными потерями. Требования к ним различаются для шин типа
Р (радиальные) и Д (диагональные) и зависят от грузоподъемности, скоростной
характеристики, конструктивных особенностей, рисунка протектора, профиля шины, климатических и
эксплуатационных условий. С уменьшением диаметра шин и повышением скорости постоянно
повышаются требования, предъявляемые к протекторным резинам.
Современные составы резин протектора должны обеспечивать максимальное сцепление
на любых дорогах и безопасность эксплуатации шин. Для современных высокоскоростных
легковых, грузовых и автобусных цельнометаллокордных (ЦМК, ALL STEEL) шин
используется конструкция трехслойного протектора, включающая беговую часть, подканавочный слой и
минибоковины. Рецептура резин каждого слоя различна, но все должны иметь низкие гисте-
резисные потери.
Условия эксплуатации крупногабаритных (КГШ) и сверхкрупногабаритных (СКГШ) шин
выдвигают специфические требования к резинам протектора и, прежде всего, это теплостойкость,
высокая прочность и стойкость к механическим повреждениям.
Обкладочные резины должны иметь высокую адгезию к текстильным или металлическим
кордам, высокую стойкость к солевому и водяному старению, а также высокие усталостные
характеристики в условиях сложного напряжённо-деформированного состояния при
негармонических циклах нагружения.
Резины боковины, являющиеся более мягкими, чем протекторные и обкладочные, должны
обладать высокой стойкостью к старению в различных условиях.
Резины герметизирующего слоя должны иметь низкую газопроницаемость при хорошей
адгезии к резине каркаса, особенно в динамических условиях.
Резины для камер должны быть воздухонепроницаемы, эластичны, прочны, должны иметь
хорошую стойкость к проколам, раздиру, тепловому старению и стабильные размеры.
Резины для массивных шин должны обладать повышенными прочностными и
усталостными характеристиками. При этом они должны иметь низкое теплообразование и высокую
теплостойкость В массивных шинах, работающих в условиях экстремального нагружения,
реализуются напряжения, близкие к предельно допустимым для многих эластомеров. При
изготовлении таких резин необходимо особенно тщательно соблюдать все технологические параметры.
Для изготовления литых шин используют литьевые полиуретаны, что позволяет применять
специальную и в целом более простую технологию.
Варочные камеры изготавливают из эластичной и теплостойкой резиновой смеси на основе
натурального, бутадиенстирольного или бутилкаучука.
Специальные требования предъявляются к резинам для диафрагмы
форматоров-вулканизаторов. Для обеспечения высокой газонепроницаемости, температуростойкости, прочности,
усталостной выносливости, требуемой надежности и ходимости диафрагм они
изготавливаются из резиновых смесей на основе бутилкаучука*.
* Состав и свойства шинных резин см. в п.10. Шинные резины на основе каучуков общего назначения.
1М ^
Показатели свойств некоторых шинных резин приведены в табл. 15.2 и 15.3.
Корд является основным конструкционным материалом покрышек и бескамерных шин. В
процессе эксплуатации шины он испытывает многократные деформации и ударные нагрузки.
Свойства корда обеспечивают грузоподъемность, работоспособность, надежность и
безопасность работы шины, в связи с чем к нему предъявляются очень высокие требования:
- высокая прочность и усталостная выносливость при многократных деформациях;
- минимальная толщина нити;
- высокая упругость;
- низкие остаточные удлинения;
- низкое теплообразование;
- высокая теплостойкость;
- высокая прочность связи с резиной.
Проволока, из которой изготовлены бортовые кольца, вырабатывается из
высококачественной стали с удельным сопротивлением разрыву 180-220 МПа и выше.
15.2. Физико-механические свойства шинных резин
Показатель
Условное
напряжение при 300%-ном
удлинении, МПа
Условная
прочность при
растяжении, МПа
Относительное
удлинение при
разрыве, %
Сопротивление
раздиру, кН/м
Истираемость,
м3ЯДж, не более
Твердость
по Шору А
Резина протектора шин
легковых типа Р
с брекером из НК
дорожный
рисунок
9,5-14,0
18-19
>400
>64
20
60-70
зимний
рисунок
7,0-12,0
18-19
>450
>64
83,3
50-65
легкогрузовых
всесе-
зонный
рисунок
9-13
>18
>450
>64
83,3
60-65
грузовых
диагональные
>7,0
>16
>450
>59
83,3
50-60
типа Р с
металло-
кордом
в брекере
>9
16-18
>450
59-64
83,3
55-60
ЦМК, ALL STEEL
СК
9-11,0
>18
>450
>78
103
60-65
НК
>11
>22
>400
>88
103
60-65
Резина боковины
СКИ-3 +
скд
<6,4
>12
< 860
>54
-
-
НК +
скд
-
-
<800
>59
-
-
15.3. Физико-механические свойства резин ездовых камер
Показатель
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %, не менее
Относительное остаточное удлинение после разрыва, %, не более
Сопротивление раздиру, кН/м, не менее
Прочность связи резины пятки вентиля с металлическим корпусом, Н, не менее
Прочность связи резины камеры с резиновой пяткой вентиля, кН/смг, не менее
Условная прочность при растяжении стыка камеры (при торцевой стыковке)*, %,
не менее
Резина на основе
бутилкаучука
>3,0
10,0
500
40
30
100,0
2,5
70
каучуков общего
назначения
<6,0
14,0
600
40
40
80,0
2,5
50
* От нормы на условную прочность при растяжении для резины камер.
15.4. Прочность связи (Н/м) при расслоении между основными элементами покрышек
и бескамерных шин
I
I
О
а
I
I
I
Связь
Протектор-брекер
(текстильный)
Протектор-брекер
(металлокордный)
Брекер-брекер
(текстильный)
Брекер-брекер
(металлокордный)
Брекер-каркас
Каркас-каркас
Каркас-боковина
Легковые шины
диагональные
>9
-
>9
-
>7,0
-
>6,0
радиальные с металло-
керамическим брекером
-
13
-
>11
>8,0
>7,5
>6,5
Грузовые шины
комбинированные с металло-
керамическим брекером
-
12
-
>12
>9,0
>7,5
>7,0
ЦМК, ALL STEEL
-
12-13
-
>12
>12
-
>8,0
Конструкция, конфигурация (форма) и монолитность бортового кольца оказывают
существенное влияние на прочность борта, плотность и надежность посадки и удержания шины на
ободе колеса. Количество проволок в бортовом кольце, его габаритные размеры и диаметр
определяются с учетом грузоподъемности, внутреннего давления и посадочного диаметра
шины.
В настоящее время в шинном производстве для изготовления бортовых колец квадратного
и сложного сечения применяется бортовая латунированная и бронзированная проволока
диаметром 1,00-1,83 мм двух и более категорий прочности (в частности, нормальной RT и
повышенной НТ) (см. также п. 9. Армирующие материалы).
Прочность связи между основными элементами шины приведены в табл. 15.4.
15.6. Производство шин
Производство пневматических шин - сложный многооперационный и многостадийный
технологический процесс, который включает:
- подготовку и входной контроль сырья и материалов;
- изготовление и обработку резиновых смесей;
- пропитку, термообработку и обрезинивание текстильных кордов;
- обрезинивание металлокорда;
- раскрой обрезиненного текстильного корда, стыковку и изготовление каркасных, брекер-
ных и бортовых заготовок;
- наложение (сквиджевание) на кордные слои резиновых прослоек и выпуск листовых резин;
- раскрой обрезиненного металлокорда и изготовление каркасных, брекерных и бортовых
заготовок;
- профилирование (шприцевание) резиновых деталей- протекторов, боковин,
наполнительных шнуров, бортовых лент и деталей каркаса, брекера, борта;
- изготовление бортовых колец и крыльев;
- сборку покрышек и бескамерных шин;
- вулканизацию покрышек и бескамерных шин;
- внутризаводской контроль и инспекцию качества шин;
- профилирование заготовок и вулканизацию диафрагм;
- изготовление ездовых камер и ободных лент.
i5,6» I. Технологические процессы и оборудование
для производства шин из традиционных материалов
Приготовление резиновых смесей и корда для диагональных
и радиальных шин
Приготовление и обработка резиновых смесей для шин в основном осуществляются также,
как и для других резиновых изделий. При этом допустимые отклонения массы навесок
компонентов резиновой смеси при дозировании не должны превышать:
длякаучуков +1,5%;
для группы стабилизаторов +1,0%;
для техуглерода +1,5%;
для жидких мягчителей +2,0%.
Резиновые смеси приготавливают в две, три и более стадий в соответствии с заданными
технологическими параметрами и конкретной рецептурой (табл. 15.5 и 15.6).
С учетом большого объема резиновых смесей, используемых в серийном производстве шин,
в процессе должна быть предусмотрена совершенная и эффективная система охлаждения.
Доработка готовой резиновой смеси, ее охлаждение и листование проводятся на агрегате из
трех вальцев или на червячной машине РСНД 380/450 с листовальной головкой и установкой
для охлаждения фестонного типа (УФТ). Отдельные резиновые смеси (для изоляции бортовой
проволоки, гермослоя и др.)"можно приготавливать с использованием одного резиносмесителя
PC 270-30, агрегата из трех вальцев и установки УФТ. При большом объеме производства в
линии устанавливают два и более резиносмесителей.
15.5. Технология приготовления и обработки резиновых смесей в смесителях большой
единичной мощности для протектора, брокера, каркаса, бортовой ленты и проволоки
Основные стадии и оборудование
Протектор, брекер
Каркас, прослойка
на низ первого
слоя каркаса
Изоляция бортовой
проволоки, бортовая
лента,
наполнительный шнур
Стадия приготовления
1 1 II 1 1 1 II 1 1 1 »
Приготовление смеси
Тип оборудования
Частота вращения роторов, мин-1
Объем загрузки, л
Продолжительность смешения под
давлением,с
Продолжительность смешения вместе
с загрузкой, с
Температура смеси при выгрузке, °С
PC 650,
PC 620,
PC 630
20-50
420-460
120
180±5
145
PC 650,
PC 620,
PC 630,
PC 270,
PC 330,
PC 370
15-30
420-460,
200-240
170-185
90
150±5
108
PC 650,
PC 620,
PC 630
20-50
420-460
90
180+5
135
PC 650,
PC 620,
PC 630,
PC 270,
PC 330,
PC 370
15-30
42(W60,
210-250
175-190
90
150±5
108
PC 270,
PC 330,
PC 370
20^10
160-175,
195-230
120
180±5
145
PC 270,
PC 330,
PC 370
15-30
160-175,
195-230
90
150±5
108
Обработка смеси
Продолжительность обработки
смеси, мин
Частота вращения червяка, мин-1
Фрикция вальцев
-
8-18
-
9
12-18
1,07
-
-
-
9
-
1,07
-
-
-
9
12-18
1,07 I
~£$5~-
угМ5.6. Технология приготовления и обработки резиновых смесей в смесителях большой
единичной мощности для ободной ленты, ездовой камеры, обрезинивания вентиля,
№ диафрагмы
I
i
I
I
I
Основные стадии
и оборудование
Ободная лента
Ездовая камера
Обрезинивание
вентиля
Диафрагма
Стадия приготовления
I II 1 | II | 1 II 1 II
Приготовление смеси
Тип оборудования
Частота вращения
роторов, мин-1
Объем загрузки, л
Продолжительность
смешения под
давлением, с
Продолжительность
цикла смешения
вместе с загрузкой
и выгрузкой, с
Температура смеси
при выгрузке, "С*
PC 270,
PC 330,
PC 370
20—40
175-190
90
180±5
135
PC 270,
PC 330,
PC 370
15-30
175-190
90
150±5
108
PC 650,
PC 620,
PC 630
20-50
460-500
360
420±5
135
PC 650,
PC 620,
PC 630
15-30
460-500
90
150±5
108
PC 270,
PC 330,
PC 370
20^10
230,190
240
300±5
135
PC 270,
PC 330,
PC 370
15-30
270,210
90
150±5
108
PC 650,
PC 620,
PC 630
20-50
460-500
390
450±5
135
PC 650,
PC 620,
PC 630
20-50
420^160
90
150+5
108
Обработка смеси
Способ обработки
Тип оборудования
для переработки
Продолжительность
обработки смеси, мин
Частота вращения
червяка, мин-1
Фрикция вальцев
Транс-
фермикс
или
экструдер
550/600
-
8-18
-
Листован ие
Экструдер
с валковой
головкой
или агрегат
из трех
вальцев
9
12-18
1,07
Стрейни-
рование
и
грануляция
Экструдер
с валковой
головкой.
Стрейнер-
экструдер
-
Вальцевание
Вальцевание
Вальцевание
Экструдер с валковой
головкой или агрегат
из трех вальцев
4
1,07
9
1,07
9
1,07
Стрейни-
рование,
вальцевание
Стрейнер,
экструдер
листова-
тель
-
Вальцевание
Вальцы
4
1,07
* Температура маточной смеси перед загрузкой в резиносмеситель не должна превышать температуру окружающей
среды более чем на 10°С; температура резиновой ленты после охладительной установки - не более 40°С.
Заготовительные операции
Полуфабрикаты заготавливают для отдельных деталей покрышек и бескамерных шин:
каркаса; брекерных слоев; резиновых прослоек и герметизирующего слоя; текстильных и металло-
кордных бортовых лент; бортовых колец и крыльев.
Заготовительные операции, их прецизионность и точность геометрических параметров
деталей существенно влияют на качество шин, включая их однородность.
Профилирование резиновых заготовок
Резиновые профилированные заготовки для покрышек и бескамерных шин
изготавливаются на агрегатах или линиях, состоящих из машин различного типа. В зависимости от
типоразмера, конструктивных особенностей и эксплуатационных характеристик шин габариты, профиль
и технические требования к резиновым заготовкам существенно различаются.
Для шин диагональной конструкции протекторная заготовка с боковинами выпускается единой
деталью. Для шин диагональной конструкции большегрузных, КГШ, СКГШ и шин некоторых других
назначений протекторные заготовки и боковины выпускаются отдельными деталями из резин двух
типов или одного. Параметры процесса профилирования заготовок ободных лент 175-508,195-508
на агрегатах типа 592-98, МЧТ-250, МЧХ-250 приведены ниже:
Скорость профилирования, м/мин 5-11
Температура, "С:
резиновой смеси, подаваемой в воронку шприц-машины .... 85±5
головки червячной машины 70-90
заготовки на выходе из головки машины, не выше 110
заготовки после зоны охлаждения 25-35
Вулканизация ободных лент
Шприцованные заготовки определенных геометрических размеров и массы, подаются на
вулканизацию. Вулканизация осуществляется в одноместных прессах (табл. 15.7). Параметры
некоторых типов ободных лент приведены в табл. 15.8.
Изготовление ездовых камер
Изготовление камер включает следующие основные операции: изготовление камерных
заготовок; крепление вентилей к камерным заготовкам; стыковка заготовок и вулканизация
ездовых камер; контроль качества ездовых камер и проверка на герметичность.
Профилирование вентильной резиновой смеси в виде трубки для заготовки пятки вентиля
осуществляется на червячных машинах теплого питания МЧТ 60, МЧТ 90, МЧТ150 или МЧХ с
последующим водяным или воздушным охлаждением. Трубка разрезается дисковым ножом на
заготовки в виде колец, которые надеваются на корпуса вентилей с последующей укладкой в
гнезда предварительно разогретой пресс-формы.
Вулканизация обрезиненных вентилей осуществляется на гидравлических двухэтажных
прессах при 143°С, давлении около 15 МПа и продолжительности процесса 10-12 мин (табл. 15.9).
15.7. Характеристика вулканизаторов 15.9. Характеристика гидравлических
ободных лент плиточных прессов
Показатель
Усилие смыкания, кН
Диаметр ободной ленты,
мм, не более
Расстояние между
внутренними
плоскостями тяг, мм
Расстояние между
плоскостями для установки
пресс-форм, мм:
минимальное
максимальное
Установленная
мощность, кВт, не менее
Тип оборудования
532.056
360
790
960+6
203
305
8
428.061
(модернизированный)
400
790
960+6
203
320
16
15.8. Характеристика некоторых типов
ободных лент
Типоразмер
ободных
лент
170-508
195-508
Геометрические размеры, мм
ширина
170
190
толщина
максимальная
7.5+1,0
7,5+1,0
по кромке,
не более
1,5
1,5
Масса,
кг
2,0+0,2
2,5+0,2
Показатель
Число
нагревательных плит (этажей), шт.
Размер плит, мм
Прессовое усилие, Н
Производительность,
шт./ч, вентилей для
камер:
легковых
автомобилей
грузовых
автомобилей
Максимальное
давление пара в плитах,
МПа
Максимальная
потребляемая мощность
электронагревателя,
кВт
Пресс для компрессионного
прессования
160-400
индекс
2101
3(2)
400x400
1600
350
250
8
III
5(4)
600x600
1800
350
250
2,2
10-12
IIS
5(4)
600x600
2500
350
250
2,2
10-12
"15.10. Характеристика станков для стыковки ездовых камер
Показатель
Производительность, шт./ч
Ширина стыкуемых заготовок, мм
Усилие стыковки, кН
Установленная мощность, кВт
WMI-EPE
100
100-343
5-15
6
Стыковочный станок
ССКБ-350М1
110
50-350
5-15
6
ССКБ-670М
30-60
200-670
15-30
6
15.11. Режимы стыковки автокамерных заготовок на станках WMI-EPE (Голландия)
Ездовая камера
Для легковых шин
Для грузовых шин
Давление
соединения
встык, МПа
6,5
9,0
Продолжительность
операции,с
7-10
8-15
Давление зажимов,
МПа
низкое
3,0
4,5
высокое
4,0
5,5
Температура нагрева
ножей, °С
нижний уровень
30-40
25-30
верхний уровень
55-65
55-65
15.12. Техническая характеристика оборудования для вулканизации камер
Показатель
Прессовое усилие на пресс-форму, кН,
не более
Давление пара, МПа:
в камере
в пресс-форме
Размер (диаметр) для установки пресс-
формы, мм, не менее
Максимальный размер вулканизованной
камеры, мм
Расстояние между плоскостями для
установки пресс-формы, мм:
максимальное
минимальное
Тип оборудования
30-920
индекс
061
300
1,2
1,2
920
165-484
350
210
50-1140М
индекс
421.341
500
1
1
1140
260-508
355
230
85-1140М
индекс
421.311
850
1
1,2
1400
380-508
460
300
180-1870
индекс
532-29
1800
1
1
1870
425-813
640
450
225-2150
индекс
532-055
2250
1
1
2150
585-660
870
440
15.13. Техническая характеристика поточных линий вулканизации ездовых камер для
легковых и грузовых шин
Показатель
Число пресс-форм, шт.
Производительность, шт./ч
Максимальное давление пара в пресс-формах, МПа
Максимальное давление воздуха в автокамеоах, МПа
Давление в гидросистеме, МПа
Время перезарядки.с
Число шаблонов питания, шт.
Общая установленная мощность электродвигателей, кВт
Линия ЛВА-1
8
80
1,8
1.2
6.3
43-45
9
10,1
Линия ЛВА-2
12
80
1.8
1.2
6,3
43-45
4
19,7
15.14. Краткая характеристика диафрагменных прессов
Показатель
Номинальное усилие прессов, кН
Ход сердечника, мм
Скорость перемещения сердечника, м/мин
Давление рабочей жидкости в главном цилиндре, МПа
Максимальное расстояние между рабочими плитами, мм
Мощность лопастного/поршневого насосов гидропривода, кВт
Давление пара для обогрева пресс-формы и сердечника, МПа
Тип оборудования
ДС-236
4000
1600
1
20
2100
8/11
1,2
ДС-239
8000
2200
2,08
20
3660
14/20
1,2
ДА-5240
10000
3300
4
-
4300
-
-
Камерный рукав разрезается на заготовки необходимой длины с допуском на усадку. После
завершения процессов усадки камерные заготовки специальным приспособлением
складываются вдвое и отборочным роликовым конвейером подаются на стыковку. Технологическая
стыковка камерных рукавов осуществляется на стыковочных станках (табл. 15.10 и 15.11) и
является одной из самых ответственных операций, определяющих надежность и работоспособность
автокамер.
После стыковки камеры вулканизуют, обычно при 155—190°С с обогревом со стороны пресс-
формы, в течение 5-15 мин (табл. 15.12 и 15.13).
Изготовление вулканизационных диафрагм
для форматоров-вулканизаторов и сборочных станков
В современном производстве пневматических шин применяется диафрагменная
вулканизация. Вулканизационные диафрагмы устанавливают на все вулканизационные прессы -
форматоры-вулканизаторы - механические и гидравлические. Все теплоносители (формования,
прессования, обогрева, вулканизации и охлаждения) подаются непосредственно в вулканиза-
ционную диафрагму. В зависимости от типоразмера, конструктивных особенностей
вулканизационных прессов («БЕГ-о-МАТИК» или «Аутоформ») толщина диафрагмы может колебаться
от 5 до 15 мм по центру и до 25 мм по фланцу. В процессе эксплуатации вулканизационная
диафрагма подвергается воздействию высоких температур (160-200°С), значительной
вытяжке по диаметру и профилю и многократному изгибу.
Заготовки диафрагм профилируют на червячной машине типа МЧТ-200К, МЧТ-150К или
МЧХ-150К, МЧХ-200К. Температура корпуса червячной машины 40-60, головки червяка
червячной машины 70-80°С. Червяк непрерывно охлаждается, заготовки диафрагмы
подвергаются воздушному или водяному охлаждению.
При применении машин теплого питания резиновая смесь предварительно разогревается на
вальцах типа ПД-2130 (84") и подается в воронку шприц-машины в виде ленты толщиной 8-10 мм.
Диафрагмы для форматоров-вулканизаторов изготавливают методом литьевого
прессования. Для вулканизации диафрагм используют гидравлические прессы (табл. 15.14) рамного или
колонного типа с подвижным нижним столом.
Изготовление варочных камер
Для вулканизации покрышек в индивидуальных вулканизаторах используются варочные
камеры. Варочная камера представляет собой кольцевую трубку значительной толщины с
массивным монолитным сердечником и вентилем, через который подаются основные теплоносители в
процессе вулканизации шин. Варочная камера работает также как и диафрагма - в жестких
условиях высоких температур и давлений, а также больших деформаций при закладке и выемке ее из
покрышки. Существуют два основных способа изготовления варочных камер: шприцевание
профильной заготовки на червячных машинах МЧТ или МЧХ с камерной головкой и склеивание ее из
отдельных деталей. В настоящее время применение вулканизации покрышек на индивидуальных
вулканизаторах с использованием варочных камер весьма ограничено и используется только в
производстве шин специального назначения в небольших объемах.
Изготовление массивных шин
Основными типами массивных шин, нашедших массовое применение, являются массивные
шины дискового, бандажного и безбандажного типов, а также шины типа «суперэластик». При
изготовлении шин дискового и бандажного типов необходима соответствующая подготовка
поверхности металла для обеспечения надежного крепления к ней резинового массива. Подготовка
заключается в очистке поверхности металла от загрязнений, ее дробеструйной обработке для
удаления оксидов и остатков загрязнений, а также для повышения количества и размеров
микронеровностей с целью увеличения площади поверхности. Подготовленная механическим способом
поверхность обезжиривается нефрасом и просушивается. Вместо механической дробеструйной
тА*
2
обработки иногда применяется химическое травление солями хрома и серной кислотой. На
обезжиренную и высушенную поверхность наносится адгезив (например, лейконат или Хемосил 211/220) и
после просушивания клея (двух его слоев при применении Хемосила) диски или бандажи
отправляются на обрезинивание. Резиновая заготовка формируется различными способами. Самым
распространенным является накатка на специальном станке тонкой (2-4 мм) резиновой ленты,
поступающей с каландра, прикатка ее прижимным роликом и обрезка заготовки (в размер) с боков и по
высоте. Иногда заготовку получают намоткой на оправку толстой резиновой ленты с вальцев или из
шприц-машины. В этих случаях при формовании и вулканизации применяютлитьевое прессование и
соответствующую технологическую оснастку.
Изготовление безбандажных массивных шин и шин типа «суперэластик» отличается тем,
что для них не требуется подготовка дисков или бандажей, но основание резинового массива
армируется кордом или металлическими кольцами. Иногда прибандажный слой шины типа
«суперэластик», состоящей из двух или трех слоев резины с различными физико-механическими
характеристиками, армируют рубленными синтетическими волокнами, создающими
необходимую жесткость основания. Вулканизацию массивных шин осуществляют всеми доступными
способами. При этом могут использоваться автоклав-прессы, плиточные прессы, форматоры-
вулканизаторы, индивидуальные вулканизаторы и т.д.
Обработка и обрезинивание текстильных кордов
Обработка и обрезинивание текстильного шинного корда проводятся для обеспечения
высокой прочности связи с резиной, оптимальных механических и технологических свойств корда
и получения монолитной резинокордной системы с требуемыми показателями качества
(степень прессовки корда с резиной, резиносодержание, толщина, частота нитей по ширине
полотна). Для повышения прочности связи корда с резиной и между резинокордными элементами
каркаса, брекера и борта шины применяют пропитанные вискозные и синтетические корды.
Обработка и обрезинивание текстильного корда на шинных предприятиях производятся на
поточных кордных линиях типа КЛК -1-170, КЛК-2-170, ЛПК-80-1800 или импортных линиях
фирмы «Репике», Франция, и др. Технологическая схема обработки и обрезинивания корда
включает следующие операции:
- раскатку рулонов корда;
- соединение концов рулонов кордной ткани;
- предварительную пропитку, насыщение корда пропиточным составом, основную пропитку
корда;
-высушивание;
- термическую вытяжку (термообработку);
- нормализацию;
- охлаждение под натяжением;
- высушивание;
- обрезинивание на четырехвалковом каландре;
- охлаждение;
- закатку в прокладочную ткань на бобины или каретки.
Процесс обработки включает пропитку корда водным адгезивом и высушивание, при
котором удаляется влага. При этом происходит структурирование адгезива и взаимодействие его с
волокном. Пропитка и высушивание корда осуществляются под натяжением, что препятствует
его усадке, а в случае вискозного корда и снижению прочности.
Адгезия резиновых смесей к текстильным материалам зависит от природы и структуры
волокон, рецептуры пропиточного состава и резиновой смеси.
Для вискозных и полиамидных тканей применяют резорцинформальдегидные латексные
пропитки, а для полиэфирных - пропитки, комбинированные с резорцинформальдегидными
латексами с технологическими добавками, обеспечивающими высокую прочность связи на
границе корд-резина.
Увеличение массы в результате пропитки составляет для вискозного корда 5-6%, для
полиамидного и полиэфирного 4-5%. Применяются также бутадиенстирольные, карбоксилатные,
винилпиридиновые латексы или их смеси.
Пропитку осуществляют на специальных пропиточных агрегатах типа ИРУ-18, АПК 80-1800
или поточных кордных линиях типа КЛК-2-170 или импортных типа «Репике». Кордную ткань
пропускают через ванну с пропиточным составом с последующим отжимом и просушиванием
при 150—200°С до остаточной влажности 1,5-2,0%. Полиамидные и полиэфирные корды при
нагревании усаживаются. Для уменьшения усадки их принудительно вытягивают при 180-220°С,
а затем стабилизируют при той же температуре и меньшей нагрузке (термостабилизация).
Термообработка полиамидного (капронового, анидного) и полиэфирного корда
обеспечивает повышение его модуля, вытяжку корда и снижение его усадки, что препятствует
разнашиванию шин при эксплуатации. Вытяжка корда при термообработке приводит к увеличению его
длины и, как следствие, к экономии кордного полотна. В результате уменьшается способность
термообработанного корда к усадке при его дальнейшей переработке и эксплуатации шин.
Режимы обработки вискозных, капроновых и анидных кордов и БШК приведены в табл.
15.15-15.18.
Обрезинивание корда производится на кордных линиях обрезинивания на базе четырехвал-
кового каландра с Z-, S- или Г-образным расположением валков путем непрерывной
двухсторонней обкладки корда резиновой смесью. Резиновая смесь подается с агрегата из
подогревательных и питательных вальцев (агрегат из трех вальцев) или от шприц-машин холодного
питания. Разогрев резиновой обкладочной резины и питание каландра может производиться также
путем подачи непрерывной ленты с агрегата из трех вальцев ПД 2130 600/660.
Резиновая лента подается в зазоры между верхним и выносным или между нижним и
средним валками Г-образного каландра или между верхним и выносным, а также между нижним и
выносным валками Z-образного каландра.
В процессе обрезинивания происходит вдавливание (прессование) резиновой смеси между
кордными нитями, а также наложение с каждой стороны полотна тонкого слоя резины
толщиной 0,2-0,3 мм. Свойства обрезиненного корда зависят от многих параметров процессов
обрезинивания и каландрования:
-температуры резиновой смеси и валков каландра;
- равномерности питания зазоров каландра резиновой смесью;
- запаса смеси в зазорах;
- скорости обрезинивания;
- толщины ленты резиновой смеси, поступающей в прессующий зазор;
- влажности кордного полотна;
- стабильности натяжения и ширины кордного полотна.
За рубежном корды обычно поступают от изготовителя пропитанными и термообработанными.
Для лучшего распределения нитей корда по ширине полотна в линии предусматриваются
ширительно-центрирующие устройства, в том числе кромочные ширители. Они обеспечивают
равномерное распределение кордных нитей по всей ширине и длине полотна; минимальное
колебание толщины обрезиненного корда составляет ±0,03-0,05 мм с хорошей прессовкой,
Основные технологические параметры процесса обрезинивания текстильного корда и точность
их регулирования приведены в табл. 15.19. Для контроля и регулирования технологических
параметров современные отечественные и импортные линии оснащаются автоматическими
системами управления и контроля технологических параметров на всех стадиях обработки и
обрезинивания корда.
Основные показатели качества обрезиненного анидного и капронового кордов приведены в
табл. 15.20.
В настоящее время созданы универсальные кордные линии для обрезинивания
текстильных кордов и металлокорда. При этом обрезинивание производится на одном и том же четы-
рехвалковом Г- или Z-образном каландре.
^ 2
iFi
15.15. Режим обработки вискозного корда
1
I
Стадия
обработки
Пропитка
Обрезинивание
Участок
обработки
Пропитка корда
Большая сушильная
камера
Сушильная камера
перед каландром
Обрезинивание
на каландре
Основные
технологические параметры
температура, °С
135-140
130-140
90-105
продолжительность, с
210-240
60
скорость,
м/мин
12-80
12-80
12-80
12-80
Натяжение на всю ширину
кордного полотна, кН
22 В
4-6
4-6
4-6
4-6
222 В, 152 В
3,5-5
3,5-5
3,5-5
3,5-5
173 В
2,5-4
2,5-4
2,5-4
2.5-4
15.16. Режим
Стадия
обработки
Пропитка
Термообработка
Обрезинивание
обработки капронового корда
Участок
обработки
Стыковка концов
рулонов
Зона насыщения
пропитки
Сушильная камера
Зона горячей
вытяжки
Зона нормализации
Зона охлаждения
Малая сушильная
камера
(подогревательные барабаны)
Каландр
Основные
технологические па
температура, °С
170-175
-
135-140
185-195*
185-195*
25-30
100-110
90-105
продолжительность, с
60-90
-
210-240
20-30
20-30
20-30
60
-
раметры
скорость,
м/мин
12-80
-
12-80
12-80
12-80
12-80
12-80
12-80
Натяжение на всю ширину
кордного полотна, кН
25 КНТС,
23 КНТС
-
2-3
7-9
63-75
21-25
21-25
5-7
5-7
252 КНТС,
232 КНТС
-
2-3
6-7
50-59
16,5-19,5
16,5-19,5
5-7
5-7
25 КНТС
-
2-3
3-4
29-31
7-8
7-8
3-4
3^1
' Температура воздуха, подаваемого в камеры термообработки, 210±3°С.
15.17. Режим обработки анидного корда
Стадия
обработки
Пропитка
Термообработка
Обрезинивание
Участок
обработки
Стыковка концов рулонов
Зона насыщения пропитки
Сушильная камера
Зона горячей вытяжки
Зона нормализации
Малая сушильная камера
(подогревательные барабаны)
Каландр
Основные
технологические параметры
температура, °С
170-175
220+10
220±10
220±10
100-110
90-105
продолжительность, с
60-90
210-240
30-40
30-40
60
скорость,
м/мин
12-80
12-80
12-80
12-80
12-80
12-80
Натяжение на всю ширину
кордного полотна, кН
25 АДУ
2-3
7-9
55-65
18-22
5-7
5-7
252 АДУ
2-3
6-7
48-55
16-19
4-7
4-7
15.18. Режим обрезинивания бортовой шинной капроновой ткани (БШК)
Стадия
обработки
Обрезинивание
Участок
обработки
Сушильная камера перед каландром
Обрезинивание на каландре
Основные
технологические параметры
температура, "С
100-110
90-105
продолжительность, с
60
-
скорость,
м/мин
12-60
12-60
Натяжение
на всю ширину
полотна,
кН
1-2
1-2
15.19. Основные параметры линии обработки и обрезинивания текстильного корда
Технологический параметр
Температура теплоносителя, "С:
при сушке
при термовытяжке
при нормализации
Продолжительность, с:
контакта корда с пропиточным
составом,с
горячей вытяжки
нормализации
Скорость обработки, м/мин
Значение
150-220
150-220
150-220
3-5
7
7
12-80
Допустимое
отклонение
±5
±5
±5
-
Не выше 80
Технологический параметр
Температура плит стыковочного
пресса (каждой плиты), °С
Температура валков каландра, "С
Способ обрезинивания
Ширина полотна, м
Толщина обрезиненного корда,
мм*
Значение
175-185
7
Допустимое
отклонение
±5
-
Одновременное
двухстороннее
обрезинивание
1,2-1,6
1,0-1,5
±0,02
±0,05
* В зависимости от толщины нити корда и назначения деталей.
15.20. Показатели качества обрезиненного анидного и капронового кордов
Марка
корда
13АТЛДУ
25АТЛДУ
252 АТЛДУ
30 АТЛДУ
Ширина
полотна, мм
1400±20
1400±20
1400±20
1400+20
Частота
нитей
в полотне,
шт/ЮО мм
140±5
91 ±5
80±5
" 90±5
Допустимое
отклонение
толщины
корда, мм
±0,05
±0,05
±0,05
±0,05
Марка
корда
302 АТЛДУ
23 КНТС
232 КНТС
Ширина
полотна, мм
1400±20
1400±20
1400±20
Частота
нитей
в полотне,
шт/ЮО мм
80±5
94±5
75+5
Допустимое
отклонение
толщины
корда, мм
±0,05
±0,05
±0,05
!
!
§
!
I
I
Обработка и обрезинивание металпокорда
Металлокорд обрабатывают для получения резинометаллокордного полотна заданной
толщины с заданным распределением металлокордных нитей по ширине и толщине полотна с
высокими адгезионными характеристиками системы металлокорд-резина и требуемыми
конфекционными свойствами. Процесс обработки металлокорда включает следующие основные операции:
- выдержку упаковок с металлокордом в помещении шпулярника* в течение определенного
времени для выравнивания температуры металлокорда и окружающей среды и исключения
конденсации влаги на поверхности металлокорда при раскрытии упаковок;
- установку катушек или перезарядку шпулярника;
- протягивание, соединение и укладку металлокордных нитей;
- обрезинивание, охлаждение обрезиненного полотна и его закатку в полиэтиленовую
прокладку на бобины или каретки.
Для сохранения адгезионных свойств металлокорда шпулярники линий, в отдельных
случаях и вся линия, выделены в изолированное помещение с требуемым микроклиматом.
Обрезинивание металлокорда на шинных предприятиях производится на
модернизированных линиях Л ОМК-800, ЛОМК-850, ЛОМК-1100, ЛОМК-1200 на базе четырехвалковых
каландров с S- или Г-образным расположением валков. Зарубежные шинные фирмы для обработки
металлокорда применяют подобные линии на базе четырехвалковых Z-, S- или Г-образных
каландров. Краткая характеристика линий обрезинивания металлокорда приведена в табл. 15.21.
В состав линий входят два передвижных шпулярника, четырехвалковый каландр,
охлаждающие барабаны, компенсатор, закаточные устройства. Разогрев, подача резиновой смеси и
питание каландра производятся с агрегата из питательных и разогревательных вальцев или
червячной машины холодного питания. Современные линии обрезинивания металлокорда
оснащаются комплектом специальных устройств, обеспечивающих высокую точность отдельных
операций и процессов, устройствами поддержания и стабилизации натяжения металлокордных
'Помещение с заданными климатическими условиями (влажность, температура), где установлены катушки (шпули) с
металлокордом.
209
14 - 5465
.ллпоинал «ак1» ■ 'пяяю I ика линии оорезинивнния металликирма
I
i
!
I
I
Показатель
Ширина обрезиненного металло-
кордного полотна, мм:
для легковых шин
для грузовых шин
Вместимость шпулярника, кг
Каландр четырехвалковый:
тип каландра
размер валков, мм
питание каландра
Скорость обрезинивания, м/мин
Средняя скорость обрезинивания,
м/мин
Толщина обрезиненного металло-
кордного полотна, мм
ЛОМК-800
800
800
504
Г-образный
500x1250
Три валка
5-50
27,5
1-4
ЛОМК-850
850
1000
864
S-образный
500x1250
Три валка
10-50
30
1-4
ЛОМК-1100
850
1100
864
S-образный
700x1800
Три валка
10-70
40
14
Линия фирмы
«Пирелли»
600
612
S-образный
450x1000
Два валка
3-30
16,5
1-5
15.22. Техническая характеристика оборудования для обрезинивания металлокорда
экструзионным способом
Показатель
Ширина обрезиненного металлокорда, мм, не более
Толщина обрезиненного металлокорда, мм
Ширина брекерной полосы, мм, не более
Допуск на ширину брекерной заготовки, мм
Допуск по толщине обрезиненного металлокорда, мм
Угол раскроя, град.
ЛИМБ-200
86
1,0-1,5
200
±1,0
±0,05
70±0,5
ЛИМБ-300
86-120
1,25-2,5
300
±1,0
±0,05
70±0,25
Линия фирмы
«Стиластик»
86
1,0-1,5
200
±0,6
±0,05
(0-72) ±0,25
нитей и подрезания резины на валках каландра, усовершенствованными нитеподдерживающими и
нитераспределительными устройствами, рентгеновской установкой, устройством двустороннего
наложения пленки на полотно, автоматическими системами управления и регулирования
технологического процесса.
Основными показателями качества обрезиненного металлокорда являются адгезионные,
геометрические и конфекционные. В табл. 15.22 приведены основные технологические
параметры процесса обработки металлокорда на шприц-машинах с угловой головкой.
В отечественной и мировой практике обрезинивание металлокорда может производиться и
экструзионным способом на современных компактных агрегатах обрезинивания, раскроя,
стыковки с использованием червячной машины холодного питания с Т-образной головкой - линии
фирмы «Стиластик» (США), ЛИМБ-200, ЛИМБ-300, ЛИМБ-400. Процесс обрезинивания на этих
линиях заключается в дублировании в Т-образной головке разогретой в червячной машине
холодного питания резиновой смеси с нитями металлокорда, распределенными шаговой гребенкой.
Изготовление бортовых колец и крыльев
В настоящее время наиболее широко используются прядные бортовые кольца,
изготовленные методом навивки на шаблон обрезиненной проволочной пряди с помощью
автоматизированных установок.
Сборка шин
Сборка пневматических шин состоит в наложении на сборочный барабан резиновых, рези-
нокордных и резинометаллических деталей с заданной последовательностью, в их совмещении
с определенной точностью и склеивании между собой с необходимым усилием и приданием
сырой шине тороидальной формы. Подготовленную шину вулканизуют в пресс-форме.
Массивные и литые шины изготавливают по иной технологии (с меньшим числом стадий).
Z10
-^--
Диагональные грузовые шины имеют каркас с большой слойностью, с несколькими бортовыми
крыльями. Это требует приближение конфигурации борта к готовой шине, что возможно при полу-
дорновом методе с использованием сборочного барабана с короной (центральной частью) и
диаметром больше диаметра борта на 2" и более. При этом необходимо обжать слои корда, наложенные на
сборочный барабан по его закраинам до диаметра меньше внутреннего диаметра бортового крыла, и
прикатать завороты каркаса кверху на барабан после посадки крыльев.
Шины с одним крылом в борте, особенно легковые, с каркасом малой слойности
собираются полуплоским (диаметр короны барабана на 1" больше диаметра борта) или плоским
методом при диаметре барабана, близком диаметру бортового кольца.
Шины диагональной конструкции могут быть полностью собраны на одном металлическом
складном или разжимном сборочном барабане, так как угол расположения нитей в брекере позволяет
менять форму и габариты шины в процессе ее формования в форматоре-вулканизаторе.
Шины радиальной конструкции имеют «малорастяжимый» брекер с исходным углом
расположения нитей около 72° (по западной системе - 18°), что требует формования каркаса до
наложения брекерных слоев и, соответственно, использования формующего барабана в
процессе сборки шин.
Двухстадийная сборка радиальных шин может осуществляться «раздельным» и
«совмещенным» способами. Способ сборки определяется компоновкой сборочного оборудования. При
«раздельной» сборке каркас изготавливается на одном барабане, а затем передается на другой
барабан, где производится его формование и окончательная сборка шины. При «совмещенной»
сборке каркас изготавливается и формуется на одном сборочно-формующем барабане. На этом
же барабане производится окончательная сборка шины, т.е. совмещение сформованного
каркаса со слоями брекера и протектором и прикатка собранной шины.
Технология сборки крупногабаритных шин (КПП) имеет свои особенности. Технические
характеристики образцов отечественного и зарубежного оборудования приведены в табл. 15.23.
15.23. Сравнительные характеристики оборудования для сборки шин различных
производителей
Характеристика
станка
Конструкция шин
Конструкция борта
•Назначение станка,
1-я и 2-я стадии
сборки радиальных
шин или сборка
диагональных шин
Способ сборки
Посадочный диаметр
> борта шины, дюймы
Средняя производи-
| тельность, шт./ч
ОАО «НИИшинмаш»
(Россия)
СПП
3-460-800
Р.Д
0,3
1-я
пп,
разд.
13-16
18
АСПР
360-600 Ml
Р
0
1-я
и 2-я
пп,
разд.
12-16
24
спд
2-720-1100
Р.Д
0,3
1-я
пд,
разд.
16-22,5
8
АСПР
2-330300 Ml
Р
_
2-Я
~
12-16
30
АСПР
2-570-1040
M1
Р
-
2-Я
~
20-22,5
18
СППР-1300
Р
0,3
1-я
и 2-я
пп,
совм.
28-38
3,2
спд
7-1950-4000
д
0,3
пд
57
0,4
АНП
2500-2000
д
Навивка
протектора
39-57
1,1
VMI
(Нидерланды)
VMI 2020
Р
0
1-Я
и 2-я
п,
совм.
12-19
80
VMI VAST
QATTR0 ЗНР
Р, ЦМК
0
1-я
и 2-я
п,
совм.
17,5-24,5
47
Matador
(Словакия)
РС-2
Р
0
1-я
и 2-я
п,
совм.
13-17
60
TR3
Р, ЦМК
_
1-я
И 2-я
п,
совм.
17,5-24,5
18
Условные обозначения. Конструкция шин: Д - диагональная, Р - радиальная. Конструкция борта шины: 0 - открытая,
3 - закрытая. Способ сборки: П - плоский; ПП - полуплоский; ПД - полудорновый; совм. - совмещенный; разд. -
раздельный.
М*
■•~?Ц%~-
2
jFi
15.24. Ужесточение требований ведущих шинных фирм к прецизионности выполнения
заготовительно-сборочных операций при производстве легковых радиальных шин
I
I
I
I
I
I
Технологическая операция
Обрезинивание металлокорда:
толщина, мм
Раскрой металлокорда:
угол, град.
Раскрой текстильного корда:
ширина, мм
угол, град
Шприцевание протектора с минибоковинами:
масса 1 м, %
ширина, мм
Сборка шин:
центрирование слоев каркаса, т.е. точность наложения
деталей относительно осевой линии сборочного барабана, мм
концентричность между крыльями и сборочным
барабаном,мм
центрирование протектора, мм
центрирование металлокордных слоев брекера, мм
центрирование экранирующего брекера, мм
Допуски
требования 1980-х гг.
±0,1
±0,5
±1,5
0,5
±2,5
±1,5
±1,5
±1,5
±1,0
±1,5
±2,0
требования 2000-х гг.
±0,025
±0,1
±0,5
±0,2
±2,0
±1,0
±0,5
±0,5
±0,5
±0,5
±1,0
Лидерами в создании нового оборудования для сборки шин являются компаниии VMI
(Нидерланды), Harburg Freudenberger (Германия), Continental-Matador Machinery (Германия-Словакия).
Автоматические сборочные станки этих фирм работают с использованием плоского метода сборки.
За последнее время требования к точности выполнения заготовительно-сборочных операций
существенно ужесточились (табл. 15.24).
Одним из важнейших результатов повышения требований к сборке шин является улучшение
их однородности (уменьшение дисбаланса и силовой неоднородности), что, в свою очередь,
повышает качество шин и улучшает их эксплуатационные свойства.
Вулканизационные прессы
Прессы для вулканизации шин (или иначе форматоры-вулканизаторы) могут быть
классифицированы по типу диафрагменного узла: пресс «Бег-О-Матик», в котором диафрагма
постоянно располагается над станиной, и «Аутоформ», в котором диафрагма при перезарядке
убирается в специальный цилиндр, располагающийся под станиной пресса.
Диафрагма пресса «Бег-О-Матик» имеет цилиндрическую (бочкообразную) форму и с
помощью зажимных дисков крепится на штоке. Она подвергается большой вытяжке в окружном
направлении при опрессовке невулканизованной шины. Выемка диафрагмы из шины
производится после открытия пресса, извлечения шины из пресс-формы и поднятия ее на
определенную высоту.
С освоением производства шин радиальной конструкции наибольшее распространение
получили прессы типа «Аутоформ» из-за меньшей деформации шины при загрузке и выгрузке,
более простому креплению диафрагмы и обслуживанию.
Пресс-формы
Двухдольная пресс-форма, или пресс-форма с экваториальным разъемом состоит из двух
разных по высоте полуформ. Как правило, нижняя полуформа имеет большую высоту для того,
чтобы при перезарядке вулканизационного пресса вулканизованная шина оставалась в ней.
Рисунок протектора шины выполняется либо фрезеровкой металла по внутренней поверхности
пресс-формы, либо установкой на внутренней поверхности отлитых обычно из алюминиевого
сплава так называемых вкладышей.
Сегментная, или секторная, пресс-форма помимо двух полуформ содержит подвижные секта- "1^
ры (сегменты), на внутренней поверхности которых исполняется тем или иным способом рисунок
протектора. Традиционная секторная пресс-форма содержит восемь подвижных секторов. Однако
в последнее время все большее предпочтение отдается пресс-форме с девятью секторами, а для
шин с очень сложным рисунком протектора используются пресс-формы с двенадцатью
секторами и более.
15.6.2. Технологические процессы и оборудование
для производства шин из полиуретанов
Изготовление массивных полиуретановых шин
Массивные и другие самонесущие шины изготавливают из полиуретанов методом литья,
т.е. реакционного (жидкого) формования из олигомерных композиций, преимущественно
горячего отверждения.
Процесс изготовления полиуретановых массивных шин включает следующие операции:
- подготовку сырья: разогрев, сушку и дегазацию сырья, синтез изоцианатного форполиме-
ра (псевдофорполимера) и изготовление структурирующего агента;
- подготовку металлической арматуры шин бандажного и дискового типа: очистку,
дробеструйную обработку, сушку и обезжиривание поверхности, нанесение клеевого слоя;
-литье: дозированную подачу (в заданном соотношении) и смешение компонентов с
последующей заливкой реакционной смеси в открытую или закрытую литьевую форму;
- отверждение шины в форме;
- довулканизацию шины вне формы в термостате (термошкафу), где она отверждается (до-
вулканизуется) при 110-120°С в течение нескольких часов (например, 5 ч для СКУ-ПФЛ 100);
- окончательное «дозревание» (приобретение оптимальных физико-механических свойств) при
выдержке в отапливаемом помещении при комнатной температуре (около 20°С) в течение 7 сут.;
- обрезку литников и облоя, ликвидацию наплывов, наростов и других неровностей и
удаление с поверхности изделий остатков антиадгезионной смазки.
Для литья эластичных элементов шин используют смесительно-дозирующие агрегаты
низкого или высокого давления. Агрегаты низкого давления применяют для переработки
композиций, продолжительность «жизни» которых не менее 2-5 мин, агрегаты высокого давления для
переработки композиций с малой продолжительностью «жизни». Существует широкий
ассортимент литьевых машин низкого и высокого давления производительностью от 1 до 350 и
более дм3/мин при соотношении потоков компонентов от 1:1 до 1:5, а также многопозиционных
формоносителей с карусельной, линейной и другой компоновкой.
При литье массивных и других самонесущих полиуретановых шин обычно используют
композиции с достаточно большой продолжительностью «жизни» (2-5 мин и более), при
формовании которых циклы отверждения составляют 1-3 ч. Поэтому при серийном производстве
необходим комплект из нескольких литьевых форм и многопозиционных формоносителей для
открытых или закрытых форм. Формы могут быть открытого или закрытого типа, из стали,
алюминиевых, магниевых и других сплавов.
Для заполнения полости пневматических шин эластичным заполнителем типа TYRFIL
используют жидкие двухкомпонентные уретановые системы, которые подаются
насосом-дозатором в заданном соотношении под заданным давлением в вентиль шины. Отверждается урета-
новый заполнитель при комнатной температуре в течение 24 ч.
Изготовление пневматических полиуретановых шин
Подготовительные процессы при производстве пневматических полиуретановых шин
аналогичны описанным процессам применительно к массивным и другим самонесущим шинам.
|
1
I
I
!
I
!
I
I
I
i
I
>r* в основе изготовления пневматических полиуретановых шин полностью армированной
конструкции лежит намоточно-литьевая технология с использованием жесткого тороидального сбороч-
но-вулканизационногодорна.
Она включает следующие стадии:
1) изготовление внутреннего элемента каркаса шины методом жидкого формования под
вакуумом из олигомеров в секторной литьевой форме с секторным дорном;
2) армирование внутреннего элемента каркаса, заключающееся в наложении на него
одиночной кордной нити методом намотки на машине для радиальной намотки корда;
3) изготовление внешнего элемента каркаса шины в секторной литьевой форме,
производимое приформовыванием к армированному внутреннему элементу каркаса олигомерного слоя
методом жидкого формования под вакуумом;
4) армирование брекера шины методом окружной и/или диагональной намотки одиночной
кордной нити или прядей нитей;
5) изготовление (приформовывание к армированному внешнему элементу каркаса)
протектора шины методом жидкого формования под вакуумом из олигомеров в секторной литьевой
форме;
6) довулканизация шины вне формы, в термостате.
При изготовлении неармированных или частично армированных шин исключаются
соответствующие операции армирования, а каркас формуется в одну стадию.
Комбинированные резино-полиуретановые шины изготавливаются в 7 стадий, при этом
стадии 1-4 не изменяются, а вместо стадии 5 добавляются две стадии: литьевое прессование на
вулканизационном прессе кольцевой протекторной или брекерно-протекторной заготовки и
приформовывание кольцевого резинового протектора (или брекерно-протекторного браслета)
к полиуретановому каркасу.
Формование полиуретановых деталей пневматической шины также осуществляется на
литьевых машинах низкого или высокого давления. Армирование каркаса шины в радиальном
(меридианальном) направлении осуществляется путем укладки на внутренний элемент каркаса
петель кордных нитей с их фиксацией на спиральновитых проволочных бортовых кольцах
трикотажным петлевым швом. Армирование брекера производится методом намотки с
использованием различных схем расположения кордных нитей (прядей).
15.7. Испытания шин
Вся шинная продукция подвергается различным видам испытаний на
заводах-изготовителях, а иногда и потребителями (табл. 15.25 и 15.26).
Целью приемочных испытаний является подтверждение соответствия шин техническому
заданию, государственным и международным стандартам, оценка их технического уровня и
определение возможности применения на конкретном транспортном средстве.
Периодические испытания шин для легковых и легкогрузовых автомобилей изготовитель
проводит не реже одного раза в квартал.
Акт приемки шин по результатам приемочных испытаний, проведенных совместно
представителями автомобильной и шинной промышленности, или протокол согласования применения
шин является обязательным условием поставки шин для комплектации на автомобиль.
При выпуске серийных пневматических шин изготовитель руководствуется ГОСТ 4754 и
ГОСТ 5513, согласно которым шины для легковых и грузовых автомобилей проходят у
изготовителя приемо-сдаточные, периодические и типовые испытания.
Динамический дисбаланс шины в сборе с ободом потребитель проверяет для каждого
колеса в процессе его монтажа (сборки).
214 ^^
15.25. Перечень определяемых параметров и методов испытаний при предварительных
испытаниях шин
Перечень параметров и методов
Масса
Размеры-диаметр, ширина профиля, статический радиус
Силовая неоднородность
Статический дисбаланс
Радиальное и боковое биение
Усилие сдвига борта бескамерной шины с полки обода
Энергия разрушения шины
Коэффициент сопротивления качению
Коэффициент продольного сцепления с дорогой
Коэффициент бокового сцепления с дорогой
Испытания на надежность в отношении нагрузки и скорости
Максимальная скорость
Рентгенодефектосколия (для целиком металлокордных шин)
Метод испытания
легковых шин
ГОСТ 27704
ГОСТ 26000
ГОСТ 4754 (РМ 216-94)
ГОСТ 25652
ГОСТ 4754 (РМ 209-94)
ГОСТ 4754(РМ 217-94)
ГОСТ 4754 (РМ 2-66)
ГОСТ 4754 (РМ 4-89)
ГОСТ 4754 (РМ 1-99)
ГОСТ 4754 (РМ 8-92)
Правила № 30 ЕЭК ООН
Правила № 30 ЕЭК ООН
-
грузовых шин
ГОСТ 27704
ГОСТ 26000
ГОСТ 5513
ГОСТ 25652
ГОСТ 5513(РМ 209-94)
-
ГОСТ 5513(РМ 2-66)
ГОСТ 5513(РМ 4-89)
ГОСТ 5513 (РМ 1-99)
ГОСТ 5513 (РМ 8-92)
Правила № 54 ЕЭК ООН
ГОСТ 5513
ГОСТ 5513
1ришчание. В скобках указаны рабочие методики «НИИШП».
15.26. Перечень видов лабораторно-дорожных испытаний при приемке шин
Свойства шин, определяемые
при их испытании
на автомобиле
Скоростные свойства
Обкатываемая окружность
колеса
Топливная экономичность
Устойчивость и управляемость
Тормозные свойства
Комфортабельность
Сцепление с дорогой
Сопротивление качению
Оценочный показатель
Максимальная скорость.
Время разгона в заданном интервале скоростей.
Выбег с начальной скорости до полной остановки
Радиус качения
Расход топлива на постоянной скорости в заданном
диапазоне
Предельная скорость на сухом и мокром покрытии
при маневрах: вход в поворот, переставка
Длина пути торможения на сухом и мокром покрытии
Уровень внешнего шума.
Вибрация руля и кузова
Коэффициент сцепления с сухой и мокрой дорогой
Коэффициент сопротивления качению
Метод испытаний
ГОСТ 22576
ГОСТ 24567
ГОСТ 20306
РД 37.001.005
ГОСТ 22895
Правило №117 ЕЭК ООН.
Методика ВАЗ
Правила №13 и №117 ЕЭК
ООН
ГОСТ 4754, ГОСТ 5513,
Проект «Правила № 117 ЕЭК
ООН»
15*8. Маркировка шин
Тип конструкции шины, ее размер, характеристики по нагрузке и скорости, режимы
испытаний и эксплуатации, фирма-изготовитель, место, даты изготовления и другие дополнительные
сведения можно получить из маркировки, наносимой на боковину пневматической шины. Часть
надписей является обязательной в соответствии с действующими стандартами на шины.
Межгосударственные стандарты ГОСТ 4754-97 и ГОСТ 5513-97 обязывают нанесение на боковину
шин для легковых и грузовых автомобилей следующих надписей:
а) товарный знак и (или) наименование изготовителя;
б) страну-изготовитель на английском языке (для российских шин: Made in Russia);
в) обозначение шины (размер и конструкция);
г) торговую марку (модель или тип шины);
^г
2
f
1
I
I
I
7** д) индекс несущей способности шины -для одиночной или сдвоенной шины для грузового
| автомобиля (табл. 15.27);
е) индекс категории скорости (табл. 15.28);
ж) обозначение «UBELESS»flnfl бескамерных шин;
и) обозначение «Reinforced» для усиленных шин, предназначенных для легковых автомобилей;
к) обозначение «M+S», «M.S», «M&S» (грязь и снег) для шин на машинах высокой проходимости;
л) дату изготовления, состоящую из четырех цифр, из которых две первые указывают
неделю и две последние - год изготовления;
м) обозначение «PSI» - индекс давления для проведения испытаний на прочность;
н) обозначение «Regroovable», означающее возможность углубления рисунка протектора
методом нарезания;
п) знак официального утверждения «Е» с номером страны (в системе европейской
сертификации ЕЭК ООН);
р) национальный знак соответствия в системе сертификации ГОСТ Р;
с) указание направления вращения (в случае направленного рисунка протектора)
т) обозначение «TWI», указывающее места расположения индикаторов износа протектора;
у) обозначение «All STEEL» для цельнометаллокордных шин грузовых автомобилей;
ф) норму слойности.
Кроме того, для шин, выпускаемых в России и СНГ, требуется наносить обозначение
стандарта или технических условий, по которым выпускается шина, порядковый номер, штамп
технического контроля. На шинах могут быть нанесены дополнительные надписи по усмотрению
изготовителя.
В большинстве стандартов зарубежных стран также предусмотрено нанесение
перечисленных выше обязательных надписей.
Надписи по пунктам «а-к» наносятся с двух сторон шины, дата изготовления, знак «Е» и
национальный знак соответствия наносятся с одной стороны. Зоной нанесения обязательных
надписей, кроме торговой марки, является нижняя часть боковины (от закраины обода до
середины боковины - максимально широкого места профиля), но некоторые надписи дублируют в
середине боковины. Все основные надписи наносятся на боковину шины оттиском гравировки
от пресс-формы и должны быть четко различимыми.
Для шин, поставляемых на рынок США, дополнительно должны наноситься надписи в
соответствии со стандартами безопасности США:
- обозначение «DOT», означающее соответствие шины требованиям безопасности
департамента транспорта США;
- код завода-изготовителя, присваиваемый Национальным Управлением США по
безопасности движения (код состоит из двух знаков -две латинские буквы или буква и цифра);
- факультативно могут наноситься коды размера и конструкции шины;
- число слоев и материал корда в районе протектора и в боковине (например, «Tread: 2 Plies
Steel + 2 Plies Nylon; Sidewall: 2 Plies Nylon»);
- нагрузка на колесо в фунтах или кг и соответствующее внутреннее давление в фунтах на
кв. дюйм (например, «Max. Load 4500 LBS, AT 95 PSI Cold»).
Межгосударственными стандартами СНГ, Правилами ЕЭК ООН, международными
стандартами ETRTO, TRA и национальными стандартами промышленно-развитых стран принята единая
система обозначений современных шин, независимо от их назначения (для автомобилей,
троллейбусов, мотоциклов, сельхозмашин, индустриальных транспортных средств). Обозначение
включает ширину профиля (в мм), отношение высоты профиля к его ширине (в %), тип
конструкции в виде одной буквы или дефиса (R-радиальная, дефис-диагональная, В-радиально-
опоясанная), посадочный диаметр обода (в дюймах или мм) и, например, для легкового
автомобиля «225/50R16» расшифровывается следующим образом: 225- номинальная ширина
профиля в мм; 50 - серия шины или процентное соотношение высоты и ширины профиля; R -
радиальная конструкция; 16 - посадочный диаметр обода в дюймах.
15.27. Индексы несущей способности L,
на шину при скорости не более 210 км/ч
и соответствующая максимальная нагрузка
*к
»»
I-,
"Г"
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
Р,кН
0,45
0,46
0,48
0,49
0,50
0,52
0,53
0,55
0,56
0,58
0,60
0,62
0,63
0,65
0,67
0,69
0,71
0,73
0,75
0,78
0,80
0,83
0,85
0,88
0,90
0,93
0,95
0,98
1,00
1,03
1,06
1,09
1,12
1,15
1.18
1,21
1,25
1,28
1,32
1,36
i,
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
Р.кН
1,40
1,45
1,50
1,55
1,60
1,65
1,70
1.75
1,80
1,85
1,90
1,95
2,00
2,05
2,10
2,20
2,25
2,30
2,35
2,40
250
2,60
2,65
2,70
2,80
2,90
3,00
3,07
3,15
3,25
3,35
3,45
3,55
3,65
3,75
3,90
4,00
4,12
4,25
4,37
L,
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
Р.кН
4,50
4,60
4,75
4,90
5,00
5,15
5,30
5,45
5,60
5,80
6,00
6,15
6,30
6,50
6,70
6,90
7,10
7,30
750
7,75
8,00
8,25
8,50
8,75
9,00
9,25
9,50
9,75
10,00
10,30
10,60
10,90
11,20
11,50
11,80
12,15
12,50
12,85
13,20
13,60
1,
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
Р.кН
14,0
14,0
15,0
15,5
16,0
16,5
17,0
17,5
18,0
18,5
19,0
19,5
20,0
20,6
21,2
21,8
22,4
23,0
23,6
24,3
25,0
25,8
26,5
27,3
28,0
29,0
30,0
30,8
31,5
32,5
33,5
34,5
35,5
36,5
37,5
38,7
40,0
41,3
42,50
43,8
L,
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
/»,КН
45,0
46,3
47,5
48,8
50,0
51,5
53,0
54,5
56,0
58,0
60,0
61,5
63,0
65,0
67,0
69,0
71,0
73,0
75,0
77,5
80,0
82,5
85,0
87,5
90,0
92,5
95,0
97,5
100
103
106
109
112
115
118
121,5
125
128,5
132
136
К
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
Р,кН
140
145
150
155
160
165
170
175
180
185
190
195
200
206
212
218
224
230
236
243
250
257,5
265
272,5
280
290
300
307,5
315
325
335
345
355
365
375
387,5
400
412,5
425
437,5
L,
240
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266
267
268
269
270
271
272
273
274
275
276
277
278
279
/>,кН
450
462,5
475
487,5
500
515
530
545
560
580
600
615
630
650
670
690
710
730
750
775
800
825
850
875
900
925
950
975
1000
1030
1060
1090
1120
1150
1180
1215
1250
1285
1320
1360
,г15.28. Индексы категории скорости и соответствующие им значения скоростей
I
ч
i
Индекс
категории
скорости
А1
А2
A3
А4
А5
А6
А7
А8
Соответствующая
максимальная
скорость, км/ч
5
10
15
20
25
30
35
40
Индекс
категории
скорости
В
С
D
Е
F
G
J
К
Соответствующая
максимальная
скорость, км/ч
50
60
65
70
80
90
100
110
Индекс
категории
скорости
L
М
N
Р
Q
R
,,, S
Соответствующая
максимальная
скорость, км/ч
120
130
140
150
160
170
180
Индекс
категории
скорости
Т
и
н
V
W
Y
Z
Соответствующая
максимальная
скорость, км/ч
190
200
210
240
270
300
>300
Согласно стандартам США шины для легкового автомобиля могут иметь впереди индекс «Р»
(Passenger): P225/50R16.
Обозначение шины для легкогрузовых автомобилей в соответствии с ГОСТ и европейскими
стандартами кроме перечисленных элементов содержит в конце индекс «С» (Commercial),
например, 215/90-15С. По стандартам США шины для легкогрузовых автомобилей могут иметь
обозначение с индексом «LT» (Light Track), например, LT215/75R15.
Обозначение шин для грузовых автомобилей имеет аналогичный вид, например, 315/80R22,5.
Наряду с новой единой системой обозначений сохранены более старые (дюймовые)
обозначения для традиционно сложившегося ряда размеров (в основном для диагональных шин с
соотношением высоты и ширины профиля 80 или 82%). Например: для легковых шин 6,40-13
или 7,35-14; для грузовых шин 8,25-20 или 12,00-20.
В стандартах США отдельные размеры шин для легкогрузовых автомобилей (типа джипа-
пикапа) имеют специфическое обозначение, например, 31x10,5R15LT, где 31 - наружный
диаметр колеса (в дюймах); 10,5 - номинальная ширина профиля шины (в дюймах); R -
радиальная конструкция; 15 - посадочный диаметр обода (в дюймах); LT - шина для легкогрузового
автомобиля.
v-£$*~
Товарные знаки шинных предприятий России и стран СНГ приведены в табл. 15.29.
При замене шин на автомобиле новые шины должны иметь индекс нагрузки и индекс
категории скорости, равные, по крайней мере, этим показателям у оригинальных шин (тех, которые
устанавливаются на заводах-изготовителях автомашин при их комплектации). Исключения
составляют зимние шины M+S, для которых скоростные возможности шины для замены могут
быть ниже, чем у оригинальных шин, но скорость движения должна быть ограничена до более
низкой категории скорости.
Индексы давления и соответствующие значения испытательного давления приведены в
табл. 15.30.
Знаки соответствия в системах сертификации ГОСТ Р, ЕЭК ООН, а также в национальных
системах различных стран приведены в табл. 15.31
"^
I
I
I
!
Обозначения на боковине шины:
1. Условная ширина профиля (165 мм)
2. Индекс серии «70»: номинальное соотношение
высоты профиля к ширине в %
3. Индекс радиальной шины
4. Посадочный диаметр обода (13) в дюймах
5. Модель шины
6. Товарный знак
7. Товарный знак — графическое изображение
8. Страна-изготовитель
9. Обозначение документа, по которому
выпускается шина
10. Шина с металлокордным брекером
И. Радиальная шина
12. Индекс грузоподъемности
13. Индекс скорости
14. Бескамерная шина
15. Зона расположения индикаторов износа шины
16. Знак официального утверждения шины на
соответствие Международному Правилу № 30 ЕЭК
ООН, условный номер страны, выдавшей
сертификат утверждения (Чехия)
17. Номер сертификата утверждения на соответствие
шины Международному Правилу № 30 ЕЭК
ООН
18. Дата изготовления, которая состоит из трех
цифр: первые две обозначают неделю, третья —
последнюю цифру года изготовления шины
J9. Знак, показывающий соответствие шины
американским стандартам движения
20 Условное обозначение кода завода по стандарту
США
£1. Условное обозначение кода размера шины по
•стандарту США
"22. Количество слоев и тип корда каркаса и брекера
Цк» боковине и в протекторе) шины
i/3- Максимально допустимая нагрузка и
максимально допустимое давление
24. Обозначение степени качества шины
Side wall designation:
1. Tread width (mm)
2. Serie «70» (hight to width ratio = %)
3. Belted tyre index (R)
4. Rim diameter in inches
5. Tyre model
6. Tread mark
7. Logotype
8. Manufacturing country
9. Document designation according to which the tyre
is manufactured
10. Steel belted tyre
11. Radial tyre
12. Load index
13. Speed index
14. Tubeless
15. Positions of tread wear indicator
16. Approval mark persuant to ECE-R-30, code
number of the country issued the declaration of
conformity
17. Declaration of conformity number according to
ECE-R-30
18. Manufacturing date consisting of 3 figures: the first
two figures indicate the week.the third
one the last figure of the manufacturing year
19. DOT-symbol
20. Identification number of manufacturer according
to DOT
21. Identification number of tyre size according to DOT
22. Plies number and cord type in side wall and tread
23. Max. load; max. pressure
24. Tyre quality indication
Рис. 15.4. Пример маркировки шины (продолжение)
219
&
5.29. Товарные знаки шинных заводов России и стран СНГ*
|
i
!
Предприятие
Индекс,
включаемый
в заводской
номер шины
Товарный знак
шинного
предприятия
Предприятие
Индекс,
включаемый
в заводской
номер шины
Товарный знак
шинного
предприятия
ОАО «Барнаульский
шинный завод»
Бр
ОАО «Московский
шинный завод»
М
N
БКШ «Белшина»,
Беларусь
Бел
ОАО «Нижнекамск-
шина»
Нк
ОАО «Волтайр»,
г. Волжский,
Волгоградской обл.
Вл
Опытный шинный
завод НИИШП,
Москва
ОАО «Воронежшина»
АО «Омскшина»
ОАО «Днепрошина»
Украина,
г. Днепропетровск
ЗАО «СП «РОСАВА»
Украина, г. Белая
Церковь
Бц
ОАО «Кировский
шинный завод»
ОАО «Уралшина»,
г. Екатеринбург
TZ7
ОАО «Красноярский
шинный завод»
Кя
ОАО «Ярославский
шинный завод»
* На 2007 г. В последующем некоторые заводы прекратили свое существование, хотя произведенные на них шины
могут еще долгое время находиться в эксплуатации.
15.30. Соотношение между индексами давления (PSI) и давлением (кПа)
Индекс
давления, PSI*
20
25
30
35
40
45
Давление,
кПа
140
175
210
240
275
310
Индекс
давления, PSI*
50
55
60
65
70
75
Давление,
кПа
345
380
415
450
485
520
Индекс
давления, PSI*
80
85
90
95
100 -
Давление,
кПа
550
590
620
660
690
Индекс
давления, PSI*
105
110
115
120
125
Давление,
кПа
725
760
795
830
865
' PSI = 6,895 кПа.
220
15.31. Знаки соответствия в системах сертификации ГОСТ Р, ЕЭК ООН
и национальных системах
Ч
Знак
соответствия
©
©
DOT
NF
DIN
Система
сертификации
Российская Система сертификации
товаров и услуг ГОСТ Р
Соглашение о принятии единообразных
условий официального утверждения и о
взаимном признании официального
утверждения предметов, оборудования и
частей механических транспортных
средств (Женевское соглашение 1958 г.)
Департамент транспорта США,
подтверждение соответствия требованиям
безопасности стандартов США
Французская ассоциация стандартов
(AF-NOR)
Немецкий институт стандартов (DIN)
Знак
соответствия
(?)
ф
^к4
CY~}
у
Система
сертификации
Соответствие требованиям Японского
промышленного стандарта (Japanese
Industry Standard - JIS)
Министерство экономики Тайваня,
подтверждение соответствия качества
Южнокорейский институт стандартов
(KAI)
Британский институт стандартов (BSI)
I
1
I
!
I
I
16. ТРАНСПОРТЕРНЫЕ ЛЕНТЫ
(В.П. Шпаков)
16.1. Классификация конвейерных лент 221
16.2. Резинотканевые ленты 224
16.3. Резинотросовые ленты 226
16.4. Основные свойства конвейерных лент 227
16.5. Конструирование и выбор конвейерной ленты 229
16.6. Материалы для изготовления конвейерных лент 231
16.7. Технология производства конвейерных лент 236
16.8. Методы испытаний конвейерных лент 240
16.9. Эксплуатация конвейерных лент 242
16.10. Утилизация отходов производства 243
Транспортерная лента представляет собой гибкий замкнутый элемент транспортирующей
установки для перемещения груза, выполненного из слоев эластомерного материала и
передающего тяговое усилие от приводного барабана силового каркаса, состоящего из тканевых
прокладок или системы тросов.
16.1. Классификация конвейерных лент
В зависимости от назначения транспортирующей установки и особенностей ее конструкции
Изличают конвейерные, элеваторные, гусеничные и эскалаторные (ленты-поручни для эскала-
1§ров) ленты.
Конвейерные ленты являются наиболее распространенным видом транспортерных лент.
Ленточные конвейеры широко применяют на горных предприятиях, в промышленности
строительных материалов, в черной и цветной металлургии, на угольных шахтах, в пищевой
промышленности, в аэропортах, в сельскохозяйственном производстве и в других отраслях промышленности.
1
I
i
I
I
У^ В зависимости от вида каркаса конвейерные ленты разделяют на резинотканевые и резинотро-
совые. Для конвейерных лент характерны большие натяжения (до 600 кН на метр ширины
прокладки), значительная ширина (до 3000 см), относительно невысокие окружные скорости (1,5-3,0 м/с)
и повышенный износ рабочей поверхности транспортируемым грузом.
Наибольшее распространение получили горизонтальные и наклонные конвейеры с плоской
одно- или многослойной резинотканевой лентой, принимающей на конвейере лоткообразную
или плоскую форму. Они применяются для транспортирования различных кусковых, сыпучих и
штучных грузов, для перемещения людей на движущихся дорожках аэропортов, для подъема
людей в шахтах и др.
Конвейерная лента является наименее долговечным и наиболее дорогостоящим элементом
конвейерной установки. Обычная стоимость ленты и ее ремонта за полный срок эксплуатации
конвейера (5-10 лет) в несколько раз превышает стоимость механического оборудования и его
монтажа. До 50% капитальных и до 30% эксплуатационных расходов при строительстве и
обслуживании конвейерной установки приходится на стоимость и эксплуатацию конвейерной ленты.
Основной тяговый элемент ленты- каркас (сердечник) состоит из одного или нескольких слоев
пропитанной эластомерным составом ткани (рис. 16.1) или одного слоя металлических или
высокопрочных синтетических тросов (рис. 16.2) Каркас ленты обычно покрывают с рабочей и нерабочей
сторон обкладками на основе эластомеров: резиновой смеси, пластифицированного поливинилх-
лорида (ПВХ), полиуретана и других эластифици-
рованных термопластов. На продольных кромках
- бортах ленты - обкладка обычно утолщается,
для усиления в борт иногда закладывают
шприцованный шнур или тканевые закраины. Для
повышения продольной гибкости часто между
тканевыми прокладками помещают резиновую про-
слойку-сквидж.
В процессе эксплуатации лента
подвергается действию различных факторов:
- статического тягового усилия и
дополнительных динамических нагрузок при пуске
конвейера с грузом, достигающих в точке
набегания ленты на приводной барабан до 35%
статического натяжения за 2-5 с;
- многократному поперечному изгибу при
прохождении барабанов и роликоопор;
- многократному продольному изгибу при
образовании лотка и возвращению в плоское
состояние;
- изнашиванию при загрузке и
прохождении роликоопор;
- ударных нагрузок в местах загрузки
материала на ленту;
- истиранию роликоопорами, узлами
конвейера при сходе ленты, уплотняющими
устройствами, скребками и щетками;
- продольному разрезанию или
повреждению каркаса при заклинивании кусков
транспортируемого груза между лентой и
барабаном или другими узлами;
- тепловых нагрузок или низких
температур, влаги, агрессивных сред, атмосферных
факторов естественного старения.
Рис. 16.1. Резинотканевая конвейерная лента:
I — верхняя резиновая обкладка с рабочей
стороны; 2 — тканевые прокладки; 3 — резиновая
прослойка; 4 — нижняя резиновая обкладка с
нерабочей стороны
Рис. 16.2. Резинотросовая лента:
/ — рабочая резиновая обкладка; 2 — метг
3 — нерабочая резиновая обкладка; 4 — внутрен-
Согласно международной и национальной нормативной документации ленты должны иметь:
- высокую прочность при растяжении, обеспечивающую передачу тягового усилия с учетом
коэффициента запаса прочности;
- максимальное отношение прочности к массе ленты, обеспечивающее снижение мощности
привода и диаметра барабанов конвейера, увеличение производительности и длины конвейера;
- низкое удлинение при рабочей нагрузке, обеспечивающее минимальный ход натяжных
устройств конвейера и снижение числа перестыковок ленты в процессе эксплуатации;
- поперечную жесткость, обеспечивающую способность ленты к образованию желоба
(лотка) и удержание транспортируемого материала на ленте;
- минимально допустимую толщину, обеспечивающую снижение расслоения ленты при
огибании приводных барабанов;
- минимальные массу и стоимость;
- конструкцию, обеспечивающую минимальные затраты труда и времени при стыковке;
- стойкость к ударным нагрузкам, изнашиванию обкладки, продольным порывам и порезам,
расслоению, распространению разрушения после частичного повреждения;
- сохранение прочностных и геометрических характеристик в процессе эксплуатации;
- атмосферо-, свето-, и водостойкость;
- стойкость к гниению, плесени, микроорганизмам и насекомым.
К лентам для транспортирования горных пород и угля в подземных шахтах
дополнительно предъявляются требования негорючести (т.е. способности не продолжать горение при
выходе из зоны пламени), отсутствия образования зарядов статического электричества при
движении на конвейере. Морозостойкие ленты должны сохранять работоспособность при
температуре до -60°С. Ленты теплостойкие и повышенной теплостойкости должны
обеспечивать возможно более длительное сопротивление тепловым нагрузкам.
Ленты для транспортирования пищевых продуктов должны изготовляться из биологически
инертных материалов, допущенных для контакта с пищевыми продуктами.
Элеваторные ленты являются гибким тяговым органом ковшовых элеваторов,
применяемых для вертикального перемещения или транспортирования под большим углом к горизонту
насыпных грузов (мелкой руды, щебня, гравия, песка, цемента, зерна, муки и т.д.). В элеваторах
для подъема сухих малоабразивных материалов (муки, цемента, сухих химикатов) могут
применяться плоские ремни без наружных резиновых обкладок или пластиковые ленты. На ленте с
определенным интервалом укрепляют металлические или пластиковые ковши, заполняемые
грузом. В местах крепления ковшей возникают добавочные напряжения в материале
сердечника, что может приводить к более ранним отказам элеваторных лент.
Производительность элеваторов достигает 500 м3/ч, высота подъема-до 60 м.
Гусеничные ленты предназначены для повышения проходимости снегоходов, тракторов,
сельскохозяйственной техники, танков, автомобилей-тягачей по сыпучим, мягким или сырым
болотистым грунтам. Они состоят из прорезиненного тканевого или кордного каркаса и
резиновой обкладки с наружным рельефом или перегородками. Для предотвращения удлинения
гусеничные ленты изготавливают с тяговым слоем из продольно расположенных стальных тросов.
Для лучшего сцепления резиновой ленты с грунтом иногда на ее наружной поверхности наносят
глубокий протектор или устанавливают особые резиновые «башмаки», усиленные для
прочности металлическими прокладками.
Ленты-поручни для эскалаторов состоят из нескольких слоев малодеформируемой ткани,
уложенных в виде скобы и обложенных с наружной стороны резиновой обкладкой. Верхняя
(ведущая) ветвь эскалаторной ленты движется по неподвижным латунным направляющим,
нижняя (ведомая) лежит на опорных роликах. Поручень при эксплуатации вытягивается в
продольном направлении и одновременно сужается в поперечном. Это ведет к более тесному обхвату
.направляющих, к большому трению о них и дальнейшему удлинению. Для снижения удлинения
применяют также ленты-поручни с тяговым слоем из металлических тросов.
Гусеничные и эскалаторные ленты передают большие крутящие моменты, поэтому к
материалу сердечника предъявляются особые требования повышенной прочности.
'""Hi
к
Ассортимент выпускаемых резинотканевых конвейерных лент включает ряд типоразмеров. Под
типоразмером принято понимать ленту заданного типа определенной ширины с определенным
числом слоев того или иного типа ткани и с обкладками на основе эластомеров, обеспечивающих
работоспособность ленты в заданных условиях эксплуатации. Наиболее широкий ассортимент
резинотканевых лент в нашей стране выпускается по ГОСТ 20-85 «Ленты конвейерные резинотканевые».
Ленты изготавливают на основе полиамидных, полиэфирных, хлопчатобумажных и
комбинированных одноосновных и многоосновных тканей прочностью 65-600 Н/мм, шириной 100-3000 мм с
числом тканевых прокладок (слоев) 1-8. В соответствии с международной практикой и
унификацией ширины конвейеров ряд ширин конвейерных лент соответствует
предпочтительному ряду чисел R20 и составляет 100,200,300,400,500,650,800,100,1200,1400,1600,2000,
2500,2750 и 3000 мм.
Согласно ГОСТ 20-85 резинотканевые ленти классифицируют по назначению и по
конструкции.
По назначению различают ленты:
- общего назначения, с температурой транспортируемого груза от -45 до 60°С;
- морозостойкие, работоспособные при температуре до -60°С;
- теплостойкие, транспортирующие грузы с температурой свыше 60°С;
- маслостойкие;
- пищевые, предназначенные для транспортирования неупакованных пищевых продуктов;
- трудновоспламеняющиеся, предназначенные для эксплуатации в угольных и сланцевых
шахтах;
- трудновоспламеняющиеся морозостойкие и пищевые.
По конструкции ленты разделяют на типы: 1,2,2Р (тип 2 с дополнительной брекерной
прокладкой под рабочей обкладкой), 3 и 4.
Ленты типа 1 (табл. 16.1) предназначены для работы в очень тяжелых (подтип 1.1) и
тяжелых (1.2) условиях эксплуатации для транспортирования крупнокусковых (до 500 мм) руд
черных и цветных металлов, крепких горных пород, угля с кусками размером до 700 мм, бревен
диаметром до 900 мм и других материалов. Они имеют в каркасе от трех до восьми слоев ткани
прочностью до 600 Н/мм, резиновые обкладки с рабочей и нерабочей поверхностями,
резиновые борта и защитную прокладку под рабочей резиновой обкладкой. Ленты этого типа могут
быть трудновоспламеняющимися (1.2Ш, 1.2ШМ) и морозостойкими (1.1М, 1.2М).
Ленты типов 2,2Р предназначены для работы в средних (2.1, 2.2) и легких (2Л) условиях
эксплуатации для транспортирования руд черных и цветных металлов, горных пород с кусками
до 100 мм, кокса, шихты, рудных концентратов, агломерата с кусками до 150 мм, угля с кусками
до 500 мм, цемента, штучных грузов и др. Они могут иметь от трех до восьми прокладок из
тканей прочностью до 300 Н/мм, двухстороннюю обкладку и резиновые борта. Эти ленты могут
быть общего назначения, морозостойкие (2М, 2ЛМ), трудновоспламеняющиеся (2Ш),
трудновоспламеняющиеся морозостойкие (2ШМ), теплостойкие (2Т1,2Т2, 2ТЗ), пищевые (2ПЛ).
16.1. Ассортимент резинотканевых конвейерных лент
Тип ленты
1
2Р
2
3
4
Прочность
тканевых
прокладок, Н/мм
200-600
200-300
200-300
65-100
65-100
Типы обкладок*
1.1.1.1М. 1.2.1.2М. 1.2Ш, 1.2ШМ
2.1.2М.2.2.2Ш.2ШМ
2.1. 2М. 2.2. 2Ш. 2ШМ. 2T1, 2T2.2T3. 2Л. 2ЛМ. 2ПЛ
з.зп
4,4П-
Ширина, мм
800-2000
800-2000
300-1400
300-1400
100-1400
Число
слоев
прокладки
3-8
3-8
3-8
3-6
1-2
* М - морозостойкие, Ш - трудновоспламеняющиеся (шахтные), T - теплостойкие, Л - для легких условий
эксплуатации, П - пищевые.
Ленты типа 3 предназначены для работы в легких условиях эксплуатации для
транспортирования малоабразивных и неабразивных материалов, в том числе продукции сельского
хозяйства, мелких, сыпучих и пакетированных грузов. Они могут иметь от трех до шести
тканевых прокладок прочностью до 100 Н/мм, иметь обкладку с одной или двух сторон,
резиновые или нарезные борта. Ленты типа 3 могут быть как общего назначения (3), так и
пищевого (ЗП).
Ленты типа 4 предназначены для работы в легких условиях эксплуатации для
транспортирования малоабразивных и неабразивных мелких и сыпучих материалов, в том числе продуктов
сельского хозяйства. Как правило, они используются на конвейерах со сплошным опорным настилом и
могут иметь одну или две обкладки и нарезные борта. В качестве материала обкладок
применяются резины, в том числе пищевые (4П).
Кроме классификации по назначению ленты разделяют на три условные группы (это
деление используется при планировании производства и потребления лент):
первая группа - ленты особопрочные (из тканей прочностью 200-600 Н/мм, а также
шахтные ленты ПВХ на основе ткани БКНЛ-150);
вторая группа - ленты из тканей повышенной прочности (100-200 Н/мм);
третья группа - ленты из тканей обычной прочности (65-100 Н/мм).
Кроме того, по индивидуальной нормативной документации выпускают специальные
конвейерные ленты, в том числе огнестойкие (ленты ПВХ), кислота-, щелочестойкие, пластиковые,
норийные, сложного профиля и др.
Огнестойкие ленты из поливинилхлорида (ПВХ) составляют особую группу среди лент с
тканевым каркасом. Как правило, каркас лент состоит из четырех-шести слоев синтетической
или комбинированной ткани, пропитанной резиновой смесью или поливинилхлоридной
композицией, соединенных вместе в процессе производства методом дублирования под
воздействием температуры и давления. К недостаткам
обычных многослойных конвейерных лент из
ПВХ относятся низкая адгезия между слоями,
расслоение на кромках, недостаточная
огнестойкость и накопление статического
электричества. Эти ленты имеют высокую
продольную и поперечную жесткость, что требует
использования шкивов с неприемлемо большим
диаметром. Кроме того, многослойная лента
плохо формирует желоб.
Более перспективны огнестойкие ленты из
ПВХ с сердечником из цельнотканого
многослойного каркаса (рис. 16.3), внутренние слои
которого изготовлены из нитей на основе
химических волокон, а внешние - из
хлопчатобумажных нитей.
Каркас пропитан и покрыт с обеих сторон
составом на основе ПВХ, борта также
защищены слоем ПВХ. Эти ленты при
эксплуатации имеют наилучшие показатели: в них
невозможно расслоение каркаса, они
характеризуются высокой стойкостью к ударным
нагрузкам, высокой прочностью связи между
каркасом и обкладкой из ПВХ, меньшей
толщиной, высокими продольной и поперечной
гибкостью, сопротивлением бортов
изнашиванию. В зависимости от конкретных произ-
Ч
Рис. 16.3. Цельнотканьш многослойный каркас
для конвейерных лент:
/ — стандартное покрытие из ПВХ или резины в
соответствии со специфическими назначениями и
техническими условиями; 2 — специальная
хлопчатобумажная кромочная пряжа (улучшает стойкость
к повреждению кромок); 3 — смешанная
синтетическая и хлопчатобумажная уточная пряжа
(завершает конструкцию ткани и придает сшивке прочность
крепления); 4 — хлопчатобумажная покровная
пряжа (придает ленте эластичность н объемность, а
также защищает элементы прочности от повреждений);
5 — синтетическая пряжа (придает основе ленты
прочность на разрыв).
I
I
I
I
I
I
>г*80дственных требований в цельнотканых лентах с пропиткой ПВХ могут использоваться
текстильные материалы на основе однотипных (полиамид, полиэфир, арамид) и разнотипных
комбинированных волокон.
Цельнотканая конструкция обеспечивает большую прочность по сравнению с прочностью
послойной конструкции. Согласно стандарту ИСО R283 в Европе выпускают ленты ПВХ с цель-
нотканым каркасом толщиной 7-18 мм, прочностью 400-4000 кН/м и массой 9-24 кг/м2.
Особое внимание при их производстве уделяется соответствию требованиям международных и
национальных стандартов по огнестойкости.
Выпускаются также ленты ПВХ с каркасом из нескольких слоев ткани, прошитым после
ткачества или сдублированных после операции пропитки, и ленты на основе одного слоя
высокопрочной арамидной ткани или арамидных тросов.
На отечественных предприятиях выпускаются конвейерные ленты шахтные
трудносгораемые с цельнотканым каркасом, пропитанные композицией ПВХ, с резиновыми обкладками и
бортами по ТУ 2561-246-00149245-99 типа ШТС (ТГ) ПВР шириной от 800 до 1400 мм с
показателями по электростатической безопасности 3-108 Ом, кислородным индексом не более 30% и
отсутствием воспламеняемости при трении на барабане при температуре не выше 325°С
(соответствует нормам европейских стандартов по пожаробезопасности).
Пластиковые ленты, силовой каркас которых состоит из одного или двух слоев
полиэфирной ткани или из высокоориентированной высокопрочной полиамидной пленки, относятся к
легкому типу. В качестве покрытия в них используется пластфицированный ПВХ, полиуретан,
полиолефины, кожа, фетр (последний - в лентах для линий приготовления теста). В
тоннельных печах приготовления продуктов питания, копчения и в кондитерском производстве широко
используются конвейерные ленты с покрытием из силоксановых резин и
политетрафторэтилена (тефлона).
«Пищевые» пластиковые ленты в последнее время широко применяются в обрабатывающих
производствах пищевой промышленности, в рыболовецком флоте, в упаковочном производстве,
в супермаркетах, на багажных транспортерах. Как технология производства, так и конструкция и
требования к «пищевым» лентам существенно отличаются от традиционных требований к
«черным» лентам, и поэтому их следует выделить в отдельную группу. Такие ленты используются
также с ковшовыми подъемниками, с перегородками и гофробортами. Многие типы пластиковых
лент имеют противоскользящую или рифленую рабочую поверхность и предназначены для
транспортирования легких грузов, часто на наклонных конвейерах, для перемещения неупакованных
пищевых продуктов россыпью (табак, кофе, рыба и т.п.), в производстве хлеба, кондитерских
изделий, шоколада, конфет. Выпускаются ленты с повышенной стойкостью к жирам, для работы
в условиях высоких температур и влажности, а также ленты с жестким утком, не способные к
лоткообразованию, и ленты с мягким утком для желобковых конвейеров.
16.3. Резинотросовые ленты
Резинотросовая лента представляет собой каркас из одного ряда параллельно
расположенных и запрессованных в резину стальных тросов, сверху и снизу которого находятся наружные
резиновые обкладки.
Удлинение резинотросовых лент при номинальной рабочей нагрузке в 8-14 раз меньше,
чем удлинение лент на основе синтетических тканей. Это позволяет транспортировать грузы
на большие расстояния, а также сокращать размеры натяжного устройства конвейерной
установки, что особенно важно в стесненных подземныхусловиях. Резинотросовые ленты
обладают лучшей гибкостью в продольном и поперечном направлениях, что позволяет использовать
приводные барабаны меньших диаметров. Это следует учитывать при проектировании
высокомощных (200-1200 кВт) конвейерных установок. Благодаря высокой гибкости в поперечном
направлении эти ленты можно эксплуатировать на конвейерах с углом наклона боковых роликов 30°
226
<«Аг
вместо 20°, что повышает на 15% производительность конвейера при той же ширине ленты.
Конструкция резинотросовой ленты отличается от конструкции резинотканевой ленты монолитностью
Средний ресурс резинотросовых лент при транспортировании обычного угля в подземных
условиях в 2 раза выше, чем резинотканевых. Основными недостатками конвейеров, оснащенных рези-
нотросовыми лентами, являются большие капитальные затраты и трудоемкость монтажа и
стыковки лент на конвейере, а достоинствами - бесперебойная работа конвейеров, их высокие
производительность и срок службы.
В зависимости от назначения резинотросовые ленты выпускаются трех типов:
- общего назначения (РТЛ), предназначенные для эксплуатации при температуре
окружающей среды от -45 до 60°С;
- огнестойкие (РТЛО), предназначенные для эксплуатации главным образом в угольной
промышленности при температуре окружающей среды от-20 до 60°С;
- теплостойкие (РТЛТ), предназначенные для транспортирования аглошихты с
температурой 100-150°С на предприятиях черной металлургии.
Ряд удельных прочностей (на единицу ширины сердечника) лент соответствует ряду R10
предпочтительных чисел от 1000 до 6000 кН/м. Ширина лент составляет 800-2500 мм. По
согласованию с заказчиком ленты могут выпускаться шириной до 3000 мм.
Рекомендуемая толщина рабочей обкладки ленты составляет:
- для малоабразивных грузов с кусками размером до 700 мм - 6-8 мм;
- для грузов средней абразивное™ с кусками размером до 150 мм - 8-10 мм;
-для высокоабразивных грузов с кусками размером до 170 мм-10-12 мм.
Основными показателями резинотросовых лент, определяющими их качество, являются:
- сопротивление вырыву троса из резины (для лент всех типов и назначений);
- условная прочность наружных обкладок при растяжении и износ резины для лент общего
назначения;
- огнестойкость и поверхностное электрическое сопротивление для трудновоспламеняю-
щихся лент;
- коэффициент термического старения для теплостойких лент;
- прямолинейность расположения тросов с заданным шагом в пределах заданных допусков.
16.4. Основные свойства конвейерных лент
Основные свойства конвейерных лент, влияющие на их работоспособность и надежность в
эксплуатации, определяются в процессе конструирования конвейера и при выборе типа
конвейерной ленты. Наиболее важные из них рассмотрены далее.
Прочность. Прочность является основной характеристикой конвейерной ленты,
обеспечивающей передачу тягового усилия. В первом приближении она определяется суммированием
прочности отдельных прокладок, однако реальная прочность ленты значительно ниже из-за
неодновременного разрыва прокладок по толщине и ширине ленты. Расчетный коэффициент
запаса прочности учитывает снижение прочности каркаса из-за усталостных явлений, неравно-.
мерное распределение нагрузки по ширине и толщине ленты, ослабление конвейерной ленты
по месту стыков, повышение нагрузки при пуске конвейера.
Деформационные характеристики. Максимально допустимое удлинение конвейерной
ленты при рабочей нагрузке ограничено ходом натяжных устройств конвейера. При более высоком
удлинении возникает необходимость перестыковок ленты, что связано с простоем конвейера,
расходом ленты и стыковочного материала. Обычно ход натяжных устройств компенсирует не
более 3,5-5% удлинения конвейерной ленты. Согласно стандарту ИСО максимально
допустимое удлинение конвейерной ленты в продольном направлении при эталонной нагрузке
составляет 4%; максимально допустимое удлинение по основе при нагрузке (10% номинальной
прочности образца) для лент из различных тканей составляет 2-4%.
«А*- 227
t
1
I
I
!
I
у* Жесткость. Способность конвейерной ленты к лоткообразованию характеризуется ее
способностью изгибаться в поперечном направлении. Оптимальна конвейерная лента, которая
поддерживает транспортируемый материал с образованием лотка и без защемления в зазорах между
роликами роликоопор. Способность к лоткообразованию зависит от толщины каркаса и
ширины ленты, от угла между роликами роликоопор. При увеличении угла до оптимального (40-60°)
необходимо увеличить ширину ленты или уменьшить толщину каркаса.
Сопротивление расслаиванию. Расслаивание элементов конвейерной ленты обусловлено
напряжением сдвига в резиновой прослойке при многократном изгибе и растяжении каркаса, а
также ударными нагрузками при падении крупных кусков транспортируемого материала на ленту.
При огибании лентой приводного барабана верхняя прокладка подвержена растягивающим
усилиям, а нижняя - многократному изгибу. Сопротивление ленты расслаиванию обеспечивается
требуемой прочностью связи между ее элементами. Нормируемые значения прочности связи
между элементами отечественных конвейерных лент 3,0 кН/м (между обкладкой и каркасом) и
3,2 кН/м (между прокладками), для тканей из комбинированных волокон несколько ниже, чем в
ряде зарубежных стран (3,5 и 4,0 кН/ м соответственно).
Сопротивление ударным нагрузкам. Стойкость конвейерной ленты к действию ударных
нагрузок зависит прежде всего от прочности ткани по утку, которая обычно значительно ниже
прочности по основе. Повышение стойкости резинотканевых конвейерных лент к ударным
нагрузкам может быть обеспечено выбором материала и конструкции каркаса, применением
защитных прокладок, увеличением толщины рабочей обкладки. Стойкость к сквозному пробою
возрастает при повышении суммарной прочности ленты по утку, что достигается увеличением
числа прокладок, применением тканей с высокой прочностью по утку в каркасе или защитных
прокладок.
При увеличении толщины рабочей обкладки также повышается сопротивление лент
ударным нагрузкам.
Износостойкость резиновой обкладки. Изнашивание резиновой обкладки является
основной причиной отказов при эксплуатации конвейерных лент.
Характер изнашивания обкладки под действием транспортируемого материала зависит от
условий эксплуатации. Обычно реализуются все известные механизмы изнашивания:
усталостный, абразивный и «скатыванием», но преобладание того или иного вида изнашивания зависит
от характеристик транспортируемого материала и условий его загрузки на ленту.
Высокая прочность при растяжении является необходимым условием минимального износа
резиновой обкладки при эксплуатации. Поэтому износостойкость обкладки конвейерных лент
характеризуется прежде всего прочностью резины при растяжении, которая должна быть очень
высокой и обязательно соответствовать требованиям стандартов и спецификаций на
износостойкие конвейерные ленты.
Огнестойкость лент. Неполадки при эксплуатации лент в угольных шахтах являются одним
из источников пожаров. Подземный пожар может возникнуть вследствие воспламенения ленты
при ее буксовании на приводном барабане, а также в результате воспламенения метано-воз-
душной среды из-за накапливания зарядов статического электричества на поверхности ленты.
После загорания лента может служить источником распространения пламени по всей
выработке. Средняя скорость распространения пламени вдоль ленты составляет 1 м/мин, а при
определенных условиях - до 4,5 м/мин.
Полное затормаживание ленты при буксовании приводит к повышению температуры
поверхности приводного барабана до 300-350°С, вызывая загорание даже огнестойких лент.
Наибольшую пожаробезопасность имеют ленты, при буксовании которых максимальная
температура барабанов не превышает 240°С, и которые после удаления источника пламени прекращают
горение и тление (свечение). Тление, являющееся горением без пламени, нежелательно из-за
опасности повторного воспламенения при поступлении достаточного количества воздуха.
Конвейерные ленты из ПВХ являются наиболее пожаробезопасными. Относительно низкая
температура плавления ПВХ автоматически ограничивает нагрев барабанов при проскальзыва-
228 jA«l .
нии ленты. При испытаниях трением на вращающемся барабане образец не воспламеняется, а
температура барабана не превышает 240°С. Поверхностное электрическое сопротивление
ленты не превышает ЗЮ8Ом/см.
Теплостойкость лент. Теплостойкие ленты применяют в черной и цветной металлургии,
литейном производстве, коксохимической промышленности, в производстве строительных
материалов, в пищевой промышленности, на конвейерах, транспортирующих грузы с температурой
выше 60°С.
Конструкция теплостойких лент и лент повышенной теплостойкости не отличается от
конструкции лент общего назначения, но для их изготовления применяют теплостойкие резины.
Обычно изготовители конвейерных лент устанавливают максимально допустимую
температуру транспортируемого материала или поверхности ленты, которая зависит от толщины
рабочей обкладки, размера кусков материала, наличия охлаждения, длины и скорости движения
конвейера. Рекомендуемая максимальная температура поверхности теплостойких лент- 80°С,
лент повышенной теплостойкости -150°С.
16.5. Конструирование
и выбор конвейерной ленты
"*
I
I
а
!
1
S
-5
Оптимальной считается конвейерная лента минимальной стоимости, различные элементы
которой в конкретных условиях эксплуатации характеризуются одинаковой и достаточной
долговечностью. Разрушение того или иного элемента конвейерной ленты зависит от условий ее
эксплуатации.
При конструировании конвейера и выборе ленты следует, в первую очередь, учитывать вид
транспортируемого груза и температуру, условия работы конвейера, условия загрузки ленты.
Для выбора ленты требуемой прочности проводят расчет тягового усилия. Максимальное
тяговое усилие в ленте выбирают по формуле
S —к cwLq,
max s T'
где Smax - максимальное натяжение ленты в номинальном режиме, Н; ks - коэффициент
передачи тягового усилия, зависящий от угла обхвата лентой приводного барабана, влажности
окружающей среды и материала футеровки приводных барабанов (табл. 16.2); с - коэффициент,
зависящий от длины конвейера; w- коэффициент сопротивления ленты движению; I - длина
конвейера, м; q- суммарная нагрузка на 1 м ленты, Н.
Коэффициенты с для конвейеров различной длины L приведены ниже:
L, м До 10 10-20 25-50 60-100 115-180 200-330 350-500 500-800 850-1000
... С 5,0 3,6 2,5 1,85 1,6 1,4 1,3 1,15 1,10
Коэффициент сопротивления ленты движению w в зависимости отусловий работы
конвейера составляет:
- для чистого, сухого отапливаемого помещения - 0,020;
- для неотапливаемого помещения или на открытом воздухе - 0,030;
- для транспортирования налипающего груза на открытом воздухе - 0,040.
6.2. Коэффициент передачи тягового усилия к.
.Материал футеровки
яриводных барабанов
тугун,сталь
Резиновая футеровка
Состояние
окружающей среды
Влажная или запыленная
Влажная
Сухая и чистая
Влажная или запыленная
Сухая и чистая
Угол обхвата лентой приводного барабана, град.
180
3,70
2,15
1,64
2,66
1,40
240
2,92
1,76
1,40
2,15
1,23
300
2,45
1,54
1,26
1,84
1,14
360
2,15
1,40
1,18
1,64
1,09
420
1,92
1,31
1,12
1,51
1,05
480
1,76
1,23
1,09
1,40
1,03
229
1
I
i
I
I
I
Jy В суммарную нагрузку q на ленту кроме удельной нагрузки транспортируемого материала,
зависящей от производительности конвейера и скорости движения ленты, входят масса вращающихся
роликов верхней и нижней ветви конвейера и масса самой ленты, распределенные на 1 м ленты.
Расчетная масса резинотканевых лент приведена в табл. 16.3
Требуемое число прокладок в ленте:
i = Saap/[0,lBo),
где л - запас прочности ленты; В - ширина ленты, мм; о - прочность одной прокладки при
растяжении, Н/мм.
Запас прочности для резинотканевых лент общего назначения, морозостойких, негорючих и
теплостойких устанавливают в пределах 8-10, для лент повышенной теплостойкости он равен 20.
Удельную прочность резинотросовой ленты (для определения требуемого типа ленты)
рассчитывают по формуле:
Р = S л/В,
л max '
где Рл-удельная прочность ленты, Н/мм; Smax-максимальное натяжение ленты в номинальном
режиме, Н; л - запас прочности ленты (для"конвейеров с углом наклона до 10° л = 7, а более 10°
л = 8,5).
После этого проверяют действительный запас прочности ленты по уточненному расчету
натяжения, запас прочность по тяговому фактору и т.д. По окончании расчета уточняют
полученное число прокладок для данной ширины ленты с нормативами ГОСТ 20-85 или другой
нормативно-технической документации.
В зависимости от вида груза и условий работы выбирают толщину обкладок и класс их
прочности.
В настоящее время на современных предприятиях выбор конкретного типоразмера
конвейерной ленты в соответствии с требованиями потребителя осуществляют с помощью
компьютерной программы «LENTA».
Фактический запас прочности конвейерных лент часто во много раз превышает расчетные
значения и коэффициенты запаса прочности других резинотканевых изделий. Он обусловлен в
основном недостаточностью числа прокладок по тяговому расчету для обеспечения
сопротивления ленты действию ударных нагрузок. Кроме того, при значительной ширине лент
приходится завышать коэффициент запаса прочности для обеспечения каркасности ленты.
Фактический запас прочности резко снижается при увеличении длины конвейера, достигая расчетного
значения для конвейеров длиной 250-300 м, поскольку в этом случае число прокладок из
тягового расчета достаточно для восприятия лентой ударных нагрузок.
Применение конвейерных лент зависит от специфических требований как к отдельным
элементам конструкции, так и к ленте в целом. Тяговая нагрузка определяет требования к материалу
сердечника ленты. Резины для промазки ткани и прослоек между элементами сердечника («сквид-
жей») должны обеспечивать хорошую адгезию и высокую эластичность. Резина обкладки
определяет износостойкость ленты, теплостойкость, стойкость к воздействию внешних факторов и т.д.
16.3. Расчетная масса (кг) 1 м2 конвейерных лент
Тип ткани в каркасе
ПНК-65, БКНЛ-65
ТК-100. ТА-100
TK-200-2
ТЛК-200
ТЛК-300, ТА-300
ТК-400
МК-400/120
Толщина
обкладки,
мм
(верхней/
нижней)
3,0/1,0
4,5/2,0
4,5/2,0
6,0/2,0
6,0/2,0
6,0/2,0
6,0/2,0
Число слоев ткани в каркасе
3
7,3
11,1
11,7
13,4
13,7
14,0
15,0
4
8,2
12,3
13,1
14,8
15,2
15,6
16,6
5
9,1
13,5
14,5
16,2
16,7
17,2
18,2
6
10,0
14,7
15,9
17,6
18,2
18,8
19,8
7
10,9
15,9
17,3
19,0
19,7
20,4
21,4
8
11,8
17,1
18,7
20,4
21,2
22,0
23,0
230
УьЬг
16.4. Причины отказов (обозначены знаком «+») конвейерных лент
Причина отказа
Низкая прочность
и разрыв прокладок
Продольные порезы
Пробоины
Повышенная вытяжка
Повышенный износ
Поверхностные сдиры
Расслаивание
Пожароопасность
Повышенная жесткость
Низкая каркасность
Распространение
начатого разрушения
Разлохмачивание
кромок
Элемент ленты
силовой
каркас
+
+
+
+
+
+
+
+
+
+
кладки
+
+
+
+
+
++
+
+
+
+
зионная
пропитка
+
+
+
+
+
+
+
сквидж
+
+
+
+
+
Причина отказа
Недостаточная
стойкость к повышенным
и пониженным
температурам
Повышенная
электризация
Недостаточная
теплостойкость
Недостаточная
стойкость к атмосферным
факторам и гниению
Недостаточное
обеспечение биологической
безопасности |
Элемент ленты
силовой
каркас
кладки
+
+
+
+
+
зионная
пропитка
+
+
сквидж
+
I
I
а
!
!
I
В табл. 16.4 приведены причины отказов и степени влияния элементов конвейерных лент,
главным образом отвечающие за соответствие ленты требованиям, предъявляемым к ней в целом.
16.6. Материалы для изготовления
конвейерных лент
Силовой каркас резинотканевых лент изготавливают из технических тканей на основе
натуральных, искусственных и синтетических волокон. Общей тенденцией в производстве
конвейерных лент является увеличение применения тканей из химических волокон и сокращение
использования натуральных и искусственных волокон.
Нити из хлопчатобумажного волокна имеют низкие прочность, ударостойкость, био- и
химическую стойкость, высокое влагопогпощение. Их основные преимущества -
удовлетворительная адгезия к резине и низкое удлинение под нагрузкой.
Нити из искусственного вискозного волокна имеют низкие биостойкость, стойкость к
ударным нагрузкам и изгибу, разрушаются при воздействии кислот и щелочей. Прочностные
свойства существенно ухудшаются во времени вследствие высокого влагопоглощения.
Нити из полиамидного волокна (найлон, капрон, анид и др.) прочны и эластичны, имеют низкий
модуль и высокое удлинение при растяжении, что определяет их высокую стойкость к ударным
нагрузкам, изгибу и изнашиванию. Они стойки к растворителям, щелочам и микроорганизмам, но
разрушаются в слабых минеральных кислотах. Для повышения адгезии к резине необходима
дополнительная пропитка полиамидных тканей специальными пропиточными составами.
Нити из полиэфирного волокна (полиэстер, диолен, тревира, лавсан) характеризуются
высокими прочностью и модулем и низким удлинением при растяжении, стойкостью к растворителям,
кислотам, щелочам и микроорганизмам. Они практически не поглощают влагу. Однако по
сравнению с полиамидными нитями они имеют более низкую ударную и изгибную стойкость и худшую
адгезию к резинам. Этим определяется необходимость их пропитки адгезионными составами или
комбинации с хлопчатобумажными волокнами в процессе крутки перед ткачеством.
Прочность при растяжении нитей из ароматических полиамидов (арамид, кевлар, тварон,
СВМ, терлон), отнесенная к единице массы, превышает прочность всех наиболее часто
применяемых химических волокон (табл. 16.5). Ароматические полиамиды обладают высокими моду-
i
Si
I
i
I
!
I
у¥*лем и удлинением при растяжении, сравнимыми со сталью, химической, ударной и изгибной
стойкостью, не подвержены истиранию, у них лишь незначительно уменьшается прочность во
влажном состоянии. Кроме того, арамиды обладают прекрасной огнестойкостью, так как при высоких
температурах они разлагаются, а не плавятся.
Ткани, применяемые для изготовления конвейерных лент, должны иметь по
основе-достаточные прочность при растяжении, сопротивление ударным нагрузкам и многократному
изгибу, минимальное удлинение при рабочей нагрузке, высокую адгезию к резине; по
утку-достаточные прочность при растяжении, сопротивление раздиру и ударным нагрузкам, высокое
удлинение при растяжении, гибкость, адгезию к резине. Ткань должна обладать достаточной кар-
касностью в поперечном направлении для хорошего лоткообразования, поэтому для
производства конвейерных лент используют в основном ткани полотняного переплетения.
В мировой практике для изготовления конвейерных лент средней и высокой прочности
широко применяют ткани, основа которых состоит из полиэфирных нитей, а уток - из
полиамидных. В России эти ткани выпускают под маркой ТЛК, по немецкой классификации - под маркой
ЕР. Параметры некоторых типов тканей, используемых в производстве транспортерных лент,
приведены в табл. 16.6. Применение в основе нитей из полиэфирного волокна обеспечивает
высокую прочность и низкое удлинение при рабочей нагрузке, высокое значение отношения
прочности к массе ткани, а применение в утке нитей из полиамидного волокна - высокие
сопротивление ударным нагрузкам и поперечную гибкость. Ткани, основа и уток которых
изготовлены из полиэфирных нитей, практически не применяют.
16.5. Технические характеристики волокон
Показатель
Условная прочность
при растяжении. МПа
Плотность, кг/м3
Изменение прочности во
влажном состоянии. %
Относительное удлинение
при разрыве. %
Тепловая усадка при 160°С, %
Температура размягчения, "С
Хлопок
230
1540
102-110
6-10
-
-
Вискоза
685
1520
63-80
7-15
0,5
-
Полиамид
850
1140
80-92
15-28
6
180-235
Полиэфир
1100
1380
100
6-20
7
230-240
Арамид
2750
1440
85-90
2-4
0,2
-
Сталь
2400
7850
100
3-4
_
-
16.6. Сравнительные характеристики некоторых типов отечественных
и импортных технических тканей для конвейерных лент
Показатель
Поверхностная плотность,
г/мг
Сопротивление разрыву,
Н/мм, не менее:
основа
уток
Удлинение при разрыве, %:
основа
уток
Удлинение при 10%-ной
нагрузке, % (основа)
Адгезия резинового
покрытия к текстилю,
Н/мм, не менее
Усадка ткани после
выдержки при 150°С, 30 мин., %:
основа
уток
Наименование ткани (страна изготовителя)
БКНЛ-150
(Россия)
930
160
66
32
20
7,5
3,0-3,2
<6
<3
ТА-200
(Россия)
590
216
78,4
36
24
7,0
3,5-4,0
Э+/-2
6+/-1.5
ТЛК-200
(Россия)
580
200
70
22
28
3,0
3,540
5+/-1
5.5+/-1 '
ТЛК-300
(Россия)
1000
300
100
26
24
4,0
3,540
6,0
8,0
EP-200N
(Чехия)
665
247
96
21
38
1,75
7,7
1,5
0
EP-300N
(Чехия)
1060
400
95
27
38
4,0
8
3,0 I
° I
Преимущества химических и хлопковых волокон совмещают комбинированием нитей.
Комбинированные нити получают совместным кручением нитей из волокон обоих типов. Наличие
хлопка в комбинированных нитях придает высокую прочность связи ткани с резиной даже без
ее обработки адгезионными составами, как это принято для тканей из синтетических волокон.
Ткани из комбинированных нитей имеют высокие прочность при растяжении, сопротивление
раздиру и ударным нагрузкам, обеспечивают меньшую толщину и массу в равнопрочных
конвейерных лентах. В России ткани из комбинированных нитей выпускают под маркой БКНЛ
(см. табл. 16.6), содержание в них полиэфирных волокон составляет 27-58%.
Двухосновные ткани изготавливают из комплексных нитей. Многослойные ткани
отечественной промышленностью выпускаются в опытном масштабе, хотя потребность в них большая и
они позволяют уменьшить количество тканевых слоев в тяжелых конвейерных лентах без
ухудшения прочностных свойств. Прочность импортных многослойных тканей на основе
полиэфирных волокон достигает 2000 кН/м.
Силовой каркас резинотросовых лент изготавливают из отдельных тросов, свиваемых из
проволоки. Проволоку вытягивают из стали до требуемого диаметра и крутят из нее стальные
канаты тросовой свивки в правом и левом направлении. Для придания тросам адгезионных по
отношению к резине свойств проволоку, из которой они изготавливаются, покрывают латунью
или цинком. Металлотросы в каркасе ленты (табл. 16.7) располагают в одной горизонтальной
плоскости по середине сечения ленты, тросы левой и правой свивки в производстве чередуют.
Технические характеристики некоторых типов отечественных резинотросовых лент
приведены в табл. 16.8.
Резиновые обкладки лент подвергаются абразивному, усталостному и другим видам
изнашивания, разрезающим нагрузкам при падении на ленту кусков материала с острыми кромками, ударным
нагрузкам при падении крупнокусковых материалов, атмосферным воздействиям и воздействию
микроорганизмов, действию повышенной температуры при транспортировании горячих материалов,
прожогам при транспортировании кусков материала красного каления и др.
Для ведения технологического процесса используемые резиновые смеси должны иметь
хорошие технологические и вязкотекучие свойства, необходимые для разогрева и каландрования,
сопротивление преждевременной вулканизации, высокую когезионную прочность, каркасность,
достаточную конфекционную клейкость, оптимальную скорость вулканизации.
Для изготовления обкладочных резин конвейерныхлентиспользуют натуральный (НК), изоп-
реновый (ПИ), бутадиенстирольный (БСК, СКС, СКМС), бутадиеновый (СКД), бутадиеннитриль-
ный (БНК), хлоропреновый (ХПК), этиленпропиленовый (ЭПК, ЭПДК) каучуки, галобутилкаучук
(ХБК, ББК), уретановый (УК) и другие каучуки и их смеси.
К обкладочным резинам для конвейерных лент общего назначения предъявляются
следующие требования:
- высокая прочность при растяжении, сопротивление порезам и раздиру, стойкость к
различным видам изнашивания;
- гибкость и эластичность;
- износостойкость;
16.7. Ленты конвейерные резинотросовые (ТУ 38-605166-91)
Tv
Тип ленты Диаметр троса, им
Трудновоспланеняющаяся (РТЛТВ)
РТЛТВ-1500
РТЛТВ-2500
РТЛТВ-3150
4,2
7,5
8,25 8,25
Трудносгораемая (тргдиогорючая)*
РТЛШТС(ТГ)-1500
РТЛШТС(ТГ)-2500
4,2 I
7.5 !
Тип ленты
Диаметр троса, мм
Общего назначения (РТЛ)
РТЛ-1500
РТЛ-2500
РТЛ-3150
4,2
7,5
* Ш - шахтные; ТГ - трудно
ТС - трудносгораемые.
горючие;
I
1
!
!
I
233
I
I
I
- высокий коэффициенттрения;
- достаточная прочность связи с резинотканевым каркасом;
-стойкость к воздействию атмосферных условий.
Обкладочные резины для специальных конвейерных лент должны также обеспечивать тепло-
и морозостойкость конвейерной ленты; исключать возможность загрязнения транспортируемых
пищевых продуктов; быть негорючими или самозатухающими, иметь антистатические свойства.
Качество обкладочных резин обычно характеризуют следующие показатели (табл. 16.9):
- условная прочность при растяжении, относительное удлинение при разрыве;
- относительное остаточное удлинение после разрыва, условное напряжение при заданном
удлинении в процессе растяжении образца;
- сопротивление раздиру;
- износостойкость (оцениваемая по сопротивлению истиранию);
- твердость и эластичность;
- сохранение свойств при повышенной температуре и после термического старения;
- морозостойкость;
- огнестойкость.
16.8. Ленты резинотросовые
Показатель
Расчетная прочность
сердечника ленты на
ед. ширины, Н/мм
Диаметр троса, мм
Агрегатная прочность
троса, Н, не менее
Шаг троса в ленте, мм
Сопротивление выры-
ву троса из резины,
Н/мм, не менее
Расчетная толщина
наружных резиновых
обкладок, мм:
рабочей
нерабочей
Общая толщина
ленты, мм
Расчетная масса
1 мг ленты,кг
Ширина ленты, мм:
минимальная
максимальная
Максимальная длина
ленты в рулоне, м
Тип ленты
РТЛ1000
1000
4,2
15690
14+/-2
60
8
4
20
28
1000
1200
300
РТЛ 1500
1500
4,2
15690
Э+/-2
60
5,5
5,5
18
28
800
2000
320-350
РТЛ1500У
1500
6,0
25600
15+/-1.5
65
6
6
22
33
1000
2000
300
РТЛ 2500
2500
7,5
41200
14+/—1,5
70
8
8
26
43
1000
2000
300
РТЛ 3150
3150
8,25
51000
14+/-1.5
80
8; 10; 12
6
27; 29; 31
46; 49; 51
1200
2000
300
РТЛ 4000
4000
10,6
96000
20+/-1.5
80
8; 10; 12
6
29; 31; 33
52; 55; 57
1200
2400
300
РТЛ 5000
5000
10,6
96000
17+/-1.5
80
8; 10; 12
6
29; 31; 33
55; 58; 60
1200
2400
300
РТЛ 6000
6000
12,9
125600
19+/-1.5
120
14; 16
8
35;37
70; 72
1800
2500
250
16.9. Свойства обкладочных резин по ГОСТ 20-85 (классы А, Б, В, С)
и DIN 22102 (классы М, N, P, Q - в скобках)
Класс
А(М)
Б(1\Г)
В(Р)
С (О)
Условная прочность при
растяжении, МПа, не менее
24,5
19,6
14,7
9,8
Относительное удлинение
при разрыве, %, не менее
450
400
350
300
Истирание, мм3,
не более
160(150)
160(200)
100(250)
(300)
Сопротивление истиранию,
Дж/мм3, не менее
11,80
7,15
7,15
5,10
234
В зависимости от условий эксплуатации стандарты и спецификации различных стран
предусматривают применение обкладочных резин с прочностью при растяжении 9,8-24,5 МПа.
Фактические прочностные показатели обкладочных резин разных групп, изготавливаемых
отечественными заводами, составляют:
Условная прочность при растяжении, МПа 10-30
Относительное удлинение при разрыве, % 300-800
Сопротивление раздиру, кН/м 40-100
Твердость 50-70
Обкладку для конвейерных лент с каркасом из тканей на основе химических волокон
рекомендуют изготавливать из резин прочностью не менее 19,6 МПа. Для обкладки лент,
работоспособных при температуре от -60 до 60°С, применяют морозостойкие резины, а для лент
теплостойких и повышенной теплостойкости - резины на основе теплостойких каучуков или
содержащие добавки, повышающие сопротивление обкладки тепловому старению.
Работоспособность обкладки зависит от ее толщины. Обычно срок службы конвейерной
ленты, особенно при транспортировании абразивных материалов, пропорционален толщине
рабочей обкладки.
Прослоенные каркасные резины обеспечивают монолитность каркаса лент благодаря
высокой прочности связи между слоями ткани или со стальными тросами. Они предотвращают
трение отдельных прокладок или тросов между собой, передают и снижают сдвиговые
напряжения между слоями ткани, возникающие из-за различного удлинения прокладок при
огибании барабанов лентами разной толщины, обеспечивают жесткость ленты, поглощают и
распределяют ударные нагрузки на ленту, фиксируют стальной трос, предохраняя его от повреждений
и коррозии. Резиновые смеси должны иметь высокую конфекционную клейкость, достаточно
низкую вязкость для глубокого проникновения между нитями ткани или проволокой троса,
обладать высоким сопротивлением подвулканизации при 100-120°С. Отсутствие
принципиальных различий в составе резиновых смесей каркаса и обкладки конвейерных лент обеспечивает
высокую прочность связи между ними в результате совулканизации.
От качества прослоечной резины зависят, прежде всего, стойкость ленты к расслаиванию,
жесткость и способность противодействовать начавшемуся разрушению. Расслоение начинается
с появления микротрещин, которые, распространяясь по резиновой прослойке, сливаются и
образуют зону сплошного разрушения. Повышение тягового усилия увеличивает касательные
напряжения в резиновых прослойках и снижает число циклов до расслоения конвейерной ленты.
При пониженной температуре из-за резкого увеличения жесткости резины возрастают
напряжения сдвига при многократном изгибе и снижается число циклов до расслоения прокладок.
Поэтому к прослоенным резинам предъявляются повышенные требования к прочности, стойкости к
многократным деформациям, морозостойкости, прочности связи с армирующими материалами.
Композиции на основе ПВХ применяют в обкладке и каркасе огнестойких конвейерных лент
и в производстве пластиковых лент. Технологические преимущества применения ПВХ в
конвейерных лентах обусловлены термопластичностью этого материала, что позволяет использовать
формование вместо вулканизации, применять цельнотканый каркас, облегчает изготовление
лент с гофробортами и перегородками, сварку лент при стыковке. Однако термопластичность
является и основным недостатком лент из ПВХ - невозможность длительной эксплуатации при
температуре выше 50°С.
Адгезионные пропиточные составы применяют для увеличения прочности связи
текстильных материалов из синтетических нитей с резиной. Одним из основных требований к
конвейерным лентам является отсутствие расслоения тканевого каркаса, высокая прочность связи
между элементами конструкции не только при нормальных условиях, но и при действии
повышенных температур, знакопеременных нагрузок и длительного теплового старения.
Как правило, для увеличения прочности связи текстильных материалов из синтетических
нитей с резиной используют пропитку тканей составами на основе резорцинформальдегидных
латексов (РФЛ). За рубежом ткани для конвейерных лент обычно пропитывают на ткацких
производствах, в нашей стране на заводах РТИ.
При пропитке тканей погружением на результат влияет:
- соотношение резорцина и формальдегида;
- условия формирования резорцинформальдегидной смолы;
- рН раствора смолы;
- вид используемого латекса;
- соотношение латекса и смолы;
- состав катализатора;
- общее содержание сухих веществ.
Для пропитывания вискозы оптимальная адгезия достигается при мольном отношении
резорцина к формальдегиду 1:1,5-1:2,5, для полиамида 1:2 и 1:3 (полиамид требует больше
формальдегида) Для полиэфирных нитей задача несколько осложняется из-за плохой
термодинамической совместимости пропиточного состава и волокна и плохого контакта между двумя
фазами. Поэтому полиэфир обычно пропитывают в два этапа. На первом его погружают в клей,
состоящий из водорастворимой эпоксидной смолы, в которую добавляют блокированный изо-
цианат. Блокированный изоцианат активируют при повышенной температуре, после чего
полиэфирное волокно вторично погружают в стандартную смесь на основе
резорцинформальдегидной смолы.
Арамид также не дает удовлетворительной прочности связи с простой смесью на основе
резорцинформальдегидной смолы. Поэтому такие ткани обычно пропитывают в эпоксидной
смоле (при этом эпихлоргидрин взаимодействует с глицерином), а затем проводят второй этап
пропитки в стандартной смеси.
16.7. Технология производства
конвейерных лент
Полный технологический цикл производства конвейерных лент включает следующие
операции:
- изготовление резиновых смесей;
- пропитку и термообработку тканей, подготовку тросов;
- сушку и обрезинивание (промазку) тканей;
- сборку каркаса лент;
- наложение обкладки каркаса и сборку ленты;
-вулканизацию ленты;
- контроль качества при производстве лент (контроль сырья, полуфабрикатов и готовой
продукции);
- стыковку лент;
- маркировку и упаковку.
Приготовление резиновых смесей подробно описано в п. Методы переработки (см. часть 1).
Пропитку тканей из искусственных и химических волокон и последующую термообработку
проводят на агрегатах непрерывного действия. Агрегаты включают в себя раскаточную и
закаточную стойки, устройство для стыковки рулонов ткани, компенсаторы-накопители ткани
петлевого типа с нижней или верхней подвижной кареткой, ширительные и центрирующие
устройства, протягивающие и натяжные устройства, пропиточную ванну, камеры сушки,
термообработки и нормализации, В пропиточную линию входит также участок приготовления
пропиточных составов. Термообработку тканей из химических волокон проводят с целью стабилизации
структуры путем ее вытяжки при повышенной температуре. Режим термообработки
определяется температурой, натяжением и продолжительностью процесса. Температура нагрева в
камерах может колебаться в пределах 130-250СС, тянульные станции современных агрегатов
обеспечивают натяжение ткани в зонах термообработки до 150-250 кН. Натяжение ткани при
термообработке составляет, как правило, 10—30% от разрывной нагрузки.
Сушку ткани осуществляют в сушильных агрегатах, обычно входящих в каландровую линию, Т^
пропуская ее через несколько барабанов, обогреваемых паром, до содержания в ней влаги не
более 2%.
Промазку и нанесение резиновых прослоек на ткань осуществляют на универсальных трех-
или четырехвалковых каландрах. Для обеспечения качественной промазки и наложения
резиновых прослоек важны следующие факторы:
-технологические свойства промазочной и прослоечной резиновых смесей;
- равномерное питание каландра достаточно разогретой резиновой смесью;
- скорость каландрования;
- температура валков каландра;
-натяжение ткани;
- регулирование зазора каландра.
Сборка каркаса лент осуществляется путем послойного наложения и дублирования
резинотканевых прокладок в двух вариантах: в кольцевой заготовке с последующей прикаткой и
поперечной резкой заготовки или методом одновременного параллельного дублирования
прокладок. В первом варианте используется так называемая «многопетлевая дублировочная
машина Чижова», обеспечивающая через систему замкнутых транспортеров многократное
прохождение прорезиненной ткани через дублирующие валки и дублирование до требуемого числа
слоев. Как правило, на них проводится сборка сердечников длиной до 90-100 м. Недостатком
использования многопетлевых дублеров является неравномерное натяжение ткани при сборке,
что ухудшает качество готовой ленты.
По второму варианту сборочный агрегат содержит столы для сборки каркаса и раскаточные
устройства, на каждом из которых устанавливают рулоны подготовленной ткани и закаточное
устройство. Агрегат оснащен дублирующими валками, системой центрирования ткани,
устройствами для равномерного натяжения прокладок, устройством для закатки холста. Длина
каркаса обычно составляет 250-300 м.
Легкие ленты толщиной до 10 мм с каркасом из одного или двух слоев ткани выпускают на
линиях с универсальным каландром и непрерывным вулканизатором типа «Аума», «Бузулук».
В настоящее время фирма «Берсторфф» (Германия) предлагает ряд модификаций
технологических линий для производства различных типов конвейерных лент: резинотросовых,
резинотканевых, с покрытием из ПВХ, облегченных. Для цехов по производству лент предлагаются
каландровые линии для конфекционирования каркасов лент, обрезинивания каркасов с
рабочей и нерабочей сторон, бесконечного дублирования резиновых полотен, наложения защитных
кромок. Интересным решением непрерывного производства лент являются разработанные
фирмой линии на базе экструдера с валковой головкой типа «роллер-хед» и непрерывного
вулканизатора барабанного типа «Аума». При этом для вулканизации используется тепло,
возникающее в экструдере при производстве резиновых полотнищ, отпадает надобность в
охлаждающих и намоточных устройствах за каландром, промежуточных складах и необходимость
использования внутризаводского транспорта. Наличие на вулканизаторе «Аума» прижимной
ленты из высокопрочной стали позволяет дополнительно проводить инфракрасный обогрев слоев
материала для интенсификации процесса вулканизации.
Линия производства резинотросовых лент содержит шпулярник для тросов, гребенку для
равномерной укладки тросов, натяжные устройства, каландр для обрезинивания, вулканизаци-
онный пресс, зажимное устройство, тянущие валки, закаточное устройство.
Основные отличия технологического процесса производства конвейерных лент из ПВХ от
производства резинотканевых лент обусловлены специфическими свойствами и технологией
переработки поливинилхлорида. К таким особенностям относятся переработка композиций из ПВХ в
виде пластизоля или пластиката и наличие некоторого количества хлопкового волокна в
армирующих тканях из химических волокон при изготовлении высокопрочных конвейерных лент.
Технологический процесс изготовления многопрокладочных лент из ПВХ включает
приготовление пасты, пропитку ткани, сборку заготовки ленты и ее прессование, продольную резку
I
1
§
I
I
ленты. Ткань пропитывают погружением ее в ванну с пастой и удалением излишков пасты или
промазкой ткани пастой. После этого ткань прогревают до гелеобразования (желирования)
пасты. Обкладку предварительно пропитанных наружных слоев ткани проводят аналогичным
образом или слой обкладки накладывают в виде отдельной пленки в процессе дальнейшего
прессования ленты. Заготовку ленты выдерживают в прессе в течение заданного времени, затем обе
плиты пресса охлаждают и открывают. После протягивания в пресс очередного участка
заготовки ленты процесс повторяют. Основные принципы технологии изготовления однопрокла-
дочных лент ПВХ с цельнотканым каркасом и многопрокладочных одинаковы.
Пластиковые конвейерные ленты выпускают в основном по кашировальной технологии на
линиях, позволяющих наносить покрытие на ткань методом воздушной ракли, валковой ракли,
ножевой ракли. После нанесения покрытия лента проходит камеру желирования ПВХ и
устройства для охлаждения, тиснения, закатки. Фирма «Ольбрих» (Германия) предлагает кашироваль-
ную машину, помещенную в кожух, с последующим сушильным устройством в линии для
нанесения покрытий, предназначенной для производства конвейерных лент для транспортирования
высокотемпературной продукции. Фирма «Изотекс» (Италия) производит кашировальные
линии для производства конвейерных лент для аэропортов, подъемных систем, наклонных
конвейеров, для транспортирования пищевых продуктов, для гимнастического оборудования
(«бегущих дорожек»), для выпуска многофункциональных промышленных конвейеров. Фирма «Бер-
сторфф» для производства облегченных пластиковых лент предлагает линию на базе дублиро-
вочной машины барабанного типа «Аума».
В отечественном производстве наложение резиновой обкладки и операция сборки каркаса
конвейерных лент, как правило, разъединены. Рулон каркаса навешивается на раскаточное устройство
каландра, оснащенного ножами со следящим приводом для обеспечения заданной ширины обкла-
дочной резины. На четырехвалковом каландре проводится одновременная обкладка обеих сторон
каркаса, а при использовании трехвалкового каландра обкладку проводят в две стадии.
На более современных предприятиях обкладку проводят по различным технологическим
схемам: одновременно со сборкой каркаса с отдельных раскаточных устройств; в двухвалковом
каландре, оснащенном раскаточными устройствами для обкладочных резиновых пластин и
каркаса; в трех- или четырехвалковых каландрах. По технологии фирмы «Треллеборг» (Швеция)
применяется обкладочный агрегат, включающий каландр, червячную машину холодного
питания и охладительное устройство для заготовки ленты, позволяющий получать достаточно
толстую обкладку за один проход.
Вулканизация конвейерных ленте резиновым покрытием проводится в гидравлических
прессах или в барабанных вулканизаторах непрерывного действия. Все многопрокладочные ленты и
ленты с резиновым бортом вулканизуют в гидравлических прессах с плитами длиной до 5 м.
Барабанные вулканизаторы в нашей стране применяют в основном для непрерывной
вулканизации легких конвейерных лент толщиной не более 10 мм.
При вулканизации в гидравлических прессах длина заготовки конвейерной ленты во много
раз превышает длину плит пресса, поэтому ленту вулканизуют отдельными участками.
Контроль качества при производстве лент включает контроль соблюдения режима
технологического процесса, качества сырья и полуфабрикатов. Необходимо контролировать:
- приемку каучуков и ингредиентов на соответствие нормам нормативно-технической
документации;
- изготовление резиновых смесей (вязкость по Муни, прочность при растяжении, адгезия к
ткани);
- приемку ткани (поверхностная плотность, толщина, длина рулона, прочность связи с
резиной, удлинение при рабочей нагрузке и др.);
- изготовление каландрованной резиновой пластины для обкладки (толщина, ширина,
длина, масса, внешний вид);
- изготовление заготовки ленты (ширина, длина и толщина каркаса и заготовки ленты,
толщина обкладки, число прокладок, внешний вид);
- вулканизацию (режимы, размеры ленты, внешний вид);
- внешний вид ленты (ширина, длина и толщина ленты, число прокладок, толщина
обкладок, наличие дефектов);
- показатели готовых лент (физико-механические свойства каркаса и обкладки, прочность
связи между элементами ленты, огнестойкость и др.).
Наиболее характерными дефектами при производстве конвейерных лент являются:
- отклонения по ширине или толщине резиновых прослоек и обкладки;
- складки каркаса;
- местное расслоение тканевых прокладок (тканевые пузыри);
- отслоение резиновой обкладки (резиновые пузыри);
- оголение тканевых прокладок;
- выпрессовки ткани по борту ленты;
- неполное число прокладок по ширине;
- пустой кант;
- раковины и выступы на поверхности ленты;
- трещины на обкладке.
Характерными дефектами конвейерных лент с каркасом из тканей на основе химических
волокон являются также волнистость слоев каркаса (гофры) и серповидность
вулканизованных лент. Они обусловлены текстильными дефектами, недостаточной вытяжкой заготовок при
вулканизации, неравномерным натяжением различных прокладок, различной толщиной
резиновых прослоек по ширине/тенты, некачественной сборкой и обкладкой заготовок ленты и
другими нарушениями технологии. Срок службы конвейерных лент резко (в 2-3 раза) снижается
при наличии гофров тканевого каркаса и обкладки. Качественная стыковка конвейерных лент с
дефектами по гофрам и серповидности затруднена.
Стыковка лент проводится в соответствии с отраслевыми и ведомственными инструкциями.
Резинотканевые ленты стыкуют главным образом методом горячей и холодной вулканизации с
отслоением прокладок и разделкой ступенек шва. Ленты для легких условий эксплуатации и в
аварийных ситуациях стыкуют также и механическим способом. Разделка стыков - очень
тяжелый и трудоемкий процесс, выполняемый с использованием специализированного
оборудования: клещей, разделочных ножей, прессов и др. При стыковке применяют клеи горячего или
холодного отверждения, клеи двухкомпонентные с использованием изоцианатов,
повышающих теплостойкость стыка, прослоечные резины, резины обкладочные для заделки кромок стыка
и растворители для очистки поверхности и разбавления резинового клея.
Холодную вулканизацию чаще используют для лент общего назначения. Для этих целей
обычно применяют клеи на основе хлоропреновых каучуков с добавлением изоцианатов (например,
клея «лейконат»).
Горячая вулканизация осуществляется с применением специализированных электрических
Прессов на месте установки конвейера. Температура вулканизации 145—150°С, время
вулканизации, в зависимости от толщины ленты, 18-70 мин. Стыковые соединения, соответствующие
рекомендациям, надежны в эксплуатации и срок их службы достигает срока службы лент.
■' Резинотросовые ленты при установке на конвейер соединяют способом горячей
вулканизации. Механическая стыковка и холодная вулканизация для резинотросовых лент не
применяются. Принцип соединения резинотросовой ленты горячей вулканизацией заключается в
Укладке на определенной длине встык и внахлестку соединяемых концов тросов, наложении
Йзины и последующей горячей вулканизации в прессе собранной таким образом заготовки
<Й?ыка ленты.
Цельнотканые конвейерные ленты соединяют при помощи металлических
приспособлений или методом сращивания. Эксплуатационные качества соединений, выполненных при
помощи металлических штифтов и скоб, тесно связаны с характеристиками применяемых
тканей. Высокопрочное соединение концов цельнотканых лент с покрытием из ПВХ
осуществляется методом сращивания с использованием специальных штифтов. Стыковка облег-
f
I
о
S
I
I
i
у?*ченных «пищевых» пластиковых лент проводится или в стационарных заводских условиях, или с
использованием переносных прессов на месте установки конвейера. Как правило, ленту с
длиной, заданной заказчиком для данного конвейера, поставляют с уже подготовленным стыком.
Процесс стыковки состоит из «заточки» стыка «на ус», соединения стыка с использованием
специальных клеев, определяемых материалом ленты, и горячего прессования. Часто
облегченные ленты стыкуют, применяя механические замки, устанавливаемые на заклепках по краям
стыка ленты.
16.8. Методы испытаний конвейерных лент
Методы лабораторных физико-механических испытаний резин, текстильных материалов и
образцов ленты определены нормативной документацией и соответствуют отечественным и
международным стандартам.
К основным показателям резинотканевых лент, определяемым в процессе производства и
влияющим на качество, согласно ГОСТ 20-85 относятся:
- внешний вид;
- ширина;
- толщина наружных резиновых обкладок;
- физико-механические показатели ленты;
- физико-механические показатели тяговой прокладки по основе и по утку;
- физико-механические показатели резиновых обкладок;
- изменение норм условной прочности при растяжении обкладочных резин после старения;
- изменение норм относительного удлинения при разрыве обкладочных резин после старения;
- прочность связи между элементами конструкции ленты;
- изменение норм прочности связи между элементами конструкции после старения;
- воспламеняемость трудновоспламеняющихся лент при трении на барабане;
- время горения трудновоспламеняющихся лент;
- поверхностное электрическое сопротивление трудновоспламеняющихся лент.
Реальная прочность конвейерной ленты значительно ниже суммарной прочности отдельных
прокладок из-за неравномерного распределения растягивающего усилия между прокладками и
по ширине ленты. Правильнее использовать понятие агрегатной прочности конвейерной ленты
-усилия, соответствующего относительной деформации разрыва наислабейшего звена. В
Англии, Франции и Германии измеряют прочность на образцах ленты полной толщины, в США
используют образцы, содержащие не более четырех прокладок, а остальные прокладки
отслаивают. Согласно ГОСТ 20-85, прочность ленты оценивают по результатам измерения одной
прокладки, отслоенной от образца ленты.
Деформационные показатели ленты измеряют при рабочей нагрузке, поскольку максимально
допустимое удлинение конвейерной ленты ограничено ходом натяжных устройств конвейера.
Согласно стандарту ИСО, максимально допустимое удлинение конвейерной ленты в
продольном направлении при эталонной нагрузке составляет 4%. В отечественных нормативных
документах максимально допустимое удлинение по основе при 10%-ной от номинальной прочности
образца для конвейерных лент из различных тканей составляет 1-4%. Удлинение конвейерной
ленты зависит от вытяжки ткани на различных стадиях технологического процесса и вытяжки в
процессе эксплуатации. Полное удлинение конвейерной ленты состоит из упругой и остаточной
(необратимой) составляющих. Удлинение ленты в эксплуатации быстро увеличивается в течение
5-7 сут., достигая примерно 75% от максимального значения, получаемого после 30-50 сут.
работы конвейера.
Сопротивление расслаиванию конвейерной ленты определяется прочностью связи между
элементами каркаса и между каркасом и обкладками. Нормируемые показатели прочности
связи между элементами резинотканевых лент в различных странах неодинаковы (табл. 16.10).
240
16.10. Нормируемая
между элементами конвейерных лент
(толщина рабочей обкладки не менее 3 мм)
прочность связи KJ*
Страна
Россия (ткани из
химических волокон),
Германия, Италия
Россия (ткани из
комбинированных
волокон)
Рекомендации ИСО
Великобритания,
Франция
Бельгия
Прочность связи, Н/мм, не менее
между обкладкой
и каркасом
3,5
3,0
3,0
3,0
4,0
между
прокладками
4
3,2
3,5
3,5
4,4
Для конвейерных лент, эксплуатируемых
под землей, стандарт DIN (Германия)
устанавливает более жесткие требования:
прочность связи между обкладками и каркасом
и между прокладками на момент поставки
должна составлять не менее 4,5 и 6,0 кН/м
соответственно, а после выдержки в воде -
3,0и4,0кН/м.
В настоящее время ряд фирм,
поставляющих пропитанные текстильные материалы для
производства конвейерных лент, устанавливает
нормируемый показатель прочности связи с
резинами в пределах 5,0-11,5 кН/м.
Нормируемое сопротивление вырыву
троса из ленты увеличивается с повышением прочности ленты и находится в пределах 60-80 Н/мм
(см. табл. 16.8).
Прочность связи между элементами теплостойкой конвейерной ленты должна сохраняться
при действии повышенных температур и после длительного термического старения. Обычно
при повышении температуры она существенно снижается. Сопротивление изнашиванию
рабочей обкладки конвейерных лент пропорционально прочности при растяжении резины, при этом
коэффициент корреляции превышает 0,8. Высокая прочность при растяжении является
необходимым условием минимального износа резиновой обкладки в эксплуатации. Поэтому
износостойкость обкладки конвейерных лент характеризуют прежде всего прочностью резины при
растяжении, высокое значение которой является обязательным требованием стандартов и
спецификаций на износостойкие конвейерные ленты.
Очень важным испытанием для шахтных конвейерных лент является испытание на
огнестойкость. Применяют три метода испытаний огнестойкости лент:
- измерение огнестойкости в открытом пламени (все страны);
- измерение воспламеняемости при трении на барабане (Россия, Великобритания, Австралия,
Канада, ИСО);
- измерение поверхностного электрического сопротивления (Россия, Великобритания,
Германия, Франция, Австралия, ИСО).
Испытания огнестойкости лент в открытом пламени проводят двумя способами. Согласно
первому способу образец ленты шириной 12,5-25 мм и длиной 150-300 мм помещают в пламя
газовой горелки на 30—60 с, а затем определяют продолжительность горения после удаления
пламени. В стандартах разных стран число образцов для испытаний, их размеры, время
нахождения в пламени и предельное время горения после удаления из пламени горелки, несколько
различаются. По другому способу, соответствующему стандарту DIN, предусматриваются
испытания пяти образцов полной толщины, шириной 90 мм и длиной 1200 мм, вырезанных из
конвейерной ленты. Испытания проводят в так называемой огневой трубе (лабораторной
штольне) и заключаются в воздействии на образцы пламени пропановой горелки в течение 15 мин.
После этого горелку удаляют и определяют длину образца, не подвергнувшуюся действию
пламени. Согласно стандарту, среднее значение этой длины должно превышать 400 мм.
Испытания на воспламеняемость при трении на барабане проводят на стенде с вращающимся
барабаном в режиме полной пробуксовки образца ленты относительно поверхности барабана.
Испытания проводят в отсутствие воздухообмена и в токе воздуха. Образцы считаются
выдержавшими испытания, если их разрушение не сопровождалось воспламенением или тлением.
Измерение удельного поверхностного электрического сопротивления определяет
возможность накопления зарядов статического электричества на поверхности ленты. По стандартам
России, Германии и Франции удельное поверхностное электрическое сопротивление ленты имеет
максимальное значение 3-108 Ом.
!
I
§
I
1
I
241
7^ 16.9. Эксплуатация конвейерных лент
\
I
о
S
I
!
I
Долговечность лент, изготовленных в полном соответствии с нормативно-технической
документацией, зависит от обоснованности их выбора для конкретных условий эксплуатации и
соблюдения правил монтажа, эксплуатации, ремонта и стыковки. Для очень тяжелых, тяжелых
и средних условий эксплуатации долговечность определяется в основном временем до
разрушения и износа рабочей резиновой обкладки и расслаивания лент. По данным
эксплуатационных испытаний лент в угольных шахтах, после 10, 18 и 42 мес. эксплуатации полный износ
обкладки происходил соответственно у 31, 62 и 100% лент. Начало расслоения на глубину не
более 30 мм происходило после 18 мес. у 52%, а после 42 мес. у 89% лент. Примерно такая же
картина наблюдается и на предприятиях черной металлургии. Поэтому правильный выбор
толщины обкладки, повышение качества резины и прочность связи имеют часто решающее
влияние на реальную эффективность конвейерного транспорта.
Износ рабочей обкладки и необходимая ее толщина определяются в основном классом
груза и условиями эксплуатации. Поэтому в большинстве случаев следует выбирать ленту с
возможно большей (максимальной) толщиной обкладки. Обычно это экономически
оправдано, поскольку, например, при увеличении толщины обкладки с 4,5 до 9,0 мм стоимость
лент повышается на 10%, а долговечность - в 2 раза. Но в каждом конкретном случае
долговечность зависит от правильности выбора ленты и культуры ее эксплуатации. Выполнение
общих рекомендаций и соблюдение правил, отраженных в отраслевых инструкциях, позволяет
максимально использовать все возможности конвейерной ленты, снизить расходы на
эксплуатацию и соответственно себестоимость продукции, получаемой с помощью конвейерных
лент.
Для повышения долговечности в отечественной практике конвейерные ленты
ремонтируют в процессе эксплуатации с использованием специальных самовулканизуемых резиновых
паст- герметиков на основе полиуретанов и тиоколов. Этот метод показал себя достаточно
эффективным, позволяя продлить срок службы конвейерной ленты на 20-30% при
минимальных трудовых и материальных затратах. Иногда «заплаты» на месте повреждения
резиновой обкладки или сквозного пореза остаются целыми, и ленты снимают из-за
повреждений по другим причинам.
Повышение надежности и долговечности конвейерных лент осуществляется по следующим
направлениям:
применение текстильных материалов-повышение прочности и снижение продольных
деформаций при эксплуатации путем использования высокомодульных волокон и термостабилизации
текстильных тканей, применение синтетических высокопрочных нитей (полиэфир, Арам ид,
Кевлар), в основе и гибких нитей в утке ткани, снижение числа прокладок в каркасе путем применения
многоосновных, многослойных тканей и цельнотканых каркасов;
применение адгезионных составов для крепления эластомерных слоев к каркасу:
применение новых составов на основе современных полимеров, увеличение прочности связи между
тканью (тросом) и эластомерами, переход на водорастворимые пропиточные составы;
применение эластомерных составов покрытия и прослоек: переход на рецептуры резин на
основе теплостойких, огнестойких или маслостойких каучуков, более широкое использование
термопластичных материалов типа ПВХ, ТПУ, ТПО;
переход на плоскопараллельную сборкумногослойных лент, совершенствование оборудова-
ния и параметров технологических процессов производства лент путем снижения энергетических
и материальных затрат, уменьшения допусков и повышения качества продукции.
242
16.10. Утилизация отходов производства
При производстве конвейерных лент образуются вулканизованные и невулканизованные
резиновые и резинотканевые отходы. Невулканизованные резиновые отходы можно
возвращать в подготовительное производство и добавлять их в количестве до 5-10% в смеси,
используемые для выпуска лент, работающих в легких и средних условиях эксплуатации.
Вулканизованные резинотканевые отходы после дробления можно использовать для выпуска РТИ
неответственного назначения (см. также пп. «Вторичная переработка резин и изделий»).
17. ПРИВОДНЫЕ РЕМНИ
(В.П. Шпаков, Т.В. Змичеревская)
17.1. Классификация приводных ремней 243
17.2. Конструирование приводных ремней и пресс-форм 258
17.3. Материалы для производства приводных ремней 259
17.4. Технология производства приводных ремней 262
17.5. Эксплуатация приводных ремней 264
17.6. Утилизация изделий и отходов производства 264
Ременные приводы служат для передачи энергии вращения через гибкую связь от шкивов
двигателей к исполнительным органам (рис. 17.1). Классический приводной ремень
представляет собой замкнутую в кольцо эластомерную конструкцию с определенной формой сечения.
17.1. Классификация приводных ремней
В зависимости от условий эксплуатации
(передаваемой мощности, скорости,
диаметра шкивов, специальных требований)
используют ремни различных типов: клиновые,
плоские, поликлиновые, многоручьевые,
синхронные, шестигранные, круглого
сечения, специальные. К преимуществам
ременных приводов относятся возможность
передавать большую мощность и высокие
частоты вращения, высокие передаточные
отношения и возможность их плавной
регулировки, относительно малые габариты
передачи, минимальные затраты на
обслуживание, высокий КПД, демпфирование ударных
нагрузок, широкий температурный интервал
работоспособности, устойчивость к
истиранию и воздействию агрессивных сред,
низкая стоимость и простота замены и др.
Сравнительные показатели различных типов
приводов приведены в табл. 17.1.
Рис. 17.1. Ременный привод (общий вид)
Наиболее распространенным типом приводных ремней являются клиновые, рабочими
поверхностями которых служат боковые грани, передающие крутящий момент путем трения о боковые
поверхности канавок шкивов. Благодаря трапецеидальной форме сечения и клинообразной
форме канавок шкива, сцепление ремня со шкивом обеспечивает передачу примерно в 2 раза большей
мощности, чем плоского ремня, при одном и том же начальном натяжении. Клиновые ремни могут
работать при малых межцентровых расстояниях, при больших передаточных отношениях и
вертикальном расположении осей шкивов. Клиноременные передачи отличаются большим
постоянством передаточного числа, низким уровнем шума, универсальностью, большей безопасностью,
чистотой и надежностью работы.
Классический клиновой приводной ремень имеет конструкцию со строго определенной
формой сечения, состоящую из армирующего высокопрочного малодеформируемого гибкого си-
17.1. Сравнительные характеристики передач с жесткими элементами и с гибкой связью
Показатель
Способ передачи мощности
Передаваемая мощность,
кВт:
нормальная
предельная
Максимальный крутящий
момент, Н-м
Периферийная скорость, м/с:
нормальная
предельная
Передаточное отношение:
нормальное
предельное
Точность передаточного
отношения
КПД передачи, %
Рабочая температура, °С;
нормальная
предельная
Уровень шума
Потребность в смазке
Минимальный диаметр
шкивов, мм
Передача с жесткими
элементами
цепная
Зацепление
500
1000
106
15
30
6:1
15:1
Высокая
94-98
-30/150
-30/250
Высокий
Да
фрикционная
Трение
20
200
103
25
50
9:1
15:1
Умеренная
86-94
-30/150
-30/250
Высокий
Изредка
Передача с гибкой связью
клиновая
Трение
1000
2000
104
30
50
10:1
15:1
Умеренная
92-97
-40/80
-50/150
Низкий
Нет
20
плоская
Трение
1000
5000
104
50
120
15:1
25:1
Умеренная
92-97
-40/80
-50/120
Низкий
Нет
80
синхронная
Зацепление
500
1000
104
60
100
15:1
50:1
Высокая
96-98
-40/100
-50/150
Умеренный
Нет
16
поликлиновая
Трение
1000
5000
104
60
100
15:1
30:1
Умеренная
93-98
-40/100
-50/150
Низкий
Нет
13
17.2. Сравнительные технико-экономические характеристики (%) приводных ремней
различных типов (ремни длиной 1600 мм, за 100% приняты характеристики кордтканевого
обернутого ремня сечения А)
Тип и конструкция ремня
Кордтканевый нормального сечения А
Кордшнуровой нормального сечения А
Кордшнуровой нормального сечения А,
нарезной зуб
Кордшнуровой узкого сечения SPA,
нарезной зуб
Кордшнуровой узкого сечения ХРА без обертки
боковых граней, формованный зуб
Поликлиновой 3 РК
Передаваемая
мощность
100
100
100
130
150
200
Диаметры
шкивов
100
100
80
80
. 70
40
Ресурс
100
150-200
200-250
250-300
350-500
500-700
Стоимость
100
120
125
130
160
175
лового (тягового) слоя из одного или
нескольких слоев ткани или слоя кордшнура,
связующего слоя эластичной резины, покрывающей
силовой слой, расположенных с двух сторон от
него эластомерных слоев сжатия и растяжения
и наружного слоя оберточной прорезиненной
ткани (рис. 17.2).
По российским стандартам выпускают
клиновые ремни вентиляторные узкие и
нормального сечения для автомобилей, тракторов и
комбайнов (ГОСТ 5813-76), приводные
нормального сечения (ГОСТ 1284.1-89, ГОСТ
1284.2-89, ГОСТ 1284.3-96 ) и вариаторные
широкие (ГОСТ 24848.1-81, ГОСТ 24848.2-81,
ГОСТ 24848.3-81 -для промышленного
оборудования и ГОСТ 26379-84 - для
сельскохозяйственных машин). Также выпускаются
ремни специальных сечений по ряду отраслевых стандартов и технических условий.
С развитием технологии появились более совершенные по сравнению с классической
конструкцией приводные ремни: клиновой ремень без обертки боковых граней, ремни с
формованным зубом, ремни узкого сечения и поликлиновые. Сравнительные технико-экономические
характеристики ремней этих типов приведены в табл. 17.2, типичные виды сечений приводных
ремней-в табл. 17.3.
Длина ремней в зависимости от размеров сечения может составлять от 40 мм до 30 м и более. В
каждой конструкции имеется множество вариаций, различающихся размерами сечения,
расположением и материалом силового и эластомерного слоев, особенностями, обусловленными
технологией изготовления, фирменными конструктивными параметрами. Одним из главных требований к
ремням является сочетание высокой поперечной жесткости с продольной гибкостью конструкции.
Клиновые приводные ремни по конструкции разделяют на следующие типы (см. табл. 17.3):
- приводные (поз. 1,2,4), используемые в передачах промышленного оборудования,
сельскохозяйственных машин и в приводах бытовой техники;
- вентиляторные (поз. 3,5), используемые в приводах агрегатов автомобилей, тракторов, а
также двигателей комбайнов и других самоходных сельскохозяйственных машин;
- вариаторные (поз. 6, 7), предназначенные для бесступенчатого регулирования скорости
при передаче мощности от двигателя к рабочим органам сельскохозяйственных машин и
промышленного оборудования;
- малопрофильные типа «Polyflexbelt» (поз. 12), имеющие угол клина 60°.
Основные геометрические характеристики клиновых ремней: ширина большого основания
трапеции; высота ремня; расчетная ширина, находящаяся на уровне силового слоя; угол клина;
Длина ремня.
При расчетах и выборе параметров передачи в различных стандартных методиках
используют расчетную длину Lp (приблизительно на уровне силового слоя), наружную длину Z.a по
наружному (большему) основанию трапеции, внутреннюю длину Ц по внутреннему (меньшему)
основанию трапеции и эффективную длину Ц по наружному диаметру измерительного шкива.
; В зависимости от отношения большего основания трапеции к высоте (b0:h) различают
ремни нормального (Ь0:/7 = 1,65), узкого (b0:h = 1,25) сечений и широкие ремни (b0:h = 2,0н-3,4).
Вентиляторные и приводные ремни в России выпускают как узкого, так и нормального
сечения, а широкие используют главным образом в вариаторах. При одинаковых диаметрах шкивов
и скоростях ремни узкого сечения способны передавать на 25—30% большую мощность
вследствие более развитой поверхности боковых граней, контактирующих со шкивом. Они имеют
меньшую материалоемкость и меньше нагреваются при работе.
17.3. Типы приводных ремней (продолжение)
Позиция
Вид сечения ремня
Примеры обозначения сечения
по стандартам и
техническим
условиям РФ
по международным
стандартам
Конструкция
2(0). А. В(Б), С(В),
D(0. Е(Д). Е0, СА,
СБ, СВ, СГ, 40x20
5, Y/6. 8, Z/10, А/13,
8/17,20, С/22,25,
D/32, Е/40
Ремень клиновой нормального
сечения кордтканевый или кордшну-
ровой с оберткой по всему контуру
SPZ(yO), SPAfYA),
SPB(yB), SPC(yB)
5V/15N, 8V/25N
SPZ, SPA, SPB,
SPC, 3V/9N, 5V/15N,
8V/25N
Ремень клиновой узкого сечения
кордшнуровой с оберткой по
всему контуру
1-8,5x8,1-11x10,
1-14x13,11-12,5x9,
11-14x10,11-16x11,
11-19x12,5,11-21x14
9,5; 12,5; 11,3;
20x11
Ремень для привода агрегатов
автомобилей с оберткой по всему
контуру
XPZ, XPA, XPB, 5VX
XPZ, XPA, XPB,
3VX, 5VX
Ремень клиновой узкого сечения
кордшнуровой без обертки
боковых граней гладкий [А) или с
формованным зубом (б)
AVX10, AVX13,
AVX 14x13,
AVX 14x10,
AVX 16x11,
AVX 21x14
AVX10;AVX13;
AVX 11,2; AVX 11,9;
AVX 16
Ремень для привода агрегатов
автомобилей без обертки боковых
граней с формованным зубом
1-В16,1-В20,
1-В25.1-832,
1-В40,1-В50,
1-В63,1-В80,
2-В25, 2-В32,
45x22,40x20,
28x16,8x13,
38x18,68x24
W16,W20,W25,
W31,5,W40,W50,
W63, W80,
НК, НМ
Ремень клиновой вариаторный
кордшнуровой или кордтканевый
с оберткой по всему контуру
WX16.WX20,
WX25, WX32,
WX40.WX50,
WX80, 2-8253,
2-В32з, 28х16з,
38х18з,40х20з,
45x223, 68х24з
WX16.WX20,
WX25.WX31.5,
WX40, WX50,
WX63, WX80
Ремень клиновой вариаторный
кордшнуровой без обертки
боковых граней с формованным зубом
Ремень трехручьевой (R - число
ручьев) нормального сечения с
оберткой по всему контуру
шшш-
R/HB, R/HC
3 НВ, ЗНС
246
то, wa,wb
(SPB), R/yB(SPC),
R/5V(15J)
R/SPA.R/SPB, R/
SPC, R/3V(9J), R/
5V(15J), R/8V(25J)
Ремень трехручьевой узкого
сечения с оберткой по всему контуру
-^^шг
17.3. Типы приводных ремней (продолжение)
Позиция
Вид сечения ремня
Примеры обозначения сечения
по стандартам и
техническим
условиям РФ
по международным
стандартам
Конструкция
10
3/3VX(9J), 3/
5VX(15J),3/
8VX(25J)
Ремень трехручьевой узкого
сечения без обертки боковых граней с
формованным зубом
11
АА/НАА, ВВ/НВВ,
СС/НСС
АА/НАА, ВВ/НВВ,
СС/НСС, DD/HDD
Ремень сдвоенный шестигранный
кордшнуровой с оберткой по
всему контуру
12
5М.7М, ИМ
ЗМ.5М.7М, 11М
Ремень специальный
мелкопрофильный широкоугольный (60°)
«Polyflexbelt»
13
Толщина х ширина
хдлина
Указываются тип,
толщина, число
слоев
Ремень плоский кордшнуровой
(А), ремень плоский кордткане-
вый (В), ремень на пленочной
основе (С)
14
К, Л, М, РН, PJ,
РК, PL, PM
РН, PJ, РК, PL,
РМ
Ремень поликлиновой
15
ЗРК, 4РК, 5РК,
6РК, 7РК, 8РК,
16РК, 20РК
ЗРК, 4РК, 5РК,
6РК, 7РК, 8РК,
16РК, 20РК
Ремень поликлиновой для
привода агрегатов автомобилей
16
5,08 (XL), 9,525 (L),
По ОСТ 38 05114-76
обозначение
9,525x122x19,
где первое число
т - модуль; второе
1 - число зубьев;
третье Ь - ширина
MXL, XL, XXL, L,
Н, XH, XXH, T5,
HTD(880-5M-15),
STS(150S-3M-450)
2MR, 8MGT
Ремень синхронный с
трапециевидной (MXL - XXH, T, AT),
полукруглой (5М, MR, MGT),
параболической с плоским основанием (S),
параболической с вогнутым
основанием (RPP) формой зуба
17
41122x3/4"
58111x19мм
ZA, ZAS, ZB, ZBS,
RPP, RX
Ремень синхронный для привода
механизма газораспределения
автомобилей
18
D-XL, D-L, D-H,
D-5M, Т 5D, DS-8M
Ремень синхронный сдвоенный с
трапециевидной (D-XL - D-H,
T-5D), полукруглой (D-5M),
параболической с плоским
основанием (DS-8M) формой зуба
J
17.3. Типы приводных ремней (окончание)
Позиция
19
20
21
22
23
24
Вид сечения ремня
sir
А В
А В
4Г
**""*ч
^р
Примеры обозначения сечения
по стандартам и
техническим
условиям РФ
В (Б)-пятигранный,
С (В)-пятигранный
Диаметр 16мм
В (Б), С(В), 0(Г) -
с ребрами,
В(Б),С(В)-
рифпеные
-
по международным
стандартам
А/13-форма 1,
В-17-форма 2
VTR
D 2-15 мм
Z/10, А/13, В/17,
C/22.PKR0, PKR1,
PKR 2, PKR 5,
Supergrip {A),
Linatex (В), CR, CN
Y/6,8, Z/10, А/13,
В/17,20, С/22,25,
D/22, Е/40, SPZ,
SPAAA/13, ВВ/17,
СС/22
8. Z/10. А/13,
В/17, С/22
Y, W, Р, В, G, 0, R,
Y-MPB, W-MPB,
Р-МРВ, В-МРВ,
G-MPB, 0-MPB,
R-MP8
Конструкция
Ремень-транспортер специальный
пятигранный
Ремень круглого сечения полиуре-
тановый (А), кордшнуровой (В)
Ремень-транспортер специальный
с рифленой поверхностью
Ремень специальный конечной
длины стыкуемый
Ремень специальный из
полиэфирной ткани с полиуретановым
покрытием «Link Belts» для быстрой
стыковки
Ремень синхронный шевронный
бесшумный для передачи высоких
мощностей
В зависимости от технологии изготовления различают клиновые ремни обернутой
классической конструкции с оберткой сечения по всему контуру прорезиненной тканью и ремни нарезной
конструкции без обертки боковых граней в двух вариантах исполнения - гладкие и с формованным
зубом. Обернутые клиновые ремни (поз. 1,2,3,6 табл. 17.3) имеют наружный слой из
прорезиненной ткани, предназначенный для защиты боковых поверхностей от изнашивания, а также для
придания всей конструкции большей монолитности. Ремни нарезной конструкции (поз. 4,5,12 табл.
17.3) имеют высокую поперечную жесткость и монолитность за счет применения анизотропных
материалов в слоях сжатия и растяжения. Требуемая продольная гибкость ремня обеспечивается,
как правило, поперечными формованными (реже-нарезными) зубьями на внутренней поверхности.
Ремни без обертки по сравнению с классическими имеют лучшее сцепление со шкивами и при
прочих равных условиях способны передавать большую мощность, имеют повышенную
долговечность. Однако они более материалоемкие за счет увеличенных отходов в производстве. Клиновые
ремни могут работать в групповом приводе, но при комплектации привода ремни для него нужно
подбирать по группам в определенном интервале длин.
1 Ф~
Все ремни предназначены для работы в районах с умеренным и тропическим климатом, а
морозостойкие вентиляторные и приводные ремни (табл. 17.4 и 17.5) - также в районах с
холодным климатом. Предусмотрены варианты антистатического исполнения ремней для работы
во взрывоопасных условиях. Интервал длин ремней соответствует ряду R20, R40 и R80
предпочтительных чисел по ГОСТ 8032-84. Общее количество типоразмеров клиновых ремней,
выпускаемых заводами РТИ, превышает 1200 наименований.
17.4. Ассортимент приводных клиновых ремней, выпускаемых заводами СНГ
Обозначение
ремня
Расчетная
длина
ремня,
мм
Максимальные
размеры
сечения, мм
Минимальный
диаметр
шкива, мм
Передаваемая
мощность,
кВт
Максимальная
скорость,
м/с
гост,
ТУ
Ремни нормального сечения
Z(0)
А
В (Б)
С (В)
0(0
Е(Д)
Е0(Е)
YX
ZX
АХ
вх
С
40x20
СА
СБ
св
СГ
500-3150
500-4250
630-6700
1800-10600
2240-15000
4000-15000
7100-14000
340-450
400-1400
400-1600
630-1600
2000
3285
1120-4000
2000-8260
2800-10000
3150-18000
10x6
13Г8
17x11
22x14
32x20
40x25
45x20
6x4
10x6
13x8
17x11
-
-
13x10
17x13
22x16
32x22
63
90 (80)
125 (90)
200 (140)
315(200)
500
800
-
40
63
90
180(160)
315(280)
90 (80)
125(90)
200 (140)
315(200) J
0,1-2,6
0,2-5,2
0,5-9,8
0,4-19,1
1,4-45,1
3,4-63,2
7,3-82,1
-
0,1-3,0
0,3-8,9
0,6-14,4
1,1-18,9
3,4-63,2
0,2-5,2
0,5-9,8
0,4-19,1
1,4-45,1
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
ГОСТ 1284.1-89, ГОСТ 1284.2-89,
ГОСТ 1284.3-96
ТУ-59-275-98
ТУ 59-275-98
ТУ 59-275-98
ТУ 59-275-98
ТУ 38.105 1998-91
ГОСТ 1284.1-89
ТУ 38405-51/3-3-270-94
ТУ 38405-51/3-3-270-94
ТУ 38405-51/3-3-270-94
ТУ 38405-51/3-3-270-94
Ремни узкие
SPZ (У0)
SPA (УА)
SPB (УБ)
SPC (УВ)
5V(15N)
8V (25N)
XPZ
ХРА
XPB, 5VX
1320-3550
1180-5300
1320-8000
2000-12500
1905-8000
3556-7620
450-1600
750-1600
950-1600
10x8
13x10
17x13
22x18
15,9x13,5
25,4x23
9,7x8
12,7x10
16,3x13
63
90
140
224
180(112)
315
56
71
112
0,2-10,0
0,4-15,5
1,1-24,5
2,9-40,4
0,8^16,7
8,5-80,0
0,2-12,66
0,3-23,1
0,8-47
40
40
40
40
40
40
40
40
40
ТУ 2563-038-70453527-2005
ТУ 2563-038-70453527-2005
ТУ 2563-038-70453527-2005
ТУ 38.105 1998-91(комбайн «Дон»)
ТУ 2563-038-70453527-2005
ТУ 38.105 1998-91 (комбайн «Дон»)
ТУ 2563-035-75252038-2006
ТУ 2563-035-75252038-2006
ТУ 59-275-2007
ТУ 59-275-2007
ТУ 59-275-2007
Ремни многоручьевые
R/HB, R/HC*
R/УО
R/УА
R/УБ (SPB)
R/5V(15J)
R/УВ (SPC)
1900-8000
2800-3550
2800-5300
1800-8000
2032-8000
2000-10000
17x15
9,27x9,5
12,27x13
16.27x15
15,9x15,5
21.3x20
125
71
100
150
180
250
0,7-18,5
0,3-12,0
0,5-20,0
1,0-39,0
1.0-39,0
3,8-52.5
40
40
40
40
40
40
ТУ 2563-221-75252038-2006,
ТУ 38105-1998-91 (комбайн «Дон»)
ТУ 2563-221-75252038-2006
ТУ 2563-221-75252038-2006
ТУ 2563-221-75252038-2006
ТУ 2563-221-75252038-2006
ТУ 2563-221-75252038-2006,
ТУ 38105-1998-91 (комбайн «Дон»)
17.4. Ассортимент приводных клиновых ремней, выпускаемых заводами СНГ (продолжение)
Обозначение
ремня
Расчетная
длина
ремня,
мм
Максимальные
размеры
сечения, мм
Минимальный
диаметр
шкива, мм
Передаваемая
мощность,
кВт
Максимальная
скорость,
м/с
гост,
ТУ
Ремни вариаторные
45x22
40x20
28x16
28x13
38x18
68x24
WX20
WX25
WX321B32
WX40
WX50
1B25W25
1В32
2В25
2ВХ32 (2В32)
1В40
1В50
1В63
2120-4000
2380
1450
1080
1500
2600
630-1280
630-1280
750-1320
900-1280
900-1280
750-1400
1000-2000
900
1120
1120-2000
1400-2000
1600
50x22
42x20
30x16
30x13,5
37,5x18
68x24
22x6,5
27x8,1
34x10,5
43x13
50x16
28x11
36x14
27x10
32x14
42x20
50x16
65x20
170
148
106
56
160
250
45
56
71
45
56
90
112
71
90
112
12,4-28,0
9,5-22,2
5,2-11,8
20,0
7,4-16,6
5,5-73,5
1,35-3,5
2,25-5,5
3,6-9,4
1,35-3,5
2,25-4,6
3,5
5,9-7
3,6-7,8
6,0-13,5
9,0-20,0
35
35
35
20
35
40
30
30
30
30
30
30
30
30
30
30
30
30
ГОСТ 26379-84
ГОСТ 26379-84
ГОСТ 26379-84
ТУ 2563-264- 00152106-2007
ТУ 381051997-91
ТУ 381051997-91
ТУ 59-275-2007
ТУ 59-275-2007
ТУ 59-275-2007
ТУ 59-275-2007
ТУ 59-275-2007
ГОСТ 24848.2-81
ГОСТ 24848.2-81
ГОСТ 24848.2-81
ТУ 59-275-2007
ГОСТ 24848.2-81
ГОСТ 24848.2-81
ГОСТ 24848.2-81
Рении специальные
5М
7М
11 М
ВВ/НВВ
сс/нсс
В(Б)-
5-гранные
С(В)-
5-гранные
630-850
630-950
400-850
3000-6000
3000-6000
3000-4750
5400
5x4,5
7,0x5,0
11,0x7,0
17x13
22x17
17x24
22x24
ТУ 59-275-2007
ТУ 59-275-2007
ТУ 59 275-2007
ТУ 2563-011-00152106-97
ТУ 2563-010-00152106-96
ТУ 59-291-2006
ТУ 38405-51/3-3-218-89
* Где й- число ручьев, НВ-тип сечения
Примечание. В скобках указаны значения по российским стандартам.
17.5. Ассортимент вентиляторных клиновых ремней, выпускаемых заводами СНГ
Обозначение
ремня
8,5x8
11x10
16x11
14x13
21x14
14x10
19x12,5
12,5x9
AVX-10
AVX-13
Расчетная
длина
ремня,
мм
665-1320
900-1775
1103-1650
1180-1600
1303-2000
877-1437
973-1550
975-1120
715-1320
750-1125
Максимальные
размеры
сечения, мм
10,5x8
13x10
19x11
17x13
25x14
17x10
22x12,5
16x9
10x8
13x10
Минимальный
диаметр
шкива, мм
63
71
85
112
112
80
100
71
56
71
Передаваемая
мощность,
кВт
0,8-4,9
1,2-7,0
1,4-7,8
2,0-12,0
2,2-10,2
1,1-5,1
1,9-8,0
0,7-3,3
0,8-5,5
0,3-9,0
Максимальная
скорость,
м/с
40
40
30
40
30
30
30
30
40
40
ГОСТ,
ТУ
ГОСТ 5813-93
ГОСТ 5813-93
ГОСТ 5813-93
ГОСТ 5813-93
ГОСТ 5813-93
ГОСТ 5813-93
ГОСТ 5813-93
ГОСТ 5813-93
ТУ 2564-005-00152106-94
ТУ 2564-004-00152106-94
^5~
Плоские приводные ремни (табл. 17.3, поз. 13) до настоящего времени широко используются в
текстильной, деревообрабатывающей промышленности, в сельхозтехнике, в высокоскоростных
приводах насосов, сепараторов, центрифуг, в других механизмах. Значительная часть
резинотканевых плоских ремней выпускается по технологии конвейерных лент в виде конечной ленты,
которая затем режется и стыкуется клеевым или механическим способом. Они собираются из
прорезиненной ткани на основе синтетических (полиамидных, полиэфирных) или
комбинированных (хлопковых + полиэфирных) волокон и число параллельных слоев прорезиненной ткани в
ремне может достигать шести. Бесконечные резинотканевые ремни, собираемые по технологии
клиновых ремней, используются в пресс-подборщиках и в других видах сельскохозяйственных
машин. Самые длинные кордтканевые плоские ремни (длиной до 32 м) применяют в текстильной
промышленности. Выпускаемые ремни кордшнуровой конструкции используют в основном в
высокоскоростных приводах промышленного оборудования.
За рубежом широкое распространение получили так называемые пластиковые ремни
(производимые по кашировальной технологии), силовой слой которых состоит из одного или двух
слоев полиэфирной ткани, или из высокоориентированной высокопрочной полиамидной
пленки. В качестве покрытия в них используют резину, пластфицированный ПВХ, полиуретан, поли-
олефины, кожу. Их можно соединять в бесконечный приводной элемент сваркой или склейкой
шва, разделанного «на ус», без образования ступеньки. Пластиковые ремни используют в
текстильной, бумажной, полиграфической, пищевой и табачной промышленности, в автоматах по
производству коробок, для привода веретен прядильных машин, в супермаркетах, на багажных
транспортерах. Они способны передавать вращение в системах, в которых оси шкивов
расположены в разных плоскостях. Применение таких ремней, по сравнению с обычными плоскими,
дает экономию электроэнергии на 5-15% и увеличение передаваемой мощности до 25%. Срок
их службы по сравнению с клиновым ремнем в 3-5 раз больше.
Поликлиновые приводные ремни (табл. 17.3, поз.14,15) относятся к приводным элементам
сравнительно нового поколения. Еще в 1990 г. мировая доля их выпуска в общем объеме
производства приводных ремней не превышала 5%. Они нашли наибольшее применение в приводах
агрегатов автомобилей. По сути они являются комбинацией плоского и клинового ремня и об-
ладют достоинствами той и другой конструкции. Поликлиновые ремни выпускаются на основе
кордшнуров, имеют плоское верхнее основание, а нижнее - в виде параллельного продольного
ряда профилей треугольного или усеченного треугольного сечения, поверхность контакта
которых со шкивом в 3 раза больше, чем у плоских ремней. Поэтому они способны передавать
большую мощность, при этом уменьшается вибрация и крутильные колебания ведомой
системы. Сравнительно небольшие высота и масса поликлиновых ремней снижают
теплообразование при работе, а также центробежные силы. Другие достоинства поликлиновых ремней - это
малая материалоемкость, высокая гибкость с возможностью работы на шкивах малых
диаметров при больших передаточных отношениях и средних мощностях, возможность
осуществления привода одним ремнем нескольких агрегатов (например, в автомобиле - генератора,
водяного насоса, вентилятора, кондиционера, рулевого механизма с гидроусилителем). При прочих
равных условиях поликлиновой ремень может работать в 1,5-2,0 раза дольше клинового.
Поликлиновые ремни не требуют подбора в комплекты. К недостаткам поликлиновых передач
следует отнести их чувствительность к непараллельности валов и осевому смещению шкивов,
поскольку это нарушает нормальный контакт рабочих поверхностей ремня со шкивами и резко
снижает срок службы ремня.
В нашей стране выпускают поликлиновые ремни двух типов, несколько различающихся шагом
и параметрами профиля. Шаг и параметры профиля одного типа ремней совпадают с
требованиями международных стандартов, а шаг другого типа отличается (ТУ 38 105763-89).
Вследствие несовпадения шага ремней эти типы не взаимозаменяемы.
Многоручьевые приводные ремни (табл. 17.3, поз. 8,9,10) представляют собой ряд
клиновых ремней нормального или узкого сечения, скрепленных в процессе вулканизации по
верхнему основанию общей резинотканевой пластиной. В последние годы за рубежом появились мно-
I
I
1
I
I
i
у?*горучьевые ремни без обертки боковых граней с формованным зубом. Многоручьевые ремни
предназначены для замены клиноременного группового привода и используются в передачах
сельскохозяйственных машин и промышленного оборудования. Их основные преимущества -
отсутствие необходимости в подборе отдельных ремней группового привода по длинам,
отсутствие проскальзывания и повышение вследствие этого передаваемой мощности и
долговечности. К недостаткам этих ремней следует отнести повышенные требования к качеству и износу
шкивов и к допускам при изготовлении элементов передачи, чувствительность к
непараллельности валов, что может привести к преждевременному отслоению связующей пластины от
ремней. Рекомендуемое число ручьев многоручьевого ремня 2-6, минимальные диаметры шкивов
71-355 мм, передаваемая мощность до 170 кВт в зависимости от сечения.
Синхронные приводные ремни (табл. 17.3, поз. 16,17,18) находят все большее применение в
технике. Синхронные ремни (в литературе их иногда не совсем точно называют
«плоскозубчатыми») являются элементами передач с фиксированным передаточным отношением, которые
призваны заменять зубчатые редукторы и цепные передачи. При использовании синхронных ремней
крутящий момент передается в результате зацепления зубьев ремня с зубьями шкивов, что
обеспечивает компактность привода, предотвращает проскальзывание и позволяет обходиться без
большого натяжения, вследствие чего уменьшается нагрузка на валы и повышается КПД
передачи. К недостаткам передач с использованием синхронных ремней следует отнести
дополнительный расход мощности на деформацию зубьев и более сложную конструкцию шкивов.
Ремень представляет собой плоскую гибкую бесконечную ленту с расположенными с
заданным шагом зубьями на внутренней поверхности или с двух сторон от несущего слоя. Как
правило, ремень состоит из несущего слоя, эластичного связующего слоя и эластомерного
материала на наружной и внутренней поверхностях. Зубья для повышения износостойкости обычно
покрывают полиамидной эластичной прорезиненной тканью. Несущий слой ремня не должен
растягиваться в процессе эксплуатации, поэтому для него используют материалы с высоким
модулем упругости: стеклокорд, металлокорд или арамид.
Синхронные ремни в последние годы получили распространение в приводах
автоматизированного промышленного оборудования, бытовой техники, в приборах, а также в приводах
механизма газораспределения автомобилей. В отличие от плоских, клиновых и поликлиновых
передач, в синхронных ременных передачах движение передается не за счет сил трения, а в
результате зацепления зубьев ремня и шкивов. Поэтому большое внимание при проектировании и
создании таких передач уделяется геометрии зуба ремня и шкива, которая определяет
надежность и долговечность передачи. Наиболее распространены ремни с трапециевидным
профилем зуба, но в последние годы все шире применяются синхронные ремни повышенной
мощности с зубьями полукруглой, параболической формы и параболическим зубом с плоским или
вогнутым основанием. Они предназначены для передачи высокого крутящего момента при
низких скоростях, т.е в системах с высокомоментным двигателем. Этим достигается лучшее
распределение напряжений в зубьях, снижение их концентрации в основании зубьев, что повышает
нагрузочную способность, снижает теплообразование и повышает ресурс ремня. Фирма Goodyear
(США) предлагает синхронные ремни «Eagle Pd», которые имеют шевронную зубчатую
поверхность с полукруглым зубом (табл. 17.3, поз. 24), что придает им способность сопротивляться
осевым нагрузкам, значительно снижает уровень шума при работе и позволяет передавать
большие мощности при высоких скоростях.
Широкое распространение получили бесконечные и конечной длины полиуретановые
армированные синхронные ремни, изготавливаемые методом литья или методом экструзионного
формования и имеющие меньшую стоимость. Эти ремни тканевого покрытия на зубьях не
имеют. Они используются главным образом для малонагруженных передач.
Заводами РТИ в СНГ синхронные ремни выпускаются по двум размерным системам. В
одной из них расчетным параметром, определяющим длину ремня, является модуль, в другой -
шаг, как это принято в международной практике. Ремни, выпускаемые по разным системам, не
взаимозаменяемы.
«И wJfc
Ремни с трапецеидальным профилем зубьев изготавливаются в соответствии с
отраслевыми стандартами. Кроме того, по некоторым техническим условиям выпускаются ремни
мелкомодульные зубчатые, ремни для автомобильной промышленности, ремни для приводов
металлорежущих станков и др. Ассортимент приводных ремней, выпускаемых заводами СНГ
приведен в табл. 17.6-17.8, а перечень основных нормативных документов - в табл. 17.9.
Ведущие зарубежные фирмы выпускают синхронные ремни с трапецеидальным профилем
зуба в соответствии с международным стандартом ISO 05296 по дюймовой системе единиц, в
которых указаны: размеры профиля зуба, стандартные расчетные длины, количество зубьев
ремней, ширины и допускаемые отклонения, метод и параметры измерения длин ремней.
Кроме того, в стандарт введены двухсторонние ремни с двойным рядом зубьев: с симметричным
(типа А) и со смещенным (тип В) расположением зубьев.
Ремни с трапецеидальным профилем зубьев из полиуретана и термопластичных
эластомеров типа Т классифицируют по шагу в метрической системе единиц. Их выпускают с шагом 2,0;
2,5; 5,0; 10,0 и 20 мм как односторонние, так и двусторонние с ассиметричным расположением
зубьев; аналогичные по размеру шага выпускаются ремни с усиленным зубом (тип AT).
За рубежом выпускается большой ассортимент ремней с полукруглым профилем зуба типа
HTD с классификацией по шагу в метрической системе единиц: 3, 5, 8, 14 и 20 мм. Ремни с
параболическим профилем зуба выпускаются с классификацией по шагу по дюймовой системе
размеров типа RPP и по метрической системе размеров типа RX. Ремни типа STS имеют про-
17.6. Ассортимент бесконечных плоских приводных ремней, выпускаемых заводами СНГ
Материал
несущего
слоя
Кордшнур
Кордткань
Кордткань
Кордткань
Кордткань
Кордшнур
Кордткань
Характеристики сечения
Толщина,
мм
2,5-6,0
1,5-5,5
3,0-6,0
6,0
3,5
2,2-6,0
8-9
Ширина,
мм
50-400
20-400
20-1200
250
25-50
25-200
28,5
Длина,
мм
1100-10000
1100-20000
До 22000
11000
2800-5600
500-5600
25900-26700
Характеристики привода
Минимальный
диаметр
шкива, мм
50-100
100-150
89-1120
150-600
100-150
50-100
60
Передаваемая
мощность,
кВт
0,2-14,0
0,2-14,0
3,0-30,5
29,4
0,2-14,0
0,2-14,0
11,0
Максимальная
скорость,
м/с
40
40
-
-
40
40
35
ГОСТ, ТУ
ТУ 38105 514-84
ТУ 38105 514-84
ГОСТ 23831-79
ТУ 381051983-90
ТУ 38105 514-84
ТУ 38105 514-84
ТУ 38105 942-82
17.7. Ассортимент поликлиновых приводных ремней, выпускаемых заводами СНГ
Обозначение
ремня
РН
PJ
РК
PL
РМ
к
л
м
Характеристики ремня
Шаг ребер,
мм
1,6
2,34
3,56
4,70
9,40
2,4
4,8
9,5
Число
ребер
4-20
4-20
4-20
4-20
4-20
4-20
4-20
4-20
Длина,
мм
548
400-2500
800-2500
1250-4000
2000-4000
400-2500
1250-6100
2000-15300
Характеристики привода
Минимальный
диаметр
шкива, мм
13,0
20
45
75
180
25
80
180
Передаваемая
МОЩНОСТЬ,
кВт
0,05
0,01-2,28
0,05-4,58
0,19-7,32
0,44-23,03
0,068-1,04
0,19-3,07
0,78-11,9
Максимальная
скорость,
м/с
17,3
60
55
40
30
35
35
35
ГОСТ, ТУ
ТУ 38.405-51/3-4-256-92
ТУ 38.405-51/3-4-237-90
ТУ 38405-51/3-4-237-90
ТУ 2563-027-00152106-01
ТУ 38.405-51/3-4-237-90
ТУ 38405-51/3-4-237-90
ТУ 38105 763-89,
ТУ 2563-040-70453527-2004
ТУ 38105 763-89,
ТУ 2563-040-70453527-2004
ТУ 38105 763-89,
ТУ 2563-040-70453527-2004
-■--лДЙГ
17.8. Ассортимент синхронных приводных ремней, выпускаемых заводами СНГ
Шаг, мм
-
-
-
-
-
-
—
-
-
-
-
-
5,08 (XL)
9,525 (L)
9,525 (L)
Основные параметры ремней
Модуль
0,63
0,64
0,66
1,0
1,5
2,0
3,0
3,2
4,0
5,0
7,0
10,0
-
-
-
Число
зубьев
103
290-362
110
48-242
40-115
45-130
40-80
84
53-200
63-170
63-128
96
40-100
68-122
111-136
Ширина
ремня, мм
8,0
6,0-11,0
4,4-6,4
3,0-12,5
3,0-20,0
5,0-20,0
12,5-50
12,7-25,4
12,5-50,0
25,0-100,0
25,0-100,0
50,0-200,0
6,4-9,5
19-25
19,0-25,4
Расчетная
длина, мм
203,9
584,6-727,8
228,0
150,7-759,9
188,4-541,6
282,6-816,2
376,8-753,0
840
666,2-2514,0
989,7-2670,7
1385,4-2813,4
3016,3
203,2-508.0
647,2-1162
1057,3-1295,4
Параметры пере
мальная
мощность,
кВт
0,1
0,1
0,1
0,2
0,3
1,0
5,0
5,0
12,5
50,0
85,0
125,0
0,5
-
-
Максимальная частота
вращения,
МИН"'
15 000
12500
12000
6000-8000
6000
5000
4800
2900
1900
10000-15000
6000
6000
дач
мальное
число
зубьев
шкива
13-24
10-28
10-30
13-47
10-30
14-48
14-47
20-40
20-40
10-30
10-32
10-32
ОСТ, ТУ
ТУ 38105 1457-85
ТУ 381051457-85
ТУ 38105 1457-85
ОСТ 3805114-76
ОСТ 3805246-81
ОСТ 3805114-76
ОСТ 3805246-81
ОСТ 3805114-76
ОСТ 3805246-81
ТУ 381051457-85
ОСТ 3805114-76
ОСТ 3805246-81
ТУ 381051457-85
ОСТ 3805114-76
ОСТ 3805246-81
ОСТ 3805114-76
ОСТ 3805246-81
ОСТ 3805114-76
ОСТ 3805246-81
ОСТ 3805114-76
ОСТ 3805246-81
ТУ 381051305-84
ТУ 38405-51/3-4-274-95
ТУ 381051088-87
ТУ 381051912-90
17.9. Нормативная документация на приводные ремни,
действующая в Российской Федерации
Тип
ремня
Клиновые
ремни нормального
сечения
Клиновые
ремни узкого
сечения
Область
применения
Различная
Промышленное
оборудование,
сельхозмашины
Документация, в которой оп
размеры
сечения
DIN 2215; ГОСТ
1284.1-89;
ТУ 59-275-2007;
RMA-IP-20
DIN 7753,
ч. 1-2; ТУ 2563-
038-70453527-
2005; ТУ 38105
1998-91;
ТУ 38405-51/3-
3-262-92;
ТУ 38405-51/3-
3-238-90
длина
ISO 4184;
DIN 2215;
ГОСТ 1284.1-89-
ТУ 59-275-2007
ISO 4184;
DIN 7753,
ч. 1-2;
ТУ 2563-038-
70453527-2005;
ТУ 38105 1998-
91;
RMA-IP-22
технические
требования
ГОСТ 1284.2-
89;
ТУ 59-275-2007
ТУ 2563-038-
70453527-
2005;
ТУ 381051998-
91
оделяются
передаваемая
мощность
DIN 2218;
ГОСТ 1284.3-96
ТУ 59-275-2007
ISO 5292 (В)
РТМ 38-59-45-
2005
расчет,
проектирование
DIN 2218;
ГОСТ 1284.3-
96; ТУ 59-275-
2007; ISO 1813
РТМ 38-59-
45-2005
17.9. Нормативная документация на приводные ремни,
действующая в Российской Федерации (продолжение)
ч
Тип
ремня
Автомобильные
(вентиляторные) ремни
Многоручьевые
ремни
Вариаторные
ремни
Шестигранные
двухсторонние
ремни
Ремни со
светлой облицовкой
Ремни-транс-
лортеры
пятигранные
Ремни плоские
бесконечные
Ремни
поликлиновые
сечений PJ, РК, PL,
РМ
Ремни
поликлиновые
сечений К, Л. М.
Ремень
приводной
поликлиновой 5РН548
Область
применения
Привод
вентиляторов,
генераторов,
водяных насосов ав-
томобилей
тракторов
Промышленные установки
сельхозмашины
Промышленное
оборудование,
снегоходы,
сельхозмашины
Промышленное
оборудование,
сельхозмашины
Оборудование
деревообрабатывающей
промышленности
Промышленное
оборудование
Промышленное
быстроходное
оборудование
Промышленное
оборудование
Тоже
Кухонный
процессор
Документация, в которой определяются
размеры
сечения
ISO 2790; DIN
7753, ч. 3-4;
ТУ 2564-005-
75252038-
2007;
ТУ 2564-004-
75252038-2007
RMA/MPTA;
ISO 5290; ТУ
2563-221-
75252038-
2006; ТУ 38105
1998-91;
ТУ 38405-51/3-
3-238-90
ISO 1604; ISO
3410; DIN 7719,
ч.1;ТУ59-
275-2007;
ГОСТ 26379-
84; ТУ 38105
1997-91;
ТУ 2563-264-
00152106-2007
ISO 5289;
DIN 7722;
ТУ 2563-011-
00152106-97;
ТУ 2563-010-
00152106-96
ТУ 38405-51/3-
3-270-94
ТУ 59-291-
2006
ТУ 38105 514-
84
ISO 9982;
РТМ 38405-51/
3-4-3-90
ТУ 2563-040-
70453527-2004
ISO 9982;
ТУ 38405-51/3-
4-256-92
длина
ISO 2790; DIN
7753, ч. 3-4;
ГОСТ 5813-93;
ТУ 2564-005-
75252038-
2007; ТУ 2564-
004-75252038-
2007
RMA/VPTA;
ISO 5290;
ТУ 2563-221-
75252038-
2006; ТУ 38105
1998-91;
ТУ 38405-51/3-
3-238-90
ISO 1604; ISO
3410; DIN 7719,
ч. 1; ТУ 59-275-
2007; ГОСТ
26379-84;
ТУ 38105 1997-
91; ТУ 2563-
264-00152106-
2007
ISO 5289;
DIN 7722;
ТУ 2563-011-
00152106-97;
ТУ 2563-010-
00152106-96
ТУ 38405-51/3-
3-270-94
ТУ 59-291-2006
ТУ 38105 514-
84
ISO 9982;
РТМ 38405-51/
3-4-3-90
ТУ 2563-040-
70453527-2004
ISO 9982;
ТУ 38405-51/3-
4-256-92
технические
требования
ТУ 2564-005-
75252038-
2007; ТУ 2564-
004-75252038-
2007
ТУ 2563-221-
75252038-
2006;
ТУ 381051998-
91
ТУ 59-275-
2007; ТУ 38105
1997-91; ТУ
2563-264-
00152106-2007
ТУ 2563-010-
00152106-96;
ТУ 2563-011-
00152106-97
ТУ 38405-51/3-
3-270-94
ТУ 59-291-2006
ТУ 38105 514-
84
РТМ 38405-51/
3-4-3-90
ТУ 2563-040-
70453527-2004
ТУ 38405-51/3-
4-256-92
передаваемая
мощность
ГОСТ 5813-93
ГОСТ 1284.3-
96;
РТМ-59-45-
2005
ГОСТ 24848.3-
81; ГОСТ
26379-84
ТУ 2563-010-
00152106-96;
ТУ 2563-011-
00152106-97
ТУ 38405-51/3-
3-270-94
ТУ 59-291-2006
ТУ 38105514-
84
РТМ 38405-51/
3-4-3-90
ТУ 2563-040-
70453527-2004
ТУ 38405-51/3-
4-256-92
расчет,
проектирование
ГОСТ 5813-93
ГОСТ 1284.3-
96;
РТМ-59-45-
2005
ГОСТ 24848.3-
81; ГОСТ
26379-84
ТУ 2563-010-
00152106-96;
ТУ 2563-011-
00152106-97
ТУ 38405-51/
3-3-270-94
ТУ 59-291-
2006
ТУ 38105 514-
84
РТМ 38405-51/
3-4-3-90
ТУ 2563-040-
70453527-
2004
ТУ 38405-51/
3-4-256-92
лЛ«1
255
17.9. Нормативная документация на приводные ремни,
действующая в Российской Федерации (окончание)
Тип
ремня
Ремни
поликлиновые
приводные сечения РК
Ремни
синхронные зубчатые
Ремни
синхронные зубчатые
Ремни
синхронные для
электрорубанков
Область
применения
Привод
автомобиля
Промышленное
оборудование
Привод
автомобиля
Привод
электрорубанка
Документация, в которой определяются
размеры
сечения
ТУ 2563-027-
00152106-01
ОСТ 38 05114-
76; ОСТ 38
05246-81; ТУ
381051457-85
ТУ 38105
1088-87; ТУ
381051912-90
ТУ 38405-51/3-
4-274-95
длина
ТУ 2563-027-
00152106-01
ОСТ 38 05114-
76; ОСТ 38
05246-81; ТУ
381051457-85
ТУ 38105
1088-87; ТУ
381051912-90
ТУ 38405-51/3-
4-274-95
технические
требования
ТУ 2563-027-
00152106-01
ОСТ 38 05114-
76; ОСТ 38
05246-81; ТУ
381051457-85
ISO 12046; ISO
10917; ТУ 38105
1088-87; ТУ
38105 1912-90
ТУ 38405-51/3-
4-274-95
передаваемая
мощность
ТУ 2563-027-
00152106-01
ОСТ 38 05114-
76; ОСТ 38
05246-81; ТУ
381051457-85
ТУ 38105
1088-87;
ТУ 38105
1912-90
ТУ 38405-51/3-
4-274-95
расчет,
проектирование
ТУ 2563-027-
00152106-01
ОСТ 38 05114-
76; ОСТ 38
05246-81; ТУ
381051457-85
ISO 12046; ISO
10917; ТУ
381051088-
87; ТУ 38105
1912-90
ТУ 38405-51/3-
4-274-95
17.10. Основные типы синхронных бесконечных ремней,
выпускаемых зарубежными производителями
Тип
ремня
MXL
XL
L
Н
хн
ххн
D-XL
D-L
D-H
ЗМ
5М
8М
14М
20М
D-5M
D-8M
D-14M
S3M
S5M
S8M
S14M
Шаг ремня,
мм
2,032
5,08
9,525
12,7
22,225
31,75
5,08
9,525
12,7
3,0
5,0
8,0
14,0
20,0
5,0
8,0
14,0
3,0
5,0
8,0
14,0
Число
зубьев
36-665
23-510
26-345
37-340
58-200
56-153
75-343
40-345
37-340
35-642
24-505
33-620
56-490
100-330
85-240
60-450
115-327
40-211
51-400
55-400
100-358
Длина,
мм
73,15-1351,3
116,8-2590,8
247,6-3286,1
469,9-4318,0
1289,0^1445,0
1778,0-4857,8
381,0-1742,4
381,0-3286,1
469,9-4318,0
105,0-1926,0
120,0-2525,0
264,0-4960,0
784,0-6860,0
2000-6600,0
425,0-1200,0
480,0-3600,0
1610,0-4578,0
120,0-633,0
255,0-2000,0
440,0-3200,0
1400,0-5012,0
Стандартная
ширина, мм
3,2-6,4
6,35-25,4
12,7-25,4
19,1-76,2
50,8-127,0
50,8-127,0
6,35-9,53
12,7-25,4
19,05-76,2
6,0-15,0
9,0-25,0
20,0-85,0
40,0-170,0
115,0-340,0
9,0-25,0
20,0-85,0
40,0-170,0
6,0-15,0
9,0-25,0
20,0-85,0
40.0-170,0
Форма
зуба
Трапецевидная
— « —
-«_
— « —
— « —
— « —
— « —
-«_
— « —
Полукруглая
—«—
—«—
_«_
-«_
_«_
-«_
—«—
Параболическая
с плоским
основанием
Тоже
— « —
—«—
Материал
Полихлоропрен,
стеклокорд
Тоже
—«—
_.<_
— « —
_«_
— « —
— « —
— « —
— « —
-«-
— « _
— « —
— « —
— « —
_«_
— « —
— « —
—«—
— « —
— « —
Примечание
-
-
-
-
-
-
С
двусторонним зубом
Тоже
— « —
Группа НТО
Группа HTD
Группа HTD
Группа HTD
Группа НТО
С
двусторонним зубом HTD
Тоже
_«_
Группа STD
Группа STD
Группа STD
Группа STD
17.10. Основные типы синхронных бесконечных ремней,
выпускаемых зарубежными производителями (продолжение)
Тип
ремня
Т2.5
Т5
Т10
T5D
T10D
MXL
XL
L
2 MR
3MR
5 MR
8MGT
14MGT
S2M
S3M
S4.5M
S5M
S8M
DS-8M
S14M
DS-14M
ZA.ZAS,
ZB, ZBS
RPP
Шаг ремня
мм
2,5
5,0
10,0
5,0
10,0
2,032
5,08
9,525
2,0
3,0
5,0
8,0
14,0
2,0
3,0
4,5
5,0
8,0
8,0
14,0
14,0
9,525
9,525
Число
зубьев
48-380
33-288
26-225
60-220
26-188
30-300
30-335
33-160
37-850
35-219
40-488
48-550
69-490
45-1125
40-600
36-469
5М00
41-3750
60-550
72-2142
72-358
54-180
104-148
Длина,
мм
120,0-950,0
165,0-1440,0
260,0-2250,0
300,0-1100,0
260,0-1880,0
60,96-609,6
152,4-1701,8
314,3-1524,0
74,0-1700,0
105,0-657,0
200,0-2240,0
384,0-4400,0
966,0-6860,0
90,0-2250
120,0-1800,0
162,0-2110,5
255,0-2000,0
328,0-30000,0
480,0-4400,0
1008,0-29980,0
1008,0-5012,0
514,3-1714,5
990,6-1409,7
Стандартная
ширина, мм
4,0-12,0
6,0-25,0
10,0-50,0
6,0-32,0
10,0-50,0
3,175-7,44
6,35-12,7
12,7-38,1
3,0-9,0
6,0-15,0
9,0-25,0
20,0-85,0
40,0-170,0
4,0-10,0
6,0-15,0
6,0-15,0
10,0-25,0
15,0-60,0
15,0-60,0
40,0-120,0
40,0-120,0
12-30
9,0-25,4
Форма
зуба
Трапецевидная
-
— « —
—«—
—«—
— « —
—«—
— « —
Полукруглая
— « —
— ч —
— « —
-«_
Параболическая
с плоским
основанием
Тоже
_«_
— « _
-«_
—«—
—«—
— « —
Трапецие-
дальная
Параболическая
с вогнутым
основанием
Материал
Полиуретан,
стальной корд
Тоже
— « —
— « —
—«—
Полиуретан,
арамид
Полиуретан,
стальной корд
Тоже
Поли-
хлоропрен,
стеклокорд
Тоже
—«—
Аксиум, Кевлар
Тоже
Полихлоропрен,
полиуретан,
стеклокорд
Полихлоропрен,
полиуретан
Полихлоропрен
— « —
—«_
- «_
-«_
_«_
Полихлоропрен,
стеклокорд
система GATG
Тоже
Примечание
С
двусторонним зубом
Тоже
Группа PU
Группа PU
Группа PU
Группа GT
Группа GT
Группа GT
Группа GT2
Группа GT2
Группа STS
Группа STS
Группа STS
Группа STS
Группа STS
С
двусторонним зубом
STS
Группа STS
С
двусторонним зубом STS
Автомобильные
Автомобильные
филь зуба с контуром, очерченным двумя дугами, центры радиусов которых находятся на
нейтральной линии на расстоянии, равном величине самих радиусов. Зуб имеет плоскую вершину,
ширина которой значительно меньше ширины основания. Благодаря такой форме, зуб при
входе в зацепление контактирует со шкивом по поверхности и при большом погружении во
впадину. Такие ремни выпускаются с шагом 4,5,8,14 и 20 мм. Основные виды синхронных ремней,
выпускаемых зарубежными фирмами, приведены в табл. 17.10.
17 — <алч
•^ifr ~
257
I
I
i
I
1
I
Jf^ Шестигранные ремни (табл. 17.3, поз. 11) являются сдвоенными, соединенными в процессе
изготовления по большому основанию трапеции ремнями нормального сечения с
расположенным посередине кордтканевым или кордшнуровым силовым слоем. Они имеют в сечении
шестигранник, что позволяет осуществлять вращение валов многошкивной передачи в разных
направлениях при использовании одного и того же ремня. Размеры сечений сдвоенных клиновых
ремней установлены с учетом обеспечения взаимозаменяемости их с обычными клиновыми
ремнями, для того чтобы можно было использовать стандартные шкивы. Заводы РТИ
выпускают шестигранные ремни, используемые главным образом в сельскохозяйственных машинах
трех типоразмеров сечений (АА/НАА, ВВ/НВВ, СС/НСС), длиной от 2240 до 6000 мм, за рубежом
- шести типоразмеров, длиной от 2000 до 7000 мм. Недостатком таких ремней является
пониженная долговечность из-за увеличенной толщины.
Круглые приводные ремни (табл. 17.3, поз. 20) используются в мало нагруженных
передачах, поэтому их изготавливают, как правило, без силового слоя диаметром от 2 до 18 мм
методом экструзии из полиуретана. Такие ремни делают конечной длины с последующим
разрезанием под углом на мерные куски и соединением тепловой или высокочастотной
сваркой в замкнутый контур. За рубежом производят ремни круглых сечений, армированные по
оси кордшнуром из высокомодульного волокна. Круглые ремни, как и плоские, способны
передавать вращение в системах, в которых оси шкивов расположены в разных
плоскостях. В нашей стране ремни круглого сечения делают по традиционной технологии на
основе эластомеров с армирующим слоем из кордткани или кордшнура, расположенным вдоль
продольной оси. Они имеют диаметр 16 мм и длину 4200 мм и применяются для сортиро-
вально-очистительных линий.
Специальные приводные ремни производятся для выполнения, помимо передачи
крутящего момента, определенных технологических операций по требованиям заказчиков машин.
В основном это транспортирующие ремни (табл. 17.3, поз. 21) с силовым слоем, имеющие на
наружной поверхности выступы определенной формы (поперечные ребра, треугольные
выступы или рифленую поверхность и т.п.), а также полиуретановые транспортирующие ремни
без силового слоя (табл. 17.3, поз. 19). К специальным ремням следует отнести также кордт-
каневые ремни конечной длины и ремни типа link belts (табл. 17.3, поз. 22 и 23), элементы
которых вырубаются из высокопрочной ткани с двусторонним покрытием из ПВХ,
набираются послойно со ступенькой до получения стандартного клинового сечения и монтируются в
ремни конечной длины. Эти ремни собираются в замкнутый контур без разборки привода в
труднодоступных местах в аварийной ситуации и служат для быстрой замены ремня при
обрыве с помощью жестких элементов. Их главные достоинства - универсальность применения
по длине и быстрота замены. Стыкуемые ремни, как правило, отличаются существенно
меньшей долговечностью.
17.2. Конструирование приводных ремней
и пресс-форм
Конструкции ременной передачи и применяемых в ней ремней неразрывно связаны между
собой и зависят от множества факторов: области применения передачи (промышленное
оборудование и станки, сельскохозяйственные машины, автомобили и тракторы, бытовая техника,
вариаторы регулирования скоростей, приборы и др.), условий эксплуатации (температуры,
окружающей среды, характера нагрузок, передаваемой мощности, скорости), габаритов, числа
ведомых шкивов, наличия натяжных роликов и т.д.
Для основных типов передач и ремней существуют международно признанные методики,
определяющие порядок расчета и проектирования. Имеются также отраслевые нормативные
документы (ОСТ, РТМ) и фирменные методики расчета и выбора ремней. Как правило, в
основе расчета лежат экспериментальные данные по тяговой способности и долговечности рем-
ней. При этом в процессе тяговых испытаний устанавливается коэффициент тяги на пределе
нормального использования ремня до проскальзывания при разных диаметрах шкивов. Для
простоты выбора ремня потребителем в фирменных материалах используют номограммы
или таблицы.
Конструкция пресс-форм для изготовления ремней зависит от технологии процесса и, прежде
всего, от способа вулканизации. При групповой сборке используют сборочные и вулканизаци-
онные барабаны, которые в некоторых технологиях объединены. Для автоклавного (котлового
и диафрагменного) способа вулканизации пресс-формы представляют собой наборы колец
заданного профиля и размера, образующие вместе вулканизационный барабан, канавки которого
соответствуют профилю ремня. В диафрагменных вулканизаторах применяются также
складные секционные пресс-формы, обеспечивающие после их складывания легкий съем
вулканизованных ремней. Ремни, вулканизованные на барабанных формах, имеют стабильные размер
сечения и длину, при изгибе на шкивах сечение таких ремней искажается в минимальной
степени. Главный недостаток - для каждого типоразмера ремня необходим собственный барабан,
что требует значительного парка оснастки. Максимальная длина ремня при этом способе
вулканизации обычно не превышает 4000 мм.
Вулканизация ремней на челюстных прессах осуществится на плоских пресс-формах
закрытого или открытого типа с охлаждаемыми концами, предотвращающими вытекание горячей
резины за пределы пресс-формы с образованием желваков и перевулканизацию концов
участков при ступенчатой вулканизации. При челюстном способе вулканизации обеспечивается
высокое давление прессования, большая монолитность конструкции ремня и повышенная
прочность связи элементов конструкции, уменьшается порообразование. К недостаткам следует
отнести наличие участков двойной вулканизации, неравномерную вытяжку ремня по длине,
возможные отклонения в размерах сечения и значительное искажение размеров сечения при
изгибе ремня на шкивах.
При вулканизации ремней ротационным способом на вращающихся барабанах можно
изготавливать ремни в большом интервале длин при минимальном парке оснастки. Однако при этом
способе давление прессования существенно ниже, возможно смещение силового слоя
вследствие слабого натяжения ремня при вулканизации. Этот способ не исключает
перевулканизацию отдельных участков. При изготовлении заготовок необходим тщательный контроль массы
и размеров сечения, чтобы исключить возможность переворачивания ремней в эксплуатации. В
ротационных вулканизаторах фирм «Берсторфф», «Шольц» (Германия) указанные недостатки
в значительной степени устранены.
17.3. Материалы для производства
приводных ремней
Материалы для производства ремней делятся на основные и вспомогательные. К
материалам, используемым непосредственно в конструкции ремней, относятся кордшнуры, ткани,
резины или ТПЭ, пропиточные составы, клеи. Вспомогательные материалы используют в
производстве для обеспечения качественного технологического процесса. К ним относятся
прокладочные холсты, ткани для бинтовки, смазки для пресс-форм, резины и ткани для рубашек и
диафрагм - всего около 100 различных видов материалов.
Срок службы ремней определяется следующими свойствами основных материалов: изгибо-
стойкостью и модулем на растяжение несущего слоя, прочностью связи несущего слоя и резин,
усталостными свойствами резин и их стойкостью к старению под действием внешних
факторов, уровнем анизотропии резин, износостойкостью и коэффициентом трения материала
боковых поверхностей о шкивы. Степень влияния различных свойств основных материалов на срок
службы ремней приведена в табл. 17.11-17.13.
1
i
I
I
1
Несущий слой современных типов клиновых и поликлиновых ремней изготавливают из
высокопрочных и высокомодульных химических волокон: полиэфирных (в подавляющем
большинстве конструкций), полиамидных, вискозных, из ароматических полиамидов (Кевлар, Ара-
мид). В ремнях длиной до 8000 мм в мировой практике в силовом слое чаще всего
используют спирально навиваемые кордшнуры, в более длинных ремнях силовым слоем служат один
или несколько слоев кордной ткани, чаще из полиамидных волокон или вискозы. В конструк-
17.11. Свойства резин, влияющих на срок службы ремней
Показатель
Модуль упругости
Прочность при растяжении
Относительное удлинение при разрыве
Сопротивление раздиру
Коэффициент потерь
Динамическая прочность при сжатии и сдвиге
Динамическая прочность при растяжении
Тепловыделение
Трещинообразование
Остаточная деформация
Коэффициент трения
Износостойкость
Термическое старение
Озоностойкость
Водостойкость
Маслостойкость
Устойчивость к плесени
Морозостойкость
Адгезия к корду
Способность к смешиванию
Каландруемость
Способность к подвулканизации
Клейкость
Адгезия на границе резин
Клиновой ремень
с оберткой и без обертки
боковых граней
слои
растяжения
и сжатия
++
+
++
++
++
++
++
++
+
+
+
++
+
+
+
++
++
эластичный
слой
+
+
++
+
+
++
++
+
+
++
+
+
+
++
++
Зубчатый
клиновой ремень
резина
зубьев
+
+
++
++
++
++
++
++
++
++
++
++
++
+
+
++
+
+
+
++
++
адгезионная
резина
+
+
++
+
+
++
++
+
+
++
+
+
+
+
++
Резина
ДЛЯ
обертки
ремней
всех типов
+
+
++
+
+
+
++
+
+
+
+
++
++
Условные обозначения:«++»- важный показатель;«+»- менее важный показатель
17.12. Свойства корд шнуров, влияющих на срок службы ремней
Показатель
Модуль упругости
Прочность при растяжении
Относительное удлинение при разрыве
Динамическая усталость при изгибе
Релаксация напряжения
Ползучесть
Гистерезисные потери
Термическая усадка
Степень
влияния
++
++
+
+
++
+
++
++
Показатель
Температурное расширение
Температура размягчения, плавления
Температура стеклования
Коэффициент трения
Износостойкость между волокнами
Стойкость к пару
Водостойкость
Адгезия
Степень
влияния
+
+
+
+
+
+
+
++
Условные обозначения: «++»- важный показатель; «+» - менее важный показатель.
17.13. Свойства тканей, влияющих на срок службы ремней
Показатель
Модуль упругости
Жесткость при изгибе
Прочность при растяжении
Относительное удлинение
при разрыве
Сопротивление раздиру
Механическая усталость
при изгибе
Усталость при сжатии
Усталость при растяжении
Температура плавления
Вид ткани
обертка
+
+
+
+
+
++
+
+
++
кордткань
силового
слоя
++
++
+
+
+
++
++
+
+
Показатель
Температура стеклования
Износостойкость
Коэффициент трения
Стойкость к химическому
воздействию
Водостойкость
Стойкость к пару
Адгезия
Устойчивость к плесени
Сминаемость
Антистатические свойства
Вид ткани
обертка
+
+
++
+
+
+
+
+
+
+
кордткань
силового
слоя
++
+
+
+
!
I
§
I
1
I
Условные обозначения. ♦+>■ - важный показатель;«+»- менее важный показатель.
ции синхронных ремней, которые не допускают вытяжки при эксплуатации, используют стекло-
корд, металлокорд или кордшнур из Кевлара, Арамида. Толщину несущего слоя выбирают так,
чтобы обеспечить максимальный модуль при растяжении, прочность, и в то же время сохранить
изгибостойкость.
Для повышения адгезии силового слоя к резинам шнуры и ткани пропитывают различными
составами с одновременной тепловой обработкой и вытяжкой. Особенно это относится к
полиэфирному волокну, которое характеризуется химической инертностью. Для повышения
адгезии обычно применяют химически модифицированные высокоадгезионные полиэфирные
волокна, обладающие также более развитой поверхностью.
Оберточная ткань для ремней должна обеспечивать высокое трение между ремнем и
шкивом, а также обладать достаточными прочностью и каркасностью при выполнении
технологических операций. Оберточную ткань для ремней с оберткой по всему контуру после
промазки резиной или клеем закраивают под углом 45-55° для лучшей технологичности при
операции обертки и снижения напряженности ткани при работе ремня. В отечественной практике
производства ремней используют хлопчатобумажные ткани полотняного переплетения типа
ОТ-1, ОТ-40, СТ-202, «МОСТ». За рубежом для обертки применяют также ткани из смеси
хлопчатобумажных и полиэфирных или полиамидных волокон.
Для обертки верхнего основания ремней с открытыми боковыми гранями применяют ткани
этого же типа. Обертка зубьев синхронных ремней для увеличения сопротивления истиранию и
срезу осуществляется специальными полуэластичными шпредингованными полиамидными
тканями (полиамид 6,6, анид), или тканями типа «Nyela».
В подавляющем большинстве случаев в производстве ремней используют резиновые
смеси на основе хлоропренового каучука, по комплексу свойств наиболее полно
отвечающие требованиям работы в ремнях. Однако до настоящего времени в производстве ремней
применяют резины и на основе каучуков общего назначения и их смесей с другими каучука-
ми (СКИ-3+СКД, НК+БСК, ХПК+БНК и др.). Чаще их используют в ремнях со специальными
свойствами (антистатических, морозостойких). Однако срок службы ремней,
изготовленных из каучуков общего назначения как минимум в 2 раза ниже, чем при применении
хлоропренового каучука. В последние годы за рубежом в ремнях, работающих в особо
тяжелых условиях, используют резины на основе специальных каучуков - бутадиенакрилонит-
рильных HNBR (марки Тербан, Торнак), алкилированного хлорсульфированного
полиэтилена (Аксиум). Ремни из этих каучуков имеют существенно более высокую теплостойкость
t
i
!
I
I
Jt*M соответственно долговечность. Их используют в автомобилестроении при передаче
высокой мощности при температуре в подкапотном пространстве, превышающей 100°С.
Имеется информация об успешном применении в производстве ремней новых марок этиленпро-
пиленовых каучуков.
Израильская фирма «Вольта» разработала технологию производства клиновых и
поликлиновых ремней индивидуальной сборки на основе термопластичных эластомеров (ТПЭ) типа Сан-
топрена.
Пропиточные составы используют в производстве ремней для повышения прочности связи
несущего слоя с массивом резины. Для повышения эксплуатационных характеристик ремней в
эластичную резину вводят ингредиенты, содержащие реакционноспособные функциональные
группы, увеличивающие прочность связи в системе текстильный материал-резина.
Кордшнуры и кордткани пропитывают составами на основе латексов. Латекс подбирают в
зависимости от типа каучука резин. Для ремней из хлоропренового каучука в отечественной
промышленности используют латексы на основе хлоропрена типа Л-18ФА, ЛФ-8,. Л-7 и др. За
рубежом чаще всего применяют метилвинилпиридиновый латекс типа ДМВП-1 ОХ. В составы на
основе латексов вводят синтетические водорастворимые резорциноформальдегидные смолы
(например, СФ-282, СФ-280). В практике производства ремней для повышения прочности
связи используют также изоцианаты, в том числе блокированные капролактамом в целях
снижения токсичности состава.
В ремнях без обертки боковых граней высокие показатели прочности связи несущего слоя с
резиной особенно важны - они достигают 7 кН/м. Для этого часто используется глубокая (сквозная)
пропитка кордшнура с поверхностной цементацией клеем на основе полихлоропрена, что
предупреждает разлохмачивание и выползание кордшнура из массива ремня в процессе эксплуатации.
Клеи в производстве ремней используют для промазки кордшнуров для повышения кон-
фекции и монолитности заготовок в процессе сборки и повышения его адгезии к резинам, а
также для шпредингования оберточных тканей ремней малых длин и сечений и полуэластичных
тканей синхронных ремней. Как правило, состав клеев имеют туже основу, что и резины
массива ремня, а в качестве растворителей используют бензин (растворитель Нефрас) и зтилацетат.
17.4. Технология производства
приводных ремней
В мировой практике производства ремней существует несколько альтернативных
технологий производства.
Наиболее распространенная групповая сборка обернутых ремней включает следующие
основные операции: сборку на барабанных станках цилиндрической заготовки (викеля), ее резку
на отдельные заготовки ремней и после съема с барабана их скашивание под форму трапеции,
обертку кольцевой заготовки прорезиненной тканью, вулканизацию, стабилизацию длины,
промер, маркировку, испытания на стендах.
Процесс изготовления ремней без обертки боковых граней отличается отуказанной
технологии тем, что собранный на сборочно-вулканизационном (обычно зубчатом) барабане викель
полностью вулканизуется в диафрагменном вулканизаторе (автоклаве), охлаждается в ванне для
стабилизации длины, снимается с барабана и режется на отдельные ремни, которые при
необходимости подвергаются подшлифовке боковых граней.
Еще один способ, основанный на индивидуальной сборке заготовок ремней и
реализованный на заводе РТИ в г. Белая Церковь по технологии фирмы «Пирелли», состоит из следующих
основных операций: экструзии резинового слоя сжатия, сборки заготовки каждого ремня на
индивидуальном станке и обертки заготовки, вулканизации ремней в челюстных прессах со
стабилизацией длины или в диафрагменных вулканизаторах,, маркировки, промера и
испытания на стендах.
262
Новую технологию, основанную на индивидуальной сборке, предлагает фирма «Вольта» "^
(Израиль). Она включает шприцевание (экструзию) заготовок слоев сжатия и растяжения
ремня из термопластичного эластомера, сборку ремня (наложение слоя растяжения, навивку
шнура силового слоя, наложение слоя сжатия), тепловую сварку всех элементов с последующим
промером длины и маркировкой ремня. По этой технологии нужны всего три
автоматизированных станка, не требуется дорогостоящей оснастки и больших капитальных вложений. Однако
до настоящего времени она не получила широкого распространения из-за высокой стоимости
материалов, недостаточной отработки технологического процесса и ограниченности областей
применения ремней, чувствительных к повышенным тепловым нагрузкам.
Недостатками технологии фирмы «Пирелли» с индивидуальной сборкой ремней являются
низкая производительность, высокая потребность в производственных площадях и
капитальных затратах. Более эффективна технология групповой сборки, но крупным ее недостатком
является потребность в большом количестве оснастки для производства ремней малых и
средних длин, стоимость которой составляет от 30 до 50% стоимости всего комплекта
оборудования. При двухбарабанной сборке и челюстной или ротационной вулканизации ремней
потребность в оснастке существенно уменьшается.
Комплектное оборудование для производства приводных ремней в России и СНГ в
настоящее время серийно практически не производится, но опытом его изготовления владеют ряд
заводов полимерного машиностроения (гг. Тамбов, Кострома, Ярославль). За рубежом
наиболее известными производителями оборудования этого типа являются фирмы «Берсторфф» и
«Шольц», которые поставляют его всем наиболее известным изготовителям ремней в мире.
Производителями оборудования являются также фирмы «Гейтс» и «Дейко» (США), «Бандо» и
«Кобелько» (Япония), Мекканика Н7 (Италия).
Контроль производства. В производстве ремней осуществляется 100%-ный
межоперационный постадийный контроль технологического процесса и комплексное периодическое
испытание продукции.
Контролируется до 15 показателей резиновых смесей, в том числе вязкость и способность к
преждевременной вулканизации резиновых смесей, упругопрочностные характеристики при
растяжении, сопротивление раздиру, твердость, эластичность, стойкость к термическому
старению, усталостная выносливость при многократном растяжении и сжатии, динамический
модуль, модуль внутреннего трения и усталостная выносливость при знакопеременном изгибе с
вращением, анизотропия при растяжении и др. К главным контролируемым параметрам
производственного процесса на отдельных переделах следует отнести энергетические параметры
процессов изготовления резин, полуфабрикатов и вулканизации, массу, геометрические размеры
заготовок, временные параметры процесса, прочность связи между элементами ремня.
Методы испытаний готовых изделий определяются нормативной документацией:
международными и государственными стандартами, техническими условиями,
спецификациями. Прежде всего, это измерение прочности при растяжении и удлинения при заданных
нагрузках, модуль упругости при растяжении, прочность связи между элементами
конструкции, поперечная жесткость ремня, тяговые характеристики. Согласно нормативной
документации все выпускаемые партии ремней должны подвергаться стендовым
испытаниям. Существует несколько методов испытаний ремней на двухшкивных и трехшкивных
конструкциях стендов: определение долговечности на стендах без передачи мощности при
испытаниях на многократный изгиб, на стендах с передачей мощности в замкнутом силовом
контуре или нагружением ведомого шкива тормозным моментом (с прямой передачей
мощности). Наиболее объективно отражают качество ремней испытания на стендах с передачей
мощности. При испытаниях фиксируют частоту вращения, диаметр шкивов, нагрузку и
передаваемую мощность, время до появления первых разрушающих факторов и полного
разрушения, удлинение в процессе испытаний, температуру ремня на поверхности.
Повышение температуры ремня в процессе испытаний на 10°С снижает его долговечность вдвое.
Нормы долговечности (наработки) и удлинения для периодического контроля качества рем-
|
I
I
1
I
t
I
I
I
.^ней в отечественных стандартах установлены на основе статистической обработки большого
количества результатов испытаний. В зарубежных стандартах наработка ремней и удлинение,
как правило, не регламентируются.
Для оценки качества на практике часто используются данные сравнительных испытаний
ремней при эксплуатации в типичных для данного привода условиях, Это позволяет проводить
работы по совершенствованию конструкций привода и технологии изготовления ремней,
прогнозировать надежность приводов и получать сравнительные данные по долговечности ремней
различных типов.
17.5* Эксплуатация приводных ремней
Эксплуатация приводных ремней должна осуществляться в приводах со шкивами, профили
канавок и расчетные диаметры которых соответствуют требованиям нормативно-технической
документации. Ремни должны устанавливаться на шкивы вручную в ненапряженном состоянии
без применения каких-либо инструментов. Валы шкивов должны быть расположены
параллельно, а канавки шкивов - друг против друга. Необходимо исключить попадание смазки,
растворителей и агрессивных для резин веществ в канавки шкивов и на ремни. В групповых приводах
ремни подбираются по допускам длины (по группам согласно нормативной документации). При
выходе одного ремня из строя снимается весь комплект. Ремни, бывшие в употреблении,
подбираются отдельными комплектами.
В случае необходимости допускается применение натяжных роликов, которые
рекомендуется располагать внутри контура передачи на ведомой ветви ремня. Стенки канавок шкива не
должны иметь повреждений и шероховатостей. Меньшее основание сечения клинового ремня
не должно касаться днища канавки шкива, а связующая пластина многоручьевых ремней не
должна касаться реборды шкива.
Долговечность ремней во многом зависит от условий их эксплуатации, при этом одним из
главных факторов является постоянство их натяжения. Натяжение при эксплуатации
рекомендуется постоянно контролировать, особенно в начальный период. Контроль осуществляют по
прогибу ветви под воздействием определенной силы, рассчитываемой в соответствии с
условиями работы передачи. Стрела прогиба и усилие на ветвь указываются в руководстве по
эксплуатации конкретной машины.
Вопросы, регламентирующие правила установки и эксплуатации ремней отражены, как
правило, в стандартах, технических условиях, в руководящих технических материалах, литературе
и в фирменных проспектах.
17.6. Утилизация изделий
и отходов производства
Проблема утилизации вышедших из строя ремней не стоит достаточно остро из-за
незначительной массы отдельного ремня, убыточности организации сбора отработавших ремней и их
рассеянностью по тысячам предприятий и громадной территории. Как правило, они
утилизируются на свалках. На заводах РТИ, производящих ремни, образуется много невулканизованных и
вулканизованных резиновых и резинотканевых отходов (особенно при производстве нарезных
ремней без обертки боковых граней.) Наиболее приемлемый вариант их утилизации -
дробление в мелкую крошку и добавление ее в резины для выпуска деталей неответственного
назначения. При использовании мелкодисперсной крошки (5-20 мкм) из отходов производства ремней
в рецептурах резин для ремней, вводимых в количестве 10-15%, заметного снижения их
качества не происходит.
18. РУКАВНЫЕ ИЗДЕЛИЯ
(Л.Г. Глухаткина) <о
I
18.1. Виды и типы изделий 267 <g
18.2. Типичные варианты конструкции изделий 268 ^
18.3. Области применения рукавов 271 ^
18.4. Конструирование рукавных изделий 272 J
18.5. Материалы для рукавов 274 §
18.6. Производство рукавных изделий 284 (§
18.7. Методы испытаний рукавных изделий 289 ^-
18.8. Эксплуатация рукавов и прогнозирование ^
их работоспособности 291 §
18.9. Утилизация изделий и отходов производства 292 3
I
Рукава представляют собой длинномерные цилиндрические полые изделия, которые
обладают гибкостью. Их применяют в качестве гибких коммуникаций, переходов и эластичных
вставок в составе разнообразных узлов машин, механизмов и систем. Они также выполняют
функции гибких трубопроводов для передачи различных по своей химической природе сыпучих,
жидких, газообразных и других сред. Рукава могут работать под давлением, при разрежении, в
условиях пульсации давления и других видов внутреннего и внешнего нагружения. Имеются
рукавные изделия специального назначения, например, для уплотнения трубопроводов,
буровых скважин, пневматических амортизаторов, плавающие рукава для перекачки нефти и
нефтепродуктов, рукава-пульпопроводы. В качестве защитных оболочек они применяются в
радиотехнической и радиоэлектронной промышленности.
При эксплуатации рукавные изделия должны сохранять герметичность, гибкость,
противостоять воздействию окружающей среды и транспортируемых продуктов, внешних
механических воздействий. Рукава должны просто и надежно присоединяться к механизмам и системам.
Рукава чаще всего представляют собой многослойную конструкцию, в которой каждый слой
играет определенную и важную роль. Для изготовления рукавных изделий используют
резиновые, полимерные, текстильные и металлические (проволочные) материалы. Решающая роль в
такой конструкции отводится внутреннему слою, который выполняет не только функцию
герметизирующей оболочки, но и обеспечивает стойкость к перекачиваемым рабочим средам,
работоспособность в заданном температурном интервале, передает нагрузки от внутреннего
давления на силовой каркас, защищая его от коррозионного воздействия вредных сред.
В большинстве случаев для изготовления внутреннего слоя рукавов (так называемой
«камеры») применяют разнообразные по составу резины, иногда- пластики и даже гибкие
металлические камеры - металлорукава, представляющие собой свернутую в спираль
профилированную металлическую ленту, уплотненную резиновым шнуром по месту стыка.
Обычно наружный слой рукавов изготавливают из резин или иных полимерных материалов.
Он защищает силовой каркас от внешнего воздействия среды и передает внешнюю нагрузку на
каркас, образуемый текстильными прокладками, обмотками и оплетками, проволочными
оплетками, навивками и спиралями, играющими роль силовых элементов, принимающих
внутреннюю и внешнюю нагрузки. Промежуточные резиновые слои каркаса соединяют отдельные
его элементы в единое целое, заполняя пустоты между элементами, препятствуя перетиранию и
надежно скрепляя все элементы конструкции в единое изделие, в котором различные по своей
природе материалы должны работать как единый монолитный эластичный материал.
В зависимости от используемого материала и способа выполнения конструкции силового
каркаса рукава условно разделяют на прокладочные (тканевые), оплеточные, обмоточные, нави-
вочные, круглотканые, усиленные спиралью.
265
i
1
a
I
I
I
j* Надежная эксплуатация рукавных изделий возможна лишь при условии, что концы изделий
герметично присоединяются к системе, в которую они входят. Обычно рукава,
предназначенные для эксплуатации при низком давлении, закрепляют на изделии с помощью металлических
хомутов специальной конструкции, либо путем затяжки металлической проволокой на
металлическом патрубке изделия. При таком способе армирования деформация стенки рукава не
должна превышать 20-30% первоначальной толщины. Несоблюдение этих норм ведет к
преждевременному выходу рукавов из строя из-за разрушения внутреннего резинового слоя рукава
в зоне заделки, что приводит к потере герметичности изделия в целом.
Успешная эксплуатация рукавов высокого давления сопряжена с необходимостью их
армирования специальными наконечниками - концевой арматурой или концевой заделкой,
совместимой с присоединительной арматурой комплектуемых ими аппаратов и изделий.
Из-за многообразия требований к условиям эксплуатации рукавов единая конструкция
концевой заделки невозможна. Тем не менее, можно выделить три основные группы, по которым
классифицируются конструкции заделок:
- по условиям использования (одноразового или многоразового);
- по способам крепления арматуры (с использованием элементов силового каркаса или
путем обжатия стенки рукава);
- по условиям обеспечения герметичности (применение сжатия резины - самоуплотнения
или с помощью клеевого крепления).
Концевая заделка одноразового использования закрепляется на рукаве с помощью
пресса путем пластичного обжатия до заданного профиля, что делает невозможным ее повторное
применение.
Заделка многоразового использования закрепляется на рукаве путем ввертывания ниппеля внутрь
рукава и муфты снаружи. При этом стенка рукава сдавливается и защемляется между этими
деталями. В этом случае возможен демонтаж заделки путем вывертывания муфты и ниппеля.
Более сложный способ выполнения концевой заделки существует для рукавов с металлооп-
леткой или металлонавивкой. Только в этих типах рукавов армирование выполняют по
силовому каркасу, когда срезают внутренний резиновый слой и закрепляют силовые элементы
каркаса на дополнительно монтируемом на рукаве металлическом кольце. На рис. 18.1 и 18.2
приведены варианты конструкции концевой заделки рукавов.
Обеспечение герметичности заделки путем самоукрепления и клеевым способом
применяется ограниченно. Этот способ заделки целесообразно применять в условиях резких колебаний
температур и при сложных нагрузках на рукав, а также в особо ответственных соединениях при
транспортировании газов и воздуха высокого давления.
Рис. 18.1. Основные виды концевой арматуры:
а — разборная; б — неразборная
-JL-
_1_.
Рис. 18.2. Схема конструкции рукава со
встроенной арматурой:
1 — металлическая арматура; 2 — элементы рукава
(резина, силовые слои)
266
18.1. Виды и типы изделий
Рукавные изделия разделяют на виды в зависимости от их назначения и типы,
определяемые конструкцией и технологическими особенностями изготовления.
Основные виды рукавов. Различают напорные, всасывающие, напорно-всасывающие и
комбинированные рукава.
Напорные рукава работают под внутренним давлением рабочей среды до 70 МПа (рис. 18.3).
Особо следует выделить группу рукавов, работающих при высоком давлении - от 10 до 70 МПа,
так называемые рукава высокого давления (РВД). Силовой каркас в них выполняют в виде
оплеток или навивок из проволок или высокопрочных синтетических нитей (см. рис. 18.1). РВД, в
том числе с металлонавивкой, занимают ведущее место среди рукавов других видов.
Всасывающие рукава работают при разрежении рабочей среды (до 600 мм вод. ст.).
Напорно-всасывающие рукава работают как при давлении, так и при разрежении рабочей
среды внутри рукава (рис. 18.4).
Комбинированные рукава работают при различных комбинациях нагрузок, под действием
наружного и внутреннего давлений и осевой (продольной) нагрузки; к этому виду относятся
уплотнительные и амортизирующие рукавные изделия.
Основные типы рукавов. К основным типам рукавов относятся оплеточные, навивочные,
прокладочные, круглотканые и комбинированные рукава.
Оплеточные рукава имеют силовой каркас из одного или нескольких (не более трех) слоев
оплеток. В качестве силовых элементов оплеток используют высокопрочные нити и проволоки,
переплетенные между собой под углом а = 54°44' по отношению к продольной оси рукава, что
обеспечивает постоянство размеров рукава под давлением. В таких рукавах кроме камеры из
резины можно применять камеры (трубки) из пластмасс (полиэтилена, ПВХ или фторопласта).
Навивочные рукава имеют силовой каркас из попарно навитых под углом 54°44' слоев
силовых элементов. Эти слои навивают в двух противоположных направлениях и разделяют
промежуточными резиновыми прослойками. Рукава такой конструкции можно эксплуатировать при
динамическом и циклическом импульсном нагружении, особенно если они усилены
металлической навивкой из проволоки.
Прокладочные рукава имеют каркас из одного или нескольких слоев прорезиненной ткани,
закроенной под углом 45° и накладываемой так, чтобы нити основы ткани располагались под
углом 54°44' к оси рукава.
I ' Рис. 18.4. Напорно-всасывающнн рукав с
тканевым каркасом и проволочной спиралью:
Рис. 18.3. Напорный рукав с плетеным нитя- / _ внутренняя резиновая камера; 2 —
текстильным каркасом: ный слой; 3 — проволочная спираль; 4 — проме-
/ — резиновая камера; 2,4 — оплетки из нитей; жуточный резиновый слой; 5 — текстильный слой;
3 — промежуточный резиновый слой. 6 — наружный текстильный слой
s
I
1
1
I
jr- к прокладочным рукавам относятся также обмоточные рукава, в которых силовой каркас
образован одним или несколькими слоями тканевых прокладок. Полосы ткани накладываются
по спирали таким образом, чтобы нити ее основы располагались под углом 54°44' к
продольной оси рукава. При этом количество тканевых слоев должно быть парным и обмотка должна
накладываться в противоположных направлениях, чтобы исключить спиральное закручивание
рукавов при подаче внутреннего давления в процессе эксплуатации.
Круглотканыерукава имеют слой каркаса из плотно переплетенных между собой под углом
90° текстильных нитей разной прочности.
Комбинированные рукава имеют сложный каркас, сочетающий слои ткани, закроенной под
углом 45°, слои оплеток или обмоток с разными углами наложения, а также проволочные
спирали (промежуточные и наружные).
Каркасы оплеточных, навивочных и прокладочных рукавов называют однородными, так как
они изготовлены из одинаковых материалов, наложенных под одним углом. Каркасы рукавов
остальных типов называют неоднородными, так как они изготовлены из разных материалов
при разных углах наложения силовых элементов.
18.2. Типичные варианты конструкции
изделий
Наиболее распространенными являются оплеточные рукава (см. рис. 18.3), выпускаемые
как дорновым, так и бездорновым способом. Оплеточная конструкция обеспечивает их высокие
технические и эксплуатационные характеристики и возможность максимальной механизации
производства.
В отечественной промышленности хорошо зарекомендовали себя рукава оплеточной
конструкции, выпускаемые по ТУ 30-0051515-80. Они широко применяются в качестве
комплектующих в отечественном авиастроении. Силовой каркас рукавов выполнен из двух или трех слоев
оплеток из хлопчатобумажных нитей или металлической углеродистой пружинной проволоки
со специальным покрытием или без него. Некоторые рукава представляют собой комбинацию
нитяных и проволочных оплеток.
В навивочных рукавах силовой каркас состоит из двух-шести слоев единичных силовых
элементов, выполненных из материалов, аналогичных применяемым в оплеточных рукавах, т.е.
из нитей и проволоки. В такой конструкции единичные элементы каркаса (проволока, нить)
навивают на камеру по спирали под углом 54°44' и укладывают параллельно в двух
противоположных направлениях (попарно). При этом между слоями навивки располагают
промежуточные резиновые слои, благодаря чему исключается возможность перетирания силовых
элементов. Это особенно важно при использовании в качестве силовых элементов проволоки.
По применяемым материалам навивочные рукава аналогичны оплеточным, но процесс их
изготовления полностью механизирован и в несколько раз более производителен, чем
производство оплеточных рукавов.
Рукава высокого давления (ГОСТ 25482) изготавливают с оплеточным или навивочным
каркасом из высокопрочной стальной проволоки или металлокорда (для рукавов с диаметром
более 50 мм). Применение в таких рукавах более трех оплеток или парных слоев навивки не
приводит к увеличению статической прочности. Повышение стойкости к динамическим
(пульсирующим) нагрузкам достигается подбором типа и диаметра проволоки, плотности ее
переплетения в оплетке, а также применением навивки. Латунирование поверхности проволок (тросов)
повышает монолитность стенки рукава вследствие улучшения соединения с резиновыми
элементами конструкций. При применении каркаса из проволок (тросов) на камеру всегда
накладывают слой из текстильных нитей для предотвращения продавливания камеры в просветы
оплетки. Между оплетками (навивками) из проволок располагают промежуточные резиновые
слои, которые препятствуют взаимному перетиранию элементов оплетки.
»•• ^
Прокладочные рукава также широко применяются, несмотря на то, что по некоторым эксплу- ^
атационным характеристикам (особенно по массе и гибкости) значительно уступают оплеточным
и обмоточным. Силовой каркас таких рукавов чаще всего выполнен из нескольких слоев
прокладок из ткани гарнитурового переплетения, предварительно промазанной резиновой смесью,
закроенных и наложенных под углом 45° к оси рукава.
Такие рукава выпускаются отечественной промышленностью по ГОСТ 18698-73 и
ТУ 38-1056016-80. Однако их производство характеризуется большим расходом текстильных
материалов и, главное, большой трудоемкостью.
Типоразмерный ряд таких рукавов довольно широк: от 4,0 до 200,0 мм с шагом 1-2 мм, а
рабочее давление колеблется от 0,25 до 2,5 МПа, что зависит от внутреннего диаметра рукава и
числа слоев тканевых прокладок в армирующем слое конструкции.
Обмоточные рукава не имеют перечисленных выше недостатков прокладочных рукавов. Их
силовой каркас также выполнен из нескольких слоев промазанной резиновой смесью ткани. В
рукавах такой конструкции используют так называемую безуточную кордную ткань, которая
предполагает наличие технологического редкого утка, связывающего нити основы, не позволяя
им смещаться относительно друг друга по ширине ткани. Как правило, в таких тканях в качестве
утка применяют пряжу из низкосортного или очесного хлопка или низкопрочного капронового
волокна высокого номера. Технологический уток способствует сохранению целостности
полотна ткани при ее технологической переработке, т.е. при промазке резиновой смесью на
каландре. В последующих операциях благодаря низкой прочности утка полотно ткани можно легко без
деформирования разделить на полосы требуемой ширины.
Силовой каркас в обмоточных рукавах выполняют в виде полос кордной ткани, которые
накладывают на внутренний слой рукава под углом 54с44' в двух противоположных
направлениях. Число парных слоев не превышает трех пар, так как прирост прочности в этом случае
менее существенен по сравнению с потерей гибкости изделия и увеличением его массы.
Наложение тканевых полос под оптимальным углом 54°44' делает конструкцию рукава
более гибкой и менее деформируемой при нагружении внутренним давлением, что определяется
природными свойствами используемого в ткани волокна. При рациональном использовании
текстильных материалов можно механизировать процесс производства рукавов.
Отечественная промышленность выпускает обмоточные рукава в основном по ГОСТ 18698-73
и ТУ 38 105-1105-76 (табл. 18.1).
Область применения этих рукавов такая же, как и прокладочных.
К прокладочным рукавам относится также особая группа рукавных изделий - «пакеров»,
представляющих собой уплотнительные муфты типа напорных рукавов. Они были разработаны
для нужд нефтебуровых работ, нефтедобычи, эксплуатации нефтяных скважин (для
временного перекрытия горизонта скважины и изоляции его от других горизонтов путем значительного
изменения диаметра под действием внутреннего избыточного давления). Увеличиваясь в
диаметре, «пакер» сокращается подлине, что и создает уплотняющий эффект. Это изменение
диаметра муфты называется «эффектом пакеровки» и обеспечивается изменением угла
наложения силовых элементов парных слоев каркаса рукавного изделия с оптимального (54°44') до
15-45°, а также применением низкомодульных резин. Для силового каркаса используют либо
кордные ткани, либо металлокорд в зависимости от сложности условий эксплуатации.
I
1
I
I
1
I
18.1. Основные параметры обмоточных рукавов
Внутренний
диаметр, мм
25
32
38
40
50
65
Максимальное
рабочее давление, МПа
2.0
2,0
2,0
2,0
2,0
1,6
Масса 1 пог. м,
кг
0.78
1,0
1.1
1,25
1,5
-
Внутренний
диаметр, мм
75
25
32
38
40
50
Максимальное
рабочее давление, МПа
0.63
1,0
1.0
1,0
1.0
1,0
Масса 1 пог. м,
кг
_
0,78
1.0
1.1
1.25
1,25
I
I
!
I
I
Спиральные рукава, к которым относятся всасывающие и напорно-всасывающие, помимо
тканевых прокладок или нитяных оплеток имеют еще и металлическую спираль.
Спиральная конструкция рукавов предполагает, как правило, более тяжелые условия
эксплуатации этих изделий при работе не только в режиме нагнетания, но и всасывания.
Во всасывающих рукавах металлическая спираль обеспечивает каркасность и несминаемость
рукавов под действием разрежения, а при знакопеременных нагрузках и разрежении спираль
служит дополнительным силовым элементом конструкции, повышающим прочность изделия. Для
изготовления спирали применяют стальную оцинкованную проволоку или проволоку без покрытия.
Производство таких рукавов в значительной степени механизировано и выполняется только
дорновым способом.
Спиральные рукава предназначены для перекачивания воды, топлив и масел на нефтяной
основе и пищевых продуктов - спирта, вина, молока, пива и др. и выпускаются по ГОСТ 5398-76
(табл. 18.2).
Размерный ряд спиральных рукавов несколько уступает размерному ряду прокладочных,
но значительно превосходит его по шкале диаметров: от 14 до 950 мм.
Выпускаются еще два типа рукавов с текстильным силовым каркасом - с каркасом из круг-
лотканого чехла (круглотканые рукава) и с вязаным каркасом.
В круглотканыхрукавах силовой каркас выполнен из бесшовного тканого чехла, в котором
нити основы расположены в продольном направлении, а нити утка- в поперечном. Чехол
вырабатывают на специальном круглотканом станке. Основным материалом для изготовления чехла
служит полиамидный высокопрочный кордшнур. В основу и уток чехла при необходимости могут
быть введены нити металлокорда или медной проволоки (так называемой «стренги») для
отвода статического электричества.
Круглотканые рукава с максимальной длиной 40 м можно изготавливать дорновым и без-
дорновым способом. В последнем случае подвулканизованная камера втягивается внутрь
чехла, а роль дорна выполняет подаваемый под давлением внутрь камеры воздух, а затем пар с
температурой 143°С. Преимуществом эксплуатационных характеристик конструкции
круглотканых рукавов является обеспечение надежной работы при осевом нагружении.
18.2. Основные параметры спиральных рукавов
Внутренний
диаметр, мм
14
16
20
25
30
32
38
40
44
45
50
52
54
55
57
60
62
63,5
65
75
Рабочее давление/
вакуум, МПа
2.5/-
1,0/0,08
1,0/0,08
1,0/0,08
0,01/-
1,0/0,08
1,0/0,08
0,6/-
0,6/-
-/0,08
1,6/0,08
0,01/-
0,6/-
-/0№
-/-
0,6/0,08
0,6/-
1,0/0,08
2,0/0,08
1,0/0,08
Внутренний
диаметр, мм
76
90
100
102
112
114
125
133
135
138
142
150
158
160
175
180
200
225
250
275
Рабочее давление/
вакуум, МПа
1,0/-
1,0/-
1,0/0,08
0,03/0,02
0,2/-
1,0/-
1,2/0,08
1,0/-
0,4/-
0,01/-
0,25/-
1,0/0,08
0,01/-
1,0/0,08
1,0/0,08
1,0/0,08
1,0/0,08
1,0/0,08
1,0/0,08
1,0/0,08
Внутренний
диаметр, мм
300
325
370
430
515
630
720
950
6*
8*
10*
12*
14*
18*
20*
10*
12*
25*
-
-
Рабочее давление/
вакуум, МПа
1,0/0,08
1,0/0,08
0,4/-
-/0,08
0,4/0,08
-/0,08
-/0,08
-/0,08
1,2/-
1,2/-
10,8/-
1,2/-
0,7/-
0,7/0,08
0,7/0,08
-/0,06
-/0,06
-/0,08
-
-
' Для перекачивания кислорода и воздуха.
270
18.3. Основные параметры круглотканых рукавов
Внутренний
диаметр, мм
50
60
76
80
Максимальное
рабочее давление, МПа
0,8
2,0
0,85
2,0
Масса 1 лаг. м,
кг
1,5
2.3
1,9
3,0
Внутренний
диаметр, мм
100
102
150
200
Максимальное
рабочее давление, МПа
2,0
1.0
1,0
1,6
Масса 1 пог. м,
кг
3,7
2.8
6,0
4,5
ч
18.4. Внутренние диаметры гнутых шлангов типа Б по ТУ 75-06008-29-91
(номинальная толщина стенки 4,5 мм, предельные отклонения -0,5; +1,0)
Внутренний диаметр, мм
номинальный
14,0
17,0
20,0
22,0
25,0
27,0
30,0
отклонив6
±0,5
±0,5
±0,5
±0,5
±0,5
±0,5
±0,5
Внутренний диаметр, мм
номинальный
32,0
35,0
38,0
41,0
44,0
48,0
50,0
от—е'
±0,5
±0,5
±0,5
±0,5
±0,5
±0,5
±0,5
Внутренний диаметр, мм
номинальный
53,0
56,0
58,0
60,0
68,0
80,0
предельное
отклонение
±0,5
±0,5
±0,8
±0,8
±0,8
±0,8
Примечание. Допускается по соглашению с потребителем изготовление шлангов внутренним диаметром 20 мм с
отклонением+0,5;-1,0.
|
I
1
!
!
I
Крутлотканые рукава используют для перекачивания топлива, авиационных масел, морской
и питьевой воды. Выпускают по ТУ 38 105 954-76 (табл. 18.3).
В рукавах с вязаным каркасом трикотажный чехол изготавливают из искусственных и
синтетических нитей на специальных вязальных машинах, позволяющих придавать рукавам
изогнутую форму («гнутики»). Такие рукава широко применяются в комплектации автомобилей
для систем охлаждения, отопления, в радиаторах. Они выпускаются по ТУ 75-06008-29-91 с
внутренним диаметром от 14 до 80 мм на максимальное рабочее давление 0,2 МПа.
В табл. 18.4 приведены основные размеры гнутых шлангов (типа Б).
18.3. Области применения рукавов
Материал и структуру силовых элементов и тип каркаса выбирают, исходя из конкретных
условий эксплуатации рукава.
Рукава с оплеточным (навивочным) каркасом более гибки и в меньшей степени изменяют
свои размеры под давлением по сравнению с рукавами с тканевым каркасом. Однако
последние обладают повышенной жесткостью (каркасностью) к внешним нагрузкам и более стойки к
воздействию теплоносителей (пара, горячей воды).
Для рукавов, испытывающих осевые нагрузки и внутреннее давление, рекомендуется
использовать круглотканый каркас, в частности, для изготовления длинномерных пожарных рукавов и
длинномерных рукавов для перекачивания нефтепродуктов и воды в авиации и судостроении.
Рукава высокого давления изготавливают с оплеточным (обмоточным) каркасом из
высокопрочной стальной проволоки или металлокорда (для рукавов с диаметром больше 50 мм).
Применение в таких рукавах более трех оплеток не приводит к увеличению статической
прочности. Повышение стойкости к динамическим (пульсирующим) нагрузкам достигается подбором
типа и диаметра проволоки, плотности ее переплетения в оплетке, а также применением
навивки. Латунирование поверхности проволок (тросов) повышает монолитность стенки рукава. Во
всех случаях применения каркаса из проволок (тросов) на камеру накладывают слой из
текстильных нитей для предотвращения продавливания камеры в просветы оплетки. Между оп-
летками (навивками) из проволок применяют промежуточные резиновые слои, которые
препятствуют взаимному перетиранию элементов оплетки.
Рукава используют в качестве гибких трубопроводов в гидравлических пневматических и
топливных системах и системах охлаждения машин и механизмов в авиации, ракетостроении,
судостроении, автомобилестроении, строительных и сельскохозяйственных машинах и др. Рукава
применяют и для транспортирования пищевых продуктов, жидких, сыпучих и газообразных веществ,
а также в качестве компенсаторов температурных изменений в системах трубопроводов.
Уплотнительные рукава можно использовать также для формования цилиндрических
полостей в строительстве, при чистке трубопроводов, при бурении скважин и для других целей.
В тех случаях, когда требуется устойчивость к внешним нагрузкам (давление, местная
нагрузка, изгиб без потери формы рукава) применяют рукава с промежуточной и наружной
проволочными спиралями, что также повышает их гидравлическую прочность.
Рукава поставляют определенной длины, как правило, не превышающей 5 м. Но в ряде
случаях потребителю поставляют длинномерные рукава в бухтах длиной 20-50 м и 100-150 м.
Длинномерные рукава целесообразно изготавливать с применением оплеток из нитей и круг-
лотканых чехлов, используя бездорновую технологию или гибкий дорн, а также трубки
(камеры) из резин и пластмасс.
18.4. Конструирование рукавных изделий
Рукава, являясь гибким звеном в различных системах машин и агрегатов, обеспечивают
надежную их работу в течение определенного времени при условии, что приложенные к ним
нагрузки или деформация не превышают допустимых норм. Однако этого недостаточно.
Следует правильно выбрать конструкцию и рассчитать геометрические параметры конструктивных
элементов, подобрать, сконструировать элементы присоединительной арматуры, а также
выполнить условия монтажа и эксплуатации рукавов.
Одним из наиболее ответственных моментов в разработке рукавов является выбор резиновых
элементов конструкции, в первую очередь-для внутреннего слоя, т.е. для камеры. Именно
устойчивость резины к воздействию передаваемых по рукавам сред и определяет срок службы рукавов.
Таким образом, при разработке рукавов следует решить задачу со многими неизвестными,
исходя из технических требований или конкретных условий эксплуатации изделия.
Технические требования к рукавам содержат:
- размеры (внутренний и наружный диаметры, длина);
- рабочие нагрузки (внутреннее и наружное давление, разрежение, осевая нагрузка, радиус
изгиба и др.);
- режим рабочей нагрузки (статический, динамический, пульсирующий, характер изгиба и др.);
- допустимую деформацию рукава по диаметру и длине (для уплотнительных рукавов);
- характеристику передаваемой и окружающей среды (химический состав, агрегатное
состояние, температура и др.);
- конструкцию присоединения, т.е. крепление рукава к системе.
Технические требования позволяют определить требуемый запас прочности рукава,
представляющий отношение разрушающего давления (/?разр) к рабочему (рра6). Запас прочности
выбирают в соответствии с рекомендациями ИС01307. Рекомендуемые значения запаса
прочности приведены ниже:
Рукава для транспортирования жидкостей: Рукава для транспортирования газов 5,0
при низком и среднем давлении 1,5-3,0
при высоком давлении: Рукава для перекачивания:
в статических изделиях 3,0
в динамических условиях 4,0 зрячих жидкостей 5,0-8,0
в агрегатах летательных аппаратов 3,5-4,0 пара 6,0-10,0
Конструкцию рукавов разрабатывают, исходя из технических требований к нагрузкам, разме- *^_
рам и условиям эксплуатации. При этом последовательно выбирают тип резины (рецептуры) или
пластмассы для слоев рукава, конструкцию и материалы для силовых элементов каркаса,
рассчитывают силовые элементы каркаса.
Эластомер или каучук выбирают, основываясь на анализе конкретных условий
эксплуатации проектируемого изделия. Именно интервал рабочих температур определяет выбор
эластомера, а также природу применяемых армирующих материалов в части волокон и ткани, и,
следовательно, конструктивное решение изделия и последующее технологическое оформление
процесса его изготовления.
На следующем этапе создания конструкции рукавного изделия определяющую роль играют
его размеры и рабочее давление, на которое рассчитан рукав. При этом предварительно
рассчитывают прочность силового каркаса и определяют нагрузки на элемент, что позволяет
подобрать материал по прочностным характеристикам, Конструкцию рукавов выбирают в
зависимости от назначения, определяя по возможности технологию и технологические параметры -
диаметры слоев, углы и шаги наложения элементов, число слоев в каркасе и элементов в слое
(потоке) и т.д.
При расчете прочностных характеристик рукавных изделий сначала находят разрушающее
давление рразр, которое должен выдержать рукав, исходя из целесообразного запаса прочности:
"разр = Рраб "'
где л-запас прочности.
Так, рукава длиной до ТО м и внутренним диаметром менее 50 мм в отечественном
производстве и менее 76 мм в зарубежной практике могут быть оплеточной конструкции,
изготовленные на дорнах.
При изготовлении рукавов для низкого и среднего давлений оплетка может быть выполнена
из текстильных материалов, нитей из натуральных, искусственных или синтетических волокон.
В рукавах для высокого давления оплетку выполняют из проволоки.
При создании облегченных рукавов для высокого давления вместо проволоки следует
применять высокопрочные нити из синтетического высокомодульного волокна. Эти нити
отечественного производства обозначаются СВМ, а в зарубежной практике - Кевлар.
Для рукавов, работающих при высоком давлении (более 5 МПа) и пульсирующих нагрузках,
выбирают навивочную конструкцию из проволоки, так как она лучше работает в указанных
условиях из-за отсутствия пересечения проволок, которое приводит к их перетиранию в местах
изгибов.
Рукава диаметром более 50 мм, работающие при средних давлениях (2,0-5,0 МПа) могут
иметь прокладочную конструкцию. Это напорные рукава, силовой каркас которых выполнен из
двух или более слоев прорезиненной ткани. Разновидностью прокладочных рукавов являются
рукава обмоточные, в которых силовой каркас изготавливают в виде намотки по спирали полос
- безуточных тканей, в которых нити основы редко закреплены нитями утка, выполняющего
только технологическую функцию, предотвращая соскальзывание нитей основы. Это
позволяет сохранять структуру полотна ткани как единое целое. В качестве уточной нити обычно
используют низкопрочные хлопчатобумажные или капроновые нити, что позволяет в
дальнейшем безуточную ткань после ее промазки или обкладки резиновой смесью вручную разрывать
на полосы требуемой ширины.
Длинномерные рукава (более 10 м) следует изготавливать оплеточной или навивочной
конструкции, используя бездорновую технологию или применяя полимерные дорны из
полипропилена или полиэтилена, реже- из полиамида (капрона). При наличии осевых нагрузок следует
выбирать конструкцию с вязаным каркасом, т.е. круглотканые рукава.
Каркас рукавов, предназначенных для сопротивления сравнительно небольшим нагрузкам,
изготовляют из нитей, корда или тканей из натуральных (хлопок, лен) или искусственных
(вискоза) волокон. Для более прочных рукавов используют текстильные материалы из
синтетических (полиамидных и полиэфирных) волокон. Если необходимую длительную прочность рукава
I
I
SS
!
!
I
273
I
1
Я
I
1
I
yP* не удается создать каркасом из высокопрочных синтетических материалов, ее можно повысить,
применяя металлические силовые материалы.
Для уплотнительных рукавов рассчитывают деформационную способность стенки, углы
наложения силовых элементов и возможную деформацию резины в слоях рукава.
Окончательный расчет прочности рукава выполняют после уточнения параметров построения силового
каркаса с учетом технологических особенностей изготовления рукавов.
После подбора силового материала следует составлять конструкцию по слоям, что
позволяет провести более точный ее расчет с определением шага и количества нитей в потоке, ширины
полосы в обмотке и т.д.
18.5. Материалы для рукавов
Для эластичных слоев рукава применяют различные резины, текстильные материалы (нити,
ткани, кордные ткани, трикотаж) и металлические элементы (проволоку, корд, тросы,
профилированные ленты) для силового каркаса.
18.5,1, Резиновые смеси
Резиновые смеси разделяют на камерные (для внутреннего слоя рукава), резиновые смеси для
промежуточных слоев, для промазывания тканей (промазочные) и для наружного слоя. В качестве
камеры может использоваться трубка из полиэтилена, поливинилхлорида и фторопласта.
Для каждого определенного типа рукавов используют смеси из различных каучуков:
натурального, силоксанового, фторкаучука, этиленпропиленового и др.
Вулканизаты камерных смесей, т.е. камерные резины для внутреннего слоя рукавных
изделий, должны быть стойкими к длительному воздействию рабочих сред и температур, не изменять
более чем на 25% исходные значения физико-механических показателей. Степень набухания не
должна превышать 10% масс. Некоторые камерные резины должны обладать специальными
свойствами, например, в рукавах высокого давления с обжимкой концевой арматурой камерная
резина должна иметь достаточную стойкость к накоплению остаточной деформации сжатия, что
обеспечивает надежную герметизацию в зоне заделки рукава. В уплотнительных рукавах резины
должны обладать высоким (более 300%) относительным удлинением при разрыве.
Резины должны быть морозостойкими, т.е. сохранять эластичность при температурах до
-40°С, а в особых случаях до -60°С. В маслотопливостойких рукавах применяют резины на
основе бутадиеннитрильных каучуков в сочетании с хлоропреновыми, в рукавах для особо
агрессивных сред - резины на основе фторкаучука. Повышенная газонепроницаемость рукавов
достигается применением резин из бутилкаучука или этиленпропиленовых каучуков, а также
полиэтилена. Для «пищевых» рукавов используют резины на основе натурального, бутадиен-
нитрильного каучука и полиизобутилена, не выделяющих вредных веществ.
Особую группу составляют резины на основе силоксановых каучуков, которые придают
изделиям ряд свойств, не достижимых при применении других каучуков: светоозонотепломо-
розостойкость наряду с высокими диэлектрическими характеристиками и хорошими
гигиеническими свойствами.
Уровень физико-механических свойств резин, используемых для рукавов общего
назначения, определяется условной прочностью при растяжении (6,0-10,0 МПа), относительным
удлинением при разрыве (100-250%). Для резин на основе каучуков разных типов
физико-механические показатели находятся в пределах, приведенных в табл. 18.5. Не допускаются
посторонние включения и пористость, приводящие к негерметичности рукава.
Обеспечение всего комплекса физико-механических показателей резин для внутреннего слоя
рукавов является залогом эффективной эксплуатации изделий из них, особенно при контакте с
агрессивными и активно воздействующими средами.
274
Камерные резины, как правило, многокомпонентны, а для серийных рукавов общего
назначения иногда содержат до двух десятков различных ингредиентов. Наряду с обязательными
основными составляющими-каучуком, наполнителем (техуглерод, минеральный наполнитель),
вулканизующим агентом (сера или серусодержащие вещества, пероксиды и др.) в их состав
включают и вещества, способствующие и облегчающие изготовление смеси и ее последующую
переработку - пластификаторы и диспергаторы (как правило, жирные кислоты), мягчители,
ускорители вулканизации, противостарители, красители и часто специфические добавки,
придающие их вулканизатам особые свойства, отвечающие конкретным условиям эксплуатации
рукавного изделия.
Рецептура камерных смесей для рукавов общего назначения обычно отличается высоким
содержанием наполнителей, иногда превышающим 100 масс. ч. на 100 масс. ч. каучука (табл. 18.6).
По технологическим свойствам рецептура камерной смеси должна обеспечивать её шприцу-
емость или каландруемость (калибром 0,5-1,0 мм) с получением хорошей, т.е. гладкой повер-
18.5. Физико-механические показатели резин для рукавных изделий отечественного
производства
Назначение
резины
в изделии
Внутренняя камера
Промежуточные слои
Промазка оплетки
или камеры
Наружный слой
Вулканизованная резина
условная
прочность
при
растяжении, МПа,
не менее
8,0-9,0
7,0-8,0
Не норм.
8,0-9,0
относительное
удлинение при
разрыве, %,
не менее
170-250
250
Не норм.
250-280
остаточное
удлинение
после
разрыва, %
не более
15-12
12
Не норм.
15-12
температура
хрупкости,
°с,
не выше
-50
-60
Не норм.
-60
твердость
в единицах
IRHD
75±10
65+10
Не норм.
65±10
коэффициент
старения по от-
сительному
удлинению
при 70°С
в течение
144ч,Н/м
0,65-0,70
-
Не норм.
0,70
Невулкани-
зованная
резина
пластичность,
усл. ед.
0,13-0,25
-
0,25-0,45
0,25-0,45
18.6. Рецептура резиновых камерных смесей для рукавов
Ингредиент
Наирит
Каучук CKH-18
Каучук СКН-26
Сера
2,2-Бензтиазолдисульфид
Белила цинковые
Магнезия жженая
Лиафен ФП
Параоксинеозон
Техуглерод П803
_Дибутилфтолат
Дибутилсебацинат
Кислота стеариновая
техническая (стеарин)
Всего
Содержание ингредиента резиновой смеси шифра
4326-1
масс. ч. на 100
масс. ч. каучука
-
100,00
-
2,50
1,50
7,50
-
1,00
1,00
115,00
30,00
-
1,00
259,50
% масс.
-
38,54
-
0,96
0,58
2,89
-
0,38
0,38
44,33
11,56
-
0,38
100,00
129-1
масс. ч. на 100
масс. ч. каучука
-
50,00
50,00
2,00
1,50
5,00
-
1,00
1,00
115,00
-
25,00
1,00
251,50
% масс.
-
19,88
19,88
0,79
0,60
1,99
-
0,40
0,40
45,72
-
9,94
0,40
НО-68-1
масс. ч. на 100
масс. ч. каучука
50,00
50,00
_
-
_
5,00
2,50
3,00
1,00
75,00
-
20,00
1,00
100,00 208,50
% масс.
24,10
24,10
_
-
_
2,40
1,21
1,45
0,48
36,40
_
0,64
0,98
100,00 I
хности при малой усадочности заготовок как в невулканизованном виде, так и после вулканизации.
Примером камерных смесей, наиболее широко применяемых для рукавных изделий общего
назначения, могут служить резины шифров 4326-1 и НО-68-1, которые используют в производстве
маслобензостойких рукавов.
Резиновые смеси для промежуточных слоев рукавов, как правило, не содержат столь
большого числа компонентов. При разработке или подборе резиновых смесей для промежуточного
слоя следует руководствоваться принципом сродства с полимерной основой рецептуры для
внутреннего слоя, т.е. использовать пары полярный каучук с полярным, неполярный - с
неполярным каучуком камерной смеси.
Главные функции промежуточного слоя - надежное соединение всех элементов
конструкции рукава (тканей, проволоки) в единое целое и одновременно обеспечение их надежной
изоляции от возможного истирания друг о друга в процессе эксплуатации рукавного изделия.
Такие резиновые смеси должны содержать компоненты, улучшающие конфекционные свойства
резин. Для этого в основную композицию часто добавляют полихлоропрен.
С технологической точки зрения рецептура резиновой смеси должна содержать наполнители
в такой комбинации, чтобы обеспечивать при переработке на каландре получение «листовой»
заготовки калибром от 0,5 до 1,0 мм с сохранением этой толщины слоя в процессе
межоперационного хранения заготовок. Для улучшения съема смеси с каландра вводят небольшое количество
стеарина (0,5-1,0 масс, ч.), что не оказывает существенного влияния на когезионные свойства.
Клеевая композиция должна подбираться также по принципу сродства полимеров всех слоев,
предназначенных для сборки рукава в единое целое, и содержать, в первую очередь,
ингредиенты, способные обеспечить склеиваемость всех элементов конструкции и монолитность изделия в
целом. Как правило, в составе такой композиции содержатся смолы (например, сосновые, кума-
ронинденовые), а содержание наполнителей в несколько раз меньше, чем в камерной смеси.
Резиновые смеси для наружного слоя часто такие же как и для внутреннего слоя рукава,
если они обладают необходимой технологичностью, т.е. способностью каландроваться в
тонкий лист калибром от 0,5 до 1,0 мм или хорошей шприцуемостью для нанесения на заготовку
рукава на шприц-машине. В последнем случае шприц-машина должна быть оборудована
специальной насадкой, так называемой «косой головкой».
К наружному резиновому слою рукавов предъявляют ряд специфических требований
(наиболее часто по стойкости к светоозонному старению), поэтому в рецептуру смесей вводят
дополнительные ингредиенты - противостарители (оксинеозон, неозон Д - от светового
старения, диафен ФП - от озонного старения). Иногда в наружный слой добавляют пигмент,
например лак «бордо», железооксидный пигмент или синьку в качестве отличительного признака
назначения или применения данного рукавного изделия.
В рукавах оплеточной конструкции, где используются хлопчатобумажные или
синтетические нити, функцию наружного слоя часто выполняет клеевое покрытие, состав которого
должен обеспечивать надежное крепление к текстильным элементам конструкции рукава, а также
защиту от атмосферного или иного воздействия на изделие.
Промазочные смеси наносят на текстильные элементы конструкции рукава для улучшения
конфекционных свойств и повышения монолитности рукавного изделия в целом. Они содержат,
как правило, небольшое количество (30-60 масс, ч.) малоактивных минеральных наполнителей
[мел, каолин, белая сажа (аэросил А-175)] и незначительное количество техуглерода (до 0,2 масс. ч.
на 100 масс. ч. каучука) для придания композиции черного цвета. Иногда вместо минеральных
наполнителей используют малоактивный печной техуглерод в тех же дозировках. Главными
компонентами таких смесей наряду с вулканизующими агентами являются вещества, улучшающие
адгезионные свойства: кумаронинденовые, сосновые смолы, канифоль, рубракс и др.
Промазочные смеси могут просто наноситься на ткань либо при двухразовом ее пропуске на
каландре, когда ткань промазывают с двух сторон на каландре с небольшой фрикцией - около
1:1,2 -1:1,3. За первый проход промазывают одну сторону, за второй - другую, иногда даже с
небольшой накладкой резины (0,2-0,3 мм).
Изготавливают также клеевые композиции и пасты, выполняющие функцию
промежуточных конфекционных слоев, а иногда и наружного покрытия. Пастообразные композиции, как
правило, наносят с двух сторон попеременно на ткани силового каркаса рукавов на клеепрома-
зочном агрегате, т.е. при шпрединговании.
Рецептуры резин на основе каучуков специального назначения (фтор- и силоксановых кау-
чуков) с ограниченным числом компонентов не содержат большого количества наполнителей.
Кроме того, в них используют специфические вулканизующие группы - пероксиды и основания
Шиффа, полиамины и изоционаты - для смесей на основе фторкаучуков.
Построение рецептуры резиновой смеси для рукавов специального назначения и рукавов,
предназначенных для эксплуатации в контакте со специальными средами или в нестандартных
условиях эксплуатации очень сложная задача. Примером ее решения является разработка НИИ-
ЭМИ рукавов РЖСО, предназначенных для эксплуатации в контакте с антифризами и
охлаждающими жидкостями. Такие рукава характеризуются высокой экологичностью резиновых
элементов или так называемой «чистотой», т.е. способностью не ухудшать или даже не изменять
состав подаваемых по рукавам рабочих жидкостей за счет миграции и простого вымывания
ингредиентов из состава резиновых элементов.
Другим интересным примером рецептуростроения для конкретной задачи - снижения топ-
ливопроницаемости - служит разработка НИИЭМИ совместно с ОАО «Балаковорезинотехника»
рукавов для топливной системы отечественных автомобилей с обеспечением требований Евро-
3 и Евро-4. В конструкции рукавов сочетаются резины с пластмассовыми пленками.
Оптимальные результаты были получены при использовании камерной резины на основе
фторкаучука для внутреннего слоя рукавов, на который накладывалась методом навивки или
экструзией пленка из фтортермопласта марки THV-500G. Этот термопласт выполнял функцию
барьера и находился в вязкотекущем состоянии при температуре вулканизации и совулканизо-
вывался с камерой в процессе котловой вулканизации при 170°С в течение 30 мин. В качестве
наружного слоя использовалась резиновая смесь из эпихлоргидринового каучука.
18.5,2. Армирующие материалы
В качестве армирующих материалов, определяющих прочностные и, следовательно,
эксплуатационные характеристики рукавных изделий, применяют разнообразные по своей
химической природе текстильные материалы, нити и ткани из стекловолокна, а также металлическую
проволоку, сетку.
Текстильные материалы
Главным критерием применяемости материала (ткани или нити) должны служить такие
прочностные характеристики, которые позволяют обеспечить необходимый запас прочности или
разрушающего давления для конкретного изделия. При этом важно учитывать температурную
область эксплуатации изделия. Хлопчатобумажные текстильные материалы - нити и ткани - можно
использовать в тех рукавных изделиях, температурный интервал работоспособности которых
ограничен 70—100°С. Применение специального клеевого покрытия на основе термостойкого
полимера может расширить предельную границу температуры эксплуатации до 150°С (даже после
котловой вулканизации при температуре 143 или 151°С). Таким примером могут служить масло-
бензостойкие рукава РМБ (ТУ 38-005419-83), изготавливаемые на основе фторкаучука.
Хлопчатобумажные текстильные материалы характеризуются высокой
технологичностью при переработке на оборудовании рукавного производства. Они практически
сохраняют свои прочностные характеристики на различных стадиях технологического процесса,
поскольку в конструкции рукава они защищены либо клеевым покрытием, либо
резиновыми слоями при промазке или обкладке тканей, а также несколькими слоями опрессовочно-
го бинта при вулканизации.
Кроме того, хлопчатобумажные материалы вследствие рыхлости структуры их волокна
обладают высокой адгезионной способностью к резиновым смесям, которую можно еще более
повысить использованием специальных клеевых композиций.
К существенным недостаткам хлопчатобумажных армирующих тканей и нитей следует
отнести их низкую грибоустойчивость даже при наличии клеевого покрытия.
Текстильные материалы из искусственных и синтетических волокон можно применять в
том же температурном интервале, что и хлопчатобумажные текстильные материалы, для
силовых элементов конструкции. К ним относятся вискозные нити и ткани, а также полиамидные
(капроновые) и анидные текстильные материалы.
Вискозные нити очень чувствительны к воздействию влаги и с увеличением влажности
способны терять до 40-50% первоначальной прочности. В присутствии окислительных и гидроли-
зующих агентов происходит деструкция молекул вискозного волокна.
Полиамидные нити в отличие от вискозных более влагоустойчивы, однако воздействие
острого пара при вулканизации рукавных изделий приводит к значительной потере их
прочностных характеристик. Даже непродолжительное нагревание вызывает существенное
снижение эксплуатационных показателей этих волокон. Уже при 140-150°С волокно необратимо
теряет 40-50% прочности.
Тем не менее, капроновые материалы не теряют своей прочности в воде, хорошо
противостоят гниению и плесени, не растворяются в бензине и бензоле, устойчивы к действию
разбавленных кислот и щелочей. Однако они подвержены светоозоностарению и обладают низкой
адгезией к резине, что требует их предварительной обработки пропиточными составами,
основу которых составляют латексные смеси, повышающие прочность крепления резины с тканью.
Для этого в состав пропиточных смесей вводят вещества с химически активными
функциональными группами, например резорционформальдегидные смолы.
Полиамид 6 (капрон) обладает высокими диэлектрическими характеристиками, стоек к
воздействию микроорганизмов, не подвержен гниению и меньше, чем вискоза, подвержен
воздействию влаги, однако окислители разрушают волокна. В противопожарном отношении полиамид
6 не представляет особо большой опасности, так как подожженная ткань горит медленно. Как и
большинство натуральных и химических волокон, полиамид 6 под воздействием солнечного
света деструктируется и в процессе эксплуатации может потерять до 25% прочности при
естественном освещении. Однако в рукавных изделиях он защищен резиновыми слоями промазки,
обкладки или слоями клеевых композиций. Тем не менее, применение нитей и тканей из чисто
полиамидных волокон в рукавных изделиях ограничено вследствие низкого модуля
деформации этих волокон, что приводит к большому удлинению (6-10%) изделий, эксплуатируемых
под нагрузками, при общем для РТИ требовании не более 4%.
В современном рукавном производстве широкое применение находят ткани и нити,
комбинированные с хлопком. Это объясняется не столько дефицитом хлопкового сырья, сколько его
повышенной адгезионной способностью. Кроме того, такие ткани характеризуются большой
стабильностью при переработке на каландре и после котловой вулканизации.
При повышении температурной границы эксплуатации рукавов до 180°С в качестве
армирующего материала следует использовать полиэфирные (лавсановые) ткани и нити. Лавсан
обладает высокой химической стойкостью к действию кислот, особенно к фтористоводородной
кислоте, хорошей стойкостью к щелочам при комнатных температурах, прекрасно противостоит
воздействию окислителей, в том числе пероксида водорода, не подвергается влиянию пресной
и морской воды, не гниет даже в сырых условиях. Однако лавсан деструктирует под
воздействием высокой температуры. Лавсановое волокно теряет до 60% первоначальной прочности
за 400 ч при 180°С. Поэтому область его применения ограничена кратковременным
воздействием 200°С. Лавсан гидролизуется под воздействием пара, незначительно теряя прочность.
Гидролиз и, следовательно, потеря прочности увеличивается с повышением давления пара.
К существенным недостаткам полиэфирного волокна следует отнести его низкую
адгезионную способность. Для обеспечения удовлетворительной конфекционной способности полиэфир-
~W-
ных тканей и нитей применяют специальные пропиточные составы, основой которых являются,
как правило, латексные дисперсии с активными функциональными группами. Этой же цели
служит комбинация эфирного волокна с хлопком.
Лавсановое волокно обладает высокой (до 7%) усадкой, которая с повышением
температуры до 230°С может увеличиться до 22%. Для устранения этого недостатка волокно подвергают
термообработке, т.е. термофиксации без заметного изменения физико-механических его свойств.
В табл. 18.7 приведены сравнительные данные по прочностным характеристикам
синтетических нитей, используемых в рукавном производстве.
Для температур, превышающих 180-200°С, в качестве армирующих материалов применяют
ткани и нити из ароматических полиамидов: Фенилон, Оксалон, Арамид, Терлон, Кевлар, Суль-
фон Т, Лола и др. Они характеризуются не только высокой прочностью и термостойкостью (до
350°С), но и химической стойкостью. Некоторые из них относятся к числу малогорючих и
самозатухающих полимерных волокон. Так, Оксалон при 350°С в течение 100 ч старения на воздухе
сохраняет от 40 до 50% прочности и может кратковременно работать при 400°С. При этом он
стоек к воздействию бензина, трансформаторного масла, соляной кислоты, щелочи, УФ-излу-
чения, обладает атмосферостойкостью, имеет относительно низкую стоимость по сравнению с
другими выпускаемыми ароматическими полиамидами.
В табл. 18.8 приведены сравнительные данные по свойствам ряда натуральных,
искусственных и синтетических волокон. В отечественной практике из ароматических полиамидов
наибольшее применение в рукавном производстве находит высокомодульное волокно марки СВМ
типа Кевлар. Его преимуществом является сочетание высокой прочности и малой массы с
высоким модулем деформации, что делает волокно конкурентом металлической проволоки.
Применение высокомодульного волокна вместо проволоки позволяет уменьшить массу
изделия при сохранении его гибкости и прочностных характеристик при нормальных
температурах эксплуатации. В теплостойких рукавных изделиях применение нитей или тканей из СВМ
позволяет повысить верхний температурный предел эксплуатации до 250°С и кратковременно
до 300°С.
Технические ткани в основном изготавливают из крученой пряжи.
Примером применения СВМ-волокна в отечественной рукавной практике служат рукава для
воздушного запуска (РВЗ, ТУ 105862-90). Эти рукава с внутренним диаметром 100 мм
предназначены для подачи под давлением 0,5 МПа горячего воздуха с температурой до 290°С в турбины
самолетов для разогрева двигателей. Изготавливают их из резин на основе силоксановых кау-
чуков. Для этих рукавов в НИИЭМИ была разработана безуточная ткань марки СП-50, где в
качестве технологического утка использованы малопрочные хлопчатобумажные нити.
Применение безуточной ткани марки СП-50 из нитей СВМ вместо полиэфирных нитей структуры 100
текс позволило в 10 раз увеличить гарантийную наработку рукавов при 290°С.
"К
1
Й
I
!
I
18.7. Прочностные характеристики синтетических нитей,
используемых в рукавном производстве
Номер пряжи и структура нитей
Разрывная
нагрузка, Н,
не менее
Относительное
удлинение
при разрыве, %
Толщина, мм
Масса 100 м, г
Нити вискозные крученые (ТУ 6-06-16-1-72):
5,45/1(183, текс х 1)
5,45/1/2 (183,5 текс х 2)
5,45/1/3 (183,5 текс х 3)
6,0
11,0
16,5
15,0
15,0
18,0
Нити полиэфирные крученые термофиксированные (О
9x2 (111 текс х 2)
9x3(111 текс хЗ)
9x4(111 текс х 4)
9x5 (111 текс х 5)
9x6 (111 текс х 6)
14
21
28
36
43
13,0
13,0
13,0
15,0
15,0
0,50
0,78
1,10
CT 6-06-C2-76)
0,24
0,35
0,47
0,54
0,66
19±1
40±1
61+1
25
35
46
58
69
"^titk-
279
18.8. Показатели, характеризующие свойства волокон
Показатель
Прочность при растяжении, МПа
Изменение прочности при
растяжении во влажном состоянии, %
Относительное удлинение при
разрыве, %
Напряжение при 1%-ном
удлинении, МПа
Модуль упругости Б10"3, МПа
Плотность, кг/м3
Равновесное содержание
влаги (20°С, влажность 65%), Ус
Тепловая усадка при 160°С, %
Температура размягчения, °С
Температура стеклования, °С
Температура плавления, "С
Хлопок
330-400
102-110
6-10
5000-5500
8-13
1540
7
-
-
-
-
Вискоза
450-800
63-80
7-15
3500-5000
15-20
1500
12-14
0,5
-
-
-
Полиамид
700-800
80-92
15-28
2800-5000
2,5-5,0
1140
3,5-5,0
6
180-200*
220-235**
50
210-220*
250-260**
Полиэфир
700-1000
100
6-20
10000-11000
10-20
1380
0,4-0,5
7
230-240
70-80
-
Винилон
470-700
75-90
9-22
-
7-9
1280
3-5
-
220-230
85
-
Арамид
1500-2700
85-90
2-4
-
-
1440
4,5-5,0
0,2
-
300
500
Стеклянные
волокна
500-1000
85
3-4
-
-
2560
0,2
0
-
-
-
* Полиамид 6; ** Полиамид 6,6.
В табл. 18.9 приведена характеристика кордных тканей отечественного производства на основе
сополимеров.
В рукавном производстве помимо нитей и тканей в качестве армирующего силового
материала ограниченно применяют трикотажные ткани и чехлы или вязаные изделия, а также тканые
чехлы. Кроме того, используют такие хрупкие материалы, как стекловолокно и стеклоткань.
Пониженная изгибоустойчивость и высокая хрупкость стекловолокна и тканей с его
применением приводят к значительной потере первоначальной прочности этого материала при
переработке на различных стадиях производства. Волокно с нанесенным на него замасливателем,
незащищенное полимерным покрытием, теряет до 60% прочности в результате
технологической переработки. Кроме того, в незащищенном состоянии стеклонити и стеклоткани
значительно ухудшают санитарно-гигиенические условия производства и могут вызывать аллергические
проявления и дерматиты у работающих. Этих недостатков лишена разработанная в НИИЭМИ
специальная рукавная ткань марки ТР-1, равнопрочная по основе и утку. Это очень важно при
использовании ее в рукавах, когда ткань закраивают под углом 45°. При нагружении рукавов
внутренним давлением нити основы и утка работают в равной степени. Для пропитки этой ткани
был разработан специальный полимерный состав. Ткань с пропиткой выпускается под маркой
ТРП-1. Эта пропитка с одной стороны повышает адгезию ткани к силоксановым резинам, а с
другой - защищает её нити от излома при механическом воздействии в процессе перемотки,
вулканизации и даже при двусторонней промазке на каландре. Кроме того, она улучшает
санитарное состояние производства, так как ткань перестает «пылить». В табл. 18.10 приведены
основные характеристики стеклотканей, применяемых в рукавах.
18.9. Характеристика кордных сополимерных тканей отечественного производства
Ткань кордная
сополимерная для РТИ
(ТУ 06-31-302-80)
СП-50. нить 6/1/2 (167 текс х 1 х 2)
СП-75, нить 6/1/3 (167 текс х 1 х 3)
Плотность
(число нитей в потоке)
по основе
80
75
по утку
30
30
Разрывная нагрузка
на нить, Н
50
73
Относительное
удлинение
при разрыве
по основе,
%
5
6
Толщина, мм
0.5
0,65
18.10. Физико-механические свойства стеклотканей
Марка
ткани
ТРП-1
Т-13
Т-11
Т-10
Толщина ткани,
мм
0.38
0.27+0.03
-
0,23±0,02
Масса 1 м1,
г
300+40
285±9
385+12
290+7
Разрывная нагрузка, Н/2,5 см
по основе
1800
1800
2800
2700
по утку
1700
1200
1600
1500
Тип
переплетения
Сатиновое
Полотняное
Сатиновое
Сатиновое
Особым преимуществом ткани ТРП-1 является ее равнопрочность по основе и утку, что
чрезвычайно важно для рукавных изделий, работающих в качестве компенсаторов температурных
изменений в системах трубопроводов. Эти муфтовые изделия постоянно испытывают
деформацию растяжения-сжатия, раздуваясь и растягиваясь в осевом направлении, т.е. как бы дышат;
основа и уток силового каркаса постоянно находятся в сложном знакопеременном динамическом
состоянии, на которое часто накладывается вибрация. Именно в таких условиях при
знакопеременных нагрузках одинаково работают нити основы и утка, обеспечивая прочность рукавного
изделия в целом.
Как показал 20-летний опыт применения ткани ТРП-1 в патрубках-компенсаторах, вместо
ранее используемых серийных неравнопрочных стеклотканей марок Т-10, Т-13 и других без
специального покрытия позволило устранить массовый производственный брак по
расслоению изделий, повысить качество самих изделий, устранить претензии со стороны
эксплуатирующих предприятий по авиатехнике и повысить гарантии на эти изделия.
В рукавном производстве часто используют трикотажные ткани и чехлы. Простейшие из них
изготавливают из одной системы нитей. При этом петли, расположенные горизонтальными
рядами продеваются в петли предыдущего ряда. Благодаря трикотажному переплетению
достигается значительное растяжение материала при его одноосном нагружении. Одновременно
происходит сокращение в другом направлении, что обусловлено связью между рядами нитей.
Трикотажные чехлы и ткани иногда выполняют основные функции и применяются в
качестве армирующих материалов для силовых элементов рукавных изделий высокой
эластичности. Чаще они используются в конструкции рукавного изделия как вспомогательный материал и
служат подслоем или брекером под наводимую проволочную спираль во избежание
возможного повреждения при сборке ниже расположенной камеры рукава.
Трикотажные чехлы подобно оплетке можно выполнять непосредственно на рукавных
заготовках на специальном круглоткацком станке бездорновым способом. Таким способом
получают отечественные топливозаправочные рукава с круглотканым каркасом. Основным
материалом служит высокопрочный полиамидный кордшнур, нити которого в качестве основы
располагаются в продольном направлении, а нити утка - в поперечном.
В ассортименте рукавных изделий имеются -также рукава с вязаным трикотажным каркасом,
который нарабатывается на резиновую заготовку с помощью трикотажной вязальной машины
непосредственно в процессе производства. Такие изделия предназначены для комплектации
различных систем трубопроводов автомобилей (отопления, охлаждения, для радиаторов) и имеют
изогнутые формы. В них в качестве пряжи используют синтетические и искусственные нити.
Металлоизделия
В конструкции рукавов в качестве армирующих материалов широко применяют проволоку и
даже тросы или стальные канаты, изготовленные свивкой стальных проволок.
Проволоку получают горячей прокаткой или холодной обработкой - так называемым
волочением. Проволока, применяемая для спирали, лежащей на внутренней поверхности или для наружной
спирали, т.е. для брони, должна быть оцинкованной, в остальных случаях оцинковка необязательна.
Стальная пружинная проволока бывает мягкой (малопрочной) и твердой (высокопрочной).
Из твердой проволоки изготавливают пружины и канаты. Так, основным материалом для
силового каркаса рукавов высокого давления является высокопрочная стальная углеродистая
проволока диаметром 0,3-0,6 мм, полученная холодным волочением.
*
18.11. Характеристика проволок и металлокорда рукавного назначения
I
I
I
I
I
Металлокорд
(ГОСТ 14311-77)
21Л15
22Л15
39Л15
40Л15
Конструкция
(структура)
7x3
1+(7хЗ)
(9хЗ)+(Зх9)
1+(9хЗ)+(Зх9)
Диаметр,
мм
0,9
1,15
1,15
1,45
Диаметр одиночной
проволоки, мм
0,15
0,15
0,15
0,15
Агрегатная прочность,
Н, не менее
900
900
1650
1650
18.12. Характеристика проволоки, применяемой для изготовления рукавов
Диаметр
проволоки
„3*0.02
' -0.01
0,4±0,02
0,5±0,02
0,6±0,02
Класс
проволоки
Агрегатная
прочность, Н
Временное сопротивление
разрыву, Н/мм2
Число скручиваний
на 50 мм, не менее
Вид покрытия
проволоки
Проволока для рукавов высокого давления (ТУ 14-4-1109-80)
200-230
177-205
147-180
2850-3280
2500-2900
2100-2500
40
50
50
Светлая
и
латунированная
Проволока пружинная (ГОСТ 9389-75)
I
II
III
I
II
III
I
II
III
333-377
276-333
214-276
520-589
432-520
334-432
749-848
622-749
480-622
2650-3000
2200-2650
1700-2200
2650-3000
2200-2650
1700-2200
2650-3000
2200-2650
1700-2200
20
21
21
16
19
19
16
18
18
Светлая
(нелатуни-
рованная)
Стальная малопрочная и более гибкая проволока придает рукаву большую гибкость, но
уменьшает его прочность по сравнению со стальной высокопрочной упругой проволокой. Последняя
увеличивает динамическую прочность рукавного изделия, повышая одновременно его жесткость
и снижая гибкость.
В резиновых рукавах с металлической оплеткой в отечественной и зарубежной практике
применяют также латунированную проволоку, что способствует повышению прочности связи с
резиной (с 0,15-2,5 Н/м для светлой проволоки до 4,8 Н/м для латунированной), а
следовательно улучшению эксплуатационных характеристик рукавного изделия в целом. Именно
латунированная проволока позволяет увеличить прочность рукавов на 8-10% за счет повышения
монолитности стенки их конструкции.
Характеристики отечественных стальных латунированных проволок и металлокорда
рукавного назначения приведены в табл. 18.11 и 18.12.
В тех конструкциях рукавных изделий, в которых наряду с резиной и тканью используют
металлоизделия - проволочную спираль, оплетку или сетку, именно они определяют жесткость
изделия в целом и являются конструкционно-несущей частью рукава, которая принимает на
себя основную долю приложенной нагрузки.
Адгезивы
Клеевые композиции, применяемые при изготовлении рукавов, как правило, представляют
собой дисперсии полимеров в органических растворителях. Они многокомпонентны и помимо
основных ингредиентов содержат вещества, повышающие клейкость композиции,
вулканизующие агенты, стабилизаторы, промоторы адгезии, наполнители и др.
В рукавном производстве применяют клеи для крепления:
- резиновых элементов в процессе вулканизации;
- резин с текстильными и резинотканевыми материалами при вулканизации;
- резин к металлическим элементам конструкции рукавов, в том числе и встроенной арматуры.
При выборе клея необходимо, в первую очередь, исходить из состава резиновых элементов,
подлежащих креплению. Именно адгезионные свойства клеевой композиции, а также самой
резиновой смеси, подлежащей совулканизации, являются важнейшими характеристиками этих
материалов.
Решающее влияние на прочность склеиваемых в процессе сборки и последующей
вулканизации элементов конструкции рукава оказывает природа каучука и состав резины.
Наиболее высокими адгезионными характеристиками обладают резины на основе
полярных ненасыщенных каучуков - бутадиеннитрильных и хлоропреновых. При этом чем больше
содержание нитрильных групп в бутадиеннитрильном каучуке, тем выше прочность крепления.
Этим двум полимерам по уровню адгезионных свойств несколько уступают резины из
неполярных ненасыщенных каучуков: натурального, бутадиенстирольного каучуков, полиизобутилена и др.
Значительно более низкие адгезионные характеристики имеют резины из каучуков с малой
ненасыщенностью (на основе фторкаучуков) и неполярных насыщенных (например, резины на
основе бутилкаучука, этиленпропилена).
Увеличение степени ненасыщенности каучука, например у бутилкаучука, или введение в его
состав полярных групп (хлорбутилкаучук) улучшает его адгезионные свойства.
На адгезионные свойства клеевой композиции большое влияние оказывает ее состав, в том
числе тип и активность наполнителя. Так, применение активных наполнителей, например техуг-
леродатипа К-354, способствует значительному увеличению прочности крепления, а
неактивные наполнители мало влияют на прочность крепления.
Образование адгезионной связи при склеивании резиновых элементов конструкции между
собой, а также с другими материалами элементов конструкции рукавов является сложным
физико-химическим процессом, в котором в той или иной степени участвуют все ингредиенты,
входящие в состав резин и клеевой композиции. При этом одни из них положительно влияют на
формирование клеевого соединения (например, каучуки, наполнители), другие ухудшают
адгезионные свойства (некоторые противостарители, пластификаторы, воски), мигрируя на
поверхность слоев конструкции изделия и препятствуя реализации адгезионной связи.
Однако пластификаторы с большим содержанием ароматических соединений и сложноэфир-
ные пластификаторы (дибутилсебацинат, дибутилфталат) способствуют повышению прочности
связи клеевых соединений и монолитности рукавного изделия. Отрицательного влияния на
адгезию не оказывают сосновая смола, канифоль и ее производные, т.е. кумаронинденовые смолы.
На прочность связи клеевого соединения существенно влияют технология склеивания и
предварительная подготовка склеиваемых поверхностей. В этом случае очень важна очистка
поверхности металлических элементов конструкции от пыли, грязи и жиров и освежение
поверхности резиновых слоев. Для очищения поверхности проволоки, содержащей масла, используют
органические растворители (бензин, этилацетат, их смеси и др.), обезжиривая поверхность
склеиваемых резиновых элементов, проволоки или троса перед нанесением клеев или клеевых
композиций в процессе сборки заготовок рукавов.
Конфекционные клеи, применяемые в рукавном производстве, как правило, однокомпонент-
ны. Они наиболее удобны в использовании. Однако иногда применяют и двухкомпонентные клеи.
В качестве второго компонента обычно используют отвердитель. Примером таких клеевых
композиций служат пасты холодного отверждения, применяемые при сборке силоксановых рукавов
марки ТМО, в которых вторым компонентом является сшивающий агент- винилтриэтоксисилан.
Второй компонент либо вводится в композицию непосредственно перед ее употреблением, либо,
как в случае рукавов ТМО, наносится кистью непосредственно на пасту.
Большинство клеевых композиций содержат ингредиенты, оседающие на дно емкостей, в
которых они находятся. Поэтому необходимо тщательно перемешивать клей непосредственно
перед его применением, а в двухкомпонентной системе проверять точность дозировки второго
компонента.
Клеи можно наносить на склеиваемые элементы вручную (кистями, чистой ветошью) или
механически, пропуская заготовки рукавных изделий через ванны, заполненные клеем.
18.13. Клеи для склеивания резин и резинотканевых материалов
Каучук(основа
резиновой смеси)
ПИ, СКД, НК,
ПБ. БСК, Наирит
БНК
ЭПК, ЭПДК
ФК
Марка клея
4508,4НБ, ЛС-425
Кр-5. Кр-6-18
51 к27, ЛС-425
9М-35Ф
Основные эксплуатационные свойства клеевого соединения
Работоспособны в тех же средах и в том же температурном интервале,
что и склеиваемые материалы
Работоспособны в тех же средах, что и склеиваемые материалы.
Работоспособность от -60 до 80°С (Кр-5) и от -60 до 200°С (Кр-6-18)
Работоспособны в тех же средах и в том же температурном интервале,
что и склеиваемые материалы
Стойкость на воздухе и в топливах до 200°С
18.14. Клеи для склеивания резин с металлами в процессе вулканизации (клеи горячего
крепления)
Каучук(основа
резиновой смеси)
ПИ (изопреновый),
ПБ
БНК, БНК+ПВХ,
ХПК, НК, ПБ, ПИ, СКД
ЭПК, БК, ЭПДК
Силоксановый:
СКТФ, СКТ, СКТФВ
ФК
Марка клея
51К-13, 51К-19
ЭладК-19-3
Элад 24-30
4АН, 4508,6282
ЛС-425, 51К-24
151-31
51-К-44-1 ФК
На основе 51-К-442Р
Назначение
Для котловой вулканизации. Для склеивания резин с черными
и цветными металлами, органо- и стеклопластиками
Для котловой вулканизации и крепления с тканью и
металлическими элементами
Для котловой вулканизации
Тоже
—«—
Для повышения надежности склеивания клеевые композиции наносят 2-3 раза с последующей
сушкой на воздухе при температуре 15-30°С и влажности не более 70% в течение строго
установленного времени. Режим сушки клея и температуру варьируют в зависимости от его состава и
тщательно отрабатывают в каждом конкретном случае, учитывая тип каучука в рецептурах рукавных резин.
При неточном определении режима сушки после котловой вулканизации рукавов возможно
появление расслоения или пузырей из-за плохо удаленного при сушке растворителя.
Наиболее распространенные клеевые композиции и пасты марок 4АН, ЛС-425,6282,
применяемые в рукавах общего назначения, выпускаемые по ГОСТ 6286, изготавливают на основе хлороп-
реновых каучуков различных марок, а в рукавах, выпускаемых по ТУ 38-0051515-92, наряду с
клеями на основе Наирита, используются клеи на основе бутадиеннитрильного каучука СКН-26.
Для изделий из резин на основе каучуков специального назначения простейший вариант
клея представляет собой раствор камерной резиновой смеси в растворителе (этилацетате), а из
резин на основе полисилоксанов, ЭПК и ЭПДК - в бензине.
В табл. 18.13 и 18.14 приведены рекомендуемые марки клеев для крепления рукавных
изделий к металлическим и резинотканевым элементам конструкции в зависимости от типа каучука,
составляющего основу склеиваемых резин при котловой вулканизации.
18.6. Производство рукавных изделий
18.6.1. Технологические процессы
и виды оборудования
В настоящее время наибольшее распространение получило производство рукавов
оплеточной конструкции -оплёточных (как с металлическими оплетками, так и с хлопчатобумажными и
синтетическими нитями), которое характеризуется относительной простотой конструктивного
решения и технологического оформления.
В том случае, если не требуется предварительная выдержка (вылежка) на лотках или кругах *5^
шприцованных заготовок-камер рукавов, то их шприцевание выполняется непосредственно на
дорнах и шприц-машину устанавливают в единую линию с одной, двумя или тремя оплеточными
машинами, клеепромазочными и маркировочными устройствами и даже с бинтовочными
станками. После вулканизации, съема рукавов с дорнов, обрезки, разбраковки проводят испытания
готовых изделий. При этом на стадии шприцевания шприц-машины часто оснащают специальными
холодильными устройствами для охлаждения камер-заготовок рукавов. Вся линия имеет
системы роликовых и ленточных конвейеров, по которым перемещаются заготовки рукавов от одного
устройства к другому. При изготовлении изделий мерной длины 0,5-10 м применяют
металлические дорны, а мерной длины до 100-150 м - гибкие пластиковые дорны. Для оплеточных рукавов
с наружным резиновым слоем червячную шприц-машину оборудуют косой головкой.
Производство рукавов оплеточной конструкции является наиболее производительным и
наименее затратным, поскольку предполагает наименьшее использование ручного труда
Высокую производительность имеет и полностью механизированный процесс производства
рукавов навивочной конструкции (навивочные рукава), особенно длинномерных бездорновых
рукавов (он в 2 раза более производителен, чем оплеточный). Силовой каркас таких рукавов
состоит из одного или нескольких попарно навитых в противоположных направлениях слоев
единичных нитей или проволоки.
Основным устройством в технологической цепочке навивочных рукавов является навивоч-
ный станок. На планшайбе этого станка установлены шпули с проволокой или нитями, которые
при вращении планшайбы-наводятся под углом 54°44' на поверхность резиновой камеры.
Каждый парный слой выполняется на двух навивочных станках, установленных в тандеме.
Между этими станками располагается устройство для наложения промежуточного резинового
слоя. Именно разделение силовых слоев резиновыми элементами обеспечивает рукавам
навивочной конструкции высокие эксплуатационные характеристики, особенно в условиях
динамического режима работы при циклическом, импульсном нагружении.
Несмотря на простоту навивочного способа, он имеет ряд недостатков, один из которых
связан с трудностью обеспечения постоянного расстояния между витками.
Этих недостатков не имеет производство рукавов обмоточной конструкции (обмоточные
рукава), которое является частью производства рукавов прокладочной конструкции. Такие рукава
изготавливают на обмоточных машинах. На двух планшайбах машины устанавливают шпули с
лентами ткани или полосок определенной ширины. Силовой слой рукава оформляется при вращении
планшайб в противоположных направлениях. Этот процесс применяется для изготовления
рукавов дорновым способом. Обмоточная машина имеет высокую производительность.
Самой непроизводительной и высокозатратной является ручная сборка рукавов навивочной
конструкции для изготовления, как правило, рукавов весьма ответственного назначения,
например буровых, нефтеперекачивающих, металлотросовых, рукавов со встроенной
присоединительной арматурой с силовым каркасом из одного или нескольких силовых слоев нитяных
шнуров или металлотросов. При сборке последних каждый трос должен быть заведен в
специальные пазы присоединительной арматуры с равным натяжением и закреплен на теле рукава. Весь
процесс сборки изделия осуществляют на столе с закаточной головкой вручную, включая его
бинтовку и разбинтовку после вулканизации. При подъеме и установке дорнов и металлической
концевой арматуры используют электротельферы.
Механизирование производства рукавов прокладочной конструкции возможно при
изготовлении дорновым способом резинотканевых рукавов, силовой каркас которых выполнен из
нескольких слоев прорезиненной ткани, закроенной под углом 45°. Такие рукава собирают и
бинтуют перед вулканизацией на комбинат-машине. Ее основными рабочими органами являются
два нижних (приводных) валка с принудительным вращением и верхний прижимной, который
свободно перемещается вверх и вниз. На нижние валки укладывают либо шприцованную
заготовку, либо лист каландрованной резины, из которого изготавливают внутренний слой путем
нескольких оборотов резинового полотна, т.е.путем так называемой викилевки. Затем на заго-
I
i
I
!
I
285
t
I
I
I
I
^Гтовку камеры намоткой наводят несколько слоев прорезиненной ткани и бинта. Разбинтовку
рукавов также выполняют на комбинат-машине, но вручную. Таким способом изготавливают рукава
внутренним диаметром 9-75 мм и длиной 2,5-21 м. Несмотря на широкое применение таких
рукавов, их производство сокращается из-за большой трудоемкости изготовления, большого расхода
материалов и низких эксплуатационных характеристик изделий вследствие их малой гибкости и
изменения геометрических размеров при нагружении внутренним давлением.
Самой простой является ручная сборка дорновых рукавов на столе с закаточной головкой.
Один конец дорна с резиновой заготовкой рукава закрепляют в кулачках закаточной головки,
после чего на нее вручную накладывают тканевые слои силового каркаса, закроенные под
углом 45° или по спирали в виде ленты попарно в двух противоположных направлениях. При
спиральной конструкции изделия металлическая проволока наводится также вручную с
помощью шаблона, ширина которого соответствует шагу спирали, или с помощью механической
каретки, которая перемещается также вручную по направляющей вдоль рукава.
Основным оборудованием для вулканизации дорновых рукавов являются вулканизацион-
ные котлы, внутри которых циркулирует теплоноситель, т.е. острый пар. Иногда вулканизаци-
онный котел имеет две крышки (на входе и выходе), что позволяет разделить по месту
операцию загрузки и выгрузки длинномерных рукавных изделий. Для обеспечения вулканизации в
узком температурном режиме в котлах предусматривают циркуляцию теплоносителя,
установку змеевиков для дополнительного обогрева зон с пониженной температурой.
Иногда вулканизацию проводят в так называемых трубчатых вулканизаторах. В трубу
затягивают рукав, внутрь которого подают пар под давлением, прижимающий наружную
поверхность камеры рукава к трубе. Концы рукава уплотняют. После вулканизации давление
сбрасывают и рукав извлекают из трубы.
Возможна также вулканизация бездорновых длинномерных рукавов методом освинцева-
ния, при котором из специальных прессов на наружную поверхность рукава наносится
размягченная свинцовая оболочка, а внутрь бухты рукава подается вода. Концы рукава плотно
закрывают, а сам рукав наматывают на барабан, который загружают в котел. В процессе нагревания в
рукаве создается давление, которое опрессовывает его изнутри, обеспечивая монолитность
стенки. После вулканизации воду сливают, а оболочку с рукава легко срезают и подают на
повторную переплавку для многократного использования. Этот метод имеет много недостатков,
самым серьезным из которых является токсичность свинца.
Вулканизацию бездорновых рукавов чаще всего осуществляют в ваннах с расплавом солей
или в псевдоожиженном слое, что позволяет проводить процесс в непрерывном режиме.
Вулканизация в псевдоожиженном слое является более предпочтительной, так как обеспечивает
небольшое избыточное давление, что положительно влияет на качество рукавов.
При вулканизации в расплаве солей в качестве теплоносителей рекомендуются расплавы
солей следующего состава (% масс): KN02 - 53, NaN02 - 40, NaN03 - 7.
Ванна выполнена из коррозионно-стойкой стали, покрыта защитным кожухом и обогревается
электронагревательными элементами. За 1,5-2 ч температура раствора солей достигает 160°С.
Для резин на основе различных каучуков рекомендуются температуры расплава не выше (°С):
Натуральный 240
Бутадиенстирольный 300
Бутадиеннитрильный 300
Хлоропреновый 260
Этиленпропиленовый 220
Вулканизация рукавов в расплаве солей имеет ряд преимуществ перед вулканизацией в
паровой или воздушной среде. Благодаря высокому коэффициенту теплопередачи ее можно
проводить при более высоких температурах (от 150 до 300°С) за менее продолжительное время,
если позволяет рецептура смеси и материал силового каркаса рукавов. К недостаткам процесса
следует отнести сложность полного удаления остатков соли, а также повышенную опасность в
обслуживании оборудования.
!
1
I
1
I
Иногда подвулканизацию изделия проводят непрерывным методом, а окончательную вулкани- ^v
зацию-вкотле.
Вулканизация рукавных изделий из резин на основе силоксановых каучуков проводится в две
стадии. Первая осуществляется, как обычно, в котле в паровой среде при постоянной продувке
котла воздухом, вторая выполняется либо в термостатах с постоянным воздухообменом, либо в
термостатах тоннельного типа при длительном воздействии повышенных температур. Временной и
температурный режим выдержки силоксановых рукавов разрабатывается для каждого изделия и
определяется составом рецептуры резиновых и текстильных элементов конструкции, а также
условиями эксплуатации таких изделий. Температура второй стадии вулканизации или стадии тер-
мостатирования варьируется от 150 до200°С в зависимости от химической природы текстильных
материалов силового каркаса рукавов, а время термостатирования выбирается исходя из
требований оптимизации физико-механических характеристик резиновых элементов конструкции и
жесткости требований к условиям их эксплуатации, особенно в части обеспечения чистоты
контакта с рабочей средой.
Вулканизацию рукавов, не имеющих металлических деталей, можно осуществлять с
помощью переменных токов сверхвысокой частоты, что обеспечивает удовлетворительное качество
продукции.
Промышленные установки для непрерывной вулканизации шприцованных заготовок
выпускаются фирмами «Берсторфф» и «Трестер» (Германия).
Основной частью микроволновой установки являются волноводы, в которых заготовки
рукавов нагреваются до температуры вулканизации. Температура вулканизации поддерживается
на требуемом уровне туннельной печью, установленной за волноводами. Печь имеет несколько
зон подачи горячего воздуха, что позволяет регулировать продолжительность вулканизации,
включая и выключая отдельные участки.
К преимуществам микроволновых установок относятся быстрая и равномерная
вулканизация профилей большого сечения, гибкое регулирование температуры, высокая
производительность и компактность установки, занимающей небольшую площадь; к недостаткам -
возможность эффективно вулканизовать изделия из резиновых смесей с большим содержанием
полярных групп и наполнителей и невозможность вулканизовать изделия, содержащие
металлические детали. Кроме того, используемое оборудование весьма сложно в эксплуатации и
требует высокой квалификации обслуживающего персонала.
18,6,2. Контроль производства рукавных изделий
Все материалы, используемые в производстве рукавов, а также сам технологический
процесс их постадийного изготовления, включая испытания готовой продукции, ее разбраковку,
маркировку, упаковку и сдачу на склад готовой продукции, находятся под постоянным жестким
контролем.
Входному контролю подвергают все сырье и материалы, предназначенные как для
изготовления различных резиновых элементов рукава, так и материалы, необходимые для его
конструктивного решения и технологического обеспечения. При входном контроле все сырье
проверяют на соответствие нормативной документации (НД).
Перед навеской ингредиентов для приготовления резиновых смесей проверяют
гарантийный срок хранения всех компонентов, входящих в их состав и в состав клеевых композиций. В
случае превышения срока хранения сырье подвергают повторному испытанию, если это
предусмотрено соответствующей документацией. Решение о его применении принимают
контролирующие службы на основании положительных результатов.этих испытаний. Принятое
решение может распространяться на изготовление конкретной партии или на определенный срок
хранения сырья, если это позволяет НД на продукт.
■U-llbbUUL И I МИШ ■ «в7
Перед изготовлением проверяют навески ингредиентов на соответствие рецептуре. В процессе
приготовления смеси контролируют время введения ингредиентов, общее время приготовления
смеси, температурный режим смешения согласно технологической карте.
После приготовления резиновых смесей они проходят контроль на соответствие НД на
каждую закладку конкретной смеси. В случае несоответствия одного из показателей смесь
подвергают повторной проверке по этому показателю на удвоенном количестве образцов проб. При
повторном неудовлетворительном результате смесь бракуют.
Основным показателем технологичности резиновой смеси при шприцевании и каландрова-
нии является ее пластичность по Карреру в соответствии с ГОСТ 415-75. Для хорошей
шприцуемое™ резиновые смеси должны иметь пластичность по Карреру, как правило, не ниже 20 и не
выше 55 усл. ед. Смеси, предназначенные для наружного или промежуточного слоев, имеют
более высокую пластичность по Карреру (40-70 усл. ед).
Далее определяют физико-механические характеристики свулканизованной резины. Для
рукавных резин имеется перечень показателей, «отвечающих» за качество изделия и
определяющих, в значительной мере, последующее поведение рукавного изделия в процессе
эксплуатации.
Такими показателями для рукавных резин, особенно предназначенных для внутреннего
и наружного слоев, являются условная прочность при растяжении и относительное
удлинение при разрыве, определяемые по ГОСТ 270-75 на образцах II типа толщиной 2,0±0,2 мм.
Кроме того, часто определяют твердость по Шору А по ГОСТ 263-75 и сопротивление раз-
диру по ГОСТ 262-79.
Другие показатели, такие как морозостойкость (ГОСТ 23016-78), набухание в определенных
средах (ГОСТ 9.030-74), а также изменение упруго-прочностных характеристик при старении на
воздухе (ГОСТ 9.024-74) или в другой среде (ГОСТ 9.030-74) при определенной температуре в
течение 24 или 72 ч обязательны для контроля в случае предъявления к рукавным изделиям
требований по стойкости к различным рабочим средам или в случае эксплуатации рукавов в
определенном интервале повышенных температур.
Далее проводят пооперационный контроль по всей технологической цепочке рукавного
производства.
При шприцевании контролируют как температурный режим самого процесса, так и размеры
шприцуемых заготовок, т.е. внутренний диаметр и толщину стенки.
При надевании камеры контролируют наружный диаметр надетой на дорн камеры, а при
сборке камеры из каландрованного полотна - калибр полотна и число слоев,
наматываемых на дорн.
При сборке рукава контролируют марку резиновых заготовок, т.е. каландрованного
полотна, клеев и паст, калибр промазанных на каландре или на шпрединг-машине текстильных
элементов конструкции, а также марки и калибр проволоки.
При оплеточной конструкции дополнительно контролируют соответствие конструкции,
количество потоков, нитей в потоке и шаг оплетения. Кроме того, проводят послойный замер по
наружному диаметру после каждого слоя резины или ткани на соответствие прописям карты-
конструкции изделия.
При вулканизации контролируют по диаграмме самописца температуру и время
вулканизации изделий.
После разбраковки рукавов по внешним признакам, обрезки концов рукавов и вырезки
дефектных мест проводят гидравлические и другие испытания, порядок и объем которых указаны
в сдаточной документации на конкретные изделия.
Вся готовая продукция подвергается контролю качества на соответствие требованиям
нормативной документации (ГОСТ, ТУ), для чего ОТК проводит заводские испытания изделий в
объеме и последовательности, указанных в соответствующих НД.
18.7. Методы испытаний рукавных изделий
В процессе производства рукавные изделия проходят лабораторные и производственные
испытания. После разработки нового изделия и отработки технологического процесса его производства
оно подвергается эксплуатационным испытаниям по программе, которая включает все технические
требования, предъявляемые к этому изделию. По результатам таких испытаний принимается
решение о возможности применения этой разработки и о серийном производстве изделия.
Лабораторные испытания
Лабораторным испытаниям подвергают все виды сырья, поступающего на изготовление
рукавов - ингредиентов, входящих в рецептуры резиновых смесей и предназначенных для
различных элементов конструкции рукавных изделий, а также паст и клеев, используемых в
технологическом процессе их сборки.
Лабораторным испытаниям подвергают также все армирующие (текстильные и
металлические) материалы, предназначенные для выполнения силовых элементов конструкции рукавов.
После приготовления резиновых смесей, клеев и паст перед их запуском в производство
проводят лабораторные испытания этих продуктов на соответствие нормативной документации
по всем показателям, обеспечивающим уровень качества рукавного изделия.
Качество изготовления смесей оценивают прежде всего по упруго-прочностным
характеристикам, нормированным в-НД на их вулканизаты.
В табл. 18.15 на примере резиновой смеси ИРП-1313 приведены нормы на основной
комплекс физико-механических показателей, по которым оценивают возможность применения этой
резины в производстве рукавов РМБ по ТУ 105419-90.
Физико-механические показатели резин определяют по ГОСТ 270-75.
Кроме основных упруго-прочностных характеристик определяют твердость и эластичность
резин, их морозо- или теплостойкость, а также, в зависимости от назначения рукава, оценивают
устойчивость резин к воздействию рабочей среды.
Текстильные материалы и проволоку оценивают по их прочностным характеристикам,
приведенным в ТУ или ГОСТ на это сырье.
Производственные испытания
В отечественной практике методы испытаний рукавов нестандартизованы и приведены лишь
в разделе стандартов и техдокументации на рукава.
В основном испытания рукавов сводятся к 100%-му визуальному контролю их внешнего
вида и выборочному контролю размеров.
Обязательными для всех видов рукавных изделий, работающих под действием внутреннего
гидравлического или пневматического нагружения, являются испытания на герметичность и
запас прочности. Как правило, герметичность рукавов определяют при давлении р = (1,15-И ,25)/?^,
18.15. Физико-механические показатели резиновой смеси ИРП-1313
• Показатель
Условная прочность при растяжении. МПа, не менее
[Относительное удлинение при разрыве, %, не менее
Изменение массы после выдержки в масле Б-ЗВ при
150"С в течение 24 ч,%
изменение относительного удлинения после старения
при 200'С в течение 24 ч,%
твердость:
по Шору А
L по ИСО
Температура хрупкости, °С, не выше
Норма для
ИРП-1313
13,0
250
-3 + +6
-42+ -12
65-76
66-74
-32
Метод испытания
ГОСТ 270-75 (образец типа II толщиной 2 мм)
Тоже
ГОСТ 9.030-74, метод А
ГОСТ 9.024-74, метод I, кратность
воздухообмена 6±2
ГОСТ 263-75
СМ. ГОСТ 20403-75
ГОСТ 7912-74
\
I
Ей
I
I
I
jT-г запас прочности - при р = Зрраб для гидравлических рукавов и при р = Ър^6 для воздушных и
пневматических систем (здесь р . - рабочее давление). Силовым испытаниям, как правило,
раб
подвергают каждую партию изготавливаемых рукавов.
При испытаниях на разрушающее и испытательное давление с проверкой герметичности
рукава заполняют испытательной жидкостью до удаления воздуха и выдерживают под
давлением требуемое время или доводят до разрыва.
Динамические испытания рукавов в прямом и изогнутом положении при комнатной и
рабочей температурах проводят на специальных стендах и оценивают долговечность рукава (в
циклах или импульсах) до его разрушения.
Рукава, армированные концевой заделкой, испытывают на растяжение. Аналогично
испытывают образцы, вырезанные из стенки рукава, для определения адгезии между слоями и
механических свойств материала камеры и наружного слоя.
Для тканевых рукавов испытания проводят по ГОСТ 6867, определяя прочность связи
резиновых и тканевых элементов конструкции.
Кроме того, рукава подвергают специфическим испытаниям, которые диктуются
конкретными условиями эксплуатации изделий, например испытаниям на морозо- и озоностойкость,
которые относятся, как правило, к числу периодических испытаний, проводимых один раз в
квартал или в полугодие. Рукава, работающие в условиях отрицательных температур,
испытывают на морозостойкость. Образец рукава выдерживают в морозильной камере в течение
определенного времени, достаточного для его охлаждения и достижения температуры испытания.
Затем образец вынимают из камеры и немедленно подвергают изгибу вокруг оправки
определенного радиуса и в противоположном направлении. Далее его исследуют визуально на
наличие или отсутствие трещин на резине наружной поверхности рукавов.
Другим специфическим испытанием является испытание спирали, например в конструкции
рукавов ТМО, на несминаемость под действием внешней нагрузки в 500 Н. Вообще все
всасывающие рукава (со спиралью) испытывают на местное смятие под действием вертикальной
нагрузки. Такие испытания подтверждают сохранение внутреннего сечения рукава при вероятном
действии местной наружной нагрузки. Поскольку рукава ТМО предназначены для подачи кис-
18.16. Перечень показателей, определяемых при испытаниях рукавов РМБ
Контролируемые показатели
Внутренний и наружный
диаметры, длина
Состояние наружной
поверхности рукавов и оплетки
Состояние внутренней
поверхности рукавов
Разнотолщинность
внутреннего резинового слоя
Разлохмаченность оплеток
в торце рукава
Герметичность при испытании
гидравлическим давлением
Прочность при испытании
гидравлическим давлением
Прочность связи внутреннего
резинового слоя(камеры) и
нитяной оплетки
Изменение массы внутреннего
резинового слоя рукавов
после воздействия масла Б-ЗВ
Физико-механические
показатели резины
Предъяви
Вид контроля
Сплошной
— « —
Выборочный
Сплошной
— « —
— « —
Выборочный
— « —
Сплошной
тельские испытания
Объем выборки
Каждый рукав
Тоже
Пять образцов длиной
300-400 мм, в том
числе три рукава после
испытания на прочность
В процессе
изготовления каждый рукав
Тоже
Каждый рукав
Три рукава длиной не
менее 1 м
Три образца от трех
рукавов
Тоже
Каждая закладка
Приемо-сдаточные испытания I
Вид контроля
Выборочный
— « —
— « —
— « —
— « —
— « —
— « —
— « —
— « —
Объем выборки |
10 рукавов от партии I
Тоже
Три рукава после испытания
на прочность
Тоже
Два рукава от партии
Три рукава от партии
Три рукава длиной не менее
1м
Три образца от трех рукавов
Тоже
— « _
I
I
i
I
I
I
лородной смеси в маску летчика в кабине самолета и комплектуют кислородно-дыхательную т^
аппаратуру (КДА), это испытание служит гарантией сохранения работоспособности рукава ТМО
при случайном его пережатии внешней нагрузкой.
В табл. 18.16 приведен перечень всего объема испытаний по качеству рукавов РМБ при их
промышленном выпуске.
В зарубежной практике пользуются специальными стандартами на испытания рукавов (SAE
J30JH#98, ASTM D380 и др.). Согласно этим стандартам рукава в основном испытывают с
определением следующих показателей и характеристик этих изделий: разрушающее давление,
которое характеризует запас прочности изделий; изменение длины при определенных давлениях
проверяют испытательным давлением, которое больше рабочего давления в 1,25+2 раза;
сплющивание под вакуумом; изгиб при низких температурах; теплостойкость; топливостойкость;
озоностойкость; механические свойства и набухание камеры и покрытия до и после старения в
воздухе и средах; адгезию слоев рукава до и после старения в воздухе и рабочих средах;
вымывание ингредиентов из камеры рукава рабочими средами; проницаемость камеры рукавов при
изгибе; изломостойкость рукавов при изгибе.
Приведены подробные методики проведения испытаний и рекомендации по эксплуатации
различных типов рукавов, конструкции которых весьма разнообразны.
18.8. Эксплуатация рукавов
и прогнозирование их работоспособности
Правильный выбор, соблюдение правил хранения, монтажа и эксплуатации рукавов
обеспечивает высокую эффективность их использования.
Рукава необходимо хранить в специальных темных помещениях, по возможности в прямом
состоянии. Они не должны соприкасаться с нагретыми предметами (трубами) и агрессивными
средами и даже их парами. При хранении рукавов в несколько рядов они не должны сминаться.
При эксплуатации рукавов необходимо соблюдать нормы давлений, температур и радиусов
изгиба, приведенных в ГОСТ и ТУ. Следует предупреждать механическое повреждение рукава или
отдельных его элементов в процессе эксплуатации, избегать резких изгибов, местных сжатий и
перекручиваний. Тяжелые рукава следует помещать на опоры и подвесы. Минимальный радиус
изгиба спиральных рукавов должен быть не менее Швн(здесь dm - внутренний диаметр рукава).
Очень важно соблюдать требования по монтажу рукавов на изделиях и агрегатах, что
является залогом успешной продолжительной эксплуатации этих РТИ. Основные требования к
монтажу рукавов сводятся к следующему: нельзя допускать трения рукава о детали конструкции;
следует предотвращать излом рукава вблизи муфты в месте установки на изделии в момент
движения гидроузлов; следует предохранять рукава от соприкосновения с горячими
поверхностями и острыми предметами агрегатов и установок, на которых он монтируется.
Запрещается: скручивать рукав вокруг собственной оси и изгибать в нескольких
плоскостях; устанавливать рукав в таком положении, чтобы он изгибался под собственной массой;
устанавливать рукав с натяжением.
При монтаже рукава важно правильно определить его монтажную длину с учетом
требований к минимально допустимому радиусу изгиба, поведению рукава при нагружении внутренним
давлением, условиям эксплуатации.
Монтажная длина рукава при криволинейной установке и параллельном или
перпендикулярном перемещении одного его конца относительно другого различна. Практически
установлено, что под действием нагрузки длина рукава изменяется примерно на ±3%.
Работоспособность рукава зависит в основном от условий эксплуатации. На
работоспособность рукавов существенно влияет выбираемый при их разработке запас прочности. Для
стандартных типов рукавов запас прочности фиксируется в нормативно-технической
документации. Работоспособность рукавов тем выше, чем больше запас прочности.
. »**- 291
19*
уг в процессе эксплуатации рукавов следуеттакже выполнять ряд основных требований:
соблюдать нормы давлений, температур и радиусов изгиба.
| Сроки эксплуатации и хранения рукавов на основе эластомерных материалов прогнозируют
| на основе общих представлений о механизме старения и утомления резин.
| Применительно к рукавам разработаны прикладные методы прогнозирования, учитывающие
§ множество факторов, от которых зависит их работоспособность. Прогнозирование основано на оп-
£■ ределении изменения свойств рукавов и материалов для их изготовления в процессе ускоренного
1 старения при повышенных температурах с последующей экстраполяцией параметров, характеризу-
^ ющих работоспособность, в область реальных температур хранения или эксплуатации.
§ Для установления работоспособности до и после термостарения определяют герметичность и
^ прочность рукавов в статическом или динамическом режиме, кинетику изменения относительно-
£$ го удлинения внутреннего и наружного резинового слоя, а также кинетику накопления остаточной
'§ деформации резин. Для рукавов, подвергаемых при эксплуатации другим воздействиям, опреде-
^ ляют циклическую выносливость, изменение прочности связи резины с силовым каркасом и др. В
^ качестве среды для проведения термостарения выбирают воздух или конкретную жидкую среду,
|^ если она влияет на изменение показателей резин в большей степени, чем воздушная.
На основании полученных данных по кинетике изменения характеристических показателей
резин или рукавов при нескольких повышенных температурах рассчитывают сроки службы
рукавов с использованием программы прогнозирования ресурса работоспособности
эластомерных материалов и РТИ.
18.9. Утилизация изделий
и отходов производства
Утилизация свулканизованных рукавов и образующихся отходов практически не
производится из-за сложности и дороговизны отделения текстильных и проволочных элементов от
резины. Возможен их пиролиз при сжигании на специальном оборудовании. Производственные
невулканизованные отходы используются при изготовлении пластин, ковриков.
19. УПЛОТНЕНИЯ
Общие сведения 292
19.1. Неподвижные уплотнения 295
19.2. Резиновые уплотнители соединений
с вращательным движением 312
19.3. Уплотнения с дополнительными функциями 334
Общие сведения
(B.C. Юровский)
Под уплотнением понимают создание непроницаемости (герметичности) в соединениях
деталей машин, разделяющих полости или пространства, заполненные различными или
однородными жидкими или газообразными средами, различающимися давлением, создаваемым в
разделяемых объемах. Детали машин, выполняющие функцию «уплотнения», т.е. разделения
полостей с созданием герметичного контакта соединяемых деталей, называют уплотнительными
устройствами или уплотнителями*.
* Поскольку в стандартах и технических условиях широко используется термин «уплотнение», а не «уплотнитель», в
настоящей главе оба эти термины применяются равнозначно.
19.1.
Класс
0-0
0-1
1-1
1-2
2-1
2-2
3-1
3-2
4-1
4-2
5
6
Классы герметичности уплотнителей и соответствующие им удельные утечки
Удельная утачка
0, ин5/(ис)
ДоКН
От Ю-5 до 10^
От КНдо 5-КН
От5-КНдо5Ю^>
От5-10-,до5-1(Н
От 5Ю"2 до 5-10-'
ОтбЮ-'дог.б
От 2,5 до 10
От 10 до 50
От 50 ДО 5-102
От 5-102 до 103
ОтЮ3
V, см7м2
-
ДоКН
ОтЮ^доЮ-2
От КНдо 2-10-'
От 2-10-1 до 1
От 1 до 5
От 5 до 50
-
О, им'/(м'-с)
ДоЮ"5
ОтЮ^доЮ"3
От1<Ндо5-КН
ОТ5-КНДР5-КН
От 5-1 (Н до 5-10"1
-
Критерий
качественной
(визуальной) оценки
Абсолютная
герметичность
Слабый запах,
визуально
невидимое отпотевание
Подтекание без
каплеобраэования
Подтекание с кап-
леобразованием
Жпельные утечки.
Частые капли
Непрерывные
утечки
Характерные типы уплотнителей
Металлические сильфоны,
мембраны полимерные
Мембраны резиновые, рукава,
эластомерные уплотнители
неподвижных соединений
Уплотнители неподвижные в
тяжелых режимах, эластомерные
уплотнители подвижных
соединений и уплотнители валов
Уплотнители подвижных
соединений в тяжелых режимах,
уплотнители валов торцовые, набивные
Уплотнители валов торцовые,
уплотнители подвижных соединений
и уплотнители валов набивочные,
щелевые - компенсированные
Уплотнители подвижных
соединений, уплотнители валов
бесконтактные
Условные обозначения: Q - удельная утечка, определяется в единицах объёма (мм3) проникающей жидкости ,
отнесенного к длине уплотняемого зазора (м); V- удельная утечка, определяется в единицах объёма (см3) проникающей
жидкости, отнесённого к площади (м2) уплотняемого зазора; Os - удельная утечка, определяется в единицах объёма (мм3)
проникающей в единицу времени (с) жидкости, отнесённого к площади уплотняемого зазора (м2).
I
1
§
I
I
I
Широкое применение резины в уплотнительных устройствах связано с ее эластичностью -
способностью к большим обратимым деформациям при сравнительно небольших нагрузках, практической
несжимаемостью, небольшой плотностью, большим внутренним трением и энергоемкостью.
Резина легко заполняет шероховатости соединяемых деталей, вследствие чего не требуется
их особо тщательная обработка.
Термин «уплотнительное устройство» целесообразно применять в тех случаях, когда
уплотнитель является сборочной единицей, т.е. сам состоит из нескольких деталей. Так, манжеты
резиновые армированные для валов содержат помимо резинового элемента металлический
каркас и браслетную пружину растяжения. Торцовые уплотнительные устройства содержат еще
большее число деталей-пружину сжатия, резиновую манжету, направляющие втулки,
резиновые кольца круглого сечения и др.
Уплотнительные устройства с применением резины прежде всего разделяются на
контактные (резиновые уплотнители) и бесконтактные устройства для достижения герметичности, хотя
в основу классификации уплотнителей могут быть положены различные признаки:
применяемые конструкционные материалы, виды относительного перемещения уплотняемых элементов
машин, степень герметизации* и др.
В табл. 19.1 приведены предлагаемые Л.А. Кондаковым классы герметичности
уплотнителей и соответствующие им удельные утечки. Согласно данным таблицы эластомерные
уплотнители, используемые в неподвижных соединениях, уступают по проникающей способности только
сварным неразъемным соединениям типа металлических сильфонов. Резиновые мембраны,
другие уплотнители могут пропускать только диффузионные протечки рабочей среды.
Манжетные резиновые уплотнители вращающихся валов могут допускать подтекание с образова-
* Следует отметить, что понятия «герметичность» или «негерметичность» являются достаточно условными,
зависящими от средств обнаружения утечек.
I
I
Ей
I
I
I
у?"нием пленки масла и в худшем случае единичное каплепадение, в то время как механические
торцовые уплотнители валов непрерывно пропускают капельные утечки рабочей среды.
Применение резиновых уплотнителей является эффективным также благодаря их малым
размерам, сравнительно низкой стоимости, доступности, широкой производственной базе.
Таким образом, резиновые уплотнители обеспечивают высокую степень герметизации при
минимальных затратах.
Вместе с тем, резиновые уплотнители по ряду эксплуатационных характеристик (стойкость
к высоким температурам, химическая стойкость и др.) уступают уплотнителям на основе
асбеста, фторопласта, металлокерамики, графита, графитизированных волокон и др. Поэтому их
целесообразно применять при сравнительно умеренных режимах эксплуатации, когда
необходима высокая надежность при сравнительно низкой стоимости.
Наиболее эффективно использование резиновых уплотнителей в машинах массового
производства, например, автомобилях, тракторах, сельскохозяйственных и дорожно-строительных
машинах, устройствах добычи и транспортирования нефти и газа, а также в
ракетно-космической, авиационной, судостроительной и другой специальной технике, требующей особо
надежной герметизации.
Основными типами резиновых уплотнителей с учетом их функционального назначения в
узлах и агрегатах машин являются:
- резиновые уплотнители неподвижных соединений;
- резиновые уплотнители соединений с возвратно-поступательным движением;
- резиновые уплотнители соединений с вращательным движением;
- резиновые уплотнители, выполняющие также функцию командно-регулирующих устройств.
К последней группе относятся резинометаллические клапаны, мембраны, диафрагмы и другие
устройства. Резинометаллические клапаны выполняют в гидропневмосистемах функцию
периодического перекрытия потока жидкости или газа или регулирования их расхода. Мембраны и
диафрагмы предназначены для разделения полостей, передачи усилия или другого импульса,
аккумулирования части рабочих сред и др.
Отечественные производители выпускают две большие группы типовых резиновых
уплотнителей:
- массовые типовые резиновые уплотнители общемашиностроительного применения,
стандартизованные в Российской Федерации на государственном или отраслевом уровне (табл. 19.2);
- уплотнители для отдельных отраслей техники или для отдельных машин, агрегатов и узлов
различных потребителей.
Резиновые уплотнители второй группы изготавливаются по индивидуальным и групповым
техническим условиям по чертежам разработчиков РТИ или изготовителей машин. Сведения о
некоторых уплотнителях этого типа приводятся в действующих технических условиях,
издаваемых организациями Росстандарта.
19.2. Стандартизованные типы уплотнений
таг
1
таг
Уплотнение
Эскиз
Уплотнение
скиз
Манжеты резиновые
армированные для валов
ГОСТ 8752-79
Манжеты уплотнительные
Э
ГОСТ 14896-84
Кольца резиновые
уплотнительные круглого сечения
ГОСТ 9833-73
Грязесъемники резиновые
ГОСТ 24811-81
Уплотнения шевронные
резинотканевые
>
ГОСТ 22704-77
Манжеты резиновые
уплотнительные
ГОСТ 6678-78
Основная трудность для предприятий-потребителей уплотнителей этой группы состоит в том, *т!у.
что их развернутый ассортимент, производимый различными заводами РТИ (их в России около 30)
и многочисленными малыми производственными структурами, как правило, не известен.
Особую группу составляют мелкосерийные нетиповые, наукоемкие резиновые уплотнители
для уникальных условий применения.
19.1. Неподвижные уплотнения
Резиновые неподвижные уплотнения представляют собой обширную группу
резинотехнических изделий, которые используются для герметизации пневматических и гидравлических
агрегатов и вместе с другими элементами их конструкции (поверхностями, контактирующими с
резинотехническим изделием) образуют уплотнительное устройство. Назначение такого
устройства состоит в том, чтобы обеспечить герметизацию рабочей среды, находящейся под
некоторым избыточным давлением через зазор, образуемый в стыке неподвижных или
перемещающихся одно относительно другого жестких элементов конструкции, не составляющих единое
целое. Проблема обеспечения надежной герметизации является важнейшей задачей при
создании уплотнений, особенно в тех агрегатах, в которых используются рабочие среды при
повышенных давлениях и температурах.
I
I
!
I
I
19.1.1. Уплотнения стандартные
(М.С. Хорольский)
Наиболее простыми по конструкции и по надежности герметизации рабочей среды
являются кольца круглого и прямоугольного сечений. Кольца круглого сечения применяют в уплотни-
тельных устройствах подвижного и неподвижного соединений. В зависимости от конструкции
уплотнительных устройств они испытывают радиальную (в направлении радиуса кольца),
осевую (вдоль оси кольца) или сложную (комбинированную) деформацию. Кольца
прямоугольного сечения применяются преимущественно в уплотнительных устройствах неподвижных
соединений и испытывают, как правило, осевую деформацию.
Кольца круглого и прямоугольного сечений
Кольца круглого сечения делятся на два типа: с разъемом пресс-формы под углом 45° (рис. 19.1)
и с разъемом пресс-формы под углом 180° (рис. 19.2). Кольца первого типа применяют в
уплотнительных устройствах с радиальной деформацией для герметизации преимущественно
газообразных сред, а второго - в уплотнительных устройствах с осевой деформацией, но их можно
использовать и в уплотнительных устройствах с радиальной деформацией для герметизации жидких сред.
лоберхнос/пь разъема пресс-формы
A. i
d.
Рис. 19.1. Конструкция кольца круглого сечения
с поверхностью разъема пресс-формы под
углом 45°:
J, — внутренний диаметр кольца; d2 — диаметр
сечения кольца
подерхность разъема пресс-формы
dt
Рис. 19.2. Конструкция кольца круглого
сечения с поверхностью разъема пресс-формы под
углом 180°:
</, — внутренний диаметр кольца;
чения кольца
■ диаметр се-
I
Si
I
i
I
j\
Рис. 19.3. Конструкция кольца прямоугольного
сечения:
</ — внутренний диаметр кольца прямоугольного
сечения; Ь и h — соответственно ширина и высота
кольца прямоугольного сечения
В отдельных уплотнительных устройствах
можно использовать уплотнительные кольца со
снятой фаской (сегментом) по сечению кольца
диаметром d2 параллельно оси кольца для
создания более широкого контакта с уплотняемой
поверхностью и исключения перекручивания
кольца на штоке при его
возвратно-поступательном движении с большой скоростью.
Конструкция кольца прямоугольного
сечения приведена на рис. 19.3.
Уплотнительные устройства неподвижных соединений
Наибольшее распространение получили уплотнительные устройства неподвижных
соединений с кольцами круглого сечения (рис. 19.4-19.7), в которых резиновое кольцо испытывает
осевую деформацию.
На рис. 19.5 приведена конструкция уплотнительного устройства с кольцом круглого
сечения и запирающим кольцевым выступом, при этом давление р рабочей среды может
воздействовать как с внутренней, так и с наружной стороны.
На рис. 19.6 и 19.7 показаны конструкции уплотнительных устройств при подаче давления
рабочей среды с разных сторон: по внутреннему или наружному диаметру. Со стороны,
противоположной подаче давления рабочей среды, зазор должен быть минимальным, особенно при
циклическом воздействии рабочей среды. Тогда работоспособность уплотнительного
устройства с кольцом круглого сечения будет продолжительной.
На рис. 19.8 и 19.9 приведены конструкции уплотнительных устройств, в которых кольца
круглого сечения испытывают сложное напряженно-деформированное состояние, при этом
давление рабочей среды может действовать с любой стороны в направлении оси
уплотнительного устройства. В первом случае (см. рис. 19.8) кольцо деформируется конической
поверхностью под углом 45° и прижимается к конической поверхности под углом 30°, а во втором
(см. рис. 19.9)-под углом 25°, прижимая резиновое кольцо к конической поверхности под углом 45°.
В обоих случаях с повышением давления рабочей среды герметизирующая способность
уплотнительного устройства увеличивается, так как кольцо в таких устройствах работает по принципу
«самозапирания» в суживающемся коническом канале.
Кольца прямоугольного сечения или их еще
называют прокладки используются для
герметизации рабочих сред в уплотнительных
устройствах, конструкции которых приведены на рис.
19.4,19.5,19.10 и 19.11. При равенстве
диаметра d2 кольца (см. рис. 19.1 и 19.2) и высоты h
прокладки (см. рис. 19.3) площадь
поперечного сечения прокладки больше и размер В (см.
рис. 19.4) посадочного места уплотнительного
устройства под прокладку тоже будет больше.
Но в отличие от колец круглого сечения
прокладки прямоугольного сечения могут
использоваться и в открытых посадочных местах (см. рис.
19.10 и 19.11). В последнем случае они
применяются при сравнительно небольших
давлениях рабочей среды, иначе могут быть выдавлены
в зазор//(см. рис. 19.10 и 19.11). Уплотнитель-
ное устройство, показанное на рис. 19.10,
используется для неответственных соединений.
I (////////////
и
§
d
^m м-
^
В
/Л '
iy I
-^«-
<-п
Рис. 19.4. Конструкция уплотнительного
устройства неподвижного соединения с кольцом
круглого сечения:
В — ширина канавки под резиновое кольцо;
d — внутренний диаметр посадочного места под
резиновое кольцо; Н — высота посадочного места, мм;
с — фаска в канавке уплотнительного устройства
для предотвращения повреждения («закусывания»)
кольца при соединении контактирующих
поверхностей уплотнительного устройства и циклическом
воздействии рабочей среды (как правило,
с = 0,3-0,5 мм)
0,2 (max)
. ,0,2 (max)
19.5. Конструкцияуплотнителыгого устройства
неподвижного соединения с кольцом круглого
сечения и запирающим выступом:
В — ширина канавки под резиновое кольцо;
d — внутренний диаметр посадочного места под
резиновое кольцо; Н — высота посадочного
места, мм
р- избыточное
Мление
Рис. 19.6. Конструкция уплотнительного
устройства неподвижного соединения при
действии давления рабочей среды по внутреннему
диаметру
£/^
Рис. 19.7. К
тройства н«
ствии давлег
диаметру
р - избыточное
Мление
S\Q2 (max)
^^в
онструкция уп.
юдвнжного сое
|ия рабочей ере
Р
мтнительного
уединения при дей-
ды по наружному
1 р - избыточное
\ давление
0,
В
\ * ^
^Н /
/ Л У
о,
В
7
р - избыточное |
давление \
Рнс. 19.8. Конструкции уплотнительных
устройств со сложно-напряжённым состоянием
резиновых колец с деформацией под углами 43°/30°:
Z), и D2 — соответственно внутренний и наружный
диаметры уплотнительного устройства; В — ширина
образующейся канавки под резиновое кольцо; h —
гарантированный зазор кромок уплотнительных
поверхностей сопрягаемых деталей уплотнительного
устройства (при этом всегда h < d , a B> d •
величины В и h принимают исходя из конструктивных
особенностей объекта и его назначения)
р - избыточное,
дайление
25'-т
/^9//.
Ш
1
о,
/У/б.
1Г<г-
У/у
А^^Й^
В
\
^i*
р - избыточное
дайление
а)
б)
Рис. 19.9. Конструкции уплотнительных
устройств со сложно-напряжённым состоянием
резиновых колец с деформацией под углами 25°
(а) и 45° (б):
D и D2 — соответственно внутренний и наружный
диаметры уплотнительного устройства; В —
ширина образующейся канавки под резиновое
кольцо; h —гарантированный зазор кромок
уплотнительных поверхностей сопрягаемых деталей
уплотнительного устройства (Л < d2, a B> d2);
величины В и Л принимают исходя из конструктивных
особенностей объекта и его назначения
^ !
WW/. i
ш
\ж
i
.
d
4
<ш
IT
Phc. 19.10. Открытая конструкция уплотнитель-
ного устройства неподвижного соединения:
d — диаметр проходного отверстия системы; d^ •— внут-
ренний диаметр кольца прямоугольного сечения
I
'"//Л
Z 8Ш
^
——— ' ■
!
, 4 ■
%
//л
«W55»
XV-
+■»■. ^
/
\
.i
Рис. 19.11. Открытая конструкция уплотнитель -
ного устройства неподвижного соединения под
болтовое крепление:
d — диаметр проходного отверстия системы, здесь
d=d.
В уплотнительном устройстве, показанном на рис. 19.11, кольцо прямоугольного сечения в
виде прокладки с отверстиями центрируется и зажимается между фланцами болтовым
соединением, что предотвращает выдавливание его в зазор.
Расчет уплотнительиых устройств неподвижных соединений
с кольцами круглого сечения
Уплотнительное устройство состоит из уплотнительного кольца и соприкасающихся с ним
металлических деталей узла (см. рис. 19.5-19.9). К кольцу и металлическим поверхностям
предъявляются определенные требования. На кольца эти требования изложены либо в
чертежах, либо в нормативно-технической документации, по которой осуществляется изготовление
и поставка РТИ. На металлические детали (кроме стандартизованных) все требования должны
быть изложены в чертежах. Основными из них являются:
- соответствие материалов требованиям технического задания на объект;
- соответствие размеров посадочного места требованиям технического задания по
надежности герметизации;
- соответствие внешних рабочих поверхностей элементов уплотнительного устройства
заданным параметрам шероховатости;
- возможность сборки уплотнительного устройства без повреждения резинового кольца.
Эти требования могут быть выполнены, если расчет и проектирование уплотнительного
устройства осуществляет инженер-конструктор-резинщик, имеющий опыт проектирования
уплотнительиых устройств с резинотехническими изделиями. Расчет уплотнительного устройства
сводится к определению размеров посадочного места при заданном диаметре кольца либо для
заданного посадочного места рассчитывается резиновое кольцо. С позиций унификации
резиновых колец предпочтителен первый вариант расчета уплотнительного устройства.
Материал (резина) для уплотнительного кольца выбирают с учетом условий эксплуатации.
При этом прежде всего резина должна быть стойкой к действию рабочей среды в течение всего
гарантийного срока хранения и эксплуатации в интервале температур, давлений рабочей среды
и других факторов, оказывающих воздействие на уплотнительное устройство.
При расчете размеров уплотнительного устройства следует исходить из того, что резина
является высокоэластичным и практически несжимаемым конструкционным материалом. Для
обеспечения герметичности уплотнительного устройства необходимо создать контактные
напряжения на границе металл-резина, что достигается за счет деформации резинового кольца в
заданных пределах. Эти пределы определяют с учетом поля допусков на размеры колец и
элементов посадочного места.
Деформацию кольца (см. также рис. 19.1 и 19.4) рассчитывают по формуле:
e = [(d2-#)AyiOO, (19.1)
где е - деформация, %; d2 - диаметр сечения кольца, мм; Я - высота посадочного места, мм
(см. также рис. 19.5-19.7).
При проектировании узлов деталей машин, в том числе и уплотнительных устройств, на
размеры даются допуски с учетом возможности технологии их изготовления. Поэтому в
расчете используют не один какой-либо размер, а учитывают поле допусков (симметрично или асси-
метрично) вокруг какого-либо номинального размера.
Диаметр сечения кольца d2, как правило, имеет два допуска: симметричный - cf?±a или ас-
симметричные -&" ,а высота посадочного места Н- плюсовой допуск 5 (Н*6). Тогда деформация
кольца находится в пределах между максимальным (£mJ и минимальным (emin) значениями и
определяется по формулам:
d:a-H d0 -Н
2 2тах -
£т«х = 10° = 10°; (19-2)
dta d
е . = ib^.iooro = **"-**- .100. (19.3)
min
d, d0 .
2^y 2mm
Формулы (19.2) и (19.3) справедливы и для расчета уплотнительного устройства с кольцом
прямоугольного сечения. В этом случае вместо размера 6г следует поставить размер h (см. рис.
19.3) с соответствующими допусками.
Уплотнительные устройства надежно работают в том случае, если деформация е = 18+45%.
Если деформация выходит за указанные пределы, необходимо ужесточить допуски на
размеры, изменить сами размеры сечения кольца и посадочного места. Следует учесть, что осевая
деформация колец не должна превышать 50%, так как на кольце могут появиться трещины еще
до подачи давления рабочей среды.
Поскольку резина является практически несжимаемым конструкционным материалом, то
при деформации кольца его объем остается постоянным. Поэтому для обеспечения заданной
деформации с учетом поля допусков на размеры должно соблюдаться соотношение:
V <V . , (19.4)
к max п.мтт7 v '
гдеУ - максимальный объем кольца, мм3; V . -минимальный объем посадочного места
к max ^ ' ' п.м min
для кольца, мм3.
Таким образом, в любом случае максимальный объем резинового кольца должен
размещаться в минимальном объеме посадочного места.
Подставив значения объемов в формулу (19.4) получим уравнение для расчета ширины
канавки В (см. рис. 19.4):
n(dj+d2)(nd22/4) < n(d+B)BH, (19.5)
где d1 и d2 - внутренний диаметр кольца и диаметр сечения кольца (см. рис. 19.3); d -
внутренний диаметр канавки посадочного места (см. рис. 19.5-19.7); В-ширина канавки посадочного
места (см. рис. 19.5-19.7).
После преобразования уравнения (19.5) получим соотношение:
71(^+^)^74 < dBH+B2H, (19.6)
из которого можно получить уравнение для определения ширины канавки В:
Hd . IНЧ* „ ....
Б> __ . (19.7)
!
I
§
I
1
I
УПЛОТНЕНИЯ
Очевидно, что формула (19.7) слишком громоздка и в практических расчетах ею пользоваться
трудно. В инженерной практике расчеты выполняют не с учетом объемов, а с учетом площадей
поперечного сечения кольца (F,max), что справедливо для случаев, когда диаметр посадочного
места d (см. рис. 19.5) соизмерим с внутренним диаметром кольца d, (см. рис. 19.3).
При проектировании уплотнительных устройств натяг кольца по внутреннему диаметру dt в
посадочном месте по диаметру d, как правило, не превышает 10% и находится в пределах
(0,5+10)%. Поэтому расчет с учетом площадей поперечного сечения кольца и посадочного
места правомочен. Тогда справедливо выражение:
F <F . , (19.8)
к max п.м mm' v '
где FKmax - максимальная площадь поперечного сечения резинового кольца; FaM ^ -
минимальная площадь поперечного сечения посадочного места.
Тогда
nd„
2/4<В . Я . и(ВЛ) <В , Я . ; (19.9)
х ' mm nun v 'max min mm' v /
В , >nd, 2/(4Я . )иВ . >B h /H , . (19.10)
mill 2 max ' v mlii/ mui max max' min ч '
Таким образом, по заданной деформации и площади поперечного сечения кольца
определяют размеры посадочного места. Это условие является обязательным, но недостаточным.
Во многих рабочих средах, особенно при повышенных температурах, даже самая стойкая
резина незначительно набухает. Поэтому при расчете посадочного места под резиновое кольцо
необходимо учитывать набухание, увеличивая размер В,
Для удобства монтажа кольца уплотнительное устройство проектируют так, чтобы кольцо
монтировалось по внутреннему диаметру d, за исключением случаев, когда уплотнительное
устройство проектируется для вакуумного соединения. В этом случае посадочным диаметром
является тот, со стороны которого действует вакуум.
Конструкции уплотнительных устройств
подвижных соединений с кольцами круглого сечения
Уплотнительные устройства подвижных соединений с кольцами круглого сечения при
правильном проектировании и нормальной эксплуатации достаточно надежны и по сравнению с
манжетными уплотнителями имеют ряд преимуществ: они проще по конструкции, имеют
меньшие размеры, лучшие эксплуатационные
характеристики, более доступны, имеют
сравнительно низкую стоимость и др.
Резиновые кольца подвижных соединений
испытывают радиальную деформацию,
причем для газообразных сред применяются
преимущественно кольца с разъемом
пресс-формы под углом 45°, а для жидкостных сред
могут использоваться кольца с разъемом пресс-
формы под углом 180°.
Наиболее типичные конструкции
уплотнительных устройств подвижных соединений
приведены на рис. 19.12-19.14. Как видно из
рисунков, резиновые кольца могут
устанавливаться как на штоке, так и в корпусе. Более
предпочтительным является первый вариант.
При одностороннем циклическом
воздействии рабочей среды давлением 15 МПа и
выше со стороны, противоположной действию
давления, устанавливают защитное фторопла-
Рис. 19.12. Мыотнительные устройства с
кольцами круглого сечения с радиальной
деформацией при монтаже кольца в корпусе (а) и на
штоке (б)
«)
б)
Рис. 19.13. Мглотнительные устройства с
кольцами круглого сечения при одностороннем
циклическом воздействии рабочей среды высокого
давления при монтаже кольца в корпусе (а) и
на штоке (б)
1 — корпус; 2 — шток; 3 — фторопластовое
кольцо; В — ширина канавки под резиновое кольцо
круглого сечения; В, — ширина канавки под
резиновое кольцо с учетом размещения одного
фторопластового кольца
U
<*Г
сз
«
/?
' Ь
1
^ t
UJ
Рис. 19.14. Уплотнительные устройства с
кольцами круглого сечения при двустороннем
циклическом воздействии рабочей среды
высокого давления при монтаже кольца в корпусе (а)
и на штоке (б):
1 — корпус; 2 — шток; 3 — фторопластовое
кольцо; В и В2 — ширина канавок для размещения
резинового кольца круглого сечения без учета и с
учетом наличия двух фторопластовых колец; я —
толщина фторопластовых колец
стовое кольцо (см. рис. 19.13), а при двустороннем воздействии - защитное фторопластовое
кольцо устанавливают с обеих сторон резинового кольца (см. рис. 19.14). Фторопластовое кольцо
устанавливается с натягом и предотвращает выдавливание резинового кольца в зазор.
Расчет уплотнительных устройств
с кольцами круглого сечения при радиальной деформации
Расчет уплотнительных устройств с кольцами круглого сечения при радиальной
деформации сводится к расчету размеров заходных фасок, высоты посадочного места (//та}< и HmJ и
выполняется по формулам (19.2), (19.3) и (19.10).
В уплотнительных устройствах кольца круглого сечения при радиальной деформации могут
монтироваться как в корпусе (рис. 19.12, а, 19.13, а, 19.14, а), так и на штоке (рис. 19.12, б,
19.13,6,19.14,5).
Кольцо в таких уплотнительных устройствах работает по принципу самоуплотнения: с
повышением давления рабочей среды возрастает герметизирующая способность. Вместе с тем под
действием рабочей среды высокого давления кольцо выдавливается в зазор и повреждается.
Чем меньше зазор и чем больше твердость резины, тем меньше выдавливание, т.е. кольцо из
более твердой резины может быть работоспособным при больших зазорах, и наоборот. Для
кольца из более мягкой резины необходимо уменьшать зазор. Для предотвращения
выдавливания рекомендуется применять защитные фторопластовые кольца со стороны, противополож-
: ной подачи среды под давлением. Если среда высокого давления действует на кольцо с двух
.сторон, защитные кольца также устанавливают с обеих сторон. С защитными фторопластовы-
■ми кольцами уплотнительные устройства могут эксплуатироваться при 50,100 МПа и более.
Разгерметизация приведенных уплотнительных устройств может наступить до того, как нач-
;Нвтся эффект самоуплотнения, т.е. при малых давлениях (0,1-0,2 МПа), когда кольцо не
прижато давлением среды к стенке канавки. Для обеспечения герметичности следует создать на
контакте резина-металл напряжение, необходимое для обеспечения герметичности до начала
эффекта самоуплотнения. Такие напряжения будут созданы практически для всех технических
резин при деформации колец 16-45%. При меньших деформациях (менее 16%) снижается
герметизирующая способность, при деформации кольца более 45% его практически невозможно
собрать без механического повреждения. В этом случав также наступает разгерметизация.
УЦЦЩДЫ111»
ВысотаЯ посадочного места определяется как половина разности двух диаметров (см. рис.
19.12,аи19.12,.*): я-ф^/2; (19.11)
H = (D2-D3)/2, (19.12)
гдеD,DX-соответственно внутренний и наружный диаметрыуплотнительногоустройства под
кольцо круглого сечения при размещении его в корпусе (см. рис. 19.12, a); D3 и D2 -
соответственно внутренний и наружный диаметры уплотнительного устройства под кольцо круглого
сечения при размещении его на штоке (см. рис. 19.12, б).
В формулы (19.2) и (19.3) подставляют соответственно минимальные и максимальные
значения Я (кольцо в корпусе, рис. 19.12, а):
Я . = (Д -D )/2; (19.13)
nun v lmiii max77 ' v /
H = (D, -D , )/2. (19.14)
max v 1 max min" v '
Если кольцо смонтировано на штоке (см. рис. 19.12, б), то
Я . =(D, . -Я, )/2; (19.15)
mm x 2 mm Зтах'' ' v '
Я = (D, -D, . )/2. (19.16)
max N 2 max 3 mm'' v '
Диаметры заходных фасок определяют по формулам:
D =Д . -2d„ -С ; (19.17)
ф.ш lmiii 2 max 1' > '
D* = А, +2d, +С„ (19.18)
ф. к 3 max 2 max 2' v '
где D - диаметр заходной фаски в штоке при монтаже кольца в корпусе, мм; 1)ф в- диаметр
заходной фаски в корпусе при монтаже кольца на штоке, мм; С1 и С2 - коэффициенты,
учитывающие погрешности изготовления элементов уплотнительного устройства (обычно С1 и С2
выбирают в пределах 0,5-1 мм).
Ширину канавки с защитными фторопластовыми кольцами рассчитывают по формуле
В1{В2) = В+па, (19.19)
где В1 и Вг - ширина канавки с одним (см. рис. 19.13) и несколькими (см. рис. 19.14) защитными
фторопластовыми кольцами; п-число фторопластовых колец; а-толщина фторопластового кольца.
При проектировании узлов толщину фторопластового кольца принимают, как правило, в
пределах 1-2 мм. Меньшее значение соответствует меньшим диаметрам и давлениям рабочей
среды. Фторопластовые кольца изготавливают цельными, разрезными и спиральными, что
определяется в основном конструкцией уплотнительного устройства, его размерами и
технологическими возможностями изготовления. Обычно, защитные фторопластовые кольца
устанавливают при давлениях рабочей среды более 15 МПа.
Для неподвижной части соединения параметр шероховатости рабочих металлических
поверхностей составляет Яа=2,5 мкм, для соприкасающихся с РТИ боковыми поверхностями Яа=5 мкм;
для подвижной части соединения -Яа=0,32+0,63 мкм.
Монтаж резиновых колец в посадочное место
уплотнительного устройства
Монтаж резиновых колец в уплотнительное устройство с осевой деформацией особых
трудностей не представляет. Перед монтажом необходимо тщательно очистить кольцо от пыли,
смазать его тонким слоем нейтральной смазки (в случае герметизации окислителей кольцо не
смазывают) и поместить в канавку. Поскольку ширина канавки всегда больше диаметра сечения dv
кольцо легко разместится в канавке и будет выступать над поверхностью канавки. Затем сверху
устанавливают крышку (фланец и т.д.) и крепежными элементами равномерно прижимают до
соприкосновения металлических поверхностей.
Кольца с радиальной деформацией монтируют с учетом заходных фасок с помощью
специальных приспособлений. Заходные фаски выполняют либо на штоке (если кольцо
смонтировано в корпусе), либо в корпусе (если кольцо смонтировано на штоке) под углом а=(3=15+30° (см.
рис. 19.12) с шероховатостью Яа= 2,5+5 мкм. Меньшие значения углов заходной фаски
соответствуют резинам большей твердости.
Если кольцо необходимо смонтировать в канавку, расположенную по ходу движения за каким- ^у.
либо конструктивным элементом (резьба, отверстие, проточка), выполняется либо оправка, либо
проточка (рис. 19.15 и 19.16).
После установки кольца на шток по линии разъема пресс-форм необходимо убедиться, что
кольцо по периметру не перекручено. Если оно перекрутилось, то осторожно, поддев крючком
из гладкой проволоки, провести по диаметру </, (рис. 19.2)до выравнивания кольца.
Вместе с тем, иногда применить указанные приемы не представляется возможным
(например, при жестких требованиях по массе и размерам узла). Тогда для предохранения кольца от
повреждения используют специальную методику. На рис. 19.17 и 19.18 показаны схемы
монтажа штока без заходной фаски в корпус с установленным в нем кольцом и штока в корпус без
заходной фаски.
В обоих случаях заложен один и тотже принцип - замораживание кольца в
сформированном с помощью оправки состоянии при температуре ниже температуры стеклования резины,
при которой коэффициент восстанавливаемости Кв < 0,1.
Согласно схеме монтажа, показанной на рис. 19.17, сначала кольцо в нормальном
состоянии устанавливается в корпус, после чего в него вводится оправка (см. рис. 19.17, а) диаметром,
равным диаметру рабочего штока 0„ = Ор ш и с выполненной заходной фаской, рассчитанной по
!
I
§
I
I
Рис. 19.15. Использование оправки при
монтаже кольца:
/ — кольцо; 2 — место установки кольца; 3 —
оправка; 4 — резьба с проточкой
Рис. 19.16. Выполнение проточки при монтаже
кольца:
/ — проточка в зоне отверстия с заходными
фасками под углом ОС; 2 — кольцо; 3 — место установки
кольца; D,fK — диаметр заходной фаски в корпусе
узла, определяемый по формуле (19.18).
а) б) в)
Рис. 19.17. Схема монтажа штока без заходной фаски в корпус с кольцом:
/ — кольцо в нормальном состоянии; 2 — кольцо в застеклованном состоянии; 3 — оправка; 4
шток
рабочий
£
\
а) 6) в)
Рис. 19.18. Схема монтажа штока с кольцом в корпус без заходной фаски:
/ — кольцо в нормальном состоянии; 2 — кольцо в застеклованном состоянии; 3 — рабочий шток; 4 —
оправка; 5 — корпус уплотнительного устройства
формуле (19.17). Кольцо деформируется и заполняет пространство канавки. Корпус в сборе с
оправкой замораживается и выдерживается в течение заданного времени (см. рис. 19.17, б),
после чего из корпуса извлекается оправка, а на ее место устанавливается рабочий шток (см.
рис. 19.17, в). Поскольку кольцо находится в деформированном состоянии, рабочий шток
монтируется без затруднений и без повреждения резинового кольца. После повышения
температуры кольцо плотно обжимает рабочий шток, обеспечивая герметизирующую способность
уплотнительного устройства.
Аналогичным образом поступают при невозможности выполнения заходных фасок в
корпусе (см. рис. 19.18). Сначала кольцо одевают на рабочий шток и монтируют в оправку с заходной
фаской, рассчитанной по формуле (19.18). Диаметр оправки равен диаметру корпуса
устройства: D„ = DKy (рис. 19.18, а). Затем шток с оправкой замораживают и выдерживают в
застеклованном состоянии в течение заданного времени (см. рис. 19.18, б), после чего оправку снимают
и шток устанавливают в корпус уплотнительного устройства.
Следует отметить, что в обоих случаях такого монтажа после извлечения оправки
необходимо сразу монтировать рабочий шток с корпусом уплотнительного устройства. В противном
случае с повышением температуры кольцо перейдет в высокоэластическое состояние и его монтаж
станет невозможным.
19.1.2. Уплотнения длинномерные
(В.М. Шпиндлер)
К длинномерным относятся уплотнения различного сечения, длина окружности или
наибольшей стороны которых превышает 1 м, а также для изготовления которых на обычных
прессах требуется больше, чем одна пресс-форма или перестыковка. Длина длинномерных
профилей, изготавливаемых на червячных машинах, ничем, кроме объема бухты или упаковки, не
ограничивается.
Длинномерные уплотнители служат для уплотнения как неподвижных соединений, так и
разъемных соединений, т.е. для обеспечения возможности открытия и закрытия створок, крышек,
дверей в процессе эксплуатации, в том числе при низких температурах. Требования к таким
уплотнениям и соответственно конструкциям их сечения и применяемым материалам различны.
Сечение уплотнителей в зависимости от назначения может иметь любую конфигурацию. Чем
ближе она к осесимметричной, тем выше качество профиля и больше вероятность получения
стабильных размеров. Асимметричные сечения с большим различием в толщине при изготовлении
имеют различную скорость истечения, что приводит к искривлению профиля по длине и,
следовательно, к потере устойчивости, складкам и искажению формы сечения. Частично это можно
компенсировать выбором оси профилирующей шайбы червячной машины (экструдера).
Технология изготовления длинномерных уллотиеиий
Заготовки длинномерных уплотнений после резиносмесителя и/или вальцев поступают на
червячную машину. Вулканизацию уплотнений осуществляют в прессах с использованием пресс-
форм, котловым методом (в вулканизационном котле с предварительной укладкой на
противни) или одним из способов непрерывной вулканизации (например, токами высокой частоты)
На точность размеров уплотнения и, в первую очередь, профиля сечения влияют такие
технологические факторы, как тип каучука, состав резиновой смеси, время ее вылежки,
температура в червячной машине, температура головки машины, частота вращения червяка и др.
Важную роль играет усадка резиновой смеси. Усадка по длине сама по себе не существенна,
т.к. изделие длинномерное, но она весьма значительно влияет на форму и размеры сечения
(эластическое восстановление смеси может достигать 50% и меняться в зависимости от
способа вулканизации профиля). Кроме того, качество длинномерных РТИ определяется суммарным
сдвигом, которому подвергается материал в процессе переработки на различных стадиях
(включая приготовление резиновой смеси в резинос-
месителе, вальцевание и экструзию
профильных заготовок). Эту характеристику можно
использовать как интегральную. Зависимость
параметров процесса экструзии и усадки от
деформации сдвига в выходном канале экстру-
зионной головки приведена на рис.19.19.
При изготовлении шприцованных
профилей котловой или непрерывной вулканизацией
приходится устанавливать большие допуски
(мм), поэтому использование таких уплотнений
ограничено «неответственными» областями:
уплотнение дверей, окон, холодильников,
автомобилей. При изготовлении длинномерных
уплотнителей «ответственного» назначения,
связанного с жизнеобеспечением людей и
функционированием изделий, допустимы только
минимальные допуски (±0,1 мм). Поэтому такие
изделия изготавливают на вулканизационных
прессах.
Типы длинномерных уплотнений
Плоская прокладка является наиболее простым видом уплотнителя для неразъемных
соединений (рис. 19.20). Сечение прокладки представляет собой прямоугольник, соотношение
ширины сечения Ь0и его высоты (толщины прокладки) л0, характеризуемое коэффициентом
формы Ф = bjh0, определяет ее работоспособность. К длинномерным уплотнителям часто
Предъявляют требование минимизации их массы, которое проще всего выполнить путем
изготовления более тонкой и узкой прокладки, т.е. минимизировать Ь0 и h0. Однако при уменьшении
\ увеличивается Ф, и жесткость такой прокладки будет высокой:
tfifiE^-модуль прокладки;Е-модуль резины;^-коэффициенттрения резины по металлу
(при 20°С и трении по сухой поверхности у^ = 0,4*0,6).
ТСМ.ВЫХ Y»blX.K
С с'1 6, %
I00
94
■ 40
20
Рис. 19.19. Зависимость относительного
изменения поперечного сечения экструдата 5 до (1) и
после (5) охлаждения, скорости сдвига в
выходном канале экструзионной головки YBb„„ (2) и
температуры смеси в выходном канале
экструзиоиной головки 7^M-M1!I (4) от деформации сдвига
В ВЫХОДНОМ Канале ЭКСТруЗИОННОЙ ГОЛОВКИ Увых к
ж
I
i
1
I
1
I
a)
6)
Рис. 19.20. Установка плоской прокладки:
а — общий вид; б — уплотнительный узел с плоской прокладкой; ba, h0 и D0 — исходные ширина, толщина
и наружный диаметр прокладки; h, D — толщина и наружный диаметр деформированной прокладки;
b — ширина части прокладки, выдавленная в зазор при монтаже
От ширины прокладки зависит критическое давление разгерметизации р
P«D=-VWE
кр
1+цтА
49 К)
(£-*)<*
0)Dh
гдеЬп
К' D0>
йи£>-см. рис. 19.20.
Герметизация соединения обычно обеспечивается обжатием прокладки на 25±10%.
Суммарные допуски на неплоскостность, непараллельность, неточность изготовления сопрягаемых
деталей, толщина ограничительной шайбы или выступа в корпусе соединения и толщина
резиновой прокладки должны укладываться в этот интервал поджатия, что особенно сложно для
длинномерных соединений. Поэтому, чем тоньше прокладка, тем выше требования к качеству
изготовления металла и резины.
Поджатие прокладки в зависимости от допусков на её толщину и размер посадочного места
приведены в табл.19.3.
Обычно модуль резины определяют на цилиндрических образцах со свободной боковой
поверхностью. При эксплуатации же деформация резины в прокладке ограничена с двух сторон по
периметру, в промежутках между отверстиями под винты и с трех сторон по месту крепления
прокладок винтами. Поэтому экспериментально желательно определять модуль резины в
условиях ограничения деформации. Для определения модуля прокладки рекомендуется использовать
специальные струбцины, в которых на цилиндрических образцах 10x10 мм моделируются
эксплуатационные условия нагружения. Наиболее жесткой является прокладка с ограничением
деформации с трех сторон, наименее жесткой - свободная. Наиболее опасная, как источник
разрушения, часть уплотнения по месту выдавливания резины в свободную (четвертую) сторону.
К прокладкам предъявляются два основных требования. Первое требование - одинаковое
по всей длине, и соответствующее регламенту, сжатие может быть обеспечено путем
повышения точности изготовления всех деталей, входящих в узел. Это лимитируется техническими
(уровень прецизионности оборудования) и экономическими (стоимость повышения этого уровня)
возможностями. Для выполнения второго требования - обеспечения жесткости и прочности
уплотнительного узла - следует регулировать толщину прокладки.
19.3. Поджатие прокладки в зависимости от допусков на её толщину
и размер посадочного места
А„ прокладки, мм
номинал
1,5
-
-
минимум
-
-
1,4
максимум
-
1,6
-
А зазора, мм
номинал
1,1
-
-
1,05
-
максимум
-
-
1,15
Поджатие
прокладки, %
26
34
18
Рис.19.21.
Уплотнитель типа «капля»
С учетом сложности и разнообразия конфигурации прокладок предпочтительно их изготов- ^
ление вырубкой штанцевым ножом или по шаблонам из вулканизованного листа. При этом раз-
нотолщинность листов из бутадиеннитрильных резин достигает +0,1 мм, а из силоксановых
±0,25 мм. Для прокладок толщиной 1,5 мм и менее допуск ±0,25 мм перекрывает поджатие,
необходимое для герметизации соединения. Поэтому из резин на основе силоксановых каучу-
ков длинномерные прокладки следует изготавливать формованием в пресс-формах методом
перестыковки. При большой номенклатуре прокладок возможна унификация пресс-форм по
толщине и ширине сечения. При расчете минимально необходимого числа пресс-форм следует
учитывать усадку по периметру+4%, по ширине +6%, по толщине -20%.
Изготовление прокладок большого и сложного периметра на специально разработанном
челюстном прессе (с размером плит в несколько метров) неэффективно, так как не
обеспечивает требуемого допуска по толщине (+0,1 мм). Вследствие разной усадки по ширине возникает
недопустимое коробление прокладки.
Отсутствие соосности отверстий под винты приводит к разрушению прокладки при
скоростях изменения температуры 10°С/мин из-за возникновения концентраторов напряжения в
результате натяжения по периметру около винтов и дополнительного повышенного сжатия у
ограничительной шайбы. Чем толще прокладка, тем лучше герметичность соединения.
С учетом особенности влияния температуры для длинномерных прокладок оптимальной
является толщина 1,5-2 мм.
Длинномерные уплотнители больших зазоров используют в крупногабаритных соединениях
(с периметром несколько метров или десятков метров), в которых имеются большие зазоры (до 6
мм). С учетом допуска на технологию обработки сопрягаемых поверхностей и изменения зазора
при работе в результате воздействия эксплуатационных факторов в таких соединениях возможно
изменение зазора по длине (до ±3 мм). Контактирующие поверхности при этом могут
перемещаться в продольном или поперечном направлениях, а также под углом. Перепад давлений в
основном действует с одной стороны уплотнителя, однако поскольку перепады возможны и с
другой стороны, уплотнители должны быть двустороннего действия. При этом усилия поджатия
подвижного элемента узла (крышки, двери, створки и т.п.), а, следовательно, и жесткость уплотни-
тельного элемента должны быть небольшими, в том числе и при низких температурах.
Традиционные уплотнители, работающие на сжатие, такие как прокладки и кольца круглого
сечения (о-кольца), не подходят, так как, во-первых, они имеют высокую жесткость и требуют
больших усилий поджатия, а, во-вторых, при деформациях 30±10% для
зазоров 6±3 мм необходимо использовать уплотнители большого
сечения, что связано со значительным расходом материала (часто
дефицитного). Поэтому в таких соединениях используют полые уплотнители или
уплотнители с сечением сложной конфигурации, имеющим уплотняющий
ус (усовые уплотнители).
При изготовлении экструзией полых уплотнителей из резин на основе
силоксановых каучуков в червячной машине жесткость их заготовок в
сыром виде мала, вследствие чего изменяется конфигурация и размеры
.сечения профиля при укладке на противень, а место стыка замкнутого по
периметру профиля имеет повышенную жесткость.
Длинномерные уплотнители больших зазоров изготавливают
перестыковкой на нескольких пресс-формах и затем стыкуют по периметру. При
этом возможны ступеньки, выступы, наплывы, закусы, разнотолщинность,
большие выпрессовки (облой), а также заусенцы при обрезке облоя. К
микродефектам можно отнести также царапины и надрезы при
хранении, транспортировании и монтаже. Все эти дефекты могут служить
концентраторами напряжения. Наличие их особенно чувствительно в усовых
уплотнителях, так как ус - основной элемент конструкции,
обеспечивающий герметизацию соединения.
I
о
I
1
I
-~т~-
307
t
1
i
!
I
у?" Изготовление экструзией резинотканевых полых профилей (для повышения их прочности)
невозможно.
Уплотнитель с полусвободной заделкой имеет элемент в виде капли, приклеиваемый к
пружине (рис. 19.21).
Уплотнители со свободной заделкой могут иметь простую форму в виде ленты любой
длины с утолщениями на концах, изготовленной формовым способом вперестыковку с
окончательной стыковкой в челюстном прессе. При установке в узел уплотнительный элемент сгибают
по сечению и фиксируют прижимными планками. В рабочем положении он принимает форму
подковы или буквы Q. Для облегчения монтажа в узел при малых радиусах закругления по
периметру (R < 60 мм) уплотнительный элемент сразу изготавливают с сечением,
соответствующим его рабочему положению в узле (рис. 19.22, а). Стыковка закругленного по периметру
участка с подковообразным сечением с прямыми участками осуществляется в прямой пресс-
форме. Заделка такого уплотнителя называется свободной.
Грани уплотнительного элемента, образующие при установке его в узел угол р = 90+100°,
изнутри поджаты прижимной втулкой. Прижимная втулка прикрепляется к корпусу узла
шпильками и имеет отверстия для доступа воздуха из герметизируемого объема. При пониженных
температурах окружающей среды поступает теплый воздух, при повышенных - холодный.
Утолщения уплотнительного элемента в пазу между корпусом и прижимными планками закреплены
свободно и не требуют усилий ни при монтаже, ни при поджатии крышкой, что исключает
концентрацию напряжений в этом месте даже при возможных отклонениях размеров от заданных при
изготовлении уплотнения или посадочного места.
По одному из вариантов конструкции внутрь
полости, образованной уплотнительным
элементом, можно вставлять пружину, выполненную в
виде перфорированной по периферии стальной
полосы (см. рис. 19.22, в) толщиной 0,3-0,5 мм.
Перфорация на пружине предотвращает
потерю ее устойчивости и образование складок при
изгибах по периметру уплотнителя. Жесткость
пружины обеспечивает минимально
необходимое контактное давление уплотнительному
элементу, достаточное для герметизации
соединения, и поскольку упругие свойства металла
практически не зависят от температуры, это
давление постоянно.
При закрытии крышки уплотнительный
элемент посередине изгибается больше, чем на
периферии (его положение на рис. 19.22, а,
показано штриховой линией) вследствие его
переменной толщины. Под действием воздуха,
поступающего через отверстия в прижимной
втулке внутрь полости, или пружины с
перфорацией он упруго прижимается к контактной
поверхности крышки, обеспечивая надежную
герметизацию узла. Такие уплотнители могут быть
работоспособны даже при температурах ниже
температуры хрупкости резин на 60°С.
При конструировании свободной заделки
fl-уплотнителя рассчитывают предельные
варианты размеров утолщения уплотнительного
элемента и посадочного места (паза) под него
Рис. 19.22. Узел уплотнения (а),
уплотнительный (<?) и пружинный (в) элементы до
установки в узел:
/ — шпилька; 2 — корпус узла; 3 — планка со скосом;
4 — крышка; 5 — внутренняя полость; 6 —
уплотнительный элемент; 7 — средний участок уплотнителя;
8 — прижимная втулка; 9 — пружина; 10 — место
контакта с гранями прижимной втулки; // —
периферийный участок уплотнителя; 12—утолщения на
концах; 13 — заплечики; 14 — перфорация
в наихудших условиях. Так, расчет объемного сжатия и пересчет на допустимое сжатие в
наименьшем участке паза проводят для максимальных размеров резинового профиля,
минимальных размеров паза и воздействии повышенных температур.
Схема выдавливания резины при повышенной температуре в зазор представлена на рис.
19.23. Зависимость вытесненного в свободную сторону объема резины ДКот объема
уплотнения Ии толщины образца5 приведена на рис. 19.24. По этим данным можно оценить выдавливание
в самом узком месте паза в корпусе.
Определение устойчивости утолщения резинового профиля к выворачиванию из паза
проводят при минимальных размерах резинового профиля, максимальных размерах паза и при
воздействии низких температур (рис. 19.25). С учетом того, что модуль резины при низких температурах
возрастает более, чем на порядок (рис. 19.26), для того чтобы уплотнение не выворачивалось из
заделки, обычно достаточно обеспечить отношение размеров наиболее широкой части
резинового профиля /2 к ширине паза /,: IJ /(= % -1,64 (см. рис. 19.25); при минимальном размере паза и
максимальном размере резинового элемента % = 1,9, при их номинальных размерах % = 1,78.
Чтобы избежать натяга, следует изготавливать уплотнители с плюсовым допуском +2% по
периметру, так как большая величина приведет к потере устойчивости при монтаже.
I Рис. 19.23. Схема выдавливания резины в за-
I вор при повышенной температуре
АУ.мм
100
(10)
100
(10)
150
(15)
У,ът
200
(20)
8, мм
1 1,3 1,5 2
Рис.19.24. Зависимость вытесненного объема
резины Л Vor объема уплотнения VnpH
деформации е,=56% (Т) и 62=34% (2) (цифры на
шкалах V и Д V без скобок относятся к реальным
образцам, а в скобках — к модельным)
Рис. 19.25. Устойчивость профиля при
пониженной температуре
153 173 194
Рис. 19.26. Зависимость модуля резин Е( 1, 2) и
обратной величины \/Е (/, 2) от температуры:
/. /' — резина типа 1; 2, 2' — резина типа 2
31
!
I
I
I
I
Влияние температуры иа работоспособность
длинномерных уплотнений
Для работы в широком интервале температур длинномерные уплотнители должны обладать
высокой прочностью, исключающей возможность разрушения при разных воздействиях: по
месту закрепления при установке в уплотняемый узел; при выдавливании в зазор; при
различных деформациях (сжатие, растяжение, изгиб, сдвиг и их комбинации); при циклическом и
других видах изменения теплового режима; при действии концентраторов напряжений в контакте с
металлической арматурой в пресс-формах и в уплотняемом узле; при разной толщине
резинового элемента. Однако для работы в широком интервале температур можно использовать лишь
резины на основе силоксановых каучуков, прочность которых невысока.
Некоторые виды уплотнителей, например усовые, работающие на изгиб, могут
герметизировать соединения с большими зазорами, но контактное давление в них обеспечивается
высокоэластическими свойствами резин, т.е. в ограниченном интервале температур. Поэтому
разработан ряд конструкций, в которых упругие функции выполняют металлические пружинные
элементы, на которые температура не влияет, а резина заполняет микродефекты сопрягаемых
поверхностей (см. рис.19.22).
Влияние низких температур. Герметичность, характеризуемая натеканием О, является
основным фактором, определяющим работоспособность уплотнений при низких температурах.
Толщина и величина поджатия значительно влияют на герметичность прокладок, с увеличением
толщины и величины поджатия натекание Qуменьшается, при этом увеличение коэффициента
формы Ф приводит к уменьшению влияния процессов стеклования и кристаллизации на
герметичность. При больших значениях Ф, а также при двух- и трехстороннем ограничении
деформации создается сложно-напряженное состояние, близкое к объемному сжатию, и увеличивается
доля упругой деформации. Температурная зависимость модуля сжатия для образцов резин двух
типов с разным коэффициентом формы представлена на рис. 19.27.
Таким образом, морозостойкость и герметичность прокладок следует определять на
образцах в реальных условиях нагружения, а для тонких прокладок изменение жесткости при низких
температурах не является лимитирующим.
Для усового уплотнителя
герметичность улучшается при увеличении
поджатия и перепада давлений, а
также при уменьшении толщины уса.
Однако влияние перепада давлений
нестабильно: отмечаются пики
негерметичности, которые связаны с потерей
устойчивости уса. При увеличении
перепада давлений это приводит к
разрушению уплотнения со стороны уса
в виде углового скола.
Герметичность вакуумных
соединений при низкой температуре для
уплотнителей типа подковы О. и
ленты из резин типов 1 и 2 выше
герметичности усового уплотнителя на
один-два порядка, причем даже без
применения пружинных элементов и
теплого воздуха. Это может быть
обусловлено тем, что герметичность
соединений в условиях внешнего вакуума
определяется диффузионной
проницаемостью резинового уплотнителя,
Есж, МПа
14
12
10
8
в
4
2
1'
\
' \
■ Д
•2\\
• \\\
? \\\
'^к '
^^
Т "С
-100 -80 -60 -40 -20 0 20
Рис.19.27. Зависимости модуля сжатия Е^ от
температуры для образцов резины типа 1 (/, 2, 3) и типа 2 (/', 2',
3') с коэффициентами формы Ф:
/. Г - 0,5; 2. 2' - 3,1; 3. 3' -7,2
которая на порядок выше контактной негерметичности. Только при проявлении локальных
течей (например, при разрыве уплотнителя или выворачивании уса) контактная негерметичность
сравнима с диффузионной проницаемостью.
В уплотнителях типа подковы Q и ленты внутри сечения образуется герметичная полость,
заполненная воздухом или фторированной жидкостью (рекомендуется жидкость № 10),
которая является буфером и уменьшает негерметичность на один-два порядка. Увеличение числа
слоев уплотнителя до двух снизило бы негерметичность лишь в 2 раза.
Сопоставление герметичности уплотнителей типа О. и усовых показало, что при
стационарном режиме испытания подкова из резины на основе ЭПДК герметичнее уса в 20-220 раз. При
динамическом режиме испытаний герметичность подковы стабильна в широком интервале
температур и величина О в 25 раз меньше, чем у уса, у которого она существенно зависит от
температуры и при Гхр превышает допустимое значение.
Циклическое изменение температуры. В условиях циклического изменения температуры
уплотнители из резин на основе силоксановых каучуков СКТФВ-803 (резина 1) и СКТФВ-2103
(резина 2) разрушаются независимо от конструкции. При скорости нагрева v в пределах
4°С < v < 10°С разрушаются уплотнители с жесткой фиксацией по сечению, при v > 10°С
разрушаются уплотнители со средним поджатием по сечению и не разрушаются
свободные. Увеличение прочности на порядок при изготовлении уплотнителей с тканью из фени-
лона также не сохраняет их целостность.
Разрушения вызываются деформациями, связанными с термоупругими напряжениями,
возникающими из-за разности коэффициентов линейного расширения резины и металла,
которая достигает 20 раз. Разрушение, прежде всего, происходит при жесткой фиксации
уплотнителя в узле и при поджатии в сечении, препятствующем установлению равновесного, без
натяга, положения по периметру, а также при действии концентраторов напряжения, при
объемном сжатии и остаточных напряжениях, возникающих при изготовлении и монтаже
длинномерных уплотнителей.
Концентраторы напряжения в различных уплотнителях могут быть разными. В прокладках,
например, при неравномерном растяжении по периметру в результате несоосности отверстий
под винты в прокладках и прижимных планках, при выдавливании резины в зазоры между
прижимными планками. В усовых уплотнителях-ступеньки и разнотолщинность по усу,
возникающие при формовании в местах перестыковки в различных пресс-формах, переход от угловой
части к прямой по периметру (ограничение продольных перемещений в углах) и т.п.
Общая рекомендация для всех конструкций сводится к исключению растяжения по
периметру, поджатию по заделке и сечению не более 25% (рекомендуется свободная заделка),
исключению объемного сжатия, особенно в результате повышения температуры.
Интервал поджатия (20+5%) обусловлен допусками на уплотнитель и сопрягаемые
детали узла. Для длинномерных уплотнителей соблюдение лимита допусков является
проблемой, однако для уплотнителей со свободной заделкой эта проблема отсутствует.
Поэтому fl-образные уплотнители со свободной заделкой и большинство уплотнителей с
полусвободной заделкой - профиль «капля», который крепится к пружине герметиком, причем
приклейку можно выполнять дискретной, сохраняют целостность при динамических
циклических испытаниях в широком интервале температур даже за пределами области
высокоэластических деформаций.
Разрушение длинномерных уплотнителей при циклическом изменении температуры может
быть связано и с изменениями упругих характеристик уплотнения. Так, увеличение числа
циклов нагревание-охлаждение приводит к линейному уменьшению действительной части
динамического модуля сдвига. Использование таких данных лежит в основе метода
прогнозирования долговечности уплотнителей.
Таким образом, только уплотнители со свободной заделкой сохраняют целостность при
динамичном термоциклировании и обеспечивают герметичность на порядок выше, чем другие
уплотнители.
i —~1—i J——|ДНЬ^—Г *
!
1
!
I
F* 19.2. Резиновые уплотнители соединений
с вращательным движением
(B.C. Юровский)
Резиновые уплотнители соединений с вращательным движением предназначены для
создания плотности (герметичности) в местах выхода валов и других подвижных элементов из
внутренних полостей аппаратов и машин.
19.2.1. Типы резиновых уплотнителей для валов
Из резиновых уплотнителей широкое применение в технике получили резиновые
армированные манжеты с различными эластомерными материалами. По сравнению с торцевыми
механическими уплотнителями или асбестовыми сальниками они отличаются высокой степенью
герметизации и хорошей «следящей» способностью.
Резиновые манжетные уплотнители валов характеризуются большим разнообразием
конструкций. Принципиально в каждом из уплотнителей этой группы можно выделить три основных
конструктивных элемента (рис. 19.28).
Каркасный металлический элемент предназначен для фиксации манжеты в корпусе (или в
другой неподвижной части машины) и герметизации по месту посадки; упругий элемент
(обычно браслетная пружина) обеспечивает постоянство контактной нагрузки в уплотняемом зазоре;
уплотнительный гибкий элемент из эластомерного материала обеспечивает герметизацию в
контакте с вращающейся деталью (имеет различные названия - «губа», «ус» и др.).
Уплотнительная «губа», охватывая вращающийся вал с некоторым натягом, прижимается к
его поверхности с усилием, действующим в радиальном направлении. Для стабилизации этого
усилия во времени на «губу» надевают металлическую браслетную пружину, выполняющую
важную функцию стабилизации радиального усилия.
Из огромного разнообразия конструктивных вариантов резиновых манжетных уплотнителей
валов выделены и стандартизованы на международном уровне шесть основных типов (рис. 19.29).
Более подробный анализ манжет этих типов показывает, что, по существу, стандартизуются только
два основных конструктивных исполнения - однокромочные и однокромочные с пыльником.
Различия в исполнении каркасной части уплотнителей, показанные на рис. 19.29, отражают
технологические особенности производства манжет, сложившиеся на предприятиях-изготовите-
лей в различных странах. Манжеты с необрезиненным каркасом требуют тщательной шлифовки
или иной механической обработки по внешней
цилиндрической поверхности каркаса, также
тщательно необходимо обрабатывать ответную
посадочную поверхность в узле машины. Даже
в этом случае для обеспечения герметичности
по плотной посадке манжеты «металл на
металл» часто приходится дополнительно
уплотнять стык в корпусе эластомерным герметиком.
В нашей стране на основных заводах РТИ
технологический процесс производства
манжет наиболее приспособлен для изготовления
манжет с обрезиненным каркасом. Поэтому
преимущественное распространение
получили манжеты с обрезиненным каркасом, что
соответствует типам 1 и 4 по стандарту ИСО
6194/1-82. Эти два типа конструкций манжет
Рис. 19.28. Наиболее широко применяемая
типичная конструкция резиновой армированной
манжеты (поперечное сечение):
/ — каркасный металлический элемент; 2 —
упругий элемент (пружина); 3 — эластичный
уплотнительный элемент
Рис. 19.29. Типы конструкций стандартных манжет для валов:
1 — однокромочная манжета с обрезиненным каркасом; 2 — однокромочная манжета с необрезиненным
каркасом; 3 — однокромочная манжета со сборным металлическим каркасом; 4 — однокромочная манжета с
дополнительной пылезащитной кромкой (пыльником) с обрезиненным каркасом; 5 — то же, с
необрезиненным каркасом; 6 — то же, со сборным металлическим каркасом
Рис.19.30. Нестандартные конструкции манжет:
а — манжета с повышенной степенью грязезащиты; б —
манжета с двумя рабочими кромками; в — манжета для валов с
большими биениями
стандартизованы ГОСТ 8752-79.
Манжеты с обрезиненным
каркасом обеспечивают наиболее
надежную герметизацию по
посадке в корпусе.
В ОАО «Балаковорезинотехни-
ка» в больших масштабах
производятся манжеты типов 2 и 5 (см.
рис.19.29). Такие конструкции
манжет применяют для комплектации
автомобилей ВАЗ и некоторых
других машин. Это также связано с
особенностями технологического
процесса на этом заводе и технологией
сборки на автозаводе.
Наряду с описанными
стандартизованными конструктивными
типами манжет, достаточно
широкое распространение получили некоторые другие конструктивные исполнения. На рис. 19.30
показаны три типа применяемых конструкций.
Манжеты типа а обеспечивают эффективную грязезащиту уплотняемых узлов и
применяются, например, в редукторах мостов грузовых автомобилей ЗИЛ. Манжеты типа б
предназначены для двухстороннего уплотнения жидких сред и применяются, в частности, в
гидравлических амортизаторах переднеприводных автомобилей. Манжеты типа в предназначены для
уплотнения валов с большими радиальными динамическими биениями.
В массовом объеме в нашей стране и за рубежом производят также тонкокромочные рези-
иметаллические уплотнители валов. В основном они предназначаются для комплектации
шарикоподшипников с одноразовой смазкой. Конструкции таких уплотнителей чрезвычайно
разнообразны (рис. 19.31).
К группе резинометаллических уплотнителей валов относится также такой массовый тип
уплотнителей, как маслоотражательные колпачки стержней клапанов двигателей внутреннего
сгорания (рис. 19.32). В принципе, стержни клапанов совершают при работе двигателей
возвратно-поступательное движение с возможностью небольших поворотов. Технологически
производство этих уплотнителей аналогично производству манжет для валов, в связи с чем масло-
отражательные колпачки производятся обычно теми же предприятиями, которые
изготавливают армированные манжеты для валов.
3
f
Широкое применение в технике получили конструкции резиновых манжетных уплотнителей,
использующие при эксплуатации гидродинамические эффекты. Для тяжелых режимов
эксплуатации резиновых уплотнителей валов необходимо максимальное снижение силы трения и
количества генерируемого при этом тепла. В описываемых конструкциях манжет конструктивными
приемами реализуется принудительное создание жидкостной смазывающей и охлаждающей пленки в
зоне контакта манжеты с валом. Гидродинамический уплотнитель имеет на контактной
поверхности систему организованных выступов и углублений, которые способствуют постоянному
присутствию смазки в зоне трения. Кроме того, эти рельефы или «насечки», используя энергию
вращающегося вала, создают гидравлический напор, обратный натеканию уплотняемой среды (рис. 19.33).
Для заметного проявления гидродинамического эффекта необходимо, чтобы частота
вращения вала составляла несколько тысяч оборотов в минуту. Такие режимы эксплуатации характерны
для интенсивно нагруженных узлов машин. Применение «насечек» особенно полезно, а иногда
обязательно, при изготовлении манжет из теплостойких резин - на основе фторкаучуков, акрилат-
ных, силоксановых, которые быстро разрушаются в режиме «сухого» трения. Сочетание
теплостойких резин с гидродинамическими рельефами на контактной поверхности манжет позволяет
значительно увеличить долговечность манжетных уплотнителей при сохранении полной
герметичности на многих машинах, двигателях и агрегатах.
Конструкции манжетных уплотнителей с гидродинамическими эффектами действия
(«насечками») очень разнообразны. Конструктивные усовершенствования таких манжет состоят в
нанесении на рабочей поверхности различных по форме и количеству рельефов - многозаход-
ных резьб, винтообразных и синусоидальных ребер, фасонных выступов и впадин и пр.
Другим приемом улучшения условий трения в зоне контакта уплотнителя с валом является
изменение конструкции уплотнительной кромки и пружины. Фирма «Чикаго Рокхайд» (США)
изготовляет, например, манжеты с волнообразной или наклоненной с некоторым углом к оси
вала «косой» рабочей кромкой (рис. 19.34).
Во многих случаях для обеспечения гидродинамического эффекта с созданием
«микрошнека» или других рельефов специальной обработке подвергают также поверхности валов,
контактирующие с манжетами.
Эффективность большинства предлагаемых конструктивных мероприятий по созданию
манжет с гидродинамическим эффектом действия практически равнозначна.
Разнообразие конструкций резиновых уплотнителей валов такого типа во многих случаях можно
объяснить не технической целесообразностью, а конъюктурными причинами. Многочисленные
изготовители резиновых уплотнителей вынуждены изыскивать конструктивные решения, не
нарушающие авторских прав конкурентов.
Несмотря на разнообразные
усовершенствования конструкции манжетных уплотнителей,
преимущественное применение в технике
имеют стандартизованные типовые конструкции.
При проектировании манжет очень важно
правильно выбрать типовую конструкцию.
Кроме того, в пределах каждого типа конструктор
должен правильно задать все исполнительные
размеры манжет, каркасов и пружин.
Эти манжеты применяются в соответствии
с ГОСТ 8752-79, отраслевыми стандартами и
приложениями к групповым техническим
условиям, содержащими чертежи конструкций и
размеры манжет, каркасов и пружин, схемы
типовых уплотнительных узлов, требования к
сопряжённым деталям и местам установки,
рекомендации по проектированию пресс-форм,
Рис. 19.31. Типичные конструкции резииоме-
тадлических уплотнителей для подшипников
монтажу и эксплуатации уплотнителей. Наибольшее распространение получил отраслевой стан-*7ч.
дарт ОСТ 38 05146-78 «Манжеты резиновые армированные для валов. Конструкция и размеры».
Перечисленный комплекс конструкторской и нормативно-технической документации
обеспечивает основные потребности общего и специального машиностроения в надежных и качественных
уплотнителях валов.
Манжетные уплотнители, описанные выше, относятся к уплотнителям радиального действия,
так как контактная нагрузка, обеспечивающая герметизацию манжетами такого типа,
направлена радиально к оси вала.
В ряде отраслей промышленности применяются манжетные торцовые уплотнительные
устройства, преимуществами которых являются низкая стоимость изготовления и возможность
работы при значительных биениях и даже перекосах вала (рис. 19.35).
В отдельных случаях вместо манжетных уплотнителей валов торцового типа применяют
традиционные армированные манжеты (например, уплотнительные устройства опорных катков
поддерживающих роликов и натяжных колес ходовых систем тракторов и других гусеничных
машин, а также узлов плугов и других сельхозмашин, непосредственно работающих в грунте).
НИИЭМИ совместно с ВНИИМетмаш разработали уплотнительные манжеты торцового типа для
подшипниковых узлов высокоскоростных прокатных станков. Торцовые манжетные
уплотнители защищают подшипниковые узлы от проникновения абразива, грязи, воды, окалины и
одновременно предотвращают вытекание смазки подшипников наружу.
I \
I \
S
X
%
X
9 "
*с ■
\- ч
\-< ^
Рис. 19.32. Маслоотражательиые
колпачки для герметизации клапанов
Рис.19.34. Манжетные уплотнители с «волновой » (1) и
«косой» (2) рабочими кромками
50°±50
Рис. 19.33. Типичный резино-арми-
рованный манжетный уплотнитель с
гидродинамическим эффектом:
/ — рабочая кромка; 2 — «насечка»;
3 — рабочая поверхность
Рис.19.35. Уплотнительные устройства с резиновыми
манжетами торцового типа для валов
315
г.
I
US
i 9.2,2, Области применения резиновых манжетных
уплотнителей валов
Резиновые уплотнители валов по многим эксплуатационным параметрам уступают
механическим торцовым уплотнителям, асбестовым сальниковым набивкам и уплотнителям из других
материалов. Так, для типовых резиноармированных манжетных уплотнителей валов условный
критерий PV, выражаемый как произведение давления уплотняемой среды р (кгс/см2) на
окружную скорость вала (м/с) составляет 5-10. Только в специальных случаях для резиновых
манжет удается превысить эти предельные значения.
Для механических торцовых уплотнителей критерий PV может достигать 500. С учетом
сравнительно низкой теплостойкости резин и их недостаточной стойкости ко многим агрессивным
средам область применения уплотнителей валов из резины становится еще более
ограниченной. Несмотря на относительную ограниченность применения резиновых уплотнителей по
скоростям, температурам, давлениям и другим параметрам, они являются весьма массовыми
изделиями. Их применяют во всех видах транспортных машин, сельскохозяйственной,
дорожностроительной и горной технике, станкостроении, узлах гидроприводов и др.
Основные преимущества резиновых манжет для валов обусловлены относительной
простотой их изготовления и монтажа, компактностью, сравнительной дешевизной и более высокой
способностью к герметизации.
Новым достижением последнего периода, позволяющим расширить традиционные пределы
применения резиновых манжет для валов, является разработка НИИЭМИ совместно с НПО «Энерго-
маш» так называемых «стояночных» манжетных уплотнителей для топливных насосов (рис. 19.36).
S-образная резиновая манжета работает в уплотнительном узле вместе с
гидродинамическим уплотнителем (импеллером). При стоянке агрегата в заправленном состоянии и начале
вращения вала манжета обеспечивает герметичность по валу как обычный радиальный
уплотнитель. С выходом агрегата на большие частоты вращения манжета за счет действия на уплотни-
тельную кромку центробежных сил открывается и пропускает рабочую среду. При наборе
ротором машины высокой частоты вращения, в действие эффективно вступает импеллер, который
обеспечивает герметизацию при работе агрегата на рабочих частотах. Если бы манжета
контактировала с валом при таких частотах, то ее рабочая кромка могла бы быстро изнашиваться.
Однако.контактирование манжеты с валом возникает вновь только при снижении частоты
вращения и остановках ротора. При этом гидродинамический уплотнитель (импеллер) перестает
действовать, но начинает надежно
уплотняться резиновая манжета.
При повторных запусках и остановках вала
описанный механизм действия уплотнитель-
ного устройства повторяется. Разработанный
«стояночный» уплотнитель обеспечивает
работоспособность более чем при 100 циклах
«запуск-остановка» двигателя. В этом
агрегате комбинированный «стояночный»
уплотнитель с резиновой манжетой обеспечивает
герметизацию агрегата при значении
условного критерия PV около 150. Таким образом,
области применения резиновых манжетных
уплотнителей валов постоянно расширяются,
что достигается как конструктивными
приемами, так и разработкой все более совершенных
эластомерных композиционных материалов
для изготовления резиновых типовых
манжетных уплотнителей.
Рис.19.36. Конструкция «стояночной»
армированной манжеты S-образного типа:
/ — пружина; 2 — вал; 3 — ограничитель подъёма
губки; 4 — каркас манжеты; 5 — опорное кольцо;
6 — пружинное кольцо; 7 — неподвижная опора
19,2.3, Принципы проектирования манжет
для вращающихся валов
Типовые, стандартизованные конструкции резиновых армированных манжет для валов
используются довольно широко.
При проектировании резиновых манжетных уплотнителей валов для новых условий
эксплуатации, отличающихся от типовых, необходимо соблюдать определенные правила. Принципы
проектирования базируются на результатах всесторонних исследований закономерностей их
работы, выполненных многими отечественными и зарубежными авторами.
Эффективность работы манжетных уплотнителей характеризуется величиной утечки
уплотняемой среды. Под долговечностью манжет понимают время устойчивой герметизации узла до
достижения заданной величины утечек.
На долговечность манжетных уплотнителей влияет свыше тридцати параметров - биение и
частота вращения вала, температура, давление и природа уплотняемой среды, запыленность
окружающей среды, несоосность посадочного места в корпусе и др. Для столь
многофакторной задачи следует выделить комплексный параметр, учитывающий большинство факторов
влияния. Им является контактная нагрузка (или радиальное усилие) манжет, которая прямо
связана с работоспособностью манжет и весьма чувствительна к возможным отклонениям в
процессе их производства. Поэтому параметр «контактная нагрузка» используется как на
стадии проектирования манжет, так и для контроля производственного процесса изготовления
манжетных уплотнителей,
Контактную нагрузку манжет определяют расчетным путем или экспериментально. Для
расчета наиболее широко применяется метод, предложенный В.К. Коморницким и B.C. Юровским.
Он учитывает все три составляющие радиального усилия F , геометрические параметры
манжет и упругие свойства резины, характеризуемые ее модулей упругости (рис. 19.37):
F = F + F + F .
рад с пр д
Составляющая F. («собственное» радиальное усилие манжеты) создается на контакте
вследствие натяга манжеты на вал, поскольку внутренний диаметр манжеты выбирается меньше
диаметра вала; F определяется усилием обжатия кольцевой спиральной пружиной, передаваемым на вал
через манжету; F - усилие, возникающее вследствие действия давления уплотняемой среды.
В расчете исходят из положения, что резина несжимаема и ее деформация в исследованных
пределах отвечает линейной теории упругости.
«Собственное» радиальное усилие Fc, в свою
очередь, разделяют на усилие обжатия вала
«губой» FK, работающей на растяжение, и усилие
FH прижатия к валу части упругого элемента
манжеты - «ножки», работающей на изгиб:
Fc = F« + F„:
FK = 8Eta/[(l +JP)/(1 -К?) +\i],
где 8 - натяг; Е - модуль резины; / - толщина
кольца; \х- коэффициент Пуассона; Х-
коэффициент, равный //R;
FH = 5/2{L3/3EJl-P/3E(l/Ji - 1/J2) +
+/1,7807,(1-/) +h22l/8GJ2),
где I - общая длина ножки; G- модуль
сдвига; Л, - толщина ножки; Л2 - толщина кольца;
J, - момент инерции ножки по сечению I—I;
J2 - момент инерции кольца.
Рис. 19.37. Расчетная схема контактной нагруз
ки манжет:
/ — манжета; 2 — «ножка»; 3 — «губа»
Для обеспечения герметизации давление уплотняемой среды должно уравновешиваться
силами поверхностного натяжения жидкого смазывающего слоя между манжетой и валом.
Уплотняемая среда или монтажная смазка образует тонкий смазывающий слой между манжетой и валом.
Толщина пленки зависит, прежде всего, от контактной нагрузки (радиального усилия).
Оптимальной толщиной смазывающей пленки считают толщину, при которой образуется
мениск с тыльной стороны уплотнителя. Если контактная нагрузка незначительна, то между
манжетой и валом образуется более толстый слой смазывающей пленки. При этом силы
поверхностного натяжения уже не могут уравновесить давление натекания уплотняемой среды и
появляются утечки.
Таким образом, существует некоторая «критическая» контактная нагрузка, ниже которой
уплотнитель не выполняет своей основной функции, т.е. не обеспечивает герметизации.
Ма основе этих представлений сформулировано несколько основополагающих принципов
проектирования манжетных уплотнителей.
Первый принцип проектирования заключается в необходимости обеспечения манжетами
определенной контактной нагрузки выше «предела герметизации». Это необходимое, но
недостаточное условие длительной и надежной работы манжет, хотя начальная герметизация
надежно обеспечивается.
При повышении контактной нагрузки уменьшается толщина смазывающего слоя, возможно
нарушение ее неравномерности с образованием участков «сухого» или «полусухого» трения.
Ухудшение условий смазывания поверхностей трения приводит к резкому повышению
температуры в зоне контакта и, следовательно, к ускорению старения резины и интенсивному
изнашиванию. Использование теплостойких каучуков не решает эту проблему. Так, при превышении
контактной нагрузки сверх определенного уровня манжеты из теплостойких, но малопрочных
резин на основе силоксановых или акрилатных каучуков, разрушаются уже в первые минуты
работы. При чрезмерных нагрузках резко снижается срок службы и резин на основе фторкаучу-
ков вследствие их недостаточной температуростойкости.
При проектировании манжетных уплотнителей всегда приходится решать задачу
«минимизации» теплоты, выделяемой при трении. Именно температура в зоне контакта, развивающаяся
при больших контактных нагрузках, может резко снизить срок службы манжет.
Второй принцип проектирования манжет состоит в обеспечении контактных нагрузок не выше
некоторого предела, условно называемого «пределом износостойкости». Максимальные
контактные нагрузки должны выбираться так, чтобы поддерживать износ в рамках наиболее
«щадящего» усталостного механизма (интенсивность изнашивания резин порядка 10Д Нельзя
допускать более интенсивное изнашивание, приводящее к быстрому и даже катастрофическому
разрушению манжет.
На основе теории усталостного износа полимерных материалов разработаны расчетные
методы оценки интенсивности изнашивания, связывающие износ резин с ее физическими
характеристиками - прочностью, усталостной выносливостью и коэффициентом трения по металлу.
Для обеспечения герметичности системы (при давлениях среды до 0,05 МПа) материал
уплотнителя должен работать при относительной площади контакта 0,85-0,95. При этом
соотношение между давлением и модулем упругости материала должно составлять 0,05-0,15. На
основе теории усталостного износа резин и результатов определения относительной площади их
контакта с металлическими поверхностями получено простое выражение для оценки
интенсивности изнашивания материала уплотнений /при насыщенном упругом контакте:
/ = AB\f/av)\
где Л и В-коэффициенты, учитывающие микрогеометрию поверхностей трения, свойства
материала и давление в зоне контакта;/-коэффициент трения; о -прочность материала;
у-коэффициент динамической выносливости.
Таким образом, износ материала зависит от совокупности прочностных, фрикционных и
усталостных свойств.
С учетом того, что изнашивание является одним из процессов, приводящих к снижению'
контактной нагрузки манжет, по критическим контактным нагрузкам можно определять ресурс
работы манжет по износу т :
\ = h/(N),
где h - толщина изношенного слоя; /- интенсивность изнашивания; v - скорость скольжения
поверхности вала.
Первый и второй принципы проектирования оценивают и учитывают верхний и нижний
допустимые пределы контактных нагрузок.
Третий принцип проектирования состоит в том, что контактные нагрузки, обеспечивающие
требуемую герметичность и наработку манжет, должны оставаться в пределах минимальных и
максимальных значений, определенных для начальных условий эксплуатации манжет, и их
следует поддерживать в этих пределах в течение всего срока службы манжет.
В период эксплуатации в резиновом элементе манжет протекают некоторые
физико-химические процессы, которые приводят к изменению контактных нагрузок и их выходу за
допустимые пределы. К этим процессам относятся:
- релаксация напряжения, возникающего после растяжения «губы», при посадке манжеты
на вал с предварительным растяжением;
- изменение модуля резины в результате старения и связанное с ним изменение
жёсткости «губы»;
- набухание резины в результате контакта с уплотняемой средой;
- износ материала манжеты;
-тепловое расширение «губы», превышающее тепловое расширение вала.
Как правило, эти процессы приводят к уменьшению контактной нагрузки.
Учет влияния всех перечисленных факторов на практике является достаточно сложной
задачей. Однако в большинстве случаев практического применения манжет можно выделить
основной процесс, приводящий к их отказу. Так, манжеты из резин на основе бутадиеннитриль-
ных каучуков при окружной скорости вала до 10-12 м/с и контакте с маслами нефтяного
происхождения выходят из строя из-за затвердевания и растрескивания поверхности «губы». В этом
случае превалирующее влияние на изменение контактной нагрузки имеют процессы теплового
старения резины в масле.
В ряде гидравлических машин манжеты выходят из строя из-за быстрого изнашивания
резинового элемента, т.е. превалирующим является процесс изнашивания, который в этих
случаях существенно опережает процесс старения резин.
Для использования сформулированных принципов проектирования манжет необходимо
располагать «критическими» значениями контактных нагрузок манжет F . Вследствие влияния
многочисленных факторов на работоспособность манжет, обобщенная математическая модель
для расчета F^ пока отсутствует.
«Критические» значения контактных нагрузок манжет, ниже которых наблюдается их
разгерметизация, для основных типов резин и стандартной конструкции профиля манжет
приведены в табл. 19.4.
Таким образом, для обеспечения
длительного срока службы и герметичности манжет
необходимо обеспечивать превышение
«критического значения» контактной нагрузки, а также
«минимизацию» теплоты, выделяемой при трении,
чтобы избежать перехода к интенсивному
изнашиванию; необходимо «удерживать» контактную
нагрузку в определенных пределах путем учета
пяти основных физико-химических процессов,
протекающих в резине при эксплуатации манжет.
19.4. «Критические» контактные нагрузки
для манжет некоторых типов
Резина на
основе каучука
CKH-26
СКФ-32
Температура
среды, °С
57
87
110
57
87
110
«Критическая»
контактная нагрузка, Н/мм
0,20
0,25
0,35
0,14
0,20
0,25
t
I
I
I
I
При проектировании манжет, как правило, следует выполнять также расчет пружин, которые
являются упругим элементами. Пружина должна обеспечивать требуемое для герметизации
радиальное усилие манжет, с учетом того, что его составляющая Fc монотонно уменьшается в
процессе эксплуатации.
19.2.4. Расчет пружин растяжения
При расчете цилиндрических пружин растяжения с витками круглого сечения используют
следующие обозначения (рис. 19.38): Н0-длина разгруженной пружины, мм; /У,- длина пружины в
рабочем состоянии, мм; Р2 - сила рабочего растяжения, Н; D - средний диаметр пружины, мм;
d- диаметр сечения проволоки, мм; / - длина замка, мм; б - модуль материала, МПа; Р0 - усилие
предварительного напряжения в пружине, создаваемое при её навивке (так называемое усилие
«заневолевания»).
Длина пружины в рабочем состоянии:
Я, =n(D +2h + D ),
1 l в п"
гдеDB-диаметр вала, мм;h-толщина подпружинной части манжеты, мм; Dn-диаметр пружины,
мм (см. рис. 19.38).
Пружины растяжения обычно навивают закрытой навивкой, в результате чего в поперечных
сечениях витков возникают напряжения т0= 16+20 МПа, определяющие предварительную силу
напряжения Р:
Р0 = [nd3/(8KD)]x0.
Коэффициенте, учитывающий кривизну витка и влияние поперечной силы, может быть
найден по формуле:
К= [(4С-1)/(4С-4) +0,615/С]или1С=1 + 1,5/С,
где С- индекс пружины: С = D/d.
Необходимое число витков:
л = (XGd)/[8C*(P2-P0)],
где Х- ход пружины: X = Я, - Я0.
. Длина разгруженной пружины Я0 = nd.
Подставляя значения X и Я0 в формулу для необходимого числа витков, получаем
n = (H1Gd)/[8Ce(P1-P0) + GdJ].
Длина заготовки пружины L = nD[n + 2).
Сила рабочего растяжения Р2 = [XGd/(n8(?)] + Р0.
Пружину монтируют на
манжету в специальную канавку на
внешней стороне «губы». Диаметр
канавки на манжете выполняется на
0,2-0,3 мм больше диаметра
витка пружины. Диаметр пружиноу-
держивающего буртика должен
быть больше среднего диаметра
пружины, свернутой в кольцо, на
0,5-0,8 мм.
Рекомендуется устанавливать
пружину на манжете так, чтобы
центр действия ее радиальной
нагрузки находился на 0,3-1,3 мм позади
рабочей кромки (рис 19.39).
При проектировании манжет необходимо
также соблюдать рекомендации по исполнению
каркасов. Каркасы предназначены для
фиксации манжет в корпусе по прессовой посадке и
для обеспечения герметизации по наружной
диаметральной поверхности (рис 19.40).
Рекомендуется изготавливать манжеты с
полным обрезиниванием каркасов.
Незначительное оголение поверхности допускается только в
местах их фиксации в пресс-формах, но и в этих
местах поверхность каркасов обычно
защищают от коррозии клеевой пленкой или тонким
слоем резины.
В «закрытом» исполнении каркасы
изготавливают из низкоуглеродистых сталей методом
холодной штамповки из листов или ленты.
Каркасы для манжет для валов диаметром
более 150 мм можно изготавливать из полосы
вальцеванием с последующей сваркой стыка.
Высота усиления шва - не более 0,5 мм.
Утонение каркасов в местах скругления
допускается до 15%.
Для обеспечения плотности (герметичности) по наружной диаметральной поверхности манжет
и исключения проворачивания манжет в гнездах корпуса вслед за валом рекомендуемая толщина
внешнего слоя резины для манжет валов должна составлять: для диаметра до 50 мм - 0,8-1,0 мм;
для диаметра до 100 мм -1,0-1,2 мм, свыше 100 мм -1,2-1,4 мм.
Не рекомендуется превышать следующие отклонения поверхности каркасов от их
геометрической формы:
- допуск круглое™ поверхности </, не должен превышать допуск на этот размер;
- допуск параллельности поверхностей А и Б, должен быть в пределах допуска на размер Л;
- допуск соосности поверхностей rf, и d7 не должен превышать допуск на размер dr
19.2.5. Технические требования к уплотнительным
узлам и сопряженным с манжетами деталям
1. Манжету устанавливают в соответствии со схемой, приведенной на рис. 19.41.
2. Размеры сопряженных деталей должны соответствовать значениям, указанным в ГОСТ
8752-79.
3. Манжету устанавливают в посадочное отверстие перпендикулярно оси вала. В собранном
узле эластичный элемент манжеты не должен соприкасаться с деталями корпуса, а также
выступами или углублениями на валу (рис. 19.42).
4. Для исключения осевого перемещения манжеты от вибрационных нагрузок следует
предусмотреть в посадочном отверстии упорное кольцо или кольцевую проточку в виде
прямоугольного треугольника, острие которого направлено в сторону запрессовки манжеты (рис. 19.43).
В зависимости от наружного диаметра манжеты глубина кольцевой проточки Л4 должна
составлять: для диаметра до 150 мм - 0,5 мм; для диаметра от 150 до 290 мм - 0,7 мм; для
диаметра свыше 290 мм -1,0 мм.
5. При установке манжеты рядом с коническим подшипником в отверстии под подшипник
следует предусмотреть канавки для отвода масла, которое нагнетается подшипником (рис. 19.44).
Рис. 19.39. Схема установки пружины на
манжету
■| ьш!
ds
:^ё
Рис. 19.40. Типовая конструкция каркаса
I
I
i
I
!
i
>5r* 6. При запыленности и загрязненности внешней среды перед манжетой следует устанавливать
дополнительные защитные устройства: пыле-, грязесъемные манжеты, сальниковые набивки,
лабиринтные уплотнения, отражатели и т.п.
7. При работе манжет должно обеспечиваться предварительное смазывание поверхностей
трения и смазывание за счет постоянного контактирования с уплотняемой средой.
Температура в зоне контакта не должна превышать температуру уплотняемой среды более
чем на 30%.
8. Перед установкой в изделия рабочие поверхности манжет, пружины (если они
надеваются на манжеты непосредственно перед установкой манжет в узел), поверхности вала и
посадочного отверстия, сопряженные с манжетами, протирают безворсовым тампоном,
смоченным в бензине или уайт-спирите для удаления загрязнений, после чего высушивают при
комнатной температуре до испарения бензина и смазывают монтажной смазкой или
уплотняемой средой (рис. 19.45).
При монтаже манжет из резин на основе бутадиеннитрильных и силоксановых каучуков
следует применять консистентную тугоплавкую смазку.
При монтаже манжет из резин на основе фторкаучуков применяют смазку на основе
синтетических углеводородных масел или на основе полиэтиленсилоксановой жидкости.
Рис.19.41. Схема места установки манжет:
1 — вал; 2 — манжета; 3 — корпус; 4 —
эластичный элемент; А — глубина места установки в
корпусе; Б — поверхность вала; В — фаска для
запрессовки манжеты в корпусе
R0.5
Рнс. 19.42. Схема установки манжет с упорным
кольцом
° В
Стопорная
проточка
(30±5)'
Рнс. 19.43. Схема установки манжет с кольцевой проточкой
в корпусе
Канавка
Рис. 19.44. Схема установки
манжет рядом с коническим
подшипником
Перед установкой манжет с пыльником
полость между рабочей кромкой и пыльником
следует заполнить монтажной смазкой в
количестве, необходимом для заполнения 2/3
Объема.
Консервирующую смазку, нанесенную на
пружину на заводе-изготовителе, при
комплектации манжет удалять не следует.
9. Перепрессовка манжет (выпрессовка из
посадочного отверстия и повторная
запрессовка этой же манжеты) не разрешается.
Допускается пятикратная переборка уплот-
нительного узла (монтаж и демонтаж
уплотняемого вала или втулки) без выпрессовки
манжет из отверстия.
3
Уплотняемая
среда
Полость,
заполняемая
смазкой
ШШ
Рис. 19.45. Схема смазывания манжет
19*2.6, Монтаж и эксплуатация манжет
1. Манжета запрессовывается в посадочное отверстие с помощью специальной оправки
равномерным нажатием по всей торцевой поверхности (рис. 19.46, а). Диаметр оправки D2 должен
быть на 1% меньше диаметра 0, посадочного отверстия под манжету.
2. Если манжета при запрессовке перемещается через шлицы, пазы, резьбу и т.д. или
невозможно выполнить заходную фаску на валу, то рекомендуется применять монтажную втулку
(рис. 19.46, б).
Наружный диаметр монтажной втулки должен быть на 1-5 мм больше диаметра вала (в
зависимости от размеров манжеты). При этом толщина стенки втулки должна быть не
меньше 0,5 мм.
3. При установке манжеты на вал рабочей кромкой в сторону направления монтажа (для
предотвращения подвертывания эластичного элемента) целесообразно предусматривать монтажную
втулку (см. рис. 19.46, б) и надевать на нее манжету со стороны поверхности маркировки.
4. Для защиты вала, контактирующего с манжетой, от изнашивания допускается
устанавливать на нем втулку (рис. 19.47) при условии обеспечения гарантированной герметичности по
посадке между валом и втулкой.
5. При установке манжет в глухое гнездо рекомендуется предусмотреть в крышке или
корпусе демонтажные отверстия (см. рис. 19.47).
^ч««^
30° (max)
:»>^—t
Оправка
30° (max)
/Монтажная втулка
Рис. 19.46. Схема запрессовки манжеты:
a — в посадочное отверстие; б — с применением монтажной втулки
I
I
a
!
I
i
i<S
Рис. 19.47. Схема установки манжеты на вал
с использованием втулки:
/ — демонтажное отверстие; 2 — втулка
Рис. 19.48. Схема установки манжет с опорным
конусом
6. При перепаде давлений 0,05 МПа и более допускается применение манжеты с опорным
конусом, предохраняющим ее от выворачивания. Опорный конус может быть выполнен непосредственно
в корпусе или в виде отдельной детали (рис. 19.48), изготовленной из любых металлов.
При применении некоррозионностойких металлов следует предусмотреть на деталях
защитное антикоррозионное покрытие, а высоту гнезда под манжету увеличить на толщину фланца
опорного конуса.
7. Для обеспечения оптимальной микрогеометрии поверхности вала, контактирующей с
манжетой, предпочтительным является шлифование с поперечной подачей.
19.2.7. Проектирование пресс-форм
для изготовления резиновых армированных манжет
Резиновые армированные манжеты изготавливают прессованием под давлением в пресс-
формах с одновременной вулканизацией. Вулканизационные пресс-формы различаются
числом формующих полостей (одногнездные и многогнездные) и особенностью эксплуатации
(съемные и стационарные).
На заводах РТИ используют в основном стационарные (кассетные) пресс-формы,
соответствующие ГОСТ 20177-74 и ГОСТ 20178-74, а также заводской документации. Для изготовления
небольшого количества манжет применяют одногнездные съемные пресс-формы. Их
конструкции для различных типов и исполнений манжет, а также основные размеры рабочих гнезд и об-
лойных канавок для выхода излишков резины приведены на рис. 19.49. Минимальный наружный
диаметр одногнездной пресс-формы 150 мм. Допуск по высоте пресс-формы - не более 0,1 мм.
Непараллельность основания с верхней плитой формы - в пределах допуска на высоту.
Точность изготовления деталей, определяющих рабочее гнездо пресс-формы,
соответствует 8-9-му квалитетам по СТ СЭВ 144-75. Сопрягаемые конусные поверхности плит
пресс-формы следует выполнять по 6-7-му квалитетам в соответствии с ОСТ 144-75 (см. рис. 19.49).
Основные материалы для изготовления пресс-форм - конструкционные и инструментальные
стали: 45,50 (ГОСТ 1050-74); 7X3 (ГОСТ 5950-73); 40Х (Г0СТ4543-71); 40X13 (ГОСТ 5632-72).
Твердость плит (верхней и нижней) должна быть HRC 28-32, твердость средней плиты и сердечника -
HRC 40-45. Детали пресс-форм, изготовленные из сталей 40,50,40Х, 7X3, необходимо
хромировать и полировать до хромирования и после него. Детали пресс-форм, изготовленные из стали
40X13, можно не хромировать.
Параметр шероховатости поверхностей Яа деталей пресс-форм, оформляющих манжету,
должен составлять 0,32 мкм, а поверхностей разъема плит и облойных канавок - 2,5 мкм.
Обработанные поверхности деталей пресс-форм не должны иметь следов коррозии, заусенцы, забо-
Рис. 19.49. Пресс-формы для манжет по ГОСТ 8752—79 типа 1 исполнения 1 ( а), типа 2 исполнения
1 (б) и рабочее гнездо пресс-формы для манжет типа 2 исполнения 2 (в)
ины, трещины, вмятины, задиры и другие механические повреждения, ухудшающие
эксплуатационные качества и товарный вид изделий.
При проектировании рабочих гнезд пресс-форм необходимо учитывать изменение
конструктивных параметров манжет после извлечения их из пресс-форм и охлаждения (следствие
температурной усадки резины). При усадке резины гибкая уплотняющая часть манжеты
поворачивается относительно полки каркаса. При этом изменяются внутренний диаметр и углы,
оформляющие профиль гибкой части манжеты; размеры сечения манжеты практически не
изменяются.
При проектировании гнезда пресс-формы с учетом изменения диаметральных и угловых
параметров необходимо замерить на элементе пресс-формы, оформляющем внутреннюю часть
манжеты, диаметр, соответствующий минимальному внутреннему диаметру «уса» манжеты.
Затем после охлаждения манжеты замерить с помощью микроскопа ее минимальный
внутренний диаметр.
Усадку Д (%) можно определить по формуле:
Д = [{dn-dJ/dJ10O,
где dn -диаметр пресс-формы, мм; dM-диаметр манжеты, мм.
Для определения усадки манжеты можно использовать пресс-форму для манжеты, близкой
по размерам и аналогичной по конфигурации той манжете, для которой проектируется пресс-
форма. Усадка (мм) манжеты
Д = d Д/100.
м м
Если в формуле указан внутренний диаметр неподрезанной манжеты (в том случае, когда в
пресс-форме предусмотрен припуск на подрезку «губы»), то усадку диаметра неподрезанной
манжеты следует пересчитать (графически или аналитически) на диаметр ее рабочей кромки.
После расчета усадки по чертежу манжеты вычерчивают ее профиль (шаблон) в масштабе
20:1 (для крупногабаритных манжет- 10:1). Затем «губу» манжеты переводят с шаблона на
прозрачную бумагу (кальку), которую закрепляют кнопкой в точке А, расположенной на
пересечении линий контура профиля манжеты (типа 1) с тыльной стороны (рис. 19.50, а) манжеты
типа 2 - в середине самого узкого сечения уплотнительного «уса» (рис. 19.50, б).
Затем сечение, изображенное на кальке, поворачивают на угол, соответствующий
перемещению рабочей кромки Д/./2 или д в направлении, противоположном усадке «губы» манжеты.
На шаблон переносят (например, выдавливанием или накалыванием) контуры сечения «губы»
ч4£»г
325
и пыльника в повернутом
положении. Замеряют и проставляют на
профиле размеры конструктивных
параметров уплотнительного
элемента («губы»).
Полученное изображение
является профилем рабочего гнезда
пресс-форм, спроектированного с
учетом усадки резины.
При проектировании
рабочего гнезда пресс-формы следует
принимать во внимание допуск
на внутренний диаметр манжеты.
Так, при малых усадках
изменение диаметра может
укладываться в допуск, в этом случае при
проектировании пресс-формы ее
не учитывают. Если внутренний диаметр манжеты имеет односторонний допуск, то при
расчете усадки следует преобразовать его в размер с двусторонним допуском, сохранив
прежние размеры.
Усадка манжеты по наружному диаметру не учитывается. Соответствующий диаметр пресс-
формы выбирается равным максимально допустимому наружному диаметру манжеты.
19.2.8. Эластомериые материалы для манжет
При проектировании манжетных уплотнителей, наряду с оптимизацией конструктивных
элементов манжет, решающее значение имеет выбор эластомерной композиции для их
изготовления. Основной принцип, которым следует руководствоваться при этом, - обеспечение
стойкости резинового элемента к уплотняемым рабочим средам. Соответственно, исходный
эластомер, на основе которого приготовляется резина для манжет, выбирают из числа каучуков,
стойких к тем же средам.
Стойкость резин к топливам, маслам, смазкам или другим средам принято оценивать по
изменению массы или объема резиновых образцов после выдержки в средах, а также по
изменению физико-механических показателей (прочности, относительного удлинения, твердости,
накоплению остаточной деформации и др.) при старении в средах. Изменение массы или
объема образцов резин при испытаниях в средах не должно превышать ±10%; на практике следует
добиваться еще меньших значений - не более ±5%. Рекомендуемые изменения других
показателей, характеризующих стойкость резин к уплотняемым средам, обычно приводятся в
технических требованиях на уплотнительные резины.
Другим специфическим принципом, которым следует руководствоваться при разработке
рецептур резин для манжетных уплотнителей, является необходимость максимального
улучшения антифрикционных характеристик резин. Наиболее эффективно этого можно достичь
введением в состав резин антифрикционных добавок в виде твердых или жидких смазок, менее
эффективно - поверхностной химической модификацией резиновых уплотнителей. В качестве
антифрикционных добавок используют графиты, микротальк, порошкообразные
фторопласты, углеволокнистые материалы, асбоволокно, фторфлогопит и др. Фрикционные свойства
резин оценивают испытанием образцов резин и манжетных уплотнителей на трение и износ. Эти
испытания проводят на машинах трения по нестандартным методикам при трении резин по
гладкой металлической поверхности. Количественные показатели трения и износ определяют
расчетным путем или экспериментально.
I
I
I
I
I
а)
б)
Рис. 19.50. Схема определения размеров рабочего гнезда
пресс-формы с учетом усадки резины:
a — для манжет типа 1; б — для манжет типа 2; 1 — уплотнитель-
ный элемент («ус»); 2 — рабочая кромка; 3 — пыльник; -.- —
контур манжеты; -- — контур гнезда пресс-формы
326
■_JS^,
Кроме того, определяют физико-механические показатели, характеризующие упругие,
прочностные, релаксационные, теплостойкие, усталостные и другие свойства резин, так как в
результате процессов, происходящих в резиновом элементе при работе манжет, могут
происходить их изменения.
Минимально необходимый перечень определяемых показателей приводится в технических
требованиях науплотнительные резины. Он обязателен для контроля воспроизводимости свойств
резин в процессе приготовления. При разработке новых резин перечень исследуемых
показателей может быть расширен.
Очень важным показателем при выборе резин для уплотнителей является их
морозостойкость. Ее определяют по изменению при низких температурах эластических свойств резин и
температурного предела хрупкости. При достижении нижнего температурного предела
эксплуатации манжет, указанного в технических требованиях к ним, коэффициент эластической
восстанавливаемости должен быть не ниже 0,2-0,3, а температурный предел хрупкости - ниже
предела применения, т.е. хрупкого разрушения манжет в требуемом интервале
работоспособности происходить не должно.
Предпочтительный способ оценки морозостойкости - по температурному пределу
хрупкости. Этот предел обязательно должен быть ниже нижнего температурного предела
эксплуатации. Рекомендуется определять этот показатель непосредственно на манжетах в статических и
динамических условиях на приспособлении П-6 и стенде П-7 по соответствующим методикам.
Ассортимент резин, используемых в России и за рубежом для изготовления уплотнителей
валов, практически одинаков. Большинство уплотнителей из теплостойких резин производятся в
нашей стране уже 30-40 лет, в то время как на западном рынке они появились позднее. Ранее,
однако, эти материалы производились в СССР в ограниченных количествах для специальных
условий применения и были дефицитны. В настоящее время для их применения нет ограничений.
Перечень важнейших эластомеров, применяемых для изготовления резиновых
уплотнителей валов, приведен в табл. 19.5.
Приведенные данные следует рассматривать как ориентировочные по следующим причинам.
Во-первых, температурный интервал применения является далеко не единственным
показателем, по которому следует выбирать материал для уплотнителей. Первостепенное значение
имеет стойкость к уплотняемой среде, а также другие физико-механические свойства.
Во-вторых, каждый эластомер выпускается на основе множества видов и марок каучуков.
Так, бутадиеннитрильные каучуки выпускаются трех различных марок, различающихся по
содержанию акрилонитрила: СКН-18, СКН-26, СКН-40. Соответственно, чем выше содержание
акрилонитрила, тем выше стойкость к нефтепродуктам и теплостойкость при старении на
воздухе. Однако при этом существенно снижается морозостойкость.
19.5. Основные эластомерные материалы для изготовления резиновых уплотнителей валов
Основа эластомерной
композиции - каучук
Бутадиеннитрильный
Гидрированный
бутадиеннитрильный
Акрилатный
Силоксановый
Фторкаучук
Уретановый
Фторсилоксановый
Эпихлоргидриновый
Этиленпропиленовый
Хлоролреновый
Отечественные
сокращения
БНК, БНКС
ГБНК
АК
сктв
ФК
УК
СКТФТ
ЭХГК
эпк
ХПК
Обозначения
по ISO
NBR
H-NBR
ACM
MVQ
FPM
AU
FVMQ
ECO
EPDM
CR
Температурный интервал
работоспособности, °С
От -50 до 100, кратковременно до 120
От-40 до 140
От -30 до 150, кратковременно до 175
От -60 до 200, кратковременно до 250
От -20 до 200, кратковременно до 230
От-30 до 80, кратковременно 100
От-60 до 175, кратковременно 200
От-50 до 150
От-45 до 100
Помимо разного содержания акрилонитрила выпускаются десятки марок этих же каучуков,
различающихся технологией синтеза, применяемыми антиоксидантами, эмульгаторами и
другими ингредиентами.
По конкретному выбору базовых эластомеров при разработке резин для уплотнителей
валов рекомендуется пользоваться следующими соображениями.
В большинстве случаев манжеты на транспортных средствах и в гидроприводе
предназначены для обеспечения герметизации узлов от протечек топлив, масел и смазок нефтяного
происхождения. Требования обеспечения стойкости к нефтяным средам существенно ограничивают
выбор эластомеров, на основе которых разрабатываются резины для уплотнителей.
Для изготовления манжет особенно широко используются четыре группы маслостойких
эластомеров -бутадиеннитрильные, акрилатные, силоксановые и фторэластомеры.
Наибольшее распространение получили резины на основе бутадиеннитрильных каучуков -
самые недорогие и технологичные, стойкие к большинству нефтепродуктов. Выбором
определенных марок каучуков для них можно добиться морозостойкости резин до -60°С.
Износостойкость бутадиеннитрильных резин находится также на хорошем уровне. Однако их
теплостойкость не превышает 120°С, кратковременно 130°С. Для многих узлов в современной технике
такая теплостойкость оказывается недостаточной.
Широко применяются следующие марки резин на основе бутадиеннитрильных каучуков, из
которых изготовляются манжеты для валов: ИРП-1068, 4004, В-14-1, 51-1666, 7223, 51-1455,
ИРП-1004,9086,6117 и др. Конкретные рекомендации по их применению содержатся в
нормативной документации на производство и поставку резиновых уплотнителей валов. Выпускаются
также резины на основе БНК, допущенные Минздравом для уплотнений пищевых продуктов.
Особое место занимают резины на основе фторкаучука. Выпускаемые в России манжеты
для валов и кольца круглого сечения на их основе не только не уступают зарубежным изделиям,
но в ряде случаев превосходят их. Они наиболее стойки ко всем средам нефтяного
происхождения, а также к большинству синтетических гидрожидкостей, применяемых на транспортных
средствах.
В нашей стране наибольшее распространение получили резины на основе фторкаучуков
СКФ-32 и СКФ-26. Резины на основе фторкаучука СКФ-26 (типа каучука марки Вайтон В)
являются наиболее агрессивостойкими и теплостойкими. По уровню теплостойких свойств (до
температуры +250°С) они приближаются к силоксановым резинам. Резины на основе
фторкаучуков характеризуются высокими прочностными свойствами. При введении антифрикционных
добавок можно добиться также их высокой износостойкости.
Резины на основе фторкаучуков являются ограниченно морозостойкими. Обычно потеря
эластических свойств этих резин наблюдается в интервале температур от-20 до -30°С.
Однако температурный предел хрупкого разрушения фторкаучуков гораздо ниже - обычно
от-45 до -55°С, что связано с особенностями их структуры.
Интервал температур между температурой потери эластичности резин и температурой
начала хрупкого разрушения называют областью «вынужденной эластичности» эластомеров. Таким
образом, резины на основе фторкаучуков имеют достаточно широкую область вынужденной
эластичности, которая отсутствует у эластомерных материалов на основе большинства карбо-
цепных каучуков.
Эти специфические свойства позволяют применять резины на основе фторкаучуков для
манжетных уплотнителей валов до температуры -45°С. При этом наиболее опасного,
необратимого хрупкого разрушения манжет не происходит, а утрачиваемые при охлаждении
эластические свойства резины вследствие процессов трения быстро восстанавливаются.
Наибольшее распространение получили резины для уплотнителей валов на основе
фторкаучука СКФ-32: ИРП-1314, ИРП-1225, ИРП-1300, ИРП-1634 и др., а на основе фторкаучука СКФ-
26 - резины ИРП-1287, ИРМ 345, ИРП-1316, 51 -1435, 51 -1710, 8-ЭМИ-1 и др.
1
I
Широкий температурный предел эксплуатации (от-60-^70°С до 250-300°С) имеют резины на "t^
основе силоксановыхкаучуков. К ним относятся также фторсилоксановые сополимеры, которые
сочетают хорошую тепло- и морозостойкость со стойкостью ктопливам и маслам (резины ИРП-
1401,51-1479,51-1765 и др.).
Недостатки силоксановых резин - низкие прочность и износостойкость, их применяют для
уплотнителей валов в ограниченном объеме: преимущественно для уплотнителей неподвижных
соединений.
Акрилатныерезины отличаются высокой стойкостью ктопливам и маслам нефтяного
происхождения, включая трансмиссионные масла, содержащие коллоидную серу или другие
агрессивные по отношению к резинам присадки. В контакте с такими маслами резины на основе
бутадиеннитрильных каучуков быстро затвердевают и растрескиваются, а акрилатные резины
обеспечивают длительную работоспособность. Также, как и силоксановые резины, акрилатные
характеризуются низкой прочностью и недостаточной износостойкостью. Кроме того, они
являются недостаточно морозостойкими.
Уплотнители валов и маслоотражательные колпачки из акрилатных резин производятся
преимущественно для автомобилей ВАЗ первых модификаций (резины 2800,51 -1534а).
Постепенно эти резины заменяются резинами на основе фторкаучуков.
Для расширения области применения манжетных уплотнителей валов из резин на
основе бутадиеннитрильных каучуков используют также химическую модификацию их
поверхности. В промышленности получило распространение галогенирование уплотнителей -
хлорирование, фторирование и бромирование. Обработка манжет для валов этими способами
обеспечивает снижение силы и коэффициента трения, особенно в начальный период
работы уплотнителей. С повышением активности галогена эффективность этого способа
повышается. Разработан новый метод модификации поверхности эластомерных материалов и
изделий, основанный на использовании сильных фторирующих реагентов, в частности,
газообразного фтора. При этом срок службы уплотнителей из бутадиеннитрильных резин
увеличивается в 1,5-2 раза и превосходит по наработке и герметичности соответствующие
немодифицированные уплотнители.
Срок службы уплотнителей из модифицированных бутадиеннитрильных резин в ряде узлов
и агрегатов приближается к ходимости теплостойких резин и перестает лимитировать их
долговечность. Кроме того, появляется возможность повысить морозостойкость уплотнителей путем
применения более морозостойких бутадиеннитрильных каучуков, которые после модификации
в 3-4 раза меньше набухают в рабочих средах.
Фторированные манжеты для валов, испытанные на АМО «ЗИЛ», по последнему
заключению завода имеют наработку на автомобилях «ЗИЛ-Бычок» почти в 2 раза больше серийных.
Изложенные рекомендации по выбору резин, а также модификации уплотнителей для
широкой области применения манжет, работающих в контакте с нефтепродуктами, могут быть
использованы и для ряда синтетических гидрожидкостей.
Для гидрожидкостей гликолевой природы, используемых в гидравлической тормозной
системе автомобилей, а также ря антифризов, используемых в системах охлаждения двигателей
и системах отопления и кондиционирования салонов машин, применяют резяшяа основе эти-
ленпропиленовыхкаучуков. Для окислителей типа пероксида водорода используют резины на
основе хлорсульфированного полиэтилена и др.
В общем случае, заранее трудно выбрать тип применяемого каучука. Для манжет, связанных
с применением уплотнительных сред, не использовавшихся ранее, должны проводиться
тщательные исследования по изысканию или выбору базового эластомера и оценки стойкости
резин рекомендуемыми методами.
Исследования стойкости резин, как правило, должны завершаться стендовыми
испытаниями манжет на наработку и герметичность, по результатам которых принимается окончательное
решение по выбору эластомерного композиционного материала для уплотнителей валов. .
-&*•
329
19,2.9. Технология изготовления армированных манжет
В настоящее время производство уплотнителей валов выведено из общих формовых цехов
в отдельные производственные модули. Изготовление резиновых армированных манжет для
валов отделено от общего производства формовых РТИ и производства других типов
резиновых уплотнителей. Большинство их изготавливается на заводах РТИ России методом
компрессионного формования на гидравлических прессах, оснащенных каптированными
пресс-формами и манипуляторами-перезарядчиками. Подобная технология используется также на
большинстве зарубежных фирм.
Технический уровень российской промышленности в области механизации производства
манжет для валов является достаточно высоким, а схемы механизации прессов имеют ряд достоинств.
Наиболее совершенными являются перезарядчики-манипуляторы Черкесского завода РТИ.
Они работают в режиме «подменного комплекта пресс-форм», обеспечивая их перемещение и
раскрытие, а также выгрузку свулканизованных изделий. Вручную при такой технологии и
схеме механизации производят только загрузку каркасов и кольцевых резиновых заготовок. При
двустороннем обслуживании пресса одновременно две кассетные пресс-формы находятся на
перезарядке, а две на вулканизации. Время манипуляции с формами и их перезарядки
синхронизовано со временем самой вулканизации манжет. Продолжительность одного цикла
вулканизации составляет 3-4 мин.
Если в кассетной пресс-форме 49 гнезд (например, для типоразмера 50x70), то съем
продукции с такого пресса составляет 1470 шт./ч. Это очень высокая производительность.
Литьевой метод изготовления армированных манжет в нашей стране широкого
распространения не получил, хотя образцы первых литьевых автоматов, специализированных на их
изготовлении, были созданы около 40 лет назад. Это объясняется тем, что литьевые автоматы
(включая специализированные карусельные литьевые машины фирмы «Десма») уступали по
производительности механизированным прессам. Кроме того, механизированные гидравлические
прессы с манипуляторами-перезарядчиками производились в России, а литьевое оборудование
в основном закупалось за рубежом. Таким образом, на 95% рассматриваемое производство
оснащалось отечественным российским оборудованием.
Для производства резиноармированных манжет на основе фторкаучука целесообразно
применять специализированные кассетированные прессы, оснащенные системой дегазации пресс-
форм. Необходимость вакуумирования пресс-форм с отсосом газообразных продуктов
вулканизации обусловлена тем, что при вулканизации резин на основе фторкаучуков и других карбо-
цепных полимеров, не содержащих двойных связей в главной цепи, они выделяются в
значительных количествах. При отсутствии отсоса этих газов рабочие поверхности пресс-форм
быстро загрязняются. На поверхности вулканизуемых манжет появляются пригары, привары, вы-
ровы и другие технологические дефекты, недопустимые для их эксплуатации.
Все заводы РТИ для подготовки каркасов (арматуры) используют отечественные поточные
линии фосфатирования и нанесения клея.
Для изготовления маслоотражательных колпачков клапанов двигателей внутреннего
сгорания из резин на основе акрилатных каучуков и фторкаучуков используют технологию транс-
ферного литья на гидравлических прессах с манипуляторами-перезарядчиками.
Резиновые заготовки манжет на всех заводах изготавливают на предформователях фирмы
«Барвелл».
Для завершающих операций технологического процесса (подрезка, зачистка облоя, монтаж
пружин и др.) применяют различные полуавтоматические и автоматические устройства. На Черкесском
заводе РТИ созданы автоматы для шлифовки выпрессовок и надевания пружин на манжеты.
Требования, предъявляемые к качеству отечественных манжет для валов, практически
соответствуют требованиям международных стандартов. Для этого разработаны необходимые методы и
средства контроля. Заводы обеспечены пневмоустановками для контроля степени вулканизации (по
контактной нагрузке), стендами для испытаний манжет на наработку и герметичность и др.
Дальнейшее совершенствование технологического процесса изготовления резиновых уплот- ^у.
нителей валов привело к разработке двух принципиально новых технологий изготовления манжет
- «порошковой» и «роторной».
По «порошковой» технологии резиноармированные манжеты и другие формовые РТИ
изготовляются в автоматическом режиме на гидравлических прессах. Для автоматизированной загрузки
гнезд вулканизационных пресс-форм в специально разработанных «холодных» форматорах
формируют резинометаллические заготовки. В автоматическом режиме производится ориентация
каркасов, набор дозы гранул смеси, напрессовка измельченной резины на каркас. В результате
получается комбинированная резинометаллическая заготовка с жестким, стабильным по размерам
наружным контуром, которая позволяет осуществлять с ней погрузочно-разгрузочные манипуляции с
высокой точностью позиционирования, необходимого для полной автоматизации перезарядки.
Помимо автоматизации прессов, технология предусматривает замену трудоемких
периодических и недостаточно эффективных операций изготовления заготовок на предформователях
типа«Барвелл».
При использовании порошковой технологии сокращается более чем на половину
количество вулканизованных резиновых отходов, которое ранее составляло около 35%. Это
достигается за счет точного дозирования материала и осесимметричностью формы заготовок и их
расположения в гнездах форм.
Технология предусматривает также тонкое измельчение вулканизованных отходов и их
возврат в производство при введении в смесь исходного состава на основе каучука СКН-26 до
35-45 масс. ч. измельченного вулканизата с частицами размером 0,3-0,5 мм.
Основные характеристики резин и манжет, ответственные за их качество, сохраняются на
приемлемом уровне.
Таким образом, предложенная технология является не только высокомеханизированной, но
и практически безотходной. Ее использование позволяет:
- на 12-15% сократить потребление резиновых смесей;
- в 3-4 раза снизить трудоемкость на стадии изготовления заготовок и РТИ;
- в 1,5 раза увеличить производительность вулканизационного оборудования.
По «роторной» технологии армированные манжеты и другие формовые уплотнители
изготавливаются на автоматизированных роторно-конвейерных линиях (АРКЛ). Для питания линии
также используют комбинированную резинометаллическую заготовку, получаемую литьевым
способом на роторе формования заготовок.
Созданы действующие макеты специфических для переработки резины агрегатов линии.
Работа доведена до стадии отработки головного образца АРКЛ. При применении АРКЛ
достигается комплексная автоматизация процесса, трудозатраты снижаются в 3 раза,
производственные площади сокращаются в 2 раза.
По производительности и малоотходности предлагаемые новые технологические процессы,
осуществляемые на разрабатываемом и частично изготовляемом отечественном оборудовании,
превосходят технологию изготовления РТИ литьевым способом.
19.2.10. Методы исследований, испытаний
и контроля уплотнителей для валов
При разработке резиновых уплотнителей для валов и для поддержания их надлежащего
качества на стадии производства пользуются комплексом специальных методов и средств
исследований, испытаний и производственного контроля резин и готовых изделий.
- Исходные физико-механические показатели резин, их теплостойкость, стойкость к
уплотняемым средам, морозостойкость и др. определяют стандартными методами и средствами.
Перечень видов испытаний обычно приводится в нормативной документации на уплотнитель-
ные резины и изготавливаемые из них уплотнители.
I
I
о
I
I
I
Однако для резиновых уплотнителей валов определения этих свойств резин до и после
старения, а также воздействия на них рабочих сред обычно недостаточно. Для резин,
предназначенных для изготовления уплотнителей валов, обязательным является исследование и
определение показателей трения и износа. Эти исследования рекомендуется проводить на
машине трения типа П-8, разработанной в НИИЭМИ. Прибор позволяет определять в режиме
трения со смазочным материалом и без него силу и коэффициент трения при различных
режимах нагружения, а также контактную температуру, характер изнашивания, износ и др.
Результаты исследования с помощью специального программного обеспечения фиксируются
на компьютере.
Разработаны также модификации машины трения и методы исследования, позволяющие
определять те же характеристики резин при трении непосредственно в маслах и других уплотняемых
средах (приборы Пирас-1 и Пирас-2). Возможно использование приборов типа Пирас для
установления кинетики изменения контактной нагрузки в результате процессов, описанных при
обосновании третьего принципа конструирования манжет, и прогнозирования на этой основе результатов их
испытаний на наработку и герметичность.
Особенность резиновых армированных манжет для валов, отличающая их от большинства
других типов уплотнителей из резины, состоит также в том, что, помимо испытаний резин на
всех стадиях разработки и производства, необходимо проводить испытания непосредственно
на готовых изделиях.
Сравнительно простыми устройствами для периодических испытаний в процессе
производства манжет являются приборы для определения некруглости и разностенности манжет
П-4 и П-5, относительного изменения внутреннего диаметра манжет в сборе с пружиной при
старении в маслах- прибор П-6, морозостойкости манжет по хрупкому разрушению - прибор
П-7 и др.
Для определения контактной нагрузки манжет разработаны специальные пневмоустановки,
которыми оснащены серийные заводы РТИ, изготовляющие манжеты. В настоящее время для
исследования и контроля контактной нагрузки предложен усовершенствованный прибор РВС-С.
Вместо пневматического принципа измерения в приборе РВС-С используется более точный и
наглядный тензометрический принцип измерения радиального усилия на «разрезных» валах с
записью результатов измерения в компьютере.
Для оценки фрикционных характеристик манжет разработан специальный прибор - трибо-
метр «Днепр».
Для получения наиболее объективной и полной информации о качестве манжет следует
проводить их стендовые испытания на наработку и герметичность. Они являются наиболее
продолжительными, сложными, дорогостоящими и, кроме того, разрушающими. Однако только эти
испытания в наибольшей степени имитируют работу манжет в условиях эксплуатации и дают
информацию об их функциональной пригодности. В отечественной и зарубежной литературе
описано множество методов стендовых испытаний и конструкций стендов.
Наибольшее применение нашли методы и средства, описанные в стандарте ИСО 6194-4,
отечественном отраслевом стандарте ОСТ 3805-146-78, стандарте SAE, ТУ ФИАТ и др.
Испытания манжет на наработку и герметичность проводят на стадии их проектирования
для проверки правильности принятых конструктивных и материаловедческих решений, а также
при постановке манжет на производство и, периодически, в процессе серийного изготовления.
Эти испытания проводятся на небольших выборках (не более 3-6 манжет от текущей партии),
что связано с «разрушающим» характером испытаний и другими особенностями.
Впервые в мировой практике предложен эффективный прибор РВС-Д, позволяющий
определять радиальное усилие и герметизирующую способность манжет в динамических условиях.
Помимо количественного определения радиального усилия, прибор позволяет наблюдать за
«следящей» способностью «губы» манжет при различных биениях вала и устанавливать
критические значения контактной нагрузки, приводящей к разгерметизации. С помощью прибора РВС-
Д можно выполнять исследования по прогнозированию сроков службы манжет.
19.2. i 1. Прогнозирование сроков службы
резиновых уплотнителей для валов
Сроки службы и хранения эластомерных уплотнителей для валов прогнозируют на основе
общих представлений о механизме старения и утомления резин. Применительно к резиновым
манжетам для валов разработаны специальные прикладные методы прогнозирования,
учитывающие множество факторов, от которых зависит их работоспособность.
При эксплуатации уплотнителей валов происходит старение резины, изнашивание,
релаксация контактного напряжения, набухание в среде и др. Большинство этих процессов протекают
одновременно. Однако на практике в каждом случае можно выделить превалирующий процесс.
Этот процесс ускоряют, например, путем проведения форсированных испытаний при
повышенных температурах. Полученные результаты экстраполируют на рабочие условия, используя
математические модели и современное программное обеспечение для прогностических расчетов.
Наиболее полно разработаны методы прогнозирования сроков службы манжет для валов,
когда превалирующим процессом является тепловое старение их материала.
Для манжет из резин на основе бутадиеннитрильного каучука несмотря на наблюдаемое при
старении «затвердевание», т.е. увеличение модуля упругости, радиальное усилие в процессе
старения снижается вследствие образования трещин.
Оценка изменения работоспособности манжет производится ускоренно, с использованием
прибора РВС-Д. Исследование состоит в установлении взаимосвязи изменения жесткости «губы»
в процессе старения и герметизирующей способности манжет. Изменение жесткости
сопоставляется с изменением модуля упругости резины в процессе старения. Модуль упругости резины
определяется по методике A.M. Кучерского на образцах резин при малых деформациях
растяжения. Таким образом устанавливается взаимосвязь между изменением упругих свойств
резины, как материала, с работоспособностью манжет при различных биениях вала.
Модуль упругости определяется при деформации растяжения до 5%.
Исследование изменения модуля Е при старении проводят на образцах резины,
термостатированных на воздухе или в рабочей жидкости не менее, чем при трех температурах.
Температуры старения выбирают с учетом особенностей применяемой резины так, чтобы повышение
температуры старения ускоряло процесс, но не изменяло его качественно. Для резин на основе
фторкаучука рекомендуется проводить процесс старения при трех температурах, выбранных из
следующего ряда: 125,150, 175, 200°С. Для резин на основе бутадиеннитрильных каучуков
рекомендуется проводить старение при трех температурах, выбранных из ряда: 70,85,100,125,
150°С. Число стандартных образцов резин и манжет для испытаний на одну температуру
должно быть не менее 5 шт.
Старение образцов резин для определения модуля проводят в свободном состоянии. При
каждой температуре определяют не менее семи показателей. При этом определяют среднее
арифметическое значение модуля и коэффициента вариации. При доверительной вероятности
не менее 0,70 коэффициент вариации не должен превышать 15%.
Оценка ожидаемых сроков службы манжет с использованием прибора РВС-Д по кинетике
изменения во времени радиального усилия манжет проводится вплоть до потери
герметичности. Когда же превалирующим процессом является изнашивание материала манжет, то
прогностические расчеты проводятся по уравнениям (см. выше):
I = ABy(f/aJ u xg = h/(N).
Эти формулы справедливы ря случаев изнашивания материала манжет по усталостному
механизму.
.—- ттабт J
л
Si
I
I
1
I
19.3. Уплотнения с дополнительными
функциями
19.3.1. Мембраны
(В.М. Шпиндлер)
Мембраны представляют собой закрепленную по контуру и жесткому центру гибкую
резиновую или резинотканевую перегородку, разделяющую полости с различным давлением и
преобразующую изменение давления в перемещение или усилие, или усилие и перемещение в давление.
Классификация мембран и их назначение
Мембраны различают по функциональному назначению, конструкции и материалам (рис.19.51).
По функциональному признаку можно выделить две основные группы мембран, которые
различаются и по конструкции: чувствительные элементы приборов (гофрированные
мембраны) и силовые элементы регуляторов для передачи усилия под действием давления (плоские
мембраны). На рис. 19.52 показаны конструкции мембран разного типа.
Форму мембраны выбирают, исходя из ее функционального назначения и требуемого
перемещения. Плоские мембраны используют в основном при небольших давлениях. Мембраны с
жестким центром дополняют пружиной большой жесткости. Большие перемещения могут быть
достигнуты только при использовании гофрированных или скатываемых мембран, в которых
при повышении давления происходит изменение формы (изгиб). Гофрированные мембраны
обладают малой жесткостью и стабильной эффективной площадью, поэтому их используют в
качестве чувствительных элементов приборов. Скатываемые мембраны очень эффективны при
уплотнении поршней с большим двусторонним перемещением, имеют низкие гистерезисные
потери, малые сдвиговые усилия и высокую чувствительность к изменению перепада давления.
Их применяют также в цилиндрах, заполненных жидкостью с большим содержанием
абразивных частиц. Тарельчатые мембраны применяют в общем машиностроении при большой
жесткости системы привода.
Мембраны
резиновые
резинотканевые
без жесткого центргГ]^ — — — '
'\ с жестким центром
плоские
фигурные
_с
тарельчатые
гофрированные
с одним гофром
гофрированные с
двумя или более
гофрами
поршневые или
скатываемые
Силовые
элементы
регуляторов
Чувствительные
элементы
приборов
Уплотнения штоков
поршней при больших
перемещениях
I Рис.19.51. Классификация мембран
Рис. 19.52. Конструкции мембран:
а — плоская; б — плоская" с буртиком; в — плоская с жестким центром и буртиком; г — с гофром;
д — тарельчатая; е — скатываемая (пояснения см. в тексте)
Рис. 19.53. Пресс-форма для изготовления гофрированной мембраны
Изготовление мембран. Заделка
Мембранное полотно изготавливают из прорезиненной ткани на клеепромазочной машине
нанесением нескольких слоев клея на ткань.
t Вулканизацию мембран проводят в пресс-формах. Для обеспечения жесткого допуска по
чувствительной части мембраны необходимо создать сбалансированную систему допусков в
формообразующей полости пресс-формы по гофру /?г и посадочному размеру 10 (рис. 19.53).
Эти допуски находятся в пределах ±0,03 мм.
-' Тонкие резинотканевые мембраны имеют толщину 0,17-0,5 мм и допуск ±0,05 мм,
поджатое в узле 25+10%, допуск на сопрягаемые детали +0,1 мм и общий допуск ±0,15 мм. Даже при
толщине мембраны 0,5 мм соотношение толщины и допусков может привести либо к полному
отсутствию поджатая, либо к передавливанию тканевой основы и разрыву мембраны. При
меньшей толщине мембраны это тем более опасно.
Одним из способов преодоления этого является наложение второго слоя (воротника) по
заделке перед вулканизацией. Полностью решает проблему изготовление мембраны с уплот-
нительным буртиком диаметром 2-4 мм. Однако закладка верхнего буртика на
резинотканевый материал в пресс-форме может привести к его выдавливанию и недопрессовке. Если
зафиксировать буртик в нижней плите резинотканевой заготовкой и прижимной втулкой, а
-*№-■
335
затем, перевернув ее, использовать нижнюю плиту как верхнюю, можно получить
качественную заделку (рис. 19.54).
Применяемый в промышленности способ закрепления мембраны по заделке в виде
резинового буртика полукруглого сечения с обеих сторон резинотканевого материала не обеспечивает
достаточной прочности на срез буртика, который предотвращает вытягивание мембраны из
фланцев при высоких давлениях и температурах. Недостатки такой конструкции особенно
четко проявляются при использовании резин на основе силоксановых и фторсилоксановых каучу-
ков, имеющих низкую прочность, т.е. в случае, когда необходимо сочетание высоких
температур и давлений.
Во избежание этого буртик выполняют в виде круглого шнура, обернутого одним из слоев
резинотканевого материала, выполненного с вырезами по периферии (рис. 19.55,а). С
противоположной стороны накладывают внахлест еще один слой резинотканевого материала с такими же
выступами (рис. 19.55, б). Радиус сечения резинового шнура гш, глубина вырезов д, угол вырезов
Y и их количество связаны между собой. После вулканизации в пресс-форме усилие на срез
воспринимает уже двуслойный резинотканевый материал, прочность которого на порядок выше.
Применение уплотнительных буртиков в резинотканевых мембранах ограничено усадкой,
которая влияет в основном на размеры буртика, что приводит к образованию складок на
чувствительной части мембраны и ее провисанию. Поэтому для плоских мембран рекомендуется
применение буртиков с внутренним диаметром не более 70 мм (в зависимости от диаметра буртика).
Характеристики работоспособности мембран. Материалы
Независимо от схемы нагружения и типа ткани разрыв резинотканевых мембран как в
статических, так и в динамических условиях происходит по касательной к жесткому центру, или в
центре мембраны, не имеющей жесткого центра. Поэтому критерием разрушения и в статике, и
в динамике являются меридиональные напряжения.
При растяжении используемых тканей по основе прочность и деформация сравнимы с этими -^V
показателями при растяжении по утку; анизотропия свойств ткани проявляется при
деформировании под углом 45°. Однако в мембранах, конструкция которых обычно осесимметрична, под
действием давления, создающего равномерно распределенную нагрузку, резинотканевые материалы
можно считать изотропными. Это справедливо при жесткой фиксации нитей по внешней заделке и
жесткому центру, а также при их фиксации вследствие вулканизации резины.
Основными характеристиками мембран являются: соотношение нагрузка-прогиб,
эластичность при низких температурах, прочность, силовая характеристика, т.е. зависимость
эффективной площади F от прогиба, циклическая долговечность.
Теория пологих абсолютно гибких оболочек, относящаяся только к малым деформациям,
не позволяет описать эксперимент по прогибу резиновых мембран. При относительном прогибе
Л//? = 0,2+0,3 (где/?-радиус мембраны) расхождение расчетных и экспериментальных
результатов составляет 25-30%, а при увеличении относительного прогиба до значений, близких к
единице, расхождение достигает 80-100% (см. рис.19.52, г). Поэтому для расчета прогиба
резиновых мембран используют эмпирические уравнения.
Прочность резинотканевой мембраны следует оценивать в реальных условиях нагруже-
ния. В этих же условиях должны быть экспериментально определены физико-механические
характеристики материала. При расчете мембран на прочность используют принцип
возможных перемещений, принимая, что материал мембран изотропен и окружная деформация е,
мала по сравнению с меридиональной ет (ет» et). В результате расчета получают значения
прочности (разрывного давления Р-) и соотношения: нагрузка - прогиб (деформационную
характеристику P-h).
Прочность материала мембраны определяется прочностью его тканевой основы, а
чувствительность мембраны, ее эластичность, герметичность, циклическая долговечность, стойкость к
действию агрессивных сред и температуры - свойствами резины и их зависимостью от
механических и температурно-временных факторов. Характеристика резинотканевых материалов,
используемых для изготовления мембран, приведена в табл. 19.6.
Прочность резинотканевых мембран зависит от типа ткани и схемы нагружения.
Для мембран без жесткого центра и с жестким центром (без упора, с упором, с гофром),
уравнения, используемые для расчета прочности и характеристики нагрузка-прогиб, дают
результаты, удовлетворительно совпадающие с экспериментальными данными.
Нагрузка б практически не зависит от схемы нагружения, что облегчает ее определение по
наиболее простой схеме - нагружение без жесткого центра. Для этого случая Р = BIR.
19.6. Характеристика резинотканевых материалов,
используемых для изготовления мембран
№п\п
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Тип ткани
Шелкарт. 16006
Тоже
Капрон арт. 56003
Ткань хлопчатобумажная ТД
Тоже
—«—
—«—
Капрон арт. 56023
Тоже
Шелкарт. 16003
Ткань хлопчатобумажная АМ-93
Тоже
Стеклоткань ТССН
Тоже
Толщина о, см
0,017
0,028
0,035
0,035
0,07
0,047
0,04
0,04
0,08
0,35-0,04
0,035-0,05
0.07-0,08
0,035-0,05
0,07-0,08
Резина на основе каучуков
НК
СКН-18+СКН-26+Тиокол «Да»
НК
СКН-18+СКН-26+Тиокол«Да»
СКН-18+СКН-26+Тиокол «Да»
СКН-18+СКН-26
CKH-26
СКН-18+CKH-26
СКН-18+CKH-26
СКН-18+СКН-26+Тиокол «Да»
Наирит
Наирит
СКН-18+СКН-26
СКН-18+СКН-26
Нагрузка В, Н/м
10
10
17,5
21,0
42,5
21,0
21,0
35,0
70,0
16,0
20,0
40,0
40,0
75,0
I
1
а
I
!
§
«а
22 - 5465
337
Между нагрузкой В и разрывным усилием Р'р, определенным при одноосном растяжении по
направлению нитей основы стандартных образцов, существует корреляция. Можно принять, что В
= /Р'р с коэффициентом пропорциональности / = 1-^-1,5. Это позволяет при применении новых
материалов рассчитывать ориентировочные значения прочности мембран.
Для резинотканевых мембран, которые являются чувствительными элементами
приборов, определена оптимальная форма гофра, при которой реализовано наилучшее сочетание
ее характеристик (коэффициента использования гофра, размера линейного участка
зависимости нагрузка-прогиб, жесткости и гистерезиса). Область оптимальных параметров
геометрии мембран:
£ = г/д = 0,5+0,6 и Л. = (0,3-0,5)(Д-г),
где R, г- радиусы мембраны и ее жёсткого центра соответственно и h = (1,5-2)Л (см. рис.
19.52, л).
Циклическую долговечность резинотканевых мембран прогнозируют исходя из
коэффициента запаса прочности, по эпюрам меридиональной нагрузки, рассчитанной на основе теории
мягких, изотропных осесимметричных оболочек, на основе критерия Бейли. Однако точность
такого прогноза невелика и расхождения с экспериментальными результатами по
долговечности могут составлять целый порядок.
Работоспособность мембран при изменении температуры
Разгерметизация при низких или высоких температурах, как и разрушение, может привести
к отказам при эксплуатации в результате падения контактного давления по заделке в широком
интервале температур, а также превышения допустимых пределов изменения характеристик,
например жесткости, при понижении температуры.
Разгерметизация мембран при низких температурах связана с переходом резины в
стеклообразное состояние или с процессом кристаллизации. При длительном действии повышенных
температур она обусловлена релаксацией напряжения и понижением адгезионной прочности
между уплотнительным буртиком и мембранным полотном.
Принятый в промышленности способ оценки морозостойкости резинотканевых мембран по
температуре хрупкости резин Гхр необоснованно сокращаеттемпературный интервал их
использования на 10-20°С, так как этот показатель не отражает ограничений в работоспособности
мембран в условиях эксплуатации.
Минимально допустимую температуру эксплуатации мембран можно установить по
коэффициенту эластичности /Сэ = h/hm, являющемуся отношением h при соответствующей низкой
18
~?^
темературе к ее прогибу Лнт при 293 К в условиях постоянства нагрузки и времени ее действия. *1у
Температурная зависимость прогиба мембран h при изменении нагрузки удовлетворительно
описывается уравнением гиперболы.
Чувствительная часть мембраны может сохранять работоспособность до температуры,
которую условно называют «температурой трети деформации», но даже при К3 > 0,3 не всегда
можно достичь герметичности и предотвратить вытягивание мембраны по месту закрепления
ее в корпусе между фланцами (по заделке). Для устранения возможной разгерметизации
используют комбинированные уплотнения с металлическими пружинными элементами, на
упругие свойства которых температура практически не влияет, а герметизирующие функции
выполняет резина. Разработаны пять конструкций уплотнения мембран, каждая из которых является
оптимальной для мембран определенного размера (рис. 19.56). Саморегулирование
контактного давления при этом обеспечивается упругой деформацией пружинных элементов при
монтаже их в узле.
Для мембран диаметром D < 50 мм - разрезные пружинные кольца (см. рис. 19.56, а); при
D > 50 мм - конусная втулка с пружинными шайбами (см. рис. 19.56, б); при D < 100 мм -
четверть тора (см. рис. 19.56, в); при D > 100 мм - L-образный элемент (рис. 19.56, г); при
D < 150 мм - две шайбы (см. рис. 19.56, д). Такие уплотнения надежно герметизируют
мембраны и за пределами области высокоэластических деформаций резины, а заделка не является
ограничителем работоспособности мембран в рабочем интервале температур.
19.3.2. Клапаны
(М.С. Хорольский)
Клапан представляет собой изделие (устройство) для управления потоком рабочей среды
(газа, жидкости, газо-жидкостной смеси, пульпы и др.) в системах машин и механизмов. Такое
название устройство получило по названию одной из главных его подвижных частей - резино-
металлического клапана (РМК). Он относится к уплотнителям периодического контакта и
должен срабатывать достаточно быстро, перекрывая или открывая доступ рабочей жидкости к
элементам гидросистемы.
Классификация клапанов
Классификация клапанов по назначению. В зависимости от функционального назначения
клапаны разделяют на пять классов:
1) запорные клапаны и вентили, применяемые для периодического или разового включения
или отключения части трубопровода или объекта;
2) регулирующие клапаны, вентили и редукционные клапаны, применяемые для частичного
перекрытия проходных сечений и изменения количества протекающей среды для
регулирования расхода, давления, уровня, температуры, состава среды и т.д.;
3) предохранительные и обратные клапаны, используемые для ограничения рабочих
параметров и предотвращения аварийных условий: выпуска избытка среды при чрезмерном
повышении давления или предотвращения движения среды в обратном направлении;
4) контрольные клапаны, предназначенные для определения наличия или уровня жидкости
(пробкоспусковые краны, указатели уровня);
5) прочие клапаны, применяемые, например, для отвода одной из фаз среды: конденсата
(конденсатоотводчики), воздуха (вантузы), масла (маслоотводчики) и др.
В зависимости от типа привода клапаны разделяются на механические, электромагнитные,
пневматические или комбинированные, например электропневмоклапаны.
В отдельных случаях одни и те же клапаны могут выполнять разные функции, например
обратнозапорные и др.
|
!
I
1
I
339
22*
-*$*--
I
I
I
I
>r* Классификация клапанов по условным давлениям. По условным давлениям клапаны можно
разделить на четыре группы: низкого (до 1 МПа), среднего (1,0-6,4 МПа), высокого (6,4-40 МПа) и
сверхвысокого (свыше 40 МПа) давлений.
Различают также клапаны для глубокого вакуума и клапаны, используемые при давлениях
от 0,13 до 1-105 Па.
Классификация клапанов по размерам условного диаметра прохода. По размерам
условного диаметра прохода клапаны разделяют на пять групп: сверхмалых (до 5 мм
включительно), малых (6-40 мм), средних (50-300 мм), больших (350-1200 мм) и сверхбольших (свыше
1400 мм) диаметров прохода. Обычно с увеличением давления рабочей среды размеры
условного диаметра прохода уменьшаются. Например, клапаны высокого давления чаще всего
имеют сверхмалые и малые диаметры прохода.
Контрольные и прочие клапаны применяются, как правило, в системах низкого и среднего
давления, тогда как запорные, регулирующие и предохранительные могут использоваться в
системах с различным давлением. В зависимости от давления и функционального назначения
клапаны значительно различаются по конструкции.
Классификация уплотнительных элементов клапанов. Обычно клапаны состоят из двух
основных подвижных относительно друг друга сопрягающихся частей: корпуса, образующего
отрезок замкнутого канала, и затвора-изделия, которое перемещается внутри корпуса, открывая
или закрывая проходное сечение. Часть корпуса, на которую опирается затвор, называется
седлом. Поверхности, по которым затвор периодически соединяется с седлом, являются уплотни-
тельными и называются уплотнителями периодического контакта.
Для уплотнительных поверхностей клапанов применяют различные металлы (сталь, медь,
алюминий) и пластмассы (полиамид, фторопласт и др.), а в последние годы резину, в связи с
чем затвор с резиновым уплотнительным элементом часто называют резинометаллическим
клапаном. Применение резины в РМК объясняется рядом ее преимуществ, связанных с
высокоэластическими свойствами: обеспечивается более надежная герметизация при меньших усилиях
прижатия, снижаются требования к точности изготовления деталей, сопряженно работающих с
резиновым уплотнительным элементом; повышается долговечность устройства в системах с
рабочей средой (жидкой или газообразной), содержащей твердые частицы; уменьшаются
масса и габариты арматуры в целом. Упругость резинового элемента клапана обеспечивает
сохранение плотности соединения пары затвор-седло при возможном нарушении точности
расположения уплотнительных поверхностей, что наиболее вероятно в сварочных клапанах больших
диаметров или клапанах с резкими колебаниями температуры.
Резиновый уплотнительный элемент клапана имеет различную форму (диска, кольца,
конуса и др.) и привулканизовывается или механически закрепляется в металлической арматуре.
Для обеспечения надежной герметизации РМК задается необходимое усилие прижатия седла к
уплотнительному элементу. Различают пять видов седел: ножевое, плоское, конусное,
фигурное и сферическое. В зоне контакта с уплотнительным элементом седло имеет скругление.
В контакте с резиновыми уплотнительными элементами наибольшее распространение
получили седла ножевого и конусного вида.
Классификация клапанов по действию статической нагрузки. Клапаны, в которых резина не
испытывает постоянной статической нагрузки, называют нормально открытыми. Клапаны, в
которых резиновый уплотнительный элемент длительное время находится под нагрузкой,
относятся к нормально закрытым.
Классификация клапанов по направлению потока рабочей среды. По направлению потока
рабочей среды клапаны делятся на прямые (давление потока отжимает затвор клапана от
седла) и обратные (давление потока прижимает затвор клапана к седлу). Обратные клапаны
открываются принудительно. В некоторых случаях, например, заправочные клапаны работают и как
прямые, и как обратные. Тогда для обратных клапанов классификация по направлению
движения среды совпадает с классификацией по назначению.
Так как РМК являются уплотнителями периодического контакта, то возможны два основных
положения затвора: закрытое (герметизация от утечки среды) и открытое (расход среды).
Вместе с тем для клапанов высокого давления с уплотнительным элементом из резины необходимо
учитывать и промежуточные положения затвора (дросселирование среды между седлом и уп-
лотнительным элементом при переходе затвора из закрытого положения в открытое и
наоборот), при которых уплотнительный элемент испытывает воздействие высокоскоростного
потока и давления (перепада давлений) рабочей среды различных параметров. Продолжительность
нахождения затвора клапана в каждом из указанных положений зависит от назначения и
конструкции клапана. В одних случаях при закрытии РМК уплотнительный элемент может
испытывать одновременное воздействие высокоскоростного потока рабочей среды, ударных и
статических нагрузок (запорные клапаны), в других - преимущественно воздействие потока рабочей
среды (регулирующие клапаны), и только при закрытии РМК уплотнительный элемент
подвергается статическому нагружению. С повышением давления рабочей среды решающее значение
имеет эрозионная стойкость уплотнительного элемента, в зоне которого дросселируется
рабочая среда. В немалой степени это зависит от конструкции пары РМК: седло - затвор. Около 70%
всех отказов клапанов пневмоарматуры связано с негерметичностью посадки затвора на седло,
которая имеет место вследствие нарушения целостности уплотнительных поверхностей.
Классификация клапанов по способу крепления уплотнительных элементов в затворе. По
способу крепления уплотнительных элементов в затворе клапаны можно разделить на
стационарные и съемные. Стационарное крепление осуществляется в процессе горячей вулканизации,
приклеиванием холодным способом или завальцовкой; съемное - механическим путем либо за
счет накладки, либо за счет поднутрения, либо иным путем, разборка при котором не приводит
к повреждению уплотнительного элемента.
При креплении уплотнительного элемента к металлу в процессе вулканизации сначала такое
крепление, как правило, осуществляют не к затвору клапана, а к его заготовке, из которой
механической обработкой получают затвор. В этом случае необходимо соблюдать технологию
изготовления заготовки РМК и осуществлять контроль качества.
Требования, предъявляемые к уплотнительный
устройствам клапана
При разработке уплотнительных устройств клапана необходимо учитывать технические
требования, предъявляемые как к уплотнительному элементу, так и к клапану (агрегату, арматуре)
в целом. Эти требования можно систематизировать по следующим основным группам:
- основные рабочие параметры -условный проход или пропускная способность; давление,
перепад давлений; интервалы изменений температуры; диапазон регулирования параметров
рабочей среды (для регулирующих клапанов) и др.;
- характеристика рабочей среды - химический состав, агрегатное состояние, механические
примеси, вязкость, взрывопожароопасность и др.;
- требования к качеству - герметичность, ресурсы по срабатыванию и расходу, точность и
стабильность рабочих параметров, надежность;
- эксплуатационные условия - частота и скорость срабатываний, время нахождения в
положениях «открыто» и «закрыто», возможность и периодичность технического обслуживания и
ремонта, внешние воздействия (вибрация, удары, линейные перегрузки и др.);
- особые требования - ограничения по массе, габаритам, энергопотреблению, надежности
(необходимость дублирования), способ управления, тип привода и др.
Следует также учитывать экономические требования, зависящие от объема производства,
ограничений по применению материалов, стоимости изготовления и эксплуатационного обслуживания.
Выбор конструктивной схемы уплотнительного устройства является наиболее сложным и
ответственным этапом проектирования и осуществляется на основе анализа функциональных
параметров с учетом параметров технологической наследственности, т.е. степени
подготовленности производства к изготовлению.
чЛЪ-г
3-
w
К функциональным параметрам уплотнительного устройства периодического контакта
(УУПК) относятся герметичность уплотнения (допускаемые утечки), пропускная способность
^ и гидравлическое сопротивление; контактное давление; чувствительность к погрешностям из-
^ готовления, монтажа и температурным деформациям; стойкость к динамическим нагрузкам
| при срабатываниях, коррозионному и эрозионному воздействию среды, внешним эксплуата-
5 ционным воздействиям.
1
§ достичь невозможно, практически достижимая герметичность зависит от чувствительности
LQ
Обеспечение герметичности перекрытия потока рабочей среды - основное назначение УУПК.
Герметичность УУПК определяется допускаемыми утечками. Так как абсолютной герметичности
§ методов контроля герметичности уплотнений. Механизм герметизации заключается в обеспе-
gj чении плотного контакта поверхностей под действием сжимающей нагрузки. При этом
деформируются неровности поверхности контакта, уменьшается межповерхностный зазор и увеличи-
§ вается сопротивление утечке среды. Основными факторами, влияющими на механизм гермети-
| зации УУПК, являются: параметры герметизируемой рабочей среды, механизм переноса рабо-
§ чей среды в межповерхностных зазорах, силовой и конструктивный факторы, рельеф
поверхностей уплотнения, сближение поверхностей, геометрические параметры зазоров,
физико-механические свойства поверхностных слоев.
Конструктивный фактор определяет механизм герметизации УУПК и в целом герметичность
всего агрегата.
Основные сведения о работоспособности
резииометаппических клапанов и расчетные зависимости
Во всех случаях в широком интервале температур РМК, как правило, должны обеспечивать
заданную герметизирующую способность в закрытом и минимальное гидравлическое
сопротивление в открытом положениях, хотя в зависимости от назначения клапанов к их
работоспособности предъявляется ряд специфических требований. Так, от запорных клапанов требуется
длительная циклическая долговечность (выносливость) без разрушения уплотнительного
элемента, тогда как предохранительные клапаны находятся в основном в закрытом положении
(количество срабатываний на 2-3 порядка меньше, чем запорных клапанов) и для них
характерно поддержание стабильности рабочих характеристик при срабатывании. Регулирующие
клапаны должны обладать высокой эрозионной стойкостью к воздействию потока рабочей
среды и как можно меньше изменять выходные параметры рабочей среды в процессе
эксплуатации. В ряде случаев недопустимо появление в системе продуктов изнашивания, например в
кислородно-дыхательной аппаратуре.
Нарушение герметизирующей способности уплотнения происходит из-за контактного
натекания среды по каналам, образованным неплотно прилегающими шероховатыми
поверхностями. Поэтому главным условием обеспечения герметичности РМК является
создание на уплотнительных поверхностях усилий, достаточных для пережатия
микронеровностей и образования участков плотного контактирования уплотнительного элемента с
седлом. Характер деформации уплотнительного элемента и площадь контакта резины с
седлом зависят от многих факторов: геометрических размеров затвора и седла, давления
рабочей среды, усилия прижатия затвора к седлу, степени вдавливания седла в уплотнитель-
ный элемент, свойств резины, качества сопрягаемых поверхностей, температуры и
продолжительности нахождения уплотнительного элемента под нагрузкой. Некоторые из
перечисленных факторов взаимосвязаны.
Герметизирующая способность РМК достигается за счет вдавливания седла в резину при
приложении заданного усилия, которое характеризуется обычно погонной нагрузкой q:
q = Q/(ndc),
где О - усилие прижатия, Н; dc - диаметр по вершине седла, м.
^
При действии рабочей среды под затвор (на открытие клапана) погонная нагрузка
определяется из соотношения:
AQ-pnd2 §j
g= ш ' ' |
с $
где р - давление рабочей среды на клапан в момент разуплотнения, МПа. <g
Для обеспечения герметизирующей способности РМК в клапане прямого действия необхо- ^
димо, чтобы усилие прижатия затвора было всегда больше силы давления рабочей среды, стре- |
мящейся отжать затвор, т.е. давление рабочей среды должно быть меньше критического рк, ^
при котором происходит разуплотнение. Для определения критического давления рабочей среР- §
ды используют уравнение, связывающее геометрические параметры РМК и упругие свойства с§.
уплотнительного элемента: В
О h Kdb '§
Р =( пЕ —) , 5
Нкр ndb hj г2 |
где Ь - ширина профиля седла на глубине вдавливания, м; h - глубина погружения седла в 1^
уплотнительный элемент, м; Е-условно-равновесный модуль резины, МПа; h0-толщина
уплотнительного элемента, м;г = (d.-b)/2-внутренний радиус седла, м; К,
л-коэффициенты, характеризующие конструктивные и эксплуатационные факторы УУПК.
Из последнего уравнения следует, что увеличение условно-равновесного модуля резины
отрицательно влияет на герметизирующую способность РМК. Такой же эффект следует
ожидать и при изменении геометрических размеров канавки затвора, при котором увеличивается
жесткость РМК.
Для герметизации клапана обратного действия необходимо создать минимальное усилие
прижатия, обеспечивающего деформацию микрорельефа. С увеличением давления рабочей
среды герметизирующая способность обратного клапана увеличивается. Усилие прижатия для
обеспечения герметизации определяется по формуле:
О = ndcq +0T-p7t(dc-b)2/4,
где От -усилие, необходимое для перемещения подвижных элементов РМК до их
соприкосновения, Н.
Преобразовав последнюю формулу, получим уравнение для определения погонной
нагрузки:
40-40T+7i(dc-b)2p
q== (
47Ш
с
Погонная нагрузка для большинства типов клапанов является одной из основных
характеристик. Сравнивая фактические значения погонных нагрузок в клапане с допускаемыми,
которые имеются в справочниках разработчиков арматуры и резин, можно сделать
предварительное заключение о работоспособности клапана.
Как уже отмечалось, при полностью открытом затворе гидравлические потери должны
быть минимальными. В этом случае ход затвора должен быть таким, чтобы площадь
поперечного сечения условного диаметра прохода равнялась или была меньше площади
кольцевого сечения под седлом при открытом затворе. Это будет достигнуто при соблюдении
следующего соотношения:
&>dy%K2/[4dc),
где 5 - зазор между седлом и затвором при полностью открытом затворе (ход затвора), м;
d - условный диаметр проходного сечения клапана, u;KvK2- коэффициенты, характеризующие
гидравлические потери данной конструкции и конкретной рабочей среды.
зк м»
■f
\
Si
I
i
I
!
I
Конструкции уплотнительных устройств
периодического контакта
Конструкции простых уплотнительных устройств для малогабаритной арматуры. На рис.
19.57 приведена схема уплотнительного устройства для клапанов сверхмалых диаметров
прохода с открытым седлом ножевого типа и резиновым уплотнительным элементом в виде
диска, привулканизованного к металлу. Для этой схемы: /?с = (0,5-0,6)+(М мм; h = (2-ь2,5)+0,3 мм;
а = (30*60)±2°; R =(0>0,3)Л1 мм; d = 4,+/?; d^-d2 = (2+3) мм.
В практике арматуростроения широкое применение нашли уплотнительные устройства, в
которых затвор выполнен с жестким центральным штоком (рис. 19.58). Такие уплотнительные
устройства могут работать при давлениях до 35 МПа и более.
Для клапанов малых диаметров прохода рекомендуется использовать уплотнительное
устройство, приведенное на рис. 19.59.
Для данной группы клапанов характерно увеличение диаметров d^ до 10-12 мм и угла а до 90°.
Изменение угла вызвано необходимостью снижения заглубления седла в резину при увеличении
нагрузки на затвор клапана.
При увеличении диаметра cf, более 12 мм возникают трудности с обработкой резины. При
шлифовке по поверхности Л (см. рис. 19.59) уплотнительного элемента в виде диска в центральной его
части наблюдается мениск, что нарушает плоскостность и приводит к разгерметизации
уплотнительного устройства. Поэтому для обработки таких РМК требуется большое мастерство.
Для клапанов больших размеров предпочтительнее использовать уплотнительное устройство,
схема которого приведена на рис. 19.60. В нем уплотнительный элемент выполнен в виде шайбы и
применено закрытое седло.
Как правило, седло располагается по центру уплотнительного элемента, размеры которого
рассчитываются по формулам:
d] = dc-a; d3 = dc + a,
гдес/, и d3-диаметры уплотнительного элемента по внутреннему и наружному диаметрам, мм;
а - ширина уплотнительного элемента, мм (обычно в практике арматуростроения размер а
выбирают в пределах 3-5 мм).
С повышением давления рабочей среды (более 6 МПа) применяют седло закрытого типа (см.
рис. 19.59).
Рис. 19.57. Схема уплотнительного
устройства для клапанов сверхмалых
диаметров прохода
Рис. 19.58. Схема уплотнительного устройства с затвором
с центральным штоком
^
Уплотнения с дополнительными функциями
Из двух последнихуравнений получим
выражение для ширины уплотнительного
элемента и зависимость, связывающую
dc, d, и d3:
a=(d3-d,)/2; dc = (d,+d3)/2.
Конструкция уплотнительного
устройства, приведенного на рис. 19.59, может
применяться для малых (более 12 мм) и
средних диаметров прохода.
Конструкции комбинированныхуплот-
нительных устройств с двумя уплотни-
тельными элементами. При создании
арматуры, особенно для летательных
аппаратов, часто необходимо уменьшить
габариты и массу изделия. В таких случаях
совмещают функции клапанов, а
следовательно, изменяют и конструкцию затвора.
Например, если необходимо перекрыть
один клапан с обязательным открытием
второго клапана, то клапан с затвором и
двумя уплотнительными элементами,
расположенными по торцам затвора,
успешно выполнит эту функцию (рис. 19.61). В
затворе уплотнительные элементы
выполнены в разных плоскостях.
Следует отметить, что в зависимости
от давления рабочей среды конструкция
и размеры уплотнительных поверхностей
могут быть различными. Так, седла
могут выполняться различной высоты, одно
седло открытого, второе - закрытого
типов. Обычно седло открытого типа
выполняется со стороны подачи среды под
давлением. Это позволяет в уплотнительном
устройстве уменьшить гидравлические
потери и габариты.
В отдельных случаях, когда требуется
обеспечить высокую надежность
уплотнительного устройства, выполняют
затвор с дублирующим уплотнительным
элементом, т.е. два уплотнительных
элемента в одной плоскости (рис. 19.62).
В этом случае увеличивается ресурс
РМК, вследствие меньшего эрозионного
воздействия на второй уплотнительный
контур по ходу движения рабочей среды и
влияния ударных нагрузок, так как усилие
прижатия РМК к седлу распределяется на
два уплотнительных контура, что видно из
рисунка. На практике такие схемы
встречаются только в очень ответственных узлах.
d0iQ2
ROM1
5 ! V
М
«
)___ / Сед/ю открытое
9Г±Г
*./ЯаШ
ад
<v
+0,3
'•-^ Ррзинометилличикор
QSnun изде/ис'mj
Рис. 19.59. Схема уплотнительного устройства для
клапанов малых диаметров прохода и с
уплотнительным элементом в виде диска
№2
— $Q2+0,' ^т жрыг.ого типа
Рис. 19.60. Схема уплотнительного устройства с
уплотнительным элементом в виде шайбы
Рис. 19.61. Схема комбинированного
уплотнительного устройства с двумя уплотнительными элементами,
расположенными в разных плоскостях
Щ±02
Седло
закрытого типа
F
1Ш»
Л-0,2
4-0,2
«Г
/Резинометжическое
изделие IPMKI
R0.2
%±0,2
Седло
открытого типа |\
/
j+0,3
4-0.2
^ Н 1^'Н-
4
/Резинометаллическое
изделие fflW
RQ2
,+о.'
Рис. 19.62. Схемы уплотинтельных устройств с седлами закрытого (а) и открытого ( б) типов с
дублирующим уплотнительиым элементом
Условия применения резинометалпических клапанов
Резинометаллические клапаны обычно применяют при температурах 223-373 К,
кратковременно до 500 К. В случае, когда резиновый уплотнительный элемент затвора испытывает
всестороннее сжатие, работоспособность клапана можно повысить при более высокой температуре
рабочей среды, которая будет определяться термической стойкостью полимера уплотнительного
элемента. При этом следует учесть, что при циклическом воздействии газовой рабочей среды при
срабатывании клапана ее температура на выходе из клапана снижается за счет дросселирования,
например, воздуха.
1И^.'
температуре ниже температуры стеклования резины РМК аналогичны клапанам с
уплотнителем из твердого полимера, например, полиамида, фторопласта и др. В этом случае можно
обеспечить герметичность затвора за счет увеличения усилия прижатия РМК к седлу с погонной
нагрузкой q = 10-5-20 Н/мм, но при этом полностью исключить ударные нагрузки при посадке
клапана на седло во избежание хрупкого разрушения уплотнительного элемента.
С повышением температуры выше температуры стеклования резины жесткость и прочность
резины снижается, а следовательно, для обеспечения герметичности затвора требуется
меньшая погонная нагрузка.
Следует отметить, что при работе клапана резиновый уплотнительный элемент одновременно
испытывает воздействие ударных нагрузок при посадке на седло и эрозионное воздействие
потока рабочей среды, которое увеличивается с повышением давления. Для этих условий необходимо
выбирать резину с высокими прочностными характеристиками, эластичностью, твердостью и при
этом с хорошими адгезионными характеристиками к металлической арматуре.
Ресурс РМК может достигать 1,5-н2 млн циклов срабатываний (открытие - закрытие), если
ударные нагрузки минимальные, а статическая погонная нагрузка составляет менее 2 Н/мм при
ходе затвора 3-й мм. При увеличении погонных нагрузок до 10-15 Н/мм ресурс клапана резко
снижается и составляет всего лишь десятки тысяч циклов при прочих равных условиях.
Однако если в момент посадки клапана на седло или при открытии клапана при очень малых
зазорах обеспечить защиту уплотнительного элемента от воздействия высокоскоростного потока
рабочей среды с большим перепадом давлений конструктивными методами, например,
дросселирующей защитной втулкой, то ресурс клапана можно повысить в несколько раз.
Как правило, эрозионное разрушение резинового уплотнительного элемента происходит сразу
за контактной поверхностью с седлом со стороны, противоположной подаче давления, тогда
как его разрушение от ударных нагрузок происходит у кромки уплотнительного элемента с той
же стороны за счет воздействия концентратора напряжений, которым является острое
кольцевое ребро, получающееся после механической обработки торца заготовки клапана.
Эрозионное воздействие потока рабочей среды при давлениях 15-40 МПа значительно ускоряет
разрушение уплотнительного элемента клапана с увеличением диаметра проходного сечения. С
понижением температуры его воздействие снижается из-за повышения жесткости уплотнительного
элемента и прочности резины. Но в этом случае возрастает доля ударного разрушения.
Как видно, одновременное повышение эрозионной стойкости и ударной прочности
уплотнительного элемента клапана трудно достижимо, так как его жесткость по-разному влияет на эти
характеристики. Поэтому при разработке клапана необходим комплексный подход с учетом
рецептурных и технологических факторов, конструктивных и эксплуатационных особенностей узла
в целом.
19,3*3, Резинометаллические подшипники
(М.С. Хорольский)
Резинометаллические подшипники (РМП) представляют собой металлические втулки, об-
резиненные с внутренней стороны износостойкой резиной, поверхность которой имеет
специальные продольные (вдоль оси подшипника) сквозные канавки с определенными углами атаки
(рис. 19.63), причем угол а ф р. Величины углов зависят от многих факторов: частоты
вращения, количества и размера твердых частиц, радиальных нагрузок и др.
РМП применяют преимущественно в водяной среде в гидравлических машинах, для
подводного механизированного инструмента, для гребных валов судов (в последнем случае их еще
называют дейдвудные втулки или дейдвудные подшипники), т.е. в тех условиях, при которых в
зазор между валом и подшипником попадает большое количество твердых частиц в виде песка,
мелкой гальки и других включений. В РМП используется, как правило, водяная смазка.
--*&--
347
Особенностью работы РМП является то, что
они более износостойки в водноабразивной
среде по сравнению с металлическими
подшипниками (МП), что определяется разной природой
изнашивания. В случае МП при попадании
твердых частиц (например, песчинок) в зазор между
металлическими частями (корпуса и вала), они
царапают внутреннюю поверхность корпуса и
наружную поверхность вала, удаляя (срезая)
часть металлической поверхности за каждый
поворот вала. Через некоторое время этих
царапаний между корпусом и валом возникает
достаточно большой зазор, из-за которого
происходит значительное биение вала, что в
конечном итоге приводит к разрушению
подшипникового узла и остановке объекта.
В РМП иная картина. При попадании
твердых частиц в зазор между валом и
подшипником они не царапают его внутреннюю
поверхность, а вдавливаясь в резиновую часть
подшипника, перекатываются по его внутренней
поверхности по направлению вращения вала до сквозной продольной канавки в резине, через
которую уносятся водой. Поскольку резина обладает высокоэластической деформацией и
имеет значительно меньшую твердость чем металл, то частицы, заглубляясь в резину и
перекатываясь по ее поверхности, не вызывают такого интенсивного царапания металла как в МП, а
следовательно, РМП в отдельных случаях превышают работоспособность МП на 1,5-2 порядка.
Коэффициент трения резины по стали близок к единице, а при водяной смазке он
значительно снижается и составляете = 0,05+0,1. Учитывая, что водяная смазка снабжена твердыми
частицами, коэффициент трения несколько увеличивается. Но при достаточной прокачке воды
и при высоких окружных скоростях (v = 10+20 м/с) РМП будет работать в гидростатическом
равновесии с низким коэффициентом трения - f ~ (2+3), что и обеспечивает его высокую
работоспособность.
В зависимости от назначения и условий эксплуатации РМП выбирают резину с
соответствующими свойствами. Например, РМП из мягких резин (Н=45+60 усл. ед. по Шору А) применяют,
когда необходимо обеспечить амортизацию подшипникового узла, снижая амплитуду и частоту
колебаний, а также, когда важно обеспечить самоустанавливаемость вала. Несущая
способность РМП уступает несущей способности МП и составляет а = 0,1+0,2 МПа, однако они
превосходят последние по работоспособности и имеют меньшую вибрацию.
РМП из твердых резин (Н = 65+85 усл. ед. по Шору А) выдерживают значительно большие
нагрузки, которые могут достигать значений 3-5 МПа.
На наружные поверхности РМП для защиты от коррозии наносят антикоррозионное
покрытие, либо металлические втулки изготавливают из коррозионностойких сталей.
Резинометаллические подшипники больших размеров изготавливают не цельными, а из
отдельных секций (см. рис. 19.62, б). Секционные РМП значительно проще в монтаже и
эксплуатации. Они могут состоять из двух, четырех, шести и более секций в зависимости от
назначения и габаритов.
Чаще всего их применяют в турбинах и циркуляционных насосах электростанций, т.е. в тех
объектах, где используется вода, содержащая большое количество твердых частиц во
взвешенном состоянии.
С учетом высокой ответственности указанных изделий, их проектирование и изготовление
должны осуществлять профильные предприятия с участием специалистов по резине.
Рис. 19.63. Конструкции резинометаллическо-
го подшипника:
а — цельного; 6 — секционного, а Ф 3; / —
металлическая втулка; 2 — резина; 3 — металлический
сегмент
>-*$5~-
20. АМОРТИЗИРУЮЩИЕ ДЕТАЛИ
(ВИБРОИЗОЛЯТОРЫ)
(Н.Р. Гомонова, А.А. Шляхман)
20.1. Общая характеристика виброизоляторов 349
20.2. Характеристика применяемых материалов 356
20.3. Производство виброизоляторов 358
20.4. Испытание виброизоляторов 359
20.1. Общая характеристика
виброизоляторов
Виброизоляторы на основе эластомерных материалов предназначены для снижения
динамических нагрузок, передаваемых от работающих машин на их фундаменты, для защиты
аппаратуры и приборов от ударов и вибрации, для защиты от сейсмических нагрузок,
воздействующих на человека, здания и сооружения. Одновременно с изоляцией колебаний виброизоляторы
служат для звукоизоляции и шумопоглощения.
Виброизоляторы могут быть резиновыми и резиноармированными.
Резиновые виброизоляторы для присоединения к объектам предварительно собирают,
используя металлическую арматуру, в удобные для монтажа конструкции. Резиноармированные
виброизоляторы в арматуре имеют места для крепления к объектам.
В зависимости от воспринимаемых нагрузок масса виброизоляторов составляет от 1 г до
сотен килограммов.
Применение резиновых и резиноармированных виброизоляторов способствует
значительному снижению возникающих в машинах вредных ускорений и динамических нагрузок, что
предупреждает усталостные разрушения и повышает срок эксплуатации деталей и машин в целом.
Гашение вибраций и шума улучшает условия труда людей, обслуживающих оборудование.
В табл. 20.1 приведены уровни механических воздействий при эксплуатации транспортных
средств и снарядов.
Указанные параметры не являются предельными. Человек сравнительно спокойно
переносит колебания с частотой до 1 Гц при амплитуде менее 0,25 мм. При более высоких частотах
требуется защита. Машины, агрегаты, здания и другие сооружения также нуждаются в защите
от вибрационных и ударных нагрузок. Вследствие этого практически всегда на стадиях их
создания и эксплуатации необходимо предусматривать средства вибро- и ударозащиты. Такие
средства помещают между источниками возбуждения и защищаемым объектом.
20.1. Уровни механических воздействий при эксплуатации транспортных средств
и снарядов
Транспорт
Автомобильный
Железнодорожный
Морской
Воздушный
Управляемые снаряды
Частота колебаний,
Гц
2-3
15-40
2-100
1-50
3-500
30-5000
Ускорение,
м/с2
3ff
13
(1,5-2)5
(0,05-2)g
(0.2-20)flr
(5-40)д
Амплитуда, мм
низкие частоты
180
1,1
25
10
<4
-
высокие частоты
80
0,15
0,05
<0,2
<0,02
-
Условное обозначение: д - ускорение свободного падения.
--*$*-•
20.2. Работа деформации материала
Материал
Сталь
(строительная)
Медь
Дерево (дуб)
Резина
Модуль
упругости,
МПа
0,2-106
0,1-106
0,1-105
1
Работа деформации, Дж
на 1 см3
материала
0,1
0,004
0,04
2
на 1 хг
материала
-12,8
0,43
36,5
2150
Кроме стандартизованного термина «виброизолятор» в документации встречаются другие
названия: амортизаторы, подушки, опоры, гасители и т.д.
Виброизоляторы можно изготавливать из любого конструкционного материала. Однако
требования к снижению их материалоемкости и массы, атакже к обеспечению способности выдерживать
значительные деформации позволяют рассматривать резину как наиболее перспективный
материал для этой цели. В табл. 20.2 приведены данные о работе деформации материала виброизолятора
(без его разрушения), отнесенные к единице объема материала и к единице массы.
Как следует из этих данных, резина на
один-два порядка более энергоемка, чем
иные традиционные конструкционные
материалы. К преимуществам изделий из резины
относятся также низкая стоимость, простота
конструкции и удобство монтажа. Детали из
резины не требуют специального
обслуживания в процессе эксплуатации.
Типичные варианты конструкций.
Виброизоляторы из эластомеров весьма
разнообразны по конструктивному
исполнению, которое зависит от значения и
характера действующих нагрузок, вида
амортизируемого оборудования, условий работы
и др. На рис. 20.1 приведены некоторые
типовые схемы конструкций, применяемые во
многих отраслях машиностроения.
При работе виброизоляторы испытывают
различные виды деформации: растяжение,
сжатие, сдвиг, кручение, атакже
одновременно несколько видов деформации - сжатие со
сдвигом, сжатие с кручением и др.
В зависимости от условий работы
виброизоляторы находятся под действием
одиночных или постоянных по величине
знакопеременных нагрузок вибрационного типа.
Наиболее распространы виброизоляторы,
работающие на сжатие. Они представляют
собой резиновые или резинометаллические
детали, имеющие форму цилиндров,
прямоугольников, конусов или усеченных конусов.
Такие виброизоляторы обеспечивают
быстрое гашение вибрации и надежную
виброизоляцию. Исключение составляет момент
пуска и остановки машины, так как проходя
через резонанс амплитуда деформации
виброизолятора может значительно увеличиться.
Резинометаллические приборные
амортизаторы пластинчатого типа-АП (см. рис. 20.1, /) и
чашечного типа - АЧ (см. рис. 20.1,2);
амортизаторы силоксановые дюралевые - АСД (см.
рис. 20.1,3), резинометаллические цилиндри-
ческоготипа (см. рис. 20.1,8 и 20.1,9),
резиновые втулочного типа (см. рис. 20.1, 5, 20.1, 6,
щ
Ш
ш
Рис. 20.1. Типовые схемы конструкций
виброизоляторов, применяемые во многих отраслях
машиностроения
>0
——аЛй—-
20.1,7) широко применяются в радиотехнической, авиационной, космической технике для изоляции
от вибраций и ударов приборов и радиотехнической аппаратуры.
Корабельные резинометаллические маслостойкие сварные амортизаторы со страховкой типа
АКСС (см. рис. 20.1,10), резинометаллическое кольцо КРМ (см. рис.20.1,71) и другие применяются
в основном в судостроительной промышленности и служат для предохранения от вибрации и
ударов корабельного оборудования; они могут воспринимать действие нагрузок в трех направлениях.
Интервал рабочих нагрузок и собственных частот достаточно широк (табл. 20.3), но каждый
тип виброизолятора реализует только часть нагрузок указанного интервала. Деформационные
характеристики виброизоляторов (амортизаторов) (зависимость нагрузка - деформация) вне
области малых деформаций сжатия (до 15%) нелинейны.
В строительстве жилых зданий и промышленных сооружений, в конструкциях опор мостов,
в подвеске железнодорожных вагонов широко используют слоистые резинометаллические
виброизоляторы, состоящие из чередующихся слоев резины и металла, которые обеспечивают
линейные и угловые перемещения за счет упругого сдвига резины. Многослойная резинометал-
лическая конструкция позволяет существенно увеличить удельные нагрузки при сжатии,
сохраняя при этом значительную подвижность при сдвиге (табл. 20.4).
Жесткостные характеристики многослойных резинометаллических виброизоляторов мало
чувствительны к изменению твердости резины и больше зависят от толщины и количества
слоев резины и армирующего металла. Обеспечить высокие работоспособность и
эксплуатационные характеристики можно за счет рациональных конструкторских решений (рис. 20.2).
Вогнутая боковая поверхность (см. рис. 20.2, а) снижает напряжения в углах и растягивающие
напряжения по контуру при сжатии детали, точно также овальные отверстия (см. рис. 20.2, б)
снижают напряжение в углах. Соединение (см. рис. 20.2, в) с гладкой арматурой предпочтительнее соеди-
20.3. Технические характеристики виброизоляторов
Наименование
виброизолятора
АП
АЧ
АСД
Втулка
коническая
Втулка
цилиндрическая
Шайба
АН
AHC
АКСС-И
AKCC-M
КРМ
ЭСА
АДП
Число
типоразмеров
19
19
13
7
10
2
5
6
9
11
4
1
20
Рабочая
нагрузка,
Н
4,5-157,5
4,5-157,5
20-200
1,3-60
1,5-160
0,7-150
30-245
9,8-588
245-3920
98-3221
4400-5400
980
4900-34308
Частота
собственных
колебаний
под рабочей
нагрузкой, Гц
11-18
11-18
-11
100-250
100-200
80-200
18-25
18-25
16-22
10-15
13-17
8-11
22-30
Температурный
интервал
работоспособности,
•С
От -45 до +80
От -45 до +80
От-60 до+125
От -60 до +80
От -60 до +80
От -60 до +80
От -50 до +50
От -50 до +50
От -5 до +70
От-10 до+70
От -5 до +70
от -5 до +70
От -5 до +70
Рабочая среда
Воздух
— « —
— « —
— « —
— « —
_«-
— « —
— « —
Воздух,
пары масел
и топлив
Коэффициент
усиления
колебаний
в резонансе,
не более
18
18
7
12
14
12
15
15
8
8
8
8
8
20.4. Характеристика многослойных резинометаллических виброизоляторов
Форма
изделия
Прямоугольная
Цилиндр
Полый цилиндр
Толщина слоя, мм
резина
До 10
0,1
0,3
металл
3
0,1
0,15
Удельная нагрузка
при сжатии, МПа
10
100(осевая)
400(радиальная)
Возможная область
применения
В строительстве
В машиностроении
Тоже
«Аг
3
нения «ласточкин хвост», поскольку не создает местных перенапряжений; болтовые вставки в
арматуре во избежание локальных перенапряжений следует исключить, как показано на рис. 20.2, г.
На рис. 20.2, д и е (справа)представлены предпочтительные схемы двухарматурных изделий, а
рис. 20.2, ж (справа) иллюстрирует правильный подход к подбору конфигурации резинового
массива и арматуры. При выборе конструктивных решений рекомендуется:
- избегать конструкций, в которых резина работает на растяжение и изгиб, и применять по
возможности симметричные простые конструкции;
- избегать сложных конфигураций, резких
переходов и изменений поперечного сечения;
- выполнять соединения поверхности
резины с металлом с возможно большими
радиусами;
- устанавливать детали так, чтобы
обеспечить защиту от солнечного света,
электрических разрядов, озона, агрессивных
жидкостей (газов);
- избегать касания резины с острыми
предметами.
Главной задачей при конструировании
виброизоляторов является определение
несущей способности и геометрических
размеров, при которых они были бы прочны,
экономичны и обеспечивали требуемые
динамические воздействия на объекты в процессе их
эксплуатации.
Для различных режимов нагружения
необходимо определять зависимость нагрузки
от деформации и поведение системы при
периодическом нагружении.
В случае одноосного сжатия линейная
зависимость между нагрузкой Р и
относительной деформацией е наблюдается при
отсутствии соединения между торцами резины и
опорной поверхностью, а в деталях с
закрепленными торцами только при малых
деформациях (до 0,15 мм):
где Я-модуль упругости при малых
деформациях; F- площадь поперечного сечения
виброизолятора.
При наличии краевого эффекта, т.е.
крепления резины к металлу, деформация
резинового элемента характеризуется модулем
упругости Е , присущим рассматриваемой
резиновой детали. Модуль Еу зависит от
модуля упругости резины Е, условий на торцах
и соотношения между размерами детали, т.е.
Рис. 20.2. Неправильно (слева) и правильно фЗКТОрОМ форМЫ Ф. ФаКТОр фОрМЫ ОПрв-
( справа) спроектированные конструкции вибро- ДвЛЯвТСЯ КЭК ОТНОШвНИв НЭГруЖеННОЙ ПЛОЩЭ-
изоляторов ДИ К СВОбоДНОЙ.
Для цилиндрических деталей ту.
Ф = D/[4h); *
для деталей прямоугольной формы I
Ф = аЬ/[2(а + Ь)Лп], |
где D и Л -диаметр и высота цилиндра; а и Ь- стороны основания прямоугольника; Лп- высота &
детали. " g.
Связь между характеристиками резины и детали может описываться формулой: |
Яу = Я(1+хФ°), |
где х- постоянная, зависящая от условий нагружения на торцах; а-постоянная, зависящая от £^
типа резины. §
При отсутствии крепления между резиной и опорной поверхностью % = 0 и тогда Е = Е, т.е. '|
Еу практически не зависит от фактора формы. Если рассматривать случай жесткого крепления 3
резины к опорной поверхности для деталей с фактором формы Ф до 1,5, где х = 1 и а = 2, то ^
Еу = £(1 + Ф2). ^
При относительной деформации сжатия е = 0,25 при закрепленных торцах и факторе
формы Ф = 0,25 модули упругости при сжатии Е и сдвиге G находятся между собой в зависимости
Е = 6.5G. Исходя из этого,
6,5G = £(1 + 0,252),т. е. E = 6G.
Это то же, что и при ф = 0.
В общем виде
Еу = 6С(1 + Ф2).
Полученное выражение можно применять при расчетах резинометаллических деталей,
работающих на сжатие и имеющих различные факторы формы.
Зависимость модулей упругости Е [МПа (кгс/см2)] и G [МПа (кгс/см2)] от твердости резины
(ГОСТ 263-75) можно выразить уравнениями:
Е = 3,44e0035h; G = 1,1е00355л,
где Л - твердость резины по Шору А (ГОСТ 263-75).
Для расчета виброизоляции изделий или блоков при действии вертикальных гармонических
вибраций должны быть известны следующие исходные данные:
- масса изделия или блока Q,
- число точек опоры на виброизоляторах N;
- рабочая частота f или диапазон частот f-f2 возмущающих вибраций;
- собственная частота вибрации системы на виброизоляторах Р>;
- максимальная амплитуда возмущающих вибраций Л"0;
- коэффициент передачи (динамичности) \х при заданной частоте вибрации f;
- допустимая амплитуда вибрации системы на амортизаторах X,;
- допустимая статическая нагрузка на виброизолятор Р,
-другиеданные при небходимости.
Определяемые параметры:
- максимальная амплитуда вибрации системы на виброизоляторахX,;
- частота собственных колебаний f0;
-линейнаяжесткость виброизоляторов С;
- деформация виброизоляторов Ха при заданной частоте;
- толщина компенсирующих прокладок 5.
353
Зависимости, описывающие поведение одномассовой системы при гармоническом нагруже-
нии и оказывающей сопротивление внешним воздействиям, приведены ниже.
Коэффициент динамичности при малом демпфировании:
\i = Xl/X0= 1/(1-а2), (20.1)
где X, и Х0- максимальная и допустимая амплитуды возмущающих вибраций системы на
виброизоляторах; а =///0 - отношение частоты возмущающих вибраций к собственной частоте
системы.
Коэффициент эффективности вибрационной защиты
Х=(1-ц)100%. (20.2)
Собственная частота колебаний системы
fo = f
V-
Ni+ц
где /и ц- известные величины.
Формулы (20.1) и (20.2) предполагают, что а > 1, и не учитывают демпфирующих свойств
виброизолятора. Условию, когда /> /0, могут удовлетворять только виброизоляторы с
переменным коэффициентом демпфирования г), зависящим от частоты и амплитуды вибрации.
Влияние коэффициента демпфирования г| на коэффициент динамичности i в
колебательной системе с одной степенью свободы при действии на нее гармонических вибраций
выражается зависимостью:
l + 4aV
Ц N(l-a2)2 + 4aV '
где г] - коэффициент демпфирования вибрации, всегда меньший единицы.
В условиях резонанса, когда /0=/, коэффициент динамичности ц должен быть как можно
меньше, а это возможно при наибольшем коэффициенте демпфирования г\.
Если ц2 выразить как 492/(4я2+82), где 9 - логарифмический декремент колебаний есть
логарифм отношения смежных амплитуд при свободных колебаниях системы, то
, 2 402
1—а2
4я2+82
\ 492
При /0=/(резонанс) и 9 = 0 коэффициент ц стремится к бесконечности; при 9*0
коэффициент ц в зоне резонанса является конечной величиной.
Виброизоляция имеет место, когда
f/fQ>^2.
В зарезонансной зоне демпфирование снижает виброизоляцию.
В случае удара по защищаемой виброизоляторами конструкции длительность удара (время
от соприкосновения ударяющей массы до ее отскока от объекта)
т = 0,5(1/Л,
где х - длительность удара, с.
Практически системы виброизоляции, в которых бы использовался один виброизолятор,
отсутствуют. Система компонуется из нескольких виброизоляторов, которые можно
расположить последовательно или параллельно (рис. 20.3)
Примем для простоты, что все виброизоляторы одинаковы, т.е. жесткость любого
виброизолятора
С = Р/е,
где Р- нагрузка, действующая на каждый виброизолятор, Н; е-деформация виброизолятора
под нагрузкой Р, см.
1
При последовательном соединении
жесткость системы можно выразить
С = С/л;
ПОСЛ
а при параллельном соединении:
С = пС,
пар '
где п - число виброизоляторов в системе.
Из приведенных зависимостей,
позволяющих оценить нагруженность
виброизоляторов, следует:
- при последовательном соединении
жесткость системы обратно пропорциональна
числу виброизоляторов, составляющих систему;
- при параллельном соединении
жесткость системы возрастает пропорционально
числу виброизоляторов, входящих в систему.
Рекомендации по допускаемым
напряжениям сжатия и сдвига приведены в табл. 20.5
и 20.6.
20.5. Допускаемые нормальные напряжения сжатия, модули сдвига и упругости
при различной твердости по Шору А
Параметр
Модуль сдвига, МПа
Модуль упругости при факторе формы
Ф=0,25, МПа
Допускаемое нормальное напряжение
при статических нагрузках, отнесенных к
недеформированной площади
поперечного сечения, МПа, при Ф, равном:
0,25
0,5
0,75
1.0
1.25
1.5
То же, с дополнительными случайными
и кратковременными нагрузками при Ф,
равном:
0,25
0,5
0,75
1,0
1.25
1,5
То же, при стационарных динамических
нагрузках при Ф, равном:
0,25
0,5
0,75
1,0
1,25
1,5
Нормальное напряжение сжатия, МПа,
при твердости по Шору А (ГОСТ 263-75)
30±3
0,4-0,5
2,5-3,0
0,5
0,7
0,9
1,1
1,3
1,5
0,4
0,5
0,7
0.9
1,1
1,3
0,3
0,4
0,55
0,7
0,8
1,0
40±3
0,5-0,6
3,0-4,0
0,6
0,8
1,0
1,2
1,5
1.8
0,5
0,6
0,8
1,0
1,2
1,5
0,4
0,45
0,6
0,75
0,9
1.1
50±3
0,6-0,8
4,0-5,5
0,8
1,0
1,2
1,5
1,8
2,0
0,6
0,8
1,0
1,2
1,4
1,6
0,5
0,6
0,75
0,9
1.0
1.2
60±4
0,9-1,1
6,0-7,0
1,0
1,2
1,5
1,8
2,2
2,5
0,8
1,0
1,2
1,5
1,8
2,0
0,6
0,75
0,9
1,1
1,3
1,5
70±4
1,3-1,5
8,5-10,0
1,2
1,5
1,8
2,2
2,5
2,8
1,0
1,2
1,5
1,8
2,2
2,5
0,75
0,9
1,1
1,3
1,6
2,0
Примечание. Фактор Ф (отношение нагруженной поверхности детали к ее свободной поверхности) указан для
сплошного цилиндра.
»)
Р =Р
поел 1
ВИ
|
ВИ
J_
-I-
ви
б
Рпар="Л
' г
ВИ
ВИ
ВИ
1 1 1 1 1 1 1 1 / 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1
сие. i.u.3. схематичное изоора-
////// жение соединения внброизолято-
ров (ВИ):
а — последовательное; 6 — параллельное; п — число
виброизоляторов; Риосл — сила воздействия объекта
на последовательно расположенные
виброизоляторы; Р||ар — сила воздействия объекта на параллельно
расположенные виброизоляторы; Рх — сила
воздействия на каждый виброизолятор системы
20.6. Допускаемые касательные напряжения для изделий, работающих на сдвиг,
и модуль сдвига при различной твердости по Шору А
Параметр
Модуль сдвига, МПа
Допускаемое касательное напряжение, МПа:
при статических нагрузках
то же, с дополнительной случайной
и кратковременной нагрузкой
при стационарных динамических нагрузкой
Касательное напряжение, МПа, при твердости
40±3
0,4-0,5
0,2
0,15
0,1
по Шору А (ГОСТ 263-75)
50±3
0,6-0,7
0,25
0,2
0,15
60±4
0,9-1,1
0,4
0,25
0,18
70±4
1,3-1,5
0,5
0,3
0,22
При выборе допустимой деформации можно руководствоваться следующими
рекомендациями.
Для деталей, работающих на сжатие, предельная относительная деформация должна
составлять не более:
0,15-0,20 - при статической нагрузке;
0,10-0,15-то же, с дополнительной кратковременной и случайной нагрузкой;
0,05 -0,10 - при стационарной динамической нагрузке.
Для деталей, работающих на сдвиг, предельная относительная деформация должна
составлять не более:
0,35-0,5 - при статической нагрузке;
0,2-0,3 -то же, с дополнительной кратковременной и случайной нагрузкой;
0,1-0,15 - при стационарной динамической нагрузке.
20.2. Характеристика применяемых
материалов
Для изготовления виброизоляторов можно использовать резины на основе практически всех
каучуков. В табл. 20.7 приведены предпочтительные уровни значений упруго-прочностных
характеристик резин в зависимости от нагруженности деталей и рабочей среды.
Известно, что не из всех каучуков можно приготовить высокопрочные резины. Вследствие
этого упруго-прочностные характеристики резин для конкретных виброизоляторов
устанавливают с учетом требований к изделию и свойств каучука, на базе которого создаётся резина.
В табл. 20.8 показано влияние температуры на относительное изменение деформации
виброизолятора, изготовленного из резин на основе различных каучуков.
В табл. 20.9 показано влияние каучуковой основы на демпфирующие характеристики резин.
Ниже приведены ориентировочные температурные интервалы применения
виброизоляторов, изготовленных из резин на основе различных каучуков (°С):
Силоксановый каучук -65+-125
Изопреновый+бутадиеновый каучук -60 + 80
Натуральный каучук -45 + 80
Этиленпропиленовый каучук -40 + 100
Бутадиеннитрильный каучук -35 + 120
Бутилкаучук -35 + 70
Основное количество изготавливаемых виброизоляторов являются резинометаллическими
конструкциями (см. рис. 20.1). В качестве армирующих материалов применяют обычные и корро-
зионностойкие стали, алюминий, текстолит, стеклопластик, фторопласт. Фторопласт, например,
выполняют в виде листов, имеющих пористый слой 2-3 мм при общей толщине листа 5-6 мм.
Вид армирующего материала и конфигурация определяются условиями работы и его
конструкцией. Современные средства крепления позволяют обеспечить прочность крепле-
ния резины к арматуре (ГОСТ 209-75) от 3,8 до 9,8 МПа (кроме резин на основе силоксанового т^
каучука).
В табл. 20.10 приведены средства крепления для резин на основе различных каучуков.
Для контроля качества резиновых смесей и резин применяют стандартные методы
испытаний с определением физико-механических, пластических и реологических свойств. Кроме того,
используют методы для определения специальных характеристик резин для изготовления
виброизоляторов.
В табл. 20.11 приведен перечень некоторых физико-механических и специальных
показателей резин и методов их контроля.
В табл. 20.12 приведены резины, часто применяемые при изготовлении виброизоляторов.
Жесткость виброизоляторов, изготовленных из резин, в состав которых входит хлоропре-
новый каучук, может при хранении возрастать вследствие кристаллизации каучука. Процесс
кристаллизации обратим. Декристаллизацию можно провести при 70°С в течение 3-5 ч.
20.7. Упруго-прочностные характеристики резин
Уровень нагруженности детали
Малонагруженные
Средненагруженные
Сильно нагруженные
Особо сильно нагруженные
Мало и сильно нагруженные
Среда
Воздух
— « —
— « —
— « —
Масло, озон
Условная
прочность при
растяжении, МПа
4,0-8,0
> 12,0
>17,0
>21,0
8,0-13,0
Твердость
по Шору А,
ед.
35-70
50-70
45-60
50-65
55-80
Относительное
удлинение
при разрыве, %
300
400
500
500
400
I
1
1
I
I
I
20.8. Влияние температуры на относительное изменение деформации виброизолятора
Температура,
•С
80
20-25
-50
-55
Относительное изменение деформации виброизолятора из резины на основе каучука
натурального
1,1
1,0
0,2
0,1
изопренового+
бутадиенового
-
1,0
0,4
0,26
силоксанового
-
1,0
1,0
1,0
бутилкаучука
1,7
1,0
0,11
-
этилен-
пролиленового
1,3
1,0
0,14
-
бутадиен-
нитрильного
1,2
1,0
0,11
-
Примечание. Данные получены на виброизоляторах типа АП-2-27, изготовленных из резин на основе
соответствующих каучуков.
j
20.9. Влияние каучуковой основы на характеристики резин
Показатель
Логарифмический
декремент колебаний
Гистерезисные потери, %
Коэффициент усиления
Натуральный
каучук
0,2-0,9
8-20
10-14
Изопреновый
каучук*
бутадиеновый каучук
0,2-0,9
8-20
10-14
Силоксано-
вый каучук
1,0-1,2
20-28
4-7
Бутилкаучук
1,8-2,0
35-40
3-4
Этиленпро-
пиленовый
каучук
0,6-1,5
14-28
5-7
Бутадиен-
нитрильный
каучук
0,9-1,5 .
18-30
3,5-6,0
Примечание. Данные получены на виброизоляторах типа АП-2-27, изготовленных из резин на основе
соответствующих каучуков.
20.10. Рекомендуемые средства крепления
Каучук
Силоксановый
Натуральный, изопреновый,
бутадиеновый, хлоропреновый, бутадиеннитрильный,
этиленпропиленовый, бутилкаучук
Средство крепления
Клей 151-31 (ТУ 6-02-967-74)
Клеи 51-К-19-2 И 51-K-24-30 (ТУ 2513-006-001152081-96)
или клеи Хемосил 211 и Хемосил 222
(Инструкция И-38 4564-80) и др.
-а^
357
20.11. Некоторые физико-механические и специальные показатели резин
и методы их контроля
Показатель
Условная прочность при
растяжении
Относительное удлинение при
разрыве
Твердость:
по Шору А
HalRHD
Сопротивление раздиру
Коэффициент морозостойкости по
эластическому восстановлению
Прочность связи резины с
металлом при отрыве
Стойкость к воздействию жидких
агрессивных сред
Нормативный документ
на метод контроля
ГОСТ 270
ГОСТ 270
ГОСТ 263
ГОСТ 20403
ГОСТ 262
ГОСТ 13808
ГОСТ 209
ГОСТ 9.030, метод А
Показатель
Температурный предел
хрупкости
Стойкость к
термическому старению
Нормативный документ
на метод контроля
ГОСТ 7912
ГОСТ 9.024
Специальные свойства резин
Вулканизационные
характеристики
Ползучесть
Остаточная деформация
Упругость
Логарифмический
декремент колебаний
Гистерезисные потери
ГОСТ 12535
Методика № М-19-93
«Резина. Определение
механических свойств на
осциллографе «Иерзли»
20.12. Резины на основе различных каучуков,
применяемые при изготовлении виброизоляторов
Шифр
резины
7-57-2002
7-57-2003
7-57-2001
7-ИРП-1315
7-51-1564
7-ИРП-1346
ИРП-1347
Каучук
ски-з,
CKMC-30 АРК
СКИ-З
СКИ-З, СКМС-30 РП
СКИ-З
СКИ-З
СКИ-З, СКД
СКИ-З, СКД
Нормативный
документ
ОСТ 38 05361-84
-«-
-«_
— « —
-«-
— « —
— «—
Шифр
резины
ИРП-1348
ИРП-1338
ИРП-1354
51-1501
51-1571
3465-Н-4
НО-68-1
Каучук
СКИ-З, СКД
сктв
СКТФВ-803
СКИ-З
СКИ-З, СКД
Хлоропреновый
CKH-18 + хлоролре-
новый каучук
Нормативный
документ
ОСТ 38 05361-84
ТУ 38 0051166-98
_«_
— « —
— << —
_«_
— « —
20.3. Производство виброизоляторов
Технологический процесс производства виброизоляторов включает следующие основные
операции:
- приготовление и контроль резиновых смесей;
- подготовку армирующих деталей (обезжиривание, обработка шлифзерном, нанесение клея);
- изготовление заготовок из резиновой смеси;
- заполнение пресс-форм резиновой смесью путем формования или литьем под давлением;
- вулканизацию;
- испытание виброизоляторов и их контроль на соответствие нормативной документации.
Виброизоляторы изготавливают формовым способом или методом литья под давлением.
При формовом способе после проведения стандартных испытаний резиновой смеси и
изготовления заготовок, резиновую смесь помещают в полость открытой пресс-формы. Пресс-форму
закрывают и под давлением плит пресса резиновая смесь, растекаясь, приобретает
необходимую форму. Если виброизолятор имеет в своей конструкции армирующие детали (арматура), то
они проходят предварительную подготовку и перед формованием укладываются в полость пресс-
формы. Заготовки резиновой смеси вырубают с помощью штанцевых ножей, штампов или
шаблонов.
Заготовка контролируется по массе, которая должна превышать массу готового изделия
на 3-5%.
I
-«£$£»--
Литье под давлением применяется для изготовления виброизоляторов сложной
конфигурации с прецизионными свойствами. При этом обеспечивается точность дозировки резиновой
смеси по массе, хорошее заполнение полости пресс-формы, исключается операция подготовки
заготовки и самое основное обеспечивается стабильность технологического процесса.
Заполнение пресс-формы горячей резиновой смесью (90—100)°С сокращает время вулканизации
деталей. Давление, создаваемое питателями плунжерного типа, составляет 80,0-110,0 МПа.
Резиновая смесь с начальной температурой (60-80)°С, проходя по системе литьевых каналов,
нагревается до (90-100)°С и с этой температурой попадает в полость пресс-формы.
Рабочий объем литьевой камеры
Ч = *8 + Чк + Чв- (2D
где к - число гнезд в пресс-форме; g - объем одного гнезда пресс-формы, см3; Ож - объем
разводящих литьевых каналов, см3; С?рв-объем резиновых выпрессовок, см3. "
Применением только резин с однородными упругими характеристиками не удается
получать однородные по упругим характеристикам виброизоляторы. Это связано с тем, что резины
различаются по таким параметрам, как продолжительность индукционного периода, время
выхода на оптимальные свойства, время сохранения оптимальных свойств при вулканизации и
охлаждении изделия.
ч
1
1
1
!
I
I
20.4. Испытание виброизоляторов
Функциональные характеристики виброизоляторов задаются в технических требованиях при
их разработке. К важнейшим характеристикам относят:
- геометрические размеры, внешний вид и изменения их во времени;
- прочность (статическая, ударная) и изменение ее во времени;
-жесткость (статическая, ударная, вибрационная) и изменение ее во времени;
- динамический коэффициент.
Для испытаний конкретного виброизолятора по согласованию с потребителем можно
определять либо все функциональные характеристики, либо некоторые из них. Например,
виброизоляторы для судостроения испытывают на жесткость и ее изменение во времени под
действием вибрационных нагрузок; прочность под действием
статической и динамической нагрузок.
Приборные виброизоляторы, применяемые в
авиастроении, проходят испытания с определением
амплитудно-частотной характеристики в зоне резонанса
на фиксированных частотах.
Характеристики, подлежащие контролю,
оговариваются в технической документации на изготовление
и поставку. В документации оговаривают число
изделий из партии, отбираемых для контроля, и излагают
методику контроля.
Необходимо также определять изменение
характеристик во времени, в том числе в течение
гарантийного срока службы. Последний может составлять от
5 до15 лет и более. Оценка изменений характеристик
в таких случаях требует создания методик
ускоренного процесса старения виброизоляторов.
На рис. 20.4 показано изменение жесткости
образцов во времени после воздействия различных
температур. Таким образом, возможно существенное
ускорение процесса старения и, следовательно, получение
1 2 3 4 5 годы (при 35"С)
25 50 75 СуТ. (ПрИ 70 G)
5 ю 15 сут. (при 90°С)
1
з 4 сут. (при 110 С)
Продолжительность старения
Рис. 20.4. Изменение жесткости
образцов во времени после воздействия
различных температур (С — исходная
жесткость образца; АС — изменение жесткости
после воздействия температуры)
359
1
I
I
I
!
I
у?* информации о свойствах изделий в натурной эксплуатации после проведения краткосрочных
лабораторных испытаний.
Изменение показателей, полученное на стандартном образце резины, аналогично
изменениям в реальном изделии, однако количественного совпадения, как правило, не наблюдается.
Одной из причин этого являются различия в геометрических размерах и резиноемкости
образцов резин и изделий.
Технологический процесс изготовления виброизоляторов включает контроль сырья
(материалов, входящих в состав резин), полуфабрикатов (резин), параметров процесса
изготовления и готовых изделий.
Контроль сырья и полуфабрикатов проводят по показателям, являющимся практически
общими для всех видов РТИ.
В документации целесообразно указывать показатели в терминах статистики, что позволяет:
- идентифицировать продукцию по уровню нормированных свойств;
- проводить сравнение продукции по однородности;
- исключать выпадающие измерения.
21. ИЗДЕЛИЯ ДЛЯ ЗАЩИТЫ
ОРГАНОВ ДЫХАНИЯ
(ГА. Захарьев \, Д.С. Резниченко)
Средства индивидуальной защиты органов дыхания (СИЗОД) применяются для
предотвращения или снижения уровня воздействия на человека вредных для здоровья и опасных для
жизни факторов.
В состав СИЗОД входят резинотехнические формовые изделия в виде полнолицевых и шлем-
масок, полумасок, четвертьмасок, подмасочники, различные клапаны, загубники,
гофрированные трубки и резинотканевые изделия в виде дыхательных мешков, защитных капюшонов др.
СИЗОД подлежат обязательному подтверждению соответствия в форме сертификации.
Минимально необходимые требования к средствам индивидуальной защиты установлены в
технических регламентах и других нормативных документах.
Классификация изделий
В соответствующих стандартах и технических регламентах приведены классификация и
требования к отдельным видам СИЗОД. Для специальных видов (авиационных, медицинских,
военных, пожарных, для подводных работ) требования приведены в соответствующих
регламентах-сводах правил и национальных стандартах. В основу классификации СИЗОД могут быть
положены также различные функциональные признаки.
Изделия для защиты органов дыхания и зрения можно условно разделить на несколько
основных групп:
- лицевые части фильтрующих противогазов;
- лицевые части изолирующих противогазов;
- полумаски для респираторов;
- кислородные полумаски и маски для лётного состава;
- загубники для самоспасателей; защитные очки; дыхательные мешки;
- прочие резинотехнические изделия для СИЗ.
Типичные варианты конструкции элементов изделий
Наиболее сложными изделиями в конструктивном и технологическом отношении
являются лицевые части (ЛЧ). Конструкции ЛЧ весьма различны и зависят от области
применения. В нашей стране долгое время преобладали конструкции в виде шлемов: от маски Ку-
360 _^
I
1
!
I
I
манта для противогаза Зелинского до шлем-масок 70-х годов прошлого столетия. Начиная^,
с 30-х годов прошлого столетия использовались лицевые части полуобъемного типа с
клапанами вдоха и выдоха и резинотканевым наголовником с произвольной степенью затяжки
в виде масок 0-8 и МОД-08. С 40-х годов начался выпуск ЛЧ ШМ-1, в которой утоненная до
0,7 мм головная часть имела гофры для уменьшения давления на голову человека, и
обтекатели, которые подводили вдыхаемый сухой воздух к очковым стеклам, что снижало за-
потеваемость. Применяемый в ШМ-1 лепестковый клапан КО-3 обеспечивал коэффициент
подсоса не более М0"',%.
В дальнейшем лицевая часть ШМ-1 была неоднократно модернизирована. В ШМ-41му
(шлем-маска модернизированная, утоненная) введен второй клапан выдоха, обтекатели
изготовлены как одно целое с корпусом, подобраны оптимальные толщина корпуса и головной
части шлема.
В конце 40-х начале 50-х годов прошлого столетия были разработаны и внедрены в
производство ЛЧ ММ-1 для ВМФ с переговорным устройством в виде мембраны из полимерной пленки.
Впервые созданы лицевые части для детей от 1,5 до 15 лет- МД-1 и позднее до МД-4, маска
для гражданского населения М-49. Для работы с оптическими приборами и переговорными
аппаратами разработана лицевая часть ШМС (шлем-маска специальная) с «независимым
обтюратором», который в отличие от других известных обтюраторов (надувных, губчатых,
подвернутых и др.) обеспечивал надежную герметичность и позволял делать корпус любой толщины и
жесткости при минимальном воздействии на голову человека.
В ЛЧ ШМС впервые было применено устройство для питья и приема жидкой пищи в
противогазе.
Начиная с 80-х годов прошлого столетия значительное внимание было уделено улучшению
видимости в противогазе. Для этих целей стали применять панорамные стекла. При этом поле
зрения в противогазе стало приближаться к нормальному. В СССР для этих целей были
разработаны лицевые части на базе маски ПМ-88
В конце 80-х годов были разработаны ЛЧ на базе масок М-80, МБ-1 и МБ-2 с возможностью
присоединения к лицевой части различных противогазовых коробок. Эти ЛЧ применяются и в
настоящее время, в том числе для гражданских противогазов.
Следует также отметить ЛЧ для комплектования изолирующих дыхательных аппаратов: ШВС
(40-е годы), ШИП-26К и ШИП-М (50-е годы), МИА-1 и полумаски для респираторов ПР-7 и
Астра-2.
Отдельное направление в конструировании СИЗОД занимают полумаски и маски для
летного состава, начиная от полумасок для экипажей транспортных самолетов типа КМ-14, КМ-15,
КМ-16Н до кислородных масок КМ-32, КМ-34, КМ-35 для экипажей боевых самолетов. На
современных самолетах также применяются маски КМ-114 с обтюратором из латекса с пенополи-
уретановым наполнителем, имеющие быстронадеваемое оголовье и миниатюрный
кислородный аппарат, размещенный на корпусе маски.
Конструирование изделий и пресс-форм
Конструирование резинотканевых изделий, клапанов, уплотнителей для СИЗОД основано
на общих инженерных принципах, а для ЛЧ дополнительно учитывается ряд
антропометрических особенностей человека.
Конструкция ЛЧ по возможности должна воспроизводить контуры лица человека и
обеспечивать удобство пользования при минимальном общем механическом воздействии на мягкие
ткани головы. Защитный материал, из которого изготавливаются лицевые части, способствует
реализации конструктивных решений и защиту от воздействия вредных веществ.
Пресс-формы для ЛЧ (масок и полумасок) имеют массу до 250 кг. Для них применяются
специальные прессы-полуавтоматы с разъемниками. Вручную осуществляется съем изделий и
закладка резиновых заготовок. Остальные детали Л Ч изготавливают на обычных прессах с
размерами плит 600x600 или 400x400 мм в многогнездных пресс-формах.
^ 361
!
I
i
I
!
I
jtr Материалы для изготовления изделий
Расчет ЛЧ в основном проводят по феноменологическим моделям. Основными критериями
при этом являются минимальное общее и равномерное местное механическое воздействие на
голову человека, объем подмасочного пространства, геометрические размеры деталей.
Резины для лицевых частей в зависимости от назначения разделяют на семь групп:
- для изготовления шлем-масок;
- масок и наголовников;
- для подмасочников, обтекателей и обтюраторов;
-внутренних деталей;
- уплотнителей и защитных экранов;
- деталей приспособления приема воды, силиконовых масок и защитных очков;
- клапанов.
Для приготовления резиновых смесей используют синтетические нетоксичные пищевые
изопреновые (например, СКИ-ЗНТП и СКИ-5ПМ), силоксановые (СКТВ) каучуки и натуральный
каучук. Перспективным является применение термопластичных эластомеров.
В качестве ускорителей вулканизации применяют сульфенамидные производные 2-меркап-
тобонзтиазола, тиурамы, гуанидины, в качестве активаторов - органические и неорганические
соединения. Для наиболее эффективной защиты резин от различных видов старения
применяют ароматические амины и защитные воски. Использование ингредиентов ограничено
санитарно-гигиеническими требованиями к изделиям.
Производство изделий
Технологические процессы и виды оборудования. Для производства резиновых деталей
СИЗОД на ряде заводов резиновой промышленности оборудованы отдельные цеха и участки.
Для этих целей используют специальные прессы ВП-09109 с размерами плит 400x400 мм и
усилием формования 100 т. Подвижной является верхняя плита пресса. Цеха с таким
оборудованием имеются на Саранском, Тамбовском и Ярославском заводах РТИ.
В последнее время на ряде заводов успешно осваивается изготовление деталей СИЗОД
литьем под давлением.
Сборка ЛЧ производится на конвейере с элементами малой механизации (запрессовка
пластмассовых деталей, обжим металлических элементов) и межоперационного контроля
(герметичность клапанов выдоха, оценка цельности корпуса лицевой части на просвет и т.д.).
После сборки изделия проходят общий контроль на герметичность, сопротивление дыханию,
общее механическое воздействие, внешний вид на соответствие эталонам и ведомости разбраковки,
а также периодический контроль резины на физико-механические показатели и агрессивостойкость.
Материалы для контроля производства. В процессе изготовления материалы в СИЗОД
контролируют по прочностным показателям и их изменению после старения при 100°С в течение
24 ч в атмосфере воздуха. Образцы для испытаний вырубают из изделия или из пластин.
Методы испытаний изделий
К основным параметрам, которые контролируются при разработке и производстве изделий
относятся герметичность, сопротивление потоку воздуха, общие и местные механические
воздействия на голову, поля и углы зрения, содержание С02 во вдыхаемом воздухе и ряд
эргономических параметров.
Эксплуатация изделий
Для правильной эксплуатации СИЗОД, как правило, требуется предварительная подгонка
соответствующего размера (роста) ЛЧ. Для шлем-масок или шлемов подгонки не требуется.
Необходимое усилие прижатия изделия по полосе обтюрации к голове человека обеспечивается за счет
эластических свойств резины головной части. Необходимо лишь правильно выбрать размер в
зависимости от размеров головы человека: вертикального (02) и горизонтального (О,) обхватов.
новить положение тесемок, а затем пользоваться ею как шлемом без дополнительных
подтяжек. Маска без фиксированного наголовника (ММ-1; МД-1) подбирается по морфологической
высоте лица (В3) и затягивается на голове произвольно самим пользователем.
Утилизация изделий и отходов производства
В связи с относительно высокой стоимостью переработки в порошкообразную массу и
уникальностью свойств (высокая эластичность, экологическая чистота) применение резин СИЗОД
экономически оправдано в материалах с большим объемом потребления и при сбыте по
достаточно высокой цене.
Резины лицевых частей по физико-механическим показателям отвечают требованиям к
изделиям технического и бытового назначения (протекторная часть шин, амортизаторы, бытовые
коврики, поливочные шланги, плиты для животноводческих ферм, элементы сантехнических
устройств, мягкая кровля, подрельсовые прокладки) и могут использоваться, например, для
наполнения хрупких пластмасс с целью придания им ударной прочности.
В крошку и порошкообразную массу могут перерабатываться отходы производства
лицевых частей и бракованные изделия, а также изделия СИЗОД, подлежащие в большом
количестве ежегодному списанию по истечению сроков хранения.
В рецептуре для лицевых частей отсутствует значительное количество дефицитных
химических веществ, а до 90% массы составляет высококачественный натуральный каучук. Состав
резины также не включает химических добавок, относящихся к разряду вредных и
препятствующих применению в объектах с высокими требованиями к экологической чистоте.
Размеры лицевых частей составляют до 350 мм, при толщине 1,5-2,0 мм с небольшими
участками толщиной более 2,0 мм. Переработка таких изделий возможна лишь в две стадии: на
роторно-ножевой или безножевой дробилке и на криогенной установке измельчения.
22. ИЗДЕЛИЯ ДЛЯ ЗАЩИТЫ КОЖИ
(В.К. Гореленков, Н.М. Левакова, Г.А. Живулин)
22.1. Основные характеристики резинотканевых материалов
для защитных костюмов 363
22.2. Классификация резинотканевых материалов для защитных костюмов 365
22.3. Материалы для защиты от химически опасных веществ 366
22.4. Материалы для защиты от термических поражающих факторов 380
22.5. Материалы для защиты от термических поражающих факторов
и химически опасных веществ 384
22.6. Нормативная документация 387
22.1. Основные характеристики
резинотканевых материалов для защитных костюмов
Для изготовления защитных костюмов применяют ткани и нетканые материалы, покрытые с
одной или двух сторон термопластами и эластомерами, придающими им устойчивость к
действию кислот, масел, нефтепродуктов, воды. Нанесение металлического покрытия,
осуществляемое распылением расплавленного металла (серебра, меди, алюминия и др.) сжатым
воздухом и осаждением тонкого слоя металла на ткани (вакуумным способом), придает тканям
высокую света- и теплоотражательную способность. Иногда тонкую металлическую фольгу
прикрепляют к ткани клеевым способом. Металлизированные ткани меньше поглощают воду и имеют
меньшую воздухопроницаемость. Их применяют при изготовлении спецодежды для пожарных,
электросварщиков, работников горячих цехов. Из металлизированных тканей, обладающих элек-
*&"
363
22.1. Показатели, характеризующие свойства материалов с полимерным покрытием
для специальной защиты
Показатель Характеризуемое свойство
Физико-механические показатели
Разрывная нагрузка, Н (ГОСТ 17316-71, ГОСТ 30303-95)
Относительное удлинение при разрыве, %
(ГОСТ 17316-71, ГОСТ 30303-95)
Сопротивление раздиранию, Н (ГОСТ 17074-71)
Стойкость к истиранию, циклы (ГОСТ 9913-90)
Устойчивость к многократному изгибу, килоциклы
(ГОСТ 8978-2003)
Прочность связи пленочного покрытия с основой, Н/м
(ГОСТ 17317-88, ГОСТ 6768-75)
Стойкость к старению, % (ГОСТ 9.707-81, ГОСТ 9.708-83,
ГОСТ 9.906-83)
Толщина, ММ (ГОСТ 17073-71)
Ширина, см (ГОСТ 3811-72)
Стойкость к проколу, Н (ГОСТ 12.4.118-8Z)
Устойчивость к тепловому старению, % (ГОСТ 8979-75)
Огнестойкость (ГОСТ 15898-70)
Стойкость к прожиганию, с (ГОСТ 12.4.237-2007)
Стойкость к УФ-излучению, % (ГОСТ 12.4.126-83)
Теплопроводность, Вт/(мК) (ГОСТ53264-2009)
Морозостойкость, "С, циклы (ГОСТ 15162-82,
ГОСТ 20876-75)
Удельное поверхностное электрическое сопротивление,
Ом (ГОСТ 19616-74)
Стойкость к действию токсичных веществ, %
(ГОСТ 12.4.101-93)
Водопроницаемость, с (ГОСТ 22944-78, ГОСТ 413-91)
Усадка после намокания и высушивания, %
(ГОСТ 8972-78)
Стойкость к действию кислот, % (ГОСТ 12.4.220-2002)
Стойкость к действию щелочей, % (ГОСТ 12.4.220-2002)
Стойкость к действию органических растворителей, %
(ГОСТ 12.4.220-2002)
Стойкость к действию нефти, нефтепродуктов, масел
и жиров, % (ГОСТ 12.4.220-2002)
Дезактивируемость, циклы (ГОСТ 12.4.148-84)
Устойчивость к дезактивации, %
Очищаемость от производственных загрязнений
(ГОСТ 12.4.171-86)
Устойчивость к очистке от производственных
загрязнений (ГОСТ 12.4.171-86)
Прочность при растяжении
Деформация при разрыве
Прочность при раздире
Стойкость покрытия к истиранию
Динамическая изгибоустойчивость
Прочность связи покрытия с основой при расслаивании
Стойкость к воздействию климатических факторов
Линейные размеры
Линейные размеры
Стойкость к проколу
Устойчивость к тепловому воздействию
Эффективность защиты от открытого пламени
Эффективность защиты от брызг расплавленного
металла
Способность материала сохранять свойства после
воздействия УФ-излучения
Способность материала к теплообмену
Устойчивость материала к воздействию низких
температур
Способность материала к рассеиванию электрических
зарядов
Способность материала сохранять заданные свойства
после воздействия токсичных веществ
Эффективность защиты от воды
Изменение линейных размеров после намокания и
высушивания
Способность материала сохранять заданные свойства
после воздействия кислот
Способность материала сохранять заданные свойства
после воздействия щелочей
Способность материала сохранять заданные свойства
после воздействия органических растворителей
Способность материала сохранять заданные свойства
после воздействия нефти, нефтепродуктов, масел и жиров
Способность материала очищаться от радиоактивных
загрязнений
Сохранение свойств после дезактивации
Способность очищаться от производственных
загрязнений
Сохранение свойств после очистки от
производственных загрязнений
Технологические показатели
Способность к соединению деталей в изделии
(ГОСТ 29122-91)
Продвигаемость при соединении деталей в изделии
(ГОСТ 25691-83)
Способность соединения деталей при сохранении
эксплуатационных и защитных свойств
Продвигаемость материала при стачивании
Гигиенические показатели
Паропроницаемость, мг/(см2-ч) (ГОСТ 22900-78)
Воздухопроницаемость, см/с [ГОСТ 8973-77)
Масса 1 м2, г (ГОСТ 17073-71)
Жесткость, Н (ГОСТ 8977-74)
Биологическая инертность
Способность материала пропускать пары воды
Способность материала пропускать воздух
Поверхностная плотность
Способность материала сопротивляться изменению
формы
Способность материала не оказывать вредного
действия на организм человека
тропроводимостью, изготавливают спецодежду для электромонтеров, специальные электрообог-
реваемые костюмы и т.д.
Таким образом, при выборе материалов для защитных костюмов конкретного назначения
следует учитывать тот комплекс свойств, которыми они должны обладать.
Масса защитного костюма во многом определяется поверхностной плотностью материала
(масса 1 м2).
Прочность материала при разрыве по основе и утку (вдоль и поперек машинного
направления) характеризуется разрывной нагрузкой.
Стойкость материала к истиранию по плоскости характеризует его способность
противостоять разрушению под действием истирающих усилий, направленных по продольному и
поперечному направлениям материала, или изгибу. Стойкость материала к истиранию зависит от
поверхности (гладкая, шероховатая), толщины покрытий и сопротивления трению.
Теплопроводность характеризует способность материала к теплообмену с внешней средой
и выражается коэффициентом теплопроводности. С увеличением числа слоев повышаются
теплозащитные свойства изделия. Материалы с малой объемной плотностью или высокой
пористостью имеют меньшие коэффициенты теплопроводности.
Смачиваемость жидкими веществами характеризует способность материала удерживать на
поверхности капли веществ в течение определенного времени.
Огнестойкость определяется по продолжительности остаточного горения и тления.
Огнезащитным считается материал, который после удаления из пламени не горит и не тлеет.
Стойкость к прожиганию характеризуется временем, в течение которого происходит полное
разрушение тканей или материалов при воздействии на них нагретого до 800°С прожигающего
элемента, или остаточной разрывной нагрузкой (в процентах) после контакта с прожигающим
элементом в течение определенного времени. Материал для спецодежды работающих в
горячих цехах должен быть достаточно плотным, трудно воспламеняющимся, иметь гладкую
ровную поверхность, с которой легко скатываются искры и брызги металла.
Жесткость характеризует способность материала сопротивляться изменению формы под
действием собственной силы тяжести или внешней нагрузки. Существенное влияют на
жесткость вид переплетения нитей, плотность и масса- с их увеличением жесткость повышается.
При разработке защитных костюмов для промышленного персонала и спасателей
применяют различные материалы, свойства которых подбирают согласно тем показателям, которые
.должны обеспечиваться средствами индивидуальной защиты в процессе выполнения работаю-
' щим поставленных задач.
Показатели, характеризующие свойства материалов с полимерным покрытием для
специальной защиты, приведены в табл. 22.1.
22.2. Классификация резинотканевых
материалов для защитных костюмов
Основное назначение средств индивидуальной защиты кожных покровов, в состав которых
входят защитные костюмы, состоит в обеспечении надежной защиты тела человека от
различных производственных факторов при сохранении нормального функционального состояния и
работоспособности человека в течение всего периода пользования. Материалы защитных
костюмов не должны оказывать общетоксического и кожно-раздражающего действия.
Обеспечение необходимых свойств защитных костюмов зависит не только от их
конструктивного исполнения, но и от свойств применяемых материалов.
Общие показатели характеризуют эксплуатационные, гигиенические и эстетические
свойства защитных костюмов. К ним относятся прочностные характеристики, срок носки и время
непрерывного использования, соответствие материалов и конструкции условиям труда,
устойчивости к дегазации, художественно-эстетические показатели и др.
I
1
!
!
I
Специализированные показатели характеризуют защитные свойства конкретной группы или
подгруппы спецодежды. К ним относятся сопротивление механическим воздействиям и
производственным загрязнениям, защита от аэрозолей, паров (газов) и капель (брызг) химически
опасных веществ, вредных биологических факторов, повышенных и пониженных температур,
от радиоактивных веществ, ионизирующих излучений, рентгеновского излучения,
электростатических зарядов, электромагнитных и электрических полей и т.п.
Используемые при изготовлении защитных костюмов материалы по характеру
предъявляемых к ним требований можно разделить натри группы:
- материалы для защиты от химически опасных веществ;
- материалы для защиты от термических поражающих факторов;
- материалы для защиты от термических поражающих факторов и химически опасных веществ.
Материалы первой группы, в частности, широко используются для защитных костюмов
промышленного персонала и спасателей.
Материалы второй и третьей групп используются для специальной одежды пожарных,
защищающей от повышенных тепловых воздействий (СЗО ПТВ), и спасателей.
22.3. Материалы для защиты
от химически опасных веществ
Для материалов данной группы важным является оценка защитных свойств при
воздействии паров (газов) и жидких химически опасных веществ.
В отечественной практике наиболее распространенным показателем оценки проникания
токсичного химического соединения (ГОСТ 12.4.218-2002) сквозь защитный материал является
время защитного действия материала, т.е. время от момента контакта жидкого химического
вещества с внешней стороной материала до момента появления на его тыльной стороне
порогового (либо предельно допустимого) количества паров вещества.
За рубежом сопротивление материалов защитной одежды к прониканию потенциально
опасных реагентов характеризуется скоростью проникания химического вещества сквозь материал
и нормализованным временем проникания. Испытания на проницаемость обычно проводят в
соответствии с американским стандартом ASTM F739 или европейскими стандартами EN 369 и
EN 374-3. Методы испытаний моделируют продолжительный непосредственный контакт между
химическим веществом (в жидком или газообразном агрегатном состоянии) и защитным
материалом. Проницаемость реагента v [мкг/(см2-мин)] сквозь защитный материал описывается
уравнением (рис. 22.1): v = m/(St)i
где т - масса проникшего вещества, мкг;
5- площадь образца, см2; t- время
испытания, мин.
Минимально определяемая скорость
проникания (поток) химического соединения
сквозь защитный материал в большинстве
случаев составляет не более 0,001 мкг/(см2-мин).
Нормализованное время проникания
(табл. 22.2) представляет собой среднее
значение времени, определенное в параллельных
опытах, от момента контакта соединения с
внешней поверхностью материала до
момента, при котором скорость проникания (поток)
составляет по ASTM F 739 - 0,1 мкг/(см2мин),
по EN 369 и EN 374-3 -1 мкг/(см2-мин).
22.1. Типовая диаграмма при испытании
материала на проницаемость химических соединений
(ПСПИ — постоянная скорость проникания при
испытании; МОСП — минимально определяемая
скорость при проникании; РОВП — реально
определяемое время проникания)
22.2. Классы защиты материала в со- *Т^
ответствии с нормализованным
временем проникания
Нормализованное время защитного
действия в соответствии
с EN 369 и EN 374-3, мин, более
10
30
60
120
240
480
Класс
защиты
EN
1
2
3
4
5
6
Перечни соединений, по которым обязательно
проводятся испытания защитных материалов в
соответствии с американским стандартом ASTM F739 (табл.
22.3) и европейскими стандартами EN 369 и EN 374-3
(табл. 22.4) отличаются друг от друга.
В табл. 22.5 перечислены показатели свойств
материалов, определяемые при разработке продукции
и запуске ее в производство и отражаемые в
нормативно-технической информации.
Если вещество по отношению к материалам, из
которых изготовлены защитные костюмы,
химически инертно, т.е. между ними отсутствует химическое взаимодействие, то продолжительность
использования специальных защитных костюмов (СЗК) сопоставляется с продолжительностью
защитного действия химически опасных веществ, наносимых в виде капель.
Если защитные материалы подвержены химическому воздействию паров (газов) и
аэрозолей агрессивных веществ, содержащихся в заражённом воздухе, то продолжительность
использования СЗК сопоставляется со временем, характеризующим химическую устойчивость
защитных материалов. В табл. 22.6 приведены данные по химической устойчивости различных
материалов при воздействии некоторых химических веществ.
Для придания прорезиненному материалу универсальности (расширения возможности
использования СЗК для защиты от большего числа химически опасных веществ) и увеличения
времени защитного действия при нанесении капель применяют многослойные покрытия из
различных полимеров (табл. 22.7).
Сравнительные характеристики некоторых материалов, используемых для изготовления
защитных покрытий, приведены в табл. 22.8 и 22.9. Эти данные основываются на результатах
лабораторных испытаний и на практическом опыте. При этом учитывалось исключительно
воздействие химических соединений на материал защитной одежды.
I
1
о
S3
!
I
I
22.3. Перечень соединений, по которым обязательно проведение испытаний защитных
материалов в соответствии со стандартом ASTM F 739
Химическое соединение
на языке оригинала
Химическое
соединение
Класс
химического соединения
Вещества в жидком агрегатном состоянии
Acetone
Acetonitrile
Carbon Disulfide
Dichloromethane
Diethylamine
Dimethvlformarnide
Ethyl Acetate
n-Hexane
Methanol
Nitrobenzene
Sodium Hydroxide
Sulfuric Acid
Tetrachloroethvlene
Tetrahvdrofuran
Toluene
Ацетон
Ацетонитрил
Дисульфид углерода
Дихлорметан
Диэтиламин
Диметилформамид
Этилацетат
н-Гексан
Метанол
Нитробензол
Гидроксид натрия
Серная кислота
Тетоахлооэтилен
Тетрагидрофуран
Толуол
Кетон
Нитрил
Органическое соединение, содержащее серу
Хлорированный парафин
Амин
Амид
Сложный эфир
Предельный углеводород
Первичный спирт
Нитросоединение
Неорганическое основание
Неорганическая минеральная кислота
Хлорированный олеФин
Гетероциклическое и эфирное соединение
Ароматический углеводород
Вещества в газообразном агрегатном состоянии
Ammonia
1,3-Butadiene
Chlorine
Ethylene Oxide
Hydroaen Chloride
Methyl Chloride
Аммиак
Бутадиен-1.3
Хлор
Этиленоксид
Хлороводород
Метилхлорид
Основной газ-восстановитель
Непредельный углеводородный газ
Кислый газ
Гетероциклический газ
Кислый неорганический газ
Хлорированный углеводородный газ
^V
367
£
Буквенный
код
А
В
С
D
Е
F
G
Н
1
J
К
L
Химическое соединение
на языке оригинала
Methanol
Acetone
Acetonitrile
Dichloromethane
Carbon Disulfide
Toluene
Diethylamide
Tetrahydrofuran
Ethyl Acetate
л-Нехапе
Sodium Hydroxide 40%
Sulfuric Acid 96%
Химическое
соединение
Метанол
Ацетон
Ацетонитрил
Дихлорметан
Дисульфид углерода
Толуол
Диэтиламин
Тетрагидрофуран
Этилацетат
н-Гексан
Гидроксид натрия
Серная кислота
Класс
химического соединения
Первичный спирт
Кетон
Нитрил
Хлорированный парафин
Органическое соединение, содержащее серу
Ароматический углеводород
Амин
Простой эфир
Сложный эфир
Предельный углеводород
Неорганическое основание
Неорганическая минеральная кислота
22.5. Показатели свойств материалов с полимерным покрытием
Показатель
Разработка
продукции и запуск
производства
Нормативно-
техническая
документация
Физико-механические показатели
Разрывная нагрузка
Удлинение при разрыве
Сопротивление раздиру
Стойкость к истиранию
Устойчивость к многократному изгибу
Прочность связи пленочного покрытия
с основой
Стойкость к старению
Толщина
Ширина
Стойкость к проколу
Устойчивость к тепловому старению
Огнестойкость
Стойкость к прожиганию
Стойкость к УФ-излучению
Теплопроводность
Морозостойкость
Удельное поверхностное электрическое
сопротивление
Стойкость к действию токсичных веществ
Водопроницаемость
Усадка после намокания и высушивания
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
_
+
-
+
+
_
_
+
+
-
-
-
+
+
+
-
Показатель
Стойкость к действию кислот
Стойкость к действию щелочей
Стойкость к действию органических
растворителей
Стойкость к действию нефти,
нефтепродуктов, масел и жиров
Дезактивируемость
Устойчивость к дезактивации
Очищаемость от производственных
загрязнений
Устойчивость к очистке от
производственных загрязнений
Разработка
продукции и запуск
производства
+
+
+
+
+
+
+
+
Нормативно-
техническая
документация
+
+
+
+
-
_
-
-
Технологические показатели
Способность к соединению деталей
в изделии
Продвигаемость при соединении
деталей в изделии
+
+
-
-
Гигиенические показатели
Паролроницаемость
Воздухопроницаемость
Масса 1 м2
Жесткость
Биологическая инертность
+
+
+
+
+
;
_ j
+ ._ j
+
- :
Примечание. Знак «+» означает применяемость показателя качества, знак «-» - его неприменяемость.
^flffo f
22.8. Устойчивость материалов к воздействию химически опасных веществ
Вещество
Аммиак
Хлор:
газообразный
жидкий
Устойчивость к воздействию, ч
фтор-
каучука
2
2
1
бутил-
каучука
2
0,3
0
поливинил-
хлорида
2
1
0,3
Вещество
Тетроксид азота
Гидразин
Бензин
Устойчивость к воздействию, ч
фтор-
каучука
2
1
4
бутил-
каучука
4
4
1
поливинил-
хлорида
1
1
2
22.7. Применение защитных костюмов, изготовленных из материалов с различным
полимерным покрытием
Материал покрытия
Бутилкаучук (сополимер изобу-
тилена с изопреном)
Полихлоропрен (хлорсодержа-
щий лолиизобутилен)
Бутадиеннитрильный каучук
(продукт сополимеризации
бутадиена и акрилонитрила)
Поливинилхлорид
Поливиниловый спирт
(водорастворимый полимер)
Фторкаучук (сополимер фторсо-
держащих мономеров)
Характеристика
Обеспечивает непроницаемость различных газов и водяных паров
Обеспечивает повышенную прочность и теплостойкость. Имеет среднюю
устойчивость к абразивному истиранию. Может использоваться при работе с
некоторыми кислотами и щелочами
Сочетает химическую стойкость с повышенной устойчивостью к абразивному
истиранию. Устойчив к действию масел, смазок, нефтепродуктов и некоторых
кислот и щелочей
Обеспечивает повышенную стойкость при воздействии большинства кислот,
жиров и углеводородных нефтепродуктов. Устойчив к абразивному истиранию
Уменьшает газопроницаемость, повышает устойчивость при воздействии
ароматических и хлорированных растворителей
Имеет исключительную химическую стойкость к хлорирированным и
ароматическим растворителям. Эластичный материал, но недостаточно устойчив к
порезам и мало устойчив к абразивному истиранию
22.8. Сравнительная характеристика свойств материалов
с различным полимерным покрытием
Свойство
Резина
на основе НК
Полихлоропрен
(Неопрен)
Бутадиеннитрильный каучук
Поливинилхлорид
Физические свойства
Мягкость
Эластичность
Термостойкость
Морозостойкость
5
5
4
5
4
4
4
3
3
3
4
4
3
2
2
3
Физико-химические свойства
Атмосферостойкость
Озоностойкость
Масло- и бензиностойкость
Устойчивость к действию:
кислот
химических оснований
растворителей
углеводородов
спиртов
зфиров
кетонов
3
3
2
3
3
2
2
3
2
4
5
5
4
4
5
2
3
5
3
3
3
3
5
5
4
4
4
5
4
2
5
5
4
4
5
2
3
3
3
2
Физико-механические свойства
_ Прочность
Устойчивость:
к истиранию
к порезам
к разрывам
к проколам
5
3
5
5
3
4
2
3
3
3
4
5
5
2
5
3
4
2
3
3
Условные обозначения: 5 - превосходная; 4 - хорошая; 3 - удовлетворительная; 2 - низкая.
22.9. Устойчивость защитных материалов, применяемых в костюмах фирмы AUER MSA
(по классам химических соединений)
Химические
соединения
Сильно агрессивные и
окисляющие реагенты
Алифатические
углеводороды
Ароматические
углеводороды
Хлорированные
углеводороды
Алифатические эфиры
Относительная устойчивость
защитного материала
Vautex
SL*1
4
4
4
4
4
Hatex
SL*2
4
2
2
2
2
Neoprene
Plus"
2
2
2
2
2
Chem-
pion*'
5
5
5
5
5
Химические
соединения
Сложные
алифатические эфиры
Алифатические спирты
Алифатические кетоны
Нитроуглеводороды
Животные и
растительные масла и жиры
Минеральные масла
и жиры
Относительная устойчивость
защитного материала
Vautex
SL*'
4
4
4
5
5
5
Hatex
SL*2
2
2
2
2
4
4
Neoprene
Plus*3
2
2
2
2
4
+
Chem-
pion*4
5
5
5
5
5
5
*' С наружным фторкаучуковым покрытием.
*2 С бутилкаучуковым покрытием.
*3 С хлоропреновым наружным покрытием.
*4 С барьерным слоем из многослойной термолпластичной пленки.
Условные обозначения: 2 - устойчивость менее 0,5 ч (не пригоден); 3 - устойчивость 0,5-1 ч (условно пригоден); 4 -
устойчивость 1-2 ч (пригоден); 5 - устойчивость более 2 ч (хорошо пригоден).
Несмачиваемость жидкими веществами характеризует способность материала удерживать
на поверхности капли веществ в течение определенного времени. Материал испытывают также
на проникание жидких химических соединений по его порам и трещинам.
При испытании по европейскому стандарту EN 368 (Метод испытания с помощью желоба)
измеряется проникание жидкости через материал и несмачиваемость материала жидкостью (рис. 22.2).
Опытный образец защитного материала укладывают в желоб, наклоненный под углом 45°.
На верхнюю часть образца в течение 10 с с помощью пипетки наливают 10 мл жидкости.
Количество жидкости, которое проникает через материал в течение 1 мин и сорбируется подложкой,
выражается в процентах от первоначального количества вылитой жидкости. Этот показатель
называется индексом проникания по EN 368 (EN 368 Penetration index) и характеризует
проникание жидкой фазы через материал.
Количество жидкости, собранной в мензурке датчика после стекания по желобу в течение 1
мин, выражается в процентах от первоначального количества вылитой жидкости.
Этот показатель называется индексом несмачиваемости (Repellency index).
В качестве примера в табл. 22.10 приведены результаты
испытания нетканого материала из полипропиленовых
волокон Tyvek (style 1431N) фирмы Du Pont no методу
европейского стандарта EN 368.
Требования к материалам защитных костюмов,
предназначенных для использования в различных условиях при
проведении аварийно-спасательных работ, изложены в
международных стандартах NFPA1991:2005, NFPA1992:2005 и
NFPA1994:2007. Наиболее жесткие требования к
материалам защитных костюмов изложены в стандарте NFPA
1994:2007 на комплекты средств индивидуальной защиты,
предназначенные для использования при ликвидации
последствий террористических актов с применением токсичных
химических соединений и биологических средств (табл. 22.11).
При эксплуатации изделий из эластомеров в жидкой
или газообразной агрессивных средах может происходить
их физическое или химическое взаимодействие со
средой. Различают физически агрессивные среды, вызываю-
Рис. 22.2. Схема для испытания
материалов на проникание
жидких химических соединений н ие-
смачиваемость:
/ — образец материала; 2 — желоб;
3 — сорбционная подложка; 4 —
мензурка
22.10. Результаты испытаний материала Tyvek (1431N)
по методу европейского стандарта EN 368
Химическое соединение
Уксусная кислота (30%-ная)
Уксусная кислота (50%-ная)
Гидроксид аммония
(аммиачная вода)
Сульфат кобальта (насыщенный
оаствор)
Этиленгликоль
Муравьиная кислота (30%-ная)
Муравьиная кислота (50%-ная)
Глицерин (глицерол)
Соляная кислота (30%-ная)
Соляная кислота (36%-ная)
Пероксид водорода (30%-ная)
Изопропанол(изопропиловый
спирт)
Хлорид ртути (насыщенный
раствор)
н-Гептан
Азотная кислота (30%-ная)
Азотная кислота (50%-ная)
Индекс
проникания
жидкости,
%
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,5
0,0*
2.6
■ 0,0*
0,0*
Индекс
чиваемости, %
95,4
95,4
91,5
94,9
98,0
95.4
93,4
94,9
96,7
95,4
95,5
90,2
95,0
74.3
96,2
96,0
Химическое соединение
Оливковое масло
Фосфорная кислота (30%-ная)
Фосфорная кислота (50%-ная)
Хромат калия (насыщенный
раствор)
Гидроксид калия (40%)
Ацетат натрия (насыщенный
раствор)
Бензоат натрия (насыщенный
раствор)
Цианид натрия
Гидроксид натрия (10%-ный)
Гидроксид натрия (40%-ный)
Раствор гипосульфита натрия
(12% хлора)
Серная кислота (30%-ная)
Серная кислота (50%-ная)
Водный раствор поверхностно-
активного вещества (ПАВ)
Индекс
проникания
жидкости,
%
0.0*
0.0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
0,0*
Индекс
чиваемости, %
80.0
97.7
97,6
96,0
97,8
95,5
93,9
94,3
93,6
99,0
95,5
96,8
97,5
99,5
* 0,0 - ниже порога чувствительности.
щие обратимые изменения свойств материала после удаления среды при отсутствии
механического повреждения материала (химически инертные углеводороды и их производные, ис-
йользуемые в качестве растворителей, масел, топлив, гидротормозных жидкостей и т.п.) и
химически агрессивные среды, вызывающие необратимые изменения структуры полимера
(сульфирующие, фторирующие агенты, водные растворы солей, альдегиды, амины, галогены
и др.). Такое разделение условно - некоторые среды, например ряд органических кислот,
могут быть одновременно физически и химически агрессивными, а возможность протекания
химических реакций зависит от реакционной способности полимера и среды, температуры,
давления и других факторов.
Изменение объема резин на основе различных каучуков в жидких органических средах
приведено в табл. 22.12.
■ Как правило, изменение механических показателей резин в результате набухания в
физически агрессивных средах является обратимым процессом - показатели свойств
восстанавливаются после удаления жидкости.
.. В табл. 22.13 приведены данные о химической стойкости некоторых резин на основе раз-
Яичных каучуков.
Стойкость резин в растворителях. В среде предельных углеводородов следует применять
резины на основе бутадиеннитрильного, хлоропренового, эпихлоргидринового, пропиленок-
сидного, акрилатного, фторсодержащего, фторсилоксанового, уретанового каучуков. Не
сохраняют работоспособность резины на основе изопренового, бутадиенового, бутадиенстирольно-
го, этиленпропиленового, силоксанового каучуков.
Резины на основе фторсодержащего, фторсилоксанового каучуков можно использовать в
среде ароматических (бензол, толуол) и галогенированных (дихлорметан) углеводородов, в
метаноле и этаноле.
Резины на основе изопренового, бутадиенстирольного, бутадиеннитрильного,
хлоропренового, бутилкаучука, этиленпропиленового, пропиленоксидного, силоксанового каучуков
работоспособны в этаноле.
-3^5-
3
уГ 22.11. Показатели свойств материалов с полимерным покрытием,
определяемые для классификационных групп защиты
к:
Показатель
Классификационная группа защиты (ГОСТ 12.4.103-83)
от
токсичных
веществ
от
растворов
кислот
от
щелочей
от
органических
растворителей
от нефти,
нефтепродуктов
масел
и жиров
от
повышенных
температур
Физико-механические показатели
Разрывная нагрузка
Удлинение при разрыве
Сопротивление раздиру
Стойкость к истиранию
Устойчивость к многократному изгибу
Прочность связи пленочного покрытия
с основой
Стойкость к старению
Толщина
Ширина
Стойкость к проколу
Устойчивость к тепловому старению
Огнестойкость
Стойкость к прожиганию
Стойкость к УФ-излучению
Теплопроводность
Морозостойкость
Удельное поверхностное электрическое
сопротивление
+
+
+
+
+
+
+
+
+
-
-
_
-
-
_
_
-
+
+
+
+
+
+
+
+
+
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
+
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
+
-
-
_
-
-
_
_
+
+
+
+
+
+
+
+
+
-
-
-
-
-
_
-
-
+
+
+
+
+
+
+
+
+
-
+
+
+
-
+
_
-
Физико-химические показатели
Стойкость к действию токсичных веществ
Водопроницаемость
Усадка после намокания и высушивания (для
материалов с односторонним покрытием)
Стойкость к действию кислот
Стойкость к действию щелочей
Стойкость к действию органических
растворителей
Стойкость к действию нефти,
нефтепродуктов, масел и жиров
Дезактивируемость
Устойчивость к дезактивации
Очищаемость от производственных
загрязнений
Устойчивость к очистке от
производственных загрязнений
+
_
-
-
-
-
+
-
-
+
+
-
-
-
+
-
-
-
-
-
+
+
_
-
-
-
+
-
-
-
-
+
+
-
_
-
-
-
+
-
-
-
+
+
-
-
-
-
-
-
+
-
-
+
+
-
-
-
_
-
-
-
_
-
+
+
Технологические показатели
Способность к соединению деталей в изделии
Продвигаемость при соединении деталей
в изделии
+
+
+
+
+
+
+
+
+
+
+
+
Гигиенические показатели
Паропроницаемость
Воздухопроницаемость
Масса 1 м2
Жесткость
Биологическая инертность
+
_
+
+
+
+
_
+
+
+
+
_
+
+
+
+
-
+
+
+
+
-
+
+
+
+
+
+
+
+
Примечание. Знак «+» означает применяемость показателя качества, знак «-» - неприменяемость.
22.12. Изменение объема резин на основе различных каучуков
в жидких органических средах
ч
Среда
Бензол
Дизельное топливо
Керосин
Ацетон
Гидравлическая жидкость
на минеральной основе
Гидравлическая жидкость
на основе касторового масла
Трансформаторное масло
Смазочное масло
Спирт
I
Температура, вС
20
20
70
20
70
70
70
70
20
Изменение объема резины. %. на основе каучука
силокса-
нового
>50
>50
>50
1-10
>50*
1-10
>50*
1-10**
10-20
фтор-
содержащего
20-30
1-10
1-10
>50
1-10**
30-50
<1"
<г*
1-10
фтор-
силох-
санового
20-30
20-30
1-10
>50
1-10
10-20
1-10
<1
<1
акри-
лат-
ного
>50
30-50
1-10
-
1-10
1-10
1-10
30-50
бутадиен-
нитрильного
(24-30% АН)
>50
30-50
10-20
>50
1-10
>50
10-20
1-10
10-20 J
г,ПриЮ0°С. **При150°С.
22.13. Химическая стойкость резин на основе различных каучуков к действию кислот,
щелочей и органических веществ
|
1
!
!
I
Резины
на основе
i каучука
Натурального
(утилкаучука
Силоксанового
гХлоропренового
Химическая стойкость резин к действию
кислот
слабых
С
ОС
с
ОС
сильных
УС-С
ОС
УС
с
щелочей
слабых
ос
УС
СУС
ОС
сильных
ОС
УС
СУС
ОС
углеводородов
алифатических
УС
Н-Р
УС
с
ароматических
С
н
Н-Р
Н-Р
галоген-
содер-
жащих
УС-Р
Н-Р
н
ОС-Р
спиртов
С
С
C-H
УС
кетонов
С
С
УС-Н
н
эфиров
УС-С
с
УС-Н
н
>вные обозначения: ОС - отсутствие изменений внешнего вида или физико-механических свойств; С - очень сла-
изменения внешнего вида и физико-механических свойств; УС - заметные изменения внешнего вида (окраска,
ipu, масса, поверхность) и умеренные изменения физико-механических свойств; Н - значительные изменения
иминего вида и физико-механических свойств; Р - размягчение или слабое растворение.
Резины на основе бутадиенстирольного, хлоропренового, этиленпропиленового, бутилкаучука,
млоксанового каучуков работоспособны в кетонах и сложных эфирах.
Топливостойкость резин. Топливостойкими являются резины на основе фторсодержащего,
Норсилоксанового, эпихлоргидринового каучуков. Топливостойкость резин на основе бутади-
(Ннитрильного каучука увеличивается с повышением содержания в нем акрилонитрила.
Стойкость резин в минеральных маслах. Наиболее маслостойкими являются резины на ос-
Юве фторсодержащего и фторсилоксанового каучуков. Резины из бутадиеннитрильного каучука
к»лее маслостойки, чем резины из хлоропренового каучука. Наименее маслостойки резины на
Юнове изопренового, бутадиенстирольного, бутадиенового, этиленпропиленового, этиленпропи-
юндиенового каучуков.
Стойкость резин в кремнийорганических жидкостях. Резины на основе бутадиенстирольно-
о, бутадиеннитрильного, этиленпропиленового, этиленпропилендиенового, фторсодержаще-
"О каучуков практически инертны к кремнийорганическим жидкостям.
Водостойкость резин. Скорость проникновения большинства органических жидкостей в ре-
мну в несколько раз выше скорости проникновения воды. Поглощение воды после выдержки
Вулканизатов полярных (бутадиеннитрильного, хлоропренового, хлорсульфированного
полиэтилена) и неполярных (НК, бутадиенстирольного, этиленпропилендиенового, бутилкаучука)
у^к;
I
I
I
I
I
каучуков в течение 9000 ч при -25°С составляет 7-9 и 1-6% соответственно. Резина на основе
этиленпропиленового каучука имеет наибольшую стойкость к перегретой воде, причем
работоспособность уплотнительных деталей из резин на основе ЭПК в перегретой воде возрастает при
радиационной обработке пероксидных вулканизатов. Резины на основе бутилкаучука стойки к
кипящей воде, но их работоспособность зависит от вулканизующей системы. В частности, для
паровых рукавов рекомендуется резиновая смесь на основе бутилкаучука, наполненная техуг-
леродом и содержащая в вулканизационной системе серу, МВТ, ТМТД, оксид цинка,
стеариновую кислоту.
Резины па основе бутадиеннитрильного каучука пригодны для длительной эксплуатации в
перегретой воде.
Резины на основе силоксанового каучука неработоспособны в среде водяного пара.
Резины на основе акрилатного каучука нестойки к горячей воде и водяному пару.
Наименее водостойки резины из фторкаучуков на основе СКФ-32.
Стойкость резин в газообразных средах. Аномально низкой газопроницаемостью обладают
резины из бутилкаучука. Минимальную газопроницаемость имеют резины из полярных эпих-
лоргидринового, уретанового, бутадиеннитрильного (СКН-40), фторсодержащего каучуков, а
максимальную- резины на основе неполярного этиленпропиленового каучука.
На газопроницаемость может влиять деформация резин. Так, при растяжении более чем на
200% коэффициенты проницаемости и диффузии пропана и бутана в резине на основе НК
понижаются, что обусловлено, вероятно, кристаллизацией образцов.
Стойкость резин к фтор- и хлорпроизводным углеводородов. Резины на основе СКУ, СКН-
26, СКН-18 + Наирит, СКФ-26, СКФ-32 устойчивы к фтор-, хлор- и бромпроизводным
простейших углеводородов ряда метана (фреон 12 - CF9C12 и фреон 22 - CHF2C1).
Требования к показателям СИЗ (средства индивидуальной защиты) согласно
международному стандарту приведены в табл. 22.14.
В табл. 22.15 и 22.16 приведены основные характеристики некоторых наиболее важных
отечественных и зарубежных слоистых материалов этой группы.
22.14. Требования к материалам и швам костюмов, входящих в состав различных
комплектов средств индивидуальной защиты (NFPA 1994:2007)
Показатель
Проницаемость отравляющих веществ, мкг/см2,
не более:
по люизиту (L) и дистиллированному иприту
(HD) - среднее накопленное (интегральное)
проникание в течение 1 ч
по зарину (GB) и ви-экс (VX) - среднее
накопленное (интегральное) проникание в течение 1 ч
Проницаемость жидких и газообразных
промышленных химических реагентов - среднее время
защитного действия, мин, не менее
Сопротивление материала разрыву, Н, не менее
Сопротивление материала проколу с раздиром, Н,
не менее
Влияние низкой температуры на материал по
сгибающему моменту при угле отклонения образца
от вертикали на 60° при - 25°С, Нм, не более
Прочность шва, кН/м, не менее
Прочность застежки, кН/м, не менее
Проникание жидкостей и патогенов, образуемых
кровью (по бактериофагу Phi-X-174 в течение 1 ч),
сквозь материалы и швы
Требования к материалам
1 класс
4,0
1,25
60
200
49
0,057
2,63
2,63
-
2 класс
4,0
1,25
60
156
31
0,057
1,31
1,31
Отсутствует
3 класс
4,0
1,25
60
134
25
0.057
1,31
1,31
Отсутствует
Нормативный документ
(методика испытаний)
NFPA1994, П. 8.10
NFPA 1994. п. 8.10
NFPA1994, п. 8.10
ASTM D751, п. 8.11
ASTM D 2582, п. 8.12
ASTM D 747, п. 8.13
ASTMD751,n. 8.14
ASTM D 751, п. 8.14
ASTM F 1671, П. 8.23
22.15. Характеристики отечественных резинотканевых материалов
для защиты от химически опасных веществ
*Я
Разработчик, производитель Материал
Структура материала (два слоя)
ЗАО «Ярославль-Резинотехника»
(ЗАО «ЯРТ»)
ЗАО «ЯРТ», ОАО «Уфимский
завод эластомеркых материалов и
конструкций», ОАО «Саранский
завод «Резинотехника»
ОАО «КазХимНИИ»
Состав слоев Назначение
^^^Ш^^Ш^^^^
Ткань 780
ТканьТ-15
Материал
8-77,8-91
Структура материала (три слоя) К
ЛенНИХИ, ЗАО «ЯРТ»
000 «НИИЭМИ»
000 «НИИЭМИ»
ЛенНИХИ, ЗАО «ЯРТ»
ГСНИИ 405
000 «НИИЭМИ» (НИИРП)
000 «НИИЭМИ» (НИИРП)
ОАО «КазХимНИИ»
НИИРП
НИИРП
ОАО «КазХимНИИ»
1 - смесь каучуков (ПИБ 65%, ХПК
15%, ПБ 20%); 2 - хлопкополиамидная
ткань
1 - БК с каолином; 2 -
хлопкополиамидная ткань
1 -прорезиненный маслобензостойкий
материал; 2 - хлопкополиамидная
ткань
S^^nS^^^
////////////////////////////////////<{
Ткань БЦК
Т-9т
Т-9р
Ткань БЦ-УТ
ТР-2
ТР-П, ТР-ПО
Т-10
ТСК-15
ТСБ-0
ТСБ-30
УНКЛ
/ - БК с большим количеством анти-
пирена; 2- хлопкополиамидная ткань;
3-БК
1 - покрытие БК и другие полимеры с
антипиренами; 2- хлопкополиамидная
ткань; 3 - покрытие БК и другие
полимеры с антипиренами
/ - покрытие БК и другие полимеры с
антипиренами; 2-хлопкополиамидная
ткань; 3- покрытие БК и другие
полимеры с антипиренами
/ - БК с большим количеством анти-
пирена; 2- хлопкополиамидная ткань;
3- БК с добавкой оксида титана
/ - БК + БНК; 2 - ткань; 3 - БК + ХСПЭ
/ - БК + ХСПЭ; 2 - полипропиленовая
ткань; 3-БК +ХСПЭ
/-ФК; 2 -ткань; 3-БК
1 - БК + ЭПДК; 2 - ткань капроновая;
3-БК
1 - БК + ЭПДК с антипиренами;
2 - ткань полиамидная;
3 - БК + ЭПДК с антипиренами
1 - БК + ЭПДК с антипиренами;
2 - ткань полиэфирная;
3 - БК + АПДК с антипиренами
1 - покрытие БК с антипиренами;
2 - ткань;
3 - покрытие БК с антипиренам
1
^ 2
Защита от компонентов
ракетных топлив и
отравляющих веществ
Защита от отравляющих
веществ
Защита от химических
воздействий
1
^2_
■А
Защита от химических
воздействий
Защита пожарных от
химических и физических
воздействий
Защита пожарных от
радиоактивных аэрозолей и
паров
Защита от химических
воздействий и
отравляющих веществ
Защита от фтора и триф-
торида хлора
Защита от компонентов
ракетных топлив
Тоже
Защита от компонентов
ракетных топлив, сильных
окислителей
Защита от компонентов
ракетных топлив
Тоже
Защита от хлора, извести
и других сыпучих
токсических веществ 1
--*$*--
375
w
A
Большой справочник резинщика
22ЛЪ. Характеристики некоторых зарубежных материалов для защиты от химически опасных веществ
*ч
Производитель (страна)
Материал
Структура материала
Состав слоев
Число
слоев|
Назначение
Резиио-ткаиевые материалы
AUER MSA (Германия)
Tesimax (Германия)
Tesimax (Германия)
Betex
SYKAN1
SYKAN2
/ - БК; 2 - тканевая основа
1 - ХПК; 2 - полиамидная ткань
1 - эластомер; 2 - полиамидная ткань
/ - ХСПЭ; 2 - полиамидная ткань; 3 - БК
Защита от химичес-
ких воздействий
Тоже
AUER MSA (Германия)
AUER MSA (Германия)
Tesimax (Германия)
Trelleborg (Швеция)
Tesimax (Германия)
Hatex SL
Neopren Plus
SYKAN4
Trellchem Butyl
1 - ХПК; 2 - полиэфирная/полиамидная ткань;
3-ХСПЭ
1 - фторкаучук Витон; 2 -
Кевлар; 3-БК
ткань из волокна
СНЕМВА
/ - БК; 2 - полиамидная ткань; 3-БК
1 - слой резины; 2 - тканевая основа; 3 - слой
резины
Trelleborg (Швеция)
Trellchem Super Extra
1 - фторкаучук Витон; 2 - БК; 3 -
полиамидная ткань; 4 - БК
Tesimax (Германия)
SYKAN3
/ - фторкаучук Витон; 2 - БК; 3 - ткань из
волокна Кевлар; 4 - БК
Tesimax (Германия)
TESIMAX HYPAL0N
1 - ХСПЭ; 2 - связующее; 3 - полиамидная
ткань; 4 - УК
MSA AUER (Германия)
Vautex SL
1 - фторкаучук Витон; 2 - БК; 3 -
полиамидная ткань; 4 - БК
Резиио-ткаиевые материалы
с барьерными слоями
Trelleborg (Швеция)
Trelleborg (Швеция)
Trellchem Super 162-02
Trellchem VPS ТЕ
1 - резина на основе ХПК; 2 - полиамидная
ткань; 3 - резина на основе ХПК; 4 -
ламинированное барьерное покрытие из полимерной
пленки
1 - ХПК; 2 - полиамидная ткань; 3 - ХПК;
4 - барьерное покрытие из полимерной
пленки
Защита от
химических воздействий
22.16. Характеристики некоторых зарубежных материалов для защиты от химически опасных веществ (продолжение)
Производитель (страна)
Материал
Структура материала
Состав слоев
Число
слоев
Назначение
Резино-тканевые материалы
с барьерными слоями
Dragerwerk AG, Lubeck
(Германия)
Himex
7 -эластомер, устойчивый к абразивному
истиранию; 2 - барьерный слой из материала,
стойкого к химическим реагентам; 3 - ткане-
вая основа; 4- мягкий эластомер
Защита от
химических воздействий
MSA AUER (США, Германия)
Vautex Elite
J - эластомер на основе ФК; 2 -барьерное
покрытие из полимерной пленки; 3 -
полиамидная ткань; 4 - БК
Trelleborg (Швеция)
Trellchem HPS ТЕ
7 - фторкаучук Витон; 2 - БК; 3 -
полиамидная ткань; 4- ХПК; 5- барьерное покрытие из
полимерной пленки
Нерезиновые материалы
MSA AUER (США, Германия)
PVC
1 - ПВХ; 2 - тканевая основа
Защита от
химических воздействий
Jacques Schindler & Co LTD
(ISC0) (Швейцария)
ISCOFLEXKW 12.200
i>>>>>>,>s^
7-ПЭТФ;2-ПВХ
Для получения
материала с высокими
физико-механическими
характеристиками, но без специ-
альных условий
DuPont Nonwovens (США)
TYVEK «С»
;шлхР7та.штататат.то№,
1 - полимерное покрытие; 2- ПЭВП,
изготовленный методом спанбонд
Защита от
химических воздействий
Trelleborg (Швеция)
Trellcover
7 - силиконовое покрытие; 2 - полиамидная
ткань
Защита от
сжиженных газов
Trelleborg (Швеция)
Trellchem TLU
// // // // // // // /; -,
^^^^x^s^^^s
1
?
3
1 - барьерное покрытие; 2 - арамидная ткань;
3 - барьерное покрытие
Защита от
химических воздействий
Trelleborg (Швеция)
Trellchem Light
7 - ПВХ; 2- полиамидная ткань; 3 - ПВХ
Тоже
Большой справочник резинщика
'Л
22.16. Характеристики некоторых зарубежных материалов для защиты от химически опасных веществ (продолжение)
Производитель (страна)
Материал
Структура материала
Состав слоев
Число
слоев
Назначение
Нерезиновые материалы
Saint-Gobain Performance
Plastics (США)
Challenge X-22
/ - полиэфир; 2 - ткань из волокна Кевлар;
3-полиэфир
Защита от
химических воздействий
Saint-Gobain Performance
Plastics (США)
Challenge X-CBL-7
////////////////
1 - полиэфир; 2 - полиэфирная ткань; 3 -
полиэфир
Тоже
Chemoplast Industries Ltd.
(Израиль)
12
7-ПЭ;2-ПА;3-ПЭ
Защита от
отравляющих веществ,
пыли и несильных
химических
соединений
Saint-Gobain Performance
Plastics (США)
CHALLENGE ULTRAPRO
Splash
1 - полиэфир; 2 - нетканый материал из ара-
мидных волокон Номекс; 3 - полиэфир
Защита от
химических воздействий
DuPont Nonwovens (США)
TYVEK «F»
1 - полимерное покрытие; 2 - барьерное
покрытие; 3 - полимерное покрытие; 4- ПЭВП,
полученный методом спанбонд
MSA AUER (США, Германия)
Chempion Super
1 - слои фольги; 2 - ткань
Saint-Gobain Performance
Plastics (США)
CHALLENGE ULTRAPRO
Vapor
1 - полиэфир; 2 - нетканый материал из ара-
мидных волокон Номекс; 3 - полиэфир;
4 -нетканый материал из арамидных волокон
Номекс; 5 - полиэфир
Tesimax (Германия)
TSO
7 - ПЭНП; 2 - SARAN; 3 - сополимер этилена с
винилацетатом; 4 - ПЭ; 5 - полиэтиленовые
волокна
Pavag Folien AG (Швейцария)
ROLAMIT
Отдельные слои этого материала ориентире
ваны под углом друг относительно друга.
Ламинирование происходит за счет теплового
воздействия или клея
DuPont Nonwovens (США)
Responder
/ - многослойное пленочное покрытие;
2- полипропиленовое основание
22.16. Характеристики некоторых зарубежных материалов для защиты от химически опасных веществ (окончание)
Производитель (страна)
Материал
Структура материала
Состав спою
Число
слоев
Назначение
Нерезиновые материалы
Tesimax (Германия)
TSO plus
ишшшшшнншишишшшншишшшшшш
S9SS9S95i«Sii9eKe6iBeSS«i6i9e9K!i
/ - ПЭНП; 2- SARAN; 3- сополимер этилена с
винилацетатом; 4 - ПЭ; 5 - полиэтиленовые
волокна; 6 - УК
Защита от
химических воздействий
DuPont Nonwovens (США)
Tychem TK
1 - полимерное покрытие; 2 - барьерное
покрытие из полимеров, не содержащих
галогенов; 3 - полимерное покрытие; 4 - нетканый
материал; 5- полимерное покрытие; 6-
барьерная пленка из полимеров, не содержащих
галогенов; 7- полимерная пленка
MICROGARD Limited
(Великобритания)
Microchem 4000
1 - ПП; 2 - пятислойный соэкструдирован-
ный барьерный слой; 3 - полиэтиленовые
волокна
Мембранные материалы
Л If - вспененный ПП; 2 - смесь микроволокон;
з 2 3 - вспененный ПП
12
Защита от жидких и
твердых химичес-
ких соединений
Kimberly-Clark Professional
(Германия)
Kleenguard T65 Ultra
MICROGARD® Limited
(Великобритания)
Microoard 2000
Microporous PE
11Ш1111ШШШ|1111Ш1Ш1ШШ11Ш1Ш1ШШ11ШШШ1,'1
1 - микропористая пленка; 2 -
полипропиленовые волокна
Защита от пыли и
спреев
W.L. Gore & Associates (США)
Gore Chempak Ultra Barrier
Fabric
1 - легкая ткань; 2- селективно-проницаемая
мембрана из растянутого ПТФЭ
Защита от
отравляющих веществ и
химических соединений^
MICROGARD Limited
(Великобритания)
Microgard SMS
f - полипропиленовые волокна; 2 -
микроволокна; 3- полипропиленовые волокна
Защита от
асбестовых волокон
W.L. Gore & Associates (США)
Gore ChemPak Selectively
Permeable Fabric
1 - ткань; 2 - селективно-проницаемая мемб
рана из растянутого ПТФЭ; 3 - тканевая
подкладка
Защита от
отравляющих веществ
W.L. Gore & Associates (США)
Gore Chemical Splash
&&$$3№5Шу&&$&£$Ш&ЪШ/ЯШ2
1 -ткань (может быть из огнестойкого
материала); 2 - селективно-проницаемая мембрана из
растянутого ПТФЭ; 3 - мягкая тканевая подкладка
W.L. Gore & Associates (США)
Gore ChemPak Sorptive
Fabric
&<&>хшжшжх*Ж'Ж<*$х*$
1 - ткань (может быть из огнестойкого
материала); 2 - селективно-проницаемая
мембрана из растянутого ПТФЭ; 3- слой с активным
угпем; 4 - мягкая тканевая подкладка
Защита от
отравляющих веществ и
химических
соединений
W
(0
Большой справочник резинщика
■А
422.4. Материалы для защиты
от термических поражающих факторов
К материалам, используемым для защиты костюмов от термических поражающих
факторов, предъявляются требования по устойчивости к воздействию интенсивного теплового
излучения и открытого пламени.
Требования, которым должны удовлетворять материалы, используемые в средствах
защиты кожи от термических поражающих факторов, сводятся к следующему:
- полная укрытость кожных покровов;
- термозащитные свойства одежды;
- негорючесть;
- термостойкость.
Реализация трех последних из перечисленных выше требований возможна только при
полной укрытости кожных покровов человека. Защита кожных покровов от первичных ожогов
достигается:
- повышением термического сопротивления средств защиты и одежды, в том числе
применением многослойных пакетов защитных материалов с воздушными зазорами между слоями;
- увеличением отражательной способности внешней поверхности, в том числе применением
металлизированных с внешней стороны материалов, а также термохромных и фотохромных
материалов, которые светлеют под воздействием теплового и светового излучения
соответственно.
Эти пути защиты кожи от первичных ожогов целесообразны только в том случае, если сами
материалы (ткани) обладают определённой негорючестью, т.е. не воспламеняются и не горят
при тех же значениях тепловых и световых импульсов, при которых обеспечивается
термозащита кожных покровов.
Защита от вторичных ожогов (ожогов пламенем) сводится в основном к приданию
материалам защитной одежды негорючести (отсутствия воспламенения и устойчивого горения, а
также тления при воздействии теплового и светового излучения), что осуществляется
следующими способами:
- применением для защитных покрытий негорючих полимеров (и пластификаторов);
- использованием негорючих термостойких полимерных волокон - фенилона, номекса,
кевлара и др.);
- введением в состав защитного покрытия изолирующих материалов веществ (антипире-
нов), затрудняющих или исключающих распространение пламени после окончания воздействия
теплового и светового излучения, а также внешнего источника огня;
- применением веществ (антипиренов) для придания целлюлозосодержащим текстильным
материалам огнезащитных свойств.
Термостойкость материалов определяет возможную кратность использования средств
защиты. Она оценивается значениями теплового и светового импульсов, вызывающих снижение
защитных и физико-механических показателей ниже допустимого уровня.
Термостойкость защитных материалов увеличивается прежде всего использованием
термостойких материалов и волокон (фенилон, номекс, кевлар и др).
ГОСТ Р 53264-2009 устанавливает общие технические требования к специальной защитной
одежде (СЗО) пожарного и к материалам, используемым для ее изготовления, а также методы
испытаний данных изделий.
Специальная одежда пожарного, защищающая от повышенных тепловых воздействий (СЗО ПТВ),
изготавливается с использованием материалов с металлизированными покрытиями. Она
предназначена для защиты пожарного от повышенных тепловых воздействий (интенсивного теплового
излучения, окружающей среды с высокой температурой, кратковременного контакта с открытым
пламенем), механических воздействий и других вредных факторов, возникающих при тушении пожа-
РОВ И Проведении аварИЙНО-СПасатеЛЬНЫХ ра- 22.17. Требования, предъявляемые к специ-'
бОТ В Непосредственной бЛИЗОСТИ К ОТКРЫТОМУ альной °ДвжДв. защищающей от повышенных
пламени, а также от неблагоприятных клима- ™л°вы* воздействий (сзо птв)
тических воздействий (по ГОСТ Р 53264-2009).
Требования, предъявляемые к СЗО ПТВ,
приведены в табл. 22.17.
Основные требования, предъявляемые к
теплофизическим и физико-механическим
свойствам материалов по европейским
стандартам, приведены в табл. 22.18.
Требования, предъявляемые к физико-
механическим и теплофизическим
показателям материала верха и пакета материалов
СЗО ПТВ, приведены в табл. 22.19.
Требования и методы испытаний
защитной одежды для пожарных изложены в
международных стандартах: EN 469, prEN ISO 11612:2003, ISO 11613:1999, EN 1486:2007,
ISO 15384:2003, ISO 15538:2001, EN 13911:2004, NFPA 1971: 2007 и др.
В табл. 22.20 и 22.21 приведены основные характеристики некоторых наиболее
распространенных отечественных и зарубежных слоистых материалов этой группы.
Показатель
Устойчивость к
воздействию теплового потока,
с, не менее, при
мощности теплового потока:
10,0 кВт/м2
18,0кВт/Мг
25,0 кВт/м2
40,0 кВт/мг
Устойчивость к
однократному воздействию
открытого пламени, с, не менее
СЗО ПТВ
легкий
ТИП j
480
-
-
-
15
полутяжелый
тип
900
600
-
-
20
тяжелый
ТИП
-
960
240
120
30
22.18. Основные требования, предъявляемые к теплофизическим и физико-механическим
свойствам материалов (по европейским стандартам)
Показатель
Требования Нормативный документ
Теплофизические показатели
Сопротивление распространению
пламени (после воздействия открытого
пламени в течение Юс)
Стойкость к воздействию
конвективного тепла(пламени)
Теплопередача (при воздействии
теплового излучения)
Остаточная прочность материала после
воздействия интенсивного теплового
излучения
Стойкость к воздействию горячего
воздуха (время воздействия в духовом
шкафу 5 мин при 180°С)
Время остаточного горения материала после
воздействие пламени < 2 с.
Время остаточного тления материала после
воздействия пламени < 2 с.
Отсутствие сквозного прожигания.
Отсутствие расплавленных капель
HTI24> 13с*.
НТ124-НТ112>4с
f2>22c**
rr-f,>6c**
>450Н*** (в обоих направлениях)
Усадка <5%.
Отсутствие плавления.
Отсутствие воспламенения
ISO 15025
EN 367
EN 366
EN 366
ISO 17493
Физико-механические показатели
Прочность при растяжении
Прочность при раздире
Смачивание поверхности
Изменение размеров
Проникание жидких реагентов
>450 Н (в обоих направлениях)
> 25 Н (в обоих направлениях)
>4
> 3% (в обоих направлениях)
Отсутствие
ISO 5081
ISO 4674
EN 24920
ISO 5077
EN 368 j
* HTI12 - время достижения температуры, вызывающей болевые ощущения; HTI24 - время достижения
температуры, вызывающей ожоги 2-й степени. Мощность теплового потока с внешней стороны материала при испытании
- 80 кВт/м2.
* * г, - время достижения температуры, вызывающей болевые ощущения; f2 - время достижения температуры,
вызывающей ожоги 2-й степени. Мощность теплового потока с внешней стороны материала при испытании - 40 кВт/м2.
*** Материал подвергнут воздействию интенсивного теплового излучения. Мощность теплового потока с внешней
стороны материала при испытании -10 кВт/м2.
-~$ь~-
3
22.19. Требования, предъявляемые к физико-механическим и теплофизическим показа'
телям материала верха и пакета материалов СЗО ПТВ
Показатель
1. Поверхностная плотность, г/м2
2. Разрывная нагрузка, Н, не менее:
по основе
по утку
3. Сопротивление раздиранию, Н, не менее:
по основе
по утку
4. Воздухонепроницаемость, кПа, не менее
5. Усадка после намокания и высушивания, %, не более:
по основе
по утку
6. Водоупорность, мм вод.ст., не менее
7. Водонепроницаемость при статическом давлении
1000 мм вод. ст., мин, не менее
8. Устойчивость к многократному изгибу, циклы,
не менее
9. Морозостойкость, °С, не выше
10. Жесткость, Н, не более
11. Прочность связи пленочного покрытия с основой,
Н/м,не менее:
по основе
по утку
12. Устойчивость к истиранию, циклы, не менее
13. Кислородный индекс, % (об.), не менее
14. Усадка после нагревания, %, не более:
по основе
по утку
15. Устойчивость к воздействию температуры
окружающей среды, с, не менее:
до.150°С
до 300°С
16. Устойчивость к контакту с нагретыми до 400°С
твердыми поверхностями, с, не менее
17. Устойчивость к воздействию открытого пламени,
с, не менее
18. Устойчивость к воздействию теплового потока, с,
не менее, при мощности теплового потока:
5,0 кВт/м2
10.0 кВт/мг
14,0 кВт/м2
18.0 кВт/мг
25,0 кВт/м2
40,0 кВт/м2
19. Коэффициент ослабления инфракрасного
излучения, %,не менее
20. Устойчивость к воздействию температуры
окружающей среды до 800"С, с, не менее
21. Теплопроводность, Вт/(м-К), не более
СЗО ПТВ
легкий
полутяжелый
тяжелый
От 300 до 760
500
500
40
40
-
-
-
1
9000 (5000*)
-40
0,3
400
300
1000(1500*)
28
5
5
480
600
960
15
20
480
20
900
600
20
960
240
120
70 (80*)
-
-
20
0,06
Нормативный документ
ГОСТ 3811, ГОСТ 17073, ГОСТ 29104.1
ГОСТ 3813, ГОСТ 17316, ГОСТ 29104.4
ГОСТ 3813, ГОСТ 17074, ГОСТ 29104.5
ГОСТ Р 53264-2009
ГОСТ 30157.0, ГОСТ 30157.1
ГОСТ Р 53264-2009, п. 7.9
ГОСТ Р 53264-2009, п. 7.9
ГОСТ 8978
ГОСТ 15162
ГОСТ 8977
ГОСТ 17317
ГОСТ Р 53264-2009
ГОСТ 12.1.044
ГОСТ Р 53264-2009, п. 7.12
ГОСТ Р 53264-2009, п. 7.12
ГОСТ Р 53264-2009, П. 7.13
ГОСТ Р 53264-2009, п. 7.14
ГОСТ Р 53264-2009, п. 7.15
ГОСТ Р 53264-2009, П. 7.15
ГОСТ Р 53264-2009, П. 7.16
ГОСТ Р 53264-2009 |
* Для материалов, изготовленных методом дублирования.
Примечание. Испытания проводят: по показателям 1 -11,13-16,19 - на материале верха; 5 и 6 - на материале верха без
полимерного пленочного покрытия; 7-12 - на материале верха с полимерным покрытием или водонепроницаемом
слое; 17-18 - на материале верха и на пакете материалов; 20 - на пакете материалов; 21 - на материале
теплоизоляционной подкладки.
22.20. Характеристики некоторых материалов отечественных производителей для защиты от теплового излучения и пламени
(ООО «НИИЭМИ»)
Материал
Структура материала
Состав слоев
Материал
Структура материала
Состав слоев
ММТОС-1
TL?L?lTl?l?trlTUltti7lTZ7£i
1 - слой алюминия на термостой-| ММТОС-2
кой пленке; 2 - ФК; 3 -
кремнеземная ткань
1 - слой алюминия; 2 - ФК;
3 - ткань из стекловолокна
22.21. Характеристики некоторых материалов зарубежных производителей для защиты
от теплового излучения и химических воздействий
Производитель (страна)
Материал
Структура материала
Состав слоев
Число
слоев
Зашита от теплового излучения
Lakeland Industries, Inc. (США)
Tesimax (Германия)
Lakeland Industries, Inc. (США)
Lakeland Industries, Inc. (США)
Aluminized Glass
HS 10-219
Aluminized Rayon
Aluminized Nomex
t - слой алюминия на термостойкой пленке;
2-ткань из стекловолокна
/ - GLAPAN (глапан); 2 - ворсовая основа
из волокна Кевлар
1 - слой алюминия на термостойкой пленке;
г-ткань из вискозы
/ - слой алюминия на термостойкой пленке;
2 - ткань из арамидного волокна Номекс
Tesimax (Германия)
HS 10-12
ПГПТПТПТ
1 - слой алюминия на термостойкой пленке;
2 - ворсовый материал из волокна Кевлар;
З-хлопчатоЯумажная пплклалка
Newtex Industries (США)
Костюм Newtex 150
1 - слой алюминия на термостойкой пленке;
2 - ткань Zetex; 3 - огнестойкий хлопок
Trelleborg (Швеция)
Akvarex
/ - слой алюминия на термостойкой пленке;
2- полиэфирная пленка; 3- вискозная ткань
Tesimax (Германия)
HS 10-164
GLAPAN (глапан)
Tesimax (Германия)
HS 10-128
/ - слой алюминия на термостойкой пленке;
2 - тканый материал из волокна Кевлар;
3 - ворсовый материал из волокна Кевлар;
4 - хлопчатобумажная подкладка
Зашита от высоких температур
Gentex Corp. (США)
Dual Mirror
1 - алюминиевая фольга; 2 - защитная пленка;
3-алюминиевая фольга; 4-термостойкий адгезив;
5-ткань на основе предварительно окисленных
углеродных волокон
Защита от химических воздействий и теплового излучения
Kappler, Inc. (США и Канада) Frontline 300
Материал Zytron 300 с металлическим покрытием
^
Большой справочник резинщика
£
К материалам для защитных костюмов, используемым в аварийной обстановке при пожаре
на объекте, помимо требований по защите от паров (газов) и жидких химических реагентов,
предъявляются дополнительные требования по устойчивости к воздействию интенсивного
теплового излучения и открытого пламени.
Материалы этой группы, в частности, применяются для специальной защитной одежды
пожарного изолирующего типа (СЗО ИТ) и предназначены для герметичной изоляции кожных
покровов, дыхательных путей и пищеварительного тракта человека от опасных и вредных
факторов окружающей среды, возникающих во время тушения пожаров, проведения аварийно-
спасательных работ, а также от климатических воздействий (по ГОСТ Р 53264-2009).
В этих условиях СЗО ИТ должны обеспечивать заданную термозащиту, а материалы, из
которых изготавливаются средства защиты кожи, должны обладать определённой
термостойкостью и негорючестью.
Способы обеспечения защиты от паров (газов) и жидких химических реагентов, а также
устойчивости к воздействию интенсивного теплового излучения и открытого пламени
изложены в ГОСТ Р 53264-2009, пп. 1.3 и 1.4
Требования, предъявляемые ктеплоотражающим показателям СЗО ИТтипа II, приведены ниже.
Устойчивость к воздействию теплового потока, с, не менее, при мощности теплового потока:
5,0кВт/м2 240
18,0кВт/м2 180
Устойчивость к однократному воздействию открытого пламени, с, не менее 5
Требования, предъявляемые к материалам и комплектующим, используемым для
изготовления изолирующего скафандра СЗО ИТ от агрессивных сред, приведены в табл. 22.22
(по ГОСТ Р 53264-2009).
Требования, предъявляемые к физико-механическим и теплофизическим показателям
материала верха и материалам СЗО ИТ, приведены в табл. 22.23.
В табл. 22.24 приведены основные характеристики некоторых наиболее распространенных
представителей отечественных и зарубежных слоистых материалов для защиты от термических
поражающих факторов и химически опасных веществ.
22.22. Требования, предъявляемые к материалам и комплектующим, используемым для
изготовления изолирующего скафандра СЗО ИТ от агрессивных сред
Среда
Химически агрессивная жидкость - водный раствор:
едкого натра (NaOH), 50%-ный
серной кислоты (H2S04), 50%-ный
азотной кислоты (HN03), 50%-ный
соляной кислоты (HCI), 30%-ный
Физически агрессивные жидкости [1,2-дихлорэтан;
бензол; водный раствор уксусной кислоты (СН3СООН),
70%-ный; нефть и нефтепродукты]
Химически агрессивные газы (аммиак NH3, хлор Cl2)***
Время защитного действия при контакте
с нагретой агрессивной средой, мин, не менее
от -40 до 40°С
90
20
60
от 41 до ЮСС*
30
10/20"
30
от 101 до150'С*
5
5
* Для типа II.
** Воздействие с насыщенным паром.
*** В виде насыщенного пара.
— ■ ^
22.23. Требования, предъявляемые к физико-механическим и теплофизическим показа- "Ту^
телям материала верха и пакета материалов специальной защитной одежды пожарного
изолирующего типа (СЗО ИТ)
Показатель
1. Поверхностная плотность, г/м2
2. Разрывная нагрузка, Н, не менее:
по основе
по утку
3. Сопротивление раздиранию, Н, не менее:
по основе
по утку
4. Воздухонепроницаемость, кПа, не менее
5. Водонепроницаемость при статическом давлении
1000 мм вод. ст., мин, не менее
6. Устойчивость к многократному изгибу, циклы,
не менее
7. Морозостойкость, °С, не выше
8. Жесткость, Н, не более
9. Прочность связи пленочного покрытия с основой,
Н/м,не менее:
по основе
по утку
10. Устойчивость к истиранию, циклы, не менее
11. Кислородный индекс, % (об.), не менее
12. Усадка после нагревания, %, не более:
по основе
по утку
13. Устойчивость к воздействию температуры
окружающей среды, с, не менее:
до150°С
до 300°С
14. Устойчивость к контакту с нагретыми до 400°С
твердыми поверхностями, с, не менее
15. Устойчивость к воздействию открытого пламени,
с, не менее
16. Устойчивость к воздействию теплового потока, с,
не менее, при мощности теплового потока:
5,0 кВт/м2
10,0кВт/м2
14,0 кВт/м2
18,0кВт/м2
25,0 кВт/м2
40,0 кВт/м2
17. Коэффициент ослабления инфракрасного
излучения,%, не менее
1 18. Устойчивость к воздействию температуры
[ окружающей среды до 800°С, с
| 19. Теплопроводность, Вт/(м-К)
Значение
показателя
300-750
700
600
30
35
2,0
30
5000
-40
-
600
600
1000
26
5
5
300
-
5
5
240
-
180*
-
-
-
70*
-
-
Нормативный документ
ГОСТ 3811, ГОСТ 17073, ГОСТ 29104.1
ГОСТ 3813, ГОСТ 17316, ГОСТ 29104.4
ГОСТ 3813, ГОСТ 17074, ГОСТ 29104.5
ГОСТ Р 53264-2009, п. 7.10
ГОСТ Р 53264-2009, п. 7.9
ГОСТ 8978
ГОСТ 15162
ГОСТ 8977
ГОСТ 17317
ГОСТ Р 53264-2009, п. 7.11
ГОСТ 12.1.044
ГОСТ Р 53264-2009, п. 7.12
ГОСТ Р 53264-2009, п. 7.12
ГОСТ Р 53264-2009, п. 7.13
ГОСТ Р 53264-2009, п. 7.14
ГОСТ Р 53264-2009, п. 7.15
ГОСТ Р 53264-2009, п. 7.15
ГОСТ Р 53264-2009, п. 7.16
ГОСТ Р 53264-2009, п. 7.17 |
* Для материалов верха с металлизированным покрытием
Примечание. Испытания проводят: по показателям 1-11,13-16,19 —на материале верха; 5 и 6- на материале верха без
полимерного пленочного покрытия; 7-12 - на материале верха с полимерным пленочным покрытием или
водонепроницаемом слое; 17 и 18 - на материале верха и на пакете материалов.
$
385
22.24. Характеристика некоторых материалов отечественных и зарубежных производителей для защиты от термических
поражающих факторов (теплового излучения) и химически опасных веществ
Производитель (страна)
Материал
Структура материала
Состав слоев
Число
слоев
000 «НИИЭМИ» (Россия)
Термохимзащитный
ММТ0С-9 для ТАСК-Т
1 - слой алюминия на пленке; 2 - ФК покрытие;
3 - термостойкая ткань; 4 - БК покрытие
Tesimax (Германия)
HS 10-210
/ - слой алюминия на термостойкой пленке;
2 - тканый материал из волокна Кевлар; 3 - пленка
из фторопласта; 4- слой алюминия; 5- ворсовый
материал из волокна Кевлар
Tesimax (Германия)
VS 10 Silverflash
1 и 2 - слой алюминия на термостойкой пленке;
3, 4 и 5 - химически стойкая пленка; б - тканый материал
на основе волокна Кевлар
Newtex Industries (США)
Newtex 750
1 - слой алюминия на термостойкой пленке; 2 -тканый
материал Zetex; 3 - термоизоляционный слой из
стекловолокна; 4 - слой алюминия на термостойкой пленке;
5-барьерный слой; б-термоизоляционный слой из
стекловолокна; 7- слой огнестойкого хлопка
Tesimax (Германия)
HS 10-211
/ - слой алюминия на термостойкой пленке; 2 - тканый
материал из 0XIPAN; 3 - пленка из фторопласта;
4 - ворсовый материал на основе волокна Кевлар;
5-хлопчатобумажная подкладка
Newtex Industries (США)
Newtex 2000
/ - тканый материал Zetex Plus; 2 - тканый материал
Zetex Plus; 3-термоизоляционный слой из
стекловолокна; 4 - слой алюминия; 5 - барьерный слой; б -
тканый материал Zetex Plus; 7-термоизоляционный слой
из стекловолокна; 8 - слой алюминия; 9 - барьерный
слой; 10 - слой огнезащищённого хлопка
Newtex Industries (США)
Newtex 3000
/ - слой алюминия; 2 - тканный материал Zetex; 3 - слой
Z-SN; 4-термоизоляционный слой из стекловолокна;
5-слой алюминия; б-барьерный слой; 7-тканный
материал Zetex Plus; 8 - термоизоляционный слой из
стекловолокна; 9-слой алюминия; 10-барьерный слой;
11 - слой огнезащищённого хлопка
Tesimax (Германия)
TESIMAX TWARON
/ - алюминиевое покрытие на термостойкой пленке;
2 - слой фетра из волокна Twaron; 3 - мембрана из ПТФ(3
22*6. Нормативная документация ^v
s
ГОСТ 12.4.058-84. ССБТ. Материалы с полимерным покрытием для специальной одежды. §
ГОСТ Р 53264-2009. Техника пожарная. Специальная защитная одежда пожарного. Общие §■
технические требования. Методы испытаний. &
ASTM F 739-07. Standard Test Method for Permeation of Liquids and Gases through Protective §
Clothing Materials under Conditions of Continuous Contact, permeation (ASTM F739-07. Стандарт- ^
ный метод по определению проницаемости жидкостей и газов сквозь материалы защитной одеж- |
ды в условиях постоянного контакта). £
EN 369. Protective clothing - Protection against chemicals: Determination of Resistance of Protective S§
Clothing Materials to Permeation by Liquids and Gases (EN 369. Защитная одежда - защита от химика- §■
тов: определение сопротивления материалов защитной одежды проницаемости жидкостей и газов). ^
EN 368. Protective clothing for use against liquid chemicals; test method resistance of materials to §
penetration by liquids (EN 368. Защитная одежда - защита от жидких химикатов: метод испыта- 3
ний по определению сопротивления материалов защитной одежды прониканию жидкости). §
EN 469:2005. Protective clothing for firefighters. Performance requirements for protective clothing ^
for firefighting (EN 469. Защитная одежда для пожарных. Требования к защитной одежде для
пожарных).
EN14862007. Protective clothing forfirefighters -Test methods and requirements for reflective clothing
for specialized fire fighting (EN. 1486:2007. Защитная одежда для пожарных- Методы и
предъявляемые требования к теплоотражающей одежде для специализированного пожаротушения).
EN 13911:2004. Protective clothing for firefighters - Requirements and test methods for fire hoods
forfirefighters (EN 13911:2004. Защитная одежда для пожарных-Требования и методы
испытания огнестойких капюшонов для пожарных).
IS011613:1999. Protective clothing for firefighters - Laboratory test methods and performance
requirements (ISO 11613:1999. Защитная одежда для пожарных - Лабораторные методы и
предъявляемые требования).
IS015384:2003. Protective clothing for firefighters - Laboratory test methods and performance
requirements for wildland firefighting clothing (IS015384:2003. Защитная одежда для пожарных -
Лабораторные методы испытания и предъявляемые требования к одежде для тушения лесных
пожаров).
IS015538:2001. Protective clothing for firefighters - Laboratory test methods and performance
requirements for protective clothing with a reflective outer surface (IS015538:2001. Защитная
одежда для пожарных-Лабораторные методы испытания и предъявляемые требования к защитной
одежде с теплоотражающим внешним слоем).
NFPA 1991:2005. Standard on Vapor-Protective Ensembles for Hazardous Materials Emergencies
(NFPA 1991:2005. Стандарт на газозащитные комплекты средств индивидуальной защиты для
использования в условиях заражения воздуха опасными веществами при
аварийно-спасательных работах).
NFPA 1992:2005. Standard on Liquid Splash-Protective Ensembles and Clothing for Hazardous
Materials Emergencies (NFPA 1992:2005. Стандартна комплекты средств индивидуальной
защиты от капель и брызг опасных вещества при аварийно-спасательных работах).
NFPA 1994:2007. Standard on Protective Ensembles for First Responders to CBRN Terrorism
Incidents (NFPA 1994:2007. Стандарт на комплекты средств индивидуальной защиты для
использования при ликвидации последствий террористических актов с применением токсичных
химикатов и биологических средств).
NFPA 1971:2007. Standard on Protective Ensembles for Structural Fire Fighting and Proximity Fire
Fighting (NFPA 1971:2007. Стандарт на защитные комплекты для пожарных, работающих вблизи
открытого пламени).
prEN IS011612:2003. Clothing to protect against heat and flame (ISO/DIS11612:2003) (prEN ISO
11612: 2003. Одежда для защиты от теплового излучения и открытого пламени).
-~£&U,-
387
^23. ЭЛАСТОМЕРНО-ТКАНЕВЫЕ МАТЕРИАЛЫ
(В.П. Шпаков, В.К. Гореленков)
23.1. Конструирование эластомерно-тканевых материалов 389
23.2. Применение эластомерно-тканевых материалов в резинотехнике 390
23.3. Материалы для мягких оболочечных конструкций 391
23.4. Производство эластомерно-тканевых материалов 399
23.5. Контроль в производстве эластомерно-тканевых материалов 401
23.6. Прогнозирование работоспособности эластомерно-тканевых материалов 402
23.7. Утилизация изделий и отходов производства 403
Эластомерно-тканевые материалы (ЭТМ) представляют собой эластичные композиционные
материалы (композиты), в которых матрица из эластомера армирована материалом на основе
волокон. Армирующий материал применяется в виде ткани, корда, мононити, нетканого
полотна, рубленых нитей, отдельных волокон различной длины, ориентированных вдоль или поперек
полотна и равномерно распределенных в матрице. Поэтому эластичные композиционные
материалы обладают комплексными свойствами силовой армирующей основы (наполнителя) и
эластичного покрытия (связующего). Особенностью ЭТМ является их малая толщина, на
несколько порядков меньшая, чем два других линейных размера, что обеспечивает повышенную
гибкость материала. Такие материалы обычно анизотропны. В реальных конструкциях модуль
упругости при растяжении значительно больше модуля сдвига эластомера, следовательно,
экстремальные значения податливости различаются в десятки раз.
Типичным представителем ЭТМ является равнопрочная по основе и по утку ткань с
двухсторонним резиновым покрытием - так называемая прорезиненная ткань. Впервые
прорезиненную ткань получил Чарльз Макинтош, которому удалось нанести раствор натурального каучука
на текстильную ткань и создать водонепроницаемый прочный материал для изготовления
плащей. Впоследствии вулканизованные прорезиненные ткани стали применять для изготовления
разнообразных надувных конструкций -лодок, понтонов, мягких емкостей, аэростатов и т.д. Со
временем натуральный каучук вытеснили синтетические эластомерные композиции и ткани с
термопластичным покрытием. Уже в конце XX в. суммарный объем производства ЭТМ в мире
превышал 1,0 млрд. м2. Подавляющая часть (около 90%) выпускаемых в настоящее время ЭТМ
имеют покрытие на основе пластифицированного поливинилхлорида и других типов
термопластичных эластомеров. Более 10% ЭТМ имеют покрытие на основе натурального или
синтетических каучуков или латексно-смоляную пропитку.
По числу слоев текстильного материала ЭТМ разделяют на однослойные, двух- и
многослойные (до шести слоев). Подавляющее большинство выпускаемых в настоящее время ЭТМ
являются однослойными, однако значительная часть выпускаемых заводами РТИ
прорезиненных тканей на основе натуральных, полиамидных и комбинированных нитей изготавливается
двух- и многослойных конструкций. Для расширения функциональных свойств армирующего
материала в зависимости от назначения применяют ткани сложных переплетений
(многослойные, многоосновные) с двумя или тремя типами волокон одновременно с использованием
преимуществ каждого, кроме того применяют нити комбинированные, армированные,
изготовленные из смесовой пряжи, а также разные нити в основе и в утке ткани.
Двух- и многослойные прорезиненные ткани по направлению нитей основы и
дополнительных слоев разделяют на параллельно и диагонально дублированные. В трехслойных
диагонально дублированных прорезиненных тканях, предназначенных для изготовления аэростатов,
плотов, лодок средний слой текстильной ткани имеет ориентацию нитей основы под углом 45° к
нитям основных слоев. Дублирование материала из двух и более слоев применяется главным
образом для защиты внутренних газодержащих слоев резины от внешних воздействий среды и
повреждений. Диагональное дублирование увеличивает прочность материала на раздир и
выравнивает деформационные характеристики, что предотвращает искажение формы наполнен-
ной воздухом конструкции. Параллельное дублирование, помимо защиты содержащего слоя,
увеличивает сопротивление разрыву материала.
По расположению эластомерного покрытия в конструкции различают ЭТМ с
односторонним и с двухсторонним покрытием и материалы без наружного эластомерного слоя. В
многослойных материалах, кроме наружных слоев, обычно содержатся внутренние газодержащие
слои. Так, газодержащие материалы, используемые в производстве надувных лодок, имеют один
слой высокопрочного полиэфирного текстильного материала, покрытого с двух сторон
несколькими эластомерными слоями: адгезионный подслой, поверх которого располагаются
газодержащие слои, а сверху-стойкие к внешним воздействиям цветные слои из хлорсульфированно-
го полиэтилена. Многослойные материалы для изготовления оболочек аэростатов и
дирижаблей, как правило, имеют дополнительные слои из полимерных барьерных пленок,
обеспечивающие высокие газодержащие характеристики ЭТМ при минимально возможной поверхностной
плотности (массе 1 м2).
Ткани с термопластичным покрытием в подавляющем большинстве случаев имеют один
слой текстильного материала из полиэфирных или полиамидных волокон с двухсторонним
или односторонним покрытием. Часто поверх слоя ПВХ наносится слой лака на основе акри-
латных полимеров.
23.1 • Конструирование
эластомерно-тканевых материалов
Для каждой группы и подгруппы мягких оболочечных конструкций (МОК) создают эласто-
мерно-тканевые материалы с определенным комплексом свойств, который зависит от
назначения и условий эксплуатации изделий. Наиболее характерными показателями материала
являются его конструкция, прочность при растяжении и сопротивление раздиранию по основе и
утку, удлинения при разрыве по основе и утку, поверхностная плотность, прочность связи
между слоями, толщина и проницаемость по отношению к той или иной среде.
При конструировании ЭТМ полимерное покрытие и армирующий текстильный материал
выбирают, исходя из обеспечения оптимальных свойств в зависимости от назначения и условий
эксплуатации изделия. Кроме того, учитывают способ соединения элементов конструкции и технологию
изготовления. Опыт конструирования оболочечных конструкций показал, что определенные
трудности в конструировании ЭТМ были связаны с недостаточно полным представлением о свойствах
материалов и механизме разрушения оболочек под предельной нагрузкой, вследствие чего материал
использовался неэффективно или к нему предъявлялись явно завышенные требования.
При расчете и конструировании ЭТМ следует учитывать такие недостатки современных
материалов как малую стойкость к воздействию климатических факторов, ползучесть и усталость
вследствие действия нагрузок и ряда других внешних воздействий, связанных с особенностями
эксплуатации оболочки. Следует также учитывать нелинейность деформационных
характеристик в двухосном напряженном состоянии.
Ассортимент используемых материалов по своим техническим характеристикам, массе и
толщине весьма широк. Прочность материалов на разрыв колеблется от 8 до 3000 даН/5 см,
распределенная по поверхности масса - от 50 до 5000 г/м2, номера используемых нитей - от 50
до 2200 дтекс.
Общие требования к материалам оболочек: прочность на разрыв и раздир в заданных
пределах; ограниченное удлинение, равномерное по ширине полотна при рабочих нагрузках;
минимальные толщина и материалоемкость; технологичность для соединения в швах; качество и
товарный вид.
Кроме того, в зависимости от назначения материалов к ним предъявляются следующие
требования: непроницаемость в отношении рабочей среды; стойкость в отношении специальных
рабочих сред: газов (диоксиду углерода, водороду, гелию, пороховым газам и др.), агрессивных
-5^
31
жидкостей и их смесей; сопротивление локальным нагрузкам (сопротивление проколам);
сопротивление истирающим нагрузкам; максимальная устойчивость к многократным изгибам;
работоспособность в заданном интервале температур; стойкость к кратковременным тепловым
нагрузкам; огнестойкость; стойкость к физическим, химическим, погодным, биологическим
воздействиям окружающей среды; способность склеиваться или свариваться с другими материалами без
уменьшения прочности основного материала; биологическая инертность; отсутствие выделения
вредных летучих ингредиентов и компонентов.
Например, для пневматических строительных конструкций рекомендуется
руководствоваться следующими требованиями при создании новых материалов. В качестве силовой
основы надо выбирать однослойную ткань из синтетического или неорганического волокна
полотняного переплетения (или «рогожку») из нитей низких номеров и малой крутки.
Покрытие выбирать двухстороннее с распределением 60-65% полимера на лицевой стороне и
35-40% - на внутренней. Адгезия к ткани - не менее 2 даН/см. Полимер должен
окрашиваться в массе в любые цвета.
Рекомендуется иметь материалы трех групп прочности: легкие прочностью до 200 даН/5 см,
средние прочностью до 400 даН/5 см и тяжелые - свыше 400 даН/5 см. Срок эксплуатации в
условиях средних широт- не менее 7 лет (до потери 50% прочности), а в перспективе до 15-25
лет. Светопроницаемость (интегральная) должна быть 0-20% или по особому заказу (со
снижением срока эксплуатации) -до 40%.
Для надувных лодок в зависимости от вместимости в настоящее время рекомендуют
материалы из одного слоя синтетической (полиэфирной или полиамидной) текстильной ткани
полотняного переплетения из нитей 940-1100 дтекс с числом нитей 120 на 100 мм каждого
направления. Снаружи и внутри на ткань наносятся слои газонепроницаемого покрытия на основе
пластифицированного ПВХ с невыпотевающим пластификатором или по два слоя резин на
основе хлоропренового каучука и хлорсульфированного полиэтилена. Считают, что ни ПВХ, ни
резина не имеют какого-либо существенного преимущества: при эксплуатации лодок
действуют одновременно слишком много переменных факторов, что не дает возможности однозначно
выбрать материал для производства.
Для шлюпок, спортивных и морских лодок рекомендуется испол ьзовать бол ее тяжел ые
ткани из волокна 1940 дтекс с 90-100 нитями на 100 мм. Они должны иметь более высокую
прочность на раздир, поэтому целесообразно использовать ткани переплетения «рогожка 2x2».
Требования к материалам надувных спасательных средств, используемых на море,
определяются Международными нормами и правилами. Для тентовых тканей плотов и
индивидуальных спасательных средств рекомендуется использовать однослойный текстильный материал
из полиамидного или полиэфирного волокна с поверхностной плотностью не более 40-70 г/м2
и прочностью на разрыв по основе и по утку не менее 50-90 даН/5 см, прочностью при
растяжении не менее 5 даН, с двухсторонним полиуретановым покрытием с раскладкой по сторонам в
соотношении 70:30%.
В других типах оболочечных конструкций используются материалы, которые, как правило,
создаются индивидуально, в зависимости от назначения изделия.
23.2. Применение эластомерно-тканевых
материалов в резинотехнике
Промышленность резинотехнических изделий (РТИ) является одним из крупнейших
производителей и потребителей ЭТМ, используемых в качестве полуфабрикатов в собственном
производстве или реализуемой сторонним заказчикам.
Основными видами эластомерно-тканевых изделий, в которых в больших количествах
используются ЭТМ, являются конвейерные ленты; приводные ремни; рукавные изделия; мягкие
оболочечные конструкции; защитная одежда.
Вопросы использования ЭТМ как полуфабриката в производстве конвейерных лент, рука
вов и приводных ремней рассмотрены в соответствующих разделах справочника, поэтому ниже
изложены вопросы производства эластомерно-тканевых материалов как товарного продукта с
завершенным циклом изготовления, используемого самостоятельно, для изготовления мягких
оболочечных конструкций или защитной одежды.
ъ
23.3. Материалы для мягких
оболочечных конструкций
23.1. Влияние компонентов конструкции на
свойства ткани с эластомерным покрытием
Свойства ткани
с эластомерным покрытием
Прочность при растяжении
Сопротивление раздиранию
Удлинение при разрыве
Герметичность
Поверхностная плотность
(минимальная масса)
Термостойкость
Морозостойкость
Стойкость к многократному
изгибу
Прочность связи(адгезия)
Стойкость к атмосферному
старению
Жесткость
Влияние компонента
стиля
+
+
+
+
+
+
+
+
+
эласто-
мерного
покрытия
_
+
+
+
+
+
+
+
+
+
+
адгезионного
подслоя
_
+
-
+
+
-
-
-
+
-
-
Условные обозначения: «+>■ - влияет,
не влияет.
В композиционном материале за
соответствие его характеристик тем или иным
требованиям в большей или меньшей степени
отвечают свойства каждого компонента.
Прочностные свойства и герметичность
материала, а также его структурные и
технологические свойства зависят от
физико-механических и технологических свойств
текстильных тканей, комплексных нитей и
волокон, полимерных покрытий и адгезионных
подслоев. Функциональные свойства ЭТМ
зависят от условий эксплуатации. Степень
влияния того или иного компонента на свойства
материала можно оценить по табл. 23.1.
Прочность при растяжении ЭТМ зависит
от прочности армирующей основы. Эласто-
мерное покрытие частично может
увеличивать прочность материала за счет повышения
связанности нитей и, соответственно,
увеличения количества одновременно разрываемых нитей. При этом покрытие может вызывать
снижение прочности за счет деструкции материала в процессе вулканизации под воздействием
компонентов смеси или соединений, выделяющихся из резины в процессе вулканизации.
Необходимую прочность материала выбирают по результатам расчета конструкции с учетом
внутренних и внешних нагрузок и коэффициента запаса прочности.
Раздирающая нагрузка зависит от любого фактора, приводящего к изменению числа
одновременно разрываемых нитей: прочности нитей, типа переплетения, эластичных свойств
полимерного покрытия, степени проникновения эластомера в ткань, прочности связи покрытия с
силовой основой.
Для многих видов мягких оболочечных конструкций (МОК) прочность материала на раздир
является критической для надежного функционирования, поэтому она должна быть максимально
высокой. С увеличением прочности на раздир уменьшается вероятность полного разрушения
оболочки в аварийной ситуации. При достаточно высоком уровне этого показателя разрушения
носят локальный характер. Для оценки достаточного сопротивления раздиранию часто
используют отношения прочности к раздирающим нагрузкам при надрыве (даН) к прочности при
растяжении (даН/см). Для лучших образцов однослойных тканей с покрытием относительная
прочность на раздир достигает 0,9-1,1, а для тканей, используемых для производства изделий,
работающих в сверхтяжелых условиях эксплуатации (например, в гибких ограждениях судов на
воздушной подушке и мягких домкратах)-1,3-1,5.
Удлинение при разрыве (как и удлинение при промежуточных нагрузках в % от разрывного)
определяет изменение геометрических размеров конструкции под действием внутреннего
давления и внешних сил и деформации конструкции под нагрузкой. С одной стороны, его значение
I
1
§
I
!
I
^ должно быть минимальным, особенно в конструкциях, работоспособность которых зависит отточно-
сти размеров (например, в радиотехнических антеннах). С другой стороны, низкомодульные
материалы с высоким удлинением лучше противостоят динамическим нагрузкам и являются более
технологичными при сборке сложных оболочек двоякой кривизны с маленьким радиусом.
Герметичность материала прежде всего зависит от свойств эластомерного покрытия:
газопроницаемости эластомера, свойств наполнителей, качества и толщины покрытия. Текстильную
основу при этом можно рассматривать как пористый (проницаемый) наполнитель эластомера. Чем
плотнее ткань (больше число нитей на единицу площади), чем она более плоская, тем она менее
пористая, тем выше герметичность материала. Герметичность зависит также от прочности связи,
так как снижается количество дефектов материала, через которые возможна не только
диффузионная, но и фазовая проницаемость. Улучшения газодержащих свойств материала можно
добиться путем дублирования слоев, введением в конструкцию газодержащего внутреннего слоя из
полимеров с высоким уровнем непроницаемости (бутилкаучука, полиуретана), введением в смесь
слоистых наполнителей (например, слюды) или использованием барьерных пленок.
При проектировании некоторых конструкций функции герметизации и обеспечения
прочности иногда разделяют между отдельными оболочками герметизирующей камеры и силовой
защитной оболочки (например, в мягких резервуарах, пневматических арках и стойках, высотных
костюмах и др.)
Поверхностная плотность тесно связана с прочностными показателями материала и его га-
зодержащими свойствами. Конструктивное совершенство мягких материалов определяют по
их удельной прочности, которая представляет собой отношение прочности на разрыв к массе.
Этот показатель существенно снижается при нанесении покрытия. Минимальная
поверхностная плотность при достаточной герметичности зависит от рельефности ткани (резиноемкости)
и удельной плотности резины. Чем тоньше ткань, чем меньше ее рельефность, тем более
тонкий слой полимерного покрытия требуется для обеспечения необходимых газодержащих и
защитных свойств, тем совершеннее материал.
Температурный интервал работы ЭТМ (тепло- и морозостойкость) в равной степени зависит
от температуростойких свойств покрытия и ткани, однако у полимерного покрытия более низкая
теплопроводность, что дополнительно обеспечивает его защитные свойства. В то же время у
волокон значительно ниже температура кристаллизации, ответственная за морозостойкость.
Стойкость к многократному изгибу ЭТМ зависит от эластичности покрытия, которое
защищает даже относительно нестойкие к изгибу ткани за счет исключения образования острых
складок. В частности, ЭТМ на основе арамидных и стеклянных волокон значительно более изги-
боустойчивы, чем ткани без покрытия. Нанесение резинового покрытия на стеклоткань
увеличивает ее изгибостойкость приблизительно на порядок.
Прочность связи (адгезия) зависит от природы армирующих тканей. Прочность связи
полимерного покрытия с текстильным материалом влияет на герметичность оболочки, стойкость к
знакопеременным нагрузкам и прочность швов. Для получения максимальной прочности
сварного и шитого шва на материалах с покрытием из ПВХ, прочность связи покрытия с
текстильным материалом должна быть не ниже 20-40 Н/см.
При переходе от хлопчатобумажной основы к синтетической необходимо введение в
прорезиненные ткани промоторов адгезии (особенно на основе полиэфирных и арамидных волокон).
В тоже время эластомеры с низкой непредельностью и отсутствием или низким содержанием
функциональных групп осложняют достижение высокой прочности связи. При активации
резины различными промоторами адгезии для повышения прочности связи учитываются тип
эластомера, тип и содержание наполнителей, природа волокна, наличие поверхностной
модификации, тип адгезионной обработки текстильного материала. Прочность связи также зависит от
соблюдения режимов процесса вулканизации в многослойных ЭТМ и изделиях.
Стойкость к атмосферному старению ЭТМ прежде всего зависит от стойкости эластомерной
композиции (светопроницаемости, особенно ультрафиолетовой части спектра) и ее защитных свойств.
При этом потеря прочности ткани зависит от собственной атмосферостойкости и озоностойкости.
Жесткость ЭТМ зависит от типа ткани (структуры переплетения, массы, наличия пропитки)/^,
а также от толщины покрытия и эластичных свойств резины. Другие требования к свойствам
материалов более специфичны и зависят от области использования мягких оболочечных
конструкций. За счет послойной модификации, введения электропроводящих, радиопрозрачных
волокон армирующей ткани, изменения функциональных свойств адгезионного подслоя и
подбора полимера и состава композиции можно обеспечить требуемый комплекс свойств для
функционирования конструкции.
Материалы ря МОК можно разделить по группам прочности (табл. 23.2), что удобно для
предварительного выбора материала и определения структуры текстильной основы. В табл. 23.3
приведены основные характеристики материалов мягких оболочек различного назначения,
выпускаемых ведущими зарубежными производителями. Как правило, фирмы выпускают
достаточно широкий ассортимент материалов данной группы по прочностным показателям и массе,
с различными вариантами конструкций и типами покрытий.
23.2. Основные группы эластомерно-тканевых материалов для оболочечных конструкций
|
1
§
!
1
I
№
группы
Условия
эксплуатации
Разрывная
нагрузка,
даН/5 см
Эластомерно-тканевые материалы
Поверхностная
плотность, г/м*
Волокно
Толщина
нити,
текс
Типы конструкций
1
Легкие,
с малыми
нагрузками
-50
50-200
Хлопок,
шелк,
полиамид,
полиэфир
5-29,4
Воздухоплавательные
конструкции, защитная одежда,
индивидуальные спасательные
средства, тенты плотов,
медицинские изделия
Облегченные,
одноразовое
и периодическое
применение
50-200
230-500
Полиамид,
полиэфир,
арамид
29,4-55,0
Аварийно-спасательные
средства, защитная одежда,
конструкции бытового назначения,
театральные декорации,
изделия для спорта и отдыха,
надувная реклама
Облегченные,
периодическое
применение
100-400
350-650
Полиэфир,
полиимид
55-110
Надувные лодки,
герметизирующие заглушки, оболочки для
подъема и спасения техники,
транспортируемые мягкие
емкости, рукава-воздуховоды,
пустотообразоватепи, защитная
одежда
Средние,
сезонное
применение
300-800
550-1500
Полиэфир,
арамид,
стекловолокно
110-167
Пневматические строительные
конструкции, емкости для туше
ния пожаров, мягкие плотины
для лесосплава, шлюпки
Тяжелые,
постоянная
нагрузка
285-1150
500-2200
Полиэфир,
полиамид
110-167
Мягкие резервуары,
строительные конструкции, эластичные
механизмы
Тяжелые жесткие
условия
эксплуатации
350-900
300-1000
Тоже
94-220
Гибкие ограждения катеров на
воздушной подушке,
пневматические движители
Сверхтяжелые
жесткие условия
эксплуатации
400-3000
1000-5000
110-220
Гибкие ограждения судов на
воздушной подушке,
гидротехнические сооружения
~&~-
393
23.3. Важнейшие характеристики современных ЭТМ для производства массовых групп
оболочечных конструкций
Группа
конструкций
Воздухоплавательные конструкции
(Aerazur, Франция)
Пневматические
строительные
конструкции (Verseidag,
Германия)
Пневматические
строительные
конструкции (Chemical
Fabrics Corp. США)
Надувные лодки
(Scantarp,
Финляндия)
Надувные шлюпки
(Pennel et Flipo,
Франция)
Индивидуальные
спасательные
средства, тенты плотов
(FRT Industries Ltd
Beaufort,
Великобритания; Garrett Corp.
США)
Плоты спасательные
авиационные
(Garret Corp., США;
Beaufort,
Великобритания; Flight Systems.
США)
Плоты спасательные
морские (Proofing
Technology Ltd,
Великобритания; BFA,
Германия)
Мягкие резервуары
и емкости для
горючего (Pennel et Flipo,
Франция; SIOEN,
Бельгия)
Разрывная нагрузка
даН/5 см
по основе
50-240
300-980
420-800
110-400
350-500
75-130
110-237
200-270
285-1150
по утку
50-200
300-830
400-700
100-400
320-460
50-115
100-150
170-245
285-1150
Прочность
на раздир, даН
по основе
8-30
35-180
30-50
6-60
16-35
0,8-7,0
6-Я
17-80
10-100
по утку
5-25
31-110
30-50
5-50
20-40
0,6-5,0
5-6
17-80
10-100
Поверхностная
плотность
г/м2
200-475
800-1450
800-1550
550-1000
1150-1500
180-315
234-330
380-500
500-2200
Прочность
связи,
даН/см
1,6-2,8
2,0-2,4
1,2-2,7
1,2-2,0
>3,0
1,0-10,0
0,9-1,5
1,5-3,0
3,0-10,0
Характерные
особенности
Многослойные тканепле-
ночные материалы.
Газопроницаемость по гелию
1,0-2,0 л/(мг-сут.)
Однослойная полиэфирная
ткань с двусторонним ПВХ
покрытием, огнестойкая
Однослойная стеклоткань с
тефлоновым покрытием,
светопроницаемая,
бежевого цвета
Однослойная полиэфирная
ткань с ПВХ и ПУ
покрытием, воздухонепроницаемая,
морозостойкость до -45°С,
стойкая к УФ-свету,
грибкам, нефтестойкая
Газопроницаемость по
гелию менее 2,5-3 л/м2 за
24 ч, ткань полиэфирная с
покрытием Хайполон-Нео-
прен
Воздухонепроницаемая,
полиамидная с ПУ покрытием,
желтого и оранжевого
флуоресцирующего цвета,
устойчивая к гидролизу,
нефти
Газопроницаемость по гелию
менее 2 л/мг за 24 ч,
полиамидная с двухсторонним ПУ
покрытием
желто-оранжевого цвета или двухслойная,
полиамидная с односторонним
наружным покрытием
Газопроницаемость по
водороду < 2,0 л/м2 за 24 ч,
полиамидная ткань с
двухсторонним ПУ покрытием
черного или оранжевого цвета
Полиамидная или
полиэфирная ткань с покрытием
БНК/ПВХ, ПЭ, ПП, ТПУ
толщиной 0,9-2,1 мм, масло-
бензостойкая,
(проницаемость менее 1 г/(м2ч),
износостойкая, атмосферостой-
кая,интервал
работоспособности от -30 до 70°С, срок
эксплуатации от 3 до15 лет
23.3. Важнейшие характеристики современных ЭТМ для производства массовых групп
оболочечных конструкций (продолжение) __^_
Группа
конструкций
Оболочки для
подъема и спасения
техники (Shelter-Rite
by Seamen Corp.,
США)
Защитная одежда
(SIOEN, Бельгия;
Ten Cate Protect,
Голландия)
Герметизирующие
заглушки и чехлы
(Scantarp,
Финляндия; Fatra, Чехия)
Гибкие ограждения
тяжелых судов на
воздушной подушке
(США,
Великобритания)
Конструкции
медицинского назначения
(SI0EN, Бельгия)
Тенты (SIOEN,
Бельгия; Mehler,
Германия)
Надувные изделия
для спорта и отдыха
(Hanwha
Polydreamer,
Ю. Корея)
Надувная реклама
(Hanwha
Polydreamer,
Ю. Корея)
Разрывная нагрузка
даН/5 см
по основе
200-260
30-40
200-400
450-900
18-22
230-380
120-340
50-240
по утку
100-200
14-20
200-400
220-750
9-30
230-350
115-280
50-200
Прочность
на раздир, даН
по основе
35-55
5,5-6,0
25-30
13-175
2,0-3,5
29-60
10-55
8-30
по утку
40-65
4,5-5,0
25-30
35-150
1,8-3,0
25-55
8-50
5-25
Поверхностная
плотность
г/нг
250-500
150-600
400-800
930-3650
115-355
610-1100
620-1100
200-475
Прочность
, связи,
даН/см
1,5-3,0
0,7-1,0
1,5-2,0
3,0-16,0
0,5-0,9
1,8-2,3
1,8-2,0
1,6-2,8
Характерные
особенности
Полиэфирная ткань с
двухсторонним покрытием ПВХ
или Неопреном толщиной
0,5-1,0 мм
Ткани полиэфирные, сме-
севые или арамидные с
односторонним ПВХ или ПУ
покрытием, защитные,
непромокаемые,
огнестойкие, нефтестойкие, паро-
проницаемые,
антистатические
Ткани полиамидные или
полиэфирные, маспонеф-
тестойкие,
воздухонепроницаемые, морозостойкие
до -50°С
Однослойная полиамидная
ткань толщиной 1,0-2,1 мм
с двухсторонним покрытием
БНК/ПВХ, износ 0,02-0,5 г за
1000 циклов, стойкая к
многократному изгибу
Полиэфирная ткань с
односторонним ПВХ или ПУ
покрытием,
водонепроницаемая,
антибактериальная
Водонепроницаема до
давления 600 мм вод. ст.,
огнестойкая, стойкая к
истиранию, плесени, цветос-
тойкая
Воздухонепроницаема,
стойкая к истиранию,
морозостойкая до -25°С,цве-
тостойкая, хорошо
свариваемая
Газонепроницаема,
стойкая к истиранию,
морозостойкая до -25°С, цветос-
тойкая, хорошо
свариваемая
к
К товарным прорезиненным тканям, выпускаемым предприятиями РТИ, относятся
изоляционная лента; подкладочная медицинская клеенка; кабельные ткани; мягкая кровля;
мембранные ткани; офсетная пластина.
Для изготовления изоляционной ленты и подкладочной клеенки используют
хлопчатобумажные текстильные материалы, поскольку при применении синтетики не сохраняются
требуемые технические показатели. Имеются положительные результаты по замене резин на основе
натурального каучука в производстве подкладочной клеенки на силиконовые резины и
хлопчатобумажного текстильного материала на полиамид, но из-за высокой стоимости они не
получили широкого распространения.
В'кабельных тканях используются хлопчатобумажные, синтетические и комбинированные
нити из смеси натуральных и синтетических волокон.
Мягкая кровля является наиболее перспективным и быстро развивающимся видом
технических текстильных материалов. Обычные кровельные материалы, которые заменили горючий
и недолговечный рубероид, в России производят без армирующего слоя или на основе
стеклоткани, тканей и нетканых материалов из полиамидных и полиэфирных нитей. В качестве
защитных полимерных покрытий используют резины на основе стойких к атмосферным
воздействиям каучуков и латексов: бутилкаучука, хлоропренового, этиленпропиленового каучуков, хлор-
сульфированного и хлорированного полиэтилена, полиакрилатных дисперсий и др.
Особым видом резинотканевых материалов, изготавливаемых заводами РТИ, является
офсетная пластина, применяемая в полиграфии для высококачественной офсетной печати. Для ее
производства используется хлопчатобумажное полотно высокой плотности, требования к
качеству которого очень высоки. Пластины имеют от трех до восьми слоев текстильной ткани с
прослойками из резины и наружным слоем из микропористой резины, наносиммым по
технологии клеепромазки.
23.3.2. Компоненты материалов для мягких оболочек
Армирующий текстильный материал. Свойства армирующего текстильного материала для
мягких оболочек определяют большинство показателей, характеризующих работоспособность
конструкции (см. табл. 23.1).
На первом этапе развития ЭТМ для изготовления материала использовались ткани из
натуральных волокон: хлопка, льна, шелка и др. Хлопчатобумажные ткани применяются в
производстве ЭТМ и до настоящего времени. Их главными недостатками являются недостаточно
высокая прочность, низкая стойкость к воздействию микроорганизмов и пониженная атмосферо-
стойкость. К преимуществам хлопчатобумажных тканей относятся развитая и ворсистая
поверхность, что увеличивает площадь их контакта с резиной, обеспечивая тем самым высокую
прочность связи с эластомерной матрицей.
Массовое производство в середине XX в. сначала искусственных, а потом и синтетических
волокон разрешило многие проблемы с прочностью и надежностью конструкций из ЭТМ.
Хорошо зарекомендовали себя в производстве ЭТМ стеклянные, поливинилхлоридные, поливинил-
спитровые и полиолефиновыеткани, успешно прошли испытания конструкции со специальным
комплексом свойств из ЭТМ, армированных тканями на основе кварцевых, угольных, акрило-
нитрильных, оксидиазольных и полисульфидных волокон.
Наиболее успешным является опыт применения для мягких оболочек текстильных
материалов из стеклянных волокон высоких номеров, которые позволяют получать материалы для
пневматических и тентовых строительных конструкций с покрытием из тефлона, что
обеспечивает срок службы конструкций при постоянном воздействии солнечного излучения и погодных
факторов до 50 лет.
Термопласт
без реакционных
групп
Поливинилхлорид
Хлорированный
полиэтилен
Полипропилен
Поливинилиденхлорид
Поливинилиденфторид
с
реакционными
группами
Полиуретаны
Эластомер
без
реакционных групп
Термоэлас-
топласты
Термопластичный
хлорсульфированный
полиэтилен
с реакционными
группами
Сшитый полиуретан
Хлоропреновый каучук
Хлорсульфированный
полиэтилен
Бутадиеннитрильный
каучук
Бутадиеновый каучук
Бутадиенстирольный
каучук
Этиленпропилендиено-
вый каучук
Силоксановый каучук
Фторкаучук
В середине 60-х годов прошлого века фирма «Дюпон» (США) начала серийное производство *^.
высокопрочного волокна из ароматических полиамидов (арамидов) которое получило фирменное
название Кевлар. В настоящее время волокна этого типа выпускаются в значительных объемах в
США, Германии, России, Японии и других странах.
Структура используемых в производстве оболочечных конструкций по типу применяемого
волокна в промышленности РТИ до настоящего времени существенно отличается от
среднемирового, так как еще очень велика доля потребления хлопчатобумажного (более 30%) и
полиамидного (более 60%) волокон. Наоборот, полиэфирные ткани пока используют в недостаточном
количестве, несмотря на их более благоприятные деформационные и прочностные характеристики и
более высокую стойкость к воздействию атмосферных факторов. Это связано с низкой адгезией
полиэфирных волокон к эластомерам и необходимостью использования при нанесении покрытия
пропиточных или промазочных составов с применением токсичных компонентов.
Тип переплетения в текстильных материалах также отличается разнообразием. Чаще всего
используют ткани полотняного переплетения с равной прочностью по основе и по утку. Для
создания материалов с низкой газопроницаемостью применяют нити с очень низкой круткой.
Для повышения прочности на раздир применяют переплетение «рогожка» или же сетчатое
плетение. Часто встречается (в зависимости от заданных требований) саржевое и трикотажное
переплетение (для защитной одежды). В производстве пневматических строительных оболочек
воздухоопорного типа хорошо зарекомендовал себя материал с ПВХ покрытием на основе ни-
тепрошивного полотна типа Малимо.
Особый интерес представляет собой новый, пока еще мало распространенный и дорогой
тип технических тканей, используемых в производстве оболочечных конструкций - материал
типа DWF (double wall fabrics). Они применяются при изготовлении надувных лодок под
названием «аэромат», «аэродек», «аэротек» главным образом ря производства днищ надувных
моторных лодок и аварийных пневматических подъемников для подъема самолетов.
Эластомерное покрытие. Полимерное покрытие может наноситься на ткань в виде
раствора, пасты, расплава, порошка, высоковязкой смеси, пленки, водной дисперсии и др. в
зависимости от вида имеющегося оборудования. Для изготовления тканей с резиновым покрытием
применяют резины на основе натурального и синтетических каучуков: бутадиеновых, изопрено-
вых, бутадиенстирольных, этиленпропиленовых, акрилатных, бутадиеннитрильных, хлоропре-
новых, этилхлоргидриновых каучуков, бутилкаучука, хлорсульфированного полиэтилена.
Хорошо себя зарекомендовали покрытия на основе силоксановых каучуков, а также резины на
основе комбинаций каучуков. Однако независимо от свойств самого полимерного покрытия
или ткани, никакие комбинации этих компонентов не дают совокупности всех необходимых
свойств, т.е. невозможно
получить Материал С Покрытием, 23.4. Материалы покрытия, используемые в производстве
ПРИГОДНЫМ ДЛЯ Всех Областей эластомерно-тканевых материалов
применения. Поэтому выбор
типа резины определяется
наиболее оптимальным
комплексом свойств для каждого
конкретного применения того или
иного типа мягкой оболочки.
Полимерные материалы,
используемые в производстве
тканей с покрытиями,
приведены в табл. 23.4.
В настоящее время
наиболее распространенным
материалом для производства ЭТМ
является
пластифицированный ПВХ, который может пла-
виться при нагревании и свариваться, что позволяет снизить стоимость изделия за счет
уменьшения времени сборки и трудозатрат.
При нагревании пластизоля ПВХ, представляющего собой дисперсию порошка ПВХ в
нелетучем пластификаторе, выше 50°С сначала увеличивается вязкость, затем происходит гелеоб-
разование и продукт теряет текучесть. При дальнейшем нагревании происходит окончательное
растворение полимера в пластификаторе и образование твердой фазы с эластичными
свойствами, сохраняющимися после охлаждения до комнатной температуры. В рецептуре мягких
паст ПВХ содержатся, кроме порошка ПВХ и пластификаторов, наполнители, пигменты, свето-
и термостабилизаторы, фунгициды, регуляторы вязкости, модификаторы адгезии и др.
Содержание пластификаторов обычно 60-80 масс. ч. на 100 масс. ч. ПВХ.
Основными недостатками материалов с ПВХ покрытием являются плохие газодержащие
свойства и низкая морозостойкость (до -30°С). Это удается устранить путем применения невы-
потевающих пластификаторов длительного действия на основе модифицированных полиоле-
финов, обеспечивающих также повышенную морозостойкость.
Другим полимером, который достаточно широко применяется для производства
материалов мягких оболочек, стал термопластичный полиуретан. Он обеспечивает высокую
морозостойкость (до-50°С), низкую жесткость, высокие газодержащие характеристики,
прочность и стойкость к истиранию. Относительно низкая гидролитическая стабильность
регулируется типом выбранного полиэфира в структуре полиуретана. Хорошими
эксплуатационными характеристиками обладают материалы с покрытием на основе термопластичных
полиолефинов.
Для обеспечения повышенной стойкости к воздействию солнечного излучения, озона
воздуха и погодных факторов и, соответственно, длительной работоспособности конструкций
возможно применение составов на основе фторсодержащих полимеров: политетрафторэтилена
(тефлона) и поливинилиденфторида (ПВДФ). Они имеют наиболее высокие показатели по
длительной стойкости к воздействию окружающей среды, но из-за высокой стоимости и
технологических проблем при переработке в изделия пока не нашли широкого распространения.
Адгезионный подслой. Повышение прочности связи между элементами конструкции
материала с эластомерным покрытием достигается двумя способами: обработкой тканей
различными составами (пропиточными, клеевыми) и введением в состав покрытия модифицирующих
добавок. В некоторых случаях эффект достигается применением обоих этих способов.
Для хлопчатобумажных тканей, в которых высокая прочность связи обеспечивается
механическим соединением ворсистой нити с полимером, обычно достаточно нанесения на клееп-
ромазочной машине первых слоев клея более низкой концентрации, а затем - более густых
слоев. Для полиамидных тканей обычно используют текстильные материалы, пропитанные
эпоксидной смолой, но чаще для повышения связи материалов из синтетических нитей с резиной
используют пропитку текстильных материалов составами на основе резорцинформальдегидных
латексов. В этих пропиточных составах активные добавки реакционноспособны по отношению как
к полимерному составу, так и к текстильному материалу. Латексная пропитка, как правило, увели-
чиваетжесткость материала.
Полиэфирную ткань обычно пропитывают в два этапа. На первом этапе ее погружают в
клей, состоящий из водорастворимой эпоксидной смолы, добавленной к дисперсной системе
блокированного изоцианата. Блокированный изоцианат затем активируют при повышенных
температурах, и полиэфирную ткань вторично погружают в стандартную смесь на основе резор-
цинформальдегидной смолы. Арамид, который близок по свойствам к полиамиду, не образует
удовлетворительную связь с простой смесью на основе резорцинформальдегидной смолы,
поэтому пропитку таких тканей обычно проводят в эпоксидной смоле по реакции эпихлоргидрина
и глицерина, а затем проводят второй этап пропитки в стандартной смеси.
В случае стеклоткани хорошая адгезия обеспечивается предварительной обработкой
волокон повышающим адгезию веществом (например, производными силана) с последующей
пропиткой смесью на основе резорцинформальдегидной смолы.
Адгезионную пропитку обычно осуществляют на специальных пропиточных линиях. Как прави- *^у.
ло, на линии совмещаются процессы пропитки, сушки и термомеханической обработки. При этом
улучшаются деформационные характеристики материала с точки зрения равномерности вытяжки
и снижения удлинений при рабочих натяжениях. Термообработка проводится в две стадии: на
первой-осуществляется сушка и термовытяжка, на второй -термофиксация. Температура в зоне
термообработки регулируется в пределах 170-220°С. Увеличение массы материала за счет
пропиточного состава составляет 3,5-10%.
I
!
1
!
1
8
к
23.4. Производство
эластомерно-тканевых материалов
Нанесение как термопластичного, так и эластомерного покрытия (нанесение слоя
полимера, удаление растворителя, дублирование) осуществляется на шпрединг-машинах. Особенно
важен выбор конструкции узла нанесения покрытия. Применяются простые и сдвоенные шпре-
динг-установки, комбинации шпрединг-машины с установкой нанесения покрытия
расплавляющим роликом, вертикальные шпрединг-машины.
Оборудование для нанесения покрытия роликом (прямым, обратным или гравировальным)
применяется при вязкости составов 10 Па-с и не применяется для нанесения на пористые
субстраты из-за сложности контроля проникновения.
Оборудование для нанесения покрытия ножом обеспечивает нанесение клея на ткань в
зазор между острой кромкой ножа и поддерживающим роликом или в зазор между субстратом
(подложкой), находящейся под натяжением, без поддерживающего ролика. Каждый из этих
способов может применяться при вязкости больше 200 Пас. Они часто используются для
промазки пористых тканей вследствие минимального проникновения.
При прессовании и экструзии клей продавливается под давлением через отверстия
(фильеры) или щель для непрерывного покрытия. Эти способы обычно применяются для
расплавляющихся адгезивов, но больше используются для водорастворимых составов. Обычно
используются клеи с широким интервалом вязкости.
Нанесение составов распылением при комнатной температуре или с предварительным
подогревом возможно при их вязкости около 2 Пас. Для двухкомпонентных смесей возможна
раздельная подача компонентов или подача через смешивающее устройство.
Наиболее распространенным в резиновой промышленности является способ клеепромазки
на шпрединг-машинах. При этом клеепромазку тканей осуществляют путем нанесения
раствора резины (клея) за несколько проходов (штрихов), как правило, ножевой раклей над обрези-
ненным валом. После этого растворитель удаляется из нанесенного слоя при прохождении
материала над нагреваемой паром плитой или на барабане (как при ламинировании). Этот способ
позволяет получать тонкие и легкие газодержащие материалы, но трудоемкость их
производства в несколько раз выше, чем при каландровом методе прорезинивания.
Наиболее простая установка для нанесения покрытия (рис. 23.1) состоит из
размоточного устройства для покрываемого материала, одной или нескольких шпрединг-машин с
различными устройствами для нанесения слоев покрытия, сушильной камеры, устройств
для охлаждения и замотки. Основными частями шпрединг-машины являются рабочий вал,
нож и паровая плита. При шпрединговании резиновый клей распределяется равномерно по
поверхности ткани на рабочем валу перед металлическим ножом. Первый слой клея
пониженной концентрации наносится на ткань для ее пропитки ткани. Именно первый слой
определяет величину адгезии покрытия и текстильного материала, поэтому он наносится при
пониженной частоте вращения вала. Обычно для достижения заданной толщины материала
требуется до 20 штрихов промазки клеем. При такой последовательности процесс
пропитки осуществляется более равномерно и с удалением воздушных пузырьков и паров
растворителя. Скорость движения ткани над обогреваемой плитой выбирают оптимальной для
^ 3.»
1С
Рис. 23.1. Схема клеепромаэочной машины:
/ — станина; 2 — бобина с прокладочным материалом; 3,4 — бобины с закатываемым и раскатываемым
материалами соответственно; 5 — вал; 6 — нож (ракля); 7 — нагревательная плита; 8 — поворотный ролик;
9 — капсулированное пространство
полного испарения растворителя до образования на поверхности плотно прилегающей
резиновой пленки. Чем тоньше и плотней слой одного штриха промазки, тем лучшего качества
получается материал. Высушивание должно происходить медленно в возможно более длинной
сушильной камере с незначительным градиентом температур от зоны к зоне. При
использовании растворителей следует обращать особое внимание на пожаробезопасность и
безопасность работы.
Дублирование может осуществляться сразу на выходе субстрата с покрытием или через
некоторое время на дублировочном каландре, т.е. «на линии» или «вне линии» изготовления
композиции «субстрат-адгезив».
Метод каландрования (фрикционная обкладка) отличается от шпредингования тем, что на
ткань наносится мягкая резиновая смесь во время прохождения между валками каландра.
Валки, вращаясь с различной частотой, втирают резиновую смесь в переплетение ткани. После
клеепромазки на шпрединг-машине или фрикционирования возможно нанесение тонкого
резинового слоя на каландре методом обкладки. Каландроваться могут ткани с поверхностной
плотностью более 110 г/м2. При этом резиновая смесь должна содержать более 20% каучука и
поверхностная плотность резины должна быть не менее 225-280 г/мг. Для надувных изделий ее
наносят не менее чем в два слоя.
Для вулканизации материала используются вулканизационные котлы, вулканизаторы тоннель- "1^
нога типа, барабанного типа, аппараты конвективного типа с активным гидродинамическим
режимом (АГР), ускорители электронов, другие типы агрегатов, обогреваемых электроэнергией, паром,
горячим воздухом, ИК-излучением или токами высокой частоты. Барабанный вулканизатор
непрерывного типа «Аума» фирм «Берсторфф» (ФРГ) или «Бузулук» (Чехия) представлен на рис. 23.2.
Одним из способов нанесения на ткань полимерного покрытия на основе термоэластоплас-
тов и каучуков общего назначения, а также комбинации ТЭП с термопластами является метод
кэширования предварительно разогретого в шприц-машине материала. Термоэластопласты в
виде клеевых составов наносятся на ткань клеепромазкой на специальных шпрединг-машинах.
Современные универсальные машины для нанесения покрытий из пластизолей и резин
состоят из различных установок, которые скомбинированы в этой машине по принципу «домино»
и подключаются к работе в зависимости от выбранной технологии и вида полимерного
покрытия. Это может быть ножевая ракля с барабаном, покрытым резиной или со стальным
барабаном, валковая ракля, воздушная ракля, узел пропитки при погружении, расплавляющий ролик,
реверсивный ролик, обогреваемые валки и др.
23.5. Контроль в производстве
эластомерно-тканевых материалов
В процессе производства ЭТМ осуществляется входной контроль каждого куска
текстильных материалов на соответствие всем показателям технической документации и контроль
резиновых клеев или пластизолей на соответствие технологическому регламенту их производства.
Концентрация клеев и пластизолей проверяется согласно послойной конструкции материала.
В процессе пропитки, прорезинивания текстильной ткани и нанесения наружного
резинового покрытия не реже 2 раз за смену контролируют скорость сушки и нанесения покрытия,
давление пара в плите шпрединг-машины и температуру плиты. Для каждого производственного
куска методом взвешивания проверяют массу сухого остатка на 1 м2 ткани. При дублировании
слоев ткани для каждого куска контролируют скорость дублирования и время хранения
полуфабриката до дублирования. При вулканизации прорезиненных тканей контролируют режим
вулканизации в процессе изготовления каждого куска.
Каждый кусок ткани после изготовления подвергают контролю качества по заданным НТД
параметрам: разрывная нагрузка по основе и по утку, удлинение при разрыве, масса 1 м2
(поверхностная плотность), газопроницаемость, температура хрупкости, а также по другим
показателям, указанным в нормативной документации на конкретный материал (см. табл. 23.1).
Методы испытаний эластомерно-тканевых материалов
Лабораторные методы определения характеристик материалов установлены
национальными стандартами ведущих промышленно развитых стран и стандартами ИСО (ISO). Некоторые
принятые в России стандарты, разработанные для тканей с резиновым покрытием и для
искусственных кож, несколько отличаются друг от друга и от международных стандартов по
методикам испытаний. Важнейшие контролируемые показатели материалов с указанием
используемых стандартов приведены в табл. 23.5.
Лабораторные испытания, необходимые при получении материала с требуемым комплексом
свойств, включают также определение показателей, которые не входят в контролируемые и
определяются лишь при изменении технологии или замене важнейших компонентов материала. К ним
относятся испытания на огнестойкость, растрескивание, изгиб, стойкость к средам, истирание,
жесткость, тепло- и морозостойкость и др. Материалы для некоторых видов конструкций, для
обеспечения работоспособности которых важны деформационные и прочностные характеристики при
рабочих нагрузках, подвергаются испытаниям в двухосном напряженном состоянии. При этом снимают
так называемые «нормальные характеристики» ЭТМ, т.е. два семейства кривых «натяжение - де-
I
!
i
!
1
I
26 - 5465
401
23.5. Основные свойства, определяющие работоспособность мягких оболочек
1
а
I
!
I
Показатель
Разрывная нагрузка,
Н/5см
Относительное
удлинение лри разрыве, %
Прочность на раздир
при надрезе, Н
Прочность связи
покрытия с тканью, Н/5 см
Поверхностная
плотность, г/м2
Температурный интервал
работоспособности, "С
Огнестойкость (класс)
Воздухопроницаемость
(отсутствие пузырей)
Методы испытаний
Российский
метод
ГОСТ 16010
ГОСТ 17316
ГОСТ 16010
ГОСТ 1716
ГОСТ 16010
ГОСТ 6768
ГОСТ 3811
ГОСТ 15162-82
ГОСТ 25076-81
Отраслевая
методика М 38
Заг-405221-87
Международный метод
ISO 1421
DIN 53354
ISO 1421
DIN 53354
ISO 4674
DIN 53363
ISO 2411
DIN 53357
ISO 2286-2
ISO 6185
DIN 53361
ISO 3795
NFP 92-503
DIN 75200
Показатель
Газопроницаемость по Н2
Не, л/м2 за 24 ч
Сопротивление
растрескиванию при изгибе,
циклы
Проницаемость по
топливу (класс)
Светостойкость(класс)
Стойкость к истиранию,
циклы
Толщина, мм
Озоностойкость(класс)
Прочность на прорыв, г
Жесткость, сН
Набухание в воде, %
Морозостойкость, "С
Методы испытаний
Российский
метод
-
ГОСТ 28791
ГОСТ 8978-75
-
ГОСТ 9780-78
-
-
ГОСТ 28787
ГОСТ 8977-74
-
—
Международный метод
NFG 37114
DP 6065
ISO 7654-84
DIN 53359A
ISO 6179
L SEA T06
ISO 105 B02
ISO 5470
ASTM
D-3884-92
ISO 2286-3
ISO 3011
ISO 3303-90
ASTM D-751A
ASTM
D-2136-84
формация» для основы и для утка ткани, в которых находится каждая частная кривая деформаций,
отвечающая переменному поперечному напряжению и постоянному продольному.
Производственные приемо-сдаточные испытания осуществляют на соответствие
требованиям, заложенным в нормативной документации. В первую очередь, к ним относятся
прочностные испытания на разрыв, раздир, адгезию, поверхностную плотность и испытания на
проницаемость. Для серийного производства изделий с заданной НТД периодичностью проводятся
периодические испытания партий для контроля стабильности производственного процесса.
Эксплуатационные испытания материалов проводят, как правило, в целях увеличения
сроков службы и других нормируемых показателей надежности изделий в условиях, максимально
приближенных к реальным условиям эксплуатации и при воздействии атмосферных факторов.
Применяются методы испытаний материалов в условиях светопогодного старения в
ненапряженном состоянии, в одноосном или двухосном напряженном состоянии, при экспозициях на
крышах зданий, при складском хранении, при воздействии агрессивных сред, в различных
климатических зонах, испытания образцов материалов-так называемых «свидетелей», испытания
материалов на готовых изделиях. Обычно, они проводятся в условиях, максимально
приближенных к условиям, в которых изделие будет работать при эксплуатации.
23.6. Прогнозирование работоспособности
эластомерно-тканевых материалов
Методики прогнозирования надежности и сохраняемости изделий из
эластомерно-тканевых материалов основаны на данных испытаний изделий с истекшим гарантийным сроком,
вырезаемых из них образцов для физико-механических испытаний, а также образцов
материалов, закладываемых на хранение и периодически испытываемых в процессе срока
эксплуатации. По условиям использования, возможным последствиям предельного состояния (отказа) и
оценки реальной продолжительности работы изделия определяют характер изменения
основных показателей материала, определяющих работоспособность изделия, прежде всего,
прочности, деформативности, растрескивания поверхностного слоя, герметичности и др. После
этого рассчитывают предельные параметры возникновения отказов. Вероятность безотказной
работы определяется из допущения, что в процессе хранения и эксплуатации полимерных мате-
23.7. Утилизация изделий
риалов, из которых изготовлены МОК, основные показатели их качества монотонно изменяют- *%^
ся по кривой, подчиняющейся известному закону Аррениуса. Более подробно методы
прогнозирования надежности и работоспособности материалов для мягких оболочечных конструкций s§
изложены в специальной литературе. |-
1
и отходов производства |
S
При производстве ЭТМ образуются производственные отходы в виде кусков и обрезков тек- (§
стильных материалов и тканей с эластомерным покрытием, кромки тканей, отходы клеев, про- ^
кладочные материалы. В ряде случаев куски и обрезки тканей с покрытием можно реализовы- >^
вать и использовать в быту, дробить и применять для изготовления в смесях для производства S
изделий неответственного назначения: настилов, садовых дорожек, резинобитумных компози- з
ций и др. Более подробно вопросы утилизации отходов рассмотрены в разделе «Вторичная ^
переработка резин и изделий». ^
24. МЯГКИЕ ОБОЛОЧЕЧНЫЕ КОНСТРУКЦИИ
(В.П. Шпаков)
24.1. Классификация мягких оболочечных конструкций 404
24.2. Конструирование мягких оболочечных конструкций 421
24.3. Материалы мягких оболочечных конструкций 423
24.4. Производство мягких оболочечных конструкций 425
24.5. Контроль материалов в производстве мягких оболочечных конструкций 428
24.6. Прогнозирование работоспособности мягких оболочечных конструкций 429
24.7. Утилизация изделий и отходов производства 429
Мягкие оболочечные конструкции (МОК), часто называемые надувными, пневматическими
или предварительно напряженными, представляют собой легкие и гибкие оболочки из тканей с
йластомерным покрытием, находящиеся в напряженном состоянии за счет воздействия на обо-
Ьочку внутреннего давления газа, жидкости или другой текучей среды, а также механических
рил. Растянутая внутренними силами оболочка способна противодействовать значительным
внешним нагрузкам. МОК имеют ряд существенных преимуществ перед конструкциями из
традиционных жестких материалов, таких как металл, дерево, жесткий пластик и т.п. К важнейшим
^преимуществам относятся:
- малая масса и малый объем в сложенном (транспортном) состоянии (по массе и отноше-
!Н*1Ю объемов в рабочем и уложенном состоянии МОК превосходят жесткие конструкции с
аналогичными техническими характеристиками в 30-500 раз);
- низкая материалоемкость;
- транспортабельность - возможность перевозки любым видом транспорта на предельные
расстояния;
- кратчайший период между транспортировкой и приведением в готовность для
использования по назначению, причем с возможностью автоматизации этого процесса;
- возможность полного заводского изготовления и комплектации «под ключ» до
транспортировки;
- высокая стойкость к динамическим и сейсмическим нагрузкам, хорошие
аэродинамические свойства;
- многократность оборачиваемости, т.е. допустимых циклов развертывания и свертывания;
- достаточная простота производства и относительно низкая стоимость.
^м
I
I
§
I
i
1 • Классификация мягких оболочечных
конструкций
В основу классификации мягких оболочечных конструкций могут быть положены разные
признаки: давление, геометрическая форма, вид, целевое назначение, функциональное
назначение, силовые параметры, условия работы. Наиболее распространенной является
классификация по назначению. При этом при делении на группы и подгруппы учитываются
конструктивные признаки МОК, условия эксплуатации, рабочие среды и нагрузки. В настоящее время
классификатор насчитывает 26 групп и около двухсот подгрупп конструкций, различающихся
формой, размерами, используемыми материалами и рабочим давлением. Он постоянно
расширяется и изменяется, появляются новые группы и подгруппы конструкций. Такая классификация
достаточно условная, она включает некоторые повторения признаков разных групп и подгрупп,
но позволяет обобщить требования к эксплуатации и применяемым материалам. В обобщенном
виде классификатор приведен в табл. 24.1.
24.1. Основные группы мягких оболочечных конструкций
Номер
группы
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Наименование
Воздухоплавательные
конструкции
Пневматические строительные
конструкции
Надувные лодки
Надувные
аварийно-спасательные средства для людей
Мягкие резервуары и емкости
Оболочки для подъема и
спасения объектов техники
Защитная одежда
Герметизирующие устройства
(заглушки и чехлы)
Гидротехнические сооружения
Гибкие ограждения судов на
воздушной подушке
Горно-шахтные оболочки
Эластичные механизмы
Радиотехнические конструкции
Низконапорные
транспортирующие рукава большого диаметра
Назначение
Подъем и транспортирование людей и грузов,
воздушное заграждение от низко летящих
объектов, метеорологические наблюдения,
дальняя связь
Создание микроклимата в замкнутом объеме
для защиты людей, техники и материалов от
воздействия окружающей среды
Транспортирование людей и грузов по водным
пространствам
Спасение жизни людей в аварийных ситуациях
на воде
Хранение и транспортирование газообразных,
жидких и сыпучих веществ
Подъем и удержание над землей технических
объектов, подъем грузов с глубины
Защита тела человека от воздействия
окружающей среды
Разделение сред для предотвращения аварий,
защита объектов от воздействия внешней среды
Защита от паводков и наводнений, создание
перепада высот в гидротехнике, подъем уровня
рек при лесосплаве
Уменьшение силовой нагрузки на поверхность
для перемещения по ней транспортных средств
Удержание кровли в шахтах, перекрытие
сечения подземных стволов, пустотообразование
при бетонировании выработок
Выполнение механической работы, передача
силовой функции другим механизмам,
создание направленной силы за счет давления газа,
жидкости
Подъем волновода на высоту, отражение
радиосигналов
Шахтная вентиляция, транспортирование газов
и текучих сред между подвижными объектами,
создание направленного потока сыпучих
материалов
Примечание
Рабочая среда - водород,
гелий, горячий газ, воздух
Низкого, среднего и
высокого давления
Гребные, моторные и
парусные
Индивидуального и
коллективного пользования
В ненаполненном
состоянии имеют очень малый
объем
Имеют высокую
грузоподъемность при малой
собственной массе
В водной, воздушной
среде и в безвоздушном
пространстве
-
Надувного, наливного и
напорного типов
-
Высокого и среднего
давления
Надувного и вакуумного
типов
ч
Номер
группы
15
16
17
18
~ 19
20
21
22
23
24
25
26
Наименование
Средства для преодоления
водных и рельефных преград
Надувные макеты техники
Конструкции медицинского
назначения
Технологическая оснастка
Элементы глубоководных
аппаратов
Разомкнутые оболочки
аэродинамического нагружения
Конструкции для работы в
космосе
Пневматические движители
Конструкции бытового
назначения
Театральные декорации
Надувные изделия для спорта и
отдыха
Надувная реклама
Назначение
Преодоление препятствий при перемещении
людей и техники на местности
Имитация объектов техники по внешневидовым
или радиотехническим характеристикам
Средства для облегчения транспортирования и
лечения травмированных людей
Формирование пустот в крупногабаритных
трубах, вентиляционных туннелей при хранении
хлопка в бунтах
Регулирование выталкивающей силы при
погружении и всплытии, вытеснение жидкостей
Использование потока воздуха для
перемещения объектов с заданной скоростью
Торможение и амортизация объектов техники
при мягкой посадке, перемещение космических
объектов, создание микроклимата в космосе
Перемещение объектов техники по поверхности
Легко транспортируемые изделия для
облегчения быта и для использования в походных
условиях
Быстрое создание сценических эффектов в
театрах и на массовых представлениях, в шоу-
бизнесе
Конструкции для массового отдыха и
развлечений на воде и на массовых мероприятиях
Эффективное средство для донесения
рекламных материалов до потребителя
Примечание
-
-
Вакуумного и надувного
типов, работа в
статическом и динамическом
режимах
-
-
-
Наполняемые воздухом
или гелием
Герметичные и с
постоянным поддувом
—
Воздухоплавательные конструкции
Воздухоплавательные конструкции разделяют на шесть подгрупп: воздушные шары и
стратостаты, тепловые аэростаты, привязные аэростаты, мягкие дирижабли, надувные самолеты,
дельтапланы с надувным каркасом. Воздушные шары и аэростаты считаются первыми в мире
пневматическими конструкциями. При их разработке были заложены основы проектирования и
расчета мягких оболочек и основы материаловедения тканей с резиновым покрытием.
В настоящее время воздухоплавательные конструкции используют для аэрологического и
метеорологического наблюдения, для дальней связи, для научных исследований атмосферы,
установки воздушных заграждений от низко летящих объектов. В последние годы привязные
аэростаты (рис. 24.1), наполненные гелием и раскрепленные системой лебедок, стали
использовать для перемещения тяжелых грузов и трелевки леса в районах с пересеченной
местностью, в условиях бездорожья и лесосек, для наблюдения за дорожной ситуацией. Для этих целей
также применяют дирижабли. Наиболее
массовыми воздухоплавательными конструкциями в
большинстве стран являются тепловые
аэростаты, в которых подъемная сила создается
подогреваемым газовой горелкой воздухом. Они
используются в развлекательных и спортивных
Целях, во многих странах проводятся
международные соревнования по их пилотированию.
Сложные конструкции аппаратов легче воз-
Духа, применяемые в научных и технических
целях, создаются и в нашей стране, и за рубе-
Рис. 24.1. Привязной аэростат (Россия)
уг"ж
1
Й
!
I
1
OS
жом - во Франции, Германии, США. Так аэростат - монгольфьер «Солар файрфлай»,
разработанный в США, совершал полеты только с использованием энергии солнечных лучей. Во
Франции были разработаны шары «МИР», воздух в которых нагревался инфракрасным излучением
солнца и земли, а также летающий кран «Геликостат» - гибрид аэростата и вертолета для
транспортирования на внешней подвеске до 40 т груза и пассажирский многокорпусный «Авиостат»
для перевозки до 40 пассажиров с крейсерской скоростью 120 км/ч.
Пневматические строительные конструкции
Пневматические строительные конструкции (ПСК) начали развиваться в конце XIX в. и в
настоящее время получили широкое распространение во всем мире. В подавляющем
большинстве случаев их используют как сооружения временного назначения, хотя ПСК из новых
современных материалов применяют в качестве стационарных сооружений, рассчитанных на
эксплуатацию до 20-50 лет.
В эту группу входят девять подгрупп:
- воздухоопорные пневматические сооружения (ВПС);
- пневмокаркасные сооружения (ПКС);
- пневмопанельные сооружения (ППС);
- комбинированные ВПС с металлокаркасом;
- ВПС, подкрепленные снаружи системой тросов или сеток;
-линзовые перекрытия;
- пневматические опалубки;
- монтажные оболочки, используемые для подъема собираемых на земле стержневых структур;
- тентовые сооружения.
Наибольшее применение в строительстве нашли ВПС, отличающиеся относительно низкой
стоимостью, малым объемом строительных работ и возможностью безопорного перекрытия
значительных пролетов и площадей (рис. 24.2).
Пролет ВПС полуцилиндрической формы может достигать 60 м, удельная масса
конструкции 1-5 кг/м2 перекрываемой площади. Внутри сооружения постоянно поддерживается
избыточное давление воздуха 100-500 Па, которое практически не ощущается человеком. Трудозатраты
на монтаж (демонтаж) ВПС составляют в среднем 1,5-2,5 человеко-дня на 100 м2
перекрываемой площади. Особенностью ВПС является возможность существования оболочки как
строительной конструкции только в комплекте с системой жизнеобеспечения - воздухонагнетатель-
ной установкой. Другими необходимыми конструктивными элементами ВПС, снижающими
энергозатраты на поддержание постоянного избыточного давления в сооружении, являются
герметизирующие элементы -тамбуры, вращающиеся двери, фартуки и др. В комплект поставки
обычно входят системы отопления, крепления к грунту, освещения и резервная система дизель-
генератор. Они являются очень эффективными конструкциями для создания временных
сооружений в отдаленных и труднодоступных районах, в качестве выставочных павильонов,
складов, перекрытий спортивных залов,
теннисных кортов и катков. В настоящее время
количество эксплуатируемых ВПС в мире
превышает 200000, ими перекрыто по меньшей мере
100 млн м2 полезной площади.
К недостаткам ВПС относятся повышенная
энергоемкость на наддув и отопление, низкие
теплотехнические показатели, повышенная
«уязвимость», особенно в аварийной ситуации,
ограниченная долговечность и необходимость
повышенной культуры обслуживания.
В России ВПС выпускаются серийно.
Промышленность освоила конструкции ВПС с про-
Рис. 24.2. Одно из первых разработанных в
СССР воздухоопорных сооружений
складского назначения полуцилиндрической формы
[пролет 18 м, длина 45 м (без тамбура), высота в
коньке 9 м, общая масса 3 т]
406
летом от 12 до 30 м, основные требования к которым и условия применения определены стро-*iv
ительными нормами и правилами (СНиП). Выпускаются также конструкции по
индивидуальным требованиям потребителей и усовершенствованные конструкции: оболочки с легким
поддерживающим металлическим, пневматическим или деревянным каркасом, двухслойные
оболочки с избыточным давлением воздуха внутри сооружения и между слоями, а также
конструкции с внутренним подвесным тепловым экраном, позволяющим уменьшить теплопотери
приблизительно на 50%.
Для перекрытия больших площадей разработаны конструкции ВПС с тросовым или
сеточным подкреплением, что позволяет в несколько раз увеличить габариты сооружений. Одним из
самых крупных в мире сооружений для укрытия стадиона стала воздухоопорная оболочка
прямоугольной в плане формы со срезанными углами, подкрепленная системой направленных по
диагонали тросов, размером 168,3x220 м, возведенная в г. Понтиак, США.
Другой разновидностью строительных конструкций являются пневмокаркасные (по другой
терминологии - воздухонесомые) сооружения (ПКС), в которых несущую способность
обеспечивает каркас из надувных арок или комбинации надувных арок и балок (рис. 24.3), а создание
микроклимата обеспечивается водонепроницаемым тентом.
Преимуществом ПКС является уменьшение энергозатрат при эксплуатации, а при
использовании двухслойного тента - и снижение теплопотерь. Эти конструкции могут быть низкого (до
500 Па), среднего (до 20 кПа) и высокого (до 600 кПа) давления. При этом в конструкциях
низкого давления, поддерживаемых его вентиляторами, диаметр арок в зависимости от
пролета может достигать 1,5-4,0 м. Максимальный пролет созданного пневмокаркасного
сооружения (пролет выставочного павильона «Фудзи» на Всемирной выставке в Осаке) достигал 50 м.
Наибольшая эффективность и надежность ПКС при длительной круглогодичной эксплуатации
достигается в конструкциях из сплошного ряда арок диаметром 1,5 м (рис. 24.4), которые, как
правило, выпускаются по индивидуальным требованиям потребителей.
Хорошо зарекомендовали себя в эксплуатации пневмокаркасные конструкции, созданные и
выпускаемые серийно промышленностью РТИ для использования их мобильными отрядами
МЧС в качестве медицинских пунктов и госпиталей при ликвидации последствий стихийных
бедствий и катастроф (рис. 24.5). Они имеют модульную конструкцию с полезной площадью
модуля 13,2-37 м2, пролет от 3,36 до 9,26 м и массу в чехле от 70 до 210 кг. Время
развертывания комплекса обученной командой 30 мин.
Близкие к ПКС из сплошного ряда арок по конструкции и назначению пневмопанельные
сооружения (ППС) собирают из плоских надувных панелей, образуемых за счет внутренних
поперечных перегородок или точечных связей. Они хорошо противостоят сжимающим и изгибающим
усилиям, обладают повышенным сопротивлением тепловому потоку, что позволяет возводить
конструкции различного назначения пролетом до 18 м. Основные недостатки ППС - повышенная
трудоемкость изготовления и низкая огнестойкость. ППС могут изготавливаться из двухстенных
I
I
о
Й
I
I
I
Рис. 24.3. Пневматический каркас ПКС (пролет
арок 12 м; длина 20 м; высота в коньке 7 м; диаметр
арок и балок 1,0 м; рабочее давление 12 кПа)
Рнс. 24.4. Надувной ангар — укрытие
комплекса надувных аттракционов (перекрытая
площадь 350 м2)
s
I
1
1
Ряс. 24.5. Быстровозводниый пневмокаркасный модуль для размещения мобильных госпиталей
Рис. 24.6. Железобетонный свод пролетом 12 м
на пневмоопалубке
материалов типа «airmat» или DWF (Double Walls
Fabrics), представляющих собой два слоя
текстильного материала, соединенного в процессе
ткачества сплошной системой гибких нитей
определенной длины с нанесенными снаружи
слоями газодержащего покрытия. Из этого
материала изготавливают сооружения купольной и
полуцилиндрической формы пролетом до 40 м.
Пневматические опалубки (ПО) используют
в строительстве в качестве оснастки для
создания жестких конструкций из железобетона,
пенопласта, льда. ПО широко применяют для
возведения тонкостенных железобетонных сводов. Возведение проводится двумя способами: на-
брызгом бетона на заранее надутую оболочку или послойным наложением бетонной смеси,
арматуры, гидро- и теплоизоляции на нулевом уровне поверх разложенной оболочки, ее
наполнением, подъемом системы и выдерживанием в стационарном режиме до затвердевания
бетонной смеси (рис. 24.6). Оба эти способа были успешно апробированы, и производство пневмо-
опалубок освоено отечественной промышленностью.
Надувные лодки
Надувные.лодки являются одним из самых ранних и самым распространенным в мире
видом мягких оболочечных конструкций. Первые в мире одноместная и десятиместная надувные
лодки были спроектированы и изготовлены в Англии в первой половине XIX в. фирмой,
организованной изобретателями прорезиненной ткани Т. Хенкоком и Ч. Макинтошем. В1919 г. в
Англии было налажено серийное производство надувных лодок, которые использовались в
авиации в качестве спасательных средств. В 1938 г. в СССР было освоено производство надувных
десантных лодок вместимостью 30 человек и массой 177 кг, а в 1959 г. на заводах РТИ начали
выпуск двухместных гражданских лодок для охотников и рыболовов.
В настоящее время производство надувных лодок из тканей с зластомерным покрытием во
всем мире является динамично развивающейся отраслью промышленности. По данным
голландской фирмы OEM-data надувные лодки выпускаются в 35 странах мира 215 фирмами и
общий годовой объем их выпуска по экспертным оценкам превышает 500 тыс. шт.
Согласно классификации в группе надувных лодок имеется 13 подгрупп: гребные,
моторные, парусные, десантные лодки, байдарки, каяки, шлюпки, рафты, рибы, катамараны,
тримараны, плоты для сплава баллонные, летающие лодки. Все они существенно различаются по
конструкции, форме, вместимости и условиям применения. Непременным условием их
конструкции является многоотсечность для повышения надежности.
Гребные лодки (рис. 24.7) перемещаются с помощью весел, вставляемых в уключины, или
ручных гребков. Обычно они имеют вместимость от одного до пяти человек и собственную
массу от 2 до 30 кг.
ж
Рис. 24.8. Моторная трехместная лодка с
жестким днищем
Рис. 24.9. Надувная двухместная байдарка
Моторные лодки (рис. 24.8) вместимостью,
как правило, от двух до шести человек, имеют
в конструкции транец для установки
подвесного мотора мощностью от 2 до 40 л.с, жесткое,
противодействующее осевым усилиям,
складное или мягкое надувное дно из материала
«airmat». Их масса обычно не превышает 80 кг.
Парусные лодки снабжены мачтой, имеют
съемный или мягкий, растягиваемый
основанием мачты матерчатый киль и такелаж для
управления парусом. Они вмещают обычно от
одного до пяти человек.
Байдарки (рис. 24.9) и каяки отличаются способом гребли, имеют удлиненную узкую форму
и надувной пол, что обеспечивает движение с большей скоростью. Их вместимость обычно один-
два человека, масса от 10 до 40 кг, длина от 2,8 до 4,5 м. Байдарки и каяки имеют для каждого
гребца по одному веслу, причем для байдарок оно двухлопастное.
Дежурные шлюпки для морских судов должны соответствовать требованиям
Международной конвенции по охране человеческой жизни на море «S0LAS-74I83» по техническим
характеристикам и оснащению. Они являются как спасательным средством, так и средством для
проведения подводных работ, досмотра, патрулирования, для осуществления природоохранных
мероприятий и связи с другими судами и берегом. Вместимость шлюпок шесть-восемь человек,
масса до 180 кг.
Рафты (Rafts) являются особым видом гребных надувных лодок, которые используются
для спортивного сплава по горным рекам. Их отличительные особенности - заданное
соотношение ширины и длины, равное 1:3, повышенный диаметр бортов (до 600 мм) и специальные
устройства для свободного выхода наливающейся в кокпит воды. Гребцы работают веслами,
располагаясь на баллонах бортов.
Рибы (Ribs) представляют собой надувные моторные лодки с жестким стеклопластиковым
корпусом. Они получили широкое распространение в последние годы благодаря отличным
гидродинамическим характеристикам, высокой скорости перемещения по воде, надежности и
непотопляемости за счет надувных бортов. В отличие от других надувных судов, из-за жесткости
основного корпуса в транспортном положении они имеют почти такие же габариты, как и в
рабочем состоянии. Их вместимость, как правило, от двух до восьми человек, масса 30-250 кг,
диаметр баллонов 400-600 мм. Их можно оснащать стационарным двигателем и рулевым
управлением, располагаемыми в кокпите.
Надувные катамараны и тримараны являются менее распространенными видами судов и
используются в качестве спасательных средств, для отдыха на воде и для спортивных
состязаний. Они могут быть моторными, гребными и парусными.
~&~-
409
I
1
I
I
I
Плоты для сплава баллонные представляют собой конструкции из поперечно или продольно
расположенных по отношению к водному потоку индивидуальных баллонов (от 4 до 8 штук),
соединенных поверху легким разборным каркасом. Используются для спортивного сплава по горным
рекам высшей категории сложности.
Летающие лодки, состоящие из комбинации надувной лодки вместимостью до 4-х человек с
деьтапланом. Используются как средство для экстремальных видов спорта.
Надувные аварийно-спасательные средства для людей
Надувные аварийно-спасательные средства (НСС) для людей включают 15 подгрупп и
разделяются на индивидуальные и коллективные
Индивидуальные спасательные средства (ИСС), которыми в обязательном порядке
оснащаются все самолеты, летающие над водными пространствами, а также морские и речные суда,
морские буровые платформы и др., используют для охраны жизни человека при работах на
воде, сопряженных с опасностью попадания человека в воду.
В подгруппу ИСС входят:
жилеты, надеваемые на верхнюю часть туловища; жилеты выпускаются с начальной
положительной плавучестью, создаваемой внутренними элементами из легкого пористого
материала, комбинированные и надувные;
надувные или наполненные пористым материалом нагрудники, надеваемые на шею и
поддерживающие голову спасаемого выше поверхности воды;
одноместные лодки, перемещаемые с помощью ручных гребков в положении «лежа»;
одноместные надувные плоты, конструктивно похожие на
одноместные лодки, но имеющие одно- или двухслойный тент для
защиты человека от переохлаждения;
теплозащитные костюмы;
теплозащитные мешки, в которые помещают спасенного для
сохранения тепла после переохлаждения;
детские спасательные люльки;
подушки безопасности, широко используемые в настоящее
время для защиты и спасения жизни водителей и пассажиров
легковых автомобилей.
ИСС отличаются малой массой и надежностью благодаря мно-
гоотсечности, они удобны для использования, снабжены
автономной системой газонаполнения и сигнальными средствами,
облегчающими поиск пострадавшего на воде (рис. 24.10).
Коллективные надувные средства спасения (НСС) включают надувные плоты и аварийные
трапы:
- морские плоты спасательные надувные (ПСН) сбрасываемого типа;
- морские ПСН спускаемого типа;
-авиационные ПСН;
- аварийные надувные спасательные трапы (ТН);
- пневматические посадочные устройства (ППУ);
- комбинированные трапы - плоты;
- надувные прыжковые устройства (НПУ).
Коллективные средства предназначены для спасения экипажей и пассажиров судов и самолетов
в аварийной ситуации. В мире в настоящее время находятся в эксплуатации более 100000 НСС.
Плоты спасательные надувные (ПСН) являются одними из самых надежных спасательных
средств на море, обеспечивают спасение людей при штормовом волнении и критическом крене
судна, автоматически наполняясь газом от собственных систем газонаполнения в аварийной
ситуации при попадании в воду. Морские спасательные плоты в обязательном порядке
оснащаются комплектующими предметами снаряжения и снабжения: контейнером для хранения, сиг-
Рис. 24.10.
Спасательный нагрудник
Рис. 24.11. Сбрасываемый спасательный
надувной плот вместимостью 10 человек
Рис. 24.12. Спускаемые спасательные
надувные плоты вместимостью 20 человек
нальными средствами, неприкосновенным запасом воды и питания, набором для лова рыбы,
веслами, устройством для ручной подкачки пневмоэлементов, плавучим ножом и др.
Плоты рассчитаны на автономное плавание в течение 30 сут., а аварийный запас - на 3 сут.
Требования к ПСН по конструкции, комплектации и условиям применения определяются
Международными нормами и правилами. Морские плоты выпускаются двух видов: сбрасываемые
(рис. 24.11) и спускаемые (рис. 24.12). В сбрасываемый плот, наполняемый на воде, спасающиеся
попадают, прыгая в него с низкобортного судна, или из воды. Спускаемый плот можно спускать на
воду надутым на палубе и полностью загруженным людьми с помощью судовых грузоподъемных
средств, а также можно поднимать спасающихся непосредственно из воды. В мировой практике
морские спасательные плоты выпускают вместимостью 4,6,8,10,15,20,25 чел., отечественная
промышленность выпускает сбрасываемые плоты для морского и речного флота, а также для яхт
вместимостью от 4 до 20 чел. К их недостаткам следует отнести вероятность выхода из чехла или
контейнера после срабатывания системы газонаполнения днищем вверх, что требует ручного
переворачивания и затрудняет использование.
Авиационные ПСН отличаются от морских конструктивно и особыми требованиями,
заложенными в Международных нормах и правилах. Эти отличия связаны с необходимостью хранения и
транспортирования авиационных плотов при пониженном атмосферном давлении, а также с
необходимостью минимизации массы в целях экономии топлива при их перевозке на самолетах.
Авиационные плоты выпускаются вместимостью от 1 (рис. 24.13) до 45 чел. Высокую
эффективность при спасении обеспечивают плоты двухстороннего действия (рис 24.14), готовность которых к
принятию пострадавших не зависит оттого, как плот вышел из чехла при срабатывании системы
Рис. 24.13. Авиационный спасательный
одноместный плот
Рис. 24.14. Авиационный спасательный плот
двухстороннего действия вместимостью 25—30
человек
I
I
i
!
I
I
Рис. 24.15. Надувной двухскатный аварийный
трап для самолетов
газонаполнения. Днище этих плотов
расположено между камерами плавучести, а тент
полуавтоматически устанавливается спасающимися уже
после попадания их на плот.
Аварийные надувные спасательные трапы
(ТН) и пневматические посадочные устройства
(ППУ) представляют собой конструкции в виде
наклонной надувной платформы, по которой
скатывается пассажир в аварийной ситуации.
ТН и ППУ, предназначенные для высадки
людей при приводнении самолетов, имеют,
кроме того, горизонтальную плавучую часть, к
которой швартуются ПСН. Выпускаются
разновидности ППУ с двумя и большим числом
параллельных скатов (рис. 24.15), со спиральным
спуском (для высокобортных судов) и др.
В последние годы в авиации наметилась тенденция создания НСС большой вместимости и
пропускной способности, а также комбинированных средств типа трапов-плотов, которые в
момент аварийной высадки служат трапом, а после отсоединения от судна используются как
плот. Переход к таким конструкциям объясняется требованиями максимального снижения
массы НСС, приходящейся на одного пассажира.
Надувные прыжковые устройства (НПУ) используют для спасения людей с верхних этажей
зданий при пожарах. НПУ выпускают в форме надувного батута или конструкции с надувным
каркасом, обтягиваемым по всей поверхности высокопрочным тентом (известны под названием
«куб жизни»), НПУ используют, как правило, для прыжков людей с высоты не выше 15-18 м.
Мягкие резервуары и емкости
Мягкие резервуары (MP) и емкости разделяют на 12 подгрупп:
- свободно лежащие резервуары;
- мягкие открытые бассейны;
- подвесные емкости для тушения пожаров с воздуха;
- мягкие ранцевые резервуары;
- мягкие контейнеры;
- самолетные мягкие баки;
- буксируемые мягкие емкости;
- флекси-танки;
- мягкие силосы;
- мягкие газгольдеры;
- емкости для перемещения сыпучих грузов;
- судовой пластырь.
MP получили широкое распространение на транспорте и складском хозяйстве, для тушения
пожаров и др. Их изготавливают, как правило, подушечной формы из материалов, стойких к
действию хранимых сред и атмосферных факторов.
Свободно лежащие (стационарные) мягкие резервуары выпускают вместимостью от 22,5
до 300 м3 (рис. 24.16). Разновидностью MP являются транспортные MP, рассчитанные на
перевозку от 1 до 15 м3 жидкости (рис. 24.17) на бортовых машинах или платформах.
Разновидностью стационарных MP для хранения жидкостей являются мягкие бассейны, изготавливаемые в
виде усеченного конуса относительно малой высоты с плавучим надувным кольцом в верхней
части, препятствующим вытеканию жидкости при деформациях и обеспечивающим
сохранение формы бассейна.
Рис. 24.16. Свободно лежащий мягкий
резервуар для горючего вместимостью 250 м'
Рис. 24.17. Мягкий резервуар для
транспортирования горючего вместимостью 10 м'
Мягкие емкости для тушения пожаров разделяют на подвесные, вмещающие от 1 до 5 т,
которые транспортируются на внешней подвеске вертолетов и имеют конструктивные элементы,
позволяющие быстрое дистанционное наполнение и опорожнение оболочки. Также для тушения
пожаров используют мягкие емкости заплечные ранцевого типа объемом до 20 л с закрепленным
распылителем.
Мягкие контейнеры (МК) для сыпучих грузов изготавливают в виде мешка конической или
кубической формы с проушинами в верхней части для грузозахватных механизмов и люками
для загрузки и разгрузки. Такие конструкции выполняют из прорезиненных тканей и из тканей
с термопластичным покрытием. МК из полипропиленовой ткани с термопластичным
покрытием вместимостью от 1 до 5 м3 получили в последнее время очень широкое распространение под
названием «биг-бэг». Они позволяют успешно решать проблему возвратной тары.
Самолетные мягкие баки применяют для транспортирования в полостях крыльев
расходуемого горючего в самолетах дальнего радиуса действия. Их изготавливают из невулканизо-
ванных тонколистовых резин, стойких к действию нефтепродуктов, а склейка и вулканизация
изделия в целом осуществляется на фигурных формах, индивидуальных для каждой модели
самолета.
Буксируемые мягкие емкости (мягкие баржи) изготавливают объемом от 5,55 до 1100 м3. Их
можно буксировать за судном со скоростью до 10 узлов/ч.
«Флекси-танки» - вкладные емкости второго герметичного контура для транспортирования
нефтепродуктов, воды, соков или вина на танкерах или в контейнерах типа «море-земля» («see-
land») используют для защиты окружающей среды и вод мирового океана от загрязнений.
Такие конструкции позволяют перевозить нефтепродукты на сухогрузах и обеспечивать доставку
жидкости до конечного потребителя водным, железнодорожным и автомобильным
транспортом без перелива и потерь.
Мягкие силосы используют, как правило, для хранения зерна на токах или в
зернохранилищах. Мягкие газгольдеры (МГ) изготавливают в виде цилиндра со сферическими окончаниями
или сферы с внутренней осесимметрично закрепленной диафрагмой, повторяющей
конфигурацию половины газгольдера. При опорожнении МГ воздух под небольшим избыточным
давлением подают под диафрагму, которая, перемещаясь, вытесняет газ.
Емкости для перемещения сыпучих грузов наиболее эффективны при разгрузке платформ
или трюмов судов. При подаче воздуха в оболочку насыпной материал перемещается к краю
платформы или к транспортеру, позволяя экономить затраты ручного труда.
Судовой мягкий пластырь изготавливают из высокопрочного к порезам и проколам
материала и используют для быстрого заделывания крупных пробоин в корпусе судна путем
наполнения внутреннего объема оболочки пластыря водой.
I
I
-S$5^
413
7^ Оболочки для подъема и спасения объектов техники
Оболочки для подъема и спасения объектов техники включают восемь подгрупп:
пневматике ческие подъемники, поплавковые оболочки, оболочки для подъема грузов с глубины, автоном-
=j ные подъемные устройства, баллоны остойчивости, боновые заграждения, надувные буи, на-
| дувные ремонтные чопы.
5 Пневматические подъемники (мягкие домкраты) используются для подъема в аварийной ситуа-
Q. ции самолетов, совершивших вынужденную посадку. В России и за рубежом серийно выпускаются
I авиационные пневматические подъемники, комплект которых позволяет поднимать на высоту до
| 3,2 м и удерживать самолеты весом до 200 т. Также разработаны и испытаны высоко напряженные
J» мягкие домкраты для снятия морских судов с мели грузоподъемностью 50,150 и 200 т.
§ Поплавковые оболочки эффективны для применения на воде благодаря их высокой подъем-
Q ной силе, простоте конструкции и малому объему в уложенном состоянии. Как правило, требо-
'§ вания к таким конструкциям сугубо индивидуальны. Они широко используются для подъема с
§ глубины грузов и затонувших судов, для повышения плавучести конструкций и тел с плотнос-
^ тью, близкой к плотности воды (плотов из тяжелых пород деревьев, сетей, тяжело нагружен-
i^ ных барж, судов с пробоинами и понтонов), повышения остойчивости морских транспортных
средств в критических ситуациях.
Оболочка для подъема объекта с глубины имеет наиболее простую конструкцию в форме
купола парашюта или теплового аэростата, которая наполняется воздухом от судового
компрессора и создает объекту положительную плавучесть.
Автономные подъемные устройства устанавливаются на объектах, имеющих
отрицательную плавучесть и собственный двигатель и должны выполнять определенные задачи в воде.
Они имеют независимую систему газонаполнения, которая срабатывает по сигналу с корабля и
позволяет поднять и удерживать изделия на поверхности.
Боновые заграждения типа «Анаконда», состоящие из легких поплавков из пористого
материала, заключенных в гибкую длинную оболочку из ткани с нефтестойким полимерным
покрытием, используют для ограничения распространения нефтяных пятен на поверхности воды. В
настоящее время их широко применяют в мировой практике.
Баллоны остойчивости позволяют поддерживать на плаву судна с малой осадкой
(например, баржи, машины - вездеходы) во время волнения моря.
Надувные буи носят сигнальный характер для нахождения объекта, находящегося в воде,
или разметки курса движения при соревнованиях.
Надувные ремонтные чопы относятся к оболочкам низкого или среднего давления и, как
правило, имеют форму конуса или пирамиды.. Их применяют для аварийного ремонта небольших
пробоин в корпусе судна.
Защитная одежда
Особенность защитной одежды как конструкции определяется, помимо обеспечения
санитарно-гигиенических свойств и стойкости к воздействию внешних сред и герметичности,
сложной раскройной формой и необходимостью создания равнопрочности всех элементов при
воздействии знакопеременных, истирающих и других нагрузок. Наиболее массовыми видами
защитной одежды являются гидрокомбинезоны и водолазное снаряжение, костюмы для
пожарных, противоперегрузочные и компенсирующие костюмы для летчиков, костюмы для защиты
от воздействия сред, теплозащитные костюмы и др.
Герметизирующие устройства
В эту группу входят герметизирующие устройства трубопроводов, оболочки и контейнеры
для защиты от внешних сред, мембраны и диафрагмы крупногабаритные.
Заглушки используют на газопроводах для предотвращения поступления горючего газа к
месту проведения ремонтных огневых работ на трубопроводе, на устройствах для отключения
потока нефти при ремонте нефтепроводов, устройствах для перекрытия канализационных
коллекторов и водоводов.
Чехлы используют для защиты от воздействия окружающей среды, пыли и влаги объектов ту.
различного назначения. Они представляют собой оболочки сложной раскройной формы,
приближающиеся по своему объему и конфигурации к укрываемому объекту. Основная трудность
при их создании состоит в обеспечении герметичности, водо- или пыленепроницаемости
разъемов большой протяженности. Для этих целей применяют различные типы монтажных быстро-
разъемных швов, герметизирующие фартуки, герметичные застежки-молнии.
В данной группе отдельно стоят крупногабаритные мягкие мембраны и диафрагмы между
трубой и жестким объектом, разделяющие среды различной природы, противодействующие
давлению и обеспечивающие компенсацию возможных взаимных перемещений.
Гидротехнические сооружения
В настоящее время в мире накоплен большой опыт подъема уровня малых рек для
орошения полей и проведения лесосплава с помощью водонаполняемых, пневматических и
мембранных плотин. Из-за значительных нагрузок на конструкцию гидротехнических сооружений для
их производства используют тяжелые высокопрочные материалы, стойкие к раздиру,
истиранию и проколу.
Гибкие ограждения судов на воздушной подушке
Суда на воздушной подушке (СВП) являются одним из самых вездеходных видов
транспорта в условиях мелководья, тонкого льда, распутицы, болот и бездорожья. Непременным
элементом амфибийных вездеходов и судов на воздушной подушке является гибкое ограждение
(ГО), обеспечивающее постоянство зазора между днищем судна и преодолеваемой
поверхностью, а также требуемое для режима парения повышенное давление воздуха под днищем.
Наиболее развито производство СВП в Англии, Франции, США и России. В настоящее время
получили распространение три типа гибких ограждений:
- многоярусные наружные ограждения с числом ярусов от одного до трех и внутренними
ограждениями, разделяющими воздушную подушку на отдельные секции в плане, и съемными
сопловыми элементами;
- многокамерные ограждения с расположенными по периметру судна одноконтурными
юбками «французского» типа в форме усеченного конуса;
- носовые и кормовые ограждения скегговых судов с ярусной конструкцией, ресивером и
соплами.
Одним из крупнейших в мире СВП является российский десантный корабль «Зубр»,
грузоподъемность которого составляет 150 т, а полное водоизмещение - 550 т. (рис. 24.18). Скорость
полного хода «Зубра» 60 узлов / ч и 40 узлов / ч - при высоте волн до 2 м.
В настоящее время имеется достаточно много как индивидуальных, так и серийных
конструкций СВП самого различного назначения: спасательные, почтовые, медицинские,
пассажирские. Известны даже оригинальные конструкции надувных катеров типа «ribs» на воздушной
подушке (рис. 24.19).
!
i
!
!
I
V**"w4\.>
ЧЙЙЕй*-'
'»г ~иаЗ
Рис. 24.19. Надувной катер на
воздушной подушке
-~ак~-
415
Si
1
I
I
yf~ От конструкции ГО и свойств материалов для его изготовления зависят такие параметры судна,
как возможность преодоления препятствий, мореходность при волнении, остойчивость,
возможность «зарывания», опрокидывание, увеличение аэродинамического сопротивления судна, износ
ГО. Крайне тяжелые условия работы материала ГО, воспринимающего ударные,
знакопеременные, истирающие и раздирающие нагрузки, потребовали серьезных разработок не только методов
расчета специальных конструкций ГО со съемными элементами, но и создания уникальных по
свойствам текстильных материалов и прорезиненных тканей. В результате ресурс работы ГО
удалось увеличить с 10-250 до 1000 ч для съемных элементов и до 8000 ч для гибкого ресивера.
Горно-шахтные оболочки
Их конструкции разделяют на пять подгрупп: надувные шахтные крепи, надувные
вентиляционные перемычки, пневмопробки, пневмопакеры, пустотообразователи.
Опыт применения пневматических конструкций в горно-шахтном строительстве
свидетельствует о высокой эффективности надувных шахтных крепей (пневмокостров), производство
которых освоено серийно. Их использование позволяет ускорять работы по укреплению кровли
шахтных выработок, уменьшать трудозатраты на эти операции, высвобождать значительное
количество деловой древесины и осуществлять работы на крутых пластах, где добыча полезных
ископаемых сильно затруднена. В результате отработки конструкции пневмокостров созданы резинокор-
дные оболочки подушечной и цилиндрической формы для использования в угольных шахтах,
обеспечивающие усилие распора до 55 т при рабочем давлении 750 кПа.
В группу горно-шахтных конструкций входят также надувные изделия, обеспечивающие
безопасность работ и снижение трудозатрат при проведении регламентных работ в шахтах.
Надувные герметизирующие перемычки используются в стволах шахт и подземных туннелях
для обеспечения нормальных санитарно-гигиенических условий труда под землей, для
исключения паразитных потоков воздуха и локализации пожаров. Выпускаются перемычки с площадью
сечения от 1 до 16 м2.
Пневмопробки - крупногабаритные оболочки для перекрытия рудоспусков обеспечивают
безопасность проведения аварийно-восстановительных работ на нижней отметке рудоспуска,
защищая людей от случайного падения камней сверху. Пневматические пробки хорошо себя
зарекомендовали также для защиты от замерзания и образования ледяных наплывов в пробуренных в
вечной мерзлоте скважинах при свайном строительстве.
Пневмопакеры (расширяющиеся рукава) используют при бурении скважин в целях
герметизации пространства между стенкой скважины и штангой бура за счет расширения тела рукава под
действием внутреннего давления.
Пневматические пустотообразователи диаметром до 2 м и давлением до 20 кПа применяют
для получения вентиляционных и технологических туннелей при бетонировании шахтных
выработок.
Эластичные механизмы
Значительная площадь контакта мягкой оболочки с опорной поверхностью позволяет
развивать усилие в сотни килоньютонов даже при относительно малых давлениях, что является
преимуществом МОК перед другими силовыми механизмами. Другая их особенность - малая толщина в
ненаполненном состоянии, что позволяет помещать оболочку в зазоры шириной в несколько
сантиметров и эффективно использовать при авариях для подъема, перемещения и восстановления
формы машин и механизмов, для снятия судов с мели, для выставления по высоте с высокой
точностью тяжелого оборудования при его монтаже.
Наиболее известны такие группы эластичных механизмов, как пневматические амортизаторы,
кантователи, пневмопоршни, пневматические и гидравлические кранцы, пневмостроппинг,
гидрозащитные оболочки, надувные катки для перемещения груза, оболочки для проведения
вскрышных работ, нажимные и опрессовочные камеры.
Рис. 24.20. Пневматический авиационный
подъемник под самолетом
Широко применяют мягкие оболочки в
качестве посадочных амортизаторов
летательных аппаратов, в качестве деннажных
подушек (пневмостроппинга) для раскрепления
тяжелых грузов на палубе и в трюмах
морских судов и препятствующих их
перемещению при качке. Серийно выпускаются и
широко используются в мировой практике мягкие
кранцы для причаливания судов.
Надувные резиновые мешки «Триплекс»
служат для равномерного склеивания
поверхностей многослойных лобовых стекол
автомобилей. Известен положительный
опыт применения гидравлических мягких
оболочек для откалывания глыб горных
пород. Интересны конструкции
гидравлических панельных оболочек в форме «шляпы», обеспечивающие гашение энергии взрыва при
обезвреживании опасных для транспортировки с места взрывоопасных предметов.
Наполняемые от пиропатрона оболочки используют также в качестве надувного толкателя для
направленного выбрасывания в сторону терпящих бедствие людей контейнера с надувным
спасательным плотом.
К этой группе можно отнести также пневматические подъемники (группа 6), предназначенные
для подъема и удержания на требуемой высоте тяжелых грузов, например самолетов,
совершивших аварийную посадку с поврежденным шасси (рис. 24.20). Выпускаются серийно как в нашей
стране, так и за рубежом резинокордные домкраты подушечной формы для подъема груза на
небольшую высоту грузоподъемностью 2-11 т.
Радиотехнические конструкции
Первые радиотехнические изделия в виде мягких оболочек - радиопрозрачные ВПС были
созданы в США в 40-х годах прошлого столетия для укрытия радарных антенн станций
дальнего обнаружения самолетов. Позднее американец У.Берд создал полностью надувной «радом»,
в котором надувная параболическая антенна была выполнена из радиоотражающего
герметичного материала, а форма зеркала обеспечивалась разностью давлений над и под
параболическим отражателем. Конструкция отражателя была укрыта воздухоопорной
радиопрозрачной оболочкой. Известны также работы по созданию вакуумных параболических отражателей,
форма которых поддерживалась разрежением в замкнутой оболочке между двумя мягкими
зеркалами.
Достаточно эффективными оказались мягкие уголковые радиолокационные отражатели, в
которых отражающие радиосигнал плоские поверхности из металлизированной ткани в форме
пространственного прямого угла натягиваются пневматической оболочкой или
пневматическими элементами. Конструкция имеет от четырех до восьми отражающих сигнал углов,
охватывающих в горизонтальной плоскости 360° и обеспечивающих направление отраженного сигнала на
объект, который этот сигнал посылал, с низкими потерями. Такие конструкции нашли
применение в надувных радиолокационных отражателях спасательных плотов для облегчения их поиска
в море.
Надувные антенны, поднимающие волновод на высоту и обеспечивающие дальний
устойчивый прием радиосигнала в полевых условиях, широко исследовались и использовались в
70-х годах прошлого столетия. Они нашли применение в технике связи для поиска
возвращаемых космических аппаратов и людей, для связи с кораблями в море, в качестве сигнальных
буев и др. Наиболее крупная из известных надувных антенн - антенна, имеющая диаметр
оснований 1,5 м и высоту 30 м.
I
I
27 - 5465
-5ф^
417
[
1
S
I
I
I
yf* Транспортирующие рукава большого диаметра
Транспортирующие рукава большого диаметра (более 300мм) чаще всего изготавливают из
тканей с эластомерным покрытием конфекционным способом. Они могут не иметь
формообразующего армирования и тогда принимают форму за счет избыточного давления подаваемого в них газа
(например, шахтные вентиляционные рукава). Рукава диаметром до 1200 мм, работающие под
избыточным давлением или при разрежении, имеют каркас из проволочной спирали или установленных с
определенным шагом проволочных колец. Они отличаются высокой гибкостью и стойкостью к
динамическим нагрузкам, компенсируют перемещения по трем осям при транспортировании газов
между подвижными объектами. Отличительной особенностью производства таких рукавов является
технология сборки на надувном дорне, из которого после завершения операции сборки стравливается
воздух, и дорн легко вынимается для последующего применения.
Средства для преодоления водных и рельефных преград
Эффективность этого вида конструкций особенно велика в военно-инженерном деле и в
отдаленных районах бездорожья. В 60-х годах прошлого столентия в США были разработаны
надувные фашины для преодоления рвов бронетанковой техникой, надувные мосты для
преодоления водных преград и болотистых участков на местности, надувные сходни для судов.
Интересен реализованный в 1972 г. проект «Водяная тропа», когда был разработан и
изготовлен надувной туннель диаметром 3 м и длиной 20 м, проложенный по поверхности воды, и в
него вентилятором подавался воздух. Люди через воздушный шлюз проходили в нем на другой
берег водоема по легкому жесткому мостику. Имеются проекты создания подобных
конструкций длиной до 400 м.
Конструкции медицинского назначения
Наиболее ранней пневматической конструкцией медицинского назначения является
кислородная подушка - мягкая емкость для кислорода, применяемая в экстренных случаях для
спасения жизни больных. Разработанный позднее противопролежневый матрац в своей основе
имеет принцип массирования тела больного путем циклического закачивания воздуха в четные
и нечетные группы камер матраца. Широкое применение нашли иммобилизирующие носилки,
матрацы и жилеты вакуумного типа, в которых оболочки, наполненные гранулами легкого
вспененного полимера (например, пенополистирола), вакуумировались прилагаемым вакуумным
насосом и приобретали конструкционную жесткость, фиксируя кости тела пострадавшего.
Иммобилизирующие носилки оказались наиболее эффективными при транспортировании
пострадавших при авариях на шахтах, быстро и надежно фиксировали переломы костей таза,
позвоночника и конечностей при транспортировании в узких проходах. Иммобилизирующие
жилеты обеспечивают вертикальное положение позвоночного столба людей, страдающих
церебральным параличом, существенно облегчая жизнь больных.
Целая серия изделий медицинского назначения была разработана конструкторами
Ярославского завода «Резинотехника»: корсет-реклинатор для эффективного и быстрого лечения
переломов позвоночника, дистракционный корсет для вытягивания позвоночника, надувные
носилки, пневматические и вакуумные шины, ванночки для промывания ран лежачих больных -
далеко не полный перечень таких разработок. Их эффективность доказана тщательными
медицинскими испытаниями.
Пневматические конструкции медицинского назначения выпускаются
специализированными фирмами в ряде промышленно развитых стран.
Технологическая оснастка
Надувная технологическая оснастка служит для облегчения выполнения определенных
операций в технологическом процессе изготовления крупногабаритных железобетонных труб,
рукавов, компенсаторов перемещений, для облегчения перемещений тяжелых и
крупногабаритных грузов и др.
Рис. 24.21. Пневматический амортизатор
БНВ -2, обеспечивший мягкую посадку на Луну
космических станций «Луна-9», «Луна-13»
Элементы глубоководных аппаратов
В глубоководной технике мягкие оболочечные конструкции используются в качестве вытес
нительных емкостей всплытия и выравнивания дифферента, диафрагм удаления загрязненных
жидкостей, уплотнительных шлангов герметизации, надувных шлюзов для выхода
вентиляционных труб и др.
Конструкции для работы в космосе
Проблема освоения космического пространства всегда привлекала к себе идеи использования
пневматических конструкций. Еще на заре космической эры была поставлена задача амортизации
с помощью надувных баллонов спускаемых аппаратов, и она была практически решена как на
земле, так и в космосе. В1962 г. была
осуществлена мягкая посадка на Луну планетной станции
«Луна-9» с помощью разработанного в НИИРПе
пневматического амортизатора БНВ-2 (рис. 2421).
Космический аппарат после отстрела последней
ступени ракеты-носителя, как в коконе, оказался
между двумя высоконапряженными надувными
баллонами, которые после осуществления мягкой
посадки разъединились и опустили аппарат на
поверхность.
На выходных шлюзах космических станций
используют для герметизации проемов
надувные шланги герметизации. Прорабатывалась
идея создания крупногабаритных колес
низкого давления для передвижения планетоходов,
надувных домов для космонавтов, осваивающих Луну. В 2004 г. была предпринята попытка
проверки работоспособности разворачиваемого в космосе гигантского паруса из тончайшей пленки,
который должен был обеспечить полет под действием солнечного ветра. В настоящее время
серьезно прорабатывается идея дешевого десантирования с МКС спускаемого аппарата массой до 70
тс помощью «космического парашюта»-надувного тормозного устройства типа «волан».
Очевидно, что идеи в этой области еще будут появляться и реализовываться.
Пневматические движители
Идея амортизации движения транспортных средств с помощью пневматического колеса
появилась со времени разработок первых автомобилей, и это направление достигло
значительного прогресса с точки зрения надежности, комфортности и безопасности. Тем не менее, идея
постоянно развивается, появляются новые оригинальные конструкции, обеспечивающие новые
принципы преобразования вращательного движения в поступательное.
Заслуживают внимания разработки в области надувных гусениц низкого давления для транс-
Портных средств и сельскохозяйственной техники, существенно снижающих удельную нагрузку
и эрозионное разрушение почвы, эффективно работающих на болотистых почвах, рисовых полях.
В последние годы теоретическая механика серьезно заинтересовалась торовыми
технологиями и, в частности, торовыми движителями, преобразующими процесс выворачивания
полого тороидного цилиндра (конуса) под действием внутреннего давления в его поступательное
Движение путем наволакивания на жесткое тело. Возможности торовых технологий
безграничны. Первая информация о торовых движителях появилась в конце 60-х - начале 70-х годов
прошлого века, и автором идеи по праву считается советский изобретатель Р.З Кожевников. В
настоящее время известны конструкции торовых оболочек для перекрытия сечения
газопроводов при проведении ремонтных огневых работ, оказавшиеся эффективнее ранее
использующихся заглушек цилиндрической формы, разрабатывается прототип вездехода с колесами, в
которых использован принцип торового движителя.
Ч
I
1
I
I
1
1
27»
419
Конструкции бытового назначения
Конструкции бытового назначения получили широкое распространение благодаря удобству
использования в походных и дачных условиях. К ним относятся надувные матрацы и кровати,
подушки, диваны, кресла. Как правило, в комплект этих конструкций входят автономные или
встроенные устройства для наполнения воздухом с ручным, ножным или электрическим
приводом. За рубежом получили распространение водяные кровати, заполняемые водой,
температура которой поддерживается в автоматическом режиме.
Театральные декорации
Удобство применения надувной мебели и надувных декораций в театральной практике и в
шоу-бизнесе, особенно на гастролях и при необходимости быстрой смены декораций, не
вызывает сомнения.
Проектирование декораций, как правило, индивидуально и определяется режиссерским
замыслом, однако появилось множество типовых конструкций, которые можно даже взять
напрокат для праздничного оформления. Известны «летающие» декорации, наполненные
гелием, пневмопанельные конструкции, крупногабаритные фигуры для ряда представлений.
Предлагаются двигающиеся конструкции, управляемые за счет изменения давления внутри
надувной оболочки: «пневмороботы», «аэромены», пневмомеханические композиции,
распускающиеся цветы, танцующие стелы и др.
В последние годы надувные конструкции стали неотъемлемой частью оформления
крупных соревнований с массовым участием зрителей, выставок, эстрадных представлений как в
нашей стране, так и за рубежом, и появилось множество фирм, успешно работающих в этом
направлении.
Надувные изделия для спорта и отдыха
Эта группа надувных конструкций включает самые разнообразные изделия: от мячей для
групповых игр до крупногабаритных ограждающих конструкций, которые используются для
обеспечения техники безопасности в горнолыжных видах спорта, для указания мест старта и
финиша при массовых соревнованиях, как инвентарь для экстремальных видов спорта и др.
К последним изделиям можно отнести:
- надувные сани и доски для серфинга;
- надувные двухстенные шары -так называемые («зорбы»), в которые залезает человек для
спуска с горы;
- конструкции типа вертикальной аэродинамической трубы, в которой человек может
парить в восходящем потоке воздуха;
- буксируемые за катерами многоместные надувные «бананы», круги, платформы и др.
Очень популярны в настоящее время надувные игровые комплексы для детей: городки
аттракционов, «мягкие» комнаты, батуты с различного вида надувными элементами для лазания
детей и домиками, горки и т.п. Пользуются большим успехом на курортах и пляжах водные
аттракционы из тканей с эластомерным покрытием: педальные и гребные круги и катамараны,
плавучие конструкции с прозрачным дном для дайвинга, водные сани, надувные пирамиды для
лазания, горки, качели, острова и многое другое.
Надувная реклама
Использование надувных конструкций в качестве рекламоносителей является одним из
наиболее доходчивых и вызывающих внимание способов рекламы. Широко распространены
рекламные наполняемые гелием шары и аэростаты на улицах, выставках, презентациях и на
массовых мероприятиях. В рекламных целях часто используют надувные фигуры, имитирующие по
форме упаковку рекламируемого продукта: бутылки, флаконы, кружки, игрушки и др. В
рыночной экономике этот вид рекламы получает все большее распространение.
24*2* Конструирование мягких
оболочечных конструкций
Конструирование МОК включает в себя следующие этапы:
- определение назначения конструкции;
- определение по классификатору группы и подгруппы изделия;
- формулирование основных технических требований к изделию;
- выбор формы, размеров и общей конструктивной схемы оболочки;
- разбивка конструкции на основные сборочные узлы (при необходимости);
- проведение предварительных расчетов напряженного состояния основных узлов под
действием внутреннего давления;
- разработка схемы нагружения при воздействии максимально возможных внешних нагрузок;
- проведение расчетов напряженно-деформированного состояния в материале основных
узлов с учетом внешних нагрузок и деформаций;
- выбор коэффициента запаса прочности конструкции;
- подбор или разработка материалов для изготовления комплектующих деталей;
- разработка оптимальной технологии изготовления и выбор конструкционных швов;
- испытание материалов и швов на соответствие заданным требованиям;
- разработка конструкторской документации для макетирования, чертежей сборок и под-
сборок конструктивных узлов;
- построение разверток деталей и разработка деталировочных чертежей;
- изготовление и испытание макетного образца;
- корректировка документации (при необходимости);
- изготовление опытного образца для испытаний совместно с заказчиком;
- разработка литерной конструкторской и нормативно-технической документации.
В зависимости от сложности изделия отдельные этапы могут совмещаться или исключаться
из общей схемы работ. Наиболее ответственными этапами работ являются расчеты, выбор
основных конструкционных материалов, швов и технологии изготовления конструкции.
Расчеты конструкций из мягких материалов, хотя и базируются на хорошо разработанной
безмоментной теории тонких оболочек, имеют ряд существенных отличительных
особенностей. Мягкие материалы (ткани, пленки, ткани с эластомерным покрытием) при незначительной
изгибной жесткости обладают ярко выраженной анизотропностью, физической
нелинейностью и высокими упруго-пластическими деформационными характеристиками. Вследствие
этого конструкции из мягких материалов характеризуются большими перемещениями и
деформациями даже при малых нагрузках, что значительно усложняет их точный расчет и требует
привлечения очень сложного математического аппарата. У оболочечных конструкций следует
различать два состояния: начальное (до приложения нагрузки) и конечное состояние равновесия
под действием всех приложенных сил, что объясняется значительным изменением формы
мягкой оболочки под нагрузкой. После снятия внешних нагрузок начальное состояние
восстанавливается. Уравнения равновесия мягких оболочек, как правило, имеют сложную нелинейную
структуру, и лишь в отдельных случаях их удается линеаризовать.
Другая особенность расчета МОК определяется тем обстоятельством, что конструкции
этого типа относятся к классу предварительно напряженных. Их форма и несущая способность
обеспечиваются постоянно действующими напряжениями от внутреннего избыточного
давления. В отличие от предварительно напряженных конструкций из обычных жестких материалов в
пневматических конструкциях несущая способность определяется только предварительным
напряжением оболочки. Мягкие материалы не воспринимают сжимающих усилий, т.е. их
отрицательным деформациям соответствуют нулевые напряжения. В связи с этим в мягких
оболочках могут возникать зоны, в которых одно из главных напряжений равно нулю, а вдоль линии
действия второго возникают складки. Следовательно, оболочка будет иметь две зоны
(одноосную и двухосную), каждая из которых описывается своей системой уравнений.
1
о
!
I
I
I
I
i
I
1
I
у» При решении прикладных задач нагруженность резинотканевой оболочки определяют не
напряжением а- нагрузкой, отнесенной к единице площади поперечного сечения, а натяжением
Т- нагрузкой на единицу протяженности сечения. В осесимметричных оболочках вычисляют
растягивающие натяжения, соответствующие тангенциальному Г, (широтному) и осевому Г0
(меридиональному) направлениям. Эти натяжения в тонкостенной оболочке двойной кривизны
радиусов р, и р0 при наличии равномерно распределенного и нормально направленного на
внутреннюю поверхность оболочки давления Ар взаимно связаны в уравнении Лапласа:
Ар = Г/р,. + Т0/р0.
Это уравнение, называемое уравнением элемента оболочки, содержит, кроме заданных
параметров Ар, рт и р0, два искомых неизвестных 7"т и Г0, т.е. является неопределенным. Для
оболочки в форме тела вращения осевое натяжение Г0 можно определить из равновесия части
оболочки, отсеченной плоскостью, которая перпендикулярна оси вращения.
яг'Др = Го2ягсо!зу,
где г - радиус оболочки по рассматриваемому сечению; Ар -избыточное давление; у - угол
между нормалью к плоскости сечения и касательной к поверхности оболочки в точке
пресечения этой нормали с обводом оболочки.
Решением этой системы уравнений для конкретных форм осесимметричных оболочек
можно рассчитать натяжения, действующие в них, в зависимости от внутреннего давления. В
частности, для сферической оболочки тангенциальные и меридиональные натяжения равны, и
уравнение принимает вид:
Т0=ТТ = Арг/2.
Для цилиндрической оболочки радиусы кривизны не равны между собой, и уравнения
приобретают вид:
Г0 = Арг/2; Гт = Apr.
Имеются формулы для расчета и других форм осесимметричных оболочек: конической,
тороидальной, а также достаточно простые методы расчета напряженно-деформированного
состояния некоторых форм мягких оболочек-пневматической балки, пневматической
стойки, надувной арки, надувного плота и лодки, оболочки аэростата, воздухоопорного
сооружения с учетом внешних нагрузок без учета перемещений и при допущении нерастяжимости
материала с доведением их до инженерной формы напряжений. Анализ методов расчета
мягких оболочек от простых до более сложных с учетом ортотропности и линейной зависимости
деформаций от напряжений в материалах и больших перемещений показывают, что зачастую
не требуется доведения математического аппарата расчета до точности, превышающей
точность исходных данных, которые весьма условны, а в практике эксплуатации большинства
типов МОК достаточно компенсировать неточность расчетов выбором более высокого
коэффициента запаса прочности.
Методика построения разверток оболочек вращения и разверток сопряженных
цилиндров при их полном и неполном пересечении основана на положениях начертательной
геометрии. В настоящее время разработано достаточно много программ проектирования и
построения разверток мягких оболочек даже сложной формы (комбинации различных форм
осесимметричных оболочек) с использованием ПЭВМ. В основу этих программ заложены методы,
разработанные для проектирования пневматических строительных конструкций в 80-е годы
прошлого столетия: программы «Компас», «Инвентор», а также методы проектирования
моделей одежды.
Большое значение для надежности и безотказности работы мягких оболочек имеет
правильный выбор коэффициента запаса прочности конструкции (/Сзп). С одной стороны, он
должен обеспечить требуемый ресурс эксплуатации и хранения оболочки, с другой - не должен
приводить к чрезмерному ухудшению ее технологических, рабочих и экономических
характеристик. Величина К3„ является функцией как условий работы (воздействия среды, нагрузок и т.д.),
I
I
I
1
I
так и физико-механических характеристик конструкционного материала. В общем виде он уста-^^
навливает соотношение между нормативным натяжением материала (Н/м) и расчетными
натяжениями в конструкции:
где Гн- нормативная кратковременная разрывная нагрузка материала; Гр- максимальное
расчетное натяжение в материале конструкции.
Можно представить Кзп как функцию произведения отдельных составляющих
коэффициентов, учитывающих воздействие важнейших факторов: однородности материала, влияния
двухосного напряженного состояния, ослабления материала в шве, старения, длительности
воздействия нагрузки, температур, динамических нагрузок. Затем, в зависимости от условий
работы и назначения конструкции, выявляют пределы их значений и определяют общий
коэффициент запаса прочности. На основе исследований материалов различной природы рекомендуется
принимать для пневматических авиационных подъемников Кзп = 3,7, для аэростатов Кзп = 4+5,
для газгольдеров Кзп = 3, для надувных лодок и плотов Кзп = 3+4, для пневматических
строительных конструкций Кзп =4+6, для судовых мягких оболочек, длительно эксплуатируемых в
тяжелых условиях, Кзп рекомендуется увеличивать до 7.
Расчет прочности швов. Методики расчета клеевых, шитых, сварных и комбинированных
швов устанавливают зависимости прочности шва от разрывного натяжения основного
материала, прочности связи покрытия с тканью, прочности полимерной пленки между субстратами,
ширины нахлеста, количества параллельных строчек в шве и параметров стежка. Например,
В.Э. Магула предложена формула для расчета нахлеста h в клеевом шве:
h = Гр/т„
где Гр - кратковременная прочность материала на разрыв в направлении, перпендикулярном
шву; т,- натяжение сдвига, обеспечиваемое клеевым соединением.
При расчете многорядных шитых швов рекомендуется число параллельных строк п
выбирать по формуле:
л = (1,2Гр/Рн)С,
где Гр- кратковременная прочность ткани на разрыв в направлении, перпендикулярном шву,
Н/см; рн - прочность швейных ниток на разрыв, Н; С- частота строчки, 1/см.
24*3* Материалы мягких
оболочечных конструкций
При изготовлении мягких оболочечных конструкций используют следующие виды
материалов:
- эластомерно-тканевые материалы (основные и ленточные);
- резины для изготовления герметизирующих камер, формовых деталей, выполнения швов;
- клеи холодной и горячей вулканизации;
- швейные нитки;
- вспомогательные материалы (растворители, текстильные ленты, шнуры, картон для
шаблонов и пр.).
- комплектующие детали.
Эластомерно-тканевые материалы (ЭТМ). Основной материал, из которого изготовлена
мягкая оболочка, должен выполнять две важнейшие функции: обеспечивать герметичность
(замкнутость внутреннего объема) в течение достаточно большого промежутка времени и прочность
при воздействии внутреннего давления и внешних сил. Поэтому в подавляющем большинстве
случаев для изготовления МОК используют ткани из натуральных или химических волокон с
нанесенным полимерным покрытием на основе эластомерных композиций: резин и термоплас-
•~9у%~
f
I
I
I
I
уРЧов (поливинилхлорида, полиуретана, полиолефинов и др.). Для повышения прочности связи
между полимерной пленкой и текстильными волокнами применяют адгезионные составы, которыми
пропитывают ткань.
При проектировании некоторых конструкций функции герметизации и обеспечения
прочности иногда разделяют между отдельными оболочками герметизирующей камеры и силовой
защитной оболочкой (например, в мягких резервуарах, пневматических арках и стойках,
высотных костюмах и др.).
Тонколистовые резины (толщиной от 0,3 до 2 мм) используют для изготовления
герметизирующих камер надувных конструкций, когда требуется обеспечение повышенной
герметичности изделия или снижения жесткости материала в целях уменьшения габаритов при укладке
для дополнительной герметизации клеепрошивных швов.. Также резины используют для
изготовления формовых деталей, приклеиваемых к изделию.
Клеи. При производстве мягких оболочек конфекционным способом в подавляющем
большинстве случаев используют достаточно специфичные клеи холодного отверждения. В
российской практике они получили название конфекционных или сборочных. От других клеев они
отличаются способностью образовывать клеевые соединения, обладающие сразу после улетучивания
растворителя и приведения склеиваемых поверхностей в контакт друг с другом, прочностью,
достаточной для удержания вместе соединяемых деталей изделия. При последующей тепловой
обработке или в процессе вылежки при комнатной температуре прочность клеевых соединений
увеличивается до заданного уровня, обеспечивающего работоспособность готовых изделий.
Наличие у клеев конфекционной клейкости позволяет значительно упростить технологию
изготовления изделий и существенно повысить производительность труда при склеивании, так как при этом
не требуется выдержки клеевых соединений под нагрузкой до полного отверждения клеевой пленки.
Широкое распространение в производстве мягких оболочек получили клеи на основе
натурального, изопренового, хлоропренового каучуков и полиуретана. В качестве растворителей
можно использовать Нефрас, этилацетат, толуол, тетрахлорид углерода, диметиламид
уксусной кислоты, однако последние применяются редко из-за повышенной токсичности.
По типу отверждения клеи можно разделить на две группы: композиции, обеспечивающие
прочность склеивания в результате удаления растворителя, и вулканизующиеся клеи,
содержащие агенты «холодной» и «горячей» вулканизации (клей «лейконат», полиизоцианаты, серу и
др). Самовулканизующиеся клеи на основе НК (СВ-1,4508,3125/3126), обладая высокими
конфекционными свойствами, обеспечивают температуростойкость крепления до 70°С.
Клеи на основе хлоропренового каучука обладают высокими конфекционными
характеристиками и достаточно высокой адгезией по отношению к большинству субстратов. Их
используют для склеивания полярных и неполярных материалов, для приклеивания резин к металлам.
Они обладают стойкостью к действию масел и нефтепродуктов, имеют достаточную
огнестойкость. К наиболее распространенным клеям на основе хлоропренового каучука, используемым
в производстве мягких оболочек, следует отнести СВ-2А, 4 НБ, 51К-38, 51К-39, 88СА.
Конфекционные клеи на основе полиуретана используют, главным образом, для
склеивания ЭТМ с покрытием на основе композиций поливинилхлорида, полиуретана и их комбинаций.
Их технологические свойства несколько хуже свойств клеев на основе натурального и
хлоропренового каучуков, но они обеспечивают достаточную прочность и надежность конструкций из
материалов, для которых применение каучуковых клеев не дает требуемого эффекта. В
производстве МОК в России в настоящее время применяются полиуретановые клеи Винстик
(Финляндия) и отечественные клеи Элад Э-7, Элад Э-9.
В последние годы на рынке появились конфекционные цианакрилатные клеи мгновенного
действия. Они имеют высокую адгезию к самым различным материалам (металлам, пластмассам,
стеклу, резинам), сохраняют высокие прочностные характеристики в широком интервале
температур (от -60 до 130°С), просты в употреблении (однокомпонентны), но менее технологичны, чем
клеи на основе эластомеров, вследствие низкой конфекционной клейкости в первую минуту
после соприкосновения склеиваемых деталей, и короткого времени до схватывания (от 1 до 3 мин.).
Швейные нитки. В производстве мягких оболочек используют, как правило, специальные
синтетические швейные нитки из полиамидного, полиэфирного или арамидного волокна.
Выбор швейных ниток определяется толщиной и прочностью ЭТМ в процессе конструирования и
расчета конструкции.
Вспомогательные материалы. В производстве мягких оболочек обычно используют
различные вспомогательные материалы, обеспечивающие работоспособность конструкций:
тканые ленты, шнуры, канаты, липкие ленты для герметизации швов, застежки-молнии,
металлические люверсы для усиления отверстий, растворители для обезжиривания швов, картон для
изготовления шаблонов и др. Ассортимент этих материалов весьма широк и работа с ними
определяется технологической и конструкторской документацией.
Комплектующие детали и изделия. Подавляющая часть МОК снабжается жесткими
деталями и элементами, соединяемыми с оболочкой, и служащими для наполнения внутреннего
объема рабочим веществом и быстрого его опорожнения, а также для обеспечения заданных
параметров работы конструкции. К ним относятся системы газонаполнения, газораспределения (в
многосекционных конструкциях), отопления (для ПСК); клапаны наполнения и подкачки;
предохранительные клапаны; пробки и рукава для выпуска воздуха; манометрические трубки для
присоединения манометров замера внутреннего давления; перепускные, обратные,
дыхательные (для мягких резервуаров) клапаны; резиновые жгуты для герметизации.
Кроме того, в комплект изделий могут входить весла, сиденья, предметы снаряжения и
снабжения, аварийный запас, чехол или контейнер для упаковки и т.п. Ассортимент комплектующих
деталей достаточно широк и определяется назначением конструкции.
24*4* Производство мягких
оболочечных конструкций
Основным технологическим процессом производства МОК является сборка (конфекция)
изделия из раскройных элементов. Существует несколько вариантов технологии изготовления
мягких конструкций, выбор каждого из которых определяется назначением конструкции,
массовостью производства и типом используемых материалов:
- сборка оболочек из вулканизованных прорезиненных тканей;
- сборка из невулканизованных прорезиненных тканей;
- сборка из тканей с термопластичным покрытием методом склейки;
- сборка из тканей с термопластичным покрытием методом сварки;
- сборка из тяжелых прорезиненных тканей методом прессовой вулканизации.
Первый метод, известный с XIX в. и основанный на ручном труде, наиболее полно отработан.
За прошедшие десятилетия он мало изменился, однако многие операции механизированы или
автоматизированы для снижения трудовых затрат и уменьшения влияния человеческого фактора
на качество продукции. Однако до настоящего времени многие ведущие фирмы мира («Зодиак»,
Франция; «РФД», «Авон», Великобритания; «БФА», Германия), производящие надувные лодки и
аварийно-спасательные средства, считают, что при достаточном опыте изготовителей продукция
получается качественной, а при экстремальных условиях эксплуатации - и наиболее надежной.
По разработанным при проектировании чертежам, в зависимости от массовости
производства, автоматически, с использованием ПЭВМ или вручную изготавливают шаблоны из
полужесткого материала (например, картона) с увеличенным размером по периметру на ширину шва.
Изготовление оболочки начинают с раскатки рулона испытанной прорезиненной ткани и
разметки на ней отдельных деталей. Детали размечают с помощью специальных мелков или
карандашей или механизированным способом с обводкой контура по трафаретам. Раскраиваемые
детали раскладывают так, чтобы отходы были минимальны, для чего создают специальные
карты раскроя. Остающиеся отходы по возможности используют для закроя мелких деталей:
шайб, оснований петель, ручек и др. Размеченные детали выкраивают вручную, механическим
I
!
I
I
уг'м
I
i
I
I
I
методом с помощью различного типа режущих инструментов или лазерным лучом, водяной
струей, вырубным прессом и др. В массовом производстве применяют настильный способ раскроя,
позволяющий одновременно выкраивать до двадцати заготовок одной конфигурации. В последние
годы появились автоматизированные линии, на которых по программе с использованием ПЭВМ
ведется конструирование изделия, построение раскройных элементов оболочки и закрой на
специальном плоттере из рулонного материала. В отдельных случаях дополнительно проводят шерохов-
ку швов для повышения прочности клеевого шва.
С учетом сложности изделия и используемых материалов, применения той или иной
конфекционной технологии производится соединение отдельных частей (подсборок), оболочки,
изготовление деталей, имеющих тканевые и формованные закладные элементы (клапана, трубки,
пробки и др.). Технологические швы могут быть следующих конструкций (рис. 24.22):
а - накладной сварной (высокочастотной или тепловой сварки);
б- накладной клеевой холодного отверждения;
в - накладной клеевой горячего отверждения;
г-стачной (гребешковый) клеевой горячего отверждения;
д- накладной шитый;
е-комбинированный накладной шито-клеевой;
ж-замковый шитый;
з- комбинированный накладной шито-сварной;
и- накладной сварной с герметизирующей лентой;
к- накладной прессовой вулканизации;
л-накладной клеевой с герметизирующими лентами;
*;
Материал оболочки
\ Сборка
б, в)
"^
Клей
г)
Д)
tt=t=tt
\
Нитяной шов
е)
т»
ж)
w^$>
з)
ффффф
*;
к)
л)
Невулканизо- "~* """У
ванная резина ^
^^^fgJf^8"
■^
Y
Лента герметизации
м)
и)
""-^EH-rf^*85
1 I I I I'
Рис. 24.22. Типы швов, используемых в производстве мягких оболочек
м - комбинированный накладной шито-клеевой с герметизирующими лентами.
н- накладной шитый, защищенный основным материалом.
Сварные швы начали широко применяться после внедрения в производство МОК тканей с
термопластичным покрытием. Они используются в технологии изготовления надувных лодок,
аварийно-спасательных средств, строительных конструкций, мягких резервуаров, рекламы, товаров для
спорта и отдыха, защитной одежды и др. При сварке термопластичных материалов используется
главным образом термоконтактный метод, при котором теплота в зону сварки подводится путем
теплопередачи через слой свариваемого материала или со струей горячего воздуха. Под
воздействием тепла, подводимого в зону сварки, в зоне контакта происходит двухсторонняя диффузия
термопласта, и после охлаждения материалы прочно свариваются между собой. Нагревательные
элементы при этом могутбыть выполнены в виде горячего клина, прямолинейных и криволинейных
электродов, плит, бесконечных лент, роликов, обогреваемых барабанов. Устройства для
термоконтактной сварки по способу ведения процесса разделяются на устройства непрерывного и
периодического (тактового) действия, а по способу подвода теплоты - на устройства с односторонним или
двухсторонним нагревом свариваемых материалов.
Главными преимуществами сварной технологии по сравнению с клеевой является
относительно высокая скорость производственного процесса и существенное уменьшение вредных
выбросов растворителей в атмосферу.
Помимо режимов сварки, прочность шва определяется шириной нахлеста, типом
свариваемого покрытия, адгезией между тканевой подложкой и покрытием и когезионной прочностью
полимера покрытия. Экспериментальные данные показывают, что для получения шва шириной
40 мм, близкого к прочности материала на сдвиг - до 300 даН/5см, адгезия должна быть не
менее 2,5-3,0 даН/см. Как правило, для каждого материала режим сварки (температура,
скорость, усилие прижатия ролика) подбирается предварительными испытаниями и затем
сохраняется в памяти процессора. Нагрев материала может выполняться токами высокой частоты,
горячим клином, горячим воздухом, ультразвуком, лазером, для чего применяется
специализированное оборудование. Наиболее универсальными, обеспечивающими сварку не только
плоских, но и пространственных швов оболочек двоякой кривизны, являются программируемые
сварочные установки с устройством для сварки горячим клином и горячим воздухом. Такие
установки выпускают, в частности, фирмы «Пфафф» (Германия), «Миллер Вельдмейстер»
(США). Используются также установки для сварки мягких термопластичных материалов для
выполнения прямых или изогнутых по большому радиусу швов плоского раскроя фирм «Ляй-
стер» (Швейцария), «Триад» (США), «ТФТ» (Германия).
Сварка токами высокой частоты дает хорошие результаты по прочности швов, так как в
технологическом процессе используются прессы с достаточно большим усилием смыкания,
повышающим адгезию в зоне шва. Форма и размеры плоского шва определяются электродом
волновода. Процесс сварки происходит тактами, в течение нескольких секунд, с
автоматическим перемещением установки по рельсам или перемещением материала на длину электрода.
Необходимая для сварки мощность определяется площадью электрода. Установки ТВЧ,
используемые в производстве крупногабаритных ПСК, имеют длину электрода до 1200 мм, известны
также установки, применяемые для производства спасательных нагрудников и жилетов с
криволинейной формой электродов. Как правило, мощность установок ТВЧ находится в пределах
2,5-35 кВт, но имеются установки для сварки лодок или матрацев с мощностью до 100 кВт.
Недостатками сварных швов на материалах с термопластичным покрытием являются
недостаточные теплостойкость и стойкость к знакопеременным нагрузкам, поэтому в производстве воз-
духоопорных сооружений и тентов часто используют комбинированные шито-сварные швы.
Сборка с использованием клеев холодного отверждения осуществляется на
конфекционных столах вручную и включает следующие операции: освежение поверхности шва
растворителем; промазывание шва 2-3 раза клеем с использованием кисточек; сушку каждого слоя до
удаления растворителя из клея; соединение деталей с нанесенным клеем по линии шва;
прокатывание шва механическим или ручным роликом.
I
I
I
jy Поскольку клеевые и сварные швы обеспечивают работоспособность конструкции в
ограниченном интервале температур, для повышения надежности используют комбинированные
швы с дополнительной прошивкой (см. рис. 24.22, е,ж, з,л, м). Они могут обеспечивать
равную прочность соединения с прочностью соединяемого материала при температурах до 100°С,
атмосферных воздействиях и знакопеременных нагрузках. При использовании
комбинированных швов, в зависимости от их конструкции, прошивают швы на одно- или многоигольных
машинах промышленного типа и накладывают герметизирующую липкую ленту из
прорезиненной ткани с одной или двух сторон. Для наклейки герметизирующей ленты с внутренней
стороны оболочки ее выворачивают через открытый завершающий шов минимально
возможной для этой операции длины, который располагают на наименее напряженном участке
конструкции. Впоследствии последний шов склеивают без прошивки, накладывая на него
дополнительное усиление.
Сборка оболочек с использованием клеев горячего отверждения осуществляется из невулка-
низованных прорезиненных тканей, как правило, на поточных линиях с последующей
вулканизацией готового изделия. Линия представляет собой совокупность машин и приспособлений,
расположенных по ходу технологической цепочки. Линия производства надувных лодок, например,
состоит из разметочного барабана, станка для изготовления перегородок надувного днища, стола для
стыковки бортов, ленточного транспортера, вулканизационного котла с тележками, стола для
наложения днища. По такой технологии изготавливаются мягкие самолетные баки и оболочки для
удержания кровли в шахтах, но сборка изделий из невулканизованныхтканей осуществляется на
разборных жестких формах, а вулканизация изделия в целом осуществляется в вулканизацион-
ных котлах в воздушной или паровоздушной среде. После вулканизации форма разбирается и
извлекается из оболочки.
Прессовая вулканизация используется при изготовлении изделий из тяжелых
вулканизованных каландрованных прорезиненных тканей толщиной 2-4 мм с повышенной твердостью
резины: мягких резервуаров для горючего, гибких ограждений судов на воздушной подушке,
мягких гидротехнических сооружений и т.п. Для производства используются длинномерные
челюстные прессы с длиной плит от 2 до 40 м и шириной 50-100 мм. При соединении место
шва промазывают клеем горячего отверждения, а между соединяемыми полотнищами
прокладывают полосу сырой резины толщиной 0,5-2,0 мм той же рецептуры, что и рецептура
покрытия ткани. Шов вулканизуется в течение 45-60 мин при 150°С и давлении до 1,2 МПа.
Швы с прочностью, близкой к прочности ткани, удается получить при разрывных нагрузках
600 даН / 5 см. Способ прессовой вулканизации обеспечивает высокую прочность и
надежность швов в широком интервале температур, но требует высоких трудозатрат и плохо
поддается механизации.
24*5* Контроль материалов в производстве
мягких оболочечных конструкций
При производстве материалов, предназначенных для изготовления мягких оболочечных
конструкций, осуществляется межоперационный контроль смесей, текстильных материалов,
клеев и тканей с полимерными покрытиями на соответствие показателям, заложенным в
технологической и нормативной документации. Основными показателями тканей с эластомерным
покрытием, характеризующими качество большинства типов МОК, являются прочностные и
деформационные показатели, прочность на раздир, адгезия, поверхностная плотность,
газопроницаемость, морозостойкость, а также испытания соединительных швов на соответствие
этим же требованиям. Испытания материалов на соответствие специальным требованиям
(газопроницаемость по гелию, огнестойкость, теплостойкость, истирание, проницаемость при
воздействии агрессивных сред и пр.) проводятся в процессе отработки конструкции только в тех
случаях, если они оговорены в техническом задании на конечное изделие.
Методы испытаний изделий
Лабораторные испытания Лабораторные испытания МОК проводятся в процессе разработки
конструкции и, как правило, включают оценку формы и габаритов изделия, массы, размеров в
уложенном состоянии, герметичности при рабочем давлении, прочности при давлении,
превышающем в 1,2-1,5 раза рабочее давление, испытания на устойчивость формы при воздействии
внешних нагрузок, определение коэффициента запаса прочности при разрыве под действием
гидравлического или пневматического давления. В случае предъявления специальных требований к
конструкции по согласованию с заказчиком проводятся также дополнительные испытания.
Производственные испытания. В процессе изготовления МОК осуществляется
межоперационный контроль производства в соответствии с технологической и нормативной
документацией. После завершения технологического процесса и вылежки готового изделия для набора
прочности самовулканизующихся клеевых швов (при необходимости) проводятся
приемо-сдаточные испытания на соответствие требованиям, заложенным в нормативной документации, и
прежде всего испытания на герметичность и прочность. Для серийного производства изделий с
заданной НТД периодичностью проводятся периодические испытания партий для контроля
стабильности производственного процесса.
Эксплуатационные испытания. Эксплуатационные испытания изделий проводятся, как
правило, совместно с заказчиком и потребителем изделий на стадии разработки и постановки
продукции на производство и при внесении существенных изменений в конструкцию, при замене
материала и при необходимости увеличения сроков службы и других нормируемых
показателей надежности. Обычно они проводятся в условиях, максимально приближенных к условиям,
в которых изделие будет работать при эксплуатации.
24.6* Прогнозирование работоспособности
мягких оболочечных конструкций
Методики прогнозирования надежности и сохраняемости МОК основаны на данных
испытаний изделий с истекшими гарантиями, вырезаемых из них образцов для физико-механических
испытаний, а также материалов и конструкционных швов, так называемых швов-«свидетелей»,
выполняемых при изготовлении изделий, закладываемых на хранение и периодически
испытываемых в процессе срока эксплуатации. По условиям использования, возможным последствиям
предельного состояния (отказа) и оценки реальной продолжительности работы изделия
определяются характерные, наиболее вероятные виды потери работоспособности изделия и
рассчитываются предельные значения параметров возникновения отказов. Вероятность безотказной
работы при внезапных отказах определяется из допущения, что в процессе хранения и эксплуатации
полимерных материалов, из которых изготовлены МОК, происходит монотонное изменение
основных параметров их качества по кривой, описываемой уравнением Аррениуса.
24.7* Утилизация изделий
и отходов производства
При производстве МОК образуются производственные отходы в виде кусков и обрезков
вулканизованных и невулканизованныхтканей с эластомерным покрытием, кромки тканей,
отходы вулканизованных резин и клеев, прокладочные материалы. В ряде случаев куски и
обрезки тканей с покрытием можно реализовывать и использовать в быту, дробить и применять для
изготовления в смесях для производства изделий неответственного назначения: настилов,
садовых дорожек, резино-битумных композиций и др. Более подробно вопросы утилизации
отходов рассмотрены в разделе «Вторичная переработка резин и изделий».
I
1
!
!
I
Wfer
429
л
}
ад
§
I
I
I
25. ИЗДЕЛИЯ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ
(Л.В. Гербова, ЕЛ. Кузнецова, АЛ. Соминский, Д.П. Трофимович)
25.1. Классификация изделий медицинского назначения 430
25.2. Гигиенические требования к изделиям медицинского назначения 431
25.3. Изделия для внутреннего протезирования 432
25.4. Изделия, контактирующие с кровью 436
25.5. Фармацевтические изделия 437
25.6. Изделия для гастроэнтерологии, урологии, акушерства
и анестезиологии 438
25.7. Комплектующие детали к наркозно-дыхательной аппаратуре 439
25* 1 • Классификация изделий
медицинского назначения
Изделия из резины широко используются в медицинской практике при проведении лечебных и
диагностических процедур, для укупорки лекарственных препаратов, а также в качестве
комплектующих деталей медицинских приборов, аппаратов и оборудования. В табл. 25.1 приведена
классификация резиновых изделий медицинского назначения.
25.1. Классификация резиновых изделий медицинского назначения
Группа
Изделия для
внутреннего
протезирования
Изделия,
контактирующие с
кровью
Фармацевтические изделия
Изделие
Имплантанты для челюстно-ли-
цевой хирургии, протезы для
восстановления гортани и гортанно-
трахеального отдела, эндопроте-
зы костей и суставов, протезы
мягких тканей (молочные
железы, мужские яички и др.)
Пробки для укупорки сосудов с
кровью
Трубки для переливания крови
Детали к аппаратам
искусственного кровообращения и
диализаторам крови
Пробки для укупорки
антибиотиков, эндокринных и
биологических препаратов
Пробки для лиофилизации и
укупорки биологических
препаратов
Трубки вакуумные
бактериологические
Условия эксплуатации
среда
Внутренние среды
организма человека: кровь,
лимфа
Кровь,
кровезаменители, инфузионные
растворы
Тоже
_«_
Порошкообразные и
жидкие стерильные
препараты, водные,
спиртовые растворы
Жидкие биологические
препараты,
подвергающиеся лиофильной
сушке во флаконах
Вакцины, сыворотки,
бактерийные и вирусные
препараты
время и
температура контакта
Пожизненно
От 2 до 7 лет при
температуре не
выше 25°С
1-3 сут.
при 36-40°С
До 24 ч
при 36-40°С
От 2 до 5 лет при
температуре не
выше 25°С
От 1 до 3 лет при
температуре от 5
до8°С
Кратковременно
(на потоке)
условия
стерилизации
Все виды
стерилизации:
паровая, сухожаровая
и радиационная
Паровая 1 ч при
120°С или
сухожаровая 15 мин
при 180°С
Паровая 45 мин
при 120°С или
сухожаровая 60
мин при 180°С
Дезинфекция
химическими
методами
Паровая 45 мин
при 120°С
Тоже
Паровая 1 ч при
120°С
25.1. Классификация резиновых изделий медицинского назначения (продолжение)
>
Группа
Изделия для
гастроэнтерологии,
урологии,
акушерства и
анестезиологии
Комплектующие детали к
наркозно-ды-
хательной
аппаратуре
Изделие
Зонды различные
Катетеры различные
Трубки ректальные
Трубки дренажные
Трубки интубационные
различные
Маски наркозные, детали к
аппаратам искусственной
вентиляции легких, мешки дыхательные,
меха и трубки гофрированные
Условия эксплуатации
среда
Внутренние среды
организма человека:
желудочный сок, слюна,
кровь, слизь, моча
Слюна, слизь, воздух,
газовоздушные смеси
Наркоз, воздух и воздух,
обогащенный
кислородом
время и
температура контакта
От 15 мин до 1 сут.
при температуре
36-40°С
От 1 до 15 сут. при
температуре
36-40°С
От 1 до 3 сут. при
температуре
36-40°С
До 24 ч при
температуре 36-40°С
условия
стерилизации
Паровая 1 ч при
120°С
Тоже
Дезинфекция
химическими
методами
25*2. Гигиенические требования
к изделиям медицинского назначения
При эксплуатации резиновых изделий возможна миграция содержащихся в них химических
соединений, которые могут отрицательно влиять на жизнедеятельность организма человека. Это
может происходить в результате непосредственного контакта резинового изделия с человеком и его
внутренними органами, либо опосредствовано, например, через лекарственные препараты,
находившиеся в контакте с резиной. Поэтому проводится санитарно-гигиеническая оценка резиновых
изделий медицинского назначения, которая учитывает условия их эксплуатации и включает:
- органолептическую оценку изделий - изделия должны быть с гладкой, однородной, не
липкой наружной и внутренней поверхностью, не иметь запаха;
- органолептическую оценку вытяжек из изделий в модельные среды - определяется
осадок, мутность, запах водных вытяжек; для ряда изделий нормируется верхний предел
мутности; осадок и запах должны отсутствовать;
- определение интегральных показателей водных втяжек, характеризующих общее количество
мигрирующих веществ: изменение рН не должно быть более ±1,0; окисляемость должна находиться
в пределах 0,0-3,0 мг 0/100 см2; оптическая плотность должна быть в пределах 0,0-0,3;
- определение миграции индивидуальных химических веществ в модельные среды -
резиновые изделия не должны выделять в контактирующие среды химические вещества в количествах,
превышающих допустимые (табл. 25.2).
Общее требование ко всем резиновым изделиям медицинского назначения независимо от
области их применения состоит в том, чтобы каучуки и ингредиенты, используемые при изготовлении
резин, а также рецептура резин были разрешены органами здравоохранения к применению (см. п. 12.
Медицинские и пищевые резины).
25.2. Допустимые количества миграции (ДКМ) веществ, которые подлежат определению
в модельных средах в зависимости от рецептуры резин
Каучуки и ингредиенты
Синтетический изопреновый каучук
Бутадиеннитрильный каучук
Бутадиенстирольный каучук
Тиурам ЭФ
Определяемое вещество
Изопрен
Нитрил акриловой кислоты
Стирол
Дизтилдифенилтиурамдисульфид
Этилфенилдитиокарбамт цинка
Монозтиланилин
ДКМ, мг/л
0,01
0,05
0,1
0,10
1,0
0,5
vjjfr*
4
1
I
I
I
I
25.2. Допустимые количества миграции (ДКМ) веществ, которые подлежат определению
в модельных средах в зависимости от рецептуры резин (продолжение)
Каучуки и ингредиенты
Тиурам Д
Тиурам Е
Вулкацит-л-экстра N
Дифенилгуанидин
Сульфенамид Ц*
Каптакс*
Альтакс*
Дитиодиморфолин
Пероксид дикумила
Агидол-2
Белила цинковые
Бария сульфат
Литопон
Диоктилфталат
Дибутилфталат
-
Определяемое вещество
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
Тетраэтилтиурамдисульфид
Диэтилдитиокарбамат цинка
Этилфенилдитиокарбамат цинка
Моноэтиланилин
Дифенилгуанидин
Циклогексил-^-бензтиазолилсульфенамид
2-Меркалтобензтиазол
2-Меркаптобензтиазол
2-Меркаптобензтиазол
Дитиоморфолин
Ацетофенон
2,2-Метилен-6ис-(4-метил-6-грег-
бутилфенол)
Ионы цинка
Ионы бария
Ионы цинка
Ионы бария
Диоктилфталат
Дибутилфталат
Летучие нитрозоамины"
ДКМ, мг/л
0,05 (для резин, контактирующих с кровью)
0,5 (для резин, контактирующих с кожей)
0,6 (для остальных резин)
0,05 (для резин, контактирующих с кровью)
0,6 (для остальных резин)
0,05 (для резин, контактирующих с кровью)
0,5 (для остальных^езин}
0,05 (для резин, контактирующих с кровью)
0,5 (для остальных резин)
1,0
0,5
0,5
0,4
0,4
0,4
0,4
0,5
0,1
2,0
1,0
0,1
1,0
0,1
2,0
0,2
10 мкг/кг резины
* Суммарная миграция ускорителей, относящихся к классу тиазолов и сульфенамидов, не должна превышать 0,4 мг/л.
** Могут образовываться при вулканизации.
25.3. Изделия для внутреннего
протезирования
К изделиям этой группы предъявляются особые требования биосовместимости с организмом,
поэтому при их разработке проводят длительные токсикологические исследования на животных с
имплантацией образцов резин и протезов. В ходе этих исследований оценивают общее
биологическое действие на организм, изменение или отсутствие изменений тканей, контактирующих с
изделием, отдаленные последствия длительного контакта изделий с организмом. Только при
положительных результатах этих исследований изделия могут быть переданы на клинические
испытания в медицинские организации для дальнейшего решения об их производстве и применении.
Изделия для протезирования твердых тканей организма. К изделиям этой группы
относятся имплантанты для устранения врожденных и посттравматических деформаций лица (ТУ 9398-
624-00152164-00), протезы для восстановления просвета гортани и гортанно-трахеального
отдела (ТУ 9398-006-00152164-01), протезы для восстановления голосовой функции гортани (ТУ
9398-007-00152164-01), капиллярные имплантанты для лечения непроходимости слезных
канальцев и другие изделия для постоянной или длительной имплантации в организм человека.
На рис. 25.1 показан набор имплантантов для устранения деформации лица.
Конфигурация имплантантов для устранения деформации лица разработана в соответствии
со статистически усредненными антропометрическими параметрами лица человека и соответствует
эстетическим нормам, что обеспечивает благоприятный косметический эффект после операции.
Данные о конструкции протезов для восстановления просвета гортани и ее голосовой
функции приведены в технических условиях.
"KS-
Рис. 25.1. Набор имплантантов для устранения деформации лица:
/ — лобно-носовой; 2 — для коррекции подглаэнично-скуловой области (левый и правый); 3 — для
коррекции щечной области (левый и правый); 4 — для коррекции спинки носа (четыре типоразмера); 5 — для
коррекции симметричного недоразвития нижней челюсти (три размера); 6 — для коррекции
одностороннего недоразвития нижней челюсти (левый и правый); 7 — для коррекции угла нижней челюсти (левый и
правый); 8 — блок для ручного моделирования имплантантов при небольшой деформации лица
Все изделия для протезирования твердых тканей организма изготавливают из резины на
основе силоксанового каучука марок СКТВщ, наполненного аэросилом. Вулканизуют изделия
пероксидом 2,4-дихлорбензоила или органогидросилоксанами в присутствии платинового
катализатора. Вулканизацию изделий осуществляют в пресс-формах при 120—150°С. Готовые
имплантанты перфорируют по всей поверхности отверстиями (7-10 отверстий на 1 см2) для
улучшения их фиксации в ткани.
В табл. 25.3 приведены санитарно-химические характеристики имплантантов для
протезирования твердых тканей организма.
2S.3. Санитарно-химические характеристики имплантантов твердых тканей
Показатель водных вытяжек
Изменение рН вытяжки
Оптическая плотность (УФ-поглощение) в области 220-360 нм, не более
Содержание дихлорбензойной кислоты, мг/л, не более*
Содержание ионов металлов,мг/л
Окисляемость, мг 0/100 см2, не более
Нормируемое
значение
±1
0,3
0,6
Свинец - отсутствие
Мышьяк - отсутствие
Цинк - отсутствие
1,0
Фактическое
значение
0,06-0,30
0,01-0,05
< 0,01
Отсутствует
— « —
— « —
0,3-0,6
* В изделиях, вулканизуемых органогидросилоксанами, дихлорбензойная кислота отсутствует.
Показатель
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %, не менее
Относительное остаточное удлинение, %, не более
Твердость по Шору А, ед.
Сопротивление раздиру, кН/м
Сопротивление проколу,Н
Сопротивление прорыву нитью, Н
Сопротивление статическому изгибу, Н
Нормируемое значение
4,0
400
8
28-35
-
-
-
-
Фактическое значение
4,5-5,8
420^)50
4-6
28-33
8-25
3,3-9,1
10,8-23,5
19,5-34,2
Сложность конструкции изделий для протезирования твердых тканей организма не
позволяет определять их физико-механические свойства, поэтому испытания проводят на пластинах из
резины по составу, аналогичному составу резины для изделия. В табл. 25.4 приведены физико-
механические свойства резин для челюстно-лицевых имплантантов и гортанно-трахеальных
протезов.
Эндопротезы мягких тканей организма. Эндопротезы мягких тканей предназначены для
внутримышечной или подкожной имплантации. К этим изделиям относятся эндопротезы молочной
железы, мужские яички, голени. Эндопротезы молочной железы используют в хирургии и онкологии.
Операции проводят с косметической целью у больных с врожденной или приобретенной
аномалией молочной железы, протезы мужского яичка также предназначены для косметических целей для
больных, яички у которых отсутствовали со дня рождения либо были утрачены в результате
заболеваний или травм. Все эндопротезы мягких тканей представляют собой эластичную оболочку,
заполненную гелеобразным материалом.
Эндопротезы молочной железы эллипсоидовидной и каплевидной форм и эндопротез
мужского яичка схематически показаны на рис. 25.2.
Эллипсоидовидные эндопротезы выпускают двух
видов: низкопрофильные и высокопрофильные. Размеры эн-
допротезов мягких тканей организма приведены в табл.
25.5-25.7.
Оболочки всехэндопротезов мягких тканей организма
человека изготавливают из резиновой смеси на основе силокса-
нового каучука марки СКТВщ методом макания специальных
форм в раствор этой резиновой смеси. Вулканизацию
оболочек эндопротезов проводят в воздушной среде без
избыточного давления при 300-320°С с последующей довулканизацией
при 200°С. Для заполнения оболочек используют
низкомолекулярный каучук марки СКТНВ-0,35-мед. или химически
сшитый гель на основе каучука марки СКТНВ-0,35-мед.
Нормируемые показатели санитарно-химических свойств
эндопротезов мягких тканей аналогичны показателям эндопротезов
твердых тканей (см. табл. 25.3).
Протезы молочной железы не должны разрушаться при
сжатии их между двумя параллельными плоскостями при
нагрузке 100±5 Н, а протез мужского яичка при нагрузке 40±2 Н.
Все эндопротезы мягких тканей должны быть стойкими
к предстерилизационной очистке в автоклаве при130±5°С в
течение 60±5 мин и к стерилизации воздушным методом
при 160±2°С в течение 150 мин.
Рис. 25.2. Эндопротезы молочной
железы и мужского яичка:
а — эллипсоидовидный протез молочной
железы; б — каплевидный протез
молочной железы; в — протез мужского яичка
25-5. Размеры и масса эллипсоидовидныхэндопротезов молочной железы (см. рис. 25.2, а)'
Размерный
номер протеза
L.MM
номинал | допуск
h+H, мм
номинал | допуск
Масса, г
номинал | допуск
Низкопрофильные эндопротезы
2
4
6
8
10
12
14
15
17
19
92
96
100
104
108
111
115
118
124
129
+2,0
±2,0
+2,0
±2,0
±2,0
+3,0
±3,0
±3,0
±3,0
±3,0
37
39
40
42
43
45
46
47
50
52
±2,0
±2,0
±2,0
+2,0
±2,0
±2,0
+2,0
+2,0
+2,0
+2,0
120
140
160
180
200
220
240
260
300
340
±5,0
±5,0
±5,0
±5,0
±5,0
+5,0
±5,0
±5,0
±5,0
±5,0
Высокопрофильные эндопротезы
1
3
5
7
9
12
14
17
18
20
74
78
81
84
87
91
94
99
102
106
±2,0
±2,0
±2,0
±2,0
±2,0
±3,0
±3,0
±3,0
±3,0
±3,0
5
56
58
61
63
66
68
72
74
77
±2,0
±2,0
±2,0
±2,0
+2,0
+2,0
+2,0
±2,0
+2,0
±2,0
100
130
150
170
190
210
240
280
300
340
+5,0
±5,0
±5,0
+5,0
±5,0
±5,0
±5,0
+5,0
±5,0
+5,0
25.6. Размеры и масса каплевидных эндопротезов
Размерный
номер протеза
1
2
3
4
5
6
7
8
9
10
L
номинал
107
111
114
118
127
136
142
146
148
155
ММ
допуск
±2,0
±2,0
+2,0
±2,0
±2,0
±2,0
±2,0
±2,0
+2,0
±2,0
молочной железы (см. рис
К, ММ
номинал
33
38
43
47
47,5
48
49,5
50
52
53
допуск
+2,0
±2,0
+2,0
±2,0
±2,0
±2,0
+2,0
+2,0
±2,0
±2,0
.25.2,6)
Масса, г
номинал
210
240
270
310
340
390
430
490
550
610
допуск
±5,0
±5,0
±5,0
±5,0
±5,0
±5,0
±5,0
±5,0
±5,0
±5,0
25.7. Размеры и масса эндопротезов мужского яичка (см. рис. 25.2, в)
Размерный номер протеза
1
Н, мм
32
34
L, мм
43
46
Масса, г
21
28
--Зф5~-
435
я
I
I
i
I
!
I
25*4* Изделия, контактирующие с кровью
Пробки для укупоривания бутылок с кровью, кровезаменителями, инфузионными растворами.
На рис. 25.3 показана конструкция пробок для укупоривания бутылок с кровью и ее компонентами,
кровезаменителями, инфузионными растворителями (ТУ 9467-019-00152164-04).
Пробки, предназначенные для длительного контакта с препаратами крови, изготавливают
на основе бутил- и хлорбутилкаучука. В рецептурах резин используют наполнители (литопон,
диоксид кремния, техуглерод) и ингредиенты, обеспечивающие сохранность свойств изделий
при стерилизации паром при 120°С и сухожаровой стерилизации при 180°С. Рецептура резин
обеспечивает отсутствие миграции из пробок в препараты крови веществ в количествах,
превышающих ДКМ. Вулканизацию пробок проводят в многогнездных формах методом
компрессионного формования.
Состав резины и конструктивные особенности пробок обеспечивают герметичность укупорки
препаратов, герметичность при многократном (15-20 раз) отборе препарата при проколе пробки
инъекционной иглой. В табл. 25.8 приведены санитарно-химические и физико-механические
характеристики резин и пробок, контактирующих с препаратами крови (пробки 4Ц и 4Ц-2).
Кроме этих показателей периодически контролируется отсутствие в вытяжках свинца,
мышьяка, бария, цинка, кальция, хлоридов, сульфатов.
Трубки, контактирующие с кровью. К трубкам, контактирующими с кровью, относятся
трубки (ТУ 9398-018-00152164-03) для переливания крови, для комплектации кровепроводящих
систем к медицинским аппаратам, а также трубки для дренирования послеоперационных
полостей. В табл. 25.9 приведены внутренний диаметр и толщина стенок трубок.
Трубки, контактирующие с кровью, изготавливают из резин на основе силоксанового
каучука марки СКТВщ, наполненных тонкодисперсным оксидом кремния и вулканизованных перок-
сидом 2,4-дихлорбензоила. Вулканизацию шприцованных заготовок осуществляют
непрерывным методом в тоннельном вулканизаторе в воздушной среде без избыточного давления при
300-350°С с последующей довулканизацией при 200°С.
В табл. 25.10 приведены нормируемые значения санитарно-химических и
физико-механических показателей резин и трубок, контактирующих с кровью.
а)
№,6-0,6
амг—] -v
Щ|
&ХУ ■ j
Ф25,5±0,3
«о
*
^
*
■
6)
чэ
033,6.
■0,6
Ф26,5±0,3
Рис. 25.3. Конструкция пробки: а — 4Ц; б — 4Ц-2
25.8. Санитарно-химические и физико-механические характеристики резин
и пробок 4Ц и 4Ц-2
Показатель
Плотность, кг/м3
Солеожание золы.%
Изменение dH вытяжки
Усилие поокола. Н. не более
Изменение мутности вытяжки, см-',
не более
Нормируемое
значение
1150-1310
18-33
+1
45
0,0003
Показатель
Окисляемость вытяжки, мг Ог/100 см!,
не более
Показатель самогерметичности, кПа,
не более
Твердость резины по Шору А
Нормируемое
значение
0,5
6,6
33-47
25.9. Внутренний диаметр и толщина стенок трубок
Внутренний диаметр, им
номинал
0,5
1,0
1,0
1,5
1,5
2,0
2,0
2,0
2,5
2,5
допуск
±0,1
±0,1
±0,1
±0,1
±0,1
±0,1
±0,1
±0,1
±0,1
±0,1
Толщина стенок, мм
номинал
0,5
0,5
1,0
0,5
1,0
0,5
1,0
1,5
0,5
1,0
допуск
±0,1
±0,1
±0,1
+0,1
+0,1
±0,1
±0,1
±0,1
+0,1
+0,1
Внутренний диаметр, им
номинал
2,5
3,0
3,5
3,5
4,0
4,0
4,0
5,0
6,0
допуск
±0,1
±0,1
+0,1
±0,1
±0,2
±0,2
±0,2
+0,3
+0,3
Толщина стенок, мм
ноиинал
1,5
1,0
1,0
1,5
0,8
1,0
1,5
1,5
1,5
допуск
±0,1
±0,1
+0,1
±0,1
±0,1
±0,1
±0,1
±0,2
+0,2
.4
25.10. Санитарно-химические и физико-механические характеристики трубок
Показатель
Изменение рН вытяжки
Окисляемость вытяжки, мг 0,/см2, не более
Оптическая плотность (УФ-поглощение) в области 220-360 нм,
не более
Содержание дихлорбензойной кислоты, мг/л, не более
Содержание свинца
Содержание мышьяка
Содержание цинка
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %, не менее
Относительное остаточное удлинение после разрыва, %,
не более
Нормируемое значение
±1,0
1,0
0,3
0,6
Отсутствует
— « —
— « —
7,0
300
8
Фактическое значение
0,06-0,30
0,3-0,6
0,01-0,05
<0,01
Отсутствует
_«_
-«_
7,3-8,5
320-440
4-6
I
1
I
!
I
I
25.5. Фармацевтические изделия
Ф19
К этой группе изделий относятся пробки для укупоривания различных лекарственных
препаратов и резиновые вакуумные трубки.
Пробки. На рис. 25.4 приведена конструкция пробки для укупоривания инъекционных форм
антибиотиков (ТУ 9467-021 -00152164-05). Пробки для укупоривания антибиотиков (табл. 25.11)
изготавливают из резины на основе бутилкаучука.
Рецептура резины обеспечивает отсутствие миграции из
пробок в лекарственные препараты веществ в
количествах, превышающих их допустимые концентрации.
Состав резины и конструкция пробки обеспечивают
герметичность укупорки препаратов и гарантируют их
длительное хранение (2-5 лет).
Пробки для укупоривания антибиотиков могут
применяться и для укупоривания бактериологических и
биологических препаратов, стерильных водных,
водно-спиртовых, солевых растворов, а также всех видов
нестерильных лекарственных препаратов, внутреннего и
наружного употребления, исключая, хлорэтил, хлороформ,
минеральное масло, скипидар, этиловый спирт.
4=
Е
013,
Рис 25.4. Пробка для укупоривания
антибиотиков
I
!
!
I
I
25.11. Санитарно-химические и
физико-механические характеристики пробок,
контактирующих с антибиотиками
25.12. Санитарно-химические и физико-
механические характеристики вакуумных
бактериологических трубок
Показатель
Изменение рН вытяжки
Изменение мутности вытяжки, см',
не более
Опалесценция антибиотиков после
контакта с пробками.см', не более:
для пенициллина
для стрептомицина
Содержание свинца, мышьяка, цинка
Плотность, кг/м3
Содержание золы, %
Твердость резины по Шору А
Снижение твердости по Шору А
после старения при 120°С в течение
3 ч, не более
Нормируемое
значение
+1,0
0,002
0,006
0,0085
Отсутствие
1300±50
40±7
42±7
4
Показатель
Изменение рН вытяжки, не более
Содержание тиурама Д, мг/л,
не более
Содержание каптакса, мг/л, не более
Содержание свинца, мышьяка, бария,
цинка
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при
разрыве, %,не менее
Изменение относительного удлинения
при разрыве после старения при 70°С
в течение 48 ч,%, не более
Нормируемое
значение
+1,0
0,5
0,4
Отсутствие
10
500
30
Конструкция пробки, приведенная на рис. 25.4, может при изменении размеров (высота
пробки 7,3, высота шляпки 2,5, диаметр шляпки пробки 13, диаметр ножки пробки 8,5 мм)
быть применима для укупоривания эдокринных препаратов. Для изготовления этих пробок
можно использовать резину на основе бутилкаучука. Пробки из этой резины
характеризуются низким уровнем миграции из них химических веществ, высокой влаго- и
газонепроницаемостью, что обеспечивает сохранность препаратов при длительном хранении. Бутилкаучук
применяется также в пробках для лиофильного высушивания во флаконах жидких
биологических препаратов перед укупориванием. В конструкции этих пробок предусмотрена
прорезь на ножке. Это позволяет при неполном укупоривании флакона с препаратом создать в
нем вакуум.
Трубки вакуумные. Трубки вакуумные бактериологические применяют в производстве
сывороток, вакцин, бактерийных и вирусных препаратов. Их изготавливают из резины на основе
натурального каучука с добавкой бутадиенового каучука СКБ-35рщ методом шприцевания резиновой
смеси с последующей вулканизацией в автоклаве при 150°С в течение 30-35 мин.
Трубки выпускают внутренним диаметром от 3,0 до 25 мм и толщиной стенок от 1,0 до 5 мм.
В табл. 25.12 приведены характеристики вакуумных бактериологических резин и трубок.
25.6. Изделия для гастроэнтерологии,
урологии, акушерства и анестезиологии
Ассортимент изделий этой группы очень широк, поэтому в табл. 25.13 приведены данные
лишь о наиболее характерных их представителях.
Все медицинские изделия этой группы изготавливают из резин на основе натурального
каучука. В качестве наполнителей применяют мел, литопон, каолин, белую сажу (тонкодисперсный
диоксид кремния), а в качестве ускорителей вулканизации в большинстве рецептур используют
тиурам Д и его комбинацию с каптаксом. Изделия имеют оранжевую окраску вследствие
введения пигмента оранжевого Ж.
Большинство изделий этой группы имеют трубчатую форму со значительными
конструктивными различиями, зависящими от назначения изделия. Одно-, двух-, трех- и четырехпрос-
ветные трубки получают шприцеванием. Многие изделия комплектуют латексными баллонами
различной конфигурации и объема. При изготовлении наиболее простых изделий, например
25.13. Изделия для гастроэнтерологии, урологии, акушерства и анестезиологии
1
Изделие
Зонды
желудочно-кишечные двухканальные
Зонды желудочно-пита-
тельные
Зонды дуоденальные
рентгеноконтрастные
Катетеры уретральные
Катетеры гортанно-тра-
хеобронхиальные
Катетеры уретральные
рентгеноконтрастные
Катетеры уретральные
Трубки ректальные
оросительные
Трубки интубационные и
трахеотомические
Трубки интубационные со
шпорой
Воздуховоды ротовые
Назначение изделия
Одновременное
исследование желудка и
двенадцатиперстной кишки
Взятие желудочного
сока, промывание
желудка, введение пищи
Зондирование жёлчного
пузыря
Введение лекарств в
матку
Отсасывание слизи из
трахей и бронхов
Исследование рентгеном
в урологии
Дренирование и лечение
мочевого пузьшя
Освобождение
кишечника от газов и фекалий
Обеспечение
искусственного дыхания и
проведение наркоза
Интубация бронхов при
операциях на лёгких
Обеспечение введения
кислорода и
наркотических смесей
Показатель,
подлежащий
контролю
Изменение
рМ вытяжки
(норма ±1).
Окисляе-
мость
вытяжки (норма не
более 3,0 мг
О/ЮОсм2).
Допустимая
концентрация
миграции:ти-
урамаД
(норма 0,5 мг/л),
каптакса
(норма 0,4
мг/л), ионы
цинка,
свинца, мышьяка
должны
отсутствовать
Условная
прочность
при растяжении
резин, МПа,
не менее
10
17
9
10
10
10
10
10
7
7
10
Относительное
удлинение
при разрыве
резин, %,
не менее
400
530
350
700
400
400
300
300
250
250
400
Относительное
остаточное
удлинение резин
после разрыва,
%, не более
30
25
30
25
30
40
30
30
30
30
30
цилиндрических катетеров, многие технологические операции - нарезка заготовок
определенной длины, вставка резиновых пробок в рабочий конец, запрессовка заготовок катетеров в
стеклянные формы, а после вулканизации в автоклаве вырубка боковых отверстий, шероховка
отверстий и концов катетеров-выполняются вручную. Для изготовления изделий более сложной
конструкции, например интубационных трубок для интубации бронхов, существует до 10
ручных операций.
25.7* Комплектующие детали
к наркозно-дыхательной аппаратуре
К изделиям этой группы предъявляются особые требования: отсутствие миграции из
изделий в воздушную среду химических веществ, отрицательно влияющих на организм
человека и высокие антистатические свойства изделия (для отвода зарядов статического
электричества), что обеспечивает безопасность работы наркозно-дыхательной аппаратуры. 6
табл. 25.14 приведены данные о резиновых комплектующих деталях к
наркозно-дыхательной аппаратуре.
Все резиновые медицинские изделия для наркозно-дыхательной аппаратуры
изготавливают из натурального каучука. Антистатические свойства резин обеспечиваются применением
специальных марок техуглерода (П366-Э, А437-Э), в качестве ускорителей вулканизации
используют тиурам Д, альтакс, сульфенамид Ц. Изделия изготавливают обычными способами
резинового производства: компрессионным формованием, шприцеванием, вулканизацией в
прессах, автоклавах, тоннельных вулканизаторах.
25.14. Детали к наркозно-дыхательной аппаратуре
I
щ
I
I
!
1
I
Изделие
Маски наркозные
Трубки
соединительные
Трубки
гофрированные
Мембраны,
клапаны, прокладки
Назначение изделия
Наркоз и искусственная
вентиляция легких
Комплектация
наркозных аппаратов
Комплектация
наркозных аппаратов и
аппаратов вентиляции легких
Тоже
Показатели,
подлежащие
контролю
Содержание
мигрирующих из резин в
воздушную среду летучих
непредельных
соединений, сероводорода,-
сероуглерода (должны
отсутствовать).
Электросопротивление
(нормируемое
значение не более 1-10'Ом)
Условная
прочность при
растяжении
резин, МПа,
не менее
10
15
10
15
Относительное
удлинение
при разрыве
резин, %,
не менее
250
400
250
600
Относительное
остаточное
удлинение
резин,%,
не более
45
50
40
20
26. ОБУВЬ ИЗ ЭЛАСТОМЕРОВ
(B.C. Альтзицер)
26.1. Производство резиновой обуви клееным методом 440
26.2. Производство формовой резиновой обуви 442
26.3. Производство резинотекстильной обуви методами формования
и литья под давлением 445
26.4. Литье обуви из термопластичных материалов 447
26.5. Производство обуви методом термоформования из пластизолей
поливинилхлорида 448
26.6. Рецептурно-технологические основы производства
резиновой обуви 449
26.7. Рецептуростроение композиций поливинилхлорида
для литья обуви 452
26.8. Рецептура и свойства пластизолей ПВХ 455
В настоящее время отечественной промышленностью освоены все известные в мировой
практике технологические процессы производства широкого ассортимента обуви из полимерных
материалов. Термин «резиновая обувь» является лишь условной характеристикой традиционного
ассортимента продукции, выпускаемой исключительно с применением резиновых смесей. На базе
резинообувной промышленности сформировалась качественно новая отрасль народного
хозяйства по производству обуви из полимерных материалов.
С учетом специфики конструкции, технологии и материалов, применяемых при
изготовлении различных видов обуви, целесообразно рассмотреть особенности их производства по
группам изделий и методам изготовления.
26.1. Производство резиновой обуви
клееным методом
Галоши. Наиболее массовым видом клееной обуви являются галоши (ГОСТ 126-79). Это
традиционный вид обуви, текущая и перспективная потребность в которой не сокращается.
По конструкции резиновые лакированные галоши состоят из внутреннего резинотекстильного
каркаса, резиновых облицовочных деталей с утолщением по борту и рифленой резиновой подошвы.
Резиновые смеси для производства галош изготавливают на основе комбинации изопренового
(СКИ-3) и бутадиенстирольного(СКС-30 АРКП) каучуков.
' |g^«»jaawwja wwy j
ibvb nvtv^vn
26.1. Свойства резины для клееных галош
Показатель
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при
разрыве, %, не менее
Относительная остаточная
деформация после разрыва, %, не более
Истираемость резины, м3ЯДж, не более
Норма для
резины галош
перед
7,5
300
25
-
подошва
7,5
300
40
220
Для изготовления галош применяют
следующие текстильные материалы:
- полотно хлопчатобумажное удвоенное
простое футерованное с начесом крашенное
или отваренное, или хлопчатобумажное кулир-
ное гладкое (ГОСТ 1443-78), полотно
трикотажное (ГОСТ 8470-77), байку подкладочную
(ГОСТ 11696-76), полотно трикотажное
техническое футерованное с начесом из хлопколав-
сановой пряжи по нормативно-технической
документации - для подкладки;
- прокладку галошную - суровую ткань гладкокрашеную аппретированную (ГОСТ 19196-80),
ткань хлопкополиэфирную обувную гладкокрашеную по нормативно-технической документации
-для стельки;
- бумазею-корд гладкокрашеную аппретированную с подчесом и без подчеса - ткань
гладкокрашеную аппретированную (ГОСТ 19196-80), ткань хлопкополиэфирную обувную
гладкокрашеную по нормативно-технической документации - для задника;
-прокладку галошную (ГОСТ 19196-80), прокладку галошную из сурового миткаля арт. 6914
по нормативно-технической документации -для внутренних деталей.
По физико-механическим показателям резина для клееных галош должна отвечать
требованиям, указанным в табл. 26.1.
Значительную часть резиновых галош до сих пор изготавливают методом клейки из
отдельных деталей (от 8 до 13), который хотя и осуществляется в основном на механизированных
конвейерах, но, тем не менее, весьма трудоемок. Детали обуви закраиваются из каландрован-
ных резиновых смесей и обрезиненных тканей, последовательно собираются с использованием
конфекционных клеев на обувной колодке, после чего обувь лакируется, вулканизуется в
котлах и снимается с колодки.
Самой трудоемкой стадией (до 60% общей трудоемкости) является сборка. Для
уменьшения ее трудоемкости освоена технология сборки с применением объемно профилированных
деталей. Использование выпускаемых на каландрах резиновых деталей переменного
объемного профиля позволяет путем местного увеличения толщины резины уменьшить число
используемых в конструкции обуви деталей, повысить производительность труда на сборочных
конвейерах, увеличить монолитность изделия и улучшить его внешний вид.
Сапожки. В отличие от галош, которые выпускаются в относительно небольшом
ассортименте, отличительной особенностью резиновых сапожек (ГОСТ 6410-80) является
многообразие и постоянное изменение моделей и фасонов для удовлетворения разнообразных
потребностей и вкусов населения. В связи с этим на протяжении многих лет эта обувь изготавливалась в
основном методом клейки, обеспечивающим относительно быструю сменяемость
ассортимента при небольших затратах. Существенный рост производительности труда был достигнут при
переходе от ручной сборки к сборке на механизированных конвейерах с расчленением
технологического процесса на отдельные операции и их механизацией.
Конструкция резиновых сапожек предусматривает использование внутреннего резинотек-
стильного каркаса, включающего подкладку и внутренние детали, резинового верха и
рифленой подошвы.
Для изготовления облицовочных деталей чёрных клееных сапожек используются
резиновые смеси на основе комбинации каучуков СКИ-3 и СКС-30 АРКП. Цветные резиновые сапожки
изготавливаются из резиновых смесей на основе каучуков СКИ-Зс и СКС- 30 АРКПН,
заправленных не темнеющими противостарителями..
Для изготовления сапожек применяются следующие текстильные материалы:
- байка подкладочная (ГОСТ 11696-76), удвоенное простое футерованное
хлопчатобумажное полотно (ГОСТ 1443-78), одинарно» простое футерованное полотно с полушерстяным на-
:*
I
1
I
!
1
I
441
I
i
§
!
I
I
26.2. Физико-механические показатели резины для сапожек
Показатель
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %, не менее
Относительная остаточная деформация после разрыва,
%, не более
Истираемость резины, мУГДж, не более .
Прочность связи резины переда с подошвенной
резиной черных и цветных сапожек, М/м, не менее
Норма для резиновой обуви
Перед и обсоюзки
черные
7,5
300
25
-
цветные
7,0
450
40
-
Подошва
черная
7,5
300
40
220
цветная
7,0
450
40
250
1000
чесом заправочное (ГОСТ 1443-78), искусственный мех арт. 92530 по нормативно-технической
документации -для подкладки;
- байка подкладочная (ГОСТ 11696-76), ткань обувная гладкокрашеная (ГОСТ 19196-73),
бумазея-корд по нормативно-технической документации -для цветной стельки;
- полотно трикотажное кулирное гладкое заправочное (ГОСТ 1443-78) -для межподкладки;
- прокладка галошная (ГОСТ 19196-73), миткали суровые (ГОСТ 9858-75) и ткань обувная
гладкокрашеная аппретированная (ГОСТ 19196-73) -для остальных внутренних деталей.
По физико-механическим показателям резина для сапожек должна отвечать требованиям,
приведенным в табл. 26.2.
26.2. Производство формовой
резиновой обуви
Метод формования широко применяется при производстве резиновой обуви как в
отечественной промышленности, так и за рубежом. Этим методом изготавливается основное
количество резиновых сапог.
Характерной особенностью метода является совмещение процессов формообразования
изделия и вулканизации, что по сравнению с методом клейки уменьшает трудозатраты за счет
сокращения числа деталей, устраняет необходимость тщательной их сборки и более чем на
порядок сокращает продолжительность стадии вулканизации.
В практике изготовления обуви методом формования получили развитие две
разновидности процесса: формование на жестких сердечниках и сердечниках с эластичными камерами.
При формовании на жестких сердечниках изделие оформляется внешним давлением
движущейся пресс-формы. При этом давление в некоторых точках изделия достигает больших
значений (до 19 МПа). Большой поток резиновой смеси вызывает необходимость применения
нерастягивающейся текстильной подкладки обуви во избежание образования складок подкладки
по линии разъема пресс-форм. Так, при изготовлении сапог на жестких сердечниках в качестве
подкладки применяют ткань, предварительно прорезиненную и вулканизованную. Применение
такой подкладки часто приводит к ее отслоению от резины верха обуви в процессе носки.
Кроме того, при полном оформлении изделий неизбежно образование большого количества
отходов в виде выпрессовок (до 20% при формовании сапог на жестких сердечниках).
При использовании метода формования на жестком сердечнике нельзя менять калибры
изделий без изменения конструкции пресс-форм.
Отмеченные недостатки устраняются при формовании сапог на сердечниках с
эластичными камерами (метод пневмоформования). При использовании этого метода изделие
оформляется давлением воздуха, подаваемого внутрь резиновой эластичной камеры, на которой
собраны детали обуви. Окончательное давление при формовании на эластичной камере одинаково во
всех точках изделия и равно давлению воздуха, подаваемого в камеру, поэтому течения
резиновой смеси практически не происходит. Это позволяет применять для подкладки обрезиненные
^ч
Места замеров
Носковая часть
Передковая часть
Задниковая часть у каблука
Нижняя часть голенища
Верхняя часть голенища
Каблук вместе с подошвой
Подошва в подметочной части
Голенище в изгибе
Мужские
2,5
2,0
3,5
1,5
1,3
22,0
8,0
2,5
Женские
2,5
2,0
3,5
1,5
1,3
17,0
6,0
2,5
jJri&A. Физико-механические показатели резины для сапог
I
1
I
1
I
Показатель
Условная прочность при растяжении,
МПа. не менее
Относительное удлинение при разрыве,
%,не менее
Относительная остаточная деформация
после разрыва, %, не более
Истираемость. м3ЯДж. не более
Температурный предел хрупкости, "С,
не более
Коэффициент изменения условной
прочности после воздействия в течение 24 ч
50%-ного раствора серной кислоты, или
20%-ного раствора соляной кислоты, или
20%-ного раствора гидроксида натрия
(для кислотощелочестойких сапог), %,
не менее
Сапоги общего
назначения,
кислотощелочес-
гойкие, рыбацкие и
с
противоскользящей подошвой
Морозостойкие
сапоги
Верх
12
300
25
-
-
0,7
7,5
260
15
-
-50
-
Сапоги общего
назначения,
хислотощелочес-
тойкие, рыбацкие и
с
противоскользящей подошвой
Морозостойкие
сапоги
Подошва
10
250
-
166
-
-
7,5
240
-
250
-50
-
Надставка
рыбацких
сапог
8,0
300
25
-
-
-
Диэлектрическую обувь изготавливают из светлых резин на основе каучуков СКС-ЗОАРКПН и
СКИ-ЗС. Повышенную электрическую проводимость антистатической специальной обуви и
специальной обуви, защищающей от воздействия электрических полей, обеспечивает применение
специального высокоструктурного техуглерода.
Огнестойкую обувь изготавливают из резин на основе хлоропренового каучука с
применением как светлых наполнителей, так и техуглерода различных марок.
Для сапог, эксплуатируемых в контакте с химическими средами повышенной активности
(кислоты, щелочи, окислители и др.), используются резины на основе комбинации каучуков
этиленпропиленового (ЭПДК) и хлоропренового (Наирита), бутилкаучука, бутадиеннитрильных
каучуков и поливинилхлорида. Конструкция протектора подошвы обуви также во многом
определяет ее защитные свойства. От глубины и порядка расположения рифов и углублений зависят
противоскользящие свойства подошвы, при этом правильная конструкция геленочной части
обеспечивает поддержание свода стопы и уменьшение утомляемости ног. Этой же цели служит
применение колодок с увеличенными объемными параметрами, что обеспечивает облегчение
проветривания внутри обувного пространства, легкость надевания и снятия обуви.
Для повышения теплозащитных свойств сапог в качестве внутреннего утепляющего слоя
используется губчатый чулоктолщиной до 12 мм (носок, подошва) и высотой 130 мм. Губчатый
чулок формуется методом свободного вспенивания резиновой смеси, содержащей порообра-
зователь, в зазоре между обогреваемыми стальным сердечником и формами.
Ударозащитные свойства специальной обуви обеспечивают специальные подноски. Если
они изготавливаются из стали, то защищают от ударов энергией не менее 200 Дж, если из
полуэбонита - 25 Дж. В последнем случае полуэбонитовый слой оформляется и вулканизуется в
процессе формования обуви.
Для снижения механического воздействия падающих на ноги кусков породы, угля и т.д. на
голенищах шахтерских сапог имеются ребристые усилители, амортизирующие до 70% энергии
удара (30 Дж).
Антипрокольные свойства подошвы обеспечивают специальные стальные стельки. Их
стойкость к проколу составляет более 1200 Н при испытании иглой диаметром 3 мм и радиусом
закругления острия 0,5 мм.
В зависимости от условий эксплуатации обуви придается тот или иной комплекс защитных^^
свойств.
Защитные резиновые сапоги для рыбаков имеют защитную надставку (манжету), которая
прикрепляется к верху формового сапога. Существуют две технологические схемы
изготовления таких сапог. В первой - манжета предварительно раскраивается из обрезиненного
трикотажа, склеивается и вулканизуется в котлах и уже в вулканизованном виде скрепляется с
голенищами формового сапога.
По второй схеме, применяемой в отечественной резинообувной промышленности, манжета
формуется на сердечнике с эластичной камерой с одновременной её привулканизацией к
формовому сапогу. При этом достигается высокое качество соединения и улучшается внешний вид
изделия.
26.3. Производство резинотекстильной
обуви методами формования
и литья под давлением
В промышленности выпускается два основных вида формовой резинотекстильной обуви -
утепленная и спортивная.
Утепленная обувь. Обувь формуется на жестких сердечниках на одно- (2 сердечника) или
двухместных (4 сердечника) прессах.
Утепленная резинотекстильная обувь обеспечивает потребности населения нашей страны с
учетом особенностей ее климатических условий, а также с наличием значительного количества
пожилых людей, имеющих деформацию суставов и другие болезни ног. Такая обувь с
резиновыми приформованными обсоюзкой и подошвой (ГОСТ 14037-79) состоит из текстильного верха из
утепленных тканей, дублированных с утепленной подкладкой или мехом, втачной стельки и
задника. К текстильному верху приформованы резиновая обсоюзка и подошва. Обувь комплектуется
вкладной стелькой. Обувь предназначена для защиты ног, как от воды, так и от воздействия
низких температур. В настоящее время основным видом выпускаемой утепленной
резинотекстильной обуви являются формовые ботики и сапожки, надеваемые непосредственно на ногу.
Для изготовления утепленной обуви применяются следующие текстильные материалы:
- ткани (ГОСТ 11696-76), драп мужской «Марс», ткань пальтовая, сукно шинельное (ГОСТ
6621-72) -для верха;
- байка подкладочная чистошерстяная или полушерстяная (ГОСТ 11696-76), искусственный
мех или другие ткани -для подкладки и стельки;
- диагональ (ГОСТ 19196-73), полотно башмачное (ГОСТ 19196-73), ткань «ТДС» (ГОСТ 19196-73),
тик-саржа отбеленная (ГОСТ 19196-73) или другие ткани, качеством не ниже указанных, -для
задника;
- войлок стелечный толщиной не менее 3 мм, дублированная прорезиненная байка
подкладочная полушерстяная (ГОСТ 11696-76), материал стелечный на пенорезине по документации,
и другие материалы, качеством не ниже указанных, - для вкладной утепляющей стельки;
- тесьма капроновая вязаная шириной 18+1 мм, текстовинит, полая ткань (ГОСТ 19196-73)
или другие материалы, качеством не ниже указанных, -для окантовки верха;
- картон обувной простилочный марки 11-1 (ГОСТ 9542-75) -для простилки.
По физико-механическим показателям резина для низа резинотекстильной утепленной обуви
должна отвечать требованиям, приведенным в табл. 26.5.
Спортивная обувь. Другим массовым видом резинотекстильной обуви (текстильный верх с
приформованными обсоюзкой и подошвой) является обувь спортивного назначения (ГОСТ 9155-88
«Обувь спортивная резиновая и резинотекстильная»). Это ботинки баскетбольные, туфли
теннисные и общего назначения, ботинки футбольные и др. В последние годы этот вид обуви (например,
так называемые «кроссовки») получил большое распространение.
|
1
i
!
I
I
JT2
1
I
!
1
I
26.5. Физико-механические показатели резины для низа резинотекстильной
утепленной обуви
Показатель
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при разрыве,
%, не менее
Относительная остаточная деформация
после разрыва, %, не более
Истираемость резины, мУГДж, не более
Резина для обсоюзок
черная
8,0
300
25
-
цветная
8,0
400
40
-
Резина для подошв
черная
8,0
240
25
220
цветная
8,0 .
280
40
280
Показатель
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при разрыве,
%,не менее
Истираемость резины, м3/ТДж, не более
Прочность связи резиновой обсоюзки
с текстильным верхом, Н/м, не менее
Подошвы
и обсоюзки
резинотекстильной обуви
черные
9,0
350
200
1200
белые
14,0
550
195
1500
26.6. Физико-механические показатели ре- ., -
зины для спортивной обуви Конструктивные особенности спортивной
— ■ обуви в основном определяются
специфическими условиями ее эксплуатации. Во время
спортивных игр и занятий обувь претерпевает
повышенные нагрузки при небольшой
продолжительности воздействия. При этом она
подвергается многократным изгибам, истиранию,
ударам, действию влаги. В связи с этим обувь
должна:
- быть достаточно каркасной, формоустой-
чивой;
- плотно облегать ноги спортсмена
благодаря конструкции текстильной заготовки и плотного шнурования;
- иметь различные защитные элементы (накладки, мягкие прокладки) для предохранения ног
оттравм.
Швы соединения деталей заготовки должны быть достаточно прочными, чтобы выдержать
большие нагрузки. Цвета различных элементов обуви должны сочетаться между собой, а цвет
обуви -со спортивным инвентарем. Цвет обуви определяется общепринятыми нормами или
международными правилами.
Специфические требования к спортивной обуви различны в зависимости от ее назначения и
определяются характером спортивных упражнений. Например, ботинки баскетбольные и туфли
теннисные отличаются от спортивной обуви общего назначения конструкцией, во-первых,
подошвы (в ботинках баскетбольных и туфлях теннисных подошва плоская без наружного утолщения
в каблучной части); во-вторых, конструкцией текстильной заготовки. В текстильной заготовке
баскетбольных ботинок обязательными элементами являются боковые усилители и
вентиляционные блочки.
Для изготовления спортивной обуви применяют следующие текстильные материалы:
- кирзу двухслойную суровую отбеленную или гладкокрашеную (ГОСТ 19196) и кирзу
двухслойную суровую отбеленную или гладкокрашеную ткань хлопчатобумажную с комплексными
лавсановыми нитями по нормативно-технической документации; ткань хлопчатобумажную
гладкокрашеную обувную по нормативно-технической документации -для верха;
- саржу суровую и саржу хлопколавсановую по нормативно-технической документации -для
подкладки;
- тик саржу (ГОСТ 191-96), саржу суровую, саржу хлопколавсановую по
нормативно-технической документации и цтгонгпь-для задника и внутреннего носка;
-ткань типа «Нанка», саржу суровую и саржу хлопколавсановую по нормативно-технической
документации -для втачной стельки;
- ткань хлопчатобумажную суровую - миткаль технический арт. 6914 -для подблочников;
- искусственную замшу, натуральные кожи, винилискожу галантерейную, материалы,
применяемые для верха обуви по нормативно-технической документации -длянадблочников;
26.4. Литье обуви
- декоративные ленты, искусственные и натуральные кожи -для декоративных элементов; ту.
- тесьму капроновую вязаную гладкокрашеную окантовочную и тесьму лавсановую вязаную
отбеленную окантовочную (ОСТ 17-883-81) -для окантовки верха и язычка. §|
По физико-механическим показателям резины, применяемые для изготовления обуви, долж- |-
ны соответствовать нормам, приведенным в табл. 26.6. |
■Существенный прогресс в развитии производства резинотекстильной обуви был достигнут при ^
использовании процесса изготовления методом литья под давлением. о.
Несмотря на высокий уровень механизации, при изготовлении обуви методом формования все еще |
велика доля ручных подготовительных, закройно-заготовительных и сборочных операций. |
!
из термопластичных материалов |
Одним из наиболее прогрессивных методов изготовления обуви является литье под давлением §
из гранулированных пластикатов поливинилхлорида (ПВХ). ^
Процесс переработки состоит в пластикации и плавлении гранулированного полимера в
инжекторе литьевой машины, впрыске расплава в форму при высоком давлении и окончательном
формировании изделия при охлаждении расплава.
При литье обуви используются две основные схемы: простое однослойное литье и
многослойное, или сэндвич-литье. Однослойное литье применяется при изготовлении относительно
простой по конструкции обуви, например полусапожек, невысоких туфель, сандалий, детской
обуви. При этом в составе агрегата находится одна литьевая машина, а материал заполняет
пресс-форму через один литьевой канал (литник).
Многослойное литье состоит в поочередном впрыскивании двух и более порций расплавов
полимеров из двух и более литьевых устройств в литьевую форму.
В настоящее время из пластиката ПВХ методом литья под давлением производятся
практически все традиционные виды эластичной обуви, которые ранее изготавливались из резиновых
смесей. При этом благодаря значительно более низкой трудоемкости доля обуви из
пластикатов ПВХ в общем объеме производимой обуви все время увеличивается. Так, в соответствии с
ТУ 38.106172-88 «Обувь из пластиката поливинилхлоридного литьевого с подкладкой»
изготавливаются такие массовые виды обуви как сапоги и сапожки, а также галоши, надеваемые
как на ногу без обуви, так и на валяную и другую мягкую обувь («бурки» и др.).
Для литья верха и низа обуви применяют пластикат поливинилхлоридный литьевой типа
ПЛ-1 и типа ПЛ-2 (ТУ 6-05-1888-80). Морозостойкие варианты этой обуви (носка при
температуре до -20°С) изготавливают из морозостойких пластикатов ПВХ типа ПЛ-1 М и ПЛ-2М по
ТУ 6-01-2-707-87.
Для подкладки обуви используют:
- трубку трикотажную плюшевого переплетения из эластика (ОСТ 17-313-83);
- полотно трикотажное двухластичное (гладкое и прессовое из капроновой текстурирован-
ной нити по ТУ 17-09-179-86);
- полотно трикотажное двухластичное техническое (ТУ РСФСР 43-2514-79);
- полотно трикотажное двухластичное хлопчатобумажное гладкое (ГОСТ 7029-82).
Для вкладной утепляющей стельки применяют:
- войлок натуральный (ОСТ 17-202-77);
- байку обувную (ОСТ 17-73-86), дублированную с удвоенным футерованным
хлопчатобумажным полотном (ГОСТ 1443-78), или с одинарным простым футерованным полотном с
полушерстяным начесом (ГОСТ 1443-78);
- материал стелечный на текстиле с пенорезиной (ТУ 38.108300-77);
- полотно иглопробивное стелечное войлокообразное (ТУ 83-178-56-84);
- войлок стелечный (ТУ 17 РСФСР 35-75-75-78).
I
i
!
I
«8
yf* В дополнении к формовой резинотекстильной утепленной и спортивной обуви методом литья под
давлением выпускается по ТУ 38.306012-96 большое количество сапожек с текстильным верхом и
подошвами из пластиката поливинилхлоридного литьевого, а по ТУ 38.106471 -90 - обувь пол имерно-
текстильная для активного отдыха.
В этих видах полимерно-текстильной обуви в качестве верха используются практически те
же текстильные материалы, что и в традиционных видах резино-текстильной обуви. Для
облегчения веса, улучшения теплозащитных свойств и повышения комфортности для литья низа
полимерно-текстильной обуви используется поромерный пластикат ПЛП-2 по ТУ 6-02-122.
Использование пластиката ПЛП-2 позволяет уменьшить плотность подошвы обуви с 1200—
1300 до 800-900 т/м3.
Пластикаты ПВХ имеют ряд специфических свойств (высокую стойость к разбавленным
кислотам и щелочам, маслам, удовлетворительные диэлектрические свойства и др.), необходимых
для создания специальных видов обуви. Так, с применением пластикатов ПВХ, модифицированных
бутадиен-нитрильным каучуком, получен новый виджиростойкой обуви для защиты ног
работающих на предприятиях мясной и молочной промышленности (ТУ 38.406394).
Для защиты ног работающих на угольных шахтах (в строительной индустрии и др.) от
производственных загрязнений, шахтных вод, масел, а также от механических повреждений
производятся сапоги с комплексом защитных свойств из пластиката ПВХ (ТУ 38.106562). Они
имеют верх с ребристыми усилителями в области голеностопного сустава и части голени,
подошву с каблуком и подкладку. Эти сапоги могут изготавливаться с внутренним
металлическим подноском, выдерживающим удар энергией 200 Дж. В соответствии с техническими
требованиями на эту обувь в месте приложения нагрузки в момент удара энергией 200 Дж в
носочной части обуви безопасный зазор должен быть не менее 20 мм. Передняя часть сапог
по месту ребристых усилителей должна обеспечить не менее 60% амортизации при ударе
энергией 30 Дж.
Изменение массы образца из сапог после выдержки в течение 24 ч в веретенном масле
(ГОСТ 1642-75) должно быть не более 10%.
Ток утечки при испытании сапог переменным током частотой 50 Гц и напряжением 660 В не
должен превышать 12,5 А.
26.5. Производство обуви
методом термоформования
из пластизолей поливинилхлорида
Изготовление различной обуви из поливинилхлоридных паст - пластизолей методом
свободной заливки отличается простотой аппаратурного оформления процесса и высокой
эффективностью. Физико-механические показатели материала из пластизолей ПВХ, обеспечивающие
возможность получения защитной обуви общего назначения, приведены ниже:
Плотность кг/м3 1150-1170
Твердость по Шору А 54-63
Условная прочность при растяжении, МПа 6,5-10,5
Сопротивление раздиру, кН/м 28-46
Остаточное удлинение после разрыва, % 58-80
Относительное удлинение при разрыве, % 350-470
Истираемость, см3/(кВт-ч) 150-200
Температура хрупкости, "С От -54 до -65°С
Применение поливинилхлорида и его сополимеров в качестве пленкообразующих веществ в
пластизолях обусловлено, с одной стороны, ценными свойствами ПВХ (химической
инертностью, достаточной термической стойкостью в стабилизированном состоянии), а с другой -
массовым промышленным производством ПВХ и его относительно невысокой стоимостью.
I
§
!
I
I
Пластизоль является концентрированной суспензией ПВХ в пластификаторе. При комнатной^
температуре ПВХ не растворим в пластификаторе. При нагревании (желатинизации) частицы ПВХ
набухают в пластификаторе до полного его поглощения и образуют однородную массу. При
охлаждении получается твердый эластичный материал.
Время и температура образования пленки из пластизоля ПВХ, а, следовательно, и
технологические режимы переработки в значительной степени зависят от типа применяемого ПВХ, типа
пластификатора, наличия в композиции других добавок.
Таким образом, термоформование включает преджелатинизацию (отложение пленочного
слоя пластизоля) и желатинизацию отложенного слоя.
Термоформование полой бесшовной оболочки обуви из пластизоля ПВХ, наружная
поверхность которой имеет вид готовой обуви, проводят в герметичных открытых полых формах,
имеющих зеркальные отображения рисунков и тиснений на внутренней стороне. Поскольку обувь в
разных ее частях должна иметь определенные толщины, толщина получаемой пленки будет
зависеть отусловий теплопередачи в соответствующих зонах формы. Если в оболочке имеется
углубление под каблук, то оно заполняется твёрдой композицией другого состава, создающей
с наружным слоем монолит. Отформованная таким образом оболочка извлекается из такой
формы после желатинизации и сплавления и представляет собой полуфабрикат для сборки с
другими конструктивными узлами и деталями цельнополимерной обуви.
26.6. Рецептурно-технологические основы
производства резиновой обуви
Резиновые смеси, предназначенные для изготовления обуви, должны обладать целым
рядом специфических технологических свойств. Условия переработки резиновых смесей для
производства обуви различными методами, а также условия ее эксплуатации определяют комплекс
требований к резиновым смесям и резинам.
Резиновые смеси для клееной обуви должны иметь малую усадку, хорошую (гладкую)
поверхность каландрованного полотна, высокие конфекционные и адгезионные характеристики,
обеспечивать гладкую блестящую поверхность лакированной обуви и высокую прочность связи
между отдельными ее элементами.
Резиновые смеси для формовой обуви имеют стабильную усадку (поскольку закрой
резиновых деталей осуществляется в потоке с каландром) и высокую скорость вулканизации (для
увеличения съема продукции с единицы оборудования). В то же время они должны быть
устойчивы к подвулканизации в процессе переработки и формования, а также иметь широкое плато
вулканизации для того, чтобы обеспечить равномерную степень вулканизации деталей разной
толщины в условиях различных по интенсивности температурных полей вулканизации в разных
частях изделий. Для обеспечения хороших технологических свойств резиновых деталей при их
сборке в процессе изготовления сапог на сердечниках с эластичной камерой резиновые смеси
должны обладать достаточной клейкостью и адгезией, но резиновые детали не должны
слипаться при их хранении и транспортировании. Одним из основных требований к резиновым
смесям, предназначенным для формовой обуви, является хорошая текучесть, что очень важно
для резиновых смесей, применяемых для формования сапог на сердечниках с эластичной
камерой, так как этот процесс осуществляется при сравнительно невысоких (по сравнению с
формованием на жестких сердечниках) давлениях.
Резиновые смеси для обсоюзки формовой резинотекстильной обуви должны также иметь
высокую адгезию к текстильным материалам, чтобы обеспечить достаточную прочность связи
резиновой обсоюзки с текстильным верхом и подошвы с втачной стелькой. При недостаточной
прочности связи резиновой обсоюзки с текстильным верхом может происходить ее отслоение в
результате многократных деформаций изгиба, которым подвергается обувь при эксплуатации.
449
!
!
i
i
i
jt* При недостаточной прочности связи подошвы с обрезиненной и подвулканизованной втачной
стелькой (в спортивной обуви) в процессе эксплуатации вследствие резкого изменения ритма
движения ног, приводящего к развитию больших сдвиговых напряжений, может происходить
отрыв подошвы.
Вулканизованные резины для верха цельнорезиновой обуви должны быть
низкомодульными, обладать эластичностью, высоким сопротивлением многократным деформациям, высоким
сопротивлением раздиру, озонному и атмосферному старению. Особенно сложный комплекс
требований предъявляется к резинам для верха формовых сапог, которые должны обеспечить
гарантийный срок эксплуатации обуви в течение одного года в тяжелых условиях (рыбный
промысел, леспромхозы, строительные и сельскохозяйственные работы и т.п.).
Резины для подошв всех видов обуви должны иметь высокую стойкость к истиранию.
Очень важным требованием к резинам для цветной обуви является их стойкость к
сохранению цвета, а для черной-отсутствие миграции мягчителей, стабилизаторов и других
компонентов резиновых смесей на поверхность изделий в процессе хранения и эксплуатации.
Оптимальные свойства обуви обеспечивает использование строго определенных видов
сырья и материалов.
В качестве полимерной основы в производстве черной обуви общего назначения
используются бутадиенстирольный каучук СКС-ЗОАРКП в сочетании с изопреновым каучуком СКИ-3,
а для производства подошв формовой обуви - маслонаполненный каучук СКС-ЗОАРКМ-15 и
бутадиеновый СКД (для морозостойкой обуви).
Для изготовления цветной обуви применяют заправленные нетемнеющими противостари-
телями каучуки СКС-ЗОАРКПН и СКИ-ЗС.
В последнее время в качестве полимерных модификаторов резиновых смесей для
производства обуви начали применяться этиленпропиленовый и бутилкаучуки.
При изготовлении обуви производственного назначения наряду с этими каучуками
используют также бутадиен-нитрильные и хлоропреновые каучуки.
В резиновых смесях для верха черной резиновой обуви в качестве наполнителей
применяют техуглерод средней активности: П803 (ПМ-15), Т900 (ТГ-10), П701 (ПГМ-33), ПМ-40, П702
(ПМ-40Н), П514 (ПМ-50), а для подошв - более активные типы углеродов: П324 (ПМ-75),
ПМ-75В, К354 (ДГ-100). В ряде случаев для производства рабочей обуви используют
специальные марки техуглеродов, например П355Э (ППЭ-ЗОВ) для изготовления антистатической обуви
с электропроводящими свойствами.
В производстве цветной обуви и в резиновых смесях для внутренних деталей всех видов
обуви применяются минеральные неактивные наполнители-мел и каолин; в резиновых смесях
для подошвы цветной обуви -активные светлые наполнители - белая сажа БС-50 и коллоидная
кремнекислота аэросил-175.
Для выпуска белой и цветной обуви в широкой цветовой гамме используют перечисленные
ниже красители и пигменты (в скобках указана светопрочность резин в баллах):
органические пигменты:
пигмент желтый прочный (4-5);
пигмент желтый прочный 23 (5);
пигмент желтый прочный К (4-5);
пигмент золотисто-желтый прочный (5);
лак оранжевый (2-3);
пигмент розовый Ж (5);
пигмент красный 5С (5);
пигмент ярко-розовый (3-4);
лак бордо СК (3-4);
лак рубиновый СК (2-3);
пигмент голубой фталоцианиновый (6);
пигмент чисто-голубой фталоцианиновый (5-6);
450
-v-£^W
пигмент зеленый фталоцианиновый (5-6);
пигмент ярко-зеленый фталоцианиновый (5-6);
пигмент зеленый (4-5); 2|
минеральные пигменты: |-
пигмент диоксид титана (рутильная форма- белизна 94 усл. ед.); |
пигмент красный железоокисный марки К; <g
ультрамарин; ^
литопон (коэффициент отражения не менее 88). ^
В качестве пластификатора наибольшее распространение получило масло индустриаль- ^
ное И-8А. §
Для получения резин с заданными свойствами в производстве обуви используют широ- Е.
ко распространенные ускорители вулканизации - тетраметилтиурамдисульфид (тиурам Д), Q
N.N'-дифенилгуанидин (гуанид Ф, ДФГ), меркаптобензтиазол (каптакс), ди(2-бензтиазолил)- '§
дисульфид (альтакс), а также комбинации ускорителей, включая ускорители замедленного дей- |
ствия - М-циклогексил-2-бензтиазолилдисульфенамид (сульфенамид Ц), 2-бензтиазолил-1\1-мор- §
фолилсульфид (сульфенамид М), N.N'-дитиодиморфолин (ДТДМ). Для интенсифицированных Iki
режимов переработки, в частности литья под давлением, широко применяют эффективные и
полуэффективные вулканизующие системы.
Для повышения эксплуатационного качества обуви важное значение имеет прменение
современных стабилизаторов. В качестве антиоксидантов для цветных обувных резин
наибольшее распространение нашли агидол 1 (2,6-ди-грет-бутил-4-метилфенол), агидол 2 (продукт
НГ-2246, бисалкофен БП), агидол 20-смесь метилбензилфенолов.
В производстве черной и цветной обуви в качестве антиозонантов и антиоксидантов
используются диафен ФП (продукт 4010NA), нафтам-2 (неозон Д), а также невымываемые антиокси-
данты - диафен 13 (отечественный аналог сантофлекса 13) и сантофлекс 77 - N,N'-tfw-(1,4-
диметилпентил)-/7-фенилендиамин.
Характерные особенности имеют рецептуры резиновых смесей для производства обуви
методом литья под давлением.
Для достижения высокой производительности многопозиционных литьевых
агрегатов при изготовлении резинотекстильной обуви необходимы резиновые смеси, которые
наряду с низкой вязкостью, обеспечивающей высокую скорость заполнения формы,
должны обладать также превосходной стойкостью к подвулканизации и высокой скоростью
вулканизации.
Существенное снижение вязкости резиновых смесей для производства
резинотекстильной обуви методом литья под давлением достигается при комбинации каучуков СКИ-ЗС и
СКС-ЗОАРКПН, пластифицированных комплексными пластификаторами, состоящими из
низкомолекулярных традиционных соединений и олигомерных добавок.
Литьевые свойства резиновых смесей зависят также от типа и дозировки применяемых
наполнителей, в качестве которых для изготовления обуви наиболее широко используются
светлые наполнители.
Для обеспечения низкой вязкости резиновых смесей и высоких физико-механических
показателей резин в рецептуре резиновых смесей для литья спортивной обуви используется
комбинация неактивного (мел) и активного (аэросил-175) наполнителя.
Не менее важной задачей при получении резиновых смесей для литья обуви является
придание им оптимальных технологических свойств в условиях высокотемпературного
деформирования при пластикации и заполнения формы (отсутствие подвулканизации) с последующей
быстрой вулканизацией.
Требуемые вулканизационные характеристики резиновых смесей для
интенсифицированных процессов переработки обеспечиваются при использовании эффективных и
полуэффективных вулканизующих систем, проявляющих синергизм при взаимодействии ускорителей,
входящих в состав многокомпонентной системы.
~2$&-
451
г
OS
В качестве ускорителей замедленного действия в резиновых смесях для литья обуви могут быть
использованы сульфенамид Ц, сантокюр М, альтакс и дитиодиморфолин, в качестве быстро вулка-
| низующего ускорителя -тиурам Д, а дополнительного регулятора вязкости - гуанид Ф.
|
§ 26.7. Рецептуростроение композиций
| поливинилхлорида для литья обуви
о Одним из наиболее распространенных методов изменения свойств ПВХ является его плас-
«§ тификация, позволяющая снизить температуру переработки и получить композиции с необхо-
^ димыми физико-механическими свойствами.
.^ Большая часть пластификаторов, не вступая в химическую реакцию с полимером, способна
§ растворять его (или вызывать его набухание). В некоторых случаях, не растворяя полимер, пла-
| стификаторы физически взаимодействуют с ним, приводя к ослаблению межмолекулярного
§ взаимодействия. И в том, и в другом случае пластификатор снижаеттемпературу стеклования и
перехода полимера в вязкотекучее состояние.
В качестве пластификаторов в ряде случаев применяются относительно недорогие
продукты - хлорпарафины, минеральные масла, а для производства обуви методом литья под
давлением наиболее распространенным и доступным пластификатором является диоктилф-
талат(ДОФ).
Пластифицированные композиции ПВХ перерабатывают при высоких температурах, обычно
превышающих температуру разложения ПВХ. Наряду с изменениями, происходящими с самим
полимером, при высоких температурах происходят также химическое изменение сложноэфир-
ных низкомолекулярных пластификаторов с образованием ангидридов, олефинов и кислот. Соли
органических кислот и координационно-ненасыщенных металлов, входящие обычно в состав
композиций, являются катализаторами разложения сложноэфирных пластификаторов.
При нагревании полимера происходит изменение его цвета. При нагревании полимера в
атмосфере азота наблюдается выделение хлороводорода и быстрое обесцвечивание полимера.
Дальнейшее окрашивание обусловливается появлением диеновых связей. При нагревании в среде
кислорода вначале происходит отбеливание материала, затем его необратимое окрашивание.
Для повышения термостойкости поливинилхлорида обычно используют соли органических и
неорганических кислот, металлорганические соединения, амины, эпоксисоединения, фосфаты.
Общим свойством термостабилизаторов является их способность реагировать с
выделяющимся хлороводородом.
Для изделий, к которым предъявляются повышенные требования по токсичности,
применяют соли кальция и цинка в качестве стабилизаторов, а также соосажденные кальций-цинковые
стабилизаторы.
В качестве эпоксистабилизаторов применяют эпоксидированное соевое масло, смолы ЭД-
16, ЭД-20. Используют также эпоксидированные оксибензофеноны, эфиры 2,4-диоксибензо-
фенона и эпоксидных жирных кислот, эпоксидированные ароматические кислоты и их барий и
кадмиевые соли, сульфоэпоксидные смолы, оловоорганические эпоксисоединения.
Для облегчения переработки композиций ПВХ при литье под давлением в их рецептуру
вводятся смазки в количестве до 1 масс. ч.
В качестве смазки часто используется стеариновая кислота, которая, однако, при
переработке в условиях высоких температур вызывает неприятный запах композиций. В связи с этим
предпочтительно использовать специальные синтетические воски и смазки.
Промышленные композиции ПВХ разрабатываются с учетом серийно выпускаемого
отечественного сырья, путем выбора оптимального типа смол, типа и количества пластификаторов и
модификаторов, типа и количества компонентов стабилизирующей группы.
В табл. 26.7 приведены требования к композиции ПВХ для литья обуви.
Показатель
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при
разрыве, %, не менее
Твердость по ТМ-2, не более
Показатель текучести расплава
(170°С,5кг),г/10мин
Термостабильность по Конго-Рот
при 175°С, мин, не менее
Верх
6,4
350
60
20-60
100
Подошва
7,8
250
70
3-30
100
Для обеспечения хорошей текучести рас- 26.7. требования к показателям свойств ком-
плава КОМПОЗИЦИЙ ПВХ И ВЫСОКОЙ ЭЛаСТИЧ- позиции ПВХдлялитья обувл
ности изделия необходимо применять высо-
копластифицированные системы, а из-за
высокой температуры переработки при литье
расплава (до 170-180°С) -суспензионный по-
ливинилхлорид, который обладает высокой
термостабильностью.
В качестве пластификатора в этих
композициях применяется диоктилфталат (ДОФ),
выбор которого обусловлен сравнительной
доступностью, малой летучестью в процессе переработки и незначительной миграцией из
готовых изделий при эксплуатации. Необходимые литьевые свойства композиции получаются
при содержании 90—100 масс.ч ДОФ на 100 масс, ч ПВХ. При этих дозировках пластификатора
применяют ПВХ с константой Фикинтчера /(=63+70.Получаемые при этом композиции
удовлетворяют требованиям к материалам для верха обуви, а на основе ПВХ с К=70 - к материалам
для подошвы обуви.
В качестве стабилизаторов предпочтительно использование солей кальция в сочетании с
солями цинка
Наибольшая термостабильность обеспечивается при использовании солей свинца. Во всех
случаях целесообразно совместное применение солей металлов с эпоксисоединениями, что
обеспечивает достижение значительного синергетического стабилизирующего эффекта.
Для удовлетворения возрастающих требований потребителей весьма актуальными
являются повышение эластичности, морозостойкости, теплозащитных свойств, увеличение стойкости
к изменению цвета, уменьшение массы обуви.
Улучшение эластичности обуви из ПВХ и ее облегчение достигается при уменьшении
толщины изделия. По-видимому, уменьшение толщины изделий при соответствующем уменьшении
зазора между сердечником и формой технически трудно выполнимо, так как при этом
значительно увеличивается давление на литьевых установках. Поэтому наиболее реальным
направлением работ по уменьшению толщины обуви является улучшение реологических свойств пла-
стикатов ПВХ. Этим требованиям отвечает композиция на основе сополимера винилхлорида с
винилацетатом - эластичная композиция ПЛ-1Э.
Регулированием реологических свойств термопластичных композиций можно также
повысить прочность связи элементов полимерно-текстильной обуви. При формировании контакта в
данной системе, состоящей из субстрата с развитой структурой поверхности и адгезива -
термопласта, очень важной является микрореология на границе адгезив -субстрат.
Прочность связи полимерно-текстильной конструкции существенно зависит как от
приложенного давления, так и от времени заполнения форм. При увеличении продолжительности
заполнения форм расплав охлаждается и таким образом уменьшается время
непосредственного контакта расплава с текстильным материалом, что приводит к снижению прочности связи в
этой системе. Следовательно, для увеличения адгезии необходимо снижать вязкость расплава
перерабатываемых композиций.
Особую важность увеличение адгезии полимерных конструктивных элементов низа к
текстильному верху приобретает в обуви с подошвой из вспененного ПВХ.
Маловязкие композиции ПВХ для литья обуви с подошвой из вспененного ПВХ были
разработаны с учетом повышения температуры расплава, что потребовало существенного
увеличения термостабильности. Композиция типа ПЛП-2 с улучшенной термостабильностью,
содержащая порообразователь, перерабатывается на литьевых автоматах при температурах до
190-195°С, что позволяет существенно увеличить прочность связи обсоюзки с текстильным
верхом и расширить ассортимент текстильных материалов, применяемых для производства
обуви с подошвой из вспененного ПВХ.
р
t
I
§
I
1
5
S
■а
Усовершенствование системы стабилизаторов позволило также улучшить внешний вид
обуви из пластикатов, так как в процессе эксплуатации и хранения изделий происходило
взаимодействие солей металлов, входящих в состав стабилизирующей группы, с серусо-
держащими соединениями, присутствующими обычно в окружающей среде, в результате
чего продукты взаимодействия - окрашенные сульфиды образовывали на поверхности обуви
темные пятна.
Особенно неблагоприятное влияние на изменение цвета в среде сероводорода («серное
окрашивание») оказывают соли свинца, а также стеарат кадмия. Наиболее устойчивыми к
изменению цвета оказались композиции, содержащие стеарат кальция, который, однако, является
слабым стабилизатором.
Разработаны новые цветостойкие композиции ПВХ ПЛ-1Ц, содержащие стабилизаторы на
основе гидроксида кальция, обеспечивающие повышенную стойкость к изменению цвета при
сохранении высокой термостабильности. Результаты опытной эксплуатации показали, что на
обуви, изготовленной с использованием этих композиций, пятен не образуется в течение всего
периода эксплуатации.
Разработка цветостойкой композиции дает реальную возможность существенно расширить
цветовую гамму выпускаемой обуви, в том числе светлых и насыщенных тонов.
Большое значение имеют также морозостойкие композиции ПВХ. Повышение
морозостойкости новых композиций - марки ПЛ-1М для верха и ПЛ-2М для подошв обуви - достигалось за
счет частичной замены ДОФ в серийных рецептурах ПЛ-1 и ПЛ-2 на морозостойкие
пластификаторы - диоктилсебацинат (ДОС) или диоктиладипинат (ДОА).
Разработка морозостойких композиций позволила расширить область применения
высокопроизводительного метода литья под давлением: изготавливать отдельные виды специальной
рабочей обуви, трудоемкость производства которых традиционными методами велика.
Например, композиции ПВХ, применяемые для литья обуви, обладают более высокой стойкостью к
кислотам и щелочам чем резины, применяемые для кислотощелочестойких сапог, и имеют на
30% более продолжительный срок службы.
Кроме этого, возможно использование сапог из морозостойких композиций ПВХ в качестве
диэлектрической обуви.
Морозостойкие композиции ПВХ целесообразно также использовать для повышения
качества сапожек с утепленной подкладкой.
Нормативно-технические показатели на новые композиции ПВХ ПЛ-1 М, ПЛ-2М, ПЛ-1 Ц и ПЛ-
1Э приведены в табл. 26.8.
Для изготовления защитной рабочей обуви со сложным комплексом защитных свойств:
морозостойкостью, эластичностью, бензостойкостью, маслостойкостью, высоким
сопротивлением истиранию и повышенными фрикционными свойствами - все большее применение
находят композиции на основе ПВХ, модифицированные бутадиеннитрильными каучуками (БНК),
сополимерами этилена с винилацетатом и другими полимерными добавками.
26.8. Нормативно-технические показатели на новые композиции ПВХ для литья обуви
Показатель
Условная прочность при растяжении. МПа. не менее
Относительное удлинение при разрыве, %, не менее
Температура хрупкости. "С, не более
Показатель текучести расплава (170°С, 5 кг), г/10 мин
Стойкость к действию сероводорода
Термостабильность по Конго-Рот, мин, не менее:
при 175°С
при185°С
Морозостойкая для верха
обуви ПЛ-1М
6,4
350
-55
20-60
Морозостойкая для низа
обуви ПЛ-2М
7,8
270
-55
2-20
Цветостойкая
для верха
обуви ПЛ-1Ц
6,4
350
-
20-60
С повышенной
эластичностью
для верха ПЛ-13
6.4
370
-
Не менее 80
Не нормируют
90
90
100
100
26.8. Рецептура и свойства пластизолей ПВХ
К пластизолям для оболочки обуви предъявляют определенные требования:
- низкая исходная вязкость, обеспечивающая хорошую текучесть при 30-45°С; при
повышенной вязкости возможен захват композицией пластизоля воздуха и образование пузырей в
готовом изделии;
- высокая устойчивость к седиментации;
- способность к выделению воздуха- при вакуумировании воздух должен удаляться быстро
и полностью;
- физико-механические свойства полученных из пластизоля оболочек после сплавления
должны соответствовать установленным нормам.
К композиции для каблучной части предъявляются следующие требования;
- хорошая текучесть, позволяющая пластизолю легко проникать в каблучное углубление
оболочки;
- быстрое затвердевание и сплавление, так как заливка каблучной части происходит после
того, как прошла почти половина времени желатинизации оболочки.
ПВХ, применяемый для получения пластизолей, должен иметь определенные
молекулярную массу, характеризуемую константой Фикентчера, молекулярно-массовое распределение,
размеры и форму частиц. Обычно для получения пластизолей применяют пастообразующие
марки ПВХ; эмульсионные (Е-полимеры) и микросуспензионные (МС-полимеры) с частицами
размером 2-8 мкм и константой Фикинтчера/f=60-^80. Основные свойства отечественных
марок пастообразущих смол приведены в табл. 26.9. Для улучшения технологических и физико-
механических свойств пластизолей и материалов из них в состав композиций вводят добавки
суспензионного и блочного ПВХ (табл. 26.10).
Пластизоли из микросуспензионного ПВХ обладают меньшей вязкостью и высокой
стабильностью вязкости (до 6 мес). Реологические свойства пластизолей меняются на разных стадиях
процесса в зависимости от температуры. Различают стадию хранения пластизоля и его
циркуляции в системе при 25-45°С, стадию преджелатинизации - при 50-80°С; стадию желатинизации -
при 90-130°С; стадию сплавления- при 140-190°С.
Примерные рецептуры пластизолей для оболочки обуви и для каблука приведены в табл. 26.11.
В качестве стабилизатора использован комплексный состав, в который входят соли бария,
кадмия, цинка.
Пластификатором в каблучной композиции служит бутилбензилфталат, который хорошо
смачивает ПВХ и снижает температуру плавления пластизоля.
Для увеличения жесткости каблука в композицию вводят мономер типа Х-970, способный
полимеризоваться в присутствии катализатора (грег-бутилпербензоата) при комнатной
температуре. Нафтенат кобальта выполняет функцию сокатализатора, ускоряя полимеризацию
каблучной композиции.
Формы для использования в процессе коагулянтного формования представляют собой
полые никелевые оболочки толщиной 0,64-0,76 мм, снабженные приспособлением для
крепления к конвейеру. Внутренняя поверхность их является негативным отображением поверхности
готового изделия. Такие формы изготавливают методом гальванопластики.
I
I
i
i
i
26.9. Свойства отечественного пастообразующего ПВХ различных марок
Показатель
Константа Фикентчера
Насыпная плотность, кг/м3
Содержание экстрагируемых веществ, % масс.
Содержание влаги и летучих, %, не более
Содержание золы, %, не более
Содержание щелочи, %, не более
Размер частиц, мкм
ЕП6602С
68
280
-
0,35
1,1
0,1
0,25-60
ЕП7002С
70-72
250
-
0,35
1,1
0,1
0,25-60
МС6602С
68
360
2,5
0,35
1,1
-
1-3
МС7002С
70-72
370
2,5
0,35
1,1
-
1-3
-^ф5-~
455
^26.10. Свойства суспензионного
(марка С-70) и блочного (марка
М-70) ПВХ
I
I
§
!
I
I
26.11. Примерный состав композиций ПВХ (масс. ч. на
100 масс. ч. полимера) для оболочки обуви и каблука
Показатель
Константа Фикент-
чера
Насыпная плотность,
кг/м3
Содержание влаги и
летучих, %, не более
Содержание золы,
%, не более
Продолжительность
поглощения
пластификатора, мин,
не более
ПВХ-С-70
70-73
1400
0,3
0,02
10
ПВХ-М-70
70-72
490-550
0,12
0,02
ЗМО
Компоненты
ПВХ микросуспензионный
ПВХ-С-70
Смесь пластификаторов
Бутилбензилфталат
Комплексный стабилизатор
Мономер Х-970
Пеногаситель (ПМС-100А, ПМС-200)
грег-Бутилпербензоат, ПМС-300,
пигменты
Пигменты, добавки, модификаторы
Композиция
для оболочки
70-80
20-30
85
_
3
_
0,2-0,6
9
для каблука
60-70
30-40
-
60-70
3
30-40
-
3
-
27. ЛАТЕКСНЫЕ ИЗДЕЛИЯ
(Д.П. Трофимович, Б.А. Майзелис)
27.1. Изделия из пенорезины, получаемые вспениванием
латексных композиций 456
27.2. Маканые изделия 462
27.3. Изделия, получаемые методом экструзии латексных
смесей 470
27.1. Изделия из пенорезины,
получаемые вспениванием
латексных композиций
Пенорезина представляет собой изотропный, эластичный пеноматериал с сообщающимися
порами, основу твердой фазы которого составляет эластомер. Благодаря высокой эластичности,
прекрасным амортизационным свойствам и низкой плотности пенорезины применяют при
изготовлении мягких элементов мебели, матрацев, сидений и спинок транспортных средств, ковров на
губчатой порожке, различных амортизаторов и теплозвукоизолирующих материалов.
В табл. 27.1 приведены показатели, характеризующие пенорезины как конструкционный
материал, и пределы изменения свойств пенорезины вследствие изменения способов
изготовления, рецептуры применяемых латексных композиций и технологических параметров
процесса изготовления.
Изделия из пенорезины изготавливают двумя основными способами: способом Дан-
лоп и способом Талалая, различающимися методом получения пены и методами ее
отверждения. По способу Данлоп механическое вспенивание латексной композиции проводится
путем диспергирования в ней воздуха в аппаратах непрерывного или периодического
действия. Кратность пены в зависимости от назначения изделия может изменяться в пределах
3-10. В конце процесса механического вспенивания в пену вводят агент, фиксирующий и
отверждающий пену путем желатинирования латексной композиции. Пену с введенным
желатинирующим агентом заливают либо в формы (формовые изделия), либо на
транспортер (неформовые изделия). Желатинирование пеныи последующую вулканизацию
осуществляют при тепловой обработке.
27.1. Физико-механические свойства пенорезины
Показатель
Кажущаяся плотность,
кг/м'
Сопротивление сжатию,
кН/мг
Твердость**, Н
Остаточное сжатие в
статических условиях, %
Остаточное сжатие в
динамических условиях, %
Коэффициент старения
по сопротивлению
сжатию, %
Коэффициент
морозостойкости
Коэффициент
теплопроводности, Вт/(м-К)
Условная прочность при
растяжении, кН/м2
Относительное удпине-
| ние при разрыве, %
Нормативно-
техническая
документация
ГОСТ 409-77
ГОСТ 20014-83
ГОСТ 24616-81
ГОСТ 11722-78
ГОСТ 25640-83
ОСТ 38.0692-83
ГОСТ 9.709-83
ГОСТ 12967-67
—
ГОСТ 11721-78
Международный
стандарт
ISO 845-95
ISO 2439-97
ISO 1856-08
ISO 3385-00
ISO 2440-97
IS01798-00
Принцип метода
Определение массы образца,
приходящейся на единицу объема
Определение усилия сжатия образца
для получения заданной (40%)
деформации
Определение усилия вдавливания ин-
дентора в виде диска для получения
заданнойJ40%) деформации
Определение остаточного сжатия
после выдержки образцов в сжатом
состоянии и последующего их
восстановления
Определение остаточного сжатия
после многократного сжатия и
последующего восстановления
Определение стойкости образцов по
изменению сопротивления сжатию
после их нагревания (70 или 100°C)
Определение изменения деформации
образцов под определенной
сжимающей нагрузкой после экспозиции
при отрицательной температуре
Комплексное определение объемной
теплоемкости, теплопроводности,
температуропроводности
Определение силы и удлинения
образцов в момент разрыва при
растяжении
Пределы
изменения
свойств*
50-250
3,0-50,0
30-240
4-15
2-8
От -5 до +35
0,5-1,0
0,03-0,07
30-150
100-350
X
' Определение проводится
'* Косвенно характеризует
согласно нормативной документации РФ.
сопротивление сжатию.
По способу Талалая механическое вспенивание латексной композиции проводят до небольшой
кратности (2-3) и подают пену в специальную форму, в которой она расширяется под действием
вакуума и заполняет весь объем формы*. Затем пену замораживают и подвергают
желатинированию (отверждению) пропусканием диоксида углерода. Отвержденную пену нагревают и
вулканизуют.
Начальные и конечные стадии процесса (изготовление латексных композиций, промывка и
сушка изделий) по способам Данлоп и Талалая принципиально не различаются. Способ Данлоп
требует меньших капитальных и эксплуатационных затрат, прост в эксплуатации, допускает
возможность широкого варьирования ассортимента изделий. Основное количество изделий из
пенорезины в нашей стране производят способом Данлоп. Основным преимуществом способа
Талалая является получение пенорезины со значительно меньшей плотностью, чем по способу
Данлоп, что обусловливает его эффективность.
Для изготовления из пенорезины изделий общего назначения применяют латексные
композиции на основе специального бутадиенстирольного латекса с высоким содержанием сухого
вещества (62-65%) и его комбинаций с натуральным латексом.
Для изготовления из пенорезины изделий со специальными свойствами используют
рецептуры с применением хлоропреновых и бутадиеннитрильных латексов (изделия с повышенной
маслобензостойкостью), при изготовлении из пенорезины изделий с пониженной горючестью
применяют рецептуры со специальными наполнителями и антипиренами.
I
I
I
!
I
I
* Первоначально способ Талалая предусматривал химическое вспенивание латексной композиции.
Т27ЛЛ.
Метод расчета конструкции изделий
I
I
В зависимости от назначения и технологии изготовления изделия из пенорезины разделяют
на формовые и неформовые.
Конструкция формовых изделий (рис. 27.1 и 27.2) предусматривает наличие полостей,
которые образуются металлическими стержнями в формовой оснастке.
Неформовые изделия представляют собой непрерывную пластину, в том числе пластину с
полостями (рис. 27.3).
оложение полостей
-к>
-ф—ф—цр-
Рис. 27.1. Схемы типичных конструкций формовых изделий из пенорезины, изготавливаемых спо
| собом Данлоп I
ш
lii
Рис. 27.2. Схема конструкции формового
изделия из пенорезины, изготавливаемого способом
Талалая
Рис. 27.3. Схемы конструкций неформовых
изделий из пенорезины, изготавливаемых
способом Данлоп:
a — пластина без полостей; б — пластина с
полостями в виде полусферы
458
наделим из пенорезины, получаемые вспениванием латексных композиций
В условиях эксплуатации изделия из пенорезины в большинстве случаев испытывают
деформацию сжатия. Поэтому наиболее важной их характеристикой является сопротивление сжатию,
определяющее грузонесущую способность. Оно зависит как от аналогичного показателя собственно
пенорезины, так и от особенностей конструкции изделия.
Метод расчета конструкции изделия основан на определении так называемого
коэффициента грузонесущей способности N, численно равного отношению сопротивления сжатию
изделия из пенорезины с полостями Нюя к сопротивлению сжатия пластины без полостей из той же
пенорезины Нпд:
N-HJK- (27.1)
Суммарное влияние полостей на сопротивление сжатию изделия описывается
коэффициентом N, который зависит от диаметра полостей d, их расположения, расстояния между
вертикальными осями полостей f, высоты полости h , толщины слоя пенорезины над полостями S
(см. рис. 27.1). Наряду с величиной N определяют коэффициент объема v, численно равный
отношению объема, занимаемого в изделии пенорезиной, к общему объему изделия.
Коэффициент v зависит от тех же конструктивных параметров изделий, что и коэффициент N. Задача
расчета состоит в определении таких конструктивных параметров изделий, при которых при
минимальном значении v возможно получение максимального значения N.
В табл. 27.2 приведены аналитические зависимости для расчета N и v изделий из
пенорезины с полостями в форме цилиндра и цилиндра, оканчивающегося полусферой.
Используя уравнение (27.1) и зависимости, приведенные в табл. 27.2, можно решить
следующие задачи: при известном сопротивлении сжатию пенорезины и известных конструктивных
параметрах изделия определить сопротивление сжатию изделия; при заданном сопротивлении
сжатию изделия и известном сопротивлении сжатию пенорезины определить конструктивные
параметры изделия; при заданном сопротивления сжатию изделия и известных конструктивных
параметрах изделия определить необходимое значение сопротивление сжатию пенорезины.
Ниже в обобщенном виде приводятся рекомендации по конструктивным параметрам изделий из
пенорезины, изготавливаемых способом Данлоп (оптимальная форма полостей - цилиндр с
полусферой для изделий высотой до 70 мм и конус с полусферой для изделий высотой выше 70 мм):
Объем полостей, % от объема изделия, не более 30
Диаметр полостей у основания d", мм, не более 45
Расстояние между полостями г- </*, мм:
изделий высотой до 70 мм 15-24
изделий высотой выше 70 мм 25-30
Толщина слоя пенорезины над полостями 5*, мм:
изделий с высотой до 30 мм 10-15
изделий с высотой выше 30 мм 16-30
Расстояние т" между боковой поверхностью изделия и первым рядом полостей, мм, не менее 30
Угол ф*, град 9+1
* Обозначения см. на рис. 27.1.
27.2. Формулы для расчета коэффициентов Nun для изделий с полостями
в форме цилиндра и цилиндра, оканчивающегося полусферой
Форма
полости
Цилиндр
Цилиндр, окан-
чивающийся
полусферой
«и изделий
со сквозными полостями
(5=0)
1-£2
\-L2
( '—г N
2
Vi-i _ i} ,
^ )
+1
N изделий, имеющих
слой пенорезины
над полостью (5 > 0)
Л-+1
(l/JV«)+Jf
vC( изделий
со сквозными
полостями (5=0)
1-t!
1-L2+LZ/3
v изделий, имеющих
слой пенорезины
над полостью (5 > 0)
(vCK *ХУ(Х+1)
при расположении полостей в вершинах треугольника;
Условные обозначения: Г л d
2i при Расположении полостей в вершинах квадрата; X = S/hp; Z = dl(2hp).
I
1
i
I
!
I
Для изготовления форм применяют алюминиевые сплавы системы Al-Mg (ГОСТ 2685-75,
AI-23).
Чистота обработки внутренней поверхности формы должна соответствовать седьмому классу
чистоты. При конструировании форм должна быть учтена усадка пенорезины, которая
составляет 6-8% пенорезины из композиции на основе синтетического бутадиенстиролъного латекса
типа СКС-С и 12-14% - на основе натурального латекса.
27,1.2. Основные виды изделий из пенорезины
Формовые изделия из пенорезины для промышленного, сельскохозяйственного и
транспортного машиностроения (ГОСТ 25640-83). Способом Данлоп изготовляют сидения и
спинки транспортных средств и сельскохозяйственных машин, эксплуатируемых при
температурах от -45°С до 70°С.
Предельные отклонения размеров изделий по длине и ширине приведены в табл. 27.3, а по
высоте - в табл. 27.4.
В зависимости от назначения изделия выпускаются пяти групп твердости (табл. 27.5).
Формовые изделия из пенорезины для мебельной промышленности (ОСТ 38 0692-83).
Изделия, изготовленные методом Данлоп, применяют в качестве мягких элементов мебели.
Предельные отклонения размеров изделий по длине и ширине приведены в табл. 27.6, а по
высоте - в табл. 27.7.
В зависимости от назначения выпускаются изделия с твердостью от 50 до 250 Н.
Допускаемое отклонение твердости от номинального значения ±15%.
27.3. Предельные отклонения размеров изделий по длине и ширине
Номинальные длина
и ширина изделия, мм
До 310
От 310 до 500
От 500 до 600
От 600 до 700
От 700 до 800
От 800 ДО 1000
Предельное отклонение
+
15
15
20
25
30
35
-
5
10
10
15
15
15
Номинальные длина
и ширина изделия мм
От 1000 до 1200
От 1200 до 1400
От 1400 до 1600
От 1600 до 1800
От 1800 до 2000
От 2000
Предельное
+
40
45
50
50
50
55
отклонение
-
15
15
15
15
15
15
27.4. Предельные отклонения размеров изделий по высоте
Номинальная длина
изделия, мм
До 25
От 25 до 40
От 40 до 55
От 55 ДО 75
Предельное отклонение
+
3
4
5
7
-
5
5
5
5
Номинальная длина
изделия, мм
От 75 до 100
От 100 до 125
Свыше 125
Предельное отклонение
+
7
10
10
-
5
7
10
27.5. Твердость изделий и физико-механические показатели пенорезины в изделии
Показатель
Твердость изделия, Н
Норма для изделий группы твердости
1т
80±25
Их
120±35
Шт
160±40
IVt
200+45
Ut
240+50
Показатели пенорезины
Кажущаяся плотность, кг/м3, не более
Остаточное сжатие, %, не более
Остаточная деформация после многократного
сжатия, %, не более
Коэффициент старения по сопротивлению
сжатию, %
Коэффициент морозостойкости при -40*С, не менее
Относительное удлинение при разрыве, %, не менее
120
13
5
140
13
5
150
13
5
160
13
5
160
13
5
От -5 до +35
0,75
160
0,75
160
0,75
' 160 '
0,75
160
0,75
160
та
Физико-механические показатели пенорезины в изделиях должны соответствовать нормам, т^.
приведенным в табл. 27.8.
Формовые перфорированные блоки из пенорезины (ТУ 38106485-84). Перфорированные
блоки из пенорезины, изготовленные способом Талалая, применяют в качестве матрацев и
мягких элементов мебели. Максимальный размер блоков 1860x1500x100 мм. Отклонения от
номинальных размеров изделия составляют по длине и ширине +2,5% по высоте ±2%.
Изделия изготавливают четырех групп твердости (табл. 27.9).
Неформовые пластины из пенорезины (ТУ 3810616-91). Неформовые пластины из
пенорезины, изготовленные способом Данлоп в виде непрерывной пластины толщиной от 3 до 40
мм, применяют в качестве мягких элементов мебели, амортизационных прокладок, обувных
стелек, а также в качестве тепло- и звукоизоляционного материала.
Предельные отклонения размера по толщине пластины приведены в табл. 27.10.
Физико-механические показатели пенорезины в пластине должны соответствовать нормам,
указанным в табл. 27.11.
Кроме основных изделий из пенорезины, технические характеристики которых приведены в
табл. 27.3-27.11, имеется отдельная группа так называемых малогабаритных изделий из
пенорезины: игрушки, сувениры, различные амортизаторы, уплотнители, комплектующие детали
рабочей и специальной одежды и др.
Конструкцию и технические требования к этим изделиям определяет потребитель и
согласовывает с изготовителем.
I
I
I
!
!
I
27.6. Предельные отклонения размеров изделий по длине и ширине
Номинальные длина
и ширина изделия, им
До 310
От 310 до 650
От 650 до 800
От 800 до 1000
От 1000 до 1200
Предельное отклонение
+
10
15
25
30
35
-
0
0
0
0
0
Номинальные длина
и ширина изделия, мм
От 1200 до 1400
От 1400 до 1600
От 1600 до 1800
От 1800 до 2000
От 2000
Предельное отклонение
+
40
45
45
45
50
-
0
0
0
0
0
27.7. Предельные отклонения размеров изделий по высоте
Номинальная высота
изделия, мм
До 25
От 25 до 40
Предельное отклонение
+
3
3
-
0
0
Номинальная высота
изделия, мм
От 40 до 75
От 75 до 130
Предельное отклонение
+
5
7
-
0
0
27.8. Физико-механические показатели пенорезины
Показатель
Кажущаяся плотность, кг/м3
Остаточное сжатие, %
Остаточная деформация после
многократного сжатия, %
Нормируемое значение
<120
<10
<5
Показатель
Коэффициент старения по
сопротивлению сжатию, %
Условная прочность при
растяжении, кгс/см2
Относительное удлинение
при разрыве, %
Нормируемое значение
От-5 до + 35
>0,3
> 125
27.9. Твердость изделий и физико-механические свойства пенорезины в изделии
Показатель
Твердость изделия, Н
Норма для изделий группы твердости
1
40-80
II
81-120
III
121-170
IV
171-200
показатели пенорезины
Кажущаяся плотность, кг/м3, не более
Остаточное сжатие, %, не более
Остаточная деформация после многократного сжатия, %,
не более
коэффициент старения по сопротивлению сжатию, %
50
7
3
60
7
3
О-
70
7
3
80
7
3
30
I
I
i
I
I
27.10. Продельные отклонения толщины пластин из пенорезины
Номинальная толщина, мм
10
15
20
25
Предельное отклонение, мм
±3
±3
+3
±3
Номинальная толщина, мм
30
35
40
Предельное отклонение, мм
±4
±4
±5
27.11. Физико-механические показатели пенорезины в пластине
Показатель
Кажущаяся плотность, кг/м3,
не более
Сопротивление сжатию, кПа
Остаточное сжатие, %, не более
Остаточная деформация после
многократного сжатия, %,
не более
Нормируемое значение
130
2,5-10,0
10
5,5
Показатель
Коэффициент старения по
сопротивлению сжатию, %
Условная прочность при
растяжении, кПа, не менее
Относительное удлинение при
разрыве, %, не менее
Нормируемое значение
От-5до+35
30
155
Производство изделий из пенорезины, применяемых в качестве мягких элементов мебели и
матрацев, обувных стелек, ковров на подложке из пенорезины, игрушек, комплектующих
деталей рабочей и специальной одежды допускается только при наличии заключения органов
здравоохранения о возможности применения этих изделий. Такое заключение базируется на
результатах санитарно-химических и токсикологических исследований веществ, которые могут
выделяться из пенорезины в процессе эксплуатации.
27.2. Маканые изделия
Латексные маканые изделия изготавливают путем макания форм, имеющих конфигурацию
изделий, в смесь латекса с необходимыми ингредиентами с последующей сушкой и
вулканизацией отложившегося на форме слоя полимера.
Условно латексные маканые изделия можно разделить на три основных вида:
- средства индивидуальной защиты рук (перчатки, рукавицы, напальчники) -табл. 27.12;
- изделия медицинского и санитарно-гигиенического назначения (катетеры, дренажи,
экспандеры, соски, соски-пустышки, презервативы и др.) -табл. 27.13;
- изделия технического и культурно-бытового назначения (радиозондовые и шаропилотные
оболочки, камеры для спортивных мячей, купальные шапочки, оболочки для детских шаров и
др.)-табл. 27.14.
Для производства маканых изделий из латекса используют четыре основных метода:
прямое макание форм в латекс, метод ионного отложения, метод коагулянтного макания и метод
макания форм в термосенсибильную смесь.
Метод прямого макания форм в латекс применяют при изготовлении тонкостенных
изделий, например, презервативов. Метод заключается в погружении форм в латекс, извлечении их
из латекса без выдержки, сушке и вулканизации удерживаемого формой слоя латекса. Как
правило, для уменьшения числа дефектов в изделиях используют повторное макание форм в
латекс после операции сушки первого слоя латекса.
Метод ионного отложения широко используется для изготовления большинства видов ла-
тексных изделий. Метод состоит в макании форм в коагулянт, представляющий собой водный
или спиртовой раствор соли двухвалентного металла (обычно нитрата или хлорида кальция) с
введенной в него минеральной добавкой (каолин, тальк, мел и т.п.), служащей для облегчения
последующего съема изделий с форм, ускорения процесса отложения каучука из латекса и
устранения липкости внутренней поверхности изделий. После извлечения форм из коагулянта и
подсушки формы погружают в латекс и выдерживают в нем в течение времени, необходимого
для получения заданной толщины изделия. Использование коагулянта приводит к необходимо-
сти промывки изделий для удаления его избытка, которую наиболее эффективно осуществлять до *^'
операции сушки отложившегося на форме латексного геля. Далее латексные гели, находящиеся
на поверхности форм, сушат, вулканизуют и готовые изделия снимают с форм. 5
Метод коагулянтного макания заключается в поочередном макании форм в коагулянт без |.
минеральной добавки и в латекс с короткой выдержкой в нем, после чего эти операции можно |
повторять несколько раз. Данный метод используют при изготовлении сравнительно толсто- <э
стенных изделий или в комбинации с методом прямого макания, например, для производства «5.
перчаток на текстильной основе с целью придания высокой адгезии латексного покрытия к |
текстильной основе. Для этого форму с надетой текстильной основой вначале погружают в J
латекс, после чего ее погружают в коагулянт и снова в латекс для формирования слоя латексно- §
го геля необходимой толщины. ^
Метод макания форм в термосенсибильную смесь заключается во введении в латексную В
смесь специальных веществ, вызывающих гелеобразование при повышении температуры. Для '§
изготовления маканых изделий формы, нагретые до 60-80°С, на короткое время погружают в ^
ванну с латексной смесью, содержащей термосенсибильный агент. В результате интенсивного ^
гелеобразования на поверхности формы быстро формируется латексный гель, содержание су- i^
хого вещества в котором на 10-12% выше, чем при других методах. Толщину изделия
регулируют концентрацией латексной смеси, температурой формы, временем выдержки формы в
смеси. Этим методом изготавливают детские молочные соски, баллончики для сосок пустышек,
защитные перчатки на текстильной основе.
В качестве термосенсибильных агентов применяют поливинилметиловый эфир (Lutanol M-40),
поливалентные аддукты оксида этилена, пропилена, полисилоксановые эфиры и некоторые
другие соединения.
Для изготовления маканых изделий из латекса в промышленности используют
специальное оборудование, как правило, большой единичной мощности. Оно представляет собой
поточные механизированные или автоматизированные линии, состоящие из ряда ванн для латексной
смеси, коагулянта, растворов для промывки форм, воды для промывки изделий, камер сушки и
вулканизации, объединенных единой транспортной системой, обеспечивающей перемещение
форм от одной технологической операции к другой.
Линии для производства маканых изделий можно разделить на два основных типа:
кассетные и конвейерные.
Налинияхкассетного типа определенное число форм устанавливаются на специальных
кассетах, которые с помощью транспортной системы перемещаются с заданным тактом от одной
операции к другой. Преимуществом этих линий является высокая универсальность, поскольку
при изменении такта их движения можно в достаточно широких пределах изменять
продолжительность выполнения технологических операций и, следовательно, изготавливать широкий
ассортимент изделий. Недостатком линий кассетного типа является сложность их
автоматизации, например съема изделий с форм.
Конвейерные линии отличаются от кассетных тем, что формы на них закреплены на одной
конвейерной цепи в один или несколько рядов, в связи с чем они, как правило, узко
специализированы для производства того или иного вида маканых изделий, поскольку изменение
скорости движения конвейера приводит к изменению режимов всех технологических операций.
Преимуществом конвейерных линий является возможность их полной автоматизации, включая
такие операции, как закатка венчиковой части изделий (хирургические, хозяйственные перчатки,
детские соски, презервативы и др.) и съем готовых изделий.
Для обеспечения работы производственных линий их необходимо укомплектовать
оборудованием для приготовления полуфабрикатов ингредиентов, вводимых в латексные
смеси, самих латексных смесей, коагулянта и некоторых других технологических растворов.
Как правило, это оборудование монтируется в помещениях, отделенных от основного
производства во избежание его загрязнения, а доставка латексных смесей и коагулянта к
производственным линиям осуществляется по трубопроводной системе или периодически в
специальных емкостях.
В состав подготовительного оборудования входят емкости для хранения латексов, дозаторы
жидкостей, в качестве которых чаще всего используют емкости, установленные на
взвешивающих устройствах; весы для взвешивания сухих ингредиентов; емкости для смешения,
представляющие собой термостатированные реакторы с мешалкой; диспергирующие устройства
(шаровые или бисерные мельницы), эмульсификаторы и другое подобное оборудование.
Для проведения заключительных операций в производстве маканых изделий (отделки
изделий, их разбраковки) используется также специальное оборудование. Так, если достаточно
высокую степень отмывки маканых изделий вследствие длительности этого процесса не удается
обеспечить на производственной линии, то дополнительную отмывку изделий осуществляют в
промывочных барабанах, используемых для промышленной стирки белья, а их последующую
сушку- в сушильных барабанах.
Для устранения липкости некоторые изделия (например, хозяйственные перчатки)
подвергают хлорированию в специальных герметичных емкостях, снабженных мешалкой, в которые
после загрузки изделий, дозируют гипохлорит натрия и соляную кислоту, что обеспечивает
выделение свободного хлора. После окончания цикла хлорирования в емкости подают
нейтрализующий раствор и изделия выгружают.
Для разбраковки изделий в зависимости от их назначения и конфигурации используют
различное оборудование. Так, для отбраковки дефектных презервативов используют метод их
электрического пробоя. При наличии дефекта возникает сигнал и дефектный презерватив
отбраковывается. Этими способами проверяют каждый изготовленный презерватив.
Диэлектрические перчатки на наличие отверстий и утонений проверяют на установке
электрического пробоя. Для этого перчатки, надетые на шаблон, погружают в ванну с водой и
создают напряжение электрического тока 9000 В между шаблонами и ванной. Если ток утечки
составляет менее 9 мА, то перчатку считают годной. Если ток утечки выше указанного знчения,
перчатку отбраковывают.
Другие виды перчаток (хирургические, хозяйственные, кислотощелочестойкие и т.п.) на
наличие дефектов проверяют визуально, наполняя их воздухом.
Для оценки качества радиозондовых оболочек предусмотрен специальный показатель,
позволяющий количественно оценивать степень дефектности изделий, - «фактор качества»,
представляющий собой отношение среднего разрывного удлинения определенного количества
отобранных от партии радиозондовых оболочек к среднему разрывному удлинению плоских
образцов пленки диаметром около 60 мм, вырезанных из оболочки той же партии и подвергнутых
двухмерной деформации.
При допущении, что в небольшом образце пленки дефекты отсутствуют, отношение этих
показателей характеризует степень дефектности радиозондовых оболочек. Для идеальной
бездефектной оболочки фактор качества должен быть равен единице. На практике он колеблется в
пределах от 0,75 до 0,6 в зависимости от размера изделия. Для оболочек заданного размера
фактор качества должен быть не меньше определенного значения. Например, для оболочек с
начальным диаметром 100 см фактор качества должен быть не менее 0,71, для оболочек с
начальным диаметром 150 см - не менее 0,68.
27.12.Основные виды средств индивидуальной защиты рук
Наименование
Перчатки резиновые
технические
(ГОСТ 20010-93)
Назначение
Для защиты от
воздействия растворов,
кислот, щелочей, солей
Тип латекса
Защитный слой
- хлоропрено-
вый латекс,
внутренний
слой -
натуральный латекс
Основные параметры
Тип I толщиной 0,7 мм - для грубых работ; тип
II толщиной 0,4 мм - для тонких работ.
Условная прочность при растяжении - не
менее 16 МПа.
Относительное удлинение при разрыве - не
менее 800%.
Сопротивление раздиру- не менее 20 кН/м.
Изменение массы после воздействия 20%-ных
растворов щелочи или серной кислоты в
течение 24 ч при температуре 23°С - не более 10%
27.12.Основные виды средств индивидуальной защиты рук (продолжение)
Наименование
Перчатки
диэлектрические бесшовные с
улучшенными свойствами
(ТУ 38.106625-95)
Перчатки латексные
двухслойные с
шероховатой поверхностью для
работников рыбной
промышленности
(ТУ 2514-039-00148274-
99)
Перчатки резино-трико-
тажные с шероховатой
поверхностью для
защиты рук при ловле и
обработке рыбы
(ТУ 38.106 548-87)
Перчатки масло-бензо-
стойкие
(ТУ 38.106346-86)
Перчатки хирургические
(ГОСТ 3-S8)
Назначение
Для защиты от
поражения электрическим
током напряжением до
1000 В как основное
средство защиты и
свыше 1000 В как
дополнительное
средство защиты
Для защиты рук при
обработке рыбы
Для защиты рук при
ловле и обработке
рыбы
Для защиты от
воздействия нефтепродуктов,
минеральных,
растительных масел и
жиров
Для изоляции рук при
хирургических
операциях
Тип латекса
Натуральный
центрифугированный латекс
Защитный слой
-хлоропрено-
вый латекс,
внутренний
слой -
натуральный
рифугированный латекс
Хлоропреновый
латекс
Бутадиеннит-
рильный кар-
боксилатный
латекс
Натуральный
центрифугированный латекс
Основные параметры
Толщина 1,3±0,2мм.
Условная прочность при растяжении - не
менее 20 МПа.
Относительное удлинение при разрыве - не
менее 800%.
Сопротивление раздиру - не менее 40 кН/м.
Сопротивление проколу не менее 10 Н.
Ток утечки при напряжении 9000 В - не более
9 мА после выдержки в воде в течение 60 мин
Толщина 0,7±0,2 мм.
Условная прочность при растяжении - не
менее 15,0 МПа.
Относительное удлинение при разрыве - не
менее 700%.
Сопротивление раздиру - не менее 15,0 кН/м.
Изменение массы после воздействия 24%-ного
раствора хлорида натрия в течение 24 ч при
70°С - не более 3%.
Снижение условной прочности при растяжении
после старения на воздухе при 70"С в течение
24 ч - не более 20%
Толщина 1,4+0,3 мм.
Прочность связи резинового слоя с трикотажем
- не менее 4,5 Н/см.
Сопротивление проколу - не менее 10,0 Н.
Условная прочность при растяжении
резинового слоя - не менее 17 МПа.
Относительное удлинение резинового слоя при
разрыве - не менее 700%. Сопротивление
раздиру не менее 15 кН/м.
Снижение условной прочности при растяжении
после старения на воздухе при 70°С в течение
24 ч не более 40%.
Изменение массы образца после воздействия
24%-ного хлорида натрия при 23°С - не более 5%
Толщина 0,6±0,1 мм.
Условная прочность при растяжении - не
менее 8 МПа.
Относительное удлинение при разрыве - не
менее 500%.
Сопротивление раздиру - не менее 4,9 кН/м.
Степень набухания в смеси изооктан-толуол в
7:3 (масс.) за 24 ч при 23±2°С - не более 60%
Толщина 0,1-0,27мм.
Условная прочность при растяжении - не
менее 25,0 МПа.
Относительное удлинение при разрыве - не
менее 750%.
Относительное остаточное удлинение после
разрыва - не более 18,0%.
Условная прочность при растяжении и
относительное удлинение при разрыве после
4-кратной стерилизации при 120°С в течение 45 мин
- не менее 20,0 МПа и 600% соответственно |
.12.Основные виды средств индивидуальной защиты рук (продолжение)
\
I
I
I
1
Наименование
Назначение
Тип латекса
Основные параметры
Перчатки анатомические
латексные
(ТУ 2514-066-00149498-
98)
Для изоляции рук при
проведении
анатомических работ
Натуральный
центрифуги ро
ванный латекс
Толщина 0,25-0,45 мм.
Условная прочность при растяжении - не
менее 20,0 МПа. Относительное удлинение при
разрыве - не менее 800%.
Изменение массы после воздействия
дистиллированной воды в течение 24 ч при 25+5°С
не более 8,0%.
Слипаемость - не более 1,5 Н/м
Перчатки хозяйственные
с ворсовой подложкой
(ТУ 38.106441-88)
Для защиты рук при
различных
хозяйственных работах
Тоже
Толщина 0,3-0,7 мм.
Условная прочность при растяжении - не
менее 20 МПа. Относительное удлинение при
разрыве - не менее 770%.
Внутренняя поверхность должна быть покрыта
слоем хлопкового ворса _^
Перчатки с повышенной
тактильностью,стойкие к
действию кислот и
щелочей средней
концентрации
(ТУ 38.106573-89)
Для изоляции рук при
работе в
радиоэлектронной
промышленности
Толщина 0,3+0,05 мм.
Условная прочность при растяжении - не
менее 13,0 МПа. Относительное удлинение при
разрыве - не менее 700%.
Сопротивление раздиру - не менее 20 кН/м.
Изменение массы после воздействия серной
кислоты 50%-ной концентрации в течение 24 ч
при 23°С - от-1 до+6%.
Изменение рН воды в результате диффузии кис-
лоты или щелочи через пленку- не более 1,0
Перчатки рентгенозащит-
ные латексные ПРЛ
(ТУ 9452-003-40169039-
97)
Для защиты от
рентгеновского излучения
при проведении рент-
генодиагностических
исследований
Свинцовый эквивалент - 0,15; 0,25 и 0,35 РЬ.
Масса одной перчатки, г - 280+30; 450±50 и
520±50.
Условная прочность при растяжении - не
менее 3,0 МПа. Относительное удлинение при раз-
рыве- не менее 300%
Перчатки рентгенозащит-
ные камерные
(ТУ 2514-004-086275-
37-00)
Для защиты при
работе с источниками
ионизирующих
излучений: мягкого Р-, у- и
рентгеновского
излучений в агрессивных
средах (кислоты,
щелочи)
Натуральный
центрифугированный латекс,
хлоропреновый
латекс
Состоят из трех слоев: внутреннего, защитного
и наружного; защитный слой содержит
поглотитель ионизирующего излучения; наружный
слой обеспечивает защиту от озона.
Длина перчатки - 700 мм.
Масса одной перчатки - не более 3000 г.
Условная прочность при растяжении - не
менее 3,0 МПа.
Относительное удлинение при разрыве - не
менее 300%
Радиационно-защитный
материал для
изготовления защитной одежды и
приспособлений
(ТУ 38.406.490-00)
Для изготовления
защитной одежды и
приспособлений при
работе с источниками
мягкого Р-, у- и
рентгеновского излучений в
агрессивных средах
Тоже
Состоит из трех слоев: подложки, внутреннего
защитного слоя, содержащего наполнитель,
поглощающий радиоактивное излучение, и
наружного изолирующего слоя.
Изготавливается в виде пластин или отдельных
деталей одежды по лекалам заказчика.
Коэффициент защиты материала от 3 до 15 по
отношению к у-излучению с энергией 59,6 кзВ
Напальчники резиновые
(ТУ 38.106.567-88 с изм.
№1-6)
Для защиты и
изоляции пальцев рук
Натуральный
центрифугиро
ванный латекс
Тип I - медицинские (толщина 0,15-0,3 мм).
Должны выдерживать дезинфекцию, предсте-
рилизационную очистку, химическую
дезинфекцию.
Тип II - промышленные. Вид А - от воздействия
20%-ных растворов кислот и щелочей
(толщина 0,3-0,5 мм). Вид Б - для изоляции пальцев
при контакте с поверхностью деталей
(толщина 0,15-0,3 мм).
Для всех видов: условная прочность при
растяжении - не менее 20 МПа; относительное
удлинение при разрыве - не менее 750%
ч
Наименование
Назначение
Тип латекса
Основные параметры
Рукавицы кислотозащит-
ные
(TV 38.106508-86)
Для защиты рук от
растворов кислот и
щелочей средней
концентрации, воды и
минеральных масел
Натуральный
центрифугированный или хло-
ропреновый ла-
тексы
Разрывное усилие - не менее 0,35 кН.
Относительное удлинение при разрыве - не
менее 10%.
Сопротивление раздиру- не менее 0,03 кН.
Жесткость - не более 0,2 Н.
Изменение рН воды в результате диффузии
кислоты или щелочи через пленку- не более 1,0
Тримечание. Производство всех средств индивидуальной защиты рук, изготавливаемых из латексов, допускается только
Йри наличии заключения органов здравоохранения о безопасности и возможности применения этих изделий. Такое
Заключение базируется на результатах химических анализов веществ, мигрирующих из изделия и токсикологических
Исследований этих изделий при контакте с кожными покровами (все виды перчаток и рукавиц), с кровью и слизистыми
(хирургические перчатки и медицинские напальчники).
27.13. Основные виды изделий медицинского и санитарно-гигиенического назначения
Наименование
Презервативы
(ГОСТ 4645-81)
Колпачок латексный для
медицинской пипетки
(ТУ 2514-069-00149498-
99)
Пневмокамеры латекс-
ные для приборов
измерения давления в
сердечно-сосудистой системе
(ТУ 2514-071-00149498-
99)
Катетеры
самоудерживающиеся
крупноголовчатые латексные
(ТУ 38.10695-87
с изм. № 1-4)
Метрейринтеры и коль-
пейринтеры из латекса
(ТУ 38.106232-84
с изм. № 1-3)
Мочеприемник мужской
(ТУ 38.106139-88
с изм. № 1-2)
Крышка эластичная
сосуда-сборника аспиратора
(ТУ 38.406264-95)
Назначение
Профилактическое и
противозачаточное
средство
Для набирания
небольшого количества
жидкости в пипетку и
обратного его
выпускания по каплям
Для комплектации
приборов измерения
давления
Для дренажа
надлобкового свища при
хирургических
операциях
Для применения при
родовспоможении в
условиях стационара
Для лиц страдающих
недержанием мочи в
ночное время
Для комплектации и
обеспечения
герметизации аспирирующе-
го устройства
Тип латекса
Натуральный
центрифугированный латекс
Тоже
—«—
—«—
—«—
— « _
—«—
Основные параметры
Изготавливаются двух типов: с накопителем и
без накопителя.
Толщина 0,06+0,02 мм.
Условная прочность при растяжении: до
теплового старения - не менее 20 МПа, после
старения-не менее 17 МПа.
Относительное удлинение при разрыве: до
теплового старения - не менее 700%, после
старения - не менее 600%
Толщина стенки 0,55±0,15 мм.
Длина - 40 мм, внутренний диаметр 5+0,2 мм.
Условная прочность при растяжении до
дезинфекции - не менее 20 МПа, после
дезинфекции-18 МПа.
Обеспечивает стойкость к двукратной
дезинфекции методом кипячения
Тип I - пневмокамера с двумя трубками.
Тип II - пневмокамера с одной трубкой.
Толщина 0,6±0,2 мм.
Условная прочность при растяжении - не
менее 20 МПа. Относительное удлинение при
разрыве - не менее 650%
Изготавливают двух типов: тип Пеццера и тип
Малеко с номерами по шкале Шарьера - от 10
до 36.
Должны выдерживать однократный цикл
обработки, включая дезинфекцию, предстерили-
зационную очистку и стерилизацию.
Условная прочность при растяжении - не
менее 20 МПа. Относительное удлинение при
разрыве - не менее 650%
Толщина 1,1+0,3 мм.
Условная прочность при растяжении - не
менее 18 МПа. Относительное удлинение при
разрыве - не менее 750%. Снижение условной
прочности при растяжении после старения на
воздухе при 70°С в течение 24 ч - не менее 35%
Должен быть устойчив к 10-кратной
дезинфекции 1,0%-ным раствором хлорамина. Масса -
не более 70 г
Толщина 1*0'2^, мм.
Условная прочность при растяжении - не
менее 20 МПа. Относительное удлинение при
разрыве - не менее 700%
I
ь
I
i
I
JJP27 .13. Основные виды изделий медицинского
и санитарно-гигиенического назначения (продолжение)
Наименование
Назначение
Тип латекса
Основные параметры
Катетеры латексные
двух-и трехканальные
(ТУ 38.306-5-51-94)
Для применения в
урологии для лечения
и тампонирования
ран
Натуральный
центрифугированный латекс
Изготавливают двух типов: двухканальные и
трехканальные с баллонами 5 и 30 мл.
Размерные номера 18,20,22 и 24 по шкале Шарьера.
Один из каналов катетера снабжен запорным
клапаном
Дренажи латексные
(ТУ 38.306-5-52-94)
Для дренирования
ран при различных
операциях
Тоже
Изготавливают: Т-образные, V-образные,
угловые Л-дренажи плевральные, Б-дренажи для
ран брюшной полости, ДТ1 -дренажи-трубки
одноканальные, ДТ2 - дренажи-трубки
двухканальные. Размерные номера по шкале
Шарьера: от 12 до 32
Соски латексные детские
(ГОСТ Р 51068-97)
Для кормления детей
из бутылки и для
успокоения детей
Вулканизованный
натуральный латекс с
низким
содержанием нитро-
зоаминов
Изготавливают соски молочные и
соски-пустышки. Толщина в сосковой части 1 ,2"°*^, мм.
Условная прочность при растяжении - не
менее 21 МПа.
Относительное удлинение при разрыве - не
менее 800%. Должны быть устойчивы к пяти-
кратной дезинфекции в кипящей воде
Соски-пустышки детские
с латексными
баллончиками
(ТУ 2514-012-00152164-
02)
Для успокоения детей
Тоже
Изготавливают трех номеров: № 1 - для детей
до 4 мес; № 2 - для детей от 4 до 8 мес; № 3 -
для детей старше 8 мес.
Толщина стенки баллончика 1,1 ±0,2 мм.
Условная прочность при растяжении - не
менее 25,0 МПа.
Относительное удлинение при разрыве - не
менее 800%.
Степень набухания в воде при комнатной
температуре за 24 ч - не более 1,0%.
Прочность соединения баллончика с пластмас-
совой фурнитурой - не менее 40 Н
Устройство латексное
(эндоэкспандер) для
растяжения мягких
биотканей
(ТУ-9398-016-00152164-
2004)
Средство для
растяжения мягких
биотканей при получении
аутотрансплантантов,
используемых для
замещения раненых,
Рубцовых, язвенных,
ожоговых и иных
дефектов кожи
Вулканизованный
натуральный латекс
Изготавливают трех типов: круглые,
прямоугольные и специальные.
Толщина в баллонной части 0,2-0,3 мм.
Должны быть устойчивы к одноразовой
стерилизации у-излучением или химическим
способом.
Условная прочность при растяжении - не
менее 20 МПа.
Относительное удлинение при разрыве - не
менее 700%
Мешки дыхательные
латексные
(ТУ 38.106129-76 с изм.
1-6)
Для комплектации
наркозных и
дыхательных аппаратов.
Служат ресивером
для наркотической
газовой смеси
Натуральный
центрифугированный латекс
Вместимость от 0,5 до 5,0 л. Толщина стенки
0,55+0,1 мм. Мешки должны обладать
антистатическими
свойствами.Электросопротивление -не выше МО7 Ом.
Условная прочность при растяжении - не
менее 22 МПа.
Относительное удлинение при разрыве - не
менее 650%.
Изменение степени условной прочности при
70°С в течение 48 ч - ±10%
Примечание. Производство всех видов изделий медицинского и санитарно-гигиенического назначения,
изготавливаемых из латексов, допускается только при наличии заключения органов здравоохранения о безопасности и
возможности их применения. Такое заключение базируется на результатах химических анализов веществ, мигрирующих из
изделий в среды, моделирующие кровь, слюну, слизистые, желудочный сок, мочу и др., а также на результатах
токсикологических исследований этих изделий.
468
^"Щ^^^г*^
27.14. Основные виды изделий технического и культурно-бытового назначения
Наименование
Радиозондовые оболочки
(ТУ 381051072-83)
Шаропилотные оболочки
(ТУ 38.105403-82)
Оболочки резиновые для
гидростатического
прессования
(ТУ 38.106115-89)
Камеры латексные для
спортивных мячей
(ТУ 38.106495-88)
Оболочки резиновые для
детских шаров
(ТУ 38,106233-90)
Шапочки купальные
латексные
(ТУ 38.106314-86)
Назначение
Для подъема в
атмосферу аэрологических
зондов
Для определения
высоты облаков
Для
гидростатического прессования
фторопласта, керамики,
металлических
порошков и других
материалов
Для комплектации
спортивных мячей
Для развлечения
детей и рекламных
целей
Для защиты волос от
намокания при
купании, принятия душа и
при других водных
процедурах
Тип латекса
Хлоропреновый
латекс
Тоже
Натуральный
центрифугированный,
хлоропреновый
латекс
Натуральный
центрифугированный латекс
Тоже
_«_
Основные параметры
Изготавливают оболочки диаметром: 100 см
(№100). 150 см (№ 150) и 200 см (№ 200)
Масса оболочек:
№100-400±50г,
№150-900±50г,
№200-1600+100 г.
Средний фактор качества:
№100-0,71,
№150-0,68,
№200-0,67.
Средняя высота подъема:
№100-15 км,
№150-26 км.
№200-30 км.
Диаметр в момент разрыва не менее:
№100-5,0 м,
№150-7,0 м,
№200-8,5 м
Изготавливают оболочки диаметром 10,20,30
и 50 см.
Масса оболочек 10±6 г, 30±10 г, 74±16 г и
174±50 г соответственно
Изготавливают различных форм и размеров на
оснастке заказчика.
Толщина оболочек от 0,5 до 1,0 мм
Изготавливают для гандбольных,
волейбольных, футбольных мячей. Камеры снабжены
запорным клапаном.
Масса камер от 60 до 95 г.
Условная прочность при растяжении - не
менее 25 МПа.
Относительное удлинение при разрыве - не
менее 700%.
Прочность приклейки клапана - не менее 8,5
Н/см
Изготавливают различной конфигурации и
размеров, окрашенные в различные цвета с
рисунком или без него. Край изделия
закатывается в венчик.
Толщина 0,1-0,2 мм
Изготавливают трех размеров:
№ I - для 50-54 размера головы,
№2-ДЛЯ 55-58,
№ 3 - для 59-62.
Толщина мм.
Условная прочность при растяжении - не
менее 20 МПа.
Относительное удлинение при разрыве - не
менее 700%
>
Примечание. Производство изделий культурно-бытового назначения (купальные шапочки, оболочки резиновые
для детских шаров), изготавливаемых из латексов, допускается только при наличии заключения органов
здравоохранения о безопасности и возможности применения этих изделий. Такое заключение базируется на результатах
химических анализов веществ, мигрирующих из изделий и на результатах токсикологических исследований
этих изделий.
J?
Si
I
a
I
1
I
^*27.3. Изделия, получаемые методом
экструзии латексных смесей
Методом экструзии латексных смесей изготавливают в основном латексные нити и в
относительно небольших объемах - латексные трубки (табл. 27.15).
При изготовлении латексных нитей латексная смесь непрерывно экструдируется через
калиброванные стеклянные фильеры в ванну с раствором уксусной кислоты. Под действием
кислоты выдавливаемая из фильер латексная смесь коагулирует в виде нитей. Технологические
параметры экструзии и диаметр фильер определяют конечный диаметр нитей, который зависит
также от гидростатического напора латексной смеси при ее экструзии, содержания полимеров
в смеси, ее вязкости и некоторых других факторов.
После коагуляции латексные нити промывают в воде для удаления уксусной кислоты и
других водорастворимых веществ, присутствующих в латексной смеси. Промытые нити
транспортируют в камеру сушки и предварительной вулканизации, после чего их либо пропускают через
талькатор и наматывают на катушки, либо пропускают через каландр, в котором нити
дублируются в ленту. После этого катушки с нитями и ленты подвергают окончательной вулканизации.
При изготовлении латексных трубок используют латексные смеси, содержащие термосен-
сибильные агенты. Латексную смесь экструдируют через обогреваемое сопло, соответствющее
выбранному диаметру трубки. Образовавшийся в виде трубки латексный гель промывают в воде,
сушат и вулканизуют.
27.15. Изделия, получаемые методом экструзии латексных смесей
Наименование
Нити латексные
(ТУ 38.106345-90)
Трубки латексные*
(изготавливаются по
согласованным с
потребителем требованиям)
Назначение
Для текстильной и
стильно-галантерейной промышленности
Дренажи медицинские
Тип латекса
Натуральный
сливкоотделен-
ный
центрифугированный
Натуральный
центрифугированный
Основные параметры
Изготавливают нити диаметром 0,2; 0,25;
0,3 мм, намотанными на катушки.
Нити диаметром 0,6 мм изготавливают как на
катушках, так и в ленте с числом нитей - не
более 40.
Условная прочность при растяжении - не
менее 24 МПа.
Относительное удлинение при разрыве- не
менее 560%
Внутренний диаметр трубок 4,6,10,12 мм.
Толщина стенки 1,5; 1,5; 2,0; 2,5 мм.
Условная прочность при растяжении** -
20-25 МПа.
Относительное удлинение при разрыве** -
600-700%
* Производство дренажных, медицинских латексных трубок допускается только при наличии заключения органов
здравоохранения о возможности их применения. Такое заключение базируется на результатах химических анализов
веществ, мигрирующих из изделий в среды, моделирующие кровь, мочу и др., а также на результатах
токсикологических исследований этого изделия.
** Определяется на пленках из композиций, применяемых для изготовления трубок.
^
Проблемы экологической безопасности весьма актуальны для производства
синтетического каучука, ингредиентов, резин и резиновых изделий. Экологическая безопасность
производства различных видов сырья рассмотрена в соответствующих разделах.
28. ЭКОЛОГИЧЕСКАЯ И ГИГИЕНИЧЕСКАЯ
БЕЗОПАСНОСТЬ РЕЗИНОВОГО ПРОИЗВОДСТВА
(\З.Н. Нудельман]}
28.1. Загрязнение воздуха на разных стадиях производства
резиновых изделий 471
28.2. Средства защиты от паров, пыли и аэрозоле 528
28.3. Средства тушения огня. Огнетушители 530
Резиновое производство отличается повышенной опасностью как для работающих, так и
для проживающих в близлежащих домах. Это обусловливается тем, что при производстве
резиновых изделий в воздух выделяются самые разнообразные вещества-летучие ингредиенты и
главным образом продукты химических превращений ингредиентов при вулканизации. Из-за
разнообразия используемых ингредиентов проблемы экологической безопасности особенно
важны применительно к производству РТИ. Так, в воздухе заводов РТИ идентифицировано
более 300 соединений.
28.1. Загрязнение воздуха
на разных стадиях производства
резиновых изделий
Диаграмма приблизительной степени загрязнения воздуха, характеризующая опасность
газовых выбросов на различных стадиях производства, приведена на рис. 28.1.
Подготовка ингредиентов HJHJHJHHJHJHH
Приготовление _________-___^_
Вулканизация |__^^^____^___^___-_-_________
готовых изделий ^ШШШЯШЯЯШШШШШШШШ
Складское хранение ШКШШШвШШШШШШШШШШШШШШИШ
Степень загрязнения Низкая Средняя Высокая
Рис. 28.1. Диаграмма приблизительной степени загрязнения воздуха
^28,1.1. Меры снижения уровня загрязнения воздуха
I
1
§
I
I
I
Для снижения уровня загрязнения воздуха производственное помещение должно быть
оборудовано эффективной приточно-вытяжной вентиляцией, средствами тушения огня, иметь легко
доступный неограниченный источник теплой чистой воды. Загрязнение воздуха может
происходить на разных стадиях производства.
При подготовке ингредиентов, которая включает высушивание, просеивание,
развешивание, основным видом загрязнения является пыль. Поэтому при ручном труде необходимо
работать в респираторах, рабочей легко сменяемой одежде, тканевых перчатках.
При приготовлении резиновых смесей на открытых вальцах или в закрытых резиносмесите-
лях во время загрузки в воздух может выделяться пыль ингредиентов. При смешении на
вальцах вследствие местных напряжений в смеси могут происходить выбросы пыли и аэрозоля.
При выгрузке горячей резиновой смеси из камеры смешения резиносмесителя интенсивно
выделяются пары и аэрозоли. Если при подготовительных операциях использование
гранулированных ингредиентов практически исключает образование пыли, то при смешении на вальцах
из-за дробления гранул пыления избежать не удается.
При вулканизации, сопровождающейся многочисленными химическими реакциями, в
смеси образуются новые вещества, среди которых могут быть токсичные, выделяющиеся в воздух
соединения.
При контроле готовых изделий путем визуального обследования может проявляться
двоякая опасность: при непосредственном контакте с резиной и при воздействии на кожу, органы
дыхания и глаза паров летучих веществ с поверхности резины.
При складском хранении большого количества готовых изделий даже в вентилируемом
помещении в воздухе находятся пары летучих веществ, выделяющихся с поверхности резины.
Возможные виды загрязнения воздуха и меры их снижения приведены в табл. 28.1.
Особая опасность при выделении аэрозолей. При производстве резин образуются аэрозоли
двух типов: первичные и вторичные (аэрозоли конденсации).
Первичные аэрозоли представляют собой аэрозоли масел, пластификаторов и остатков
летучих олигомеров каучука. Они образуются при изготовлении резиновых смесей на вальцах и в
смесителях вследствие местных перенапряжений и перегревов.
Вторичные аэрозоли образуются при открывании горячей пресс-формы из-за конденсации
паров летучих ингредиентов и продуктов их превращения при охлаждении этих паров в
воздухе. Микрокапли этих аэрозолей также могут содержать летучие вещества, хотя и меньше, чем
первичные аэрозоли.
Аэрозоли опасны тем, что их микрокапли вбирают в себя все вещества, растворимые в
жидкой основе аэрозоля, а не только летучие вещества, образующие пары. При вулканизации рези-
28.1. Возможные виды загрязнения воздуха и меры их снижения
Стадия
производства
Подготовка
ингредиентов
Приготовление
резиновых смесей
Вулканизация
Контроль готовых
изделий
Хранение готовых
изделий на складах
Вид
загрязнения воздуха
Пыль
Пыль, аэрозоли
Пары,аэрозоли
Вещества на
поверхности изделия, пары
Пары
Источник
загрязнения воздуха
Твердые ингредиенты
Твердые ингредиенты,
пластификаторы
Летучие ингредиенты,
продукты превращения
ингредиентов
Масла, пластификаторы,
продукты термического
превращения ингредиентов
Продукты термического
превращения ингредиентов
Меры снижения
загрязнения воздуха
Автоматизация процессов, применение
гранулированных ингредиентов
Эффективная вентиляция, применение
закрытых смесителей, оптимальная
температура смешения на вальцах
Минимально возможная температура
вулканизации, быстрое охлаждение готовых
изделий, эффективная вентиляция
Автоматизация, защита кожных покровов
и слизистых оболочек, бесконтактные
методы контроля
Эффективная вентиляция,
кратковременное пребывание людей в помещении
новой смеси на основе БНК с пластификатором диоктилфталатом и серно-тиурамной
вулканизующей системой в аэрозоле конденсации образуются следующие вещества (%): диоктифталат- 85,
фталевый ангидрид-2, октиловый спирт-1, сероуглерод-1, диметиламин-1, тиураммоносуль-
фид -1, производное бензохинолина -1, тетраметилтиомочевина -1, олигомеры каучука - 4,
неидентифицированные шесть соединений-3.
28,1,2. Обозначения опасности загрязняющих веществ
Для обозначения опасности загрязняющих веществ используют аббревиатуру LD и ПДК:
* LDM- количество вещества в мг на 1 кг массы животного, которое вызывает смертность
50% испытуемых животных;
* ПДК - предельно допустимая концентрация вещества в рабочей зоне помещения, не
вызывающая отрицательных симптомов при нахождении людей в этом помещении в течение 6-8 ч
ежедневно, кроме выходных.
ПДК используется главным образом в России. В международной практике используются
приведенные ниже обозначения опасности веществ.
Каждое вещество- индивидуальное, мономерное, полимерное, смесевое-сопровождается
листом данных по безопасности вещества (Material safety data sheet- MSDS), содержащим
кроме физико-химических характеристик вещества, сведения, приведенные в табл. 28.2.
28.2. Международные знаки опасности вещества
28,1,3. Международные коды, обозначающие
степени риска и меры предосторожности
при работе с химическими веществами
Коды риска (по каталогу Алдрич):
R1 - взрывается в сухом состоянии;
R 2 - опасность взрыва при ударе, трении, зажигании и других источниках огня;
R 3 - чрезвычайная опасность взрыва при ударе, трении, зажигании и других источниках
огня;
R 4 - образует очень чувствительное взрывчатое соединение с металлом;
R 5 - нагревание может вызвать взрыв;
R 6 - взрывается при контакте с воздухом или без него;
R 7 - может вызвать загорание;
R 8 - при контакте с горючим веществом может вызвать загорание;
R 9 - взрывается при смешении с горючими веществами;
J?* RIO-огнеопасное вещество;
R 11 - высоко огнеопасное вещество;
| R 12 - чрезвычайно огнеопасное вещество;
~j R13-чрезвычайно огнеопасный сжиженный газ;
| R15 - при контакте с водой выделяется чрезвычайно огнеопасный газ;
5 R16-взрывается при смешении с окислителем;
^ R17 - спонтанно воспламеняется на воздухе;
| R18 -может образовывать воспламеняющуюся/взрывоопасную смесь при использовании;
£ R19 - может образовывать взрывоопасные пероксиды;
g R 20 - вредно при вдыхании;
|i R 21 - вредно при контакте с кожей;
^ R 22 - вредно при попадании внутрь;
I R 23 - токсично при вдыхании;
^ R 24 - токсично при контакте с кожей;
| R 25 - токсично при попадании внутрь;
^ R 26 - сильно токсично при вдыхании;
R 27 - сильно токсично при контакте с кожей;
R 28 - сильно токсично при попадании внутрь;
R 29 - при контакте с водой образуется токсичный газ;
R 30 - может быть очень огнеопасным при использовании;
R 31 - при контакте с кислотами выделяется токсичный газ;
R 32 - при контакте с кислотами выделяется сильно токсичный газ;
R 33 - опасно вследствие кумулятивного эффекта;
R 34-вызывает ожоги;
R 35 - вызывает сильные ожоги;
R 36 - раздражает глаза;
R 37 - раздражает дыхательную систему;
R 38 - раздражает кожу;
R 39 - опасность очень серьезных необратимых эффектов;
R 40 - подозрение на канцерогенность;
R 41 - опасность серьезного повреждения глаз;
R 42 - может вызвать сенсибилизацию при вдыхании;
R 43 - может вызвать сенсибилизацию при контакте с кожей;
R 44 - опасность взрыва при нагревании в ограниченном объёме;
R 45 - может вызвать онкологические заболевания;
R 46 - может вызвать наследственное генетическое повреждение;
R 47 - может вызвать врожденные дефекты;
R 48 - опасность серьезного вреда для здоровья при длительном воздействии;
R 49 - может вызвать онкологические заболевания при вдыхании;
R 50 - высоко токсично для водных организмов;
R 51 - токсично для водных организмов;
R 52 - вредно для водных организмов;
R 53 - может вызывать долговременные вредные эффекты в водной среде;
R 54 - токсично для флоры;
R 55 - токсично для фауны;
R 56 - токсично для почвенных организмов;
R 57 - токсично для пчел;
R 58 - может вызвать долговременное неблагоприятное воздействие на окружающую среду;
R 59 - опасно для озонового слоя;
R 60 - может ослаблять плодовитость;
R 61 - может причинить вред будущему ребенку;
%
R 62 - опасность снижения плодовитости; TV.
R 63 - возможный риск для будущего ребенка;
R 64 - может причинить вред при кормлении ребенка; §|
R 65 - может вызвать заболевание груди при попадании внутрь; |.
R 66- повторное воздействие может привести к сухости и растрескиванию кожи; |
R 67 - пары могут вызывать сонливость и головокружение; jg
R 68 - возможны необратимые эффекты. 5-
I
Коды комбинаций рисков: $
R 20/21 - опасно при вдыхании и контакте с кожей; «а
R 20/21/22 - опасно при вдыхании, контакте с кожей и попадании внутрь; а.
R 20/22 - опасно при вдыхании и попадании внутрь; ^
R 21/22 - опасно при контакте с кожей и попадании внутрь; '§
R 23/24 - токсично при вдыхании и попадании на кожу; |
R 23/24/25 - токсично при вдыхании, контакте с кожей и попадании внутрь; §
R 23/25 - токсично при вдыхании и попадании внутрь; ki
R 24/25 -токсично при попадании на кожу и попадании внутрь;
R 26/27 - очень токсично при вдыхании и попадании на кожу;
R 26/27/28 - сильно токсично при вдыхании, контакте с кожей и попадании внутрь;
R26/28 - сильно токсично при вдыхании и попадании внутрь;
R 27/28 - очень токсично при попадании на кожу и попадании внутрь;
R 36/37 - раздражает глаза и дыхательную систему;
R 36/37/38 - раздражает глаза, дыхательную систему и кожу;
R 36/38 - раздражает глаза и кожу;
R 37/38 - раздражает дыхательную систему и кожу;
R 39/23 - токсично: опасность очень серьезных необратимых последствий при вдыхании;
R 39/23/24 -токсично: опасность очень серьезных необратимых последствий при вдыхании
и попадании на кожу;
R 39/23/24/25-токсично: опасность очень серьезных необратимых последствий при
вдыхании, попадании на кожу и попадании внутрь;
R 39/23/25 - токсично: опасность очень серьезных необратимых последствий при вдыхании
и попадании внутрь;
R 39/24 - токсично: опасность очень серьезных необратимых последствий при попадании
на кожу;
R 39/24/25 - токсично: опасность очень серьезных необратимых последствий при
попадании на кожу и попадании внутрь;
R 39/25 - токсично: опасность очень серьезных необратимых последствий при попадании
внутрь;
R 39/26- очень токсично: опасность очень серьезных необратимых последствий при вдыхании;
R 39/26/27 - очень токсично: опасность очень серьезных необратимых последствий при
вдыхании и попадании на кожу;
R 39/26/27/28 - очень токсично: опасность очень серьезных необратимых последствий при
вдыхании, попадании на кожу и попадании внутрь;
R 39/26/28 - очень токсично: опасность очень серьезных необратимых последствий при
вдыхании и попадании внутрь;
R 39/27 - очень токсично: опасность очень серьезных необратимых последствий при
попадании на кожу;
R 39/27/28 - очень токсично: опасность очень серьезных необратимых последствий при
попадании на кожу и попадании внутрь;
R 39/28 - очень токсично: опасность очень серьезных необратимых последствий при
попадании внутрь;
_ 47*
t
s
!
i
R 42/43 - может вызывать неприятные ощущения при вдыхании и попадании на кожу;
R 48/20 - вредно: может нанести серьезный вред здоровью при длительном вдыхании;
R 48/20/21 - вредно: может нанести серьезный вред здоровью при длительном вдыхании и
контакте с кожей;
R 48/20/21/22 - вредно: может нанести серьезный вред здоровью при длительном
вдыхании, попадании на кожу и попадании внутрь;
R 48/20/22 - вредно: может нанести серьезный вред здоровью при длительном вдыхании и
попадании внутрь;
R 48/21 - вредно: может нанести серьезный вред здоровью при длительном контакте с кожей;
R 48/21/22 - вредно: может нанести серьезный вред здоровью при длительном контакте с
кожей или попадании внутрь;
R 48/22 - вредно: может нанести серьезный вред здоровью при попадании внутрь;
R 48/23-токсично: опасность нанесения серьезного вреда здоровью при длительном вдыхании;
R 48/23/24 - токсично: опасность нанесения серьезного вреда здоровью при длительном
вдыхании и контакте с кожей;
R 48/23/25 - токсично: опасность нанесения серьезного вреда здоровью при длительном
вдыхании и попадании внутрь;
R 48/24-токсично: опасность нанесения серьезного вреда здоровью при длительном
контакте с кожей;
R 48/24/25 - токсично: опасность нанесения серьезного вреда здоровью при длительном
контакте с кожей или попадании внутрь;
R 48/25 - токсично: опасность нанесения серьезного вреда здоровью при длительном
контакте со слизистой желудка;
R 50/53 - очень токсично для водных организмов, может вызывать долгосрочные
неблагоприятные изменения в водной среде;
R 51/53 -токсично для водных организмов, может вызывать долгосрочные
неблагоприятные изменения в водной среде;
R 52/53 - вредно для водных организмов, может вызывать длительный неблагоприятный
эффект для водной природы.
Коды мер безопасности:
S1 -держать запертыми;
S 2 - держать вне досягаемости для детей;
S3- держать в холодном месте;
S 4 - держать вдали от жилых помещений;
S 5 -держать содержимое под определенной жидкостью (название жидкости должно быть
указано);
S 6-держать содержимое под инертным газом (название инертного газа должно быть указано);
S 7 - держать контейнер плотно закрытым;
S 8 -держать контейнер сухим;
S 9-держать контейнер в хорошо вентилируемом помещении;
S12 - не держать контейнер герметично закрытым;
S13-держать вдали от пищи, питья и корма для животных;
S14- держать вдали от несовместимых веществ (перечень несовместимых веществ должен
быть указан);
S15 - держать вдали от источников тепла;
S16-держать вдали от источников зажигания;
517 - держать вдали от горючих материалов;
518 - обращаться и открывать контейнер с осторожностью;
S 20 - не пить и не есть при использовании;
S 21 - не курить при использовании;
S 22 - не вдыхать пыль;
S 23 - не вдыхать пары;
S 24 - избегать контакта с кожей;
S 25 - избегать контакта с глазами;
S 26-при попадании в глаза немедленно промыть большим количеством воды и
обратиться к врачу;
S 27 — немедленно снять всю загрязненную одежду;
S 28 - после контакта с кожей немедленно промыть их большим количеством мыльной пены;
S 29 - не спускать в канализацию;
S 30 - никогда не добавлять воду в этот продукт;
S 33 - предохранять от статических разрядов;
S 35 - от вещества и его контейнера избавляться безопасным образом;
S 36 - работать в подходящей защитной одежде;
S 37 - работать в перчатках;
S 38-при недостаточной вентиляции работать в подходящем респираторе или противогазе;
S 39 - работать в очках или защитной маске;
S 40- мыть или очищать пол и другие предметы, загрязненные этим веществом, используя
подходящее средство (перечень подходящих средств должен быть указан);
S 41 - при загорании или взрыве не вдыхать дым;
S 42 - при задымлении или распылении вещества надеть респиратор или противогаз;
S 43 - при применении огня иметь соответствующие противопожарные средства (перечень
противопожарных средств должен быть указан).
S 45 - при аварии или при недомогании немедленно обратиться к врачу (показать ему
этикетку с названием вещества, если это возможно);
S 46 - при попадании внутрь немедленно обратиться к врачу и показать ему этикетку с
названием продукта или емкость из под него;
S 47 - держать при температуре, не превышающей указанную;
S 48 - держать увлажненным с использованием определенного вещества (перечень
увлажняющих веществ должен быть указан);
S 49 -держать только в оригинальной упаковке;
S 50 - не смешивать с определенными веществами (перечень веществ должен быть указан);
S 51 - применять только в хорошо вентилируемом помещении;
S 52 - не рекомендуется использовать на больших площадях;
S 53 - избегать экспонирования - получить специальные инструкции перед применением;
S 56 - избавляться от опасного вещества и емкости из под него в специальных местах сбора
отходов;
S 57 - использовать специальную ёмкость для исключения загрязнения окружающей
среды;
S 59 - обратиться к изготовителю/ поставщику для получения информации о возможности
рециклинга;
S 60 - от этого вещества и емкости из под него следует избавляться как от опасных отходов;
S 61 - избегать попадания в окружающую среду. Обратиться к специальным инструкциям
(листу безопасности);
S 62 - при попадании внутрь не вызывать рвоту, немедленно обратиться к врачу, показав
ему этикетку с названием вещества или емкость из под него.
Коды комбинированных мер безопасности:
S1/2 -хранить под замком в недоступном для детей месте;
S 3/7 - хранить в плотно закрытом контейнере в прохладном месте;
S 3/9/14 - хранить в прохладном, хорошо проветриваемом месте отдельно от
несовместимых материалов (перечень несовместимых материалов должен быть указан производителем);
1
i
!
1
I
I
1
I
I
I
S 3/9/14/49-хранить только в фирменной упаковке в прохладном хорошо проветриваемом
месте, отдельно от несовместимых материалов (перечень несовместимых материалов должен
быть указан производителем);
S 3/9/49 - хранить только в фирменной упаковке в прохладном, хорошо проветриваемом
месте;
S 3/14 - хранить в прохладном месте отдельно от несовместимых материалов (перечень
несовместимых материалов должен быть указан производителем);
S 7/8 - хранить контейнер плотно закрытым и сухим;
S 7/9 -хранить контейнер плотно закрытым и в хорошо проветриваемом помещении;
S 7/47 - хранить контейнер плотно закрытым, не выше определенной температуры
(температуру указывает производитель);
S 20/21 - не принимать пищу, не пить и не курить во время работы;
S 24/25 - избегать попадания на кожу и в глаза;
S 29/56 - не выливать в канализацию, для уничтожения сдавать материал и тару на
специальный пункт сбора опасных отходов;
S 36/37 - работать в защитной одежде;
S 36/37/39 - работать в защитной одежде, перчатках и средствах защиты глаз/лица;
S 36/39 - работать в защитной одежде и средствах зашиты глаз/лица;
S 37/39 - работать в защитных перчатках и средствах зашиты глаз/лица;
S 47/49 - хранить только в фирменной упаковке, не выше определенной температуры
(температуру указывает производитель).
28,1,4, Контроль загрязнения воздуха
Количественная мера загрязнения воздуха летучими веществами - продуктами
газовыделений (ПГВ), выделяющимися из резин, выражается удельной массой летучих веществ т, т.е.
массой летучих веществ, выделяющихся из 1 кг резины:
т = w/{M-t),
где w -масса ПГВ, т.е. убыль (мг) массы резины с начальной массой М (кг) за время t.
Строго эта мера не соответствует действительному положению, так как выделение летучих
веществ в воздух происходит не непосредственно из массы резины, а через её открытую
поверхность. Поэтому правильнее определять количество ПГВ как массу ПГВ, выделяющихся с
единицы открытой поверхности резины за единицу времени при определенной температуре, т.е.
через плотность потока Q [г/(м2-ч)1:
Q = w/(S-t),
где w- масса ПГВ из резины, г; S- площадь открытой поверхности резины, м2; t-
продолжительность сбора ПГВ, ч (которое принимается за продолжительность газовыделения).
В табл. 28.3. приведены сравнительные данные по площади поверхности резиновых колец
различного размера массой 1 кг (из фторкаучука плотностью 1800 кг/м3).
Таким образом, необходимо экспериментально определять количество ПГВ для каждого
типоразмера детали.
Если же определить плотность потока Q при заданной температуре на одной пластинке, то,
зная площадь поверхности детали, можно вычислить плотность ПГВ из любого количества
деталей любой формы.
28.3. Площадь поверхности резиновых колец
Показатель
Число колец в 1 кг массы, шт.
| Суммарная площадь поверхности колец массой 1 кг, см2
Размер, см (внешний диаметр - толщина)
5-0,5
143
3540
10-1,0
23
2270
20-2,0
3
1185
Для определения концентрации (Р) ПГВ в воздухе производственного помещения необходимо
знать величину Q, объем помещения и кратность обмена воздуха:
P = QSt/[V(C+K)],
где Q- плотность потока; S - вычисленная площадь открытой поверхности резины; t -
продолжительность газовыделений при определенной температуре; V- объём помещения; С -
кратность вентиляционного обмена воздуха в помещении; К- фактор абсорбции на поверхностях.
Последняя величина характеризует сорбирование на стенах и на других поверхностях
рабочего помещения ПГВ, особенно тяжелых, и снижение их концентрации в воздухе. При этом К
обратно пропорционален величине С и обычно составляет от 0,5 до 4-5.
Исходя из коэффициента диффузии было выведено следующее уравнение для плотности
потока ПГВ:
Q = (#,cWD)/*.
где Кг- эмпирический коэффициент пропорциональности; с -концентрация летучего вещества в
резине; D - коэффициент диффузии летучего вещества; р - упругость пара летучего вещества
при определенной температуре; t - время газовыделения, т.е. время от выемки изделия из пресс-
формы до момента измерения.
Их этого уравнения следуют два важных вывода для экспериментального определения Q из
стандартной пластинки.
Во-первых, так как t находится в знаменателе, то сразу после вулканизации плотность
потока Q стремится к бесконечности, поэтому определять ее не имеет смысла. Отсюда следует,
что свежевулканизованный образец необходимо выдержать на воздухе в течение 15-30 мин
(выветрить).
Во-вторых, плотность потока пропорциональна корню квадратному из коэффициента
диффузии и, следовательно, мало зависит от размера и формы молекул (именно последние влияют
на коэффициент диффузии), что подтверждает возможность использования измерения
суммарной плотности потока ПГВ для практических целей.
В НИИЭМИ летучие вещества, выделяющиеся из конкретных ингредиентов на разных
стадиях переработки резиновых смесей, идентифицировали хроматомасс-спектрометрическим
методом. Затем при температуре смешения и вулканизации определяли плотности потока Q этих
веществ. Отбор проб проводили по методике № 38.405448-84, согласованной с Минздравом, на
специальной установке, представляющей собой кварцевую трубку, помещенную в трубчатую
печь-термостат, и соединенную с поглотителем, охлаждаемым до -70°С. В трубку помещали
кварцевую лодочку с образцом исследуемой резины, нагревали до заданной температуры и при
этой температуре через трубку пропускали сухой азот. На выходе газ проходил через два
жидкостных поглотителя (второй -для контроля полноты поглощения летучих веществ).
Поглотители содержали этанол (для определения высококипящих веществ) и диметилформамид (для
определения низкокипящих веществ).
Полученный в поглотителях раствор летучих веществ, предварительно анализировали на
газовом хроматографе Pye Unicam 4500 с капиллярными стеклянными колонками длиной 25 м,
подбирая оптимальные условия (жидкую фазу, температуру испарителя и колонок и скорость
протекания газа-носителя) для максимально четкого разделения исследуемой смеси. Затем пробу
из того же поглотителя анализировали на хроматомасс-спектрометре LKB-2091, соблюдая
условия хроматографирования, найденные при предварительном исследовании, определяя
качественный состав газовыделений и количество каждого вещества.
В табл. 28.4. приведены состав и плотности потока выделений в воздух летучих веществ из
конкретных ингредиентов.
Газовыделения можно приблизительно разделить на три группы:
* малозначимые-ниже0,001 г/(м2ч);
* среднезначимые-0,001-1,0 г/(м2-ч);
* высокозначимые - выше 1 г/(м2'Ч).
!
!
!
1
I
!
I
I
1
I
^* При низкой токсичности летучих (3-й или 4-й класс опасности) газовыделения первых двух групп
можно не учитывать. При наличии в газовыделениях веществ 2-го класса опасности можно не
учитывать летучие вещества первой группы, а при наличии веществ 1-го класса опасности следует
учитывать их все. Однако с учетом аддитивности и возможного синергизма воздействия на организм
многочисленных летучих веществ желательно всегда проводить общую оценку ситуации.
Зная плотность потока Q, по формуле w = QSt можно легко найти общую массу w летучих
веществ, выделяющихся в воздух с определенной поверхности резины за определенный
промежуток времени, или, учитывая объем помещения и кратность вентиляции (в м3/ч), - среднюю
концентрацию Р вещества в воздухе.
До настоящего времени количество выделяющихся в воздух летучих веществ оценивают в мг
веществ с 1 кг изделий (как указывалось выше, в общем случае это неверно, так как выделение
вещества в воздух протекает с поверхности резины).
Следует учитывать также, что многие вещества выделяются из резины при температуре
вулканизации или термостатирования не постоянно, а только какое-то время. Так, бисфенол
АФ - вулканизующий агент для фторкаучуков, выделяется только в первые 3-5 мин
вулканизации, а затем почти полностью связывается с каучуком. Неменяющиеся или медленно
изменяющиеся при вулканизации вещества, например противостарители, могут выделять
соединения не только в течение процесса вулканизации, но и из готовых изделий. Органические
пероксиды, используемые для вулканизации, могут выделяться в течение всего процесса
вулканизации, так же, как и продукты их термического разложения. Это же относится и к таким
ускорителям вулканизации, кактиурамы, сульфенамиды.
Следует иметь в виду, что пары высококипящих или полярных веществ могут
адсорбироваться различными поверхностями (стенами, металлическими поверхностями оборудования и
т.д.), что снижает концентрацию летучих веществ в воздухе помещений.
28.4. Состав и плотность Q потока летучих веществ
Вещество
Акрилонитрил
Алканы С8-С18
Алканы С)9-С26
Источник
выделяющегося
вещества
СКН-18
CKH-26
CKH-40
эпк, эпдк
Парафиновое
масло
Парафинонафте-
новое масло
Нафтеновое масло
Регенерат шинный
эпк, эпдк
Парафиновое
масло
Молекулярная
масса
выделяющегося
вещества
53
53
53
-
-
-
Дозировка
источника
вещества в смеси,
% масс, от массы
каучука
-
-
-
-
30
20
10
5
30
20
10
5
30
20
10
5
-
< 0,0001
30
20
10
5
0, г/(мг.ч)
смешение
(50-80°С)
< 0,0001
< 0,0001
< 0,0001
_
0,03
0,03
0,03
< 0,0001
0,03
0,03
0,03
< 0,0001
0,0003
0,0003
0,0003
< 0,0001
вулканизация
(150-170°С)
0,0001
0,0004
0,002
0,034
3,45
3,06
1.8
0,41
3,8
3,05
1,22
0,26
2,4
1,88
0,34
0,09
Переменные количества
< 0,0001
0,04
0,04
0,04
0,02
0,08
3,4
3,0
1,6
0,66
480
28.4. Состав и плотность Q потока летучих веществ (продолжение)
Вещество
Алканы С19-Сгб
Алкилбензолы
Алкены С,-С„
Алкены >С1(
Источник
выделяющегося
вещества
Парафинонафте-
новое масло
Нафтеновое масло
Битум нефтяной
Эмульфин К
Регенерат шинный
БСК
БМСК
Ароматическое
масло
Битум нефтяной
СКЭП
СКЭПТ
СКИ-3
скд
СКДСР
СКС (СКМС)
скн
Парафиновое
масло
Парафинонафте-
новое масло
Регенерат шинный
СКЭП
СКЭПТ
СКИ-3
СКД
СКДСР
СКС (СКМС)
скн
Молекулярная
масса
выделяющегося
вещества
-
-
-
-
-
-
-
-
-
-
-
-
-
-
_
_
„
-
Дозировка
источника
вещества 8 смеси,
% масс, от массы
каучука
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
-
-
-
30
20
10
5
30
20
10
5
-
-
-
-
-
-
-
30
20
10
5
30
20
10
5
-
-
-
-
-
-
-
-
О, г/(мг.ч)
смешение
(50-80°С)
0,05
0,05
0,05
0,002
0,008
0,008
0,008
0,0002
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
вулканизация
(150-170°С)
3,4
2,94
1,88
0,55
2,8
2,1
1,3
0,4
0,9
0,5
0,3
0,05
0,16
0,11
0,09
0,02
Переменные количества
0,001
0,0012
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,003
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,02
0,02
0,02
0,0002
0,02
0,02
0,02
0,0002
0,02
0,026
0,002
0,0005
< 0,0001
< 0,0001
0,001
0,001
0,001
< 0,0001
0,018
0,089
0,12
0,29
0,8
0,65
0,022
0,062
0,042
0,026
0,007
0,6
0,038
0,022
0,005
Переменные количества
< 0,0001
< 0,0001
< 0,0001
< 0,0001
-
-
-
0,011
0,039
0,065
0,16
0,92
0,44
0,005
31-5465
481
jF
28.4. Состав и плотность Q потока летучих веществ (продолжение)
?
Я
fc
$
in
§
S
Si
$
§
■п
Вещество
Алкены >С18
Алкилбензолы
С,з-С26
Алкилнафтали-
ны
Источник
выделяющегося
вещества
Парафиновое
масло
Парафинонафте-
новое масло
Нафтеновое масло
Регенерат шинный
БСК
БМСК
Парафиновое
масло
Парафинонафте-
новое масло
Нафтеновое масло
Ароматическое
масло
Стиролинденовая
смола
Битум нефтяной
Регенерат шинный
Битум нефтяной
Ароматическое
масло
Регенерат шинный
Молекулярная
масса
выделяющегося
вещества
-
-
-
-
-
Дозировка
источника
вещества в смеси
% масс, от массы
каучука
30
20
10
5
30
20
10
5
30
20
10
5
-
-
-
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
-
30
20
10
5
30
20
10
5
О, г/(м2-ч>
смешение
(50-80°С)
0,003
0,003
0,003
< 0,0001
0,003
0,003
0,003
< 0,0001
0,003
0,003
0,003
< 0,0001
вулканизация
(150-170°С)
0,22
0,18
0,11
0,02
0,12
0,09
0,04
0,008
0,036
0,03
0,018
0,002
Переменные количества
-
-
0,003
0,003
0,003
< 0,0001
0,003
0,003
0,003
< 0,0001
0,003
0,003
0,003
< 0,0001
0,001
0,001
0,001
0,001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,004
0,005
0,0081
0,0061
0,0035
0,0009
0,0071
0,0049
0,0025
0,0006
0,003
0,0022
0,0015
0,0005
0,65
0,42
0,28
0,08
0,22
0,015
0,064
0,008
0,16
0,1
0,06
0,008
Переменные количества
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,001
0,001
< 0,0001
< 0,0001
0,0025
0,0015
0,0009
0,0001
0,0066
0,0041
0,0024
0,0008
Переменные количества
28.4. Состав и плотность Q потока летучих веществ (продолжение)
Ч
Вещество
Алкилфено-
лы
Антрацен
Аценафтен
Ацетилкуми-
ловый спирт
Ацетон
Ацетофенон
Бензальдегид
Бензойная
кислота
" Бензол
Бензтиазол
Бисфенол АФ
Бифенил
Источник
выделяющегося
вещества
Ароматическое
масло
Битум нефтяной
Мягчитель АСМГ
Техуглерод:
низкоусиливающий
средне-
усиливающий
высоко-
усиливающий
Ароматическое
масло
Пероксимон Ф
Пероксимон Ф,
Луперокс101,
Тригонокс 29
Пероксид кумила
БМСК
БСК
Пероксид бензоила
Пероксид бензоила
Каптакс, альтакс
Сульфенамиды
Регенерат шинный
Бисфенол АФ
Ароматическое
масло
Инденкумароновая
смола
Молекулярная
масса
выделяющегося
вещества
178
154
176
58
120
120
106
122
78
135
135
135
-
154
154
Дозировка
источника
вещества в смеси
% масс, от массы
каучука
30
20
10
5
30
20
10
5
30
20
10
5
50
30
20
10
5
3
3
4
-
-
5
5
3
2
1
3
2
1
2
30
20
10
5
30
20
10
5
О, г/(мг-ч)
смешение
(50-80°С)
0,001
0,001
0,001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
< 0,0001
_
Газовыделение
отсутствует
Тоже
—»—
—»—
—»—
—»—
—»—
—»—
вулканизация
(150-170°С)
0,0006
0,0004
0,0002
< 0,0001
0,004
0,003
0,001
< 0,0001
0,003
0,002
< 0,0001
< 0,0001
0,0008
0,0003
< 0,0001
0,002
0,005
< 0,0001
' < 0,0001
0,0004
0,02
0,028
< 0,0001
0,005
0,002
0,0002
0,05
0,03
0,01
0,03
0,012
0,005
Переменные количества
Газовыделение
отсутствует
Тоже
—»_
—»—
—»_
—»—
—»—
—»—
—»—
0,05
0,002
0,0005
< 0,0001
< 0,0001
0,0006
0,0004
0,0002
<0,0001
■~g$frr
41
28.4. Состав и плотность О потока летучих веществ (продолжение)
Вещество
Бутадиен
Бутадиена три-
и тетрамеры
(8 веществ)
н-Бутанол
трег-Бутанол
Бутилолеат
Винил иденфто-
ридгексафторл-
ропиленовые
олигомеры
Винил иденфто-
ридтрифторх-
лорэтиленовые
олигомеры
Винилциклогек-
сен (димер
бутадиена)
Гексаметилцик-
лотрисилоксан
Диацетилбен-
зол
Источник
выделяющегося
вещества
скд, скс, скн
СКД (СКБ)
Жидкие СКБ
СКС, СКМС
СКН-18
СКН-26
СКН-40
Дибутилфталат
Дибутилсебацинат
Фригит
Пластификатор
ПДЭА
Пероксимон Ф,
луперокс 101,
тригонокс 29
Фригит
СКФ-26
СКФ-32
СКД
СКС (СКМС)
СКН-18
СКН-26
СКН-40
Силоксановый
каучук
Пероксимон Ф
Молекулярная
масса
выделяющегося
вещества
54
162-216
162-216
162-216
162-216
162-216
162-216
74
74
74
74
3
338
>400
>400
108
108
108
108
108
162
Дозировка
источника
вещества в смеси,
% масс, от массы
каучука
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
-
-
-
-
_
3
О, г/(м2-ч)
смешение
(50-80°С)
Газовыделение
отсутствует
Тоже
—«—
—«—
—«—
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
-«_
— « —
— « —
—«—
— « —
— « —
— « —
_«_
—«_
—«_
—«—
—«—
—«—
—«—
Газовыделение
отсутствует
0,02
0,02
0,01
0,0003
< 0,0001
Газовыделение
отсутствует
Тоже
_«_
— « —
—«—
— « —
Газовыделение
отсутствует
Тоже
вулканизация
(150-170-С)
0,0001
0,032
0,085
0,009
0,03
0,002
0,0046
0,003
0,002
0,001
0.0002
0.001
0,0005
< 0,0001
< 0,0001
0,004
0,003
0,001
0,0002
0,0006
0,0001
< 0,0001
< 0,0001
0,45
0,2
0,2
0,2
0.005
0,0005
0,0005
0,0009
0,0006
0,0006
0,0006
0,0002
0,4 (термостат,
200°С)
0,0003
• ж •
28.4. Состав и плотность 0 потока летучих веществ (продолжение)
Вещество
Диафен ФП
Дибутиладипи-
нат
Дибутилсебаци-
нат
Дибутилфталат
Диметиламин
Диметилнафта-
лин
Диметилсуль-
фид
Диметилфлуо-
рен
Диметилфгалат
Источник
выделяющегося
вещества
Диафен ФП
Примесь к дибу-
тилсебацинату
Пластификатор
ПДЭА
Дибутилсебацинат
Дибутилфталат
Тиурам Д
Ароматическое
масло
Сера + пероксид
Ароматическое
масло
Стиролинденовая
смола
Инденкумароновая
смола
Примесь
кдибутилфталату
Молекулярная
масса
выделяющегося
вещества
226
258
258
346
246
44
156
62
194
194
194
194
Дозировка
источника
вещества в смеси,
% масс, от массы
каучука
2
1
30 (ДБС)
20 (ДБС)
10 (ДБС)
5 (ДБС)
ЗО(ПДЭА)
20(ПДЭА)
Ю(ПДЭА)
5(ПДЭА)
30
20
10
5
30
20
10
5
3
2
1
0,5
30
20
10
5
2+2
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
а, г/(мг.ч)
смешение
(50-80°С)
Газовыделение
отсутствует
Тоже
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
— « —
— « —
0,005
0,005
0,003
0,0005
0,15
0,15
0,15
0,15
Газовыделение
отсутствует
Тоже
— « —
-«_
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,0001
< 0,0001
< 0,0001
< 0,0001
вулканизация
(150-170°С)
0,03
0,01
0,0008
0,0004
0,0001
< 0,0001
0,002
0,0005
0,0001
< 0,0001
9
9
9
0,05
12
12
12
5
0,7
0,4
0,03
0,001
0,04
0,02
0,005
0,0001
0,001
0,002
0,0003
< 0,0001
< 0,0001
0,0002
0,0001
< 0,0001
< 0,0001
0,0009
0,0003
< 0,0001
< 0,0001
0,009
0,002
0,0006
0,0001 .
*&
J^28.4. Состав и
зинщика
8
очник,
а
У
/77
F
^1
Вещество
Диоктилфталат
2,6-Ди(грег-бутил
-хинонметид
Дифениламин
Дифенилметан
2,4-Дихлорбен-
зойная кислота
м-Дихлорбен-
зол
1,6-Дихлор-
1,5-циклоокта-
диен (димер
хлоропрена)
Диэтилфталат
Додекаметил-
циклогексаси-
локсан
Изопрен
Изопрена
олигомеры
Изопропенил-
фенил-
изопропанол
Инданы
замещенные
Индены
замещенные
плотность Q потока летучих веществ (продолжение)
Источник
выделяющегося
вещества
Диоктилфталат
Ионол
Диафен ФП
Ароматическое
масло
Инденкумароновая
смола
Пероксид
дихлорбензоила
Пероксид
дихлорбензоила
Хлоропреновый
каучук
Примесь
к дибутилфталату
Силоксановый
каучук
ПИ (СКИ)
ПИ (СКИ)
Пероксимон Ф
Стиролинденовая
смола
Инденкумароновая
смола
эегенерат шинный
Стиролинденовая
смола
Молекулярная
масса
выделяющегося
вещества
390
218
1
168
168
-
-
176
222
444
68
136-272
174
190-250
190-250
_
190-210
Дозировка
источника
вещества в смеси
% масс, от массы
каучука
30
20
10
5
1
30
20
10
5
30
20
10
5
-
-
30
20
10
5
3
30
20
10
5
30
20
10
5
-
30
20
10 ■
5
О, г/(мг.ч)
смешение
(50-80°С)
0.002
0,002
0,002
0,002
Газовыделение
отсутствует
Тоже
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
-
-
0,0003
0,0001
< 0,0001
< 0,0001
< 0,0001
"
< 0,0001
< 0,0001
Газовыделение
отсутствует
< 0.0001
< 0,0001
< 0,0001
< 0,0001
< 0.0001
< 0.0001
< 0,0001
< 0,0001
Переменные
< 0,0001
< 0,0001
< 0,0001
< 0,0001
вулканизация
(150-170-С)
3
2
1,6
0,5
0,0002
0,2
0,024
0,014
0,005
0,0009
0,04
0,02
0,005
0,0001
-
-
0,009
0,006
0,003
0,0006
0,0001
4 (термостат
200°С)
0,0001
0,007
0,0003
0.0002
0,0001
< 0,0001
< 0,0001
0.0002
0.0001
< 0,0001
< 0,0001
количества
0,0001
0,0001
< 0,0001
< 0,0001
28.4. Состав и плотность Q потока летучих веществ (продолжение)
Вещество
Индены
замещенные
Ионол
Кетоны С7-С)г
Кислота
линолевая
Кислота
пальмитиновая
Кислота
стеариновая
. Кислоты
жирные С9-С)8
Кислоты
жирные С„,-С„
Кумиловый
спирт
9-Метилакри-
Дин
Метилантрацен
Метилбензтиа-
зол
Метилдифенил
Источник
выделяющегося
вещества
Инденкумароновая
смола
Регенерат шинный
Ионол
Парафиновое
масло
Стеарин
технический
Стеарин
технический
Стеарин
технический
Парафиновое
масло
Синтетические
жирные кислоты
Пероксид кумила
БМСК
Альдолых-
нафтиламин
Ароматическое
масло
Каптакс, альтакс
Сульфенамиды
Инденкумароновая
смола
Ароматическое
масло
1
Молекулярная
масса
выделяющегося
вещества
190-210
_
220
-
-
_
-
202
256
284
-
-
-
-
-
-
136
193
192
150
150
160
160
Дозировка
источника
вещества в смеси,
% масс, от массы
каучука
30
20
10
5
-
2
1
0,5
30
20
10
5
2
1
2
1
2
1
30
20
10
5
2
1
5
3
2
30
20
10
5
3
2
1
3
2
1
30
20
10
5
30
20
10
5
а, г/(мг.ч)
смешение
(50-80°С)
< 0,0001
< 0,0001
< 0,0001
< 0,0001
вулканизация
(150-170°С)
0,006
0,003
,001
0,0004
Переменные количества
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
_«_
-«_
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
— « —
— « —
_«_
_«_
— « —
— « —
— « —
— « —
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
—«—
—«_
— « —
-«-
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,008
0,003
0,0007
0,01
0,006
0,002
0,0001
0,0004
0,0001
0,0009
0,0004
0,07
0,02
0,05
0,02
0,008
0,0003
0,0002
0,0001
0,3
0,0017
0,0002
0,007
0,0009
0,0007
0,0004
<0,0001
0,0008
0,0005
< 0,0001
0,0002
< 0,0001
< 0,0001
0,02
0,0005
< 0,0001
< 0,0001
0.03
0,015
0,005
0,0004
ч
487
У*28.4. Состав и плотность Q потока летучих веществ (продолжение)
I
Si
. Вещество
Метилдифе-
нил метан
Метилиндан
Метилнафтали-
ны (6
изомеров)
Источник
выделяющегося
вещества
Инденкумароновая
смола
Ароматическое
масло
Битум нефтяной
Инденкумароновая
смола
Парафинонафте-
новое масло
Нафтеновое масло
Стиролинденовая
смола
Ароматическое
масло
Ароматическое
масло
Парафинонафте-
новое масло
Нафтеновое масло
Инденкумароновая
смола
Молекулярная
масса
выделяющегося
вещества
182
182
182
132
132
132
132
132
142
142
142
142
Дозировка
источника
вещества в смеси
% масс, от массы
каучука
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
О, Г/(М2-ч)
смешение
(50-80"С)
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
<0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
вулканизация
(150-170-С)
0,002
0,0005
< 0,0001
< 0,0001
0,03
0,018
0,009
0,002
0,0012
0,0005
< 0,0001
< 0,0001
0,03
0,015
0,005
0,0004
0,0006
0,0004
< 0,0001
< 0,0001
0,0009
0,0005
0,0001
< 0,0001
0,02
0,01
0,004
0,001
0,0011
0,0005
0,0002
< 0,0001
0,026
0,018
0,008
0,003
0,0006
0,0003
< 0,0001
< 0,0001
0,0009
0,0005
0,0001
< 0,0001
0,02
0,011
0,003
< 0,0001 0,0002
28.4. Состав и плотность О потока летучих веществ (продолжение)
Вещество
Метилнафтали-
ны (6
изомеров)
а-Метилстирол
Метилфенант-
рены (2
изомера)
Метилфлуоре-
ны (2 изомера)
Метилцикло-
гексан
Hi
Морфолин
Источник
выделяющегося
вещества
Битум нефтяной
БМСК
Пероксид кумила
Ароматическое
масло
Стиролинденовая
смола
Инденкумароновая
смола
Ароматическое
масло
Стиролинденовая
смола
Инденкумароновая
смола
ЭПК, ЭПДК
Парафинонафте-
новое масло
Нафтеновое масло
Тиурам Д +
дитиоди-
морфолин
Дитиоди-
морфолин
Сульфенамид М
Молекулярная
масса
выделяющегося
вещества
142
118
118
192
192
192
180
180
180
98
98
174
87
87
Дозировка
источника
вещества в смеси,
% масс, от массы
каучука
30
20
10
5
-
2
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
-
30
20
10
5
30
20
10
5
2+2
3
2
1
0,5
3
2
1
0,5
0, г/(м*.ч)
смешение
(50-80-С)
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,0001
Газовыделение
отсутствует
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
-
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
—«—
—«—
—«—
—«—
_«-
_«_
_«—
вулканизация
(150-170"С)
0,0012
0,0003
0,0003
0,0003
0,08
0,0002
0,002
0,0005
< 0,0001
< 0,0001
0,0002
0,0001
< 0,0001
< 0,0001
0,0002
0,0001
< 0,0001
< 0,0001
0,0043
0,0026
0,0011
0,0004
0,0002
0,0001
< 0,0001
< 0,0001
0,003
0,0015
0,0003
0,0001
0,001
0,006
0,003
0,001
0,0005
0,0043
0,0021
0,0008
0,0002
0,0008
0,62
0,4
0,2
0,01
0,5
0,2
0,04
0,008
28.4. Состав и
Вещество
Нафталин
Нафтам-2
Нафтены
(алкилциклоал-
кены, 16
веществ)
1-Нафтиламин
N-нитрозоди-
метиламин
N-нитрозодиэ-
тиламин
IV-нитрозомор-
фолин
Октаметилби-
циклододекан
Октаметилцик-
лотетрасилок-
сан
Октиловый
спирт
плотность О потока летучих веществ (продолжение)
Источник
выделяющегося
вещества
Ароматическое
масло
Инденкумароновая
смола
Стиролинденовая
смола
Битум нефтяной
Нафтам-2
Нафтеновое масло
Мягчитель АСМГ
Битум нефтяной
Нафтам-2
Тиурам Д
Тиурам Е
Дитиоди-
морфолин,
сульфенамид М
ЭПК, ЭПДК
Нафтеновое масло
Силоксановый
каучук
Диоктилфталат
Молекулярная
масса
выделяющегося
вещества
128
205
-
141
70
98
116
268
268
296
130
Дозировка
источника
вещества в смеси,
% масс, от массы
каучука
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
2
30
20
10
5
30
20
10
5
30
20
10
5
2
3
2
1
1
1
-
30
20
10
5
30 ■
а, г/(м2.ч)
смешение
(50-80°С)
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
-
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
_ « _
— « —
_«-
— « —
— « —
— « —
<0,0001
<0,0001
<0,0001
<0,0001
Газовыделение
отсутствует
вулканизация
(150-170°С)
0,005
0,003
0,001
0,0003
0,01
0,006
0,002
0,0007
0,0002
0,0001
< 0,0001
< 0,0001
0,0012
0,0005
< 0,0001
< 0,0001
0,03
0,009
0,009
0,009
0,0003
0,0008
0,0002
< 0,0001
< 0,0001
0,0012
0,0005
< 0,0001
< 0,0001
0-0,0006
*
*
• •
*
*
0,0001
0,0023
0,001
0,0003
<0,0001
6(200°С)
<0,0001
28.4. Состав и плотность О потока летучих веществ (продолжение)
Вещество
Пирен
Полиалкил-
бензолы
Салициламид
Салицилонит-
рил (см. о-
цианофенол)
Салициловый
альдегид
Сероксид
углерода
Сероуглерод
Серы диоксид
Тетраметилмо-
чевина
Тетраметилти-
омочевина
Триаллилизо-
цианурат
Триметилбен-
золы
(3 изомера)
2,4,4-Триметил-
1,2-дигидрокси-
хинолин
1,5,7-Триметил-
1,2,3-тетрагид-
ронафталин
Триметилцик-
логексенон
Трихлорцикло-
октадиен
Углерода
оксид
Фенантрен
Источник
выделяющегося
вещества
Техуглерод:
низкоусиливающий
средне-
усиливающий
высоко-
усиливающий
Ароматическое
масло
СИМ
СИМ
СИМ
Тиурам
Тиурам
Сера
Тиурам Д
Тиурам Д
Триаллилизоциану-
рат
Ароматическое
масло
Ацетонанил
Ароматическое
масло
Тригонокс 29
Хлоропреновый
каучук
Техуглерод
Техуглерод:
низкоусиливающий
средне-
усиливающий
высокоусиливаю-
щий
Молекулярная
масса
выделяющегося
вещества
202
-
137
158
60
76
96
116
132
83
120
147
174
94
215
28
178
Дозировка
источника
вещества в смеси
% масс, от массы
каучука
50
20
4
4
3
2
1
0,5
3
1
-
3
3
30
20
10
5
2
1
30
20
10
5
3
-
50
50
О, г/(м2.ч)
смешение
(50-80°С)
Газовыделение
отсутствует
0,008
Газовыделение
отсутствует
Газовыделение
отсутствует
Тоже
—«—
—«—
—«—
—«—
—«—
-
— « —
0,007
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
-
Газовыделение
отсутствует
Тоже
—«—
вулканизация
(150-170°С)
0,001
0,0003
<0,0001
0,57
0,0006
0,004
0,016
0,012
0,005
0,0007
0,006
0,02
0,0004
0,0012
< 0,0001
0,012
0,007
0,003
0,0006
0,008
0,004
0,003
0,0008
0,0002
< 0,0001 .
0,0056
0,02
0,02
0,005
0,0008
0,0001
*
/П2ВА. Состав и плотность О потока летучих веществ (продолжение)
1
1
|
>
О
$
£
^
fc
/77«
1
$
192
Вещество
Фенантрен
Фенилнафта-
лин
Фенилсалици-
лат
4-Фенилцикло-
гексен
Фенол
Флуорантен
Флуорен
1
Источник
выделяющегося
вещества
Ароматическое
масло
Инденкумароновая
смола
Ароматическое
масло
Инденкумароновая
смола
СИМ
БСК
Фенольные смолы
Техуглерод:
низкоусиливающий
среднеусиливаю-
щий
высокоусиливаю-
щий
Ароматическое
масло
Инденкумароновая
смола
Техуглерод:
низкоусиливающий
среднеусиливаю-
щий
высокоусиливаю-
щий
Ароматическое
масло
Инденкумароновая
смола
Молекулярная
масса
выделяющегося
вещества
178
178
204
204
214
158
94
202
202
202
166
166
166
,s
Дозировка
источника
вещества в смеси
% масс, от массы
каучука
30
20
10
5
30
20
10
5
30
20
10
5
30
20
10
5
4
-
-
50
30
20
10
5
30
20
10
5
50
30
20
10
5
30
20
10
5
0, г/(м2.ч)
смешение
(50-80°С)
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
Тоже
Переменные
Газовыделение
отсутствует
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,008
0,002
0,0003
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
0,006
0,001
0,0003
< 0,0001
вулканизация
(150-170°С)
0,002
0,0008
< 0,0001
< 0,0001
0,0012
0,0003
< 0,0001
< 0,0001
0,002
0,0005
< 0,0001
< 0,0001
0,002
0,0015
0,0001
<0,0001
0,0005
0,025
количества
0,006
0,0008
0,0001
0,002
0,0005
0,0005
0,0005
0,12
0,03
0,01
0,002
0,002
0,0005
< 0,0001
0,002
0,0005
0,0005
0,0005
0,1
0,03
0,01
0,002
28.4. Состав и плотность О потока летучих веществ (продолжение)
Вещество
Формальдегид
Фталевый
ангидрид
Фтороводород
Фурфурол
Хлоралканы
(более 10
веществ)
Хлоропрен
Хлоропрена ди-
меры[1-хлор-4-
(1-хлорвинил)-
циклогексен и
1-хлор-5-(1-
хлорвинил)-
циклогексен]
4-Цианоцикло-
гексен
о-Цианофенол
Циклоалканы
(6 веществ)
Циклоалкены
(4 вещества)
Циклогексила-
мин
Источник
выделяющегося
вещества
Бутадиеновые и
силоксановые
каучуки
Техуглерод
Регенерат шинный
Фталевый
ангидрид
Дибутилфталат
Диоктилфталат
СКФ-26, СКФ-32
Бифургин
Хлоропреновый
каучук
Хлорпарафины
Хлоропреновый
каучук
Хлоропреновый
латекс
Хлоропреновый
каучук
Хлоропреновый
латекс
СКН-18
СКН-26
СКН-40
СИМ
ЭПК, ЭПДК
Парафинонафте-
новое масло
Нафтеновое масло
ЭПК, ЭПДК
Сульфенамид Ц
Молекулярная
масса
выделяющегося
вещества
"
-
-
148
148
148
20
96
—
-
89
89
177
177
107
107
107
119
-
~
99
.. .
Дозировка
источника
вещества в смеси
% масс, от массы
каучука
"
-
-
2
30
20
10
5
20
О, г/(м2-ч)
смешение
(50-80°С)
вулканизация
(150-170°С)
Переменные количества
Тоже
— « —
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
При температурах > 200°С
4
—
-
—
-
-
-
-
-
4
-
30
20
10
5
30
20
10
5
-
3
2
1
0,5
Газовыделение
отсутствует
Тоже
0,001
< 0,0001
Сушка 0,0006
<0,0001
Сушка < 0,0001
< 0,0001
< 0,0001
< 0,0001
Газовыделение
отсутствует
<0,0001
0,001
0,0007
0,0007
<0,0001
0,0028
0,0012
0,0003
<0,0001
Газовыделение
отсутствует
Тоже
—«—
—«—
—«—
0,005
0,001
0,0003
< 0,0001
< 0,0001
0,0003
0,0001
3,2
0,012
0,0,32
< 0,0001
0,0065
0,0034
0,0056
0,0009
0,005
0,055
4
0,026
0,11
0,08
0,046
0,002
0,16
Тоже
0,12
0,02
0,054
0,1
0,05
0,02
0,002
X
I
1
I
!
I
I
шштттт
4t3
;Р28.4 ■ Состав и плотность Q потока летучих веществ (окончание)
1
I
I
I
I
Вещество
Циклододекат-
риен
Циклогексанон
Циклосилокса-
ны > С7
Этилнафталин
Источник
выделяющегося
вещества
Парафинонафте-
новое масло
Нафтеновое масло
ЭПК, ЭПДК
Сульфенамид Ц
Нафтеновое масло
Силоксановый
каучук
Инденкумароновая
смола
Ароматическое
масло
Стироликденовая
смола
Молекулярная
масса
выделяющегося
вещества
162
162
162
98
98
>500
156
156
156
Дозировка
источника
вещества в смеси,
% масс, от массы
каучука
30
20
10
5
30
20
10
5
3
2
1
0,5
30
20
10
5
_
30
20
10
5
30
20
10
5
30
20
10
5
0, г/(м2.ч)
смешение
(50-80°С)
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
—
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
< 0,0001
вулканизация
(150-170°С)
0,008
0,005
0,001
0,0002
0,012
0,006
0,0012
0,0002
0,0003
0,002
0,001
0,0001
<0,0001
-
-
-
-
28 (термостат,
200°С)
0,0068
0,0034
0,001
0,0002
0,002
0,0005
< 0,0001
< 0,0001
0,0002
0,0001
< 0,0001
< 0,0001
Высоко опасный уровень (оценочные данные).
* Низко опасный уровень.
28.1.5. Токсичность, пожаро- и взрывоопасность
химических веществ и материалов, применяемых
в резиновых производствах
При изложении материала использованы следующие условные обозначения,
характеризующие химические вещества:
пожарная опасность: ГВ - горючее вещество, ТГВ - трудно горючее вещество, ГЖ - горючая
жидкость, ЛВЖ-легковоспламеняющаяся жидкость;
измерение температуры: ОТ - открытый тигель, ЗТ - закрытый тигель.
средства пожаротушения стандартные: пена, распыленная вода, «скользкая» вода, фрео-
ны, порошковые, углекислотные;
ПДК в рабочей зоне: одно значение - среднесуточная, два значения - максимальная разовая
/ среднесуточная; буква в аббревиатуре ПДК: а - аэрозоль, п - пары;
обязательные стандартные меры предосторожности при работе -общая и местная приточно- ^_
вытяжная вентиляция, рабочая одежда, респиратор, перчатки, защитные очки или маска.
Характеристика опасности загрязняющих веществ в резиновых производствах приведена в
табл. 28.5.
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах*
Вещество
Алрафор смола
Химическое происхождение
Химическая формула
ПДК пыли, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Средства пожаротушения
Меры предосторожности при работе
Альтакс
Химическое название
Химическая формула (брупо-формула)
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура самовоспламенения, °С
Нижний концентрационный предел
воспламенения аэрозоля, г/м3
Средства пожаротушения
Меры предосторожности при работе
Условия хранения
Алюминия гидрокид
Химическое название
Химическая формула
ПДК пыли, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Алюминия оксид
Химическое название
Химическая формула
ПДК пыли, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Аммиак
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Концентрационные пределы взрываемос-
ти паров, % (об.):
нижний
верхний
Первая помощь при отравлении
Характеристика
Продукт конденсации алкилрезорциновой фракции с
формальдегидом в присутствии аммиака
6-а (3-й)
ГВ
188
Стандартные
Стандартные
Ди(2-бензтиазолил)дисульфид, 2,2'-дитиоди(бензтиазол)
WA
З-а (3-й)
ГВ
780
37,8
Стандартные
Стандартные, при пылении работать в респираторе У2-К
При температуре не выше 20°С, желательно не выше 5°С
Тригидроксид алюминия
А1(ОН)3
6-а (4-й)
Вдыхание пыли может вызывать заболевание легких
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
Оксид алюминия
6-а (4-й)
При вдыхании пыли может вызвать заболевание легких
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
Аммиак
Щ
20-п (4-й)
При концентрациях, превышающих ПДК, вызывает раздражение
слизистых оболочек, при сильном превышении ПДК вызывает
рефлекторную остановку дыхания и кровообращения
Горючий газ
15
28
Свежий воздух, вдыхание теплого водяного пара, при остановке
дыхания - искусственное дыхание |
~3fe~-
495
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Характеристика
Ацетон
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Температура, °С:
вспышки
самовоспламенения
Температурные пределы воспламенения
паров в воздухе, °С:
нижний
верхний
Концентрационные пределы
воспламенения паров, % (об.)
нижний
верхний
Пожарная опасность
Средство пожаротушения
Меры предосторожности при работе
Ацетон, диметилкетон
(СНАСО
800/200-п (4-Й)
-18
500
-20
2,2
12,2
ЛВЖ
Вода
Стандартные, при концентрациях ацетона в воздухе, превышающих
ПДК, использовать респиратор противогазовый РПГ-67
АцетонанилР
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Температура, "С:
вспышки
самовоспламенения
Температурные пределы воспламенения
паров в воздухе, °С:
нижний
верхний
Нижний концентрационный предел
воспламенения пыли, г/см3
Пожарная опасность
Средство пожаротушения
Меры предосторожности при работе
Первая помощь
2,2,4-Триметил-1,2-дигидрохинолина -
C„H)4N
1-а(2-й)
полимер
210 (ОТ)
475
164
212
35
ГВ
Стандартные
Стандартные
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
Ацетофенои
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Меры предосторожности при работе
Ацетилбензол, метилфенилкетон
СН3СОСН5
5-П (3-Й)
Стандартные, выделяется в воздух при использовании пероксида ку-
мила для вулканизации
Азроснл
Химическое название
Химическая формула
ПДК пыли, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Кремния диоксид высокодисперсный
SiO,
1-а (3-й)
Вдыхание пыли может вызвать «силикоз»
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
Бария сульфат (барит, бланфикс)
Химическое название
Химическая формула
ПДК пыли, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Бария сульфат, барий сернокислый
BaSO.
6-а (4-й)
Раздражает дыхательные пути
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Белила цинковые
Химическое название
Химическая формула
ПДК пыли, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Бензилгрифешшфоефония хлорид (БТФФХ)
Химическое название
Химическая формула
ПДК, мг/мэ (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Первая помощь
Бензитризтилатюиия хлорид (ТЭБАХ)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Первая помощь
Беизоила перокеид
Бисфенол АФ (Дифенилол)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Температура, "С:
вспышки
воспламенения
самовоспламенения
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Бифургин
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура, "С:
вспышки
воспламенения
самовоспламенения
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Характеристика
Оксид цинка
ZnO
0,5-а (2-й)
При вдыхании пыли токсичны
Пожаро взрывобезопасны
Стандартные, при пылении работать в респираторе У2-К
Бензилтрифенилфосфонийхлорид
[(СД)3РСН2СД]-С|-
iOw = 43 мг/кг для крыс (3-й)
Раздражитель для кожи, дыхательных путей и глаз
ТГВ
Стандартные
При попадании на кожу смыть теплой водой, при попадании в глаза
промыть большим количеством теплой воды и обратиться к врачу
Бензилтриэтиламмонийхлорид
С6Н5СНгМ'(СД)3С1-
-(2-й)
ГВ
Стандартные
При попадании на кожу смыть водой, при попадании в глаза
промыть большим количеством воды и обратиться к врачу
См. Перокеид бензоша
2,2-<й*с(4-Гидроксифенил)-1,1,1,3,3,3-гексафторпропан
(HOC,H4),C(CF,),
- (3-Й)
Раздражает кожу и слизистые оболочки
200 (ОТ)
249
504
ГВ, при горении разлагается с выделением токсичных веществ
Стандартные, кроме воды
Стандартные
При попадании на кожу промыть слабым раствором бикарбоната
натрия и водой с мылом, при попадании в глаза промыть большим
количеством теплой воды и обратиться к врачу
1\1,1\Г-й*с(фурфурилиден)гексаметилендиимин
(C4H30)CH=N(CH2)6N=CH(C4H30), где С4Н30 - фурфурил
0,2-а (2-й). При вулканизации выделяется большое количество
фурфурола (ПДК 10) и высокотоксичный гексаметилендиамин (ПДК 0,1,
класс опасности 1)
Общетоксическое
ГВ
190 (ОТ)
220
371
Стандартные
Стандартные, работать в резиновых перчатках
При попадании на кожу быстро смыть водой с мылом, при
попадании в глаза промыть водой и обратиться к врачу
JT2
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
1
Вещество
Характеристика
трет-Бутилпербензоат
Химическое название
Химическая формула
ПДК, мг/мэ (класс опасности)
Действие на организм
Пожарная опасность
Температура, °С:
вспышки
самовоспламенения
Средство пожаротушения
Меры предосторожности при работе
Условия хранения
Первая помощь
7/юг-Бутилпербензоат, грег-бутилбензоилпероксид
С6Н5СОО-ОС(СД)з
1-п (2-й)
Раздражает кожу и слизистые оболочки
ЛВЖ
19 (ЗТ), 65 (ОТ)
146
Обильная струя воды
Стандартные, избегать контакта с аминами, солями тяжелых металлов
Не подлежит длительному хранению. Хранить при температуре не
выше 25°С, не допускать механического воздействия и нагревания,
контакта с веществами, вызывающими разложение пероксида
(амины, восстановители, тяжелые металлы и их соли)
При попадании на кожу промыть водой с мылом. При попадании в рот
прополоскать несколько раз водой, при попадании в глаза промыть
водой и обратиться к врачу
Вазелин технический
для резиновой промышленности
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура вспышки, °С
Средства пожаротушения
Смесь алифатических углеводородов
СЛн2
300-а (4-й)
Мало опасное вещество
ГВ
Выше 150
Стандартные
Воск защитный
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Средства пожаротушения
Твердые углеводороды и высшие спирты
сЛн^ЛцОн
300-а (4-й)
ГВ
230
Стандартные
Воск карнаубский
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Твердые углеводороды и высшие сложные эфиры
CA,rCnH^C00CA,2
(4-й), не раздражает кожные покровы
ГВ
Стандартные
Вулкафтор Ф (дифенилол 8)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
1,1-бис(4-Гидроксифенил)-2,2,3,3,4,4,5,5-октафторпентан
(HOC6H4)2CHCF2CF?CF2CF2H
5 - ОБУВ (3-й)
Раздражает кожу и слизистые оболочки
ТГВ, при попадании в пламя разлагается с выделением токсичных
веществ
Стандартные
Стандартные
При попадании на кожу смыть водой с мылом, при попадании в глаза
или рот промыть водой и обратиться к врачу
*!
Вещество
Гексаиеплеидиамии
Химическое название
Химическая формула
ПДК, мг/мэ (класс опасности)
Действие на организм
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Гексахлорпараксилол
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Гидразид С ДО
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Гидрохинон
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Глёт свинцовый
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Глинозём
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Характеристика
1,6-Диаминогексан
H2N-(CH2)S-NH2
0.1-п (1-й)
Поражает кровь, сосудисто-вегетативную систему, кожу
ГВ
Стандартные
Стандартные, проникает через кожу. Образуется при вулканизации
фторкаучуков бифургином или диаком № 3
При попадании на кожу немедленно промыть 3%-ным раствором
уксусной или соляной кислоты, или большим количеством воды с
мылом, при попадании в рот или глаза промыть большим количеством
воды и обратиться к врачу
1,4-бис(Трихлорметил)бензол
л-(СС13)гС6Н4
Ю-а(З-й)
ТГВ
Стандартные, кроме воды
Стандартные, беречь от огня (при попадании в огонь образует фосген
и другие токсичные вещества)
При попадании на кожу стряхнуть и промыть водой с мылом, при
попадании в глаза промыть водой и обратиться к врачу
4.4'-б<«?(Гидразосульфо)дифенилоксид
(H,NNH-02SC6H,)20
Шя=1300 мг/кгдля крыс (4-й)
ГВ
Стандартные
Стандартные
1,4-Дигидроксибензол
"-С6Н4(ОН)2
1-а (2-й)
ГВ
Стандартные
Стандартные
При попадании на кожу смыть водой, при попадании в рот или глаза
промыть большим количеством воды и обратиться к врачу
Оксид свинца
РЬО
0,01 / 0,007 (пыль). Кумулятивное высоко токсичное вещество,
проникает через дыхательные пути и кожу
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
Алюминия оксид модифицированный
а-А1гО,
6-а (4-й)
Пожаровзрывобезопасен 1
Стандартные .1
--Зф5--
4)
Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
1
Вещество
Характеристика
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура, "С:
вспышки
воспламенения
самовоспламенения
Концентрационные пределы
воспламенения, г/м1:
нижний
верхний
Температурный предел воспламенения в
воздухе, "С
Меры предосторожности при работе
Средства пожаротушения
1,2,3-Тригидроксипропан
НОСНг-СН(ОН)-СНгОН
-(4-й)
ГЖ, при смешивании с окислителем (азотная кислота, Сг03, КМ/?04)
может самовоспламеняться
193 (ОТ)
203
362
2,6
11,3
182
Стандартные
Стандартные
Гуанид Ф
Химическое название
Химическая формула
ПДК, мг/м5 (класс опасности)
Пожарная опасность
Температура самовоспламенения пыли, "С
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
N.N'-Дифенилгуанидин
HN=C(NHC6H5)2
0,3 / 0,1 (2-й), раздражает дыхательные пути, кожу, разрыхляет
десны, понижает кислотность желудочного сока
ГВ
790
Стандартные
Стандартные, при пылении работать в респираторе У2-К
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
ДАБКО
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
1,4-Диазабицикло[2.2.2]октан
N(CH2CH2)3N
1-п (2-й)
ГЖ
Стандартные
Стандартные, работать в респираторе РУ-60
При попадании на кожу немедленно смыть 3%-ным раствором
уксусной или соляной кислоты и водой с мылом, при попадании в глаза
или рот промыть большим количеством воды и обратиться к врачу
ДАФ-68
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура, "С:
вспышки
воспламенения
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Диалкил(С6-Св)-о-фталат
орго-СД(СООСДл ,)г, где п=6-8 (смесь эфиров)
1 (3-й)
Раздражает слизистые оболочки и дыхательные пути,
общетоксическое действие, образует аэрозоль при вулканизации
ГВ
195-200
Выше 200
Любые стандартные кроме воды
Стандартные, работать в респираторе У2-К
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
^
Вещество
Характеристика
I
1
I
I
I
I
ДБКФ
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура вспышки, "С
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
0,Р'-о7«:(Бутоксиэтоксиэтил)формаль
(C.H,0CH.CH.0CH.CH.0).CH.
0.5 (2-й)
Высокотоксичное вещество общего действия, образует аэрозоль при
вулканизации
ГЖ
175
Стандартные
Стандартные, работать в респираторе У2-К
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
ЛюигЛМ(МаК#1)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Гексаметилендиаминкарбамат
H,N*CH2CH2CH2CH2CH2CH2COO-
0,1-п (1-й)
Поражает кровь, сосудисто-вегетативную систему, кожу
ГВ
Стандартные
Стандартные, проникает через кожу.
При попадании на кожу немедленно промыть 3%-ным раствором
уксусной или соляной кислоты, или большим количеством воды с
мылом, при попадании в рот или глаза промыть большим количеством
воды и обратиться к врачу
ДнаметХ
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
3,3'-Дихлор-4,4'-диаминодифенилметан
(МНСДС1)г
ПДК не установлен, канцероген
ТГВ
Стандартные, кроме воды; при попадании во внешнее пламя
выделяет токсичные вещества
Стандартные, работать в респираторе У2-К
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
Диафеи-13
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура, "С:
воспламенения
самовоспламенения
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
N-(1,3,3-триметилпропил)-№-фенил-1,4-фенилендиамин
/НСЮ.СНСН.ЩСЮШСДШС.Н,
2(3-й)
ГВ, при горении может выделять токсичные соединения
220
550
Стандартные
Стандартные
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
Ди(трет-6утштероксшопропил)6ензол
Химическое название
Химическая формула (брупо-формула)
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Условия хранения
Плотность, кг/м3
3,4- и 4,4-Ди(грег-бутилпероксиизопропил)бензол
сг„нмо4
- (3-й)
ГВ
> 90 (ОТ)
При температуре ниже 38°С
1.63
%Г2\
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Диафен ФП
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура, "С:
вспышки
самовоспламенения
Температурные пределы воспламенения
паров, °С:
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
1,1 -Ди(трет-бутилперокси)-32£-
триметилциклогекеан (тригонокс 29)
Химическое название
Пожарная опасность
ПДК, мг/м3 (класс опасности)
Условия хранения
2,6-Ди(трет-6утил)-4-хинонметид
Химическое название
ПДК, мг/м3 (класс опасности)
Действие на организм
Дибутясебацииат
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура воспламенения, °С
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Дибутилфталат
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура вспышки, °С
Температура воспламенения, °С
Температурные пределы воспламенения
паров воздухе, °С:
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Характеристика
М-изопропил-М'-фенил-1,4-фенилендиамин
Л-(СН,) CHNHC6H4NHC6H5
2-а (2-й)
ГВ, при горении может выделять токсичные соединения
182
529
163
184
Стандартные
Стандартные, при пылении работать в респираторе У-2К
1,1-Ди(грег-бутилперокси)-3,3,5-триметилциклогексан
ГВ
3-п, а (3-й)
Температура не выше 30°С, специальная упаковка, стекло
2,6-Ди(грег-бутил)-4-хинонметид
-(1)
Субъективно очень едкое вещество, встречается только как продукт
окисления ионола в процессе вулканизации в количестве около 0,1-
1%отионола
Дибутилсебацинат
С4Н,ООС(СН2),СООС4Н,
10 (3-й)
ГЖ
183
194
Стандартные
Стандартные
При попадании на кожу смыть водой с мылом, при попадании в глаза
промыть водой и обратиться к врачу
Дибутиловый эфир ортофталевой кислоты
О-(С4Н900С)гСД
1,5/0,5 (2-й)
Нервный яд кумулятивного действия, при вулканизации образует
аэрозоль, проникает через кожу
ГЖ
168
390
119
200
Стандартные
Стандартные, работать в респираторе РУ-60
При попадании на кожу быстро смыть водой с мылом, при попадании I
в глаза промыть водой и обратиться к врачу |
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Характеристика
Диоктилсебацииат
Химическое название
Химическая формула
Брутто-формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Средства пожаротушения
Меры предосторожности при работе
Ди-(2-этилгексиловый) эфир себациновой кислоты
СНз(СН2)зСНСН2ООС(СНг)вСООСН2СН(СНг)3СНз
I I
(СД) (СгН6)
сгбняо4
Ю-а(З-й)
ГЖ
>215
Стандартные
Стандартные
Диоктилфталат
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Опасность для человека
Пожарная опасность
Температура самовоспламенения, "С
Температура воспламенения, "С
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Ди-(2-зтилгексиловый) эфир о-фталевой кислоты
о-С,Н4[СООСНгСН(С2Н5)СНгСН2СНгСН,]2
1-п, а(2-й)
Обладает общетоксическим действием, кумулятивный нервный яд
ГЖ
295
249
Стандартные
Стандартные, работать в респираторе РУ-60
При попадании на кожу быстро промыть водой с мылом, при
попадании в глаза промыть водой и обратиться к врачу
Дитиодинорфолин
Химическое название
Химическая формула (брутто-формула)
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура самовоспламенения, "С
Нижний концентрационный предел
взрываемое™ пыли, г/м3
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
N.N'-дитиодиморфолин, N.N'-диоксазиндисульфид
5а-(2-й)
При вулканизации выделяет высоко токсичный морфолин (ПДК 1,5 /
0,5) и канцерогенный N-нитрозоморфолин
ГВ
670
20,8
Стандартные
Стандартные, работать в респираторе РУ-60, перчатках. Не
находиться в зоне присутствия газовыделений после открывания горячей пресс-
формы
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
Дифенилол
См. Висфенол ДФ
Дифенилол 8
См. Вулкафтор Ф
Дифенил-л-фенилендиамин
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура самовоспламенения, "С
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
МД-Дифенил-л-фенилендиамин
/7-СД(ШСД)г
Ц?я=18,5 Г/кг (3-й)
ГВ, при горении может выделять токсичные соединения
580
Стандартные
Стандартные
При попадании на кожу быстро смыть водой с мылом, при попадании
в глаза промыть водой и обратиться к врачу
уР*28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
504
Вещество
Дюлорзтан технический
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура вспышки, °С
Температура воспламенения, °С
Пределы воспламенения концентрационные, % (об.)
Пределы воспламенения температурные, "С
Средства пожаротушения
Меры предосторожности при работе
Дизтанопамии
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Средства пожаротушения
Меры предосторожности при работе
Дизтилеигликоль
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, "С
Пределы воспламенения:
концентрационные, % (об.):
нижний
верхний
температурные, "С:
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Жидкость иефтяиая стандартная
для испытания резин (СЖР)
Химический состав
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С:
СЖР-1
СЖР-2
СЖР-3
Температура воспламенения, "С:
СЖР-1
СЖР-2
СЖР-3
Температурные пределы воспламенения паров
в воздухе, °С:
СЖР-1
СЖР-2
СЖР-3
Средства пожаротушения
Меры предосторожности при работе
1 ,
Характеристика
1,2-Дихлорэтан
СЮНгСНгС1
10-П (2-й)
При вдыхании вызывает наркотическое действие,
дистрофию печени и почек, опасен при проникновении через кожу
ЛВЖ
9
413
6,2-16
8-31
Стандартные
Стандартные. При концентрации в воздухе, близкой к ПДК,
работать в противогазе ПФМ-1
2,2'-Дигидроксидиэтиламин, бис(2-гидроксиэтил)амин
(НОСНгСН2)2МН
-(3-й)
ГЖ
220
405
Стандартные
Стандартные
2,2'-Дигидроксидиэтиловый эфир
(Н0СН2СНг)г0
Ю-а.п(З-й)
ГЖ
134 (ОТ), 152 (ЗТ)
379,5
1,05
22,7
133
203
Стандартные
Стандартные
Смесь углеводородов
300-п (4-й), 5-а (3-й)
ГЖ
250
200
160
380
320
270
225-255
115-200
150-180
Стандартные, кроме воды
Стандартные
аЙс^
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Жидкости млииетилсипоксановые (ПМС)
Химический состав
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, "С
Средства пожаротушения
Жидкости полизтилсилоксановые (ПЭС)
(ПЭС-1 до 7 веществ)
Химический состав
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температурные пределы воспламенения паров
в воздухе, "С:
нижний
верхний
Температура вспышки (ОТ), "С:
ПЭС-2
ПЭС-3
ПЭС-4
ПЭС-5
ПЭС-6
ПЭС-7
Средства пожаротушения
Изооктан технический
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Температурные пределы воспламенения паров
в воздухе, "С:
нижний
верхний
Концентрационные пределы воспламенения, % (об.):
нижний
верхний
Средства пожаротушения
Ионол (апкофен БП)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура воспламенения, °С
Температура самовоспламенения, °С
Нижний концентрационный предел взрываемости
пыли, г/м3
Средства пожаротушения
Меры предосторожности при работе
Характеристика
Смесь разветвленных и линейных полиметилсилоксанов
- (4-й), мало токсичны для кожи
ГЖ (при горении выделяют много тепла), взрывобезопасны
жидкости марок ПМС-5 115; ПМС-6 130; ПМС-10 172; ПМС-15 200;
ПМС-20 200; ПМС-25 200; ПМС-30 200; ПМС-40 200; ПМС-50 220;
ПСМ-60 280; ПМС-70 280; ПМС-100 305; ПМС-150 300; ПМС-200
316; ПМС-300 310; ПМС-400 310; ПМС-500; 316; ПМС-700 300;
ПМС-1000 300; ПМС-10р 170; ПМС-50р 220; ПМС-10р
300
330-400
Стандартные, кроме воды
Полиэтилсилоксан с концевыми триэтилсилильными группами
(C2H5)3SiO[Si(C2H5)J0]„Si{C2H5)3
Мало опасны, не раздражают кожу и слизистые оболочки
ГЖ (при горении выделяют много тепла), взрывобезопасны
68-209
175-231
110
125
170
265
150
250
Стандартные, кроме воды
2,2,4-Триметилпентан
(СН,)3ССНСН(СН3)г
100-п(4-й)
ЛВЖ, не использовать инструмент, дающий искру;
предохранять от статического электричества
-9
425
-9
24
1
6
Стандартные, кроме воды
2,6-5ис(грег-Бутил)-4-метилфенол
(СД),С6Н2СН3ОН
50-а(4-й)
ГВ
127
131
405
35
Стандартные
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Кадмия оксид
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Первая помощь
Кальция гидроксид
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Первая помощь
Кальция стеарат
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура самовоспламенения, "С
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Кальция оксид
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Первая помощь
Кальция фторид
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Первая помощь
Характеристика
Оксид кадмия
CdO
0,1/0,03-а(1-й)
Ядовит, действует на органы дыхания, желудочно-кишечный тракт,
нервную систему и другие внутренние органы
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе РУ-60
При попадании на кожу промыть 1%-ным раствором уксусной или
соляной кислоты, затем большим количеством воды, при попадании
в глаза промыть большим количеством воды и обратиться к врачу,
при попадании в дыхательные пути обратиться к врачу
Кальция гидроксид
Са(ОН)г
2 (3-й), пыль, раздражает кожу, сильно слизистые оболочки и
дыхательные пути, поражает глаза
Пожаровзрывобезопасен
При попадании на кожу промыть 1%-ным раствором уксусной или
соляной кислоты или большим количеством воды, при попадании в
глаза промыть большим количеством воды и обратиться к врачу, при
попадании в дыхательные пути обратиться к врачу
Кальция октадеканоат
[СН3(СН2)16СОО]гСа
10 (4-й), раздражает кожу и слизистые оболочки
Пожаровзрывобезопасен
825
Стандартные
Общая и местная приточно-вытяжная вентиляция, рабочая одежда,
работать в респираторе, перчатках, защитных очках или маске
При попадании на кожу смыть водой, при попадании в глаза промыть
большим количеством воды и обратиться к врачу, при попадании в
дыхательные пути обратиться к врачу
Кальция оксид
СаО
1 (2-й), пыль, вызывает тяжелые ожоги кожи, сильно раздражает
слизистые оболочки и дыхательные пути, поражает глаза
Пожаровзрывобезопасен
Стандартные
При попадании на кожу быстро промыть большим количеством воды,
при попадании в глаза промыть большим количеством водой и
обратиться к врачу, при попадании в дыхательные пути обратиться к врачу
Кальция дифторид
CaF2
2,5 / 0,5 (3-й) по фтору, может вызвать острые и хронические
отравления
Пожаровзрывобезопасен
Общая и местная приточно-вытяжная вентиляция, рабочая одежда,
работать в респираторе, перчатках, защитных очках или маске
При попадании на кожу промыть водой с пенистым мылом, при
попадании в глаза или дыхательные пути обратиться к врачу 1
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Каолин обогащенный
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Керосин для технических целей
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Концентрационные пределы
воспламенения, % (об.):
нижний
верхний
Температурные пределы воспламенения, °С:
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Кислота серная техническая-
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Меры предосторожности при работе
Пожарная опасность
Первая помощь
Кислота соляная техническая
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Меры предосторожности
Пожарная опасность
Первая помощь
Кислоты жирные синтетические С17-Сгс
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Средства пожаротушения
Меры предосторожности при работе
Характеристика
2-п (4-й)
Смесь алифатических углеводородов
300-п (4-й)
ЛВЖ
28 (ЗТ)
250
1,4
7,5
35
75
Стандартные, кроме воды
Стандартные
Серная кислота
H.S0
1-а (2-й)
При попадании на кожу может вызывать ожоги, при попадании в
глаза - потерю зрения, при вдыхании паров - потерю сознания,
поражение легочной ткани
Работать в спецодежде, защитных перчатках и маске
Пожаровзрывобезопасна, может вызвать загорание при попадании
на опилки, бумагу и т.п.
При попадании на кожу немедленно смыть большой струей
проточной воды, при попадании на одежду немедленно ее заменить. При
попадании воды в серную кислоту протекает бурная реакция с
выделением большого количества тепла и разбрызгиванием жидкости
(при разбавлении кислоты ее нужно медленно приливать к избытку
воды)
Хлороводородная кислота, раствор хлороводорода в воде
НС1/тНгО
5-п HCI (2-й)
Раздражает глаза и слизистые оболочки, на коже может вызывать
ожоги
Работать в защитной одежде, резиновых перчатках и защитных
очках или маске
Пожаровзрывобезопасна
При попадании на кожу немедленно смыть водой, при попадании в
глаза промыть большим количеством воды и обратиться к врачу
Смесь алкилкарбоновых кислот С ,-С
С^СООН-С^СООН
5-а (3-й)
ГВ
185
254
Стандартные
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Кислота стеариновая
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Средства пожаротушения
Меры предосторожности при работе
Клей ФЭН-1
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Температурные пределы воспламенения
паров в воздухе,"С:
нижний
верхний
Концентрационные пределы
воспламенения, % (об.):
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Концентрат баритовый
Кремния диоксид
Химическое название
Химическая формула
ПДК пыли, мг/м3 (класс опасности)
Действие на организм
Меры предосторожности при работе
Пожарная опасность
м-Ксилол
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура, °С:
вспышки
самовоспламенения
Концентрационные пределы
воспламенения, % (об.):
верхний
нижний
Средства пожаротушения
Характеристика
Октадекановая кислота
С,Д5С0ОН
5-а (3-й)
ГВ
195
320
Стандартные
Стандартные
Раствор каучука СКН-40 и фурфуролрезорциновой смолы в формаль-
гликоле
(НОСН2СН20)2СН2 (формальгликоль)
50-а по формальдегиду
Наркотическое, проникает через неповрежденную кожу
ЛВЖ
-5 (формальгликоль)
223 (формальгликоль)
-5
33
2,7
27,8
Стандартные
Стандартные
При попадании на кожу смыть водой и затем водой с мылом, при
попадании в глаза промыть водой и обратиться к врачу
См. Бария сульфат
См. также Аяросил, сажа белая
Кремния диоксид
Si02
1 -а (3-й)
вдыхание пыли может вызвать «силикоз»
Стандартные, при пылении работать в респираторе У2-К
Пожаровзрывобезопасен
м-Диметилбензол
м-СД(СН3)2
150/50-П (3-Й)
Обладает наркотическим действием, раздражает кровеносные пути,
кожу и слизистые оболочки
ЛВЖ
25 (ЗТ)
590
1,2
6,2
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Кендал нефтяной марок А, Б
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Концентрационные пределы
воспламенения, % (об.):
верхний
нижний
Средства пожаротушения
Лак бордо СК, парка А для резиновой
промышленности
Химическое название
Химическая формула(брупо)
ПДК, мг/м3 (класс опасности)
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Температура воспламенения пыли, °С
Пожарная опасность
Средства пожаротушения
ЛакГФ-070
Химическое название
Пожарная опасность
Средства пожаротушения
ЛакГФ-085
Химическое название
Пожарная опасность
Средства пожаротушения
ЛакГФ-280
Химическое название
Химическая формула
Пожарная опасность
Средства пожаротушения
Лейкофукеин очищенный
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура самовоспламенения
аэрозоля, °С
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Средства пожаротушения
Характеристика
Смесь изомеров диметилбензола с примесью толуола
Ксилол СД0
50-п(3-й)
Обладает наркотическим действием, раздражает кровеносные пути, кожу и
слизистые оболочки
ЛВЖ
21 (ОТ), 24 (ЗТ)
491
1
6
Стандартные
1-Гидрокси-2-(1-нафтилдиазо)-5-нафталинсульфокислоты кобальтовая
соль
- (3-й)
10,4
910
ГВ
Стандартные
Раствор глицерофталевой смолы, модифицированной растительным
маслом (растворитель - смесь ксилола, сольвент-нафты, скипидара и
тяжелого растворителя). См. соответствующие растворители
ЛВЖ
Стандартные
Раствор глицерофталевой смолы в смеси ксилола и уайт-спирита,
модифицированной хлопковым маслом и канифолью. См. соответствующие
растворители
ЛВЖ
Стандартные
Раствор в сольвент-нафте глицерофталевой смолы, модифицированный
растительными маслами с добавкой мочевиноформальдегидной смолы и сиккатива
См. «Сольвент-нафта»
ЛВЖ
Стандартные
Три(4-аминофенил)метан
(л-НгМСвН4)3СН
-(3-й)
Вызывает раздражение слизистых оболочек и кожи
ГВ
499
24
Стандартные
1 'Iffr г
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Литопон
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Магния оксид
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Марганца двуокись техническая
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Масло АМГ-10
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, "С
Температурные пределы воспламенения
в воздухе, "С:
нижний
верхний
Действие на организм
Масло вазелиновое
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Действие на организм
Масло веретенное
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Температурные пределы воспламенения
в воздухе, °С:
нижний
верхний
Характеристика
Смесь сульфида цинка и сульфата бария
ZnS + BaS04
6-а
При вдыхании действует как индифферентная пыль
Пожаровзрывобезопасен
Оксид магния
МдО
4-п (4-й)
Пожаровзрывобезопасен
Диоксид марганца
Мп02
0,3-а (2-й)
Поражает ЦНС, почки, органы кроветворения, легкие
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
Углеводородное масло
300 (4-й) - пары углеводородов
5 (3-й) - масляный аэрозоль
ГВ
92 (ОТ)
250
80
117
При длительном контакте может оказывать наркотическое действие,
раздражать кожу и слизистые оболочки
Смесь алифатических углеводородов
СЛН2/»2
300 (4-й) - пары углеводородов
5 (3-й) - масляный аэрозоль
ГВ
125 (ЗТ)
290
Малоопасное вещество
Нефтяное масло
300 (4-й) - пары углеводородов
5 (3-й) - масляный аэрозоль
ГВ
163 (не ниже) (ОТ)
280
125
175
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
X
Вещество
Масла индустриальные И-20а и др.
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура воспламенения, °С
Температура самовоспламенения, "С
Температурные пределы воспламенения
в воздухе, °С:
нижний
верхний
Масло касторовое сульфированное
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура воспламенения, "С
Температура самовоспламенения, °С
Средства пожаротушения
Масло льняное техническое -
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Средства пожаротушения
Масло-мягчитель МП-604
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура воспламенения, °С
Средства пожаротушения
Масло НТ-16П
Химическое название
ПДК, мг/м3 (класс опасности)
Температура вспышки, "С
Температура самовоспламенения, "С
Пожарная опасность
Средства пожаротушения
Масло моторное М-20А (МС-20)
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, "С
Концентрационные пределы
воспламенения, г/м3
Средства пожаротушения
Масло ПН-6
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Средства пожаротушения
Характеристика
Нефтяное масло
300 (4-й) - пары углеводородов; 5 (3-й) - масляный аэрозоль
ГВ
151 (ЗТ), 185 (ОТ)
210
338
151
231
-(4-Й)
ГЖ
190 (ОТ)
226-228 (ЗТ)
460
Стандартные
-(4-Й)
ГЖ
240 (не ниже)
343
Стандартные
300-п (4-й). 5-а (3-й)
ГЖ
175 (не ниже)
200
Стандартные
Нефтяное углеводородное масло
300 (4-й) - пары углеводородов. 5 (3-й) - масляный аэрозоль
198-210 (ЗТ)
340
ГЖ
Стандартные
Смесь углеводородов
300-а для алканов (4-й)
ГВ
225 (ЗТ)
306
При температурах ниже 100°С не достигаются
Стандартные
Минеральное масло селективной очистки с содержанием
ароматических углеводородов около 80%
5-а (3-й)
ГЖ
230 (ОТ), не ниже
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Масло приборное МАП
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, "С
Температурные пределы воспламенения
в воздухе, °С:
нижний
верхний
Средства пожаротушения
МаслаРМиРМЦ
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Средства пожаротушения
Масла синтетические 36/1 и Б-ЗВ
Химическое название
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Температурные пределы воспламенения
в воздухе, °С:
36/1
нижний
верхний
Б-ЗВ
нижний
верхний
Масло таловое сырое
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, "С
Средства пожаротушения
Масло трансформаторное марок ТК, Т-750,
Т-1500, /77
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температурные пределы воспламенения
в воздухе, "С:
нижний
верхний
Температура вспышки, "С
Температура самовоспламенения, °С
Средства пожаротушения
Характеристика
Углеводородное масло
300 (4-й) - пары углеводородов.
5 (3-й) - масляный аэрозоль
ГЖ
125
300
109
140
Стандартные
Нефтяное углеводородное масло
300 (4-й) - пары углеводородов.
5(3-й)- аэрозоль
ГЖ
125 (ЗТ), не ниже
Стандартные
Смесь высших сложных эфиров
ГЖ
195 OT(36/l). 235 ОТ (Б-ЗВ)
345 (36/I), 455 (Б-ЗВ)
118
170
44
317
Смесь смоляных и жирных кислот и их сложных эфиров с неомыля-
емыми веществами
- (4-й), малоопасное вещество
ГЖ
221
304
Стандартные
Углеводородное масло
300 (4-й) - пары.
5(3-й) -аэрозоль
ГЖ
122
163
135 (ЗТ), не ниже
270 1
Стандартные |
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Масло 10 фторированное
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Мел природный обогащенный
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Метиленхлорид
Химическое название
Химическая формула
ПДК, мг/мЗ (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Средства пожаротушения
Действие на организм
Меры предосторожности при работе
Модификатор РУ
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Морфолин
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Меры предосторожности при работе
Наполнитель алншосипикатный
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Натрий двууглекислый
Химическое название
Химическая формула
Действие на организм
Пожарная опасность
Характеристика
Диэфиры адипиновой кислоты и теломерных фторспиртов
H(CF2CF2)„CH2OOC(CH2)4COOCH2(CF2F2)„H, где л=2-3
-(4-й)
ТГВ
Стандартные
При попадании в открытое пламя выделяют токсичные вещества
Карбонат кальция
СаСО,
10 (4-й)
Пожаровзрывобезопасен
Метиленхлорид, дихлорметан
сна
100/50 (4-й)
ТГВ
14
580
Стандартные
Обладает наркотическим действием, при попадании в открытое
пламя образует фосген и хлороводород
Стандартные, при концентрациях в воздухе, близких к ПДК, работать
в противогазе ПФМ-1 марки МКФ
Резорцин-гексаметилентетрамин
N4(CH2)6.C6H4(OH)2
5-а (3-й)
ГВ
Стандартные
Стандартные
При попадании на кожу промыть водой с мылом, при попадании в
глаза или рот обильно промыть водой и обратиться к врачу
Тетрагидро-1,4-оксазин
NH(CH2CH2)20
1,5/0,5-п (2-й)
Сильно раздражает кожу, слизистые оболочки и дыхательные пути
Стандартные, встречается в производстве РТИ только как продукт
разложения сульфенамида М или дитиодиморфолина при
вулканизации. Образует канцерогенный N-нитрозоморфолин
Силикат алюминия гидрат
А1203/?8ЮгтНгО
1-а(3-й)
При длительном попадании в легкие может вызвать силикоз
Пожаровзрывобезопасен
Бикарбонат натрия
NaHC03
При попадании пыли в организм может вызывать раздражение
Пожаровзрывобезопасен
уГ^28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Натр едкий технический
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Меры предосторожности при работе
Первая помощь
Пожарная опасность
Натрий сернокислый
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Натрий хлористый
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Нафтам-2
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура воспламенения, °С
Температура самовоспламенения, "С
Нижний концентрационный предел
воспламенения пыли, г/м3
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Нашатырный спирт
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Опасность для организма
Первая помощь
Характеристика
Гидроксид натрия
NaOH
0,4-а (2-й)
При попадании на кожу может вызвать тяжелые ожоги
Стандартные
При попадании на кожу немедленно промыть 3%-ным раствором
уксусной или соляной кислоты или большим количеством воды до
прекращения мыльного ощущения, при попадании в глаза промыть
большим количеством воды и обратиться к врачу
Пожаровзрывобезопасен
Сульфат натрия десятиводный
Na2SCy10H2O
10-а(4-й)
Мало опасное вещество
Пожаровзрывобезопасен
Хлорид натрия
NaCI
5-а (3-й)
Пыль раздражает слизистые оболочки
Пожаровзрывобезопасен
Фенил-2-нафтиламин (фенил-Р-нафтиламин)
C16H13N (брутто)
1 (2-й)(подозрение на канцерогенность)
ГВ
205
238
648
25
Стандартные
Общая и местная приточно-вытяжная вентиляция, работать в
рабочей одежде, респираторе, перчатках, защитных очках или маске
(при аварии - в противогазе ПФМ-1 марки МКФ)
При попадании на кожу промыть 3%-ным раствором уксусной
кислоты, затем водой с мылом; при попадании в глаза обильно промыть
водой и обратиться к врачу
Водный раствор аммиака (10%-ный)
NH,0H
См. Аммиак
См. Аммиак
При попадании на кожу промыть водой, при попадании в глаза
немедленно промыть большим количеством воды и обратиться к врачу (См. 1
также Аммиак)
ч
Вещество
Иефрае С2 80/120 (БР2), бензин «галоша»
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, "С
Пределы взрываемое™ ларов, % (об.):
нижний
верхний
Меры предосторожности при работе
Средства пожаротушения
Нефрзс С4 150/200
Химическое название
ПДК, мг/м3 (класс опасности)
Температура вспышки, °С
Температура самовоспламенения, °С
Концентрационные пределы
воспламенения, % (об.):
нижний
верхний
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Нефрзс 04-155/200
НГ-2246
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Нижний концентрационный предел
воспламеняемости пыли, г/м3
Средства пожаротушения
Меры предосторожности при работе
Нитрид бора
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
N-Нитрозодифениламин
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура самовоспламенения, "С
Средства пожаротушения
Меры предосторожности при работе
Примечание
Характеристика
Смесь алифатических углеводородов СГС10
300-П (4-й)
лвж
17
270
1,1
5,4
Стандартные, работать в помещении, в котором отсутствует открытый
ОГОНЬ
Стандартные, кроме воды
Смесь алифатических углеводородов с примесью до 16%
ароматических углеводородов
100-п (4-й)
31
270
1,4
6
ГЖ
Стандартные
Не работать в помещении с открытым огнем или раскаленными
предметами
См. Уайт-спирит
2,2-Метилен-бис(4-метил-6-грег-бутилфеноп)
СН2[(С4Н9)С6Н2СН3ОН]г
-(4-й)
ГВ
10
Стандартные
Стандартные
Нитрид бора
BN
6-а (4-й)
При длительном воздействии вызывает воспаление дыхательных путей
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
N-Нитрозодифениламин
(C6H5)2N-N=0
3-п (2-й)
ГВ
970
Стандартные
Стандартные
При наличии в смеси тиурама, сульфенамида М или ДТДМ
образуются канцерогенные N-нитрозоамины I
--»9щ~~
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Характеристика
Оксид хрома технический
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Оксид хрома(Ш)
Сг203
1-а (2-й)
Пожаровзрывобезопасен
Стандартные
Октофор-В
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Средства пожаротушения
Меры предосторожности при работе
Алкиламинофенольная смола модифицированная
Продукт конденсации алкилфенола с уротропином
Ю-а(З-й)
ГВ
80-90
Стандартные
Стандартные
Октофор-N
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, "С
Средства пожаротушения
Меры предосторожности при работе
Ю-а(З-й)
ГВ
Не ниже 210
365
Стандартные
Стандартные
П-23 (неокрашивающий антиоксидант)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
2,4,6-Три(трет-бутилфенол)
(С4Н9)3СДОН
50-а(4-й)
ГВ
Стандартные
Стандартные
Параокеииеозон
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Нижний предел концентрации при
воспламенении, г/м3
Средства пожаротушения
Меры предосторожности при работе
М-(4-Гидроксифенил)-Р-нафтиламин
C)0H9NHC6H4OH
2-а (3-й)
ГВ
195
320
26,4
Стандартные
Стандартные (при аварии -
противогаз ПФМ-1 марки МКФ)
Парафины нефтяные твердые:
высокоочищенные
очищенные
неочищенные
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения,
Средства пожаротушения
Продукт дистилляции нефтяного сырья
300 (4-й)
ГВ
180 (не ниже)
300 (не ниже)
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
ч
Вещество
Характеристика
Пероксид бензоила
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Температура начала разложения, °С
Меры предосторожности при работе
Условия хранения
Пероксид бензоила, дибензоилпероксид
СДСО-00-С0СвН5
5-а (3-й)
Около 85, склонен к саморазложению со взрывом
Стандартные. Исключить нагревание и трение при хранении и работе,
исключить соприкосновение с органическими веществами, бумагой,
тяжелыми металлами и их солями, так как такое соприкосновение
может вызвать взрыв
Хранить в виде пасты - смеси с водой или силоксановым маслом
Пероксимон Ф
См. Ди(трет-бутилпероксинзопропил)бензол
Песок кварцевый (для тонкой керамики)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Диоксид кремния
Si02
1-а (3-й)
При вдыхании раздражает слизистые оболочки, накапливается в
организме
Пожаровз рывобезопасен
Стандартные
Пишет алый Ж (органический)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура, "С:
воспламенения
вспышки пыли
Нижний предел концентрации при
воспламенении пыли в воздухе, г/м3
Средства пожаротушения
2-Гидроксинафталин-1-азо-2'-хлор-4'-нитробензол
RC.HjR'NjC^.OH, где R = -N02, R' = -CI
-(3-й)
Может вызвать раздражение слизистых оболочек и кожи
ГВ, пыль взрывоопасна
150
830
15
Стандартные
Пигмент алый концентрированный
(органический)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура воспламенения, "С
Температура самовоспламенения, "С
Нижний предел концентрации при
воспламенении пыли в воздухе, г/м3
Средства пожаротушения
2-Гидроксинафталин-1-азо-2'-нитро-4'-метилбензол
См. Bbiuje:R = -CH3, R' = N02
-(3-й)
Может вызвать раздражение слизистых оболочек и кожи
ГВ, пыль взрывоопасна
224
452
62
Стандартные
Пигмент желтый светопрочный 1
(органический)
Химическая формула (брутто)
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура самовоспламенения, "С
Нижний предел концентрации при
воспламенении пыли в воздухе, г/м3
Средства пожаротушения
с,ДД04
-(3-й)
Может вызвать раздражение слизистых оболочек и кожи
ГВ
400
52
Стандартные
ТЯ^"^*^*
517
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Пигмент желтый светопрочный 23
Химическое название
Химическая формула(брутто)
ПДК, мг/м5 (класс опасности)
Действие на организм
Пожарная опасность
Температура самовоспламенения пыли, °С
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Средства пожаротушения
Пигмент зеленый (органический)
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура воспламенения, "С
Температура самовоспламенения, °С
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Средства пожаротушения
Пигмент зеленый фталоцианиновый
Химическое название
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Средства пожаротушения
Пигмент красный Ж (органический)
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура воспламенения, "С
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Средства пожаротушения
Пигмент красный железоокнсный
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Средства пожаротушения
Пирофосфт натрия
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Средства пожаротушения
Полиднметнлсилоксаны
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Характеристика
Продукт сочетания 4-хлор-2-нитродиазобензола и о-хлоранилида аце-
тоуксусной кислоты
-(3-й)
Может вызывать раздражение слизистых оболочек и кожи
ГВ
930
10 (фракция 140 мкм)
Стандартные
-(3-й)
Может вызывать раздражение слизистых оболочек и кожи
ГВ
190
284
130 (аэрозоль)
Стандартные
Комплексное соединение пентадекахлорфталоцианина с медью
- (3-й)
Раздражает кожу и слизистые оболочки, действует на нервную
систему, кровь, проникает через кожу
ТГВ
Стандартные
-(3-й)
Может вызвать раздражение слизистых оболочек и кожи
ГВ, пыль взрывоопасна
25
5
Стандартные
Оксид железа безводный
10-а (3-й)
Действует прижигающе на желудок и кишечник, вызывает рвоту
Пожаровзрывобезопасен
Стандартные
Пирофосфат натрия
- (4-й)
Малоопасное вещество
Пожаровзрывобезопасен
Стандартные
Поли(диметилсилоксаны) низкомолекулярные, линейные и циклические
Si(CH3)20„
10-п+а (выделяются при вулканизации и термостатировании резин
на основе силоксановых каучуков), токсичны при вдыхании
ГВ, горят с большим выделением тепла, при термостатировании си-1
локсановых резин могут воспламеняться при открытых ТЭНах 1
Стандартные |
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Порофор ЧХЗ-21
Химическое название
Химическая формула
ПДК, мг/м' (класс опасности)
Пожарная опасность
Температура самовоспламенения, °С
Температура вспышки, °С
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Условия хранения
Пудра алюминиевая пигментная
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Температура самовоспламенения, "С
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Средства пожаротушения
Резорцин технический
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура воспламенения, °С
Температура самовоспламенения, °С
Нижний концентрационный предел
воспламенения пыли в воздухе, г/м3
Средства пожаротушения
Действие на организм
Меры предосторожности при работе
Первая помощь
Сажа белая
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Действие на организм
Меры предосторожности при работе
Характеристика
Азодикарбонамид
H2NCON=NCONHz
LDX = 6400 (4-й) (малоопасен)
ТГВ
796
794
65
Стандартные
Стандартные; исключить контакт с горячими предметами
При попадании на кожу смыть водой с мылом, при попадании в глаза
промыть водой и обратиться к врачу
Вдали от источников тепла, исключить контакт с кислотами и
щелочами
Алюминий (тонкодисперсный)
AI
2-а (40)
Накапливается в легких, раздражает слизистые оболочки и кожу
ГВ, в смеси с окислителями взрывается
540
40
Стандартные
1,3-диоксибезол
о-С,Н4(ОН),
5 (3-й), раздражает кожу и дыхательные пути
ГВ
128
145
602
25
Стандартные
Сильно раздражает слизистые оболочки и кожу, действует на
нервную системы, кровь и печень
Стандартные, при аварии работать в респираторе РУ-60 марки А
При попадании на кожу немедленно смыть водой с мылом, при
попадании в глаза обильно промыть водой и обратиться к врачу
Диоксид кремния
Si02
1 (2-й)
Пожаровзрывобезопаска
Пыль вызывает раздражение дыхательных путей и слизистых
оболочек, при длительном воздействии вызывает силикоз
Работать в респираторе У2-К
I
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Характеристика
Сера техническая
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура воспламенения, °С
Температура самовоспламенения, "С
Меры предосторожности при работе
Средства пожаротушения
Сера
S.
-(4-й)
ГВ
207
232
Стандартные
Стандартные
Силикат кальция
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Средства пожаротушения
Силикат кальция
CaSi02
-/4-а (3-й)
Пожаровзрывобезопасен
Стандартные, при пылении работать в респираторе У2-К
Стандартные
СИМ
Химическое название
Химическая формула
Пожарная опасность
Действие на организм
Меры предосторожности при работе
Средства пожаротушения
£ис(салицилалиминато)медь(П)
С,ДМг02Си
ГВ
При вулканизации выделяет в воздух высокотоксичные фенол и о-
цианофенол, вызывающие головную боль и общую интоксикацию
Стандартные, при ощущении запаха горького миндаля более 5 мин
надеть противогаз ПФМ-1 марки МКФ
Стандартные
Скипидар живичный (ГОСТ 1571)
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, "С
Температурные пределы воспламенения
в воздухе, "С:
нижний
верхний
Средства пожаротушения
Смесь терпеновых углеводородов
300-п (4-й)
ЛВЖ
Не ниже 34
300
32
53
Стандартные
Сплав воско-озокеритовый (СВОЗ)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Действие на организм
Средства пожаротушения
Смесь высших алифатических углеводородов и спиртов
C„VC»H^0H
-(4-й)
ГВ
210-230
300-350
Расплав может вызвать ожоги кожи
Стандартные
Стеарат меди
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Условия хранения
Средства пожаротушения
Октадекаиоат меди(Н)
(C„H,5COO)2Cu
-/5-а (3-й)
ГВ
Стандартные
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Судьфенамид М
Химическое название
Химическая формула (брутто)
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Средства пожаротушения
Сулыренаыид Ц
Химическое название
Химическая формула (брутто)
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Средства пожаротушения
Сурик свинцовый
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Первая помощь
Условия хранения
Сурьмы оксид
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Первая помощь
Условия хранения
Сурьма пятисернмстая
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Средства пожаротушения
Условия хранения
ТАИЦ
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура воспламенения, "С
Температура самовоспламенения, °С
Меры предосторожности при работе
Первая помощь
Условия хранения
Характеристика
М-(2-Бензтиазолилтио)морфолин
С„Н N2S,0
3-а (3-й)
гв
Стандартные, избегать контакта с ПГВ при открывании пресс-формы
после вулканизации, т.к. при вулканизации образуется токсичный морфолин,
который с оксидами азота образует канцерогенный N-нитрозоморфолин
Стандартные
М-Циклогексилбензтиазол-2-сульфенамид
с„МД
З-а (3-й)
ГВ
Стандартные
Стандартные
Трисвинца тетроксид
рь3о4
0,01 в пересчёте на свинец (1-й)
Пожаровзрывобезопасен
Стандартные, работать в респираторе РУ-60 марки Г
При попадании на кожу смыть водой с мылом, при попадании в глаза
обильно промыть водой и обратиться к врачу, при попадании в рот или
дыхательные пути немедленно обратиться к врачу
По ГОСТ 9980
Оксид сурьмы
Sb,0,
1 (2-й)
Пожаровзрывобезопасен
Стандартные
См. Сурик свинцовый
Стандартные
Пентасульфид сурьмы
Sb2S5
2(3-й)
ГВ
Стандартные
Стандартные
В помещении, защищенном от попадания влаги, окислителей
Триаллилизоцианурат
1\13С03(СНг=СНСНг)3
- (3-й)
ГВ
156
175
390
Стандартные
При попадании на кожу смыть водой с мылом, при попадании в глаза
промыть большим количеством воды и обратиться к врачу
Температура не выше 30"С, в помещении, защищенном от прямых сол- .
нечных лучей
jfc
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Тиазол 2МБ (каптакс)
Химическое название
Химическая формула (брупо)
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Нижний концентрационный предел
взрываемости пыли, г/м3
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Условия хранения
Тиураи Д
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Нижний концентрационный предел
взрываемости пыли, г/м3
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Тиураи Е
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Действие на организм
Меры предосторожности при работе
Первая помощь
Тиураи ММ
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Тиураи ЭФ
Химическое название
Химическая формула (брутто)
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Характеристика
2-Меркаптобензтиазол
C7H5S2N
1-а(2-й)
ГВ
10,4
Стандартные
Стандартные, при пылении работать в респираторе У2-К
При попадании на кожу немедленно смыть водой с мылом, при
попадании в рот или глаза промыть большим количеством воды и
обратиться к врачу
Стандартные
&кг-(Диметиламинотиокарбо)дисульфид, тетраметилтиурамдисуль-
фид
(CH3)2NC(S)S-SC(S)N(CH3)2
1,5/0,5-а(2-й)
ГВ
2,02-10-2
Стандартные
Стандартные, при пылении работать в респираторе У2-К
При попадании на кожу смыть водой, при попадании в глаза
промыть большим количеством воды и обратиться к врачу
<5ис-(Диэтиламинотиокарбо)дисульфид, тетраэтилтиурамдисульфид
(C2H5)2NC(S)S-SC(S)N(C;H5)2
1 (2-й)
ГВ
Стандартные
При вулканизации образуется канцерогенный 1\1-нитрозо-диэтиламин
Стандартные, работать в респираторе У2-К
При попадании на кожу смыть водой, лри попадании в глаза промыть
большим количеством воды и обратиться к врачу
<5ис-(Диэтиламинотиокарбо)сульфид,тетраметилтиураммоносульфид
(C2H5)2NC(S)-S-C(S)N(C2H5)2
-(2-й)
Общетоксическое, вызывает дерматиты, аллергическую реакцию кожи
ГВ
Стандартные, при пылении работать в респираторе У2-К
Стандартные
При попадании на кожу смыть водой с мылом, при попадании в глаза
промыть большим количеством воды и обратиться к врачу
оис-(Фенилэтиламинотиокарбо)дисульфид, N.N'-Дифенил- 1\1,№-ди-
этилтиурамдисульфид
C18H2AN2
2-а (3-й)
ГВ
Стандартные
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Ч
Вещество
Толуол
Химическое название
Химическая формула
ПДК, мг/м1 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, "С
Средства пожаротушения
Меры предосторожности при работе
Трихлорзтилен
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура самовоспламенения, °С
Средства пожаротушения
Действие на организм
Меры предосторожности при работе
Тризтанопамии
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, °С
Средства пожаротушения
Меры предосторожности при работе
Тризтилентетраиин (ТЭТА)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Первая помощь при отравлении
ТЗБАХ (БТЭАХ)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Действие на организм
Меры предосторожности при работе
Первая помощь
Условия хранения
Характеристика
Толуол, метилбензол
СДСН3
150/50-п (3-Й)
лвж
4
536
Стандартные
Стандартные
1,2,2-Трихлорэтилен
CICH2=CHCI2
30/10-п (3-й)
ГЖ
380
Стандартные
Обладает наркотическим действием
Стандартные
три(2-Гидроксиэтил)амин
1\1(СНгСНгОН)3
5-а (3-й)
ГЖ
179
395
Стандартные
Стандартные
Триэтилентетрамин
H2NCH2CH2NHCH2Chy\IHCH2CH2NH2
0,3-а+п (2-й)
Общетоксическое, всасывается через кожу
ГЖ
Стандартные, работать в резиновых перчатках
При попадании на кожу немедленно промыть 3%-ным раствором
уксусной или соляной кислоты и большим количеством воды, при
попадании в глаза или рот немедленно промыть большим количеством
воды и обратиться к врачу
Бензилтриэтиламмония хлорид
c6h5ch2n*(c2h5)3ci-
10-ОБУВ (3-й)
ГВ
Токсичен при попадании в желудок и кровь
Общая и местная приточно-вытяжная вентиляция, работать в
рабочей одежде, респираторе, перчатках, защитных очках или маске
При попадании на кожу смыть водой, при попадании в глаза
промыть большим количеством воды и обратиться к врачу 1
Беречь от влаги (гигроскопичен) |
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Характеристика
Уайт-спирит (Нефрас-с4-155-200)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С, не ниже
Температура самовоспламенения, °С
Пределы взрываемости паров, % (об.):
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Смесь углеводородов перегонки нефти с Т = 170+200°С
СЛ»г
300-п(4-й)
ГЖ
33 (ЗТ)
270
1,4
6,0
Стандартные
Стандартные, в помещении не должно быть открытого огня или
раскаленных предметов
Углерод технический
Химическое название
Химическая формула
Температура самовоспламенения, °С
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Углерод аморфный
С
250-440
4-а (4-й)
ГВ
Стандартные
Стандартные
Углерод четыреххлористый
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Действие на организм
Пожарная опасность
Меры предосторожности при работе
Условия хранения
Тетрахлометан, тетрахлорид углерода
CCI4
20-п (3-й)
Наркотическое
Пожаровзрывобезопасен
При попадании в открытое пламя или при соприкосновении с
раскаленными предметами разлагается с образованием фосгена
Вдали от горячих предметов
Уксусная кислота
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, °С
Средства пожаротушения
Меры предосторожности при работе
Уксусная кислота
СЦСООН
5-п (3-й)
ГВ
38
454
Стандартные
Стандартные, при концентрации в воздухе, близкой к ПДК, работать i
респираторе РУ-60 марки В
Феррит бария
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Условия хранения
Феррит бария
BaO-6Fe203
1,5/0,5-а (по карбонату бария)
Пожаровзрывобезопасен
Стандартные
В закрытой таре
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Формалин технический
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, "С
Температура самовоспламенения, "С
Концентрационные пределы
воспламенения паров, % (об.):
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Формальгликоль
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, "С
Пределы взрываемости паров воздухе, %
(об.):
нижний
верхний
Нижний температурный предел
воспламеняемости паров в воздухе, "С
Средства пожаротушения
Меры предосторожности при работе
Фригит технический
Химическое название
Химическая формула
ПДК, мг/м* (класс опасности)
Пожарная опасность
Температура вспышки, °С
Средства пожаротушения
Меры предосторожности при работе
Фталевый ангидрид
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура, "С:
вспышки
самовоспламенения
воспламенения аэрозоля
самовоспламенения аэрозоля
Действие на организм
Средства пожаротушения
Меры предосторожности при работе
Примечание
Характеристика
Водный раствор формальдегида, возможна примесь метанола
НСООН
0,5-п (2-й)
ЛВЖ
85 (при содержании метанола до 0,5%)
56 (при содержании метанола до 14%)
7
73
Стандартные
Стандартные
1,3-Диоксолан
сн2сн2оснго
50-п (4-й)
ЛВЖ
-5
223
2,7
27
1
Стандартные
Стандартные
Бутиловый эфир олеиновой кислоты, бутилолеинат
СД7СН=СН(СН2)7СООС4Н9
10-л (3-й) по бутанолу
ГЖ
180
Стандартные
Стандартные
о-Фталевый ангидрид
С6Н4(СО)гО
1 (2-й)
ГВ
152
580
160
545
Общетоксическое, действует на нервную систему
Стандартные
Стандартные
Образуется из фталатных пластификаторов при вулканизации
jK
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (продолжение)
Вещество
Фторид кальция
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Хладон 113 (фреон 113)
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Условия хранения
Хлорпарафин ХП-100, ХП-600
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Меры предосторожности при работе
Условия хранения
Хроиа оксид технический
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Действие на организм
Меры предосторожности при работе
Условия хранения
Цииат
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Цинкапт
Химическое название
Химическая формула (брутто-формула)
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Характеристика
Кальция дифторид
СаЕ,
2,5/0,5-а (3-й)
Пожаровзрывобезопасен
Стандартные
1,1,2-Трихлор-1,2,2-трифторэтан
CCIjFCCIFj
5000-п(4-й)
Пожаровзрывобезопасен
Стандартные, не вдыхать пары (обладает слабым наркотическим
действием)
Хранить в закрытых емкостях при температуре не выше 20°С
Продукт хлорирования нефтяных парафинов
-(4-й)
Пожаровзрывобезопасен
Стандартные. При попадании в открытое пламя разлагается с
выделением высокотоксичных продуктов (фосген, хлороводород,
диоксины). Гасить в противогазе ПФМГ-96 МК марки А
Предохранять от огня
Оксид хрома (III)
Сгг03
1-а (2-й)
Пожаровзрывобезопасен
Вызывает поражения слизистых оболочек
Стандартные
Стандартные
бис-(Диметилдитиокарбамат) цинка
(CH3)2NC(S)S-Zn-SC(S)N(CH3)2
0,3-а (2-й)
ГВ
Стандартные, при горении выделяет токсичные вещества
Стандартные, при пылении работать в респираторе У2-К
При попадании на кожу смыть водой с мылом, при попадании в глаза
промыть большим количеством воды и обратиться к врачу, при
попадании в рот или дыхательные пути прополоскать водой и обратиться
к врачу
2-Меркаптобензтиазолат цинка
C14H8Wn
-(4-й)
ГВ
Стандартные
Стандартные
28.5. Характеристика опасности загрязняющих веществ
в резиновых производствах* (окончание)
Вещество
Эмульфии К
Химическое название
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Этипентиомочевина
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Этнлцимат
Химическое название
Химическая формула
ПДК, мг/м] (класс опасности)
Пожарная опасность
Средства пожаротушения
Меры предосторожности при работе
Первая помощь
Эфир ЛЗ-7
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, "С
Температура воспламенения, °С
Температурные пределы воспламенения
паров, °С:
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Эфир петролейиый
Химическое название
Химическая формула
ПДК, мг/м3 (класс опасности)
Пожарная опасность
Температура вспышки, °С
Температура самовоспламенения, "С
Концентрационные пределы
воспламенения, % (об.):
нижний
верхний
Средства пожаротушения
Меры предосторожности при работе
Характеристика
Смесь сложных эфиров стеариновой кислоты, парафина и каолина
-(4-й)
ГВ
Стандартные
Стандартные
Этилентиомочевина, 2-меркаптоимидазолин
(CH2)2NHNCSH
Ю-п(З-й)
ГВ
Стандартные
Стандартные
бис-(Диэтилдитиокарбамат) цинка
(C2H5)2NC(S)S-Zn-SC(S)N(C2H5)2
0,3-а (2-й)
ГВ
Стандартные
Стандартные, при горении выделяет токсичные вещества, при пыле-
нии работать в респираторе У2-К
При попадании на кожу смыть водой с мылом, при попадании в глаза
промыть большим количеством воды и обратиться к врачу, при
попадании в рот или дыхательные пути прополоскать водой и обратиться
к врачу
Сложный эфир фракции жирных кислот С5-С9 и диэтиленгликоля
(СДл(1СООСН2СН2ОСН2СН2)20
-(4-й)
ГЖ
175 (не ниже)
372
212
174
195
Стандартные
Стандартные
Смесь нормальных углеводородов с Т = 36-70°С
г и """
300 (4-Й)
ЛВЖ
От-58 до-18
280-320
1,4
5,9
Пенные, углекислотные огнетушители, инертный газ (не хладоны!)
Работать в помещении для ЛВЖ, не использовать инструмент,
дающий искру, предохранять от статического электричества
* В таблице использованы данные Л.С.Гейдыш
л
28,1.6. Нормативная документация
§ Гигиенические нормативы (ГН), которыми следует руководствоваться при работе в резино-
я вой промышленности, приведены в следующих документах*.
^ ГН 2.1.5.1315-03. Предельно допустимые концентрации (ПДК) химических веществ в воде
<й водных объектов хозяйственно-питьевого и культурно-бытового водопользования.
5 ГН 2.1.5.1316-03. Ориентировочные допустимые уровни (ОДУ) химических веществ в воде
| водных объектов хозяйственно-питьевого и культурно-бытового водопользования,
о ГН 2.1.6.1338-03. Предельно допустимые концентрации (ПДК) загрязняющих веществ в ат-
?§ мосферном воздухе населенных мест.
§ ГН 2.1.6.1339-03. Ориентировочные безопасные уровни воздействия (ОБУВ) загрязняющих
£ веществ в атмосферном воздухе населенных мест.
§ ГН 2.1.6.1764-03. Гигиенические нормативы. Ориентировочные безопасные уровни воздей-
^ ствия (ОБУВ) загрязняющих веществ в атмосферном воздухе населенных мест. Дополнение
§ №1кГН 2.1.6.1339-03.
*** ГН 2.1.6.1765-03. Предельно допустимые концентрации (ПДК) загрязняющих веществ в
атмосферном воздухе населенных мест. Дополнение № 1 к ГН 2.1.6.1339-03.
ГН 2.2.5.1313-03. Предельно допустимые концентрации (ПДК) вредных веществ в воздухе
рабочей зоны.
ГН 2.2.5.1314-03. Ориентировочные безопасные уровни воздействия (ОБУВ) вредных веществ
в воздухе рабочей зоны.
ГН 2.2.5.1827-03. Предельно допустимые концентрации (ПДК) вредных веществ в воздухе
рабочей зоны. Дополнение № 1 к ГН 2.2.5.1313-03.
ГН 2.2.5.1828-03. Ориентировочные безопасные уровни воздействия (ОБУВ) вредных веществ
в воздухе рабочей зоны. Дополнение № 1 к ГН 2.2.5.1314-03.
ГН 2.2.5.563-96. Предельно допустимые уровни (ПДУ) загрязнения кожных покровов
вредными веществами.
Р 2.2.2006-05. Руководство по гигиенической оценке факторов рабочей среды и трудового
процесса. Критерии и классификация условий труда.
* Эти и другие нормативные документы можно полностью бесплатно скачать с сайта Знак-комплекта по адресу:
znakcOmplect.ru/doc,
28.2. Средства защиты от паров,
пыли и аэрозолей
28.2.1. Респираторы
Современные респираторы выпускаются двух типов: противопылевые, которые
задерживают пыль и аэрозоли, но не предохраняют от воздействия паров и газов, и универсальные,
предохраняющие от действия как пыли и аэрозолей, если их содержание в воздухе не превышает
15-20 ПДК, так и от паров органических растворителей. Респираторы не защищают от
токсичных и легко возгоняющихся веществ типа нафталина, иода.
Для применения в резиновой промышленности рекомендуются следующие респираторы.
Респиратор противопылевой У-2К предназначен для индивидуальной защиты органов
дыхания человека от различных видов пыли и аэрозолей, присутствующих в воздухе. Он не
защищает от газов и паров вредных веществ, аэрозолей органических растворителей, а также от
пыли высокотоксичных и легковозгоняющихся веществ (нафталина, иода и др.).
Респиратор У-2К представляет собой трехслойную фильтрующую полумаску с клапанами
>е-^^
пится оголовье из хлопчатобумажной ленты. Первый (наружный) слой полумаски,
выполненный из пористого пенополиуретана (толщиной 4 мм), задерживает крупные частицы пыли.
Второй (средний) слой полумаски, выполненный из фильтрующего материала ФПП-15-1,5 на
основе волокон поливинилхлорида, имеющих электростатический заряд, задерживает мелкие
частицы пыли. Третий (внутренний) слой полумаски, выполненный из специальной
полиэтиленовой пленки, не пропускает никакие частицы пыли. Клапаны для вдоха и выдоха обеспечивают
оптимальный режим работы фильтрующего элемента, исключая его увлажнение, следствием
которого является увеличение сопротивления. Респираторы выпускают 1-го, 2-го и 3-го роста.
Респиратор газопылезащитный PY-60 марок А, В, Г, КД предназначен для защиты органов
дыхания от вредных газо- и парообразных веществ при концентрации их в воздухе примерно до
15 норм ПДК и содержании кислорода не менее 18% (об.). Кроме того респираторы РУ-60
защищают от пыли и аэрозолей в виде дыма и тумана при концентрации их в воздухе не более 200
мг/м3. Респираторы запрещается использовать для защиты органов дыхания от
высокотоксичных веществ типа синильной кислоты, мышьяковистого и фосфористого водорода, тетраэтил-
свинца и низкомолекулярных углеводородов в больших концентрациях (метан, этан и др.).
Респиратор РУ-60 комплектуется сменными фильтрующими патронами одной из четырех
марок. Патрон марки «А» защищает от органических газов и паров (бензол и его гомологи, бензин,
спирт, галогенорганические соединения, нитро- и аминосоединения бензола и его гомологи, эфи-
ры и т.п.), марки «В» - от кислых газов и паров (диоксид серы, сероводород, хлор, хлороводород
и т.п.), марки «Г» - от паров ртути и ее соединений, марки «КД» - от аммиака и гидрида серы.
28*2,2, Противогазы
Противогазы обеспечивают более мощную защиту от вредных веществ, чем респираторы.
При этом по степени защиты они делятся на две группы: фильтрующие и изолирующие.
Фильтрующие противогазы. Промышленный противогаз ПФМГ-96 МК марки Л или БКФ
безшланговый малого габарита предназначен для индивидуальной защиты органов дыхания,
глаз и лица от газов и паров вредных веществ, а также от пыли и аэрозолей известного состава
концентрацией не более 0,5% (об.) и кислорода не менее 17% (об.).
Экономичный противогаз подходит для всех видов производств. Он удобен в работе, имеет
высокие защитные показатели.
Для защиты от аэрозолей противогазы снабжены сменными фильтрующими элементами,
которые размещаются на корпусе коробок. Такое размещение фильтров выгодно отличают
противогазы ПФМГ-96 от противогазов с традиционным размещением фильтра внутри коробки,
так как пыль и гидрофильные соединения, оседающие на поверхности фильтра, увеличивают
сопротивление дыханию, вследствие чего приходится заменять коробку целиком, если фильтр
находится внутри коробки. При наружном размещении фильтра достаточно заменить только
противоаэрозольный фильтр. Это увеличивает защитный ресурс противогаза, повышает его
эффективность, т.е. возможность многократного использования в запыленной атмосфере.
Промышленный противогаз ПФМ-1 марок КД и МКФ безшланговый малого габарита
предназначен для защиты органов дыхания, лица и глаз от воздействия вредных примесей,
содержащихся в воздухе в виде газов, паров и аэрозолей. Он обеспечивает очистку вдыхаемого
воздуха от вредных веществ до уровня ПДК в воздухе рабочей зоны в течение всей рабочей смены.
Противогаз марки КД защищает от паров аммиака, сероводорода, а марки МКФ - от кислых
веществ, органических соединений, мышьяковистого и фосфористого водорода.
Изолирующие противогазы. Противогаз марок ИП-4М, ИП-4МК предназначен для защиты
органов дыхания, глаз, кожи лица и головы при выполнении аварийных, газоспасательных и
восстановительных работ. Он позволяет работать даже там, где полностью отсутствует
кислород воздуха. Используется в непригодной для дыхания атмосфере, в том числе содержащей
хлор (до 10%), аммиак, сероводород. Комплектуется регенеративными патронами в количестве
•*§Ь"
529
t
I
i
I
I
I
5 штук. Может применяться вместе с защитным костюмом. Состоит из лицевой части,
регенеративного патрона, дыхательного мешка и сумки.
Принцип работы противогаза основан на выделении кислорода из химикатов при
поглощении углекислого газа (диоксида углерода) и влаги, выдыхаемых человеком. Регенеративный
патрон РП-4 к противогазам ИП-4М и ИП-4МК обеспечивает получение кислорода для дыхания,
поглощение углекислого газа и влаги из выдыхаемого воздуха. Корпус патрона снаряжён
регенеративным продуктом, в котором установлен пусковой брикет. Серная кислота,
выливающаяся при разрушении встроенной ампулы, разогревает регенеративный продукт и тем самым
интенсифицирует его работу. Кроме того, пусковой брикет обеспечивает выделение кислорода,
необходимого для дыхания в первые минуты.
Дыхательный мешок служит резервуаром для выдыхаемой газовой смеси и кислорода,
выделяемого РП-4. На нём расположены фланцы, с помощью которых присоединяются патрон
РП-4 и клапан избыточного давления. Последний выпускает лишний воздух из системы
дыхания, а также поддерживает в дыхательном мешке нужный объем газа под водой.
Изолирующий противогаз ИП-4М комплектуют регенеративными патронами РП-4-01, РП-7
и одной маской МИА-1 (выпускается трех ростов). Применение в масках незапотевающих
пленок и утеплительных манжет при отрицательных температурах сохраняет прозрачность стекол
в течение всего времени работы в противогазе при любой физической нагрузке. Наличие
переговорного устройства позволяет вести переговоры с помощью технических средств.
Противогаз ИП-4М является средством защиты многоразового действия при условии замены
регенеративного патрона после каждого использования.
Противогазы марок ИП-5, ИП-6 предназначены для защиты органов дыхания, глаз, кожи
лица и головы при выполнении аварийных, газоспасательных и восстановительных работ в
непригодной для дыхания атмосфере независимо от состава и концентрации вредных веществ в
воздухе, а также при недостатке или отсутствии кислорода.
Принцип действия основан на поглощении выдыхаемых человеком углекислого газа
(диоксида углерода) и влаги регенеративным продуктом и одновременном выделении внутри
противогаза кислорода в количестве, достаточном для дыхания. Противогазы приводятся в действие с
помощью пускового устройства, дыхание в них осуществляется по замкнутой маятниковой схеме.
Противогазы ИП-5, ИП-6 являются средством защиты многоразового действия при условии
замены регенеративного патрона после каждого использования. Регенеративные патроны
поставляются отдельно.
28.3. Средства тушения огня. Огнетушители
Огнетушители выпускаются четырех типов (рис. 28.3),
маркирующихся пиктограммами, для гашения горящих: а - резины,
технического углерода, бумаги, ткани и т.п.; 6- жидкостей, в - газов иг-
металлов и их сплавов. Ниже приведены соответствующие пиктограммы, по
которым можно узнать, для какой цели предназначен огнетушитель.
Классификация огнетушителей
Огнетушители делятся на переносные (массой до 20 кг) и
передвижные (массой не менее 20, но не более 400 кг). Передвижные
огнетушители могут иметь одну или несколько емкостей для зарядки
огнетушащего вещества (ОТВ), смонтированных на тележке.
По виду применяемого огнетушащего вещества огнетушители делятся на следующие:
- водные (ОВ);
- пенные, которые разделяют на воздушно-пенные (ОВП) и химические пенные (ОХП);
- порошковые (ОП);
- газовые, которые разделяют на углекислотные (ОУ) и хладоновые (ОХ); ^.
- комбинированные.
Водные огнетушители по виду выходящей струи делятся на следующие: |
- огнетушители с компактной струей - ОВ(К); §■
- огнетушители с распыленной струей (средний диаметр капель более 100 мкм) - ОВ(Р); |
- огнетушители с мелкодисперсной распыленной струей (средний диаметр капель менее §}
ЮОмкм)-ОВ(М). £
Огнетушители воздушно-пенные по параметрам формируемого ими пенного потока делят- §
ся на следующие: >
- огнетушители низкой кратности - кратность пены от 5 до 20 включительно - ОВП(Н); оо
- огнетушители средней кратности - кратность пены от 20 до 200 включительно - ОВП(С). ^.
По принципу вытеснения огнетушащего вещества различают огнетушители: ^
- закачные; '§
- с баллоном сжатого или сжиженного газа; |
- с газогенерирующим элементом; §
-стермическим элементом; lQ
- с эжектором.
По значению рабочего давления различают огнетушители низкого давления [рабочее
давление ниже или равно 2,5 МПа при температуре окружающей среды (20±2)°С] и высокого
давления [рабочее давление выше 2,5 МПа при температуре окружающей среды (20±2) °С].
По возможности и способу восстановления технического ресурса огнетушители делятся на
перезаряжаемые и ремонтируемые; неперезаряжаемые.
По назначению, в зависимости от вида заряженного ОТВ, различают огнетушители для
тушения:
- твердых горючих веществ (класс пожара А);
- жидких горючих веществ (класс пожара В);
- газообразных горючих веществ (класс пожара С);
- металлов и металлосодержащих веществ (класс пожара D);
- электроустановок, находящихся под напряжением (класс пожара Е).
Огнетушители могут быть предназначены для тушения пожара нескольких классов.
Огнетушители ранжируют в зависимости от их способности тушить модельные очаги
пожара различной мощности. Ранг огнетушителя указывают на его маркировке.
Огнетушащиепорошки в зависимости от класса пожара, который они могут потушить,
делятся на порошки типа АВСЕ (основной активный компонент - фосфорно-аммонийные соли); ВСЕ
(основной компонент-бикарбонат натрия или калия, сульфат калия, хлорид калия, сплав
мочевины с солями угольной кислоты и т. д.); D (основной компонент-хлорид калия; графит и т.д.).
, В зависимости от назначения порошковые составы делятся на порошки общего (типа АВСЕ,
ВСЕ) и специального (которые тушат, как правило, не только пожар класса D, но и пожары
других классов) назначения.
В качестве поверхностно-активной основы заряда воздушно-пенного огнетушителя
применяют пенообразователи общего или целевого назначения. Дополнительно заряд огнетушителя
может содержать стабилизирующие добавки (для повышения огнетушащей способности,
увеличения срока эксплуатации, снижения коррозионной активности заряда).
По химическому составу пенообразователи делятся на синтетические (углеводородные и
фторсодержащие) и протеиновые (фторпротеиновые).
Выбор огнетушителей. Выбор огнетушителей должен быть согласован с местными
представителями пожарной охраны. Число, тип и ранг огнетушителей, необходимых для защиты
конкретного объекта, устанавливают исходя из пожарной нагрузки, физико-химических и
пожароопасных свойств обращающихся горючих материалов (категории защищаемого помещения,
определяемой по НПБ105-95), характера возможного их взаимодействия с ОТВ и размеров
защищаемого объекта.
I
I
a
I
I
I
«51
Порошковые огнетушители в зависимости от заряда применяют для тушения пожаров
классов АВСЕ, ВСЕ или класса D. Запрещается (без проведения предварительных испытаний
по п. 8.9 НПБ 155-96 или п. 8.17 НПБ 156-96) тушить порошковыми огнетушителями
электрооборудование, находящееся под напряжением выше 1 кВ.
Для тушения пожаров класса D огнетушители должны быть заряжены специальным
порошком, который рекомендован для тушения данного горючего вещества, и оснащены
специальным успокоителем для снижения скорости и кинетической энергии порошковой струи.
Параметры и число огнетушителей определяют, исходя из специфики обращающихся
пожароопасных материалов, дисперсности частиц и возможной площади пожара.
При тушении пожара порошковыми огнетушителями следует применять дополнительные
меры по охлаждению нагретых элементов оборудования или строительных конструкций.
Не следует использовать порошковые огнетушители для защиты оборудования, которое
может выйти из строя при попадании на них порошка (электронно-вычислительные машины,
электронное оборудование, электрические машины коллекторного типа).
Необходимо строго соблюдать рекомендуемый режим хранения и периодически проверять
эксплуатационные параметры порошкового заряда (влажность, текучесть, дисперсность).
Порошковые огнетушители закачные 0П(з) и со встроенным источником давления ОП(б)
заряжены огнетушащим порошком и закачены инертным газом (азот, углекислый газ) до
давления 1 МПа (10 атм). Предназначены для тушения пожаров класса А, В, С или ВС в
зависимости от типа применяемого порошка, а также электроустановок, находящихся под
напряжением до 1 кВ (табл. 28.6).
Огнетушители закачные снабжены запорными устройствами, обеспечивающими свободное
открывание и закрывание простым движением руки. Манометр, установленный на головке
огнетушителя, показывает степень работоспособности огнетушителя, что является большим
преимуществом по сравнению с огнетушителями со встроенным источником давления.
Огнетушители со встроенным источником давления (газогенератор, газовый баллон) в
режиме ожидания находятся без давления. Чтобы привести их в действие, необходимо
инициировать источник давления и лишь через 3-5 с приступить к тушению.
Эксплуатируются порошковые огнетушители при температуре от-40 до 50°С.
Перезарядка производится один раз в 5 лет.
Углекислотные огнетушители с диффузором, создающим струю ОТВ в виде снежных
хлопьев, как правило, применяют для тушения пожаров класса А, а с диффузором, создающим
поток ОТВ в виде газовой струи, -для тушения пожаров класса Е. Они предназначены для
тушения воспламенений различных горючих веществ, горение которых не может происходить без
доступа воздуха. В качестве огнетушащего вещества применяют сжиженный диоксид углерода
(углекислоту). Тушение очага возгорания происходит как за счет понижения температуры ниже
точки возгорания, так и за счет вытеснения кислорода углекислым газом.
28.6. Характеристика порошковых огнетушителей
Марка
огнетушителя
ОП-1(б)
0П-1(з)
ОП-2(з)
ОП-З(з)
0П-4(з)
ОП-5(з)
Масса
заряда, кг
1
1
2
3
4
5
Длина
выброса, м
3
3
2
2
3
3
Время
выхода
заряда, с
5
6
6
8
10
10
Габариты,
мм
310x110x110
280x112x115
300xD150
350xD150
420xD150
480xD150
Масса
с зарядом,
кг
2,5
2,5
3,6
4,8
6,3
7,7
Марка
огнетушителя
0П-6(з)
ОП-8(з)
ОП-8(г)
ОП-50(з)
ОП-ЮО(з)
Масса
заряда, кг
6
8
8
42,5
72
Длина
выброса, м
3
4
4,5
6
6
Время
выхода
заряда, с
12
15
15
20
20
Габариты,
мм
550xD150
520xD185
705xD190
785x620x470
1090x640x630
Масса
с зарядом,
кг
9
11,4
13
76
122
Запрещается применять утлекислотные огнетушители для тушения пожаров
электрооборудования, находящегося под напряжением выше 10 кВ.
Переносные углекислотные огнетушители вместимостью 2,3,5, 6, 8 л допускают тушение
электроустановок напряжением до 1 кВ (табл. 28.7), передвижные - вместимостью 10, 20,40,
80 л допускают тушение электроустановок напряжением до 10 кВ.
Эксплуатируются при температуре от-40 до 50°С.
Хладоновые огнетушители следует применять в тех случаях, когда для эффективного
тушения пожара необходимы огнетушащие составы, не повреждающие защищаемое
оборудование и объекты (вычислительные центры, радиоэлектронная аппаратура, музейные
экспонаты, архивы и т.д.). При этом следует учитывать то обстоятельство, что при взаимодействии
с открытым огнем, особенно в присутствии воды, хладоны, являющиеся фторхлорорганичес-
кими соединениями, могут образовывать высокотоксичные вещества (фосген, фторфосген,
перфторизобутилен и др.), а также фтороводород и хлороводород- высоко коррозионноак-
тивные газы.
В зависимости от количества ОТВ выпускаются огнетушители ОХ-0,25, ОХ-0,5, ОХ-1 и
ОХ-2.
Воздушно-пенные огнетушители (табл. 28.8) применяют для тушения пожаров класса А (как
правило, со стволом пены низкой кратности) и пожаров класса В (дерево.бумага, краски и ГСМ).
Их нельзя применять для тушения пожаров оборудования, находящегося под напряжением,
для тушения сильно нагретых или расплавленных веществ, а также веществ, вступающих с
водой в химическую реакцию, которая сопровождается интенсивным выделением тепла и
разбрызгиванием горючего.
В отличие от закачных (обозначаемых буквой «з») огнетушителей, в огнетушителях со
встроенным источником давления (обозначаемых буквой «б») ОВП-9 (б) вытесняющий газ хранится в
баллончике. Для приведения огнетушителя в рабочее состояние необходимо нажать кнопку на
его головке и выждать 5 с, пока создаётся рабочее давление внутри корпуса. Эксплуатируются
они при температуре от 5 до 50°С.
Огнетушащий состав — раствор пенообразователя (ОВП).
28.7. Характеристика переносных огнетушителей
Марка
огнетушителя
ОУ-1
ОУ-2
ОУ-3
ОУ-4
ОУ-5
Масса 1
заряда, кг I
1
2
3
4
5
Длина
выброса, м
2
2
3
3
3
Время выхода I
заряда, с I
6
6
8
8
10
Огнетушащая
способность
13В*
21В
34В
34В
55В
Габариты,
мм
315x220x220
540x220x220
490x220x290
820x230x520
940x230x520
Масса
с зарядом, кг
4,5
7,5
13,4
14.5
18,0
Марка
огнетушителя
ОУ-10
ОУ-20
ОУ-40
ОУ-80
Масса 1
заряда, кг I
7
14
28
56
Длина 1
выброса, м |
4
4
4
4
Время выхода
заряда, с
15
15
15
30
Огнетушащая
способность
55В
55В
89В
I
144В
Габариты,
мм
1200x370x470
1200x410x370
700x1650x400
800x1700x760
Масса
с зарядом, кг
30,0
60,0
120,0
239,0
* В - классификация очагов пожара.
28.8. Характеристика воздушно-пенных огнетушителей
!
I
I
I
I
ft* Химические пенные огнетушители и огнетушители, приводимые в действие путем их
переворачивания, запрещается вводить в эксплуатацию. Они должны быть исключены из
инструкций и рекомендаций по пожарной безопасности и заменены более эффективными
огнетушителями, тип которых определяют в зависимости от возможного класса пожара и с учетом
особенностей защищаемого объекта.
Водные огнетушители следует применять для тушения пожаров класса А. Водные
огнетушители запрещается применять для ликвидации пожаров оборудования, находящегося под
напряжением, для тушения сильно нагретых или расплавленных веществ, а также веществ,
вступающих с водой в химическую реакцию, которая сопровождается интенсивным выделением
тепла и разбрызгиванием горючего.
Определение необходимого минимального количества огнетушителей для защиты
конкретного объекта производят по таблицам.
При возможном возникновении на защищаемом объекте значительного очага пожара
(предполагаемый пролив горючей жидкости может произойти на площади более 1 м2) необходимо
использовать передвижные огнетушители.
Допускается обеспечивать помещения, оборудованные автоматическими установками
пожаротушения, огнетушителями на 50% исходя из их расчетного количества.
Не допускается на объектах безыскровой и слабой электризации применять порошковые и
углекислотные огнетушители с раструбами из диэлектрических материалов (ГОСТ 12.2.037).
На каждый огнетушитель, установленный на объекте, должен быть заведен паспорт.
Огнетушителю присваивают порядковый номер, который наносят на него краской и записывают в
паспорт огнетушителя и в журнал учета проверки наличия и состояния огнетушителей.
На огнетушители, заряженные одним видом ОТВ, организации (предприятию) следует
оформить инструкцию по применению и техническому обслуживанию и согласовать ее с
местным органом Государственной противопожарной службы. Инструкция должна содержать
следующие сведения: марки огнетушителей; основные параметры огнетушителей;
ограничения по температуре эксплуатации огнетушителей; действия персонала в случае пожара;
порядок приведения огнетушителей в действие; основные тактические приемы работы с
огнетушителями при тушении возможного пожара на защищаемом объекте; действия персонала
после тушения пожара; объем и периодичность проведения технического обслуживания
огнетушителей; правила техники безопасности при использовании и техническом
обслуживании огнетушителей.
В инструкции по эксплуатации углекислотных огнетушителей необходимо отметить:
возможность накопления зарядов статического электричества на диффузоре огнетушителя
(особенно если диффузор изготовлен из полимерных материалов); возможность снижения
эффективности огнетушителей при отрицательной температуре окружающей среды; опасность
токсического воздействия паров углекислоты на организм человека; опасность снижения
содержания кислорода в воздухе помещения в результате применения углекислотных огнетушителей
(особенно передвижных); опасность обморожения вследствие резкого снижения температуры
узлов огнетушителя.
В инструкции по эксплуатации хладоновых огнетушителей должны быть отмечены
опасность токсического воздействия на организм человека хладонов и продуктов их пиролиза;
повышение коррозионной активности хладона при контакте с парами или каплями воды;
возможность отрицательного воздействия хладонов на окружающую среду.
В инструкции по эксплуатации воздушно-пенных огнетушителей должно быть указано на
возможность замерзания рабочего раствора огнетушителей при отрицательных температурах и
необходимость переноса их в зимнее время в отапливаемое помещение; высокую
коррозионную активность заряда огнетушителя; необходимость ежегодной перезарядки огнетушителя с
корпусом из углеродистой стали (из-за недостаточной стабильности заряда при контакте с
материалом корпуса огнетушителя); возможность загрязнения компонентами, входящими в заряд
огнетушителей, окружающей среды.
29. ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
ПРОИЗВОДСТВА РЕЗИНОВЫХ ИЗДЕЛИЙ
ИЗ ЛАТЕКСОВ
(Д.П. Трофимович)
29.1. Токсичные вещества в воздухе рабочей зоны 535
29.2. Выбросы в атмосферу при производстве резиновых изделий
из латексов 537
29.3. Сточные воды при производстве резиновых изделий
из латексов 538
29.4. Отходы латексных производств и их переработка 540
29.1 • Токсичные вещества
в воздухе рабочей зоны
При переработке синтетических латексов в рабочую зону могут выделяться содержащиеся в
латексе остаточные мономеры. Переработка натурального латекса, заправленного аммиаком,
связана с выделением в рабочую зону аммиака. При изготовлении растворов, дисперсий,
эмульсий и латексных композиций в рабочую зону могут выделяться токсичные вещества в виде
пыли и газообразных летучих продуктов. Запыленность рабочей зоны происходит также при
сухом опудривании изделий. Наконец, в процессе сушки и вулканизации изделий в рабочую
зону могут выделяться токсичные вещества, образующиеся в результате распада и
превращений ингредиентов вулканизующей системы, деструкции и структурирования полимера,
испарения летучих веществ.
В табл. 29.1 -29.3 приведены данные о предельно допустимых концентрациях (ПДК) в
воздухе рабочей зоны веществ, выделяющихся при переработке латексов.
Данные о количестве токсичных веществ, выделяющихся в рабочую зону на различных
стадиях технологического процесса, приведены в табл. 29.4 и 29.5 (данные ориентировочные и
зависят от конкретной технологии и типа оборудования).
При расчете обменной приточно-вытяжной вентиляции принимают, что выделение
остаточных мономеров и аммиака, содержащихся в латексах, происходит полностью и их количество
равно предельному содержанию, указанному в спецификациях на латекс.
Количество токсичных веществ, выделяющихся при сушке и вулканизации изделий, зависит
от состава латексной композиции, технологических параметров сушки и вулканизации,
характеристики применяемого оборудования. Оборудование для сушки и вулканизации латексных
изделий рекомендуется оснащать локальной вытяжной вентиляционной системой.
29.1. ПДК веществ, выделяющихся из латексов*
Латекс
Бутадиенстирольный
Бутадиеннитрильный
Хлоропреновый
Натуральный,
заправленный аммиаком
Токсичное
вещество
Стирол
Нитрил
акриловые кислоты
Хлоропрен
Аммиак
ПДК в рабочей
зоне, мг/м3
5,0
0,5
0,5
20
Латекс
Акрилатный
Сополимерный латекс
бутадиена и 2-метил-
5-винилпиридина
Токсичное
вещество
Метилакрилат
Этилакрилат
Бутилакрилат
2-Метил-
5-винилпиридин
ПДК в рабочей
зоне, мг/м3
20,0
25,0
10
2,0
* Нормативы ПДК, утверждённые в России.
у^29.2. ПДК в воздухе рабочей зоны ингредиентов латексных композиций*
f
I
i
I
Ингредиент
Сера
Гексаметилендиамин
Тетраметилтиурамдисульфид
Диметилдитиокарбамат цинка
Дифенилгуанидин
Оксид цинка
Оксид магния
Кремнефторид натрия
Мел
Техуглерод
Диоксид титана
ПДК в воздухе
рабочей зоны, мг/м3
6,0
1,0
0,5
0,05
0,5
6,0
15,0
2,5
6.0
3,5
10
Ингредиент
Диоксид кремния (разные
модификации)
Тальк
Сульфат бария
Оксид железа (Fe,0,)
Триоксид сурьмы
Дибутилфталат
Диоктилфталат
Масло индустриальное
Гидроксид натрия
Уксусная кислота
ПДК в воздухе
рабочей зоны, мг/м1
1,0-5,0
10
6,0
10,0
1,0
0,5
5,0
5,0
0,5
5,0
* Нормативы ПДК, утверждённые в России.
29.3. ПДК веществ, которые могут выделяться при сушке и вулканизации изделий
из латексов*
Ингредиент
Сероуглерод
Сероводород
Диоксид серы
Формальдегид
Триоксид серы
Оксид углерода
Углеводороды (С,-С10)
ПДК в воздухе
рабочей зоны, мг/м3
1,0
10,0
10,0
0,5
1,0
20
300
Ингредиент
Нитрозоамины (N-нитрозодиме-
тиламин)
Остаточные мономеры в латексах
и аммиак
Пластификаторы: дибутилфталат,
диоктилфталат, масло
индустриальное
ПДК в воздухе
рабочей зоны, мг/м3
0,5
См. табл. 29.1
См. табл. 29.2
' Нормативы ПДК, утверждённые в России.
29.4. Количество токсичных веществ, выделяющихся в рабочую зону
при производстве изделий из пенорезины
Токсичные вещества
Остаточные мономеры в синтетических
латексах
Аммиак
Летучие, образующиеся в результате
химических процессов при термообработке
Пыль
Количество токсичных веществ, % от общего количества
на стадии
приготовления
растворов,
дисперсий,
эмульсий
-
2,0-3,0
-
80-100
на стадии
приготовления
латексных
композиций
1,0-2,0
10-15
-
10-20
при вспенивании
латексных композиций,
заливке пены в открытые
формы и на транспортер
4,0-8,0
40-50
-
-
при
желатинировании
и
вулканизации
90-95
55-65
100
-
29.5. Количество токсичных веществ, выделяющихся в рабочую зону
при производстве маканых изделий
Токсичные вещества
Остаточные мономеры в синтетических
латексах
Аммиак
Летучие, образующиеся в результате
химических процессов при термообработке
Пыль
Количество токсичных веществ, % от общего количества
на стадии
приготовления
растворов,
дисперсий,
эмульсий
-
2.0-3.0
-
10-20
на стадии
приготовления
латексных
композиций
1,0-2,0
10.0-15,0
-
5.0-10.0
при
макании
форм
в латекс
2,0-4,0
20-25
-
-
при
воздушном
синерезисе
геля
2,0-4,0
15-20
-
-
при
сушке и
вулканизации
90-95
44-48
100
-
при
опудри-
вании
изделий
-
-
-
70-80
13-Т^
водства автоматическими системами развески и дозирования ингредиентов, системами их
транспортирования, конструкции оборудования для опудривания изделий.
Удаляемый вытяжной вентиляцией опудриващий материал подлежит осаждению в циклоне.
29.2. Выбросы в атмосферу
при производстве резиновых изделий
из латексов
Токсичные вещества, удаляемые из производственных помещений вентиляционной
системой, выбрасываются в воздушную среду в виде газовоздушной смеси.
В табл. 29.6 приведены данные о предельно допустимых концентрациях в воздухе
населенных пунктов токсичных веществ, которые могут выделяться при переработке латексов.
Несмотря на весьма низкие значенияПДК токсичных веществ в воздухе населенных
пунктов, необходимость улавливания и очистки выбросов в атмосферу должна решаться с учетом
конкретных условий данного предприятия, перерабатывающего латексы.
Концентрация токсичных веществ в приземном слое атмосферы в населенных пунктах
зависит не только от содержания токсичных веществ в выбросах, но и от расхода
газовоздушной смеси, климатических условий в месте нахождения предприятий, розы ветров,
преобладающей скорости ветра, расположения предприятия (равнина, пересеченая местность),
высоты над уровнем земли, с которой производится выброс газовоздушной смеси,
содержащей токсичные вещества.
Для количественного определения содержания токсичных веществ в приземном слое
атмосферы применяют химические методы анализа воздушной среды. Для предварительной
оценки содержания токсичных веществ в приземном слое атмосферы может применяться
расчетный метод:
с _ AMFmnr\
max л т • ■ '
#2^дг
где Стах - максимальная концентрация токсичных веществ в приземном слое, мг/м3; А -
коэффициент, зависящий от распределения в атмосфере температуры по высоте (для Москвы /1=140);
М-масса вредного вещества, выбрасываемого в единицу времени, г/с; F-безразмерный
коэффициент, учитывающий скорость оседания вредных веществ (для газообразных веществ F=1);
г] - безразмерный коэффициент, учитывающий рельеф местности (для ровной,
слабопересеченной поверхности тт=1); //- высота источника выброса над уровнем земли, м; 1/^ - расход
газовоздушной смеси, м3/с: VfidPWJA (здесь D- диаметр источника выброса, м; W0-средняя
скорость выхода газовоздушной смеси, м/с); &T=TrTt, (где Тг - температура выбрасываемой
газовоздушной смеси; Гв - средняя температура атмосферного воздуха самого жаркого меся-
29.6. ПДК токсичных веществ в воздухе населенных пунктов
Токсичное
вещество
Стирол
Хлоропрен
Сероводород
Сероуглерод
Диоксид серы
Аммиак
Концентрация токсичных веществ
в воздухе населенного пункта, мг/м5
максимальная
0,04
0,02
0,008
0.03
0,003
0.2
среднесуточная
0,002
0,002
0,001
0,005
0,002
0,04
Токсичное
вещество
Оксид углерода
Нитрил
акриловой кислоты
Нитрозоамины
(N-нитрозодиме-
тиламин)
Концентрация токсичных веществ
в воздухе населенного пункта, мг/м3
максимальная
5,0
-
-
среднесуточная
3,0
0,003
0,05
1
Si
1
1
I
ца); т и п- коэффициенты, учитывающие условия выхода газовоздушной смеси из устья
источника выброса, зависящие отчисленных параметров/, ft, vm, v ':
W.ZD э ПГКГ WaD
/=1000—°—; /=800(v'm)3; v -0,65 Л/4j—; v ' = 1.3 -5—.
1
При/< 100 m = 1 rr
0,67 + 0177 + 0,34^//
при/>100 m = ^ ;
V/
при / < / < 100 m рассчитывается при / = /;
при/< 100 и v >2 п = 1;
при/> 100 и 0,5 < v <2 n = 0,532v 2-2,13v +3,13.
1 m mm
Расчет осуществляют для каждого вещества, содержащегося в выбросе газовоздушной смеси.
Если газовоздушная смесь содержит несколько токсичных веществ, то ее выброс в атмосферу
без соответствующей очистки считается возможным при соблюдении условия:
См, СмЛ См _ ,
— + — + .... + < 1
гщк, пдк2 пдк
где См,, См2, См - концентрации вредных веществ в приземном слое атмосферы; ПДК, ПДК2,
ПДК - соответствующие предельно допустимые концентрации вредных веществ в приземном
слое атмосферы населенных пунктов.
Если в результате расчета будет установлено, что концентрация токсичных веществ в
приземном слое атмосферы превышает ПДК или не соблюдается условие уравнения,
учитывающего совместные действия нескольких токсичных веществ, проводят очистку выбросов
газовоздушной смеси.
Наиболее распространенным способом очистки от токсичных веществ выбросов в
воздушную среду является адсорбционный. В качестве адсорбентов применяют для очистки от оксида
углерода воду, от сероводорода и диоксида серы - раствор карбоната натрия, от
формальдегида-раствор аммиака.
При использовании в производстве сухого опудривания изделий, удаляемый вытяжной
вентиляцией из рабочей зоны опудривающий материал, подлежит осаждению в циклоне.
29.3. Сточные воды при производстве
резиновых изделий из латексов
Технологические процессы переработки латексов связаны с образованием значительного
количества сточных вод, сброс которых в водоемы без соответствующей очистки недопустим
из-за присутствия в них химических веществ в количествах, существенно превышающих
предельно допустимые концентрации.
Загрязнение сточных вод при производстве пенорезины в основном происходит при
промывке изделий после вулканизации. При производстве маканых изделий основное количество
загрязненных сточных вод образуется при проведении процесса водного синерезиса геля и при
окончательной промывке изделий, после вулканизации. Возможным дополнительным
источником загрязнения сточных вод при производстве пенорезины и маканых изделий являются
технологические операции, связанные с чисткой форм, особенно если они ведутся с помощью
t
химических средств. Загрязнение сточных вод при производстве изделий, получаемых
методом экструзии (нити, трубки) также в основном происходит при промывке, которая для нитей
осуществляется после коагуляции в растворе кислоты, а для трубок после выхода их из экстру-
дера в процессе водного синерезиса.
Кроме перечисленных технологических операций загрязнение сточных вод может
происходить в результате случайных утечек латекса, латексных композиций, дисперсий, эмульсий,
растворов ингредиентов, масел, применяемых для смазывания узлов оборудования, а также при
мойке оборудования и производственных помещений.
Влияние этих случайных и непостоянных источников загрязнения сточных вод приводит к
существенному разбросу как качественных, так и количественных показателей состава сточных вод.
Несмотря на существенное различие качественного и количественного состава сточных вод
при производстве различных видов изделий из латексов основными загрязнителями сточных
вод являются: латекс, коагулюм латекса, поверхностно-активные вещества, ионы веществ,
применяемых в качестве коагулянтов (Са++, N02-, CL", S04~, AL*+t), при наличии в составе латексных
композиций оксида цинка и цинксодержащих ускорителей - ионы цинка, при применении в
качестве желатинирующего агента кремнефторида натрия - фтор, взвешенные вещества,
присутствие которых в сточных водах связано с попаданием опудривающих материалов и
дисперсий ингредиентов.
Очистку сточных вод в основном осуществляют реагентными методами. В общем виде они
заключаются во взаимодействии сточных вод с реагентами и отделении образовавшихся
малорастворимых соединений от сточной воды. В качестве примера приводится описание способа
очистки сточных вод при производстве пенорезины. Сточная вода подаётся в смеситель,
снабжённый мешалкой и подъёмной сеткой. В смеситель дозируется 10%-ный раствор гидроксида
кальция. Расход Са(ОН)2 составляет примерно 0,2 м3на 1,0 м3 сточной воды. Сточную воду
перемешивают с гидроксидом кальция в течение 20-30 мин до достижения рН = 12-И 2,5.
Образовавшийся коагулюм удаляется подъёмной сеткой. Сточная вода, освобождённая от коагулю-
ма, подаётся в следующий смеситель, куда дозируется 0,1%-ный раствор полиакриламида,
выполняющего роль флокулянта. Расход раствора полиакриламида составляет примерно 1,0 л на
1,0 м3 сточной воды. Затем сточная вода подаётся в отстоник, где она отстаивается в течение
10-30 мин. Осадок из отстойника подлежит захоронению. В осветлённой сточной воде
корректируется рН серной кислотой. рН сточной воды после корректировки должен быть 7,5-8,0. На
этом завершается первая стадия очистки сточных вод. Показатели качества сточной воды после
первой стадии очистки приведены в табл. 29.6.
Сточная вода после первой стадии очистки может быть сброшена на типовые сооружения
биологической очистки, так как содержание цинка, фтора, нитратного азота, хлоридов, суль-
29.6. Показатели сточных вод при производстве пенорезины
(желатинирующий агент Na2SiF6)
Показатель
Мутность
Прозрачность по
шкале Снелланда, см
Химическая
потребность в кислороде
(ХПК),мгО/л
Полная биологическая
потребность в
кислороде (БПК), мг Oj/л
рН
БПК/ХПК
Исходное
значение
Сильная
2
880-1430
330-350
7,1-7,6
0,38-0,25
Значение после первой
стадии очистки
реагентом Са(ОН)2
Слабая
15
360-560
187-292
7,5-8,0
0,52
Показатель
Содержание, мг/л:
сухого вещества
взвешенных веществ
цинка
фтора
кальция
кремния
общего азота
азота нитритного
азот нитратного
хлоридов
сульфатов
Исходное
значение
2500
308
52-252
316-900
19
546
Отсутствует
31-44
95-174
195
Значение после
первой стадии очистки
реагентом Са(ОН)г
2150
12
2,5-3,0
7,0-10,0
500
7
376
Отсутствует
31-35
111
164
t
!
§
I
I
фатов не превышает ПДК этих веществ в воде, поступающих на биологическую очистку, а также
если соотношение БПК/ХПК после первой стадии очистки больше 0,5. Вместе с тем, возможна
более глубокая очистка стоков.
Эффективным способом доочистки является электрокоагуляционный метод. В основе его лежит
процесс анодного растворения металла под действием проходящего через жидкость
электрического тока. Перешедшие в воду катионы металла гидролизуются с образованием гидроксидов,
которые и служат активными коагуляторами. Доочистка может быть также осуществлена
дополнительным введением реагентов в осветвленные сточные воды после первой стадии очистки.
В производстве пенорезины дополнительную очистку для снижения содержания в сточной
воде ионов фтора, осуществляют раствором сульфата алюминия. В результате дочистки
содержание фтора в сточной воде снижается до 1-1,5 мг/л.
Приведенный способ очистки сточных вод при производстве пенорезины в принципе может быть
использован и на других производствах, перерабатывающих латексы. Однако применяемые
реагенты и их расходные нормы, а также другие параметры процесса очистки могут различаться.
29.4. Отходы латексных производств
и их переработка
Переработка отходов производства необходима не только с точки зрения экономики, но и
для решения экологических проблем.
В производстве резиновых изделий из латексов образуются отходы двух видов:
вулканизованные и невулканизованные.
К вулканизованным отходам относятся выпрессовки при изготовлении формовых изделий
из пенорезины, обрезки изделий, бракованные вулканизованные изделия, остатки
вулканизованных изделий после их испытания. Вулканизованные отходы при производстве резиновых
изделий из латексов составляют около 60-80% общего количества отходов.
Невулканизованные отходы представляют собой коагулюм и пленки, образовавшиеся в
емкостях для хранения латекса, в емкостях для изготовления и хранения латексных композиций,
пленки в ваннах при получении маканых изделий, бракованный гель, коагулюм,
образовавшийся при ликвидации утечек латекса и латексных композиций, коагулюм, удаленный из сточных
вод при их очистке.
Образующиеся отходы наиболее рационально использовать в этом же производстве, т.е.
можно вернуть дорогостоящее сырье (отходы латексных производств состоят как правило на
85-95% из каучука).
Основную массу отходов производства резиновых изделий из латексов составляют
вулканизованные отходы, которые перерабатывают одним из следующих способов.
1. Латексные вулканизованные отходы превращают в крошку и используют ее в качестве
добавок в резиновые смеси. Этот способ целесообразно использовать в том случае, если на
предприятии наряду с производством изделий из латексов имеется производство резиновых
изделий из каучуков. Для изготовления крошки применяют рифайнер-вальцы, дисковые и
роторные мельницы, молотковые дробилки, оборудование, работающее на принципе скоростного
реза. Оборудование для измельчения отходов агрегируют с ситами. В качестве добавок к
резиновым смесям используют крошку с размером частиц не более 0,5 мм.
2. Переработка вулканизованных отходов основана на их превращении в водную
дисперсию, которую можно использовать в качестве добавок в латексные композиции. Процесс
состоит в интенсивном механическом диспергировании в отходах жирных или смоляных кислот с
последующим их омылением раствором щелочи. При определенных дозировках жирных или
смоляных кислот и их омылении происходит обращение фаз и первоначально образовавшаяся
дисперсия раствора мыл в полимере превращается в дисперсию полимера в водной фазе.
Для осуществления этого процесса наиболее эффективно применение смесителей шне-'
кового типа, которые позволяют проводить пластикацию полимера и последовательно
вводить в него жирные или смоляные кислоты, раствор щелочи и на последней стадии воду
для разбавления дисперсии до требуемой концентрации. В шнековый смеситель
вулканизованные отходы подают в виде крошки размером не более 6 мм. Крошка может быть
получена дроблением отходов производства пенорезины или использоваться в виде смеси
отходов производства пенорезины и маканых изделий или пенорезины и нитей, взятых в
соотношении 2:1-3:1.
Для изготовления дисперсии отходов применяют рецепт (масс, ч.):
Крошка 100
Жирная или смоляная кислота 5-7
Гидроксид калия, 10%-ный раствор ... 28-30
Вода 70-90
Полученная в шнековом смесители дисперсия характеризуется следующими показателями:
Содержание сухого вещества, % 45-49
рН 10,5-11,5
Средний размер частиц, мкм 2,0-3,5
Поверхностное натяжение, Н/м 36-37
Вязкость на воронке ВЗ-7, с 35-45
Устойчивость к разведению водой (1:10) Устойчивая
Полученную дисперсию применяют в качестве добавки в латексных композициях для
изготовления пенорезины. Дисперсию вводят в дозировках до 10 масс. ч. на 100 масс. ч. каучука
1
1
i
&
I
I
F РАЗДЕЛ ШЕСТОК.
МЕТОДЫ ИСПЫТАНИЙ МАТЕРИАЛОВ
30. МЕТОДЫ МЕХАНИЧЕСКИХ
ИСПЫТАНИЙ РЕЗИН
(A.M. Кучерский)
30.1. Основные положения 542
30.2. Стандартизация методов механических испытаний резин 543
30.3. Методы испытаний резин 544
30.1. Основные положения
Конечной целью всех испытаний является оценка качества получаемых материалов -
резиновых смесей, резин и резиновых изделий на всех технологических стадиях процесса, начиная
с приготовления резиновой смеси и кончая оценкой изготовленных деталей.
Качество резины определяется качеством каучука и всех ингредиентов. Поэтому для
получения качественной резины необходимы испытания всех этих материалов - механические,
химические и физико-химические. Такие испытания проводятся как изготовителями этих
материалов, так и при входном контроле на заводах, изготавливающих резины и резиновые изделия.
Процесс получения резин включает стадии изготовления резиной смеси и ее последующей
вулканизации. Качество резиновой смеси определяется, во-первых, ее пластоэластическими
свойствами, которые предопределяют поведение смеси на оборудовании в процессе изготовления
резиновых изделий; для оценки этих свойств разработан ряд специальных методов испытания. Во-
вторых, качество резиновой смеси определяется ее способностью образовывать при
вулканизации резину, обладающую требуемыми свойствами; при этом определяют, в частности, наличие в
резиновой смеси вулканизующих агентов, их количество и качество. Для оценки этих
характеристик разработаны методы определения вулканизационных свойств резиновых смесей.
При получении положительных результатов оценки пластоэластических и
вулканизационных свойств резиновых смесей из них вулканизуют так называемые стандартные образцы или
пластины, из которых вырубают образцы. Далее их испытывают для выявления соответствия
требованиям, установленным в нормативно-технической документации на резину. Как правило,
это определение таких свойств как прочность, твердость, морозостойкость, стойкость к
воздействию температур и агрессивных сред и т.д. Следует подчеркнуть, что условия приготовления
резиновой смеси, из которой получают стандартные образцы, и условия вулканизации этих
образцов существенно отличаются от условий приготовления смесей, из которых изготавливают
резиновые изделия, и условий их вулканизации. Так, резиновые смеси для стандартных
образцов изготавливают обычно на лабораторных вальцах, тогда как резиновые смеси, из которых
вулканизуют изделия, получают на больших вальцах или в резиносмесителях. Вулканизация
стандартных образцов проводится, как правило, при значительно более низких температурах,
чем вулканизация резиновых изделий. Все это является одной из причин несовпадения
результатов испытаний, полученных на стандартных образцах и на образцах, вырезанных из готовых
изделий. Второй причиной расхождения результатов является несовпадение размеров
образцов, поскольку из изделия обычно не удается изготовить образец, совпадающий со
стандартным. И, наконец, разное напряженное состояние, возникающее при испытании стандартных
образцов и при эксплуатации резиновых деталей, является причиной того, что свойства резин,
установленные на стандартных образцах не могут однозначно характеризовать поведение
резиновых деталей в процессе их эксплуатации. И тем не менее иногда результаты испытаний резин
i
1
I
I
I
коррелируют с эксплуатационными свойствами деталей. Например, прочность резин определяют^,
при растяжении до разрыва, при этом деформации достигают сотен процентов. Деформации
резиновых изделий составляют около десяти процентов. Однако износостойкость резиновой обкладки
конвейерныхлент, деформация которой ограничена армирующим материалом, пропорциональна
прочности резины при растяжении. Долговечность ряда резиновых силовых и противоударных
изделий, опор, патрубков и амортизаторов возрастает при повышении прочности резин. Снижение
сопротивления раздиру, которое определяется при растяжении до разрыва предварительно
надрезанного образа, приводит к разрушению уплотнений из-за выдавливания резины в зазор между
уплотняемыми поверхностями. Поэтому определение прочности резин при растяжении
используют для оценки качества как резин, так и резиновых изделий.
Испытания резиновых деталей проводят на образцах, изготовленных из изделия, на
лабораторных стендах, имитирующих условия эксплуатации резиновых изделий. Наиболее ценную
информацию дают натурные испытания в условиях эксплуатации, однако эти испытания
требуют продолжительного времени.
Наиболее важными являются механические испытания, представляющие собой
неотъемлемую часть разработки и изготовления резинотехнических изделий - это оценка пластоэласти-
ческих и вулканизационных свойств резиновых смесей, определение механических
характеристик резин на специально свулканизованных образцах, проверка качества армирующих
материалов и испытание самих резиновых деталей.
30.2. Стандартизация методов
механических испытаний резин
Результаты механических испытаний резин существенно зависят отусловий испытаний -
скорости деформации, величины и типа деформации, температуры и влажности окружающего воздуха,
размеров образца. Подразумевается, что при испытании в разных лабораториях одной и той же
резины должны получаться одинаковые результаты. Однако это возможно только при применении
стандартных методов испытаний, в которых указаны все без исключения условия испытаний.
Каждая страна разрабатывает свои национальные стандарты на методы испытаний резин- в
России это ГОСТ, в США - ASTM, в Германии - DIN, в Англии - BS. Однако с развитием
международной торговли возникли трудности при проверке качества резин, поскольку при испытании
одной и той же резины результаты не всегда совпадали из-за различных условий испытаний.
Это привело к необходимости создания международной организации по стандартизации ИСО (ISO),
комитеты которой разрабатывают стандарты на испытания разных материалов и изделий.
Механические методы испытаний резин относятся к комитету ИСО ТК 45. Разрабатываемые этой
организацией стандарты ISO базируются на национальных стандартах. В процессе разработки
этих стандартов каждая из стран-участниц считает правомерным введение в стандарт
характеристик, принятых в своем национальном стандарте. Поскольку невозможно объективно решить,
какой из национальных стандартов взять за основу разрабатываемого стандарта ИСО, то в него
нередко включают условия стандартов разных стран. Так, определение прочности резин при
растяжении во многих странах проводят на образцах в виде двусторонних лопаток, тогда как в
Германии обычно применяют кольцевые образцы. В стандарт ИСО 37 на метод определения
прочности включены образцы- лопатки и кольца. Другим примером является измерение
твердости обрезиненных валов. Разработаны три стандарта для измерения твердости резиновых
покрытий валов - в одном из них за основу взят метод ИСО 48, второй основан на
использовании твердомеров Шор А и Шор Д, третий базируется на приборе Пузея-Джонса. Применение
трех совершенно разных методов вовсе не является технической необходимостью. Однако разные
фирмы традиционно с давних пор применяют для измерения твердости покрытий валов разные
стандарты и всех устраивает включение в международный стандарт трех разных методов
испытания. В отечественной практике существовал другой подход. Например, в ГОСТ 262-93 на метод
_sAiL 543
испытания резин на раздир в качестве основных используют три разных образца в соответствии с
международными стандартами, тогда как отечественный метод испытания дугообразных образцов
(их обычно называют «почки») введен в качестве дополнительного. Приведенные ниже
отечественные стандарты рассмотрены с учетом стандартов ИСО.
Международная организация по стандартизации ИСО систематически проводит
межлабораторные испытания по разным методам испытаний резин. Эта работа позволяет выявить
методический уровень испытаний в разных странах, способствует установлению обоснованных
допусков на показатели качества материалов с учетом точности методов испытаний. Точность
методов испытаний оценивают на основании результатов межлабораторных испытаний. При этом
определяют повторяемость результатов при испытании одним оператором в одной
лаборатории на одном приборе и межлабораторную воспроизводимость при проведении испытаний в
разных лабораториях разными операторами на разных приборах. Результаты испытаний
рассчитывают по международному стандарту ИСО 5725 «Точность методов испытаний.
Определение повторяемости и воспроизводимости при межлабораторных испытаниях». Кроме того, для
решения этих задач разработан стандарт ИСОЯЯ 9272 «Резина и резиновые изделия.
Определение точности стандартов на методы испытаний».
Помимо стандартизованных методов существуют отраслевые методы испытаний резин.
Несмотря на то, что они занимают более низкое место по сравнению со стандартизованными
методами, их значимость может быть более высокой. К числу таких методов относятся, например,
методы определения деформационных свойств резин при деформациях порядка 10%,
соответствующих области деформации резиновых изделий.
30.3. Методы испытаний резин
30,3*1, Общие требования
к проведению испытаний резин
Результаты испытаний резин зависят от условий, в которых находился образец до
испытания, времени между вулканизацией образца и испытанием и других факторов. Результаты
испытаний резиновых изделий зависят от интервала времени с момента изготовления изделия до
его испытания и условий хранения изделия в этот период. Поэтому для получения
воспроизводимых результатов должны выполняться определенные условия, которые указываются в
отечественных и зарубежных стандартах. Стандарт ИСО 23529-2004 включает в себя описание
процедуры приготовления и кондиционирования образцов для испытаний резин, стандарт
ИСО 19004-2004 устанавливает определение чувствительности методов испытаний резин.
Общие требования к проведению динамических испытаний приведены в ГОСТ 23326-78, к
методам проведения усталостных испытаний - в ГОСТ 26365-84.
ГОСТ 269-66 «Резина. Общие требования к проведению физико-механических испытаний ».
Этот стандарт устанавливает общие требования к образцам, проведению испытаний, обработке
результатов испытаний и распространяется как на сами резины, так и на резины в сочетании с
другими материалами, в частности с металлом и тканью, и изделия из этих материалов.
Существенно, что образцы, изготовленные из резин, подвергают испытанию не ранее, чем через 16 ч
и не позднее 28 сут. после вулканизации, тогда как изделия и изготовленные из них образцы
испытывают не ранее 16 ч и не позднее 3 мес. после вулканизации. Перед испытанием образцы
кондиционируют при температуре 23±2°С и испытывают при этой же температуре. При
необходимости испытания проводят в условиях определенной влажности. Стандарт предусматривает
расчет показателей, характеризующих однородность резин и точность методов испытаний.
Следует подчеркнуть, что время выдержки образцов перед испытанием считают настолько
важным, что при проведении межлабораторных испытаний в рамках международной организа-
ции по стандартизации ИСО, когда одна страна изготавливает образцы для испытаний и рассылает
их другим странам, устанавливается определенный день, в который все участники должны
провести испытания.
30.3,2, Методы испытаний каучуков
и резиновых смесей
Первым этапом испытания является приготовление резиновых смесей и последующая их
вулканизация. Поскольку качество получаемых материалов существенно зависит от методики
выполнения этих операций, условия и оборудование для изготовления смесей и вулканизации
стандартизованы.
ГОСТ 30263-96 (ИСО 2393-94) «Смеси резиновые для испытания». ГОСТ устанавливает
требования к оборудованию и методикам приготовления, смешения и вулканизации резиновых смесей для
испытания, предусмотренные методами оценки каучуков. Приведены допуски на погрешность
взвешивания каучука и ингредиентов резиновых смесей, условия кондиционирования техуглерода,
характеристики стандартных лабораторных вальцев и закрытых резиносмесителей. Описана методика
проведения смешения каучука с ингредиентами на лабораторных вальцах и в закрытом резиносме-
сителе. Приведены условия приготовления и оборудование для стандартных вулканизованных
пластин, из которых вырубают, образцы в виде двойных лопаток для определения прочности.
Введение в каучук ингредиентов резиновой смеси, необходимое поведение смеси при
переработке на технологическом оборудовании, предварительное формование изделий может быть
обеспечено лишь при условии, что каучук и резиновая смесь обладают необходимой
пластичностью, т.е. способностью к необратимым деформациям, и требуемым сочетанием
пластичности и эластичности. Измерить этот показатель позволяют специальные методы испытаний.
ГОСТ 415-75 «Каучуки и резиновые смеси. Метод определения пластоэластических свойств на
пластометре». Метод заключается в сжатии образца между двумя плоскопараллельными плитами
под действием нагрузки при заданной температуре и в измерении высоты образца до приложения
нагрузки, под нагрузкой и после снятия нагрузки и «отдыха». Стандарт устанавливает форму и
размеры образцов, способ и условия их заготовки. Приведен вариант конструкции прибора для
испытания и порядок его проведения. Метод позволяет рассчитать пластичность, мягкость,
«восстанавливаемость», эластическое восстановление и относительное эластическое восстановление
испытанного материала. Это наиболее распространенный метод контроля резиновых смесей в отечественной
промышленности. Соответствует международному стандарту ИСО 7323 в части прибора для
испытания, но отличается от него способом отбора образцов для испытания и их размерами,
продолжительностью прогрева и «отдыха» образца после снятия нагрузки, температурой «отдыха», а также
параметрами толщиномера- измерительным усилием и диаметром измерительных площадок.
ГОСТ 10201-75 «Каучуки и резиновые смеси. Метод определения жесткости и эластического
восстановления по Дефо». Метод заключается в сжатии образца до заданной высоты под
действием выбранной нагрузки и измерении высоты после снятия нагрузки. Приведена схема
прибора для испытания и его технические характеристики, размеры, форма и условия приготовления
образцов для испытания. По результатам испытания рассчитывают жесткость и эластическое
восстановление образца. Стандарт в основном соответствует немецкому стандарту DIN 53514.
ГОСТ 10722-76 «Каучуки и резиновые смеси. Метод определения вязкости и способности к
преждевременной вулканизации». Стандарт устанавливает метод определения вязкости,
перепада вязкости, способности к преждевременной вулканизации и эластическому
восстановлению материала при деформации сдвига с заданной скоростью на ротационном дисковом
вискозиметре типа Муни. Этот стандарт в основном соответствует ИСО 667 и ИСО 289. Стандарт
устанавливает форму, размеры и условия изготовления образцов для испытания, а также форму и
размеры ротора и испытательной камеры. Приведена методика проведения испытания и
способ обработки полученной зависимости крутящего момента от времени.
I
I
!
I
I
I
1
I
I
I
yf* ГОСТ 12535-84 «Смеси резиновые. Метод определения вулканизационных характеристик на
вулкаметре». Метод заключается в измерении крутящего момента при сдвиговой деформации,
вызываемой колебаниями ротора с биконическим диском с определенной частотой и амплитудой
при заданной температуре образца резиновой смеси. Стандарт устанавливает метод и условия
приготовления образцов. Приведены вариант конструкции прибора, размеры биконического диска
и полуформ, в которых находится образец в процессе испытания. Рассмотрены три возможных
вида кривых кинетики вулканизации и применительно к ним способы определения
вулканизационных характеристик-минимального и максимального крутящего момента, времени начала
вулканизации, времени достижения оптимальной степени вулканизации и реверсии, показателя
скорости вулканизации. Стандарт в основном соответствует ИСО 3417.
Для контроля качества натурального каучука при торговых сделках определяют «индекс
сохранения пластичности», измеряемый по международному стандарту ИСО 2930, который не
имеет аналога в отечественной промышленности.
30,3.3, Методы определения прочностных
и упруго-гистерезисных свойств резин
ГОСТ 270-75 «Резина. Метод определения упругопрочностных свойств при растяжении».
Этот стандарт является одним из наиболее широко распространенных методов испытания
резин - его используют при разработке новых рецептур резин, при входном контроле качества
резиновых смесей, для оценки стабильности качества изготовления резиновых смесей в
производственных условиях.
Одной из характерных особенностей резин является возможность их растяжения на сотни
процентов. В то же время большинство резиновых деталей работают при деформациях, не
превышающих обычно 10-20%. И, тем не менее, существует корреляция между прочностью
резин, определяемой при их растяжении до разрыва, и эксплуатационными свойствами
резиновых деталей. Это обстоятельство также обусловливает широкое применение метода
определения прочности резин при растяжении.
Испытание заключается в растяжении с постоянной скоростью на разрывной машине
резинового образца в виде двусторонней лопатки. Удлинение образца определяют по расстоянию
между метками (рабочий участок), нанесенными на узкой части образца, нагрузку определяют
по силоизмерителю при заданных удлинениях и при разрыве образца. По результатам
измерений рассчитывают условную или истинную прочность при растяжении, относительное
удлинение при разрыве и напряжения при заданных удлинениях. Условная прочность представляет
собой отношение силы при разрыве образца к площади поперечного сечения образца до
растяжения. К моменту разрыва образец обычно сильно растянут и поскольку объем резины при
растяжении практически не изменяется, фактическая площадь поперечного сечения при
разрыве образца существенно меньше первоначальной. Истинная прочность равна отношению силы
при разрыве к фактической площади образца при разрыве и она больше условной прочности.
Испытания проводят на образцах в виде двусторонних лопаток, поскольку именно такая форма
обеспечивает, с одной стороны, удержание образца в зажимах машины за счет его широкой
части, и с другой стороны, разрыв именно в рабочем участке, находящемся в узкой части
образца. Стандарт предусматривает применение образцов, которые различаются размерами
рабочего участка. При испытании резин с большим удлинением при разрыве применяют образцы с
узким рабочим участком. В стандарт включены также короткие образцы длиной 35 мм для
возможности их вырубки из готовых деталей.
Помимо образцов-лопаток в стандарт включены образцы в виде колец, поскольку они
введены в международный стандарт ИСО 37 на метод определения прочности. Кольца имеют
наружный диаметр 52,6 мм и надеваются на два ролика, один из которых опускается с
постоянной скоростью, растягивая при этом образец, и принудительно вращается, вращая при этом
546 ^
испытуемое кольцо, которое, в свою очередь, вращает второй ролик. Преимуществом кольце- ^
вых образцов является простота измерения их деформации, поскольку она определяется
автоматически величиной перемещения подвижного ролика, тогда как деформацию
образцов-лопаток измеряют вручную по расстоянию между двумя метками на рабочем участке, что
затруднительно и недостаточно точно. Недостатком метода испытания образцов в виде колец является
неравномерная деформация по сечению кольца, вследствие чего прочность на кольцевых
образцах обычно на 5-15% ниже, чем на лопатках. В стандарт введены малые кольца диаметром
10 мм для заготовки образцов из готовых изделий.
|
I
»
I
!
I
Метод определения упруто-гистерезисных свойств резин
при малых деформациях
Стандартный метод определения упруго-прочностных свойств при растяжении не
позволяет определять модуль упругости резин при малых деформациях (несколько процентов) из-за
низкой точности измерения удлинения в этой области деформаций. Достоверными являются
измерения при деформации не менее 100%. В то же время знание модуля упругости
необходимо для расчета при конструировании резинотехнических деталей, работающих при небольших
деформациях. Разработанный для этих целей метод основан на растяжении с постоянной
скоростью образца на разрывной машине и автоматической записи зависимости
нагрузка-деформация при растяжении и последующем сокращении образца. Образец представляет собой
прямоугольную полоску с расширенными концами. Применение специальных зажимов, не
имеющих подвижных частей,-исключает выползание образца из зажимов в процессе растяжения и
позволяет измерять его деформацию непосредственно по перемещению зажима без
применения меток, ограничивающих рабочий участок, как это делается при стандартных испытаниях.
Метод позволяет проводить измерения деформаций в интервале от 0,5 до 30%. По
зависимости нагрузка-деформация определяют модуль упругости по наклону касательной. Касательная к
деформационной кривой в точке начала координат позволяет определить модуль при нулевой
деформации, который характеризует жесткость резины с еще не разрушенной углеродной
структурой. Для резин, содержащих активный техуглерод, этот модуль равен
приблизительно 100-200 МПа. Модуль, измеренный по наклону касательной при деформации 15-20%,
характеризует жесткость резины с разрушенной структурой и составляет 20-40 МПа.
Одновременно рассчитывают гистерезисные потери как отношение площади петли между кривыми
растяжения и сокращения к площади под кривой растяжения. Они характеризуют потерю энергии
на разрушение структуры активного наполнителя. Метод обладает высокой точностью,
коэффициент вариации определения модуля не превышает 3-5%.
Метод определения модуля упругости при малых растяжениях может быть использован при
контроле качества резин в производственных условиях, при проведении научных исследований
для оценки изменения структуры резин при деформировании, для расчета конструкции
резиновых деталей. Этот модуль хорошо коррелирует с жесткостью виброизоляторов, с жесткостью
манжет вращающихся валов, позволяет оценить анизотропию резин, применяемых для
изготовления клиновых ремней.
Методы испытаний резин на раздир
ГОСТ 262-93 «Резина. Определение сопротивления раздиру (раздвоенные, угловые и
серповидные образцы)» предусматривает проведение испытаний резин на раздир, что позволяет в
первом приближении определить склонность резины к разрастанию уже имеющегося дефекта-
надреза, прокола. Испытание заключается в растяжении с постоянной скоростью образца до
разрыва. Стандарт предусматривает три метода испытаний образцов разной формы в
соответствии с международными стандартами, в том числе метод, предусматривающий применение
дугообразного образца с надрезом. За результат испытания принимают отношение
максимальной силы к толщине образца. Результаты испытаний, полученные разными методами, как
правило, не коррелируют между собой. Стандарт в основном соответствует ИСО 34.
V 547
35*
30,3,4, Методы измерения твердости резин
Измерение твердости резины является наиболее простым методом определения ее упругих
свойств. Метод состоит в измерении глубины проникновения в резину металлического индентора
выбранной формы под действием заданной силы в течение установленного времени. Глубина
проникновения индентора в резину связана тем или иным соотношением с модулем упругости
резины, которое определяется формой индентора и приложенной к нему силой. Твердость резин,
резиновых изделий и вырезанных из них образцов измеряют в соответствии с отечественными и
зарубежными стандартами.
ГОСТ 263-75 «Резина. Метод определения твердости по Шору А». Метод заключается в
измерении сопротивления резины внедрению в нее индентора при прижатии твердомера к испытуемому
образцу. Индентор имеет форму усеченного конуса, сила, действующая на индентор в процессе
его внедрения в образец, создается пружиной и изменяется по мере погружения индентора в
образец. Стирание края усеченного конуса в процессе эксплуатации снижает точность измерения.
Твердость отсчитывают через 3 с, что недостаточно для проведения точного измерения. Твердость
измеряется в единицах Шора А в пределах от 0 до 100 ед. Резин с твердостью 100 ед. не
существует, этой твердости соответствует нулевое внедрение в образец, которое реализуется при прижатии
твердомера к стеклу или металлу. Прибор для измерения может быть портативным или
стационарно закрепленным на стойке, что повышает точность измерения. Несмотря на несовершенство
метода, он широко применяется для измерения твердости. Это связано с малыми размерами
прибора, легкостью, простотой и быстротой проведения измерения, возможностью измерения
твердости резиновых деталей. Стандарт частично соответствует ИСО 7619, который кроме метода
измерения по Шору А включает еще метод измерения по Шору Д. Последний предназначен для
измерения твердости пластмасс, но может быть использован для измерения твердости резин высокой
твердости. Прибор для измерения по внешнему виду похож на твердомер Шор А, индентор
представляет собой острую коническую иглу, усилие прижатия прибора к резиновому образцу должно
быть не менее 50 Н, результаты испытания выражаются в единицах по Шору Д, интервал
измерения составляет отД до 100 ед. Шора Д. Резинам с твердостью 90-95 ед. по Шору А ориентировочно
соответствуют резины с твердостью 40-45 ед. по Шору Д.
ГОСТ 20403-75 «Резина. Метод определения твердости в международных единицах (от 30 до
100IRHD)». Метод основан на измерении глубины внедрении в образец сферического индентора под
действием постоянного груза и переводе значений глубины в единицы IRHD по специальной таблице.
Аббревиатура IRHD переводится как«международные единицы твердости резины». Обычно шкалу
прибора градуируют в этих единицах и перевода по таблице глубины внедрения в единицы твердости
не требуется. Для повышения точности измерения, во-первых, перед измерением образец
прижимают к столу прибора прижимной лапкой, и, во-вторых, глубину внедрения измеряют как разность
между предварительной и основной нагрузкой. Величина предварительной нагрузки равна 30 гр.,
основной 550 гр., диаметр индентора равен 2,5 мм. Измерение твердости проводится на образцах
толщиной 8-10 мм. Стандарт разработан на основе ИСО 48. Поскольку единицы твердости по Шору А
широко применяются как в резиновой, так и в других отраслях промышленности, параметры
приборов и условия испытаний при разработке этого стандарта были выбраны так, чтобы численные
значения твердости резин в единицах по Шору А и единицах IRHD совпадали. В действительности
расхождения обычно не превышают нескольких единиц.
Кроме рассмотренного метода измерения на твердомере ГОСТ 20403-75 содержит метод
измерения на микротвердомере. Он разработан для измерения твердости малогабаритных
резиновых изделий, и его параметры подобраны так, чтобы значения твердости, полученные на
твердомере на образцах толщиной 8 мм и и на микротвердомере на образцах толщиной 2 мм
совпадали. В действительности расхождения не превышают 2-3 единицы IRHD. Метод испытания на
микротвердомере аналогичен испытанию на твердомере - образец прижимается к столу
прижимной лапкой, затем к нему прикладывается предварительная и основная нагрузки. Глубина
проникновения индентора определяется как разность между глубинами проникновения под дей-
ствием этих двух нагрузок, результаты испытания выражаются в единицах IRHD. Предваритель- ^^
ная нагрузка равна 0,83 г, основная 14,5 г, диаметр индентора равен 0,395 мм. Твердость
измеряется в диапазоне от 30 до 100 ед. IRHD. Следует учитывать, что значения твердости,
измеренные на пластине толщиной 2 мм и малогабаритном изделии, полученным из той же
резины, могут не совпадать. Это связано как с влиянием на результаты испытания формы
изделия, так и с расхождением условий вулканизации пластины и изделия.
Метод измерения твердости по стандарту ИСО 48, на основе которого разработан ГОСТ 20403-75,
включает в себя три метода испытания, охватывающих диапазон измерения от 10 до 100 IRHD -
мягкие резины от 10 до35 IRHD, резины средней твердости от 30 до 95 IRHD и твердые резины от
85 до 100 IRHD. Необходимость создания нескольких методов вызвана тем, что в зависимости от
твердости модуль упругости резин изменяется от 0,5 до 100 МПа, т.е. фактическая жесткость
резин может изменяться в 200 раз и поэтому измерить твердость всех резин на одном приборе
одним методом с достаточной точностью невозможно. Предполагается, что каждый из трех
методов обеспечивает достаточную точность измерения твердости в своем интервале. По
существу все три метода одинаковы и и различаются только диаметром индентора. При измерении
твердости мягких резин в качестве индентора используют стальной шар диаметром 5 мм, для
резин средней твердости 2,5 мм и для твердых резин 1 мм. ГОСТ 20403-75 в отличие от ИСО 48
предусматривает измерение твердых резин посредством индентора диаметром 2,5 мм.
Сравнительные испытания показали, что в диапазоне от 85 до100 IRHD точность методов измерения
резин средней твердости и твердых резин одинакова, поэтому необходимость применения
метода измерения твердых резин сомнительна. Американский стандарт ASTM D1484 рекомендует
для резин с твердостью по Шору А от 90 до 100 применять твердомер Шор Д.
Стандарт ИСО 7267 «Обрезиненные валы. Определение условной твердости» разработан для
определения твердости резиновых покрытий валов и включает в себя три стандарта:
- ИСО 7267/1 «Обрезиненные валы. Определение условной твердости. Часть 1 - метод IRHD»;
- ИСО 7267/2 «Обрезиненные валы. Определение условной твердости. Часть 2 - методы
измерения твердомерами Шора»; метод включает применение твердомеров Шор А и Шор Д;
- ИСО 7267/3 «Обрезиненные валы. Определение условной твердости. Часть 3 - метод Пузея-
Джонса»; метод основан на внедрении в резину сферического индентора диаметром 5 мм под
действием груза массой 1 кг и измерении глубины проникновения индентора, которая и является
результатом испытания.
В этом стандарте твердость называют условной, поскольку результаты измерения на
сферической поверхности вала покрытий разной толщины могут не совпадать с результатами,
полученными теми же методами на стандартных резиновых образцах.
Наличие трех методов измерения твердости валов вызвано не технической
необходимостью, а тем, что разные фирмы, изготавливающие валы, традиционно применяют разные
методы измерения твердости, поэтому принято устраивающее всех решение - все методы считать
стандартными.
30,3*5, Методы испытаниярезин на истирание
Испытание резин на истирание является значительно более сложным процессом, чем
испытание на прочность при растяжении и раздир, что затрудняет толкование получаемых результатов.
Результаты испытаний на истирание носят условный характер, поскольку существенно зависят от
конструкции прибора, на котором проводится испытание, условий испытания и абразивного
материала. Ввиду многообразия материалов, истирающих резиновые изделия при их эксплуатации, и
методических сложностей реализаций таких методов испытания обычно в качестве абразивного
материала используют шлифовальную шкурку. Истирание резин оценивают в относительных
единицах, сравнивая величину истирания испытуемой резины с истиранием специально
изготовленной стандартной резины.
I
I
!
!
I
г
1
I
I
1
I
I
I
ГОСТ 426-77 «Резина. Метод определения сопротивления истиранию при скольжении».
Метод заключается в истирании образца, прижатого к абразивной поверхности вращающегося с
постоянной скоростью диска при постоянной нагрузке и определении показателей
сопротивления истиранию. Приведены форма, размеры и условия изготовления образцов для испытания,
рассмотрена конструкция прибора. Материалом, истирающим резину должна быть
шлифовальная шкурка определенной марки. Для определения истирающей способности шкурки и ее
пригодности для испытаний применяют контрольную резину, рецептура, условия вулканизации и
физико-механические свойства которой приведены в стандарте. Описана методика проведения
испытания и приведены формулы для расчета результатов - сопротивления истиранию, убыли
объема образцов, коэффициента, учитывающего истирающую способность шлифовальной
шкурки и истираемости образцов.
ГОСТ 23509-79 «Метод определения сопротивлению истиранию при скольжении по
возобновляемой поверхности». Метод заключается в истирании образца, прижатого к абразивной
поверхности вращающегося барабана, и перемещении образца параллельно оси барабана и
вращением вокруг своей оси. Особенностью метода является проведение всего процесса
испытания по возобновляемой поверхности шлифовальной шкурки, закрепленной на барабане.
Приведены форма, размеры и условия изготовления образца, требования к прибору для
испытания, к шлифовальной шкурке и контрольной резине для проверки истирающей способности
шкурки. Описаны подготовка к испытанию и способ его проведения. За показатели истирания
резины принимают потери массы при истирании и индекс сопротивления истиранию. Этот
метод испытания соответствует немецкому стандарту DIN 53516.
30,3,6, Методы определения прочности связи резины
с другими материалами
Резинотехнические изделия часто представляют собой конструкцию, основанную на
комбинации резины с другими материалами - металлом, тканями. Прочность связи резины с этими
материалами определяет работоспособность изделий.
ГОСТ 209-75 «Резина и клей. Методы определения прочности связи с металлом при отрыве».
Метод заключается в измерении силы, необходимой для разрушения связи между поверхностями
резины, клея и металла, соединенных между собой. Испытание проводится на разрывной
машине. В зависимости от выбранного метода испытания усилие должно действовать
перпендикулярно поверхности соединения или под углом 45 градусов. Выбранный метод испытания зависит от
того, происходит ли крепление резиновой смеси к металлу при вулканизации или к металлу
крепится вулканизованная резина. В стандарте приведены форма, размеры и способы изготовления
образцов для испытания. Результатом испытания является прочность связи, равная отношению
максимальной силы при испытании к площади поперечного сечения образца. Помимо этого в
протоколе испытания указывается характер разрушения - произошло разрушение по массиву
резины или по границе резина-клей. Метод в основном соответствует ИСО 814.
ГОСТ 411-77 «Резина и клей. Методы определения прочности связи с металлом при
отслаивании». Метод (в стандарт входят методы А, Б и В) заключается в измерении силы,
вызывающей отслаивание резиновой полоски от металлической пластины. Испытание проводится на
разрывной машине. При отслаивании по методу А сила действует перпендикулярно плоскости
пластины, по методам Б и В - параллельно. Методы А и В предназначены для определения
прочности связи при креплении резиновых смесей к металлу в процессе вулканизации, метод Б
- при креплении вулканизованных резин к металлу, В стандарте приведены форма, размеры и
способы изготовления образцов для испытания. Приведен чертеж приспособления для
испытания по методу А. Прочность связи резины с металлом рассчитывают как отношение
максимальной (по методу А) или средней (методы Б и В) силы к ширине образца. В протоколе испытания
указывают характер разрушения - по массиву резины, по границе резина-клей или по границе
с праймером. Метод в основном соответствует ИСО 813.
ГОСТ 6768-75 «Резина и прорезиненная ткань. Метод определения прочности связи при
расслоении». Метод заключается в расслоении образца и определении силы, необходимой для
отделения двух испытуемых слоев друг от друга. Испытание проводят на разрывной машине. В
стандарте приведены форма, размеры и порядок подготовки образцов для испытания. Указаны
способы расчета силы расслоения при визуальном определении значений силы в процессе
расслоения образца и при автоматической записи кривой сила-время. Приведенный в стандарте
метод обработки многопиковой кривой, полученной при автоматической записи, соответствует
ИСО 6133. Прочность связи между слоями при расслоении рассчитывают как отношение силы
расслоения к ширине образца. Метод в основном соответствует ИСО 36.
30.3.7. Динамические методы испытаний резин
Методы усталостных испытаний в динамическом режиме. Резинотехнические изделия в
процессе эксплуатации, как правило, подвергаются многократным циклическим деформациям.
Резины в таких условиях разрушаются даже при относительно небольших нагрузках и
деформациях вследствие их усталости. Разработаны методы испытаний, позволяющие оценить
качество резин, из которых изготавливают изделия, работающие в динамических условиях. Общие
требования к проведению динамических испытаний изложены в ГОСТ 23326-78 «Резина.
Методы динимических испытаний. Общие требования» и в ИСО 4664 «Резина и термопласты.
Определение динамических свойств. Общие требования».
ГОСТ 261-79 «Резина; Метод определения усталостной выносливости при многократном
растяжении». Метод заключается в многократном растяжении образцов при знакопостоянном
цикле нагружения, измерении при испытании фактических значений статических и
циклических деформаций и определении числа циклов до разрушения образцов. Испытания проводят на
образцах в виде лопаток по ГОСТ 270-75. Приведены технические характеристики машины для
испытания. Описан порядок проведения испытания без предварительной деформации, при
наличии статической деформации и при гармоническом изменении деформации. Результат
испытаний характеризует усталостную выносливость при многократном растяжении. Показатели
усталостных свойств резины оценивают по зависимости усталостной выносливости от
статической и динамической деформации. Для характеристики усталостных свойств резин, которые
определяются зависимостью усталостной прочности от повторности нагружения,
рассчитывают коэффициент усталостной выносливости. В приложении приведен метод пересчета
результатов испытаний, полученных в разных режимах испытаний.
ГОСТ 9983-74 «Резина. Метод испытания на многократный продольный изгиб образцов с
прямой канавкой». Стандарт включает два метода - А и Б. Метод А заключается в определении
сопротивлении образованию и разрастанию трещин при испытании на многократный изгиб
образцов без прокола. Метод Б заключается в определении сопротивления разрастанию трещин
при испытании на многократный изгиб образцов с проколом. Приведены форма, размеры и
способ изготовления образцов, требования к машине для испытания. В процессе испытания
фиксируют время от начала испытания до появления трещин и определяют характер
разрастания, вид, число и размеры трещин в соответствии с приведенной таблицей. Сопротивление
образованию трещин оценивают числом изгибов, которое выдерживает образец от начала
испытания до образования первых видимых трещин. Этот стандарт соответствует международным
стандартам ИСО 132 и ИСО 133.
27110-86 «Резина. Метод определения эластичности по отскоку на приборе типа Шоба».
Метод заключается в измерении угла отскока маятника, падающего на образец с заданной
высоты. Установлена форма образца для испытаний, его размеры и способ получения. Описана
конструкция прибора типа Шоба и приведены его характеристики. Шкала прибора
градуирована в процентах, рассчитанных как отношение энергии, возвращенной образцом после его
деформации маятником, к энергии маятника в момент удара по образцу. Результатом испытания
является измеренная по шкале эластичность по отскоку в процентах. Эластичность резин по
1
i
I
I
I
.^Г отскоку- отношение возвращенной энергии к энергии, затраченной на деформацию образца при
ударе. Стандарт частично соответствует ИСО 4662, который включает несколько методов
определения эластичности, в том числе метод Шоба.
30,3,8, Методы испытаний резин
на термическое и озонное старение
Методы испытания резин на старение широко используются в отечественной и
международной практике для сравнительной оценки стойкости резин и прогнозирования изменения их
механических свойств в процессе хранения и эксплуатации резиновых изделий. Старение
резины проявляется в изменении ее свойств с течением времени. Испытание резин на стойкость к
старению обычно проводят при повышенных температурах, воздействии озона, кислорода,
агрессивных сред, в ненапряженном или напряженном состоянии. Испытание заключается в
сравнении тех или иных свойств резин до и после старения.
ГОСТ 9.024-74 «Резины. Методы испытания на стойкость к термическому старению».
Методы заключаются в том, что недеформированные образцы резин подвергают воздействию
воздуха или кислорода при повышенной температуре и определяют способность резин
сопротивляться их воздействию по изменению характерного показателя старения, который выбирают
так, чтобы он был чувствительным к старению и определял работоспособность резин. Таким
показателем может быть условная прочность при растяжении, относительное удлинение при
разрыве, твердость, сопротивление раздиру, сопротивление истиранию и др. В стандарте
приведена методика отбора образцов для испытания, приведены требования к термостату, в
котором проводится старение, в том числе точность поддержания температуры и кратность обмена
воздуха. При проведении испытаний термостаты загружают так, чтобы объем, занимаемый
образцами, не превышал 10% объема камеры термостата. Температуру старения выбирают в
зависимости от типа каучука, на основе которого изготовлена испытуемая резина. Стандарт
допускает проведение совместного старения резин на основе каучука одного типа, содержащих
противостарители одного типа и приблизительно одинаковые количества ускорителя,
вулканизующего агента и мягчителя одного типа. За результат испытания принимают изменение
характерного показателя после старения. Этот стандарт соответствует стандарту ИС0188.
ГОСТ 9.026-74 «Резины. Методы ускоренных испытаний на стойкость к озонному и
термосветоозонному старению». Метод заключается в том, что образцы подвергают статической или
динамической деформации растяжения в среде озонированного воздуха при заданных концентрации
озона, энергетической освещенности и температуре и определяют стойкость резины к указанным
воздействиям по одному или нескольким характерным показателям: наличию или отсутствию
трещин после заданной продолжительности старения при визуальном осмотре,
продолжительности старения до появления первых трещин, обнаруживаемых при визуальном осмотре и другим
показателям. Метод предназначен для контроля резин и резиновых изделий на стойкость к
озонному и термосветоозонному старению, для классификации и контроля резин по стойкости к
озонному и термосветоозонному старению. Приведен способ отбора образцов для испытания,
описана установка для испытания и требования к ней. Рассмотрен порядок проведения испытаний и
обработки полученных результатов. В приложении приведены методики определения
концентрации озона в камере для испытаний. Испытание резин на стойкость к озонному старению
проводится по ИС01431, а на стойкость к воздействию искусственных источников света- по ИСО 4665.
ГОСТ 9.029-74 «Резины. Методы испытаний на стойкость к старению при статической
деформации сжатия». Стандарт включает методы А и Б, первый из которых принципиально
соответствует стандарту ИСО 815, второй соответствует отечественной нормативно-технической
документации. Они различаются размерами образцов и условиями освобождения образцов из
струбцины после ее извлечения из термостата. Образцы подвергают статической деформации
сжатия и по относительной остаточной деформации определяют способность резин сохранять
эластические свойства после старения образцов в сжатом состоянии при заданных условиях.
?|
30,3,9, Методы испытании резин
при низких температурах
По мере понижения температуры резина утрачивает свои высокоэластические свойства,
возрастает ее жесткость, и при температуре стеклования она по существу превращается в
твердое тело. Это обусловлено процессом стеклования, который проявляется в уменьшении
подвижности макромолекул при понижении температуры. Увеличение жесткости резины по
мере понижения температуры оценивают путем определения ее морозостойкости. Суще-
ствуют методы определения морозостойкости при разных видах деформации - растяжении,
сжатии, сдвиге, изгибе, кручении. Предполагается, что результаты измерения
морозостойкости резиновых образцов при выбранном виде деформации предопределяют поведение
резиновых изделий при этой же деформации. В действительности степень увеличения жесткости
резины зависит не от вида деформации, а от ее значения, при котором проводится
испытание, и при равной деформации увеличение жесткости при понижении температуры
одинаково при всех видах деформации.
Кроме процесса стеклования жесткость резин при низких температурах дополнительно
возрастает вследствие протекания процесса кристаллизации. При кристаллизации резин
возникают упорядоченные образования макромолекул, что приводит так же, как и при стекловании, к
утрачиванию высокоэластических свойств и увеличению жесткости. Если стеклование
протекает во всех резинах без исключения, то кристаллизация происходит только в резинах на основе
кристаллизующихся каучуков, она протекает во времени, а ее скорость существенно зависит от
температуры и проходит через максимум, который обычно находится в области низких
температур. Для уменьшения времени испытания кристаллизуемость резин определяют при
температурах, соответствующих максимальной скорости кристаллизации каучука.
ГОСТ 408-78 «Резина. Методы определения морозостойкости при растяжении». Стандарт
включает два метода - А и Б, принцип которых заключается в растяжении образца на
заданное удлинение при 23°С под действием постоянной нагрузки в течение 5 мин и последующим
растяжении под этой же нагрузкой при выбранной низкой температуре. Метод А
предусматривает применение образца с рабочим участком 25 мм и его растяжение при 23°С на 100%. За
результат испытания принимают коэффициент морозостойкости, равный отношению
удлинения при низкой температуре к удлинению при 23°С. Метод Б предусматривает применение
образца с рабочим участком 100 мм, который вставляется в специальный зажим,
исключающий выползание при растяжении. Образец растягивают на 10% при 23°С под действием
постоянной нагрузки в течение 5 мин и под действием этой же нагрузки при низкой
температуре, после чего рассчитывают модуль эластичности. За результат испытания принимают
коэффициент морозостойкости, равный отношению модуля при 23°С к модулю при низкой
температуре. При необходимости испытания проводят при нескольких низких температурах,
строят зависимость модуля от температуры и по ней определяют температуры, при которых
модуль возрастает в 2,5,10 и 100 раз. Последняя температура соответствует температуре
стеклования резины.
ГОСТ 13808-79 «Резина. Метод определения морозостойкости по эластическому
восстановлению после сжатия». Метод заключается в определении способности образца, сжатого при
комнатной температуре, к восстановлению своей высоты при выбранной низкой температуре
после освобождения от нагрузки. Образцы для испытания имеют форму цилиндра высотой и
диаметром 10 мм. Предварительно охлажденный до температуры испытания прибор извлекают
из криокамеры, устанавливают образец, измеряют его высоту, сразу же сжимают на 20% и
опускают в криокамеру. После выдержки в ней в течение 5 мин при температуре испытания
образец освобождают от нагрузки, дают ему возможность восстановиться и через 3 мин
измеряют его высоту в криокамере. За результат испытания принимают коэффициент
морозостойкости, который рассчитывают по формуле. Результаты испытания зависят от конструкции
прибора, на котором производится испытание. Когда образец устанавливают при комнатной
температуре на охлажденную до температуры испытания опорную плиту и измеряют его высоту,
образец начинает немедленно охлаждаться. Температура, до которой он успевает охладиться,
зависит от массы опорной плиты и времени пребывания на ней образца. Поэтому сжатию
подвергается уже охлажденный до некоторой температуры образец, что ощутимо влияет на
результаты испытания - чем ниже температура образца до его сжатия, тем выше коэффициент
морозостойкости. Этим объясняется несовпадение результатов испытания, полученных на приборе ВН-
5202 завода «Металлист» и приборах других конструкций. Стандарт принципиально
соответствует ИСО 815, отличаются размеры образца, методика и время испытания.
ГОСТ 7912-74 «Резина. Метод определения температурного предела хрупкости».
Температурный предел хрупкости является самой низкой температурой, при которой резина не
разрушается в условиях испытания. Он может не совпадать с предельной температурой
работоспособности резиновых изделий при низких температурах. Под температурой хрупкости понимают
самую высокую температуру, при которой образец разрушается. Таким образом по
определению температурный предел хрупкости на один градус выше температуры хрупкости. Испытание
заключается в изгибе при температуре испытания консольно закрепленных образцов
ударником, движущимся со скоростью 2 м/с. Испытанию подвергают одновременно четыре образца.
Образец считают разрушенным при наличии хотя бы одного из следующих признаков
разрушения: разделение образца на части, наличие одной или нескольких трещин, расщепления,
выкрашивания. При разрушении хотя бы одного образца резину считают разрушенной. Определение
температурного предела хрупкости заключается в последовательном повышении или
понижении температуры до тех пор, пока не будет найдена искомая температура. При проверке резины
на соответствие требованиям нормативно-технической документации температурный предел
хрупкости не определяют, а проводят испытание при одной температуре, установленной в
документации. Если ни один из четырех образцов не разрушился, считают, что температурный
предел хрупкости резины равен или ниже температуры, при которой проводили испытание. Если
хотя бы один из четырех образцов разрушился, считают, что температурный предел хрупкости
резины выше температуры испытания. Отечественный стандарт в основном соответствует
стандарту ИСО 812.
ГОСТ 13270-67 «Резина. Метод определения кристаллизуемости». Стандарт
устанавливает метод определения кристаллизуемости сжатых резин и резиновых изделий на основе
кристаллизующихся каучуков. Метод позволяет относительно быстро оценить кристалли-
зуемость резин путем ускорения процесса кристаллизации за счет проведения испытания
при высоких степени сжатия и температуре максимальной скорости кристаллизации.
Метод заключается в определении способности образца восстанавливать свои размеры после
сжатия на 20-30% при 23°С и сжатого на 60-80% и выдержанного при температуре
максимальной скорости кристаллизации при низкой температуре после снятия нагрузки. В
стандарте приведены температуры максимальной скорости кристаллизации для разных
каучуков. За меру кристаллизации принимают отношение коэффициентов эластического
восстановления при большой и малой деформациях. На основе этого стандарта разработан
международный стандарт ИСО 6471.
Помимо рассмотренного стандарта кристаллизуемость резин можно оценить по ИСО 3387
по изменению твердости и по ИСО 815 по восстанавливаемости образцов, сжатых на 25%.
Однако для того чтобы прошел процесс кристаллизации в обоих случаях необходима длительная
выдержка образцов, измеряемая сутками.
ИСО 1432 «Резина. Определение увеличения жесткости при низких температурах (метод
Гемана)». Этот метод широко используется в зарубежной практике. Он метод заключается в
закручивании испытуемого образца, который последовательно соединен с калиброванной
проволокой определенной жесткости. В процессе испытания при комнатной и низких температурах
измеряют угол закручивания образца и проволоки и рассчитывают условный модуль образца.
По результатам испытания находят температуры, при которых условный модуль возрастает в 2,
5,10 и 100 раз по сравнению с модулем при комнатной температуре. В терминологии
отечественных методов испытания этим температурам соответствуют коэффициенты
морозостойкости 0,5, 0,2, 0,1 и 0,01. Модуль называют условным, поскольку в процессе испытания при
разных температурах отсутствует постоянный параметр - при каждой температуре изменяются
деформация и напряжение образца. Межлабораторные испытания, проводившиеся в рамках
ИСО, показали хорошее совпадение температур и недопустимо большие расхождения значений
условных модулей.
*31. СТАНДАРТИЗОВАННЫЕ МЕТОДЫ
ИСПЫТАНИИ ЭЛАСТОМЕРОВ
(АЛ. Лазарева)
В разделе представлены перечни методов испытаний каучуков, резин, и других эластомер-
ных материалов, а также некоторых ингредиентов, которые стандартизованы в России (в
основном еще в СССР) и Международной организацией по стандартизации ИСО (табл. 31.1-31.3).
Стандарты представлены в порядке возрастания номеров.
31.1. Государственные стандарты (ГОСТ)
на методы физико-механических и химических
испытаний резин и других эластомерных материалов
Обозначение стандарта
ГОСТ 209-75
ГОСТ 211-75
ГОСТ 252-75
ГОСТ 255-90
(ИСО 2473-72)
ГОСТ 258-75
ГОСТ 260-75
ГОСТ 261-79
ГОСТ 262-93
ГОСТ 263-75
ГОСТ 265-77
ГОСТ 267-73
ГОСТ 269-66
ГОСТ 270-75
ГОСТ 408-78
ГОСТ 409-77
ГОСТ 411-77
ГОСТ 426-77
ГОСТ Р ИСО 1817-2009
ГОСТ 6768-75
ГОСТ Р ИСО 7619-1-2009
ГОСТ Р ИСО 7619-2-2009
ГОСТ 7912-74
ГОСТ 9982-76
ГОСТ 9983-74
ГОСТ 10269-75
ГОСТ 10828-75
ГОСТ 10952-75
Наименование стандарта
Резина и клей. Методы определения прочности связи с металлом при отрыве
Эбонит. Метод определения сопротивления срезу
Резина. Метод определения относительного гистерезиса и полезной упругости при
растяжении
Эбонит. Метод определения предела прочности при изгибе
Эбонит. Метод определения хрупкости на маятниковом копре
Резина. Метод определения эластичности лаковой пленки на поверхности резины
Резина. Метод определения усталостной выносливости при многократном растяжении
Резина. Определение сопротивления раздиру (раздвоенные, угловые и серповидные
образцы)
Резина. Метод определения твердости по Шору А
Резина. Методы испытаний на кратковременное статическое сжатие
Резина. Методы определения плотности
Резина. Общие требования к проведению физико-механических испытаний
Резина. Метод определения упруго-прочностных свойств при растяжении
Резина. Методы определения морозостойкости при растяжении
Пластмассы ячеистые и резины губчатые. Метод определения кажущейся плотности
Резина и клей. Методы определения прочности связи с металлом при отслаивании
Резина. Метод определения сопротивления истиранию при скольжении
Резина. Определение стойкости к воздействию жидкостей
Резина и прорезиненная ткань. Метод определения прочности связи при расслоении
Резина вулканизованная или термопластичная. Определение твердости при вдавливании.
4.1. Метод с применением дюрометра (твердость по Шору)
Резина вулканизованная или термопластичная. Определение твердости при вдавливании.
Ч. 2. Метод измерения с применением карманного твердомера IRHD
Резина. Метод определения температурного предела хрупкости
Резина. Методы определения релаксации напряжения при сжатии
Резина. Методы испытаний на многократный продольный изгиб образцов с прямой
канавкой
Резина. Метод определения сопротивления старению по ползучести
Резина. Метод определения динамического модуля и модуля внутреннего трения при
знакопеременном изгибе с вращением
Резина. Методы определения усталостной выносливости при знакопеременном изгибе
с вращением
31.1. Государственные стандарты (ГОСТ)
на методы физико-механических и химических
испытаний резин и других эластомерных материалов (продолжение)
"*■
Обозначение стандарта
ГОСТ 11053-75
ГОСТ 11721-78
ГОСТ 11722-78
ГОСТ 12251-77
ГОСТ 12967-67
ГОСТ 13270-85
ГОСТ 13808-79
ГОСТ 14645-69
ГОСТ 14863-69
ГОСТ 17443-80
ГОСТ 19816.4-91
(ИСО 247-90)
ГОСТ 20014-83
ГОСТ 20403-75
ГОСТ 20418-75
ГОСТ 21751-76
ГОСТ 21981-76
ГОСТ 23016-78
ГОСТ 23020-78
ГОСТ 23326-78
ГОСТ 23509-79
ГОСТ 24576-81
ГОСТ 24841-81
ГОСТ 24974-81
ГОСТ 26365-84
ГОСТ 26554-85
ГОСТ 26555-85
ГОСТ 27110-вб
ГОСТ 27896-88
ГОСТ 28588.1-90
(ИСО 4661-1-86)
ГОСТ2В58В.2-90
.{ИСО 4661-2-86)
ГОСТ 28614-90
ГОСТ 28619-90
(ИСО 1408-87)
ГОСТ 28621-90
(ИСО 4645-84)
Наименование стандарта
Резина. Метод определения условно-равновесного модуля
Резина пористая. Метод определения упруго-прочностных свойств при растяжении
Резина пористая. Метод определения остаточного сжатия
Резина. Метод определения сопротивления истиранию при качении с проскальзыванием
Резина пористая. Метод определения коэффициента морозостойкости
Резина. Метод определения способности к кристаллизации при сжатии
Резина. Метод определения морозостойкости по эластическому восстановлению
после сжатия
Резиновые смеси для пористых изделий. Метод определения объемного расширения
Резина. Метод определения прочности связи резина-корд (Н-метод)
Резина. Метод определения усталостной выносливости связи резины с кордом при
многократном растяжении-сжатии
Каучук и резина. Определение золы
Резины пористые. Методы определения сопротивления сжатию
Резина. Метод определения твердости в международных единицах (от 30 до 100IRHD)
Резина. Метод определения теплообразования, остаточной деформации и усталостной
выносливости при многократном сжатии
Герметики. Метод определения условной прочности, относительного удлинения при
разрыве и относительной остаточной деформации после разрыва
Герметики. Метод определения прочности связи с металлом при отслаивании
Резина. Метод определения сопротивления раздиру на образцах-полосках
Резина. Метод определения работы разрушения при растяжении
Резина. Методы динамических испытаний. Общие требования
Резина. Метод определения сопротивления истиранию при скольжении по
возобновляемой поверхности
Резина. Идентификация противостарителей методом тонкослойной хроматографии
Эбонит. Общие требования к проведению физико-механических испытаний
Резина. Идентификация полимера методом пиролитической газовой хроматографии
Резина. Общие требования к методам усталостных испытаний
Резина. Методы определения общей серы
Резина. Методы определения технического углерода
Резина. Метод определения эластичности по отскоку на приборе типа Шоба
Резины, полимерные эластичные материалы, прорезиненные ткани и ткани с
полимерным эластичным покрытием. Методы определения топливопроницаемости
Резина. Подготовка проб и образцов для испытаний. Ч. 1. Физические испытания
Резина. Подготовка проб и образцов для испытаний. Ч. 2. Химические испытания
Резина. Идентификация полимеров (отдельных полимеров и смесей) методом
пиролитической газовой хроматографии
Резина. Определение содержания технического углерода. Пиролитический метод
и методы химической деструкции
Резина и резиновые изделия. Руководство по идентификации противостарителей
методом тонкослойной хроматографии
'31.1. Государственные стандарты (ГОСТ)
на методы физико-механических и химических
испытаний резин и других эластомерных материалов (окончание)
Обозначение стандарта
ГОСТ 28644-90
(ИСО 6528-1-84)
ГОСТ 28645-90
(ИСО 6528-3-88)
ГОСТ 28659-90
(ИСО 2454-82)
ГОСТ 28665-90
(ИСО 4650-84)
ГОСТ 28810-90
(ИСО 1827-76)
ГОСТ 28858-90
(ИСО 7780-87)
ГОСТ 29083-91
(ИСО 8053-86)
ГОСТ 30263-96
(ИСО 2393-94)
ИСО 7323-96
Наименование стандарта
Резина. Определение содержания общей серы. Ч. 1. Метод сжигания в колбе
с кислородом
Резина. Определение содержания общей серы. Ч. 3. Метод сжигания в печи
Изделия резиновые. Определение цинка методом титрования ЕДТА
Резина. Идентификация. Метод инфракрасной спектрометрии
Резина. Определение модуля сдвига. Метод сдвига четырехэлементного образца
Каучук и каучуковый латекс. Определение марганца фотометрическим методом
с использованием йоднокислого натрия
Каучук и латекс. Определение содержания меди. Фотометрический метод
Смеси резиновые для испытаний. Приготовление, смешение и вулканизация.
Оборудование и методы
Каучук и невулканизованная резиновая смесь. Определение показателей пластичности
и эластичного восстановления. Метод параллельных плит
Ткани с резиновым покрытием
ГОСТ 413-91
(ИСО 1420-87)
ГОСТ 28787-90
(ИСО 3303-90)
ГОСТ 28788-90
(ИСО 4646-89)
ГОСТ 28789-90
(ИСО 4675-79)
ГОСТ 28790-90
(ИСО 5979-82)
ГОСТ 28791-90
(ИСО 7854-84)
ГОСТ 29060-91
(ИСО 6179-89)
ГОСТ 29062-91
(ИСО 2231-89)
ГОСТ 29063-91
(ИСО 4637-79)
ГОСТ 30303-95
(ИСО 1421-77)
ГОСТ 30304-95
(ИСО 4674-77)
ГОСТ Р 12.4.199-99
(ИСО 7854-95)
ГОСТ Р 12.4.201-99
(ИСО 1419-95)
ГОСТ Р 12.4.202-99
(ИСО 1420-87)
Ткани с резиновым или пластмассовым покрытием. Определение водонепроницаемости
Ткани с резиновым или пластмассовым покрытием. Определение прочности на прорыв
Ткани с резиновым или пластмассовым покрытием. Испытание на удар при низкой
температуре
Ткани с резиновым или пластмассовым покрытием. Испытание на изгиб при низкой
температуре
Ткани с резиновым или пластмассовым покрытием. Определение гибкости. Метод
плоской петли
Ткани с резиновым или пластмассовым покрытием. Определение сопротивления
разрушению при изгибе (динамический метод)
Ткани с резиновым покрытием. Определение паропроницаемости летучих жидкостей
(гравиметрический метод)
Ткани с резиновым или пластмассовым покрытием. Стандартные условия
кондиционирования и испытания
Ткани с резиновым покрытием. Определение прочности сцепления резины с тканью.
Метод прямого натяжения
Ткани с резиновым или пластмассовым покрытием. Определение разрывной нагрузки
и удлинения при разрыве
Ткани с резиновым или пластмассовым покрытием. Определение сопротивления раздиру
Система стандартов безопасности труда. Материалы для средств индивидуальной
защиты с резиновым или пластмассовым покрытием. Методы определения сопротивления
на изгиб
Система стандартов безопасности труда. Материалы для средств индивидуальной
защиты с резиновым или пластмассовым покрытием. Метод искусственного старения
Система стандартов безопасности труда. Материалы для средств индивидуальной защи- 1
ты с резиновым или пластмассовым покрытием. Методы определения водопроницаемости |
558
-*$*--
31.2. Государственные стандарты (ГОСТ) на методы климатических испытаний
и защиты резин и других эластомерных материалов
Обозначение стандарта
ГОСТ 9.024-74
ГОСТ 9.026-74
ГОСТ 9.029-74
ГОСТ 9.030-74
ГОСТ 9.061-75
ГОСТ 9.065-76
ГОСТ 9.066-76
ГОСТ 9.068-76
ГОСТ 9.070-76
ГОСТ 9.701-79
ГОСТ 9.704-80
ГОСТ 9.709-83
ГОСТ 9.712-86
ГОСТ 9.713-86
ГОСТ 15152-69
Наименование стандарта
Единая система защиты от коррозии и старения. Резины. Методы испытаний на
стойкость к термическому старению
Единая система защиты от коррозии и старения. Резины. Методы ускоренных испытаний
на стойкость к озонному и термосветоозонному старению
Единая система защиты от коррозии и старения. Резины. Методы испытаний на
стойкость к старению при статической деформации сжатия
Единая система защиты от коррозии и старения. Резины. Методы испытаний настой-
кость в ненапряженном состоянии к воздействию жидких агрессивных сред
Единая система защиты от коррозии и старения. Резины. Методы ускоренных испытаний
на стойкость к воздействию жидких агрессивных сред при вращательном движении
в режиме трения
Единая система защиты от коррозии и старения. Резины. Методы испытаний настой-
кость к воздействию жидких агрессивных сред при постоянном растягивающем
напряжении
Единая система защиты от коррозии и старения. Резины. Метод испытания на стойкость
к старению при воздействии естественных климатических факторов
Единая система защиты от коррозии и старения, (ёрметизирующие материалы. Методы
испытаний на стойкость к воздействию жидких агрессивных сред
Единая система защиты от коррозии и старения. Резины. Методы испытаний на
стойкость к воздействию жидких агрессивных сред при статической деформации сжатия
Единая система защиты от коррозии и старения. Резины. Метод испытаний на стойкость
к радиационному старению
Единая система защиты от коррозии и старения. Резины. Методы определения
работоспособности уплотнитепьных деталей неподвижных соединений при радиационно-
термическом и термическом старении
Единая система защиты от коррозии и старения. Резины пористые. Методы ускоренных
испытаний на стойкость к термическому старению
Единая система защиты от коррозии и старения. Клеи. Методы испытаний клеевых
соединений резины с резинотканевыми материалами и металлами на стойкость
к воздействию жидких агрессивных сред.
Единая система защиты от коррозии и старения. Резины. Метод прогнозирования
изменения свойств при термическом старении
Единая система защиты от коррозии и старения. Изделия резиновые технические для
районов с тропическим климатом
31.3. Международные стандарты (МС ИСО) на методы
физико-механических и химических испытаний резин,
других эластомерных материалов и ингредиентов
Обозначение стандарта
Наименование МС ИСО
Каучук» сырые и невулканизованные резиновые смеси
МС ИСО 248:2005
МС ИСО 249:1995
МС ИСО 1656:1996
МС ИСО 1657:1986
МС ИС01795:2000
МС ИСО 2453:1991
МС ИСО 2930:1995
Каучук сырой. Определение содержания летучих веществ
Каучук натуральный сырой. Определение содержания загрязняющих примесей
Каучук натуральный сырой и натуральный каучуковый латекс. Определение содержания
азота
Каучук сырой и каучуковый латекс. Определение содержания железа. Фотометрический
метод с применением 1,10-фенантролина
Каучук сырой натуральный и синтетический. Отбор образцов и процедуры их приготовления
Каучук сырой бутадиенстирольный эмульсионный. Определение содержания связанного
стирола. Метод определения показателя преломления
Каучук сырой натуральный. Определение показателя сохранения пластичности
*
31.3. Международные стандарты (МС ИСО) на методы физико-механических и
химических испытаний резин, других эластомерных материалов и ингредиентов (продолжение)
Обозначение стандарта
Наименование МС ИСО
Каучука сырые и невулканизованные резиновые смеси (продолжение)
МС ИСО 4660:2011
Каучук сырой натуральный. Определение цветового показателя
МС ИСО 6225-1:2006
Каучук сырой натуральный. Определение содержания касторового масла. Ч. 1. Опреде-
ление содержания глицеридов касторового масла. Метод тонкослойной хроматографии
МС ИСО 6225-2:1990
Каучук сырой натуральный. Определение содержания касторового масла. Ч. 2. Опреде-
ление общего содержания рицинолевой кислоты. Метод газовой хроматографии
МС ИСО 6235:1995
Каучук сырой. Определение содержания блочного полистирола. Метод озонолиза
МС ИСО 7323:1985
Каучук сырой и невулканизованная резиновая смесь. Определение показателей пластич-
ности и эластического восстановления. Метод параллельных пластин
МС ИСО 7780:1998
Каучук и каучуковые латексы. Определение содержания марганца. Фотометрические
методы с применением периодата натрия
МС ИСО 7781:2008
Каучук бутадиенстирольный сырой. Определение содержания мыла и органических кислот
МС ИСО 8053:1995
Каучук и латекс. Определение содержания меди. Фотометрический метод
МС ИСО 9026:2007
Смеси резиновые сырые или невулканизованные. Определение когезионной прочности
МС ИСО 11089:2010
Каучук сырой синтетический. Определение содержания противостарителей методом
высокоразрешающей жидкостной хроматографии
МС ИСО 11344:2004
Каучук сырой синтетический. Определение молекулярно-массового распределения
полимеров, полученных полимеризацией в растворе, методом хроматографии на
проницаемом геле
МС ИСО 13773:1997
Каучук. Полихлоропреновый латекс. Определение щелочности
МС ИСО 16564:2004
Каучук сырой натуральный. Определение средней молекулярной массы и молекулярно-
массового распределения с применением вытеснительной хроматографии по размеру
МС ИСО 21461:2009
Каучук. Определение ароматичности масла в смесях вулканизованного каучука
Ингредиенты резиновой смеси
МС ИСО 1124:1988
Ингредиенты резиновой смеси. Отбор проб углеродной сажи (техуглерода) из партии
МС ИСО 1125:1999
Ингредиенты резиновой смеси. Углеродная сажа. Определение содержания золы
МС ИСО 1126:2006
Ингредиенты резиновой смеси. Углеродная сажа. Определение потерь при нагреве
МС ИСО 1138:2007
Ингредиенты резиновой смеси. Углеродная сажа. Определение содержания серы
МС ИСО 1304:2006
Ингредиенты резиновой смеси. Углеродная сажа. Определение йодного числа адсорбции
МС ИСО 1306:1995
Ингредиенты резиновой смеси. Углеродная сажа (гранулированная).
Определение плотности засыпки
МС ИСО 1435:1996
Ингредиенты резиновой смеси. Углеродная сажа (гранулированная).
Определение содержания мелких фракций
МС ИСО 1437:2007
Ингредиенты резиновой смеси. Углеродная сажа. Определение остатка на сите
МС ИСО 3257:1992
Ингредиенты резиновой смеси. Углеродная сажа. Метод оценки содержания в бутадиен-
стирольном каучуке
МС ИСО 3858:2008
Ингредиенты резиновой смеси. Углеродная сажа. Определение коэффициента пропуска
ния света толуоловым экстрактом ^^
МС ИСО 4652-1:1994
Ингредиенты резиновой смеси. Углеродная сажа. Определение удельной площади поверх-
ности частиц методами, основанными на поглощении азота. Ч. 1. Измерение в одной точке
МС ИСО 4656-1:1992
Ингредиенты резиновой смеси. Углеродная сажа. Определение показателя поглощения
дибутилфталата. Ч. 1. Метод с применением абсорбциометра
МС ИСО 5435:2008
Ингредиенты резиновой смеси. Углеродная сажа. Определение насыщенности цвета
МС ИСО 5794-1:2010
Ингредиенты резиновой смеси. Осажденный гидратированный диоксид кремния.
Ч. 1. Методы испытания сырья для резины
МС ИСО 5794-2:1998
Ингредиенты резиновой смеси. Осажденный гидратированный диоксид кремния.
2. Методика оценки для бутадиенстирольного каучука
МС ИСО 5796:2000 Ингредиенты резиновой смеси. Природный углекислый кальций. Методы испытаний
31.3. Международные стандарты (МС ИСО) на методы физико-механических и
химических испытаний резин, других эластомерных материалов и ингредиентов (продолжение)
Обозначение стаидарта| Наименование МС ИСО
Ингредиенты резиновой смеси (продолжение)
МС ИСО 6209:2009
МС ИСО 6810:1995
МС ИСО 6894:1991
МС ИСО 8312:1999
МС ИСО 8332:2006
МС ИСО 8511:1995
МС ИСО 9298:1995
МС ИСО 11234:1995
МС ИСО 11235:1999
МС ИСО 11236:2000
МС ИСО 15825:2004
МС ИСО 18852:2005
МС ИСО 21869:2006
МС ИСО 21870-2005
МС ИСО/TR 8942:1988
Ингредиенты резиновой смеси. Углеродная сажа. Определение содержания веществ,
экстрагируемых растворителем
Ингредиенты резиновой смеси. Углеродная сажа. Определение удельной площади
поверхности. Метод поглощения бромида цетилтриметиламмония (СТАВ)
Ингредиенты резиновой смеси. Углеродная сажа. Приготовление образцов для
определения числа поглощения дибутилфталата (прессованный образец)
Ингредиенты резиновой смеси. Стеариновая кислота. Определение и методы испытаний
Ингредиенты резиновой смеси. Сера. Методы испытаний
Ингредиенты резиновой смеси. Углеродная сажа. Определение гранулометрического
состава
Ингредиенты резиновой смеси. Оксид цинка. Методы испытаний
Ингредиенты резиновой смеси. Углеродная сажа (гранулированная).
Определение содержания пылевидных частиц
Ингредиенты резиновой смеси. Сульфенамидные ускорители. Методы испытаний
Ингредиенты резиновой смеси. Стабилизаторы на основе п-фенилендиамина.
Методы испытаний
Ингредиенты резиновой смеси. Углеродная сажа. Определение распределения крупности
заполнителя методом фотоседиментометрии с применением дисковой центрифуги
Ингредиенты резиновой смеси. Определение площади поверхности азота по многим
точкам (NSA) и площади поверхности слоя статистическим методом (STSA)
Ингредиенты резиновой смеси. Оксид магния. Методы испытаний
Ингредиенты резиновой смеси. Углеродная сажа. Определение тепловых потерь при
высоких температурах методом термогравиметрии
Ингредиенты резиновой смеси. Углеродная сажа. Определение прочности на
раздавливание отдельных гранул
Резина (каучук вулканизованный или термопластичный и невулканизированный)
МС ИСО 34-1:2010
МС ИСО 34-2:2007
МС ИСО 36:2011
МС ИСО 37:2005
МС ИСО 48:2010
МС ИСО 132:2005
МС ИСО 188:2007
МС ИСО 289-1:2005
МС ИСО 289-2:1994
МС ИСО 289-3:1999
МС ИСО 289-4:2003
Каучук вулканизованный или термопластичный. Определение сопротивления раздиру.
Ч. 1. Надрезанные, угловые и серповидные образцы для испытаний
Каучук вулканизованный или термопластичный. Определение сопротивления раздиру.
Н. 2. Малые испытательные образцы (образцы Дельфта)
Каучук вулканизованный или термопластичный. Определение прочности сцепления
с тканью
Каучук вулканизованный или термопластичный. Определение механических свойств
при растяжении
Каучук вулканизованный или термопластичный. Определение твердости (от 10 до 100 IRHD
Каучук вулканизованный или термопластичный. Определение устойчивости к образованию
и росту трещин при многократной деформации (на машине De Mattia)
Каучук вулканизованный или термопластичный. Испытания на ускоренное старение
и теплостойкость
Каучук невулканизованный. Определение вязкости при помощи вискозиметра со
сдвиговым диском. Ч. 1. Определение вязкости по вискозиметру Муни
Каучук невулканизованный. Определение вязкости при помощи вискозиметра со
сдвиговым диском. Ч. 2. Определение характеристик предварительной вулканизации
Каучук невулканизованный. Определение вязкости при помощи вискозиметра со
сдвиговым диском. Ч. 3. Определение показателя по Муни неокрашенного, маслонаполнен-
ного полимеризованного в эмульсии бутадиенстирольного каучука
Каучук невулканизованный. Определение вязкости при помощи вискозиметра со
сдвиговым диском. Ч. 4. Определение скорости релаксации напряжений по Муни
36 — 5465
JK
i
31.3. Международные стандарты (МС ИСО) на методы физико-механических и
химических испытаний резин, других эластомерных материалов и ингредиентов (продолжение)
Обозначение стандарта Наименование МС ИСО
Резина (каучук вулканизованный или термопластичный) (продолжение)
МС ИСО 812:2006
МС ИСО 813:2010
МС ИСО 814:2007
МС ИСО 811:2008
МС ИСО 815-2:2008
МС ИСО 1407:2009
МС ИСО 1408:1995
МС ИСО 1431-1:2004
МС ИСО 1431-3:2000
МС ИСО 1432:1988
МС ИСО 1658:2009
МС ИСО 1817:2005
МС ИСО 1927:1991
МС ИСО 1853:2011
МС ИСО 2007:2007
МС ИСО 2285:2007
МС ИСО 2302:2005
МС ИСО 2303:2011
МС ИСО 2322:2009
МС ИСО 2393:2008
МС ИСО 2454:1995
МС ИСО 2475:1999
МС ИСО 2476:2009
МС ИСО 2781:2008
МС ИСО 2782:2006
МС ИСО 2878:2005
МС ИСО 2921:2005
МС ИСО 2951:1974
МС ИСО 3384:2005
Каучук вулканизованный. Определение хрупкости при низкой температуре
Каучук вулканизованный или термопластичный. Определение прочности сцепления
с жесткой подложкой. Метод отслаивания под прямым углом
Каучук вулканизованный. Определение прочности сцепления с металлом. Метод двух
пластинок
Каучук вулканизованный или термопластичный. Определение остаточной деформации
сжатия. Ч. 1. Определение при стандартной или повышенной температурах
Каучук вулканизированный или термопластичный. Определение остаточной деформации
сжатия. Ч. 2. Определение при низких температурах
Каучук. Определение содержания веществ, экстрагируемых растворителями
Каучук. Определение содержания углеродной сажи. Методы пиролизной и химической
деструкции
Каучук вулканизованный или термопластичный. Стойкость к растрескиванию под
действием озона. Ч. 1. Определение деформации в статических и динамических условиях
Каучук вулканизованный или термопластичный. Стойкость к растрескиванию под
действием озона. Ч. 3. Контрольный и альтернативный методы определения концентрации
озона в лабораторных испытательных камерах
Каучук вулканизованный или термопластичный. Определение низкотемпературного
затвердевания (испытания по Гейману)
Каучук натуральный. Методика оценки
Резина. Определение стойкости к воздействию жидкостей
Каучук вулканизованный или термопластичный. Определение модуля сдвига или
прочности сцепления с жесткими пластинами. Метод испытания на сдвиг с использованием
четырех пластин
Каучуки токопроводящие и антистатические, вулканизованные или термопластичные.
Измерение удельного сопротивления
Каучук невулканизованный. Определение пластичности. Метод с применением экспресс-
пластометра
Каучук вулканизованный и термопластичный. Определение остаточной деформации
при постоянном удлинении и остаточной деформации, удлинения и ползучести при
постоянной растягивающей нагрузке
Бутилкаучук. Методики оценки
Каучук изопреновый. Немаслонаполненный, растворного типа. Методики оценки
Каучук бутадиенстирольный. Полимеризованный в эмульсии и растворе. Методики оценки
Смеси резиновые для испытания. Приготовление, смешение и вулканизация.
Оборудование и методы
Изделия резиновые. Определение содержания цинка. Титриметрический метод с
применением EDTA
Каучук хлоропреновый общего назначения. Методика оценки
Каучук бутадиеновый растворный. Методики оценки
Резина. Определение плотности
Каучук вулканизованный и термопластичный. Определение газопроницаемости
Резина. Антистатики и злектропроводники. Определение электрического сопротивления
Каучук вулканизованный. Определение свойств при низкой температуре. Метод
температурного сокращения
Зезина. Метод определения сопротивления изоляции
(аучук вулканизованный или термопластичный. Определение релаксации напряжений
при сжатии при температуре окружающей среды и при повышенной температуре
МС ИСО 3387:1994 |Каучук. Определение эффектов кристаллизации путем измерения твердости
31.3. Международные стандарты (МС ИСО) на методы физико-механических и
химических испытаний резин, других эластомерных материалов и ингредиентов (продолжение)
^
Обозначение стандарт!
Наименование МС ИСО
Резина (каучук вулканизованный или термопластичный) (продолжение)
МС ИСО 3417:2008
МС ИСО 3865:2005
МС ИСО 4097:2007
МС ИСО 4645:1984
МС ИСО 4647:2010
МС ИСО 4649:2010
МС ИСО 4650:2005
МС ИСО 4658:1999
МС ИСО 4659:2003
МС ИСО 4661-2:1987
МС ИСО 4662:2009
МС ИСО 4663:1986
МС ИСО 4664-1:2005
МС ИСО 4665:2006
МС ИСО 4666-1:2010
МС ИСО 4666-2:2008
МС ИСО 4666-3:2010
МС ИСО 5478:2006
МС ИСО 5600:2011
МС ИСО 5603:2011
МС ИСО 5945:1989
МС ИСО 6101-1:1991
МС ИСО 6101-2:1997
МС ИСО 6101-3:1997
МС ИСО 6101-4:1997
МС ИСО 6101-5:2006
МС ИСО 6133:1998
МС ИСО 6502:1999
МС ИСО 6505:2005
МС ИСО 6528-1:1992
Каучук. Определение вулканизационных характеристик кюрометром с колеблющимся
диском
Каучук вулканизованный или термопластичный. Методы определения окрашивания при
контакте с органическим материалом
Каучук этиленлролиленовый тройной (EPDM). Методика оценки
Резина и резиновые изделия. Руководство по идентификации противостарителей
методом тонкослойной хроматографии
Резина вулканизованная. Определение статической адгезии к текстильному корду.
Испытание на отрыв Н-методом
Каучук вулканизованный и термопластичный. Определение сопротивления истиранию
с применением вращающегося цилиндрического барабана
Каучук. Идентификация. Метод инфракрасной спектрометрии
Каучук бутадиен-акрилонитрильный. Методика оценки
Каучук бутадиен-стирольный (сажевый или сажемасляный). Методика оценки
Резина. Приготовление образцов и образцов для испытаний. Ч. 2. Химические испытания
Каучук. Определение эластичности резин по отскоку
Резина. Определение динамических свойств вулканизатов при низких частотах. Метод
торсионного маятника
Каучук вулканизованный или термопластичный. Определение динамических свойств.
Общее руководство
Каучук вулканизованный и термопластичный. Стойкость к атмосферным воздействиям
Резина вулканизованная. Определение повышения температуры и усталостной
прочности при испытании на флексометре. Ч. 1. Основные принципы
Резина. Определение повышения температуры и усталостной прочности при испытании
на флексометре. Ч. 2. Роторный флексометр
Резина. Определение повышения температуры и усталостной прочности при испытании
на флексометре. Ч. 3. Сжимающий флексометр
Каучук. Определение содержания стирола. Метод нитрования
Резина. Определение прочности крепления резин к коническим поверхностям твердых
материалов
Резина. Определение прочности связи с металлокордом
Каучук. Определение содержания полиизопрена
Каучук. Определение содержания металлов спектрометрическим методом атомной
абсорбции. Ч. 1. Определение содержания цинка
Каучук. Определение содержания металлов спектрометрическим методом атомной
абсорбции. Ч. 2. Определение содержания свинца
Каучук. Определение содержания металлов спектрометрическим методом атомной
абсорбции. Ч. 3. Определение содержания меди
Каучук. Определение содержания металлов спектрометрическим методом атомной
абсорбции. Ч. 4. Определение содержания марганца
Каучук. Определение содержания металлов спектрометрическим методом атомной
абсорбции. Ч. 5. Определение содержания железа
Каучук и пластмассы. Анализ многопиковых кривых, полученных при определении
сопротивления разрыву и адгезионной прочности
Каучук. Руководство по применению кюрометров
Каучук вулканизованный или термопластичный. Определение склонности к прилипанию
к металлам и вызыванию коррозии металлов
Резина. Определение общего содержания серы. Ч. 1. Метод сжигания в кислородной колбе
у?*31.3. Международные стандарты (МС ИСО) на методы физико-механических и
химических испытаний резин, других эластомерных материалов и ингредиентов (продолжение)
I
Обозначение стандарта
Наименование МС ИСО
Резина (каучук вулканизованный или термопластичный) (продолжение)
МС ИСО 6528-2:1992
Резина. Определение общего содержания серы. Ч. 2. Метод плавления с применением
пероксида натрия
МС ИСО 6528-3:1988
Резина. Определение общего содержания серы. Ч. 3. Метод сжигания в печи
МС ИСО 6914:2008
Каучук вулканизованный или термопластичный. Определение характеристик старения
путем измерения релаксации напряжений при растяжении
МС ИСО 6943:2007
Резина. Определение усталости при растяжении
МС ИСО 7269:1995
Резина. Определение содержания свободной серы
МС ИСО 7270-1:2003
Каучук. Анализ методами пиролитической газовой хроматографии. Ч. 1. Идентификация
полимеров (отдельных полимеров и их смесей)
МС ИСО 7270-2:2005
Каучук. Анализ методами пиролитической газовой хроматографии. Ч. 2. Определение
соотношения стирола/бутадиена/изопрена
МС ИСО 7323:2006
Каучук сырой и невулканизованная резиновая смесь. Определение показателей
пластичности и эластического восстановления. Метод параллельных пластин
МС ИСО 7619-1:2010
Каучук вулканизованный или термопластичный. Определение твердости вдавливанием.
Ч. 1. Метод с применением твердомера (твердость по Шору)
МС ИСО 7619-2:2010
Каучук вулканизованный или термопластичный. Определение твердости вдавливанием.
Ч. 2. Метод с применением карманного твердомера IRHD
МС ИСО 7663:2005
Галобутилкаучук (ВНР, и CIIR). Методики оценки
МС ИСО 7725:1991
Каучук и резиновые изделия. Определение содержания брома и хлора. Метод сжигания
в колбе в присутствии кислорода
МС ИСО 7743:2008
Каучук вулканизованный или термопластичный. Определение
деформационно-прочностных свойств при сжатии
МС ИСО 7780:1998
Каучук и каучуковые латексы. Определение содержания марганца. Фотометрические
методы с применением периодата натрия
МС ИСО 8013:2006
Резина. Определение устойчивости к ползучести при сжатии или сдвиге
МС ИСО 8053:1995
Каучук и латекс. Определение содержания меди. Фотометрический метод
МС ИСО 8054:1996
Смеси резиновые вулканизованные и невулканизованные. Определение содержания
сульфидной серы. Иодометрический метод
МС ИСО 9026:2007
Смеси резиновые сырые и невулканизованные. Определение когезионной прочности
МС ИСО 9924-1:2000
Каучук и резиновые изделия. Определение состава вулканизатов и невулканизованных
смесей методом термогравиметрии. Ч. 1. Бутадиеновый, сополимер и тройной сополи-
мер этиленпропиленовые, бутилкаучук, изопреновый и бутадиенстирольный каучуки
МС ИСО 9924-2:2000
Каучук и резиновые изделия. Определение состава вулканизатов и невулканизованных
смесей методом термогравиметрии. Ч. 2. Бутадиеннитрильные и галобутилкаучуки
МС ИСО 10398:1998
Каучук. Идентификация ускорителей в вулканизованных и невулканизованных смесях
МС ИСО 11345:2006
Каучук. Оценка дисперсии активных наполнителей. Экспресс-метод сравнительного
анализа
МС ИСО 11346:2004
Каучук вулканизованный или термопластичный. Оценка срока службы и максимальной
температуры применения
МС ИСО 12965:2000
Каучук бутадиеновый. Определение микроструктуры методом инфракрасной
спектрометрии
МС ИСО 13226:2005
Каучук. Эталонные эластомеры для определения влияния жидкостей на
вулканизованный каучук
МС ИСО 14558:2000
Каучук. Определение остаточной ненасыщенности гидрированного бутадиеннитрильного
каучука с помощью инфракрасной спектроскопии
МС ИСО 15113:2005
Каучук. Определение фрикционных характеристик
Каучук и добавки к нему. Определение содержания общей серы с помощью
автоматического анализатора
МС ИСО 15671:2000
31.3. Международные стандарты (МС ИСО) на методы
физико-механических и химических испытаний резин,
других эластомерных материалов и ингредиентов (окончание)
Обозначение стандарта
Наименование МС ИСО
Резина (каучук вулканизованный млн термопластичный) (продолжение)
МС ИСО 15672:2000
МС ИСО 16565:2008
МС ИСО 17564:2008
МС ИСО 18517:2005
МС ИСО 19004:2004
МС ИСО 21561:2005
МС ИСО 23529:2010
МС ИСО 23794:2010
МСИСОЯИ 7620:2005
МС ИСОЯЙ 9272:2005
Каучук и добавки к нему. Определение содержания общего азота с помощью
автоматического анализатора
Резина. Определение содержания 5-этилиденнорборнена (ENB) или дициклопентадие
на (DCPD) в тройном зтиленпролиленовом каучуке с диеновым сомономером (ЕРОМ)
Каучук нитрильный. Определение остаточной ненасыщенности в нитрильном
гидрокаучуке по йодному числу
Каучук вулканизованный или термопластичный. Определение твердости. Введение
и руководство
Резина и резиновые изделия. Определение чувствительности методов испытания
Бутадиенстирольный каучук (SBR). Определение микроструктуры полимеризованного
в растворе SBR
Каучук. Общие процедуры приготовления и кондиционирования испытательных образцов
для испытаний физических свойств
Каучук вулканизованный или термопластичный. Испытание на истирание. Руководство
Материалы резиновые. Химическая стойкость
Каучук и каучуковые изделия. Определение точности для стандартов на методы испытаний
Ниже приведен перечень испытаний при входном контроле некоторых, наиболее массовых,
ингредиентов.
Наполнители (см. также пп. 5.1. Технический углерод). При входном контроле технического
углерода марок К324, К354, П514, П701, П705, П803, Т900 (ГОСТ 7885-86) определяют:
- абсорбцию дибутилфталата - по ГОСТ 25699.5-90;
- массовую долю потерь при температуре 105°С - по ГОСТ 25699.7-90;
- массовую долю остатка после просеивания на сите с сеткой № 014К - по ГОСТ 25699.10-90;
- удельную адсорбционную поверхность - по ГОСТ 25699.4-90.
Светлые наполнители (см. также пп. 5.2. Светлые наполнители). Для двуокиси (диоксида)
кремния -Аэросил марки А-300 (ГОСТ 14922-77) при входном контроле определяют:
- массовые доли влаги, крупных частиц;
- потери массы при прокаливании;
- насыпную плотность;
- удельную поверхность по методу БЗТ.
Для сажи белой марок БС-50 и БС-100 (ГОСТ 18307-78) при входном контроле определяют:
- массовые доли двуокиси (диоксида) кремния, влаги;
- массовую долю остатка после просеивания на сите с сеткой № 014К - по ГОСТ 6613-86;
- удельную поверхность по адсорбции фенола.
Для оксидов металлов (см. также пп. 5.2.4. Оксиды металлов) при входном контроле
определяют:
для белил цинковых марки БЦОМ (ГОСТ 202-84):
- массовую долю соединений цинка в пересчете на ZnO;
- потери массы при прокаливании по ГОСТ 21119.9-75;
щ\я двуокиси (диоксида) титана пигментной марки ТС (ТУУ24.1 .-14005076-064-2004):
- массовую долю летучих веществ по ГОСТ 21119.1-75;
- насыпную массу;
- рН водной суспензии по ГОСТ 21119.3-75;
- масляное число;
I
I
I
I
для оксида кадмия (ГОСТ 11120-75):
- массовые доли оксида кадмия, нерастворимых в соляной кислоте веществ;
для оксида кальция (ГОСТ 8677-76):
- массовые доли оксида кальция, нерастворимых в соляной кислоте веществ;
для магнезии жженой технической (ГОСТ 844-79):
- массовую долю оксида магния;
- потери в массе при прокаливании;
- остаток при просеве на сите с сеткой № 014К.
Для силикатов (см. также пп. 5.2.3. Силикаты) при входном контроле определяют:
для каолина обогащенного (ГОСТ 19608-84):
- массовую долю остатка на сите с сеткой № 014 - по ГОСТ 19286-77;
- массовую долю влаги - по ГОСТ 19609.14-89.
Для карбонатов кальция (см. также пп. 5.2.1. Карбонаты кальция) при входном контроле
определяют:
для мела природного обогащенного марок ММОР, ММС1 (ГОСТ 12085-88):
- массовую долю СаС03 + MgC03 в пересчете на СаС03 - по ГОСТ 21138.5-78;
- массовую долю влаги - по ГОСТ 19219-73;
- остаток на сите с сеткой № 014К- по ГОСТ 20082-74.
Для сульфатов и сульфидов (см. также пп. 5.2.5. Сульфаты) при входном контроле
определяют:
для бария сернокислого (сульфата бария) (ГОСТ 3158-75):
- массовые доли веществ, растворимых в соляной кислоте, и воды;
- массовую долю остатка на сите с сеткой № 014.
Пластификаторы. При входном контроле пластификаторов, улучшающих морозостойкость
(см. также пп. 6.1. Морозостойкие пластификаторы), определяют:
для сложныхэфиров - дибутилсебацината (ДБС) и дибутилфталата (ДБФ) (ГОСТ 8728-88):
- плотность - по ГОСТ 18329-73;
-число омыления;
- температуру вспышки - по ГОСТ 4333-87.
Технологические мягчители. При входном контроле определяют:
для парафинов нефтяных твердых марок ВЗ и П-2 (ГОСТ 23683-89)
- температуру плавления - по ГОСТ 4255-75;
для масел-мягчителей НАФТОПЛАСТ (ТУ 38101936-83) и НЕТОКСОЛ (ТУ 38 101999-84)
- показатель преломления - по ГОСТ 18995.2-73;
- температура застывания - по ГОСТ 20287-91.
Олигоэфиракрилаты (см. также пп. 8.7. Олигоэфиракрилаты). При входном контроле оли-
гозфиракрилата совмещенного марки Д-35 (ТУ 6-01-1282-83) определяют:
- внешний вид;
- кислотное число.
Вулканизующие агенты (см. также пп. 4.1. Вулканизующие агенты). При входном контроле
неорганических вулканизующих веществ определяют:
для серы молотой сорт 9990, 9995,1 и II класс (ГОСТ 127.4-93)
- массовую долю серы - по ГОСТ 127.2-93;
- массовую долю воды - по ГОСТ 127.2-93;
- гранулометрический состав - по ГОСТ 127.2-93;
для магнезии жженой технической (ГОСТ 844-79):
- массовую долю оксида магния;
- потери в массе при прокаливании;
- остаток при просеве на сите с сеткой № 014К;
для белил цинковых марки БЦОМ (ГОСТ 202-84):
- массовую долю соединений цинка в пересчете на ZnO;
- потери массы при прокаливании.
Ускорители вулканизации (см. также пп 4.2. Ускорители вулканизации). При входном
контроле тиазолов определяют:
для 2-меркаптобензтиазола (2-МБТ) (ГОСТ 739-74):
- температуру плавления - по ГОСТ 18995.4-73;
- массовую долю летучих веществ - по ГОСТ 21119.1-75;
- остаток после просева на сите с сеткой № 014К;
№я2,2-дибензтиазолдисульфида (Тиазол 2МБС) (ГОСТ 7087-75):
- температуру плавления - по ГОСТ 18995.4-73;
- массовую долю воды - по ГОСТ 14870-77;
- массовую долю остатка после просева на сите с сеткой № 014К.
При входном контроле дитиокарбоматов определяют:
для дизтилдитиокарбомата цинка технического (этилцимата) (ТУ 6-14-809-77):
- температуру плавления - по ГОСТ 18995.4-73;
- массовую долю воды - по ГОСТ 14870-77;
тядиметилдитиокарбомата цинка технического (цимата) (ТУ 6-00204197-254-94):
- массовую долю основного вещества;
- массовую долю воды - по ГОСТ 14870-77;
- остаток после просева на сите с сеткой № 014К;
При входном контроле сульфенамидов определяют:
для Н-циклогексил-2-бензтиазолтсульфенжида (Сульфенамид Ц) (ТУ 2491 -055-05761637-2005):
- массовую долю остатка, нерастворимого в спирте;
- массовую долю потери массы при температуре 60°С;
- температуру плавления по ГОСТ 18995.4-73
При входном контроле тиурамов определяют:
для тетраметилтиурамдисульфида (Тиурам Д) (ГОСТ 740-76):
- массовую долю остатка после просева на сите с сеткой № 014К;
- массовую долю воды - по ГОСТ 14870-77;
- температуру плавления - по ГОСТ 18995.4-73.
При входном контроле гуанидинов определяют:
для дифенилгуанидина (ГуанидФ) (ГОСТ 40-80):
- массовую долю остатка после просева на сите с сеткой № 014К;
- температуру плавления - по ГОСТ 18995.4-73.
Активаторы вулканизации (см. также пп. 4.3. Активаторы вулканизации). При входном
контроле неорганических активаторов вулканизации определяют:
для белил цинковых марки БЦОМ (ГОСТ 202-84):
- массовую долю соединений цинка в пересчете на ZnO;
- потери массы при прокаливании по ГОСТ 21119.9-75;
для дисульфида молибдена (ТУ 48-19-133-90):
- внешний вид;
- массовую долю сульфида молибдена;
- содержание влаги.
При входном контроле органических активаторов вулканизации определяют:
для стеариновой кислоты технической (стеарин) марок Т-18, Т-32, Т-3, Т-10 (ГОСТ 6484-96):
- температуру застывания - по ГОСТ 29039-91;
- массовую долю влаги - по ГОСТ 11812-6;
- йодное число - по ГОСТ 5475-69.
I
^РАЗДЕЛ СЕДЬМОЙ.
ВТОРИЧНАЯ ПЕРЕРАБОТКА РЕЗИН
И ИЗДЕЛИЙ
1
I
I
32. ПЕРЕРАБОТКА РЕЗИНОВЫХ ОТХОДОВ
(СЕ. Шаховец, \В.В. Богданов \, 0.0. Николаев, БЛ. Смирнов, В.П. Бригов)
32.1. Классификация способов переработки резиновых отходов 569
32.2. Использование изношенных шин и резинотехнических изделий 570
32.3. Производство резиновой крошки 572
32.4. Использование резиновой крошки 580
32.5. Производство регенерата 581
32.6. Комплексная регулируемая механотермохимическая регенерация ... 583
32.7. Композиционные материалы с добавками регенерата 589
32.8. Технология изготовления изделий 591
32.9. Перспективные направления создания композиционных
материалов и изделий 594
32.10. Организационно-правовая система обращения с изношенными
шинами 596
Проблема использования резиновых отходов имеет важное экологическое значение,
поскольку вышедшие из употребления изделия накапливаются на окружающих территориях или
свалках и загрязняют окружающую среду вследствие их относительно высокой стойкости к
действию внешних факторов (солнечного света, кислорода, озона, микробиологических
воздействий). Места скопления отходов, особенно в регионах с жарким климатом, служат
благоприятной средой обитания и размножения грызунов и насекомых, являющихся разносчиками
различных болезней. Кроме того, резиновые отходы обладают высокой пожарной опасностью, а
продукты их неконтролируемого сжигания оказывают вредное влияние на окружающую среду.
Проблема использования резиновых отходов имеет большое экономическое значение, поскольку
потребности в природных ресурсах непрерывно растут, а их стоимость постоянно повышается.
Утилизация различных резиновых отходов, в том числе содержащих, помимо резины, большое
количество самых разнообразных материалов, является важным фактором экономии природных
ресурсов. Ее наиболее эффективное решение - создание единой системы сбора, переработки и
утилизации отходов. Такая система должна включать:
- общую концепцию обращения с резиновыми отходами;
- эффективную, экологически безопасную технологию их утилизации;
- новые рецептуры композиционных материалов с использованием полуфабрикатов
переработки резиновых отходов и различные технологии производства изделий на их основе.
В настоящее время в нашей стране ежегодно образуется около 1 млн т изношенных шин и
около 0,8 млн т других резиновых отходов. Объем резиновых отходов превышает объем выпуска
алюминия.
Наиболее многотоннажными полимерными отходами являются шины, вышедшие из
эксплуатации. В Европе ежегодно образуется более 2 млн т, а в США - около 3 млн т изношенных шин.
Объемы изношенных шин и способы их переработки в Европе, США и Японии приведены в табл. 32.1
и на рис. 32.1. В России ежегодное увеличение объёма изношенных шин составляет более 1200
тыс. т, из этого объема перерабатывается 8-10%.
32.1 ■ Объемы образующихся изношенных шин в различных странах и способы их переработки
Страна
Германия
Великобритания
Франция
Италия
США
Япония
Объем
изношенных
шин, тыс. т
550
450
425
330
2800
840
Количество шин,
вывезенных
на свалку, %
2
67
52
53
59
8
Получение
энергии, %
38
9
10
14
22
43
Восстановление
протектора, %
18
18
13
27
9
9
Получение
резиновой
крошки, %
15
6
6
-
9
12
Экспорт, %
18
-
19
6
3
25
Прочее, %
9
-
-
-
1
3
^
I
I
I
I
I
* Спортивные покрытия - 39%
* Конструкционные материалы -19%
" Добавка к резиновым смесям
различного назначения - 9%
" Дорожное строительство - 7%
" Железнодорожные и трамвайные
переезды - 5%
Рис. 32.1. Основные направления использования изношенных шнн в странах ЕС
32.1. Классификация способов
переработки резиновых отходов
Из всех образующихся резиновых отходов наиболее сложными для утилизации являются
шины, переработка которых представляет собой многостадийный технологический процесс,
отдельные стадии которого могут применяться в переработке практически любых резиновых
отходов.
В настоящее время в промышленном масштабе используются три способа утилизации
изношенных шин (табл. 32.2).
При переработке РТИ и изношенных шин протекают физико-химические процессы, с
позиции которых утилизацию можно разделить на несколько групп (табл. 32.3).
32.2. Способы утилизации изношенных шин
Способ утилизации
Восстановительный ремонт*
Сжигание шин
Получение резиновой
крошки и регенерата
Результат
Получение покрышки путем наложения нового протектора
Получение тепла и электрической энергии, использование
в качестве топлива в цементной и целлюлозно-бумажной
промышленности
Получение полуфабриката для дальнейшего использования
Примечание
Широко практикуется
за рубежом благодаря
высокому качеству
каркасов покрышек
* Рассмотрен в п. 31.
я
32.3. Физико-химические процессы, протекающие при переработке отходов
резинового производства
\
I
I
I
I
Характер физико-химического процесса
Резина и армирующие материалы не претерпевают
химических изменений
Частичное разрушение пространственной вулкани-
зационной сетки и макромолекул каучука
Полное разрушение каучука
Варианты использования отходов
Использование целых шин; шин, разрезанных на куски или
полосы; грубое дробление покрышек для захоронения;
измельчение с получением резиновой крошки различной
степени дисперсности
Получение регенерата различными способами
Пиролиз и использование шин в качестве топлива, в том
числе при получении электрической энергии
32.2. Использование изношенных шин
и резинотехнических изделий
Захоронение и складирование шин. Утилизация отходов по данному варианту направлена
на их сохранение для последующего использования. В настоящее время в мире объем
складируемых шин достигает 10 млрд шт. (3 млрд в странах ЕС и около 6 млрд - в Северной Америке).
По данным Европейской ассоциации переработчиков шин (ETRA) ЕС запретил захоронение и
складирование отходов, в том числе целых шин и шин, разрезанных на куски.
Утилизация целых шин и их крупных фрагментов. В мировой практике целые шины и их
крупные фрагменты используются для различных целей (табл. 32.4).
В каждом отдельном случае следует оценивать экономическую целесообразность,
учитывать влияние шин на окружающую среду-возможное выщелачивание некоторых ингредиентов
резин при контакте с водой, а также выделение в атмосферу вредных веществ под
воздействием тепла, УФ-излучения и других природных факторов.
Получение электроэнергии и тепла. В ряде стран наиболее рациональным и быстрым
решением проблемы утилизации резиновых отходов считают их сжигание для получения энергии и
тепла. Сжигание осуществляется в высокопроизводительных промышленных агрегатах,
мощностью не менее 50 тыс. т/год. Использование данного метода требует внесения изменений в
некоторые технические характеристики котлов (за исключением циклонов и механических
топок) и разработки высокоэффективной технологии их сжигания в псевдоожиженном (псевдо-
кипящем) слое.
Термический КПД современных установок сжигания шин достигает 84%. При
использовании шинной резины в качестве добавки к основному горючему электростанций ее содержание
составляет до 20%, в при использовании РТИ —15%. При этом необходимо учитывать, что
сжигание шин приводит к загрязнению воздушного бассейна, отрицательно воздействует на окру-
32.4. Использование целых шин и их крупных фрагментов
Область применения
Создание искусственных рифов для повышения биопродуктивности
береговой полосы морского побережья
Строительство защитных сооружений прибрежных городов, портов
и объектов на морском берегу; конструкций для укрепления берегов
рек, каналов, водохранилищ от эрозии
Устройство звукоизолирующих барьеров вдоль автострад, шумопогло-
щающих сооружений при проведении строительных работ и др. целей
Изготовление дренажных труб, лент для защиты кабелей,
трубопроводов, кранцев на водном транспорте и т.д.
Футеровка узлов оборудования перерабатывающей и горнорудной
промышленности, в качестве шпальных плит, грузов для рыболовных'
тралов и всевозможных противовесов
Страна
Великобритания, Новая Зеландия, Ямайка,
Греция, Япония, Австралия, Германия,
Россия и др.
США, Австралия, Россия, Латвия и др.
США, КНР и др.
США, Германия, Россия и др.
Германия, Россия и др.
жающую среду (невозможно устранить тяжелые металлы, полностью исключить органические
вещества, диоксид серы, образующийся при сжигании, может вызывать кислотные дожди).
Для снижения содержания токсичных соединений в продуктах горения и возможности
использовать получаемое тепло, например для обогрева помещений, сжигание производится в
специальной камере с подводом воздуха извне. Продукты сгорания направляются затем в
дожигатель, оснащенный устройством для сжигания природного газа или жидкого топлива для
наиболее полной утилизации продуктов горения изношенных шин.
При сжигании получают побочные продукты: стальной шлак, используемый в цементной
промышленности или при строительстве дорог; золу, содержащую большие количества оксида
цинка, который улавливается, очищается и отправляется на предприятия для получения цинка;
серу, которая соскабливается и смешивается с известью. Из этой смеси изготавливают гипс,
используемый как удобрение или как строительный материал.
Установка для сжигания шин с металлокордом и бортовых колец эксплуатируется на
Чеховском регенератном заводе с 1986 г. Капитальные затраты на ее строительство приблизительно
равны затратам на строительство котельной аналогичной мощности, работающей на твердом
топливе. За один год установка позволяет обезвредить 660 т отходов, получить 1500 Гкал
теплоты, 60 т металлолома. В дымовых газах содержание оксидов серы и азота и твердых отходов
меньше ПДК для этих веществ применительно к существующему оборудованию действующих
ТЗС. При сухом известковом способе (расход извести 5 кг/ч) удается снизить содержание
оксидов серы на 60%.
За рубежом установки для сжигания изношенных шин существенно отличаются по
конструкции и производительности. В табл. 32.5 приведены технические характеристики трех типов
установок зарубежных фирм.
Использование шин в цементной и целлюлозно-бумажной промышленности. Большинство
производителей цемента заинтересованы в использовании изношенных шин в качестве
вспомогательного топлива. Использование изношенных шин предпочтительно и с экологической
точки зрения благодаря меньшему содержанию в них серы (на 33%), азота и золы и более
высокому энергосодержанию по сравнению с углем.
При сжигании покрышек в цементных печах уровень загрязнения окружающей среды
снижается вследствие высокого содержания кислорода в печи и продолжительного нахождения
горючих газов в зоне сгорания. Сера переходит в гипс и становится составной частью клинкера,
что исключает выброс диоксида серы в атмосферу. Однако при этом в атмосферу выделяются
соединения цинка.
32.5. Технические характеристики установок для сжигания изношенных шин
X
Техническая
характеристика установки
Мощность по сжигаемому сырью, т/ч
Время работы в году, ч
Характеристика перерабатываемого
материала
Характер процесса
Выработка пара, т/ч
Давление пара, МПа
Извлечение металла из золы
Обеспыливание дымовых газов
Улавливание оксида цинка для
последующего использования
Очистка дымовых газов от серы (S02)
Потребляемая мощность, кВт/ч
Фирма «Рутнер»
(Австрия)
2,5
6000
Целые шины диаметром до
2100 мм, резиновые и
строительные отходы, масла и
растворители, бытовой мусор
Сжигание в топке с
неподвижным подом
20 (перегретый,
насыщенный)
1,6-3,0
Предусмотрено
Электрофильтром
Обеспечивается
Отсутствует
650
Фирма «Марангони»
(Италия)
1,0
6250
Целые шины
диаметром до 2100 мм
Сжигание во
вращающейся печи
7,5 (насыщенный)
1,4
Предусмотрено
Циклоном
Обеспечивается
Отсутствует
110
Фирма «Ноелль»
(Германия)
1,5
6000
Шины,
измельченные на куски
размером не более 20 мм
Сжигание в псевдо-
кипящем слое
13,5 (насыщенный)
1,5
Не предусмотрено
Тканевым фильтром
Не обеспечивается
Предусмотрена
-
!
I
!
i
I
I
-Ж~-
571
I
I
i
I
I
I
Сжигание изношенных шин частично экономит ограниченные запасы ископаемого топлива, а
содержащийся в них корд-железную руду, необходимую при производстве цемента. Шинами
можно заменить 5-10% топлива, а цементные заводы за счет сжигания шин могут сэкономить
приблизительно 5% энергии.
Несмотря на положительный опыт сжигания шин в цементных печах данный метод не
является надежным решением проблемы в будущем, так как в любое время могут возникнуть
перебои с поставкой сырья и ужесточение предельных значений выбросов.
Важной энергоемкой отраслью использования изношенных шин является
целлюлозно-бумажная промышленность. Заводы этой отрасли традиционно для обогрева используют отходы
древесины с добавкой угля или другого топлива.
Использование шин в качестве топлива для получения энергии или для частичной замены
природного топлива в цементной и целлюлозно-бумажной промышленности широко
практикуется в странах Западной Европы, США и Японии. Вместе с тем сжигание шин не имеет перспективы,
так как любые термические методы утилизации отходов в той или иной мере наносят вред
окружающей среде, несмотря на самые совершенные и дорогостоящие системы очистки выбросов.
Термическая деструкция изношенных шин в газовых и жидких средах. Пиролиз целых шин,
кусков шин, измельченных вулканизатов РТИ осуществляют в среде с недостатком кислорода, в
вакууме, в атмосфере водорода в присутствии и в отсутствие катализаторов, в эвтектической
смеси хлорида лития. Процесс проводят в реакторах периодического и непрерывного действия, в
псевдокипящем слое при различных температурах, с помощью токов высокой частоты (СВЧ). В
зависимости оттемпературы процесса различают пиролиз низкотемпературный -до 500°С, сред-
нетемпературный -500-800°С и высокотемпературный -выше 800°С. КПД при пиролизе зависит
от исходного материала (для изношенных шин -70%). Если полученный остаток подвергнуть
повторному пиролизу, то КПД процесса может быть повышен до 90%. Методы пиролиза пригодны
для веществ с низким (менее 2%) содержанием хлора. Наиболее ценный компонент пиролиза -
углеродный остаток может быть использован для очистки топочных газов, но он сам должен быть
предварительно очищен от ряда вредных примесей. Кроме того, при 600°С структура техуглерода
разрушается, и перед использованием в качестве фильтра он должен быть графитизирован.
Пиролиз резин имеет следующие недостатки:
- процесс экономически неэффективен, стоимость продуктов пиролиза высока (затраты не
покрывают стоимость получаемых продуктов), экологические преимущества пиролиза
незначительны;
- продукты пиролиза имеют низкое качество и требуют дополнительной очистки;
- существует проблема сбыта продуктов деструкции.
Несмотря на отмеченные недостатки, значительный интерес к данному процессу
сохраняется до настоящего времени. Создаются новые пиролизные установки, разрабатываются более
совершенные способы пиролиза, в том числе включающие элементы дальнейшей очистки
техуглерода (фирмы American Tire Reclamation (ATR), Cyntech Technologies Institute, Eastmen
Chemical Co'Kingsport, США; Nyre Recicling Technology, ЮАР; «Фудзи ойл», Япония; концерн Veba
A.G., Германия).
32.3. Производство резиновой крошки
Методы утилизации изношенных шин обычно включают получение из них на первом этапе
крошки как полуфабриката, который впоследствии можно использовать для различных целей.
Технологические процессы измельчения изношенных шин с получением резиновой крошки
разделяются на следующие:
- криогенное измельчение, при котором резина охлаждается до температуры от-80 до
-150°С под воздействием жидкого азота или холодного воздуха и измельчается
механическим способом;
- измельчение при комнатной температуре механическим способом;
- специфические процессы измельчения под воздействием полей различной природы.
32,3.1. Криогенное измельчение
Криогенное измельчение включает следующие стадии, осуществляемые в непрерывном
режиме: дробление покрышек, охлаждение измельченных кусков в холодильной камере до
температуры ниже температуры стеклования резины, дальнейшее дробление крупных кусков
резины с одновременным отделением текстильного и металлического корда. Текстильный корд
отбирается пневмотранспортером, а металлокорд отделяется от резины с использованием
магнитного сепаратора и выводится из технологического цикла. Резина подвергается
дальнейшему измельчению либо после повторного охлаждения в другой холодильной камере, либо при
комнатной температуре с использованием дисковых мельниц, валкового оборудования или иных
измельчающих агрегатов. Конечным продуктом является резиновая крошка с частицами
размером от 0,5 до 1,6 мм в зависимости от требований потребителя. Анализ преимуществ и
недостатков криогенного измельчения по сравнению с технологией измельчения при обычной
температуре приведен в табл. 32.6.
В настоящее время разработаны технологии криогенного измельчения с использованием
альтернативных хладоносителей и, в первую очередь, холодного воздуха, генерируемого с
помощью турбодетандоров.или турбохолодильных установок.
За рубежом установки по криогенному измельчению шин с использованием жидкого азота
изготавливаются фирмами INTEC (Германия) и WIRTECH (Швейцария). Американская фирма
Crumb Rubber Technology (CRT) использует в качестве хладагента охлажденный турбохолодиль-
ной машиной воздух. Основные технико-экономические показатели процесса криогенного
измельчения этих фирм приведены в табл. 32.7.
Криогенная технология измельчения покрышек лежит в основе многих разработок. В
России линия криогенного измельчения разработана ЗАО «Камские экологические технологии».
Она предназначена для переработки изношенных шин с металлическим и текстильным кордом
(рис. 32.2). Технология низкотемпературного охлаждения позволяет перерабатывать шины
экологически безопасным способом, так как при этом не выделяются летучие продукты.
Конечными продуктами являются резиновая крошка различных фракций (0,2-5 мм), текстильный корд
и металлокорд. Основные преимущества технологического процесса -отказ от использования
жидкого азота, фреона, аммиака; относительно малая удельная энергоемкость; экологическая
чистота; сохранение резиновой крошкой характеристик исходных каучуков; большой выход
товарной резиновой крошки; возможность получения резинового порошка с дисперсностью до
0,15 мм; высокая степень очистки резины (от металла 0,1%, текстиля 1%).
32.6. Преимущества и недостатки криогенного измельчения
Преимущества
Более высокий выход резины
Получение более чистой крошки
Значительное (в 1,5-2 раза) снижение расхода энергии на
дробление (без учета затрат на получение жидкого азота).
Меньшие пожаро- и взрывоопасность процесса и
возможность окисления резиновой крошки
Возможность использования металла, содержащего
небольшое количество резины, в качестве вторичного сырья.
Меньший механический износ рабочих поверхностей
измельчающего оборудования
Снижение трудозатрат (уменьшение числа обслуживающего
персонала)
Возможность получения резинового порошка очень тонкого
помола (например, с частицами размером до 100-150 мкм)
Недостатки
Высокая стоимость хладагента, особенно при
использовании жидкого азота, что в свою очередь приводит
к резкому повышению эксплуатационных затрат
Необходимость создания сложных систем охлаждения
Большие потери хладагента при его получении со
стороны или необходимость создания собственных
установок для его производства, характеризующихся
большим энергопотреблением (расход
электроэнергии на производство жидкого азота достигает 1,2 кВт-ч
на 1 кг)
Гладкая поверхность частиц, что ограничивает
возможности их применения в смесях с эластомерами и
другими полимерными материалами в качестве
наполнителя
1
I
I
I
1
32.7. Основные технико-экономические показатели зарубежных линий
криогенного измельчения ^^^
Показатель
Производительность
по исходному сырью, кг/ч
Выход материала, %:
резиновой крошки
корда текстильного
с резиной
металлокорда с резиной
Производственная
площадь, м2
Crumb
Rubber
Technology
2000
65
10
25
150
INTEC
2700
65
5
30
1000
WIRTECH
2000
65
10
25
400
Показатель
Расход электроэнергии
(без учета затрат на
охлаждение), кВт/т
Численность
обслуживающего персонала при
двухсменной работе, чел.
Стоимость установки,
долл. США
Crumb
Rubber
Technology
270
10
2200000
INTEC
600
10
2800000
WIRTECt
700
8
2680000
Рнс. 32.2. Технологическая линия по переработке изношенных шнн и отходов РТИ
Линия состоит из узлов:
«грубое дробление» - установка для удаления бортовых колец с борторезным станком 1),
блок грубого дробления резины (шредер 2 и роторная дробилка 3), система удаления
металлокорда с сепаратором 4;
«низкотемпературный модуль» - система подготовки и очистки холодного воздуха с турбо-
холодильной машиной 9, низкотемпературная холодильная камера 5 и низкотемпературная
(молотковой) дробилка 8;
«тонкая очистка» -установки отделения текстильного корда с грохотом 7, отделения
металлокорда с электросепаратором 11, разделения крошки на фракции с классификатором 12;
«бункерная система накопления и растаривания» - бункеры-накопители 13 с системой рас-
таривания и взвешивания;
«транспортные системы подачи продукта» - система конвейеров и пневмотранспорта с
блоком рукавных фильтров 15;
«тонкое дробление» - диспергатор 14.
Техническая характеристика линии ЗАО «Камзкотех» приведена ниже.
Производительность, кг/ч 500-1000
Потребляемая энергия. кВт/ч 520
Производственная площадь, мг 650
Мощность производства, т/год 3000
Численность обслуживающего персонала при трехсменной работе, чел 15
Максимальный размер шин (наружный диаметр), мм 1200
Температура охлаждения резины,°С До -80
Хладагент Атмосферный воздух
Выход материала, %:
резиновой крошки 65
корда текстильного 17
металлокорда 17
Количество отходов, % 1
Сопоставление механического (при обычных температурах) и криогенного способов
измельчения по комплексу параметров и свойств конечного продукта показывает, что первый
способ является более предпочтительным как по затратам на создание установок и
эксплуатационным расходам, так и по качеству и ликвидности конечного продукта- резиновой крошки
тонкого помола.
I
I
а
I
I
I
32.3.2. Измельчение при комнатной температуре
Принципиальная технологическая схема получения резиновой крошки с использованием
валкового оборудования для переработки покрышек с текстильным кордом приведена на рис. 32.3.
Технологический процесс состоит в последовательном измельчении кусков резины на
дробильных вальцах с рифленой поверхностью валков. При прохождении резины через зазор между
валками, вращающимися с различной частотой (частота вращения одного валка в 3-3,5 раза выше
другого) куски подвергаются срезу, сжатию и раздиру. При этом происходит частичное отделение
текстильного корда и уменьшение размера частиц. Прошедший через зазор вальцев материал
поступает на вибросеялку, на которой происходит рассев массы с отделением фракции резины до 20 мм и
отсев текстильного корда. Более крупные куски возвращаются на вальцы, а фракция до 20 мм
поступает на следующие вальцы аналогичной конструкции, где резина измельчается до частиц
размером 3,5-5 мм с последующим рассевом и повторным отделением текстильного корда. Крошка с
частицами размером 3,5-5,0 мм измельчается до частиц размером 0,8-1,2 мм на размалывающих
вальцах, отличающихся более мелкой нарезкой на поверхности валков и более высокой фрикцией
(соотношение частот вращения
валков 1:5-1:7). Размалывающие
вальцы также представляют собой
агрегат с вибросеялкой. В результате
получают фракцию с частицами
размером 0,8-1,2 мм.
На этой линии можно
перерабатывать и покрышки с металло-
кордом, если на первой стадии
дробления использовать три или
четыре последовательно
установленных дробильных вальцев для
отделения резины от корда (рис.
32.4), что приводит к резкому
увеличению расхода энергии на
измельчение.
Металл
Кордное волокно
зЩ*] еЩЯ]
Кордное
|Метал^ волокно
Рис. 32.3. Технологическая линия получения крошки из
изношенных шин с текстильным кордой:
/ —борторезной станок; 2 — машина для резки целых покрышек;
3 — дробильные вальцы первой стадии дробления; 4 —
одноярусная сеялка; 5 — бункер; 6 — дробильные вальцы второй
стадии дробления; 7 — двухярусная сеялка; 8 — размалывающие
вальцы
На рис. 32.5 показана схема технологической линии измельчения шин с использованием
различных валковых измельчителей, разработанная НПО «Резерв», ОАО «НИИшинмаш» совместно с
Ярославским государственным технологическим институтом (ЯГТУ).
Техническая характеристика линии (НПО «Резерв», АО «НИИшинмаш», ЯГТУ) приведена ниже.
Производительность, т/год 8000-10000
Суммарная установленная мощность, кВт 660
Потребляемая энергия, кВт/ч 500
Масса установленного оборудования, т 11
Производственная площадь, м2 700
Численность обслуживающего персонала при трехсменной работе, чел 15
Технические характеристики отдельных видов оборудования, входящих в линию,
приведены в табл. 32.8 и 32.9.
На основе описанной схемы утилизации в настоящее время создано большое число вариантов'
комплектования таких линий различными устройствами, назначение и принцип действия которых
приведены в табл. 32.10.
Некоторые установки не только измельчают резины, но и собирают отработанные шины.
Например, передвижные установки для резки покрышек монтируются на одноосном
автомобильном прицепе, имеют автономный двигатель, приводящий в действие гидронасос, который
обеспечивает фиксацию и резку покрышек на отдельные секторы. При резке используются ножи,
перемещающиеся в радиальном направлении.
Основным недостатком ударного измельчения резины является крайне низкий КПД (около
1%). Большая часть затраченной энергии приходится на трение, в результате чего происходит
разогрев рабочего органа измельчителя и разрушаемого материала, который, размягчаясь,
облепляет рабочие органы оборудования.
В некоторых технологических процессах для отделения резины от корда используется
принцип «соковыжималки». Предварительно разрезанные шины продавливают через отверстия
решетки. Резиновые жгуты в смеси с текстильным кордом измельчают с образованием
резинового порошка. Металлокорд удаляют путем магнитной сепарации. Текстильный корд выделяют
путем его разделения на длинноволокнистую и коротковолокнистую фракции с последующим
пневматическим отсасыванием волокон коротковолокнистой фракции. Одновременно с
выделением текстильного корда резиновый порошок разделяют на мелкую и крупную фракции.
Крупную фракцию дополнительно измельчают и из полученного резинового порошка выделяют
остатки металлокорда.
Способность резиновых изделий быстро разрушаться под действием озона положена в
основу ряда способов утилизации шин при совместном действии деформации и озона. На создание и
поддержание деформированного состояния затрачивается сравнительно небольшая энергия (ме-
I
I
!
I
I
32.8. Техническая характеристика валково-дискового измельчителя предварительного
измельчения
Характеристика
Длина рабочей части валков, мм
Диаметр рабочей части валков, мм
Окружная скорость заднего валка, м/с
Фрикция
Производительность, кг/ч
Значение
800
660
70
1:1
3000-5000
Характеристика
Исходный измельчаемый материал
Размер измельченного материала, мм
Мощность. кВт
Габаритные размеры, мм
Масса, т
Значение
Покрышки
60-100
110
4900x3000x2000
25
32.9. Техническая характеристика валковых измельчителей грубого (ИРВГ)
и тонкого (ИРВТ) измельчения
Характеристика
Длина рабочей части валков, мм
Диаметр рабочей части валков, мм
икружная скорость заднего валка, м/с
Фрикция
Производительность, кг/ч
Исходный размер измельчаемого
материала, мм
ИРВГ
800
660
и,у
1:10
1200
60-100
ИРВТ
800
660
1,11
1:10
500
До 10
Характеристика
Размер
измельченного материала, мм
Мощность, кВт
Габаритные
размеры, мм
Масса, т
ИРВГ
До 10
223,5
5450x3000x2000
24
ИРВТ
0,5-0,8
183,5
5450x3000x2000
24
32.10. Устройства для комплектования линий измельчения резиновых отходов
при комнатной температуре
Назначение устройства
Разделение измельченных отходов на металлические
и неметаллические фракции
Повышение эффективности измельчения
Равномерная подача материала в молотковую дробилку
Отделение дробленой резины от текстильного корда
Принцип действия
Использование струи воды под высоким давлением
Использование роторных ножей, вращающихся
с различной скоростью
Специальный питатель
Сепарирующее устройство
577
I
1
I
I
I
у?" нее 0,1 кВтч/кг), а для растрескивания резины требуется небольшое количество озона. Армирующие
элементы хорошо отделяются от резины, не загрязняя ее. Этот эффект можно усилить приложением
не постоянных, а циклических механических воздействий, а предпочтительное воздействие и время
«отдыха» изменять в соотношении от2:1 до 4:1. Число необходимых циклов при этом может
варьироваться от 5 до 10, а прилагаемое усилие - от 0,01 до 0,3 МПа.
Для создания деформированного состояния материала используют сужающийся рабочий
зазор или продавливают материал через формующий инструмент. В модернизированном
методе отходы продавливаются через формообразователь, причем на выходе из него формируются
выпуклые образования, на которые воздействуют агрессивной средой (преимущественно озон-
содержащим газом) и отделяют от формообразователя. В зоне создания выпуклых
образований создают принудительную циркуляцию озонсодержащего газа, причем поток направляют на
поверхность выпуклого образования навстречу выдавливаемой резине, а также изменяют
скорость и (или) направление потока газа. Кроме того, поток газа нагревают, а на резину
воздействуют механическими колебаниями или световым потоком.
Разрушение материала может осуществляться путем совместного действия деформации
сдвига и давления. Государственным научно-производственным предприятием (ГНПП) «Кор-
дэкс» разработана так называемая бародеструкционная технология (БД-технология)
переработки автошин с металлокордом. Технология основана на «псевдоожижении» резины при
высоких давлениях и истечении ее через отверстия специальной камеры. Резина и текстильный
корд при этом отделяются от металлокорда, измельчаются и выходят из отверстий в виде
первичной резинотканевой крошки, которая подвергается дальнейшей переработке-доизмельче-
нию и сепарации. Металлокорд извлекается из камеры в виде спрессованного брикета.
Промышленная линия, разработанная на основе БД-технологии, позволяет осуществлять
переработку легковых и грузовых автошин с металлокордом и без него диаметром до 1200 мм
и шириной профиля до 320 мм. Линия представляет собой мини-завод по получению
резиновой крошки, текстильного и металлокорда. В состав технологической линии входят модуль
отделения металлокорда и получения первичной крошки, модуль измельчения, модуль
фракционирования и упаковки. Технологическая схема процесса приведена на рис. 32.6.
Автопокрышка по ленточному конвейеру подается на стол пресса для резки шин 1, на
котором режется на куски массой не более 20 кг. Далее по конвейерам куски подаются в два
загрузочных устройства установки высокого давления 2. В установке высокого давления
разрезанные куски шины загружаются в рабочую камеру, которая перемещается под плунжер пресса.
Загруженные в рабочую камеру разрезанные куски шины экструдируются в виде кусков
размерами 20-80 мм, затем металлокорд отделяется.
\18 16.
Рис. 32.6. Линия по переработке автошин ГНПП «Кордэкс»
578
^Щ^~
I
1
1
!
I
i
После установки высокого давления резинотканевая крошка и металлокорд по конвейеру по^т^_
даются в аппарат очистки брикетов 3, в котором происходит дополнительное отделение ме-
таллокорда от резины и текстильного корда, выделение бортовых колец. Далее остальная
масса подается в магнитный сепаратор 4, где улавливается основная часть брекерного металлокор-
да, который попадает в контейнер 5.
Из магнитного сепаратора вся оставшаяся масса подается конвейером в роторную дробилку 6,
где резина с текстильным кордом и остатками металлокорда измельчается до кусков размером 10
мм. Измельченная масса по конвейеру подается в кордоотделитель 7, в котором происходит
основное отделение резины от текстильного корда и разделение резиновой крошки на две фракции:
до 3 мм и от 3 до 10 мм. Отделившийся от резины текстильный корд поступает в контейнер 8.
Фракция резиновой крошки размером от 3 до 10 мм поступает по конвейеру в магнитный
сепаратор 9, где свободный металл улавливается и попадает в контейнер 10. Из магнитного
сепаратора резиновая крошка поступает в бункер-накопитель 11, откуда подается в экструдер-измель-
читель 12. Если резиновая крошка фракцией более Змм выпускается в качестве товарной
продукции, то с помощью объемного дозатора /Зона расфасовывается в бумажные мешки.
В экструдере-измельчителе 12 резиновая крошка и текстильный корд измельчаются.
Измельченные продукты конвейером подаются в магнитный сепаратор 14, в который по
пневмотранспортеру через циклон 15 поступает крошка с частицами размером менее 3 мм из-под кор-
доотделителя 7. Выделенные магнитным сепаратором остатки металла попадают в контейнер
16, а резиновая крошка с примесью текстильного корда подается конвейером в
кордоотделитель 17, в котором происходит дополнительная очистка резиновой крошки от текстильного корда.
Текстильный корд попадает в контейнер 18, а резиновая крошка подается в вибросито 19, где
разделяется на три фракции: от 0,3 до 1,0 мм; от 1,0 до 3,0 мм; более 3,0 мм.
Фракция резиновой крошки более 3 мм возвращается в экструдер-измельчитель 12.
Далее из вибросита 19 резиновая крошка с частицами размером до 3 мм поступает в
бункер-накопитель 20, откуда объемным дозатором 21 дозируется в бумажные мешки и
контролируется на весах 22. Заполненные товарной крошкой мешки прошиваются на машине 23.
Техническая характеристика линии (ГНПП «Кордэкс») приведена ниже.
Максимальный объем переработки шин при трехсменной работе, т/год 6000
Выход, т/год:
товарной резиновой крошки 3850
текстильного корда 1050
металлокорда 1100
Занимаемая производственная площадь, мг 700
Высота помещения, м, не менее 7,5
Приоритетным направлением научно-исследовательских и опытно-конструкторских работ в
области создания нового оборудования является разработка новых экономичных методов
создания тонкоизмельченных резиновых порошков с размерами частиц 50-150 нм. Известные
принципы получения тонкодисперсных порошков, основанные на механических воздействиях
при положительных температурах, малоэффективны.
32.3,3, Измельчение под воздействием полей
различной природы
Применение различных электрофизических методов воздействия на обрабатываемую
систему позволяет разработать недорогие и высокопроизводительные процессы измельчения шин.
Для получения резинового порошка любой дисперсности при полном отделении корда и без
каких-либо химических изменений в порошке применяют:
- электрогидравлический разряд в жидкости;
- импульсные магнитные поля;
579
f
I
§
I
I
У?* - взрыв (шины деформируют сжатием с получением компактного блока и сохраняют
деформацию сжатия до взрыва); измельчение взрывом проводят в размещенной внутри специального
корпуса вихревой камере вращающимся вокруг ее оси вихревым потоком.
Методы, основанные на различных электрофизических способах воздействия на
обрабатываемую систему, пока не нашли широкой практической реализации вследствие высокой
стоимости аппаратурного оформления и больших энергозатрат, поэтому предпочтение отдается
механическим методам утилизации шин с использованием традиционного оборудования. Так,
на ряде предприятий используется истирание изношенных шин абразивным инструментом.
Установки для этого обычно состоят из прочного корпуса с оснащенной нажимным цилиндром
трубчатой загрузочной секцией и вращающимся абразивным истирающим валком и снабжены
системой охлаждения сжатым воздухом и хладагентом.
Рассмотренные методы утилизации шин направлены 8 основном на получение резиновой
крошки, которая применяется затем в самых различных областях.
32.4. Использование резиновой крошки
Дорожное строительство. Использование полимерных добавок в асфальтобетонных и
других композиционных материалах на основе битумов позволяет существенно улучшить физико-
механические и эксплуатационные свойства дорожных покрытий. Данные о некоторых
зарубежных разработках в этой области приведены в табл. 32.11.
Изготовление резиновых изделий. Данные о применении резиновой крошки в различных
областях приведены в табл. 32.12.
Применение крошки в резиновых смесях. В табл. 32.13 приведены данные о процессах,
происходящих при взаимодействии резиновой крошки с резиновой смесью.
При добавлении резинового порошка происходит снижение прочностных показателей
резин, которое носит немонотонный характер. Для уменьшения негативного влияния на
прочностные показатели резин рекомендуется увеличивать содержание серы и ускорителей. Подобным
образом можно получать, например, кровельные резины или плиты для покрытий различного
назначения и ряд других композиционных материалов (табл. 32.14) (см. также п. 33).
32.11. Зарубежные разработки в области применения резиновой крошки
в асфальтовых покрытиях
Фирма (страна)
Colas (Франция)
Sacro Ltd. (Великобритания)
Материал
Colsoft
Sureflex
Назначение материала
Для укладки поверхности дорог. Снижение шума на 70%
В зависимости от содержания добавки получают как прочное, жесткое,
износостойкое, так и мягкое эластичное покрытие для полов
спортивных сооружений
32.12. Области применения резиновой крошки
Область применения
Подложка футбольных полей
с искусственным покрытием
Строительные и технические
изделия
Плиты для тротуаров, садовых
дорожек, промышленных
зданий
Массивные панели для
трамвайных переездов
Характеристика материала и изделия
Шинная крошка с частицами размером
1,5-2,5 мм
Монолитные резиновые плиты без
каучукового связующего с добавками
модификаторов и различными
вулканизующими агентами
Протекторная крошка и отходы
производства промышленности
синтетического каучука
Изготавливаются на основе дробленой
резины с размерами частиц до 10 мм.
Связующее-дешевая резиновая смесь
на основе регенерата
Примечание
Для устройства одного футбольного поля
требуется 80-100 т резиновой крошки
Измельчение отходов проводят на двухчер-
вячном экструдере (размер частиц 600-1500
мкм) с последующим прессованием в
форме (200°С. 10 кН. 1 ч)
Соотношение дробленая резина:связующее
составляет 90:10
32.13. Процессы, происходящие при взаимодействии резиновой крошки
с резиновой смесью
Протекающие процессы
Миграция компонентов вулканизующей системы в
частицы крошки, приводящая к формированию на
поверхности раздела фаз в процессе вулканизации переходной
области с различной густотой пространственной сетки
Заполнение матричной смесью неровностей поверхности
и уменьшение шероховатости частиц
Изменение уровня взаимодействия крошки и резиновой
смеси при уменьшении размера частиц крошки
Результат
Изменение структуры и свойств получаемых вулкани-
затов
Разрушение резин, содержащих резиновую крошку,
становится менее интенсивным
Замедление снижения статистической прочности резин,
роста усталостной выносливости и сопротивления
раздиру
32.14. Применение резиновой крошки в различных композициях
Назначение композиции
Для звукоизоляции автомобилей,
гидроизоляции мостовых и кровельных поверхностей
Для обуви, матов различного назначения,
звукоизолирующих и кровельных материалов
Для покрытия спортивных игровых площадок
Геомембраны дренажных систем на свалках для
защиты от подземных вод .
Материал композиции
На основе резиновой крошки и пластических масс
На основе резиновой крошки в сочетании с отходами производства
каучуков, полиолефинов, органически и неорганических добавок
Резиновая крошка без остатков текстильного и металлокорда с
частицами размером 1-3 мм (в качестве связующего используются
полиуретаны)
На основе шинной резины
Перспективным является использование крошки, модифицированной (активированной)
специальными химическими добавками для ее лучшего совмещения с полимерной матрицей.
Так, для лучшего совмещения резиновой крошки с асфальтом ее смешивают с водой в
соотношении 1:2 и полученную водную дисперсию нагревают до 85-90°С в течение более 5 мин.
Частицы, увеличиваясь в объеме, выделяют избыток масла и органических веществ. Для
улучшения совмещения крошки с полимерами применяется также:
- воздействие на крошку различных смачивающих средств (изготовление термоэластопластов);
- хлорирование поверхности крошки и добавление в композицию смолы на основе
алифатических углеводородов, улучшающей совместимость крошки и матрицы;
- модифицирование rpawc-полиоктенамерами (нанесение модификатора на крошку для ее
лучшей гомогенизации в асфальте, при этом липкость смеси снижается).
Дальнейшие технические решения направлены на глубокую переработку резиновой крошки с
целью ее девулканизации и получения конечного продукта - регенерата более высокого качества.
32.5. Производство регенерата
32.5.1. Традиционные методы регенерации
Наиболее распространенным способом переработки резиновых отходов является
получение из содержащейся в них резины регенерата - пластичного материала, способного
подвергаться технологической обработке, вулканизоваться при введении в него вулканизующих
агентов. Кроме того, добавление регенерата в резиновые смеси позволяет экономить каучук и
другие ингредиенты, а также снижать себестоимость резиновых изделий, увеличивать скорость
смешения, шприцевания и каландрования смесей и уменьшать их усадку, образование пузырей
и недопрессовок при производстве формовых изделий, повышать скорость вулканизации.
Однако регенерат имеет некоторые недостатки, которые, например при производстве
резиновых изделий, подвергаемых интенсивным механическим и динамическим нагрузкам,
исключают возможность его применения в резиновых смесях.
I
I
i
&
I
I
уг1 Регенерация резины не подразумевает воспроизводства резины. Основное регенерационное
производство - процесс «девулканизации» по физико-химическому механизму и конечным
результатам молекулярных превращений каучука также не является обратным вулканизации.
Продукт «девулканизации» резины по составу и свойствам в определенной степени подобен, но
по структуре не идентичен исходной резиновой смеси.
Получение регенерата является сложным физико-химическим процессом вследствие
сложности состава и строения участвующих в нем веществ и многообразия воздействий, которым
эти вещества подвергаются на всех стадиях превращения вулканизованной резины в регенерат.
Поскольку для получения регенерата применяются методы, различающиеся не только
характером и интенсивностью воздействий, оказываемых на резину в процессе
«девулканизации», но и природой и количеством применяемых агентов регенерации (мягчителей,
активаторов, модификаторов, веществ, разрушающих текстильный корд и др.) физико-химические
процессы, в результате которых происходит деструкция резины при получении регенерата,
различаются количественно и качественно.
Независимо от применяемого метода при регенерации разрушается вулканизационная
сетка резины. В результате, в регенерате по сравнению с исходной резиной увеличивается
количество каучука (невулканизованого) с низкой молекулярной массой, растворимого в хлороформе
(золь-фракция) и уменьшается содержание нерастворимой части (гель-фракция). В процессе
регенерации частично разрушается и сетка наполнителя (техуглерода). Поскольку регенерация
резины осуществляется, как правило, в присутствии агентов регенерации, в регенерате
содержатся вещества некаучуковой природы, не входящие в сетку.
Методы производства регенерата в зависимости от температуры процесса разделяют на
высокотемпературные (температура выше 100°С) -термические и термомеханические, и
низкотемпературные (температура ниже 100°С).
Высокотемпературные методы:
термические (без применения механических воздействий):
в водных средах (водонейтральный, нейтральный, щелочной);
в углеводородных средах (методы полного и неполного растворения, получения
пастообразного регенерата);
в среде водяного пара (паровой, паро-воздушный, высокотемпературный паровой,
«кислотный»);
в воздушной среде (способ Фикера, микроволновой, под воздействием ТВЧ);
в атмосфере инертных газов;
в пламени (способы фирмы «Данлоп» и др.).
термомеханические (с применения механических воздействий):
получение регенерата в червячных девулканизаторах, смесителях Бенбери и т.п.
Низкотемпературные методы:
механический (на вальцах);
комбинированный (совместное действие механических и коллоидно-химических
воздействий);
под действием высоких энергий (электроны высокой энергии, у- излучение);
химической деструкции (способ Треллеберг и др.).
За последние десятилетия объемы производства и потребления регенерата в странах ЕС и
США значительно сократились в связи со следующими факторами:
- появление на рынке дешевых синтетических каучуков, приближающихся по стоимости к
регенерату, но превосходящих его по качеству;
- высокая энергоемкость большинства промышленных методов производства регенерата;
- наличие большого количества вредных выбросов и необходимость создания
дорогостоящих систем очистки газообразных веществ и загрязненных сточных вод;
- использование в рецептуре резинотехнических изделий более дешевых, чем регенерат,
резиновых порошков, в том числе модифицированных.
32.15. Методы регенерации резиновых отходов
Метод
Микроволновой
Ультразвуковой
Микробиологической
деструкции
Применение
специального девулканизирую-
щего агента
Принцип регенерации
Воздействие на вулканизованные серой
эластомеры, содержащие полярные
группы или полярные компоненты (например,
техуглерод) контролируемыми
количествами микроволновой (СВЧ) энергии для
разрушения C-S и S-S-связей вулканизата без
существенного разрушения связей С-С
Воздействие на резиновую крошку на
основе полярных и неполярных каучуков,
находящуюся в зоне девулканизации под
давлением, в течение 0,1-10 с УЗ-волнами
длиной 10-200 мкм и частотой 15-50 кГц,
распространяющимися коаксиально к
направлению зоны девулканизации
Воздействие на крошку водным
питательным раствором, содержащим бактерии, в
течение нескольких суток
При использовании девулканизующего
агента De-Link происходит деструкция
серных связей без разрушения полимерных
цепей
Примечание
Первая установка по получению регенерата
мощностью 0,32 т/ч пущена в эксплуатацию на
фирме «Гудьир»; позже созданы модификации
этого способа
Происходит частичная деструкция серных
связей при незначительной деструкции цепей
полимера.
Полученный регенерат перерабатывается и
формуется подобно невулканизованной смеси
Полисульфидная сера окисляется до
растворимого сульфата, а макромолекулы при этом не
претерпевают каких-либо изменений.
Полученная крошка может быть добавлена к каучуку
Концентрация агента, который смешивают с
основной массой материала на вальцах при
комнатной температуре, составляет 7 масс. ч. на
100 масс. ч. каучука. Полученный материал
вулканизуется при температуре выше 120°С без
добавки вулканизующего агента. Прочность при
растяжении вулканизатов составляет 50-85%
от первоначальной
"Я
32,5,2. Новые методы регенерации
Новые методы получения регенерата во многом основаны на использовании различного
рода агентов, разрушающих поперечные серные связи (табл. 32.15).
Описанные методы получения регенерата также как и многие другие методы, в основе
которых лежит химическая деструкция преимущественно серных связей, достаточно сложно
реализуются на практике. Применение их в промышленном масштабе в настоящее время
неперспективно из-за высокой стоимости получаемого продукта.
Наиболее технологически обоснованным является способ девулканизации, основанный на
традиционных принципах механической обработки каучуков и резин.
Альтернативные способы девулканизации могут быть экономически оправданными для
отходов резин на основе дорогих каучуков, например силиконового и фторкаучука, а также для
переработки отходов латексов (см. п. 34) и полиуретановых шин (см. п. 33) и других изделий из
полиуретанов.
I
1
!
I
I
32.6. Комплексная регулируемая
механотермохимическая регенерация
32,6, i. Характеристика процесса
Процесс регенерации обеспечивает:
- высокое качество конечного продукта (высокий уровень приближения свойств регенерата к
свойствам исходной резиновой смеси, какой является эластомерная основа резиновых отходов);
- высокую производительность процесса при малых энергетических затратах.
Это достигается благодаря проведению регенерации различными методами.
I
i
i
I
I
jy Проведение регенерации при комбинированной действии полей различной природы.
Существующие в настоящее время методы регенерации резин основаны на разрушении поперечных
химических связей. В зависимости от природы поперечных связей подбирают деструктанты,
способствующие их разрушению за счет реакций взаимодействия. Для облегчения
проникновения деструктанта в резину его растворяют в продукте, являющимся пластификатором резины,
а для деструктанта - транспортным средством. Одновременно в систему вводят агенты
вулканизации, которые при повышенных температурах формируют новую вулканизационную сетку в
регенерированной резине.
Однако при использовании деструктурирующих композиций возникает ряд трудностей. Во-
первых, все они характеризуются избирательным действием, т.е. ориентированы на
определенный тип каучука (через природу растворителя-пластификатора). Это обусловливает
необходимость проведения дополнительной сортировки исходного сырья. Во-вторых, действие
деструктивно-структурирующих агентов трудно сбалансировать по времени и температуре, вследствие
чего процессы продолжаются и при комнатной температуре, изменяя свойства регенерата.
Поэтому в настоящее время значительно возрос интерес к механическим методам деструкции
резин, задачей которых является разрушение пространственной вулканизационной сетки путем
термомеханического воздействия на материал с максимальным сохранением структуры сырья,
использованного при производстве резины. Основной недостаток механических методов
регенерации резин состоит в низком качестве получаемого продукта, обусловленном
невозможностью регулировать процесс деструкции так, чтобы в идеальном случае разрушалась лишь вулка-
низационная сетка без деструкции углеводородных цепей и последующего развития процессов
структурирования вновь образовавшихся макромолекул.
Между макромолекулами эластомера в процессе вулканизации образуются различные по
составу, реакционной способности и энергии поперечные связи: полисульфидные (серная
вулканизация в присутствии сантокюра), углерод-углеродные (пероксидная вулканизация). В
случае шинных резин при серной вулканизации образуются связи C-Sx-C, C-S-S-C, C-S-C с
энергиями 18,3; 18,3; 19,4 кДж/ моль соответственно. В то же время энергия химической связи С-С
составляет 294 кДж/моль, т.е. возможно осуществить регенерацию так, чтобы разрушить связи
C-S-C, максимально сохранив связи С-С.
На практике обеспечить однородность механического поля в любой точке
перерабатываемого материала очень сложно, поэтому для создания регулируемых процессов регенерации резин
целесообразно сочетать различные методы регенерации. В этом случае появляются широкие
возможности для тонкого регулирования процесса, так как возрастает число факторов,
формирующих внешнее поле воздействий на материал (скорость сдвига, температура, использование
химических деструктантов различной природы).
Проведение регенерации путем комбинирования высокотемпературного механотермохи-
мического и парового методов. Каждый из этих методов при раздельном применении имеет
свои особенности и недостатки, препятствующие созданию регулируемого процесса
регенерации. При совмещении обоих методов не только расширяется круг возможных способов
воздействия на регенерируемый материал, но и появляется возможность комбинирования данных
воздействий, исключая «жесткие» условия ведения процесса, приводящие к нежелательной
глубокой деструкции.
Проведение регенерации на червячных машинах особой конструкции при подаче в зону
деструкции воды. Экономически технология регенерации целесообразна лишь при
непрерывном ведении процесса. Для реализации этого требования используются червячные машины.
При этом возникает проблема их интенсивного охлаждения. В то же время, являясь
оборудованием закрытого типа, они позволяют вводить в зону переработки воду, которая одновременно
может выполнять функции охлаждающего агента и, превращаясь в пар, деструктанта (функции
деструктанта могут выполнять и другие вещества, в том числе находящиеся в жидкой фазе).
Обычные червячные машины могут применяться для реализации подобного процесса только
после определенной модернизации.
Использование в качаешшсодиого сырья крошки определенных размеров (5-10 мм). ДляТу_
обеспечения эффективной: работы такого оборудования целесообразно в качестве исходного
продукта использовать шинную крошку. При этом исключается аварийный режим работы
оборудования при попадании в рабочие органы посторонних включений, которые могут содержаться
в кусках резины и существенно увеличивается поверхность раздела между материалом и
рабочими частями оборудования, что обеспечивает их равномерный прогрев и однородность
внешнего воздействия на материал.
При утилизации шинные отходы превращаются в крошку с различной степенью
дисперсности. Однако увеличение степени дисперсности крошки приводит к непропорционально
высоким затратам на ее изготовление. Оценка влияния размера крошки на свойства регенерата,
производительность процесса и затраты на ее изготовление показала, что наиболее оптимальный
размер крошки составляет 5-10 мм.
Кроме того, следует учитывать возможность использования выделяющейся при
деформации теплоты на реализацию процесса деструкции.
В качестве критерия внешнего энергетического воздействия на материал можно
использовать плотность энергии деформирования Е (Дж/м3), являющейся инвариантной относительно
режимов переработки и конструкций применяемого оборудования:
Е = цт2/,
где ц - вязкость материала; у- скорость сдвига, t- время пребывания материала в зоне
переработки.
Внешнее энергетическое воздействие можно не только сравнивать с энергией химической
связи, но и рассчитывать по ней технологические режимы переработки применительно к
различным видам действующего оборудования. Подобные расчеты могут быть выполнены на
основе математических моделей, разработанных применительно к одночервячным экструдерам,
валковым машинам, роторным смесителям, двухчервячным экструдерам, статическим
смесителям, дисковым экструдерам.
Кроме того, можно сравнивать различные конструкции перерабатывающего оборудования
по их эффективности при проведении процесса механокрекинга.
I
I
§
I
I
I
32.6.2. Технология и оборудование
Схема установки для регенерации резин показана на рис. 32.7.
I
Si
1
§
I
!
I
Jf^ Машина состоит из девулканизатора 8, приводимого в действие электродвигателем 2 через
редуктор 3; питателя (загрузочное и дозирующее устройство) 4 (дозирующее и загрузочное устройство)
с мотором-редуктором 5; охлаждающей машины 9 с двигателем 11 и редуктором 10; пульта
управления, встроенного в силовой шкаф 7; насосной станции, состоящей из насоса-дозатора 12 и емкости
для модификатора 7; кожухов 13, обеспечивающих направленное удаление газовыделений;
переходного патрубка 6 от питателя к девулканизатору; площадки обслуживания вместе с лестницей (на
рисунке не показано). В машине совмещены процессы дозирования, диспергирования и деструкции
резиновой крошки и охлаждения полученного регенерата. Установка (марка МРР-031) оборудована
электронной системой регулирования частоты вращения червяка питателя для обеспечения
плавного пуска и поддержания нормальной работы машины при различных технологических режимах.
Регулирование технологических зазоров и частоты вращения червяка питателя позволяет
регулировать степень девулканизации регенерата.
Техническая характеристика установки для регенерации резины МРР-031 приведена ниже.
Производительность, кг/ч 100-200
Частота вращения девуканизатора (измельчителя), мин-' 475
Частота тока питающей сети (переменный), Гц 50+1%
Напряжение, В 380
Суммарная установочная мощность, кВт 80
Размер загружаемой крошки, мм 5±2
Размеры машины без обслуживающей площадки, мм:
длина 1600
ширина 400
высота 1700
Масса установки, кг 3100
Давление охлаждающей воды, МПа 0,1-0,3
Расход воды на охлаждение, м3/ч 1,0-1,5
Расход воды на модификацию регенерата, л/ч 10-20
Основным агрегатом установки в производстве регенерата термомеханическим методом
служит девулканизатор (червячный деструктор) непрерывного действия (рис. 32.8),
предназначенный для девулканизации резиновой крошки.
Девулканизатор - червячный измельчитель (в действующей конструкции машины диаметр
червяка составляет 122 мм) состоит из сборного корпуса / с двумя зонами обработки крошки:
зоной диспергирования 2 и зоной регенерирования 4, снабженных рубашками охлаждения 9,11,
и зоной выгрузки 8. В зонах диспергирования и регенерирования расположены термопары 3,5,
Рис. 32.8. Схема девулканизатора
измеряющие температуру регенерируемого материала, в эти же зоны (диспергирования и
регенерирования) производится впрыск модификатора по штуцерам 10. Зоны диспергирования и
регенерирования заканчиваются коническими шайбами, наружной 6 и внутренней 7, образующими
технологический зазор. В корпусе зоны загрузки девулканизатора расположен разгрузочный люк 12,
обеспечивающий выгрузку посторонних предметов, попавших в девулканизатор.
В деструкторе чередуются нарезные секции червяка с гладкими секциями, образующими
узкие перетирающие зазоры и создающими значительное сопротивление продольному потоку
перерабатываемого материала. Конструктивно в машине регенерации резины реализованы два
высокотемпературных метода: активированной механотермодеструкции и паровой. С помощью
деструктора создаются интенсивные механические напряжения сдвига в перерабатываемом
материале и одновременно обеспечивается возможность активации процесса деструкции
острым паром. Материал в рабочем пространстве машины находится в одних зонах деструктора в
рыхлом состоянии, а в других- в уплотненном. Конструктивное решение червяков позволяет
создавать в машине зоны паровой деструкции. В зонах разрыхленного состояния происходит
разогрев материала и одновременно достигается контакт с паром. Острый пар в реакционных
зонах образуется за счет интенсивного испарения дозированного объема воды, подаваемой под
давлением с помощью насосов-дозаторов.
При переработке материала большую роль играют потоки утечек через радиальные зазоры
в зонах Л и В (рис. 32.9), которые являются технологическими.
Во время циркуляции в зоне А
происходит диспергирование резиновой крошки и ее
первичная деструкция. Температура в зоне А
повышается до 180°С. Частично
регенерированная крошка определенной дисперсности
поступает в зазор секции С с гладкой
поверхностью, в которой происходит перетирание и
гомогенизация регенерированного материала.
Аналогичные процессы происходят в зонах В и D, в которых практически завершается
регенерация резиновой крошки с образованием однородного материала.
После второй гладкой секции однородный материал выходит с температурой 200-250°С.
Конструкция холодильного агрегата обеспечивает интенсивное охлаждение регенерата до 50-
60°С. Интенсификация охлаждения достигается путем отвода тепла при соприкосновении
движущегося материала с охлаждаемым корпусом и червяком охлаждающей машины и
конвекцией при орошении регенерата на выходе из деструктора водой.
32.6,3» Свойства регенератов
При переработке амортизированных покрышек при получении регенерата из крошки
происходят существенные физико-химические изменения в материале. Результаты обработки ИК-
спектров (ИКС) золь-, гель-фракций и исходного регенерата приведены в табл. 32.16.
Таким образом, в материале происходит резкое повышение содержания растворимой (золь-
фракции) части композиции и ее средней молекулярной массы; увеличение доли
окислительных процессов, приводящих не только к образованию кислородсодержащих групп, но и
повышению агрегативной устойчивости сажекаучукового геля. Разрушение химических связей вул-
канизационной сетки для регенерата импортной крошки происходит более глубоко, что
выражается в его способности к течению при 110°С.
Несмотря на имеющиеся различия в протекании физико-химических процессов в материалах
отечественного и импортного производства, сточки зрения формальных показателей все
исследованные регенераты близки между собой. Более того, уровень свойств вторичных вулканизатов
из регенератов отвечает требованиям соответствующих технических условий (табл. 32.17).
* А В С D
Рис. 32.9. Схема червячного деструктора
F
I
1
о
S3
I
I
I
В табл. 32.18 приведены сравнительные данные о свойствах шинных регенератов, полученных
термомеханическим методом - РШТ, РШТН (Чеховский регенератный завод) и методом
комплексной регулируемой механотермохимической регенерации -РШТА (ЗАО «ЭЛАСТ»).
32.16. Структурные изменения в золь-, гель-фракциях и исходном регенерате по данным ИКС
(данные сравнительного ИКС-исследования исходного регенерата, золь-фракции и гель-фракции
различных резин, единицы измерения относительные-от 0 до 1 и имеют смысл только для сравне-
ния регенератов между собой)
Химическая структура
Регенерат
из импортной
шероховки
из импортной
крошки
из отечественной
крошки
Исходный регенерат
Кислородсодержащие группы (1700 см-1**)
Непредельность (1650 см-'**)
Гидроксильные группы, циклы, стирол (1600 см-1**)
0,186/030*
0,191/0,195*
0,165/0,110*
0,265
0,193
0,361
0,181
0,158
0,249
Золь-фракция регенерата
Кислородсодержащие группы (1700 см-1**)
Непредельность (1650 см-1**)
Гидроксильные группы, циклы, стирол (1600 см-1**)
0,240
0,150
0,120
0,199
0,172
0,165
0,169
0,136
0,136
Гель-фракция регенерата
Кислородсодержащие группы (1700 см-1**)
Непредельность (1650 см-1**)
Гидроксильные группы, циклы, стирол (1600 см*1**)
0,417
0,181
0,175
0,200
0,260
0,195
0,190
0,260
0,195
* Данные для исходного амортизированного протектора, из которого был получен регенерат.
** Волновые числа пиков поглощения соответствующих атомарных группировок.
32.17. Свойства вулканизатов, полученных из различных регенератов
Показатель
Содержание, % масс:
летучих веществ (при 110°С)
золы
техуглерода
мягчителей (ацетоновый экстракт)
каучука, не менее
DH
Плотность, кг/м3
Вязкость по Муни (при 100°С)
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при разрыве,
%, не менее
Твердость по Шору А, ед.
Регенерат
из протектора
импортной
шероховки
0,45
8,3 (7,0±2)
32 (27±3)
15 (15+3)
45
10-11
1120(1140±220)
30(35+10)
4,6 (4,0)
125
52(51±3)
из импортной
шинной
крошки
0,50
5,2 (7,0±2)
35 (27±3)
8,46(15+3)
42
6
1120 (1140+220)
30(35±10)
5,0
160
57 (59±3)
из отечественной
шинной
крошки
0,50
3,7(2,36-2,64)
36,3 (27±3)
12,61(22-24)
48
6
1120(1140+220)
25(17-25)
5,0 (4,0)
165(100-150)
56
32.18. Свойства шинных регенератов, полученных различными методами
Показатель
Содержание, % масс, не более:
летучих веществ при 110°С
золы
мягчителей (ацетоновый экстракт)
Вязкость по Муни (при 100°С)
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %, не менее
Чеховский завод
РШТ
0,5
5,0
28,0
20-37
4.9
300
РШТН
0,6
5,0
28,0
17-37
3,92
250
Эласт-Технология
РШТА
0,8
2,64
24,0
17-40
4.5
210
32.7. Композиционные материалы
с добавками регенерата
Ч
I
Процесс создания рецептур резиновых смесей с использованием регенерата условно можно |
разделить на две стадии: §
- разработка базового рецепта (определение минимального числа ингредиентов и их ориен- ^.
тировочного содержания, а также выбор рациональной технологии приготовления, переработ- s
ки и вулканизации); >
- оптимизация базового рецепта для нахождения оптимального соотношения между физи- §
ко-механическими, технологическими свойствами и стоимостью резинового изделия. ^.
На начальной стадии выбирают группу каучуков, свойства резин на основе которых в ^
наибольшей степени зависят от химического состава и строения полимера. После опреде- &
ления группы каучуков, резины из которых в первом приближении будут длительно проти- 5
востоять воздействию основных эксплутационных факторов, приступают к определению §
конкретной марки каучука, используя в качестве критериев важнейшие
физико-механические (условная прочность при растяжении, относительное и остаточное удлинение, твердость,
сопротивление многократному растяжению и т.п.) и технологические (энергетические
затраты на диспергирование ингредиентов в матрице каучука, вальцуемость, вязкость, усадка,
шприцуемость и каландруемость резиновых смесей, стабильность в процессе переработки)
свойства резин.
Приготовление резиновых смесей является одной из наиболее трудоемких и энергоемких
операций. На большинстве шинных заводов выработка резиновой смеси составляет 1-2 т на
человека в час, а энергозатраты - 0,5-1,4 МДж/кг. Это затраты только на основной
(многостадийный) процесс смешения, а с учетом пластикации и доработки смесей в червячных машинах
и на вальцах он составляет около 2-3 МДж/кг.
По инженерно-экономическим соображениям требуется постоянное сокращение
ассортимента смесей и числа применяемых ингредиентов. Для химика-технолога определяющими
являются стабильность, качество сырья и экономический аспект. Ввиду того, что цены на сырье
неуклонно растут, приоритетными становятся технологии переработки изношенных шин.
Применение регенерата дает возможность ввести в состав будущей композиции
ингредиенты (каучук, техуглерод и др.), уже совмещенные друге другом. В ряде случаев резиновые смеси
могут быть изготовлены на базе одного регенерата и крошки.
Наибольший экономический эффект и наилучший качественный результат при применении
регенерата достигается построением рецептуры смесей, основанном на учете четырехкомпо-
нентного состава регенерата, т.е. содержащихся в нем каучукового вещества, суммарных
количеств техуглеродов, пластификаторов и минеральных ингредиентов. При таком подходе к
построению рецептуры введение в резиновую смесь заданного количества регенерата
сопровождается эквивалентной заменой содержащихся в рецептуре ингредиентов соответствующими
компонентами регенерата.
При переработке изношенных шин в крошку большое внимание уделяется стандартизации
содержания каучука, ацетонового экстракта, золы, синтетического корда, размеров крошки.
Это обусловлено тем, что технологические процессы переработки изношенных шин в крошку
значительно отличаются друг от друга и качество крошки также получается различным. Кроме
того, разные производители шин используют различное соотношение компонентов каучуковой
матрицы, что влияет как на количественное, так и на качественное содержание каучука в
крошке. Из трех основных составляющих шины (крошка, металл, корд) синтетический корд пока не
находит широкого применения, так как его не удается полностью очистить от резиновой
крошки (он содержит 2-3% крошки размером 2-3 мм).
1$
•У^ЩЦтг
589
I
!
1
1
!
у** Применение специальных машин для проведения активированной термомеханической
деструкции крошки позволяет осуществлять девулканизацию измельченной резины со стандартной
каучуковой матрицей, увеличенной стирольной группой, увеличенными размерами гранул (до 10
мм). Это дает возможность перерабатывать РТИ на основе разных каучуков и использовать
заранее приготовленные смеси.
При введении регенерата в резиновые смеси энерго- и трудоемкость их изготовления
уменьшаются. Регенерат снижает усадку, позволяет повышать скорость профилирования и
увеличивать калибры каландрованных резин без опасения образования воздушных пузырей. При этом
способность резиновых заготовок сохранять приданную форму (каркасность) повышается.
Резиновые смеси с регенератом обладают хорошей текучестью, легко формуются, имеют более
высокую скорость вулканизации, а вулканизаты - более широкое плато вулканизации.
Регенерат повышает твердость, температуро- и атмосферостойкость изделий, но снижает
эластичность, прочность при растяжении, износостойкость и динамическую выносливость при
высоких деформациях.
При построении рецептур с использованием шинного регенерата выделяют два подхода:
- использование незначительного количества регенерата (как правило не более 15%) для
улучшения технологических характеристик резин (каландруемости и шприцуемости, промазки
и обкладки тканей, текучести в пресс-формах) и снижения их стоимости;
- создание резиновых смесей на основе регенерата без содержания каучуков или с
незначительным (5-7%) содержанием каучука общего назначения; главным критерием в этом случае является
достижение соответствующих физико-механических показателей с одновременным снижением
стоимости резиновой смеси в 2-3 раза по сравнению со стоимостью резин без регенерата.
В качестве примера первого подхода ниже приведены состав и свойства резиновой смеси
для протекторов восстановленных шин РЭ-43 с содержанием 15% регенерата.
Содержание, % масс:
протекторной резиновой смеси 7462 83,9
регенерата РТА-Шр 15
серы 0,3
мела 0,8
Физико-механические показатели:
условная прочность при растяжении, МПа 14,7
относительное удлинение при разрыве, % 450
. остаточное удлинение после разрыва, % 8
твердость 55-65
Разработанная резиновая смесь улучшает шприцуемость протекторных заготовок,
повышает износостойкость протектора восстановленных шин на 15% и снижает на 9% себестоимость
протекторов.
В качестве примера второго подхода ниже приведены данные о рецептуре и свойствах
резиновой смеси на основе шинного регенерата, которая может использоваться для изготовления
самых разнообразных РТИ.
Содержание, % масс:
шинного регенерата 63,1
серы 2,14
каптакса 0,78
технического углерода П324 5,83
мела 2,91
шинной крошки 19,4
пластификатора 3,0
каолина 2,91
Физико-механические показатели:
условная прочность при раситяжении, МПа 5,6
относительное удлинение при разрыве, % 165
остаточное удлинение после разрыва, % 6
твердость 76
590 ^
rv
32.8. Технология изготовления изделий
Технологическая схема изготовления изделий из регенерата помимо процесса
производства РТИ включает также стадии получения регенерата и приготовления резиновой смеси на его
основе. При использовании регенерата исходят не только из экономических соображений, но и
из технологических преимуществ, которое дает его применение в резиновых смесях.
Применение регенерата в производстве формовых изделий, особенно больших размеров, позволяет
избежать образования пузырей и недопрессовок, поскольку смеси растекаются медленно и
полностью вытесняют воздух из форм. Наличие регенерата в смесях повышает скорость
вулканизации, что позволяет увеличить производительность вулканизационного оборудования. Все
это, а также наличие в регенерате техуглерода, позволяет получать резиновые смеси на вальцах
с добавлением мелкой резиновой крошки и наполнителей без опасения перегрева смеси.
Для производства формовых изделий больших размеров на вальцах готовят заготовки и
вырезают их по шаблонам для последующей укладки в вулканизационные пресс-формы. По такой
технологии изготавливают атомобильные брызговики и коврики, пешеходные коврики и др.
Для формовых изделий небольшого размера (типа «шинки») резиновая смесь с вальцев
передается на шприц-машину, где шприцуется длинномерная заготовка, которая затем
укладывается в вулканизационную форму.
Для производства неформовых РТИ, главным образом длинномерных профилей,
резиновая смесь с вальцев поступает в шприц-машину с профилирующей головкой, затем
укладывается на поддон специальной формы, повторяющей нижнюю часть профиля изделия. На этих
поддонах профиль вылеживается для обеспечения необходимой усадки и затем передается на
вулканизацию в котел. Примерами таких профилей являются рельсовые вкладыши и
фиксаторы. Поскольку из-за больших размеров их нельзя изготавливать непрерывным методом,
каждый профиль на выходе из шприц-машины укладывается на специальный профилирующий
поддон для вылежки и сохранения формы.
Корректируя рецептуры приготовления резиновых смесей на основе регенерата,
получаемого как из шинной крошки, так и при переработке облоя РТИ, можно получать в одной
технологической линии различные изделия (рис. 32.10).
Сырье и материалы
;
Изготовление резиновых смесей
*
Вальцевание(каландрование)
резиновых смесей
*
Раскрой заготовок из резиновых листов
J
Формование и вулканизация изделий
1
Автомобильные коврики
и брызговики; коврики для животноводства;
ковры спортивные; шины и шинки
i
Приемка, упаковка, хранение изделий
Ряс. 32.10. Технологическая схема б
.
'
Сбор
облоя
и брака
еэотхо
ЦНО!
Вторичное сырье
1
Производство регенерата
1
Приготовление ленточной заготовки
1
Шприцевание заготовок и изделий
1
Вулканизация изделий
1
Уплотнители дверей;
рельсовые вкладыши;
рельсовые фиксаторы;
дорожные компенсаторы
1
Приемка, упаковка, хранение изделий
-о производства РТИ
~£$5~-
59
Традиционные резиновые смеси в промышленных масштабах изготавливаются в резино-сме-
сителях. Однако это целесообразно лишь для многотоннажного производства. На небольших
предприятиях при наличии резиносмесителя возможны простои, как самого резиносмесителя, так и
участка развески. Кроме того, данный участок может загрязняться техуглеродом.
При использовании регенерата и резиновой крошки можно изготавливать композиции на
вальцах, при этом не происходит загрязнения производстенных помещений техуглеродом, так
как регенерат уже содержит его в достаточных количествах.
При приготовлении резиновой смеси на вальцах сначала пластицируют резиновую смесь, а
затем добавляют регенерат и резиновую крошку. Серу и ускоритель вводят в смесь из расчета
содержания каучука в регенерате. Если получаемая резина должна обладать повышенным
сопротивлением старению, то дозировку серы снижают на 20-30% по сравнению с дозировками,
принятыми для традиционных смесей на основе каучука.
32,8,1» Особенности технологии приготовления
композиций
Применение регенерата в резиновых смесях обеспечивает стабильность их свойств при
переработке. Регенератные смеси имеют меньшую усадку и обладают хорошей каркасностью.
При вулканизации изделий, содержащих регенерат, без применения форм деформация
заготовки незначительна.
При повторном вальцевании регенератные смеси пластицируются в меньшей степени, чем
смеси на основе каучука. Вследствие небольшого теплообразования смесей, содержащих
регенерат, опасность подвулканизации при обработке их на вальцах, каландрах и шприц-машинах
уменьшается. При введении в резиновые смеси регенерата можно увеличивать скорости
смешения, шприцевания и каландрования при хорошем сохранении профиля заготовки.
При использовании регенерата сокращается расход ускорителей и оксида цинка.
Регенератные смеси также можно успешно применять в производстве формовых изделий, особенно
больших размеров.
При приготовлении резиновых смесей с регенератом сначала пластицируют резиновую смесь,
затем добавляют регенерат и наполнитель и смешивают их. Серу и ускоритель вводят из
расчета содержания каучука в регенерате.
Состав и свойства композиции, содержащей готовую резиновую смесь и регенерат,
приведены ниже.
Содержание, % масс.
протекторной резиновой смеси 7462 12,8
регенерата РТА-Шр (из смеси шинной крошки и облоя РТИ) 26,2
серы 1,57
каптакса 0,49
мела 16,5
резиновой крошки 41
нефтяного битума 1,41
Физико-механические показатели:
условная прочность при растяжении, МПа 7,6
относительное удлинение при разрыве, % 200
остаточное удлинение после разрыва, % 12
твердость 76
При приготовлении резиновых смесей на основе регенерата с использованием каучука, а не
готовой резиновой смеси, можно получить смесь с высокими показателями. Данную
композицию целесообразно готовить в резиносмесителе, так как подобная обработка, кроме всего
прочего, делает смесь технологичной для последующей доработки, в частности, такая смесь не
залипает на вальцах.
Ниже приведены состав и свойства резиновых смесей на основе каучука и регенерата.
Содержание, % масс.
регенерата из шинной крошки отечественных шин 33,22
каучука CKMC-30APKM-15 49,83
серы 2,99
калтакса 1,66
техугперода П324 5,19
ДФГ 0,49
мела 4,15
оксида цинка 2,49
Физико-механические показатели:
условная прочность при растяжении, МПа 9,4
относительное удлинение при разрыве, % 340
остаточное удлинение после разрыва, % 4
твердость 61
32.8.2. Изготовление изделии различного назначения
На основе шинного регенерата, а также регенерата, полученного из технологических отходов
при производстве шин и РТИ, можно организовать безотходную технологию, решив таким образом
многие экологические и материаловедческие задачи. Так, использование в рецептуре шинного
производства 1 т регенерата позволяет сэкономить более 450 кг каучуков. Для низкоскоростных шин
строительной техники, внутризаводского транспорта этот показатель может достигать 60%.
Шинный регенерат может найти широкое применение при производстве многих видов
резиновых изделий (рис. 32.11).
Шинный регенерат |
.
*
,
,|
I
,|
■|
,|
I
Производство новых шин
Шиноремонтные материалы
Производство обуви
Строительство ж/д и трамвайных путей
Строительство спортивных сооружений
Строительство промышленных
и складских помещений
Авто детали
Промышленный и бытовой транспорт
Строительство причалов для судов I
Общетехнологическое применение
Защитные покрытия |
Дорожные и кровельные покрытия |
,
,
,
.
Протекторы, каркасы, ободные ленты
Шинные протекторы
Монолитные подошвы и каблуки
Резиновые прокладки,
рельсовые профили и фиксаторы
Плиты покрытий спортивных
и детских площадок
Резиновые покрытия пола и защита стен!
Коврики, брызговики, молдинги
Монолитные и комбинированные
шины и колеса
Резиновые и резинометаллические кранцы!
Технические пластины |
Производство эбонитовых покрытий I
Резинополимерные
и резинобитумные материалы
Рис. 30.11. Области применения шинного регенерата
уГ* 32.19. Плотность и пластичность различных
регенератов
|
I
I
I
I
I
Тип регенерата
Шинный
Из шин и облоя РТИ (50:50)
Из облоя РТИ (формовых)
Из облоя РТИ (шприцованных)
Плотность,
кг/м3
1108
1142
1258
1309
Пластичность
0,39
0,56
0,21
0,13
При селективном сборе отходов резинового
производства и изготовления из них регенерата
его можно добавлять в рецептуры резин при
выпуске аналогичных РТИ. Организация
раздельного сбора отходов необходима по двум
причинами. Во-первых, резины с разными базовыми
каучуками имеют различную энергию
химической связи, что влияет на степень деструкции и
ена физико-механические показатели. Во-вторых, меняются плотность и пластичность резиновой
смеси (табл. 32.19).
Ассортимент изделий, выпускаемых на основе различных регенератов, довольно широк. Это
разнообразные покрытия в виде ковриков для полов, пешеходных плит, изделия для
малогабаритных транспортных средств бытового и промышленного назначения, дорожные покрытия и
профили для трамвайных путей, железнодорожные вкладыши для рельсов и деформационных
швов, шинно-пневматические муфты и др.
Коврики размером 500x500 мм применяются при устройстве полов в коровниках,
конефермах, телятниках («теплые полы»), ими можно обустраивать открытые детские и
спортивные площадки.
Пешеходные плиты размером 600x600 мм можно использовать для проведения временных
спортивных соревнований.
Малогабаритные шины («шинки») применяются для тележек внутридворового сбора мусора.
Изделия для трамвайного и железнодорожного транспорта - железнодорожные вкладыши
для рельсов и профили для трамвайных путей - улучшают качество и долговечность дорожного
покрытия трамвайных путей.
Вкладыши деформационного шва применяются при строительстве мостовых конструкций
для компенсации сезонных температурных расширений. Изделия для дорожного
строительства, в основном длинномерные (до 3 м), изготовляются шприцеванием с последующей
котловой вулканизацией.
Шинно-пневматические муфты используются в шинно-пневматических предохранительных
муфтах и тормозах.
32.9. Перспективные направления
создания композиционных материалов
и изделий
Резинобитумные композиции для дорожного строительства. Мировое производство битумов
составляет более 60 млн т. При использовании битумов в них добавляют термоэластопласты, в
основном бутадиенстирольные, разработанные фирмой Shell и выпускаемые под торговым названием
Kraton (Shell), Cariflex (Reinische Olefinwerke GmbH), Finapren (Petrochim), ДСТ (Россия).
Производство бутадиенстирольного термоэластопласта составляет не менее 700 тыс. т/год и непрерывно
растет. В большинстве развитых стран его добавляют в дорожные покрытия в количестве до 3%. В
последнее время широко применяется атактический полипропилен. Поскольку асфальтобетон
содержит 6-8% битума и модификации требует только верхний слой, мировая потребность в Kraton
должна составлять не менее 400 тыс. т/год.
Отечественный модификатор битумов Эластдор получают из крупной крошки (5±2 мм)
изношенных шин либо из крошки отходов производства РТИ на машине регенерации
резины МРР-031. В машине резиновая крошка деструктируется и разбивается на частицы
молекулярных размеров, которые под действием модификатора приобретают способность
взаимодействовать с молекулярными фрагментами битумов с образованием сетки. Эластдор
594
st/a
Показатель
Температура размягчения, °С
Температура хрупкости, "С
Эластичность, %
Растяжимость, см
Водопоглощение, %
Адгезия к камню
Устойчивость к окислению
(10ч/150°С)
Температура вспышки, °С
Состояние при 150°С
Мастика на основе
ДСТ-30
>75
>25
>80
>30
<0,3
Удовлетв.
— « —
<250
Жидкая,
текучая, без
выделений
Эластдора
75-85
-25 +-35
75-80
20-30
Удовлетв.
—«—
—«—
—«—
—«—
32.21. Свойства термоэластопластов
Резопласт1 и Резопласт 2
Показатель
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Остаточное удлинение после
разрыва, %
Резопласт 1
7,0
50-60
7,0
Резопласт 2
10,0
300
50
МОЖеТ ДОбаВЛЯТЬСЯ В ГОТОВЫЙ битум ПРЯМО 32.20. Сравнительные показатели дорожных '
на нефтеперерабатывающих заводах. Его мастик
эластифицирующее действие обусловлено
образованием сетки с молекулами самого
битума, в то время как при модификации
битумов термопластами эластичность
создается сеткой вводимого полимера. Этим
объясняется высокая термическая
стабильность Эластдора.
Эластдор модифицирует нетолько
нефтяной, но и сланцевый битум, причем
образующийся модифицированный битум обладает
уникальными свойствами, в частности он
выдерживает длительные перегревы.
В табл. 32.20 приведены сравнительные
данные о дорожных мастиках, полученных на
основе ДСТ-30 и Эластдора.
Эластдор получают из крошки
изношенных шин или отходов РТИ, что также служит
решению проблем экологии.
Поскольку Эластдора необходимо
добавлять в битум в 2 раза больше, чем Kraton,
планируемое годовое производство
эквивалентно 3,5 тыс. т Kraton.
Резино-полимерные композиции на основе шинного регенерата и вторичных полиолефи-
нов. Высокая степень измельчения частиц резины в регенерате позволяет осуществлять
хорошее диспергирование его в полиолефинах, а сравнительно высокая доля золь-фракции
проводить динамическую вулканизацию в ходе смешения.
В качестве исходных материалов для получения термоэластопластов на основе
регенерата используются: полипропилен марки 01020 (ГОСТ 26996-86), полиэтилен ПЭВД марки
15803-020 (ГОСТ 16337-77), полиэтилен вторичный гранулированный. Данные о свойствах
материалов Резопласт1 и Резопласт 2, полученных на их основе, приведены в табл. 32.21.
Резино-полиамидные композиции. В корде, образующемся при переработки шин,
содержится 1-3% резиновой крошки, поэтому его утилизация имеет важное значение. Получение
регенерата по технологии активированной термомеханодеструкции в машине регенерации
резины позволяет перерабатывать в регенерат резиновую крошку, содержащую полиамидные
волокна, которые проплавляются и смешиваются в процессе регенерации резины. По этой
технологии можно перерабатывать в регенерат резиновую крошку, содержащую от 3 до 8% масс,
полиамидного корда.
Прочность регенерата, содержащего 8% масс, полиамидного корда, составляет 0,75 МПа,
твердость по Шору А 82 ед.
Жидкие збониты. Удаление техуглерода из рецептур жидких эбонитовых композиций при
сохранении ими тиксотропных свойств можно осуществить подбором других тиксотропных
наполнителей или введением добавок отхода шин в виде сильно деструктированного регенерата.
При введении обычного регенерата композиция получается высокой вязкости и с трудом
разбавляется органическими растворителями.
Эбонит, содержащий сильно деструктированный регенерат, полученный методом
активированной механодеструкции, становится менее вязким, хорошо разбавляется органическими
растворителями и по технологическим свойствам может применяться, например, для защиты
трубопроводов. Содержание ингредиентов (масс, ч.): регенерат шинный -100, сера техническая -
30, альтакс - 3, дифенилгуанидин -1,5, тальк - 20, аэросил А-175 - 2-2,5.
38*
51
t
I
I
Технология нанесения защитного покрытия заключается в нанесении первого слоя покрытия,
его вулканизации при 150°С в течение 1 ч, удаление подтеков и нанесении второго слоя и
вулканизации его при той же температуре в течение 5-6 ч. Составы наносят обычными приемами без
применения клеев и адгезивов. Для разбавления используют бензин или уайт-спирит.
По физико-механическим свойствам и химической стойкости жидкие эбониты не уступают
листовым материалам.
При ведении регенерата в состав композиции техуглерод находится в связанном виде и не
загрязняет прилегающую территорию и оборудование.
32.10. Организационно-правовая система
обращения с изношенными шинами
В самом общем виде рациональная схема обращения с изношенными шинами может быть
представлена как система, состоящая из двух взаимосвязанных совокупностей:
организационно-правовой и химико-технологической, причем, каждая из них, в свою очередь, также
является системой (рис. 32.12).
Организационно-правовая система обращения с изношенными шинами и другими РТИ
включает сортировку, выявление и учет непригодных к эксплуатации автомобильных шин и РТИ;
эвакуацию и хранение непригодных к эксплуатации и восстановлению шин и РТИ; переработку
изношенных шин и других РТИ; реализацию продуктов переработки; утилизацию и захоронение
отходов перерабатывающих предприятий; ведение системы учета и контроля движения
отходов (рис. 32.13).
Система обращения
с изношенными шинами
Совокупность организационно-
правовых мероприятий
I
1§
I
8.
а;
о «
О S
а.
Создание систем: сбора, хранения, сортировки, эвакуации
непригодных к эксплуатации и восстановлению шин,
захоронения отходов перерабатывающих предприятий,
учёта и контроля движения отходов,
реализации новых видов изделий
Рис. 32.12. Система обращения с изношенными шинами
Совокупность химико-технологических
мероприятий
Создание технологии переработки
изношенных шин с получением
полуфабриката требуемого качества
Разработка рецептур композиционных
материалов с использованием
полученных продуктов
Создание изделий на основе
композиционных материалов для
различных отраслей промышленности
и сельского хозяйства
Юридические лица и индивидуальные
предприниматели, имеющие лицензию
на перевозку пассажиров и грузов
автотранспортом
Юридические лица и индивидуальные
предприниматели, деятельность
которых по перевозке пассажиров и грузов
не подлежит лицензированию
*
.
Специализированные предприятия
по сбору, сортировке и транспортировке
изношенных шин
'
Шиносервисные пункты (станции)
,
Предприятия по восстановлению.
переработке и утилизации
изношенных шин
Рис. 32.13. Структура организационно-правовых мероприятий в схеме обращения с изношенными
шинами
Автовладельцы
I
Административная структура
Юридические лица
и индивидуальные
предприниматели,
деятельность
которых по перевозке
пассажиров и грузов
не подлежит
лицензированию
- Нормативные отчёты
Контроль согласования НД,
санкции
Региональный
департамент
Юридические лица
и индивидуальные
предприниматели,
имеющие лицензию
на перевозку
пассажиров и грузов
автотранспортом
Контроль, санкции
Акт сдачи шин на утилизацию,
копия лицензии фирмы,
принимающей шины
Транспортная лицензия
Региональное
отделение
транспортной
инспекции
Физические лица
Изношенные шины при замене
Справку о приёме
изношенных шин
Сертификат, акт о сдаче нормативного количества,
справку о приёме шин в лицензированной фирме
Шиносервисные
пункты (станции)
Региональный
центр
стандартизации
Согласование нормативов
образования изношенных шин и
лимитов на их размещение.
Анализ отчётов предприятий и
передача информации в
транспортную инспекцию и
экологическую полицию.
Осуществление контрольных
функций. Взаимодействие с
экологической полицией,
транспортной инспекцией и ГИБДД
Внесение изменений в пакет
документации для выдачи
транспортной лицензии,
включающих акт сдачи шин в
соответствии с нормативами на
утилизацию в лицензированной
форме и копию лицензии
фирмы, принимающей шины.
Выдача транспортной
лицензии при наличии указанных
документов. Взаимодействие с
экологической полицией и
ГИБДД
Внесение изменений в пакет
документации для получения
сертификата: акта сдачи шин в
соответствии с нормативами на
утилизацию в
лицензированной форме и копии лицензии
фирмы, принимающей шины.
Выдача сертификатов на
оказание шиносервисных услуг
только при наличии указанных
документов. Взаимодействие с
экологической полицией
Рис. 32.14. Принципиальная схема административно-правовых механизмов обращения с
изношенными шинами
}
I
О
I
I
I
>f* Организационно-правовая структура содержит комплекс мероприятий, определяемых рядом
законов РФ, постановлений Правительства РФ и Федеральных министерств и комитетов.
С принятием закона РФ «Об охране окружающей среды» от 10.01.2002 № 7-ФЗ и Закона РФ
«Об отходах производства и потребления» от 24.06.1998 № 89-ФЗ в общем виде созданы
законодательные основы для разработки системы сбора, переработки и утилизации изношенных шин и
других РТИ.
Ответственность за несоблюдение экологических и санитарно-эпидемиологических
требований при обращении с отходами производства и потребления определяется статьей 8.2
Кодекса РФ «Об административных правонарушениях», введенного в действие с 01.07.2002.
Согласно указанным Федеральным законам механизм их действия в области обращения с
отходами производства и потребления должен быть запущен соответствующими структурами
Федерального Правительства.
Система обращения с изношенными шинами строится на следующих основных принципах:
- обязательность участия в этой работе органов государственной власти РФ и субъектов РФ
посредством издания нормативных и правовых актов, обеспечивающих функционирование
Системы;
- платность природопользования и возмещения вреда окружающей среде за сбор и
утилизацию изношенных шин;
- ответственность за нарушение законодательства в области обращения с изношенными
шинами;
- нормирование в области обращения с изношенными шинами;
- лицензирование работы организаций по обращению с изношенными шинами;
- экономическое стимулирование хозяйствующих субъектов, работающих в области
обращения с изношенными шинами.
На основании указанных законов РФ и введенных в действие в 2000-2002 гг. ряда
постановлений Правительства РФ и Федеральных министерств и комитетов, опираясь на действующие
региональные структуры Министерства природных ресурсов, Министерства транспорта,
Госстандарта и Госстроя РФ и региональные администрации может быть создана
административно-правовая система обращения с изношенными шинами (рис. 32.14).
В частности, для разработки Системы обращения с изношенными шинами следует
руководствоваться:
- Положением о лицензировании деятельности по обращению с опасными отходами.
(Постановление Правительства РФ от 23.05.2002 № 340);
- Правилами разработки и утверждения нормативов образования отходов и лимитов на их
размещение. (Постановление Правительства РФ от 16.06.2000 № 461);
- Постановлением Госстандарта РФ от 30.06.2002 № 64 «О номенклатуре продукции и услуг
(работ), подлежащих обязательной сертификации».
Опыт США, Японии и промышленно развитых стран Европы в решении проблемы
вторичного использования вышедших из эксплуатации шин подтверждает необходимость специального
законодательства, определяющего ответственность, и в первую очередь материальную,
производителей и потребителей шин за их использование как отходов потребления. Существующая в
этих странах система учета, сбора и хранения шин, вышедших из эксплуатации, а также
государственная поддержка и экономическое стимулирование фирм, занимающихся переработкой
шин, позволили в последние годы резко повысить уровень их вторичного использования: в
Германии - до 98%, в Японии - до 92%, в США - до 41 % .
Принятие предложенной административно-правовой схемы обращения с изношенными
шинами в РФ позволит повысить уровень их вторичного использования.
598
r^
33.1. Восстановительный ремонт шин 599
33.2. Механическое измельчение для получения крошки 600
33.3. Переработка отходов и амортизированных полиуретановых шин 601
Кроме переработки с получением вторичных продуктов (которая существенно отличается
для полиуретановых шин, см. ниже) и использования цельных изношенных шин в качестве
элементов конструкций (ограждений, амортизаторов при швартовке судов в портах, для
создания необычных архитектурных форм, искусственных рифов и др.), одним из основных
направлений утилизации изношенных шин является восстановительный ремонт методом наложения
нового протектора или, для грузовых и крупногабаритных шин, путем нарезки нового рисунка
протектора (регрувинг).
33.1. Восстановительный ремонт шин
Восстановительный ремонт шин методом наложения нового протектора. Повторное
использование изношенных шин по прямому назначению путем восстановительного ремонта является
одним из наиболее эффективных методов, в первую очередь, для обеспечения экологической
безопасности. Каркасы современных шин отличаются высоким запасом прочности и надежности,
что позволяет успешно осуществлять их ремонт восстановлением изношенного протектора.
Восстановительный ремонт, возвращая в эксплуатацию изношенные шины и сокращая
потребность в новых шинах, замедляет процесс выхода шин в утиль, и существенно уменьшает
его объемы. При этом уменьшается потребление природных ресурсов, так как при
восстановлении протектора их расходуют значительно меньше, чем при изготовлении новых шин.
Экологическая безопасность производства определяется в основном массой используемого
сырья, которая в случае восстановления протектора в несколько раз меньше, чем при
изготовлении новых шин. Масса расходуемых материалов для восстановления нового протектора шин
легковых автомобилей составляет в среднем 40-50% от массы новой шины, а грузовых и
авиационных шин - 20-30%. Примерно в таком же соотношении находятся затраты энергетических
ресурсов и объемы выделяющихся вредных веществ при изготовлении шин и их
восстановительном ремонте.
Типовой процесс восстановления протектора изношенных пневматических шин всеми
известными способами включает следующие основные этапы:
- отбор пригодных для восстановления шин;
- удаление остатков рисунка старого изношенного протектора с обеспечением заданного
профиля восстанавливаемой шины и необходимого микрорельефа (шероховатости) ее
поверхности;
- ремонт мелких «сопутствующих» повреждений каркаса;
- наложение нового протектора на подготовленный каркас;
- вулканизация восстанавливаемой шины.
Самое принципиальное различие применяемых в мировой практике способов
восстановления шин определяется используемым методом вулканизации: «горячим» при температуре
преимущественно 150-165°С или «холодным» при температуре около 100°С.
При традиционном «горячем» способе на подготовленный (зашерохованный,
отремонтированный, промазанный клеем) каркас шины накладывают «сырой» протектор из протекторной
резиновой смеси. Затем покрышку с наложенным протектором обычно помещают в обогревав-
I
!
i
!
I
.^Нмую пресс-форму шиновосстановительного вулканизатора. Во внутреннюю полость покрышки
вводят резиновую диафрагму (или варочную камеру), в которую подают прессующий агент
(перегретую воду или сжатый воздух) под давлением до 2,0 МПа. Под воздействием прессующего
давления и температуры в течение 60-90 мин наложенный протектор приобретает необходимую
форму и рисунок, соответствующий гравировке пресс-формы, осуществляется вулканизация
резиновой смеси протектора и совулканизация его с каркасом.
При «холодном» способе на подготовленный каркас покрышки накладывают предварительно
вулканизованный протектор с рисунком, соответствующим назначению шины. Между
протектором и каркасом располагается тонкий слой специального адгезивного материала с низкой
температурой вулканизации. Восстанавливаемую шину с наложенным протектором вулканизуют в
автоклаве без пресс-формы, обычно в воздушной среде при температуре 98-105°С и давлении 0,6 МПа
в течение 3-4 ч. В соответствии с изложенными особенностями «горячего» и «холодного»
способов восстановления сложились следующие предпочтительные области их применения:
(Рентабельное восстановление легковых шин можно обеспечить при применении «горячего»
способа в условиях высокоавтоматизированного массового серийного производства с
применением современного шиноремонтного оборудования. Производственные расходы при «холодном»
методе слишком высоки, восстановление легковых шин при этом нерентабельно. По оценке
зарубежных специалистов, многократные попытки применения «холодного» способа для
восстановления легковых шин успеха не имели и не будут его иметь в будущем.
Грузовые шины малой грузоподъемности (размерами до 7.50-17,5) восстанавливают как
«горячим», так и «холодным» способами; на крупных шиноремонтных предприятиях восстановление
этих шин осуществляется преимущественно «горячим» способом.
Дорогостоящие шины грузовых автомобилей и автобусов (от 7.00-20 до 14.00-24/18R-22.5) вос-
станавливают обоими способами. При решении вопроса инвестирования новых мощностей по
восстановлению этих шин предпочтение отдается «холодному» способу, особенно если нет
поблизости завода «горячего» восстановления этих шин или если спрос на восстановление этих шин не
велик. Целесообразна также организация «холодного» восстановления в крупных
автотранспортных предприятиях;
Шины более крупных размеров (более 14.00-24) восстанавливают «горячим» способом на
специализированных предприятиях, оснащенных специальным подготовительно-сборочным
оборудованием.
Принимая во внимание высокую стоимость восстановления шин «холодным» способом, его
применение эффективно при хорошем качестве каркасов, имеющих запас работоспособности. В этом
случае обеспечивается срок службы восстановленной шины до полного использования ресурса
наложенного протектора, т.е. равный сроку службы новой шины. Широкое распространение этого
способа в последней четверти прошлого века в значительной мере объясняется появлением шин
современных конструкций с высокой ремонтопригодностью, особенно шин ЦМК.
Восстановительный ремонт путем нарезки нового рисунка протектора. Этот метод
используется в основном для грузовых и крупногабаритных шин. Регрувинг позволяет продлить срок службы
шин до 30%. При этом считается, что шины, подверженные регрувингу, являются более
экологичными благодаря меньшим потерям на качение.
33.2. Механическое измельчение
для получения крошки
Механическое измельчение в настоящее время считается наиболее рациональным
способом переработки шин.
На практике реализуется в основном механическое дробление резины при положительной
температуре с использованием мощного оборудования от барродеструкционной технологии,
000 ^
основанной на явлении «псевдоожижения»
резины при высоких давлениях и истечении
её через отверстия специальной камеры до
валкового оборудования.
Резиновая крошка, получающаяся при
механическом измельчении, является
основным продуктом переработки изношенных
шин. С одной стороны, это товарный продукт,
имеющий спрос на внутреннем рынке и за
рубежом, а с другой стороны, сырье для
производства целого ряда резинотехнических
изделий, композиционных материалов и
регенерата. Резиновая крошка, получаемая из
шин, используется и в резинах аналогичного
состава, иногда даже в шинных.
Технические требования к резиновой
крошке нормируются стандартом СТО 2511-
001-58146599-2004 «Крошка резиновая»
(табл. 33.1).
Около одной трети резиновой крошки
используют для изготовления регенерата.
33.1. Содержание ингредиентов в крошке Tv
резиновой по СТО 2511-001-58146599-2004
|
I
§
I
I
I
* Рекомендуемые показатели. ""Q
Условные обозначения. КРШ - крошка резиновая шинная;
КРП - крошка резиновая из протекторов шин; КРТО - крошка
резиновая резинотехнических и обувных изделий; КРД -
крошка резиновая диафрагм; КРЕ - крошка резиновая
ездовых камер.
Ингредиент
Каучуковое
вещество*, %
не менее
Технический
углерод*, %
не более
Общая сера*, %
Ацетоновый
экстракт, %
Зола, % не более
Вода, % не более
Частицы черных
металлов, %
не более
Значение для марок
КРШ
45
35
1,5±0,5
12±3
8,0
1,5
0,1
КРП
42
35
1,5±0,5
14±3
9,0
1,5
0,1
КРТО
35
30
1,5+0,5
8±3
22,0
1,5
Отс.
КРД
50
35
1,5±0,5
6±3
8,0
2,5
Отс.
КРЕ
45
32
1,0±0,3
10+3
8.0
1,5
Отс.
33.3. Переработка отходов
и амортизированных полиуретановых шин
Отходы и амортизированные полиуретановые шины* можно перерабатывать методами
направленной термохимической деструкции (гликолиза, аминолиза или гидролиза). Вторичное
сырье, полученное таким образом, может повторно перерабатываться в изделия, в том числе
возвращаться в основное производство шин, заменяя первичное сырье и делая производство
безотходным. Старение и утомление шинных полиуретанов не оказывает заметного влияния на
структуру олигомерных цепей. Для утилизации может также использоваться метод
прессования изделий из измельченных отходов.
Термокаталитический гликолиз измельченных полиуретанов и полимочевинуретанов
производится в реакторе периодического действия с мешалкой при температуре 160-200°С в
течение 3-5 ч. Деструктирующим агентом обычно является 1,4-бутандиол, а в качестве
катализатора используется диизобициклооктан (ДАБКО). Полученный гликолизат представляет собой смесь
исходного олигомерного диола (основной компонент) и жидких продуктов, содержащих урета-
новые и мочевинные группы.
Это не позволяет использовать гликолизат для синтеза форполимера при двухстадийном
методе синтеза полиуретана. Однако его можно использовать (до 60%) в смеси с диамином в
качестве структурирующего агента, получая эластомеры с уровнем свойств, сопоставимым с
полимером на основе первичного сырья.
Аминолиз полиэфирмочевинуретанов производится, как правило, при использовании в
качестве деструктирующего агента того же диамина, который ранее использовался при их
синтезе. Процесс проводится в реакторе периодического действия при температуре 140 - 170°С в
течение нескольких десятков минут. Продукты аминолиза могут использоваться в качестве
структурирующего агента (до 20%) при двухстадийном синтезе полиуретанов без снижения физико-
механических показателей свойств базовой рецептуры.
* Как и другие изделия из уретановых каучуков
Гидролиз полиуретанов производится перегретым паром, при этом полученный гидролизат
содержит олигодиол, аналогичный исходному, и диамины, образованные из исходного
диамина (Диамета X, ТДА) и мономерного диизоцианата (ТДИ), используемого при синтезе форполи-
мера. Метод гидролиза позволяет получать из полимера жидкие продукты с высокой
степенью бифункционаоьности и на их основе эластомеры, близкие по свойствам к полиуретанам,
полученным из первичного сырья. После разделения продуктов гидролиза вторичный
олигодиол может быть использован при синтезе форполимера (до 60 - 70%), а диамины - в качестве
структурирующего агента.
Прессование полиуретановой крошки -это наиболее простой и экономичный метод
утилизации отходов и амортизованных шин, который может быть реализован на универсальных вул-
канизационных прессах при температуре 160 -180°С и давлении 10 - 20 МПа. При этих
температурах полиуретановый эластомер переводится в пластичное состояние и под действием
давления происходит уплотнение порошка и сплавление его, а после охлаждения образуется
эластомер монолитной структуры. С увеличением давления и времени прессования качество
изделий улучшается, их прочностные показатели возрастают. Однако даже при давлении 20 МПа
удается достичь прочностных показателей, составляющих лишь 60-65% от уровня свойств нового
материала, что ограничивает области применения данного метода утилизации.
34. ПЕРЕРАБОТКА ОТХОДОВ
ЛАТЕКСНЫХ ПРОИЗВОДСТВ
(Д.П. Трофимович)
Специфика латексных производств определяет и особенности их переработки. В
производстве резиновых изделий из латексов образуются отходы двух видов: невулканизованные
и вулканизованные (выпрессовки при изготовлении формовых изделий из пенорезины,
обрезки изделий, бракованные вулканизованные изделия, остатки вулканизованных изделий
после их испытания). Отходы наиболее рационально использовать в этом же производстве,
т.е. можно вернуть дорогостоящее сырье (отходы латексных производств состоят как
правило на 85-95% из каучука).
Невулканизованные отходы представляют собой пленки, образовавшиеся в емкостях для
хранения латекса, для изготовления и хранения латексных композиций, пленки в ваннах,
образующиеся при получении маканных изделий, бракованный гель, коагулюм,
образовавшийся при ликвидации утечек латекса и латексных композиций, а также удаленный из сточных
вод при их очистке.
Вулканизованные отходы при производстве резиновых изделий из латексов составляют
60-80% общего количества отходов. Их перерабатывают двумя способами.
Первый способ. Латексные вулканизованные отходы превращают в крошку и используют ее
в качестве добавок в резиновые смеси. Этот способ целесообразно использовать, если на
предприятии, наряду с производством изделий из латексов, имеется производство резиновых
изделий из каучуков.
Для изготовления крошки применяются рифайнер-вальцы, дисковые и роторные
мельницы, молотковые дробилки, оборудование, работающее на принципе скоростного реза.
Оборудование для измельчения отходов агрегируют с ситами. В качестве добавок к резиновым смесям
используют крошку размером не более 0,5 мм.
Второй способ. Вулканизованные отходы превращают в водную дисперсию, которую можно
использовать в качестве добавок в латексные композиции. Процесс состоит в интенсивном
механическом диспергировании в отходах жирных или смоляных кислот с последующим их
омылением раствором щелочи. При определенных дозировках жирных или смоляных кислот и их
НЕ.
омылении происходит обращение фаз и первоначально образовавшаяся дисперсия раствора мыл
в полимере превращается в дисперсию полимера в водной фазе.
Для этого процесса наиболее эффективно применять смесители шнекового типа, которые
позволяют проводить пластикацию полимера и последовательно вводить в него жирные или
смоляные кислоты, раствор щелочи и на последней стадии воду для разбавления дисперсии до
требуемой концентрации.
В шнековый смеситель отходы подают в виде крошки размером не более 6 мм. Крошка
может быть получена дроблением отходов производства пенорезины или использоваться в виде
смеси отходов производства пенорезины и маканых изделий или пенорезины и нитей, взятых в
соотношении 2:1-3:1.
Ингредиентный состав для изготовления дисперсии отходов (масс, ч.):
Крошка 100
Жирная или смоляная кислота 5-7
Гидроксид калия, 10%-ный раствор 28-30
Вода 70-90
Полученная в шнековом смесители дисперсия характеризуется следующими показателями:
Содержание сухого вещества, % 45-49
рН 10,5-11,5
Средний размер частиц, мкм 2,0-3,5
Поверхностное натяжение, Н/м 36-37
Вязкость на воронке ВЗ-7, с 35-45
Устойчивость к разведению водой (1:10) Устойчивая
Полученную дисперсию применяют в качестве добавки в латексных композициях для
изготовления пенорезины. Дисперсию вводят в дозировках до 10 масс. ч. на 100 масс. ч. каучука
латекса.
f
I
!
!
I
лАг 603
СПИСОК ЛИТЕРАТУРЫ
базовый
1. Агаянц И.М. Пять столетий каучука и резины. - М.: Модерн-А. 2002. - 432 с.
2. Агаянц ИМ Натуральный каучук, в поисках рецепта. - М.: Петергоф, 2010. - 700 с.
3. Аврущенко БХ Резиновые уплотнители. - Л.: Химия, 1978. -136 с.
4. Апухтина НЯ, Мозжухина JIB, Морозов ЮЛ. Производство и применение уретановых эластомеров. - М.: ЦНИИ-
ТЭнефтехим, 1969. - 95 с.
5. Берлин Ал. Ал, Вольфсон С. А, Ошмян В.Г„ Ениколопов Н.С. Принципы создания композиционных полимерных
материалов. - М.: Химия, 1990. - 240 с.
6. Богданов В.В„ Торнер Р.В, Красовский ВЯ,Регер 3.0. Смешение полимеров. -Л.: Химия, 1979. -192 с.
7. Бухин БЛ. Введение в механику пневматических шин. - М.: Химия, 1988.-224 с.
8. Букина М.Ф. Кристаллизация каучуков и резин. - М.: Химия, 1973. - 240 с.
9. Бухина М.Ф. Техническая физика эластомеров. - М.: Химия, 1984. - 224 с.
10. Бухина М.Ф„ Курлянд С.К. Морозостойкость эластомеров. - М.: Химия, 1989. -176 с. (M.F.Bukhina, S.K. Kurlyand.
Low-temperature Behaiour of Elastomers - VSP. Leiden.Boston - 2007. -187p)
11. Ван Кревелен Д.В. Свойства и химическое строение полимеров / Пер. с англ. под ред. А.Я. Малкина. - М.: Химия,
1976.-416 с.
12. Вольфсон СИ. Молекулярные характеристики эластомеров и методы их определения. - Казань: КХТИ, 1980. - 43 с.
13. Вострокнутов БГ. Виноградов Г.В. Реологические основы переработки эластомеров. М.: Химия, 1988. - 232 с.
14. Вундерлих Б. Физика макромолекул / Пер. с англ. под ред. Ю.К. Годовского и B.C. Папкова. М.: Мир, 1976. Т. 1,
- 623 с; 1979. Т. 2, - 573 с; 1984. Т. 3. - 484 с.
15. Гофман В. Вулканизация и вулканизующие агенты / Пер. с нем. под ред. И.Я. Поддубного. - Л.: Химия, 1968. - 464 с.
16. Гришин Б.С. Материалы резиновой промышленности (Информационно-аналитическая база данных). Казань:
Изд. КГТУ, 2010. Т. 1 - 596 с; Т. 2. - 488 с.
17. Дик Дж. С. Рецептура, строение и испытания / Пер. с англ. под ред. В.А. Шершнева. - С-Пб.: НОТ, 2010. - 620 с.
18. Догадкин БЛ, Донцов АЛ, Шершнев ВЛ Химия эластомеров. - М.: Химия, 1981. - 376 с.
19. Донцов АЛ Процессы структурирования эластомеров. - М.: Химия, 1978. - 288 с.
20. Донцов АЛ Канаузова АЛ, Литвинова ТА Каучуковые олигомерные композиты в производстве резиновых
изделий. - М.: Химия, 1986. - 216 с.
21. Донцов АЛ, Лозовик Г Л, Новицкая СП. Хлорированные полимеры. - М.: Химия, 1979. - 233 с.
22. Зуев Ю.С Разрушение эластомеров в условиях, характерных для эксплуатации. - М.:Химия, 1980. - 288 с.
23. Зуев Ю.С, Дегтева ТГ. Стойкость эластомеров в эксплуатационных условиях. - М.: Химия, 1986. - 264 с.
24. Каблов В.Ф, Агаянц ИМ. Информационные технологии в разработке и производстве зластомерных
материалов. Волгоград: Волжский политехнический институт (ВПИ), 2009. - 408 с.
25. Каучук и резина. Наука и технология / Под ред. Дж. Марка, Б. Эрмана, Ф. Эйрича; Пер. с англ. под ред. А.А. Берлина
и Ю.Л. Морозова. -Долгопрудный: Изд. Дом «Интеллект», 2011 -768 с.
26. Кербер МЛ, Виноградов В.М, Головкин Г.С и др. Полимерные композиционные материалы: структура,
свойства, технология / Под ред. Берлина А.А. - СП-б.: Профессия, 2008. - 560 с.
27. Кирпичников ПА, Аверко-Антонович ЛА Аверко-Антонович Ю.0. Химия и технология синтетического каучука.
-Л.: Химия, 1987.-424 с.
29. Клочков В.И, Рыжков ВЛ. Производство пористых изделий из эластомеров. - М.: Химия, 1984. - 96 с.
30. Кобеко П.П. Аморфные вещества. - М.: Изд-во АН СССР, 1952. - 432 с.
31. Композиционные материалы на основе полиуретанов / Под ред. Дж.М.Бюиста; Пер. с англ. под ред. Ф. А.
Шутова. - М.: Химия, 1982. -240 с.
32. Кондаков ЛА, Голубев А.И. и др. Уплотнения и уплотнительная техника: Справочник. - М.: Машиностроение,
1986.-464 с.
33. Корнев А.Е., Буканов А.М., Шевердяев О.Н. Технология зластомерных материалов / Под ред. А.Е. Корнева -
4-е изд. - М.: НППА «Истек», 2009. - 504 с.
34. Кошелев Ф.Ф, Корнев А.Е, Буканов AM. Общая технология резины. - 4-е изд. - М.: Химия, 1978. - 528 с.
35. Кузьминский А.С, Кавун СМ, Кирпичёв В.П. Физико-химические основы получения, переработки и применения
эластомеров. - М.: Химия, 1976. - 368 с.
36. Кулезнев ВЛ. Смеси полимеров. М.: Химия, 1980. - 304 с.
37. Кулезнев В.Н, Шершнев ВЛ Химия и физика полимеров. - М.: КолосС, 2007. - 367 с.
38. Кулерман Ф£ Новые каучуки для шин. Приоритеты. Требования. Методы оценки. - М.: Альянс Пресс, 2005. - 329 с.
39. Лепетов ВЛ Юрцев ЛЯ Расчеты и конструирование резиновых изделий. - 2-е изд. -Л.: Химия, 1977.-408 с.
40. Лепетов ВЛ, Юрцев Л.Ю. Расчёты и конструирование резиновых изделий и технологической оснастки. - М.:
Изд-во «Истек», 2009.-425 с.
41. Липатов Ю.С Межфазные явления в полимерах. - Киев: Наукова Думка, 1980. - 259 с.
42. Липатов Ю.С, Нестеров А.У, Грищенко Т.М, Веселовский РА Справочник по химии полимеров. - Киев: Наукова
Думка, 1971.-536 с.
43. Литвинова ТВ. Пластификаторы для резинового производства. - М.: ЦНИИТЭнефтехим, 1981. - 88 с.
44. Любартович СА, Морозов ЮЛ, Третьяков ОБ. Реакционное формование полиуретанов. - М.: Химия, 1990. - 288 с.
45. Мартин Дж. М, Смит УХ Производство и применение резинотехнических изделий / Под ред. С. Ч. Бхати; Пер.
с англ. под ред. В. Н. Красовского. - С-Пб.: Прогрессия, 2006. - 477 с.
46. Махлис ФА Радиационная химия зластомеров. - М.; Атомиздат, 1976. -199 с.
47. Махлис ФА, Федюкин ДЛ. Терминологический справочник по резине. - М.: Химия, 1989. - 398 с.
48. Межиковский СМ. Физикохимия реакционноспособных олигомеров: термодинамика, кинетика, структура
-М.: Наука, 1998 -233с.
49. Морозов ЮЛ, Резниченко СВ. Эластомерные нанокомпозиты //Сб. тр. 4-й международ, конф. - школы по
химии и физикохимии олигомеров (ОЛИГОМЕРЫ-2011) - Казань, 2011, т. 1. - С. 43-49.
50. Натуральный каучук/ Под ред. А. Робертса; Пер. с англ. 3.3. Высоцкого. - М.: Мир, 1990. Ч. I - 655 с; Ч. 2 - 720 с.
51. Нильсен Л. Механические свойства полимеров и полимерных композиций / Пер. с англ. П. Г.
Бабаевского - М.: Химия, 1978. - 312 с.
52.Новаков ИА, Вольфсон СИ, Новопольцева 0.М, Кракшин МА Реологические и вулканизационные свойства
эластомерных материалов / Под ред. Новакова И.А. - М.: ИКЦ «Академкнига», 2006. - 332 с.
53. Нудельман ЗД Фторкаучуки. Основы. Переработка. Применение. - М.: Реклама-Майер, 2007. - 383 с.
54. Осошник ИА, Шутилин Ю.Ф, Карманова О.В. Производство резиновых технических изделий / Под общей ред.
Ю.Ф. Шутилина. - Воронеж: Воронеж, гос. технол. акад. (ВГТА), 2007. - 972 с.
55. Петрова АЛ. Клеящие материалы: Справочник / Под ред. Е.Н. Каблова и СВ. Резниченко - М.: КиР, 2002. - 200 с.
56. Петрова АЛ, Донской АА. Чалых А!, Щербина АА Клеящие материалы. Герметики / Под ред. А.П. Петровой
- С-Пб.: Изд. НПО «Профессионал», 2008. - 589 с.
57. Пиотровский КБ, Тарасова З.Н. Старение и стабилизация синтетических каучуков и вулканизатов. - М.: Химия,
1980.-264 с.
58. Пичугин AM. Материаловедческие аспекты создания шинных резин - М.: Изд. НТЦ «НИИШП», 2010. - 383 с.
59. Плате НА Шибаев ВЛ. Гребнеобразные полимеры и жидкие кристаллы. - М.: Химия 1980. -303 с.
60. Полимерные смеси / Под ред. Д.Р. Пола и К.Б. Бакнелла; Пер.с англ. под ред. В. Н. Кулезнева - С-Пб.: Изд-во
НОТ, 2009. - 539 с.
61. Потураев ВЛ, Дырда ВЛ. Резиновые и резинометаллические детали машин. - М.: Машиностроение, 1977. - 208 с.
62. Применение резино-технических изделий в народном хозяйстве: Справочное пособие / Под ред. Д.Л.Федюки-
на. - М.: Химия, 1986. -238 с.
63. Присс Л.С. Физика упругости резины. - М.: Изд. НТЦ «НИИШП», 2010. - 364 с.
64. Райт П, Камминг А. Полиуретановые эластомеры / Пер. с англ. под ред. Н. П. Апухтиной. - Л.: Химия, 1973. - 304 с.
65. Резниковский М.М, Лукомская Ail. Механические испытания каучука и резины. - М.: Химия, 1968. - 525 с.
66. Саундерс Дж. X, Фриш KJt Химия полиуретанов / Пер. с англ. под ред. С.Г. Энтелиса. - М.: Химия, 1968. - 470 с.
67. Синтетический каучук / Под ред. Гармонова И.В. - 2-е изд - Л.: Химия, 1983. - 559 с.
68. Скотт ДжР. Физические испытания каучука и резины / Пер. с англ. под ред. М.М. Резниковского и Л.С. Присса.
-М.: Химия, 1968. -316 с.
69. Смыслова РА Герметики на основе жидкого тиокола. - М.: ЦНИИТЭнефтехим. 1984. - 67с.
70. Справочник резинщика. Материалы резинового производства / Ред. колл. Захарченко П.И., Яшунская Ф.И.,
Евстратов В.Ф., Орловский П.Н. - М.: Химия, 1971. - 608 с.
71. Стереорегулярные каучуки / Под ред. У. Солтмена; Пер. с англ. 3.3. Высоцкого. - М.: Мир, 1981. Т. 1 - 492 с;
Т.2.-512 с.
72. Тагер АА Физико-химия полимеров. - 4-е изд. / Под ред. Аскадского А.А. - М.: Научный мир, 2007. - 576 с.
73. Тезисы докладов Первой Всероссийской конференции по каучуку и резине. - М.: НИИЭМИ, 2002. - 328с.
74. Тезисы докладов Второй Всероссийской научно-технической конференции «Каучук и резина 2010». - М.:
НИИЭМИ, МИТХТ им. М.В. Ломоносова, 2010. - 491с.
75. Технология переработки латексов /Под ред. Трофимовича Д.П. и Берестнева В.А. - М.: Научтехлитиздат, 2003. - 371 с.
76. Торнер РВ. Теоретические основы переработки полимеров (механика процессов). - М.: Химия, 1977. - 464 с.
77. Третьяков О.Б., Гудков ВЛ, Вольнов АА, Тарновский В.Н. Автомобильные шины. Конструкция, механика,
свойства, эксплуатация. М.: КолосС, Химия. 2007.-432 с.
78. Туторский ИА, Потапов Е.Э, Шварц АГ. Химическая модификация эластомеров. - М.: Химия. 1993. - 304 с.
79. Федюкин ДЛ, Махлис ФАТехнические и технологические свойства резин. - М.: Химия, 1985. - 272 с.
80. Ферри Дж. Вязкоупругие свойства полимеров / Пер. с англ. под ред. В.Е. Гуля. - М.: ИЛ, 1963. - 536 с.
81. Хакимуллин Ю.Н, Минкин В.С, Палютин ФЛ1, Дебердеев ТР. Герметики на основе полисульфидных
олигомеров: синтез, свойства, применение - М.: Наука, 2007. - 301 с
82. Швейцер ФА Коррозия пластмасс и резин / Пер с англ. под ред. СВ. Резниченко и Ю.Л. Морозова. - С-Пб.: Изд-
во НОТ, 2010. - 640 с.
83. Химическая энциклопедия. - Т. 1-5. - М.: Науч. изд-во «Большая российская энциклопедия», 1988-1998.
84. Химические добавки к полимерам. -2-е изд. / Под ред. Масловой И.П. - М.: Химия, 1981.- 264 с.
85. Шмурак ИЛ. Шинный корд и технология его обработки. - М.: НТЦ «НИИШП», 2007. - 220 с.
86. Шутилин Ю.Ф. Справочное пособие по свойствам и применению эластомеров. - Воронеж: Воронеж, гос.
технол. акад. (ВГТА), 2003. - 870 с.
87. Энциклопедия полимеров / Под ред. 8.А. Каргина. - М.: Советская энциклопедия, - М.: 1972, Т. 1. -1224 стб.;
1973, Т. 2. -1032 стб.; 1977, Т. 3 -1152 стб.
СПИСОК ЛИТЕРАТУРЫ
Список литературы
по разделам
Резина как конструкционный материал (Л.н. юрцев, бл. Бухин)
См. №№ 7,9, 39, 40 в базовом списке литературы
ОСНОВЫ рецеПТурОСТроеНИЯ (В.А. Шершнев)
См. №№18, 25, 33, 37, 50 в базовом списке литературы, а также:
Датта С. См. в № 25, гл. 12, с. 541-566
Коран ОДж. См. В № 25, ГЛ. 7, С. 322-369
Роджерс Б., Вадделл У. См. в № 25, гл. 9, с. 405-465
Шершнев ВА, Юловская ВД Проблемы вулканизации в связи с формированием сетчатых и фазовых структур в
смесях эластомеров // Каучук и резина. - 2000. - № 6. - С. 16.
Mark J.E, Erman В. Elastomers and rubber- like elasticity, in Performance of Plastics, W.Brostow, Munich, Ed. - Hauser
Publishers. - 2001. - p. 410-428.
Studebaker M.L., Beatty J.R. Science and Technology of Rubber. F.R.Eirich Ed. - Acad. Press. -1978,- Ch. 9. - P. 367-419.
МеТОДЫ Переработки (А.М. Буканов, Корнев A.E.)
См. №№6,13,17,25, 26, 33, 34, 52, 54, 76, 86 в базовом списке литературы, а также:
Вострокнутов Е.Г, Новиков М.И, Новиков В.И, Прозоровская Н.В. Переработка каучуков и резиновых смесей
(реологические основы, технология, оборудование). - М.: Химия, 1980. - 280 с.
Красовский В.Н, Воскресенский А.М, Харчевников В.М. Примеры и задачи по технологии переработки эластомеров.
Учеб. пособие для вузов. - Л.: Химия, 1984. - 240 с.
Уральский МД„ Горелик РА, Буканов А.М. Контроль и регулирование технологических свойств резиновых смесей.
-М.: Химия, 1983.-128 с.
Радиационная вулканизация (Н.Н. Буканова, М.А. Закирова)
См. № 33 в базовом списке литературы, а также:
Буканова Н.Н, Кузнецов Б.С., Гиревой А.Б., Котова Н.Ф. Производство РТИ с использованием ускорителей
электронов // Каучук и резина. - 2000. - № 4. - С. 25.
Клочков В.И„ Рыжков ВД. Производство пористых изделий из эластомеров. - М.: Химия, 1984. - С. 67
Козлов В.Т, Пашинин В.И, Кашевская Н.Г., Лапин С.Н. // Химия высоких энергий. - 1973. - № 2. - С. 85.
Кузьминский А.С, Федосеева Т.С., Каплунов МЛ. Технология радиационной вулканизации и модификации
эластомеров. - М.: Энергоиздат, 1982. - С. 89-90.
Махлис ФА См. в № 46, с. 57-126.
Никитин Л.Я., Махлис ФА Кузьминский А.С. Радиационная вулканизация фторкаучуков в присутствии олигоэфи-
ракрилатов // Тез. докл. Всесоюзн. науч.-техн. совещания на ВДНХ «Использование ионизирующих излучений в
резиновой промышленности».- М.: ЦНИИТЭнефтехим, 1975. - С. 21-26.
Пашинин В.И, Евсеев А.Г., Тарасова З.Н. Исследование процесса радиационной вулканизации пористых резин на
основе полисилоксанов // Тез. докл. второй Всесоюзн. Конф. по прикладной радиационной химии. - Обнинск.: Изд-во
Черкассы, 1973.-С. 86.
Попов А.В, Соломатин А.В. Непрерывные процессы производства неформовых резиновых изделий. - М.: Химия,
1977.-С. 53-55.
1.1. Краткий исторический очерк (и.м.агшц)
См. №№1,2,24 в базовом списке литературы
1.2. Строение и свойства каучуков (с.к. курлянд)
См. №№8,10,11,12,13,14,22,30, 38,47, 53,67,70,72, 80 в базовом списке литературы, а также:
Бреслер СЕ, Ерусалимский БД. Физика и химия макромолекул. - М.: Наука, 1965. - 510 с.
Рабек Я. Экспериментальные методы в химии полимеров. Т. 1, 2. - М.: Мир. -1983.
Туров И.И„ Кострыкина Г.И. Химия и физика полимеров. -М.: Химия, 1989. - 432 с.
Френкель С.Я. См. в № 88, т. 1, с. 614.
Цветков В.Н, Френкель С.Я, Эскин В.Е. Структура макромолекул в растворе. - М.: Наука, 1964. - 719 с.
Boyer R.F. The Relation of Transition Temperatures to Chemical Structure in High Polymers // Rubb. Chem. Technol. - 36
-(1963)-1303.
Flory P.J. Principles of Polymer Chemistry. № 1. - Jthaca: Cornell University Press, 1953. - 672 p.
Список литературы по разделам
"Ч
1.3.1. Натуральный каучук (Б.С. Гришин)
См. №№ 2,16, 50 в базовом списке литературы, а также:
Пат. ЕР 1 577 341А1. Яз
Пат. США 7 045 567 В2. |
Пат. США 7427646 В2. Kondon Hajime. Natural rubber, rubber composition and pneumatic tire. g
Секхар Б.С. Обзор развития технологии производства и применения НК / Международный симпозиум по изопрено- §
вому каучуку. - М.: 1972. - Препринт 29. $
Dick John S. Basic Rubber Testing: Selecting Methods for a Rubber Test Program. Bridgeport. NY. Aug. 2003. 5.
Tuampoemsab S, Sakdapipanich J. Role of naturally occurring lipids and proteins on thermal aging behavior of purified §
natural rubber // Kautschuk Gummi Kunststoffe. - 2007. - Dezember. - S. 678-684. ^
О
On
1.32. Синтетические изопреновые каучуки (ВА. Кормер, ВА. Васильев, И.М. Цыпкина, Л.Ф. Шелохнева, Л.Г. сч
Андрианова) Щ-
См. №№ 42,67 в базовом списке литературы, а также: ^
Валуев В.И., Эстрин А.С., Зак А.В. и др. Исследование молекулярно-массового распределения промышленных §
партий каучука СКИ-3 методом гельпроникающей хроматографии. // Промышленность синтетического каучука. ^
-1977.-№12.-С. 9-10. §
Масагутова Л.В. Троицкая Н.И, Жакова В.Г., Сапронов ВА Структура и свойства резин на основе СКИ-3, не содер- ^
жащего гель-фракции // Каучук и резина. -1982. - № 1. - С. 7-9.
Смирнов В.П., Перфильева М.С, Курлянд ВД, Федоров ВА Свойства каучука СКИ-30 Г // Производство и
использование эластомеров. -1991. - № 1. -С. 15-19.
Смирнова ЛА, Ковалев Н.Ф, Цыпкина И.М, Кормер ВА Свойства и перерабатываемость СКИ-5 // Каучук и резина.
-1989.-№4.-С. 12.
Шелохнева Л.Ф, Полетаева ИА, Юфа ТЛ. и др. Создание «редкоземельного» полиизопрена - путь к решению
экологических проблем в производстве каучуков общего назначения // Материалы Всесоюзн. науч.-техн. конф.
«Экологические проблемы производства синтетических каучуков». - М.: 1990. - С. 87
Цыпкина ИЛЦ Ковалев КФ, Будер СА Свойства и особенности переработки «безгелевого» цисА ,4-полиизопрена //
Каучук и резина. - 1983. - № 5. - С. 5-7.
1.4. Бутадиеновые каучуки (ВА. Васильев, СВ. Бубнова, Б.Т. Дроздов, И.М. Цыпкина)
См. №№ 10, 38, 57 в базовом списке литературы, а также:
Бабицкий БД, Кроль ВА В № 67, с. 134.
Васильева МА, Гармашова ГД, Журавлева И.П. Кристаллизация статистических сополимеров бутадиена с
изопреном в изотропном состоянии // Каучук и резина. -1989. - № 3. - С. 8-10.
Долгоплоск БА, Кропачёва ЕЛ, Хренникова Е.К. и др. Полимеризация диенов под влиянием гомогенных
каталитических систем, содержащих соли кобальта и никеля //Доклады Академии Наук СССР. -1960. -Т. 135. №4. С. 847-848.
Кивели Т.Н, Яновский Ю. Г, Морозов ЮЛ, Виноградов Г.В. Вязкоупругие свойства промышленных растворных
полибутадиенов и их поведение при вальцевании // Каучук и резина. - 1985. - № 2. - С. 21-23.
Кормер ВА, Лобач М.И. См. в № 67, с. 100.
Куперман Ф.Е Ползучесть резин на основе стереорегулярных бутадиеновых каучуков// Производство и
использование эластомеров. - 2006. - № 1. - С. 3-11.
Куперман Ф.Е. Динамические усталостные свойства резин на основе стереорегулярных бутадиеновых каучуков,
полученных с применением различных каталитических систем // Производство и использование эластомеров. - 2006.
-№2. -С. 3-10.
Куперман Ф.Е, Масагутова Л.В. Свойства статистических цис-сополимеров бутадиена с изопреном и шинных
резин на их основе // Каучук и резина. -1990. - № 9. - С. 7-10.
Куперман Ф£, Тамаркин В.Ф. Пластикация стереорегулярных бутадиеновых каучуков при высоких температурах //
Каучук и резина. - 1985. - № 1. - С. 11-15.
Новикова ГЬ, Карлина ИА, Сидорович ЕА и др. Структура и низкотемпературные свойства сополимеров цисА,4-
бутадиена и изопрена // Высокомолекулярные соединения. -1988. - № 7. - С. 1357-1360.
Петрова Г.П, Васильева МА, Курлянд С.К. и др. Ориентационная кристаллизация и деформационно-прочностные
свойства статистических сополимеров бутадиена с изопреном // Высокомолекулярные соединения. -1988. - Т. 30. - № 10.
-С. 2186-2190.
Петрова Г.П, Эскина М.В, Ловчиков ВА Хачатуров АС. и др. Распределение мономерных звеньев в сополимерах
бутадиена с изопреном, полученных в присутствии редкоземельных катализаторов // Высокомолекулярные
соединения. -1986. - Т. 28. - № 12. - С. 887-890.
Коплег VA, Lobach MJ, Bubnova S.V, Poletayeva JA and Skuratov K.D. Rare Earth Catalysts of Homopolymers and
Copolymers of Diene Hydrocarbons. // Kautschuk+Gummi Kunstst. -1991. -Bd.44. - № 6. - S. 522-524.
jr 1.5. Бутадиенстирольные и бутадиен-а-метилстирольные каучуки (В.н. патов. а.н. юрьев)
См. №№ 18, 27, 54 в базовом списке литературы, а также:
Материалы XIII международной научно-практической конференции «Резиновая промышленность. Сырьё.
Материалы. Технологии». 21-25 мая 2007 г. - М.: Научно-техн. центр «НИИШП», 2007.
Моисеев В.В., Перина Ю.В. Синтетические каучуки России и материалы для их производства. Воронеж: ВГУ,
2001.-С. 62.
Промышленность синтетического каучука: Экспресс-информация. Вып. 10. М.: ЦНИИТЭнефтехим. -1992. - С. 5-14.
^ The Synthetic Rubber Manual // Elastomer Product Information Supporting Rubber Industry, 16 th Edition. - International
Institute of Synthetic Rubber Producers. - 2005. - С 48-55.
1
i
!
I
I
1.6. Бутадиеннитрильные каучуки (в.н. патов, а.н. юрьев)
См. №№ 18, 27, 54 в базовом списке литературы, а также:
Девирц ЭЯ. Новые типы бутадиеннитрильных каучуков. - М.: ЦНИИТЭнефтехим, 1977. - 56 с.
Лысова ГА, Морозов ЮЛ, Резниченко СВ. и др. Ассортимент бутадиеннитрильных каучуков для
резинотехнических изделий, их свойства, проблемы производства и потребления // Тез. докл. I Всероссийской конф. по каучуку
и резине. Москва, 2002. - С. 121, 122.
Мамедов Ш.М., Ядреев Ф.И., Ривин Э.М. Бутадиеннитрильные каучуки и резины на их основе. - Баку: Элм,
1991.-204 с.
Моисеев ВВ, Перина Ю.В. Синтетические каучуки России и материалы для их производства. - Воронеж: ВГУ,
2001.-62 с.
Радченко ИЛ, Береснев В.Н, Рабинерзон МЛ и др. См. в № 57, с.ЮО; в № 67, с. 300
Сигов ОВ, Зеленева ОА, Шутилин Ю.Ф. и др. Моделирование структуры и свойства бутадиеннитрильных каучуков //
Промышленность синтетического каучука. - 1989. - № 5. - С. 10-12.
1.7. Бутилкаучук И ГЭЛОбутилкаучуки (ИА. Арутюнов, Н.Н. Бырихина)
См. № 67 (Т. 1. Стб. 351 - 364) в базовом списке литературы, а также:
Лабутин АЛ. Антикоррозионные и герметизирующие материалы на основе синтетических каучуков. - Л.: Химия,
1982.-40 с.
Масагутова Л, Микуленко Н. Применение каучуков на основе изобутилена в шинной промышленности. - М.:
ФПГ «Нефтехимпром» научный департамент» 2001. - 130 с.
Сангалов ЮА, Минскер К.С. Полимеры и сополимеры изобутилена. - Уфа: Изд-во Гилем, 2001. - 384 с.
1.8. Этиленпропиленовые каучуки (в.п. миронюк)
Афанасьев ИЛ, Коробова Л.М, Лившиц ИА. Миронюк ВЛ. Сополимеризация этилена и пропилена с диеновыми
углеводородами // International Polymer Science and Technology. -1983. - V.I0. -№ 08. - P. 32-35; Каучук и резина. -
1981. -№1.- С. 20-23.
Говорова ОА, Канаузова АА, Савельев АЛ. Модификация этиленпропиленовых каучуков и резин на их основе.
- М.: ЦНИИТЭнефтехим, 1990. - С. 69.
Каменев Ю.Г., Миронюк В.П., Гречановский ВА Влияние МВР каучуков СКЭП на их пластоэластические и
технологические свойства // Каучук и резина. - 1973. - № 6. - С. 13-16.
Кисин К.В, Ловчиков ВА, Миронюк В.П, Романихин В.Б. Изучение микроструктуры этиленпропиленовых
каучуков методом ЯМР 13С. // Каучук и резина. - 1981. - № 6. - С. 5-8.
Креспи Дж, Вальвассори АФлизи У. См. в № 71, т. 1. - С. 408-479.
Лившиц ИА, Кисин К.В, Афанасьев ИД См. в № 67. - С. 238-259.
Миронюк В.П. Зависимость вулканизационной активности СКЭПТ от природы третьих мономеров // Каучук и
резина. - 1991. - № 2. - С. 13-16.
Миронюк В.П, Курлянд С.К, Васильева МА, Афанасьев И.Д. Влияние степени кристалличности сополимеров
этилена, пропилена и этилиденнорборнена (СКЭПТ-Э) на их механические свойства // Каучук и резина. - 1977. - № 7.
-С. 14-17.
Миронюк В.П, Рейх В.Н.. Лившиц ИА, Сухотина Т.М. Свойства тройных сополимеров этилена, пропилена и
этилиденнорборнена // Каучук и резина. - 1973. - № 1. - С. 7-10.
Миронюк В.П, Сидорович ЕА, Афанасьев Н.Д., Брой-Каррэ Г.В. Влияние молекулярной структуры
этиленпропиленовых каучуков на их эластические свойства // Каучук и резина. -1981. - № 3. - С. 8-10.
Плотицин К.Г, Канаузова АА. Этиленпропиленовые каучуки марок Royalene®, RoyalEdge® и Royaltherm® //
Каучук и резина. - 2007. - № 4. - С. 36-39.
1.9. Хлоропреновые каучуки (Э.с. вошнян)
См. №№ 47, 67, 70, 79 в базовом списке литературы, а также:
Захаров НД Хлоропреновые каучуки и резины на их основе. М.: Химия. - 1978. - С. 272.
Карапетян Н.Г. Хлоропреновые каучуки / Энциклопедия полимеров. Т. 3. - М.: Советская энциклопедия. -
1977.-С. 828-836.
Лысова ГА, Мальцева Т.В, Сорокин ГА, Донцов АА Свойства и применение новых марок хлоропренових
каучуков. - М.: ЦНИИТЭнефтехим. - 1986. - С. 69.
Baypran. Тех. информация фирмы Lanxm. Изд. 2006-2009. "?Г
Johnson PA Polychloroprene Rubber// Rubber Chemistry and Technology. V. 49. P. 651-702.
Nooprene. OuPont, USA. Technical Information. Rev. 3. Jan. 2004; Rev. 6. August 2007. Ю
1.10. Хлорсульфированный полиэтилен (aa. донской) •$
См. №№ 19,21 в базовом списке литературы, а также: §
Донской АА, Старцев ОД и др. Влияние степени хлорирования на фазовое состояние ХСПЭ // Высокомолекуляр- р
ные соединения.- Т. (А), XXIX. -1987. - № 12. - С. 2473-2476. ^
Донской АА, Шашкииа МЛ, Заиков ГЕ Огнестойкие и термостойкие материалы на основе хлорированных поли- ^
этиленов. - VSP Утрехт-Бостон, 2003. - 225 с. ^
Калинина НА Разработка материалов на основе ХСПЭ с улучшенными прочностными и эксплуатационными свой- >
ствами. Автореферат дисс. канд. техн. наук. - М.: МХТИ им. Д.И. Менделеева, 2011. - С. 1-16. §
Ронкин ГМ, Андриасян Ю.0. Новые коррозионнотермостойкие эластичные полимерные материалы // Каучук и ре- §
зина.-2002.-№6.-С.7-12. S-
Ронкин ГМ, Гершенович АЛ. См. в № 87, т. 3, с. 102-107. ^
Ронкин ГМ, Коротянский МА и др. Оптимальный полиэтилен высокого давления для получения хлорсульфополи- §
этиленовых эластомеров // Каучук и резина. -1980. - № 1. - С. 5-8. Ч
. с?
1.11. ФТОркаучуКИ кЗ.Н.Нудепьман\) $
См. № 53 в базовом списке литературы, а также:
Новицкая СП, Нудельман ЗА, Донцов АА Фторэластомеры. - М.: Химия, 1988. - 288 с.
1.12. АкрилаТНЫе каучуКИ (В.Н. Вереснев, О А. Говорова)
См. №№ 51, 59,67 в базовом списке литературы, а также:
Архангельская БЛ, Береснев ВА Сааков 3JVI, Ривин Э.М. История развития производства акрилатных каучуков и
сравнительная характеристика их-свойств. // Каучук и резина 1989. № 4. С. 33
Баранец И.В, Береснев ВА, Гармашова ГД. Закономерности формирования фазовой структуры зпоксикаучуковых
композиций. //Каучук и резина, 1991, № 1. С.20.
Gianetti E, Mazzochi R, Fiore l_ Grespi E. Ammonium Salt Catalyzed Crosslinking Mechanism of Acrylic Rubbers //Rubb.
Chem. Techn. -1983. -V. 56. - № 1. - P. 21-30.
1.13. СИЛОКСаНОВЫе КаучуКИ (Г.В. Григорян, НА. Катуркин)
См. №№10,67,88 в базовом списке литературы, а также:
Башкатов ТА Жигалин ЯА Технология синтетических каучуков. - Л.: Химия, 1987. - 360 с.
Clarson S. Synthesis and Properties of Silicones and Silicone-Modified Materials. - Oxford University Press: 2003. - 424 p.
Ershov Peter. Silicone Elastomers. Publisher Smithers Rapta: Reteased 2001. -172 p.
Marciniec B. Hydrosilylation: A Comprehensive Review on Recent Advances Berlin: Springer, 2009, Hardcover, i-xxiv - 408 p
Putsien S, Nuyken 0, and Kuhn F. E. Functionalized polysilalkylene siloxsanes by hydrosilylation - Catalys and synthesis //
Progress in Polymer Science - 2010. - V. 35. - P. 687.
1.14.1. Вальцуемые уретановые каучука (Н.В. Панова)
См. № 4 в базовом списке литературы, а также:
Апухтина Н.П. Уретановые эластомеры. / В сб. Достижения в области синтеза и исследования структуры
эластомеров,- М.: ЦНИИТЭнефтехим, 1981. - С. 42^14.
Буканова НА Сотникова ЗА Лукина Н.Б и др. Радиоционное старение резин на основе уретановых каучуков СКУ-
ПФ и СКУ-ПФД. /В сб. Синтез и свойства уретановых эластомеров / Под ред. Н.П. Апухтиной. - Л.: Химия, 1976. - С.
92-95.
Лукина Н£, Лубская ЛА, Лужкова Г.В, Ходикова Л.В. Состояние, перспективы производства и применения
вальцуемых уретановых каучуков. - Л.: ЛДНТП, 1990. - 20 с.
Millable Polyurethane Rubber Millathane from TSF Industries, Inc. http://www.tse-industries.com/ millathane Main.asp.
Табакова ЛА Егоров ВА Чиванова ЕГ. Влияние структуры олигомерной составляющей на свойствах вальцуемых
уретановых каучуков // Свойства и применение уретановых эластомеров. Сб. научн. трудов. / Под ред. Н.П.
Апухтиной - М.: ЦНИИТЭНефтехим, 1981. - С. 48-56.
1.142. Литьевые уретановые каучуки (ЮМ. Морозов)
См. №№4,44,64,66 в базовом списке литературы, а также:
РедмзнР.П.В№31 С.41-83.
Polyurethane Handbook. Chemistry-Raw Materials-Processing-Application-Properties. Ed. by G. Oertel. - 2-nd Edition.
/ Munich Vienna. New York: Carl Hanser Verlag, 1994. - 688 p.
http://www.bayermaterialscience.com, www.fgupniisk.ru, www.kzck.ru, www.adiprene.ru, www.vibrathane.ru,
www.elast-pu.ru, www.surel.ru, www.dow.com, www.airproducts.com, www.albemarle.com, www.urethaneservices.com,
www.somex.ru
609
39 - 5465
jt 1.15. карбоксилсодержащие каучуки (юятусев)
Гусев Ю.К„ Герасимова Э.Ф. Модификация каучуков эмульсионной полимеризации: - М.: ЦНИИТЭнефтехим,
^ 1983. - 64 с. (Серия «Промышленность синтетического каучука»).
S Гусев Ю.К„ Титов АЛ„ Яковенко ЗА и др. Карбоксилатные эластомеры: - М.: ЦНИИТЭнефтехим, 1983. - 39 с.
3 (Серия «Промышленность синтетического каучука»).
I
52 1.16. Пропиленоксидные каучуки (г.м. хвостик)
С Галанов ОЛ, Красильникова В.М. Каучуки на основе циклических органических окисей // Каучук и резина. -1970. -
I Nb7.-C.6-9.
$ Говорова ОА, Морозов ЮЛ, Баженов ЮЛ. и др. Использование добавок эпихлоргидриновых и пропиленоксидных
[jj каучуков для расширения температурного интервала работоспособности резин на основе бутадиен-нитрильных каучу-
g ков // Каучук и резина. - 2000. - №4. - С. 18-20.
С: Говорова ОА, Морозов ЮЛ, Чубарова ГА и др. Свойства и применение пропиленоксидного каучука. // Каучук и
£ резина. - 1999. - №2. - С. 18-20.
О Горин Ю.А, Галкина Г.И, Макашина АЛ. и др. Синтез и свойства каучукоподобных сополимеров окиси пропилена с
У аллилглицидиловым эфиром // Каучук и резина. -1968. - № 8. - С. 2-4.
с^ Горин ЮА Галкина Г.И, Марей А.И. и др. Синтез и свойства пропиленоксидного каучука // Журнал прикладной
1^ химии -1971. -Т.44. - №11. - С. 2492-2498.
Горин ЮЛ и др. См. в № 67, с. 488.
Рейх В.Н, Галанов О.П, Павликова А.В, и др. О способах вулканизации пропиленоксидного каучука // Каучук и
резина.-1970.-№6.-С.1-3.
Saegusa T, Imai К, Matsumoto S. Polymerization of Tetrahydrofuran by AIEt3 -H20 Promoter System:Rate of Propagation
Reaction // Polymer Sci. -1968. - № 6. - A-1. - P. 459.
1.17. ПоЛИСуЛЬфИДНЫе КаучуКИ (Ю.Н.Хакимуллин)
См. №№ 69,81 в базовом списке литературы, а также:
Аверко-Антонович ЛА, Кирпичников ПА, Смыслова РА Полисульфидные олигомеры и герметики на их основе.
-Л.: Химия, 1983.-128 с.
Минкин В.С. ЯМР в промышленных полисульфидных олигомерах. - Казань: АБАК, 1977. - 222 с.
Минкин В.С„ Дебердеев Р.Я, Палютин Ф.М., Хакимуллин Ю.Н. Промышленные полисульфидные олигомеры: Синтез,
вулканизация, модификация - Казань: Новое знание, 2004. -175 с.
Мудров ОА, Савченко И.М., Шитов B.C. Справочник по эластомерным покрытиям и герметикам в судостроении.
-Л.: Судостроение, 1982. -184 с.
Смыслова РА Котлярова СА Справочное пособие по герметизирующим материалам на основе каучуков. - М.:
Химия, 1976.-72 с.
Смыслова РА Швец ВМ, Саришвили И.Г. Применение отвергающихся герметиков в строительной технике:
Обзорная информация ВНИИНТИ и эконом, промышл. строит, материалов -1991. - Сер. 6. - № 2. - 30 с.
Шляхтер РА Новосёлок Ф.Б. См. в № 67, с. 552.
Bertozzi ЕА Chemistry and Technology of Elastomeris Polysulfide// Rubb. Chem. and Technol. -1968. - V. 41. - № 1. -P. 114.
Dachselt E. Thioplaste. - Leipzig:VEB Deutscher Verlag fur Grundstoffindustrie, 1971. - S. 164.
Gobran R.H., Berenbaum M.B. In: Polymer Chemistry of Synthetic Elastomers// Ed. J.P. Kennedy, E.G.M. Tornqwist.
N.Y.-Lond. - 1969. - V. 2. - P. 805-842.
Lucke H. Aliphatic Polysulfides: Monograph of an elastomer// Publisher Huthig & Wepf Basel, Heidelberg, New York.
1994.-191 p.
1.18. ВиНИЛПИрИДИНОВЫе КаучуКИ (ИЛ Шмурак)
См. №№ 34,70 в базовом списке литературы.
1.19. ЭпИХЛОрГИДрИНОВЫе КаучуКИ (Г.М. Хвостик)
Архангельская Б.Н. Промышленное производство и применение эпихлоргидриновых эластомеров // Каучук и
резина. -1986. -№ 7. - с. 41-45.
Красильникова ВМ, Рейх В.Н, Горин ЮА Влияние структурных особенностей эпоксидных каучуков на их свойства //
Каучук и резина. - 1983. - № 3. - С. 5-7.
Лысова ГА, Хованская Н.Д. Эпихлоргидриновые каучуки /- М.: ЦНИИТЭнефтехим, 1980. - С. 1-51. (Серия:
Производство резинотехнических и азбестотехнических изделий).
Пат. 3275573 США, 1966.
Ужесточение конкуренции между спецкаучуками в связи с прогрессом автомобилестроения // Rubber Industry. -
1984.-V.20.-No 2.-P. 8.
Speciality elastomers // Chemical and Engineering News. - 1986. - V. 67. - No 13. - P. 30.
610 ^r
I
I
I
!
I
1.20. Гидрированные бутадиеннитрильные каучуки (юл. морозов)
Анисимов BJO, ДыкманАХ, Имянитов Н.С, Поляков СА Гидрирование бутадиеннитрильного каучука//Каучук и
резина. - 2007. - № 2. - С. 32-38.
Ковшов Ю.С, Моисеев ВА, Жарких ТД, Зорников И.П. Гидрированные бутадиеннитрильные каучуки (получение,
свойства, прменение)//Каучук и резина. -1990. -№ 6. - С. 28-33.
Коровина ЮА, Щербина ЕЛ, Долинская P.M., Лейзеронок М£. Особенности серной вулканизации ГБМК // Каучук и
резина. - 2006. - №2. - С. 6-9.
Коровина ЮА, Щербина ЕЙ, Долинская Р.М, Лейзеронок М.Е. Пероксидная вулканизация ГБМК // Каучук и резина.
-2007.-№1.-С.4-7.
Лысова ГА, Донцов АА ГБНК. Свойства. Рецептуростроение. ПрименениеЛем. обзор. -М.: ЦНИИТЭнефтехим,
1991.-56с.
Keller R.W. Hydrogenated NBR / In Handbook of Specialty Elastomers/ Ed. by R.C.KIingender, CRC Press. - 2008. - P. 93-132.
http://www.zeonchemicals.corn/tinbrzetpol, www.therban.com
1.21. Жидкие углеводородные КаучуКИ (ЮЛ. Морозов, СВ. Резниченко)
См. № 48 в базовом списке литературы, а также:
Петров Г.Н., Калаус А.Е, Белов И.Б. Жидкие углеводородные каучуки / Синтетический каучук. 2-е изд. перераб.
-Л.: Химия, 1983-С. 377-411.
Могилевич М.М, Туров Б.С, Морозов ЮЛ, Уставщиков Б.Ф. - Жидкие углеводородные каучуки - М.: Химия
1983-200 с.
Морозов ЮЛ Жидкие каучуки. См. в № 83, т. 2,1990, с. 146.
Новаков ИА Морозов ЮЛ, Нистратов АЛ, Резниченко СВ. Полиуретаны «холодного» отверждения на основе
реакционноспособных олигомеров // Каучук и резина. - 2010. - № 3. - С. 39
http://www.santomer.com, www.crayvalley.com, www.ineosoligomers.com, www.synthomer.com, www.fgupniisk.ru,
www.gilong-chem.com
1.22. Альтернантные каучуки (юл. морозов)
См. №№ 47, 79 в базовом списке литературы, а также:
Кропачёва Е.Н, Астраханов М.И, Жучихина И/, и др. См. в № 67, с. 268.
1.23. Полипентенамеры ( л.ф. Шепохнева)
См. № 71 в базовом списке литературы, а также:
Бабицкий БД, Ковалев Н.Ф, Кормер ВА Холодницкая Г.В. Свойства резиновых смесей и вулканизатов на основе
комбинации транс-полипентенамера и каучука СКИ-3 // Каучук и резина. -1976. - № 8. - С. 8-10.
Бабицкий БД, Ковалев Н.Ф, Кормер ВА, Холодницкая Г.В. Синтез и свойства гранс-1,5-полипентенамеров //
Каучук и резина. -1974. - № 7. - С. 4-7.
Бабицкий БД, Кормер ВА См. в № 67, с. 259
Новикова ГЕ, Марей АЯ Бабицкий БД Кристаллизация линс-полипентенамера, его резиновых смесей и вулканизатов //
Физические и механические свойства новых эластомеров / Под ред.А.И. Марея - М.: ЦНИИТЭнефтехим, 1978. - С. 52-58.
Пат. 3074918 США. 1957.
Пат. W0 9520613.1995.
Старанникова Л.Э, Белов НА, Шантарович В.П. и др. Транспортные и физико-химические параметры полипентена-
мера // Высокомолекулярные соединения. - 2007. -Серия А. - Т. 49. - № 5. - С. 786-795.
Титов ВА, Кармин Б.К, Черненко Г.М. и др. Свойства транс-полипентенамеров в сравнении со стереорегулярными
диеновыми эластомерами // Промышленность синтетического каучука. -1975. - № 7. - С. 11-15.
Холодницкая ГА, Ковалев Н.Ф, Хайруллина ЭЛ, Бабицкий БД Влияние содержания технического углерода и масла
на свойства резиновых смесей и вулканизатов из транс-1,5-полипентенамера // Каучук и резина. -1978. - № 4. - С. 6-8.
Natta G, Dall' Asta G, Mazzanti G. Stereospezifische Homopolymerisation des Cyclopentenes // Angew. Chem., 1964.
- 76 jahrgang. - S. 765-772.
2. ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРЫ (АА. Канаузова, ЮЛ. Морозов)
См. №№ 31,44 в базовом списке литературы, а также:
Брайан П. Греди, Стюарт Л. Купер. В № 25 - С. 567
Канаузова АЛ, Юмашев МЛ, Донцов АЛ. Получение термопластичных резин методом динамической
вулканизации и их свойства: Обзор. - М.: ЦНИИТЭнефтехим, 1985. - 66 с.
Термозластопласты / Под ред. В.В. Моисеева. - М.: Химия, 1985. -184 с.
Handbook of Condensation Thermoplastic Elastomer/ Ed. by S.Fakirov. - WILEY-VCH Verlag GmbH & Co. KgaA, 2005. - 619 p.
Handbook of Thermoplastic Elastomers / By Jiri George Drobny, William Andrew Title. -2007. - 736 p.
Polyurethane Handbook. Chemistry-Raw Materials-Processing-Application-Properties. Ed. by G. Oertel. - 2-nd Ed., Munich
Vienna, New York: Carl Hanser Verlag, 1994. - 688 p.
Thermoplastic Elastomers / Ed. by G.Holden, N.R. Legge, R.P. Quirk, and H.E. Schroeder. - 2-nd Ed. - New York: Hanser
/Gardner, 1996.-540 p.
J^r 611
3.1. ЛатекСЫ Общего Назначения (Д.П. Трофимович, БА. Майзвлис, В.В. Клюбин)
См. №№ 50,70 в базовом списке литературы, а также:
ЕрковаЛ.Н„ЧечикО.С. Латексы.-Л.: Химия, 1983.-С. 60-167.
Кузнецов ВЛ. См. в № 67, с. 586-616.
Кузнецов ВЛ, Краюшкина Е.И„ Трофимович ДЛ. Латексы: свойства, модификация, ассортимент. - М.: ЦНИИТЭ-
нефтехим, 1984.-126 с.
Кузнецов ВЛ, Трофимович ДЛ. В № 75. - С. 9-48.
Шмурак ИЛ, Сальникова ЕЛ, Митропольская РЛ, Литвинова Н.В. Основные тенденции в области пропиточных
составов для текстильного корда // Каучук и резина. -1999. - № 3. - С. 11-15.
Шмурак ИЛ. Латексы на основе полимеров с функциональными группами в адгезивах для текстильного корда//
Каучук и резина. - 2002. - № 3. - С. 2-4.
Blacklay D.C. High Polimer Latices. - London: Maclaren and Sons Ltd, 1966. - P. 192-236, 257-351, 355-374.
Polymer Latices and their applications / Ed. by K.O. Calvert. - London: Applied Science Publieshers Ltd. -1982. - P. 11 -46.
3.2. Латексы для пропитки шинного корда и других текстильных материалов (ил. шмурак)
См. №№ 18,75, 85 в базовом списке литературы, а также:
Шмурак ИЛ, Матюхин СА, Дашевский ЛЯ. Технология крепления шинного корда к резине. - М.: Химия, 1993. -129 с.
Шмурак ИЛ. Латексы с функциональными группами в адгезивах для текстильного корда // Каучук и резина - 2002.
-№3.-С.2^1.
4.1 -4.5. Вулканизующие агенты. Ускорители вулканизации. Активаторы вулканизации.
Замедлители подвулканизации. Специальные реагенты (А.г. пройчева, \з.н. нудельмай}
См. №№15,17,19,70, 84 в базовом списке литературы
4.6. Агенты для радиационной вулканизации (Н.н. Буканова, ма. закирова)
См. № 46 в базовом списке литературы, а также:
Никитин Л.Я, Махлис ФА Кузьминский АХ. и др. Радиационная вулканизация фторкаучуков в присутствии олиго-
эфиракрилатов / Тез. докл. Всесоюзн. науч.-техн. совещания на ВДНХ по теме использования ионизирующих
излучений в резиновой промышленности. - М.: ЦНИТЭнефтехим, 1973. - С. 21-22.
5.1. Технический углерод (Т.г. гюльмисарян)
См. № 17,25,33, 37 в базовом списке литературы, а также:
Орлов В.Ю, Комаров А.М, Ляпина. Производство и использование технического углерода для резин. - Ярославль:
Изд-во «Александр Рутман», 2002. - 512 с.
Раздьяконова Г.И. Новые маршруты модификации технического углерода.
17-я Международная науч.-практич. конф. «Резиновая промышленность. Сырье. Материалы. Технологии». - М.:
НТЦ «НИИШП», 2011. -С.106-109.
5.2. Светлые НаПОЛНИТеЛИ (А.Г. Пройчева, И.Б. Сулимова)
См. № 17,37 в базовом списке литературы, а также:
Горелик Р.А, Какабадзе Р.Ш, Мейлахс ЛА и др. Минеральные наполнители резиновых смесей. - М.: ЦНИИТЭнеф-
техим, 1984, -55 с.
Красильникова MJC, Соколов БД Современные тенденции применения природных и синтетических минеральных
наполнителей в шинной промышленности. - М.: ЦНИИТЭнефтехим, 1990. - 76 с.
Наполнители для полимерных композиционных материалов: Справочное пособие / Пер. с англ. под ред. П.Г. Бога-
евского- М.: Химия, 1981. - 736 с.
Потапов Е.З, Валиа А, Прекоп Ш. и др. Шунгит - перспективный ингредиент резиновых смесей для шинной прмыш-
ленности и промышленности РТИ / Тез. докл. 2-й Всероссийской конф. «Каучук и резина - 2010». - М.: НИИЭМИ,
МИТХИ им. М.В. Ломоносова. 2010. - С. 289-297.
6.1. МорОЗОСТОЙКИе Пластификаторы (Н.Н. Петрова)
См. №№10,20, 25,43,70 в базовом списке литературы, а также:
Маскалюнайте Of, Морозов ЮЛ, Сухинин Н.С. и др. Влияние способа введения пластификатора на свойства пара-
финатных каучуков БНКС и стандартные резины на их основе// Каучук и резина.-2006. -№ 3. -С. 14-17.
Петрова Н.Н, Портнягина B.B., Федотова Е.С. Перспективы применения нового пластификатора дибутоксиэти-
ладипината для производства резин уплотнительного назначения с повышенной морозостойкостью // Каучук и резина.
-№ 1.-2008.-С. 18-22.
Пройчева А.Г, Морозов ЮЛ, Коршаков А.Г. Дибутоксиэтиладипинат - новый пластификатор для морозостойких
РТИ // Каучук и резина. -2004. - № 1. - С. 24-25.
Ушмарии Н.Ф„ Кольцм НИ. Новые пластификаторы для резин на основе полярных каучуков // Каучук и резина.
-2004.-№1.-С. 26-29.
Ушмарии Н.Ф, Кольцм НИ. Трихлорэтилфосфат - новый пластификатор резиновых смесей // Каучук и резина-
1997.-№5.-С. 35-36.
Ушмарии Н.Ф, Пройчева AJ„ Жариков JIJC, Кольцов НА Особенности использования пластификатора ПЭФ-1 в
резиновых смесях на основе полярных каучуков /Тез. докл. междунар. конф. по каучуку и резине «IRC-2004». -
Москва. -1-4 июня 2004. - С. 237.
Шарипов ЭЛ„ Мохнатом МГ, Мохнаткииа EJ. и др. Влияние пластификатора Тофинол на свойства протекторных
резин // Каучук и резина. - 2006. - № 2. - С. 19-21.
Шилов КБ, Хлебов ГА, Фомин СВ. Пластификаторы для бутадиеннитрильных каучуков // Каучук и резина. - 2003.
- № 3. - С. 23-25.
6.2. Технологические нефтяные масла (Н.Я. Васильевых)
См. №№ 20, 43,70 в базовом списке литературы, а также:
Думский Ю.В. Нефтеполимерные смолы. - М.: Химия, 1988. -168 с.
Думский, Ю.В, Но БЯ, Бутов ГМ. Химия и технология нефтеполимерных смол. - М.: Химия: 1999. - 312 с.
7.1 -7.5. Антиоксиданты (противостарители). Противоутомители. Антиоэонанты. Светостаби-
лизаторы (антилюксы). Основные представители стабилизаторов для резин <ю.м. шина)
См. №№ 18,23, 27, 33, 35, 57,70,84 в базовом списке литературы, а также:
Шляпников ЮА,Кирюшкин СГ, Марьин АЛ Антиокислительная стабилизация полимеров. - М.: Химия, 1986. - 252 с.
Rubber Handbook: Compiled by B.Haggstrom. - Published by the Swedish Institution of Rubber Technology. - 2000.
8.1. АНТИПИреНЫ (Л.И. Сергунова)
См. №№ 41,72 в базовом списке литературы, а также
Плоткин ЛТ. См. в № 87, т. 1, стб. 190-192.
Берлин АЛ Горение полимеров и полимерные материалы пониженной горючести. - М.: Химия, 1996.
СТ. Шуклин. Регулирование горения полимерных материалов и процессы карбонизации при формировании
покрытий, содержащих наноструктуры - Ижевск: Изд-во ИжГТУ, 2006. -172 с.
Ломакин СМ, Заиков Г.Е. Замедлители горения для полимеров // Каучук и резина. - 2010. - №4. - С. 34.
8.2. Модификаторы (ВТ. Фроликова)
См. №№ 17,70,73, 74, 78 в базовом списке литературы, а также:
Химическая модификация резин: Сб. трудов НИИШП / Под ред. А.Г. Шварца. - М.: ЦНИТЭнефтехим, 1980. - 64 с.
Резины для шин перспективных конструкций: Сб. трудов НИИШП / Под ред. А.Г. Шварца - М.: ЦНИТЭнефтехим,
1989.-152 с.
8.3. ПорООбраЗОВЭТеЛИ (Н.Н. Вуканова, МЛ. Закирова)
См. №№ 29,47 в базовом списке литературы.
8.4. Красители И пигменты |f С.Т.Кумок], В.В. Лопатин)
См. № 75 в базовом списке литературы.
8.5. Ингредиенты ЛЭТеКСНЫХ КОМПОЗИЦИЙ (Е.Ю. Мапикова.ДЛ. Трофимович)
См. № 75 в базовом списке литературы, а также:
Абрамзон АЛ Поверхностно-активные вещества: Синтез, анализ, свойства, применение. -Я: Химия, 1988. - С. 11-78.
Ингредиенты для латексной технологии (каталог). - М.: ЦНИИТЭнефтехим, 1990. -186 с.
Маликова ЕМ., Гурвич ЯЛ Поверхностно-активные вещества в латексной технологии. - М.: ЦНИИТЭнефтехим,
1982.-59 с.
8.6. СМОЛЫ ДЛЯ ПРОПИТОЧНЫХ СОСТаВОВ (ИЛ. Шмурак)
См. № 85 в базовом списке литературы, а также:
Peterson A. Resorcinol Novolak Resins for Cord to Rubber Bonding // Tire Technol. Internat. -1996 - P. 118-122.
8.7. ОлИГОЭфИракрИЛЭТЫ (AA. Канаузова)
См. №№ 20,35,48 в базовом списке литературы, а также:
Берлин АЛ, Королев Г.В, Кефели Т.Я, Сивергин ЮМ. Акриловые олигомеры и материалы на их основе. - М.:
Химия, 1983.-231 с.
Межиковский СМ, Аринштейн А.Э, Дебердеев РА Олигомерное состояние вещества. - М.: Наука, 2005. - 252 с.
эДг
6
I
I
i
I
I
1
>f* 8.8. Добавки ДЛЯ фТОркаучуКОВ (\3.H. НудельиаШ)
См. № 53 в базовом списке литературы, а также:
Максимов Б.Н, Барабанов В.Г, Серушкин ИЛ. и др. Промышленные фторорганические продукты. 2-е изд. - С-Пб.:
Химия, 1996. -544 с.
http://wWw.physchem.ox.ac.uk/MSDS, www.dupontelastomers.com/Header/index.asp, www.ntp.niehs.nih.gov
9.1 ТкаНИ (В.К. Гореленков, НМ.Левакова)
См. № 45 в базовом списке литературы, а также:
Мартынова АА, Слостина ГЛ, Власова НА Строение и проектирование тканей. - М.: Изд. МГТУ им. А.Н. Косыгина.
-1999.-434 с.
Шустов Ю.С. Основы текстильного материаловедения. - М.: МГТУ им. А.Н. Косыгина, 000 «Совяж Бево», 2007. - 301 с.
9.2. Короткие ВОЛОКНа (И.Д. Габибуллаев)
См. №№ 5, 51 в базовом списке литературы, а также:
Габибуллаев ИД, Глушко В.В. Некоторые теоретические аспекты анизотропии свойств композиций эластомер-
короткие волокна // Каучук и резина. -1998. - № 3. - С. 5-8.
Габибуллаев ИД Ионов Н.В. Об ориентационном упорядочивании в композициях эластомер-короткие волокна //
Каучук и резина. - 2001. - № 4. - С. 19-22.
Еремина К.И, Борухсон Б.В. Текстильные волокна, их получение и свойства. - М.: Легкая индустрия, 1971. - 360 с.
Композиционные материалы. Справочник / Под ред. чл.-корр. АН СССР В.В. Васильева, чл.-корр. АН Латв. ССР
Ю.М. Тарнопольского. - М.: Машиностроение, 1990.-512 с.
Макаров ВМ, Дроздовский В.Ф. Использование амортизованных шин и отходов производства резиновых
изделий. - Л.: Химия, 1986. - 248 с.
Несиоловская Т.Н, Соловьев Е. М. Коротковолокнистые наполнители, способы получения, свойства и области
применения: - М.: ЦНИИТЭнефтехим, 1992. - 72 с.
Перепелкин К.Е. Армирующие волокна и волокнистые полимерные композиты. - С-Пб.: Научные основы и
технологии, 2009. - 380 с.
Ягнятинская СМ. Гольдберг Б.Б, Леонов И.И, Жарова И.В. Технология изготовления, свойства и особенности
применения резин с волокнистым наполнителем в РТИ. - М.: ЦНИИТЭнефтехим, 1979. - 54 с.
9.3. Шинный корд и бортовая проволока (ил. Шмурак)
См. № 85 в базовом списке литературы, а также:
Алексеев Ю.Г, Кувалдин НА Металлокорд для шин. - М.: Металлургия, 1992. -192 с.
Шмурак ИЛ, Матюхин СА, Дашевский ЛЯ.Технология крепления шинного корда к резине. - М.: Химия, 1993. -129 с.
Шмурак ИЛ, Подкопаева 3.0, Литвинова Н.В, Кропина Н.В. Шинный корд и его обработка // XI межд. научно-прак-
тич. конф. «Резиновая промышленность. Сырьё. Материалы. Технологии». 16-20 мая 2005 г. - М.: Науч.-техн. центр
«НИИШП». - 2005. - С. 34-38.
10. ШИННЫЕ РЕЗИНЫ НА ОСНОВЕ КАУЧУКОВ ОБЩЕГО НАЗНАЧЕНИЯ (AM Пичугин)
См. № 58 в базовом списке литературы, а также:
Алексеева И.К, Сахновский НЛ, Шварц А.Г. Современные принципы построения рецептуры шинных резин. Тема-
тич. обзор. - М. ЦНИИТЭнефтехим, 1983.-72 с.
Бристоу Дж, Канин Дж. Влияние добавок натурального каучука к синтетическому полиизопрену на модуль
упругости резиновых смесей // Международный Симпозиум по изопреновому каучуку. - М.:, 1972. - С. 86-89.
Бродский ПИ, Евстратов В.Ф, Сахновский НЛ, Слюдиков Л.Д. Истирание резин. - М.: Химия, 1975. - 240 с.
Гончарова Л. Т, Краснощекова Н. А. и др. Свойства и применение галогенизированных бутилкаучуков в шинной
промышленности. Тем. обзор. - М.: ЦНИТЭнефтехим, 1986. - 49 с.
Евстратов В.Ф, Сахновский НЛ, Шварц А.Г.и др. Создание протекторных резин с повышенным комплексом
эксплуатационных свойств для перспективных конструкций грузовых и автобусных шин // Резины для шин перспективных
конструкций. - М.: ЦНИИТЭнефтехим, 1989. - С. 3-27.
Карп М.Т. и др. Химия и технология элементоорганических соединений и полимеров. - Казань, 1988. - С. 102-106.
Коссо РА, Гончарова Л.Т., Виноградова Т.Н. Состав и свойства брекерных резин для обкладки металлокорда
легковых Тем. обзор // Пневматические шины из синтетического каучука. - М.: ЦНИТЭнефтехим. 1979. - С. 180-193.
Михайлова Н.П, Пичугин AM, Какорина ТА Влияние состава резин на свойства герметизирующего слоя и
герметические характеристики бескамерных шин // Резины для шин перспективных конструкций. - М: ЦНИИТЭнефтехим, 1989.
-С. 97-108.
Основные направления рецептуростроения резин для легковых шин: Тематич. обзор / Под ред. Б.С.Гришина,
Г.Я. Власова. - М.: ЦНИИТЭнефтехим, 1996. - 172 с.
Пичугин А.М. Зависимость выходных характеристик протекторных резин от условий их нагружения и
эксплуатации // Резиновая промышленность. Сырье, материалы, технология (XII Межд. науч.-практич. конф.). - Москва, май,
2006. - С. 28, 29
«14 ^
Пичугии AM Перспективные направления развития ассортимента синтетических каучуков для шинной
промышленности // Резиновая промышленность. Сырье. Материалы. Технология (XIII Межд. науч.-практич. конф.). - Москва,
май. 2007.-С. 42.
Пичугин АЛЛ, Куперман Ф£„ Гришин Б.С. и др. Ассортимент новых полимеров для грузовых и легковых шин
перспективных конструкций // Сырье и материалы для резиновой промышленности (III Российская науч.-практич. конф). -
Москва, май, 1996. - С. 43-45.
Сахновский НЛ„ Максимова Н.С, Пичугин МЛ. Покровные резины автомобильных шин // Простор -1997. - № 6,7.
Скуиэ Д. Влияние влажности воздуха на клейкость резиновых смесей // Межд. конф. по каучуку и резине. IRC - 83.
-Хьюстон, США, 1983. -С. 284-286.
Степанова ЛЛ, Шварц AJ", Пичугин AM. и др. Разработка и исследование свойств протекторных резин
повышенной износостойкости для легковых радиальных шин. Там же. С. 27-43.
Технология обработки корда из химических волокон в резиновой промышленности / Под ред. Р.П. Узиной. - М.:
Химия, 1979.-86 с.
Титова Т, Ниазашвили ГА, Андрианова Т.Н., Пичугин А.М. Сравнительный анализ состава и свойств резин для
легковых шин ведущих мировых фирм производителей по данным бюллетеня «Информ-Простор» // Резиновая
промышленность. Сьфье. Материалы. Технология (XII Межд. науч.-практич. конф.) - Москва: май, 2006. - С. 109-110.
Yurkowski В. Адсорбция серы техническим углеродом в обкладочных смесях для текстильного корда // Polimers. -
1992.-V. 37,-№4.-Р. 163-166.
11.1.1. Резины на основе бутадиеннитрильных каучуков (СВ. Резниченко, ЮЛ. Морозов, М.Ф. Бухина)
См. №№ 47,79 в базовом списке литературы, а также:
Девирц ЭЛ. Новые типы бутадиен-нитрильных каучуков: Сер. Производство резинотехнических и асбесто-техни-
ческих изделий. -М.: ЦНИИТЭнефтехим, 1977. - 56 с.
Мамедов М.М„ Ядреев Ф.И„ Ривин Э.М. Бутадиен-нитрильные каучуки и резины на их основе. - Баку: Элм, 1991.
-204 с.
Резниченко С.В, Лысова ГА, Морозов ЮЛ. Сырьевые проблемы материаловедения масло-бензостойких
резинотехнических изделий // Каучук и резина. -1997. - № 6. - С. 28-32.
Нестерова ЛА Свойства новых типов бутадиен-нитрильных каучуков, полученных с различными эмульгаторами и
особенности их переработки: Автореф. дисс. канд. техн. наук. - М.: МИТХТ им. М.В. Ломоносова, 2004 -15 с.
11.12. Резины на основе акрилатных каучуков (О.А. Говорова)
См. №№ 47,79 в базовом списке литературы, а также:
Архангельская БД, Береснев ВЛ, Сааков Э.М, Ривин Э.М. История развития производства акрилатных каучуков и
сравнительная характеристика их свойств // Каучук и резина. -1989. - № 4. - С. 33
Баранец ИВ, Береснев В.Н„ Гармашова Г Д. Закономерности формирования фазовой структуры эпоксикаучуковых
композиций //Каучук и резина. -1991- № 1. - С. 20.
11.1 Л Резины на основе фторкаучуков (\З.Н.Нудельма^)
См. № 53 в базовом списке литературы, а также:
Нудельман З.Н. Совмещение фторкаучуков с другими полимерами // Каучук и резина. -2006 - № 4. - С. 27-37.
11.1.4. Резины на основе силоксановых каучуков (Г.В. Григорян, НА. Катуркин)
См. № 10 в базовом списке литературы, а также:
Bryan G. Crowther (Ed.) Handbook of Rubber Bonding Rapra Technology. - 2001.- 400 p.
Ershov Peter. Silicone Elastomers Publisher Smithers Rapta, Reteased. - 2001-172 p.
Marciniec B. Hydrosilylation: A Comprehensive Review on Recent Advances Berlin: Springer, 2009, Hardcover, i-xxiv - 408 p.
Wilks E.S. Industrial polymers handbook / In: Synthetic polymers (continued), biopolymers and their derivates. V. 3. -
Weinheim: Wiley-VHS, 2001. -1364 p.
11.15. Резины на основе зтнпенпропиленовых каучуков (ОА. Говорова)
См. № 79 в базовом списке литературы, а также:
Афанасьев ИД, Ковалева ГА Ковалева Г.В., Миронюк В.П. Производство и применение этиленпропиленовых
каучуков.-Л.: ДНТП, 1988.
Говорова ОА Рецептуростроение и свойства резин на основе этиленпропиленовых каучуков- М.:
ЦНИИТЭнефтехим, 1989. - Вып. № 4. - 60 с.
Говорова ОА Фролов А.Е, Сорокин ГА Свойства резин на основе этиленпропиленовых каучуков (Серия:
Производство РТИ и АТИ). - М.: ЦНИИТЭнефтехим, 1986. 64 с.
Корбелли Л. Замена полихлоропрена эластомерами этиленпропилена в различных применениях / Материалы
акционерного общества Джулио Натта. - Феррара: 1988.
Тройной этиленпропиленовый каучук зспрен - ЭПДМ - высокофункциональный синтетический каучук фирмы
Сумитомо Кэмикал. Иточу. - 1988.
*v
6
11.2. МорОЗОСТОЙКИе реЗИНЫ (Н.Н. Петрова)
См. №№ 9, 10, 23, 47, 67 в базовом списке литературы, а также:
Говорова 0А, Вишницкий А.С„ Чубарова ПВ, Морозов ЮЛ. Разработка атмосферостойких резин с улучшенными
низкотемпературными и адгезионными свойствами // Каучук и резина. -1999. - №2. - С. 18-20.
Кузнецова О.В, Донской ДА, Маркин ЗА Резины на основе фторсилоксановых эластомеров: Состояние и
перспективы развития // Каучук и резина. - 2007. - № 3. - с. 37-43.
Кучерский AM, Варакеин М£, Глейзер Л.Б. Влияние плотности сшивания резин на их морозостойкость // Каучук и
резина. -1987. - № 11. - с. 18-20.
Кучерский AM Влияние наполнителей и вулканизационной сетки на морозостойкость резин // Каучук и резина. -
1991.-№7.-С. 3-8.
Кучерский ЛМ, Глейзер ЛГ„ Корниенко И.В. Влияние технического углерода на морозостойкость резин // Каучук и
резина. -1990. - № 6. - С. 12-15.
Маскалюнайте OJL, Морозов ЮЛ, Сухинин Н.С. и др. Влияние способа введения пластификатора на свойства пара-
финатных каучуков БНКС и стандартные резины на их основе // Каучук и резина. - 2006. - № 3. - С. 14-17.
Николаева Ю.К., Кучерский А.М, Захаренко Н.В„ Донцов АЛ Особенности оптимальной концентрации дибутилсеба-
цината при создании морозостойких резин // Каучук и резина. -1984. - № 10. - С. 33-36.
Николаева ЮХ, Кучерский AJVI, Захаренко Н.К„ Донцов АЛ Влияние введения пластификаторов набуханием на
морозостойкость резин // Производство шин, РТИ и АТИ. -1983. — №11. —С. 4-7.
Петрова В.П, Пашина HP. Оценка морозостойких свойств резин, контактирующих со средами нефтяного
происхождения // Производство шин, РТИ и АТИ. -1983. - № 12. - С. 27-29.
Петрова НЛ. Особенности создания резин уплотнительного назначения для эксплуатации в условиях холодного
климата // Каучук и резина. - 2005. - № 6. - С. 2-6.
Петрова НЯ, Соколова МД Морозостойкие эластомерные материалы для экстремальных условий эксплуатации //
Каучук и резина. - 2003. - № 5. - С. 11-14.
Петрова НЛ, Портнягина В.В. Резины на основе смесей пропиленоксидного каучука и политетрафторэтилена //
Каучук и резина. - № 4. - 2007. - С. 8-11.
Хеммер К. Полимерные пластификаторы / В кн. Полимерные смеси / Под ред. Д. Пола, и С. Ньюмена. - М.: Мир,
1981, с. 237-260.
Щерба В.П, Овчинникова ЛА, Ильин ИЛ, Захаров Н.Д Влияние рецептурных и эксплуатационных факторов на
миграцию пластификаторов из резин // Каучук и резина. -1978 - № 10. - С. 27-30.
11.3. РаДИаЦИОННО-СТОЙКИе реЗИНЫ (Н.Н. Буканова, МЛ. Закирова)
См. №№ 23,46,45,79 в базовом списке литературы, а также:
Буканова КН, Костерева Г.М, Смоляков АЛ. Радиационностойкие РТИ для оборудования атомных электростанций.
Тем. обзор. - М.: ЦНИИТЭнефтехим, 1986. - 300 с.
Буканова Н.Н, Костерева ГМ, Смоляков А.В. Резинотехнические изделия для оборудования атомных
электростанций: Справочник-каталог. - М.: ЦНИТЭнефтехим, 1988. - 47 с.
ГОСТ 9.701-99. Резина. Метод испытания на стойкость к радиационному старению.
ГОСТ 9.704-80. Резины. Метод определения работоспособности уплотнительных деталей неподвижных
соединений при радиационно-термическом старении.
71.4.1. Электропроводящие и антистатические резины для РТИ общего назначения (А £. Корнев, Н.Я. Овсянников)
Гуль BJE, Шенфиль Л.З. Электропроводящие полимерные композиции. - М.: Химия, 1984. - 240 с.
Овсянников НЛ, Делекторский АЛ, Корнев А.Е., Коршунова И.Ю. Пути повышения стабильности электрических
свойств резин // Каучук и резина. -1993. - № 4. - С. 17-18.
Овсянников Н.Я, Корнев А.Е. Исследование свойств материалов, полученных при высокотемпературной обработке
резин // Каучук и резина. -1997. - № 3. - С. 28-30.
Оськин В.М. Создание электропроводящих резин с повышенной стабильностью эксплуатационных свойств: Авто-
реф. дисс. канд. техн. наук. - М.: 1989. - 21 с.
Овсянников Н.Я, Корнев А.Е. Создание электропроводных резин с использованием смесевых композиций
технического углерода // Вестник МИТХТ. - 2007. -№ 4. - Т. 2. -С. 52-56.
Овсянников Н.Я, Корнев А.Е, Карелина В.Н, Степанов КЛ Новые марки электропроводного технического углерода
для эластомерных композиционных материалов // Каучук и резина. - 2004. - № 3. - С. 35-38.
11.42. Электропроводящие и электроизоляционные резины для кабельной промышленности
(Р.Г. Левит, В.Н. Волошин)
Волошин В.Н, Басова В.И, Михлин В.Э, Левит Р.Г. Разработка изоляционных резин повышенной теплостойкости
на основе этиленпропиленовых каучуков // Производство шин, РТИ и АТИ. - 1980. - № 6. - С. 9-11.
Волошин В.Н, Григорьян А.П, Козлова Г.С, Норштейн А.М. Исследование и разработка новых теплостойких резин
для проводов и кабелей // Электротехника. - 1981. - № 1. - С. 59-61.
Глупушкин П.М, Саакян А.Е, Щербаков Д.П. Кабельные резины. - М.-Л.: Энергия, 1966. - 356 с.
Григорьян А.Г, Дикерман Д.Н, Пешков И.Б. Производство кабелей и проводов с применением пластмасс и резин. -
М.: Энергоиздат, 1992. - 304 с.
Григормн AT, Михлин В.Э, Меркулова ТА и др. Перспективные направления производства кабелей с
применением эластомерных композиций // Кабельная техника. -1997. - № 12. - С. 25-29.
Григорьян AJ, Михлин В.Э, Меркулова ТА, Волошин Ь\Н. Эластомерные композиции пониженной горючести для
изоляции кабелей // Пластические массы. -1991. - № 4. - С. 31-33.
Демкторский ДА, Стефов НА Протяженные гибкие аноды -универсальное решение проблемы долговечности
электрохимической защиты подземных металлических трубопроводов // Территория «нефтегаз». - 2004. - № 4. - С. 14-15.
КраиихфельдЛЯ, Рязанов КБ. Теория, расчет и конструирование кабелей и проводов. -М.: Высшая школа, 1972.
-384 с.
Левит РГ, Михлин В.Э„ Григорьян AJ. Основные научно-технические аспекты в области эластомерных композиций
для кабельной промышленности //Кабели и провода. -2000. -№4 (263)
Орлов BJO, Комаров AM, Ляпина ЛА Производство и использование технического углерода для резин. -
Ярославль: Изд-во «Александр Рутман», 2002. - 512 с.
11 A3. Магнитные резины (А.Г. Алексеев, А.Е. Корнев)
Алексеев АХ, Козырев СВ. Нанотехнологии в современном мире - от электроники к нанобионике // Вестник
образования и развития науки РАЕН. 2003. Т. 7. № 1. С. 57-65.
Алексеев AJ, Корнев АЕ Эластичные магнитные материалы. - М.: Химия, 1976. - 200 с.
Алексеев AI, Корнев АЕ Магнитные эластомеры. - М.: Химия, 1987. - 240 с.
Демецкий AMI, Алексеев АГ, Демецкая НА, Цецохо АВ. Медицинская магнитология и нанотехнология. -С-Пб.:
АССПИН.2004.-239С.
Пат. 2228565 РФ. Радиопоглощающее покрытие и способ его получения; Опубл.10.05.2004; Бюлл. изобр. № 13.
12. МЕДИЦИНСКИЕ И ПИЩЕВЫЕ РЕЗИНЫ
(Л.В.Гербова, ЕА.Кузнецова, \С.Т.Кумок |, В.ВЛопатин, А.А. Соминский)
Дополнение к Методическим указаниям по санитарно-гигиенической оценке резиновых и латексных изделий
медицинского назначения. - М.: Минздрав России, 2001. - 25 с.
Методические указания по санитарно-гигиенической оценке резиновых и латексных изделий медицинского
назначения. - М.: Минздрав СССР, 1988. -137 с.
Методические указания по санитарно-химическому исследованию резин и изделий из них, предназначенных для
контакта с пищевыми продуктами. - М., ЦНИИТЭнефтехим, 1988. - 88 с.
Рецептура и свойства резин для изготовления изделий медицинского назначения. Каталог-справочник. - М.: ЦНИ-
ТЭнефтехим, 1985.-58 с.
Химические добавки для производства резиновых изделий народного потребления и медицинского назначения.
Каталог. - М.: ЦНИТЭнефтехим, 1990. -186 с.
13. КЛЕИ (Петрова АЛ.)
См. №№ 55,56 в базовом списке литературы, а также:
Люсова Л.Р. Физико-химические и технологические основы создания эластомерных
клеевых композиций: Автореф. дисс. д-ра техн. наук- М.: МИТХТ им М.В. Ломоносова, 2007. - 49 с.
14. ГЕРМЕТИКИ И КОМПАУНДЫ (АЛ. Донской, ЮЛ. Ионов, ЕМ. Зайцева)
См. №№ 56,81 в базовом списке литературы, а также:
Барановская Н.Б, Козловская ЛЯ Герметизирующие составы: Полимерная энциклопедия. - М.: Советская
энциклопедия, 1972. - Т. 1. - С. 603-607.
Булычева СВ. Герметизирующие материалы и клеевые композиции на основе олигодиенуретанов // Клеи.
Герметики. Технологии. - 2006. - № 3. - С. 14-16.
Булычева С.В, Косарева BJI Радиоэкранирующие и радиопоглощающие герметики на основе олигодиенуретанов //
Клеи. Герметики. Технологии. - 2006. - № 6. - С. 2-3.
Войтович ВА, Баурова НЯ Полисульфидные строительные материалы: Энциклопедический справочник. Все
материалы. Вспомогательные материалы. - 2006. - С. 41-46.
Гладких С.Н. Теплопроводные компаунды на основе силоксановых эластомеров // Клеи. Герметики. Технологии. -
2004.-№5.-С. 17-18.
Клеи и герметики / Под ред. Д.А. Кардашова. - М.: Химия, 1978. -198 с.
Кутыркин ИВ. Применение герметизирующих материалов, производимых ЗАО НПП «Гепол» // Клеи. Герметики.
Технологии. - 2006. - №4. - С. 28-30.
Морозов ЮЛ, Резниченко С.В, Ионов ЮА и др. Герметики на основе олигодиендиолов // Каучук и резина. -
1996.-№5.-С. 8-11.
Минасян Р.Т. Клей-герметики на основе кремнийорганических каучуков // Клеи. Герметики. Технологии. - 2005.
-№12.-С. 24-25.
Никитина АА, Соловей ВВ. Толливостойкие герметики /Авиационные материалы на рубеже ХХ-ХХ1 веков. - М.:
1994. С. 374-378.
Пинчук Л.С, Неверов АС. Герметизирующие полимерные материалы. - М.: Машиностроение, 1995.
40 - 5465
-W-
6
I
Si
!
1
!
I
ЛГ" Савенкова А.В., Тихонова И.В, Требукова EA Тепломорозостойкие герметики / Авиационные материалы к
рубеже ХХ-ХХ1 веков. - М.: 1994. - С. 432-439.
Хайруллин И.К., Поманская М.П, Кутьфкин ИА Герметизирующие материалы в современном строительстве // Клеи.
Герметики. Технологии. - 2006. - № 8. - С. 32-35.
15. ШИНЫ (И.В. Веселое, В.К. Гордеев, Л.М. Гусаров, СП. Захаров, С А. Земства, B.C. Калинковский, С А. Любар-
тович, О.Н. Мухин, А.С. Степанов)
См. №№7, 25,44, 64, 66, 77 в базовом списке литературы, а также:
Голубев Э.Н., Калинковский B.C., Щередин ВА Юрьев Ю.М. Комплекс методов стендовых испытаний шин. - М.:
ЦНИИТЭнефтехим, 1987. - 64 с.
Гуслицер РЛ. Шина и автомобиль. - М.: Изд. НТЦ «НИИШП», 2007. - 288 с.
Евзович В.Е, Райбман П.Г. Автомобильные шины, диски и ободья. М.: Изд. НТЦ «НИИШП», 2010. -144 с.
Захаров СП. Система испытаний шин. - М.: Изд. НТЦ «НИИШП», 2007. - 264 с.
Материалы симпозиумов «Проблемы шин и резинокордных композитов». - М.: ООО «НТЦ «НИИШП», 1989 - 2010.
Правила эксплуатации автомобильных шин. - М.: Изд. Минпром науки и технологии РФ, Минтранс РФ, 2004. -
АН 001-04.-85 с.
Руководство по эксплуатации бескамерных и крупногабаритных и сверхкрупногабаритных шин. - Бобруйск: Бел-
шина, 2004. - 31 с.
Скорняков Э.С. Крупногабаритные шины автомобилей и тракторов. -Днепропетровск: Изд-во «Пороги», 2000. - 263 с.
Смелянский В.М., Смирнов А.Г. Выбор сверхкрупногабаритных шин для конкретных условий эксплуатации. - М.:
ЦНИИТЭнефтехим, 1995. - 50с.
Тютин ВА, Вербас В.В, Науменко АД, Смирнов А.Г. Безаварийные шины подъемно-транспортных машин. -
Днепропетровск: Изд-во УкО ИМА-пресс, 2000. -184 с.
Шины пневматические для грузовых автомобилей. Показатели внешнего вида. Дефекты автомобильных шин:
Каталог. -М.: ИздФГУП «НИИШП», 2001, - 80 с.
Шины пневматические для легковых автомобилей. Показатели внешнего вида. Дефекты автомобильных шин:
Каталог. - М.: Изд. ГУП «НИИШП», 2000. - 64 с.
16. ТРАНСПОРТЕРНЫЕ ЛЕНТЫ (В.П. Шпаков)
См. №№ 40,45,54 в базовом списке литературы, а также:
Завгородний Е.Х, Карбасов 0.Г, Кузьменко В.И. Стыковка конвейерных пент. - М.: ЦНИИТЭнефтехим, 1983, - 71 с.
Конвейерные ленты: Каталог-справочник. - М.: ЦНИИТЭнефтехим, 1988. - 88 с.
Махлис ФА, Леонов И.И, Карбасов О.Г., Никитин В.В. Конвейерные ленты. - М.: Химия, 1991. -184 с.
Томчин Л.Б, Махлис ФА, Леонов И.И. Конвейерные ленты / Применение резиновых технических изделий в
народном хозяйстве: Справочное пособие. - М.: Химия, 1986. - С. 129-154.
17. ПРИВОДНЫЕ РЕМНИ (В.П. Шпаков, Т.В. Змичеревская)
Hans Palmgren. The V-belt Handbook. Studentlitteratur Chartwell-Bratt. -1986 - 286 p.
Клиновые ремни: Каталог-справочник. - M.: ЦНИИТЭнефтехим, 1983. - 60 с.
Саженов А.Ф, Городничев Ю.Н. Приводные ремни / Применение резиновых технических изделий в народном
хозяйстве: Справоч. пособ. - М.: Химия, 1986. - С. 154-173.
Клиновые ремни: Каталог-справочник. - М.: ЦНИИТЭнефтехим, 1989.-46 с.
Веселое В.М„ Журов ВА Змичеревская Т.В. Приводные ремни / Приводы и их элементы. Рынок продукции:
Каталог-справочник / Под ред. А.Б. Чистякова. - М.: Машиностроение, 1995. - С. 313-328.
18. РУКАВНЫЕ ИЗДЕЛИЯ (Л.Г. Глухашна)
См. №№ 39,40, 53, 55, 79 в базовом списке литературы, а также:
Карпов В.Н. Оборудование предприятий резиновой промышленности. - М.: Химия, 1979. - 356 с.
Рукавные технические изделия: Каталог-справочник. - М.: ЦНИИТЭнефтехим, 1987. -156 с.
Эванс К. Технология рукавов / Пер. с англ. под ред. Л.Н. Юрцева и Н.Л. Маршавиной. - М.: Химия, 1978. -192 с.
19.1.1. Уплотнения стандартные (М.С. Хорольский)
См. №№ 22, 23, 32, 39,40 в базовом списке литературы, а также:
Башта Т.М. Гидропривод и гидропневмоавтоматика. - М.: Машиностроение, 1972. - 320 с.
ГОСТ 9833-83. Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических
устройств. Конструкция и размеры.
19.12. Уплотнения длинномерные (В.М. Шпиндлер)
См. №№ 3, 9, 10 в базовом списке литературы, а также:
Соколов NIB, Клинков А.С, Беляев П.С. Выбор режимов производства длинномерных РТИ гарантированного
качества // Каучук и резина. - 2008. - № 3. - С. 20-24.
Шпиндлер В.М. Усадка РТИ после вулканизации в пресс-форме // Каучук и резина. - 2007. - № 5. - С. 25-28.
18
. —...r..tr- ..- r—<->——•- ^
Шпиндлер B.M, Бондарева В.С, Свешникова НА и др. Влияние низких температур на герметичность длинномерных *$у^
уплотнителей. // Каучук и резина. -1991. - № 10. - С. 31-33.
Шпиндлер BJVI, Зуев Ю.С„ Бондарева В.С. и др. Исследование разрушения уплотнителей при циклическом измене- №
нии температуры // Промышленность СК, шин и РТИ. -1988. - № 6. - С .23-27. ^
Шпиндлер BJI/L, Свешникова НА, Бондарева B.C. и др. Конструирование длинномерных плоских прокладок / Труды $f
НИИРП. - М.: ЦНИТЭнефтехим, 1985. - Вып.11. - С. 32^10. £
Шпиндлер BJI/L, Федюкин ДЛ„ Бондарева В.С. и др. Длинномерный уплотнитель для эксплуатации в широком ин- ъ
тервале температур // Каучук и резина. -1990. - № 4. - С. 26-28. ^
Шпиндлер В.М, Хало Т.П. Методика расчета свободной заделки уплотнителя, работающего в широком интервале ^
температур // Каучук и резина. -1998. - № 5. - С. 33-36. ^
19.2. Резиновые уплотнители соединений с вращательным движением (в.с. Юровский) щ
Голубев ГА, Кукин Г.М., Лазарев Г.Е„ Чичинадзе А.В. Контактные уплотнения вращающихся валов. - М.: Машино- с^
строение, 1976. §
ГОСТ 8752-79. Манжеты резиновые армированные для валов ^
ИСО 5598. Гидравлические системы приводов. Терминология. §
ИСО 6194/1-1982. Уплотнители вращающихся валов с уплотнительной кромкой. 2
Кондаков ЛА Уплотнения гидравлических систем. - М.: Машиностроение, 1972. - 240 с. §
Макаров Г.В. Уплотнительные устройства. -М.-Л.: Машиностроение, 1973. - 234 с. Lq
Юровский В.С. Пути повышения качества резиноармированных манжет // Каучук и резина. - № 12. -1976. - С. 32-36.
Юровский В.С, Захарьев ГА Фиалка Е.М, Коморницкий-Кузнецов В.К. Резиновые уплотнения для вращающихся
валов: Каталог-справочник. - М.: ЦНИТЭнефтехим, 1985.
Юровский В.С, Коморницкий-Кузнецов В.К„ Фиалка Е.М. Научные основы и опыт конструирования манжетных
уплотнителей для валов // Каучук и резина. - № 4. -1980. - С. 17-20.
Hirano P, Ishiwata Y, Fbjiwara Y. Studies jn The Dynamic Behaviour of Oil Seal with Shaft Eccentrcity // Journal of the
Japan SME. -1960. -V. 63. - № 499. - P. 244-249.
Horve LA The Calculation of Shaft Seal Steady State Radial Loads Local Stretch Fords Included // ASLE Transactions. -
1970. -V. 13.- №4.-P. 288-295.
How to redace Corrosion of Seals and Shafts // Material Design Engineering. -1966. - V. 63. - № 3. - P. 74-75.
Huhn D. Theory of Fluid Sealing // Compressed Air and Hydraulics. -1961. - V. 26. - № 307. - P. 350-359.
Jacazlno G. Sul calcolo del'effusso di an fluido compressibile attranerso labirinti assiali. - ATA. 1970. - V. 23. - № 2.
-P. 99-110.
Lehman M. Konstruktions and Maschinenelemente // Konstruktion. -1970. - Bd. 22. - S. 304-310.
193.1. Мембраны (В.М. Шпиндлер)
Вакорина М.В. Исследование параметров работоспособности резиновых мембран с учетом вязкоупругости: Авто-
реф. дисс. канд. техн. наук. - Л.: ЛТИ, 1972. - 20 с.
Шпиндлер ВМ. Расчёт прочности мембран с жёстким центром с упором / Авиационные материалы: Труды ВИАМ,
ОНТИ. - Вып.6. -1976. - С. 37-43.
Шпиндлер BJVI. Исследование параметров резинотканевых материалов, определяющих работоспособность
мембран. Автореф. дисс. канд. техн. наук. - М.: МИТХТ, 1978. - 21 с.
Шпиндлер В.М, Горелик Б.М. Влияние температуры на характеристики резинотканевых мембран // Каучук и резина.
-1970.-№12.-С. 25-27.
Шпиндлер В.М, Горелик Б.М, Лепетов ВА и др. Оценка прочности резинотканевых мембран без жёсткого центра //
Каучук и резина. -1974. - № 9. - С. 40-43.
Шуваева А.В, Люсова Л.Р, Наумова ЮА Современные резиновые технические мембраны //Промышленное
производство и использование эластомеров - 2010. - Вып. 4 - С. 15-20.
19.32. Клапаны (М.С. Хорольский)
См. №№ 32,39 в базовом списке литературы, а также:
Гуревич Д.Ф. Расчет и конструирование трубопроводной арматуры. - 4-е изд., перераб. и доп. - Л.:
Машиностроение, 1969.-888 с.
Гуревич Д.Ф. Трубопроводная арматура: Справ, пособие. - Л.: Машиностроение, 1975. - 312 с.
Капоровский Б.М., Юрцев Л.Н. Современные конструкции резиновых уплотнителей клапанов и пути улучшения их
эксплуатационных свойств. - М.: ЦНИИТЭнефтехим, 1986. - 53 с.
Котелевский Ю.М. и др. Современные конструкции трубопроводной арматуры для нефти и газа. - 2-е изд., перераб.
и доп. - М.: Недра, 1975. - 496 с.
Миранбеков Г.Г. Клапан / Большая советская энциклопедия. - 3-е изд. - М.: 1973. - Т. 12. - С. 263.
Проблемы арматуростроения / Под ред. В.А. Ананьевского. - М.: ЦИНТИхимнефтемаш, 1989. -112
Хорольский М.С. и др. Защита эластичных уплотнений клапанов от эрозионного разрушения.- (Сер. Производство
резинотехнических и асбестотехнических изделий). - М.: ЦНИИТЭнефтехим, 1979. - 53 с.
619
уг^ 1333. Резинометаллические подшипники (М.С. Хорольский)
См. № 40 в базовом списке литературы, а также:
№ Пеикин Н.С. Гумированные детали машин. - М.: Машиностроение, 1977. - 200 с.
2§ Хорольский М.С. и др. Защита эластичных уплотнений клапанов от эрозионного разрушения:. (Серия:
Производит ство резинотехнических и асбестотехнических изделий). - М.: ЦНИИТЭнефтехим, 1979. - 53 с.
i Проблемы арматуростроения / Под ред. В.А. Ананьевского. - М.: ЦИНТИхимнефтемаш, 1989. -112 с.
«j Капоровский Б.М, Юрцев ЛЯ Современные конструкции резиновых уплотнителей клапанов и пути улучшения их
^ эксплуатационных свойств. - М.: ЦНИИТЭнефтехим, 1986.
| 20. АМОРТИЗИРУЮЩИЕ ДЕТАЛИ (ВИБРОИЗОЛЯТОРЫ) (Н.Р. Гомонова, АА. Шляхман)
^ См. №№ 8,9,10,61 в базовом списке литературы, а также:
Й Карпушин BJ>. Вибрации и удары в радиоаппаратуре. - М.: Советское радио, 1971. - 343 с.
^ Ляпунов ВТ, Лавандел ЗА, Шляпочников СА Резиновые виброизоляторы: Справочник. - М.: Судостроение, 1988. - 202 с.
^ Горелик БМ Новые тонкослойные резинометаллические материалы-металпластики и изделия из них / Тематичес-
>^ кий обзор. 1991.
§ Резина - конструкционный материал современного машиностроения: Сб. статей / Под ред. П.Ф. Баденкова, В.Ф.Ев-
У стратова, М.М. Резниковского. -1967. - 317 с.
i
1§ 21. ИЗДЕЛИЯ ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ (\ГА. Захарьев\, Д.С. Резниченко)
См. № 40 в базовом списке литературы, а также:
Алексеев В.П, Дебец Г.Ф. Краниометрия: Методика антропологических измерений. - М.: Наука, 1964. -128 с.
Басманов П.И. и др. Средства индивидуальной защиты органов дыхания: Справочное руководство. - С-Пб.: ГИПП
Искусство России. 2002. - 400 с.
Васильев Н.В. и др. Выбор направлений и разработка технологии утилизации резины лицевых частей противогазов:
Промежуточный отчет по теме 2775. - М.: НИИЭМИ, 1994. - 35 с.
ГОСТ 12.04.011-89. Средства защиты работающих. Общие требования и классификация.
ГОСТ 12.4.005-85. Средства индивидуальной защиты органов дыхания. Метод определения величины
сопротивления дыханию.
ГОСТ 12.4.008-84. Средства индивидуальной защиты. Метод определения поля зрения.
ГОСТ 12.4.075-79. Средства индивидуальной защиты органов дыхания. Метод определения С02 и 02 во
вдыхаемой смеси.
ГОСТ 12.4.157-75. Противогазы и респираторы промышленные фильтрующие. Нефелометрические методы
определения коэффициента подсоса масляного тумана под лицевую часть.
ГОСТ 12.4.195-99. Средства индивидуальной защиты органов дыхания. Классификация.
Захарьев ГА Пути совершенствования и состояние резиновых технических изделий в средствах защиты органов
дызания // Каучук и резина -1999. - №2. - С. 32.
Каминский СЛ, Смирнов КМ, Жуков В.И, Краснощекое НА Средства индивидуальной защиты: Справочник. - Л.:
Химия, 1989.-400 с.
О безопасности средств индивидуальной защиты: Технический регламент. Утвержден Постановлением
Правительства Российской Федерации от 24.12.2009 г. № 1213.
О санитарно-эпидемиологическом благополучии населения. Федеральный закон от 30.03.1999 г. №52-ФЗ.
Олонцев В.Ф. Противогаз: Наука и технологии. - Пермь: Перм. центр науч.-техн. информ., 2003. - 309 с.
Петряиов ИЛ. и др. Лепесток (Легкие респираторы). - М.: Наука, 1984. - 216 с.
Технический регламент о требованиях пожарной безопасности. Федеральный закон от 22.07.2008 г. № 123-ФЗ.
22. ИЗДЕЛИЯ ДЛЯ ЗАЩИТЫ КОЖИ (В.К. Гореленков, Н.М. Левакова., ГА. Живулин)
См. № 40 в базовом списке литературы, а также:
ГОСТ 12.4.058-84. ССБТ. Материалы с полимерным покрытием для специальной одежды. Номенклатура показателей.
ГОСТ Р 53264-2009. Техника пожарная. Специальная защитная одежда пожарного. Общие технические
требования. Методы испытаний.
Каминский СЛ. и др. Средства индивидуальной защиты: Справочник. - Л.: Химия, 1989. - 400 с.
ASTM F 739-07. Standard Test Method for Permeation of Liquids and Gases through Protective Clothing Materials under
Conditions of Continuous Contact, permeation (Стандартный метод по определению проницаемости жидкостей и газов
сквозь материалы защитной одежды в условиях постоянного контакта).
EN 368. Protective clothing for use against liquid chemicals; test method: resistance of materials to penetration by liquids
(Защитная одежда - Защита от жидких химикатов: метод испытаний по определению сопротивления материалов
защитной одежды прониканию жидкости).
EN 369. Protective clothing - Protection against chemicals: Determination of Resistance of Protective Clothing Materials
to Permeation by Liquids and Gases (Защитная одежда - Защита от химикатов: определение сопротивления
материалов защитной одежды проницаемости жидкостей и газов).
EN 469:2005. Protective clothing for firefighters. Performance requirements for protective clothing for firefighting
(Защитная одежда для пожарных. Требования к защитной одежде для пожарных).
~4>~
EN 13911:2004. Protective clothing for firefighters - Requirements and test methods for fire hoods for firefighters
(Защитная одежда для пожарных - Требования и методы испытания огнестойких капюшонов для пожарных).
EN14865007. Protective clothing for firefighters - Test methods and requirements for reflective clothing for specialized
fire fighting (Защитная одежда для пожарных - Методы и предъявляемые требования к теллоотражающей одежде для
специализированного пожаротушения).
EN IS0116125003. Protective clothing to protect against heat and flame (ISO/DIS11612:2003) (Одежда для защиты от
теплового излучения и открытого пламени).
IS011613.1999. Protective clothing for firefighters - Laboratory test methods and performance requirements (Защитная
одежда для пожарных - Лабораторные методы и предъявляемые требования).
IS0155382001. Protective clothing for firefighters—Laboratory test methods and performance requirements for protective
clothing with a reflective outer surface (Защитная одежда для пожарных -Лабораторные методы испытания и
предъявляемые требования к защитной одежде с теплоотражающим внешним слоем).
IS015384:2003. Protective clothing for firefighters - Laboratory test methods and performance requirements for wildland
firefighting clothing (Защитная одежда для пожарных - Лабораторные методы испытания и предъявляемые требования
к одежде для тушения лесных пожаров).
NFPA 1991:2005. Standard on Vapor-Protective Ensembles for Hazardous Materials Emergencies (Стандарт на
газозащитные комплекты средств индивидуальной защиты для использования в условиях заражения воздуха опасными
веществами при аварийно-спасательных работах).
NFPA19922005. Standard on Liquid Splash-Protective Ensembles and Clothing for Hazardous Materials Emergencies
(Стандарт на комплекты средств индивидуальной защиты от капель и брызг опасных вещества при
аварийно-спасательных работах).
NFPA 1994:2007. Standard on Protective Ensembles for First Responders to CBRN Terrorism Incidents (Стандарт на
комплекты средств индивидуальной защиты для использования при ликвидации последствий террористических актов
с применением токсичных химикатов и биологических средств).
NFPA 1971:2007. Standard on Protective Ensembles for Structural Fire Fighting and Proximity Fire Fighting (Стандарт на
защитные комплекты для пожарных, работающих вблизи открытого пламени).
23. ЭЛАСТОМЕРНО-ТКАНЕВЫЕ МАТЕРИАЛЫ (ВЛ. Шпаков. В.К. Гореленков)
См. №№ 45,54 в базовом списке литературы, а также:
Ионова В.Ф. и др. Эластичные композиционные материалы / Торовые технологии: Материалы докладов
международной науч.-практич. конф.. - Иркутск: Изд. ИрГТУ, 2007. - С. 278-289.
Материалы для пневматических конструкций и инженерного имущества: Каталог-справочник. - М.: ЦНИИТЭнеф-
техим, 1990.-101 с.
Попов ЛЛ, Керимов СТ. Текстильные материалы технического назначения: Справочник-каталог. - Ярославль, 2006.
-492 с.
Пневматические строительные конструкции / Под ред. В.В. Ермолова. - М.: Стройиздат, 1983. - 437 с.
Резницкая М.Б, Мирских Л.Г. Производство прорезиненных тканей. - М.: Химия, 1977. -133 с.
24. МЯГКИЕ ОБОЛОЧЕЧНЫЕ КОНСТРУКЦИИ (ВЛ. Шпаков)
См. № 40 в базовом списке литературы, а также:
Ермолов ВЛ. и др. Пневматические конструкции воздухоопорного типа. - М.: Стройиздат, 1973. - 286 с.
Королев АЛ. Жохов ВЛ. Надувные лодки. - Л.: Судостроение, 1989. - 287 с
Магула В.З. Судовые эластичные конструкции. -Л.: Судостроение, 1978. - 263 с.
Магула В.Э. Коробанов ЮЛ. Шпаков В.П Расчеты судовых осесимметричных мягких оболочек: Учеб. пособ. -
Николаев: Изд. НКИ, 1978. - 102.C.
Прокофьев В.М. Смирнов А.М. Фалевская ЛА Шпаков В.П. Пневматические конструкции // Темат. обзор. -
М.: ЦНИИТЭнефтехим, 1971. - 93 с.
Шпаков ВЛ. Пневматические конструкции. См. в № 62, с. 188-209.
25. ИЗДЕЛИЯ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ (Л.В.Гербова, ЕА. Кузнецова, А А. Сочинский, ДЛ. Трофимович)
Дополнение № 1 к Методическим указаниям по санитарно-гигиенической оценке резиновых и латексных
изделий медицинского назначения. - М.: Минздрав России, 2001. - 25 с.
Методические указания по санитарно-гигиенической оценке резиновых и латексных изделий медицинского
назначения. - М.: Минздрав СССР, 1988. - 137 с.
Рецептура и свойства резин для изготовления изделий медицинского назначения: Каталог-справочник. - М.:
ЦНИТЭнефтехим, 1985. - 58 с.
26. ОБУВЬ ИЗ ЭЛАСТОМЕРОВ (В.С.Альтзицер)
Абуладзе МЛ, Володарский АЛ, Золин АД Состояние и перспективы развития производства резиновой обуви.
- М.: ЦНИИТЭнефтехим, 1970. - 82 с.
Альтзицер В.С Красовский ВЛ, Меерсон В.Д. Производство обуви из полимерных материалов. М.-Л.: Химия, 1987.
-232 с.
jsAeL
6
1
i
i
J€~ Альтзицер B.C, Литвин ЕЛ, Никитина П.К. и др. Производство формовой обуви, пути повышения ее качества и
эффективности производства. - М.: ЦНИИТЭнефтехим, 1975. - 74 с.
Берестнев ВД Перспективы развития резинообувной промышленности // Каучук и резина. -1980. - № 10. - С. 3-6.
Брудный А.М., Громов С.Н. Производство обуви методом литья под давлением. - М.-Л.: Химия, 1976. - 76 с.
Вараксин М.Е„ Альтзицер В.С„ Борисенко Н.С. О нецелесообразности применения замедлителей подвулканизации в
резиновых смесях, перерабатываемых методом литья под давлением // Каучук и резина. -1977. - №6. - С. 29-30.
Минскер К.С., Федосеева Г.Т. Деструкция и стабилизация поливинилхлорида. - М.: Химия, 1972. - 208 с.
Морозов ЮЛ, Альтер Ю.М, Панкратов В.В., Федюкин ДД Химия и технология жидкого формования обуви. - М.:
ЦНИИТЭнефтехим, 1975. - 95 с.
Токарева Т.Е., Альтзицер B.C., Заклякова А.В. и др. Передовые методы производства спортивной обуви. - М.:
ЦНИИТЭнефтехим, 1977. - 72 с.
Сембаева РА, Морозов ЮД, Берестнев ВА, Морозов А.В. Обобщение опыта освоения производства обуви из
пластизолей поливинилхлорида // Каучук и резина. -1985 - №2. - С. 13-15.
1
I
27. ЛАТЕКСНЫЕ ИЗДЕЛИЯ (Д.П. Трофимович, Б.А. Майзелис)
Майзелис Б А, Силонова М.С, Трофимович Д.П., Черная В.В. См. в № 75, с. 162-263.
Рецептура и свойства резин для изготовления изделий медицинского назначения: Каталог-справочник. - М.: ЦНИ-
ТЭнефтехим, 1985. - С. 25-29, 46-48, 54.
Polymer Latices and Their Applications / Ed. by K.O. Calvert. - London, Applied Science, Publishers Ltd., 1982.-P. 173-228.
28. ЭКОЛОГИЧЕСКАЯ И ГИГИЕНИЧЕСКАЯ БЕЗОПАСНОСТЬ РЕЗИНОВОГО ПРОИЗВОДСТВА
(\З.Н. Нудельман\)
Вредные вещества в промышленности. Новые данные / Под ред. Э.Н.Левиной и И.Д. Гадаскиной. - М.-Л.: Химия,
1985.-464 с.
Вредные вещества в промышленности / Под ред. Н.В.Лазарева и Э.Н.Левиной. - М.-Л.: Химия -Т. 1. -1976. - 592 с;
Т.2.-1976.-624 с.
Вредные вещества в промышленности / Под ред. Н.В.Лазарева и И.Д.Гадаскиной. Т. 3. М.-Л.: Химия, 1977. -608 с.
Сорокин Ю.Г, Сибилев М.С. Охрана труда в нефтеперерабатывающей и нефтехимической промышленности.
Руководящие материалы: Справочник. - М.: Химия, 1984. - 328 с.
29. ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ ПРОИЗВОДСТВА РЕЗИНОВЫХ ИЗДЕЛИЙ ИЗ ЛАТЕКСОВ
(Д.П. Трофимович)
Авт. свид. № 515763. СССР. Водные дисперсии резин / Г.Н. Зачёсова, Ж.Р. Перлина; Бюлл. изобр. № 20. -1976.
Бабенков ЕД Очистка воды коагулянтами. - М.: Наука, 1977. - 205 с.
Беспамятнов Г.П, Богушевская К.К, Беспамятнова А.В. Предельно допустимые концентрации вредных веществ в
воздухе и воде: Справочное пособие для выбора и гигиенической оценки методов обезвреживания промышленных
отходов. 2-е изд. - М.-Л.: Химия, 1975. - 456 с.
Изучение очистки реальных стоков Калининского (Саратовская обл.) завода РТИ: Отчет по договору 65-193-90. -
Вольск, Вольский филиал ГСНИИОХТ, 1990. - 55 с.
Методика расчета концентрации в атмосферном воздухе вредных веществ, содержащихся в выбросах
предприятий. ОДН-86 Госкомгидромет. - Л.: Госгидрометеоиздат, 1987. - 75 с.
Назарян М.МЧ Ефимов В.Г. Электрокоагуляторы для очистки промышленных выбросов. - Харьков: Высшая школа,
1983.-144 с.
Трофимович Д.П. См. в № 75, с. 352-369.
30. МЕТОДЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ РЕЗИН (A.M. Кучерский)
См. №№ 65,68 в базовом списке литературы, а также:
Кучерский А.М., Вараксин М.Е„ Кузнечикова В.В., Радаева В.И. Новые приборы и методы физико-механических
испытаний каучуков и резин. - М.: ЦНИТЭнефтехим, 1989. -130 с.
31. СТАНДАРТИЗОВАННЫЕ МЕТОДЫ ИСПЫТАНИЙ ЭЛАСТОМЕРОВ (А.А. Лазарева)
Национальные стандарты: Указатель. М.: Стандартинформ, 2009,2010.
Стандарты Международной организации по стандартизации (ИСО): Каталог. Ч. 2. - М.: Стандартинформ, 2006.
32. ПЕРЕРАБОТКА РЕЗИНОВЫХ ОТХОДОВ (СЕ. ШаховецАВ.В. Богданов, О.О. Николаев, БЛ. Смирнов,
В.П. Бритов)
Активирующее смешение в технологии полимеров:Учеб. пособие / Под ред. В.В Богданова. - С-Пб.: Изд-во
Проспект Науки, 2008. - 328 с.
Воскресенский А.М, Кудин И.И„ Шаховец СЕ. Компьютерное моделирование работы червячных машин для
переработки эластомеров // Каучук и резина. - 2006. - №1. - С. 30-34.
Дроздовский В.Ф. Способы производства регенерата. - М., ЦНИИТЭнефтехим, 1989. - 127 с.
622
<dtw
Макаров BJ/L, Дроздовыми В.Ф. Использование амортизованных шин и отходов производства резиновых изде- *fT
лий. - М.-Л.: Химия, 1986.- 240 с.
Вострокнутав Е.Г, Новиков МЛ, Новиков В.И, Прозоровская Н.В. Переработка каучуков и резиновых смесей - М.
Максипресс, 2005. - 212 с.
Соловьев ЕМ, Захаров НД Переработка и использование отходов шинного производства. - М., ЦНИИТЭнефте-
хим, 1983. -С. 17-19,32-34.
Технологическая линия по переработке изношенных автошин: Техническая документация ГНПП «Кордзкс». -1997.-4 с
Хакимуллин КШ Структура, свойства и применение радиационных регенератов резин на основе бутилкаучука.
-Казань: КГТУ, 2010. - 188 с.
Шаховец СЕ, Богданов ВВ. Комплексная регенерация шин. - С-Пб.: Изд-во Проспект науки, 2008. - 192 с.
Recycling of Rubbers. Ed. by S.K.De, A.l.lsayev., K.Khait. Boca Raton: CRC Press. - 2005 - 514 p.
33. УТИЛИЗАЦИЯ ШИН (Ж.В. Перлина, И.В. Веселое)
См. №№ 44, 64, 66 в базовом списке литературы.
34. ПЕРЕРАБОТКА ОТХОДОВ ЛАТЕКСНЫХ ПРОИЗВОДСТВ (ДЛ. Трофимович)
Трофимович ДЛ. См. в № 75, с. 363-369.
!
1
I
I
т
!
I
!
I
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агенты вулканизующие
для изоляционных резин 119
для медицинских резин 126
для морозостойких резин 86
для пищевых резин 130
для радиационно-стойких резин 101
для резиновых клеев 139
на основе бутадиеннитрильных каучуков 141
на основе натурального каучука 140
на основе силоксановых каучуков 142
на основе хлоропреновых каучуков 140
для тепло- и агрессивостойких резин 42
Адгезивы для рукавов 282
Адгезионные свойства клеев холодного
отверждения 174
Активаторы вулканизации
для изоляционных резин 119
для медицинских резин 126
для пищевых резин 130
Алрафор смола 495
Альтакс 495
Алюминия гидроксид495
Алюминия оксид 495
Аммиак 495
Амортизаторы - см. также Виброизоляторы
БНВ-2 пневматический 419
маслостойкие корабельные 351
приборные 350
втулочного типа 350
пластинчатого типа 350
цилиндрического типа 350
чашечного типа 350
производство 358
Ангар надувной 407
Ангидрид фталевый 525
Антенны надувные 417
Антиозонанты для обувных резин 451
Антиоксиданты
для резин общего назначения 23
для резин специального назначения 26
для медицинских резин 127
для обувных резин 451
для пищевых резин 131
для резиновых клеев на основе латексов 144
для тепло- и агрессивостойких резин для
РТИ 27, 32,55,57
для шинных резин 23
Антирады для радиационно-стойких резин 102
Антискорчинги127
АцетонанилР496
Ацетофенон 496
Аэрозоли первичные и вторичные 472
Аэросил 496
Аэростат привязной 405
Б
Баки самолетные мягкие 413
Баллоны остойчивости 414
Бария сульфат (барит, бланфикс) 496
Бассейны мягкие 412
Белила цинковые 497
Бензилтрифенилфосфонийхлорид (БТФФХ) 497
Бензилтризтиламмонийхлорид(ТЭБАХ) 497,523
Бензоила пероксид497
Бисфенол АФ (дифенилол) 497
Бифургин 497
Боковины шины 192
Борта шины 191,192
Брекер192,201
Буи надувные 414
В
Вазелин технический 498
Вальцуемость резин 14
Вещества загрязняющие
обозначения и характеристика опасности 473,
494-527
токсичные 535
Виброизоляторы 349-360 - см. также
Амортизаторы
испытания 359
крепление 357
приборные 359
производство 356-359
резиноармированные 349,351
резиновые 349
технические характеристики 351
типичные конструкции 350,352
функциональные характеристики 359
Виброизоляция изделий 353
Водостойкость резин 372
Воды сточные при производстве изделий из
латексов 538-540
очистка 539
Воск
защитный 498
карнаубский 498
Восприимчивость магнитная резин 123
Восстанавливаемость морозостойких резин 81,83
Время
подвулканизации11
проникания химического соединения сквозь
защитный материал 366
термостатирования электропроводящих
резин 113
Вулканизатор барабанный непрерывный 400
Вулканизация
аминная38,39
бисфенольная 38,39
медон-комплектом 39
624
мембран 335
микроволновая 55
пероксидная 38,39,56,57
ремней
автоклавная 259
на челюстных прессах 259
ротационным способом 259
рукавных изделий 286,287
с СИМ 39
высокотемпературная 45
низкотемпературная 45
радиационная 45
токами высокой частоты 55
Вулканизующие агенты - см. Агенты
вулканизующие
Вулкафтор Ф (дифенилол 8) 498
Г
Газопроницаемость каучуков 47
Галогенирование уплотнителей 329
Гексаметилендиамин 499
Гексахлорпараксилол 499
Гемана метод 83,555
Герметизирующая способность
клапанов 342
уплотнителей 107
Герметики
вулканизующиеся 179
высыхающие 180
заливочные 181
кистевые 181
классификация 179
многокомпонентные 181
на основе высокомолекулярных каучуков 186
бутадиеновых 186
уретановыхШ
фторсодержащих186
хлоропреновых186
на основе низкомолекулярных каучуков 181
полисульфидных 181,183-185
силоксановых182,185
на основе фторсодержащих каучуков 185
невысыхающие (нетвердеющие) 180
нетеплостойкие 181
области применения 188
общего назначения 182
однокомпонентные181
повышенной морозостойкости 186
с улучшенными технологическими
свойствами 186
тепло-и топливостойкие186
теплостойкие 181
шпательные181
Герметичность эластомерно-тканевых
материалов 392
ГидразидСД0499
Гидроксид кальция 506
Гидрохинон 499
Глёт свинцовый 499
Глинозём 499
Глицерин 500
Грей 97
Грязесъемники резиновые 294
Гуанид Ф 500
Гуанидины496
Гуммирование 175
Д
ДАБКО500
Данлопа способ 456,458,459
ДАФ-68500
ДБКФ501
Движители пневматические 419
Декорации надувные театральные 420
Деструкция радиационная 98
Диак №1 501
ДиаметХ501
Диафен ФП 502
Диафен-13501
Диафрагма вулканизационная 25
Диафрагмы форматоров-вулканизаторов 192
Дибутилсебацинат84,85,102,502,503
Дибутилфталат28,84,102,502,503
Дибутоксиэтиладипинат 86
Диоксид
кремния 508
марганца 510
Дитиодиморфолин 503
Дифенилол 503
Дихлорэтан технический 504
Диэтаноламин 504
Диэтиленгликоль 504
1,1 -Ди(трег-бутилперокси)-3,3,5-триметилцикло-
гексан (тригонокс 29) 502
2,6-Ди(грег-бутил)-4-хинонметид502
Длина рукава монтажная 291
Добавки
антиструктурирующие и целевые для РТИ на
основе силоксановых каучуков 41
модифицирующие для резиновых клеев
на основе бутадиеннитрильных каучуков 141
на основе латексов 144
на основе термоэластопластов 142
на основе фторкаучуков 141
Доза радиационного излучения 97
Е
Емкости
для горючего 394
мягкие 412
буксируемые 413
для перемещения сыпучих грузов 413
для тушения пожаров 413
-ж
Жесткость
конвейерных лент 228
морозостойких резин 81
эластомерно-тканевых материалов 393
Жидкости 504,505
нефтяные стандартные для испытания резин
(СЖР)504
Жилеты спасательные 410
3
Заглушки 414
Заграждения боновые 414
Загрязнение воздуха
концентрация летучих веществ 479
количественная мера загрязнения летучими
веществами 478
контроль 478-494 - см. также Уровень
загрязнения воздуха
состав и плотность потока летучих веществ 480-494
удельная масса летучих веществ 478
Заделка
мембран 336,338
рукавов концевая 266
Запас прочности рукавов 272
Защита
от ожогов 380
от паров пыли и аэрозолей 528 ел.
И
Изделия
для акушерства 438,439
для анестезиологии 438,439
для гастроэнтерологии 438,439
для защиты кожи 363-387
для защиты органов дыхания 360-363 - см.
также Средства защиты органов дыхания
для наркозно-дыхательной аппаратуры 439
для протезирования твердых тканей
организма 432,433
для урологии 438,439
из пенорезины 456,457,460
неформовые
формовые 458-461
из радиационно-стойких резин 106
из регенерата 591-594
латексные 456 ел.
маканые 462-469,536-538
экструзионные470
медицинского назначения 430 ел.
мягкие оболочечные 430 ел.
надувные для спорта и отдыха 420
обувь 440 ел.
приводные ремни 243 ел.
конструирование 258
производство 262
типы 190 ел.
рукавные 265,284
конструирование 272
методы испытаний 289-291
производство 284-288
транспортерные ленты 221 ел.
конструирование 229
методы испытаний 240
производство 236
уплотнения 292 ел.
фармацевтические 437 ел.
шины 190 ел.
эластомерно-тканевые 388 ел.
Излучения ионизирующие 97
Измельчители 577
Измерители магнитной восприимчивости
резин 123
Износостойкость
протекторныхрезин13,14
резиновой обкладки конвейерных лент 228
Изооктан технический 505
Индекс
несмачиваемости защитного материала 370
проникания жидкости через защитный
материал 370
Индукция 121
Интервал температурный работы эластомерно-
тканевых материалов 392
Ионол (алкофен БП) 505
Источники загрязнения воздуха 472
К
Каландрование 400
Камера варочная 192,198,205
Камера шины 192,194,203,204
Каолин обогащенный 507
Каркас для манжеты 321
Каркас шины 191,200
Каучуки 53,54,71
для губчатых профилей 60
для контакта с пищевыми продуктами 130
для медицинских резин 126
для морозостойких резин 84,85
для основы резиновых клеев 138
для работы в арктических условиях 89
для шинных резин 198
кристаллизующиеся 86
некристаллизующиеся 84
Керосин для технических целей 507
Кислоты 507,508,524
Клапаны
запорные 342
классификация 339-341
предохранительные 342
прямого и обратного действия 343
работоспособность и расчет 342,343
регулирующие 342
резинометаллические 346
Клеи
для мягких оболочечных конструкций 424
для ремней 262
для рукавов 282
для склеивания резин и резинотканевых
материалов 284
для склеивания резин с металлами 284
конфекционные 283
на основе акрилатных каучуков 424
на основе уретановых каучуков 424
липкие 137
резиновые 137,138-143
водно-эмульсионные 137
вулканизующиеся 138
на основе каучуков
бутадиеннитрильных 141
натурального 140
силоксановых142
фторкаучуков 141
хлоропреновых 140,141,424
на основе латексов
синтетических 143
натурального 143
на основе термоэластопластов 142
невулканизующиеся 138
фенолокаучуковые136
холодного отверждения 173
эластичные прочные пленочные 136
Клей-герметик162
Клейкость резиновых смесей 12,13
Клиновые ремни приводные
вариаторные 245,250,255
вентиляторные 245,255
малопрофильные 245
многоручьевые 249,251,255
нарезные без обертки боковых граней 248,260
нормального сечения 245,249,254
с оберткой прорезиненной тканью 248,260
специальные 250
узкие и широкие 245,249,254
типы 246-248
Коды мер безопасности и риска при работе с хи-
мическими веществами 476-478
Колпачки маслоотражательные 313,315,330
Кольца
бортовые шины 191
резиновые уплотнительные 294-296
монтаж 302-304
Компаунды
заливочные 187
области применения 188
радиопоглощающие 188
радиоэкранирующие 188
эластичные эпоксиуретановые 187
Композиции поливинилхлорида451 -см. также
Поливинилхлорид
Конвейерные ленты 221 ел.
конструирование 229
методы испытаний 240
производство 236
резинотканевые 224
резинотросовые 226
Константа Фикентчера 455
Конструкции
медицинского назначения 418
мягкие оболочечные 389,403-423
конструирование 421-423
воздухоплавательные 405
пневматические строительные 406 - см.
также Сооружения
материалы 423-425,428,429
методы испытаний 429
прессовая вулканизация 428
производство 425-428
работоспособность 429
сборка с использованием клеев 427,428
сварка токами высокой частоты 427
требования к материалам оболочек 389
утилизация 429
надувные бытового назначения 420
пневматические для работы в космосе 419
пневматические строительные 390,394
радиотехнические 417
Контейнеры мягкие 413
Концентрат баритовый 508
Концентрации предельно допустимые
загрязняющих и токсичных веществ в
воздухе 528, 535,537
веществ, выделяющихся из латексов 536
ингредиентов латексных композиций в
воздухе рабочей зоны 536
Корд, режимы обработки 208
Корсет-реклинатор 418
Костюмы защитные и спасательные 369,410
Коэффициент
морозостойкости резин 83,86,88
передачитягового усилия конвейерной лентой 229
формы длинномерных уплотнений 305
формы изделий 96
эффективности вибрационной защиты 354
Красители
для медицинских резин 127
для обуви 450
Крепление резин к металлу 176
Кристаллизация морозостойких резин 82,86
Кровля мягкая 396
Крошка резиновая 572,580,581
Ксилол нефтяной марок А, Б 509
Л
Лейкофуксин очищенный 509
Ленты
изоляционные 396
v^
6
конвейерные 221 ел.
магнитные 121
резинотканевые 222 - см. также
Резинотканевые ленты
резинотросовые 222 - см. также Резино-
тросовые ленты
ободные шины 192,203
транспортерные 221-242
гусеничные 223
элеваторные 223
Ленты-поручни для эскалаторов 223
Линии
безотходного производства РТИ 591
измельчения изношенных покрышек 576
кассетные для изготовления изделий из
латекса 463
конвейерные для изготовления изделий из
латекса 463
обрезинивания текстильных кордов 206
по переработке изношенных шин и отходов
РТИ 574
получения резиновой крошки 575,576
Литопон 510
Лодки
морские 390
надувные 390,394,408-410
байдарки 409
гребные 408
катамараны и тримараны 409
каяки 409
классификация 408
летающие 410
моторные 409
одноместные 410
рафты 409
рибы409
спортивные 390
шлюпки 409
Манжеты резиновые
армированные 312,324
для валов 294
изготовление 330,331,324
стандартные и нестандартные 312,313
проектирование
манжет 317
пресс-форм 325,326
уплотнительные 294
монтаж и эксплуатация 323,324
Маски защитные 361
Маслонаполненность 67
Мастики строительные 178
Материалы
армирующие для мягких оболочек 396
армирующие для рукавов 277-284 - см. также
Текстильные материалы для рукавов
для защиты 372,381-383
от термических факторов 380,384-386
от химически опасных веществ 366-380,
384-386
клеевые 136
композиционные 594-596
жидкие эбониты 595
резинобитумные для дорожного
строительства 594
резино-полимерные 595
нанокластерные магнитные 125
резинотканевые для защитных костюмов 363-365
резинотканевые для мембран 337
самоклеящиеся 145-150
текстильные для обуви 445,446
эластомернотканевые 388-403,423
для защитной одежды 414
для конвейерных лент 234
для мягких оболочечных конструкций 391 ел.,
403 ел.
для приводных ремней 259
для рукавных изделий 418
эластомерные для манжет 326 ел.
эластомерные ферромагнитные 123
Матрац противопролежневый 418
Машина
клеепромазочная 400
трения П-8 332
Медицинские резины 125 ел.
Мел природный обогащенный 513
Мембраны
гофрированные 334
изготовление 335
классификация 334
конструкции 335
мягкие 415
плоские 334
работоспособность 336,338,339
скатываемые 334
тарельчатые 334
Металлоизделия
металлокорд282
проволока 281,282
Метиленхлорид513
Методы испытаний резин 541 ел.
динамические 551
механические 541-543
на истирание 549
на прочность связи с другими материалами 550
нараздир547
на твердость 547
на термическое и озонное старение 552
при низких температурах 553
Микрокристаллизация морозостойких резин
82,88
м-Ксилол508
Модификатор РУ 513
Модификация
фенолформальдегидных олигомеров 136
эпоксидных клеев холодного отверждения 137
эпоксидных олигомеров 136
Модуль
внутреннего трения протекторных резин 15
динамический морозостойких резин 81
жесткости морозостойких резин 83
потерь морозостойких резин 81
статический морозостойких резин 81
Морозостойкость
резин на основе каучуков
бутадиеннитрильных 91
бутадиеновых 90
изопреновыхЭО
силоксановых 94
фторсилоксановых 94
хлоропреновых 75,92
этиленпропиленовых 93
латексов 143,144
Морфолин513
Мягчители
для медицинских резин 127
для пищевых резин 131
для тепло- и агрессивостойких резин 27,29
Н
Нагрудники спасательные 410
Нагруженность
резинотканевой оболочки 422
конвейерной ленты 230
эластомерно-тканевых материалов 391
Надежность конвейерных лент 242
Намагниченность резин 123
Нанокластерные структуры 124
Нанокомпозиты магнитные 124
Наполнители 122,513
длягерметиков182
для литьевых резин с высоким
сопротивление раздиру 67
для магнитных резин 121
для медицинских резин 127
для морозостойких резин 87
для пищевых резин 130
для радиационно-стойких резин 101
для резин общего назначения 15,16
для резиновых клеев
на основе каучуков 140-142
на основе латексов 144
для тепло- и агрессивостойких резин на
основе каучуков
силоксановых 41
хлоропреновых 72
этиленпропиленовых 54,58,60,62
для шинных резин 15-17
для электропроводящих резин 109
резиновой смеси для обуви 450
резиновых клеев 139
Напряжение контактное при сжатии
морозостойких резин 81
Нафтам-2514
Нефрас515
Нити
вискозные 278
для мягких оболочечных конструкций 425
латексные470
полиамидные 279
полиэфирные 278
комбинированные с хлопком 278
Нитрид бора 515
N-Нитрозодифениламин 515
Носилки надувные 418
О
Оболочки
горно-шахтные 416
для подъема объекта с глубины 414
из тканей с эластомерным покрытием 403 -
см. также Конструкции мягкие оболочечные
поплавковые 414
Обувь
резиновая 440-456
диэлектрическая 444
для защиты ног работающих 445,448
огнестойкая 444
резинотекстильная 445-447
спортивная 445,446
утепленная 445
производство 442-445
клееным методом 440-442
литьем под давлением 447,448
термоформованием 448,449
формованием на сердечниках 442-445
Огнетушители
водные 534
воздушно-пенные 533
классификация и выбор 530-534
порошковые 532
углекислотные 532-534
химические пенные 534
хладоновые 533
Ограждения судов на воздушной подушке 415
Одежда
защитная 414
специальная пожарного 384
Оксиды
кальция 506
кадмия 506
магния 510
сурьмы 521
хрома 516,526
Oiompop-N516
Октофор-В516
Опалубки пневматические 408
Опасность загрязняющих веществ 473
Fo
\
I
i
!
!
I
Оснастка надувная технологическая 418
Отвердители для резиновых клеев 141
Отражатели 417
Отходы
латексных производств 540,541
переработка 602,603
резинового производства 568
методы регенерации 583
переработка - см. Переработка резиновых
отходов
Параоксинеозон516
Парафины нефтяные твердые 516
Пеногасители для резиновых клеев на основе
латексов144
Пенорезина 456,457
для изделий общего назначения 457,462
для изделий с пониженной прочностью 457
для изделий со специальными свойствами 457
токсичные вещества, выделяющиеся при
производстве изделий 536
Перезарядчики-манипуляторы 330
Перемычки надувные герметизирующие 416
Переработка отходов
латексных 602,603
резиновых 568-599
Пероксиды42,517
ПероксимонФ517
Перчатки 464-466
Песок кварцевый (для тонкой керамики) 517
Пигменты
алые 517
для медицинских резин 127
для обуви 451
зеленые 518
красные 518
желтые 517,518
Пирофосфат натрия 518
Пищевые резины 130-135
Пластизоли 449
для оболочки обуви 455
рецептура и свойства 455,456
Пластикация набуханием 86
Пластиковые приводные ремни 251
Пластина офсетная 396
Пластификаторы 54,58,60,566
для резин
медицинских 127
морозостойких 84
обувных 452
пищевых 131
радиационно-стойких 102
тепло- и агрессивостойких 27,28,54,58,60
для резиновых клеев 139,140
Пластырь мягкий судовой 413
Плотность поверхностная эластомерноткане-
вых материалов 392
Плоты
баллонные для сплава 410
спасательные
авиационные 394
морские 394
надувные 410,411
Пневмопакеры416
Пневмопробки416
Подслой адгезионный для мягких оболочек 398
Подушка
безопасности 410
кислородная 418
Подшипники резинометаллические 347,348
Подъемники пневматические 414
Покрытия
для мягких оболочек 397,399
радиопоглощающие 124
Покрышки
изношенных шин
измельчение под воздействием полей
различной природы 579,580
измельчение при комнатной температуре
575, 577
криогенное измельчение 573
шин 191
Поливинилхлорид
для литья обуви 452,454,456
для термоформования из пластизолей 448,449
композиции 452
марки 454
рецептуростроение 452-454
для огнестойких лент 18
пластизоли 455
пластифицированный 174,397
Полидиметилсилоксаны 518
Поликлиновые приводные ремни 251,253,255,
256
Полумаски 361
Порофор ЧХЗ-21 519
Порошки огнетушащие 531
«Порошковая» технология изготовления манжет331
Потери гистерезисные протекторных резин 14
Препреги клеевые 136,137
Пресс-формы для изготовления
резинотканевой мембраны 336
манжет 325
шин 212
Прессы
вулканизационные212
кассетированныеЗЗО
Приводные ремни 249,254
Приклеивание резин к металлу 174
Пробки для укупоривания
бутылок с кровью, кровезаменителями, инфу-
зионными растворами 436
инъекционных форм антибиотиков 437
Прокладки плоские 305,306
Проницаемость резин
диэлектрическая 119,123
магнитная 122,123
Протезы для восстановления просвета гортани 432
Протекторы 192,193,200
Противогазы 529,530
Противостарители - см.Антиоксиданты
Профиль шины 191
Прочность
агрегатная конвейерных лент 240
клеев холодного отверждения 174
клеевых соединений 139
резин 176
резин с металлом 177
тканей 175
конвейерных лент 227,240
резинотканевых 230
резинотросовых230
резинотканевых мембран 337
связи в эластомернотканевых материалах 391,392
электрическая резин 119
Пружины растяжения 320
Пудра алюминиевая пигментная 519
Пустотообразователи пневматические 416
Работоспособность
конвейерных лент 242
клапанов 342
мембран 336,338
мягких оболочечных конструкций 429
резиновых уплотнителей для валов 333
резинометаллических подшипников 348
рукавов 291
уплотнительных деталей неподвижных
соединений 107
эластомерно-тканевых материалов 402
Растворители для резиновых клеев на основе
натурального каучука 140
термоэластопластов 142
синтетических каучуков 140
Регенерат шинный 581,588
области применения 593
производство 582
свойства 588
Регенерация резины механотермическая 582-588
при подаче в зону деструкции воды 584
при использовании в качестве сырья крошки
определенных размеров 585
при комбинированном действии полей
различной природы 584
Резервуары мягкие 412
Резинотканевые ленты 240
ассортимент 224
для легких условий эксплуатации 224,225
для очень тяжелых условий эксплуатации 224
для средних условий эксплуатации 224
для тяжелых условий эксплуатации 224 *f^
из тканей обычной прочности 225
из тканей повышенной прочности 225
огнестойкие из поливинилхлорида 225
особопрочные225
пластиковые 226
Резинотросовые ленты
общего назначения 227,233,234
огнестойкие 227
теплостойкие 227
Резины
акрилатные 329
антистатические 108
бортовые 22,23
для износостойкой бортовой ленты 22
для бортовой проволоки 22
для текстильного корда бортовой ленты 22
брекерные19
для автомобильных деталей 78
для арктического применения 88
для боковины шин 19,199
для верха цельнорезиновой обуви 450
для виброизоляторов 357,358
для герметизирующего слоя в бескамерной
шине 23,24
для деталей к медицинским аппаратам и
приборам 126,129
для диафрагм форматоров-вулканизаторов 25
для ездовых камер шин 199
для деталей, контактирующих с продуктами
питания 135
для изделий
внутреннего протезирования 129
контактирующих с кровью 129,436
для кабельных оболочек 80
для клеевых галош 441
для колец круглого сечения 33
для конвейерных лент 63,81
для контакта с пищевыми продуктами 130,132-136
для манжет 327
для массивных оконных уплотнительных
профилей 65
для обкладки
морских нефтепроводов 68
теплостойких конвейерных лент 63,64
для обрезинивания
металлокорда19,20
текстильного корда 20,22
для опорных деталей мостов 79
для подошв 450
для промазки теплостойких конвейерных лент 63
для протезов для восстановления просвета
гортани 434
для протектора шин 199
для радиаторных рукавов 58
для рукавов и рукавных изделий 275,288
для сапог и сапожек 442,444
!
I
I
!
I
I
-JSfc--
631
для толстостенных шприцованных изделий 65
для уплотнителей валов 32,33
для фармацевтических изделий 129
для челюстно-лицевых имплантантов 434
для шприцованных изделий 34
камерные 275
каркасные 20
контактирующие
с инъекционными препаратами 128
с молоком, молочнокислыми продуктами,
жирами 132
с безалкогольной продукцией 133
литьевые с высоким сопротивление раздиру 66
магнитные 121-123
медицинские 125 ел.
морозостойкие 81 ел., 96,274
на основе каучуков 70
бутадиеннитрильных 328
силоксановых329
фторкаучуков 328
хлоропреновых70,74,78
этиленпропиленовых 329
наполнительного шнура грузовых и легковых
шин 22,134
пищевые 130 ел.
протекторные 13
автобусных шин 17
автомобильных шин 14-16
грузовых шин 17
крупногабаритных и сельскохозяйственных
шин 16
легковых шин 17,18
малых грузовых шин 16
пищевые 130 ел.
радиационно-стойкие 97
светлые мягкие для обкладки валов 67
силоксановые (силиконовые) 126
тепло- и агрессивостойкие
на основе каучуков
этиленпропиленовых 54
фторсилоксановых 47
для РТИ 26,30,40,43
на основе каучуков
акрилатныхЗО
общего назначения 15,16
силоксановых40,43-46,48-52
фторкаучуков 35,36-38
хлоропреновых 70-73
этиленпропиленовых 52-54,59,61,69,70
теплостойкие 57
тонколистовые 424
трекинго-эрозионностойкие для
высоковольтных изоляторов 49
шинные 10
электроизоляционные 114 ел.
для кабельной промышленности 115-121
на основе силоксановых каучуков 120
на основе этиленвинилацетатного каучука 119
наанвеэтиленпропилендиеновь1хкаучуков118
на основе этиленпропиленового каучука 119
электропроводящие 49,108,114 ел.
для кабельной промышленности 114-116
для РТИ общего назначения 108
методы испытаний 544,545 - см. также
Методы испытаний резин
динамические 551
механические 541-543
стандартизованные 543
шинные 10 ел.
Резорцин технический 519
Релаксационные процессы 81
Ремни приводные
классификация 243
конструирование 259
контроль производства 263
клиновые- см. Клиновые ремни приводные
круглые 258
методы испытаний 263
плоские бесконечные 253
производство 259-264
синхронные 252,256,257
ассортимент 254
с полукруглым профилем зуба 253
с трапецеидальным профилем зуба 253
специальные 258
технико-экономические характеристики 244
утилизация 264
шестигранные 258
эксплуатация 264
Ремонт восстановительный шин 599 ел.
Респираторы 528
газопылезащитный РУ-60 529
противопылевойУ-К2 528,529
Ресурс клапана 347
Рисунок протектора 192,193
«Роторная» технология изготовления манжет 331
Рукава 265 - см. также Изделия рукавные
бездорновые286
всасывающие 267
дорновые286
комбинированные 267,268
конструирование 272
круглотканые 265,268,270,271
материалы 274
методы испытаний 289
навивочные 265,267,273,285
напорно-всасывающие 267
напорные 267,268,271,273
области применения 271,272
обмоточные 265,269,285
оплеточные 265,267,268,271,273,285
производство 284
прокладочные 265,267,269
с вязаным каркасом 271
с вязаным трикотажным каркасом 281
технические требования 272
транспортирующие 418
требования к монтажу 291
усиленные спиралью 265,270
утилизация 292
эксплуатация 291,292
С
Сажа белая 519
Сапоги резиновые
для рыбаков 445
формовые 443,444
Сапожки 441
Сборка приводных ремней 262,263
Сера техническая 520
Сила коэрцитивная 121,123
Силикат кальция 520
Силосы мягкие 413
СИМ 520
Система вулканизационная «кадматная» 29
Системы вулканизующие для резин
общего назначения 15,16
теплостойких 57
тепло- и агрессивостойких 26,28,29,35,39,58,
60-62
для обкладки морских нефтепроводов 69
для толстостенных шприцованных изделий 65
с высоким сопротивлением раздиру 67
шинных 198
Скафандр, изолирующий от агрессивных
средств 384
Скипидар живичный 520
Склеивание
вулканизованных резин с металлами 173
кожи 173
пластифицированного поливинилхлорида 174
пластифицированниго поливинилхлорида и
металла 174
полиэфирной ткани 174
резин 173,174
сырых резин с повышенным содержанием
пластификаторов с металлом 178
текстильных материалов 173
Смеси
каучуков для морозостойких резин 87
резиновые
для вулканизации методом диссипативного
разогрева 55
для вулканизации токами высокой частоты
55,56
для изготовления обуви 449
для клеевой обуви 449
для наружного слоя рукавов 276
для обсоюзки формовой обуви 449
для производства галош 440
для промежуточных слоев рукавов 276
для шин 10-12
камерные для рукавов 275
на основе хлоропренового каучука 73,77,78
промазочные для рукавов 276
с использованием регенерата 589-591
Содержание токсичных веществ в атмосфере 537
Сооружения
воздухоопорные пневматические 406,407,417
гидротехнические 415
пневмокаркасные407
пневмопанельные407
Сопротивление
конвейерных лент
расслаиванию 228,241
ударным нагрузкам 228
материалов защитной одежды 366
электрическое резин 110,111,114,119,123
Составы пропиточные 262
Сплав воско-озокеритовый 520
Спирт нашатырный 514
Способность
герметизирующая уплотнителей 107
несущая резинометаллических подшипников
348
Средства
для преодоления водных и рельефных
преград 418
защиты
от паров пыли и аэрозолей 528-530
органов дыхания 360
дыхательные мешки 360
загубники для самоспасателей 360
защитные очки 360
кислородные полумаски 360
лицевые части изолирующих противогазов
360,361
лицевые части фильтрующих
противогазов 360
маски для летного состава 360,361
полумаски для респираторов 360,361
рук 464-467
спасательные 410-412
Срок службы
конвейерных лент 242
клапанов 342
мембран 336,338
мягких оболочечных конструкций 429
резиновых уплотнителей для валов 333
резинометаллических подшипников 348
ремней 259-262
рукавов 272,291
уплотнительных деталей неподвижных
соединений 107
эластомерно-тканевых материалов 402
Стабилизаторы
для резин
обувных 451
,Жг
е
?
1
1
1
1
I
I
общего назначения 10
специального назначения 26
для резиновых клеев 139,140
Стандарты для кабельных электроизоляционных
резин 119
Старение радиационное резин 97,98,101
Стеарат
кальция 506
меди 520
Стеклоткань для рукавов 280
Степень загрязнения воздуха 471 - см. также
Уровень загрязнения воздуха
Стойкость
резин
в газообразных средах 374
в кремнийорганических жидкостях 372
в минеральных маслах 372
в растворителях 371
к фтор- и хлорпроизводным углеводородов 374
к озонному и атмосферному старению 74
радиационная 97,98
на основе каучуков
акрилатныхЮО
бутадиеннитрильных99,104
бутадиенстирольных 99,104
бутилкаучуковЮО
винилпиридиновыхЮО
изопреновыхЭЭ
полисульфидных 100
силоксановыхЮО, 104
уретановыхЮО
фторкаучуков 100,104
хлоропреновыхЭЭ
этиленпропиленовых 100,104
на основе хлорсульфированного
полиэтилена 100
протекторных 14
эластомерно-тканевых материалов 392
Стыковка конвейерных лент 175
Сульфенамиды 521
Сурик свинцовый 521
Сурьма пятисернистая 521
Сцепление протекторных резин с дорогой 14
Сшивание радиационное 98
Т
ТАИЦ521
Талалая способ 457,458,461
Тангенс угла
диэлектрических потерь 119
механических потерь 81
Текстильные материалы для рукавов 277
из искусственных и синтетических волокон
278,279 - см. также Нити
хлопчатобумажные 277
Температуры
рабочая резиновых клеев 139
стеклования
морозостойких резин 81,84,87
резин на основе бутадиенстирольных
каучуков 91
хрупкости морозостойких резин 83
эксплуатации мембран 338
Теплостойкость конвейерных лент 229
Термостабилизаторы для тепло- и агрессивос-
тойких резин 42
Термостатирование электропроводящих резин 113
Технология производства
латексных изделий 456
резиновых технических изделий
виброизоляторов 358
конвейерных лент 236-239
мембран 334
мягких оболочечных конструкций 425
приводных ремней 262
резиновых уплотнителей 330
рукавных изделий 284
эластомерно-тканевых материалов 339
резиновой обуви 440 ел.
шин
вулканизация ободных лент 203
заготовительные операции 202
изготовление
бортовых колец и крыльев 210
варочных камер 205
вулканизационных диафрагм 205
массивных шин 205
обработка и обрезинивание
текстильных кордов 206
металлокорда 209
приготовление резиновых смесей 201
профилирование резиновых заготовок 202
сборка шин 210
Тиазолы 522
Тиурамы 522
Ткани
армирующие 392
кабельные 396
кордные 280
прорезиненные 396,398
трикотажные 281
Толуол 523
Топливостойкость резин 373
Транспортерные ленты 221 ел. - см. также Кон-
вейерныеленты
Трапы аварийные надувные 412
грег-Бутилпербензоат 498
Трибометр «Днепр» 332
Трихлорэтилен 523
Трихлорэтилфосфат 86
Триэтаноламин 523
Триэтилентетрамин (ТЭТА) 523
Трубки
вакуумные бактериологические 438
латексные 470
контактирующие с кровью 436,437
"Ч
Феррит бария 524
Флекси-танки413
Формалин технический 525
Формальгликоль 525
Фреоны 526
Фригит технический 525
Фторид кальция 506,526
X
Характеристики
деформационные конвейерных лент 227
электрические
изделий 114
резинЮЭ, 111,112
Хладон 113 (фреон 113) 526
Хлорпарафин ХП-100, ХП-600 526
Ц
Цимат526
Цинкапт526
Ч
Часть лицевая - маска 361
Чехлы 415
мягкие 415
трикотажные для рукавов 281
Чопы надувные ремонтные 414
Ш
Шины
авиационные 196
амортизированные полиуретановые 601,602
вакуумные 418
восстановительный ремонт 599 ел.
грузовые диагональные 211
для автомобилей особого назначения 196
для военной автомобильной техники 196
для грузовых автомобилей 196,200
для легковых автомобилей 195,200
изношенные 568,569
захоронение и складирование 570
использование в целлюлозно-бумажной
промышленности 571
использование в цементной
промышленности 571
механическое измельчение 601
организационно-правовая система
обращения 596-598
переработка 578,579
сжигание для получения энергии и тепла 570
термическая деструкция в газовых и
жидких средах 572
утилизация 570,577
испытания 214,215
камерные радиальные 192
классификация международная 190
массивные полиуретановые 213
маркировка 215-221
основные элементы 190,191
пневматические 213,418
производство 200-214 - см. также Техно
производства шин
радиальные 211
с текстильным бортом 193
сельскохозяйственного назначения 196
Шипы противоскольжения 192,194,195
Шланги 271
Шлем-маска 361
Шлюпки 390,394
Шпредингование 399
Э
Экологическая безопасность
латексных производств 535
резиновых производств 471
Элад-К-24-30159
Эластичность морозостойких резин 81
Эластомерно-тканевые материалы 399 ел.
Электропроводность резин 112
Эмульфин К 527
Эндопротезы
молочной железы 434,435
мужского яичка 435
мягких тканей организма 434,435
Энергия
излучения 97
магнитная резин 123
Этилентиомочевина (этилентиокарбамат) 527
Этилцимат527
Эффективность радиационного сшивания 98
Указатель марок
отечественных и зарубежных продуктов
[герметиков, каучуков, клеевых составов, клеев, компаундов, лаков, липких лент, масел, масла-
мягчителя, материалов для защиты (от термических поражающих факторов, от термических
поражающих факторов и химически опасных веществ, от химически опасных веществ),
поливинилхлорида, резин и техуглерода],
приведенных в части 2 Справочника
^
ГЕРМЕТИКИ
512-Г-2 186
51-М 186
51-Г-З 180
51-Г-4 180
51-Г-6 180
51-Г-7 180
51-Г-9 186
CAF 189
PR-1005-H 189
PR-1421 189
PR-1422 189
PR-1710 189
PR-1730 189
PR-1776 189
PR-1777 189
RTV-102 189
RTV-120 189
RTV-160 189
RTV-731 189
Автогермесил 151
Бостик 189
ВГМ-4 186
ВИАТ 186
ВИАТ-1 186
ВИТО-1 182,184
ВИТЭФ-1 182,184
ВИТЭФ-1А 184
ВИТЭФ-1 НТ 184
ВПГ-300М 186
ВТК-1-29 183
ВТК-1-29 182
ВТП-1 184
ВЭР-1 182,183
ГерленУГ 155
Гермесил 155
Герметик-2 155
ДС 94-011 189
ДС 94-031 189
Замазкатиоколовая 180
Ленточный Абрис Р 180
Ленточный Абрис С 180
Силастен 189
Силастик RTV 189
Силпрен 189
Тиксопрол-АМ 182
Тиксопрол-ЛП 182
У-1-18 182
У-20-92 182
У-20-99 182
У-22 180
У-2-28 182
У-ЗОМЭС-5 182,183
У-30МЭС-5М 182,183
У-30МЭС-5МА 182, 185
У-30МЭС-5НТ 182,183
У-4-21 182
УТ-32 182,183
УТ-32 НТ 182, 183
УТ-34 182,185
УФ-7-21 186
УФ-7-21Б 186
КАУЧУКИ
100/35 43
100/50 43
100/60 43
100/70 43
200/50 43
200/60 43
Байпрен 110 93
Байпрен 112 93
Байпрен 114 93
Байпрен 116 93
Байпрен 210 93
Байпрен 213 93
Байпрен 214 93
Байпрен 216 93
Байпрен 233 93
Байпрен 243 93
Байпрен 712 93
БК-1675М 126,130,135
БК-1675Н 126
БНКС-18 92
БНКС-26 92
БНКС-28АМНП 130,133
БНКС-40 92
БСК1500 81
ДССК-18 84,85
ИРП-1338 43
ИРП-1399 43
ИРП-1400 43
ИРП-1401 43
ЛР1.2 126
Наирит 337
НаиритДВ 73
Наирит ДКМ 93
Наирит ДКТ 93
Наирит ДН 93
Наирит ДП 93
Наирит ДСН 93
Наирит ДХ 93
HeonpeHAD 93
Неопрен GNA 78
HeonpeHGRT 93
Неопрен GW 81, 93
Неопрен TW 93
Неопрен W 81,93
Неопрен WB 93
Неопрен WHV 93
Неопрен WHV-100 73
Неопрен WRT 81
НТ-1068 126
РССО-4 43
РССО-5 43
РСУ-01 43
РСУ-02 43
СКБ-ЗОрщ 130
СКБ35рщ 126,130
СКБ-40рщ 130
СКБ-55БРЩ 130
СКД 85,450
СКДЛР-1,2 130,134,135
СКДП 85
СКИ-3 11,15,82,85,90,104,111,
122, 358, 440, 441, 443, 450
СКИ-ЗД 118
СКИ-ЗНТП 130,362
СКИ-ЗП 126
СКИ-ЗС 126,129,130, 444, 450, 451
СКИ-5НТП 130
КАУЧУКИ
СКИ-5ПМ 362
СКИЛ-5 126
СКМС-10 84,85,99
СКМС-ЗОАРК 358
СКМС-ЗОАРКМ-15 99,110
|
!
!
I
I
"КАУЧУКИ
СКМС-ЗОРП 358
СКМС-50 99
СКН-18 28, 84, 85, 99, 275, 327,
337, 358
СКН-18М 130
СКН-18СМ 110
СКН-26 28,327
СКН-26 84, 85
СКН-26 99
СКН-26 337
СКН-26АМП 130,134
СКН-26М 126,130, 132,133,
134, 135
СКН-26МП 130, 132, 133, 134, 135
СКН-28 275
СКН-40 84, 85, 99, 327
СКН-40КТН 110
СКН-40МП 130,133
СКН-50 99
СКПО 85
СКС-30 84, 85, 99
СКС-30 АРКМ-15 16,443,450
СКС-30 АРКП440, 441,443, 450
СКС-30 102,104
СКС-30-1 99
СКС-ЗОАРК 15
СКС-ЗОАРКПН 129, 144, 451
СКС-ЗОАРПД 118
СКС-50 84, 85
СКС-65ГП 143
СКС-65ГПН 143
СКСМ-ЗОАРК 358
СКТВ-1 85
СКТВ-М 126,129
СКТВщ 126,433,434,438
СКТН 126
СКТНВ-0,35-мед. 434
СКТНВ-0,36 мед. 126
СКТФВ-2101 85
СКТФВ-803 85,358
СКТФТ-100 85,96
СКТФТ-50 85, 94, 96
СКТЭ-30 85
СКУ-8А 85
СКУ-ПФ 85
СКФ-26 85, 104, 105, 328
СКФ-260 85
СКФ-32 85, 92, 104, 328
СКЭП-240Д 118
СКЭПТ 136
СКЭПТЭНБ 110
СКЭПТ-40Д 118
СКЭПТ-Э 130,133,134
СКЭПТ-Э40Д 118
СШР-73-2К 43
Тиокол «Да» 337
I
КЛЕЕВЫЕ
СОСТАВЫ
51-215 156
51-2153 157
51-2156 157
51-2158 157
КЛЕИ
151-31 357
2572 155
3125 155,424
3126 424
4 НБ 424
4 НБув 157
4010 156
4269 (марка А, Б) 156
4508 156, 173,424
4-АН 157
4НБ-УВ 173
51-К-10 158
51-К-ЮВ 158
51-К-19-2 158, 176
51-К-1С 158
51-К-22 158
51-К-24-30 159, 176, 357
51К-37 159
51К-37К 159
51К-38 424
51К-39 424
51-К-40 159
51-К-40БТ 159
51-К-44-1 159, 177
51-К-44-2 159
51-К-45 160
51-К-45М 160
51-К-51 160
6282 157
75-М 160
78-БЦС-П 160, 173, 174
78-БЦС-П-М 160
815 155, 162
88 КР 161
88 М 161
88 НП 161,173,174
88 НП-1 161
88 HP 174
88 С 162
88СА(П) 162
88 СА 162, 173, 174
88СА-1 162
88 173
88-Luxe 162
88-П1 (Наирит-1) 161
88-П2 (Поролон-2) 161
88СА 424
9М-35ф 178
SC-2000 175
БНК 151
БСТ-1 151
ВИ-4-18Б 151
Винилур П (радиопоглощающий)
152
Винилур Э (экранирующий) 152
Винстик 424
ВКР-16 152
ВКР-16-1М 152
ВКР-17 153
ВКР-24 153,173
ВКР-26 153
ВКР-27 153,173,174
ВКР-60 153
ВКР-61 154
ВКР-7 152
ВКР-85 154, 177
ВКР-86 154
ВКР-90 154
ВКР-95 154, 173, 174
Вулкомпаунд А+Б 155
Десмодур RE 177
Десмодур РЕ 175
Для обуви 162
Для поливинилхлорида
и полистирола 163
ИКФ-130 155
ИКФ-147 155
Кедр 155
Контакт-01 163
Контактол 163
Коралл 163
КР-5-18 164
КР-5-18Р 164
КР-6-18 164
КС 164
КФК 164
Лаке 164
Лейконат 165,177
ЛЕНТЕКСЭ1 165
ЛЕНТЕКСЭ2 165
ЛО-1 165
ЛП-9 174
ЛП-91 165, 174
Мастер 165
МБК 165
Миг 166
Момент-1 166
МПК 166
МПК-1 166
Наиритовый обувной 166
НТ-150 166
НТ-150-2 166
ОНИКС-Ц 166
Особый 167
ПДМ-5 167
Радикал 167
КЛЕИ
Резекс 167
Резиновый 117 163,167
Резиновый 4269 марки А
и Б 163
Резиновый марки А 163
Ропид-5 167
РОСКЛ-2 167
РП 167
РП1М 167
С-425 168
СВ-1 424
СВ-2А 424
СВ-5А 168
Сигма 11611 168
Сигма 1235 168
Сигма-1 168,174-176
Сигма-1т 168,175
Сигма-2 174
ТПК-27Р 168
У-425-3 169
УК-191 169
УН-191 169
Универсал 169
УФ-215 169
Феникс 169
ФЭН-1 508
Хемосил211 177,357
Хемосил220177
Хемосил222 357
Хемосил 511 178
Хемосил 512 178
Целалит-3 169
ЦМК-20 170
Шик-1 170
Шик-2 170
ЭКАТЭП 170
Элад 511 170
Элад 512 170
Элад 513-0 170
Элад 513-1 170
Элад 522 171,174
ЭладК-51 174
Элад Э-7 424
ЭладЭ-9 424
Элад-К-19-3 + ЭЛАД-К-24-30 168
Элад-К-19-3 158,176
Элад-К-24-30 176
Элад-К-25 171
Элад-К-51 171
Эласил 137-175М 172
Эласил 137-180 172
Эласил 137-182 172
Эласил 137-352 (марки А
и Б) 172
Эласил 137-444 172
Эласил 137-481 172
Эласил 137-83 171
Эласт 171
КОМПАУНДЫ
Винилур-3 188
Винилур-П 188
К-68 187
КТ-73 187
ПК-68 187
ПКФ-68 187
У-12-68 187
ЭЛК-12 187
ЛАКИ
ГФ-070 509
ГФ-085 509
ГФ-280 509
ЛИПКИЕ
ЛЕНТЫ
Абрис А 145
Абрис С 146
Абрис Т 146
Абрис-ЛТбаз 180
Абрис-С-ЛТнт 180
ГЕПОЛЕНТ марок Д, Т, AM,
Ф 145
Герлен-Д 180
Герлен-Д, -Т, -АГ, -АФ 150
Герлен-Т 180
Герсален 147
ДН 147
ЗППК 150
Изолента черная двухсторонняя
резинотканевая 145
Лента бытового назначения 148
Лента для обувной
промышленности 147
Лента типа 70 для автомобилей
ВАЗ 147
Лента электропроводящая 148
Ленты и пленки липкие (марки
ДО, ДТТ, К, М) 149
Ленты полимерные с клеевым
слоем 150
Липлен 150
ЛЛД-П 147
ЛСД 148
ЛТ 148
ЛЭТСАР(А, Б) 149
ЛЭТСАР (КФ-0,25; КП-0,2;
БФ-0,25; БФ-0,5) 149
ЛЭТСАР (ЛП, ЛЛП) 149
ПМЛ-1 148
ПОЛИЛЕН 148
САФ 150
ФЛС 150
^
МАСЛА *fv
И-20а 511
РМ и РМЦ 512
36 /1 и Б-ЗВ 512
10 фторированное 513
АМГ-10 510
Ароматическое ПН-6 99
Вазелиновое 510
Веретенное 510
И-8А 451
Касторовое сульфированное 511
Льняное техническое 511
М-20А (МС-20) 511
НТ-16П 511
ПН-6 102,511
Приборное МАП 512
Таловое сырое 512
Трансформаторное ТК, Т-750,
Т-1500, ПТ 512
Масло-мягчитель МП-604 511
МАТЕРИАЛЫ
ДЛЯ ЗАЩИТЫ
ОТ ТЕРМИЧЕСКИХ
ПОРАЖАЮЩИХ
ФАКТОРОВ
Akvarex 384
Aluminized Glass 384
Aluminized Rayon 384
Aluminized Nomex 384
Dual Mirror 384
Frontline 300 384
HS 10-12 384
HS 10-128 384
HS 10-164 384
HS 10-219 384
Newtex150 384
MMTOC-1 383
MMTOC-2 383
МАТЕРИАЛЫ
ДЛЯ ЗАЩИТЫ
ОТ ТЕРМИЧЕСКИХ
ПОРАЖАЮЩИХ
ФАКТОРОВ
И ХИМИЧЕСКИ
ОПАСНЫХ
ВЕЩЕСТВ
ТАСК-Т 386
HS 10-210 386
VS 10 Silverflash 386
Newtex750 386
HS 10-211 386
VS 10 SILVERFLASH 386
Newtex2000 386
Newtex3000 386
TESIMAX TWARON 386
I
S5
I
i
!
'^
1
,§
ki
639
"МАТЕРИАЛЫ ДЛЯ
ЗАЩИТЫ ОТ ХИМИЧЕСКИ
ОПАСНЫХ ВЕЩЕСТВ
8-77 375
8-91 375
Betex 376
CHALLENGE ULTRAPRO Splash 378
CHALLENGE ULTRAPRO Vapor 378
Challenge X-22 378
Challenge X-CBL-7 378
CHEMBA 376
Chempion Super 378
Gore Chemical Splash 379
Gore ChemPak Selectively Permeable
Fabric 379
Gore ChemPak Sorptive Fabric 379
Gore Chempak Ultra Barrier Fabric
379
Hatex SL 376
Himex 377
ISCOFLEXKW 12.200 377
Kleenguard T65 Ultra 379
Microchem 4000 379
Microgard 2000 379
Microgard SMS 379
Microporous PE 379
Neopren Plus 376
PVC 377
Responder 378
ROLAMIT 378
SYKAN1 376
SYKAN 2 376
SYKAN 3 376
SYKAN 4 376
TESIMAX HYPALON 376
Trellchem Butyl 376
Trellchem HPS ТЕ 377
Trellchem Light 377
Trellchem Super Extra 376
Trellchem Super 162-02 376
Trellchem TLU 377
Trellchem VPS ТЕ 376
Trellcover 377
TSO 378
TSOplus 379
TychemTK 379
TYVEK«C» 377
TYVEK«F» 378
Vautex Elite 377
Vautex SL 376
T-10 375
T-9p 375
T-9t 375
Ткань 780 375
Ткань БЦК 375
Ткань БЦ-УТ 375
Ткань Т-15 375
ТР-2 375
ТР-П 375
ТР-ПО 375
ТСБ-30 375
ТСБ-0 375
ТСК-15 375
УНКЛ 375
МАТЕРИАЛЫ
ЗАЩИТНЫЕ
Chempion 370
Hatex SL 370
Neoprene Plus 370
Vautex SL 370
ПОЛИВИНИЛХЛОРИД
ЕП6602С 455
ЕП7002С 455
MC6602C 455
MC7002C 455
ПВХ-М-70 456
ПВХ-С-70 456
РЕЗИНЫ
1411-U 50
1421-U 50
1631-U 50
1711-U 50
1721-U 50
1731 U 50
18-429 94
2233 24
2244 24
2542 93
2682 94
2800 329
300/60 48
300/70 48
3109-H 93
3465 93
3465-H-4 93,358
3508-H-4 93
363-U 50
3825 176
3826 177
4004 176,328
4326-1 HTA 92
51-1434 96
51-1435 328
51-1455 328
51-1479 96,329
51-1481 94
51-1501 358
51-1524 94
51-1534a 329
51-1570 96
51-1571 358
51-1666 328
51-1666-2 92
51-1668 92
51-1683 92
51-1710 328
51-1765 329
51-5015 94
52-336/4 52
57-5037 92
57-7018 94
6117 328
6235 94
7130 92
7223 328
7-4770 93
7-51-1564 358
7-57-2001 358
7-57-2002 358
7-57-2003 358
7-7130 92
7-B-14-1 92
7-ИРП-1315 358
7-ИРП-1346 358
8558-U 50
8-ЭМИ-1 328
9086 328
9123 94
98-1 92
Powersil 3/0 50
R501/65S 48
R 501/75S 48
R502/70S 48
R509/65S 48
Silastic 1602 49
Silastic 1710 48
Silastic 4-7095 EHx70 48
Silastic ECGOO HS 600 48
Silastic GP3(4, 5, 8)00 52
Silastic GP301 52
Silopren HV 2/2160 2270 48
Silopren HV 2/3270 48
Silopren HV 2/6070 48
Silopren HV 3/3(4, 5, 6, 7,
8)22 52
Silopren HV 5/600-10 49
SR-161 50
B-14-1 92,176,328
Для обертки ремней 260
Для спортивной обуви 446
Ei 170-1 50
ИР-21 52
ИРП 1377 94
ИРП-1004 328
ИРМ 068 176
ИРП-1068-1 176
ИРП-1078 92, 177
ИРП-1225 328
РЕЗИНЫ
ИРП-1232 93
ИРП-1265 95
ИРП-1266 95
ИРП-1267 95
ИРП-1287 178, 328
ИРП-1300 328
ИРП-1314 328
ИРП-1316 328
ИРП-1338 52,95,358
ИРП-1345 328
ИРП-1347 358
ИРП-1348 358
ИРП-1352 92
ИРП-1353 92
ИРП-1354 95,358
ИРП-1375 94
ИРП-1375НТА 94
ИРП-1376 94
ИРП-1376НТА 94
ИРП-1390 176
ИРП-1401 52,95,329
ИРП-1634 328
К-1520 48,118
К-673 118
К-69 118
К-69Т 118
КТ-80 50
МБСР 48
МД 82-8 24
НО-68 93,177
НО-68-1 358
НТ-1065 24
НТ-1066 24
НТ-1068 24
ПентасилЗЗОЗ 50
Пористая 80
ПС-04 94
РССО-5 48
РСС05П 52
РСС06П 52
СТЭП 49
СЭТ-1 49
ФС 96
ФС-55-1 96
ФС-55-2 96
ТЕХУГЛЕРОД
CoraxL29 109
CoraxLG 109
FEF 78
G234 109
G324 109
GPF660 79
HAF339 79
Ketjen Black E 109
MT990 79
N330 74
N550 74
N770 74
N880 74
N990 74
PrintexXE-2 109
SRF772 79
VulkanXC-72 109
A337 109
А437-Э 439
Для электропроводящих
резин 109
EPC 74
К354(ДГ-100) 450
П234 102,109
П267-Э 109
П324(ПМ-75) 450
П324 102
П355Э (ППЭ-ЗОВ) 450
П366-3 439
П367-Э 109, 110, 111
П514(ПМ-50) 102,450
П702(ПМ-40Н) 450
П705 102,112
П-75В 450
П803 (ПМ-15) 102, 112, 450
ПМ-40 450
Т900 (ТГ-10) 450
УМ66 109,110
УМ76 109,110
УМ85 109,110
УМ86 109
ХЕ-72 109
|
1
i
I
I
I
"*tr#
w;
m M 5 щ т
Jtf^Wif^Sj]