









Автор: Резниченко С.В. Морозова Ю.Л.
Теги: натуральный каучук другие природные высокомолекулярные материалы, содержащие только углерод и водород химическая технология химические производства справочник каучуки резина
ISBN: 978-5-89551-023-0
Год: 2012




БОЛЬШОЙ СПРАВОЧНИК
РЕЗИНЩИКА
Часть 1
Каучуки и ингредиенты
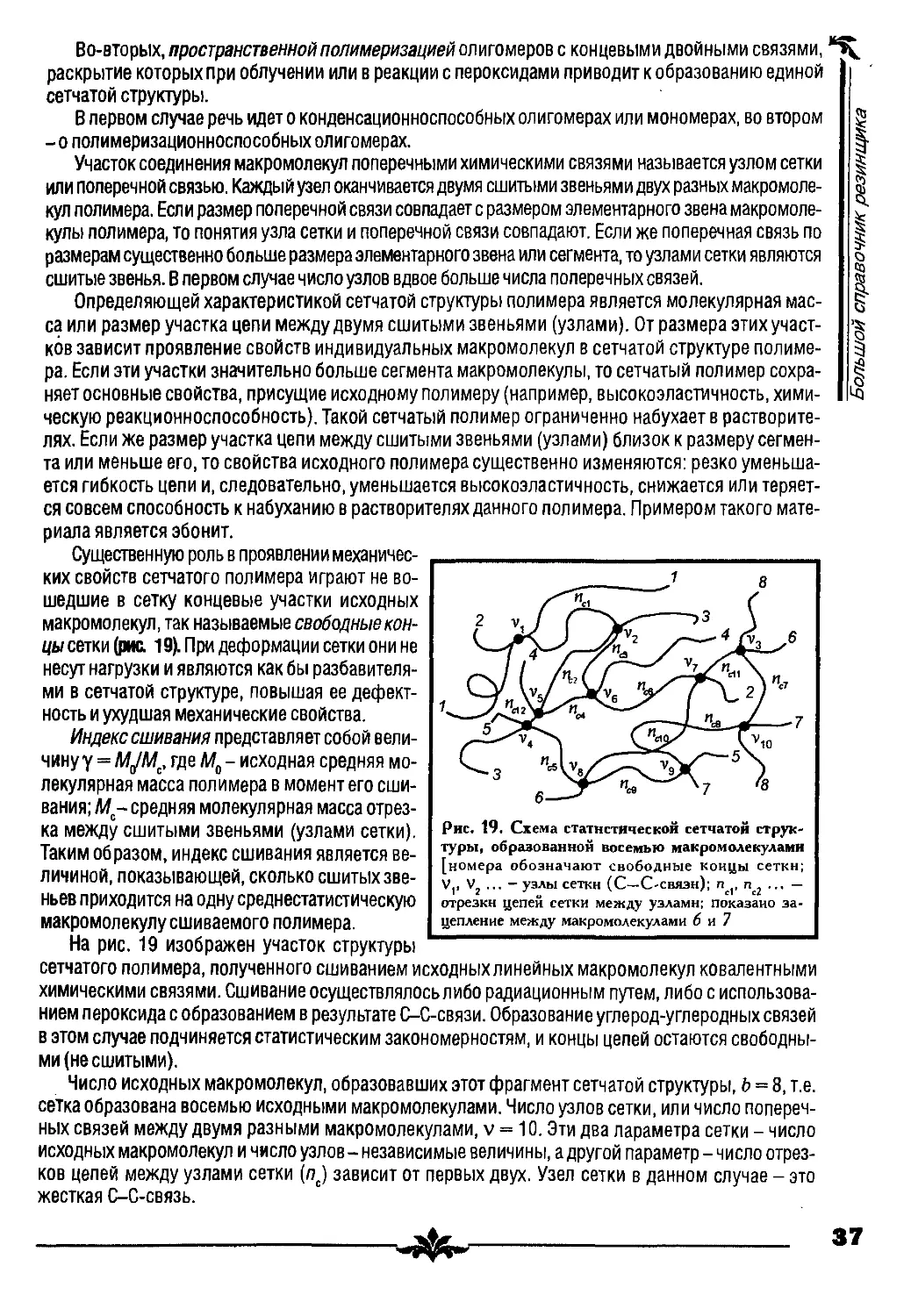
Под редакцией д-ра техн. наук, проф. СВ. Резниченко
и д-ра техн. наук, проф. ЮЛ. Морозова
I
!
1
I
Москва
000 «Издательский центр «Техинформ»
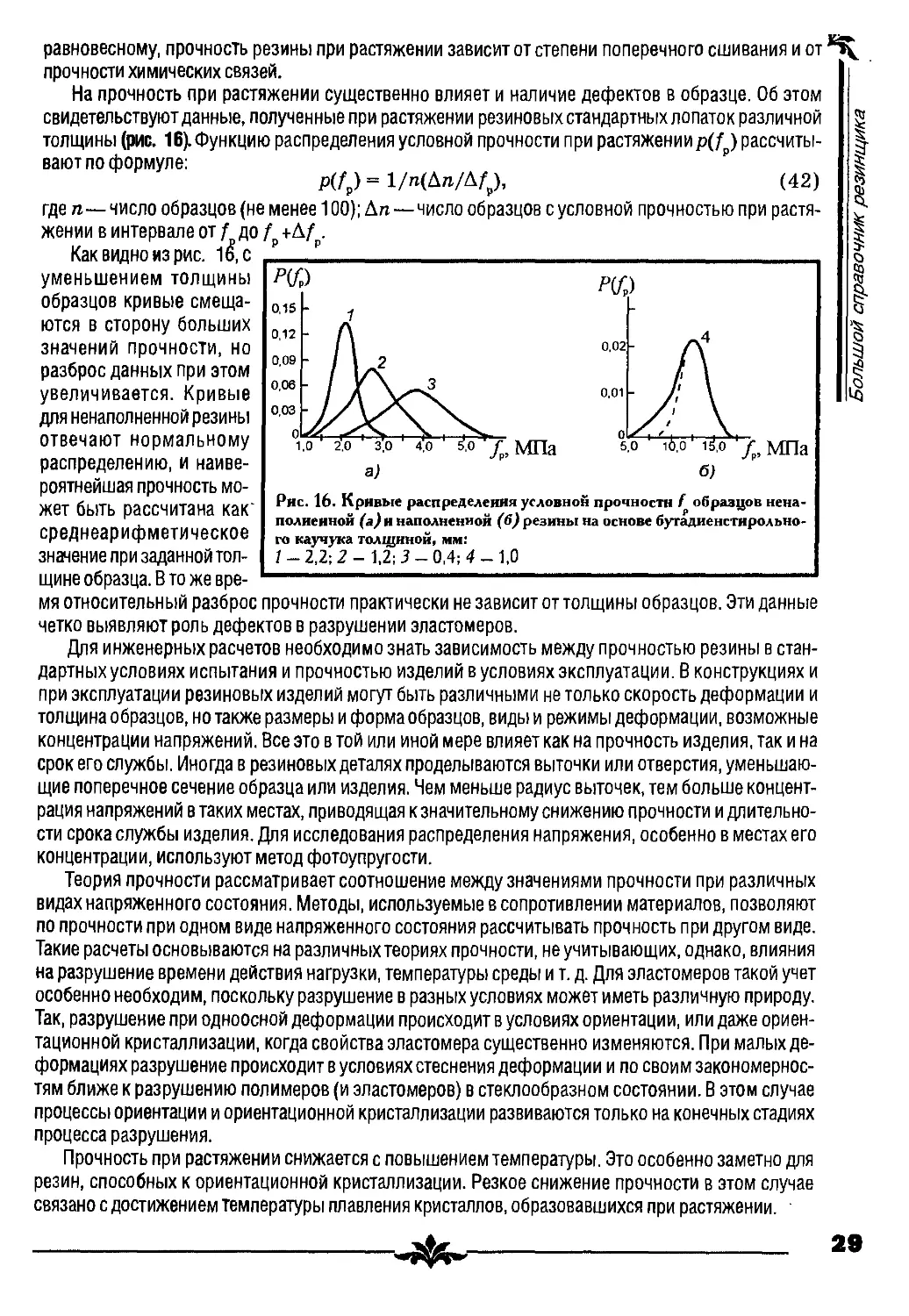
Международной академии информатизации»
2012
I
5
I
1
!
1
I
ББК 35.728
Б 79
Авторы:
Агаянц ИМ, д-р техн. наук, проф.
Андрианова ЛТ, канд. техн. наук
Арутюнов ИА, д-р техн. наук, проф.
Береснев ВЛ, д-р хим. наук
Бубнова С£, канд. хим. наук
Буканов AM, канд. техн. наук, проф.
Буканова НЛ.
Бухин БЛ, д-р техн. наук, проф.
Бырихина НЛ, канд. хим. наук
Васильев ВА, д-р хим. наук
Васильевых НЛ, канд. техн. наук
Восканян Э£, д-р техн. наук, проф.
Габибуллаев ИД, канд. хим. наук
Генкина ЮМ, канд. техн. наук
Говорова О А., канд. техн. наук
Гореленков ВХ, д-р техн. наук
Григорян Г£, канд. хим. наук
Гришин Б.С., д-р техн. наук, проф.
Гусев ЮХ, канд. хим. наук
Гюльмисарян ТТ, д-р техн. наук
проф.
Донской АА, д-р техн. наук
Дроздов Б.Т.
Закирова МА, канд. техн. наук
Канаузова АА, канд. хим. наук
Катуркин НА.
Клюбин В£, д-р физ-мат. наук
Корнер ВА, д-р хим. наук, проф.
Корпев А£, д-р техн. наук, проф.
\Кунок С.Т\
Курлянд СХ., д-р техн. наук, проф.
Левакова НМ, канд. техн. наук.
Лопатин В£, д-р хим. наук
Майзелис БА, канд. техн. наук
Маликова EJO., канд. техн. наук
Миронюк ВЛ, канд. техн. наук
Морозов ЮЛ, д-р техн. наук, проф.
\Нудельман 3~Щ канд. хим. наук
Панова Н£, канд. хим. наук
Патов ВИ, канд. техн. наук
Петрова НИ, д-р. хим. наук
Пройчева AT, канд. хим. наук
Резниченко С£, д-р техн. наук,
проф.
Сергунова ЛМ, канд. техн. наук
Сулимова И£.
Трофимович ДЛ, д-р техн. наук
Фроликова ВТ, канд. техн. наук
Хакинуллин ЮЛ, д-р техн. наук,
проф.
Хвостик ГМ, д-р хим. наук
Цыпкина ИМ, канд. техн. наук
Шелохнёва Л.Ф, канд. хим. наук
Шершнев ВА, д-р хим. наук, проф.
Шнурах ИЛ, д-р хим. наук
Юрцев ЛЛ, д-р техн. наук, проф.
Юрьев АЛ, канд. хим. наук
Большой справочник резинщика. Ч. 1. Каучуки и ингредиенты / Под ред. СВ. Резниченко,
Б 79 Ю.Л. Морозова. - М.: 000 «Издательский центр «Техинформ» МАИ», 2012. - 744 с; ил.
ISBN 978-5-89551-023-0
Приведены основные сведения об отечественных и зарубежных материалах, применяемых
в производстве резиновых изделий. Описано получение, свойства, переработка и применение
каучуков, ингредиентов резинового производства, а также латексных композиций и
армирующих материалов.
Справочник предназначен для инженерно-технических и научных работников резиновой
промышленности, промышленности синтетического каучука, химических волокон,
пластических масс, машиностроительной, автомобильной, авиационной, металлургической,
химической, электротехнической и др., а также для студентов, бакалавров, магистрантов и аспирантов
соответствующих вузов. Полезен всем работникам тех отраслей промышленности и
агропромышленного комплекса, в которых потребляются резиновые изделия - от их производства и
эксплуатации до маркетинга и реализации готовой продукции.
УДК 678.4(031)
ББК 35.728
ISBN 978-5-89551-023-0 @ 000 «Издательский центр «Техинформ»
Международной академии информатизации», 2012
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ 8
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ 11
ОБЩИЕ СВЕДЕНИЯ
Резина как конструкционный материал (Л.Н. Юрцев, БЛ. Бухт) 14
Механические свойства резин и их особенности 14
Принципы конструирования резиновых изделий 31
Основы рецептуростроения (ВА. Шершнев) 34
Общие особенности создания эластомерных композиций 34
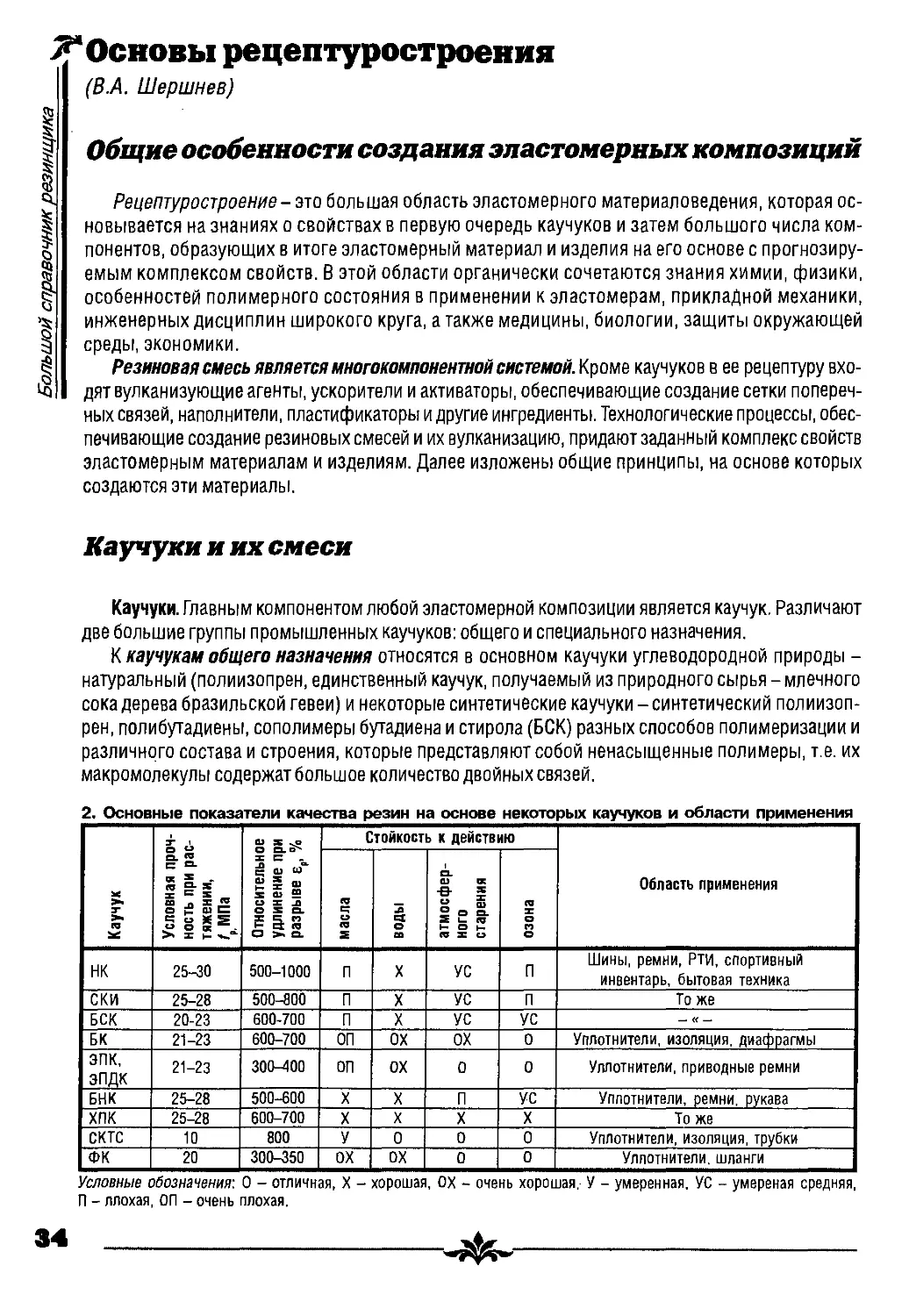
Каучуки и их смеси 34
Химическая вулканизация 36
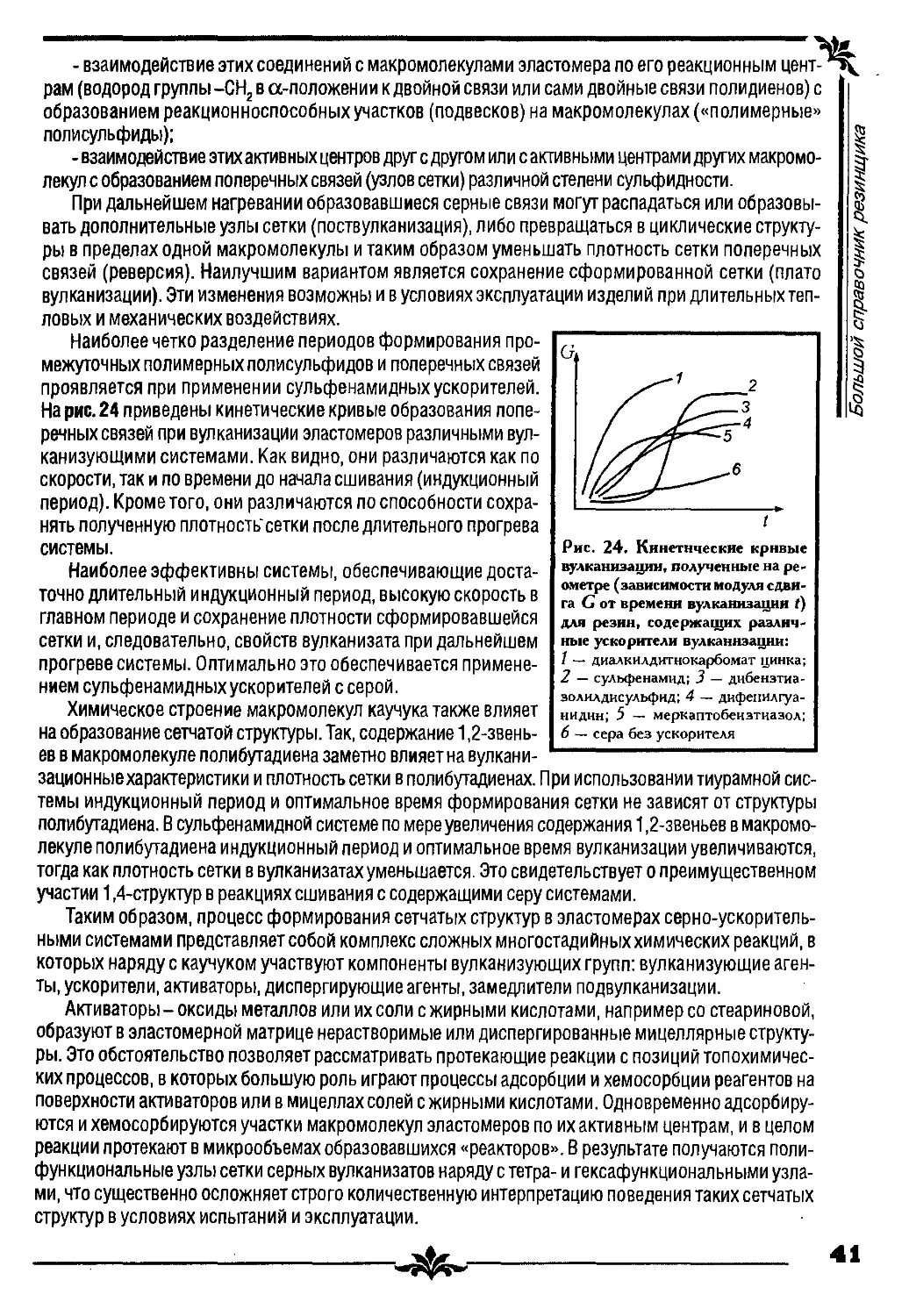
Особенности вулканизации и совулканизации смесей каучуков 42
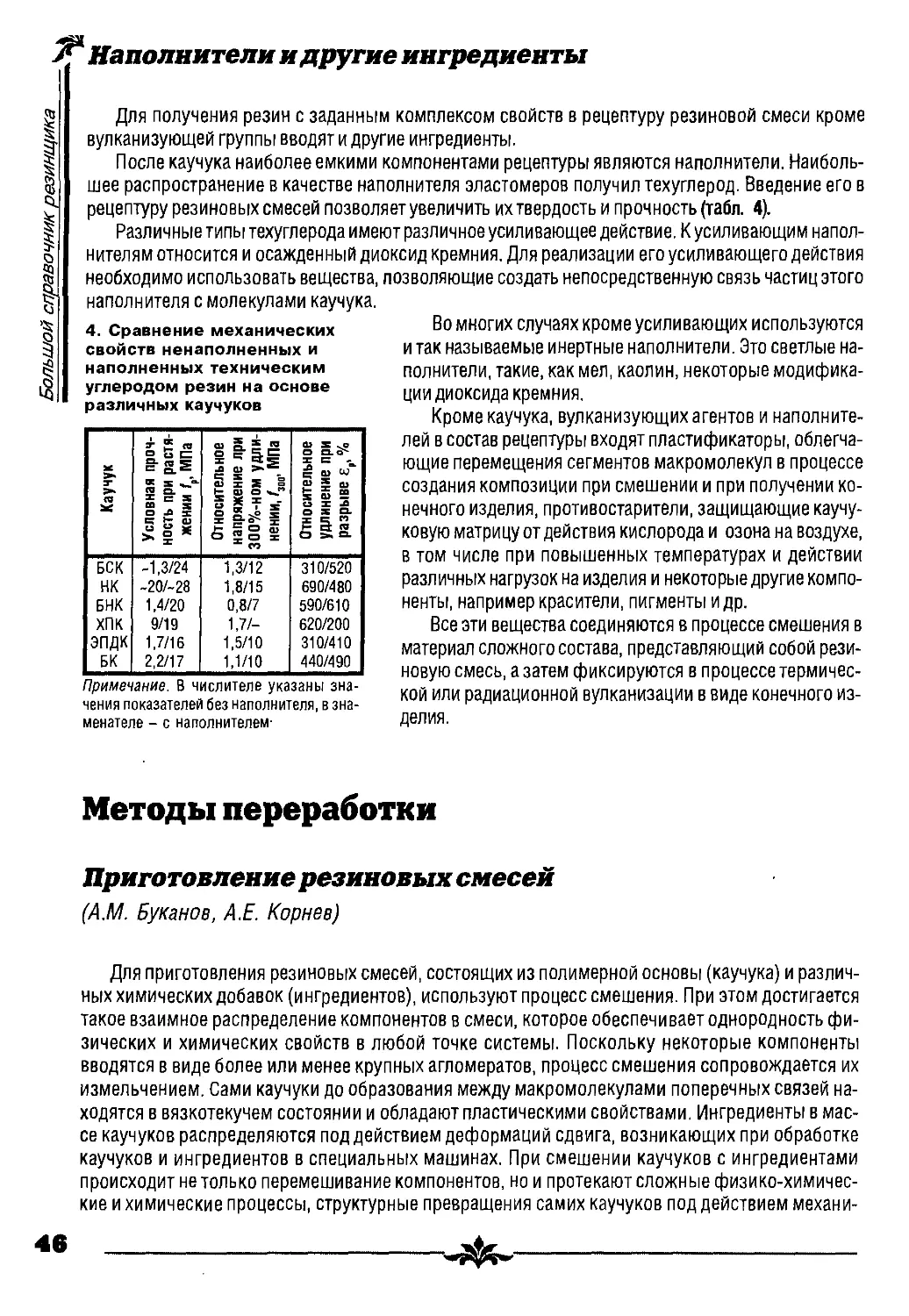
Наполнители и другие ингредиенты 46
Методы переработки 46
Приготовление резиновых смесей (A.M. Буканов.А.Е. Корпев) 46
Изготовление заготовок для резиновых и резинотканевых деталей
(А.М. Буканов.А.Е. Корнев) 66
Вулканизация резиновых изделий (A.M. Буканов, Н.Н. Буканова, МА. Закирова) 66
РАЗДЕЛ ПЕРВЫЙ. КАУЧУКИ. ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРЫ. ЛАТЕКСЫ
1. КАУЧУКИ 78
1.1. Краткий исторический очерк (И.М. Агаянц) 78
1.2. Строение и свойства каучуков (С.К. Курлянд) 87
1.2.1. Основные представления о строении каучуков 87
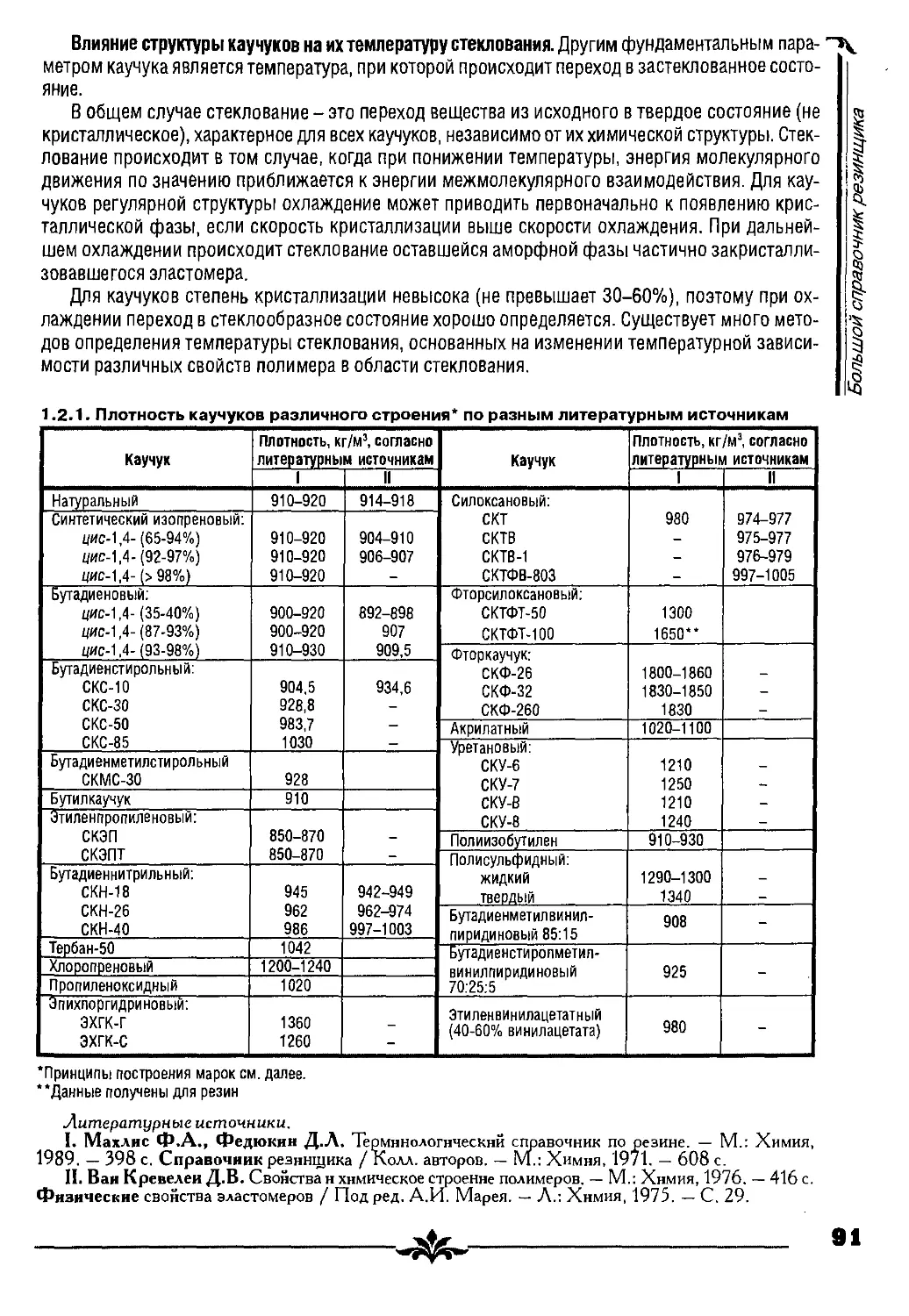
1.2.2. Структура каучуков и их фундаментальные свойства 90
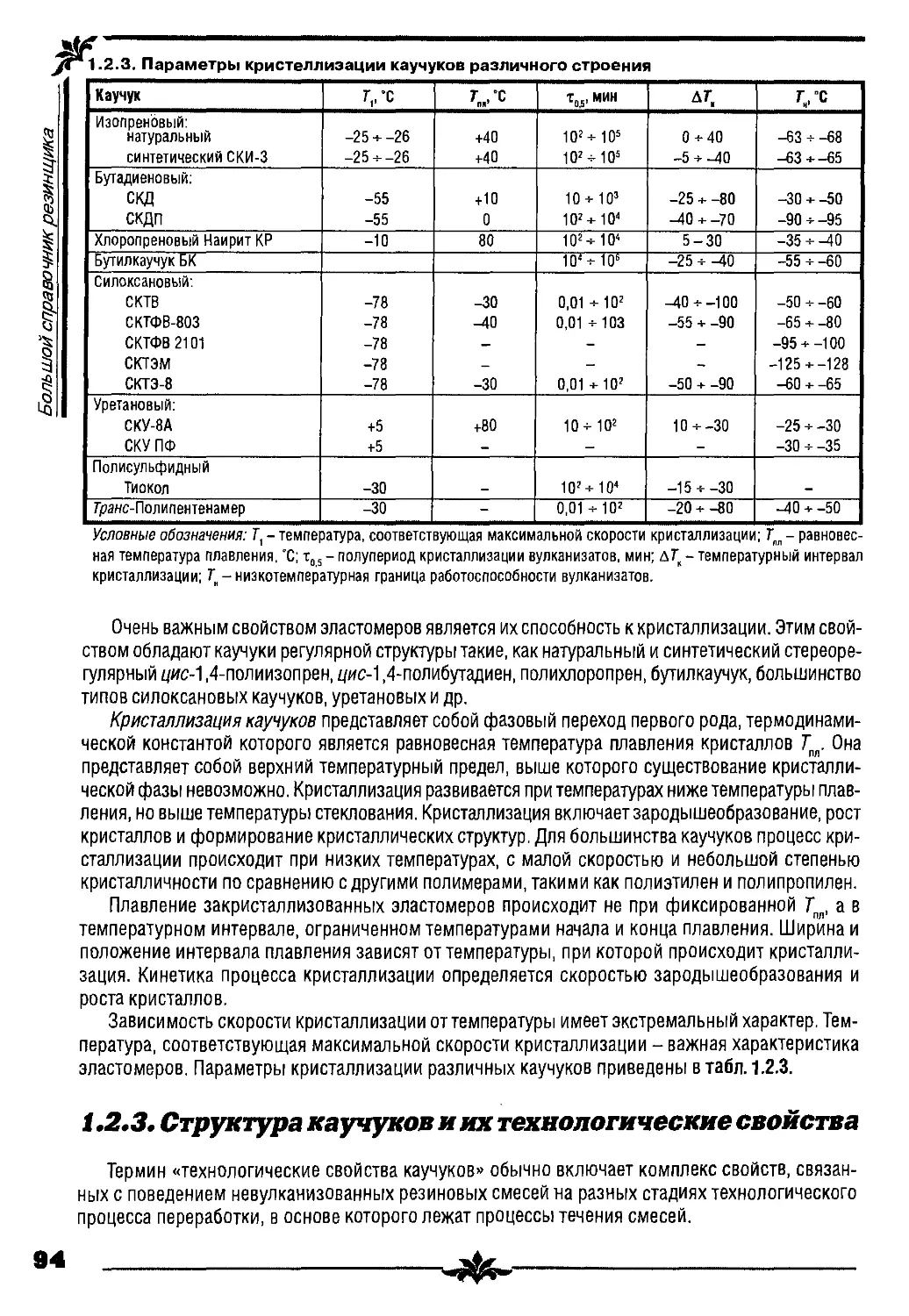
1.2.3. Структура каучуков и их технологические свойства 94
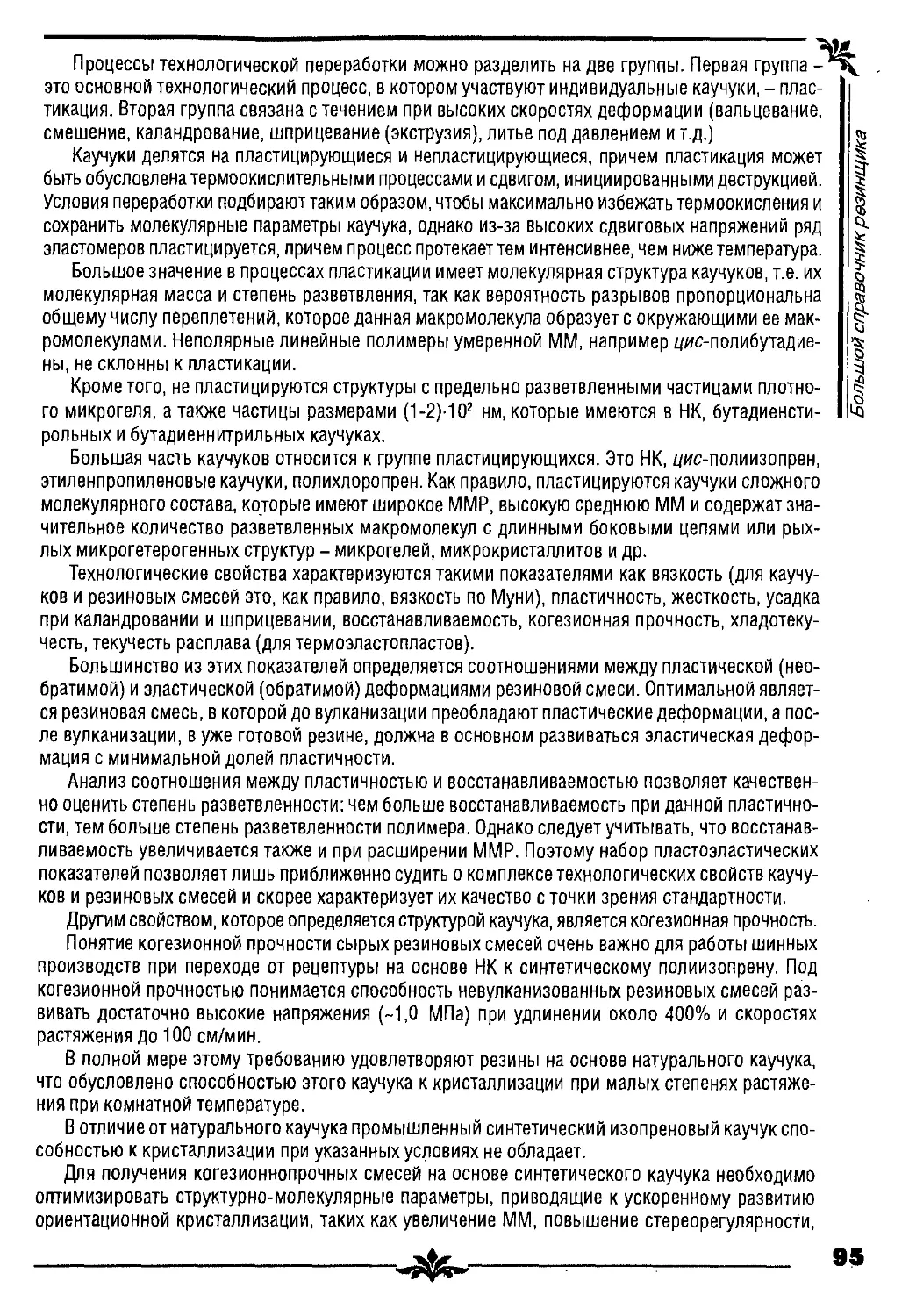
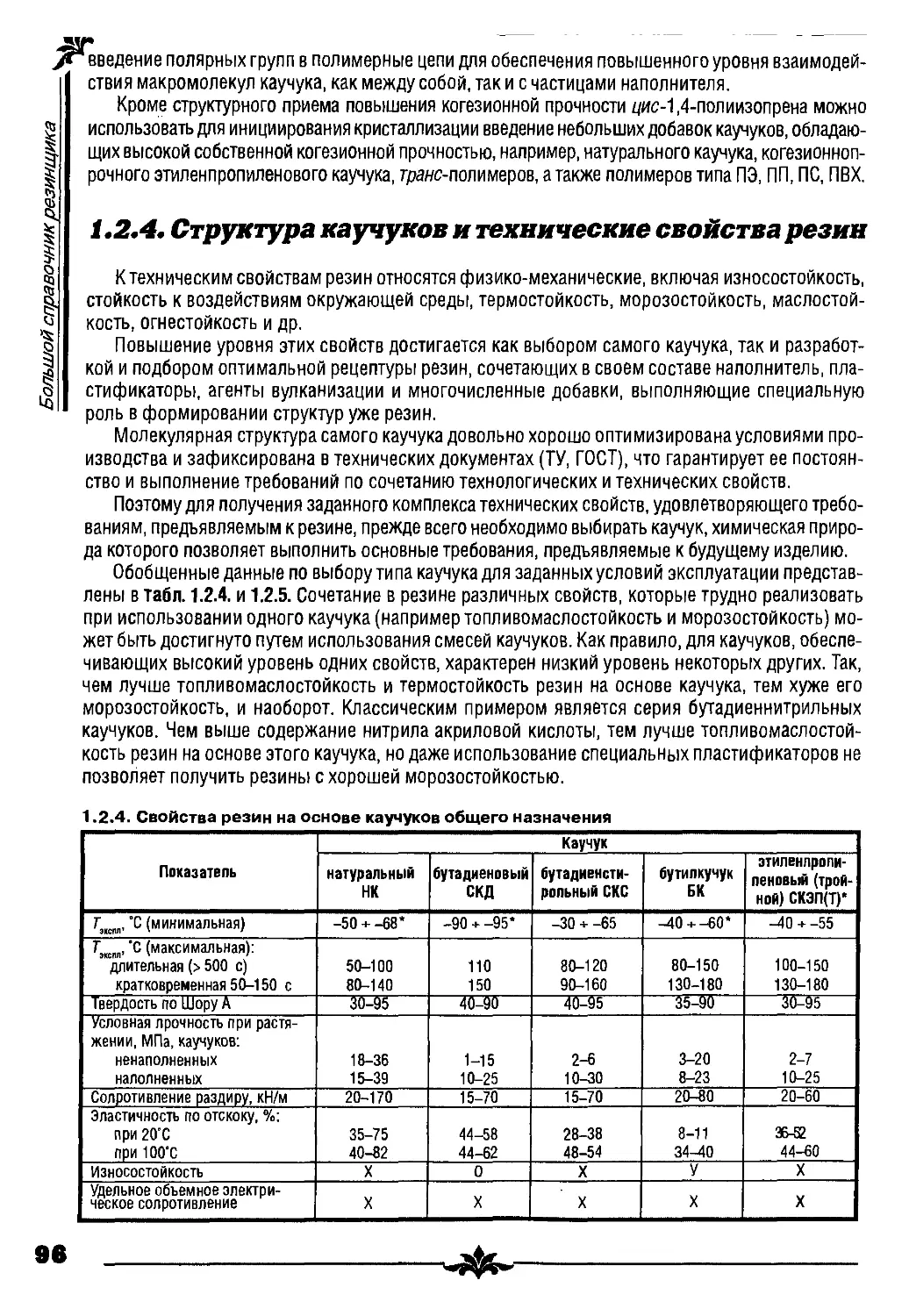
1.2.4. Структура каучуков и технические свойства резин 96
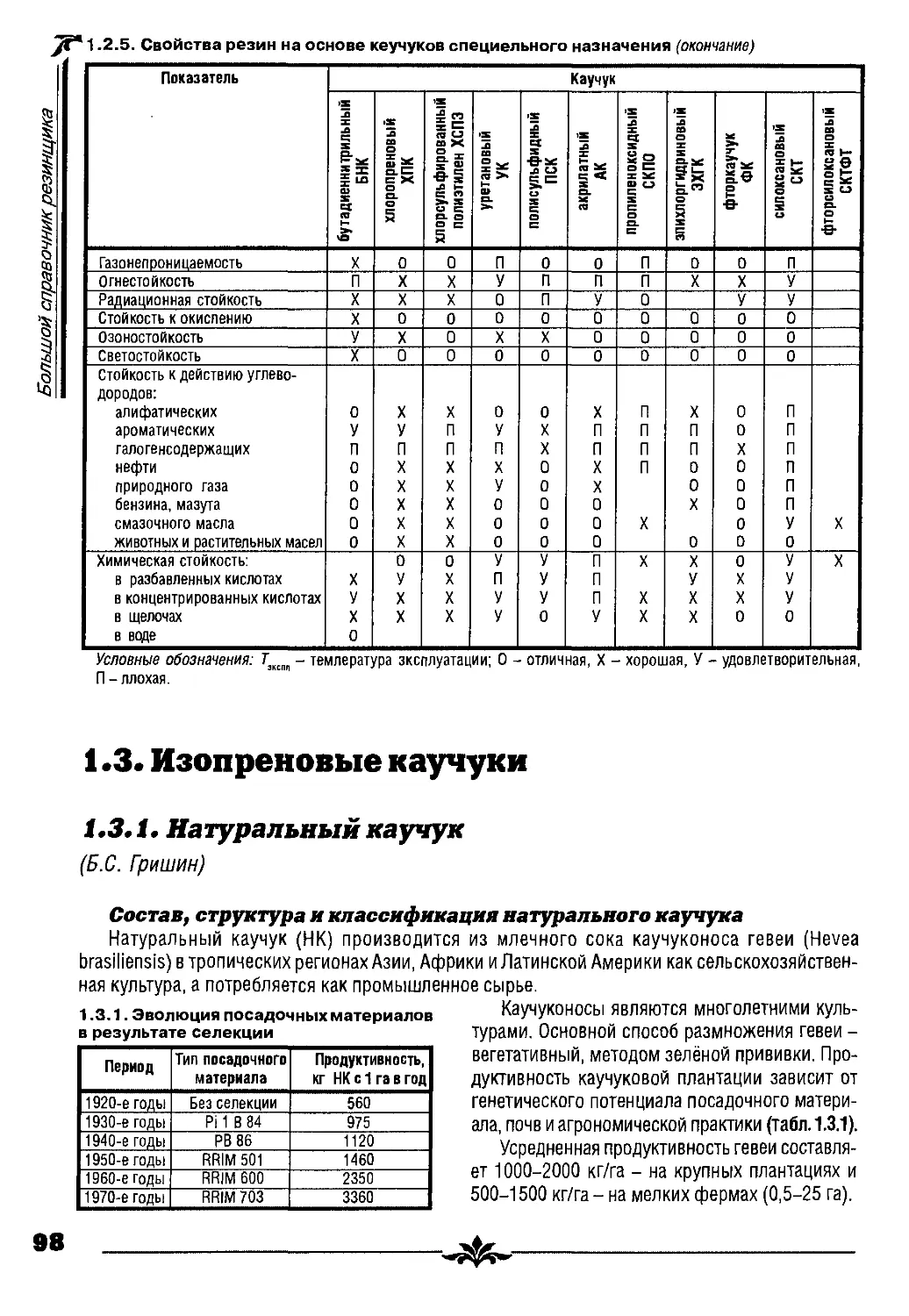
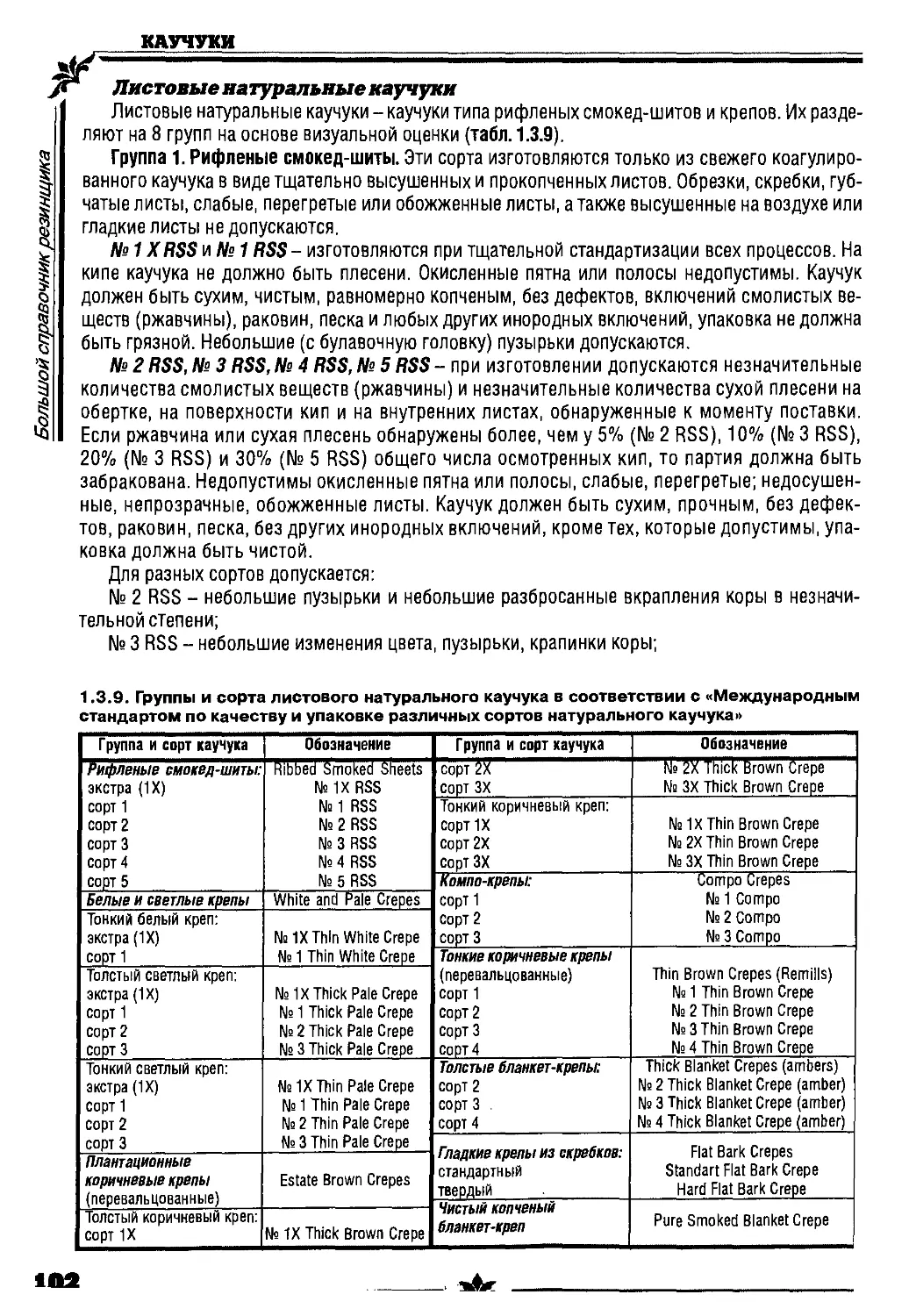
1.3. Изопреновые каучуки 98
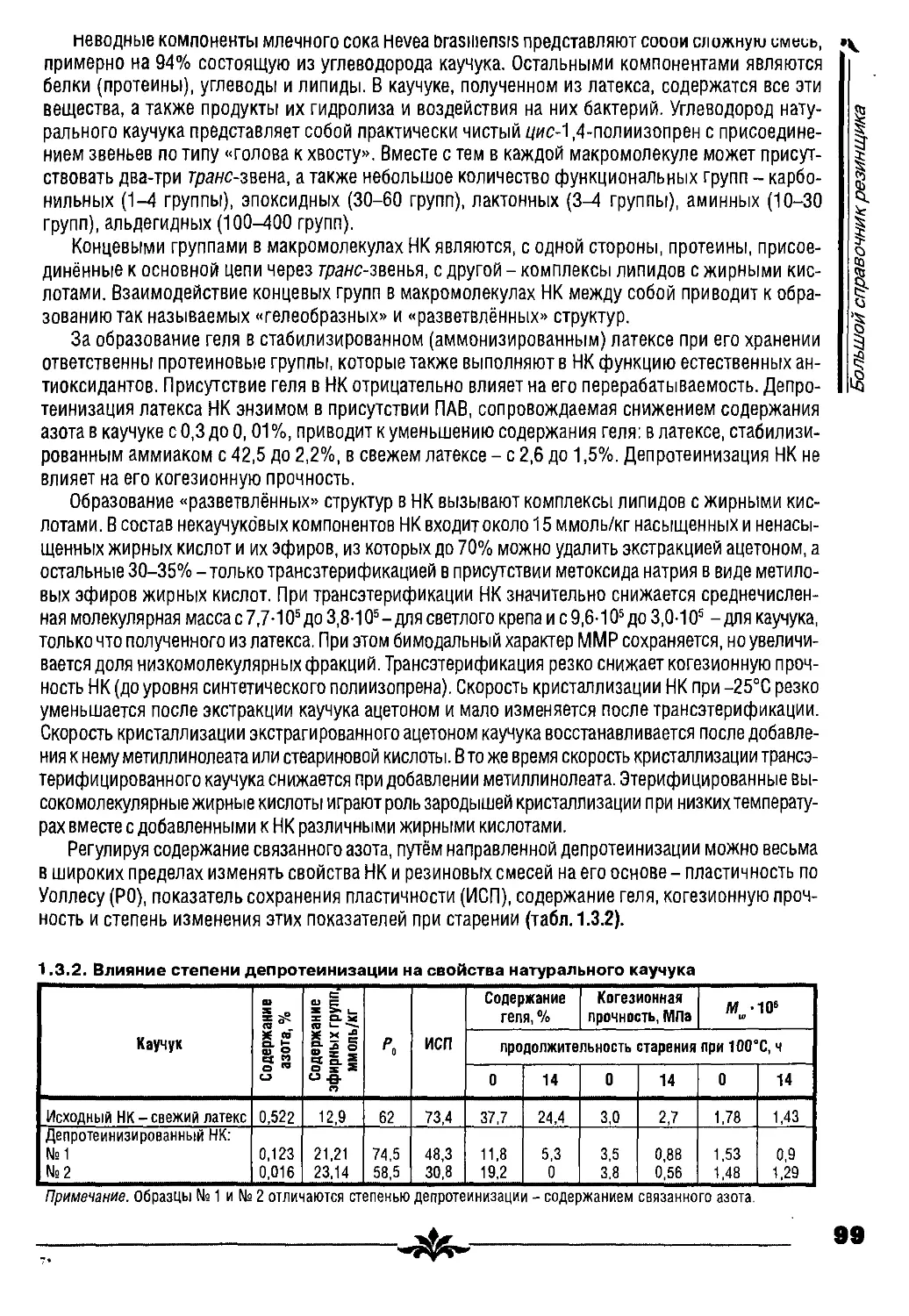
1.3.1. Натуральный каучук (Б.С. Гришин) 98
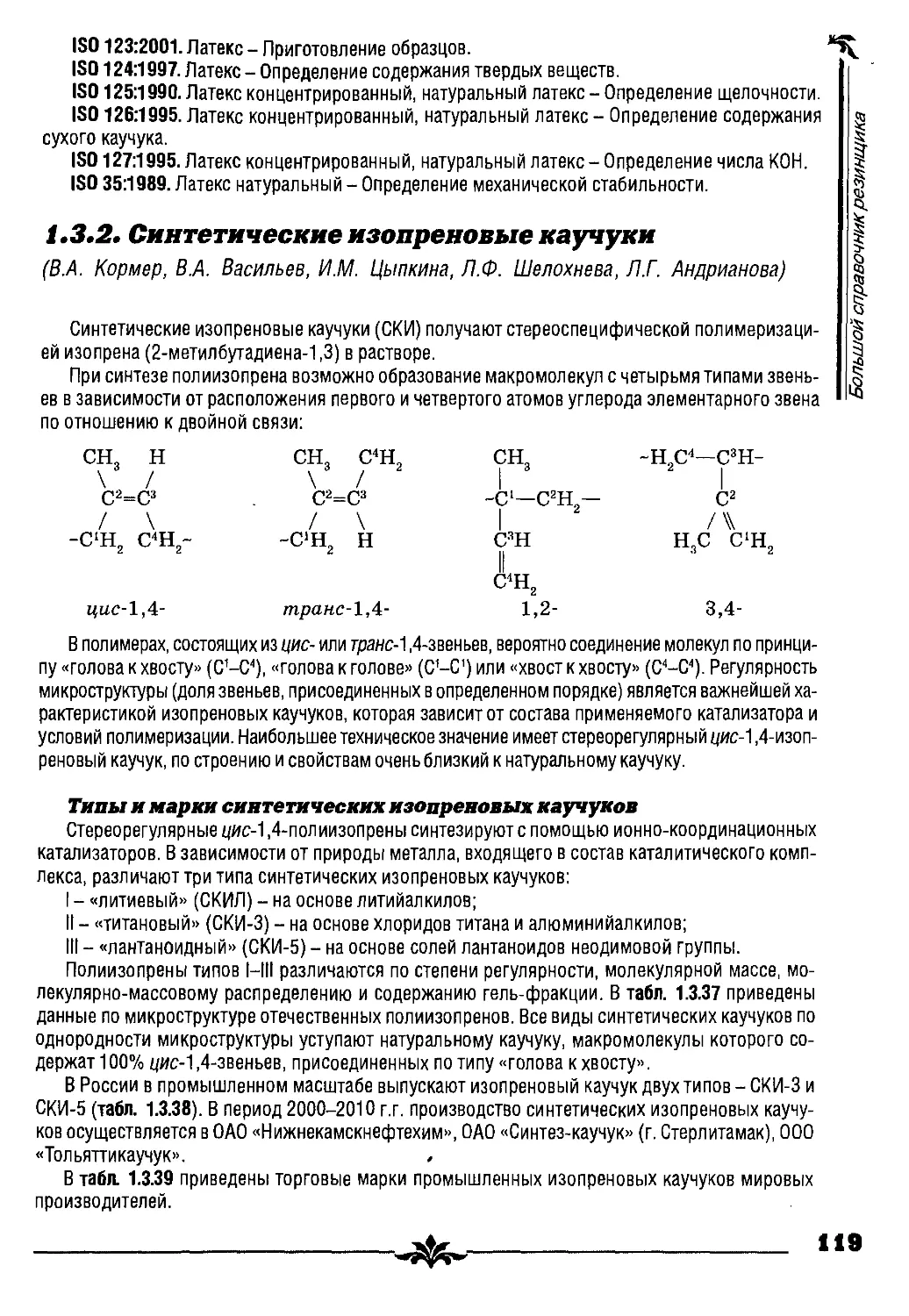
1.3.2. Синтетические изопреновые каучуки (В А. Кормер, В А. Васильев, И.М. Цыпкина,
Л.Ф. Шелохнева, Л.Г. Андрианова) 119
1.4. Бутадиеновые каучуки (ВА. Васильев, СВ. Бубнова, Б.Т.Дроздов, И.М. Цыпкина) 131
1.4.1. Структура бутадиеновых каучуков 131
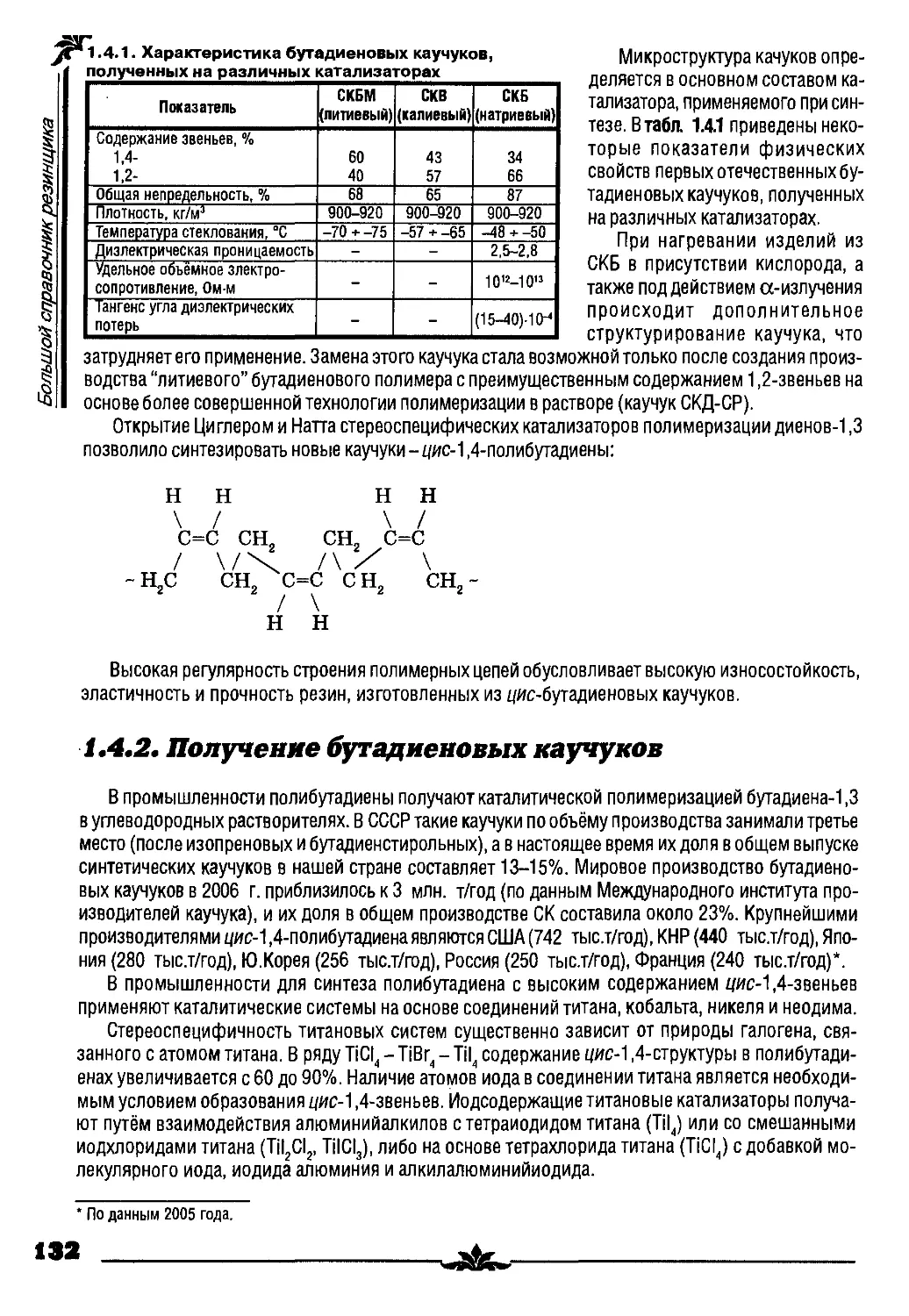
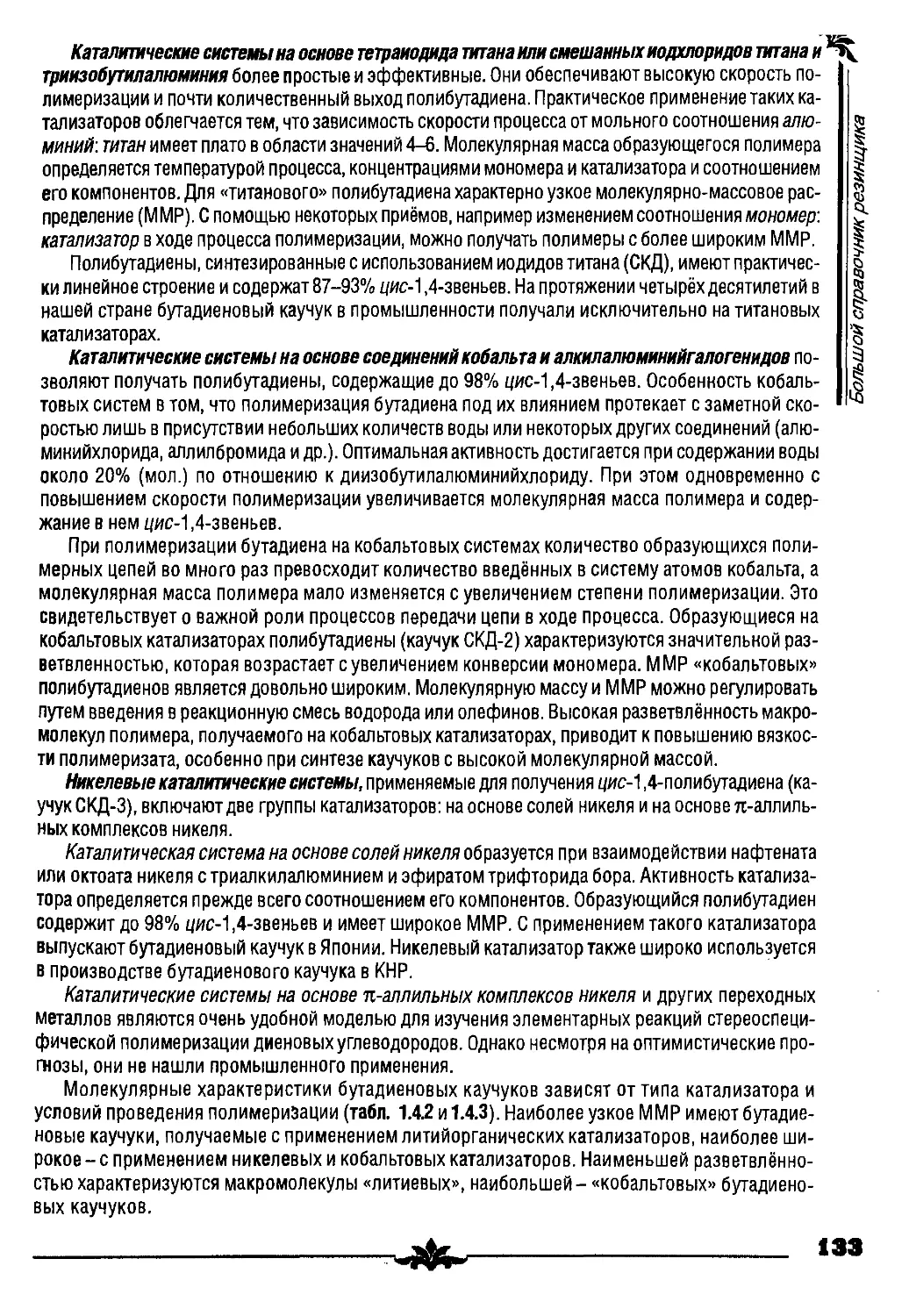
1.4.2. Получение бутадиеновых каучуков 132
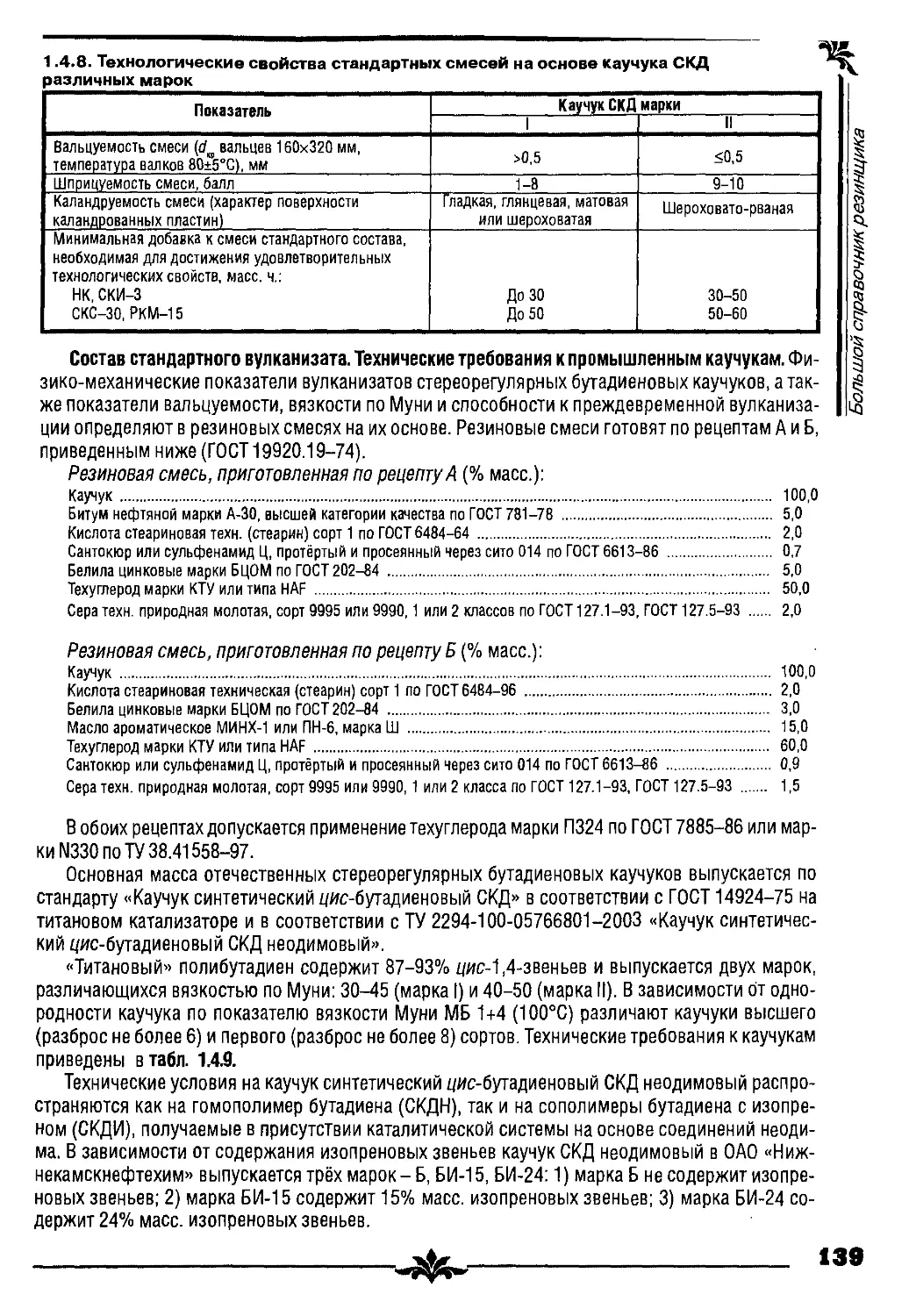
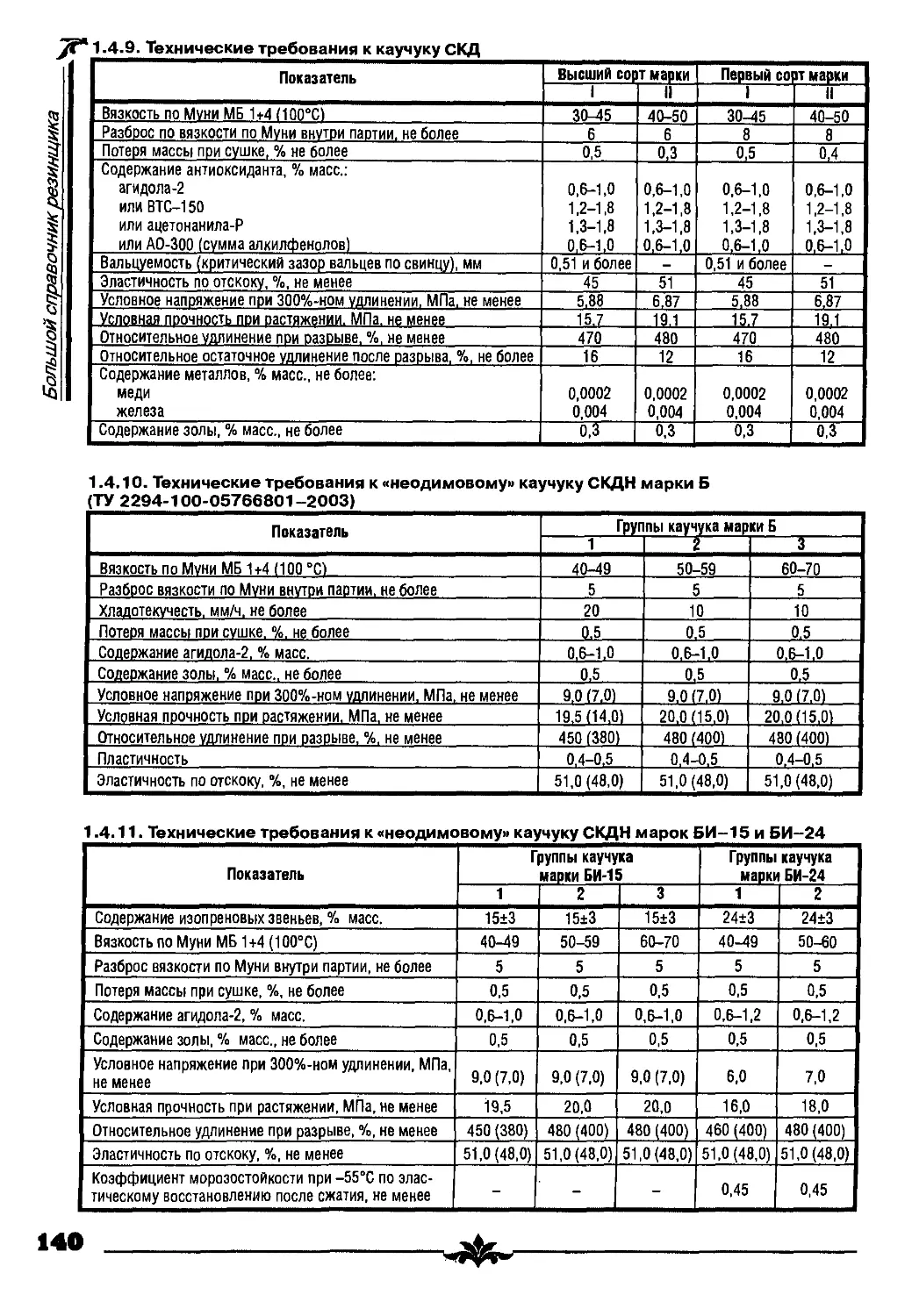
1.4.3. Технологические свойства бутадиеновых каучуков и особенности их переработки 137
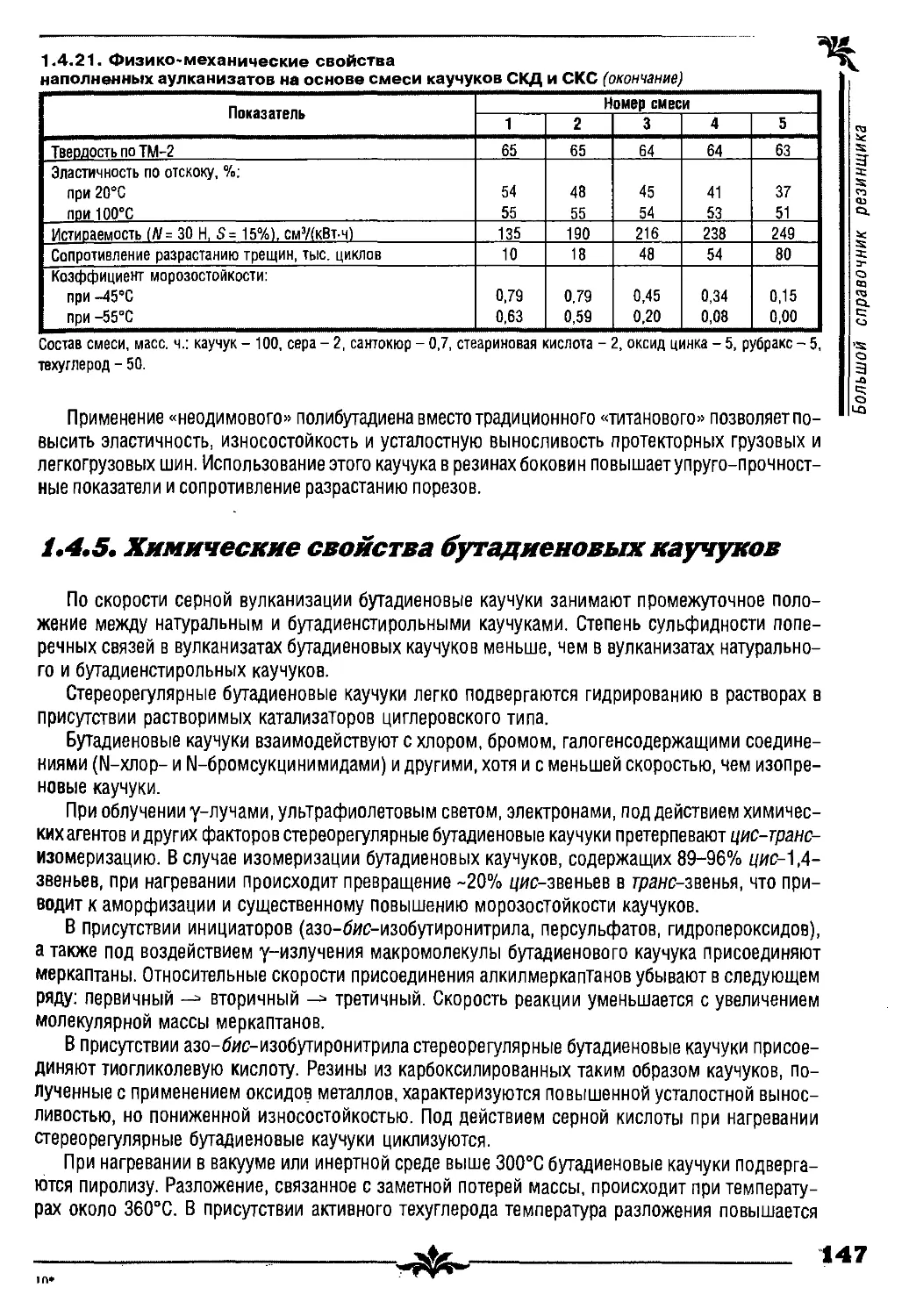
1.4.4. Основные физические свойства бутадиеновых каучуков и вулканизатов на их основе ..141
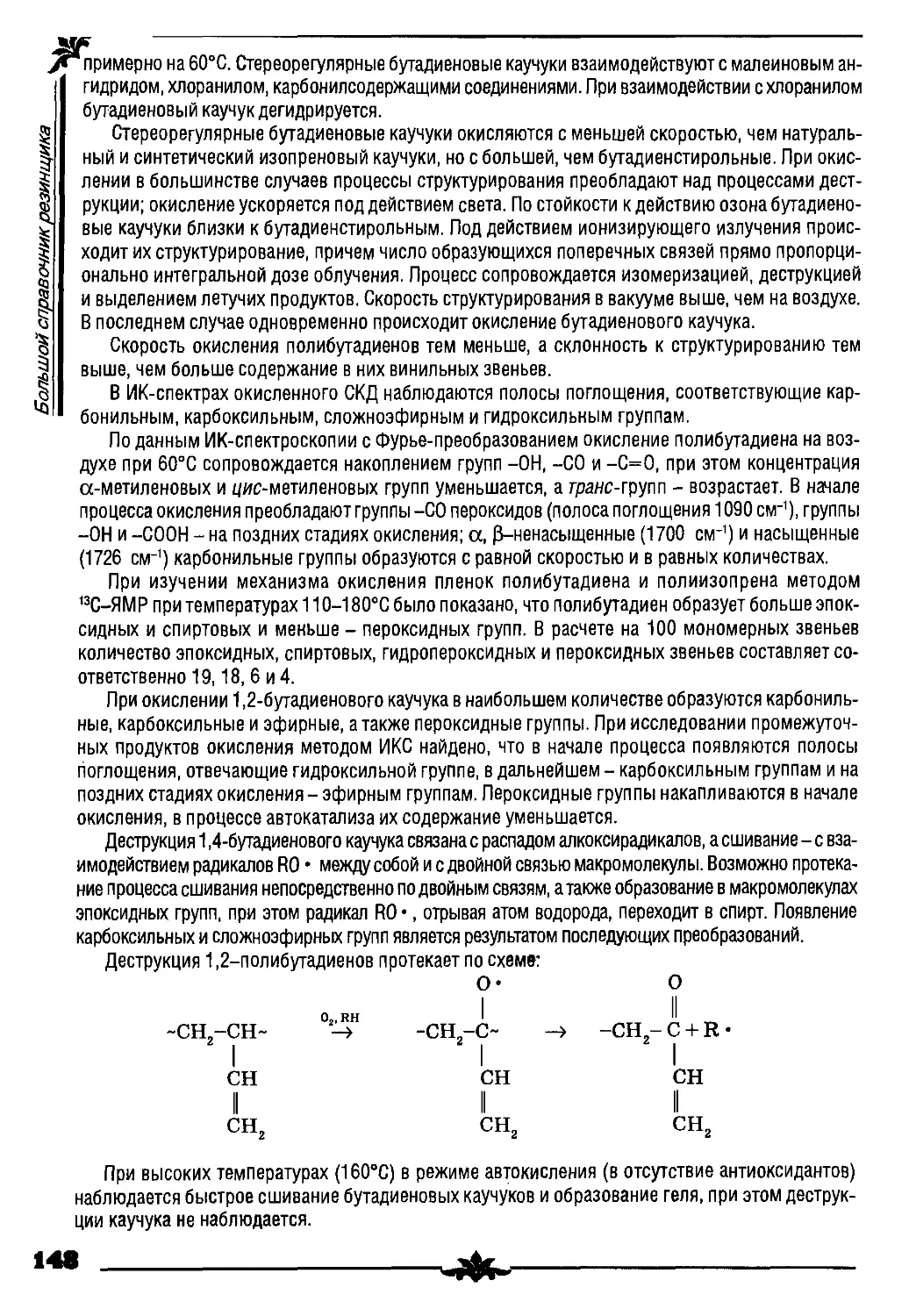
1.4.5. Химические свойства бутадиеновых каучуков 147
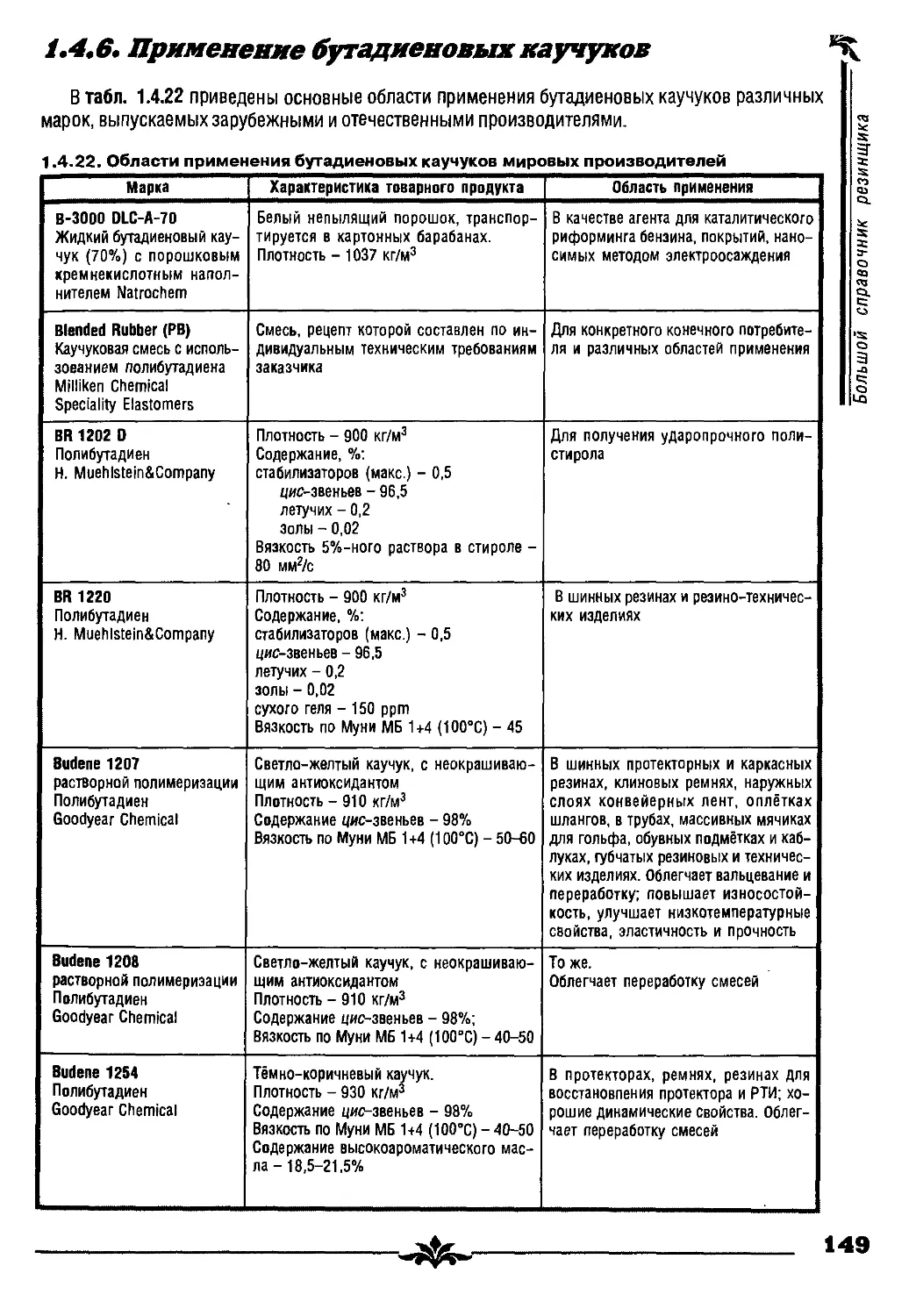
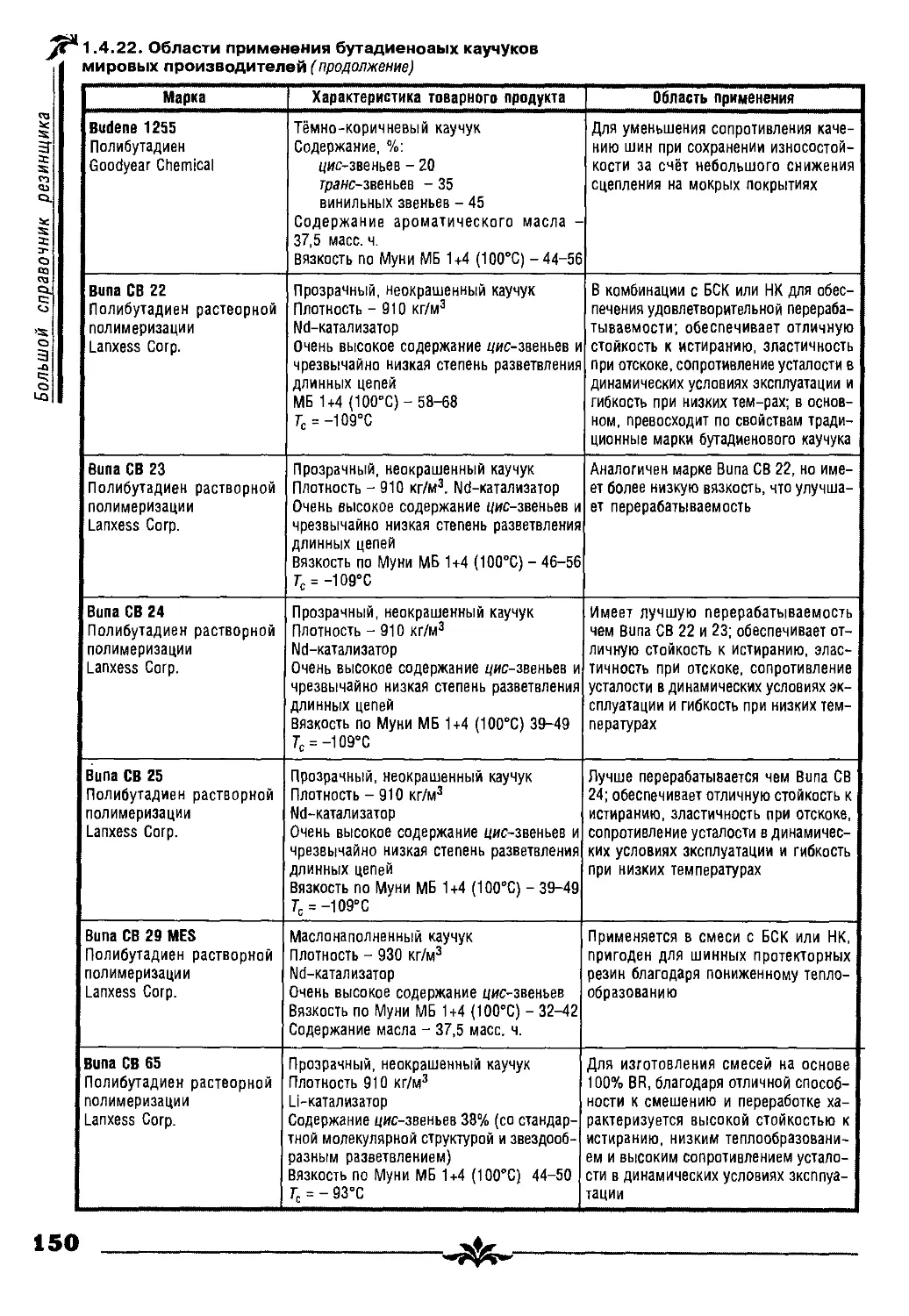
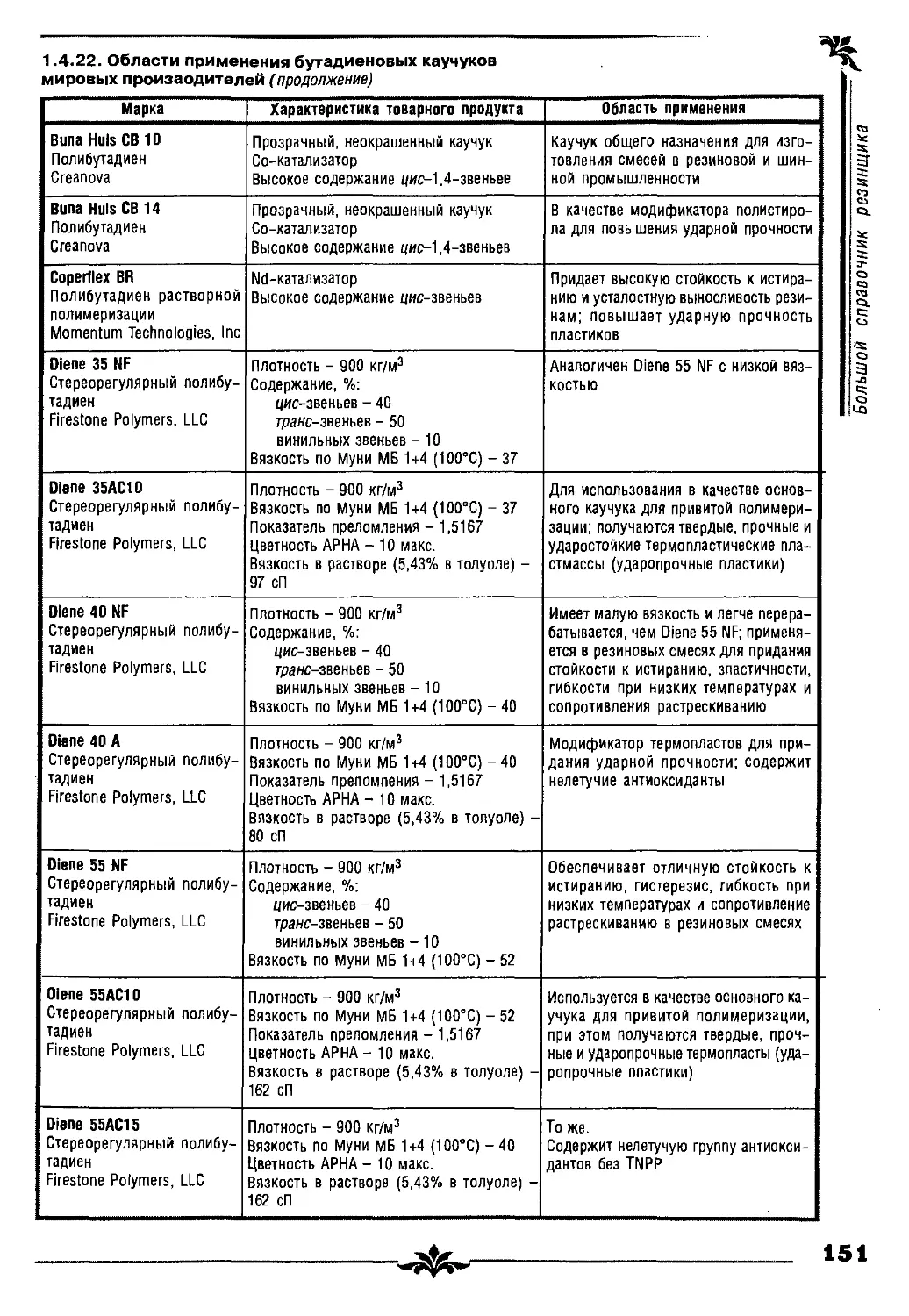
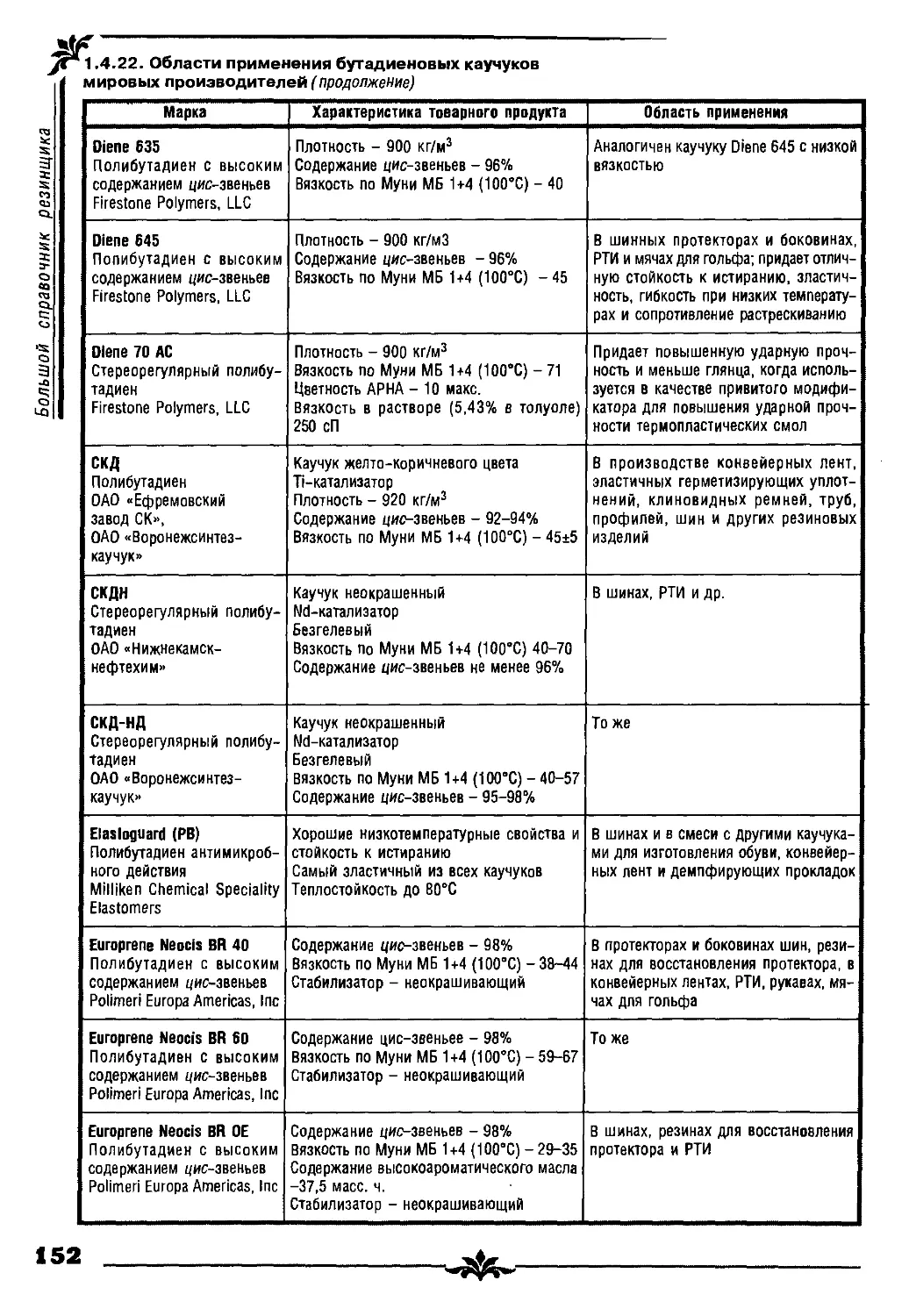
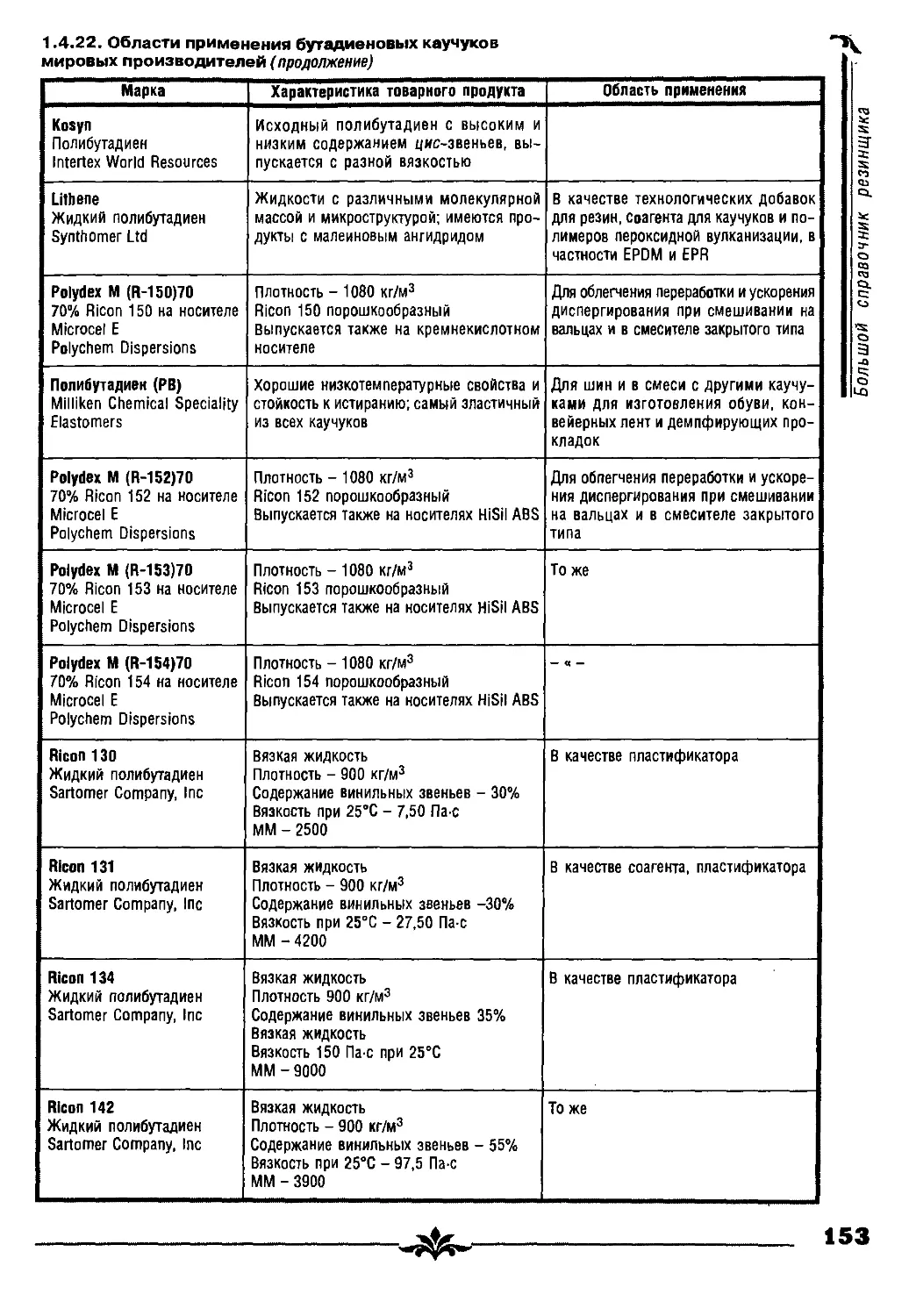
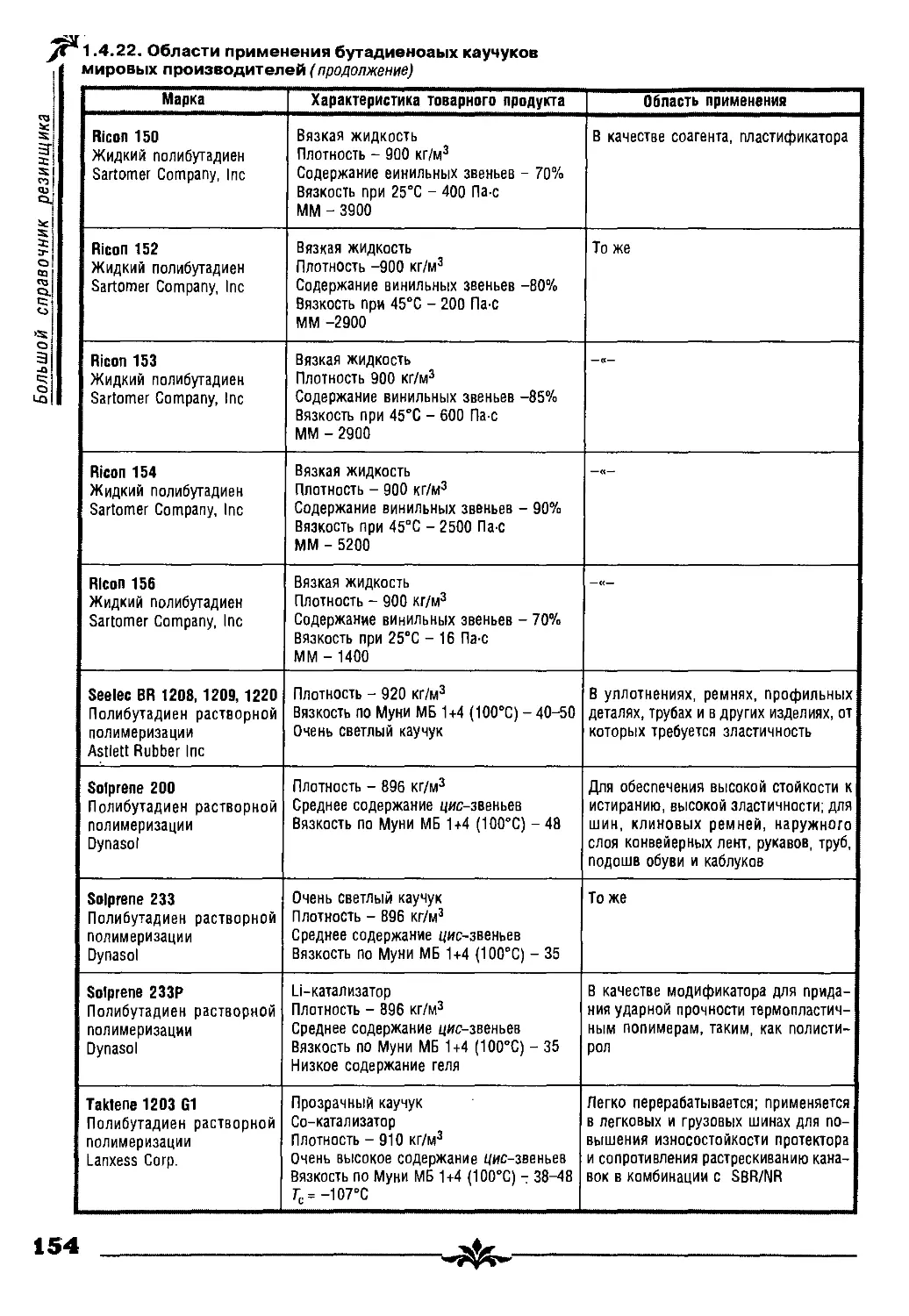
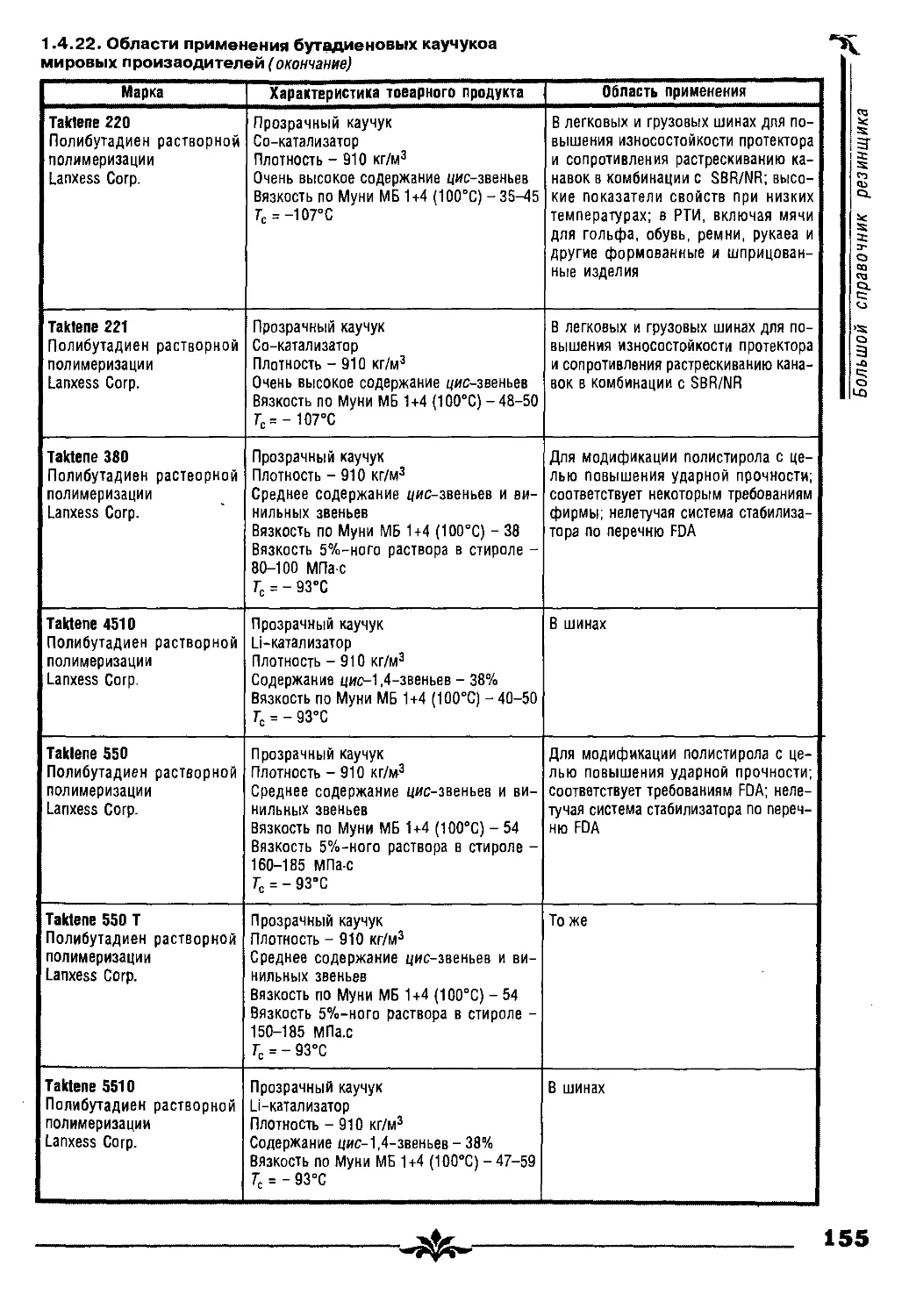
1.4.6. Применение бутадиеновых каучуков 149
1.4.7. Хранение и транспортирование бутадиеновых каучуков 156
1.4.8. Безопасность применения бутадиеновых каучуков 156
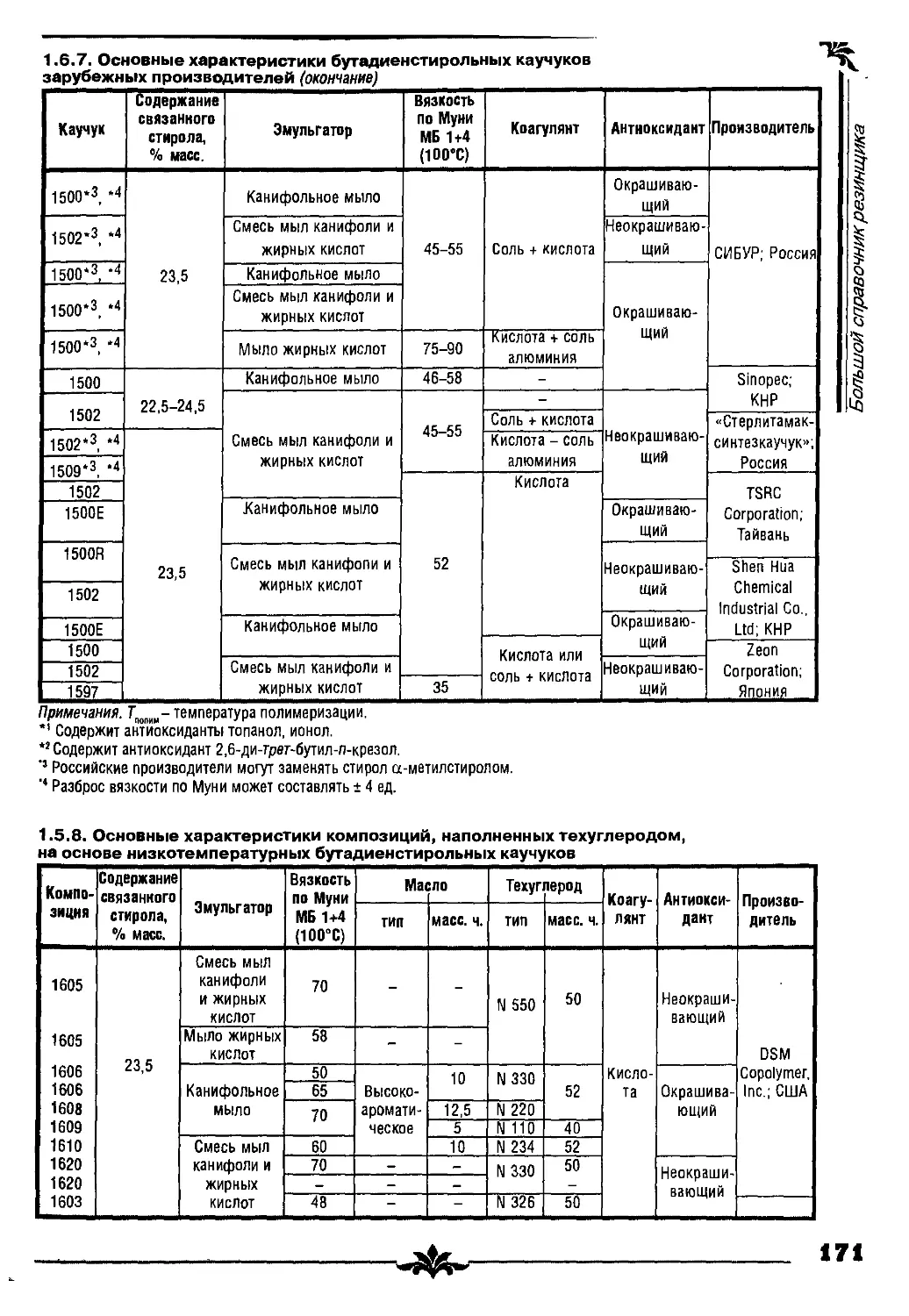
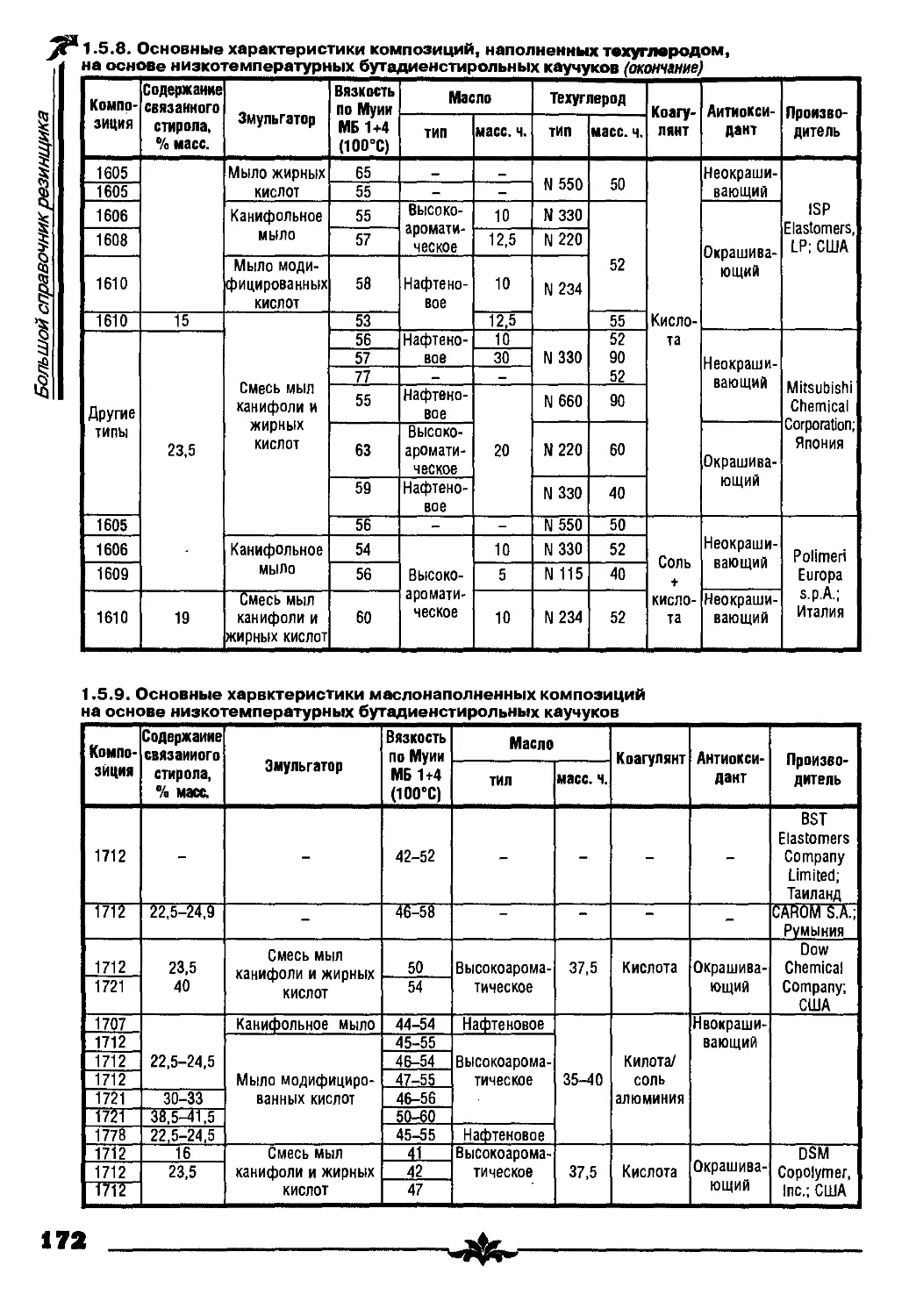
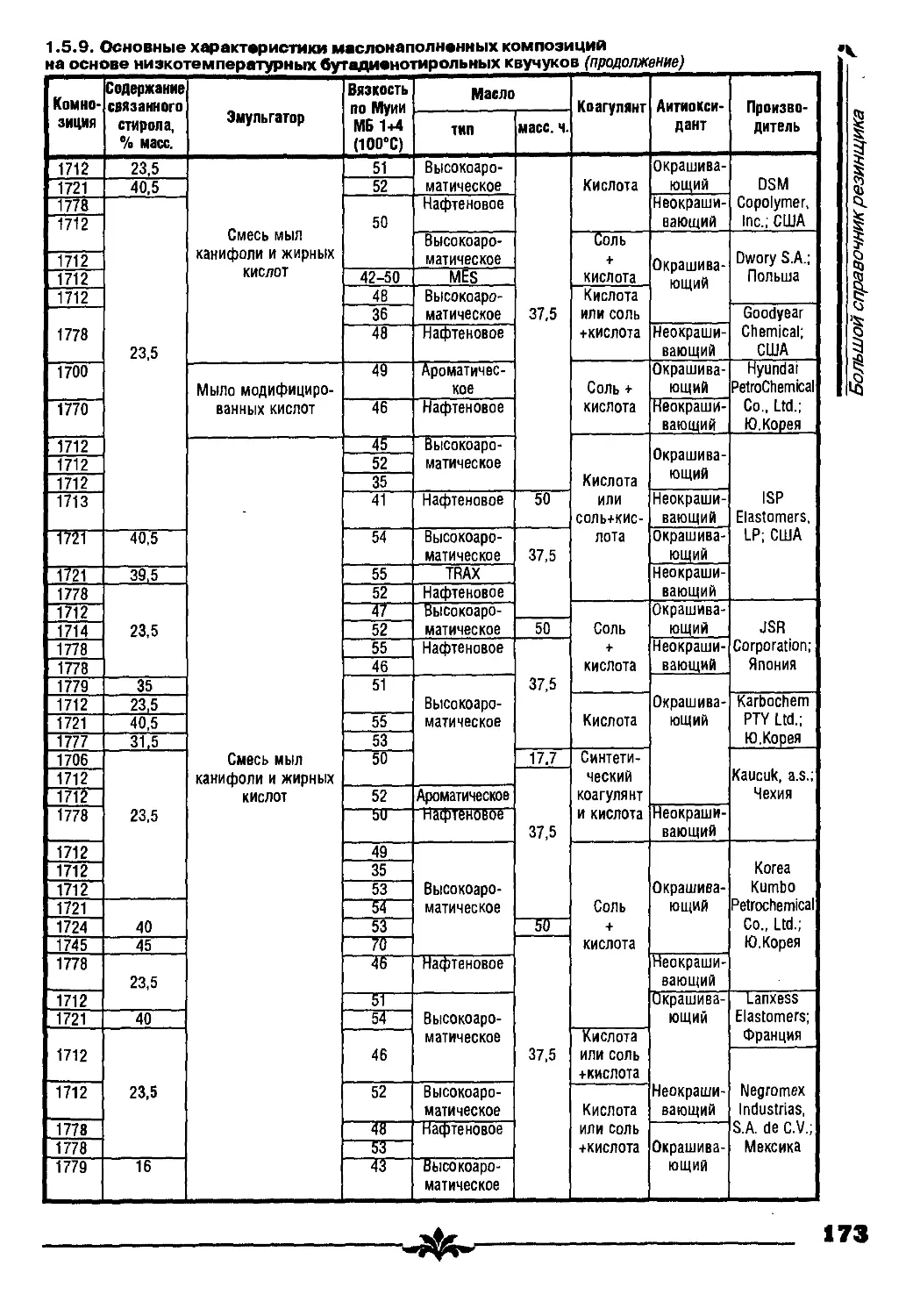
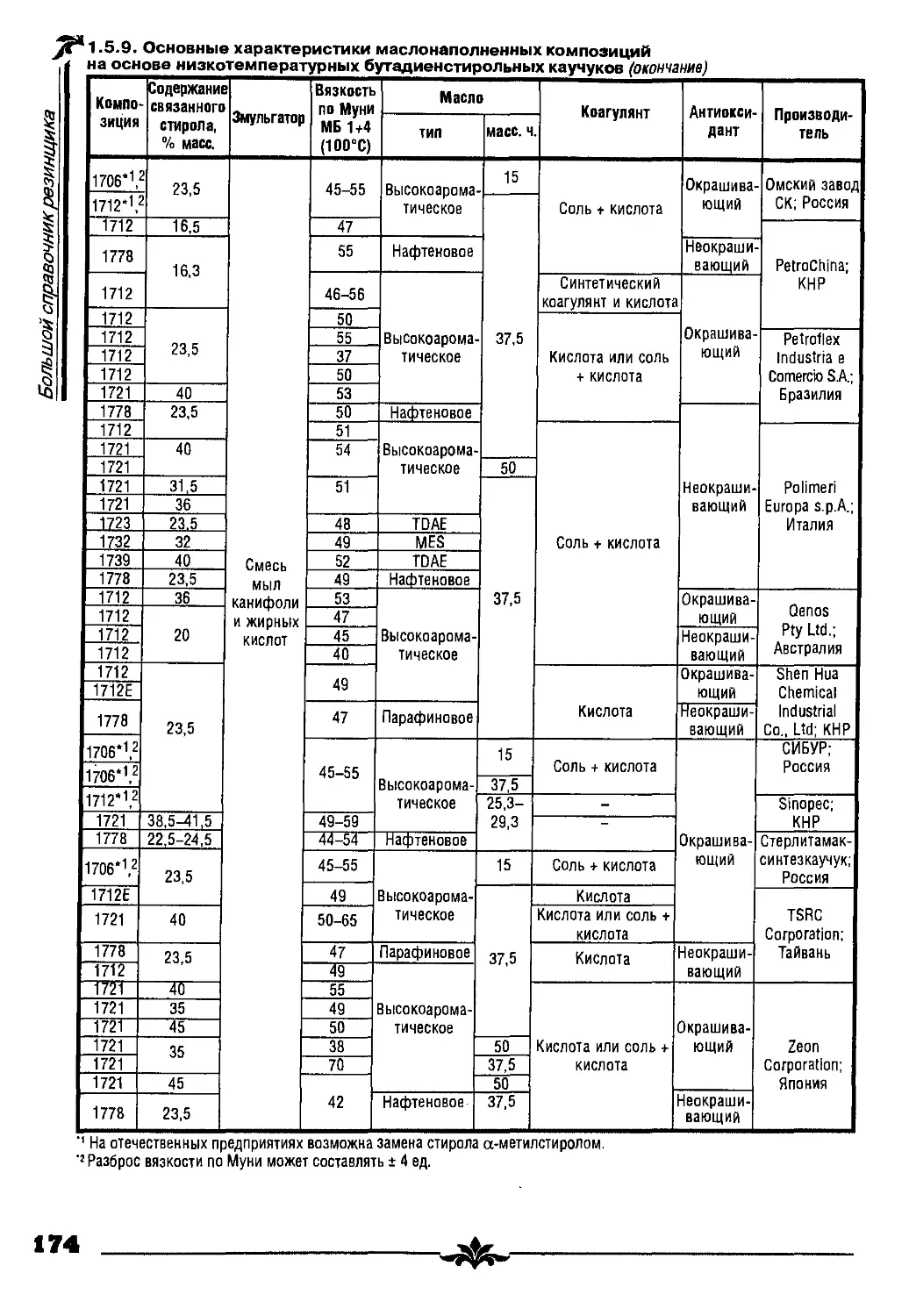
1.5. Бутадиенстирольные и бутадиен-а-метилстирольные каучуки (В.Н. Папков, А.Н. Юрьев) 156
1.5.1. Строение и свойства бутадиенстирольных и бутадиен-а-метилстирольных каучуков ..157
1.5.2. Типы и марки бутадиенстирольных и бутадиен-а-метилстирольных каучуков 159
1.5.3. Получение бутадиенстирольных и бутадиен-а-метилстирольных каучуков 160
1.5.4. Технологические свойства и переработка бутадиенстирольных и бутадиен-
а-метилстирольных каучуков 179
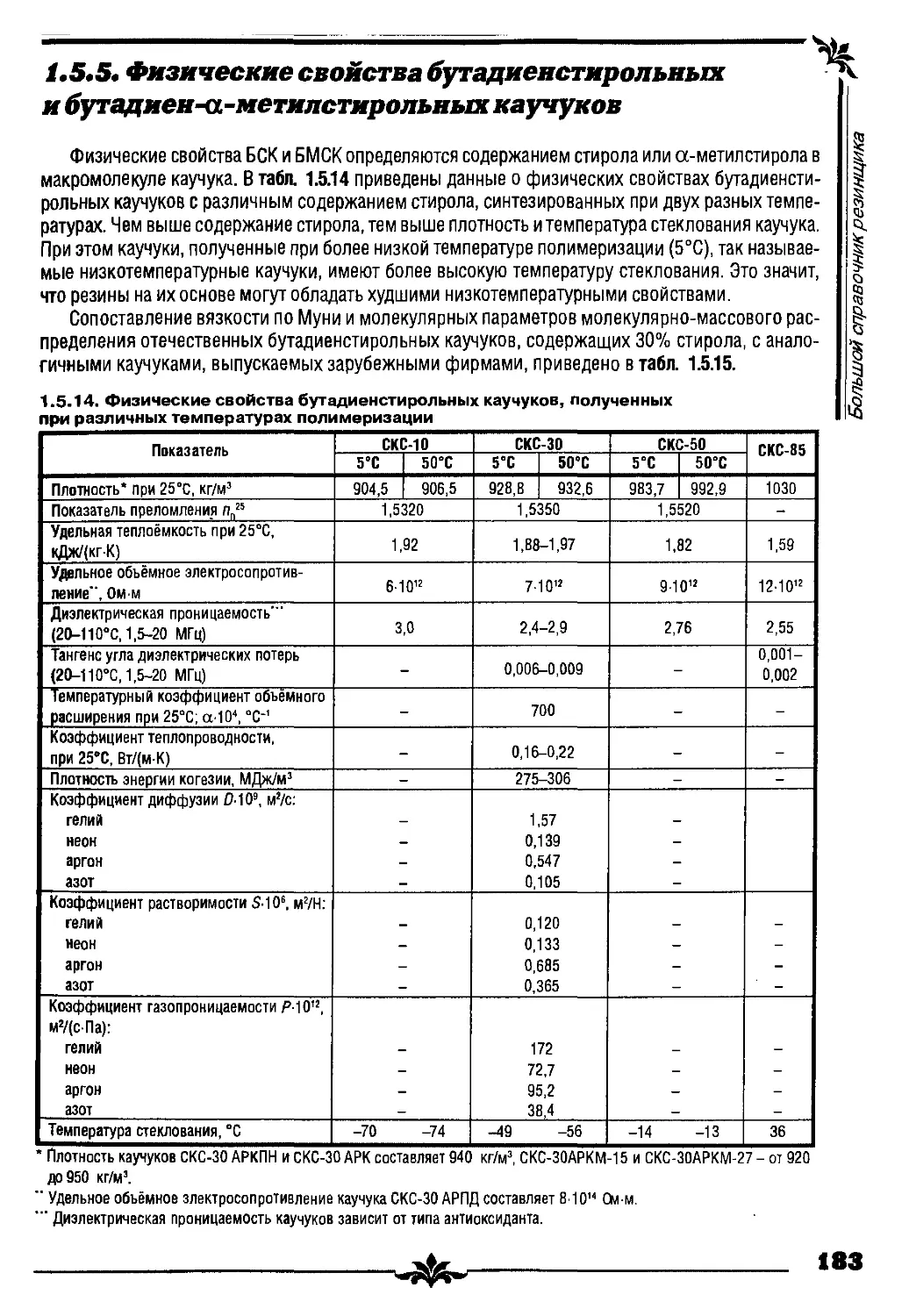
1.5.5. Физические свойства бутадиенстирольных и бутадиен-а-метилстирольных каучуков . 183
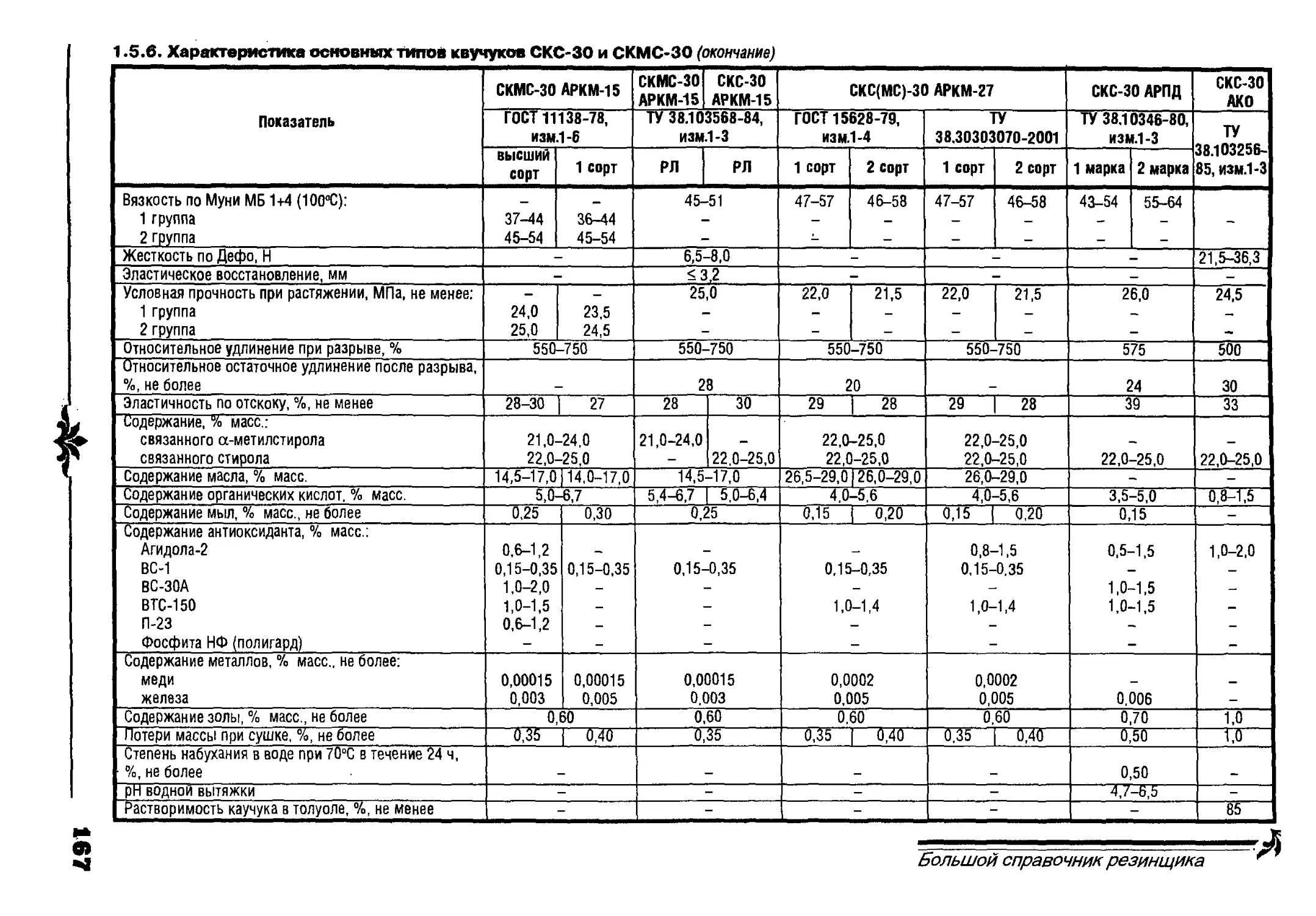
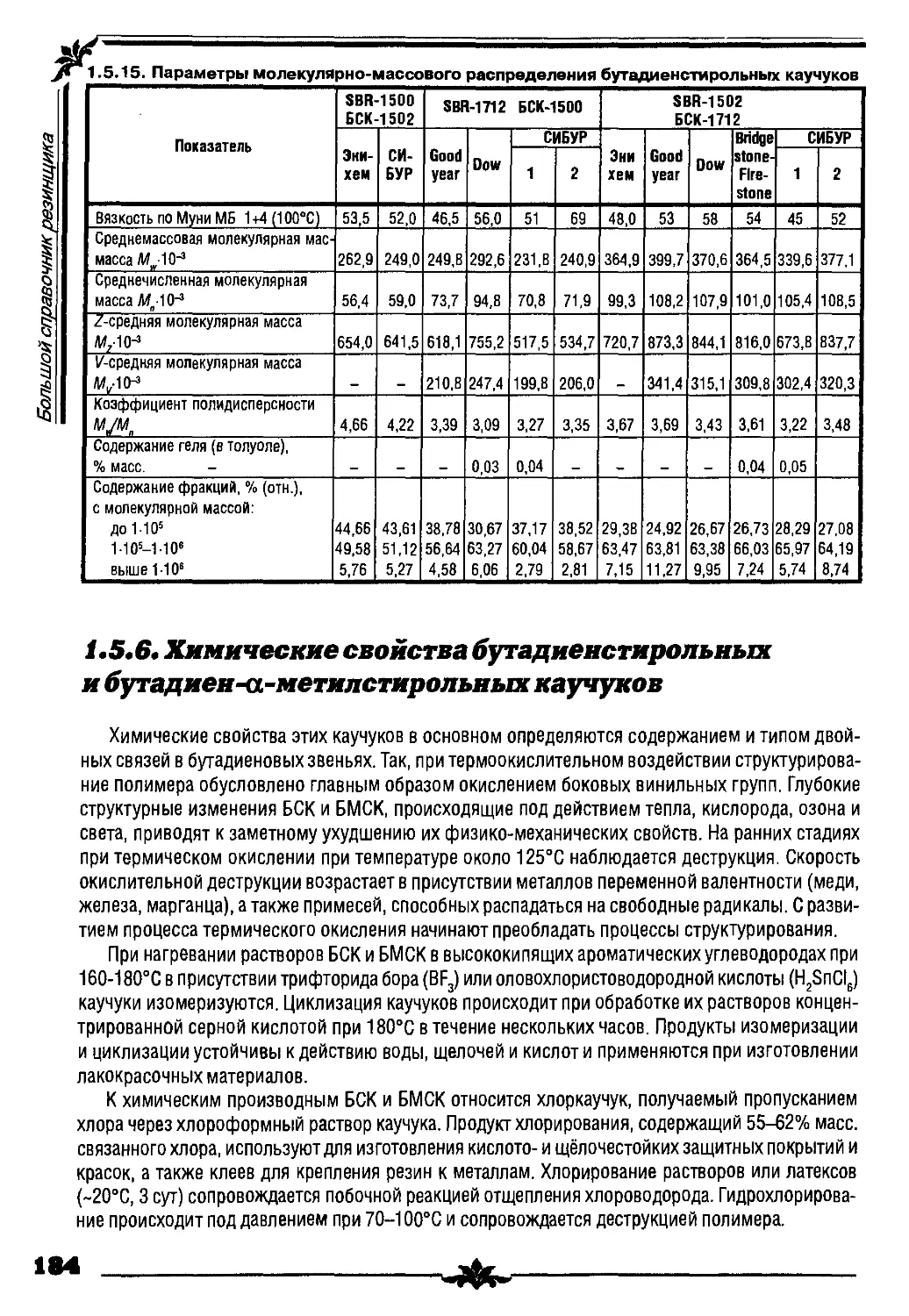
1.5.6. Химические свойства бутадиенстирольных и бутадиен-а-метилстирольных каучуков.. 184
_—__ •~&fr->
ОГЛАВЛЕНИЕ
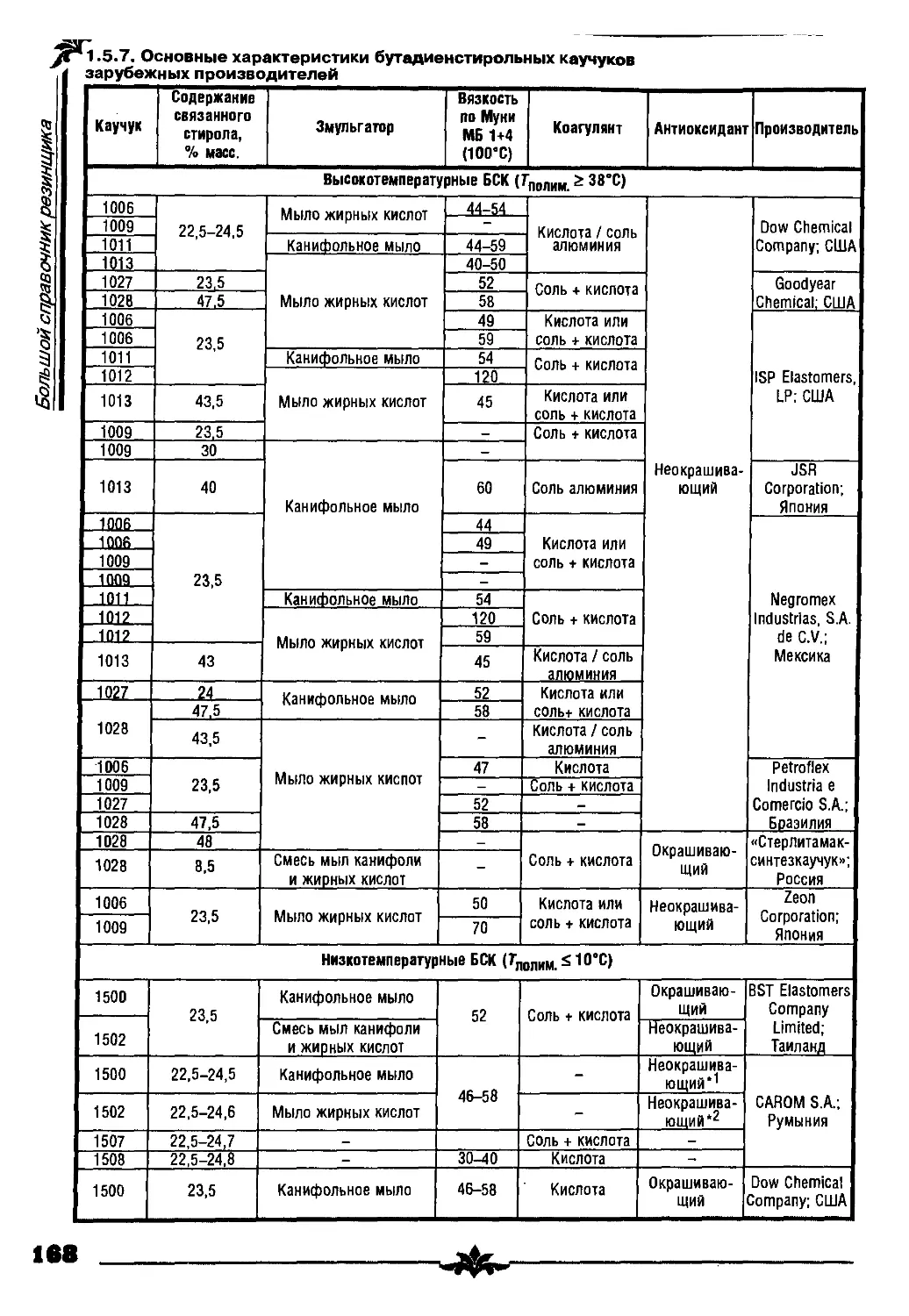
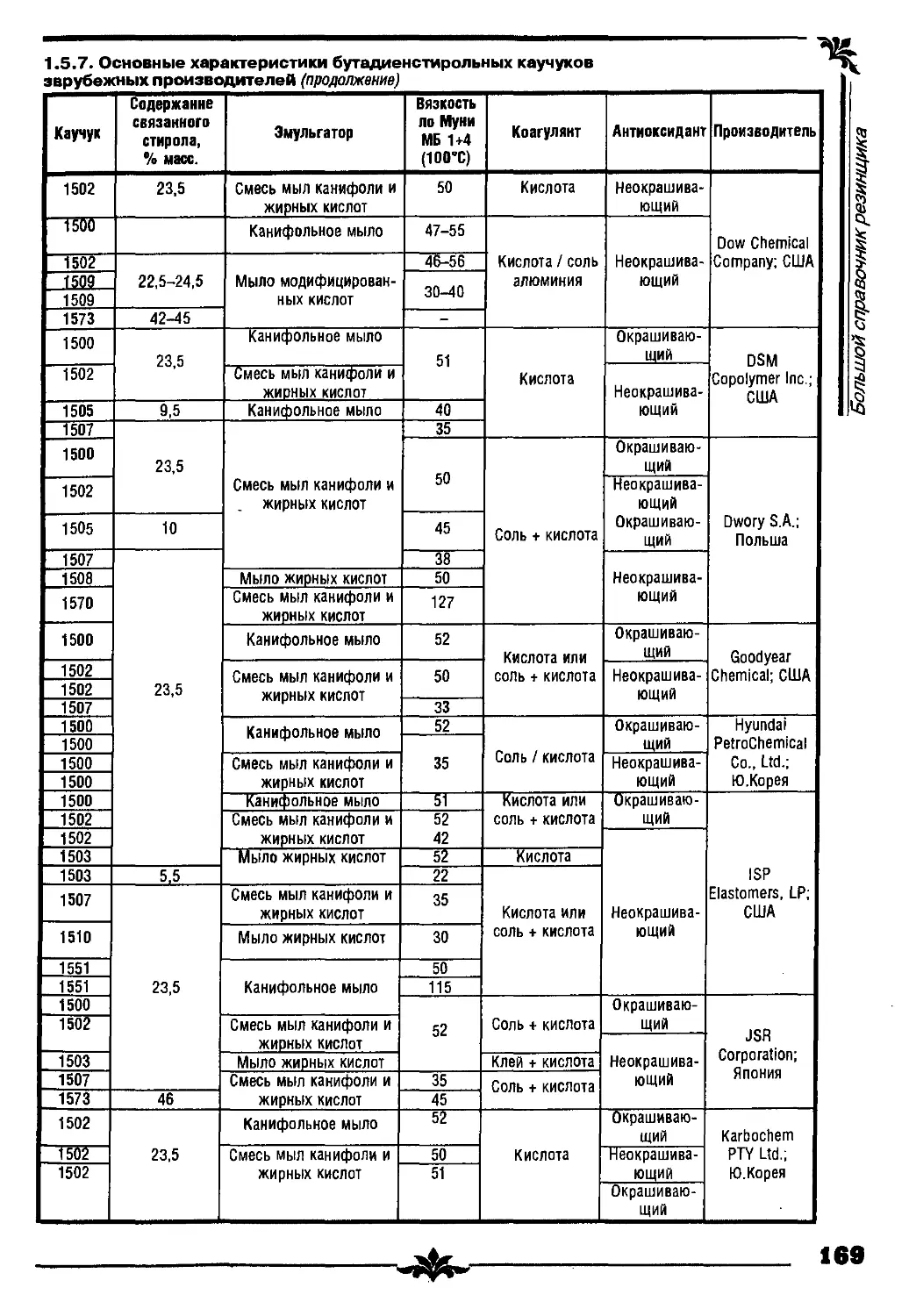
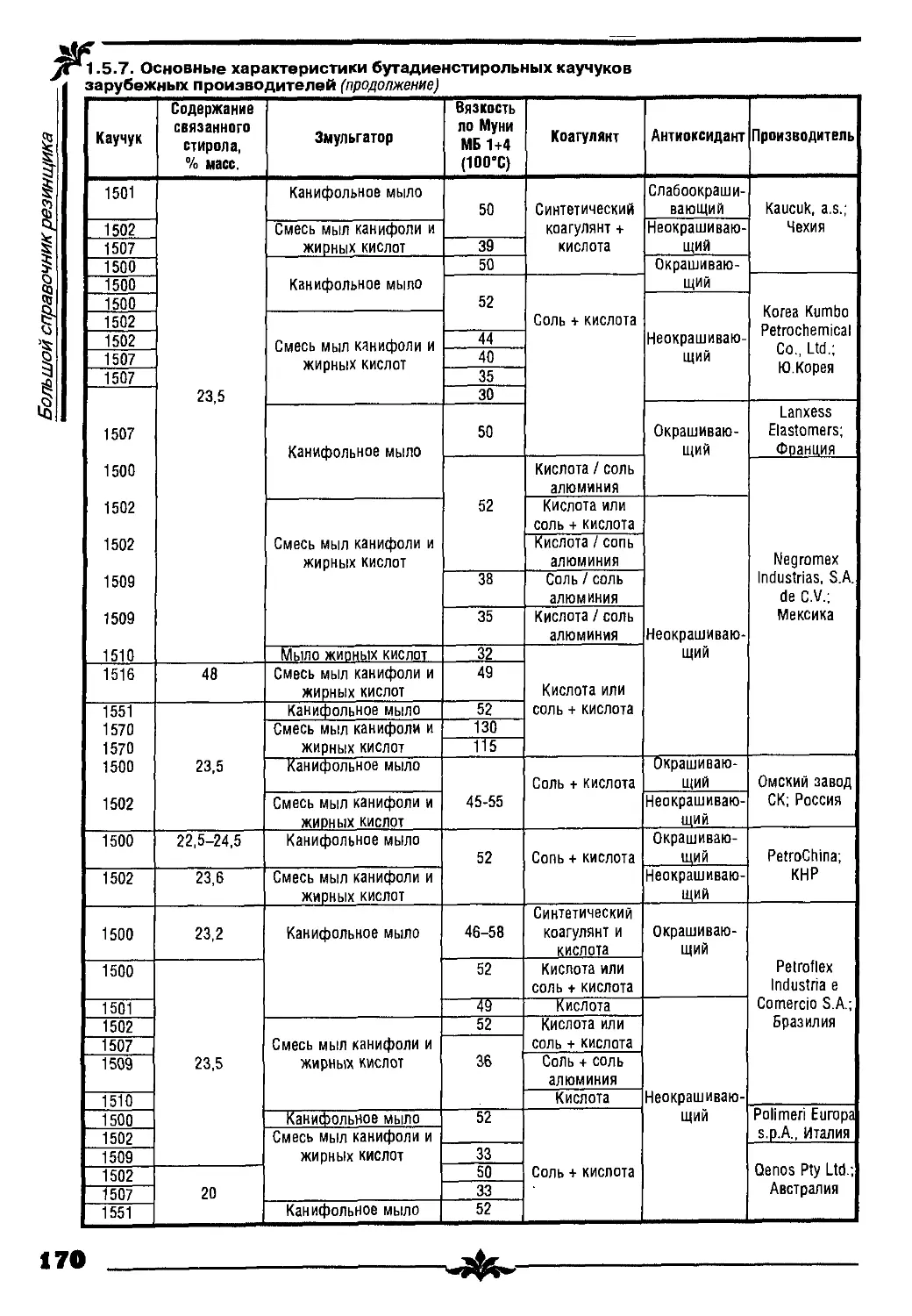
1.5.7. Применение бутадиенстирольных и бутадиен-а-метилстирольных каучуков 185
1.5.8. Условия хранения и транспортирования бутадиенстирольных
и бутадиен-сс-метилстирольных каучуков 186
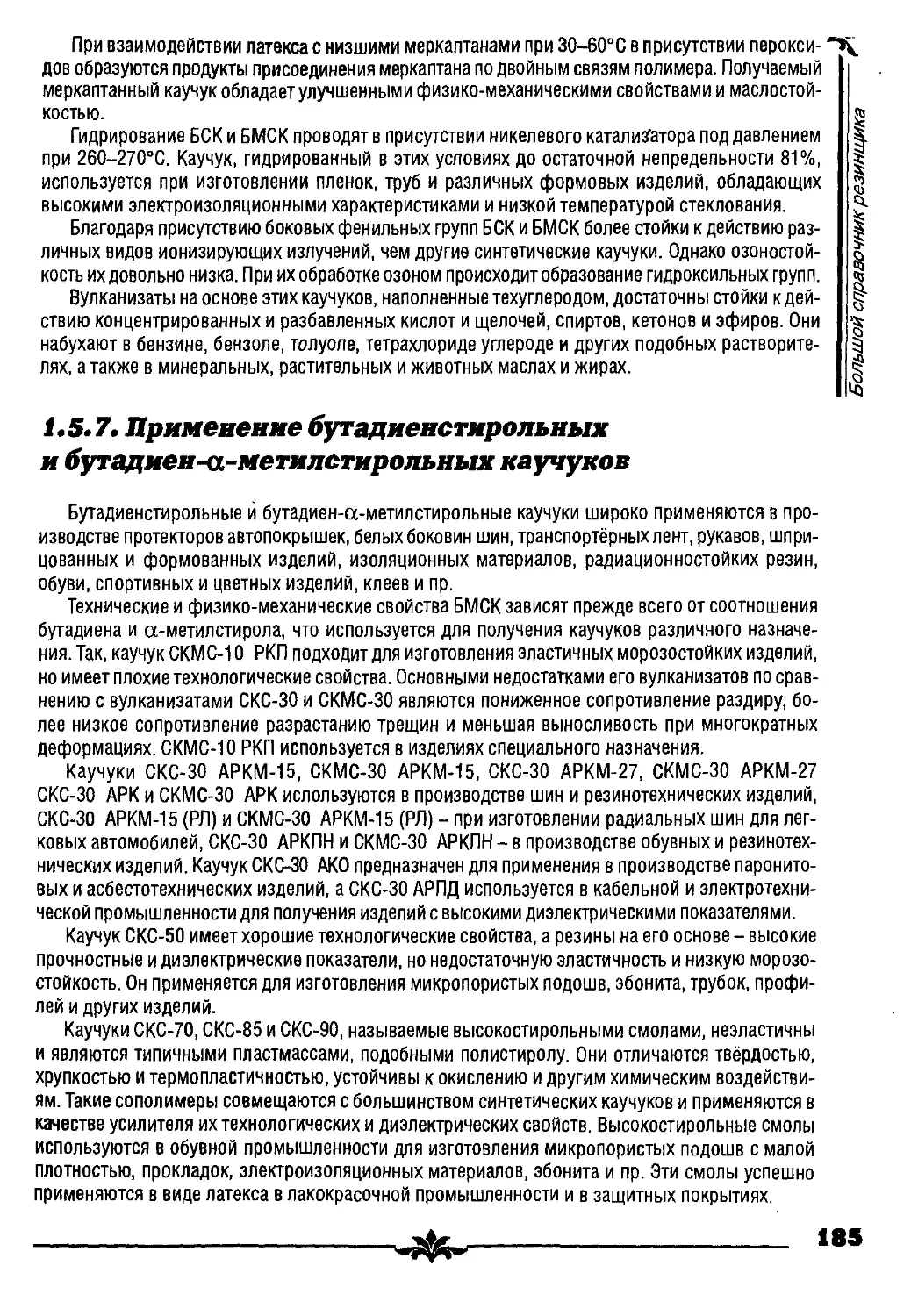
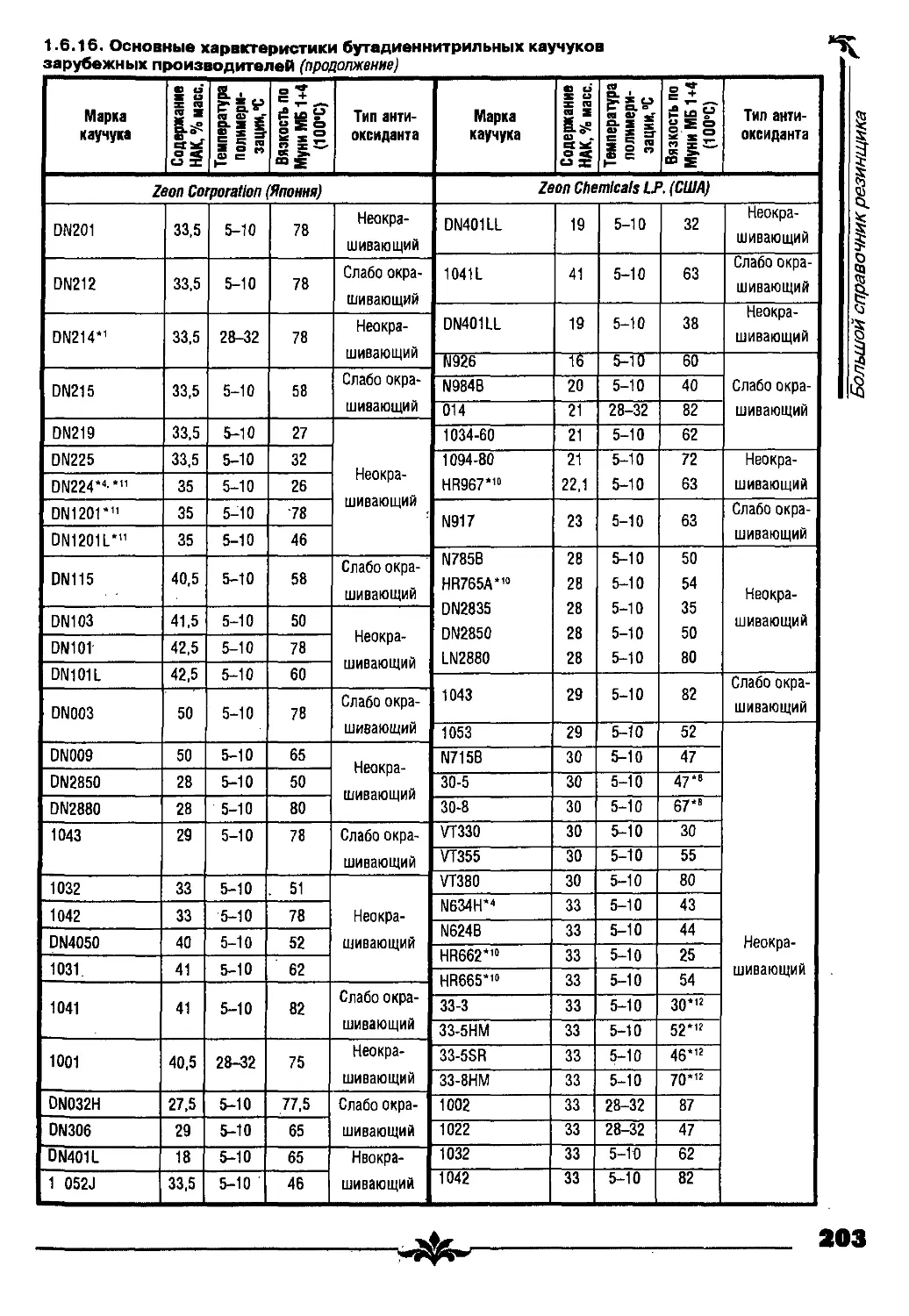
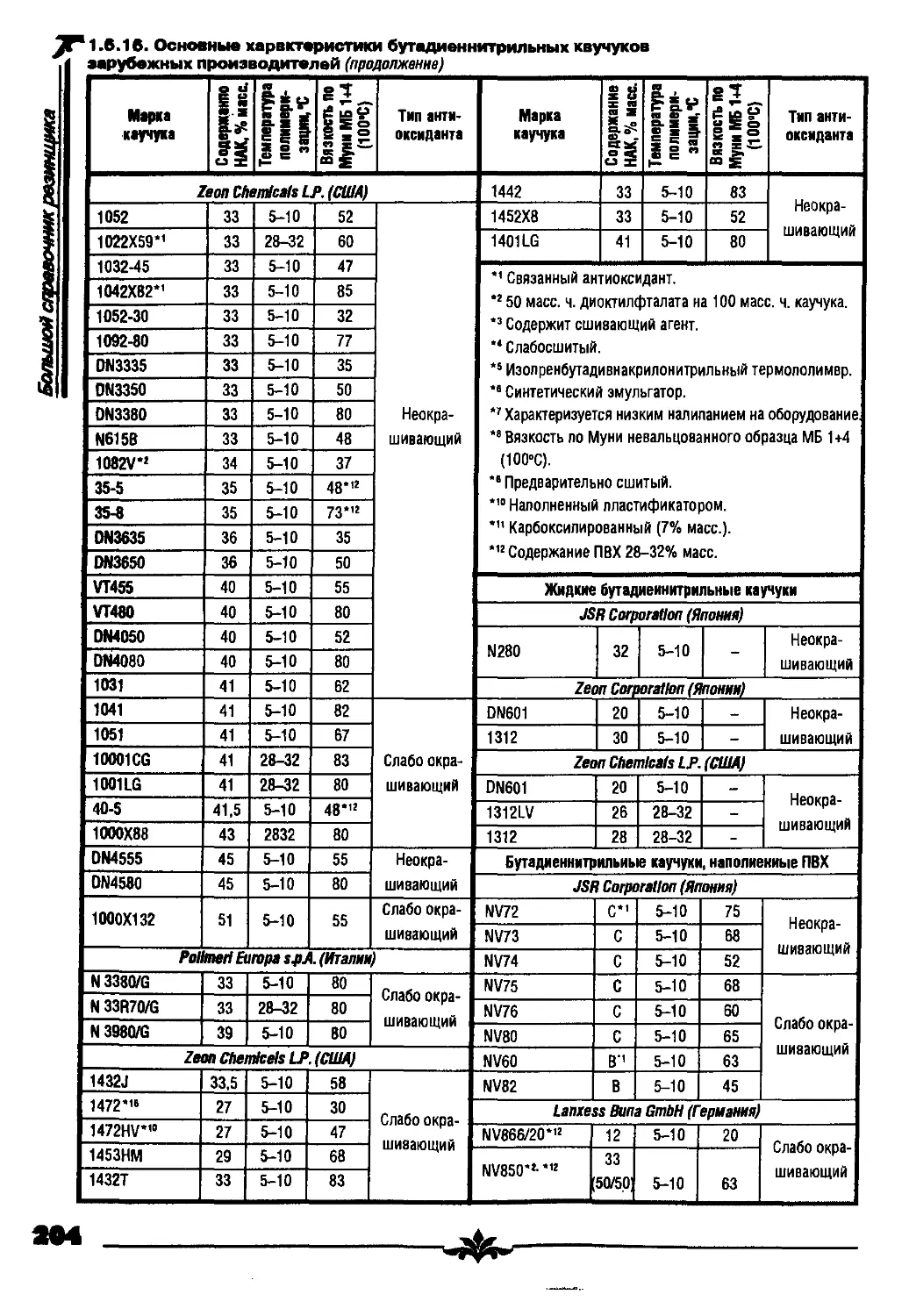
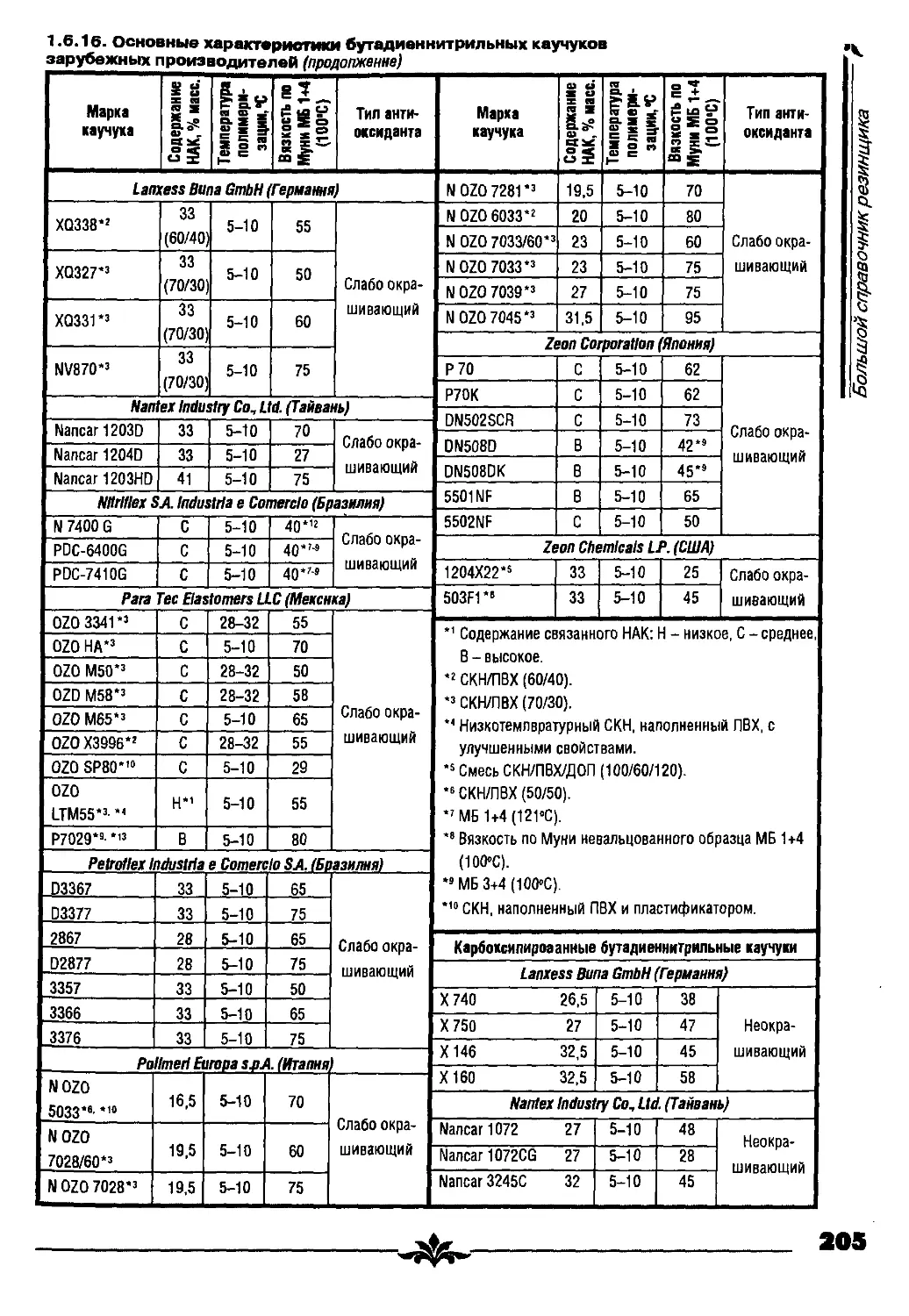
1.6. Бутадиеннитрильные каучуки (В.Н. Папков,А.Н. Юрьев) 186
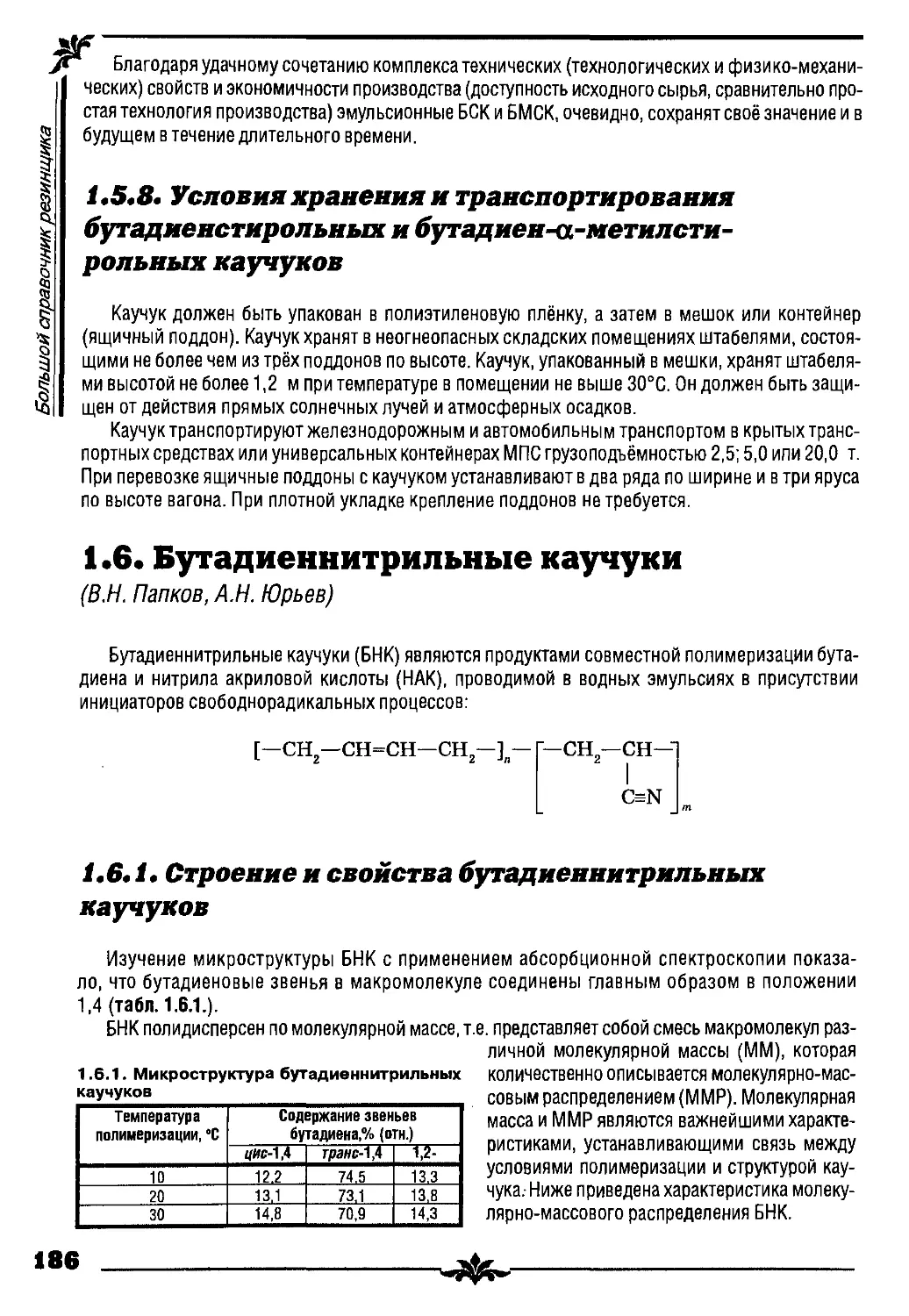
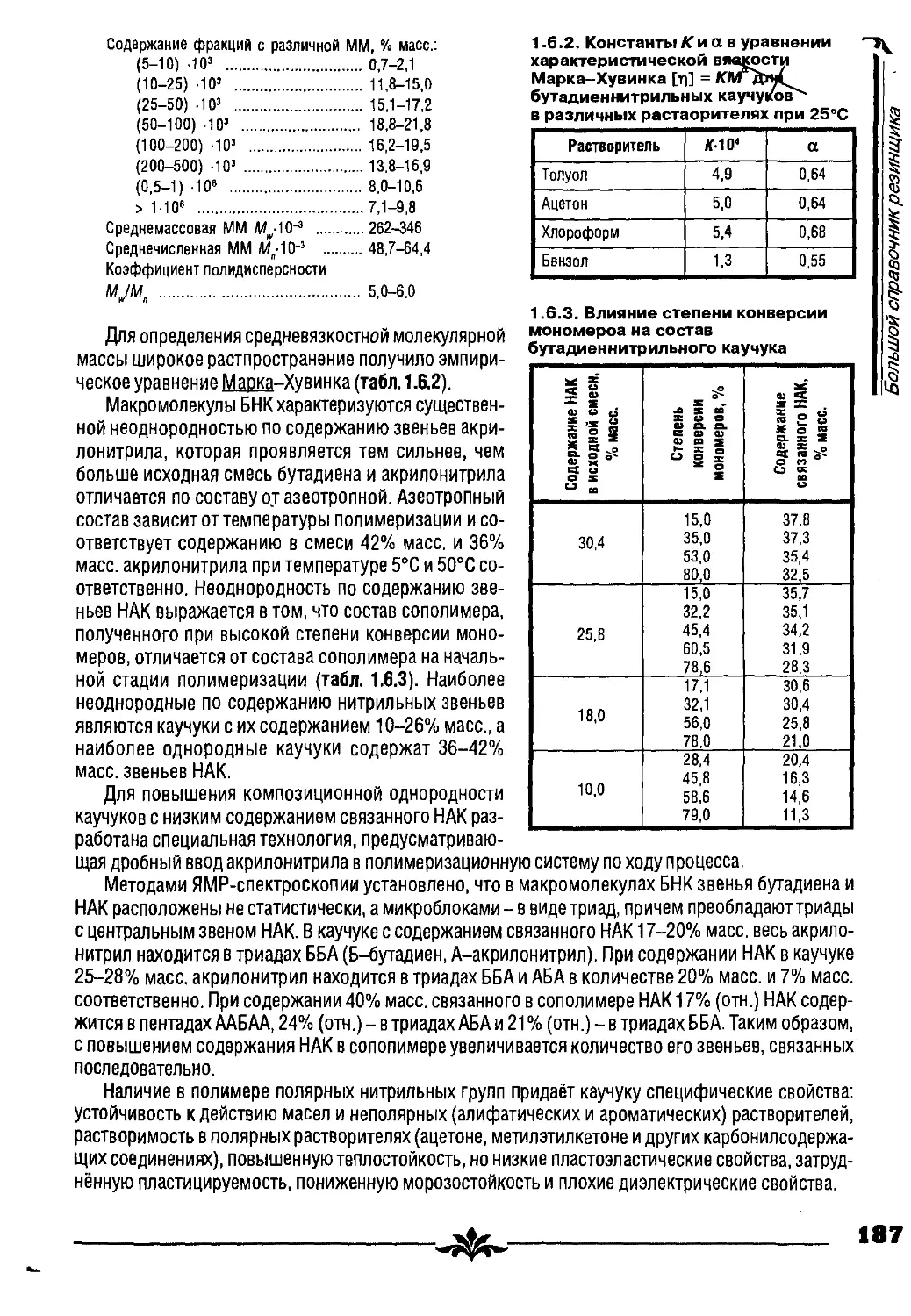
1.6.1. Строение и свойства бутадиеннитрильных каучуков 186
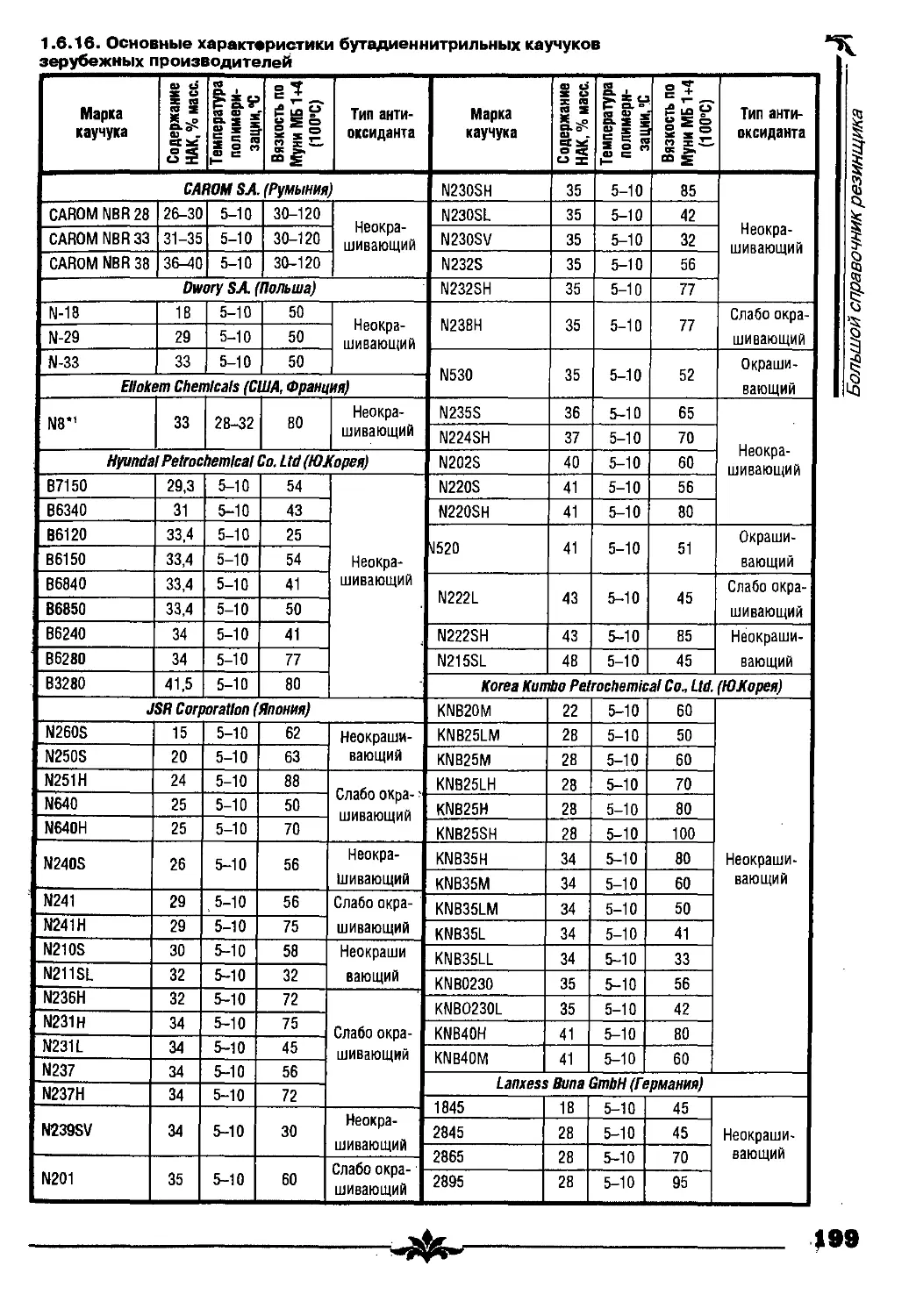
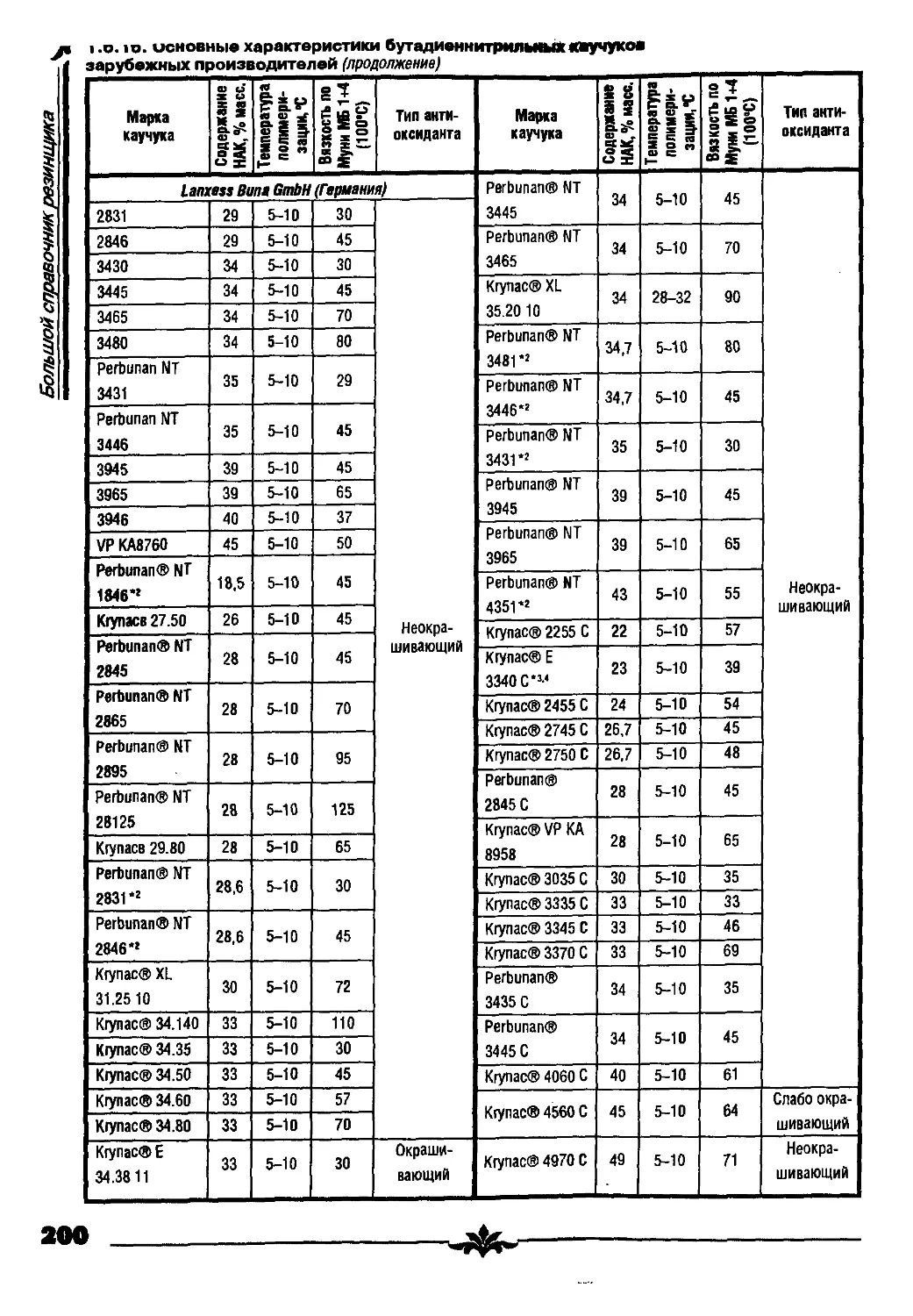
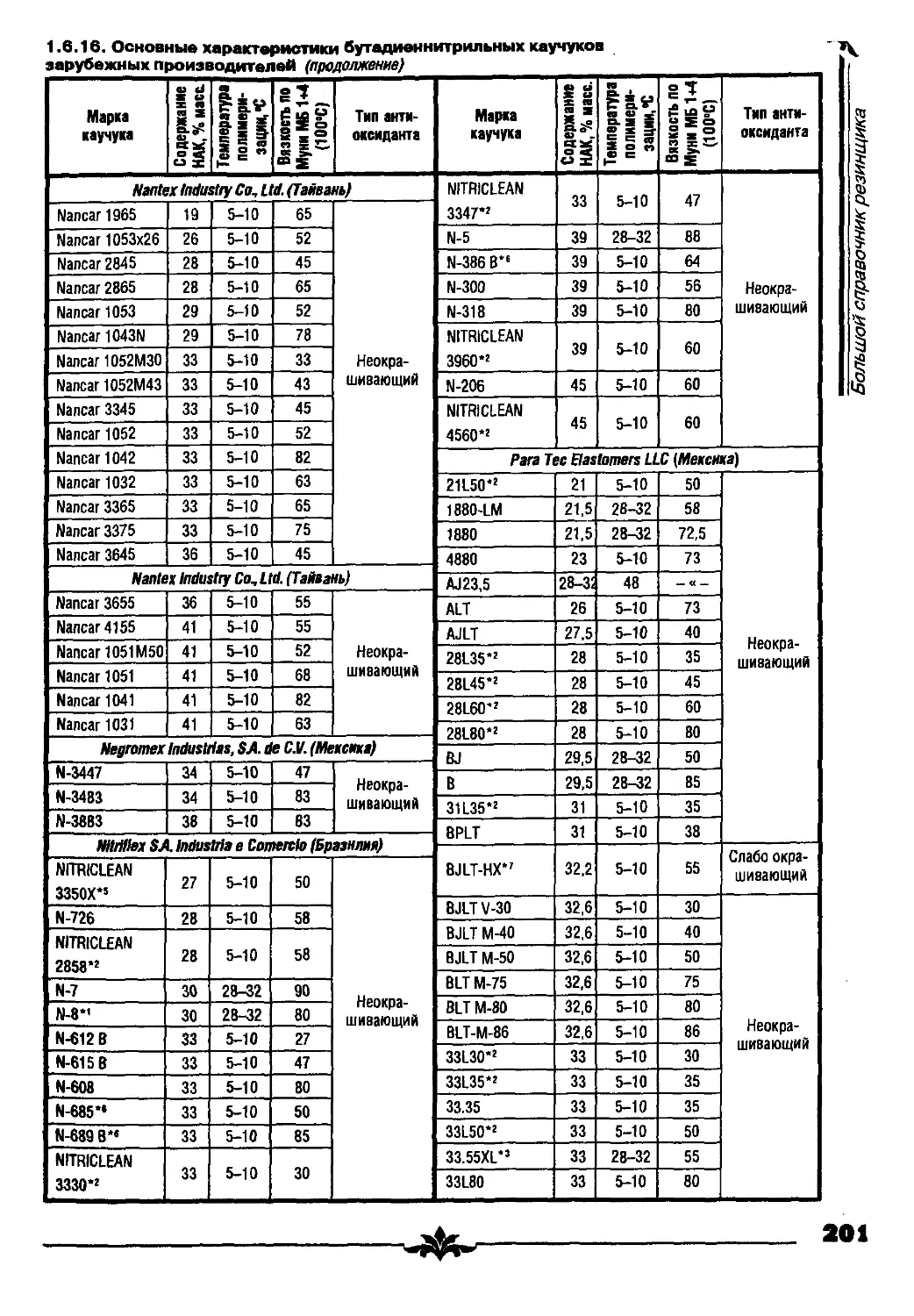
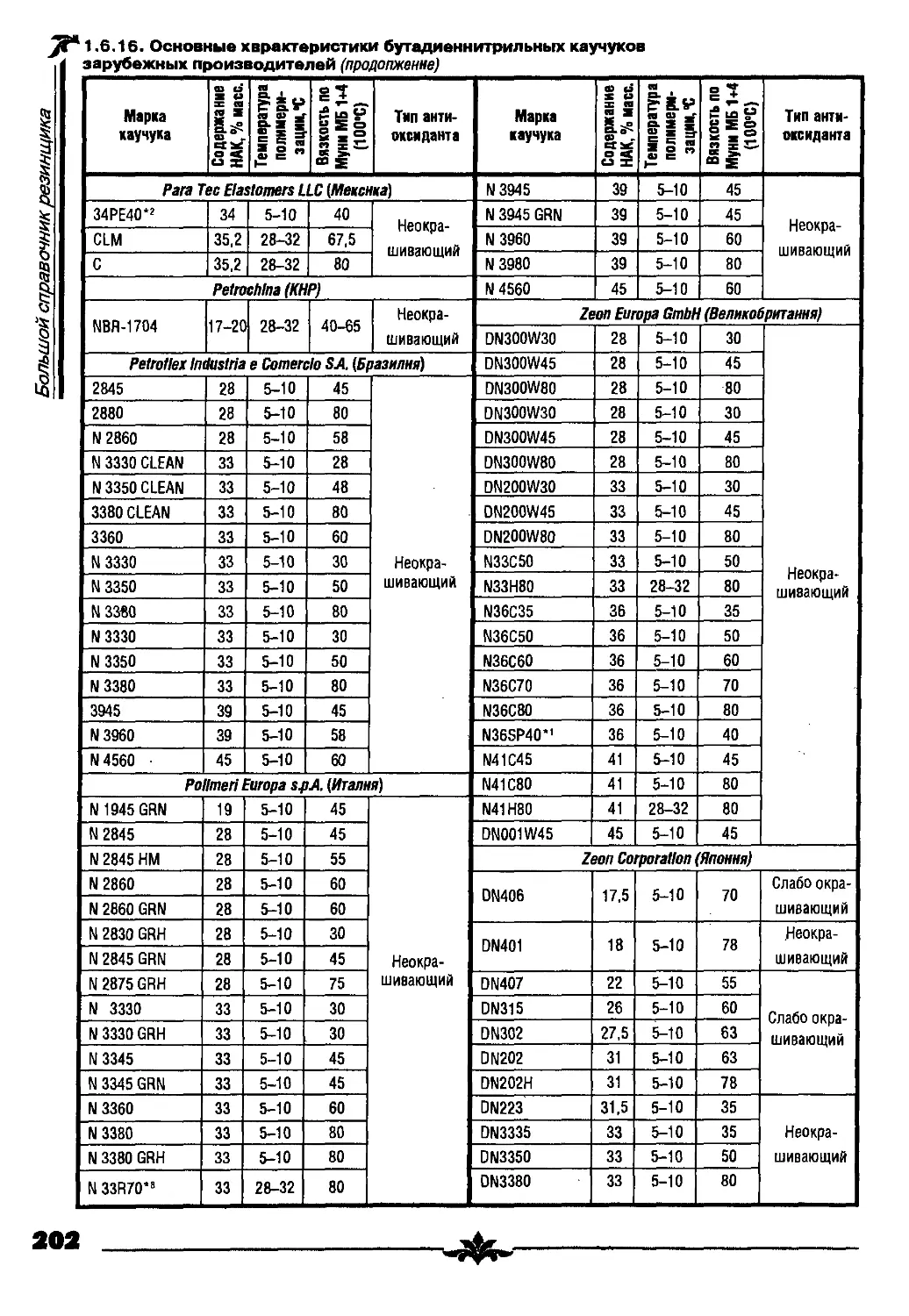
1.62. Типы и марки бутадиеннитрильных каучуков 188
1.6.3. Получение бутадиеннитрильных каучуков 190
1.6.4. Технологические свойства и особенности переработки бутадиеннитрильных каучуков 190
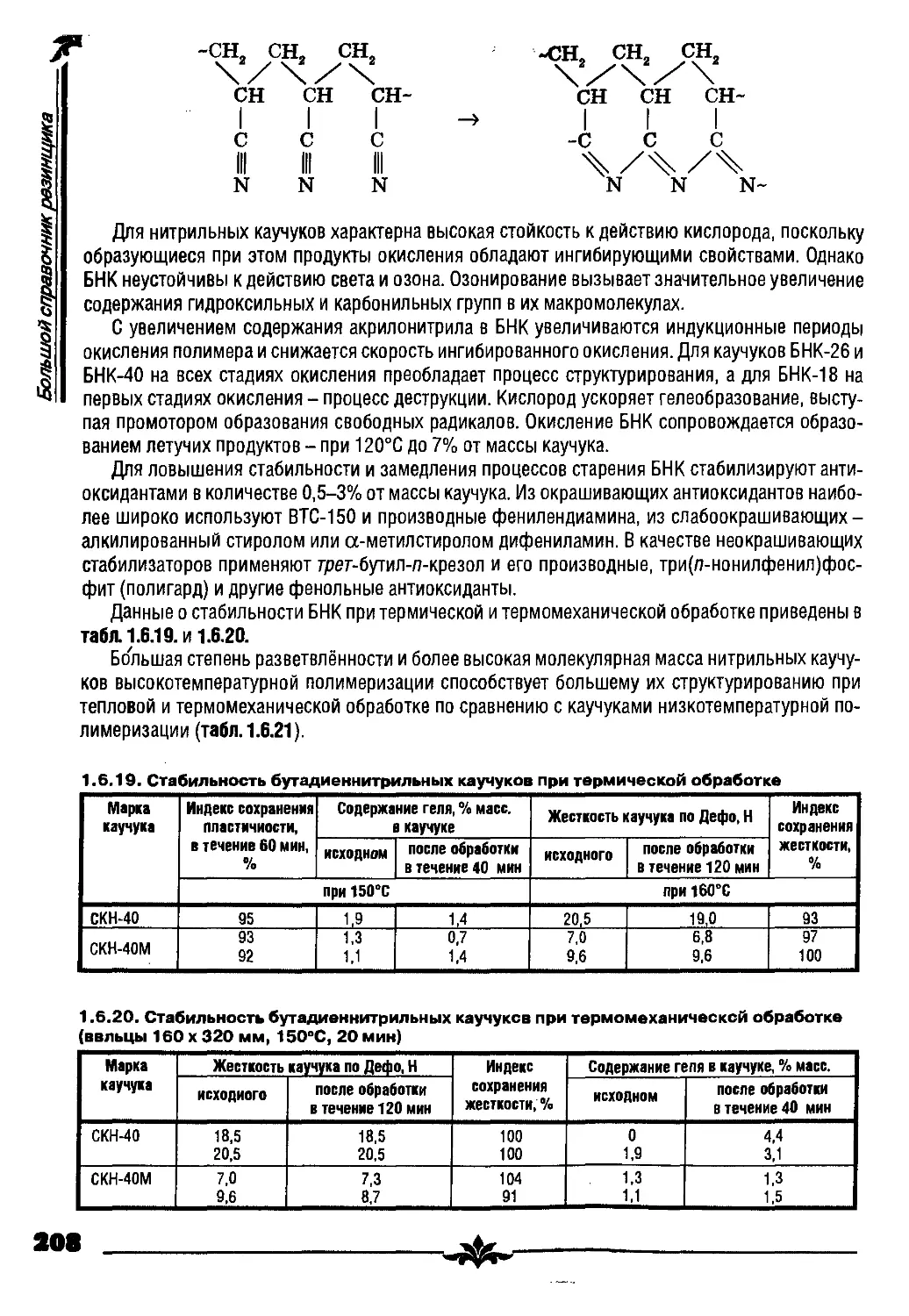
1.6.5. Химические свойства бутадиеннитрильных каучуков 207
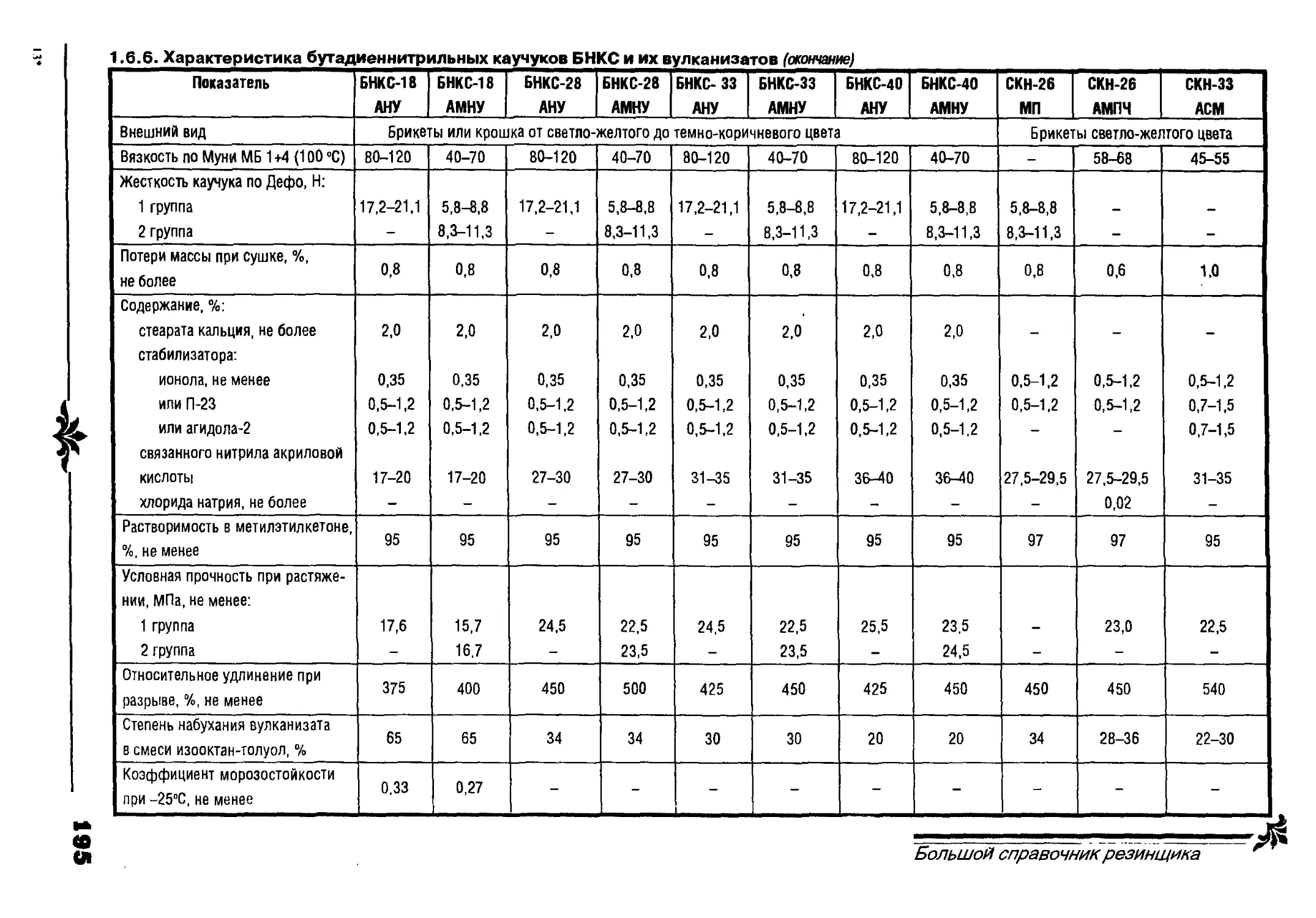
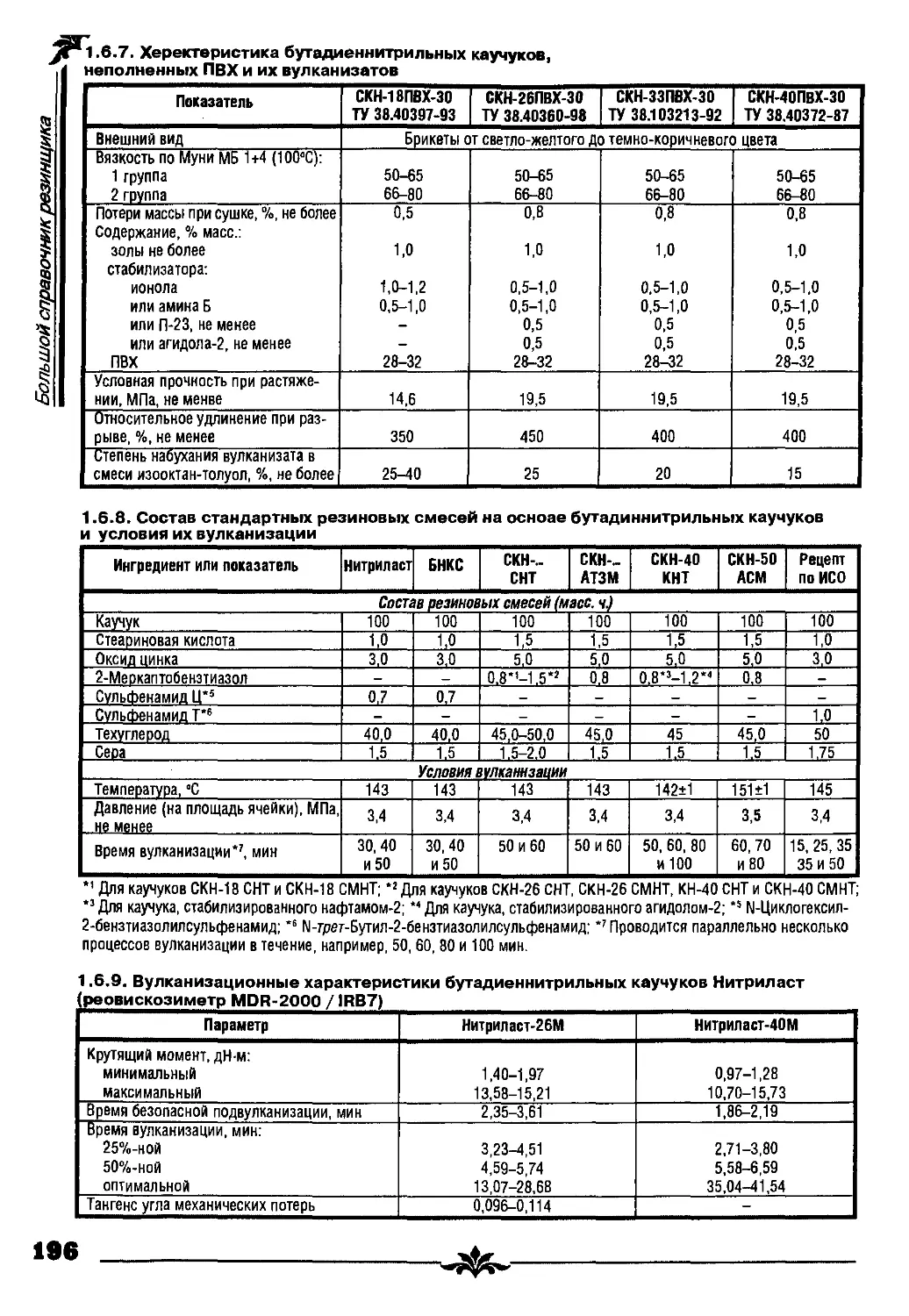
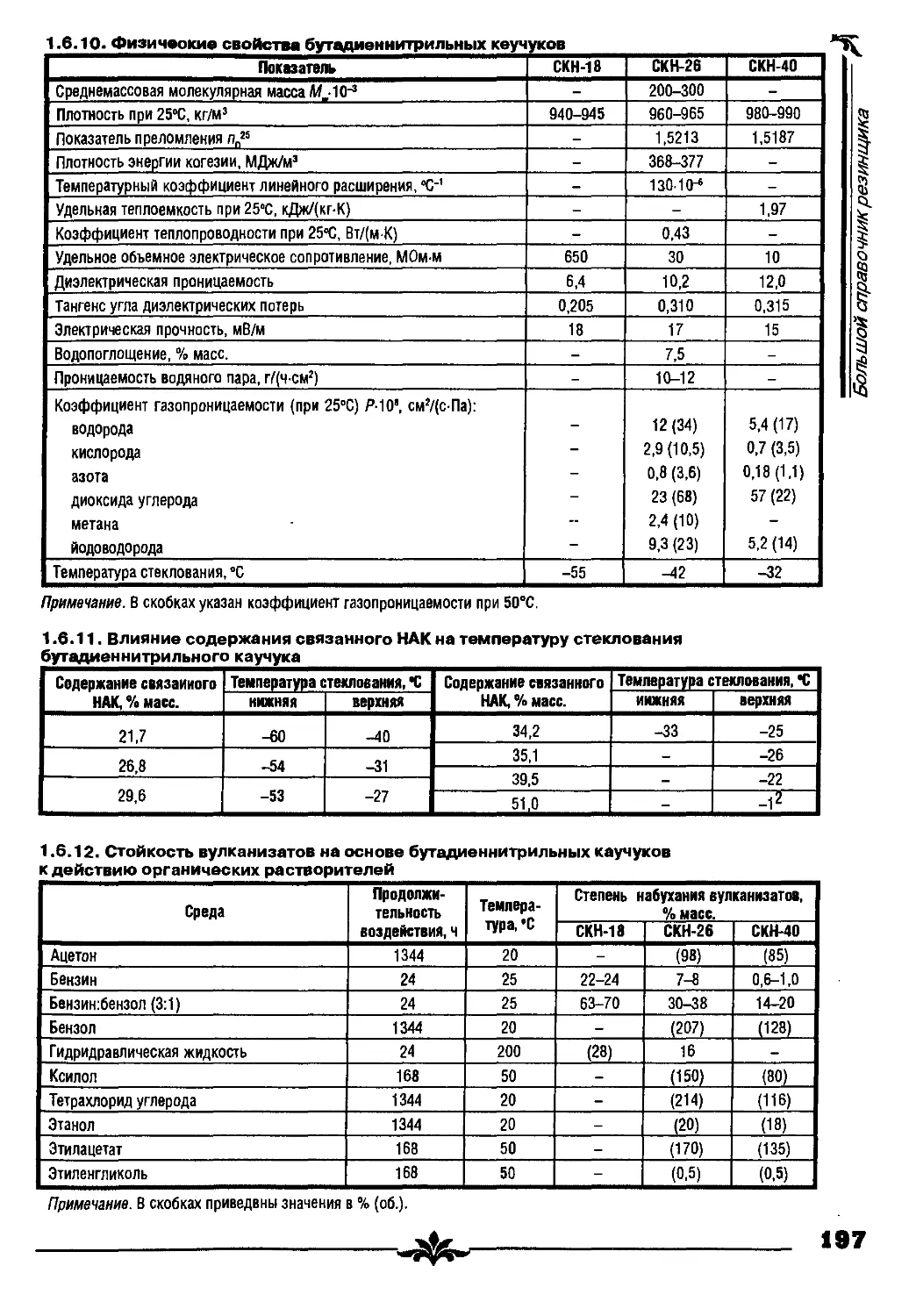
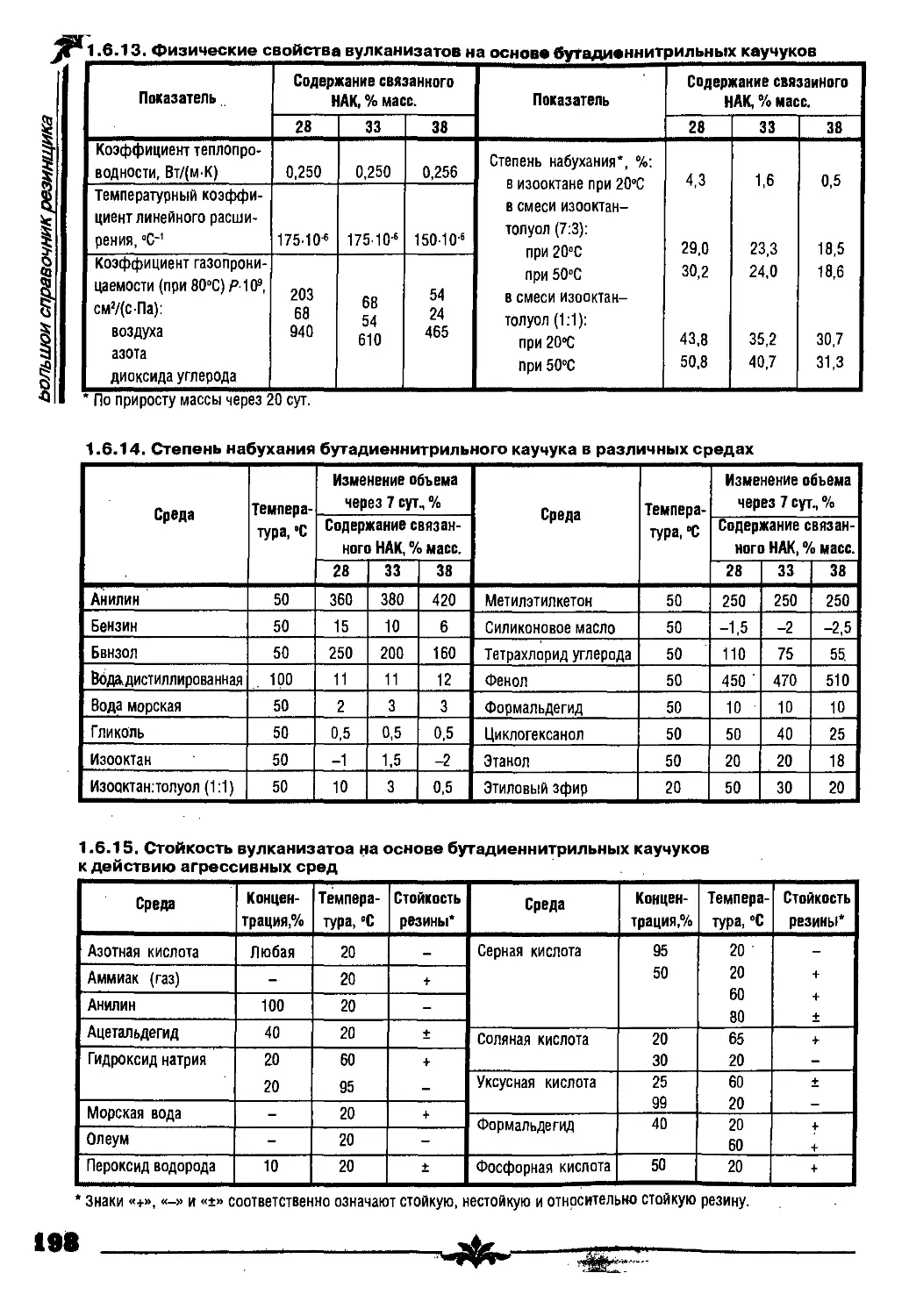
1.6.6. Применение бутадиеннитрильных каучуков 209
1.6.7. Хранение и транспортирование бутадиеннитрильных каучуков 209
1.6.8. Экологические свойства и взрыво- пожаробезопасность бутадиеннитрильных каучуков. 210
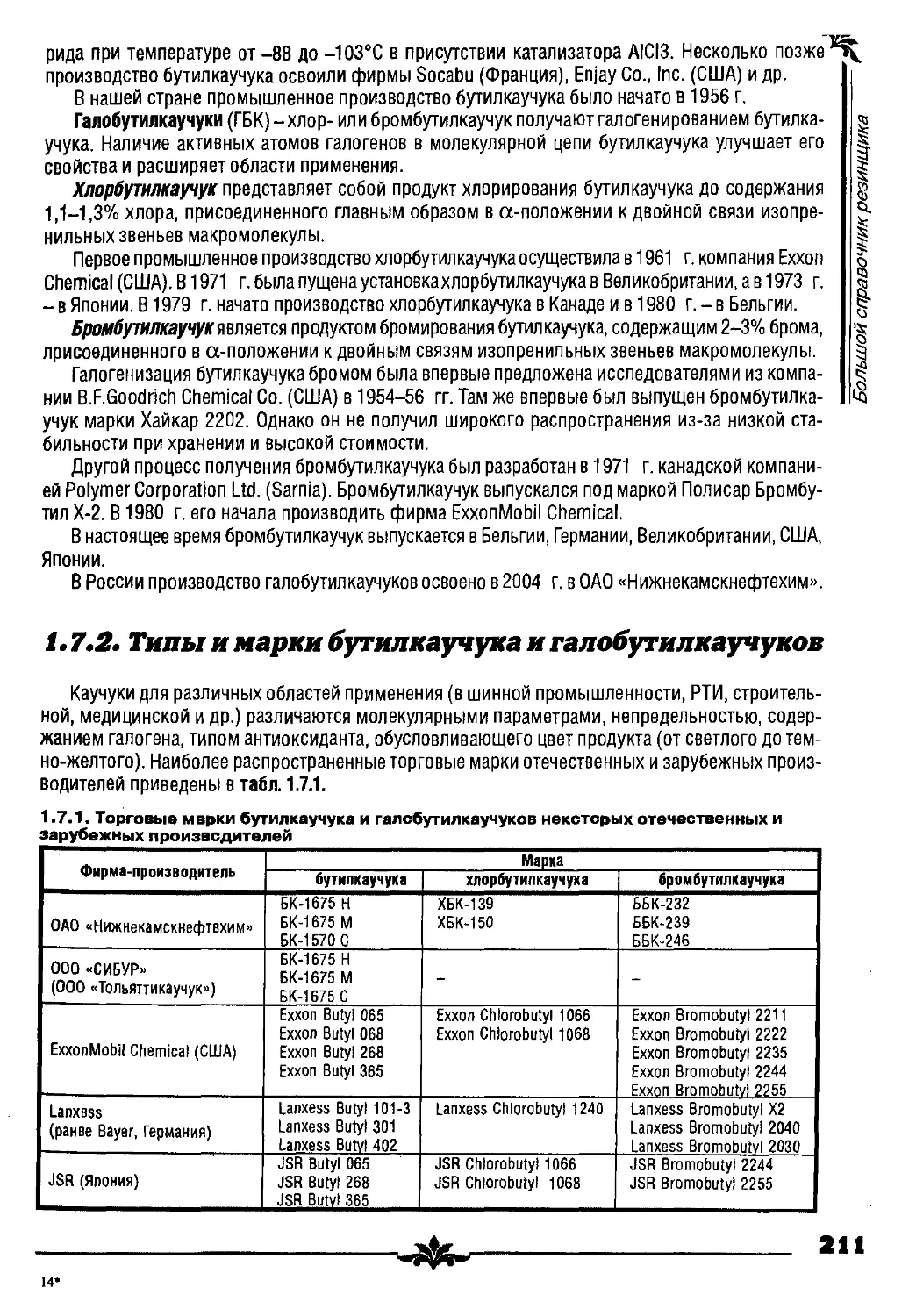
1.7. Бутилкаучук и галобутилкаучуки (И А. Арутюнов, Н.Н. Бырихина) 210
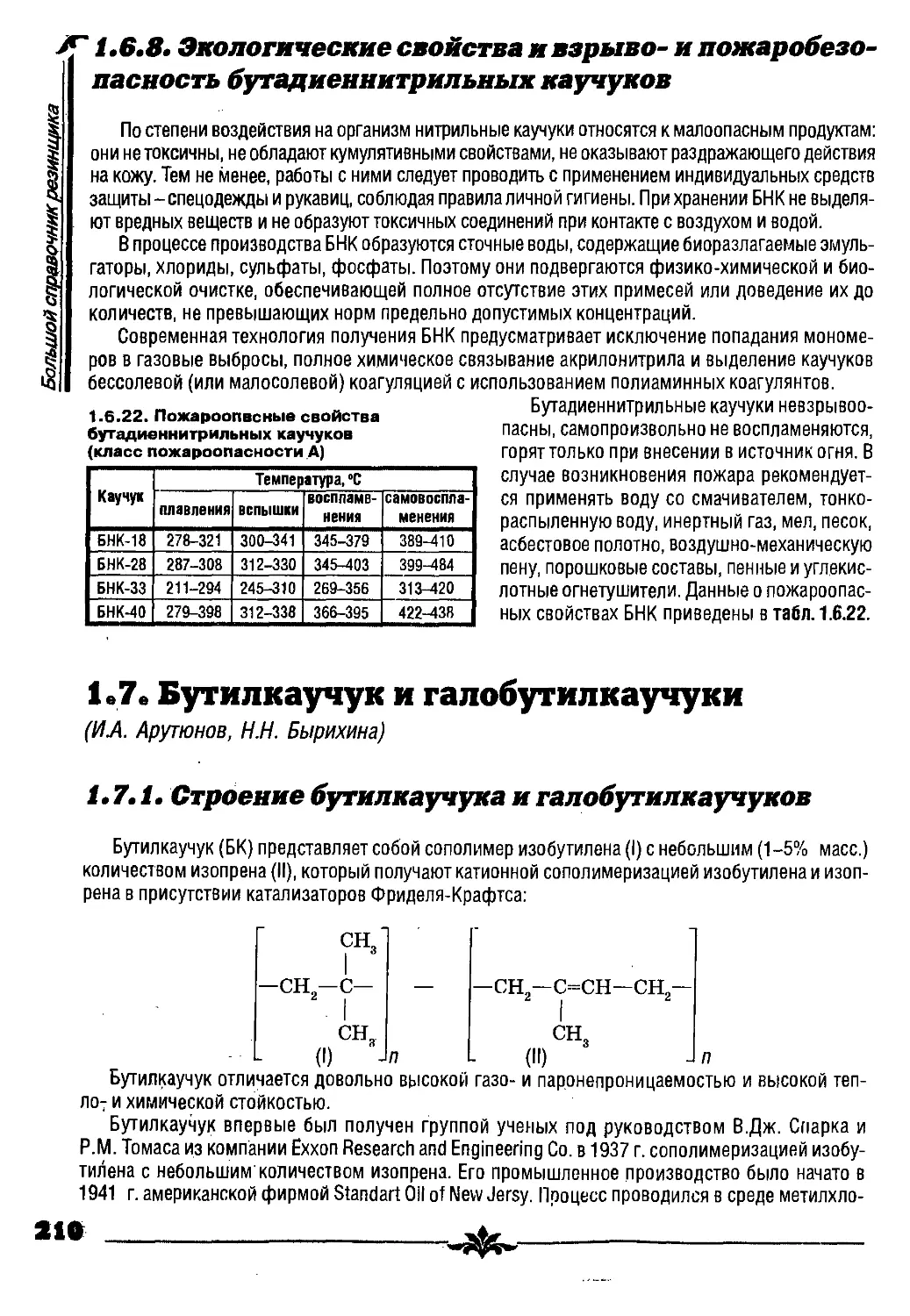
1.7.1. Строение бутилкаучука и галобутилкаучуков 210
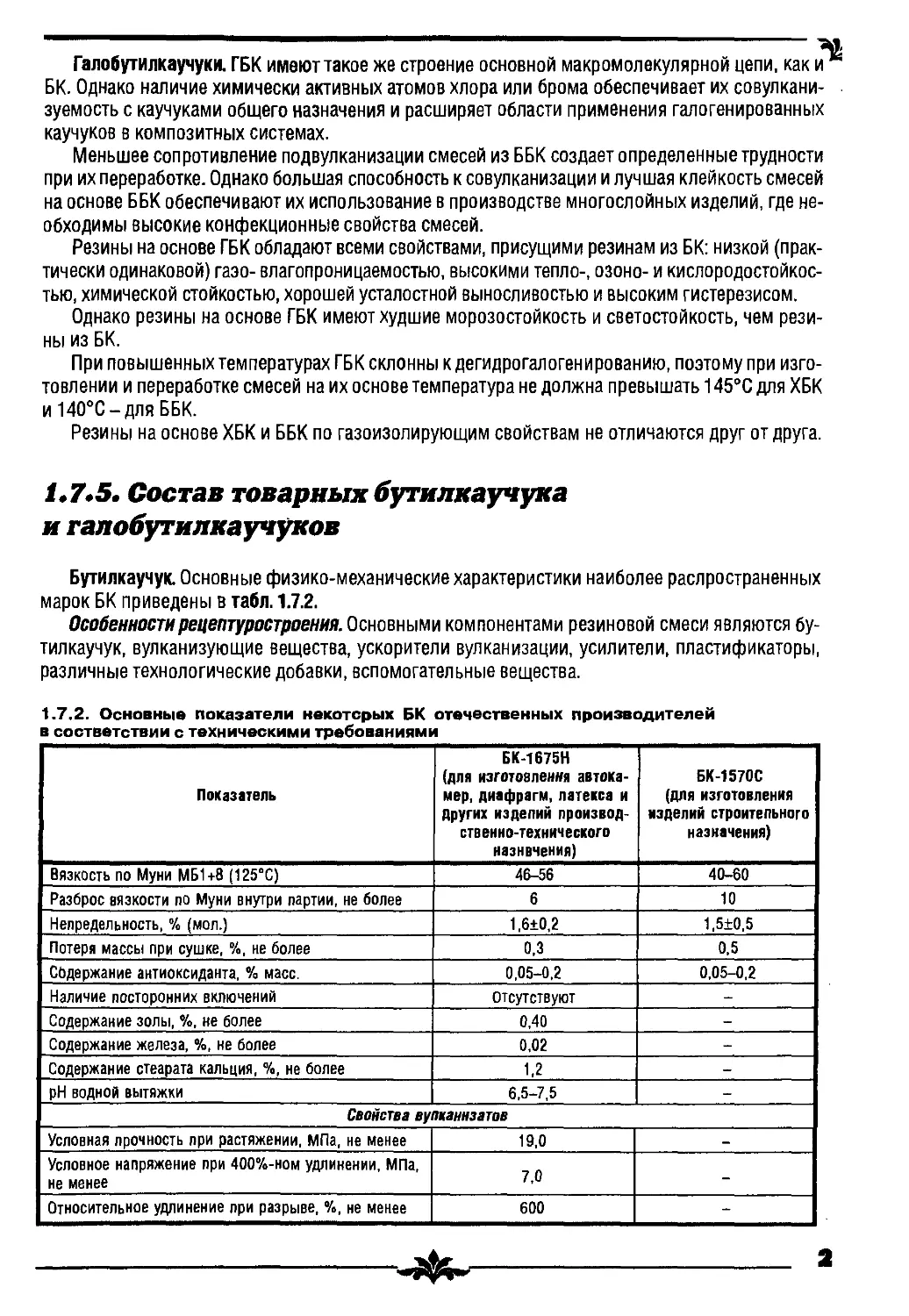
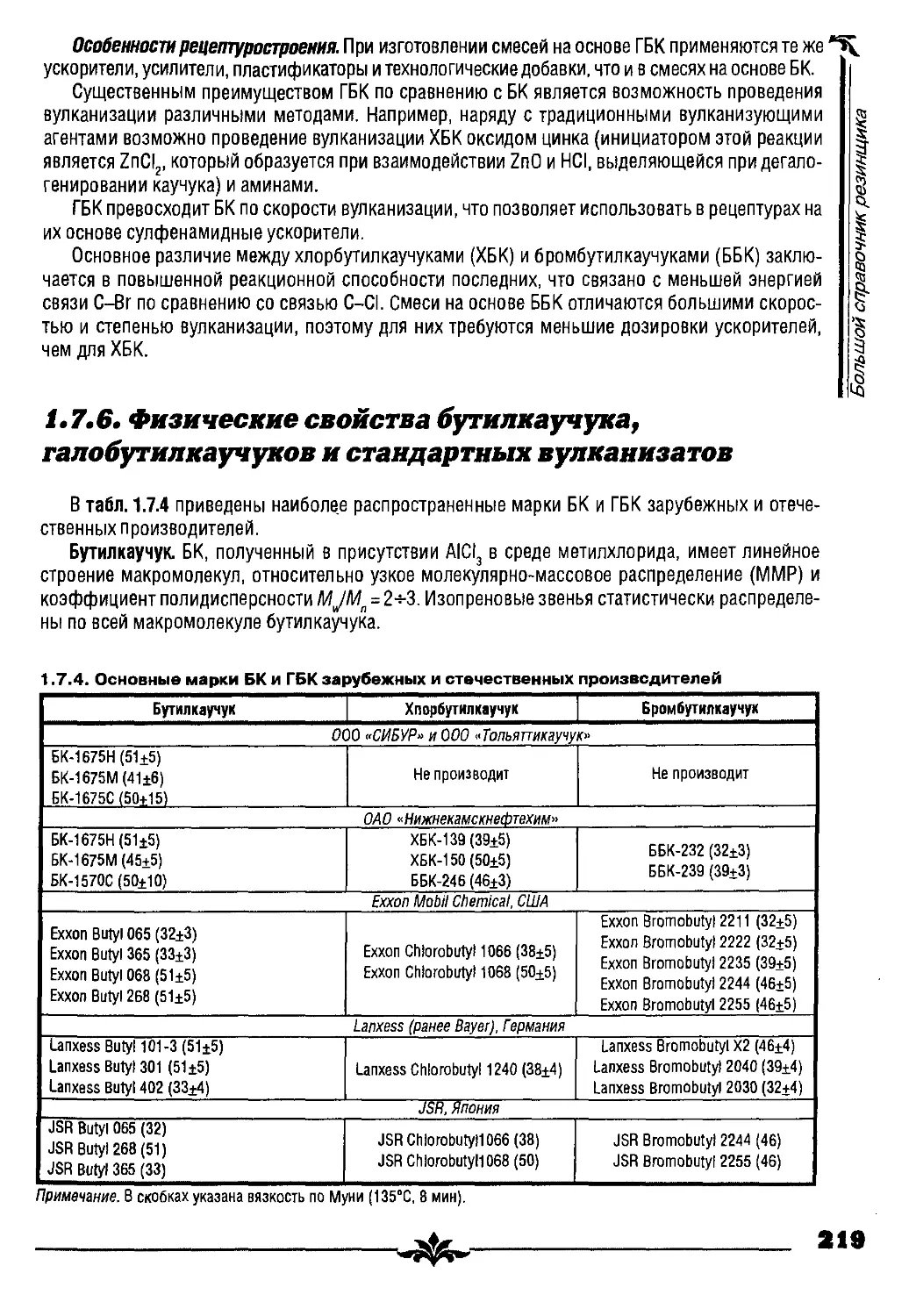
1.7.2. Типы и марки бутилкаучука и галобутилкаучуков 211
1.7.3. Получение бутилкаучука и галобутилкаучуков 212
1.7.4. Технологические свойства и особенности переработки бутилкаучука
и галобутилкаучуков 216
1.7.5. Состав товарных бутилкаучука и галобутилкаучуков 217
1.7.6. Физические свойства бутилкаучука, галобутилкаучуков и стандартных вулканизатов ... 219
1.7.7. Химические свойства бутилкаучука и галобутилкаучуков 221
1.7.8. Применение бутилкаучука и галобутилкаучуков 222
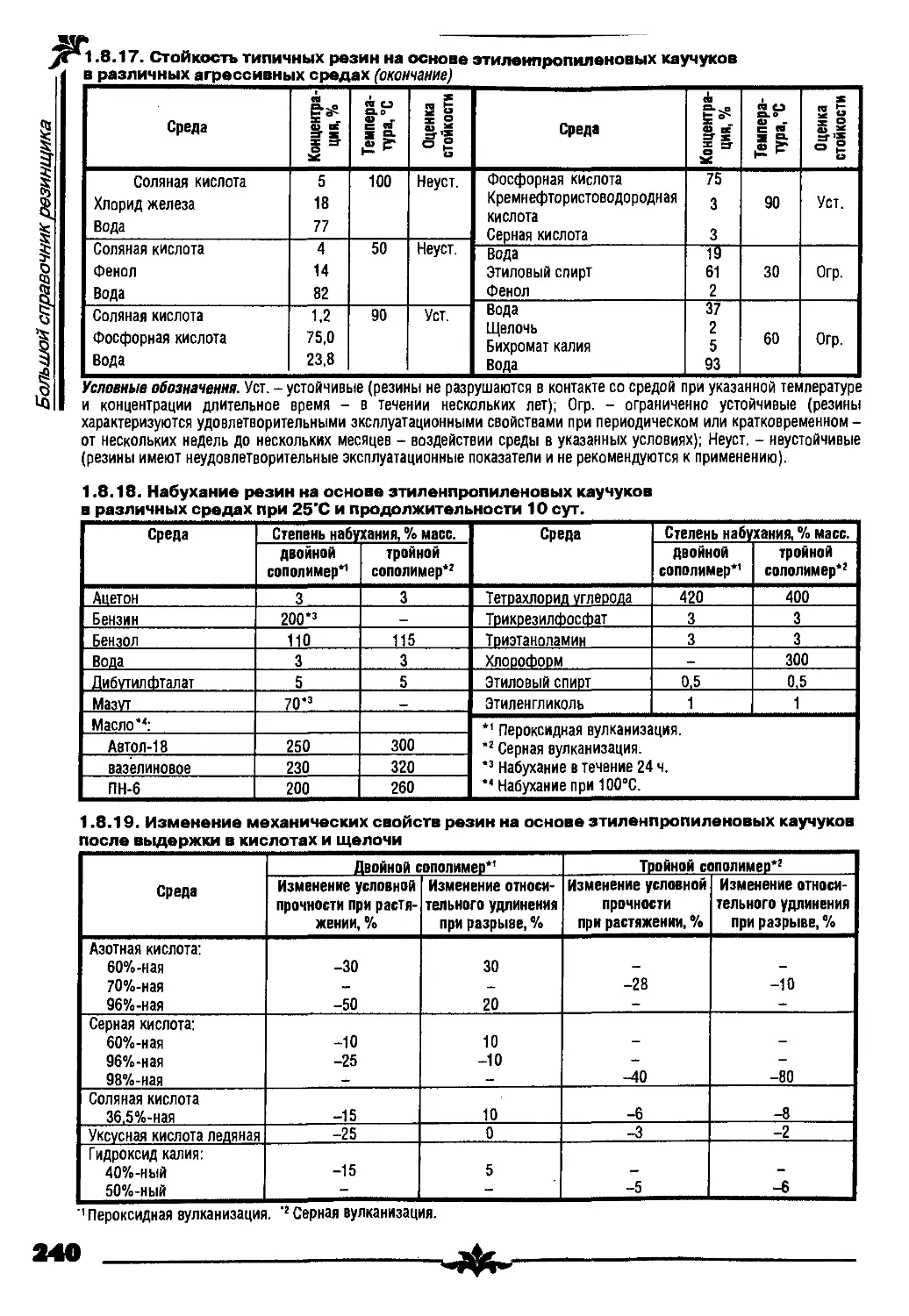
1.8. Этиленпропиленоеые каучуки (В.П. Миронюк) 223
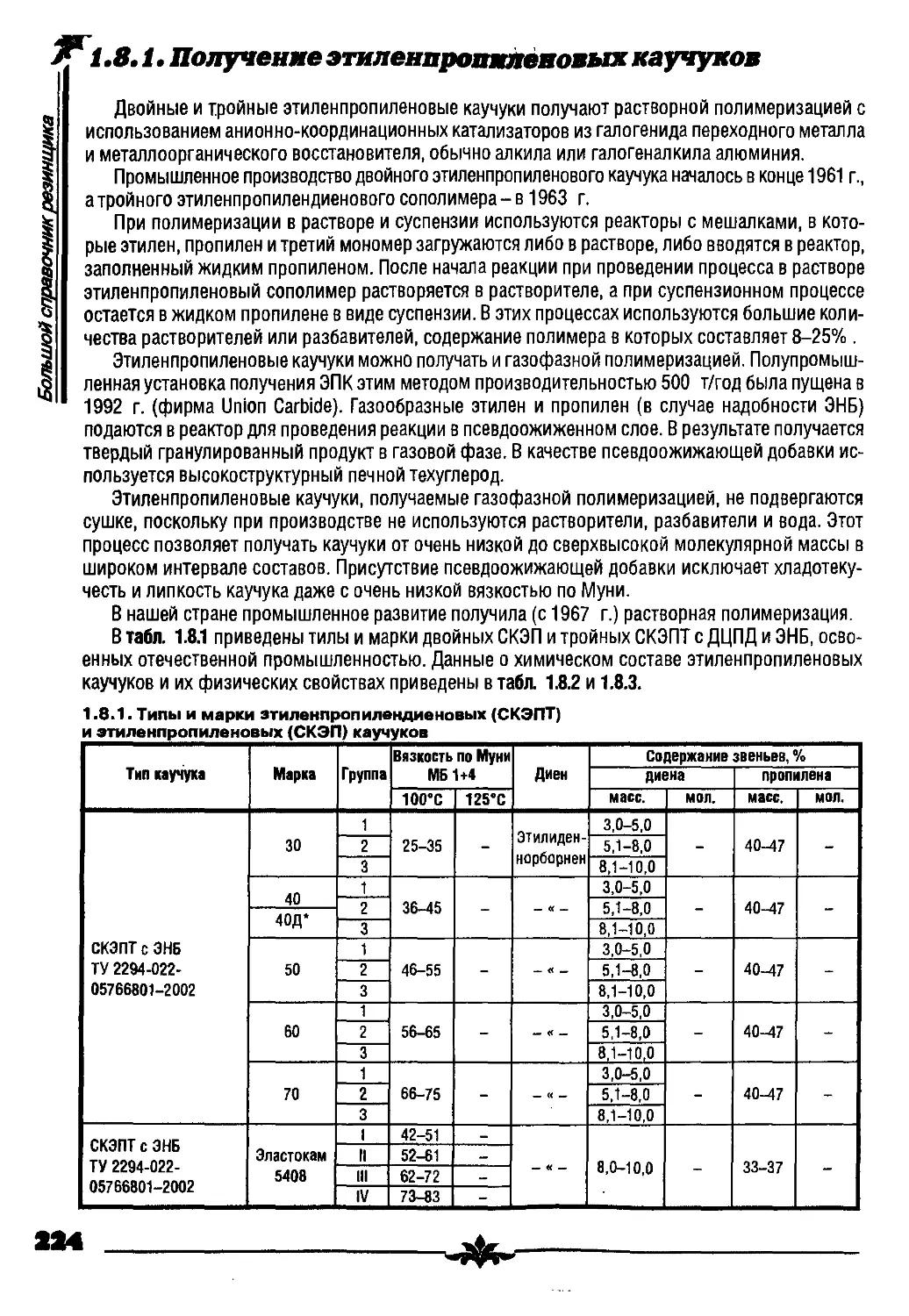
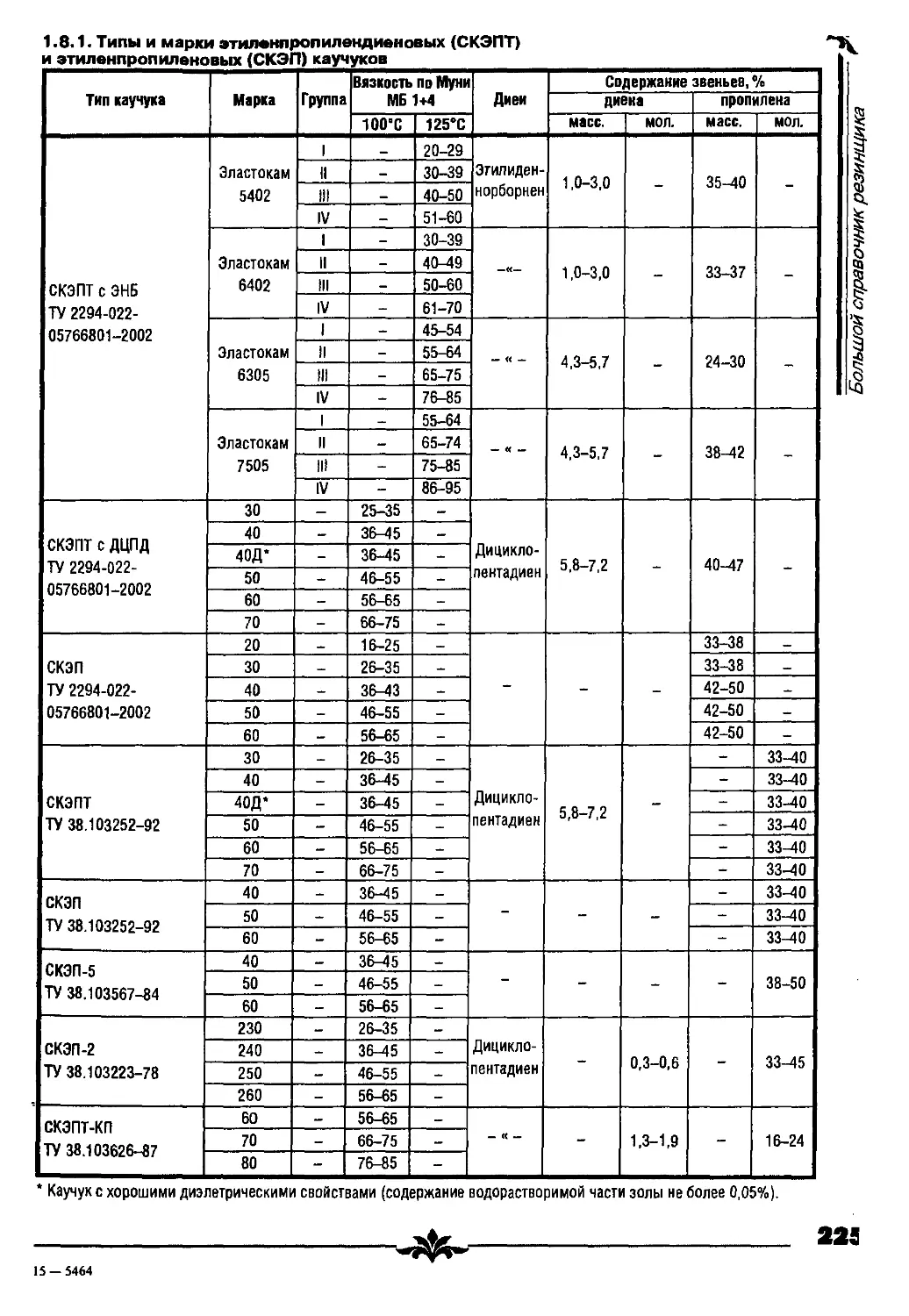
1.8.1. Получение зтиленпропиленовых каучуков 224
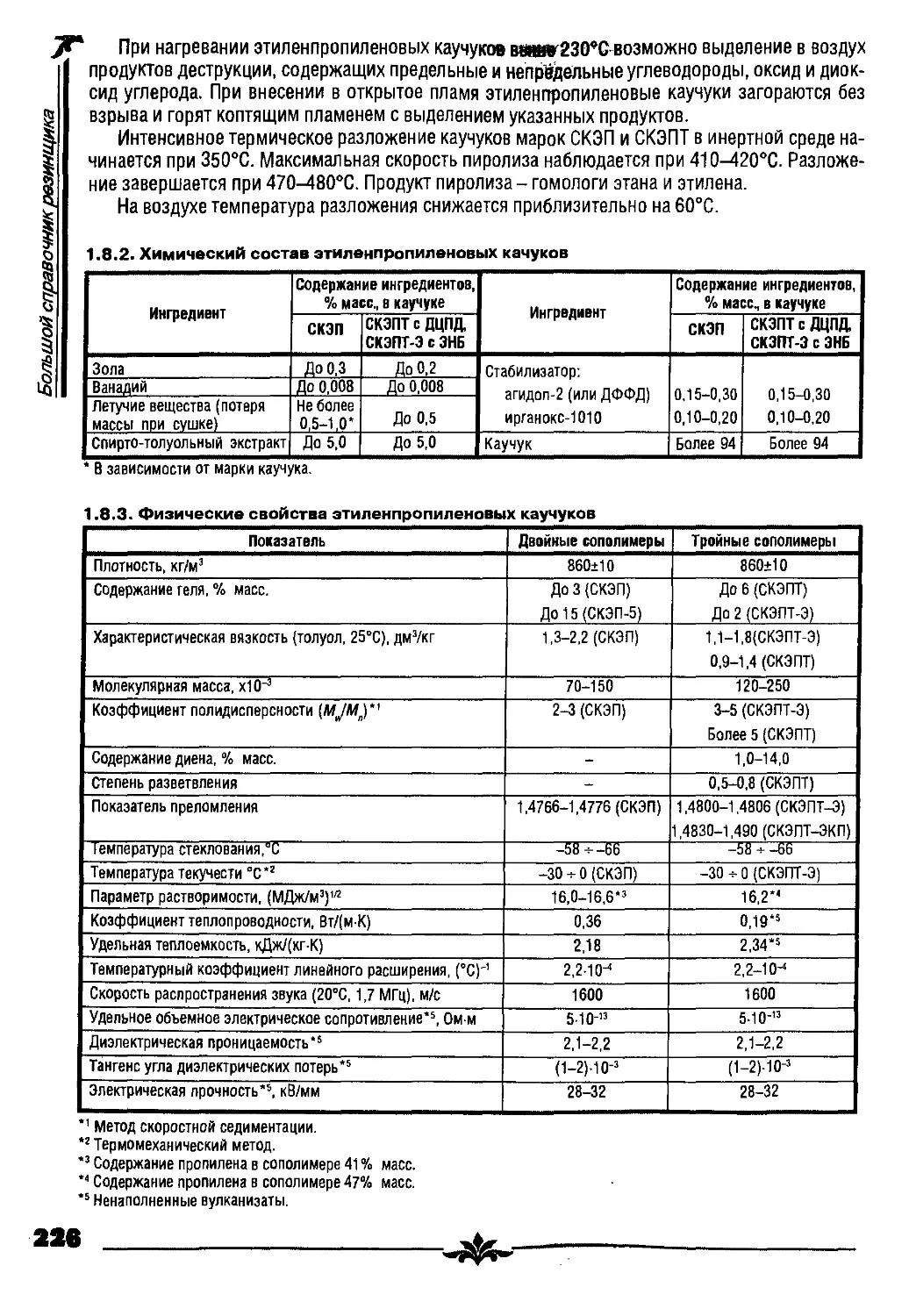
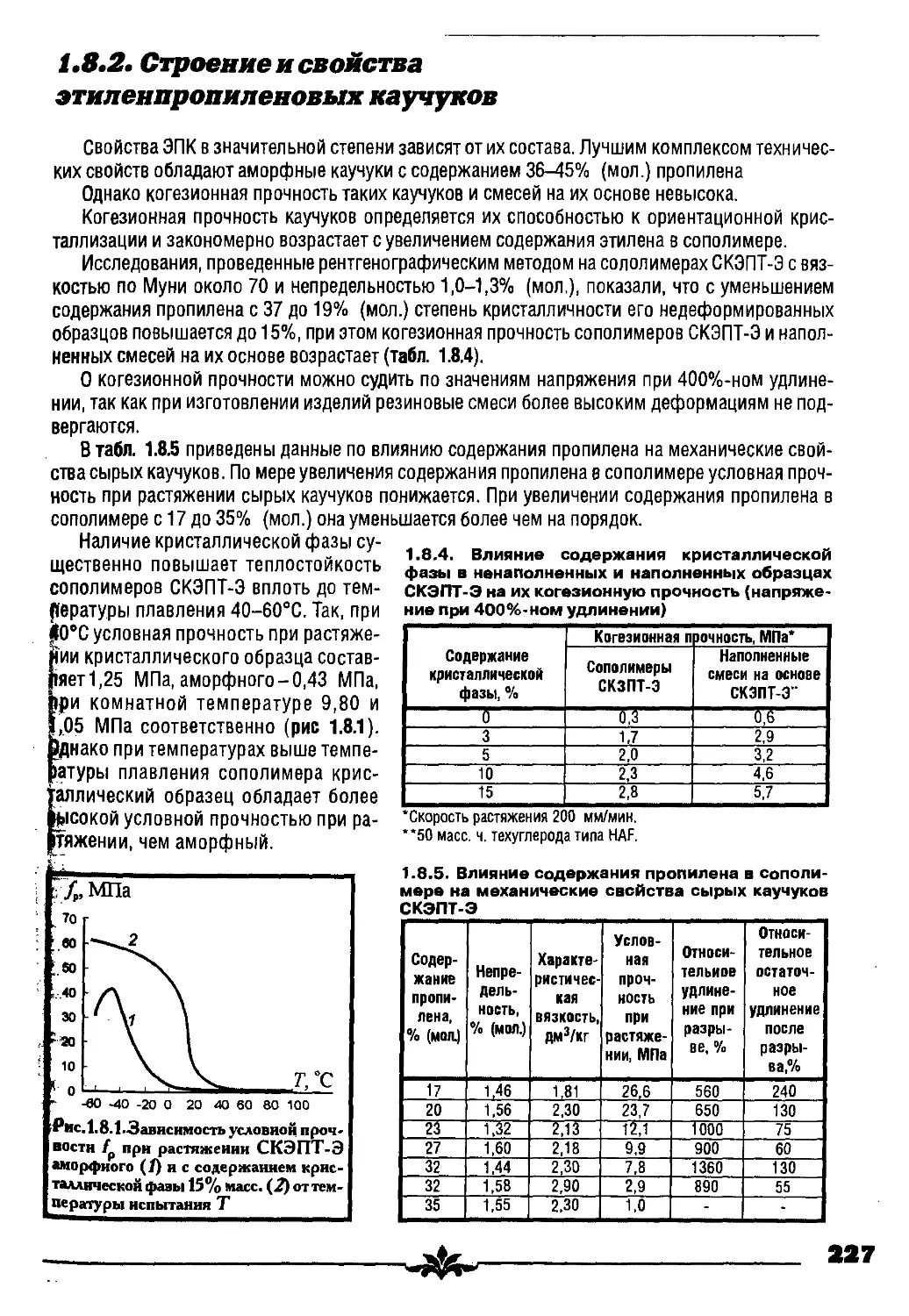
1.8.2. Строение и свойства зтиленпропиленовых каучуков 227
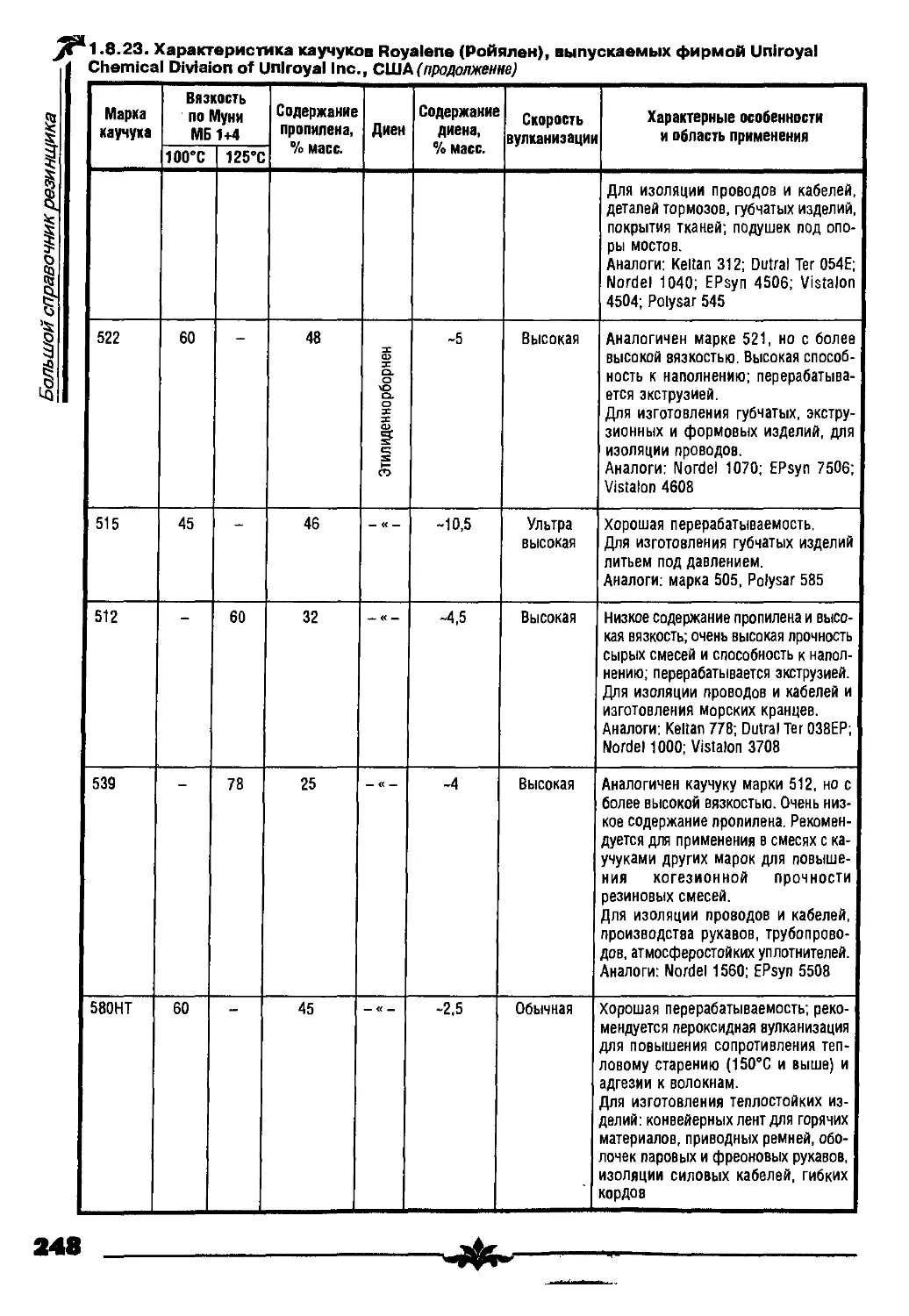
1.8.3. Технологические свойства зтиленпропиленовых каучуков 229
1.8.4. Переработка зтиленпропиленовых каучуков 231
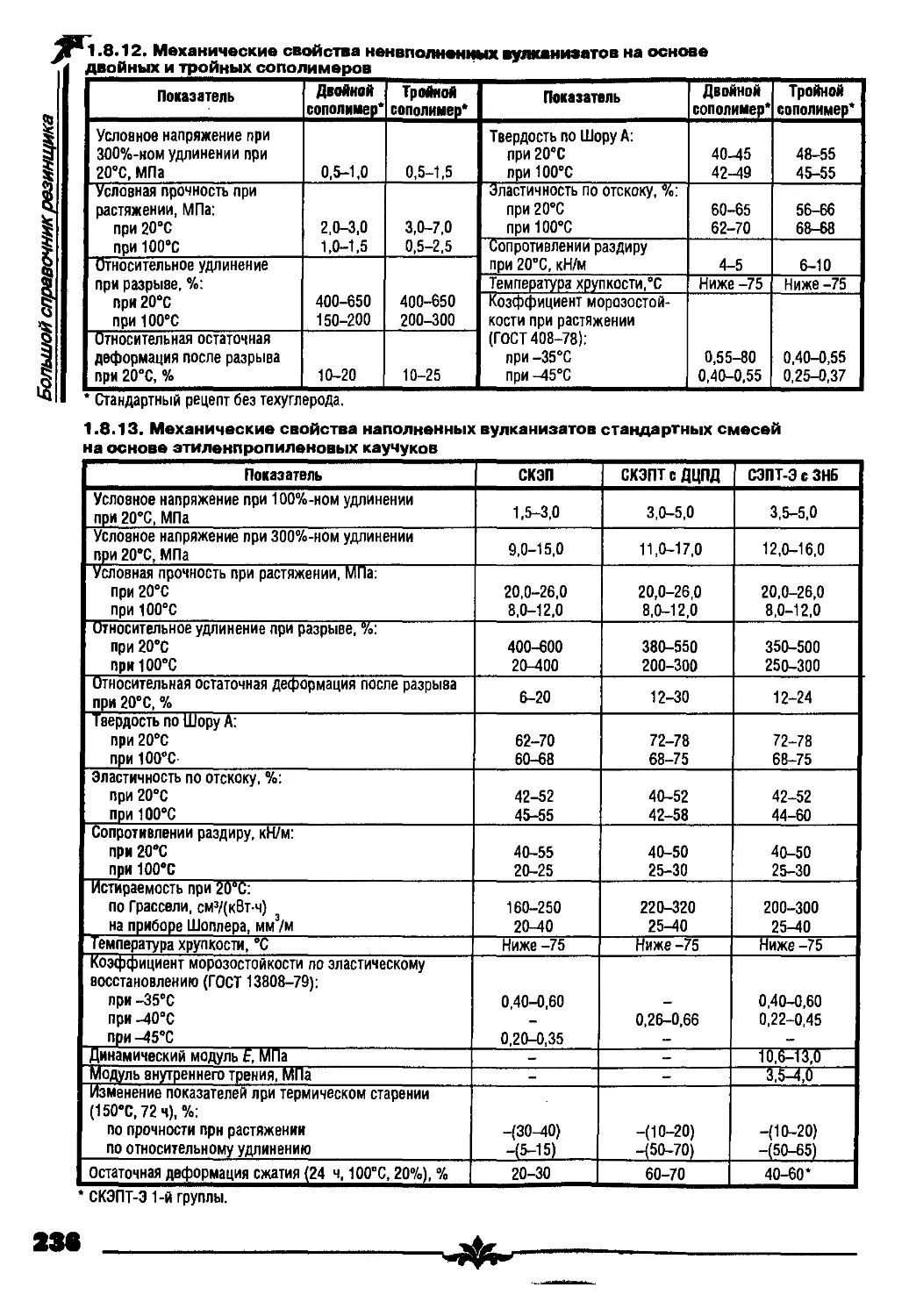
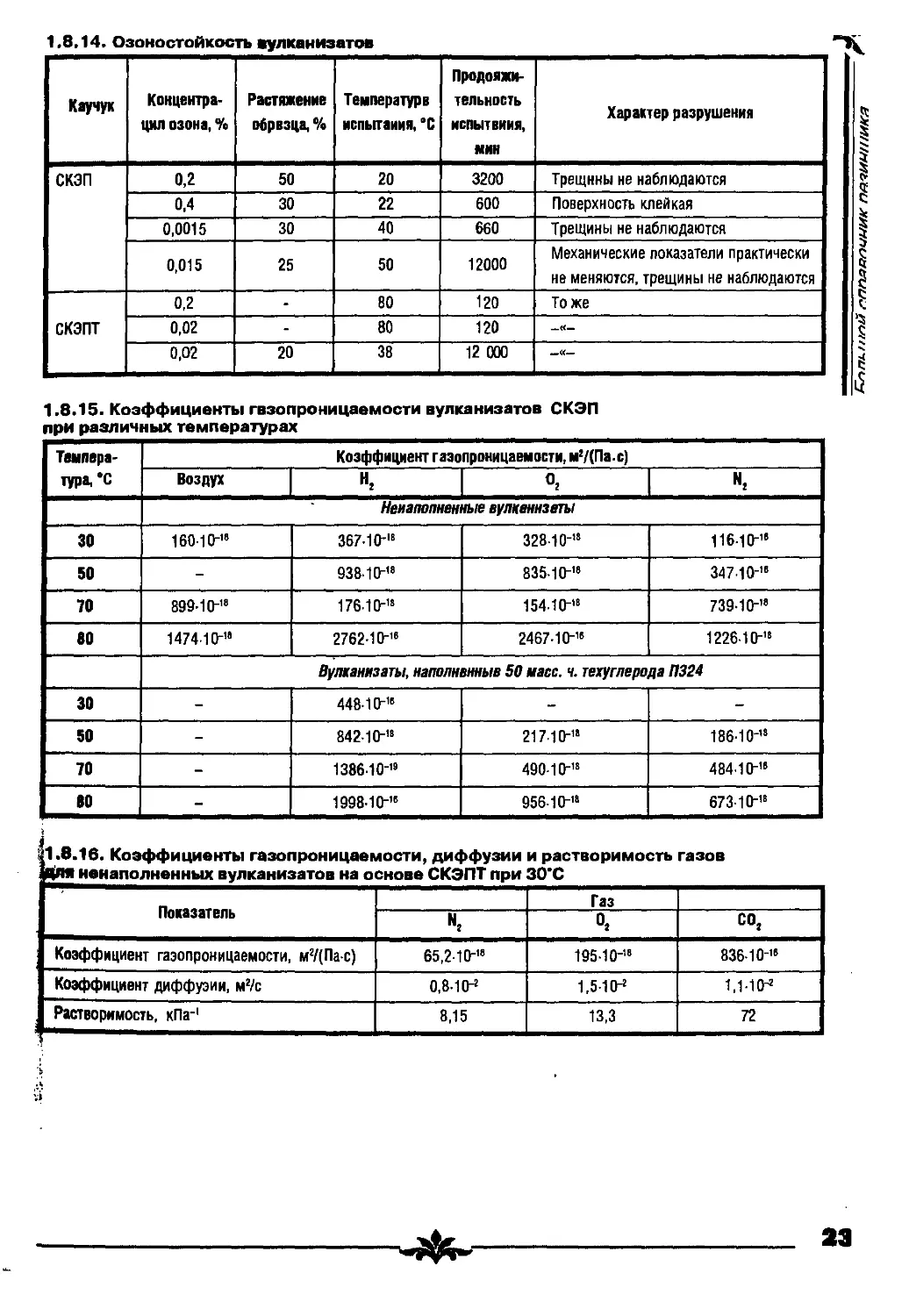
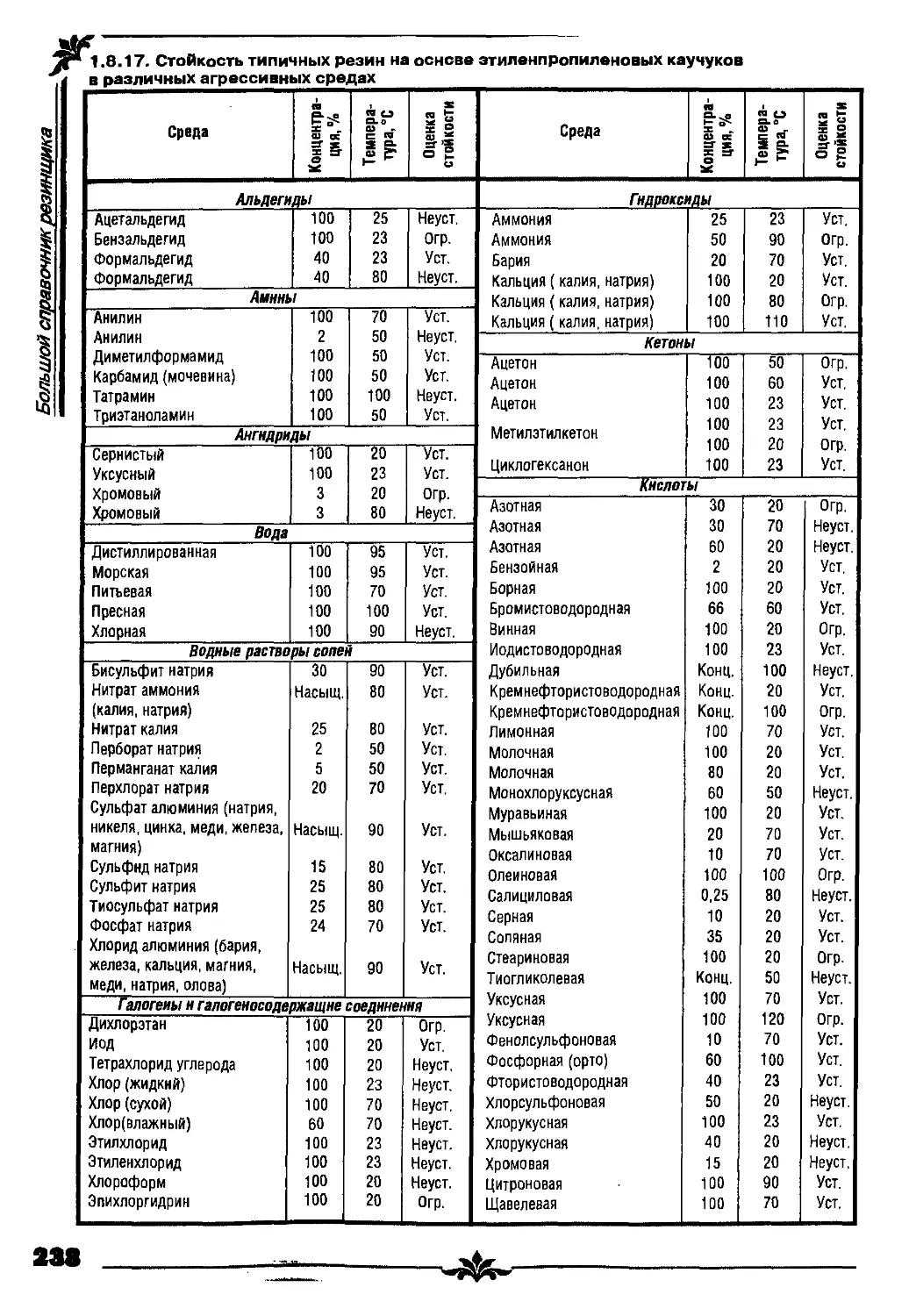
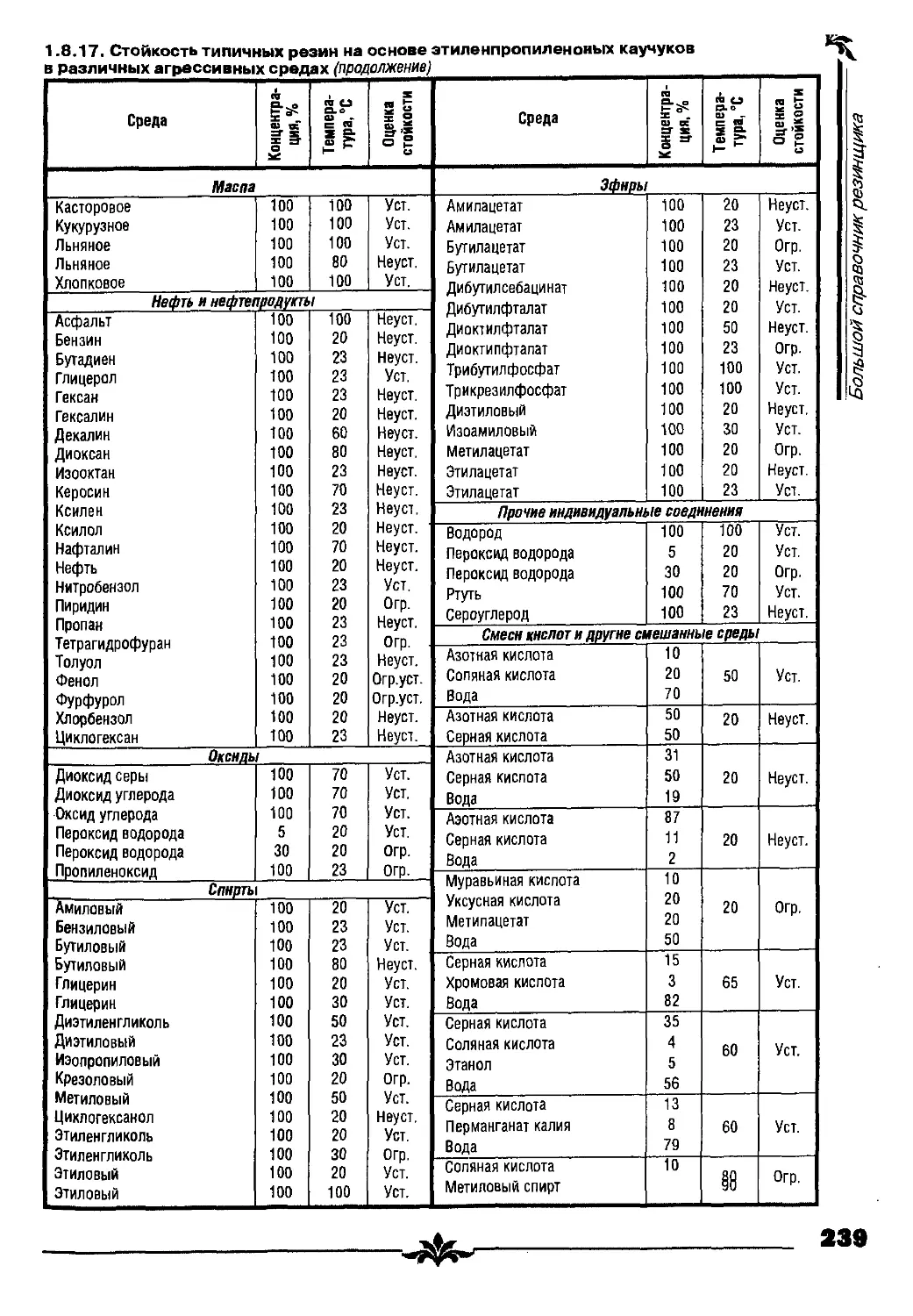
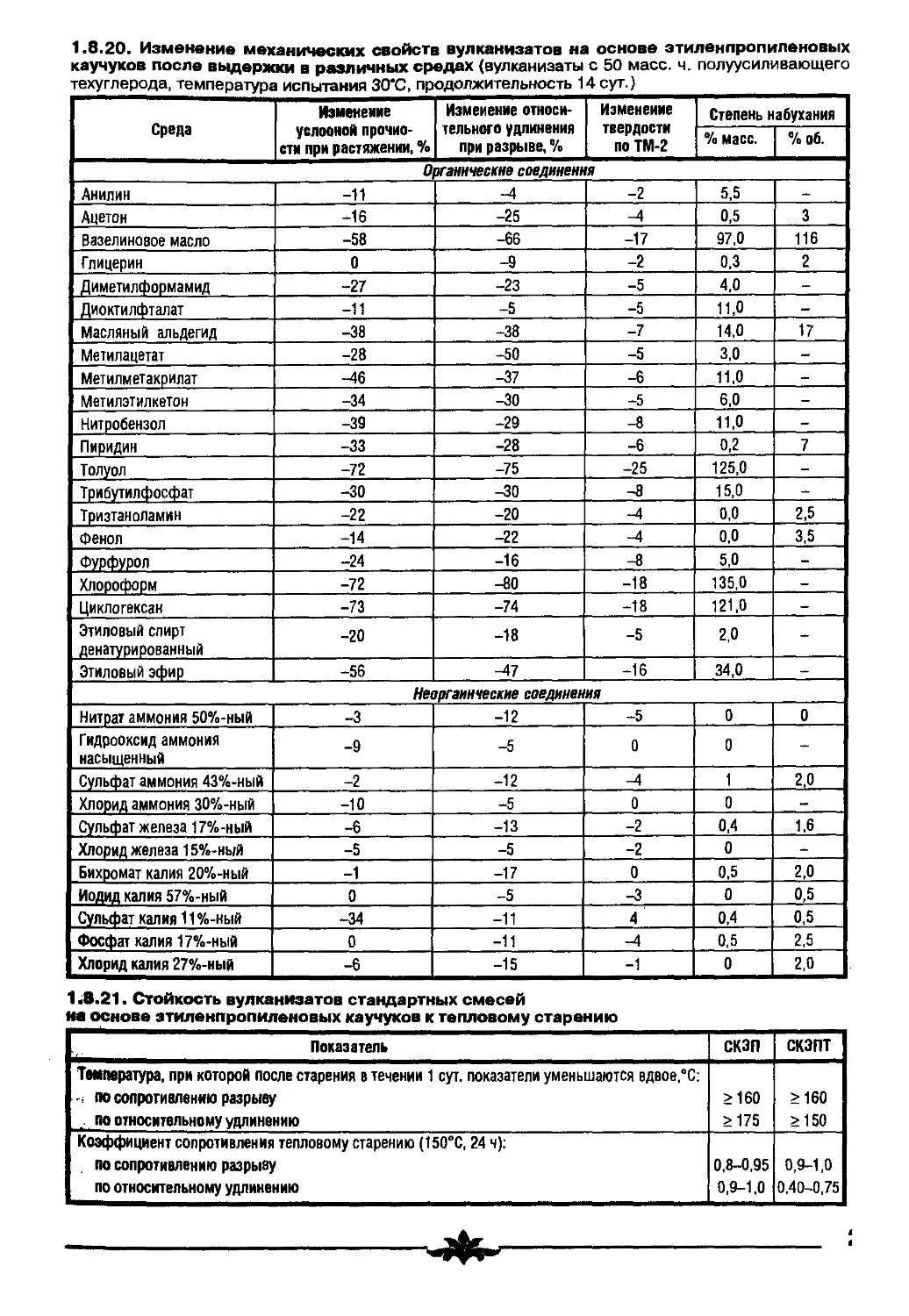
1.8.5. Свойства вулканизатов на основе зтиленпропиленовых каучуков 235
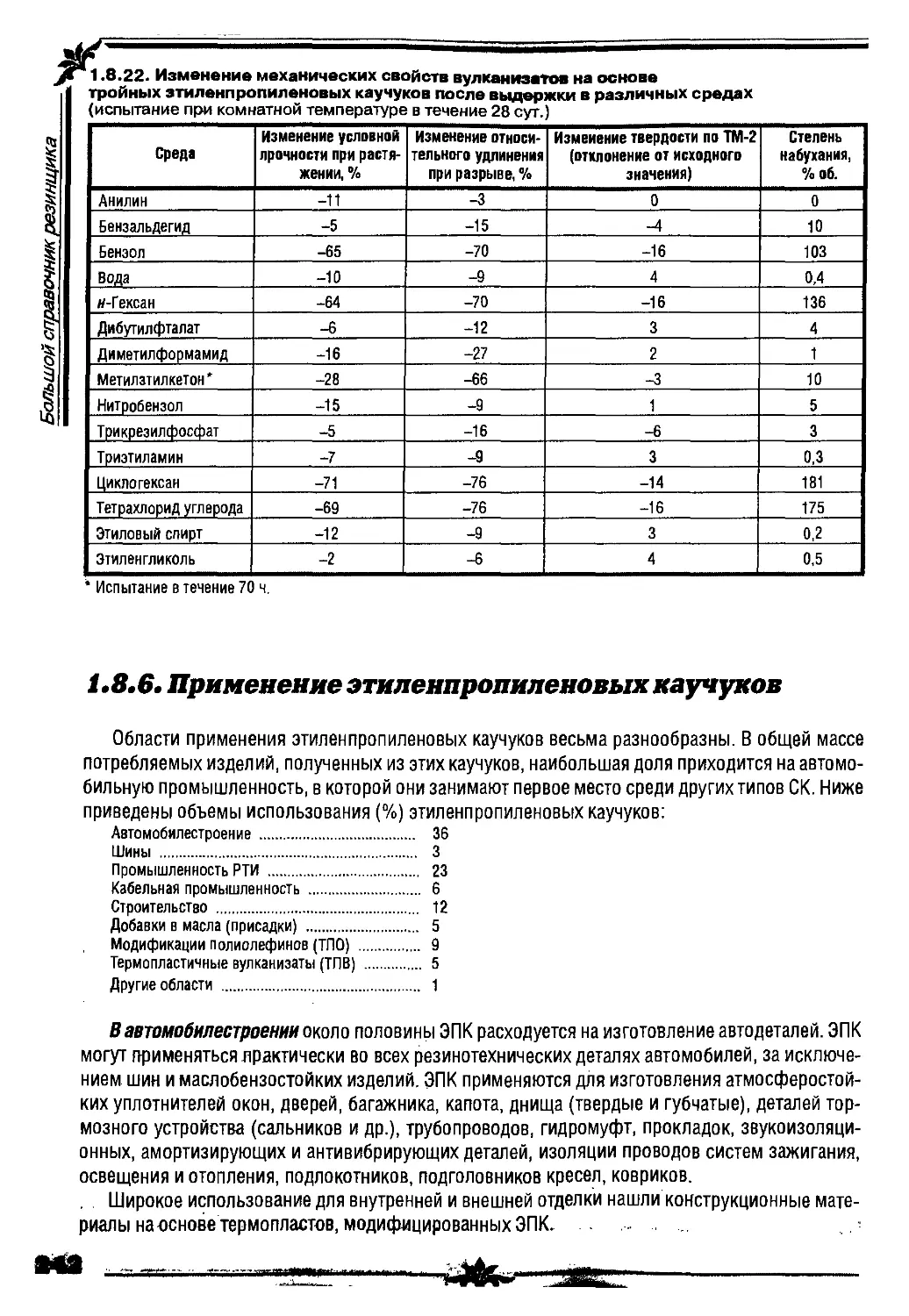
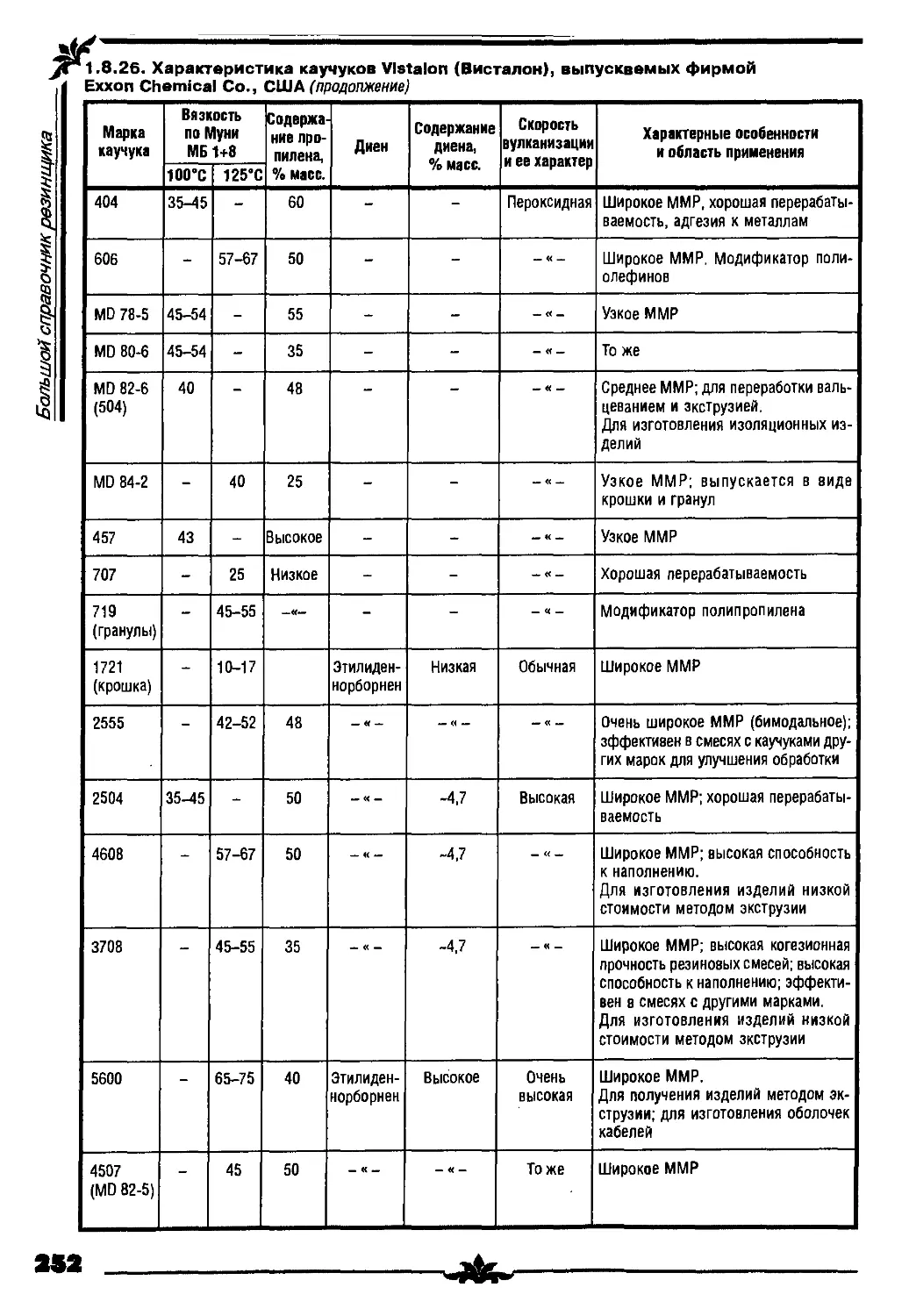
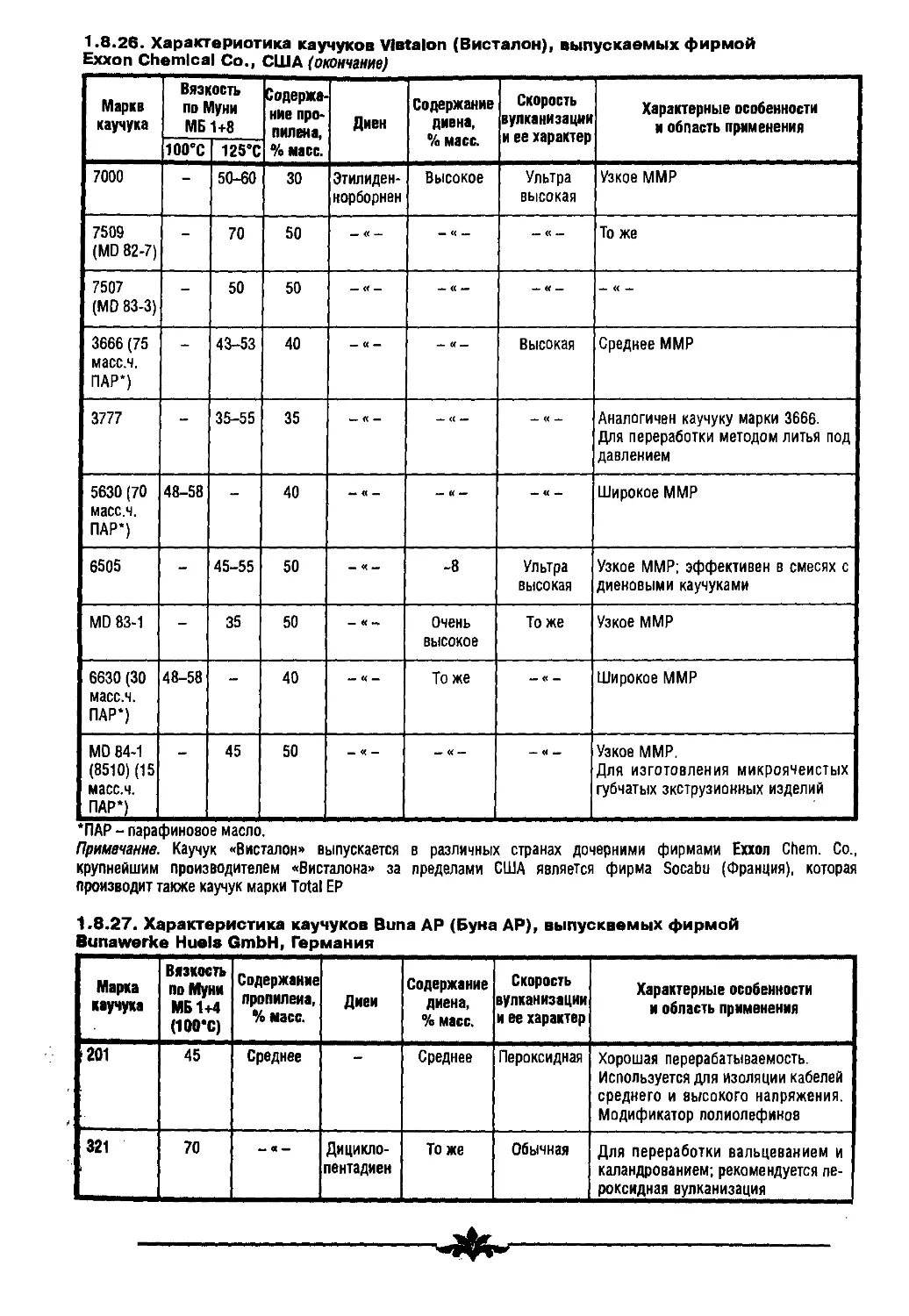
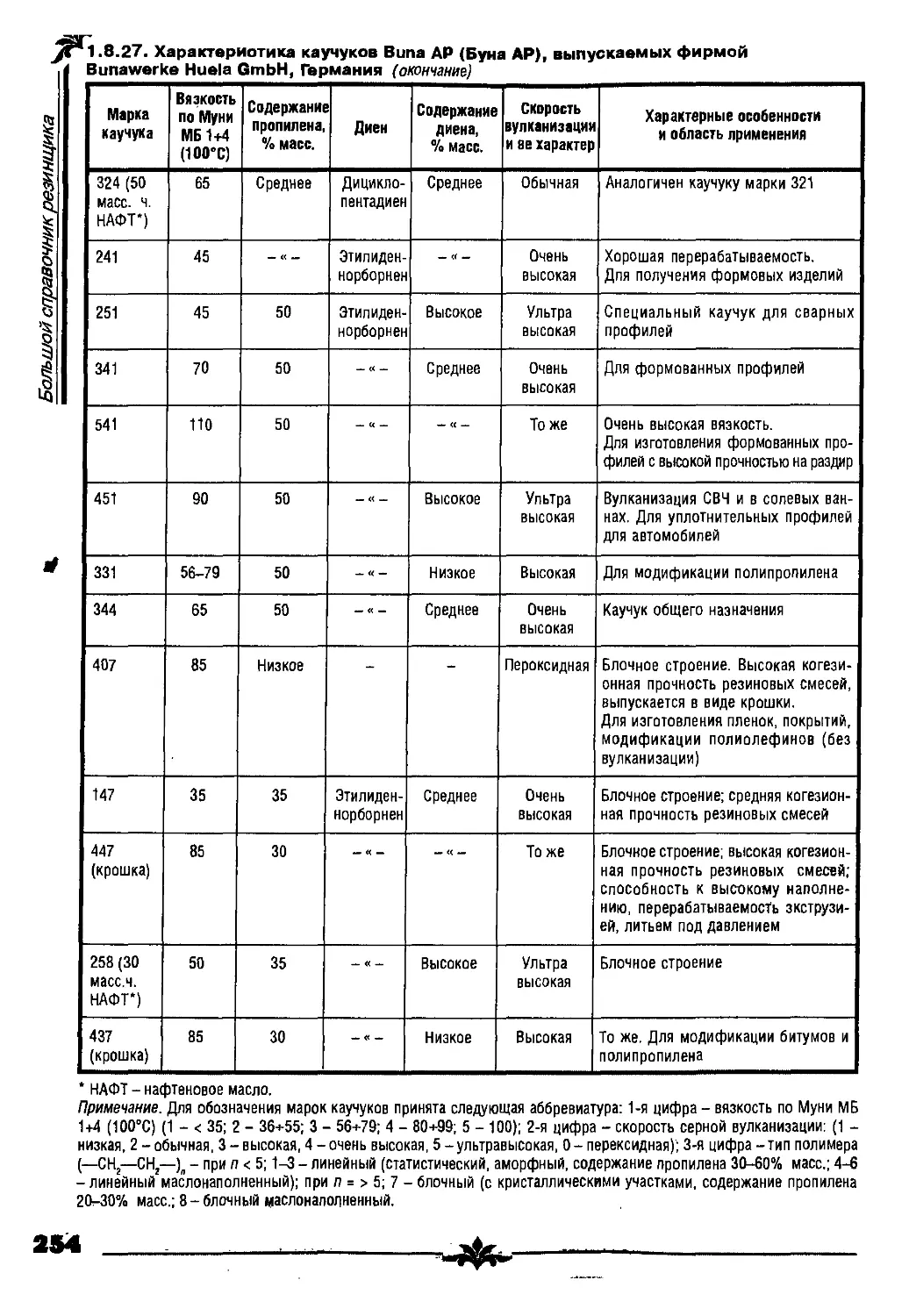
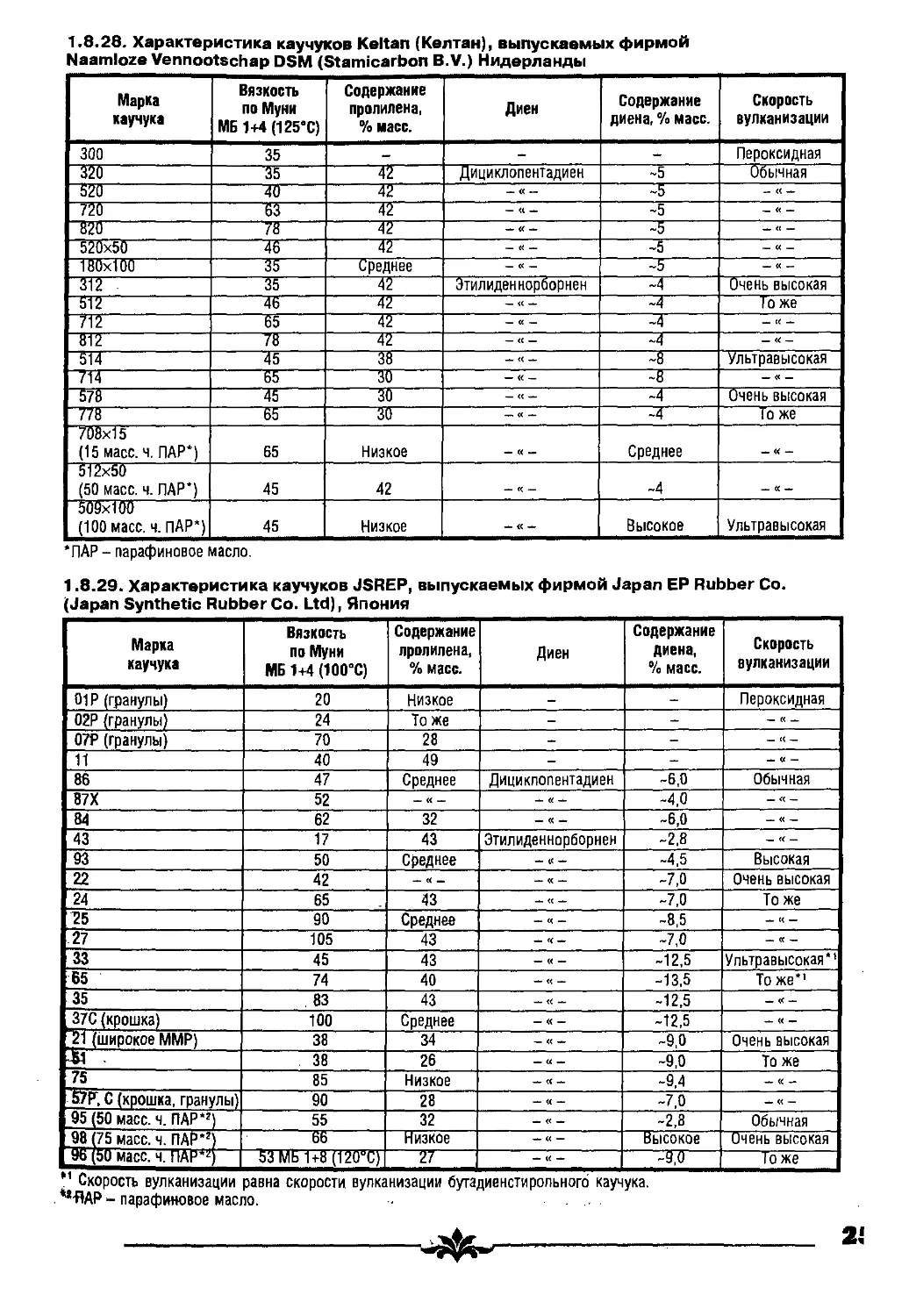
1.8.6. Применение зтиленпропиленовых каучуков 242
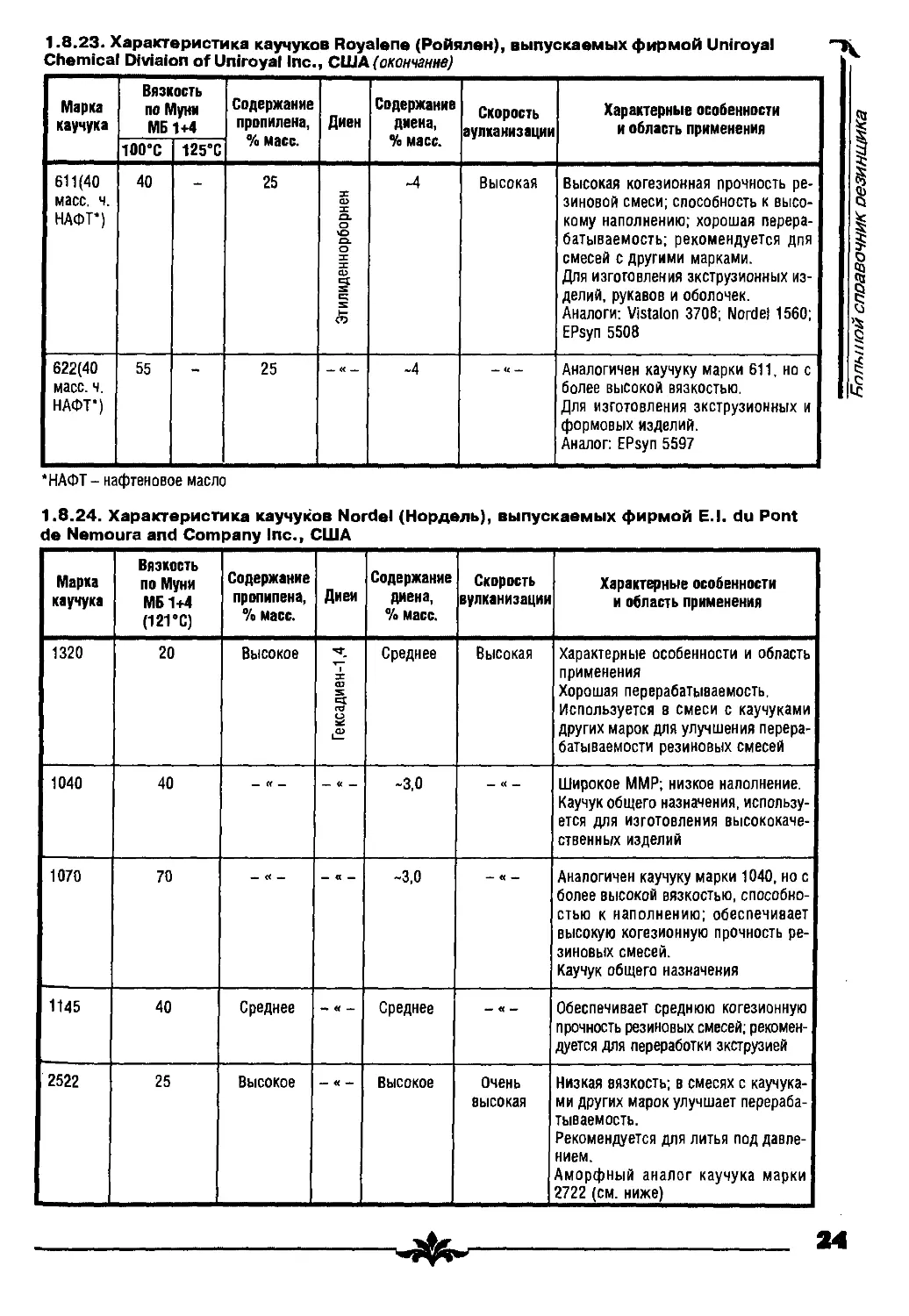
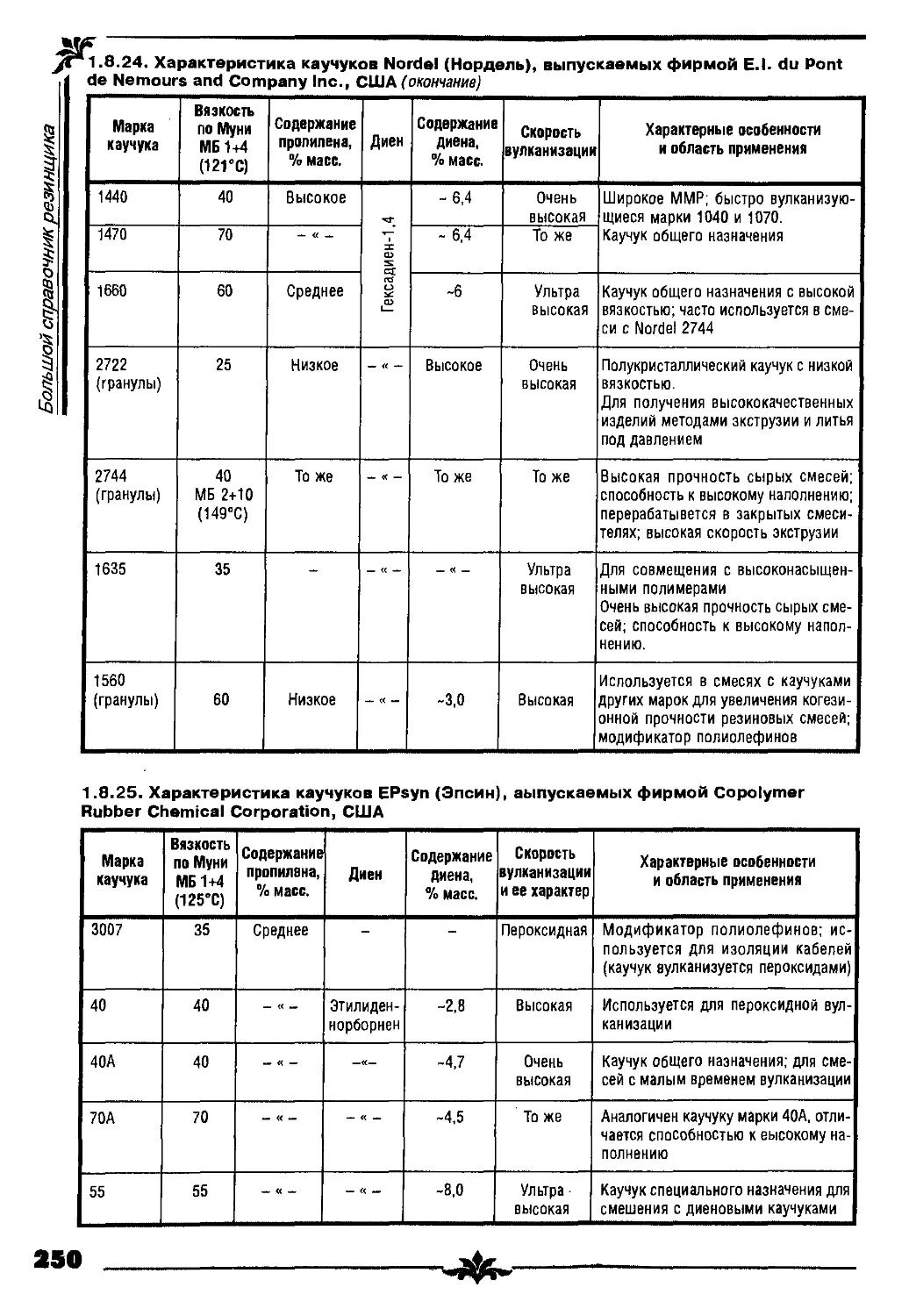
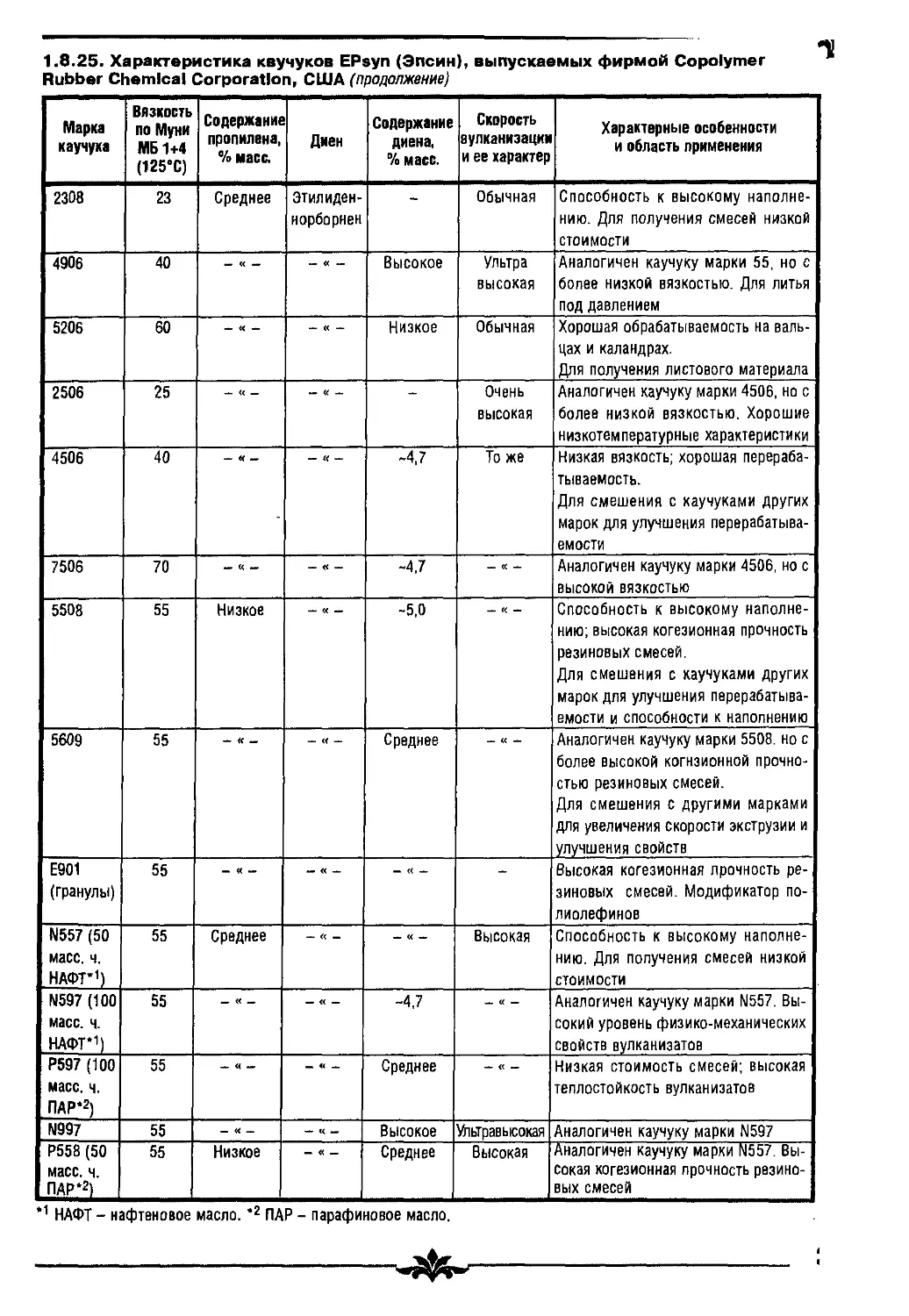
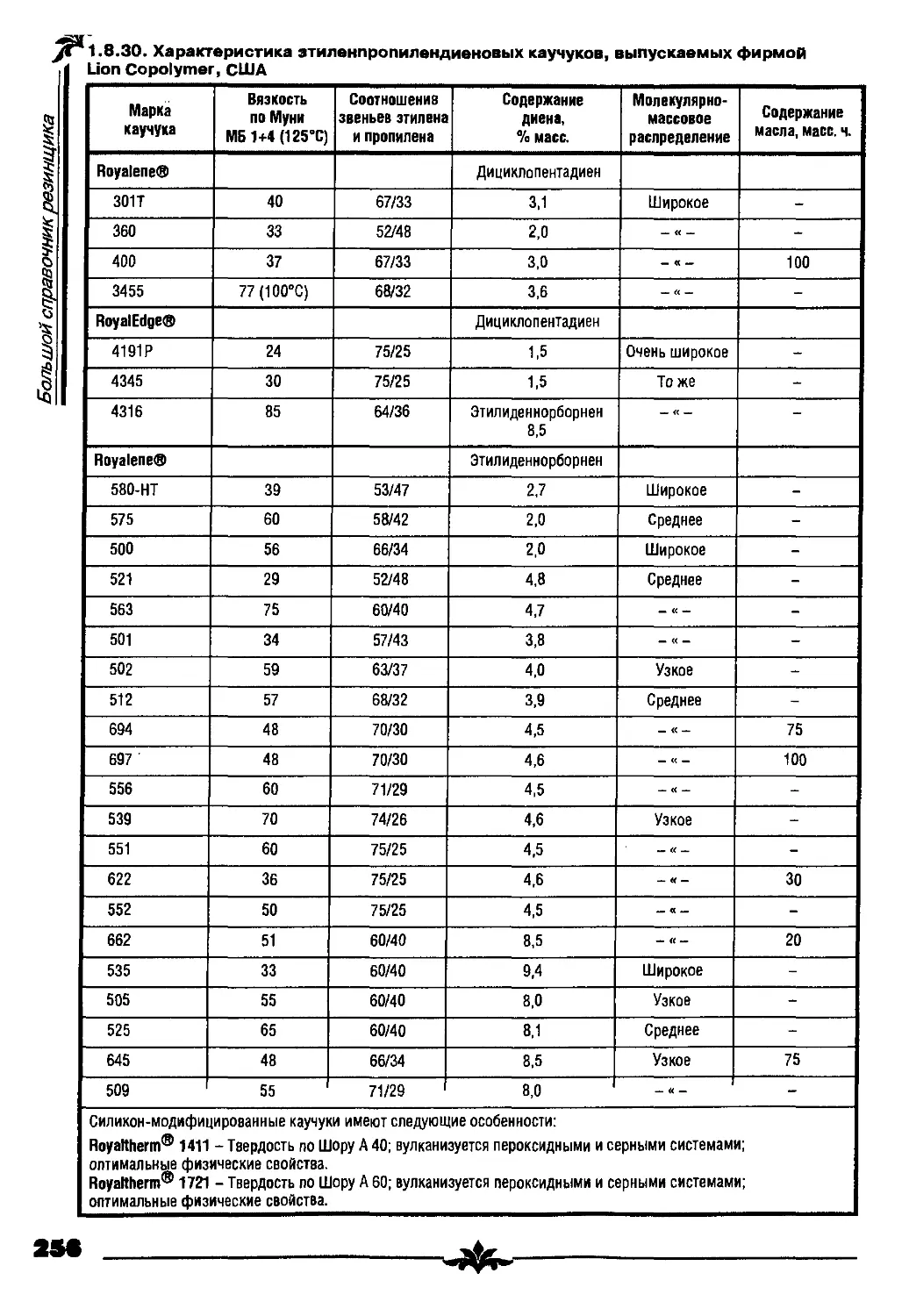
1.8.7. Торговые марки зарубежных зтиленпропиленовых каучуков 243
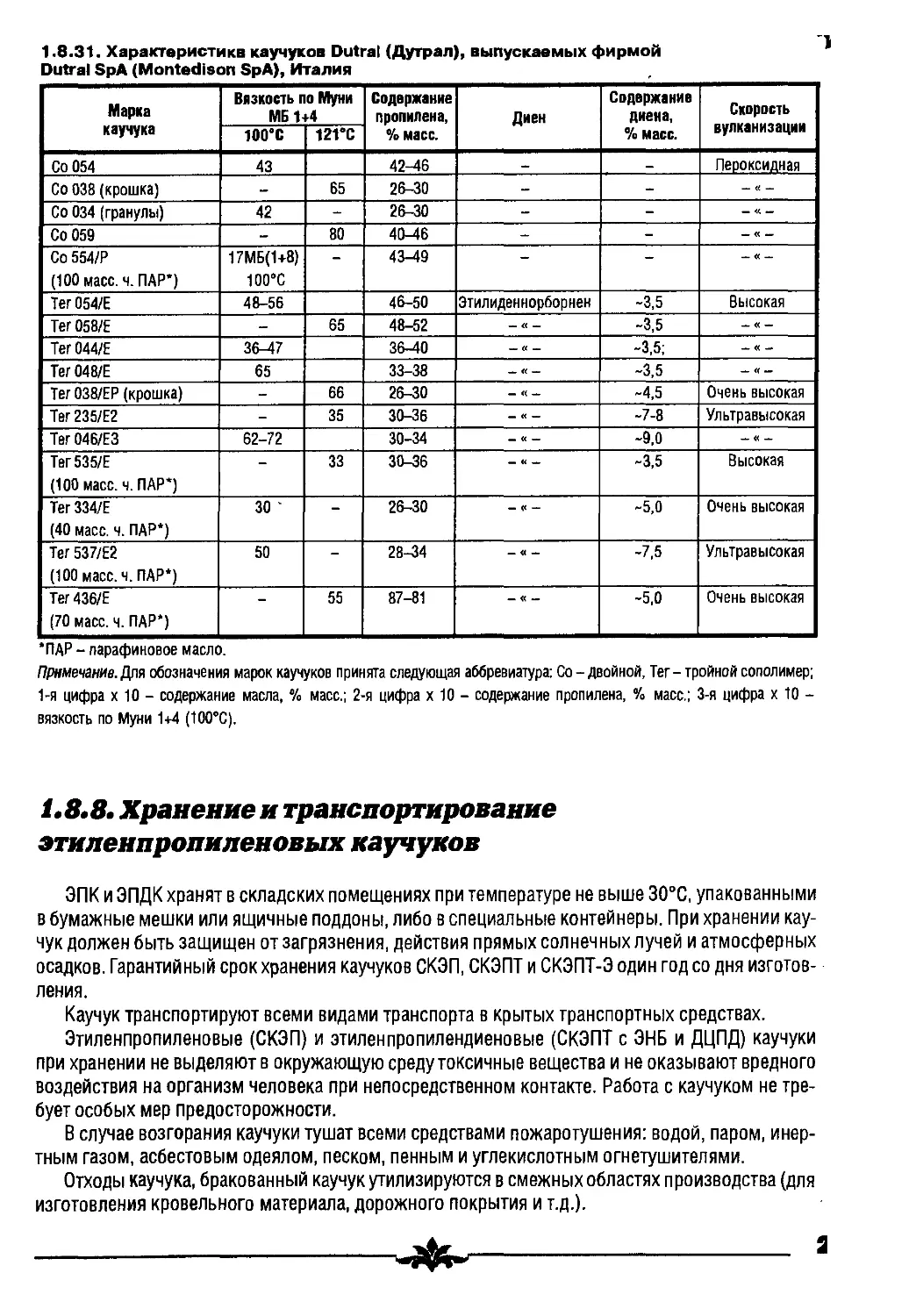
1.8.8. Хранение и транспортирование зтиленпропиленовых каучуков 257
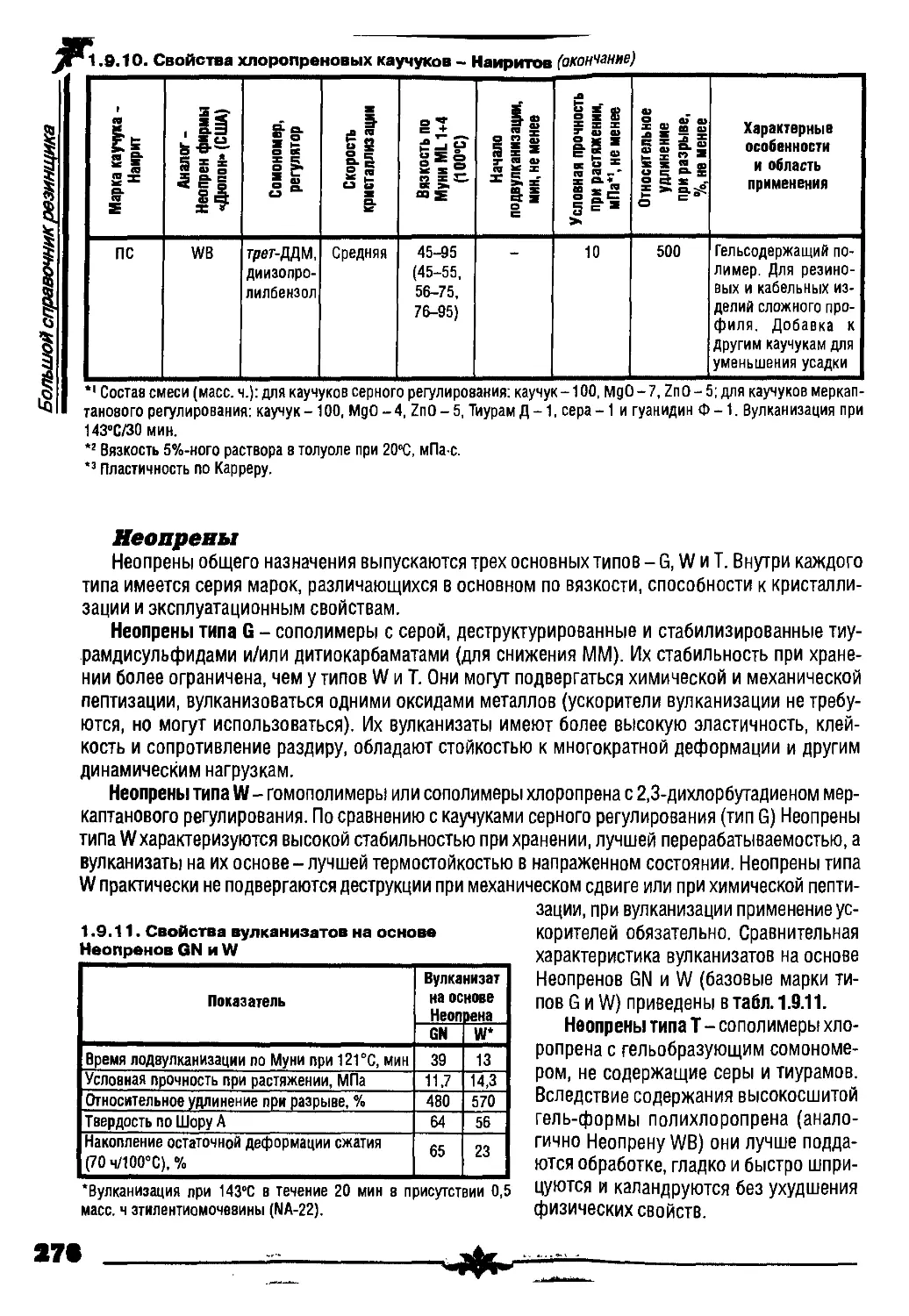
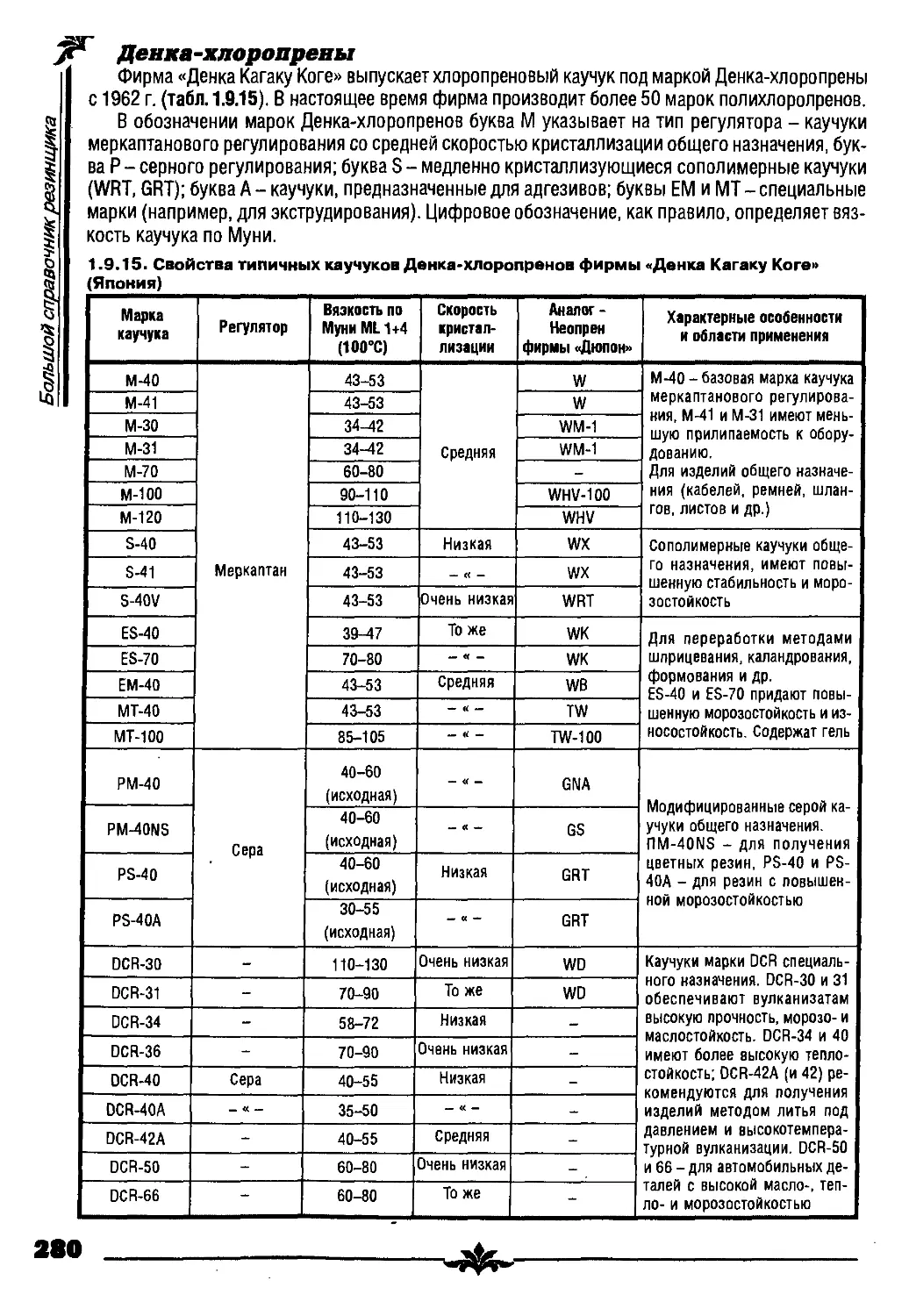
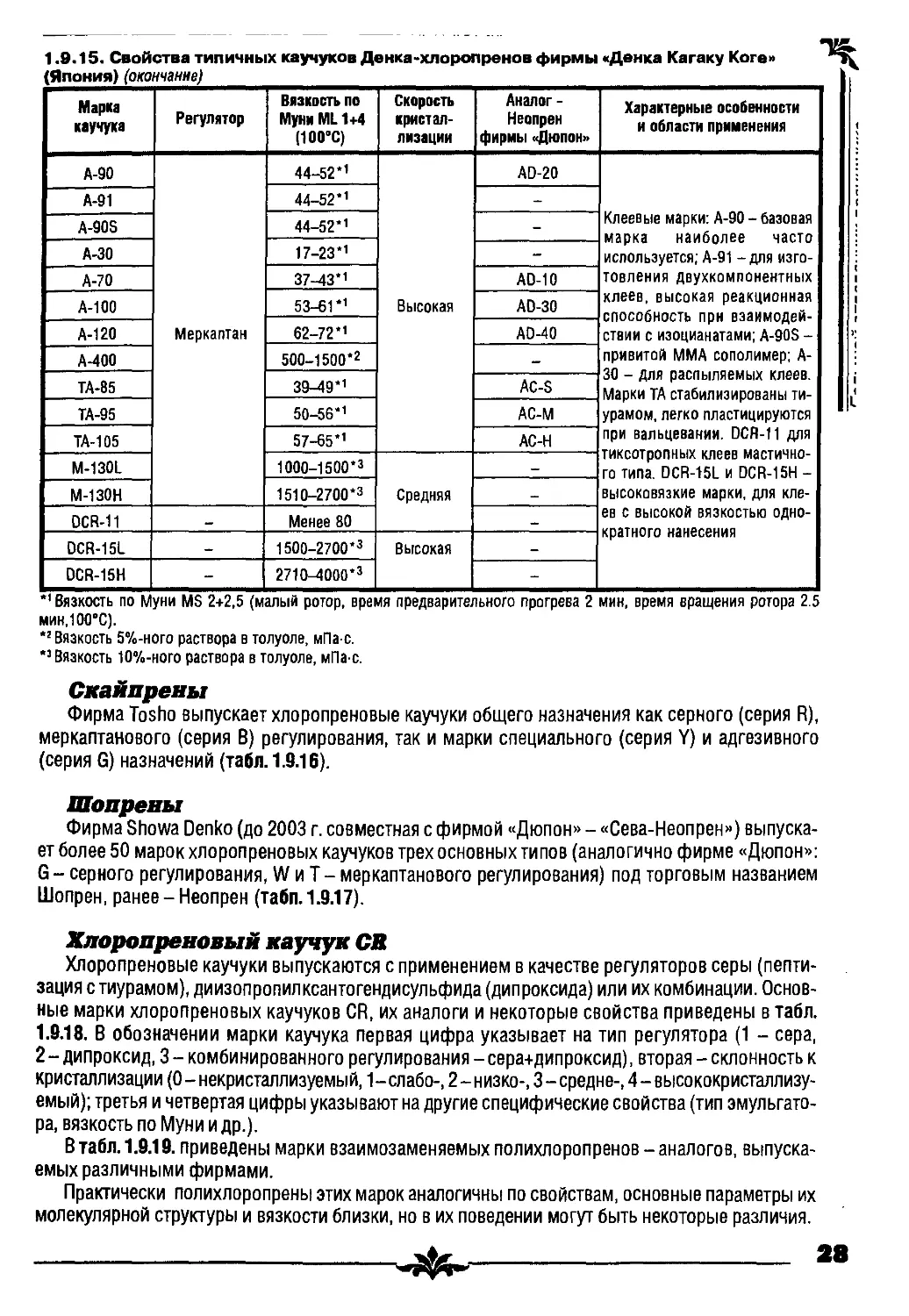
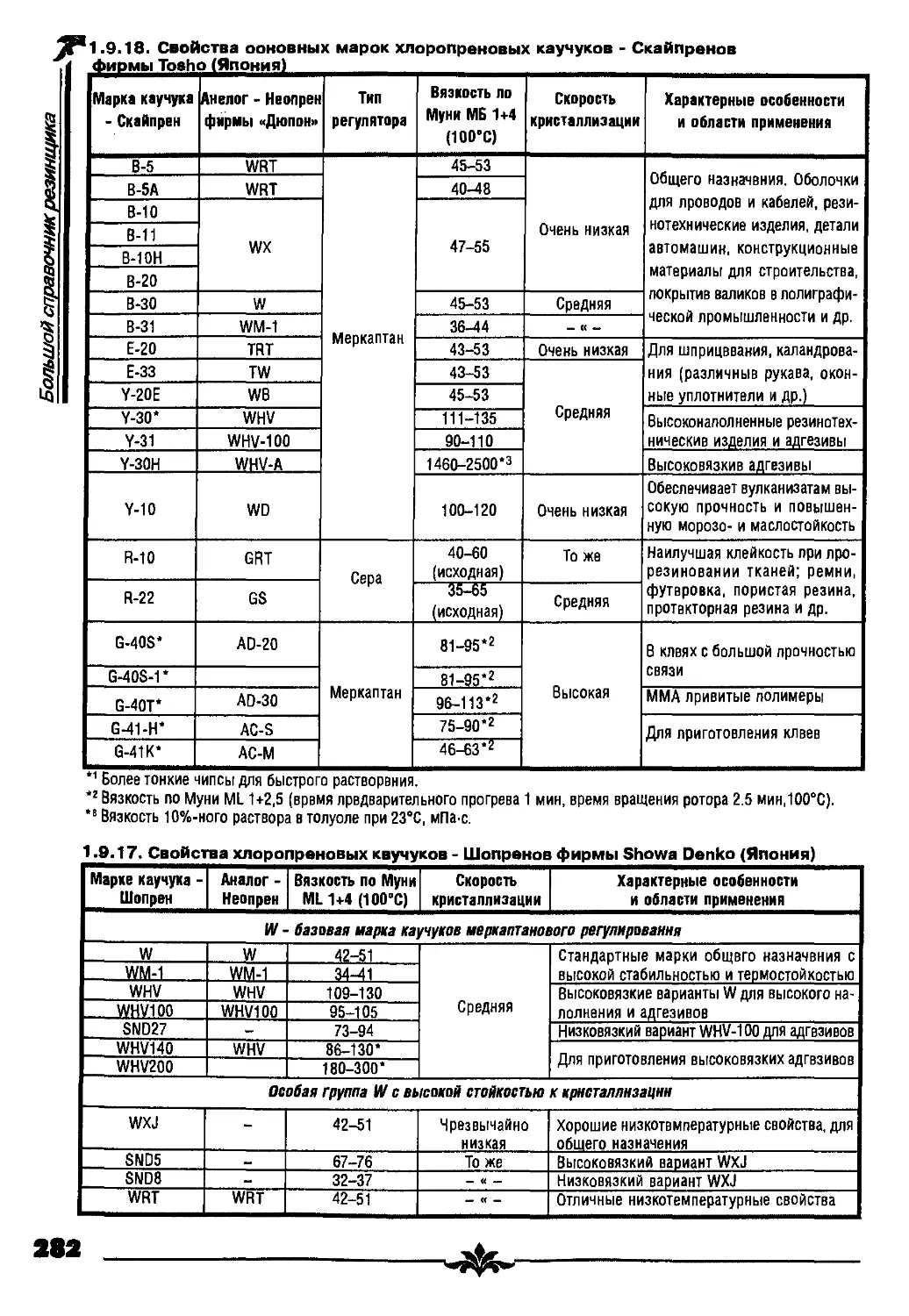
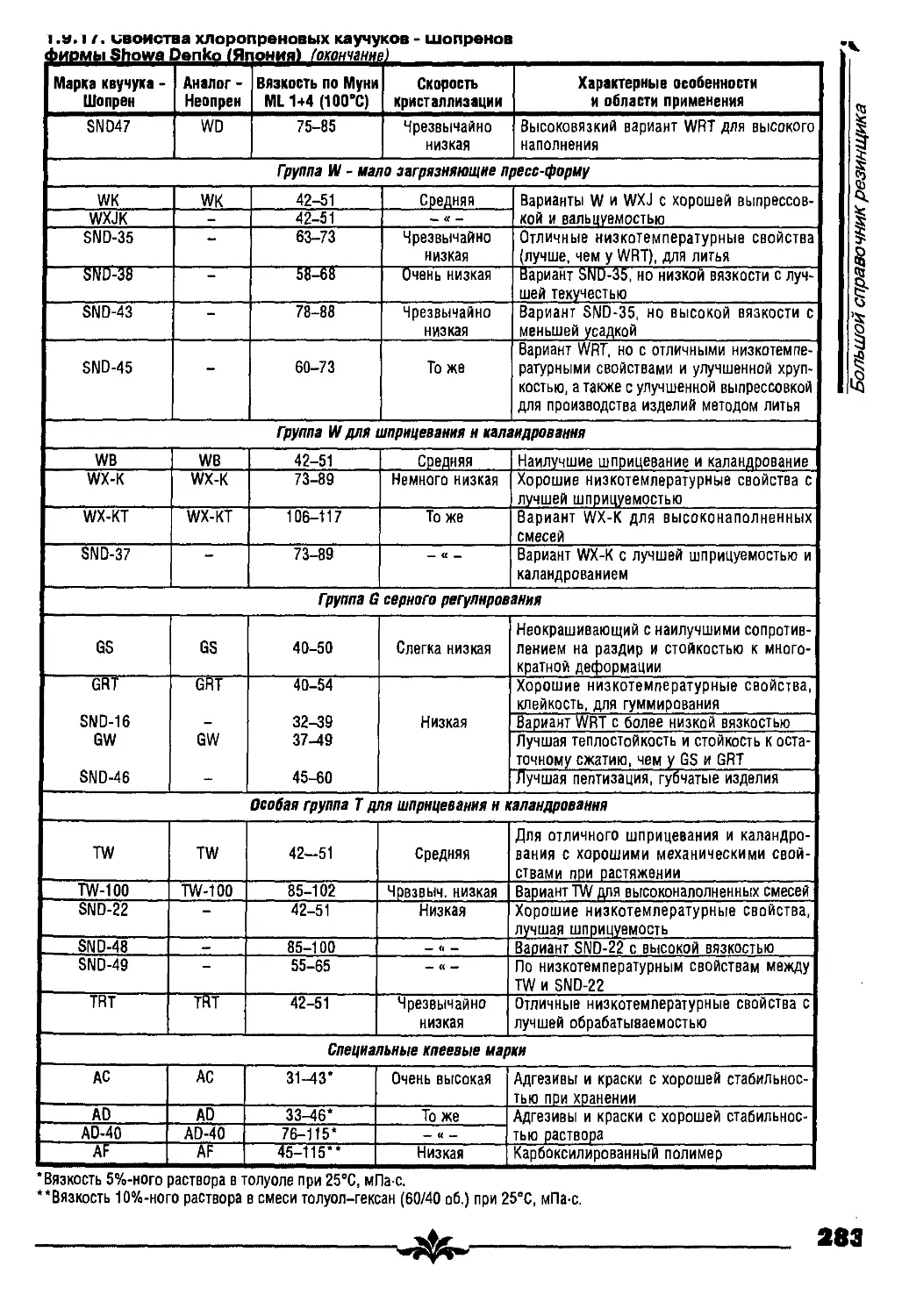
1.9. Хлоропреновые каучуки (Э.С. Восканян) 258
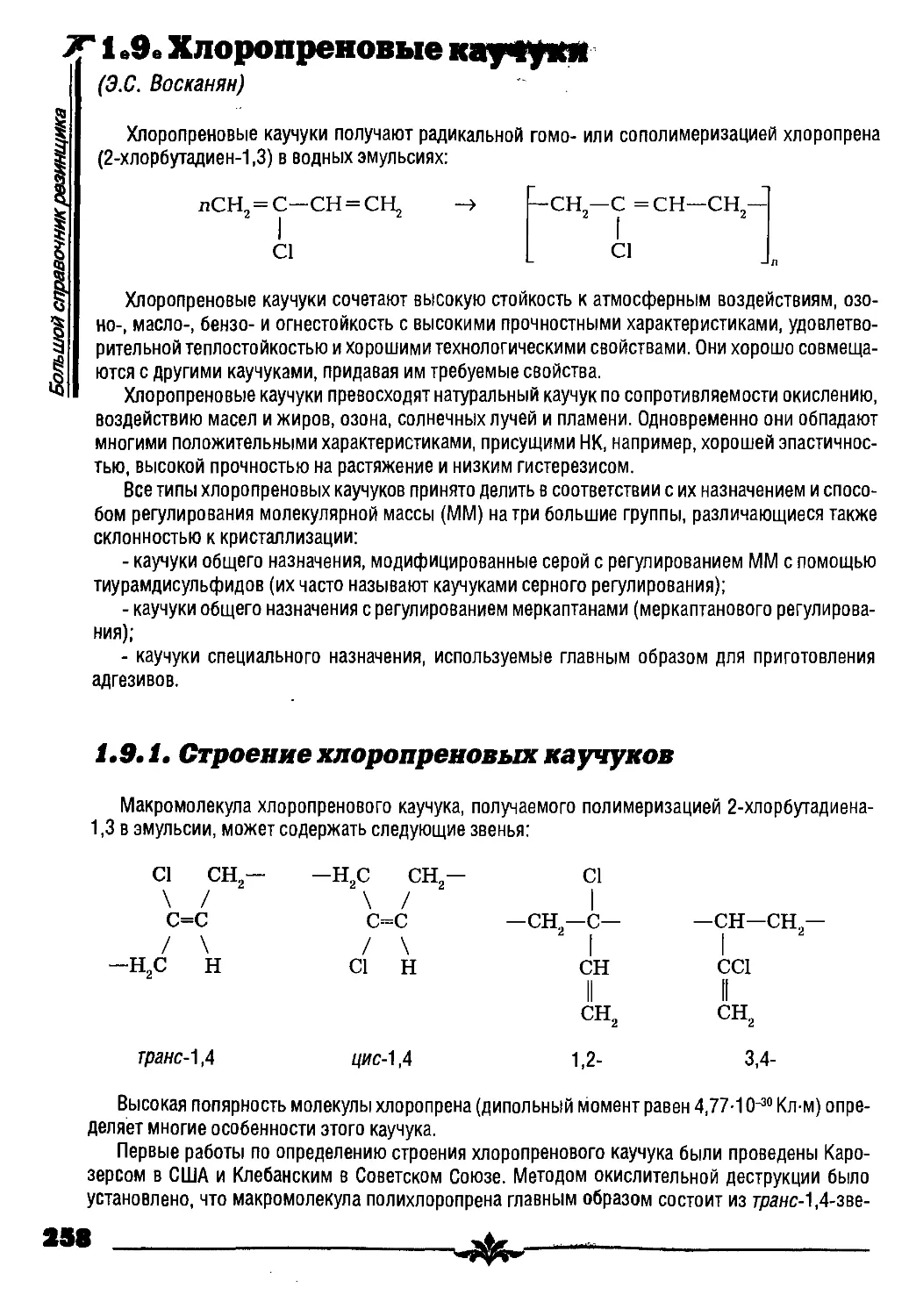
1.9.1. Строение хлоропреновых каучуков 258
1.9.2. Получение хлоропреновых каучуков 260
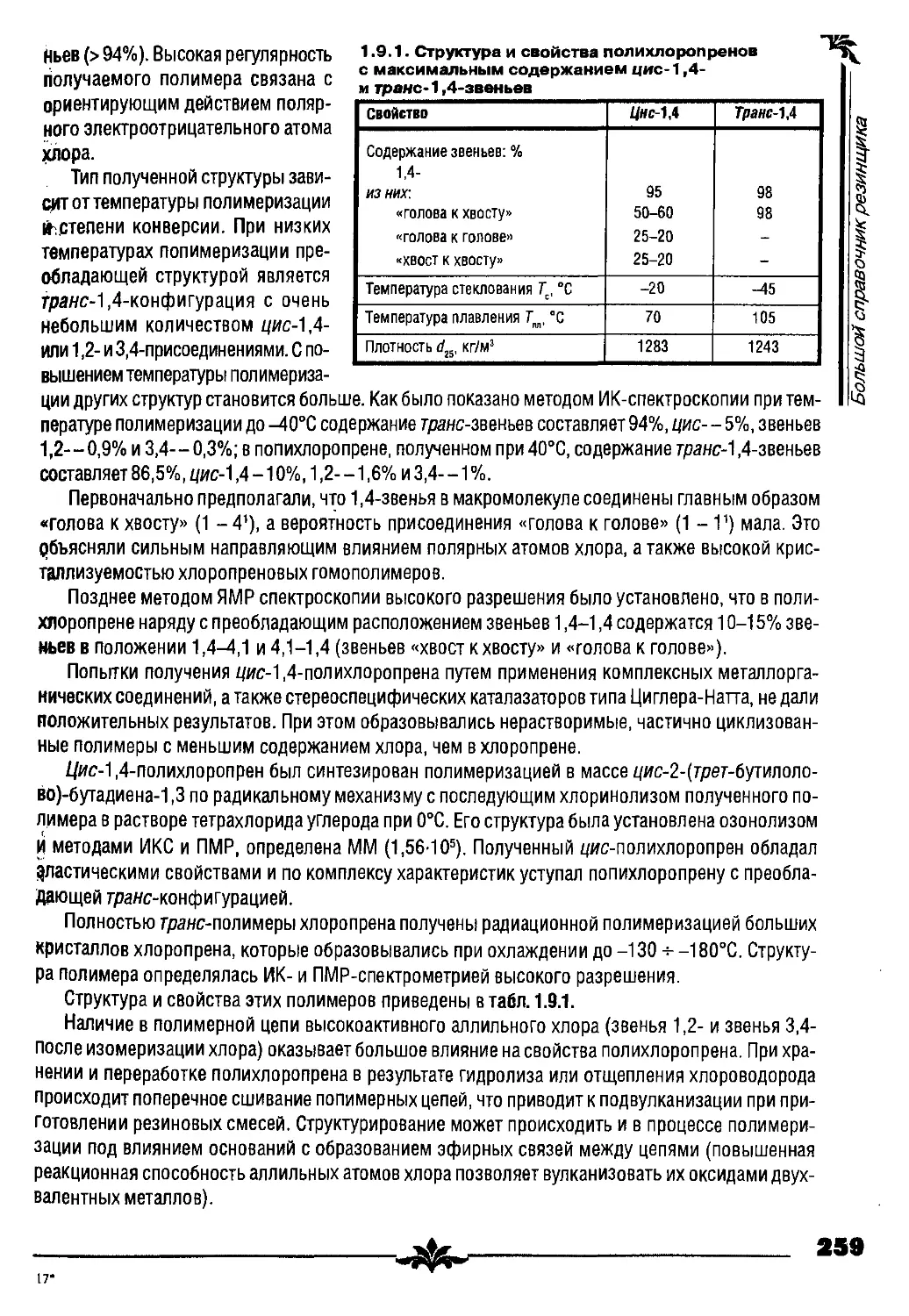
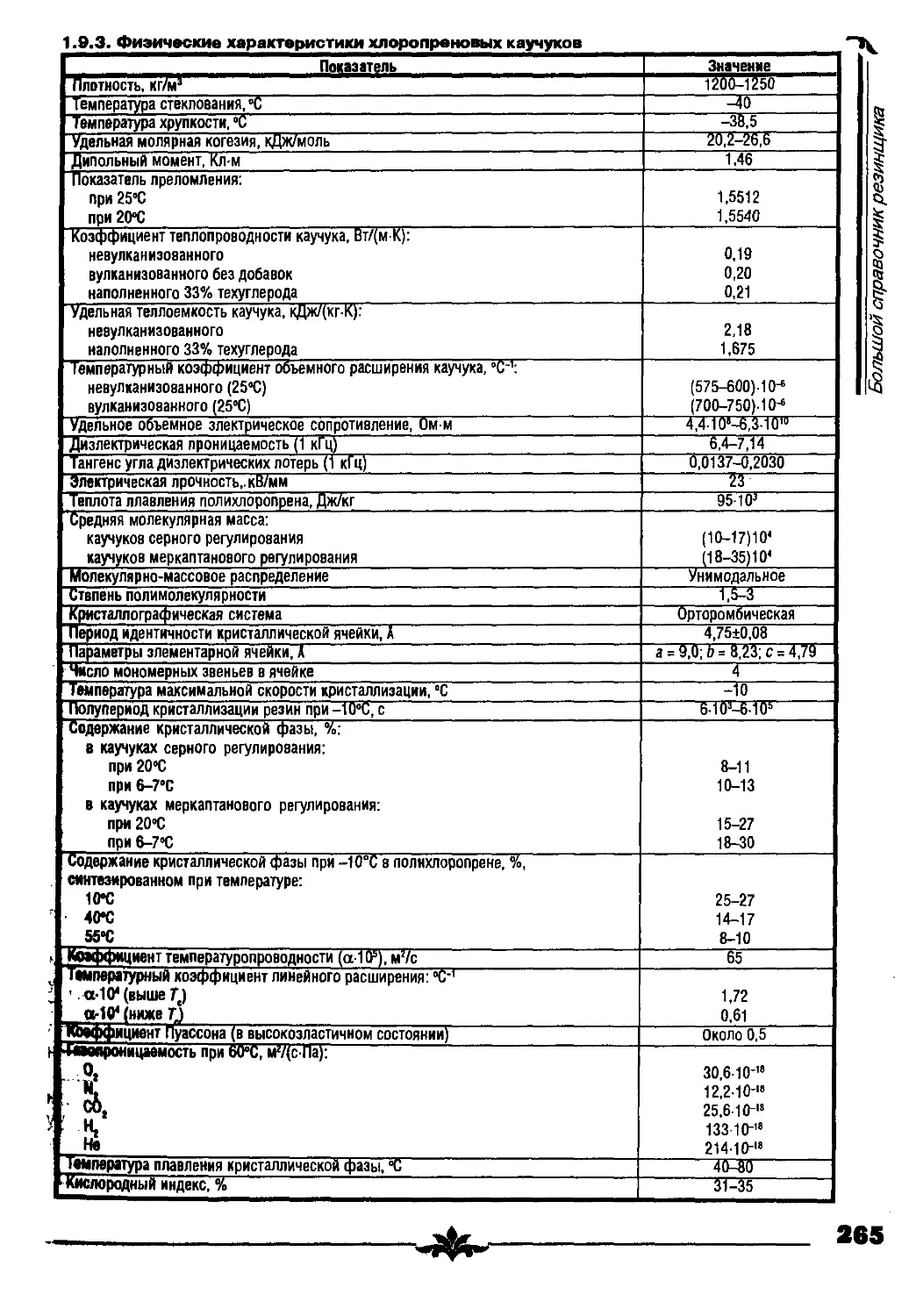
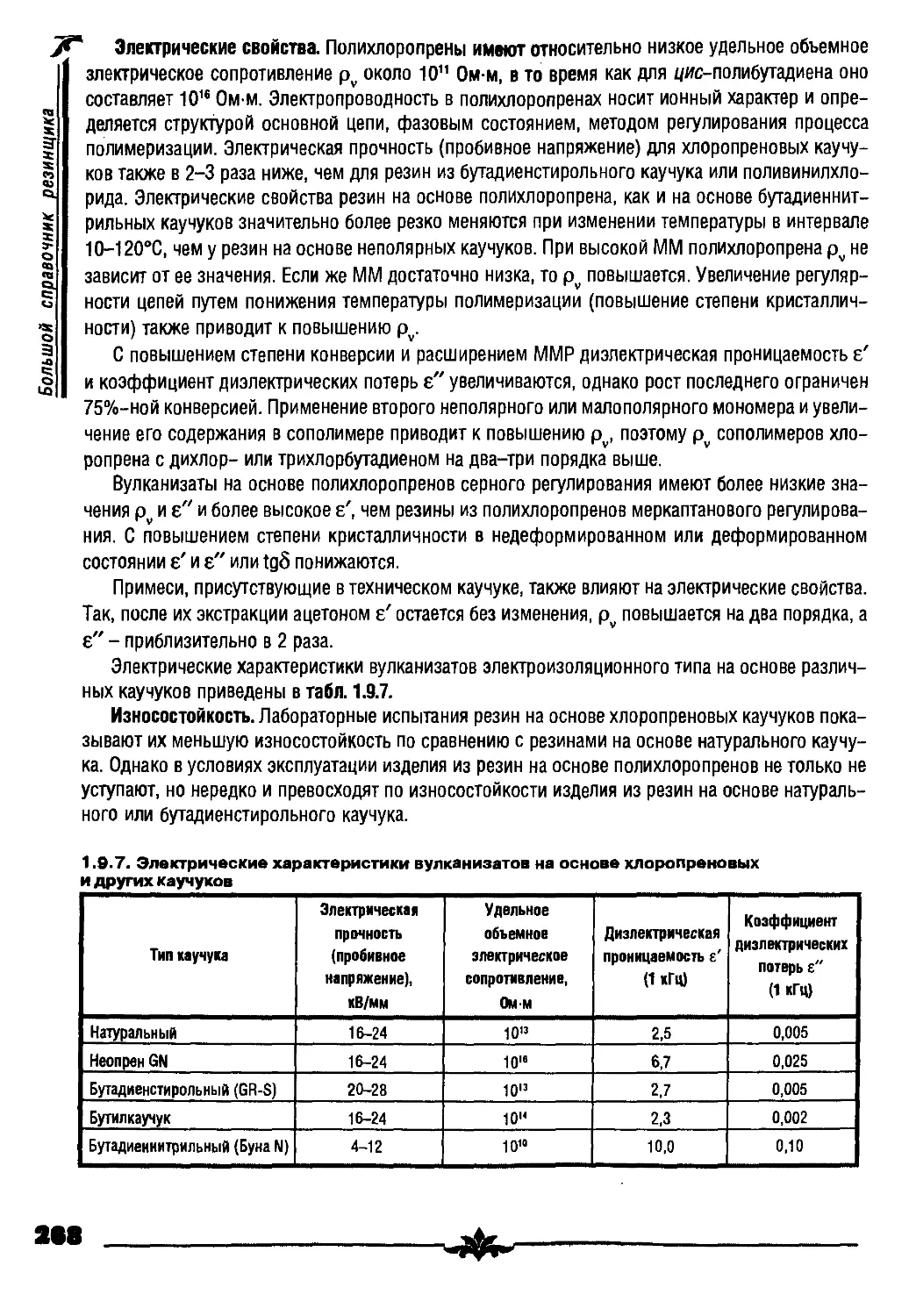
1.9.3. Физические свойства хлоропреновых каучуков 264
1.9.4. Химические свойства хлоропреновых каучуков 269
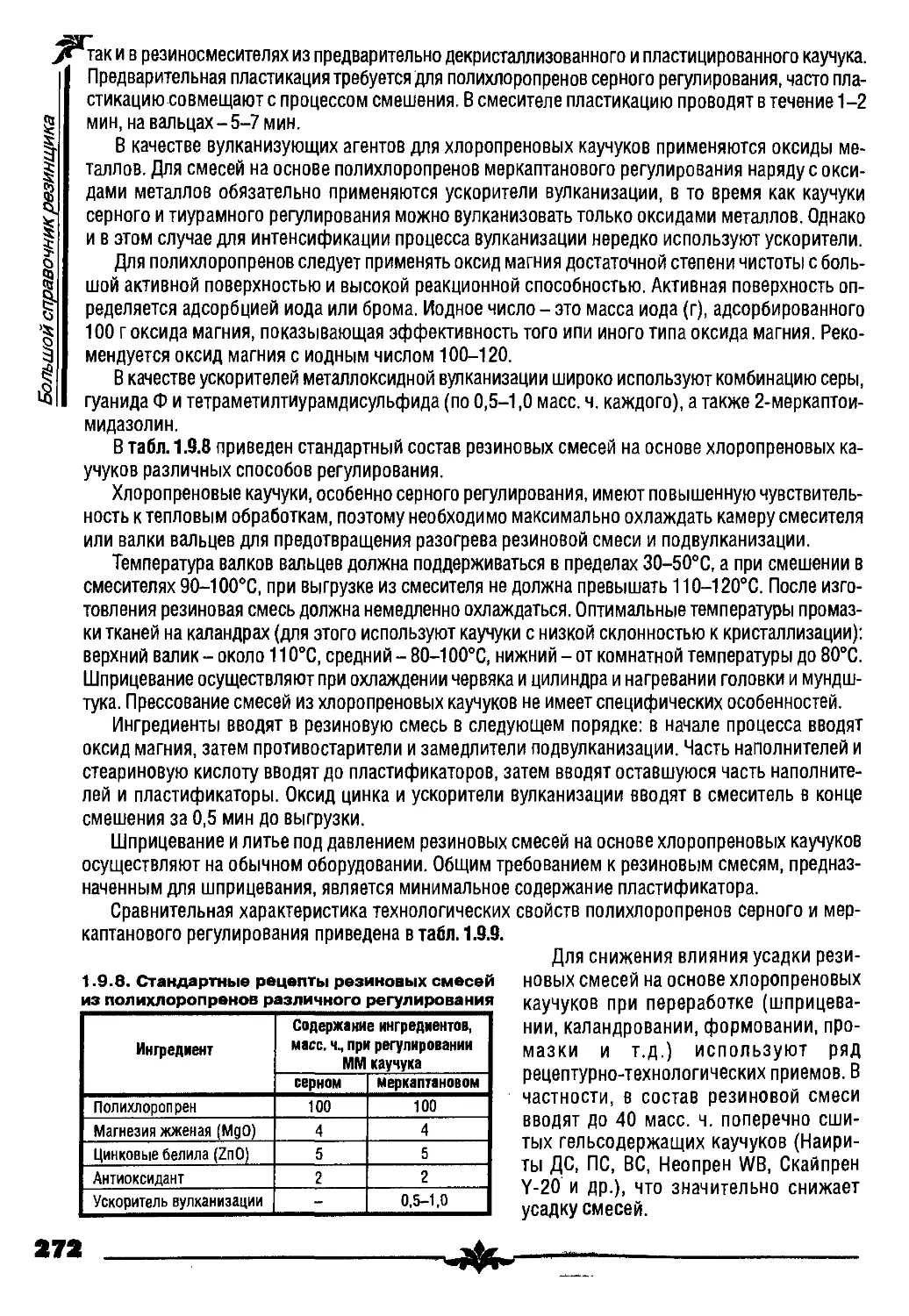
1.9.5. Технологические свойства хлоропреновых каучуков и особенности их переработки 271
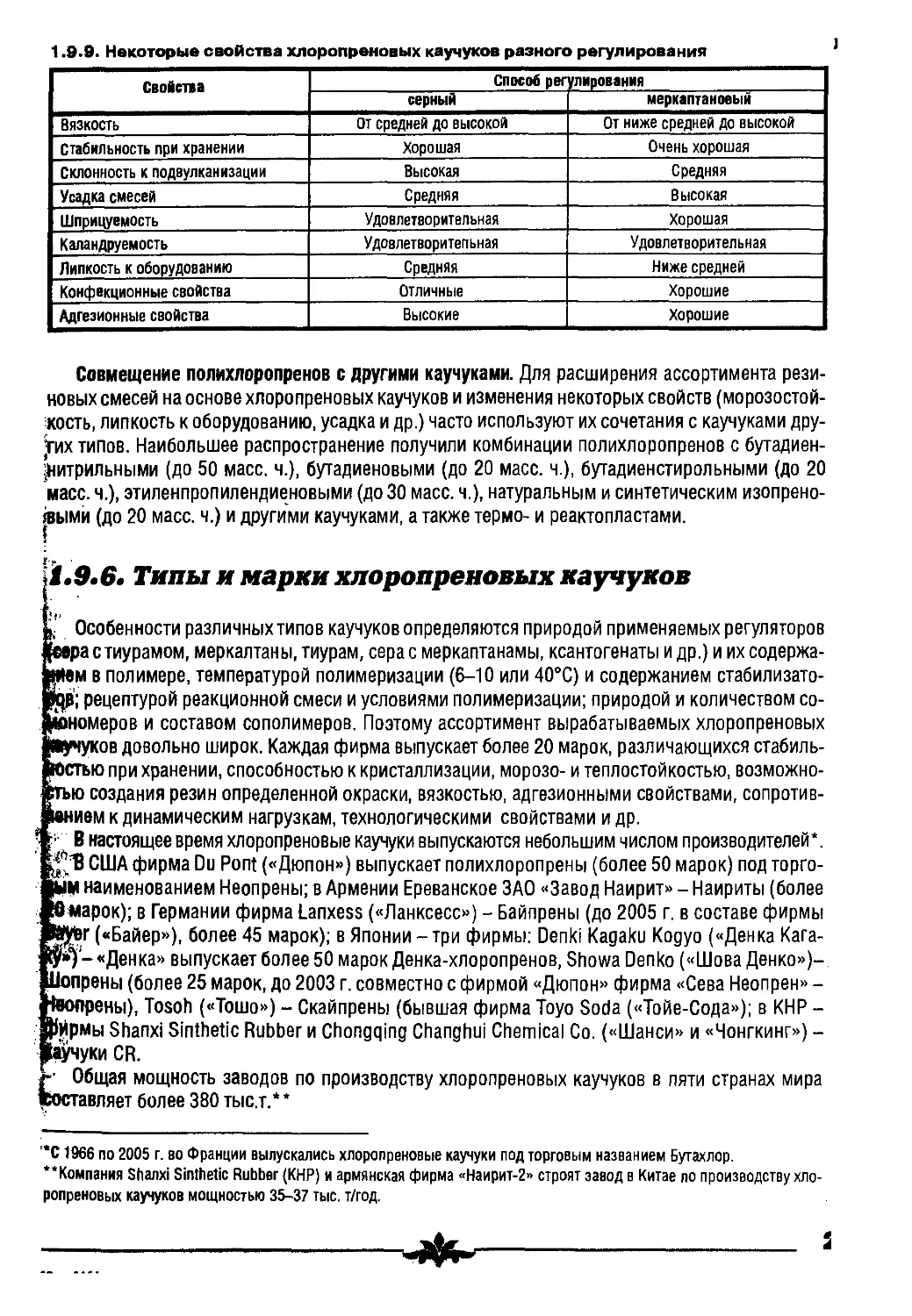
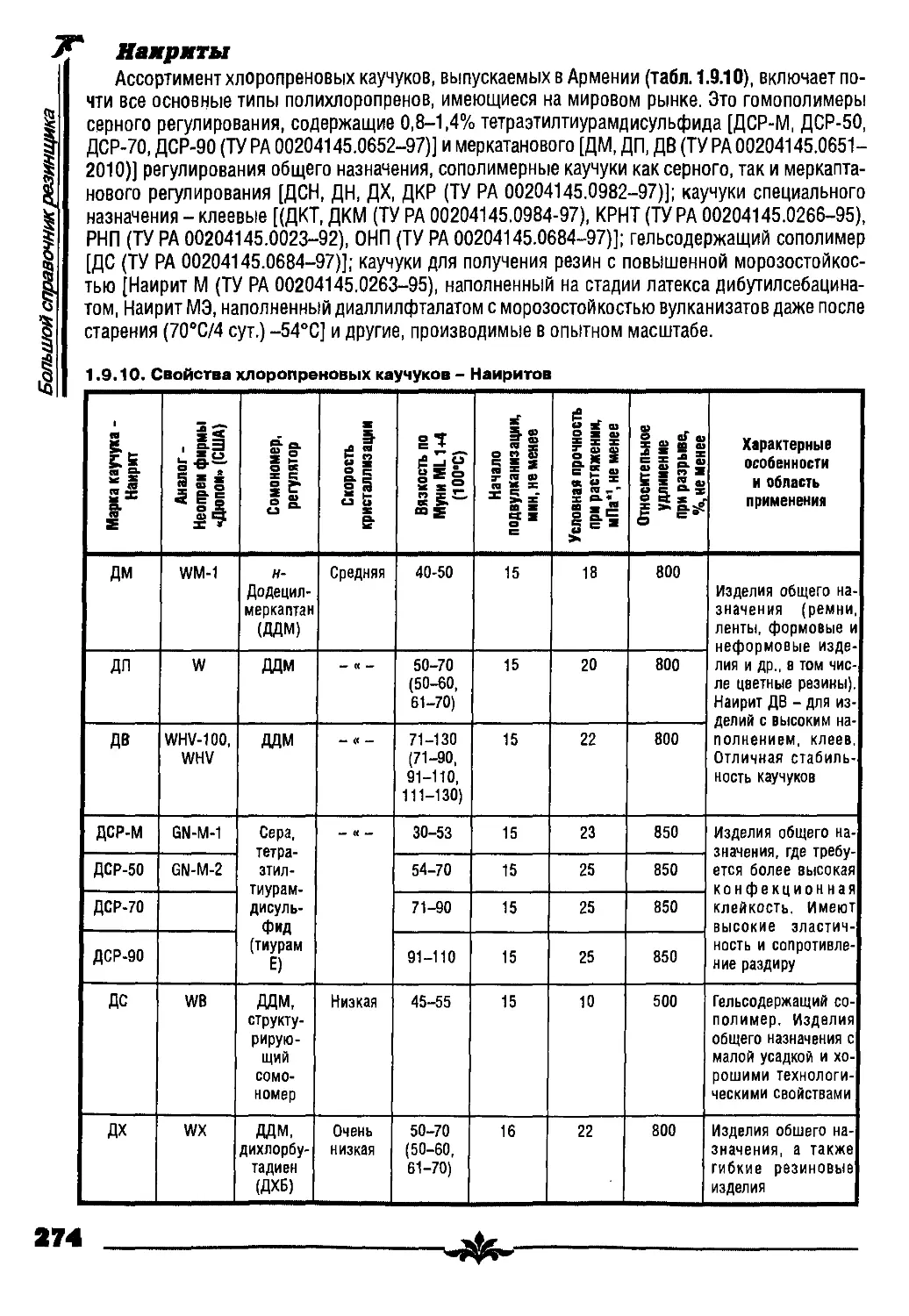
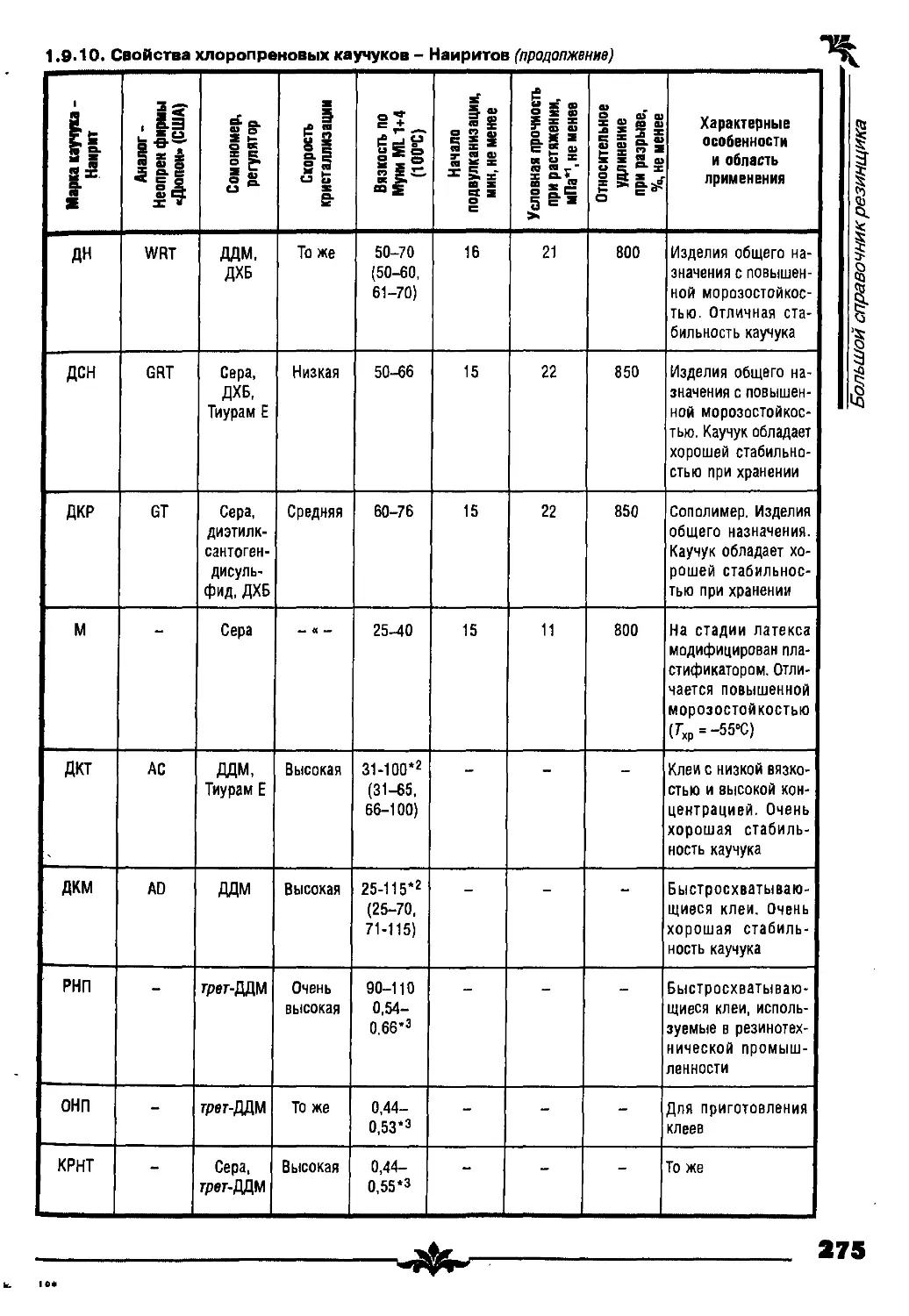
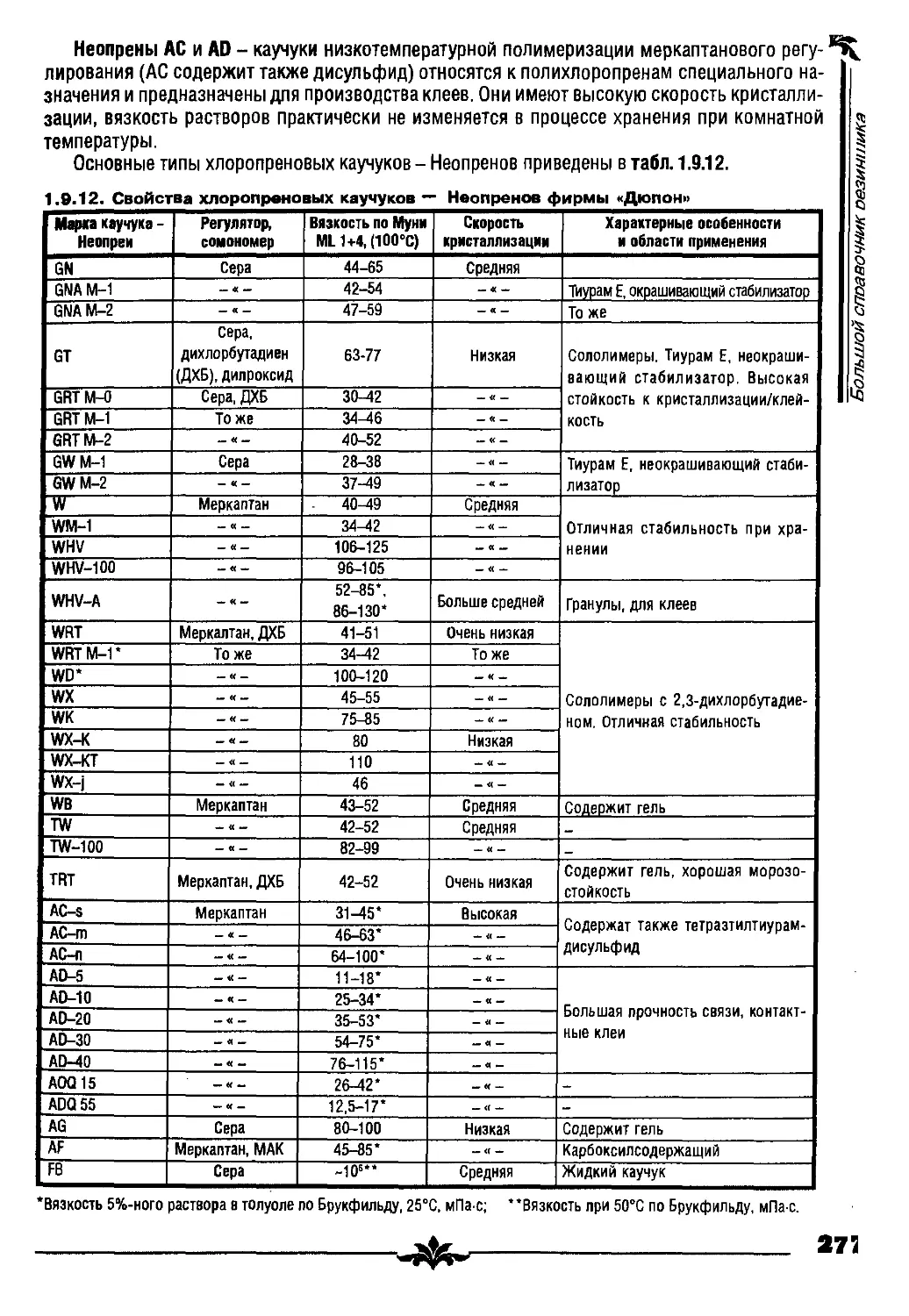
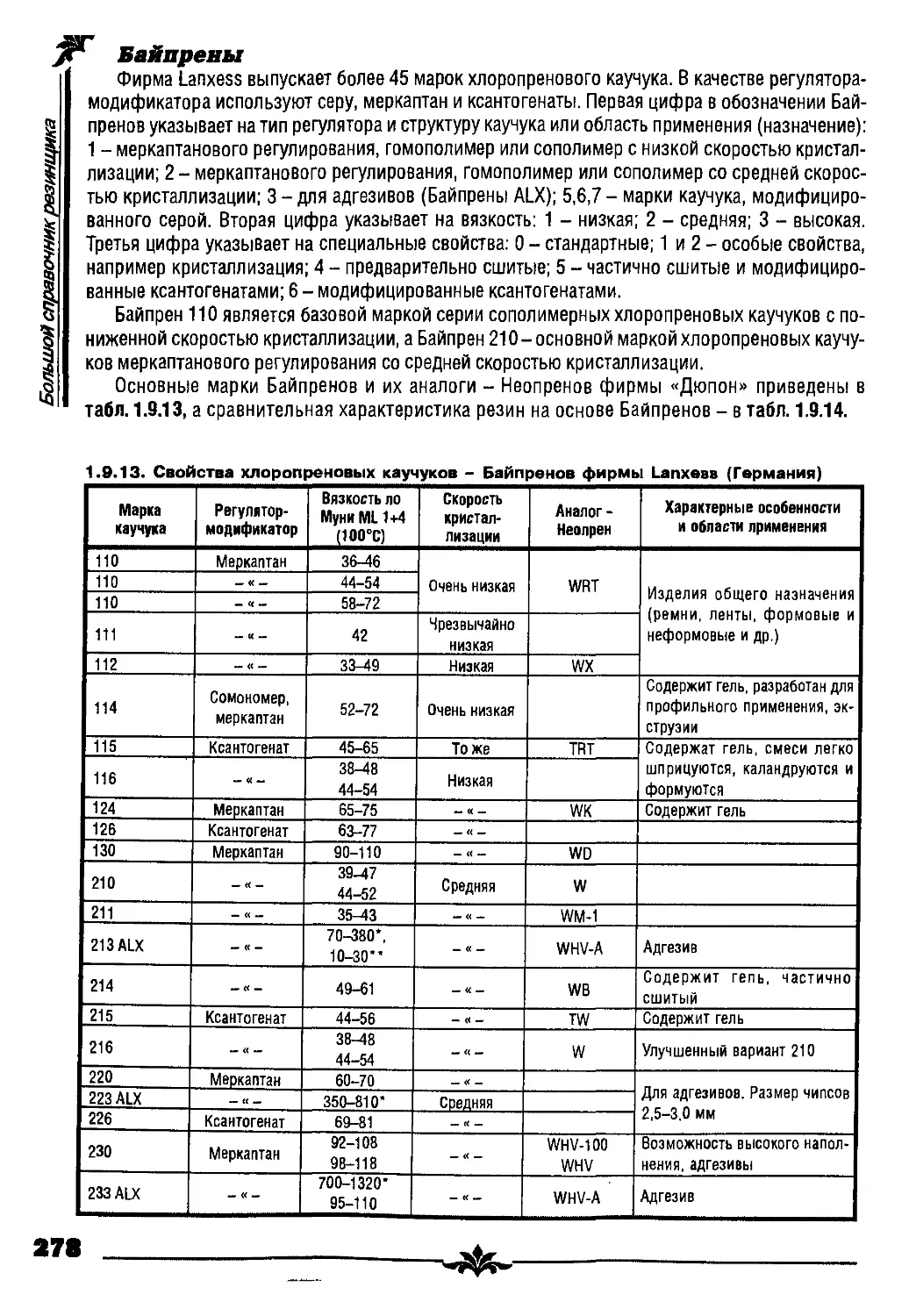
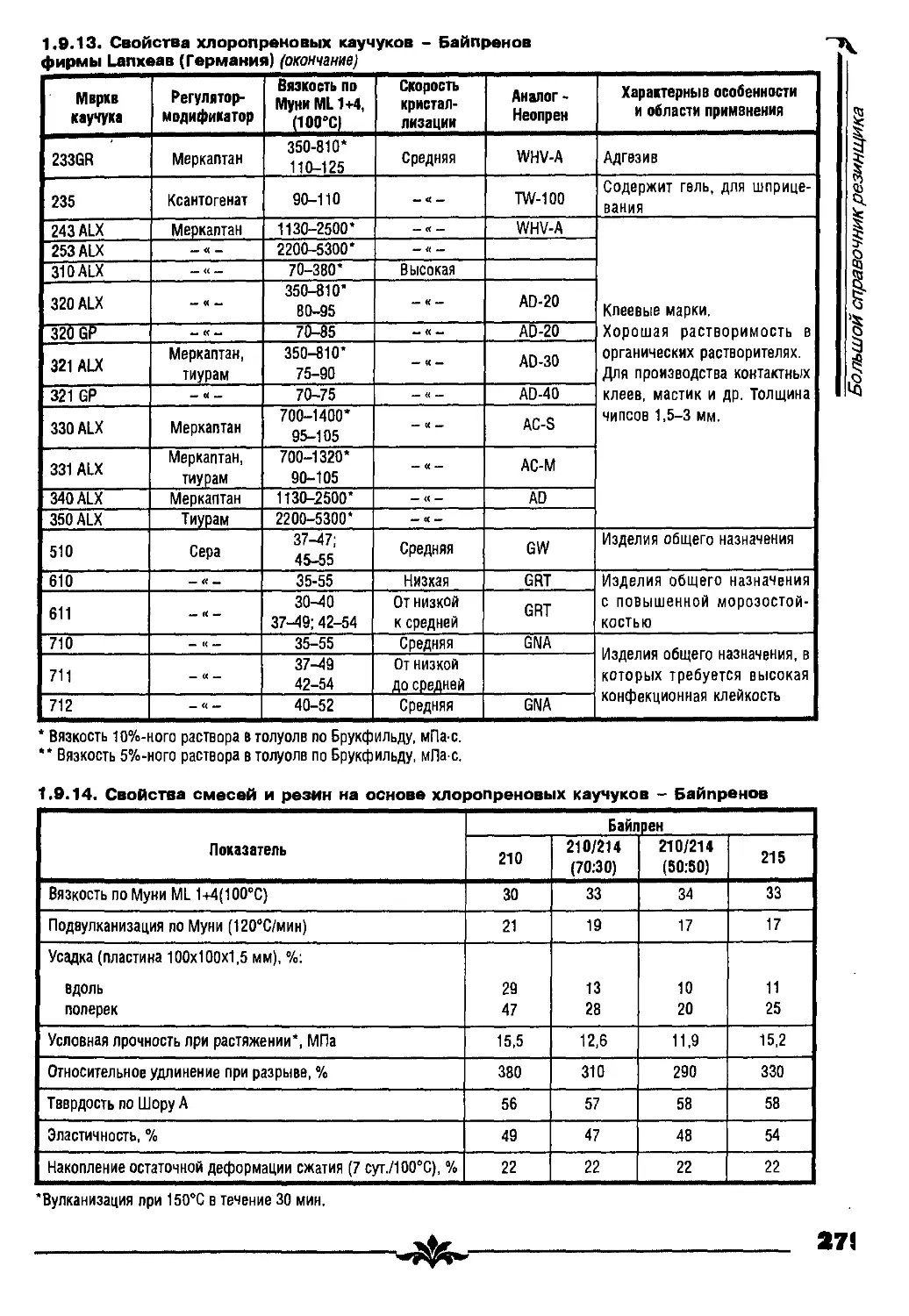
1.9.6. Типы и марки хлоропреновых каучуков 273
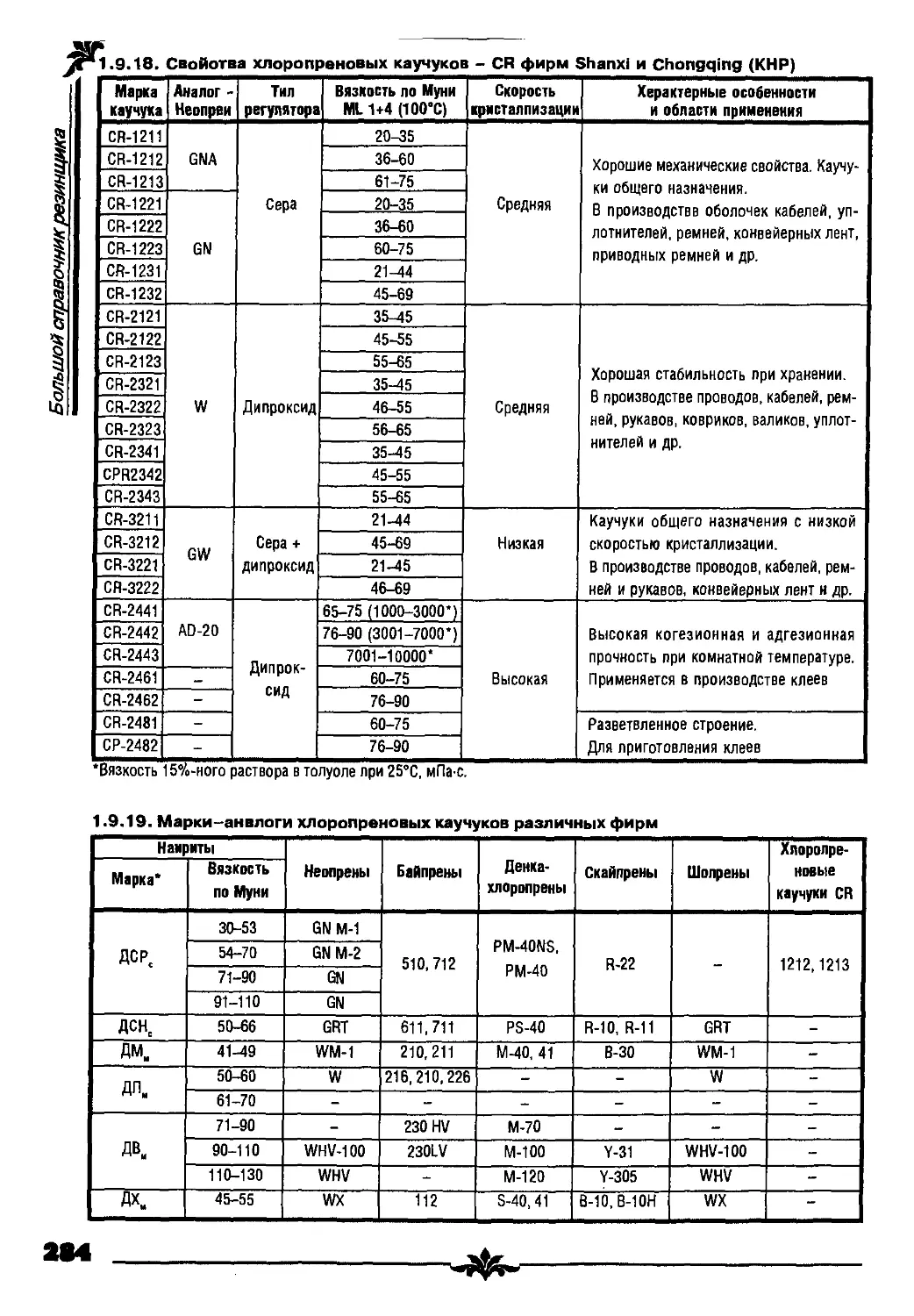
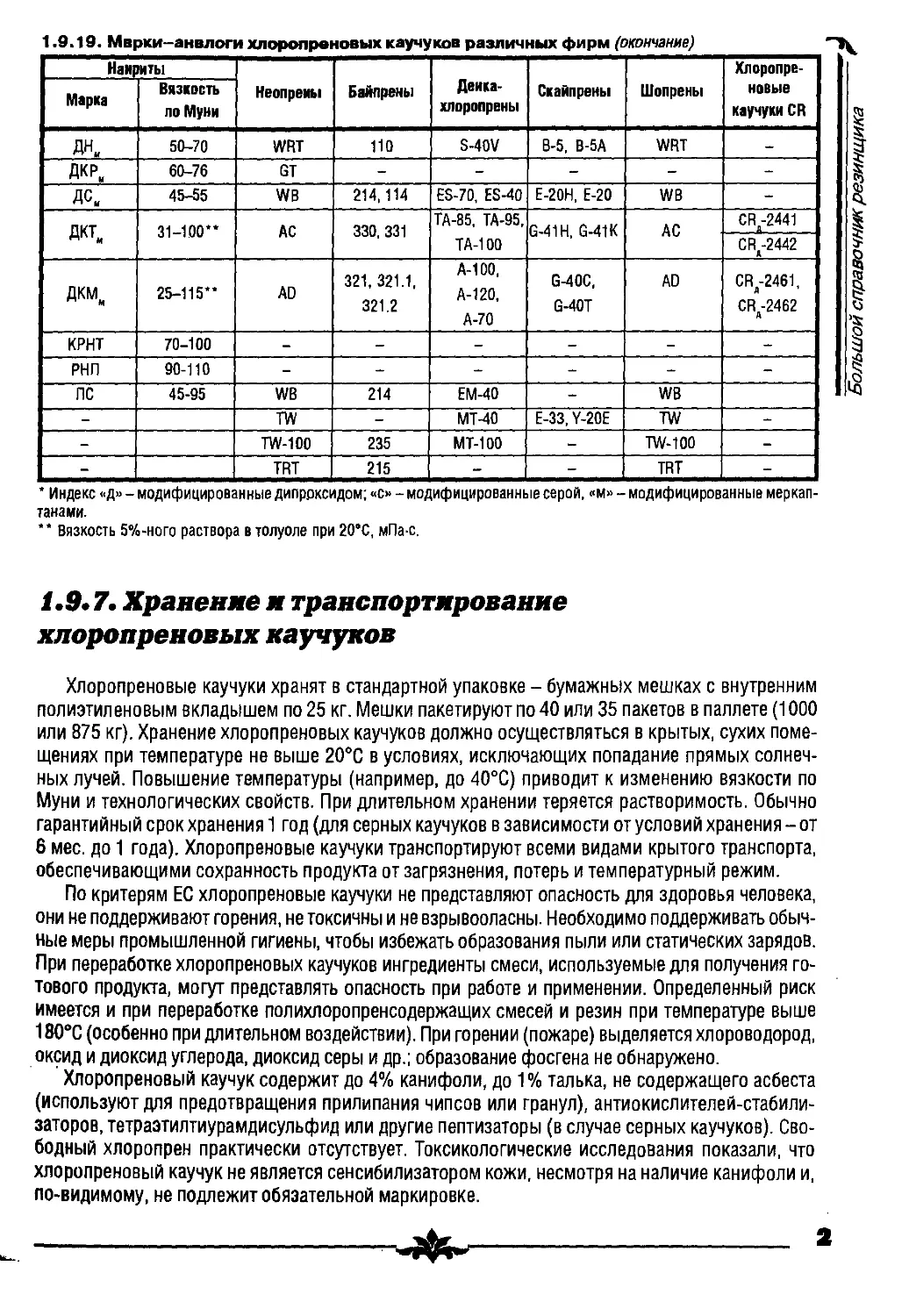
1.9.7. Хранение и транспортирование хлоропреновых каучуков 285
1.9.8. Применение хлоропреновых каучуков 286
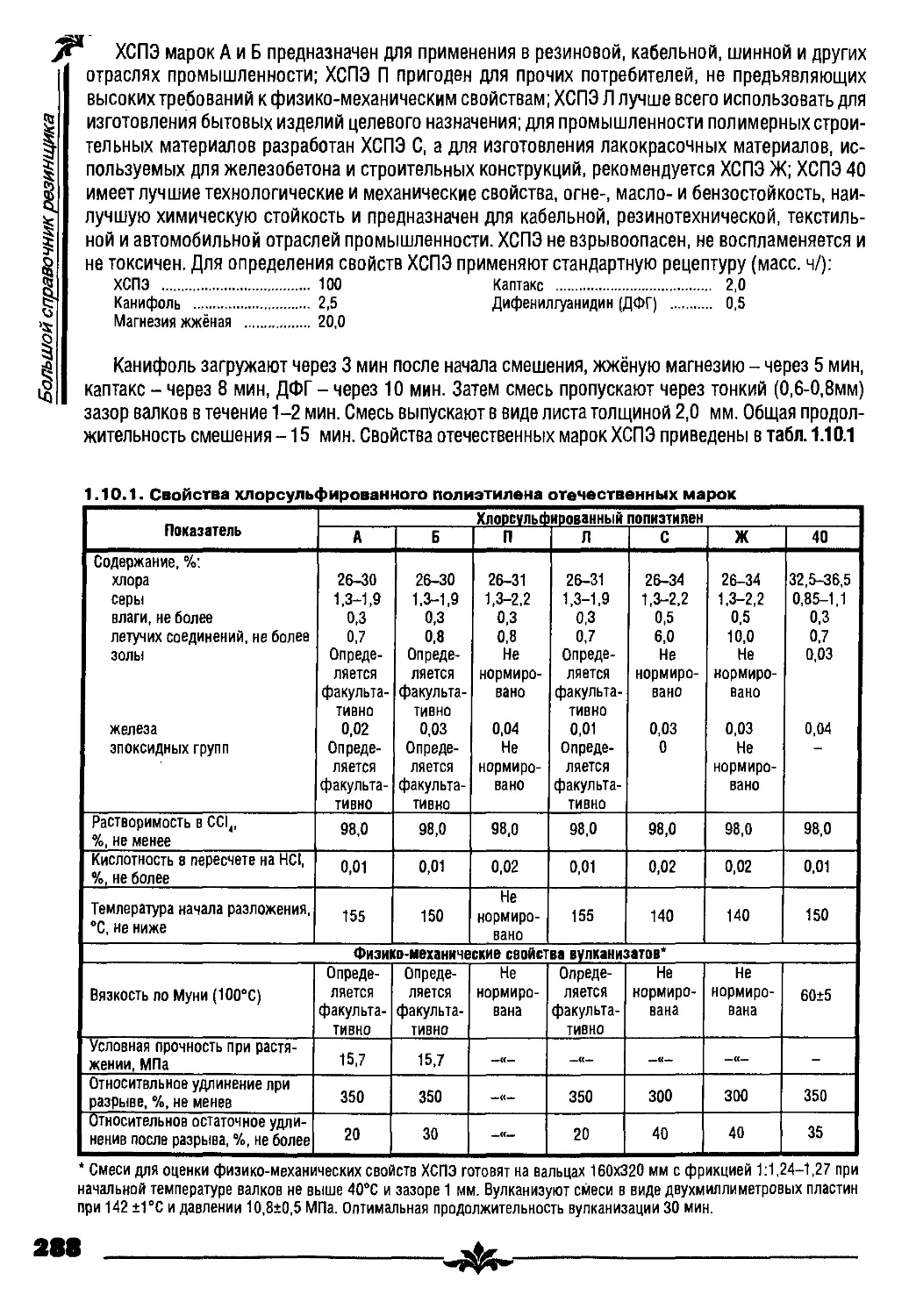
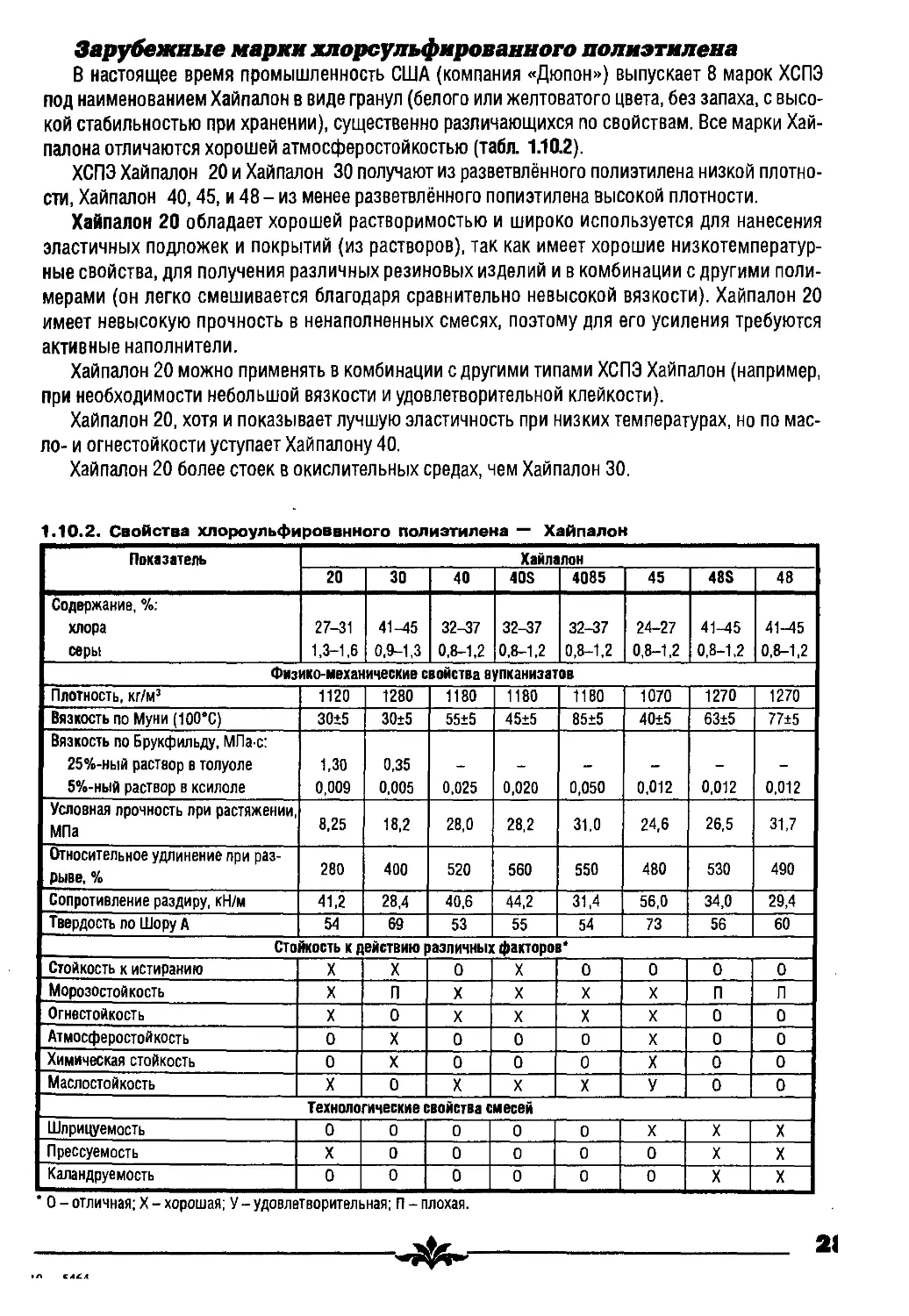
1.10. Хлорсульфированный полиэтилен (АА. Донской) 286
1.10.1. Получение хлорсульфироеанного полиэтилена 286
1.10.2. Типы и марки хлорсульфироеанного полиэтилена 287
1.10.3. Свойства хлорсульфироеанного полиэтилена 290
1.10.4. Вулканизация хлорсульфироеанного полиэтилена 291
1.10.5. Резиновые смеси на основе хлорсульфироеанного полиэтилена 293
1.10.6. Переработка хлорсульфироеанного полиэтилена 293
1.10.7. Применение хлорсульфированного полиэтилена 294
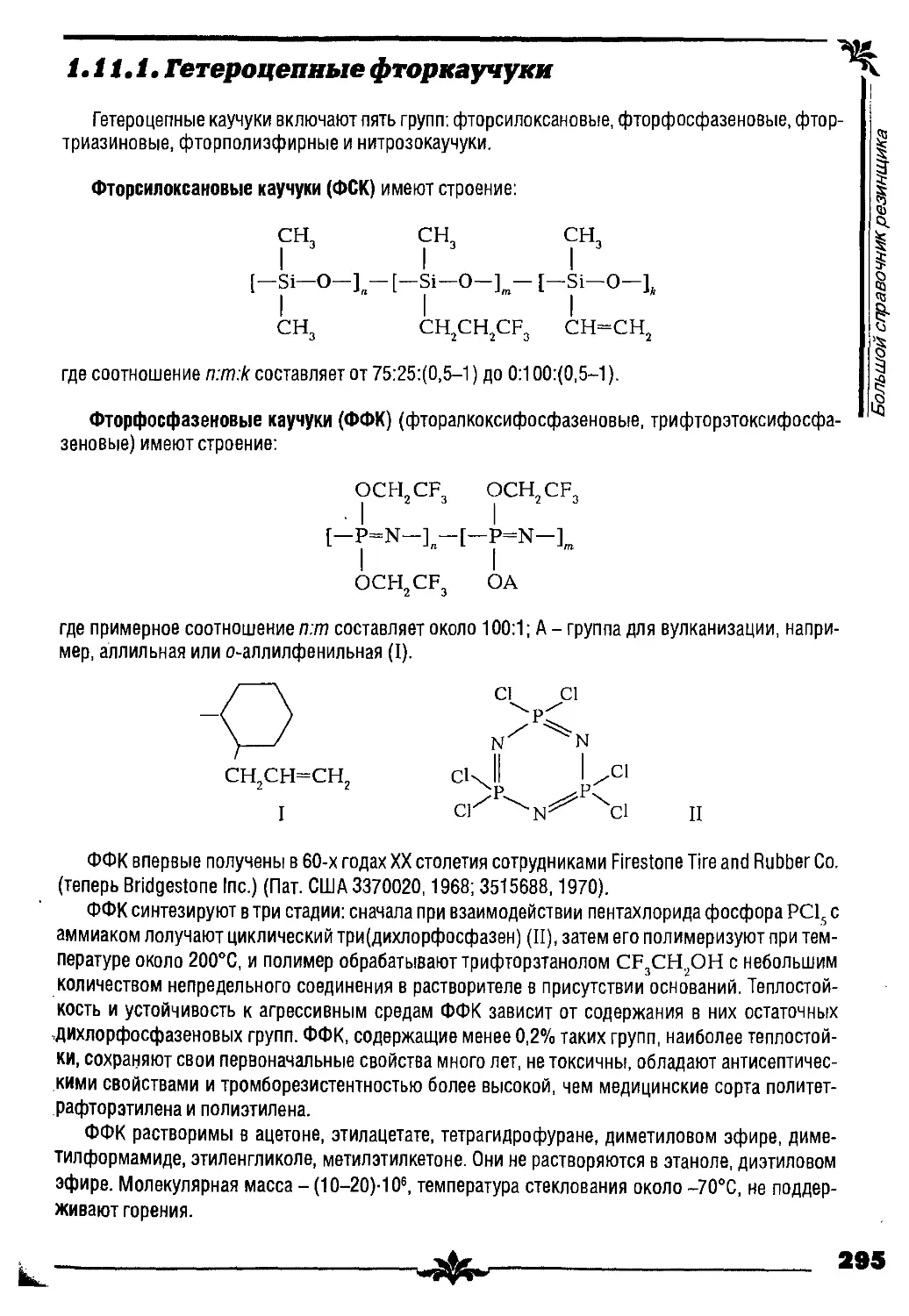
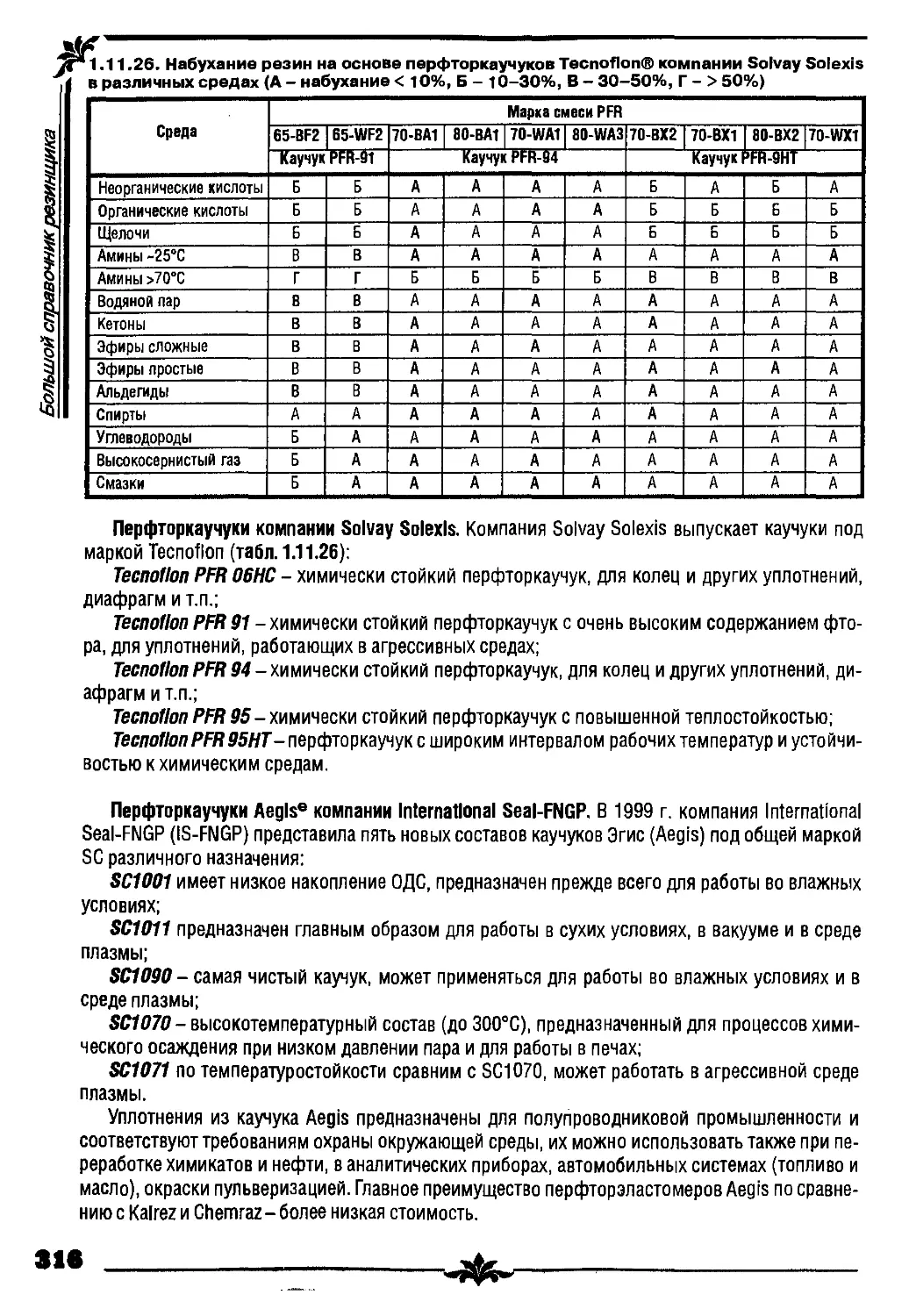
1.11. Фторкаучуки ЛЗ.Н. Нудельман]) 294
1.11.1. Гетероцепные фторкаучуки 295
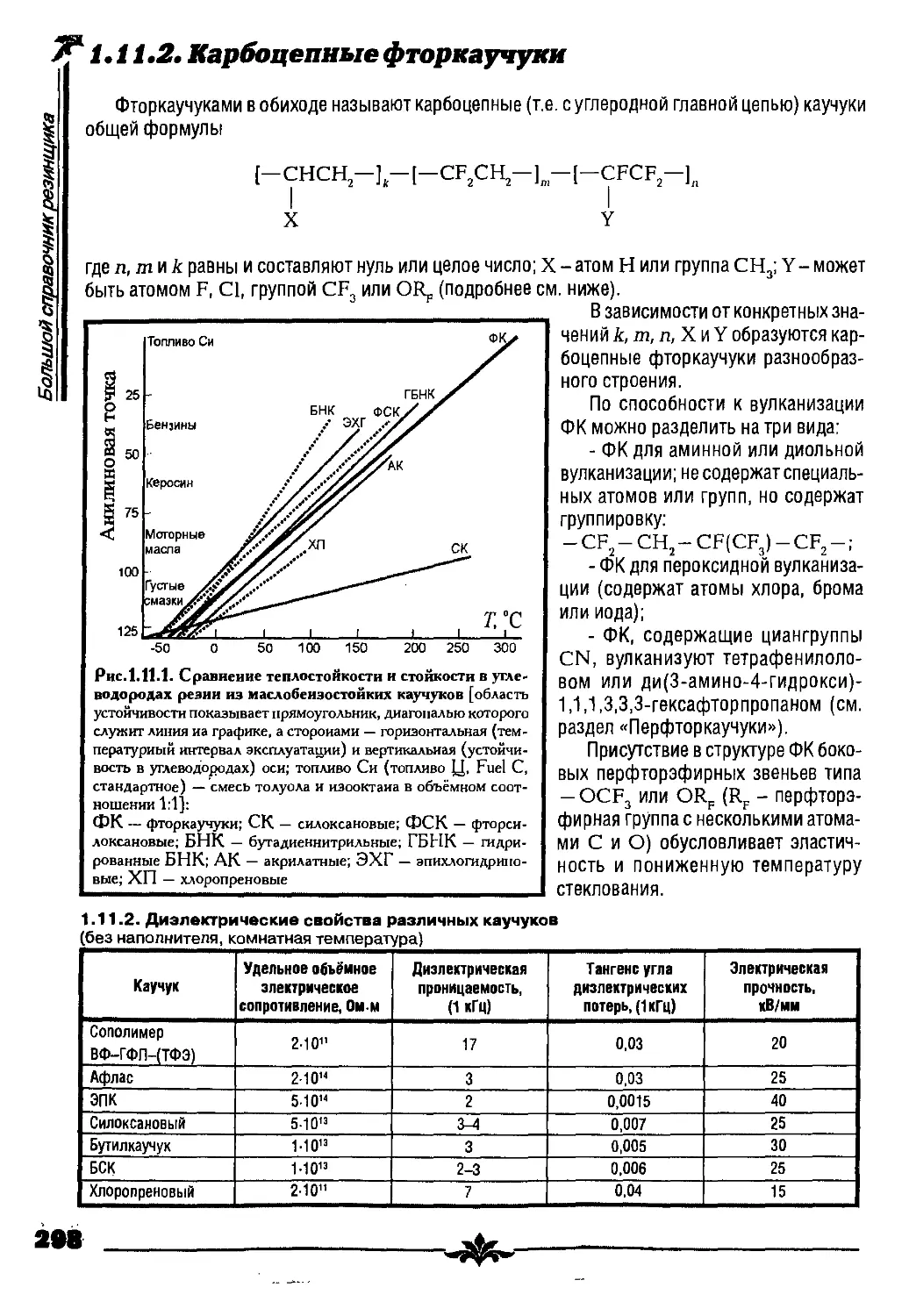
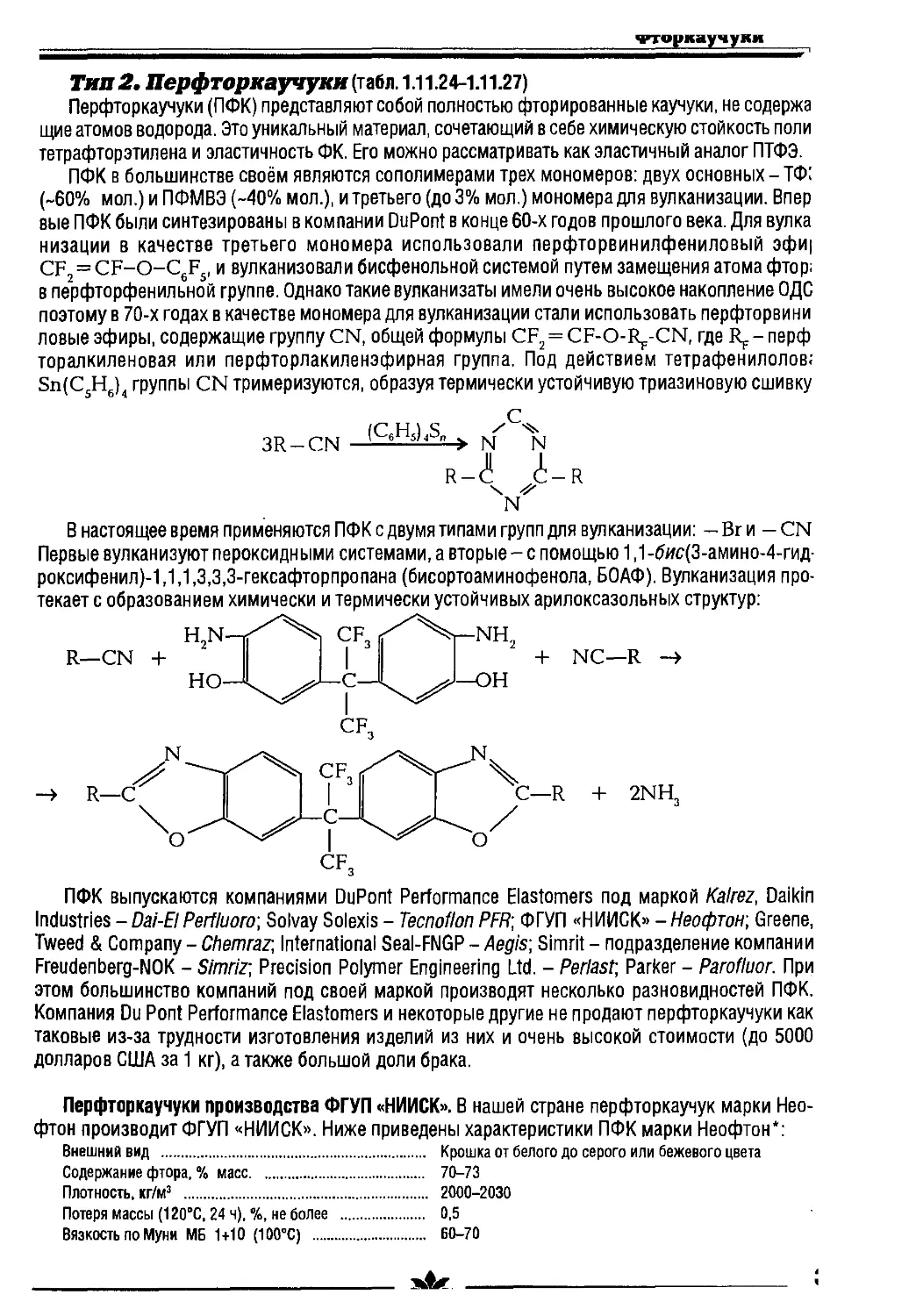
1.11.2. Карбоцепные фторкаучуки 298
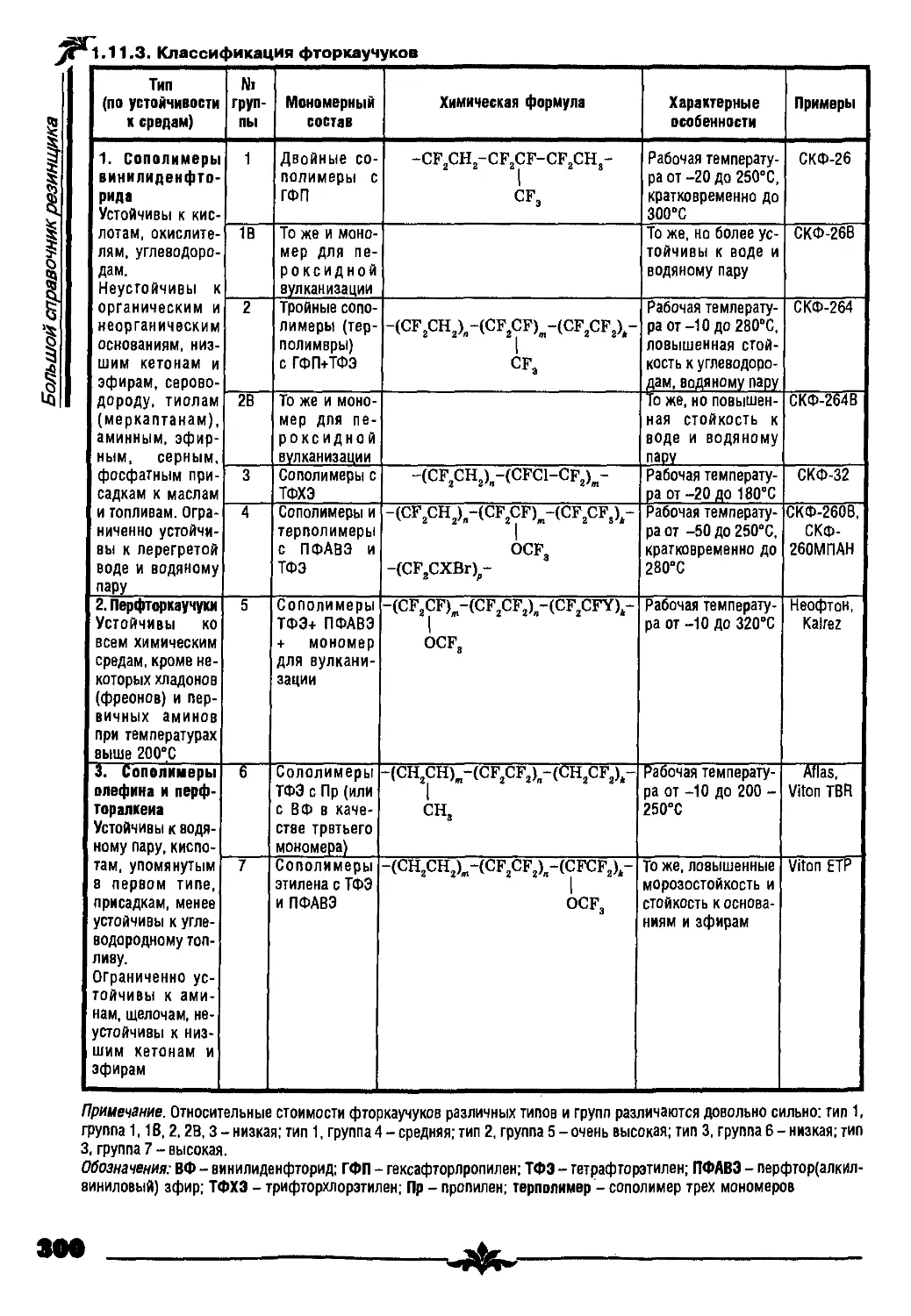
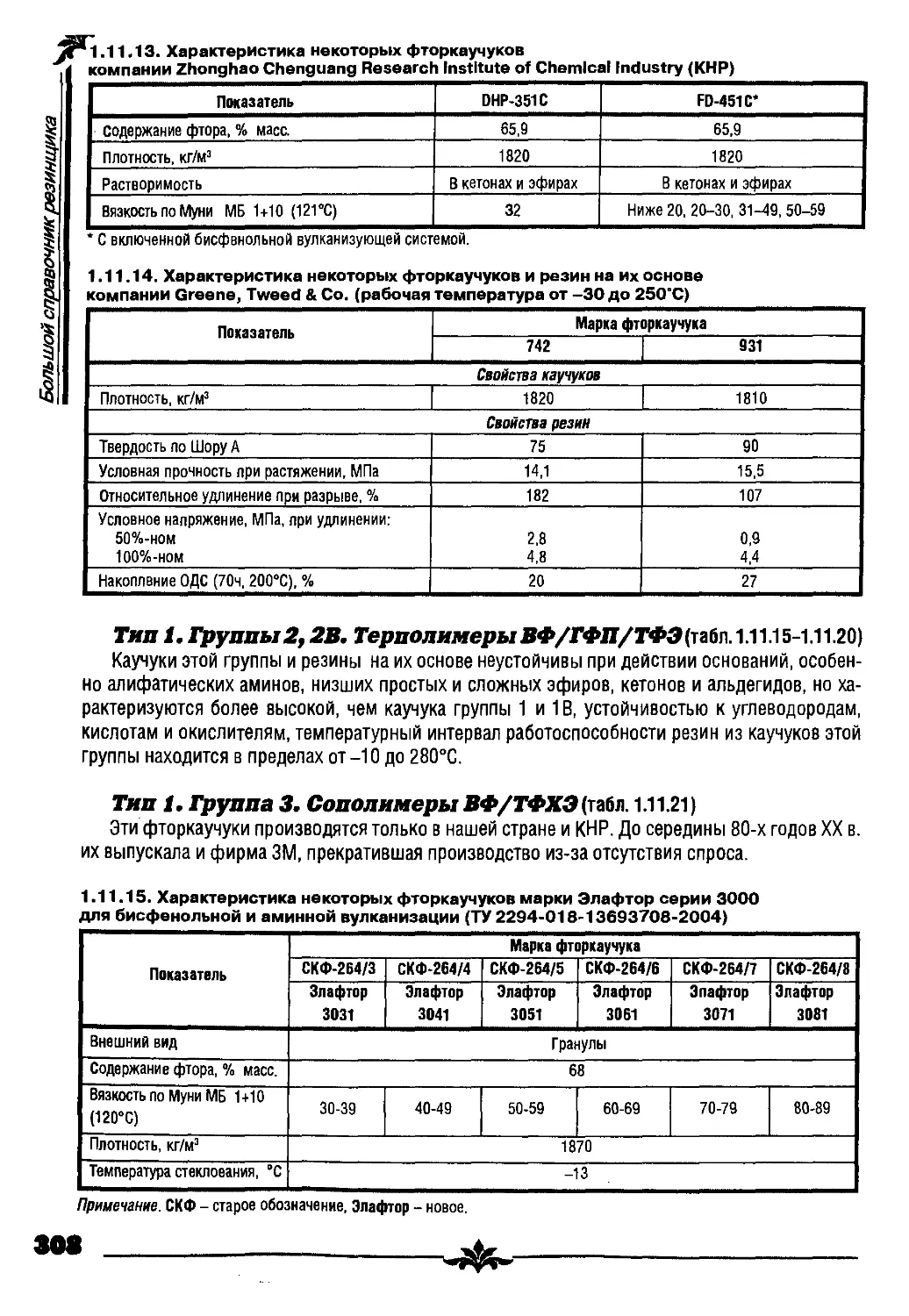
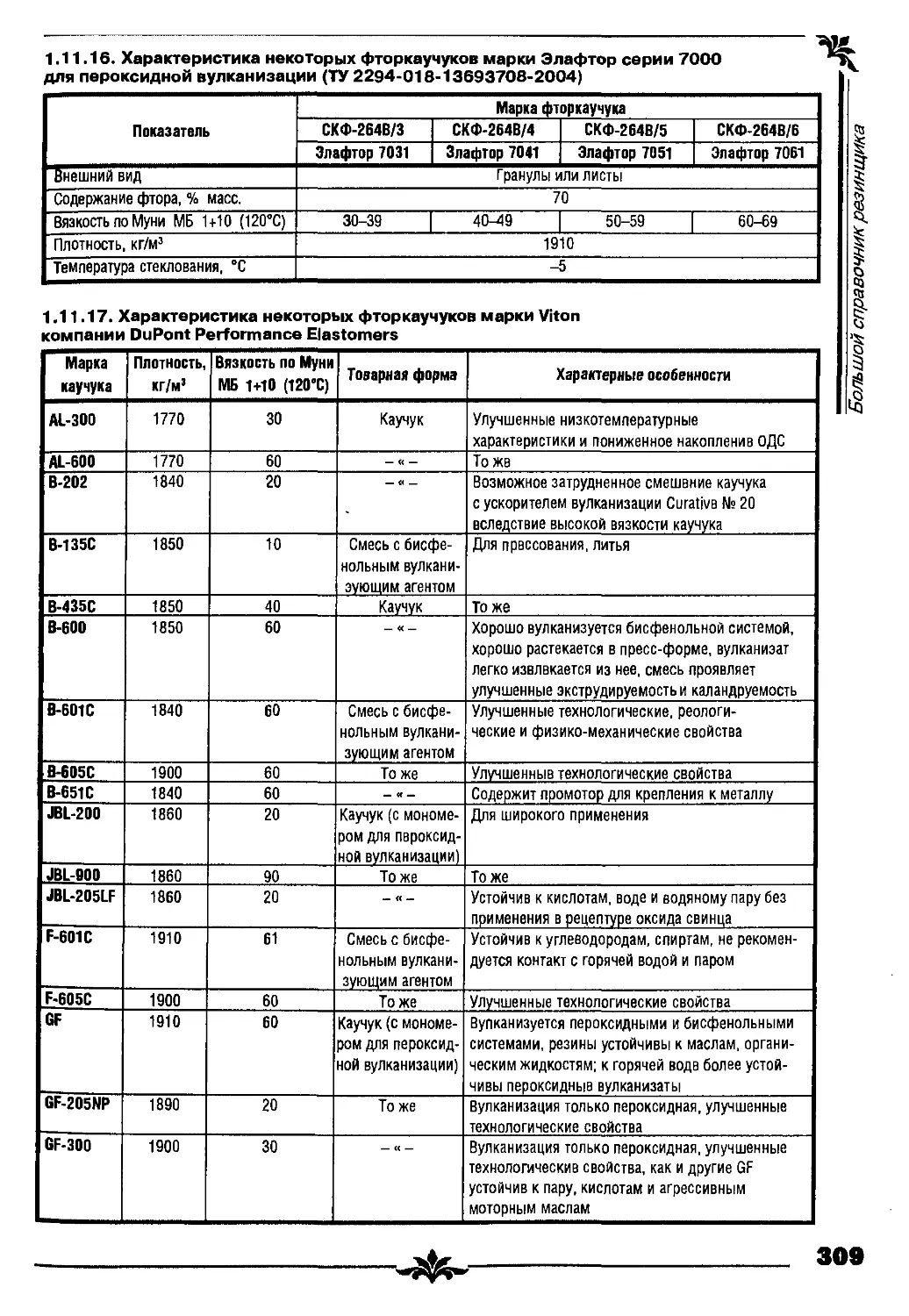
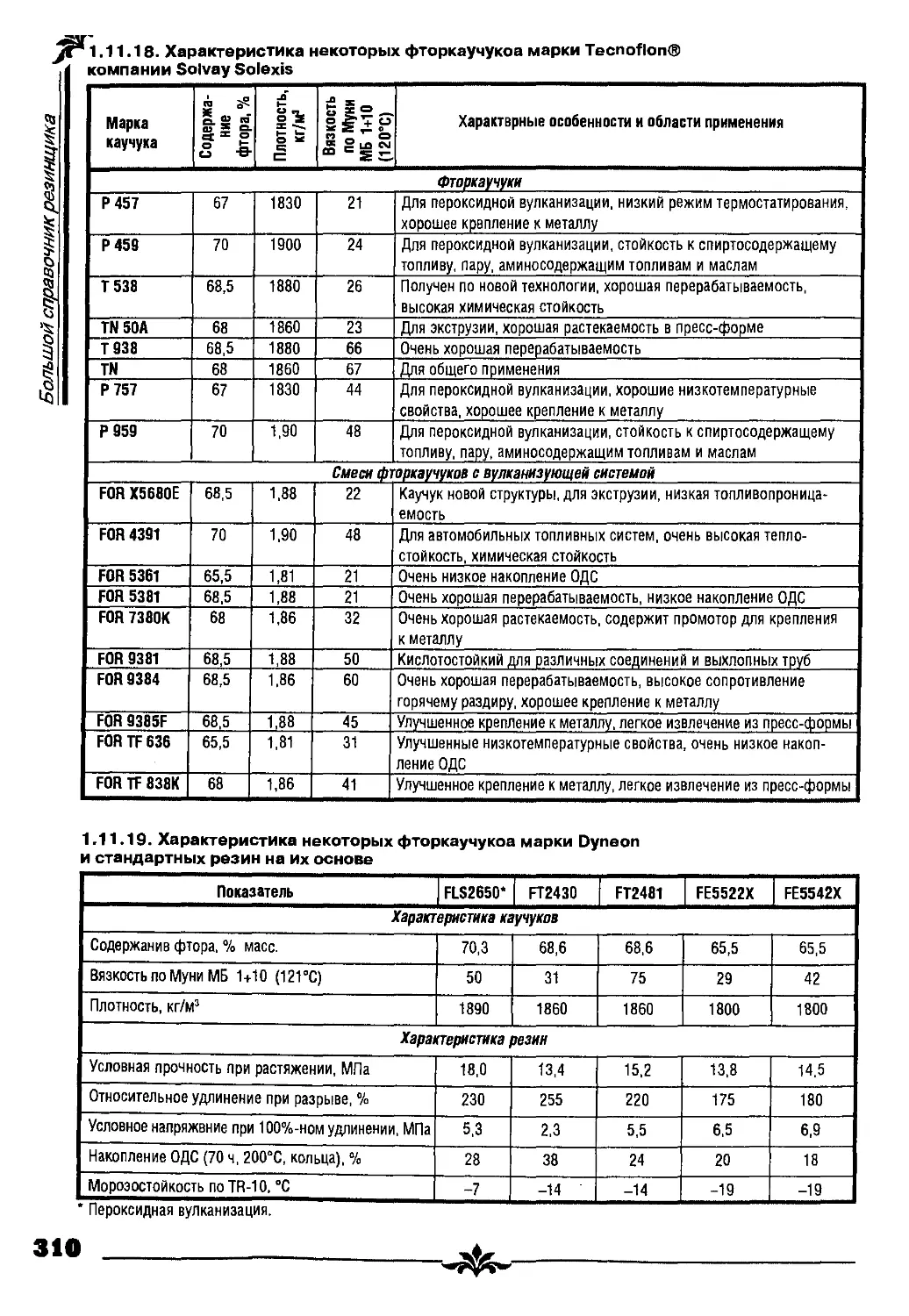
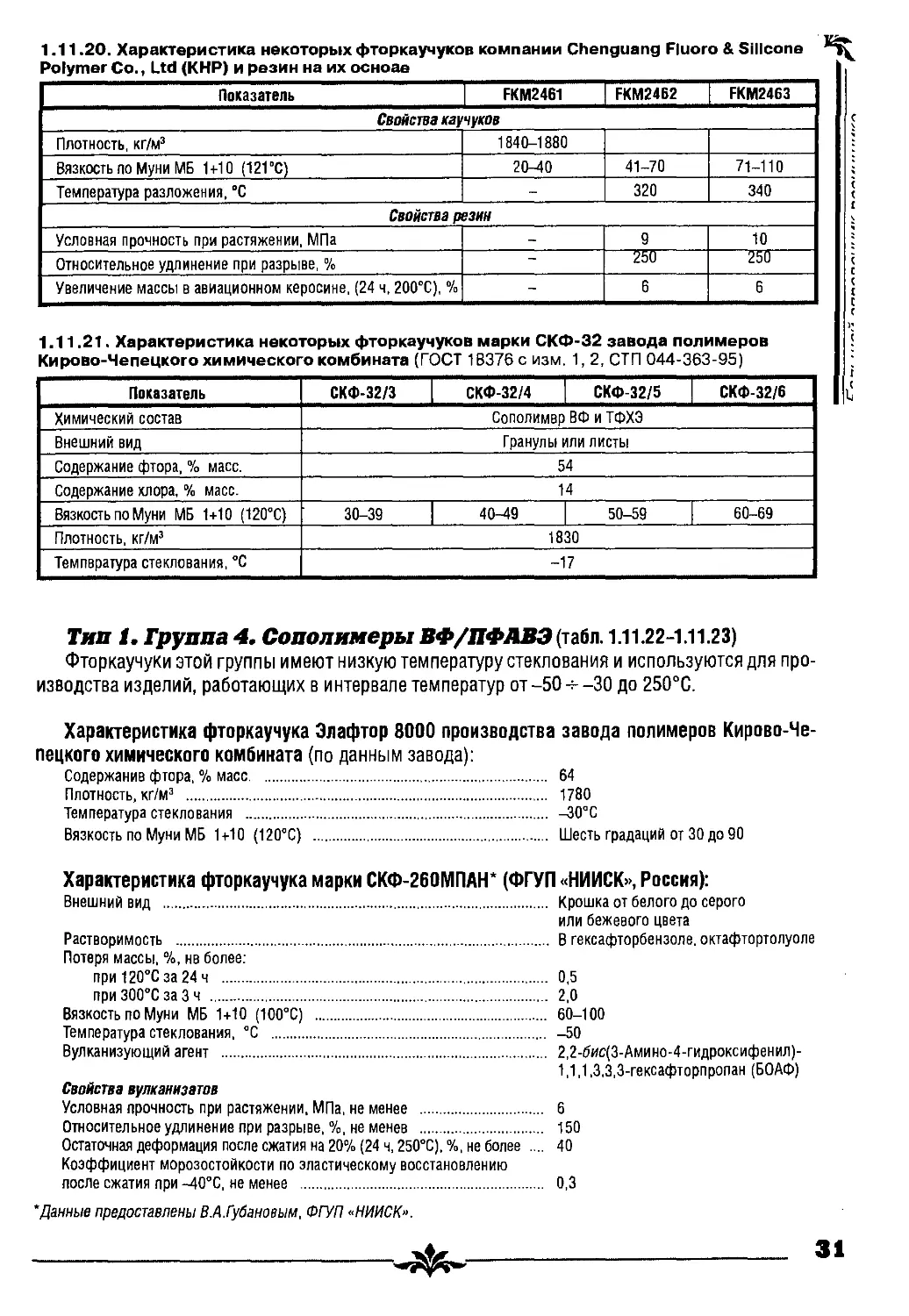
1.11.3. Классификация фторкаучуков.. 299
1.11.4. Получение фторкаучуков:. 303
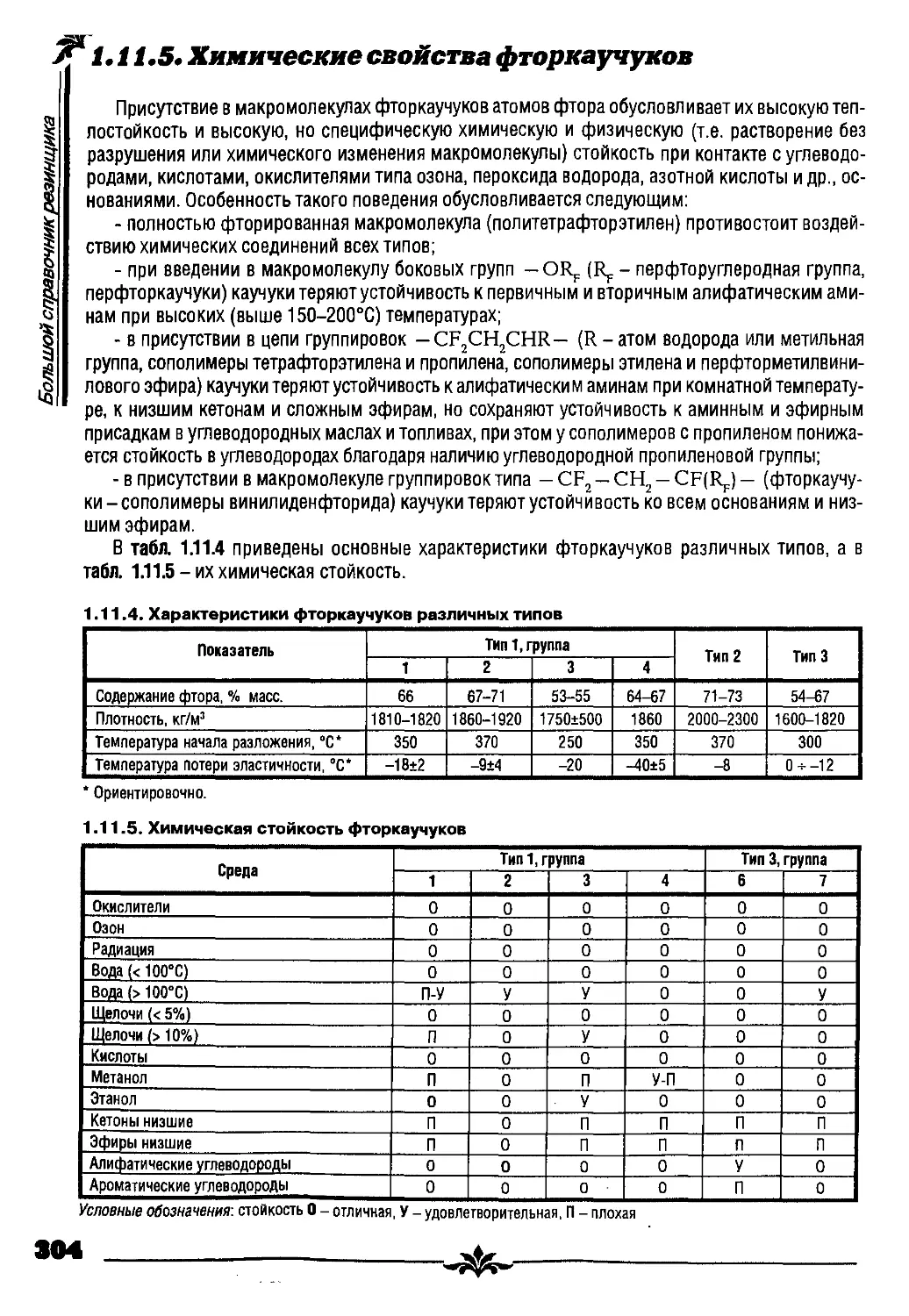
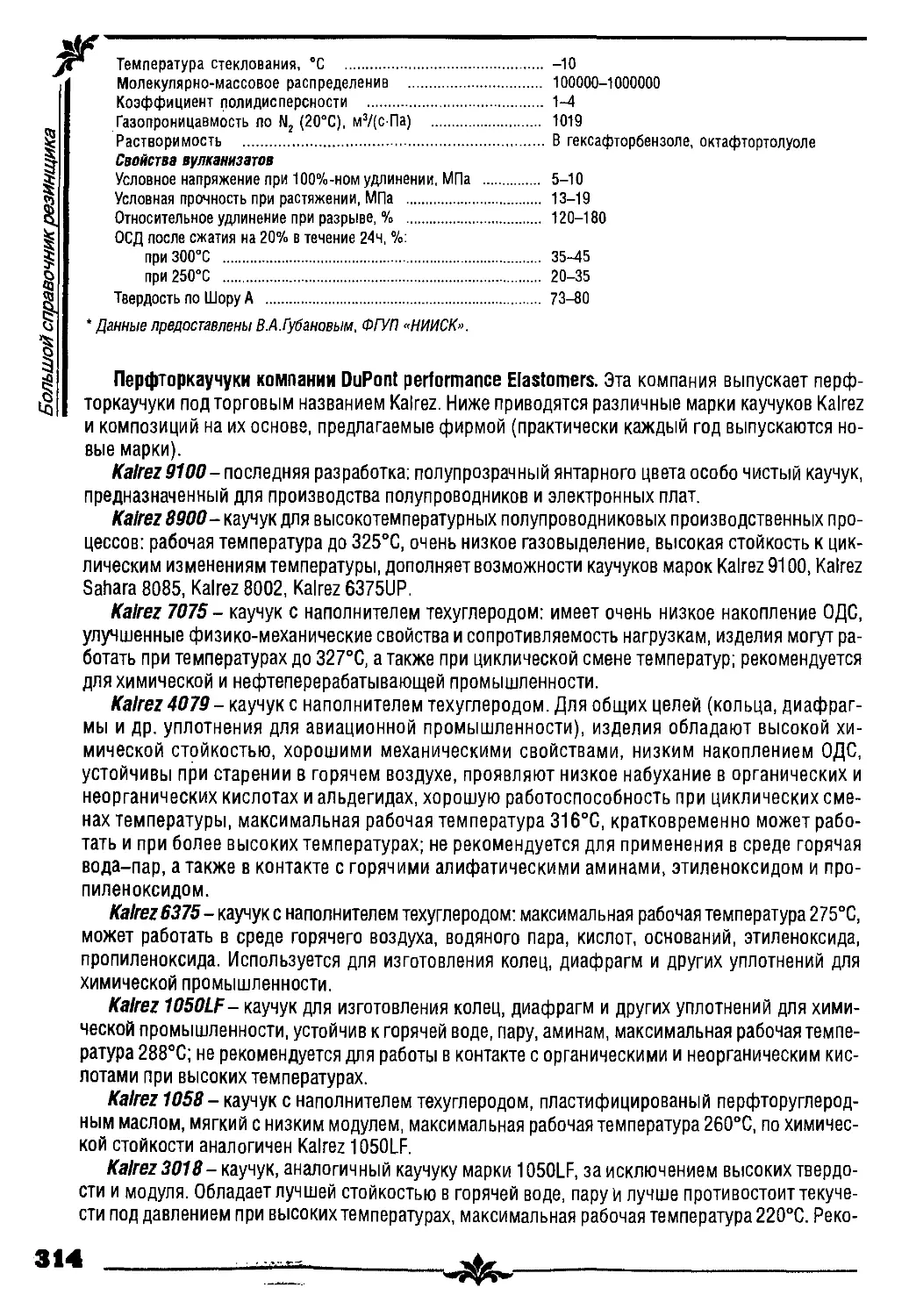
1.11.5. Химические свойсшфщ#Щ№т~ 304
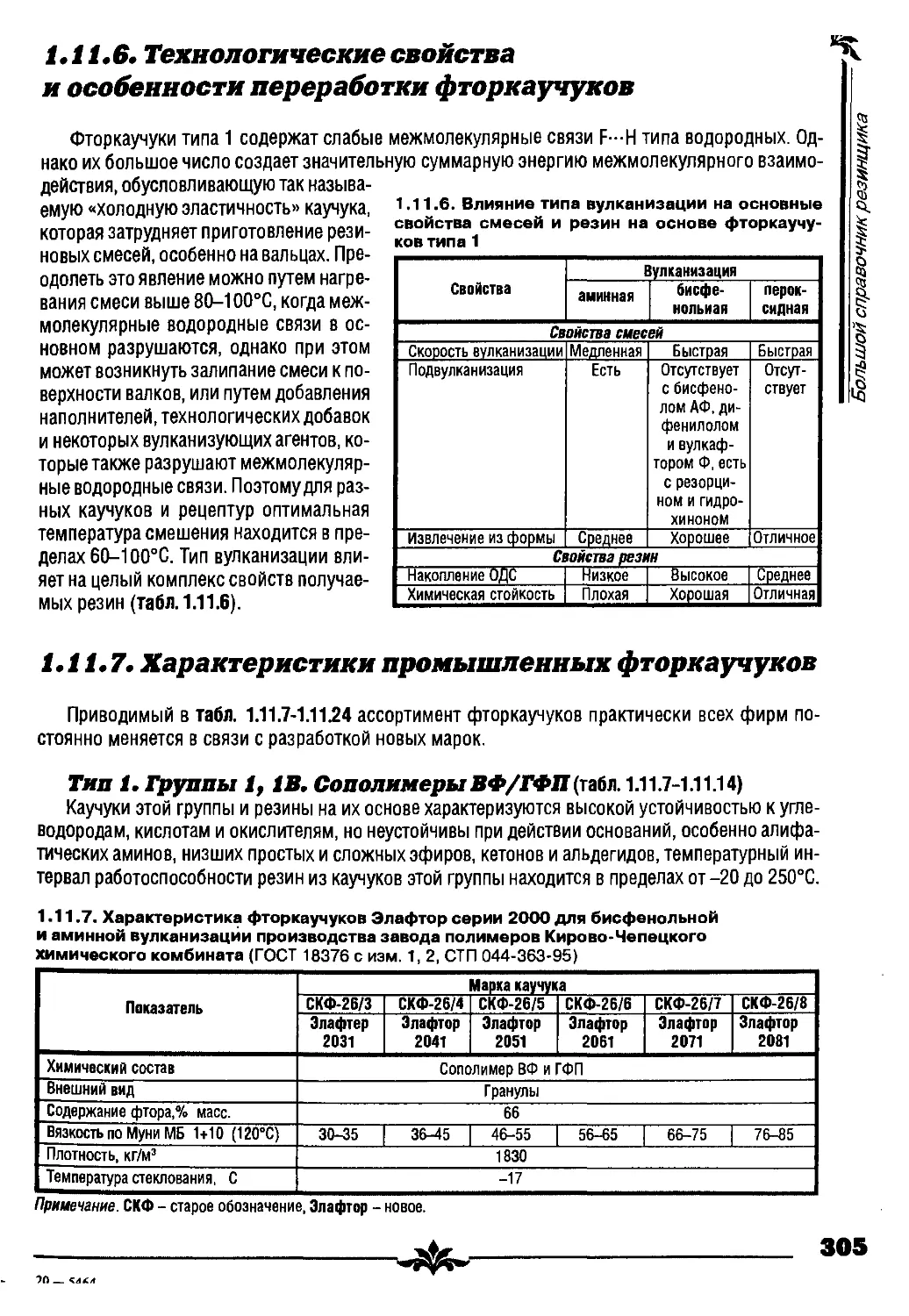
1.11.6. Технологичвт^.£^0ШШМ0ШШОСги переработки фторкаучуков 305
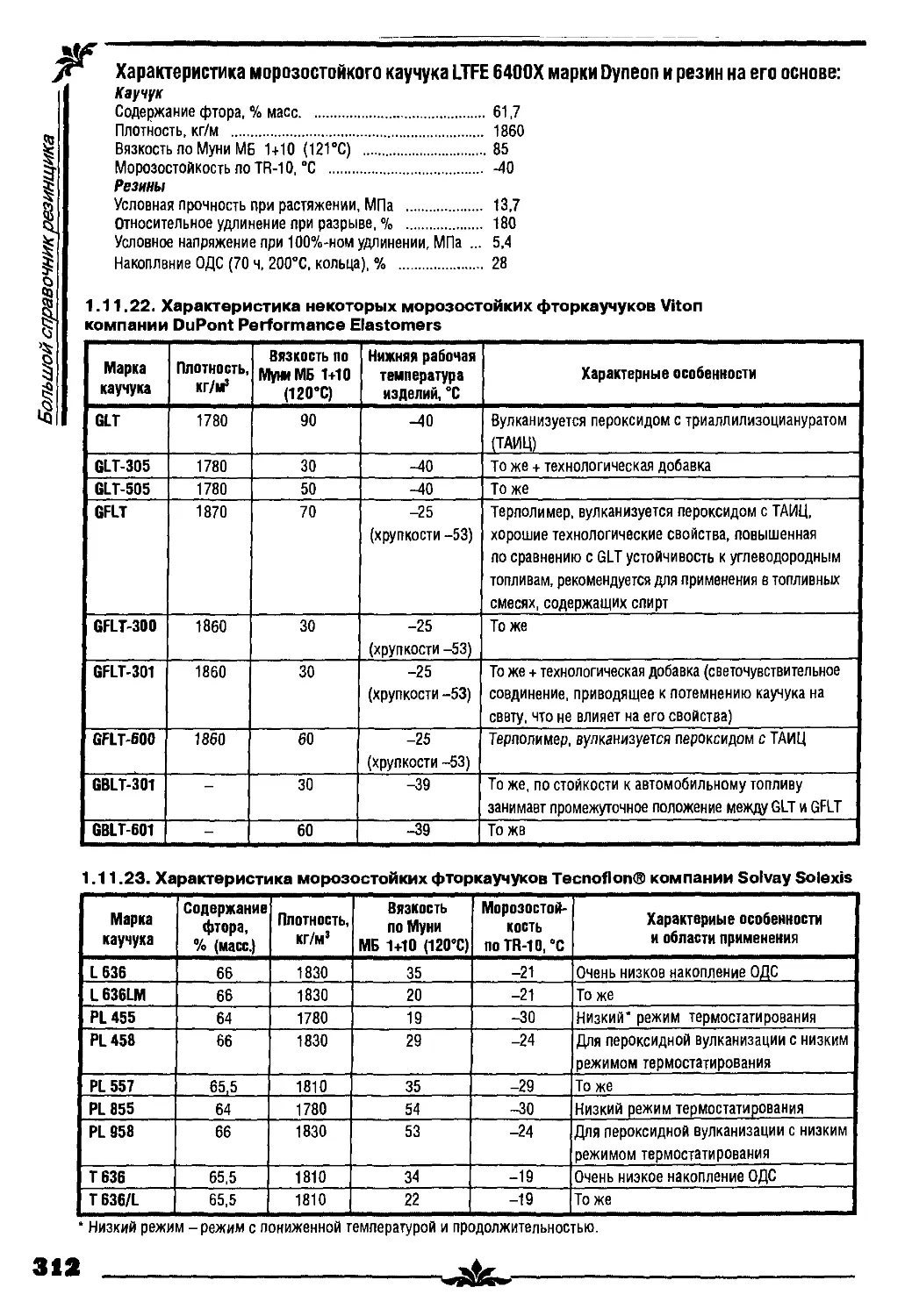
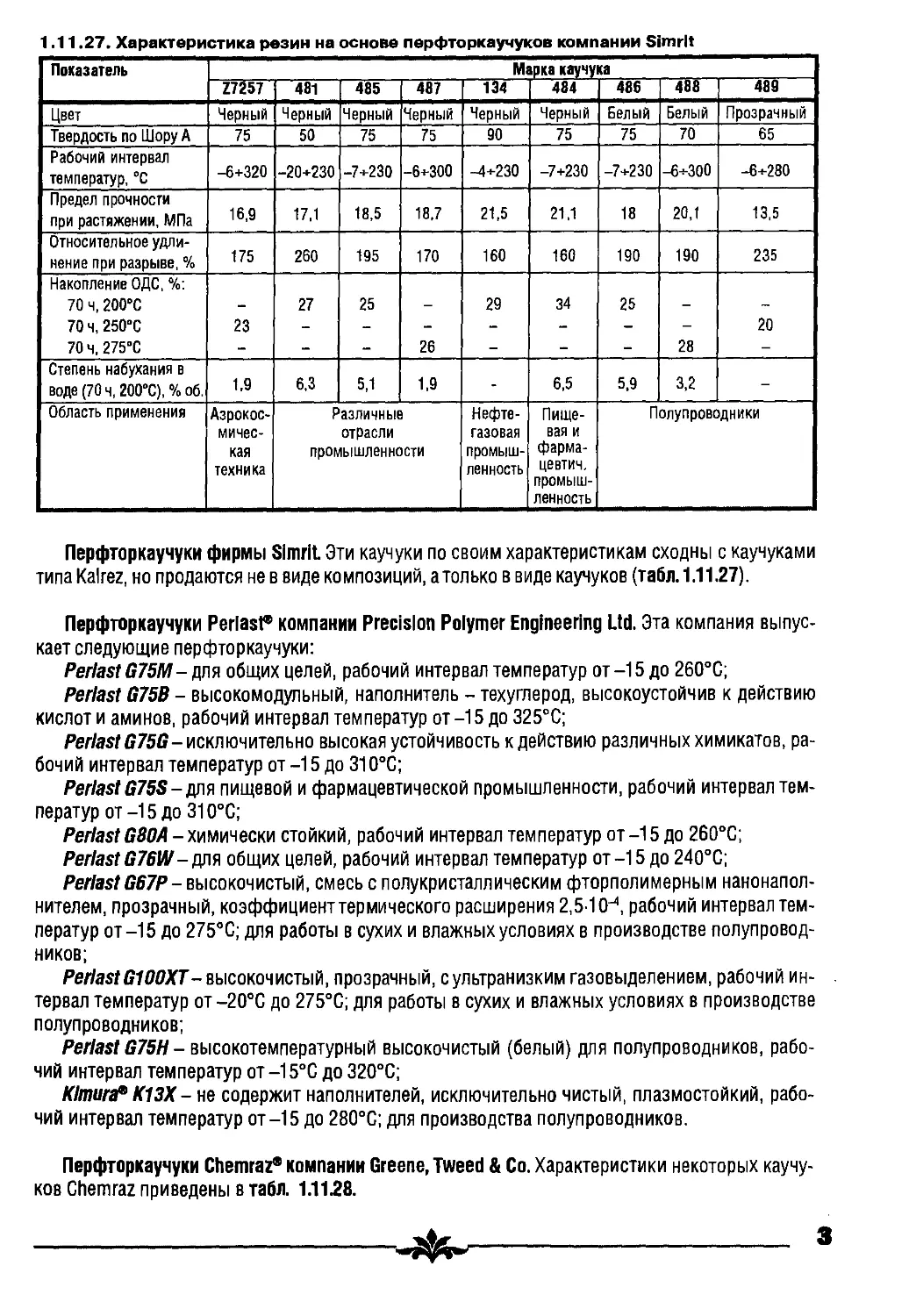
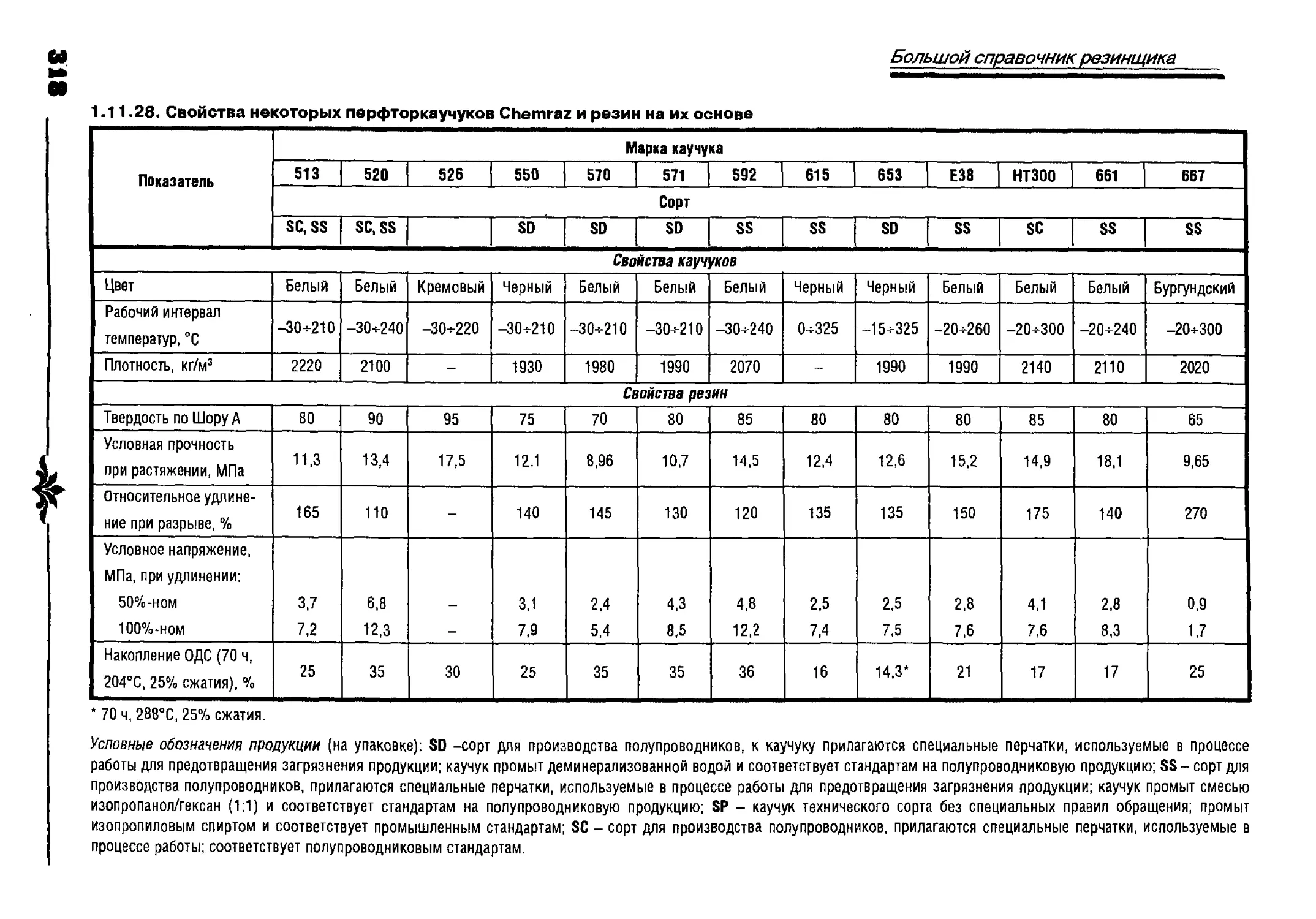
1.11.7. Характеристики промышленных фторкаучуков 305 *f^
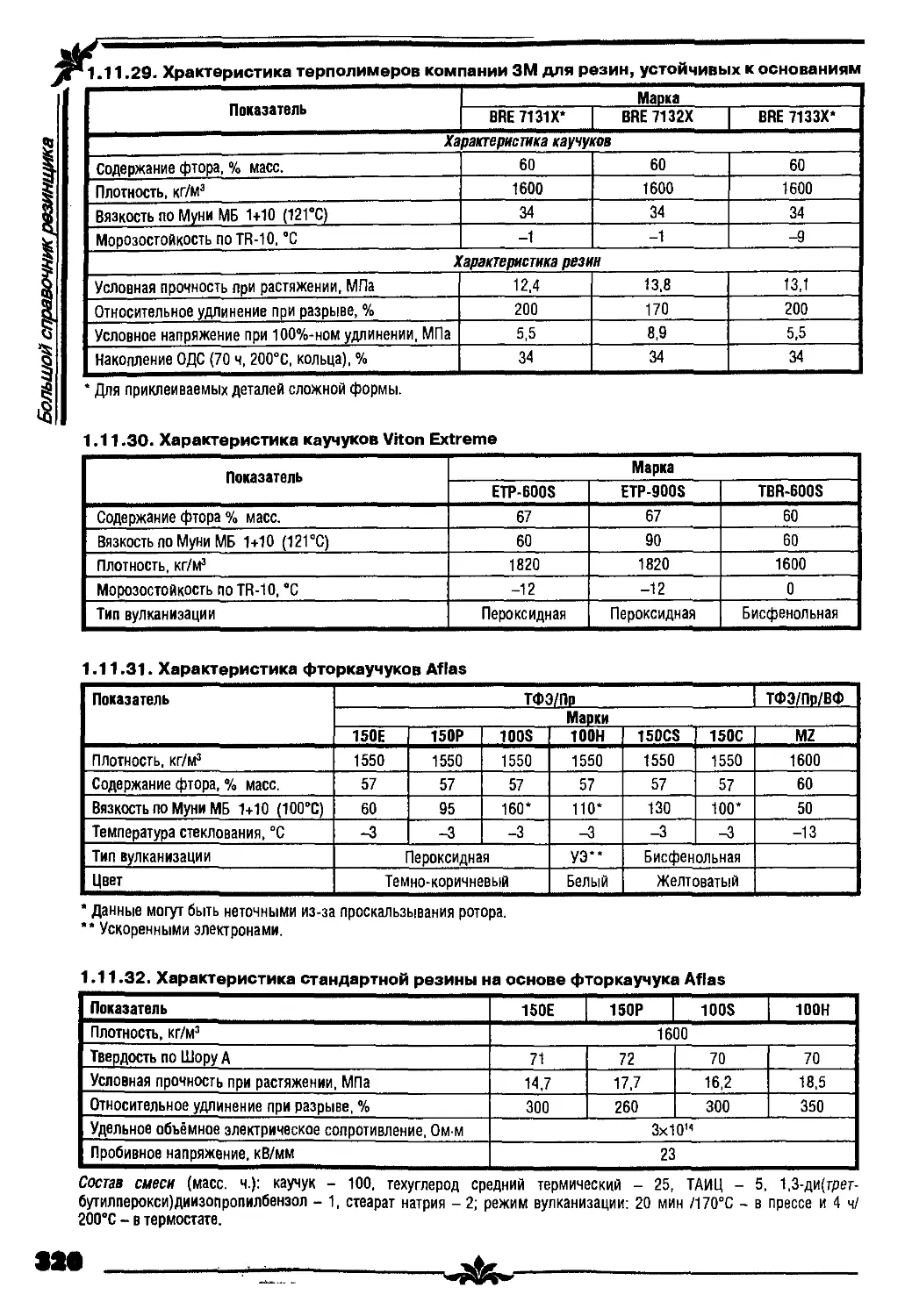
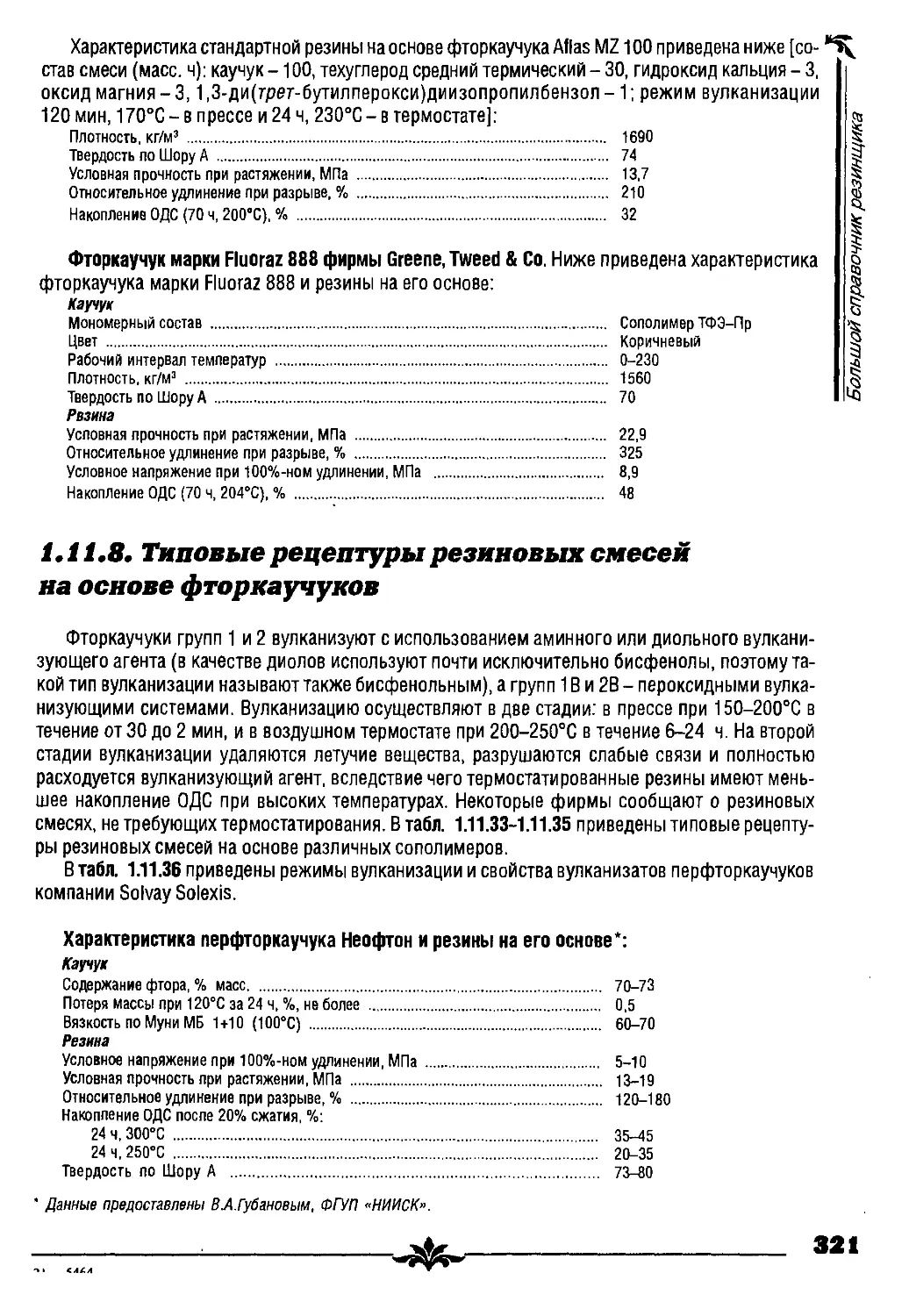
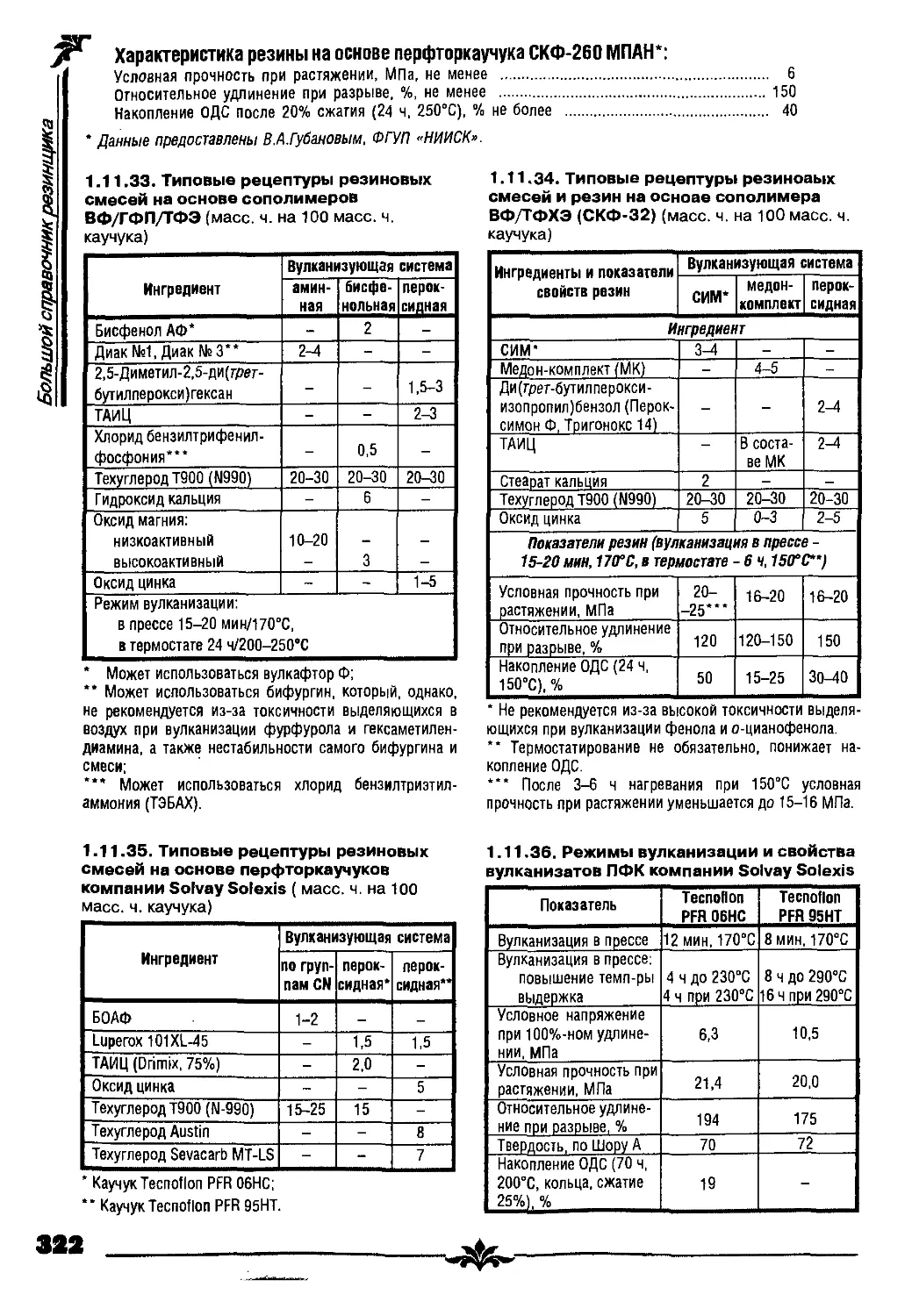
1.11.8. Типовые рецептуры резиновых смесей на основе фторкаучуков 321
1.11.9. Применение фторкаучуков 323
1.11.10. Транспортирование фторкаучуков 323
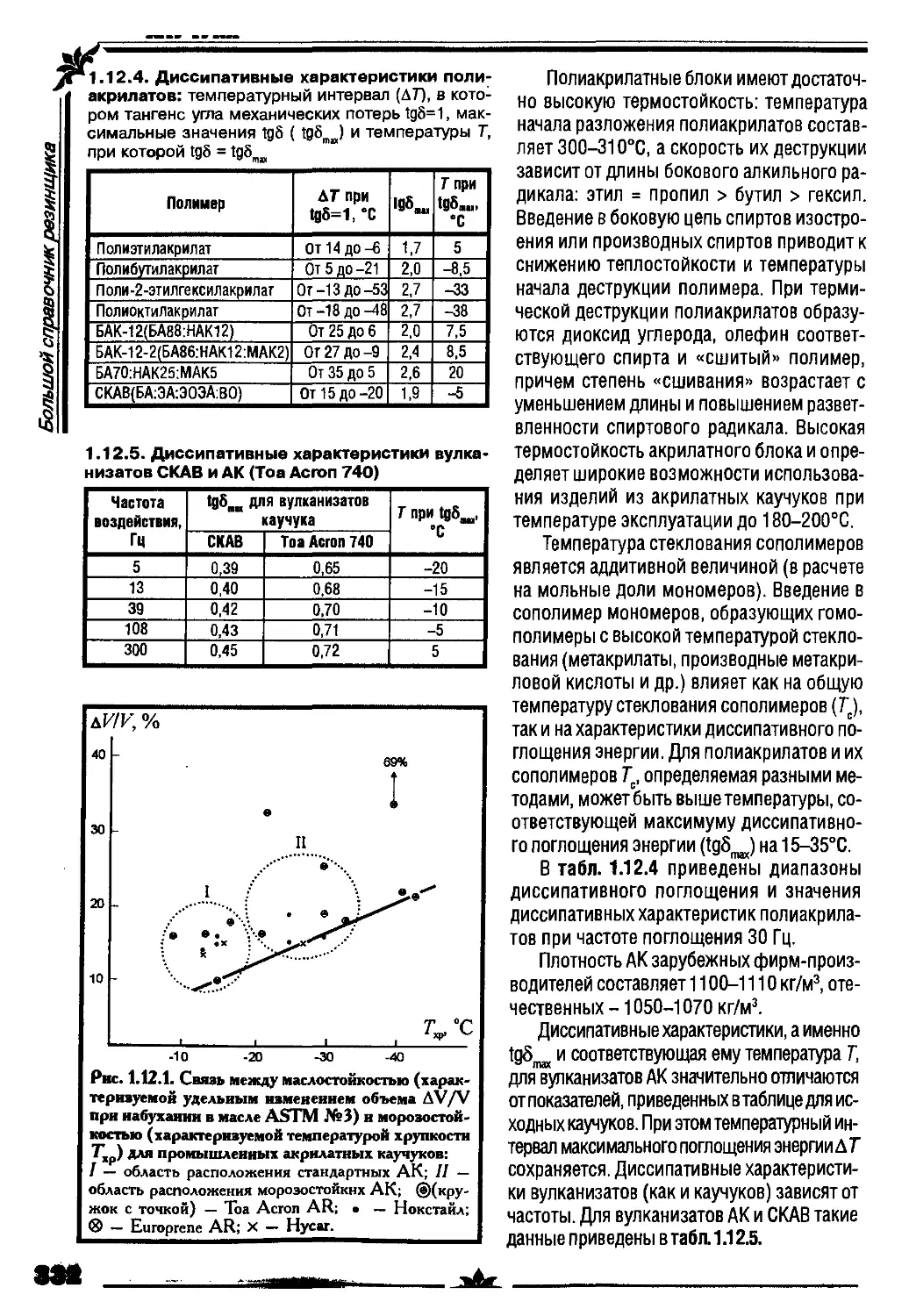
1.12. Акрилатные каучуки (В.Н. Береснев, О А. Говорова) 323
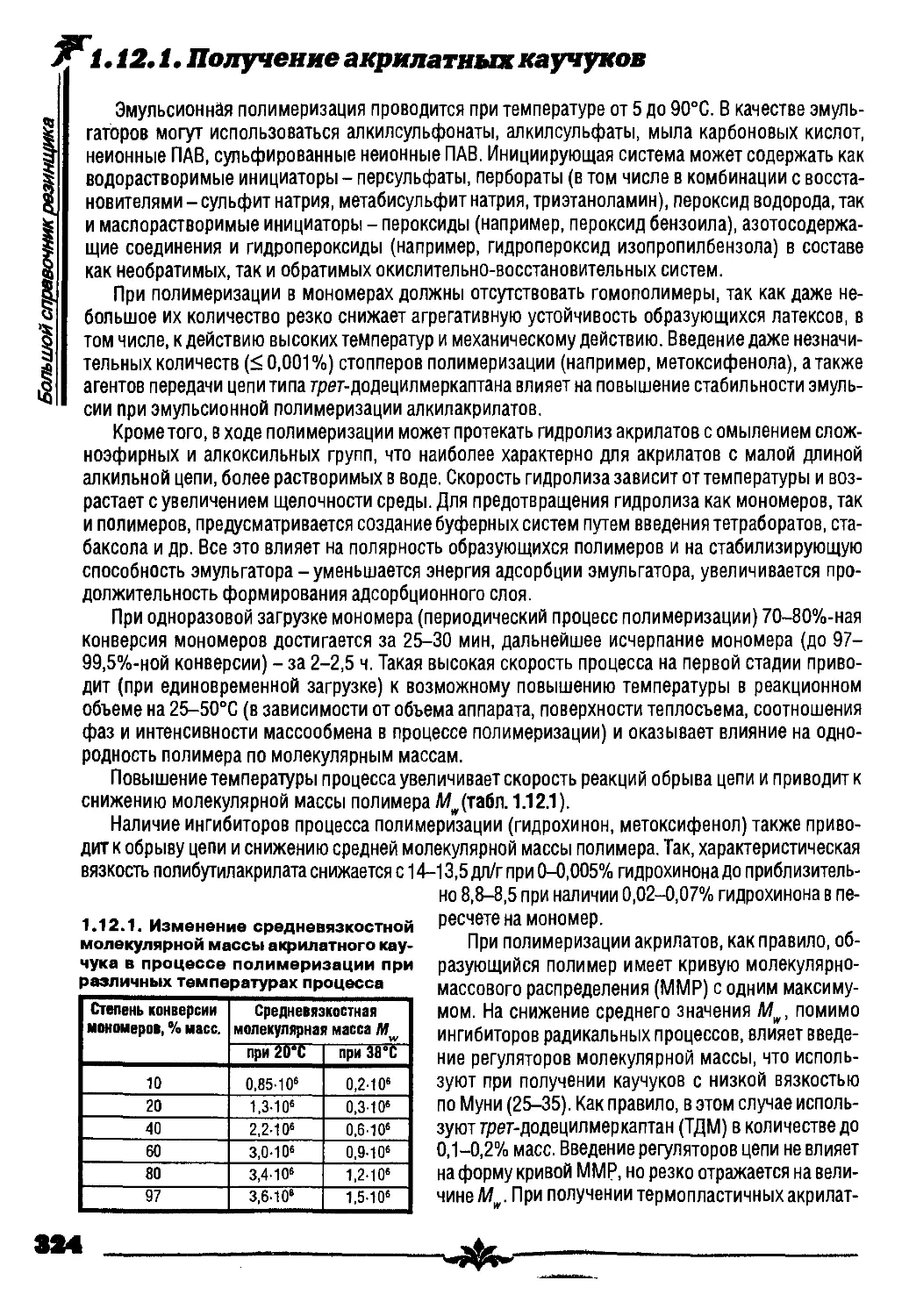
1.12.1. Получение акрилатных каучуков 324
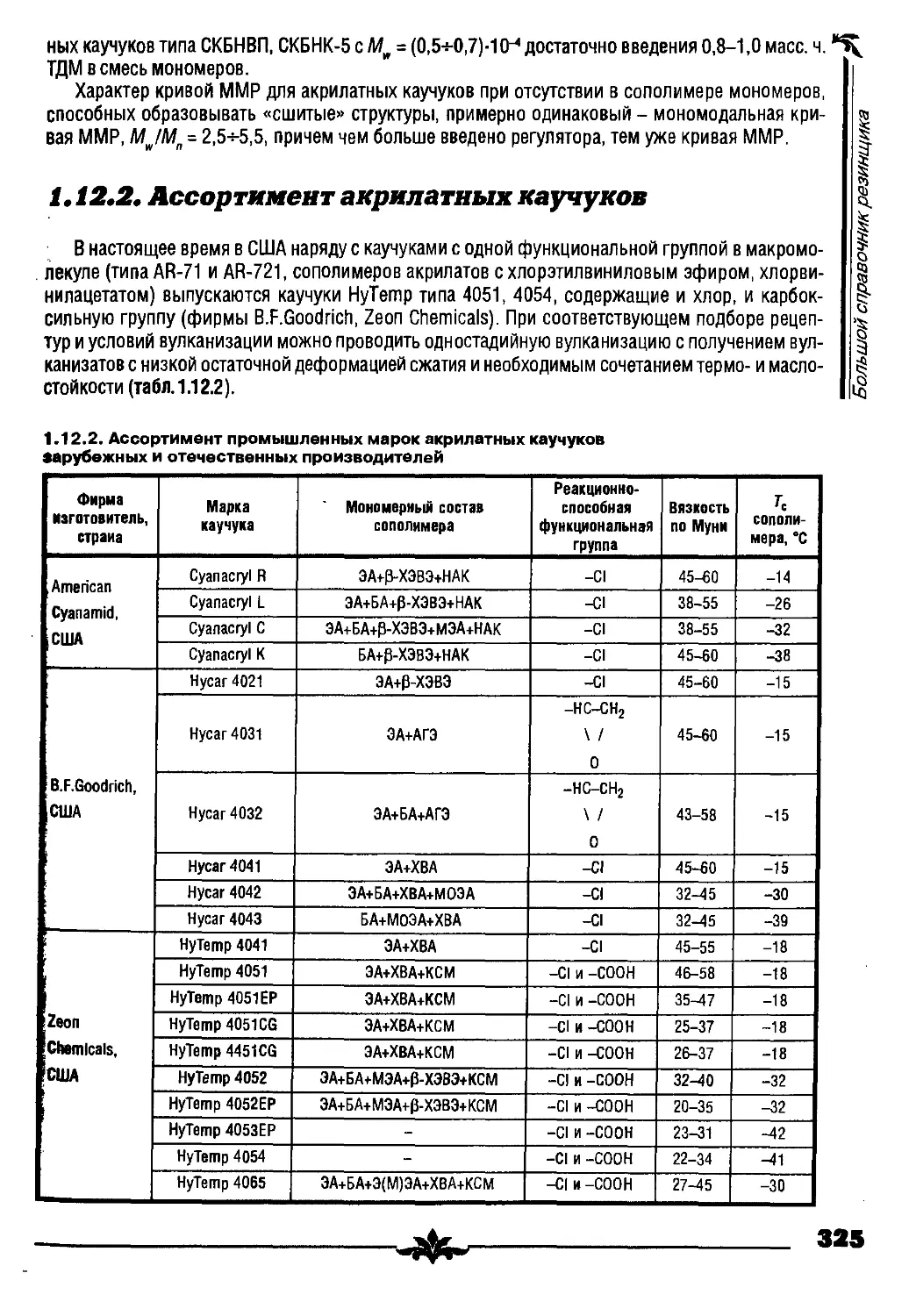
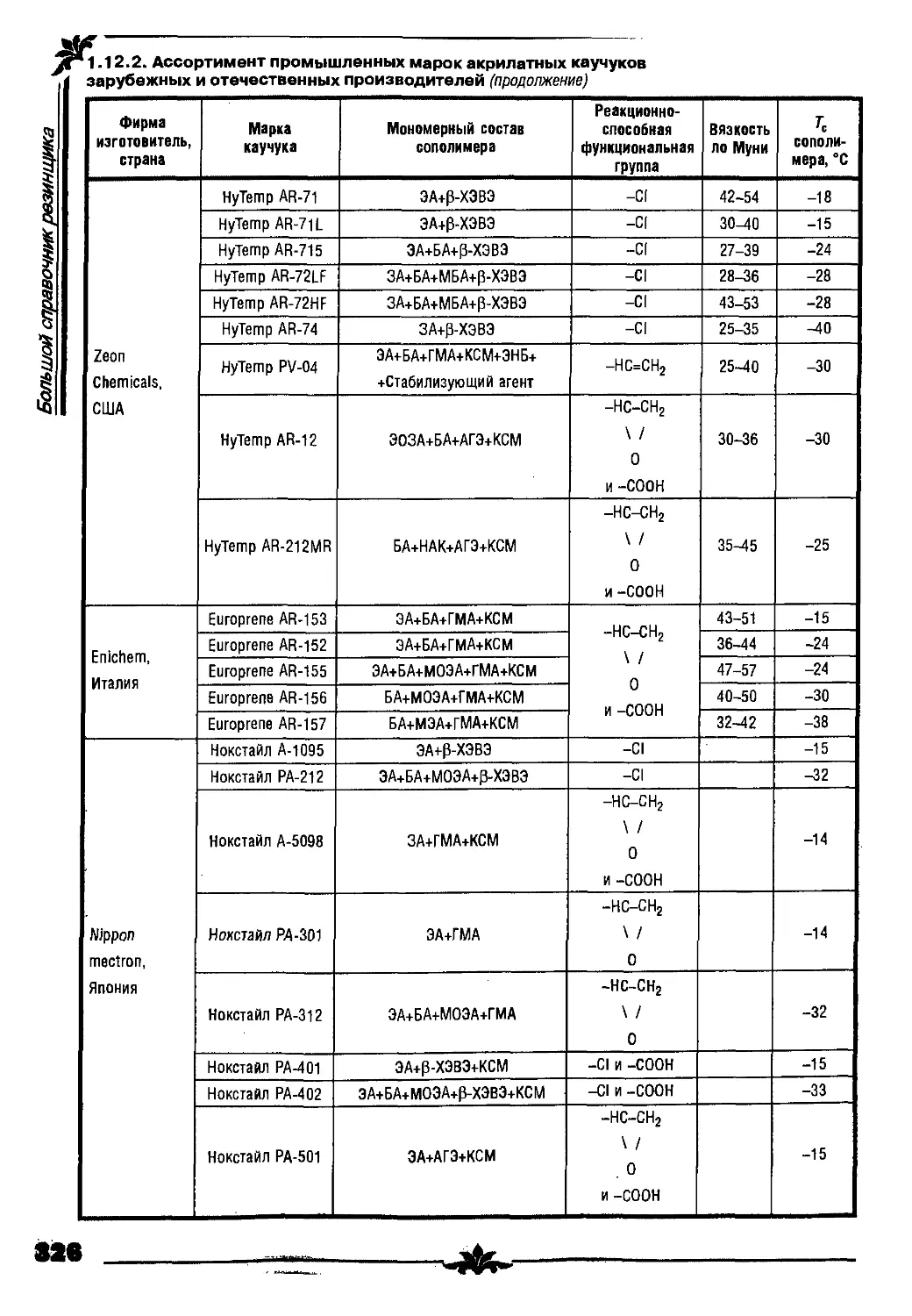
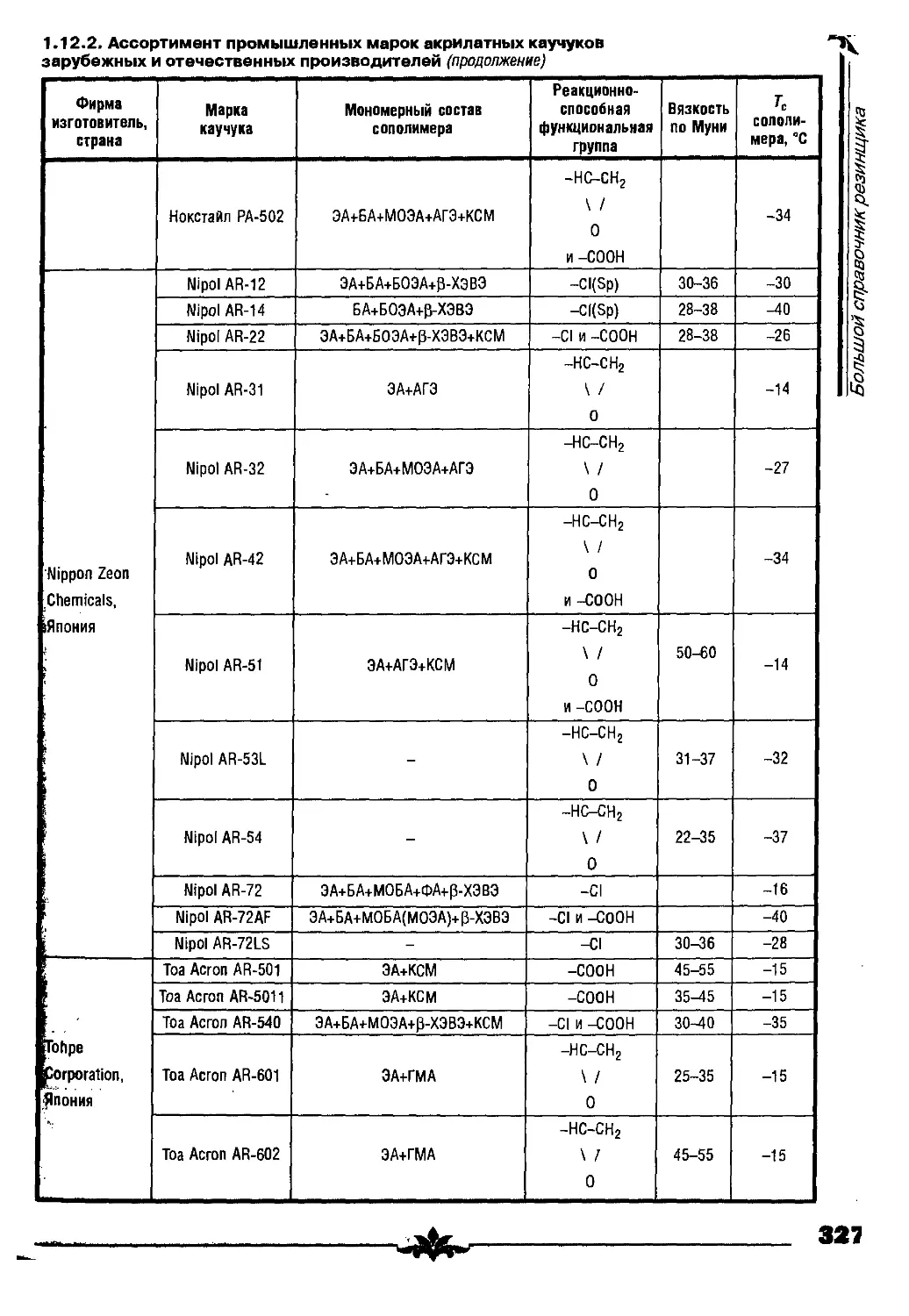
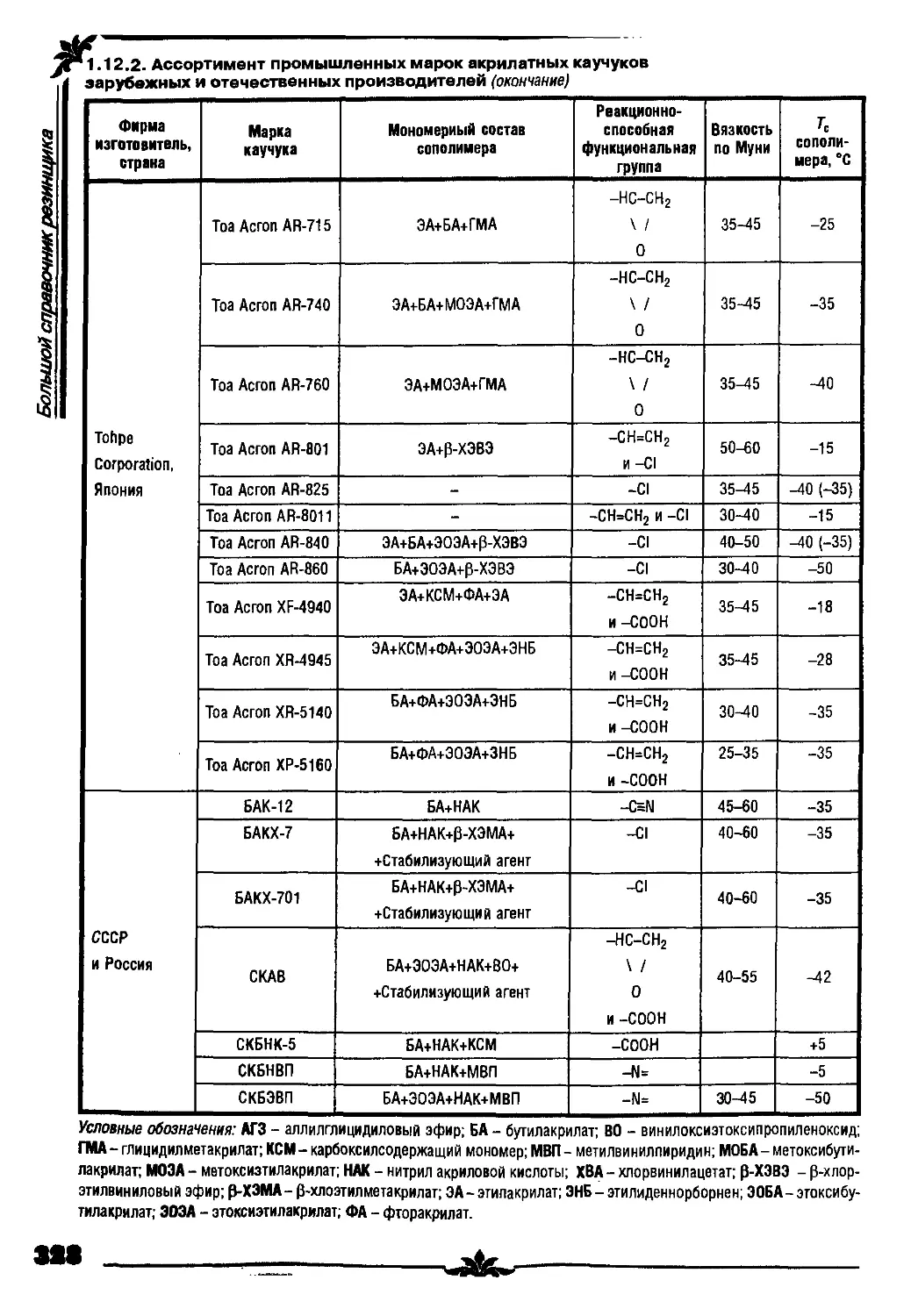
/. 12.2. Ассортимент акрилатных каучуков 325
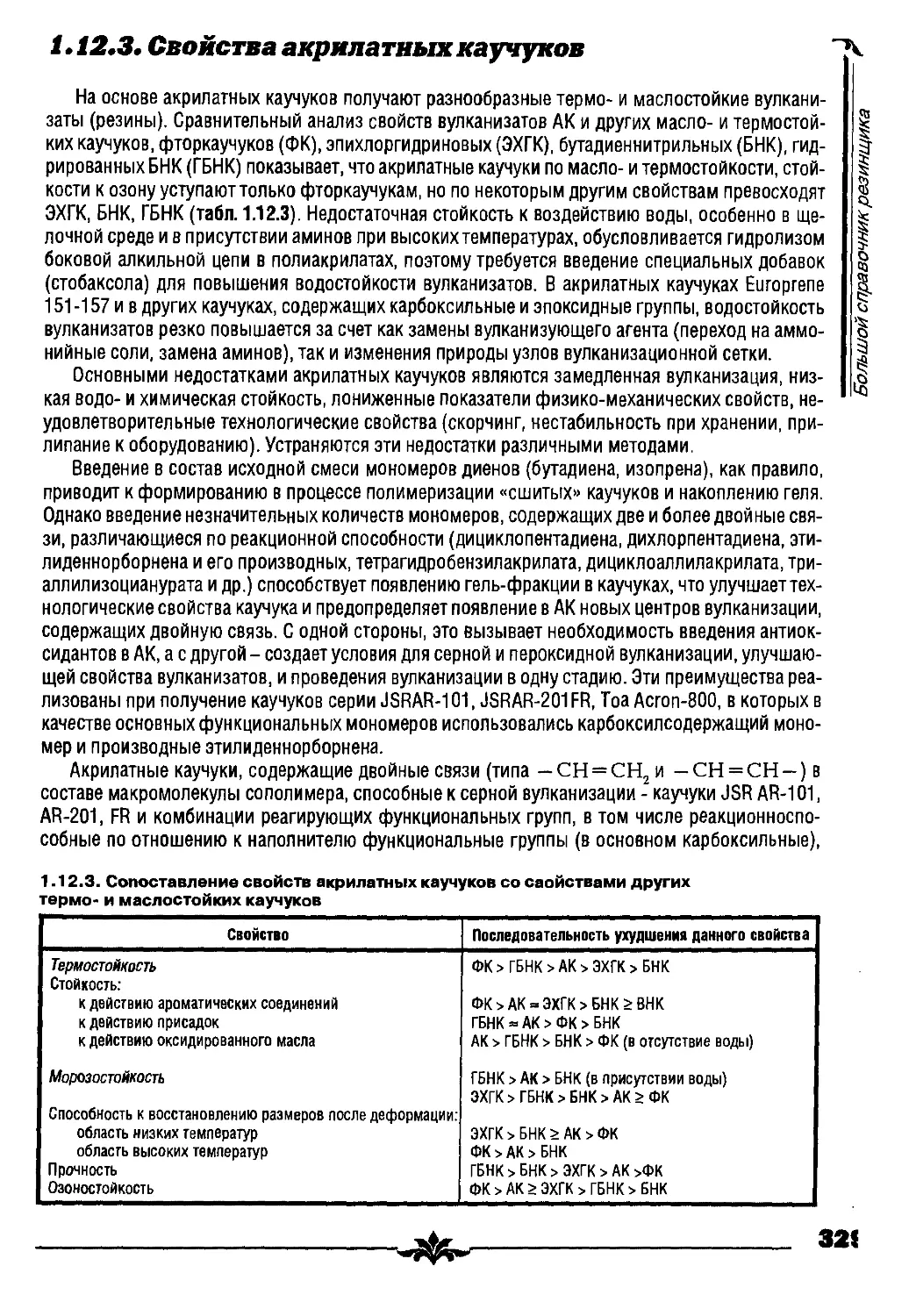
1.12.3. Свойства акрилатных каучуков 329
1.12.4. Применение акрилатных каучуков 333
1.13. Силоксановые каучуки (Г.В. Григорян, НА. Катуркин) 334
1.13.1. Физические свойства силоксановых каучуков 335
1.13.2. Химические свойства силоксановых каучуков 338
1.13.3. Получение силоксановых каучуков 338
1.13.4. Применение силоксановых каучуков 339
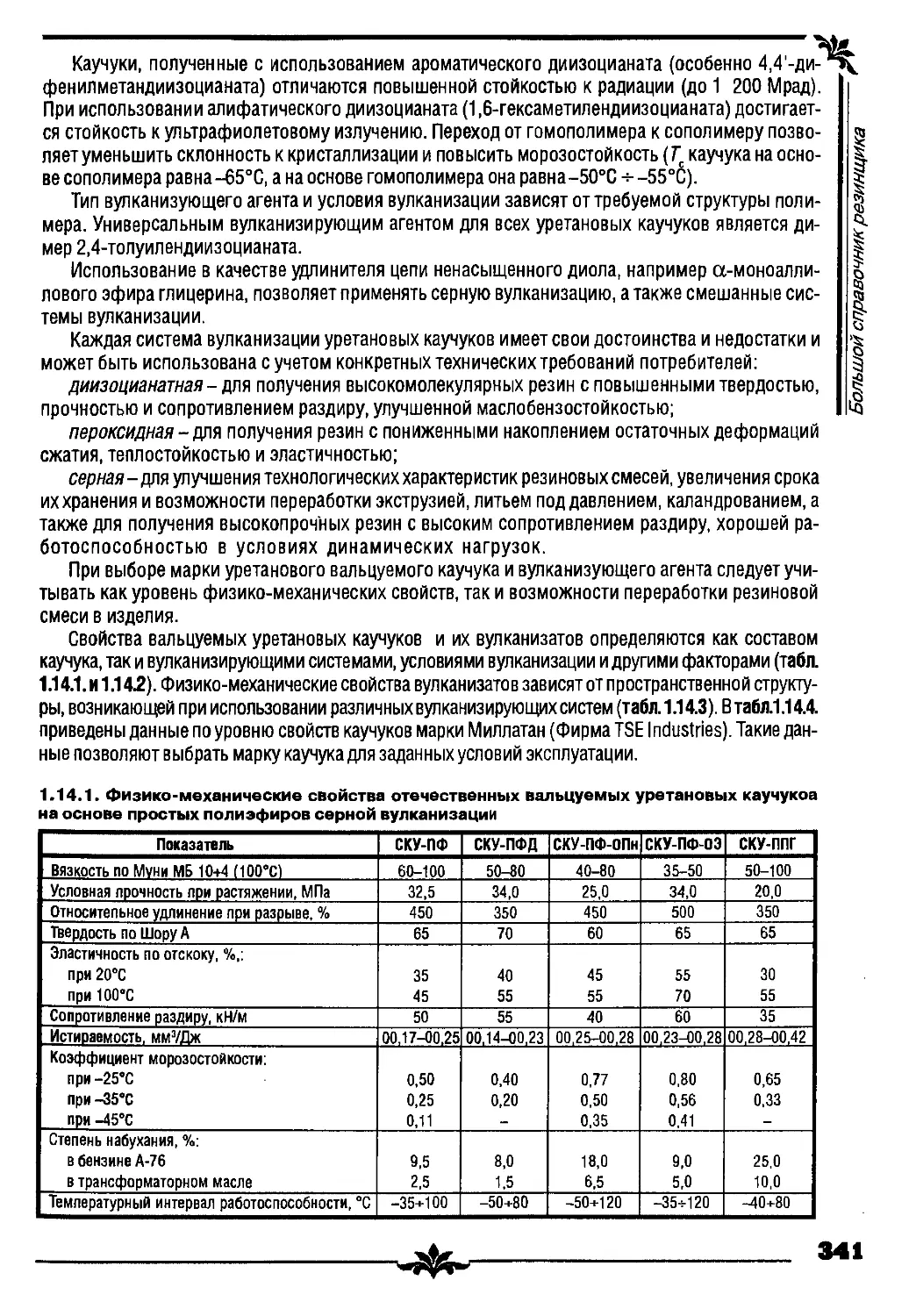
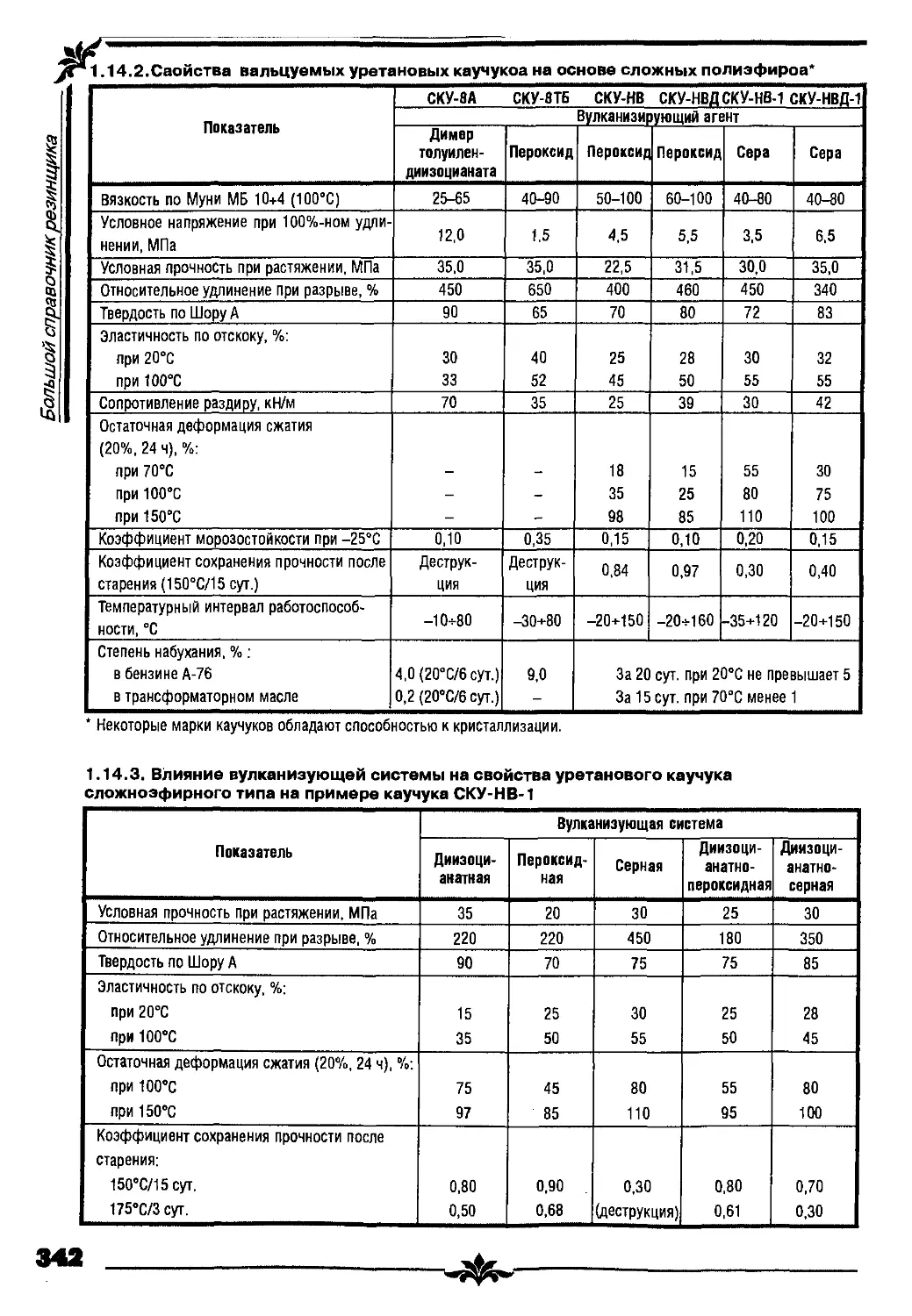
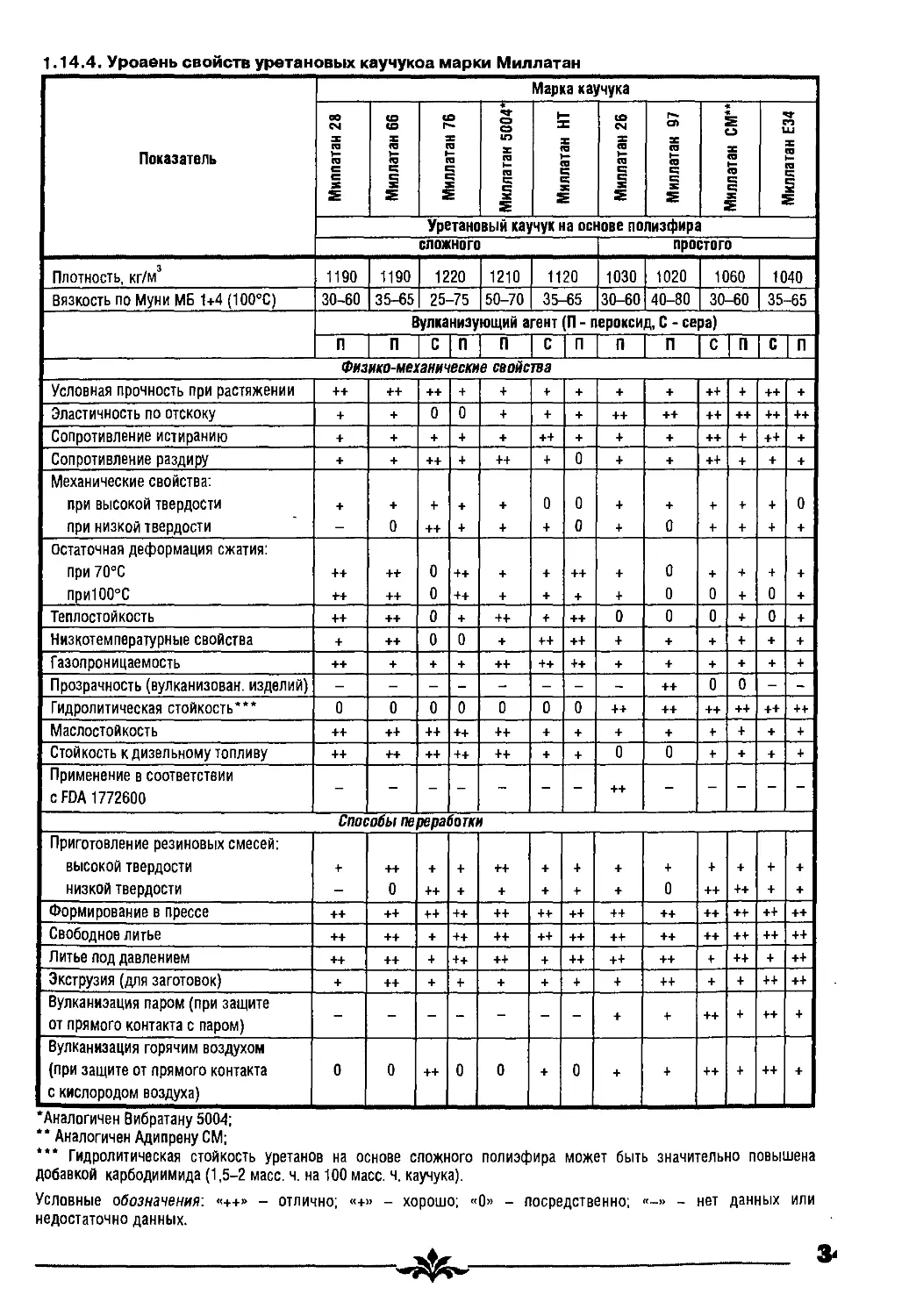
1.14. Уретановые каучуки 340
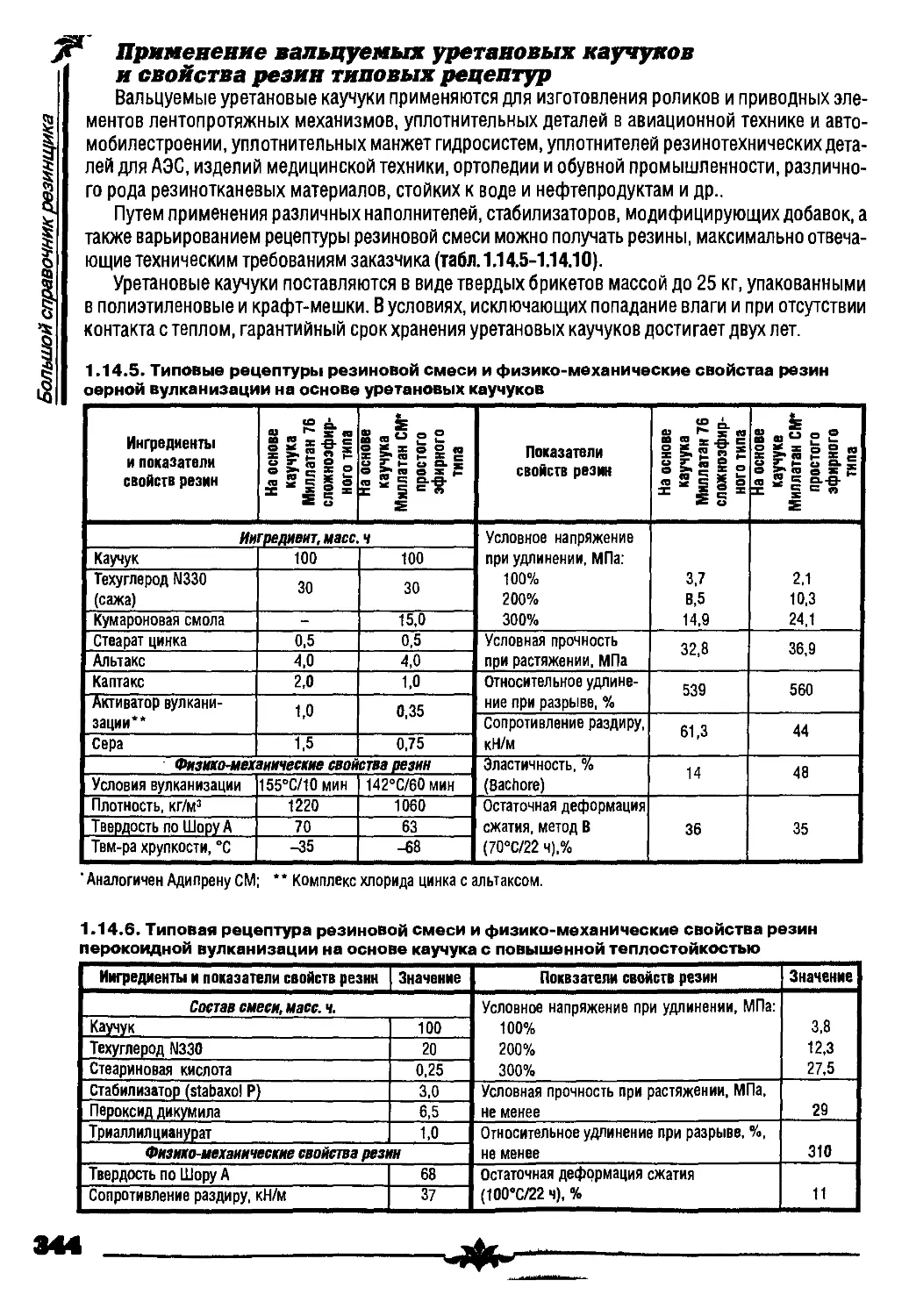
1.14.1. Вальцуемые уретановые каучуки (Н.В. Панова) 340
1.14.2. Литьевые уретановые каучуки (ЮЛ. Морозов) 346
1.15. Карбоксилсодержащие каучуки (Ю.КТусев) 357
1.15.1. Получение карбоксилсодержащих каучуков 357
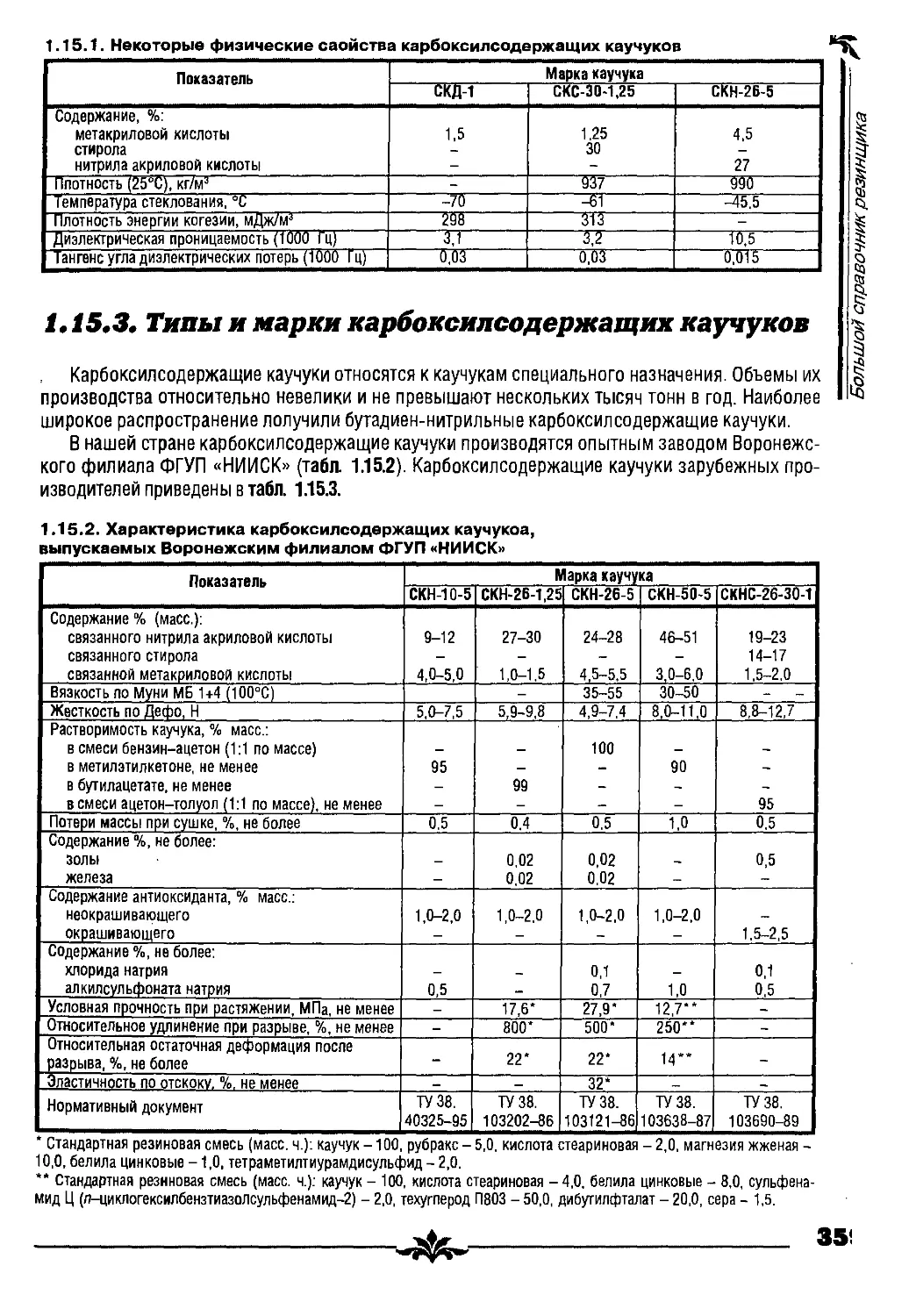
1.15.2. Свойства карбоксилсодержащих каучуков 358
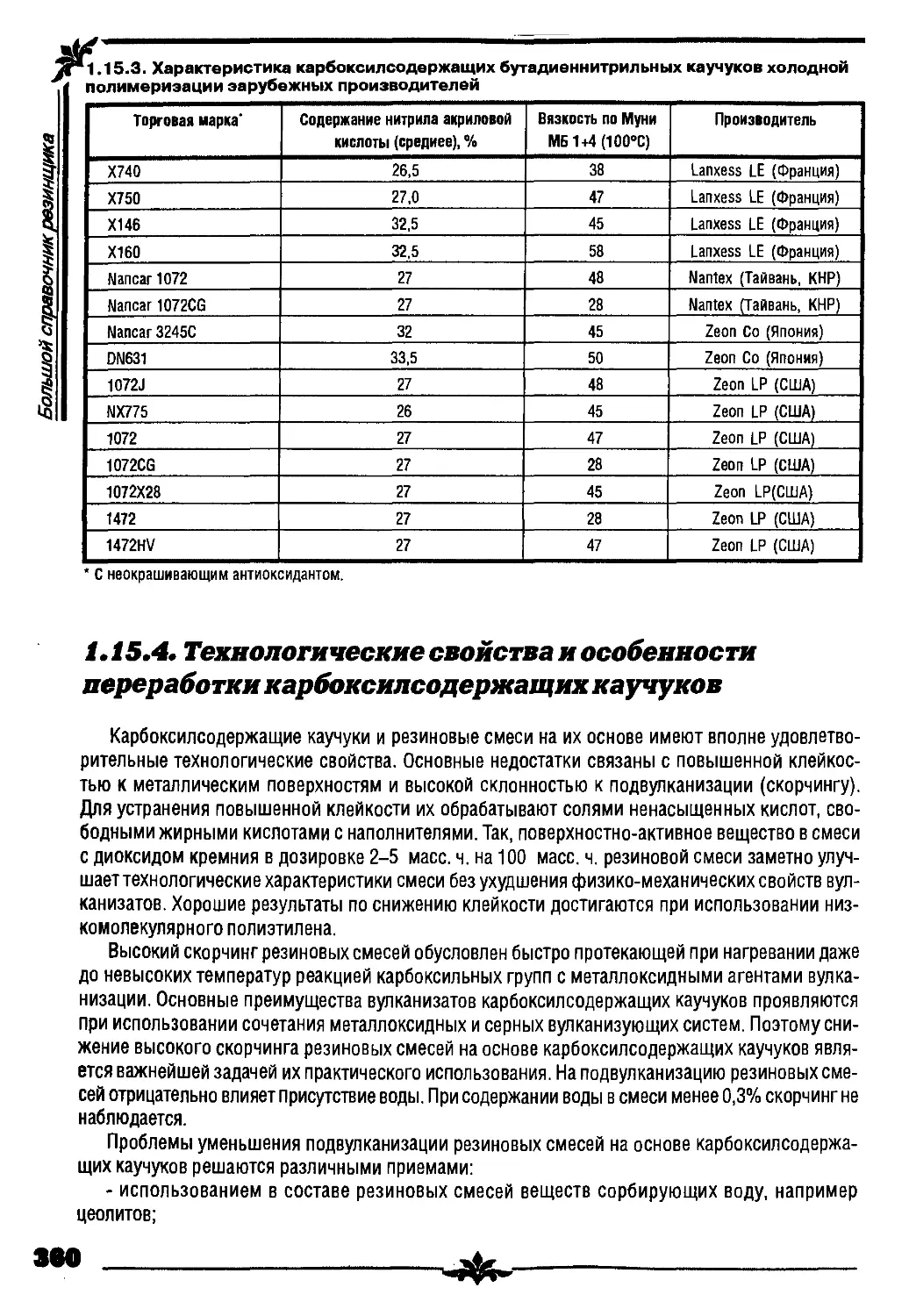
1.15.3. Типы и марки карбоксилсодержащих каучуков 359
1.15.4. Технологические свойства и особенности переработки карбоксилсодержащих
каучуков 360
1.15.5. Вулканизация карбоксилсодержащих каучуков 361
1.15.6. Физико-механические свойства вулканизатов карбоксилсодержащих каучуков 362
1.15.7. Применение карбоксилсодержащих каучуков 362
1.16. Пропиленоксидные каучуки (Г.М. Хвостик) 363
1.16.1. Физические свойства пропиленоксидных каучуков 363
1.16.2. Технологические свойства и особенности переработки пропиленоксидных каучуков . 364
1.16.3. Химические свойства пропиленоксидных каучуков 366
1.16.4. Применение пропиленоксидных каучуков 367
1.17. Полисульфидные каучуки (Ю.Н. Хакимуллин) 368
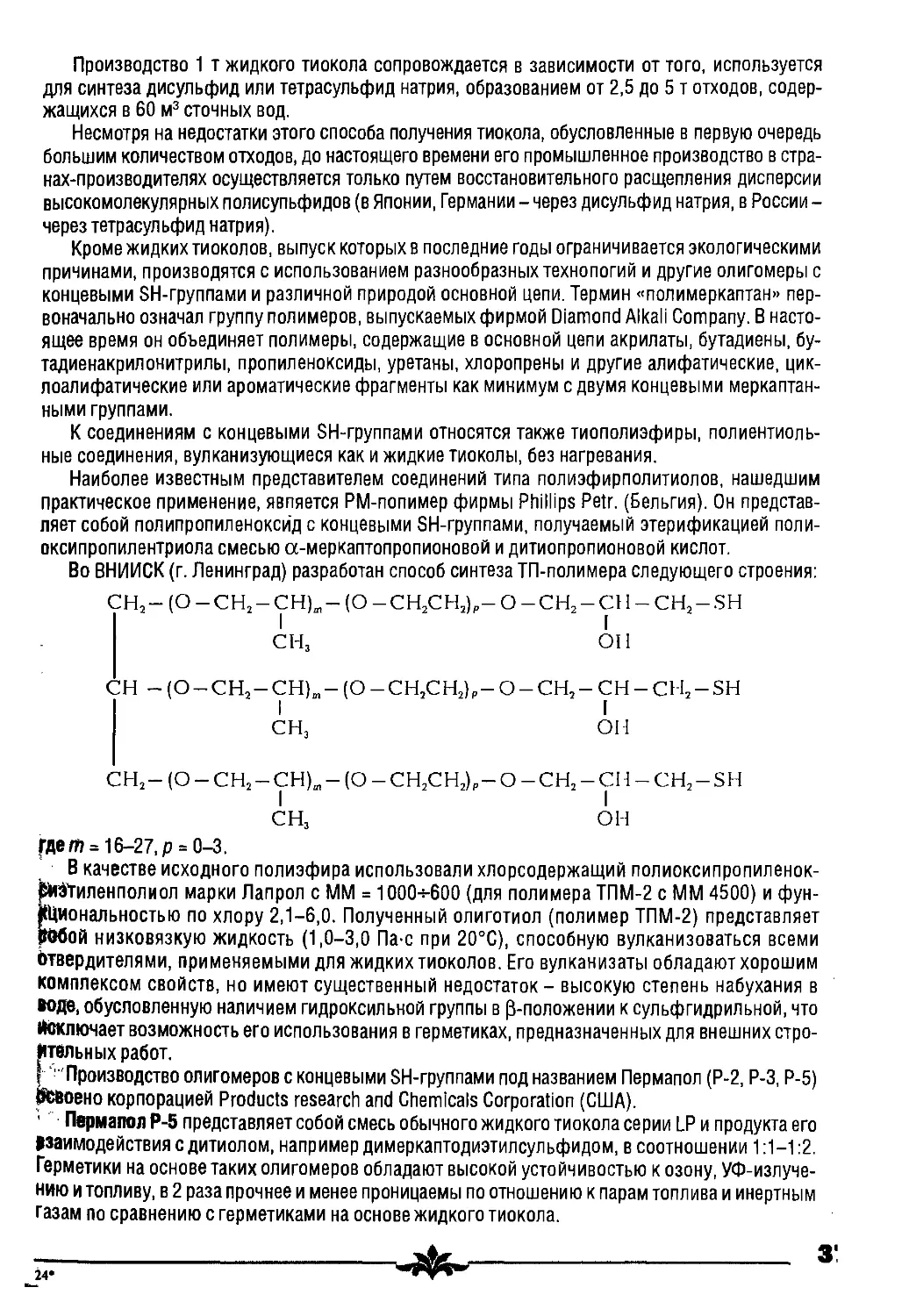
1.17.1. Получение жидких тиоколов 369
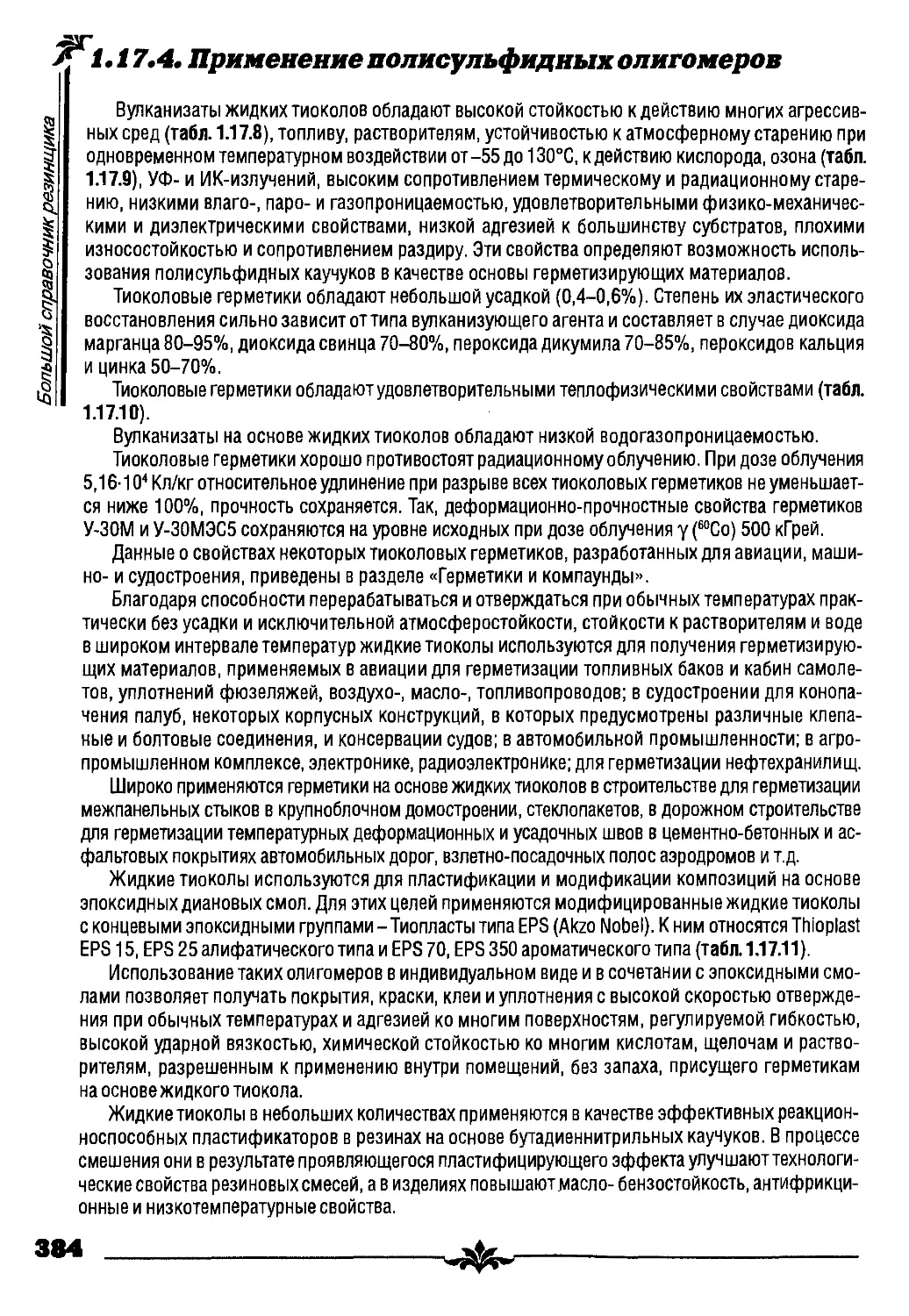
1.172. Свойства жидких тиоколов 372
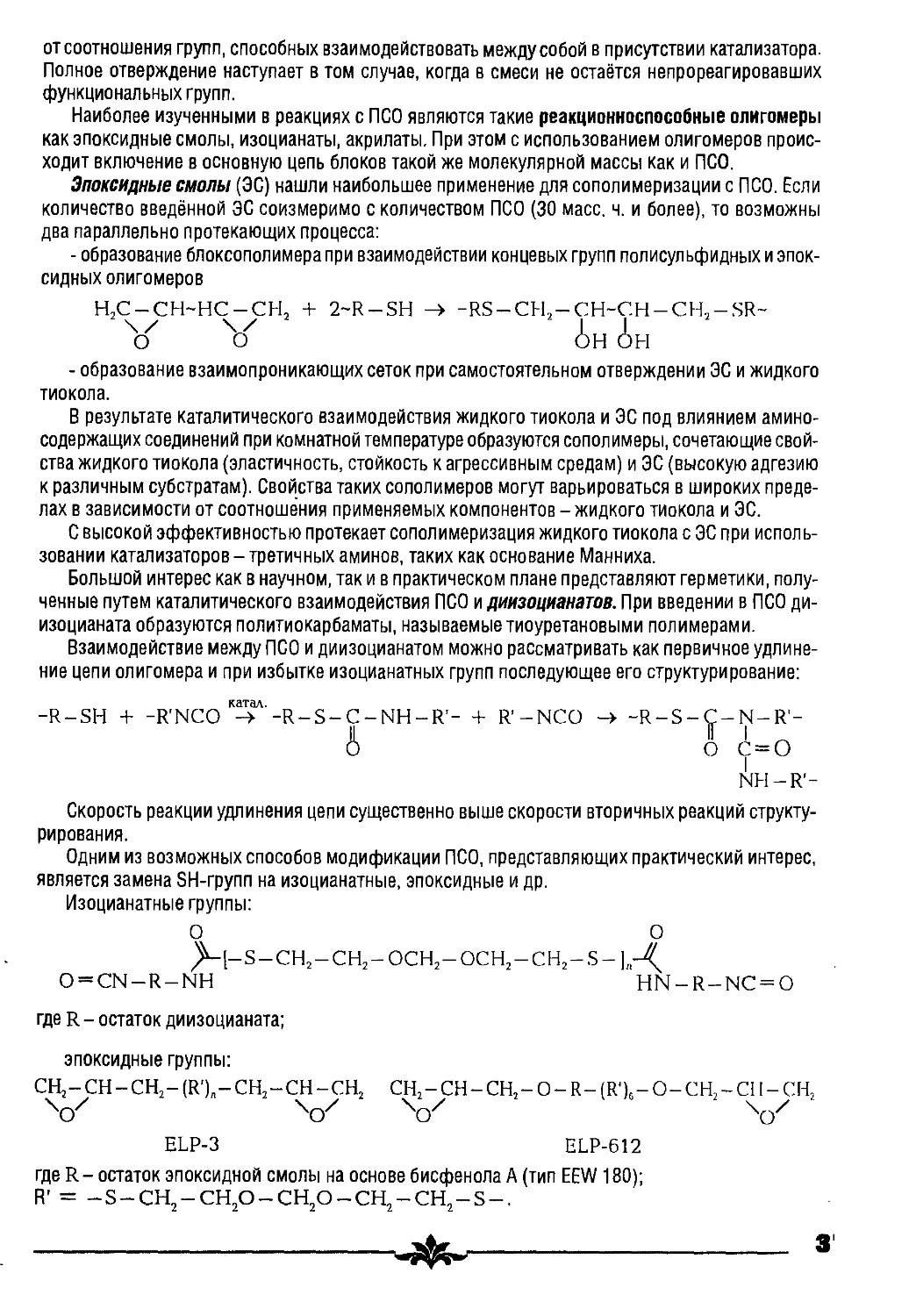
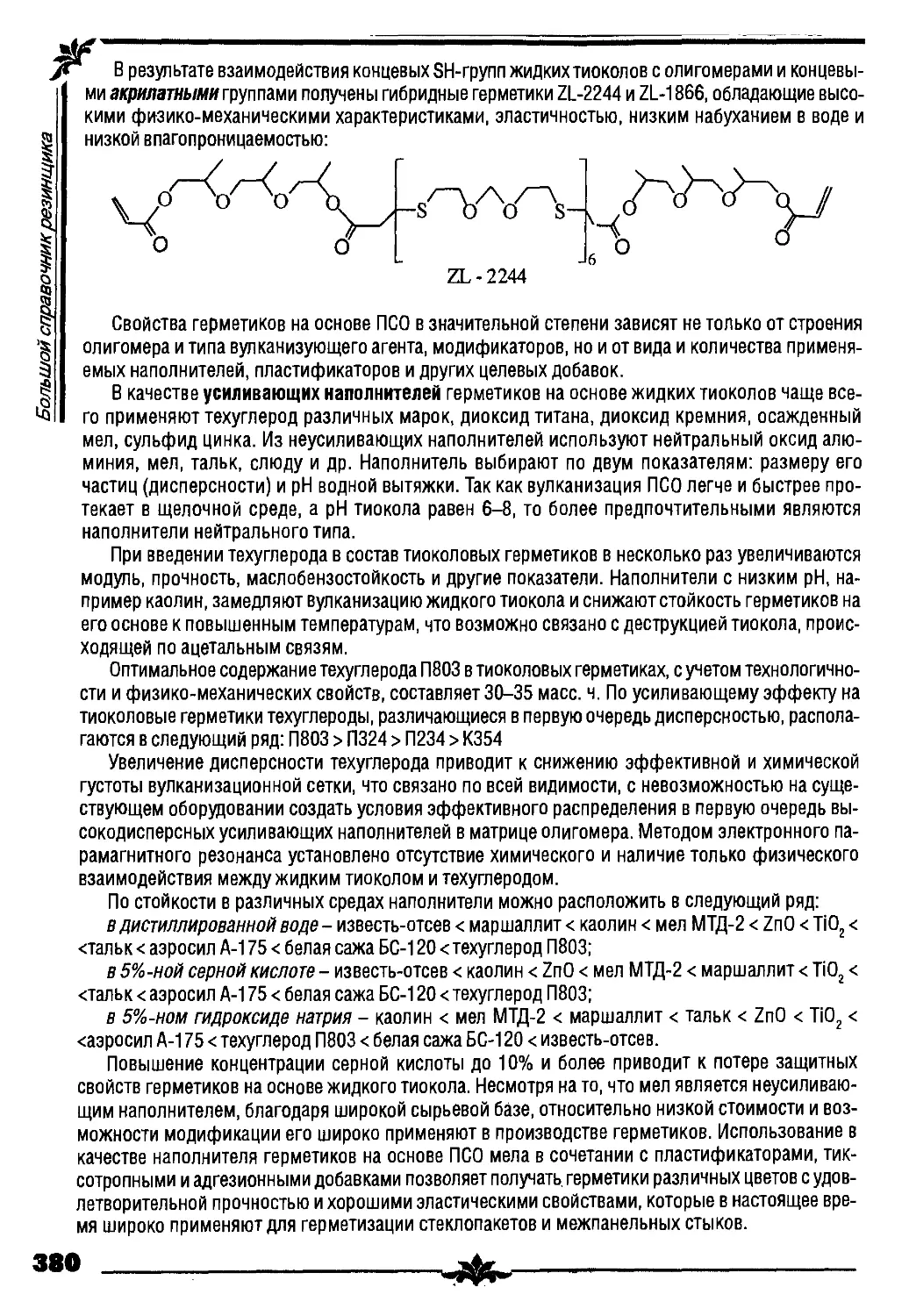
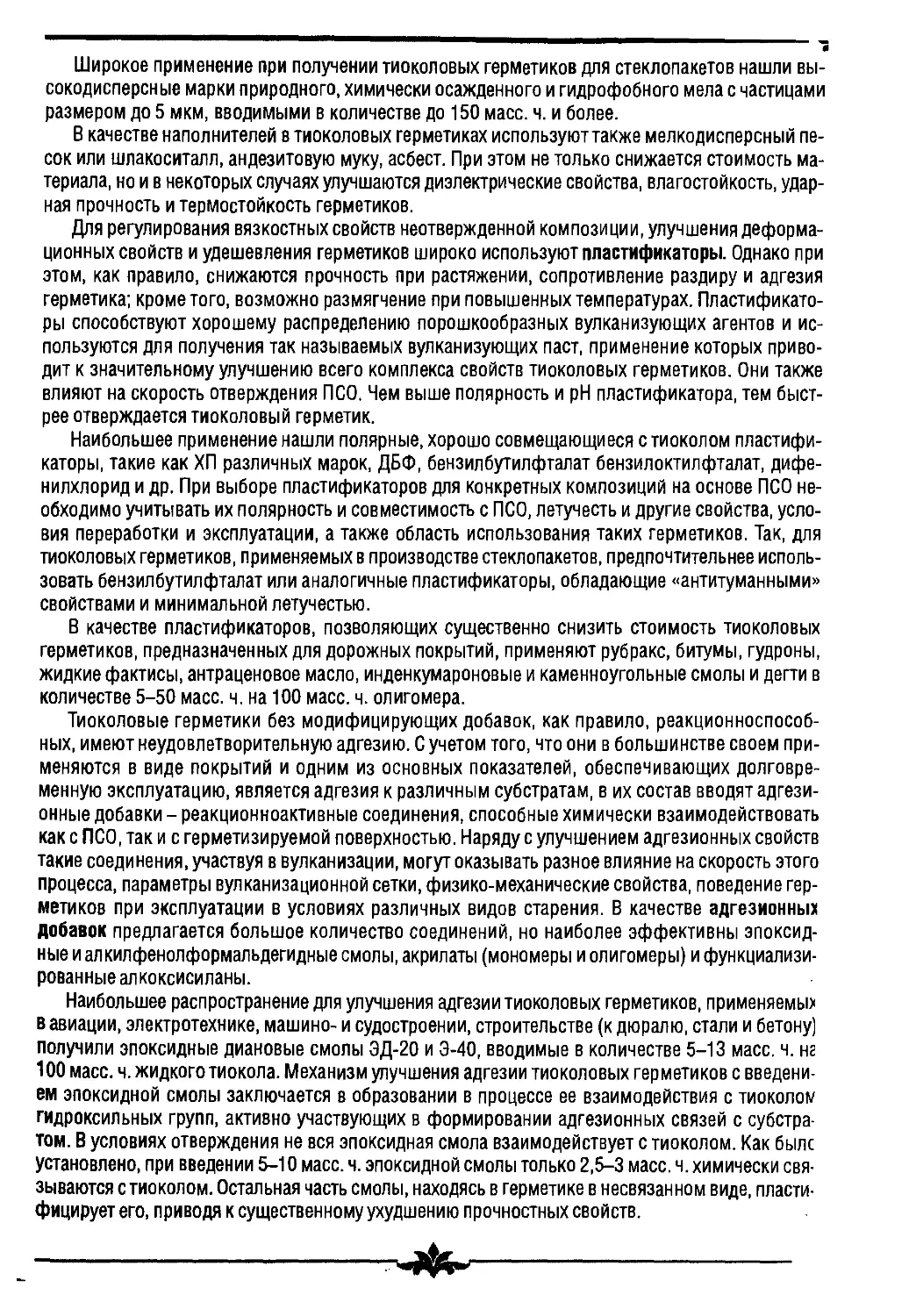
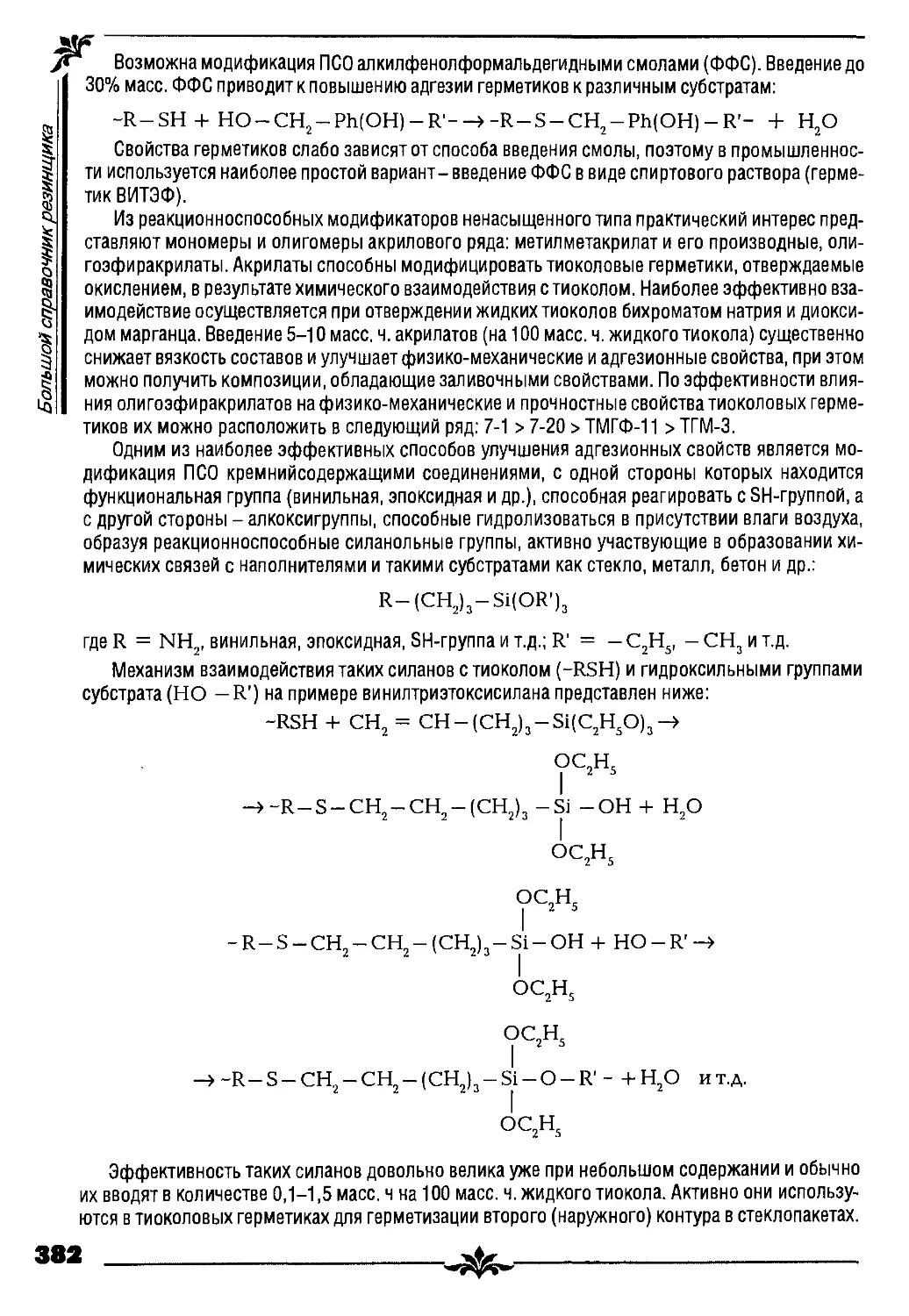
1.17.3. Переработка полисульфидных олигомеров 376
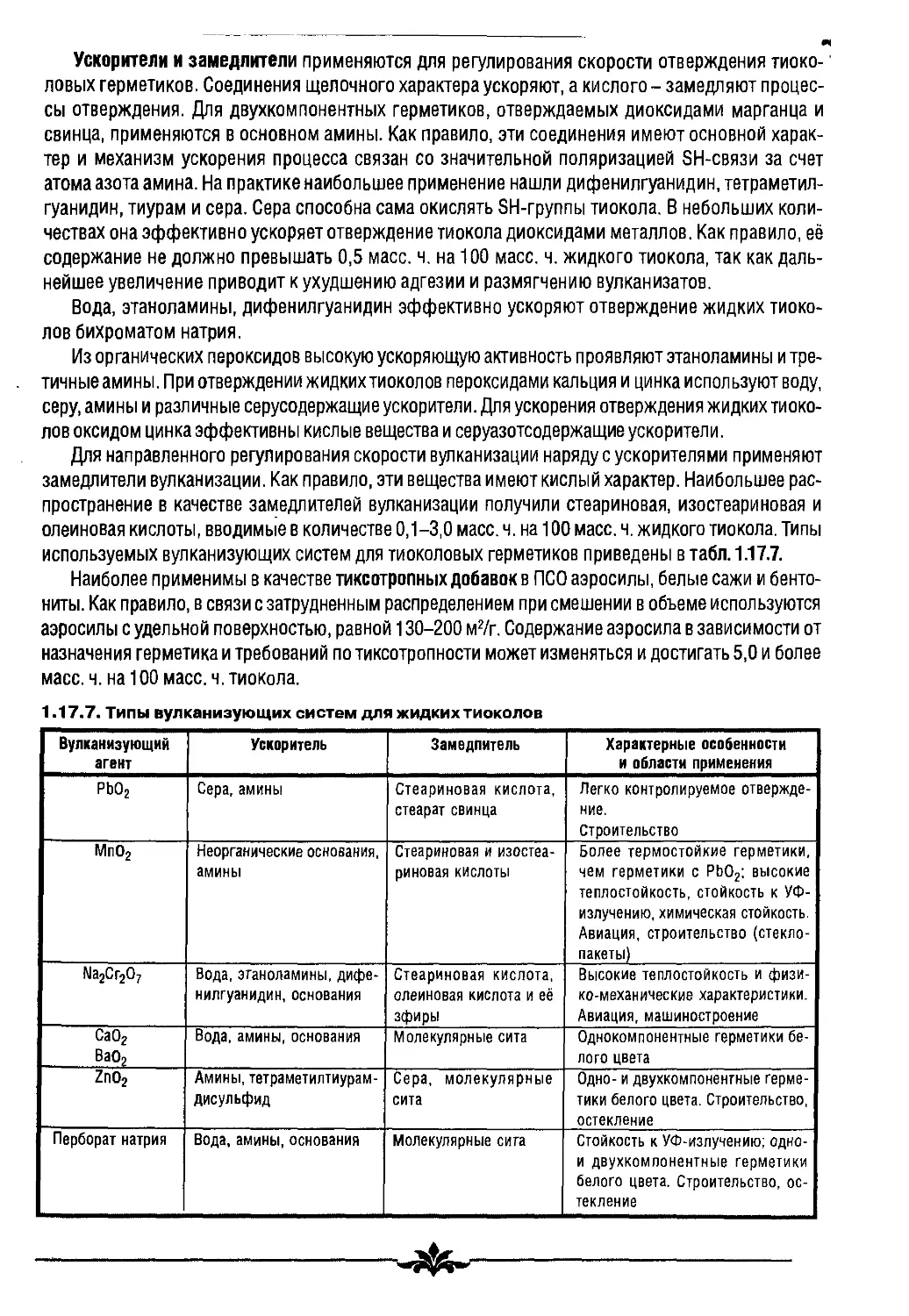
1.17.4. Применение полисульфидных олигомеров 384
1.18. Винилпиридиновые каучуки (ИЛ. Шмурак) 387
1.19. Эпихлоргидриновые каучуки (Г.М. Хвостик) 388
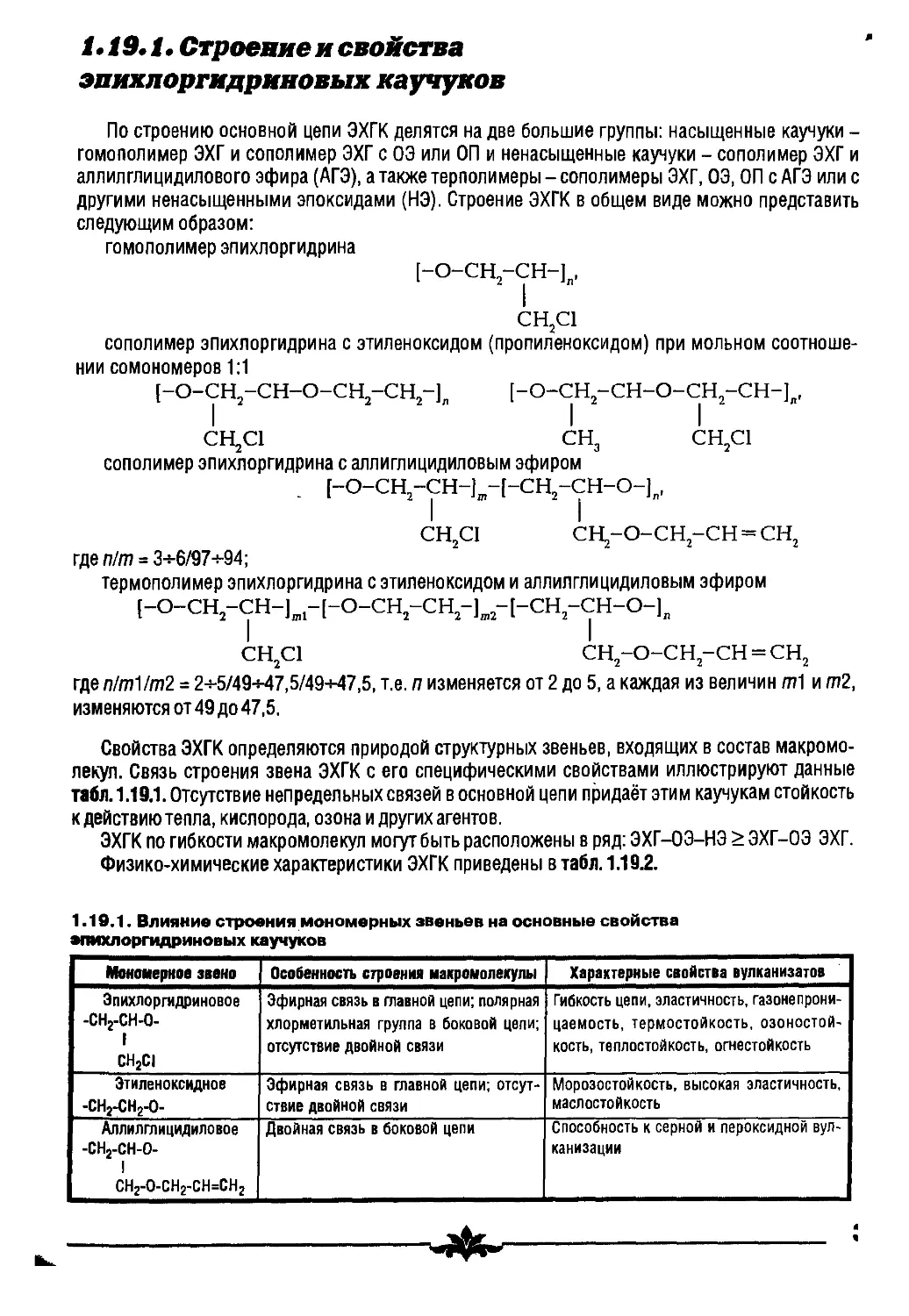
1.19.1. Строение и свойства эпихлоргидриновых каучуков 389
1.192. Получение эпихлоргидриновых каучуков 390
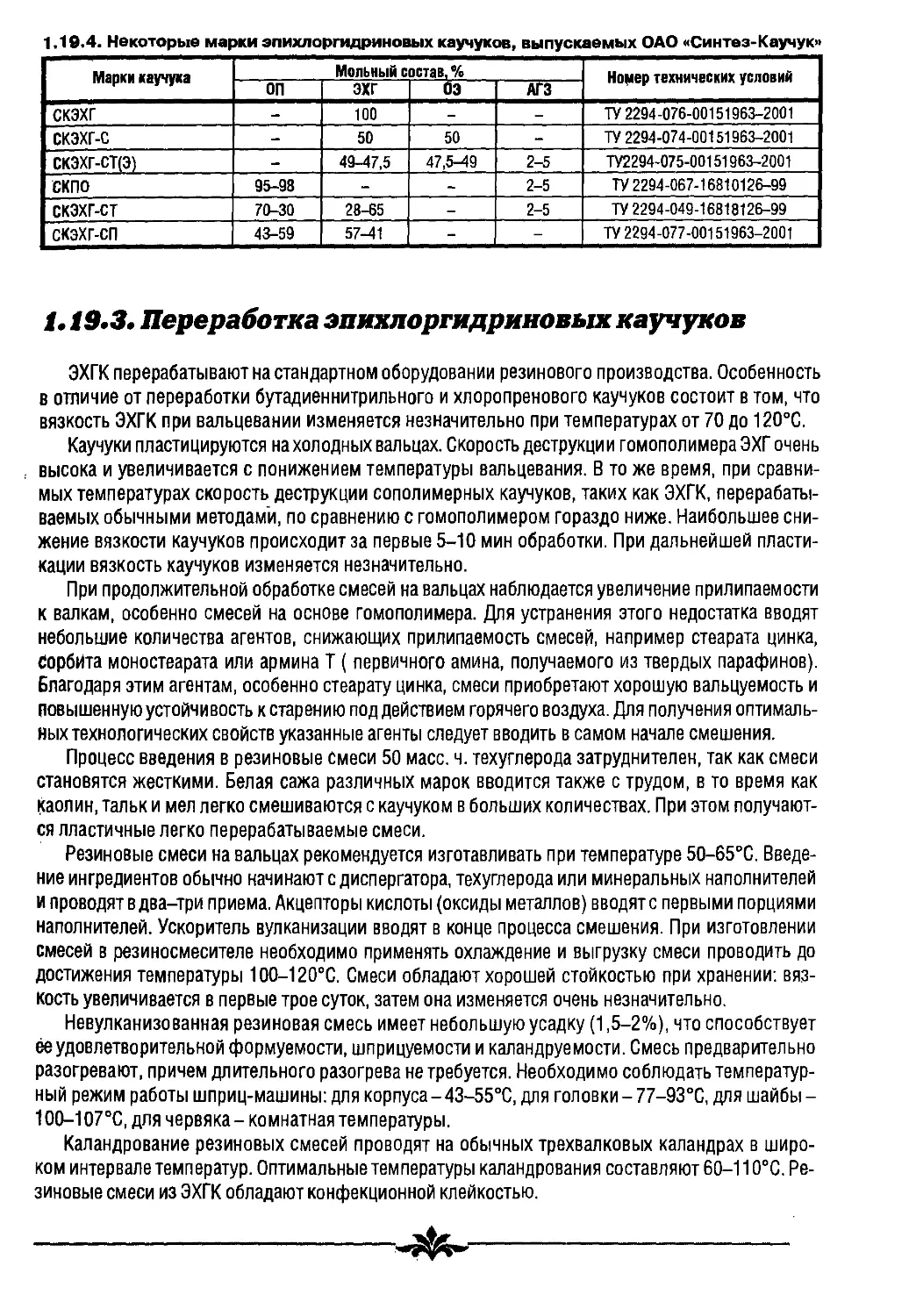
1.19.3. Переработка эпихлоргидриновых каучуков 391
1.19.4. Свойства вулканизатов на основе эпихлоргидриновых каучуков 392
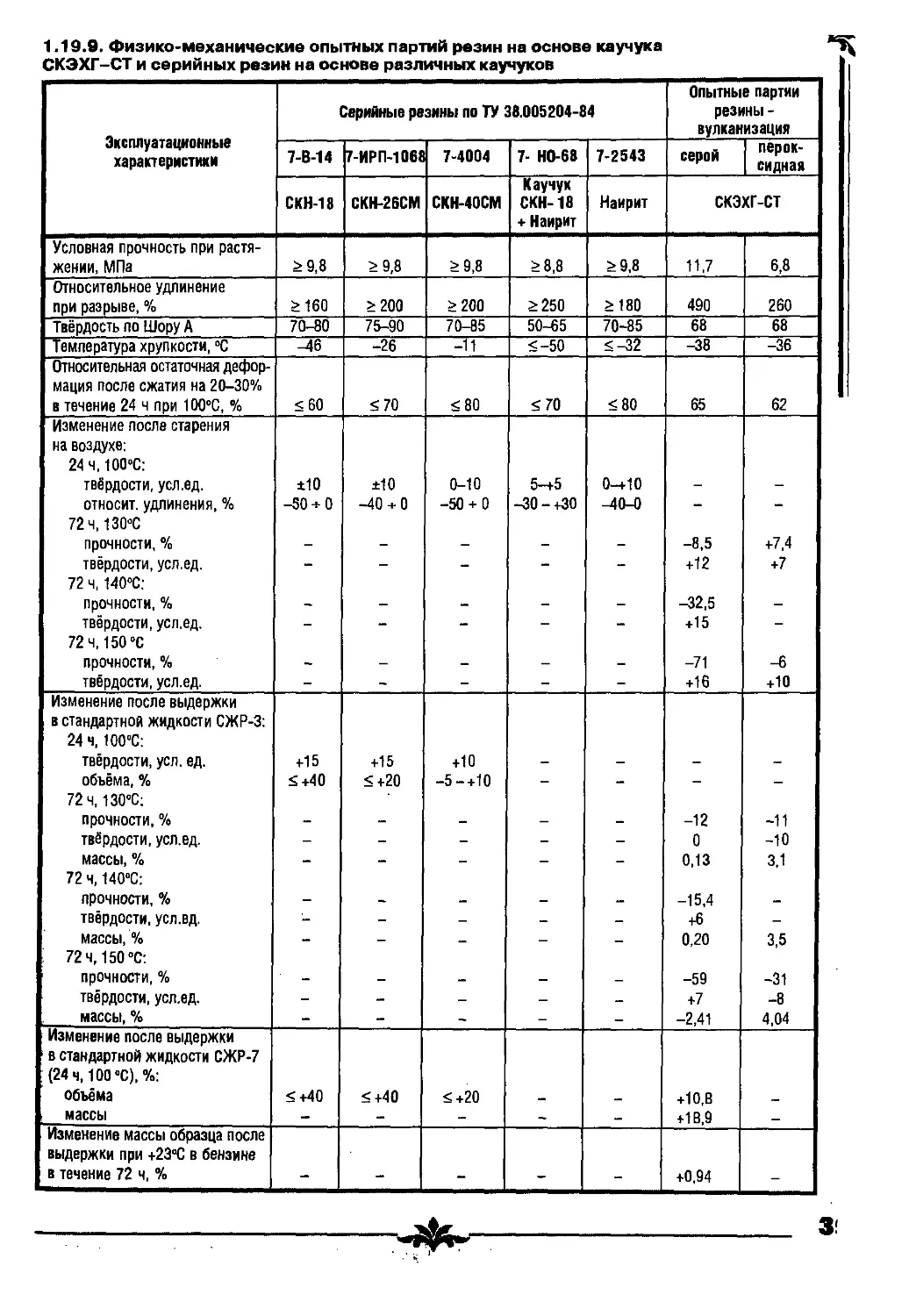
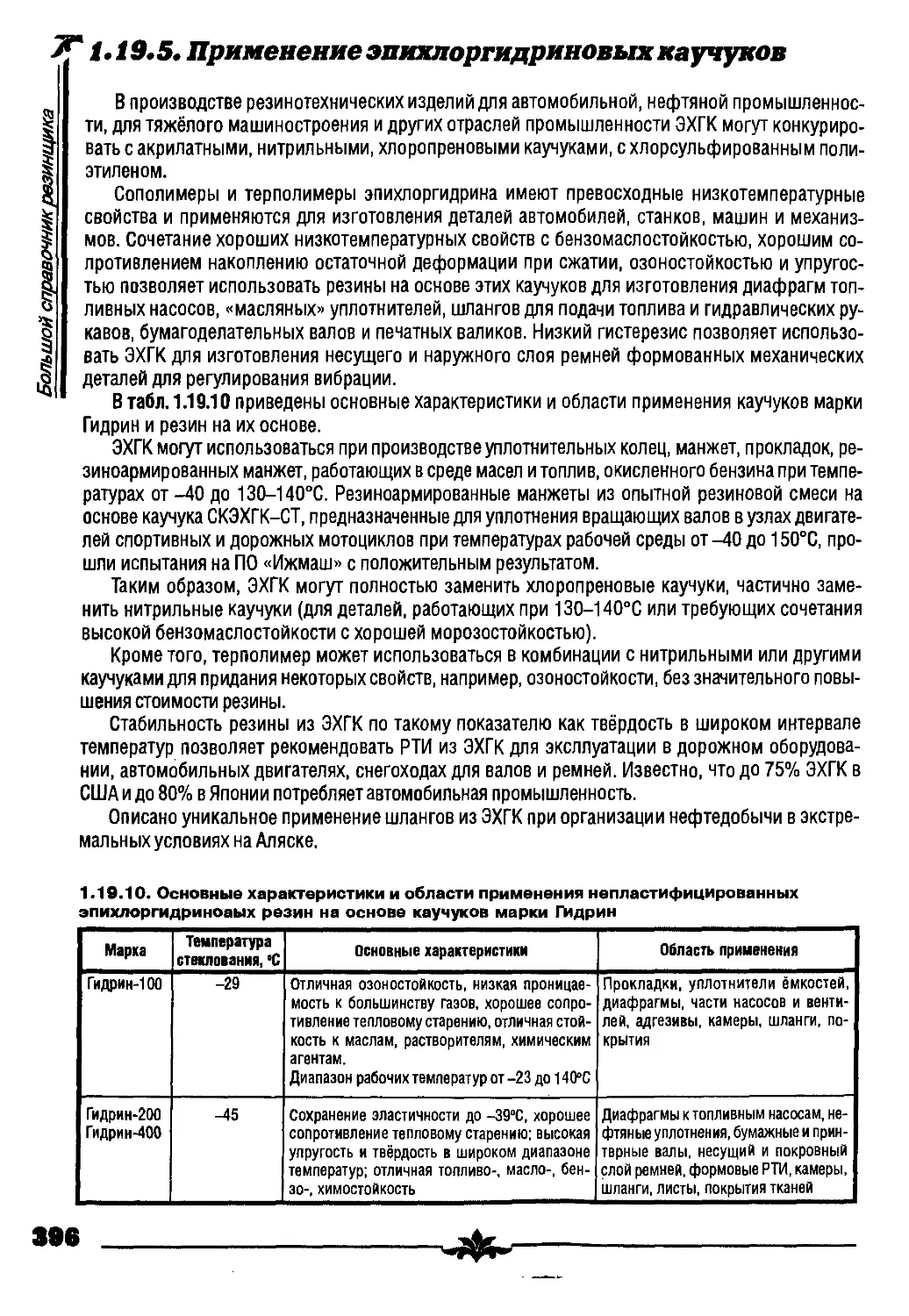
1.19.5. Применение эпихлоргидриновых каучуков 396
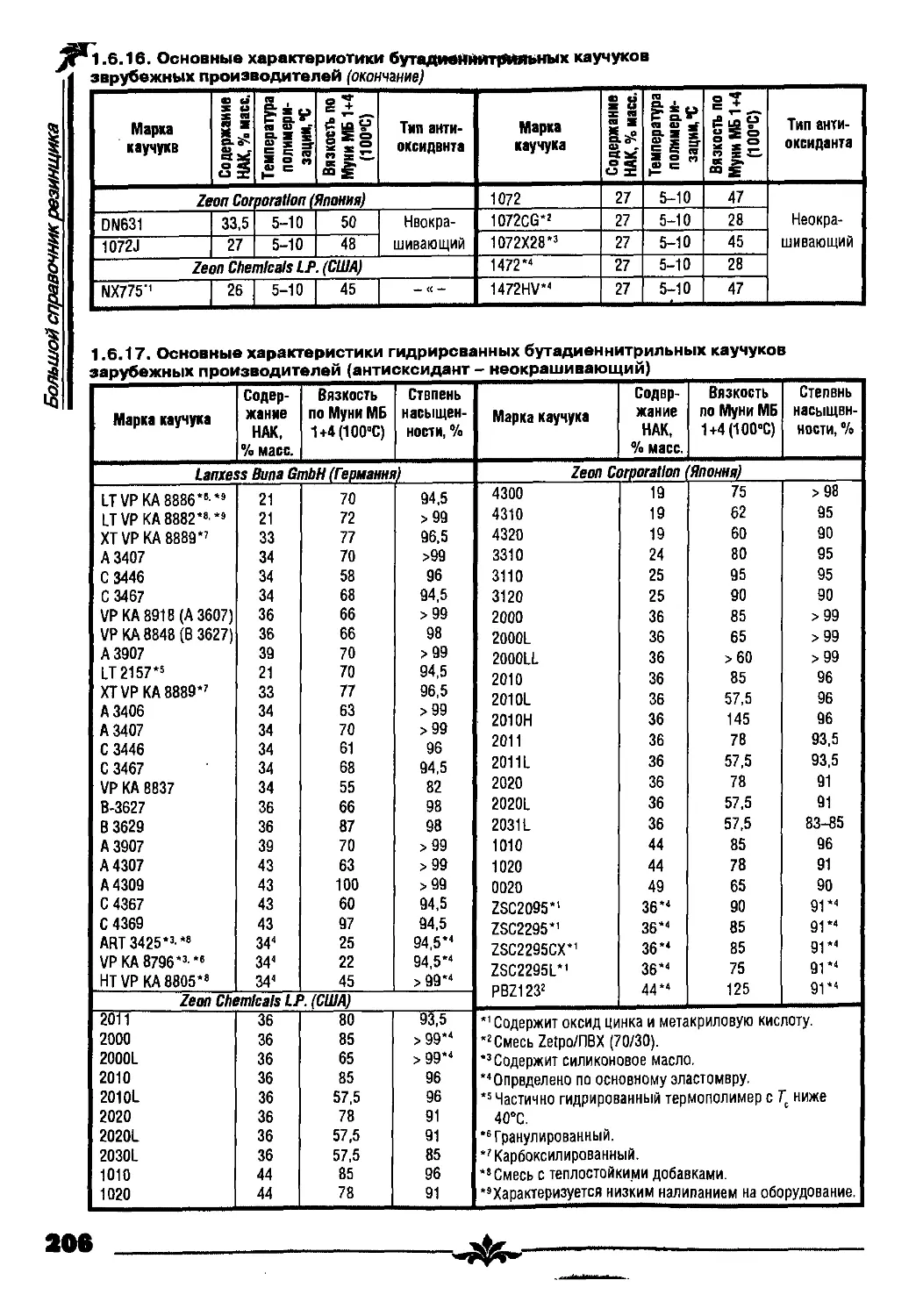
1.20. Гидрированные бутадиеннитрильные каучуки (ЮЛ. Морозов) 398
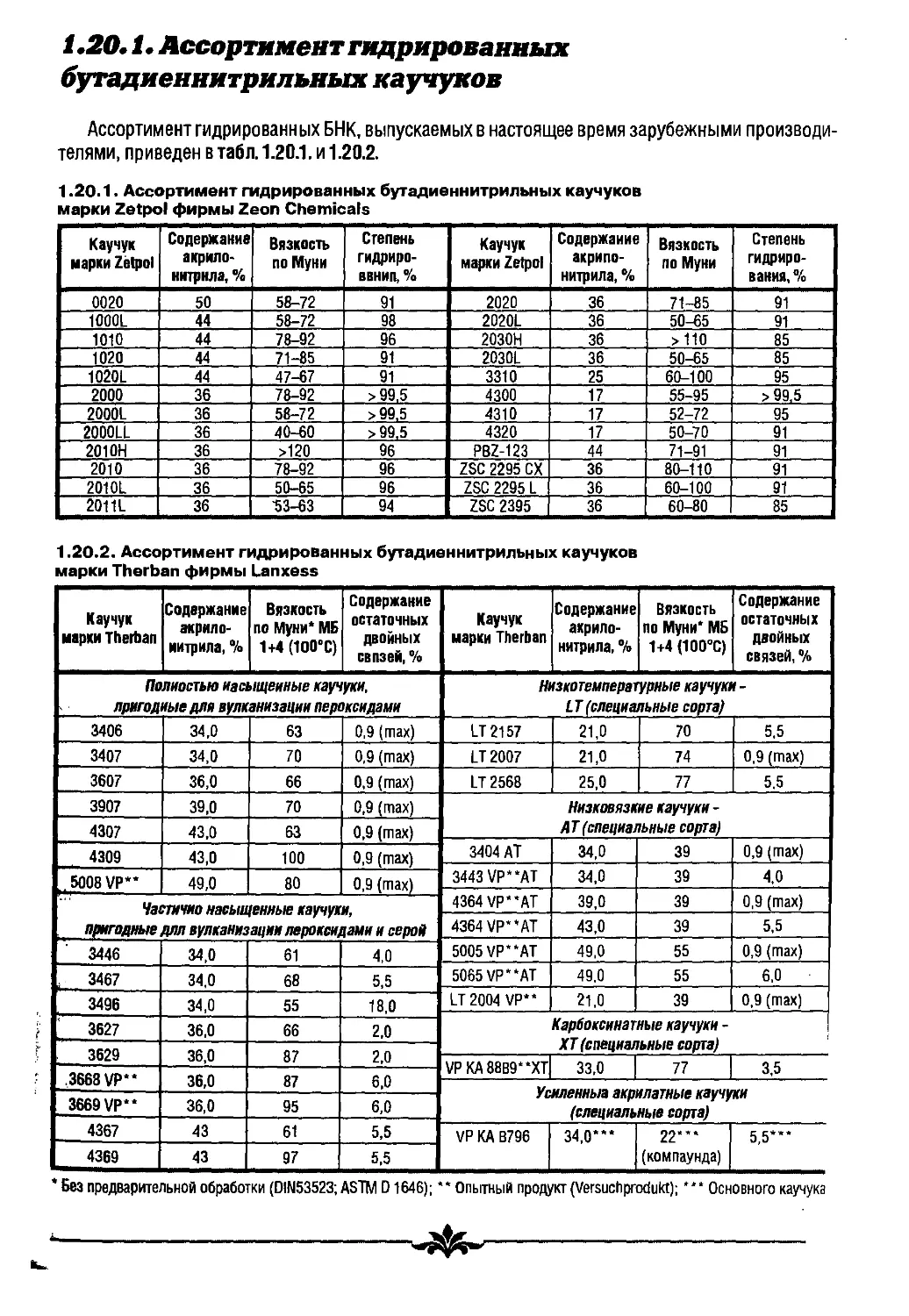
1.20.1. Ассортимент гидрированных бутадиеннитрильных каучуков 399
1.20.2. Вулканизация гидрированных бутадиеннитрильных каучуков 400
120.3. Свойства вулканизатов на основе гидрированных бутадиеннитрильных каучуков 401
1.20.4. Применение гидрированных бутадиеннитрильных каучуков 402
1.21. Жидкие углеводородные каучуки (ЮЛ. Морозов, СВ. Резниченко) 403
1.21.1. Получение жидких углеводородных каучуков 403
1.21.2. Ассортимент жидких углеводородных каучуков 404
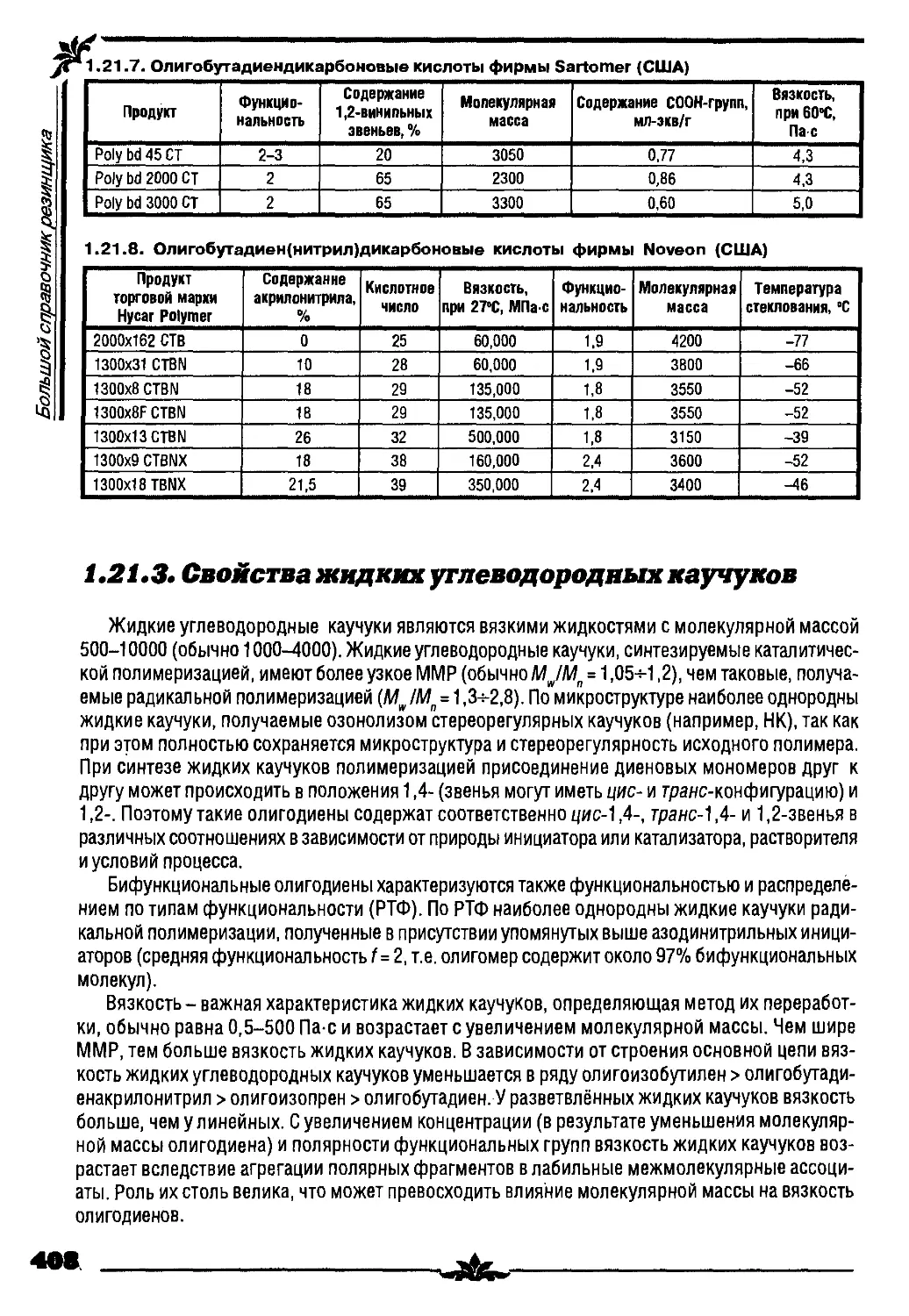
121.3. Свойства жидких углеводородных каучуков 408
121.4. Отверждение жидких углеводородных каучуков 409
1.21.5. Применение жидких углеводородных каучуков 410
1
S
9
»55Г
_/П 1.22. Альтернантные каучуки (ЮЛ. Морозов) 411
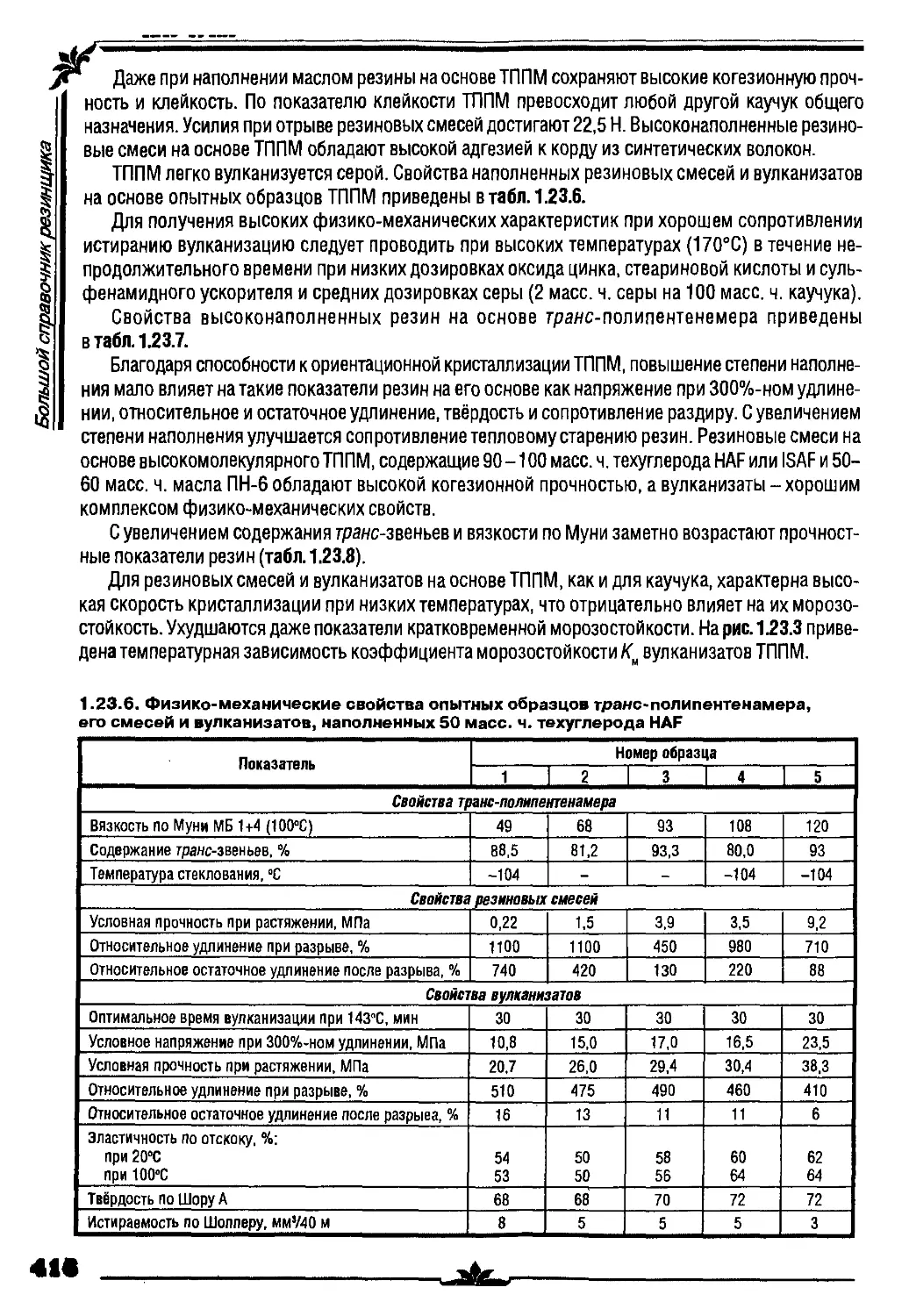
1.23. Полипентенамеры (Л.Ф. Шелохнева) 412
1.23.1 Получение полипентенамеров 413
^ 1.23.2. Свойства полипентенамеров 413
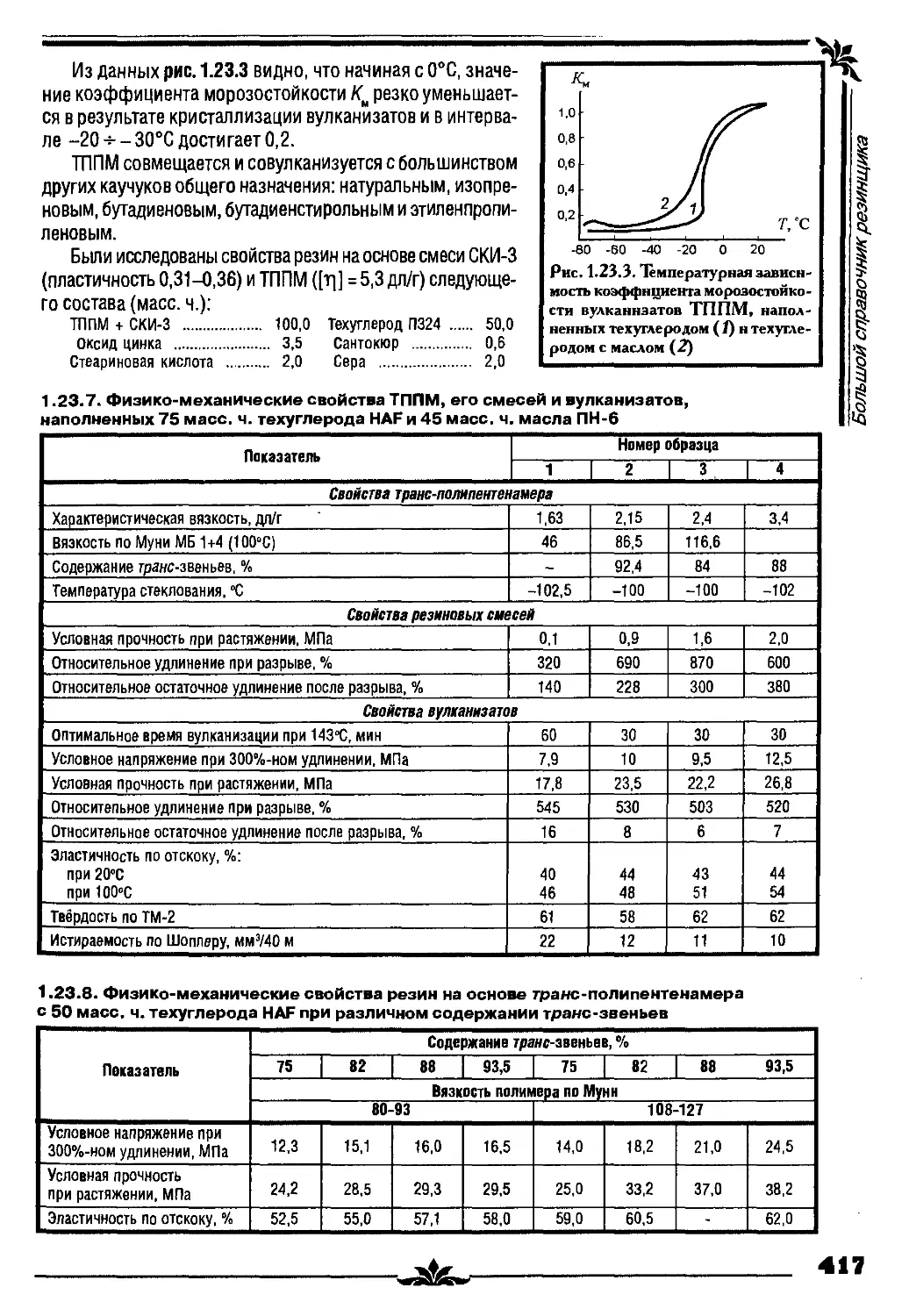
§. 1.23.3. Перспективы использования полипентенамеров в промышленности 414
| 2. ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРЫ 420
5 2.1. Общие сведения о термопластичных эластомерах (А.А. Канаузова) 420
^ 2.1.1. Структура термопластичных эластомеров 426
§ 2.1.2. Свойства термопластичных эластомеров типа блоксополимеров 427
•£ 2.1.3. Свойства термопластичных эластомеров на основе смесей полимеров 429
§а 2.1.4. Переработка термопластичных эластомеров 430
S. 2.1.5. Области применения термопластичных эластомеров 430
^ 2.2. Основные типы термопластичных эластомеров 431
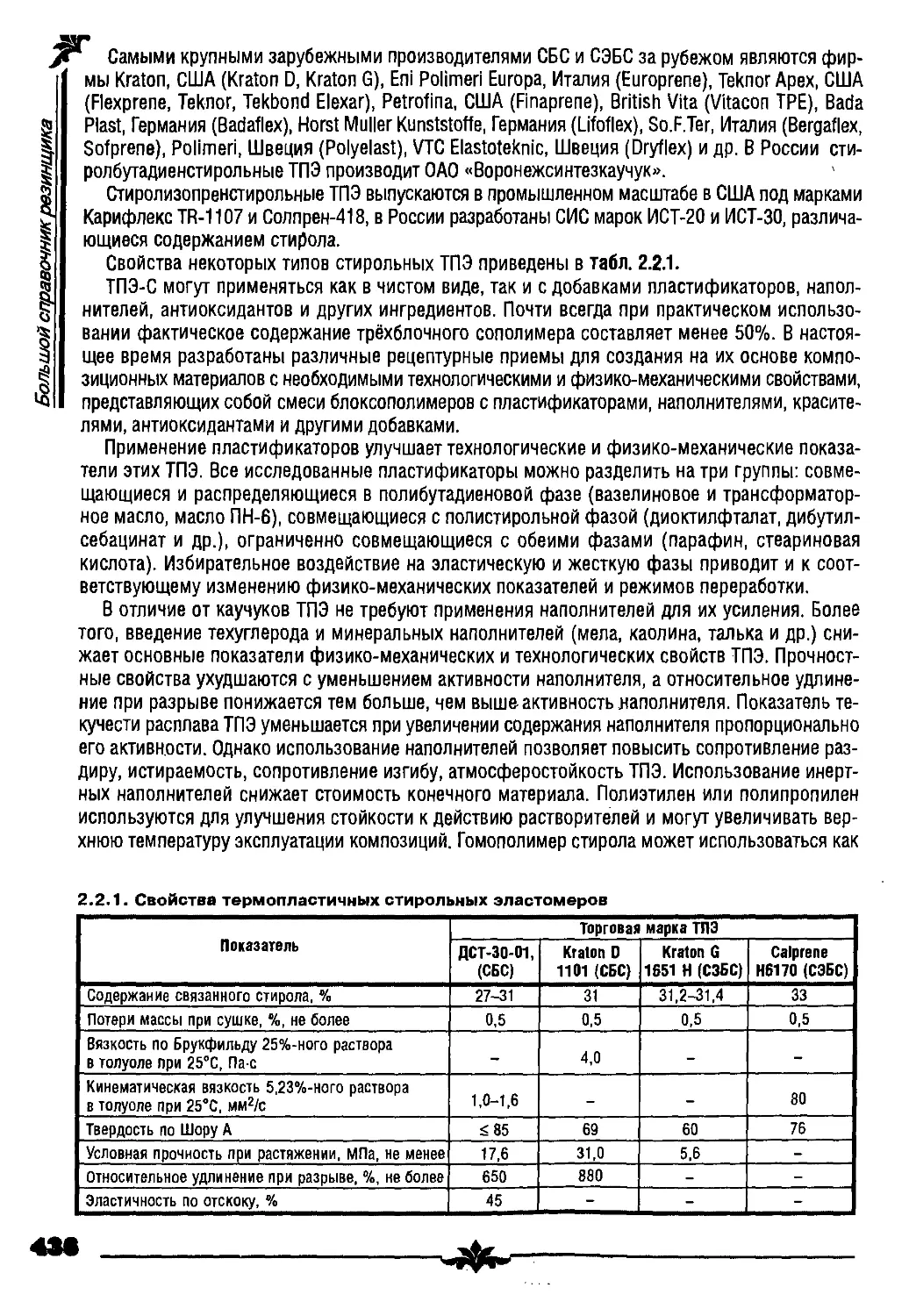
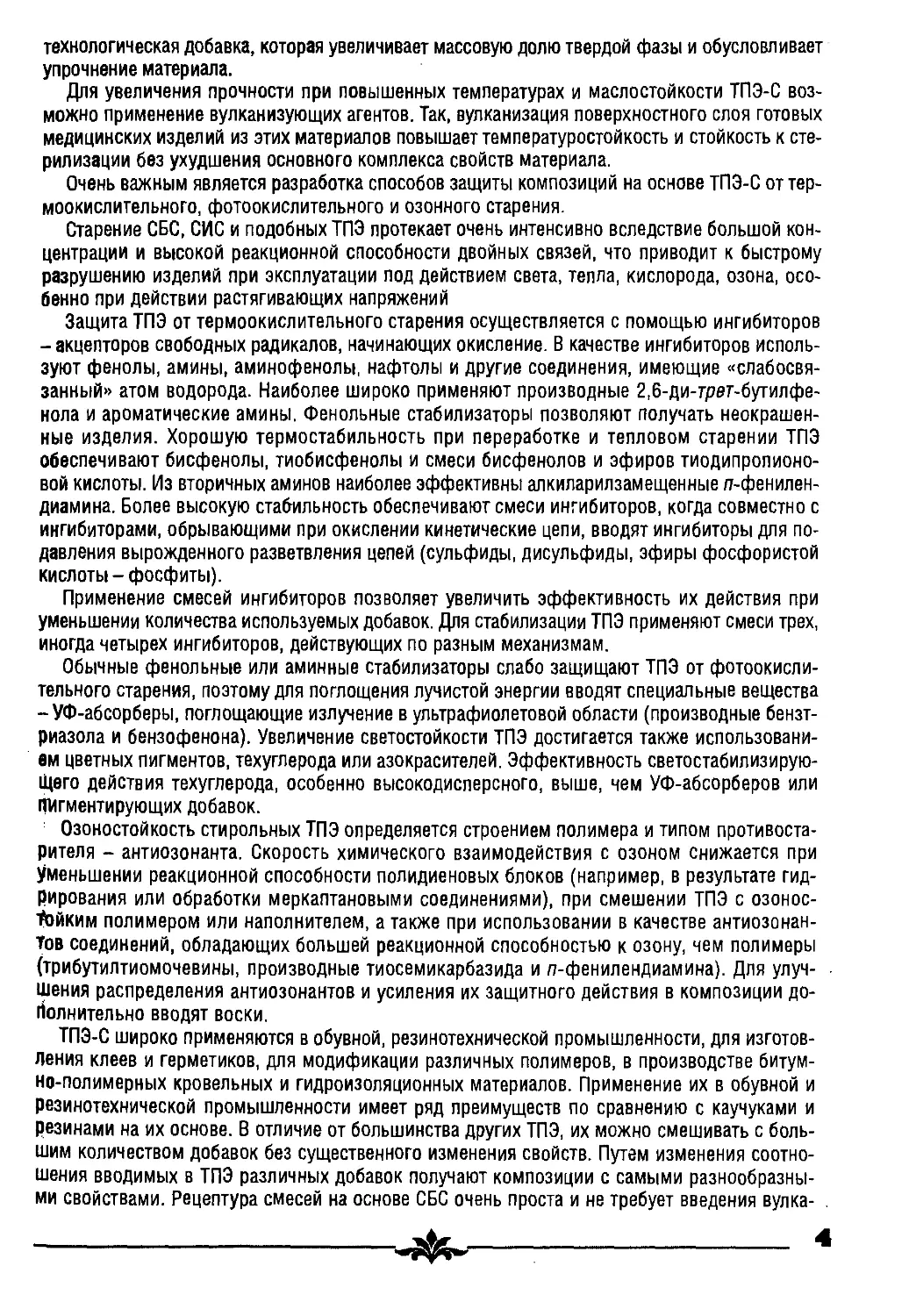
о 2.2.1. Термопластичные стирольные эластомеры (АЛ. Канаузова) 431
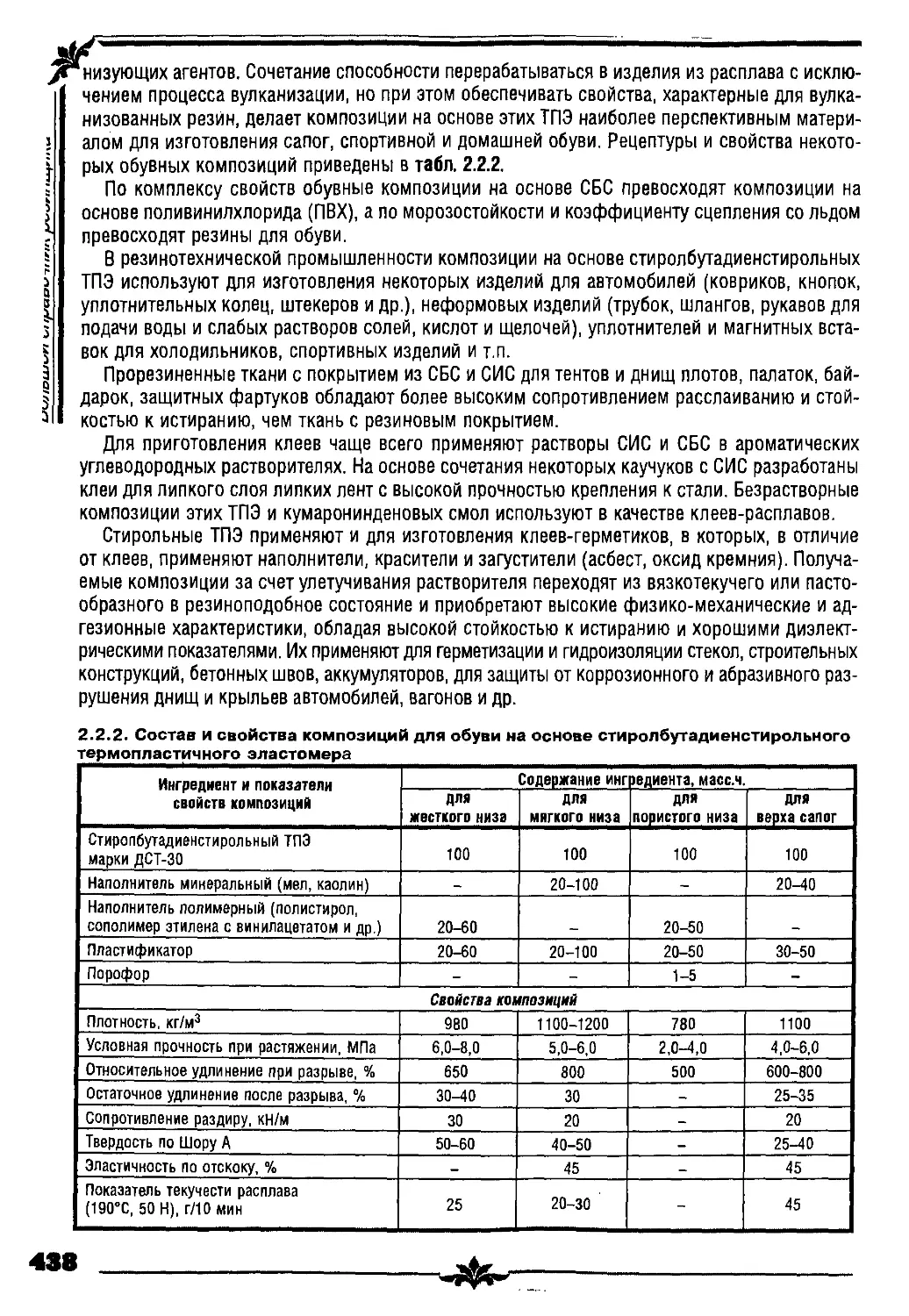
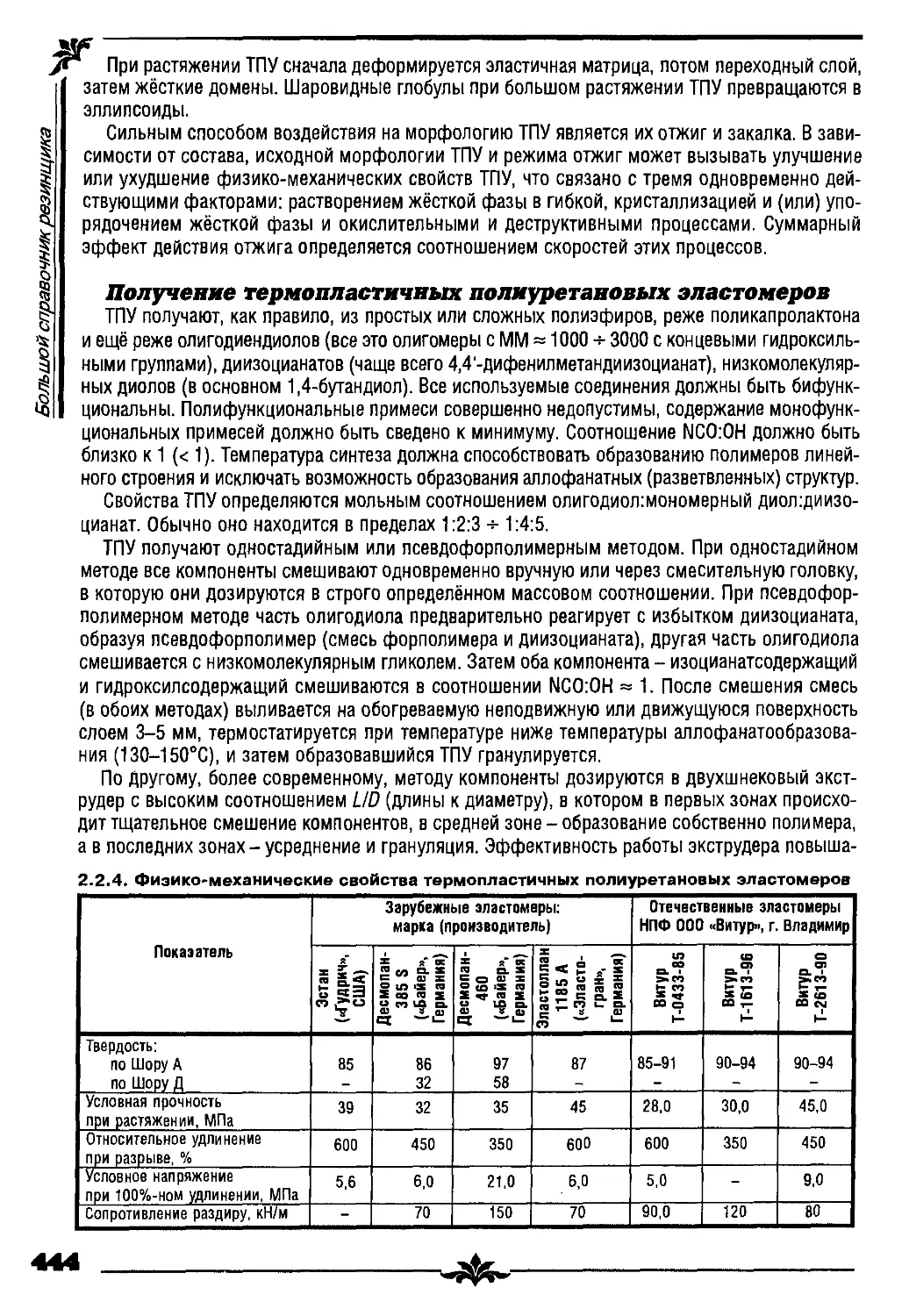
3 2.2.2. Термопластичные полиуретановые эластомеры (ЮЛ. Морозов) 439
§ 2.2.3. Термопластичные полиэфирные и полиамидные эластомеры (А.А. Канаузова) 445
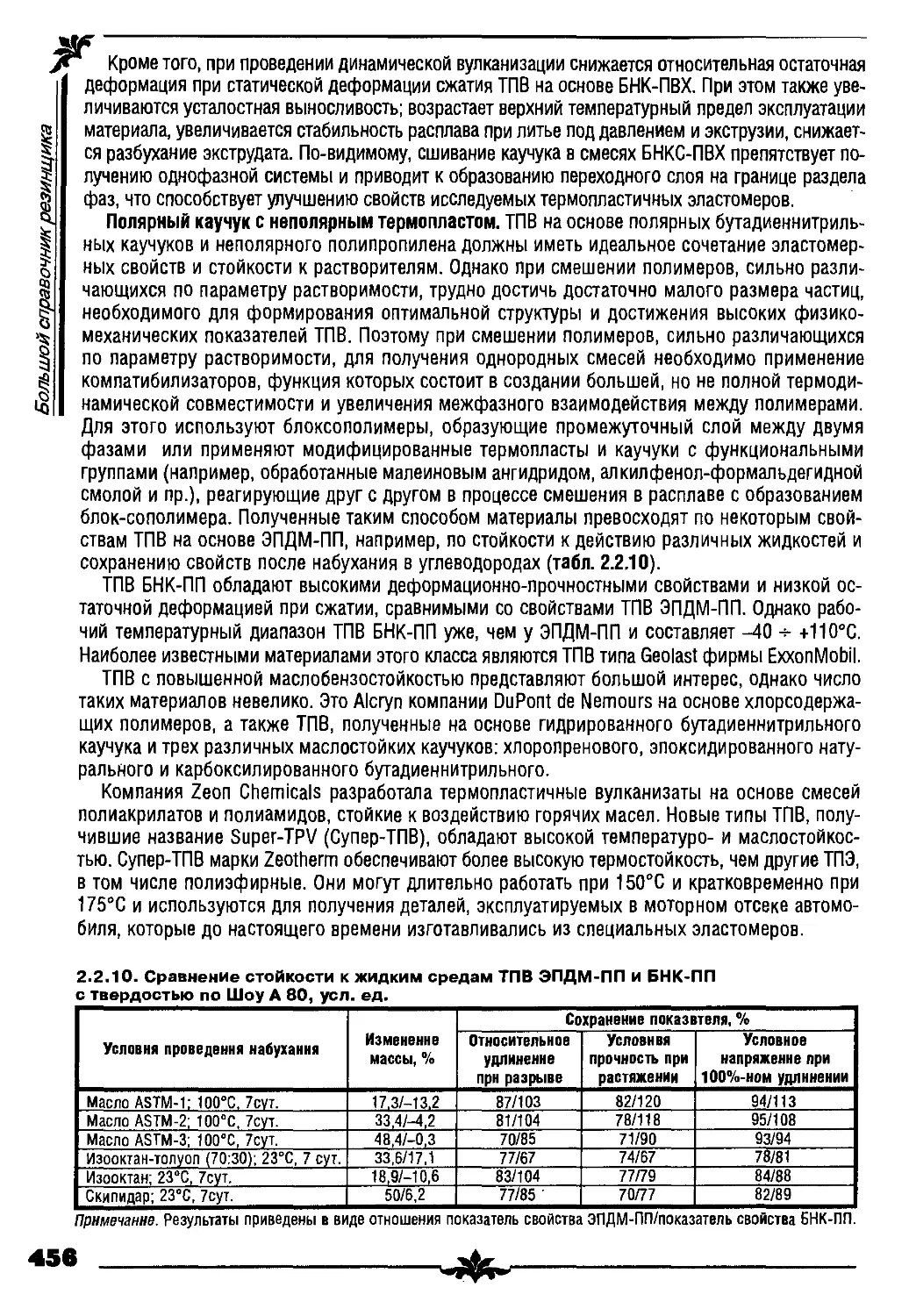
^ 2.2.4. Термопластичные эластомеры на основе смесей полимеров (АЛ. Канаузова) 447
З.ЛАТЕКСЫ 457
3.1. Латексы общего назначения (Д.П. Трофимович, Б.А. Майзелис, В.В. Клюбин) 457
3.1.1. Общие сведения о латексах 457
3.1.2. Натуральные латексы 460
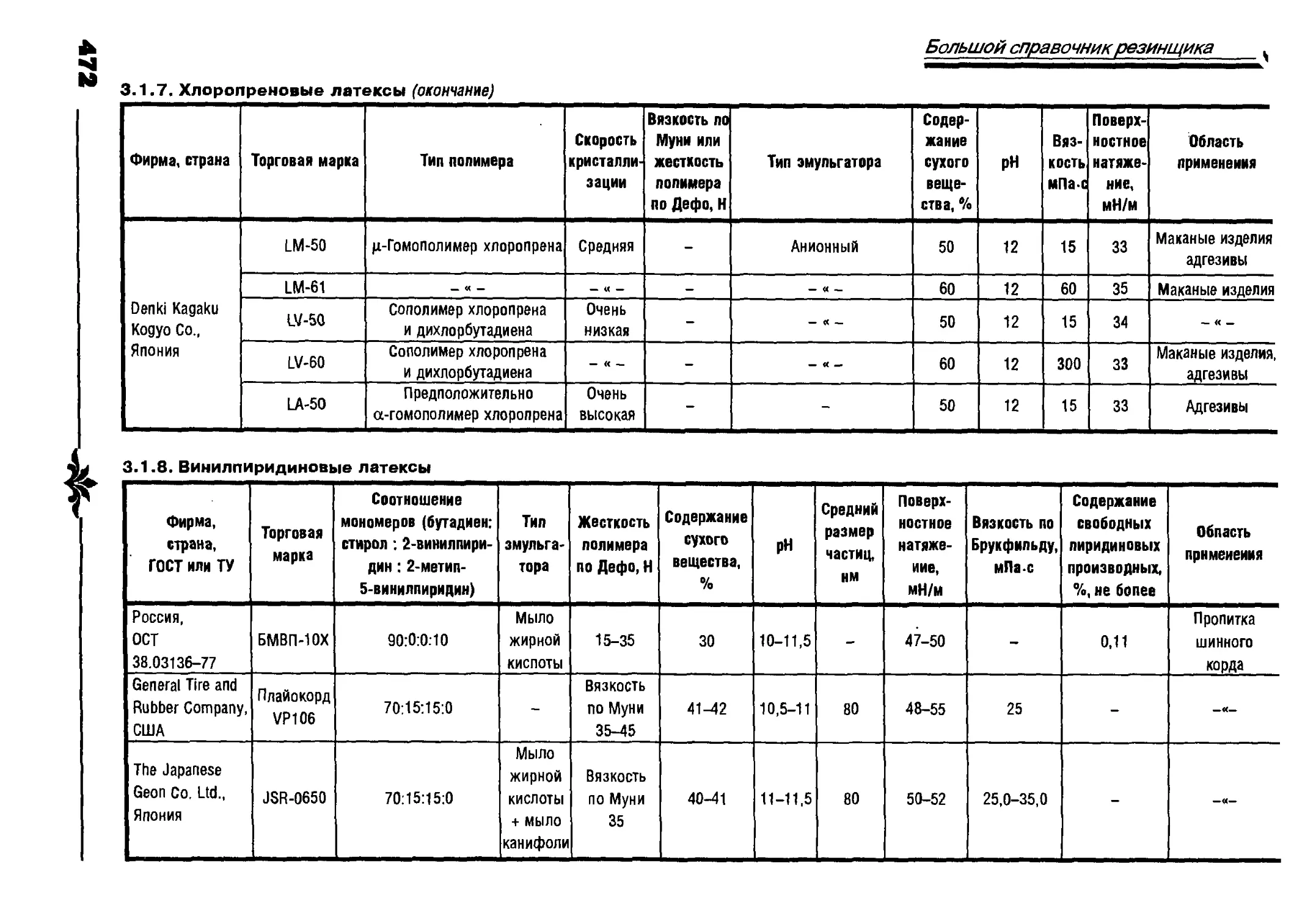
3.7.3. Синтетические латексы 464
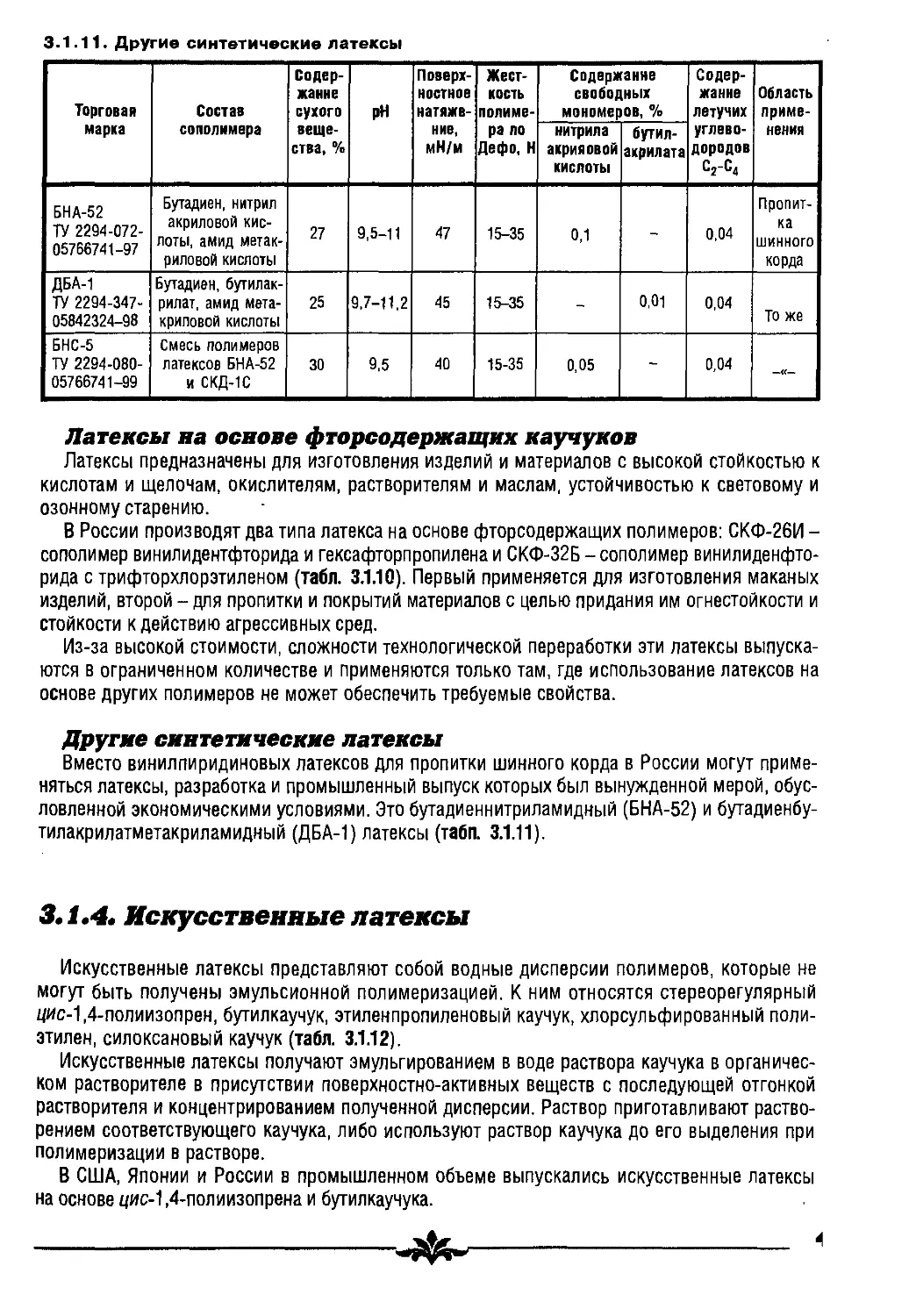
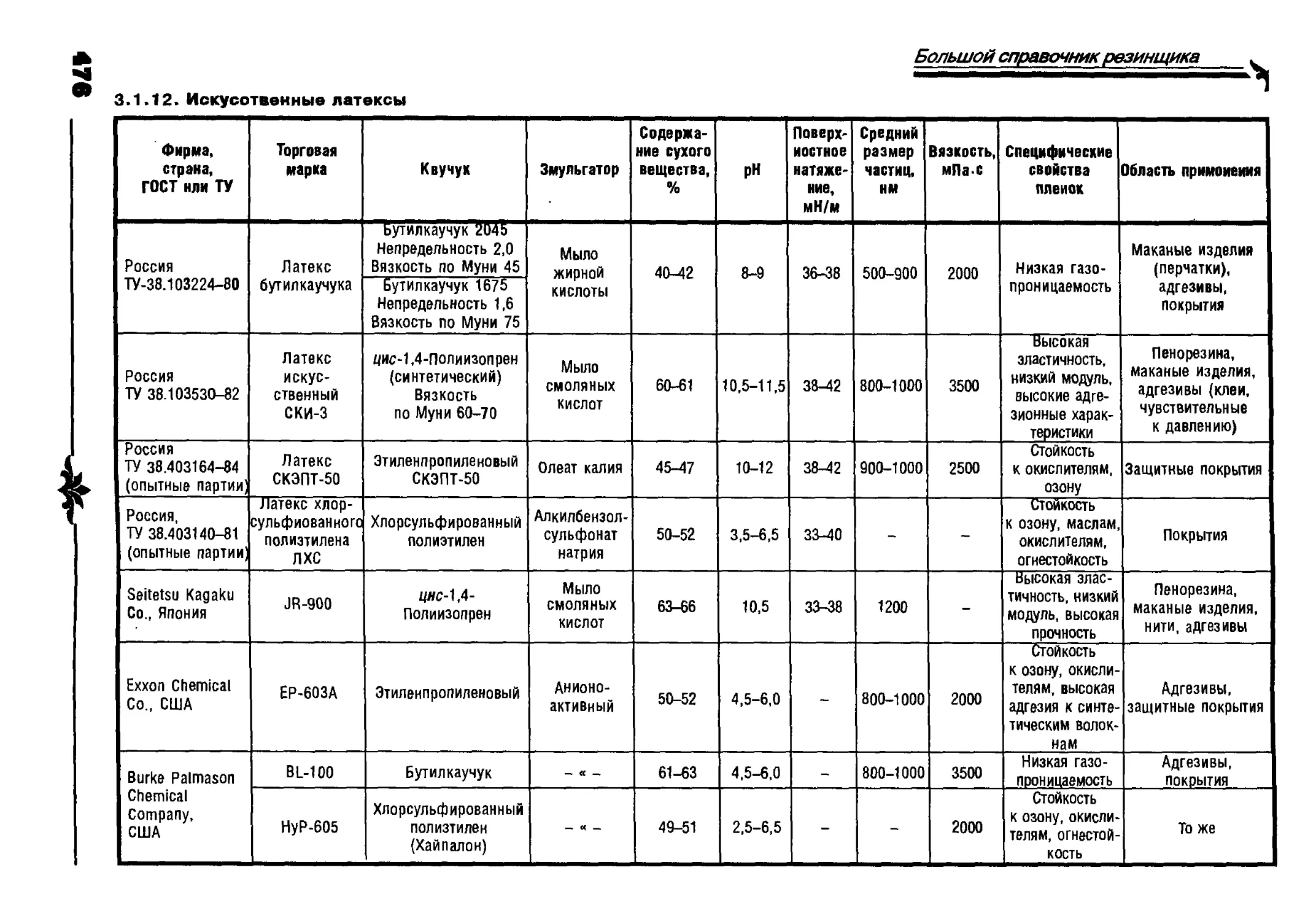
3.1.4. Искусственные латексы 475
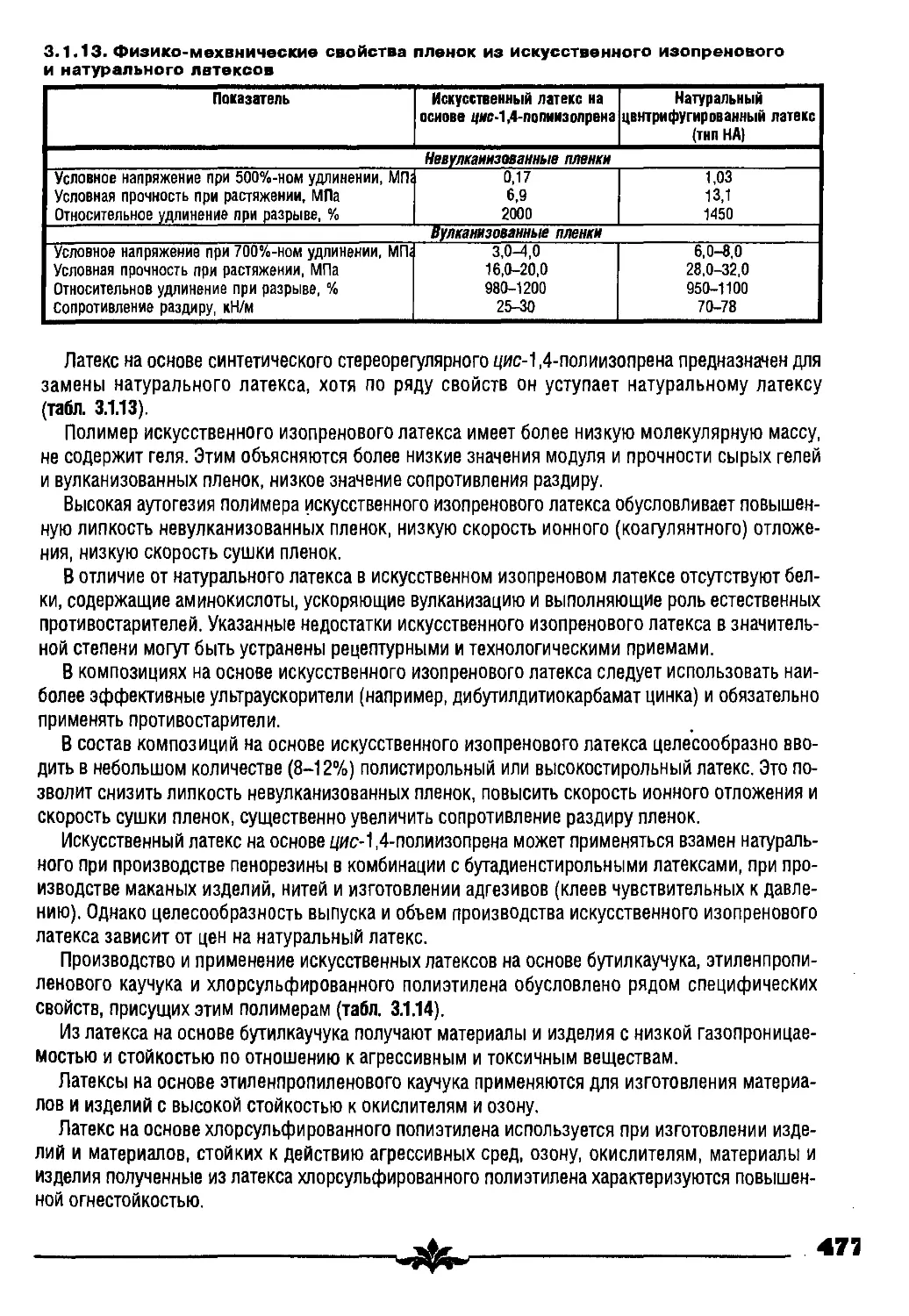
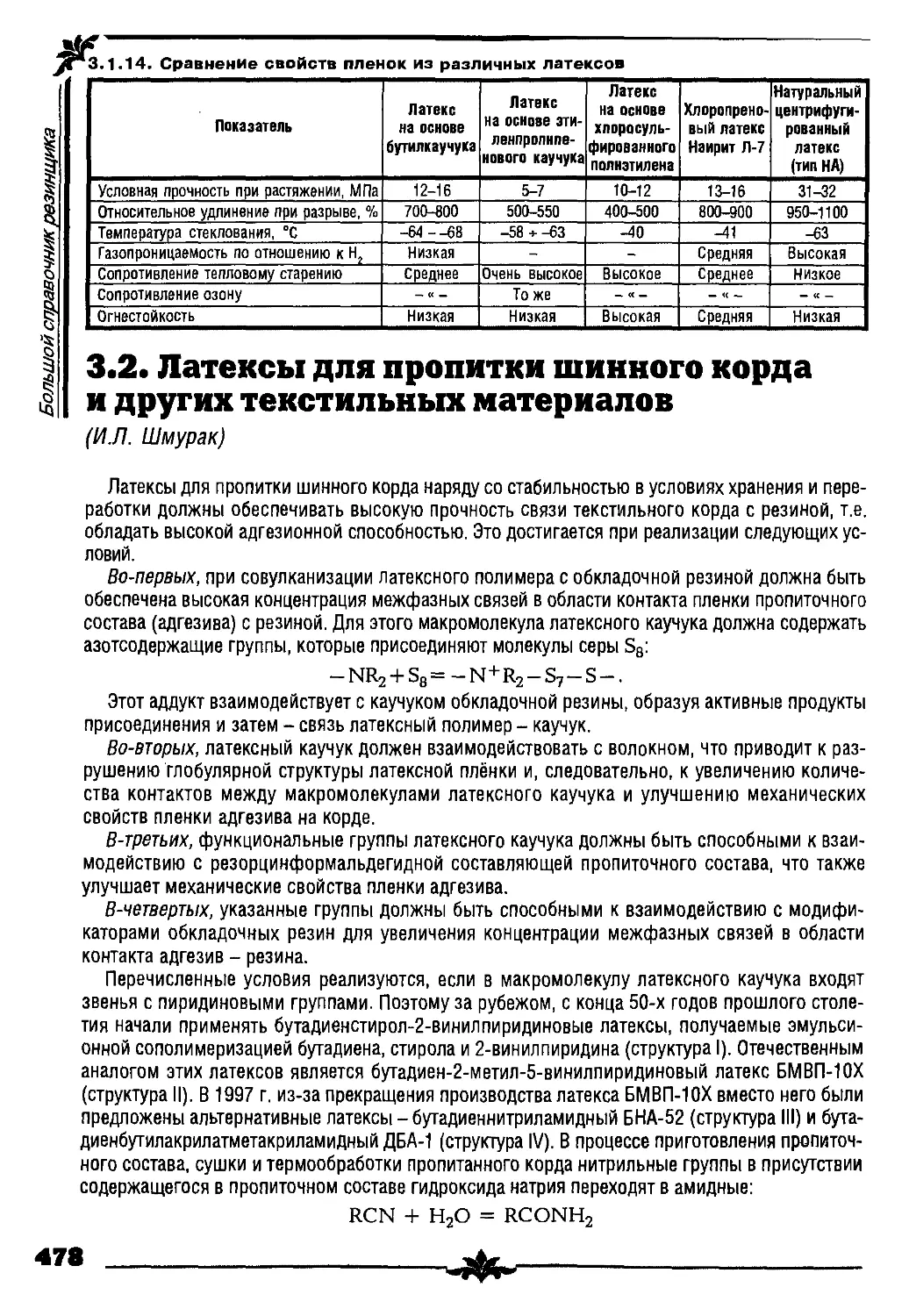
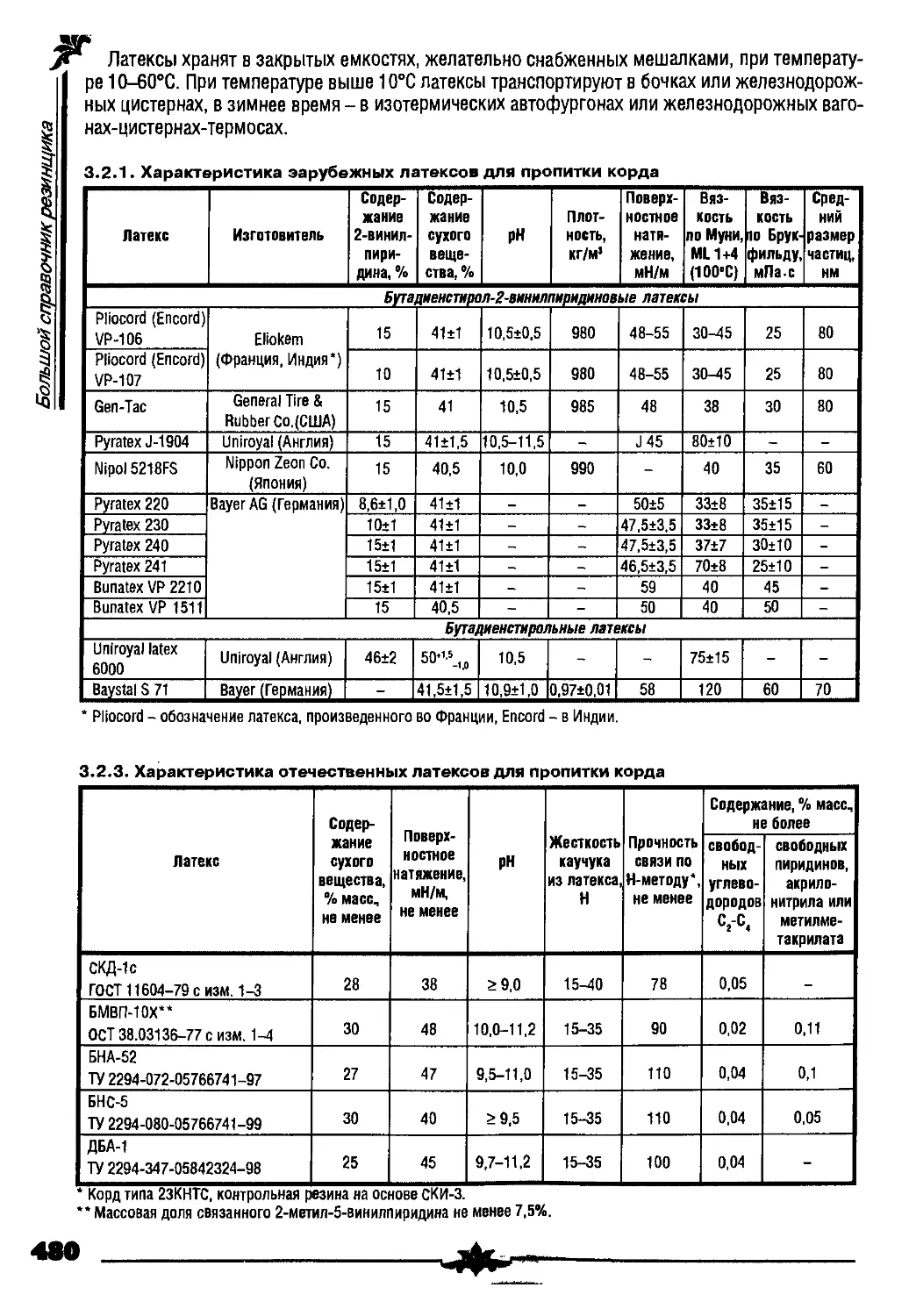
3.2. Латексы для пропитки шинного корда и других текстильных материалов (ИЛ. Шмурак) 478
РАЗДЕЛ ВТОРОЙ. ИНГРЕДИЕНТЫ И АРМИРУЮЩИЕ МАТЕРИАЛЫ
4. КОМПОНЕНТЫ ВУЛКАНИЗУЮЩИХ СИСТЕМ 481
4.1. Вулканизующие агенты 481
4.1.1. Сера и серусодержащие соединения (AT. Пройчева) 481
4.1.2. Теллур и его соединения (А.Г. Пройчева) 485
4.1.3. Селен и его соединения (А.Г. Пройчева) 486
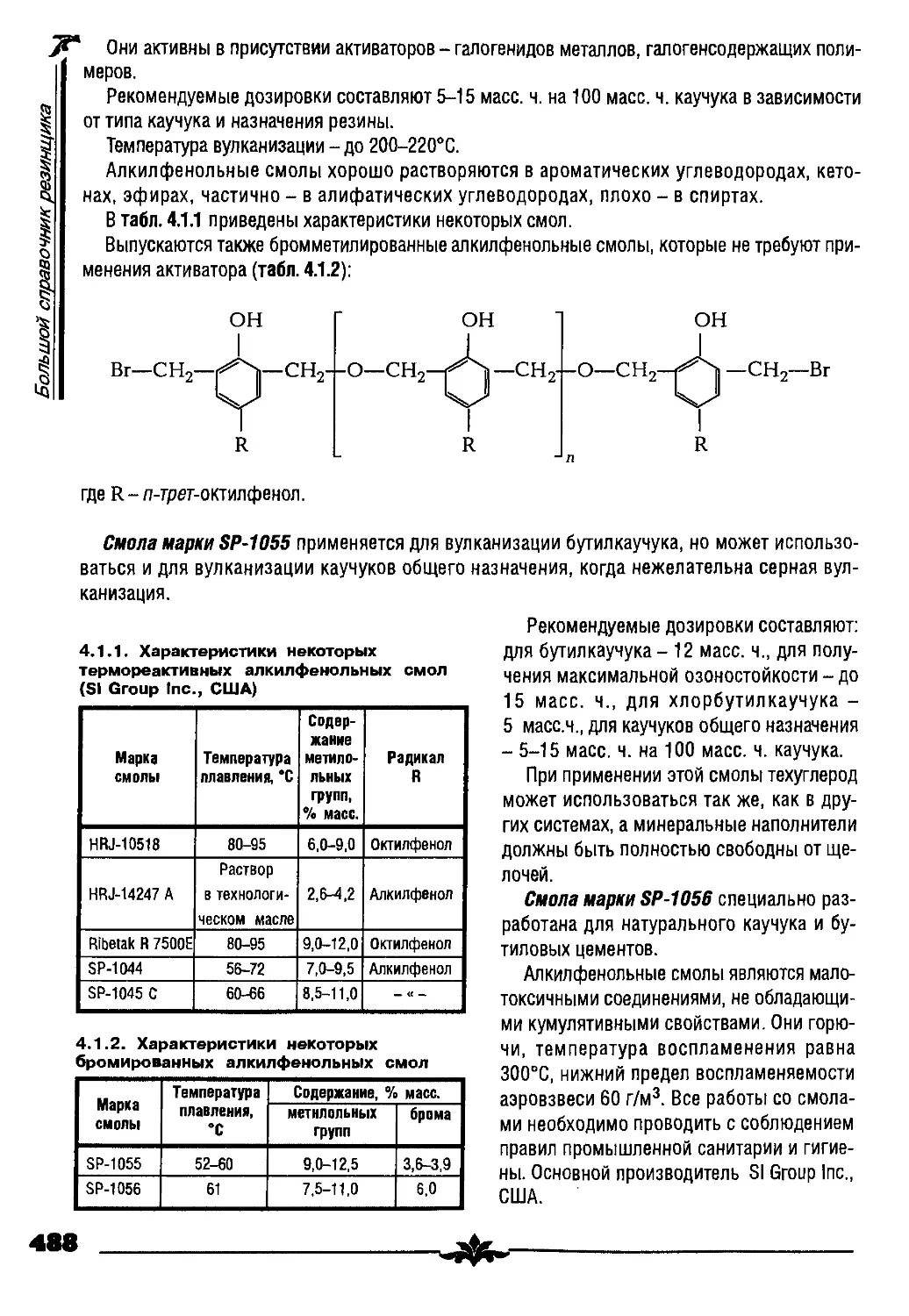
4.1.4. Вулканизующие фенольные смолы (А.Г. Пройчева) 487
4.1.5. Оксиды металлов (А.Г. Пройчева) 489
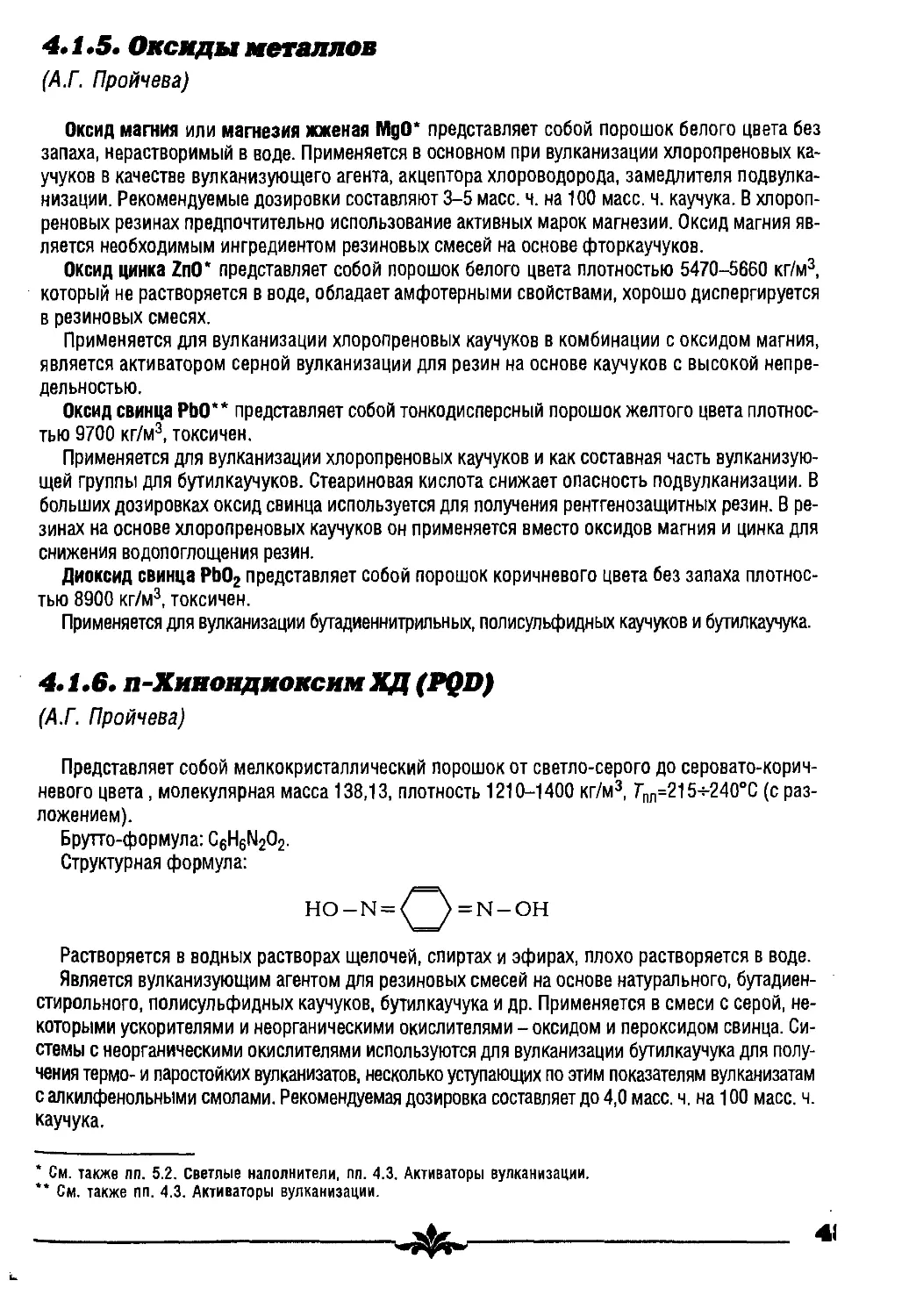
4.1.6. л-Хинондиоксим ХД (PQD) (А.Г. Пройчева)... 489
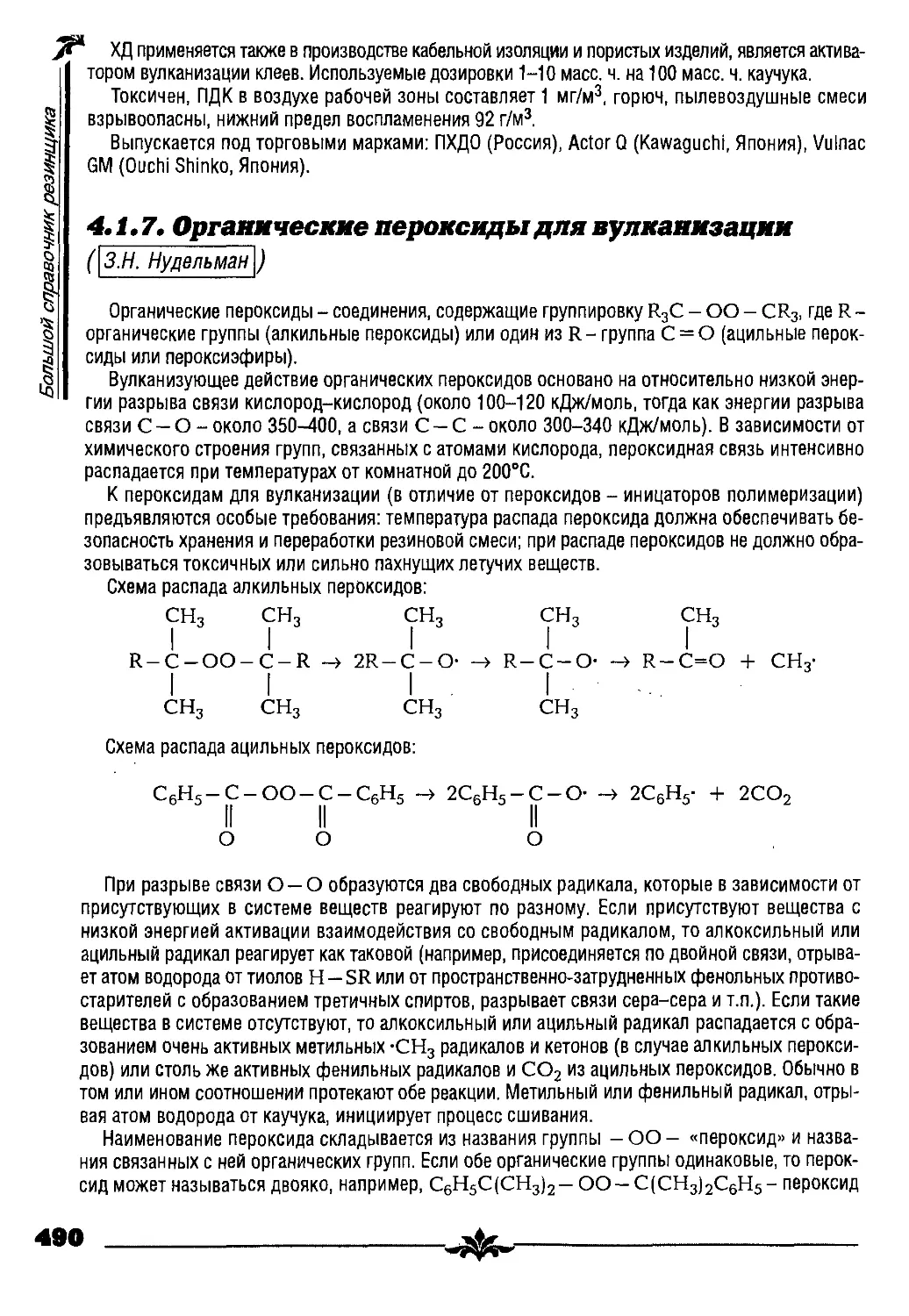
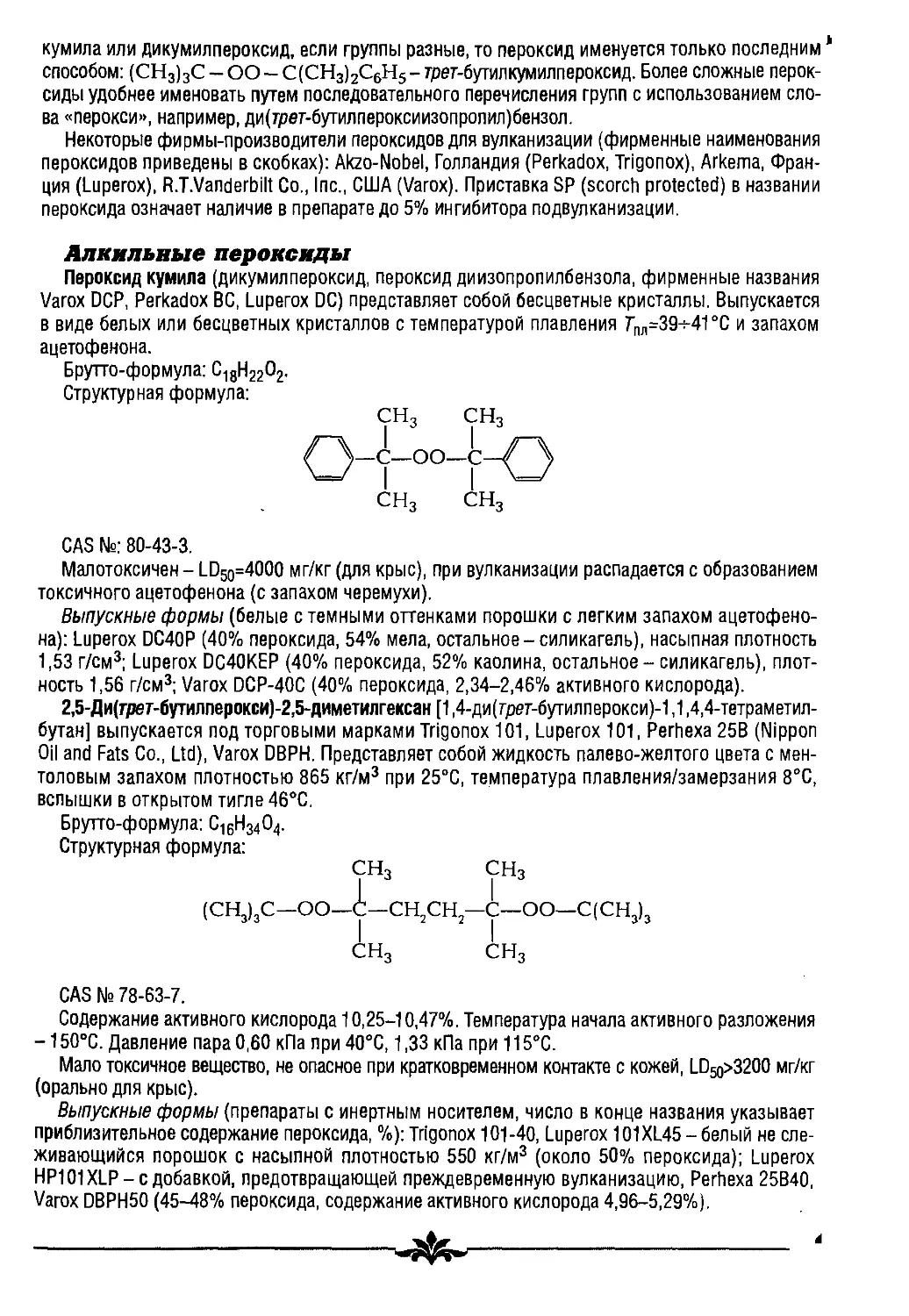
4.1.7. Органические пероксиды для вулканизации (\З.Н.Нудельман\) 490
4.2. Ускорители вулканизации (AT. Пройчева) 496
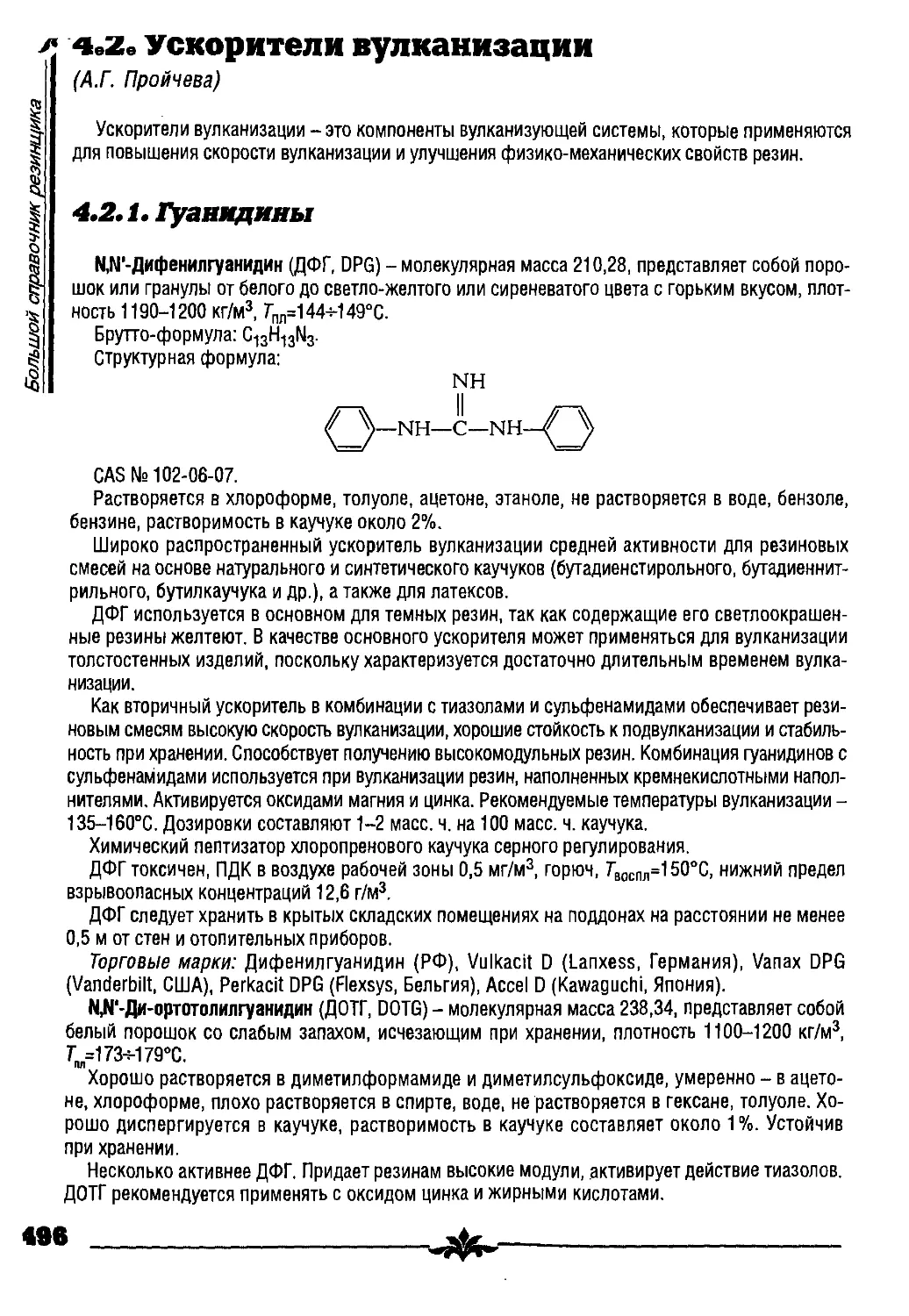
4.2.1. Гуанидины 496
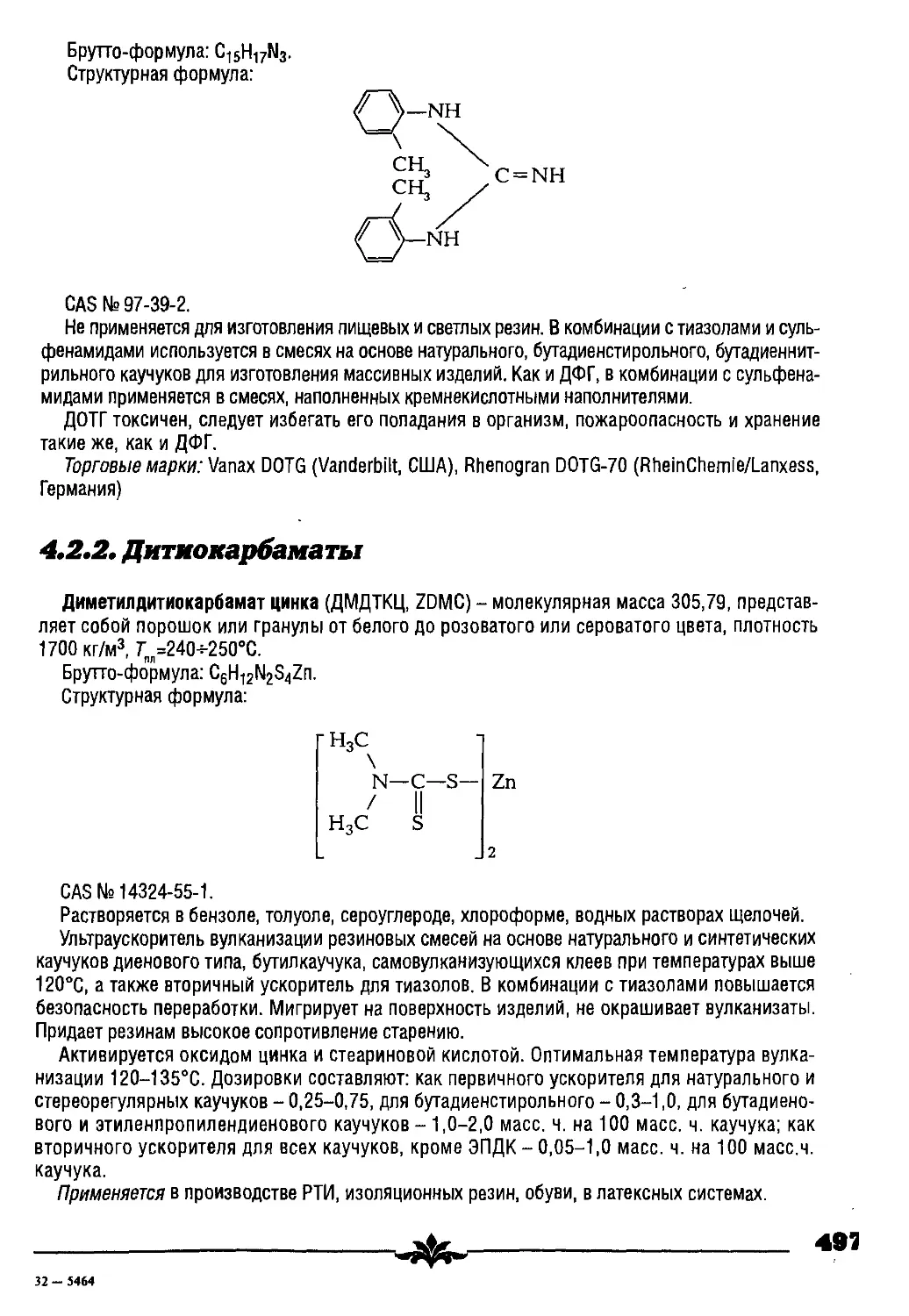
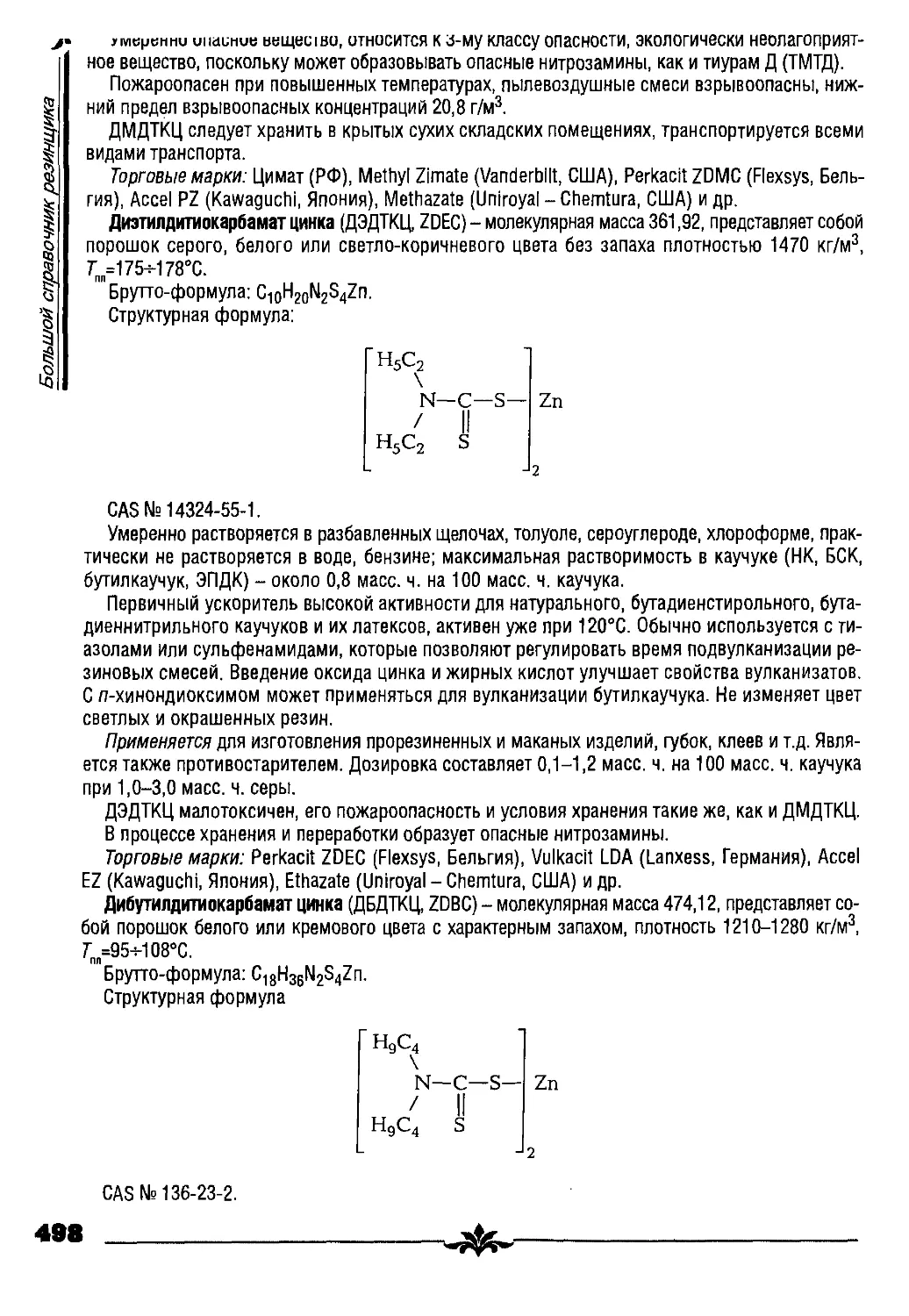
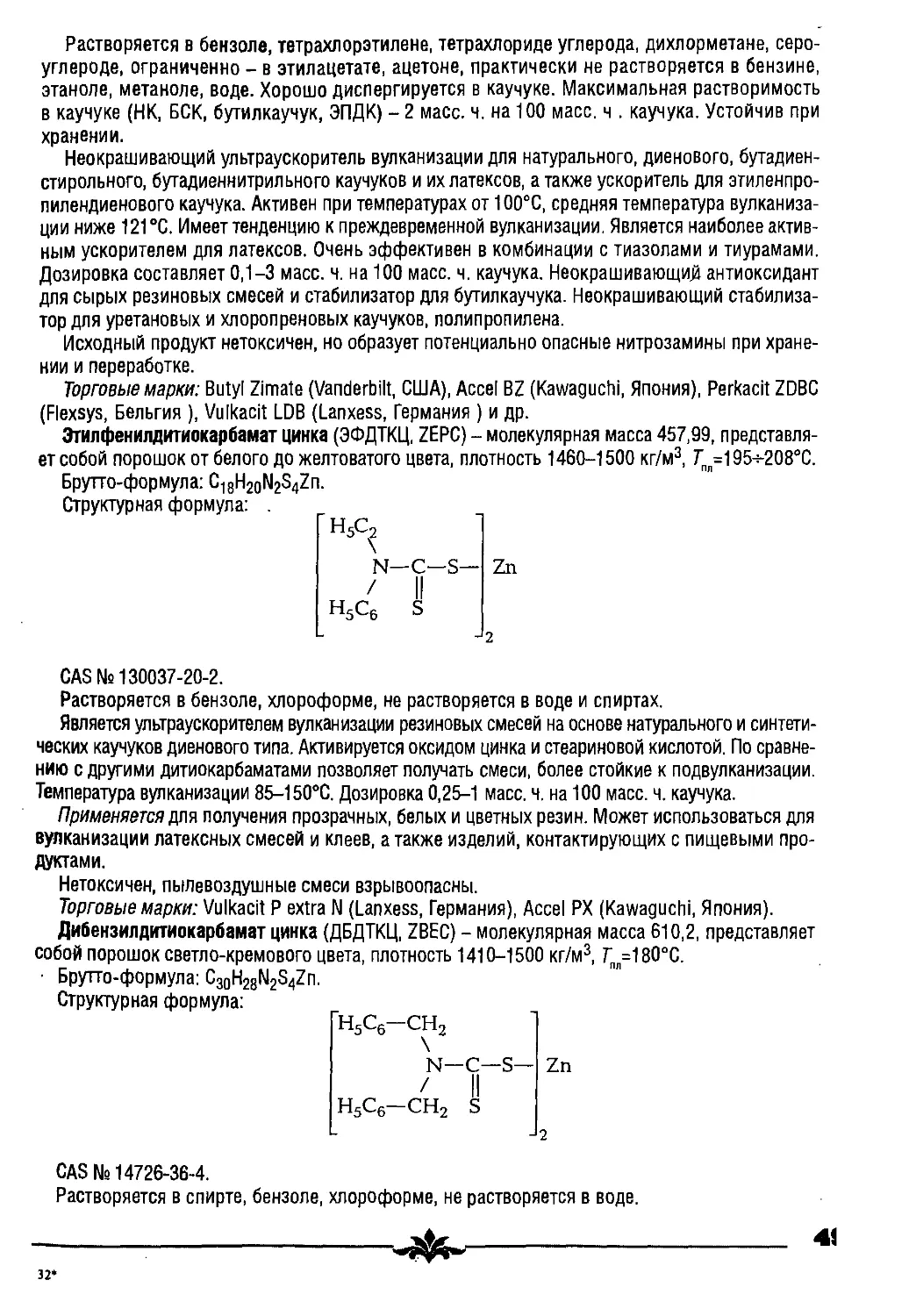
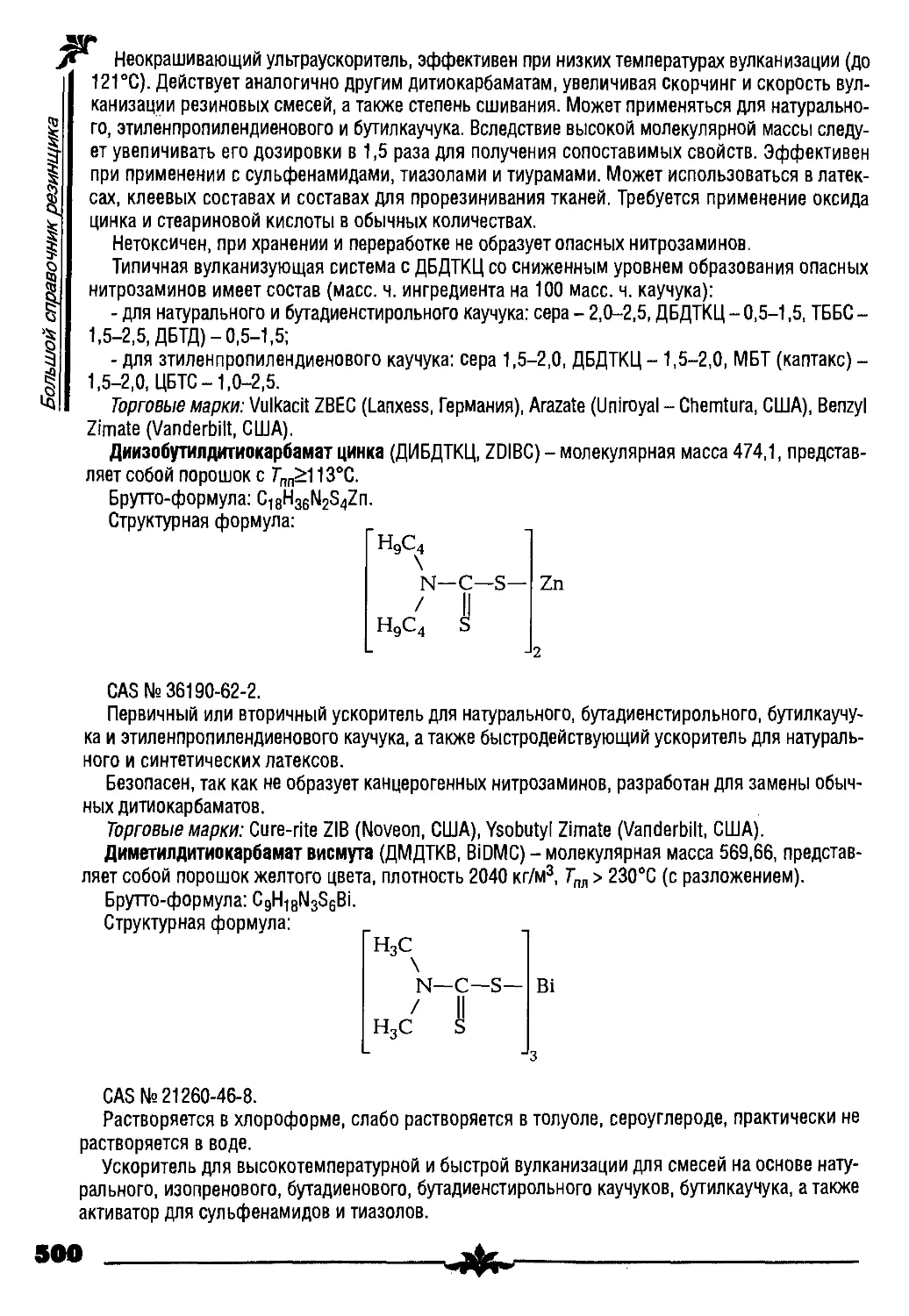
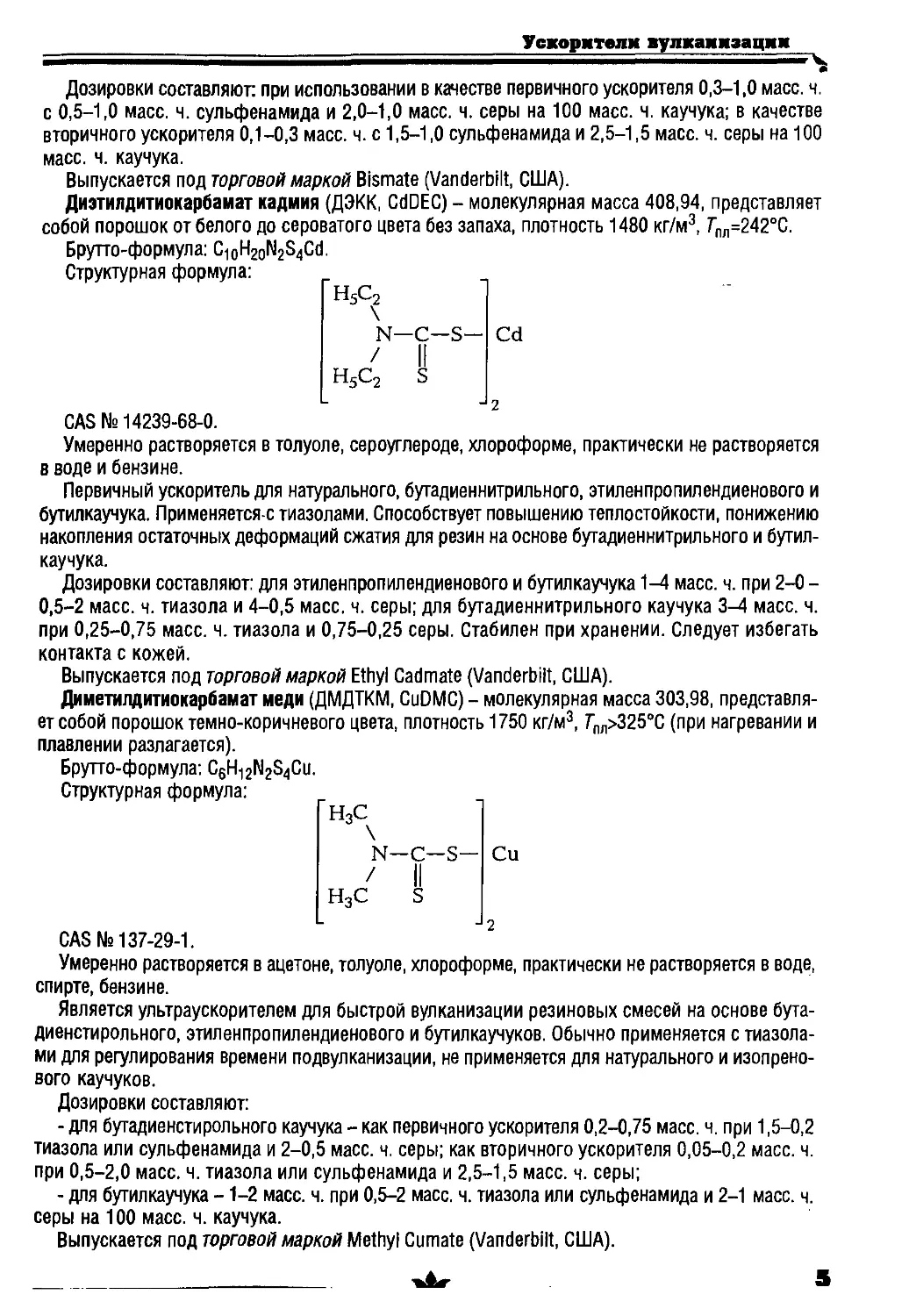
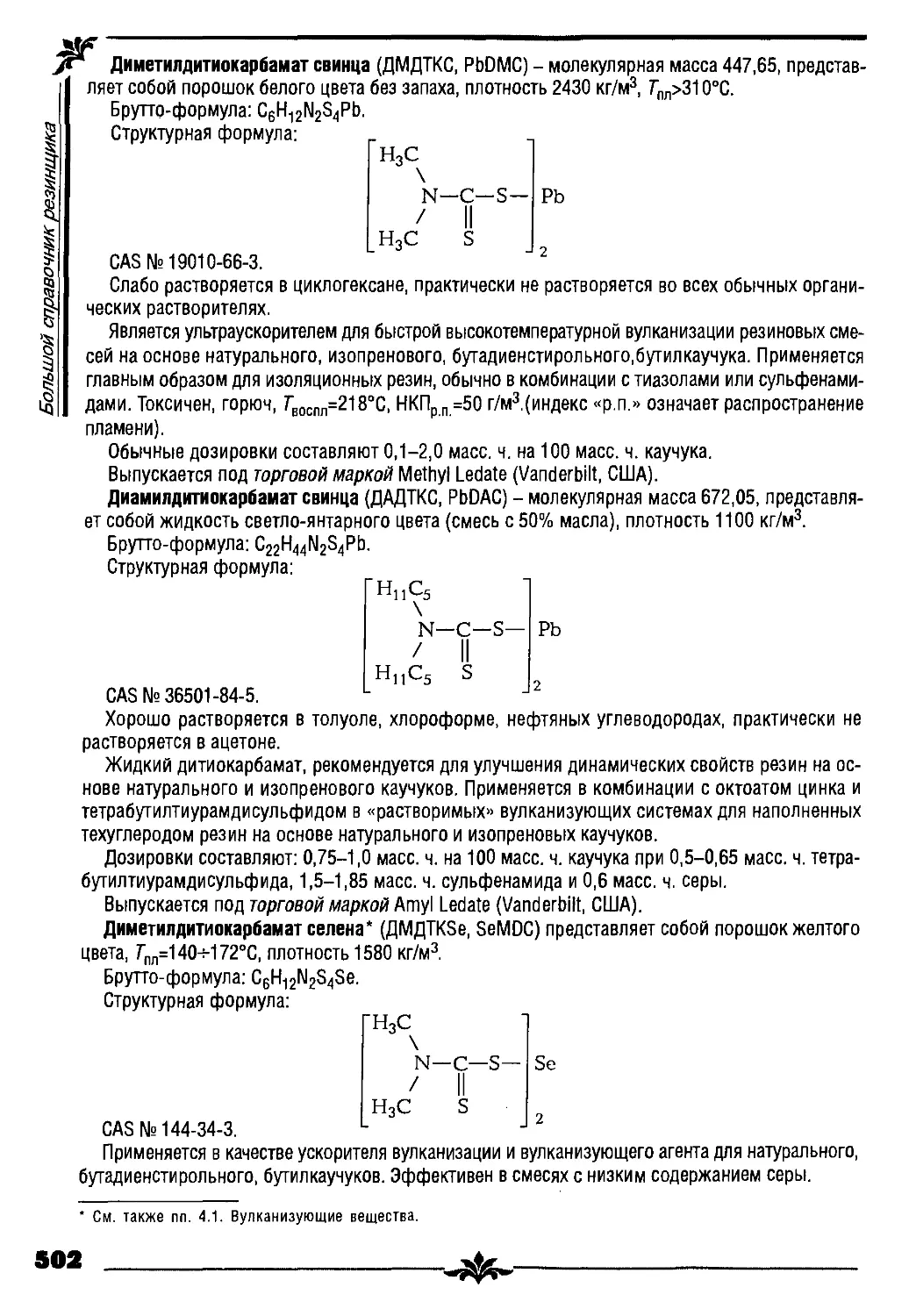
4.2.2. Дитиокарбаматы 497
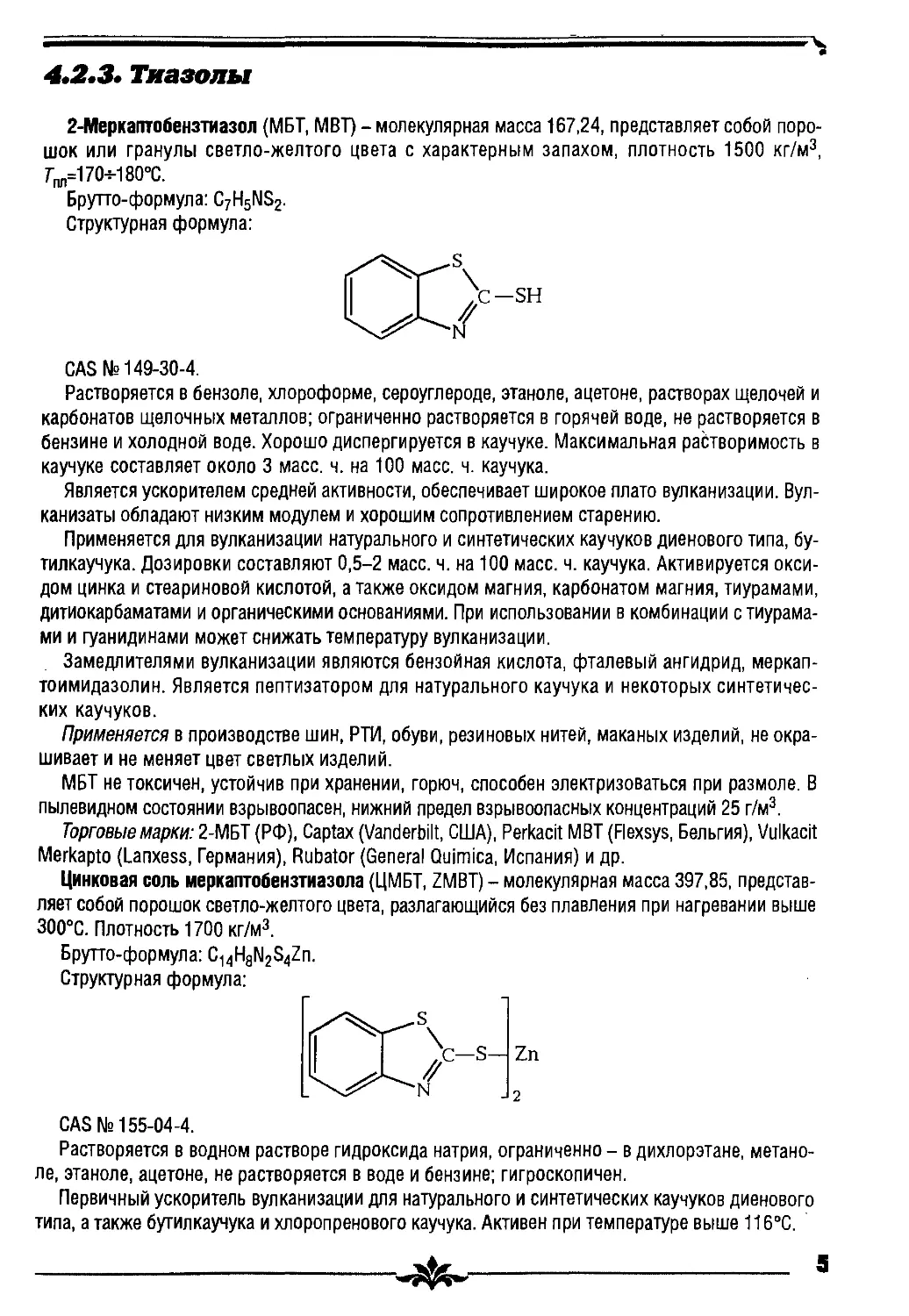
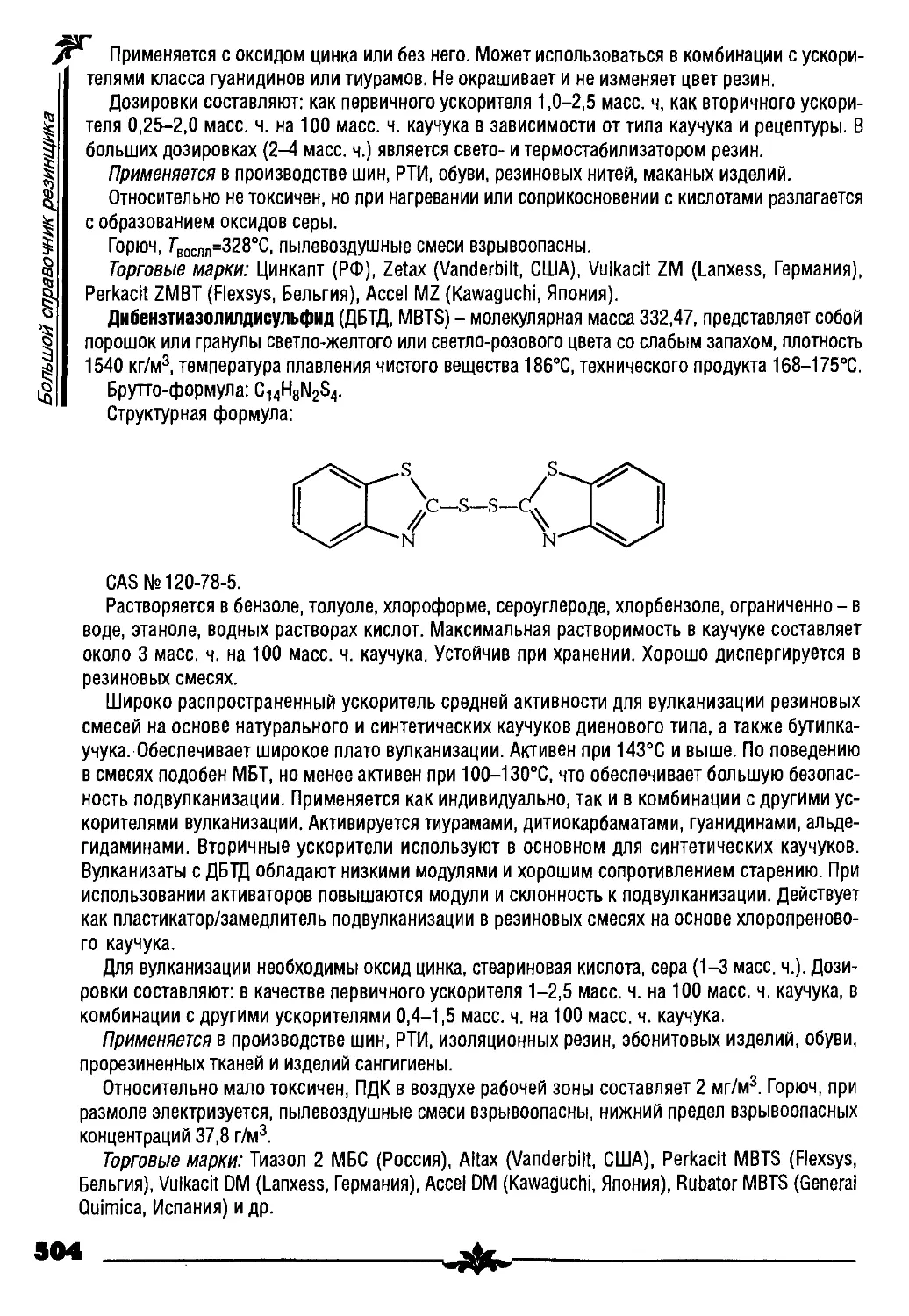
4.2.3. Тиазолы 503
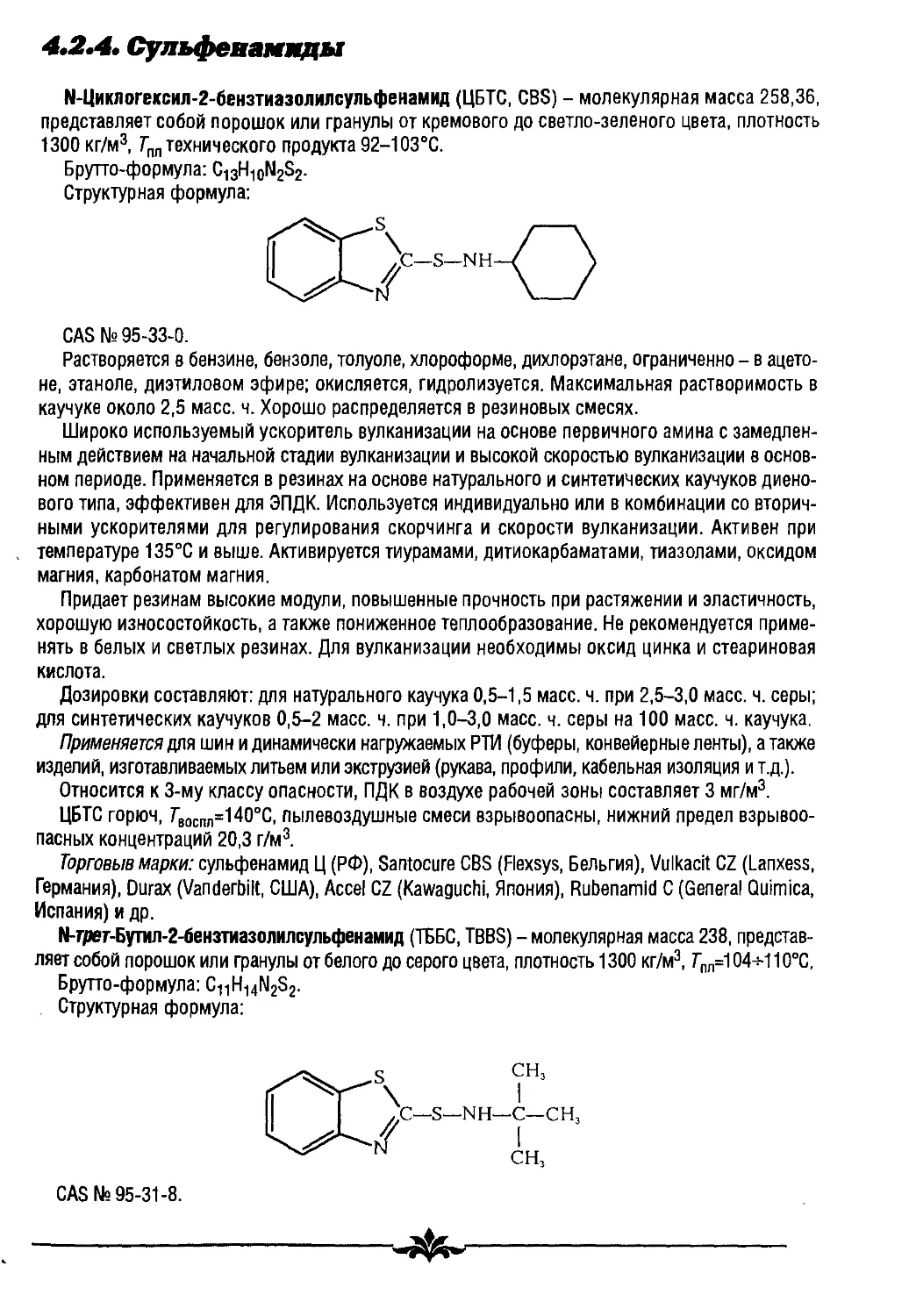
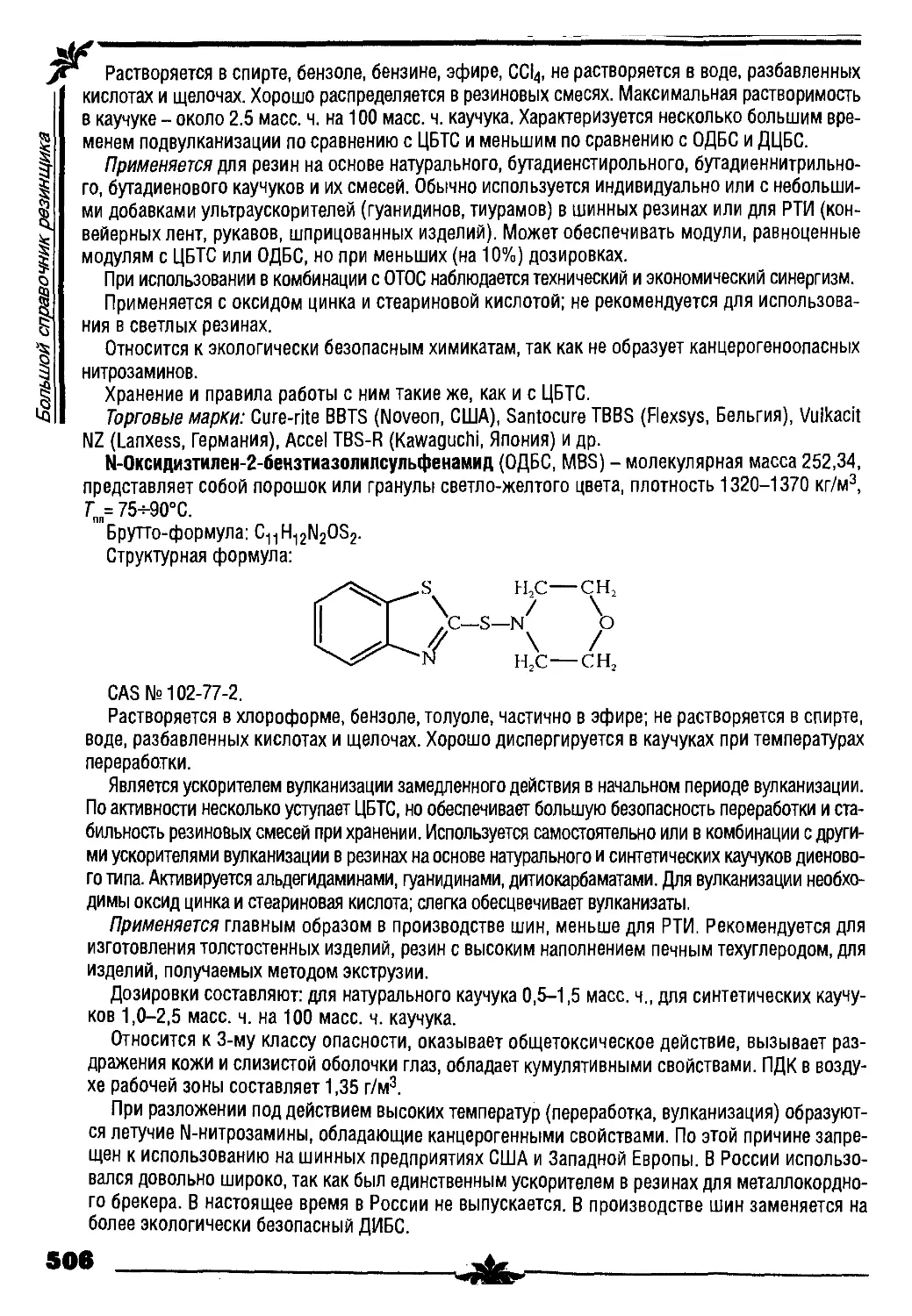
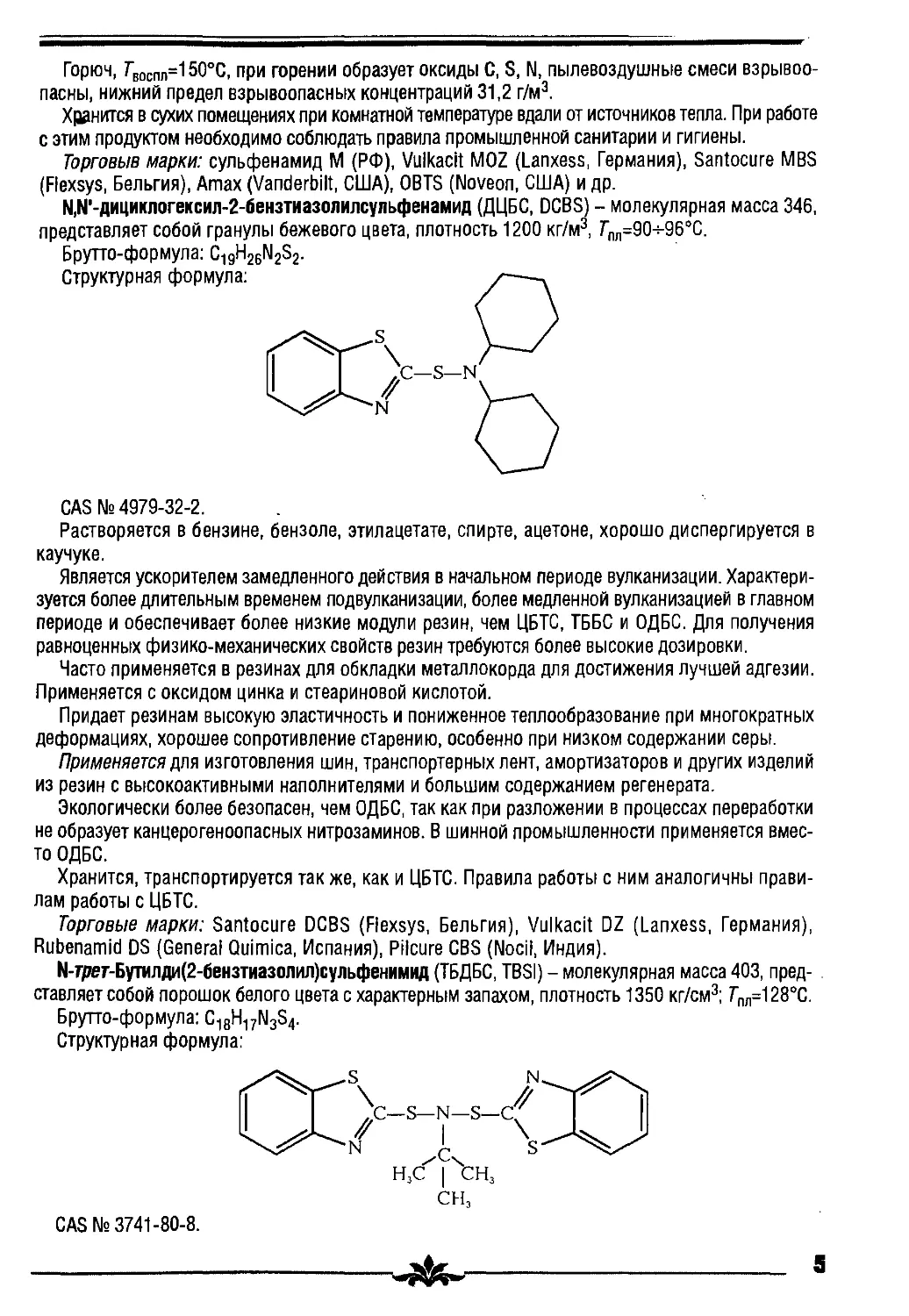
4.2.4. Сульфенамиды 505
4.2.5. Тиомочевины (тиокарбамиды) 509
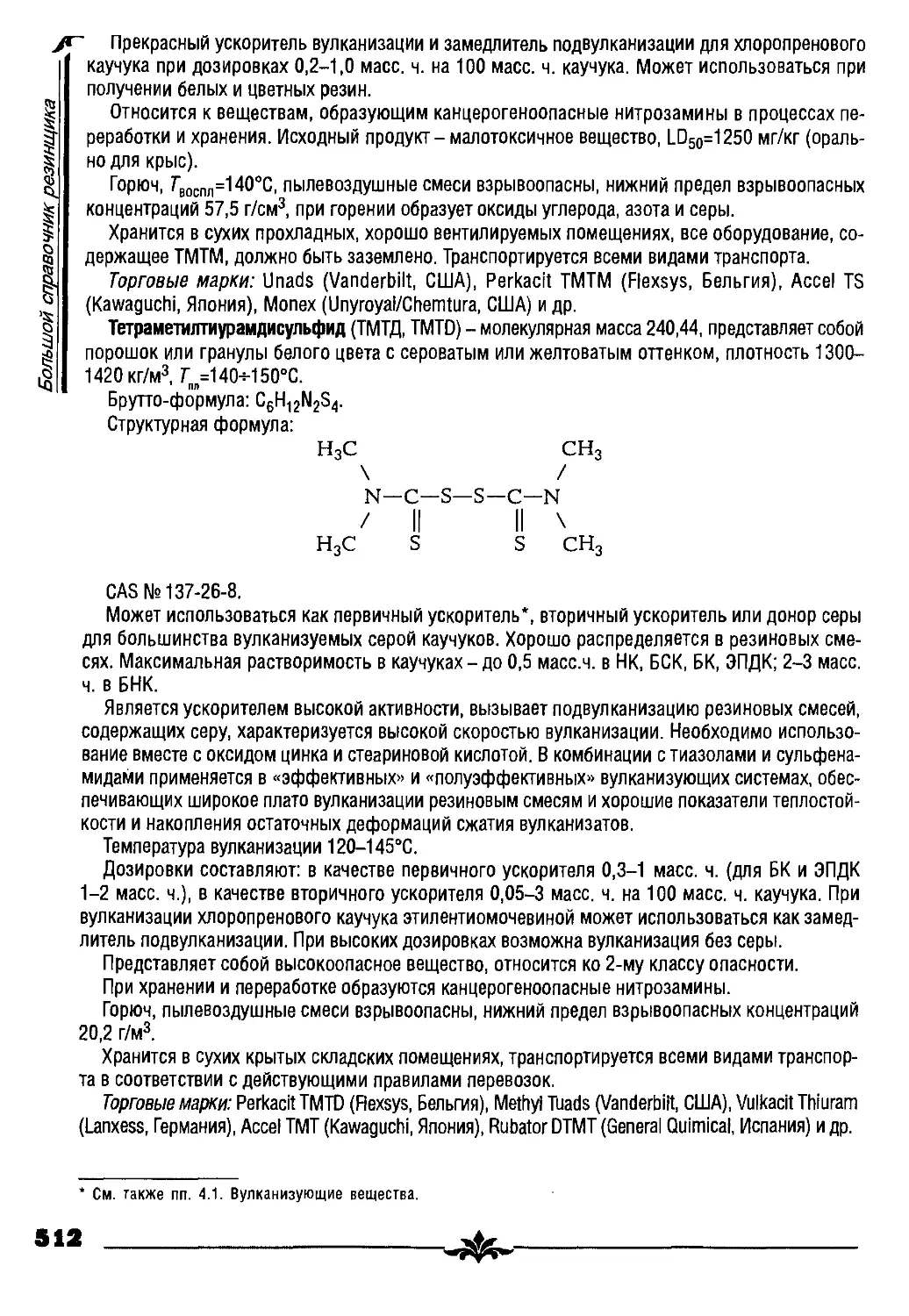
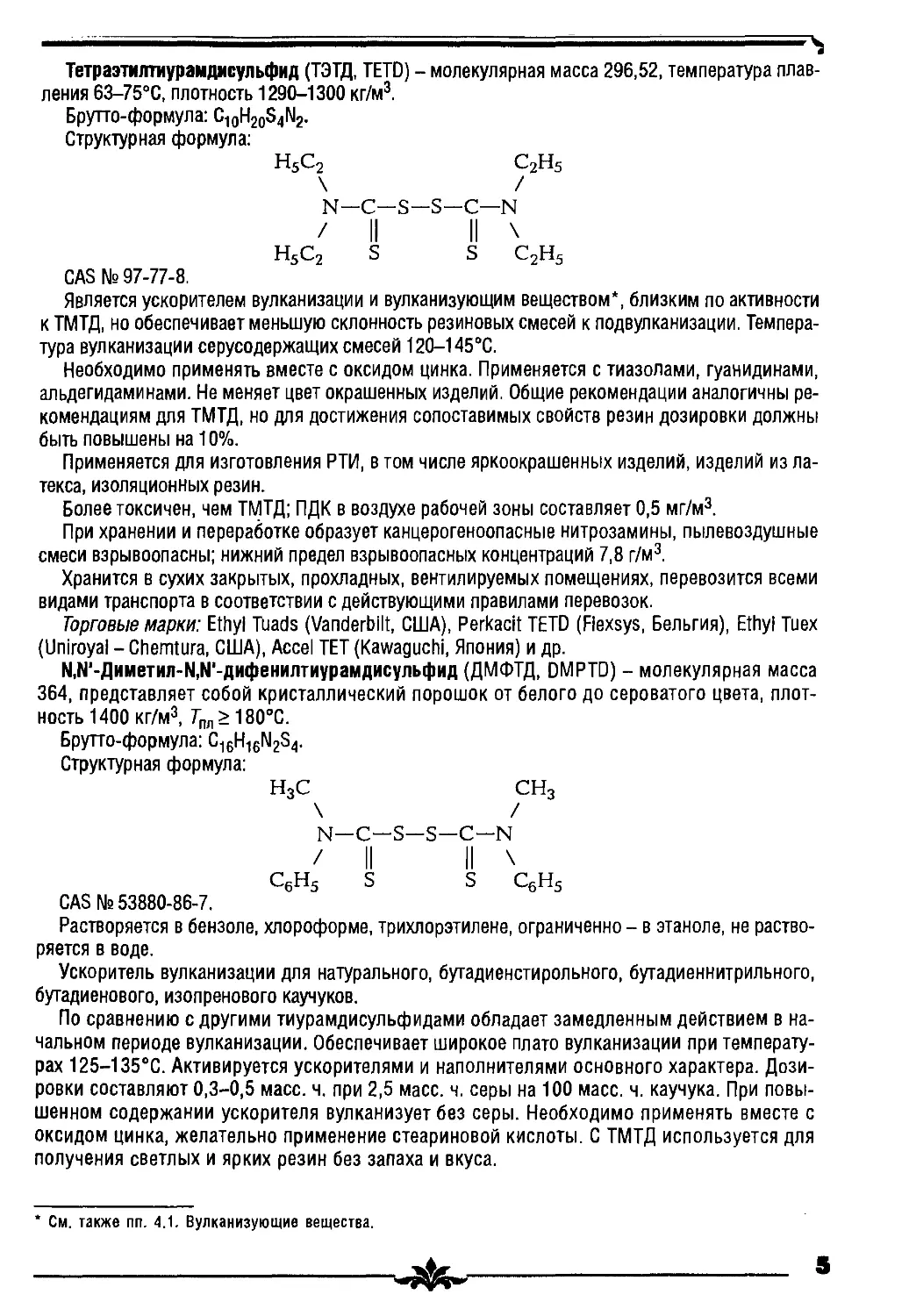
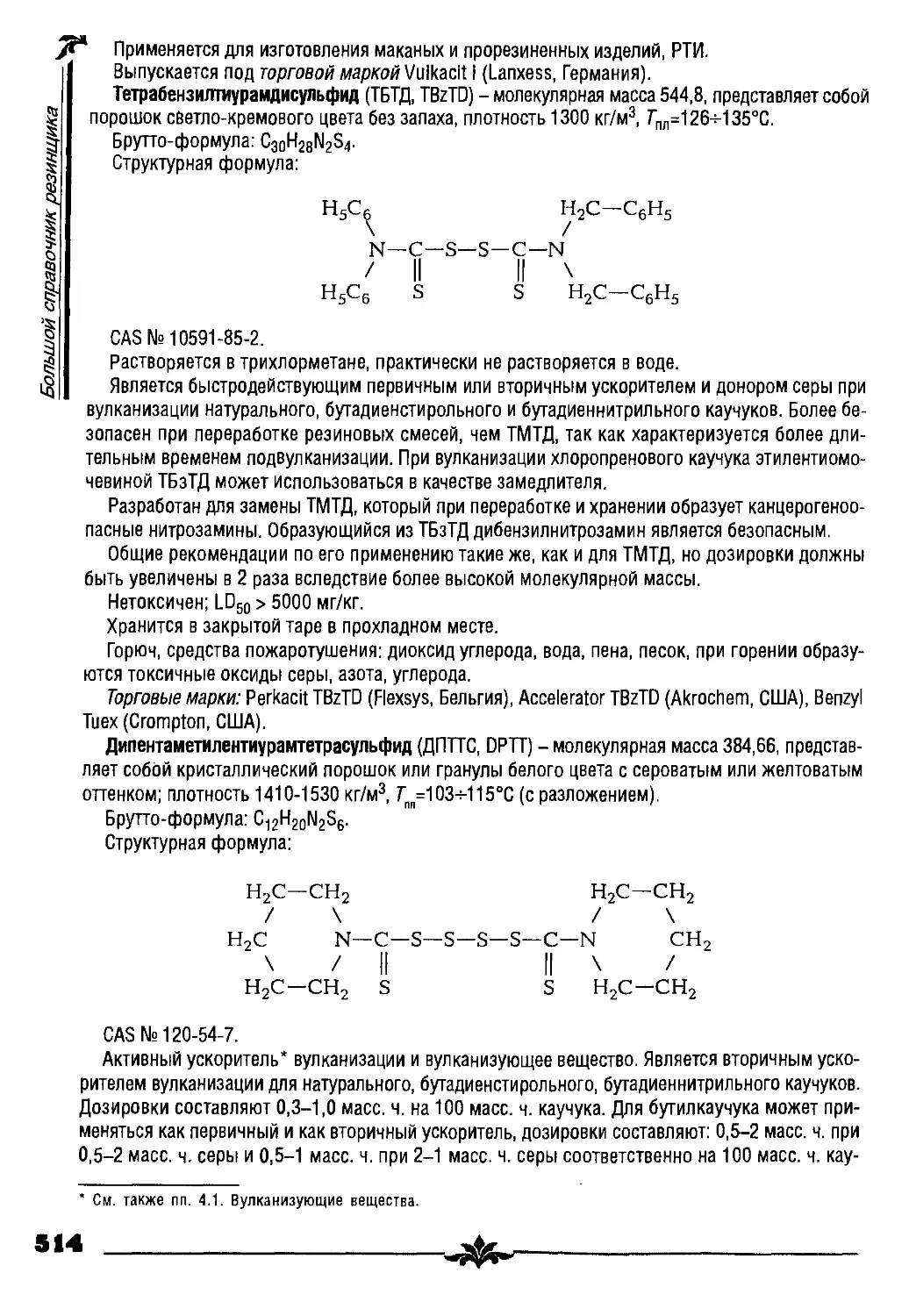
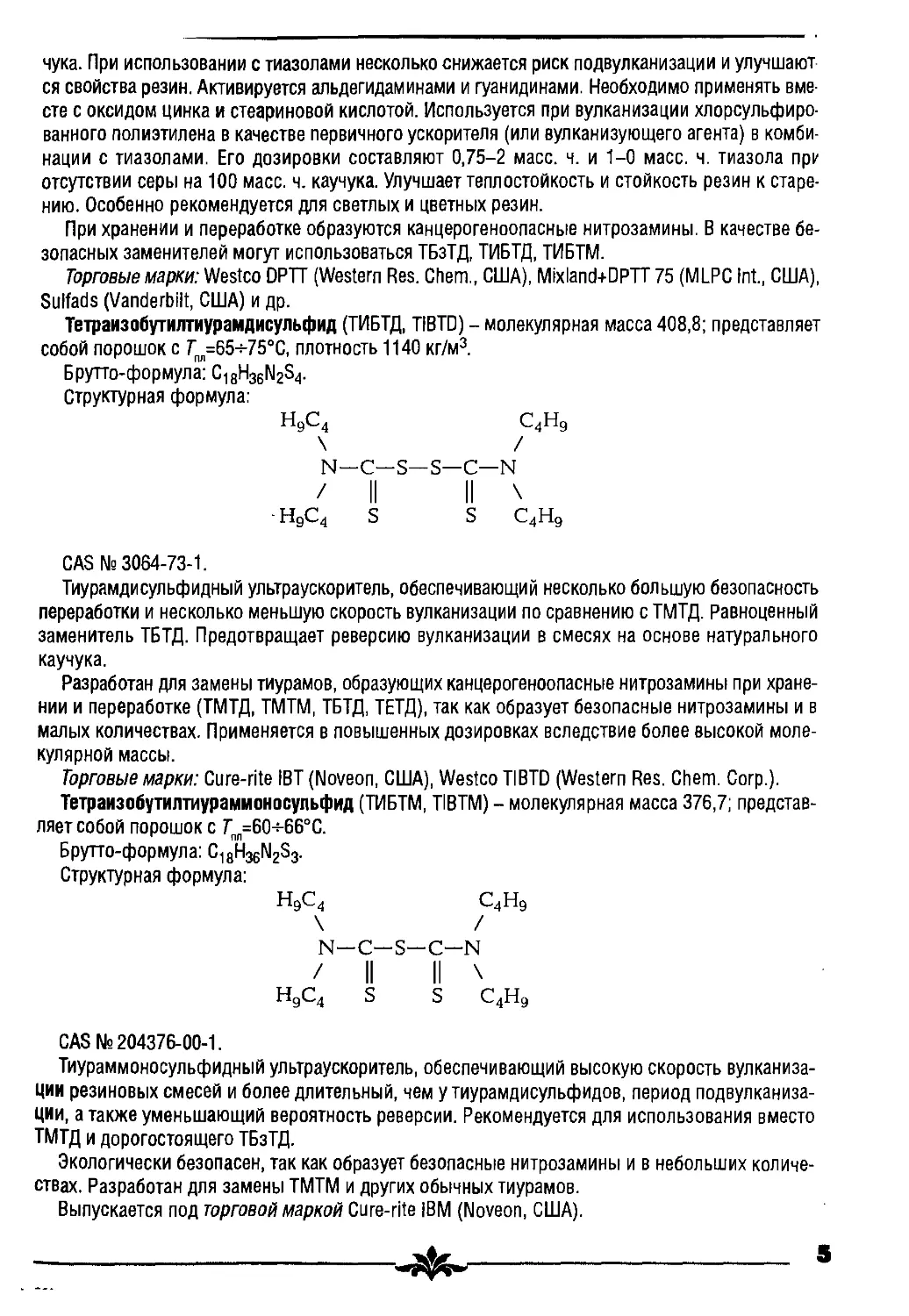
4.2.6. Тиурамы 511
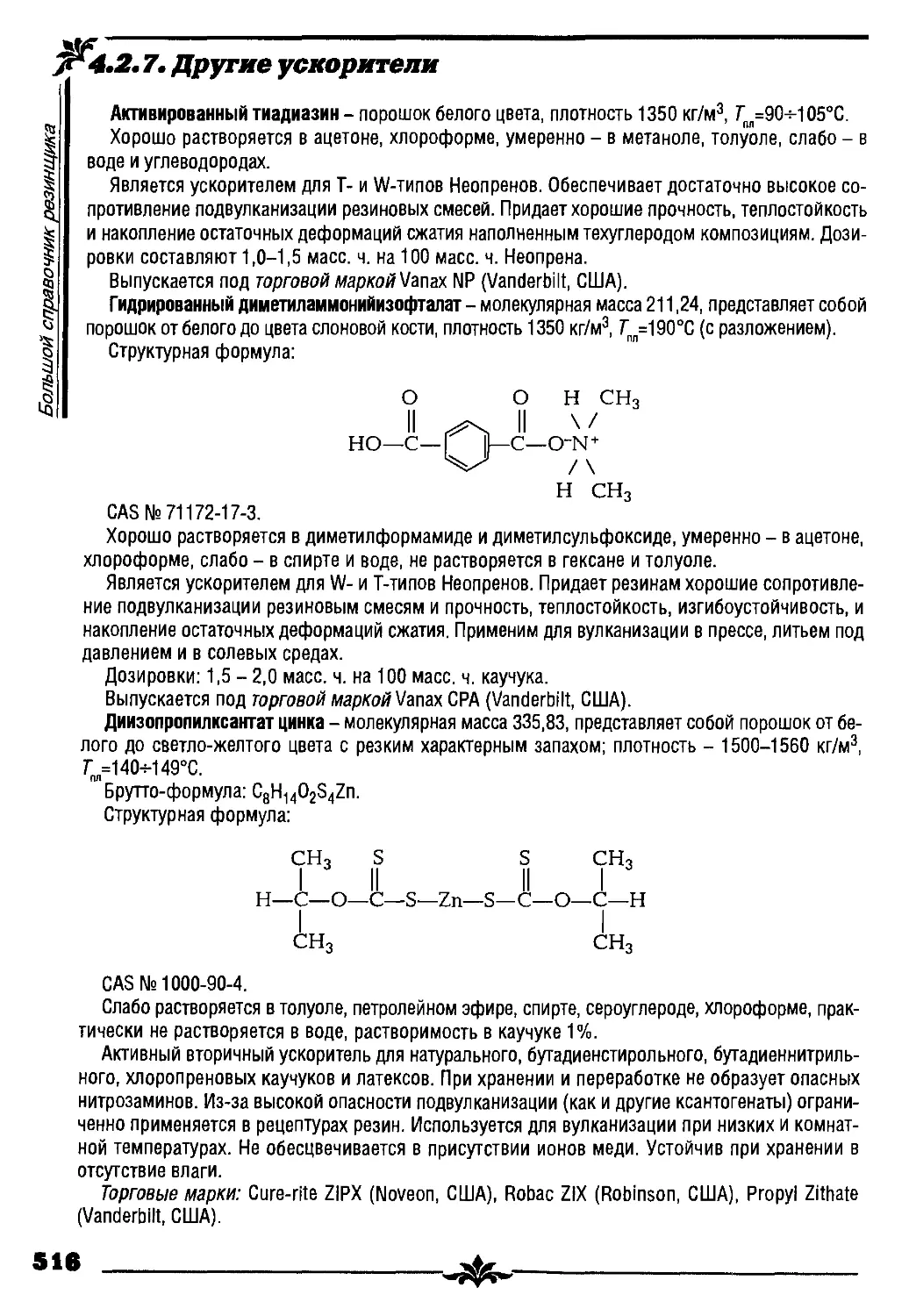
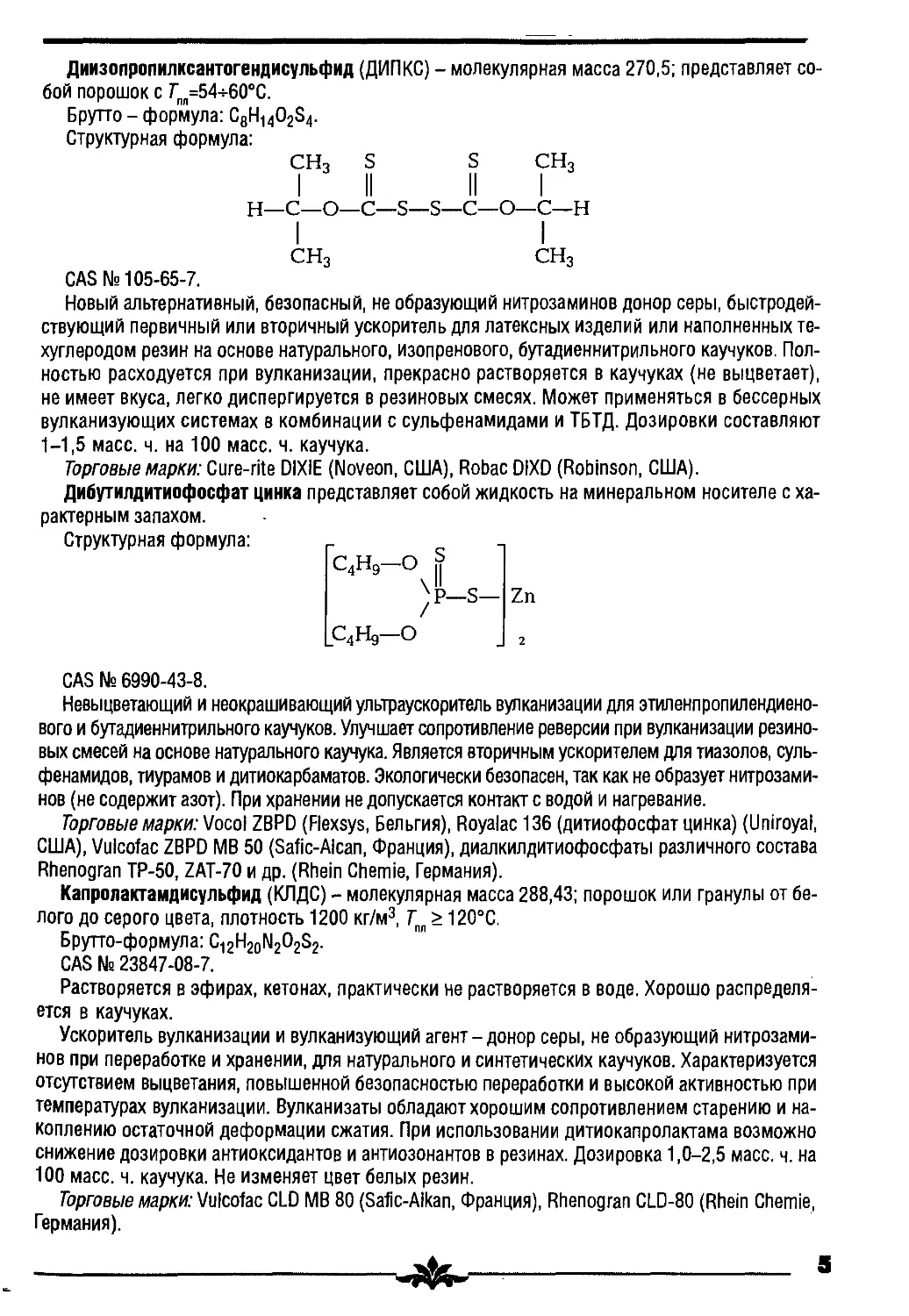
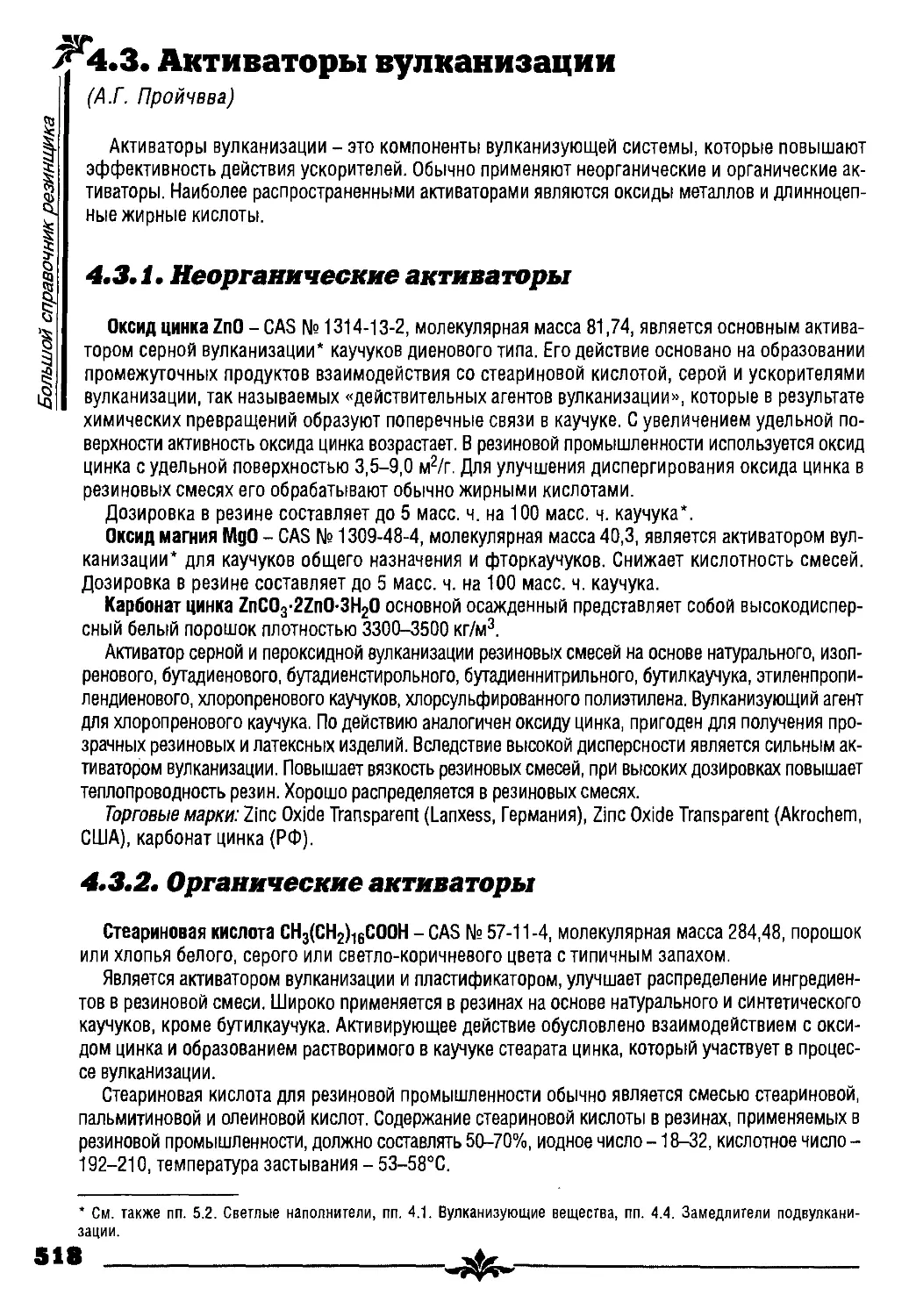
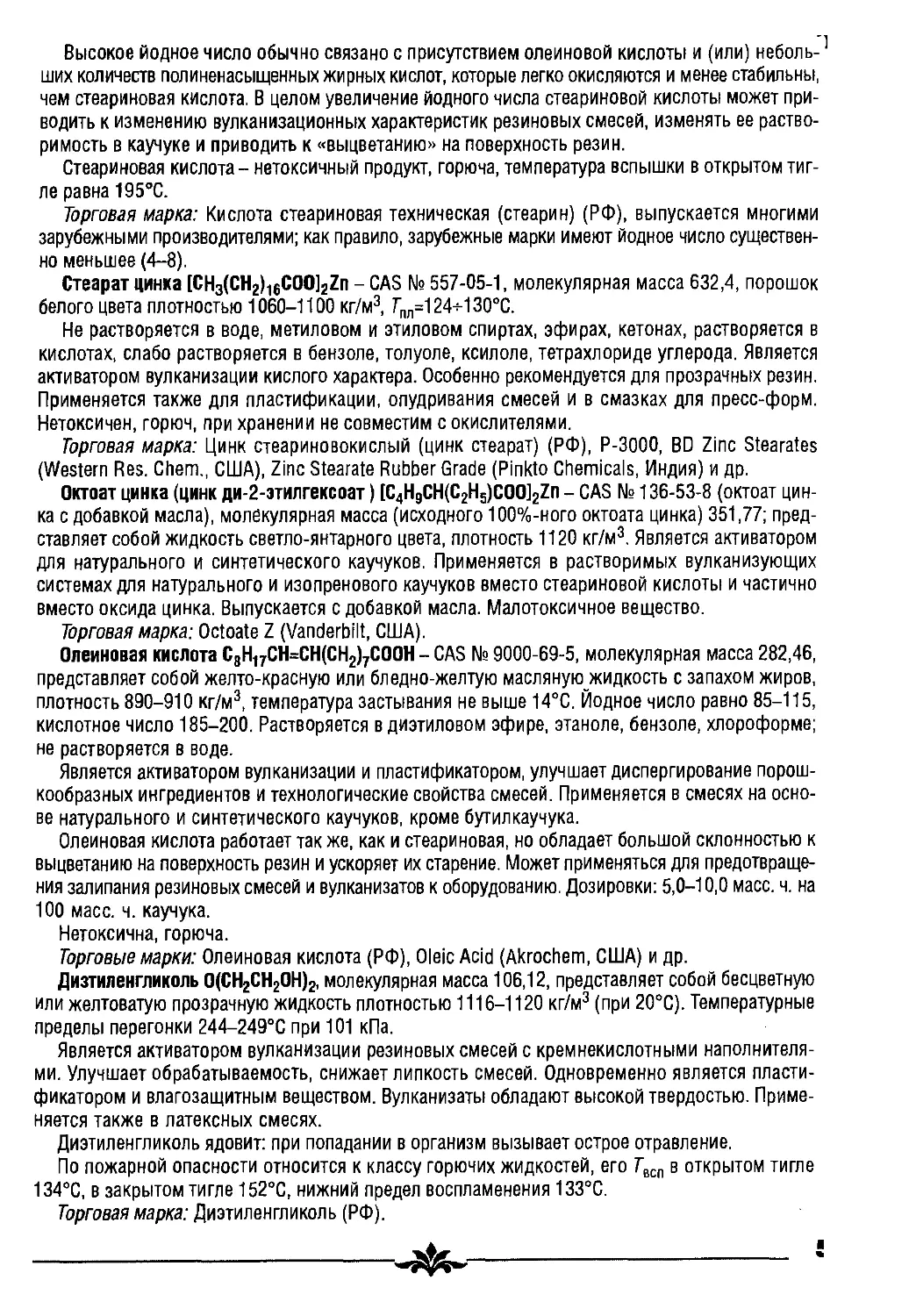
4.2.7. Другие ускорители 516
4.3. Активаторы вулканизации (AT. Пройчева) 518
4.3.1. Неорганические активаторы 518
4.3.2. Органические активаторы 518
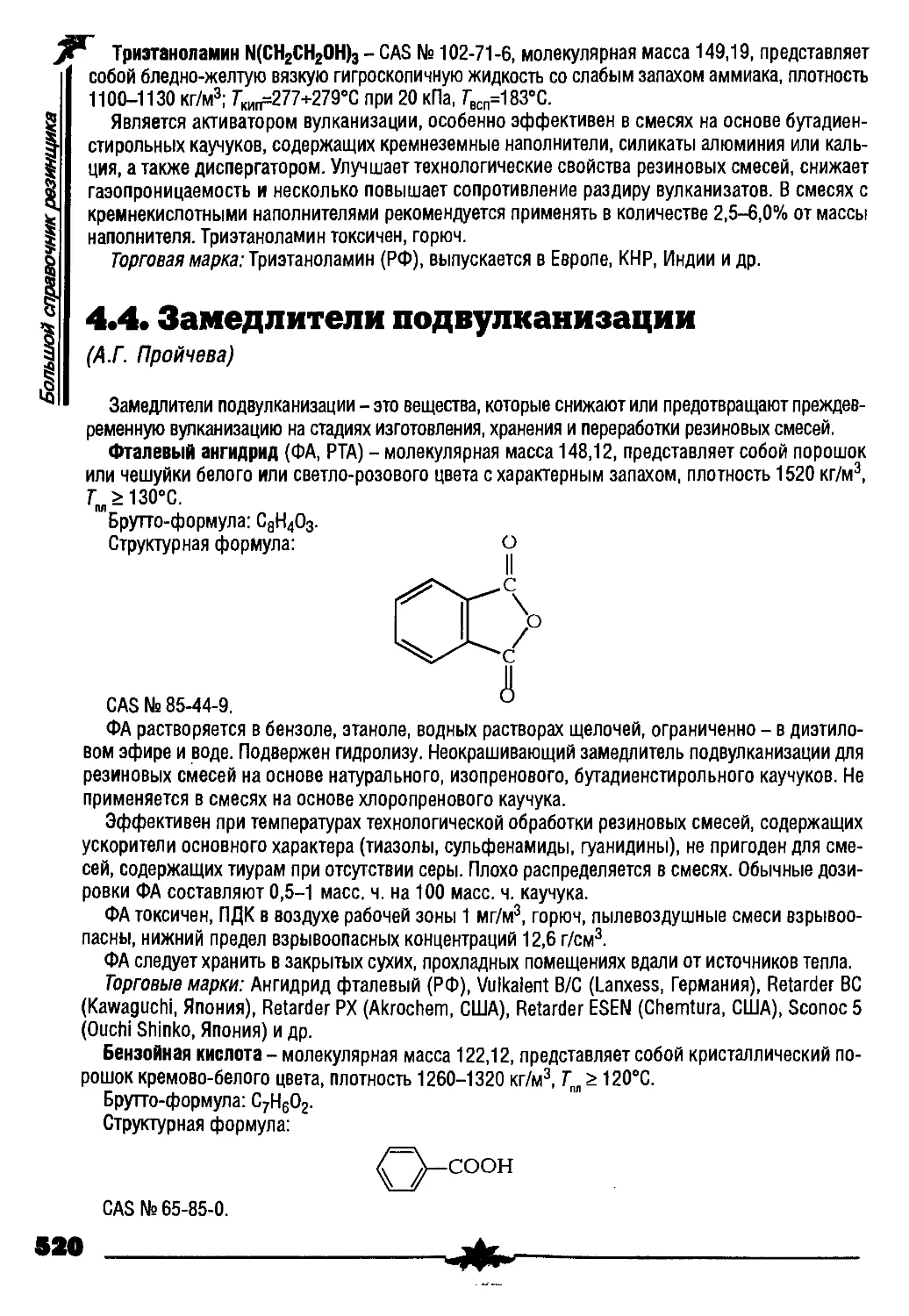
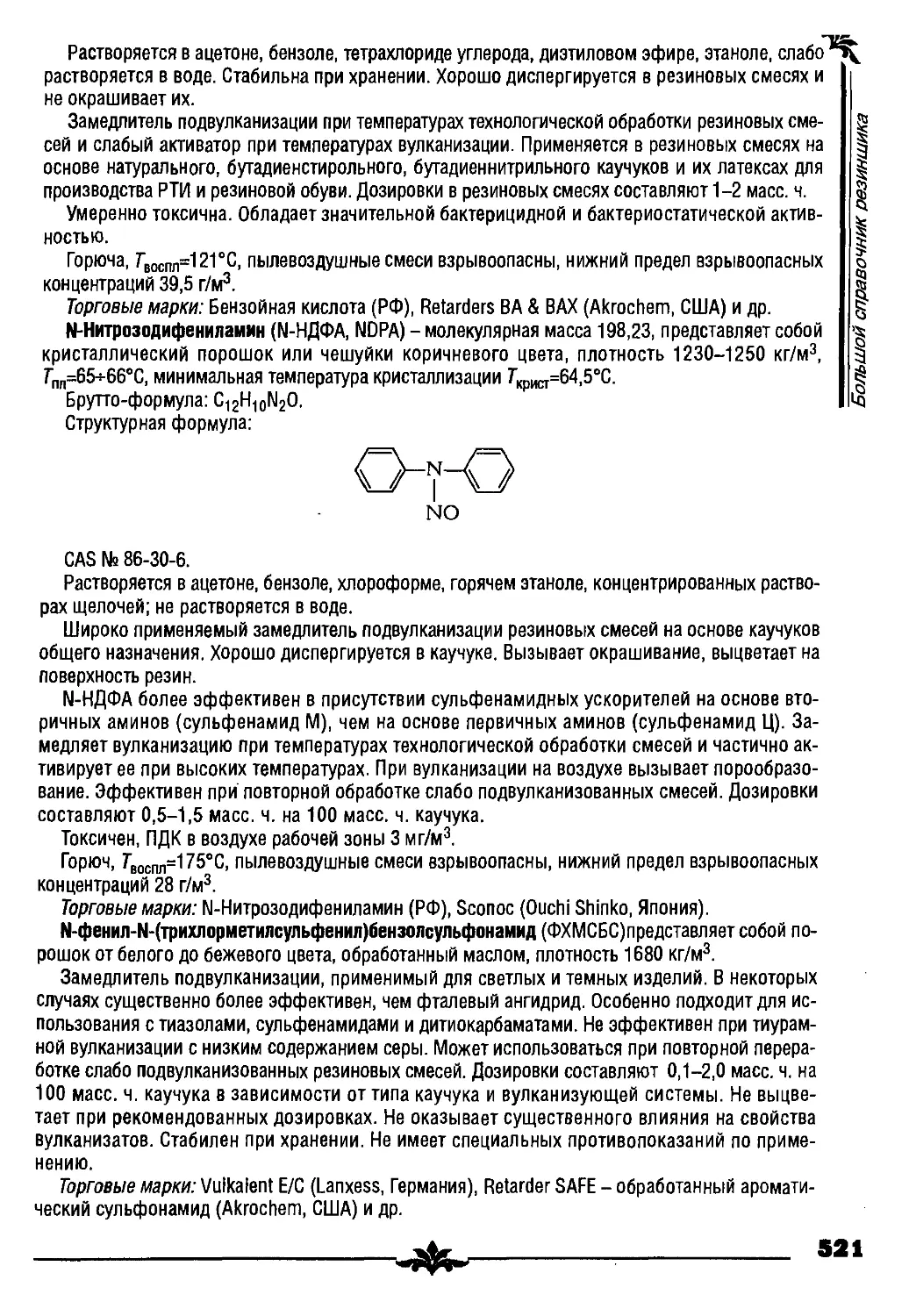
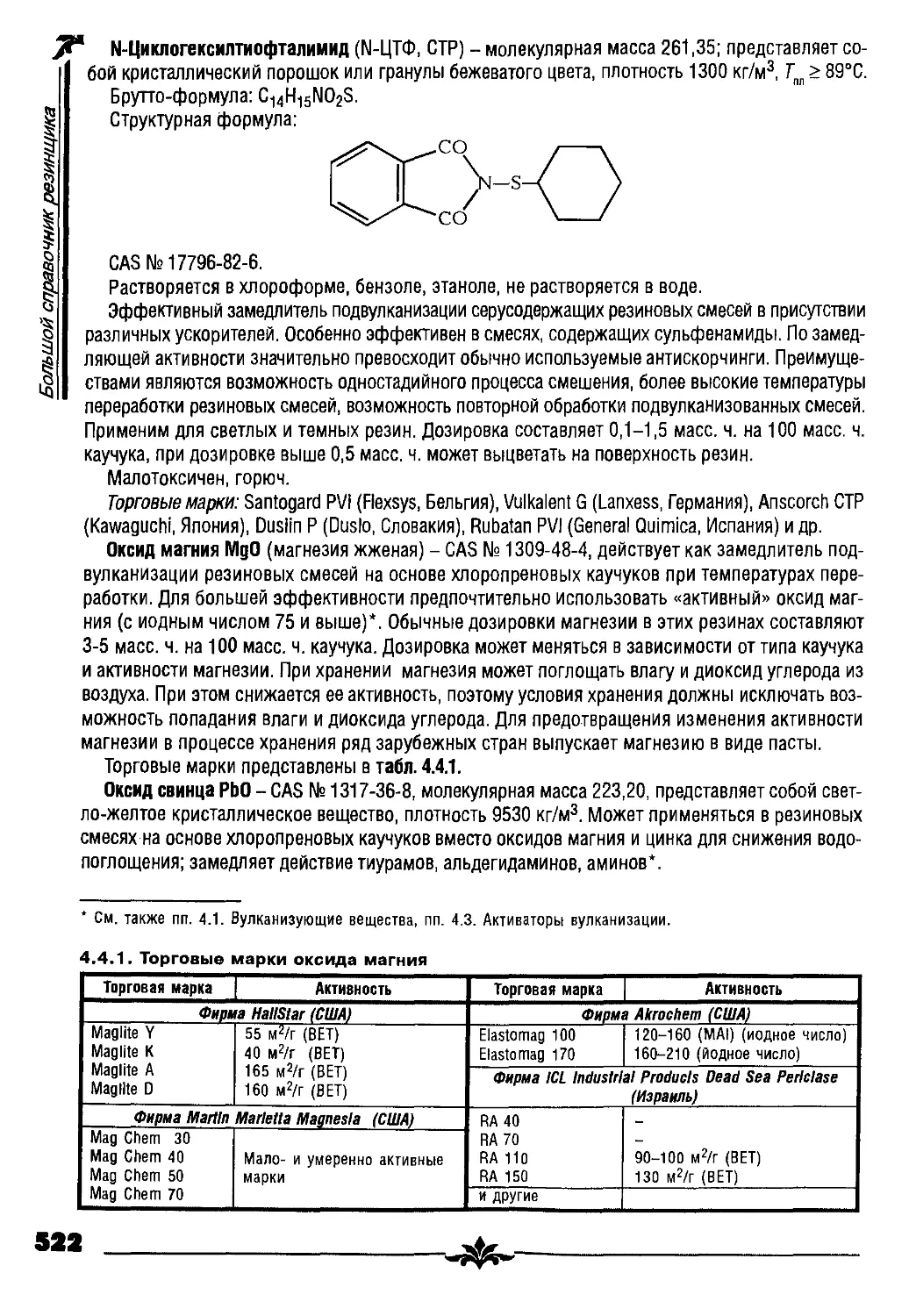
4.4. Замедлители подвулканизации (AT. Пройчева) 520
4.5. Специальные реагенты (AT. Пройчева) 523
4.5.1. Антиреверсионные агенты 523
4.5.2. Поствулканизационный стабилизатор 523
4.6. Агенты для радиационной вулканизации (Н.Н. Буканова, МЛ. Закирова) 523
"Wyffijf
ч-
5. НАПОЛНИТЕЛИ 526 ~J^
5.1. Технический углерод (Т.Г. Гюльмисарян) 526
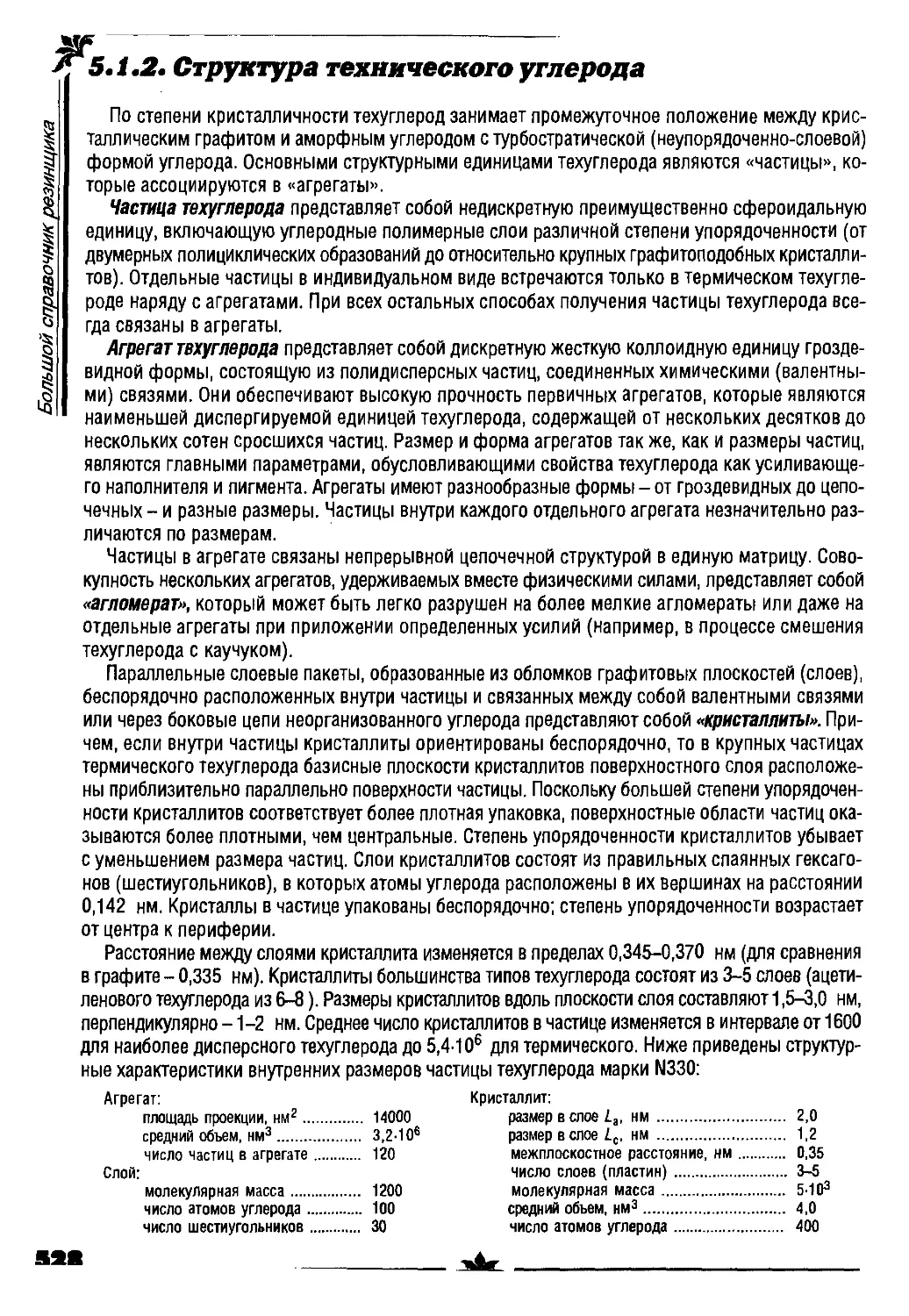
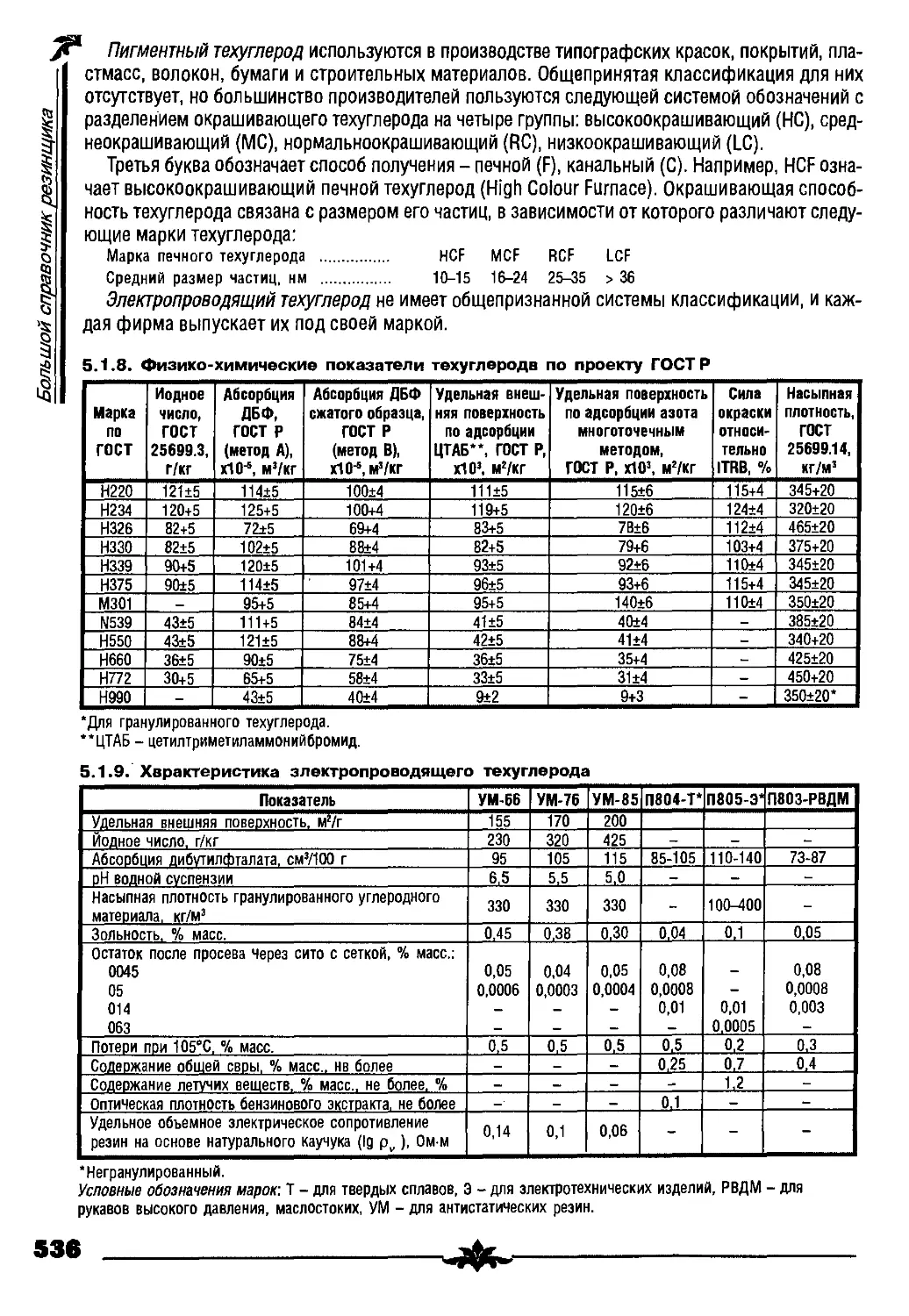
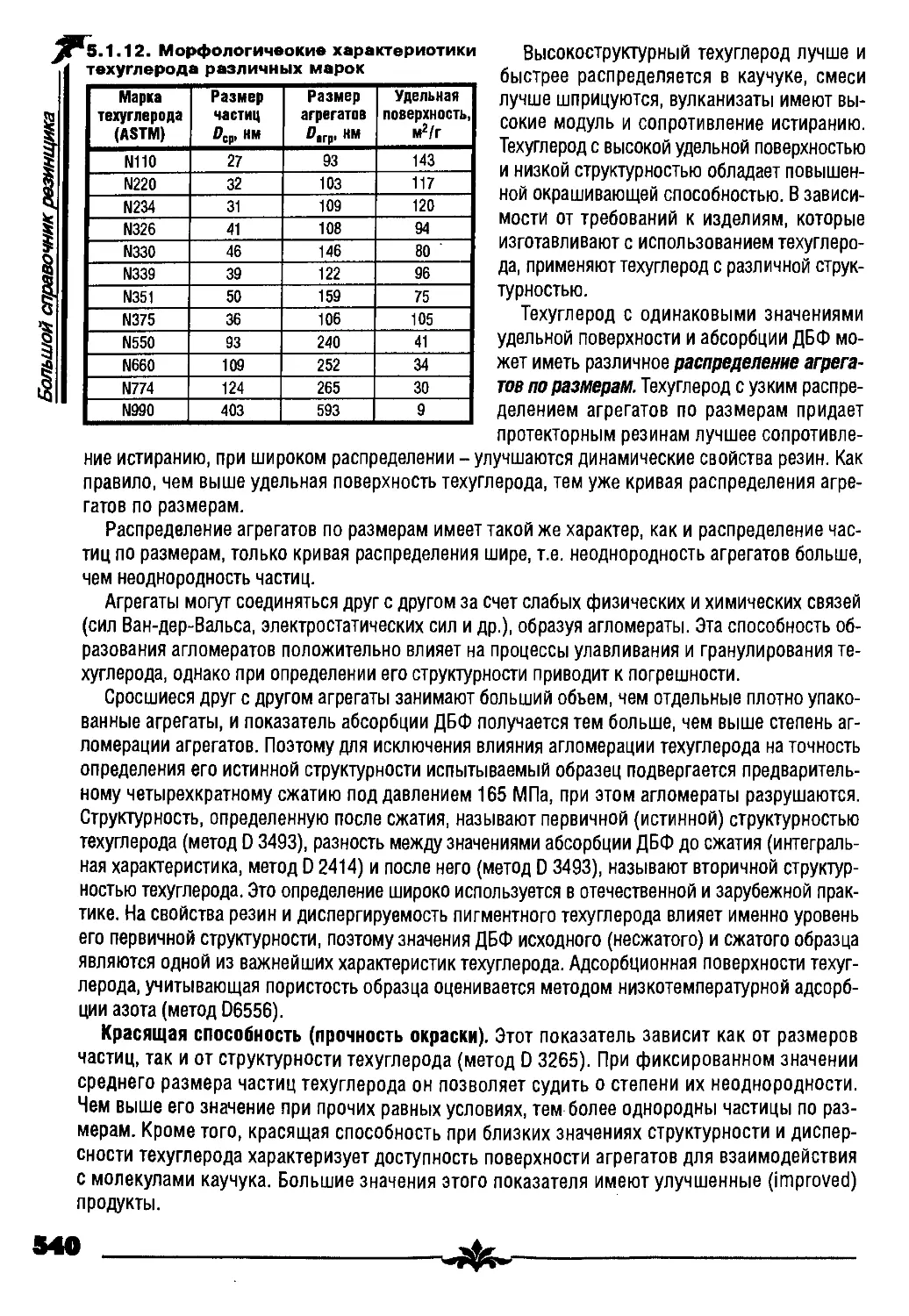
5.1.1. Характеристика технического углерода 527
5.1.2. Структура технического углерода 528
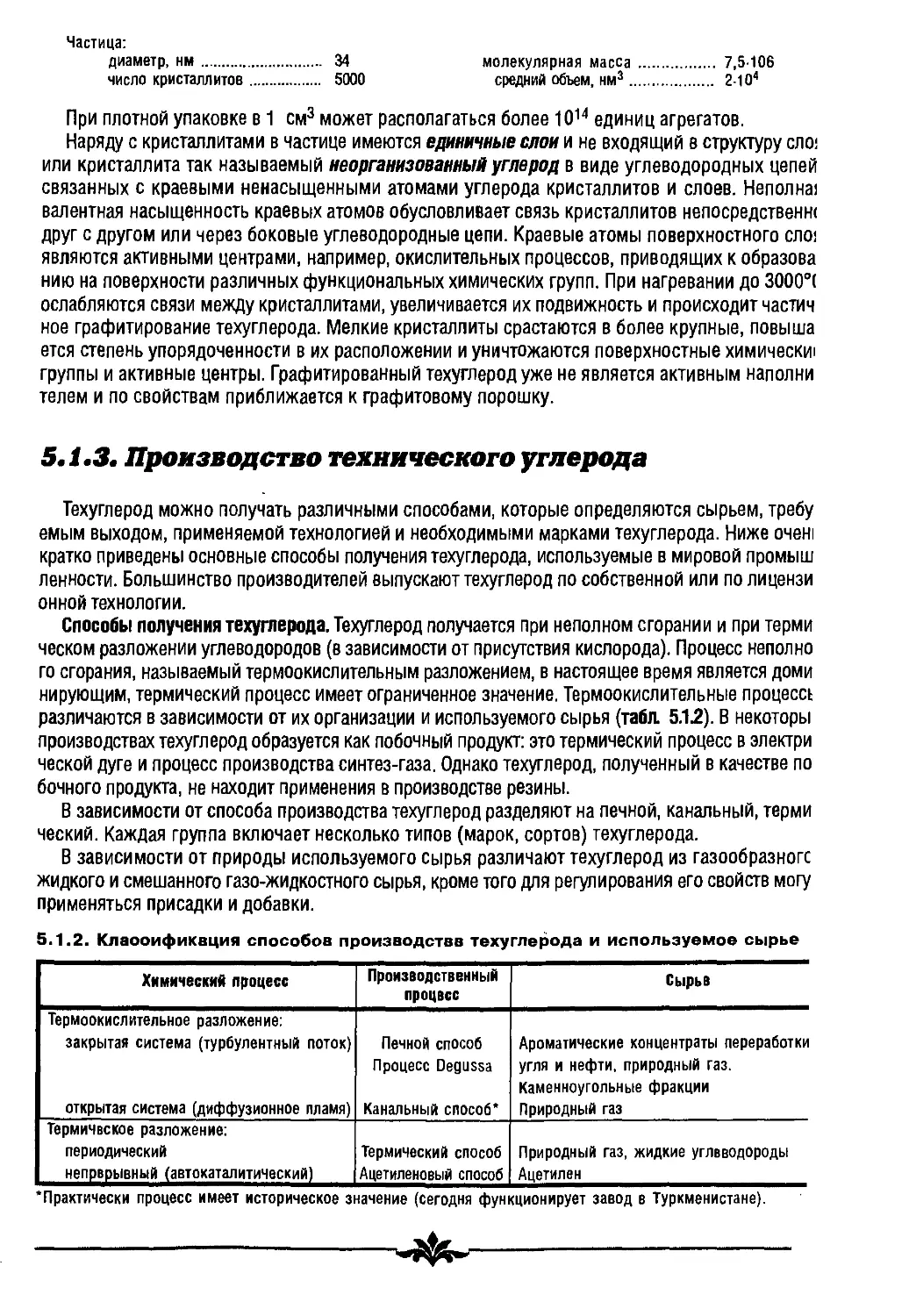
5.1.3. Производство технического углерода 529
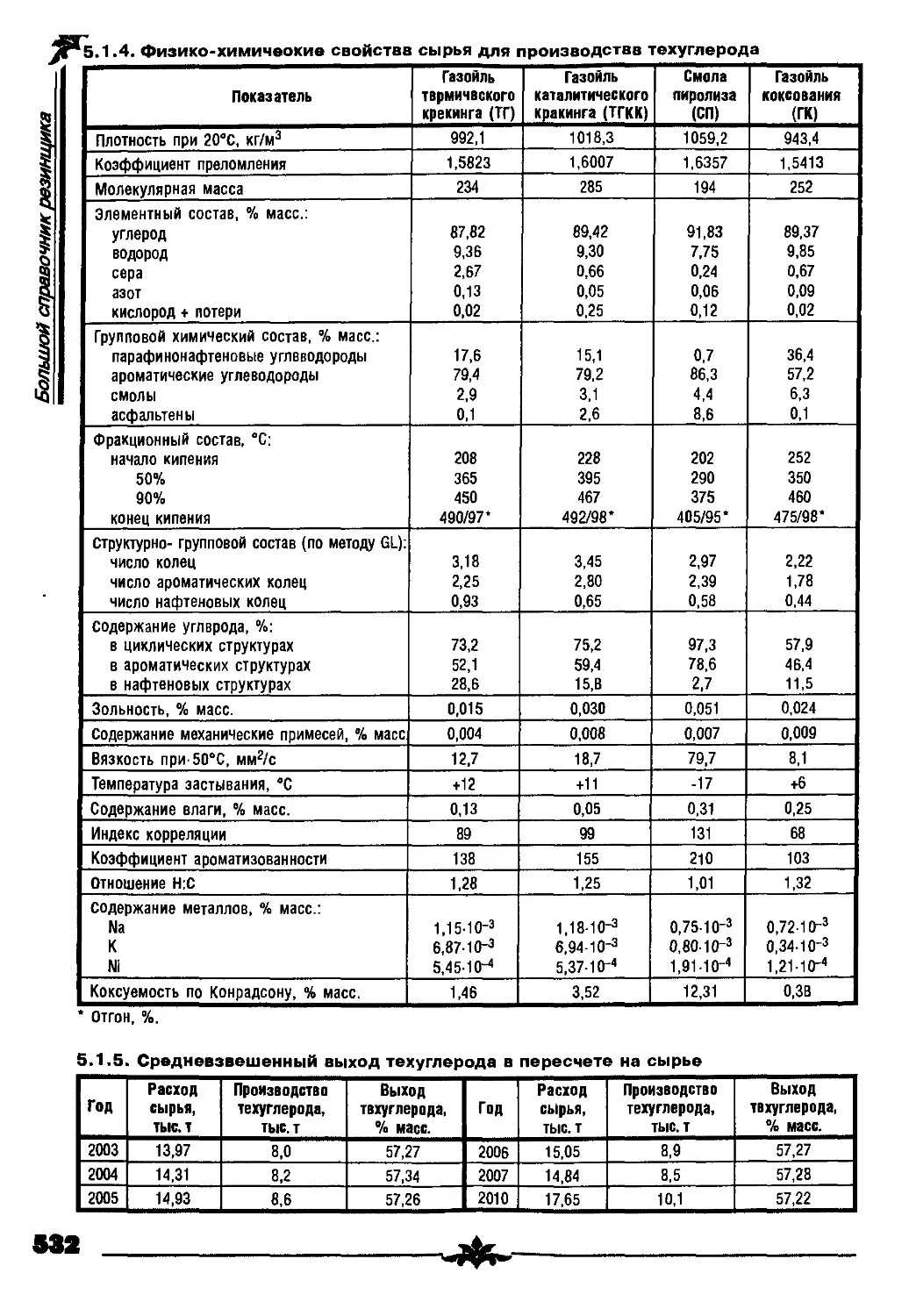
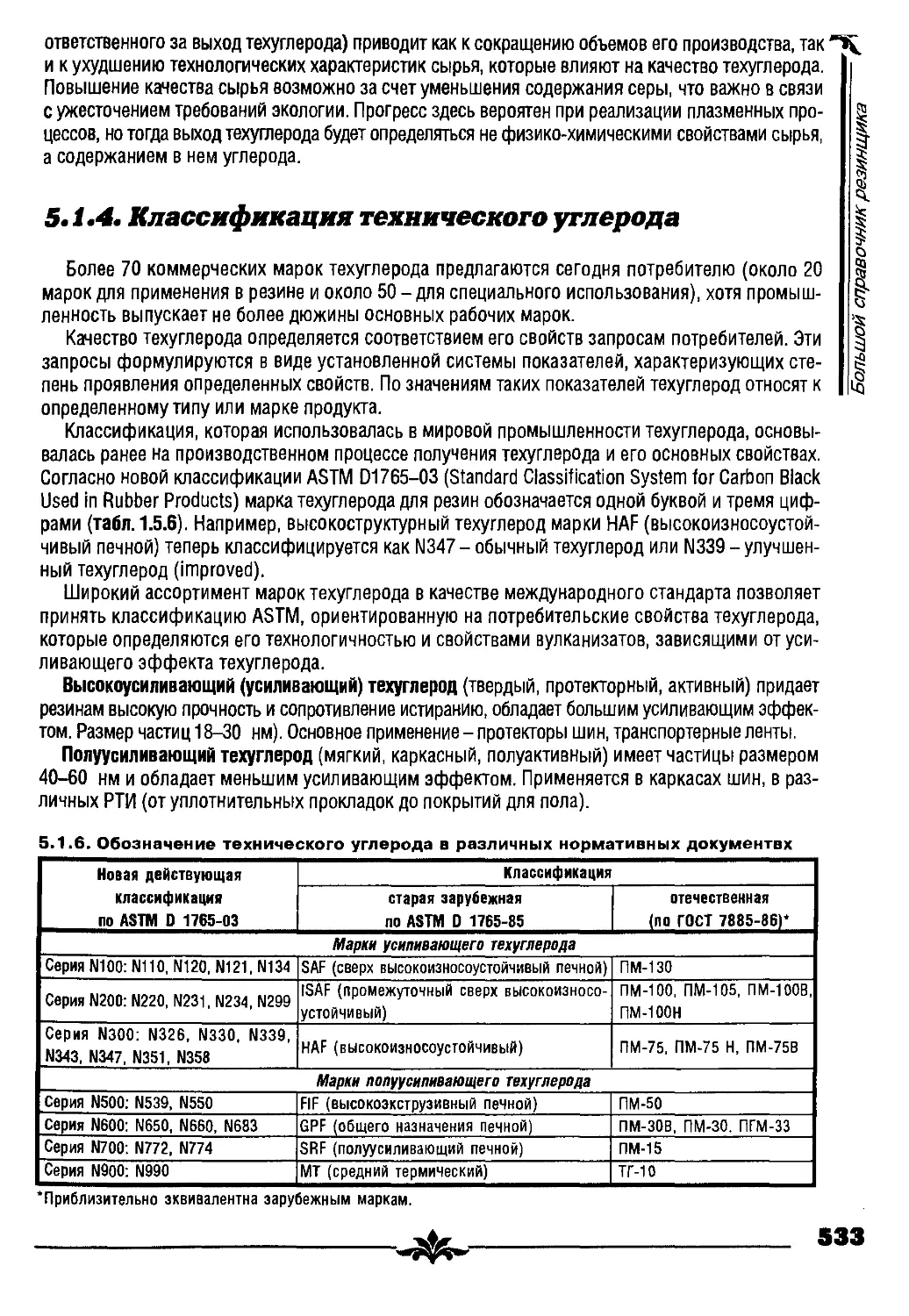
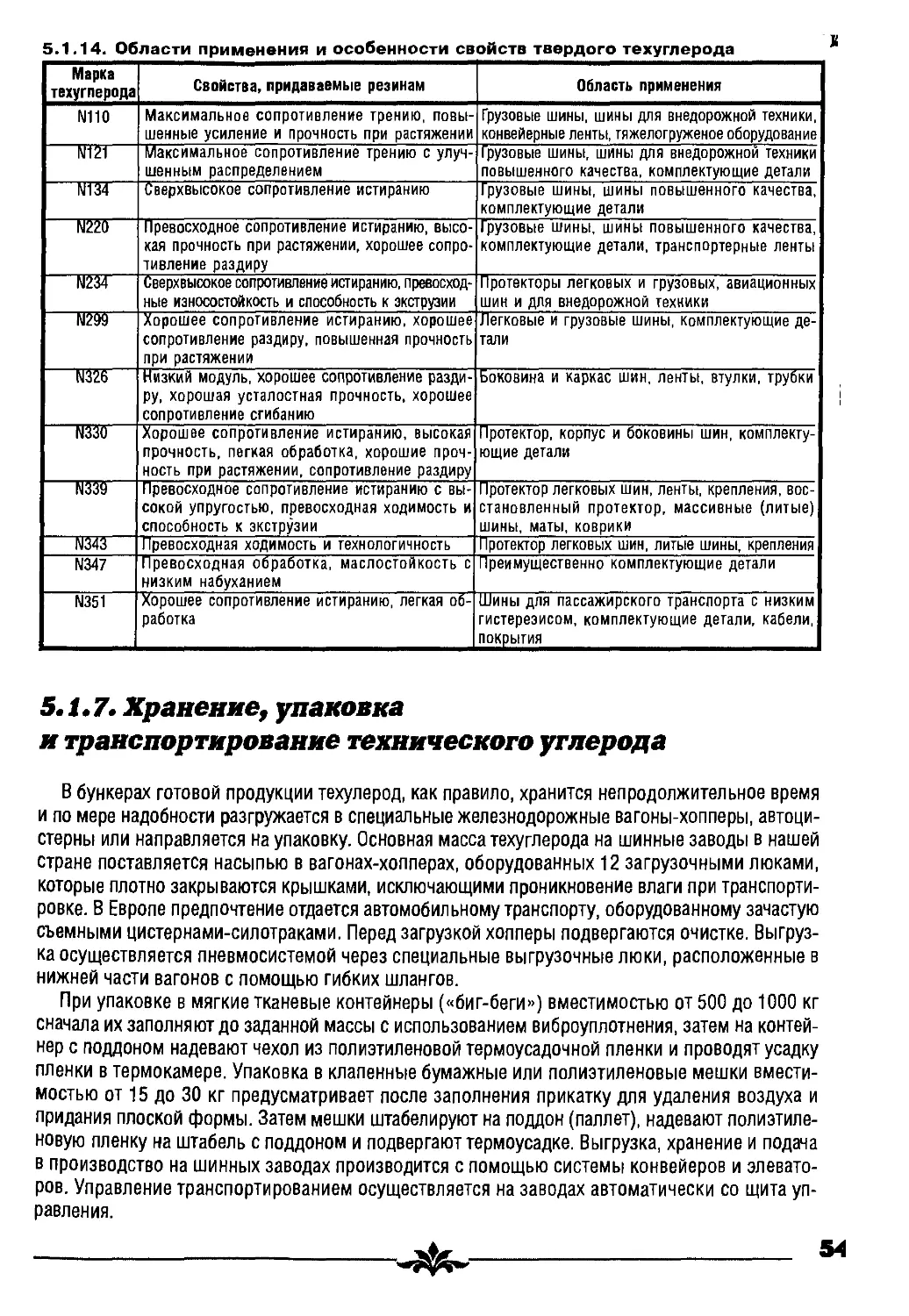
5.1.4. Классификация технического углерода 533
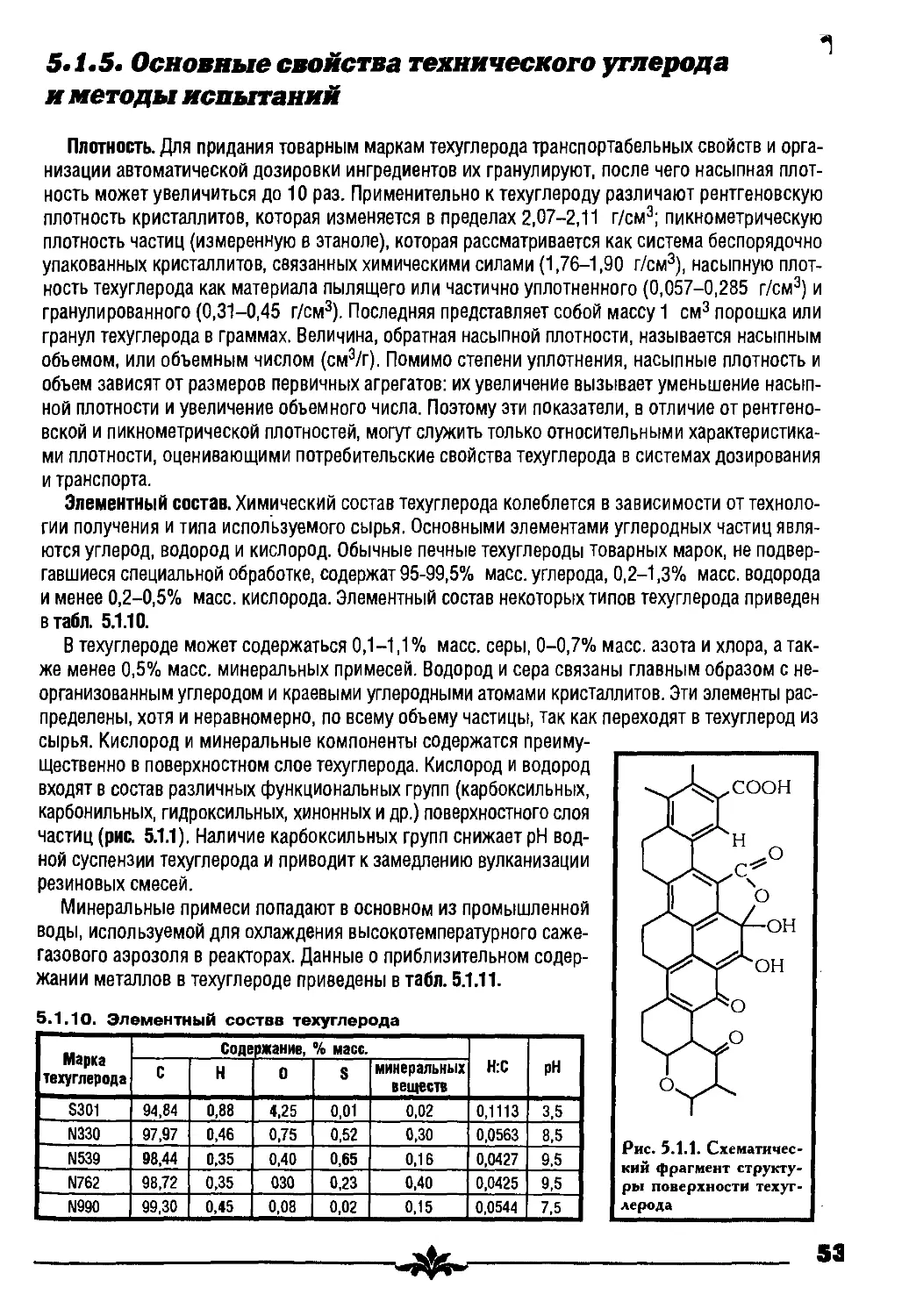
5.1.5. Основные свойства технического углерода и методы испытаний 537
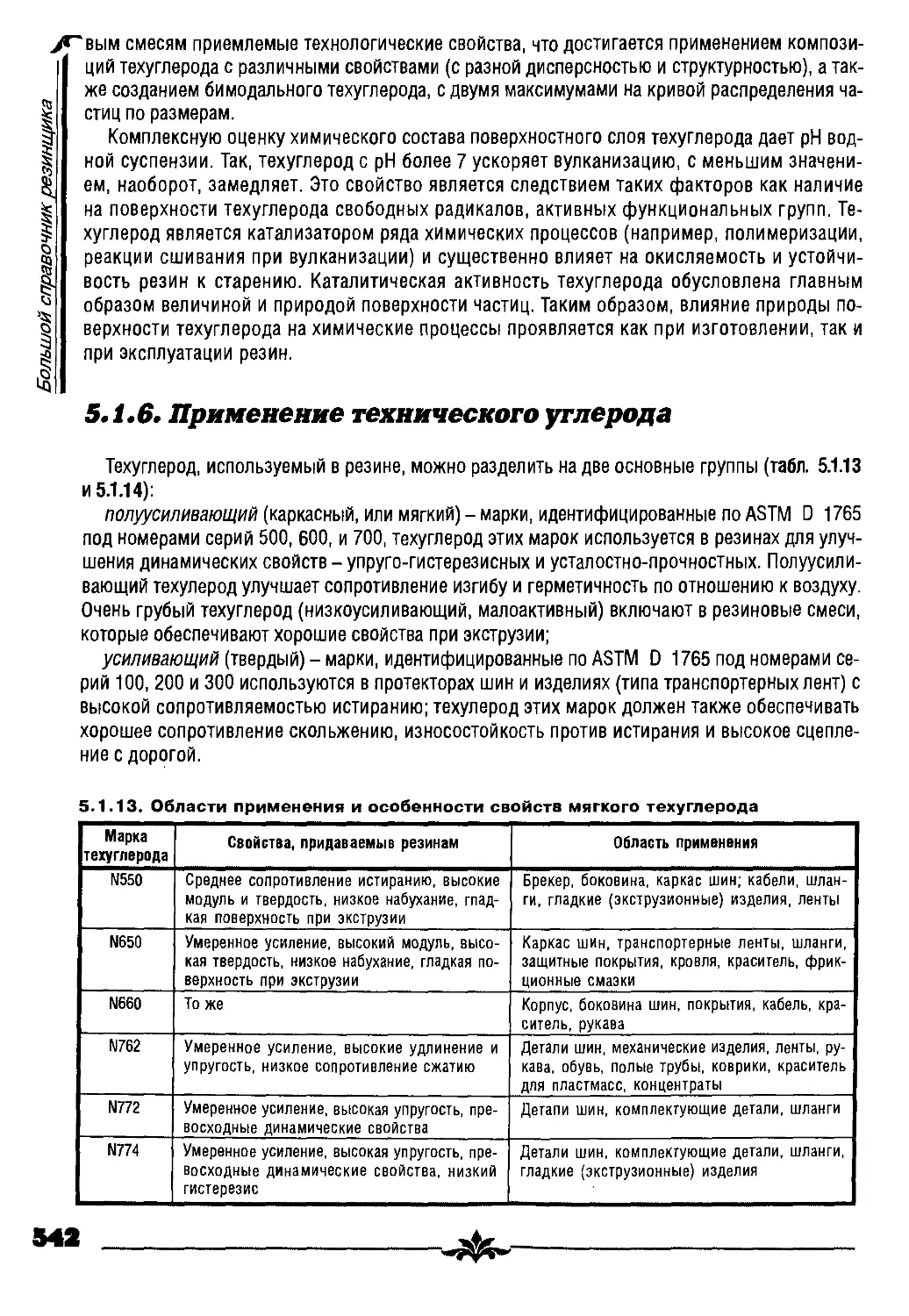
5.1.6. Применение технического углерода 542
5.1.7. Хранение, упаковка и транспортирование технического углерода 543
5.2. Светлые наполнители (А.Г. Пройчева, И.Б. Сулимова) 544
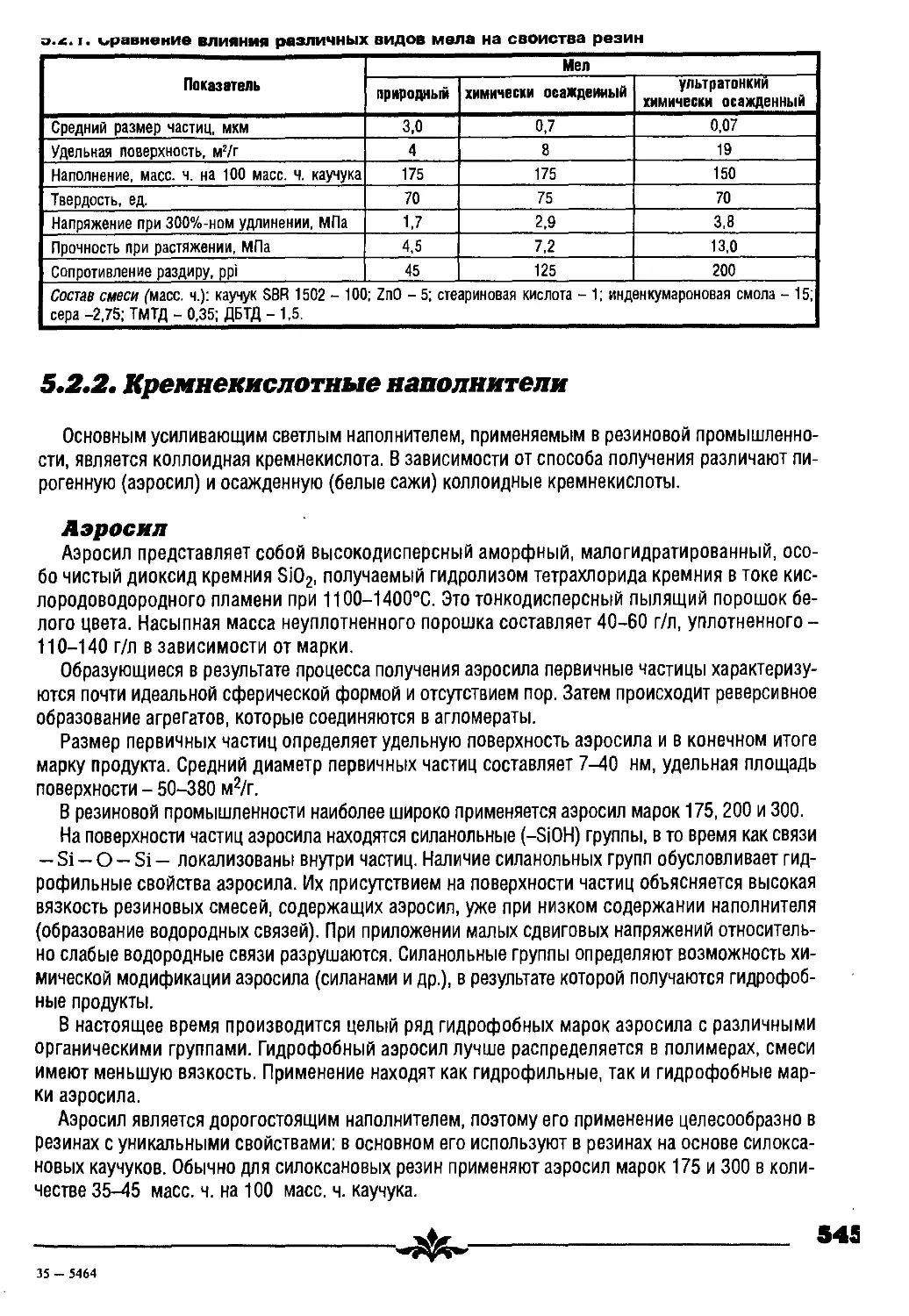
5.2.1. Карбонаты кальция (мел) 544
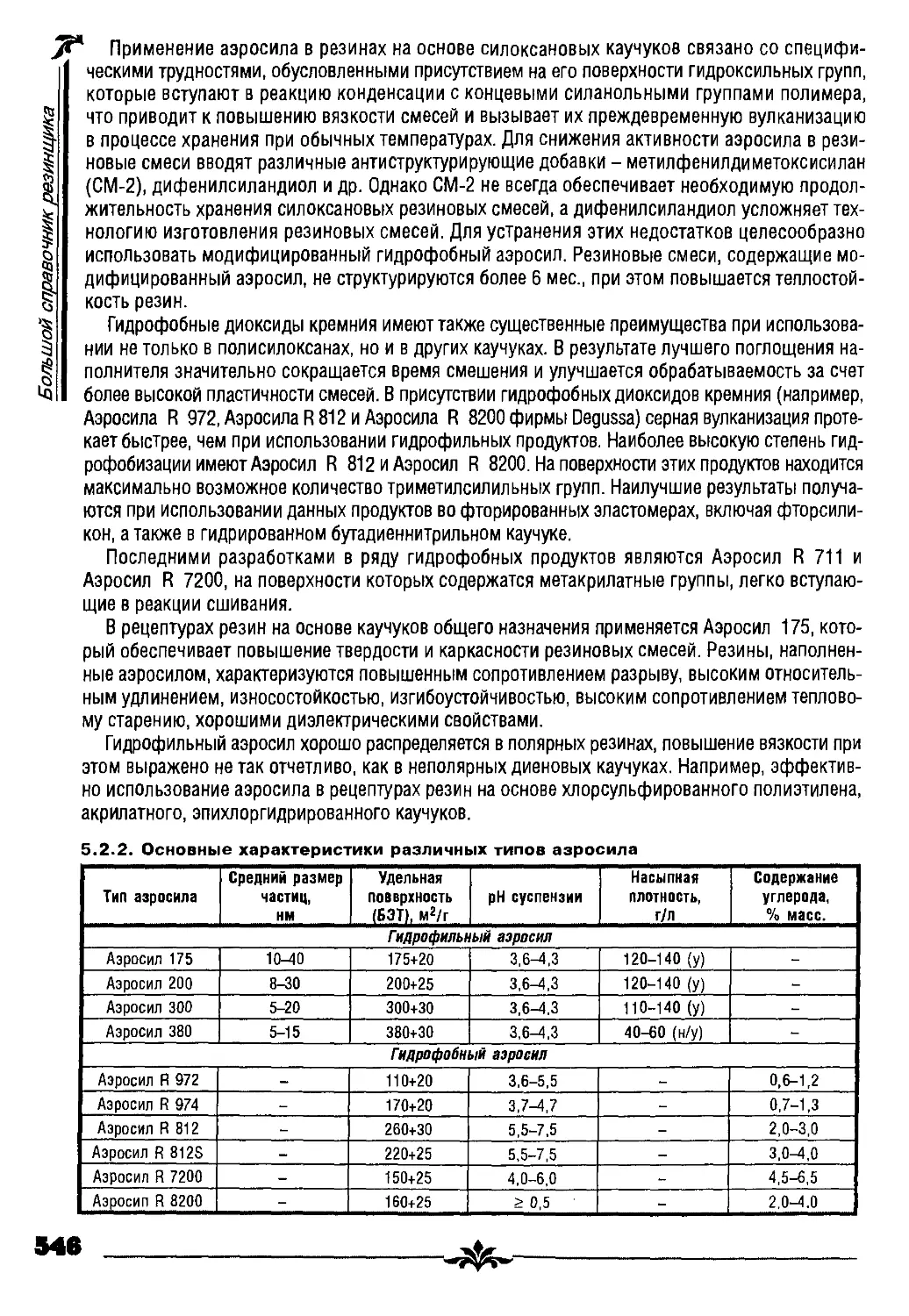
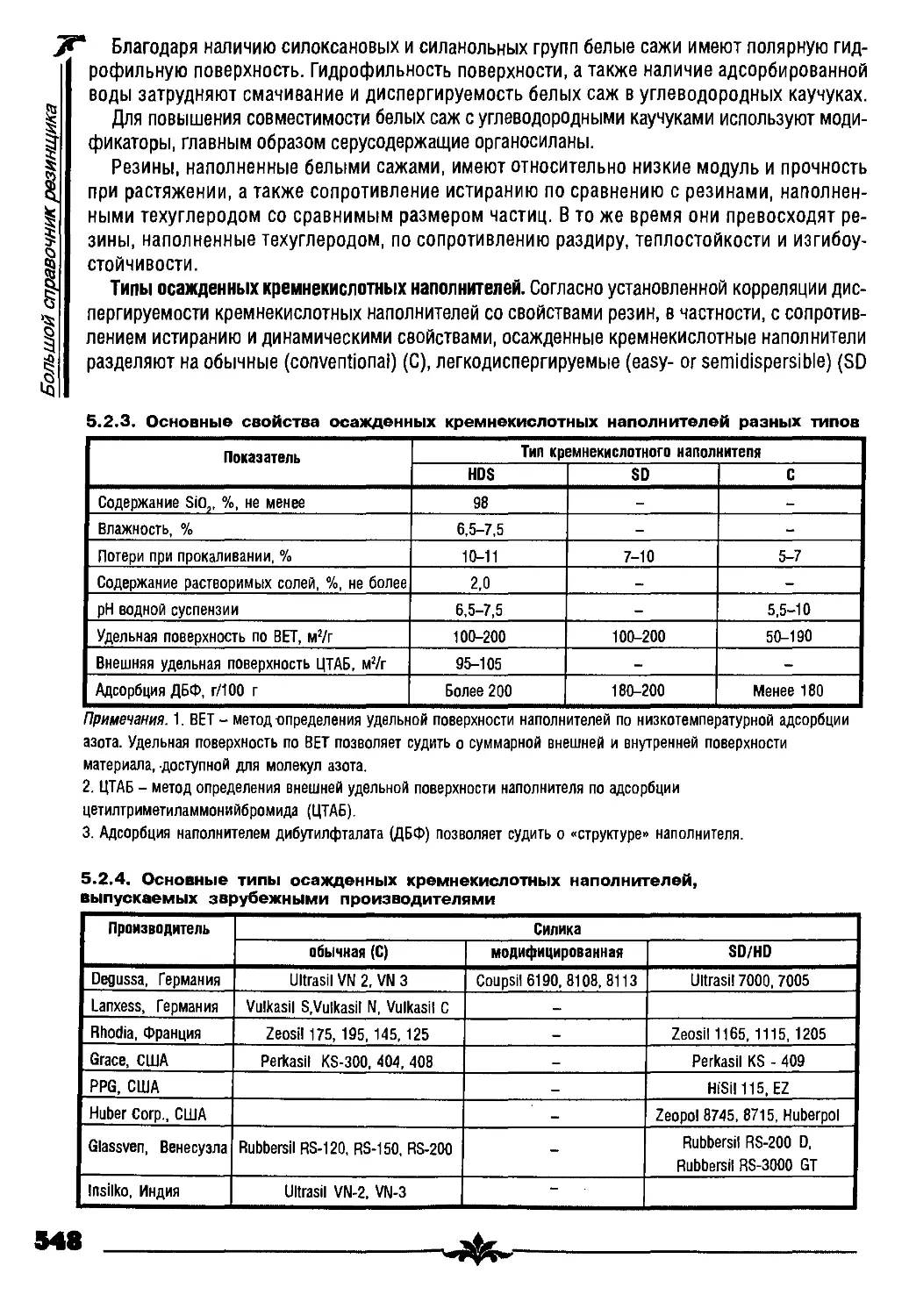
5.2.2. Кремнекислотные наполнители 545
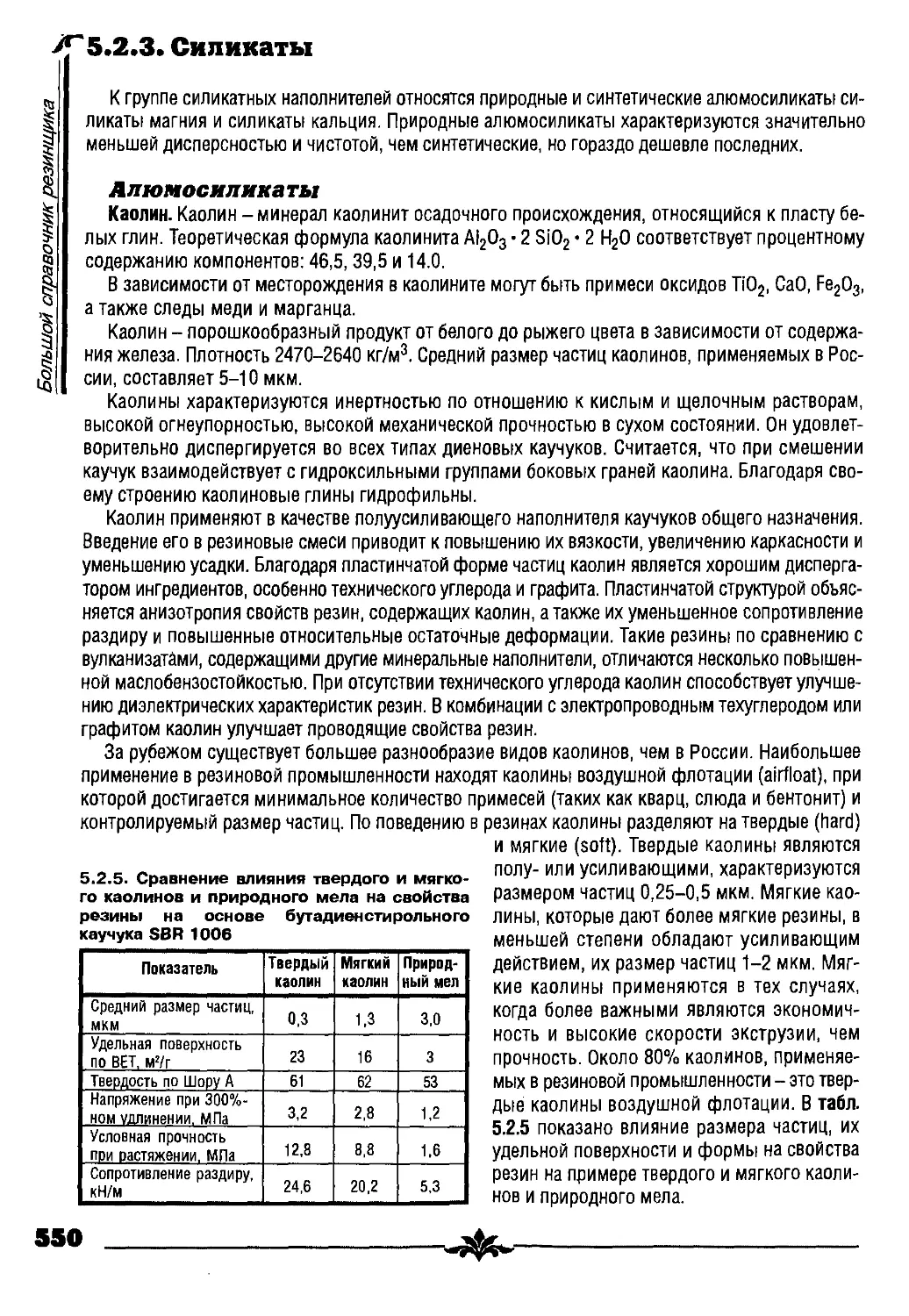
5.2.3. Силикаты 550
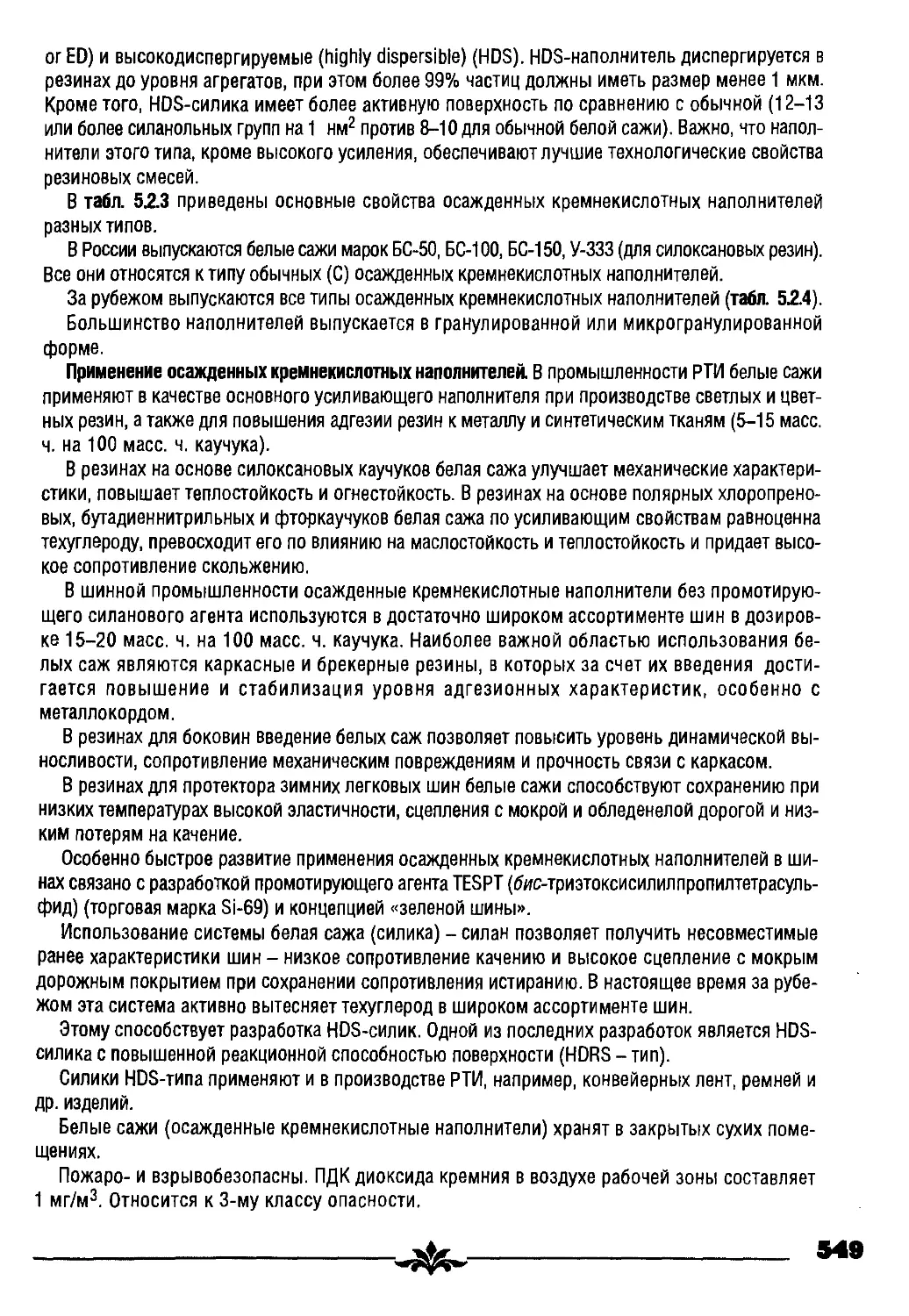
5.2.4. Оксиды металлов 553
5.2.5. Сульфаты 556
6. ПЛАСТИФИКАТОРЫ 557
6.1. Морозостойкие пластификаторы (Н.Н. Петрова) 557
6.2. Технологические нефтяные масла (Н.Я. Васильевых) 563
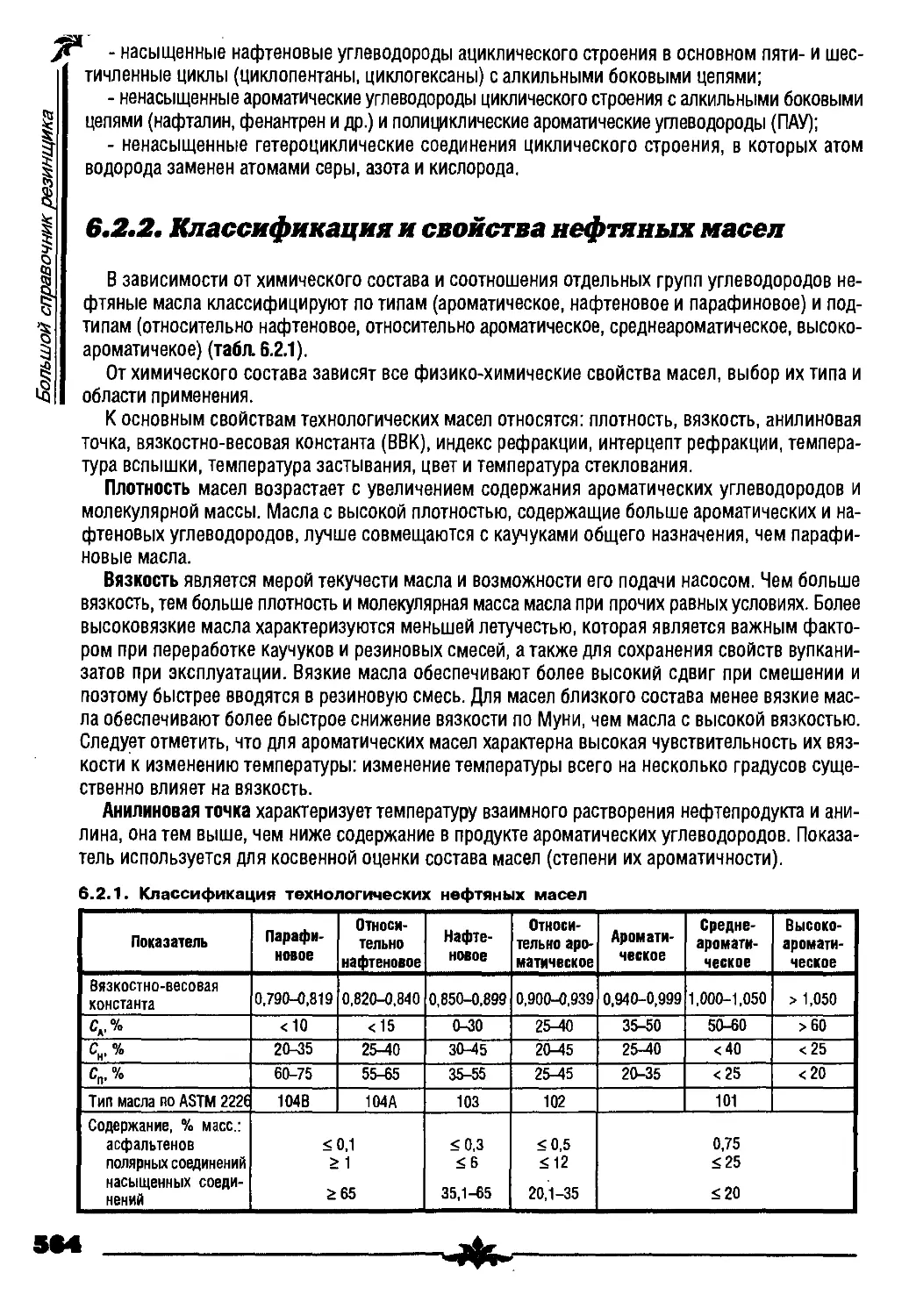
6.2.1. Химическое строение нефтяных масел 563
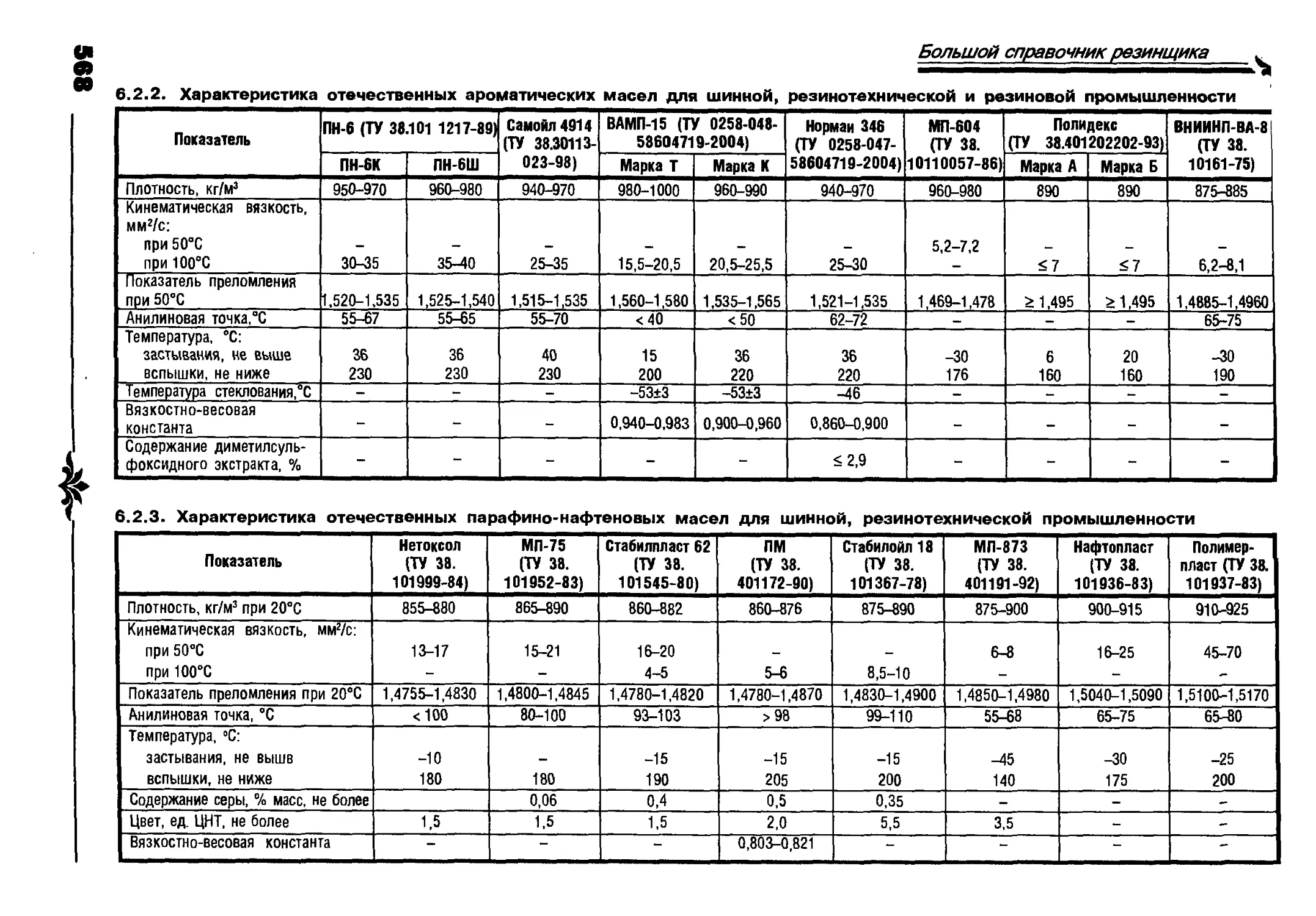
6.2.2. Классификация и свойства нефтяных масел 564
6.2.3. Влияние типа масел на свойства резин. Области применения масел 565
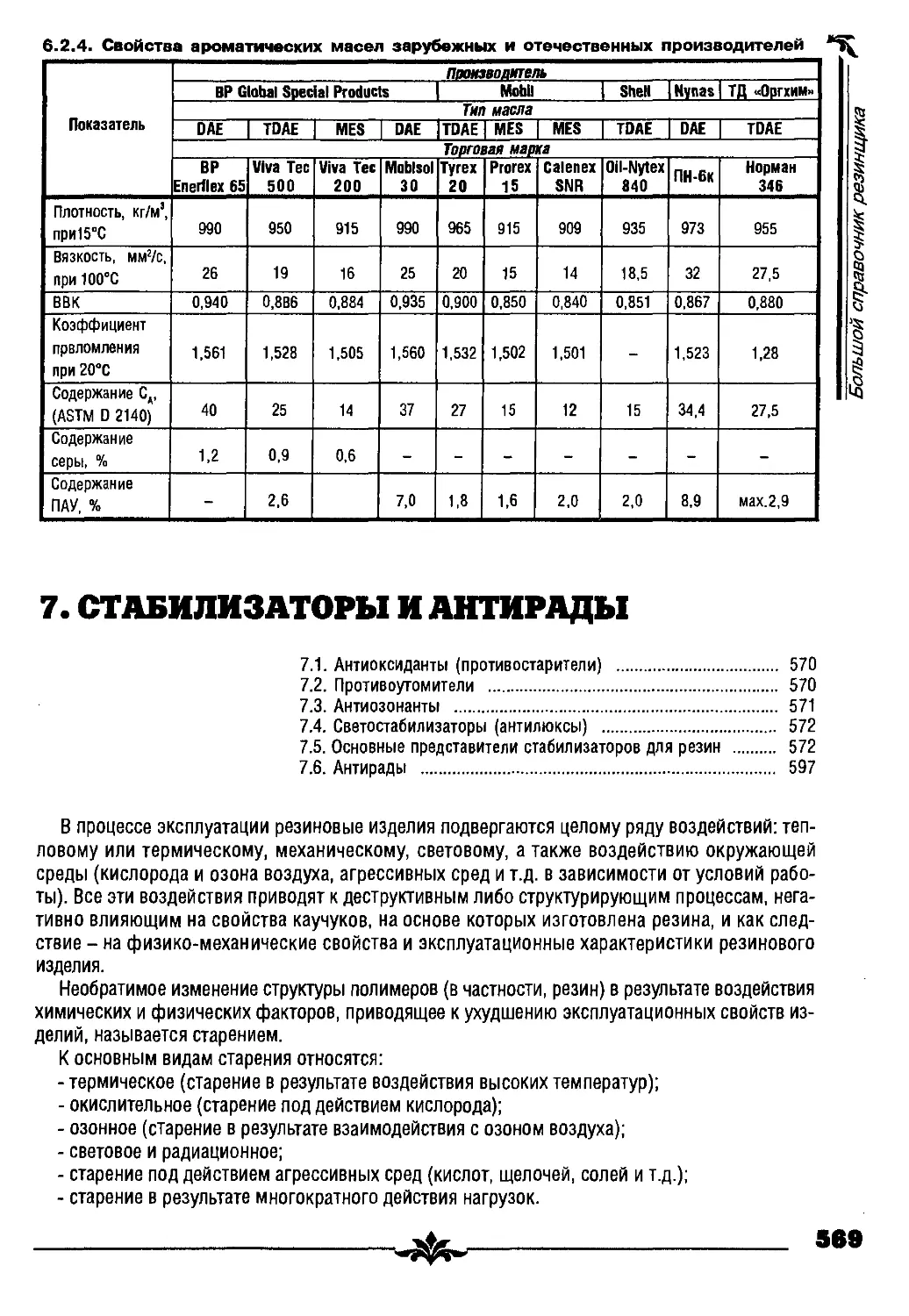
7. СТАБИЛИЗАТОРЫ И АНТИРАДЫ 569
7.1. Антиоксиданты (противостарители) (ЮМ. Генкина) 570
7.2. Противоутомители (Ю.М. Генкина) 570
7.3. Антиозонанты (Ю.М. Генкина) 571
7.3.1. Химические антиозонанты 571
7.3.2. Физические антиозонанты 571
7.4. Светостабилизаторы (антилюксы) (ЮМ. Генкина) 572
7.5. Основные представители стабилизаторов для резин (ЮМ. Генкина) 572
7.5.1. Химические стабилизаторы 572
7.5.2. Физические антиозонанты (защитные воски) 592
7.6. Антирады (Н.Н. Буканова, М.А. Закирова) 597
8. СПЕЦИАЛЬНЫЕ ДОБАВКИ 600
8.1. Антипирены (Л.И. Сергунова) 600
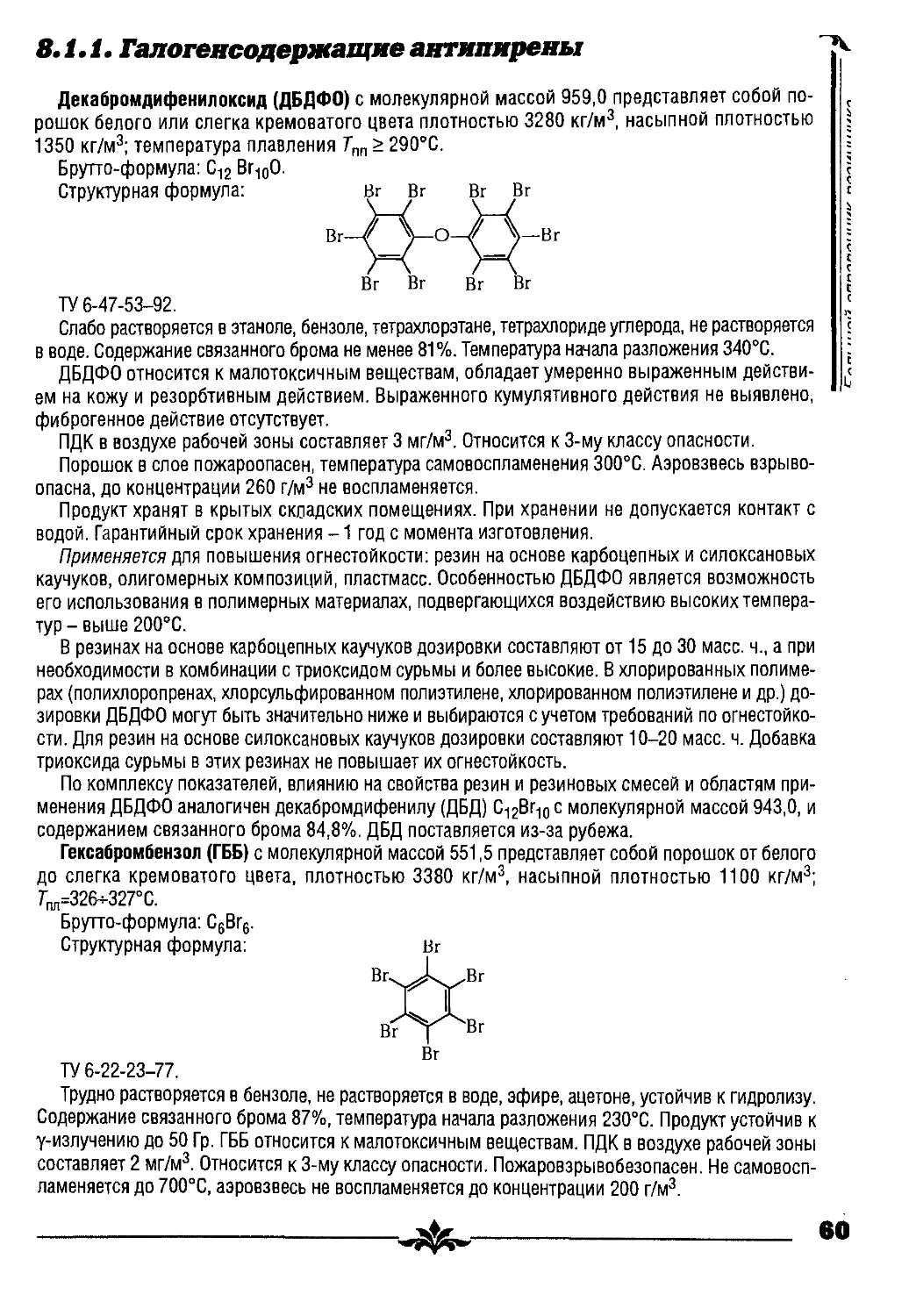
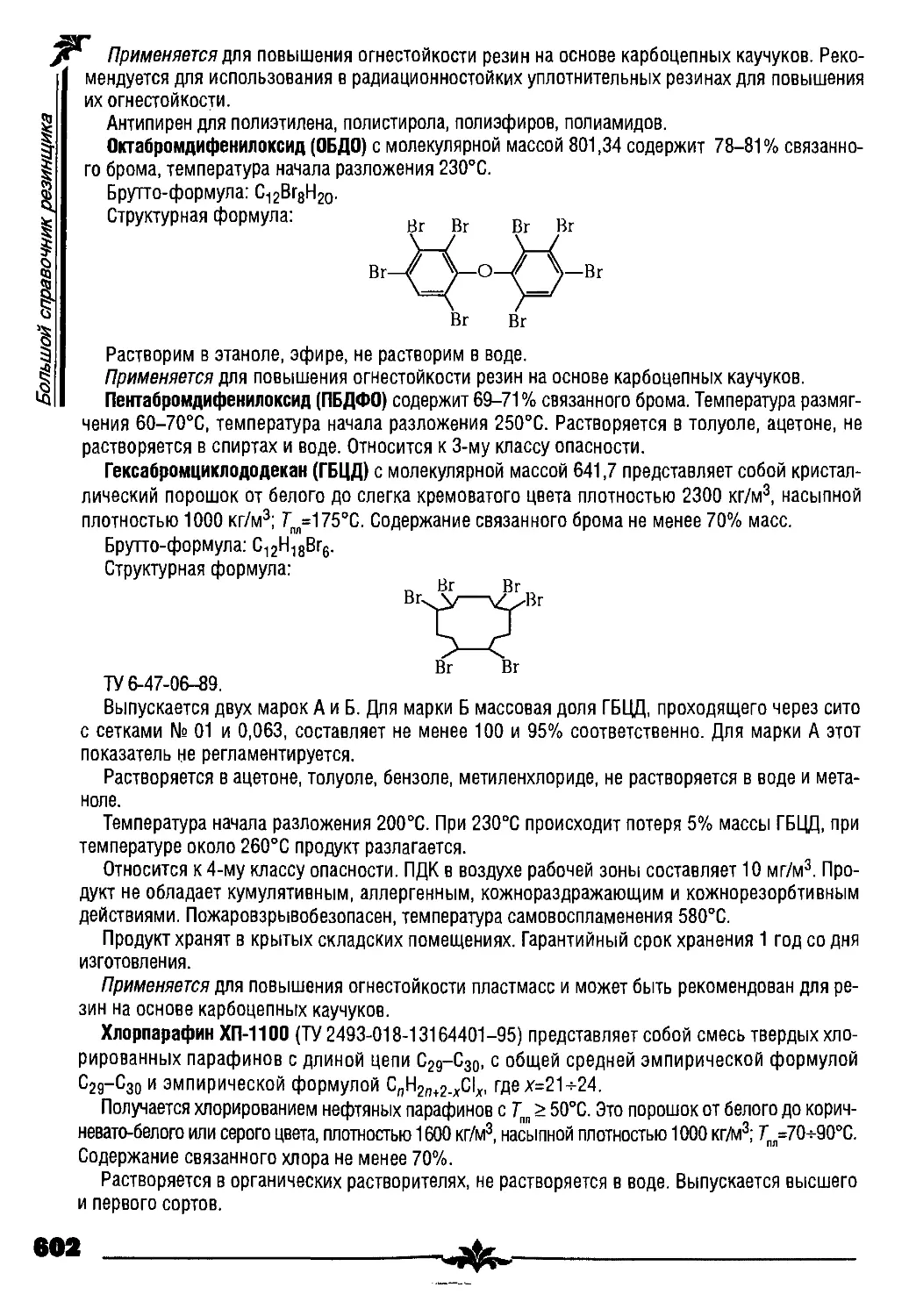
8.1.1. Галогенсодержащие антипирены 601
8.1.2. Оксиды и гидроксиды металлов 603
8.1.3. Азотсодержащие антипирены 604
8.1.4. Фосфорсодержащие антипирены 605
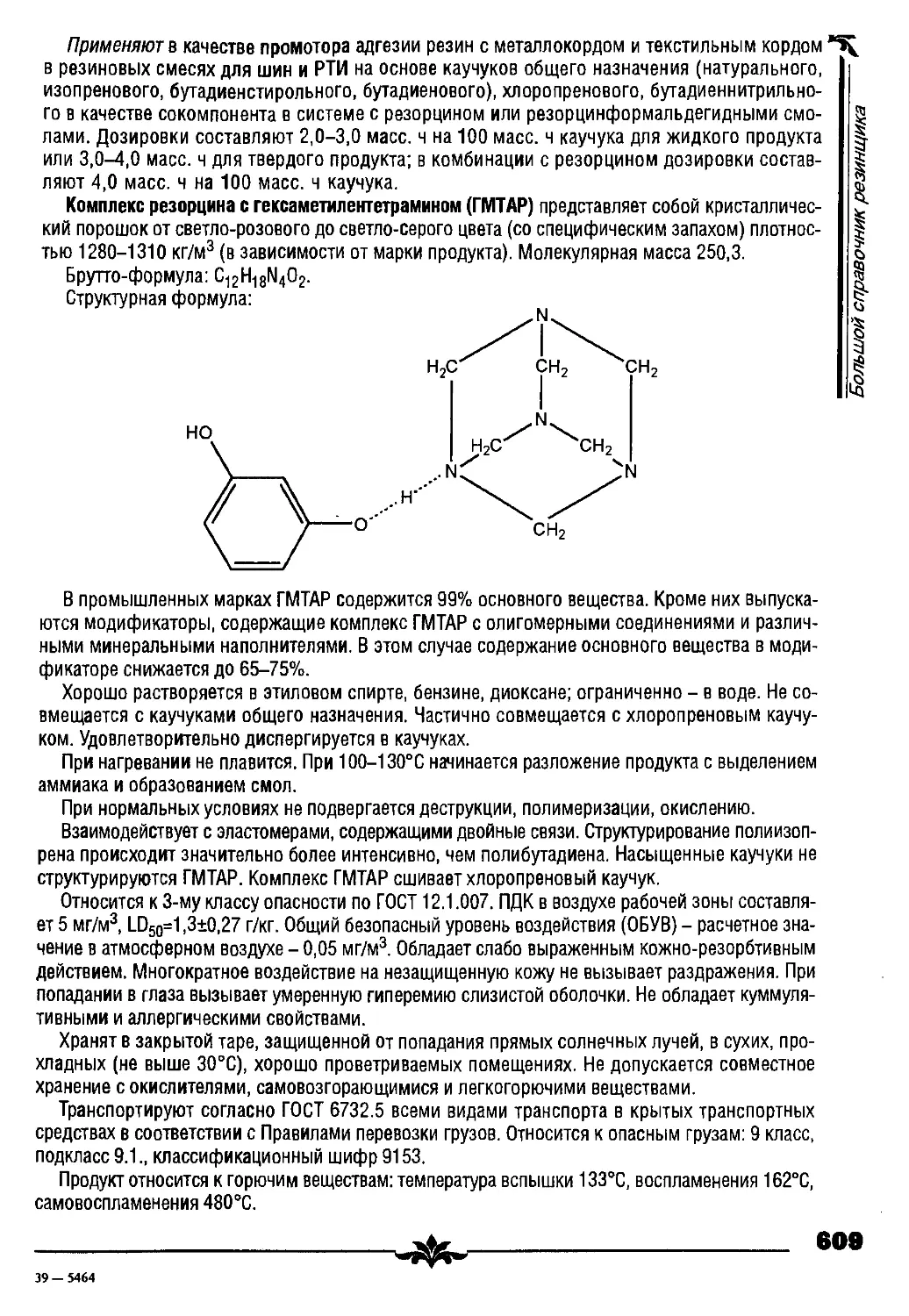
8.2. Модификаторы (В.Г. Фроликова) 605
8.2.1. Азотсодержащие модификаторы 606
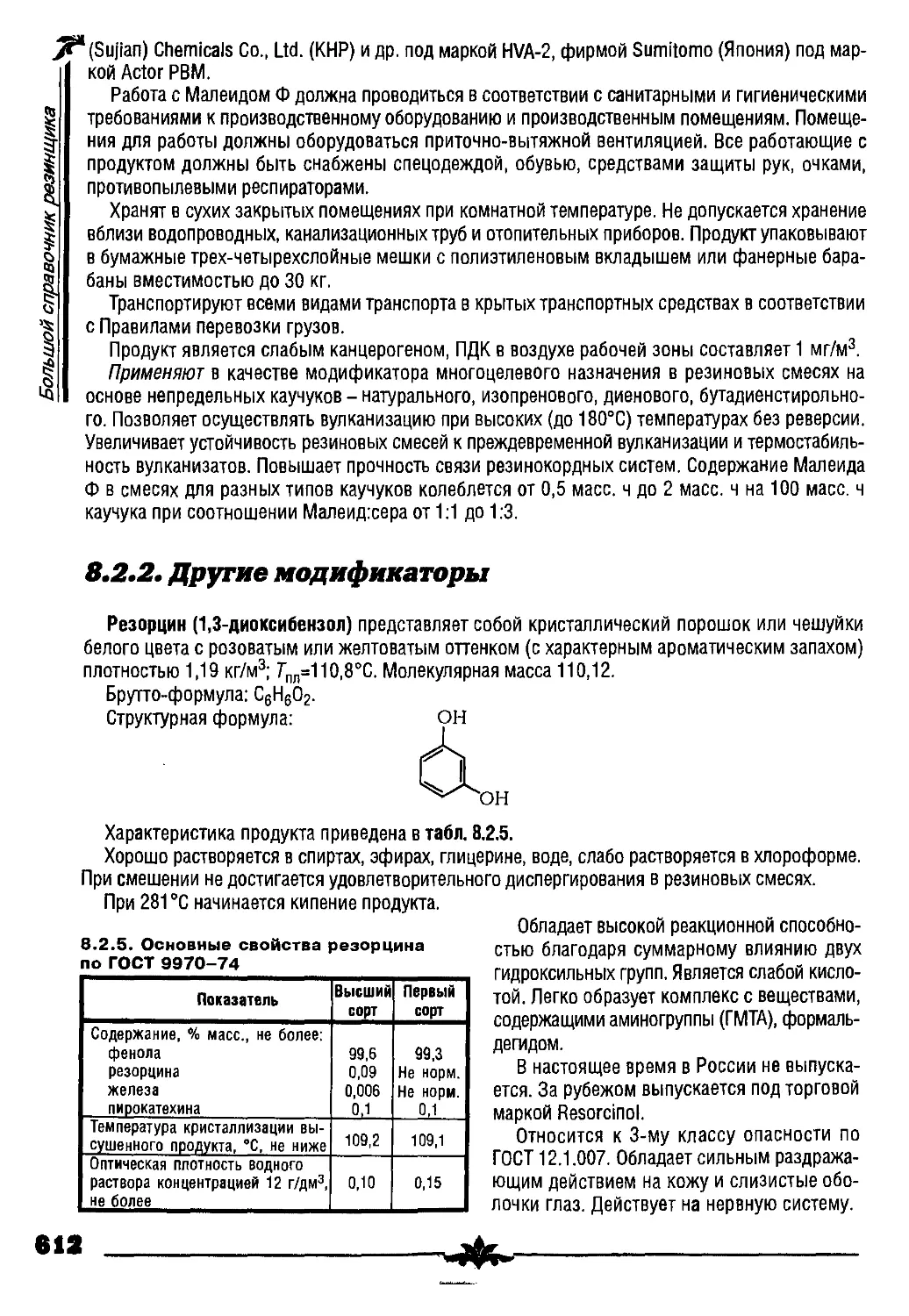
8.2.2. Другие модификаторы 612
8.3. Порообразователи (Н.Н. Буканова, МА.Закирова) 618
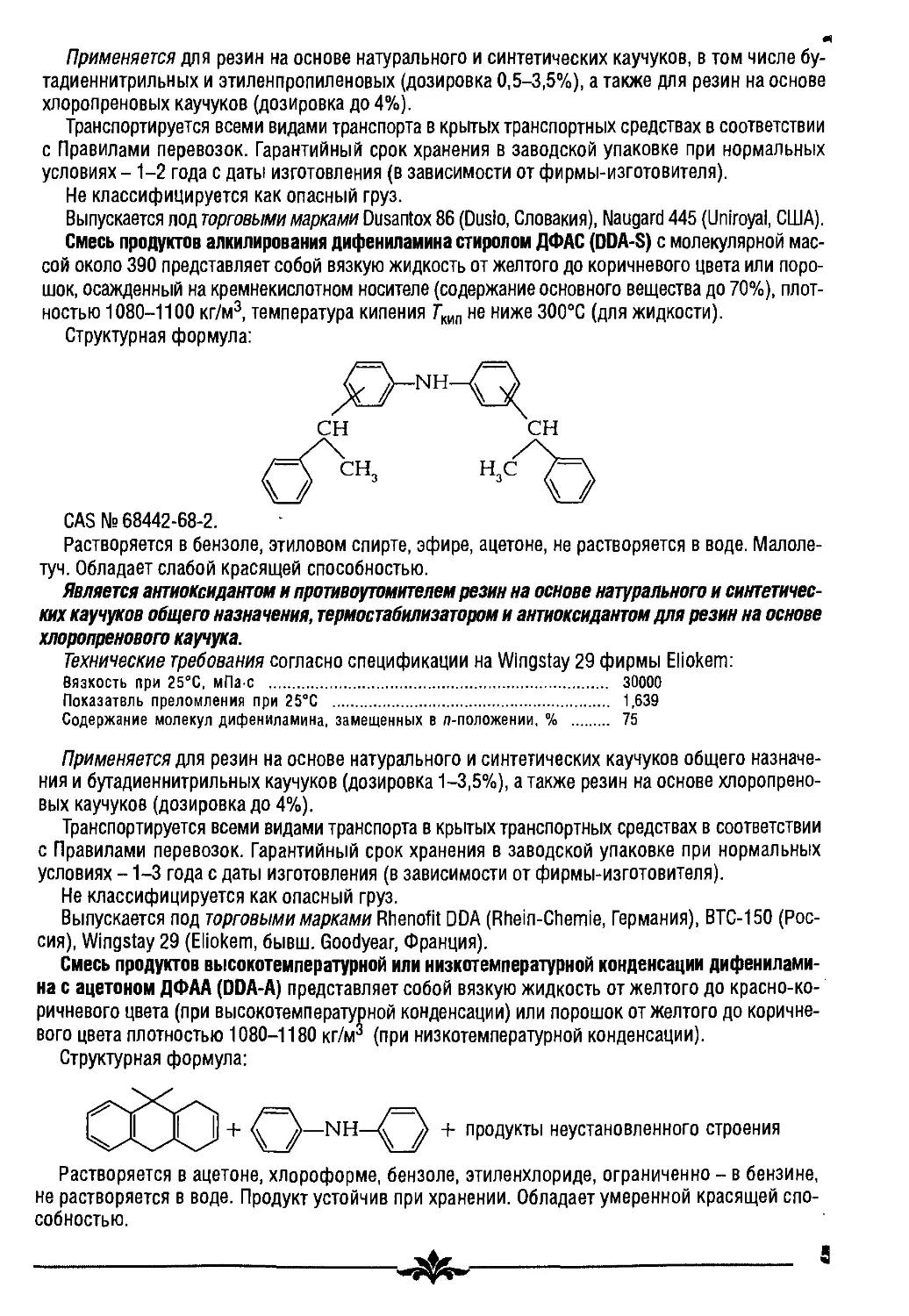
8.4. Красители и пигменты j СТ. Кумо^, В.В. Лопатин) 622
8.4.1. Органические красители 624
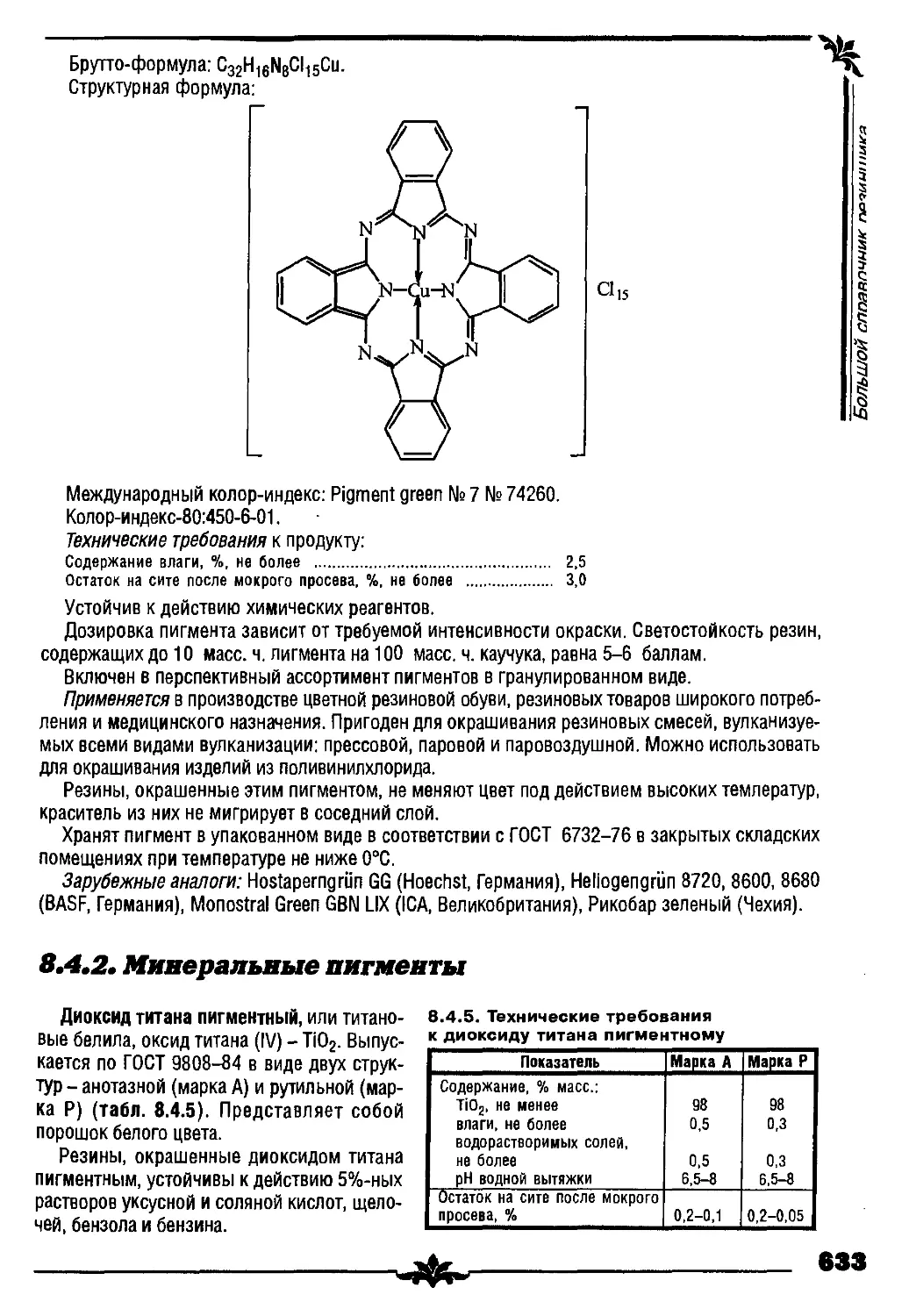
8.4.2. Минеральные пигменты 633
8.5. Ингредиенты латексных композиций (ЕЮ. Маликова, Д.П. Трофимович) 634
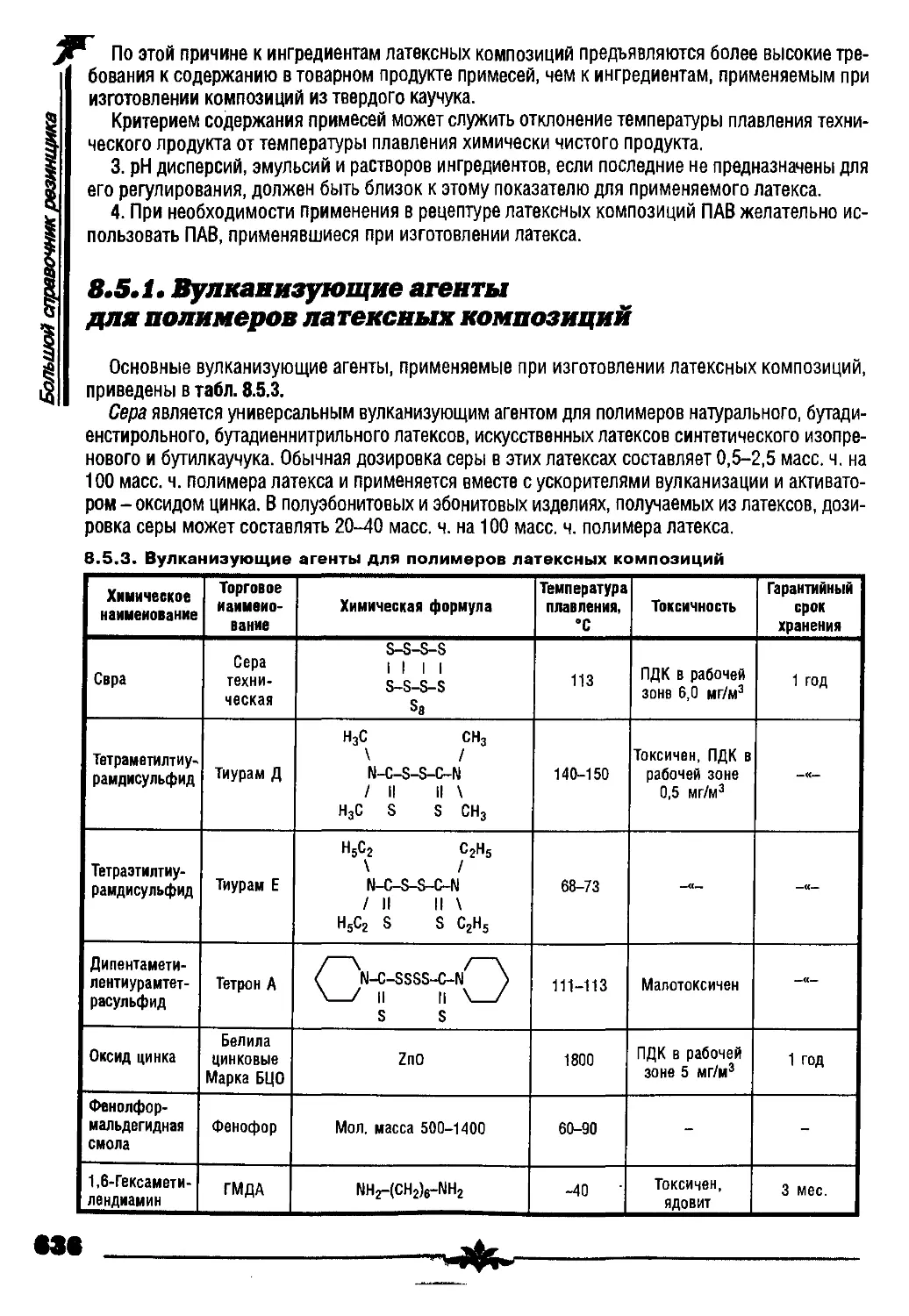
8.5.1. Вулканизующие агенты для полимеров латексных композиций 636
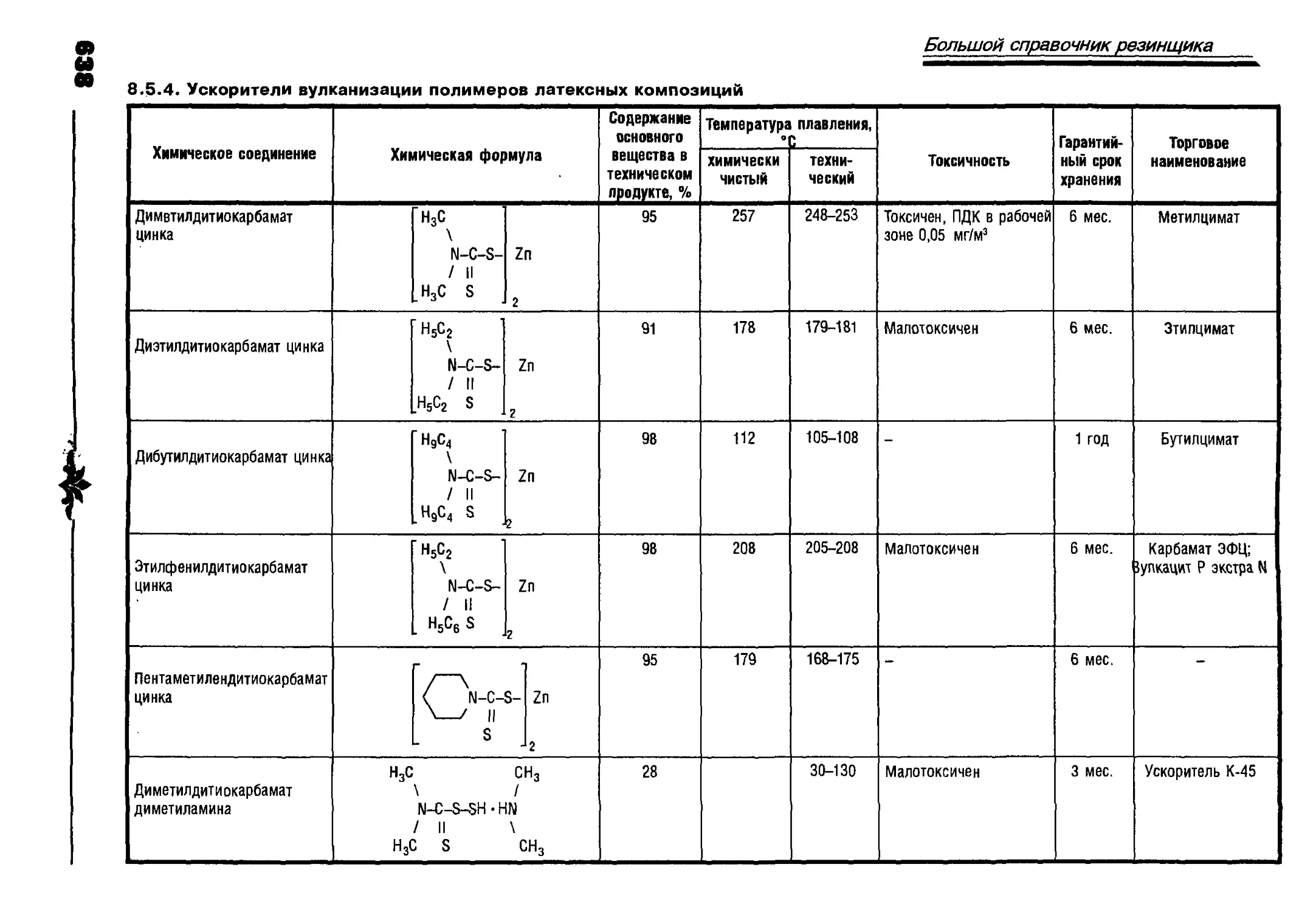
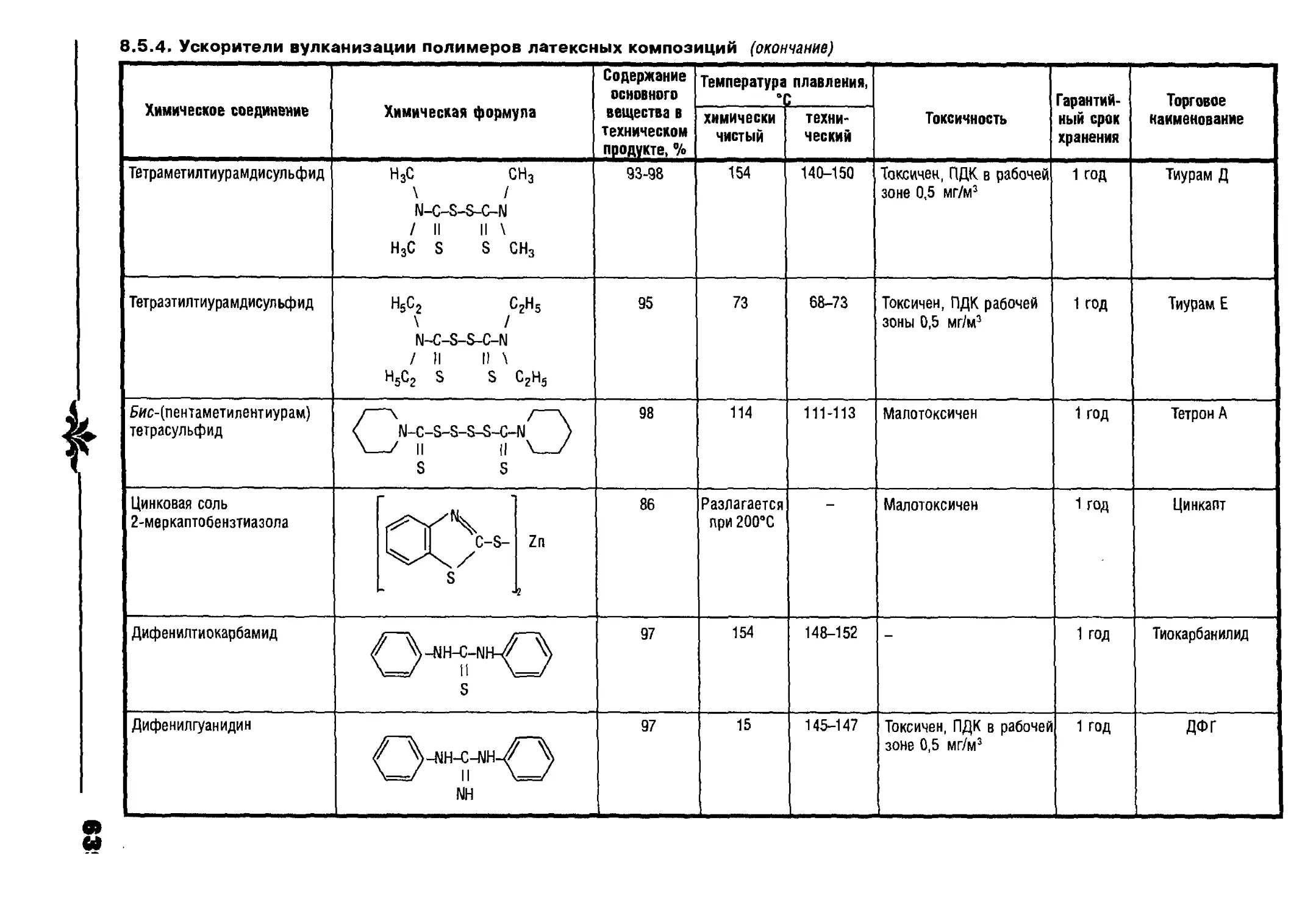
8.5.2. Ускорители вулканизации для латексных композиций 637
8.5.3. Наполнители для латексных композиций 640
^^
I
1
§
!
!
I
8.5.4. Пластификаторы для латексных композиций 641
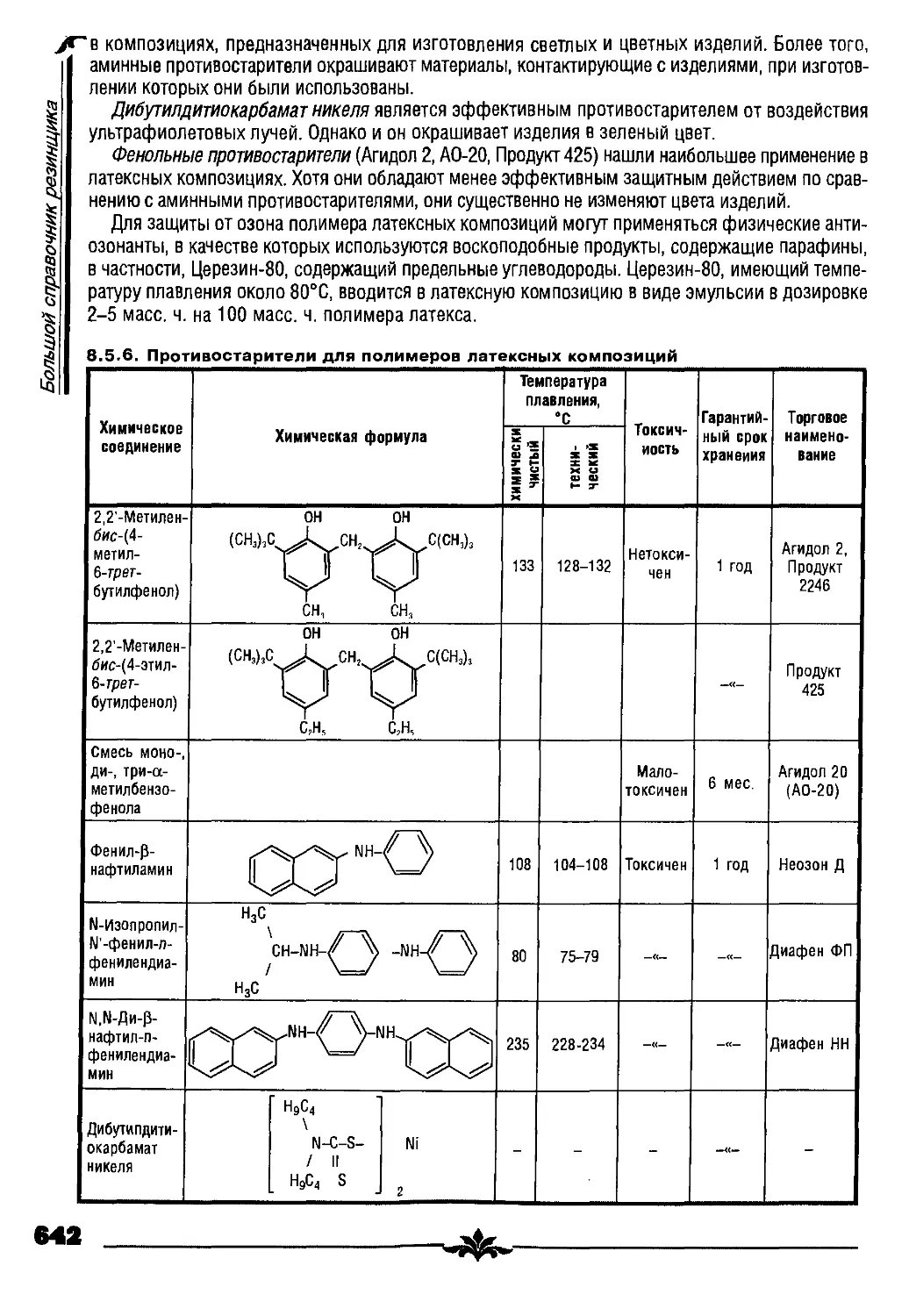
8.5.5. Противостаритвли для латексных композиций 641
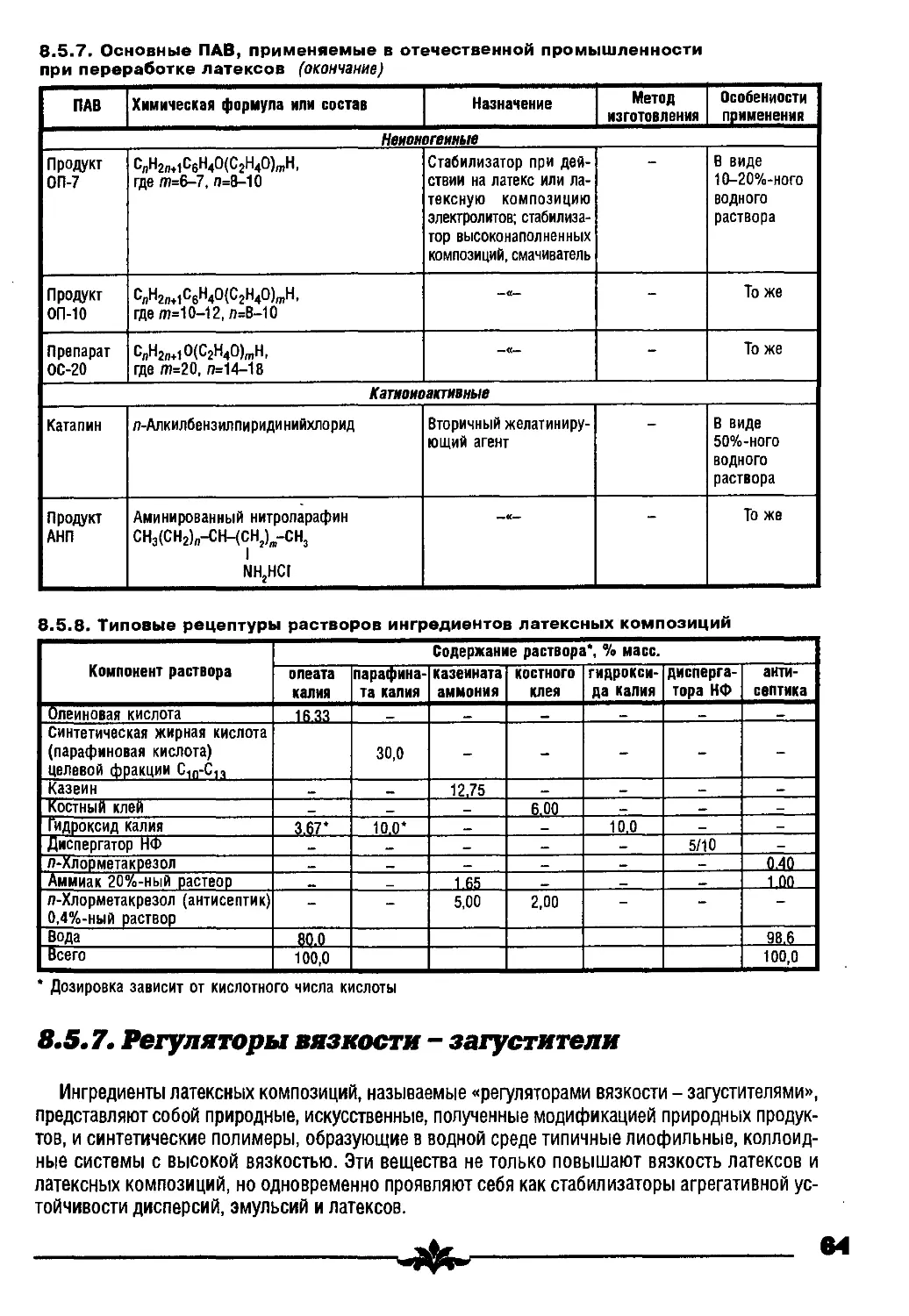
8.5.6. Поверхностно-активные вещества (ПАВ) 643
to 8.5.7. Регуляторы вязкости - загустители 645
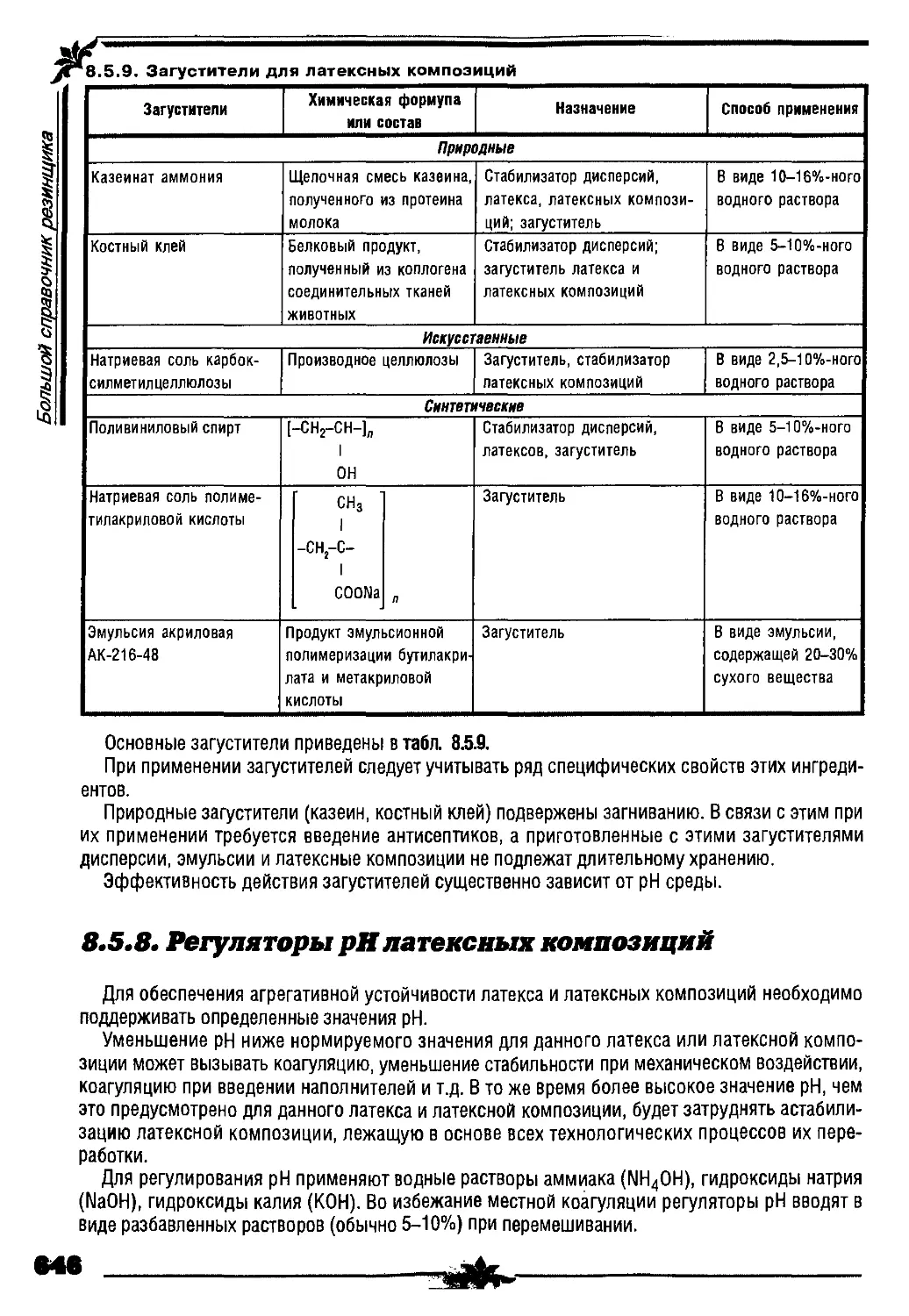
^ 8.5.8. Регуляторы рН латексных композиций 646
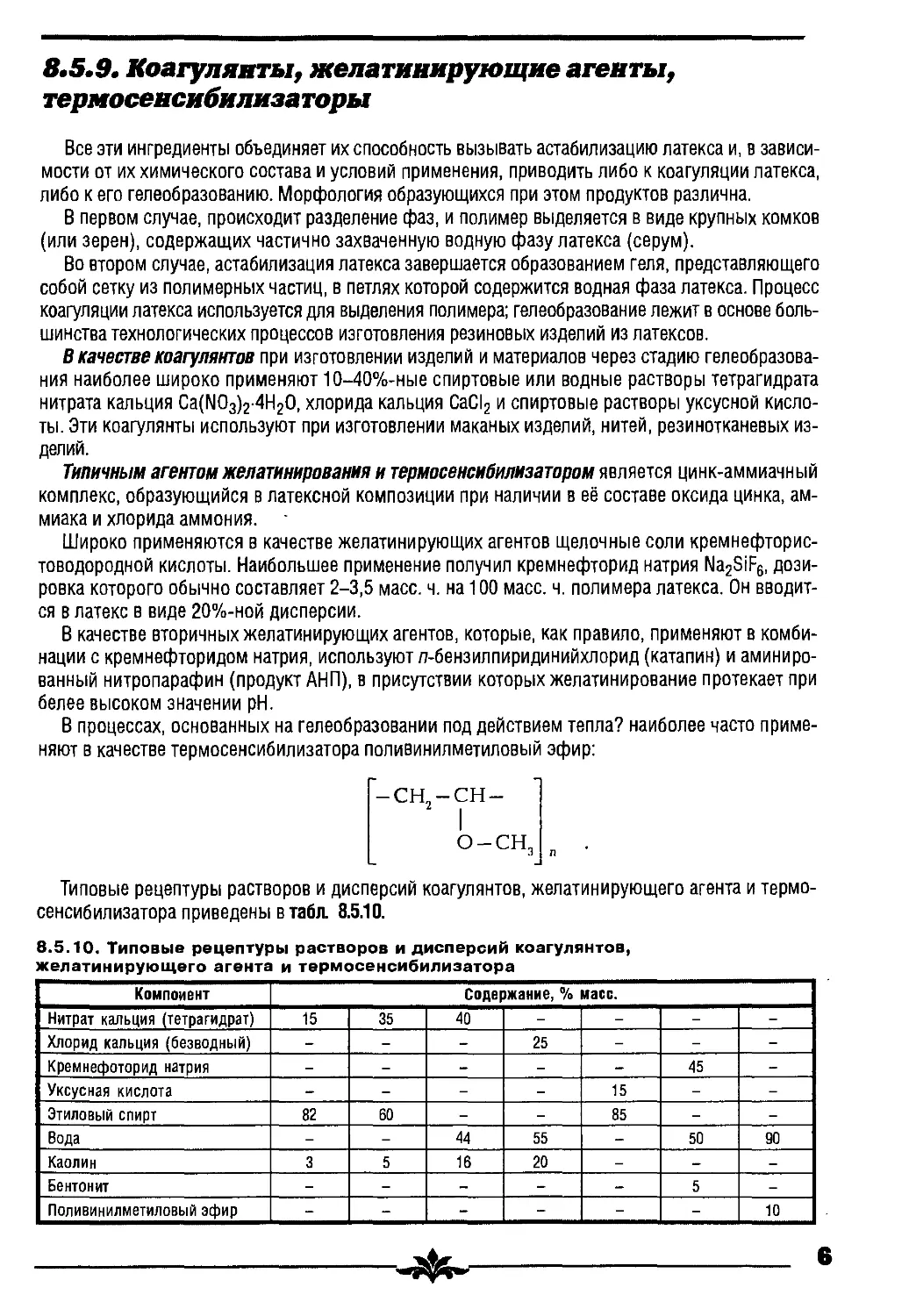
^ 8.5.9. Коагулянты, желатинирующие агенты, термосенсибилизаторы 647
§ 8.5.10. Антисептики 648
^ 8.5.11. Пеногасители для латексных композиций 648
v 8.5.12. Вода, применяемая для изготовления растворов, дисперсий
| и эмульсий латексных композиций 648
о 8.5.13. Вспомогательные вещества 648
§ 8.5.14. Хранение ингредиентов латексных композиций 649
§ 8.6. Смолы для пропиточных составов (ИЛ. Шмурак) 649
8.7. Олигоэфиракрилаты (АА. Канаузова) 650
8.7.1. Получение и свойства олигоэфиракрилатов 651
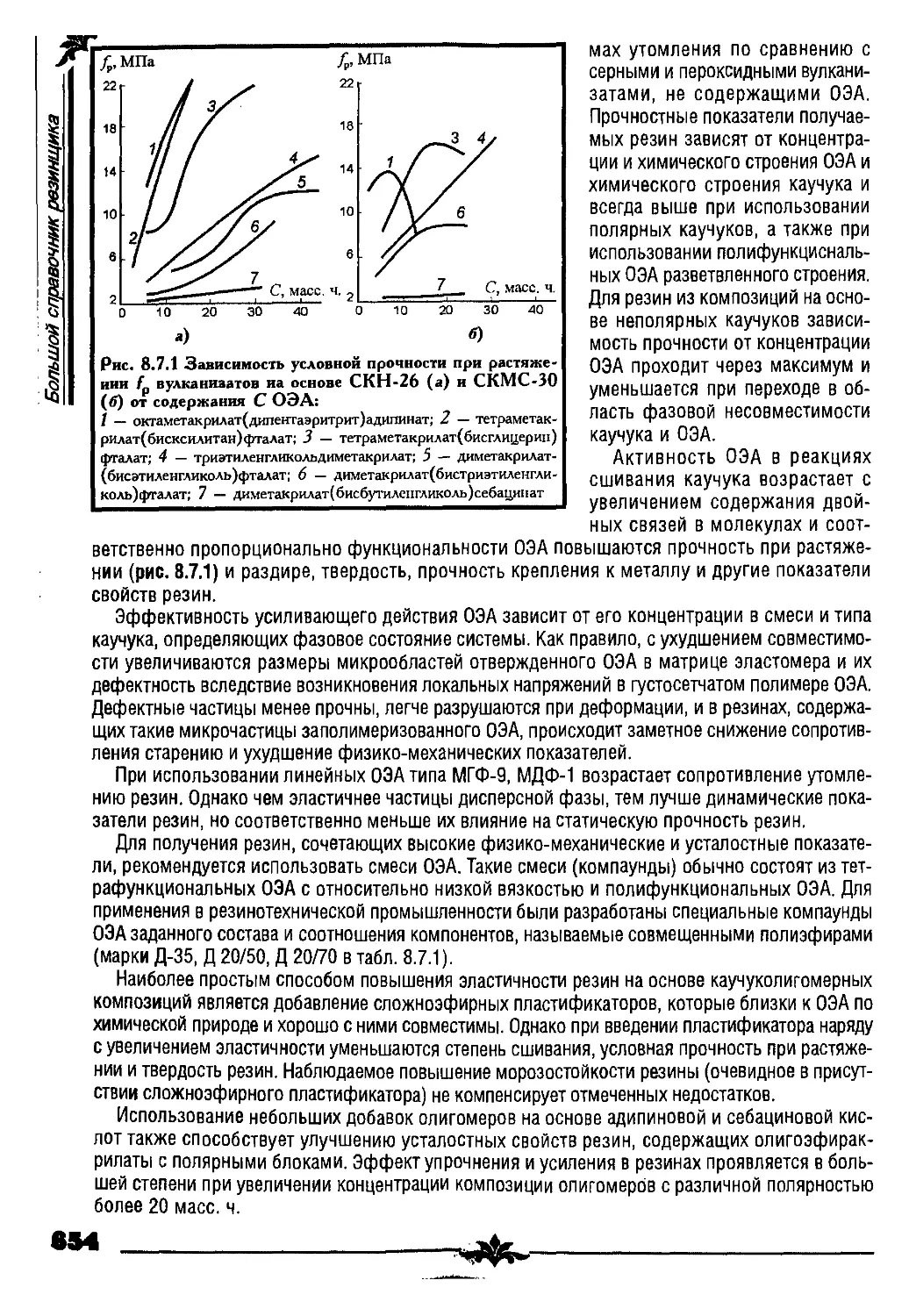
8.72. Композиции каучуков с олигоэфиракрилатами и свойства резин на их основе 652
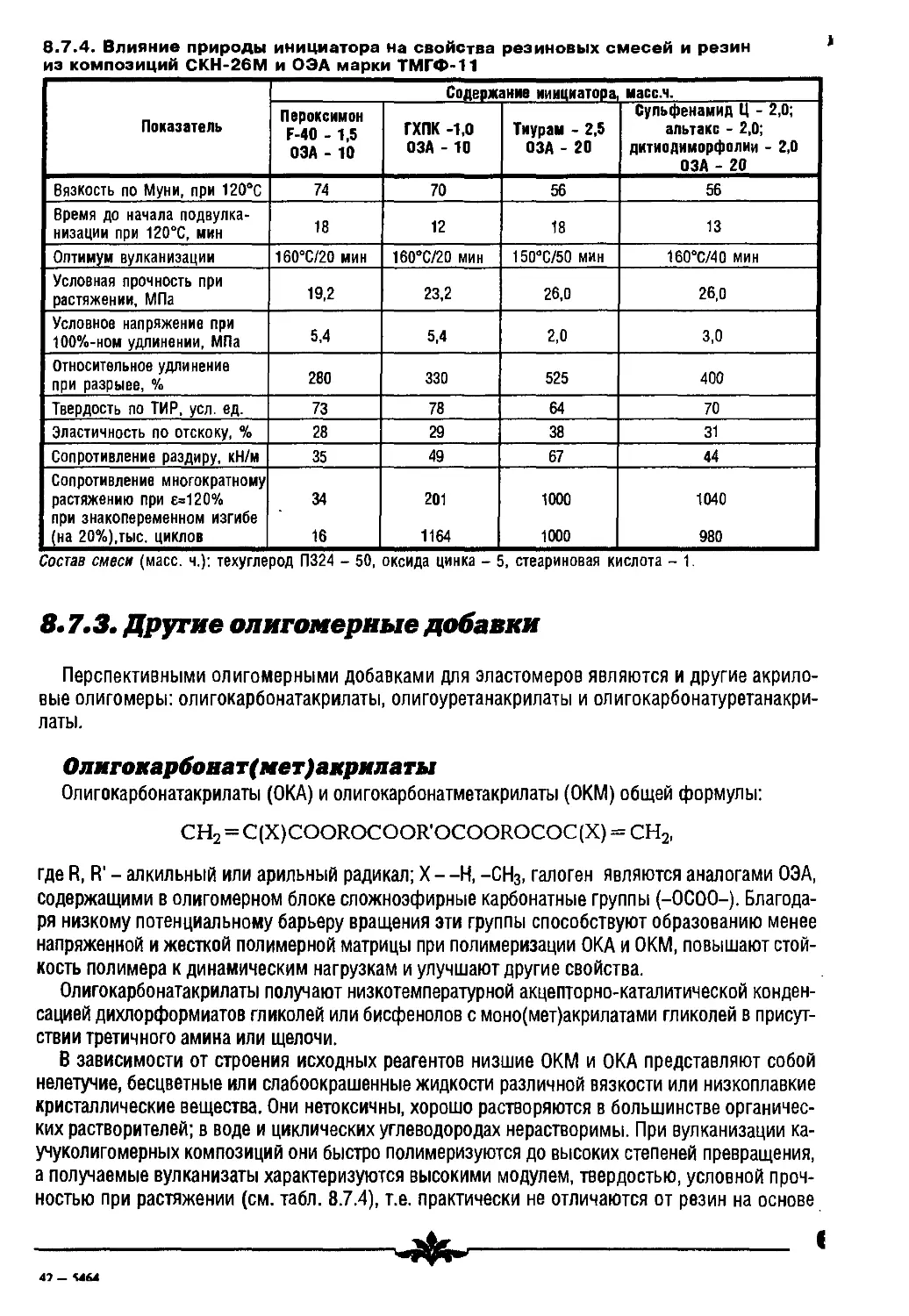
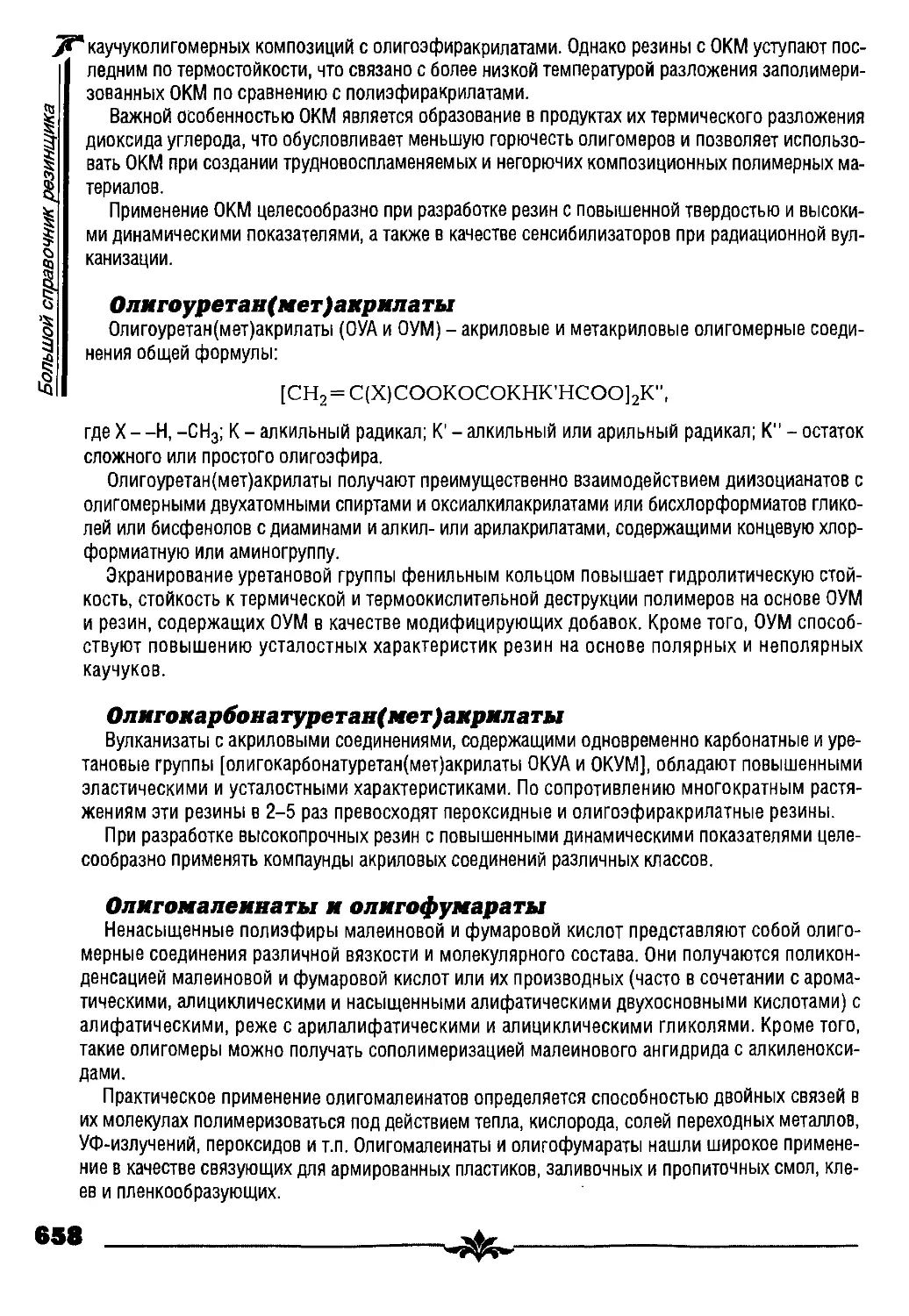
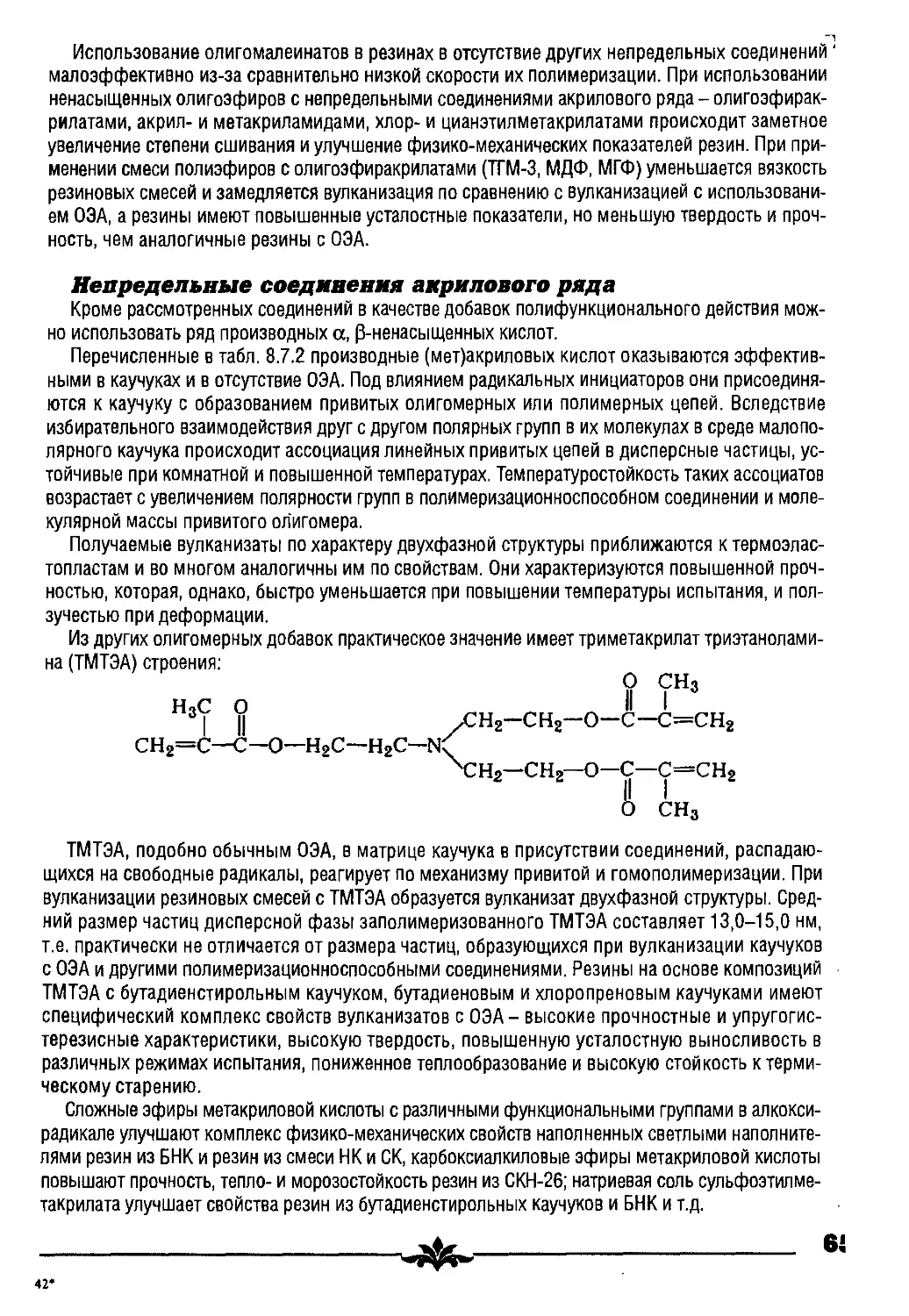
8.73. Другие олигомерные добавки 657
8.8. Добавки для фторкаучуков (\З.Н. Нудельм~ан\) 660
8.8.1. Вулканизующие агенты для фторкаучуков 660
8.82. Технологические добавки для фторкаучуков 666
8.8.3. Специальные пластификаторы для фторкаучуков 667
9. АРМИРУЮЩИЕ МАТЕРИАЛЫ 668
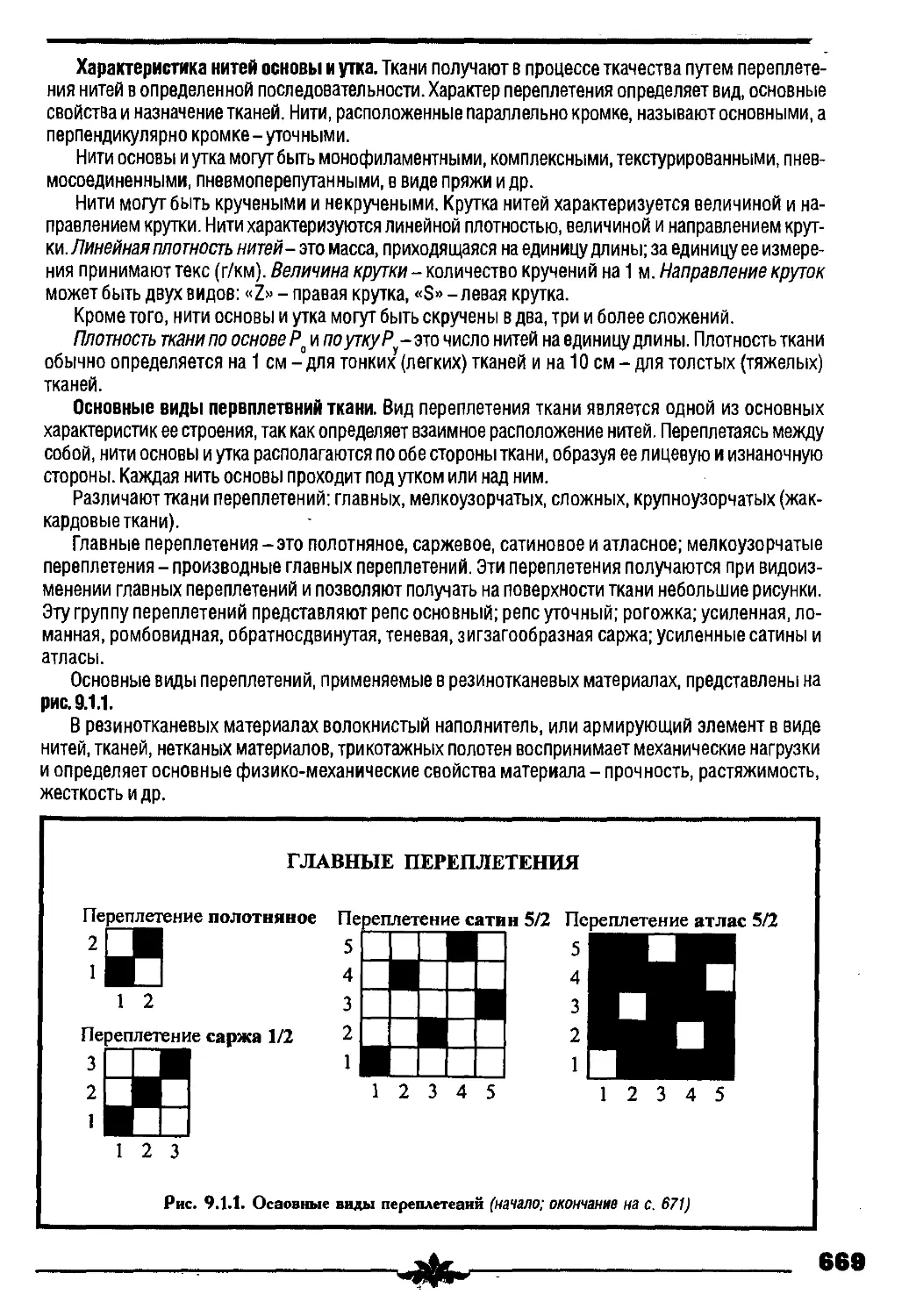
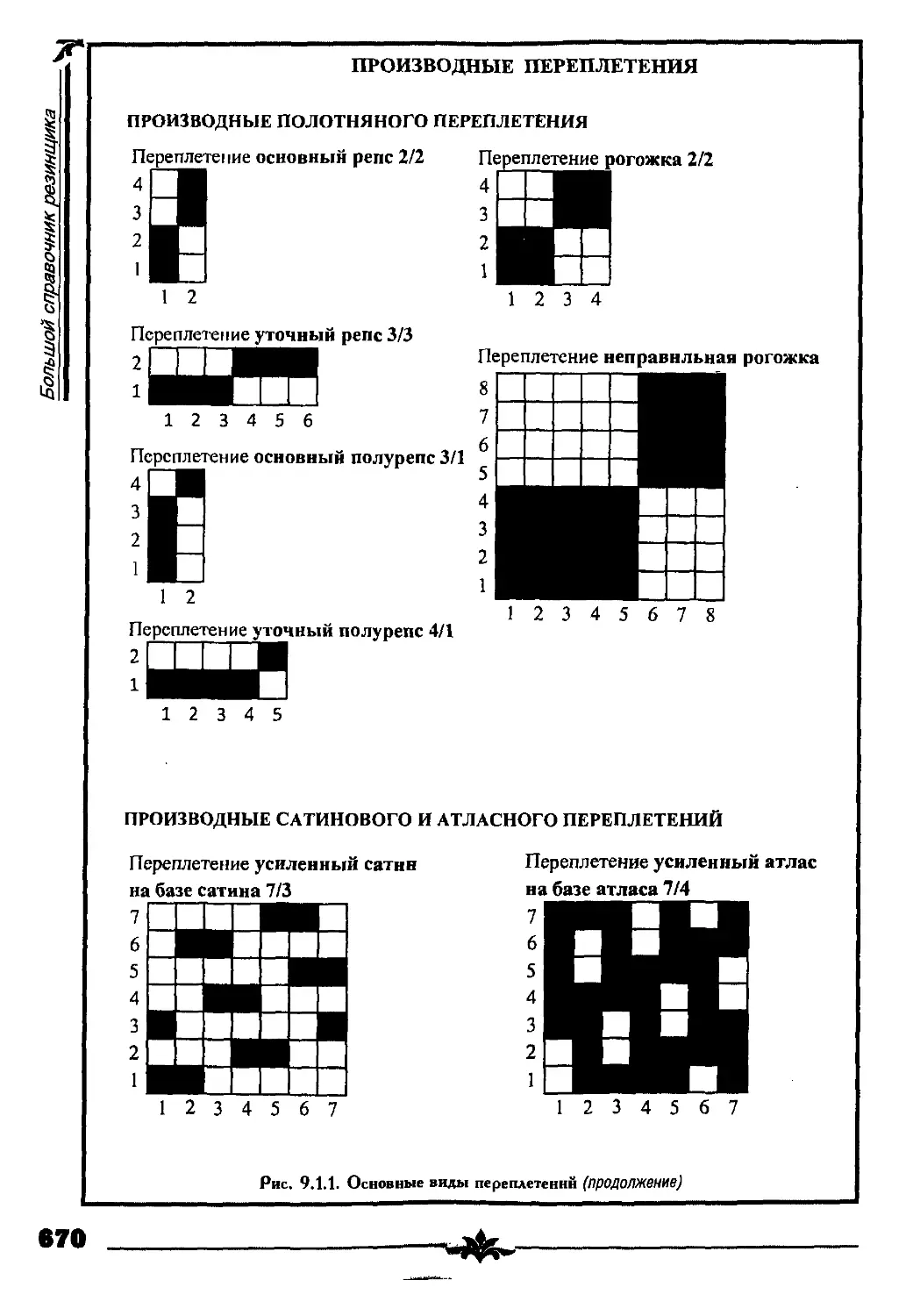
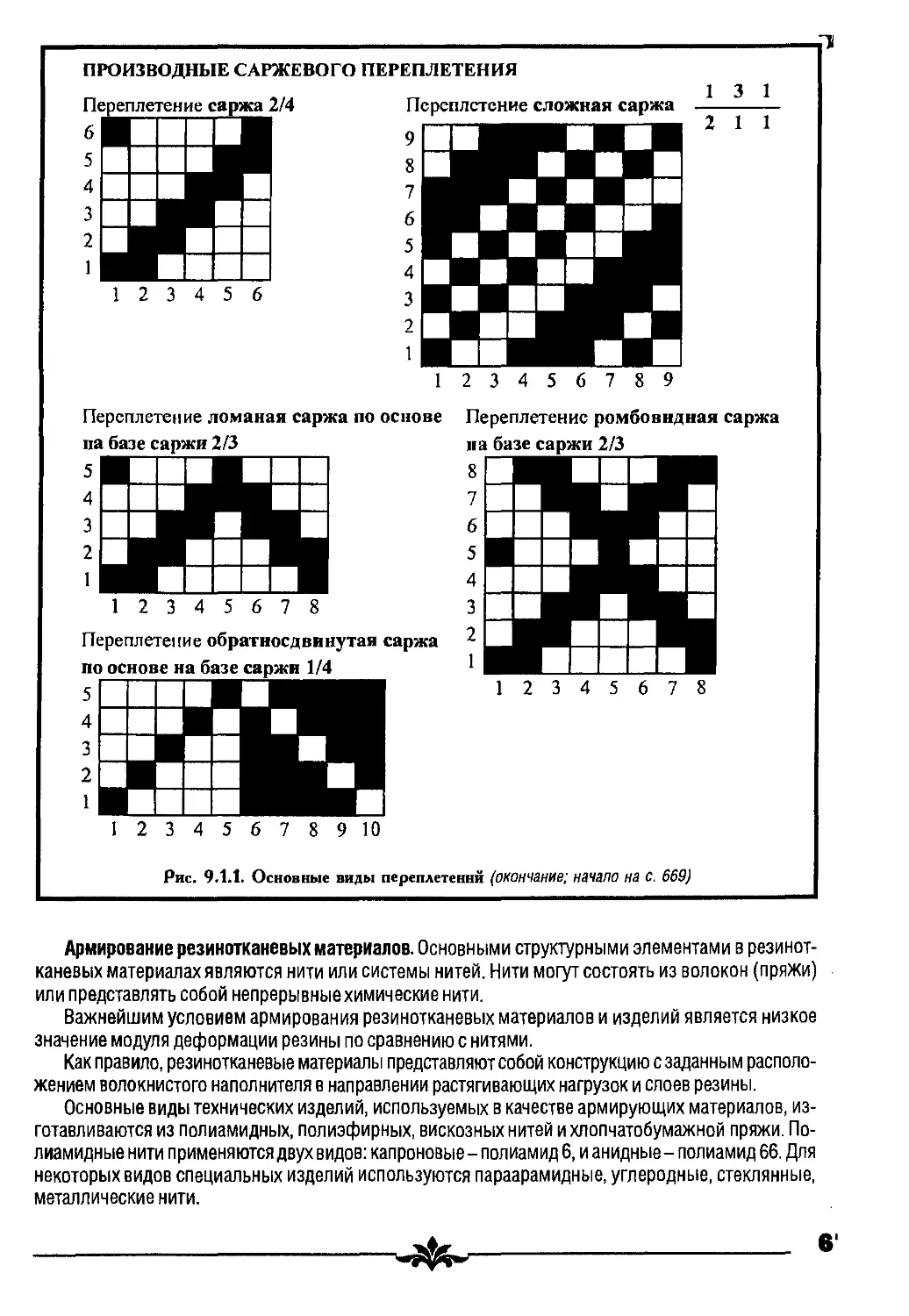
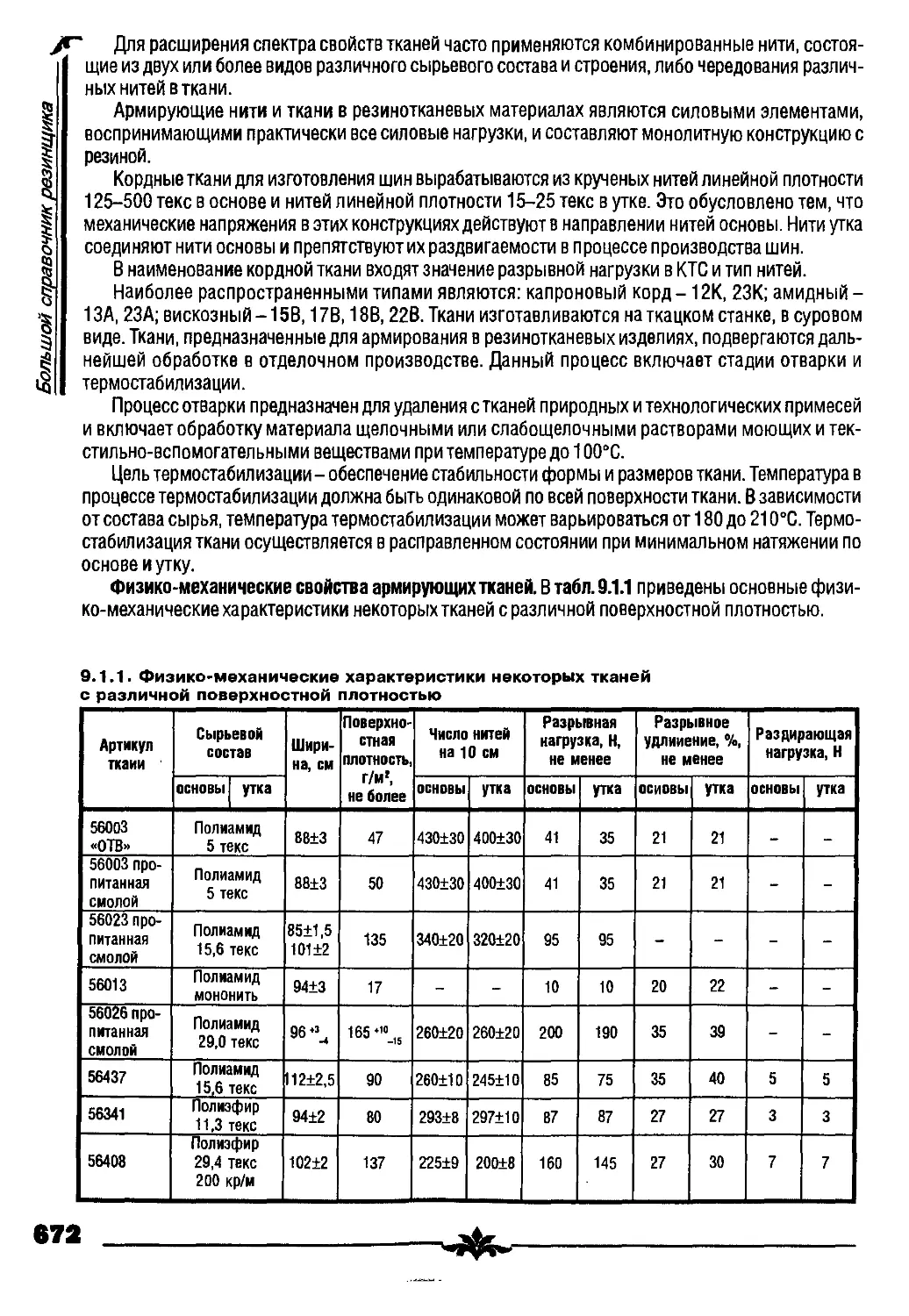
9.1. Ткани (В.К. Гореленков, Н.М. Левакова) 668
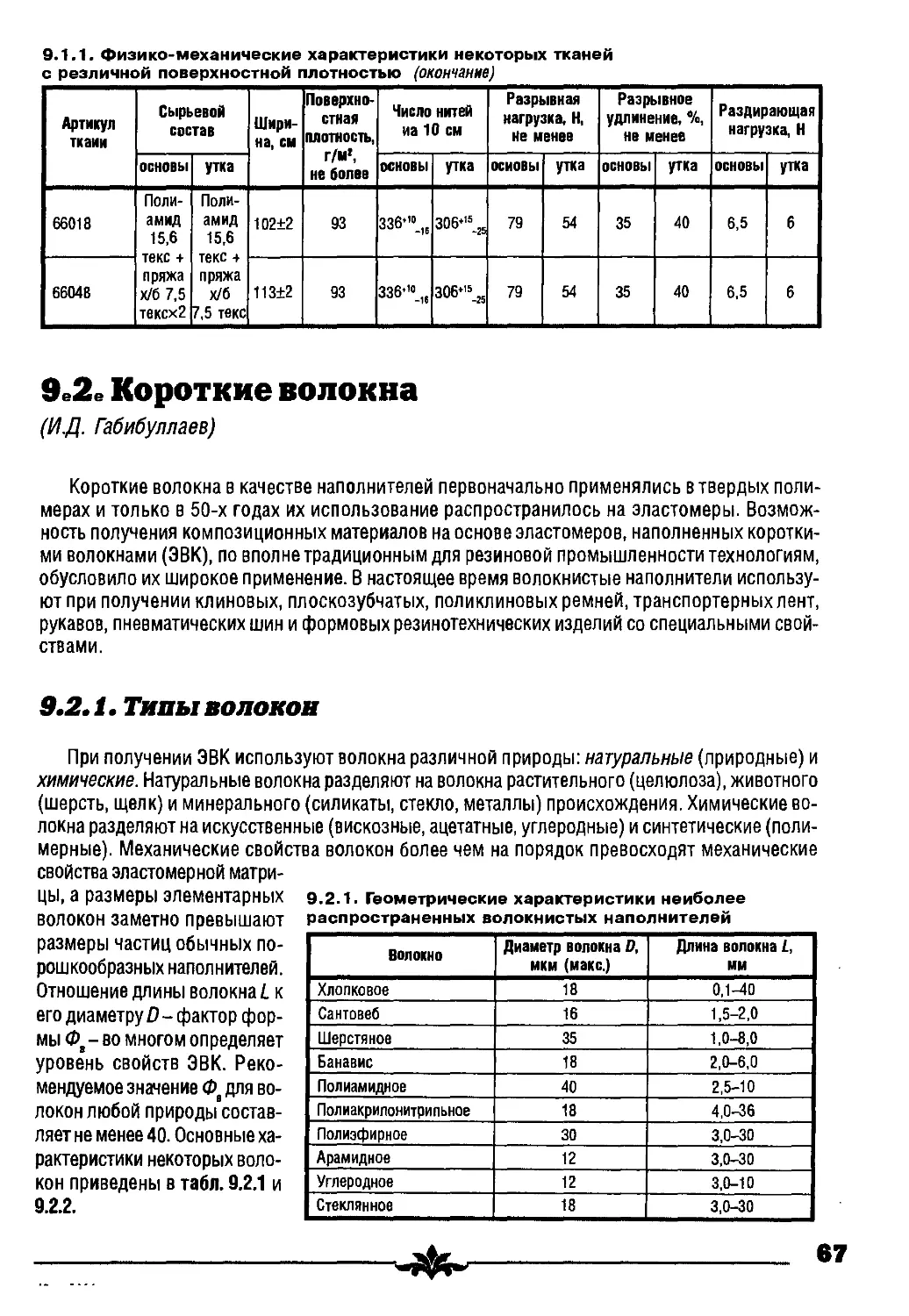
9.2. Короткие волокна (И.Д. Габибуллаев) 673
9.2.1. Типы волокон 673
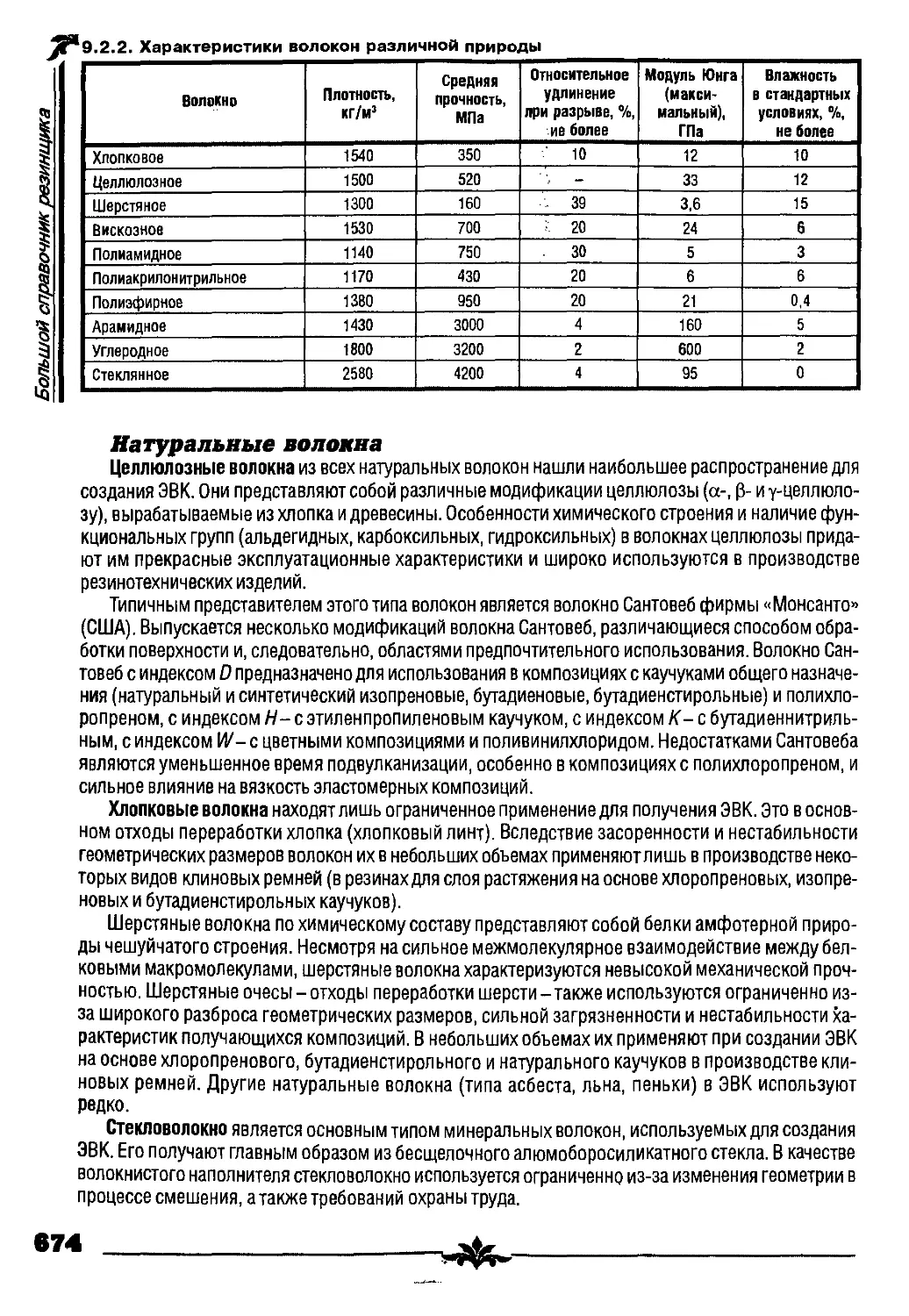
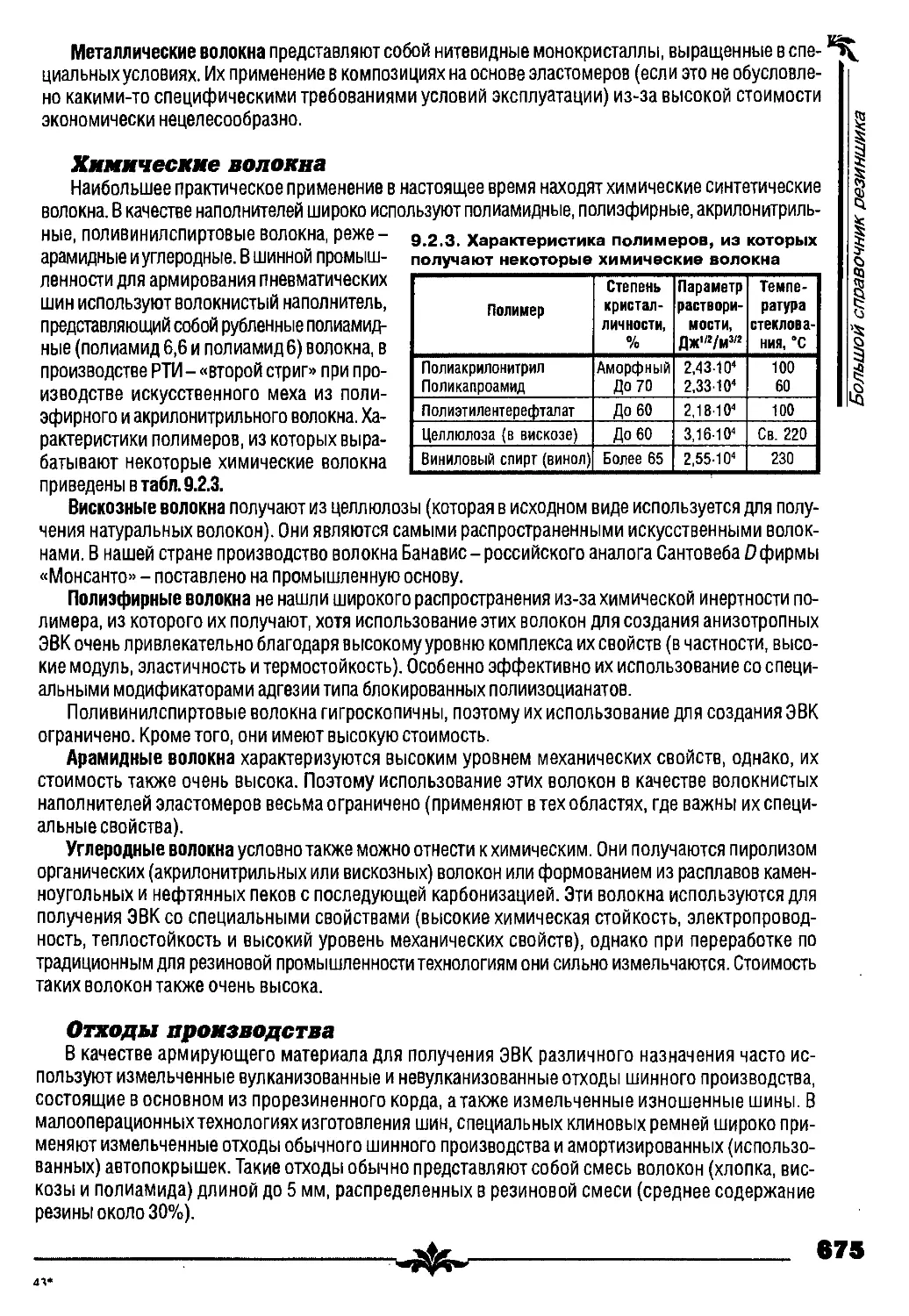
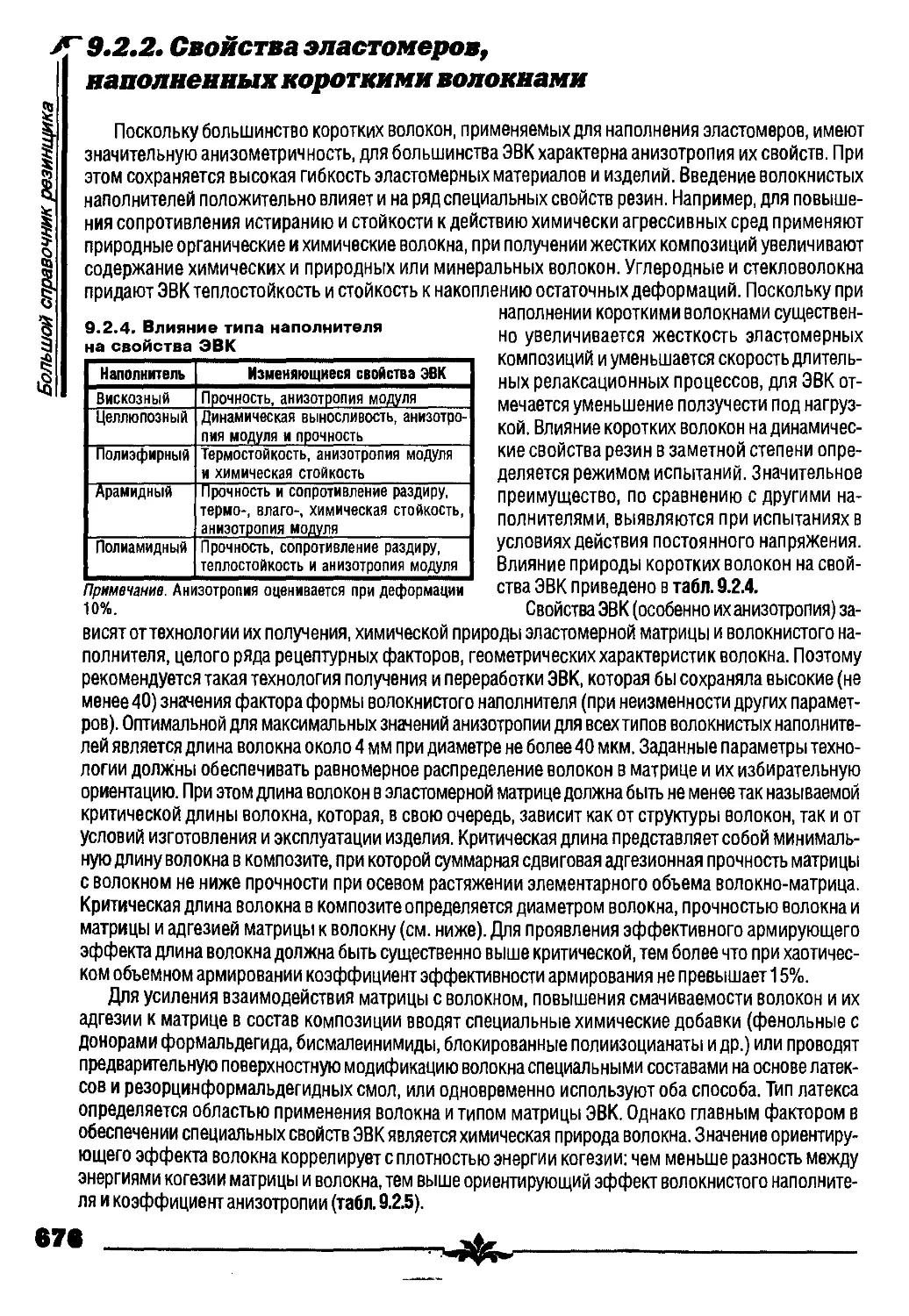
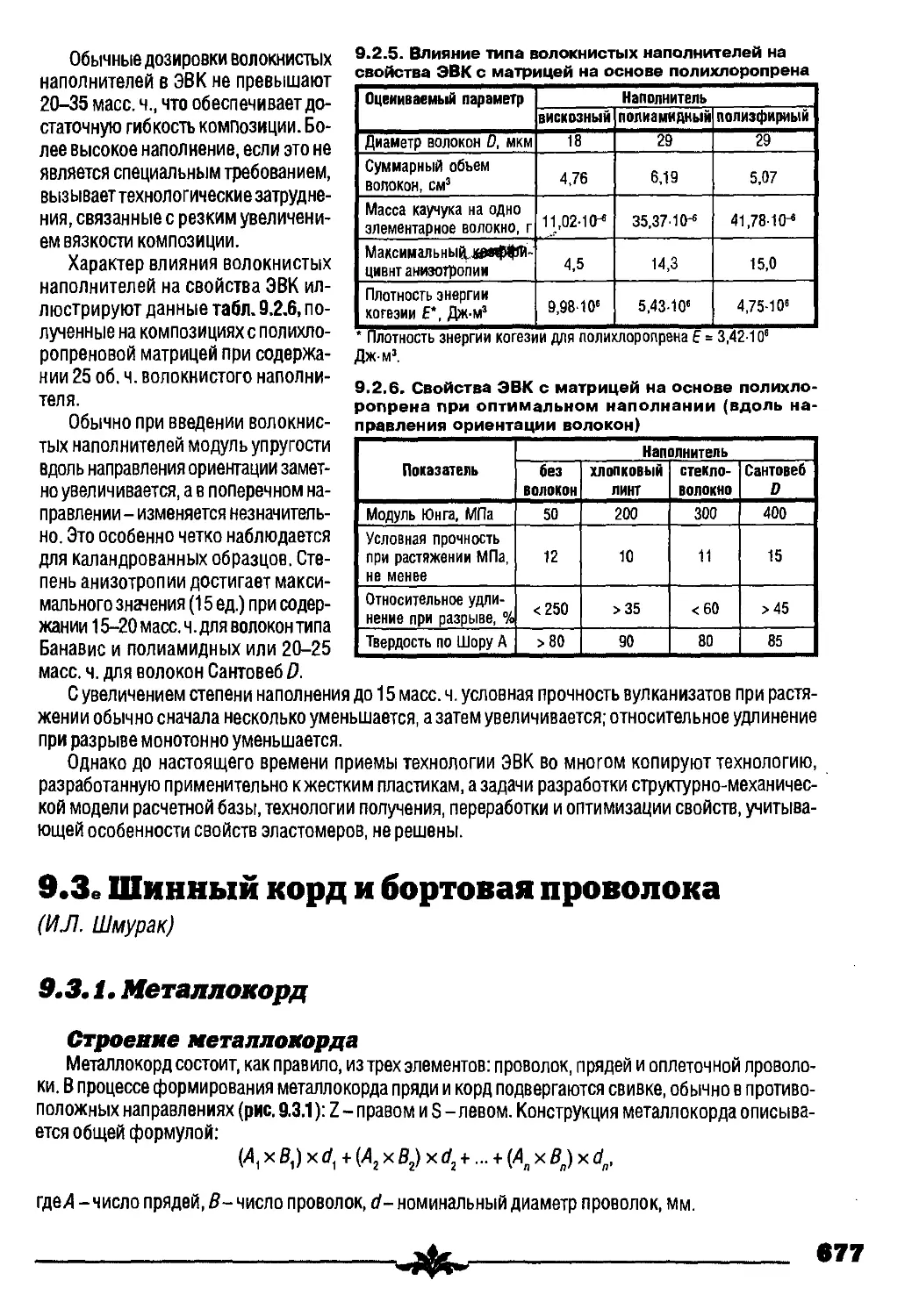
9.2.2. Свойства эластомеров, наполненных короткими волокнами 676
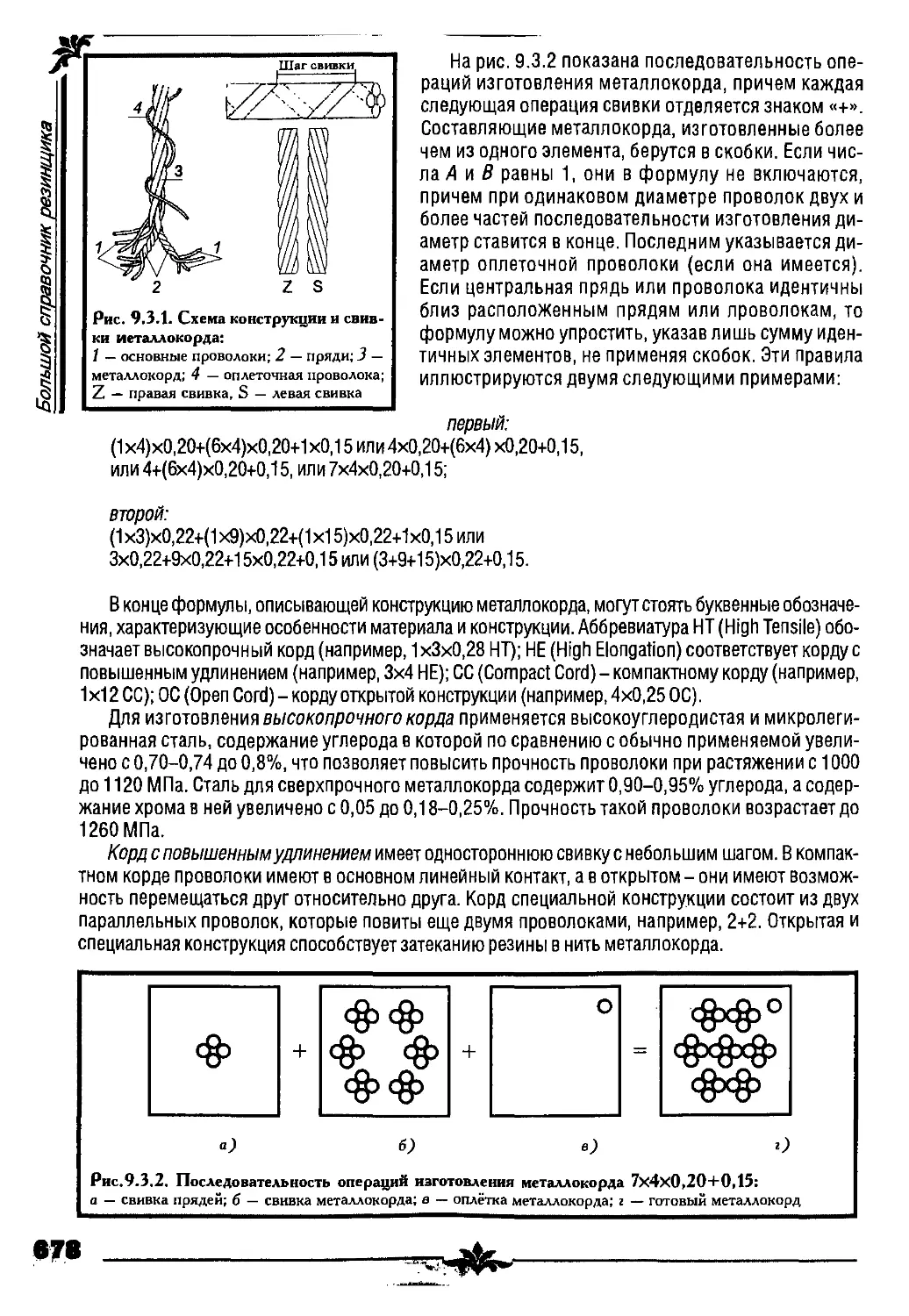
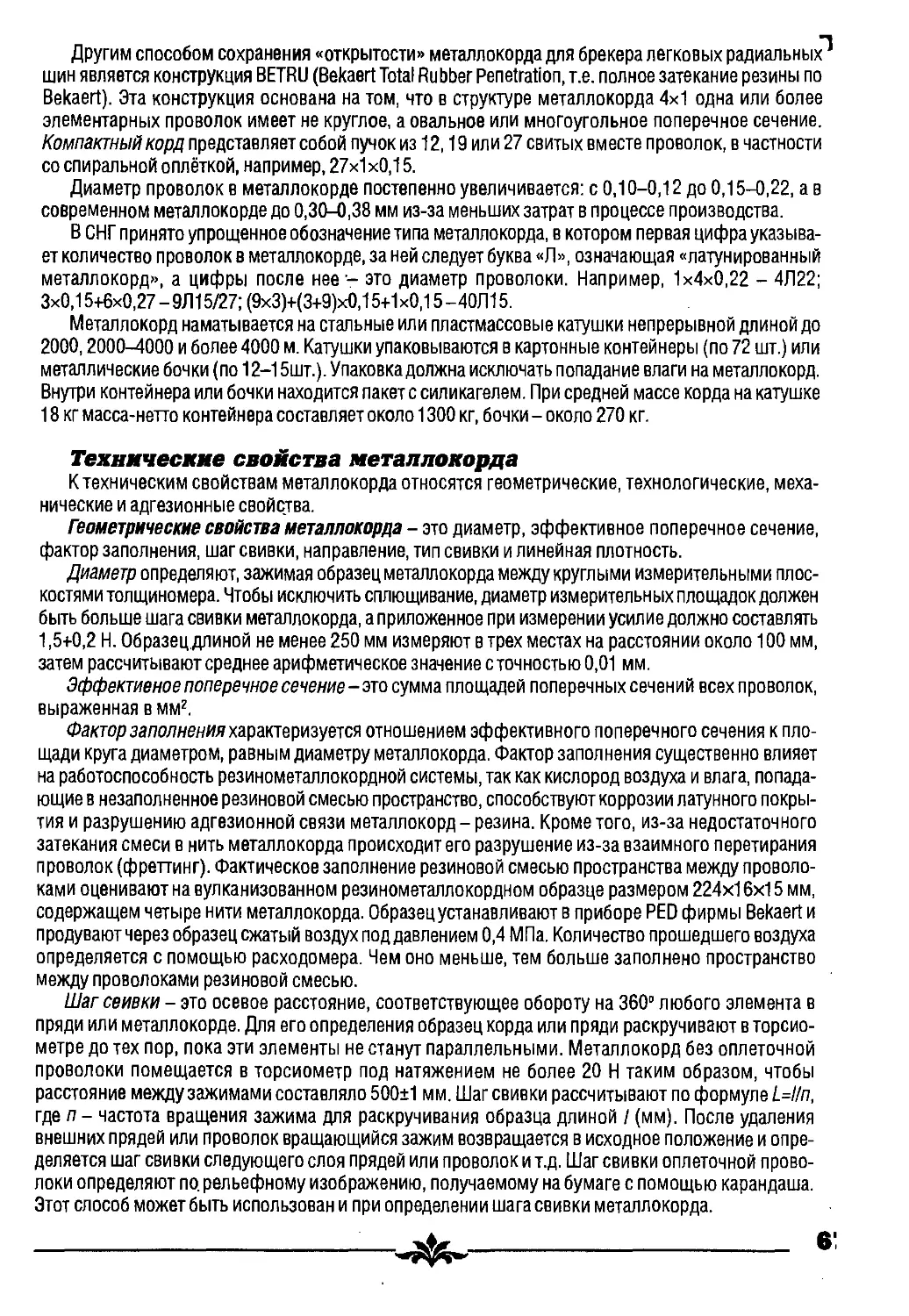
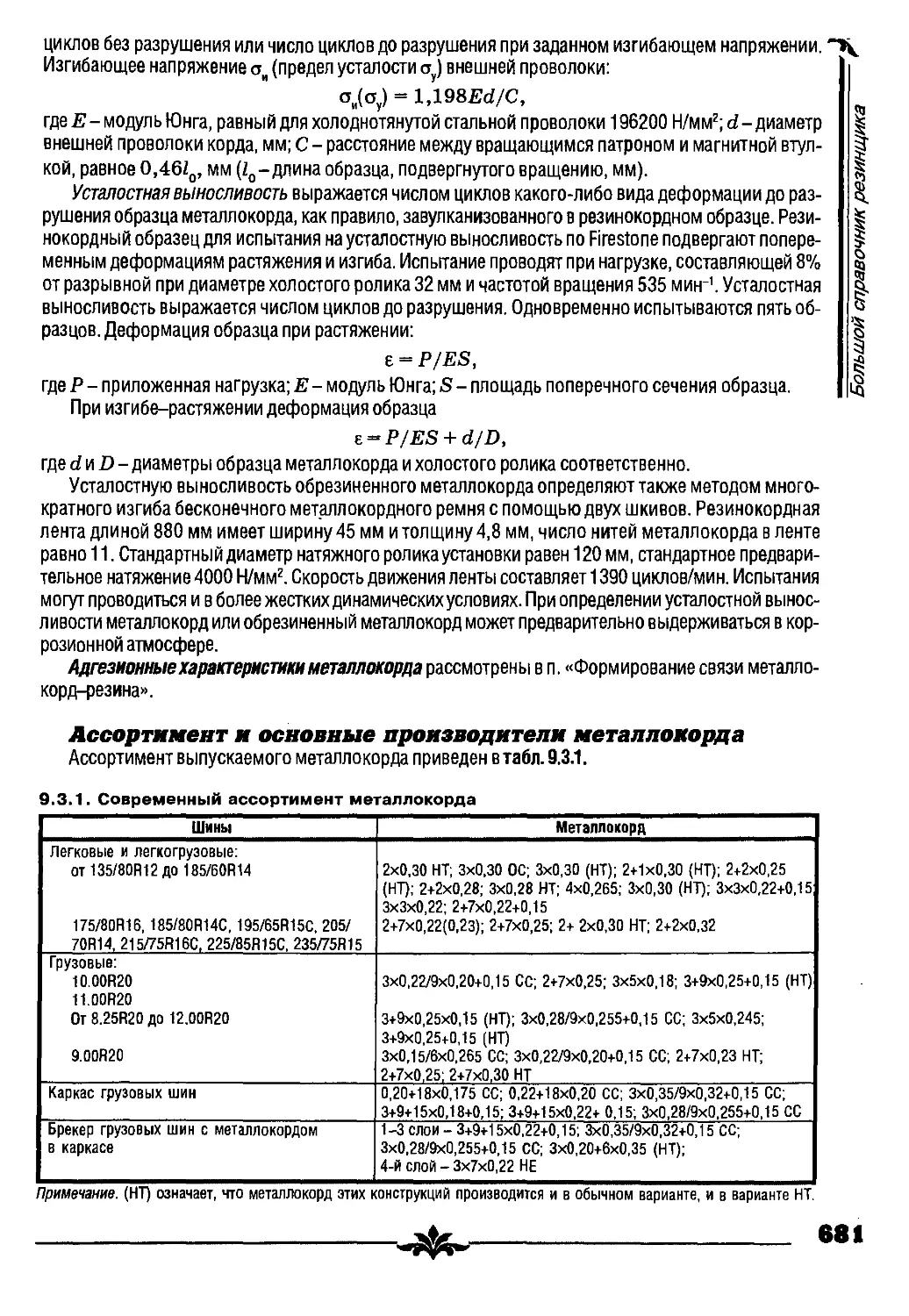
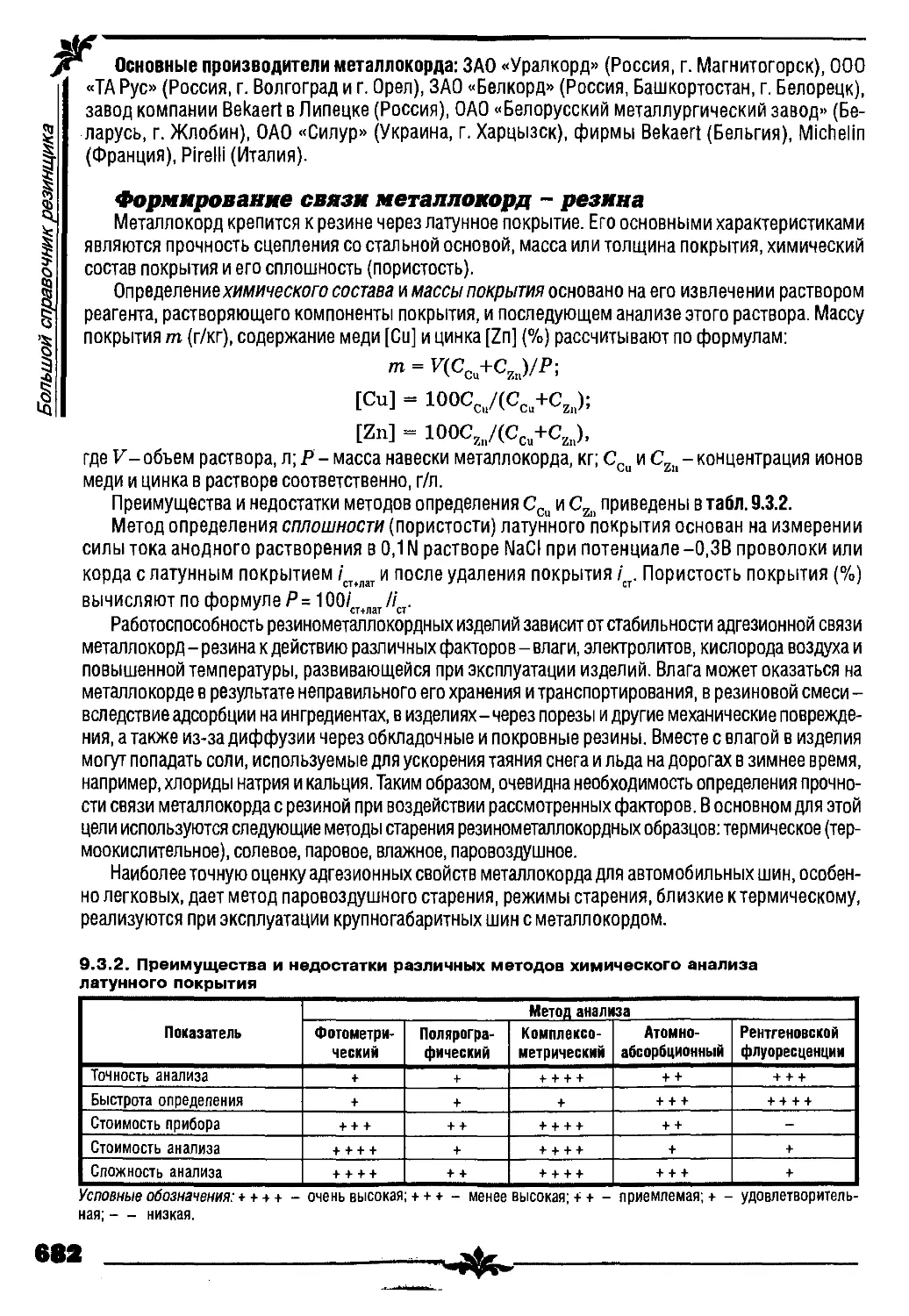
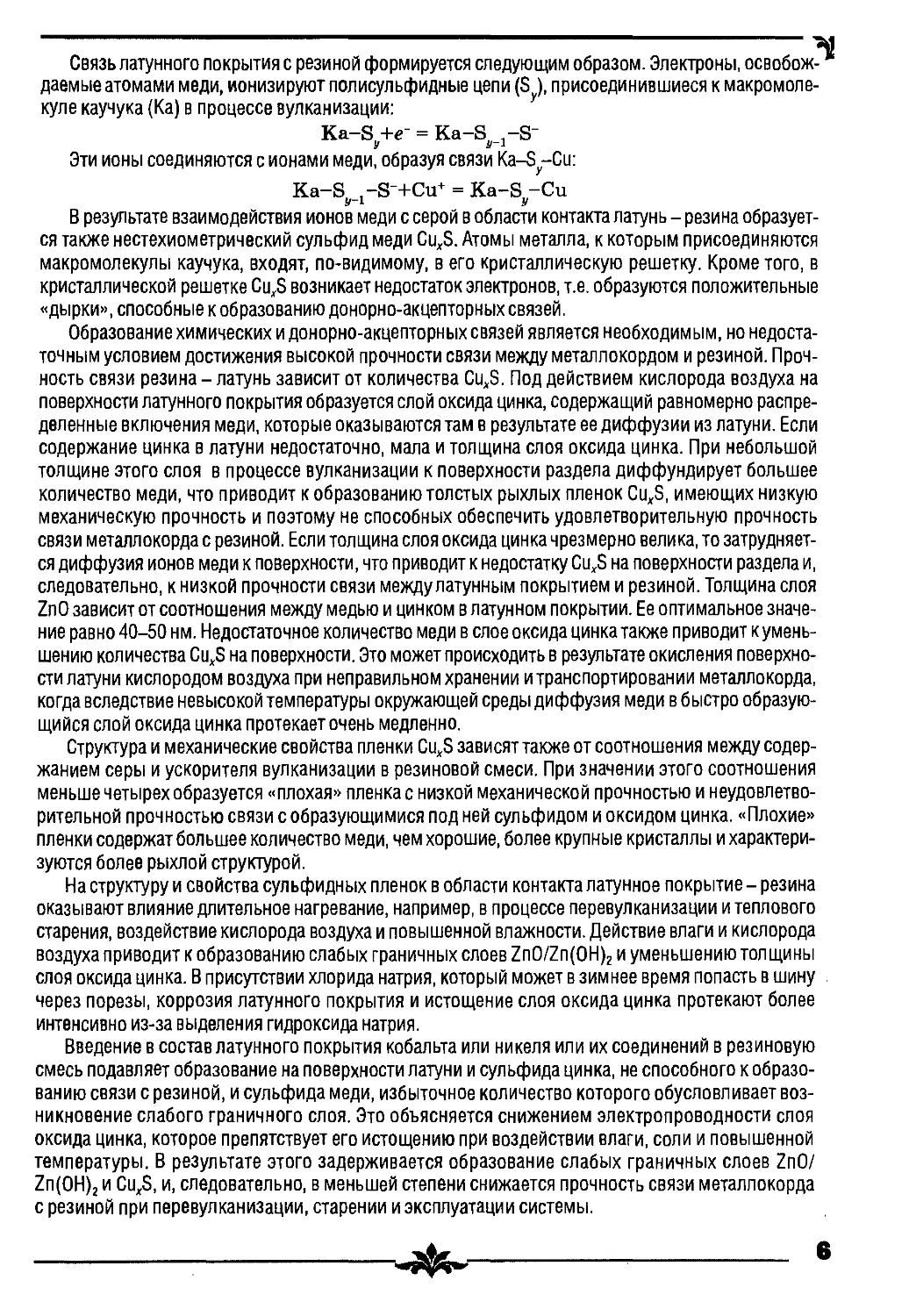
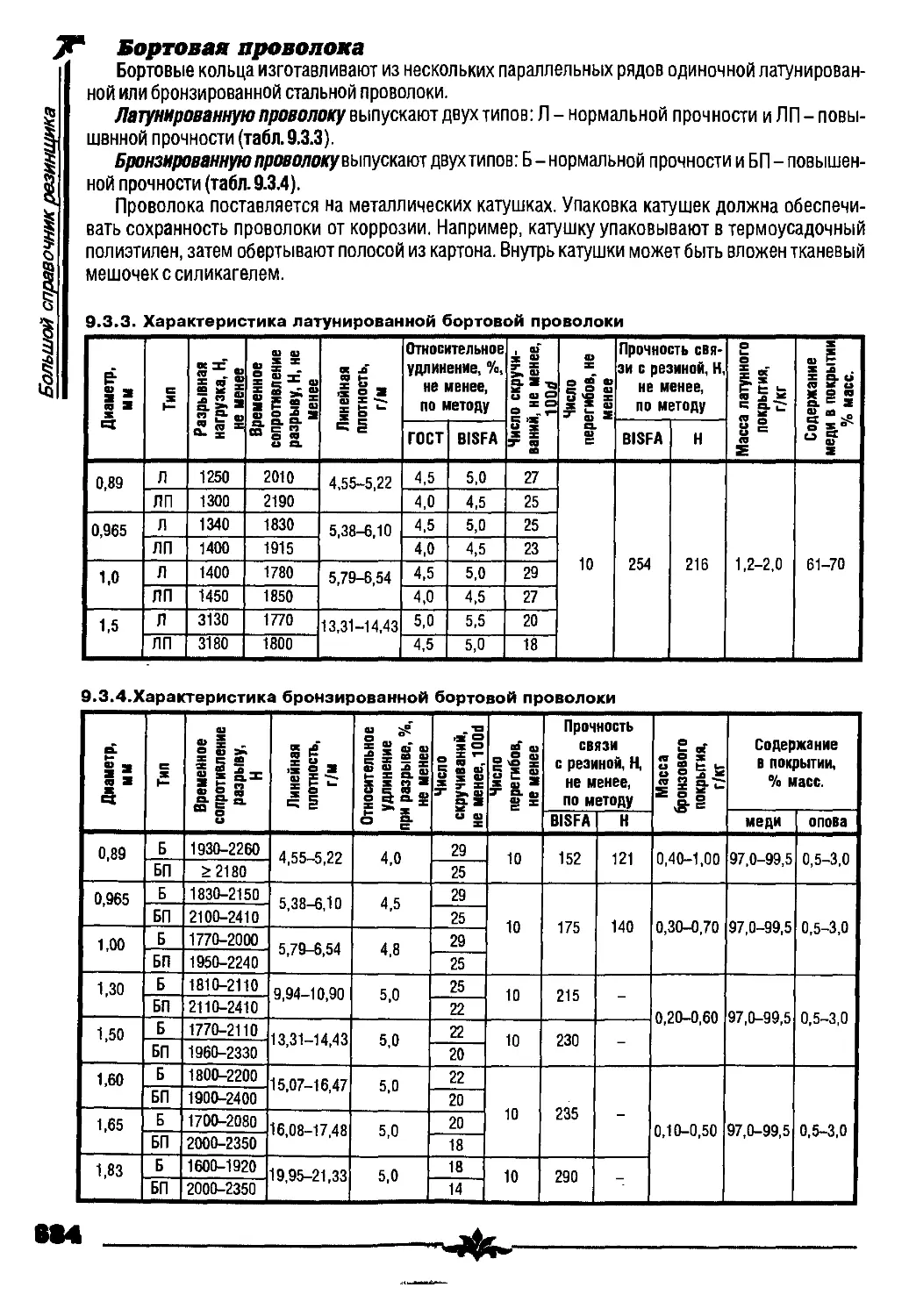
9.3. Шинный корд и бортовая проволока (ИЛ. Шмурак) 677
9.3.1. Металлокорд 677
9.3.2. Текстильный корд 685
9.3.3. Ткань для бортовой ленты шин 693
Приложение. ЭЛАСТОМЕРНЫЕ НАНОКОМПОЗИТЫ (ЮЛ. Морозов, СВ. Резниченко) 694
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ 699
УКАЗАТЕЛЬ МАРОК ОТЕЧЕСТВЕННЫХ ПРОДУКТОВ, ПРИВЕДЕННЫХ В ЧАСТИ 1 СПРАВОЧНИКА 714
УКАЗАТЕЛЬ МАРОК ЗАРУБЕЖНЫХ ПРОДУКТОВ, ПРИВЕДЕННЫХ В ЧАСТИ 1 СПРАВОЧНИКА 719
ПРОИЗВОДИТЕЛИ И ПОСТАВЩИКИ
Стерлитамакский «Синтез-Каучук». ОАО 736
Стерлитамакский нефтехимический завод. ОАО 737
НИНАС.ООО 738
ПЕНТА. 000 739
ЖУРНАЛ «Каучук и резина»
740
ч
Предисловие
i
Эластомерные материалы находят самое широкое применение при производстве изде- Й
лий в различных отраслях машиностроения - в автомобиле-, авиа-, ракето-, судостроении. ^
Без них невозможно представить добывающие отрасли, ядерную энергетику, космическую |
промышленность. Эластомерные материалы и изделия незаменимы в производстве средств §
защиты человека от внешних агрессивных воздействий, в медицине, в производстве раз- Ц
личных видов бытовых изделий, причем чем сложнее становится современная техника, £
тем, как правило, больше эластомерных материалов и изделий в ней используется. |
Такое широкое применение эластомерных материалов обусловлено уникальным ком- §
плексом их свойств и, прежде всего, высокой эластичностью в широком интервале темпе- ^
ратур, прекрасной работоспособностью в условиях воздействия динамических нагрузок,
способностью поглощать и рассеивать механическую энергию.
Ассортимент эластомерных материалов, различающихся химической природой и
эксплуатационными свойствами, насчитывает сотни тысяч наименований, для создания
которых используются сотни видов химического сырья. Поэтому трудно переоценить значение
справочника, посвященного эластомерным материалам и сырью для их производства, для
тех, кто работает над их созданием и применением.
Предыдущий «Справочник резинщика» был издан более 40 лет назад и стал
настольной книгой для многих поколений инженеров и научных работников. С тех пор в нашей
стране и в мире произошли огромные перемены. Мировое производство каучуков
возросло в 2,5 раза-до 25 млн. т, локализация резиновой промышленности изменилась в пользу
Китая, Индии, других стран юго-восточной Азии. Появились новые каучуки, химикаты,
наполнители, разнообразные сопутствующие материалы, принципиально новые эластомеры
и изделия. Для обозначения материалов, способных к значительным (до сотен и тысяч
процентов) обратимым деформациям при относительно небольших напряжениях,
вызывающих эти деформации, стал широко использоваться термин «эластомерный материал»,
который в изданном ранее «Справочнике резинщика» только упоминался. И хотя термин
«эластомерный материал» (elastomer) является более емким, чем «резина» (rubber), было
решено для того, чтобы подчеркнуть преемственность, сохранить в названии нового
Справочника словосочетание «справочник резинщика», добавив определение «большой»,
указывающее на значительное расширение объема материала.
К эластомерам относятся и традиционные резины, получаемые из
высокомолекулярных каучуков путем их вулканизации, и резины, герметики, клеи, получаемые из жидких
олигомерных или каучук-олигомерных композиций, и термоэластопласты различного типа,
включая термопластичные резины или «динамические вулканизаты».
В отличие от предыдущего справочника в «Большой справочник резинщика» вошли
также разделы, посвященные технологии изготовления различных изделий из
эластомеров и самим этим изделиям, что по нашему мнению будет весьма полезным для
многочисленных потребителей этих изделий, так как такого рода доступная информация весьма
ограничена из-за ее коммерческой ценности. Это придает новому Справочнику в известной
степени черты энциклопедии производства эластомерных материалов и изделий.
ПРЕДИСЛОВИЕ
F
Для удобства пользования весь материал книги разделен на две части. В первой
описаны общие принципы, составляющие научную основу технологии получения каучуков, ла-
тексов, термопластичных эластомеров и ингредиентов резинового производства, а также
| вулканизация резиновых смесей и методы их переработки. Во второй части рассмотрены
f резины - технические продукты вулканизации, основные виды резиновых, резинометал-
| лических и резинотканевых изделий, а также шины. Там же приведен список использован-
я
ной и рекомендуемой литературы по всем разделам Справочника. При этом список лите-
| ратуры разделен на два-список базовой литературы, в котором каждая позиция относится
§ к нескольким главам и параграфам, и список литературы по разделам, в котором каждая
позиция относится к определенным главе или параграфу.
Большой справочник резинщика снабжен подробными предметными указателями (от-
§ дельно составленными для первой и второй частей), а также указателями марок отече-
^ ственных и зарубежных сырьевых продуктов.
i§ Основные понятия и терминология, характеризующие свойства каучуков, резин и
ингредиентов, даны в соответствии с отечественными и зарубежными стандартами.
В работе над справочником принимали участие высококвалифицированные
специалисты с большим опытом работы в научных, промышленных, проектных организациях
Российской Федерации и стран СНГ.
В заключение выражаем глубокую признательность д-ру техн. наук М.Ф. Бухиной за
активное творческое участие в работе над Справочником на всех этапах его создания.
Надеемся, что справочник станет незаменимой книгой для всех специалистов,
деятельность которых в той или иной степени связана с производством и использованием
эластомеров и изделий из них.
Все критические замечания по содержанию Справочника будут с благодарностью
приняты и внимательно рассмотрены.
СВ. Резниченко, ЮЛ. Морозов
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
^
КАУЧУКИ
АК - акрилатный каучук
ББК - бромбутилкаучук
БК - бутилкаучук
БНК- бутадиеннитрильный каучук
БСК - бутадиенстирольный каучук
БМСК - бутадиенметилстирольный каучук
ВП - винилпиридиновый каучук
ГБК-галобутилкаучук
ГБНК- гидрированный бутадиеннитрильный каучук
КСК - карбоксилсодержащий каучук
НК - натуральный каучук
ПБ - бутадиеновый каучук (полибутадиен)
ПСК - полисульфидный каучук
СК - силоксановый каучук
СКПО - пропиленоксидный каучук
ФСК - фторсилоксановый каучук
УК - уретановый каучук
ФК-фторкаучук
ХБК - хлорбутиловый каучук
ХПК - хлоропреновый каучук
ХСПЭ - хлорсульфированный полиэтилен
ЭПДК - этиленпропилендиеновый каучук
ЭПК - этиленпропиленовый каучук
ЭХГК- этиленхлоргидрированный каучук
!
I
а
!
!
I
ИНГРЕДИЕНТЫ РЕЗИНОВОГО ПРОИЗВОДСТВА
АБИБН - азо-бяс-изобутиронитрил
АДКА - азодикарбонамид
АФА - алкилфеноламин
АФДА - алкилфенилендиамины (сантофлекс 134-
ПД, 11L, дусантокс L)
АФФДА - N-алкил-М'-фенил-л-фенилендиамин (С-
789)
ББПВ - л-бутил-4,4-(5ис-(грег-бутилперокси)вале-
рат(луперко 230XL)
ББПБ - я-бутил-3,3-00с(7рег-бутилперокси)бути-
рат(тригонокс 17/40)
ББТА-грег-бутил-2-бензтиазолил(сульфенамидТ)
ББФ - бензилбутилфталат
БДМАФА - 1\1,1\Г-<5йс-(1,4-диметиламил)-л-фени-
лендиамин
БТМС - 2-бензтиазолил-1\1-морфолилдисульфид
БАФФП - 2,2-бис-(3-амино-4-гидроксифенил)-
1,1,1,3,3,3-гексафторпропан
БО - бутилолеат (фригит)
БОФ - бензилоктилфталат
БПИБ - ди(грег-бутилпероксиизопропил)бензол
БПТМЦ -1,1 -<5да(грег-бутилперокси)-3,3,5-триме-
тилциклогенсан(тригонакс 29/40)
БПХ - л-бензилпиридинийхлорид (катапин)
БСГ - бензолсульфонилгидразид
БСФАН - 2-(л-бензолсульфогидроксифенилами-
но)нафталин
БТФФХ - бензилтрифенилфосфонийхлорид
ГББ - гексабромбензол
ГБНА - 1\1-(3-гидроксибутилиден)нафтиламин-
1 (альнафт)
ГБЦД - гексабромциклододекан
ГМДА - гексаметилендиамин
ГМДАК - гексаметилендиаминкарбамат
ГМДАС - гексаметилендиаммонийсебацинат
ГМДИ - гексаметилендиизоцианат
ГМТА - гексаметилентетрамин(уротропин)
ГПФД - гептил-л-фенилендиамин
ГФНА - 1\1-(4-гидроксифенил)нафтиламин-2(пара-
оксинеозон)
ДААБ - диазоаминобензол
ДАТК - диалкилдитиокарбамат
ДАДТК - диамилдитиокарбамат
ДАДФА - 4,4'-диалкилдифениламин
ДАДФМ - 4,4'-диаминодифенилметан
ДБТК - дибензилдитиокарбамат
ДБДТК - дибутилдитиокарбамат
ДБДФО - декабромдифенилоксид
ДБКФ - дибутилкарбитолформаль
ДБММФ - 2,6-ди-гре7"-бутил-4-метоксиметилфе-
нол
ДБМФ - 2,6-ди-грег-бутилметилфенол (агидол 1,
алкофен БП, ионол)
ДНФД-1\1,1\Г-ди(Р-нафтил)-л-фенилендиамин (ди-
афен НН)
ДББПВ - л-бутил-4,4-<5ис(грег-бутилперокси)вале-.
рат
ДБПМЦГ-1,1-ди(7рег-бутилперокси)-3,5,5-триме-
тилциклогексан
ДБППБ - ди(грег-бутилпероксиизопропил)бензол
(пероксимон)
ДБС - дибутилсебацинат
ДБТС - ди(2-бензтиазолил)дисульфид (альтакс)
ДБТМ - 1,3-дибутил-2-тиомочевина (1,3-дибутил-
2-тиокарбамид)
ДБТМЦГ -1,1 -ди(7рег-бутилперокси)-3,3,5-триме-
тилциклогексан
ДБФ - дибутилфталат
^A*l
11
i
I
i
I
i
*ДБЭА - дибутоксиэтиладитинат
ДБЭЭА - ди(бутоксиэтоксиэтил)адипинат
ДМТК - диметилдитиокарбамат
ДДМ - л-додецилмеркаптан
ДИБДТК - диизобутилдитиокарбамат
ДИБТС - 1\1,1\Г-диизопропил-2-бензтиазолилсуль-
фенамид
ДИПБ - диизопропилбензол
ДКП - дикумилпероксид •
ДМБП - бис(сс,а-диметилбензол)пероксид (перко-
докс ВС-40)
ДМБПГ - 2,5-диметил-2,5-(5ис-(7рег-бутилперок-
си)гексан-3 (луперко 130XL)
ДМБФА - N-(1,3-диметилбутил)-№-фенил-л-фени-
лендиамин (диафен 13, сантофлекс 13)
ДМДТК - диметилдитиокарбамат
ДМДФА - л,л'-диметоксидифениламин
ДММБФ - 2,2'-диэтилен-бис-(4-метил-6-трег-бу-
тилфенол) (агидол 2, НГ-2246, бисалкофен)
ДМПТМА - диметилолпропантриметакрилат
ДМПФД - 1\1,1\]'-бис-(1,4-диметилпентил)-л-фени-
лендиамин (антиоксидант 4030, сентофлекс 77)
ДМСО - диметилсульфоксид
ДМФТД - М,М'-диметил-1\1,М'-дифенилтиурамди-
сульфид
ДМФФД - 1\1-(1,3-диметилбутил)-1\Г-фенил-п-фе-
нилендиамин (диафен-13)
ДМФ - диметилфталат
ДИПМТ - N.N'- динитрозопентаметилентетрамин
ДНФД - N.N'-ди-Р-нафтил-л-фенилендиамин
ДОС - диоктилсебацинат
ДОФД - 1\1,М'-диоктил-л-фенилдендиамин
ДПМТГС - ди(пентаметилентиурам)гексасульфид
ДПМТС - дипентаметилентиурамтетрасульфид (тет-
рон А)
ДМАФА - 2,4,6-трис-(М-1,4-диметиламил-п-фени-
лендиамин)-1,3,5-триазин
ДТБП - ди-грег-бутилпероксид
ДТБПГ - 2,5-ди(грет-бутилперокси)-2,5-диметил-
гексан
ДТГ - МД-ди-о-толилгуанидин
ДТДМ - N.N'-дитиодиморфолин
ДТМ - 4,4'-дитиоморфолин
ДТМС - N.N-дитиоморфолилдисульфид
ДФГ - N.N'-дифенилгуанидин
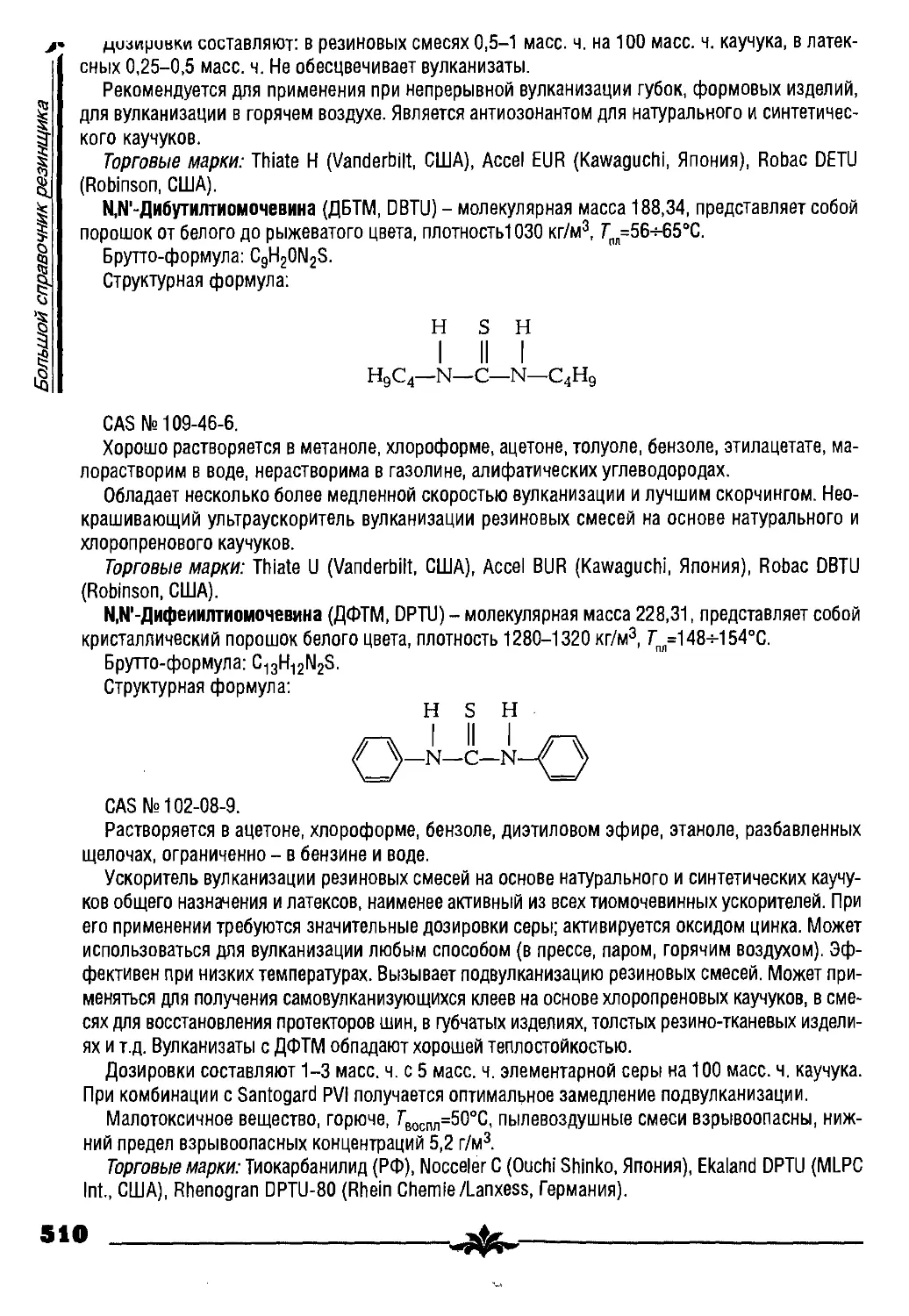
ДФТМ - 1\1,1\Г-дифенилтиомочевина(М,М'-дифенил-
тиокарбамид)
ДТФМИ - дитиобисфенилмалеимид
ДФФД - М,№-дифенил-л-фенилендиамин
ДХБ - дихлорбутадиен
ДЦГБС - 1\1,1\Г-дициклогексил-2-бензтиазолилсуль-
фенамид
ДЦФД - М,№-дициклогексил-п-фенилендиамин
ДЭБТС - М,М'-диэтил-2-бензтиазолилсульфенамид
(сульфенамид БТ)
ДЭГА - диэтилгидроксиламин
ДЭГДМА - диэтиленгликольдиметакрилат
ДЭГФФ - ди(2-этилгексил)фенилфосфат
ДЭДТК - диэтилдитиокарбамат
ДЭК - диэтилксантогенат
ДЭТМ - диэтилтимочевина (диэтилтиокарбамид)
ИПФФД - М-изопропил-1\Г-фенил-п-фенилендиа-
мин (диафен ФП)
МБИ - 2-меркаптобензимидазол
МБМФ - 2,2-метиленбис-(6-7рег-бутил-4-метилфе-
нол)
МБТ - 2-меркаптобензтиазол (каптакс)
МДБФ - 4,4'-метиленбис-(2,6-ди-грег-бутилфенол)
МДМБФ - 4-метил-2,6-ди(а-метилбензол)фенол
МИА - 2-мерктоимидазолин (NA-22)
ММБИ - 4(5)-метил-2-меркаптобензимидазол
ММБФ - 2,2'-метиленбис(4-метил-6-грег-бутилфе-
нол) (агидол 2, бисалкофен, НГ-2246)
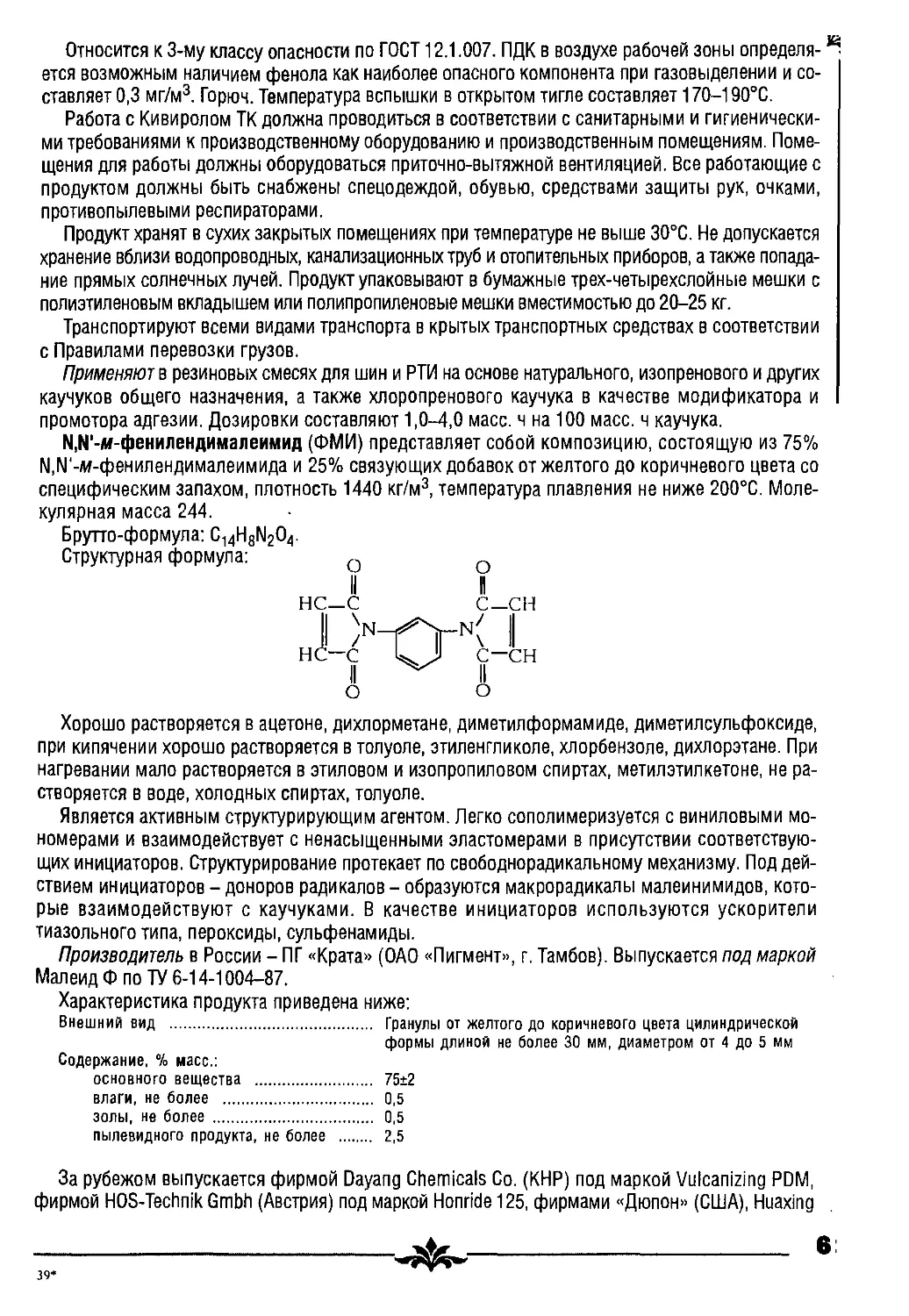
МФДМ -м-фенилендималеимид
МХА - метилен-бис-о-хлоранилин (МОКА, диа-
метХ)
НДИ - 1,5-нафтилендиизоцианат
НДФА - N-нитрозодифениламин
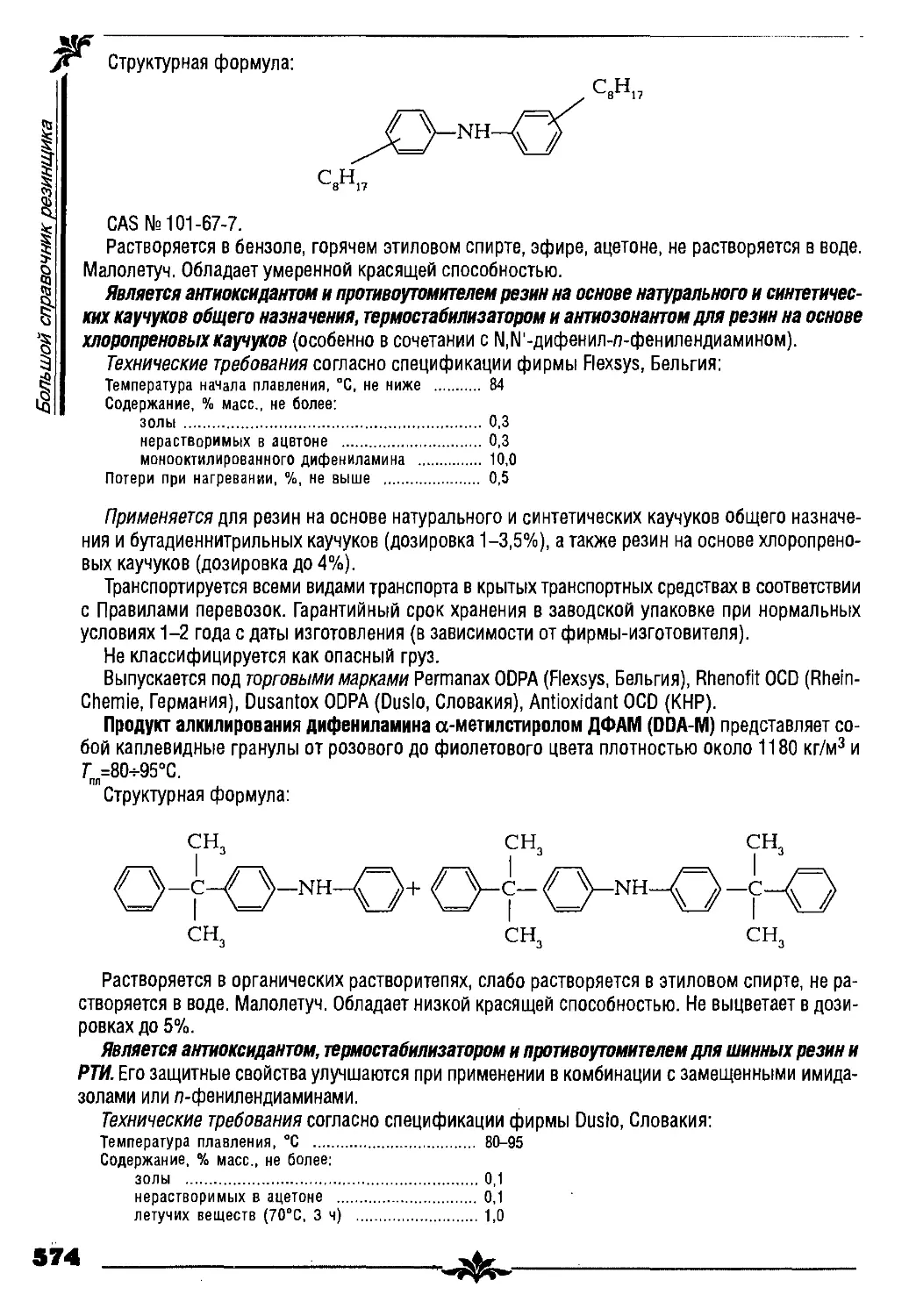
ОБДФО - октабромдифенилоксид
ОБСГ - 4,4'-оксибензолсульфонилгидразид
ОДБТС - М-оксидиэтилен-2-бензтиазолилсульфе-
намид (сульфенамид М)
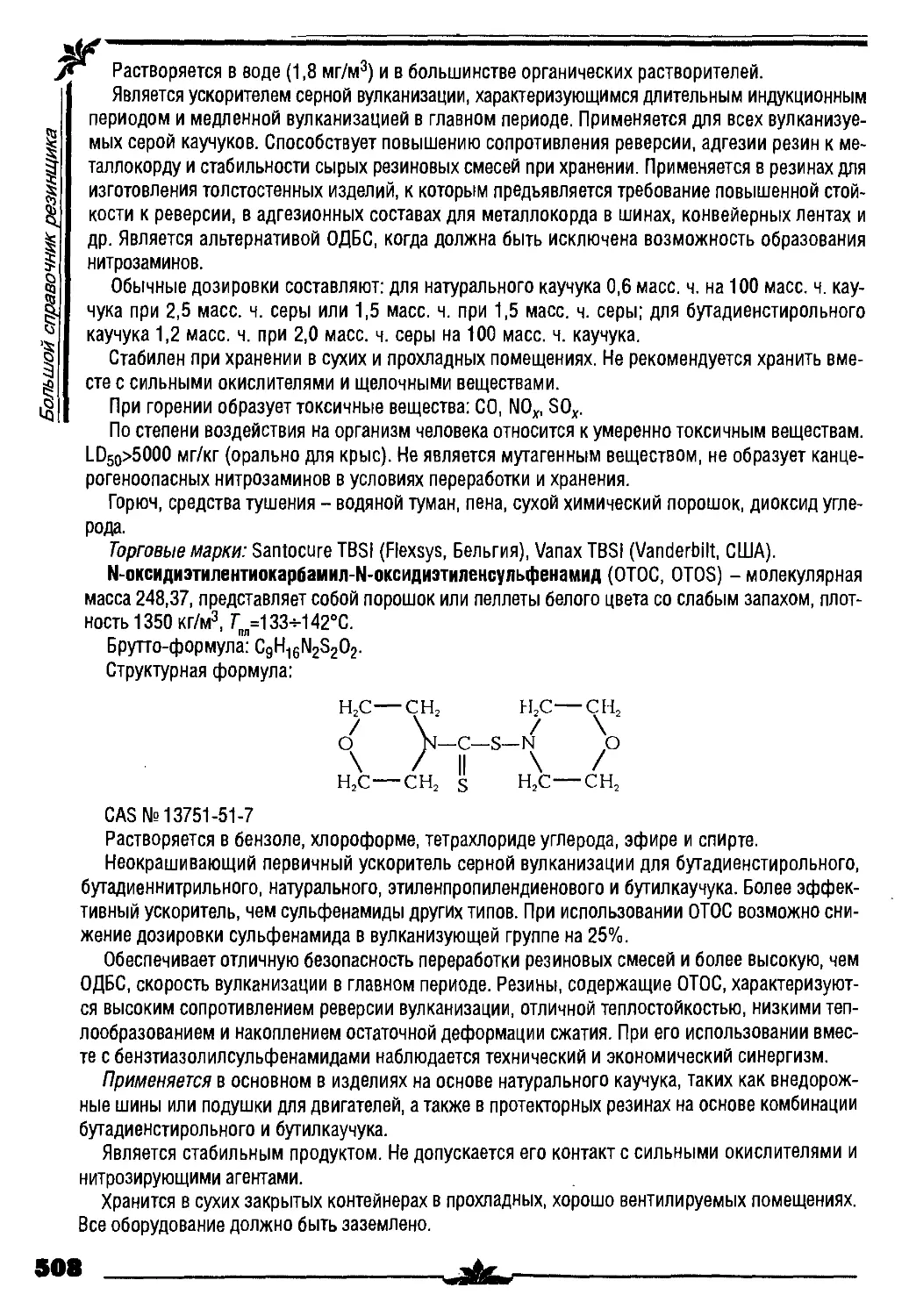
ОЭТКА - N-оксидиэтилентиокарбамил-М-оксидиэ-
тиленсульфенамид
ПБДФО - пентабромдифенилоксид
ПМТОП - 3,3,5,7,7-пентаметил-1,2,4-триоксипан
ТАИЦ - триалилизоцианурат
ТАЦ - триаллилцианурат
ТБАБ - тетрабезтиламмонийбромид
ТББТС - 1\1-грег-бутил-2-бензтиазолилсульфенамид
(сульфенамид Т)
ТБФ - трибутилфосфат
ТБМФ - 4,4'-тио-бис-(6-грвг-бутил-23-метилфе-
нол) (тиалкофен БМ, сантонокс)
ТБП ЦГП - 4,4,4,4-тетракис(грег-бутилперокси)-2,2-
дициклогексилпропан (перкодокс 12/40)
ТБТДС - тетрабутилтиурамдисульфид
ТБТМ - трибутилтиомочевина
ТДИ - 2,4-толуилендиизоцианат
ТИБТМС - тетраизобутилтиураммоносульфид
ТКСФ - триксиленилфосфат
ТКФ - трикрезилфосфат
ТМГ - тетраметилгуанидин
ТИБТД - тетраизобутилтиурамдисульфид
ТМДГХ - 2,2,4-триметил-1,2-дигидрохиналина оли-
гомер (ацетонанил, флектол Н)
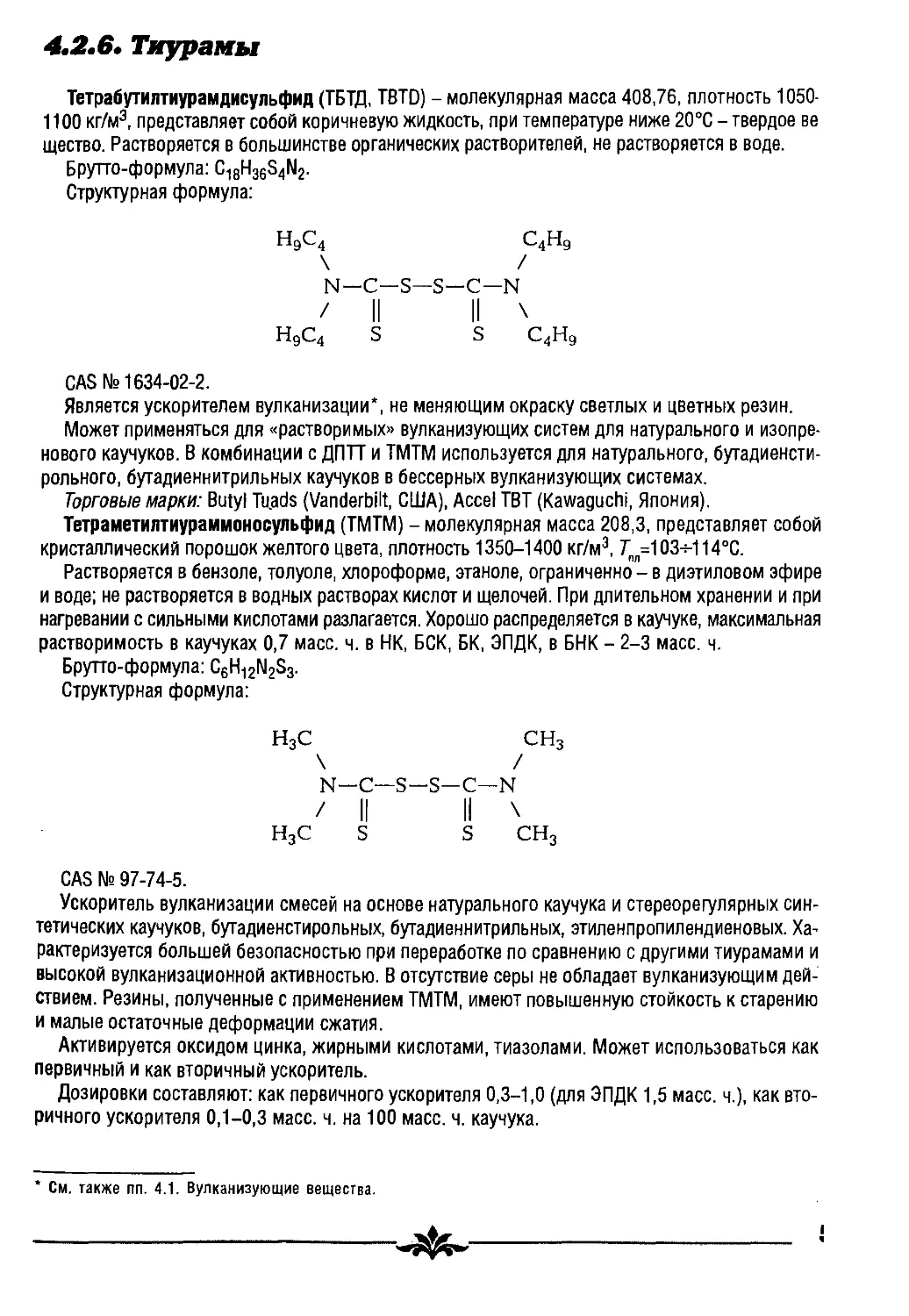
ТМТД - тетраметилтиурамдисульфид (тиурам Д)
ТМТМ - тетраметилтиураммоносульфид (тиурам
М, ММ)
ТМХ - 2,2,4-триметил-1,2-дигидрохинолин
ТНФФ - три(л-нонилфенил)фосфит (фосфитНФ,
полигард)
ТЭГФ - три(2-этилгексил)фосфат
ТСК - тиосемикарбазид
ТСФАН - 2-(л-толуолсульфогидроксифенилами-
но)нафталин
ТФФ - трифенилфосфат
ТХЭФ - трихлорэтилфосфат
ТЭБАХ - триэтилбензиламмонийхлорид
ТМТДС - тетраметилтиурамдисульфид
ТЭТДС - тетраэтилтиурамдисульфид (тиурам Е)
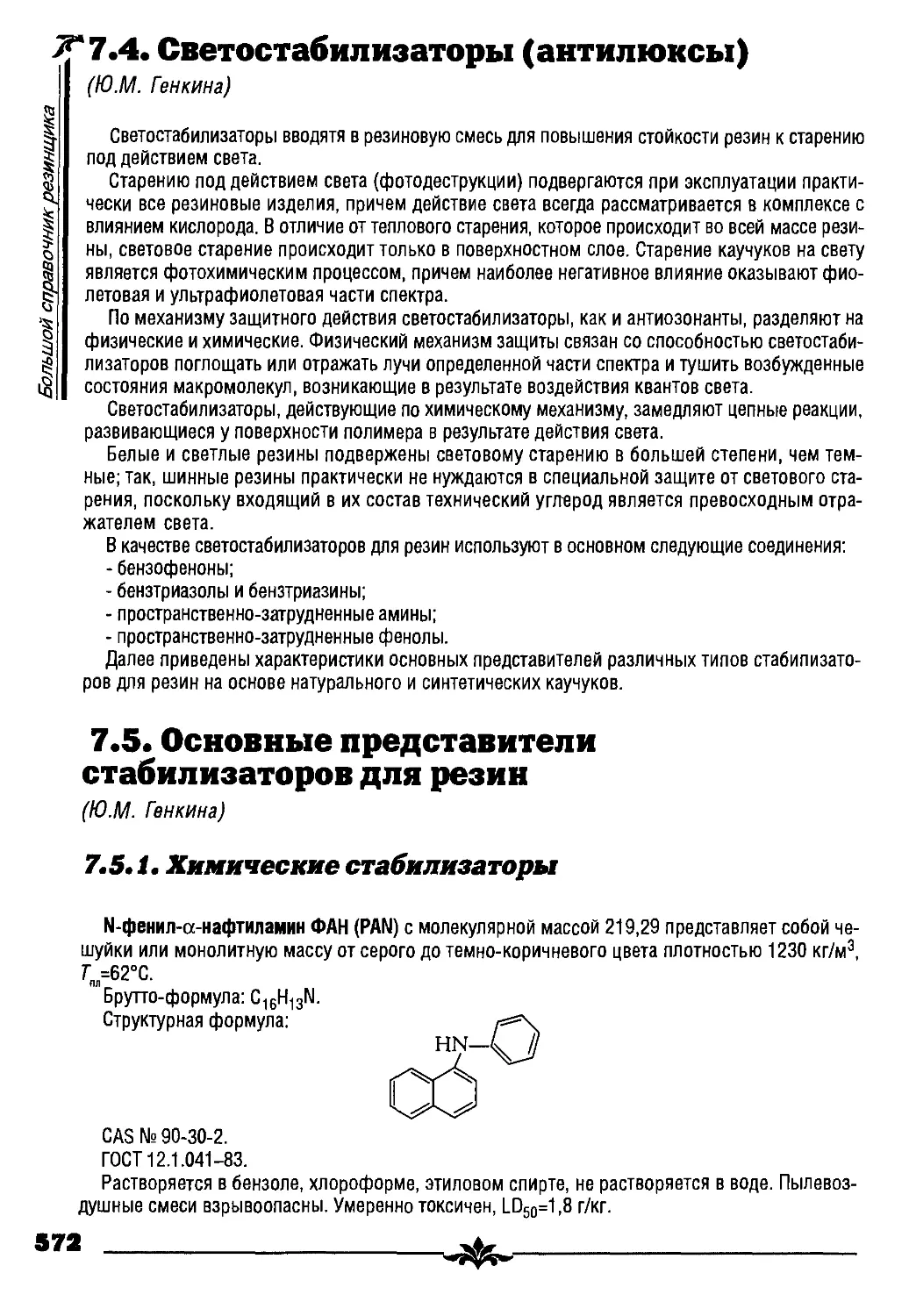
ФАН - N-фенил-а-нафтиламин (неозон)
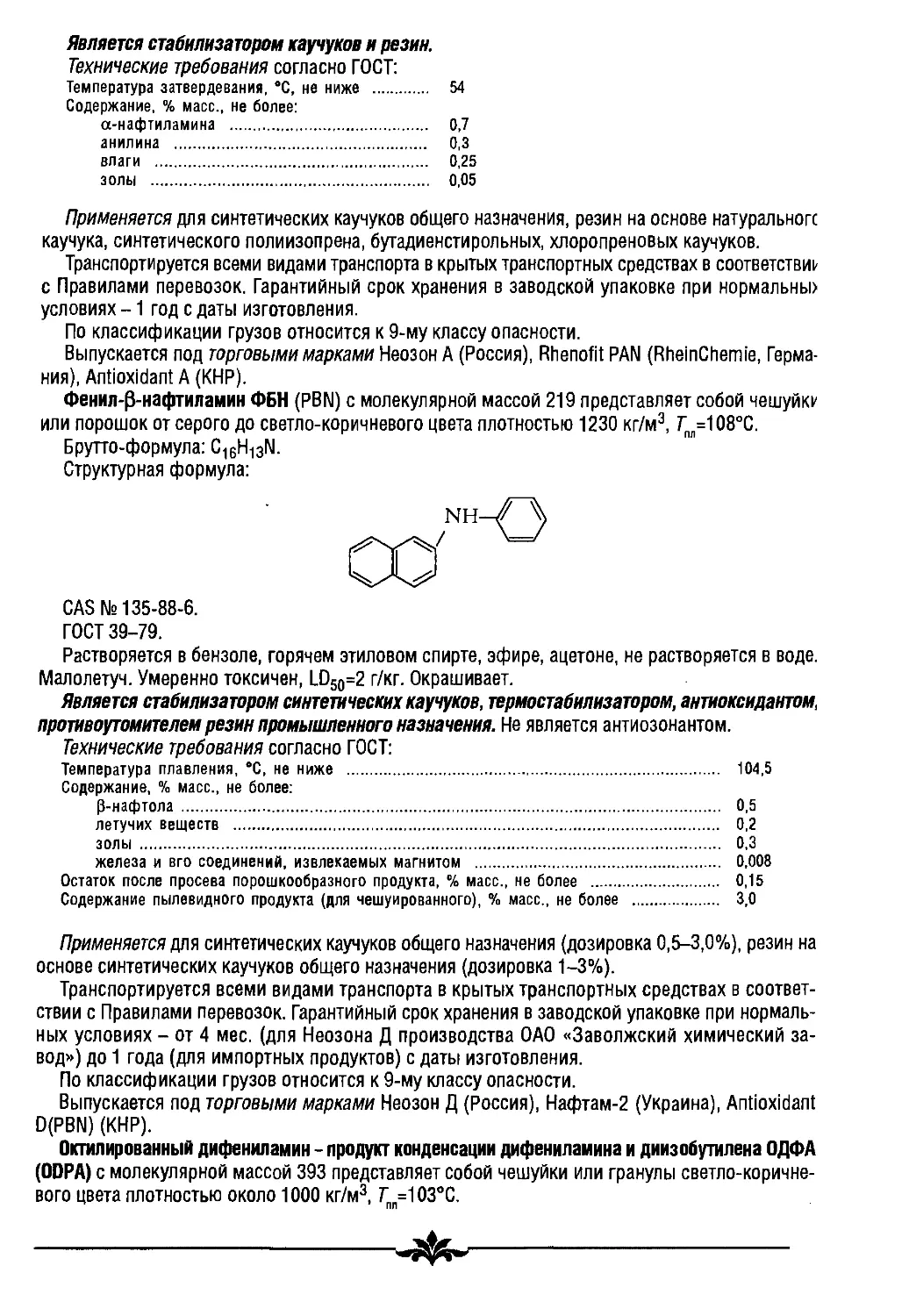
ФБН - фенил-Р-нафтиламин
ФБТС - 1\1-фурфурилиден-2-бензтиазолилсульфе-
намид (сульфенамид Ф)
ФД - /7-фенилендиамин
77ФД-1\1,1\Г-|5ис-(1,4-диметиламил)-/7-фениленди-
амин
ФДМИ - 1\1,1\Г-м-фенилендималемид (Малеид Ф)
ФИПФД - 1\1-фенил-1\Г-изопропил-л-фенилендиамин
(диафен ФП, вулканокс 4010 NA, сантофлекс IP)
ФНА - N-фенил-а-нафтиламин (неозон А)
1\1-фенил-(3-нафтиламин (неозон Д)
6ФФД - 1\1-(1,3-диметилбутил)-1\Г-фенил-л-фени-
лендиамин (диафен 13, сантофлекс 13)
8ФФД - М-2-этилгексил-1\Г-фенил-л-фенилендиа-
мин
ХДО - л-хинондиоксим
ЦБС-^циклогексил-2-6ензтиазолилсульфенамид
(сульфенамид Ц)
ЦГТФ - N-циклогексилтиофталимид
ЦГФИ - N-циклогексилфталимид
ЦГФФА - М-циклогексил-М'-фенил-л-фениленди-
амин
ЦТАБ - цетилтриметиламмонийбромид
ЦТФ - N-циклогексилтиофталимид
ЭМДГХ - 6-этокси-2,2,4-триметил-1,2-дигидрохи-
нолин (хинол ЭД, сантофлекс AW)
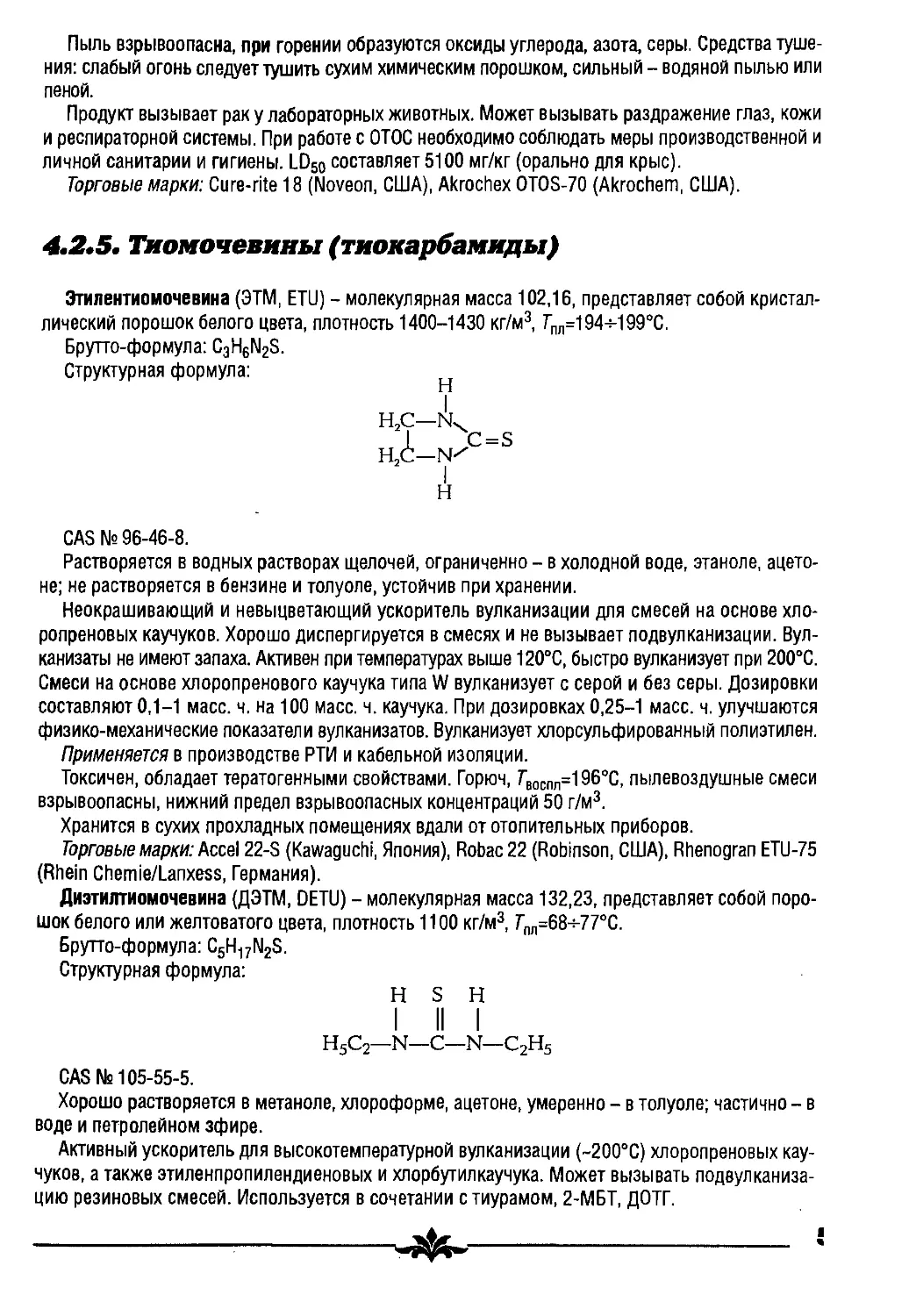
ЭТМ - этилентиомочевина (этилентиокарбамид,
NA-22)
ЭТК - этилентиокарбамид
ЭФДТК - этилфенилдитиокарбамат
^5~-
к
а
i
I
1
I
ОБЩИЕ СВЕДЕНИЯ
Резина как конструкционный материал 14
Основы рецептуростроения 34
Методы переработки 46
Резина как конструкционный материал
(ЛЯ. Юрцев, Б.Л. Бухт)
Механические свойства резин и их особенности
Эластомеры широко применяются в технике благодаря уникальным механическим свойствам.
Их отличия от всех других материалов - способность к большим обратимым деформациям, низкая
скорость развития деформации, малая жесткость при изменении формы и большая - при
изменении объема, а также способность поглощать и рассеивать механическую энергию. Эти
уникальные свойства реализуются в диапазоне температур, на десятки градусов выше и ниже комнатной,
и обусловлены тем, что для эластомеров, в отличие от других материалов, возможно проявление
не двух (упругая и пластическая), а трех видов деформации.
Упругая деформация, аналогичная упругой деформации обычных твердых тел, обратима и
связана с изменением межмолекулярных и межатомных расстояний, а также углов, образуемых
валентными связями, соединяющими атомы в макромолекулах; развитие упругой деформации
сопровождается изменением внутренней энергии системы.
Высокоэластическая деформация, характерная только для полимеров в высокоэластическом
состоянии, также обратима, но связана с изменением конфигурации макромолекул, т.е. с
изменением энтропии системы; весь комплекс уникальных механических свойств каучуков и резин
определяется деформацией именно этого типа.
Пластическая деформациясвязана с необратимым перемещением макромолекул друг
относительно друга; особенно важную роль она играет в каучуках и сырых резиновых смесях. Наличие
трехмерной сетки поперечных связей препятствует развитию этого вида деформации. При
деформировании резин, т.е. эластомеров, имеющих сетку химических поперечных связей, пластическая
деформация развивается лишь при разрушении химических связей в процессе старения.
В зависимости от условий деформирования эластомера меняется соотношение между
деформациями, что определяется различием скоростей их развития. Так, время развития упругой
деформации составляет 10-М О-5 с и не зависит от температуры. Высокоэластическая деформация даже
при высоких температурах развивается существенно медленнее- при комнатной температуре на
два-три порядка; при понижении температуры это время значительно увеличивается.
Таким образом, для резины как конструкционного материала, характерны:
- способность к очень большим обратимым упругим деформациям и малая жесткость, т.е.
малые значения модулей при сдвиге, растяжении и сжатии;
-различная физическая природа изменений объема и изменений формы при деформации, при
этом изменения формы при деформации происходят практически при постоянном объеме;
- замедленное установление равновесия при деформации, большое влияние температуры и
длительности действия нагрузки, т.е. релаксационные явления и, как результат, существенное
рассеяние механической энергии в виде тепла при динамическом нагружении, т.е. значительные
механические потери.
Знание механических свойств резин создает основу для инженерных расчетов резиновых и
резиноармированных (резинотекстильных и резинометаллических) конструкций.
14
Резина как конструкционный материал
Для эластомера с пространственной сеткой, каким является резина, каждому значению напря
жения соответствует определенное значение равновесной деформации. И наоборот, каждому значе
нию деформации соответствует вполне определенное значение равновесного напряжения, отличное
от нуля. Однако истинно равновесные условия при деформации резин обычно не достигаются. При
малых скоростях приложения нагрузки имеет место статическая деформация, при описании которой
можно пренебречь релаксационными процессами. При больших скоростях нагружения или при
периодическом воздействии нагрузки имеет место динамическая деформация, закономерности которой
в значительной степени определяются релаксационными процессами.
Релаксационные свойства резин
Для эластомеров характерна главным образом высокоэластическая деформация, которая
развивается с относительно небольшой скоростью. Процесс её развития при комнатной температуре может
продолжаться минуты, часы, а иногда и десятки суток. Упругая деформация в полимерах развивается
за доли секунды, поэтому основной тип физических релаксационных процессов, наблюдаемых в
полимерах, связан с переходом от «мгновенной» упругой к «медленной» высокоэластической деформации.
Эти релаксационные процессы называют главными физическими релаксационными процессами или
альфа-процессами релаксации. При понижении температуры такие процессы замедляются и
высокоэластическая деформация не развивается за реальное время наблюдения. Тогда, при температуре
стеклования Гс материал переходит в стеклообразное состояние.
Кроме физических, длярезин характерны химические релаксационные процессы, которые
связаны с изменением химической структуры каучука или пространственной сетки - разрывом и
образованием новых химических связей, что определяет процесс старения резин. Чем выше
температура, тем быстрее идет старение. Медленные процессы химической релаксации могут
наблюдаться и при комнатной температуре.
В чистом виде релаксационные процессы можно наблюдать в случае, если тело после
приложения нагрузки находится при постоянной деформации, а напряжение уменьшается (релаксация
напряжения) или если нагрузка остается постоянной, а деформация увеличивается (ползучесть).
Еще один простой вид проявления релаксационных процессов - это восстановление.
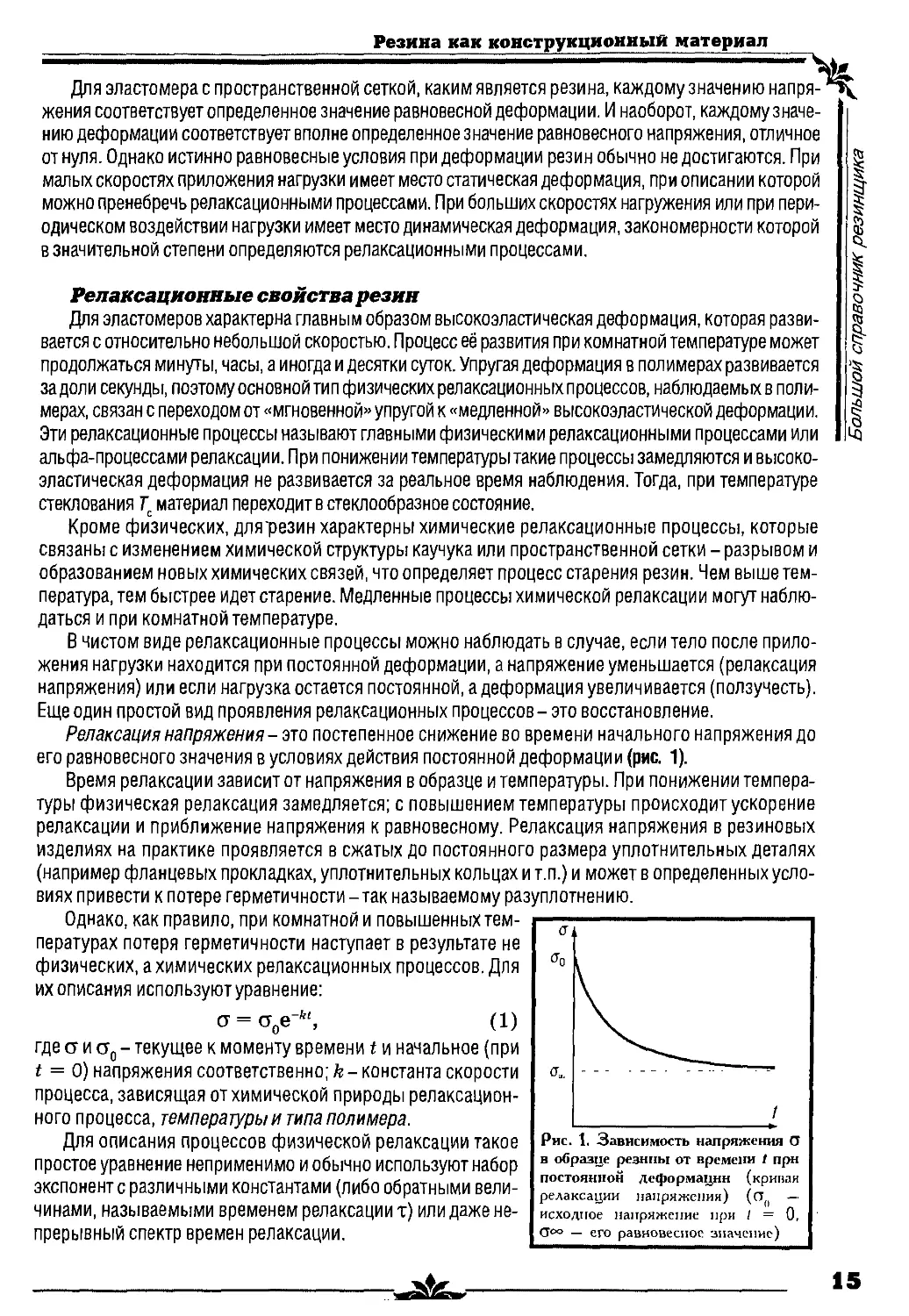
Релаксация напряжения -это постепенное снижение во времени начального напряжения до
его равновесного значения в условиях действия постоянной деформации (рис. 1).
Время релаксации зависит от напряжения в образце и температуры. При понижении
температуры физическая релаксация замедляется; с повышением температуры происходит ускорение
релаксации и приближение напряжения к равновесному. Релаксация напряжения в резиновых
изделиях на практике проявляется в сжатых до постоянного размера уплотнительных деталях
(например фланцевых прокладках, уплотнительных кольцах и т.п.) и может в определенных
условиях привести к потере герметичности -так называемому разуплотнению.
Однако, как правило, при комнатной и повышенных
температурах потеря герметичности наступает в результате не
физических, а химических релаксационных процессов. Для
их описания используют уравнение:
ст = ст0е-<", (1)
где а и а0 - текущее к моменту времени t и начальное (при
t = 0) напряжения соответственно; k- константа скорости
процесса, зависящая от химической природы
релаксационного процесса, температуры и типа полимера.
Для описания процессов физической релаксации такое
простое уравнение неприменимо и обычно используют набор
экспонент с различными константами (либо обратными
величинами, называемыми временем релаксации т) или даже
непрерывный спектр времен релаксации.
Рис. 1. Зависимость напряжения О
в образце резины от времени / при
постоянной деформации (кривая
релаксации напряжения) (ст —
исходное напряжение при / = О,
СГ°° — его равновесное значение)
5.
1
!
!
1
-—д«°—'-
15
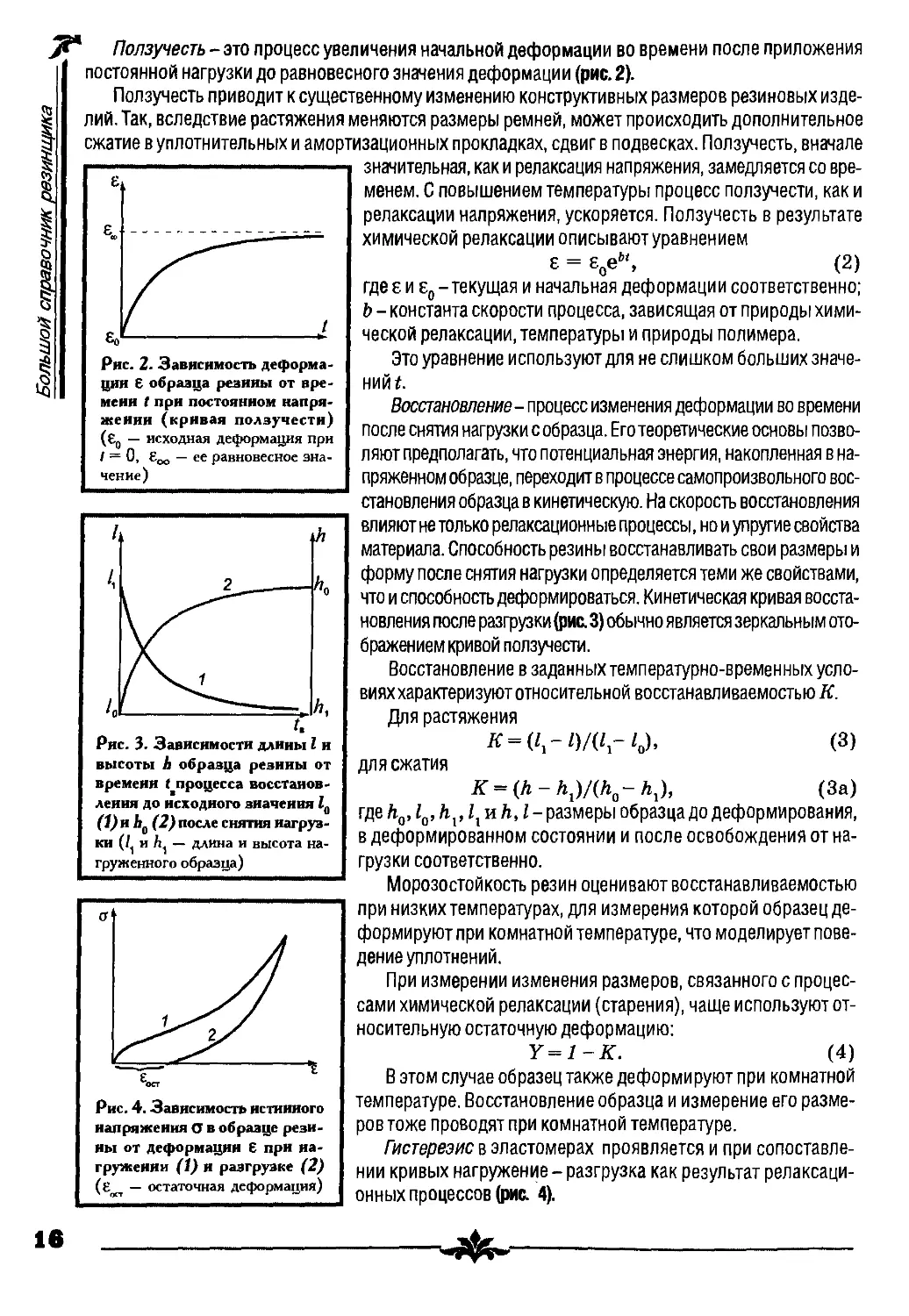
Рис. 2. Зависимость
деформации Е образца резины от
времени t при постоянном
напряжении (кривая ползучести)
(е0 — исходная деформация при
/ = 0, Ео,, — ее равновесное
значение)
и
к
ф
yf* Ползучесть - это процесс увеличения начальной деформации во времени после приложения
постоянной нагрузки до равновесного значения деформации (рис. 2).
Ползучесть приводит к существенному изменению конструктивных размеров резиновых
изделий. Так, вследствие растяжения меняются размеры ремней, может происходить дополнительное
сжатие в уплотнительных и амортизационных прокладках, сдвиг в подвесках. Ползучесть, вначале
значительная, как и релаксация напряжения, замедляется со
временем. С повышением температуры процесс ползучести, как и
релаксации напряжения, ускоряется. Ползучесть в результате
химической релаксации описывают уравнением
б = Бое"', (2)
где е и е0 - текущая и начальная деформации соответственно;
b - константа скорости процесса, зависящая от природы
химической релаксации, температуры и природы полимера.
Это уравнение используют для не слишком больших
значений t.
Восстановление -процесс изменения деформации во времени
после снятия нагрузки с образца. Его теоретические основы
позволяют предполагать, что потенциальная энергия, накопленная в
напряженном образце, переходит в процессе самопроизвольного
восстановления образца в кинетическую. На скорость восстановления
влияют не только релаксационные процессы, но и упругие свойства
материала. Способность резины восстанавливать свои размеры и
форму после снятия нагрузки определяется теми же свойствами,
что и способность деформироваться. Кинетическая кривая
восстановления после разгрузки (рис. 3) обычно является зеркальным
отображением кривой ползучести.
Восстановление в заданных температурно-временных
условиях характеризуют относительной восстанавливаемостью К.
Для растяжения
К = {1,-1)/{1-10), (3)
для сжатия
ЛГ - (Л-*,)/(*„-AJ, (За)
где h0, l0, ftj, ij и h, I - размеры образца до деформирования,
в деформированном состоянии и после освобождения от
нагрузки соответственно.
Морозостойкость резин оценивают восстанавливаемостью
при низких температурах, для измерения которой образец
деформируют при комнатной температуре, что моделирует
поведение уплотнений.
При измерении изменения размеров, связанного с
процессами химической релаксации (старения), чаще используют
относительную остаточную деформацию:
Y=l-K. (4)
В этом случае образец также деформируют при комнатной
температуре. Восстановление образца и измерение его
размеров тоже проводят при комнатной температуре.
Гистерезис в эластомерах проявляется и при
сопоставлении кривых нагружение - разгрузка как результат
релаксационных процессов (рис. 4).
КЗ
U
Рнс. 3. Зависимости длины I и
высоты Ь образца резины от
времени (процесса
восстановления до исходного значения i„
(1) и Ьв (2) после снятия
нагрузки (^ и Л, — длина и высота
нагруженного образца)
Рис. 4. Зависимость истинного
напряжения О в образце
резины от деформации Е при на-
груженни (1) и разгрузке (2)
(б — остаточная деформация)
Напряжение при разгрузке меньше, чем при нагружении. Эта зависимость описывается кривой, ^v
называемой «петлей гистерезиса». Для резин конечная точка кривой разгрузки близка к начальной
точке кривой нагружения. Однако в ряде случаев петля гистерезиса включает и часть оси
деформаций (оси абсцисс), лежащей между этими точками. Площадь, ограниченная этой кривой,
характеризует механическую энергию, рассеянную за цикл нагружение- разгрузка. Наличие петли
гистерезиса, как и вообще релаксационные процессы в эластомерах, проявляется и при их динамическом
нагружении.
Механические свойства резни, определяемые в статических условиях
вря простых видах нагружения
Как и для любого другого твердого тела, определение механических характеристик сводится к
измерению соотношения между напряжением и деформацией в разных условиях нагружения.
Особенности механического поведения эластомеров выявляются при рассмотрении механизма
их деформирования. Общая деформация тела при нагружении состоит в изменении объема и
формы. Для металлов изменение и объема и формы требует преодоления межатомных связей. А
для эластомера в высокоэластическом состоянии преодоление межатомных и межмолекулярных
связей происходит только при изменении объема. Форма изменяется вследствие изменения
конфигурации молекул, т.е. в процессе высокоэластической деформации, что не влияет на
внутреннюю энергию и требует значительно меньшей внешней работы.
Одноосное нагружение. Деформация. При расчетах параметров растяжения обычно
используют относительную деформацию. При растяжении образца начальной длины J0 на А1 его новая
длина составит ^ = 10+А1. При этом относительная деформация растяжения
г = А1/10 = (1г10)/10; (5)
при сжатии
E=Ah/h0 = (ha-hl)/h0, (5a)
где Ah - изменение толщины образца; Л0 и hx - начальная и новая толщина образца соответственно.
Если величину АЛ считать отрицательной (в противоположность положительной величине А1),
той е при сжатии-отрицательная величина.
Деформацию при растяжении характеризуют не только относительным удлинением или
сжатием, но и величиной А,- отношением текущих и начальных размеров образца к начальной
(кратностью деформации).
Для растяжения
X = IJIQ = 1 + е, (6)
для сжатия
X = hjh0 = 1-8. (6а)
Напряжение. При деформировании в материале возникают напряжения, которые при
одноосной деформации равны отношению приложенной нагрузки к площади поперечного сечения
образца. Однако площадь поперечного сечения при деформировании изменяется. В связи с этим
различают условное f и истинное а напряжения:
f = P/S0; <J = P/S, (7)
где Р - нагрузка; S0 и S-площадь поперечного сечения исходного и деформированного образцов
соответственно.
Чем больше деформация, тем сильнее различия между / и а. Из условия постоянства объема,
справедливого при высокоэластической деформации,
S0l0 = Sl, (8)
откуда с учетом выражения (6)
S=S0l0/l = S0/X. (9)
Тогда связь между истинным и условным напряжением имеет вид:
о = P/S = PX/S0 = fk. (10)
I
i
I
!
I
2 — S4ft4
-W--
17
ОБЩИЕ СВЕДЕНИЯ
if,
г
!
I
i
I
1
I
Связь между напряжением и деформацией при одноосном нагружении. Модуль упругости.
Кривую зависимости напряжения от деформации для эластомеров условно можно разделить
на два участка. При сравнительно небольших деформациях, обычно при е z 1 +2 (или 100-
200%), изменениям напряжения соответствуют сравнительно большие изменения
деформации, и тангенс угла наклона кривой к оси абсцисс невелик. При больших деформациях
сравнительно небольшим изменениям деформации соответствуют значительные изменения
напряжения.
Этот эффект особенно ярко выражен для резин, способных при растяжении к ориентацион-
ной кристаллизации.
Линейная зависимость между напряжением и деформацией для резин наблюдается в
небольших пределах начальных деформаций. Как и для любого упругого материала она описывается
законом Гука:
о = Ее, (11)
где 2?- модуль упругости 1-го рода, или модуль Юнга.
Для резин линейная зависимость приближенно сохраняется для истинного напряжения при
равновесных или близких к ним (до б = 1) условий в зависимости от состава резины.
Деформация сдвига. Модуль сдвига. Простой и чистый сдвиги - также одноосная
деформация. Площадь сечения образца при сдвиге не меняется, а зависимость между напряжением ст. в и
деформацией близка к линейной:
<*«. = <=Y. (12)
где G- модуль сдвига; у- относительная деформация сдвига:
У=АЛДВ/Л0, (13)
здесь Ahc e- смещение образца; й0- начальная толщина образца.
Поэтому для конструктора, относящего расчетные напряжения к начальным площадям
нагружаемых сечений, удобно пользоваться модулем сдвига G.
Объемное сжатие. Объемное деформирование не относится к простым видам нагружения. В
условиях равномерного объемного деформирования высокоэластическая деформация практически не
развивается. Поэтому размеры резины изменяются только за счет упругой деформации, и модуль
объемного сжатия К имееттотже порядок, что для пластмасс и многих других твердых тел.
Коэффициент Пуассона ц- это отношение относительной поперечной деформации к
относительной продольной при малых деформациях:
ц = Ш0/(а0А1), (14)
где гои а0 - соответственно размеры образца в продольном и поперечном направлениях; Да и Ы
- изменение размеров при деформации.
Особенностью эластомеров является соотношение модулей упругости Е, сдвига G и
объемного сжатия К. Для типичных резин:
Е я 1-15 МПа, G ~ 0,3+5 МПа, К ~ 103 МПа;
для стали:
Е « 2,1-Ю5 МПа, G « 0,8-Ю5 МПа, К « 1,7-Ю5 МПа.
Эти величины не являются независимыми, а связаны соотношениями:
К = £/[3(1 -2ц)], (15)
G = £/[2(1 + ц)]. (16)
Принципиальное различие между модулями резин и стали состоит не в их значении, а в том,
что для металлов модули являются величинами одного порядка, а для резины модуль К на два-
три порядка больше модулей Е \л G Поэтому для высокоэластической деформации можно
принять К = °°.
Эта особенность свойств резины позволяет при расчете конструкций, в которых нагружение и
закрепление не ограничивают изменения формы конструкции, пренебречь изменением объема
при деформации и описывать резину как материал, не меняющий объем при деформации
(несжимаемый материал). Но при этом следует помнить, что резину называют «несжимаемым» матери-
Резина как конструкционный материал
алом не потому, что мала её сжимаемость (объемная жесткость резины на два порядка меньше,
чем у стали - Kpe3mJKaMk^ О"2), а потому что форма изменяется значительно легче, чем объем -
об этом свидетельствует весьма малое значение отношений Е/К и G/K.
Если считать, что для резины К = °° и изменения объема при одноосной деформации
пренебрежимо малы, т.е. AV= О, то
E = 3G, (17)
И
|Ы = 0,5. (18)
В общем случае при проведении инженерных расчетов изделий требуется определение двух
независимых показателей упругости: например, модуля упругости (растяжения или сжатия) Е или
сдвига G и модуля объемного сжатия К. Для резины задача, однако, упрощается из-за весьма
значительной разности между модулями одноосной деформации, с одной стороны, и модулем
объемного сжатия - с другой. Таким образом, при развитии высокоэластической деформации
вместо двух констант, необходимых для описания упругих свойств металлов, для резины можно
ограничиваться одной: либо модулем упругости Е, либо модулем сдвига G.
Зависимость напряжение-деформация резины
при различных видах напряженного состояния
В общем случае деформация материала в точке тела определяется действием трех
нормальных и трех касательных напряжений в трех плоскостях ортогональной системы координат. Если
принять линейность соотношения напряжение-деформация, то при расчете напряженного
состояния деталей можно использовать принцип суперпозиции нагружений.
Однородная деформация образца характеризуется значениями Xv Х2 и Х3 в трех главных
взаимно перпендикулярных направлениях. Если длина ребра куба равна единице, то после
деформации он превращается в параллелепипед с длинами ребер Xv Х2 и А,3.
Из условия постоянства объема при деформации, которое справедливо для собственно
высокоэластической деформации, следует:
При простом одноосном растяжении до А,:
Л2 = А3=1/А (20)
При однородном двумерном растяжении, когда образец растягивается одинаково в двух
взаимно перпендикулярных направлениях:
А1 = А2; A3=W- (21)
При рассмотрении сложного напряженного состояния эластомеров и расчете резиновых
деталей удобно пользоваться удельной энергией деформации (упругим потенциалом).
В общем случае упругий потенциал записывают в виде функции трех инвариантов деформации:
W=W(I1,I2,I3), (22)
где 1Х = А 2+А22+А32; I2 = X*X22+X22X*+X*X*; I3 = VW> являющиеся
симметричными комбинациями квадратов главных степеней удлинений.
Соотношения между главными напряжениями и степенями удлинения определяются
частными производными:
a^l/A^; dW/dXx. (23)
Соотношения для о, иа3 аналогичны.
Произведение трех главных степеней удлинения есть относительное изменение объема,
поэтому для материала, объем которого при деформации не изменяется,
/,-1; Х = 1/Х2Х3, (24)
и упругий потенциал становится функцией только двух переменных:
W=W(XltX2), (24а)
или
W = W(I1,I2). (246)
1
i
I
1
I
Ограничиваясь некоторым числом начальных членов, можно получить различные формы
потенциалов. Так, основываясь только на предположении о линейной зависимости напряжение -
деформация при простом сдвиге для изотропного несжимаемого материала, Муни получил
выражение для упругого потенциала с двумя константами. Этот потенциал обычно называют
потенциалом Муни-Ривлина:
Т^ = С1(/1-3) + С2(/2-3) (25)
или
W = СД^+^+^з-3) + С2{Х'\+ Х-\+Х-23-3), (25а)
где Cj и С2- константы материала.
При С, = G/2 и С2 = О уравнение (25а) совпадает с (256) (см. ниже).
Можно считать установленным, что величина С2 отражает степень межмолекулярного
взаимодействия в эластомере. Однако при больших деформациях, особенно при развитии ориентаци-
онной кристаллизации, этот потенциал не описывает экспериментальных данных даже при
одноосном растяжении.
Потенциал в виде ряда с большим числом констант предложил Ривлин, четырехконстантный -
Бидерман. Возможны и другие, кроме ряда по инвариантам, общие формы для потенциала.
Например, предложенная Огденом форма в виде суммы по степеням степеней удлинений.
Универсальная форма потенциала, пригодная для всех резин в полном интервале возможных
деформаций, вряд ли может существовать еще и потому, что с возрастанием деформации
изменяется ее природа.
В настоящее время при расчетах резинотехнических изделий в сложном напряженном
состоянии, особенно с применением метода конечных элементов, как правило, используют потенциал
Муни-Ривлина, хотя его универсальность и достаточность для получения заданной точности, по-
видимому, не изучена. Можно предположить, что для расчета конкретных изделий необходимо и
достаточно выбирать определенную форму упругого потенциала, обеспечивающую заданную
точность в реальной области деформаций резины в конкретных изделиях и для определенного класса
однотипных резин.
Константы выбранной формы потенциала определяются по экспериментальным
зависимостям напряжение-деформация в определенных режимах нагружения, которые позволяют
рассчитать энергию деформации. Практически, как правило, ограничиваются данными по одноосному
растяжению, что вряд ли можно считать достаточным. Естественно, что чем дальше отстоит
реальное сложное нагружение от видов нагружения, выбранных для определения констант, тем
меньше точность расчета.
Следует отметить, что классическая статистическая теория равновесной высокоэластической
деформации, основанная на рассмотрении изменений энтропии, позволяет получить уравнение
для удельной энергии деформации (упругого потенциала) в виде:
W = l/2GiX\+X22+X23-3), (256)
причем модуль сдвига
G = NkT, (25в)
где Xv Х2, Х3 — компоненты деформации; N- число молекулярных цепей (их отрезков между
поперечными связями в вулканизате) в 1 см3; к = 1,4-Ю-23 Дж/°С—константа Больцмана.
Отсюда для напряжения при одноосном растяжении получается:
f=G(K-l/X2) (26)
или
а = G(X2-l/X), (27)
где G- модуль сдвига.
Учитывая, что для высокоэластической деформации можно принять С = Я/3, получим:
а = (1/3)Е(Х2-1/Х). (27а)
При X < 2 (е < 1) эта зависимость близка к линейной.
Рассмотрим различные виды нагружения и примеры конструкций.
Растяжение. Одноосное растяжение. Из формул (25) и (25а) следует выражение для истинного т^
напряжения при одноосном растяжении:
ст = (X, - 11)(2С1 + 2С2\-1). (28)
Его обычно используют для расчета деталей сложной конфигурации в сложном напряженном §
состоянии, особенно с применением метода конечных элементов. При использовании этого урав- |
нения возникает проблема правильного экспериментального определения констант материала. |
Однако при больших деформациях, близких к разрывным, и при ориентационной кристаллизации 2
это уравнение не описывает экспериментальных данных. ^
Расчеты одноосного статического растяжения резины относительно редко применяют к реаль- |
ным конструкциям, так как последние, работающие на растяжение, мало распространены (харак- о
терное исключение составляют виброизоляционные шнуры и тросы, удерживавшие аэростаты §
воздушного заграждения). Такое ограничение связано с возможным разрушением сетки попереч- ^
ных связей при больших деформациях, и как результат, проявлением третьего типа деформации - *
ползучести, приводящей к существенным необратимым изменениям габаритов изделия. Особенно 5
это характерно для резин на основе большинства синтетических каучуков. |
Эксперимент показывает, что при небольших деформациях и в неравновесных условиях для из
описания зависимости истинного напряжения от деформации можно использовать простое
линейное соотношение (11) или, что то же самое, уравнение:
С = Е(к-1). (11а)
Модуль упругости резин Е в неравновесных условиях существенно зависит от скорости
деформирования, а также от значения деформации и в области малых деформаций (до
нескольких процентов). Допуская существование линейной зависимости между напряжением и
деформацией, как это иногда принимается при расчете и конструировании резиновых
технических изделий, можно ошибиться при определении модуля по крайней мере в 1,5-2 раза.
Поэтому модуль следует оценивать в условиях, соответствующих режиму работы резиновых
деталей. Однако в обычных условиях статической деформации, особенно при использовании
условного напряжения, резину нельзя охарактеризовать одним постоянным значением
модуля упругости Е, рассчитываемым как отношение напряжения к деформации. На нелинейном
участке модуль упругости материала можно определить в дифференциальной форме. Иногда
используют «секущий» или «местный» модуль упругости (модуль по хорде) или значение
напряжения при е = 100%. Абсолютно несостоятельна применяемая в лабораторной практике
оценка модуля как условного напряжения при деформациях 300 или 500%. Эти «модули»
представляют собой лишь ординаты некоторых промежуточных точек кривой напряжение -
деформация, но не могут рассматриваться как константы материала.
Для расчета деталей простой конструкции, работающих в статических условиях, можно
использовать значение модуля Е , определяемое, в соответствии с выражением (11), как
коэффициент пропорциональности между истинным напряжением и деформацией при е < 1. При этом
напряжение необходимо измерять в режиме е = const после прохождения «быстрой части»
физических релаксационных процессов. Для большинства резин это время составляет около 15 мин.
Такой модуль непосредственно связан с плотностью сетки поперечных связей.
Следует отметить, что экспериментальное определение статических или
условно-равновесных значений модуля резины является не простой задачей. На практике чаще всего пользуются
эмпирическим соотношением между модулем и твёрдостью, поскольку эта зависимость
одинакова для резин разного состава, а определение твердости значительно проще. Однако для жестких
резин этот метод весьма неточен, так как большим изменениям модуля соответствуют малые
изменения твердости.
Двухосное растяжение. Это растяжение является аналогом одноосного сжатия. Линейное
уравнение (11 а) для этого вида деформации принимает вид:
a = D(k-l), (116)
где A=A,t=A,2, a D можно рассматривать как модуль при однородном двухосном растяжении:
D = nE/2. (Ив)
^& **
I
1
i
I
I
I
jr Уравнения для симметричного двухосного растяжения, соответствующие упругим
потенциалам в виде выражений (256) и (25а), имеют вид:
ст = С(Л-Л-2); (29)
ст = (Х2-Я,-3)(2С,+2Х2СЯ). (30)
Экспериментальная проверка показала возможность их использования при не слишком
больших деформациях.
До настоящего времени в инженерных расчетах резиновых изделий, работающих в условиях
двухосного растяжения, как правило, используются постоянные, полученные при одноосном
растяжении (сжатии). Однако необходимо учитывать, что одним из главных условий применения того
или иного уравнения деформации является равенство постоянных, полученных на одном
материале в различных видах напряженного состояния.
Трехосное растяжение. Трехосное растяжение резины осуществляется лишь с чрезвычайно
большими трудностями. Теоретически такой случай близок к свободному набуханию резины в
жидкой среде.
Сжатие. Конструкции, в которых резина подвергается одноосному (статическому или
динамическому) сжатию, находят наиболее широкое применение. Сжатие образца резины при одноосном
нагружении между двумя параллельными плитами может осуществляться со смазкой опорных
поверхностей или без нее. Поскольку трение опорных поверхностей образца по плитам
препятствует свободному расширению образца в боковом направлении, последняя частично изгибается
и контактирует с плитами. При смазывании опорных поверхностей и плит облегчается скольжение
образца по плитам и даже при значительных нагрузках образец сохраняет форму цилиндра. То же
происходит при использовании цилиндрических образцов с конусными впадинами на опорных
поверхностях.
При равновесном и статическом сжатии резины с применением смазки можно считать
применимым уравнение (11). Сжатие при трении без смазочного материала более сложно.
Цилиндрический образец резины в этом случае испытывает (в направлении, перпендикулярном нагружению)
двухосное растяжение, а по плитам и вблизи них из-за возникновения трения происходит сдвиг.
Совместный эффект сжатия, двухосного растяжения и сдвига ведет к изгибу (выпучиванию)
боковой поверхности образца. Вертикальная ось сохраняет свое положение, но лишь при условии,
например, что величина Л0/й0=1ч-1,5 (Л0 и d0~ исходные высота и диаметр цилиндрического
образца). Образцы большой высоты продольно изгибаются и, теряя устойчивость, могут
выскакивать из пространства между плитами. Наибольшее напряжение растяжения создается в среднем
сечении боковой поверхности образца. В центре опорных поверхностей образец частично
испытывает трехосное сжатие.
Построить расчетную зависимость напряжение—деформация сжатия при трении без
смазочного материала трудно из-за неоднородности распределения нормальных напряжений и
возникновения объемного сжатия, связанного с формой и размерами образца. Распределение нормальных
напряжений в резине с учетом трения еще недостаточно изучено. Поэтому для практической
оценки поведения резины при сжатии условно заменяют сложное напряженное состояние простым
сжатием с учетом формы образца.
При экспериментальном определении величины, аналогичной коэффициенту Пуассона ц, в
условиях сжатия при сухом трении получены для производственных резин значения в пределах
0,465-0,485. Это означает, что изменениями объема резины при обычно реализуемых
деформациях можно, как правило, пренебречь.
В качестве условной характеристики формы принимают коэффициент формы Ф- отношение
площади опорной поверхности образца к площади его полной боковой поверхности.
Для цилиндрических образцов:
Ф = d0/h0, (31)
для круговых цилиндров:
Ф = 0,25(^-0^ = 0,5b/h0, (31а)
101.6
где d1 и d2 - внутренний и наружный диаметры цилиндра; Л0 и Ь - высота и толщина стенки
цилиндра.
Для цилиндрических образцов из ненаполненной резины при сжатии без смазочного материала
принимают:
Дсжк = Д(1 + аФ), (32)
гдеЕсж к-условный модуль сжатия конструкции; Е = //е-условный модуль сжатия материала;
а - постоянная, зависящая от коэффициента трения резины по опорным поверхностям.
Величина Есж кзависит от характера деформации, размеров и условий крепления образца
на опорных поверхностях. Постоянная а приближенно равна удвоенному (по числу пар
трения) коэффициенту трения цтр резины по металлу, из которого изготовлены сжимающие
плиты.
При наличии надлежащей смазки, когда а может быть принята близкой к нулю, Есж к
становится равным Е. С увеличением Ф значительно возрастает и Есж к. При прочном креплении опорных
поверхностей образца резины к металлическим прокладкам значение а, независимо отФ, может
быть принято равным 4,67.
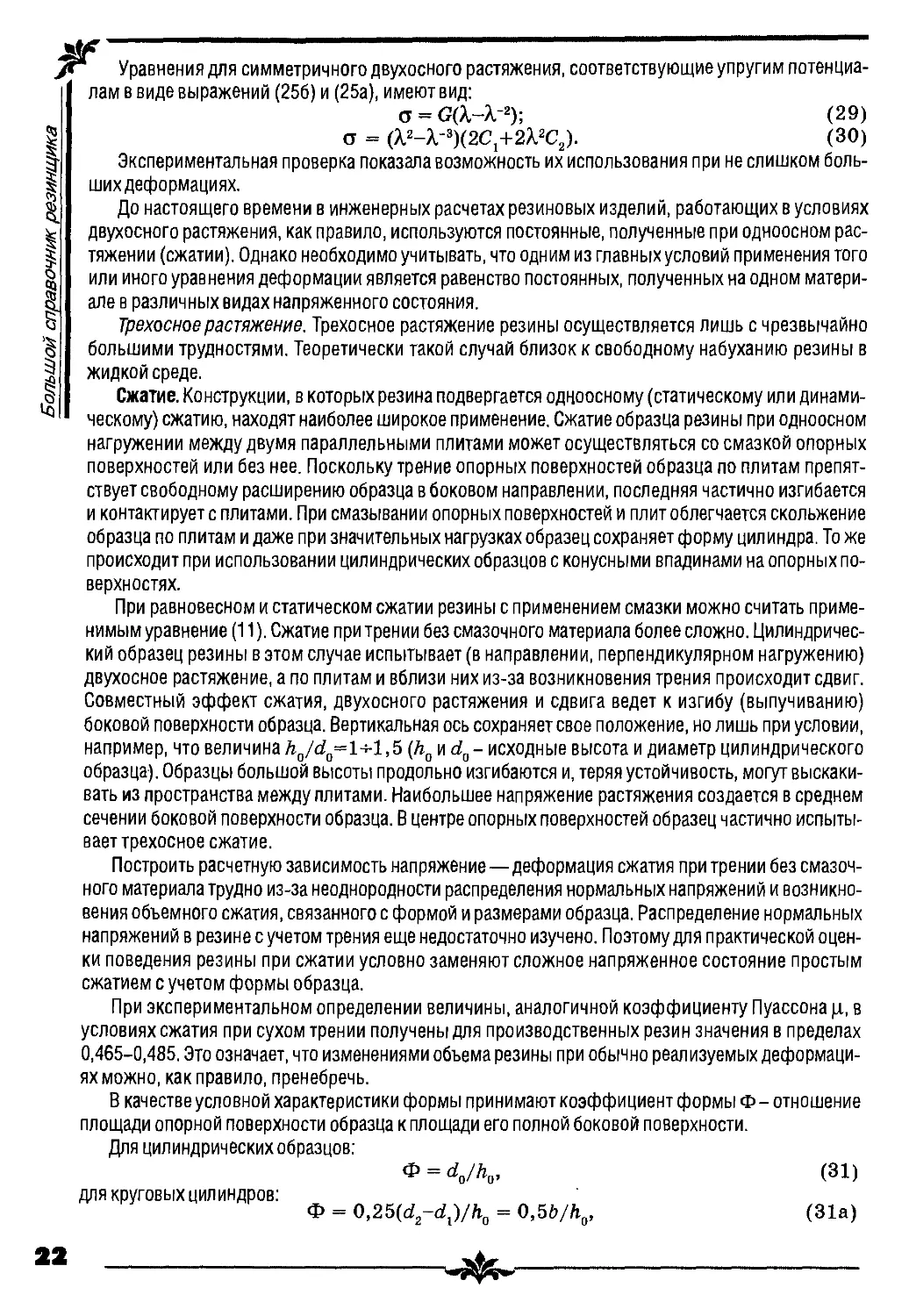
Использование коэффициента формы позволяет моделировать поведение
крупногабаритных образцов или деталей с помощью образцов малых размеров из той же резины и с теми же
значениями Ф (рис. 5). Однако
при значительных деформациях
либо для образцов сложной-кон-
фигурации этого недостаточно.
Особенности формы, наличие
отверстий или ребер в резиновых
пластинках также влияют на
жесткость.
Уравнение (32) для расчета
Е имеет несколько вариан-
еж.к г
тов. Для пластин с одинаковыми
опорными поверхностями, но
различной толщины (высоты) с
увеличением последней (т.е. с
уменьшением Ф) деформация сжатия
при одинаковой нагрузке возрастает, жесткость уменьшается,
резиновая пластина становится «мягче» (рис. 6). Наличие
отверстий или пор в пластинах также приводит к уменьшению
жесткости (см. рис. 6, кривая 5). С уменьшением же толщины пластина
становится «жестче». Применение смазки нивелирует влияние
коэффициента формы Ф. В результате кривая напряжение -
деформация располагается ниже кривой 4.
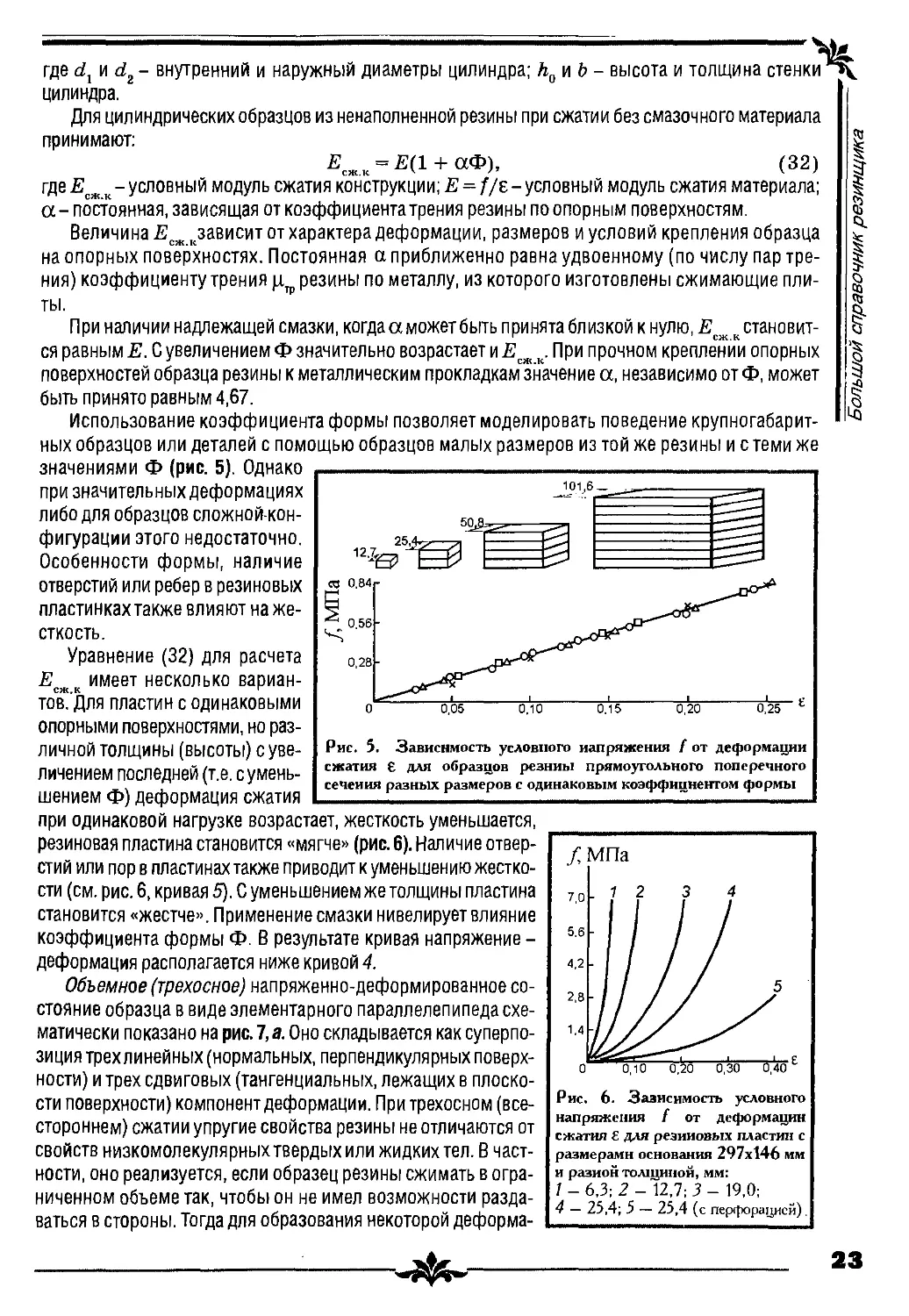
Объемное (трехосное) напряженно-деформированное
состояние образца в виде элементарного параллелепипеда
схематически показано на рис. 7, а. Оно складывается как
суперпозиция трехлинейных (нормальных, перпендикулярных
поверхности) и трех сдвиговых (тангенциальных, лежащих в
плоскости поверхности) компонент деформации. При трехосном
(всестороннем) сжатии упругие свойства резины не отличаются от
свойств низкомолекулярных твердых или жидких тел. В
частности, оно реализуется, если образец резины сжимать в
ограниченном объеме так, чтобы он не имел возможности
раздаваться в стороны. Тогда для образования некоторой деформа-
и Ту
0,25
Рис. 5. Зависимость условного напряжения / от деформации
сжатия Б для образцов резины прямоугольного поперечного
сечения разных размеров с одинаковым коэффициентом формы
Рис. 6. Зависимость условного
напряжения / от деформации
сжатия 6 для резиновых пластин с
размерами основания 297x146 мм
и разной толщиной, мм:
/_6,3;2-12,7; J - 19,0;
4 — 25,4; 5 — 25,4 (с перфорацией).
1
1
I
!
!
I
I
I
1
!
I
I
Рис. 7. Схемы объемного — трехосного (а) и плоского — двухосного
(б) напряженно-деформированного состояния резинового образца
ции образца понадобится
усилие, многократно
превышающее то, которого было бы
достаточно для сжатия образца со
свободной боковой
поверхностью на ту же величину.
Если одна из граней
элементарного
параллелепипеда, показанного на рис. 7, а,
свободна от напряжений, то
соответствующее
напряжённое состояние называется
двухосным, или плоским
(РИС. 7,0).
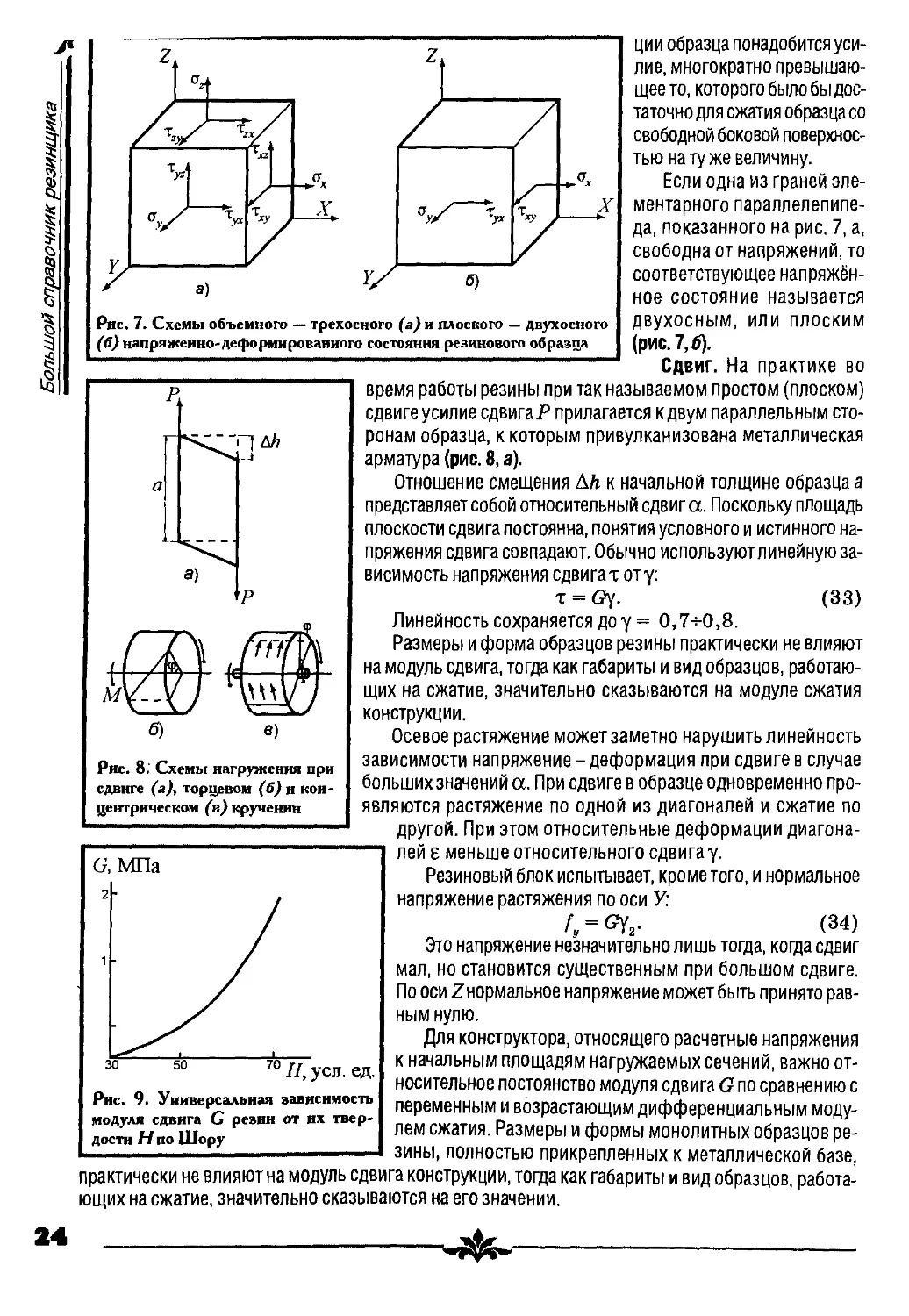
Сдвиг. На практике во
время работы резины при так называемом простом (плоском)
сдвиге усилие сдвига Р прилагается к двум параллельным
сторонам образца, к которым привулканизована металлическая
арматура (рис. 8, а).
Отношение смещения АЛ к начальной толщине образца а
представляет собой относительный сдвига. Поскольку площадь
плоскости сдвига постоянна, понятия условного и истинного
напряжения сдвига совпадают. Обычно используют линейную
зависимость напряжения сдвигах от у:
х = <3у. (33)
Линейность сохраняется до у = 0,7-И),8.
Размеры и форма образцов резины практически не влияют
на модуль сдвига, тогда как габариты и вид образцов,
работающих на сжатие, значительно сказываются на модуле сжатия
конструкции.
Осевое растяжение может заметно нарушить линейность
зависимости напряжение-деформация при сдвиге в случае
больших значений а. При сдвиге в образце одновременно
проявляются растяжение по одной из диагоналей и сжатие по
другой. При этом относительные деформации
диагоналей е меньше относительного сдвига у.
Резиновый блок испытывает, кроме того, и нормальное
напряжение растяжения по оси У:
/y = GY2- (34)
Это напряжение незначительно лишь тогда, когда сдвиг
мал, но становится существенным при большом сдвиге.
По оси Zнормальное напряжение может быть принято
равным нулю.
Для конструктора, относящего расчетные напряжения
к начальным площадям нагружаемых сечений, важно
относительное постоянство модуля сдвига G по сравнению с
переменным и возрастающим дифференциальным
модулем сжатия. Размеры и формы монолитных образцов
резины, полностью прикрепленных к металлической базе,
практически не влияют на модуль сдвига конструкции, тогда как габариты и вид образцов,
работающих на сжатие, значительно сказываются на его значении.
Рис. 8. Схемы нагружения при
сдвиге (а), торцевом (б) и
концентрическом (в) кручении
G, МПа
Рис.
70 Я, усл. ед.
9. Универсальная зависимость
модуля сдвига С резин от их
твердости Нпо Шору
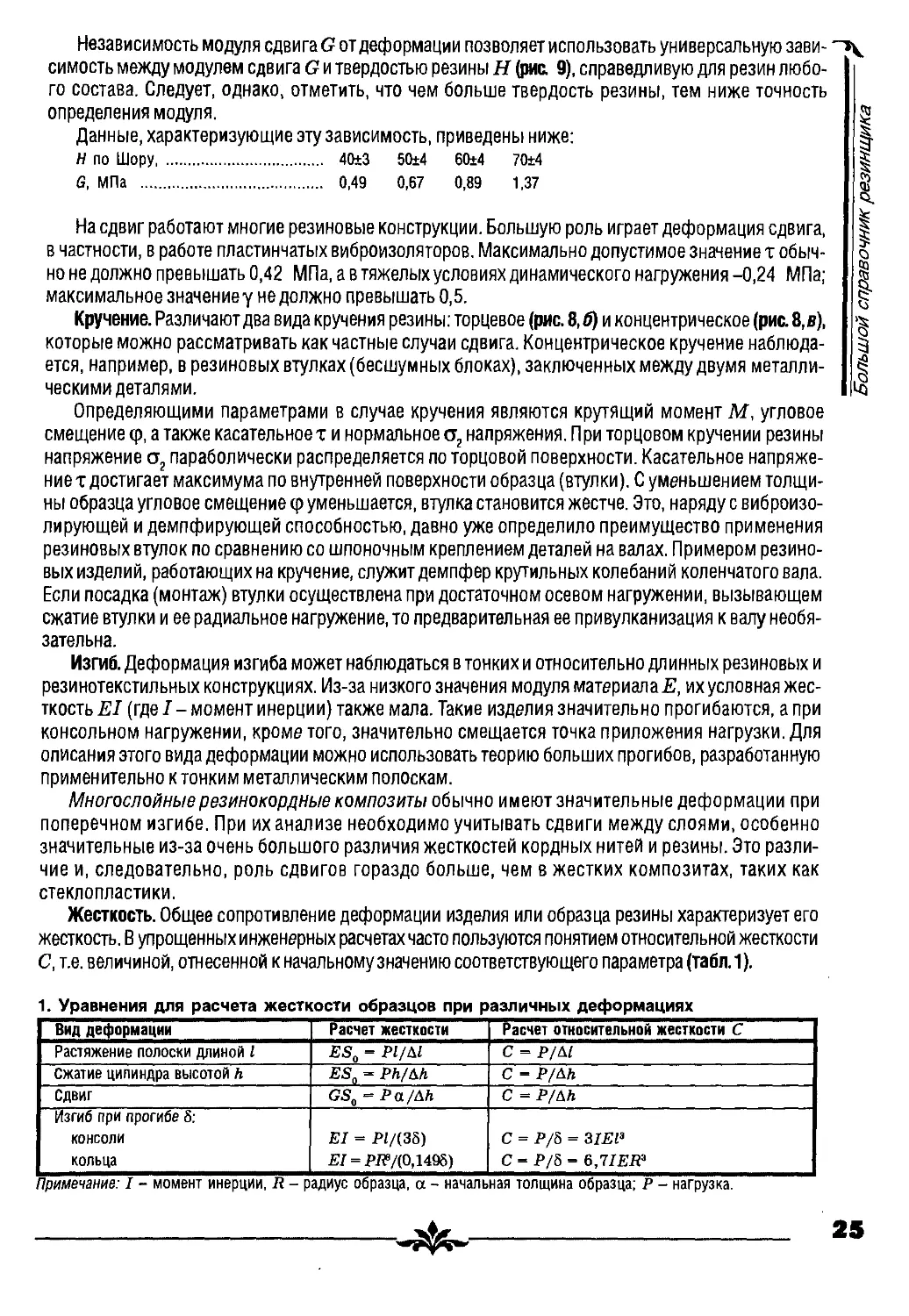
Независимость модуля сдвига G от деформации позволяет использовать универсальную зави- ~»v
симость между модулем сдвига G и твердостью резины Я (рис. 9), справедливую для резин
любого состава. Следует, однако, отметить, что чем больше твердость резины, тем ниже точность
определения модуля.
Данные, характеризующие эту зависимость, приведены ниже:
Н по Шору 40+3 50±4 60±4 70±4
G, МПа 0,49 0,67 0,89 1,37
На сдвиг работают многие резиновые конструкции. Большую роль играет деформация сдвига,
в частности, в работе пластинчатых виброизоляторов. Максимально допустимое значение т
обычно не должно превышать 0,42 МПа, а в тяжелых условиях динамического нагружения -0,24 МПа;
максимальное значение у не должно превышать 0,5.
Кручение. Различают два вида кручения резины: торцевое (рис. 8,6) и концентрическое (рис. 8, в),
которые можно рассматривать как частные случаи сдвига. Концентрическое кручение
наблюдается, например, в резиновых втулках (бесшумных блоках), заключенных между двумя
металлическими деталями.
Определяющими параметрами в случае кручения являются крутящий момент М, угловое
смещение ф, а также касательное х и нормальное о, напряжения. При торцовом кручении резины
напряжение а, параболически распределяется по торцовой поверхности. Касательное
напряжение т достигает максимума по внутренней поверхности образца (втулки). С уменьшением
толщины образца угловое смещение ф уменьшается, втулка становится жестче. Это, наряду с
виброизолирующей и демпфирующей способностью, давно уже определило преимущество применения
резиновых втулок по сравнению со шпоночным креплением деталей на валах. Примером
резиновых изделий, работающих на кручение, служит демпфер крутильных колебаний коленчатого вала.
Если посадка (монтаж) втулки осуществлена при достаточном осевом нагружении, вызывающем
сжатие втулки и ее радиальное нагружение, то предварительная ее привулканизация к валу
необязательна.
Изгиб. Деформация изгиба может наблюдаться в тонких и относительно длинных резиновых и
резинотекстильных конструкциях. Из-за низкого значения модуля материала .Е, их условная
жесткость EI (где /- момент инерции) также мала. Такие изделия значительно прогибаются, а при
консольном нагружении, кроме того, значительно смещается точка приложения нагрузки. Для
описания этого вида деформации можно использовать теорию больших прогибов, разработанную
применительно к тонким металлическим полоскам.
Многослойныерезинокордные композиты обычно имеют значительные деформации при
поперечном изгибе. При их анализе необходимо учитывать сдвиги между слоями, особенно
значительные из-за очень большого различия жесткостей кордных нитей и резины. Это
различие и, следовательно, роль сдвигов гораздо больше, чем в жестких композитах, таких как
стеклопластики.
Жесткость. Общее сопротивление деформации изделия или образца резины характеризует его
жесткость. В упрощенных инженерных расчетах часто пользуются понятием относительной жесткости
С, т.е. величиной, отнесенной к начальному значению соответствующего параметра (табл.1).
1. Уравнения для расчета жесткости образцов при различных деформациях
Вид деформации
Растяжение полоски длиной /
Сжатие цилиндра высотой h
Сдвиг
Изгиб при прогибе 6:
консоли
кольца
Расчет жесткости
ES0 = Pl/M
ES0 = Ph/Ah
GS0 -Pa/Ah
EI = Pl/№)
EI = Pi?/(0,1495)
Расчет относительной жесткости С
С = Р/М
С = P/Ah
С = P/Ah
С = Я/5 = 3IE13
С = Я/5 = 6,7/ЯЯ3
1римечание: I - момент инерции, R - радиус образца, а - начальная толщина образца; Я - нагрузка.
^fe~-
1
I
I
I
!
I
25
г
1
I
I
!
I
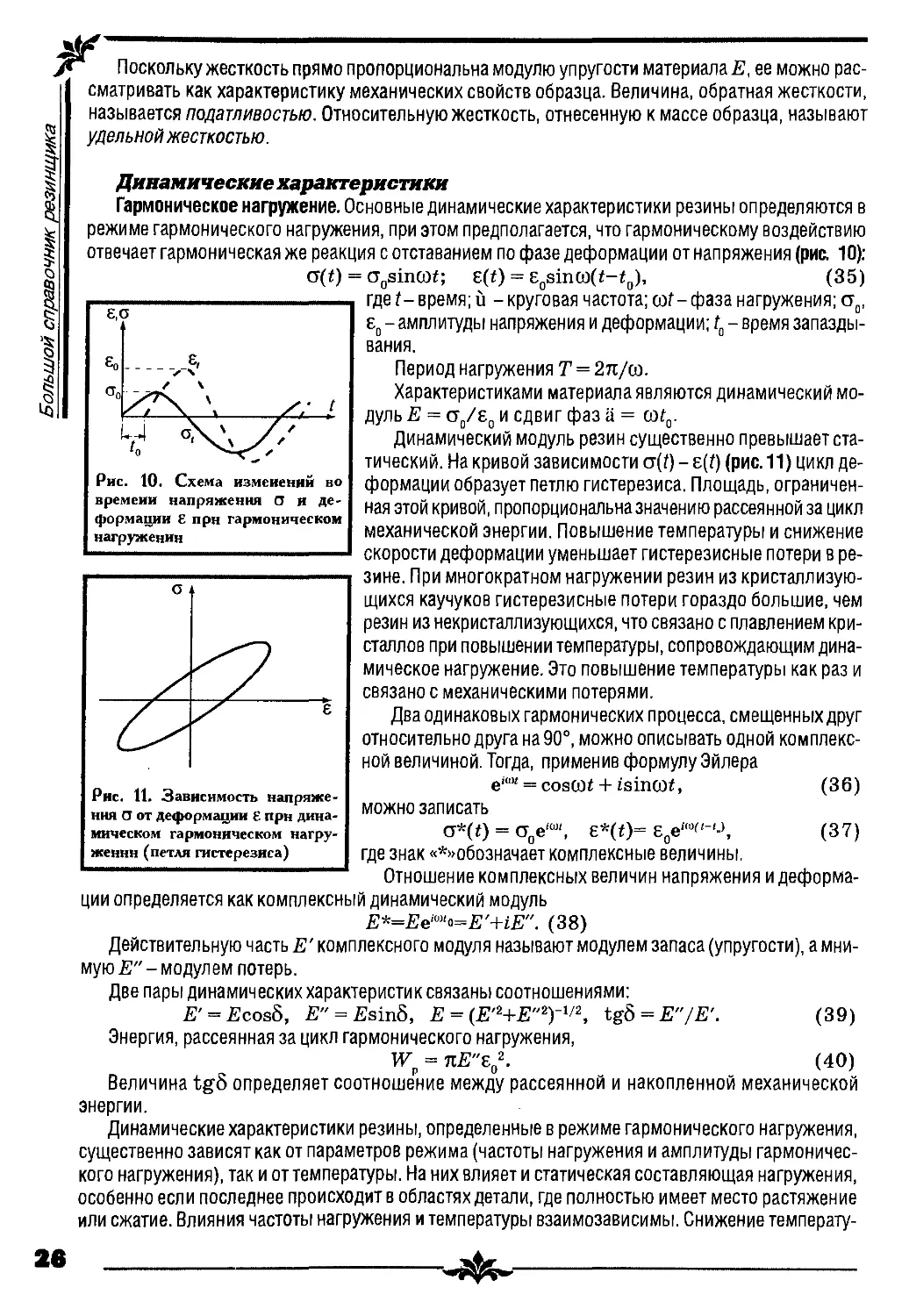
Рис. 10. Схема изменений во
времени напряжения О н
деформации Е при гармоническом
нагруженин
Поскольку жесткость прямо пропорциональна модулю упругости материала Е, ее можно
рассматривать как характеристику механических свойств образца. Величина, обратная жесткости,
называется податливостью. Относительную жесткость, отнесенную к массе образца, называют
удельной жесткостью.
Динамические характеристики
Гармоническое нагружение. Основные динамические характеристики резины определяются в
режиме гармонического нагружения, при этом предполагается, что гармоническому воздействию
отвечает гармоническая же реакция с отставанием по фазе деформации от напряжения (рис. 10):
а(0 = a0sinco*; e(t) = e0sma(t-t0), (35)
где t- время; й - круговая частота; сог- фаза нагружения; о0,
е0 - амплитуды напряжения и деформации; t0 - время
запаздывания.
Период нагружения Т = 2я/со.
Характеристиками материала являются динамический
модуль Е = а0/е0 и сдвиг фаз а = со£0.
Динамический модуль резин существенно превышает
статический. На кривой зависимости а(г) - е(г) (рис. 11) цикл
деформации образует петлю гистерезиса. Площадь,
ограниченная этой кривой, пропорциональна значению рассеянной за цикл
механической энергии. Повышение температуры и снижение
скорости деформации уменьшает гистерезисные потери в
резине. При многократном нагружении резин из
кристаллизующихся каучуков гистерезисные потери гораздо большие, чем
резин из некристаллизующихся, что связано с плавлением
кристаллов при повышении температуры, сопровождающим
динамическое нагружение. Это повышение температуры как раз и
связано с механическими потерями.
Два одинаковых гармонических процесса, смещенных друг
относительно друга на 90°, можно описывать одной
комплексной величиной. Тогда, применив формулу Эйлера
e'<* = cosaM + isinCDi, (36)
можно записать
О*(0 = ст0е"и, е*(0= £0ет<'-'-\ (37)
где знак «*»обозначает комплексные величины.
Отношение комплексных величин напряжения и
деформации определяется как комплексный динамический модуль
E*=Eeiu,'o=E'+iE". (38)
Действительную часть Е' комплексного модуля называют модулем запаса (упругости), а
мнимую Е" - модулем потерь.
Две пары динамических характеристик связаны соотношениями:
E' = Ecos&, £" = £sin5, E = (Е'2+Е"2У1/2, tg6 = E"/E'. (39)
Энергия, рассеянная за цикл гармонического нагружения,
Wp = пЕ"г02. (40)
Величина tg8 определяет соотношение между рассеянной и накопленной механической
энергии.
Динамические характеристики резины, определенные в режиме гармонического нагружения,
существенно зависят как от параметров режима (частоты нагружения и амплитуды
гармонического нагружения), так и от температуры. На них влияет и статическая составляющая нагружения,
особенно если последнее происходите областях детали, где полностью имеет место растяжение
или сжатие. Влияния частоты нагружения и температуры взаимозависимы. Снижение температу-
Рис. 11. Зависимость
напряжения (У от деформации Е при
динамическом гармоническом
нагруженин (петля гистерезиса)
Рис. 12. Зависимость тангенса
угла механических потерь tgS от
частоты О) механического
воздействия и температуры Т
Рис. 13. Зависимости действи
тельной Е' (а) и мнимой Е (6)
частей комплексного
динамического модуля от логарифма удвоен
ной амплитуды деформации
ры приводит ктем же изменениям, что и повышение частоты. При этом величина Е возрастает, так h»v
что при температуре стеклования Т, или при частоте, удовлетворяющей условию сот »1, она
принимает значения, соответствующие упругой деформации.
Зависимость tg6 = f(u>) при изменении температуры или
частоты проходитчерез максимум (рис. 12). Иногда
температуру, соответствующую этому максимуму, определяют как
температуру стеклования Т.. На такой аналогии действия
температуры и частоты основан принцип температурно-временной
суперпозиции. Это позволяет оценивать влияние частоты в
широких диапазонах ее изменения по зависимости от
температуры, и наоборот.
Для наполненных резин влияние амплитуды
динамического нагружения проявляется уже при весьма малых
деформациях, что объясняется процессами перестройки физических
связей на границе эластомер - наполнитель (эффект Пейна).
С увеличением амплитуды деформации действительная часть
динамического модуля (модуль упругости, или запаса) Е'
уменьшается, а модуль потерь Е", как и tgS, проходит через
максимум. Чем больше наполнение, тем ярче выражен этот
эффект (рис. 13 а, б).
Зависимость динамических характеристик резины от
параметров нагружения, прежде всего от амплитуды
динамического нагружения, является важнейшей характерной
особенностью механических свойств наполненных резин, которая не
позволяет использовать для описания сложного динамического
нагружения принцип суперпозиции и считать резину при
динамическом расчете изделий линейным материалом. Это
существенно осложняет динамический расчет резинотехнических
изделий при сложных режимах нагружения, таких как
негармонические колебания, непериодическое переменное нагруже-
ние, двухосное и трехосное нагружение и т.п. При расчете по
линейной теории и применении принципа суперпозиции
нагрузок следует ожидать расхождений, может быть весьма
существенных, между расчетными и экспериментальными
результатами. Но прямое решение физически нелинейных задач
чрезвычайно сложно. Вероятно, наиболее рациональный подход
состоит в комбинации линейного решения с поправками,
учитывающими физическую нелинейность. Пример задачи
нелинейного расчета (может быть единственной реально
осуществленной) - это расчет теплообразования при одноосном
периодическом негармоническом нагружении.
Большинство резиновых изделий, работающих в условиях многократного нагружения,
эксплуатируется при сравнительно низких частотах и температурах, намного превышающих
температуру стеклования. В этих случаях зависимость динамических характеристик от частоты обычно не
очень существенна. Она гораздо более заметна в резиновых изделиях, работающих при
высокочастотных нагрузках.
Знакопеременные деформации. Несимметричное циклическое нагружение. Рассмотренные выше
закономерности, строго говоря, относятся к гармоническому нагружению, при котором напряжения
изменяются во времени синусоидально, причем имеется в виду симметричный цикл. При этом
принимается, что знакопеременная деформация накладывается на исходно недеформированный образец,
т.е. деформация изменяется в пределах-е0 < е < +е0, а ее среднее значение за цикл равно нулю. На
--Зф*~-
27
АЛ.
б)
■А
Л
ял
в)
А
г)
Рис. 14. Схемы
знакопеременного нагружения:
а — несимметричное
циклическое нагружение; б —
негармоническое нагружение; в
—негармоническое несимметричное
нагружение; г — «пилообразное»
нагружение; /д — статическая
составляющая
20
ЛМПа
Рис. 15. Зависимости удельной
силы трения (1) и величины,
об-ратной коэффициенту трения
(2), от нормальной нагрузки при
трении резины из каучука
СКН-26 по стали
практике чаще имеет место несимметричный цикл нагружения,
когда синусоидально изменяющаяся деформация (или
напряжение) накладывается на предварительно деформированный
материал. В этом случае, помимо амплитудных значений
напряжения и деформации, необходимо учитывать их статическую
составляющую (рис. 14, а).
При простом одноосном напряженном состоянии, когда
направление статической и динамической составляющих нагружения
совпадают, для описания несимметричного режима нагружения
достаточно суммировать статическую и динамическую
составляющие напряжения и деформации.
Это удовлетворительно согласуется с опытными данными
при статической деформации до 150% (иногда до 200%).
Увеличение деформации приводит к снижению как действительной,
так и мнимой составляющих комплексного динамического
модуля. Относительный гистерезис и тангенс угла потерь
практически не зависят от деформации.
Негармоническое нагружение. На практике изменения
напряжения и деформации часто имеют не синусоидальную
форму (рис.14, б). Для этого случая однозначные подходы к
описанию механических свойств не разработаны.
Трение. Своеобразным динамическим процессом является
процесс трения, при котором поверхность материала
испытывает малые касательные напряжения. Коэффициент трения \х
выражается через отношение силы трения Fr к нагрузке Р.
Наличие смазки значительно снижает коэффициент трения. При
водяной смазке коэффициент трения в резиновых
подшипниках составляет 0,058-0,012. Для сравнения - коэффициент
трения стали при нагрузке 0,245 МПа равен 0,25. Зависимости
удельной силы трения
F =F /S (41)
тр.уд тр' ^ '
(где S-площадь поверхности трения) и величины Уц^, обратной
коэффициенту трения, от нагрузки Р представлены на рис.15.
Прочностные свойства резин
Прочность при растяжении. Напряжение (условное f или
истинное а) при разрыве одноосно растягиваемого образца
характеризует его прочностные свойства. Соответствующую
деформацию ер называют относительной деформацией при
разрыве. Как условная /, так и истинная стр прочности зависят от
скорости деформирования и ряда других факторов. Поэтому при
лабораторных испытаниях резины применяют образцы
установленной формы и размеров в виде двусторонней лопатки, а
испытание проводят со скоростью перемещения нижнего зажима 500
мм/мин (в соответствии с ГОСТ 270-64, согласно которому f -
предел прочности при растяжении, е
-относительноеудлинение при разрыве) и фиксируют также относительную
остаточную деформацию при разрыве eOTB). При очень малой скорости
деформации, отвечающей установлению состояния, близкого к
P(Q
0,02
1.0
2'.o ■ з|о ' {о ' icTf^ мпа
a)
5,0 ' ii.o' iio /p, МПа
б)
Рис. 16. Кривые распределения условной прочности f образцов нена-
полненной (а) и наполненной (6) резины на основе бутадиенстирольно-
го каучука толщиной, мм:
/ - 2,2: 2 - 1,2; 3 - 0,4; 4 ■
■1.0
равновесному, прочность резины при растяжении зависит от степени поперечного сшивания и от
прочности химических связей.
На прочность при растяжении существенно влияет и наличие дефектов в образце. 06 этом
свидетельствуют данные, полученные при растяжении резиновых стандартных лопаток различной
толщины (рис. 16). Функцию распределения условной прочности при растяжении p(f)
рассчитывают по формуле:
p(fp) - 1/п(Дп/Д/р), (42)
где га—число образцов (не менее 100); Дп—число образцов с условной прочностью при
растяжении в интервале от / до / +Д/ .
Как видно из рис. 1(),с
уменьшением толщины
образцов кривые
смещаются в сторону больших
значений прочности, но
разброс данных при этом
увеличивается. Кривые
для ненаполненной резины
отвечают нормальному
распределению, и наиве-
роятнейшая прочность
может быть рассчитана как"
среднеарифметическое
значение при заданной
толщине образца. В то же
время относительный разброс прочности практически не зависит от толщины образцов. Эти данные
четко выявляют роль дефектов в разрушении эластомеров.
Для инженерных расчетов необходимо знать зависимость между прочностью резины в
стандартных условиях испытания и прочностью изделий в условиях эксплуатации. В конструкциях и
при эксплуатации резиновых изделий могут быть различными не только скорость деформации и
толщина образцов, но также размеры и форма образцов, виды и режимы деформации, возможные
концентрации напряжений. Все это в той или иной мере влияет как на прочность изделия, так и на
срок его службы. Иногда в резиновых деталях проделываются выточки или отверстия,
уменьшающие поперечное сечение образца или изделия. Чем меньше радиус выточек, тем больше
концентрация напряжений в таких местах, приводящая к значительному снижению прочности и
длительности срока службы изделия. Для исследования распределения напряжения, особенно в местах его
концентрации, используют метод фотоупругости.
Теория прочности рассматривает соотношение между значениями прочности при различных
видах напряженного состояния. Методы, используемые в сопротивлении материалов, позволяют
по прочности при одном виде напряженного состояния рассчитывать прочность при другом виде.
Такие расчеты основываются на различных теориях прочности, не учитывающих, однако, влияния
на разрушение времени действия нагрузки, температуры среды и т. д. Для эластомеров такой учет
особенно необходим, поскольку разрушение в разных условиях может иметь различную природу.
Так, разрушение при одноосной деформации происходит в условиях ориентации, или даже ориен-
тационной кристаллизации, когда свойства эластомера существенно изменяются. При малых
деформациях разрушение происходит в условиях стеснения деформации и по своим
закономерностям ближе к разрушению полимеров (и эластомеров) в стеклообразном состоянии. В этом случае
процессы ориентации и ориентационной кристаллизации развиваются только на конечных стадиях
процесса разрушения.
Прочность при растяжении снижается с повышением температуры. Это особенно заметно для
резин, способных к ориентационной кристаллизации. Резкое снижение прочности в этом случае
связано с достижением температуры плавления кристаллов, образовавшихся при растяжении.
ч
I
I
!
!
I
ОБЩИЕ СВЕДЕНИЯ
Г
1
i
§
!
!
I
Сопротивление раздиру. Сопротивление раздиру аразд является важнейшей характеристикой
прочностных свойств эластомерных материалов. Для его измерения на край образца специальной
формы наносят надрез. Создание такого макродефекта позволяет выявить прочность резины в
условиях эксплуатации, для которых характерен контакт с острыми поверхностями, как это имеет
место, например, для шин и транспортерных лент.
Кроме того, изучение поведения резин в условиях раздира позволяет сделать выводы о
механизме их разрушения и роли микродефектов.
Усталостная прочность. Динамическое нагружение материала, т.е. длительное воздействие
на него изменяющихся во времени напряжений и деформаций, приводит к изменению его
физических и механических свойств и накоплению микродефектов в его структуре. Эти
изменения могут быть практически незаметны до определенного времени, когда начинается
необратимый процесс образования макродефектов (трещин), заканчивающийся разрушением
материала.
Такой процесс называется усталостным разрушением, а способность материала
противостоять разрушению при динамическом нагружении обычно называется выносливостью. Опыт
показывает, что усталостное разрушение материала происходит при напряжениях, значительно
меньших, чем те, при которых он разрушается при однократном нагружении.
Количественно усталостные свойства материала
описываются зависимостью между характеристикой нагруженно-
сти (амплитудным или максимальным значением
напряжения, деформации, энергии деформации; размахом
изменения этих величин) и долговечностью, выражаемой числом
циклов или длительностью нагружения до разрушения.
Кривая, описывающая такую зависимость, называется кривой
Велера (рис. 17). В области больших чисел циклов, а именно
эта область отвечает реальным условиям работы резиновых
изделий, кривая проходит почти параллельно оси абсцисс.
Поэтому малые колебания уровня нагруженности,
неизбежные при эксплуатации и испытаниях, весьма заметно влияют
на долговечность. Вследствие этого большое различие в
долговечности при испытаниях, которое соответствует малому
изменению уровня нагруженности, не может являться
свидетельством заметного повышения выносливости материала
и конструкции.
Гораздо более информативной величиной является предел
усталости, т.е. амплитудное значение напряжения aaf (или
другой характеристики нагруженности), соответствующее
заданному числу циклов до разрушения, принятому за базу (Nf).
Типичное значение базы составляет 107 циклов.
Определенный смысл имеет изучение малоцикловой
усталости, т.е. выносливости при больших нагрузках.
Предел усталости, соответствующий малой базе (10М04),
можно использовать для оценки работоспособности шин и рукавов в тяжелых условиях
эксплуатации (при работе в карьерах, шахтах и т.д.). Дополнительную полезную информацию
может дать и зависимость прочности при однократном нагружении от длительности
предварительного динамического нагружения. Очевидно, что при уменьшении такого значения
прочности, измеряемого при однократном нагружении, увеличивается вероятность разрушения при
больших нагрузках.
Так как динамическое нагружение сопровождается теплообразованием, изделия
работают, как правило, в неизотермических условиях. При этом с повышением частоты нагружения
увеличивается теплообразование, что сопровождается повышением температуры эластоме-
Рис. 17. Зависимости
амплитудного значения напряжения от
числа циклов нагружения до
разрушения (кривая Велера):
a — исходная; б — в двойных
логарифмических координатах
тт
т
pa. Этот процесс идет тем интенсивнее, чем меньше
теплопроводность материала и хуже условия теплообмена.
Температура, при которой предел усталости начинает резко
уменьшаться, является важнейшей характеристикой
материала (рис. 18). Она обычно близка, но может и отличаться
от температуры резкого снижения разрывной прочности. Для
шинных резин это критическое значение температуры лежит
в пределах 110-120°С.
Сопротивление изнашиванию. Трение резиновых деталей
по твердой поверхности сопровождается изнашиванием, т.е.
разрушением поверхностного резинового слоя.
Исследования этого явления позволили выделить три основных вида
изнашивания: абразивное, посредством скатывания и
усталостное. При достаточно острых выступах истирающей
поверхности, на вершинах которой возникают высокие
напряжения, наступает, кроме того, изнашивание, характеризующееся наличием полос,
направление которых совпадает с направлением скольжения. Для резины это менее характерно,
поскольку в реальных условиях эксплуатации поверхности трения являются относительно
гладкими. С уменьшением сопротивления резины раздиру и повышением температуры
реализуется изнашивание посредством скатывания, интенсивность которого возрастает с увеличением
коэффициента трения. Для пары трения резина-металл характерно усталостное изнашивание
в результате многократного передеформирования поверхностных слоев резины
неровностями твердого контртела. Интенсивность такого изнашивания возрастает с повышением
температуры. Заметное влияние оказывает наличие поверхностных дефектов материала и
воздействие внешней среды.
Рис. 18. Зависимость предела
усталости о (при некоторой базе
N,) от температуры (Т —
температура, при которой предел
усталости начинает резко уменьшаться)
!
1
!
I
I
Принципы конструирования резиновых изделий
В настоящее время традиционные методы проектирования резиновых изделий не могут
удовлетворить требований технического прогресса. Поэтому ведутся разработки по созданию систем
автоматизированного проектирования, которые обеспечивают значительное повышение качества
изделий. Сложность создания таких систем определяется необходимостью учета большого числа
критериев, связывающих свойства и качество изделий, которые до настоящего времени не
формализованы. Расчет резиновых изделий сопряжен со специфическими свойствами резины как
конструкционного материала.
При расчете резиновых изделий необходимо знать деформированное состояние (т.е. заданные
уровни перемещений), статические и динамические характеристики (зависимости между
приложенными силами и соответствующими им перемещениями), напряжения и их интенсивность. При
оценке прочности, усталостной прочности, долговечности исходной информацией для всех
используемых сегодня критериев является интенсивность напряжения.
Метод оптимизации состоит в определении такого сочетания параметров (характеристик
материалов, геометрических параметров, а также некоторых свойств изделий), при котором
достигаются экстремальные значения показателей качества.
Появление вычислительной техники и ЭВМ привело к развитию методов оптимизации
-математического программирования, специальных методов нелинейного программирования,
динамического программирования и др.
При решении конкретной задачи оптимизации необходимо выбрать математический
метод, который приводил бы к получению конечных результатов с минимальным объемом
вычислений или позволял бы получить наиболее полную информацию об искомом решении.
Причем математическая модель объекта также определяет выбор метода оптимизации.
i
I
1
1
I
yf В настоящее время решение оптимизационных задач на практике основывается на методах
классического анализа, неопределенных множителей Лагранжа, вариационного исчисления,
определения максимума Понтрягина, динамического, линейного, нелинейного и геометрического
программирования.
Для решения задач, которые возникают в практике проектирования, нельзя рекомендовать
один какой-либо метод. Целесообразно на некоторых этапах оптимизации применять отдельные
группы методов в сочетании с другими методами. Кроме того, некоторые группы методов
разработаны для специальных, достаточно широких классов задач и не могут быть использованы в
других случаях.
Модели оптимального проектирования резиновых изделий
Процесс разработки новых резиновых изделий очень сложен и длителен. Первым и наиболее
ответственным его этапом является создание проекта. Не случайно считается, что стоимость
исправления ошибки проектировщика возрастает на порядок при переходе к каждому
последующему этапу создания новой конструкции. Основные ошибки при проектировании связаны с
невозможностью или неумением прогнозировать реальные свойства конструкции, существующей еще
только «на бумаге».
Процесс конструирования есть последовательное генерирование вариантов конструкции.
Конечно, возможность оценки свойств сильно облегчает эту работу, позволяя отобрать те варианты,
которые лучше предыдущих. В выборе вариантов основную роль играют опыт, интуиция и
фантазия конструктора. Но и в этой творческой работе математические модели необходимы, поскольку
они дают понимание процессов, происходящих при работе изделия, и показывают, как надо менять
конструкцию, чтобы ее свойства изменялись в заданном направлении.
Для наиболее полного и эффективного применения методов и результатов расчётов при
конструировании процесс проектирования должен быть хорошо организован. При этом
основная задача состоит в том, чтобы разработать такую методику проектирования, которая
позволяла бы уже на самых ранних этапах проектирования достаточно правильно выбрать
основные параметры конструкции и оценить различные характеристики ее эффективности. Далее,
на протяжении всего процесса проектирования необходимо контролировать изменение этих
характеристик так, чтобы в результате предъявить к испытаниям конструкцию, не требующую
доводок.
Целью инженера всегда является необходимость нахождения оптимальной (по долговечности
и стоимости, при заданной характеристике) конструкции резинового изделия. Необходимость
расчета показателей уже готовой конструкции - задача нетипичная. Ввиду нелинейности задачи и
достаточно большого числа оптимизируемых параметров глобальный экстремум (критерий,
объединяющий все показатели качества) обычно определяют на основе планирования эксперимента.
На практике используется тот принцип, который позволяет «вдалеке» от оптимума применять
приближенные зависимости для оценки нахождения его области. На этой стадии лучше всего
применять приближенные аналитические зависимости, которые можно получить на основе
экспериментов. Для этого планируют равномерное размещение комбинации параметров и в этих местах
проводят расчет. Применяя универсальные пакеты прикладных программ (ППП), по этим точкам
синтезируют аналитическую формулу. По формуле находят приближенный оптимум, а затем
методом поиска локального экстремума и точными методами находят оптимальную комбинацию
параметров.
В настоящее время имеются ППП, при помощи которых можно с достаточной точностью
рассчитать все необходимые характеристики конструкции. Наиболее желательными для инженера-
технолога являются ППП синтеза изделий с заданными свойствами. Они позволяют находить
конфигурацию изделия, способ его армирования и обеспечивать таким образом заданные
механические характеристики и долговечность.
Наибольшее распространение при конструировании и оптимизации резиновых изделий в
настоящее время получил метод конечных элементов. В сочетании с правильным выбором
формы зависимости напряжение-деформация и определением необходимых механических "Х
параметров материала можно получить визуальную картину распределения напряжения в
детали заданной конструкции. Затем, варьируя геометрические параметры, прямо на экране
персонального компьютера можно добиться оптимальной, с точки зрения распределения
напряжений, конструкции.
Решить эти задачи можно численными методами оптимизации, однако при расчете параметров
шины и других резиновых изделий это связано с определенными трудностями:
- отсутствие обобщающего показателя качества шины;
- наличие большого числа (около 70) конструктивных параметров, влияющих на выходные
свойства шины;
- наличие большого числа (около 40) во многом противоречивых выходных свойств, при
помощи которых принято оценивать качественный уровень шины;
- отсутствие аналитических или экспериментальных зависимостей между конструктивными
параметрами и многими характеристиками качества (эксплуатационными и технологическими).
В связи с этим в работах по оптимизации конструктивных параметров шины предложены
упрощенные постановки задач, основанные на применении независимого рассмотрения отдельных
деталей шины.
Пример расчета оптимального сочетания конструктивных параметров
беговой дорожки
Расчет построен на предположении о независимом влиянии конструктивных параметров
беговой дорожки (шириной Ъ, высотой h и насыщенностью d рисунка протектора) на целевую
функцию-ресурс до полного износа. На основании экспериментальных данных получены зависимости
/ = f (h) , f2 = f2(b), /3= /3(d), ресурса от трех конструктивных параметров. Кроме того,
используются зависимости влияния изменения массы m из-за изменения каждого из трех
параметров:
Amh = Am(h); Amb = Am(b); Amv = Am(v).
Необходимо найти max f(h, b,v) = f1(h)+f2(b)+f3(v)upv\ условии Am = Amh+Amb+Amv.
Задачу решают с помощью метода неопределенных множителей Лагранжа, графически с
использованием расчетов в дискретных точках. Сопоставляют результаты расчетов ресурса с
различными изменениями массы и различными способами реализации этих изменений (за счет
высоты, ширины и насыщенности рисунка протектора). Для повышения долговечности шины
небезразлично, каким способом изменять массу протектора. В одних случаях наибольший
эффект получается при изменении массы протектора только за счет изменения насыщенности
рисунка его протектора, в других - за счет высоты рисунка, в третьих - за счет ширины беговой
дорожки, в четвертых - за счет одновременного изменения всех трех параметров в
оптимальных соотношениях.
Проектирование пневматических шин с использованием методов оптимизации основано на
применении системы автоматизированного проектирования шин (САПР-ш). Система
предусматривает последовательное выполнение проектных процедур, каждая из которых состоит из трех
основных элементов:
- расчет требуемых показателей качества;
-сопоставление расчетных величин с техническими требованиями, нормативами,
аналогичными показателями шин-прототипов;
- направленное уточнение конструктивных параметров шины для удовлетворения
установленных требований.
На каждом этапе проектирования проводится оценка одного или нескольких выходных
параметров шины. Выделяются только те параметры шины, которые оказывают существенное влияние
на данные свойства. Сужение множества параметров, функций цели и ограничений позволяет на
каждом этапе разработать и использовать имеющуюся соответствующую математическую
модель, реализующую расчет требуемых показателей шины.
I
8.
?
а
I
I
I
5464
-^
33
7* Основы рецептуростроения
(В. А. Шершне в)
^4
I
Я
I
Общие особенности создания эластомерных композиций
Рецептуростроение- это большая область эластомерного материаловедения, которая
основывается на знаниях о свойствах в первую очередь каучуков и затем большого числа
компонентов, образующих в итоге эластомерный материал и изделия на его основе с
прогнозируемым комплексом свойств. В этой области органически сочетаются знания химии, физики,
особенностей полимерного состояния в применении к эластомерам, прикладной механики,
инженерных дисциплин широкого круга, а также медицины, биологии, защиты окружающей
среды, экономики.
Резиновая смесь является многокомпонентной системой. Кроме каучуков в ее рецептуру
входят вулканизующие агенты, ускорители и активаторы, обеспечивающие создание сетки
поперечных связей, наполнители, пластификаторы и другие ингредиенты. Технологические процессы,
обеспечивающие создание резиновых смесей и их вулканизацию, придают заданный комплекс свойств
эластомерным материалам и изделиям. Далее изложены общие принципы, на основе которых
создаются эти материалы.
Каучуки и их смеси
Каучуки. Главным компонентом любой эластомерной композиции является каучук. Различают
две большие группы промышленных каучуков: общего и специального назначения.
К каучукам общего назначения относятся в основном каучуки углеводородной природы -
натуральный (полиизопрен, единственный каучук, получаемый из природного сырья-млечного
сока дерева бразильской гевеи) и некоторые синтетические каучуки-синтетический
полиизопрен, полибутадиены, сополимеры бутадиена и стирола (БСК) разных способов полимеризации и
различного состава и строения, которые представляют собой ненасыщенные полимеры, т.е. их
макромолекулы содержат большое количество двойных связей.
2. Основные показатели качества резин на основе некоторых каучуков и области применения
Каучук
НК
ски
БСК
БК
ЭПК,
эпдк
БНК
хпк
CKTC
ФК
Условная
прочность при
растяжении,
/ МПа
Р.
25-30
25-28
20-23
21-23
21-23
25-28
25-28
10
20
Относительное
удлинение при
разрыве ер, %
500-1000
500-800
600-700
600-700
300-400
500-600
600-700
800
300-350
Стойкость к действию
масла
п
П
п
оп
оп
X
X
У
ох
воды
X
X
X
ОХ
ох
X
X
0
ох
атмосферного
старения
УС
УС
УС
ох
о
п
X
о
о
озона
п
п
УС
о
о
УС
X
0
о
Область применения
Шины, ремни, РТИ, спортивный
инвентарь, бытовая техника
Тоже
_«_
Уплотнители, изоляция, диафрагмы
Уплотнители, приводные ремни
Уплотнители, ремни, рукава
Тоже
Уплотнители, изоляция, трубки
Уплотнители, шланги
Условные обозначения: 0 - отличная, X - хорошая, ОХ - очень хорошая, У - умеренная, УС - умереная средняя,
П - плохая, ОП - очень плохая.
34
-зф*~-
К этой группе можно отнести и насыщенные (чаще всего дициклопентадиен или этилиденнор-
борнен) тройные сополимеры этилена, пропилена с малым количеством диенового компонента,
который вводится для создания реакционноспособных участков молекул.
К каучукам специального назначения относятся бутил каучук (сополимер изобутилена с
малым количеством изопрена) и большое число каучуков, содержащих в составе макромолекул
звенья с функциональными группами - сополимеры бутадиена и нитрила акриловой кислоты (БНК),
хлоропреновые, фторсодержащие сополимерные каучуки, различные акрилатные, уретановые,
силоксановые и др.
Наиболее дешевыми как по исходному сырью, так и по стоимости производства являются
натуральный каучук, синтетический полиизопрен, полибутадиены, бутадиенстирольные каучуки,
полиизобутилен (и бутилкаучук), этиленпропиленовые каучуки. Существенно более дорогие
(часто намного) -уретановые, фторкаучуки, хлорсульфированный полиэтилен, хлоропреновые, бута-
диеннитрильные каучуки, силоксановые, акрилатные и эпихлоргидринные каучуки. Разделение
каучуков на указанные две группы основано, не только на их назначении, но и на стоимости.
Классифицировать каучуки можно и по объемам их применения.
В табл. 2 приведены основные характеристики резин на основе некоторых из
перечисленных каучуков и области их применения, а в табл. 3 - основные свойства некоторых
изделий на их основе. Эти данные дают общее представление о возможностях
использования эластомеров.
Смеси каучуков. На основе одного каучука часто не удается достичь уровня свойств,
необходимого для успешной эксплуатации изделий. В этих случаях используют рецептуры резин, в
которых базовую часть составляет смесь различных каучуков (обычно двух ил и трех). Этот принцип
широко применяется в шинной и резинотехнической промышленности. Он позволяет сочетать
свойства разных каучуков в одном материале. Например, большую эластичность полиизопрена и
более высокую износостойкость полибутадиенового или бутадиенстирольного каучука, или
высокую эластичность полиизопрена и повышенную стойкость к разрушающему действию озона эти-
ленпропилендиенового или бутилкаучука, или эластичность полиизопрена при малой стойкости к
действию углеводородных растворителей и масел с высокой стойкостью к ним бутадиеннитриль-
ного каучука и полихлоропрена и т.д.
В ряде случаев резины на основе смесей каучуков, являющихся, как правило, термодинамически
несовместимыми друг с другом и образующими микронеоднородные, гетерогенные фазовые
структуры в композиционном материале, имеют лучшие прочностные и эластические свойства, в частности, в
динамических условиях нагружения. Например, смешение полибутадиена с бутадиенстирольным или
изопреновым каучуком, или бутадиенстирольного с изопреновым каучуком увеличивает
сопротивление разрастанию трещин в резинах на основе таких смесей. Кроме того, улучшаются технологические
свойства резин, такие как экструзия, формуемость, прессование.
Особенности структуры и вулканизации смесей каучуков рассмотрены ниже.
3. Основные виды изделий и некоторые свойства используемых в них резин
Ч
Изделие
Протектор большегрузных шин
Теплостойкая конвейерная лента
Тепло- и износостойкая конвейерная лента
Протектор легковой шины
Велосипедная шина
Уплотнитель поливного шланга
Уплотнитель окон
Общее число
компонентов
163
164
174
252
267
187
229
Тип каучука
НК
нк
век
БСК
БСК
БСК
БСК
Условная
прочность при
растяжении
/,МПа
Р
-30
-26
-22
-19
-14
-21
-14
Относительное
напряжение
при 300%-ном
удлинении
*ш МПа
-15
-70
-11
-9
-8,5
-7
-8,5
Относительное
удлинение при
разрыве ер, %
-550
-600
-530
-570
-510
-640
-510
Твердость по
Шору А
59
64
65
64
51
57
51
I
1
1
!
I
I
~"*чф**~
35
3** Химическая вулканизация
5 Чтобы на основе каучуков создать материал, в котором отсутствует пластическая деформа-
|. ция, следует соединить отдельные большие макромолекулы каучуков в единую структуру сетча-
| того типа, что достигается обычно соединением молекул друг с другом химическими поперечными
!В связями. Такой процесс является завершающей и наиболее ответственной стадией технологии
^ производства практически всех резиновых изделий.
| В производстве резиновых изделий он получил название «вулканизация», поскольку в основ-
5 ном осуществляется при повышенных температурах, при которых протекают химические реакции
| специальных компонентов рецептуры с макромолекулами каучука (вулканизующие агенты, сера,
§ ускорители, представляющие собой вещества органической природы, и активаторы - вещества
'$ неорганической природы). Это так называемая химическая вулканизация. Образование попереч-
5 ных связей в эластомерах возможно и в процессе радиационной вулканизации.
Й- Если между собой реагируют разные макромолекулы за счет собственных функциональных групп
i§ или через би- и более функциональные низкомолекулярные вещества, то химические связи возникают
между разными макромолекулами. Такие реакции называются межмакромолекулярными.
Сетчатые структуры в полимерах могут образовываться и принципиально иным путем, без
предварительного получения не связанных друг с другом макромолекул. Этот путь заключается в
образовании разветвленных, а затем сетчатых структур при ступенчатых реакциях синтеза
полимеров из мономеров или олигомеров с концевыми функциональными группами при их содержании
не менее трех хотя бы в одной из реагирующих молекул мономера или олигомера. Получающиеся
при этом сетчатые структуры, как правило, являются более совершенными и они лучше
описываются количественно по сравнению с сетками, образующимися при соединении друг с другом
(сшивании) макромолекул полимера. Сетка может образоваться и из олигомеров с концевыми
двойными связями. Если сетчатая структура формируется из исходных мономеров или
олигомеров, то превращение их в сетчатые полимеры осуществляется без стадии образования из них
линейных макромолекул. Таким образом, в этом случае происходит превращение исходных
низкомолекулярных веществ, не имеющих ценных механических свойств, сразу в полимерные
сетчатые структуры с высокими механическими и другими показателями. В соответствии с этими
различиями технологические процессы изготовления изделий, в которых участвуют сетчатые поли-
мерые также принципиально различаются для изделий, изготавливаемых путем сшивания
полимерных макромолекул и путем химических реакций концевых групп мономерных или олигомер-
ных молекул. Последнее в ряде случаев имеет место при получении эластомеров на основе урета-
новых каучуков.
Реакции сшивания исходных макромолекул полимеров можно разделить на следующие
основные типы:
- реакции функциональных групп исходных макромолекул друг с другом и реакции
низкомолекулярных реагентов, содержащих функциональные группы, по функциональным группам,
расположенным вдоль макромолекулярных цепей;
- сшивание насыщенных и ненасыщенных полимеров пероксидами и излучениями высоких
энергий (пероксидное и радиационное сшивание);
- сшивание ненасыщенных эластомеров серой и ускорителями.
Сетчатые структуры формируются из мономеров и олигомеров с концевыми
функциональными группамиследующим образом.
Во-первых, пространственнойполиконденсацией или полиприсоединением олигомеров и
мономеров с двумя, тремя и более функциональными группами, способными реагировать друг с другом
или с функциональными группами низкомолекулярных соединений в качестве сшивающих агентов.
Эти реакции протекают по механизму ступенчатого присоединения, но вследствие образования
сетчатых структур реакция становится необратимой, является неравновесной или равновесие сильно
сдвинуто в сторону образования конечного продукта (сетчатого полимера).
Рис. 19. Схема статистической сетчатой
структуры, образованной восемью макромолекулами
[номера обозначают свободные концы сетки;
V V
v,, v2
■ узлы сетки (С—С-свяэи);
отрезки цепей сетки между узлами; показано
зацепление между макромолекулами 6 и 7
Во-вторых, пространственной полимеризацией ошомеров с концевыми двойными связями, *?^
раскрытие которых при облучении или в реакции с пероксидами приводит к образованию единой
сетчатой структуры.
В первом случае речь идет о конденсационноспособных олигомерах или мономерах, во втором
-о полимеризационноспособных олигомерах.
Участок соединения макромолекул поперечными химическими связями называется узлом сетки
или поперечной связью. Каждый узел оканчивается двумя сшитыми звеньями двух разных
макромолекул полимера. Если размер поперечной связи совпадает с размером элементарного звена
макромолекулы полимера, то понятия узла сетки и поперечной связи совпадают. Если же поперечная связь по
размерам существенно больше размера элементарного звена или сегмента, то узлами сетки являются
сшитые звенья. В первом случае число узлов вдвое больше числа поперечных связей.
Определяющей характеристикой сетчатой структуры полимера является молекулярная
масса или размер участка цепи между двумя сшитыми звеньями (узлами). От размера этих
участков зависит проявление свойств индивидуальных макромолекул в сетчатой структуре
полимера. Если эти участки значительно больше сегмента макромолекулы, то сетчатый полимер
сохраняет основные свойства, присущие исходному полимеру (например, высокоэластичность,
химическую реакционноспособность). Такой сетчатый полимер ограниченно набухает в
растворителях. Если же размер участка цепи между сшитыми звеньями (узлами) близок к размеру
сегмента или меньше его, то свойства исходного полимера существенно изменяются: резко
уменьшается гибкость цепи и, следовательно, уменьшается высокоэластичность, снижается или
теряется совсем способность к набуханию в растворителях данного полимера. Примером такого
материала является эбонит.
Существенную роль в проявлении
механических свойств сетчатого полимера играют не
вошедшие в сетку концевые участки исходных
макромолекул, так называемые свободные
концысетки (рис. 19). При деформации сетки они не
несут нагрузки и являются как бы
разбавителями в сетчатой структуре, повышая ее
дефектность и ухудшая механические свойства.
Индекс сшивания представляет собой
величину у = MJMc, где Мв - исходная средняя
молекулярная масса полимера в момент его
сшивания; Мс- средняя молекулярная масса
отрезка между сшитыми звеньями (узлами сетки).
Таким образом, индекс сшивания является
величиной, показывающей, сколько сшитых
звеньев приходится на одну среднестатистическую
макромолекулу сшиваемого полимера.
На рис. 19 изображен участок структуры
сетчатого полимера, полученного сшиванием исходных линейных макромолекул ковалентными
химическими связями. Сшивание осуществлялось либо радиационным путем, либо с
использованием пероксида с образованием в результате С-С-связи. Образование углерод-углеродных связей
в этом случае подчиняется статистическим закономерностям, и концы цепей остаются
свободными (не сшитыми).
Число исходных макромолекул, образовавших этот фрагмент сетчатой структуры, Ъ = 8, т.е.
сетка образована восемью исходными макромолекулами. Число узлов сетки, или число
поперечных связей между двумя разными макромолекулами, v = 10. Эти два параметра сетки - число
исходных макромолекул и число узлов - независимые величины, а другой параметр - число
отрезков цепей между узлами сетки (пс) зависит от первых двух. Узел сетки в данном случае - это
жесткая С-С-связь.
-~зщ^
37
1
I
i
I
1
I
jF* Свободные концы макромолекул, т.е. те отрезки исходных макромолекул, которые не вошли в
замкнутый контур представленной сетчатой структуры, также являются параметрами сетки. Их
число равно 16, так как по принятым условиям формирования данной сетки сшивание прошло по
внутренним звеньям макромолекул и, следовательно, каждая исходная макромолекула
оканчивается в сетке двумя свободными концами.
В этой модели сетчатой структуры число отрезков цепей между узлами (пс) равно
удвоенному числу узлов за вычетом числа исходных макромолекул: лс = 2v-b = 20-8 = 12. Этот
расчет определяется заданными условиями формирования сетки. Здесь величина 2
соответствует числу сшитых звеньев макромолекул, поскольку по определению каждый узел сетки
(поперечная связь) образован двумя сшитыми звеньями двух разных макромолекул, а
соединение химической связью двух удаленных звеньев одной макромолекулы отсутствует. На рис. 19
восемь исходных макромолекул пронумерованы у их концов (1-1; 2-2 и т.д.), узлы и отрезки
цепей сетки обозначены своими индексами с их номерами (v,, v2,...; ncV na...). Свободные
концы сетки относятся к дефектам ее структуры, так как сопротивление внешним
механическим воздействиям оказывает лишь замкнутая «активная» часть сетки, расположенная между ее
узлами. На рис. 19 представлен еще один вид дефектов сетки-зацепление, образованное петлей
седьмой макромолекулы у шестой. При деформации растяжения это зацепление (оно называется
постоянным, так как зафиксировано двумя узлами у седьмой макромолекулы - v9 и v10) играет
роль дополнительного узла сетки. В недеформированном состоянии оно участвует в свободном
тепловом движении наряду с другими участками цепей, удаленными от узлов сетки. Зацепления
физической природы (флуктуационная сетка) вносят существенный вклад в свойства исходных
полимеров и их сетчатых структур. Средние значения молекулярных масс между зацеплениями
в расплавах линейных полимеров составляют: для полиэтилена -4000, для цисЛ,4-полибутади-
ена - 7000, для цис-1,4-полиизопрена -14000, для полиизобутилена -17000, для полистирола -
35000. Наличие узлов сетки зацеплений и их количество определяет механические свойства
несшитых полимеров.
Узлы сетки сшитых полимеров
характеризуются еще таким показателем, как
функциональность узлов. Она определяется количеством
эластически активных цепей, исходящих из одного
узла сетки. В соответствии с этим узлы делятся
в натри-, тетра-, гекса- и полифункциональные
узлы (рис. 20).
Функциональность узлов существенно
влияет на характер зависимости свойств (модуль,
прочность при растяжении, удлинение при разрыве и др.) от числа узлов сетки. Более всего
такие зависимости изучены для тетрафункциональных узлов, которые в простейшем случае
представляют собой углерод-углеродные связи между двумя звеньями сшитых макромолекул
эластомеров, которые образуются при радиационном и пероксидном сшивании углеводородных
полимеров.
Для достаточно плотно сшитых сеток, когда лс» Ь, влиянием свободных концов на структуру
сетки можно пренебречь. Тогда для плотных сеток пс = 2v, т.е. число отрезков цепей между узлами
сетчатой структуры равно удвоенному числу узлов сетки, и все основные свойства сетчатой
структуры определяются этим параметром. Так, модуль сдвига или растяжения такой сетки прямо
пропорционален лс или v. Эти положения справедливы для сетчатых структур, в которых
межмолекулярное взаимодействие в участках между узлами сетки пренебрежимо мало и не влияет на
свойства сетчатых эластомеров.
При наличии функциональных групп в исходном полимере они могут реагировать с
низкомолекулярными соединениями, также содержащими функциональные группы. Это, например, реакция
поливинилового спирта с двухосновными низкомолекулярными кислотами или реакция
полиакриловой кислоты с низкомолекулярными гликолями. В зависимости от глубины реакции, которая
а) б) в) г)
Рис. 20. Схемы узлов разной функциональности:
a — трифункциональный; б — тетрафункциональный;
в — гексафуикциоиальный; г — полифункциопальный
Рис. 21. Кинетическая кривая
вулканизации, полученная на
реометре (зависимость модуля
сдвига Сот времени вулканизации ():
/ — индукционный период;
// — главный период вулканизации;
Ш — реверсия вулканизации
определяется количеством низкомолекулярного соединения, образуются сетчатые структуры с
большим или меньшим количеством поперечных связей между макромолекулами, что существенно
влияет на свойства таких систем.
Реакции карбоксилсодержащих эластомеров, в которых
небольшое количество карбоксильных групп распределено
вдоль основной макромолекулы, с низкомолекулярными
диаминами позволяют формировать эластомерные сетчатые
структуры.
Возможно также протекание реакции между
функциональными группами соседних звеньев одной макромолекулы,
приводящие к образованию циклических структур. В ряде случаев
параллельно с реакциями сшивания может проходить и
деструкция, т.е. разрушение поперечных связей.
Реакции сшивания, как правило, имеют свою специфику
для каждой конкретной вулканизующей системы, но можно
выделить некоторые общие закономерности как по механизму,
так и по достижению конечных эффектов, т.е. определенных
свойств сетчатых эластомеров (вулканизатов).
В общем виде кинетика изменения какого-либо
механического показателя, чаще всего модуля сдвига, описывается
кривой, приведенной на рис. 21. Изменение основных
механических свойств эластомера описывается экстремальными
кривыми, по которым определяется оптимальное время
вулканизации для той или иной системы и композиции (рис. 22).
Зависимость свойств эластомера от времени
вулканизации не всегда отражает их связь с образующейся вулканиза-
ционной структурой. Для этой цели более удобно
пользоваться зависимостями изменения свойств вулканизатов от
степени поперечного сшивания (число узлов в единице объема
вулканизата). По этим зависимостям можно более точно
определить оптимальную степень сшивания, необходимую для
достижения наилучшего комплекса свойств материала
(рис. 23). Зная механизм действия той или иной
вулканизующей системы, можно определить и время, необходимое для
формирования такой оптимальной сетчатой структуры
вулканизата.
Зависимость прочностных показателей от плотности сетки
поперечных связей обычно проходит через максимум,
лежащий в области сравнительно высоких значений плотности. Так,
для изопренового каучука максимум прочности соответствует
плотности сетки, равной приприблизительно 6-1 (Нмоль/см3. Для
ненаполненных вулканизатов на основе этиленпропилендие-
новых каучуков максимальную прочность обеспечивают
сравнительно редкие сетки - (1-2)10-5 моль/см3. В оптимуме
вулканизации, определяемом по реологическим свойствам, эти
вулканизаты имеют заметно большую плотность сетки
поперечных связей - (4-6)10-5 моль/см3, что и приводит к
снижению прочности почти в 2 раза по сравнению со значениями,
полученными для оптимальных сеток. Этот эффект может
быть связан и с процессом микрокристаллизации,
характерным для этого каучука.
■к
га
S
ерист
изата
го™
Я >•
Хт
^ -^
[Хг^>
'<Х~~-^
Рис. 22. Зависимости некоторых
механических характеристик
вулканизатов от времени
вулканизации:
7 — разрывная прочность /; 2 —
модуль упругости Е; 3 —
разрывное удлинение £
oj5
Q.S
го™
Рис. 23. Зависимости некоторых
механических характеристик
вулканизатов от плотности сетки
поперечных связей — числа пс
отрезков цепей сетки между узлами:
/ — сопротивление раздиру С7,,;
2 — твердость Н; 3 — разрывная
прочность/,,; 4 — модуль упругости
Е; 5 — гистерезиспые потери tgS
-?Ф^
39
у» исновные реакции при вулканизации каучуков. Реакции сшивания макромолекул, т.е.
образование С-С-связей, протекают при нагревании углеводородных каучуков с органическими пероксидами
бензоила, дикумила, ди-грег-бутила. Так, при нагреваниицисА,4-полиизопрена спероксидом ди-
| грег-бутила при 160°С число образовавшихся узлов сетки можно рассчитать по количеству выделив-
5 шегося грег-бутанола. Связи С-С образуются и при радиационной вулканизации.
| При реакции сополимера этилена и пропилена (этиленпропиленового каучука) с пероксидами
S наряду со сшиванием протекают реакции деструкции цепей полимера. Для образования С-С-связей
5с наличие двойных связей в молекуле каучука не является необходимым.
I Реакции хлорсульфированного полиэтилена с диамидами или некоторыми оксидами металлов
§ приводят к образованию сетчатого полимера с сохранением высокоэластических свойств, прису-
^ щих исходному хлорсульфированному полиэтилену.
§ При взаимодействии хлоропренового эластомера с оксидом цинка также происходит фор-
'§ мирование сетки в этом эластомере. В реакции участвует активный аллильный хлор в 1,2-звень-
9 ях цепи полихлоропрена, содержащихся в небольшом количестве (по сравнению с преобладаю-
| щими 1,4-структурами). Реакция с хлоридом цинка также приводит к сшиванию макромолекул
^ полихлоропрена.
В настоящее время наибольшее распространение получила вулканизация ненасыщенных
каучуков серой и серой с ускорителями. Протекающие реакции представляют большой практический
интерес, так как они лежат в основе вулканизационных процессов получения резиновых изделий.
Ниже рассмотрен механизм реакций сшивания на примере некоторых распространенных
вулканизующих систем. В качестве агентов вулканизации широко используются дисульфиды,
которые способны сшивать макромолекулы эластомеров при нагревании в присутствии элементной
серы и без нее. К ним относятся дибензтиазолилдисульфид, дитиодиморфолин, тетраметилтиу-
рамдисульфид.
Обычно реакции сшивания эластомеров типа полиизопрена или полибутадиена протекают по
а-метиленовым группам, в которых имеется один более подвижный атом водорода.
Образующиеся после его отрыва достаточно стабильные свободные радикалы аллильного типа на
макромолекуле эластомера участвуют в реакциях, приводящих к сшиванию.
Продукты превращения дисульфидных ускорителей (меркаптаны) могут присоединяться к
двойным связям эластомеров, изменяя их свойства. В присутствии серы дисульфиды и
меркаптаны реагируют с ней с образованием активных промежуточных полисульфидов, в результате
распада которых происходит сшивание макромолекул каучука. Промежуточные продукты - гидропо-
лисульфиды могут также присоединяться к двойным связям полидиенов, приводя к химической
модификации макромолекул.
Молекулярная сера является главным вулканизующим агентом в составе большинства сер-
но-ускорительных групп в промышленных процессах вулканизации. Кроме рассмотренных
дисульфидов в качестве ускорителей применяются и другие вещества, которые в отсутствие серы
не могут осуществлять сшивание эластомеров. Из них наиболее распространены меркаптобен-
зтиазол и получаемые на его основе сульфенамидные производные: циклогексилбензтиазолил-
сульфенамид, rper-бутилбензтиазолилсульфенамид, морфолилбензтиазолилсульфенамид.
Кроме того используются диэтилдитиокарбамат цинка (а также других металлов) и дифенилгуани-
дин. В их присутствии возможно протекание ионных реакций с гетеролитическим распадом
кольца серы S8 по схеме S8 —»-S-S6-S\
В присутствии оксидов металлов или их солей в качестве активаторов вулканизации распад
ускорителей и формирование активных промежуточных соединений происходит на поверхности
оксидов металлов или в мицеллах солей жирных кислот. Они носят топохимический характер, что
сказывается на формирующейся сетчатой структуре вулканизата.
В общей виде можно выделить три основные стадии реакций серной вулканизации:
- взаимодействие серы, ускорителей, оксида или соли металла, в основном цинка, между собой
с образованием активных чрезвычайно реакционноспособных промежуточных соединений
полисульфидной природы («мономерные» полисульфиды);
- взаимодействие этих соединении с макромолекулами эластомера по его реакционным
центрам (водород группы -СН2 в а-положении к двойной связи или сами двойные связи полидиенов) с
образованием реакционноспособных участков (подвесков) на макромолекулах («полимерные»
полисульфиды);
- взаимодействие этих активных центров друг с другом или с активными центрами других
макромолекул с образованием поперечных связей (узлов сетки) различной степени сульфидное™.
При дальнейшем нагревании образовавшиеся серные связи могут распадаться или
образовывать дополнительные узлы сетки (поствулканизация), либо превращаться в циклические
структуры в пределах одной макромолекулы и таким образом уменьшать плотность сетки поперечных
связей (реверсия). Наилучшим вариантом является сохранение сформированной сетки (плато
вулканизации). Эти изменения возможны и в условиях эксплуатации изделий при длительных
тепловых и механических воздействиях.
Наиболее четко разделение периодов формирования
промежуточных полимерных полисульфидов и поперечных связей
проявляется при применении сульфенамидных ускорителей.
На рис. 24 приведены кинетические кривые образования
поперечных связей при вулканизации эластомеров различными
вулканизующими системами. Как видно, они различаются как по
скорости, так и по времени до начала сшивания (индукционный
период). Кроме того, они различаются по способности
сохранять полученную плотность'сетки после длительного прогрева
системы.
Наиболее эффективны системы, обеспечивающие
достаточно длительный индукционный период, высокую скорость в
главном периоде и сохранение плотности сформировавшейся
сетки и, следовательно, свойств вулканизата при дальнейшем
прогреве системы. Оптимально это обеспечивается
применением сульфенамидных ускорителей с серой.
Химическое строение макромолекул каучука также влияет
на образование сетчатой структуры. Так, содержание 1,2-звень-
ев в макромолекуле полибутадиена заметно влияет на вулкани-
зационные характеристики и плотность сетки в полибутадиенах. При использовании тиурамной
системы индукционный период и оптимальное время формирования сетки не зависят от структуры
полибутадиена. В сульфенамидной системе по мере увеличения содержания 1,2-звеньев в
макромолекуле полибутадиена индукционный период и оптимальное время вулканизации увеличиваются,
тогда как плотность сетки в вулканизатахуменьшается. Это свидетельствует о преимущественном
участии 1,4-структур в реакциях сшивания с содержащими серу системами.
Таким образом, процесс формирования сетчатых структур в эластомерах серно-ускоритель-
ными системами представляет собой комплекс сложных многостадийных химических реакций, в
которых наряду с каучуком участвуют компоненты вулканизующих групп: вулканизующие
агенты, ускорители, активаторы, диспергирующие агенты, замедлители подвулканизации.
Активаторы-оксиды металлов или их соли с жирными кислотами, например со стеариновой,
образуют в эластомерной матрице нерастворимые или диспергированные мицеллярные
структуры. Это обстоятельство позволяет рассматривать протекающие реакции с позиций топохимичес-
ких процессов, в которых большую роль играют процессы адсорбции и хемосорбции реагентов на
поверхности активаторов или в мицеллах солей с жирными кислотами. Одновременно
адсорбируются и хемосорбируются участки макромолекул эластомеров по их активным центрам, и в целом
реакции протекают в микрообъемах образовавшихся «реакторов». В результате получаются
полифункциональные узлы сетки серных вулканизатов наряду с тетра- и гексафункциональными
узлами, что существенно осложняет строго количественную интерпретацию поведения таких сетчатых
структур в условиях испытаний и эксплуатации.
*
t
Рис. 24. Кинетические кривые
вулканизации, полученные на
реометре (зависимости модуля
сдвига С от времени вулканизации f)
для резин, содержащих
различные ускорители вулканизации:
/ — диалкилдитнокарбомат цинка;
2 — сульфенамид; 3 — дибензтиа-
золилдисульфид; 4 — дифенилгуа-
нидин; 5 — меркаптобензтиазол;
6 — сера без ускорителя
|
I
а
!
!
I
у*1 Диссоциативная адсорбция дисульфидных ускорителей на поверхности оксидов металлов
сопровождается разрывом связи S-S. Если сорбционное взаимодействие велико, то дисульфид
удерживается на поверхности оксида и может не участвовать в дальнейших реакциях сшивания каучука.
5 Если же продукты первичной диссоциации слабо связаны с поверхностью оксида металла, то после
|- десорбции они реагируют с макромолекулами каучука, присоединяясь к ним и образуя поперечные
| связи. Следует отметить, что при сшивании эластомера, предварительно модифицированного поли-
| сульфидными фрагментами вулканизующих веществ и ускорителей (нагрев эластомера с серой и
^ ускорителем без активатора), система сохраняет растворимость и пластичность, а сетчатая структу-
I ра формируется в ней после введения оксида металла при прогреве.
§ Наибольшей активирующей способностью в реакциях сшивания обладают оксиды цинка и
§_ кадмия; оксиды ртути и свинца, на поверхности которых происходит распад комплексов сера-
§ ускоритель с потерей их вулканизующей способности, замедляют эти реакции. Оксиды таких
'§ металлов как кальций, магний, олово, никель и кобальт либо не обладают способностью к хемо-
5 сорбции продуктов взаимодействия серы с ускорителями, либо разрушают их до вулканизационно-
| неактивных соединений.
^ Широкое применение оксида цинка как активатора серных вулканизующих систем связано с
особо активной локализацией на его поверхности реакций вулканизующих агентов и ускорителей,
облегчающейся хемосорбцией.
При наличии техуглерода в составе эластомерной композиции следует учитывать, что ее
компоненты могут адсорбироваться на поверхности частиц техуглерода и единая сетчатая структура
может частично фиксироваться на этих поверхностях.
Особенности вулканизации
и совулканизации смесей каучуков
В большинстве случаев смеси каучуков представляют собой неоднородные гетерофазные
системы. При близости вулканизационных характеристик компонентов, входящих в состав
смеси (продолжительность индукционного периода, скорость в главном периоде, а также
механизм реакции сшивания), возможно образование сравнительно однородного вулканизата,
чему также способствуют совулканизация и совместимость компонентов. Проявлением этого
эффекта является сглаживание индивидуальных максимумов на кривой температурной
зависимости механических потерь или даже появление одного общего максимума вследствие
образования общей сетчатой структуры в смесях таких эластомеров. Если каждый из
компонентов вулканизуется по своему особому механизму, без совулканизации на границе раздела,
то структура образующегося вулканизата неоднородна, в системе наблюдается фазовое
разделение. В этом случае при некоторых соотношениях эластомерных компонентов может
возникнуть структура типа взаимопроникающих сеток (ВПС). Поэтому в их классификацию
можно вводить понятия, используемые при рассмотрении различных взаимопроникающих сеток.
Так, к одновременным ВПС относятся смеси эластомеров, в которых оба компонента
сшиваются по одинаковым или близким закономерностям (одинаковый механизм реакций,
приблизительно одинаковая длительность индукционного периода). Последовательные ВПС - это
смеси, в которых один из эластомеров сшивается со значительно большим индукционным
периодом, а полу-ВПС -смеси, в которых один из эластомеров сшит, а другой остается
линейным, захваченным сеткой первого.
Совместимость компонентов в бинарных смесях эластомеров и фиксация их структур,
обладающих устойчивостью вследствие формирования общей сетки поперечных связей в композиции также
может быть рассмотрена в терминах ВПС с привлечением данных о концентрационной зависимости
энергии Гиббса. Такая оценка была проведена на примерах смесей цисА ,4-полиизопрена (CKI/1-3) с
цисА ,4-полибутадиеном (СКД) и полибутадиенами (ПБ), содержащими различные количества 1,2-зве-
1
I
О
Й
!
1
I
ньев в макромолекулах. Энергия Гиббса имеет отрицательный знак во всей области составов, а знак ^
второй производной по составу различен, что указывает на существование термодинамически
устойчивых, метастабильных и термодинамически неустойчивых систем. Вследствие большой вязкости
смешиваемых эластомеров микрорасслоение не происходит, а образуются микрогетерогенные метаста-
бильные коллоидные системы. Сегментальная взаиморастворимость, которая фиксируется
отрицательным значением энергии Гиббса смешения СКИ-3 с СКД или другими ПБ, способствует образованию
на межфазной границе раздела высокоразвитого переходного слоя. Наибольшие по абсолютной
величине отрицательные значения этого показателя наблюдаются при содержании 20-30% СКД в смеси с
СКИ-3, что близко к соответствующим значениям при образовании собственной непрерывной
структуры СКД в матрице СКИ-3. Известно, что увеличение содержания 1,2-звеньев в ПБ повышает его
совместимость с полиизопреном. И абсолютные значения энергии Гиббса при смешении эластомеров
возрастают при переходе от стереорегулярного цисА ,4-полибутадиена (СКД) к нерегулярным полибу-
тадиенам, содержащим 1,2-, цисА,4- и трансА ,4-звенья. Увеличение взаиморастворимости
компонентов приводит к появлению у большинства совулканизатов одной температуры стеклования Г. Наиболее
ярко это проявляется при смешении с полиизопреном каучука СКД-СР, содержащего 78% 1°2-звеньев.
Во всех интервалах составов этих смесей не только вулканизаты, но и несшитые смеси имеют одно I
значение 7"с, промежуточное между температурами стеклования индивидуальных компонентов.
Структуру смеси СКИ-3 с СКД-СР подтверждают и данные по изменению подвижности спинового зонда.
О характере взаимодействия компонентов можно судить и по сопротивлению расслоению
дублированных образцов. Так, для СКИ-3 с ПБ оно не изменяется с увеличением времени
нагревания и близко к нулю, если содержание 1,2-звеньев в структуре ПБ составляет 2,11 и 35%. Это
свидетельствует о том, что взаимопроникновение макромолекул каучуков на границе раздела не
происходит даже при длительном прогревании при высокой температуре.
Сопротивление расслоению для СКИ-3 - ПБ (52% 1,2-звеньев) и СКИ-3 - СКД-СР (78%
1,2-звеньев) увеличивается при нагревании. Наибольшее увеличение сопротивлению расслоению
происходит в первые 30 мин прогрева, т.е. продолжительность нахождения смеси на основе этих
каучуков в вязкотекучем состоянии до начала сшивания влияет на степень совместимости
полимеров в смеси. Это может являться одной из причин зависимости температуры стеклования
от типа вулканизующей системы, которая определяет время пребывания смеси при прогреве до
точки гелеобразования.
Совместимость компонентов смеси эластомеров, а также растворимость в них
низкомолекулярных вулканизующих веществ зависят от температур смешения и вулканизации.
Несовместимые при низких температурах цис-1,4-полибутадиен и статистический бутадиенстирольный
сополимер после прогрева при 150°С образуют гомогенную композицию, о чем свидетельствует
характер спектра люминесценции, которой имеет только один пик. Для этой же смеси без нагревания в
спектрах характерно наличие двух пиков, соответствующих индивидуальным компонентам, что
указывает на двухфазность системы, т.е. такая смесь имеет верхнюю критическую температуру.
Эффект гомогенизации наблюдается для этой смеси при прогреве с вулканизующими системами,
что объясняется расширением межфазных областей в вулканизате в результате
концентрирования сшивающих агентов в переходных слоях смеси. Если температура вулканизации выше
верхней критической температуры смешиваемых компонентов, то фазовая структура смеси
разрушается. Химические поперечные связи, образующиеся при совулканизации при высоких
температурах, фиксируют различное фазовое состояние системы.
Влияние свойств и соотношения компонентов смеси. В зависимости от соотношения каучуков
в составе бинарной смеси в композиции могуг существовать дискретные и непрерывные фазы
этих компонентов, что сильно влияет на свойства совулканизатов. Так, при селективной
вулканизации хлорбутилкаучука (ХБК) в матрице полиизопрена (ПИ) непрерывная структура ХБК
формируется при его 30%-ном содержании и выше. При этом может наблюдаться усиление композиции
в целом, которое зависит от типа вулканизующей системы (соотношения индукционных периодов
вулканизации каждого из компонентов смеси). При длительном индукционном периоде происходит
модификация макромолекул обоих эластомеров продуктами реакции серы и ускорителей с после-
. ^ «
1
i
I
I
I
У*"дующим сшиванием разнородных молекул (совулканизация). Если содержание ХБК в матрице
ниже 30%, свойства совулканизата определяются свойствами вулканизованной матрицы (ПИ).
При соотношении ХБК:ПИ = 30:70 отмечен максимум прочности, что связано с образованием в
матрице ПИ армирующей сетки непрерывной фазы ХБК, а при содержании ХБК более 30%
увеличение количества непрерывной фазы ХБК приводит к снижению прочности совулканизатов после
достижения максимума. Для таких вулканизующих систем, кактиурам + сера, обеспечивающих
высокую скорость вулканизации каждого из каучуков и малый индукционный период, отмечено
монотонное снижение прочности вулканизатов. Это объясняется вулканизацией каждого из
каучуков в отдельности, без связывания разнородных макромолекул друг с другом. Более детальная
характеристика структур таких вулканизатов получена методами релаксации напряжения,
электронной микроскопии и спинового зонда.
Установлено, что в отсутствие индукционного периода при сшивании сохраняется
сформированное при смешении распределение малых частиц ХБК, диспергированных в матрице ПИ. При
длительном индукционном периоде и последующей совулканизации эластомеров смеси
наблюдается укрупнение, агрегирование частиц фазы ХБК в матрице; при этом повышается время
корреляции парамагнитного зонда по данным ЭПР-спектроскопии. Совулканизация частиц фазы с
матрицей подтверждается также данными по расслаиванию дублированных образцов
индивидуальных эластомеров с этими вулканизующими группами. При длительном индукционном периоде
сопротивление расслаиванию достаточно велико, тогда как при сшивании в отсутствие
индукционного периода пластины расслаиваются практически без фиксируемого усилия. В этом случае
расслаивание происходит и при набухании образцов в толуоле.
Взаимопроникновение сетчатых структур смесей каучуков реализуется на двух уровнях: в
общей сетчатой структуре совулканизатов и при дискретном или непрерывном распределении фаз
каждого из компонентов смеси. В последнем случае большое значение имеет такой фактор
структуры смеси, как степень сшивания в фазах. Различие в степени сшивания означает, что модули
упругости фаз различны. Роль этого фактора видна на примере смесей ХБК и бутадиеннитрильно-
го каучука (БНК), когда сшивание БНК изменяется в широком интервале плотности сеток при
незначительном изменении плотности сетки ХБК.
Различное сшивание фаз в смеси можно регулировать, используя близкие по природе
сшивающие системы, обеспечивающие значительное различие индукционных периодов для каждого из
эластомеров смеси, например смеси полиизопрена с СКД или с ХБК. Перераспределение
вулканизующих агентов в процессе вулканизации (миграция в фазу СКД для смесей СКИ-3 - СКД или в фазу
СКИ-3 для смесей СКИ-3 - ХБК) приводит к изменению степени сшивания каждого из каучуков в
смеси по сравнению со степенью их сшивания при раздельной вулканизации. Степень миграции
зависит от продолжительности индукционных периодов вулканизации. Так, если сетка в фазе СКИ-3
образуется раньше, чем в СКД, то снижение ее плотности меньше. При малой продолжительности
индукционных периодов плотность сетки в фазе каучука (СКД), в которую мигрирует сшивающий
агент, увеличивается со снижением доли этого эластомера в смеси. Совулканизаты этой смеси
имеют наилучшие прочностные свойства (близкие к прочности матрицы) при содержании СКД в
смеси, равном 30%, в том случае, если его индукционный период сшивания значительно превышает
этот параметр для СКИ-3. При этом плотность сетки в матрице (СКИ-3) близка к ее плотности в
вулканизате одного полиизопрена. При уменьшении плотности сетки в СКИ-3 и увеличении разности
в плотностях сшивания каждой из фаз прочность совулканизатов заметно снижается. Общая
плотность сетки, оцениваемая по данным набухания и уравнению Муни-Ривлина, в основном не
отражает этих эффектов и изменяется с изменением состава. Такой же эффект наблюдается и в смеси
СКИ-3-ХБК при снижении доли СКИ-3 в смеси.
Отсутствие химических поперечных связей между макромолекулами каучуков смеси
является скорее исключением, а не правилом, в отличие от идеальных ВПС. В смесях каучуков важную
роль играет также переход от дискретного к непрерывному распределению частиц фазы одного
каучука в матрице другого и образование двух непрерывных фаз в композиции. О характере
фазовой структуры смеси можно судить и по данным микроскопии, и по изменению механических
показателей вулканизатов.
IT-^V.
Другим примером совмещения высоконенасыщенных и малоненасыщенных каучуков
является смесь на основе полидиенов и этиленпропилендиеновых сополимеров (ЭПДК). В этом компози
те соединяются такие важные свойства как высокая реакционная способность на стадии
формирования материала и высокая эластичность со стабильностью физико-механических характерис- §
тик при действии внешних агрессивных факторов. |
Одной из причин, усложняющих получение качественного материала из смесей ЭПДК с полидиена- |
ми (в частности, с СКИ-3), является трудность их совулканизации. Здесь решающее значение имеют 2
плотность сетки как в композиции в целом, так и в отдельных фазах составляющих ее несовместимых ^
каучуков, фазовая организация, химические и физические связи внутри и между фазами. |
Совмещение СКИ-3 со ЭПДК с высоким содержанием этиленовых звеньев приводит к заметно- §
му сокращению индукционного периода вулканизации и времени достижения оптимума по сравне- |
нию с ПИ. Общее ускорение процесса сшивания обусловлено частичной миграцией сшивающих §
агентов из фазы ЭПДК в фазу более реакционноспособного ПИ. Этому способствует их лучшая ^
растворимость в высоконенасыщенном СКИ-3. Кинетика сшивания оказывает заметное влияние 5
на свойства получаемых совулканизатов. Наблюдается эффект взаимоусиления каучуков в слу- §
чае, когда возрастает разность во времени достижения гель-точки (начала образования сетки) |i§
каждым из эластомеров смеси. Наибольшие значения прочности достигаются в области
критических соотношений СКИ-3:СКЭПТ (70:30), когда ЭПДК начинает формировать свою непрерывную
структуру в композите.
Для смеси СКИ-3 -.ЭПДК как и для других пар эластомеров, рассмотренных выше, показано
различие во влиянии длительности индукционного периода на формирование сетки химических
поперечных связей. Для систем с короткими и равными (для обоих эластомеров)
индукционными периодами сшивания не обнаружено существенного различия в плотностях сетки в фазах
совулканизата смеси по сравнению с этими величинами для индивидуальных эластомеров,
входящих в композицию (СКИ-3, ЭПДК). Если продолжительность индукционного периода больше
для ЭПДК, то плотность сетки в его фазе значительно ниже, чем у вулканизата на основе одного
ЭПДК. В этом случае прочность совулканизата СКИ-3 - ЭПДК, зависящая от состава смеси
(соотношения каучуков в смеси), имеет значения выше аддитивных, превышая прочность
вулканизата из одного СКИ-3.
В связи с этим большое значение приобретает выбор соотношения компонентов смеси и состав
вулканизующей группы. С увеличением содержания звеньев этилена в составе ЭПДК снижается
максимальная высокоэластическая деформация с одновременным смещением ее положения в
область более низких температур. Это может быть связано с микрокристаллизацией,
обусловленной микроблочным распределением звеньев этилена в сополимере. Увеличение времени
вальцевания ЭПДК способствует повышению стабильности свойств вулканизатов вследствие более
равномерного распределения вулканизующих агентов в объеме смеси и образования более
однородной сетки поперечных связей. Механическое воздействие при смешении во всех случаях
способствует повышению устойчивости смесей каучуков. В целом совулканизация разнородных фаз
обеспечивает более высокие прочностные показатели композитов. Напомним, что тип
вулканизующей группы существенно влияет на свойства совулканизатов.
Плотность сетки в дисперсной фазе и матрице совулканизатов несовместимых или
ограниченно совместимых друг с другом каучуков в большой степени определяется длительностью
индукционных периодов сшивания каждого из компонентов.
Положительное влияние на сшивание фаз в смесях эластомеров оказывают активаторы
вулканизации-оксиды и соли металлов, нерастворимые ни в одной из эластомерных фаз.
Протекающие на их поверхности топохимические реакции формирования сетчатых структур приводят, при
правильном управлении ими, к созданию описанных выше оптимальных плотностей сетки
поперечных связей как в фазах эластомеров, так и на межфазной границе и в промежуточных слоях
этих смесей. Учет всех перечисленных факторов представляет собой важную задачу создания
высококачественных материалов на основе смесей эластомеров с прогнозируемыми структурой и
свойствами.
Тт
аполнители и другие ингредиенты
1
1
!
1
Для получения резин с заданным комплексом свойств в рецептуру резиновой смеси кроме
вулканизующей группы вводят и другие ингредиенты.
После каучука наиболее емкими компонентами рецептуры являются наполнители.
Наибольшее распространение в качестве наполнителя эластомеров получил техуглерод. Введение его в
рецептуру резиновых смесей позволяет увеличить их твердость и прочность (табл. 4).
Различные типы техуглерода имеют различное усиливающее действие. К усиливающим
наполнителям относится и осажденный диоксид кремния. Для реализации его усиливающего действия
необходимо использовать вещества, позволяющие создать непосредственную связь частиц этого
наполнителя с молекулами каучука.
Во многих случаях кроме усиливающих используются
и так называемые инертные наполнители. Это светлые
наполнители, такие, как мел, каолин, некоторые
модификации диоксида кремния.
Кроме каучука, вулканизующих агентов и
наполнителей в состав рецептуры входят пластификаторы,
облегчающие перемещения сегментов макромолекул в процессе
создания композиции при смешении и при получении
конечного изделия, противостарители, защищающие
каучуковую матрицу от действия кислорода и озона на воздухе,
в том числе при повышенных температурах и действии
различных нагрузок на изделия и некоторые другие
компоненты, например красители, пигменты и др.
Все эти вещества соединяются в процессе смешения в
материал сложного состава, представляющий собой
резиновую смесь, а затем фиксируются в процессе термичес-
?Гя™теле:безИ^™ГвГн^ кой и™ Радиационной вулканизации в виде конечного из-
менателе - с наполнителем- Делия.
4. Сравнение механических
свойств ненаполненных и
наполненных техническим
углеродом резин на основе
различных каучуков
1С
>•
г
>.
БСК
нк
БНК
хпк
эпдк
БК
Нж
»к>
£ SB ч_=-
га и.
Условн
НОСТЬ П
жении
-1,3/24
-20/-28
1,4/20
9/19
1,7/16
2,2/17
siM
5 ^5=
С S ь
и х Е S
1- £ о »-"
Относи
напряж
300%-н
нении,
1,3/12
1,8/15
0,8/7
1,7/-
1,5/10
1,1/10
8&*
i;j-
о ; о
t 5 ш
Относк
УДЛИНЕ
разры
310/520
690/480
590/610
620/200
310/410
440/490
Методы переработки
Приготовление резиновых смесей
(A.M. Буканов, А.Е. Корнев)
Для приготовления резиновых смесей, состоящих из полимерной основы (каучука) и
различных химических добавок (ингредиентов), используют процесс смешения. При этом достигается
такое взаимное распределение компонентов в смеси, которое обеспечивает однородность
физических и химических свойств в любой точке системы. Поскольку некоторые компоненты
вводятся в виде более или менее крупных агломератов, процесс смешения сопровождается их
измельчением. Сами каучуки до образования между макромолекулами поперечных связей
находятся в вязкотекучем состоянии и обладают пластическими свойствами. Ингредиенты в
массе каучуков распределяются под действием деформаций сдвига, возникающих при обработке
каучуков и ингредиентов в специальных машинах. При смешении каучуков с ингредиентами
происходит не только перемешивание компонентов, но и протекают сложные
физико-химические и химические процессы, структурные превращения самих каучуков под действием механи-
ческих напряжений и химическое взаимодействие между компонентами резиновой смеси. Харак- ^v
тер этих процессов определяется условиями переработки, поэтому резиновые смеси одинакового
состава могут иметь различные свойства. Для воспроизводства свойств режимы приготовления
резиновых смесей строго регламентируются по различным параметрам.
Технологический процесс приготовления резиновых смесей на предприятиях резиновой
промышленности включает несколько стадий:
- прием, хранение и перемещение материалов;
- подготовку каучуков и других материалов;
-смешение;
- охлаждение и очистку резиновых смесей;
- формование резиновых смесей.
Прием, хранение и перемещение материалов
На заводы резиновой промышленности материалы поступают в различной таре - в бумажных,
тканевых и полимерных мешках, металлических барабанах, в специальных мягких складных ре-
зинокордных контейнерах или контейнерах-бункерах, изготовленных из армированных пластмасс.
Все материалы, поступающие в производство, должны строго отвечать техническим условиям,
поэтому без предварительной обработки они подаются в складские помещения. Склады сырья и
материалов располагаются в непосредственной близости к производственным помещениям, в них
обеспечиваются надлежащие условия хранения. Все виды работ на складах, связанные с
приёмом, хранением и подачей материалов в производство, должны быть механизированы и
включены в общий цикл автоматизации и управления производством.
Подготовка каучуков
Для механизации и автоматизации дозировки каучуков, поступающих в виде кип, брикетов или
рулонов, каучуки режут на мелкие куски или гранулируют.
Некоторые типы каучуков, имеющие регулярную структуру макромолекул и способные
кристаллизоваться при температурах, близких к комнатной (натуральный, стереорегулярный
синтетический изопреновый, хлоропреновый), кристаллизуются при хранении, что приводит к
повышению их жесткости и затрудняет резку и дальнейшую переработку. Поэтому кипы и брикеты
закристаллизовавшихся каучуков разогревают (распаривают) для плавления кристаллической
фазы. При декристаллизации каучуки разогревают до 40-50°С, а иногда до 70°С. Температура и
продолжительность процесса декристаллизации зависят от размеров кип или брикетов каучука
и его природы. В зависимости от количества потребляемого на заводе кристаллизующегося
каучука применяются различные способы декристаллизации. Если количество потребляемого
кристаллизующегося каучука невелико, то декристаллизацию проводят в распарочных камерах
периодического действия размером 5x6x5 м, обогреваемых горячим воздухом. Кипы
натурального каучука прогревают в таких камерах при температуре горячего воздуха 50°С в течение 72 ч
зимой и 50 ч летом, а при температуре воздуха 70°С - в течение 35-50 ч. Продолжительность
прогрева предварительно разрезанных кип сокращается до 10-24 ч. Камеры такого типа
несложны по конструкции и просты в обслуживании. Однако при их использовании необходимо
иметь большой запас каучуков. Кроме того, в этих камерах не обеспечивается равномерный
разогрев кип каучука по всей массе и происходит окисление каучука на поверхности кипы.
При большом потреблении натурального каучука его декристаллизуют на специальных
установках в поле токов высокой частоты. При помещении кип каучука в высокочастотное
электрическое поле с переменной частотой 20-75 МГц тепло генерируется по всей толщине каучука.
Продолжительность разогрева кип каучука до 40-50°С составляет 25-50 мин. Мощность
высокочастотных генераторов 10-30 кВт. Установки для декристаллизации каучука токами высокой частоты
могут работать по непрерывной и периодической схемам.
Брикеты и кипы каучуков режут специальными ножами различной конструкции. Большие кипы
НК обычно режут на вертикальных и горизонтальных машинах с гидравлическим приводом. В
I
о
I
I
I
I
1
I
f
!
I
>r* настоящее время стандартные сорта натурального каучука выпускают в виде брикетов,
завернутых в полиэтиленовую пленку и удобных для резки. Для резки брикетов и рулонов синтетических
каучуков широко применяют дисковые ножи. Такие ножи имеют до четырех режущих дисковых
устройств. Мощность привода ножей достигает 14 кВт.
Для облегчения последующей развески каучуков брикеты и рулоны синтетического каучука
режут на куски определенных форм и массы. В этом случае агрегаты из нескольких ножей
оборудуют специальными закрепляющими и поворотными механизмами, фиксирующими положение
брикета или его частей при подаче на резку. Например, брикет бутадиенстирольного каучука
размером 205x450x815 мм режут на куски по 5 кг размером 200x450x135 мм, на куски по 2 кг
размером 200x135x90 мм и на куски по 0,2 кг размером 130x90x40 мм.
Пластикация каучуков. Натуральный и синтетический каучуки не всегда удовлетворяют
требованиям резиновой промышленности по уровню пластоэластических свойств.
Эластические свойства каучука, определяемые высокоэластической компонентой деформации, весьма
ценны в резиновых изделиях, но при изготовлении резиновых смесей они негативно влияют на
процессы переработки, так как механические усилия затрачиваются непроизводительно на
создание обратимых деформаций. Под влиянием механических и тепловых воздействий
необратимая компонента деформации, т.е. пластичность каучука, может увеличиваться, в
результате чего повышается пластичность каучука, снижается его вязкость и эластическое
восстановление — происходит его пластикация. При пластикации изменяются также
физические свойства каучука, что влияет на свойства резиновых смесей и вулканизатов. Так, с
повышением пластичности натурального каучука облегчается формование резиновых
смесей и снижается вязкость его растворов, что позволяет получить концентрированные клеи при
меньшем расходе растворителей, однако при этом уменьшаются механическая прочность
вулканизатов и сопротивление резины истиранию и, кроме того, увеличивается остаточная
деформация. Поэтому при изготовлении резиновых смесей необходимо использовать каучук
с определенными пластическими свойствами в зависимости от назначения резинового
изделия и предъявляемых к нему требований.
В процессе пластикации под действием механических напряжений и окислительных процессов
происходит деструкция макромолекул каучука, т.е. снижается его молекулярная масса.
С повышением температуры вязкость каучуков и соответственно напряжения, возникающие
при их переработке, уменьшаются, что должно приводить к уменьшению деструкции.
Одновременно при повышении температуры ускоряются термоокислительные процессы, следовательно,
должны ускоряться процессы деструкции. Это приводит к сложной температурной зависимости
скорости пластикации. Направление процесса в значительной степени определяется природой
каучука. Минимальная деструкция макромолекул натурального каучука при механической
обработке на воздухе наблюдается при 80-115°С. Взаимодействие кислорода со свободными
радикалами, образующимися при разрыве молекулярных цепей каучука под действием механических
напряжений, изменяется при пластикации натурального каучука в различных средах. Так, при
температуре выше 70°С «вклад» механической деструкции в эффект пластикации невелик, и поэтому
пластичность каучука при его механической обработке на вальцах в среде азота изменяется
незначительно, а в среде воздуха, кислорода и озонированного воздуха изменения существенны.
При пониженных температурах деструкция полимера при его механической обработке может
эффективно протекать в инертной среде. Скорость пластикации существенно зависит от природы
каучука. Кроме кислорода на скорость пластикации сильное влияние оказывают некоторые
низкомолекулярные добавки. Ингибиторы окисления замедляют пластикацию, особенно при
повышенных температурах.
Для ускорения процесса пластикации применяют специальные вещества - акцепторы
свободных радикалов, которые получили название ускорителей пластикации или химических
пластификаторов. Их действие в основном сводится к стабилизации макрорадикалов, образующихся при
механической или термоокислительной деструкции макромолекул каучука. В результате
увеличивается эффект пластикации, так как предотвращаются рекомбинация радикалов и их взаимодей-
ствие с молекулами полимера. В качестве ускорителей пластикации широко применяются некото- "*v
рые ароматические меркаптаны и дисульфиды. Эффективным ускорителем пластикации
является меркаптобензтиазол.
При использовании ускорителей пластикации (в дозировках 0,1-0,3 масс. ч. на 100 масс. ч.
каучука) увеличивается скорость деструкции натурального каучука как при низких, так и при
высоких температурах; наибольшая их активность проявляется при температурах выше 80°С. Для
ряда хлоропреновых каучуков эффективными химическими пластификаторами являются
ускорители серной вулканизации углеводородных каучуков (меркаптобензтиазол, дибензтиазолилди-
сульфид, дифенилгуанидин).
Способы пластикации каучуков. Выбор способа и оборудования для пластикации каучуков и
технология их обработки зависят от природы каучука, назначения резиновых изделий и
необходимой производительности процесса. Пластикация некоторых каучуков может происходить под
воздействием тепла и кислорода воздуха (термопластикация), но в большинстве случаев при
активном воздействии механической энергии (механическая пластикация).
Термопластикация каучуков. При правильном выборе оптимальных температуры и давления
воздуха процессы деструкции могут преобладать над процессами структурирования. В основном
термопластикации подвергают жесткие высокомолекулярные бутадиенстирольныекаучуки.
Процесс проводят в автоклавах при 120~140°С и давлении воздуха 0,25-0,30 МПа. При
термопластикации происходят глубокое окисление и деструкция полимера, сопровождающаяся увеличением
содержания низкомолекулярных фракций. При этом ухудшаются эластические и прочностные
свойства вулканизатов.
Механическая пластикация каучуков. Механическая пластикация каучуков может
проводиться в червячных, роторных и валковых машинах. Часто процесс пластикации, особенно для
синтетического изопренового и хлоропренового каучука, совмещается с процессом смешения.
При механической пластикации происходит разрыв наиболее длинных макромолекул
преимущественно в средней части, причем содержание низкомолекулярной фракции не увеличивается,
поэтому резины на основе термопластикатов уступают по свойствам резинам на основе
механических пластикатов. Сужение молекулярно-массового распределения, которое наблюдается при
механической пластикации, может в некоторых случаях способствовать улучшению
эластических свойств резин.
Наиболее производительным оборудованием для механической пластикации натурального
каучука являются червячные пластикаторы. Они применяются на крупных предприятиях,
потребляющих этот каучук в большом количестве.
Пластикация в червячных пластикаторах происходит под действием сдвиговых
деформаций, возникающих в каучуке в осевом направлении при вращении червяка, и сил трения между
каучуками и стенками цилиндра, каучуком и поверхностью червяка. Напряжение сдвига
зависит от вязкости каучука, температуры, скорости сдвига, геометрии червяка, зазора между
червяком и стенками цилиндра и других факторов. Скорость сдвига зависит от диаметра червяка и
частоты его вращения. Вследствие трения каучука о стенки цилиндра и о поверхность червяка,
а также в результате внутреннего трения происходит интенсивное нагревание каучука при
пластикации. Практически вся потребляемая пластикатором энергия превращается в теплоту,
которая частично рассеивается в окружающую среду, но в основном поглощается охлаждающей
водой и нагретым пластицированным каучуком. В цилиндре червячного пластикатора с
червяком диаметром 5,06-6,09 м при частоте вращения червяка 22,5 мин-1 поддерживается
температура 60-70°С, а в головке 105-115°С. При этом за один пропуск в присутствии ускорителя
пластикации получают пластикат (П-1) с пластичностью 0,21-0,30. Для повышения пластичности
пластикат П-1 пропускают вторично через пластикатор после его полного охлаждения.
Полученный пластикат (П-2) имеет показатель пластичности 0,31-0,40.
При пластикации каучуков в закрытых скоростных резиносмесителях развиваются высокие
напряжения сдвига. По сравнению с червячным пластикатором резиносмеситель имеет меньшую
поверхность охлаждения, атеплообразование в нем более значительное. Пластикацию в скоростных
!
I
а
!
!
I
4 - 5464
-^--
1
I
i
I
I
I
у?*резиносмесителях с полным объемом камеры 250 л и частотой вращения заднего ротора 40 мин-'
проводят в условиях термоокислительной деструкции, активированной механическим напряжением.
Температура пластиката при выгрузке его из смесителя достигает 140-180°С. Для получения
пластиката П-1 натуральный каучук необходимо обработать в резиносмесителе в течение 8 мин без
ускорителей пластикации и в течение 4-5 мин с ускорителем пластикации. Пластикат П-2 может быть
получен при двукратной обработке каучука по 8 мин без ускорителя пластикации в резиносмесителе
с промежуточным охлаждением или за 6-8 мин при однократной обработке с применением
ускорителя пластикации. В резиносмесителях проводяттакже пластикациюхлоропренового каучука (3-4 мин
при 100°С). В некоторых случаях пластикацию каучуков в скоростных смесителях совмещают с
приготовлением резиновых смесей.
Пластикацию каучука на вальцах экономически целесообразно проводить при малых масштабах
производства. При использовании неразогретых каучуков на их обработку расходуется большое
количество энергии, вследствие чего каучук и валки сильно нагреваются. Температурный режим и
продолжительность пластикации устанавливаются опытным путем в зависимости от свойств
исходного сырья и от заданных свойств получаемого пластиката. Чем жестче каучук, чем ниже его
температура, тем больше механической энергии затрачивается на его деформацию.
Наибольшее увеличение пластичности происходит в первые 10 мин, далее она изменяется крайне
медленно. Расход энергии, затрачиваемой на преодоление упругих деформаций и механическую
деструкцию макромолекул каучука, зависит от объема массы в рабочей зоне и давления в зазоре. В
процессе обработки каучука повышается его температура, а также уменьшаются вязкость и
коэффициент трения, что приводит к снижению расходуемой энергии. Для получения более однородного
по качеству пластиката следует проводить его подрезку. При загрузке каучука на вальцы
необходимо следить за тем, чтобы каучук был размороженным (в противном случае может произойти поломка
вальцов) и не влажным, иначе ухудшается захват каучука валками, куски упругого каучука могут
отскакивать от валка и травмировать работающих. Для получения пластиката П-1 (показатель
пластичности 0,21-0,30) натуральный каучук следует пластицировать около 12 мин при50-55°С.
Пластикат П-2 (показатель пластичности 0,31-0,40) получают повторной пластикацией охлажденного
пластиката П-1. В некоторых случаях для получения смесей с высокой пластичностью каучук
подвергают трехкратной пластикации (пластикат П-3 имеет показатель пластичности 0,41-0,50). На вальцах
производят пластикацию бутадиеннитрильных и хлоропренового каучуков, которые не удается
пластицировать другими методами.
Вследствие весьма интенсивного трения заднего валка о пластицируемый каучук и
значительного давления в зазоре на валках образуются и накапливаются заряды статического
электричества весьма высокого потенциала (от 5000 до 15000 В). В сухом окружающем воздухе происходят
разряды, проскакивают светящиеся искры; во влажном воздухе происходит постепенное стекание
образующихся зарядов.
Гранулирование каучуков. Для облегчения дозирования натурального и синтетических
каучуков и резиновых смесей на их основе их гранулируют с помощью специальных машин (гранулято-
ров). Наиболее широко применяются грануляторы червячного типа, в которых каучук
продавливается через круглые отверстия перфорированной шайбы, и его куски срезаются специальным
ножом в виде гранул цилиндрической формы. Температура выходящих гранул каучука 70-150°С.
Для охлаждения и предупреждения слипания при последующих транспортировании и хранении
гранулы в головке гранулятора обрызгивают суспензией каолина в воде или раствором
поверхностно-активных веществ.
Для сушки гранул и их хранения используют наклонные вращающиеся барабаны, в которых
слипание гранул значительно меньше. Барабаны имеют продольно направленные изогнутые ребра
для захвата и подъема гранул, а также винтообразные ребра для продольного продвижения гранул.
Наиболее распространены барабанные бункеры диаметром 1,8 м и длиной 9 м.
Гранулирование целесообразно применять на тех предприятиях, на которых используется
небольшой ассортимент каучуков и резиновых смесей при больших объемах производства, например в
шинной промышленности. Аналогичным образом проводят гранулирование резиновых смесей.
Дозирование компонентов
В состав резиновых смесей обычно входит большое число компонентов. Для получения
резиновых изделий высокого качества компоненты необходимо тщательно взвешивать, чтобы
их содержание в резиновой смеси соответствовало заданному с точностью ±1 %. С
применением скоростных смесителей продолжительность изготовления резиновой смеси сокращается
до 1,5-2,5 мин. Скорость дозирования компонентов должна соответствовать скорости
приготовления резиновых смесей.
Самый простой способ дозирования - ручная (частично механизированная) развеска,
применяемая на сравнительно небольших предприятиях, не имеющих мощного смесительного
оборудования. Этот способ имеет существенные недостатки: низкую производительность, отсутствие
контроля за точностью взвешивания, неудовлетворительные санитарно-гигиенические условия труда
и большие потери ингредиентов за счет распыления. Он повсеместно вытесняется
полуавтоматическими и автоматическими системами. Все виды автоматического дозирования представляют
собой довольно сложные системы.
Системы автоматического дозирования. Системы автоматического дозирования применяют
на предприятиях, на которых ассортимент выпускаемых одновременно изделий не превышает 20-
25, причем число постоянно расходуемых ингредиентов, входящих в состав резиновых смесей для
этих изделий, составляет не более 50 наименований. Системы автоматического дозирования
широко распространены на предприятиях по производству автомобильных шин. Индивидуальная
автоматическая система дозирования предусматривает установку бункеров и емкостей с
автоматическими весами, дозаторами и транспортирующими механизмами для всех материалов,
поступающих на смешение в резиносмеситель. Величина навесок, порядок взвешивания и весь режим
смешения задаются вычислительными системами или системами, предусматривающими
возможность документального и визуального контроля над процессом дозирования и смешения. Для
увеличения гибкости управления, возможности визуального наблюдения заходом
технологического процесса и своевременного предупреждения аварийных ситуаций система оборудуется
мнемосхемой технологического процесса с сигнализацией о положении и состоянии работы
механизмов и с предупредительной световой сигнализацией, обеспечивающей быстрое нахождение
поврежденных участков. Система допускает возможность перехода на ручное управление
процессами дозирования и смешения.
Оборудование для развески компонентов смеси при централизованном способе дозирования
является общим для нескольких смесителей и устанавливается на отдельном участке. При этом
способе развески непосредственное оснащение смесительных агрегатов бункерами, весами и
другим вспомогательным оборудованием не обязательно. С помощью централизованной
автоматической системы дозирования можно изготавливать разнообразные резиновые смеси, в состав которых
входит большое число компонентов, так как на участке централизованной развески может быть
установлено любое число бункеров и дозаторов. Однако участок транспортирования взвешенных
материалов к смесительному оборудованию имеет очень сложную систему адресования, что
снижает надежность обслуживания сразу нескольких резиносмесителей.
Ускорители вулканизации, вулканизующие агенты и другие ингредиенты, расходуемые в
малом количестве или достаточно редко, обычно дозируют централизованно и упаковывают в
полиэтиленовые пакеты; в одном пакете может находиться несколько навесок ингредиентов для одной
резиновой смеси. Иногда компоненты загружают в резиносмеситель вместе с полиэтиленовыми
пакетами, при этом температура плавления полиэтилена не должна превышать 85°С. Для смесей
на основе натурального, фтор-, силоксановых и некоторых других каучуков загрузка
ингредиентов в полиэтиленовых пакетах недопустима, так как полиэтилен может ухудшить свойства резин
на их основе.
При автоматическом дозировании наиболее широко используют дозаторы, принцип
действия которых основан на порционном взвешивании (порционные автоматические весы имеют
большую точность взвешивания: 0,5-1,0%). Агрегаты порционных автоматических весов
состоят из расходного (питающего) бункера, дозирующего питателя, весового бункера с систя-
I
1
1
I
1
I
4*
--£j5~-
1
I
I
I
у?*мой равно- или неравноплечих рычагов, приемного устройства, ручного и автоматического
регулятора точности развески, счетчика, последовательно суммирующего массы
приготовленных навесок.
Автоматические весы выпускают различных конструкций и грузоподъемности для
взвешивания порошкообразных, кусковых и жидких материалов. При выборе весов необходимо учитывать
вид материала, его насыпную плотность, пределы взвешивания одной порции, объем весового
бункера или бачка для жидких материалов, продолжительность взвешивания одной порции и
допускаемую погрешность.
Используют также дозаторы, принцип действия которых основан на измерении объема
дозируемого материала (емкости и мерники, снабженные четкими и удобными для наблюдения
шкалами). Наиболее часто объемные дозаторы применяют для взвешивания жидких материалов. К
ним относятся насосы-дозаторы плунжерного и других типов. Однако точность дозирования
обычно невысока.
При непрерывных методах смешения используют питатели, подающие материалы с
постоянной скоростью, что позволяет дозировать компоненты по времени.
Смешение
Резиновая смесь является вязкоупругой тиксотропной многокомпонентной системой. Для ее
получения ингредиенты смешивают с каучуком до образования однородной массы. В результате
получают систему со статистически случайным распределением ингредиентов. Простое
смешение является процессом, в результате которого изменяется только первоначальное распределение
компонентов в объеме. При этом энтропия системы увеличивается, а физическое состояние
компонентов не изменяется. Большинство порошкообразных ингредиентов, особенно техуглерод,
вводят в смесь в виде более или менее крупных агломератов, поэтому смешение сопровождается
измельчением этих компонентов.
Процесс смешения компонентов можно рассматривать как деформацию многокомпонентной
системы, в результате которой уменьшается толщина слоев смешиваемых материалов и
увеличивается поверхность контакта между ними. Для обеспечения более интенсивного измельчения и
более равномерного распределения компонентов в смеси, т.е. лучшего диспергирования,
необходимо периодически изменять направление деформации сдвига, что способствует усреднению
содержания компонентов во всем объеме смеси.
Увеличение напряжений сдвига всегда способствует интенсификации диспергирования. Для
каждой системы существует свое критическое напряжение сдвига, ниже которого сдвиг не
происходит. При недостаточном диспергировании ухудшаются свойства вулканизатов. Чтобы получить
вулканизаты с хорошими свойствами из резиновых смесей низкой вязкости, когда напряжения
сдвига незначительны, необходимо увеличить продолжительность смешения.
Смешение каучука с ингредиентами сопровождается рядом физических, физико-химических и
химических процессов, которые существенно влияют на состояние смеси и параметры смешения. Так,
диффузия и растворение некоторых компонентов в смеси приводит, с одной стороны, к более
равномерному их распределению, а с другой (особенно при введении пластификаторов), к существенному
уменьшению вязкости, снижению напряжений сдвига и изменению других реологических
характеристик смеси. При введении некоторых порошкообразных нерастворимых в каучуке ингредиентов
(техуглерод и другие наполнители) может существенно увеличиться вязкость смеси вследствие
гидродинамических эффектов. Введение активных наполнителей, таких как техуглерод, дополнительно
увеличивает вязкость из-за образования прочной структуры каучук-техуглерод (геля), главным образом в
результате адсорбции каучука на поверхности частиц наполнителей, а также хемосорбции,
активированной механическими напряжениями.
В результате действия возникающих напряжений сдвига при смешении протекают также меха-
нохимические процессы: деструкция макромолекул каучука, сопровождающаяся снижением его
вязкости (пластикация), и активация взаимодействия полимера с наполнителем,
сопровождающаяся дополнительным увеличением вязкости.
!
I
о
!
I
I
В процессе смешения резиновая смесь вследствие внутреннего трения интенсивно разогре- "ly.
вается, что вызывает снижение ее вязкости, уменьшение напряжений сдвига, ускорение
термоокислительных процессов, а также может приводить к преждевременной вулканизации (подвул-
канизации). Действие различных факторов, определяющих процесс смешения, часто
оказывается взаимно противоположным, поэтому выбирать режим смешения следует в соответствии с
применяемым оборудованием, учитывая состав резиновой смеси и экономические показатели
процесса.
Таким образом, для получения в процессе смешения резиновой смеси высокого качества
необходимо обеспечить:
1) деформацию и напряжение сдвига, достаточные для диспергирования ингредиентов, но не
приводящие к перепластикации смеси;
2) оптимальные температурные условия процесса, от которых зависят напряжения сдвига,
расход энергии при смешении, термоокислительная деструкция каучука и подвулканизация
резиновой смеси;
3) высокую интенсивность процесса, обеспечивающую максимально возможную
производительность труда.
Качество резиновой смеси характеризуется равномерностью распределения компонентов в ее
объеме. Последнюю оценивают путем статистической обработки результатов по изменению
концентрации диспергируемого ингредиента в пробах образцов, взятых из различных частей смеси, а
качество диспергирования-методом оптической микроскопии по содержанию и размерам
агломератов плохо диспергированных компонентов. Такие оценки очень трудоемки и проводятся в
основном в процессе специальных научных исследований.
В большинстве случаев качество смесей определяют по изменению показателей физических
или механических свойств сырой смеси или ее вулканизатов при сравнении их с эталонами или
средними статистическими результатами. Так, качество смеси обычно оценивают
экспресс-методом по плотности смеси, ее пластичности, «кольцевому модулю» и изменению модуля сдвига.
Качество смеси можно оценивать и по механическим свойствам вулканизатов, таким как
прочность при растяжении, относительное и остаточное удлинения и твердость, а также по разбросу
показателей (дисперсии) при испытаниях.
Плотность резиновой смеси при экспресс-контроле качества в процессе производства
определяют погружением образцов в водные (или спиртовые) растворы различной плотности.
«Кольцевой модуль» определяют по растяжимости образца в форме кольца стандартных
размеров, свулканизованного в специальной форме в течение короткого промежутка времени при
высоких температурах (2 мин при 180°С). Полученные значения деформации кольца под нагрузкой
и остаточной деформации после снятия нагрузки сравнивают с нормами, установленными для
данной резиновой смеси. Этот показатель обычно используют для сравнительно жестких
резиновых смесей.
Испытание резиновой смеси на реометре типа «Монсанто» при высокой температуре (180-
200°С) позволяет достаточно быстро определить качество смеси. При этом получают данные по
вязкости смеси, скорости вулканизации и изменению модуля сдвига. Полученные значения
сравнивают с нормами, установленными для данной смеси.
Смешение на вальцах. В современной технологии для приготовления резиновых смесей вальцы
используют ограниченно. Они применяются на предприятиях с малым объемом производства, с
большим ассортиментом изделий, для приготовления смесей на основе некоторых каучуков
специального назначения (фторкаучуков, акрилатных каучуков и др.), а также для приготовления
резиновых смесей с волокнистыми наполнителями, когда важна ориентация смеси.
Для получения резиновой смеси на вальцах каучук и другие ингредиенты загружают на валки.
Слои каучука, соприкасающиеся с поверхностью валков, за счет сил адгезии и трения
затягиваются в зазор между валками со скоростью, соответствующей окружной скорости валков. Каждый
следующий слой каучука или резиновой смеси, соприкасающийся с предыдущим слоем, за счет
когезионных сил также увлекается в зазор между валками, но со скоростью, постепенно умень-
. J&- "
1
1
a
!
I
i
у?*шающейся по мере удаления этого слоя от поверхности валков. Таким образом, на поверхности
каждого из двух валков всегда имеется «запас» каучука и резиновой смеси, скорость движения
слоев в котором постепенно убывает по мере удаления их от поверхности соответствующего
валка. На некотором расстоянии от зазора слои материала встречаются, и часть смеси, не
проходящая в зазор, начинает выталкиваться обратно из межвалкового клина, образуя противоток
(вращающийся запас), а слои материала, прилегающие к поверхности валков, затягиваются в зазор.
Напряжение сдвига в смеси зависит главным образом от вязкости резиновой смеси при
температуре смешения и скорости деформации. Чем меньше зазор между валками, тем больше
деформация сдвига.
Неправильное соотношение высокоэластической составляющей деформации и параметров
процесса приводит к так называемому «шублению».
В результате внутреннего трения в зоне наибольшей деформации сдвига существенно
повышается температура резиновой смеси. Изменяя температуру валков, можно улучшить обработку
смесей на вальцах.
Режим смешения, т.е. зазор между валками, температуру смеси и валков, окружные скорости
валков и их соотношение (фрикцию), а также оптимальный объём единовременной загрузки
устанавливают в зависимости от состава смеси, свойств и физического состояния загружаемых
материалов. Очень часто каучуки и ингредиенты загружают на вальцы при малом зазоре между
валками, который затем увеличивают.
Для повышения эффективности смешения необходимо более равномерно распределять
загружаемые сыпучие и жидкие ингредиенты по всей длине переднего валка; производить более
частую подрезку смеси после введения всех ингредиентов и перевёртывание полотна смеси на
другую сторону (смеси можно подрезать механическими ножами); пропускать полотно смеси
через дополнительный валик для воздушного охлаждения; загружать ингредиенты, вводимые в
небольших количествах, в виде паст или композиций, которые более равномерно распределяются
по всей массе смеси.
Важное значение при смешении на вальцах имеет последовательность введения компонентов.
Сначала на вальцы загружают каучук и обрабатывают его до тех пор, пока он не перестает
проскальзывать на валках.
Если смесь содержит два каучука, то первым, как правило, на вальцы загружают более
вязкий каучук, к которому в дальнейшем постепенно прибавляют более мягкий. Затем в
смесь-последовательно вводят диспергирующие агенты (жирные кислоты), ускорители и
активаторы вулканизации. Большое значение имеет порядок загрузки техуглерода и
пластификаторов. Для лучшего диспергирования наполнителей их загружают отдельными
порциями. Пластификаторы обычно вводят после наполнителей, так как они снижают вязкость
резиновой смеси и напряжения сдвига при её деформации. Иногда для предотвращения
чрезмерного увеличения жёсткости смеси, расхода энергии и распорных усилий между
валками пластификаторы добавляют к смеси после введения в нее некоторой части
наполнителей. Во избежание подвулканизации вулканизующие агенты обычно вводят в резиновую
смесь в конце процесса смешения. Изменение последовательности введения компонентов
при смешении может привести к существенному изменению технологических свойств
резиновой смеси и свойств вулканизатов.
После введения ингредиентов смесь обязательно подвергают тщательной гомогенизации
(подрезают, скатывают в рулоны и подают в зазор между валками в другом месте и направлении).
Оптимальный режим смешения определяют для каждого состава резиновой смеси и
фиксируют его в технической документации.
Смешение в закрытых резиносмесителях. 6 резиновой промышленности в основном
применяют роторные закрытые смесители периодического действия большой производительности,
обеспечивающие получение смесей высокого качества благодаря механизации и автоматизации
процесса. Роторные смесители безопасны в работе, кроме того, при их использовании можно создать
хорошие санитарно-гигиенические условия труда.
I
5.
!
a
!
!
I
Наибольшее распространение получили смесители с роторами овальной формы типа «Бенбе- ^
ри», так как они обеспечивают высокое качество резиновых смесей при меньшей
продолжительности их обработки. Материалы в камеру смесителя загружают через воронку, расположенную
вверху, а полученные смеси выгружают через нижнее отверстие (скользящую дверцу или
шарнирный затвор).
Материал обрабатывается внутри рабочей камеры двумя вращающимися навстречу друг
другу роторами. Рабочая камера состоит из двух неполных цилиндров (корпусов), соединённых в одно
целое двумя боковинами. В боковинах установлены четыре опорных подшипника для двух
роторов, оси которых строго параллельны. Каждый ротор имеет по два гребня винтообразной формы.
Более длинный гребень имеет угол наклона 30°, а короткий-45°. Винтовыелинии расположены
так, чтобы осевые силы, возникающие в гребнях, были направлены к середине камеры. Диаметры
роторов по гребням на 3 мм меньше диаметра цилиндрической камеры; зазор между гребнем и
стенкой камеры 8 =1,5 мм. При изнашивании гребней и стенок камеры зазор увеличивается, что
снижает эффективность работы оборудования. Не рекомендуется допускать увеличения зазора
более 6 мм, а зазора между гребнями роторов более 3 мм.
При заполнении объёма рабочей камеры на 53-65% гребни роторов несут избыточный
материал, не прошедший через зазоры, к верхней части камеры и к верхнему затвору резиносмесителя,
где потоки встречаются. При этом создаётся давление, под действием которого верхний затвор
(при недостаточном пневматическом давлении) поднимается, и материал входит в загрузочное
окно, выбывая из общего процесса смешения. Чтобы избежать этого, необходимо следить за
пневматическим давлением на верхний затвор. Встречные потоки и пневматическое давление на
верхний затвор в этой зоне обеспечивают эффективное перемешивание. При этом деформация
каучука и резиновой смеси и соответственно смешение происходят во всём объёме материала и
во всех частях камеры.
Производительность резиносмесителей увеличивается при повышении частоты вращения
роторов, увеличении объёма камеры смесителя, уменьшении продолжительности подготовительных
операций при смешении. Повышение эффективности смешения достигается
усовершенствованием конструкции смесителя.
Расход энергии в единицу времени (мощность) при смешении зависит от скорости сдвига, объёма
деформируемой смеси, напряжения сдвига и эффективной вязкости. С увеличением частоты
вращения ротора потребляемая мощность существенно возрастает. Практически вся энергия,
подводимая на вал смесителя от электродвигателя, трансформируется в массе перерабатываемого
материала в тепло, которое отводится частично с выгружаемой смесью (40-60%), а частично системой
охлаждения и излучением в окружающую среду.
При повышении производительности резиносмесителя путем увеличения частоты вращения
ротора необходимо значительно увеличить мощность привода, что, в свою очередь, приводит к
существенному повышению температуры смеси. Температуру смеси можно понизить снижением
температуры хладагента, подаваемого в рубашку корпуса и в полость роторов смесителя и
затворов, или увеличением расхода хладагента; все это связано с усложнением и удорожанием
системы охлаждения.
Необходимая степень смешения может быть достигнута при определенной деформации
сдвига. Продолжительность смешения зависит от частоты вращения роторов. При постоянном
времени, затрачиваемом на выполнение вспомогательных операций, с увеличением скорости
смешения их удельный вес в общем цикле смешения увеличивается. Для смесителей с камерой
объемом 250 л при частоте вращения роторов 40 мин-'и продолжительности смешения 120 сна
выполнение вспомогательных операций затрачивается 80 с, т.е. 40% от продолжительности
цикла. При дальнейшем увеличении удельного веса подготовительных операций с уменьшением
продолжительности смешения за счет повышения частоты вращения ротора рентабельность
процесса уменьшается, но при этом существенно увеличиваются затраты на внедрение
быстродействующего автоматического оборудования для подачи ингредиентов в смеситель и отбора
резиновых смесей.
*. "
1
Si
1
I
1
>r~ Эффективность смешения можно повысить, если уменьшить число подъёмов верхнего
затвора, что достигается, например, при одновременной подаче компонентов в смеситель и введении
пластификаторов в камеру под давлением без подъёма затворов. При повышении частоты
вращения роторов смесителя необходимо увеличить давление верхнего затвора на смесь, так как в этом
случае общее давление в камере увеличивается. Поскольку при смешении температура смеси не
должна превышать определенных пределов, интенсификация процесса смешения за счёт
повышения частоты вращения ротора ограничена.
Производительность смесителей можно повысить путем увеличения объёма смесительной
камеры, что, однако, не всегда приемлемо, особенно на производствах с большим ассортиментом
изделий и небольшим расходом резиновых смесей одинакового состава. При увеличении объёма
камеры смесителя возникаюттакже трудности с охлаждением, так как теплообразование
возрастает пропорционально объёму смеси, а поверхность камеры (и соответственно поверхность
охлаждения) увеличивается пропорционально линейному размеру во второй степени.
Производительность и качество смешения в значительной степени зависят от размеров и
геометрии поверхности роторов. Применение четырехлопастных роторов вместо двухлопастных
является крупным усовершенствованием в конструкции смесителей типа «Бенбери», позволяющим
увеличить их производительность (примерно на 20%) и снизить удельный расход энергии при
смешении (на 5-10%).
В современных смесителях привод роторов осуществляется от электродвигателя через блок-
редуктор, в котором размещены все приводные и фрикционные зубчатые колеса. Роторы
соединены с валами блок-редуктора шарнирными муфтами. Все движущиеся части смазываются с
помощью принудительной централизованной системы под давлением с рециркуляцией масла.
Отверстия для прохода роторов внутрь камеры снабжены уплотняющими устройствами специальной
конструкции, основным назначением которых является предотвращение возможного распыления
тонкодисперсных ингредиентов из рабочей камеры.
Основными типами смесителей, применяемых в настоящее время, являются резиносме-
сители со свободным объёмом камеры 250 л. Смесители с частотой вращения роторов около
20 мин-1 считаются тихоходными, а 40 мин-' - скоростными. В шинной промышленности,
потребляющей большое количество резиновых смесей одинакового состава, применяют
смесители с ёмкостью камеры 620 л при мощности привода 2-2,5 тыс. кВт и частоте вращения
роторов до 32 мин-1.
Вследствие рыхлости и малой объёмной массы порошкообразных ингредиентов, вводимых в
резиновую смесь, общий объём ингредиентов, загружаемых в начале цикла, обычно больше
объёма смесительной камеры, но уменьшается по мере смешения. Обычно стремятся, чтобы к концу
цикла степень заполнения объёма камеры составляла 60-80%. Свободное пространство
необходимо для смешения. При избытке загружаемых исходных компонентов возможно снижение
однородности смеси, так как часть ингредиентов длительное время остается в горловине загрузочной
воронки и не участвует в смешении. При недостаточной загрузке уменьшается давление на смесь,
что вызывает проскальзывание и увеличение продолжительности смешения. Обычно степень
заполнения объёма смесительной камеры определяют экспериментально; она зависит от состава
смеси и степени амортизации резиносмесителя. С увеличением зазора между гребнем лопасти
ротора и стенкой камеры вследствие износа следует несколько увеличить объём заполнения
смесительной камеры.
Для приготовления резиновых смесей с повышенной вязкостью эффективно применение
резиносмесителей с цилиндрическими винтовыми роторами типа «Интермикс». Их
особенностью является конструкция взаимоцепляющихся роторов, которые имеют цилиндрическую
поверхность, с одним большим винтовым выступом и двумя винтовыми выступами меньшего
размера. Клиновидные лопасти одного ротора входят во впадины другого; зазор между ними
равен около 3 мм. Окружные скорости на поверхности впадин и выступов неодинаковы, что
обусловливает возникновение фрикции в зазоре между роторами и создает необходимый
эффект смешения. Материал обрабатывается в основном зазоре между роторами, а не между
роторами и стенками камеры. При такой конструкции роторов появляется возможность выполнить ^\.
их менее толстостенными, что улучшает условия охлаждения. В смесителях типа «Интермикс»
охлаждаются также боковые стенки камеры, что позволяет снизить температуру выгружаемой
смеси и предотвратить опасность ее подвулканизации.
Для периодического процесса смешения характерно циклическое изменение теплового и
энергетического режимов системы. Эти колебания вызваны прежде всего циклической подачей
энергии с быстрым нарастанием мощности после загрузки ингредиентов в камеру и закрытия верхнего
затвора, а затем мгновенным падением мощности после выгрузки готовой смеси. Падение
мощности в процессе смешении после достижения максимального значения объясняется разогревом
смеси и уменьшением эффективной вязкости с повышением температуры.
В начальный период смешения процесс необходимо вести в адиабатическом режиме до
достижения определенной, оптимальной для данного полимера температуры, а затем в изотермическом
режиме. При периодическом режиме смешения это выполнить невозможно, так как обычно система
охлаждения смесителя работает постоянно и в начале процесса смешения, когда необходим прогрев
каучука, в смесителе продолжается отвод тепла, что снижает КПД смесителя.
Смесители с различным объёмом камеры, т.е. с различным отношением площади поверхности
охлаждения к объёму смеси вследствие неодинаковой интенсивности охлаждения отличаются
друг от друга по КПД и удельному расходу энергии при смешении, причем для смесителей
больших размеров последний показатель меньше.
Одним из недостатков процесса приготовления резиновых смесей в резиносмесителях
является получение готовых смесей в виде бесформенных глыб. Чтобы устранить этот недостаток,
роторные смесители агрегируют с вальцами или червячными машинами, имеющими листовальную
или гранулирующую головку.
Смеситель с приводом обычно установлен на эстакаде, а непосредственно под ним (под
эстакадой) находятся вальцы или червячная машина. Из этого оборудования резиновые смеси выходят
в виде листов, непрерывных полос или гранул. При обработке на вальцах или в червячном
смесителе происходит дополнительное диспергирование ингредиентов в смеси.
Существенным недостатком резиносмесителей является то, что при смешении теипература
может повыситься до значения, при котором начнется преждевременная вулканизация. Поэтому
вулканизующие агенты вводят в смесь, как правило, в последний момент перед выгрузкой из
смесителя или после выхода смеси из резиносмесителя, на вальцах. Резиновые смеси, особенно
на основе жестких каучуков с применением высокоактивных наполнителей, готовят в две или три
стадии, что существенно улучшает качество смешения.
Одностадийное смешение. Одностадийное смешение применяют при изготовлении смесей
на основе низковязких каучуков или смесей с малоактивными наполнителями, как правило, в
смесителях с малой частотой вращения роторов (20 или 30 миг1 для смесителей с объёмом
камеры 250 л). При таком способе смешения в пластицированный каучук последовательно
вводят ингредиенты, причем серу добавляют в смесь обычно на листовальных вальцах или вводят
в резиносмеситель за 30 с до окончания цикла смешения. Небольшие количества ингредиентов
или плохо диспергируемые инградиенты вводят в смесь в виде маточных смесей, паст или
композиций с другими ингредиентами. При одностадийном смешении необходимо строго
соблюдать установленный порядок введения ингредиентов, температурный режим и следить за
положением верхнего затвора в камере смесителя. Режим смешения разрабатывается опытным
путем технологами совместно с работниками лаборатории, которые устанавливают уровень
контрольных показателей (плотность, «кольцевой модуль», твердость).
Для каждого типа смеси устанавливается индивидуальный режим смешения, однако при
изготовлении любых смесей в основном следует соблюдать определенную последовательность
введения ингредиентов. Так, если в смесь входят реагент и противостарители, то их смешивают с каучуком
в первую очередь, одновременно вводят диспергирующие агенты (жирные кислоты) и другие мелкие
ингредиенты (за исключением серы и ускорителей). Затем в смесь добавляют усиливающие
наполнители. Поскольку лучшее диспергирование достигается в более вязкой среде, жидкие пластифика-
!
I
Й
I
!
I
--SJ5-
57
г,
торы, снижающие вязкость резиновых смесей, вводят обычно в конце смешения каучука с
усиливающими наполнителями. Для смесей на основе жестких каучуков (например, бутадиеннитрильных)
пластификаторы можно вводить до введения наполнителей. В некоторых случаях при использовании
| наполнителей с малой насыпной плотностью, например активного техуглерода, их загружают не-
5- сколькими порциями: слегка приподнимают трамбовку верхнего затвора и в зазор между трамбов-
| кой и роторами загружают техуглерод; жидкие мягчители обычно вводят в закрытый смеситель под
<Й давлением из форсунок. При смешении верхний затвор резиносмесителя должен быть опущен и
* находиться под давлением сжатого воздуха.
| Для ускорения процесса смешения иногда целесообразно вводить в резиносмеситель «зат-
§ равку» - кусок ранее приготовленной смеси массой 1,5-2 кг (без серы). При одностадийном
§_ смешении для приема резиновой смеси можно использовать червячную машину с листующей
В головкой.
'§ Двухстадийное смешение. Двухстадийное смешение проводят или в двух скоростных рези-
3 носмесителях, или в скоростном (первая стадия) и тихоходном (вторая стадия) смесителях;
| продолжительность смешения в каждом из резиносмесителей составляет 2-4 мин. Принципы
^ разработки режимов двухстадийного смешения такие же, как и одностадийного. Так как
качество смесей, не содержащих серы и ускорителей, при повышении температуры до 160°С, как
правило, не ухудшается, на первой стадии в скоростных смесителях готовится маточная смесь,
содержащая каучуки, наполнители, пластификаторы и некоторые другие ингредиенты. Затем
маточная смесь охлаждается. Ускорители вулканизации и вулканизующие агенты вводят на
последующих стадиях при обработке маточной смеси в тихоходных смесителях при коротких
циклах смешении. Обработка высоковязких смесей на второй стадии смешения способствует
улучшению первоначального диспергирования ингредиентов. На вторую стадию смешения
маточная смесь подается после охлаждения и «вылежки» в течение 2-16 ч в зависимости от её
состава. На второй стадии смешения процесс считают законченным при достижении
определенной температуры в камере смесителя; в некоторых случаях окончание смешения определяют по
количеству израсходованной энергии за один цикл.
При поточном автоматизированном процессе приготовления резиновых смесей в закрытых
скоростных смесителях необходимо строго соблюдать и контролировать режим и порядок
введения ингредиентов в резиносмеситель. В процессе смешения контролируют и автоматически
регулируют температуру смешиваемых материалов, продолжительность смешения, давление
сжатого воздуха, подаваемого в цилиндр верхнего и нижнего затворов, и расход охлаждающей воды. В
полностью автоматизированной системе процессом смешения управляют с помощью ЭВМ. В
полуавтоматизированных смесительных установках управление процессом в большинстве случаев
производится командным электропневматическим прибором (КЭП). В некоторых системах
управление общим циклом смешения осуществляется по времени смешения, по температуре смеси, по
количеству затраченной энергии.
Смешение в смесителях непрерывного действия. При непрерывном процессе смешения, в
отличие от периодического, не происходит резких циклических изменений мощности и
температуры. Кроме того, появляется возможность использовать отводимую из зон интенсивного
теплообразования энергию для предварительного нагревания ингредиентов, поступающих в зону загрузки,
что позволяет значительно повысить КПД оборудования, обеспечить стационарность
температурного режима смешения и получение смесей с одинаковыми свойствами, а также совмещать
процессы смешения и формования резиновых смесей. В большинстве случаев резиносмесители
непрерывного действия имеют такую же конструкцию, как и машины червячного типа с одним или
несколькими червяками.
Интенсивная деформация и перемешивание материалов достигаются в двухчервячных
смесителях непрерывного действия, в которых червяки расположены так, что витки нарезки и
перемешивающие элементы одного червяка входят в соответствующие пространства нарезки другого червяка.
Червяки с переменным шагом нарезки имеют зоны с обратной нарезкой, в которых тормозится
движение смеси к загрузочному отверстию и увеличивается деформация сдвига.
Практическое применение для непрерывного смешения нашли одночервячные смесители ^\.
типа «Трансфермикс». В этих смесителях нарезка с переменным шагом имеется не только на
червяке, но и на корпусе, причем в тех местах, в которых на корпусе смесителя резьба
наиболее глубокая, а на червяке она наиболее мелкая, и наоборот. В результате этого смесь
переходит с витков резьбы ротора в резьбу корпуса и т.д. При переходе смеси с одной нарезки на
другую в малом зазоре между витками обеспечиваются интенсивное перемешивание и
гомогенизация смеси.
Существенной трудностью в организации непрерывного смешения является отсутствие
надежной системы непрерывного дозирования ингредиентов. Кроме того, смесители непрерывного
действия невыгодны на производствах, потребляющих резиновые смеси различного состава, так
как их приходится часто перенастраивать. Они могут с успехом применяться для приема и
доработки смесей из резиносмесителей периодического действия, а также для проведения второй
стадии смешения.
Возможно использование для процесса смешения порошкообразных каучуков, которые легко
и без больших затрат энергии могут смешиваться с порошкообразными ингредиентами. Сыпучие
композиции на основе порошкообразных каучуков хорошо формируются в червячных прессах и
литьевых машинах. Такие композиции можно перерабатывать на вальцах или в смесителях
периодического и непрерывного действия. При использовании «порошковой технологии» появляется
возможность автоматизировать процессы приготовления резиновых смесей, а также уменьшить
затраты на их изготовление.
Охлаждение и очистка резиновых смесей
Охлаждение. После смешения резиновые смеси необходимо охлаждать, так как в процессе
хранения при повышенной температуре возможна их подвулканизация или слипание. Обычно при
охлаждении листы резиновых смесей обрабатывают антиадгезивами. При наиболее простом способе
охлаждения смесь, срезанную с вальцов в виде листов, загружают в ванну с водой, в которую
добавляют антиадгезив. Затем заготовки извлекают из ванны, складывают в кипы и транспортируют на
склад. Недостатком этого способа является необходимость применения ручного труда и плохие
санитарно-гигиенические условия. Более эффективен способ охлаждения листов резиновой смеси
обрызгиванием их каолиновой суспензией или раствором поверхностно-активных веществ с
последующим обдувом воздухом. Для этого листы навешивают на крючковой транспортёр, помещённый в
специальной душевой установке. К недостаткам такого способа охлаждения относятся ручные
загрузка и разгрузка крючкового транспортёра.
Автоматизация процесса охлаждения достигается на установках фестонного типа, в которых
непрерывная лента резиновой смеси, выходящая с вальцов или листовальной головки червячной
машины, автоматически режется на куски, навешивается на роликовый транспортёр,
обрызгивается раствором антиадгезива (обычно стеаратом или олеатом калия), охлаждается и
укладывается в кипы. Возможен также отбор резиновых смесей в охлаждающие камеры в виде непрерывной
широкой ленты или в виде узких ленточек, спирально намотанных на катушки.
Очистка. Резиновые смеси, предназначенные для изготовления тонкостенных изделий,
очищают от различных включений и неразрушенных агломератов ингредиентов на червячных
фильтр-машинах (стрейнерах). Отношение длины нарезки червяка к его диаметру в стрейне-
рах составляет 5,5-6,0, при этом по сравнению с головкой червячной машины конструкция
выпускной головки изменена. Для очистки резиновых смесей используют металлические
сетки с числом отверстий 1600-3600 на 1 см2, которые устанавливают между решетчатыми
дисками в выходной части рабочей камеры. Диаметр отверстия диска 4-8 мм, площадь всех
отверстий в диске не должна превышать 0,4-0,5 площади диска (шайбы), а диаметр диска
должен быть равен 1,6-1,8 наружного диаметра червяка. Профильтрованную резиновую смесь
срезают специальным ножом с механическим приводом. Мощность электродвигателей
червячных фильтр-машин на 10-15% больше мощности электродвигателей червячных машин,
предназначенных для шприцевания смесей.
I
5.
I
I
!
I
-^ф^-
59
1
I
i
I
!
I
Формование резиновых смесей
Для получения резиновых изделий бесформенную массу резиновой смеси подвергают
формованию. Основными способами формования резиновых смесей и других полимерных материалов
являются каландрование, шприцевание (экструзия), прессование, литье под давлением. В
резиновой промышленности процессы формования чаще всего совмещают с вулканизацией.
В процессе формования резиновая смесь подвергается механическому воздействию, в
результате чего деформируется под действием возникающих напряжений. При этом одновременно
развиваются все три вида деформации, характерные для эластомеров: упругая,
высокоэластическая и пластическая. Доля упругой деформации смеси при температурах переработки ничтожно
мала и преобладают два других вида деформации. Преобладание той или иной из них в основном
зависит от температуры, природы и состава резиновой смеси, атакже скорости приложения
нагрузки и ее значения.
При правильном выборе режима переработки преобладает пластическая деформация,
однако полностью исключить высокоэластическую составляющую в условиях переработки
смесей обычно не удается. Снизить ее долю можно повышением температуры и уменьшением
скорости деформации, а также введением в резиновую смесь наполнителей (в частности,
техуглерода), пластификаторов или сшитых каучуков. Соотношение между пластической и
высокоэластической составляющими деформации имеет весьма большое значение при
формовании резиновых смесей.
Каландрование. При каландровании разогретая резиновая смесь пропускается в зазоре между
горизонтальными валками, вращающимися навстречу друг другу, с образованием бесконечной
ленты определённой ширины и толщины. При этом полимерный материал проходит через зазор
только один раз. Поэтому для получения листа с гладкой поверхностью очень часто используют
трех- или четырехвалковые каландры, имеющие соответственно два или три зазора. На каландрах
можно получать листы с точностью по толщине до ±0,02 мм. Ширина листа определяется рабочей
длиной валка. При каландровании осуществляются различные технологические операции:
формование резиновой смеси, получение гладких или профильных листов, их дублирование, а также
обкладка и промазка текстиля резиновой смесью.
Под действием упругих сил деформируемого материала, проходящего через зазор, между
валками каландра возникают распорные усилия, зависящие от размера зазора, запаса смеси
между ними, вязкоупругих свойств смеси, скорости обработки и других факторов. Наибольшие
распорные усилия возникают между первым и вторым валками каландра, на которых находится
наибольший запас смеси. В зависимости от вида технологической операции окружная скорость
валков каландра может достигать 90 м/мин. Мощность электродвигателей каландра зависит в
основном от числа валков, длины рабочей поверхности и скорости каландрования.
В зависимости от выполняемых процессов каландры разделяют на листовальные - для
изготовления резиновых смесей в виде гладких листов и профильные -для выпуска резиновых смесей
с более сложной конфигурацией сечения или с нанесением на лист рисунка (протекторные,
подошвенные и др.). Каландры используют также для обкладки - наложения резиновой смеси тонким
слоем на ткань, что требует одинаковых окружных скоростей валков в выпускающем зазоре и для
промазки - втирания резиновой смеси в нити ткани и переплетения между ними, при этом валки
имеют фрикцию 1:1,4 -1:2 (универсальные, снабженные механизмом для изменения угловой
скорости валков, могут работать с фрикцией и без неё).
Определяющими параметрами каландров, применяемых в резиновой промышленности,
являются число валков, их диаметр, длина рабочей части и расположение. Все каландры
разделяют по числу валков на трёх-, четырёх- и пятивалковые. В обозначении каландров
первое число соответствует числу валков каландра, второе и третье - диаметру и длине рабочей
части валка (мм).
Для точного соблюдения заданного калибра (толщина каландруемого материала) валки
должны иметь минимальный «прогиб», возникающий под действием распорных усилий в зазоре
между ними. Прогиб валков вызывает изменение калибра по длине их рабочей поверхности; при
этом в средней части каландруемый материал утолщается на 0,1-0,2 мм. При изменении рас- "^
порныхусилий изменяется и максимальная стрела прогиба. Прогиб валков при возникновении
между ними распорных усилий устранить нельзя, но можно частично компенсировать
бомбировкой валков, т.е. приданием особой, бочкообразной формы их рабочим поверхностям. Если
верхний и нижний валки сделать выпуклыми, то изменение калибра будет менее заметно.
Разность диаметров в центре и по краям валков составляет 0,2-0,4 мм. При прогибе верхнего и
нижнего валков под действием распорных усилий зазор между валками в значительной степени
выравнивается по длине валка, при этом калибр каландруемого материала становится более
равномерным по всей его ширине. Однако при компенсации прогиба валков путем их
бомбировки не учитывается изменение распорного усилия в процессе каландрования, что затрудняет
получение листов, равномерных по толщине.
Для получения каландрованных листов, более равномерных по толщине, применяют способ
компенсации прогиба валков путем перекрещивания их главных осей, которое может
изменяться в зависимости от распорного усилия. Еще более точное регулирование толщины каландрован-
ного листа по ширине достигается компенсацией прогиба валков путем их изгиба в направлении,
обратном прогибу. Для каландров с большой длиной валков, работающих при высоких
скоростях, с целью обеспечения высокой точности калибра полотна иногда применяют совместно все
три способа компенсации прогиба валков. Калибр каландруемого материала изменяют
регулированием зазора, толщину выпускаемого материала контролируют автоматическими
регистрирующими приборами.
При каландровании очень важно поддерживать температурный режим валков и
обрабатываемого материала. Температуру поверхности валков регулируют подачей внутрь валков
охлаждающей воды или пара под давлением 0,3-0,4 МПа. В современных конструкциях каландров
применяют валки, вода или пар в которые подается по каналам, расположенным концентрически (по
окружности) вблизи рабочих поверхностей. При таком устройстве валков можно более точно и
быстро регулировать температуру их рабочей поверхности.
Большую роль при работе на каландре играют различные вспомогательные устройства и
приспособления (транспортеры для подачи резиновой смеси к каландру, приспособления для
дублирования слоев резины и их накатки, ножи для обрезания кромок и разрезания выпускаемого
материала на полосы).
Для прорезинивания корда и тканей каландры агрегируют с сушильными барабанами,
компенсаторами и ширительными устройствами, охлаждающими барабанами и
закаточными приспособлениями. При прорезинивании безуточного корда применяют шпулярники, а
при обработке синтетических волокон - пропиточные агрегаты. В зависимости от рабочей
скорости каландра пропитка проводится в одном агрегате с каландром или раздельно. Корд
на основе синтетических волокон пропитывают в напряженном состоянии (под
растягивающей нагрузкой).
Профильные (протекторные, подошвенные и др.) каландры снабжают съемными
профильными валками или «скорлупами», ножами для обрезания боковых кромок, приемными роликовыми
усадочными и весовыми транспортёрами для контроля равномерности калибра выпускаемой
продукции, а также охладительными ваннами.
Резиновые смеси и прорезиненные ткани после обработки на каландре закатывают в валики с
прокладочной тканью или без нее.
Выходящая из каландра резиновая смесь имеет температуру, близкую к температуре валков,
поэтому перед закаткой ее охлаждают для предотвращения подвулканизации, а также
деформации и слипания. Охлаждать необходимо те резиновые смеси, которые содержат ускорители
вулканизации или получены при высоких скоростях каландрования.
Закаточные приспособления устанавливают непосредственно на станине каландра, если
резиновые смеси в дальнейшем дублируют, либо после вспомогательного транспортёра, скорость
которого можно регулировать в зависимости от свойств каландруемого материала: его усадки,
когезионной прочности, клейкости и др.
I
I
!
I
I
I
У
7^ Как правило, каландрованные листы и прорезиненные ткани после выхода из каландра
охлаждают на транспортёре или пропускают через охлаждающие барабаны или ванны с антиадгезивами.
В некоторых случаях, когда необходимо полностью снять все напряжения, возникающие в матери-
| але (каландровый эффект), каландрованные резиновые смеси пропускают через нагретые бара-
д- баны, плиты или камеры-туннели, что ускоряет этот процесс.
| Каландрование резиновой смеси возможно, если она подогрета и достаточно пластична. Для
<ь этого перед каландрованием её обрабатывают на подогревательных вальцах. Число вальцов, аг-
^ регируемых с каландром, зависит от количества и свойств перерабатываемой смеси. С подогрева-
| тельных вальцов резиновую смесь направляют на питательные вальцы и далее в виде ленты или
§ небольших рулонов (при ручном питании) подают на каландр.
§_ Для получения каландрованных заготовок, равномерных по толщине, пластичность и темпера-
§ тура поступающей на каландр резиновой смеси должны быть постоянными, а подача равномерной.
'§ Наилучшим способом питания является автоматическая непрерывная загрузка каландра резино-
5 вой смесью, для чего используют червячные машины холодного питания.
§ В процессе листования разогретая резиновая смесь при прокатывании ее через валки каланд-
^ ра формуется в тонкие листы. Листы каландрованного материала должны быть одинаковой
толщины по всей площади листа, а в некоторых случаях обладать гладкой поверхностью (иногда до
блеска). При определении допусков по толщине учитывают техническое назначение каландруемой
смеси и исходят из экономических условий.
Отклонение толщины каландрованного листа от величины зазора обусловлено эластическим
восстановлением резиновой смеси, которое, в свою очередь, зависит от состава смеси, вязкости
и природы полимера, температуры валков каландра и смеси, а также скорости каландрования.
Снижению эластического восстановления в резиновых смесях способствует введение сшитых
каучуков, содержащих достаточно плотный микрогель, или фактисов, а также наполнителей и
пластификаторов.
Адгезия к металлу резиновых смесей из натурального и изопренового каучуков увеличивается
с повышением температуры, причем каландруемые смеси на их основе легче переходят на более
нагретый валок. Для большинства других синтетических каучуков адгезия к металлу
увеличивается при понижении температуры, и каландруемые смеси на их основе легче переходят на более
холодный валок. Выбор температуры каландрования зависит от состава резиновой смеси и ее
когезионных свойств. При высокой температуре прочность каландрованного листа может стать
настолько малой, что его невозможно будет принять на транспортёр. Температурный режим
каландрования для резиновых смесей разных типов определяется опытным путем. Обычно
каландрование проводят в интервале температур от 60 до 110°С.
Получить каландрованные листы с гладкой поверхностью и без воздушных включений
(пузырей) можно только для сравнительно небольших толщин резиновых смесей при низких
(до 10 м/мин) скоростях каландрования. Даже при каландровании на самых точных каландрах
доброкачественную резиновую смесь можно получить лишь при калибре листа не менее 0,15 мм
и не более 1,2 мм. Эти пределы зависят от свойств резиновых смесей и особенно от
содержания в них каучука.
Объемное профилирование резиновых смесей, которое проводится на профильных каландрах,
имеющих один валок (последний) с профильным рисунком, характеризуется теми же
особенностями, что и листование. Для профилирования обычно используют очень пластичные резиновые
смеси с малой усадкой.
Для получения каландрованных листов толщиной более 2 мм применяют дублирование двух и
более тонких листов резиновой смеси.
При каландровании резиновых смесей наблюдается анизотропия свойств, известная под
названием ориентационного или каландрового эффекта, т.е. различие механических свойств в
направлении каландрования и перпендикулярно ему. При этом прочность при растяжении листа
резиновой смеси в первом случае выше, чем во втором, а относительное удлинение, наоборот,
меньше. Каландровый эффект зависит от температуры каландрования, скорости и фрикции вал-
62
-^--
ков, а также от свойств резиновой смеси. С повышением температуры каландрования каландро- *?v.
вый эффект уменьшается.
При нагревании резиновой смеси, обладающей каландровым эффектом, происходит сжатие
листа (усадка) в направлении каландрования, при этом его ширина и толщина увеличиваются. Так,
круг, вырубленный из листа резиновой смеси, в случае каландрового эффекта, довольно быстро
превращается в эллипс, малая ось которого совпадает с направлением каландрования. Это можно
объяснить наличием остаточных напряжений в направлении каландрования и снижением
напряжений в поперечном направлении. При уменьшении толщины резиновой смеси каландровый
эффект возрастает.
Возникновение каландрового эффекта в резиновых смесях обусловлено ориентацией
молекулярных цепей полимера вдоль направления каландрования вследствие воздействия направленной
деформации. Для каучуков разветвленного строения с небольшой молекулярной массой
каландровый эффект незначителен. Для его снятия каландрованные полуфабрикаты обычно нагревают.
Однако для резиновых смесей, содержащих анизотропные наполнители, частицы которых имеют
пластинчатое или игольчатое строение, каландровый эффект не может быть устранен
нагреванием смеси. Такой вид каландрового эффекта называется зернистым эффектом; особо резко он
проявляется в резиновых смесях, наполненных тальком, карбонатом магния, природным баритом,
каолином.
Для получения резины, имеющей более высокую жесткость в одном направлении, специально
применяют анизотропные наполнители, например короткие волокна.
Обкладка тканей. Для обкладки ткани резиновой смесью применяют каландры, валки которых
вращаются с одинаковой частотой. Обкладку тканей с одной стороны можно проводить за один
пропуск на трехвалковом каландре, с двух сторон - за один пропуск на четырехвалковом каландре
или за два пропуска - на трехвалковом. Сначала через калибровочный зазор между валками
пропускают бесформенную резиновую смесь. Далее полученный тонкий лист смеси
определенной толщины направляют в прессующий зазор между валками, в который также подают ткань.
Качество дублирования двух разнородных материалов зависит от равномерности нанесения
резиновой смеси на ткань и главным образом от прочности их сцепления, толщины резинового листа и
прессующего усилия. Максимальному заполнению полотна смесью соответствует оптимальное
значение прессующего усилия.
Для улучшения прочности связи с резиной ткани на основе искусственных и синтетических
волокон предварительно обрабатывают адгезивами. Обкладку тканей, используемых в очень
больших количествах (шинного корда), проводят на сложных каландровых линиях со скоростью
до 90 м/мин.
В процессе обработки корд вытягивается, поэтому все агрегаты оборудованы специальными
механизмами для его натяжения. При термообработке эти механизмы обеспечивают натяжение
корда в зоне вытяжки до 180 кН, в зоне нормализации-до 90 кН, а в зоне сушки-до 25 кН.
Температура в сушильной камере составляет 150-170°С, в камере термообработки и нормализации она
достигает 230°С. Стыковочный пресс создает давление до 7,0 МПа при 260°С. Для непрерывного
процесса компенсаторы каландровой линии должны иметь запас корда до 200 м.
Толщину полученных листов в процессе обкладки непрерывно контролируют взвешиванием..
При наложении резиновой смеси на уточный шинный корд ширина ткани сокращается на 5-8%
из-за уплотнения нитей. Поэтому предельное отклонение массы и, следовательно, толщины
прорезиненных тканей от номинального значения должно быть не более 3%.
Точность обкладки, как и равномерность распределения прочности связи резины с тканью по
ширине обрезиненного полотна, выше при использовании двух трехвалковых каландров, чем четы-
рехвалкового.
Промазка тканей. Ткани промазывают (фрикционируют) обычно на трехвалковых каландрах с
фрикцией до 1:1,5. При промазке резиновую смесь наносят более тонким слоем на ткань, и она
глубже проникает в структуру ткани, чем при обкладке. Обычно расход резиновой смеси при
промазке составляет 0,1-1,0 кг/м2ткани. Ткани с редким утком (например, шинный корд) промазке
I
I
I
!
!
I
~&~-
63
I
s
1
I
1
1
>У* не подвергаются. Обычно в состав промазочных резиновых смесей входит большое количество
регенерата. При двухсторонней промазке ткань дважды пропускают через каландр, промазывая
сначала одну ее сторону, а затем другую.
Прокладочные ткани и другие материалы. Для предохранения невулканизованных каландро-
ванных листов или полотен прорезиненных тканей от слипания применяют прокладочные ткани, в
которые их закатывают по выходе с каландра. Для уменьшения прилипания смесей,
отличающихся большой липкостью к ткани, и предотвращения появления на каландрованных листах
отпечатков переплетения основы и утка прокладочные ткани пропитывают различными составами.
Благодаря такой обработке увеличивается срок службы и прочность прокладок, облегчается процесс
закатки и раскатки тканей при каландровании, раскрое и сборке, что вполне окупает стоимость их
дополнительной обработки.
В качестве прокладочного материала можно использовать также различные полимерные
пленки (например, полиэтиленовые). Они в меньшей степени загрязняются, чем ткани, и не оставляют
отпечатков на поверхности каландрованных листов.
Шприцевание. Шприцевание (экструзия) применяется для формирования заготовок
определённого профиля путем продавливания разогретой резиновой смеси через профилирующее
отверстие (мундштук). Шприцевание осуществляют в червячных машинах- шприц-машинах холодного
и горячего питания, в которых резиновая смесь с помощью вращающегося червяка
выдавливается через профильное отверстие головки, и шприц-прессах, в которых резиновая смесь
продавливается плунжером через мундштук под давлением, возникающим в результате воздействия
плунжера на находящийся в резервуаре материал. Шприц-прессы, в отличие от шприц-машин,
являются аппаратами периодического действия. Они хотя и обеспечивают выход смеси из головки с
постоянной скоростью, но не позволяют создать непрерывный процесс.
Благодаря простоте управления и надёжности в работе червячные машины можно
комплектовать в агрегаты и создавать механизированные и автоматизированные поточные линии (например,
при изготовлении протекторов и камер шин).
При шприцевании резиновых заготовок с помощью двух червячных машин «в одну головку»
можно получить сложные профильные заготовки из резиновых смесей различного состава.
В червячной машине материал претерпевает существенные изменения. По длине нарезанной
части червяка можно условно выделить три зоны: питания (приёмную), сжатия и пластикации
(рабочую) и нагнетания (выпускную, или зону давления).
В зоне питания материал из загрузочной воронки захватывается нарезкой червяка,
перемещается вдоль цилиндра и уплотняется в результате сопротивления со стороны головки, а также
вследствие постепенного уменьшения объема винтовой канавки червяка. В зоне сжатия и
пластикации происходит перемешивание материала, сопровождаемое повышением температуры. В зоне
нагнетания червяк выполняет функцию винтового насоса.
Характер технологического процесса зависит от профиля нарезки, глубины шага, ширины гребня и
радиального зазора, а также от реологических свойств материала, температурного режима,
коэффициентов трения при движении материала вдоль стенки рабочего канала и других факторов.
В современных червячных машинах применяют цилиндрические червяки с переменным
шагом и постоянной глубиной нарезки или с постоянным шагом и убывающей глубиной нарезки. При
постепенном уменьшении шага или глубины нарезки при постоянстве шага - степень сжатия
червяка изменяется от 1,2 до 2,0. Производительность червячных машин пропорциональна частоте
вращения червяка. При повышении противодавления в профилирующей головке
производительность снижается. Скорость шприцевания в зависимости от профиля заготовки и требований к её
качеству колеблется от 3 до 30 м/мин.
При интенсивном разогреве смеси в червячной машине возможна её преждевременная
вулканизация. Поэтому червяк и цилиндр машины охлаждают водой. Однако в начале работы части
машины подогревают, а охлаждают уже при установившемся режиме, и только в зоне загрузки
цилиндрический корпус подогревают паром, т.е. тепловой режим различен для разных частей
машины на разных стадиях процесса.
Для уменьшения тепловыделения, приводящего к подвулканизации резиновых смесей, улуч- *f^.
шения их смешения в шприц-машинах холодного питания увеличивают глубину нарезки червяка,
а на самом червяке наносят дополнительную нарезку.
Червячные машины холодного питания с вакуум-отсосом применяют для изготовления
профильных изделий, вулканизуемых при атмосферном давлении, и дегазации резиновых смесей. В
зоне вакуумирования таких машин нарезку червяка делают более глубокой для обеспечения
заполнения зоны резиновой смесью не более чем на 50%. Уменьшение объёма заполнения
достигается также установкой на червяке специального разделительного кольца, ограничивающего
поступление смеси из загрузочной зоны. Профилирование резиновых смесей происходит в
формующей головке. Мундштук предназначен для придания резиновой смеси определённой формы, а для
создания внутренней полости в заготовке служит дорн.
Поточные линии для массового выпуска шприцованных заготовок определённого профиля
состоят из разогревательных и питательных вальцов, червячных машин, отборочных и весовых
транспортёров, устройств для охлаждения непрерывного шприцованного профиля и разрезания
его на заготовки определённой длины или массы. Широкое применение получили непрерывные
поточные линии для шприцевания и вулканизации длинномерных профильных изделий (различных
уплотнителей, кабелей, рукавов и др.)
Регулирование и контроль процесса шприцевания. При шприцевании заготовки из резиновой
смеси должны иметь строго определенный профиль, однако в профилирующих отверстиях
головки развиваются высокие скорости и напряжения сдвига. Поэтому выходящая из профилирующего
отверстия заготовка изменяет свою форму: увеличивается в сечении и сокращается в длину, т.е.
даёт усадку по длине, что необходимо учитывать при конструировании профилирующих шайб. При
очень высоких скоростях шприцевания появляется опасность возникновения эластической
турбулентности, резко искажающей профиль изделия.
Для уменьшения усадки профилируемой заготовки необходимо повысить температуру
резиновой смеси, увеличить длину профилирующего отверстия и снизить скорость шприцевания.
Изменяя эти параметры, можно регулировать усадку заготовок.
Усадка, определяемая высокоэластической составляющей общей деформации, существенно
зависит от состава резиновой смеси и значительно снижается при увеличении степени наполнения
резиновых смесей, а также при введении в них добавок (фактисов, сшитых каучуков,
«межструктурных» пластификаторов и др.).
Для получения шприцуемых изделий с гладкой поверхностью необходимо поддерживать
определённую температуру в зонах червячной машины и правильно выбрать мундштук.
Получение заготовок с шероховатой поверхностью может быть вызвано пониженной температурой
цилиндра или мундштука (заготовка имеет волнистую поверхность) и слишком высокой
температурой цилиндра или мундштука (на поверхности шприцуемого изделия образуются
царапины и надрывы). Гладкость поверхности резиновой заготовки во многом зависит от формы
внутренней полости мундштука; выступы и острые углы значительно затрудняют прохождение
резиновых смесей. Для предотвращения волнистости выходное отверстие мундштука должно
плавно сужаться. В шприцованных заготовках наблюдается ориентационный (каландровый)
эффект, который увеличивается с повышением скорости шприцевания и уменьшением
толщины заготовки.
В шприц-машинах горячего питания температуру раздельно регулируют в трех зонах: питания,
сжатия и нагнетания, а в машинах холодного питания в пяти или шести зонах. Это обеспечивает
выпуск заготовки нужного профиля. На некоторых машинах у входного отверстия устанавливают
питательные валки, расположенные параллельно оси червяка, что позволяет обеспечить
равномерное питание машин при постоянном зазоре между валками и наличии запаса резиновой смеси
и повысить производительность машины приблизительно на 15%.
I
I
!
1
5 - 5464
-Зф5~-
65
1
1
a
I
I
I
изготовление заготовок для резиновых
и резинотканевых деталей
(A.M. Буканов, А.Е. Корнев)
Полученные на червячных машинах и каландрах материалы являются полуфабрикатами для
изготовления изделий из резиновых смесей и резинотекстильных материалов. Полуфабрикаты
закраивают по требуемым геометрическим размерам. Заготовительные операции обычно
представляют собой механические процессы, связанные с измельчением, вырубкой и разрезанием
материалов. Заготовки сложной конфигурации получают на вырубных прессах с использованием
штанцевых ножей или вырезают по шаблонам ленточными или дисковыми ножами на
специальных закройных машинах.
Большинство резиновых изделий состоит из отдельных деталей, соединенных друг с другом.
Для получения изделий применяют сборочные станки и агрегаты. Детали соединяются (конфек-
ция) благодаря собственной клейкости резиновой смеси.
Клейкость зависит от рецептуры смеси. Так, смеси на основе натурального и хлоропренового кау-
чуков имеют хорошую клейкость при условии, что они содержат небольшое количество наполнителя.
Смеси на основе большинства синтетических каучуков имеют недостаточную клейкость, поэтому в
рецептуре таких смесей предусмотрены повысители клейкости - канифоль, различные смолы.
Большое внимание при склеивании уделяется подготовке поверхности. Необходимо
учитывать, что поверхность деталей может быть «несвежей», т.е. загрязнённой следами от
прокладочных тканей, а также покрытой слоем выцветающих на поверхность порошкообразных или жидких
ингредиентов. Поэтому первой операцией является «освежение» поверхности резины
растворителем (обычно бензином) или жидким клеем. При промазке поверхности бензином происходит
смывание выцветших ингредиентов и придание поверхности клейкости, т.е. состояния, при котором
поверхность резиновой смеси, набухая в растворителе, приобретает способность склеиваться с
накладываемой на нее деталью. Бензин следует наносить очень тонким слоем, поскольку избыток
растворителя может привести к образованию пузырей или пористости в процессе вулканизации.
Нагревание склеиваемых поверхностей до 60°С увеличивает их клейкость и прочность
соединения. При этом нанесения клея не требуется. Однако этот способ сложен и требует
дополнительных трудовых, энергетических затрат и оборудования и поэтому применяется
редко. Подогрев осуществляется инфракрасными лучами или токами СВЧ. Шероховка
поверхности (придание ей шероховатости) перед нанесением клея также повышает прочность
соединения деталей.
После наложения приклеиваемой детали требуется хорошо ее прикатать, чтобы полностью
удалить воздух между склеиваемыми поверхностями и хорошо их совместить. Прикатку,
особенно для смесей на основе неклейких синтетических каучуков, необходимо проводить с усилием
прижатия 2-4 кН/м.
Вулканизация резиновых изделий
(A.M. Буканов, Н.Н. Буканова, М.А. Закирова)
Вулканизация является заключительным процессом при производстве резиновых изделий. При
вулканизации в эластомере создается пространственная трехмерная сетка, в результате
уменьшается пластичность резиновой смеси и постепенно увеличивается эластичность вулканизатов,
так что преобладающей становится высокоэластическая составляющая деформации. Это
формирует весь комплекс физико-механических свойств резин.
66
-*-£^«,-
Химическая вулканизация "ту
В состав резиновых смесей входят вулканизующие агенты, действие которых проявляется при
повышенных температурах. Чтобы свулканизовать сырые резиновые смеси, следует нагреть их до
определенной температуры и выдержать при этой температуре в течение времени, достаточного
для получения вулканизата с оптимальными техническими свойствами. Продолжительность
нагревания при определённой температуре до оптимальной степени структурирования зависит от
состава резиновой смеси. Быстрый прогрев заготовки до определённой постоянной температуры
возможен только при её очень малой толщине (до 1,5 мм). Вулканизация толстостенных изделий
происходит при непрерывном повышении температуры во внутренних слоях, так как их прогрев из-
за малой теплопроводности резиновой смеси протекает медленно. Скорость изменения
температуры внутри заготовки резиновой смеси в условиях нестационарного теплового процесса зависит от
теплофизических характеристик резиновой смеси, формы и размера вулканизуемой заготовки,
условий теплообмена и вида теплоносителя. На скорость изменения температуры может
оказывать влияние тепловой эффект вулканизации, обусловленный природой и содержанием
вулканизующего агента.
Теплопроводность каучуков на несколько порядков меньше теплопроводности металлов, что
существенно затрудняет прогрев резиновых смесей при вулканизации. С изменением
температуры теплофизические характеристики каучуков изменяются незначительно. При введении
различных ингредиентов в смеси их теплофизические свойства меняются в зависимости от объемного
содержания вводимого компонента. Теплопроводность значительно увеличивается при введении
техуглерода (особенно образующего цепочные структуры).
Характеристика теплоносителей. Вулканизацию формованных (или сборных) заготовок проводят
обычно в форме или непосредственно в среде теплоносителя с постоянной температурой. В этих
условиях скорость нагревания заготовок зависит от коэффициента теплоотдачи и разности
температур между греющей средой (теплоносителем) и вулканизуемой заготовкой. Теплоотдача зависит от
условий теплообмена и физических характеристик теплоносителей. Наиболее широко в качестве
теплоносителей в резиновой промышленности используют насыщенный водяной пар, горячий
воздух, перегретую воду под давлением, расплавы солей, твердые материалы, находящиеся в псевдо-
ожиженном состоянии, и некоторые другие теплоносители.
Насыщенный водяной пар является одним из наиболее эффективных теплоносителей. Ниже
приведена зависимость температуры насыщенного пара от его давления:
Давление, МПа 0,103 0,146 0,202 0,275 0,368 0,40 0,485 0,630 1,022 1,586
Температура, "С 100 110 120 130 140 143 150 160 180 200
Недостатком насыщенного водяного пара является невозможность существенного
повышения температуры без повышения давления.
Отдача тепла горячим воздухом и перегретой водой происходит за счет снижения температуры
теплоносителя. Чтобы сохранить их постоянными необходимо создать эффективную
принудительную циркуляцию перегретой воды и горячего воздуха путем установки специальных насосов
для перегретой воды и вентиляторов для горячего воздуха. Перегретый пар в процессе
теплообмена подобен горячему воздуху, если не охлаждается до температуры насыщения. При вулканизации
в псевдоожиженном слое используют псевдоожиженные горячим воздухом твердые частицы
размером 0,05-0,9 мм.
Коэффициенты теплоотдачи некоторых теплоносителей [Вт/(м2К)] приведены ниже:
Насыщенный пар 1200-17700
Перегретая вода 293-560
Горячий воздух 0,12-48
Псевдоожиженные горячим воздухом твердые частицы размером 0,05-0,9 мм 270-765
Вследствие низких значений коэффициентов теплоотдачи и количества переносимого тепла
горячий воздух является малоэффективным теплоносителем. Расплавы солей, применявшиеся
ранее в качестве теплоносителей, в последнее время не рекомендуются для использования из-за
плохих экологических условий их применения.
I
I
!
1
I
"'-8^8*'
;F
Выбор режима вулканизации. При выборе режима вулканизации следует учитывать влияние на
этот процесс основных технологических факторов, т.е. свойств среды, температуры и давления.
Среда. Поскольку резиновые изделия вулканизуют не только в металлических формах, но и
5 непосредственно в среде теплоносителя, при выборе последнего необходимо знать не только его
|- теплофизические свойства, но и влияние на свойства резиновых изделий при контакте с ним. Так,
| при вулканизации в среде горячего воздуха кислород вызывает окисление резин, что значительно
6 ухудшает их свойства. При вулканизации в среде насыщенного водяного пара вследствие конден-
^ сации паров на поверхности изделия изменяются условия теплоотдачи и, следовательно, возмож-
I на неравномерная вулканизация изделия.
| При выборе вулканизационной среды учитывают также тип изделия, состав резиновой смеси,
^ применяемое оборудование, особенности ведения процесса и другие факторы.
§ Температура. Большинство изделий вулканизуют при 140-170°С, а в некоторых случаях и при
'§ 19&-200°С. При высоких температурах можно сократить продолжительность вулканизации изде-
3 лий и, следовательно, повысить производительность оборудования. Однако для толстостенных
| изделий при повышении температуры возможна перевулканизация изделий с поверхности, а также
^ неравномерность их вулканизации по толщине.
При вулканизации температуры на поверхности и в центре толстостенных изделий
неодинаковы. Если продолжительность процесса будет определяться условиями, необходимыми
для обеспечения заданной степени структурирования в центре изделия, то поверхностные
слои, особенно при эффективной теплопередаче, окажутся сильно перевулканизованными.
Перевулканизация изделий с поверхности тем больше, чем выше температура вулканизации и
чем больше толщина изделия, так как скорость прогревания изделий незначительно
увеличивается с повышением температуры теплоносителя, а скорость вулканизации возрастает очень
быстро. Для уменьшения неоднородности свойств при вулканизации толстостенных изделий
их не следует вулканизовать при очень высокой температуре. При определении
продолжительности вулканизации таких изделий необходимо учитывать, что структурирование,
особенно в их центре, продолжается некоторое время и после окончания нагревания за счет
поглощенного тепла. Поэтому в процессе нагревания не следует добиваться полной вулканизации
заготовки по всей толщине. Для уменьшения неоднородности прогревания проводят
ступенчатый нагрев или предварительно подогревают резиновую смесь. При вулканизации массивных
изделий используют программы, обеспечивающие автоматическое поддержание
необходимого режима.
Для изготовления многослойных изделий, полученных сборкой из различных деталей,
применяют резиновые смеси, имеющие различную скорость вулканизации. Резиновые смеси,
предназначенные для изготовления внутренних деталей, должны обладать большой скоростью
вулканизации. При определении вулканизационных характеристик этих смесей учитывают особенности
прогрева изделия.
При интенсификации процессов вулканизации при повышении температуры возможно
ухудшение свойств резин. Так, для резин на основе натурального и изопренового каучуков при
температурах выше 140°С происходит резкое ухудшение механических свойств. При повышении
температуры вулканизации резинотканевых изделий наблюдается ухудшение качества прорезиненной
ткани и прочности ее связи с резиной.
Давление. Вулканизацию резиновых технических изделий можно проводить при атмосферном
и избыточном давлении. Большинство резиновых изделий вулканизуют под давлением. При этом
улучшаются внешний вид и физико-механические свойства вулканизатов, а главным образом
исключается их пористость, которая является причиной преждевременного разрушения изделий
во время эксплуатации.
При нагревании в резиновой смеси возникает внутреннее давление, обусловленное
испарением влаги и выделением газообразных веществ, образующихся при распаде ускорителей
вулканизации или при взаимодействии кислот с карбонатами металлов с образованием летучих веществ
(диоксида углерода из мела или карбоната магния в присутствии стеариновой и других кислот), а
также десорбцией абсорбированного и механически поглощенного воздуха. Для получения высо- ~ту_
«(качественных изделий резиновые смеси необходимо вулканизовать под давлением,
превышающим внутреннее давление в резиновой смеси.
Для предотвращения появления пористости в резиновые смеси вводят водо- и газопоглощаю-
щие вещества (гипс и оксид кальция), которые поглощают содержащуюся в смеси влагу, образуя
достаточно стойкие химические соединения. Существенное уменьшение порообразования
наблюдается при предварительном вакуумировании резиновых смесей в процессе формования в
червячных машинах с вакуум-отсосом. Вакуумированные резиновые смеси можно вулканизовать
при атмосферном давлении.
Правильный выбор давления особенно важен при вулканизации многослойных изделий.
Например, в случае преждевременного снижения давления в варочных камерах во время вулканизации
автопокрышек возможен брак из-за образования губчатой резины и расслоения каркаса.
При вулканизации резинотканевых изделий давление оказывает большое влияние на глубину
проникновения резиновой смеси в ткань; с увеличением глубины проникновения стойкость
изделий к многократным изгибам повышается. Глубина проникновения резиновой смеси в ткань
зависит от ее способности растекаться при нагревании, что, в свою очередь, определяется свойствами
резиновой смеси.
Способы вулканизации. Вулканизация в автоклавах. Вулканизацию резиновых изделий в
паровой, воздушной или в паро-воздушной среде обычно проводят в автоклавах под давлением. В
некоторых случаях вулканизацию в автоклавах осуществляют в горячей (перегретой) воде, в
среде азота или других газов. Наибольшее распространение получила вулканизация в паровой
среде, как более дешёвый, безопасный и легко управляемый процесс.
Вулканизационные автоклавы различаются по размерам (диаметру и длине), расположению
главной оси (горизонтальные и вертикальные), конструкции стенок (одностенные и двухстенные),
типу затвора крышки (с болтовым и байонетным, т.е. быстродействующим затвором) и способу
обогрева (с паровой рубашкой, змеевиком, нагревательными секциями - электрообогревом или с
принудительной циркуляцией теплоносителя). Они снабжены вентилями для ввода и вывода пара,
воды и воздуха, предохранительными и обратными клапанами, контрольно-измерительными
приборами (манометрами, термометрами, расходомерами), автоматическими регуляторами
давления, температуры и продолжительности процесса (командоаппараты), а также различными
вспомогательными устройствами (рельсами, опорами и др.).
Вулканизационные автоклавы обычно выпускают с внутренним диаметром 800-3600 мм,
длиной до 22 м, они рассчитаны на внутреннее давление 0,6 и 1,25 МПа. Процесс вулканизации в
автоклавах является периодическим и в тепловом отношении нестационарным. Обычно он
включает несколько последовательных операций: загрузку аппарата и закрытие крышки, повышение
давления и температуры в автоклаве (монотонное или ступенчатое), выдержку резиновых изделий
при постоянной температуре, снижение давления в автоклаве, открытие крышки и разгрузку
аппарата. В некоторых случаях изделия охлаждают в автоклавах (до выгрузки). Максимальная
скорость вулканизации изделий в автоклавах достигается в среде насыщенного водяного пара при
давлении 0,3-0,5 МПа.
Открытый способ вулканизации. Шприцованные и некоторые конфекционные изделия,
обладающие достаточной каркасностью и не изменяющие свою форму в начальный период нагревания, когда
процесс структурирования еще не начался, вулканизуют открытым способом. По этому способу
можно вулканизовать изделия сложной конфигурации, собранные на дорнах, колодках, формах или
других основаниях (рукава, перчатки, клееную нелакированную обувь, и др. изделия).
Для сохранения формы изделия, деформирующиеся в начальный период вулканизации под
действием собственной тяжести, например тонкостенные трубки, вулканизуют на противнях в
слое талька.
При контакте изделий с влагой возможно изменение их цвета, появление пятен и образование
пор. Некоторые изделия перед вулканизацией обматывают полосами ткани, в редких случаях -
прорезиненной тканью или даже тонкой резиновой пластиной (викелевка) для защиты их от непос-
I
i
!
1
I
I
!
i
I
I
I
у?*редственного действия парам главным образом предотвращения изменения формы изделия в
начальный период вулканизации, когда резиновая смесь начинает размягчаться при нагревании.
Кроме того, при обмотке изделие уплотняется.
В воздушной среде вулканизуюттакие изделия, на свойствах которых отрицательно влияет
насыщенный пар и образовавшийся при вулканизации в паровой среде конденсат. Обычно в
среде воздуха вулканизуют цветные резиновые изделия, изделия с ворсовой тканью и
некоторые другие.
Для проведения обычной вулканизации в воздушной среде желательно применять активные
ускорители, особенно выделяющие серу (тиурам, полисульфиды или смесь тиурама с
производными тиазолов). Более эффективным является использование свинцовых или цинковых солей
дитиокарбаминовых кислот.
Вулканизацию в среде горячего воздуха без специально созданного давления проводят в
различных термостатах, туннельных вулканизаторах (в частности, в поле токов высокой частоты) и
других аппаратах. Термостаты широко применяют для второй стадии вулканизации изделий на
основе силоксанового и фторкаучуков при температуре воздушной среды 200-250°С.
Для изготовления резиновых изделий с большой точностью, особенно сложной конфигурации,
используют формовую вулканизацию.
Формовая вулканизация. Формовой способ вулканизации в прессах сочетает два процесса -
формование резиновой смеси путём её запрессовки в специальные пресс-формы под давлением
и последующую вулканизацию нагреванием в пресс-форме под давлением. Формовые резиновые
изделия отличаются однородной структурой и гладкой поверхностью.
В зависимости от способа подачи резиновой смеси в полость пресс-формы и нагрева
различают компрессионное, плунжерное и литьевое формование:
- при компрессионном формовании заготовку резиновой смеси определённой массы и требуемой
формы закладывают в каждое гнездо (полость) пресс-формы в каждом цикле вулканизации;
- при плунжерном формовании (передавливании) нагретая заготовка передавливается в
гнездо пресс-формы из специальной полости в ней;
- при литьевом формовании, или литье под давлением, разогретая резиновая смесь
впрыскивается в заранее сомкнутую форму через литниковое отверстие при помощи специального
литьевого питателя. Этот способ обеспечивает наиболее однородную степень вулканизации по всей
толщине изделий.
Конструкции пресс-форм отличаются большим разнообразием. Для вулканизации изделий в
прессах под давлением применяют одноместные формы, а для мелких изделий - многоместные.
Размеры форм определяют по максимальному использованию поверхности их нагрева, а для
удобства обращения с ними - по массе. При выборе материала для изготовления форм
необходимо учитывать требования, предъявляемые к ним по прочности, износостойкости, невысокой
стоимости, химической стойкости, простоте обработки при высокой точности, хорошей
теплопроводности и др. Таким требованиям лучше всего соответствуют стали различных марок. В особо
ответственных случаях применяют легированные стали.
При конструировании форм необходимо учитывать характер формуемого материала,
тепловые коэффициенты расширения и усадки, допускаемое давление, коэффициенты трения при
растекании смеси в форме, легкость извлечения изделий из формы.
Линейная усадка при вулканизации, т.е. разность в размерах формы и вулканизованного в
ней изделия при комнатной температуре, находится в пределах 1,5-3% в зависимости от типа
каучука и степени наполнения резиновой смеси. Усадка происходит вследствие различия в
термических коэффициентах расширения резины и металла, из которого выполнена пресс-
форма (термический коэффициент объемного расширения стали составляет 0,3-10"4 "С-1, а
резин 4,0-10-4- 7,0-10^ "С"1). Менее наполненные «мягкие» резиновые смеси имеют большую
усадку, чем более наполненные - «жесткие».
При компрессионном формовании для получения изделий высокого качества в пресс-форму
помещают заготовки резиновой смеси, выполненные таким образом, чтобы они не препятствовали
вытеснению воздуха из полости формы при прессовании. Масса заготовок для обеспечения плот- *?v
ного заполнения формы должна быть на 3-8% больше массы получаемого готового изделия. В
конструкциях пресс-форм предусмотрены специальные канавки и пазы для вытеснения избытка
резиновой смеси после заполнения полости формы. Для сложных резинотканевых и резинометал-
лических изделий в заготовки закладывают текстильные элементы или металлическую арматуру.
Сложные заготовки для сборных изделий, состоящие из нескольких деталей, по конфигурации
должны быть близки к форме изделия.
Вулканизационные прессы имеют различные размеры, способы обогрева рабочих плит и
давление прессования. Плиты прессов обогревают паром, перегретой водой под давлением или
электрическим током. В зависимости от вида привода прессы разделяют на гидравлические,
гидромеханические и рычажно-механические.
Нижняя и верхняя плоскости пресс-формы соприкасаются при подъёме плит пресса. Для этого
в гидравлический цилиндр подают гидравлическую жидкость под низким давлением (2-5 МПа).
Давление прессования создаётся и поддерживается при вулканизации подачей в гидроцилиндр
жидкости под высоким давлением (12-20 МПа). В качестве гидравлической жидкости чаще
всего используют воду, которая обычно поступает централизованно. В механизированных и
автоматизированных прессах в качестве гидравлической жидкости часто применяют масло,
подаваемое в гидроцилиндр индивидуальными масляными насосами.
Для облегчения растекания смеси в форме во время прессования, а также для
предотвращения привулканизации изделия к форме, перед закладкой заготовок внутренние поверхности пресс-
форм смазывают растворами или эмульсиями антиадгезивов (растворы мыла, эмульсии силокса-
новых жидкостей и др.) Смазка, как правило, производится пульверизацией.
Для улучшения заполнения объёма пресс-формы при прессовании проводят повторные
прессовки (подпрессовки), т.е. пресс слегка раскрывают, а затем снова сближают плиты. При
подпрессовках из полости формы удаляются воздух, образовавшиеся летучие продукты и
избыток резиновой смеси, что способствует улучшению качества изделий. Для прессов,
работающих в автоматическом режиме, системой управления предусмотрена двукратная под-
прессовка.
При компрессионном формовании применение высоких температур вулканизации,
повышающих производительность прессов, не рекомендуется вследствие возможности подвулканизации
заготовки при помещении ее в пресс-форму до подачи давления. Необходимо применять смеси с
большим периодом подвулканизации и длительным индукционным периодом.
Недостатками компрессионного формования являются: высокая трудоёмкость процесса,
необходимость применения заготовок, масса которых превышает массу готового изделия и,
следовательно, появление вулканизационных отходов (выпрессовок), неравномерность вулканизации
толстостенных изделий, необходимость дополнительной отделки изделий (обрезание заусенцев и
выпрессовок). Многие из этих недостатков возможно устранить при изготовлении резиновых
изделий методом литья под давлением.
При плунжерном, или трансферном, формовании резиновая смесь закладывается в
специальную полость пресс-формы (напорную камеру) и крышкой, выполняющей роль поршня или
плунжера, через литники продавливается в полость сомкнутой формы. Изделие оформляется в
сомкнутой форме, что в значительной степени сокращает возможность образования выпрессовок
(«заусенцев»). Кроме того, давление, созданное в пресс-форме, остаётся постоянным в течение всего
процесса вулканизации, в результате чего уменьшается возможность недопрессовок; изделия
получаются более монолитными и точно воспроизводят полость формы. Изготовление изделий
этим методом целесообразно при массовом выпуске однотипных изделий сложной конфигурации,
когда окупается довольно высокая стоимость форм.
При литьевом формовании резиновая смесь подаётся в пресс-форму при высоком давлении,
а её температура всего на несколько градусов ниже температуры пресс-формы. Резиновая смесь
нагревается в результате сжатия и передавливания в процессе заполнения питателя и литья в
пресс-форму.
I
$
I
!
I
I
Литьевые машины классифицируют по способам нагревания и подачи резиновых смесей. Они
делятся на плунжерные, шнековые с поступательно-возвратным движением шнека, в которых
шнек играет роль плунжера, шнеково-плунжерные, в которых шнек подаёт разогретую резиновую
смесь в цилиндр, и плунжер выдавливает ее в закрытую пресс-форму.
I Литьевые машины выпускают вертикальными, горизонтальными, одно- и многоместными, кару-
$ сельными. Вулканизация в литьевых машинах происходит при высоких температурах и в течение
5. непродолжительного времени. Продолжительность впрыска (продавливания) при давлении резины 90-
250 МПа составляет 10-30 с, а вулканизация длится 0,5-2 мин. Машины различаются также объемом
впрыска резины; выпускаются машины с объемом впрыска от 30 до 6000 см3 и более.
Экономичность применения литьевых машин определяется размером партий изготавливаемых
изделий. Считается, что машина должна иметь коэффициент использования 95%, т.е. только 5% времени
должно тратиться на установку новых пресс-форм для перехода на новый вид изделий.
Радиационная вулканизация
^ В последнее время успешно развивается новое направление в технологии производства
резиновых изделий, которое позволяет применять ионизирующее излучение в радиационно-химичес-
ких процессах (радиационная вулканизация и модификация) для получения материалов с
улучшенными свойствами.
Под действием ионизирующих излучений высокой энергии происходит ионизация полимеров. В
результате ряда превращений первично образовавшиеся ионы и свободные электроны
преобразуются в радикалы и ион-радикалы, взаимодействие которых, в свою очередь, приводит к сложным
химическим реакциям - структурированию, циклизации, изомеризации, деструкции и др. В основе
радиационной вулканизации лежит способность эластомеров образовывать пространственную сетку
без участия вулканизующих агентов и подвода тепла.
Наиболее склонны к сшиванию под действием ионизирующего излучения каучуки, содержащие
боковые винильные группы (например, натрий-бутадиеновый и бутадиеновый каучуки). Высокой
способностью к радиационной вулканизации обладают бутадиеннитрильные и некоторые другие
каучуки. Очень важно, что можно также проводить вулканизацию каучуков, не имеющих двойных
связей, таких, каксилоксановые, фторсилоксановые, этиленпропиленовые.
Преимущества радиационной вкулканизации по сравнению с традиционными технологиями
вулканизации заключаются в следующем:
- в рецептуре резиновых смесей отсутствуют токсичные дорогостоящие вулканизующие
агенты (пероксиды, сера, ускорители вулканизации, оксиды металлов, антискорчинги и др.);
- процесс вулканизации протекает при температурах до 40°С;
- процесс можно проводить на воздухе или в воде;
- интенсификация процесса вулканизации не создает опасности преждевременной
вулканизации резиновых смесей;
- отсутствует опасность преждевременной вулканизации резиновых смесей на стадии
смешения, хранения, предварительной переработки;
- получаемое изделие имеет лучшее качество поверхности;
- создается возможность модификации свойств материала и изделия на поверхности и в
объёме (получение разномодульных материалов и изделий);
-создается возможность получения тонкостенных изделий.
Поглощённая доза излучения, необходимая для вулканизации, зависит от типа каучука и
состава резиновой смеси. Оптимальная доза излучения не является постоянной для данного типа
полимера и для каждой смеси конкретного состава определяется экспериментально.
i
I
a
!
1
I
Поскольку радиационная вулканизация осуществляется без контакта с обогреваемым обору^тк.
дованием или теплоносителем и без нагрева, существенно снижается усадка заготовок,
вследствие чего качество поверхности изделия выше, чем у термовулканизатов.
Радиационная вулканизация углеводородных каучуков приводит к образованию С-С-связей
между молекулами каучука, а тип поперечных связей в термохимических вулканизатах зависит от
вулканизующей системы. Радиационный метод позволяет широко регулировать плотность
пространственной сетки резин без изменения их состава, в том числе резин на основе каучуков, для
которых отсутствуют эффективные вулканизующие группы.
Главные преимущества радиационных вулканизатов обусловлены высокой прочностью С-С-
связей. Это низкая скорость химической релаксации напряжения и накопления относительной
остаточной деформации, хорошие агрессивостойкость и морозостойкость.
Смеси, предназначенные для радиационной вулканизации, должны содержать те же
ингредиенты, что и стандартные смеси, за исключением вулканизующих групп.
Тип и дозировка ингредиентов смеси не должны ухудшать основные свойства резин и
увеличивать оптимальную дозу облучения. При их выборе необходимо учитывать следующее.
Техуглерод не только улучшает физико-механические свойства, но и увеличивает скорость
сшивания полимеров, что позволяет уменьшить дозу облучения. Дозировка техуглерода в смеси
составляет обычно 30-150 масс. ч. на 100 масс. ч. каучука.
Эпоксидные и фенолформальдегидные смолы замедляют скорость сшивания, поэтому их
применение ограничено. Однако эти смолы можно использовать в комбинации с
сенсибилизаторами (ускорителями радиационного сшивания). Кумаронинденовые смолы и полиэтилен
увеличивают скорость сшивания ненасыщенных каучуков. Полистирол практически не оказывает влияния
на скорость сшивания.
Сера замедляет скорость сшивания и деструкцию каучуков, поэтому ее целесообразно
использовать для уменьшения деструкции. Серусодержащие вещества увеличивают скорость
сшивания. Они являются сенсибилизаторами процесса и в резиновых смесях применяются в
дозировках 0,5-3 масс. ч. на 100 масс. ч. каучука.
Антиоксидантыипорообразователи (порофоры), содержащие ароматические кольца,
уменьшают скорость сшивания и их применение ограничено. Рекомендуется применять антиоксиданты
и порофоры, не содержащие ароматических колец (например, порофор ЧХЗ-21, хемпор).
Олигоэфиракрилаты (ОЭА) при дозировках в смеси 10-20 масс. ч. на 100 масс. ч. каучука в
некоторых случаях улучшают технологические свойства резиновых смесей и
физико-механические свойства резин.
Для повышения эффективности радиационной вулканизации в резиновые смеси
рекомендуется вводить сенсебилизирующие добавки, способствующие снижению оптимальных доз до
(0,3-0,5)-106 Гр. К таким добавкам относятся вещества, увеличивающие число свободных
радикалов: металлы переменной валентности, их соли и оксиды, алифатические полигалогенсодер-
жащие соединения, а также вещества, способные образовывать дополнительную сетку в
результате радиационно-инициированной прививки к молекулам каучука (акрилаты, дималеими-
ды, олигоэфиракрилаты и др.). При введении в резиновые смеси сенсибилизаторов доза
облучения снижается и процесс проходит в оптимальном режиме.
При правильно составленной рецептуре с применением сенсибилизаторов скорость сшивания
увеличивается в 5-10 раз и, следовательно, соответственно уменьшается необходимая доза
облучения, что делает процесс радиационной вулканизации экономически выгодным. Некоторые
радиационные вулканизаты, например на основе ЭПК, превосходят термовулканизаты по
сопротивлению тепловому старению.
г
1
I
9
1
I
Установлена эффективность действия ОЭА для резиновых смесей из фторкаучуков в
качестве пластификатора, ускорителя радиационной вулканизации и усиливающего
наполнителя. Ускорение радиационного сшивания обусловлено прививочной полимеризацией ОЭА в
среде фторкаучука, причем узлами пространственной сетки вулканизатов являются как углерод-
углеродные связи между макромолекулами каучука, так и отверждённые агрегаты ОЭА.
Радиационные вулканизаты с ОЭА имеют более высокие значения твердости, модуля, прочности
и сопротивления раздиру, чем обычные радиационные вулканизаты из фторкаучука, а по
сравнению с промышленными аминными имеют более высокие значения твёрдости и агрессивос-
тойкости; по стойкости к тепловому старению при температуре до 200°С эти вулканизаты
равноценны.
Радиационную технологию можно использовать при вулканизации резиновых материалов и
изделий на основе как твёрдых, так и жидких каучуков; она эффективна при вулканизации каучу-
ков в латексе, изготовлении пористых резин, модифицировании поверхностных свойств резин,
креплении резин к различным материалам и в ряде других случаев.
Применение радиационной вулканизации способствует решению важнейших задач, связанных
с интенсификацией процесса вулканизации резин и РТЙ и повышением их качества.
Вулканизация с использованием кобальтовых установок. Первые опытно-промышленные партии
резинотехнических изделий из силоксановых каучуков (трубки, шнуры, пористые изделия, уплот-
нительные профили и др.), полученные с применением радиационной вулканизации
изготавливались с использованием установки 60Со.
Малая мощность доз излучения, создаваемых на кобальтовых установках и низкий
коэффициент использования энергии излучения, длительность цикла вулканизации (десятки минут
и даже часы), превышающая продолжительность формирования заготовок и изделий, не
позволяет использовать кобальтовый источник для создания непрерывных процессов
производства РТИ, а также для вулканизации многотоннажного ассортимента резинового
производства.
Вулканизация с использованием ускорителей электронов. Более эффективной является
технология производства резинотехнических изделий с применением ускорителей электронов.
Использование высоких энергий электронов позволяет реализовать все отмеченные преимущества
радиационной вулканизации. Кроме того, оно дает возможность:
- осуществить непрерывный процесс вулканизации и модифицирования резиновых изделий и
создать высокопроизводительные автоматизированные поточные безотходные линии с быстрым
переходом от одного вида изделий на другой на одном и том же оборудовании;
- сократить время вулканизации (которое составляет от нескольких десятков секунд до
нескольких минут);
- упростить технологию путем использования высокопроизводительного экструзионного
оборудования (отсутствия подвулканизации) и при отсутствии, во многих случаях необходимости
изоляции облучаемого объекта от кислорода воздуха (так как окислительные процессы при
высокой мощности дозы значительно менее выражены);
- получить более высокий коэффициент использования энергии излучения, чем для
источника 60Со;
- получить возможность модифицирования поверхностного слоя резин без изменения свойств
материала в целом;
- снизить стоимость процесса за счёт ресурсо- и энергосбережений (безотходная
технология).
Все это, а также исключение из рецептур резиновых смесей дефицитных дорогостоящих
вулканизующих агентов, позволяет в зависимости от вида изделий увеличить производительность
труда и снизить их себестоимость по сравнению с изделиями, изготавливаемыми по обычным
технологиям.
Особо следует отметить, что использование ускорителей электронов позволяет интенсифи- "ту
цировать самую медленную стадию изготовления РТИ - стадию вулканизации. Под действием
ускоренных электронов она протекает при комнатной температуре от нескольких секунд
(тонкостенные изделия) до нескольких минут (рулонные материалы и массивные изделия). Кроме того,
появляется возможность улучшить качество изделий без использования новых каучуков и
ингредиентов или усложнения технологии. Радиационно-химическая установка для получения
шприцованных изделий работает в агрегате с экструдером, снабжённым автоматическим
устройством для непрерывного питания резиновой смесью, с подающим, тяговым и приемным
механизмами, поворотно-трансмиссионным устройством и системой автоматической стабилизации
скорости движения и натяжения изделия. Производительность такой установки с ускорителем
типа ЭЛТ-1,5 (средняя энергия электронов до 1,5 МэВ) для шнура из резины на основе силокса-
нового каучука равна 15 м/мин.
При создании непрерывных экономически выгодных процессов производства РТИ с
использованием ионизирующих излучений необходимо, чтобы поглощённые дозы не превышали 2-105 Гр.
Основной недостаток при использовании ускорителей для вулканизации заключается в
ограничении толщины изделия (до 30 мм), так как равномерная степень вулканизации в зависимости
от энергии электронов достигается только до определенной его толщины. При прочих равных
условиях равномерность излучения ускоренными электронами по толщине ограничивается тем,
что максимальная доза внутри изделия примерно в 1,4 раза превышает дозу на его поверхности.
Поэтому оптимальную толщину облучаемого слоя выбирают, исходя из условия равенства дозы
на входе пучка.
Проникающая способность ускоренных электронов приблизительно обратно
пропорциональна плотности вещества и прямо пропорциональна энергии электронов. Оптимальное
соотношение между толщиной облучаемого материала и энергией электронов подбирается
таким образом, чтобы при поглощении основной части излучения поле доз по толщине
образца было достаточно равномерным. В случае двухстороннего облучения используется вся
энергия пучка электронов, что позволяет, не нарушая равномерности поля, увеличить
толщину изделия в 2,4 раза.
В отличие оттехнологии с использованием изотопных установок типа источника 60Со
облучение ускоренными электронами обеспечивает высокий уровень экологической безопасности
производства: отсутствует загрязнение воздуха и окружающей среды, отпадает необходимость в
строительстве дорогостоящих очистных сооружений и фильтров, захоронения радиоактивных
отходов; сам процесс взрывобезопасен.
Рекомендуемый ассортимент изделий. С помощью ускорителя электронов целесообразно
осуществлять вулканизацию многих шприцованных, каландрованных, резинотканевых и некоторых
формовых изделий. При этом получаются изделия с оптимальными свойствами. К ним относятся
некоторые виды клапанов и мембран, силовые манжеты для гидронасосов и ряд других изделий
атомной техники.
Использование для вулканизации в качестве источника излучения ускорителей электронов
создало также возможность получения уникальных прецизионных изделий. Это РТИ нового
поколения неформовой технологии - длинномерные тонкостенные (толщина стенки 0,1-0,2 мм),
прецизионные сложнопрофильные изделия с улучшенными эксплуатационными
характеристиками, а также новые изделия и материалы с уникальными свойствами, создаваемые под
воздействием ускоренных электронов (радиационно-химическая модификация). Эти изделия
невозможно изготовить ни по одной из существующих технологий с использованием
термохимического способа вулканизации, так как на стадиях формирования заготовок и вулканизации
происходит слипание стенок изделий, деформация заготовок под собственной массой и в рабочем
объёме вулканизатора, а также усадка материала после высокотемпературной вулканизации,
приводящая к искажению формы изделия. Применение ускорителей электронов позволяет
устранить все эти недостатки.
I
!
1
I
1
I
I
i
I
I
I
Кроме того, этот метод позволяет получать:
- широкий ассортимент изделий с высокой степенью экологической чистоты, биоинертностью
и улучшенными эксплуатационными свойствами (повышенной агрессивостойкостью,
увеличенной работоспособностью в интервале температур от-60 до 350°С). Это, например, изделия
сложного профиля различных сечений и цветовой гаммы для герметизации оконных и дверных блоков
жилых и производственных помещений; они экологически безопасны, биологически инертны и
сохраняют уплотняющую способность в различных климатических зонах, в том числе на Крайнем
севере, в отличие от аналогов, изготавливаемых из поливинилхлорида;
- разномодульные по сечению РТИ с заданным распределением упругоэластических свойств
по объёму без использования армирующих материалов, резин различного состава и адгезивов, так
как отсутствие резких границ между слоями с различной жёсткостью (в отличие от
армированных) обеспечивает равномерное распределение напряжений и, следовательно, меньший износ,
лучшее сопротивление ударным и другим нагрузкам и увеличение ресурса изделия;
- изделия сложного профиля и рулонные материалы с прецизионной точностью и высоким
качеством поверхностей благодаря отсутствию термических усадок;
- экологически безопасные изделия медицинского назначения: трубки различного сечения,
капилляры, длинномерные уплотнители для стерилизаторов и другого медицинского
оборудования, трубки для переливания крови, кровезаменителей и лекарственных растворов; прецизионную
(0,3-0,4 мм) эластичную ленту повышенной степени физиологической безопасности для систем
гемолиза крови в малопоточных оксигенераторах крови мембранного типа для обеспечения
экстракорпоративного газообмена крови при гемосорбции и гемотрансфузии, а также для
комплектации систем микро- и ультрафильтрации питьевой воды, жидких пищевых продуктов и других сред,
загрязнённых радионуклидами;
- пористые резины на основе силоксанового и фторкаучука с заданными плотностью и строением
пор по механическим свойствам (накопление остаточных деформаций сжатия при температурах 200°С
и выше), не уступающим механическим свойствам резин, полученных другими способами.
Применение радиационной технологии при получении пористых резин особенно
эффективно. До развития радиационной техники производство пористых резин на основе силоксановых
каучуков было затруднено из-за технологических условий. Так, при термической вулканизации
процессы поперечного сшивания и порообразования протекают в близких температурных
интервалах, хотя процесс термической вулканизации полисилоксанов несколько опережает процесс
порообразования в оптимуме. При этом процессы порообразования затрудняются или совсем
подавляются. В то же время понижение активности вулканизующих агентов - пероксидов,
наоборот, приводит к опережению процесса порообразования. В обоих случаях структура пор не
поддается регулированию: образуются поры как «закрытого», так и «открытого» типа, в самом
произвольном соотношении, с большими раковинами и пузырями как в объеме, так и на
поверхности изделий.
Кроме того, использование пероксидов для вулканизации резин, особенно в присутствии поро-
образователей, приводит к резкому сокращению сроков хранения смесей, так как пероксиды
взаимодействуют с этими соединениями, вызывая деструкцию эластомера. При радиолизе поро-
форы (ЧХЗ-57, ЧХЗ-18, ЧХЗ-21) не претерпевают заметного разложения и сохраняют способность
к газовыделению при повышении температуры. Направленным регулированием пластоэластичес-
ких свойств заготовок изделий посредством их облучения перед вспениванием возможно
изготовление пористых резин заданной плотности и строения пор.
Двустадийная вулканизация пористых резин. Главная особенность радиационной технологии -
раздельное проведение стадии формования и радиационной вулканизации изделий позволяет
осуществлять два технологические варианта процесса: облучение резиновых смесей, не содержащих
вулканизующих агентов (в одну стадию) или предварительную термохимическую вулканизацию
(полностью или частично) с последующей радиационной довулканизацией.
Ниже приведен порядок изготовления формовых и шприцованных пористых резин на основе
силоксанового каучука СКТВ-1 по радиационно-химической и радиационной технологии.
Радиационно-химическая технология изготовления формовых пористых РТИ:
- разогрев резиновой смеси;
- шприцевание заготовок;
- подвулканизация заготовок на установке еоСо;
- формование, пероксидная вулканизация и вспенивание заготовок в прессе;
- вулканизация изделий на установке 60Со;
-термостатирование;
- разбраковка, упаковка.
Радиационная технология изготовления шприцованных пористых РТИ:
- разогрев резиновой смеси;
- шприцевание заготовок;
- подвулканизация заготовок на установке мСо;
- вспенивание заготовок в термостате;
- радиационная довулканизация изделий на установке 60Со;
-термостатирование;
- разбраковка, упаковка.
Радиационно-химический процесс целесообразно использовать для изготовления формовых
РТИ, поскольку после формования, вулканизации пероксидом и вспенивания изделия,
освобожденные из пресс-формы, сохраняют заданные геометрические размеры в последующем процессе
дооблучения.
Варьируя степень подвулканизации резин путём изменения дозы предварительного облучения
можно регулировать структуру пор, а также получать вулканизаты одной и той же плотности, но с
различным строением пор.
Структурные характеристики пористых вулканизатов силоксанового каучука СКТВ-1
изменяются в зависимости от дозы предварительного облучения (табл. 5).
Резины на основе фторкаучука СКФ-26, модифицированного низкомолекулярным СКФ-260НМ,
при дозах предварительного облучения до 70 кГр имеют преимущественно открытые поры, при
дозах 70-120 кГр-смешанные, при более высоких дозах-преимущественно закрытые поры.
Для получения пористых резин на основе каучука СКФ-26 плотностью до 300-400 кг/м3
степень подвулканизации должна составлять 15-30%. Изготовленные в оптимальном режиме
радиационные пористые резины превосходят соответствующие химические по уплотнительным
свойствам при повышенных температурах.
ч
I
I
I
5. Структурные характеристики пористых вулканизатов силоксанового каучука СКТВ-1
в зависимости от дозы предварительного облучения
Характеристика вулканизата
Плотность, кг/м3
Средний диаметр пор, мкм
Число пор на 1 смг
Содержание пор, %:
открытых
закрытых
Доза облучения, кГр
6
500
35
1250
12
15
12
220
120
1130
82
18
25
450
36
1620
36
64
40
700
32
1190
12
88
I
i
I
I
1
^РАЗДЕЛ ПЕРВЫЙ.
КАУЧУКИ. ТЕРМОПЛАСТИЧНЫЕ
ЭЛАСТОМЕРЫ. ЛАТЕКСЫ
1. КАУЧУКИ
1.1. Краткий исторический очерк 78
1.2. Строение и свойства каучуков 87
1.3. Изопреновые каучуки 98
1.4. Бутадиеновые каучуки 131
1.5. Бутадиенстирольные и бутадиен-ос-метилстирольные
каучуки 156
1.6. Бутадиеннитрильные каучуки 186
1.7. Бутилкаучуки галобутилкаучуки 210
1.8. Этиленпропиленовые каучуки 223
1.9. Хлоропреновые каучуки 258
1.10. Хлорсульфированный полиэтилен 286
1.11. Фторкаучуки 294
1.12. Акрилатные каучуки 323
1.13. Силоксановые каучуки 334
1.14. Уретановые каучуки 340
1.15. Карбоксилсодержащие каучуки 357
1.16. Пропиленоксидные каучуки 363
1.17. Полисульфидные каучуки 368
1.18. Винилпиридиновые каучуки 387
1.19. Эпихлоргидриновые каучуки 388
1.20. Гидрированные бутадиеннитрильные каучуки 398
1.21. Жидкие углеводородные каучуки 403
1.22. Альтернантные каучуки 411
1.23. Полипентенамеры 412
1.1. Краткий исторический очерк
(И.М. Агаянц)
Впервые на натуральный каучук обратил внимание Христофор Колумб (приблизительно
1493 г.), наблюдая как индейцы играют в мяч, сделанный из каучука. Однако в Европе это
сообщение прошло незамеченным. И только спустя почти три столетия о полузабытом каучуке вновь
вспомнили. Это случилось после того, как в 1736 г. французский ученый-химик Шарль-Мария
де Ла Кондамин представил во Французскую Академию Наук образцы «темной смолистой
массы», которую он собрал в лесах на склонах Анд в Эквадоре. Французы назвали это вещество
каучуком, подражая туземному слову «каа-о-чу», что значит «плачущее дерево».
Туземцы получали каучук, делая надрезы на деревьях-каучуконосах, и извлекали похожую на
молоко жидкость-латекс, который постепенно темнел и твердел на воздухе. Но транспортировать
латекс в Европу оказалось невозможным из-за его коагуляции, а способ стабилизации латекса
еще не был придуман, хотя неоднократно предпринимались попытки найти растворитель для
каучука, чтобы изготавливать изделия, подобно тому, как это делали индейцы в Америке. Скоро
обнаружилось, что этот продукт обладал свойствами, отличающими его от известных тогда смол.
Например, Маке и Эриссан показали, что тогда как смолы растворялись в винном спирте, каучук в
нем не растворялся. Они заметили, однако, что каучук может растворяться в скипидаре, а позднее
Маке открыл, что он может растворяться и в серном эфире.
В1791 г. в качестве растворителя каучука был предложен керосин, но он начал применяться ~*к.
только около 1860 г., когда началась разработка нефтяных богатств Соединенных Штатов.
Эти открытия, по-видимому, не имели промышленного применения до 1791 г., когда Сэму-
эль Пиль запатентовал (англ. пат. №1801 от 2 мая 1791 г.) способ сообщения
водонепроницаемости «всякого рода коже, хлопчатобумажным, льняным и шерстяным тканям, материям,
бумаге, дереву и прочим изделиям и материалам с целью изготовления из них башмаков, сапог и
другой носильной одежды, которыми следует пользоваться во всех случаях, когда требуется
сухость или нужно избегнуть сырости и влажности...».
В1822 г. впервые было установлено, что натуральный каучук состоит главным образом из
углеводорода. Это было подтверждено М. Фарадеем в 1826 г., который на основе анализа
(каучук 31,70%, воск и горькие вещества 7,13%, в воде растворимые, в спирте нерастворимые
вещества - камеди 2,90%, растворенный белок 1,90%, вода, уксусная кислота, соли 58,37%)
показал, что приблизительно состав каучука соответствует формуле СД.
Основные решения технического характера того времени были направлены прежде всего на
создание водонепроницаемых материалов. В1823 г. Чарльз Макинтош взял патент (№ 4804) на
изготовление непромокаемых тканей, покрытых раствором каучука в каменноугольном масле
или нафте. Он изобрел одежду из двухслойной ткани и, таким образом, на свет появились
«макинтоши».
Помещая каучук между двумя зубчатыми поверхностями и вращая внутренний цилиндр,
англичанин Томас Хенкок обнаружил, что каучук разогревался и превращался в однородную
пластичную массу. Открытие это было сделано летом 1820 г., но процесс держался в секрете и
не патентовался до 1837 г. (англ. пат. № 7344).
В 1832 г. в Берлине была опубликована книга немецкого химика доктора Фридриха
Вильгельма Л юдерсдорфа «Растворение и рекуперация эластичной смолы, известной как гум
эластик, для целей производства воздухонепроницаемых и влагонепроницаемых изделий». Людер-
сдорф описывал действие серы на пленку каучука, полученную из содержащего серу раствора
в скипидаре. Он констатировал, что поверхность такой пленки теряет липкость, в то время как в
отсутствие серы такая липкость сохраняется.
Голландец Фан Гейне примерно в 1833 г. стал употреблять для покрытия тканей каучуком
его растворы в скипидаре, к которым добавлялась сера. Эти растворы нагревались, очевидно,
с целью растворения серы. Можно предположить, что Фан Гейне был первым ученым,
осуществившим вулканизацию каучука, однако публикация о том, что ему удалось сделать
резиновый пожарный рукав, который сохранял хорошую гибкость как зимой, так и летом, относится
лишь к 1842 г.
В1839 г. Натаниэль Хейворд получил пат. США № 1090 «Улучшение способа обработки
каучука серой для производства различных изделий» (который был переуступлен Чарльзу Гудьиру).
В английском патенте Хенкока (№ 9952 от 21 мая 1844 г.) «Приготовление каучука в
комбинации с другими веществами» сообщалось, что «...обработка каучука (одного или в
комбинации с другими веществами) серой под воздействием тепла, изменяла характер каучука таким
образом, как здесь описано».
Пат. США № 3633 от 15 июня 1844 г. «Улучшение в изделиях из каучука» был выдан Чарльзу
Гудьиру. «...Мое главное улучшение,-говорилось в нем,-состоит в использовании комбинации
серы и свинцовых белил в смеси с каучуком, и в предложении подвергать смесь воздействию
тепла при регулируемой температуре. Такое сочетание компонентов и теплового воздействия
приводят к качественным изменениям в материале... Я настоящим заявляю, что комбинация
серы с каучуком в данной или любой другой пропорции была предметом патента, полученного
мной в 1839 г...».
В1846 г. английский химик Александр Парке получил патент на так называемую «холодную
вулканизацию», позволяющую вулканизовать каучук путем погружения его в раствор хлорида
серы (англ. пат. №11147).
I
I
I
I
1
I
'«ш»~
79
w
\
I
i
!
1
I
В1851 г. Нельсон Гудьир запатентовал производство эбонита при использовании избытка серы
(пат. США №8075).
Таковы основные факты, относящиеся к открытию процесса вулканизации.
Действие органических ускорителей было открыто Онслагером в 1906 г. и получило
коммерческое воплощение в 1912 г.
В1876 г. англичанин Генри Викхем вывез семена гевеи из Бразилии и благополучно
доставил их в Лондон. Началось разведение гевеи в различных районах земного шара.
Дальнейшие работы показали наличие большого числа каучуконосов. Из них следует
выделить гваюлу, каучук из которой получали некоторое время в Мексике и США, и каучуконосы
семейства одуванчиков, культивировавшиеся в 1930-х гг. в СССР. К ним в последнее время в
Соединенных Штатах проявляется серьезный интерес, сопровождающийся солидным
финансированием.
Эдисон обнаружил более 17 тыс. продуктов растительного происхождения, содержащих
полиизопрен.
В 1860 г. Г. Вильяме подверг каучук дистилляции и получил продукты, которые он назвал
изопреном и каучином (дипентен). Изопрен находился в маслянистом продукте сухой
перегонки каучука лишь в небольшом количестве. Г. Бушарда (1875 г.) доказал, что изопрен можно
превратить в каучукоподобный твердый продукт, а затем показал, что при сухой перегонке он
ведет себя подобно натуральному каучуку.
Эти работы были развиты английским химиком У.О. Тильденом, который синтезировал
каучук из изопрена. Он впервые отметил возможное промышленное значение способности
1.1.1. Характеристики полимеров
Положение и природа заместителей
у атомов углерода
Г Г г г
1
-
-
-
. -
-
CI
-
сн,
сгн5
с,н9
сд,
CI
-
сн3
-
-
сн,
сн,
(сн3)2
сн3
сн3
(сн3),
(сн3)2
сн3
(сн3)г
г
CI
I
Вг
а
CI
с!
с6н5
CI
CI
CI
CI
сд5
-
сн.
сн3
сн3
-
-
сн3
-
-
-
-
сн,
-
3
CI
-
-
-
сн,
CI
-
-
-
-
-
-
-
сн,
CI
-
-
-
-
-
еня
-
CHI
сн3
4
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
сн3
-
cf]>
СН3
<сн3)г
из сопряженных диенов
Относительная
скорость
полимеризации
2000
1500
1000
700
500
120
90
30
30
10
10
9
7
3
1,5
1
0,8
0,3
<1
<1
<1
<1
<1
<1
<1
<1
Свойства полимера
Твердый, нерастяжимый
Каучукоподобный
Хороший каучук
Превосходный каучук
Прекрасный каучук, но мало растяжимый
Мягкий, эластичный
Мягкий
—«—
—«—
—«_
—«—
-«_
Мягкий, клейкий, вязкий
Прекрасный каучук, но мало растяжимый
Мягкий
Прекрасный каучук
Тоже
-«_
— « —
— « —
— « —
— « —
_«_
— « —
— « —
— « —
80
-~?$5~-
изопрена полимеризоваться (1882 г.). «Это свойство изопрена придает ему практический ин- **v
терес, так как если бы оказалось возможным получить этот углеводород из другого и более
доступного (чем каучук) источника, можно было бы организовать производство
синтетического каучука».
Изопрен, из которого Бушарда приготовил первый образец искусственного каучука, был
получен сухой перегонкой натурального каучука. Тильден нашел, что изопрен можно получить, хотя и с
малым выходом, пиролизом скипидара (1884 г.). Русский химик И.Л. Кондаков (1885 г.) впервые
получил изопрен путем отщепления хлорида водорода от соответствующего непредельного
монохлорида. Он же в 1900 г. получил каучук из 2,3-диметилбутадиена и тем самым доказал, что именно
строение соединения, а не точный химический состав, может обеспечить заданные свойства.
Особо важное значение имели классические работы СВ. Лебедева по синтезу каучука,
выполненные им в 1908-1912 гг. Им были установлены общие закономерности полимеризации
соединений ряда дивинила (в том числе и изопрена), и в 1910 г. был получен каучук из дивинила.
В этом же году Гарриес в Германии и независимо от него Мэтьюз и Стрейндж в Великобритании
(англ. пат. № 24790) разработали способ полимеризации изопрена на натриевом катализаторе.
Таким образом, была показана возможность синтеза каучука из сопряженных диенов:
изопрена, 2,3-диметилбутадиена и дивинила.
У.Х. Карозерс (1934 г.) суммировал результаты работ в области синтеза каучуков из
сопряженных диенов. В табл. 1.1.1 приведены типы заместителей, относительная скорость
полимеризации (скорость полимеризации изопрена принята за единицу) и характеристика получаемого
полимера.
В начале Первой мировой войны в Германии не было организовано производство
синтетического каучука, так как довоенная апробация каучука из 2,3-диметилбутадиена показала, что
этот материал значительно уступает натуральному каучуку. Позднее было организовано
производство синтетического каучука.
Полимеризация 2,3-диметилбутадиена в промышленном масштабе компанией «Фарбенфаб-
рикен» (бывш. Ф. Байера) осуществлялась двумя способами:
- холодной полимеризацией путем выдерживания диена при комнатной температуре в
луженых сосудах, наполненных на 1/3, в течение 3-4 мес, предпочтительно в присутствии
холодного полимера в качестве затравки; этот продукт получил название метилкаучука Н (hart);
- горячей полимеризацией путем нагревания диена в железных сосудах при 70°С; продукт
получил название метилкаучука W (weich).
Всего за время войны в Леверкузене было произведено около 2350 т метилкаучука. В конце
войны были построены еще два завода для его производства общей производительностью 8 тыс.
т в год. После окончания войны производство метилкаучука продолжено не было.
Первым практическим достижением при использовании синтетических продуктов было
производство из метилкаучука Н эбонитовых аккумуляторных баков, сепараторов для батарей,
антенн и дисков для магнето. Позднее были достигнуты определенные успехи в производстве
мягких резиновых изделий из метилкаучука. Поскольку каучук Н нерастворим в растворителях
натурального каучука, а каучук W- растворим, то при изготовлении некоторых изделий
использовался именно он. Из метилкаучука W изготовляли прокладки для высоких давлений и другие
резиноасбестовые изделия, а также прорезиненные баллонные ткани, изоляцию подводных
кабелей и обыкновенных проводов. Для изоляции проводов применяли каучук марки В,
который изготовляли в Людвигсгафене («Бадише анилин унд сода фабрик») путем полимеризации
диметилбутадиена в присутствии металлического натрия в атмосфере диоксида углерода. Хотя
из каучука марки В получался менее прочный вулканизат, чем из каучука марки Н, он все-таки
имел ряд преимуществ: легче обрабатывался на вальцах и давал гладкую шкурку, лучше
поддавался шприцеванию, чем вальцованный каучук Н. Однако до Первой мировой войны основное
внимание исследователей было направлено на получение мономеров, а после войны оно
переключилось на собственно полимеризацию.
I
1
!
1
I
5464
81
[
I
I
I
I
уг По окончании войны интерес к синтетическому каучуку несколько упал, на что указывает
отсутствие патентных заявок в течение почти семи лет. Однако с 1926 г. и главным образом с
1929 г. снова возродился интерес к синтетическому каучуку, что, вероятно, было
стимулировано ростом цен на сырой каучук, желанием избавиться от импортной зависимости (Россия,
Германия, США), а также необходимостью создания маслобензостойких каучуков.
В 1921 г. И.И.Остромысленским и А.Ф.Максимовым было начато исследование в области
синтетического каучука для фирмы «Юнайтед Стейтс Раббер Компани». Они синтезировали
дивинил из этилового спирта и ацетальдегида, получили синтетический каучук путем
полимеризации в эмульсии (способ получения дивинила из смеси этилового спирта и уксусного альдегида
был предложен в России И.И. Остромысленским еще в 1913-1915 гг.).
При решении вопроса, какое исходное вещество должно применяться в производстве
синтетического каучука: 2,3-диметилбутадиен-1,3, изопрен или дивинил, мономер 2,3-диметилбу-
тадиен-1,3 сразу не рассматривался, так как при его полимеризации получался каучук низкого
качества. Мономеры дивинил и изопрен оказались примерно равноценными.
В середине 30-х годов прошлого века в Германии путем полимеризации дивинила в
присутствии натрия был разработан ряд буна-полимеров различных марок (сочетание первых
двух букв слова «бутадиен» и первых двух букв слова «натрий»). Качество этих продуктов не
было вполне удовлетворительным как каучуков общего назначения, но они были пригодны
для изготовления эбонитовых изделий. Для улучшения физико-механических свойств
полимера дивинила, получаемого в эмульсии, к дивинилу при полимеризации добавляли второй
мономер. Были получены и испытаны сополимеры дивинила со стиролом и с нитрилом
акриловой кислоты. При этом установлено, что сополимер дивинила со стиролом, полученным в
эмульсии, имеет лучшие физико-механические показатели, чем чистый полимер дивинила, а
сополимеры дивинила с нитрилом акриловой кислоты отличаются повышенной маслостой-
костью. Сополимерам дивинила со стиролом было дано название Буна S, а сополимерам
дивинила с нитрилом акриловой кислоты - Буна N. Способы получения этих каучуков были
запатентованы в 1933 г. соответственно Чункуром и Боком и Конрадом и Чункуром. К концу
1934 г. Буна S и Буна N производились в масштабах опытного завода и использовались
резиновой промышленностью Германии.
Первая отечественная лаборатория синтетического каучука была создана в 1912 г. И.И.
Остромысленским на заводе «Богатырь» в Москве.
На одном из заседаний II Менделеевского съезда, состоявшегося в декабре 1911 г., он
выступил с докладом о новом способе получения дивинила из спирта по схеме: спирт —> альдегид
—> альдоль —> бутиленгликоль —> дивинил.
До Первой мировой войны в России на технические цели использовалось только 7% от
всего производимого в стране этилового спирта. Весь остальной спирт шел на изготовление
крепких напитков, повседневная продажа которых с начала войны была запрещена. Поэтому
Министерство финансов объявило конкурс на изыскание новых областей его применения.
Конкурсная комиссия присудила две первые премии И.И. Остромысленскому (одну- за
способ приготовления из спирта эбонита, другую - за способ приготовления из спирта
синтетического каучука).
В дореволюционные годы работы по синтезу каучука проводились также в Петербурге
(Петрограде) на фабрике «Треугольник». Там была организована лаборатория синтетического
каучука, перед которой была поставлена задача детальной разработки новых, доступных в
техническом отношении способов получения синтетического каучука. Работа была засекречена, и
администрация принимала все меры для исключения утечки информации. Уже летом 1915 г.
Б.В. Бызов нашел оригинальный и весьма перспективный способ получения дивинила:
термическим разложением нефти или продуктов ее переработки.
После Октябрьской революции проблема синтеза каучука превратилась в
общегосударственную задачу первостепенной важности. Война, экономическая блокада, хозяйственная разруха-
82 ч4*
—"%
все это требовало поисков путей преодоления сырьевого голода в промышленности, в том чис- **^
ле и в резиновой.
В сентябре 1918 г. Химический отдел ВСНХ организовал совещание, посвященное
синтетическому каучуку. Оно собрало многих крупных ученых, среди которых были В.Н. Ипатьев, Л.Я. Кар- «в
пов, А.Е. Фаворский, Л.А. Чугаев, получивший мировую известность трудами по полимеризации |.
диеновых структур, СВ. Лебедев, а также Б.В. Вызов и И.И. Остромысленский - пионеры в об- |
ласти получения синтетического каучука. На совещании было признано целесообразным в ка- $>
честве исходных материалов использовать, наряду со спиртом, нефть. Однако попытка решить ^
вопрос о синтезе каучука, столь необходимого резиновой промышленности, путем развития |
?
работ, начатых до революции, не дала положительных результатов. а
В 1925 г. был организован новый научный центр по синтетическому каучуку - лаборатория |
нефти и каменного угля при Ленинградском университете, занявшаяся, прежде всего, фунда- §"
ментальными работами по получению каучукогенов-дивинила и изопрена. Во главе лаборато- ■*
рии встал питомец Ленинградского университета СВ. Лебедев, уже получивший известность 5
своими теоретическими изысканиями в области синтеза каучука и переработки нефти. Под его |
руководством студенты-дипломники выполнили цикл работ по получению дивинила и изопре- ki
на из нефти. Эти исследования, развивавшие идеи Б.В. Вызова, подтвердили перспективность
синтеза каучука из нефтяного сырья.
В 1926 г. ВСНХ был объявлен международный конкурс на лучший способ получения
синтетического каучука. По условиям конкурса сырье для получения синтетического каучука должно
быть доступным и дешёвым, качество каучука из этого сырья должно быть не ниже качества
натурального каучука, а цена не выше; масса образцов нового синтетического каучука должна
быть не меньше 1 кг; срок разработки способа - 2 года (по предложению Лебедева), премия
победителю - 25 тыс. руб. золотом.
Однако эта задача была решена только в 60-х годах прошлого века, т.е. спустя 40 лет после
объявления конкурса, когда была разработана технология синтеза стереорегулярного изопре-
нового каучука.
К моменту истечения срока конкурса (1 января 1928 г.) в жюри поступило пять
предложений. Три из них были сразу же отклонены как не соответствующие условиям конкурса, а два
предложения СВ. Лебедева и Б.В. Вызова были рекомендованы для широкой проверки.
СВ. Лебедев синтезировал каучук из бутадиена с применением металлического натрия, а
бутадиен получался из этилового спирта. Каучук назвали СКВ. Б.В. Вызов также представил на
конкурс полибутадиен СКА, но мономер предложил получать из нефти. ВСНХ принял способ
СВ. Лебедева, который в то время был более доступным.
В1931 г. развернулось строительство первых заводов синтетического каучука: в Ярославле
(завод по производству каучука СК-1), Ефремове (СК-3) и Воронеже (СК-2).
В1924 г. Патрик использовал газообразные олефины, в основном этилен и пропилен,
которые являлись побочными продуктами на нефтеперерабатывающих заводах США. Под
действием ди- и полисульфидов натрия были получены каучукоподобные полимеры с длинной цепью,
которые назвали «тиоколами». Производство тиоколов было начато в 1930 г.
В1931 г. компании «Дюпон» удалось получить новый хлоропреновый синтетический
каучук, названный «Дюпреном» (название впоследствии было изменено на «Неопрен»). В 1932 г.
было получено 250 т этого синтетического каучука.
По мнению Уитби (1933 г.) хлоропреновый каучук по своим эластическим свойствам
был ближе к натуральному, чем какой-либо другой синтетический каучук. Его прочность и
растяжимость были почти равны соответствующим параметрам вулканизованного
натурального каучука; в растянутом состоянии он давал такие же рентгенограммы, как натуральный
каучук. В некоторых отношениях он был даже лучше, чем натуральный каучук - меньше
набухал в органических растворителях и труднее окислялся. В отличие от других способов
получения синтетического каучука приготовление хлоропрена из исходного ацетилена
включало только две операции.
-Зф^
83
w
I
i
\
I
I
Под руководством академика А.Е. Фаворского в нашей стране была проведена серия
исследований в области получения полиизопрена и хлорсодержащих каучуков. Ниже приведены
физико-механические показатели вулканизатов и относительная (по сравнению с натуральным каучуком)
клеящая способность клеев из синтезированных каучуков (1938 г.) (табл. 1.1.2). Каждому каучуку (кроме
натурального) соответствуют две строки: для «незагруженных» (верхняя) и саженаполненных
вулканизатов (нижняя).
В табл. 1.1.3 суммируются результаты работ в области синтетического каучука в довоенный
период (до 1939 г.).
В1940 г. в Ереване компанией «Дюпон» был построен завод по производству хлоропрено-
вого каучука «Совпрен».
В том же году компания «Стандард Ойл оф Нью Джерси» сообщила о получении еще одного
типа синтетического каучука-бути л каучука. Его появление явилось результатом работ,
проведенных Томасом и Спарксом, которые провели сополимеризацию небольших количеств
дивинила или изопрена с изобутиленом. Полиизобутилен не вулканизуется, тогда как новый
сополимер изобутилена и дивинила мог вулканизоваться, так как его молекула еще оставалась
ненасыщенной. Однако промыш-
1.1.2. Характеристики вулканизатов ЛвННОв ПРОИЗВОДСТВО бЫЛО НЭ-
лажено только в 1943 г.
Во время Второй мировой
войны США были проведены
масштабные работы по
созданию промышленности
синтетического каучука. В
результате в США были
созданы такие мощности по
производству синтетического
каучука, которые не только
перекрыли весь довоенный
импорт натурального каучука, но
фактически достигли уровня
общей ежегодной продажи
каучука до 1939 г.
1.1.3. Производство синтетических каучуков до 1939 г.
Каучук
Натуральный
Натрийизопреновый
Натрийдивиниловый
Хлоризопреновый
Хлоропреновый
Условная прочность
при растяжении, МПа
25
2,5-5
19,5-20
0,5-1
17,5-20
9-11
19,5-20
20-25
25-30
Относительное
удлинение при
разрыве, %
700-800
500-700
500-600
700-900
600-700
600-700
250-300
700-500
500-700
Относительное
остаточное удлинение,
после разрыва, %
20-30
10-20
30-40
30-40
20-30
20-25
20-30
20-30
20-40
Относительная
клеящая способность клея
100
130
40
250
200
Каучук
СКА. СКВ
Неопрен
Тиокол
Совпрен
Этанит
KER
Тионит. Тионок
Буна 85
Буна 115
Буна S
Буна SS (Левулкан)
Пербунан(Буна N)
Мустон
Пердурен
Пербунан Экстра
Страна
СССР
США
США
СССР
Бельгия
Польша
Япония
Германия
Германия
Германия
Германия
Германия
Япония
Германия
Германия
Год*1
1931
1931
1932
1932
1934
-
_
1935
1935
1935
1935
1936
1937
1937
1939
Химическая природа
Полимер бутадиена
Полимер хлоропрена
Органический полисульфид
Полимер хлоропрена
Органический полисульфид
Полимер бутадиена
Органический полисульфид
Полимер бутадиена
Полимер бутадиена2*
Сополимер бутадиена и стирола
Сополимер бутадиена и стирола"
Сополимер бутадиена и НАК
Полимер хлоропрена
Органический полисульфид
Сополимер бутадиена и НАК4*
* 'Год первого упоминания.
*2 Полимер большей молекулярной массы, чем Буна
* 'Отличается от Буна S содержанием стирола.
*4 Аналогичен пербунану, но с большим количеством
85.
нитрила акриловой кислоты (НАК).
В1941 г. выпуск бутадиенстирольного каучука GR-S в США составил 230 т, в 1942 - 3760, в 1у
1943 -185230, в 1944 - 681060 и в 1945 г. - 730950 т, причем полностью была перестроена вся
промышленность синтетического каучука- производящая и перерабатывающая.
В 1951 г. было налажено производство маслосодержащих каучуков, в процессе которого
получали каучук GR-S с такой вязкостью по Муни, которая позволяла бы обрабатывать его на
стандартном оборудовании. При большой вязкости каучук GR-S становился жестким и плохо
поддавался обработке. Жесткий каучук Буна S3 должен был подвергаться
термоокислительной пластикации для придания ему необходимой обрабатываемости. Жесткие полимеры
отличались хорошими физико-механическими свойствами, например меньшим износом
протектора. Для повышения пластичности жестких полимеров применялись химические
пластификаторы. Исследования, проведенные в начале 50-х годов прошлого века, были направлены на
поиск других путей пластификации жестких полимеров типа дивинилстирольных каучуков.
Хорошими пластификаторами для таких полимеров оказались некоторые нефтяные масла,
которые вводили в латекс и затем коагулировали обычным способом. В латекс, содержащий
полимер с высокой вязкостью по Муни, добавляли 20-50% масла (из расчета на массу
каучука): чем выше вязкость по Муни, тем больше масла необходимо добавить для снижения
вязкости до значения, характерного для стандартного GR-S (50-60). Холодный каучук с высокой
вязкостью по Муни, содержащий 25% масла, по свойствам равноценен холодному каучуку с
нормальной вязкостью..Важно отметить, что масла являются не только пластификаторами
жестких полимеров, но и наполнителями синтетического каучука, чем достигается
определенная экономия. В США производство маслонаполненного каучука, получаемого введением
масла в латекс GR-S с высокой вязкостью, было начато в 1951 г. В1952 г. было произведено
55839 т этого каучука, или около 9% всего каучука GR-S, получаемого на государственных
заводах.
В1954 г. компании «Гудрич» и «Файрстоун» получили стереорегулярные изопреновые
синтетические каучуки, «Гудрич» - на циглеровском катализаторе, а «Файрстоун» - на литиевом.
В1950 г. доля СК в общем сырьевом балансе составляла 25%, а в 1970 г. она достигла 60%;
соответственно доля НК снизилась с 75 до 40%, хотя в абсолютном значении потребление НК
возросло с 1750 до 3000 тыс. т.
Появление стереорегулярных каучуков знаменовало собой дальнейшее снижение
зависимости резиновых производств от естественной сырьевой базы (НК).
В СССР после войны было организовано производство бутадиенстирольного, бутадиеннит-
рильного и бутилкаучука. В 1960-х годах было создано производство стереорегулярных
каучуков дивинилового и изопренового.
Производство СК после войны было организовано и в других странах: Великобритании,
Италии, Франции, Японии, ФРГ, Канаде, Испании, Голландии, Бельгии. Были синтезированы эти-
ленпропиленовые, силоксановые, фторкаучуки и др., в том числе термопластичные.
Потребление СК в мире достигло 60%, а в США и Советском Союзе - 75%.
А.Б. ДевейиА.Р. Пейн (1964 г.) провели сопоставительный анализ полезных свойств и
характеристик, ограничивающих применение вулканизатов на основе натурального и
синтетических каучуков (табл. 1.1.4).
В табл. 1.1.5,1.1.6 приведены данные International Rubber Study Group, характеризующие
объемы производства и потребления натурального и синтетических каучуков в мире в 2006-2008 гг.
С 2005 г. до 3 кв. 2008 г. производство синтетического каучука в нашей стране изменялось
следующим образом: 2005 г.-1141 тыс. т, 2006 г. -1219 тыс.т, 2007 г.-1210 тыс. т. За 9 мес.
2008 г. темп роста по отношению к соответствующему периоду 2007 г. составил 104,9%.
I
I
I
!
I
I
'•~&^»~
85
/Г 1.1.4. Преимущества и недостатки различных типов каучуков
Каучук
Натуральный
Бутадиенстирольный
Бутилкаучук
Неопрен
Бутадиеннитрильный
Тиокол
Силоксановый
Хайпалон
Акрилатный
Уретановый
Фторкаучук
Этиленпропиленовый
Бутадиеновый
Полезные свойства
Высокие эластичность, прочность, удлинение,
широкий интервал твердости, высокая устойчивость к
многократным деформациям, хорошие свойства при
низких температурах
Лучшие по сравнению с натуральным каучуком
износостойкость и сопротивление старению
Высокие атмосферо- и озоностойкость,
устойчивость к воздействию кислот и щелочей, очень
низкая газопроницаемость, хорошие свойства при
низких температурах
Высокие теплостойкость, устойчивость к старению,
погодостойкость, устойчивость к многократным
деформациям, низкая воспламеняемость,
удовлетворительные маслостойкость и стойкость к
агрессивным средам
Удовлетворительные или хорошие теплостойкость,
устойчивость к старению, маслостойкость и
стойкость к агрессивным средам
Максимальная устойчивость к воздействию масел и
растворителей
Максимальные теплостойкость и устойчивость к
воздействию низких температур
Хорошая устойчивость к атмосферному и озонному
старению, химическая стойкость, совместимость с
другими каучуками, низкая газопроницаемость
Высокие теплостойкость, масло- и бензостойкость,
устойчивость к атмосферному и озонному старению
Очень высокие прочность и износостойкость,
сопротивление раздиру, озоностойкость
Исключительно высокие теплостойкость, масло- и
бензостойкость, стойкость к агрессивным средам,
атмосферо- и озоностойкость
Высокая устойчивость к старению, озоностойкость,
устойчивость к воздействию низких температур
Химическая однородность, высокая износостойкость,
устойчивость к воздействию низких температур
Свойства,
ограничивающие применение
Недостаточные или низкие
теплостойкость, масло- и
бензостойкость, атмосферо- и
озоностойкость
Недостаточные или низкие
сопротивление раздиру,
маслостойкость, атмосферо- и
озоностойкость
Низкие прочность и
эластичность, высокая
воспламеняемость
Низкий уровень некоторых
важных характеристик
Недостаточная устойчивость к
воздействию низких температур
Высокая остаточная
деформация сжатия, низкие прочность,
удлинение и теплостойкость
Низкие прочностные
показатели, высокая остаточная
деформация сжатия, высокая
стоимость
Плохая устойчивость к
воздействию низких температур
Плохая устойчивость к
воздействию низких температур,
низкие влага- и теплостойкость
Низкие влаго- и теплостойкость
Относительно низкая
устойчивость к воздействию низких
температур, очень высокая
стоимость
-
Недостаточные прочность,
технологические и
конфекционные свойства
1.1.5. Мировое производство/потребле- 1.1.6. Мировое производство/потребление
ние натурального каучука в 2006-2008 гг., синтетического каучука в 2006-2008 гг.,
тыс. тонн тыс. тонн
Регион
СевернаяАмерика
Латинская Америка
Страны Евросоюза
Остальные страны
Европы
Африка
Азия
Азия/Океания
Всего
2006 г.
-/1148
202/528
-71302
-/252
423/120
9331/-
-/5961-
9956/9311
2007 г.
-/1157
228/565
-71377
-/273
445/118
9386/-
/6391-
10059/9881
2008 г.
-/1179
241/562
■71189
-/255
443/112
9406/-
/6453
10090
Регион
Северная Америка
Латинская Америка
Страны Евросоюза
Остальные страны
Европы
Африка
Азия/Океания
Другие страны -
Всего
2006 г.
2685/2217
660/807
2733/2523
1307/967
67/99
5328/5756
-/112
12780/12481
2007 г.
2790/2129
684/864
2684/2514
1297/1044
71/105
5916/6375
-/130
13442/13161
2008 г.
2410/1897
691/890
2502/2372
1213/919
78/105
5926/6255
-/135
12820/12573
1.2. Строение и свойства каучуков
(С.К. Курлянд)
1.2.1. Основные представления о строении каучуков
В основу классификации каучуков могут быть положены самые различные признаки. §,
По происхождению различают природные (натуральный каучук и гуттаперча) и синтетические |
каучуки, полученные искусственным путем по реакциям полимеризации или поликонденсации; |
по способу полимеризации - эмульсионные (например, бутадиеннитрильный, хлоропрено- §
вый, акрилатный, бутадиенстирольный, фторкаучук и др.) и растворные (например, изопрено- §-
вый, бутадиеновый, эпихлоргидриновый, бутилкаучук, пропиленоксидный и др.); ^
по химической природе мономерных звеньев - изопреновые, бутадиеновые, бутадиенсти- §
рольные, бутадиеннитрильные, хлоропреновые, уретановые, бутиловые, галобутиловые (хлор- ^
бутиловые, бромбутиловые и др.), этиленпропиленовые, этиленпропилендиеновые, эпихлор- i§
гидриновые, пропиленоксидные, хлорированный полиэтилен, хлорсульфированный
полиэтилен, сополимеры этилена с другими мономерами, например с винилацетатом или акрилатом,
акрилатные, фторсодержащие, силоксановые, фторсилоксановые;
по химическому строению макромолекул - гомоцепные, если основная цепь содержит
атомы только одного элемента (например, карбоцепные, в которых в основную цепь входят только
атомы углерода) и гетероцепные, если основная цепь содержит атомы различных элементов;
по пространственному строению макромолекул - линейные, разветвленные и сетчатые;
по характеру чередования звеньев вдоль цепи - стереорегулярные или нестереорегуляр-
ные, при этом чередование нерегулярностей может быть статистическим и блочным;
по назначению - каучуки общего и специального назначения;
по объему производства - каучуки крупно- и малотоннажные.
Совокупность элементов молекулярной структуры объединяется понятием
«микроструктура» и включает строение, пространственную конфигурацию, характер взаимного расположения
и чередования основных звеньев, образующих молекулярную цепь.
Микроструктура - это в первую очередь цис- и гранс-конфигурация мономерных звеньев
относительно жестких участков цепи, не допускающих внутреннего вращения (для карбоцеп-
ных каучуков это двойные связи между углеродными атомами основной цепи). Кроме того,
мономерные звенья, содержащие боковые группы, могут соединяться по типу «голова к
хвосту» и «голова к голове». Микроструктура существенно влияет на характер упаковки
молекулярных цепей, что проявляется в явлениях ориентации и кристаллизации.
Мономерные звенья в макромолекулах сопряженных диенов могут присоединяться в
положении 1,4-, 1,2- или 3,4-. Это влияет на мольную энергию когезии. Так, температура
стеклования, как и кристаллизации, изопреновых и бутидиеновых каучуков существенно зависит от
концентрации звеньев, присоединеных в положении 1,2- или 3,4-.
В макромолекулах, содержащих асимметричные атомы углерода при присоединении
звеньев «голова к хвосту» образуются хаотически расположенные правые и левые стереоизомеры,
что определяется расположением заместителей по разные стороны цепи, вытянутой в плоский
зигзаг. Такие полимеры называют атактическими. При расположении однотипных
заместителей по одну сторону вытянутой цепи полимер называют изотактическим, при строго
регулярном чередующемся расположении заместителей -синдиотактическим.
Сополимерные каучуки имеют еще более сложную структуру. Их разделяют на
статистические сополимеры, статистические сополимеры с упорядоченным распределением
последовательностей и регулярно чередующиеся сополимеры (альтернантные).
С учетом особенностей химического и пространственного строения каучуков для
определения параметров структуры применяют следующие физические методы: определение степени
-~^-
87
I
§
I
I
I
yf" кристалличности, температуры стеклования, температуры плавления, ИКС, спектроскопия
комбинационного рассеяния, нейтронная спектроскопия, ЯМР-спектроскопия, измерение дипольных
моментов и т.д.
Из химических методов используют селективную деструкцию с анализом продуктов
деструкции, пиролитическую газовую хроматографию, пиролитическую масс-спектроскопию,
циклизацию внутри и между последовательностями и т.д.
Для оценки композиционной неоднородности сополимеров или смесей каучуков
применяют методы гель-проникающей хроматографии с одновременным определением
дифференциального показателя преломления и ультрафиолетового и/или инфракрасного спектров,
тонкослойной хроматографии, седиментации до достижения равновесного градиента плотности, а
также термомеханические методы с определением температуры стеклования, микроскопии,
малоуглового рассеяния рентгеновских лучей.
Для каучуков различного химического строения и пространственной организации
(микроструктуры) важнейшим параметром является длина молекулярных цепей, которая
определяется степенью полимеризации.
Все природные и синтетические каучуки полидисперсны по молекулярной массе. Они
представляют собой смесь макромолекул различной молекулярной массы. Полидисперсность
каучуков количественно описывается функцией распределения по молекулярным массам и
определяется соотношением скоростей элементарных реакций инициирования, роста и обрыва
цепей процесса полимеризации. Молекулярно-массовое распределение (ММР) является
важнейшей характеристикой, устанавливающей связь условий полимеризации со структурой и
свойствами полимеров.
Методы определения ММР и средних молекулярных масс (ММ), как правило, основаны на
исследовании различных свойств разбавленных растворов. Для определения достаточно высоких
ММ от (2-Ю4 до 106) используется метод, основанный на измерении осмотического давления.
Криоскопический, эбуллиоскопический, метод измерения тепловых эффектов
конденсации пара, иногда называемый методом обратной осмометрии, используются для
определения ММ до 5-10".
СреднечисленныеММ (~103) полимеров с функциональными группами могут определяться
по количеству концевых функциональных групп.
Среднемассовые значения ММ получают методом светорассеяния путем измерения
интенсивности света, рассеянного разбавленным раствором полимеров.
Вискозиметрический метод определения ММ основан на измерении характеристической
вязкости полимера в растворе. Важными методами исследования ММР являются
гель-проникающая хроматография и седиментация в ультрацентрифуге. Эти два метода при
соответствующей обработке результатов дают наиболее полную и строгую характеристику ММР.
Благодаря возможности поворотов элементов цепи вокруг ординарных связей
молекулярные цепи принимают форму статистически свернутых клубков, которые непрерывно
флуктуируют, переходя из одной конформации в другую.
Многие уникальные свойства каучуков такие, как высокая эластичность, релаксационное
поведение, механические свойства, фазовое и агрегатное состояние, фазовые переходы и
другие обусловлены гибкостью молекулярных цепей, их способностью изменять свои
конформации, т.е. взаимное пространственное расположение элементов макромолекул за счет вращения
в результате теплового движения или под действием внешних сил и изменения набора углов
поворота связей.
Наибольшей гибкостью среди каучуков обладают макромолекулы полибутадиена,
полиизопрена, а также макромолекулы, содержащие кислород в основной цепи - полиэтиленоксид, по-
липропиленоксид, полиметилсилоксаны и др.
Важной характеристикой равновесной гибкости, введенной Флори, является параметр
гибкости /, равный молекулярной доле гибких связей в цепи. Этот параметр определяет
способность макромолекул к образованию упорядоченных ориентированных структур.
^^^
1
i
l
i
Для полимеров с гибкостью ниже критической (-0,63) при определенной концентрации раство- *^.
ра происходит самопроизвольная параллельная укладка молекулярных цепей с образованием
анизотропной жидкокристаллической фазы. Регулярно построенные кристаллизующиеся
полимеры в этом случае образуют кристаллы с вытянутыми цепями (КВЦ). При гибкости выше
критической (/кр) образование таких структур невозможно. Среди каучукоподобных полимеров к
образованию жидкокристаллической фазы способны некоторые полисилоксаны.
По этому признаку целесообразно все полимеры разделить на гибкоцепные (/ > 0,63) и же-
сткоцепные (/ < 0,63).
Параметр f может быть изменен под действием внешних растягивающих сил и даже в
результате специфического взаимодействия полимеров с растворителем, при этом система гиб-
коцепных макромолекул становится и по поведению эквивалентной системе жестких цепей.
Даже гибкоцепные полимеры под действием растяжения способны к кристаллизации по
механизму КВЦ, что проявляется в скачкообразном повышении температур плавления и в
существенном изменении механических свойств.
Само по себе явление кристаллизации свидетельствует о возможности образования более
крупных структурных формирований, превосходящих размеры макромолекул, поэтому эти структурные
образования называются надмолекулярными, или супрамолекулярными, и они имеют разные
степени дальнего порядка. Надмолекулярная организация проявляется не только в виде
кристаллических образований, но и в виде сегрегированных областей микроскопических размеров, возникающих
в полимерах и их композициях, в блоксополимерах, а иногда и в статистических сополимерах
вследствие несовместимости компонентов или участков цепи, различающихся по химической природе. В
некоторых эластомерных материалах таких, кактермоэластопласты, комплекс свойств в
значительной мере формируется именно за счет крупных надмолекулярных структур. Образование
надмолекулярных структур так же, как в общем случае агрегатных состояний, определяется интенсивностью
и характером теплового движения его основных структурных и кинетических единиц.
В случае низкомолекулярных веществ оба типа единиц совпадают, но для полимеров, в
частности эластомеров, такого совпадения не наблюдается. Для них структурной единицей
является макромолекула, а основной кинетической единицей - небольшая часть макромолекулы,
которая содержит несколько мономерных единиц и называется кинетическим сегментом.
При достаточно высоких температурах, превышающих температуру текучести 7"т,
интенсивность движения кинетических сегментов настолько высока, что макромолекулы приобретают
способность к значительным перемещениям относительно друг друга под действием нагрузок.
Такое физическое состояние полимеров называют вязкотекучим, и их переработку проводят
именно в вязкотекучем состоянии.
При понижении температуры (Г< 7*т) подвижность сегментов существенно превышает
подвижность макромолекул в целом, т.е. происходит заметное перемещение центров тяжести
макромолекул при реальном времени наблюдения. Этому температурному положению соответствует
высокоэластическое состояние, присущее всем эластомерам.
При дальнейшем понижении температур подвижность сегментов резко уменьшается,
причем процессы снижения молекулярной подвижности носят кооперативный характер. В
результате происходит стеклование, и полимер приобретает признаки аморфного твердого тела. Этот
переход в стеклообразное состояние свойственен всем полимерам независимо от их структуры
и химического строения и связан с фундаментальными изменениями характера теплового
движения. Температура перехода, называемая температурой стеклования (Г), является важнейшей
характеристикой полимера. Однако в зависимости от скорости охлаждения от комнатной
температуры или нагрева от низкой температуры значение Г может меняться.
Это отражает еще одну особенность каучуков, как объектов, у которых многие свойства, и в
первую очередь механические, имеют ярко выраженный релаксационный характер, т.е.
сильную зависимость от временного или частотного параметра. Такая зависимость, как и само
явление высокоэластичности, обусловленое длинноцепочечным строением каучуков, связана с
длительностью временных промежутков, необходимых для конформационной перестройки боль-
-4* "
I
i
I
I
i
у^шого количества связанных между собой структурных элементов при переходе макромолекулы
из одного равновесного состояния в другое. Скорость перестройки зависит от температуры и
главным образом ее «удаленности» от температуры стеклования.
Релаксационная зависимость механических свойств каучуков является настолько
значительной, что, смещаясь по шкале времени или частоты в широких пределах, можно при постоянной
температуре получить все три физических состояния.
Эквивалентность частотно-температурной шкалы легла в основу принципа температурно-
временной суперпозиции, применяемого при изучении вязкоупругих свойств полимеров.
Вследствие многообразия структурных особенностей полимеров как на уровне
микроструктуры отдельной макромолекулы, так и молекулярной и надмолекулярной организации
молекулярных агрегатов, используются самые разнообразные физические, физико-химические и
химические методы для подробного их описания.
Для определения степени влияния особенностей структуры эластомеров на их свойства
целесообразно разделить их на три категории: фундаментальные свойства, технологические croh-
ства, важные для переработки, и эксплуатационные, определяющие применение полимеров в
производстве конкретных изделий.
Фундаментальные, или характеристические, свойства присущи самим каучукам и отражают
особенности их строения.
Технологические свойства в основном характеризуют поведение композиционных
материалов, например сырых резиновых смесей, которые содержат наполнители, пластификаторы,
вулканизующие агенты, функциональные добавки.
В отношении свойств вулканизованных резин ниже рассмотрены только те свойства, которые
определяются типом каучука: масло-, бензостойкость, морозостойкость, термостойкость и др.
1,2.2. Структура каучуков и их фундаментальные свойства
Влияние структуры каучуков на их на плотность. Наиболее важными характеристиками
полимерных материалов, в том числе эластомеров, являются удельный объем и его обратная
величина-плотность.
Плотность зависит от химической природы полимера, характера его структурной
организации, фазовой структуры, степени однородности, композиционного состава, степени
вулканизации и т.д. По значению плотности можно рассчитать и некоторые другие характеристики
полимеров, например термодинамические параметры.
Плотность полимеров-первейший показатель химической чистоты и природы
индивидуальных веществ. Однако несмотря на методическую простоту ее определения, значения плотности
для различных полимеров, приведенные в литературе, могут несколько различаться (табл. 1.2.1).
Из табл. 1.2.1 следует, что химическая природа каучука сильно влияет на значение
плотности. Однако даже в пределах одной химической структуры значения плотности весьма
чувствительны к параметрам микроструктуры, содержанию молекулярных агрегатов (геля) и даже к
особенностям технологии получения каучука. Видимо, это и определяет некоторый разброс
данных по плотности в различных литературных источниках.
Методы расчета плотности в зависимости от химического строения полимера основаны на
расчетах мольного объема путем суммирования групповых вкладов структурных элементов.
Мольный объем является одной из первых физических величин, для которой использован
метод групповых вкладов. Для расчета плотности частично-кристаллических полимеров ркр
можно использовать приближенное соотношение:
р /р =V/V я1 + 0,13х,
"Kp' 'а я' кр ' Л '
где рк и ра - плотности частично кристаллического и аморфного полимеров; Укр и Va - мольные
объемы частично кристаллического и аморфного полимеров; х - степень кристалличности.
Влияние структуры каучуков на их температуру стеклования. Другим фундаментальным пара-'
метром каучука является температура, при которой происходит переход в застеклованное
состояние.
В общем случае стеклование - это переход вещества из исходного в твердое состояние (не
кристаллическое), характерное для всех каучуков, независимо от их химической структуры.
Стеклование происходит в том случае, когда при понижении температуры, энергия молекулярного
движения по значению приближается к энергии межмолекулярного взаимодействия. Для
каучуков регулярной структуры охлаждение может приводить первоначально к появлению
кристаллической фазы, если скорость кристаллизации выше скорости охлаждения. При
дальнейшем охлаждении происходит стеклование оставшейся аморфной фазы частично
закристаллизовавшегося эластомера.
Для каучуков степень кристаллизации невысока (не превышает 30-60%), поэтому при
охлаждении переход в стеклообразное состояние хорошо определяется. Существует много
методов определения температуры стеклования, основанных на изменении температурной
зависимости различных свойств полимера в области стеклования.
1.2.1. Плотность каучуков различного строения* по разным литературным источникам
Каучук
Натуральный
Синтетический изопреновый:
«кс-1.4- (65-94%)
«ис-1,4-(92-97%)
Ц*№-1,4-(>98%)
Бутадиеновый:
цис-1,4- (35-40%)
цис-1,4-(87-93%)
цисЛ ,4-193-98_%)
Бутадиенстирольный:
СКС-10
СКС-30
СКС-50
СКС-85
Бугадиенметилстирольный
СКМС-30
Бутилкаучук
Этиленпропиленовый:
СКЭП
СКЭПТ
Бугадиеннитрильный:
СКН-18
СКН-26
СКН-40
Тербан-50
Хлоропреновый
Пропиленоксидный
^пихлоргидриновыи:
эхгк-г
эхгк-с
Плотность, кг/м3, согласно
литературным источникам
I
910-920
910-920
910-920
910-920
900-920
900-920
910-930
904,5
928,8
983,7
1030
928
910
850-870
850-870
945
962
986
1042
1200-1240
1020
1360
1260
II
914-918
904-910
906-907
892-898
907
909,5
934,6
-
942-949
962-974
997-1003
:
Каучук
Силоксановый:
СКТ
сктв
CKTB-1
СКТФВ-803
Фторсилоксановый:
СКТФТ-50
СКТФТ-100
Фторкаучук:
СКФ-26
СКФ-32
СКФ-260
Акрилатный
Уретановый:
СКУ-6
СКУ-7
СКУ-В
СКУ-8
Полиизобутилен
Полисульфидный:
жидкий
твердый
Бутадиенметилвинил-
пиридиновый 85:15
Бутадиенстиролметил-
винилпиридиновый
70:25:5
Этиленвинилацетатный
(40-60% винилацетата)
Плотность, кг/м3, согласно
литературным источникам
1
980
1300
1650"
1800-1860
1830-1850
1830
1020-1100
1210
1250
1210
1240
910-930
1290-1300
1340
908
925
980
II
974-977
975-977
976-979
997-1005
-
-
-
-
-
-
'Принципы построения марок см. далее.
"Данные получены для резин
Литературные источники.
I. Махлис Ф.А., Федюкин Д.Л. Терминологический справочник по резине. — М.: Химия,
1989. — 398 с. Справочник резинщика / Колл. авторов. — М.: Химия, 1971. - 608 с.
II. Ван Кревелен Д.В. Свойства и химическое строение полимеров. — М.: Химия, 1976. — 416 с.
Физические свойства эластомеров / Под ред. А.И. Марея. — Л.: Химия, 1975. — С. 29.
I
1
I
I
I
~&*~~
91
[
1
i
I
I
I
>f" Температуры стеклования эластомеров различной химической структуры представлены в
табл. 1.2.2.
Приведенные температуры стеклования иллюстрируют влияние на них химической
природы и микроструктуры каучуков. Влияние химического строения мономерного звена на Гс
проявляется через энергию межмолекулярного взаимодействия, которая определяется плотностью
энергии когезии, связанной с параметром растворимости. Последний может быть определен
экспериментально. Как правило, Гс повышается с увеличением параметра растворимости,
причем для большого числа полимеров зависимость имеет линейный характер. Для жесткоцепных
полимеров Г возрастает быстрее, чем для полимеров с гибкими цепями.
В реальных случаях трудно выделить влияние на Тс только одного фактора, например
межмолекулярного взаимодействия, так как при этом изменяются и другие молекулярные
характеристики, в частности, проявляются различия в объеме боковых групп. Так, поливинилацетат и
поливинилхлорид имеют близкие параметры растворимости, однако их Т различаются на 58"С
(для ПВХ Г - 87°С, для ПВА Т - 29°С).
1.2.2. Температуры стеклования каучуков общего и специального назначения
по разным литературным источникам
Каучук
Изопреновый:
натуральный
гуттаперча
синтетический СКИ-3
америпоп SN 600
Натсин
СКИЛ (Россия)
Карифлекс (Нидерланды)
Бутадиеновый:
скд
СКДП (9% мол.)
СКВ
Бутадиенстирольный:
СКМС-10
ДССК-18
СКС-50
СКМС-ЗОАРК
СКМС-ЗОАРКМ-15
СКМС-ЗОАРКМ-27
Бутадиеннитрильный:
СКН-18
СКН-26
СКН-40
СКН-26-1 (с 5% МАК)
Бутилкаучук
Бутилакрилатный:
сополимер бутил-
акрилата и МАК
сополимер бутил-
акрилата, МАК и 2-хлор-
этилметакрилата
Хлоропреновый:
Наирит КР
НаиритбпТ(США)
Температура стеклования,
Г/С согласно
литературным источникам
1
-68+ -73
-68+-71
-102+-112
-95+-100
-48 + -52
-78
-75
-30
-47+ -50
-40+ -42
-25+ -30
-33
-69
-
-40+-42
-44
II
-69+ -71
-71
-68 +-70
-68+-71
-67 +-69
-65+ -68
-66+ -68
-105 + -112
-100+-105
-50+-52
-78
-75+-79
-60+-62
-54
-57+-58
-51+-56
-40+ -42
-25+ -30
-69
-33+ -35
-30+ -32
-40+ -42
Каучук
Этиленпропиленовый:
СКЭП
СКЭПТ
Фторкаучук:
СКФ-26
СКФ-32
СКФ-260
СКФ-260МП
Силоксановый:
скт
CKTB-1
СКТФВ-803
СКТФВ-2101
СКТФТ-50
СКТФТ-100
СКТЭМ
СКТЭ-8
Пропиленоксидный
Эпихлоргидриновый:
скэхг
скэхгс
Уретановый на основе
сложных полиэфиров:
СКУ-8А
СКУ-8ПГ
Уретановый на основе
простых полиэфиров:
СКУ-8ПФ
СКУ-8ПФД
Полисульфидный:
тиокол жидкий
тиокол твердый
7/шс-Полипентенамер
Температура стеклования,
Г/С согласно
литературным источникам
1
-55+ -65
-55+ -60
-20
-18
-40
-125+-130
-110 + -115
-110
-105
-78
-130 +-132
-127
-75
-
-30+ -35
-
-50 + -55
-100+-105
II
-55+-65
-59+-65
-20
-40
-50
-125+-130
-125 +-130
-110 + -115
-95 +-100
-73+ -75
-120 +-124
-74+-75
-28
-42
-30+-35
-30+-35
-50+ -55
-46
-53+-55
-43
Литературные источники.
I — Бухина М.Ф., Курлянд С.К. Морозостойкость эластомеров. — М.: Химия, 1989. —176 с.
II — Физические свойства эластомеров / Под ред. А.И. Марея. — Л.: Химия, 1975. — С. 29.
Влияние усиления межмолекулярного взаимодействия на Гс можно проследить на примере Тс *^v.
для полибутадиена СКД с различным содержанием метакриловой кислоты (МАК):
Содержание МАК, % О 1,5 10 20
Vе -105 + -112 -81 -55 +1
Для оценки связи между химическим строением и температурой стеклования предложены
различные схемы расчета, при этом предполагается, что функциональные группы в
повторяющихся звеньях дают аддитивные вклады. Однако, как и при расчете плотности, это встречается
редко, поскольку вклад данной группы зависит от природы соседних групп, что приводит к
необходимости использования большого количества вкладов групп в значения Гс.
На значение Гс полимеров влияет не только химическое строение молекул, но и
пространственное расположение звеньев и молекулярная масса. Считается, что температура
стеклования диенов и циклоолефинов при цис- и гране-присоединении практически
одинакова, а наблюдаемые экспериментально различия обусловлены, как правило, разным
содержанием 1,2- и (или ) 3,4-звеньев в сравниваемых полимерах. При присоединении
звеньев в 1,2- и 3,4-положении они оказывают существенное влияние на Тс, что обусловлено
изменением гибкости цепи.
Для изопреновых и бутадиеновых каучуков получены линейные зависимости Гс от
содержания 1,2- и 3,4-звеньев, при этом увеличение содержания этих звеньев приблизительно на
1% (масс.) повышает Тс более, чем на 1°С.
В общем случае влияние гибкости молекулярной цепи определяется тем, насколько легко
протекает вращение групп вокруг главных валентных связей. Это вращение зависит от
энергетического барьера, значение которого имеет примерно тот же порядок, что и силы
молекулярной когезии. С уменьшением гибкости цепи ^повышается вследствие увеличения стерических
трудностей, которые зависят от размера, формы и химической природы групп в основной цепи.
При наличии жестких и громоздких боковых групп гибкость цепи уменьшается, что приводит к
повышению Г.
При введении гибких боковых групп в макромолекулы межмолекулярные расстояния
увеличиваются, в результате возрастает свободный объем, что приводит к понижению Гс.
При увеличении симметричности цепи Г понижается. Так, у поливинилхлорида 7"с = +87°С, тогда
как у поливинилиденхлорида Г =-17°С.
Зависимость Г отразветвленности обусловливается двумя факторами: во-первых, с
повышением числа концевых групп увеличивается подвижность цепи за счет увеличения свободного
объема, а во-вторых, введение точек ветвления влечет за собой уменьшение подвижности.
Считается, что приоритетным является влияние большого числа концевых групп, поэтому, как
правило, наблюдается снижение То.
Значение Г возрастает с увеличением ММ, но только до ММ, равной около 21 О*.
Своеобразный характер имеет зависимость Тс от состава для сополимеров этилена и
пропилена, что обусловленно особенностями протекания микрокристаллизации. Для блочных
сополимеров из-за микрофазового расслоения несовместимых блоков наблюдаются две
температуры стеклования. Так, блочные бутадиенстирольные каучуки имеют две температуры
стеклования, одна из которых (-100°С) несколько выше Те, характерной для полибутадиена, а вторая
(около +80°С) несколько ниже Тс атактического полистирола, что обусловлено влиянием
смешанной фазы на границах блоко°в.
Аналогичное поведение наблюдается при смешении совместимых или несовместимых
каучуков. Для совместимых смещение ^удовлетворяет условию аддитивности и может
характеризоваться появлением одной Г, однако наличие одной Тс для смеси каучуков с близкими Тс не
является однозначным доказательством их совместимости.
Учитывая важность смешения каучуков для получения композиции с необходимыми
свойствами не следует ограничиваться исследованием стеклования, а нужно рассматривать в целом
механическое поведение смеси эластомеров в переходной области.
I
I
1
I
93
jtf.
1.2.3. Параметры кристаллизации каучуков различного строения
I
!
1
I
Каучук
Изопрен'овый:
натуральный
синтетический СКИ-3
Бутадиеновый:
СКД
СКДП
Хлоролреновый Наирит КР
Бутилкаучук БК
Силоксановый:
СКТВ
СКТФВ-803
СКТФВ2101
СКТЭМ
СКТЭ-8
Уретановый:
СКУ-8А
СКУПФ
Полисульфидный
Тиокол
Гранс-Полипентенамер
г/с
-25 + -26
-25+ -26
-55
-55
-10
-78
-78
-78
-78
-78
+5
+5
-30
-30
7 ,'С
пя'
+40
+40
+10
0
80
-30
-40
-
-
-30
+80
-
-
-
тм, мин
10г + 105
102 + 105
10 + 103
102 + 104
10г+104
104 + 106
0,01 +10г
0,01+103
-
-
0,01+ 10г
10 + 10г
-
10г + 104
0,01+10г
*г.
0 + 40
-5 + ^10
-25 + -80
-40 + -70
5-30
-25 + -40
-40 +-100
-55 + -90
-
-
-50 + -90
10+ -30
-
-15+ -30
-20 + -80
Г/С
-63 + -68
-63 + -65
-30 + -50
-90 + -95
-35 + -40
-55 + -60
-50 + -60
-65 + -80
-95 +-100
-125+-128
-60 + -65
-25+ -30
-30 + -35
-
-40+ -50
Условные обозначения: 7", - температура, соответствующая максимальной скорости
ная температура плавления, X; т05- полупериод кристаллизации вулканизатов, мин
кристаллизации; Т - низкотемпературная граница работоспособности вулканизатов.
кристаллизации; Гял - равновес-
; ДГ - температурный интервал
Очень важным свойством эластомеров является их способность к кристаллизации. Этим
свойством обладают каучуки регулярной структуры такие, как натуральный и синтетический стереоре-
гулярный цисА ,4-полиизопрен, цисА ,4-полибутадиен, полихлоропрен, бутилкаучук, большинство
типов силоксановых каучуков, уретановых и др.
Кристаллизация каучуков представляет собой фазовый переход первого рода,
термодинамической константой которого является равновесная температура плавления кристаллов Гпл. Она
представляет собой верхний температурный предел, выше которого существование
кристаллической фазы невозможно. Кристаллизация развивается при температурах ниже температуры
плавления, но выше температуры стеклования. Кристаллизация включает зародышеобразование, рост
кристаллов и формирование кристаллических структур. Для большинства каучуков процесс
кристаллизации происходит при низких температурах, с малой скоростью и небольшой степенью
кристалличности по сравнению с другими полимерами, такими как полиэтилен и полипропилен.
Плавление закристаллизованных эластомеров происходит не при фиксированной Тт, а в
температурном интервале, ограниченном температурами начала и конца плавления. Ширина и
положение интервала плавления зависят от температуры, при которой происходит
кристаллизация. Кинетика процесса кристаллизации определяется скоростью зародышеобразования и
роста кристаллов.
Зависимость скорости кристаллизации от температуры имеет экстремальный характер.
Температура, соответствующая максимальной скорости кристаллизации - важная характеристика
эластомеров. Параметры кристаллизации различных каучуков приведены в табл. 1.2.3.
1.2.3. Структура каучуков и их технологические свойства
Термин «технологические свойства каучуков» обычно включает комплекс свойств,
связанных с поведением невулканизованных резиновых смесей на разных стадиях технологического
процесса переработки, в основе которого лежат процессы течения смесей.
Процессы технологической переработки можно разделить на две группы. Первая группа
это основной технологический процесс, в котором участвуют индивидуальные каучуки, -
пластикация. Вторая группа связана с течением при высоких скоростях деформации (вальцевание,
смешение, каландрование, шприцевание (экструзия), литье под давлением и т.д.)
Каучуки делятся на пластицирующиеся и непластицирующиеся, причем пластикация может
быть обусловлена термоокислительными процессами и сдвигом, инициированными деструкцией.
Условия переработки подбирают таким образом, чтобы максимально избежать термоокисления и
сохранить молекулярные параметры каучука, однако из-за высоких сдвиговых напряжений ряд
эластомеров пластицируется, причем процесс протекает тем интенсивнее, чем ниже температура.
Большое значение в процессах пластикации имеет молекулярная структура каучуков, т.е. их
молекулярная масса и степень разветвления, так как вероятность разрывов пропорциональна
общему числу переплетений, которое данная макромолекула образует с окружающими ее
макромолекулами. Неполярные линейные полимеры умеренной ММ, например ywc-полибутадие-
ны, не склонны к пластикации.
Кроме того, не пластицируются структуры с предельно разветвленными частицами
плотного микрогеля, а также частицы размерами (1-2)102 нм, которые имеются в НК, бутадиенсти-
рольных и бутадиеннитрильных каучуках.
Большая часть каучуков относится к группе пластицирующихся. Это НК, цис-полиизопрен,
этиленпропиленовые каучуки, полихлоропрен. Как правило, пластицируются каучуки сложного
молекулярного состава, которые имеют широкое ММР, высокую среднюю ММ и содержат
значительное количество разветвленных макромолекул с длинными боковыми цепями или
рыхлых микрогетерогенных структур - микрогелей, микрокристаллитов и др.
Технологические свойства характеризуются такими показателями как вязкость (для
каучуков и резиновых смесей это, как правило, вязкость по Муни), пластичность, жесткость, усадка
при каландровании и шприцевании, восстанавливаемость, когезионная прочность, хладотеку-
честь, текучесть расплава (для термоэластопластов).
Большинство из этих показателей определяется соотношениями между пластической
(необратимой) и эластической (обратимой) деформациями резиновой смеси. Оптимальной
является резиновая смесь, в которой до вулканизации преобладают пластические деформации, а
после вулканизации, в уже готовой резине, должна в основном развиваться эластическая
деформация с минимальной долей пластичности.
Анализ соотношения между пластичностью и восстанавливаемостью позволяет
качественно оценить степень разветвленности: чем больше восстанавливаемость при данной
пластичности, тем больше степень разветвленности полимера. Однако следует учитывать, что
восстанавливаемость увеличивается также и при расширении ММР. Поэтому набор пластоэластических
показателей позволяет лишь приближенно судить о комплексе технологических свойств
каучуков и резиновых смесей и скорее характеризует их качество с точки зрения стандартности.
Другим свойством, которое определяется структурой каучука, является когезионная прочность.
Понятие когезионной прочности сырых резиновых смесей очень важно для работы шинных
производств при переходе от рецептуры на основе НК к синтетическому полиизопрену. Под
когезионной прочностью понимается способность невулканизованных резиновых смесей
развивать достаточно высокие напряжения (-1,0 МПа) при удлинении около 400% и скоростях
растяжения до 100 см/мин.
В полной мере этому требованию удовлетворяют резины на основе натурального каучука,
что обусловлено способностью этого каучука к кристаллизации при малых степенях
растяжения при комнатной температуре.
В отличие от натурального каучука промышленный синтетический изопреновый каучук
способностью к кристаллизации при указанных условиях не обладает.
Для получения когезионнопрочных смесей на основе синтетического каучука необходимо
оптимизировать структурно-молекулярные параметры, приводящие к ускоренному развитию
ориентационной кристаллизации, таких как увеличение ММ, повышение стереорегулярности,
I
о.
I
I
!
1
I
^в
I
щ
i
§
I
i
введение полярных групп в полимерные цепи для обеспечения повышенного уровня
взаимодействия макромолекул каучука, как между собой, так и с частицами наполнителя.
Кроме структурного приема повышения когезионной прочности уис-1,4-полиизопрена можно
использовать для инициирования кристаллизации введение небольших добавок каучуков,
обладающих высокой собственной когезионной прочностью, например, натурального каучука, когезионноп-
рочного этиленпропиленового каучука, транс-полимеров, а также полимеров типа ПЭ, ПП, ПС, ПВХ.
1.2.4. Структура каучуков и технические свойства резин
К техническим свойствам резин относятся физико-механические, включая износостойкость,
стойкость к воздействиям окружающей среды, термостойкость, морозостойкость, маслостой-
кость, огнестойкость и др.
Повышение уровня этих свойств достигается как выбором самого каучука, так и
разработкой и подбором оптимальной рецептуры резин, сочетающих в своем составе наполнитель,
пластификаторы, агенты вулканизации и многочисленные добавки, выполняющие специальную
роль в формировании структур уже резин.
Молекулярная структура самого каучука довольно хорошо оптимизирована условиями
производства и зафиксирована в технических документах (ТУ, ГОСТ), что гарантирует ее
постоянство и выполнение требований по сочетанию технологических и технических свойств.
Поэтому для получения заданного комплекса технических свойств, удовлетворяющего
требованиям, предъявляемым к резине, прежде всего необходимо выбирать каучук, химическая
природа которого позволяет выполнить основные требования, предъявляемые к будущему изделию.
Обобщенные данные по выбору типа каучука для заданных условий эксплуатации
представлены в табл. 1.2.4. и 1.2.5. Сочетание в резине различных свойств, которые трудно реализовать
при использовании одного каучука (например топливомаслостойкость и морозостойкость)
может быть достигнуто путем использования смесей каучуков. Как правило, для каучуков,
обеспечивающих высокий уровень одних свойств, характерен низкий уровень некоторых других. Так,
чем лучше топливомаслостойкость и термостойкость резин на основе каучука, тем хуже его
морозостойкость, и наоборот. Классическим примером является серия бутадиеннитрильных
каучуков. Чем выше содержание нитрила акриловой кислоты, тем лучше
топливомаслостойкость резин на основе этого каучука, но даже использование специальных пластификаторов не
позволяет получить резины с хорошей морозостойкостью.
1.2.4. Свойства резин на основе каучуков общего назначения
Показатель
Тпст, 'С (минимальная)
Тжт, 'С (максимальная):
длительная (> 500 с)
кратковременная 50-150 с
Твердость по Шору А
Условная прочность при
растяжении, МПа, каучуков:
ненаполненных
наполненных
Сопротивление раздиру, кН/м
Эластичность по отскоку, %:
при 20'С
при ЮО'С
Износостойкость
Удельное объемное
электрическое сопротивление
Каучук
натуральный
НК
-50 + -68*
50-100
80-140
30-95
18-36
15-39
20-170
35-75
40-82
X
X
бутадиеновый
скд
-90+ -95*
110
150
40-90
1-15
10-25
15-70
44-58
44-62
О
X
бутадиенсти-
рольный СКС
-30 + -65
80-120
90-160
40-95
2-6
10-30
15-70
28-38
48-54
X
X
бутилкучук
БК
-40+ -60*
80-150
130-180
35-90
3-20
8-23
20-80
8-11
34-40
У
X
этиленпропи-
леновый
(тройной) СКЭП(Т)*
-40 + -55
100-150
130-180
30-95
2-7
10-25
20-60
36-52
44-60
X
X
1.2.4. Свойства резин на основе каучуков общего назначения (окончание)
Показатель
Газонепроницаемость
Огнестойкость
Радиационная стойкость
Стойкость к окислению
Озоностойкость
Светостойкость
Стойкость к действию
углеводородов:
алифатических
ароматических
галогенсодержащих
нефти
природного газа
бензина, мазута
смазочного масла
животных и растительных
масел
Химическая стойкость:
в разбавленных кислотах
в концентрированных кислотах
в щелочах
в воде
Каучук
натуральный
НК
X
П
X
У
У
У
п
п
п
п
п
п
У
У
X
У
X
X
бутадиеновый
ПБ
У
П
X
X
У
X
л
п
п
п
п
п
У
У
X
У
У
0
бутадиенсти-
рольный БСК
X
П
X
X
У
X
п
п
п
п
п
п
У
У
X
У
У
0
бутилкучук
БК
О
п
п
0
X
О
п
п
п
п
п
п
п
0
О
X
О
0
этиленпропи-
леновый
(тройной) ЭПДК(Т)*
У
п
X
0
0
0
п
п
п
п
п
п
п
0
X
X
X
X
* Минимальная температура эксплуатации при отсутствии кристаллизации.
Условные обозначения:
П - плохая.
Г - температура эксплуатации; 0 - отличная, X - хорошая, У - удовлетворительная,
1.2.5. Свойства резин на основе каучуков специального назначения
Показатель
Т:шт, "С (минимальная)
Тщт' °с (максимальная):
длительная (> 500 с)
кратковременная (50-150 с)
Твердость по Шору А
Условная прочность при
растяжении, МПа
ненаполненных
наполненных
Сопротивление раздиру, кН/м
Эластичность по отскоку, %:
при 20Х
при ЮО'С
Износостойкость
Удельное объемное электрическое
сопротивление
I
I
с
X
бутадиеннитр
БНК
-15 +
-60
90-
130
110-
160
35-95
3-7
10-30
25-85
14-44
40-63
X
П
'2
■J
ш
хлоропренс
ХПК
-20 +
-40
90-
110
110-
140
30-95
10-30
10-30
20-80
32-40
51-58
X
ь
п о
и X
хлорсульфира
полиэтилен
-20 +
Ц0
150
180
40-95
4-10
10-24
30-75
20-30
48
X
У ,
>х
3
уретанов
УК
-30 +
-45
100
130
35-95
20-50
20-60
30-1ЗС
20-55
45-80
0
'1
X
a
полисульфи
пек
-20 +
-55
120-
130
150-
175
25-80
1-2
1-9
10-15
44-56
-
П
«
л
акрилатн
АК
-20 +
-30
100-
160
130-
180
40-90
2-4
8-15
2045
5-10
37-45
У
у у у
у
1
a
X
пропиленокс
СКПО
-60 +
-70
120
150
50-90
10-15
15-27
40-60
0
1
о
X
эпихлоргидри
ЗХГК
40 +
45
150
175
50-90
13-20
3040
*■
фторкауч
ФК
-10 +
-35
120-
250
130
50-90
3-7
10-25
15-60
5-10
-
У
'X
л
г
силоксано
СКТ
-50
150
200
30-90
0,2-1
4-12
1045
20-50
25-50
П
У О
Л
X
фторсилокса
СКТФТ
-60
200
250
40-75
7-8
1040
•5464
97
yf 1.2.5. Свойства резин на основе каучуков специального назначения (окончание)
I
I
§
1
I
Показатель
Газонепроницаемость
Огнестойкость
Радиационная стойкость
Стойкость к окислению
Озоностойкость
Светостойкость
Стойкость к действию
углеводородов:
алифатических
ароматических
галогенсодержащих
нефти
природного газа
бензина, мазута
смазочного масла
животных и растительных масел
Химическая стойкость:
в разбавленных кислотах
в концентрированных кислотах
в щелочах
в воде
Каучук
бутадиеннитрильный
БНК
X
П
X
X
У
X
0
У
п
О
О
О
0
0
X
У
X
О
хлоропреновый
ХПК
0
X
X
О
X
0
X
У
п
X
X
X
X
X
О
У
X
X
хлорсульфированный
полиэтилен ХСПЗ
0
X
X
0
0
0
X
п
п
X
X
X
X
X
0
X
X
X
уретановый
УК
п
У
0
О
X
0
О
У
п
X
У
О
О
0
У
п
У
У
полисульфидный
пек
0
п
п
О
X
0
0
X
X
О
О
О
0
0
У
У
У
0
ахрилатный
АК
0
п
У
О
О
0
X
п
п
X
X
О
О
О
п
п
п
У
пропиленохсидный
СКПО
п
п
О
О
О
О
п
п
п
п
X
X
X
X
эпихлоргидриновый
ЭХГК
О
X
О
О
О
X
п
п
О
О
X
О
X
У
X
X
фторкаучук
ФК
О
X
У
0
О
О
О
О
X
О
О
О
0
О
0
X
X
О
силоксановый
СКТ
п
У
У
О
0
0
п
п
п
п
п
п
У
0
У
У
У
О
фторсилоксановый
СКТФТ
X
X
Условные обозначения: Гкгал - температура эксплуатации; О - отличная, X - хорошая, У - удовлетворительная,
П - плохая.
1.3. Изопреновые каучуки
1.3.1. Натуральный каучук
(Б.С. Гришин)
1.3.1. Эволюция посадочных материалов
в результате селекции
Состав, структура и классификация натурального каучука
Натуральный каучук (НК) производится из млечного сока каучуконоса гевеи (Hevea
brasiliensis) в тропических регионах Азии, Африки и Латинской Америки как
сельскохозяйственная культура, а потребляется как промышленное сырье.
Каучуконосы являются многолетними
культурами. Основной способ размножения гевеи -
вегетативный, методом зелёной прививки.
Продуктивность каучуковой плантации зависит от
генетического потенциала посадочного
материала, почв и агрономической практики (табл. 1.3.1).
Усредненная продуктивность гевеи
составляет 1000-2000 кг/га - на крупных плантациях и
500-1500 кг/га - на мелких фермах (0,5-25 га).
Период
1920-е годы
1930-е годы
1940-е годы
1950-е годы
1960-е годы
1970-е годы
Тип посадочного
материала
Без селекции
Pi 1 В 84
РВ86
RRIM501
RRIM 600
RRIM703
Продуктивность,
кг НК с 1 га в год
560
975
1120
1460
2350
3360
98
~т~-
неводные компоненты млечного сока Hevea brasiiiensis представляют сооои сложную имвиь,
примерно на 94% состоящую из углеводорода каучука. Остальными компонентами являются
белки (протеины), углеводы и липиды. В каучуке, полученном из латекса, содержатся все эти
вещества, а также продукты их гидролиза и воздействия на них бактерий. Углеводород
натурального каучука представляет собой практически чистый цис-1,4-полиизопрен с
присоединением звеньев по типу «голова к хвосту». Вместе с тем в каждой макромолекуле может
присутствовать два-три rpawc-звена, а также небольшое количество функциональных групп -
карбонильных (1-4 группы), эпоксидных (30-60 групп), лактонных (3-4 группы), аминных (10-30
групп), альдегидных (100-400 групп).
Концевыми группами в макромолекулах НК являются, с одной стороны, протеины,
присоединённые к основной цепи через r/шс-звенья, с другой - комплексы липидов с жирными
кислотами. Взаимодействие концевых групп в макромолекулах НК между собой приводит к
образованию так называемых «гелеобразных» и «разветвлённых» структур.
За образование геля в стабилизированном (аммонизированным) латексе при его хранении
ответственны протеиновые группы, которые также выполняют в НК функцию естественных ан-
тиоксидантов. Присутствие геля в НК отрицательно влияет на его перерабатываемость. Депро-
теинизация латекса НК энзимом в присутствии ПАВ, сопровождаемая снижением содержания
азота в каучуке с 0,3 до 0,01 %, приводит к уменьшению содержания геля: в латексе,
стабилизированным аммиаком с 42,5 до 2,2%, в свежем латексе - с 2,6 до 1,5%. Депротеинизация НК не
влияет на его когезионную прочность.
Образование «разветвлённых» структур в НК вызывают комплексы липидов с жирными
кислотами. В состав некаучуковых компонентов НК входит около 15 ммоль/кг насыщенных и
ненасыщенных жирных кислот и их эфиров, из которых до 70% можно удалить экстракцией ацетоном, а
остальные 30-35% -только трансэтерификацией в присутствии метоксида натрия в виде
метиловых эфиров жирных кислот. При трансэтерификации НК значительно снижается среднечислен-
ная молекулярная масса с 7,7-105 до 3,8-105-для светлого крепа и с 9,6-105 до 3,0-10s-для каучука,
только что полученного из латекса. При этом бимодальный характер ММР сохраняется, но
увеличивается доля низкомолекулярных фракций. Трансэтерификация резко снижает когезионную
прочность НК (до уровня синтетического полиизопрена). Скорость кристаллизации НК при -25°С резко
уменьшается после экстракции каучука ацетоном и мало изменяется после трансэтерификации.
Скорость кристаллизации экстрагированного ацетоном каучука восстанавливается после
добавления к нему метиллинолеата или стеариновой кислоты. В то же время скорость кристаллизации трансэ-
терифицированного каучука снижается при добавлении метиллинолеата. Этерифицированные
высокомолекулярные жирные кислоты играют роль зародышей кристаллизации при низких
температурах вместе с добавленными к НК различными жирными кислотами.
Регулируя содержание связанного азота, путём направленной депротеинизации можно весьма
в широких пределах изменять свойства НК и резиновых смесей на его основе - пластичность по
Уоллесу (Р0), показатель сохранения пластичности (ИСП), содержание геля, когезионную
прочность и степень изменения этих показателей при старении (табл. 1.3.2).
I
I
а
!
I
I
1.3.2. Влияние степени депротеинизации на свойства натурального каучука
Каучук
Исходный НК - свежий латекс
Депротеинизированный НК:
№1
№2
Содержание
азота, %
0,522
0,123
0,016
Содержание
эфирных групп,
ммоль/кг
12,9
21,21
23,14
'.
62
74,5
58,5
ИСП
73,4
48,3
30,8
Содержание
геля, %
Когезионная
прочность, МПа
Мю-10'
продолжительность старения при 100°С, ч
0
37,7
11,8
19,2
14
24,4
5,3
0
0
3,0
3,5
3,8
14
2,7
0,88
0,56
0
1,78
1,53
1,48
14
1,43
0,9
1,29
Примечание. Образцы № 1 и № 2 отличаются степенью депротеинизации - содержанием связанного азота.
У1.3.3. Влияние содержания азота в натуральном каучуке на свойства резин на его основе*
Показатель
Вязкость по Муни МБ 1+4 (130°С)
Условная прочность при растяжении,
МПа
Гисте^езисные потери, tg5
Индекс сопротивления истиранию
Содержание
0,47
А
61
24,9
0,15
100
В
95
27,5
0,25
100
С
91
23,6
0,13
100
азота в НК, %
0.16
А
45
26,7
0,12
112
В
75
29,1
0,19
116
С
74
25,5
0,11
113
0,055
А
42
22,4
0,17
95
В
68
25,5
0,26
94
С
66
22,8
0,14
96
* Состав резиновых смесей приведен в табл. 1.3.4.
1.3.4. Состав резиновых смесей
Ингредиент, масс. ч.
НИ
Техуглерод N326
Техуглерод1\1110
Силика, Nipsil АО
Si 69
Ароматическое масло
Стеариновая кислота
Антиоксидант, 6С
Оксид цинка
Ускорители*:
DZ
DPG
DM
NS
Сера
А
ш
50
-
-
-
5
2
1
3
0,8
1
В
Ш
-
50
-
-
5
2
1
3
0,8
1
С
Ш
-
-
55
5,5
10
2
1
3
1,0
1,0
1,0
1,5
* Ускорители: DZ - дициклогексил-2-бенз-
тиазолилсульфенамид; DPG - дифенилгу-
анидин; DM - дитиодиморфолин; NS - трет-
бутил-2-бензтиазолилсульфенамид
1.3.5. Основные промышленные
марки натурального каучука и их
доля в объёме производства
Наименование
ТСК (TSR)
RSS
Латекс
Прочие
Всего
Доля в объеме
производства, %
59
24
12
5
100
Оптимальное содержание азота в НК с позиций
перерабатываемое™ каучука и физико-механических свойств
резин составляет 0,14-0,18% (табл. 1.3.3 и 1.3.4) (Пат. США
7427646 В2; Пат. США 7045567 В2).
Каучук, полученный из свежего латекса, имеет
бимодальное ММР со среднечисленной и среднемассовой
молекулярной массой 106 и 2 • 106 соответственно. Молеку-
лярно-массовые характеристики, содержание азота и геля
в товарных каучуках зависят от технологии производства.
Классификация натурального каучука.
Промышленные партии НК различаются по типам, сортам и маркам.
Термин «тип» относится к способу изготовления
каучука, «сорт» - характеризует тип каучука в зависимости
от его качества, «марка» -торговое название типа или
сорта каучука разных производителей.
Основными типами (марками) натурального
каучука, выпускаемыми промышленностью, являются:
- технически специфицированные по стандартам ISO
2000 (с дополнениями) каучуки TSR (ТСК) марок SMR,
SIR, STR, SVR и др.,
- листовой каучук типа рифленых смокед-шитсов и
крепов (RSS и др.);
- специальный натуральный каучук;
-латексы (табл. 1.3.5).
Доля технически специфицированных марок в
экспорте НК непрерывно увеличивается, достигая,
например, в Малайзии и Индонезии 97-99% (табл. 1.3.6).
1.3.6. Доля технически
специфицированного каучука (ТСК) в
экспорте сухого каучука
Технически специфицированные
натуральные каучуки
Технически специфицированные натуральные
каучуки (ТСК, TSR) - каучуки, свойства которых
регламентируются техническими стандартами для сортов CV, L, 5,
10, 20, 50. На основании каучуков этих сортов могут
выпускаться каучуки с постоянной вязкостью (10CV,
20CV, CV40, CV50, CV58, CV60, CV70), маслонаполнен-
ные и др.
В табл. 1.3.7. приведены наиболее широко применяемые марки технически
специфицированного натурального каучука.
Сортность технически специфицированного каучука проверяется по результатам испытания
на соответствие каучука показателям, приведенным в технических требованиях (табл. 1.3.8).
Страна-
производитель
Малайзия
Индонезия
Таиланд
Доля ТСК, %
годы
1973
30
60
1
1983
55
80
14
1993
92
93
18
2003
99
97
42
1.3.7. Сорта и основные марки ТСК разных стран-производителей
Страна-производитель
Индонезия
Малайзия
Таиланд
Вьетнам
Камбоджа
Индия
шри-ланка
КНР
Габон
Камерун
Гана
Либерия
Малави
Котд'Ивуар
Сингапур
Папуа-Новая Гвинея
Сорт каучука
CV I L | 5 | 10 | 20 | 50
Марка каучука
SIR3 CV50
SIR3 CV60
SIR3 CV70
SMR LV50
SMR CV50
SMR CV60
STR 3CV60
STR 5CV50
STR 5CV60
STR 5CV70
SVR CV50
SVR CV60
-
ISNR 3CV
-
SCRCV
-
HEVECAM 5CV50
HEVECAM 5CV60
SAFACAM 5CV60
Ghana CV
TSRCV
TSR LIB CV
TSRCV
Malawi CV
TSRCV
-
-
PNG CRC
SIR3L
SMRL
STR XL
STR3L
STR5L
SVRL
SVR3L
CSK5L
ISNR 3L
SLRL
SCRL
-
-
_
Ghana L
TSRL
TSR LIB L
TSRL
Malawi L
TSRL
PACK RUB 5L
-
PNG CRL
SIR 5
SIR 3WF
SMR 5
SMRWF
STR 5
SVR 5
CSK5
ISNR 5
-
SCR 5
TSR GAB 5
Gabon 5
-
_
Ghana 5
TSR 5
Liberia 5
TSR 5
Malawi 5
TSR 5
-
SSR5
PNG 5
SIR 10
SIR 10VK
SMR 10
SMR 10CV
SMRGP
STR 10
STR 10CV
SVR 10
CSK10
ISNR 10
-
SCR10
TSR GAB 10
Gabon 10
-
_
Ghana 10
TSR 10
Liberia 10
TSR 10
Malawi 10
TSR 10
SOGB 10
SAPH 10
SSR10
PNG 10
PNG CRG
SIR 20
SIR 20VK
SMR 20
SMR 20CV
STR 20
STR 20CV
SVR 20
CSK20
ISNR 15
ISNR 20
SLR 20
SCR 20
TSR GAB 20
Gabon 20
-
_
Ghana 20
TSR 20
Liberia 20
TSR 20
Malawi 20
TSR 20
-
SSR20
PNG 20
-
-
-
—
-
ISNR 50
-
SCR 50
-
-
_
Ghana 50
TSR 50
Liberia 50
TSR 50
Malawi 50
TSR 50
-
SSR50
PNG 50
X
Условные обозначения: CV (VK) - каучук со стабилизированной вязкостью; LV -латексный каучук со
стабилизированной вязкостью, содержащий 4 масс. ч. на 100 масс. ч. каучука светлого минерального масла; L (light) - латексный
каучук светлый; XL - латексный каучук особо светлый; WF (whole field) - каучук из цельного латекса; GP (general
purpose) - каучук, полученный из смеси латекса и плантационного каучука со стабилизированной вязкостью.
1.3.8. Технические требования на технически специфицированные марки натурального каучука
Показатель
Загрязненность, определенная на сите 45 мкм, % масс,
не более
Начальная пластичность, не менее
Показатель сохранения пластичности (ПСП). не менее
Содержание азота, % масс, не более
Содержание летучих веществ. % масс, не более
Содержание золы, % масс, не более
Показатель цвета, не более
Вязкость по Муни МБ 1+4 (100°С)
Предельное значение для каучука сорта
CV
0,05
30
60
0,60
0.80
0,6
-
70*1
-О
50^
L
0,05
30
60
0,60
0.30
0,6
6
-
5
0,05
30
60
0,60
0,8
0,6
-
-
10
0,10
30
50
0,60
0,8
0,75
-
60*1
-5
20
0,20
30
40
0,60
0,8
1,00
-
65*1
50
0,50
30
30
0,60
0,3
1,50
-
-
*
КАУЧУКИ
I
i
I
!
I
Листовые натуральные каучуии
Листовые натуральные каучуки - каучуки типа рифленых смокед-шитов и крепов. Их
разделяют на 8 групп на основе визуальной оценки (табл. 1.3.9).
Группа 1. Рифленые смокед-шиты. Эти сорта изготовляются только из свежего
коагулированного каучука в виде тщательно высушенных и прокопченных листов. Обрезки, скребки,
губчатые листы, слабые, перегретые или обожженные листы, а также высушенные на воздухе или
гладкие листы не допускаются.
№ 1XRSS и № 1RSS- изготовляются при тщательной стандартизации всех процессов. На
кипе каучука не должно быть плесени. Окисленные пятна или полосы недопустимы. Каучук
должен быть сухим, чистым, равномерно копченым, без дефектов, включений смолистых
веществ (ржавчины), раковин, песка и любых других инородных включений, упаковка не должна
быть грязной. Небольшие (с булавочную головку) пузырьки допускаются.
№ 2 RSS, № 3 RSS, № 4 RSS, № 5 RSS - при изготовлении допускаются незначительные
количества смолистых веществ (ржавчины) и незначительные количества сухой плесени на
обертке, на поверхности кип и на внутренних листах, обнаруженные к моменту поставки.
Если ржавчина или сухая плесень обнаружены более, чем у 5% (№ 2 RSS), 10% (№ 3 RSS),
20% (№ 3 RSS) и 30% (№ 5 RSS) общего числа осмотренных кип, то партия должна быть
забракована. Недопустимы окисленные пятна или полосы, слабые, перегретые; недосушен-
ные, непрозрачные, обожженные листы. Каучук должен быть сухим, прочным, без
дефектов, раковин, песка, без других инородных включений, кроме тех, которые допустимы,
упаковка должна быть чистой.
Для разных сортов допускается:
№ 2 RSS - небольшие пузырьки и небольшие разбросанные вкрапления коры в
незначительной степени;
№ 3 RSS - небольшие изменения цвета, пузырьки, крапинки коры;
1.3.9. Группы и сорта листового натурального каучука в соответствии с «Международным
стандартом по качеству и упаковке различных сортов натурального каучука»
Группа и сорт каучука
Рифленые смокед-шиты:
экстра (1X)
сорт 1
сорт 2
сортЗ
сорт 4
сорт 5
Белые и светлые крепы
Тонкий белый креп:
экстра (1Х)
сорт 1
Толстый светлый креп:
экстра (1Х)
сорт 1
сорт 2
сортЗ
Тонкий светлый креп:
экстра (1Х)
сорт 1
сорт 2
сортЗ
Плантационные
коричневые крепы
(перевальцованные)
Толстый коричневый креп:
сорт 1Х
Обозначение
Ribbed Smoked Sheets
№ 1Х RSS
№ 1 RSS
№ 2 RSS
№ 3 RSS
№ 4 RSS
№ 5 RSS
White and Pale Crepes
№1X Thin White Crepe
№ 1 Thin White Crepe
№1X Thick Pale Crepe
№ 1 Thick Pale Crepe
№ 2 Thick Pale Crepe
№3 Thick Pale Crepe
№1X Thin Pale Crepe
№ 1 Thin Pale Crepe
№ 2 Thin Pale Crepe
№ 3 Thin Pale Crepe
Estate Brown Crepes
№ 1X Thick Brown Crepe
Группа и сорт каучука
сорт 2Х
сорт ЗХ
Тонкий коричневый креп:
сорт 1Х
сорт 2Х
сорт ЗХ
Компо-крепы:
сорт 1
сорт 2
сортЗ
Тонкие коричневые крепы
(перевальцованные)
сорт 1
сорт 2
сортЗ
сорт 4
Толстые бланкет-крепы:
сорт 2
сорт 3
сорт 4
Гладкие крепы из скребков:
стандартный
твердый
Чистый копченый
бланкет-креп
Обозначение
№ 2Х Thick Brown Crepe
№ ЗХ Thick Brown Crepe
№1XThin Brown Crepe
№ 2X Thin Brown Crepe
№ 3X Thin Brown Crepe
Compo Crepes
№ 1 Compo
№ 2 Compo
№ 3 Compo
Thin Brown Crepes (Remills)
№ 1 Thin Brown Crepe
№2 Thin Brown Crepe
№ 3 Thin Brown Crepe
№4 Thin Brown Crepe
Thick Blanket Crepes (ambers)
№ 2 Thick Blanket Crepe (amber)
№ 3 Thick Blanket Crepe (amber)
№ 4 Thick Blanket Crepe (amber)
Flat Bark Crepes
Standart Flat Bark Crepe
Hard Flat Bark Crepe
Pure Smoked Blanket Crepe
1Й2
/*fcr
ки"%
№4 RSS - небольшая перекопченность и клейкость, кусочки коры средних размеров, пузырьки
и прозрачные пятна;
№ 5 RSS - легкие недосушенность, перекопченность, клейкость, большие кусочки коры,
пузырьки, прозрачные пятна и небольшие раковины. <в
Группа 2. Белые и светлые крепы. Эти сорта изготовляются из свежего коагулюма нату- §.
рального латекса при тщательной стандартизации всех процессов. |
Тонкие белые крепы № 1Х и № 1; толстые светлые крепы № 1Х и № 1; тонкие светлые $S
крепы №1Хи №1 - сухие крепкие каучуки очень однородного белого цвета. Не допускается ^
изменение цвета каучука, кислый или неприятный запах, независимо от причины его возникно- |
вения, пыль, крапины, песок или другие инородные включения, масляные и другие пятна, при- £
знаки окисления или воздействия тепла. §
Толстый светлый креп Ш 2, тонкий светлый креп № 2 - сухие каучуки несколько более |~
темного цвета, чем толстый или тонкий светлый креп № 1. Допустимы значительные различия в >§
оттенке и крапчатость, если она присутствует не более, чем у 10% общего числа осмотренных 5
кип в партии. Не допускаются изменение цвета, независимо от вызвавшей его причины, пыль, |
песок или другие инородные включения, масляные или другие пятна, любые признаки окисле- ki
ния или воздействия тепла, если они не указаны в спецификациях как допустимые.
Толстый светлый креп № 3, тонкий светлый креп №3- сухой крепкий каучук желтоватого
цвета. Допускаются колебания в оттенке, вкрапления и полосы, если этот дефект присутствует
не более, чем у 20% общего числа осмотренных кип в партии. Не допускаются изменение цвета,
независимо от вызвавшей его причины, пыль, песок или другие инородные включения,
масляные или другие пятна, любые признаки окисления или воздействия тепла, если они не указаны
в спецификациях как допустимые.
Группа 3. Плантационные коричневые крепы. Эти сорта изготовляют из свежих кусков и
высокосортных каучуковых скребков, получаемых на каучуковых плантациях. Если
применяются скребки с коры каучуконосного дерева, то каучук должен быть предварительно очищен от
коры. При изготовлении плантационных коричневых крепов нельзя применять скребки,
собранные на земле, копченый скрап и мокрые пластины.
Толстые коричневые крепы № 1Х, № 2Х, № ЗХ; тонкие коричневые крепы № IX, № 2Х, № ЗХ
- сухие чистые каучуки светло-коричневого цвета. Не допускаются изменение цвета, не
зависимо от вызвавшей его причины, крапины, песок или другие инородные включения, масляные
или другие пятна, любые признаки окисления или воздействия тепла, сильный кислый или
неприятный запах.
Группа 4. Компо-крепы. Эти сорта изготовляют из кусков, скребков с деревьев, обрезков
смокед-шита, мокрых листов. При переработке каучука применяются мощные промывные
вальцы. Не допускается использования скрапа, собранного на земле. В каучуке допускаются
незначительные вкрапления. Не допускаются изменение цвета, независимо от вызвавшей причины,
крапины, песок или другие инородные включения, масляные или другие пятна, любые
признаки окисления или воздействия тепла.
№ 1-Компо - сухой чистый каучук светло-коричневого цвета;
№2-Компо- сухой чистый каучук коричневого цвета;
№3-Компо- сухой каучук от коричневого до темно-коричневого цвета; допускаются
вкрапления коры.
Группа 5. Тонкие коричневые крепы (перевальцованные). Эти сорта изготовляют на
промывных вальцах из мокрых пластин, некопченых листов, из кусков и другого высокосортного
скрапа, собранного на плантациях или с мелких участков. Если применяется скрап с коры
каучуконосного дерева, то каучук должен быть предварительно очищен от коры. Не разрешается
применять скрап, собранный на земле. Для получения крепа нужной толщины каучук
вальцуется. Не допускаются изменение цвета, независимо от вызвавшей его причины, шлам,
вкрапления коры, песок или другие инородные включения, масляные или другие пятна, любые
признаки окисления или воздействия тепла; упаковка должна быть чистой.
I
i
I
I
^ .
jr Тонкий коричневый креп Ne1- сухой чистый каучук светло-коричневого цвета. Допускается
слабая степень крапчатости.
Тонкий коричневый креп На 2- сухой, чистый каучук от светлого до умеренно-коричневого
цвета. Крапчатый каучук допускается в очень незначительном количестве. Тонкий коричневый
креп Не 3-сухой чистый каучук от умеренно-коричневого до умеренно-темно-коричневого
цвета. Допускается слегка крапчатый каучук.
Тонкий коричневый креп №4- сухой каучук от умеренного темно-коричневого до темно-
коричневого цвета. Допускается крапчатый каучук с небольшими частицами коры.
Группа 6. Толстые бланкет-крепы (янтарные). Эти сорта изготовляют на промывных
вальцах из мокрых пластин, некопченых листов, кусков и другого высокосортного скрапа,
собранного на плантациях или с мелких участков. Если применяется скрап с коры каучуконосного
дерева, то каучук предварительно очищают от коры. Не разрешается применять скрап,
собранный на земле. Для получения крепа нужной толщины каучук вальцуется. Каучук может быть
слегка крапчатым. Не допускаются изменение цвета, независимо от вызвавшей его причины,
шлам, вкрапления коры, песок или другие инородные включения, масляные или другие пятна,
любые признаки окисления или воздействия тепла, грязная упаковка.
Бланкет-креп№2- сухой чистый каучук светло-коричневого цвета.
Бланкет-креп №3- сухой чистый каучук от умеренно-коричневого до коричневого цвета.
Бланкет-креп № 4 - сухой каучук от коричневого до темно-коричневого цвета.
Группа 7. Гладкие крепы из скребков. Эти крепы изготавливаются на промывных вальцах из
всех типов скрапа натурального каучука, включая скрап, собранный на земле.
Не допускаются грязная упаковка, текстиль, песок или другие инородные включения, за
исключением очень мелких частиц коры, перегрев и изменение цвета каучука.
Группа 8. Чистый копченый бланкет-креп. Этот сорт изготовляют вальцеванием на
промывных вальцах копченого каучука, полученного исключительно из рифленого смокед-шита
(включая прессованный смокед-шит) или обрезков рифленого смокед-шита. Никакой другой тип
каучука не должен применяться. Не следует также добавлять никаких некаучуковых материалов.
Каучук должен быть сухой, чистый, жесткий, сохраняя едва заметный залах смокед-шита. Не
допускаются масляные пятна, пятна от воздействия тепла, песок или другие инородные
включения, грязная упаковка. Допускаются колебания цвета в диапазоне от коричневого до очень
темно-коричневого.
Приемо-сдаточные испытания листовых
и технически специфицированных натуральных каучуков
Каждую партию листовых и технически специфицированных марок НК подвергают
приемосдаточным испытаниям для определения его сортности, показателей химического состава и
физико-механических свойств стандартных резин (вулканизационные характеристики,
условное напряжение при 300%-ном удлинении, условная прочность при растяжении, относительное
удлинение при разрыве, массовая доля металлов). Лабораторный анализ должен быть
проведен в течение 15 сут. с момента поступления каучука на предприятие. Анализ действителен в
течение 6 мес.
Для осмотра листовых каучуков от партии отбирают 1-3% кип. При обнаружении дефектов
дополнительно отбирают 9-7% кип, так как претензии должны предъявляется на основании
осмотра 10% кип. Если партия составляет менее 30 кип, то для оценки сортности отбирают не
менее трех кип. Кипы освобождают от упаковки или обручей и нумеруют. Если упаковка состоит
из каучуковой рубашки, то после распарки кип ее снимают. Распарка производится при
температуре не выше 80°С. Каждая распаренная кипа листового каучука разрезается на две
приблизительно равные части с таким расчетом, чтобы разрез прошел поперек листов, из которых
состоит кипа. Одну из двух половин каждой кипы оставляют для лабораторного анализа. Вто-
рая половина кипы раздирается на листы, которые подвергают полистовому осмотру для
оценки соответствия поставленных кип листового каучука заявленному сорту.
Сортность листового каучука оценивают по внешнему виду и состоянию упаковки.
Бракуются мокрый, отбеленный, недосушенный и недообработанный каучук и каучук, который к
моменту осмотра его покупателем не является полностью высушенным (за исключением слегка
недосушенного рифленого смокед-шита № 5 RSS).
Масса нетто каждой кипы каучука типа рифленый смокед-шит и очищенный копченый бланкет-
креп должна составлять от 50 до 113 кг; типа светлый креп - 25 или 50 кг; типа стандартный гладкий
креп из скребков - 250 фунтов (113,5 кг) при объеме 0,142 м3; для всех других листовых каучуков
максимальная масса в каждой кипе должна быть равна 224 фунтам (101,7 кг) при объеме 0,142 м3.
Масса брикетов технически специфицированного каучука (ТСК) составляет 33,33 кг.
Исключением является стандартный индийский каучук, масса брикетов которого 25 кг, стандартный
китайский каучук - (40+0,1) кг и некоторые сорта вьетнамского стандартного каучука - 35 кг.
Допускаемое расхождение в массе каучука, по сравнению с массой, указанной в
сопроводительных документах, не должна превышать для рифленых смокет-шитов и ТСК ± 0,5%, а для
крепов ±1,0%.
Химический состав и физико-механические показатели резиновых смесей и вулканизатов
на основе ТСК должны соответствовать нормам, указанным в табл. 1.3.10.
Вязкость (по Муни) натурального каучука (за исключением каучуков со стабилизированной
вязкостью) составляет 60-110, типичная 80 ед. Если этот параметр не нормирован, по нему
отбраковка не производится.
Испытание натурального каучука проводят в соответствии с действующими стандартами в
ненаполненных и наполненных резиновых смесей с применением контрольных ингредиентов.
Испытание каучука в ненаполненных смесях проводят для оценки возможности его применения
в брекерных резинах радиальных шин, клеевых смесях и особо ответственных РТИ.
I
I
I
!
1
I
1.3.10. Химические и физико-механические показатели для ненаполненных резиновых смесей*
Показатель
Вулканизационные характеристики при 143°С
(вулкаметр, амплитуда колебаний ротора Г):
ML, Н-м
Мн, Н-м
*S1, мин
гс(50), мин
ft(90), мин
Оптимальное время вулканизации при 143°С, мин
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа, не менее:
при (23±2)°С
при(100±2)°С
Относительное удлинение при разрыве, %
Содержание металлов в каучуке, % масс, не более:
железа
меди
марганца
Нормы контроля для смесей
ненаполненных
для брекерных резин,
клеевых смесей и
особо ответственных
РТИ
0,5-1.0"
2,2-3,2**
3-6**
5-25**
20 или 30
22,2
12,7
750-850
0,0005
0,006
0,001
для изделий
общего
назначения
-
19,6
11,8
0,0005
0,006
0,001
наполненных
техуглеродом
0,6-1,1
3,9-4,9
1,8-3,8
2,5-4,0
4,5-7,5
20 или 30, или 40
11,5-14,5
25,5
450-600
'Рецептура стандартной резиновой смеси и режимы смешения приведены в табл. 1.3.12.
"Подлежат уточнению после набора данных.
#
1.3.11. Рецептура стандартной
ненаполненной резиновой смеси
1.3.12. Режим смешения стандартной ненаполненной
резиновой смеси
|
I
1
!
I
Ингредиент
Каучук
Кислота стеариновая
Каптакс
(2-меркаптобензтиазол)
Оксид цинка
Сера техническая
Всего
Содержание,
масс. ч.
100
0,50
0,70
5,00
3,00
109,20
1.3.13. Рецептура стандартной
наполненной резиновой смеси
Ингредиент
Каучук
Оксид цинка
Сера
Стеариновая кислота
Техуглерод типа N 330
TBBS (трег-бутил-2-
бензтиазолилсуль-
фенамид)
Всего
Содержание,
масс. ч.
100
5,0
2,25
2,0
35,0
0,7
144,95
Операция смешения
Загрузка каучука
(подрезать только кромки)
Введение стеарина
Введение каптакса
и цинковых белил
Введение серы
Двукратное пропускание
при тонком зазоре
Увеличение зазора
Снятие смеси
Зазор, мм
(по свинцу)
1,5
2,5
2,5
2,5
1,0
2,0
2,0
Число
двухсторонних
подрезов
15
10
12
_
6
-
Начало
операции,
мин
0
8
12
15
17
-
20
1.3.14. Режим смешения стандартной наполненной
резиновой смеси
Операция смешения
Образование ленты каучука
на валках вальцев
Введение стеарина
Введение оксида цинка и серы
Введение половины
навески техуглерода
Введение половины
навески техуглерода
Введение TBBS
Снятие смеси
Установление зазора
Шестикратное пропускание
листовой заправки
через вальцы
Снятие смеси
Зазор, мм
(по свинцу)
1,4
1,4
1,4
1,4
1,9
1,9
1,9
0,8
0,8
0,8
Число
двухсторонних
подрезов
1
1
1
1
3
-
-
-
Начало
перации
0 МИН '
0
1
2
4
4
14
17
-
17
20
Каучук в количестве 800 г
смешивают с ингредиентами (по
рецепту табл. 1.3.11) на
лабораторных вальцах по режиму,
указанному в табл. 1.3.12 при
температуре (70±5)°С.
Полученные листы резиновой
смеси выдерживают перед
вулканизацией не менее 4 ч после чего
разрезают на пластины. На пластинах должно быть указано направление вальцевания. Пластины
помещают в форму, предварительно нагретую до (143±3)°С. Давление на ячейку формы не
должно быть менее 3,45 МПа. Из каждой смеси вулканизуют семь пластин толщиной (2,0±0,2) мм по
режимам: 10, 20,30,40 мин, в том числе по две пластины по режиму 10, 20, 30 мин. Пластины
охлаждают в течение 4 ч на воздухе при (23±2)°С. Оптимум вулканизации определяется по
условной прочности при растяжении. За оптимальное время вулканизации принимается время, в
течение которого достигается максимальная условная прочность, либо условная прочность на 0,98
МПа ниже максимальной.
Рецептура стандартной наполненной резиновой смеси приведена в табл. 1.3.13.
Изготовителя контрольных ингредиентов выбирает технический комитет (ТК 192-Технический
углерод и углеродные материалы) при Госстандарте РФ. Изготовляют контрольные ингредиенты в
соответствии с требованиями нормативных документов, утвержденных в установленном порядке.
Наряду с контрольным техуглеродом типа N 330 отечественного производства можно
использовать промышленный эталонный техуглерод (ИРБ), принятый в качестве контрольного
наполнителя в международной практике. Рекомендуется применять ИРБ при разногласиях в
оценке качества продукции между поставщиками и потребителями. Режим смешения
стандартной наполненной резиновой смеси приведен в табл. 1.3.14. Перед смешением каучук пластици-
руют на вальцах при температуре их поверхности (70±5)°С и зазоре между валками 0,5 мм до
тех пор, пока не образуется гладкая полоска (шкурка) вальцованного каучука. После пластика-
106
jadk^
ции показатель пластичности каучука определяют экспресс-методом в соответствии с ОСТ 38- т^
47-178-97 (ИСО 2007).
Листовую резиновую смесь вулканизуют после кондиционирования в течении 2-24 ч при
135°С в течение 20, 30,40 мин. Вулканизованные пластины перед испытаниями кондициониру- <о
ют в течение 16-72ч. 5.
Специальный натуральный каучук
Каучук воздушной сушки (светлый, янтарный некопченый лист) (ADS) представляет собой
светлоокрашенный лист НК, изготовленный при тщательно контролируемых условиях по
технологии производства рифленого смокед-шита, но высушенный на воздухе (обычно под наве- §
сом или в печи без дыма и иных добавок, кроме обычно применяемых, таких как бисульфит |
натрия и паранитрофенол). g
Каучук должен быть сухим, чистым, без раковин, смолистых веществ (ржавчины), пузырей >|
и любых других инородных включений, за исключением небольших крапин. Допускается нали- 5
чие мелких (с булавочную головку) рассеянных пузырьков. ; |
Некристаллизующийся каучук получается путем добавления тиобензойной кислоты в ла- lq
текс до коагуляции. Применяется для изделий, работающих в условиях низких температур, и
поставляется по специальному заказу.
Маточная смесь циклизованного каучука изготовляется нагреванием стабилизированного
латекса с концентрированной серной кислотой и последующим смешением с необработанным
латексом и коагуляцией. Используется при производстве твёрдых резин. Маточная смесь
выпускается в ограниченном количестве и поставляется по специальным заказам.
Каучук гевеаплас MG (Heveaplus WIG) - привитой сополимер метилметакрилата и НК.
Изготовляются по специальным заказам три марки: MG 30, MG 40 и MG 49, содержащие 30, 40 и
49% метилметакрилата соответственно. Из этих каучуков готовят адгезивы для крепления
резин к пластикам.
Частично очищенный креп (РР креп) содержит в 2 раза меньшее количество белка и
минеральных веществ по сравнению со светлым крепом и изготовляется из латекса,
центрифугированного для удаления некаучуковых примесей, без применения коагулянтов.
Порошковый каучук получают в виде слегка вулканизованных гранул диаметром 1/32" (0,794
мм), которые содержат заметные количества опудривающего порошка для предотвращения
слипания при хранении. В настоящее время имеется несколько типов порошковых каучуков,
изготавливаемых различными методами.
Каучук из снятого латекса - это смокед-шит, толстый креп или гранулированный каучук,
изготовленный из снятого латекса. Последний получают коагуляцией после удаления
центрифугированием концентрированного латекса. Этот каучук имеет более высокое содержание
некаучуковых веществ, чем обычный шит или креп, и быстро вулканизуется.
Размягченные или пептизированные каучуки изготавливают путем введения в латекс перед
коагуляцией небольших количеств пластификатора или пептизатора. Каучуки легко пластици-
руются до нужной пластичности на первом этапе изготовления резиновых изделий.
Каучук с высокими технологическими характеристиками выпускается различных типов: смокед-
шит GP, креп GP, каучук воздушной сушки GP, гевея-крошка GP, коричневый креп GP, РА 80 и РА 57.
Первые четыре типа получают смешением латексов: 20% масс, вулканизованного и 80%
масс, невулканизованного. Смеси коагулируют, и коагулят обрабатывают и высушивают
обычным способом.
Коричневый креп GP получают следующим образом: сначала коагулируют смесь,
состоящую из 80% масс, вулканизованного и 20% масс, невулканизованного латекса; одна часть
полученной мокрой крошки смешивается на мощных вальцах с тремя частями мокрого скрапа и
обрабатывается как тонкий коричневый плантационный креп.
Каучук РА 80 готовят путем смешения вулканизованного (80% масс.) и невулканизованного
(20 % масс.) латекса. Сухую крошку прессуют в блок.
#.
1.3.15. Характеристика специальных каучуков производства Шри-Ланки
I
I
!
I
I
I
Показатель
Загрязненность, определенная на сите 45 мкм,
% масс, не более
Начальная пластичность, не менее
Показатель сохранения пластичности (ПСП),
не менее
Содержание азота, % масс, не более
Содержание летучих веществ, % масс, не более
Содержание золы, % масс, не более
Каучук сорта
SLRF/P
0,002
30
60
0,5
0,6
0,5
SLRSP10
40
60
-
0,6
0,75
SLR H/M
0,03
30
60
0,5
0,6
0,3
SLR L/N
0,5
30
60
0,1
0,6
0,1
SLR
Skim Grade
0,1
40
60
>0,6
0,6
0,1
SLRY
0,1
30
50
0,6
0,6
0,75
Условные обозначения: F/P - для пищевой и фармацевтической промышленности, с низким содержанием растворимого
белка; SP - высокотехнологичный каучук; Н/М - высоковязкий каучук; L/N - каучук с низким содержанием азота; Skim
Grade - каучук с высоким содержанием азота; Y - каучук с высоким содержанием металлов и растворимых примесей.
Каучук РА 57, представляющий собой другой вид концентрированного каучука GP, получают
путем высушивания коагулюма, который готовят из смеси 70 частей латекса, состоящего из
80% вулканизованного и 20% не вулканизованного латекса, и 30 частей неокрашивающего мяг-
чителя.
Товарные каучуки GP должны удовлетворять техническим спецификациям по разбуханию
при шприцевании и вязкости (по Муни). Резиновые смеси на основе этих каучуков имеют
хорошие шприцуемость и каландруемость.
Технически классифицированный каучук (ТКК) поставляется трех типов с маркировкой
голубым, желтым или красным кругом. Скорость вулканизации каучука в стандартной смеси,
входящего в поставку, определяется перед отгрузкой. Медленно вулканизующиеся каучуки
маркируют красным цветом, каучуки со средней скоростью вулканизации -желтым, а быстро
вулканизующиеся - голубым.
Специальный каучук производства Шри-Ланки -характеристика этих каучуков приведена в
табл. 1.3.15.
Специальный каучук производства КНР выпускается двух марок: SCR-RT и SCR-AT (табл.
1.3.16)
SCR-RT- стандартный китайский каучук для радиальных шин. Каучук сухой, с небольшим
количеством примесей, стабилизированный по вязкости.
SCR-AT- стандартный китайский каучук для авиационных шин. Разработан на основе SCR-RT
из сырья высокого качества, каждый технологический процесс строго контролируется.
Характеризуется малой загрязненностью, низким содержанием растворимых примесей, стабильной
вязкостью, высоким относительным удлинением.
Масса нетто брикетов SCR-AT
составляет (40,0+0,1) кг, внешний
размер (60±2)х(40±2)х(20±2) см;
SCR-RT- (33,3±0,1) кг, внешний
размер (67±2)х(33±2)х(20±2) см.
Брикеты упаковываются в
двойной слой полиэтилена; цвет
маркировки-синий.
Мегаполи (Megapoly) - привитые
сополимеры метилметакрилата и
натурального каучука с разным
содержанием полиметилметакрилата,
представляют собой светлый,
вулканизуемый обычными вулканизую-
1.3.16. Характеристика специальных каучуков
производства КНР
Показатель
Загрязненность, определенная на сите 45 мкм,
% масс, не более
Начальная пластичность, не менее
Показатель сохранения пластичности (ПСП),
не менее
Содержание азота, % масс, не более
Содержание летучих веществ, % масс, не более
Содержание золы, % масс, не более
Экстрация ацетоном, %
Вязкость по Муни, МБ 1+4 (100°С)
Содержание меди, мг/кг
Содержание марганца, мг/кг
SCR-AT
0,05
36
60
0,6
0,8
0,6
2,5-4,0
83±10
8
10
SCR-RT
0,1
35
60
0,6
0,8
0,6
2,5-4,0
80±10
8
-
щими системами каучук. При комнатной температуре каучук относительно жесткий и не клейкий.'
Обладает превосходными адгезионными свойствами, высокими теплостойкостью и усталостной
выносливостью, хорошим сопротивлением различным видам старения, содержанием полиметил-
метакрилата. Содержание (% масс.) привитых сополимеров полиметилметакрилата в каучуке
приведено ниже:
Мегаполи15 15
Мегаполи20 20
Мегаполи 30 30
Мегаполи40 40
Мегаполи 49 49
Суперполи (Superpoly) - смесь вулканизованного каучука, диспергированного в матрице
сырого НК.
Прополи (Propoly) - концентрированная форма Суперполи, изготавливается как маточная
смесь (табл. 1.3.17)
ДП-Поли (DP-Poly)-депротеинизированный натуральный каучук высокой степени очистки,
содержащий не менее 96% углеводорода по сравнению с 93% в обычных сортах НК (табл. 1.3.18,
1.3.19).
ENR-25, ENR-50 - эпоксидированный натуральный каучук с содержанием эпоксидных групп
25 и 50 % соответственно. Процесс эпоксидирования протекает с сохранением стереорегу-
лярности макромолекул НК, что обеспечивает высокую прочность ненаполненных вулканиза-
тов на его основе. С увеличением степени эпоксидирования повышается температура
стеклования каучука (практически линейно при температуре 0,93°С на 1 моль эпоксидных групп);
снижается воздухопроницаемость, достигая уровня бутилкаучука при степени
эпоксидирования НК, равной 60%; повышается маслостойкость резин; значительно замедляется скорость
низкотемпературной кристаллизации каучука. ENR вулканизуется стандартными серными
системами, пероксидами и двухосновными кислотами. Для избежания подвулканизации
резиновых смесей рН водного экстракта каучука ENR должен быть нейтральным или слабо
щелочным. Для вулканизации резин на основе ENR рекомендуется использовать
полуэффективную или эффективную вулканизующие системы с добавками стеарата кальция или
оксидов магния для регулирования рН и предотвращения преждевременной вулканизации. В
резиновых смесях с кремнекислотными наполнителями эпоксидные группы ENR могут хими-
I
I
!
!
1.3.17. Характеристика каучуков сортов
Суперполи и Прополи
1.3.18. Характеристика каучуков DP-Poly
Сорт
Суперполи 20:
RSS
ADS
CREPE
Суперполи 40
Суперполи 50
Прополи 80
Прополи 57*
Содержание, %
вулканизованного
каучука
20
20
20
40
50
80
80
масс.
сырого
каучука
80
80
80
60
50
20
20
' Прополи 57 содержит 40% масс, масла.
Показатель
Содержание нерастворимых
твердых веществ, %, не более
Содержание золы, %, не более
Содержание азота, %, не более
Содержание летучих веществ, %,
не более
Цветовой показатель по Ловибонду,
не более
Пластичность по Уоллесу, не менее
DP-Poly
(CV)
0,01
0,15
0,12
0,30
6
-
DP-Poly
(S)
0,01
0,15
0,12
0,30
4
35
1.3.19. Типы каучуков DP-Poly
Тип
DP-Poly (CV)
DP-Poly (S)
Вязкость по Муни
60-70
70-80
Особенности
Вязкость стабилизирована гидроксиламином
Благодаря снижению содержания некаучуковых веществ скорость роста
вязкости каучука во время хранения существенно меньше
--Зф*~-
109
г
1.3.20. Сравнительные характеристики наполненных (50 масс. ч. техуглерода или кремне-
кислотного наполнителя) резин на основе каучука ENR*
I
?
1
!
1
I
Показатель
Твёрдость
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Остаточная деформация сжатия (24 ч, 70°С, 25%)
Истираемость по Акрону, мм3/500 об.
Усталостная выносливость, килоциклы
Теплообразование по Гудричу (30 мин, 100°С), °С
Техуглерод N 330
NR
65
11,9
29,4
495
18
21
70
7
ENR-25
69
12,4
25,5
435
17
14
65
7
ENR-50
73
13,5
24,5
500
21
11
93
23
Кремнекислотный
наполнитель
NR
69
5,8
23,7
720
32
63
51
47
ENR-25
67
12,8
21,0
405
18
15
52
7
ENR-50
68
12,6
22,4
535
22
14
58
19
'Состав смеси, масс, ч.: каучук -100; наполнитель - 50; ароматическое масло - 5; оксид цинка - 5; стеариновая кислота
- 2; антиоксидант - 2; карбонат натрия или стеарат кальция - 0,5-1,5; сера - 2; 1\1-оксидэтилен-2-бензтиазолилсульфе-
намид -1.5; дифенилгуанидин - 0,5 (для смесей с кремнекислотным наполнителем)
чески взаимодействовать с силанольными группами наполнителя, выполняя, подобно
бифункциональным силанам, функцию каплинг-агента. Характеристики резин на основе каучука ENR
приведены в табл. 1.3.20.
Технологический процесс производства натурального каучука
Первые операции в технологическом процессе производства НК- подсочка деревьев, сбор
и стабилизация латекса - проводятся на плантациях гевеи. Затем стабилизированный латекс
транспортируют на специализированные заводы, где его разбавляют, процеживают и
коагулируют в резервуарах подкислением, например 1%-ной уксусной или 0,5%-ной муравьиной
кислотой. Последующая обработка зависит от типа получаемого каучука-технически
специфицированного, «копченых» листов, белого, светлого и коричневого крепов, в форме брикетов,
листов, гранул или порошка.
Для изготовления листового каучука коагулюм подается на вальцевание, последняя
группа валков выполняется рифлёной для облегчения высушивания. По мере схождения
(толщиной 3-4 мм) с вальцев лента нарезается на листы, которые помещаются в сушильную или
коптильную камеру для сушки каучука и пропитки его креозотом, служащим антиоксидантом
и антисептиком.
Для изготовления светлого крепа каучуковый коагулянт заправляется в батарею крепиру-
ющих машин для дополнительной тщательной промывки каучука водой с последующим
высушиванием его листов при комнатной температуре или горячим воздухом в вентилируемой
сушильной камере.
Каучуки некоторых типов (в частности, креп, отличный от светлого) получают путем
последующей реагломерации и промывки в «креп-машинах» коагулята, образовавшегося еще во время
получения латекса или при заводской обработке.
Методы, используемые для получения технически специфицированных сортов
натурального каучука, предназначены для того, чтобы производить более чистый продукт с постоянными
характеристиками и лучшим внешним видом, чем листовой каучук.
Процесс производства включает коагуляцию латекса, дополнительное измельчение,
отмывку, сушку и брикетирование. Для измельчения могут использоваться вращающиеся лопастные
рубильные машины, молотковая дробилка, грануляторы и креп-машины. Чисто механическое
действие может быть усилено путем добавления в латекс перед коагуляцией небольшого
количества (0,2-0,7%) касторового масла, стеарата цинка или других соединений, облегчающих
разрушение крошки. Крошка НК высушивается в туннельных или шнековых сушилках.
Высушенный крошкообразный каучук окончательно спрессовывают под высоким
давлением в брикеты.
Легкосыпучие порошки натурального каучука изготавливаются так же, как ТСК, но без
прессования. Для предотвращения повторной агломерации гранул под действием их собственной
массы их смешивают во время подготовки с порошкообразными инертными веществами
(например, тальком) препятствующими слипанию.
Порошкообразные каучуки можно получать методами распылительной сушки
впрыскиванием в сушильные камеры латекса вместе с инертными веществами, предотвращающими
агломерацию частиц.
Специальные типы натурального каучука получают по описанным выше технологиям.
Характеристика сырья, используемого для производства разных марок технически
специфицированного натурального каучука приведена ниже:
Каучук Сырье
TCK L, TCK-CV50, TCK CV60 Каучуки, полученные из высококачественного промышленного цельного латекса
кислотной коагуляцией
TCK 5K, ТСК 5 Каучуки, полученные из листового или крепового материала и/или их смеси
ТСК 10, ТСК 10CV Каучуки, полученные из свежего коагулюма или из некопченых листов
ТСК 20, TCK 20CV Каучуки, полученные из коагулюма или из некопченых листов
TCK GP Каучуки, полученные из смеси латекса и плантационного каучука
~ч
I
I
1
!
I
I
Рекомендации по применению натурального каучука (табл. 1.3.21)
1.3.21. Рекомендации по применению натурального каучука различных сортов и марок
Каучук
TCKL
(XL, 3L, 5L)
ТСК 5 (3),
№ 1 RSS
ТСК 10
иТСКЮСУ,
№ 2 RSS
ТСК 20
и TCK 20CV
тскы
Мегаполи
Суперполи
и Прополи
DP-Poly
Очищенный
каучук
(типа SV, L)
SCR-RT
SCR-AT
Ы\Ш-2Ь,
ENR-50
Области применения
Светлоокрашенные и прозрачные хирургические и фармацевтические изделия, ласты и купальные
шапочки, большие промышленные валы для полиграфической промышленности, противогазы,
прорезиненные ткани, жевательная резинка, теннисные мячи, обкладка кабеля, велосипедные камеры и др.
Детали машин, литьевые уплотнительные кольца, смазочные составы, велокамеры, протекторы для
снегоходов и другие резиновые изделия с высокими технологическими характеристиками
Литые соединительные кольца, шины, камеры, губчатые резиновые изделия, велокамеры,
влагонепроницаемые покрытия, микропористые листы для обивки и упаковки, конвейерные ленты, обувь и
другие резиновые изделия
Шины, камеры, губчатые резиновые изделия, велокамеры, влагонепроницаемые покрытия,
микропористые листы для обивки и упаковки, конвейерные ленты, обувь и многие другие резиновые изделия
Конвейерные ленты, протекторы шин большегрузных автомобилей, клеевые прокладки для ремонта
шин, лопасти стеклоочистителя ветрового стекла, литьевые резиновые изделия, включая резиноме-
таллические композиции, состав для соединительных клеевых прокладок, губки низкой плотности,
промышленные валы, камеры, адгезивы, специальные высокотехнологичные резиновые изделия
Адгезивы для крепления каучука к ПВХ, синтетическим волокнам, коже, металлу и др. полимерам;
резиновые изделия с высокой жесткостью; жесткие валы, ролики, электрические разъемы и т.д.
Рукава, шланги, уплотнители, резиновые ленты, резиновая обувь, губчатые изделия; уплотнители для
окон автомобилей; клеи; каландрованные листы и формовые детали
Соединительные кольца, строительные манжеты, антивибрационные детали, изделия для
медицинской и фармацевтической промышленности, а также игрушки, детские соски и изделия,
соприкасающиеся с пищевыми продуктами (благодаря низкому содержанию белков и антигенов)
Для изготовления хлорированного каучука и в производстве товаров, свойства которых ухудшаются
из-за примесей, обычно содержащихся в'каучуке (электрокабели и др.)
Разработан специально для шин радиальной конструкции; подходит также для изготовления изделий
РТИ (ремней, резиновых ковриков, резиновых конвейерных лент, для изготовления резиновой обуви
и ДР.)
Разработан специально для авиационных шин. Подходит также для изготовления изделий РТИ
(ремней, резиновых ковриков, резиновых конвейерных лент, для изготовления резиновой обуви и др.)
I |ротекторные резины с улучшенным сцеплением с мокрой дорогой и пониженными гистерезисными
потерями; замены полярных каучуков (БНК, ХПК) при производстве РТИ; виброизолирующие РТИ,
адгезивы
-Зф5~
ill
1
i
I
1
>Г* Латекс натурального каучука
Содержание каучука в латексе, собранном при подсочке деревьев на плантациях гевеи
(«полевой» или «свежий» латекс), составляет в среднем 30% масс. «Свежий» латекс не
используется из-за высокого содержания влаги, нестабильности при хранении и восприимчивости к
действию бактерий; его стабилизируют 0,05-0,2%-ным раствором аммиака и направляют на
специальные заводы по производству латексных концентратов с содержанием каучука не менее
60%. Латексные концентраты различают по типу применяемого стабилизатора (табл. 1.3.22) и
методу получения - центрифугированием (НА), упариванием (KHS, KLS) или сливкоотделением
(LA). Основным промышленным методом производства концентрированного латекса является
центрифугирование.
Технические требования на центрифугированные и сливкоотделённые латексные
концентраты приведены в табл. 1.3.23.
Распределение частиц латекса по размерам является одним из главных факторов,
определяющих его реологические свойства и механическую стабильность. Благодаря широкому
интервалу размеров частиц (0,01-5 мкм) латекс НК сочетает низкую вязкость с высоким
содержанием сухого каучукового вещества, чего не наблюдается у синтетических латексов. Латекс НК
имеет более низкую механическую стабильность по сравнению со стабильностью
синтетических латексов с гораздо меньшими размерами частиц.
Основными процессами производства изделий из латекса НК являются желатинирование и
последующий синерезис латексных плёнок. Желатинирование- однородная дестабилизация
латекса с образованием влажного гелеобразного трёхмерного агрегата, состоящего из частиц
каучука, обладающего высокой прочностью, прекрасной плёнкообразующей способностью и
высокой технологичностью в процессах производства маканых изделий, резиновых нитей и
формованных изделий из пенорезины. В промышленности применяюттри метода
желатинирования: под влиянием кислот или веществ, выделяющих кислоту в свободном состоянии; под
влиянием солей многозарядных катионов; под влиянием тепла, воздействующего натермочув-
1.3.22. Стабилизирующие системы для центрифугированных латексных концентратов
натурального каучука
Латекс
Высоко- или
полностью аммиачный
Низкоаммиачный
Обозначение
НА
HA-TZ
HA-SPP
НА-ВА
Доля на рынке, %
66
17
6
5
Стабилизирующая система, % масс.
0,7%-ный раствор аммиака
0,2%-ный раствор аммиака, 0,025% масс, оксида цинка,
0,025% масс, тетраметилтиурамдисульфида
0,2%-ный раствор аммиака, 0,2% масс, натрийпента-
хлорфенолята
0,2%-ный раствор аммиака, 0,24% масс, борной кислоты
1.3.23. Характеристика центрифугированных и сливкоотделённых латексных концентратов
Показатель
Общее содержание сухого вещества, % масс, не менее
Содержание каучука, % масс, не менее
Содержание некаучуковых веществ, % масс, не более
Щёлочность
Механическая устойчивость, с
Содержание коагулюма, % масс, не более
Содержание меди, мг/кг
Содержание марганца, мг/кг
Содержание осадка, % масс, не более
Кислотное число летучих жирных кислот, мг КОН/г,
не менее
Кислотное число, мг KOH/г, не менее
Визуальная оценка цвета
Запах после нейтрализации борной кислотой
НА
61,5
60,0
2,0
0,6
650
0,05
8
8
0,1
0,2
1,0
LA
61,5
60,0
2,0
0,29
650
0,05
8
8
0,1
0,2
1,0
НА
66,0
66,0
2,0
0,55
650
0,05
8
8
0,1
0,2
1,0
LA
66,0
66,0
2,0
0,35
650
0,05
8
8
0,1
0,2
1,0
Отсутствие ярко выраженной голубой или зелёной окраски
Отсутствие ощутимого запаха или признаков загнивания
ствительные вещества латекса. Синерезис- процесс самопроизвольного отделения водной фазы,
сопровождаемый соответствующей усадкой и упрочнением геля вследствие увеличения
площади контакта между соседними частицами латекса.
Широкое распространение при производстве маканых изделий на предприятиях малого и
среднего бизнеса получил предвулканизованный латекс, поскольку при его применении не
требуется составление латексных смесей, либо этот процесс ограничивается введением пигмента.
Сшивание каучука в латексе осуществляется серной системой, пероксидами или радиационной
обработкой. При использовании серной системы в состав латексной смеси наряду с серой,
содержание которой может варьироваться от 0,5 (для низкомодульных изделий) до 1,5 масс. ч.
(для высокомодульных изделий) входят ультраускоритель, такой как диэтилдитиокарбамат цинка,
регуляторы устойчивости латекса (каприлат калия, анионные ПАВ) и другие соединения.
Типовой состав латексной смеси (масс.ч.) для получения предвулканизованного латекса при
использовании серу-ускорительной системы приведен ниже:
Латекс HK типа НА 167,0
Гидроксид калия, 10%-ный раствор 1,3
Каприлат натрия, 20%-ный раствор 2,3
Дисперсия серы, 50%-ная 3,0
Дисперсия диэтилдитиокарбамата цинка, 50%-ная 2,0
В состав латексной смеси пероксидной вулканизации входят компоненты
окислительно-восстановительной системы, такие как г/?ег-бутилгидропероксид и тетраэтиленпентамин. Такие
системы можно применять при производстве изделий медицинского назначения.
Механические свойства высушенной плёнки, полученной из
предвулканизованного гидропероксидом латекса НК
приведены ниже:
Условная прочность при растяжении, МПа 27,5
Относительное удлинение при разрыве, % 1050
Условное напряжение при удлинении, МПа:
500% 2,5
700% 6,5
Сопротивление раздиру, Н/см 9,0
Радиационные вулканизаты аналогичны по своим
свойствам вулканизатам, полученным с помощью пе-
роксидных систем. Степень сшивания определяется
дозой облучения и применением сенсибилизаторов
(табл. 1.3.24).
*я
1.3.24. Влияние дозы облучения на
физико-механические свойства
плёнок из латекса натурального каучука
Доза облучения,
Мрад
1
2
3
4
6
Условная
прочность при
растяжении, МПа
15,7
15,9
19,4
16,4
14,7
Относительное
удлинение при
разрыве, %
908
809
803
752
730
Условное
напряжение при
300%-ном
удлинении, МПа
0,9
1,24
1,28
1,38
1,49
I
I
I
I
1.3.26. Мировое потребление
натурального каучука в шинной
и резинотехнической
промышленности (тыс. т)
Производство и потребление натурального каучука
В настоящее время натуральный каучук изготовляется приблизительно в 25 странах мира
При этом в 2008 г. на долю Таиланда, Индонезии и Малайзии приходилось более 72% его
мирового производства (табл. 1.3.25, с.114)
Динамика мирового потребления натурального каучука
и прогноз до 2011 г. приведены в табл. 1.3.26.
Изменение доли НК в общем объёме потребления каучу-
ков в резиновой промышленности приведено на рис. 1.3.1, а
динамика мирового потребления НК - на рис. 1.3.2. В 2007 г.
суммарный объем потребления НК составил 9,362 млн т, в
том числе в шинной промышленности 6,69 млн т (71,5%).
На шины и связанную с ними продукцию приходится 75%
общего объема потребления НК. Доля НК в общем объеме
потребления каучуков при производстве РТИ находится на
уровне 20%.
Год
2000
2005
2006
2007
2008
2009
2010 (прогноз)
2011 (прогноз)
Шины
5061
6309
6401
6690
6910
7199
7403
7548
РТИ
2320
2692
2637
2672
2774
2849
2844
2847
Всего
7381
9001
8968
9362
9683
10049
10247
10395
8 - 5464
113
F.
1.3.25. Производство натурального каучука (тыс.т)
Регион, страна
Азиатско-Тихоокеанский регион
Таиланд
Индонезия
Малайзия
Индия
Шри-Ланка
Филиппины
Вьетнам
КНР
Камбоджа
Мьянма
Папуа-Новая Гвинея
Бангладеш
Африка
Либерия
Нигерия
Кот д'Ивуар
Камерун
Гана
Другие африканские страны
Латинская Америка
Бразилия
Гватемала
Другие страны Латинской Америку
| Всего
Фактически
2000 г.
6377
2346
1501
928
629
88
67
293
445
42
32
4
2
375
105
55
123
62
11
19
151
88
40
23
6903
2005 г.
8366
2995
2250
1139
774
81
81
462
484
54
37
4
5
401
122
41
146
59
12
21
189
102
63
23
8956
2006 г.
9331
3137
2637
1284
855
109
75
554
533
64
73
5
5
413
101
44
178
62
11
17
202
108
65
29
9946
2007 г.
9383
3056
2755
1199
807
117
93
602
600
63
81
5
5
440
114
46
189
62
11
18
217
108
79
30
10040
2008 г.
9455
3059
2815
1183
843
121
94
584
604
63
79
5
5
436
112
45
191
61
10
17
222
107
85
30
9471
Прогноз
2010 г.
8810
3001
2716
888
818
70
122
599
479
64
42
4
6
439
142
48
156
57
15
21
229
122
81
26
9477
2015 г.
9392
3113
3112
770
789
81
200
713
486
72
46
4
6
458
157
49
166
48
17
21
268
142
98
28
10019
2020 г.
10253
3286
3548
714
803
113
321
835
492
79
51
4
6
430
168
47
175
59
20
21
308
162
115
31
11051
1975 1985 1995 2005 2015
Рнс. 1.3.1. Доля натурального каучука в мировом потреблении:
1 — шины и шинная продукция; 2 — общее потребление; 3 —
резинотехнические изделия
* 12
X
«0 10
к н
(UK8
и ц
10 S о
U * 6
&
3 4
2
19
г
1—"^
S^
^^ 2^*"—
^^^^ ^^ч ^"^
^-^"^ з
Год
i i i i i i i i II
70 1980 1990 2000 2010 2020
Рис. 1.3.2. Динамика мирового потребления натурального каучука:
/ — общее потребление; 2 — шины и шинная продукция; 3 —
резинотехнические изделия
Уровень применения (%)
натурального каучука для
различных изделий приведен ниже:
Шины, всего 75
в том числе:
тяжёлые грузовые 33,5
легкогрузовые 18
легковые 15,5
прочие (авиа,
сельскохозяйственные) 8
Товары
промышленного и общего
назначения: ремни, уплотнения,
печатные валы, трубы,
велошины, обувь,
спортивные товары и
ДР 13
Изделия из латекса (по
сухой массе): перчатки,
баллоны, нитки, клеи,
подложка ковров,
игрушки и т.д 12
Всего 100
Усредненный расход НК на
производство одной
бескамерной шины радиальной
конструкции составляет для легковых
шин - 5 кг, для легкогрузовых -
9 кг, для грузовых - 25 кг.
Цены на натуральный каучук
подвержены значительным
колебаниям. Это объясняется
рядом факторов: изменением
спроса на мировых и
региональных рынках, объемом складских
запасов, соотношением курсов
мировых и национальных валют
стран-производителей НК,
колебанием стоимости нефти и
соответственно нефтехимического
сырья и синтетических каучуков,
оказывающих влияние на баланс
потребления НК/СК.
Усредненные данные
по.изменению стоимости натурального
каучука по сравнению со
стоимостью СК за период с 1980 г. по
2005 г. приведены на рис. 1.3.3.
Цены на натуральный каучук
за период с 2002 по 2008 гг.
приведены в табл. 1.3.27.
Национальные стандарты производителей натурального каучука
Требования национальных стандартов мировых производителей натурального каучука
приведены в табл. 1.3.28 -1.3.36.
1.3.28. Стандартная Малазийская схема (SMR)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность
по Уоллесу Р„, не менее
Индекс сохранения пластичности
(ИСП), не менее
Цветовой индекс по шкале Ловибонда,
не более
Вязкость, Муни МБ 1+4 (100°С)
SMR
CV60
SMR
CV50
SMRL
SMR5*
SMRGP
SMR10
SMR
ЮСУ
SMR20
SMR
20CV
Сырье
Латекс
0,02
0,50
0,60
0,80
-
60
-
60±5
0,02
0,50
0,60
0,80
-
60
-
50±5
0,02
0,50
0,60
0,80
35
60
6
-
II
0,05
0,60
0,60
0,80
30
60
-
-
Смесь латекса
и полевого
коагулюма
•0,08
0,75
0,60
0,80
-
50
-
65-
Полевой коагулюм
0,08
0,75
0,60
0,30
30
50
-
-
0,08
0,75
0,60
0,80
-
50
-
60-
0,16
1,0
0,60
0,80
30
40
-
-
0,16
1,0
0,60
0,80
-
40
-
60-
Рис. 1.3.3. Динамика изменения цен на натуральный и
синтетический каучуки
1.3.27. Среднегодовые цены на натуральный каучук в
США и Европе
Год, месяц
2002
2003
2004
2005
2006
2007
2008
Январь
США, Нью-Йорк (СИФ), доллУт
№ 1 RSS
906.8
1230,1
1486,5
1667,6
2312,8
2474,8
2820,6
0071 1
TSR20
856.3
1120,1
1350,5
1535,4
2112,9
2320,6
2705,4
■3QRQ7
Европа (СИФ), евро/т
№ 3 RSS
_
1027,0
1106,2
1286,3
1760,5
1706,2
1350,6
10/1Я R
TSR20
_
957,7
1039,2
1197,2
1646,1
1618,7
1790,5
10190
i
I
S
!
!
I
js*l
3.29. Стандартная Индонезийская схема (SIR)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность
по Уоллесу />„, не менее
Индекс сохранения пластичности
(ИСП), не менее
Цветовой индекс по шкале
Ловибонда, не более
Вязкость по Муни, ML (1+4) 100°С
SIR
3CV70
0,03
0,50
0,60
0,60
-
60
-
70±5
SIR
3CV60
0,03
0,50
0,60
0,60
30
60
-
60±5
SIR
3CV50
0,03
0,50
0,60
0,60
30
60
-
50±5
SIR3L
0,03
0,50
0,60
0,80
30
75
6
-
SIR
3WF
0,03
0,50
0,06
0,80
30
75
-
-
SIR 5
0,05
0,50
0,60
0,80
30
70
-
-
SIR 10
0,10
0,75
0,60
0,80
30
60
-
-
SIR
10VK
0,10
0,75
0,60
0,80
30
60
-
60±5
SIR 20
0,20
1,00
0,60
0,80
30
50
-
-
SIR
20VK
0,20
1,00
0,60
0,80
30
50
-
60±5
1.3.30. Стандартная Вьетнамская схема (SVR)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность
по Уоллесу Р0, не менее
Индекс сохранения пластичности
(ИСП), не менее
Цветовой индекс по шкале
Ловибонда, не более
Вязкость по Муни, МБ (1+4) 100°С
SVR
CV60
0,03
0,50
0,60
0,80
-
60
-
60±5
SVR
CV50
0,03
0,50
0,60
0,80
-
60
-
50±5
SVR3L
0,03
0,50
0,60
0,80
35
60
6
-
SVR5
0,05
0,50
0,60
0,80
30
60
-
-
SVR10
0,08
0,75
0,06
0,80
30
50
-
-
SVR20
0,16
1,00
0,60
0,80
30
40
-
-
Метод тестирования
TCVN 6089:1995
TCVN 6087:1995
TCVN 6091:1995
TCVN 6088:1995
TCVN 6092:1995
TCVN 6092:1995
TCVN 6093:1995
TCVN 6090:1995
1.3.31. Стандартная Таиландская схема (STR)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность
по Уоллесу Р0, не менее
Индекс сохранения пластичности
(ИСП), не менее
Цветовой индекс по шкале Ловибонда,
не более
Вязкость по Муни МБ 1+4 (100°С)
STR
5CV
STR XL
STR5L
STR 5
STR 10
STR
ЮСУ
STR 20
STR
20CV
Сырье
Латекс
0,04
0,6
0,6
0,8
-
60
-
60J
0,02
0,4
0,5
0,8
35
60
4,0
-
0,04
0,4
0,6
0,8
35
60
6,0
-
Листовой
коагулюм
0,08
0,6
0,6
0,8
30
60
-
-
Полевой коагулюм
0,08
0,6
0,6
0,8
30
50
-
-
0,08
0,6
0,6
0,8
-
50
-
60"
-5
0,16
0,6
0,6
0,8
30
40
-
-
0,16
0,8
0,6
08
-
40
-
65"
-5
1.3.32. Стандартная Индийская схема (ISNR)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность
по Уоллесу Р„, не менее
Индекс сохранения пластичности
(ИСП), не менее
Цветовой индекс по шкале
Ловибонда, не более
Вязкость по Муни, МБ (1+4) 100°С
ISNR 3CV
0,03
0,5
0,60
0,6
0,8
-
60±5
ISNR 3L
0,03
0,5
0,60
0,5
0,8
30
6,0
-
ISNR 5
0,05
0,6
0,60
0,6
0,8
30
-
-
ISNR 10
0,10
0,75
0,60
0,6
0,8
30
-
-
ISNR 20
0,20
1,00
0,06
0,6
0,8
30
-
-
ISNR 50
0,50
1,5
0,60
0,6
0,8
30
-
-
1.3.33. Стандартная Кампучийская схема (CSK)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность по Уоллесу р не менее
Индекс сохранения пластичности (ИСП), не менее
Цветовой индекс по шкале Ловибонда, не более
CSK5L
0,05
0,6
0,6
0,8
30
60
6,0
CSK5
0,05
0,6
0,6
0,8
30
60
-
CSK10
0,10
0,75
0,6
0,8
30
50
-
CSK20
0,20
1,00
0,6
0,8
30
40
-
1.3.34. Стандартная схема КНР (SCR)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность
по Уоллесу Р„, не менее
Индекс сохранения пластичности
(ИСП), не менее
Цветовой индекс по шкале
Ловибонда, не более
Вязкость по Муни, МБ (1+4) 100°С
SCRCV
0,05
0,60
0,60
0,80
60
-
60±5
SCRL
0,05
0,60
0,60
0,80
30
60
6,0
-
SCR5
0,05
0,60
0,50
0,80
30
60
-
-
SCR10
0,10
0,75
0,60
0,80
30
50
-
-
SCR20
0,20
1,00
0,60
0,80
30
40
-
-
SCR50
0,50
1,50
0,60
0,80
30
30
-
-
1.3.35. Стандартная схема Папуа-Новая Гвинея (PNG)
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность
по Уоллесу Р„, не менее
Индекс сохранения пластичности
(ИСП), не менее
Цветовой индекс по шкале
Ловибонда, не более
PNG
CRC
0,30
0,50
0,6
0,80
-
60
-
PNG
CRL
0,03
0,50
0,6
0,80
30
60
6,0
PNG
CRN
0,03
0,50
0,6
0,80
30
60
-
PNG
CR5
0,05
0,60
0,6
0,80
30
60
-
PNG
CRG
0,1
0,75
0,6
0,80
-
50
-
PNG
CR10
0,1
0,85
0,6
0,80
30
50
-
PNG
CR20
0,2
1,00
0,6
0,80
30
40
-
PNG
CR50
0,5
1,50
0,6
0,80
30
30
- ■
г
1.3.36. Стандартная Сингапурская схема (SSR)
I
I
о
!
I
I
Показатель
Содержание, % масс, не более
примесей
золы
азота
летучих веществ
Начальная пластичность по Уоллесу Р0, не менее
Индекс сохранения пластичности (ИСП), не менее
SSR5
0,05
0,60
0,65
1,00
30
60
SSR10
0,10
0,75
0,65
1,00
30
50
SSR20
0,20
1,00
0,65
1,00
30
40
SSRS0
0,50
1,50
0,65
1,00
30 "
30
Нормативная документация
ASTM DS900. Спецификации на физические и химические свойства эталонных материалов
(IRM).
ASTM D4678. Приготовление, испытание, акцептирование, документирование и применение
эталонных материалов (IRM).
ASTM D1485. Методы испытания НК.
ASTM D222.Натуральный каучук-Спецификации «технически специфицированных» марок.
ASTM D1278. Натуральный каучук-Химический анализ.
ASTM D3194. Натуральный каучук - Индекс сохранения пластичности.
ASTM D3157. Натуральный каучук-Цветность.
ASTM D3184. Натуральный каучук- Испытания в резиновых смесях-рецептура и
процедура испытаний
ISO 7664:2000. Каучуки, не вулканизованные, натуральные и синтетические - Общие
рекомендации по хранению.
ISO 6225-1:1984. Натуральный каучук - Определение содержания касторового масла - Часть 1.
Определение содержания глицеридов касторового масла методом тонкослойной хроматографии.
ISO 6225-2:1990. Натуральный каучук - Определение содержания касторового масла - Часть 2.
Определение общего содержания рицинолевой кислоты методом газовой хроматографии.
ISO 4660:1999. Каучук натуральный -тест на индекс цветности.
ISO 2930:1995. Каучуки - Определение индекса сохранения пластичности (PRI).
ISO 2027:1990. Натуральный латекс, концентрированный - Спецификации.
ISO 2000:2003. Каучук, натуральный - Спецификации на технически специфицированные
каучуки (TSR).
ISO 2004:1997. Латекс, натуральный, концентрированный, стабилизированный аммиаком-
Спецификации.
ISO 2005:1992. Латекс, натуральный, концентрированный, стабилизированный аммиаком-
Определение содержания загрязнений.
ISO 2007:1991. Каучук невулканизованный - Определение пластичности - Ускоренный
метод на пластометре.
IS01795:2000. Каучуки натуральные и синтетические - Подготовка образцов для испытаний
и дальнейшие препаративные процедуры.
IS01656:1996. Каучук, натуральный, латекс натуральный - Определение содержания азота.
IS01657:1986. Каучук, латекс-Определение содержания железа-Фотометрический метод.
IS01658:1994. Натуральный каучук - Описание процедур.
IS01434:1995. Натуральный каучук в кипах- Количественное определение содержания
упаковочного материала.
ISO 498:1992. Латекс натуральный, концентрированный - Приготовление сухой пленки.
ISO 506:1992. Латекс натуральный, концентрированный - Определение кислотного числа.
ISO 705:1994. Латекс - Определение плотности.
ISO 706:1985. Латекс - Определение содержания коагулянта.
ISO 249:1995. Каучук, натуральный, невулканизованный - Определение содержания загрязнений.
118
-?{^-
сн„
с2=
/
сн2
н
/
=с3
\
с4н2
сн„
\
с2=
/
С'Н,
С4Н2
/
=с3
\
н
IS0123:2001. Латекс - Приготовление образцов. *?v
IS0124:1997. Латекс - Определение содержания твердых веществ.
IS0125:1990. Латекс концентрированный, натуральный латекс - Определение щелочности.
ISO 126:1995. Латекс концентрированный, натуральный латекс - Определение содержания «в
сухого каучука. §.
IS0127:1995. Латекс концентрированный, натуральный латекс - Определение числа КОН. |
ISO 35:1989. Латекс натуральный - Определение механической стабильности. §>
1,3,2, Синтетические изопреновые каучуии |
(В.А. Кормер, В.А. Васильев, И.М. Цыпкина, Л.Ф. Шелохнева, Л.Г. Андрианова) |
Синтетические изопреновые каучуки (СКИ) получают стереоспецифической полимеризаци- '§
ей изопрена (2-метилбутадиена-1,3) в растворе. |
При синтезе полиизопрена возможно образование макромолекул с четырьмя типами звень- §
ев в зависимости от расположения первого и четвертого атомов углерода элементарного звена ^
по отношению к двойной связи:
сн3 ~н2с4—с3н~
-с1—с2н — с2
I /W
С3Н Н,С С'Н,
II
с4н2
цис-1,4- трансЛА- 1,2- 3,4-
В полимерах, состоящих из цис- или г/шс-1,4-звеньев, вероятно соединение молекул по
принципу «голова к хвосту» (С1-С4), «голова к голове» (С1-С) или «хвост к хвосту» (С4-С4). Регулярность
микроструктуры (доля звеньев, присоединенных в определенном порядке) является важнейшей
характеристикой изопреновых каучуков, которая зависит от состава применяемого катализатора и
условий полимеризации. Наибольшее техническое значение имеет стереорегулярныйцис-1,4-изоп-
реновый каучук, по строению и свойствам очень близкий к натуральному каучуку.
Типы и марки синтетических изопреновых каучуков
Стереорегулярные£/ис-1,4-полиизопрены синтезируют с помощью ионно-координационных
катализаторов. В зависимости от природы металла, входящего в состав каталитического
комплекса, различают три типа синтетических изопреновых каучуков:
I - «литиевый» (СКИЛ) - на основе литийалкилов;
II - «титановый» (СКИ-3) - на основе хлоридов титана и алюминийалкилов;
III - «лантаноидный» (СКИ-5) - на основе солей лантаноидов неодимовой группы.
Полиизопрены типов НИ различаются по степени регулярности, молекулярной массе, мо-
лекулярно-массовому распределению и содержанию гель-фракции. В табл. 1.3.37 приведены
данные по микроструктуре отечественных полиизопренов. Все виды синтетических каучуков по
однородности микроструктуры уступают натуральному каучуку, макромолекулы которого
содержат 100% цмсА ,4-звеньев, присоединенных по типу «голова к хвосту».
В России в промышленном масштабе выпускают изопреновый каучук двух типов - СКИ-3 и
СКИ-5 (табл. 1.3.38). В период 2000-2010 г.г. производство синтетических изопреновых
каучуков осуществляется в ОАО «Нижнекамскнефтехим», ОАО «Синтез-каучук» (г. Стерлитамак), ООО
«Тольяттикаучук». /
В табл. 1.3.39 приведены торговые марки промышленных изопреновых каучуков мировых
производителей.
fir 1.3.37. Микроструктура цис-1,4-полиизопренов
Тип присоединения
1,4-Цис-присоединение:
в т.ч. «голова к хвосту»
1,4-Гранс-присоединение:
в т.ч.: «голова к хвосту»
«хвост к голове»
3,4-Присоединение
1,2-Присоединение
Содержание звеньев в полиизопрене, %
«литиевый»
93
90
0-3
1-2
2
6
1
«титановый»
97-98
96-97
1,5-2,0
1
1
0,5-1,0
Отсутствует
«лантаноидный»
98-98,5
98-98,5
0
0
0
1,5-2,0
Отсутствует
1.3.38. Торговые марки отечественного цис-1,4-изопренового каучука
(буквы в наименовании марок каучука СКИ-3 и СКИ-5 указывают на область применения)
Марка
СКИ-3
ски-зд
ски-знт
СКИ-ЗА
ски-зш
ски-зв
ски-зс*
ски-зп
ски-знтп
ски-з-ог*
СКИ-5
СКИ-5ПМ*
гост
14925-79
С ИЗМ. 4, 5, 6, 7, 8
14925-79
С ИЗМ. 4, 5, 6, 7, 8
14925-79
с изм. 4, 5, 6, 7, 8
ТУ
38.103522-82 с изм. 1,2
38.103588-85 с изм. 5
38.103317-84
2294-022-48158319-2001
38.103244-92
38.103244-92
38.103433-90
2294-054-16810126-2003
2294-051-16810126-2004
Область применения
Для тяжелых грузовых и легковых шин, РТИ
широкого ассортимента, эбонитов
Кабельная промышленность, изготовление
электроизоляционных резин
Для резин специального назначения
Для шин для авиационной промышленности
Для шин высшей категории качества
Для резиновых изделий для вакуумной техники
Для РТИ, обуви, цветных резиновых изделий
Для резин, контактирующих с пищевыми
продуктами, изделий широкого потребления (игрушки, мячи)
Для изделий новой техники
Для изделий шинной, резинотехнической, кабельной
промышленности
Для грузовых и легковых шин, РТИ широко
ассортимента
Для резин, контактирующих с пищевыми
продуктами, с тканями живого организма, средств
индивидуальной защиты органов дыхания (СИЗОД)
* Используется антиоксидант фенольного типа.
** Модифицированный каучук с повышенной когезионной прочностью.
1.3.39.Торговые марки синтетических
цис-1,4-изопреновых каучуков мировых производителей
Марка (фирма)
Blended Rubber (IR)
(Milliken Chemical
Speciality Elastomers)
Elastoguard (IR)
(Milliken Chemical
Speciality Elastomers)
Isolene
(Elementis
Specialties)
Характеристика
Смесь с использованием изопренового каучука,
рецептура которой составляется в соответствии
с индивидуальными техническими
требованиями заказчика
Изопреновый каучук с антимикробными
свойствами (с использованием серебра),
теплостойкий
Жидкий изопреновый каучук
Светло-желтая жидкость.
Плотность 920 кг/м3.
Зольность 0,1%.
Содержание летучих 0,47-0,87% (2 ч при
100°С).
Марки и вязкость:
lsolene-40 -4 Пас при 38°С;
lsolene-400 -40 Пас при 38°С;
Цвет по Гарднеру 8 (макс.) (для lsolene-40 и
lsolene-400);
Область применения
Для конкретного потребителя и в
различных областях
Для различных областей применения,
где требуются антимикробные
свойства
Улучшает свойства адгезивов;
сохраняет адгезию и гибкость при низких
температурах; повышает кроющую
способность покрытий и текучесть;
повышает адгезию к гибким
субстратам
1.3.ЗЭ.Торговые марки синтетических
цис-1,4-изопреновых каучуков мировых производителей (продолжение)
Марка (фирма)
Характеристика
Область применения
Isolene
(Elementis
Specialties)
lsolene-40S -4 Пас при 38°С;
lsolene-400S -40 Пас при 38°С;
Цвет по Гарднеру 5 (макс.) (для ИзолеМОЭ и
Изолен-4008)
Улучшает свойства адгезивов;
сохраняет адгезию и гибкость при низких
температурах; повышает кроющую
способность покрытий и текучесть; повышает
адгезию к гибким субстратам
Isolene Liquid
Synthetic Rubber
(R.T. Vanderbilt
Company, Inc)
Жидкий цис-1,4-полиизопреновый каучук
Прозрачная жидкость медового цвета,
Гс = -65°С.
Выпускается с двумя показателями вязкости
при 100"C:
lsolene-40 -4 Пас;
Isolene 400 - 40 Па с.
Марки lsolene-40S и 400S содержат антиокси-
данты для повышения долговременной
стойкости цвета
Для улучшения смешения и
переработки резиновых смесей; действует в
качестве пластификатора, снижая
продолжительность цикла; совулка-
низуется с полимерной матрицей и не
улетучивается из готового изделия;
идеален для смешения в рецептурах
таких продуктов как чувствительные
к давлению адгезивы, систем
полимеров, вулканизуемых УФ-светом и
блоксополимеров S-I-S и S-B-S
Natsyn 2200
(Goodyear Chemical)
Изопреновый каучук с высоким содержанием
цис-1,4-звеньев (-99%) и неокрашивающим
антиоксидантом.
Бесцветный полиизопрен растворной
полимеризации высокой однородности и чистоты.
Вулканизуется традиционными
вулканизующими группами.
Плотность 910 кг/м3.
Вязкость по Муни МБ 1+4 (100°С) 70-90.
Гс = -75°С.
Транспортируется в кипах по 34 кг
Для изделий светлого цвета,
адгезивов, обуви, губчатых изделий, шин,
фармацевтических изделий,
резиновых лент, формованных изделий, РТИ
Изопреновый каучук с неокрашивающим
антиоксидантом.
Содержание цис-1,4-звеньев 98%.
Плотность 910 кг/м3.
Вязкость по Муни МБ 1+4 (100°С) 75-90
Nipol IR 2200
(Zeon Chemicals)
Для шин, ремней, упаковочных
материалов, уплотнений, обуви и других
шприцованных и формовых РТИ;
может комбинироваться с другими кау-
чуками, такими, как натуральный, бу-
тадиенстирольные, бутадиеновые ка-
учуки; применяется для прозрачных
или изделий светлого цвета
Nipol IR 2200
(R.T. Vanderbilt
Company, Inc.)
Изопреновый каучук с высоким содержанием
цис-1,4-звеньев (98%) растворной
полимеризации с неокрашивающим антиоксидантом.
Белого или светло-желтого цвета, высокой
однородности и чистоты; вулканизуется
традиционными вулканизующими группами.
Плотность 910 кг/м3.
Вязкость по Муни МБ 1+4 (100°С) 75-90.
Г, = -75°С
Для производства изделий светлого
цвета, адгезивов, обуви, вспененных
материалов, медицинских изделий,
резиновых лент, РТИ
Изопреновый каучук с неокрашивающим анти-
оксидантом.
Содержание цис-1,4-звеньев 98%.
Плотность 910 кг/м3.
Вязкость по Муни МБ 1+4 (100°С) 65-80
Аналогичен марке IR 2200 с низкой
вязкостью по Муни
Nipol IR 2200L
(Zeon Chemicals)
Nipol IR 2200L
(R.T. Vanderbilt
Company, Inc)
Изопреновый каучук с высоким содержанием
цис-1,4-звеньев (98%) растворной
полимеризации с неокрашивающим антиоксидантом.
Белого или светло-желтого цвета, имеет
высокие однородность и чистоту.
Вулканизуется традиционными
вулканизующими системами.
Плотность 910 кг/м3.
Вязкость по Муни МБ 1+4 (100°С) 65-80.
Т, = -75°С
Для производства изделий светлого
цвета, адгезивов, обуви, вспененных
материалов, медицинских изделий,
резиновых лент, РТИ
~<офШфа,'~
12
I
I
I
is
I
I
1.3.39.Торговые марки синтетических
цис-1,4-изопреновых каучуков мировых производителей (окончание)
Марка (фирма)
Nipol IR 2200N
(R.T. Vanderbilt
Company, Inc)
Условное обозначение:
Характеристика
Изопреновый каучук с высоким содержанием
цис-1,4-звеньев (98%) растворной
полимеризации, без антиоксидантов.
Белого или светло-желтого цвета, имеет
высокие однородность и чистоту.
Вулканизуется традиционными
вулканизующими группами.
Плотность 910 кг/м3.
Вязкость по Муни ML 1+4 (100°С) 75-90.
Гс = -75°С
Г - температура стеклования.
Область применения
Для производства изделий светлого
цвета, адгезивов, обуви, вспененных
материалов, медицинских изделий,
резиновых лент, РТИ
Показатель
Содержание, % масс,
не более
железа
меди
титана
Содержание золы, % масс,
не более
Содержание стеариновой
кислоты, % масс.
Потеря массы при 105°С, %
Каучук
«титановый»
СКИ-3
0,005
0,0001
0,06
0,6
0,6-1,4
0,6-0,8
«лантаноидный»
СКИ-5
0,004
0,0001
0,5
0,6-1,4
0,5-0,7
СКИ-5ПМ
0,003
0,0001
0,5
0,6-1,4
0,7
1.3.40. Состав примесей, содержащихся Q ИЗОПреНОВЫХ КаучуКЭХ МОГУТ СО-
в изопреновых каучуках различных марок держаться также:
- остатки продуктов,
образовавшихся после разрушения каталитического
комплекса - соединений титана, лития
или лантаноида, алюминия;
- следы металлов -железа, меди;
- стеариновая кислота, ее калиевая
и кальциевая соли, которые вводятся на
стадии выделения каучука;
- аминные или фенольные антиок-
сиданты.
Кроме того каучуки могут содержать
механические включения, включения структурированного полимера. Допустимое содержание
примесей в изопреновых каучуках приведено в табл. 1.3.40.
Получение изопреновых каучуков
Процесс получения промышленных z/ис-изопреновых каучуков включает следующие
основные стадии (без учета подготовительных и вспомогательных операций):
- приготовление каталитического комплекса;
- полимеризацию изопрена;
- дезактивацию катализатора;
- стабилизацию каучука;
- выделение каучука из раствора (водную дегазацию каучука);
- сушку каучука;
- очистку возвратных углеводородов.
Приготовление каталитического комплекса осуществляется в реакторе с мешалкой и
водяной рубашкой смешением толуольных растворов тетрахлорида титана и триизобутилалюми-
ния. Для предотвращения разделения образующейся гетерогенной системы на фазы
предусматривается постоянная циркуляция по контуру с помощью насоса. Процесс приготовления
катализатора контролируется методами диэлектрической проницаемости, ЭПР и др.
Полимеризация изопрена проводится непрерывным способом в батарее из двух-трех
последовательно соединенных полимеризаторов. Последние имеют рубашки, в которые подается
охлаждающая смесь, и мешалки с лопастями и скребками для постоянного интенсивного
перемешивания всего объема полимеризуемой смеси и непрерывной очистки поверхности
теплообмена. Каталитический комплекс с помощью дозирующего устройства вводится в первый поли-
122
меризатор или в предреактор для смешения с шихтой (смесь изопрена и изопентана), затем ^v
реакционная смесь проходит последовательно остальные полимеризаторы. Температура
полимеризации повышается по ходу процесса вследствие экзотермичности реакции. Конверсия
изопрена, как правило, достигает 85-90%.
Дезактивация катализатора - прекращение реакции полимеризации и перевод
компонентов катализатора в неактивные соединения, не влияющие на дальнейшую обработку полимера,
осуществляется водным этиловым спиртом в интенсивных малообъемных смесителях и
аппаратах с Z-образной мешалкой. Разрушенный катализатор немедленно удаляется путем водной
экстракции для предотвращения структурирования полимера. Процесс проводится на
специальном оборудовании, в котором высоковязкие растворы полимера смешиваются с водой и
полученная эмульсия разделяется экстракцией в прямоточно-противоточных системах.
Стабилизация каучуков имеет большое значение для полиизопренов, обладающих высокой
реакционной способностью. Активными ингибиторами окислительно-восстановительных
процессов в цис-1,4-полиизопрене являются соединения аминного и фенольного типа. Процесс
стабилизации осуществляется в интенсивных смесителях. В промышленности для
стабилизации темных марок каучука используют следующие антиоксиданты:
М,М'-дифенил-л-фенилендиамин(ДФФД);
|\1-алкил-|\Г-фенил-л-фенилендиамин(С-789);
|\1-(1,3-диметилбутил)-1\Г-фенил-/7-фенилендиамин(диафен-13);
Алкилфеноламин (АФА);
Алкилфенилендиамины (сантофлекс 134-ПД, флекзон 11L, дусантокс L).
Для светлых марок каучука используется 2,6-ди-грег-бутил-4-метилфенол (агидол-1).
Выделение каучука из раствора осуществляется водной дегазацией в последовательно
соединенных аппаратах-дегазаторах непрерывным способом в противотоке дегазирующего
агента- острого водяного пара и дегазируемой крошки каучука в виде ее дисперсии в воде. Полиме-
ризат предварительно эмульгируется в воде в присутствии антиагломератора (продукт
взаимодействия стеариновой кислоты, гидрооксида калия и хлорида кальция) для получения
однородной по размерам крошки. Последующее диспергирование полимеризата проводится в
момент подачи его в дегазатор первой ступени с использованием крошкообразователей
различных конструкций. На стадии дегазации происходит отгонка углеводородных продуктов и
образование концентрированной суспензии крошки каучука в воде (пульпы).
При сушке на червячных машинах сначала удаляется основная часть воды на отжимном
прессе, после чего каучук пропускается через червячный пресс при повышенных температурах
и давлении. Время прохождения каучука в зоне высоких температур при этом способе сушки
минимально. Процесс сушки экономичен и позволяет получать каучук однородный по пластоэ-
ластическим свойствам. После сушки каучук поступает на брикетирующие прессы, откуда
брикеты каучука массой 30 кг по ленточным транспортерам направляются на упаковку в
полиэтиленовую пленку и бумажные мешки.
Углеводороды, выделенные при дегазации, направляются на дополнительную очистку и
переработку, а затем возвращаются в производство. Переработка включает щелочную и водную
отмывку, азеотропную сушку возвратного растворителя, отгонку фракции С4, ректификацию
фракции С5, выделение толуола.
На отечественных предприятиях, производящих изопреновый каучук, в качестве
растворителя применяют изопентан, который также используют в качестве сырья для получения
изопрена методом дегидрирования изопентана. На полимеризацию подается раствор изопрена в изо-
пентане с концентрацией мономера в растворе около 12-15% масс. Изопентан имеет низкую
теплоту испарения, что очень удобно по экономическим соображениям. Однако вместо
изопентана можно использовать другой алифатический растворитель, например гексан или смесь
углеводородов С6-С
I
1
i
!
I
I
I,
§
i
I
Показатель
Вязкость по Муни
МБ 1+4(100°С)*'
Разброс по
вязкости внутри партии
Пластичность
по Карреру
Разброс по
пластичности внутри
партии, не более
Эластическое
восстановление после
определения
пластичности, мм,
не более
Условная прочность
при растяжении,
МПа, не менее:
при 23°С
приЮ0°С
Относительное
удлинение при
разрыве, %, не менее
Содержание золы,
% масс, не более
Содержание
водорастворимой части
золы, % масс,
не более
Содержание
металлов, % масс,
не более:
меди
железа
титана
Потеря массы при
сушке, %, не более
Содержание
стеариновой кислоты,
% масс.
Содержание антиок-
сидантов, % масс:
1\1,1\Г-дифенил-л-
фенилендиамина
(ДФФД), не менее
илидиафена-13
или С-789
АФА-1, не менее
сантофлекса
134-ПД, не менее
флекзона 11L,
не менее
дусантокса L,
не менее
СКИ-3 высшего сорта
1 группа
75-85
8
0,30-0,35
0,05
1,8
30,4
21,6
800
0,5
0,0001
0,004
0,06
0,6
0,6-1,4
II группа*1
65-74
8
0,36-0,41
0,05
1,7
30,4
21,6
800
0,5
0,0001
0,004
0,06
0,6
0,6-1,4
III группа
55-64
8
0,42-0,48
0,06
1,5
29,4
20,6
750
0,5
0,0001
0,004
0,06
0,6
0,6-1,4
0,15
0,30-0,50
0,20-0,40
0,7
0,2
0,2
0,2
СКИ-3 первого сорта
1 группа
75-85
8
0,30-0,35
0,06
2,0
29,4
20,6
750
0,5
0,0001
0,005
0,07
0,6
0,6-1,4
II группа
65-74
8
0,36-0,41
0,08
1,9
28,4
19,6
700
0,6
0,0001
0,005
0,07
0,6
0,6-1,4
III группа
55-64
8
0,42-0,48
0,08
1,6
28,4
19,6
700
0,6
0,0001
0,005
0,07
0,6
0,6-1,4
0,15
0,30-0,50
0,20-0,40
0,7
0,2
0,2
0,2
ски-зд
высшего
сорта
55-75
8
0,37-0,43
0,05
1,7
30,4
21,6
800
0,35
0,08
0,0001
0,004
0,06
0,6
0,6-1,2
первого
сорта
55-75
8
0,36-0,43
0,08
1,9
28,4
19,6
700
0,35
0,08
0,0001
0,004
0,06
0,6
0,6-1,2
0,15
0,30-0,50
0,20-0,40
0,7
СКИ-
знт*1
0,30-0,38
0,05
1,8
31,3
22,5
800
0,35
0,0001
0,004
0,06
0,5
0,8-1,4
0,15
*' Показатель пластичности (группу по пластичности) и эластическое восстановление после определения
пластичности измеряют по требованию потребителя вместо вязкости по Муни.
*гДопускается изготовление для шинной промышленности каучука СКИ-3 II группы высшего и первого сортов, потеря
массы при сушке не более 0,8%.
*3Для каучука СКИ-ЗНТ, предназначенного для изготовления вакуумных резин, потеря массы при сушке не более 0,4%.
124
Промышленный каучук СКИ-3 выпускается по ГОСТ 14925-79 с изм. 4,5,6,7,8 (табл. 1.3.41)
Состав резиновой смеси (масс, ч.) для оценки характеристик вулканизата представлен ниже
(режим вулканизации 20-30 мин при 133°С):
Каучук 100,00
Кислота стеариновая техн. (стеарин) 2,00
Альтакс [ди(2-бензтиазолил)дисульфид] 0,60
Гуанид Ф 3,00
Белила цинковые сухие БЦО-М 5,00
Сера техническая (сорт 9995 или 9990) 1,00
Всего 111,60
В 2005 г. был утвержден национальный стандарт Российской Федерации ГОСТ Р 52367-
2005 «Каучук синтетический цлс-изопреновый» для контроля изопреновых каучуков,
проведения сертификационных и арбитражных испытаний, а также разработки спецификаций на
различные типы и марки изопреновых каучуков. Технические требования к изопреновому каучуку
по ГОСТ Р 52367-2005 (в основу испытаний положены методики ГОСТ и ИСО) приведены ниже:
Вязкость по Муни МБ 1+4(100°С) 65-85
Разброс вязкости по Муни внутри партии, не более 8
Потеря массы при сушке, %, не более 0,6
Содержание золы, % (масс), не более 0,5
I
1
!
I
1
1
Физические свойства изопреновых каучуков и вулканизатов на их основе
Все изопреновые каучуки полидисперсны по молекулярной массе (ММ). Молекулярная
структура и молекулярно-массовое распределение являются важнейшими характеристиками
каучуков, которое определяют их свойства.
Молекулярная структура каучука описывается коэффициентом полидисперсности Мн/Мп,
разветвленностью, содержанием и плотностью гель-фракции, нерастворимой в гексане в
статических условиях.
Средневискозиметрическую молекулярную
массу рассчитывают на основании
характеристической вязкости каучука по эмпирическому
уравнению Марка-Хувинка [г\]=КМР. Значения констант
для этого уравнения приведены в табл. 1.3.42.
«Литиевый» изопреновый каучук
характеризуется высокой линейностью макромолекул, и его
молекулярная масса приближается к
молекулярной массе НК ([т]]=7-5-8 дл/г), а очень узкое ММР
(/И/Мл=1,05+1,15) имеет
1.3.42. Константы К и а в уравнении
характеристической вязкости Марка-Хувинка
Г|] = ш" для изопреновых каучуков
Катализатор
полимеризации
Литиевый
Титановый
Лантаноидный
Растворитель
Бензол
Толуол
Бензол
Толуол
Толуол
К-ЮЛдл/г
1,33
2,00
1,12
1,90
1,90
а
0.780
0,728
0,780
0,745
0,745
максимум в области
больших молекулярных масс.
«Титановый»
изопреновый каучук отличается
отлитиевого меньшей ММ
([г]]=3,5-М,5 дл/г) и более
широким ММР (MJMn=
3+4).
Молекулярные
параметры изопреновых
каучуков, полученных на
различных катализаторах,
приведены в табл. 1.3.43.
Микроструктура цис-
полиизопренов оказывает
1.3.43. Молекулярные параметры изопреновых каучуков
Показатель
Содержание гель-фракции, %
Степень набухания геля в гексане, %
Молекулярная масса:
к=м„/м„
M/I0-3
«„•ю-3
Фракционный состав макромолекул, %
M„flo10J
М^отИНдоЮ-»
М„ более Ю-6
Температура стеклования, °С
Каучук
«литиевый»
0-10
-
1,1-1,5
13-15
61-71
20
-66 + -69
«титановый»
серийный
10-20
40-60
2,5-4,0
150-180*
700-900*
15-20
42-58
27-38
-70
«лантаноидный»
Отсутствует
-
3,5-4,0
200-300
800-1000
-70
'Для золь-фракции.
I
I
I
I1
I
I
yi°* решающее влияние на свойства резин на его основе. Так, для «титанового» цисА ,4-изопренового
каучука, более близкого по микроструктуре к НК по сравнению с «литиевым», резины по многим
физико-механическим показателям приближаются к вулканизатам НК (табл. 1.3.44 и 1.3.45).
Изопреновые каучуки с широким ММР лучше перерабатываются, чем аналогичные каучуки
с более узким ММР. Так, «титановый» изопреновый каучук имеет лучшие клейкость и
технологические свойства по сравнению с «литиевым». Подобно НК он легко каландруется и
шприцуется, не требуя предварительной пластикации, быстро смешивается с ингредиентами и легко
совмещается с другими каучуками общего назначения. Этот каучук хорошо перерабатывается на
оборудовании резинового производства подобно пластифицированному НК.
Промышленный «титановый» изопреновый каучук содержит золь- и гель-фракции.
Наличие геля в каучуке количественно определяется по содержанию нерастворимой в гексане
фракции, структура геля характеризуется степенью набухания его в гексане.
С увеличением содержания плотного геля технологические свойства резин ухудшаются.
Наличие плотного геля вызывает «шубление» резиновых смесей, понижает их клейкость, повышает
склонность к подвулканизации, а также «рубку корда». В промышленном каучуке содержание
гель-фракции составляет 5-20%. Гель-фракция содержит значительно больше золы, металлов,
но меньше антиоксидантов и является более жесткой, чем исходный каучук (табл. 1.3.46).
1.3.44. Физико-механические свойства вулканизатов на основе «литиевого»
изопренового каучука
Показатель
Условная прочность при растяжении, МПа:
при 20°С
приЮ0°С
Относительное удлинение при разрыве, %
при 20°С
при100°С
Сопротивление раздиру, кН/м при 20°С
Твердость по ТМ-2
Эластичность по отскоку, %,:
при 20°С
при100°С
Коэффициент морозостойкости при -45°С
Ненаполненный вулканизат
на основе
СКИ-Л
25-28
6-19
1100-1300
700-1200
20-45
25-35
62-70
67-79
0,50-0,98
НК
25-33
23-30
800-850
850-900
35-55
35-10
65-75
74-76
0,40-0,80
Вулканизат с 30 масс. ч.
техуглерода марки К354 на основе
СКИ-Л
26-29
11-15
950-1050
900-1000
40-75
45-55
45-59
58-64
0,50-0,55
НК
29-32
25-30
750-850
700-720
130-150
50-60
50-60
55-72
0,40-0,55
1.3.45. Физико-механические свойства вулканизатов* на основе «титанового»
изопренового каучука
Показатель
Условная прочность при растяжении, МПа:
при 20°С
приЮ0°С
Относительное удлинение при разрыве, %
при 20°С
при100°С
Сопротивление раздиру, кН/м при 20°С
при 20°С
при 100°С
Твердость по ТМ-2
Эластичность по отскоку, %,:
при 20°С
при100°С
Коэффициент морозостойкости при -45°С
* Состав смеси, масс, ч.: каучук -100; сера -
Ненаполненнь
наос
СКИ-3
29-32
27-28
750-850
850-950
30-55
25-35
35-40
65-75
72-82
0,50-0,98
; альтакс - 0,6;
й вулканизат
нове
НК
30-32
28-30
750-800
750-850
35-55
30-40
35-40
65-75
72-82
0,40-0,90
гуанид Ф - 3; с
Вулканизат с 50 масс.ч.
техуглерода марки К 354 на основе
СКИ-3
25-30
29-35
550-650
550-700
85-90
65-75
65-75
37-51
52-54
0,30-0,40
геариновая кислота -
НК
30-31
24-26
500-550
550-600
130-140
85-90
65-75
34-52
60-65
0,25-0,40
1; оксид цинка - 5;
126
-^ф^-
'-ад*
1.3.47. Характеристика каучука СКИ-3 *f^
с различным содержанием гель-фракции
1.3.46. Характеристика промышленного
каучука СКИ-3 и его гель-фракции
Показатель
Содержание гель-
фракции, %
Вязкость по Муни
МБ 1+4(100°С)
Пластичность
по Карреру
Эластическое
восстановление, мм
Содержание золы,
% масс.
Содержание металлов,
% масс:
железа
титана
меди
Содержание антиокси-
дантов, % масс:
ДффД
0-нафтиламин
Потеря массы при
105°С,%
Полупериод
кристаллизации при 26°С т05,
мин
Скорость
кристаллизации V, %/Ч
Глубина
кристаллизации Н, %
Брутто
каучук
25
79
0,35
1,69
0,22
0,0017
0,030
0,00003
0,16
0,40
0,65
1100
0,085
2,0
Гель-
фракция
100
101
0,16
2,47
0,40
0,0043
0,050
0,00008
0,12
0,25
0.27
1100
0,075
1,9
1.3.48. Физико-механические свойства и
параметры вулканизационной сетки
стандартных ненаполненных вулканизатов на
основе каучука СКИ-3 (ГОСТ 14925-79)
Показатель
Свойства в
Условное напряжение при
500%-ном удлинении, МПа
Условная прочность при
растяжении, МПа:
при 23°С
при100°С
Относительное удлинение
при разрыве, %
Эластичность по отскоку, %
при 23°С
приЮ0°С
Каучук
с 20% геля
«Безгелевый»
каучук
глканизатов
2,1
34,9
28,9
810
70
77
1,9
37,1
30,6
810
74
82
Параметры вулканизационной сетки
Содержание золь-фракции,
% (ацетон)
Степень набухания,%
(бензол, Г =23°С, Зсут.)
Содержание активных
цепей,%
0,8-1,5
380-410
85-90
0,4-0,8
410-425
90-95
Показатель
Содержание цис-
1,4-звеньев, %
Степень набухания
Пластичность
по Карреру
Эластическое
восстановление, мм
л^-ю-3
Каучук
с 20% геля
98,0
65*
0,37
1,6
810**
Безгелевый
каучук
98,0
ОО
0,38
1,3
950
' Для гель-фракции.
' Для золь-фракции.
1.3.49. Физические свойства изопреновых
каучуков и их стандартных ненаполненных
вулканизатов (ГОСТ 14925-79)
Показатель
Плотность, кг/м3
Коэффициент объемного
расширения, "С-1
Сжимаемость, 1/МПа
Удельная теплоемкость,
кДж/(кг-К)
Коэффициент
теплопроводности, Вт/(м-К)
Теплота сгорания, мДж/кг
Температура стеклования, "С
Равновесная температура
плавления, "С
Плотность энергии когезии,
МДж/м3
Показатель преломления л0
Удельное объемное
электрическое сопротивление. Ом-м
Удельная электропроводность,
Ом-1-м-1
Диэлектрическая
проницаемость (1 кГц)
Электрическая прочность,
кВ/мм
Тангенс угла
диэлектрических потерь
Каучук
910-920
670-Ю-6
510-Ю-6
1,905
0,134
45,2
-72
28
262-289
1,5191
3,4-Ю'2
2.57-10-15
2,37-2,45
1,6.10-*
Вулканизат
920-1000
660-Ю-6
510-Ю-6
1,828
0,143-0,150
44,4
-63
_
1,5264
1-Ю"
2,1-Ю-15
2,68
20-30
1,3-1 ГГ3
1.3.50. Газопроницаемость синтетических
изопреновых каучуков
Газ
Кислород
Азот
Давление,
МПа
0,3
0,3
0,6
0,6
0,3
0,3
0,6
0,6
Температура,
•с
30
60
30
60
30
60
30
60
Коэффициент
газопроницаемости, м'/(с-Па)
54-10-"
199-10-"
45-10"
206-10-"
88-10-"
79-10"
304-Ю-"
235-10-"
I
1
I
I1
1
I
^f
JT в настоящее время благодаря усовершенствованной технологии синтеза полиизопрена
получен каучук СКИ-3 с минимальным содержанием или полным отсутствием геля. Безгелевый изоп-
реновый каучук выпускается в промышленности под торговыми марками СКИ-ЗШ и СКИ-ЗА. Этот
каучук обладает более совершенной молекулярной структурой: при одинаковой пластичности с
СКИ-3, содержащим 20% геля, он имеет более высокую молекулярную массу и более низкое
эластическое восстановление и, следовательно, более высокую технологичность при переработке
(табл. 1.147).
Анализ характеристик промышленного цисА ,4-изопренового каучука показывает, что
«безгелевый» каучук имеет более однородные пластоэластические свойства и температуростойкость
вулканизатов (табл. 1.3.48).
«Безгелевый» изопреновый каучук сохраняет высокую ММ после переработки и
вулканизации, что обеспечивает образование вулканизационной сетки более совершенного строения и
улучшение физико-механических свойств вулканизатов и резин на его основе.
Термомеханическая стабильность характеризуется индексом сохранения момента (ИСМ), который
для «безгелевого» каучука составляет 83%, для каучука, содержащего 25% гель-фракции - 78%.
В табл. 1.3.49 и 1.3.50 приведены физические свойства изопреновых каучуков.
Модифицированные изопреновые каучуки. Синтетический цис-изопреновый каучук,
близкий по структуре и свойствам к НК, отличается от последнего низкими когезионной прочностью
и клейкостью невулканизованных смесей, наполненных техуглеродом. Это различие
обусловлено, прежде всего, присутствием в НК полярных групп и некаучуковых примесей, причем именно
полярные группы оказывают решающее влияние на прочность сырых резиновых смесей.
Устранение этого недостатка очень важно для каучука СКИ-3, используемого в производстве шин
большого диаметра и радиальных шин.
Модификация каучука введением полярных групп в макромолекулу полимера позволяет
повысить качество резин на его основе.
Во ВНИИСК (ФГУП «НИИСК») были синтезированы полиизопрены, содержащие
карбоксильные (СКИ-ЗК) группы, гидроксильные вместе с галогенами (СКИ-ЗМ), эпоксидные (СКИ-ЗЭ),
нитрозо-группы (СКИ-3-01), циклокарбонатные вместе с бромом (СКИ-ЗБЦ), а также
полиизопрены, модифицированные малеиновым ангидридом и его производными (СКИ-ЗМА, СКИ-ЗКП),
олигомерными композициями, содержащими гидразидные и гидразонные группы (СКИ-ОГ).
Модифицированные полимеры характеризуются повышенными показателями прочности и
напряжения при 300%-ном растяжении невулканизованных смесей каучука с техуглеродом.
Каучук СКИ-ЗКП не уступает натуральному каучуку по условной прочности при растяжении
сырых резиновых смесей, находится с ним на одном уровне по сопротивлению раздиру и
превосходит по прочности связи с кордом после вулканизации.
Изопреновые каучуки, полученные на лантаноидной каталитической системе. В настоящее
время производство «лантаноидного» полиизопрена (СКИ-5) освоено в промышленном
масштабе. Этот каучук нового поколения по микроструктуре является ближайшим аналогом
натурального каучука. Он не содержит гель-фракции и олигомеров изопрена, в нем в 3-4 раза
меньше летучих примесей, чем в СКИ-3, он обладает «подвижным» ММР, которое регулируется
техническими приемами в процессе полимеризации, и четко выраженной зависимостью вязкоэла-
стических характеристик от молекулярной массы.
В промышленности выпускается каучук двух марок - СКИ-5 и СКИ-5ПМ для различных
областей применения (табл. 1.3.51).
По комплексу основных технических показателей стандартные резины на основе СКИ-5 и
СКИ-3 практически равноценны. Характерным отличием «лантаноидного» полиизопрена
является высокая усталостная выносливость резин на его основе при деформациях многократного
растяжения и знакопеременном изгибе (табл. 1.3.52).
Высокие вязкоэластические показатели «лантаноидного» изопренового каучука позволяют
перерабатывать его на валковом оборудовании подобно пластикату НК, поскольку при
температуре 75±5°С он не обнаруживает склонности к перепластикации.
Однородность углеводорода «лантаноидного» изопренового каучука по микроструктуре,
отсутствие плотного геля, «хрящей» и примесей металла, а также линейность макромолекул
улучшают технологические свойства резиновых смесей: СКИ-5 имеет более высокую скорость
шприцевания заготовок, меньшую усадку, чем СКИ-3.
1.3.51. Физико-механические свойства каучуков СКИ-5
Показатель
Вязкость по Муни МБ 1+4 (100°С)
Разброс по вязкости внутри партии, не более
Эластическое восстановление, мм, не более
Условная прочность при растяжении, МПа, не менее:
при 23°С
при100°С
Относительное удлинение при разрыве при 23°С, %, не менее
Содержание золы, % масс, не более
Содержание металлов, % масс, не более:
железа
меди
Потеря массы при сушке, %, не более
Содержание стеариновой кислоты, % масс
Содержание ацетонового экстракта, % масс, не более
Содержание антиоксиданта, %, не менее:
ДФФД
или Сантофлекс-134
или C-789
| илиАгидол-1
и СКИ-5ПМ
СКИ-5 гоуплы
1
75-85
8
1,8
30,4
22,5
800
0,5
0,004
0,5
0,5-1,4
-
0,15
0,15
0,40
II
65-74
8
1,7
30,4
22,5
800
0,5
0,004
0,5
0,6-1,4
-
0,15
0,15
0,40
III
55-64
8
1,5
29,4
21,6
800
0,5
0,004
0,5
0,6-1,4
-
0,15
0,15
0,40
СКИ-5ПМ гоуппы
1
72-84
4
1,9
29,5
20,6
700
0,5
0,003
0,0001
0,7
0,6-1,4
3,0
0,5-0,9
II
61-71
4
1,6
29,5
20,6
700
0,5
0,003
0,0001
0,7
0,6-1,4
3,0
0,5-0,9
1.3.52. Характеристика промышленных каучуков и вулканизатов СКИ-5
Показатель
СКИ-3
и СКИ-3
СКИ-5
Свойства каучуков
Содержание гель-фракции в гексане, % масс.
Содержание олигомеров изопрена, % масс
Полупериод кристаллизации т05, мин
Молекулярная масса:
М„-1<Н
■/„•ю-
Коэффициент полидисперсности
10-20
0,5-1,0
900-1100
700-900*
180-200*
3,945*
отс
отс.
900-1000
800-1000
200-300
4,5-5,0
Свойства вулканизатов (типовая обкладочная смесь)
Условнее напряжение при 300% удлинении, МПа
Условная прочность при растяжении, МПа:
при 23°С
при100°С
Относительное удлинение при разрыве, %:
при 23°С
npHl00°C
Сопротивление раздиру, кН/м:
при 23°С
приЮ0°С
Эластичность по отскоку, %:
при 23°С
при 100"C
Усталостная выносливость:
при многократном растяжении 200%, тыс циклов
при знакопеременном изгибе (до 30%), тыс. циклов
9,5
25-26
17-18
500-600
600-700
90-100
70-75
43-46
55-57
15-20
660
9,5
26
18-19
600-650
600-700
90-100
70-75
43-46
55-57
20-25
860
* Для золь-фракции.
JFi
1.3.53. Тепловое старение
«лантаноидного» и «титанового» полиизопренов
I
а.
I
I
I
I
I
(типовая брекерная смесь
Показатель
Условная прочность
при растяжении, МПа:
при 23°С
приЮ0°С
Относительное удлинение
при разрыве, %:
при 23°С
при 100°С
Коэффициент теплового
старения (72 ч/120°С):
по прочности
по относительному удлинению
>
СКИ-5
24,0
17,0
530
620
0,62
0,54
ски-з
24,0
16,0
530
580
0,57
0,44
деструкции каучука в пластикордере «Брабендер»
Перечисленные характеристики СКИ-5 в
совокупности с отсутствием в нём примесей металлов
переменной валентности обеспечивают каучуку
повышенные значения термомеханической стабильности, а
резинам на его основе - повышенные значения
сопротивления тепловому старению (табл. 1.3.53).
Ниже приведены данные о термомеханической
стабильности, а именно индекс сохранения
момента (ИСМ*), %, каучука СКИ-5, полученного в
присутствии различных антиоксидантов:
ДФФД 83,0
Диафен-13 82,5
C-789 79,0
Агидол-1 (ионол) 60,5
* ИСМ определяли измерением крутящего момента при
при 150°С (л = 60 мин"1, f = 10 мин).
Использование лантаноидной каталитической системы вместо титановой улучшает
экологическую обстановку на заводе-производителе каучука, что обусловлено прежде всего
отсутствием олигомеров изопрена. Каучук СКИ-5 экологически безопасен. УФ-спектр водных
вытяжек СКИ-5, содержащего ионол, свидетельствует о его высокой химической чистоте, причем он
не содержит и аллергенов, которые имеются в НК. Каучук СКИ-5ПМ биологически инертен к
тканям живого организма, он прошел испытания во ВНИИ ГИНТОКС и разрешен Министерством
здравоохранения в качестве сырья для изготовления резиновых изделий пищевого и
медицинского назначения. В настоящее время этот каучук применяется в рецептурах эластомерных
композиций трубчатых медицинских изделий вместо НК, для изготовления викельных колец
вместо синтетического каучука СКБ-35, в средствах индивидуальной защиты органов дыхания (СИ-
ЗОД) вместо СКИ-ЗНТП, а также полностью заменяет каучуки СКИ-ЗП и СКИ-ЗС.
1.3.54. Степень набухания вулканизатов
цис-1,4-изопренового каучука в
различных средах
Химические свойства изопреновых каучуков
Химические свойства синтетических изопреновых каучуков аналогичны свойствам
натурального каучука. Под влиянием титанового катализатора полимеризации изопрена или УФ-облуче-
ния они могут претерпевать z/ис-гранс-изомеризацию, которая иногда сопровождается
реакциями сшивания или циклизации. Циклизация протекает также при нагревании изопреновых
каучуков в присутствии Р205 или SnCL4, что приводит к
уменьшению ненасыщенности полимера и
увеличению жесткости цепи.
При хлорировании изопреновых каучуков с
помощью CCI4 в присутствии катализаторов
получают продукт, содержащий до 65% хлора,
растворимый в ароматических растворителях и не
растворимый в алифатических углеводородах. Как
и НК, синтетические изопреновые каучуки
подвергаются гидрированию в присутствии
катализаторов, при этом повышается степень их
кристалличности. Ненасыщенность гидрированных СКИ
меньше, чем гидрированного НК; с уменьшением
степени ненасыщенности повышается
температура стеклования каучуков. Изопреновые каучуки
реагируют с малеиновым ангидридом и другими
реакционноспособными соединениями, что дает
Среда
Бензол
Толуол
Бензин
Ацетон
Этиловый эфир
Хлороформ
Вазелиновое масло
Соляровое масло
Веретенное масло
Вода
при 20°С
при100°С
Степень набухания, % масс,
вулканизата
ненапол-
ненного
380
400
255
12
180
880
100
245
170
0
2
наполненного
техуглеродом
200
205
125
7
104
450
53
122
87
1
3
130
-~jfc~-
возможность получать продукты, содержащие функциональные группы. Синтетические изопрено- ^
вые каучуки склонны к окислительной деструкции, которая ускоряется под действием металлов
переменной валентности (Fe, Co, Ti), озона, поэтому в процессе синтеза их стабилизируют
введением антиоксидантов.
Синтетические //ис-1,4-изопреновые каучуки хорошо растворяются в алифатических, али-
циклических и ароматических углеводородах; в меньшей степени - в сложных эфирах, высших
кетонах. Вулканизаты их смесей стойки к действию ацетона, воды, этилового спирта и не
стойки к действию ряда кислот (азотной, соляной, муравьиной, олеиновой), щелочей, минеральных
масел (табл. 1.3.54).
Хранение и транспортирование изопреновык каучуков
Хранение и транспортирование изопреновых каучуков производится в соответствии с ГОСТ
14925-79 и техническими условиями для различных марок каучука, указанными в табл. 1.3.2.
При транспортировании должна быть обеспечена защита каучука от загрязнений,
атмосферных осадков и действия прямых солнечных лучей. Хранить каучук следует в помещении при
температуре не выше 30°С. Каучук, упакованный в ящичные поддоны (контейнеры), хранят в
штабелях (3-4 поддона по высоте). Каучук, упакованный в мешках, хранят в штабелях высотой
не более 1,2 м.
К5
I
!
I
I
1.4. Бутадиеновые каучуки
(ВА. Васильев, СВ. Бубнова, Б.Т. Дроздов, 1/1.М. Цыпкина)
Бутадиеновые* каучуки получают полимеризацией бутадиена-1,3 различными методами.
В зависимости от природы катализатора и условий реакции бутадиен может полимеризо-
ваться в положениях цис-1,4-, гранс-1,4- и 1,2. Содержание этих структур и их распределение в
макромолекулах определяют технические свойства каучука.
1.4.1. Структура бута диеновых каучуков
Натрийбутадиеновый каучук (СКВ) был получен жидкофазной полимеризацией в массе по
технологии, разработанной проф. СВ. Лебедевым. В дальнейшем был разработан способ
газофазной полимеризации бутадиена на металлическом натрии, а также с использованием лития и
калия. Макромолекулы каучука этого типа построены из звеньев 1,4- и 1,2-, статистически
распределённых вдоль полимерной цепи:
[—сн2—сн=сн—сн2—сн2—сн=сн—сн2]„-
-СН,—СН—СН,—СН—
сн
сн,
сн
СН,
Содержание 1,2-звеньев составляет 40-66%. Это обусловливает высокую
термоокислительную стойкость и пониженную эластичность резин на основе таких полибутадиенов.
' В литературе иногда используется устаревшее название «дивиниловые» каучуки.
" <*$*-'
131
JFi
1.4.1. Характеристика бутадиеновых каучуков,
полученных на различных катализаторах
I
!
I
!
Микроструктура качуков
определяется в основном составом
катализатора, применяемого при
синтезе. В табл. 1.4.1 приведены
некоторые показатели физических
свойств первых отечественных
бутадиеновых каучуков, полученных
на различных катализаторах.
При нагревании изделий из
СКБ в присутствии кислорода, а
также под действием сс-излучения
происходит дополнительное
структурирование каучука, что
затрудняет его применение. Замена этого каучука стала возможной только после создания
производства "литиевого" бутадиенового полимера с преимущественным содержанием 1,2-звеньев на
основе более совершенной технологии полимеризации в растворе (каучук СКД-СР).
Открытие Циглером и Нэпа стереоспецифических катализаторов полимеризации диенов-1,3
позволило синтезировать новые каучуки -цисА ,4-полибутадиены:
Показатель
Содержание звеньев, %
1,4-
1,2-
Общая непредельность, %
Плотность, кг/м3
Температура стеклования,°С
Диэлектрическая проницаемость
Удельное объёмное
электросопротивление, Омм
Тангенс угла диэлектрических
потерь
СКБМ
(литиевый)
60
40
68
900-920
-70 +-75
-
-
-
СКВ
(калиевый)
43
57
65
900-920
-57+ -65
-
-
-
СКБ
(натриевый)
34
66
87
900-920
-48+ -50
2,5-2,8
10,г-10"
(15-40М0-4
н2с
н н
\ /
с=с сн
/ \/ч
сн„
н н
\ /
сн, с=с
' \
1\У
с=с сн,
/ \
н н
сн2-
Высокая регулярность строения полимерных цепей обусловливает высокую износостойкость,
эластичность и прочность резин, изготовленных из цис-бутадиеновых каучуков.
1.4,2, Получение бутадиеновых каучуков
В промышленности полибутадиены получают каталитической полимеризацией бутадиена-1,3
в углеводородных растворителях. В СССР такие каучуки по объёму производства занимали третье
место (после изопреновых и бутадиенстирольных), а в настоящее время их доля в общем выпуске
синтетических каучуков в нашей стране составляет 13-15%. Мировое производство
бутадиеновых каучуков в 2006 г. приблизилось к 3 млн. т/год (по данным Международного института
производителей каучука), и их доля в общем производстве СК составила около 23%. Крупнейшими
производителями цисА ,4-полибутадиена являются США (742 тыс.т/год), КНР (440 тыс.т/год),
Япония (280 тыс.т/год), Ю.Корея (256 тыс.т/год), Россия (250 тыс.т/год), Франция (240 тыс.т/год)*.
В промышленности для синтеза полибутадиена с высоким содержанием дос-1,4-звеньев
применяют каталитические системы на основе соединений титана, кобальта, никеля и неодима.
Стереоспецифичность титановых систем существенно зависит от природы галогена,
связанного с атомом титана. В ряду TiCI4 - TiBr4 - Til4 содержание цисА ,4-структуры в полибутади-
енах увеличивается с 60 до 90%. Наличие атомов иода в соединении титана является
необходимым условием образования цисА ,4-звеньев. Иодсодержащие титановые катализаторы
получают путём взаимодействия алюминийалкилов с тетраиодидом титана (Til4) или со смешанными
иодхлоридами титана (Til2CI2, TilCI3), либо на основе тетрахлорида титана (TiCI4) с добавкой
молекулярного иода, иодида алюминия и алкилалюминийиодида.
* По данным 2005 года.
Каталитические системы на основе тетраиодида титана или смешанных иодхлоридов титана и ^v
триизобутилалюминия более простые и эффективные. Они обеспечивают высокую скорость
полимеризации и почти количественный выход полибутадиена. Практическое применение таких
катализаторов облегчается тем, что зависимость скорости процесса от мольного соотношения
алюминий: титан имеет плато в области значений 4-6. Молекулярная масса образующегося полимера
определяется температурой процесса, концентрациями мономера и катализатора и соотношением
его компонентов. Для «титанового» полибутадиена характерно узкое молекулярно-массовое
распределение (ММР). С помощью некоторых приёмов, например изменением соотношения мономер:
катализатор в ходе процесса полимеризации, можно получать полимеры с более широким ММР.
Полибутадиены, синтезированные с использованием иодидов титана (СКД), имеют
практически линейное строение и содержат 87-93% цисА ,4-звеньев. На протяжении четырёх десятилетий в
нашей стране бутадиеновый каучук в промышленности получали исключительно на титановых
катализаторах.
Каталитические системы на основе соединений кобальта и алкилалюминийгалогенидов
позволяют получать полибутадиены, содержащие до 98% цисА ,4-звеньев. Особенность
кобальтовых систем в том, что полимеризация бутадиена под их влиянием протекает с заметной
скоростью лишь в присутствии небольших количеств воды или некоторых других соединений (алю-
минийхлорида, аллилбромида и др.). Оптимальная активность достигается при содержании воды
около 20% (мол.) по отношению к диизобутилалюминийхлориду. При этом одновременно с
повышением скорости полимеризации увеличивается молекулярная масса полимера и
содержание в нем цисА ,4-звеньев.
При полимеризации бутадиена на кобальтовых системах количество образующихся
полимерных цепей во много раз превосходит количество введённых в систему атомов кобальта, а
молекулярная масса полимера мало изменяется с увеличением степени полимеризации. Это
свидетельствует о важной роли процессов передачи цепи в ходе процесса. Образующиеся на
кобальтовых катализаторах полибутадиены (каучук СКД-2) характеризуются значительной раз-
ветвленностью, которая возрастает с увеличением конверсии мономера. ММР «кобальтовых»
полибутадиенов является довольно широким. Молекулярную массу и ММР можно регулировать
путем введения в реакционную смесь водорода или олефинов. Высокая разветвлённость
макромолекул полимера, получаемого на кобальтовых катализаторах, приводит к повышению
вязкости полимеризата, особенно при синтезе каучуков с высокой молекулярной массой.
Никелевые каталитические системы, применяемые для получения цисА ,4-полибутадиена
(каучук СКД-3), включают две группы катализаторов: на основе солей никеля и на основе я-аллиль-
ных комплексов никеля.
Каталитическая система на основе солей никеля образуется при взаимодействии нафтената
или октоата никеля с триалкилалюминием и эфиратом трифторида бора. Активность
катализатора определяется прежде всего соотношением его компонентов. Образующийся полибутадиен
содержит до 98% цисА ,4-звеньев и имеет широкое ММР. С применением такого катализатора
выпускают бутадиеновый каучук в Японии. Никелевый катализатор также широко используется
в производстве бутадиенового каучука в КНР.
Каталитические системы на основе п-аллильных комплексов никеля и других переходных
металлов являются очень удобной моделью для изучения элементарных реакций стереоспеци-
фической полимеризации диеновых углеводородов. Однако несмотря на оптимистические
прогнозы, они не нашли промышленного применения.
Молекулярные характеристики бутадиеновых каучуков зависят от типа катализатора и
условий проведения полимеризации (табл. 1.4.2 и 1.4.3). Наиболее узкое ММР имеют
бутадиеновые каучуки, получаемые с применением литийорганических катализаторов, наиболее
широкое - с применением никелевых и кобальтовых катализаторов. Наименьшей разветвлённо-
стьюхарактеризуются макромолекулы «литиевых», наибольшей- «кобальтовых»
бутадиеновых каучуков.
I
&
I
I
|
jK.
I
I
з
1.4.2. Молекулярные характеристики бутадиеновых каучуков, полученных
в присутствии катализаторов на основе различных металлов
Показатель
Содержание звеньев, %:
«ис-1,4-
гранс-1,4-
1,2-
Непредельность, %
Содержание геля, %
Характеристическая вязкость, [г\], дл/г
Среднечисленная молекулярная масса М„х 10-3
Показатель полидисперсности, MJM„
Степень разветвленности
Катализатор на основе
№
94-98
1-5
1-2
95-98
0-1
2,4-3,5
80-135
2,4-7,3
Средняя
Со
93-98
1-5
1^1
95-98
0-1
1,6-2,7
70-230
1,6-8,7
Сильная
Ti
87-93
1-7
1-7
95-98
0-1
1,8-3,0
70-280
1,3-4,2
Слабая
Li
32-35
42-58
8-15
98-100
0
1,8-3,0
80-270
1,1-2,7
Слабая
Nd
96-98
1-3
<1
98-100
0
3,0-5,0
100-150
2,5-4
Очень слабая
1.4.3. Значения констант К и а в уравнении характеристической
для бутадиеновых каучуков (уравнение Марка-Хувинка)
Катализатор
полимеризации
А1(С2Н5)2С1-Со(АсАс)г
А1(СгН5)2С1-Со(АсАс)г
А1(СгН5)гС1-Со(АсАс)г
AI(rao-C4H9)3-Til4
А1(юо-С4Н9)3-ТН4
C4H9Li
C4HsLi
Содержание
1,4-цис-
звеньев, %
98
98
98
93
92
35
35
Растворитель
Бензол
Толуол
Изобутилацетат
Толуол
Бензол
Толуол
Бензол
Температура, "С
30
30
20,5
30
32
25
28
Молекулярная
масса, М-10"3
53-489
53-489
53-489
79-874
143-1640
2,3-524
160-580
вязкости [г|] =
/МО4
3,37
3,05
18,5
3,39
1,00
1,56
1,45
а
0,715
0,725
0,50
0,688
0,77
0,78
0,76
KNT
Метод
определения
ММ*
0
0
0
0
с
с
0
' 0 - метод осмометрии; С - метод светорассеяния.
В конце XX и начале XXI столетия были разработаны стереоспецифические катализаторы
нового поколения - на основе редкоземельных элементов, в частности, на основе неодима.
Каталитические системы на основе неодима позволяют получить «неодимовый»цис-1,4-поли-
бутадиен (СКДН, СКД-НД), который характеризуется высокими содержанием цисА ,4-звеньев (96-
98%) и линейностью полимерных цепей, что обеспечивает его отличные физико-механические
показатели при статическом и динамическом нагружении, теплообразование в вулканизатах, как
при переменной нагрузке, так и при переменной деформации, а также усталостную выносливость,
сопротивление разрастанию трещин и порезов. Кроме того, по сравнению с другими z/ис-бутадие-
новыми каучуками он лучше перерабатывается на вальцах, имеет большую когезионную
прочность и клейкость сырых смесей, более высокие эластичность, износостойкость и сопротивление
раздирувулканизатов.
За рубежом производство «неодимового» полибутадиена существует более 10 лет. Фирма
Lanxess Corp. выпускает различные марки этого каучука, включая маслонаполненный, под
торговыми названиями Буна СВ; фирма «Полимери Европа» - под торговым названием Европрен
Неоцис. В последние годы «неодимовый» полибутадиен вытесняет другие марки из
ассортимента промышленных бутадиеновых каучуков,
В нашей стране первая крупная опытно-промышленная партия «неодимового» цис-1,4-поли-
бутадиена была выпущена на Ефремовском заводе синтетического каучука в 1993 г. по
технической документации, разработанной во ВНИИСК (г. Санкт-Петербург). В настоящее время этот
полибутадиен выпускается в ОАО «Нижнекамскнефтехим» (г. Нижнекамск) под торговым
названием СКДН и в ОАО «Воронежсинтезкаучук» (г. Воронеж) под торговым названием СКД-НД.
•Д- fV
ности и линейности имеют лучшие по сравнению с другими полибутадиенами динамические
свойства и не имеют равных по износостойкости в процессе эксплуатации в протекторных
резинах. Однако в климатических условиях России проявляются и некоторые отрицательные
свойства «неодимовых» полибутадиенов, связанные с их повышенной стереорегулярностью, -
высокая кристаллизуемость и пониженная морозостойкость.
Для достижения требуемого уровня морозостойкости в макромолекулу полибутадиена в
процессе полимеризации вводится небольшое количество изопреновых звеньев. При
использовании неодимовых катализаторов этот приём технологически очень удобен, поскольку оба
мономера обладают практически одинаковой реакционной способностью, а вхождение в
бутадиеновую цепь молекулы изопрена не оказывает влияния на структуру предыдущего звена.
Поэтому в присутствии неодимового катализатора при любых исходных соотношениях
мономеров образуются сополимеры с одинаково высоким содержанием цисА ,4-звеньев, что
кардинально отличает неодимовые каталитические системы от катализаторов на основе Со, Ni и "П.
С повышением содержания изопреновых звеньев в сополимере (СКДИ) скорость
кристаллизации закономерно понижается. Измерение кинетики кристаллизации при -30°С показывает,
что скорость и степень кристаллизации серийного каучука СКД достигаются в СКДИ при
содержании изопреновых звеньев [И] = 13%. Дальнейшее увеличение доли изопреновых звеньев
ведет к подавлению кристаллизации полимера (табл. 1.4.4).
Разработаны две марки статистических цисА ,4-сополимеров бутадиена с изопреном,
содержащие 15 и 24% изопреновых звеньев(СКДИ-15 и СКДИ-24 соответственно). Основные преимущества
СКДИ-15 по сравнению с серийными бутадиеновыми каучуками (СКД) состоят в следующем:
- в отличие от гомополимера, сополимерный каучук обеспечивает уровень морозостойкости
резин не ниже, чем каучук СКД;
- шинные резины, содержащие СКДИ, имеют более высокую усталостную выносливость,
что обусловлено лучшей совместимостью и совулканизацией СКДИ и полиизопрена;
- при стендовых испытаниях пробег шин, содержащих СКДИ, как правило, выше, чем у
контрольных, содержащих СКД (для легковых радиальных шин пробег увеличивается в 1,5 раза);
- при дорожно-эксплуатационных испытаниях шины, изготовленные с применением СКДИ,
реже выходят из строя и имеют больший пробег, чем шины с СКД.
Максимальный технический эффект дает применение в шинных резинах вместо
традиционной комбинации каучуков (СКИ-3+СКД) комбинации неодимового полиизопрена (СКИ-5) с СКДИ.
Каучук с более высоким содержанием звеньев изопрена (СКДИ-24) в перспективе может
применяться для изготовления изделий, предназначенных для длительной эксплуатации при
температурах до -70°С, в том числе для производства морозостойких шин.
1.4.4. Характеристики процесса изотермической кристаллизации различных
цис-1,4-полибутадиенов по дилатометрическим данным
Каучук
СКД (Ti)
СКД-2 (Со)
СКД-3 (l\li)
СКДН (Nd)
СКДИ (Nd)
СКДИ (Nd)
СКДИ (Nd)
И, %
-
-
-
-
5
6
16
V ,
макс1
%/Ч
мин
Н,%
-10°С
Очень медленная
кристаллизация
Медленная
кристаллизация
0,13
6,0
0,15
0,02
800
13
450
1910
2,3
2,7
2,5
1.5
Очень медленная
кристаллизация
Каучук
СКД-1 (Ti)
СКДН (Nd)
СКДИ (Nd)
СКДИ (Nd)
СКДИ (Nd)
СКДИ (Nd)
СКДИ (Nd)
W],%
-
-
5
13
15
16
21
V ,
макс1
%/ч
мин
Н,%
-30Т
0,2
410
2,2
V
макс'
%/ч
мин
И,%
-5ГС
2,2
29
1,4
Очень быстрая кристаллизация
Очень быстрая кристаллизация
0,21
0,17
0,08
350
440
830
1,8
1.7
1,6
Медленная
кристаллизация
1,7
1.6
1,3
0,1
30
53
58
450
1.1
2,3
2,1
1,1
Условные обозначения: v^- максимальная скорость кристаллизации; Г05- полупериод кристаллизации,
//-предельное изменение объема при кристаллизации.
У* 1.4.5. Структурные и технические характеристики промышленных бутадиеновых каучуков
I
I
I
I
Каучук
СКБ
СКВ
СКБМ
СКД-СР
СКДЛ
скд
СКД-2
СКД-3
скдн
Содержание звеньев, %
i/OT-1,4-
10-15
15-20
30-35
5-10
35-40
87-93
93-96
94-97
96-98
траис-ЛА-
15-25
25-35
45-55
10-15
45-55
3-8
2-4
1-3
1-3
1,2-
65-70
50-55
15-20
75-85
10-15
3-5
2-4
1-3
<1
MJM,
15-20
10-15
10-15
2-3
1,2
1,5-5,0
3-5
5-8
2,5-4,0
г/с
-50
-60
-75
^10
-95
-105
-107
-110
-110
Разветвленность
Значительная
— « —
—«—
—«—
Слабая
— « —
Высокая
Средняя
Очень слабая
Хладотекучесть, мм/ч
Отсутствует
— « —
-«-
— « —
80-150
5-15
2-6
5-10
10-20
Вследствие высокой линейности макромолекул стереорегулярные бутадиеновые каучуки (за
исключением «кобальтовых») характеризуются повышенной хладотекучестью.
В группу промышленных бутадиеновых каучуков входят также полимеры, получаемые
полимеризацией в растворе с применением литийорганических инициаторов. За рубежом на их
долю приходится около 15% общего объёма бутадиеновых каучуков. Отечественные каучуки
этого типа марок СКДЛ, СКДЛПР, СКД-СР не являются стереорегулярными и имеют узкое ММР.
С использованием литийорганических катализаторов, в частности бутиллития, получают
бутадиеновые каучуки, содержащие 30-50% цис-1,4-звеньев. Добавление электронодоноров к бу-
тиллитию позволяет увеличить содержание 1,2-звеньев до 75-85%. Характеристики различных
промышленных каучуков приведены в табл. 1.45).
Каучук СКД-СР получают полимеризацией бутадиена в толуоле в присутствии /у-бутиллития
и диглима (диметилового эфира диэтиленгликоля). Процесс полимеризации протекает в два
этапа: сначала под действием катализаторов получают низкомолекулярный полибутадиенилли-
тий, а затем в каскаде реакторов в присутствии дивинилбензола - частично сшитый полимер.
В зависимости от типа противостарителя и присутствия масла выпускают каучук следующих
марок:
СКД-СР - стабилизатор нафтам-2;
СКД-СРС - неокрашивающий стабилизатор агидол-2;
СКД-СРМ и СКД-СРСМ - маслонаполненные каучуки с окрашивающим и неокрашивающим
стабилизатором соответственно.
Благодаря более высоким прочностным показателям и лучшей однородности эти каучуки
полностью заменяют СКБ в производстве асбестотехнических и многих резинотехнических
изделий, стройматериалов, искусственной кожи, изделий для электротехнической
промышленности. Однако по сравнению с каучуком СКБ они хуже перерабатываются и при получении
«мягких» резин требуют использования эффективных мягчителей.
Каучук СКДЛ характеризуется узким ММР и отсутствием разветвлённых молекул, а значит-
высокой хладотекучестью, затрудняющей его транспортирование и длительное хранение. В связи
с этим был разработан способ получения нехладотекучего полимера этого типа (СКДЛПР)
путем сополимеризации бутадиена с небольшими количествами дивинилбензола, приводящей к
образованию частично разветвлённых макромолекул.
Вследствие узкого ММР технологические свойства каучука СКДЛ, оцениваемые по
критическому зазору вальцев, при котором резиновая смесь начинает «шубить», становятся
неудовлетворительными уже при молекулярной массе около 100 000. Тем не менее, резины на основе
каучука с такой низкой молекулярной массой обладают более высокими
физико-механическими показателями по сравнению с другими бутадиеновыми каучуками.
1.4,3. Технологические свойства бутадиеновых
каучуков и особенности их переработки
Большинство полибутадиенов, выпускаемых в промышленности, характеризуется
неудовлетворительными технологическими свойствами. Смеси на их основе плохо вальцуются,
шприцуются и каландруются, имеют большую усадку, пониженную когезионную прочность, плохую
клейкость. Применяются эти каучуки главным образом в комбинации с изопреновыми, бутади-
енстирольными и другими каучуками.
Эффект пластикации стереорегулярных бутадиеновых каучуков на промышленном
оборудовании при температурах до 130-140°С незначителен. При повышении температуры скорость
пластикации заметно возрастает. Одновременно происходит структурирование бутадиеновых каучуков.
Скорость пластикации при 160-180°С уменьшается в ряду: натуральный -* бутадиеновый -* бутади-
енстирольный каучуки. «Кобальтовые» бутадиеновые каучуки деструктируются при низких и
высоких температурах в большей степени, чем бутадиеновые каучуки других типов.
Стереорегулярные бутадиеновые каучуки смешивают с ингредиентами на вальцах обычно при
температуре поверхности валков < 40°С. При более высоких температурах каучук плохо
обволакивает валки и может рассыпаться в крошку. При введении техуглерода смеси разогреваются и
начинают отставать от валков перед зазором вальцев («шубление»). Для устранения этого
явления уменьшают зазор, охлаждают валки или уменьшают фрикцию. При изготовлении смесей в
резиносмесителе загрузку рабочей камеры рекомендуется увеличивать на 10-20% по сравнению
с обычной. Пластификаторы вводят в бутадиеновый каучук после распределения основной массы
наполнителей. Иногда применяют так называемый «обратный» режим смешения, т.е. в камеру
резиносмесителя вводят сначала ингредиенты, а затем каучук. Серу и ускорители вулканизации
добавляют в смесь на вальцах или во втором цикле смешения в резиносмеситель; между первым
и вторым циклами целесообразно предусмотреть охлаждение и «отдых» смеси. Температура в
камере резиносмесителя в начале первого цикла 70-100°С; температура смесей при выгрузке из
смесителя в первом цикле 150-160°С, во втором цикле 110—120°С.
Смеси на основе стереорегулярных бутадиеновых каучуков шприцуются с меньшей
скоростью, чем смеси из натурального и бутадиенстирольных каучуков; шприцованные заготовки из
бутадиенового каучука характеризуются повышенной усадкой. Шприцуемость смесей на
основе композиций бутадиенового каучука с изопреновыми и бутадиенстирольными каучуками
удовлетворительная. Повышение количества техуглерода и масел в смеси приводит к увеличению
скорости шприцевания и уменьшению усадки. Оптимальные температуры шприцевания: корпус
и червяк - 40°С, головка - 90-120°С.
Температурные режимы каландрования зависят от состава смесей. Оптимальные
температуры валков и каландров при переработке смесей из бутадиенового каучука обычно ниже, чем
при каландровании смесей из изопреновых и бутадиенстирольных каучуков.
Для улучшения технологических свойств каучука вводят масло и техуглерод. Для получения
маслонаполненных каучуков
подогретое масло вводят в раствор
полибутадиена перед дегазацией и
после эффективного
перемешивания проводят дегазацию,
выделение и сушку каучука обычными
приёмами. В производстве
маслонаполненных каучуков применяют
минеральные масла трёх типов:
парафиновые, нафтеновые и
ароматические. Выбор типа масла
определяется его совместимостью с
каучуком, влиянием на технологи-
ч
1.4.6. Физико-механические свойства каучуков
и вулканизатов
Показатель
Вязкость по Муни МБ 1+4 (100°С)
Пластичность
Условное напряжение при 300%-ном
удлинении, МПа
Уловная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение
после разрыва, %
Твердость по ТМ-2
Эластичность по отскоку при 23"С, %
Марка ка
скд
60
0,40
8,1
21,5
590
10
67
52
СКДМ-30
32
0,56
5,5
17,7
660
12
62
464
/чука
СКДМ-50
27
0,53
5,5
14,3
575
9
56
. 6
I
8.
I
I
!
I
у*Ч
I
I
!
I
1
ческие и эксплуатационные свойства резин, а также стоимостью и доступностью. Масла,
применяемые для наполнения каучуков, должны иметь температуру вспышки выше 250°С и возможно более
низкую температуру застывания. Лучшей совместимостью с бутадиеновыми каучуками обладают
парафиновые и нафтеновые масла, однако применяются и высокоароматические масла,
содержащие более 80% ароматических углеводородов, хотя последние по экологическим характеристикам в
настоящее время не перспективны. Название марки маслонаполненных бутадиеновых каучуков
включает букву М и обозначается как СКДМ, цифры после буквы М показывают количество
введенного масла. С увеличением содержания масла в полибутадиене облегчается его обработка, но
ухудшаются физико-механические свойства вулканизатов (табл. 1.4.6).
Наиболее эффективно одновременное введение в каучук масла и техуглерода, тогда в
обозначение марки каучука вводят буквы М и С, например СКДМ-ЗОС-65 (30 и 65 - количества
введенных масла и техуглерода соответственно).
В рецептуру смесей на основе СКД входят также печные техуглероды П324 и П234, и их
высокоструктурные модификации П514 и др. Для изготовления светлых резин применяют белую
сажу (кремнезем), каолин, мел и другие светлые наполнители.
При производстве протекторных и других резин на основе СКД можно применять
повышенные дозировки техуглерода и других наполнителей (100 масс. ч. и более) и масел (50 масс. ч. и
более), что позволяет получать дешёвые резины с хорошими техническими свойствами. С
увеличением дозировки масла следует увеличивать и дозировку техуглерода, например (масс, ч.):
Масло ПН-6 5 15 30 40
Техуглерод П234 50 60 70 80
Каучуки СКД вулканизуются серой с применением обычных органических ускорителей,
предпочтительно сульфенамидного типа (сантокюр, сантокюр-мор и др.). В качестве вторичных
ускорителей используют гуанид Ф, альтакс, тиурам и др. (0,1-0,5 масс. ч.).
Дозировка серы обычно ниже (1,5-2,0 масс, ч.), а ускорителей - выше (0,7—1,2 масс, ч.), чем
в смесях на основе НК.
По скорости вулканизации стереорегулярные бутадиеновые каучуки занимают
промежуточное положение между НК и СКС.
Для улучшения когезионных свойств смесей и повышения их клейкости и адгезии к валкам
применяют канифоль, сосновую смолу, инденокумароновые смолы, резотропин.
Каркасность и шприцуемость смесей могут быть улучшены добавкой высокостирольных смол.
В качестве стабилизаторов используют производные л-фенилендиамина (4010, 4010NA и
др.) в сочетании с сантофлексом AW и микрокристаллическим воском (типа антилюкс) и другие
системы, обычно применяемые для защиты резин на основе СКИ и СКС.
Смешение на вальцах каучуков типа СКДЛ проводится при температуре валков 60-80°С.
Отечественные бутадиеновые каучуки характеризуются вязкостью по Муни, вальцуемостью
стандартной смеси, т.е. критическим зазором df и другими технологическими свойствами,
приведенными в табл. 1.4.7 и 1.4.8.
1.4.7. Технологические свойства стандартных смесей* на основе бутадиеновых каучуков
Показатель
Вязкость по Муни МБ 1+4 (100°С):
каучука
смеси
Вальцуемость смеси </кр, мм
Шприцуемость смеси при 100±5°С, балл
Каландруемость смеси (характер
поверхности каландрованных пластин)
Усадка по толщине, %:
при 40°С
при 70-80°С
Каучук
СКД-2
30-60
40-105
< 0.1 -<2.5
1-10
СКД
30-60
50-120
< 0,1 -< 2,5
1-10
От гладкой глянцевой до шероховато-рваной
50-110
30-100
СКДЛ
30-60
50-120
<0,1
10
Шероховаторваная
90-120
60-100
* Состав смеси (масс, ч.): каучук
техуглерод П-324 - 50
■ 100, сера - 2, сантокюр - 0,7, стеариновая кислота - 2, оксид цинка - 5, рубракс - 5,
1.4.8. Технологические свойства стандартных смесей на основе каучука СКД
различных марок
Показатель
Вальцуемость смеси (dKp вальцев 160x320 мм,
температура валков 80±5°С), мм
Шприцуемость смеси, балл
Каландруемость смеси (характер поверхности
каландрованных пластин)
Минимальная добавка к смеси стандартного состава,
необходимая для достижения удовлетворительных
технологических свойств, масс, ч.:
НК, СКИ-3
СКС-30, РКМ-15
Каучук СКД марки
I
>0,5
1-8
Гладкая, глянцевая, матовая
или шероховатая
До 30
До 50
II
<0,5
9-10
Шероховато-рваная
30-50
50-60
Состав стандартного вулканизата. Технические требования к промышленным каучукам.
Физико-механические показатели вулканизатов стереорегулярных бутадиеновых каучуков, а
также показатели вальцуемости, вязкости по Муни и способности к преждевременной
вулканизации определяют в резиновых смесях на их основе. Резиновые смеси готовят по рецептам А и Б,
приведенным ниже (ГОСТ 19920.19-74).
Резиновая смесь, приготовленная по рецепту А (% масс):
Каучук 100,0
Битум нефтяной марки А-30, высшей категории качества по ГОСТ 781-78 5,0
Кислота стеариновая техн. (стеарин) сорт 1 по ГОСТ 6484-64 2,0
Сантокюр или сульфенамид Ц, протёртый и просеянный через сито 014 по ГОСТ 6613-86 0,7
Белила цинковые марки БЦОМ по ГОСТ 202-84 5,0
Техуглерод марки КТУ или типа HAF 50,0
Сера техн. природная молотая, сорт 9995 или 9990,1 или 2 классов по ГОСТ 127.1-93, ГОСТ 127.5-93 2,0
Резиновая смесь, приготовленная по рецепту Б (% масс.):
Каучук 100,0
Кислота стеариновая техническая (стеарин) сорт 1 по ГОСТ 6484-96 2,0
Белила цинковые марки БЦОМ по ГОСТ 202-84 3,0
Масло ароматическое МИНХ-1 или ПН-6, марка Ш 15,0
Техуглерод марки КТУ или типа HAF 60,0
Сантокюр или сульфенамид Ц, протёртый и просеянный через сито 014 по ГОСТ 6613-86 0,9
Сератехн. природная молотая, сорт 9995 или 9990,1 или 2 класса по ГОСТ 127.1-93, ГОСТ 127.5-93 1,5
В обоих рецептах допускается применение техуглерода марки П324 по ГОСТ 7885-86 или
марки N330 по ТУ 38.41558-97.
Основная масса отечественных стереорегулярных бутадиеновых каучуков выпускается по
стандарту «Каучук синтетический z/ис-бутадиеновый СКД» в соответствии с ГОСТ 14924-75 на
титановом катализаторе и в соответствии с ТУ 2294-100-05766801-2003 «Каучук
синтетический цис-бутадиеновый СКД неодимовый».
«Титановый» полибутадиен содержит 87-93% цис-1,4-звеньев и выпускается двух марок,
различающихся вязкостью по Муни: 30-45 (марка I) и 40-50 (марка II). В зависимости от
однородности каучука по показателю вязкости Муни МБ 1+4 (100°С) различают каучуки высшего
(разброс не более 6) и первого (разброс не более 8) сортов. Технические требования к каучукам
приведены в табл. 1.4.9.
Технические условия на каучук синтетический цис-бутадиеновый СКД неодимовый
распространяются как на гомополимер бутадиена (СКДН), так и на сополимеры бутадиена с
изопреном (СКДИ), получаемые в присутствии каталитической системы на основе соединений
неодима. В зависимости от содержания изопреновых звеньев каучук СКД неодимовый в ОАО «Ниж-
некамскнефтехим» выпускается трёх марок - Б, БИ-15, БИ-24:1) марка Б не содержит
изопреновых звеньев; 2) марка БИ-15 содержит 15% масс, изопреновых звеньев; 3) марка БИ-24
содержит 24% масс, изопреновых звеньев.
I
I
!
1
1
yf* 1.4.9. Технические требования к каучуку СКД
I
I
I
I
Показатель
Вязкость по Муни МБ 1+4 (100°С)
Разброс по вязкости по Муни внутри партии, не более
Потеря массы при сушке, % не более
Содержание антиоксиданта, % масс:
агидола-2
илиВТС-150
или ацетонанила-Р
или АО-300 (сумма алкилфенолов)
Вальцуемость (критический зазор вальцев по свинцу), мм
Эластичность по отскоку, %, не менее
Условное напряжение при 300%-ном удлинении, МПа, не менее
Условная прочность пои растяжении. МПа. не менее
Относительное удлинение пои разрыве, %. не менее
Относительное остаточное удлинение после разрыва, %, не более
Содержание металлов, % масс, не более:
меди
железа
Содержание золы, % масс, не более
Высший сорт марки
1
30-45
6
0,5
0,6-1,0
1,2-1,8
1,3-1,8
0,6-1,0
0,51 и более
45
5.88
15.7
470
16
0,0002
0,004
0,3
II
40-50
6
0,3
0,6-1,0
1,2-1,8
1,3-1,8
0,6-1.0
51
6.87
19.1
480
12
0,0002
0,004
0,3
Первый сорт марки
1
30-45
8
0,5
0,6-1,0
1,2-1,8
1,3-1,8
0,6-1.0
0,51 и более
45
5,88
15.7
470
16
0,0002
0,004
0,3
II
40-50
8
0,4
0,6-1,0
1,2-1,8
1,3-1,8
0,6-1,0
-
51
6.87
19,1
480
12
0,0002
0,004
0,3
1.4.10. Технические требования к «неодимовому» каучуку СКДН марки Б
(ТУ 2294-100-05766801-2003)
Показатель
Вязкость по Муни МБ 1+4 (100 °С)
Разброс вязкости по Муни внутри партии, не более
Хладотекучесть. мм/ч. не более
Потеря массы пои сушке. %. не более
Содержание агидола-2. % масс.
Содержание золы. % масс, не более
Условное напряжение при 300%-ном удлинении, МПа. не менее
Условная прочность при растяжении. МПа. не менее
Относительное удлинение пои разрыве. %. не менее
Пластичность
Эластичность по отскоку, %, не менее
Группы каучука марки Б
1
40-^9
5
20
0.5
0.6-1,0
0.5
9.0(7.0)
19.5(14,0)
450(380)
0.4-0,5
51,0(48,0)
2
50-59
5
10
0.5
0.6-1.0
0.5
9.0 (7.0)
20.0(15.0)
480(400)
0.4-0.5
51,0(48,0)
3
60-70
5
10
0.5
0.6-1.0
0,5
9.0 (7.0)
20,0(15,0)
480 (400)
0.4-0.5
51,0(48,0)
1.4.11. Технические требования к «неодимовому» каучуку СКДН марок БИ-15 и БИ-24
Показатель
Группы каучука
марки БИ-15
Группы каучука
марки БИ-24
Содержание изопреновых звеньев, % масс.
15±3
15±3
15±3
24±3
24±3
Вязкость по Муни МБ 1+4 (100°С)
40-49
50-59
60-70
40-49
50-60
Разброс вязкости по Муни внутри партии, не более
Потеря массы при сушке, %, не более
0,5
0,5
0,5
0,5
0,5
Содержание агидола-2, % масс.
0,6-1,0
0,6-1,0
0,6-1,0
0,6-1,2
0,6-1,2
Содержание золы, % масс, не более
0,5
0,5
0,5
0,5
0,5
Условное напряжение при 300%-ном удлинении, МПа,
не менее
9,0 (7,0)
9,0 (7,0)
9,0 (7,0)
6,0
7,0
Условная прочность при растяжении, МПа, не менее
19,5
20,0
20,0
16,0
18,0
Относительное удлинение при разрыве, %, не менее
450 (380)
480(400)
480 (400)
460 (400)
480 (400)
Эластичность по отскоку, %, не менее
51,0(48,0)
51,0(48,0)
51,0(48,0)
51,0(48,0)
51,0(48,0)
Коэффициент морозостойкости при -55°С по
эластическому восстановлению после сжатия, не менее
0,45
0,45
1.4.12. Взаимосвязь
межмолекулярного взаимодействия
бутадиеновых и натурального каучу-
ков с микроструктурой
Сод
цис-
1,4-
95
35
-
-
100
ержание
траис-
1,4-
2
54
-
-
-
звеньев, %
1,4-
общее
97
89
79
29
-
1,2-
3
11
21
71
-
Мольная
когезия*,
кДж/моль
4,31
4,61
4,98
6,62
5.36
I
I
!
I
Каучуки марок Б и БИ-15 выпускаются трёх групп, марки БИ-24 - двух групп. При использова- *1^
нии этих каучуков необходимо контролировать их способность к кристаллизации.
По показателям качества каучуки должны соответствовать техническим требованиям,
указанным в табл. 1.4.10 и 1.4.11 (физико-механические показатели приведены для резиновых смесей,
приготовленных по рецепту А, в скобках- по рецепту Б).
1*4,4, Основные физические свойства бутадиеновых
каучуков и вулканизатов на их основе
Макромолекулы бутадиеновых каучуков имеют высокую гибкость, близкую к гибкости
макромолекул натурального каучука. Отношение статистической длины цепи в 0-условиях к
длине цепи для модели свободного вращения (Л02//?02)1/2 для уис-полибутадиена, содержащего
98% цисА ,4-звеньев, составляет 1,76, для натурального каучука -1,71. Значения мольной
когезии у стереорегулярных бутадиеновых каучуков ниже, чем у натурального и других
каучуков и возрастают с увеличением содержания в бутадиеновых каучуках 1,2-звеньев. Низкая
мольная когезия и относительно высокая гибкость макромолекул обусловливают высокую
подвижность молекулярных цепей стереорегулярных бутадиеновых каучуков в широком
интервале температур и пониженные по сравнению с натуральным каучуком температуры их
стеклования. Последние повышаются с увеличением содержания в макромолекулах
бутадиеновых каучуков 1,2-звеньев (табл. 1.4.12). Нестереоре-
гулярные бутадиеновые каучуки аморфны: при
охлаждении каучуки, содержащие более 80% цисА ,4-звеньев,
кристаллизуются (табл. 1.4.13). Стереорегулярный цис-
1,4-полибутадиен образует кристаллы с моноклинной
элементарной ячейкой (плотность 1010 кг/м3, температура
плавления 4°С, теплота плавления 2,51 кДж/моль, кон-
формация цепи - зигзаг). Уменьшение содержания цис-
звеньев, молекулярной массы каучука, а также
вулканизация приводят к снижению скорости и степени
кристалличности бутадиеновых каучуков. Высокая
подвижность молекулярных цепей обусловливает относительно
высокую газопроницаемость стереорегулярных
бутадиеновых каучуков, большую, чем у натурального, бутади-
енстирольных и других каучуков.
* Расчет проведен на отрезок основной
цепи, содержащий четыре атома С, при
координационном числе 4.
1.4.13. Характеристика кристаллизуемости стереорегулярных бутадиеновых
и натурального каучуков
Показатель
Температура стеклования*, °С
Температура максимальной скорости кристаллизации, °С
Температура плавления кристаллической фазы, °С
Полупериод кристаллизации при -30°С, мин
Максимальная скорость кристаллизации при -30°С
(изменение удельного объёма), %/ч
Максимальная степень кристалличности, %
Катализатор
Nd
-108 + -110
-55 + -60
4+-20
-
Очень высокая
50
Со
-95 +-110
-55 + -60
2+ -15
2-^0
3,0-37,8
60
Ti
-95+-110
-55 +-60
-3 + -30
10-520
0,1-6,4
40
Натуральный
каучук
-68 + -72
-25
2(М0
275
0,57
30-35
* Температура стеклования некристаллизующихся при охлаждении бутадиеновых каучуков с 32-52% цис-1,4-звеньев
находится в пределах от -90°С до -105°С.
I
i
I
I
I
/Г Показатели теплофизических и диэлектрических свойств стереорегулярного полибутадиена
приведены ниже:
Удельная теплоемкость, Дж/ (кг-К):
при 20°С 1.91Ю3
103
10-2-
ю-3
Ю-3
1(Н
18,9-10-!
Показатель
Коэффициент диффузии,
D-109, м7с
Коэффициент растворимости,
S-106, м2/Н
Коэффициент
газопроницаемости, Р-10,г,мг/(с-Па)
Газ
Не
1,57
0,156
245
Ne
0,655
0,220
144
Ar
0,406
0,751
207
Н?
0,296
0,487
144
при 160°С 2,28
Коэффициент теплопроводности, Вт/ (м-К):
при 20°С 17,6
при 160°С 18,9.
Коэффициент температуропроводности, см2/с:
при 20°С 1,09
при 160°С 0,89
Коэффициент объемного расширения, град-1 6,63
Удельное объемное электросопротивление, Омм 10"
Диэлектрическая проницаемость (103 Гц) 2,4-2,6
Тангенс угла диэлектрических потерь (103 Гц) 0,0007
1.4.14. Коэффициенты диффузии, растворимости Коэффициенты диффузии, ра-
и проницаемости газов при 24'С для стереорегулярных СТВОрИМОСТИ И ПроНИЦаеМОСТИ раЗЛИЧ-
бутадиеновых каучуков нь|х газов для стереорегуЛЯрНЫХ бу-
тадиеновых каучуков приведены в
табл. 1.4.14.
Вулканизаты, наполненные техугле-
родом, на основе стереорегулярных
бутадиеновых каучуков превосходят
вулканизаты на основе других каучуков
по износостойкости в широком
интервале температур, что объясняется
повышенным взаимодействием бутадиеновых каучуков с активными наполнителями, обусловливающим
высокие динамические модули резин, атакже пониженным коэффициентом трения резин из
бутадиеновых каучуков, вследствие чего их истирание осуществляется по «усталостному» механизму.
При равных и даже более низких значениях статического модуля, чем у резин из натурального и
бутадиенстирольных каучуков, резины на основе стереорегулярных бутадиеновых каучуков
характеризуются более высоким динамическим модулем при малых деформациях и высоких скоростях
деформации и температурах. Благодаря высокому динамическому модулю упругости (£), тепловые
потери в резинах на основе стереорегулярных бутадиеновых каучуков в режимах заданного
напряжения (пропорциональны К/В, где К- динамический модуль внутреннего трения) и заданной энергии
цикла (пропорциональна К/Е) близки к потерям в резинах из натурального и синтетического изопрено-
вого каучука и ниже, чем у резин из бутадиенстирольных каучуков. Высокие динамические
показатели свойств резин из стереорегулярных бутадиеновых каучуков в указанных режимах деформации
обусловливают перспективность применения этих каучуков не только в шинных протекторах, но и в
брекере и каркасе. Тепловые потери в резинах на основе стереорегулярных бутадиеновых каучуков
в режимах заданной деформации, определяемые значением К, выше, чем у резин аналогичного
состава из натурального каучука.
По прочности при растяжении и сопротивлению раздиру при комнатной и повышенных
температурах, атакже по сопротивлению росту трещин резины из стереорегулярных бутадиеновых
каучуков уступают резинам на основе натурального и бутадиенстирольных каучуков. По
сопротивлению тепловому старению резины из бутадиеновых каучуков уступают резинам из
бутадиенстирольных, но превосходят резины из натурального каучука. При старении резин на основе
стереорегулярных бутадиеновых каучуков процессы структурирования преобладают над
процессами деструкции, что выражается в увеличении их модуля. По эластичности при комнатной
и пониженных температурах резины из стереорегулярных бутадиеновых каучуков превосходят
резины на основе других каучуков, а при высоких температурах- близки к резинам из
натурального каучука.
1.4.15. Коэффициенты
морозостойкости резин из бутадиеновых каучуков
при различных температурах
Содержание в каучуке
цис-1,4-звеньев, %
93-98
87-95
32-52
Коэффициент
морозостойкости
при-45°С
0,05-0,40
0,45-0,85
0,80-1,00
при -55"С
0,00-0,20
0,10-0,65
0,75-0,90
По комплексу прочностных и эластических свойств резины на основе стереорегулярных
бутадиеновых каучуков различных типов, наполненные техуглеродом, близки между собой и
значительно превосходят резины на основе нестереорегулярных бутадиеновых каучуков.
Резины на основе стереорегулярных бутадиеновых каучуков, получаемых на кобальтовых
катализаторах, характеризуются большей ползучестью и меньшей усталостной выносливостью
(особенно при повышенных температурах), чем резины из стереорегулярных бутадиеновых
каучуков других типов.
Кристаллизация при охлаждении бутадиеновых
каучуков, содержащих более 90-95% щсЛ ,4-звень-
ев, обусловливает пониженную морозостойкость
резин на их основе. Наибольшую морозостойкость
имеют резины из некристаллизующихся
бутадиеновых каучуков, получаемых на литийорганических
катализаторах и содержащих 32-52% щсЛ ,4-звеньев
(табл. 1.4.15).
С уменьшением молекулярной массы (вязкости
по Муни) стереорегулярных бутадиеновых каучуков сопротивление разрыву и динамические
свойства резин несколько ухудшаются.
Резины на основе стереорегулярных бутадиеновых каучуков характеризуются низкой
стойкостью к действию масел, растворителей, топлив, а по огнестойкости близки к резинам из бутадиен-
стирольного каучука. Постойкости к действию УФ-лучей и озоностойкости резины на основе
стереорегулярных бутадиеновых каучуков превосходят резины из натурального каучука. Резины на
основе стереорегулярных бутадиеновых каучуков отличаются высокой водостойкостью.
С увеличением регулярности микроструктуры и с повышением молекулярной массы
несколько возрастает напряжение при удлинении, сопротивление разрыву, эластичность и
уменьшается морозостойкость резин.
Для наполненных стереорегулярных бутадиеновых каучуков характерна совместимость со
многими другими каучуками. Например, при получении протекторных резин для грузовых
автомобильных шин СКД смешивают с изопреновым или бутадиенстирольным каучуком.
По комплексу технических свойств резины на базе композитов СКД с изопреновыми и бута-
диенстирольными каучуками превосходят резины из индивидуальных каучуков. Резины на
основе комбинации СКД с НК или СКИ-3 при соотношении, близком к 1:1, характеризуются более
высокими выносливостью и сопротивлением разрастанию трещин, чем резины на основе
каждого из этих каучуков.
Вулканизаты каучука СКД по прочностным показателям превосходят резины на основе
каучуков нерегулярного строения (табл. 1.4.16-1.4.21). Они обладают такими ценными
эксплуатационными свойствами, как износостойкость, сопротивление истиранию, морозостойкость,
широкий температурный интервал эластичности, минимум гистерезисных потерь и внутреннего
теплообразования, меньшая по сравнению с другими каучуками склонность к образованию
трещин при динамических нагрузках. Вместе с тем резины из полибутадиена уступают полиизоп-
реновым по усталостной выносливости и сопротивлению раздиру.
Стереорегулярные бутадиеновые каучуки применяются главным образом в сочетании с
изопреновыми, бутадиенстирольными и другими каучуками причем в основном для изготовления
протекторных и обкладочных (каркас, брекер, боковина) шинных резин. Содержание
стереорегулярных бутадиеновых каучуков в смеси для протектора шин составляет 20-50 масс, ч., техуг-
лерода-50-80 масс, ч., масла- 5-35 масс. ч. Применение больших количеств
стереорегулярных бутадиеновых каучуков понижает сцепление протекторов легковых шин с мокрым
дорожным покрытием и не оказывает достаточного сопротивления сколу и выкрашиванию элементов
рисунка протектора грузовых шин. Стереорегулярные бутадиеновые каучуки применяются
также при изготовлении транспортёрных лент, низа резиновой обуви, изоляции кабелей,
морозостойких резиновых изделий, ударопрочного полистирола и т.д.
I
I
§
!
I
I
jPl.4. 16. Физико-механические свойства ненаполненных вулканизатов на основе
цис-1,4-полибутадиена, полученного на различных катализаторах
щ
I
i
!
!
I
Показатель
Условное напряжение при 100%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва, %
Твердость по ТМ-2
Эластичность по отскоку, %
Динамический модуль Е, МПа
Модуль внутреннего трения К, МПа
Катализатор
Со
0,5-1,0
1,0-10,0
250-900
2-8
40-48
65-76
1,88-2,26
0,24-0,36
Ti
0,5-1,0
1,0-5,0
250-750
2-8
40-46
65-76
1,80-2,11
0,28-0,38
LI
0,5-1,0
1,0-3,0
200-400
2-8
48-52
68-78
2,12-2,59
0,35-0,58
Примечание. Состав смеси (масс, ч.): каучук -100, сера - 2, сантокюр - 0,7, стеариновая кислота - 2, оксид цинка - 5,
рубракс - 5; вулканизация 20 мин при 143°С
1.4.17. Физико-механические свойства стандартных вулканизатов смесей на основе
полибутадиенов
Показатель
Условное напряжение при 100%-ном удлинении, МПа:
при 20°С
после старения (72 ч, 100°С)
Условное напряжение при 300%-ном удлинении при 20°С, МПа
Условная прочность при растяжении, МПа:
при 20°С
при 100°С
после старения (72 ч, 100°С)
Относительное удлинение при разрыве, %:
при 20°С
приЮО-С
после старения (72 ч, 100°С)
Относительное остаточное удлинение после разрыва, %
Сопротивление раздиру, Н/м:
при 20°С
при100°C
после старения (72 ч, 100°С)
Твердость по ТМ-2
Эластичность по отскоку, %:
при 20°С
при100°С
Динамический модуль Е, МПа
Модуль внутреннего трения К, МПа
Сопротивление разрастанию трещин, тыс. циклов
Истираемость при 20°С (Л/= 30 Н,F = 45 Н), см3/(кВтч)
Смесь на основе каучуков
СКД-2
1,0-4,0
3,0-5,0
8,0-13,0
17,0-25,5
8,0-13,0
9,0-16,5
470-650
300-500
160-320
6-12
30-55
20-50
10-25
60-68
49-57
50-61
3,5-6,5
1,1-2,0
1-20
70-180
скд
0,8-3,0
3,0-5,0
6,0-12,0
16,0-24,0
7,0-12,5
10,0-16,0
470-700
300-610
200-360
4-15
30-55
20-50
20-35
58-68
44-58
44-62
3,5-7,0
1,2-2,3
2-55
70-180
скдл
1,0-3,5
3,5-6,0
7,0-11,5
15,0-18,5
7,0-10,5
10,0-14,5
400-600
220-420
180-280
4-12
30-45
20-35
18-30
65-73
48-58
48-59
5,0-8,3
1,7-3,2
1-10
160-250
Примечание. Состав смеси (масс.ч.): каучук -100, сера - 2, сантокюр - 0,7, стеариновая кислота - 2, оксид цинка - 5,
рубракс - 5, техуглерод - 50; вулканизация 40 мин при 143°С; N- постоянное прижимное усилие; F- постоянная сила
трения (метод определения сопротивления истиранию при скольжении ГОСТ 426-66).
1.4.18. Физико-механические свойства наполненных вулканизатов на основе каучука СКД *Т^
различных марок
Показатель
Вязкость каучука по Муни,
МБ1+4(100°С)
Условное напряжение при
100%-ном удлинении, МПа:
при 20°С
после старения (72 ч, 100°С)
Условное напряжение при 300%-
ном удлинении при 20°С, МПа
Условная прочность при
растяжении, МПа:
при 20"С
приЮ0°С
после старения (72 ч, 100°С)
Относительное остаточное
удлинение после разрыва, %
Сопротивление раздиру, Н/м
Каучук СКД марки
1
30-45
0,8-2,0
2,5-4,0
6,0-11,0
16,0-22,0
7,0-1,1
10,0-15,0
6-16
30-70
II
40-50
1,0-2,5
3,0-4,5
7,0-11,0
19,0-22,0
8,0-11,5
11,0-15,0
4-12
30-55
Показатель
Относительное удлинение
при разрыве, %:
при 20°С
при 100°С
после старения (72 ч, 100°С)
Твердость по ТМ-2
Эластичность по отскоку, %:
при 20°С
при 100°С
Динамический модуль Е, МПа
Модуль внутреннего трения К,
МПа
Сопротивление разрастанию
трещин, тыс. циклов
Истираемость при 20°С
(W=30H,f = 45H),cM3/(KBT-4)
Каучук СКД марки
1
500-750
340-610
200-360
58-65
44-57
44-60
3,5-6,0
1,3-2,3
5-55
70-180
II
470-650
300-550
200-320
60-68
49-58
50-62
4,3-7,0
1,6-2,4
3,5-35
70-180
Примечание. Состав смеси (масс, ч.): каучук
рубракс - 5, техуглерод - 50; вулканизация 40
100, сера - 2, сантокюр - 0,7, стеариновая кислота - 2, оксид цинка - 5,
мин при 143°С.
1.4.19. Свойства наполненных вулканизатов на основе комбинаций СКД и НК
Показатель
Содержание каучуков, масс, ч.:
СКД марки II
НК
Условное напряжение при 100%-ном удлинении, МПа:
при 20°С
после старения (24 ч, 120°С)
Условное напряжение при 300%-ном удлинении и 20°С. МПа
Условная прочность при растяжении, МПа:
при 20°С
при 100°С
после старения (24 ч, 120°С)
Относительное удлинение при разрыве, %:
при 20°С
при100°С
после старения (24 ч, 120°С)
Относительное остаточное удлинение после разрыва, %
Сопротивление раздиру, Н/м:
при 20°С
после старения (24 ч,120°С)
Твердость по ТМ-2
Эластичность по отскоку, %:
при 20"С
при100°С
Коэффициент морозостойкости:
при-45°С
при -55°С
Сопротивление разрастанию трещин, тыс. циклов
Истираемость (Л/= 30 Н, S = 15%) при 20°С, см3/(кВтч)
Номер смеси
1
100
0
2,1
3,8
7.1
18,6
8,5
11,5
652
504
200
9
46
22
65
54
55
0,79
0,63
10
135
2
75
25
2,7
3,8
9.0
19,5
10,5
6,2
618
520
160
11
75
21
65
53
59
0,78
0,60
28
182
3
50
50
2,9
3,8
10.7
21,7
12,8
4,4
576
588
84
13
90
6
66
51
60
0,78
0,56
>360
220
4
25
75
2,9
2,8
12.6
25,0
14,7
3,6
560
608
92
22
110
7
65
48
60
0,69
0,27
190
250
5
0
100
3,5
1,5
13.1
29,2
17,1
2,8
548
726
98
29
136
9
62
46
64
0,63
0,23
100
262
Примечание. Состав смеси (масс, ч.): каучук -100, сера - 2, сантокюр - 0,7, стеариновая кислота - 2, оксид цинка - 5,
рубракс - 5, техуглерод - 50; вулканизация 40 мин при 143°С; N- заданное прижимное усилие; S - заданное
относительное проскальзывание. (Метод определения сопротивления истиранию при качении с проскальзыванием ГОСТ
12251-66).
145
1.4.20. Физико-механические свойства наполненных вулканизатов
на основе смеси каучуков СКД различных марок с СКИ-3 и СКС
Содержание каучуков, масс.ч.:
СКД марки I (dKp > 2,5 мм)
СКД марки I (dKp = 0,51 ?2,5 мм)
СКД марки II
СКИ-3
СКС-30 АРКМ-15
Условное напряжение при 300%-ном удлинении, МПа:
при 20°С
при 100°С
после старения (72 ч, 100°С)
Условная прочность при растяжении, МПа:
при 20°С
при 100°С
после старения (72 ч, 100°С)
Относительное удлинение при разрыве, %:
при 20°С
при 100°С
после старения (72 ч, 100°С)
Сопротивление раздиру, Н/м:
при 20°С
при100°С
после старения (72 ч, 100°С)
Эластичность по отскоку, %:
при 20°С
при 100°С
Сопротивление разрастанию трещин, тыс. циклов
Истираемость (Л/ = 30 Н, f = 45 Н), см3/(кВт-ч)
Номер смеси
1
100
-
-
-
-
5,5-7,5
5,0-7,0
12,0-13,0
16,0-20,0
7,5-10,0
12,0-15,0
580-760
400-525
260-340
50-70
40-55
20-30
45-47
45-52
20-50
90-120
2
-
80
-
20
-
8,5-10,0
8,0-9,0
11,5-12,5
19,0-21,0
10,0-12,0
12,0-14,0
550-750
350-500
260-340
60-80
40-50
20-30
50-54
50-54
150-360
150-190
3
-
-
50
50
-
11,0-11,5
9,0-10,0
11,0-12,0
19,0-24,0
10,0-12,0
12,0-13,5
550-750
350-500
260-300
70-100
40-50
20-30
50-54
54-60
160-360
180-220
4
-
50
-
-
50
8,0-10,0
6,0-8,0
-
20,0-22,0
9,0-11,0
14,0-17,0
550-650
350-500
250-350
45-60
30-40
25-35
42-48
48-55
50-60
180-220
Примечание. Состав смеси (масс, ч.): каучук -100, сера - 2, сантокюр - 0,7, стеариновая кислота -
рубракс - 5, техуглерод - 50; вулканизация 40 мин при 143°С.
2, оксид цинка - 5,
1.4.21. Физико-механические свойства
наполненных вулканизатов на основе смеси каучуков СКД и СКС
Показатель
Содержание каучуков, масс, ч.:
СКД марки II
СКС-30 АРКМ-15
Продолжительность вулканизации при 143°С, мин
Условное напряжение при 100%-ном удлинении, МПа:
при 20°С
после старения (24 ч,120°С)
Условное напряжение при 300%-ном удлинении при 20°С,
МПа
Условная прочность при растяжении, МПа:
при 20°С
приЮ0°С
после старения(24 ч,120°С)
Относительное удлинение при разрыве, %
при 20°С
приЮ0°С
после старения (24 ч, 120°С)
Относительное остаточное удлинение после разрыва, %
Сопротивление раздиру, Н/м:
при 20°С
после старения (24 ч, 120°С)
Номер смеси
1
100
0
20
2,1
3,8
7,1
18,6
8,5
11,5
652
504
200
9
■ 46
22
2
75
25
20
2,3
4,3
8,0
19,0
8,7
12,8
632
460
236
9
49
22
3
50
50
30
2,3
5,1
8,7
19,8
8,9
14,3
612
424
250
10
53
23
4
25
75
40
2,2
6.0
8,8
22,4
9,1
17,5
575
393
260
21
55
25
5
0
100
40
2,6
8,8
9,5
23,8
9,2
17,8
556
352
270
23
62
25
146
1.4.21. Физико-механические свойства
наполненных вулканизатов на основе смеси каучуков СКД и СКС (окончание)
Показатель
Твердость по ТМ-2
Эластичность по отскоку, %:
при 20°С
пои100°С
Истираемость (Л/ = 30 Н, S= 15%), см3/(кВт-ч)
Сопротивление разрастанию трещин, тыс. циклов
Коэффициент морозостойкости:
при -45°С
при -55°С
Номер смеси
1
65
54
55
135
10
0,79
0,63
2
65
48
55
190
18
0,79
0,59
3
64
45
54
216
48
0,45
0,20
4
64
41
53
238
54
0,34
0,08
5
63
37
51
249
80
0,15
0,00
Состав смеси, масс,
техуглерод - 50.
ч.: каучук - 100, сера - 2, сантокюр - 0,7, стеариновая кислота - 2, оксид цинка - 5, рубракс - 5,
Применение «неодимового» полибутадиена вместо традиционного «титанового» позволяет
повысить эластичность, износостойкость и усталостную выносливость протекторных грузовых и
легкогрузовых шин. Использование этого каучука в резинах боковин повышает
упруго-прочностные показатели и сопротивление разрастанию порезов.
О.
с;
<j
■X
О
а
-о
с;
о
из
1.4.5. Химические свойства бутадиеновых каучуков
По скорости серной вулканизации бутадиеновые каучуки занимают промежуточное
положение между натуральным и бутадиенстирольными каучуками. Степень сульфидности
поперечных связей в вулканизатах бутадиеновых каучуков меньше, чем в вулканизатах
натурального и бутадиенстирольных каучуков.
Стереорегулярные бутадиеновые каучуки легко подвергаются гидрированию в растворах в
присутствии растворимых катализаторов циглеровского типа.
Бутадиеновые каучуки взаимодействуют с хлором, бромом, галогенсодержащими
соединениями (1\1-хлор- и N-бромсукцинимидами) и другими, хотя и с меньшей скоростью, чем изопре-
новые каучуки.
При облучении у-лучами, ультрафиолетовым светом, электронами, под действием
химических агентов и других факторов стереорегулярные бутадиеновые каучуки претерпевают цис-транс-
изомеризацию. В случае изомеризации бутадиеновых каучуков, содержащих 89-96% цис-1,4-
звеньев, при нагревании происходит превращение -20% цис-звеньев в г/шс-звенья, что
приводит к аморфизации и существенному повышению морозостойкости каучуков.
В присутствии инициаторов (азо-бис-изобутиронитрила, персульфатов, гидропероксидов),
а также под воздействием у-излучения макромолекулы бутадиенового каучука присоединяют
меркаптаны. Относительные скорости присоединения алкилмеркаптанов убывают в следующем
ряду: первичный -» вторичный -^ третичный. Скорость реакции уменьшается с увеличением
молекулярной массы меркаптанов.
В присутствии азо-бис-изобутиронитрила стереорегулярные бутадиеновые каучуки
присоединяют тиогликолевую кислоту. Резины из карбоксилированных таким образом каучуков,
полученные с применением оксидов металлов, характеризуются повышенной усталостной
выносливостью, но пониженной износостойкостью. Под действием серной кислоты при нагревании
стереорегулярные бутадиеновые каучуки циклизуются.
При нагревании в вакууме или инертной среде выше 300°С бутадиеновые каучуки
подвергаются пиролизу. Разложение, связанное с заметной потерей массы, происходит при
температурах около 360°С. В присутствии активного техуглерода температура разложения повышается
Д*пр
US
примерно на 60°С. Стереорегулярные бутадиеновые каучуки взаимодействуют с малеиновым
ангидридом, хлоранилом, карбонилсодержащими соединениями. При взаимодействии с хлоранилом
бутадиеновый каучук дегидрируется.
5 Стереорегулярные бутадиеновые каучуки окисляются с меньшей скоростью, чем натураль-
!■ ный и синтетический изопреновый каучуки, но с большей, чем бутадиенстирольные. При окис-
| лении в большинстве случаев процессы структурирования преобладают над процессами дест-
8 рукции; окисление ускоряется под действием света. По стойкости к действию озона бутадиено-
^ вые каучуки близки к бутадиенстирольным. Под действием ионизирующего излучения проис-
I ходит их структурирование, причем число образующихся поперечных связей прямо пропорци-
| онально интегральной дозе облучения. Процесс сопровождается изомеризацией, деструкцией
§_ и выделением летучих продуктов. Скорость структурирования в вакууме выше, чем на воздухе.
§ В последнем случае одновременно происходит окисление бутадиенового каучука.
'§ Скорость окисления полибутадиенов тем меньше, а склонность к структурированию тем
| выше, чем больше содержание в них винильных звеньев.
В ИК-спектрах окисленного СКД наблюдаются полосы поглощения, соответствующие
карбонильным, карбоксильным, сложноэфирным и гидроксильным группам.
Поданным ИК-спектроскопии с Фурье-преобразованием окисление полибутадиена на
воздухе при 60°С сопровождается накоплением групп -ОН, -СО и -С=0, при этом концентрация
а-метиленовых и z/ис-метиленовых групп уменьшается, а г/шс-групп - возрастает. В начале
процесса окисления преобладают группы-СО пероксидов (полоса поглощения 1090 см-1), группы
-ОН и -СООН - на поздних стадиях окисления; а, (3-ненасыщенные (1700 см-1) и насыщенные
(1726 см-1) карбонильные группы образуются с равной скоростью и в равных количествах.
При изучении механизма окисления пленок полибутадиена и полиизопрена методом
13С-ЯМР при температурах 110-180°С было показано, что полибутадиен образует больше
эпоксидных и спиртовых и меньше - пероксидных групп. В расчете на 100 мономерных звеньев
количество эпоксидных, спиртовых, гидропероксидных и пероксидных звеньев составляет
соответственно 19,18,6 и 4.
При окислении 1,2-бутадиенового каучука в наибольшем количестве образуются
карбонильные, карбоксильные и эфирные, а также пероксидные группы. При исследовании
промежуточных продуктов окисления методом ИКС найдено, что в начале процесса появляются полосы
поглощения, отвечающие гидроксильной группе, в дальнейшем - карбоксильным группам и на
поздних стадиях окисления - эфирным группам. Пероксидные группы накапливаются в начале
окисления, в процессе автокатализа их содержание уменьшается.
Деструкция 1,4-бутадиенового каучука связана с распадом алкоксирадикалов, а сшивание -с
взаимодействием радикалов R0 • между собой и с двойной связью макромолекулы. Возможно
протекание процесса сшивания непосредственно по двойным связям, а также образование в макромолекулах
эпоксидных групп, при этом радикал R0 •, отрывая атом водорода, переходит в спирт. Появление
карбоксильных и сложноэфирных групп является результатом последующих преобразований.
Деструкция 1,2-полибутадиенов протекает по схеме:
О* О
-СН-СН- °24Н -СН-С- -> -CH-C + R-
I I I
сн сн сн
сн2 сн2 сн2
При высоких температурах (160°С) в режиме автокисления (в отсутствие антиоксидантов)
наблюдается быстрое сшивание бутадиеновых каучуков и образование геля, при этом
деструкции каучука не наблюдается.
1.4.6, Применение бутадиеновых каучуков ^
В табл. 1.4.22 приведены основные области применения бутадиеновых каучуков различных
марок, выпускаемых зарубежными и отечественными производителями.
1.4.22. Области применения бутадиеновых каучуков мировых производителей
Марка
В-3000 DLC-A-70
Жидкий бутадиеновый
каучук (70%) с порошковым
кремнекислотным
наполнителем Natrochem
Blended Rubber (PB)
Каучуковая смесь с
использованием полибутадиена
Milliken Chemical
Speciality Elastomers
BR 1202 D
Полибутадиен
H. Muehlstein&Company
BR 1220
Полибутадиен
H. Muehlstein&Company
Budene 1207
растворной полимеризации
Полибутадиен
Goodyear Chemical
Budene 1208
растворной полимеризации
Полибутадиен
Goodyear Chemical
Budene 12S4
Полибутадиен
Goodyear Chemical
Характеристика товарного продукта
Белый непылящий порошок,
транспортируется в картонных барабанах.
Плотность - 1037 кг/м3
Смесь, рецепт которой составлен по
индивидуальным техническим требованиям
заказчика
Плотность - 900 кг/м3
Содержание, %:
стабилизаторов (макс.) - 0,5
цис-звеньев - 96,5
летучих - 0,2
золы - 0,02
Вязкость 5%-ного раствора в стироле -
80 мм2/с
Плотность - 900 кг/м3
Содержание, %:
стабилизаторов (макс.) - 0,5
цис-звеньев - 96,5
летучих - 0,2
золы - 0,02
сухого геля - 150 ррт
Вязкость по Муни МБ 1+4 (100°С) - 45
Светло-желтый каучук, с неокрашиваю-
щим антиоксидантом
Плотность - 910 кг/м3
Содержание цис-звеньев - 98%
Вязкость по Муни МБ 1+4 (100°С) - 50-60
Светло-желтый каучук, с неокрашиваю-
щим антиоксидантом
Плотность-910 кг/м3
Содержание цис-звеньев - 98%;
Вязкость по Муни МБ 1+4 (100"С) - 40-50
Тёмно-коричневый каучук.
Плотность - 930 кг/м3
Содержание цис-звеньев - 98%
Вязкость по Муни МБ 1+4 (100°С) - 40-50
Содержание высокоароматического
масла - 18,5-21,5%
Область применения
В качестве агента для каталитического
риформинга бензина, покрытий,
наносимых методом электроосаждения
Для конкретного конечного
потребителя и различных областей применения
Для получения ударопрочного
полистирола
В шинных резинах и резино-техничес-
ких изделиях
В шинных протекторных и каркасных
резинах, клиновых ремнях, наружных
слоях конвейерных лент, оплётках
шлангов, в трубах, массивных мячиках
для гольфа, обувных подмётках и
каблуках, губчатых резиновых и
технических изделиях. Облегчает вальцевание и
переработку; повышает
износостойкость, улучшает низкотемпературные
свойства, эластичность и прочность
Тоже.
Облегчает переработку смесей
В протекторах, ремнях, резинах для
восстановления протектора и РТИ;
хорошие динамические свойства.
Облегчает переработку смесей
-*$&--
149
1.4.22. Области применения бутадиеновых каучуков
мировых производителей (продолжение)
Марка
Budene 1255
Полибутадиен
Goodyear Chemical
Buna CB 22
Полибутадиен растворной
полимеризации
Lanxess Corp.
Buna CB 23
Полибутадиен растворной
полимеризации
Lanxess Corp.
Buna CB 24
Полибутадиен растворной
полимеризации
Lanxess Corp.
Buna CB 25
Полибутадиен растворной
полимеризации
Lanxess Corp.
Buna CB 29 MES
Полибутадиен растворной
полимеризации
Lanxess Corp.
Buna CB 65
Полибутадиен растворной
полимеризации
Lanxess Corp.
Характеристика товарного продукта
Тёмно-коричневый каучук
Содержание, %:
цис-звеньев - 20
г/шс-звеньев - 35
винильных звеньев - 45
Содержание ароматического масла -
37,5 масс. ч.
Вязкость по Муни МБ 1+4 (100°С) - 44-56
Прозрачный, неокрашенный каучук
Плотность - 910 кг/м3
Nd-катализатор
Очень высокое содержание цис-звеньев и
чрезвычайно низкая степень разветвления
длинных цепей
МБ 1+4 (100°С) - 58-68
ГС = -109°С
Прозрачный, неокрашенный каучук
Плотность - 910 кг/м3. Nd-катализатор
Очень высокое содержание цис-звеньев и
чрезвычайно низкая степень разветвления
длинных цепей
Вязкость по Муни МБ 1+4 (100°С) - 46-56
7С = -109°С
Прозрачный, неокрашенный каучук
Плотность - 910 кг/м3
Nd-катализатор
Очень высокое содержание цис-звеньев и
чрезвычайно низкая степень разветвления
длинных цепей
Вязкость по Муни МБ 1+4 (100°С) 39-49
7C = -109°C
Прозрачный, неокрашенный каучук
Плотность - 910 кг/м3
Nd-катализатор
Очень высокое содержание цис-звеньев и
чрезвычайно низкая степень разветвления
длинных цепей
Вязкость по Муни МБ 1+4 (100°С) - 39-49
7С = -109°С
Маслонаполненный каучук
Плотность - 930 кг/м3
Nd-катализатор
Очень высокое содержание цис-звеньев
Вязкость по Муни МБ 1+4 (100°С) - 32-42
Содержание масла - 37,5 масс. ч.
Прозрачный, неокрашенный каучук
Плотность 910 кг/м3
Li-катализатор
Содержание цис-звеньев 38% (со
стандартной молекулярной структурой и
звездообразным разветвпением)
Вязкость по Муни МБ 1+4 (100°С) 44-50
Гс = - 93°С
Область применения
Для уменьшения сопротивления
качению шин при сохранении
износостойкости за счёт небольшого снижения
сцепления на мокрых покрытиях
В комбинации с БСК или НК для
обеспечения удовлетворительной перераба-
тываемости; обеспечивает отличную
стойкость к истиранию, эластичность
при отскоке, сопротивление усталости в
динамических условиях эксплуатации и
гибкость при низких тем-pax; в
основном, превосходит по свойствам
традиционные марки бутадиенового каучука
Аналогичен марке Buna CB 22, но
имеет более низкую вязкость, что
улучшает перерабатываемость
Имеет лучшую перерабатываемость
чем Buna CB 22 и 23; обеспечивает
отличную стойкость к истиранию,
эластичность при отскоке, сопротивление
усталости в динамических условиях
эксплуатации и гибкость при низких
температурах
Лучше перерабатывается чем Buna CB
24; обеспечивает отличную стойкость к
истиранию, эластичность при отскоке,
сопротивление усталости в
динамических условиях эксплуатации и гибкость
при низких температурах
Применяется в смеси с БСК или НК,
пригоден для шинных протекторных
резин благодаря пониженному
теплообразованию
Для изготовления смесей на основе
100% BR, благодаря отличной
способности к смешению и переработке
характеризуется высокой стойкостью к
истиранию, низким
теплообразованием и высоким сопротивлением
усталости в динамических условиях
эксплуатации
1.4.22. Области применения бутадиеновых каучуков
мировых производителей (продолжение)
Ч
Марка
BunaHulsCBIO
Полибутадиен
Creanova
Buna Huls CB 14
Полибутадиен
Creanova
Copertlex BR
Полибутадиен растворной
полимеризации
Momentum Technologies, Inc
Oiene 35 NF
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
Diene 35AC10
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
Diene 40 NF
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
Diene 40 A
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
Diene 55 NF
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
Diene 55AC10
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
Diene 55AC15
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
Характеристика товарного продукта
Прозрачный, неокрашенный каучук
Со-катализатор
Высокое содержание цис-1,4-звеньев
Прозрачный, неокрашенный каучук
Со-катализатор
Высокое содержание цис-1,4-звеньев
Nd-катализатор
Высокое содержание цис-звеньев
Плотность - 900 кг/м3
Содержание, %:
цис-звеньев - 40
гранс-звеньев - 50
винильных звеньев - 10
Вязкость по Муни МБ 1+4 (100°С) - 37
Плотность - 900 кг/м3
Вязкость по Муни МБ 1+4 (100°С) - 37
Показатель преломления - 1,5167
Цветность АРНА - 10 макс.
Вязкость в растворе (5,43% в толуоле) -
97 сП
Плотность - 900 кг/м3
Содержание, %:
цис-звеньев - 40
транс-звеньев - 50
винильных звеньев - 10
Вязкость по Муни МБ 1+4 (100°С) - 40
Плотность - 900 кг/м3
Вязкость по Муни МБ 1+4 (100°С) - 40
Показатель преломления - 1,5167
Цветность АРНА - 10 макс.
Вязкость в растворе (5,43% в толуоле) -
80 сП
Плотность - 900 кг/м3
Содержание, %:
цис-звеньев - 40
транс-звеньев - 50
винильных звеньев - 10
Вязкость по Муни МБ 1+4 (100°С) - 52
Плотность - 900 кг/м3
Вязкость по Муни МБ 1+4 (100°С) - 52
Показатель преломления - 1,5167
Цветность АРНА - 10 макс.
Вязкость в растворе (5,43% в толуоле) -
162 сП
Плотность - 900 кг/м3
Вязкость по Муни МБ 1+4 (100°С) - 40
Цветность АРНА - 10 макс.
Вязкость в растворе (5,43% в толуоле) -
162 сП
Область применения
Каучук общего назначения для
изготовления смесей в резиновой и
шинной промышленности
В качестве модификатора
полистирола для повышения ударной прочности
Придает высокую стойкость к
истиранию и усталостную выносливость
резинам; повышает ударную прочность
пластиков
Аналогичен Diene 55 NF с низкой
вязкостью
Для использования в качестве
основного каучука для привитой
полимеризации; получаются твердые, прочные и
ударостойкие термопластические
пластмассы (ударопрочные пластики)
Имеет малую вязкость и легче
перерабатывается, чем Diene 55 NF;
применяется в резиновых смесях для придания
стойкости к истиранию, эластичности,
гибкости при низких температурах и
сопротивления растрескиванию
Модификатор термопластов для
придания ударной прочности; содержит
нелетучие антиоксиданты
Обеспечивает отличную стойкость к
истиранию, гистерезис, гибкость при
низких температурах и сопротивление
растрескиванию в резиновых смесях
Используется в качестве основного
каучука для привитой полимеризации,
при этом получаются твердые,
прочные и ударопрочные термопласты
(ударопрочные пластики)
То же.
Содержит нелетучую группу антиокси-
дантов без TNPP
-?$5~
151
jtf
1.4.22. Области применения бутадиеновых каучуков
мировых производителей (продолжение)
Марка
Diene 635
Полибутадиен с высоким
содержанием цис-звеньев
Firestone Polymers, LLC
Diene 645
Полибутадиен с высоким
содержанием цис-звеньев
Firestone Polymers, LLC
Diene 70 AC
Стереорегулярный
полибутадиен
Firestone Polymers, LLC
скд
Полибутадиен
ОАО «Ефремовский
завод СК»,
ОАО «Воронежсинтез-
каучук»
СКДН
Стереорегулярный
полибутадиен
ОАО «Нижнекамск-
нефтехим»
скд-нд
Стереорегулярный
полибутадиен
ОАО «Воронежсинтез-
каучук»
Elastoguard (PB)
Полибутадиен
антимикробного действия
Milliken Chemical Speciality
Elastomers
Europrene Neocis BR 40
Полибутадиен с высоким
содержанием цис-звеньев
Polimeri Europa Americas, Inc
Europrene Neocis BR 60
Полибутадиен с высоким
содержанием цис-звеньев
Polimeri Europa Americas, Inc
Europrene Neocis BR OE
Полибутадиен с высоким
содержанием цис-звеньев
Polimeri Europa Americas, Inc
Характеристика товарного продукта
Плотность - 900 кг/м3
Содержание цис-звеньев - 96%
Вязкость по Муни МБ 1+4 (100°С) - 40
Плотность - 900 кг/мЗ
Содержание цис-звеньев - 96%
Вязкость по Муни МБ 1+4 (100°С) - 45
Плотность - 900 кг/м3
Вязкость по Муни МБ 1+4 (100°С) - 71
Цветность АРНА - 10 макс.
Вязкость в растворе (5,43% в толуоле)
250 СП
Каучук желто-коричневого цвета
Ti-катализатор
Плотность - 920 кг/м3
Содержание цис-звеньев - 92-94%
Вязкость по Муни МБ 1+4 (100°С) - 45±5
Каучук неокрашенный
Nd-катализатор
Безгелевый
Вязкость по Муни МБ 1+4 (100°С) 40-70
Содержание цис-звеньев не менее 96%
Каучук неокрашенный
Nd-катализатор
Безгелевый
Вязкость по Муни МБ 1+4 (100°С) - 40-57
Содержание цис-звеньев - 95-98%
Хорошие низкотемпературные свойства и
стойкость к истиранию
Самый эластичный из всех каучуков
Теплостойкость до 80°С
Содержание цис-звеньев - 98%
Вязкость по Муни МБ 1+4 (100°С) - 38-44
Стабилизатор - неокрашивающий
Содержание цис-звеньев - 98%
Вязкость по Муни МБ 1+4 (100°С) - 59-67
Стабилизатор - неокрашивающий
Содержание цис-звеньев - 98%
Вязкость по Муни МБ 1+4 (100°С) - 29-35
Содержание высокоароматического масла
-37,5 масс. ч.
Стабилизатор - неокрашивающий
Область применения
Аналогичен каучуку Diene 645 с низкой
вязкостью
В шинных протекторах и боковинах,
РТИ и мячах для гольфа; придает
отличную стойкость к истиранию,
эластичность, гибкость при низких
температурах и сопротивление растрескиванию
Придает повышенную ударную
прочность и меньше глянца, когда
используется в качестве привитого
модификатора для повышения ударной
прочности термопластических смол
В производстве конвейерных лент,
эластичных герметизирующих
уплотнений, клиновидных ремней, труб,
профилей, шин и других резиновых
изделий
В шинах, РТИ и др.
Тоже
В шинах и в смеси с другими каучука-
ми для изготовления обуви,
конвейерных лент и демпфирующих прокладок
В протекторах и боковинах шин,
резинах для восстановления протектора, в
конвейерных лентах, РТИ, рукавах,
мячах для гольфа
Тоже
В шинах, резинах для восстановления
протектора и РТИ
152
"«}Ш»~
1.4.22. Области применения бутадиеновых каучуков
мировых производителей (продолжение)
"Ч
Марка
Kosyn
Полибутадиен
Intertex World Resources
Lithene
Жидкий полибутадиен
Synthomer Ltd
Polydex M (R-150)70
70% Ricon 150 на носителе
Microcel E
Polychem Dispersions
Полибутадиен (РВ)
Milliken Chemical Speciality
Elastomers
Polydex M (R-152)70
70% Ricon 152 на носителе
Microcel E
Polychem Dispersions
Polydex HI (R-153)70
70% Ricon 153 на носителе
Microcel E
Polychem Dispersions
Polydex HI (R-154)70
70% Ricon 154 на носителе
Microcel E
Polychem Dispersions
Ricon 130
Жидкий полибутадиен
Sartomer Company, Inc
Ricon 131
Жидкий полибутадиен
Sartomer Company, Inc
Ricon 134
Жидкий полибутадиен
Sartomer Company, Inc
Ricon 142
Жидкий полибутадиен
Sartomer Company, Inc
Характеристика товарного продукта
Исходный полибутадиен с высоким и
низким содержанием цис-звенъев,
выпускается с разной вязкостью
Жидкости с различными молекулярной
массой и микроструктурой; имеются
продукты с малеиновым ангидридом
Плотность - 1080 кг/м3
Ricon 150 порошкообразный
Выпускается также на кремнекислотном
носителе
Хорошие низкотемпературные свойства и
стойкость к истиранию; самый эластичный
из всех каучуков
Плотность - 1080 кг/м3
Ricon 152 порошкообразный
Выпускается также на носителях HiSil ABS
Плотность- 1080 кг/м3
Ricon 153 порошкообразный
Выпускается также на носителях HiSil ABS
Плотность- 1080 кг/м3
Ricon 154 порошкообразный
Выпускается также на носителях HiSil ABS
Вязкая жидкость
Плотность - 900 кг/м3
Содержание винильных звеньев - 30%
Вязкость при 25°С - 7,50 Пас
ММ - 2500
Вязкая жидкость
Плотность - 900 кг/м3
Содержание винильных звеньев -30%
Вязкость при 25°С - 27,50 Пас
ММ - 4200
Вязкая жидкость
Плотность 900 кг/м3
Содержание винильных звеньев 35%
Вязкая жидкость
Вязкость 150 Пас при 25°С
ММ - 9000
Вязкая жидкость
Плотность - 900 кг/м3
Содержание винильных звеньев - 55%
Вязкость при 25°С - 97,5 Пас
ММ - 3900
Область применения
В качестве технологических добавок
для резин, соагента для каучуков и
полимеров пероксидной вулканизации, в
частности EPDM и EPR
Для облегчения переработки и ускорения
диспергирования при смешивании на
вальцах и в смесителе закрытого типа
Для шин и в смеси с другими каучу-
ками для изготовления обуви,
конвейерных лент и демпфирующих
прокладок
Для облегчения переработки и
ускорения диспергирования при смешивании
на вальцах и в смесителе закрытого
типа
Тоже
— « —
В качестве пластификатора
В качестве соагента, пластификатора
В качестве пластификатора
Тоже
■-&-■
153
yf^ 1.4.22. Области применения бутадиеновых каучуков
мировых производителей (продолжение)
Марка
Ricon 150
Жидкий полибутадиен
Sartomer Company, Inc
Ricon 152
Жидкий полибутадиен
Sartomer Company, Inc
Ricon 153
Жидкий полибутадиен
Sartomer Company, Inc
Ricon 154
Жидкий полибутадиен
Sartomer Company, Inc
Ricon 156
Жидкий полибутадиен
Sartomer Company, Inc
Seetec BR 1208,1209,1220
Полибутадиен растворной
полимеризации
Astlett Rubber Inc
Solprene 200
Полибутадиен растворной
полимеризации
Dynasol
Solprene 233
Полибутадиен растворной
полимеризации
Dynasol
Solprene 233P
Полибутадиен растворной
полимеризации
Dynasol
Taktene 1203 G1
Полибутадиен растворной
полимеризации
Lanxess Corp.
Характеристика товарного продукта
Вязкая жидкость
Плотность - 900 кг/м3
Содержание винильных звеньев - 70%
Вязкость при 25°С - 400 Па-с
ММ - 3900
Вязкая жидкость
Плотность -900 кг/м3
Содержание винильных звеньев -80%
Вязкость при 45°С - 200 Па-с
ММ -2900
Вязкая жидкость
Плотность 900 кг/м3
Содержание винильных звеньев -85%
Вязкость при 45°С - 600 Пас
ММ - 2900
Вязкая жидкость
Плотность - 900 кг/м3
Содержание винильных звеньев - 90%
Вязкость при 45°С - 2500 Па-с
ММ - 5200
Вязкая жидкость
Плотность - 900 кг/м3
Содержание винильных звеньев - 70%
Вязкость при 25°С - 16 Па-с
ММ-1400
Плотность - 920 кг/м3
Вязкость по Муни МБ 1+4 (100°С) - 40-50
Очень светлый каучук
Плотность - 896 кг/м3
Среднее содержание цис-звеньев
Вязкость по Муни МБ 1+4 (100°С) - 48
Очень светлый каучук
Плотность - 896 кг/м3
Среднее содержание цис-звеньев
Вязкость по Муни МБ 1+4 (100°С) - 35
Li-катализатор
Плотность - 896 кг/м3
Среднее содержание цис-звеньев
Вязкость по Муни МБ 1+4 (100°С) - 35
Низкое содержание геля
Прозрачный каучук
Со-катализатор
Плотность - 910 кг/м3
Очень высокое содержание цис-звеньев
Вязкость по Муни МБ 1+4 (100°С) - 38-48
TC=-W7°C |
Область применения
В качестве соагента, пластификатора
Тоже
—«—
В уплотнениях, ремнях, профильных
деталях, трубах и в других изделиях, от
которых требуется эластичность
Для обеспечения высокой стойкости к
истиранию, высокой эластичности; для
шин, клиновых ремней, наружного
слоя конвейерных лент, рукавов, труб,
подошв обуви и каблуков
То же
В качестве модификатора для
придания ударной прочности
термопластичным полимерам, таким, как
полистирол
Легко перерабатывается; применяется
в легковых и грузовых шинах для
повышения износостойкости протектора
и сопротивления растрескиванию
канавок в комбинации с SBR/NR
1.4.22. Области применения бутадиеновых каучуков
мировых производителей (окончание)
-к
Марка
Taktene 220
Полибутадиен растворной
полимеризации
Lanxess Corp.
Taktene 221
Полибутадиен растворной
полимеризации
Lanxess Corp.
Taktene 380
Полибутадиен растворной
полимеризации
Lanxess Corp.
Taktene 4510
Полибутадиен растворной
полимеризации
Lanxess Corp.
Taktene 550
Полибутадиен растворной
полимеризации
Lanxess Corp.
Taktene 550 Т
Полибутадиен растворной
полимеризации
Lanxess Corp.
Taktene 5510
Полибутадиен растворной
полимеризации
Lanxess Corp.
Характеристика товарного продукта
Прозрачный каучук
Со-катализатор
Плотность - 910 кг/м3
Очень высокое содержание цис-звеньев
Вязкость по Муни МБ 1+4 (100°С) - 35-45
ГС = -107°С
Прозрачный каучук
Со-катализатор
Плотность - 910 кг/м3
Очень высокое содержание цис-звеньев
Вязкость по Муни МБ 1+4 (100°С) - 48-50
ГС = -107°С
Прозрачный каучук
Плотность - 910 кг/м3
Среднее содержание цис-звеньев и ви-
нильных звеньев
Вязкость по Муни МБ 1+4 (100°С) - 38
Вязкость 5%-ного раствора в стироле -
80-100 МПа-с
Гс = - 93°С
Прозрачный каучук
Li-катализатор
Плотность - 910 кг/м3
Содержание цис-1 ,4-звеньев - 38%
Вязкость по Муни МБ 1+4 (100°С) -40-50
Гс = - 93°С
Прозрачный каучук
Плотность - 910 кг/м3
Среднее содержание цис-звеньев и ви-
нильных звеньев
Вязкость по Муни МБ 1+4 (100°С) - 54
Вязкость 5%-ного раствора в стироле -
160-185 МПа-с
Гс = - 93°С
Прозрачный каучук
Плотность - 910 кг/м3
Среднее содержание цис-звеньев и ви-
нильных звеньев
Вязкость по Муни МБ 1+4 (100°С) - 54
Вязкость 5%-ного раствора в стироле -
150-185 МПа.с
Гс = - 93°С
Прозрачный каучук
Li-катализатор
Плотность - 910 кг/м3
Содержание цис-1,4-звеньев - 38%
Вязкость по Муни МБ 1+4 (100°С) - 47-59
Тс = - 93°С
Область применения
В легковых и грузовых шинах для
повышения износостойкости протектора
и сопротивления растрескиванию
канавок в комбинации с
SBR/NR;высокие показатели свойств при низких
температурах; в РТИ, включая мячи
для гольфа, обувь, ремни, рукава и
другие формованные и
шприцованные изделия
В легковых и грузовых шинах для
повышения износостойкости протектора
и сопротивления растрескиванию
канавок в комбинации с SBR/NR
Для модификации полистирола с
целью повышения ударной прочности;
соответствует некоторым требованиям
фирмы; нелетучая система
стабилизатора по перечню FDA
В шинах
Для модификации полистирола с
целью повышения ударной прочности;
соответствует требованиям FDA;
нелетучая система стабилизатора по
перечню FDA
Тоже
В шинах
-5^-
155
^ i.4,7, Хранение и транспортирование
бутадиеновых каучуков
1
I
s
I
1
I
Каучук хранят в складских помещениях при температуре не выше 30°С. Каучук,
упакованный в мешки, хранят в штабелях высотой не более 1,2 м, а упакованный в ящичные поддоны -
в штабелях не более чем из трёх поддонов по высоте. При хранении каучук должен быть
защищен от загрязнений, действия прямых солнечных лучей и атмосферных осадков.
Каучук транспортируют любым видом транспорта, обеспечивающим сохранность упаковки,
защиту от загрязнений, действия прямых солнечных лучей и атмосферных осадков, в
соответствии с Правилами перевозки грузов, действующими на данном виде транспорта.
1.4.8. Безопасность применения бутадиеновых каучуков
Бутадиеновый каучук по степени воздействия на организм относится к малоопасным
материалам, что соответствует 4-му классу опасности по ГОСТ 12.1.007-76. При непосредственном
контакте с незащищёнными кожными покровами не вызывает патологических изменений, не
обладает свойствами аллергена.
Каучук не содержит легколетучих фракций, при температуре эксплуатации не
взрывоопасен, самопроизвольно не воспламеняется, горит только при внесении в источник огня. При
горении выделяются диоксид углерода (углекислый газ) и вода. Для тушения можно применять
любые стандартные средства-воду, пар, асбестовое полотно, мел, песок, пенные и углекислот-
ные огнетушители.
Производственные помещения должны быть оборудованы общеобменной приточно-вы-
тяжной вентиляцией и вытяжной вентиляцией. Кратность воздухообмена устанавливается не
менее 3. Скорость движения воздуха в рабочем проёме вытяжного шкафа- 0,5 м/с.
Лица, связанные с переработкой каучука, должны быть обеспечены специальной одеждой в
соответствии с отраслевыми нормами.
1.5. Бутадиенстирольные и бутадиен-ос-
метилстирольные каучуки
(В.Н. Папков, А.Н. Юрьев)
Бутадиенстирольные (БСК) и бутадиен-ос-метилстирольные каучуки (БМСК) получают
методом радикальной сополимеризации бутадиена со стиролом или а-метилстиролом в
эмульсии в присутствии эмульгаторов, инициаторов и регуляторов. При этом образуются
сополимеры следующего строения:
[—СН —СН=СН—СН — 1 —
сн2—сн-
с6н5
г-сн2-сн=сн-сн2-]п-
сн,
сн2—сн—
с6н5
(БСК)
(БМСК)
Сополимеры бутадиена с а-метилстиролом являются некристаллизующимися аморфными ^
каучуками нерегулярного строения со статистическим распределением мономерных звеньев в
цепи. Около 30% (отн.) (от общего количества) звеньев ос-метилстирола составляют
одиночные звенья, около 40% (отн.) распределены попарно.
1.5.1, Строение и свойства бутадиенстирольных
и бутадиен-а-метилстирольных каучуков
Бутадиеновые звенья в молекулах бутадиенстирольных и бутадиен-а-метилстирольных
каучуков соединены как в положении 1,4- [75-80% (отн.)], так и в положении 1,2- [17-23% (отн.)].
Звенья бутадиена в положении 1,4- находятся главным образом в гране-форме. Так, в каучуке с
23% масс, связанного а-метилстирола содержится 65% (отн.) бутадиеновых звеньев трансА,4-
и 17% (отн.) звеньев цисА ,4-. Микроструктура полимерной цепи зависит от температуры
полимеризации. При её изменении от 50 до 5° С увеличивается количество гранс-1,4-звеньев при
уменьшении доли цисА ,4- и небольшом уменьшении доли 1,2-звеньев (с боковыми винильны-
ми группами):
~сн2 н
\ / .
с=с
/ \
н сн-
~сн2 сн2~
\ /
с=с
/ \
н н
~сн2—сн-
I
сн=сн2
гранс-1,4- цисА ,4- 1,2-
В результате радикальной полимеризации мономеров образующиеся макромолекулы
каучуков имеют как линейное, так и разветвлённое строение, поэтому ненасыщенность
бутадиеновой части составляет 85-90 % от теоретической и зависит от температуры полимеризации,
конечной степени конверсии мономеров и вязкости каучука по Муни. У низкотемпературных (5-
10°С) каучуков разветвление и структурирование выражено в меньшей степени, а
ненасыщенность составляет 97-99% от теоретической.
Средняя молекулярная масса БСК и БМСК, определенная вискозиметрическим методом,
находится в пределах 200000-350000, а определённая методом гель-проникающей
хроматографии - в пределах 200000-300000.
Бутадиенстирольные и бутадиен-а-метилстирольные каучуки различаются по
содержанию звеньев, вязкости, типу антиоксиданта, наполнителю-пластификатору, эмульгатору,
природе второго мономера, температуре полимеризации, природе третьего мономера.
Содержание звеньев а-метилстирола может колебаться от 8-10 до 50-55% масс.
Большинство каучуков содержит 22-25% масс, связанного стирола и 21-24% масс,
а-метилстирола, что обеспечивает наилучшее сочетание технологических, прочностных и эластических свойств.
Вязкость каучука по Муни зависит от молекулярной массы полимера и способа его синтеза.
Каучуки выпускаются с вязкостью по Муни от 20-25 для штампованных и литьевых изделий до
120-130 для жёстких оболочек кабелей, рукавов, асбестотехнических и резиновых изделий.
Основная масса каучуков выпускается с вязкостью по Муни 50 ± 5.
Тип антиоксиданта зависит от того, какой каучук необходимо получить. Для получения белых
и светлоокрашенных резиновых изделий каучуки заправляются неокрашивающими
стабилизаторами фенольноготипа (ВС-30, Вингстей Т, Вингстей S) или эфирами фосфорной кислоты,
например три(л-нонилфенил)фосфитом (фосфитом НФ или полигардом). Для получения окрашенных
и чёрных изделий каучуки стабилизируются производными л-фенилендиамина (например, ди-
фенил-л-фенилендиамином) или алкилфенолоаминными смолами типа ВС-1 (табл. 1.5.1).
I
1
i
!
!
I
Большой справочник резинщика
1.5.1. Антиоксиданты, используемые для стабилизации БСК и БМСК
Тип
ВС-1
окрашивающий
ВС-ЗОА
неокрашивающий
ВТС-150
окрашивающий
ВТС-150Б
окрашивающий
Агидол-2
неокрашивающий
П-23
неокрашивающий
Фосфит НФ
(полигард)
неокрашивающий
Вингстей Т
неокрашивающий
Дусантокс
окрашивающий
Химическое
название
Алкилфеноламинная
смола (30-50%-ный раствор в
масле)
2,4,6-Триалкилфенол
Дифениламин, алкилиро-
ванный стиролом
Дифениламин, алкилиро-
ванный а-метилстиролом
2,2'-Метилен-6ис(6-7-/7ег-
бутил-4-метилфенол)
2,4,6-Три-трег-бутилфенол
Тринонилфенилфосфит
Триалкилфенол
Внешний вид,
показатель
преломления
Вязкая жидкость
от светло-жёлтого до тёмно-
коричневого цвета
Светло-коричневая
подвижная жидкость,
1,495-1,497
Вязкая жидкость тёмно-
коричневого цвета,
1,624-1,6336
Вязкая жидкость тёмно-
коричневого цвета, 1,622
Мелкий порошок белого цвета
Белый кристаллический
порошок, допускаются голубой,
жёлтый или зелёный оттенки
Светло-жёлтая вязкая
жидкость, 1,523-1,530
Жидкость желтоватого цвета
Жидкость плотностью
1003 кг/м3(60°С)
Вязкость,
мПа-с
480 (30%-ный
раствор в масле
при 70°С)
15 (70°С)
120 (70°С)
-
-
-
-
500-750 (25°С)
59 (60°С),
2925 (20°С)
Температура, °С
к
X
X
ш
с;
ео
СП
с?
с
-
-
-
-
марка А:
> 128;
марка Б:
> 126
129-131
-
-
-
К
X
X
О)
с
X
-
150-175
(133-266 Па)
205-320
(133-266 Па)
210-330
(133-266 Па)
-
-
-
-
-
X
ж
3
-а
с
ы
ео
256 (30%-ный
раствор в
масле)
100
235 (в
закрытом тигле),
218 (в
открытом тигле)
63 (в
закрытом тигле),
166 (в
открытом тигле)
-
-
127 (в закрытом
тигле), 170 (в
открытом тигле)
-
-
I
260
-
276
252
-
-
197
-
-
си
X
О)
£
га
с: к
EZ X
S =
со
о
S
га
и
400
-
442
302
-
-
400
-
-
Нижний предел
воспламенения, г/м3
-
-
-
-
10
(взрыв)
-
-
-
-
Класс опасности по
ГОСТ
3
-
4
4
4
3
4
-
-
Наполнитель-пластификатор применяется для снижения вязкости полимеров и улучшения их ^v
перерабатываемое™. Для белых и светлых изделий используются масла нефтяного
происхождения парафино-нафтеновые и нафтеновые масла. Для наполнения каучуков, предназначенных для
изготовления чёрных изделий, используются высокоароматические масла.
Эмульгаторы-калиевые или натриевые мыла диспропорционированнойживичной или тал-
ловой канифоли, а также калиевые мыла жирных кислот С12-С18 синтетического или
растительного происхождения - как в индивидуальном виде, так и в соотношении от 90:10 до 50:50
соответственно. Использование мыла канифоли благодаря остающимся в каучуке смоляным
кислотам улучшает его обрабатываемость и повышает отдельные физико-механические показатели
вулканизатов (в частности, сопротивление разрыву, раздиру и истиранию). В то же время
резиновые смеси имеют повышенную липкость, что ухудшает их технологические свойства и
уменьшает скорость вулканизации. Каучуки, полученные с использованием мыл жирных кислот,
имеют более высокую скорость вулканизации, но уступают «канифольным» каучукам по
прочностным и эластическим показателям.
Природа второго мономера в каучуке (стирола или а-метилстрола) не влияет на
большинство свойств резин на основе этих каучуков. Однако наличие ос-метильных групп в
макромолекуле несколько улучшает технологические свойства каучука, но снижает эластичность по
отскоку вулканизатов. За рубежом (за исключением Румынии) выпускают только бутадиенстироль-
ные каучуки. В нашей стране производят в основном бутадиен-а-метилстирольные каучуки, за
исключением ОАО «Воронежсинтезкаучук».
Температура полимеризации влияет как на свойства сырых резин, так и на свойства
вулканизатов. Высокотемпературные каучуки получают при температуре около 50°С в присутствии в
качестве инициатора персульфата калия, а низкотемпературные - при 5-10°С с
использованием гидропероксидов и окислительно-восстановительной инициирующей системы. Каучуки,
полученные при низкой температуре, имеют более высокую молекулярную массу, меньшую раз-
ветвлённость макромолекул и лучший комплекс свойств как сырых резин, так и вулканизатов.
Каучуки высокотемпературной полимеризации с низким содержанием а-метилстирола (8-10%
масс.) обладают более высокой морозостойкостью, чем низкотемпературные каучуки, но
используются для узкого ассортимента специзделий.
Природа третьего мономера также влияет на свойства каучуков и вулканизатов. Тройные
сополимеры бутадиена, а-метилстирола и третьего мономера (метакриловой кислоты, её
метиловых или бутиловых эфиров, гидроксилсодержащих мономеров и др.) обладают
улучшенными технологическими свойствами, а вулканизаты на их основе имеют более высокие
физико-механические показатели.
1,5,2, Типы и марки бутадиенстирольных
и бутадиен-а-метилстирольных каучуков
Для обозначения марок отечественных бутадиенстирольных каучуков принята буквенная
аббревиатура СКС. Например, марка СКС-30 означает, что сополимер состоит из бутадиена и
стирола, которые при полимеризации были взяты в массовом соотношении 70:30 (в этом
случае при конверсии мономеров -70% содержание связанного стирола в полимере составляет
23-24% масс).
В обозначении марок могут входить также различные буквы (А, Р, К и др.), которые
характеризуют некоторые особенности каучука. Например А-температура полимеризации составляет
5-10°С; Р - молекулярная масса регулируется r/jer-додецилмеркаптаном; К - в качестве
эмульгатора используется мыло канифоли; П-в качестве эмульгатора используются мыла жирных
кислот, содержащие полярные группы; Н - каучук стабилизируется неокрашивающим антиок-
сидантом; М - каучук наполнен маслом - цифра после буквы М указывает количество масла в
I
I
I
!
I
1
&щ
ш
каучуке (в % масс, на маслонаполненный каучук); Д- каучук обладает диэлектрическими
свойствами; О - каучук отмыт от эмульгатора.
Аналогично для бутадиен-ос-метилстирольных каучуков принята аббревиатура СКМС.
^ За рубежом эти каучуки выпускаются в основном под следующими торговыми названиями:
§• США Америпол, Синпол, Филтрен
S Канада Крилен, Полисар
$ Великобритания Интол
<§_ Италия Европрен
^ Япония Нипол
* Германия Буна, Бунатекс, Дуранит
о Франция, Голландия Карифлекс
§ Бразилия Петролекс
{* Австралия Аустрипол
^ Индия Синапрен
'§ Польша Кер
5 Румыния Каром
I
ч> Для унификации типов и марок каучуков после названия торговой марки ставятся
четырехзначные числа, которые расшифровывают основные условия получения каучуков:
1000-1099-каучуки высокотемпературной полимеризации;
1500-1599-каучуки низкотемпературной полимеризации;
1600-1699-наполненные техуглеродом каучуки низкотемпературной полимеризации;
1700-1799-маслонаполненные каучуки низкотемпературной полимеризации;
1800-1899 - маслонаполненные и наполненные техуглеродом каучуки низкотемпературной
полимеризации;
1900-1999-смолонаполненные каучуки низкотемпературной полимеризации.
1,5,3, Получение бутадиенстирольных
и бутадиен-а-метилстирольных каучуков
Сополимеризация бутадиена со стиролом (ос-метилстиролом) осуществляется в водной
эмульсии в присутствии эмульгаторов, диспергатора, буфера, инициатора (для
низкотемпературной полимеризации и окислительно-восстановительной системы), регулятора
молекулярной массы, обессоленной и обескислороженной воды.
Мономеры должны иметь высокую степень чистоты, так как содержащиеся в них примеси
отрицательно влияют на скорость полимеризации, а некоторые из них способствуют
разветвлению и сшиванию макромолекул, что ухудшает свойства каучуков. Возвратные мономеры,
образующиеся после их отгонки из латексов, проходят очистку от примесей перед смешением с
исходными мономерами.
В качестве эмульгаторов при синтезе БСК и БМСК используются мыла карбоновых кислот.
За счет наличия полярной группы и углеводородной части эти вещества образуют ассоциаты
(мицеллы), которые частично растворяют мономеры и адсорбируются на поверхности капель
мономера, а далее на образующихся в процессе полимеризации полимерно-мономерных
частицах. Наличие поверхностного слоя эмульгатора защищает частицы от слипания.
Реакции инициирования и роста цепей протекают в мицеллах или на поверхности раздела
углеводородной и водной фаз по радикальному механизму. В отличие от каталитической
полимеризации, в которой катализатор осуществляет каждый акт присоединения мономера к
мономеру, при радикальной полимеризации один акт инициирования обеспечивает рост цепи до
десятков и сотен тысяч молекул мономеров.
Основной эмульгатор, используемый при получений БСК и БМСК, - мыло диспропорциониро-
ванной канифоли - представляет собой смесь мыл абиетиновой, пимаровой, палюстровой и
Показатель
Кислотное число продукта
до омыления, мг КОН/г
смолы, не менее
Содержание кислот с
сопряжёнными двойными
связями, % масс, не более
содержание дегидроаоие-
тиновой кислоты (в
пересчёте на сумму смоляных
кислот), % масс, не менее
Содержание смоляных
кислот, % масс.
Содержание жирных кислот,
% масс
Состав жирных кислот*
(в пересчёте на их сумму),
% масс:
лауриновая С12
миристиновая С,4
пальмитиновая С,6
стеариновая С18
изомеры Сц
олеиновая С,8,
изомеры Сда
линолевая С1в:2
линоленовая С,93
Концентрация раствора
эмульгатора, % масс.
Концентрация щелочи,
% масс, не более
Содержание железа,
% масс, не более
Показатель концентрации
водородных ионов, рН
Эдискан
5600
Эдискан
4115
Эдискан
1010
170
1.0
53
92,5-100
<4,0
<0,5
<2,0
<0,5
<0,5
<0,5
70-80
19,5-22,5
Следы
<3,5
15,0-25,0
5,0-15,0
1,38-1,39
45,0-65,0
10,0-20,0
<0,8
<0,7
50-59
46-50
Следы
<4,0
15,0-25,0
5,0-15,0
0,01-0,05
45,0-65,0
10,0-20,0
<1,0
<1,0
30-35
0,1
0,003
10,6-11,6
I
I
1
I
1
I
дегидроабиетиновой кислот. Исходную канифоль получают из сосновой живицы и из таллового "1^
масла. Диспропорционирование канифоли иодом осуществляется за счет присоединения иода
по двойным связям, отщепления иодоводорода, его присоединения к двойным связям и
отщепления. Канифоль придаёт каучуку повышенную липкость, что затрудняет его коагуляцию и
сушку. В большей степени канифоль остаётся в каучуке, а 5-10 % попадает в серум в виде мыл
или кислот.
Калиевые мыла жирных кислот фракций С12-С18 имеют общую формулу СлН2|ИС(0)ОК, но
фактически содержат фракции от С10 до С24. Мыла жирных кислот обладают высокой эмульгирующей
способностью и применяются как самостоятельные эмульгаторы, так и в смеси с мылом канифоли.
Жирные кислоты обладают меньшей липкостью, но вымываются из каучука в большей, чем
канифольные мыла степени (до 30%), особенно фракции до С12. Оптимальной фракцией жирных кислот
являются кислоты С14-С18. Мыла кислот выше С20 плохо растворяются в воде.
В настоящее время в производстве БСК и БМСК стали использоваться талловые жирные
кислоты, диспропорционированные вместе с канифолью или отдельно. При диспропорционирова-
нии таллового масла иодом протекают реакции галогенирования по двойной связи с
образованием моно-, ди- или трииодстеариновой кислоты, а также реакции изомеризации и деструкции.
Наличие в эмульгаторах на основе таллового масла мыл непредельных С18-кислот
(олеиновой, линолевой и линоленовой), а
Также КИСЛОТ ВЫШе С20 замедляет ПО- 1 -5.2. Характеристика эмульгаторов
лимеризацию, поэтому их
необходимо дистиллировать и
модифицировать. При гидрировании непредельных
С18-кислот образуется в основном
стеариновая кислота, мыло которой
плохо растворяется в воде.
В последнее время широко
используются жирные кислоты
растительного происхождения (Прифак, Пальмак
и др.), предварительно очищенные и
прогидрированные, с содержанием
фракций С12-С18. Возможно также
применение смесей индивидуальных
кислот С„-С1Г
В нашей стране в производстве
БСК и БМСК используются
комплексные эмульгаторы Эдискан 1010 и
Эдискан 4115, представляющие
собой смесь мыл канифольных
(смоляных) и жирных кислот в соотношении
50:50 и 70:30 соответственно, а
также канифольный эмульгатор
Эдискан 5600 (табл. 1.5.2). Кроме того,
применяется смесь мыл диспропор-
ционированной талловой канифоли и
стеариновой кислоты.
Помимо основных эмульгаторов в
рецептуре используется лейканол
(диспергатор НФ) - натриевая соль
продукта взаимодействия нафталин-
сульфокислоты и формалина. Кроме
того, в нём содержится сульфат
наканифоль, полученная из сосновой живицы, жирных кислот не
содержит; они могут содержаться в талловой и экстракционной
канифоли.
s
1
I
угЧрия (до 40 % масс). Сам лейканол не является эмульгатором, но способствует сильному
диспергированию мономеров в воде и обеспечивает необходимую агрегативную устойчивость латексов
при механических и термических воздействиях. При выделении каучуков из латексов он почти
полностью попадает в сточную воду.
Для определенного межфазного распределения компонентов вводятся соли: тринатрийфос-
фат NagPO^I 2H20, который одновременно служит буфером и поддерживает рН в процессе
полимеризации на уровне 10,0-10,5, или кальцинированная сода, которая также играет роль буфера.
В качестве инициаторов применяют гидропероксиды пинана (I), диизопропилбензола (II) или п-
ментана (III) (последний широко используется за рубежом):
сн3
к>
СН3
сн3
-С—ООН
сн3
сн3
СН3
ООН СН—С >- С—ООН СН0—( >—С—ООН
сн3
I II III
Для разложения инициаторов до свободных радикалов при 5-10°С вводят активирующую
окислительно-восстановительную систему-железо-трилоновый комплекс (IV) и ронгалит (фор-
мальдегидсульфоксилат натрия) (V). Реакция протекает по схеме:
о—он о—о •
CH2COONa | | .CH2COONa
N<T СН3—С—СН3 СН3—С—СНо N<C
| ^СН2СОО | II >Н„СОО.
сн2 \
| Fe
СН
2
СН2
Fe3+
СН2
сн2соо' I | | хнсоо'
2
N<" СН3—СН—СН3 СН3—СН—СН3 N<^
^CH2COONa ^CH,COO
2
IV
Радикал гидроперокида присоединяется к мономеру и даёт начало росту полимерной цепи,
а трёхвалентное железо под действием ронгалита восстанавливается в двухвалентное:
2Fe3+ + НО - СН2 - SO - ONa + 20Н" -> 2Fe2+ + NaHS03 + CH20 + Н20
V
В качестве регуляторов молекулярной массы - для регулирования длины цепи и
получения полимера с молекулярной массой от 60000 до 130000, что соответствует вязкости по Муни
45-130, используется в основном грег-додецилмеркаптан (C12H25SH), который, как правило,
вводится в два или три приёма.
При достижении конверсии мономеров 60-70% полимеризацию обрывают подачей диэтил-
гидроксиламина (ДЭГА), диметилдитиокарбамата натрия (ДДК) или их смеси:
С2Н5 СН3
\ \
N—ОН N—С—S—Na
/ / II
с2н5 сн3 s
ДЭГА ДДК
1
1
1
!
!
I
Перед дегазацией в латекс вводится пеногаситель-ТМТЭ-1 (смесь сложных эфиров и солей ^
таллового масла и триэтаноламина), ПОС-10 (смесь эфиров жирных кислот и триэтаноламина) или
полисилоксановая жидкость с эмульгатором ОКС или ПЭГ.
После дегазации в готовом латексе остаются полимерные частицы, покрытые эмульгатором
и диспергированные в воде.
Действующая на отечественных заводах СК схема полимеризации, дегазации латекса,
выделения каучука и его сушки в основном не отличается от принятой в мировой практике. На
полимеризацию поступает углеводородная шихта-смесь бутадиена-ректификата, очищенного от
ингибиторов, и бутадиена-возврата, очищенного после его отгонки из латекса, смесь а-метилстирола-
ректификатасос-метилстиролом-возвратом. Отдельно готовится концентрированная водная фаза,
состоящая из растворов эмульгатора, лейканола, буфера, ронгалита и железотрилонового
комплекса. Сухой остаток концентрированной водной фазы, составляющий 16-18% масс,
разбавляется в потоке умягчённой (обессоленной и обескислороженной) водой до сухого остатка 2,8-3,2%
масс, и рН =10,4-10,8. Именно при таком рН эффективно работает активирующая окислительно-
восстановительная система. Водная фаза в насосе смешивается с углеводородной шихтой и
подаётся в коллектор, ведущий на полимеризационные батареи, в который предварительно вводится
эмульсия гидроперокида и меркаптан.
Полимеризационная батарея состоит из 10-12 последовательно соединенных реакторов
объёмом 12 м3 с двухъярусной рамной мешалкой с частотой вращения 48 об/мин, рубашкой и
внутренним змеевиком для охлаждения рассолом (CaCI2) или аммиаком. За рубежом объёмы
реакторов достигают 30 м3.
После последнего полимеризатора в латекс при конверсии 64-72% вводят раствор стоппера и
подают в систему дегазации. На первой стадии он подогревается острым (увлажнённым) паром до
35-40°С, при этом удаляется бутадиен. Затем латекс проходит две или три колонны, в которых под
вакуумом с помощью острого увлажнённого пара отгоняется стирол (или а-метилстирол).
Содержание свободного мономера в дегазированном латексе не должно превышать 0,15-0,2% масс.
Латексы усредняются в ёмкостях объёмом 300-500 м3, снабжённых мешалками и
циркуляционными насосами. В зависимости от подачи насосов, типа и частоты вращения мешалок
усреднение латексов продолжается в течение 1,5-4 ч. После этого определяются основные
параметры: содержание в латексе сухого остатка и легколетучих веществ, а также вязкость каучука
по Муни. При соответствии этих параметров нормам латексы заправляются антиоксидантами
(противостарителями) каучуков. В маслонаполненные каучуки антиоксиданты вводятся вместе
с маслом-наполнителем, а в ненаполненные- в виде эмульсий или суспензий.
Механизм выделения каучуков из латексов заключается в десорбции эмульгаторов с
поверхности полимерных частиц и переводе мыл серной кислотой в свободные органические
кислоты. Десорбция эмульгатора осуществляется электролитами - хлоридами натрия, кальция или
магния (бишофитом), а также солями алюминия. В случае бессолевой коагуляции она
осуществляется полимерными аминными добавками.
При выделении маслонаполненных каучуков масла вводятся одним из следующих способов:
- непосредственно в латекс с последующим смешением в специальных турбуляторах или в
Центробежном насосе;
- в виде предварительно приготовленной эмульсии 40-50%-ной концентрации.
После ввода хлорида в латекс или латексно-масляную смесь флокулянт подаётся в первый
аппарат каскада, куда поступает серная кислота и рециркулируемый серум (вода, отделённая от
крошки каучука, содержащая соли, эмульгатор и лейканол). Под действием серной кислоты
мыла переходят в соответствующие карбоновые кислоты:
О О
// //
2R—С + H„SOd -> 2R—С + ELSO,
й 4 2 4
\ \
ок он
^ |м
I
i
Й
!
1
I
Ha 75-90% они остаются в каучуке. Полная конверсия мыл происходит во втором аппарате
каскада, в который дополнительно подаётся серная кислота при рН = 3,0+4,0.
Далее пульпа поступает в вертикальный аппарат-концентратор, в котором крошка всплывает
вверх и «сгребается» в промывную ёмкость. После промывки от солей крошка поступает через
второй концентратор в отжимную машину (экспеллер), далее в дробилку, затем в сушилку. После
сушки каучук брикетируется и упаковывается в полиэтиленовую пленку, а затем в мешки или
контейнеры.
При производстве каучука образуются сточные воды в количестве 15-20 м3 на 1 т каучука,
которые содержат до 6,0 г/л хлоридов, 0,5-0,7 г/л сульфатов, 0,10,4 г/л карбоновых кислот и
мыл, до 0,15 г/л лейканола и мелкую крошку каучука. Сточные воды направляются
последовательно на очистку от механических примесей, а затем на биохимическую очистку.
Газовые выбросы из сушилок подвергаются термическому или термоокислительному дожи-
гу в специальных печах. Селективность очистки составляет 90-95%.
Все выпускаемые БСК и БМСК не содержат токсичных продуктов и веществ,
способствующих образованию канцерогенных соединений при переработке каучуков. Остаточные
мономеры (стирол или ос-метилстирол) содержатся в каучуках в количестве 0,01-0,02% масс.
Состав и характеристика бутадиенстирольных и бутадиен-ос-мети лети рольных каучуков
разных типов приведены в табл. 1.5.3-1.5.10.
1.5.3. Основные характеристики маслонаполненных и наполненных техуглеродом
композиций на основе низкотемпературных бутадиенстирольных каучуков*
Композиция**
1805
1815
1815
1821
1847
1847
1848
1848
1805
1815
1821
1847
1848
1805
1833
1839
1847
1848
■1849
1805
1808
* Содержани
Вязкость по Муни
МБ 1+4 (100°С)
70
60
70
67
55
75
55
75
67
62
56
51
48
56
55
48
47
47
е связанного стиро
Масло
тип
Нафтеновое
Высокоароматическое
Нафтеновое
Высокоароматическое
Нафтеновое
Высокоароматическое
па 23,5% масс
масс. ч.
37,5
50
37,5
50
62,5
37,5
50
37,5
-
62,5
50
62,5
50
62,5
37,5
50
. ** Эм
Техуглерод
тип
N330
N550
N339
N330
N550
N339
N330
N347
N285
N339
N351
ульгатор
масс. ч.
75
80
75
82,5
75
80
75
82,5
75
82,5
75
82,5
Коагулянт
Кислота
ьоль
+КИСЛ0ТЭ
- смесь
мыл канис
Антиокси-
дант
Неокраши-
вающий
Окрашивающий
Неокрашиваю щи й
Окрашивающий
Неокраши-
вающий
юли и жирнь
Производитель
DSM Copolymer,
Inc.; США
ISP Elastomers,
LP; США
Mitsubishi
Chemical
Corporation;
Япония
Polimeri Europa
s.p.A.; Италия
IX КИСЛОТ.
1.5.4. Основные характеристики бутадиенстирольных
и бутадиен-а-метилстирольных каучуков высокотемпературной полимеризации
Марка каучука
СКМС-50П
СКМС-ЮРКП
Содержание
связанного а-метилстирола,
% масс.
-
8-9
Жёсткость
по Дефо, Н
19,6-26,5
4,9-7,8
Эмульгатор
Мыло
канифоли и
стеариновой
кислоты
Стабилизатор
ВС-1.ДФФД,
Сантофлекс-134
Агидол-2, ВТС-150
Коагулянт
Соль +
кислота
Соль +
кислота
Производитель
СтСК,
В.ф. НИИСК
В.ф. НИИСК
1.5.5. Основные характеристики бутадиенстирольных и 6утадиен-<Х-метилстирольных
каучуков низкотемпературной полимеризации
*V
№
1
^-ё
i
СКС-ЗОАРК:
сорт 1
сорт 2
22,5-24,5
22-25
Отс.
47-56
46-57
СКМС-ЗОАРК:
сорт Д
сорт 2
22,5-24,5
22-25
Отс.
47-56
46-57
Мыло
канифоли
и жирных
кислот
ВТС-150, ВТС-
150Б, ВС-ЗОА,
агидол-2, ПФ-23,
АО-6, фосфит НФ
Соль/ полиаминный
коагулянт + кислота
ВСК,
СтСК
ОСК,
СтСК
СКМС-ЗОАРК
для специзделий
21,5-23,5
47-52
Тоже
ВТС-150
Полиаминный
коагулянт + кислота
ОСК
СКС-ЗОАРКПН:
1 группа
2 группа
3 группа
22-25
27-37
38-47
48-58
Агидол-2, ВС-ЗОА,
фосфит НФ,
ПФ-23, АО-6
Соль/ полиаминный
коагулянт + кислота
ВСК,
СтСК
СКМС-ЗОАРКПН:
1 группа
2 группа
3 группа
СКС-ЗО АРКП
1 группа
2 группа
22-25
27-37
38-47
48-58
АО-6, фосфит
НФ, ВС-ЗОА
Полиаминный
коагулянт + кислота
Соль + кислота
ОСК
СтСК
22-25
38-47
48-58
ВС-ЗОА
ВС-1, агидол-2,
ПФ-23, ВС-ЗОА,
ВТС-150
Соль / полиаминный
коагулянт + кислота
ВСК
СКС-ЗО АРКМ-15:
1 группа
2 группа
рупп
22-25
СКМС-30 АРКМ-15:
сорт1
сорт 2
СКМС-30 АРКМ-15П
1 группа
2 группа
3 группа
14,5-17
14,0-17
36-44
45-54
Соль / полиаминный
коагулянт + кислота
ВСК
"Q5R7
ТСК,
СтСК
21-24
14,5-17
14-17
36-44
45-54
ВС-1
Соль/ полиаминный
коагулянт + кислота
21-24
13-18
14-17
13-18
33-44
4(М8
45-54
ВС-1
Соль + кислота
ВТС-150,—
ВТС-150Б, ВС-1
ТСК
СКС-ЗО АРКМ-27
22-25 26-29
45-57
Соль + кислота
ЮК7
СтСК
СКМС-30 АРКМ-27
сорт 1
сорт 2
22-25
26-29
47-57
46-58
ВТС-150,
ВТС-150Б, ВС-1
Полиаминный
коагулянт + кислота
ОСК
Соль + кислота
СтСК
СКС-ЗО АКО
22-25
Отс.
21,5-36,3*
Агидол-2,
фосфит НФ
Полиаминный
коагулянт + кислота
ВСК,
В.ф.
НИИСК
СКС-ЗО АРПД
марка I
марка II
22-25
43-54
55-64
Мыло
жирных
кислот
ВС-ЗОА, агидол-2,
фосфит НФ,
ВТС-150
Алюмокалиевые
квасцы
ВСК,
В.ф.
НИИСК
БСК1502
21-24
45-57
Мыло
канифоли
и жирных
кислот
ВС-1, фосфит
НФ, сантофлекс-
134, вингстей Т
Соль + кислота
ТСК
БСК 1904
43-48
58-62
Тоже
Фосфит НФ
Соль + кислота
ТСК
f «пласт 2-1
Резиласт 2-2
16-2Q
16-20
45-55
Резиласт 2М
16-20
11-14
Резиласт М
17-21
11-14
45-55
40-50
40-50
Мыло
таловых
кислот
Агидол-1,
агидол-2, ВС-ЗОА,
ВТС-150
Соль + кислота
ВСК
* ВСК- «Воронежсинтезкаучук», ОСК- Омский завод
В.ф. НИИСК - Воронежский филиал СКС-ЗО АРКМ-27
" Жёсткость по Дефо, Н.
СК, СтСК- «Стерлитамаксинтезкаучук»,
ТСК - «Тольяттикаучук».
Большой справочник резинщика
1.5.6. Характеристика основных типов каучуков СКС-30 и СКМС-30
I
Показатель
Вязкость по Муни МБ1+4 (100°С)
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва,
%, не более
Эластичность по отскоку, %, не менее
Содержание % масс:
связанного а-метилстирола
стирола
Содержание органических кислот, % масс.
Содержание мыл, % масс, не более
Содержание антиоксиданта, % масс:
ВТС-150
Флекзона-11Л
Дусантокса Л
Сантофлекса-134
ВС-ЗОА
Агидола-2
П-23 (алкофен Б)
АО-6
Фосфита НФ (полигард)
Содержание металлов, % масс, не более:
меди
железа
Содержание золы, % масс, не более
Потери массы при сушке, %, не более
СКМС-30 АРК
ГОСТ 15627-79,
изм. 1-5
1 сорт
47-56
27,9
550-750
2 сорт
46-57
27,4
39
22,5-24,5
22,5-24,5
38
22,0-25,0
22,0-25,0
5,0-6,5
0,15 | 0,20
1,0-1,4
0,2-0,35
0,2-0,35
0,2-0,35
0,00015
0,004
0,60
0,35
0,0002
0,005
0,40
ТУ 38.40355-99,
изм. 1-3
1 сорт
2 сорт
45-57
26,0
550-750
25,5
20
39
22,5-24,5
22,5-24,5
38
22,0-25,0
22,0-25,0
5,0-6,5
0,15 | 0,20
1,0-1,4
1,0-2,0
0,7-1,2
0,4-1,2
1,0-2,0
1,0-2,0
0,00015
0,004
0,60
0,35
0,0002
0,005
0,40
СКМС-30 АРКПН
ГОСТ 23492-83,
изм. 1-3
II группа
38-47
III группа
высший I 1 сорт
сорт
48-58
27,0
560
26,5
550
37 | 38 | 37
22,0-25,0
22,0-25,0
5,0-7,2
0,30 | 0,25 | 0,30
1,0-2,0
1,0-2,0
0,0002
0,008
0,80
0,40
СКС-30 АРКП
ТУ 38.103136-82,
изм. 1-6
46-56
26,5
575
38
22,0-25,0
5,0-7,0
0,15
1,0-2,0
1,0-2,0
0,0002
0,003
0,70
0,30
СКС-30 АРКПН
ТУ 38.40384-99,
изм.1
2 группа
38-47
27,0
560
3 группа
48-58
26,5
550
37
22,0-25,0
5,0-7,2
0,30
1,0-2,0
0,7-1,2
0,4-1,2
1,0-2,0
1,0-2,0
0,0002
0,008
0,80
0,40
1.5.6. Характеристика основных типов каучуков СКС-30 и СКМС-30 (окончание)
Показатель
Вязкость по Муни МБ 1+4 (100°С):
1 группа
2 группа
Жесткость по Дефо, Н
Эластическое восстановление, мм
Условная прочность при растяжении, МПа, не менее:
1 группа
2 группа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва,
%,не более
Эластичность по отскоку, %, не менее
Содержание, % масс:
связанного а-метилстирола
связанного стирола
Содержание масла, % масс.
Содержание органических кислот, % масс.
Содержание мыл, % масс, не более
Содержание антиоксиданта, % масс:
Агидола-2
ВС-1
ВС-ЗОА
ВТС-150
П-23
Фосфита НФ (полигард)
Содержание металлов, % масс, не более:
меди
железа
Содержание золы, % масс, не более
Потери массы при сушке, %, не более
Степень набухания в воде при 70°С в течение 24 ч,
%, не более
рН водной вытяжки
Растворимость каучука в толуоле, %, не менее
СКМС-30 АРКМ-15
ГОСТ 11138-78,
изм.1-6
высший
сорт
37-44
45-54
1 сорт
36-44
45-54
-
-
24,0
25,0
23,5
24,5
550-750
28-30 | 27
21,0-24,0
22,0-25,0
14,5-17,0114,0-17,0
5,0-6,7
0,25
0,6-1,2
0,15-0,35
1,0-2,0
1,0-1,5
0,6-1,2
0,00015
0,003
0,30
0,15-0,35
0,00015
0,005
0,60
0,35 | 0,40
_
-
-
СКМС-30
АРКМ-15
СКС-30
АРКМ-15
ТУ 38.103568-84,
изм.1-3
РЛ
РЛ
45-51
6,5-8,0
<3,2
25,0
550-750
28
28
21,0-24,0
30
22,0-25,0
14,5-17,0
5,4-6,7 | 5,0-6,4
0,25
0,15-0,35
0,00015
0,003
0,60
0,35
_
-
-
СКС(МС)-30 АРКМ-27
ГОСТ 15628-79,
изм.1-4
1 сорт
47-57
2 сорт
46-58
-
-
22,0
21,5
550-750
20
29 | 28
22,0-25,0
22,0-25,0
26,5-29,0126,0-29,0
4,0-5,6
0,15 | 0,20
0,15-0,35
1,0-1,4
0,0002
0,005
0,60
0,35 | 0,40
_
-
-
ТУ
38.30303070-2001
1 сорт
47-57
2 сорт
46-58
-
-
22,0
21,5
550-750
_
29 | 28
22,0-25,0
22,0-25,0
26,0-29,0
4,0-5,6
0,15 | 0,20
0,8-1,5
0,15-0,35
1,0-1,4
0,0002
0,005
0,60
0,35 | 0,40
_
-
-
СКС-30 АРПД
ТУ 38.10346-80,
изм.1-3
1 марка
43-54
2 марка
55-64
-
-
26,0
575
24
39
22,0-25,0
-
3,5-5,0
0,15
0,5-1,5
1,0-1,5
1,0-1,5
0,006
0,70
0,50
0,50
47-6,5
-
СКС-30
АКО
ТУ
38.103256-
85, изм.1-3
-
21,5-36,3
-
24,5
500
30
33
22,0-25,0
-
0,8-1,5
-
1,0-2,0
-
1,0
1,0
_
-
85
Большой справочник резинщика
^1
1.5.7. Основные характеристики бутадиенстирольных каучуков
зарубежных производителей
Каучук
Содержание
связанного
стирола,
% масс.
Эмульгатор
Вязкость
по Муни
МБ 1+4
(100°С)
Коагулянт
Антиоксидант
Производитель
Высокотемпературные БСК (Гполим £ 38°С)
1006
1009
1011
1013
1027
1028
1006
1006
1011
1012
1013
1009
1009
1013
1006
1006
1009
ШОР.
1011
101?
101?
1013
1027
1028
1006
1009
1027
1028
1028
1028
1006
1009
22,5-24,5
23,5
47.5
23,5
43,5
23.5
30
40
23,5
43
24
47.5
43,5
23,5
47,5
48
8,5
23,5
Мыло жирных кислот
Канифольное мыло
Мыло жирных кислот
Канифольное мыло
Мыло жирных кислот
Канифольное мыло
Канифольное мыло
Мыло жирных кислот
Канифольное мыло
Мыло жирных кислот
Смесь мыл канифоли
и жирных кислот
Мыло жирных кислот
44-54
44-59
40-50
52
58
49
59
54
120
45
_
-
60
44
49
-
-
54
120
59
45
52
58
-
47
-
52
58
_
-
50
70
Кислота / соль
алюминия
Соль + кислота
Кислота или
соль + кислота
Соль + кислота
Кислота или
соль + кислота
Соль + кислота
Соль алюминия
Кислота или
соль + кислота
Соль + кислота
Кислота / соль
алюминия
Кислота или
соль+ кислота
Кислота / соль
алюминия
Кислота
Соль + кислота
_
_
Соль + кислота
Кислота или
соль + кислота
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Dow Chemical
Company; США
Goodyear
Chemical; США
ISP Elastomers,
LP; США
JSR
Corporation;
Япония
Negromex
Industries, S.A.
de C.V.;
Мексика
Petroflex
Industrie e
Comercio S.A.;
Бразилия
«Стерлитамак-
синтезкаучук»;
Россия
Zeon
Corporation;
Япония
Низкотемпературные БСК (гполим. £ 10°С)
1500
1502
1500
1502
1507
1508
1500
23,5
22,5-24,5
22,5-24,6
22,5-24,7
22,5-24,8
23,5
Канифольное мыло
Смесь мыл канифоли
и жирных кислот
Канифольное мыло
Мыло жирных кислот
-
-
Канифольное мыло
52
46-58
30—40
46-58
Соль + кислота
-
-
Соль + кислота
Кислота
Кислота
Окрашивающий
Неокрашива-
ющий
Неокрашива-
ющий*1
Неокрашива-
ющий*2
-
-
Окрашивающий
BST Elastomers
Company
Limited;
Таиланд
CAROM S.A.;
Румыния
Dow Chemical
Company; США
1.5.7. Основные характеристики бутадиенстирольных каучуков
зарубежных производителей (продолжение)
Ч
Каучук
1502
1500
1502
1509
1509
1573
1500
1502
1505
1507
1500
1502
1505
1507
1508
1570
1500
1502
1502
1507
1500
1500
1500
1500
1500
1502
1502
1503
1503
1507
1510
1551
1551
1500
1502
1503
1507
1573
1502
1502
1502
Содержание
связанного
стирола,
% масс.
23,5
22,5-24,5
42-45
23,5
9,5
23,5
10
23,5
5.5
23,5
46
23,5
Эмульгатор
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Мыло
модифицированных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Мыло жирных кислот
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Мыло жирных кислот
Смесь мыл канифоли и
жирных кислот
Мыло жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Мыло жирных кислот
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Вязкость
по Муки
МБ 1+4
(100°С)
50
47-55
46-56
30-40
-
51
40
35
50
45
38
50
127
52
50
33
52
35
51
52
42
52
22
35
30
50
115
52
35
45
52
50
51
Коагулянт
Кислота
Кислота / соль
алюминия
Кислота
Соль + кислота
Кислота или
соль + кислота
Соль / кислота
Кислота или
соль + кислота
Кислота
Кислота или
соль + кислота
Соль + кислота
Клей + кислота
Соль + кислота
Кислота
Антиоксидант
Неокрашива-
ющий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий
Неокрашива-
ющий
Окрашивающий |
Производитель
Dow Chemical
Company; США
DSM
Copolymer Inc.;
США
Dwory S.A.;
Польша
Goodyear
Chemical; США
Hyundai
Petrochemical
Co., Ltd.;
Ю.Корея
ISP
Elastomers, LP;
США
JSR
Corporation;
Япония
Karbochem
PTY Ltd.;
Ю.Корея
i
I
I
Утл.
1.5.7. Основные характеристики бутадиенстирольных каучуков
зарубежных производителей (продолжение)
Каучук
1501
1502
1507
1500
1500
1500
1502
1502
1507
1507
1507
1500
1502
1502
1509
1509
1510
1516
1551
1570
1570
1500
1502
1500
1502
1500
1500
1501
1502
1507
1509
1510
1500
1502
1509
1502
1507
1551
Содержание
связанного
стирола,
% масс.
23,5
48
23,5
22,5-24,5
23,6
23,2
23,5
20
Эмульгатор
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Мыло жирных кислот
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Вязкость
по Муни
МБ 1+4
(100°С)
50
39
50
52
44
40
35
30
50
52
38
35
32
49
52
130
115
45-55
52
46-58
52
49
52
36
52
33
50
33
52
Коагулянт
Синтетический
коагулянт +
кислота
Соль + кислота
Кислота / соль
алюминия
Кислота или
соль + кислота
Кислота / сопь
алюминия
Соль / соль
алюминия
Кислота / соль
алюминия
Кислота или
соль + кислота
Соль + кислота
Соль + кислота
Синтетический
коагулянт и
кислота
Кислота или
соль + кислота
Кислота
Кислота или
соль + кислота
Соль + соль
алюминия
Кислота
Соль + кислота
Антиоксидант
Слабоокраши-
вающий
Неокрашиваю-
щий
Окрашивающий
Неокрашиваю-
щий
Окрашивающий
Неокрашиваю-
щии
Окрашивающий
Неокрашиваю-
щий
Окрашивающий
Неокрашиваю-
щий
Окрашивающий
Неокрашиваю-
щий
Производитель
Kaucuk, a.s.;
Чехия
Korea Kumbo
Petrochemical
Co., Ltd.;
Ю.Корея
Lanxess
Elastomers;
Франция
Negromex
Industrias, S.A.
de C.V.;
Мексика
Омский завод
CK; Россия
PetroChina;
КНР
Petroflex
Industria e
Comercio S.A.;
Бразилия
Polimeri Europa
s.p.A., Италия
Qenos Pty Ltd.;
Австралия
1.5.7. Основные характеристики бутадиенстирольных каучуков
зарубежных производителей (окончание)
Каучук
1500*3, *4
1502*3, *4
1500*3, *4
1500*3. *4
1500*3, *4
1500
1502
1502*3, *4
1509*3, *4
1502
1500Е
1500R
1502
1500Е
1500
1502
1597
Содержание
связанного
стирола,
% масс.
23,5
22,5-24,5
23,5
Эмульгатор
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Мыло жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Канифольное мыло
Смесь мыл канифоли и
жирных кислот
Вязкость
по Муни
МБ 1+4
(100°С)
45-55
75-90
46-58
45-55
52
35
Коагулянт
Соль + кислота
Кислота + соль
алюминия
-
-
Соль + кислота
Кислота - соль
алюминия
Кислота
Кислота или
соль + кислота
Антиоксидант
Окрашивающий
Неокрашиваю-
щий
Окрашивающий
Неокрашиваю-
щий
Окрашивающий
Неокрашиваю-
щий
Окрашивающий
Неокрашиваю-
щий
Производитель
СИБУР; Россия
Sinopec;
КНР
«Стерлитамак-
синтезкаучук»;
Россия
TSRC
Corporation;
Тайвань
Shen Hua
Chemical
Industrial Co.,
Ltd; КНР
Zeon
Corporation;
Япония
Tut
Примечания. Тшш- температура полимеризации.
*1 Содержит антиоксиданты топанол, ионол.
*2 Содержит антиоксидант 2,6-ди-грег-бутил-л-крезол.
'' Российские производители могут заменять стирол а-метилстиролом.
"4 Разброс вязкости по Муни может составлять ± 4 ед.
1.5.8. Основные характеристики композиций, наполненных техуглеродом,
на основе низкотемпературных бутадиенстирольных каучуков
Композиция
1605
1605
1606
1606
1608
1609
1610
1620
1620
1603
Содержание
связанного
стирола,
% масс.
23,5
Эмульгатор
Смесь мыл
канифоли
и жирных
кислот
Мыло жирных
кислот
Канифольное
мыло
Смесь мыл
канифоли и
жирных
кислот
Вязкость
по Муни
МБ 1+4
(100°С)
70
58
50
65
70
60
70
-
48
Mai
тип
-
-
Высоко-
ароматическое
-
-
-
:ло
масс. ч.
-
-
10
12,5
5
10
-
-
-
Техуг
тип
N550
N330
N220
N110
N234
N330
N326
1ерод
масс. ч.
50
52
40
52
50
50
Коагулянт
Кислота
Антиоксидант
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Производитель
DSM
Copolymer,
Inc.; США
I
J?
I
I
I
171
т
1.5.8. Основные характеристики композиций, наполненных техуглеродом,
на основе низкотемпературных бутадиенстирольных каучуков (окончание)
Композиция
1605
1605
1606
1608
1610
1610
Другие
типы
1605
1606
1609
1610
Содержание
связанного
стирола,
% масс.
15
23,5
19
Эмульгатор
Мыло жирных
кислот
Канифольное
мыло
Мыло
модифицированных
кислот
Смесь мыл
канифоли и
жирных
кислот
Канифольное
мыло
Смесь мыл
канифоли и
жирных кислот
Вязкость
по Муни
МБ 1+4
(100°С)
65
55
55
57
58
53
56
57
77
55
63
59
56
54
56
60
Масло
тип
_
-
Высоко-
ароматическое
Нафтеновое
Нафтеновое
_
Нафтеновое
Высоко-
ароматическое
Нафтеновое
-
Высоко-
ароматическое
масс. ч.
_
-
10
12,5
10
12,5
10
30
-
20
-
10
5
10
Техуглерод
тип
N550
N330
N220
N234
N330
N660
N220
N330
N550
N330
N115
N234
масс. ч.
50
52
55
52
90
52
90
60
40
50
52
40
52
Коагулянт
Кислота
Соль
+
кислота
Антиокси-
дант
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Неокраши-
вающий
Производитель
ISP
Elastomers,
LP; США
Mitsubishi
Chemical
Corporation;
Япония
Polimeri
Europa
s.p.A.;
Италия
1.5.9. Основные характеристики маслонаполненных композиций
на основе низкотемпературных бутадиенстирольных каучуков
Композиция
1712
1712
1712
1721
1707
1712
1712
1712
1721
1721
1778
1712
1712
1712
Содержание
связанного
стирола,
% масс.
-
22,5-24,9
23,5
40
22,5-24,5
30-33
38,5-41,5
22,5-24,5
16
23,5
Эмульгатор
-
-
Смесь мыл
канифоли и жирных
кислот
Канифольное мыло
Мыло
модифицированных кислот
Смесь мыл
канифоли и жирных
кислот
Вязкость
по Муни
МБ 1+4
(100°С)
42-52
46-58
50
54
44-54
45-55
46-54
47-55
46-56
50-60
45-55
41
42
47
Масло
тип
-
-
Высокоароматическое
Нафтеновое
Высокоароматическое
Нафтеновое
Высокоароматическое
масс. ч.
-
—
37,5
35-40
37,5
Коагулянт
-
—
Кислота
Килота/
соль
алюминия
Кислота
Антиокси-
дант
-
-
Окрашивающий
Неокраши-
вающий
Окрашивающий
Производитель
BST
Elastomers
Company
Limited;
Таиланд
CAROM S.A.;
Румыния
Dow
Chemical
Company;
США
DSM
Copolymer,
Inc.; США
1.5.9. Основные характеристики маслоиаполненных композиций
на основе низкотемпературных бутадиенстирольных каучуков (продолжение)
Композиция
1712
1721
1778
1712
1712
1712
1712
1778
1700
1770
1712
1712
1712
1713
1721
1721
1778
1712
1714
1778
1778
1779
1712
1721
1777
1706
1712
1712
1778
1712
1712
1712
1721
1724
1745
1778
1721
1712
1712
~Тт~
1778
1779
Содержание
связанного
стирола,
% масс.
23,5
40,5
23,5
40,5
39,5
23,5
35
23,5
40,5
31,5
23,5
40
45
23,5
40
23,5
16
Эмульгатор
Смесь мыл
канифоли и жирных
кислот
Мыло
модифицированных кислот
Смесь мыл
канифоли и жирных
кислот
Вязкость
по Муни
МБ 1+4
(100°С)
51
52
50
42-50
48
36
48
49
46
45
52
35
41
54
55
52
47
52
55
46
51
55
53
50
52
ЬО
49
35
53
54
53
70
46
51
54
46
52
48
53
43
Масло
тип
Высокоароматическое
Нафтеновое
Высокоароматическое
MES
Высокоароматическое
Нафтеновое
Ароматическое
Нафтеновое
Высокоароматическое
Нафтеновое
Высокоароматическое
TRAX
Нафтеновое
Высокоароматическое
Нафтеновое
Высокоароматическое
Ароматическое
НафТеНовоё
Высокоароматическое
Нафтеновое
Высокоароматическое
Высокоароматическое
Нафтеновое
высокоароматическое
масс. ч.
37,5
50
37,5
50
37,5
17,7
37,5
50
37,5
Коагулянт
Кислота
Соль
+
кислота
Кислота
или соль
+кислота
Соль +
кислота
Кислота
или
соль+кис-
лота
Соль
+
кислота
Кислота
Синтетический
коагулянт
и кислота
Соль
+
кислота
Кислота
или соль
+кислота
Кислота
или соль
+кислота
Антиокси-
даит
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Производитель
DSM
Copolymer,
Inc.; США
Dwory S.A.;
Польша
Goodyear
Chemical;
США
Hyundai
Petrochemical
Co., Ltd.;
Ю.Корея
ISP
Elastomers,
LP; США
JSR
Corporation;
Япония
Karbochem
PTY Ltd.;
Ю.Корея
Kaucuk, a.s.;
Чехия
Korea
Kumbo
Petrochemical
Co., Ltd.;
Ю.Корея
Lanxess
Elastomers;
Франция
Negromex
Industries,
S.A. de C.V.;
Мексика
-Зф^
173
т
\
*1.5.9. Основные характеристики маслонаполненных композиций
на основе низкотемпературных бутадиенстирольных каучуков (окончание)
Композиция
1706*1,5
1712*1,2
1712
1778
1712
1712
1712
1712
1712
1721
1778
1712
1721
1721
1721
1721
1723
1732
1739
1778
1712
1712
1712
1712
1712
1712Е
1778
1706*1,2
1706*1,2
1712*1,2
1721
1778
1706*1,2
1712Е
1721
1778
1712
1721
1721
1721
1721
1721
1721
1778
Содержание
связанного
стирола,
% масс.
23,5
16,5
16,3
23,5
40
23,5
40
31,5
36
23.5
32
40
23,5
36
20
23,5
38,5-41,5
22,5-24,5
23,5
40
23,5
40
35
45
35
45
23,5
Эмульгатор
Смесь
мыл
канифоли
и жирных
кислот
Вязкость
по Муни
МБ 1+4
(100°С)
45-55
47
55
46-56
50
55
37
50
53
50
51
54
51
48
49
52
49
53
47
45
40
49
47
45-55
49-59
44-54
45-55
49
50-65
47
49
55
49
50
38
70
42
Масло
тип
Высокоароматическое
Нафтеновое
Высокоароматическое
Нафтеновое
Высокоароматическое
TDAE
MES
TDAE
Нафтеновое
Высокоароматическое
Парафиновое
Высокоароматическое
Нафтеновое
Высокоароматическое
Парафиновое
Высокоароматическое
Нафтеновое
масс, ч
15
37,5
50
37,5
15
37,5
25,3-
29,3
15
37,5
50
37,5
50
37,5
Коагулянт
Соль + кислота
Синтетический
коагулянт и кислота
Кислота или соль
+ кислота
Соль + кислота
Кислота
Соль + кислота
-
—
Соль + кислота
Кислота
Кислота или соль +
кислота
Кислота
Кислота или соль +
кислота
Антиокси-
дант
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Окрашивающий
Неокраши-
вающий
Производитель
Омский завод
СК; Россия
PetroChina;
КНР
Petroflex
Industrie e
Comercio S.A.;
Бразилия
Polimeri
Europa s.p.A.;
Италия
Qenos
Pty Ltd.;
Австралия
Shen Hua
Chemical
Industrial
Co., Ltd; КНР
СИБУР;
Россия
Sinopec;
КНР
Стерлитамак-
синтезкаучук;
Россия
TSRC
Corporation;
Тайвань
Zeon
Corporation;
Япония 1
|
-1 На отечественных предприятиях возможна замена стирола сс-метилстиролом.
'2Разброс вязкости по Муни может составлять ± 4 ед.
1.5.10. Основные характеристики высокостирольных композиций
на основе бутадиенстирольных каучуков
Композиция'
1902
1904
9000
S6B
S6H
1904
1904
1904
1904
1903-г
1904'г
1904-г
1958
1958
1941
KHS58
KHS65
KHS68
RM21
RM21L
1904
1904
1904
сифицированная
S6H
сифицированная
1904
1900
1904
1904
1958
HS785
Тип
ИСХОДНОГО
каучука
1502
-
-
-
1807
1502
1507
1502
-
-
1515
1502
-
1502
1507
1502
-
Температура
полимеризации, "С
5-10
-
-
-
-
-
-
-
-
_
-
-
-
5-Ю
-
5-10
связанного
стирола,
% масс.
-
-
83
82,5
-
-
-
-
-
_
-
_
-
-
58
65
68
21
-
_
-
-
82,5
-
63
-
-
-
_
85
Наполнитель
тип*1
Высокости
рольный
каучук
-
-
-
Высокости-
рольный
каучук
-
Зысокости-
рольный
каучук
-
масс. ч. на
100 масс. ч.
исходного
каучука
100
200
-
-
-
25
31
25
54
110
150
67
1152
230'2
80
115
180
225
25
150
175'4
-
180
150
100
45
150
200
-
Вязкость по
Муни МБ
1+4 (100"С)
-
-
-
-
-
25
41
22
45
50
32
58'3
60-3
46
60
61
41
22
57
56
40-60
-
-
55
56
-
45-55
52
58
-
Способ
коагуляции
Соль +кислота
-
-
-
Кислота или
соль + кислота
Кислота
Соль + кислота
Кислота
Соль + кислота
Кислота или
соль + кислота
-
-
Соль + кислота
Кислота или
соль + кислота
-
Производитель
Dwory S.A.;
Польша
Eliokem
Chemicals;
США
ISP
Elastomers,
LP; США
JSR
Corporation;
Япония
Karbochem
PTY Ltd.;
Ю.Корея
Korea Kumbo
Petrochemical
Co., Ltd.;
Ю.Корея
Lanxess
Elastomers;
Франция
Negromex
Industrias,
S.A. de C.V.;
Мексика
Nitriflex S.A.
Industrie e
Comercio;
Бразилия
Petroflex
Industrie e
Comercio S.A.;
Бразилия
Polimen
Europa s.p.A.;
Италия
Qenos Pty Ltd.;
Австралия
СИБУР;
Россия
Zeon
Corporation;
Япония
*1 Высокотемпературный каучук, содержащий 85-87% масс, связанного стирола; *2 Низкотемпературный каучук,
содержащий 85-87% масс, связанного стирола; "Вязкость по Муни МБ 5+4 (100°С); "Содержит 23,5 масс. ч.
нафтенового масла.
Примечание. Антиоксидант - неокрашивающий.
--*$*--
175
1
I
Масла, применяемые для наполнения бутадиенстирольных и бутадиен-ос-метилстироль-
ных каучуков. Маслонаполненные БСК и БМСК используются в промышленности более 60 лет
- главным образом в производстве протекторов шин. Масла для наполнения этих каучуков
являются высококипящими фракциями нефти, получаемыми после отделения бензинов и низ-
кокипящих фракций. По преобладающему типу углеводородов масла разделяют на три
основные группы: ароматические, нафтеновые и парафиновые. Все они являются смесью
углеводородов, содержащих в своих молекулах ароматические, нафтеновые (циклопарафиновые) и
парафиновые фрагменты с преобладанием тех или иных групп в соответствующем типе
масла. К высокоароматическим обычно относят масла, содержащие не менее 80%
ароматических углеводородов. Примером углеводорода, входящего в состав ароматического масла,
может служить структура:
СН3-СН2-СН2-СН,
СН2—СН„
СН„—СН2—СН3
В такой молекуле доля ароматических циклов составляет 44%, нафтеновых фрагментов -
22% и парафинов-34%.
Выбор типа масла для наполнения определяется его совместимостью с полимером,
влиянием на технологические свойства резиновых смесей и вулканизатов, а также стоимостью и
доступностью. На совместимость с каучуками и на свойства эластомеров существенное влияние
оказывает групповой и фракционный состав масел, а также строение углеводородов (число
колец в молекуле, длина боковых цепей), входящих в их состав. С БСК и БМСК совмещаются все
нефтяные масла и совмещение тем лучше, чем выше их ароматичность. При этом наилучшее
совмещение наблюдается в случае «лёгких» (коэффициент рефракции п™=1,49+1,53) и
«средних» (/7о20= 1,54-5-1,59) ароматических углеводородов с двумя-четырьмя кольцами в молекуле.
Важными характеристиками масел-наполнителей являются вязкость, температура вспышки
и анилиновая точка. Чем меньше вязкость масла, тем больше эластичность, но меньше
твёрдость наполненного каучука. С повышением вязкости увеличиваются прочностные показатели
вулканизатов, их относительное удлинение и теплообразование. Вязкость масел зависит от их
группового химического состава. При равной молекулярной массе ароматические
углеводороды имеют более высокую вязкость, чем парафиновые. С увеличением содержания в маслах
ароматических углеводородов их вязкость возрастает. Так, вязкость по Сейболту при 37,8°С
парафинового пластификатора составляет 100-500 ед., нафтенового-1000-2100 ед.,
ароматического - 2600-15000 ед. Вязкость масел влияет на низкотемпературные характеристики
резин и потери массы при повышенных температурах. Вязкость ароматических масел в
наибольшей степени изменяется с температурой, в связи с чем они характеризуются наибольшим
индексом вязкости. Температуры вспышки и застывания определяют удобство и безопасность
применения масел. Анилиновая точка служит косвенной оценкой содержания в
нефтепродуктах ароматических соединений: температура взаимного растворения углеводородов и анилина
тем выше, чем меньше в масле ароматических соединений.
Температура плавления масла также определяется его составом. Температура плавления
углеводородов повышается не только с ростом их молекулярной массы, но и в значительной степени с
увеличением симметрии молекулы. При близких значениях этих параметров углеводороды с
циклическими, особенно ароматическими, фрагментами имеют более высокую температуру плавления,
чем линейные углеводороды. Так, температура конца плавления (при скорости охлаждения и
нагревания 20°С/мин) для ароматического масла составляет -40°С, а для нафтенового около 0°С.
При переходе от парафиновых к нафтеновым и далее к высокоароматическим маслам плот-
ность масла повышается, анилиновая точка уменьшается, вязкость при пониженных
температурах возрастает (повышается температура плавления), ухудшаются цвето- и светостойкость,
снижается стабильность при хранении, но улучшаются прочностные и динамические свойства
вулканизатов. При переходе от масел, содержащих «лёгкие» ароматические углеводороды, к
маслам с «тяжёлыми» ароматическими соединениями (/7020>1,59) повышаются прочность при
растяжении, сопротивление раздиру, относительное удлинение и износостойкость
вулканизатов, но ухудшаются их эластичность и морозостойкость.
Парафиновые масла не окрашивают резиновые смеси, улучшают морозостойкость и
эластические свойства вулканизатов, но уменьшают их твёрдость, прочность и истираемость.
Нафтеновые масла обладают наилучшими технологическими свойствами: они совместимы с
большинством полимеров, быстро вводятся в каучук, не окрашивают смеси, являются цветостабильными
и сохраняют хорошие свойства при низких температурах. Ароматические масла облегчают
переработку каучука и обеспечивают получение резин с высоким уровнем показателей прочностных и
динамических свойств, однако эти масла изменяют окраску резин и уступают нафтеновым
пластификаторам по морозостойкости, теплообразованию и стабильности полимеров.
Вулканизаты с оптимальными свойствами могут быть получены при наполнении каучуков
маслами, содержащими смеси различных углеводородов в соотношении, которое
определяется областью применения изделий. Для производства автомобильных шин, резинотехнических и
других изделий, получаемых с применением резиновых смесей, содержащих техуглерод,
предпочтительнее высокоароматические и ароматические масла, так как они очень хорошо
совмещаются с каучуком, позволяют получать легко обрабатывающиеся смеси и в меньшей степени,
чем пластификаторы других типов, снижают физико-механические показатели свойств
вулканизатов. Парафиновые и нафтеновые масла применяются для изготовления белых или
окрашенных резиновых изделий на основе каучуков, стабилизированных неокрашивающими и не
изменяющими окраску антиоксидантами.
Масло, введённое в каучук, уменьшает межмолекулярное взаимодействие между
полимерными цепями, благодаря чему становится возможной переработка высокомолекулярных каучуков (с
молекулярной массой 270-300 тыс.), вулканизаты которых превосходят по своим свойствам
вулканизаты полимеров с более низкой молекулярной массой. Введение масел, имеющих более
низкую стоимость, чем каучуки, даёт очевидные экономические преимущества. Использование мас-
лонаполненных каучуков позволяет для достижения необходимой твёрдости резин вводить
большое количество наполнителей и тем самым дополнительно уменьшать стоимость изделий. Кроме
того, применение маслонаполненных каучуков позволяет избежать необходимости введения
большого количества масла в резиносмесителе и улучшает обрабатываемость резиновых смесей.
Важной характеристикой, определяющей свойства резин, является их температура
стеклования, которая для маслонаполенных каучуков определяется температурами стеклования
соответствующего масла и ненаполненного каучука, занимая промежуточное положение между ними.
В случае БСК и БМСК с примерно 23% масс, связанного стирола (а-метилстирола)
ароматические масла повышают температуру стеклования (на 2-ЗсС), а нафтеновые - снижают ее до 10°С.
С повышением температуры стеклования каучука увеличивается время введения масла в него в
резиносмесителе, эластичность и степень набухания резин в ароматическом масле
уменьшаются, а относительный гистерезис, сопротивление скольжению по влажному бетону и
истираемость линейно возрастают. Температуры стеклования Г (°С) бутадиенстирольных каучуков и
масел-наполнителей приведены ниже:
БСК 1712 с 23,5% масс, связанного стирола -50
БСК 1721 с 40 % масс, связанного стирола -30
БСК с 50 % масс, связанного стирола -20
Парафиновое масло -120
Нафтеновое масло -70
Ароматическое масло -40
Высокоароматическое масло -35
!
I
1
!
1
I
J4
5.11 ■ Характеристика масел-наполнителей
i
I
о
Я
!
I
1
Показатель
Содержание, % масс:
ароматических углеводородов
нафтеновых углеводородов
парафиновых углеводородов
смол
диметилсульфоксидного
экстракта полициклических
ароматических соединений,
не более
серы, не более
железа, не более
фенола, не более
воды
механических примесей
Средняя молекулярная масса
Плотность, кг/м3:
при15°С
при 20°С
Кинематическая вязкость, мм2/с:
при 40°С
приЮ0°С
Вязкостно-весовая константа
Показатель преломления при 50°С
Поиведённый индекс рефракции
Анилиновая точка, °С
Температура стеклования, °С
Температура застывания, °С
Температура вспышки в открытом
тигле, °С, не ниже
Потери массы при испарении
| (120°С/120мин),% масс.
Масло
Ароматическое
38
24
38
-
-
1,2
-
-
-
_
500
989
_
1280
27.3
0,94
1,5597
1.067
_
-35 + -37
-
-
-
Парафиновое
4
32
64
-
-
0,12
-
-
-
-
430
878
-
60
10.3
0,82
1,4829
1.045
-
-70 - -72
-
-
-
Норман-346
_
<14
<8,0
3,0
3,0
0,02
-
0
0
-
-
940-990
<650
25-35
0,85-0,90
1,521-1,535
_
62-72
-43 ■*- -49
28-36
200
0,5-2,5
ПН-6К
78
<14
<8,0
-
-
-
0,01
0
0
-
-
950-970
-
30-35
-
1,520-1,535
-
55-67
-
<36
230
-
ПН-6Ш
81
<14
<8,0
-
-
-
0,01
0
0
-
-
960-980
-
35-40
-
1,525-1,540
-
55-65
-
<36
230
-
Благодаря более эффективному снижению вязкости, улучшению обрабатываемости смесей,
а также уменьшению плотности резин применение нафтеновых масел для наполнения БСК и БМСК
казалось бы более предпочтительным. Однако нафтеновые масла существенно снижают
температуру стеклования каучука и одновременно увеличивают эластичность резин. Повышение
эластичности желательно в том случае, когда от резин требуются высокие динамические
характеристики, но высокая эластичность обычно связана с плохим сцеплением с влажным дорожным
покрытием - показателем, особенно важным для протекторных резин. Корректировка эластичности
в этом случае (её доведение до уровня резин из БСК и БМСК, наполненных ароматическим
маслом) может быть достигнута путём увеличения в каучуке связанного стирола и применением
техуглерода с более высокой площадью поверхности частиц.
В промышленности синтетического каучука и резинотехнических изделий в течение
продолжительного времени использовали ароматические масла с достаточно высоким
содержанием полициклических ароматических углеводородов: ПН-6К - для наполнения каучуков на
стадии коагуляции, и ПН-6Ш - для резиновых смесей, применяемых в производстве шин и
резинотехнических изделий. Однако было установлено, что углеводороды подобного типа обладают
выраженными канцерогенными свойствами. Поэтому промышленность СК и РТИ была
переориентирована на использование масел типа Норман-346 с минимальным содержанием
полициклических ароматических соединений (табл. 1.5.11). Эти масла получают путём селективной
очистки экстрактов масляной фракции нефти.
ч
1.5.4, Технологические свойства и переработка
бутадиенстирольных и бутадиен-а-метилстирольиых
каучуков §
I
Эмульсионные БСК и БМСК превосходят по технологическим свойствам каучуки, получен- §
ные каталитической полимеризацией в среде органического растворителя. При этом низкотем- <^
пературные каучуки обладают лучшими технологическим свойствами по сравнению с высоко- |
температурными. Перерабатываемость каучуков улучшается также с повышением содержания
1
в них связанного стирола (или а-метилстирола). |
Пластикация. Низкотемпературные БСК и БМСК обычно не пластицируют, поскольку они S.
обладают хорошими пласто-эластическими свойствами. Пластикации, как правило, подвергают
жёсткие высокотемпературные каучуки, которые имеют низкую пластичность, и потому их пе- §
реработка без предварительной пластикации невозможна. Пластикацию можно проводить
обычным способом на вальцах или в резиносмесителях. При вальцевании на охлаждённых вальцах i3
(20-30°С) наблюдается только деструкция каучука. При механической пластикации в условиях
повышенных температур одновременно протекают процессы деструкции и структурирования. С
повышением температуры и продолжительности обработки процесс структурирования может
стать преобладающим, что в итоге может привести к затвердеванию и полной нерастворимости
каучука, а также к значительному снижению его физико-механических показателей.
Торможение структурирования достигается путём применения стабилизаторов или снижения
температуры пластикации.
Механическая пластикация требует большой затраты энергии. Более экономичной является
термоокислительная пластикация, которую проводят в воздушной среде при 115—145°С и
давлении -0,3 МПа. При этом весьма важно поддерживать постоянство температуры воздуха
(путём его циркуляции) во всём объёме котла: она не должна отличаться более чем на 2°С.
Термоокислительная пластикация в течение 35-50 мин в этих условиях позволяет снизить жёсткость
каучука с 20-35 Н до 3-4,5 Н. После такой обработки каучук для однородности должен
тщательно перемешиваться на вальцах и храниться не более 5-7 сут.
Для ускорения термоокислительной деструкции используют так называемые пептизаторы,
например три- и пентахлортиофенолы, тио-а-нафтол, о,о-дибензамидодифенилдисульфид и
др., (0,5 масс, ч.) Ускорение термопластикации достигается за счёт введения в каучук солей
железа (0,01-0,02% масс, в пересчёте на металл), которые с содержащимися в каучуке
смоляными и жирными кислотами образуют соответствующие соли, активизирующие взаимодействие
полимера с кислородом.
В процессе термоокислительной деструкции происходит уменьшение молекулярной массы
полимера с образованием полимерных цепей, содержащих на своих концах карбоксильные и
(или) гидроксильные группы, которые обеспечивают лучшее совмещение каучука с техуглеро-
дом и повышенную адгезию к корду и металлическим поверхностям.
. В настоящее время «жёсткие» каучуки высокотемпературной полимеризации в России не
выпускаются. Вместо них используются каучуки, модифицированные полярными группами, в
сочетании с эффективными клеями.
Приготовление резиновых смесей. Резиновые смеси на основе БСК и БМСК
характеризуются сравнительно невысокой конфекционной клейкостью и несколько повышенной адгезией к
металлу, что особенно заметно в каучуках, полученных с применением эмульгаторов со
значительной долей мыл смоляных кислот (типа ЭДиСКАН 4115). Вследствие повышенного
эластического восстановления смеси имеют относительно большую усадку. Для смесей с небольшим
содержанием наполнителей характерна неровная поверхность.
I
I
i
I
I
I
Недостатки технологических свойств смесей на основе БСК и БМСК в значительной степени
могут быть устранены или выровнены путём правильного выбора рецептуры смесей: сочетанием
ненаполненных и маслонаполненных каучуков, их совмещением с изопреновыми каучуками (для
повышения клейкости, улучшения физико-механических свойств и температуростойкости), с
этими каучуками, частично структурированными дивинилбензолом (для улучшения шприцуемое™ и
способности к формованию), с бутадиеннитрильными и хлоропреновыми каучуками (для
повышения стойкости резин к действию растворителей и масел), с полиизобутиленом (для улучшения
динамических свойств вулканизатов).
Резиновые смеси на основе БСК и БМСК готовят в резиносмесителях с частотой вращения
роторов 40-60 мин-1 главным образом в две стадии. Сначала около 2,5 мин изготовляют техугле-
родную маточную смесь, а затем около 1,5 мин её смешивают с остальными ингредиентами.
Равномерность распределения техуглерода при скоростном смешении улучшается при раздельном
введении техуглерода и пластификатора, поэтому последний обычно вводят на второй стадии.
Пластификаторы добавляют для дополнительного повышения пластичности каучука,
снижения температуры при его смешении с другими компонентами и последующей обработке
резиновых смесей. Пластификаторы уменьшают расход энергии при обработке резиновых
смесей, облегчают введение в каучук ингредиентов, улучшают их распределение, уменьшают
усадку смесей и улучшают их текучесть при формовании.
В качестве пластификаторов применяют смоляные и жирные кислоты, продукты
переработки нефти, а также продукты лесотехнической промышленности -талловые кислоты. Для
повышения клейкости, недостаточно высокой у резиновых смесей на основе БСК и БМСК,
применяют кумаронинденовые, алкилфенолформальдегидные и алкилфенолацетиленовые смолы, а для
улучшения морозостойкости вулканизатов - фталаты, фосфаты, эфиры дитиогликолевой и
некоторых других кислот (чаще всего дибутилфталат или дибутилсебацинат).
Введение усилителей. Вулканизаты на основе БСК и БМСК (как и других некристаллизую-
щихся каучуков), не наполненные усиливающими добавками, характеризуются низкими
прочностными показателями. Их прочность при растяжении составляет всего 23,5 МПа. В связи с
этим в каучуки вводятся наполнители - главным образом техуглерод и светлые усилители. Их
введение повышает сопротивление разрыву вулканизатов до 20-28 МПа.
Техуглерод различается по способу производства, исходному сырью, дисперсности и
структурности. Из печных техуглеродов преобладают высокодисперсные и высокоструктурные те-
хуглероды, применяемые при получении маслонаполненных каучуков. Они позволяют
получать резиновые смеси с хорошей обрабатываемостью и резины с высоким модулем, что не
всегда желательно. Поэтому применяют также высокодисперсные печные техуглероды
низкой и очень низкой структурности. Они легче вводятся в каучуки, хотя и хуже распределяются
в них и обеспечивают хорошее усиление прочностных свойств при невысоких модулях.
Помимо печных техуглеродов применяются канальные газовые техуглероды, обеспечивающие
получение вулканизатов с лучшим сопротивлением разрыву. Используются также печные
техуглероды, придающие резиновым смесям очень хорошие технологические свойства
(особенно шприцуемость), а соответствующим вулканизатам - высокую эластичность. Однако по
усиливающему эффекту подобные техуглероды уступают высокодисперсным печным и
газовым канальным техуглеродам. Содержание техуглерода в резиновых смесях обычно
составляет около 50 масс ч. С увеличением их количества возрастают вязкость смесей по Муни и их
склонность к подвулканизации, повышаются теплообразование, твёрдость и модуль
вулканизатов. Канальные газовые и термические техуглероды замедляют, а активные печные -
ускоряют вулканизацию смесей на основе БСК и БМСК.
Для получения белых или окрашенных в различные цвета резиновых изделий применяют
светлые минеральные наполнители-тонкодисперсную кремнекислоту (белую сажу), гидрати-
рованные силикаты алюминия и кальция, активированный (осаждённый) карбонат кальция,
1
5.
I
i
!
!
I
высокоактивный оксид алюминия, оксид магния и др. Минеральные наполнители по их усиливаю- *iv
щему действию располагаются в следующем порядке: тонкодисперсный диоксид кремния > гид-
ратированные силикаты алюминия и кальция > активный осаждённый карбонат кальция. Наиболее
активные минеральные усилители повышают жёсткость (вязкость) смесей, что затрудняет их
переработку. Для улучшения диспергирования минеральных наполнителей в смесях применяют
кумаронинденовые смолы (5-10 масс. ч.). Активные минеральные усилители замедляют
вулканизацию, поэтому при их использовании в смеси вводят, кроме оксида цинка и стеариновой кислоты,
дополнительные активаторы вулканизации (2-4 масс.ч.) -тризтаноламин, диэтаноламин и диэти-
ленгликоль. Для повышения усиливающего эффекта светлых наполнителей, особенно диоксида
кремния, резиновые смеси обрабатывают на вальцах или в резиносмесителях при высокой
температуре (~150°С). Для получения резин на основе БСК и БМСК с определённым комплексом свойств
широко применяют комбинации различных минеральных наполнителей, например осаждённый
карбонат кальция (придающий высокую прочность при растяжении, но низкий модуль) вводят
вместе с каолином, позволяющим получать высокомодульные резины.
Вулканизация. Вулканизация БСК и БМСК осуществляется обычными приёмами,
используемыми для ненасыщенных каучуков. В качестве вулканизующего агента, как правило,
используют серу, которая добавляется в количестве от 1,5 до 2,0 масс. ч. БСК и БМСК можно также
вулканизовать с помощью органических пероксидов, например пероксидом дикумила или ди-
грег-бутила в количестве 1,5-2,0 масс. ч. Получаемые в этом случае вулканизаты
характеризуются высоким сопротивлением тепловому старению. Для получения теплостойких резин в
качестве вулканизующих агентов используют также до 3,0 масс. ч. тетраметил- или тетраэтилтиу-
рамдисульфида или комбинацию 1,5 масс. ч. тиурамдисульфида и 1,5 масс. ч. N.N'-дитиоди-
морфолина.
Скорость вулканизации БСК и БМСК зависит от применяемых при их получении
эмульгаторов. В случае канифольного эмульгатора вулканизация протекает медленнее, чем при
применении мыл жирных кислот. Калиевые мыла ускоряют вулканизационный процесс в большей
степени, чем натриевые.
В качестве ускорителей вулканизации применяются органические соединения типатиура-
мов, дитиокарбаматов, сульфенамидов.тиазолов, альдегидаминов и гуанидинов. Выбор типа
и количества ускорителей зависит от многих факторов: типа каучука и техуглерода,
технологических свойств (стойкости к подвулканизации) и скорости вулканизации резиновой смеси,
физико-механических показателей резин, назначения изделия и т. д. Для ускорения
вулканизации каучуков широко применяются сульфенамиды (особенно в шинной промышленности).
Они характеризуются замедленным действием в начале вулканизации и высокой
активностью в дальнейшем. Благодаря продолжительному индукционному периоду резиновые смеси,
содержащие сульфенамиды, безопасны в отношении подвулканизации при обработке,
хорошо растекаются в формах, обеспечивают необходимую связь и монолитность при
вулканизации многослойных резиновых изделий, например автомобильных покрышек. В случае
ускорителей других типов для повышения стойкости резиновых смесей к подвулканизации
применяют так называемые замедлители подвулканизации, например фталевый ангидрид, N-
нитрозодифениламин и др.
В качестве активаторов ускорителей применяют главным образом оксид цинка (в
количестве 3,0-5,0 масс, ч.), оксид магния (для ускорителей класса гуанидинов) и стеариновую
кислоту (её количество зависит от типа каучука). Смеси с белыми наполнителями вулканизуются
медленно, в качестве активаторов, повышающих их скорость вулканизации, применяют
тризтаноламин или диэтиленгликоль.
Состав и вулканизационные свойства смесей и физико-механические свойства вулканиза-
тов приведены в табл. 1.5.12 и 1.5.13.
-ф- ("
*
I
1
i
I
I
1.5.12. Состав стандартных вулканизатов бутадиенстирольных
и бутадиен-а-метилстирольных каучуков
Ингредиент
Каучук
Стериновая кислота
Оксид цинка
Техуглерод
Сера
Ди(2-бензтиазолил)
дисульфид(альтакс)
IM.IM'- Дифенилгуанидин
(ДФГ)
М-грет"-Бутил-2-бензтиа-
золилсульфенамид
(сульфенамид Т)
Рецепт по ГОСТ или ТУ
СКС-ЗОАРК
или
СКМС-ЗОАРК
ГОСТ
15627-79
100
1,5
5,0
40
2,0
3,0
-
-
СКС-ЗОАРКПН
или
СКМС-ЗОАРКПН
ГОСТ
23492-83
100
1,5
5,0
40
2,0
3,0
-
-
СКС-ЗОАРКМ-15
или
СКМС-ЗОАРКМ-15
ГОСТ
11138-78
100
2,0
5,0
50
2,0
1,5
0,3
-
СКС-ЗОАРКМ-27
или
СКМС-ЗОАРКМ-27
ГОСТ
15628-79
100
-
5,0
40
2,0
2,75
-
-
СКС-ЗОАРПД
или
СКМС-ЗОАРПД
ТУ 38.
10346-80
100
-
5,0
40
2,0
1,75
-
-
СКС-ЗОАКО
ИЛИ
СКМС-ЗОАКО
ТУ 38.
103256-85
100
1.5
5,0
40
2,0
3,0
-
-
Рецепт
по ИСО
2322-75
100
1,0
3,0
50
1,75
-
-
1,0
1.5.13. Вулканизационные характеристики резиновых смесей
и физико-механические свойства вулканизатов СКС-30
Показатель
СКС-30 АРК
ГОСТ
15627-79
ИСО
2322-75
СКС-30
АРКМ-15
ГОСТ
11138-78
СКС-30 АРКМ-27
ГОСТ
15628-79
ИСО
2322-75
Пластозластические свойства каучука
Вязкость по Муни МБ 1+4 (100°С)
Жёсткость по Дефо, Н
Эластическое восстановление, мм
Mv дН-м
Мн, дНм
?st, мин
/25, мин
ги, мин
'„■ мин
tgS
45-57
670-750
2,9-3,3
47-53
-
-
45-57
640-730
2,8-3,2
Вулканизационные характеристики
2,0-2,8
16,0-20,0
2,5-4,0
-
8,8-11,0
17,0-22,5
-
2,0-3,0
20,4-23,4
1,4-3,8
4,8-6,8
6,7-8,9-
13,4-17,0
0,032-0,046
1,92-1,97
17,7-17,8
2,5-3,1
4,3-5,9
7,3-10,1
24,3-26,6
0,048-0,057
45-57
650-740
2,9-3,3
46-52
-
-
1,6-2,3
12,5-16,5
3,4-6,2
-
6,7-9,8
12,5-18,3
-
1.5-2,5
12,7-17,7
3,2-5,2
5,1-7,3
7,0-10,0
12,2-17,2
0,037-0,053
Физико-механические свойства вулканизатов
Время вулканизации, мин
Условное напряжение при 300%-ко*
удлинении, МПа
Условная прочность при
растяжении, МПа
Относительное удлинение при
разрыве, %
Остаточное относительное
удлинение после разрыва, %
40
_
28,4
650
20
50
-
27,3
570
20
60
-
26,9
540
12
15
0,9
1,2
870
19
25
3,2
9,9
800
55
35
6,2
18,9
680
25
50
9,7
25,3
610
16
40
23,2
750
27
60
22,8
650
•21
80
24,5
730
19
50
23,3
740
-
60
24,1
720
-
15
1,4
9,7
12К
21
25
4,9
20,7
820
29
35
7,3
23,5
690
18
50
7,9
23,0
590
17
Условные обозначения: ML,- минимальный крутящий момент, дН-м; Мн - максимальный крутящий момент, дН-м;
rS] - время безопасной подвулканизации, мин; t2S - время 25% вулканизации, мин; ?50 - время 50% вулканизации, мин;
t„ - время оптимальной вулканизации, мин; tgS— тангенс механических потерь.
1,5,5, Физические свойства бутадиенстирольных
и бутадиен-а-метилстирольных иаучуков
Ч
Физические свойства БСК и БМСК определяются содержанием стирола или а-метилстирола в
макромолекуле каучука. В табл. 1.5.14 приведены данные о физических свойствах
бутадиенстирольных каучуков с различным содержанием стирола, синтезированных при двух разных
температурах. Чем выше содержание стирола, тем выше плотность и температура стеклования каучука.
При этом каучуки, полученные при более низкой температуре полимеризации (5°С), так
называемые низкотемпературные каучуки, имеют более высокую температуру стеклования. Это значит,
что резины на их основе могут обладать худшими низкотемпературными свойствами.
Сопоставление вязкости по Муни и молекулярных параметров молекулярно-массового
распределения отечественных бутадиенстирольных каучуков, содержащих 30% стирола, с
аналогичными каучуками, выпускаемых зарубежными фирмами, приведено в табл. 1.5.15.
1.5.14. Физические свойства бутадиенстирольных каучуков, полученных
при различных температурах полимеризации
Показатель
Плотность* при 25°С, кг/м3
Показатель преломления ппгъ
Удельная теплоёмкость при 25°С,
кДж/(кг-К)
Удельное обьёмное
электросопротивление", Омм
Диэлектрическая проницаемость""
(20-110°С, 1,5-20 МГц)
Тангенс угла диэлектрических потерь
(20-110°С, 1,5-20 МГц)
Температурный коэффициент объёмного
расширения при 25°С; <хЮ4, "С"1
Коэффициент теплопроводности,
при 25"С, Вт/(мК)
Плотность энергии когезии, МДж/м3
Коэффициент диффузии О-109, м2/с:
гелий
неон
аргон
азот
Коэффициент растворимости S-106, мг/Н:
гелий
неон
аргон
азот
Коэффициент газопроницаемости РА0п,
м2/(с-Па):
гелий
неон
аргон
азот
Температура стеклования,°С
CKC-10
5"С
904,5
50°С
906,5
1,5320
1,92
6-10"
3,0
-
-
-
-
-
-
-
-70 -74
СКС-30
5°С
928,8
50°С
932,6
1,5350
1,88-1,97
7-10'2
2,4-2,9
0,006-0,009
700
0,16-0,22
275-306
1,57
0,139
0,547
0,105
0,120
0,133
0,685
0,365
172
72,7
95,2
38,4
-49 -56
CKC-50
5°С
983,7
50°С
992,9
1,5520
1,82
9-Ю12
2,76
-
-
-
-
-
-
-
-14 -13
CKC-85
1030
-
1,59
12-10'2
2,55
0,001-
0,002
-
-
-
-
-
36
' Плотность каучуков СКС-30 АРКПН и СКС-30 АРК составляет 940 кг/м3, CKC-30APKM-15 и CKC-30APKM-27 - от 920
до 950 кг/м3.
' Удельное объёмное электросопротивление каучука СКС-30 АРПД составляет 8 10" Омм.
" Диэлектрическая проницаемость каучуков зависит от типа антиоксиданта.
1
!
i
1
I
Jtf
1.5.15. Параметры молекулярно-массового распределения бутадиенстирольных каучуков
I
I
I
I
I
I
Показатель
Вязкость по Муни МБ 1+4(100°С)
Среднемассовая молекулярная мас-
массаЛ/МО-3
Среднечисленная молекулярная
масса Л^-10-3
Z-средняя молекулярная масса
(/-средняя молекулярная масса
/W„-10J
Коэффициент полидисперсности
ММ
Содержание геля (в толуоле),
% масс.
Содержание фракций, % (отн.),
с молекулярной массой:
до L105
1-10МЮ«
выше 1-106
SBR-1500
БСК-1502
Зни-
хем
53,5
262,9
56,4
654,0
_
4,66
44,66
49,58
5,76
СИ-
БУР
52,0
249,0
59,0
641,5
_
4,22
43,61
51,12
5,27
SBR-1712 БСК-1500
Good
year
46,5
249,8
73,7
618,1
210,8
3,39
38,78
56,64
4,58
Dow
56,0
292,6
94,8
755,2
247,4
3,09
0,03
30,67
63,27
6,06
СИБУР
1
51
231,8
70,8
517,5
199,8
3,27
0,04
37,17
60,04
2,79
2
69
240,9
71,9
534,7
206,0
3,35
38,52
58,67
2,81
SBR-1502
БСК-1712
Эни
хем
48,0
364,9
99,3
720,7
_
3,67
29,38
63,47
7,15
Good
year
53
399,7
108,2
873,3
341,4
3,69
24,92
63,81
11,27
Dow
58
370,6
107,9
844,1
315,1
3,43
26,67
63,38
9,95
Bridge
stone-
Firestone
54
364,5
101,0
816,0
309,8
3,61
0,04
26,73
66,03
7,24
СИБУР
1
45
339,6
105,4
673,8
302,4
3,22
0,05
28,29
65,97
5,74
2
52
377,1
108,5
837,7
320,3
3,48
27,08
64,19
8,74
1.5.6, Химические свойства бутадиенстирольных
и бутадиен-а-метилстирольных каучуков
Химические свойства этих каучуков в основном определяются содержанием и типом
двойных связей в бутадиеновых звеньях. Так, при термоокислительном воздействии
структурирование полимера обусловлено главным образом окислением боковых винильных групп. Глубокие
структурные изменения БСК и БМСК, происходящие под действием тепла, кислорода, озона и
света, приводят к заметному ухудшению их физико-механических свойств. На ранних стадиях
при термическом окислении при температуре около 125°С наблюдается деструкция. Скорость
окислительной деструкции возрастает в присутствии металлов переменной валентности (меди,
железа, марганца), а также примесей, способных распадаться на свободные радикалы. С
развитием процесса термического окисления начинают преобладать процессы структурирования.
При нагревании растворов БСК и БМСК в высококипящих ароматических углеводородах при
160-180°С в присутствии трифторидабора (BF3) или оловохлористоводородной кислоты (H2SnCI6)
каучуки изомеризуются. Циклизация каучуков происходит при обработке их растворов
концентрированной серной кислотой при 180°С в течение нескольких часов. Продукты изомеризации
и циклизации устойчивы к действию воды, щелочей и кислот и применяются при изготовлении
лакокрасочных материалов.
К химическим производным БСК и БМСК относится хлоркаучук, получаемый пропусканием
хлора через хлороформный раствор каучука. Продукт хлорирования, содержащий 55-62% масс,
связанного хлора, используют для изготовления кислота- и щёлочестойких защитных покрытий и
красок, а также клеев для крепления резин к металлам. Хлорирование растворов или латексов
(~20°С, 3 сут) сопровождается побочной реакцией отщепления хлороводорода.
Гидрохлорирование происходит под давлением при 70-100°С и сопровождается деструкцией полимера.
При взаимодействии латекса с низшими меркаптанами при 30-60°С в присутствии перокси- "*v
дов образуются продукты присоединения меркаптана по двойным связям полимера. Получаемый
меркаптанный каучук обладает улучшенными физико-механическими свойствами и маслостой-
костью.
Гидрирование БСК и БМСК проводят в присутствии никелевого катализатора под давлением
при 260-270°С. Каучук, гидрированный в этих условиях до остаточной непредельности 81%,
используется при изготовлении пленок, труб и различных формовых изделий, обладающих
высокими электроизоляционными характеристиками и низкой температурой стеклования.
Благодаря присутствию боковых фенильных групп БСК и БМСК более стойки к действию
различных видов ионизирующих излучений, чем другие синтетические каучуки. Однако озоностой-
кость ихдовольно низка. При их обработке озоном происходит образование гидроксильных групп.
Вулканизаты на основе этих каучуков, наполненные техуглеродом, достаточны стойки к
действию концентрированных и разбавленных кислот и щелочей, спиртов, кетонов и зфиров. Они
набухают в бензине, бензоле, толуоле, тетрахлориде углероде и других подобных
растворителях, а также в минеральных, растительных и животных маслах и жирах.
1.5*7. Применение бутадиенстирольных
и бутадиен-а-метилстирольных каучуков
Бутадиенстирольные и бутадиен-а-метилстирольные каучуки широко применяются в
производстве протекторов автопокрышек, белых боковин шин, транспортёрных лент, рукавов,
шприцованных и формованных изделий, изоляционных материалов, радиационностойких резин,
обуви, спортивных и цветных изделий, клеев и пр.
Технические и физико-механические свойства БМСК зависят прежде всего от соотношения
бутадиена и а-метилстирола, что используется для получения каучуков различного
назначения. Так, каучук СКМС-10 РКП подходит для изготовления эластичных морозостойких изделий,
но имеет плохие технологические свойства. Основными недостатками его вулканизатов по
сравнению с вулканизатами СКС-30 и СКМС-30 являются пониженное сопротивление раздиру,
более низкое сопротивление разрастанию трещин и меньшая выносливость при многократных
деформациях. СКМС-10 РКП используется в изделиях специального назначения.
Каучуки СКС-30 АРКМ-15, СКМС-30 АРКМ-15, СКС-30 АРКМ-27, СКМС-30 АРКМ-27
СКС-30 АРК и СКМС-30 АРК используются в производстве шин и резинотехнических изделий,
СКС-30 АРКМ-15 (РЛ) и СКМС-30 АРКМ-15 (РЛ) - при изготовлении радиальных шин для
легковых автомобилей, СКС-30 АРКПН и СКМС-30 АРКПН - в производстве обувных и
резинотехнических изделий. Каучук СКС-30 АКО предназначен для применения в производстве паронито-
вых и асбестотехнических изделий, а СКС-30 АРПД используется в кабельной и
электротехнической промышленности для получения изделий с высокими диэлектрическими показателями.
Каучук СКС-50 имеет хорошие технологические свойства, а резины на его основе - высокие
прочностные и диэлектрические показатели, но недостаточную эластичность и низкую
морозостойкость. Он применяется для изготовления микропористых подошв, эбонита, трубок,
профилей и других изделий.
Каучуки СКС-70, СКС-85 и СКС-90, называемые высокостирольными смолами, неэластичны
и являются типичными пластмассами, подобными полистиролу. Они отличаются твёрдостью,
хрупкостью и термопластичностью, устойчивы к окислению и другим химическим
воздействиям. Такие сополимеры совмещаются с большинством синтетических каучуков и применяются в
качестве усилителя их технологических и диэлектрических свойств. Высокостирольные смолы
используются в обувной промышленности для изготовления микропористых подошв с малой
плотностью, прокладок, электроизоляционных материалов, эбонита и пр. Эти смолы успешно
применяются в виде латекса в лакокрасочной промышленности и в защитных покрытиях.
I
1
i
!
!
I
-*fc~.
185
#*
I
I
I
I
I
Благодаря удачному сочетанию комплекса технических (технологических и
физико-механических) свойств и экономичности производства (доступность исходного сырья, сравнительно
простая технология производства) эмульсионные БСК и БМСК, очевидно, сохранят своё значение и в
будущем в течение длительного времени.
1,5*8. Условия хранения и транспортирования
бутадиенстирольных и бутадиен-а-метилсти-
рольных каучуков
Каучук должен быть упакован в полиэтиленовую плёнку, а затем в мешок или контейнер
(ящичный поддон). Каучук хранят в неогнеопасных складских помещениях штабелями,
состоящими не более чем из трёх поддонов по высоте. Каучук, упакованный в мешки, хранят
штабелями высотой не более 1,2 м при температуре в помещении не выше 30°С. Он должен быть
защищен от действия прямых солнечных лучей и атмосферных осадков.
Каучук транспортируют железнодорожным и автомобильным транспортом в крытых
транспортных средствах или универсальных контейнерах МПС грузоподъёмностью 2,5; 5,0 или 20,0 т.
При перевозке ящичные поддоны с каучуком устанавливают в два ряда по ширине и в три яруса
по высоте вагона. При плотной укладке крепление поддонов не требуется.
1.6. Бутадиеннитрильные каучуки
(В.Н. Папков, А.Н. Юрьев)
Бутадиеннитрильные каучуки (БНК) являются продуктами совместной полимеризации
бутадиена и нитрила акриловой кислоты (НАК), проводимой в водных эмульсиях в присутствии
инициаторов свободнорадикальных процессов:
[—СН,—СН=СН—СН — ] —
-сн2—сн-
ON
1.6,1. Строение и свойства бутадиеннитрильных
каучуков
Изучение микроструктуры БНК с применением абсорбционной спектроскопии
показало, что бутадиеновые звенья в макромолекуле соединены главным образом в положении
1,4 (табл. 1.6.1.)
БНК полидисперсен по молекулярной массе, т.е. представляет собой смесь макромолекул
различной молекулярной массы (ММ), которая
количественно описывается молекулярно-мас-
совым распределением (ММР). Молекулярная
масса и ММР являются важнейшими
характеристиками, устанавливающими связь между
условиями полимеризации и структурой
каучука. Ниже приведена характеристика молеку-
лярно-массового распределения БНК.
1.6.1. Микроструктура бутадиеннитрильных
каучуков
Температура
полимеризации, "С
10
20
30
Содержание звеньев
6утадиена,% (отн.)
(/ис-1,4
12.2
13.1
14,8
грмс-1,4
74.5
73.1
70,9
1,2-
13.3
13.8
14,3
186
-*Js~-
Содержание фракций с различной ММ, % масс:
(5-10) -103 0,7-2,1
(10-25) -103 11,8-15,0
(25-50) -103 15,1-17,2
(50-100) Ю3 18,8-21,8
(100-200) -103 16,2-19,5
(200-500) -103 13,8-16,9
(0,5-1) -106 8,0-10,6
> 1-Ю6 7,1-9,8
Среднемассовая ММ /1^10^ 262-346
Среднечисленная ММ Мл-10-3 48,7-64,4
Коэффициент полидисперсности
MJMB 5,0-6,0
1.6.2. Константы К и а в уравнении
характеристической вяакости
Марка-Хувинка [т|] = КМдгм^
бутадиеннитрильных каучуков"4
в различных растворителях при 25°С
Растворитель
Толуол
Ацетон
Хлороформ
Бензол
«•10*
4,9
5,0
5.4
1,3
а
0,64
0,64
0,68
0,55
1.6.3. Влияние степени конверсии
мономеров на состав
бутадиеннитрильного каучука
Для определения средневязкостной молекулярной
массы широкое растпространение получило
эмпирическое уравнение Марла-Хувинка (табл. 1.6.2).
Макромолекулы БНК характеризуются
существенной неоднородностью по содержанию звеньев акри-
лонитрила, которая проявляется тем сильнее, чем
больше исходная смесь бутадиена и акрилонитрила
отличается по составу от азеотропной. Азеотропный
состав зависит от температуры полимеризации и
соответствует содержанию в смеси 42% масс, и 36%
масс, акрилонитрила при температуре 5СС и 50°С
соответственно. Неоднородность по содержанию
звеньев НАК выражается в том, что состав сополимера,
полученного при высокой степени конверсии
мономеров, отличается от состава сополимера на
начальной стадии полимеризации (табл. 1.6.3). Наиболее
неоднородные по содержанию нитрильных звеньев
являются каучуки с их содержанием 10-26% масс, а
наиболее однородные каучуки содержат 36-42%
масс, звеньев НАК.
Для повышения композиционной однородности
каучуков с низким содержанием связанного НАК
разработана специальная технология,
предусматривающая дробный ввод акрилонитрила в полимеризационную систему по ходу процесса.
Методами ЯМР-спектроскопии установлено, что в макромолекулах БНК звенья бутадиена и
НАК расположены не статистически, а микроблоками-в виде триад, причем преобладают триады
с центральным звеном НАК. В каучуке с содержанием связанного НАК 17-20% масс, весь акрило-
нитрил находится в триадах ББА (Б-бутадиен, А-акрилонитрил). При содержании НАК в каучуке
25-28% масс, акрилонитрил находится в триадах ББА и АБА в количестве 20% масс, и 7% масс,
соответственно. При содержании 40% масс, связанного в сополимере НАК 17% (отн.) НАК
содержится в пентадах ААБАА, 24% (отн.) - в триадах АБА и 21% (отн.) - в триадах ББА. Таким образом,
с повышением содержания НАК в сополимере увеличивается количество его звеньев, связанных
последовательно.
Наличие в полимере полярных нитрильных групп придаёт каучуку специфические свойства:
устойчивость к действию масел и неполярных (алифатических и ароматических) растворителей,
растворимость в полярных растворителях (ацетоне, метилэтилкетоне и других карбонилсодержа-
щих соединениях), повышенную теплостойкость, но низкие пластозластические свойства,
затруднённую пластицируемость, пониженную морозостойкость и плохие диэлектрические свойства.
Содержание НАК
в исходной смеси,
% масс.
30,4
25,8
18,0
10,0
Степень
конверсии
мономеров, %
15,0
35,0
53,0
80,0
15,0
32,2
45,4
60,5
78,6
17,1
32,1
56,0
78,0
28,4
45,8
58,6
79,0
Содержание
связанного НАК,
% масс.
37,8
37,3
35,4
32,5
35,7
35,1
34,2
31,9
28,3
30,6
30,4
25,8
21,0
20,4
16,3
14,6
11,3
J"v:
6.2. Типы и марки бутадиеннитрильных каучуков
ч Бутадиеннитрильные каучуки выпускаются с различным содержанием связанного НАК:
| 13-15,17-20,26-30, 32-35 и 38-42% масс. Некоторые зарубежные фирмы выпускают БНК с
f содержанием связанного НАК 47-50% масс.
| БНК получают высокотемпературной (при 30°С) и низкотемпературной (при 5°С) сополиме-
|* ризацией в эмульсии. Низкотемпературные БНК, как обладающие лучшими технологическими
| свойствами, выпускаются в гораздо более широком ассортименте.
| Каучуки различаются по пластичности: мягкие - с вязкостью по Муни 50-70, жёсткие - с
^ вязкостью по Муни выше 70, очень мягкие - с вязкостью по Муни ниже 50 и жидкие.
В БНК заправляются окрашенными стабилизаторами (ВТС-150, производными фенилендиа-
'! мина) и неокрашенными (ВС-ЗОА, П-23, агидолом-1, агидолом-2) в количестве от 0,5 до 2,0%
| масс, на каучук. БНК выпускают в брикетированной, гранулированной, порошкообразной и вяз-
!§ кожидкой формах.
Для обозначения марок отечественных БНК применяется аббревиатура СКН, БНКС и Нитри-
ласт. Цифры в названии марки соответствуют содержанию НАК в исходной смеси мономеров.
Другие буквы, входящие в обозначение марки, характеризуют некоторые особенности каучука.
Например, каучук СКН-26МП содержит 26% масс. НАК, не содержит токсичных компонентов и
предназначен для изготовления «пищевых» резин. Каучук СКН-40КНТ содержит 40% масс. НАК
и предназначен для изготовления клеевых композоций, применяемых в новой технике. Каучуки
СКН-СНТ, содержащие 17,0-19,5, 27,0-29,5 и 36,0-39,5% масс, связанного НАК,
предназначены для изготовления резинотехнических изделий новой техники и ответственных изделий
общего назначения.
СКН-АТЗМ, получаемые с использованием биоразлагаемых эмульгаторов -
алкилсульфоната натрия и сульфонола, содержат 27,0-29,5 и 36,0-39,5% масс, связанного
НАК и применяются для изготовления теплозащитных материалов.
Каучук СКН-50АСМ, получаемый с использованием смеси биологически разлагаемых
эмульгаторов - алкилсульфонатов и мыла канифоли, характеризуется высоким содержанием
связанного НАК и применяется для изготовления резиновых изделий с повышенной
маслобензостойкостью.
Модифицированные бутадиеннитрильные каучуки. Карбоксилированные БНК получают
сополимеризацией бутадиена, НАК и небольшого количества (1-3% масс.) непредельной
кислоты (акриловой, метакриловой, малеиновой и др.), чаще всего с дробным её введением.
Преимуществами карбоксилированных БНК являются исключительная износостойкость,
высокие прочность и теплостойкость их вулканизатов.
Эпоксидированные БНК, предназначенные для изготовления смесей с диоксидом кремния,
получают сополимеризацией бутадиена, НАК и мономера, содержащего эпоксидную группу.
Вулканизаты эпоксидированных БНК характеризуются повышенными сопротивлением
истиранию и прочностью, меньшим теплообразованием и остаточными деформациями,
лучшей усталостной выносливостью.
Пероксидированные БНК, получаемые путём ведения в полимер заданного количества
пероксидных групп, используются для производства высокопрочных бессерных резин без
применения дополнительных агентов вулканизации.
Сополимер бутадиена, акрилонитрила и винилиденхлорида, выпускаемый под маркой
Динэласт 1815, содержит 13-17 и 16-20% масс, связанного винилиденхлорида и
используется как альтернатива полихлоропрену.
188
Поперечносшитые БНК синтезируют, используя при полимеризации в качестве^,
структурирующих добавок дивинил- или диизопропилбензол. Основное назначение
поперечносшитых каучуков - улучшение обрабатываемости (каландруемости и
шприцуемости) смесей и снижение их усадки.
Высоконасыщенные (85-99,5% масс.) БНК получают путем их гидрирования в
гетерогенной (чаще на никелевом или палладиевом катализаторе) или гомогенной фазе (с
применением растворимых металлорганических катализаторов). Гидрированные БНК имеют
повышенную термостабильность, стойкость к озону и некоторым растворителям (см. раздел
«Гидрированные каучуки»). Их производят зарубежные фирмы Lanxess Buna Gmbh
(Германия), Zeon Corporation (Япония) и Zeon Chemicals L.P. (США).
БНК, смешанные на стадии выделения с поливинилхлоридом (ПВХ), можно разделить по
составу на четыре основные группы: 1) 70% БНК и ЗС% ПВХ, 2) 60% БНК и 40% ПВХ, 3) 50%
БНК и 50% ПВХ, 4) 40% БНК и 60% ПВХ. Наиболее важными являются первая и третья
группы. Каучуки, модифицированные ПВХ, обладают высокой огнестойкостью, повышенной
устойчивостью к воздействию озона, неблагоприятных погодных условий и агрессивных сред,
но худшими морозостойкостью и эластичностью. Производителями каучуков этого типа
являются компании JSR Corporation (Япония), Lanxess Buna Gmbh (Германия), Polimeri Europa
S.p.A. (Италия), Nantex Industry Co., Ltd. (Тайвань), бразильские фирмы ParaTec Elastomers
LLC, Petroflex S.A. и Nitrfflex S.A.
БНК, модифицированные сополимером винилхлорида и винилацетата (77:23), обладают
высокой прочностью, повышенными теплостойкость/) и озоностойкостью.
БНК, наполненные пластификаторами на стадии выделения каучука из латекса, содержат
эфиры фталевой, адипиновой и себациновой кислот, сложные зфиры диэтиленгликоля и С, 5
- жирных кислот, эфиры фосфорной кислоты, нефтяные высокоароматические масла. При
введении пластификаторов снижается упругая деформация, улучшаются процессы
каландрования, шприцевания и склеивания.
Совмещением БНК с фенольными смолами получают смеси, которые придают нужные
стабильность форме изделия и стойкость к агрессивным средам, маслам, жидким топливам и
высоким температурам. Растворы таких смесей обладают высокой адгезионной
способностью по отношению к различным поверхностям, к стеклу и металлам.
Жидкие БНК (их вязкость при температуре до 100°С не превышает 150 Па-с) сочетают
специфические свойства нитрильных каучуков и технологические преимущества жидких
полимеров. Они обладают хорошей маслобензостойкостью, постоянной липкостью,
сохраняют клейкость и цвет, адгезию к фольге и различным пленкам, способны к
длительному хранению. Жидкие БНК могут быть получены обычной сополимеризацией в
эмульсии при увеличении дозировок инициирующей системы. Компании JSR Corporation Zeon
Corporation (Япония) и Zeon Chemicals L.P. (США) производят жидкие БНК как
низкотемпературной, так и высокотемпературной полимеризацией с содержанием связанного
НАК 28-32% масс, а также жидкие карбоксилсодержащие БНК низкотемпературной
полимеризацией, содержащие 20% масс, связанного НАК.
Изопреннитрильные каучуки, например СКИН-30, применяют для приготовления смесей с
повышенной клейкостью, меньшей склонностью к деструкции при переработке, а также для
производства неморозостойких резинотехнических изделий. Применение пиперилен-
нитрильных каучуков (в изделиях фрикционного назначения) снижает себестоимость
продукции и создает дополнительные возможности для использования пиперилена
(крупнотоннажного побочного продукта производства СК).
I
5.
I
I
!
I
I
■8
I
1
i
I
I
I
Альтернанте БНК с регулярным чередованием звеньев бутадиена и НАК получают с
применением катализаторов, подобных катализаторам Циглера-Натта. Вулканизаты этих каучуков
характеризуются более высокими прочностными показателями и меньшей скоростью разрастания
пореза по сравнению с вулканизатами обычных БНК (см. раздел «Альтернантные каучуки»).
В России бутадиеннитрильные каучуки производятся на четырех предприятиях. ОАО
«Красноярский завод СК» выпускает наиболее широкий их ассортимент, в том числе композиции с ПВХ,
под торговым названием БНКС. ОАО «Воронежсинтезкаучук» выпускает БНК под торговым
названием Нитриласт с содержанием связанного НАК 15, 20, 26 и 33% масс. ОАО «Омский каучук»
производит каучуки СКН, содержащие 18, 26, 33 и 40% масс, связанного НАК. Опытный завод
Воронежского филиала ФГУП НИИСК выпускает каучуки, отмытые от эмульгатора, с
содержанием связанного НАК 18,28,38 и 50% масс.
1.6.3. Получение бутадиеннитрильных каучуков
Бутадиеннитрильные каучуки получают методом низкотемпературной и
высокотемпературной полимеризации при (5-8) и (28-32)°С соответственно. При низкотемпературной
полимеризации образуются сополимеры более регулярной структуры - с большим содержанием транс-
1,4-звеньев, меньшими разветвленностью и сшивкой макроцепей, а также с лучшими
технологическими свойствами.
Перед началом процесса бутадиен и акрилонитрил смешивают в определенных
соотношениях (в зависимости от марки получаемого каучука) и эмульгируют в водной фазе, содержащей
эмульгатор (мыла смоляных и жирных кислот, алкил- или алкиларилсульфонаты), диспергатор
(лейканол), буфер-электролит (карбонаты, фосфаты) и некоторые компоненты инициирующей
системы (триэтаноламин, железотрилоновый комплекс, ронгалит).
Полимеризация инициируется свободными радикалами, образующимися в результате
распада неорганических и органических пероксидов. При высокотемпературной полимеризации
часто используют систему, состоящую из персульфата калия и триэтаноламина, а при
низкотемпературной - окислительно-восстановительную систему, состоящую из гидропероксида
(например, гидропероксида пинана, изопропил- или диизопропилбензола), железо-трилонового
комплекса и ронгалита.
Рост полимерных молекул регулируют алкилмеркаптанами. Процесс прекращают
введением ингибиторов (как правило, алкилзамещенных гидроксиламинов, диметилдитиокарбамата
натрия), которые реагируют с полимерными радикалами, обрывая дальнейший рост цепи, а
также с остатками инициатора, предотвращая зарождение новых цепей.
Непрореагировавшие мономеры удаляются отгонкой с паром под пониженным давлением,
в полученный латекс вводятся антиоксиданты, после чего он подвергается коагуляции при
добавлении кислот и растворов электролитов (хлорида натрия, хлоридов или сульфатов кальция,
магния или алюминия, квасцов), а также бессолевой или малосолевой коагуляции с
применением коагулянтов полиаминного типа. Выделенный каучук предварительно отжимают в
червячных машинах и высушивают в воздушных сушилках.
1.6.4. Технологические свойства и особенности
переработки бутадиеннитрильных каучуков
Жесткие БНК марок СКН-18, СКН-26 и СКН-40 имеют вязкость по Муни 90-120,
жесткость по Дефо -17,5-21,5 Н, эластическое восстановление - 4,0-4,5 мм, клейкость по
Беру - 2-3 Н, а шприцуемость соответственно 4-5, 3-4 и 2-3 балла. По технологическим
свойствам они уступают натуральному (НК) и бутадиенстирольным (БСК) каучукам. Для сме-
шения и формования БНК требуется большая энергия, чем при работе с НК. Так, заметный
эффект механической пластикации БНК достигается только путём их интенсивной и
продолжительной обработки на вальцах в условиях достаточного охлаждения (30-40)°С, малая
загрузка, малый зазор, хорошее охлаждение вальцев. Поэтому БНК подвергают
термоокислительной пластикации в присутствии химических пластификаторов (р-тионафтола, трихлортио-
фенола и др.).
Сборка изделий из смесей на основе БНК вследствие их малой клейкости значительно
сложнее и труднее, чем при использовании бутадиенстирольных каучуков. Повысить клейкость
смесей можно применением инденокумароновых смол. Для улучшения смешения и
обрабатываемости БНК, а также для снижения твёрдости вулканизатов применяют эфирные пластификаторы
(дибутилфталат, диоктилсебацинат, диоктиладипинат, трибутоксиэтил-фосфат, трикрезилфос-
фат и др.). Влияние пластификаторов-наполнителей особенно заметно при введении их в
количестве 20 масс. ч. на 100 масс. ч. каучука.
Мягкие БНК с жесткостью по Дефо 9,0-13,0 Н не требуют пластикации, при работе с ними
увеличивается производительность смесительных вальцев. Мягкие БНК с жесткостью по Дефо
7,0-10,0 Н являются наиболее перспективными, поскольку их смеси могут изготавливаться в
резиносмесителях. Стандартные смеси на основе мягких нитрильных каучуков по сравнению с
аналогичными смесями из жестких каучуков характеризуются более высокой пластичностью и
лучшей поверхностью шприцованного шнура, но несколько меньшей скоростью вулканизации.
Для ее увеличения повышают дозировки серы и ускорителя или используют активные
ускорители, например сантокюр.'
Смеси из мягких и из жестких БНК практически не обладают склонностью к подвулканизации
и имеют почти одинаковую усадку при шприцевании.
Наиболее характерными ускорителями серной вулканизации БНК являются каптакс
(2-меркаптобензтиазол), альтакс (дибензтиазолилдисульфид), сульфенамиды. Теплостойкие
вулканизаты получают бессерной (или малосерной) вулканизацией с применением тиурамди-
сульфидов, хлорсодержащих соединений типатетрахлорхинона, бензтрихлорида, бензоилхлори-
да, фенолформальдегидных смол, органических пероксидов (дибензоил-, дикумил-, ди-г/зег-бу-
тилпероксидов) и других ускорителей. Активаторами вулканизации являются оксиды цинка,
магния, а также кадмия и алюминия. Активные наполнители БНК - газовый, канальный, печной и
другие типы техуглерода. При изготовлении теплостойких смесей используют белую сажу,
силикат кальция и другие минеральные наполнители. Для получения смесей с повышенной
теплостойкостью применяют сульфат бария и асбест.
БНК хорошо совмещаются с натуральным (НК) и бутадиенстирольными (БСК) каучуками.
Добавление НК и БСК улучшает технологические свойства смесей, но ухудшает тепло- и масло-
бензостойкость.
Улучшение технологических свойств при одновременном повышении маслобензостойкости
достигается наполнением БНК тиоколом, но при этом ухудшаются механические свойства
вулканизатов. С полистиролом, лоливинилхлоридом, фенолформальдегидными смолами БНК
совмещаются в любых соотношениях. Такое совмещение позволяет значительно повысить их
износостойкость, озоно-, масло- и бензостойкость, а также устойчивость к действию агрессивных
сред и погодных условий.
Характеристики бутадиеннитрильных каучуков марок Нитриласт (ОАО «Воронежсинтезкау-
чук»), БНКС (ОАО «Красноярский завод СК») и каучуков специального назначения СКН-СНТ,
СКН-АТЗМ, СКН-40 КНТ и СКН-50 САМ (Воронежский филиал ФГУП «НИИСК») приведены в табл.
1.6.4.-1.6.15.
Каучуки СКН-18 АС (АСМ), СКН-26 АС (АСМ) и СКН-33 АС (АСМ), выпускаемые ОАО «Омский
каучук», соответствуют ТУ 38.103495-91.
Основные характеристики бутадиеннитрильных каучуков зарубежных производителей
приведены в табл. 1.6.16.-1.6.18.
I
8.
1
I
!
I
I
Большой справочник резинщика
1.6.4. Характеристика бутадиеннитрильных каучуков Нитриласт и их вулканизатов по ТУ 38.40350-99
Показатель
Нитриласт Нитриласт Нитриласт Нитриласт Нитриласт Нитриласт
-15 -15М -18 -18М -25 -25М
Нитриласт
-26
Нитриласт Нитриласт Нитриласт Нитриласт Нитриласт
-26М -33 -ЗЗМ -40 -40М
Внешний вид Брикеты от светло-желтого до темно-коричневого цвета
Вязкость по Муни МБ 1+4 (100°С)
Потеря массы при сушке, %,
не более
Содержание, % масс:
золы, не более
антиоксиданта:
агидола-2
или ВС-ЗОА
илиВТС-150
органических кислот, не более
мыл органических кислот,
не более
нитрила акриловой кислоты
хлорида натрия, не более
Условная прочность при
растяжении, МПа, не менее
Относительное удлинение при
разрыве, %, не менее
Степень набухания вулканизата
в смеси изооктан-толуол,%,
не более
Коэффициент морозостойкости,
не менее
при -25°С
при-15°С
80-120
43-55
(1 группа)
56-68
(2 группа)
0,8
0,6
0,5-1,2
1,0-1,5
1,0-1,5
4,0
0,4
14,0-17,0
0,15
18,6
17,6
450
70
0,45
0,40
80-120
43-55
(1 группа)
56-68
(2 группа)
0,8
0,6
0,5-1,2
1,0-1,5
1,0-1,5
4,0
0,4
17,0-20,0
0,15
18,6
17,6
450
65
0,33
0,27
80-120
43-55
(1 группа)
56-68
(2 группа)
0,8
0,6
0,5-1,2
1,0-1,5
1,0-1,5
4,0
0,4
24,0-27,0
0,15
24,0
425
23,5
450
40
0,40
0,35
80-120
43-55
(1 группа)
56-68
(2 группа)
1,0
0,6
0,5-1,2
1,0-1,5
1,0-1,5
4,0
0,4
27,0-30,0
24,0
425
23,5
450
34
0,15
0,30-0,33
80-120
43-55
(1 группа)
56-68
(2 группа)
0,7
0,6
0,5-1,2
1,0-1,5
1,0-1,5
4,0
0,4
31,0-35,0
24,0
425
23,5
450
30
0,15
80-120
43-55
(1 группа)
56-68
(2 группа)
0,7
0,6
0,5-1,2
1,0-1,5
1,0-1,5
4,0
0,4
36,0-40,0
25,5
425
24,5
450
20
0,15
0,23
1.6.5. Характеристика бутадиеннитрильных каучуков СКН-... С(М)НТ, СНТ-... АТЗМ, А(М)ТЗМ и СКН-40 КНТ и их вулканизатов
Показатель
Внешний вид
Жесткость по Дефо, Н
Потеря массы при сушке, %,
не более
Растворимость в метилэтилкетоне,
%,не менее
Содержание, % масс:
связанного НАК
смоляных кислот, не более
мыл смоляных кислот, не более
алкилсульфоната натрия, не более
золы, не более
хлорида натрия, не более
нафтама-2
или агидола-2
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при
разрыве, %, не менее
Относительная остаточная
деформация после разрыва, %, не более
Степень набухания вулканизата в сме
си изооктан-толуол, %, не более
Коэффициент морозостойкости,
не менее:
при -25 "С
при-15"С
СКН-18
СНТ
СКН-18
СМНТ
СКН-26
СНТ
СКН-26
СМНТ
СКН-40
СНТ
СКН-40
СМНТ
ТУ 38.103488-89
Крошка от светлого до темно-коричневого цвета
17,6-21,1
0,6
95
17,0-19,5
0,4
2,0-3,0
24,5
500
-
47-57
0,33
7,8-11,3
0,6
95
17,0-19,5
0,4
2,0-3,0
22,6
500
-
47-57
0,27
17,6-21,1
0,6
95
27-29,5
0,4
2,0-3,0
27,5
625
-
25-34
0,25
7,8-11,3
0,6
95
27-29,5
0,4
2,0-3,0
26,5
625
-
26-34
0,23
17,6-21,1
0,6
-
36-39,5
0,4
2,0-3,0
29,4
550
-
10-16
-
7,8-11,3
0,6
-'
36-39,5
0,4
2,0-3,0
28,4
550
-
10-16
-
СКН-26
АТЗМ
СКН-26
АМТЗМ
СКН-40
АТЗМ
СКН-40
АМТЗМ
СКН-40
КНТ
ТУ 38.40307-95 ТУ 38.40312-94
Брикеты или крошка от светлого до темно-коричневого цвета
17,6-21,1
0,6
95
27-29,5
0,4
2,0-3,0
1,0-2,0
27,5
625
-
26-34
0,25
7,8-11,3
0,6
95
27-29,5
0,4
2,0-3,0
1,0-2,0
26,5
625
-
26-34
0,23
17,6-21,1
0,6
-
36-39,5
0,4
2,0-3,0
1,0-2,0
29,4
550
-
10-16
-
7,8-11,3
0,6
-
36-39,5
0,4
2,0-3,0
1,0-2,0
28,4
550
-
10-16
-
16,6-20,5
0,6 1,0
95
36-39 49-52
0,5
0,2
1,0
0,4 1,0
0,005 0,08
2,0-3,0 2,0-3,0
1,0-2,0
29,4
550
15-20
10-16
-
Большой справочник резинщика
Большой справочник резинщика
1.6.6. Характеристика бутадиеннитрильных каучуков БНКС (ТУ 38.30313-98) и их вулканизатов
Показатель
Внешний вид
Вязкость по Муни МБ 1+4 (100 °С)
Жесткость каучука по Дефо, Н:
1 группа
2 группа
Потери массы при сушке, %,
не более
Содержание, %:
стеарата кальция, не более
стабилизатора:
ионола,не менее
или П-23
или агидола-2
связанного нитрила акриловой
кислоты
хлорида натрия, не более
Растворимость в метилзтилкетоне,
%,не менее
Условная прочность при
растяжении, МПа, не менее:
1 группа
2 группа
Относительное удлинение при
разрыве, %, не менее
Степень набухания вулканизата
в смеси изооктан-толуол, %
Коэффициент морозостойкости
при -25°С, не менее
БНКС-15 А БНКС-18 А БНКС-18 AM БНКС-25 А БНКС-28 А БНКС-28 АМ|БНКС-33 А БНКС-33 АМ|БНКС-40 А БНКС-40 AM
Брикеты или крошка от светло-желтого до темно-коричневого цвета
80-120
17,2-21,1
0,8
5
0,35
0,5-1,2
0,5-1,2
15-17
95
13,7
350
80
0,4
80-120
17,2-21,1
0,8
5
0,35
0,5-1,2
0,5-1,2
17-20
95
17,6
375
65
0,33
40-70
5,8-8,
8,3-11,3
0,8
5
0,35
0,5-1,2
0,5-1,2
17-20
95
15,7
16,7
400
65
0,27
80-120
17,2-21,1
0,8
5
0,35
0,5-1,2
0,5-1,2
25-27
95
22,5
425
40
0,35
80-120
17,2-21,1
0,8
5
0,35
0,5-1,2
0,5-1,2
27-30
95
24,5
450
34
-
40-70
5,8-8,
8,3-11,3
0,8
5
0,35
0,5-1,2
0,5-1,2
27-30
95
22,5
23,5
500
34
-
80-120
17,2-21,1
0,8
5
0,35
0,5-1,2
0,5-1,2
31-35
95
24,5
425
30
-
40-70
5,8-8,
8,3-11,3
0,8
5
0,35
0,5-1,2
0,5-1,2
31-35
95
22,5
23,5
450
30
-
80-120
17,2-21,1
0,8
5
0,35
0,5-1,2
0,5-1,2
36^)0
95
25,5
425
20
-
40-70
5,8-8
8,3-11,3
0,8
5
0,35
0,5-1,2
0,5-1,2
36-40
95
23,5
24,5
450
20
-
БНКС-28 АМНП
Брикеты
светло-желтого цвета
;45-65
5,8-8
8,3-11,3
0,8
5
0,35
0,5-1,2
27-30
95
22,5
23,5
500
34
-
1.6.6. Характеристика бутадиеннитрильных каучуков БНКС и их вулканизатов (окончание)
Показатель
Внешний вид
Вязкость по Муни МБ 1+4 (100 °С)
Жесткость каучука по Дефо, Н:
1 группа
2 группа
Потери массы при сушке, %,
не более
Содержание, %:
стеарата кальция, не более
стабилизатора:
ионола, не менее
или П-23
или агидола-2
связанного нитрила акриловой
кислоты
хлорида натрия, не более
Растворимость в метилэтилкетоне,
%, не менее
Условная прочность при
растяжении, МПа, не менее:
1 группа
2 группа
Относительное удлинение при
разрыве, %, не менее
Степень набухания вулканизата
в смеси изооктан-толуол, %
Коэффициент морозостойкости
при -25°С, не менее
БНКС-18
АНУ
БНКС-18
АМНУ
БНКС-28
АНУ
БНКС-28
АМНУ
БНКС-33
АНУ
БНКС-33
АМНУ
БНКС-40
АНУ
БНКС-40
АМНУ
Брикеты или крошка от светло-желтого до темно-коричневого цвета
80-120
17,2-21,1
0,8
2,0
0,35
0,5-1,2
0,5-1,2
17-20
95
17,6
375
65
0,33
40-70
5,8-8,8
8,3-11,3
0,8
2,0
0,35
0,5-1,2
0,5-1,2
17-20
95
15,7
16,7
400
65
0,27
80-120
17,2-21,1
0,8
2,0
0,35
0,5-1,2
0,5-1,2
27-30
95
24,5
450
34
-
40-70
5,8-8,8
8,3-11,3
0,8
2,0
0,35
0,5-1,2
0,5-1,2
27-30
95
22,5
23,5
500
34
-
80-120
17,2-21,1
0,8
2,0
0,35
0,5-1,2
0,5-1,2
31-35
95
24,5
425
30
-
40-70
5,8-8,8
8,3-11,3
0,8
2,0
0,35
0,5-1,2
0,5-1,2
31-35
95
22,5
23,5
450
30
-
80-120
17,2-21,1
0,8
2,0
0,35
0,5-1,2
0,5-1,2
36-40
95
25,5
425
20
-
40-70
5,8-8,8
8,3-11,3
0,8
2,0
0,35
0,5-1,2
0,5-1,2
36-40
95
23,5
24,5
450
20
-
СКН-26
МП
СКН-26
АМПЧ
СКН-33
АСМ
Брикеты светло-желтого цвета
-
5,8-8,8
8,3-11,3
0,8
0,5-1,2
0,5-1,2
27,5-29,5
97
-
450
34
-
58-68
-
0,6
0,5-1,2
0,5-1,2
27,5-29,5
0,02
97
23,0
450
28-36
-
45-55
-
1,0
0,5-1,2
0,7-1,5
0,7-1,5
31-35
95
22,5
540
22-30
-
Большой справочник резинщика
JlT 1.6.7. Характеристика бутадивннитрильных каучуков,
наполненных ПВХ и их вулканизатов
Показатель
Внешний вид
Вязкость по Муни МБ 1+4 (100°С):
1 группа
2 группа
Потери массы при сушке, %, не более
Содержание, % масс:
золы не более
стабилизатора:
ионола
или амина Б
или П-23,не менее
или агидола-2, не менее
ПВХ
Условная прочность при
растяжении, МПа, не менее
Относительное удлинение при
разрыве, %, не менее
Степень набухания вулканизата в
смеси изооктан-толуол, %, не более
СКН-18ПВХ-30
ТУ 38.40397-93
СКН-26ПВХ-30
ТУ 38.40360-98
скн-ззпвх-зо
ТУ 38.103213-92
СКН-40ПВХ-30
ТУ 38.40372-87
Брикеты от светло-желтого до темно-коричневого цвета
50-65
66-80
0,5
1,0
1,0-1,2
0,5-1,0
-
-
28-32
14,6
350
25-40
50-65
66-80
0,8
1,0
0,5-1,0
0,5-1,0
0,5
0,5
28-32
19,5
450
25
50-65
66-80
0,8
1,0
0,5-1,0
0,5-1,0
0,5
0,5
28-32
19,5
400
20
50-65
66-80
0,8
1,0
0,5-1,0
0,5-1,0
0,5
0,5
28-32
19,5
400
15
1.6.8. Состав стандартных резиновых
и условия их вулканизации
Ингредиент или показатель
Нитриласт
смесей на основе
БНКС
СКН-..
СНТ
бутади
СКН-..
АТЗМ
ннитрильк
СКН-40
КНТ
ых каучуков
СКН-50
АСМ
Рецепт
поИСО
Состав резиновых смесей (масс, ч.)
Каучук
Стеариновая кислота
Оксид цинка
2-Меокалтобензтиазол
Сульфенамид Ц*5
Сульфенамид Т*6
Техуглерод
Сера
100
1,0
3,0
_
0,7
_
40,0
1.5
100
1,0
3.0
0,7
_
40,0
1.5
100
1,5
5.0
0.8*'-1.5*2
_
_
45,0-50,0
1,5-2,0
100
1.5
5.0
0.8
_
_
45,0
1.5
100
1,5
0.8*М.2-
_
45
1JL
100
1,5
5.0
0.8
_
_
45,0
1.5
100
1,0
3.0
-
_
1.0
50
1.75
Условия вулканизации
Температура, "С
Давление (на площадь ячейки), МПа,
не менее
Время вулканизации*7, мин
143
3,4
30,40
И 50
143
3,4
30,40
и 50
143
3,4
50 и 60
143
3,4
50 и 60
142+1
3,4
50, 60, 80
И 100
151+1
3,5
60,70
И 80
145
3,4
15,25,35
35 и 50
*' Для каучуков СКН-18 СНТ и СКН-18 СМИТ; *2 Для каучуков СКН-26 СНТ, СКН-26 СМИТ, КН-40 СНТ и СКН-40 СМИТ;
*3 Для каучука, стабилизированного нафтамом-2; *4 Для каучука, стабилизированного агидолом-2; *5 N-Циклогексил-
2-бензтиазолилсульфенамид; *61\1-7рег-Бутил-2-бензтиазолилсульфенамид; *' Проводится параллельно несколько
процессов вулканизации в течение, например, 50,60,80 и 100 мин.
1.6.9. Вулканизационные характеристики бутадивннитрильных каучуков Нитриласт
(реовискозиметр MDR-2000 / IRB7)
Параметр
Крутящий момент, дНм:
минимальный
максимальный
Время безопасной подвулканизации, мин
Время вулканизации, мин:
25%-ной
50%-ной
оптимальной
Тангенс угла механических потерь
Нитриласт-26М
1,40-1,97
13,58-15,21
2,35-3,61
3,23-4,51
4,59-5,74
13,07-28,68
0,096-0,114
Нитриласт-40М
0,97-1,28
10,70-15,73
1,86-2,19
2,71-3,80
5,58-6,59
35,04-41,54
-
196
-^-
1.6.10. Физические свойства бутадиеннитрильных каучуков
Показатель
Среднемассовая молекулярная масса М.-10-3
Плотность при 25°С, кг/м3
Показатель преломления л„и
Плотность энергии когезии, МДж/м3
Температурный коэффициент линейного расширения, "С-'
Удельная теплоемкость при 25°С, кДж/(кг-К)
Коэффициент теплопроводности при 25°С, Вт/(мК)
Удельное объемное электрическое сопротивление, МОм-м
Диэлектрическая проницаемость
Тангенс угла диэлектрических потерь
Электрическая прочность, мВ/м
Водопоглощение, % масс.
Проницаемость водяного пара, г/(чсм2)
Коэффициент газопроницаемости (при 25°С) /МО", см2/(с-Па):
водорода
кислорода
азота
диоксида углерода
метана
йодоводорода
Температура стеклования, "С
СКН-18
-
940-945
-
-
-
-
-
650
6,4
0,205
18
-
-
-
-55
СКН-26
200-300
960-965
1,5213
368-377
13010-6
-
0,43
30
10,2
0,310
17
7,5
10-12
12(34)
2,9(10,5)
0,8 (3,6)
23 (68)
2,4 (10)
9,3 (23)
-42
СКН-40
-
980-990
1,5187
-
-
1,97
-
10
12,0
0,315
15
-
-
5.4(17)
0,7 (3,5)
0,18(1,1)
57 (22)
5,2 (14)
-32
Примечание. В скобках указан коэффициент газопроницаемости при 50°С.
1.6.11. Влияние содержания связанного НАК на температуру стеклования
бутадиеннитрильного каучука
Содержание связанного
НАК, % масс.
21,7
26,8
29,6
Температура стеклования, *С
нижняя
-60
-54
-53
верхняя
-40
-31
-27
Содержание связанного
НАК, % масс.
34,2
35,1
39,5
51,0
Температура стеклования, "С
нижняя
-33
-
-
-
верхняя
-25
-26
-22
-12
1.6.12. Стойкость вулканизатов на основе бутадиеннитрильных каучуков
к действию органических растворителей
Среда
Ацетон
Бензин
Бензин:бензол(3:1)
Бензол
Гидридравлическая жидкость
Ксилол
Тетрахлорид углерода
Этанол
Этилацетат
Этиленгликоль
Продолжительность
воздействия, ч
1344
24
24
1344
24
168
1344
1344
168
168
Температура, 'С
20
25
25
20
200
50
20
20
50
50
Степень набухания вулканизатов,
% масс.
СКН-18
-
22-24
63-70
-
(28)
-
-
-
-
-
СКН-26
(98)
7-8
30-38
(207)
16
(150)
(214)
(20)
(170)
(0,5)
СКН-40
(85)
0,6-1,0
14-20
(128)
-
(80)
(116)
(18)
(135)
(0,5)
Примечание. В скобках приведены значения в % (об.).
-W-
197
1.6.13. физические свойства вулканизатов на основе бутадиеннитрильных каучуков
Показатель
Коэффициент
теплопроводности, Вт/(м-К)
Температурный
коэффициент линейного
расширения, °с-1
Коэффициент
газопроницаемости (при 80°С)/Ч О9,
см2/(с-Па):
воздуха
азота
диоксида углерода
Содержание связанного
НАК, % масс.
28
0,250
175-Ю6
203
68
940
33
0,250
175-Ю-6
68
54
610
38
0,256
150-Ю-6
54
24
465
Показатель
Степень набухания*, %:
в изооктаие при 20°С
в смеси изооктан-
толуол (7:3):
при 20°С
при 50°С
в смеси изооктан-
толуол (1:1):
при 20°С
при 50°С
Содержание связанного
НАК, % масс.
28
4,3
29,0
30,2
43,8
50,8
33
1,6
23,3
24,0
35,2
40,7
38
0,5
18,5
18,6
30,7
31,3
' По приросту массы через 20 сут.
1.6.14. Степень набухания бутадиеннитрильного каучука в различных средах
Среда
Анилин
Бензин
Бензол
Вода, дистиллированная
Вода морская
Гликоль
Изооктан
Изоактан:толуол(1:1)
Температура, "С
50
50
50
. 100
50
50
50
50
Изменение объема
через 7 сут., %
Содержание
связанного НАК, % масс.
28
360
15
250
11
2
0,5
-1
10
33
380
10
200
11
3
0,5
1,5
3
38
420
6
160
12
3
0,5
-2
0,5
Среда
Метилэтилкетон
Силиконовое масло
Тетрахлорид углерода
Фенол
Формальдегид
Циклогексанол
Этанол
Этиловый эфир
Температура, °С
50
50
50
50
50
50
50
20
Изменение объема
через 7 сут., %
Содержание
связанного НАК, % масс.
28
250
-1,5
110
450'
10
50
20
50
33
250
-2
75
470
10
40
20
30
38
250
-2,5
55
510
10
25
18
20
1.6.15. Стойкость вулканизатов на основе бутадиеннитрильных каучуков
к действию агрессивных сред
Среда
Азотная кислота
Аммиак (газ)
Анилин
Ацетальдегид
Гидроксид натрия
Морская вода
Олеум
Пероксид водорода
Концентрация^
Любая
-
100
40
20
20
-
-
10
Температура, "С
20
20
20
20
60
95
20
20
20
Стойкость
резины*
-
+
-
+
+
+
-
+
Среда
Серная кислота
Соляная кислота
Уксусная кислота
Формальдегид
Фосфорная кислота
Концентрация^
95
50
20
30
25
99
40
50
Температура, "С
20
20
60
80
65
20
60
20
20
60
20
Стойкость
резины*
+
+
+
+
+
+
+
' Знаки «+»,«-» и «±» соответственно означают стойкую, нестойкую и относительно стойкую резину.
1.6.16. Основные характеристики бутадиеннитрильных каучуков
зарубежных производителей
^V
Марка
каучука
Содержание
НАК, % масс.
Температура
полимеризации. "С
Вязкость по
Муни МБ 1+4
(100°С)
Тип анти-
оксиданта
CAROM SA. (Румыния)
CAROM NBR 28
CAROM NBR 33
CAROM NBR 38
26-30
31-35
36-40
5-10
5-10
5-10
30-120
30-120
30-120
Неокра-
шивающий
Dwory SA. (Польша)
N-18
N-29
N-33
18
29
33
5-10
5-10
5-10
50
50
50
Неокра-
шивающий
Ellokem Chemicals (США, Франция)
N8"
33
28-32
80
Неокра-
шивающий
Hyundai Petrochemical Co. Ltd (ЮКорея)
B7150
B6340
B6120
B6150
B6840
B6850
B6240
B6280
B3280
29,3
31
33,4
33,4
33,4
33,4
34
34
41,5
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
54
43
25
54
41
50
41
77
80
Неокра-
шивающий
JSR Corporation (Япония)
N260S
N250S
N251H
N640
N640H
N240S
N241
N241H
N21 OS
N211SL
N236H
N231H
N231L
N237
N237H
N239SV
N201
15
20
24
25
25
26
29
29
30
32
32
34
34
34
34
34
35
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
62
63
88
50
70
56
56
75
58
32
72
75
45
56
72
30
60
Неокраши-
вающий
Слабо окра- >
шивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокраши
вающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Марка
каучука
N230SH
N230SL
N230SV
N232S
N232SH
N238H
N530
N235S
N224SH
N202S
N220S
N220SH
\I520
N222L
N222SH
N215SL
Содержание
НАК, % масс.
35
35
35
35
35
35
35
36
37
40
41
41
41
43
43
48
Температура
полимеризации, °С
Вязкость по
Муни МБ 1+4
(100°С)
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-Ю
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
85
42
32
56
77
77
52
65
70
60
56
80
51
45
85
45
Тип анти-
оксиданта
Неокра-
шивающий
Слабо
окрашивающий
Окрашивающий
Неокра-
шивающий
Окрашивающий
Слабо
окрашивающий
Неокраши-
вающий
Korea Kumbo Petrochemical Co., Ltd. (ЮХорея)
KNB20M
KNB25LM
KNB25M
KNB25LH
KNB25H
KNB25SH
KNB35H
KNB35M
KNB35LM
KNB35L
KNB35LL
KNB0230
KNBO230L
KNB40H
KNB40M
22
28
28
28
28
28
34
34
34
34
34
35
35
41
41
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
60
50
60
70
80
100
80
60
50
41
33
56
42
80
60
Неокраши-
вающий
Lanxess Buna GmbH (Германия)
1845
2845
2865
2895
18
28
28
28
5-10
5-10
5-10
5-10
45
45
70
95
Неокраши-
вающий
I
!
1
I
■ .о. id. исновные характеристики бутадиеннетрильмыхкаучуков
зарубежных производителей (продолжение)
Марка
каучука
Содержание
НАК,%масс.
Температура
полимеризации, "С
Вязкость по
МуниМБ1+4
(ЮО'С)
Тип анти-
оксиданта
Lanxess Buna GmbH (Германия)
2831
2846
3430
3445
3465
3480
Perbunan NT
3431
Perbunan NT
3446
3945
3965
3946
VP KA8760
Perbunan® NT
1846*'
Krynaca 27.50
Perbunan® NT
2845
Perbunan® NT
2865
Perbunan® NT
2895
Perbunan® NT
28125
Кгупасв 29.80
Perbunan® NT
2831*'
Perbunan® NT
2846 "
Krynac® XL
31.2510
Krynac® 34.140
Krynac® 34.35
Krynac® 34.50
Krynac® 34.60
Krynac® 34.80
Krynac® E
34.3811
29
29
34
34
34
34
35
35
39
39
40
45
18,5
26
28
28
28
28
28
28,6
28,6
30
33
33
33
33
33
33
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
ш
30
45
30
45
70
80
29
45
45
65
37
50
45
45
45
70
95
125
65
30
45
72
110
30
45
57
70
.
Неокра-
шивающий
Марка
каучука
Perbunan® NT
3445
Perbunan® NT
3465
Krynac® XL
35.20 10
Perbunan® NT
3481"
Perbunan® NT
3446"
Perbunan® NT
3431 *J
Perbunan® NT
3945
Perbunan® NT
3965
Perbunan® NT
435Г'
Krynac® 2255 С
Krynac® E
3340 С *3-4
Krynac® 2455 С
Krynac® 2745 С
Krynac® 2750 С
Perbunan®
2845 С
Krynac® VP KA
8958
Krynac® 3035 С
Krynac® 3335 С
Krynac® 3345 С
Krynac® 3370 С
Perbunan®
3435 С
Perbunan®
3445 С
Krynac® 4060 С
Krynac® 4560 С
°КраШИ- |кгупас®4970С
вающий I
Содержание
НАК,%масс.
34
34
34
34,7
34,7
35
39
39
43
22
23
24
26,7
26,7
28
28
30
33
33
33
34
34
40
45
49
Температура
полимеризации, *С
5-10
5-10
28-32
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
Вязкость по
МуниМБ1+4
(ЮО'С)
45
70
90
80
45
30
45
65
55
57
39
54
45
48
45
65
35
33
46
69
35
45
61
64
71
Тип анти-
оксиданта
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
1.6.16. Основные характеристики бутадиеннитрильных каучуков
зарубежных производителей (продолжение)
Марка
каучука
Содержание
НАК,%масс.
Температура
полимеризации, "С
if?
Тип анти-
океиданта
Nantex industry Co, Ltd. (Тайвань)
Nancar1965
Nancar1053x26
Nancar 2845
Nancar 2865
Nancar1053
Nancar 1043N
Nancar 1052M30
Nancar 1052M43
Nancar 3345
Nancar1052
Nancar1042
Nancar 1032
Nancar 3365
Nancar 3375
Nancar 3645
19
26
28
28
29
29
33
33
33
33
33
33
33
33
36
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
65
52
45
65
52
78
33
43
45
52
82
63
65
75
45
Неокра-
шивающий
Nantex Industry Co, Ltd. (Тайвань)
Nancar 3655
Nancar4155
Nancar 1051M50
Nancar 1051
Nancar 1041
Nancar1031
36
41
41
41
41
41
5-10
5-10
5-10
5-10
5-10
5-10
55
55
52
68
82
63
Неокра-
шивающий
Negromex Industries, SA. de C.V. (Мексика)
N-3447
N-3483
N-3883
34
34
38
5-10
5-10
5-10
47
83
83
Неохра-
шивающий
Nltriflex SA. Industrla e Comertlo (Бразилия)
NITRICLEAN
3350X*S
N-726
NITRICLEAN
2858*'
N-7
N-8*<
N-612B
N-615B
N-608
N-685*»
N-689 B*«
NITRICLEAN
3330*2
27
28
28
30
30
33
33
33
33
33
33
5-10
5-10
5-10
28-32
28-32
5-10
5-10
5-10
5-10
5-10
5-10
50
58
58
90
80
27
47
80
50
85
30
Неокра-
шивающий
Марка
каучука
NITRICLEAN
3347*2
N-5
N-386 В"
N-300
N-318
NITRICLEAN
3960*2
N-206
NITRICLEAN
4560*2
Содержание
НАК,%масс.
33
39
39
39
39
39
45
45
Температура
полимеризации, *С
5-10
28-32
5-10
5-10
5-10
5-10
5-10
5-10
Вязкость по
МуниМБ1+4
(100'С)
47
88
64
56
80
60
60
60
Тип анти-
оксиданта
Неокра-
шивающий
Para Tee Elastomers LLC {Мексика)
21L50*2
1880-LM
1880
4880
AJ23.5
ALT
AJLT
28L35*2
28L45*2
28L60*!
28L80*2
BJ
В
31L35*2
BPLT
BJLT-HX*'
BJLTV-30
BJLT M-40
BJLTM-50
BLTM-75
BLTM-80
BLT-M-86
33L30*2
33L35*'
33.35
33L50*2
33.55XL*3
33L80
21
21,5
21,5
23
28-31
26
27,5
28
28
28
28
29,5
29,5
31
31
32,2
32,6
32,6
32,6
32,6
32,6
32,6
33
33
33
33
33
33
5-10
28-32
28-32^
5-10
48
5-10
5-10
5-10
5-10
5-10
5-10
28-32
28-32
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
28-32
5-10
50
58
72,5
73
— « —
73
40
35
45
60
80
50
85
35
38
55
30
40
50
75
80
86
30
35
35
50
55
80
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
ji* 1.6.16. Основные характеристики бутадиеннитрильных каучуков
зарубежных производителей (продолжение)
Марка
каучука
Содержание
НАК.%иасс.
Температура
полимеризации. "С
Вязкость по
Муни МБ 1+4
(ЮО-С)
Тип анти-
оксиданта
Para Tec Elastomers LLC [Мексика)
34РЕ40*2
CLM
С
34
35,2
35,2
5-10
28-32
28-32
40
67,5
80
Неокра-
шивающий
Petrochlna (КНР)
NBR-1704
17-2C
28-32
40-65
Неокра-
шивающий
Petrofiex Industrie e Comerclo SA. {Бразилия)
2845
2880
N2860
N 3330 CLEAN
N 3350 CLEAN
3380 CLEAN
3360
N3330
N 3350
N3360
N3330
N3350
N3380
3945
N3960
N4560 ■
28
28
28
33
33
33
33
33
33
33
33
33
33
39
39
45
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
45
80
58
28
48
80
60
30
50
80
30
50
80
45
58
60
Неокра-
шивающий
Pollmerl Europa spA. (Италия)
N1945GRN
N2845
N 2845 HM
N2860
N 2860 GRN
N 2830 GRH
N 2845 GRN
N 2875 GRH
N 3330
N 3330 GRH
N3345
N 3345 GRN
N3360
N3380
N 3380 GRH
| N 33R70*8
19
28
28
28
28
28
28
28
33
33
33
33
33
33
33
33
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
28-32
45
45
55
60
60
30
45
75
30
30
45
45
60
80
80
80
Неокра-
шивающий
Марка
каучука
N3945
N 3945 GRN
N3960
N3980
N4560
Содержание
НАК,%масс.
39
39
39
39
45
Температура
полимеризации, °С
5-10
5-10
5-10
5-10
5-10
Вязкость по
Муни МБ 1+4
(ЮО'С)
45
45
60
80
60
Тип анти-
оксиданта
Неокра-
шивающий
Zeon Europe GmbH (Великобритания)
DN300W30
DN300W45
DN300W80
DN300W30
DN300W45
DN300W80
DN200W30
DN200W45
DN200W80
N33C50
N33H80
N36C35
N36C50
N36C60
N36C70
N36C80
N36SP40*'
N41C45
N41C80
N41H80
DN001W45
28
28
28
28
28
28
33
33
33
33
33
36
36
36
36
36
36
41
41
41
45
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
28-32
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
28-32
5-10
30
45
80
30
45
80
30
45
80
50
80
35
50
60
70
80
40
45
80
80
45
Неокра-
шивающий
Zeon Corporation (Япония)
DN406
DN401
DN407
DN315
DN302
DN202
DN202H
DN223
DN3335
DN3350
DN3380
17,5
18
22
26
27,5
31
31
31,5
33
33
33
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
70
78
55
60
63
63
78
35
35
50
80
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
1.6.16. Основные характеристики бутадиеннитрильных каучуков
зарубежных производителей (продолжение)
Марка
каучука
Содержание
НАК,%масс.
Температура
полимеризации, "С
Вязкость по
Муни МБ 1+4
(100-С)
Тип анти-
оксиданта
Zeon Corporation (Япония)
DN201
DN212
DN214*1
DN215
DN219
DN225
0N224*4- *"
DN1201*1'
DN1201L*11
DN115
DN103
DN10I
DN101L
DN003
DN009
DN2850
DM2880
1043
1032
1042
ON4050
1031
1041
1001
DN032H
DN306
DN401L
1 052J
33,5
33,5
33,5
33,5
33,5
33,5
35
35
35
40,5
41,5
42,5
42,5
50
50
28
28
29
33
33
40
41
41
40,5
27,5
29
18
33,5
5-10
5-10
28-32
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
28-32
5-10
5-10
5-10
5-10
78
78
78
58
27
32
26
78
46
58
50
78
60
78
65
50
80
78
. 51
78
52
62
82
75
77,5
65
65
46
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Марка
каучука
Содержание
НАК,%масс.
Температура
полимеризации, °С
№
Тип анти-
оксиданта
Zeon Chemicals LP. (США)
ON401LL
1041L
ON401LL
N926
N984B
014
1034-60
1094-80
HR967*'»
N917
N785B
HR765A*10
0N2835
DN2850
LN2880
1043
1053
N715B
30-5
30-8
VT330
VT355
VT380
N634H*4
N624B
HR662*10
HR665*'»
33-3
33-5НМ
33-5SR
33-8НМ
1002
1022
1032
1042
19
41
19
16
20
21
21
21
22,1
23
28
28
28
28
28
29
29
30
30
30
30
30
30
33
33
33
33
33
33
33
33
33
33
33
33
5-10
5-10
5-10
5-10
5-10
28-32
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
28-32
28-32
5-10
5-10
32
63
38
60
40
82
62
72
63
63
50
54
35
50
80
82
52
47
47"
67 *8
30
55
80
43
44
25
54
30*,г
52*,г
46*12
70*12
87
47
62
82
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
-Jg^r
203
*1.6.16. Основные характеристики бутадиеннитрильных каучуков
зарубежных производителей (продолжение)
Марка
каучука
Содержание
НАК.%иасс.
Температура
полимеризации, *С
'№
Тип анти-
оксиданта
Zeon Chemicals LP. (США)
1052
1022Х59*1
1032-45
1042Х82*1
1052-30
1092-80
0N3335
0N3350
DN3380
N615B
1082V*1
35-5
35-8
0N3635
DN3650
VT455
VT480
DN4050
DN4080
1031
1041
1051
10001CG
1001LG
40-5
1000X88
0N4555
0N4580
1000X132
33
33
33
33
33
33
33
33
33
33
34
35
35
36
36
40
40
40
40
41
41
41
41
41
41,5
43
45
45
51
5-10
28-32
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
28-32
28-32
5-10
2832
5-10
5-10
5-10
52
60
47
85
32
77
35
50
80
48
37
48*'2
73*i2
35
50
55
80
52
80
62
82
67
83
80
48*"
80
55
80
55
Неокра-
шивающий
Слабо
окрашивающий
Неокра-
шивающий
Слабо
окрашивающий
Pollmeri Europa spA (Италия)
N3380/G
N 33R70/G
N3980/6
33
33
39
5-10
28-32
5-10
80
80
80
Слабо
окрашивающий
Zeon Chemicals LP. (США)
1432J
1472*"
1472HV*'0
1453HM
1432T
33,5
27
27
29
33
5-10
5-10
5-10
5-10
5-10
58
30
47
68
83
Слабо
окрашивающий
Марка
каучука
1442
1452X8
1401LG
Содержание
НАК,%масс.
33
33
41
Температура
полимеризации, *С
5-10
5-10
5-10
Вязкость по
Муни МБ 1+4
(ЮО-С)
83
52
80
Тип анти-
оксиданта
Неокра-
шивающий
*2 50 масс. ч. диоктилфталата на 100 масс. ч. каучука.
*3 Содержит сшивающий агент.
*4 Слабосшитый.
*5 Изопренбутадиенакрилонитрильный термополимер.
*' Синтетический эмульгатор.
*' Характеризуется низким налипанием на оборудование
*• Вязкость по Муни невальцованного образца МБ 1+4
(100"С).
*' Предварительно сшитый.
*10 Наполненный пластификатором.
*" Карбоксилированный (7% масс).
*" Содержание ПВХ 28-32% масс.
Жидкие бутадиеннитрильные каучуки
JSR Corporation (Япония)
N280
32
5-10
-
Неокра-
шивающий
Zeon Corporation (Япония)
DN601
1312
20
30
5-10
5-10
-
-
Неокра-
шивающий
Zeon Chemicals LP. (США)
DN601
1312LV
1312
20
26
28
5-10
28-32
28-32
-
-
-
Неокра-
шивающий
Бутадиеннитрильные каучуки, наполненные ПВХ
JSR Corporation (Япония)
NV72
NV73
NV74
NV75
NV76
NV80
NV60
NV82
С"
С
с
с
с
с
В''
в
5-10
5-10
5-10
5-10
5-10
5-10
5-10
5-10
75
68
52
68
60
65
63
45
Неокра-
шивающий
Слабо
окрашивающий
Lanxess Buna GmbH (Германия)
NV866/20*'2
NV850*2- *12
12
33
50/50
5-10
5-10
20
63
Слабо окра-1
шивающий I
1.6.16. Основные характеристики бутадиеннитрильных каучуков
зарубежных производителей (продолжение)
Марка
каучука
I!
№
№
Тип анти-
мсиданта
Lanxess Buna GmbH (Германия)
XQ338*2
XQ327*3
XQ331*3
NV870*3
33
(60/40
33
(70/30
33
(70/30)
33
(70/30)
5-10
5-10
5-10
5-10
55
50
60
75
Слабо
окрашивающий
Nantex Industry Co, Ltd. (Тайвань)
Nancar1203D
Nancar1204D
Nancar 1203HD
33
33
41
5-10
5-10
5-10
70
27
75
Слабо
окрашивающий
Nltrlflex SA Industrie e Comerclo (Бразилия)
N 7400 G
PDC-6400G
PDC-7410G
Para
OZO 3341 *3
OZO HA*3
OZO M50*3
OZO M58*3
OZO M65*3
OZO X3996*2
OZO SP80*'°
OZO
LTM55*3' *'
P7029*9' *'3
С
С
С
Tec Elas
С
С
С
С
с
с
с
Н*1
В
5-10
5-10
5-10
40*12
40 *'-9
40*'-»
Слабо
окрашивающий
lomers LLC (Мексика)
28-32
5-10
28-32
28-32
5-10
28-32
5-10
5-10
5-10
55
70
50
58
65
55
29
55
80
Слабо
окрашивающий
Petroflex Industria e Comerclo SA. (Бразилия)
D3367
D3377
2867
D2877
3357
3366
3376
33
33
28
28
33
33
33
5-10
5-10
5-10
5-10
5-10
5-10
5-10
65
75
65
75
50
65
75
Слабо
окрашивающий
Pollmeri Eurooa s.nA (Италия)
NOZO
5033*"- *"
NOZO
7028/60*3
N OZO 7028*3
16,5
19,5
19,5
5-10
5-10
5-10
70
60
75
Слабо
окрашивающий
Марка
каучука
N 0Z0 7281 *3
N OZO 6033*2
NOZO7033/60*3
NOZO 7033 *3
N OZO 7039*3
NOZO 7045 *3
Ш W
X О
X И
x *
as?
u -
о <
«I
19,5
20
23
23
27
31,5
га
Ш § 8
5-10
5-10
5-10
5-10
5-10
5-10
ь
70
80
60
75
75
95
Тип анти-
оксиданта
Слабо
окрашивающий
Zeon Corporation (Япония)
Р70
Р70К
DN502SCR
DN508D
DN508DK
5501NF
5502NF
С
С
С
В
В
В
С
5-10
5-10
5-10
5-10
5-10
5-10
5-10
62
62
73
42*9
45*s
65
50
Слабо
окрашивающий
Zeon Chemicals LP. (США)
1204X22*5
503F1*6
33
33
5-10
5-10
25
45
Слабо
окрашивающий
В - высокое.
*г СКН/ПВХ (60/40).
*3 СКН/ПВХ (70/30).
*' Низкотемпературный СКН, наполненный ПВХ, с
улучшенными свойствами.
*5 Смесь СКН/ПВХ/ДОП (100/60/120).
*6 СКН/ПВХ (50/50).
*7МБ1+4(121°С).
*в Вязкость по Муни невальцованного образца МБ 1+4
(100°С).
*s МБ 3+4 (10СС).
*10 СКН, напопненный ПВХ и пластификатором.
Карбоксилированные бутадиеннитрильные хаучуки
Lanxess Buna GmbH (Германия)
X 740 26,5
Х750 27
X146 32,5
X160 32,5
5-10
5-10
5-10
5-10
38
47
45
58
Неокра-
шивающий
Nantex Industry Co, Ltd. (Тайвань)
Nancar1072 27
Nancar1072CG 27
Nancar 3245C 32
5-10
5-10
5-10
48
28
45
Неокра-
шивающий
205
i
i
1.6.16. Основные характеристики бутадивннитрияьных каучуков
зарубежных производителей (окончание)
Марка
каучука
Содержание
НАК, % масс.
Температура
полимеризации, "С
Вязкость по
Муни МБ 1+4
(100-С)
Тип анти-
оксиданта
Zeon Corporation (Япония)
DN631
1072J
33,5
27
5-10
5-10
50
48
Неокра-
шивающий
Zeon Chemicals LP. (США)
NX775-'
26
5-10
45
— « —
Марка
каучука
1072
1072CG*2
1072Х28*3
1472*"
1472HV*"
Содержание
НАК, % масс.
27
27
27
27
27
Температура
полимеризации, "С
5-10
5-10
5-10
5-10
5-10
Вязкость по
Муни МБ 1+4
(100°С)
47
28
45
28
47
Тип анти-
оксиданта
Неокра-
шивающий
1.6.17. Основные характеристики гидрированных бутадиеннитрильных каучуков
зарубежных производителей (антиоксидант - неокрашивающий)
Марка каучука
Содержание
НАК,
% масс.
Вязкость
по Муни МБ
1+4(100"С)
Степень
насыщенности, %
Lanxess Buna GmbH (Германия)
LTVPKA8886*6*9
LTVPKA8882*6*9
XTVPKA8889*7
А 3407
С 3446
С 3467
VPKA8918(A3607)
VPKA8848(B3627)
А 3907
LT2157*5
XTVPKA8889*'
А 3406
А 3407
С 3446
С 3467
VP KA 8837
В-3627
В 3629
А 3907
А 4307
А 4309
С 4367
С 4369
ART 3425 "•*6
VPKA8796*3*6
HTVPKA8805*8
21
21
33
34
34
34
36
36
39
21
33
34
34
34
34
34
36
36
39
43
43
43
43
34"
34"
34"
70
72
77
70
58
68
66
66
70
70
77
63
70
61
68
55
66
87
70
63
100
60
97
25
22
45
94,5
>99
96,5
>99
96
94,5
>99
98
>99
94,5
96,5
>99
>99
96
94,5
82
98
98
>99
>99
>99
94,5
94,5
94,5*"
94,5*"
>99*"
Zeon Chemicals LP. (США)
2011
2000
20001
2010
2010L
2020
2020L
2030L
1010
1020
36
36
36
36
36
36
36
36
44
44
80
85
65
85
57,5
78
57,5
57,5
85
78
93,5
>99*"
>99*"
96
96
91
91
85
96
91
Марка каучука
Содержание
НАК,
% масс.
Вязкость
по Муни МБ
1+4(100°С)
Степень
насыщенности, %
Zeon Corporation (Япония)
4300
4310
4320
3310
3110
3120
2000
2000L
2000LL
2010
2010L
201 ОН
2011
2011L
2020
2020L
2031L
1010
1020
0020
ZSC2095*1
ZSC2295*'
ZSC2295CX*1
ZSC2295L*'
PBZ1232
19
19
19
24
25
25
36
36
36
36
36
36
36
36
36
36
36
44
44
49
36*"
36*"
36*'
36*"
44*"
75
62
60
80
95
90
85
65
>60
85
57,5
145
78
57,5
78
57,5
57,5
85
78
65
90
85
85
75
125
*' Содержит оксид цинка и метакриловую кис;
*гСмесь Zetpo/ПВХ (70/30).
*3 Содержит силиконовое масло.
""Определено по основному эластомеру.
"Частично гидрированный термополимер с Т
40°С.
*6 Гранулированный.
"Карбоксилированный.
*8 Смесь с теплостойкими добавками.
*9Характеризуется низким налипанием на обо
>98
95
90
95
95
90
>99
>99
>99
96
96
96
93,5
93,5
91
91
83-85
96
91
90
91*"
91*"
91*"
9Г"
91*"
юту.
с ниже
рудование.
1.6.18. Вязкость смесей, наполненных техуглеродом,
на основе бутадиеннитрильных каучуков
*%
Марка каучука
Содержание НАК,
% масс.
Вязкость по Муни
МБ 1+4 (100 "С)
Техуглерод
тип
содержание, масс. ч.
DSM Copolymer, Inc. (США)
DN120
DN127
9010
9025
9040
33
33
35
35
40
80*'
80*'
100*'
100*'
94м
N234
N660
N550
N787
N330
50
70
50
75
50
Zeon Europa GmbH (Великобритания)
Polyblack 1
Polyblack 2
Polyblack 4
Polyblack 5
36
41
36
36
75*2
75*2
35*2
68*г
N772
N539
N375
N294
100
55
50
50
*' Вязкость по Муни смеси.
'г Вязкость по Муни невальцованного образца МБ 1+4 (100°С).
!
1
I
1
I
1,6ф5, Химические свойства бутадиеннитрильных
каучуков
Наличие двойных связей в бутадиеновых звеньях макромолекул БНК обусловливает их
способность к реакциям присоединения. БНК легко реагируют с хлором. Введение от 1 до 3% масс.
хлора придает каучуку жесткость, а при 22-25% масс, хлора получается материал, который
может использоваться для оболочек кабелей.
При обработке гипобромидом калия содержание двойных связей в БНК не изменяется. На
основе образующихся продуктов получают резины с высокими прочностными показателями и
низкой степенью набухания в растворителях.
При взаимодействии БНК с меркаптанами, например с тиогликолевой (меркаптоуксусной)
кислотой HSCH2C00H, реакция протекает только по боковым связям. При этом образуются
продукты с повышенной пластичностью и улучшенными технологическими свойствами.
Циан-группы бутадиеннитрильных каучуков реагируют с восстановителями, например с гид-
роксиламином, гидразином и другими аминами:
-сн2—сн~
+
NH2OH
~СН2—СН-
CN
С—NHOH
NH
Образующиеся амидоксильные группы могут образовывать комплексные соединения с
солями металлов.
Макромолекулы БНК, содержащие последовательно соединенные акрилонитрильные
звенья, при нагревании могут подвергаться циклизации по схеме, представленной на с.208:
При циклизации уменьшается гибкость молекулярных цепей, а также изменяется цвет
каучука при старении.
При нагревании выше 150°С БНК быстро затвердевают, а при температуре около 430°С
разлагаются с выделением синильной кислоты:
207
т
\
\
I
«в
-сн2 сн. сн2
сн сн сн-
с
III
N
с
III
N
С
III
N
-СН СН СН2
сн сн сн-
I I I
-с с с
N N NT-
Для нитрильных каучуков характерна высокая стойкость к действию кислорода, поскольку
образующиеся при этом продукты окисления обладают ингибирующими свойствами. Однако
БНК неустойчивы к действию света и озона. Озонирование вызывает значительное увеличение
содержания гидроксильных и карбонильных групп в их макромолекулах.
С увеличением содержания акрилонитрила в БНК увеличиваются индукционные периоды
окисления полимера и снижается скорость ингибированного окисления. Для каучуков БНК-26 и
БНК-40 на всех стадиях окисления преобладает процесс структурирования, а для БНК-18 на
первых стадиях окисления - процесс деструкции. Кислород ускоряет гелеобразование,
выступая промотором образования свободных радикалов. Окисление БНК сопровождается
образованием летучих продуктов - при 120°С до 7% от массы каучука.
Для повышения стабильности и замедления процессов старения БНК стабилизируют анти-
оксидантами в количестве 0,5-3% от массы каучука. Из окрашивающих антиоксидантов
наиболее широко используют ВТС-150 и производные фенилендиамина, из слабоокрашивающих-
алкилированный стиролом или а-метилстиролом дифениламин. В качестве неокрашивающих
стабилизаторов применяют грег-бутил-л-крезол и его производные, три(/7-нонилфенил)фос-
фит (полигард) и другие фенольные антиоксиданты.
Данные о стабильности БНК при термической и термомеханической обработке приведены в
табл. 1.6.19. и 1.6.20.
Бо'лыиая степень разветвлённое™ и более высокая молекулярная масса нитрильных
каучуков высокотемпературной полимеризации способствует большему их структурированию при
тепловой и термомеханической обработке по сравнению с каучуками низкотемпературной
полимеризации (табл. 1.6.21).
1.6.19. Стабильность бутадиеннитрильных каучуков при термической обработке
Марка
каучука
СКН-40
СКН-40М
Индекс сохранения
пластичности,
в течение 60 мин,
%
Содержание геля, % масс,
в каучуке
исходном
после обработки
в течение 40 мин
при 150°С
95
93
92
1,9 I 1,4
1,3 0,7
1,1 1,4
Жесткость каучука по Дефо, Н
исходного
после обработки
в течение 120 мин
Индекс
сохранения
жесткости,
%
при160°С
20,5
7,0
9,6
19,0
6,8
9,6
93
97
100
1.6.20. Стабильность бутадиеннитрильных каучуков при термомеханической обработке
(вальцы 160 х 320 мм, 150°С, 20 мин)
Марка
каучука
СКН-40
CKH-40M
Жесткость каучука по Дефо, Н
исходного
18,5
20,5
7,0
9,6
после обработки
в течение 120 мин
18,5
20,5
7,3
8,7
Индекс
сохранения
жесткости, %
100
100
104
91
Содержание геля в каучуке, % масс.
исходном
0
1,9
1.3
1,1
после обработки
в течение 40 мин
4,4
3,1
1,3
1,5
1.6.21. Изменение жесткости бутадиеннитрильных каучуков высокотемпературной
и низкотемпературной полимеризации в результате теплового старения в течение 6 ч
при120'С
Каучук
СКН-26 полимеризации:
низкотемпературной
высокотемпературной
Жесткость каучука
по Дефо, Н
до
старения
18,0
19,0
после
старения
15,8
22,0
Индекс
сохранения
жесткости, %
87,5
116
Каучук
СКН-40 полимеризации:
низкотемпературной
высокотемпературной
Жесткость каучука
по Дефо, Н
до
старения
19,0
19,0
после
старения
22,3
27,5
Индекс
сохранения
жесткости, %
117
145
1.6.6, Применение бутадиеннитрильных каучуков
Бутадиеннитрильные каучуки являются каучуками специального назначения и занимают
первое место по объему производства. Их применяют в автомобильной, нефтехимической,
полиграфической и других отраслях промышленности.
БНК используют для изготовления различных масло- бензостойких резинотехнических
изделий - рукавов, уплотнительных прокладок, антистатических покрытий для топливной
аппаратуры, сальников, бензотары, транспортерных лент, обкладок валков, перчаток и некоторых
частей обуви, которые должны обладать стойкостью к действию масел и смазок. На основе БНК
получают теплостойкие резиновые изделия, предназначенные для работы в воде, маслах,
неполярных растворителях и некоторых других средах при температуре до 150°С. Нитрильные
каучуки применяются также в производстве кислото- и щелочестойких резин, прорезиненных
тканей, искусственных кож, шпатлевки, клеев и т.д.
Возможность совмещения БНК с наполнителями и другими полимерами позволяет
изготавливать из них материалы с широким интервалом физико-механических свойств. Нитрильные
каучуки в сочетании с фенолформальдегидными смолами образуют твёрдые и полутвёрдые
композиции, применяемые для изготовления наружной оболочки кабельной изоляции. БНК,
наполненные ацетиленовым техуглеродом, применяют для получения токопроводящих резин.
Из смесей нитрильных каучуков и поливинилхлорида изготавливают плотные, наподобие кожи,
огнестойкие и стойкие к агрессивным средам покрытия. На основе БНК получают тепло- и мас-
лостойкие эбониты с высокими показателями механических свойств.
1.6.7, Хранение и транспортирование
бутадиеннитрильных каучуков
Бутадиеннитрильные каучуки хранят и транспортируют упакованными в полиэтиленовые,
бумажные или тканевые мешки. Так, каучуки «Нитриласт» выпускают в виде брикетов массой
30±1 кг, которые упаковывают в полиэтиленовую плёнку толщиной 0,05±0,01 мм в один или
два слоя. Сварной шов упаковки по всему периметру не должен иметь разрывов, за
исключением мест для удаления воздуха. Каждый брикет укладывают в ящичный поддон, дно и стенки
которого выстилают полиэтиленовой пленкой, или упаковывают в мешок. Транспортная
маркировка БНК состоит из манипуляционных знаков «Беречь от влаги», «Беречь от нагревания» и
знаков опасности.
14-5464
v-&~
20
Jf 1,6,8. Экологические свойства и взрыво- и пожаробезо-
пасность бутадиеннитрильных каучуков
По степени воздействия на организм нитрильные каучуки относятся к малоопасным продуктам:
они не токсичны, не обладают кумулятивными свойствами, не оказывают раздражающего действия
на кожу. Тем не менее, работы с ними следует проводить с применением индивидуальных средств
защиты-спецодежды и рукавиц, соблюдая правила личной гигиены. При хранении БНК не
выделяют вредных веществ и не образуют токсичных соединений при контакте с воздухом и водой.
В процессе производства БНК образуются сточные воды, содержащие биоразлагаемые
эмульгаторы, хлориды, сульфаты, фосфаты. Поэтому они подвергаются физико-химической и
биологической очистке, обеспечивающей полное отсутствие этих примесей или доведение их до
количеств, не превышающих норм предельно допустимых концентраций.
Современная технология получения БНК предусматривает исключение попадания
мономеров в газовые выбросы, полное химическое связывание акрилонитрила и выделение каучуков
бессолевой (или малосолевой) коагуляцией с использованием полиаминных коагулянтов.
Бутадиеннитрильные каучуки невзрывоо-
1.6.22. Пожароопасные свойства
бутадиеннитрильных каучуков
(класс пожароопасности А)
Каучук
БНК-18
БНК-28
БНК-33
БНК-40
Температура, "С
плавления
278-321
287-308
211-294
279-398
вспышки
300-341
312-330
245-310
312-338
воспламенения
345-379
345-403
269-356
366-395
самовоспламенения
389-410
399-484
313-420
422-438
пасны, самопроизвольно не воспламеняются,
горят только при внесении в источник огня. В
случае возникновения пожара
рекомендуется применять воду со смачивателем,
тонкораспыленную воду, инертный газ, мел, песок,
асбестовое полотно, воздушно-механическую
пену, порошковые составы, пенные и углекис-
лотные огнетушители. Данные о
пожароопасных свойствах БНК приведены в табл. 1.6.22.
1.7. Бутилкаучук и галобутилкаучуки
(ИЛ. Арутюнов, НИ. Бырихина)
1,7,1. Строение бутилкаучука и галобутилкаучуков
Бутилкаучук (БК) представляет собой сополимер изобутилена (I) с небольшим (1-5% масс.)
количеством изопрена (II), который получают катионной сополимеризацией изобутилена и
изопрена в присутствии катализаторов Фриделя-Крафтса:
сн„
-сн2-с-
сн.
(I)
—сн2—с=сн—сн2-
сн
(II)
Бутилкаучук отличается довольно высокой газо- и паронепроницаемостью и высокой
тепло- и химической стойкостью.
Бутилкаучук впервые был получен группой ученых под руководством В.Дж. Спарка и
P.M. Томаса из компании Exxon Research and Engineering Co. в 1937 г. сополимеризацией
изобутилена с небольшим'количеством изопрена. Его промышленное производство было начато в
1941 г. американской фирмой Standart Oil of New Jersy. Процесс проводился в среде метилхло-
210
рида при температуре от-88 до -103'С в присутствии катализатора AICI3. Несколько позже^
производство бутилкаучука освоили фирмы Socabu (Франция), Enjay Co., Inc. (США) и др.
В нашей стране промышленное производство бутилкаучука было начато в 1956 г.
Галобутилкаучуки (ГБК) -хлор- или бромбутилкаучук получают галогенированием
бутилкаучука. Наличие активных атомов галогенов в молекулярной цепи бутилкаучука улучшает его
свойства и расширяет области применения.
Хлорбутилкаучук представляет собой продукт хлорирования бутилкаучука до содержания
1,1-1,3% хлора, присоединенного главным образом в а-положении к двойной связи изопре-
нильных звеньев макромолекулы.
Первое промышленное производство хлорбутилкаучука осуществила в 1961 г. компания Exxon
Chemical (США). В1971 г. была пущена установка хлорбутилкаучука в Великобритании, а в 1973 г.
- в Японии. В1979 г. начато производство хлорбутилкаучука в Канаде и в 1980 г. - в Бельгии.
Бромбутилкаучукявляется продуктом бромирования бутилкаучука, содержащим 2-3% брома,
присоединенного в а-положении к двойным связям изопренильных звеньев макромолекулы.
Галогенизация бутилкаучука бромом была впервые предложена исследователями из
компании B.F.Goodrich Chemical Co. (США) в 1954-56 гг. Там же впервые был выпущен
бромбутилкаучук марки Хайкар 2202. Однако он не получил широкого распространения из-за низкой
стабильности при хранении и высокой стоимости.
Другой процесс получения бромбутилкаучука был разработан в 1971 г. канадской
компанией Polymer Corporation Ltd. (Sarnia). Бромбутилкаучук выпускался под маркой Полисар Бромбу-
тил Х-2. В1980 г. его начала производить фирма ExxonMobil Chemical.
В настоящее время бромбутилкаучук выпускается в Бельгии, Германии, Великобритании, США,
Японии.
В России производство галобутилкаучуков освоено в 2004 г. в ОАО «Нижнекамскнефтехим».
I
«5.
!
1
!
I
I
1.7.2. Типы и марки бутилкаучука и галобутилкаучуков
Каучуки для различных областей применения (в шинной промышленности, РТИ,
строительной, медицинской и др.) различаются молекулярными параметрами, непредельностью,
содержанием галогена, типом антиоксиданта, обусловливающего цвет продукта (от светлого до
темно-желтого). Наиболее распространенные торговые марки отечественных и зарубежных
производителей приведены в табл. 1.7.1.
1.7.1. Торговые марки бутилкаучука и галобутилкаучуков некоторых отечественных и
зарубежных производителей
Фирма-производитель
ОАО «Нижнекамскнефтехим»
ООО «СИБУР»
(000 «Тольяттикаучук»)
ExxonMobil Chemical (США)
Lanxess
(ранее Bayer, Германия)
JSR (Япония)
Марка
бутилкаучука
БК-1675 Н
БК-1675М
БК-1570С
БК-1675 Н
БК-1675 М
БК-1675 С
Exxon Butyl 065
Exxon Butyl 068
Exxon Butyl 268
Exxon Butyl 365
Lanxess Butyl 101-3
Lanxess Butyl 301
Lanxess Butvl 402
JSR Butyl 065
JSR Butyl 268
JSR Butvl 365
хлорбутилкаучука
ХБК-139
ХБК-150
-
Exxon Chlorobutyl 1066
Exxon Chlorobutyl 1068
Lanxess Chlorobutyl 1240
JSR Chlorobutyl 1066
JSR Chlorobutyl 1068
бромбутилкаучука
ББК-232
ББК-239
ББК-246
-
Exxon Bromobutyl 2211
Exxon Bromobutyl 2222
Exxon Bromobutyl 2235
Exxon Bromobutyl 2244
Exxon Bromobutvl 2255
Lanxess Bromobutyl X2
Lanxess Bromobutyl 2040
Lanxess Bromobutvl 2030
JSR Bromobutyl 2244
JSR Bromobutyl 2255
211
I
i
Й
Товарный бутилкаучук на 98 % масс, состоит из сополимера изобутилена и изопрена,
остальные 2% масс, составляют различные компоненты (стабилизатор, влага, зола и т.д.).
Содержание компонентов (% масс.) в товарном бутилкаучуке в соответствии с российскими
техническими требованиями:
сополимер изобутилена с изопреном, не менее 98,0
стабилизатор неокрашивающего типа 0,02-0,08
стеарат кальция, не более 1,2
зола, не более 0,4
остаточная влага, не более 0,3
железо, не более 0,02
посторонние включения Отсутствуют
1.7,3, Получение бутилкаучука и галобутилкаучуков
^ J Технология получения бутилкаучука
В промышленности бутилкаучук получают в суспензии и в растворе.
При суспензионном процессе гетерофазную сополимеризацию изобутилена и небольшого
количества изопрена проводят в присутствии трихлорида алюминия А1С13 в метилхлориде или
этилхлориде при температуре -95 + -100°С.
Поскольку образующийся бутилкаучук не растворяется в метилхлориде, вязкость
суспензии невысока. Концентрация мономеров в исходной шихте поддерживается на уровне от 22 до
35% масс, дозировка изопрена не превышает 5% масс.
Изопрен не образует микроблоков, а статистически распределяется по длине цепи в транс-
1,4-положении. Константы сополимеризации составляют гям6= 2,25, гизоп = 0,4.
Стабильность технологии получения бутилкаучука зависит от примесей, которые
присутствуют в исходном сырье (в изобутилене, изопрене, растворителе). Наличие некоторых из них
(микропримеси воды, хлороводорода, бутилхлорида, карбонильных и ацетиленистых
соединений, спиртов и др.) при определенной концентрации повышает активность AICI3, что не всегда
необходимо, поскольку скорость реакции и так высока. В результате возникают местные
перегревы, что приводит к незапланированному снижению молекулярной массы каучука, потере
управляемости процесса.
Другие примеси, такие как нормальные олефины (бутен-1, бутен-2), уменьшают
активность катализатора и соответственно выход каучука. Поэтому в производстве бутилкаучука
рекомендуется применять изобутилен, содержащий не менее 99,7% масс, основного
вещества и не более 0,2% масс, бутенов. Концентрация основного вещества в метилхлориде
должна быть не менее 99,5% масс, присутствие диметилового эфира и хлороводорода не
допускается. Из прочих возможных примесей в составе мономеров и растворителя допускается
присутствие (% масс.) следующих соединений:
спирты (в изобутилене) 0,002
карбонильные соединения (в изопрене) 0,0009
непредельные соединения (в метилхлориде) 0,007
вода (во всех реагентах) 0,002
Чем выше концентрация исходного сырья, тем устойчивее и эффективнее протекает процесс
сополимеризации. Чистота исходного сырья определяет дозировку катализатора. Как правило,
при получении бутилкаучука расходуется 0,025-0,035% (масс.) AICI3 от массы мономеров.
В промышленности раствор катализатора готовят при -30°С пропусканием очищенного ме-
тилхлорида через аппарат, заполненный гранулированным безводным хлоридом алюминия. При
этом из-за ограниченной растворимости AICI3 в метилхлориде получается раствор с постоянной
концентрацией катализатора около 1% масс.
Насыщенный раствор хлорида алюминия разбавляется в трубопроводе метилхлоридом до^^
рабочей концентрации 0,1% масс, охлаждается до-95°С в этиленовом холодильнике и
подается на полимеризацию. Все операции по приготовлению раствора катализатора осуществляются
в атмосфере осушенного азота.
Шихта приготавливается смешением осушенных и очищенных от вредных примесей изобу-
тилена, изопрена и возвратной изобутилен-метилхлоридной фракции в соотношении,
определяемом маркой выпускаемого каучука. После охлаждения до -96 ■+■ -98°С шихта подается в
полимеризатор. Хотя реакция сополимеризации изобутилена с изопреном протекает почти
мгновенно, образующаяся при смешении растворов суспензия полимера в метилхлориде находится
в зоне реакции 30-40 мин, при этом степень превращения изобутилена составляет 75%.
При растворном процессе гомогенную сополимеризацию изобутилена и небольшого
количества изопрена осуществляют в присутствии протонированного комплекса галогеналюминий-
органических соединений в углеводородном растворителе при температуре -50 + -60°С.
Катализатор получают путем насыщения раствора этилалюминийсесквихлорида (ЭАСХ)
увлажненными парами растворителя. Растворная технология получения бутилкаучука в изопентане
разработана в нашей стране и внедрена в промышленность в 1982 г. При проведении процесса в
растворе действуют такие же требования по чистоте исходного сырья, что и в суспензионном
процессе. Концентрация изобутилена в шихте (раствор изобутилена в изопентане) 35-45% масс.
Выход полимера регулируется введением в шихту этилхлорида и дозировкой катализатора.
Вязкостные ограничения не позволяют иметь на выходе из реактора высокую конверсию
изобутилена, как это достигается в суспензионном процессе. Поэтому конверсию изобутилена
поддерживают не выше 20-25% масс.
Независимо от применяемого способа технология получения бутилкаучука включает
следующие стадии:
- очистка сырья и непрореагировавших мономеров и растворителя;
- приготовление катализатора;
- полимеризация и усреднение раствора полимера;
-дегазация;
- приготовление растворов антиоксиданта и антиагломератора;
- выделение, сушка и упаковка каучука.
Существующие технологии синтеза бутилкаучука различаются аппаратурным
оформлением на стадии приготовления катализатора и подготовки шихты, реакторным блоком, условиями
ведения процесса полимеризации (рецептурой шихты, температурой полимеризации,
конверсией изобутилена), а также нормами расхода материальных и энергетических ресурсов.
Реакторы устроены таким образом, чтобы обеспечивать эффективный отвод тепла
полимеризации и поддерживать внутри реакционной зоны постоянный уровень температуры,
благодаря которому достигается стабильность молекулярных параметров готовой продукции.
Внутренний и внешний съем тепла полимеризации обеспечивается подачей жидкого
этилена в соответствующие теплообменные устройства реактора (внутренняя трубчатка или «стакан»
в реакторе, внешняя рубашка реактора и т.п.).
Шихта, приготовленная смешением осушенных и очищенных изобутилена, изопрена и
возвратной изобутиленсодержащей фракции, охлажденная до температуры -97°С, и охлажденный до этой
же температуры катализаторный раствор непрерывно подаются в нижнюю часть реактора.
По переточной трубе из верхней части полимеризатора часть реакционной массы, равной
количеству подаваемой шихты, непрерывно выводится на стопперирование процесса
полимеризации. Стопперирование осуществляется введением в реакционную среду этилового или
метилового спирта при интенсивном перемешивании. Далее реакционная масса собирается в
усреднителях, в которых формируется однородная по показателям качества партия полимеризата.
В процессе полимеризации независимо от применяемого метода полимер частично
осаждается на стенках реактора, что препятствует нормальному отводу тепла полимеризации. В связи
с этим синтез бутилкаучука проводят циклически: синтез-промывка-синтез.
I
1
!
I
I
I
I
i
1
I
Полимеризат из усреднителя направляется на дегазацйк), где острым водяным паром с
использованием системы инжекторов и дегазаторов удаляются растворитель и незаполимеризовавшиеся
мономеры, при этом происходит крошкообразование каучука. Во избежание их слипания в дегазатор вводят
антиагломератор (стеарат кальция), сюда же вводят антиоксидант для предохранения каучука от
возможного окисления и деструкции на стадии выделения, сушки и хранения.
Сырая крошка каучука влажностью 50-60% подаётся шнековым конвейером в приёмный
питатель отжимных машин (червячный пресс), в которых каучук предварительно
обезвоживается (до содержания влаги 7-11 %). Затем, выходя из разгрузочных отверстий шнека, он
непрерывно измельчается ножом, смонтированным на конце отжимного вала.
Гранулы каучука, выходящие из отжимной машины, поступают в сушильную машину,
представляющую собой шнековый пресс (в некоторых технологических схемах используют
воздушные сушилки с подачей горячего воздуха, нагретого до 110—115°С). Постепенно, по мере
прохождения каучука через сушильную машину, температура его повышается, доходя на выходе
до 200-230°С при давлении до 3,0 МПа. В момент выхода массы каучука через
профилированную головку сушильной машины происходит эффект дросселирования: из-за резкого перепада
давления вода мгновенно испаряется, разрывая каучук, при этом он быстро высушивается и
охлаждается. Каучук, выходящий из отверстий фильер сушильной машины, измельчается но-
жом-гранулятором.
При выходе из сушильной машины крошка каучука попадает на виброконвейер сушильной
камеры, а затем на виброподъёмник. По мере подъёма крошка охлаждается путем обдува ее
воздухом. С виброподъёмника крошка поступает на распределительный конвейер и далее на
один из вибропитателей автоматических весов.
При наполнении бункера-дозатора данный вибропитатель останавливается, поток крошки
направляется на второй вибропитатель. При этом крошка из наполненного бункера-дозатора
ссыпается в камеру пресса, в котором прессуется в брикеты. Брикеты каучука определенной
массы упаковывают в полиэтиленовую пленку и укладывают в контейнеры.
Технология получения галобутилкаучуков
В промышленности для улучшения эксплуатационных свойств бутилкаучука его
модифицируют путем галогенирования. Введение хлора или брома в макромолекулу БК позволяет
придать каучуку целый комплекс весьма ценных свойств и прежде всего высокую адгезию к корду
и повышенную скорость вулканизации. Это особенно важно в производстве шинной продукции,
которая потребляет более 90% производимых БК и ГБК. Причем тенденция развития этих
производств направлена в сторону увеличения доли ГБК, которая уже сейчас превышает 50% от
общего производства БК и ГБК.
Промышленные способы получения ГБК различаются в основном методами
галогенирования бутилкаучука: в растворе (наиболее распространенный способ в промышленности),
расплаве и дисперсии.
Получение галобутилкаучуков непосредственно связано с производством бутилкаучука.
Поскольку при получении галобутилкаучуков изменяются физико-химические свойства самого
эластомера-снижается молекулярная масса и непредельность, для галогенирования следует
использовать бутилкаучук, вязкость по Муни которого на 5-7 ед., а непредельность на 0,1-0,2 % (мол.)
превышает эти показатели получаемого галобутилкаучука.
Процесс получения галобутилкаучуков включает следующие стадии:
- приготовление раствора бутилкаучука в алифатическом растворителе;
- галогенирование бутилкаучука в алифатическом растворителе;
- нейтрализация и отмывка раствора галобутилкаучука;
- стабилизация и усреднение раствора галобутилкаучука;
- дегазация, выделение и сушка галобутилкаучука;
- брикетирование галобутилкаучука;
- отгонка углеводородов из сточных вод.
Приготовление раствора бутилкаучука в алифатическом растворителе. В промышленности
применяются в основном три способа растворения бутилкаучука.
1. В США для производства хлорбутил каучука используют полупродукт, получаемый при
дегазации бутилкаучука перегретыми до 149°С парами гексана. Раствор полимера, образующийся после
дегазации, концентрируется до содержания каучука 15-16% и подается на хлорирование.
2. При совместном производстве бутилкаучука и хлорбутилкаучука для приготовления
исходного раствора используют крошку бутилкаучука, которая поступает с виброподъемника
агрегата выделения и сушки и транспортируется с помощью ленточного конвейера на узел
растворения.
3. В России используется установка растворения бутилкаучука в гексане, в которой водная
суспензия каучука, подаваемая со стадии дегазации, взаимодействует с возвратным
растворителем. Крошка, содержащаяся в такой суспензии, имеет развитую поверхность и
соответственно высокую скорость растворения, длительность которого составляет 1-1,5 ч. Концентрация
каучука в растворе поддерживается на уровне 10-15% масс.
Галогенирование бутилкаучука хлором в растворе. Реакция галогенирования протекает с
очень высокой скоростью. Лимитирующей стадией процесса является массообмен. Поэтому
необходимо равномерно распределять галоген в объеме раствора каучука.
Для получения хлорбутилкаучука через 10-15%-ный раствор бутилкаучука пропускают смесь
хлора с азотом. Хлор целесообразно разбавлять в 5-10 раз инертным газом. В основном
галоген замещаеталлильный водород в изопреновом звене макромолекулы полимера. Но
незначительная часть присоединяется по двойной связи, уменьшая непредельность каучука. Кроме того,
происходит деструкция макромолекул, что несколько снижает молекулярную массу
эластомера. При этом сохраняется 75% ненасыщенности исходного бутилкаучука. Содержание хлора в
модифицированном каучуке составляет 1,1-1,3%.
Реакция замещения атомов водорода на хлор протекает достаточно быстро - менее 60 с. В
качестве добавок, предотвращающих деструкцию при хлорировании, используют воду, спирт,
эфир, что однако замедляет процесс хлорирования.
В процессе галогенирования протекают побочные реакции: хлорирование ненасыщенных
примесей в растворителе и взаимодействие стеарата кальция, присутствующего в исходном
каучуке, с образующейся в процессе соляной кислотой. Процесс галогенирования проводится
при температуре -50°С и давлении 0,2-0,4 МПа.
Нейтрализация и отмывка раствора хлорбутилкаучука. Раствор хлорбутилкаучука из
реактора одновременно с нейтрализующим агентом (10%-ным раствором щелочи) поступает в
нейтрализатор. Затем раствор хлорбутилкаучука отмывают водой от продуктов нейтрализации.
Аппаратурное оформление данной стадии включает интенсивные малообъемные смесители и
отстойники, на стадии отмывки используется титановое оборудование. Далее раствор
хлорбутилкаучука направляется в отстойник на расслаивание.
Стабилизация и усреднение раствора галобутилкаучука. Отмытый раствор
хлорбутилкаучука поступает в интенсивный смеситель на заправку стабилизатором, усредняется в аппарате
большого объема с мешалкой и после смешения с циркуляционной водой и антиагломератором
подается на дегазацию.
:. Дегазация, выделение и сушка хлорбутилкаучука. Каучук выделяется из раствора
стандартными методами. Остаточное содержание растворителя в нем должно составлять не более
0,15% масс. Отличительной особенностью сушки галобутилкаучука является низкая
температура процесса. Так, если сушка бутилкаучука проводится при 200-215°С, то температура сушки
хл'орбутилкаучука не должна превышать 170°С, а бромбутилкаучука - 140°С. Эти ограничения
связаны с тем, что при более высоких температурах протекает реакция дегидрогалогенирова-
ния и возможно образование геля.
Для предотвращения на стадии сушки выделения кислоты перед дегазацией каучук
заправляют эпоксидированным соевым маслом-эпоксомом. Акцептированию кислоты способствует
также стеарат кальция, обычно подаваемый на стадии дегазации в качестве антиагломератора.
Кроме температуры большое влияние на процесс дегидрогалогенирования оказывает наличие
в каучуке ионов железа. Содержание последних не должно превышать 0,007% масс. Поэтому вся
аппаратура, трубопроводы и запорная арматура должны быть выполнены из коррозионностойкой
5 стали. Ограничение по температуре сушки не позволяет проводить процесс только в червячно-
|. отжимных машинах. Конечная стадия сушки проводится в воздушной виброконвейерной сушилке.
| Закономерности и схема процесса бромирования бутилкаучука в основном аналогичны про-
$ цессу хлорирования. В отличие отхлора бром при взаимодействии с бутилкаучуком более
склонен к реакциям присоединения.
I
| 1,7,4. Технологические свойства и особенности
| переработки бутилкаучука и галобутилкаучуков
I
^ Бутилкаучук. Изобутиленовая основа БК обусловливает его низкую газо- и влагопроницае-
i§ мость. По газонепроницаемости он превосходит все известные каучуки за исключением тиокола
и этиленпропиленового каучука вследствие высокой плотности упаковки макромолекул. Это
специфическое свойство БК определяется большим количеством стерических препятствий в
виде метильных групп и малой подвижностью основной макромолекулярной цепи полимера
вследствие малого количества двойных связей. Газопроницаемость БК при комнатной
температуре в 12 раз ниже, чем натурального каучука (НК), и в 37 раз ниже, чем полибутадиенового
каучука (СКД).
Изготовление резиновых смесей из БК, их каландирование, шприцевание и формование
проводят на обычном оборудовании, но бутилкаучук имеет ряд особенностей:
- не совулканизуется с каучуками общего назначения из-за сильного различия в вулканиза-
ционной активности;
- технологически совмещается и совулканизуется с ЭПДК, галобутилкаучуками, хлоропре-
новыми каучуками, полиизобутиленом, полиэтиленом, полипропиленом;
- не пластицируется при механической обработке при комнатной и повышенных
температурах, пластицируется только при высокой (170-180°С) температуре в резиносмесителе в
присутствии пептизаторов;
- имеет меньшее сродство к техуглероду по сравнению с высоконенасыщенными каучуками;
- обладает хорошей клейкостью;
- имеет повышенную склонность к хладотекучести.
Для резин из БК по сравнению с резинами из каучука общего назначения характерны
следующие особенности:
- высокая паро- и газонепроницаемость;
- высокая теплостойкость - от 120 до 200°С (критическая температура определяется
выбором вулканизующей системы);
- высокая озоностойкость (вследствие низкой непредельности молекулярной цепи);
- высокая атмосферостойкость;
- химическая стойкость;
- паро- и водостойкость (хорошая стойкость к сухому пару, а при использовании смоляной
вулканизации - стойкость к горячей воде и влажному пару);
- низкотемпературная эластичность (резины на основе БК не кристаллизуются и не
становятся хрупкими при температуре до -60°С, однако при снижении температуры они твердеют, их
модуль увеличивается; затвердевание резины можно снизить введением пластификаторов);
- низкая эластичность и высокие гистерезисные потери при комнатной и повышенных (до
50-60°С) температурах;
- высокая демпфирующая способность;
- хорошие диэлектрические свойства.
216
Галобутилкаучуки. ГБК имеют такое же строение основной макромолекулярной цепи, как и
БК. Однако наличие химически активных атомов хлора или брома обеспечивает их совулкани-
зуемость с каучуками общего назначения и расширяет области применения галогенированных
каучуков в композитных системах.
Меньшее сопротивление подвулканизации смесей из ББК создает определенные трудности
при их переработке. Однако большая способность к совулканизации и лучшая клейкость смесей
на основе ББК обеспечивают их использование в производстве многослойных изделий, где
необходимы высокие конфекционные свойства смесей.
Резины на основе ГБК обладают всеми свойствами, присущими резинам из БК: низкой
(практически одинаковой) газо- влагопроницаемостью, высокими тепло-, озоно- и кислородостойкос-
тью, химической стойкостью, хорошей усталостной выносливостью и высоким гистерезисом.
Однако резины на основе ГБК имеют худшие морозостойкость и светостойкость, чем
резины из БК.
При повышенных температурах ГБК склонны к дегидрогалогенированию, поэтому при
изготовлении и переработке смесей на их основе температура не должна превышать 145°С для ХБК
и140°С-дляББК.
Резины на основе ХБК и ББК по газоизолирующим свойствам не отличаются друг от друга.
1.7.5. Состав товарных бутилкаучука
и галобутилкаучуков
Бутилкаучук. Основные физико-механические характеристики наиболее распространенных
марок БК приведены в табл. 1.7.2.
Особенностирецептуростроения. Основными компонентами резиновой смеси являются
бутилкаучук, вулканизующие вещества, ускорители вулканизации, усилители, пластификаторы,
различные технологические добавки, вспомогательные вещества.
1.7.2. Основные показатели некоторых БК отечественных производителей
в соответствии с техническими требованиями
Показатель
Вязкость по Муни МБ1+8 (125°С)
Разброс вязкости по Муни внутри партии, не более
Непредельность, % (мол.)
Потеря массы при сушке, %, не более
Содержание антиоксиданта, % масс.
Наличие посторонних включений
Содержание золы, %, не более
Содержание железа, %, не более
Содержание стеарата кальция, %, не более
рН водной вытяжки
БК-1675Н
(для изготовления автоха-
мер, диафрагм, латекса и
других изделий
производственно-технического
назначения)
46-56
6
1,6±0,2
0,3
0,05-0,2
Отсутствуют
0,40
0,02
1,2
6,5-7,5
БК-1570С
(для изготовления
изделий строительного
назначения)
40-60
10
1,5±0.5
0,5
0,05-0,2
-
-
-
-
-
Свойства вулканизатов
Условная прочность при растяжении, МПа, не менее
Условное напряжение при 400%-ном удлинении, МПа,
не менее
Относительное удлинение при разрыве, %, не менее
19,0
7,0
600
-
-
-
JP* Вулканизация БК обычно осуществляется серой (при температурах не ниже 160°С) с
использованием тиазольных, тиурамных, дитиокарбаматныхускорителей или ультраускорителей.
Применяемые в шинной промышленности сульфенамидные ускорители для вулканизации БК не
используются из-за их малой активности.
Вулканизацию БК можно проводить диоксимами и динитрозосоединениями. При
использовании л-хинондиоксима вулканизацию необходимо проводить в присутствии окислителей (РЬ02,
РЬ304 и др.).
Большое практическое значение имеет вулканизация БК полиметилолфенольными
смолами. Для повышения скорости вулканизации применяются хлориды металлов - БпС12или гало-
генсодержащие эластомеры, такие как полихлоропрен.
Усилителями для БК являются техуглерод и минеральные наполнители с регулярным
расположением ОН-групп в решетке: каолин, тальк и диоксид кремния. В качестве пластификаторов
для смесей на основе БК используют парафиновые, нафтеновые и ароматические масла,
которые повышают их пластичность и мягкость, снижают стоимость смесей. С повышением степени
наполнения и снижением дозировок пластификаторов повышается газонепроницаемость.
Смеси на основе БК не требуют введения стабилизаторов.
Для улучшения когезионных свойств, повышения скорости вулканизации, улучшения
морозостойкости и светостойкости используются добавки ЭПДК в дозировках 10-40 масс. ч.
Количество ингредиентов (масс, ч.) резиновой смеси на основе бутилкаучука марки БК-1675Н
в соответствии с техническими требованиями отечественных производителей приведено ниже:
Каучук 100
Сера техническая молотая, сорт 9995 или 9990,1 или 2 класса (ГОСТ 127) 2,0
2-Меркаптобензтиазол, сорт 1, порошок (ГОСТ 739) 0,65
Тиурам Д (ГОСТ 740) 1,30
Белила цинковые БЦО-М (ГОСТ 202) 5,0
Кислота стеариновая техническая (стеарин) Т-10 (ГОСТ 6484) в чешуйках, хлопьях или порошке .... 1,0
Техуглерод К 354 (ГОСТ 7885) 50
Галобутилкаучуки. Технические требования для наиболее распространенных отечественных
марок хлорбутилкаучука (ХБК) и бромбутилкаучука (ББК) приведены в табл. 1.7.3.
Ненаполненные вулканизаты галогенированных БК в отличие от обычных БК не
кристаллизуются при растяжении, поэтому невозможно получать высокопрочные вулканизаты без
применения активных наполнителей, главным из которых является техуглерод, а также диоксид
кремния, каолин, тальк, мел. С увеличением содержания наполнителей снижается озоностой-
кость вулканизатов, очевидно, вследствие увеличения напряжения в образцах.
1.7.3. Основные показатели некоторых марок хлорбутилкаучука и бромбутилкаучука
отечественных производителей в соответствии с техническими требованиями
Показатель
Вязкость по Муни МБ„8 (125°С)
Содержание галогена, % масс.
Содержание золы, % масс, не более
Содержание антиоксиданта, % масс.
Потери массы при сушке, % масс,
не более
ХБК-139
34-44
1,15-1,35 по хлору
0,5
0,05
0,5
ХБК-150
45-55
1,15-1,35 по хлору
0,5
0,05
0,5
ББК-239
36-42
1,8-2,2 по брому
0,7
0,05
0,7
ББК-246
43-50
1,8-2,2 по брому
0,7
0,05
0,7
Свойства вупканизата
Условное напряжение при 300%-ном
удлинении, МПа, не менее
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при
разрыве, %, не менее
4
12
400
4
13
400
5
15
.400
5
15
400
18
-*$*--
Особенностирецетуростроения. При изготовлении смесей на основе ГБК применяются те же *?v
ускорители, усилители, пластификаторы и технологические добавки, что и в смесях на основе БК.
Существенным преимуществом ГБК по сравнению с БК является возможность проведения
вулканизации различными методами. Например, наряду с традиционными вулканизующими
агентами возможно проведение вулканизации ХБК оксидом цинка (инициатором этой реакции
является ZnCI2, который образуется при взаимодействии ZnO и HCI, выделяющейся при дегало-
генировании каучука) и аминами.
ГБК превосходит БК по скорости вулканизации, что позволяет использовать в рецептурах на
их основе сулфенамидные ускорители.
Основное различие между хлорбутилкаучуками (ХБК) и бромбутилкаучуками (ББК)
заключается в повышенной реакционной способности последних, что связано с меньшей энергией
связи С-Br по сравнению со связью C-CI. Смеси на основе ББК отличаются большими
скоростью и степенью вулканизации, поэтому для них требуются меньшие дозировки ускорителей,
чем для ХБК.
1.7.6. Физические свойства бутилкаучука,
галобутилкаучуков и стандартных вулканнзатов
1
1
I
I
I
В табл. 1.7.4 приведены наиболее распространенные марки БК и ГБК зарубежных и
отечественных производителей.
Бутилкаучук. БК, полученный в присутствии AICI3 в среде метилхлорида, имеет линейное
строение макромолекул, относительно узкое молекулярно-массовое распределение (ММР) и
коэффициент полидисперсности MJMn = 2*3. Изопреновые звенья статистически
распределены по всей макромолекуле бутилкаучука.
1.7.4. Основные марки БК и ГБК за|
эубежных и отечественных
Бутилкаучук Хлорбутилкаучук
производителей
Бромбутилкаучук
ООО «СИБУР» и ООО «Топьяттикаучук»
БК-1675Н (51+5)
БК-1675М(41±6)
БК-1675С (50+15)
He производит
He производит
ОАО «Нижнекамскнефтехим»
БК-1675Н (51±5)
БК-1675М(45±5)
БК-1570С(50±10)
ХБК-139(39+5)
ХБК-150 (50+5)
ББК-246 (46+3)
ББК-232 (32±3)
ББК-239 (39+3)
Exxon Mobil Chemical, США
Exxon Butyl 065 (32±3)
Exxon Butyl 365 (33±3)
Exxon Butyl 068 (51+5)
Exxon Butyl 268 (51+5)
Exxon Chlorobutyl 1066 (38+5)
Exxon Chlorobutyl 1068 (50+5)
Exxon Bromobutyl 2211 (32±5)
Exxon Bromobutyl 2222 (32+5)
Exxon Bromobutyl 2235 (39±5)
Exxon Bromobutyl 2244 (46+5)
Exxon Bromobutyl 2255 (46±5)
Lanxess (ранее Bayer), Германия
Lanxess Butyl 101-3 (51+5)
Lanxess Butyl 301 (51+5)
Lanxess Butyl 402 (33±4)
Lanxess Chlorobutyl 1240 (38+4)
Lanxess Bromobutyl X2 (46±4)
Lanxess Bromobutyl 2040 (39±4)
Lanxess Bromobutyl 2030 (32+4)
JSR, Япония
JSR Butyl 065 (32)
JSR Butyl 268 (51)
JSR Butyl 365 (33)
JSR Chlorobutyl1066 (38)
JSRChlorobutyl1068(50)
JSR Bromobutyl 2244 (46)
JSR Bromobutyl 2255 (46)
Примечание. В скобках указана вязкость по Муни (135°С, 8 мин).
-$Ф*~~
219
/г~ При проведении растворной полимеризации с применением аквакомплексов галогеналюми-
нийорганических соединений можно регулировать молекулярную массу и ММР каучука в
широких пределах и получать БК с высокими эксплуатационными характеристиками.
!
!
I
Основные физические свойства бутилкаучука:
Плотность при 23°С, кг/м3 920
Молекулярная масса по Флори 200 000-650000
Растворимость... Растворяется в насыщенных углеводородах и несколько хуже - в аренах;
не растворяется в спиртах, эфирах, кетонах, ацеталях, а также в растворителях,
содержащих амино-, нитро- и другие полярные группы.
Плотность энергии когезии, мДж/м3 271
Температура стеклования, "С -69
Склонность к кристаллизации... БК сохраняет аморфную структуру в широком
интервале температур и кристаллизуется при больших (свыше 500%) степенях растяжения;
склонность БК к кристаллизации в значительной мере определяется содержанием
звеньев изопрена в цепи - при содержании до 1% (мол.) двойных связей возможна
кристаллизация БК без растяжения, при увеличении ненасыщенности склонность к
кристаллизации уменьшается; БК не кристаллизуется при охлаждении, вследствие чего
сохраняет гибкость при -50°С.
Коэффициент теплопроводности, Вт/(мК) 0,091
Удельная теплоемкость, кДж/(кг-К) 1,94
Диэлектрическая проницаемость:
при 1 кГц 2,30-2,35
при 50 МГц 2,2-2,3
при 1,3 ГГц 2,12
Тангенс угла диэлектрических потерь:
при 1 кГц 0,0005-0,0009
при 50 МГц 0,0003-0,0009
при 1,3 ГГц 0,0004
Коэффициент газопроницаемости Р-10", мг/(с-Н/мг):
Н, 54,3
О, 9,77
N2 2,44
Коэффициент диффузии по кислороду О-10е, смг/с 0,08
Теплота горения, кДж/кг 11200
Температура вспышки, "С 187
Температура самовоспламенения, "С 402
Бутилкаучук не токсичен. Некоторые марки вулканизатов допущены для использования в
пищевой и медицинской промышленности.
Физико-механические свойства наполненного вулканизата БК следующего типичного
состава (масс.ч.): каучук -100, сера - 2, каптакс - 0,65, тиурам -1,3, ZnO - 5, стеарин - 2,
техуглерод ДГ-100-50 (продолжительность вулканизации - 30-40 мин, температура -143°С)
приведены ниже:
Условное напряжение, МПа:
при 300%-ом удлинении 3-6
при 500% -ом удлинении 11
Сопротивление разрыву, МПа:
при20"С 19-24
приЮО-С 10-16
Относительное удлинение при разрыве, % 650-850
Относительное остаточное удлинение после разрыва, % 30-50
Сопротивление разрыву, кН/м 83
Твердость по ТМ-2 60-70 ■
t
Эластичность по отскоку, %:
при 20°С 8-11
при 100°С 30-40
Температура хрупкости, "С -48
Сопротивление разрастанию пореза, тыс. циклов 600
Истираемость, мм3/Дж 0,084
Коэффициент морозостойкости при -4ГС 0,40
Коэффициент температуростойкости при 100°С:
по прочности при растяжении 0,6
по относительному удлинению 1,1
Коэффициент теплового старения (724 ч, 130"С):
по прочности при растяжении 0,7
по относительному удлинению 0,7
Остаточная деформация сжатия после старения (724 ч, 130°С), % 90
Галобутилкаучуки. Макромолекулы хлорбутилкаучука (ХБК) включают фрагменты полиизо-
бутилена, представляющие собой цепи компактной геликоидальной формы, статистически
разделенные хлорсодержащими изопренильными звеньями различного строения. В состав
макромолекул ХБК могут входить и нехлорированные изопренильные звенья, В ХБК сохраняется
около 75% ненасыщенности исходного БК.
ХБК растворим в алифатических и ароматических углеводородах, устойчив к действию
полярных органических и неорганических соединений, спиртов, кетонов, животных и
растительных жиров. Он отличается высокой газо- и влагонепроницаемостью, относительно низкой
способностью к растяжению, высокими модулем и прочностью при растяжении. Введение
галогена улучшает его адгезионные свойства.
Макромолекулы бромбутилкаучука (ББК) включают фрагменты полиизобутилена,
статистически разделенные насыщенными и ненасыщенными бромсодержащими изопренильными
звеньями. Степень ненасыщенности БК после его бромирования практически не изменяется.
Образование геля не наблюдается. Он отличается достаточно высокой стабильностью, мало
подвержен тепловому старению: после
ВЫДерЖКИ ВуЛКаНИЗаТа Каучука при 1.7.5. Адгезионные свойства галобутилкаучуков
177°С в течение 22 ч условная прочность
при растяжении почти в 20 раз
превышает аналогичный показатель для БК.
ББК хорошо растворятся в
алифатических и ароматических углеводородах.
Введение брома в БК резко улучшает его
адгезионные свойства, заметно больше,
чем при хлорировании (табл. 1.7.5).
Адгезия
К резинам из натурального каучука,
кН/м:
при 20°С
при 100"С
К латуни, кН/м:
при 20°С
при 100°С
БК
0,84
0
0
0
ХБК
2,63
0,52
5,25
2,97
ББК
8,75
2,63
17,4
15,0
1.7,7. Химические свойства бутилкаучуиа
и галобутилкаучуков
Бутилкаучук. БК достаточно стоек к действию кислорода, мало изменяется под влиянием
солей металлов переменной валентности. При воздействии УФ-лучей, ионизирующих
излучений и механических нагрузок он заметно деструктируется. БК стоек к действию воды, кислот,
некоторых растительных масел и др. Он легко реагирует с галогенами на свету, при этом
реакция сопровождается быстрым уменьшением молекулярной массы. При частичном гало-
генировании в мягких условиях в растворе при 17°С галоген реагирует с макромолекулами,
не вызывая глубокой деструкции БК. На этой реакции основан промышленный синтез галоге-
нированных БК.
1
I
§
!
I
Для БК характерны реакции, протекающие по двойным связям изопренильных звеньев. Эпок-
сидирование БК в растворе протекает под действием перкислот (перуксусная, пербензойная и др.),
взятых в избытке по отношению к двойным связям полимера, с конверсией до 95-97% при 45°С.
Эпоксидированный БК проявляет типичные свойства оксирановых соединений, в частности
реагирует с водой, спиртами, аминами и т.д.
При действии на БК соединений Ru04 в сочетании с окислителем происходит распад
молекулярных цепей БК по двойным связям практически до полного их исчерпания. Эту реакцию
можно использовать для синтеза олигоизобутиленов с концевыми кетонными и
карбоксильными группами.
Сшивание полимерных цепей под действием различных химических агентов (сера,
органические полисульфиды, динитрозосоединения, алкилфенолоформальдегидные смолы и др.),
используемых индивидуально или в сочетании с активаторами, происходит по двойным связям
в макромолекулах БК. Эти реакции могут протекать не обязательно по двойным связям, но,
несомненно, активируются ими.
Для БК характерно разрушение макромолекул под действием электрофильных
катализаторов, т.е. разрыв полимерных цепей по закону случая без образования существенных количеств
мономера. Эффективными катализаторами являются донорно-акцепторные аквакомплексы
галогеналкилов алюминия. При их использовании деструкция протекает по катионному
механизму. Разложение БК начинается сразу же после введения катализатора и происходит при
низких температурах (от 20°С до -100°С). Особенностью катализируемого распада БК является
образование, помимо изобутилена, заметных количеств изобутана с одновременным
увеличением ненасыщенности макромолекул и образованием высокомолекулярных продуктов, в том
числе и продуктов глубокого структурирования. Эта реакция положена в основу метода очистки
промышленных реакторов от отложений БК.
Галобутилкаучуки. ХБК весьма стоек к действию кислорода и озона, что обусловлено более
низкой реакционной способностью макромолекул ХБК по сравнению с БК к этим агентам.
ХБК относительно нестабилен. При различных энергетических и химических воздействиях
выделяется HCI. В результате реакции образуется система сопряженных связей и появляется
характерное окрашивание полимера (потеря массы около 1%).
При отщеплении значительного количества HCI макромолекулы структурируются за счет
формирования конденсированных ароматических фрагментов. Сшивание ХБК может
происходить и при межмолекулярном отщеплении HCI.
Присутствие атомов хлора в аллильном положении заметно повышает способность ХБК к
вулканизации по сравнению с БК. Существенно расширяется набор вулканизующих систем для
этого процесса.
Основные химические свойства ББК аналогичны свойствам ХБК. Атом брома в каучуке
более подвижен, чем атом хлора. Это обусловливает большую скорость вулканизации ББК,
возрастающую с увеличением содержания связанного брома в присутствии тех же вулканизующих
систем. Двойные связи в ББК более активны, чем в БК и ХБК, что подтверждается его
способностью вулканизоваться только серой в отсутствие оксидов металлов и ускорителей.
1.7.8. Применение бутипкаучука и гапобутипкаучуков
Выпускаемые марки бутилкаучука и галобутилкаучуков для различных областей
применения различаются между собой вязкостью по Муни, непредельностью, содержанием галогена в
галобутилкаучуках, типом антиоксиданта (окрашивающий или неокрашивающий), степенью
чистоты.
Эти каучуки используются в следующих областях:
- для шинной промышленности (автомобильные камеры, автокамеры для тяжелых условий
эксплуатации, герметизирующий внутренний слой бескамерных шин);
- для РТИ (варочные камеры для изготовления покрышек, паропроводные рукава,
транспортерные ленты, применяемые при высоких температурах, гуммирование химической
аппаратуры, эксплуатируемой при температурах до 130°С, обкладка валов; изготовление кислостойких
перчаток, рукавов для перекачивания агрессивных агентов);
- в строительной отрасли (гидроизоляционные и кровельные материалы, нетвердеющие
герметики);
- в других областях (прорезиненные ткани различного назначения, противогазные маски,
антикоррозионные обкладочные резины, изделия для фармацевтической промышленности,
изготовление латексов).
1.8. Эти ленпропи леновые каучуки
(В.П. Миронюк)
Этиленпропиленовые каучуки (ЭПК) получают каталитической сополимеризацией этилена с
пропиленом или этилена с пропиленом и несопряженным диеном. Впервые каучук на основе
этилена и пропилена был получен Джулио Напав 1957 г.
Макромолекулы этиленпропиленового каучука СКЭП построены из чередующихся звеньев
этилена и пропилена:
[-СН2СН2-]п-[-СН(СН3)СН2-]т.
В промышленности в качестве исходных несопряженных диенов при синтезе тройных эти-
ленпропиленовых каучуков ЭПДК применяются 5-этилиден-2-норборнен (ЭНБ), дициклопента-
диен (ДЦПД) и 1,4-гексадиен (ГД).
Внедрение несопряженных диенов в полимерную цепь тройных этиленпропиленовых
каучуков происходит за счет раскрытия двойных связей:
гСН-СН, ^Т^, „ СН2=СН-СН2-СН=СН-СН3
ЭНБ ДЦПД ГД
Содержание пропилена в макромолекулах этиленпропиленовых каучуков составляет20-60% (мол.).
Сополимеры с большим и меньшим содержанием пропилена являются термопластами.
Содержание диеновых звеньев колеблется от 1 до 10% (мол.).
Насыщенность двойных сополимеров и малая ненасыщенность тройных обусловливает их
высокую озоно-, атмосфере- и теплостойкость, стойкость к перегретому пару, а
углеводородная природа каучука - высокую стойкость изделий к действию агрессивных сред (кислот,
щелочей, полярных растворителей, гидравлических жидкостей и др.).
Эти сополимеры характеризуются также высокими механическими, электрическими
показателями, трекингостойкостью, морозостойкостью, удовлетворительной стойкостью к
воздействию радиации, низкой плотностью.
Применение в качестве исходных мономеров этилена и пропилена, являющихся
многотоннажными продуктами нефтепереработки, определяет благоприятные экономические
показатели производства этих каучуков.
Коммерческие сорта ЭПК (СКЭП) и ЭПДК (СКЭПТ) различаются по молекулярной массе (ММ),
молекулярно-массовому распределению (ММР), вязкости по Муни, соотношению этилена и
пропилена в сополимере, микроструктуре, а СКЭПТ - также по типу и содержанию диена. В
качестве третьего мономера чаще всего используют ЭНБ, поскольку он позволяет сочетать
хорошую вулканизуемость и свойства конечных продуктов с приемлемой ценой. Маслонаполненные
каучуки выпускаются с содержанием масла (парафинового или нафтенового) от 15 до 100 масс,
ч. на 100 масс. ч. каучука.
: ЭПК выпускаются в виде гранул, крошки или прессованных кип по 20-30 кг.
j^f •& i. Получение этиленпропиленовых каучуков
Двойные и тройные этиленпропиленовые каучуки получают растворной полимеризацией с
использованием анионно-координационных катализаторов из галогенида переходного металла
и металлоорганического восстановителя, обычно алкила или галогеналкила алюминия.
Промышленное производство двойного этиленпропиленового каучука началось в конце 1961 г.,
а тройного этиленпропилендиенового сополимера - в 1963 г.
При полимеризации в растворе и суспензии используются реакторы с мешалками, в
которые этилен, пропилен и третий мономер загружаются либо в растворе, либо вводятся в реактор,
заполненный жидким пропиленом. После начала реакции при проведении процесса в растворе
этиленпропиленовый сополимер растворяется в растворителе, а при суспензионном процессе
остается в жидком пропилене в виде суспензии. В этих процессах используются большие
количества растворителей или разбавителей, содержание полимера в которых составляет 8-25% .
Этиленпропиленовые каучуки можно получать и газофазной полимеризацией.
Полупромышленная установка получения ЭПК этим методом производительностью 500 т/год была пущена в
1992 г. (фирма Union Carbide). Газообразные этилен и пропилен (в случае надобности ЭНБ)
подаются в реактор для проведения реакции в псевдоожиженном слое. В результате получается
твердый гранулированный продукт в газовой фазе. В качестве псевдоожижающей добавки
используется высокоструктурный печной техуглерод.
Этиленпропиленовые каучуки, получаемые газофазной полимеризацией, не подвергаются
сушке, поскольку при производстве не используются растворители, разбавители и вода. Этот
процесс позволяет получать каучуки от очень низкой до сверхвысокой молекулярной массы в
широком интервале составов. Присутствие псевдоожижающей добавки исключает хладотеку-
честь и липкость каучука даже с очень низкой вязкостью по Муни.
В нашей стране промышленное развитие получила (с 1967 г.) растворная полимеризация.
В табл. 1.8.1 приведены типы и марки двойных СКЭП и тройных СКЭПТ с ДЦПД и ЭНБ,
освоенных отечественной промышленностью. Данные о химическом составе этиленпропиленовых
каучуков и их физических свойствах приведены в табя 1.8.2 и 1.8.3.
1.8.1. Типы и марки этиленпропилендиеновых (СКЭПТ)
и этиленпропиленовых (СКЭП) каучуков
Тип каучука
СКЭПТ с ЭНБ
ТУ 2294-022-
05766801-2002
СКЭПТ с ЭНБ
ТУ 2294-022-
05766801-2002
Марка
30
40
40Д*
50
60
70
Эластокам
5408
Группа
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
I
II
III
IV
Вязкость
по Муни
МБ 1+4
100*С
25-35
36-45
46-55
56-65
66-75
42-51
52-61
62-72
73-83
125°С
-
-
-
-
-
-
-
-
-
Диен
Этилиден-
норборнен
_«—
—«_
—«_
_«_
—«—
Содержание звеньев, %
диена
масс.
3,0-5,0
5,1-8,0
8,1-10,0
3,0-5,0
5,1-8,0
8,1-10,0
3,0-5,0
5,1-8,0
8,1-10,0
3,0-5,0
5,1-8,0
8,1-10,0
3,0-5,0
5,1-8,0
8,1-10,0
8,0-10,0
МОЛ.
-
-
-
-
-
-
пропилена
масс.
40-47
40-47
40-47
40-47
40-47
33-37
мол.
-
-
-
-
-
-
1.8.1. Типы и марки этилвнпропилендиеновых (СКЭПТ)
и этиленпропиленовых (СКЭП) каучуков
Тип каучука
СКЭПТ с ЭНБ
ТУ 2294-022-
05766801-2002
СКЭПТ с ДЦПД
ТУ 2294-022-
05766801-2002
СКЭП
ТУ 2294-022-
05766801-2002
СКЭПТ
ТУ 38.103252-92
СКЭП
ТУ 38.103252-92
СКЭП-5
ТУ 38.103567-84
СКЭП-2
ТУ 38.103223-78
СКЭПТ-КП
ТУ 38.103626-87
Марка
Зластокам
5402
Эластокам
6402
Эластокам
6305
Эластокам
7505
30
40
40Д*
50
60
70
20
30
40
50
60
30
40
40Д*
50
60
70
40
50
60
40
50
60
230
240
250
260
60
70
80
Группа
I
II
III
IV
I
II
III
IV
I
II
III
IV
I
II
III
IV
-
-
-
-
-
-
—
_
-
_
_
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
Вязкость по Муни
МБ 1+4
ЮО'С
«
-
„
-
-
-
_
-
-
-
-
-
_
-
-
-
25-35
36-45
36-45
46-55
56-65
66-75
16-25
26-35
36-43
46-55
56-65
26-35
36-45
36-45
46-55
56-65
66-75
36-45
46-55
56-65
36-45
46-55
56-65
26-35
36-45
46-55
56-65
56-65
66-75
76-85
125°C
20-29
30-39
40-50
51-60
30-39
4(W9
50-60
61-70
45-54
55-64
65-75
76-85
55-64
65-74
75-85
86-95
-
-
-
-
-
-
_
_
-
_
_
-
-
-
-
-
_
-
-
-
_
-
-
-
-
-
-
-
-
-
Диен
Этилиден-
норборнен
_«_
— « —
— « —
Дицикло-
пентадиен
-
Дицикло-
пентадиен
-
-
Дицикло-
пентадиен
— « —
Содеожание звеньев
диена
масс.
1,0-3,0
1,0-3,0
4,3-5,7
4,3-5,7
5,8-7,2
-
5,8-7,2
-
-
-
-
мол.
-
-
-
-
-
-
-
-
-
0,3-0,6
1,3-1,9
%
пропилена
масс.
35-40
33-37
24-30
38-42
40-47
33-38
33-38
42-50
42-50
42-50
-
-
-
-
-
-
-
-
-
-
-
"
мол.
-
-
-
-
-
-
-
-
-
-
33-40
33-40
33-40
33-40
33-40
33-40
33-40
33-40
33-40
38-50
33-45
16-24
' Каучук с хорошими диэлетрическими свойствами (содержание водорастворимой части золы не более 0,05%).
15-5464
--3J5--
225
7"
I
S3
При нагревании этиленпропиленовых каучуке» юмг230*С возможно выделение в воздух
продуктов деструкции, содержащих предельные и непредельные углеводороды, оксид и
диоксид углерода. При внесении в открытое пламя этиленпропиленовые каучуки загораются без
взрыва и горят коптящим пламенем с выделением указанных продуктов.
Интенсивное термическое разложение каучуков марок СКЭП и СКЭПТ в инертной среде
начинается при 350°С. Максимальная скорость пиролиза наблюдается при 410—420°С.
Разложение завершается при 470-480°С. Продукт пиролиза- гомологи этана и этилена.
На воздухе температура разложения снижается приблизительно на 60°С.
1.8.2. Химический состав этиленпропиленовых качуков
Ингредиент
Зола
Ванадий
Летучие вещества (потеря
массы при сушке)
Спирто-толуольный экстракт
Содержание ингредиентов,
% масс, в каучуке
СКЭП
До 0,3
До 0,008
Не более
0,5-1,0*
До 5,0
СКЭПТ с ДЦПД,
СКЭПТ-Э с ЭНБ
До 0,2
До 0,008
До 0,5
До 5,0
Ингредиент
Стабилизатор:
агидол-2 (или ДФФД)
ирганокс-1010
Каучук
Содержание ингредиентов,
% масс, в каучуке
СКЭП
0,15-0,30
0,10-0,20
Более 94
СКЭПТ с ДЦПД,
СКЭПТ-Э с ЭНБ
0,15-0,30
0,10-0,20
Более 94
' В зависимости от марки каучука.
1.8.3. Физические свойства этиленпропиленовых каучуков
Показатель
Плотность, кг/м3
Содержание геля, % масс.
Характеристическая вязкость (толуол, 25°С), дм3/кг
Молекулярная масса, хЮ-3
Коэффициент полидисперсности (MJMn)"
Содержание диена, % масс.
Степень разветвления
Показатель преломления
1емпература стеклованиями
Температура текучести °С*2
Параметр растворимости, (МДж/м3)"2
Коэффициент теплопроводности, Вт/(мК)
Удельная теплоемкость, кДж/(кг-К)
Температурный коэффициент линейного расширения, (°С)-'
Скорость распространения звука (20°С, 1,7 МГц), м/с
Удельное объемное электрическое сопротивление*5, Омм
Диэлектрическая проницаемость*5
Тангенс угла диэлектрических потерь*5
Электрическая прочность*5, кВ/мм
Двойные сополимеры
860±10
До 3 (СКЭП)
До15(СКЭП-5)
1,3-2,2 (СКЭП)
70-150
2-3 (СКЭП)
-
-
1,4766-1,4776 (СКЭП)
-58+-66
-30 + 0 (СКЭП)
16,0-16,6*3
0,36
2,18
2,2-10-"
1600
5- Ю-13
2,1-2,2
(1-2J-10-3
28-32
Тройные сополимеры
860+10
До 6 (СКЭПТ)
До 2 (СКЭПТ-Э)
1,1-1,8(СКЭПТ-Э)
0,9-1,4 (СКЭПТ)
120-250
3-5 (СКЭПТ-Э)
Более 5 (СКЭПТ)
1,0-14,0
0,5-0,8 (СКЭПТ)
1,4800-1,4806 (СКЭПТ-Э)
1,4830-1,490 (СКЭПТ-ЭКП)
-58 + -66
-30 -=- 0 (СКЭПТ-Э)
16,2*"
0,19*5
2,34*5
2,2-10-4
1600
5-Ю-'3
2,1-2,2
(1-2)-10-3
28-32
*' Метод скоростной седиментации.
*г Термомеханический метод.
*3 Содержание пропилена в сополимере 41 % масс.
*4 Содержание пропилена в сополимере 47% масс.
*5 Ненаполненные вулканизаты.
1,8.2. Строение и свойства
этиленпропиленовых каучуков
Свойства ЭПК в значительной степени зависят от их состава. Лучшим комплексом
технических свойств обладают аморфные каучуки с содержанием 36-45% (мол.) пропилена
Однако когезионная прочность таких каучуков и смесей на их основе невысока.
Когезионная прочность каучуков определяется их способностью к ориентационной
кристаллизации и закономерно возрастает с увеличением содержания этилена в сополимере.
Исследования, проведенные рентгенографическим методом на сополимерах СКЭПТ-Э с
вязкостью по Муни около 70 и непредельностью 1,0-1,3% (мол.), показали, что с уменьшением
содержания пропилена с 37 до 19% (мол.) степень кристалличности его недеформированных
образцов повышается до 15%, при этом когезионная прочность сополимеров СКЭПТ-Э и
наполненных смесей на их основе возрастает (табл. 1.8.4).
О когезионной прочности можно судить по значениям напряжения при 400%-ном
удлинении, так как при изготовлении изделий резиновые смеси более высоким деформациям не
подвергаются.
В табл. 1.8.5 приведены данные по влиянию содержания пропилена на механические
свойства сырых каучуков. По мере увеличения содержания пропилена в сополимере условная
прочность при растяжении сырых каучуков понижается. При увеличении содержания пропилена в
сополимере с 17 до 35% (мол.) она уменьшается более чем на порядок.
Наличие кристаллической фазы су- „ „ , „
- 1.8.4. Влияние содержания кристаллической
щеСТВеННО ПОВЫШаеТ ТепЛОСТОИКОСТЬ фазы „ ненаполНе„„ь,х и наполненных образцах
СОПОЛИМероВ СКЭПТ-Э ВПЛОТЬ ДО Тем- СКЭПТ-Э на их когезионную прочность (напряже-
рературы ПЛаВЛеНИЯ 40-60°С. Так, При ние при 400%-ном удлинении)
|0вС условная прочность при растяже-
иии кристаллического образца
составляет 1,25 МПа, аморфного-0,43 МПа,
Ьи комнатной температуре 9,80 и
1,05 МПа соответственно (рис 1.8.1).
шнако при температурах выше
температуры плавления сополимера
кристаллический образец обладает более
folCOKOfl УСЛОВНОЙ ПРОЧНОСТЬЮ при ра- 'Скорость растяжения 200 мм/мин.
ряжении, чем аморфный. **50 маса ч- ™Углерода ™па HAF-
1.8.5. Влияние содержания пропилена в
сополимере на механические свойства сырых каучуков
СКЭПТ-Э
Содержание
кристаллической
фазы, %
0
3
5
10
15
Когезионная прочность, МПа*
Сополимеры
СКЭПТ-Э
0,3
1,7
2,0
2,3
2,8
Наполненные
смеси на основе
СКЭПТ-Э"
0,6
2,9
3,2
4,6
5,7
-60 -40 -20 О 20 40 60 80 100
Рис. 1.8.1.Зависимость условной
прочности /р при растяжении СКЭПТ-Э
аморфного (/) и с содержанием
кристаллической фазы 15% масс. (2) от
температуры испытания Т
Содержание
пропилена,
% (мол.)
17
20
23
27
32
32
35
дельность,
% (мол.)
1,46
1,56
1,32
1,60
1,44
1,58
1,55
ристическая
вязкость,
дм3/кг
1.81
2,30
2,13
2,18
2,30
2,90
2,30
Условная
прочность
при
растяжении, МПа
26,6
23,7
12,1
9,9
7,8
2,9
1,0
Относительное
удлинение при
разрыве, %
560
650
1000
900
1360
890
-
Относительное
остаточное
удлинение
после
разрыва,0/»
240
130
75
60
130
55
-
-v-J$fc»/"
227
J? В табл.1.8.6 приведены показатели свойств кауЧ)ИК€1б№резиновых смесей и пероксидных
вулканизатов на их основе с различным содержание пропилена.
Исследованные каучуки существенно различаются по размеру и числу этиленовых блоков
полимерной цепи.
Для СКЭП, содержащих 60% (мол.) пропилена, наиболее характерно наличие единичных
этиленовых звеньев: в них сосредоточено 30,2% масс, всего этилена и только 13,0% масс,
находятся в блоках, состоящих из пяти и более этиленовых звеньев.
В этиленпропиленовом каучуке, содержащем 43% (мол.) пропилена, блоки из двух звеньев
содержатся в 21,1 % масс, этилена, а 20,1 % масс, этилена представляет собой блоки из пяти и
более звеньев. В СКЭП с 22 % (мол.) пропилена преобладают блоки из трех этиленовых
звеньев, содержащие 13,2% масс, этилена. Содержание этилена в блоках из пяти и более звеньев
составляет уже 46,4% масс, в блоках из семи и более звеньев - 26,5% масс.
Как видно из табл. 1.8.6 наибольшей условной прочностью при растяжении и твердостью
обладают СКЭП с 22 % (мол.) пропилена, что связано с содержанием в нем значительного
количества этиленовых блоков, обуславливающих его кристалличность.
Наличие кристаллической фазы увеличивает относительную остаточную деформацию
после разрыва и сжатия и значительно снижает морозостойкость вулканизатов.
Наиболее высокой эластичностью по отскоку, меньшей остаточной деформацией после
разрыва и сжатия и лучшей морозостойкостью обладает аморфный этиленпропиленовый каучук,
содержащий 43% (мол.) пропилена.
1.8.6. Влияние содержание пропилена в сополимере на свойства
резиновых смесей и вулканизатов на их основе
Показатель
сырых СКЭГ
1,
Содержание пропилена, % (мол.)
60 | 43 22
Свойства каучуков
Содержание этиленовых блоков в полимерной цепи, состоящих
из пяти и более этиленовых звеньев, % масс.
Вязкость по Муни МБ 1+4 (100°С)
Жесткость, кН
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
13,0
96
14
0,8
150
28,1
82
15
0,9
140
46,4
105
14
3,3
740
Свойства резиновых смесей
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
1,0
130
1,1
180
3,6
650
Свойства вулканизатов
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва, %
Относительная остаточная деформация после сжатия (100°С, 24ч,
20% сжатия), %
Эластичность по отскоку, %:
при 20°С
приЮ0°С
Твердость по ТМ-2, усл. ед.
Коэффициент морозостойкости по эластическому восстановлению:
при-40"С
при -50°С
Температура стеклования (Гс), "С
10,0
24,0
620
18
30
46
52
60
0,55
0,12
-54,5
12,0
25,0
540
8
23
50
58
66
0,59
0,42
-62,5
20,0
30,0
430
24
47
47
54
80
0,17
0,06
-56,5
5° % (МОЛ.)
Рис. 1.8.2. Зависимость температуры
стеклования 7*с сополимеров СКЭП от содержания
пропилена С„
Рис. 1.8.3. Зависимость коэффициента
морозостойкости К резины из СКЭП при — 40"С
(/) и —50*С (2) от содержания пропилена Сп
На рис. 1.8.2 приведена зависимость температуры стеклования от содержания пропилена в
этиленпропиленовых сополимерах. С уменьшение количества пропилена в сополимере
приблизительно до 40% (мол.) его температура сначала снижается, а затем начинает повышаться.
Аномальное изменение температуры стеклования сополимера объясняется увеличением его
степени кристалличности, ограничивающей сегментальную подвижность, что отражается и на
морозостойкости резин (рис. 1.8.3). С уменьшением содержания пропилена в сополимере
приблизительно до 40% (мол.) морозостойкость резин повышается, а затем начинает снижаться (в
соответствии с повышением температуры стеклования). В результате увеличения степени
кристалличности сополимера усиливается межмолекулярное взаимодействие.
1.3,3, Технологические свойства
этиленпропиленовых каучуков
Макромолекулы двойных этиленпропиленовых каучуков имеют линейное строение. В
процессе синтеза тройных сополимеров по второй двойной связи диенового мономера могут
протекать побочные реакции, что приводит к образованию разветвленных и сшитых сополимеров.
tan, активности двух двойных связей дициклопентадиена различаются незначительно, вслед-
4твие чего возникает значительная разветвленность и даже образуется гель.
; Макромолекулы сополимеров СКЭПТ-Э имеют меньшую разветвленность, чем
макромолекулы СКЭПТ, что подтверждается данными рис. 1.8.4, на котором приведена зависимость жест-
^Ьсти от характеристической вязкости сополимеров СКЭПТ, СКЭПТ-Э и СКЭП при изменении в
^ироких пределах их коэффициента полидисперсности, непредельности и состава,
s Расположение прямых в системе координат определяется главным образом различием в
степени разветвленности сополимеров.
Вследствие разветвленности макромолекул сополимеры СКЭПТ и СКЭПТ-Э при более
широком ММР имеют меньшую характеристическую вязкость, чем сополимеры СКЭП.
? Разветвленность заметно влияет и на реологические свойства полимеров. Аномалия вязко-
й"и сильнее выражена у более разветвленных сополимеров СКЭПТ (с ДЦПД), слабее у СКЭП-Э
(с ЭНБ) и еще слабее у линейных сополимеров СКЭП. Показатель текучести, характеризующий
степень отклонения течения сополимера от ньютоновского, составляет 0,25 для СКЭПТ, 0,49
Для СКЭПТ-Э и 0,66 для СКЭП (табл. 1.8.7).
Значительные различия в аномалии вязкости двойных и
тройных каучуков обусловливают и различия пластоэласти-
ческих и технологических свойств каучуков и резиновых
смесей на их основе.
Разветвленные тройные сополимеры по сравнению с
двойными при одинаковой вязкости по Муни обладают
меньшими характеристической вязкостью и пластичностью,
но большими жесткостью и эластическим
восстановлением. Вследствие большей эффективной вязкости при
низких скоростях сдвига (и меньшей при высоких у тройных
сополимеров) отсутствует хладотекучесть и они лучше
обрабатываются на вальцах, чем каучуки СКЭП.
Поскольку двойные каучуки СКЭП не пластицируются
при температурах переработки, что обусловлено линейным
строением полимерных цепей, их свойства определяются
молекулярными параметрами исходного сополимера. В
случае двойных ЭПК, помимо ММ и ММР, определенное
влияние на технологические свойства каучуков оказывает
и композиционная неоднородность. Для достижения
хорошей обрабатываемости каучука на вальцах недостаточно
иметь широкое ММР, а необходимо также, чтобы
содержание пропилена в высокомолекулярной фракции было
пониженным. Такой структурой обладают сополимеры
СКЭП-5. Они не хладотекучи и лучше обрабатываются по
сравнению с сополимерами СКЭП.
1.8.7. Технологические свойства этиленпропиленовых каучуков
Показатель СКЭП СКЭПТ-Э с ЭНБ СКЭПТ с ДЦПД
Свойства каучуков
Вязкость по Муни МБ 1+4 (100°С)
Жесткость (ГОСТ 10201-75), Н
Эластическое восстановление, мм
Пластичность (ГОСТ 415-75)
Показатель текучести при 100°С
Характеристическая вязкость (толуол, 25°С), дм3/ кг
Способность к пластикации
Клейкость
Адгезия к металлу
Выделение летучих при обработке
Способность к смешению
36-65
2,5-10,0
0,5-2,0
0,35-60,0
0,66*
1,3-2,2
При длительном
вальцевании (3 ч,
40-100°С) не плас-
тицируется
26-75
3,0-12,0
1,0-3,2
0,25-0,60
0,49*
1,1-1,8
26-75
5,0-18,0
2,2-4,0
0,20-0,45
0,25*
0,9-1,4
В режимах изготовления и
переработки резиновых смесей пластицируется
незначительно
Не обладают конфекционной клейкостью
Не прилипают к валкам вальцев и ротору резиносмесителя
Незначительное
Легко смешиваются с ингредиентами
Свойства резиновых смесей
Вязкость по Муни МБ 1+4 (100°С)
Жесткость, Н
Эластическое восстановление, мм
Пластичность
Показатель текучести при 80°С
70-140
8-19
0,8-1,9
-
0,38*
50-120
9-27
1,0-3,0
0,27-0,45
0.32*
440-110
10-40
1,6-4,0
-
0,19*
* Вязкость каучука по Муни -46 (СКЭП, СКЭПТ, СКЭПТ-Э 1 группы)
Рис 1.8.4. Зависимость жесткости
G от характеристической
вязкости Т| (толуол, 25"С) сополимеров
СКЭПТ (1), СКЭПТ-Э (2) и
СКЭП (3) [коэффициент
полидисперсности сополимеров СКЭПТ,
СКЭПТ-Э и СКЭП составляет
3,8-14,0, 2,8-12,0 и 1,4-10,0 со-
отвсттвенно; содержание пропилена
33-40, 33-40 и 33-50% (мол.)
соответственно, непредельность
СКЭПТ - 1,3-1,9% (мол.),
СКЭПТ-Э - 0,9-1,6 % (мол.), у
СКЭП — отсутствует]
i ройные n\ ii\ при оораоотке на вальцах и в резиносмесителих ирам ичвычи пс i и юь. п 4vVy«,,™,
поэтому при изготовлении резиновых смесей следует учитывать их исходную вязкость по Муни,
поскольку она не меняется в процессе пластикации.
ЭПК сравнительно легко смешиваются с ингредиентами, особенно с техуглеродом, и
удовлетворительно обрабатываются на обычном оборудовании резинового производства. Наиболее
эффективное смешение каучука с ингредиентами в резиносмесителе происходит при
коэффициенте заполнения смесителя 100-115%, что составляет соответственно 82-86% от теоретического
объема смесителя (75% теоретического объема составляет 100% заполнения).
В резиновых смесях из ЭПК отсутствует конфекционная клейкость, поэтому они не
прилипают к валкам и ротору резиносмесителя. С повышением температуры вязкость по Муни ЭПК и
их смесей с техуглеродом (в отсутствие вулканизующих агентов) резко снижается , т.е. каучук
обладает высокой термопластичностью. Смеси с вязкостью по Муни 50-60 удовлетворительно
вальцуются, шприцуются, каландруются, формуются. Оптимальная температура шприцевания
и каландрования составляет 90-120°С.
.Вследствие плохой совместимости ЭПК с высоконепредельными каучуками при
изготовлении смесей на их основе необходима тщательная очистка оборудования после переработки на
нем высоконепредельных каучуков.
1.8.4, Переработка этиленпропиленовых каучуков
Двойные сополимеры вулканизуются в присутствии органических пероксидов. Ниже
приведены наиболее распространенные в промышленности пероксидные вулканизующие системы:
Пероксид кумила (продукт ПДК, ТУ 38.40255-83);
Луперко 130 XL (активность 45%) - 2,5-диметил-2,5-<5ис(грег-бутилперокси)гексин-3;
Луперко 230 ХЦ активность 50%) - л-бутил- 4,4-<5ис(грег-бутилперокси)валерат;
Перкодокс12/40 (активность 40%)-4,4,4,4-тетракис(грег-бутилперокси-2,2-дициклогексил-
пропан);
Перкодокс 14/40 (активность 40%), Пероксимон Р-40(активность 40%) - 1,3-бис(трет-6у-
тилпероксиизопропил)бензол;
Тригонокс 17/40 (активность 40%) - л-бутил-3,3-бис(грег-бутилперокси)бутират;
Тригонокс 29/40 (активность 40%)-1,1-бис(грег-бутилперокси)-3,3,5-триметилциклогексан;
Перкодокс ВС-40(активность 40%) - <5ис(а,а-диметилбензол)пероксид.
При применении пероксидов Перкадокс 12/40, Тригонокс 17/40, Тригонокс 29/40 резины с
вьюокими механическими показателями получаются уже при температуре вулканизации 120-130°С.
Однако вследствие высокой склонности резиновых смесей к подвулканизации их
использование в производстве РТИ ограничено. Наиболее широкое применение в промышленности
для вулканизации каучуков СКЭП находят пероксиды Пероксимон F-40 и Перкодокс 14/40.
Комбинация пероксидов Пероксимон F-40 и Тригонокс 29/40 позволяет проводить
вулканизацию при 143°С.
Особенностью пероксидной вулканизации ЭПК является возможность проведения этого
процесса при высоких температурах без реверсии свойств резин. Это используется при
вулканизации профильных изделий из СКЭП в расплаве солей при 220-240°С.
Для исключения возможности протекания побочных реакций и повышения степени
структурирования резин из СКЭП в резиновые смеси добавляются соагенты - сера, хиноны,
насыщенные соединения (дималеимиды, триаллилцианурат, бифурон ПЭ и др.)
Ненасыщенные полифункциональные соединения способствуют повышению степени
структурирования, обеспечивая образование более одной сшивки на молекулу пероксида. Однако
эти соединения менее эффективны в реакциях подавления деструкции, чем сера и хиноны.
Тройные сополимеры вулканизируются серой
обычными методами с применением различных ускорителей.
Наиболее широко используются тиурамсульфиды и ди-
тиокарбаматы в комбинации с тиазолами в качестве
вторичных ускорителей. Обычные дозировки серы
составляют 1,5-2,0 масс. ч. В качестве активатора используется
оксид цинка. При вулканизации ЭПК с ЭНБ серой и суль-
фенамидными ускорителями последние активируются ди-
фенилгуанидином.
Реакционная способность и расположение двойной
связи в макромолекуле этиленпропиленового каучука
обусловливает значительные различия в скорости
вулканизации резиновых смесей и характере поперечных
связей в вулканизатах. Большая скорость вулканизации
сополимеров СКЭПТ-Э (с ЭНБ) обусловлена повышенной
реакционной способностью атома водорода в а
-положении к двойной связи.
Тройные сополимеры с различными диенами
структурируются с образованием на начальной стадии
вулканизации полисульфидных связей, которые затем
распадаются на моносульфидные. Однако, если заметный
распад полисульфидных связей в сополимере СКЭПТ-Э
(с ЭНБ) начинается при степени структурирования
около 80%, то в сополимере СКЭПТ (с ДЦПД) реверсия
полисульфидных связей наблюдается при степени
структурирования около 30%. Отсутствие заметной реверсии
полисульфидных связей в сополимерах СКЭПТ-Э
практически до оптимума вулканизации и распад их в
начале структурирования в сополимерах с ДЦПД является
одной из причин высокой скорости сшивания сополимеров СКЭПТ-Э сероускорительными
системами (рис 1.8.5).
Тройные сополимеры структурируются также серодонорными, смоляными, хиноидными
системами, пероксидами и при радиационной вулканизации.
Озоно-, атмосферостойкость, стойкость к полярным растворителям и высокая
морозостойкость не зависят от используемых вулканизующих систем. Однако эти системы значительно
влияют на механические свойства вулканизатов, остаточные деформации при сжатии,
теплообразование и теплостойкость.
Для большинства тройных ЭПК скорость вулканизации ниже, чем для бутадиенстирольного
каучука (БСК). ЭПК с ЭНБ с высокой непредельностью (около 13% масс.) по скорости
вулканизации не уступают БСК.
Обычные вулканизующие системы состоят из 1,5 масс. ч. тиурама (или дитиокарбамата),
0,5 масс. ч. тиазола и 1,5-2,0 масс. ч. серы. При изготовлении формовых деталей происходит
выцветание ингредиентов вулканизирующей системы. Выцветание не наблюдается при
вулканизации изделий паром.
При использовании вулканизующих систем с обычным содержанием серы (1,5-2,0 масс, ч.)
количество тиурамных и дитиокарбаматных ускорителей должно контролироваться.
Тетраметил- и тетраэтилтиурамдисульфиды (тиурам Д и тиурам Е), детраметилтиураммо-
носульфид(тиурам ММ), диметил- и диэтилдитиокарбаматы цинка (карбамат МЦ и карбамат
ЭЦ) должны использоваться (для исключения выцветания) в количестве ниже 0,8 масс. ч. Выц-
зо мин
Рис.1.8.5. Кинетика серной
вулканизации при 160*С (на реометре
100 фирмы «Монсанто») нена-
полненных резиновых смесей на
основе СКЭПТ, содержащего эти-
лиденнорборнен (/), гексадиен-
1,4 (2) и дициклопентадиен (3):
степень структурирования
резиновой смеси за время / (здесь М . и
— минимальный и максималь-
ныи крутящие моменты, 14. —
текущее значение крутящего момента
во время (от начала записи
кинетики вулканизации)
232
ветания можно избежать также при использовании 2 масс. ч. дибугилдитиокарбамата цинка (кар-
баматБЦ) и N.N-дитиоморфолилдисульфида (ДТМ).
Для высокотемпературной вулканизации эффективна следующая система (масс, ч.): тиу-
рам Д -0,7; карбамат БЦ-1,5; альтакс - 3,0 и сера - 0,3.
Бромметилированные фенольные смолы в сочетании с дихлоридом олова позволяют
получать вулканизаты с удовлетворительными механическими свойствами. Однако смоляные
системы вулканизации по теплостойкости одинаковы с серодонорными системами.
Пероксидная вулканизация тройных этиленпропиленовых сополимеров применяется при
изготовлении изоляционных материалов и шланговых резин в производстве кабелей и
проводов. По теплоскойкости при высоких температурах пероксидная система вулканизации тройных
сополимеров превосходит серодонорную.
ЭПК имеют высокую степень наполнения и легко воспринимают большие дозировки
наполнителей и масел. Наилучшими усилителями являются различные марки печного техуглерода.
Канальный техуглерод, имеющий кислую реакцию, применяется значительно реже. Для
получения светлых резин можно применять аэросил, белые сажи, мел, липотон, микротальк, каолин
и другие минеральные наполнители.
Для получения резин с повышенной огнестойкостью (меньшими плотностью дыма и
токсичностью продуктов горения по сравнению с резинами на основе полихлоропрена) в качестве
огнестойкого наполнителя вводят гидроксид алюминия или гидроксид магния (до 200 масс. ч.
на 100 масс. ч. полимера).
В качестве пластификаторов ЭПК применяются парафиновые и нафтеновые масла.
В табя 1.8.8 сравниваются свойства различных типов этиленпропиленовых каучуков с
одинаковой вязкостью по Муни, но с различными непредельностью и ММ. С увеличением ММ
(характеристической вязкости tj) сополимеров СКЭПТ-Э при близких их значениях
непредельности (образцы 1, 3, 5) возрастает скорость вулканизации резиновых смесей, а также условная
прочность при растяжении, эластичность по отскоку и износостойкость резин.
Вулканизаты на основе СКЭПТ-Э и СКЭПТ характеризуются высоким сопротивлением
тепловому старению при 100-150°С, причем коэффициент теплового старения по
сопротивлению разрыву в широком интервале температур изменяется в значительно меньшей
степени, чем коэффициент теплового старения по относительному удлинению, что
свидетельствует о преобладании процессов структурирования над деструкцией при тепловом
старении этих вулканизатов.
С увеличением непредельности сополимеров СКЭПТ-Э с близкой вязкостью по Муни
(образцы 2-4) возрастает скорость вулканизации резиновых смесей и снижаются сопротивление
тепловому старению и морозостойкость вулканизатов.
Сополимеры СКЭПТ-3 обусловливают более высокую скорость вулканизации резиновых
Смесей и меньшее накопление остаточной деформации резин при сжатии по сравнению с
сополимерами СКЗПТ. Вулканизаты из СКЭПТ-Э имеют меньший коэффициент теплового старения
по относительному удлинению, но больший коэффициент теплового старения по прочности
При растяжении и накоплению остаточной деформации при сжатии, чем вулканизаты из СКЭП,
что связано частично с различиями в их рецептах.
Тройные ЭПК хорошо совулканизуются с бутилкаучуком. СКЭПТ с высоким и очень высоким
Содержанием ЭНБ могут в присутствии обычных серных систем совулканизоваться с диеновы-
§wi эластомерами (табл. 1.8.9). Такие каучуки применяются в смесях с НК, БСК и другими
полимерами для улучшения их озоно-, погодо- и теплостойкости.
Если серная вулканизация не имеет решающего значения или требуется применение перок-
сидных систем, то рекомендуется использовать более дешевые сорта каучука с низким
содержанием ЭНБ или каучуки с ДЦПД. Такие сополимеры применяются также для модификации
пластмасс и битумов.
/Г* 1.8.8. Свойства этиленпропиленовых каучуков и вулканизатов на их основе
Показатель
СКЭПТ-Э, номер образца
1
2
I 3
«
5
скэпт
скэп
Свойства каучуков
Вязкость по Муни МБ 1+4 (100°С)
Непредельность, % (мол.)
Характеристическая вязкость (гексан, 20"С)
Коэффициент лолидисперсности
Жесткость, Н
Эластическое восстановление, мм
Пластичность (ГОСТ 415-75)
19
1,50
1,18
-
2,7
-
0,58
46
1,03
1,60
3,9
5,1
1,3
0,51
46
1,50
1,53
3,8
6,25
1,5
0,46
46
2,6
1,24
4,5
8,5
2,9
0,35
160
1,58
2,80
4,1
30,0
4,0
0,15
46
1,85
1,30
12,7
10,2
3,7
0,27
46
-
1,65
2,7
3,5
0,5
0,67
Свойства вулканизатов
Температура вулканизации, "С
Продолжительность вулканизации, мин
Условное напряжение при 300%-ном удлинении,
МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после
разрыва, %
Коэффициент сопротивления тепловому старению
(150°С,72ч):
по сопротивлению разрыву
по относительному удлинению при разрыве
Относительное остаточное удлинение после сжатия
(100°С, 24ч, 20%-ное сжатия), %
Эластичность по отскоку, %:
при 20°С
при 100°С
Истираемость на приборе Шоппера, мм3/м
Коэффициент морозостойкости при -35°С
143
20
15,0
21,0
400
20
-
62
42
50
38
0,59
143
30
16,6
23,3
400
18
0,82
0,39
41
46
51
27
0,60
143
15
16,7
23,2
405
20
0,84
0,32
37
45
52
29
0,58
134
15
16,6
22,4
400
20
0,68
0,15
-
46
54
32
0,42
143
7
19,0
30,8
450
19
-
52
54
64
24
0,60
150
30
13,6
24,4
490
24
0,72
0,27
70
47
52
26
0,56
150
60
15,1
26,2
450
10
0,46
0,88
30
49
58
25
0,64
1.8.9. Свойства вулканизатов на основе комбинации СКЭПТ-Э2
с каучуками общего назначения (СКС-ЗОАРК и СКИ-3)
Содержание каучуков, масс. ч.
СКЭПТ-Э2
100
50
20
-
50
25
-
СКС-30 АРК
_
50
80
100
-
-
-
СКИ-3
_
_
-
-
50
75
100
Условное
напряжение
при 300%-ном
удлинении, МПа
23
19
18
15
15
14
17
Условная
прочность
при
растяжении, МПа
28
24
28
. 31
20
22
27
Относительное
удлинение
при
разрыве, %
410
390
410
490
390
440
460
Относительное
остаточное
удлинение
после разрыва, %
17
13
15
13
20
22
22
234
1,8*5* Свойства вулианизатов
на основе этиленпропиленовых каучуков
Состав стандартных вулканизатов на основе ЭПК разных типов и их вулканизационные
характеристики приведены в табл. 1.8.10 и 1.8.11.
Механические свойства ненаполненных и наполненных вулканизатов ЭПК приведены в
табл. 1.8.12 и 1.8.13.
Высокая озоностойкость ЭПК иллюстрируется данными табл. 1.8.14.
В табл. 1.8.15 и 1.8.16 приведены коэффициенты газопроницаемости вулканизатов на
основе СКЭП и СКЭПТ, а также коэффициенты их диффузии и растворимость.
Стойкость резин на основе этиленпропиленовых каучуков в агрессивных средах. Стойкость
резин оценивается по их способности к набуханию в различных низкомолекулярных
жидкостях, что проявляется в изменении физико-механических свойств резин (табл. 1.8.17-1.8.22).
1.8.10. Содержание ингредиентов (% масс, на 100 масс. ч. каучука)
в стандартных вулканизатах на основе различных этиленпропиленовых каучуков
Ингредиенты
Стеариновая кислота техническая
Белила цинковые
Тиурам
Каптакс
Сера техн.
Пероксид кумила
Техуглерод П-324
' Температура вулканизации, °С
Продолжительность вулканизации, мин
СКЭПТ-Э с ЭНБ
группа 1 | группа 2 | группа 3
Непредельность, % масс.
3,0-5,0
1,0
5,0
1,5
0,5
2,0
-
50,0
143+1
20,30
5,1-8,0
1,0
5,0
1,5
0,5
2,0
-
50,0
134±1
20,30
8,1-10,0
1,0
5,0
1,5
0,5
2,0
-
50,0
134+1
20,30
СКЗПТ
1,0
5,0
1,5
0,5
2,0
-
50,0
151+1
20,30
СКЭП
-
3,0
-
-
0,4
3,0
50,0
151+1
30, 40, 60
Примечание. Смесь на основе СКЭПТ-Э с непредельностью 4,8-5,2% масс, вулканизуется при 134 и 143°С.
1.8.11. Вулканизационные характеристики стандартных резиновых смесей
этиленпропиленовых каучуков (реометр 100, фирма "Монсанто")
Вулканизационная
характеристика
'. Температура вулканизации, °С
Ч*,.ДН-м
мв„,дн-м
W^-MJ.flH-M
гс|,мин
tx, мин
/и, мин
tK, мин
■Я,-100/(^-7,), мин-'
СКЭПТ-Э с ЭНБ 1-3 группы
134
2,6-5,3
26-35
22-31
3,4-6,0
13,6-26,0
19,2-36,5
48-100
1,0-2,4
143
2,5-6,0
26-34
22-30
2,0-4,0
6,0-11,0
9,0-15,5
25-45
2,4-4,4
151
3,0-5,0
27-34
23-30
1,6-2,4
4,4-6.0
6,0-9,2
16,8-25,0
4,5-6,6
175
1,7-4,9
23-31
22-28
0,8-1,2
1,5-2,2
1,9-2,8
3,5-6,0
20-36
СКЭПТ с
дцпд
151
2,5-5,0
21-29
17-25
3,5-5,0
15-28
22-45
56-95
1,1-1,9
СКЗП-550
(вязкость по Myни 50)
151
4,2
18,0
13,8
3,5
19,2
28,0
59,0
1,8
175
4,0
16,0
12,0
1,3
3,2
3,9
6,5
19,2
Цсловные обозначения: Мш Mmia - минимальный и максимальный крутящие моменты, дНм; (/Wmjx - iWmiri) - степень
Структурирования, дНм; Я„ ■ Ю0/(г9о - г,) - показатель скорости вулканизации, %/ мин; /, - время начала
вулканизации, мин; Ги fe5 tM- время достижения 50%-ной, 65%-ной, 90%-ной степени структурирования от значения
<W-HKJ
' 1.8.12. Механические свойства ненаполменных вуяканизатов на основе
двойных и тройных сополимеров
Показатель
Условное напряжение при
300%-ном удлинении при
20°С, МПа
Условная прочность при
растяжении, МПа:
при 20°С
при100°С
Относительное удлинение
при разрыве, %:
при 20°С
при100°С
Относительная остаточная
деформация после разрыва
при 20°С, %
Двойной
сополимер*
0,5-1,0
2,0-3,0
1,0-1,5
400-650
150-200
10-20
Тройной
сополимер*
0,5-1,5
3,0-7,0
0,5-2,5
400-650
200-300
10-25
Показатель
Твердость по Шору А:
при 20"С
при100°С
Эластичность по отскоку, %:
при 20°С
при100"С
Сопротивлении раздиру
Лри 20°С, кН/м
Температура хрупкости,"С
Коэффициент
морозостойкости при растяжении
(ГОСТ 408-78):
при-35°С
при -45°С
Двойной
сополимер*
40-45
42-49
60-65
62-70
4-5
Ниже -75
0,55-80
0,40-0,55
Тройной
сополимер*
48-55
45-55
56-66
68-68
6-10
Ниже -75
0,40-0,55
0,25-0,37
* Стандартный рецепт без техуглерода.
1.8.13. Механические свойства наполненных вулканизатов стандартных смесей
на основе этиленпропиленовых каучуков
Показатель
Условное напряжение при 100%-ном удлинении
при 20°С, МПа
Условное напряжение при 300%-ном удлинении
при 20"С, МПа
Условная прочность при растяжении, МПа:
при 20°С
при 100°С
Относительное удлинение при разрыве, %:
при 20°С
при 100°С
Относительная остаточная деформация после разрыва
при 20°С, %
Твердость по Шору А:
при 20°С
при100°С
Эластичность по отскоку, %:
при 20"С
при100°С
Сопротивлении раздиру, кН/м:
при 20"C
приЮО'С
Истираемость при 20°С:
по Грассели, см3/(кВтч)
на приборе Шоппера, мм3/м
Температура хрупкости, °С
Коэффициент морозостойкости по эластическому
восстановлению (ГОСТ 13808-79):
при -35"С
при -40°С
лри-45"С
Динамический модуль £, МПа
Модуль внутреннего трения, МПа
Изменение показателей при термическом старении
(150"С,72ч),%:
ло прочности лри растяжении
по относительному удлинению
Остаточная деформация сжатия (24 ч, 100°С, 20%), %
скэп
1,5-3,0
9,0-15,0
20,0-26,0
8,0-12,0
400-600
20-400
6-20
62-70
60-68
42-52
45-55
40-55
20-25
160-250
20-40
Ниже -75
0,40-0,60
0,20-0,35
-
-
-(30-40)
-(5-15)
20-30
СКЭПТсДЦПД
3,0-5,0
11,0-17,0
20,0-26,0
8,0-12,0
380-550
200-300
12-30
72-78
68-75
40-52
42-58
40-50
25-30
220-320
25-40
Ниже -75
0,26-0,66
-
-
-(10-20)
-(50-70)
60-70
СЭПТ-3 с ЗН6
3,5-5,0
12,0-16,0
20,0-26,0
8,0-12,0
350-500
250-300
12-24
72-78
68-75
42-52
44-60
40-50
25-30
200-300
25-40
Ниже -75
0,40-0,60
0,22-0,45
10,6-13,0
3,5-4,0
-(10-20)
-(50-65) 1
40-60* I
'СКЭПТ-Э 1-й группы.
1.8.14. Озоностойкость вулканизатов
Каучук
скэп
скэпт
Концентрация озона, %
0,2
0,4
0,0015
0,015
0,2
0,02
0,02
Растяжение
образца, %
50
30
30
25
-
-
20
Температура
испытания, "С
20
22
40
50
80
80
38
Продолжительность
испытания,
мин
3200
600
660
12000
120
120
12 000
Характер разрушения
Трещины не наблюдаются
Поверхность клейкая
Трещины не наблюдаются
Механические показатели практически
не меняются, трещины не наблюдаются
Тоже
—«—
—«—
1.8.15. Коэффициенты газопроницаемости вулканизатов СКЭП
при различных температурах
Температура, "С
30
50
70
80
30
50
70
80
Коэффициент газопроницаемости, м!/(Па-с)
Воздух
н.
°,
N,
Ненаполненные вулканизаты
160-10""
-
899-10""
1474-10-"
36710-18
938-10-"
176-10-1«
2762-10-'»
328-10-"
835-10-"
154.10-"
2467-10-"
116-10-"
347-10-"
739-10-"
1226-10-"
Вулканизаты, наполненные 50 масс. ч. техуглерода П324
-
-
-
-
448-10"11
842-10-"
1386-10-"
1998-10-"
-
217-10-"
490-10-"
956-10-"
-
186-10-"
484-10-"
673-10-"
1.8.16. Коэффициенты газопроницаемости, диффузии и растворимость газов
цля ненаполненных вулканизатов на основе СКЭПТ при ЗО'С
Показатель
Коэффициент газопроницаемости, м2/(Пас)
Коэффициент диффузии, мг/с
Растворимость, кПа-1
N,
65,2-10-"
0,8-10"*
8,15
Газ
°г
195-10-"
1.5-10-*
13,3
со,
836-10-"
1,1 Ю-2
72
jr 1
1.8.17. Стойкость типичных резин на основе этиленпропиленовых каучуков
в различных агрессивных средах
а
Среда
1
10
ш ее
=3" ас
«о
IV
2 &
,-Р
-ё
1|
=■ §
°5
Альдегиды
Ацетальдегид
Бензальдегид
Формальдегид
Формальдегид
100
100
40
40
25
23
23
80
Неуст.
Огр.
Уст.
Неуст.
Амины
Анилин
Анилин
Диметилформамид
Карбамид (мочевина)
Татрамин
Триэтаноламин
100
2
100
100
100
100
70
50
50
50
100
50
Уст.
Неуст.
Уст.
Уст.
Неуст.
Уст.
Ангидриды
Сернистый
Уксусный
Хромовый
Хромовый
100
100
з
3
20
23
20
80
Уст.
Уст.
Огр.
Неуст.
Вода
Дистиллированная
Морская
Питьевая
Пресная
Хлорная
100
100
100
100
100
Водные распоры соле
Бисульфит натрия
Нитрат аммония
(калия, натрия)
Нитрат калия
Перборат натрия
Перманганат калия
Перхлорат натрия
Сульфат алюминия (натрия,
никеля, цинка, меди, железа,
магния)
Сульфид натрия
Сульфит натрия
Тиосульфат натрия
Фосфат натрия
Хлорид алюминия (бария,
железа, кальция, магния,
меди, натрия, олова)
30
Насыщ.
25
2
5
20
Насыщ.
15
25
25
24
Насыщ.
95
95
70
100
90
Уст.
Уст.
Уст.
Уст.
Неуст.
»
90
80
80
50
50
70
90
80
80
80
70
90
Уст.
Уст.
Уст.
Уст.
Уст.
Уст.
Уст.
Уст.
Уст.
Уст.
Уст.
Уст.
Галогены и галогеносодержащие соединения
Дихлорэтан
Иод
Тетрахлорид углерода
Хлор (жидкий)
Хлор (сухой)
Хлор(влажный)
Этилхлорид
Этиленхлорид
Хлороформ
Эпихлоргидрин
100
100
100
100
100
60
100
100
100
100
20
20
20
23
70
70
23
23
20
20
Огр.
Уст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Огр.
Среда
о» ее
9 X
та о
ш -
с; та
2 £
« £
1|
=■'5
°е
Гидроксиды
Аммония
Аммония
Бария
Кальция (калия, натрия)
Кальция (калия, натрия)
Кальция (калия, натрия)
25
50
20
100
100
100
23
90
70
20
80
110
Уст.
Огр.
Уст.
Уст.
Огр.
Уст.
Кетоны
Ацетон
Ацетон
Ацетон
Метилэтилкетон
Циклогексанон
100
100
100
100
100
100
50
60
23
23
20
23
Огр.
Уст.
Уст.
Уст.
Огр.
Уст.
Кислоты
Азотная
Азотная
Азотная
Бензойная
Борная
Бромистоводородная
Винная
Иодистоводородная
Дубильная
Кремнефтористоводородная
Кремнефтористоводородная
Лимонная
Молочная
Молочная
Монохлоруксусная
Муравьиная
Мышьяковая
Оксалиновая
Олеиновая
Салициловая
Серная
Соляная
Стеариновая
Тиогликолевая
Уксусная
Уксусная
Фенолсульфоновая
Фосфорная (орто)
Фтористоводородная
Хлорсульфоновая
Хлорукусная
Хлорукусная
Хромовая
Цитроновая
Щавелевая
30
30
60
2
100
66
100
100
Конц.
Конц.
Конц.
100
100
80
60
100
20
10
100
0,25
10
35
100
Конц.
100
100
10
60
40
50
100
40
15
100
100
20
70
20
20
20
60
20
23
100
20
100
70
20
20
50
20
70
70
100
80
20
20
20
50
70
120
70
100
23
20
23
20
20
90
70
Огр.
Неуст.
Неуст.
Уст.
Уст.
Уст.
Огр.
Уст.
Неуст.
Уст.
Огр.
Уст.
Уст.
Уст.
Неуст.
Уст.
Уст.
Уст.
Огр.
Неуст.
Уст.
Уст.
Огр.
Неуст.
Уст.
Огр.
Уст.
Уст.
Уст.
Неуст.
Уст.
Неуст.
Неуст.
Уст.
Уст.
1.8.17. Стойкость типичных резин на основе этиленпропиленовых каучуков
в различных агрессивных средах (продолжение)
ч
Среда
Й
и
1|
Масла
Касторовое
Кукурузное
Льняное
Льняное
Хлопковое
100
100
100
100
100
100
100
100
80
100
Уст.
Уст.
Уст.
Неуст.
Уст.
Нефть и нефтепродукты
Асфальт
Бензин
Бутадиен
Глицерол
Гексан
Гексалин
Декалин
Диоксан
Изооктан
Керосин
Ксилен
Ксилол
Нафталин
Нефть
Нитробензол
Пиридин
Пропан
Тетрагидрофуран
Толуол
Фенол
Фурфурол
Хлорбензол
Циклогексан
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
20
23
23
23
20
60
80
23
70
23
20
70
20
23
20
23
23
23
20
20
20
23
Неуст.
Неуст.
Неуст.
Уст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Неуст.
Уст.
Огр.
Неуст.
Огр.
Неуст.
Огр.уст.
Огр.уст.
Неуст.
Неуст.
Оксиды
Диоксид серы
Диоксид углерода
Оксид углерода
Пероксид водорода
Пероксид водорода
Пропиленоксид
100
100
100
5
30
100
70
70
70
20
20
23
Уст.
Уст.
Уст.
Уст.
Огр.
Огр.
Спирты
Амиловый
Бензиловый
Бутиловый
Бутиловый
Глицерин
Глицерин
Диэтиленгликоль
Диэтиловый
Изопропиловый
Крезоловый
Метиловый
Циклогексанол
Этиленгликоль
Этиленгликоль
Этиловый
Этиловый
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
20
23
23
80
20
30
50
23
30
20
50
20
20
30
20
100
Уст.
Уст.
Уст.
Неуст.
Уст.
Уст.
Уст.
Уст.
Уст.
Огр.
Уст.
Неуст.
Уст.
Огр.
Уст.
Уст.
Среда
|i
О. о
" _-
•2*
И
Зфиры
Амилацетат
Амилацетат
Бутилацетат
Бутилацетат
Дибутилсебацинат
Дибутилфталат
Диоктилфталат
Диоктипфталат
Трибутилфосфат
Трикрезилфосфат
Диэтиловый
Изоамиловый
Метилацетат
Этилацетат
Этилацетат
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
20
23
20
23
20
20
50
23
100
100
20
30
20
20
23
Неуст.
Уст.
Огр.
Уст.
Неуст.
Уст.
Неуст.
Огр.
Уст.
Уст.
Неуст.
Уст.
Огр.
Неуст.
Уст.
Прочие индивидуальные соединения
Водород
Пероксид водорода
Пероксид водорода
Ртуть
Сероуглерод
100
5
30
100
100
100
20
20
70
23
Уст.
Уст.
Огр.
Уст.
Неуст.
Смеси кислот и другие смешанные среды
Азотная кислота
Соляная кислота
Вода
Азотная кислота
Серная кислота
Азотная кислота
Серная кислота
Вода
Азотная кислота
Серная кислота
Вода
Муравьиная кислота
Уксусная кислота
Метилацетат
Вода
Серная кислота
Хромовая кислота
Вода
Серная кислота
Соляная кислота
Этанол
Вода
Серная кислота
Перманганат калия
Вода
Соляная кислота
Метиловый спирт
10
20
70
50
50
31
50
19
87
11
2
10
20
20
50
15
3
82
35
4
5
56
13
8
79
10
50
20
20
20
20
65
60
60
§8
Уст.
Неуст.
Неуст.
Неуст.
Огр.
Уст.
Уст.
Уст.
Огр.
1.8.17. Стойкость типичных резин на основе этиленпропиленовых каучуков
в различных агрессивных средах (окончание)
I
I
i
Среда
Соляная кислота
Хлорид железа
Вода
Соляная кислота
Фенол
Вода
Соляная кислота
Фосфорная кислота
Вода
Концентрация, %
5
18
77
4
14
82
1.2
75,0
23,8
Температура, °С
100
50
90
Оценка
стойкости
Неуст.
Неуст.
Уст.
Среда
Фосфорная кислота
Кремнефтористоводородная
кислота
Серная кислота
Вода
Этиловый спирт
Фенол
Вода
Щелочь
Бихромат калия
Вода
Концентрация, %
75
3
3
19
61
2
37
2
5
93
Температура, °С
90
30
60
Оценка
стойкости
Уст.
Огр.
Огр.
Условные обозначения. Уст. - устойчивые (резины не разрушаются в контакте со средой при указанной температуре
и концентрации длительное время - в течении нескольких лет); Огр. - ограниченно устойчивые (резины
характеризуются удовлетворительными эксплуатационными свойствами при периодическом или кратковременном -
от нескольких недель до нескольких месяцев - воздействии среды в указанных условиях); Неуст. - неустойчивые
(резины имеют неудовлетворительные эксплуатационные показатели и не рекомендуются к применению).
1.8.18. Набухание резин на основе этиленпропиленовых каучуков
в различных средах при 25'С и продолжительности 10 сут.
Среда
Ацетон
Бензин
Бензол
Вода
Дибутилалалат
Мазут
Масло*4;
Автол-18
вазелиновое
ПН-6
Степень набухания, % масс.
двойной
сополимер*1
3
200 *3
110
3
5
70*3
250
230
200
тройной
сополимер*2
3
_
115
3
5
_
300
320
260
Среда
Тетрахлорид углерода
ТрикрезилфоссЬат
Триэтаноламин
Хлороформ
Этиловый спирт
Этиленгликоль
Степень набухания, % масс.
двойной
сополимер*1
420
3
3
_
0,5
1
*' Пероксидная вулканизация.
*2 Серная вулканизация.
*3 Набухание в течение 24 ч.
"Набухание при 100°С.
тройной
сополимер*2
400
3
3
300
0,5
1
1.8.19. Изменение механических свойств резин на основе этиленпропиленовых каучуков
после выдержки в кислотах и щелочи
Среда
Азотная кислота:
60%-ная
70%-ная
96%-ная
Серная кислота:
60%-ная
96%-ная
98%-ная
Соляная кислота
36.5%-ная
Уксусная кислота ледяная
Гидроксид калия:
40%-ный
50%-ный
Двойной сополимер*'
Изменение условной
прочности при
растяжении, %
-30
-50
-10
-25
-15
-25
-15
Изменение
относительного удлинения
при разрыве, %
30
20
10
-10
10
0
5
Тройной сополимер*2
Изменение условной
прочности
при растяжении, %
-28
-40
-6
-3
-5
Изменение
относительного удлинения
при разрыве, %
-10
-80
-8
-2
-6
'' Пероксидная вулканизация. 'г Серная вулканизация.
1.8.20. Изменение механических свойств вулканизатов на основе этиленпропиленовых
каучуков после выдержки в различных средах (вулканиэаты с 50 масс. ч. полуусиливающего
техуглерода, температура испытания ЗО'С, продолжительность 14сут.)
Среда
Изменение
условной
прочности при растяжении, %
Изменение
относительного удлинения
при разрыве, %
Изменение
твердости
по ТМ-2
Степень набухания
% масс.
% об.
Органические соединения
Анилин
Ацетон
Вазелиновое масло
Глицерин
Диметилформамид
Диоктилфталат
Масляный альдегид
Метилацетат
Метилметакрилат
Метилэтилкетон
Нитробензол
Пиридин
Толуол
Трибутилфосфат
Тризтаноламин
Фенол
Фурфурол
Хлороформ
Циклогексан
Этиловый спирт
денатурированный
Этиловый эфир
-11
-16
-58
0
-27
-11
-38
-28
-46
-34
-39
-33
-72
-30
-22
-14
-24
-72
-73
-20
-56
-4
-25
-66
-9
-23
-5
-38
-50
-37
-30
-29
-28
-75
-30
-20
-22
-16
-80
-74
-18
-47
-2
-4
-17
-2
-5
-5
-7
-5
-6
-5
-8
-6
-25
-8
-4
-4
-8
-18
-18
-5
-16
5,5
0,5
97,0
0,3
4,0
11,0
14,0
3,0
11,0
6,0
11,0
0,2
125,0
15,0
0,0
0,0
5,0
135,0
121,0
2,0
34,0
_
3
116
2
-
-
17
-
_
-
-
7
-
-
2,5
3,5
-
-
-
-
_
Неорганические соединения
Нитрат аммония 50%-ный
Гидрооксид аммония
насыщенный
Сульфат аммония 43%-ный
Хлорид аммония 30%-ный
Сульфат железа 17%-ный
Хлорид железа 15%-ный
Бихромат калия 20%-ный
Иодид калия 57%-ный
Сульфат калия 11 %-ный
Фосфат калия 17%-ный
Хлорид калия 27%-ный
-3
-9
-2
-10
-6
-5
-1
0
-34
0
-6
-12
-5
-12
-5
-13
-5
-17
-5
-11
-11
-15
-5
0
-4
0
-2
-2
0
-3
4
-4
-1
0
0
1
0
0,4
0
0,5
0
0,4
0,5
0
0
-
2,0
-
1,6
-
2,0
0,5
0,5
2,5
2,0
1.8.21. Стойкость вулканизатов стандартных смесей
на основе этиленпропиленовых каучуков к тепловому старению
Показатель
Температура, при которой после старения в течении 1 сут. показатели уменьшаются вдвое,°С:
i по сопротивлению разрыву
. по относительному удлинению
Коэффициент сопротивления тепловому старению (150"С, 24 ч):
по сопротивлению разрыву
по относительному удлинению
СКЭП
>160
> 175
0,8-0,95
0,9-1,0
скэпт
> 160
> 150
0,9-1,0
0,40-0,75
I
I
I
I
I
/ i
1.8.22. Изменение механических свойств вулкаиимтов на основе
тройных этиленпропиленовых каучуков после выдержки в различных средах
(испытание при комнатной температуре в течение 28 сут.)
Среда
Бензальдегид
Бензол
Вода
н-Гексан
Дибутилфталат
Диметилформамид
Метилэтилкетон*
Нитробензол
Трикрезилфосфат
Триэтиламин
Циклогексан
Тетрахлорид углерода
Этиловый спирт
Этиленгликоль
Изменение условной
прочности при
растяжении, %
-11
-5
-65
-10
-64
-6
-16
-28
-15
-5
-7
-71
-69
-12
-2
Изменение
относительного удлинения
при разрыве, %
-3
-15
-70
-9
-70
-12
-27
-66
-9
-16
-9
-76
-76
-9
-6
Изменение твердости по ТМ-2
(отклонение от исходного
значения)
0
-4
-16
4
-16
3
2
-3
1
-6
3
-14
-16
3
4
Степень
набухания,
% об.
0
10
103
0,4
136
4
1
10
5
3
0,3
181
175
0,2
0,5
' Испытание в течение 70 ч.
1.8.6. Применение этиленпропиленовых каучуков
Области применения этиленпропиленовых каучуков весьма разнообразны. В общей массе
потребляемых изделий, полученных из этих каучуков, наибольшая доля приходится на
автомобильную промышленность, в которой они занимают первое место среди других типов СК. Ниже
приведены объемы использования (%) этиленпропиленовых каучуков:
Автомобилестроение 36
Шины 3
Промышленность РТИ 23
Кабельная промышленность 6
Строительство 12
Добавки в масла (присадки) 5
Модификации полиолефинов (ТПО) 9
Термопластичные вулканизаты (ТПВ) 5
Другие области 1
В автомобилестроении около половины ЭПК расходуется на изготовление автодеталей. ЭПК
могут применяться лрактически во всех резинотехнических деталях автомобилей, за
исключением шин и маслобензостойких изделий. ЭПК применяются для изготовления атмосферостой-
ких уплотнителей окон, дверей, багажника, капота, днища (твердые и губчатые), деталей
тормозного устройства (сальников и др.), трубопроводов, гидромуфт, прокладок,
звукоизоляционных, амортизирующих и антивибрирующих деталей, изоляции проводов систем зажигания,
освещения и отопления, подлокотников, подголовников кресел, ковриков.
. Широкое использование для внутренней и внешней отделки нашли конструкционные
материалы на основе термопластов, модифицированных ЭПК.
вин шин, от которых требуется особая стойкость к атмосферным воздействиям, а также в
смесях с бутил каучуком для производства камер и велосипедных шин для придания им
эластичности и озоностойкости.
В электротехнике и кабельной промышленности спрос на ЭПК обусловлен возможностью
эксплуатировать изделия на их основе в экстремальных условиях при длительном сроке
эксплуатации (до 25 лет). Из ЭПК изготавливают оболочки кабеля высокого, среднего и низкого
напряжения, изоляцию проводов, полупроводящие компаунды, электроизоляционные
материалы для фундаментов и кожухов машин и приборов; фурнитуру и детали электропроводки
(розетки, вилки, муфты, приборные доски и т.п.). Благодаря стойкости к коронному разряду ЭПК
используют в различных трекингостойких изолирующих устройствах - распорках, держателях,
изоляторах высоковольтных линий электропередач, трансформаторах и т.п.
В строительстве ЭПК широко используются для изготовления профилей для
уплотнения и герметизации окон, дверей, стыков панелей (твердые и губчатые); тепло-,
звукоизоляционных и водостойких покрытий; амортизирующих подушек несущих конструкций;
материалов для защиты стенок доков, причалов(кранцев), волнорезов; плит для каналов и
бассейнов; покрытий полов производственных помещений (кислото- и водостойких);
кровельных материалов.
ЭПК также используют как модифицирующую добавку к битумам, асфальтобетону и т.п.
которые применяют при строительстве зданий, дорог, взлётных полос аэродромов.
Из других областей применения следует отметить изготовление конвейерных лент,
особенно для перемещения горячих и корродирующих материалов, компенсаторов теплового
расширения, амортизаторов и виброизоляторов машин и приборов, обкладочных материалов
резервуаров и контейнеров, паропроводных промышленных шлангов, поливочных рукавов и т.п. Кроме
того, ЭПК используются как присадки к маслам и для изготовления новых композиционных
материалов-олефиновыхтермоэластопластов.
В производстве товаров бытового назначения из ЭПК изготавливают уплотнители и шланги
моечных и стиральных машин; уплотнители и амортизаторы холодильников; прокладки,
муфты и детали сантехнических устройств; спортивную обувь;ткани с покрытием для надувных
лодок, матрацев, палаток, тентов; садовые шланги, коврики и др.
1.8.7. Торговые марки зарубежных
этиленпропиленовых каучуков
р. В настоящее время ЭПК за рубежом производится в США, Германии, Нидерландах, Италии,
Великобритании. Франции. Канаде, Японии и др. В табл. 1.8.23-1.8.31 рассмотрен ассортимент
ЭПК, выпускаемых различными мировыми фирмами, их особенности и области применения.
Рассмотренные в таблицах марки ЭПК производятся фирмами по собственной
технологии. Фирма Dutral SpA получает ЭПК суспензионной полимеризацией в среде жидкого
пропилена, остальные фирмы - полимеризацией в растворе (в жидких углеводородах),
различающейся аппаратурным оформлением (методами съема теплоты реакции), каталитическими
системами и способами регулирования молекулярной массы. Эти особенности приводят к
Получению сополимеров различного строения, что, в свою очередь, определяет их поведение
при переработке и вулканизации.
ЭПК за рубежом производят также следующие фирмы:
Polysar Ltd. (Канада) получает суспензионный двойной и тройной сополимеры Polysar (По-
лисар) ЕРМ и EPDM с эталиденнорборненом;
I
!
I
!
I
J* Total Chemie Elastomeres (Франция), совладелец фирмы Socabu, получает каучук ЕР Total
(аналог каучука Vistalon) - тройной сополимер с этилиденнорборненом растворной полимеризацией -
по технологии фирмы Exxon;
Enoxy Chemical Ltd. (Великобритания), дочерняя фирма фирмы ENI (Италия), получает
каучук Intolan (Интолан) -тройной сополимер с этилиденнорборненом - полимеризацией в
растворе;
Mitsui Petrochemical Industries, Ltd (Япония) получает каучук Mitsui ЕР, ЕРТ - двойной и
тройной (с ЗНБ и ДЦПД) сополимеры - полимеризацией в растворе;
Sumitomo Chemical Co, Ltd. (Япония) получает каучук Esprene (Эспрен) - тройной сополимер
(с ЗНБ и ДЦПД) - полимеризацией в растворе по технологии фирмы Uniroyal.
Таким образом, практически каждый производитель ЭПК предлагает близкий ассортимент
марок, различия в котором определяются технологическими возможностями фирмы и
специфическими требованиями к потребительским свойствам каучука, зависящими от областей при-
I менения, характерных для конкретного региона.
Тройной сополимер является основной промышленной продукцией и применяется во
всех рассмотренных выше областях. Он способен вулканизоваться серой, что важно с
технологической и экономической точек зрения, а также - пероксидами, причем с большей
эффективностью, чем двойной сополимер. Выпускаются также маслонаполненные каучу-
ки, содержащие 15-И 00 масс. ч. нафтенового и парафинового масел. Обычно для маслона-
полнения используются каучуки с высоким содержанием этилена и высокой молекулярной
массой. Маслонаполненные каучуки применяются как в индивидуальном виде, так и в
смесях с каучуками других марок для улучшения их технологичности и снижения стоимости
резин.
Коммерческие сорта СКЭП и СКЭПТ различаются по молекулярной массе (ММ),
соотношению содержания этилена и пропилена в сополимере, ММР, микроструктуре, а СКЭПТ-так же
по типу и содержанию диена.
Обычно сополимеры характеризуются вязкостью по Муни, которая как правило, коррел-
лирует с ММ*. Каучуки с высокой ММ способны принимать большие количества
наполнителей (техуглерода, масел, и др.) с сохранением механических свойств вулканизатов, что
позволяет получать резиновые смеси на их основе низкой стоимости. Высокая ММ каучука
обеспечивает каркасность смеси в горячем состоянии. Это очень важно при переработке
экструзией и при изготовлении массивных изделий. Каучуки с низкой ММ хорошо
перерабатываются и в основном используются в смесях с низким наполнением для изготовления
высококачественных изделий.
ММР зависит от способа получения каучука и обычно не используется для характеристики
марок. Широкое ММР способствует улучшению перерабатываемое™ при вальцевании и калан-
дровании. Каучуки с узким ММР наиболее пригодны для переработки экструзией. Для
улучшения переработки практикуется смешение каучуков с разной ММ.
Соотношение содержания этилена и пропилена в коммерческих сортах варьируется от 45:55
до 75:25% масс.
Выпускаются каучуки с низким содержанием пропилена- ~ 30% масс. (< 25% мол.),
средним -35-?-45% масс. (30-40% мол.), высоким--50% масс. (>40% мол.).
* Поскольку вязкость по Муни зависит не только от ММ, но и от других молекулярных параметров сополимера,
марки ЭПК различных фирм при одинаковой вязкости по Муни могут значительно различаться по ММ.
Каучуки с низким содержанием пропилена способны к высокому наполнению, обладают
большой условной прочностью при растяжении невулканизированной резиновой смеси при
температурах до 70°С, быстро шприцуются и смешиваются в смесителях. Они рекомендуются для
переработки экструзией и литьем под давлением, а также в смесях с каучуками других марок для
улучшения их технологических свойств и повышения способности к наполнению. Однако они имеют
несколько пониженные показатели низкотемпературных свойств. Сополимеры с высоким
содержанием пропилена пригодны для переработки вальцеванием и каландрованием и отличаются
хорошими низкотемпературными свойствами.
Наибольшую скорость вулканизации имеют каучуки с ЭНБ, наименьшую - с ДЦПД (см.
рис. 1.8.4). В основном в промышленности производятся сополимеры с ЭНБ. Однако наряду с
этими быстровулканизующимися каучуками многие фирмы выпускают каучук с ДЦПД,
который отличается более низкой стоимостью, хорошей перерабатываемостью и улучшенной озо-
ностойкостью. Гексадиен не нашел широкого применения в производстве ЭПК из-за его
дефицита и низкой реакционной способности при сополимеризации. Каучук с этим мономером
выпускает во всем мире только одна фирма (каучук Nordel).
СКЭПТ с высоким и очень высоким содержанием ЭНБ могут в присутствии обычных серных
систем совулканизовываться с диеновыми эластомерами. Такие каучуки применяются в смесях
с НК, БСК и другими полимерами для улучшения их озоно- и атмосферостойкости и
сопротивления тепловому старению.-Если скорость серной вулканизации не имеет решающего значения
или требуется применение пероксидных систем, то рекомендуется использовать более
дешевые каучуки с низким содержание ЭНБ или каучуки с ДЦПД. Такие сополимеры применяются
также для модификации пластмасс, битумов и т.п.
ЭПК различаются степенью разветвленное™ полимерной цепи. Так, каучуки СКЭП имею1
линейное строение, а СКЭПТ с ДЦПД - разветвленное (поэтому перерабатываются лучше и
отличаются более высокой озоностойкостью).
ЭПК и ЭПДК выпускаются в основном в виде обычных кип, а некоторые сорта - в виде рых
лых кип, крошки, гранул.
Смешение ЭПК с ингредиентами проводят как в открытом, так и в закрытом смесительнои
оборудовании. Резиновые смеси могут перерабатываться вальцеванием, каландрованием, эк
струзией, прямым и литьевым прессованием, литьем под давлением, формованием из лис
тов и т.п. Вулканизация может осуществляться любым методом в присутствии как перокси
дов, так и серы.
Отечественные этиленпропиленовые каучуки (с ДЦПД и ЭНБ) производятся в меньшем объем
и ассортименте, чем это необходимо промышленности, поэтому Россия импортирует их из-з
рубежа.
Компания Lion Copolymer (США), которая в начале 2007 г. приобрела у компании Chemtur
Corporation USA право на производство этиленпропиленовых (EPDM) каучуков, сообщила
выпуске новой модификации ЭПК торговой марки Royaltherm, изготовленного на основе EPDf
с силиконовыми производными и предназначенного для получения резин для работы в шире
ком интервале температур (-45-И90°С).
Показатели свойств резин на основе Royaltherm занимают промежуточное положение мен
ду показателями свойств EPDM и силоксановых каучуков. Структура каучуков Royaltherm o6ei
печивает отличную атмосферостойкость, стойкость к действию кислот, спиртов, пара, высок!'
механические характеристики. Эти каучуки вулканизуются пероксидными и серусодержащим
системами и рекомендуются для изготовления РТИ с повышенной теплостойкостью, в том чи
ле уплотнителей, диафрагм, ремней, рукавов, обогревателей, наконечников высоковольтнь
проводов, систем зажигания.
я
1.8.23. Характеристика каучуков Royalene (Ройялен), выпускаемых фирмой Uniroyal
Chemical Division of Uniroyal Inc., США
Марка
каучука
100
130
301T
302
306
305
2259
Вязкость
по Муни
МБ 1+4
100°С
45
65
90
90
60
52
125°С
-
42
62
60
Содержание
пропилена,
% масс.
55
55
33
40
48
30
43
Диен
-
X
ш
1
CD
С
О
5
и
S
— « —
— « —
— « —
Содержание
диена,
% масс.
-
-5,0
-5,0
-5,0
7-10
-2,5
Скорость
вулканизации
и ее характер
Пероксидная
—«—
Обычная
—«—
—«—
Пероксидная
Характерные особенности
и область применения
Высокое содержание пропилена;
прекрасные низкотемпературные
свойства. Низкая вязкость и хорошая пе-
рерабатываемость. Модификатор по-
лиолефинов. Отвечает требованиям,
предъявляемым к материалам
оборудования пищевой промышленности.
Аналоги: Vistalon 404; Dutral Co 054
Аналогичен каучуку марки 100, но с
более высокой вязкостью
Высокая озоностойкость; низкая
вязкость и хорошая перерабатывае-
мость; эффективен в смеси с
диеновыми каучуками для защиты от
озона и атмосферного воздействия.
Используется как антиозонант для
диеновых каучуков, для белых и
черных боковин шин.
Аналоги: Keltan 320, 520; Nordel 1700
Высокая вязкость позволяет
получать высоконаполненные смеси с те-
хуглеродом, маслами и другими
наполнителями.
Для изготовления технических
изделий - экструзионных и формованных
«низкой» стоимости, противовибра-
ционных прокладок и листового
материала.
Аналог: Keltan 720, 820
Высокое содержание пропилена и
прекрасные низкотемпературные
свойства; хорошая растворимость в
алифатических растворителях
Для модификации полиолефинов.
Аналогичен каучуку марки 302
Хорошая перерабатываемость; низкое
содержание пропилена и высокая
прочность сырых смесей;
эффективен в смеси с каучуком марки 400.
Для изготовления экструзионных
изделий, изоляции проводов, кабелей;
рукавов, губчатых изделий
Хорошая перерабатываемость,
высокое сопротивление тепловому
старению.
Для изготовления изделий,
сохраняющих гибкость при 150°С и выше
(изоляция силовых кабелей,
оболочки автомобильных рукавов)
1.8.23. Характеристика каучуков Royalene (Ройялен), выпускаемых фирмой Uniroyal
Chemical Division of Uniroyal Inc., США (продолжение)
Марка
каучука
2547
400(100
масс. ч.
НАФГ)
501
502
505
525
521
Вязкость
по Муки
МБ 1+4
100°С
53
46
125°С
50
40
63
55
68
Содержание
пропилена,
% масс.
25
32
43
40
43
43
49
-
II
— « —
|
—«—
— « —
— « —
— « —
Содержание
диена,
% масс.
-2,5
-5,0
-4,5
-4,5
-10
-9
-5
Скорость
вулканизации
и ее характер
Пероксидная
Обычная
Высокая
—«—
Ультра
высокая
—«—
Высокая
Характерные особенности
и область применения
Очень высокая когезионная
прочность резиновых смесей; высокая
способность к наполнению.
Модификатор полипропилена.
Для экструзионных изделий
Высокая прочность сырых смесей;
универсальность переработки, высокая
способность к наполнению;
аффективен в смесях с другими марками
каучуков, улучшающих переработку.
Для изготовления дешевых изделий
низкой твердости; в смеси с бутилка-
учуком применяется для
изготовления камер шин.
Аналоги: Keltan 480X50; EPsyn 5597;
Polysar 5465
Низкая вязкость и хорошая перера-
батываемость, включая формование
и литьевое прессование.
Для изготовления
высококачественных изделий, облицовочных листов
для резервуаров.
Аналоги: Keltan 512; Dutral Ter 045E;
Nordel 1440; EPsyn 40A, Vistalon 2504
Высокие вязкость и способность к
наполнению, низкая
продолжительность вулканизации.
Аналоги: марки 501, 302; Keltan 712;
Dutral Ter 048E; Nordel 1470; Vistalon
4608; EPsyn 70A
Высокое содержание ЭНБ.
Эффективен в смесях с диеновыми каучуками
для защиты от озона и
атмосферного воздействия.
Для изготовления мелкоячеистой
губки.
Аналоги: Keltan 714; Dutral Ter 048E2;
EPsyn 55; Vistalon 6505; Polysar 585
Высокая вязкость и высокий уровень
физико-механических свойств.
Для изготовления прокладок и рукавов
из смесей с полихлоропреном, как ан-
тиозонант для диеновых каучуков.
Аналоги: марка 505; EPsyn 55;
Vistalon 6505
Низкая вязкость и хорошая перераба-
тываемость, особенно на вальцах;
высокое содержание пропилена;
хорошие низкотемпературные свойства.
у^ 1.8.23. Характеристика каучуков Royalene (Ройялен), выпускаемых фирмой Uniroyal
Chemical Division of Uniroyal Inc., США (продолжение)
I
.
Марка
каучука
522
515
512
539
580HT
Вязкость
по Муни
МБ 1+4
100Т
60
45
60
125"С
60
78
Содержание
пропилена,
% масс.
48
46
32
25
45
Диен
X
а>
X
а.
о
*о
о.
о
X
X
"ё,
X
с:
s
Й
Содержание
диена,
% масс.
-5
-10,5
-4,5
-4
-2,5
Скорость
вулканизации
Высокая
Ультра
высокая
Высокая
Высокая
Обычная
Характерные особенности
и область применения
Для изоляции проводов и кабелей,
деталей тормозов, губчатых изделий,
покрытия тканей; подушек под
опоры мостов.
Аналоги: Keltan 312; Dutral Ter 054E;
Nordel 1040; EPsyn 4506; Vistalon
4504; Polysar 545
Аналогичен марке 521, но с более
высокой вязкостью. Высокая
способность к наполнению;
перерабатывается экструзией.
Для изготовления губчатых, экстру-
зионных и формовых изделий, для
изоляции проводов.
Аналоги: Nordel 1070; EPsyn 7506;
Vistalon 4608
Хорошая перерабатываемость.
Для изготовления губчатых изделий
литьем под давлением.
Аналоги: марка 505, Polysar 585
Низкое содержание пропилена и
высокая вязкость; очень высокая прочность
сырых смесей и способность к
наполнению; перерабатывается экструзией.
Для изоляции проводов и кабелей и
изготовления морских кранцев.
Аналоги: Keltan 778; Dutral Ter 038EP;
Nordel 1000; Vistalon 3708
Аналогичен каучуку марки 512, но с
более высокой вязкостью. Очень
низкое содержание пропилена.
Рекомендуется для применения в смесях с ка-
учуками других марок для
повышения когезионной прочности
резиновых смесей.
Для изоляции проводов и кабелей,
производства рукавов,
трубопроводов, атмосферостойких уплотнителей.
Аналоги: Nordel 1560; EPsyn 5508
Хорошая перерабатываемость;
рекомендуется пероксидная вулканизация
для повышения сопротивления
тепловому старению (150°С и выше) и
адгезии к волокнам.
Для изготовления теплостойких
изделий: конвейерных лент для горячих
материалов, приводных ремней,
оболочек паровых и фреоновых рукавов,
изоляции силовых кабелей, гибких
кордов
1.8.23. Характеристика каучуков Royalene (Ройялен), выпускаемых фирмой Uniroyal
Chemical Division of Uniroyal Inc., США (окончание)
Марка
каучука
611(40
масс. ч.
НАФТ*)
622(40
масс. ч.
НАФТ*)
Вязкость
по Муни
МБ 1+4
100"С
40
55
125°С
Содержание
пропилена,
% масс.
25
25
Диен
о.
о
чэ
о.
о
X
ш
ct
S
с;
т
Содержание
диена,
% масс.
-4
-4
Скорость
вулканизации
Высокая
Характерные особенности
и область применения
Высокая когезионная прочность
резиновой смеси; способность к
высокому наполнению; хорошая лерера-
батываемость; рекомендуется для
смесей с другими марками.
Для изготовления зкструзионных
изделий, рукавов и оболочек.
Аналоги: Vistaion 3708; Nordel 1560;
EPsyn 5508
Аналогичен каучуку марки 611, но с
более высокой вязкостью.
Для изготовления зкструзионных и
формовых изделий.
Аналог: EPsyn 5597
*НАФТ - нафтеновое масло
1.8.24. Характеристика каучуков Nordel (Нордель), выпускаемых фирмой E.I. du Pont
de Nemours and Company Inc., США
Марка
каучука
1320
1040
1070
1145
2522
Вязкость
по Муни
МБ 1+4
(12ГС)
20
40
70
40
25
Содержание
пропилена,
% масс.
Высокое
_ « _
Среднее
Высокое
д.»
I
— « —
— « —
— « —
— « —
Содержание
диена,
% масс.
Среднее
-3,0
-3,0
Среднее
Высокое
Скорость
вулканизации
Высокая
— « —
— « —
Очень
высокая
Характерные особенности
и область применения
Характерные особенности и область
применения
Хорошая перерабатываемость.
Используется в смеси с каучуками
других марок для улучшения перера-
батываемости резиновых смесей
Широкое ММР; низкое наполнение.
Каучук общего назначения,
используется для изготовления
высококачественных изделий
Аналогичен каучуку марки 1040, но с
более высокой вязкостью,
способностью к наполнению; обеспечивает
высокую когезионную прочность
резиновых смесей.
Каучук общего назначения
Обеспечивает среднюю когезионную
прочность резиновых смесей;
рекомендуется для переработки экструзией
Низкая вязкость; в смесях с
каучуками других марок улучшает перераба-
тываемость.
Рекомендуется для литья под
давлением.
Аморфный аналог каучука марки
2722 (см. ниже)
я
1.8.24. Характеристика каучуков Nordel (Нордель), выпускаемых фирмой E.I. du Pont
de Nemours and Company Inc., США (окончание)
Марка
каучука
1440
1470
1660
2722
(гранулы)
2744
(гранулы)
1635
1560
(гранулы)
Вязкость
по Муни
МБ 1+4
(121 °С)
40
70
60
25
40
МБ 2+10
(149"С)
35
60
Содержание
пропилена,
% масс.
Высокое
— « —
Среднее
Низкое
Тоже
Низкое
Диен
X
ф
з:
о
к:
— « —
— « —
— « —
Содержание
диена,
% масс.
-6,4
-6,4
-6
Высокое
То же
_«_
-3,0
Скорость
вулканизации
Очень
высокая
То же
Ультра
высокая
Очень
высокая
То же
Ультра
высокая
Высокая
Характерные особенности
и область применения
Широкое ММР; быстро
вулканизующиеся марки 1040 и 1070.
Каучук общего назначения
Каучук общего назначения с высокой
вязкостью; часто используется в
смеси с Nordel 2744
Полукристаллический каучук с низкой
вязкостью.
Для получения высококачественных
изделий методами экструзии и литья
под давлением
Высокая прочность сырых смесей;
способность к высокому наполнению;
перерабатывется в закрытых
смесителях; высокая скорость экструзии
Для совмещения с
высоконасыщенными полимерами
Очень высокая прочность сырых
смесей; способность к высокому
наполнению.
Используется в смесях с каучуками
других марок для увеличения когези-
онной прочности резиновых смесей;
модификатор полиолефинов
1.8.25. Характеристика каучуков EPsyn (Эпсин), выпускаемых фирмой Copolymer
Rubber Chemical Corporation, США
Марка
каучука
3007
40
40А
70А
55
Вязкость
по Муни
МБ 1+4
(125°C)
35
40
40
70
55
Содержание
пропилена,
% масс.
Среднее
—«—
—«—
—«—
— « —
Диен
Этилиден-
норборнен
—«—
—«—
—«—
Содержание
диена,
% масс.
-2,8
-4,7
-4,5
-8,0
Скорость
вулканизации
и ее характер
Пероксидная
Высокая
Очень
высокая
То же
Ультра •
высокая
Характерные особенности
и область применения
Модификатор полиолефинов;
используется для изоляции кабелей
(каучук вулканизуется пероксидами)
Используется для пероксидной
вулканизации
Каучук общего назначения; для
смесей с малым временем вулканизации
Аналогичен каучуку марки 40А,
отличается способностью к высокому
наполнению
Каучук специального назначения для
смешения с диеновыми каучуками
1.8.25. Характеристика каучуков EPsyn (Эпсин), выпускаемых фирмой Copolymer
Rubber Chemical Corporation, США (продолжение)
t
Марка
каучука
2308
4906
5206
2506
4506
7506
5508
5609
Е901
(гранулы)
N557 (50
масс. ч.
НАФТ*1)
N597 (100
масс. ч.
НАФТ*1)
Р597 (100
масс. ч.
ПАР*2)
N997
Р558(50
I масс. ч.
[ ПАР*2)
Вязкость
по Муни
МБ 1+4
(125°С)
23
40
60
25
40
70
55
55
55
55
55
55
55
55
Содержание
пропилена,
% масс.
Среднее
— « —
— « —
— « —
— « —
_«_
Низкое
— « _
—«—
Среднее
_«_
_«_
— « _
Низкое
Диен
Этилиден-
норборнен
— « —
— « —
— « —
— « —
— « —
— « —
...
— « —
...
_ « _
— « —
— « —
Содержание
диена,
% масс.
Высокое
Низкое
-4,7
-4,7
-5,0
Среднее
—«—
—«—
-4,7
Среднее
Высокое
Среднее
Скорость
вулканизации
и ее характер
Обычная
Ультра
высокая
Обычная
Очень
высокая
Тоже
— « —
— « —
— « —
"
Высокая
— « —
—«—
Ультравысокая
Высокая
Характерные особенности
и область применения
Способность к высокому
наполнению. Для получения смесей низкой
стоимости
Аналогичен каучуку марки 55, но с
более низкой вязкостью. Для литья
под давлением
Хорошая обрабатываемость на
вальцах и каландрах.
Для получения листового материала
Аналогичен каучуку марки 4506, но с
более низкой вязкостью. Хорошие
низкотемпературные характеристики
Низкая вязкость; хорошая перераба-
тываемость.
Для смешения с каучуками других
марок для улучшения
перерабатываемое™
Аналогичен каучуку марки 4506, но с
высокой вязкостью
Способность к высокому
наполнению; высокая когезионная прочность
резиновых смесей.
Для смешения с каучуками других
марок для улучшения перерабатыва-
емости и способности к наполнению
Аналогичен каучуку марки 5508. но с
более высокой когнзионной
прочностью резиновых смесей.
Для смешения с другими марками
для увеличения скорости экструзии и
улучшения свойств
Высокая когезионная прочность
резиновых смесей. Модификатор по-
лиолефинов
Способность к высокому
наполнению. Для получения смесей низкой
стоимости
Аналогичен каучуку марки N557.
Высокий уровень физико-механических
свойств вулканизатов
Низкая стоимость смесей; высокая
теплостойкость вулканизатов
Аналогичен каучуку марки N597
Аналогичен каучуку марки N557.
Высокая когезионная прочность резино-1
вых смесей |
НАФТ - нафтеновое масло. *2 ПАР - парафиновое масло.
м
1.8.26. Характеристика каучуков Vlstalon (Висталон), выпускаемых фирмой
Exxon Chemical Co., США (продолжение)
Марка
каучука
404
606
MD 78-5
MD 80-6
MD 82-6
(504)
MD 84-2
457
707
719
(гранулы)
1721
(крошка)
2555
2504
4608
3708
5600
4507
(MD 82-5)
Вязкость
поМуни
МБ 1+8
100"С
35-45
-
45-54
45-54
40
-
43
-
-
-
-
35-45
—
125°С
-
57-67
-
-
40
-
25
45-55
10-17
42-52
-
57-67
45-55
65-75
45
Содержа
ние
пропилена,
% масс.
60
50
55
35
48
25
Высокое
Низкое
—«—
48
50
50
35
40
50
Диен
-
-
-
-
-
-
-
-
Этилиден-
норборнен
— « —
— « —
— « _
—«_
Этилиден-
норборнен
_ « _
Содержание
диена,
% масс
-
-
-
-
-
-
-
-
Низкая
—«—
-4,7
-4,7
-4,7
Высокое
—«—
Скорость
вулканизации
и ее характер
Пероксидная
— « —
_«_
— « —
— « —
_«_
— « —
_._
— « —
Обычная
—«—
Высокая
_«—
_«_
Очень
высокая
Тоже
Характерные особенности
и область применения
Широкое ММР, хорошая перерабаты-
ваемость, адгезия к металлам
Широкое ММР. Модификатор поли-
олефинов
Узкое ММР
Тоже
Среднее ММР; для переработки
вальцеванием и экструзией.
Для изготовления изоляционных
изделий
Узкое ММР; выпускается в виде
крошки и гранул
Узкое ММР
Хорошая перерабатываемость
Модификатор полипропилена
Широкое ММР
Очень широкое ММР (бимодальное);
эффективен в смесях с каучуками
других марок для улучшения обработки
Широкое ММР; хорошая
перерабатываемость
Широкое ММР; высокая способность
к наполнению.
Для изготовления изделий низкой
стоимости методом экструзии
Широкое ММР; высокая когезионная
прочность резиновых смесей; высокая
способность к наполнению;
эффективен в смесях с другими марками.
Для изготовления изделий низкой
стоимости методом экструзии
Широкое ММР.
Для получения изделий методом
экструзии; для изготовления оболочек
кабелей
Широкое ММР
1.8.26. Характеристика каучуков Vistalon (Висталон), выпускаемых фирмой
Exxon Chemical Co., США (окончание)
Марка
каучука
7000
7509
(MD 82-7)
7507
(MD 83-3)
3666 (75
масс.ч.
ПАР*)
3777
5630 (70
масс.ч.
ПАР*)
6505
MD 83-1
6630(30
масс.ч.
ПАР*)
MD 84-1
(8510) (15
масс.ч.
| ПАР*)
Вязкость
по Муни
МБ 1+8
ЮО'С
-
-
-
—
-
48-58
-
-
48-58
125°С
50-60
70
50
43-53
35-55
-
45-55
35
—
45
Содержание
пропилена,
% масс.
30
50
50
40
35
40
50
50
40
50
Диен
Зтилиден-
норборнен
— « —
—«—
—«—
—«—
—«—
—«—
Содержание
диена,
% масс.
Высокое
— « —
— « —
-8
Очень
высокое
Тоже
— « —
Скорость
вулканизации
и ее характер
Ультра
высокая
—«—
Высокая
Ультра
высокая
Тоже
—«—
—«—
Характерные особенности
и область применения
Узкое ММР
Тоже
_«_
Среднее ММР
Аналогичен каучуку марки 3666.
Для переработки методом литья под
давлением
Широкое ММР
Узкое ММР; эффективен в смесях с
диеновыми каучуками
Узкое ММР
Широкое ММР
Узкое ММР.
Для изготовления микроячеистых
губчатых экструзионных изделий 1
*ПАР - парафиновое масло.
Примечание. Каучук «Висталон» выпускается в различных странах дочерними фирмами Exxon Chem. Co.,
крупнейшим производителем «Висталона» за пределами США является фирма Socabu (Франция), которая
производит также каучук марки Total ЕР
1.8.27. Характеристика каучуков Buna АР (Буна АР), выпускаемых фирмой
Bunawerke Hue's GmbH, Германия
Марка
каучука
201
321
Вязкость
по Муни
МБ 1+4
(100'С)
45
70
Содержание
пропилена,
% масс.
Среднее
— * —
Диен
Дицикло-
пентадиен
Содержание
диена,
% масс.
Среднее
Тоже
Скорость
вулканизации
и ее характер
Пероксидная
Обычная
Характерные особенности
и область применения
Хорошая перерабатываемость.
Используется для изоляции кабелей
среднего и высокого напряжения.
Модификатор полиолефинов
Для переработки вальцеванием и
каландрованием; рекомендуется
пероксидная вулканизация
1.8.27. Характеристика каучуков Buna АР (Буиа АР), выпускаемых фирмой
Bunawerke Huels GmbH, Германия (окончание)
Марка
каучука
324 (50
масс. ч.
НАФТ*)
241
251
341
541
451
331
344
407
147
447
(крошка)
258 (30
масс.ч.
НАФТ*)
437
(крошка)
Вязкость
по Муни
МБ 1+4
(КИГС)
65
45
45
70
110
90
56-79
65
85
35
85
50
85
Содержание
пропилена,
% масс.
Среднее
—«_
50
50
50
50
50
50
Низкое
35
30
35
30
Диен
Дицикло-
пентадиен
Этилиден-
норборнен
Этилиден-
норборнен
—«—
—«—
_«—
-«_
— « —
Этилиден-
норборнен
—«—
—«—
—«—
Содержание
диена,
% масс.
Среднее
—«—
Высокое
Среднее
—«—
Высокое
Низкое
Среднее
Среднее
—«—
Высокое
Низкое
Скорость
вулканизации
и ее характер
Обычная
Очень
высокая
Ультра
высокая
Очень
высокая
Тоже
Ультра
высокая
Высокая
Очень
высокая
Пероксидная
Очень
высокая
Тоже
Ультра
высокая
Высокая
Характерные особенности
и область применения
Аналогичен каучуку марки 321
Хорошая перерабатываемость.
Для получения формовых изделий
Специальный каучук для сварных
профилей
Для формованных профилей
Очень высокая вязкость.
Для изготовления формованных
профилей с высокой прочностью на раздир
Вулканизация СВЧ и в солевых
ваннах. Для уплотнительных профилей
для автомобилей
Для модификации полипропилена
Каучук общего назначения
Блочное строение. Высокая когези-
онная прочность резиновых смесей,
выпускается в виде крошки.
Для изготовления пленок, покрытий,
модификации полиолефинов (без
вулканизации)
Блочное строение; средняя когезион-
ная прочность резиновых смесей
Блочное строение; высокая когезион-
ная прочность резиновых смесей;
способность к высокому
наполнению, перерабатываемость
экструзией, литьем под давлением
Блочное строение
То же. Для модификации битумов и
полипропилена
* НАФТ - нафтеновое масло.
Примечание. Для обозначения марок каучуков принята следующая аббревиатура: 1-я цифра - вязкость по Муни МБ
1+4 (100°С) (1 - < 35; 2 - 36+55; 3 - 56+79; 4 - 80+99; 5 - 100); 2-я цифра - скорость серной вулканизации: (1 -
низкая, 2 - обычная, 3 - высокая, 4 - очень высокая, 5 - ультравысокая, 0 - перексидная); 3-я цифра - тип полимера
(—СНг—СН2—)л - при п < 5; 1-3 - линейный (статистический, аморфный, содержание пропилена 30-60% масс; 4-6
- линейный маслонаполненный); при п = > 5; 7 - блочный (с кристаллическими участками, содержание пропилена
20г-30% масс; 8 - блочный маслонаполненный.
9ЛЛ
1.8.28. Характеристика каучуков Keltan (Келтан), выпускаемых фирмой
Naamloze Vennootschap DSM (Stamicarbon B.V.) Нидерланды
Марка
каучука
300
320
520
720
820
520x50
180x100
312
512
712
812
514
714
578
778
708x15
(15 масс. ч. ПАР*)
512x50
(50 масс. ч. ПАР*)
509x100
(100 масс. ч. ПАР*)
Вязкость
по Муни
МБ1+4(125"С)
35
35
40
63
78
46
35
35
46
65
78
45
65
45
65
65
45
45
Содержание
пропилена,
% масс.
-
42
42
42
42
42
Среднее
42
42
42
42
38
30
30
30
Низкое
42
Низкое
Диен
-
Дициклопентадиен
— « —
— « —
-«-
— « —
_ « —
Этилиденнорборнен
—«—
—«—
—«—
—«—
—«—
—«—
—«—
—«—
—«—
—«—
Содержание
диена, % масс.
-
~5
~5
-5
-5
-5
~5
-4
-4
-4
-4
~8
-8
-4
-4
Среднее
-4
Высокое
Скорость
вулканизации
Пероксидная
Обычная
—«—
_«_
— « —
— « —
— « —
Очень высокая
Тоже
_«—
_ «_
Ультравысокая
—«—
Очень высокая
Тоже
— « —
_«—
Ультравысокая
*ПАР - парафиновое масло.
1.8.29. Характеристика каучуков JSREP, выпускаемых фирмой Japan EP Rubber Co.
(Japan Synthetic Rubber Co. Ltd), Япония
Марка
каучука
01Р (гранулы)
02Р (гранулы)
07Р (гранулы)
11
86
87Х
84
43
93
22
24
?5
27
33
65
35
37С (крошка)
21 (широкое ММР)
& ■
75
5>F. С (крошка, гранулы)!
95 (50 масс. ч. ПАР*2)
98 (75 масс. ч. ПАР*2)
"96 (ЬО масс. ч. ПАР*2)
Вязкость
по Муни
МБ1+4(100°С)
20
24
70
40
47
52
62
17
50
42
65
90
105
45
74
.83
100
38
38
85
90
55
66
53МЫ+8(120"С)
Содержание
пропилена,
% масс.
Низкое
Тоже
28
49
Среднее
_«-
32
43
Среднее
—«—
43
Среднее
43
43
40
43
Среднее
34
26
Низкое
28
32
Низкое
27
Диен
-
-
-
-
Дициклопентадиен
—«—
—«—
Этилиденнорборнен
—«—
—«—
—«—
—«—
— « —
—«—
—«—
-«_
—«—
—«—
—«—
— « —
—«—
—«_
—«—
-«_
Содержание
диена,
% масс.
-
-
-
-
-6,0
-4,0
-6,0
-2,8
-4,5
-7,0
-7,0
-8,5
-7,0
-12,5
-13,5
-12,5
-12,5
-9,0
-9,0
-9,4
-7,0
-2,8
Высокое
-9,0
Скорость
вулканизации
Пероксидная
— « —
_«-
— « —
Обычная
—«—
—«—
_«_
Высокая
Очень высокая
Тоже
_«_
—«—
Ультравысокая*'
То же*'
—«—
—«—
Очень высокая
Тоже
—«—
—«—
Обычная
Очень высокая
Тоже
V Скорость вулканизации равна скорости вулканизации бутадиенстирольного каучука.
**ААР - парафиновое масло.
г
1.8.30. Характеристика этиленпропилендиеновых каучуков,
Lion Copolymer, США
Марка
каучука
Royalene®
301Т
360
400
3455
Royal Edge®
4191Р
4345
4316
Royalene®
580-НТ
575
500
521
563
501
502
512
694
697
556
539
551
622
552
662
535
505
525
645
509
Вязкость
по Муни
МБ1+4(125"С)
40
33
37
77(100°С)
24
30
85
39
60
56
29
75
34
59
57
48
48
60
70
60
36
50
51
33
55
65
48
55
Соотношение
звеньев этилена
и пропилена
67/33
52/48
67/33
68/32
75/25
75/25
64/36
53/47
58/42
66/34
52/48
60/40
57/43
63/37
68/32
70/30
70/30
71/29
74/26
75/25
75/25
75/25
60/40
60/40
60/40
60/40
66/34
71/29
Содержание
диена,
% масс.
Дициклопентадиен
3,1
2,0
3,0
3,6
Дициклопентадиен
1,5
1,5
Этилиденнорборнен
8,5
Этилиденнорборнен
2,7
2,0
2,0
4,8
4,7
3,8
4,0
3,9
4,5
4,6
4,5
4,6
4,5
4,6
4,5
8,5
9,4
8,0
8,1
8,5
8,0
выпускаемых фирмой
Молекулярно-
массовое
распределение
Широкое
-«-
— « —
-«-
Очень широкое
Тоже
—«—
Широкое
Среднее
Широкое
Среднее
-«_
Узкое
Среднее
_«_
—«—
Узкое
-«-
— « —
_ « _
— « —
Широкое
Узкое
Среднее
Узкое
_«—
Содержание
масла, масс. ч.
-
-
100
-
-
-
-
-
-
-
-
-
-
-
-
75
100
-
-
-
30
-
20
-
-
-
75
-
Силикон-модифицированные каучуки имеют следующие особенности:
Royaltherm® 1411 -Твердость по Шору А 40; вулканизуется пероксидными и серными системами;
оптимальные физические свойства.
Royaltherm® 1721 - Твердость по Шору А 60; вулканизуется пероксидными и серными системами;
оптимальные физические свойства.
1.8.31. Характеристика каучуков Dutral (Дутрал), выпускаемых фирмой
Dutral SpA (Montedison SpA), Италия
Марка
каучука
Со 054
Со 038 (крошка)
Со 034 (гранулы)
Со 059
Со 554/Р
(100 масс. ч. ПАР*)
Тег 054/Е
Тег 058/Е
Тег 044/Е
Тег 048/Е
Тег 038/ЕР (крошка)
Тег 235/Е2
Тег 046/ЕЗ
Тег 535/Е
(100 масс. ч. ПАР*)
Тег 334/Е
(40 масс. ч. ПАР*)
Тег 537/Е2
(100 масс. ч. ПАР*)
Тег 436/Е
(70 масс. ч. ПАР*)
Вязкость по Муни
МБ 1+4
100'С
43
-
42
-
17МБ(1+8)
100°С
48-56
-
36-47
65
-
-
62-72
—
зо •
50
—
12ГС
65
-
80
—
65
66
35
33
—
—
55
Содержание
пропилена,
% масс.
42-46
26-30
26-30
40-46
43-49
46-50
48-52
36-40
33-38
26-30
30-36
30-34
30-36
26-30
28-34
87-81
Диен
_
-
-
-
-
Этилиденнорборнен
— « —
—«—
_ « —
— « —
—«—
_«_
—«—
—«—
—«—
—«—
Содержание
диена,
% масс.
_
-
-
-
-
-3,5
-3,5
-3,5;
-3,5
-4,5
-7-8
-9,0
-3,5
-5,0
-7,5
-5,0
Скорость
вулканизации
Пероксидная
— « —
— « —
— « —
— « —
Высокая
—«—
—«—
—«—
Очень высокая
Ультравысокая
—«—
Высокая
Очень высокая
Ультравысокая
Очень высокая
*ПАР - парафиновое масло.
Примечание. Цая обозначения марок каучуков принята следующая аббревиатура: Со-двойной, Тег-тройной сополимер;
1-я цифра х 10 - содержание масла, % масс; 2-я цифра х 10 - содержание пропилена, % масс; 3-я цифра х 10 -
вязкость по Муни 1+4 (100°С).
1.8.8. Хранение и транспортирование
этиленпропиленовых каучуков
ЭПК и ЭПДК хранят в складских помещениях при температуре не выше 30°С, упакованными
в бумажные мешки или ящичные поддоны, либо в специальные контейнеры. При хранении
каучук должен быть защищен от загрязнения, действия прямых солнечных лучей и атмосферных
осадков. Гарантийный срок хранения каучуков СКЭП, СКЭПТ и СКЭПТ-Э один год со дня
изготовления.
Каучук транспортируют всеми видами транспорта в крытых транспортных средствах.
Этиленпропиленовые (СКЭП) и этиленпропилендиеновые (СКЭПТ с ЭНБ и ДЦПД) каучуки
при хранении не выделяют в окружающую среду токсичные вещества и не оказывают вредного
воздействия на организм человека при непосредственном контакте. Работа с каучуком не
требует особых мер предосторожности.
В случае возгорания каучуки тушат всеми средствами пожаротушения: водой, паром,
инертным газом, асбестовым одеялом, песком, пенным и углекислотным огнетушителями.
Отходы каучука, бракованный каучук утилизируются в смежных областях производства (для
изготовления кровельного материала, дорожного покрытия и т.д.).
' 1.9. Хлоропреновые каучукя
(Э.С. Восканян)
Хлоропреновые каучуки получают радикальной гомо- или сополимеризацией хлоропрена
(2-хлорбутадиен-1,3) в водных эмульсиях:
лСН=С—СН = СН_ ->
I
С1
-сн2—с =сн—сн2-
С1
Хлоропреновые каучуки сочетают высокую стойкость к атмосферным воздействиям, озо-
но-, масло-, бензо- и огнестойкость с высокими прочностными характеристиками,
удовлетворительной теплостойкостью и хорошими технологическими свойствами. Они хорошо
совмещаются с другими каучуками, придавая им требуемые свойства.
Хлоропреновые каучуки превосходят натуральный каучук по сопротивляемости окислению,
воздействию масел и жиров, озона, солнечных лучей и пламени. Одновременно они обладают
многими положительными характеристиками, присущими НК, например, хорошей
эластичностью, высокой прочностью на растяжение и низким гистерезисом.
Все типы хлоропреновых каучуков принято делить в соответствии с их назначением и
способом регулирования молекулярной массы (ММ) на три большие группы, различающиеся также
склонностью к кристаллизации:
- каучуки общего назначения, модифицированные серой с регулированием ММ с помощью
тиурамдисульфидов (их часто называют каучуками серного регулирования);
- каучуки общего назначения с регулированием меркаптанами (меркаптанового
регулирования);
- каучуки специального назначения, используемые главным образом для приготовления
адгезивов.
1,9.1. Строение хлоропреновых каучуков
Макромолекула хлоропренового каучука, получаемого полимеризацией 2-хлорбутадиена-
1,3 в эмульсии, может содержать следующие звенья:
С1 СН2-
\ /
С=С
/ \
Н2С Н
гранс-1,4
-н2с сн2-
\ /
с=с
/ \
С1 Н
цисА ,4
-сн2
С1
1
—с—
1
сн
сн2
1,2-
—СН—СН,
I
СС1
II
сн2
3,4-
Высокая полярность молекулы хлоропрена (дипольный момент равен 4,77-10-30 Кл-м)
определяет многие особенности этого каучука.
Первые работы по определению строения хлоропренового каучука были проведены Каро-
зерсом в США и Клебанским в Советском Союзе. Методом окислительной деструкции было
установлено, что макромолекула полихлоропрена главным образом состоит из г/шс-1,4-зве-
Свойство
Содержание звеньев: %
1,4-
из них:
«голова к хвосту»
«голова к голове»
«хвост к хвосту»
Температура стеклования Тс, "С
Температура плавления Гга, °С
Плотность da, кг/м3
ЦисАА
95
50-60
25-20
25-20
-20
70
1283
Траис-ЛА
98
98
-45
105
1243
НЬеВ (> 94%). ВЫСОКаЯ регулярность 1-9.1. Структура и свойства полихлоропренов
• .„„ „»„....„„ „„„„„.... „ с максимальным содержанием цис-1,4-
получаемого полимера связана с итрвнс. ^звеньев
ориентирующим действием
полярного электроотрицательного атома
хлора.
Тип полученной структуры
зависит от температуры полимеризации
(Ьстепени конверсии. При низких
температурах полимеризации
преобладающей структурой является
7/шс-1,4-конфигурация с очень
небольшим количеством цис-1,4-
или 1,2- и 3,4-присоединениями. С
повышением температуры
полимеризации других структур становится больше. Как было показано методом ИК-спектроскопии при
температуре полимеризации до -40°С содержание транс-звеньев составляет 94%, цис- - 5%, звеньев
1,2—0,9% и 3,4--0,3%; в полихлоропрене, полученном при 40°С, содержание транс-1,4-звеньев
составляет 86,5%, цисА ,4 -10%, 1,2- -1,6% и 3,4- -1 %.
Первоначально предполагали, что 1,4-звенья в макромолекуле соединены главным образом
«голова к хвосту» (1 - 41), а вероятность присоединения «голова к голове» (1 -11) мала. Это
объясняли сильным направляющим влиянием полярных атомов хлора, а также высокой крис-
таллизуемостью хлоропреновых гомополимеров.
Позднее методом ЯМР спектроскопии высокого разрешения было установлено, что в
полихлоропрене наряду с преобладающим расположением звеньев 1,4-1,4 содержатся 10-15%
звеньев в положении 1,4-4,1 и 4,1-1,4 (звеньев «хвост к хвосту» и «голова к голове»).
Попытки получения уис-1,4-полихлоропрена путем применения комплексных металлорга-
нических соединений, а также стереоспецифических каталазаторовтипа Циглера-Натта, не дали
положительных результатов. При этом образовывались нерастворимые, частично циклизован-
ные полимеры с меньшим содержанием хлора, чем в хлоропрене.
£/ис-1,4-полихлоропрен был синтезирован полимеризацией в массе нж-2-(7ре7"-бутилоло-
во)-бутадиена-1,3 по радикальному механизму с последующим хлоринолизом полученного
полимера в растворе тетрахлорида углерода при 0°С. Его структура была установлена озонолизом
И методами ИКС и ПМР, определена ММ (1,56-105). Полученный ф/с-полихлоропрен обладал
эластическими свойствами и по комплексу характеристик уступал полихлоропрену с
преобладающей г/шс-конфигурацией.
Полностью гранс-полимеры хлоропрена получены радиационной полимеризацией больших
кристаллов хлоропрена, которые образовывались при охлаждении до -130 ■*■ -180°С.
Структура полимера определялась ИК- и ПМР-спектрометрией высокого разрешения.
Структура и свойства этих полимеров приведены в табл. 1.9.1.
Наличие в полимерной цепи высокоактивного аллильного хлора (звенья 1,2- и звенья 3,4-
после изомеризации хлора) оказывает большое влияние на свойства полихлоропрена. При
хранении и переработке полихлоропрена в результате гидролиза или отщепления хлороводорода
происходит поперечное сшивание полимерных цепей, что приводит к подвулканизации при
приготовлении резиновых смесей. Структурирование может происходить и в процессе
полимеризации под влиянием оснований с образованием эфирных связей между цепями (повышенная
реакционная способность аллильных атомов хлора позволяет вулканизовать их оксидами
двухвалентных металлов).
1
I
о
Й
!
I
I
259
1.9.2, Получение хлоропреновых каучуков
В промышленности хлоропреновые каучуки получают эмульсионной полимеризацией,
протекающей в присутствии инициаторов свободнорадикального типа. Хлоропрен для синтеза хло-
ропренового каучука в промышленности получают двумя способами:
1 - на базе ацетилена (ацетилен из природного газа или карбида кальция) через моновини-
лацетилен в присутствии катализатора Ньюлзнда с дальнейшим гидрохлорированием в
растворе (до 1966 г. единственный промышленный способ):
CuCl HC1
2НС=СН -> СН=СН-ОСН -> СН =С(С1)-СН = СН
NH4C1 CuCl, NH4C1
2 - на основе нефтехимического сырья - бутадиена:
СН2 = СН - СН = СН2 -> СН2С1 - СН = СН - СН2С1 + СН2 = СН - СНС1 - СН2С1
СН, = СН-СНС1-СН,С1 -> СН , = С(С1)-СН = СН,
-НС1
Сначала бутадиен хлорируют при высокой температуре или в растворителе в смеси 1,4- и
3,4-дихлорбутенов, а затем 1,4-изомер изомеризуют в 3,4-изомер, который дегидрохлорируют
водным раствором гидроксида натрия в хлоропрен.
Из-за наличия примесей хлоропрен-сырец подвергается тщательной ректификации. На
полимеризацию поступает свежеперегнанный мономер с чистотой не менее 99,5%. Так как при
хранении в присутствии даже следов кислорода хлоропрен легко образует пероксидные
соединения, резко нарушающие нормальное протекание полимеризации, его хранят в среде
инертного газа, освобожденного от следов кислорода, при низкой температуре (-10 •*- -15°С), строго
контролируя наличие пероксидов и полимеров.
В отсутствие регуляторов ММ при полимеризации хлоропрена, наряду с растворимым и
легко пластицирующимся полимером (так называемый ос-полимер) образуются продукты, не
имеющие технической ценности: разветвленные и слабо сшитые (ц-полихлоропрены), сильно
сшитые (со-полихлоропрены), линейные и циклические димеры и низкомолекулярные полимеры
(Р-полихлоропрены). Образование нерастворимого роговидного со-полимера («поп-корна») обычно
наблюдается в емкостях для хранения мономера, в линиях его подачи, в крышках аппаратов и
даже в обычном полимеризационном оборудовании. Количество «поп-корна» возрастаете
автокаталитической скоростью и с увеличением объема, что может привести к сильным разрушениям.
Для предотвращения или уменьшения образования со-полимера используют ингибиторы типа
оксида азота (N0), неорганические нитриты, аддукты N204 и др.
Полимеризацию хлоропрена осуществляют по непрерывной или периодической схеме.
Преобладающую часть хлоропреновых каучуков и латексов, выпускаемых в настоящее время,
получают периодической эмульсионной полимеризацией.
Эмульсионная полимеризация хлоропрена включает те же стадии, что и эмульсионная
полимеризация других диеновых мономеров: эмульгирование, инициирование, теплопередачу -
теплосъем, регулирование конверсии мономера и молекулярной массы, ингибирование и
стабилизацию, отгонку непрореагировавшего мономера (дегазацию), созревание (пептизацию
только для серных каучуков), выделение и сушку полимера.
Основными преимуществами полимеризации в эмульсии являются легкость управления
процессом, равномерный отвод теплоты и несложность регулирования скоростей реакции иниции-
Мономер
Бутадиен-1,3
Изопрен (2-метилбутадиен-1,3)
Пиперилен (1-метилбутадиен-1,3)
Хлоропрен (2-хлорбутадиен-1,3)
1-Хлорбутадиен-1,3
2-Бромбутадиен-1,3
2,3-Диметилбутадиен-1,3
2,3-Дихлорбутадиен-1,3
Формула
сн2=сн-сн=снг
СН,=С(СНЛ)-СН=СН,
СН2=СН-СН=СН-СН,
CH2=C(CI)-CH=CH2
С1-СН=СН-СН=СНг
СН2=С(Вг)-СН=СНг
СНг=С(СН3)-С(СН3)=СН2
CH2=C(CI)-C(CI)=CH2
Относительная
скорость
полимеризации
1,00
1,25
0,38
875
8,75
1250
3,75
2500
РОВЭНИЯ, Обрыва И переда- 1 -в-2. Скорость полимеризации диеновых мономеров
чи цепи.
Хлоропрен-легко поли-
меризующийся мономер
(табл 1.9.2). Он полимеризу-
ется почти в 700 раз быстрее
изопрена (исключение
составляют лишь 2-бром- и
2,3-дихлорбутадиены-1,3).Так,
константа роста цепи
составляет 0,423 м3/(моль-с)
при 35°С. Высокая скорость
полимеризации хлоропрена
при относительно низкой
температуре (более 1 %
конверсии в минуту на средней стадии процесса при 40°С) позволяет получать полихлоропрен с
высокой молекулярной массой и низкой степенью полидисперсности.
Природа и концентрация эмульгатора заметно влияют на скорость полимеризации и
свойства получаемого продукта. В качестве основного эмульгатора применяют канифольное мыло
(обычной или диспропорционированной канифоли), которое получают in situ, вводя канифоль
в мономер (а также и регулятор) и смешивая органическую фазу с водной (щелочь).
Эмульгирование осуществляется рециркуляцией двух жидких фаз с помощью центробежного насоса,
при этом образуются частицы диаметром около 3 мкм. Кроме основного эмульгатора для
обеспечения стабильности латекса при низком значении рН на стадии выделения полимера в
водную фазу (или в латекс) вводят ПАВ на основе сильной кислоты - натриевую соль продукта
конденсации нафталинсульфокислоты с формальдегидом, алкилсульфонаты натрия, лаурил-
сульфат и др. После эмульгирования смесь нагнетается в полимеризатор, снабженный
мешалкой и рубашкой (тепловой эффект полимеризации хлоропрена 840 кДж/кг). Обычно для
полимеризации хлоропрена в качестве инициатора используют персульфат калия (или аммония).
Применяют также пероксид водорода, пероксид бензоила, гидропероксид изопропилбензола
(кумола), окислительно-восстановительные системы (Fe2*+H202) и др. Для ускорения распада
инициатора на свободные радикалы в систему вместе с инициатором вводят активатор
(сульфиты, бисульфиты, аммониевые соединения, соли двухвалентного железа и других металлов
переменной валентности). Наиболее эффективным активатором процесса эмульсионной
полимеризации хлоропрена при применении канифольных мыл в качестве эмульгатора и
персульфата калия в качестве инициатора является сульфит натрия.
Регуляторы молекулярной массы, участвующие в полимеризации хлоропрена обычно
разделяют на два типа, принципиально различающихся по механизму действия: 1 - сера в
сочетании с тиурамдисульфидами; 2 -меркаптаны и ксантогендисульфиды. Сера в отличие от других
регуляторов цепи непосредственно участвует в процессе совместной полимеризации с хлороп-
реном с образованием фрагментов полихлоропрена, связанных между собой ди- и
полисульфидными связями. На одну сополимерную молекулу полихлоропрена в среднем приходится от
12 до 28 атомов серы:
[-CH2-C(Cl) = CH-CHJ-]n-S,-[-CHa-C(Cl) = CH-CHa-l|B-S7-1
где х и у равны 2-6, an и т равны 80-100.
Однако полимеры хлоропрена, полученные в присутствии серы, растворимы только в
начальной стадии полимеризации. Для получения растворимого полимера при завершении
процесса (после достижения необходимой степени полимеризации) и отгонки непрореагировавше-
го мономера в латекс вводят эмульсию (раствор или дисперсию) тетраэтилтиурамдисульфида
I
I
1
I
I
Д*(Тиурам Е) и выдерживают латекс некоторое врём^М'^Ьйзревания». После «созревания» (пепти-
зация, 20-30°С) полимер становится растворимым. Тиурам Е взаимодействует со свободными
радикалами, образующимися при распаде полихлоропренсульфидов, по связям S-S:
[-CH2-C(Cl)=CH-CH2-]n-S-S-+(C2H5)2N-C( = S)-S-S-C( = S)-N(C2H5)2-*
->[-CH2-C(Cl)=CH-CH2-]n-S-S-S-C( = S)-N(C2H5)2+(C2H5)2N-C( = S)-S-
Образующийся свободный радикал иницирует дальнейший распад полисульфидных
связей. Процесс деструкции продолжается до образования стабильных связей R-S-R. Деструкция
под влиянием тиурама происходит не только при щелочном созревании латекса, но и при
вальцевании или термопластикации полимера. По мере расходования тиурама или его разложения
при нагревании или длительном хранении начинают преобладать процессы структурирования
(при хранении полихлоропренов серного регулирования процессы деструкции в начальный
период преобладают над процессами структурирования, пластичность полимера возрастает, а
затем, вследствие развития процессов структурирования, резко падает).
Широкое применение при полимеризации хлоропрена получили регуляторы второго типа,
реагирующие по механизму переноса цепей - в основном меркаптаны. Их присоединение
происходит по концам полимерной цепи (доказано с применением меркаптана, содержащего
радиоактивную серу) по схеме:
R-SH+R1 -> R'H + R-S •
R-S • +п[СН2=С(С1)-СН=СН2] -> R-S-[-CH2-C(Cl)=CH-CH2-]„_1-H2C(CI)=CHCH2 •
R-SH -> R-S-[-CH2-C(CI)=CH-CH2-]„_1-CH2C(Cl)=CHCH3+R-S' И Т.Д.
Меркаптаны вводят в реакционную среду или в начале процесса или постепенно по ходу и
по мере его расходования. Полихлоропрены, регулированные меркаптанами, не подвергаются
«созреванию», и после завершения процесса в них добавляют только антиоксидант-стабилиза-
тор. Они характеризуются высокой стандартностью, термостойкостью и стабильностью свойств
при хранении. Однако физико-механические показатели, такие как прочность при растяжении и
относительное удлинение при разрыве вулканизата полихлоропрена, регулированного серой (с
тиурамом), на 15-20% выше, чем полихлоропренов, полученных в присутствии меркаптана.
Кроме того, полихлоропрен, синтезированный в присутствии серы, позволяет получить вулка-
низаты с хорошей эластичностью и большим сопротивлением раздиру и многократному изгибу
-эти свойства обусловлены именно наличием серы в цепи полихлоропрена.
Обычно полихлоропрены с требуемыми показателями пластичности и высокими физико-
механическими характеристиками вулканизатов получаются при концентрациях серы в расчете
на мономер 0,6-0,75% и тиурамдисульфида - 1,4-2,7% с проведением процесса щелочного
созревания при температуре 30°С в течение 8-10 ч (иногда 4-20 ч). Полимеризацию при этом
проводят при 40±1°С при конверсии мономера 80-90%. При полимеризации хлоропрена до
85%-ной конверсии и содержании серы 0,6% вместе с тиурамдисульфидом вводят ускоритель
пептизации - алкилдитиокарбомат щелочного металла.
При получении полихлоропренов с меркаптановым регулированием конверсия мономера не
превышает 65-75% для каучуков (для латексов конверсия идет практически до конца), а
количество меркаптанов 0,2-0,5% от массы мономера. Дальнейшее повышение конверсии приводит к
ухудшению некоторых показателей полимера и процесса: появлению гель-полимера, снижению
пластичности и растворимости, повышению полидисперсности и др. Однако чрезмерное
снижение глубины полимеризации (40-60%) способствует повышению пластичности полимеров, что
затрудняет их сушку и дальнейшую переработку (особенно при серном регулировании).
Иногда используются и комбинированное регулирование молекулярной массы, совместное
применение серы и меркаптана, серы и дипроксида и др. (долгие годы выпускались Наириты
комбинированного регулирования марки КР с применением серы и грег-додецилмеркаптана,
конверсия более 95%). В отличие от нормального додецилмеркаптана (н-ДДМ) третичный {трет- т^.
ДДМ) не полностью входит в полимер (обычно 40-50% от взятого количества).
Температура полимеризации влияет не только на скорость процесса, но и на регулярность
цепи и на ММ полимеров. При сравнительно высоких температурах получается полимер с
низкой ММ (возрастает вероятность обрыва цепи), при понижении температуры полимеризации
ММ полимера увеличивается. Полихлоропрены, полученные при низких температурах (7-12°С),
вследствие большой регулярности цепи проявляют большую склонность к кристаллизации, что
очень важно при изготовлении клеев холодного отверждения.
Для обрыва процесса полимеризации при заданной конверсии (определяют по плотности
латекса) в латекс вводят эффективный ингибитор в виде эмульсии, дисперсии или раствора (неозон Д,
П-23, НГ 2246, грег-бутилпирокатехин и др.). Стабилизированный латекс после дегазации
(отгонки незаполимеризованного мономера) непосредственно направляется на выделение при меркап-
тановом регулировании или после стадии «созревания» - при серном регулировании.
В промышленном производстве хлоропреновых каучуков используются три способа
выделения и сушки полимера. Первый способ -это воздействие на латекс полихлоропрена
электролитов, формирование зерен каучука в ленту, промывка ленты, отжим, сушка в горизонтальных
сушилках и упаковка в рулоны. Второй, более прогрессивный способ, заключается в подкисле-
нии латекса уксусной кислотой и вымораживании из латекса, близкого к порогу коагуляции,
пленки сырого полимера, которая промывается, сушится в вертикальной сушилке,
формируется в жгуты, режется на гранулы и упаковывается. Третий способ, используемый фирмой
«Дюпон», заключается в том, что латекс подается между двумя вращающимися в противоположном
направлении барабанами, нагреваемыми паром до 120-130°С. Термодестабилизированный
латекс образует на поверхности барабанов пленку, которая срезается специальными ножами и
упаковывается. Последний способ используется в основном в тех случаях, когда первым и
вторым способом выделить и высушить полимер не удается, например, при высокой пластичности
полимера или низкой прочности пленки при температурах выше 100°С (в этом случае все
соединения, введенные в латекс, остаются в полимере и могут влиять на свойства полимера,
особенно на его поведение при переработке и эксплуатации).
Сополимеризация с другими мономерами диенового или винилового типа является одним
из наиболее эффективных способов модификации свойств каучуков и латексов, получаемых
на основе хлоропрена. Путем подбора соответствующих сомономеров, можно получить новые
типы хлоропреновых каучуков с меньшей степенью кристалличности, повышенной
морозостойкостью, большой стойкостью к действию топлив и масел, меньшей горючестью и лучшими
диэлектрическими показателями. Этот способ оказался весьма эффективным для модификации
свойств товарных латексов и расширения областей их применения, при почти полной
конверсии мономера. Следует отметить, что получение статистических сополимеров хлоропрена с
другими сомономерами затрудняется высокой относительной реакционной способностью
мономера по отношению к собственным радикалам. Наиболее эффективный сомономер для
хлоропрена - 2,3-дихлорбутадиен-1,3, остальные промышленные мономеры являются менее
активными по сравнению с хлоропреновым радикалом. Тем не менее, кроме 2,3-дихлорбутадиена-
1,3 в промышленности в небольших количествах выпускаются сополимеры со стиролом, акри-
лонитрилом, метилметакрилатом, изопреном и др.
-■;•' Низкая активность второго мономера сильно затрудняет выделение непрореагировавших
•фномеров при дегазации, их разделение и использование при 60-70% конверсии (исключение
составляет 2,3-дихлорбутадиен-1,3, который полностью вступает в реакцию сополимеризации).
врЫчно применяют 5-20% второго мономера. Из-за большого различия в коэффициентах ре-
акционоспособности обычно трудно бывает значительно модифицировать свойства
полихлоропрена при сополимеризации.
Вследствие нарушения регулярности структуры сополимеры имеют пониженную скорость
кристаллизации. Сополимеры с дихлорбутадиеном имеют хорошие диэлектрические свойства
и огнестойкость, а с акрилонитрилом - еще и повышенные масло- и бензостойкость.
I
1
i
!
I
I
JP В качестве примера ниже приводится состав Системы (масс, ч.), используемой при получении
HeonpeHaGN (серного регулирования) и НаиритаП (меркаптанового регулирования):
Неопрен GN Наирит П
Хлоропрен 100 Хлоропрен 100
Канифоль 4 Канифоль 4.2
Сера 0,6 грег-Додецилмеркаптан 0,8
Гидроксид натрия 0,8 Гидроксид натрия 0,53
Даксад11 0,7 Алкилсульфонат А (92%-ный) 2,1
Персульфат калия 0,2-1 Персульфат калия 0,1
Вода 150 Вода 156
Сульфит натрия 0,026
Триэтаноламин 0,1
Аммиачная вода 0,26
Температура полимеризации 40°С.
1.9,3, Физические свойства хлоропреновых каучуков
Хлоропреновые каучуки выпускают в виде гранул (чипсов) от светлого, почти белого, до
серебристо-серого и светло-коричневого цвета. При хранении цвет может меняться в
зависимости от типа использованного стабилизатора, условий и продолжительности хранения.
Плотность полихлоропренов колеблется в пределах 1200-1250 кг/м3 в зависимости от состава
(содержания хлора).
Хлоропреновые каучуки легко растворяются в ароматических и хлорированных
углеводородах, частично - в некоторых эфирах и кетонах. В спиртах, неорганических кислотах и щелочах
они нерастворимы, а в алифатических углеводородах набухают. Хлоропреновые каучуки
некоторых типов растворяются полностью без предварительной пластикации даже после
длительного хранения (полимеры меркаптанового регулирования, например, Наирит марок ДМ, ДП или
Неопрен W), другие (в основном серного регулирования) - после изготовления растворяются
полностью, но после хранения для их полного растворения необходима предварительная
пластикация. В зависимости от типа растворителя вязкость раствора может колебаться в пределах
одного порядка. При достаточной конверсии с повышением температуры полимеризации
растворимость полимера уменьшается. Параметр взаимодействия Хаггинса хлоропреновых
каучуков с различными растворителями (ц0) имеет следующие значения:
Дляпентана 1,129
Длягексана 0,891
Для октана 1,138
Для декана 1,147
Длядодекана 1,21
Для гексадекана 1,477
Для циклогексана 0,686
Для бензола 0,263
Для дихлорметана 0,533
Средняя плотность энергии когезии хлоропреновых каучуков равна 37 кДж/см3, при
колебании значений от 34,2 до 39,0 кДж/см3.
Физические характеристики хлоропреновых каучуков приведены в табл. 1.9.3.
Морозостойкость. Морозостойкость хлоропреновых каучуков определяется двумя
процессами: стеклованием и кристаллизацией
Стеклование. Для большинства хлоропреновых каучуков температура стеклования Г = -40°С.
Под воздействием низких температур вулканизаты хлоропренового каучука становятся более
жесткими. Обычно они приобретают хрупкость при температуре приблизительно -40°С, однако
введение специальных пластификаторов может понизить температуру хрупкости до -55°С.
1.9.3. Физические характеристики хлоропреновых каучуков
1
►
S
*
>
Показатель
Плотность, кг/м3
Температура стеклования, -С
Температура хрупкости, °С
Удельная молярная когезия, кДж/моль
Дипольный момент, Кл-м
Показатель преломления:
при 25°С
при20°С
Коэффициент теплопроводности каучука, Вт/(м-К):
невулканизованного
вулканизованного без добавок
наполненного 33% техуглерода
Удельная теппоемкость каучука, кДж/(кг-К):
невулканизованного
наполненного 33% техуглерода
Температурный коэффициент объемного расширения каучука, "С-1:
невулканизованного (25°С)
вулканизованного(25'С)
Удельное объемное электрическое сопротивление, Омм
Диэлектрическая проницаемость (1 кГц)
Тангенс угла диэлектрических потерь (1 кГц)
Электрическая прочность,. кВ/мм
Теплота плавления полихлоропрена, Дж/кг
Средняя молекулярная масса:
каучуков серного регулирования
каучуков меркаптанового регулирования
Молекулярно-массовое распределение
Степень полимолекулярности
Кристаллографическая система
Период идентичности кристаллической ячейки, Д
Параметры элементарной ячейки, Д
Число мономерных звеньев в ячейке
Температура максимальной скорости кристаллизации, "С
Полупериод кристаллизации резин при -10°С, с
Содержание кристаллической фазы, %:
в каучуках серного регулирования:
при 20°С
при 6-7°С
в каучуках меркаптанового регулирования:
при20°С
при 6-7°С
Содержание кристаллической фазы при -10°С в полихлоропрене, %,
синтезированном при температуре:
4041
55"С
коэффициент температуропроводности (а-105), м'/с
Литературный коэффициент линейного расширения: "С-1
' .а-104(вышеГе)
а-104 (ниже т')
коэффициент Пуассона (в высокоэластичном состоянии)
4амроиицаемость при 60°С, ЩсЩ:
. J.
' V
Не
1«мпература плавления кристаллической фазы, "С
Кислородный индекс, %
Значение
1200-1250
-40
-38,5
20,2-26,6
1,46
1,5512
1,5540
0,19
0,20
0,21
2,18
1,675
(575-600)10^
(700-750)-10-«
4,4-10«-6,3-10"'
6,4-7,14
0,0137-0,2030
23
95-103
(10-17)104
(18-35)104
Унимодальное
1,5-3
Орторомбическая
4,75+0,08
а = 9,0; Ь = 8,23; с = 4,79'
4
-10
6-105-6-10ь
8-11
10-13
15-27
18-30
25-27
14-17
8-10
65
1,72
0,61
Около 0,5
30,6-10-"
12,2-10-"
25,6-10-"
133-10-"
214-10-"
40-80
31-35
1.9.4. Физико-механические показатели Неопрййоа фирмы «Дюпон», США
Марка
Неопрена
GN
GNA
GRT
GS
W
WRT
WHV
WHV-A
WM-1
WX
АС
AD
WD
GT
Исходная
пластичность
0,30
0,32
0,43
0,45
0,55
0,58
0,36
0,38
0,53
0,52
0,46
0,46
0,40
0,32
Пластичность
после
пластикации*
0,60
0,62
0,65
0,68
0,70
0,70
0,50
0,50
0,70
0,69
0,60
0,61
0,55
0,60
Вязкость по
МуниМН+4
(100°С)
52±8
52±8
52±8
53±7
50±5
50±5
120+10
120+10
40±4
50±5
87+6
80+10
100±10
52±8
Условная
прочность при
растяжении, МПа
240
245
240
240
240
238
267
274
265
235
310
323
258
240
Относительное
удлинение
при разрыве, %
940
943
930
950
890
990
900
900
950
940
880
900
920
945
Относительное
остаточное
удлинение, %
10
10
10
10
12
12
8
10
16
12
8
12
8
10
' В течение 10 мин.
1.9.5. Константы проницаемости газов для хлоропреновых
и других каучуков
Тип каучука
Неопрен GN
Неопрен W
Натуральный
Бутадиенстирольный
Бутилкаучук
Температура,°С
25
50
30
60
30
60
30
60
30
60
Газопроницаемость [см2/(с-Па)М0s
кислород
3
10,1
1
3
23
78
16
50
0,8
2,5
азот
0,89
3,55
0,26
1,2
8,7
27
6
18
0,2
0,5
диоксид углерода
19,5
56,5
7,6
25
123
270
115
240
3
10
водород
10,3
28,5
4
13
60
130
38
95
3
10
гелий
-
6,4
28
-
7,8
1.9.6. Теплофизические свойства хлоропреновых и других каучуков
Каучук*
Хлоропреновый
Натуральный
Бутадиеновый
Бутилкаучук
Бутадиенстирольный
Плотность при
20°С, кг/ма
1200-1250
920-980
-
920-980
940-1100
Удельная
теплоемкость
(20°С),
кДж/(кгК)
2,18
1,89-2,10
-
1,84-1,93
1,97
Коэффициент
теплопроводности
(20"С),
Л10,Вт/(мК)
1,76-1,97
1,47-1,68
-
1,26-1,34
2,10
Коэффициент
температуропроводности (20°С),
а-105, м2/с
65
80
-
70
■100
Температурный
коэффициент линейного
расширения, а-104, °С\
при температуре
выше Тс
1,72
2,25-2,35
2,45
2,2
2,2-2,4
ниже Тс
0,61
0,64-0,8
0,52
-
0,65-0,80
'Данные для каучуков и ненаполненных вулканизатов близки.
266
Кристаллизация. Способность к кристаллизации имеет очень важное значение при хранении и ^v
переработке хлоропреновыхкаучуков, а также эксплуатации резин на их основе. В зависимости от
степени регулярности изменяются склонность полимера к кристаллизации и некоторые
параметры процесса. Поэтому технические каучуки, полученные в различных условиях, отличаются друг
от друга по скорости кристаллизации и степени кристалличности. Повышение температуры
полимеризации вызывает уменьшение предельной степени кристалличности и скорости
кристаллизации, понижение температуры плавления и дефектности кристаллов из-за уменьшения содержания
1,4-звеньев и нарушения регулярности структуры.
Нарушение регулярности молекулярных цепей при полимеризации хлоропрена в
присутствии серы с образованием ди- и полисульфидных фрагментов в цепи также приводит к
снижению скорости кристаллизации и степени кристалличности по сравнению с полимерами, ММ
которых регулируется меркаптанами. Наиболее сильно нарушение регулярности цепей и
уменьшение склонности к кристаллизации проявляются при сополимеризации с небольшими
количествами других мономеров (10-20% стирола, дихлорбутадиена, акрилонитрила, метилметак-
рилата и др.). Быстрокристаллизующийся Наирит ДКТ (Неопрен АС) сразу образует пленку
кристаллической структуры. Пленки сополимерного Наирита ДН (Неопрена WRT) аморфны.
Способность к кристаллизации хлоропреновых каучуков и характер образующихся
кристаллических структур оказывают большое влияние на технологические свойства каучуков и
резиновых смесей. Это необходимо учитывать при переработке полимеров и построении
технологических режимов во избежание колебаний технологических свойств смесей и свойств готовых
резин. В процессе длительного хранения каучука и смесей значительно повышаются их
жесткость и вязкость.
Для хлоропреновых каучуков, длительное время хранившихся при температурах, близких к
температуре оптимальной скорости кристаллизации, необходимо провести декристаллизацию
(«распарку») путем нагревания в специальных распарочных камерах или термостатах (4-8 ч/
70-80°С).
Характеристическая вязкость полимера. Зависимость характеристической вязкости [ц]
(дл/г) от молекулярной массы, определенной методом осмометрии, для Неопренов GN, GRT,
W, WRT и Наиритов ДП, ДСР и Денка М-40 описывается уравнениями:
Неопрен GN (25°С, бензол) [т\] = 1,46-1 О^М"-73
Неопрен GRT (30°С, толуол) [ц] = 2,445-1 О^М0696
" Неопрен W (25°С, бензол) [т\] = 1,55-10-V
Неопрен WRT (30°С, толуол) [n] = 5,074-1(HVIM1
Наирит ДП (20°С, бензол) [л] = 1,6-10-'М"
Наирит ДСР (20°С, бензол) [п] = 1,49-1 (W
Денка М-40 (25°С, бензол) [лЗ = 1,55-1 О^М0-72
,- Физико-механические показатели некоторых типов Неопренов фирмы «Дюпон» приведены
в табл. 1.9.4.
' Газопроницаемость. По газопроницаемости хлоропреновые каучуки заметно превосходят
многие каучуки других видов, в том числе натуральный и бутадиенстирольный (табл. 1.9.5),
уступая бутилкаучуку, однако большое различие наблюдается только при комнатных
температурах. С повышением температуры это различие сглаживается вследствие более резкого роста
&зопроницаемости бутилкаучука. Как правило, полихлоропрены меркаптанового
регулирования имеют более низкие константы проницаемости, чем каучуки серного регулирования.
Газопроницаемость наполненной резины зависит от природы наполнителя и его
относительного содержания в резине. При введении до 15-20% об. наполнителя газопроницаемость резины
уменьшается, а при содержании его выше 40% об. увеличивается. Проницаемость снижается
сильнее в присутствии активных наполнителей и наполнителей с пластинчатой формой частиц.
Теплофизические свойства резин. Теплофизические характеристики полихлоропрена и
некоторых эластомеров приведены в табл. 1.9.6.
I
!
!
1
I
j** Электрические свойства. Полихлоропрены имеют относительно низкое удельное объемное
электрическое сопротивление pv около Ю11 Омм, в то время как для цис-полибутадиена оно
составляет 1016 Омм. Электропроводность в полихлоропренах носит ионный характер и
определяется структурой основной цепи, фазовым состоянием, методом регулирования процесса
полимеризации. Электрическая прочность (пробивное напряжение) для хлоропреновых каучу-
ков также в 2-3 раза ниже, чем для резин из бутадиенстирольного каучука или поливинилхло-
рида. Электрические свойства резин на основе полихлоропрена, как и на основе бутадиеннит-
рильных каучуков значительно более резко меняются при изменении температуры в интервале
10-120°С, чем у резин на основе неполярных каучуков. При высокой ММ полихлоропрена pv не
зависит от ее значения. Если же ММ достаточно низка, то pv повышается. Увеличение
регулярности цепей путем понижения температуры полимеризации (повышение степени
кристалличности) также приводит к повышению pv.
С повышением степени конверсии и расширением ММР диэлектрическая проницаемость е'
и коэффициент диэлектрических потерь е" увеличиваются, однако рост последнего ограничен
75%-ной конверсией. Применение второго неполярного или малополярного мономера и
увеличение его содержания в сополимере приводит к повышению pv, поэтому pv сополимеров хло-
ропрена с дихлор- или трихлорбутадиеном на два-три порядка выше.
Вулканизаты на основе полихлоропренов серного регулирования имеют более низкие
значения pv и е" и более высокое е', чем резины из полихлоропренов меркаптанового
регулирования. С повышением степени кристалличности в недеформированном или деформированном
состоянии е' и е" или tg5 понижаются.
Примеси, присутствующие в техническом каучуке, также влияют на электрические свойства.
Так, после их экстракции ацетоном е' остается без изменения, pv повышается на два порядка, а
е" - приблизительно в 2 раза.
Электрические характеристики вулканизатов электроизоляционного типа на основе
различных каучуков приведены в табл. 1.9.7.
Износостойкость. Лабораторные испытания резин на основе хлоропреновых каучуков
показывают их меньшую износостойкость по сравнению с резинами на основе натурального
каучука. Однако в условиях эксплуатации изделия из резин на основе полихлоропренов не только не
уступают, но нередко и превосходят по износостойкости изделия из резин на основе
натурального или бутадиенстирольного каучука.
1.9.7. Электрические характеристики вулканизатов на основе хлоропреновых
и других каучуков
Тип каучука
Натуральный
Неопрен GN
Бутадиенстирольный (GR-S)
Бутилкаучук
Бутадиеннитрильный (Буна N)
Электрическая
прочность
(пробивное
напряжение),
кВ/мм
16-24
16-24
20-28
16-24
4-12
Удельное
объемное
электрическое
сопротивление,
0мм
10"
10"
10"
10"
10"
Диэлектрическая
проницаемость е'
(1 кГц)
2,5
6,7
2,7
2,3
10,0
Коэффициент
диэлектрических
потерь е"
(1 кГц)
0,005
0,025
0,005
0,002
0,10
t.9.4. Химические свойства хлоропреновых каучуков
Ч
9
Стойкость ктепловому старению. Резины на основе хлоропреновых каучуков обладают высокой %
стойкостью к тепловому старению; они выдерживают нагревание при 100-150°С без существенных s
изменений свойств, превосходят резины на основе натурального, бутадиенового, бутадиенстироль- |
ного и ряда других каучуков, но уступают резинам на основе бутилкаучука, хлорсульфированного *>
полиэтилена (Хайпалон), этиленпропиленовых и фторсодержащих каучуков. Наиболее стойкими к £.
тепловому старению являются резины на основе каучуков, регулированных меркаптанами. При окис- |
лении полимера в процессе полимеризации или при обработке его термостойкость понижается. ^
• Уменьшение степени конверсии полимераповышаетегостойкостькстарению.чтообьясняетсяумень-
шением разветвленности и скорости окисления, замедлением структурирования. g-
Высокая стойкость хлоропреновых каучуков к тепловому старению, близкая к стойкости на- •$
сыщенных полимеров, связана с особенностями его старения. Энергия активации первичного акта |
присоединения кислорода для полихлоропрена выше, чем для неполярных каучуков, поэтому ^
окисление полихлоропрена при невысоких температурах протекает медленно. Однако при повы- lq
шении температуры стойкость к окислению уменьшается, и скорость старения увеличивается.
Низкая растворимость кислорода в полихлоропренах и высокая энергия активации
процесса диффузии безусловно влияют на окисление каучука и соответственно резин.
При старении полихлоропренов в процессе окисления происходит сшивание полимера,
сопровождающееся отщеплением хлороводорода. Зависимость между количеством
отщепившегося хлороводорода и присоединившегося кислорода в первом приближении линейна.
В пероксидах полихлоропрена, образующихся в результате окисления, прочность связи
С—С1 уменьшается, и происходит отщепление хлороводорода как внутримолекулярно (с
участием атома водорода а-метиленовой группы), так и межмолекулярно. Наряду с этим
полимерные пероксиды при нагревании распадаются с образованием свободных радикалов,
перегруппировывающихся в карбонильные и гидроксильные производные с одновременной
деструкцией полимера.
Химические свойства хлоропреновых каучуков обусловлены присутствием в их макромолекулах
двойных связей и атомов хлора. Активность в химических превращениях проявляют главным
образом атомы хлора в 1,2-звеньях и у третичных атомов углерода (в местах развлетвления). Двойная
связь в основной цепи (1,4-звенья), экранированная атомом хлора, менее реакционноспособна, чем
в натуральном и бутадиеновых каучуках. Хлоропреновые каучуки значительно медленнее, чем
другие диеновые каучуки, взаимодействуют с кислородом и озоном. Они характеризуются повышенной
стойкостью к действию кислорода, озона и агрессивных сред, таких как алифатические
углеводороды, спирты, жиры и масла животного и растительного происхождения и силоксановые
гидравлические жидкости. Отрицательный атом хлора с неспаренными электронами оттягивает электронное
облако я-связи, уменьшая таким образом электронную плотность и реакционноспособность
двойной связи и образуя общее электронное облако. Это приводит к следующему:
- хлор прочно связывается с углеродом, теряет подвижность и реакционную способность;
- атом хлора не может переходить из одного равновесного состояния в другое из-за потери
подвижности, что в конечном итоге снижает полярность связи С - С1 и увеличивает
термодинамическую гибкость полимерной цепи;
- реакционная способность двойной связи по отношению к реакциям электрофильного
присоединения уменьшается; она приобретает отчасти сходство с одинарной связью
[действительно, расстояние С - С в винилхлориде увеличивается до 1,38-10-'° м (вместо 1,34-10~10 м в
этилене), а расстояние С- С1 уменьшается до 1,6940-10-10 м (вместо 1,76-10-1°-1,77-10-10 м в
предельных хлорпроизводных)]. Полярность связи С-С1 уменьшается: дипольный момент для
винил хлорида составляет4,8-10-30Кл-м, а для этилхлорида 6,4-10"30 Кл-м. Понижение
электронной плотности у двойной связи затрудняет атаку ненасыщенного углеродного атома электро-
фильным реагентом.
При сравнении реакционной способности поливинилена (—СН=СН -) и поливиниленхло-
рида (— СН = СС1 —) установлено, что атом хлора в цепи сопряжения подавляет способность
полиена к реакциям электрофильного присоединения водорода, хлора, малеинового ангидрида и
в молекулярного кислорода. Аналогично, для хлоропренового каучука не характерны такие полиме-
I раналогичные превращения, как изомеризация, гидрирование, циклизация, гидрохлорирование и
р дегидрохлорирование.
I Атом хлора в 1,2-звеньях полихлоропрена (1,6% в полихлоропрене, полученном полимери-
*■ зацией при 40°С), в отличие от атома хлора в 1,4-звеньях имеет аллильный характер, обладает
£ высокой реакционной способностью и может подвергаться изомеризации с образованием пер-
I винного аллильного атома хлора в конце боковых групп:
~СН,-С-[-СН,-СС1=СН-СН,-] -> ~СН--С-[-СН,-СС1=СН-СН,-]
г 2 . L Z 2 Jn 2 ,. L 2 I Jn
I CH=CH2 CHCH2C1
Достаточно активным может быть хлор у третичного углеродного атома в местах
разветвлений макромолекул, образовавшийся при получении полимера, при его хранении или
переработке. Реакционная способность атомов хлора в 1,2-звеньях и при третичном атоме
углерода проявляется в способности полихлоропренов к структурированию в отсутствие
вулканизующих веществ, т.е. к термовулканизации и склонности резиновых смесей на основе
полихлоропренов к подвулканизации. При нагревании хлоропреновых каучуков выше 70°С
отщепляется хлороводород, причем тем интенсивнее, чем выше содержание в макромолекулах 1,2-
звеньев. При 150°С в течение 6 ч выделяется до 1,2% хлороводорода от массы полимера.
Одновременно с отщеплением «активного» хлора происходит сшивание молекулярных цепей
друг с другом, образование новых двойных связей и соответственно изменение механических
свойств как каучука, так и вулканизатов.
В хлоропреновых каучуках серного регулирования повышенной реакционной способностью
обладают также полисульфидные связи. В техническом каучуке на его реакционную
способность, особенно на поведение при переработке и эксплуатации, могут влиять соединения,
введенные в него или в процессе полимеризации, или по ее окончании.
Большое влияние на пластичность смесей, на склонность их к подвулканизации и стойкость к
старению резин оказывают примеси в хлоропрене-ректификате (1 -хлорбутадиен-1,2, винилаце-
тилен, дивинилацетилен и др.), а на изменение структуры в процессе механической обработки, на
подвулканизацию и кинетику вулканизации - регуляторы полимеризации и стабилизаторы.
Предварительно пластицированные и содержащие до 0,1% стабилизатора хлоропреновые
каучуки сравнительно легко хлорируются или бромируются в растворе галогенсодержащих
растворителей (дихлорэтан, тетрахлорид углерода, перхлорэтилен и др). Весь процесс
сопровождается выделением хлоро- и бромоводорода. Температура, свет и применение свободноради-
кальных инициаторов сильно ускоряют реакцию. Практические значения имеют
хлорированные Наириты - хлорнаириты с содержании не менее 63% хлора и бромнаириты с содержанием
18-20% брома.
Основными вулканизующими агентами для хлоропреновых каучуков являются оксиды
металлов главным образом смеси оксидов цинка и магния (5 и 4 масс. ч. на 100 масс. ч. каучука
соответственно). Кроме этих агентов применяют и органические пероксиды или другие доноры
свободных радикалов; бифункциональные соединения, реагирующие с галогеналкилами
(двухатомные фенолы, диамины и др.); фенолоформальдегидные и эпоксидные смолы; хлориды
некоторых металлов. Вследствие сравнительно невысокой реакционной способности двойной
связи в основной цепи обычные серусодержащие вулканизующие системы в хлоропреновых
каучуках менее эффективны, чем в других диеновых каучуках.
W
При вулканизации хлоропреновых каучуков смесями оксидов цинка и магния преобладают и^
ионные реакции, особенно на ранних стадиях процесса. Например:
С1
I ZnO
~СН,-С~ -> ~СН,-С~ -> ~СН,-С~
I II II
СН=СН2 СН-СН2С1 CH-CH2OZnCl
~СН,-С~ ~СН,-С~ -> ~СН,-С~ -С-СН-
II _ + + II II II + Znci2
CH-CH2OZnCl CH-CH2C1 CH-CH2-0-CH2-CH
Помимо участия в основной реакции сшивания, оксид цинка ускоряет дегидрохлорирование
и ингибирует окисление каучука. Образующийся ZnCl2 также участвует в вулканизации:
катализирует сшивание макромолекул с образованием между ними связей С-С и, кроме того,
взаимодействует с макромолекулами, соединяя их сравнительно прочными
координационными связями. Активность ZnCl2B реакциях сшивания обусловливает также склонность
резиновых смесей из хлоропренового каучука к подвулканизации. Этот недостаток, затрудняющий
последующую переработку смесей, в значительной степени устраняется применением оксида
магния. Реагируя с отщепляющимся хлором, МдО способствует уменьшению концентрации ZnCl2
в системе. Благодаря этому в вулканизатах уменьшается число координационных связей и,
соответственно, увеличивается число связей С - О - С. В результате замедляется вулканизация,
уменьшаются степени сшивания и связывания ионов хлора.
Оксиды металлов вызывают распад серных связей в хлоропреновых каучуках,
регулированных серой и тиурамом: для вулканизации этих хлоропреновых каучуков необходимо вводить
повышенное количество оксидов, чтобы компенсировать процессы деструкции.
Связи С-О—С, возникающие между молекулярными цепями хлоропренового каучука при
вулканизации оксидами металлов, характеризуются малым барьером вращения, и их образование
обусловливает хорошие динамические свойства вулканизатов на основе хлоропренового каучука.
Подвижный атом хлора в 1,2-полихлоропрене вступает во взаимодействие с органическими
основаниями (аминами). Если обработку проводить бифункционильными аминами, например
пиперазином, то происходит вулканизация полихлоропрена. Аналогично протекает
вулканизация в присутствии 2-меркаптоимидазолина (этилентиомочевина, NA-22). Многоатомные
фенолы в присутствии оксидов металлов также соединяют молекулы полихлоропрена за счет
подвижных атомов хлора. Содержащиеся в вулканизуемой смеси оксиды металлов нейтрализуют
образующийся хлороводород.
£.9ф5. Технологические свойства хлоропреновых
каучуков и особенности их переработки
Хлоропреновые каучуки характеризуются хорошими технологическими свойствами и
вполне удовлетворительно перерабатываются на обычном оборудовании резинового производства.
Однако их способность к кристаллизации существенно влияет на технологические свойства как
каучуков, так и смесей на их основе. В процессе длительного хранения каучука и смесей
значительно повышается их жесткость и вязкость.
Хлоропреновые каучуки, длительное время хранившиеся при температурах, близких к
температуре оптимальной скорости кристаллизации, следует подвергать декристаллизации
(«распарке») путем нагревания в специальных распарочных камерах или термостатах (обычно 4-6 ч
при 60-80°С). Резиновые смеси на основе хлоропренового каучука изготавливают как на вальцах,
I
I
§
I
I
I
I
i
I
I
I
так и в резиносмесителях из предварительно выкристаллизованного и пластицированного каучука.
Предварительная пластикация требуется для полихлоропренов серного регулирования, часто
пластикацию совмещают с процессом смешения. В смесителе пластикацию проводят в течение 1-2
мин, на вальцах-5-7 мин.
В качестве вулканизующих агентов для хлоропреновых каучуков применяются оксиды
металлов. Для смесей на основе полихлоропренов меркаптанового регулирования наряду с
оксидами металлов обязательно применяются ускорители вулканизации, в то время как каучуки
серного и тиурамного регулирования можно вулканизовать только оксидами металлов. Однако
и в этом случае для интенсификации процесса вулканизации нередко используют ускорители.
Для полихлоропренов следует применять оксид магния достаточной степени чистоты с
большой активной поверхностью и высокой реакционной способностью. Активная поверхность
определяется адсорбцией иода или брома. Йодное число - это масса иода (г), адсорбированного
100 г оксида магния, показывающая эффективность того или иного типа оксида магния.
Рекомендуется оксид магния с йодным числом 100-120.
В качестве ускорителей металлоксидной вулканизации широко используют комбинацию серы,
гуанида Ф и тетраметилтиурамдисульфида (по 0,5-1,0 масс. ч. каждого), а также 2-меркаптои-
мидазолин.
В табл. 1.9.8 приведен стандартный состав резиновых смесей на основе хлоропреновых
каучуков различных способов регулирования.
Хлоропреновые каучуки, особенно серного регулирования, имеют повышенную
чувствительность к тепловым обработкам, поэтому необходимо максимально охлаждать камеру смесителя
или валки вальцев для предотвращения разогрева резиновой смеси и подвулканизации.
Температура валков вальцев должна поддерживаться в пределах 30-50°С, а при смешении в
смесителях 90-100°С, при выгрузке из смесителя не должна превышать 110-120°С. После
изготовления резиновая смесь должна немедленно охлаждаться. Оптимальные температуры
промазки тканей на каландрах (для этого используют каучуки с низкой склонностью к кристаллизации):
верхний валик - около 110°С, средний - 80-100°С, нижний - от комнатной температуры до 80°С.
Шприцевание осуществляют при охлаждении червяка и цилиндра и нагревании головки и
мундштука. Прессование смесей из хлоропреновых каучуков не имеет специфических особенностей.
Ингредиенты вводят в резиновую смесь в следующем порядке: в начале процесса вводят
оксид магния, затем противостарители и замедлители подвулканизации. Часть наполнителей и
стеариновую кислоту вводят до пластификаторов, затем вводят оставшуюся часть
наполнителей и пластификаторы. Оксид цинка и ускорители вулканизации вводят в смеситель в конце
смешения за 0,5 мин до выгрузки.
Шприцевание и литье под давлением резиновых смесей на основе хлоропреновых каучуков
осуществляют на обычном оборудовании. Общим требованием к резиновым смесям,
предназначенным для шприцевания, является минимальное содержание пластификатора.
Сравнительная характеристика технологических свойств полихлоропренов серного и
меркаптанового регулирования приведена в табл. 1.9.9.
Для снижения влияния усадки
резиновых смесей на основе хлоропреновых
каучуков при переработке
(шприцевании,
каландровании,формовании,промазки и т.д.) используют ряд
рецептурно-технологических приемов. В
частности, в состав резиновой смеси
вводят до 40 масс. ч. поперечно
сшитых гельсодержащих каучуков (Наири-
ты ДС, ПС, ВС, Неопрен WB, Скайпрен
Y-20 и др.), что значительно снижает
усадку смесей.
1.9.8. Стандартные рецепты резиновых смесей
из полихлоропренов различного регулирования
Ингредиент
Полихлоропрен
Магнезия жженая (МдО)
Цинковые белила(ZnO)
Антиоксидант
Ускоритель вулканизации
Содержание ингредиентов,
масс. ч, при регулировании
ММ каучука
серном
100
4
5
2
-
меркаптановом
100
4
5
2
0,5-1,0
1.9.9. Некоторые свойства хлоролреновых каучуков разного регулирования
Свойства
Вязкость
Стабильность при хранении
Склонность к лодвулканизации
Усадка смесей
Шприцуемость
Каландруемость
Липкость к оборудованию
Конфекционные свойства
Адгезионные свойства
Способ регулирования
серный
От средней до высокой
Хорошая
Высокая
Средняя
Удовлетворительная
Удовлетворительная
Средняя
Отличные
Высокие
меркаптановый
От ниже средней до высокой
Очень хорошая
Средняя
Высокая
Хорошая
Удовлетворительная
Ниже средней
Хорошие
Хорошие
Совмещение полихлоропренов с другими каучуками. Для расширения ассортимента
резиновых смесей на основе хлоропреновых каучуков и изменения некоторых свойств
(морозостойкость, липкость к оборудованию, усадка и др.) часто используют их сочетания с каучуками
других типов. Наибольшее распространение получили комбинации полихлоропренов с бутадиен-
■нитрильными (до 50 масс, ч.), бутадиеновыми (до 20 масс, ч.), бутадиенстирольными (до 20
масс, ч.), этиленпропилендиеновыми (до 30 масс, ч.), натуральным и синтетическим изопрено-
языми (до 20 масс, ч.) и другими каучуками, а также термо- и реактопластами.
i.9.6. Типы и марки хлоропреновых каучуков
к- Особенности различныхтипов каучуков определяются природой применяемых регуляторов
«ера стиурамом, меркаптаны, тиурам, сера с меркаптанамы, ксантогенаты и др.) и их
содержащим в полимере, температурой полимеризации (6-10 или 40°С) и содержанием
стабилизатора'; рецептурой реакционной смеси и условиями полимеризации; природой и количеством со-
мономеров и составом сополимеров. Поэтому ассортимент вырабатываемых хлоропреновых
■учуков довольно широк. Каждая фирма выпускает более 20 марок, различающихся стабиль-
йстью при хранении, способностью к кристаллизации, морозо- и теплостойкостью, возможно-
иъю создания резин определенной окраски, вязкостью, адгезионными свойствами, сопротив-
юнием к динамическим нагрузкам, технологическими свойствами и др.
■;\ В настоящее время хлоропреновые каучуки выпускаются небольшим числом производителей*.
*£В США фирма Du Pont («Дюпон») выпускает полихлоропрены (более 50 марок) под торго-
Ым наименованием Неопрены; в Армении Ереванское ЗАО «Завод Наирит» - Наириты (более
Омарок); в Германии фирма Lanxess («Ланксесс») - Байпрены (до 2005 г. в составе фирмы
|Ивг («Байер»), более 45 марок); в Японии -три фирмы; Denki Kagaku Kogyo («Денка Кага-
«w)- «Денка» выпускает более 50 марок Денка-хлоропренов, Showa Denko («Шова Денко»)-
ропрены (более 25 марок, до 2003 г. совместно с фирмой «Дюпон» фирма «Сева Неопрен» -
£вопрены), Tosoh («Тошо») - Скайпрены (бывшая фирма Toyo Soda («Тойе-Сода»); в КНР -
Шрмы Shanxi Sinthetic Rubber и Chongqing Changhui Chemical Co. («Шанси» и «Чонгкинг») -
РУЧУКИ CR.
£• Общая мощность заводов по производству хлоропреновых каучуков в пяти странах мира
роставляет более 380 тыс.т.* *
'С 1966 по 2005 г. во Франции выпускались хлоропреновые каучуки под торговым названием Бутахлор.
"Компания Shanxi Sinthetic Rubber (КНР) и армянская фирма «Наирит-2» строят завод в Китае по производству
хлоропреновых каучуков мощностью 35-37 тыс. т/год.
Иаирмты
Ассортимент хлоропреновых каучуков, выпускаемых в Армении (табл. 1.9.10), включает
почти все основные типы полихлоропренов, имеющиеся на мировом рынке. Это гомополимеры
серного регулирования, содержащие 0,8-1,4% тетраэтилтиурамдисульфида [ДСР-М, ДСР-50,
ДСР-70, ДСР-90 (ТУ РА 00204145.0652-97)] и меркатанового [ДМ, ДП, ДВ (ТУ РА 00204145.0651-
2010)] регулирования общего назначения, сополимерные каучуки как серного, так и меркапта-
нового регулирования [ДСН, ДН, ДХ, ДКР (ТУ РА 00204145.0982-97)]; каучуки специального
назначения - клеевые [(ДКТ, ДКМ (ТУ РА 00204145.0984-97), КРИТ (ТУ РА 00204145.0266-95),
РНП (ТУ РА 00204145.0023-92), ОНП (ТУ РА 00204145.0684-97)]; гельсодержащий сополимер
[ДС (ТУ РА 00204145.0684-97)]; каучуки для получения резин с повышенной
морозостойкостью [Наирит М (ТУ РА 00204145.0263-95), наполненный на стадии латекса дибутилсебацина-
том, Наирит МЭ, наполненный диаллилфталатом с морозостойкостью вулканизатов даже после
старения (70°С/4 сут.) -54СС] и другие, производимые в опытном масштабе.
1.9.10. Свойства
Марка каучука -
Наирит
ДМ
ДП
ДВ
ДСР-М
ДСР-50
ДСР-70
ДСР-90
ДС
ДХ
5 = х
й =■=
|1
WM-1
W
WHV-100,
WHV
GN-M-1
GN-M-2
WB
WX
хлоропреновых каучуков -
^ в.
If
о «s
5*
Н-
Додецил-
меркаптан
(ДОМ)
ДДМ
ДОМ
Сера,
тетра-
этил-
тиурам-
дисуль-
фид
(тиурам
Е)
ДДМ,
рирующий
сомономер
ДДМ,
дихлорбу-
тадиен
(ДХБ)
Ж
■Л СО
is
&5
U о
X
в.
ж
Средняя
—«—
- « -
—«—
Низкая
Очень
низкая
8*
1 = 1
«в S.
40-50
50-70
(50-60,
61-70)
71-130
(71-90,
91-110,
111-130)
30-53
54-70
71-90
91-110
45-55
50-70
(50-60,
61-70)
Наиритов
X
5. ш
га о>
о 5 в
«о х *
г и ш
n g х
= S.X
ш*
с:
15
15
15
15
15
15
15
15
16
1
18
20
22
23
25
25
25
10
22
Ш
800
800
800
850
850
850
850
500
800
Характерные
особенности
и область
применения
Изделия общего
назначения (ремни,
ленты, формовые и
неформовые
изделия и др., в том
числе цветные резины).
Наирит ДВ - для
изделий с высоким
наполнением, клеев.
Отличная
стабильность каучуков
Изделия общего
назначения, где
требуется более высокая
конфекционная
клейкость. Имеют
высокие
эластичность и
сопротивление раздиру
Гельсодержащий
сополимер. Изделия
общего назначения с
малой усадкой и
хорошими
технологическими свойствами
Изделия общего
назначения, а также
гибкие резиновые
изделия
274
^$5--
1.9.10. Свойства хлоропреновых каучуков - Наиритов (продолжение)
Марка каучука-
Наирит
ДН
дсн
ДКР
м
дкт
дкм
РНП
онп
КРИТ
Аналог-
Неопрен фирмы
«Дюпон» (США)
WRT
GRT
GT
АС
AD
-
-
Сомономер,
регулятор
ддм,
ДХБ
Сера,
ДХБ,
Тиурам Е
Сера,
диэтилк-
сантоген-
дисуль-
фид, ДХБ
Сера
ДДМ,
Тиурам Е
ДДМ
трет-ЩЩ
трет-ЩЩ
Сера,
трет-ЩЩ
Скорость
кристаллизации
Тоже
Низкая
Средняя
—«—
Высокая
Высокая
Очень
высокая
Тоже
Высокая
Вязкость по
Муни ML 1+4
(ЮО'С)
50-70
(50-60,
61-70)
50-66
60-76
25-40
31-100*2
(31-65,
66-100)
25-115*2
(25-70,
71-115)
90-110
0,54-
0,66*3
0,44-
0,53*3
0,44-
0,55*3
Начало
подвулканизации,
мин, не менее
16
15
15
15
"
-
-
Условная прочность
при растяжении,
мПа*1, не менее
21
22
22
11
"
-
Относительное
удлинение
при разрьюе,
%, не менее
800
850
850
800
"
-
-
Характерные
особенности
и область
применения
Изделия общего
назначения с
повышенной
морозостойкостью. Отличная
стабильность каучука
Изделия общего
назначения с
повышенной
морозостойкостью. Каучук обладает
хорошей
стабильностью при хранении
Сополимер. Изделия
общего назначения.
Каучук обладает
хорошей
стабильностью при хранении
На стадии латекса
модифицирован
пластификатором.
Отличается повышенной
морозостойкостью
(Гхр = -55°С)
Клеи с низкой
вязкостью и высокой
концентрацией. Очень
хорошая
стабильность каучука
Быстросхватываю-
щиеся клеи. Очень
хорошая
стабильность каучука
Быстросхватываю-
щиеся клеи,
используемые в
резинотехнической
промышленности
Для приготовления
клеев
То же
i
5
•Я
1.9.10. Свойства хлоропреновых каучуков - Нейритов (окончание)
i
п
3 =
а.
со
Е
ПС
2 =■
■ II
If?
41
WB
&S-
li
JS
rper-ДДМ,
s
1
"I
в*
и*
ir
45-95
(45-55,
56-75,
76-95)
g
»!■
I
"И
So
|is
!
|Й
10
!i|l
iifl
jsp
500
Характерные
особенности
и область
применения
Гельсодержащий
полимер. Для
резиновых и кабельных
изделий сложного
профиля. Добавка к
другим каучукам для
уменьшения усадки
*' Состав смеси (масс, ч.): для каучуков серного регулирования: каучук-100, МдО- 7, ZnO- 5; для каучуков меркап-
танового регулирования: каучук -100, МдО - 4, ZnO - 5, Тиурам Д -1, сера -1 и гуанидин Ф -1. Вулканизация при
143°С/30мин.
*2 Вязкость 5%-ного раствора в толуоле при 20°С, мПа-с.
*3 Пластичность по Карреру.
Иеопреиы
Неопрены общего назначения выпускаются трех основных типов - G, W и Т. Внутри каждого
типа имеется серия марок, различающихся в основном по вязкости, способности к
кристаллизации и эксплуатационным свойствам.
Неопрены типа G - сополимеры с серой, деструктурированные и стабилизированные тиу-
рамдисульфидами и/или дитиокарбаматами (для снижения ММ). Их стабильность при
хранении более ограничена, чем у типов W и Т. Они могут подвергаться химической и механической
пептизации, вулканизоваться одними оксидами металлов (ускорители вулканизации не
требуются, но могут использоваться). Их вулканизаты имеют более высокую эластичность,
клейкость и сопротивление раздиру, обладают стойкостью к многократной деформации и другим
динамическим нагрузкам.
Неопрены типа W-гомополимеры или сополимеры хлоропрена с 2,3-дихлорбутадиеном мер-
каптанового регулирования. По сравнению с каучуками серного регулирования (тип G) Неопрены
типа W характеризуются высокой стабильностью при хранении, лучшей перерабатываемостью, а
вулканизаты на их основе-лучшей термостойкостью в напраженном состоянии. Неопрены типа
W практически не подвергаются деструкции при механическом сдвиге или при химической
пептизации, при вулканизации применение ус-
1.9.11. Свойства вулканизатов на основе корителей обязательно. Сравнительная
Неопренов gn и w характеристика вулканизатов на основе
Неопренов GN и W (базовые марки
типов G и W) приведены в табл. 1.9.11.
Неопрены типа Т - сополимеры
хлоропрена с гельобразующим сомономе-
ром, не содержащие серы и тиурамов.
Вследствие содержания высокосшитой
гель-формы полихлоропрена
(аналогично Неопрену WB) они лучше
поддаются обработке, гладко и быстро шпри-
*Вулканизация при 143°С в течение 20 мин в присутствии 0,5 ЧУЮТСЯ И КЭЛандруются без ухудшения
масс, ч этилентиомочевины (NA-22). фИЗИЧвСКИХ СВОЙСТВ.
Показатель
Время лодвулканизации по Муни при 12ГС, мин
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Твердость по Шору А
Накопление остаточной деформации сжатия
(70ч/100°С),%
К!
GN
39
11.7
480
64
65
низат
нове
рена
W*
13
14,3
570
56
23
Неопрены АС и AD - каучуки низкотемпературной полимеризации меркаптанового
регулирования (АС содержит также дисульфид) относятся к полихлоропренам специального
назначения и предназначены для производства клеев. Они имеют высокую скорость
кристаллизации, вязкость растворов практически не изменяется в процессе хранения при комнатной
температуры.
Основные типы хлоропреновых каучуков - Неопренов приведены в табл. 1.9.12.
1
1.9.12. Свойства хлоропреновых каучуков -
Марка каучука -
Неопрен
GN
GNA М-1
GNAM-2
GT
GRTM-0
GRTM-1
GRTM-2
GWM-1
GWM-2
W
WM-1
WHV
WHV-100
WHV-A
WRT
WRTM-1*
WD*
WX
WK
WX-K
WX-KT
wx-j
WB
TW
TW-100
TRT
AC-s
AC-m
AC-n
AD-5
AD-10
AD-20
AD-30
AD-40
A0Q15
A0Q55
AG
AF
FB
Регулятор,
сомономер
Сера
—«—
—«—
Сера,
дихлорбутадиен
(ДХБ), дипроксид
Сера, ДХБ
Тоже
— « —
Сера
—«—
Меркаптан
— « —
— « —
— « —
— « —
Меркаптан, ДХБ
Тоже
— « —
— « —
— « —
— « —
—«—
—«—
Меркаптан
—«—
—«—
Меркаптан, ДХБ
Меркаптан
—«—
— « —
— « —
— « —
— « —
—«—
— « —
— « —
— « —
Сера
Меркаптан, МАК
Сера
Вязкость по Муни
ML1+4,(100"C)
44-65
42-54
47-59
63-77
30-42
34-46
40-52
28-38
37-49
40-49
34-42
106-125
96-105
52-85*,
86-130*
41-51
34-42
100-120
45-55
75-85
80
110
46
43-52
42-52
82-99
42-52
31-45*
46-63*
64-100*
11-18*
25-34*
35-53*
54-75*
76-115*
2М2*
12,5-17*
80-100
45-85*
-10s**
- Неопренов фирмы «Дюпон»
Скорость
кристаллизации
Средняя
—«—
—«—
Низкая
—«—
_«_
_«_
—«—
—«—
Средняя
—«—
— « _
—«—
Больше средней
Очень низкая
Тоже
—«—
—«_
— « —
Низкая
—«—
—«—
Средняя
Средняя
—«—
Очень низкая
Высокая
—«—
—«—
—«—
—«—
—«—
—«—
—«—
— « —
— « —
Низкая
—«—
Характерные особенности
и области применения
Тиурам Е, окрашивающий стабилизатор
Тоже
Сополимеры. Тиурам Е, неокраши-
вающий стабилизатор. Высокая
стойкость к
кристаллизации/клейкость
Тиурам Е, неокрашивающий
стабилизатор
Отличная стабильность при
хранении
Гранулы, для клеев
Сополимеры с 2,3-дихлорбутадие-
ном. Отличная стабильность
Содержит гель
_
_
Содержит гель, хорошая
морозостойкость
Содержат также тетраэтилтиурам-
дисульфид
Большая прочность связи,
контактные клеи
-
-
Содержит гель
Карбоксилсодержащий
Средняя Жидкий каучук
*Вязкость 5%-ного раствора в толуоле по Брукфильду, 25°С, мПас; "Вязкость при 50°С по Брукфильду, мПа-с.
-J^
27?
Байпрены
Фирма Lanxess выпускает более 45 марок хлоропренового каучука. В качестве регулятора-
модификатора используют серу, меркаптан и ксантогенаты. Первая цифра в обозначении Бай-
пренов указывает на тип регулятора и структуру каучука или область применения (назначение):
1 - меркаптанового регулирования, гомополимер или сополимер с низкой скоростью
кристаллизации; 2 - меркаптанового регулирования, гомополимер или сополимер со средней
скоростью кристаллизации; 3-для адгезивов (Байпрены ALX); 5,6,7- марки каучука,
модифицированного серой. Вторая цифра указывает на вязкость: 1 - низкая; 2 - средняя; 3 - высокая.
Третья цифра указывает на специальные свойства: 0 - стандартные; 1 и 2 - особые свойства,
например кристаллизация; 4 - предварительно сшитые; 5 - частично сшитые и
модифицированные ксантогенатами; 6 - модифицированные ксантогенатами.
Байпрен 110 является базовой маркой серии сополимерных хлоропреновых каучуков с
пониженной скоростью кристаллизации, а Байпрен 210 - основной маркой хлоропреновых
каучуков меркаптанового регулирования со средней скоростью кристаллизации.
Основные марки Байпренов и их аналоги - Неопренов фирмы «Дюпон» приведены в
табл. 1.9.13, а сравнительная характеристика резин на основе Байпренов - в табл. 1.9.14.
1.9.13. Свойства хлоропреновых каучуков - Байпренов фирмы Lanxess (Германия)
Марка
каучука
110
110
110
111
112
114
115
116
124
126
130
210
211
213ALX
214
215
216
220
223 ALX
226
230
233 ALX
Регулятор-
модификатор
Меркаптан
—«—
—«—
—«—
—«—
Сомономер,
меркаптан
Ксантогенат
—«—
Меркаптан
Ксантогенат
Меркаптан
—«—
—«—
—«—
—«—
Ксантогенат
—«—
Меркаптан
_«_
Ксантогенат
Меркаптан
—«—
Вязкость по
МуниМИ+4
(100°C)
36-46
44-54
58-72
42
33-49
52-72
45-65
38-48
44-54
65-75
63-77
90-110
39-47
44-52
35-43
70-380*,
10-30"
49-61
44-56
38-48
44-54
60-70
350-810*
69-81
92-108
98-118
700-1320"
95-110
Скорость
кристаллизации
Очень низкая
Чрезвычайно
низкая
Низкая
Очень низкая
Тоже
Низкая
—«—
_«—
—«—
Средняя
—«—
—«—
—«—
—«—
—«—
_«_
Средняя
_«_
—«—
— « _
Аналог -
Неопрен
WRT
WX
TRT
WK
WD
W
WM-1
WHV-A
WB
TW
W
WHV-100
WHV
WHV-A
Характерные особенности
и области применения
Изделия общего назначения
(ремни, ленты, формовые и
неформовые и др.)
Содержит гель, разработан для
профильного применения,
экструзии
Содержат гель, смеси легко
шприцуются, каландруются и
формуются
Содержит гель
Адгезив
Содержит гель, частично
сшитый
Содержит гель
Улучшенный вариант 210
Для адгезивов. Размер чипсов
2,5-3,0 мм
Возможность высокого
наполнения, адгезивы
Адгезив
1.9.13. Свойства хлоропреновых каучуков
фирмы Lanxess (Германия) (окончание)
Байпренов
~ч
Марка
каучука
233GR
235
243 ALX
253 ALX
310ALX
320 ALX
320 GP
321 ALX
321 GP
330 ALX
331 ALX
340 ALX
350 ALX
510
610
611
710
711
712
Регулятор-
модификатор
Меркаптан
Ксантогенат
Меркаптан
—«—
_«_
—«—
_ « —
Меркаптан,
тиурам
—«—
Меркаптан
Меркаптан,
тиурам
Меркаптан
Тиурам
Сера
—«—
—«—
-.<_
—«_
—«—
Вязкость по
Муни ML 1+4,
(ЮО'С)
350-810*
110-125
90-110
1130-2500*
2200-5300*
70-380*
350-810*
80-95
70-85
350-810*
75-90
70-75
700-1400*
95-105
700-1320*
90-105
1130-2500*
2200-5300*
37-47;
45-55
35-55
30-40
37-49;42-54
35-55
37-49
42-54
40-52
Скорость
кристаллизации
Средняя
—«—
—«—
-«_
Высокая
—«—
—«—
—«—
—«—
—«—
—«—
—«—
—«—
Средняя
Низкая
От низкой
к средней
Средняя
От низкой
до средней
Средняя
Аналог -
Неопрен
WHV-A
TW-100
WHV-A
AD-20
AD-20
AD-30
AD-40
AC-S
АС-М
AD
GW
GRT
GRT
GNA
GNA
Характерные особенности
и области применения
Адгезив
Содержит гель, для
шприцевания
Клеевые марки.
Хорошая растворимость в
органических растворителях.
Для производства контактных
клеев, мастик и др. Толщина
чипсов 1,5-3 мм.
Изделия общего назначения
Изделия общего назначения
с повышенной
морозостойкостью
Изделия общего назначения, в
которых требуется высокая
конфекционная клейкость
* Вязкость 10%-ного раствора в толуоле по Брукфильду, мПа-с.
** Вязкость 5%-ного раствора в толуоле по Брукфильду, мПа-с.
1.9.14. Свойства смесей и резин на основе хлоропреновых каучуков - Байпренов
Показатель
Вязкость по Муни ML 1+4(100"C)
Подвулканизация по Муни (120"С/мин)
Усадка (пластина 100x100x1,5 мм), %;
вдоль
поперек
Условная прочность при растяжении*, МПа
Относительное удлинение при разрыве, %
Твердость по Шору А
Эластичность, %
Накопление остаточной деформации сжатия (7 сут.Л00°С), %
Байпрен
210
30
21
29
47
15,5
380
56
49
22
210/214
(70:30)
33
19
13
28
12,6
310
57
47
22
210/214
(50:50)
34
17
10
20
11,9
290
58
48
22
215
33
17
11
25
15,2
330
58
54
22
I
'Вулканизация при 150°С в течение 30 мин.
271
I
53
Денка-хлоропрены
Фирма «Денка Кагаку Коге» выпускает хлоропреновый каучук под маркой Денка-хлоропрены
с 1962 г. (табл. 1.9.15). В настоящее время фирма производит более 50 марок полихлоропренов.
В обозначении марок Денка-хлоропренов буква М указывает на тип регулятора - каучуки
меркаптанового регулирования со средней скоростью кристаллизации общего назначения,
буква Р - серного регулирования; буква S - медленно кристаллизующиеся сополимерные каучуки
(WRT, GRT); буква А - каучуки, предназначенные для адгезивов; буквы ЕМ и МТ - специальные
марки (например, для экструдирования). Цифровое обозначение, как правило, определяет
вязкость каучука по Муни.
1.9.15. Свойства типичных каучуков Денка-хлоропренов фирмь
(Япония)
Марка
каучука
М-40
М-41
М-30
М-31
М-70
М-100
М-120
S-40
S-41
S-40V
ES-40
ES-70
ЕМ-40
МТ-40
МТ-100
РМ-40
PM-40NS
PS-40
PS-40A
DCR-30
DCR-31
DCR-34
DCR-36
DCR-40
DCR-40A
DCR-42A
OCR-50
DCR-66
Регулятор
Меркаптан
Сера
-
-
-
-
Сера
— « —
-
-
~
Вязкость по
Муни ML 1+4
(100°С)
43-53
43-53
34-42
34-42
60-80
90-110
110-130
43-53
43-53
43-53
39^17
70-80
43-53
43-53
85-105
40-60
(исходная)
40-60
(исходная)
40-60
(исходная)
30-55
(исходная)
110-130
70-90
58-72
70-90
40-55
35-50
40-55
60-80
60-80
Скорость
кристаллизации
Средняя
Низкая
— « —
Очень низкая
Тоже
— « —
Средняя
— «—
— « —
— a —
—«—
Низкая
—«—
Очень низкая
Тоже
Низкая
Очень низкая
Низкая
— « —
Средняя
Очень низкая
То же
Аналог -
Неопрен
фирмы «Дюпон»
W
W
WM-1
WM-1
-
WHV-100
WHV
WX
WX
WRT
WK
WK
WB
TW
там оо
GNA
GS
GRT
GRT
WD
WD
-
-
-
-
-
-
-
«Денка Кагаку Коге»
Характерные особенности
и области применения
М-40 - базовая марка каучука
меркаптанового
регулирования, М-41 и М-31 имеют
меньшую прилипаемость к
оборудованию.
Для изделий общего
назначения (кабелей, ремней,
шлангов, листов и др.)
Сополимерные каучуки
общего назначения, имеют
повышенную стабильность и
морозостойкость
Для переработки методами
шприцевания, каландрования,
формования и др.
ES-40 и ES-70 придают
повышенную морозостойкость и
износостойкость. Содержат гель
Модифицированные серой
каучуки общего назначения.
nM-40NS - для получения
цветных резин, PS-40 и PS-
40А - для резин с
повышенной морозостойкостью
Каучуки марки DCR
специального назначения. OCR-30 и 31
обеспечивают вулканизатам
высокую прочность, морозо- и
маслостойкость. DCR-34 и 40
имеют более высокую
теплостойкость; DCR-42A (и 42)
рекомендуются для получения
изделий методом литья под
давлением и
высокотемпературной вулканизации. DCR-50
и 66 - для автомобильных
деталей с высокой масло-,
тепло- и морозостойкостью
1.9.15. Свойства типичных каучуков Денка-хлоропренов фирмы «Донка Кагаку Коге»
(Япония) (окончание)
Марка
каучука
А-90
А-91
A-90S
А-30
А-70
А-100
А-120
А-400
ТА-85
ТА-95
ТА-105
M-130L
М-130Н
DCR-11
DCR-15L
0CR-15H
Регулятор
Меркаптан
_
-
-
Вязкость по
Муки ML 1+4
(100°С)
44-52*1
44-52*1
44-52*1
17-23*1
37-43*1
53-61*1
62-72*1
500-1500*2
39-49*1
50-56*1
57-65*1
1000-1500*3
1510-2700*3
Менее 80
1500-2700*3
27КМ000*3
Скорость
кристаллизации
Высокая
Средняя
Высокая
Аналог -
Неопрен
фирмы «Дюпон»
AD-20
-
-
-
AD-10
AD-30
AD-40
-
AC-S
АС-М
АС-Н
_
-
_
-
-
Характерные особенности
и области применения
Клеевые марки: А-90 - базовая
марка наиболее часто
используется; А-91 -для
изготовления двухкомпонентных
клеев, высокая реакционная
способность при
взаимодействии с изоцианатами; A-90S -
привитой ММА сополимер; А-
30 - для распыляемых клеев.
Марки ТА стабилизированы ти-
урамом, легко пластицируются
при вальцевании. 0CR-11 для
тиксотропных клеев
мастичного типа. DCR-15L и DCR-15H -
высоковязкие марки, для
клеев с высокой вязкостью
однократного нанесения
*' Вязкость по Муни MS 2+2,5 (малый ротор, время предварительного прогрева 2 мин, время вращения ротора 2.5
мин,100"С).
*2 Вязкость 5%-ного раствора в толуоле, мПа-с.
*3 Вязкость 10%-ного раствора в толуоле, мПа-с.
Скайпрены
Фирма Tosho выпускает хлоропреновые каучуки общего назначения как серного (серия R),
меркаптанового (серия В) регулирования, так и марки специального (серия Y) и адгезивного
(серия G) назначений (табл. 1.9.16).
Шопрены
Фирма Showa Denko (до 2003 г. совместная с фирмой «Дюпон» - «Сева-Неопрен»)
выпускает более 50 марок хлоропреновых каучуков трех основных типов (аналогично фирме «Дюпон»:
G - серного регулирования, W и Т - меркаптанового регулирования) под торговым названием
Шопрен, ранее - Неопрен (табл. 1.9.17).
Хлоропреновый каучук CR
Хлоропреновые каучуки выпускаются с применением в качестве регуляторов серы (пепти-
зация стиурамом), диизопропилксантогендисульфида (дипроксида) или их комбинации.
Основные марки хлоропреновых каучуков CR, их аналоги и некоторые свойства приведены в табл.
1.9.18. В обозначении марки каучука первая цифра указывает на тип регулятора (1 - сера,
2 - дипроксид, 3 - комбинированного регулирования - сера+дипроксид), вторая - склонность к
кристаллизации (0 - некристаллизуемый, 1 - слабо-, 2 - низко-, 3 - средне-, 4 - высококристаллизу-
емый); третья и четвертая цифры указывают на другие специфические свойства (тип
эмульгатора, вязкость по Муни и др.).
В табл. 1.9.19. приведены марки взаимозаменяемых полихлоропренов-аналогов,
выпускаемых различными фирмами.
Практически полихлоропрены этих марок аналогичны по свойствам, основные параметры их
молекулярной структуры и вязкости близки, но в их поведении могут быть некоторые различия.
--*$*--
28
г
1.9.16. Свойства основных марок хлоропреновых каучуков - Скайпренов
Фирмы Tosho (Япония)
Марка каучука
- Скайпрен
В-5
В-5А
В-10
В-11
В-10Н
В-20
В-30
В-31
Е-20
Е-33
Y-20E
Y-30*
Y-31
Y-30H
Y-10
R-10
R-22
G-40S*
G-40S-1*
G-40T*
G-41-H*
G-41K*
Аналог - Неопрен
фирмы «Дюпон»
WRT
WRT
WX
W
WM-1
TRT
TW
WB
WHV
WHV-100
WHV-A
WD
GRT
GS
AD-20
AD-30
AC-S
АС-М
Тип
регулятора
Меркаптан
Сера
Меркаптан
Вязкость по
Муни МБ 1+4
(ЮО'С)
45-53
40-48
47-55
45-53
36-44
43-53
43-53
45-53
111-135
90-110
1460-2500*3
100-120
40-60
(исходная)
35-65
(исходная)
81-95*2
81-95*2
96-113*2
75-90*2
46-63*2
Скорость
кристаллизации
Очень низкая
Средняя
_«_
Очень низкая
Средняя
Очень низкая
Тоже
Средняя
Высокая
Характерные особенности
и области применения
Общего назначения. Оболочки
для проводов и кабелей,
резинотехнические изделия, детали
автомашин, конструкционные
материалы для строительства,
покрытие валиков в
полиграфической промышленности и др.
Для шприцевания, каландрова-
ния (различные рукава,
оконные уплотнители и др.)
Высоконаполненные
резинотехнические изделия и адгезивы
Высоковязкие адгезивы
Обеспечивает вулканизатам
высокую прочность и
повышенную морозо- и маслостойкость
Наилучшая клейкость при про-
резиновании тканей; ремни,
футеровка, пористая резина,
протекторная резина и др.
В клеях с большой прочностью
связи
ММА привитые полимеры
Для приготовления клеев
*1 Более тонкие чипсы для быстрого растворения.
*г Вязкость по Муни ML 1+2,5 (время предварительного прогрева 1 мин, время вращения ротора 2.5 мин,100°С).
*3 Вязкость 10%-ного раствора в толуоле при 23°С, мПа-с.
1.9.17. Свойства хлоропреновых каучуков - Шопренов фирмы Showa Denko (Япония)
Марка каучука -
Шопрен
Аналог -
Неопрен
Вязкость по Муни
ML 1+4 (100°С)
Скорость
кристаллизации
Характерные особенности
и области применения
W - базовая марка каучуков иеркаптанового регулирования
W
WM-1
WHV
WHV100
SND27
WHV140
WHV200
W
WM-1
WHV
WHV100
-
WHV
42-51
34-41
109-130
95-105
73-94
86-130*
180-300*
Средняя
Стандартные марки общего назначения с
высокой стабильностью и термостойкостью
Высоковязкие варианты W для высокого
наполнения и адгезивов
Низковязкий вариант WHV-100 для адгезивов
Для приготовления высоковязких адгезивов
Особая группа W с высокой стойкостью к кристаллизации
WXJ
SND5
SND8
WRT
-
-
-
WRT
42-51
67-76
32-37
42-51
Чрезвычайно
низкая
То же
—«—
—«—
Хорошие низкотемпературные свойства, для
общего назначения
Высоковязкий вариант WXJ
Низковязкий вариант WXJ
Отличные низкотемпературные свойства
282
i.». i /. свойства хлоропреновых каучуков - шопреное
Фирмы Showa Denko (Япония) [окончание!
Марка каучука -
Шопрен
SND47
Аналог -
Неопрен
WD
Вязкость по My ни
ML144(100°C)
75-85
Скорость
кристаллизации
Чрезвычайно
низкая
Характерные особенности
и области применения
Высоковязкий вариант WRT для высокого
наполнения
Группа IV - мало загрязняющие пресс-форму
WK
WXJK
SND-35
SND-38
SND-43
SND-45
WK
-
-
—
-
-
42-51
42-51
63-73
58-68
78-88
60-73
Средняя
— « —
Чрезвычайно
низкая
Очень низкая
Чрезвычайно
низкая
Тоже
Варианты W и WXJ с хорошей выпрессов-
кой и вальцуемостью
Отличные низкотемпературные свойства
(лучше, чем у WRT), для литья
Вариант SND-35, но низкой вязкости с
лучшей текучестью
Вариант SND-35, но высокой вязкости с
меньшей усадкой
Вариант WRT, но с отличными
низкотемпературными свойствами и улучшенной
хрупкостью, а также с улучшенной выпрессовкой
для производства изделий методом литья
Группа W для шприцевания и каландрования
WB
WX-K
WX-KT
SND-37
WB
WX-K
WX-KT
~
42-51
73-89
106-117
73-89
Средняя
Немного низкая
То же
— « —
Наилучшие шприцевание и каландрование
Хорошие низкотемпературные свойства с
лучшей шприцуемостью
Вариант WX-K для высоконаполненных
смесей
Вариант WX-K с лучшей шприцуемостью и
каландрованием
Группа G серного регулирования
GS
GRT
SND-16
GW
SND-46
GS
GRT
GW
40-50
40-54
32-39
37-49
45-60
Слегка низкая
Низкая
Неокрашивающий с наилучшими
сопротивлением на раздир и стойкостью к много-
ватной деформации
Хорошие низкотемпературные свойства,
клейкость, для гуммирования
Вариант WRT с более низкой вязкостью
Лучшая теплостойкость и стойкость к
остаточному сжатию, чем у GS и GRT
Лучшая пептизация, губчатые изделия
Особая группа Толя шприцевания и каландрования
TW
TW-100
SND-22
SND-48
SND-49
TRT
TW
TW-100
-
-
-
TRT
42-51
85-102
42-51
85-100
55-65
42-51
Средняя
Чрезвыч. низкая
Низкая
—«—
—«—
Чрезвычайно
низкая
Для отличного шприцевания и
каландрования с хорошими механическими
свойствами при растяжении
ВариантTW для высоконаполненных смесей
Хорошие низкотемпературные свойства,
лучшая шприцуемость
Вариант SND-22 с высокой вязкостью
По низкотемпературным свойствам между
TW и SND-22
Отличные низкотемпературные свойства с
лучшей обрабатываемостью
Специальные клеевые марки
АС
AD
AD-40
Af
АС
AD
AD-40
AF
31-43*
33-46*
76-115*
45-115**
Очень высокая
Тоже
— « —
Низкая
Адгезивы и краски с хорошей
стабильностью при хранении
Адгезивы и краски с хорошей
стабильностью раствора
Карбоксилированный полимер
'Вязкость 5%-ного раствора в толуоле при 25°С, мПа-с.
"Вязкость 10%-ного раствора в смеси толуол-гексан (60/40 об.) при 25°С, мПа-с.
—Jfc-r
283
JFi
1.9.18.
Марка
каучука
CR-1211
CR-1212
CR-1213
CR-1221
CR-1222
CR-1223
CR-1231
CR-1232
CR-2121
CR-2122
CR-2123
CR-2321
CR-2322
CR-2323
CR-2341
CPR2342
CR-2343
CR-3211
CR-3212
CR-3221
CR-3222
CR-2441
CR-2442
CR-2443
CR-2461
CR-2462
CR-2481
| CP-2482
Свойства хлоролреновых каучуке»
Аналог -
Неопрвн
GNA
GN
W
GW
AD-20
_
-
-
-
Тип
регулятора
Сера
Дипроксид
Сера +
дипроксид
Дипроксид
Вязкость ло Муни
ML 1+4 (100-С)
20-35
36-60
61-75
20-35
36-60
60-75
2М4
45-69
35-45
45-55
55-65
35^15
46-55
56-65
35-45
45-55
55-65
21-44
45-69
21-45
46-69
65-75(1000-3000*)
76-90 (3001-7000*)
7001-10000*
60-75
76-90
60-75
76-90
i - CR фирм Shanxi и Chongqing (КНР)
Скорость
кристаллизации
Средняя
Средняя
Низкая
Высокая
Характерные особенности
и области применения
Хорошие механические свойства.
Каучуки общего назначения.
В производстве оболочек кабелей,
уплотнителей, ремней, конвейерных лент,
приводных ремней и др.
Хорошая стабильность при хранении.
В производстве проводов, кабелей,
ремней, рукавов, ковриков, валиков,
уплотнителей и др.
Каучуки общего назначения с низкой
скоростью кристаллизации.
В производстве проводов, кабелей,
ремней и рукавов, конвейерных лент и др.
Высокая когезионная и адгезионная
прочность при комнатной температуре.
Применяется в производстве клеев
Разветвленное строение.
Для приготовления клеев |
'Вязкость 15%-ного раствора в толуоле при 25°С, мПа-с.
1.9.19. Марки-аналоги хлоропреновых каучуков различных фирм
Наириты
Марка*
ДСРе
Дснс
ДМ„
ДП.
Д».
да.
Вязкость
по Муни
30-53
54-70
71-90
91-110
50-66
41-49
50-60
61-70
71-90
90-110
110-130
45-55
Неопрены
GNM-1
GNM-2
GN
GN
GRT
WM-1
W
-
-
WHV-100
WHV
WX
Байлрены
510,712
611,711
210,211
216,210,226
-
230 HV
230LV
-
112
Денка-
хлоропрены
PM-40NS,
РМ-40
PS-40
М-40, 41
-
-
М-70
М-100
М-120
S-40.41
Скайпрены
R-22
R-10, R-11
В-30
-
-
-
Y-31
Y-305
В-10.В-10Н
Шопрены
-
GRT
WM-1
W
-
-
WHV-100
WHV
WX
Хлоролре-
новые
каучуки CR
1212,1213
-
-
-
-
-
-
-
-
284
1.9.19. Марки-аналоги хлоропреновых каучуков различных фирм (окончание)
Наириты
Марка
ДН.
ДКРМ
Дси
Дктм
ДКММ
КРИТ
РНП
ПС
-
-
-
Вязкость
по Муни
50-70
60-76
45-55
31-100**
25-115**
70-100
90-110
45-95
Неопрены
WRT
GT
WB
АС
АО
-
-
WB
TW
TW-100
TRT
Байпрены
110
-
214,114
330, 331
321,321.1,
321.2
-
-
214
-
235
215
Денка-
хлоролрены
S-40V
-
ES-70, ES-40
ТА-85, ТА-95,
ТА-100
А-100,
А-120,
А-70
-
-
ЕМ-40
МТ-40
МТ-100
-
Скайпрены
В-5, В-5А
-
Е-20Н, Е-20
G-41H, G-41K
G-40C,
G-40T
-
-
-
E-33.Y-20E
-
-
Шопрены
WRT
-
WB
АС
AD
-
-
WB
TW
TW-100
TRT
Хлоропре-
новые
каучуки CR
-
-
-
CR-2441
CR -2442
А
CR^-2461,
CR-2462
А
-
-
-
-
-
* Индекс «д» - модифицированные дипроксидом; «с» - модифицированные серой, «м»
танами.
** Вязкость 5%-ного раствора в толуоле при 20°С, мПа-с.
- модифицированные меркап-
I
i
!
!
I
1.9*7. Хранение я транспортирование
хлоропреновых каучуков
Хлоропреновые каучуки хранят в стандартной упаковке - бумажных мешках с внутренним
полиэтиленовым вкладышем по 25 кг. Мешки пакетируют по 40 или 35 пакетов в паллете (1000
или 875 кг). Хранение хлоропреновых каучуков должно осуществляться в крытых, сухих
помещениях при температуре не выше 20°С в условиях, исключающих попадание прямых
солнечных лучей. Повышение температуры (например, до 40°С) приводит к изменению вязкости по
Муни и технологических свойств. При длительном хранении теряется растворимость. Обычно
гарантийный срок хранения 1 год (для серных каучуков в зависимости от условий хранения - от
6 мес. до 1 года). Хлоропреновые каучуки транспортируют всеми видами крытого транспорта,
обеспечивающими сохранность продукта от загрязнения, потерь и температурный режим.
По критерям ЕС хлоропреновые каучуки не представляют опасность для здоровья человека,
они не поддерживают горения, не токсичны и не взрывоопасны. Необходимо поддерживать
обычные меры промышленной гигиены, чтобы избежать образования пыли или статических зарядов.
При переработке хлоропреновых каучуков ингредиенты смеси, используемые для получения
готового продукта, могут представлять опасность при работе и применении. Определенный риск
имеется и при переработке полихлоропренсодержащих смесей и резин при температуре выше
180°С (особенно при длительном воздействии). При горении (пожаре) выделяется хлороводород,
оксид и диоксид углерода, диоксид серы и др.; образование фосгена не обнаружено.
Хлоропреновый каучук содержит до 4% канифоли, до 1% талька, не содержащего асбеста
(используют для предотвращения прилипания чипсов или гранул),
антиокислителей-стабилизаторов, тетраэтилтиурамдисульфид или другие пептизаторы (в случае серных каучуков).
Свободный хлоропрен практически отсутствует. Токсикологические исследования показали, что
хлоропреновый каучук не является сенсибилизатором кожи, несмотря на наличие канифоли и,
по-видимому, не подлежит обязательной маркировке.
F 1,9.8. Применение хлоропреновых каучуков
I
Основными отраслями, потребляющими хлоропреновый каучук, являются
резинотехническая, кабельная и строительная промышленности. Хлоропреновые каучуки применяются в
производстве резинотехнических изделий (РТИ) - транспортерные ленты, напорные рукава,
плоские и клиновые ремни, прокладки, прорезиненные ткани, автодетали и др. В
электротехнической промышленности (где большое значение имеют его огнестойкость и стойкость к
атмосферным воздействиям) - для оболочек проводов и кабелей. Хлоропреновые каучуки широко
используются в качестве основы различных адгезивов, герметиков, губчатых изделий и в
строительстве.
Хлоропреновые каучуки находят применение для обкладки химической аппаратуры,
подвергающейся действию кислот, щелочей, растворов солей и других агрессивных сред
(например, реакторы гидрохлорирования). Высокая огнестойкость полихлоропренов позволяет
использовать их для изготовления конвейерных лент для подземных горных работ.
Хлоропреновые каучуки с высокой скоростью кристаллизации широко применяются для
изготовления различных конфекционных клеев как в форме твердого полимера, так и водной
дисперсии-латексов.
Полихлоропрены, регулированные серой, используются, главным образом, в тех областях,
где уделяется особое внимание таким свойствам, как конфекционная клейкость, адгезия к
текстильным волокнам, прочность при раздире и повторных изгибах (клиновые ремни,
конвейерные ленты). Для получения резин с повышенной теплостокостью в свободном и напряженном
состоянии используют более стабильные полихлоропрены меркаптанового регулирования (при
изготовлении изделий литьем под давлением, изделий сплошного профиля, при
высокотемпературной вулканизации и т.д.).
Полихлоропрены в форме водной дисперсии - латексов используются для производства
стелечного целлюлозного материала, прорезиненных тканей пожарных рукавов,
искусственных кож, адгезивов, красок и др.
1.10. Хлорсульфированный полиэтилен
(А А Донской)
Хлорсульфированный, или сульфохлорированный, полиэтилен представляет собой каучуко-
лодобный полимер, образующийся при взаимодействии полиэтилена с хлором и диоксидом серы:
[ - СНг - СН2 - ]л - [ - СН2 - СН(С1) -]„-[- CH2CH(S02C1) - ]k.
Впервые он был получен в США в 1952 г. Существует несколько промышленных способов
его получения.
1.10.1. Получение хлорсульфированного полиэтилена
В промышленности хлорсульфированный полиэтилен (ХСПЭ) получают фотохимическим
методом путем взаимодействия полиэтилена со смесью газообразных хлора (120%) и
диоксида серы (350%) в среде тетрахлорида углерода. При энергичном перемешивании через
суспензию полиэтилена в тетрахлориде углерода пропускают смесь хлора и диоксида серы (в
мольном соотношении 2:1) в течение 24 ч при 70-75°С (концентрация полиэтилена 3-4% масс).
Реакционная зона постоянно облучается УФ-светом или у-излучением. По окончании реакции
тетрахлорид углерода отгоняется, а сульфонилхлорид гидролизуется водным раствором гид- *%.
роксида натрия. Недостатком метода является осаждение на источниках УФ-света частично
осмелившегося и завулканизовавшегося продукта.
Большое распространение получил метод синтеза ХСПЭ в присутствии химических
инициаторов. В этом случае расход хлора и диоксида серы составляет соответственно 130 и 800% от
теоретически необходимого для получения продукта с содержанием 27% хлора и 1,5% серы.
Несмотря на повышенный расход хлора и диоксида серы применение этого способа
целесообразно благодаря лёгкости изготовления и обслуживания оборудования. Для достижения
большой конверсии газов и непрерывности процесса в качестве инициатора применяют пероксид
ацетилциклогексилсульфонила, азосоединения и другие источники свободных радикалов, так
как реакция протекает по свободнорадикальному механизму.
Разработан также перспективный, благодаря высокой производительности,
непрерывный процесс хлорсульфирования полиэтилена. Процесс проводят в тарельчатой колонне, в
которой противотоком движутся две фазы: сверху вниз - жидкая (раствор полиэтилена,
сульфурил хлорида и азо-бис-изобутиронитрил), а снизу вверх - газообразная,
содержащая хлор. При этом увеличивается продолжительность контактирования реагентов и выход
продукта.
Другим промышленным способом синтеза ХСПЭ из полиэтилена низкой плотности является
его получение из отходов производства полиэтилена и жидкофазное радиационное хлорсуль-
фирование полиэтилена, обеспечивающие выход продукта высокого качества. Хлорсульфиро-
вание полиэтилена высокой плотности, обладающего низкой растворимостью, осуществляется
в основном в твёрдой фазе. Разработан двухстадийный способ, заключающийся в обработке
порошкообразного полиэтилена высокой плотности газообразным хлором и диоксидом серы
при 60-80°С, суспендировании в воде продукта, содержащего 6% масс, серы и до 15% масс,
хлора и продувке через суспензию газообразного хлора при температуре 80-150°С.
Полученный ХСПЭ отличается высоким качеством, содержание хлора и серы в нем колеблется в очень
небольших пределах.
Еще один способ предполагает проведение процесса в тетрахлориде углерода под
давлением или в более высококипящих растворителях, например хлорбензоле или смеси тетрахло-
рида углерода с гексахлорэтиленом, при атмосферном давлении. По окончании реакции
растворитель удаляют отгонкой с водяным паром.
Новым альтернативным существующим направлениям в области галогенной модификации
эластомеров, в том числе получении ХСПЭ, является разработанное в нашей стране механохи-
мическое инициирование полимера, совмещенного с хлорорганическим соединением
посредством растворной галогенной модификации, при которой в качестве хлорсодержащего
модификатора используются хлорированные парафины, способные к реакциям теломеризации и
дегидрохлорирования.
1.10,2, Типы и марки
хлорсульфированного полиэтилена
Отечественные марки хлорсульфированного полиэтилена
В середине прошлого века на основе полиэтилена низкой плотности были разработаны 6
марок ХСПЭ (А, Б, П, Л, С, Ж), а на основе полиэтилена высокой плотности - марка ХСПЭ 40.
Молекулярная масса исходных полиэтиленов составляет 20-30 тыс. ХСПЭ выпускается в виде гранул
размером 0,3-0,5 см от белого до светло-коричневого цвета с содержанием хлора 26-37% и серы
1,3-2,2%. Они легко смешиваются с другими ингредиентами при температуре валков 40°С. Смесь
не прилипает к валкам, образуя однородную шкурку.
I
I
i
I
1
I
ХСПЭ марок А и Б предназначен для применения в резиновой, кабельной, шинной и других
отраслях промышленности; ХСПЭ П пригоден для прочих потребителей, не предъявляющих
высоких требований к физико-механическим свойствам; ХСПЭ Л лучше всего использовать для
изготовления бытовых изделий целевого назначения; для промышленности полимерных
строительных материалов разработан ХСПЭ С, а для изготовления лакокрасочных материалов,
используемых для железобетона и строительных конструкций, рекомендуется ХСПЭ Ж; ХСПЭ 40
имеет лучшие технологические и механические свойства, огне-, масло- и бензостойкость,
наилучшую химическую стойкость и предназначен для кабельной, резинотехнической,
текстильной и автомобильной отраслей промышленности. ХСПЭ не взрывоопасен, не воспламеняется и
не токсичен. Для определения свойств ХСПЭ применяют стандартную рецептуру (масс, ч/):
ХСПЭ 100 Каптакс 2,0
Канифоль 2,5 Дифенилгуанидин (ДФГ) 0,5
Магнезия жжёная 20,0
Канифоль загружают через 3 мин после начала смешения, жжёную магнезию - через 5 мин,
каптакс - через 8 мин, ДФГ - через 10 мин. Затем смесь пропускают через тонкий (0,6-0,8мм)
зазор валков в течение 1-2 мин. Смесь выпускают в виде листа толщиной 2,0 мм. Общая
продолжительность смешения -15 мин. Свойства отечественных марок ХСПЭ приведены в табл. 1.10.1
1.10.1. Свойства хлорсульфированного полиэтилена отечественных марок
Показатель
Содержание, %:
хлора
серы
влаги, не более
летучих соединений, не более
золы
железа
эпоксидных групп
Растворимость в CCI,,
%,не менее
Кислотность в пересчете на HCI,
%, не более
Температура начала разложения,
"С, не ниже
Хлорсульфированный полиэтилен
А
26-30
1,3-1,9
0,3
0,7
Определяется
факультативно
0,02
Определяется
факультативно
98,0
0,01
155
Б
26-30
1,3-1,9
0,3
0,8
Определяется
факультативно
0,03
Определяется
факультативно
98,0
0,01
150
П
26-31
1,3-2,2
0,3
0,8
Не
нормировано
0,04
Не
нормировано
98,0
0,02
Не
нормировано
Л
26-31
1,3-1,9
0,3
0,7
Определяется
факультативно
0,01
Определяется
факультативно
98,0
0,01
155
С
26-34
1,3-2,2
0,5
6,0
Не
нормировано
0,03
0
98,0
0,02
140
Ж
26-34
1,3-2,2
0,5
10,0
Не
нормировано
0,03
Не
нормировано
98,0
0,02
140
40
32,5-36,5
0,85-1,1
0,3
0,7
0,03
0,04
98,0
0,01
150
Физико-механические свойства вулканизатов*
Вязкость по Муни(100°С)
Условная прочность при
растяжении, МПа
Относительное удлинение при
разрыве, %, не менее
Относительное остаточное
удлинение после разрыва, %, не более
Определяется
факультативно
15,7
350
20
Определяется
факультативно
15,7
350
30
Не
нормирована
—«—
_«—
Определяется
факультативно
350
20
Не
нормирована
300
40
Не
нормирована
300
40
60±5
-
350
35
* Смеси для оценки физико-механических свойств ХСПЭ готовят на вальцах 160x320 мм с фрикцией 1:1,24-1,27 при
начальной температуре валков не выше 40°С и зазоре 1 мм. Вулканизуют смеси в виде двухмиллиметровых пластин
при 142 ±1°С и давлении 10,8±0,5 МПа. Оптимальная продолжительность вулканизации 30 мин.
-W--
Зарубежные марки хлорсульфированвого полиэтилена
В настоящее время промышленность США (компания «Дюпон») выпускает 8 марок ХСПЭ
под наименованием Хайпалон в виде гранул (белого или желтоватого цвета, без запаха, с
высокой стабильностью при хранении), существенно различающихся по свойствам. Все марки Хай-
палона отличаются хорошей атмосферостойкостью (табл. 1.10.2).
ХСПЭ Хайпалон 20 и Хайпалон 30 получают из разветвлённого полиэтилена низкой
плотности, Хайпалон 40,45, и 48 - из менее разветвлённого полиэтилена высокой плотности.
Хайпалон 20 обладает хорошей растворимостью и широко используется для нанесения
эластичных подложек и покрытий (из растворов), так как имеет хорошие
низкотемпературные свойства, для получения различных резиновых изделий и в комбинации с другими
полимерами (он легко смешивается благодаря сравнительно невысокой вязкости). Хайпалон 20
имеет невысокую прочность в ненаполненных смесях, поэтому для его усиления требуются
активные наполнители.
Хайпалон 20 можно применять в комбинации с другими типами ХСПЭ Хайпалон (например,
при необходимости небольшой вязкости и удовлетворительной клейкости).
Хайпалон 20, хотя и показывает лучшую эластичность при низких температурах, но по
масло- и огнестойкости уступает Хайпалону 40.
Хайпалон 20 более стоек в окислительных средах, чем Хайпалон 30.
1.10.2. Свойства хлорсульфированного полиэтилена — Хайпалон
Показатель
Содержание, %:
хлора
серы
Хайпалон
20
27-31
1,3-1,6
30
41-45
0,9-1,3
40
32-37
0,8-1,2
40S
32-37
0,8-1,2
4085
32-37
0,8-1,2
45
24-27
0,8-1,2
48S
41-45
0,8-1,2
48
41—45
0,8-1,2
Физико-механические свойства вулканизатов
Плотность, кг/м3
Вязкость по Муни(ЮО'С)
Вязкость по Брукфильду, МПа-с:
25%-ный раствор в толуоле
5%-ный раствор в ксилоле
Условная прочность при растяжении,
МПа
Относительное удлинение при
разрыве, %
Сопротивление раздиру, кН/м
Твердость по Шору А
1120
30±5
1,30
0,009
8,25
280
41,2
54
1280
30+5
0,35
0,005
18,2
400
28,4
69
1180
55±5
0,025
28,0
520
40,6
53
1180
45±5
0,020
28,2
560
44,2
55
1180
85±5
0,050
31,0
550
31,4
54
1070
40±5
0,012
24,6
480
56,0
73
1270
63±5
0,012
26,5
530
34,0
56
1270
77±5
0,012
31,7
490
29,4
60
Стойкость к действию различных факторов*
Стойкость к истиранию
Морозостойкость
Огнестойкость
Атмосферостойкость
Химическая стойкость
Маслостойкость
X
X
X
О
О
X
X
П
О
X
X
О
О
X
X
О
О
X
X
X
X
0
О
X
О
X
X
О
О
X
О
X
X
X
X
У
О
П
О
О
О
О
О
П
О
0
О
О
Технологические свойства смесей
Шлрицуемость
Прессуемость
Каландруемость
О
X
О
О
о
о
О
О
О
О
о
о
О
о
о
X
О
О
X
X
X
X
X
X
* О - отличная; X - хорошая; У - удовлетворительная; П - плохая.
-г&~-
I
i
I
1
Д* Хайпалон 30 предназначен для нанесения неэластичных твёрдых подложек с применением
органических растворителей. Его низкотемпературные свойства хуже, а вязкость раствора ниже,
чем у других марок Хайпалона. Плёнки из Хайпалона 30 более твёрдые, блестящие и легче
очищаются от загрязнений, чем покрытия из Хайпалона 20. Вследствие повышенного содержания
хлора покрытия из Хайпалона 30, как и из Хайпалона 48, имеют большую стойкость к воде и
маслам, чем из Хайпалона других типов. Из Хайпалона 30 можно получать огнестойкие резины
| с твёрдостью по Шору 40-95 ед. Он применяется для изготовления рукояток инструментов элек-
тротехнических и других изделий, а также в сочетании с другими марками ХСПЭ - для покрытий
полов, дерева, камня, бетона.
Хайпалон 40 благодаря разнообразию свойств и возможности широкого применения
считается каучуком общего назначения. Он имеет хорошие технологические свойства. В
этом полимере ингредиенты легко диспергируются и смеси, имеют меньшую липкость к
валкам. Хайпалон 40 выпускается трёх марок, различающихся вязкостью: 40 (мягкий),
40S и 4085. Марка 40 используется для приготовления смесей с хорошими
технологическими свойствами. Из более вязкого Хайпалона 4085 получают резины с высоким
относительным удлинением при разрыве, пониженной твёрдостью и повышенной
теплостойкостью. По сравнению со смесями на основе других марок ХСПЭ смеси из Хайпалона 40
лучше шприцуются.
Вулканизаты Хайпалона 40 характеризуются повышенными (по сравнению с вулканизатами
Хайпалона 20) физико-химическими характеристиками при комнатных и повышенных
температурах, большей стойкостью к истиранию и меньшей остаточной деформацией при сжатии как
в смесях, наполненных техуглеродом, так и в смесях с минеральными наполнителями. По мас-
лостойкости эти вулканизаты не уступают Неопренам.
Поскольку Хайпалон 40 обладает большой вязкостью, его не рекомендуют использовать
для изготовления лаков. Чаще всего его применяют для получения прессованных,
шприцованных и каландрованных изделий, покрытий для конвейерных лент, изоляции проводов и
кабелей, светлых и окрашенных изделий, химически стойких покрытий.
Хайпалон 45 - более термопластичен и имеет меньшую вязкость, чем Хайпалон 40. Смеси
на его основе обладают низкой вязкостью, а вулканизаты большей твёрдостью, более высокой
прочностью, лучшими низкотемпературными свойствами (по сравнению с Хайпалоном 40 и 48).
Хайпалон 45 отличается хорошими технологическими свойствами. В ряде случаев применяется
в невулканизованном виде с содержанием наполнителей до 1000 масс. ч. (как кровельный
материал, для защиты строительных конструкций, обкладки дна прудов и водоёмов). Хайпалон 45
менее стоек к маслам, чем Хайпалон 30, 40 или 48.
Хайпалон 48 и 48S -ХСПЭ, промежуточные по термопластичности между Хайпалон 40 и 45.
Они превосходят все другие типы ХСПЭ по химической стойкости, маслостойкости и стойкости
к растворителям. В невулканизованном виде Хайпалон 48 и 48S применяются для тех же целей,
что и Хайпалон 45 или 30, но превосходят их по масло- и огнестойкости. Они используются при
изготовлении сосудов для жидкостей, покрытий химической аппаратуры и валов
бумагоделательных машин.
1.10,3, Свойства хлорсульфированного полиэтилена
Пластоэластические и физико-механические показатели свойств ХСПЭ определяются
молекулярной массой и молекулярно-массовым распределением исходного полиэтилена. Для
получения ХСПЭ с оптимальными свойствами рекомендуется применять полиэтилен высокого
давления со средневязкостной молекулярной массой 25-30 тыс. и узким молекулярно-массовым
распределением 20-25 тыс.
МО ^_
Содержание хлора в промышленных типах ХСПЭ может изменяться от гь до 4ъу0 масс, *v
содержание серы от 0,8 до 2,2% (масс). В ХСПЭ, полученном из полиэтилена низкой плотности
со средней молекулярной массой 20 тыс одна группа S02CI приходится на каждые 90 атомов
углерода и один атом хлора - на каждые 7-8 атомов углерода: §
I
[(-CH2-CH2-CH2-CH(Cl)-CH2-CH2-CH2-]12-[-CH(S02Cl)-]17 |
ИЛИ SJ
{[-(CH2)3CHCl(CH2)3-]12-[-CH(S02Cl)-]17-}n J
Влияние степени хлорирования на фазовое состояние и свойства полимеров изучалось ме- §
тодами динамической механической спектрометрии, линейной дилатометрии и дифференци- §_
альной сканирующей калориметрией. По мере увеличения степени хлорирования происходит §
аморфизация, при содержании хлора 30% масс, кристалличность исчезает полностью. Эта кон- '§
центрация хлора является оптимальной для получения заданного комплекса свойств, кото- |
рые изменяются при ее превышении. J
ХСПЭ хорошо растворяется в ароматических и хлорированных углеводородах, хуже в кето- ^
нах и сложных эфирах и не растворяется в алифатических углеводородах и спиртах. Наиболее
распространенные растворители - тетрахлорид углерода, толуол и ксилол, а также смеси двух
последних. Полимер растворимостью ниже 95% имеет малую текучесть, плохие
технологические свойства при переработке на вальцах и плохую растекаемость в вулканизационных формах.
Из-за высокой термопластичности ХСПЭ требуется быстрое введение наполнителей и хорошее
охлаждение оборудования. Смеси на основе ХСПЭ каландруются, шприцуются и формуются,
при этом предварительной пластикации не требуется. Вязкость его весьма существенно зависит
от температуры. Ниже приведены некоторые физические характеристики ХСПЭ, полученного
из полиэтилена низкой плотности (при содержании хлора- 27 и серы -1,3%):
Плотность, кг/м3 1100
Плотность энергии когезии, МДж/м3 331,89
Теплопроводность, Вт/(мК) 0,113
Удельное объёмное электрическое сопротивление, Омм Ю'2
Диэлектрическая проницаемость (1 кГц) 5-7
Тангенс угла диэлектрических потерь (1 кГц) 0,025
Полимер обладает низкой газопроницаемостью и превосходит все другие каучуки по
непроницаемости к сжиженным фреонам. По адгезии к различным поверхностям он приближается к
хлрропреновому каучуку. Благодаря практически полной насыщенности превосходит
ненасыщенные каучуки по химической стойкости, атмосферостойкости, стойкости к ионизирующим
излучениям. Инертен к действию озона-исходные свойства практически не изменяются после
экспозиции в течение двух лет при концентрации озона в воздухе 1-2% об.
Способен длительно сохранять окраску любых, в том числе светлых тонов. В тропических
условиях сохраняет свои свойства в течение длительного времени, выдерживая воздействие
плесени и микроорганизмов.
1.10А. Вулканизация хлорсульфированного полиэтилена
По сравнению с другими хлорированными полимерами хлорсульфированный полиэтилен
обладает важным преимуществом-лучшей способностью к вулканизации, осуществляемой в
первую очередь по сульфохлоридным группам. При вулканизации образуются сетчатые
структуры с относительно редким расположением поперечных связей, при этом теряются
растворимость и термопластические свойства, а приобретаются высокие прочность, эластичность и ряд
других ценных качеств.
291
jc* Вулканизация осуществляется по хлорсульфоновой группе с образованием полярных
продуктов (солей, сульфонамидов, сульфоэфиров и т.д.). Отсутствие в полимерной цепи двойных связей
и большое различие в реакционной способности - S02C1 и - СО-групп уменьшает вероятность
протекания параллельных реакций в цепи эластомера до минимума. Однако возможно, что в
вулканизации могут принимать участие атомы хлора, водорода, а также ненасыщенные двойные
связи, образующиеся при дегидрохлорировании полимера. Атомы хлора, находящиеся в (3-положе-
§ нии к хлорсульфоновым группам, наиболее лабильны и обладают способностью к каталитическо-
!g му дегидрохлорированию. Для межмолекулярного сшивания цепей используются различные
вулканизующие агенты и системы: органические и неорганические соединения, пероксиды, дипроци-
анаты, азотсодержащие бифункциональные соединения, оксиды металлов, сера и серусодержа-
щие соединения, азотсодержащие бифункциональные соединения, многоатомные спирты и т.д.
Наиболее эффективны вулканизующие системы, содержащие оксиды магния и свинца. Широ-
1 ко используются комбинированные вулканизующие системы, включающие оксид или соль поли-
| валентного металла (10-50 масс, ч.), органическую кислоту (2-10 масс, ч.), ускоритель
вулканизации - серусодержащие соединения (0,5-10 масс. ч.).
Предполагается, что оксиды металлов не оказывают непосредственного влияния на
химическое превращение макромолекул ХСПЭ. Они участвуют в формировании
пространственной сетчатой структуры в качестве сорбционной поверхности, диспергатора истинного
сшивающего агента и поглотителя газообразных продуктов реакции. По другой концепции
оксиды металлов способствуют превращению хлорсульфоновых групп в более полярные
группы типа основных солей. На первой стадии в присутствии влаги и активаторов кислотного
типа (например, жирных кислот) или ускорителей вулканизации (например, тиурамов) хлор-
сульфоновые группы при нагревании полимера гидролизуются с образованием НО- и
SOH-групп. Последние участвуют в образовании металлсульфонатных вулканизационных
связей. Ускорители серной вулканизации реагируют с хлорсульфоновыми группами с
образованием поперечных сшивок или объёмных боковых заместителей. Эти группы способны
к ассоциации друг с другом, а также с полярными группами на поверхности оксида
металла. Возникающие в результате адсорбции или хемосорбции связи полимер-оксид металла
являются устойчивыми при температурах эксплуатации материалов. Об адсорбции на
полярной поверхности оксидов металлов полярных поперечных связей и подвесок и участии
образовавшейся сложной структуры в процессах деформации свидетельствует сильное
увеличение прочности.
В качестве серусодержащих ускорителей вулканизации, участвующих в образовании
пространственной сетчатой структуры, применяюттиазолы, тиурамы, дитиокарбаматы. Альдеги-
даминные ускорители вызывают подвулканизацию ХСПЭ в процессе его переработки. Гуани-
дины используют лишь как вторичные ускорители в сочетании с тиазолами . Высокой
вулканизующей активностью в ХСПЭ отличаются соли гексаметилендиамина и двухосновных
кислот, например гексаметилендиаммонийсебацинат или продукты их конденсации. Оксид
магния увеличивает при этом степень сшивания, а добавки серы ускоряют вулканизацию.
Применение гексаметилендиамина с адипиновой и себациновой кислотами, которые в отличие от
многих производных аминов являются высокоплавкими кристаллическими веществами, не
растворимыми в полимере, позволяет получать вулканизаты с повышенным сопротивлением
разрыву (до 16 МПа) без усиливающих наполнителей. Дитиоморфолин в отсутствие добавок
обеспечивает высокую концентрацию поперечных связей в ХСПЭ, а при наличии оксида
магния - высокие прочностные свойства вулканизата. Весьма эффективна комбинация
сульфида магния с дифенилгуанидином и 2-меркаптоимидазолином. Применяются также
многоатомные спирты, например пентаэритрит, хлорированные ароматические соединения, например
гексахлор-л-ксилол.
У
15
i. 10.5. Резиновые смеси на основе -к
хлорсульфированного полиэтилена
Смешение ХСПЭ с каучуками (натуральным, бутадиенстирольным, хлоропреновым, бутил- 5
каучуком) легко осуществляется в различных соотношениях и позволяет улучшать озоно-, из- |
носо-, тепло- и маслостойкость резин или ускорять процесс вулканизации. 5
Наполнители. Введение в ХСПЭ органических и минеральных наполнителей позволяет улуч- ^
шать эксплуатационные свойства материалов - условную прочность при растяжении, модуль, |
твёрдость, износостойкость, огнестойкость. Так, применение техуглерода повышает сопротив- |
ление старению и кислотостойкость, применение мелкодисперсного диоксида кремния повы- §_
шает сопротивление раздиру, мела и каолина - атмосферостойкость, бария и асбеста - кисло- §
тостойкость, оксида алюминия, триоксида сурьмы улучшает огнезащитные свойства и т.д. '§
Пластификаторы. Пластификаторы применяют для улучшения различных свойств ХСПЗ: §
морозостойкости - диоктилсебацинат, для улучшения окрашиваемости - сложные эфиры, для (§
повышения огнезащитных свойств - галогенированные соединения, такие как хлорпарафины,
хлоросодержащие полимеры, для улучшения технологичности - фактисы.
Стабилизаторы и противостарители. Для повышения стойкости ХСПЭ к естественному и
тепловому старению применяют эпоксидные смолы в сочетании с замещёнными фенолами, дифе-
нил-л-фенилендиамин, дибутилдитиакарбамат никеля и др.
В качестве красителей применяют техуглерод, диоксид титана, алюминиевую пудру, фтало-
цианиновые соединения.
1.10.6. Переработка хлорсульфированного полиэтилена
Смеси на основе ХСПЭ перерабатывают по традиционным технологиям на обычном
оборудовании заводов РТИ. Полимер не требует предварительной пластикации, так как исходная
пластичность достаточно высока и, кроме того, он обладает термопластичностью. Смешение с
ингредиентами осуществляется на вальцах (20-30 мин при 40-60°С) или в резиносмесителе (3-4 мин при
частоте вращения роторов 40-60 мин-1, температура смеси при выгрузке -110°С). Смеси
изготавливают при непрерывном охлаждении во избежание их чрезмерного размягчения и подвул-
канизации, так как смягчение сопровождается значительным тепловыделением. Каландрование
осуществляется при температуре верхнего валка 90-100, среднего 80-90 и нижнего 30-40СС.
Введение в смеси до 3 масс. ч. полиэтиленгликоля или до 6 масс. ч. низкомолекулярного
полиэтилена улучшает качество поверхности полуфабрикатов, что позволяет повысить скорость и
Температуру каландрования.
'' Смеси на основе ХСПЭ формуются методами прессования, шприцевания и литья под
давлением. Вследствие повышенной вязкости смесей перед формованием их разогревают.
Рекомендуете температуры для шприцевания: цилиндр и шнек-50-80, головка-75-90, мундштук-95°С.
Для литья под давлением наиболее пригодны смеси с вязкостью по Муни около 30. В прессе
вулканизацию смесей проводят при температуре 120-160°С в течение 15-30 мин. Более высокие
Температуры переработки могут привести к возникновению пористости, раковин и других
дефекте массе и на поверхности изделия.
В котле вулканизацию проводят горячим воздухом в течение 2-3 ч при 121-138°С или
острым паром при давлении до 1,8 МПа. Смеси ХСПЭ имеют широкое плато вулканизации.
Резины на основе ХСПЭ превосходят вулканизаты хлоропреновых каучуков по стойкости к
окислению, водо-, износо- и теплостойкости, газопроницаемости, но уступают по эластичности,
маслостойкости и характеризуются более высокими остаточными деформациями при сжатии.
~*fc-r
293
!
/Г Климатическое естественное исследование старения резин на основе ХСПЭ было проведено на
специализированных станциях в условиях склада и прямого атмосферного воздействия в течение
10 лет, поскольку ресурс их работы в авиатехнике должен быть не менее 10 лет. Была показана
высокая стойкость резин на основе ХСПЭ, при этом оптимальной вулканизующей группой
оказалась металлооксидная. Эти данные подтверждены результатами ускоренных испытаний:
воспроизводилось действие тепла, влаги, отрицательных температур, сезонных и суточных перепадов
температур. Испытания моделировали 3,5,7,10,15 лет, а режим устанавливался с учётом
эффективной энергии активации процесса старения, рассчитанный по изменению относительного
удлинения при разрыве при различныхтемпературах.
1.10.7. Применение хлорсульфированного полиэтилена
Материалы на основе ХСПЭ нашли весьма широкое применение в самых различных
областях. Они наиболее эффективны для изготовления огне- и теплозащитных ударостойких
покрытий регистраторов информации для авиационной техники, космических объектов, флота и
других объектов транспорта, а также в покрытиях для теплоаккумулирующих материалов для
приборной техники. Из них изготавливаются разнообразные резинотехнические изделия:
прокладки, манжеты, шланги, в том числе для озонных генераторов, уплотнителей стекол и дверей
автомобилей, клапаны, диафрагмы, обкладки конвейерных лент для горячих агрессивных
материалов, транспортируемых при повышенных (до 200°С) температурах, антикоррозионные
покрытия для защиты гальванических ванн, валы бумогоделательных машин, трубопроводы,
покрытия оборудования химических производств, детали насосов, контактирующие с
агрессивными жидкостями, светлые боковины шин, мешки для вакуумного формования покрытий
цилиндрических поверхностей.
ХСПЭ вводят в состав резиновых смесей для варочных камер и диафрагм вулканизационно-
го оборудования. В кабельной промышленности смеси с ХСПЭ применяются для изоляции и
внешней атмосферостойкой оболочки кабелей.
ХСПЭ широко применяется для изготовления лаков и эмалей, используемых для окраски
самолетов, автомобилей, антикоррозионной защиты кровли, химической аппаратуры, а также
для получения клеев, герметиков, огнезащитных материалов.
1.11. Фторкаучуки
( З.Н. Нудельман )
Фторкаучуки (ФК) представляют собой полимеры, в макромолекулах которых содержатся
атомы фтора. Они отличаются от других каучуков прежде всего большим разнообразием
химического строения и максимальной устойчивостью к воздействию агрессивных сред и высоких
температур.
В отечественной и зарубежной литературе фторкаучуки иногда называют фторэластомера-
ми, что связано с неоднозначностью английских слов elastomer и rubber, которые можно
перевести и как каучук, и как резина. Поэтому у нас каучуки называют каучуками, а резины -
резинами, или эластомерами, т.е. эластичными телами. Например, термопластичные эластомеры можно
назвать и термопластичными резинами.
По строению основной цепи каучуки можно разделить на гетероцепные, основная
молекулярная цепь которых состоит из атомов различной природы, и карбоцепные, основная
молекулярная цепь которых состоит только из атомов углерода.
Собственно фторкаучуками принято называть карбоцепные фторкаучуки.
294
i.il.i. Гетероцепные фторкаучуки
Ч
Гетероцепные каучуки включают пять групп: фторсилоксановые, фторфосфазеновые, фтор-
триазиновые, фторполиэфирные и нитрозокаучуки. |
!
Фторсилоксановые каучуки (ФСК) имеют строение: §
сн. сн, сн3 I
I I I I
[—Si—О—1в— [-Si-0-]M- [-Si-O-], |
III g-
сн3 ch2ch2cf3 сн=сн2 £
где соотношение n:m:k составляет от 75:25:(0,5-1) до 0:100:(0,5-1). я
Фторфосфазеновые каучуки (ФФК) (фторалкоксифосфазеновые, трифторэтоксифосфа-
зеновые) имеют строение:
OCH2CF3 OCH2CF3
[—P=N—] —[—P=N—]
OCH2CF3 OA
где примерное соотношение n:m составляет около 100:1; А - группа для вулканизации,
например, аллильная или о-аллилфенильная (I).
ci ci
СН,СН=СН, С1\11 I /с1
I СГ ^-N^ Cl II
ФФК впервые получены в 60-х годах XX столетия сотрудниками Firestone Tire and Rubber Co.
(теперь Bridgestone Inc.) (Пат. США 3370020,1968; 3515688,1970).
ФФК синтезируют в три стадии: сначала при взаимодействии пентахлорида фосфора РС15 с
аммиаком получают циклический три(дихлорфосфазен) (II), затем его полимеризуют при
температуре около 200°С, и полимер обрабатывают трифторэтанолом CFjCH^OH с небольшим
количеством непредельного соединения в растворителе в присутствии оснований.
Теплостойкость и устойчивость к агрессивным средам ФФК зависит от содержания в них остаточных
<дихлорфосфазеновых групп. ФФК, содержащие менее 0,2% таких групп, наиболее
теплостойки, сохраняют свои первоначальные свойства много лет, не токсичны, обладают
антисептическими свойствами и тромборезистентностью более высокой, чем медицинские сорта
политетрафторэтилена и полиэтилена.
ФФК растворимы в ацетоне, этилацетате, тетрагидрофуране, диметиловом эфире, диме-
тилформамиде, этиленгликоле, метилэтилкетоне. Они не растворяются в этаноле, диэтиловом
эфире. Молекулярная масса - (10—20)-106, температура стеклования около -70°С, не
поддерживают горения.
г
ФФК вулканизуют органическими пероксидами, обычной серной системой или радиацией.
Вулканизаты обладают морозостойкостью до -60°С, теплостойкостью до 150-200°С (по
другим данным -до 370°С), устойчивы в углеводородном топливе с агрессивными присадками, в
5 кипящей воде и концентрированных растворах щелочей. Сведения о стойкости к кислотам про-
f- тиворечивы. Условная прочность при растяжении около 20 МПа, относительное удлинение при
| разрыве до 800%. Истинная прочность (т.е. отнесенная к площади растянутого образца в мо-
^ мент разрыва) вулканизованных пленок ФФК достигает 200 МПа.
^ ФФК в основном используются для изготовления покрытий, пленок и медицинских тонко-
| стенных трубок для имплантации, для покрытия поверхности космических зеркал на околозем-
й ной орбите с целью для придания им устойчивости к действию атомарного кислорода, покры-
!* тия металлизированной поверхности гибких зеркал, улучшения технологических свойств рези-
■^ новых смесей, повышения морозостойкости и стойкости вулканизатов в нефтепродуктах путем
| совмещения фторфосфазенового и фторсилоксанового каучуков.
I
Lq Фтортриазиновые эластомеры (ФТЭ) имеют общую формулу:
Г'
-^N^-Ro
А
Rof-
где А-группа для вулканизации, КОР-перфторалкиленовая или перфторалкиленэфирная группа.
Верхний температурный предел эксплуатации ФТЭ может превышать 350°С. Минимальная
температура сохранения эластичности зависит от химического строения группы ROF и может
достигать -50°С, если эта группа содержит не менее двух атомов кислорода, соединенных
цепочками из не менее чем трех-четырех групп CF2. Если группа ROF представляет собой перфто-
ралкилен, содержащий менее пяти атомов углерода, то триазиновый полимер представляет
собой жесткий пластик.
ФТЭ устойчивы к действию углеводородов (по некоторым данным они набухают в них),
окислителей, сильных кислот - азотной, серной, соляной, но разрушаются под действием воды и
оснований, включая аммиак.
ФТЭ синтезируют по следующей общей схеме: динитрил NC—ROF—CN при
взаимодействии с NH3 образует полиперфторимидоиламидин
~C=N-C-R0F-C=N-C-R0F-C=N-C-R0F~
I II I II I II
NH2 NH NH2 NH NH2 NH
который при реакции с ангидридом или хлорангидридом перфторкарбоновой кислоты,
например трифторуксусной, образует полимер. Однако такой ФТЭ вследствие своей
химической стойкости не поддаётся вулканизации. Если в реакционную смесь вместе с
хлорангидридом перфторкарбоновой кислоты ввести небольшое количество дихлорангидрида перфтор-
дикарбоновой кислоты, то сразу образуется сшитый эластомер. Этот процесс можно
использовать для реакционного формования. Однако если использовать, например, цианохлоран-
гидрид NC—CF2CF2CF2CF2—COC1, то образуется полимер с группой А (типа
CF2CF2CF2CF2CN), который можно вулканизовать веществами, реагирующими с группой CN.
До настоящего времени не разработана технология получения ФТЭ в промышленном масштабе.
Фторполиэфирные каучуки, например, Sifel компании Shin-Etsu Chemical (Токио, Япония) *^у.
имеют общую формулу:
СН,
СН, СН,
СН2= СН-
IQ
сн3
I
-Si-
СН= СН,
_N_C_(CF-0-CF2)„-OCF2)m-(CFrO-CF)rC-N-^ h
II I I II ^-V
0 CF3 CF2 О
СН,
где сумма (п, т, к) такова, что молекулярная масса перфторполиэфирного блока составляет
15000-20000, а сшивание протекает по винильным группам с помощью реакции гидросилили-
рования (см. раздел «Силоксановые каучуки»). Морозостойкость каучука достигает-50°С.
Вальцующийся каучук марки Sifel 5701, содержащий около 69% фтора, с кремнегидридным
сшивающим агентом марки PLF-2 и платиновым катализатором Cat-CP-З, также
производящимися Shin-Etsu Chemical Company (Пат. 6806306 США. 2004, МКИ C08L 73/00), образует резину,
показатели свойств которой приведены в табл. 1.11.1. Наиболее высокой теплостойкостью
обладают резины, содержащие оксид церия с техуглеродом.
Нитрозокаучуки общей формулы
[-N-0-CF2-CF2=]n
I
CF2
обладают уникальными морозостойкостью и химической стойкостью вследствие полного
отсутствия нуклеофильных свойств у атомов азота и кислорода из-за электронного влияния
фтора, хотя расположение рядом атомов азота и кислорода обусловливает невысокую предельную
температуру устойчивости этого каучука (около 150°С). Однако работа с нитрозокаучуками
прекратилась в 80-х годах ХХ-го столетия, так как не удалось преодолеть трудности, возникающие
при вулканизации.
I
«.
1
I
!
I
I
1.11.1. Характеристика резины на основе фторполиэфирного каучука Sifel 5701
с модификаторами теплостойкости (1 масс. ч. на 100 масс. ч. каучука)
Модификатор
теплостойкости
Отсутствует
Техуглерод
Оксид церия
-
Оксид магния
Оксид железа
Гидроксид кальция
Техуглерод 0,5 + оксид железа
Техуглерод 0,5 + оксид церия
Точка испытания
Начальная
Конечная*
Начальная
Конечная
Начальная
Конечная
Начальная
После старения
Начальная
Конечная
Начальная
Конечная
Начальная
Конечная
Начальная
Конечная
Твердость (JIS А)
72
80
72
80
70
75
71
77
70
75
71
76
71
77
72
78
Относительное
удлинение при
разрыве, %
252
117
276
169
300
213
293
197
293
160
299
179
280
188
285
224
Условная прочность
при растяжении,
МПа
10,1
5,8
10,3
7,0
10,6
7,2
10,1
7,8
10,4
6,3
10,1
7,0
11,5
7,9
10,6
9,6
'После старения (70 ч, 200°С)
л t.l 1.2.Карбоцепныефторкаучуки
I
1
Фторкаучуками в обиходе называют карбоцепные (т.е. с углеродной главной цепью) каучуки
общей формулы
[-CHCH2-],-[-CF2CH2-]n-[-CFCF2-]n
X Y
где л, m и к равны и составляют нуль или целое число
быть атомом F, C1, группой CF3 или OR,, (подробнее
25
50
75
100
1?5
Топливо Си
Бензины
Керосин
,
Моторные JS.
масла yv*'y
Густые /5£S/\--''
:маэкиуЙ8£/£'"
:1л<К<?1
БНК
//•■>
'"'/•'/У/
'S/YXX
/
1
эхг
'%
1
ГБНК
ФСК/У^
^АК
1
ФК/
СК
7;°с
i i
-50
50 100
150
200 250 300
Рис.1.11.1. Сравнение теплостойкости и стойкости в
углеводородах резин из маслобензостойких каучуков [область
устойчивости показывает прямоугольник, диагональю которого
служит линия на графике, а сторонами — горизонтальная
(температурный интервал эксплуатации) и вертикальная
(устойчивость в углеводородах) оси; топливо Си (топливо Ц, Fuel С,
стандартное) — смесь толуола и изооктана в объёмном
соотношении 1:1]:
ФК — фторкаучуки; СК — силоксановые; ФСК — фторси-
локсановые; БНК — бутадиеннитрильные; ГБНК —
гидрированные БНК; АК — акрилатные; ЭХГ — эпихлогидрино-
вые; ХП — хлоропреновые
X - атом Н или группа СН3; Y- может
см. ниже).
В зависимости от конкретных
значений к, ш, п, X и Y образуются
карбоцепные фторкаучуки
разнообразного строения.
По способности к вулканизации
ФК можно разделить на три вида:
- ФК для аминной или диольной
вулканизации; не содержат
специальных атомов или групп, но содержат
группировку:
- CF2 - СН2 - CF(CF3) - CF2 -;
-ФКдля пероксидной
вулканизации (содержат атомы хлора, брома
или иода);
- ФК, содержащие циангруппы
CN, вулканизуют тетрафенилоло-
вом или ди(3-амино-4-гидрокси)-
1,1,1,3,3,3-гексафторпропаном (см.
раздел «Перфторкаучуки»).
Присутствие в структуре ФК
боковых перфторэфирных звеньев типа
- OCF3 или ORF (RF - перфторэ-
фирная группа с несколькими
атомами С и О) обусловливает
эластичность и пониженную температуру
стеклования.
1.11.2. Диэлектрические свойства различных каучуков
(без наполнителя, комнатная температура)
Каучук
Сополимер
ВФ-ГФП-(ТФЭ)
Афлас
ЭПК
Силоксановый
Бутилкаучук
БСК
Хлоропреновый
Удельное объёмное
электрическое
сопротивление, Ом-м
2-10"
2-10"
5-10"
5-10"
1-10"
МО"
2-10"
Диэлектрическая
проницаемость,
(1 кГц)
17
3
2
3-4
3
2-3
7
Тангенс угла
диэлектрических
потерь, (1 кГц)
0,03
0,03
0,0015
0,007
0,005
0,006
0,04
Электрическая
прочность,
кВ/мм
20
25
40
25
30
25
15
е
и
(К
я
X
S
и
1-
0)
нду
Ф
2
о
О. _
О
2
5
ft
с
о
et
о:
и
(-
ндуе
оме
^
0)
о.
0
1 1
1
1
1
1
1
1
|_
■ ■■■■■■■
_____
Г"
1
1
1
1
_ J
,.
_■_■ ■**■ — а-* -^
1 1:
-J •:
i ■
i
ВФ/ПФМВЭ
От-40 до 260°С|
""
■-" н ^_
а-»
_ . _ .
ВФ/ГФП
От-18 Д0 250°С
ВФ/ТФХЭ
От -25 до180°С
1
■
1
1
.
L
ТФЭ/ПВМВЭ.
от-юдозгох
^ ^ ан. ^ нн нм ^_
ТФЭ/Пр. .
От-10до230°С'
к 1
ВФ/ГФП/ТФЭ - |
От-10 до 280 С " '
1 :1
^__, __ ш
1 1 ;
-.Ц—-"!. JVilVl
■р^
1
1
§
!
!
I
Масло Топливо Окислители Кислоты Водяной пар
(углеволооодные)
Щелочи Амины яЬиоы. кетоны
(в вияе гюисалок. чистые!
Рве. 1.11.2. Относительная стойкость в различных средах резин на основе фторкаучуков:
ТФЭ/ПВМВЭ - перфторкаучук; ВФ/ГФП (СКФ-26) - фторкаучук общего назначения; ВФ/ТФХЭ
(СКФ-32) — менее теплостойкий фторкаучук общего назначения; ВФ/ГФП/ТФЭ (СКФ-264) —
фторкаучук общего назначения с повышенной тепло- и агрессивостойкостью; ВФ/ПФМФЭ — морозостойкий (СКФ-
260); ТФЭ/Пр - Aflas — фторкаучук с повышенной устойчивостью к амииным присадкам в маслах
} Фторкаучуки по своим свойствам занимают особое положение в ряду других каучуков
[рис. 1.11.1) и прежде всего по теплостойкости и стойкости в углеводородах, так как именно эти
рва показателя в первую очередь используются для выбора конкретного материала. В табл. 1.11.2
Сравниваются диэлектрические свойства ФК с диэлектрическими свойствами других каучуков,
% на рис 1.11.2 показано, как можно выбрать из различных фторкаучуков материал с
необходимыми свойствами.
1.11.3. Классификация фторкаучуков
> Все карбоцепные фторкаучуки можно разделить на три типа, характеризующихся
некоторыми общими свойствами. Каждый тип включает несколько групп (табл. 1.11.3).
Маркировка фторкаучуков
Фторкаучуки 000 «Завод полимеров» Кирово-Чепецкого химического комбината. Для
обозначения новых серий ФК используют фирменное название Элафтор + четыре цифры: первая
пара цифр соответствует мономерному составу (20 - сополимер ВФ/ГФП, 30 - терполимер ФВ/
ТФЭ/ГФП, 70 -то же с повышенным содержанием ТФЭ), вторая пара цифр - вязкость по Муни.
Данные о соответствии между новыми и старыми названиями типа СКФ-26(264)/цифра,
обозначающая вязкость по Муни, приведены в табл. 1.11.7,1.11.15,1.11.16).
-$*--
299
11.11.3. Классификация фторкаучуков
Тип
(по устойчивости
к средам)
1. Сополимеры
винилиденфто-
рида
Устойчивы к
кислотам,
окислителям,
углеводородам.
Неустойчивы к
органическим и
неорганическим
основаниям,
низшим кетонам и
зфирам,
сероводороду, тиолам
(меркаптанам),
аминным,
эфирным, серным,
фосфатным
присадкам к маслам
и гопливам.
Ограниченно
устойчивы к перегретой
воде и водяному
пару
2. Перфторкаучуки
Устойчивы ко
всем химическим
средам, кроме
некоторых хладонов
(фреонов) и
первичных аминов
при температурах
выше 200°С
1 Сополимеры
олефина и перф-
торалкена
Устойчивы к
водяному пару,
кислотам, упомянутым
в первом типе,
присадкам, менее
устойчивы к
углеводородному
топливу.
Ограниченно
устойчивы к
аминам, щелочам,
неустойчивы к
низшим кетонам и
эфирам
№
группы
1
1В
2
2В
3
4
5
6
7
Мономерный
состав
Двойные
сополимеры с
ГФП
То же и
мономер для пе-
роксидной
вулканизации
Тройные
сополимеры (тер-
полимеры)
с ГФП+ТФЭ
То же и
мономер для пе-
роксидной
вулканизации
Сополимеры с
ТФХЭ
Сополимеры и
терполимеры
с ПФАВЭ и
ТФЭ
Сополимеры
ТФЭ+ ПФАВЭ
+ мономер
для
вулканизации
Сополимеры
ТФЭ с Пр (или
с ВФ в
качестве третьего
мономера)
Сополимеры
этилена с ТФЭ
и ПФАВЭ
Химическая формула
-CF2CH2-CF2CF-CF2CH2-
|
CF3
-(CF2CH2)„-(CF2CF)m-(CF2CF2),-
CF3
-(CF2CH2)„-(CFC1-CF2)„-
-(CF2CH2)„-(CFCF)m-(CF2CF2)r
I
OCFa
-(CF2CXBr)p-
-(CF2CF)m-(CF2GF2)n-(CF2CFY)t-
|
OCFa
-(CH2CH)„-(CF2CF2)„-(CH2CF2)4-
|
CHa
-(CH2CH2)„-(CF2CFa)„-(CFCF2)4-
I
OCF3
Характерные
особенности
Рабочая
температура от -20 до 250°С,
кратковременно до
300°С
То же, но более
устойчивы к воде и
водяному пару
Рабочая
температура от -10 до 280°С,
повышенная
стойкость к
углеводородам, водяному пару
То же, но
повышенная стойкость к
воде и водяному
пару
Рабочая
температура от-20 до 180°С
Рабочая
температура от -50 до 250°С,
кратковременно до
280°С
Рабочая
температура от-10 до 320°С
Рабочая
температура от -10 до 200 -
250°С
То же, повышенные
морозостойкость и
стойкость к
основаниям и эфирам
Примеры
СКФ-26
СКФ-26В
СКФ-264
СКФ-264В
СКФ-32
СКФ-260В,
СКФ-
260МПАН
Неофтон,
Kalrez
Aflas,
Viton TBR
Viton ETP
Примечание. Относительные стоимости фторкаучуков различных типов и групп различаются довольно сильно: тип 1,
группа 1,1 В, 2,2В, 3 - низкая; тип 1, группа 4 - средняя; тип 2, группа 5 - очень высокая; тип 3, группа 6 - низкая; тип
3, группа 7 - высокая.
Обозначения: ВФ - винилиденфторид; ГФП - гексафторпропилен; ТФЭ - тетрафторэтилен; ПФАВЭ - перфтор(алкил-
виниловый) эфир; ТФХЭ - трифторхлорэтилен; Пр - пропилен; терполимер - сополимер трех мономеров
По старой аббревиатуре высокомолекулярные ФК с вязкостью по Муни МБ 1 +10 (121 °С) около
150 обозначаются СКФ-26 (двойной сополимер) и СКФ-264 (тройной сополимер, или терполимер),
ФК с вязкостью около 30 - СКФ-26НМ и с вязкостью около 10 - СКФ-26 OHM (СКФ означает, что
каучук синтетический фторсодержащий). Добавление в марке к номеру ФК цифры 0 обозначает
кислородсодержащий (морозостойкий) каучук, например, СКФ-260В - сополимер ВФ и ПФМВЭ,
буква В в марке означает присутствие в каучуке Вг-содержащей группы для пероксидной
вулканизации.
Фторкаучуки ФГУП «НИИ синтетического каучука». Эти каучуки выпускаются под марками:
СКФ-260-морозостойкий сополимер ВФ/ПФМВЭ, СКФ-260МПАН- морозостойкий сополимер
ВФ, перфтор(метоксипропилвинилового)эфира и мономера для вулканизации с группой CN,
Неофтон - перфторкаучук - сополимер ТФЭ/ПФМВЭ с тем же мономером для вулканизации.
Фторкаучуки компании DuPont performance elastomers (США). Эта компания выпускает
фторкаучуки под торговой маркой Viton. Аббревиатура марки включается пять знаков, например,
Vlton A-401C S, и расшифровывается следующим образом.
Первый знак (буква) определяет тип каучуков - А (двойные), В (тройные), F (тройные с
повышенным содержание фтора), буквы Е, Т, Р обозначают соответственно этилен, тетрафторэ-
тилен, перфторалкилвиниловый эфир, добавленная буква G обозначает способность каучука
вулканизоваться пероксидами, буква L, стоящая после А или В, обозначает небольшое улучшение
низкотемпературных свойств, на существенное их улучшение указывают буквы LT.
Второй знак (цифра) означает номинальную вязкость по Муни МБ 1+10 (12ГС).
Третий знак (цифра) соответствует относительному содержанию вулканизующего агента в
смеси по шкале от 10 до 1 (10 соответствует цифре 0): 0 - высокое для достижения
оптимального накопления остаточной деформации сжатия (ОДС), для достижения повышенных
показателей удлинения и сопротивления раздиру; 1 - низкое для получения оптимального
сопротивления раздиру.
Четвертый знак (цифра) обозначает вариант определенной смеси.
Пятый знак (буква) определяет состав продукта: отсутствие знака - чистый каучук (может
содержать технологическую добавку), буква С - каучук, вулканизующий агент и ускоритель.
Буква S указывает, что каучук изготовлен по усовершенствованной технологии.
Перфторкаучуки этой компании имеют наименование Kalrez.
Фторкаучуки компании ЗМ (США, марка Dayneon). Обозначение этих каучуков не связано с
химическим строением ФК. Каучуки серии 5000 с фирменным названием Fluorel обозначают
следующим образом:
Знаки /FE\-5620/q\ Знаки
Приставки Ша/-5630ш/ Суффикс
Первые две цифры обозначают содержание фтора (55 - 65,0-65,8%; 56 - 65,6-67,9%;
57- 68,0-69,9%; 58-70% и более). Третья цифра обозначает вязкость по Муни МБ 1 +10 (121 °С)
(7-до19 ед.,2-20-29;3-30-39;4-40-49;5-50-59;6-60-69;7-70-79;8-80-89;9-90-99;
0-100 и выше). Четвертая цифра обозначает последовательный номер от 0 до 9. Последний
знак (знак суффикса, например Q) обозначает предкоммерческое состояние, его отсутствие -
полную коммерциолизацию продукта. Приставка FG обозначает каучуки, предназначенные для
изделий (прокладки, футеровка и т.п.), контактирующих с пищевыми продуктами.
Фторкаучуки компании Solvay Solexls (Италия). Выпускаются под фирменным названием
Technoflon и расшифровываются следующим образом. Буквенная приставка NM обозначает
сополимер ВФ/ГФП, выпускаемый в виде порошка (с добавкой 1% стеарата кальция для пре-
I
I
i
I
I
I
.^дотвращения комкования) или таблеток, N- сополимеры с различной вязкостью, FOR-сополимер
или терполимер с включенной вулканизующей системой, Т-терполимеры с повышенным
содержанием фтора, PL - вулканизующиеся пероксидами морозостойкие сополимеры, Р -
вулканизующиеся пероксидами терполимеры, PFR - перфторкаучуки.
Фторкаучуки компании Daikin Industries (Япония). Имеют фирменное название Dai-El. В
названии марки буква G обозначает сополимер или терполимер; сополимеры G серии 700
предназначены для бисфенольной вулканизации, серии 800-для пероксидной вулканизации,
терполимеры G серий 550 и 600 - для бисфенольной вулканизации, серии 900 - для пероксидной
вулканизации и серий 200 и 500 - для аминной вулканизации, LT - морозостойкий ФК.
Фторкаучуки компании Asahi Glass (Япония). Каучуки с фирменным названием Atlas (Аф-
лас) имеют цифровое или буквенное обозначение: Atlas 100 и Atlas 150 - сополимеры ТФЭ/Пр,
Atlas MZ - тройной сополимер ТФЭ/Пр/ВФ. Вулканизуется пероксидными системами за счет
присутствия в структуре каучука звеньев пропилена.
Фторкаучуки компании Zhonghao Chenguang Research Institute of Chemical Industry и Chenguang
Fluoro&Silicone Polymer, Ltd. (КНР). Каучуки выпускаются следующих марок: FPM(FKM)-26,
FPM(FKM)-246, FPM2311Q, марка DHP-351С - смесь сополимера ВФ/ГФП с бисфенолом и
ускорителем.
Фторкаучуки основных производителей
Завод полимеров Кирово-Чепецкого химического комбината:
- сополимеры ВФ/ГФП (бисфенольная и пероксидная вулканизация);
-терполимеры ВФ/ГФПЯФЭ (аминная, бисфенольная и пероксидная вулканизация);
-сополимеры ВФЯФХЭ (вулканизация СИМ, медон-комплект, пероксиды);
- сополимеры ВФ/ПФМВЭ (пероксидная вулканизация).
НИИ синтетического каучука им. СВЛебедева:
- перфторкаучук (вулканизация бис-о-аминофенолом);
- сополимер ВФ/ПФВАЭ (вулканизация бис-о-аминофенолом), морозостойкий.
Компания DuPont Performance elastomers:
- сополимеры ВФ/ГФП (бисфенольная и пероксидная вулканизация);
- терполимеры (тройные полимеры) ВФ/ГФПЯФЭ (аминная, бисфенольная и пероксидная
вулканизация);
- сополимеры ВФ/ПФМВЗ (пероксидная вулканизация);
-терполимеры ВФЯФЭ/ПФМВЭ (пероксидная вулканизация), морозостойкий;
- сополимеры ПрЯФЭ (пероксидная или бисфенольная вулканизация);
- сополимеры ЭтЯФЭ/ПФМВЭ (пероксидная вулканизация);
- перфторкаучуки (вулканизация бис-о-аминофенолом и пероксидная).
Компания Dyneon LLC (входит в группу компаний ЗМ):
- сополимеры ВФ/ГФП (бисфенольная и пероксидная вулканизация);
-терполимеры ВФ/ГФПЯФЭ (аминная, бисфенольная и пероксидная вулканизация);
- сополимеры ВФ/ПФМВЭ (пероксидная вулканизация);
-терполимеры ВФЯФЭ/ПФМВЭ (пероксидная вулканизация), морозостойкий;
- сополимеры ПрЯФЭ (пероксидная или бисфенольная вулканизация);
- сополимеры Эт/ПФМВЭ (пероксидная вулканизация).
Компания Solvay Solexls:
- сополимеры ВФ/ГФП (бисфенольная и пероксидная вулканизация);
-терполимеры ВФ/ГФПЯФЭ (аминная, бисфенольная и пероксидная вулканизация);
- сополимеры ВФ/ПФМВЭ (пероксидная вулканизация);
302 ^
-терполимеры ВФЯФЭ/ПФМВЭ (пероксидная вулканизация), морозостойкий;
- сополимеры ПрЯФЭ (пероксидная или бисфенольная вулканизация);
-терполимеры Эт/ТФЭ/ПФМВЭ (пероксидная вулканизация);
- перфторкаучуки (пероксидная вулканизация).
Компания Dalkln Industries:
- сополимеры ВФ/ГФП (аминная, бисфенольная и пероксидная вулканизация);
-терполимеры ВФ/ГФПЯФЭ (аминная, бисфенольная и пероксидная вулканизация);
- сополимеры ВФ/ПФМВЭ (пероксидная вулканизация);
-терполимеры ВФЯФЭ/ПФМВЭ (пероксидная вулканизация), морозостойкий;
- перфторкаучук (вулканизация бис-о-аминофенолом и пероксидная).
Фирмы КНР:
- сополимеры ВФ/ГФП (бисфенольная и пероксидная вулканизация);
- сополимеры ВФ/ГФПЯФЭ (аминная, бисфенольная и пероксидная вулканизация);
- сополимеры ВФЯФХЭ (вулканизация СИМ, медон-комплект, пероксиды).
Компания Asahl Glass:
- сополимер ТФЭ/Пр (пероксидная вулканизация);
- сополимер ТФЭ/Пр/ВФ (пероксидная и бисфенольная вулканизация).
Пефторкаучуки и смеси на их основе (вулканизация ди(3-амино-4-гидрокси)-1,1,1,3,3,3
сафторпропаном и пероксидная) производят также следующие фирмы (США):
- Simrit (подразделение группы"компаний Freudenberg-NOK), марка Simriz;
- Greene, Tweed & Co., марка Chemraz;
- Precision Polymer Engineering Ltd., марка Perlast;
- Parker Hannifin Corp., марка Parofluor;
- International Seal, марка Aegis.
*
i. 11,4, Получение фторкаучуков
• Фторкаучуки - сополимеры ВФ/ГФП и терполимеры ВФ/ГФПЯФЭ - впервые были
синтезированы в 50-х годах XX века на фирме Е. I. DuPont de Nemours and Co. и в НИИ синтетического
каучука в Ленинграде (НИИСК, СССР). Сополимеры ВФ-ТФХЭ впервые получены в компании
M.W.Kellog Со в США (J.S.Rugg, A.S.Stevenson, Rubber Age, 1957, V.82, P.102) и в НИИ полиме-
Цизационных пластиков (теперь ОАО «Пластполимер») в Ленинграде в 50-х годах. Бромсодер-
г;ащие ФК были выпущены компанией DuPont в середине 70-х годов, а фторкаучуки типа Аф-
ас - в 70-х годах XX столетия Asahi Glass Co. (Япония).
{ В России каучуки типа 1 выпускает 000 «Завод полимеров» Кирово-Чепецкого химического
комбината под общей маркой СКФ-26, Элафтор и СКФ-32, а морозостойкий каучук СКФ-
160МПАН и перфторкаучук Неофтон типа 2 производит НИИСК.
? ФК в промышленности получают свободнорадикальной полимеризацией мономеров в вод-
|юй эмульсии с инициатором - персульфатом аммония (иногда - органическим пероксидом),
эмульгатором -аммонийной солью перфторкарбоновой кислоты. Поскольку мономеры в
основном находятся в газообразном состоянии, то их подачу в реактор и полимеризацию
проводят под давлением. Регуляторами полимеризации являются спирты, например, изопропило-
вый, простые эфиры, перфторалкилбромиды, перфторалкилиодиды. Полученную водную
эмульсию ФК коагулируют добавлением раствора сульфата магния или вымораживанием, каучук
промывают чистой водой и высушивают. В товарных каучуках могут содержаться до 0,2% оли-
гомеров и остатки эмульгатора.
■~зуь--
зоз
f^i. It.5. Химические свойства фторкаучуков
Присутствие в макромолекулах фторкаучуков атомов фтора обусловливает их высокую
теплостойкость и высокую, но специфическую химическую и физическую (т.е. растворение без
разрушения или химического изменения макромолекулы) стойкость при контакте с
углеводородами, кислотами, окислителями типа озона, пероксида водорода, азотной кислоты и др.,
основаниями. Особенность такого поведения обусловливается следующим:
- полностью фторированная макромолекула (политетрафторэтилен) противостоит
воздействию химических соединений всех типов;
- при введении в макромолекулу боковых групп - ORp (R,, - перфторуглеродная группа,
перфторкаучуки) каучуки теряют устойчивость к первичным и вторичным алифатическим
аминам при высоких (выше 150-200°С) температурах;
- в присутствии в цепи группировок -CF2CH2CHR- (R-атом водорода или метильная
группа, сополимеры тетрафторэтилена и пропилена, сополимеры этилена и перфторметилвини-
лового эфира) каучуки теряют устойчивость к алифатическим аминам при комнатной
температуре, к низшим кетонам и сложным эфирам, но сохраняют устойчивость к аминным и эфирным
присадкам в углеводородных маслах и топливах, при этом у сополимеров с пропиленом
понижается стойкость в углеводородах благодаря наличию углеводородной пропиленовой группы;
- в присутствии в макромолекуле группировок типа - CF2- CH2- CF(Rp) - (фторкаучу-
ки-сополимеры винилиденфторида) каучуки теряют устойчивость ко всем основаниям и
низшим эфирам.
В табл. 1.11.4 приведены основные характеристики фторкаучуков различных типов, а в
табл. 1.11.5 - их химическая стойкость.
1.11.4. Характеристики фторкаучуков различных типов
Показатель
Содержание фтора, % масс.
Плотность, кг/м3
Температура начала разложения, "С*
Температура потери эластичности, "С*
Тип 1,группа
1
66
1810-1820
350
-18+2
2
67-71
1860-1920
370
-9±4
3
53-55
1750±500
250
-20
4
64-67
1860
350
-40±5
Тип 2
71-73
2000-2300
370
-8
ТипЗ
54-67
1600-1820
300
Он--12
* Ориентировочно.
1.11.5. Химическая стойкость фторкаучуков
Среда
Окислители
Озон
Радиация
Вода(<100°С)
Вода(>100°С)
Щелочи (< 5%)
Щелочи (> 10%)
Кислоты
Метанол
Этанол
Кетоны низшие
Эфиры низшие
Алифатические углеводороды
Ароматические углеводороды
Тип 1, группа
1
О
0
о
о
П-У
о
п
о
п
о
п
п
о
о
2
0
0
о
о
У
0
0
о
о
о
о
о
о
о
3
о
о
о
о
У
о
У
0
п
У
п
п
о
о
4
0
о
о
о
о
о
0
о
У-П
о
п
п
о
о
Тип 3, группа
6
О
о
о
о
о
о
о
о
о
о
п
п
У
п
7
о
0
о
о
У
о
0
0
о
о
п
п
о
о
Условные обозначения: стойкость О - отличная, У - удовлетворительная, П - плохая
--$*--
i.il.6. Технологические свойства
и особенности переработки фторкаучуков
Фторкаучуки типа 1 содержат слабые межмолекулярные связи F-H типа водородных.
Однако их большое число создает значительную суммарную энергию межмолекулярного
взаимодействия, обусловливающую так
называемую «ХОЛОДНУЮ ЭЛаСТИЧНОСТЬ» Каучука, 1.11.6. Влияние типа вулканизации на основные
которая затрудняет приготовление рези- ^^1&ЛяоаЛ и резин на основе фторка™-
новых смесей, особенно на вальцах.
Преодолеть это явление можно путем
нагревания смеси выше 80-100°С, когда
межмолекулярные водородные связи в
основном разрушаются, однако при этом
может возникнуть залипание смеси к
поверхности валков, или путем добавления
наполнителей, технологических добавок
и некоторых вулканизующих агентов,
которые также разрушают
межмолекулярные водородные связи. Поэтому для
разных каучуков и рецептур оптимальная
температура смешения находится в
пределах 60-100°С. Тип вулканизации
влияет на целый комплекс свойств
получаемых резин (табл. 1.11.6).
"К
Свойства
Вулканизация
аминная
бисфе-
нольная
перок-
сидная
Свойства смесей
Скорость вулканизации
Подвулканизация
Извлечение из формы
Медленная
Есть
Среднее
Быстрая
Отсутствует
с бисфено-
лом АФ, ди-
фенилолом
и вулкаф-
тором Ф, есть
с
резорцином и
гидрохиноном
Хорошее
Быстрая
Отсутствует
Отличное
Свойства резин
Накопление ОДС
Химическая стойкость
Низкое
Плохая
Высокое
Хорошая
Среднее
Отличная
I
I
I
!
1
I
1,11,7, Характеристики промышленных фторкаучуков
Приводимый в табл. 1.11.7-1.11.24 ассортимент фторкаучуков практически всех фирм
постоянно меняется в связи с разработкой новых марок.
Тип 1. Группы lt IB, Сополимеры ВФ/ГФП (табл. 1.11.7-1.11.14)
Каучуки этой группы и резины на их основе характеризуются высокой устойчивостью к
углеводородам, кислотам и окислителям, но неустойчивы при действии оснований, особенно
алифатических аминов, низших простых и сложных эфиров, кетонов и альдегидов, температурный
интервал работоспособности резин из каучуков этой группы находится в пределах от-20 до 250°С.
1.11.7. Характеристика фторкаучуков Элафтор серии 2000 для бисфенольной
и аминной вулканизации производства завода полимеров Кирово-Чепецкого
химического комбината (ГОСТ 18376 с изм. 1, 2, СТП 044-363-95)
Показатель
Химический состав
Внешний вид
Содержание фтора,% масс.
Вязкость по Муни МБ 1+10 (120°С)
Плотность, кг/м3
Температура стеклования, С
Марка каучука
СКФ-26/3
Элафтор
2031
СКФ-26/4
Элафтор
2041
СКФ-26/5
Элафтор
2051
СКФ-26/6
Элафтор
2061
Сополимер ВФ и ГФП
СКФ-26/7
Элафтор
2071
СКФ-26/8
Элафтор
2081
Гранулы
66
30-35
36-45 I 46-55 I 56-65
66-75
76-85
1830
-17
Примечание. СКФ - старое обозначение, Элафтор - новое.
305
1.11.8. Характеристика некоторых фторкаучуков марки Viton
I
I
i
I
1
I
Марка
каучука
А-100
А-200
А-375С
А-331С
А-361С
А-401С
А-500
А-601С
A-HV
Плотность,
кг/м3
1820
1820
1820
1820
1820
1820
1820
1820
Вязкость по Муни
МБ 1+10 (120°С)
12
22
20
30
31
42
50
60
120
Товарная форма
Каучук
Каучук
Каучук в смеси с
вулканизующим агентом
Тоже
С вулканизующим агентом
и промотором адгезии к металлу
С вулканизующим агентом
Каучук
С вулканизующим агентом
Каучук
Характерные особенности
и области применения
Модификатор вязкости
Для общих целей
Для литья под давлением
Улучшенная извлекаемость горячего
вулканизата из пресс-формы.
Для литья и прессования
Тоже
Улучшенная растекаемость и
извлекаемость горячего вулканизата из пресс-
формы, улучшенное накопление ОДС
Тоже
То же + высокая устойчивость к
подвулканизации.
Для изготовления колец круглого
сечения
Высокая прочность и низкое
накопление ОДС у резин
1.11.9. Характеристика некоторых фторкаучуков марки Tecnoflon® компании Solvay Solexis
Марка
каучука
Содержание
фтора, %
Плотность,
кг/м3
Вязкость
по Муни
Характерные особенности и области применения
Фтовкаччуки
FOR LHF
N215
N535
N90HS
N935
NH
66
66
66
66
66
66
1810
1810
1810
1810
1810
1810
70
10
27
40
62
124
Резина имеет твердость по Шору А 45 ед., является альтернативой
фторсилоксановому каучуку
Для снижения вязкости и для изготовления покрытий
Для общего применения, аминная или бисфенольная вулканизация
Низкий режим термостатирования
Для общего применения
Тоже
Смеси йтоошччкэ с мтанизчюшей системой
FOR 210
FOR 423/U
FOR 432
FOR 435
FOR 501 HS
FOR 5312K
FOR 5351
FOR 60K
FOR 65 Bl
FOR 7352
FOR 7353
FOR 801 HS
FOR 80HS
FOR 9550
66
66
66
66
66
66
66
66
66
66
66
66
66
66
1810
1810
1810
1810
1810
1810
1810
1810
1810
1810
1810
1810
1810
1810
9
24
10
28
24
41
24
30
37
41
39
40
38
75
Для литья и экструзии, низкое накопление ОДС
Для экструзии, очень быстрая вулканизация, низкое накопление ОДС
Для литья и экструзии, быстрая вулканизация, очень легко извлекается
из пресс-формы
Для литья, легко извлекается из пресс-формы
Низкий режим термостатирования, высокое относительное удлинение
при разрыве вулканизатов, не содержит Са(ОН)г
Содержит промотор для крепления к металлу и технологическую добавку
Очень быстрая вулканизация, высокое сопротивление горячему раздиру
Содержит промотор для крепления к металлу, высокое сопротивление
горячему раздиру
Очень быстрая вулканизация, низкое накопление ОДС
Низкое накопление ОДС, легко извлекается из пресс-формы
Для оборудования пищевой промышленности, легко извлекается
из пресс-формы
Пониженный режим термостатирования
То же, без Са(ОН)г, низкое накопление ОДС
Очень низкое накопление ОДС
306
-4*~-
1.11.10. Характеристика некоторых фторкаучуков марки Dyneon
и стандартных резин на их основе
Показатель
FC2145
FC2178
FC2211
FC2230
FC2260-
FC2261Q
Характеристики каучуков
Содержание фтора, % масс.
Вязкость по Муни МБ 1+10 (120°С)
Плотность, кг/м3
65,9
28
1800
65,9
100
1800
65,9
20 (100°С)
1800
65,9
38
1800
65,9
60
1800
65,9
63
1800
Характеристики резин
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Условное напряжение при 100%-ном удлинении, МПа
Морозостойкость по TR-10, °С
Накопление ОДС (70 ч/200°С, кольца), %
12,2
184
5,5
-18
16
15,7
177
7,3
-18
10
12,9
180
4,1
-18
17
13,7
165
6.7
-18
15
16,2
225
5,1
-18
25
12,9
240
4,3
-18
14
* Пероксидная вулканизация.
1.11.11. Области применения фторкаучуков серии FKM26
компании Chenguang Fluoro & Silicone Polymer, Ltd. (КНР)
Марка каучука
FKM2601A
FKM 2601В
FKM2601C
FKM 2602A
FKM 2602B
FKM2603A
FKM 2603В
FKM 2603C
FKM 2603D
FKM2604A
FKM 2604B
Характерные особенности
Очень низкая вязкость
Низкая вязкость, не прилипает к валкам
Умеренна вязкость, хорошие реологические
свойства
Средняя и высокая вязкость, хорошо
перерабатываются вальцеванием и каландрова-
нием
Высокая вязкость, высокая прочность
Ультравысокая вязкость, высокие физико-
механические показатели
Основные области применения
Модификатор вязкости для высоковязких ФК
Литьё под давлением, экструзия (кольца)
Для общих целей, производство колец
прессованием,литьём и экструзией
Для производства каландрованных листов,
экструдированных трубок и т.п.
Для изготовления разных деталей прессованием,
бисфенольная вулканизующая система
Для изготовления деталей прессованием
1.11.12. Характеристика фторкаучуков серии FKM26
Показатель
i ■
Рязкость по Муни, МБ 1+10 (120°С)
Шштиость, кг/м3
|*ловная прочность при растяжении, МПа
.Относительное удлинение при разрыве, %
FKM2601
А
В
с
и резин на их основе
FKM2602
А
В
FKM2603
А
В
С
D
FKM2604
А
В
С
Свойства каучуков
20*
30*
40*
1780-1820
50*
60*
1800-1840
70*
80*
90*
100*
1800-1840
110*
140**
180**
1800-1840
Свойства резин
7,5
150
8,0
150
8,0
160
9,0
160
%.. Свойства после старения (24 ч, 275°С)
Условная прочность при растяжении, МПа
^Относительное удлинение при разрыве, %
ЭДакопление ОДС, %, не более при сжатии
Р% (24 ч, 200°С)
Увеличение массы в авиационном керосине
J244,200°С), %
7,0
140
25
5
7,5
140
20
5
7,0
150
55
5
8,0
150
55
5
'*10;
**±20.
1йо»
--*$S~-
307
1
I
1
I
1.11.13. Характеристика некоторых фторкаучуков
компании Zhonghao Chenguang Research Institute of Chemical Industry (КНР)
Показатель
Содержание фтора, % масс.
Плотность, кг/м3
Растворимость
Вязкость по Муни МБ 1+10 (12ГС)
DHP-351C
65,9
1820
В кетонах и эфирах
32
FD-451C*
65,9
1820
В кетонах и эфирах
Ниже 20, 20-30, 31-49, 50-59
* С включенной бисфенольной вулканизующей системой.
1.11.14. Характеристика некоторых фторкаучуков и резин на их основе
компании Greene, Tweed & Со. (рабочая температура от -30 до 250°С)
Показатель
Марка фторкаучука
742
931
Свойства каучуков
Плотность, кг/м3
1820
1810
Свойства резин
Твердость по Шору А
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Условное напряжение, МПа, при удлинении:
50%-ном
100%-ном
Накопление ОДС (70ч, 200°С), %
75
14,1
182
2,8
4,8
20
90
15,5
107
0,9
4,4
27
Тип i. Труппы 2,2В. Терполимеры ВФ/ГФП/ТФЭ {тгбп. 1.11.15-1.11.20)
Каучуки этой группы и резины на их основе неустойчивы при действии оснований,
особенно алифатических аминов, низших простых и сложных эфиров, кетонов и альдегидов, но
характеризуются более высокой, чем каучука группы 1 и 1 В, устойчивостью к углеводородам,
кислотам и окислителям, температурный интервал работоспособности резин из каучуков этой
группы находится в пределах от-10 до 280°С.
Тип 1. Группа 3. Сополимеры ВФ/ТФХЭ (табл. 1.11.21)
Эти фторкаучуки производятся только в нашей стране и КНР. До середины 80-х годов XX в.
их выпускала и фирма ЗМ, прекратившая производство из-за отсутствия спроса.
1.11.15. Характеристика некоторых фторкаучуков марки Элафтор серии 3000
для бисфенольной и аминной вулканизации (ТУ 2294-018-13693708-2004)
Показатель
Внешний вид
Содержание фтора, % масс.
Вязкость по Муни МБ 1+10
(120°С)
Плотность, кг/м3
Температура стеклования, °С
Марка фторкаучука
СКФ-264/3
Элафтор
3031
СКФ-264/4
Элафтор
3041
СКФ-264/5
Элафтор
3051
СКФ-264/б
Элафтор
3061
СКФ-264/7
Элафтор
3071
СКФ-264/8
Элафтор
3081
Гранулы
68
30-39
40-49
50-59
60-69
70-79
80-89
1870
-13
Примечание. СКФ - старое обозначение, Элафтор - новое.
1.11.16. Характеристика некоторых фторкаучуков марки Элафтор серии 7000
для пероксидной вулканизации (ТУ 2294-018-13693708-2004)
Ч
Показатель
Внешний вид
Содержание фтора, % масс.
Вязкость по Муни МБ 1+10 (120°С)
Плотность, кг/м3
Температура стеклования, °С
Марка фторкаучука
СКФ-264В/3
Злафтор 7031
СКФ-264В/4
Элафтор 7041
СКФ-264В/5
Элафтор 7051
СКФ-264В/6
Элафтор 7061
Гранулы или листы
70
30-39
40-49 | 50-59
60-69
1910
-5
1.11.17. Характеристика некоторых фторкаучуков марки Viton
компании DuPont Performance Elastomers
Марка
каучука
AL-300
AL-600
В-202
В-135С
В-435С
В-600
В-601С
В-605С
B-6S1C
JBL-200
JBL-900
JBL-20SLF
F-601C
F-60SC
GF
GF-20SNP
GF-300
Плотность,
кг/м3
1770
1770
1840
1850
1850
1850
1840
1900
1840
1860
1860
1860
1910
1900
1910
1890
1900
Вязкость по Муни
МБ 1+10 (120"С)
30
60
20
10
40
60
60
60
60
20
90
20
61
60
60
20
30
Товарная форма
Каучук
— « —
Смесь с бисфе-
нольным
вулканизующим агентом
Каучук
Смесь с бисфе-
нольным
вулканизующим агентом
Тоже
—«—
Каучук (с
мономером для
пероксидной вулканизации)
Тоже
—«—
Смесь с бисфе-
нольным
вулканизующим агентом
Тоже
Каучук (с
мономером для
пероксидной вулканизации)
Тоже
— « —
Характерные особенности
Улучшенные низкотемпературные
характеристики и пониженное накопление ОДС
Тоже
Возможное затрудненное смешение каучука
с ускорителем вулканизации Curative № 20
вследствие высокой вязкости каучука
Для прессования, литья
Тоже
Хорошо вулканизуется бисфенольной системой,
хорошо растекается в пресс-форме, вулканизат
легко извлекается из нее, смесь проявляет
улучшенные экструдируемостьи каландруемость
Улучшенные технологические,
реологические и физико-механические свойства
Улучшенные технологические свойства
Содержит промотор для крепления к металлу
Для широкого применения
Тоже
Устойчив к кислотам, воде и водяному пару без
применения в рецептуре оксида свинца
Устойчив к углеводородам, спиртам, не
рекомендуется контакт с горячей водой и паром
Улучшенные технологические свойства
Вулканизуется пероксидными и бисфенольными
системами, резины устойчивы к маслам,
органическим жидкостям; к горячей воде более
устойчивы пероксидные вулканизаты
Вулканизация только пероксидная, улучшенные
технологические свойства
Вулканизация только пероксидная, улучшенные
технологические свойства, как и другие GF
устойчив к пару, кислотам и агрессивным
моторным маслам
-Зф*~-
309
yf^ 1.11.18. Характеристика некоторых фторкаучуков марки Tecnoflon®
компании Solvay Solexis
Марка
каучука
Содержание
фтора, %
Плотность,
кг/м3
№
Характерные особенности и области применения
Фгоркаучуки
Р457
Р459
Т538
TN50A
Т938
TN
Р757
Р959
67
70
68,5
68
68,5
68
67
70
1830
1900
1880
1860
1880
1860
1830
1,90
21
24
26
23
66
67
44
48
Для пероксидной вулканизации, низкий режим термостатирования,
хорошее крепление к металлу
Для пероксидной вулканизации, стойкость к спиртосодержащему
топливу, пару, аминосодержащим топливам и маслам
Получен по новой технологии, хорошая перерабатываемость,
высокая химическая стойкость
Для экструзии, хорошая растекаемость в пресс-форме
Очень хорошая перерабатываемость
Для общего применения
Для пероксидной вулканизации, хорошие низкотемпературные
свойства, хорошее крепление к металлу
Для пероксидной вулканизации, стойкость к спиртосодержащему
топливу, пару, аминосодержащим топливам и маслам
Смеси фторкаучуков с вулканизующей системой
FOR XS680E
FOR 4391
FOR 5361
FOR 5381
FOR 7380K
FOR 9381
FOR 9384
FOR 9385F
FOR TF 636
FOR TF 838K
68,5
70
65,5
68,5
68
68,5
68,5
68,5
65,5
68
1,88
1,90
1,81
1,88
1,86
1,88
1,86
1,88
1,81
1,86
22
48
21
21
32
50
60
45
31
41
Каучук новой структуры, для экструзии, низкая топливопроница-
емость
Для автомобильных топливных систем, очень высокая
теплостойкость, химическая стойкость
Очень низкое накопление ОДС
Очень хорошая перерабатываемость, низкое накопление ОДС
Очень хорошая растекаемость, содержит промотор для крепления
к металлу
Кислотостойкий для различных соединений и выхлопных труб
Очень хорошая перерабатываемость, высокое сопротивление
горячему раздиру, хорошее крепление к металлу
Улучшенное крепление к металлу, легкое извлечение из пресс-формы
Улучшенные низкотемпературные свойства, очень низкое
накопление ОДС
Улучшенное крепление к металлу, легкое извлечение из пресс-формы
1.11.19. Характеристика некоторых фторкаучуков марки Dyneon
и стандартных резин на их основе
Показатель
FLS2650*
FT2430
Характеристика каучуков
Содержание фтора, % масс.
Вязкость по Муни МБ 1+10 (12ГС)
Плотность, кг/м3
70,3
50
1890
68,6
31
1860
FT2481
FE5522X
FE5542X
68,6
75
1860
65,5
29
1800
65,5
42
1800
Характеристика резин
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Условное напряжение при 100%-ном удлинении, МПа
Накопление ОДС (70 ч, 200°С, кольца), %
Морозостойкость по TR-10, °С
18,0
230
5,3
28
-7
13,4
255
2,3
38
-14 ■
15,2
220
5,5
24
-14
13,8
175
6,5
20
-19
14,5
180
6,9
18
-19
' Пероксидная вулканизация.
310
-^--
1.11.20. Характеристика некоторых фторкаучуков компании Chenguang Fluoro & Silicone *T^
Polymer Co., Ltd (КНР) и резин на их основе
Показатель | FKM2461
FKM2462
FKM2463
Свойства каучуков
Плотность, кг/м3
Вязкость по Муни МБ 1+10 (12ГС)
Температура разложения, °С
1840-1880
20-40
-
41-70
320
71-110
340
Свойства резин
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Увеличение массы в авиационном керосине, (24 ч, 200°С), %
-
-
-
9
250
6
10
250
6
1.11.21. Характеристика некоторых фторкаучуков марки СКФ-32 завода полимеров
Кирово-Чепецкого химического комбината (ГОСТ 18376 с изм. 1, 2, СТП 044-363-95)
Показатель
Химический состав
Внешний вид
Содержание фтора, % масс.
Содержание хлора, % масс.
Вязкость по Муни МБ 1+10 (120°С)
Плотность, кг/м3
Температура стеклования,°С
СКФ-32/3
СКФ-32/4
СКФ-32/5
СКФ-32/6
Сополимер ВФ и ТФХЭ
Гранулы или листы
54
14
30-39
40-49
50-59
60-69
1830
-17
Тип 1. Группа 4. Сополимеры ВФ/ПФАВЭ (табл. 1.11.22-1.11.23)
Фторкаучуки этой группы имеют низкую температуру стеклования и используются для
производства изделий, работающих в интервале температур от -50 ■*- -30 до 250°С.
Характеристика фторкаучука Элафтор 8000 производства завода полимеров
Кирово-Чепецкого химического комбината (по данным завода):
Содержание фтора, % масс 64
Плотность, кг/м3 1780
Температура стеклования -30°С
Вязкость по Муни МБ 1+10 (120°С) Шесть градаций от 30 до 90
Характеристика фторкаучука марки СКФ-260МПАН* (ФГУП «НИИСК», Россия):
Внешний вид Крошка от белого до серого
или бежевого цвета
Растворимость В гексафторбензоле, октафтортолуоле
Потеря массы, %, не более:
при 120°С за 24 ч 0,5
при 300°С за 3 ч 2,0
Вязкость по Муни МБ 1+10 (100°С) 60-100
Температура стеклования, "С -50
Вулканизующий агент г.г-о^З-Амино^-гидроксифенил)-
1,1,1,3,3,3-гексафторпропан (БОАФ)
Свойства вупканизатов
Условная прочность при растяжении, МПа, не менее 6
Относительное удлинение при разрыве, %, не менее 150
Остаточная деформация после сжатия на 20% (24 ч, 250°С), %, не более .... 40
Коэффициент морозостойкости по эластическому восстановлению
после сжатия при -40°С, не менее 0,3
'Данные предоставлены В А .Губановым, ФГУП «НИИСК».
^ »>
г
I
I
I
Характеристика морозостойкого каучука LTFE 6400X марки Dyneon и резин на его основе:
Каучук
Содержание фтора, % масс 61,7
Плотность, кг/м 1860
Вязкость по Муни МБ 1+10 (121°С) 85
Морозостойкость по TR-10, °С -40
Резины
Условная прочность при растяжении, МПа 13,7
Относительное удлинение при разрыве, % 180
Условное напряжение при 100%-ном удлинении, МПа ... 5,4
Накопление ОДС (70 ч, 200°С, кольца), % 28
1.11.22. Характеристика некоторых морозостойких фторкаучуков Viton
компании DuPont Performance Elastomers
Марка
каучука
GLT
GLT-305
GLT-505
GFLT
GFLT-300
GFLT-301
GFLT-600
GBLT-301
GBLT-601
Плотность,
кг/м3
1780
1780
1780
1870
1860
1860
1860
—
-
Вязкость по
Муни МБ 1+10
(120°С)
90
30
50
70
30
30
60
30
60
Нижняя рабочая
температура
изделий, "С
-40
-40
-40
-25
(хрупкости -53)
-25
(хрупкости -53)
-25
(хрупкости -53)
-25
(хрупкости -53)
-39
-39
Характерные особенности
Вулканизуется пероксидом с триаллилизоциануратом
(ТАИЦ)
То же + технологическая добавка
Тоже
Терполимер, вулканизуется пероксидом с ТАИЦ,
хорошие технологические свойства, повышенная
по сравнению с 6LT устойчивость к углеводородным
топливам, рекомендуется для применения в топливных
смесях, содержащих спирт
Тоже
То же + технологическая добавка (светочувствительное
соединение, приводящее к потемнению каучука на
свету, что не влияет на его свойства)
Терполимер, вулканизуется пероксидом с ТАИЦ
То же, по стойкости к автомобильному топливу
занимает промежуточное положение между GLT и GFLT
Тоже
1.11.23. Характеристика морозостойких фторкаучуков Tecnoflon® компании Solvay Solexis
Марка
каучука
L636
L 636LM
PL 455
PL 458
PL 557
PL 855
PL 958
T636
T 636/L
Содержание
фтора,
% (масс.)
66
66
64
66
65,5
64
66
65,5
65,5
Плотность,
кг/м3
1830
1830
1780
1830
1810
1780
1830
1810
1810
Вязкость
по Муни
МБ 1+10 (120°С)
35
20
19
29
35
54
53
34
22
Морозостойкость
noTR-10,°C
-21
-21
-30
-24
-29
-30
-24
-19
-19
Характерные особенности
и области применения
Очень низкое накопление ОДС
Тоже
Низкий* режим термостатирования
Для пероксидной вулканизации с низким
режимом термостатирования
Тоже
Низкий режим термостатирования
Для пероксидной вулканизации с низким
режимом термостатирования
Очень низкое накопление ОДС
Тоже
* Низкий режим - режим с пониженной температурой и продолжительностью.
чторкаучуди
Тип 2. Перфторкаучуки (табл. 1.11.24-1.11.27)
Перфторкаучуки (ПФК) представляют собой полностью фторированные каучуки, не содержа
щие атомов водорода. Это уникальный материал, сочетающий в себе химическую стойкость поли
тетрафторэтилена и эластичность ФК. Его можно рассматривать как эластичный аналог ПТФЭ.
ПФК в большинстве своём являются сополимерами трех мономеров: двух основных-ТФ;
(~60% мол.) и ПФМВЭ (-40% мол.), и третьего (до 3% мол.) мономера для вулканизации. Впер
вые ПФК были синтезированы в компании DuPont в конце 60-х годов прошлого века. Для вулка
низации в качестве третьего мономера использовали перфторвинилфениловый эфи|
CF2=CF-0-C6F5, и вулканизовали бисфенольной системой путем замещения атома фтор;
в перфторфенильной группе. Однако такие вулканизаты имели очень высокое накопление ОДС
поэтому в 70-х годах в качестве мономера для вулканизации стали использовать перфторвини
ловые эфиры, содержащие группу CN, общей формулы CF2 = CF-O-Rp-CN, где R,, - перф
торалкиленовая или перфторлакиленэфирная группа. Под действием тетрафенилолов;
Sn(C5H6)4 группы CN тримеризуются, образуя термически устойчивую триазиновую сшивку
3R-CN
(C6H5)4S„
R-
N N
-I i-
R
В настоящее время применяются ПФК с двумя типами групп для вулканизации: -Вг и - CN
Первые вулканизуют пероксидными системами, а вторые - с помощью 1,1-о'ис(3-амино-4-гид-
роксифенил)-1,1,1,3,3,3-гексафторпропана (бисортоаминофенола, БОАФ). Вулканизация
протекает с образованием химически и термически устойчивых арилоксазольных структур:
R—CN +
R—С
+ NC—R -»
-R + 2NH,
ПФК выпускаются компаниями DuPont Performance Elastomers под маркой Kalrez, Daikin
Industries - Dai-El Perfluoro; Solvay Solexis - Tecnoflon PFR; ФГУП «НИИСК» - Неофтон; Greene,
Tweed & Company- Chemraz; International Seal-FNGP - Aegis; Simrit - подразделение компании
Freudenberg-NOK - Simriz; Precision Polymer Engineering Ltd. - Perlast; Parker - Parofluor. При
этом большинство компаний под своей маркой производят несколько разновидностей ПФК.
Компания Du Pont Performance Elastomers и некоторые другие не продают перфторкаучуки как
таковые из-за трудности изготовления изделий из них и очень высокой стоимости (до 5000
долларов США за 1 кг), а также большой доли брака.
Перфторкаучуки производства ФГУП «НИИСК». В нашей стране перфторкаучук марки
Неофтон производит ФГУП «НИИСК». Ниже приведены характеристики ПФК марки Неофтон*:
Внешний вид Крошка от белого до серого или бежевого цвета
Содержание фтора, % масс 70-73
Плотность, кг/м3 2000-2030
Потеря массы (120°С, 24 ч), %, не более 0,5
Вязкость по Муни МБ 1+10 (100°С) 60-70
эАг
ф
JC^ Температура стеклования, "С -10
Молекулярно-массовое распределение 100000-1000000
Коэффициент полидисперсности 1-4
Газопроницаемость по l\l2 (20°С), м3/(с-Па) 1019
* Растворимость В гексафторбензоле, октафтортолуоле
§ Свойства вулканизатов
Зе Условное напряжение при 100%-ном удлинении, МПа 5-10
ч Условная прочность при растяжении, МПа 13-19
О. Относительное удлинение при разрыве, % 120-180
^ ОСД после сжатия на 20% в течение 24ч, %:
J при 300°С 35-45
<jj при 250°С 20-35
§ Твердость по Шору А 73-80
С * Данные предоставлены В.А.Губановым, ФГУП «НИИСК».
1
^ Перфторкаучуки компании DuPont performance Elastomers. Эта компания выпускает перф-
i§ торкаучуки под торговым названием Kalrez. Ниже приводятся различные марки каучуков Kalrez
и композиций на их основе, предлагаемые фирмой (практически каждый год выпускаются
новые марки).
Kalrez9100- последняя разработка: полупрозрачный янтарного цвета особо чистый каучук,
предназначенный для производства полупроводников и электронных плат.
Kalrez 8900- каучук для высокотемпературных полупроводниковых производственных
процессов: рабочая температура до 325°С, очень низкое газовыделение, высокая стойкость к
циклическим изменениям температуры, дополняет возможности каучуков марок Kalrez 9100, Kalrez
Sahara 8085, Kalrez 8002, Kalrez 6375UP.
Kalrez 7075- каучук с наполнителем техуглеродом: имеет очень низкое накопление ОДС,
улучшенные физико-механические свойства и сопротивляемость нагрузкам, изделия могут
работать при температурах до 327°С, а также при циклической смене температур; рекомендуется
для химической и нефтеперерабатывающей промышленности.
Kalrez4079- каучук с наполнителем техуглеродом. Для общих целей (кольца,
диафрагмы и др. уплотнения для авиационной промышленности), изделия обладают высокой
химической стойкостью, хорошими механическими свойствами, низким накоплением ОДС,
устойчивы при старении в горячем воздухе, проявляют низкое набухание в органических и
неорганических кислотах и альдегидах, хорошую работоспособность при циклических
сменах температуры, максимальная рабочая температура 316°С, кратковременно может
работать и при более высоких температурах; не рекомендуется для применения в среде горячая
вода-пар, а также в контакте с горячими алифатическими аминами, этиленоксидом и про-
пиленоксидом.
Kalrez 6375 -каучук с наполнителем техуглеродом: максимальная рабочая температура 275°С,
может работать в среде горячего воздуха, водяного пара, кислот, оснований, этиленоксида,
пропиленоксида. Используется для изготовления колец, диафрагм и других уплотнений для
химической промышленности.
Kalrez 1050LF- каучук для изготовления колец, диафрагм и других уплотнений для
химической промышленности, устойчив к горячей воде, пару, аминам, максимальная рабочая
температура 288°С; не рекомендуется для работы в контакте с органическими и неорганическим
кислотами при высоких температурах.
Kalrez 1058- каучук с наполнителем техуглеродом, пластифицированый перфторуглерод-
ным маслом, мягкий с низким модулем, максимальная рабочая температура 260°С, по
химической стойкости аналогичен Kalrez 1050LF.
Kalrez 3018 - каучук, аналогичный каучуку марки 1050LF, за исключением высоких
твердости и модуля. Обладает лучшей стойкостью в горячей воде, пару и лучше противостоит
текучести под давлением при высоких температурах, максимальная рабочая температура 220°С. Реко-
314
мендуется для нефтяной промышленности и для процессов, где требуется устойчивость в аминах
и других химикатах.
Kalrez2035- каучук с наполнителем техуглеродом, имеет высокую химическую стойкость,
низкую степень набухания в органических и неорганических кислотах, эфирах, кетонах и
альдегидах, максимальная рабочая температура 220°С. Предлагается для фармацевтической,
полупроводниковой промышленности, транспортирования химикатов.
Kalrez2037- каучук, не содержащий углеродных наполнителей, максимальная рабочая
температура 218°С. Рекомендуется для фармацевтической, полупроводниковой и других отраслей
промышленности, где требуется высокая чистота.
В табл. 1.11.24 приведены данные о стойкости резин из ПФК марки Kalrez в плазме.
Физико-механические характеристики резин на основе каучука Kalrez приведены в
табл. 1.11.25.
1.11.24. Устойчивость резин на основе ПФК Kalrez в плазме
Плазменная среда
Наименование
Фторид аммония
Аргон
Трихлорид бора
Трифторид бора
Тетрахлорид углерода
Хлор
Дифтордихлорметан (F-12)
Дифторэтан (F-152a)
Трифторметан (Фтороформ, F-23)
Гелий
Гексафторэтан (F-116)
Водород
Бромоводород
Хлороводород
Трифторид азота
Кислород
Перфторпропан
Тетрахлорид кремния
Тетрафторид кремния
Гексафторид серы
Тетрафторид углерода
Трихлорметан (хлороформ)
Гексафторид вольфрама
Химическая формула
NH,F
Аг
BCI,
BF,
СС1Л
CI,
CCI.F,
CH,CHF,
CHF,
Не
C,FS
н,
НВг
HCI
NF,
о,
C,F,
SiCI,
SiF,
SFe
CF,
CHCL,
WF6
Kalrez Sahara 8085
+++
+++
+++
+++
+++
+++
++
++
+++
+++
+++
+++
+++
+++
+++
+++
++
+++
++
++
+++
+++
+++
Kalrez 8002
+++
+++
+++
+++
+++
+++
++
++
+++
+++
+++
+++
+++
+++
+++
++
++
+++
++
++
+++
+++
+++
Условные обозначения: «++»- хорошая; «+++» - отличная.
1.11.25. Характеристики резин на основе различных марок каучука Kalrez
Показатель
Твердость по Шору А (интервал ±5)
Условное напряжение при 100%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Накопление ОДС (70 ч, 204°С), %
Температура хрупкости, "С
Марка ка
7075
75
7,6
17,9
160
12
-
4079
75
7,2
16,9
150
25
-50
S375
75
7,2
15,1
160
30
-
1050LF
82
12,4
18,6
125
35
-41
учука
1058
65
4,7
9,0
180
40
-40
3018
91
16,9
21,7
125
35
-37
2035
85
8,6
17,2
150
25
-54
2037
79
6,2
16,9
200
27
-54
VM^ffiS^W
?
II
1.11.26. Набухание f
в различных средах <
Среда
Неорганические кислоты
Органические кислоты
Щелочи
Амины ~25°С
Амины >70°С
Водяной пар
Кетоны
Эфиры сложные
Эфиры простые
Альдегиды
Спирты
Углеводороды
Высокосернистый газ
Смазки
>езин на основе перфторкаучуков Tecnoflon® компании Solvay Solexis
А-набухание< 10%, Б - 10-30%, В-30-50%, Г - > 50%)
Марка смеси PFR
65-BF2
65-WF2
Каучук PFR-91
Б
Б
Б
В
Г
В
В
В
В
в
А
Б
Б
Б
Б
Б
Б
В
Г
В
В
В
в
в
А
А
А
А
70-ВА1
80-ВА1
70-WA1
S0-WA3
Каучук PFR-94
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
А
А
А
А
Б
А
А
А
А
А
А
А
А
А
70-ВХ2
70-ВХ1
80-ВХ2 70-WX1
Каучук PFR-9HT
Б
Б
Б
А
В
А
А
А
А
А
А
А
А
А
А
Б
Б
А
В
А
А
А
А
А
А
А
А
А
Б
Б
Б
А
В
А
А
А
А
А
А
А
А
А
А
Б
Б
А
В
А
А
А
А
А
А
А
А
А
Перфторкаучуки компании Solvay Solexis. Компания Solvay Solexis выпускает каучуки под
маркой Tecnoflon (табл. 1.11.26):
Tecnoflon PFR OBHC - химически стойкий перфторкаучук, для колец и других уплотнений,
диафрагм и т.п.;
Tecnoflon PFR 91 - химически стойкий перфторкаучук с очень высоким содержанием
фтора, для уплотнений, работающих в агрессивных средах;
Tecnoflon PFR 94 - химически стойкий перфторкаучук, для колец и других уплотнений,
диафрагм и т.п.;
Tecnoflon PFR 95 -химически стойкий перфторкаучук с повышенной теплостойкостью;
Tecnoflon PFR95HT- перфторкаучук с широким интервалом рабочих температур и
устойчивостью к химическим средам.
Перфторкаучуки Aegis9 компании International Seal-FNGP. В 1999 г. компания International
Seal-FNGP (IS-FNGP) представила пять новых составов каучуков Эгис (Aegis) под общей маркой
SC различного назначения:
SC1001 имеет низкое накопление ОДС, предназначен прежде всего для работы во влажных
условиях;
SC1011 предназначен главным образом для работы в сухих условиях, в вакууме и в среде
плазмы;
SC1090 - самая чистый каучук, может применяться для работы во влажных условиях и в
среде плазмы;
SC1070- высокотемпературный состав (до 300°С), предназначенный для процессов
химического осаждения при низком давлении пара и для работы в печах;
SC1071 по температуростойкости сравним с SC1070, может работать в агрессивной среде
плазмы.
Уплотнения из каучука Aegis предназначены для полупроводниковой промышленности и
соответствуют требованиям охраны окружающей среды, их можно использовать также при
переработке химикатов и нефти, в аналитических приборах, автомобильных системах (топливо и
масло), окраски пульверизацией. Главное преимущество перфторэластомеров Aegis по
сравнению с Kalrez и Chemraz - более низкая стоимость.
1.11.27. Характеристика резин на основе перфторкаучуков компании Simrit
Показатель
Цвет
Твердость по Шору А
Рабочий интервал
температур, "С
Предел прочности
при растяжении, МПа
Относительное
удлинение при разрыве, %
Накопление ОДС, %:
70 ч, 200"С
70 ч, 250°С
70 Ч, 275°С
Степень набухания в
воде(70ч,200"С),%об.
Область применения
Марка каучука
Z7257
Черный
75
-6+320
16,9
175
23
1,9
Азрокос-
мичес-
кая
техника
481
Черный
50
-20+230
17,1
260
27
6,3
48S
Черный
75
-7+230
18,5
195
25
5,1
467
Черный
75
-6+300
18,7
170
26
1,9
Различные
отрасли
промышленности
134
Черный
90
-4+230
21,5
160
29
-
Нефтегазовая
промышленность
484
Черный
75
-7+230
21,1
160
34
6,5
Пищевая и
фарма-
цевтич.
промышленность
486
Белый
75
-7+230
18
190
25
5,9
488
Белый
70
-6+300
20,1
190
28
3,2
489
Прозрачный
65
-6+280
13,5
235
20
-
Полупроводники
Перфторкаучуки фирмы Simrit Эти каучуки по своим характеристикам сходны с каучуками
типа Kalrez, но продаются не в виде композиций, а только в виде каучуков (табл. 1.11.27).
Перфторкаучуки Periast® компании Precision Polymer Engineering Ltd. Эта компания
выпускает следующие перфторкаучуки:
Periast G75M - для общих целей, рабочий интервал температур от-15 до 260°С;
Periast G75B - высокомодульный, наполнитель - техуглерод, высокоустойчив к действию
кислот и аминов, рабочий интервал температур от -15 до 325°С;
PeriastG75G- исключительно высокая устойчивость к действию различных химикатов,
рабочий интервал температур от-15 до 310°С;
Periast G75S - для пищевой и фармацевтической промышленности, рабочий интервал
температур от-15 до 310°С;
Periast G80A - химически стойкий, рабочий интервал температур от -15 до 260°С;
Periast G76W - для общих целей, рабочий интервал температур от-15 до 240°С;
PeriastG67P- высокочистый, смесь с полукристаллическим фторполимерным нанонапол-
нителем, прозрачный, коэффициент термического расширения 2,5-1 Or4, рабочий интервал
температур от-15 до 275°С; для работы в сухих и влажных условиях в производстве
полупроводников;
Periast G100XT- высокочистый, прозрачный, с ультранизким газовыделением, рабочий
интервал температур от -20°С до 275°С; для работы в сухих и влажных условиях в производстве
полупроводников;
Periast G75H- высокотемпературный высокочистый (белый) для полупроводников,
рабочий интервал температур от -15°С до 320°С;
К1тига*К13Х- не содержит наполнителей, исключительно чистый, плазмостойкий,
рабочий интервал температур от-15 до 280°С; для производства полупроводников.
Перфторкаучуки Chemraz18 компании Greene, Tweed & Со. Характеристики некоторых
каучуков Chemraz приведены в табл. 1.1128.
«$^
3
С0 Большой справочник резинщика
1.11.28. Свойства некоторых перфторкаучуков Chemraz и резин на их основе
Показатель
Марка каучука
513
520
526
550
570
571
592
615
653
Е38
НТ300
661
667
Сорт
SC.SS
SC.SS
SD
SD I SD
SS
SS
SD
SS
SC
SS
SS
Свойства каучуков
Цвет
Рабочий интервал
температур, °С
Плотность, кг/м3
Белый
-30+210
2220
Белый
-30+240
2100
Кремовый
-30+220
-
Черный
-30+210
1930
Белый
-30+210
1980
Белый
-30+210
1990
Белый
-30+240
2070
Черный
0+325
-
Черный
-15+325
1990
Белый
-20+260
1990
Белый
-20+300
2140
Белый
-20+240
2110
Бургундский
-20+300
2020
Свойства резин
Твердость по Шору А
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Условное напряжение,
МПа, при удлинении:
50%-ном
100%-ном
Накопление ОДС (70 ч,
204°С, 25% сжатия), %
80
11,3
165
3,7
7,2
25
90
13,4
110
6,8
12,3
35
95
17,5
-
-
30
75
12.1
140
3,1
7,9
25
70
8,96
145
2,4
5,4
35
80
10,7
130
4,3
8,5
35
85
14,5
120
4,8
12,2
36
80
12,4
135
2,5
7,4
16
80
12,6
135
2,5
7,5
14,3*
80
15,2
150
2,8
7,6
21
85
14,9
175
4,1
7,6
17
80
18,1
140
2,8
8,3
17
65
9,65
270
0,9
1,7
25
* 70 ч, 288°С, 25% сжатия.
Условные обозначения продукции (на упаковке): SO -сорт для производства полупроводников, к каучуку прилагаются специальные перчатки, используемые в процессе
работы для предотвращения загрязнения продукции; каучук промыт деминерализованной водой и соответствует стандартам на полупроводниковую продукцию; SS - сорт для
производства полупроводников, прилагаются специальные перчатки, используемые в процессе работы для предотвращения загрязнения продукции; каучук промыт смесью
изопропанол/гексан (1:1) и соответствует стандартам на полупроводниковую продукцию; SP - каучук технического сорта без специальных правил обращения; промыт
изопропиловым спиртом и соответствует промышленным стандартам; SC - сорт для производства полупроводников, прилагаются специальные перчатки, используемые в
процессе работы; соответствует полупроводниковым стандартам.
Перфторкаучук Parofluor ULTRA FF200-75 компании Parker. Выпущен в январе 2009 г., предназ- ^^
начен для уплотнений, работающих в критических условиях. Ниже приведены
физико-механические характеристики резин на его основе:
Твердость по Шору А 78
Условная прочность при растяжении, МПа 12,0
Относительное удлинение при разрыве, % 124
Условное напряжение при 100%-ном удлинении, МПа 7,8
Рабочий интервал температур -15+320°С
Накопление ОДС (кольца, ASTM D395, метод В), %:
70 ч, 200°С 12
70 ч, 316°С 45
Морозостойкость по TR-10, °С -2
Увеличение объема в различных средах (70 ч, 20°С), %:
в ацетоне 0,4
в метилэтилкетоне 0,2
в метаноле 0,2
в бензоле 0,2
в толуоле 0,2
в дихлорметане 0,6
в хлороформе 0,6
вэтилацетате 0,4
в метил-трег-бутиловом эфире 0,2
в уксусной кислоте (ледяной) 0,4
в концентрированной фосфорной кислоте 0,0
в метилэтилкетоне/метаноле (50/50) 0,7
в тетрагидрофуране 0,4
в стироле 0,0
в метилметакрилате 0,5
Рекомендуется также для использования в среде алифатических и ароматических
углеводородов, хлоруглеводородов, диоксана, органических и неорганических кислот, воды и водяного
пара, нефтяных маслах, сухом и влажном хлоре, имеет минимальную потерю массы в высоком
вакууме. Не рекомендуется для работы в среде хладонов (фреонов) 11,12,13,113,114, гексаф-
торида урана, расплавленных металлов, щелочных металлов.
Тип 3. Сополимеры лерфторолефинов с алкенами
Каучуки этого типа и резины из них (табл. 1.11.29-1.11.32) по сравнению с таковыми группы
1 и 2 отличаются повышенной стойкостью в углеводородных маслах с аминными и эфирными
присадками, повышенной стойкостью к декомпрессии, но хуже устойчивы к углеводородным,
особенно, высокоароматизированным, топливам.
Фторкаучуки компании ЗМ торговой марки Dyneon. Свойства каучуков марки Dyneon
приведены в табл. 1.11.29.
Фторкаучуки типа Viton Extreme компании DuPont Performance Elastomers. Характеристика
каучуков типа Viton Extreme приведена в табл. 1.11.30.
Фторкаучуки типа Tecnoflon компании Solvay Solexis. Компания выпускает следующие
каучуки:
Tecnoflon® BR 9151 - устойчив к основаниям и гидравлической жидкости ATF; для пероксид-
ной вулканизации;
Tecnoflon9 BR 9152 - устойчив к основаниям и ATF, имеет улучшенную морозостойкость;
для пероксидной вулканизации.
Фторкаучуки типа Aflas компании Asahi Glass. Характеристика фторкаучуков типа Af las
приведена в табл. 1.11.31, а резин на их основе - в табл. 1.11.32.
I
I
о
а
!
I
1
311
#■
1.11.29. Храктвристика тврполимеров компании ЗМ для резин, устойчивых к основаниям
Показатель
Марка
BRE7131X*
BRE7132X
BRE7133X*
Характеристика каучуков
Содержание фтора, % масс.
Плотность, кг/м3
Вязкость по Муни МБ 1+10 (121°С)
Морозостойкость no TR-10, "С
60
1600
34
-1
60
1600
34
-1
60
1600
34
-9
Характеристика резин
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Условное напряжение при 100%-ном удлинении, МПа
Накопление ОДС (70 ч, 200°С, кольца), %
12,4
200
5,5
34
13,8
170
8,9
34
13,1
200
5,5
34
' Для приклеиваемых деталей сложной формы.
1.11.30. Характеристика каучуков Viton Extreme
Показатель
Содержание фтора % масс.
Вязкость по Муни МБ 1+10 (12ГС)
Плотность, кг/м3
Морозостойкость no TR-10, "С
Тип вулканизации
Марка
ETP-600S
67
60
1820
-12
Пероксидная
ETP-900S
67
90
1820
-12
Пероксидная
TBR-600S
60
60
1600
0
Бисфенольная
1.11.31. Характеристика фторкаучуков Aflas
Показатель
Плотность, кг/м3
Содержание фтора, % масс.
Вязкость по Муни МБ 1+10 (100°С)
Температура стеклования, °С
Тип вулканизации
Цвет
ТФЭ/Пр
ТФЭ/Пр/ВФ
Марки
150Е ,
1550
57
60
-3
150Р
1550
57
95
-3
100S
1550
57
160*
-3
Пероксидная
Темно-коричневый
100Н
1550
57
110*
-3
УЭ**
Белый
150CS
1550
57
130
-3
150С
1550
57
100*
-3
Бисфенольная
Желтоватый
М2
1600
60
50
-13
* Данные могут быть неточными из-за проскальзывания ротора.
** Ускоренными электронами.
1.11.32. Характеристика стандартной резины на основе фторкаучука Aflas
Показатель
Плотность, кг/м3
Твердость по Шору А
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Удельное объёмное электрическое сопротивление, Омм
Пробивное напряжение, кВ/мм
150Е
71
14,7
300
1S0P 100S
юон
1600
72
17,7
260
70
16,2
300
70
18,5
350
3x10"
23
Состав смеси (масс, ч.): каучук
бутилперокси)диизопропилбензол -
200°С - в термостате.
- 100, техуглерод средний термический - 25, ТАИЦ - 5, 1,3-ди(грег-
1, стеарат натрия - 2; режим вулканизации: 20 мин /170°С - в прессе и 4 ч/
Характеристика стандартной резины на основе фторкаучука Atlas MZ100 приведена ниже [со- *5^
став смеси (масс, ч): каучук -100, техуглерод средний термический - 30, гидроксид кальция - 3,
оксид магния - 3,1,3-ди(грег-бутилперокси)диизопропилбензол -1; режим вулканизации
120 мин, 170°С- в прессе и 24 ч, 230°С- в термостате]:
Плотность, кг/м3 1690
Твердость по Шору А 74
Условная прочность при растяжении, МПа 13,7
Относительное удлинение при разрыве, % 210
Накопление ОДС (70 ч, 200°С), % 32
I
1
!
!
I
Фторкаучук марки Fluoraz 888 фирмы Greene, Tweed & Со. Ниже приведена характеристика
фторкаучука марки Fluoraz 888 и резины на его основе:
Каучук
Мономерный состав Сополимер ТФЭ-Пр
Цвет Коричневый
Рабочий интервал температур 0-230
Плотность, кг/м3 1560
Твердость по Шору А 70
Резина
Условная прочность при растяжении, МПа 22,9
Относительное удлинение при разрыве, % 325
Условное напряжение при 100%-ном удлинении, МПа 8,9
Накопление ОДС (70 ч, 204°С), % 48
1.11*8» Типовые рецептуры резиновых смесей
на основе фториаучуков
Фторкаучуки групп 1 и 2 вулканизуют с использованием аминного или диольного
вулканизующего агента (в качестве диолов используют почти исключительно бисфенолы, поэтому
такой тип вулканизации называют также бисфенольным), а групп 1В и 2В - пероксидными
вулканизующими системами. Вулканизацию осуществляют в две стадии: в прессе при 150-200°С в
течение от 30 до 2 мин, и в воздушном термостате при 200-250°С в течение 6-24 ч. На второй
стадии вулканизации удаляются летучие вещества, разрушаются слабые связи и полностью
расходуется вулканизующий агент, вследствие чего термостатированные резины имеют
меньшее накопление ОДС при высоких температурах. Некоторые фирмы сообщают о резиновых
смесях, не требующих термостатирования. В табл. 1.11.33-1.11.35 приведены типовые
рецептуры резиновых смесей на основе различных сополимеров.
В табл. 1.11.36 приведены режимы вулканизации и свойства вулканизатов перфторкаучуков
компании Solvay Solexis.
Характеристика перфторкаучука Неофтон и резины на его основе*:
Каучук
Содержание фтора, % масс 70-73
Потеря массы при 120°С за 24 ч, %, не более 0,5
Вязкость по Муни МБ 1+10 (100°С) 60-70
Резина
Условное напряжение при 100%-ном удлинении, МПа 5-10
Условная прочность при растяжении, МПа 13-19
Относительное удлинение при разрыве, % 120-180
Накопление ОДС после 20% сжатия, %:
24 ч, 300°С 35-45
24 ч, 250°С 20-35
Твердость по Шору А 73-80
" Данные предоставлены ВА.Губановым, ФГУП «НИИСК».
^ 321
ЧЛСЛ
-~%fr~-
f
!
I
Характеристика резины на основе перфторкаучука СКФ-260 МПАН*:
Условная прочность при растяжении, МПа, не менее 6
Относительное удлинение при разрыве, %, не менее 150
Накопление ОДС после 20% сжатия (24 ч, 250°С), % не более 40
* Данные предоставлены ВЛ.Губановым, ФГУП «НШСК».
1.11.33. Типовые рецептуры резиновых
смесей на основе сополимеров
ВФ/ГФП/ТФЭ (масс. ч. на 100 масс. ч.
каучука)
Ингредиент
Бисфенол АФ*
Диак№1,Диак№3**
2,5-Диметил-2,5-ди(7рег-
бутилперокси)гексан
ТАИЦ
Хлорид бензилтрифенил-
фосфония***
Техуглерод Т900 (N990)
Гидроксид кальция
Оксид магния:
низкоактивный
высокоактивный
Оксид цинка
Вулканизующая система
амин-
ная
-
2-4
-
-
-
20-30
-
10-20
-
бисфе-
нольная
2
-
-
-
0,5
20-30
6
3
-
перок-
сидная
-
-
1,5-3
2-3
-
20-30
-
-
1-5
Режим вулканизации:
в прессе 15-20 мин/170°С,
в термостате 24 ч/200-250°С
* Может использоваться вулкафтор Ф;
** Может использоваться бифургин, который, однако,
не рекомендуется из-за токсичности выделяющихся в
воздух при вулканизации фурфурола и гексаметилен-
диамина, а также нестабильности самого бифургина и
смеси;
*** Может использоваться хлорид бензилтриэтил-
аммония (ТЭБАХ).
1.11.34. Типовые рецептуры резиновых
смесей и резин на основе сополимера
ВФДФХЭ (СКФ-32) (масс. ч. на 100 масс. ч.
каучука)
Ингредиенты и показатели
свойств резин
Вулканизующая система
СИМ*
медон-
комплект
перок-
сидная
Ингредиент
сим-
Медон-комплект (МК)
Ди(трет-бутилперокси-
изопропил)бензол (Перок-
симон Ф, Тригонокс 14)
ТАИЦ
Стеарат кальция
Техуглерод Т900 (N990)
Оксид цинка
3-4
-
-
-
2
20-30
5
-
4-5
-
В
составе МК
-
20-30
0-3
-
-
2-4
2-4
-
20-30
2-5
Показатели резни (вулканизация в прессе -
15-20 мин, 170°С, в термостате -6 ч, 150°С")
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Накопление ОДС (24 ч,
150°С),%
20-
-25***
120
50
16-20
120-150
15-25
16-20
150
30-40
* Не рекомендуется из-за высокой токсичности
выделяющихся при вулканизации фенола и о-цианофенола.
** Термостатирование не обязательно, понижает
накопление ОДС.
*** После 3-6 ч нагревания при 150°С условная
прочность при растяжении уменьшается до 15-16 МПа.
1.11.35. Типовые рецептуры резиновых
смесей на основе перфторкаучуков
компании Solvay Solexis ( масс. ч. на 100
масс. ч. каучука)
Ингредиент
БОАФ
Luperox101XL-45
ТАИЦ (Drimix, 75%)
Оксид цинка
Техуглерод Т900 (N-990)
Техуглерод Austin
Техуглерод Sevacarb MT-LS
Вулканизующая система
по
группам CN
1-2
-
-
-
15-25
-
-
перок-
сидная*
-
1,5
2,0
-
15
-
-
перок-
сидная"
-
1,5
-
5
-
8
7
* Каучук Tecnoflon PFR 06HC;
** Каучук Tecnoflon PFR 95HT.
322
1.11.36. Режимы вулканизации и свойства
вулканизатов ПФК компании Solvay Solexis
Показатель
Вулканизация в прессе
Вулканизация в прессе:
повышение темп-ры
выдержка
Условное напряжение
при 100%-ном
удлинении, МПа
Условная прочность при
растяжении, МПа
Относительное
удлинение при оазрыве, %
Твердость, по Шору А
Накопление ОДС (70 ч,
200°С, кольца, сжатие
25%), %
Tecnoflon
PFR 06HC
12 мин, 170°С
4 ч до 230°С
4 ч при 230°С
6,3
21,4
194
70
19
Tecnoflon
PFR 95HT
8 мин, 170°С
8 ч до 290°С
16чпри290°С
10,5
20,0
175
72
-
1,11,9» Применение фторкаучуков
Области применения фторкаучуков весьма разнообразны. Наибольшая доля в общей массе
потребляемых изделий приходится на автомобильную промышленность (более 50%), далее |
следуют химическая (в том числе и нефтеперерабатывающая) промышленность, авиация, ре- ^
активная техника. Резины на основе фторкаучуков используются для изготовления электро- |
изоляции, различных уплотнений и мембран, для покрытий валиков копировальных аппаратов, ^
принтеров, защитных покрытий на тканях, изделий для медицинских и других целей. Однако ^
фторкаучуки существенно дороже каучуков общего назначения, поэтому фторкаучуки исполь- ^
зуются в тех случаях, когда резины из других каучуков вообще неприменимы, либо ресурс их §
работы значительно меньше необходимого. §
§
1
1,11.10, Транспортирование фторкаучуков
Г— СН,—СН— 1
1
1
соосн
4 У
—
Л
—СН2—СН—"
CN
Фторкаучуки не взрывоопасны, не горючи и не поддерживают горения. При работе следует ^
избегать их попадания в открытое пламя, так как при температуре выше 450°С они разлагаются
с выделением токсичных продуктов.
1.12. Акри латные каучуки
(В.Н. Береснев, О.А. Говорова)
Акрилатные каучуки (АК) представляют собой линейные полимеры, получаемые
эмульсионной сополимеризацией эфиров акриловой кислоты с различными виниловыми мономерами,
содержащими реакционноспособные функциональные группы, например:
Отсутствие двойных связей как в основной полимерной цепи, так и в боковых группах,
обеспечивает акрилатным каучукам и их вулканизатам высокую стабильность при хранении даже
без противостарителя, тепло-, кислородо-, озоно- и атмосферостойкость, а также
устойчивость к УФ-излучению.
Промышленный выпуск АК под названием Lactoprene был начат в 40-х годах XX века
фирмой B.F.Goodrich. Он представлял собой гомополимер этилакрилата, получаемого из молочной
кислоты на базе молочной сыворотки. Получившийся каучук вулканизовали метасиликатпента-
гидратом натрия. Введение в состав сополимера небольших количеств хлорэтилвинилового
9фира (каучуки Lactoprene EV, Нусаг РА) повышало термо- и маслостойкость вулканизатов при
сохранении их стойкости к окислению. Введение новых мономеров - винилхлорацетата,
мономеров, не содержащих хлора - мономеров с эпоксигруппой (глицидилметакрилата и аллилгли-
цидилового эфира) - позволило проводить вулканизацию АК, исключив коррозию
оборудования. Улучшение низкотемпературных характеристик акрилатных каучуков достигалось путем
введения в состав сополимера бутилакрилата, а затем и алкоксиалкилакрилатов. Для
повышения полярности каучука и улучшения маслостойкости вулканизатов в состав сополимеров
вводили акрилонитрил.
В 1970-х годах были получены сополимеры, в которых вулканизация протекала за счет ре-
акционноспособных эпокси- и карбоксильных групп (каучуки типа Europrene, Италия, ТОА Асгоп
800, Япония), и самовулканизующиеся сополимеры алкоксиакрилатов и алкоксиакриламидов.
-^ «з
• 12* I. Получение акрилатиых каучуков
Эмульсионная полимеризация проводится при температуре от 5 до 90°С. В качестве
эмульгаторов могут использоваться алкилсульфонаты, алкилсульфаты, мыла карбоновых кислот,
неионные ПАВ, сульфированные неионные ПАВ. Инициирующая система может содержать как
водорастворимые инициаторы - персульфаты, пербораты (в том числе в комбинации с
восстановителями - сульфит натрия, метабисульфит натрия, триэтаноламин), пероксид водорода, так
и маслорастворимые инициаторы - пероксиды (например, пероксид бензоила), азотосодержа-
щие соединения и гидропероксиды (например, гидропероксид изопропилбензола) в составе
как необратимых, так и обратимых окислительно-восстановительных систем.
При полимеризации в мономерах должны отсутствовать гомополимеры, так как даже
небольшое их количество резко снижает агрегативную устойчивость образующихся латексов, в
том числе, к действию высоких температур и механическому действию. Введение даже
незначительных количеств (< 0,001 %) стопперов полимеризации (например, метоксифенола), а также
агентов передачи цепи типа грег-додецилмеркаптана влияет на повышение стабильности
эмульсии при эмульсионной полимеризации алкилакрилатов.
Кроме того, в ходе полимеризации может протекать гидролиз акрилатов с омылением слож-
ноэфирных и алкоксильных групп, что наиболее характерно для акрилатов с малой длиной
алкильной цепи, более растворимых в воде. Скорость гидролиза зависит от температуры и
возрастает с увеличением щелочности среды. Для предотвращения гидролиза как мономеров, так
и полимеров, предусматривается создание буферных систем путем введения тетраборатов, ста-
баксола и др. Все это влияет на полярность образующихся полимеров и на стабилизирующую
способность эмульгатора - уменьшается энергия адсорбции эмульгатора, увеличивается
продолжительность формирования адсорбционного слоя.
При одноразовой загрузке мономера (периодический процесс полимеризации) 70-80%-ная
конверсия мономеров достигается за 25-30 мин, дальнейшее исчерпание мономера (до 97-
99,5%-ной конверсии) - за 2-2,5 ч. Такая высокая скорость процесса на первой стадии
приводит (при единовременной загрузке) к возможному повышению температуры в реакционном
объеме на 25-50°С (в зависимости от объема аппарата, поверхности теплосъема, соотношения
фаз и интенсивности массообмена в процессе полимеризации) и оказывает влияние на
однородность полимера по молекулярным массам.
Повышение температуры процесса увеличивает скорость реакций обрыва цепи и приводит к
снижению молекулярной массы полимера МДтабл. 1.12.1).
Наличие ингибиторов процесса полимеризации (гидрохинон, метоксифенол) также
приводит к обрыву цепи и снижению средней молекулярной массы полимера. Так, характеристическая
вязкость полибутилакрилата снижается с 14-13,5 дл/г при 0-0,005% гидрохинона до
приблизительно 8,8-8,5 при наличии 0,02-0,07% гидрохинона в
пересчете на мономер.
При полимеризации акрилатов, как правило,
образующийся полимер имеет кривую молекулярно-
массового распределения (ММР) с одним
максимумом. На снижение среднего значения Mw< помимо
ингибиторов радикальных процессов, влияет
введение регуляторов молекулярной массы, что
используют при получении каучуков с низкой вязкостью
по Муни (25-35). Как правило, в этом случае
используют грег-додецилмеркаптан (ТДМ) в количестве до
0,1-0,2% масс. Введение регуляторов цепи не влияет
на форму кривой ММР, но резко отражается на
величине Mw. При получении термопластичных акрилат-
1.12.1. Изменение средневязкостной
молекулярной массы акрилатного
каучука в процессе полимеризации при
различных температурах процесса
Степень конверсии
мономеров, % масс.
10
20
40
60
80
97
Средневязкостная
молекулярная масса Mw
при 20°С
0,85-10е
1.3-108
2,2-10е
3,0-Ю6
3,4-Ю6
3,6-10'
при 38°С
0,2-106
0.3 10е
0.6 10е
0,9- 10е
1,2-106
1.5-108
ных каучуков типа СКБНВП, СКБНК-5 с Mw = (0,5+0,7)-10^ достаточно введения 0,8-1,0 масс. ч. "f^.
ТДМ в смесь мономеров.
Характер кривой ММР для акрилатных каучуков при отсутствии в сополимере мономеров
способных образовывать «сшитые» структуры, примерно одинаковый - мономодальная
кривая ММР, М /М = 2,5н-5,5, причем чем больше введено регулятора, тем уже кривая ММР.
1,12,2, Ассортимент акрилатных каучуков
В настоящее время в США наряду с каучуками с одной функциональной группой в
макромолекуле (типа AR-71 и AR-721, сополимеров акрилатов с хлорэтилвиниловым эфиром, хлорви-
нилацетатом) выпускаются каучуки НуТетр типа 4051, 4054, содержащие и хлор, и
карбоксильную группу (фирмы B.F.Goodrich, Zeon Chemicals). При соответствующем подборе
рецептур и условий вулканизации можно проводить одностадийную вулканизацию с получением вул-
канизатов с низкой остаточной деформацией сжатия и необходимым сочетанием термо- и масло-
стойкости (табл. 1.12.2).
1
s
!
I
I
1.12.2. Ассортимент промышленных марок акрилатных каучуков
зарубежных и отечественных производителей
Фирма
изготовитель,
страна
American
Cyanamid,
США
B.F.Goodrich,
США
i
Zeon
Chemicals,
США
Марка
каучука
Cyanacryl R
Cyanacryl L
Cyanacryl С
Cyanacryl К
Hycar 4021
Hycar 4031
Hycar 4032
Hycar 4041
Hycar 4042
Hycar 4043
HyTemp 4041
HyTemp 4051
HyTemp 4051EP
HyTemp 4051CG
HyTemp 4451CG
HyTemp 4052
HyTemp 4052EP
HyTemp 4053EP
HyTemp 4054
HyTemp 4065
Мономерный состав
сополимера
ЭА+0-ХЭВЭ+НАК
ЭА+БА+Р-ХЭВЭ+НАК
ЭА+БА+Р-ХЭВЭ+МЭА+НАК
БА+Р-ХЭВЭ+НАК
ЭА+Р-ХЭВЭ
ЭА+АГЭ
ЭА+БА+АГЭ
ЭА+ХВА
ЭА+БА+ХВА+МОЭА
БА+МОЭА+ХВА
ЭА+ХВА
ЭА+ХВА+КСМ
ЭА+ХВА+КСМ
ЭА+ХВА+КСМ
ЭА+ХВА+КСМ
ЭА+БА+МЭА+р-ХЭВЭ+КСМ
ЭА+БА+МЭА+Р-ХЭВЭ+КСМ
-
-
ЭА+БА+Э(М)ЭА+ХВА+КСМ
Реакционно-
способная
функциональная
группа
-CI
-CI
-CI
-CI
-CI
-нс-сн2
\ /
0
-нс-сн2
V /
0
-CI
-CI
-CI
-CI
-CI и -СООН
-CI и -СООН
-CI и -СООН
-CI и -СООН
-CI и -СООН
-CI и -СООН
-CI и -COOH
-CI и -СООН
-CI и -СООН
Вязкость
ло Муни
45-60
38-55
38-55
45-60
45-60
45-60
43-58
45-60
32-45
32-45
45-55
46-58
35-47
25-37
26-37
32^)0
20-35
23-31
22-34
27-45
Тс
сополимера, °С
-14
-26
-32
-38
-15
-15
-15
-15
-30
-39
-18
-18
-18
-18
-18
-32
-32
^12
-41
-30
&
1.12.2. Ассортимент промышленных марок акрилатных каучуков
зарубежных и отечественных производителей (продолжение)
I
Фирма
изготовитель,
страна
Zeon
Chemicals,
США
Enichem,
Италия
Nippon
mectron,
Япония
Марка
каучука
HyTemp AR-71
НуТетр AR-71L
HyTempAR-715
НуТетр AR-72LF
НуТетр AR-72HF
НуТетр AR-74
НуТетр PV-04
НуТетр AR-12
НуТетр AR-212MR
Europrene AR-153
Europrene AR-152
Europrene AR-155
Europrene AR-156
Europrene AR-157
Нокстайл А-1095
Нокстайл РА-212
Нокстайл А-5098
Нокстайл RA-301
Нокстайл РА-312
Нокстайл РА-401
Нокстайл РА-402
Нокстайл РА-501
Мономерный состав
сополимера
ЭА+р-ХЭВЭ
ЭА+Р-ХЭВЭ
ЭА+БА+Р-ХЭВЭ
ЭА+БА+МБА+р-ХЭВЭ
ЭА+БА+МБА+р-ХЭВЭ
ЭА+Р-ХЭВЭ
ЭА+БА+ГМА+КСМ+ЭНБ+
+Стабилизующий агент
ЭОЭА+БА+АГЭ+КСМ
БА+НАК+АГЭ+КСМ
ЭА+БА+ГМА+КСМ
ЭА+БА+ГМА+КСМ
ЭА+БА+МОЭА+ГМА+КСМ
БА+МОЭА+ГМА+КСМ
БА+МЭА+ГМА+КСМ
ЭА+р-ХЭВЭ
ЭА+БА+МОЭА+Р-ХЭВЭ
ЭА+ГМА+КСМ
ЭА+ГМА
ЭА+БА+МОЭА+ГМА
ЭА+р-ХЭВЭ+КСМ
ЭА+БА+МОЭА+р-ХЭВЭ+КСМ
ЭА+АГЭ+КСМ
Реакционно-
способная
функциональная
группа
-CI
-CI
-CI
-CI
-CI
-CI
-нс=сн2
-нс-сн2
\ /
0
и-C00H
-нс-сн2
\ /
0
И-С00Н
-нс-сн2
\ /
О
и-C00H
-CI
-CI
-нс-сн2
\ /
0
и-COOH
-нс-сн2
V /
0
-нс-сн2
\ /
0
-CI и -COOH
-CI и -СООН
-НС-СН2
\ /
. О
и-СООН
Вязкость
ло Муни
42-54
30-40
27-39
28-36
43-53
25-35
25-40
30-36
35-45
43-51
36-44
47-57
40-50
32-42
сополимера, °С
-18
-15
-24
-28
-28
^10
-30
-30
-25
-15
-24
-24
-30
-38
-15
-32
-14
-14
-32
-15
-33
-15
1.12.2. Ассортимент промышленных марок акрилатных каучуков
зарубежных и отечественных производителей (продолжение)
Фирма
изготовитель,
страна
Nippon Zeon
Chemicals,
[Япония
I
:
!
!
1
Fohpe
Corporation,
Япония
Марка
каучука
Нокстайл РА-502
NipolAR-12
NipolAR-14
Nipol AR-22
Nipol AR-31
Nipol AR-32
Nipol AR-42
Nipol AR-51
Nipol AR-53L
Nipol AR-54
Nipol AR-72
Nipol AR-72AF
Nipol AR-72LS
Toa Acron AR-501
Toa Acron AR-5011
Toa Acron AR-540
Toa Acron AR-601
Toa Acron AR-602
Мономерный состав
сополимера
ЭА+БА+МОЭА+АГЭ+КСМ
ЭА+БА+БОЭА+Р-ХЭВЭ
БА+БОЭА+Р-ХЭВЭ
ЭА+БА+БОЭА+Р-ХЭВЭ+КСМ
ЭА+АГЭ
ЭА+БА+МОЭА+АГЭ
ЭА+БА+МОЭА+АГЭ+КСМ
ЭА+АГЭ+КСМ
-
-
ЭА+БА+МОБА+ФА+р-ХЭВЭ
ЭА+БА+М0БА(М0ЭА)+3-ХЭВЭ
-
ЭА+КСМ
ЭА+КСМ
ЭА+БА+МОЭА+Р-ХЭВЭ+КСМ
ЭА+ГМА
ЭА+ГМА
Реакционно-
способная
функциональная
группа
-нс-сн2
\ /
0
и-СООН
-CI(Sp)
-CI(Sp)
-CI и -СООН
-НС-СН2
\ /
0
-НС-СН2
\ /
О
-HC-CHZ
\ /
0
И -СООН
-НС-СН2
\ /
0
И -СООН
-нс-сн2
\ /
0
-нс-сн2
\ /
О
-CI
-CI и -СООН
-CI
-СООН
-СООН
-CI и -СООН
-НС-СН2
\ /
0
-нс-сн2
\ /
0
Вязкость
по Муни
30-36
23-38
28-38
50-60
31-37
22-35
30-36
45-55
35-45
30-40
25-35
45-55
сополимера, "С
-34
-30
-40
-26
-14
-27
-34
-14
-32
-37
-16
-40
-28
-15
-15
-35
-15
-15
jtf.
1.12.2. Ассортимент промышленных марок акрилатных каучуков
зарубежных и отечественных производителей (окончание)
§
а
I
Фирма
изготовитель,
страна
Tohpe
Corporation,
Япония
СССР
и Россия
Марка
каучука
Toa Acron AR-715
Toa Acron AR-740
Toa Acron AR-760
Toa Acron AR-801
Toa Acron AR-825
Toa Acron AR-8011
Toa Acron AR-840
Toa Acron AR-860
Toa Acron XF-4940
Toa Acron XR-4945
Toa Acron XR-5140
Toa Acron XP-5160
БАК-12
БАКХ-7
БАКХ-701
CKAB
СКБНК-5
СКБНВП
СКБЭВП
Мономерный состав
сополимера
ЭА+БА+ГМА
ЭА+БА+МОЭА+ГМА
ЭА+МОЭА+ГМА
ЭА+р-ХЭВЭ
-
-
ЭА+БА+ЭОЭА+Э-ХЭВЭ
БА+ЭОЭА+Р-ХЭВЭ
ЭА+КСМ+ФА+ЭА
ЭА+КСМ+ФА+ЭОЭА+ЭНБ
БА+ФА+ЭОЭА+ЭНБ
БА+ФА+ЭОЭА+ЭНБ
БА+НАК
БА+НАК+Р-ХЭМА+
+Стабилизующий агент
БА+НАК+Р-ХЭМА+
+Стабилизующий агент
БА+ЭОЭА+НАК+ВО+
^Стабилизующий агент
БА+НАК+КСМ
БА+НАК+МВП
БА+ЭОЭА+НАК+МВП
Реакционно-
способная
функциональная
группа
-нс-сн2
\ /
0
-нс-сн2
\ /
0
-НС-СН2
V /
О
—СН=Сп2
и-CI
-CI
-СН=СН2 и -CI
-CI
-CI
-сн=сн2
и-СООН
-сн=сн2
и-СООН
-сн=сн2
и-СООН
-сн=сн2
И-СООН
-ON
-CI
-CI
-НС-СН2
\ /
О
и-СООН
-СООН
-N=
-N=
Вязкость
по Муни
35-45
35-45
35-45
50-60
35-45
30-40
40-50
30-40
35-45
35-45
30-40
25-35
45-60
40-60
40-60
40-55
30-45
сополимера, °С
-25
-35
-40
-15
-40 (-35)
-15
-40 (-35)
-50
-18
-28
-35
-35
-35
-35
-35
-42
+5
-5
-50
Условные обозначения: АГЭ - аллилглицидиловый эфир; БД - бутилакрилат; ВО - винилоксиэтоксипропиленоксид;
ГМА - глицидилметакрилат; КСМ - карбоксилсодержащий мономер; МВП - метилвинилпиридин; МОБА - метоксибути-
лакрилат; МОЗА - метоксиэтилакрилат; НАК - нитрил акриловой кислоты; ХВА - хлорвинилацетат; р-ХЭВЭ - р-хлор-
этилвиниловый эфир; Р-ХЭМА-Р-хлоэтилметакрилат; ЭА-этилакрилат; ЭНБ-этилиденнорборнен; ЭОБА-этоксибу-
тилакрилат; ЭОЭА - этоксиэтилакрилат; ФА - фторакрилат.
1.12,3* Свойства акрилатныхкаучуков
~Ч
На основе акрилатных каучуков получают разнообразные термо- и маслостойкие вулкани-
заты (резины). Сравнительный анализ свойств вулканизатов АК и других масло- и
термостойких каучуков, фторкаучуков (ФК), эпихлоргидриновых (ЭХГК), бутадиеннитрильных (БНК),
гидрированных БНК (ГБНК) показывает, что акрилатные каучуки по масло- и термостойкости,
стойкости к озону уступают только фторкаучукам, но по некоторым другим свойствам превосходят
ЭХГК, БНК, ГБНК (табл. 1.12.3). Недостаточная стойкость к воздействию воды, особенно в
щелочной среде и в присутствии аминов при высоких температурах, обусловливается гидролизом
боковой алкильной цепи в полиакрилатах, поэтому требуется введение специальных добавок
(стобаксола) для повышения водостойкости вулканизатов. В акрилатных каучуках Europrene
151 -157 и в других каучуках, содержащих карбоксильные и эпоксидные группы, водостойкость
вулканизатов резко повышается за счет как замены вулканизующего агента (переход на
аммонийные соли, замена аминов), так и изменения природы узлов вулканизационной сетки.
Основными недостатками акрилатных каучуков являются замедленная вулканизация,
низкая водо- и химическая стойкость, пониженные показатели физико-механических свойств,
неудовлетворительные технологические свойства (скорчинг, нестабильность при хранении,
прилипание к оборудованию). Устраняются эти недостатки различными методами.
Введение в состав исходной смеси мономеров диенов (бутадиена, изопрена), как правило,
приводит к формированию в процессе полимеризации «сшитых» каучуков и накоплению геля.
Однако введение незначительных количеств мономеров, содержащих две и более двойные
связи, различающиеся по реакционной способности (дициклопентадиена, дихлорпентадиена, эти-
лиденнорборнена и его производных, тетрагидробензилакрилата, дициклоаллилакрилата, три-
аллилизоцианурата и др.) способствует появлению гель-фракции в каучуках, что улучшает
технологические свойства каучука и предопределяет появление в АК новых центров вулканизации,
содержащих двойную связь. С одной стороны, это вызывает необходимость введения антиок-
сидантов в АК, а с другой - создает условия ря серной и пероксидной вулканизации,
улучшающей свойства вулканизатов, и проведения вулканизации в одну стадию. Эти преимущества
реализованы при получение каучуков серии JSRAR-101, JSRAR-201FR, Тоа Асгоп-800, в которых в
качестве основных функциональных мономеров использовались карбоксилсодержащий
мономер и производные этилиденнорборнена.
Акрилатные каучуки, содержащие двойные связи (типа — СН = СН2 и -СН = СН-) в
составе макромолекулы сополимера, способные к серной вулканизации - каучуки JSR AR-101,
AR-201, FR и комбинации реагирующих функциональных групп, в том числе реакционноспо-
собные по отношению к наполнителю функциональные группы (в основном карбоксильные),
!
I
а
!
I
I
1.12.3. Сопоставление свойств акрилатных каучуков со свойствами других
термо- и маслостойких каучуков
Свойство
Термостойкость
Стойкость:
к действию ароматических соединений
к действию присадок
к действию оксидированного масла
Морозостойкость
Способность к восстановлению размеров после деформации:
область низких температур
область высоких температур
Прочность
Озоностойкость
Последовательность ухудшения данного свойства
ФК > ГБНК > АК > ЭХГК > БНК
ФК > АК = ЭХГК > БНК >ВНК
ГБНК = АК > ФК > БНК
АК > ГБНК > БНК > ФК (в отсутствие воды)
ГБНК > АК > БНК (в присутствии воды)
ЭХГК > ГБНК > БНК >АК>ФК
ЭХГК > БНК > АК > ФК
ФК > АК > БНК
ГБНК > БНК > ЭХГК > АК >ФК
ФК > АК > ЭХГК > ГБНК > БНК
32!
^ск
склонные к созданию прочной вулканизационной сетки при взаимодействии с активными
наполнителями (каучуки Toa Acron XF4940, XF4945, XF5140, XF5160) являются весьма перспективными на
современном рынке. Каучуки Toa Acron серий HF-49- HF-51 имеют превосходную тепло- и масло-
g стойкость, отличное остаточное сжатие при высоких температурах при достаточно высоких проч-
|. ностных характеристиках.
| Работоспособность каучуков этого типа при низких температурах определяется струк-
й турой макромолекулы, а карбоксильные группы вводятся при использовании монометок-
* си(этокси)этил(бутил)малеинатов(фумаратов), позволяющих получать прочную вулканиза-
| ционную сетку и при взаимодействии с наполнителем повышать масло- и теплостойкость.
I Таким образом, при наличии в составе сополимера разных двух и более реакционноспособ-
| ных групп создаются условия для формирования сложной вулканизационной сетки, обеспечи-
§ вающей улучшение физико-механических показателей, термо- и маслостойкость вулканизатов.
'| Акрилатные каучуки с молекулярной массой (5-6)105 получаются методом радикальной
5 эмульсионной полимеризации. При проведении радикальной полимеризации в растворе моле-
| кулярная масса каучука на порядок меньше (каучук с такой молекулярной массой можно полу-
ч1 чить и при эмульсионной полимеризации в присутствии регуляторов молекулярной массы).
Введение регуляторов молекулярной массы при полимеризации в растворе позволяет получать
низкомолекулярные акрилатные сополимеры с Mv = (5-20)-103. Получение акрилатных
сополимеров линейного строения со средней и низкой молекулярной массой ограничивает их
применение в резинотехнической промышленности, однако позволяет использовать в производстве
лакокрасочных покрытий и композиционных материалов.
Начиная с 60-х годов XX века проводятся работы по растворной сополимеризации этилена с
алкилакрилатами в присутствии кислот Льюиса и органических пероксидов при высоких
давлении (150-250 МПа) и температуре (90-250°С).
Часто на рынок поступает не каучук, а приготовленная резиновая смесь.
Функциональной группой в каучуках ВАМАК является карбоксильная группа, введение которой
обеспечивается малеиновой, фумаровой кислотами, их амидами или алкоксипроизводными. Вул-
канизаты сополимеров типа ВАМАКа обладают хорошими технологическими свойствами,
стабильностью свойств при хранении и имеют высокую стойкость к действию температур
от -30 до 190°С, повышенную механическую прочность, низкие показатели ОДС, высокую
озоно- и атмосферостойкость, но уступают ряду акрилатных каучуков по стабильности в
маслах и тормозных жидкостях.
Улучшение свойств таких сополимеров достигается путем введения 0,1-5% ди- и трифунк-
циональных мономеров на основе малеиновой, фумаровой и акриловой кислот. Вулканизация
при этом возможна за счет как пероксидов, так и аминных систем.
Получаемые вулканизаты (каучуки типа ВАМАК), в которые в качестве сомономера вводили
карбоксилсодержащие мономеры, по сравнению с промышленными акрилатными каучуками
отличались более высокой теплостойкостью при повышенных температурах, водо- и щелочес-
тойкостью, малой остаточной деформацией сжатия, стойкостью к воздействию масел,
окислению и термической деструкции.
Дальнейшее улучшение свойств этиленакрилатных сополимеров с исключением
преждевременной вулканизации достигалось при введении в состав сополимеров винилацетата, моно-
алкилмалеинатов и моноалкоксиалкилмалеинатов (каучуки типа Денка, Япония).
Сополимеры этилена, акриловых эфиров, винилацетата и моноалк(окси)алкилмалеинатов
(каучуки типа Денка) имеют лучшие показатели (по сравнению с показателями ВАМАК) по
прочности, хорошие технологические свойства и большую скорость вулканизации.
Стандартные промышленные акрилатные каучуки содержат акрилатные и виниловые
блоки. Акрилатный блок включает в основном этил-, бутил-, реже гексил- и октилакрилаты,
причем в некоторых марках каучуков используют смесь этил- и бутилакрилатов. Для повышения
морозостойкости при сохранении (или даже улучшении) маслостойкости вулканизатов в смесь
акрилатов вводят алкокси(метокси-, этокси-, бутокси-)этилакрилаты.
В качестве винильных соединений с функциональными группами часто используют акрило- *?<.
нитрил СН2=СН—CN, который вводят в основном для повышения полярности каучука и,
следовательно, улучшения масло- и термостойкости вулканизата. Реже применяются цианал-
килакрилаты.
Кроме того, для создания вулканизационной сетки и улучшения технологических свойств
каучука в исходную смесь вводят (от 1 до 10% масс.) следующие соединения:
- галогенсодержащие, в основном хлорпроизводные-хлорэтилвиниловый эфир, винилх-
лорацетат, р-хлорэтилакрилаты (метакрилаты);
- виниловые соединения с эпоксигруппой - аллилглицидиловый эфир, глицидилакрилат
(метакрилат), винилоксиэтоксипропиленоксид (винилокс);
- гидроксилсодержащие мономеры -монометакрилатэтиленгликоля.винилоксиэтиленгликоль;
- соединения с карбоксильной группой - метакриловая кислота, малеиновая кислота, итако-
новая кислота и их производные;
-аминоакрилаты-диэтиламиноэтилметакрилат.диметиламиноэтилакрилат, винилоксимо-
ноэтаноламин;
- винилпиридины - 2-метил-5-винилпиридин, 2-винилпиридин, 4-винилпиридин и другие
соединения.
Физические свойства АК во многом определяются строением акрилатного блока: с
увеличением длины алкильной цепи уменьшается плотность энергии когезии, снижается маслобензос-
тойкость и повышается морозостойкость каучуков. По достижении определенной длины мети-
леновой цепочки (п > 8) происходит кристаллизация каучука, вызванная усиливающимся
взаимодействием боковых ответвлений. Эта особенность строения макромолекул влияет и на
реологические характеристики каучука, что подтверждается результатами рентгенографических и
электронографических исследований. Показана идентичность структуры (однослойная
упаковка макроцепей) полиакрилатов, полиалкилвиниловых эфиров и полиалкилметакрилатов-так
называемых гребнеобразных полимеров.
«Узел крепления» бокового фрагмента представляет собой простую эфирную или сложно-
эфирную группировку и незначительно влияет на температуру стеклования полимеров. В то же
время а-метильные группировки в основной цепи в полиметакрилатах резко повышают
жесткость спиральной конформации основной цепи, чем и объясняется значительно более высокая
температура стеклования низших полиметакрилатов по сравнению с полиакрилатами.
Для синтеза каучуков в качестве основных мономеров представляют интерес алкилакрила-
ты с длиной боковой цепи от С2 до С8 и алкилметакрилаты с длиной боковой цепи от С6до С10.
Низшие полиметакрилаты широко применяются как высокопрочные пластики, низшие акрила-
ты и метакрилаты используются также для получения пленкообразующих латексов, в которых в
качестве сомономера часто служит стирол. В последнее время в состав таких полимеров вводят
и мономеры с функциональными группами.
При введении в смесь до 10% (мол.) мономера, образующего кристаллический гомополи-
мер (например, гексадецилакрилата), резко снижается температура стеклования сополимера.
Введение в боковую цепь полиакрилата простого эфирного кислорода или серы (переход от
алкил- к алкоксиалкил- или к алкилтиоалкилакрилатам) приводит к повышению полярности
каучука. При этом не снижается морозостойкость, так как введение в боковую цепь гетероато-
мов с меньшим потенциальным барьером вращения способствует нарушению гексагональной
структуры боковых цепей и повышению их подвижности. При получении акрилатных каучуков в
качестве сомономеров часто используют этокси(метокси)этилакрилаты, которые улучшают
масло-, бензостойкость каучуков и повышают их морозостойкость.
Основная цепь полиакрилатов достаточно химически инертна и только при высоких
температурах возможен отрыв атома водорода у третичного углеродного атома макромолекулы.
I
I
!
I
#
*
*
5
I
1.12.4. Диссипативные характеристики поли-
акрилатов: температурный интервал {AT), в
котором тангенс угла механических потерь tg6=1,
максимальные значения tg8 (tg5mB) и температуры Г,
при которой tg5 = tg5
Полимер
Полиэтилакрилат
Полибутилакрилат
Поли-2-этилгексилакрилат
Полиоктилакрилат
БАК-12(БА88:НАК12)
БАК-12-2(БА86:НАК12:МАК2)
БА70:НАК25:МАК5
СКАВ(БА:ЭА:ЭОЭА:ВО)
ЛГпри
ta6=1, "С
От 14 до-6
От 5 ДО-21
От-13 до-53
От-18 до-48
От 25 до 6
От 27 до -9
От 35 до 5
От 15 до-20
tgS
* ты
1,7
2,0
2,7
2,7
2,0
2,4
2,6
1,9
Г при
tfl6„„,
"С
5
-8,5
-33
-38
7,5
8,5
20
-5
1.12.5. Диссипативные характеристики вулка-
низатов СКАВ и АК (Тоа Асгоп 740)
Частота
воздействия,
Гц
5
13
39
108
300
•в8»,, №■« вулканизатов
каучука
СКАВ
0,39
0,40
0,42
0,43
0,45
Тоа Асгоп 740
0,65
0,68
0,70
0,71
0,72
7при1д6яи,
°С
-20
-15
-10
-5
5
аУ/К %
40
30
20
10
VC
-10
-20
-30
Рис. 1.12.1. Связь между маслостойкостью
(характеризуемой удельным изменением объема AV/V
при набухании в масле ASTM №3) и
морозостойкостью (характеризуемой температурой хрупкости
Т"хр) для промышленных акрилатных каучуков:
/ — область расположения стандартных АК; // —
область расположения морозостойких АК;
©(кружок с точкой) — Тоа Асгоп AR; « — Нокстайл;
® — Europrene AR; X — Нусаг.
Полиакрилатные блоки имеют
достаточно высокую термостойкость: температура
начала разложения полиакрилатов
составляет 300-310°С, а скорость их деструкции
зависит от длины бокового алкильного
радикала: этил = пропил > бутил > гексил.
Введение в боковую цепь спиртов изостро-
ения или производных спиртов приводит к
снижению теплостойкости и температуры
начала деструкции полимера. При
термической деструкции полиакрилатов
образуются диоксид углерода, олефин
соответствующего спирта и «сшитый» полимер,
причем степень «сшивания» возрастает с
уменьшением длины и повышением
разветвленное™ спиртового радикала. Высокая
термостойкость акрилатного блока и
определяет широкие возможности
использования изделий из акрилатных каучуков при
температуре эксплуатации до 180-200°С.
Температура стеклования сополимеров
является аддитивной величиной (в расчете
на мольные доли мономеров). Введение в
сополимер мономеров, образующих гомо-
полимеры с высокой температурой
стеклования (метакрилаты, производные метакри-
ловой кислоты и др.) влияет как на общую
температуру стеклования сополимеров (7с),
так и на характеристики диссипативного
поглощения энергии. Для полиакрилатов и их
сополимеров Г, определяемая разными
методами, может быть выше температуры,
соответствующей максимуму
диссипативного поглощения энергии (tgo^J на 15-35°С.
В табл. 1.12.4 приведены диапазоны
диссипативного поглощения и значения
диссипативных характеристик
полиакрилатов при частоте поглощения 30 Гц.
Плотность АК зарубежных
фирм-производителей составляет 1100-1110 кг/м3,
отечественных -1050-1070 кг/м3.
Диссипативные характеристики, а именно
hjo^ax и соответствующая ему температура Г,
дляТулканизатов АК значительно отличаются
от показателей, приведенных в таблице для
исходных каучуков. При этом температурный
интервал максимального поглощения энергии AT
сохраняется. Диссипативные
характеристики вулканизатов (как и каучуков)зависят от
частоты. Для вулканизатов АК и СКАВ такие
данные приведены в табл. 1.12.5.
по морозостойкости, масло- и термостойкости:
- стандартные (на основе этилакрилата) с Гс = -14 + -18°С;
- морозостойкие с Гс = -25 + -30°С;
- высокоморозостойкие с Гс = -40 -*--42°С.
На рис. 1.12.1 показана связь между морозостойкостью (Тс) и маслостойкостью (изменение
объема при набухании в масле при 100°С) вулканизатов промышленных АК. Разброс
характеристик свойств сортов, близких по составу основной акрилатной цепи, обусловлен структурой вулка-
низационной сетки, определяемой природой центров вулканизации и вулканизующего агента.
Можно отметить две области: к одной принадлежат каучуки и вулканизаты с высокой
маслостойкостью, но плохой морозостойкостью, к другой-каучуки и вулканизаты как правило с более низкой
маслостойкостью, но с удовлетворительной морозостойкостью.
Информация о мономерном составе каучуков FR JSR отсутствует, но на основании
патентных данных можно предполагать что топливостойкость и высокие прочностные показатели этих
каучуков обеспечиваются цианалкил(алкокси)акрилатом в комбинации с соединениями с
несколькими реакционноспособными группами - диакрилатами или соединениями алкилиден-
норборненового ряда (например, этилиденнорборнен). По стойкости к тепловому старению на
воздухе эти каучуки немного уступают фторкаучукам, превосходя эпихлоргидрированный,
гидрированный и простой бутадиеннитрильный каучуки, при этом условная прочность при
растяжении равна 19,2 МПа, а относительное удлинение при разрыве 700%, что значительно выше
этих показателей для промышленных акрилатных каучуков.
Композиционные материалы на основе акрилатных каучуков имеют повышенные
прочностные характеристики (условная прочность при растяжении > ЗОМПа, относительное удлинение
при разрыве до 50%); на их основе получают также эластичные клеевые соединения.
1.12,4, Применение акрилатных каучуков
Акрилатные каучуки применяются для изготовления различных автомобильных
деталей, масло- и термостойких транспортерных лент, изоляции кабелей. На их основе
изготавливают замазки, герметики и клеи для строительной и мебельной промышленности, а
также аппреты для текстильной промышленности, высокопрочные конструкционные клеи,
клеи для фондированных диэлектриков, полученных с применением эпоксидных и фе-
нолоформальдегидных смол. При использовании термопластичных акрилатных каучуков
с/И1(, = (6±1)-104иМ1/М/7 = 3,5±1 в составе композиционных материалов изготавливают
эластичные термостойкие и стойкие к излучению полимерные клеевые конструкции.
Взаимодействие функциональных групп, способствующих созданию сложной вулканизаци-
онной сетки, позволяет получать композиционные материалы с уникальными свойствами
(высокопрочные клеи на основе акрилатных каучуков и эпоксидных смол, клеевые композиции с
высокой эластичностью на основе акрилатных каучуков и смеси смол). Клеевые композиции на основе
каучука СКБНК-5 выдерживают кратковременное воздействие (до 5 мин) температур до 300°С.
Высокое диссипативное поглощение поли(мет)акрилатов и их сополимеров позволяет
применять акрилатные каучуки при создании вибро-, звуко- и шумопоглощающих материалов, а
также ударопрочных материалов (стекол, стеклопластиков и др.).
Как правило, каучук выпускается в форме брикетов. Однако некоторые марки выпускаются в
виде крошки, слипание которой предотвращается введением различных ингредиентов
(минеральных наполнителей типа силикагеля). Для равномерного распределения целесообразно вводить их
при смешении водных дисперсий с коагулируемым латексом на стадии флокуляции. В некоторых
случаях (например, при выпуске каучуков типа Нусаг 4041 с вязкостью по Муни 45-60) для
повышения морозостойкости вулканизатов (снижение температуры хрупкости на 5-10°С) в качестве
пластификатора вводится до 10% тиокола ТР-95.
*\
\
1
I
1.13. Силоксановые каучуки
(Г.В. Григорян, НА. Катуркин)
Силоксановые (силиконовые, кремнийорганические) каучуки СК представляют собой каучу-
коподобные полимеры общей формулы:
R R
\ I
R'-Si-[-OSi-]„-
/ I
R" R'
R
I
-OSi-
I
R
/
-OSi-
\
-R'
CH=CH. R"
где R и R' - алкильные или арильные группы (в основном СН3); R" - водород, реже СН3.
Распределение звеньев статистическое. Отечественная промышленность выпускает: диме-
тилсилоксановый каучук СКТ (R=R'=CH3, m=0) и каучуки, содержащие также 0,05-0,5% мол.
метилвинилсилоксановых звеньев - СКТВ (R=R'=CH3), СКТФТ (R=CH3, R'=CH2CH2CF3),
сополимерные каучуки СКТФВ (содержат звенья с R=R'=CH3 и 8-50% мол. звеньев с R=CH3,
R'=C6H5), СКТЭ (R=R'=CH3 и 8% мол. или более звеньев с R=R'=C2H6).
Впервые полидиметилсилоксановый каучук был синтезирован в 1942 г., а выпуск резины
(под маркой Noun 1) на его основе был осуществлен американской фирмой Dow Corning.
Выпускаемые в настоящее время силоксановые каучуки кроме диметильных радикалов в
обрамлении цепи содержат также метилвинильные фрагменты, позволяющие уменьшать
количество вулканизующего агента, а для придания определенных свойств также и другие - этиль-
ные, метилфенильные, дифенильные, у-трифторпропильные радикалы. Введение в
молекулярную цепь каучука фрагментов различного химического строения позволяет существенно
улучшать свойства получаемых каучуков и их вулканизатов. Отечественные силоксановые каучуки
выпускаются следующих основных марок: СКТ, СКТВ, СКТВ-1, СКТЭ-30, СКТФВ-803, СКТФТ-50,
СКТФТ-100. Свойства отечественных силоксановых каучуков приведены в табл.1.13.1.
Таким образом, силоксановые каучуки различаются по химической природе радикалов,
обрамляющих цепь, составу основной цепи и молекулярной массе (твердые и жидкие).
Наряду с промышленными силоксановыми каучуками в ограниченном объеме
выпускаются каучукоподобные полимеры, которые отличаются по строению и свойствам от
приведенных в табл.1.13.1. В макромолекулах этих каучуков часть атомов кислорода заменена на
другие группы - полиалкилен- и полиариленсилоксаны. Выпускаются также блоксополиме-
ры полиорганосилоксанов с метилсилсесквиоксанами, а также полиэлементоорганосилокса-
ны, содержащие вместо кремния в основной цепи атомы бора, алюминия, карборановые
фрагменты, и др.
Однако несмотря на уникальные свойства этих каучуков (например, поликарборансилоксаны
обладают наибольшей термостойкостью из всех известных эластомеров) они не получили широкого
распространения из-за сложности синтеза, высокой стоимости, а также ряда других причин.
1.13.1. Свойства отечественных высокомолекулярных
силоксановых каучуков
Марка
каучука
скт
Технические
условия
38.103694-89
Характеристическая
вязкость,
дл/ч
-
Молекулярная
масса,
тыс. ед.
420-570
(группа 1)
571-670
(группа 2)
Потеря массы
(термостойкость),
%, не более
2,5 (3 ч, ДОС)
Молярная
доля
MeVISi-
звеньев,%
-
Растворимость
В толуоле
334
1.13.1. Свойства отечественных высокомолекулярных
силоксановых каучуков (окончание)
Марка
каучука
сктв
СКТВ-1
СКТВ-МЕД
СКТФВ-803,
марка 1
СКТФВ-803,
марка 2
Лестосил СМ
Лестосил СМ-НТ
СКТЭ
СКТЭщ
СКТЭМ-1
СКТФТ-50
СКТФТ-50 АНТ
Марка А
СКТФТ-50 АНТ
Марка Б
СКТФТ-ЮОНТ
СКТФ-100П
СКТФТ-100
| лестосил
Технические
условия
38.103694-89
38.103694-89
38.1033560-84
38.103371-77
38.103371-77
38.0311006-90
38.0311006-90
38.103371-77
38.403738-92
38.03.1.048-93
-
38.103182-85
38.103182-85
38.103182-85
38.403397-81
2294-114-00151963-
-2006
Характеристическая
вязкость,
Дл/ч
-
-
-
-
-
0,1-0,6
0,20-0,35
_
-
1,0-1,6
0,75-1,15
0,75-1,15
-
0,70-1,15
-
0,05-0,30
Молекулярная
масса,
тыс. ед.
420-570
(группа 1)
571-670
(группа 2)
470-570
(группа 1)
571-720
(группа 2)
600-950
430-Ш
430-680
-
-
470-670
400-800*
390-800**
500-800
500-900
600-900
700-900
700-2000
45-60
Потеря массы
(термостойкость),
%, не более
3,0 (Зч, 150"С)
10(2ч,300°С)
3.0 (Зч, 150-С)
10,0 (2 ч при ЗОО'С)
4,0 (Зч, 150°С)
4,0 (Зч, 150°С)
4,0 (Зч, 150°С)
1,5 (4 ч, 160°С)
1,5(4ч, 160°С)
4,0 (Зч. 150°С)
4,0 (3 ч, 150°С)
6,0 (2 ч, 250»С)
4,0(Зчпри150°С)
6,0 (2 ч при 250°С)
5,0 (2 ч, 200°С)
5,0 (2 ч, 200-С)
2,0 (2 ч, 200»С)
5,0 (2 ч, 200°С)
2,0 (2 ч, 200"С)
2,0 (4 ч, 160-С)
Молярная
доля
MeViSi-
звеньев, %
0,07-0,11
0,18-0,28
0.07-0,12
0,3+0,05
0,3±0,05
-
-
_
-
-
0,3±0,1
0,3 + 0,1
0,35 + 0,15
0,3 + 0,1
0,17 + 0,04
-
Растворимость
В бензоле
и толуоле
В бензоле
и толуоле
В бензоле
и толуоле
В бензоле
В бензоле
Полная в толуоле
В толуоле 99,8 %
В бензоле
В толуоле
В толуоле
В этилацетате
В этилацетате
В этилацетате
В этилацетате
В этилацетате
В толуоле,
этилацетате
* 9,0+2,0% мол. диэтилсилоксановых звеньев;
'* 30,0+5,0% мол. диэтилсилоксановых звеньев.
i* 13. i. Физические свойства силоксановых каучуков
Силоксановые каучуки по внешнему виду похожи на растекающуюся прозрачную легкоде-
формируемую массу, не имеющую вкуса и запаха, с широким молекулярно-массовым
распределением. Их молекулярная масса находится в пределах (3-8)-105.
Макромолекулы силоксановых каучуков с неполярными группами в обрамлении цепи
отличаются чрезвычайно высокой гибкостью, о чем свидетельствует низкая температура
стеклования Ге. Для полисилоксанов характерно слабое межмолекулярное взаимодействие, что
обусловливает низкую прочность как самих каучуков, так и резин на их основе.
Физические характеристики наиболее простого по строению диметилсилоксанового
каучука приведены ниже:
Молекулярная масса (4-7)Ю5
Плотность, кг/м3 980
Температура стеклования, "С -130
Температура, при которой скорость кристаллизации максимальна, Гг "С -78
jfc. *
г
Предельная степень кристаллизации, %:
лри-60°С 42
при-80°С 59
Коэффициент теплопроводности, Вт/(мК) 15,5
Коэффициент преломления при 25°С 1,4035
Диэлектрическая проницаемость 2,7
Коэффициент объемного расширения (9,4-12)-1СИ
Коэффициент пропускания света, %:
видимой части спектра 100
инфракрасной части с длиной волны до 1000 ммк 100
Коэффициент поглощения ультрафиолетовой части света с длиной волны 280 ммк 50
Скорость ультразвука, м/с 1050
Вкус и запах Отсутствуют
Замена части метильных групп на фенильные и особенно на трифторпропильные приводит
к повышению температуры стеклования, введение этильных групп приводит к ее снижению,
при этом температура, при которой скорость кристаллизации максимальна, не изменяется, но
скорость и предельная степень кристаллизации уменьшаются. Уменьшение способности к
кристаллизации фенилсилоксановых каучуков достигается при статистическом распределении
фенильных групп. Морозостойкость большинства силоксановых каучуков и резин на их основе
определяется в основном процессом кристаллизации. Поэтому введение как фенильных, так и
этильных групп приводит к снижению температуры хрупкости с -60 до -90°С (См. также раздел
«Морозостойкие рзины»).
Наличие фенильных групп увеличивает стойкость силоксановых каучуков и резин на их
основе к термоокислению, в присутствии этильных групп этот показатель снижается.
Неполярные каучуки СКТ, СКТВ, СКТЭ, СКТФ-803 хорошо растворяются в алифатических и
ароматических углеводородах, простых и сложных полиэфирах, не растворяются в полярных
растворителях - кетонах, спиртах нитропарафинах, фторированных углеводородах.
Фторсодержащие каучуки растворяются в большинстве полярных растворителей и не
растворяются в неполярных. Сравнительные характеристики стойкости вулканизатов
силоксановых каучуков на примере СКТВ и СКТФТ-50 в различных средах приведены в табл. 1.13.2.
Механические свойства силоксановых каучуков оценивают по свойствам наполненных
резин стандартного состава (масс.ч):
Каучук 100
Аэросил 35-40
Антиструктурирующая добавка 6-10
Вулканизующий агент 0,3-1,0
Свойства стандартных вулканизатов на основе отечественных силоксановых каучуков
приведены в табл. 1.13.3.
1.13.2. Стойкость резин из силоксановых каучуков к действию различных сред
Среда
Вода
Пероксид водорода (30%-ный)
Изооктан
Толуол
Керосин
Тетрахлорид углерода
Трансформаторное масло
Этиленгликоль
Продолжительность
испытаний, ч
96
1000
96
24
96
168
96
168
Температура, °С
70
20
40
40
70
20
100
100
Степень набухания, %,
резины на основе каучука
СКТВ
1
11
200
200
150
170
58
1
СКТФТ-5(Г
3
-
10
26
10
25
1
1
1.13.3. Свойства стандартных вулкаиизатов на основе отечественных силоксановых каучуков
Марка каучука
скт
сктв
СКТВ-1
СКТВ-МЕД
СКТФВ-803, марка 1
СКТФВ-803, марка 2
Лестосил СМ
Лестосил СМ-НТ
СКТЭ
СКТЭщ
СКТЭМ-1
СКТФТ-50
СКТФТ-50 АНТ, марка А
СКТФТ-50 АНТ, марка Б
СКТФТ-100НТ
СКТФ-100П
СКТФТ-100 лестосил
Условная прочность
при растяжении,
МПа, не менее
4,9
5,9
5,9
7
6,5
6
6,4
5,9
6,0
6,0
5,9
5,9
6,4
5,9
5,9
5,9
6,0
Относительное
удлинение
при разрыве, %,
не менее
275
400
300
400
300
400
400
375
400
400
400
400
170
200
250
170
120
Относительная
остаточная
деформация
после разрыва,
%, не более
-
-
-
-
-
-
10
10
-
-
-
-
10
10
10
10
2
Твердость
по Шору А
40-60
40-60
50-65
45-65
40-60
40-60
40-60
40-60
40-65
45-65
40
40
-
-
60-70
Эластичность
по отскоку, %,
не менее
-
25,00
25
28.00
28
25
25
25
25,00
25,00
25
25
-
-
-
-
-
Сопротивление
раздиру, кН/м,
не менее
-
-
-
15,00
-
14,7
-
-
-
-
-
-
-
-
-
-
-
Относительная
остаточная
деформация
после 20%-ного
сжатия (24 ч,
150°С/24ч,200'С),
%, не более
-/-
-/-
' -/-
-/-
-/-
-/-
-150
-/50
50/-
50/-
45/-
-155
40/-
40/-
30/-
40/-
50/-
Коэффициент
морозостойкости
по эластическому
восстановлению,
не менее,
при температуре
-50/-60/-70"С
-1-1-
0,45/-/-
0,5/-/-
-1-1-
0.50/-70.30
-7-70,30
-/-70,30
^-70,30
-/-/0,30
-7-/0,30
-/-/0,30
-7-70,30
-/0,35/-
0,20/0,35/-
0,20/-/-
-/0,35/-
-
Изменение («потеря»), %,
при разных режимах
вулканизации:
24ч,200"С/72ч,200«С
прочности
по
сравнению
с исходной
-/-40
^-15
-/-
-7-
-/-
-/-30
-7-
-1-
-55,00/-
55,00/-
-45,00/-
-/-
-МО
-/-
-/-
-/-
-/-
относительного
удлинения
при разрыве
по сравнению
с исходным
-I-AQ
-1-
-55,00/-
-35,00/-
-1-
-7-35
-1-
-1-
-45,00/-
-45,00/-
-70,00/-
-1-
^-50,00
-/-55,00
-/-40,00
-7-
-А
Большой справочник резинщика
ft
11*3,2» Химические свойства силоксановых каучуков
Отличительной особенностью силоксановых каучуков является их высокая стойкость к
| термическому окислению, воздействию озона и УФ-излучения. Это объясняется высокой энер-
§" гией Si-C-связи, которая составляет 780 Дж/моль, в то время как энергия С-С-связи - только
630 Дж/моль. Поэтому свойства силоксановых каучуков практически не изменяются до 160°С, а
5. во многих случаях сохраняются, хотя бы кратковременно, и до более высоких температур.
| Высокая термостойкость характерна только для каучуков, в обрамлении молекулярной цепи
I которых атомы углерода содержатся в ограниченном количестве. Увеличение их количества
(например, для каучука СКТЭ, содержащего этильные группы) приводит к понижению
термоокислительной стабильности.
Наличие атома кремния в основной цепи силоксановых каучуков определяет особенность их
взаимодействия с различными реагентами, обусловленную наличием реакционноспособных
i§ центров трех типов: связью Si—О, концевыми гидроксильными и углеводородными группами. В
присутствии щелочей, аминов и кислот протекают деструктивные процессы с разрывом силок-
сановой связи, при этом происходит отщепление воды и образование циклосилоксанов.
Концевые гидроксильные группы могут вступать в реакцию с алкоксидами металлов III и IV групп,
сопровождающуюся отщеплением спирта и образованием связи Si -O-Me. На эти группы могут
оказывать нежелательное воздействие и другие соединения, способные участвовать в гетеро-
литических реакциях, причем их содержание в композициях может быть ничтожно мало,
например ионные остатки катализаторов кислой или щелочной природы. Следствием такого
взаимодействия может быть существенное снижение упруго-прочностных характеристик резин в
условиях эксплуатации при повышенных температурах.
При радиационном воздействии, под влиянием у-излучения, вулканизаты на основе
каучуков СКТ и СКТВ теряют эластические свойства за счет образования пространственной сетки
высокой плотности (радиационная вулканизация). Каучуки, содержащие фенильные радикалы,
менее подвержены радиационному воздействию. В ряде случаев радиационная вулканизация
используется для сшивания макромолекул, в результате чего получаются композиции,
обладающие улучшенными электроизоляционными свойствами и повышенной термостойкостью (см.
также разделы «Радиационная вулканизация» и «Радиационностойкие резины»).
1*13*3* Получение силоксановых каучуков
Промышленный синтез силоксановых каучуков основан на реакции каталитической
полимеризации циклосилоксанов, которые получают гидролизом дихлорсиланов, с последующей
очисткой циклов от трифункциональных примесей - ректификацией. Этот способ позволяет
устранить образование побочных продуктов, которые могут вызывать при полимеризации
нежелательное разветвление или обрыв цепей.
В качестве катализаторов используют щелочи или серную кислоту. В первом случае реакция
протекает при 150°С, во втором - при 20°С. Качество получаемого каучука в значительной степени
зависит от чистоты исходных циклосилоксанов и тщательности последующей отмывки продукта от
остатков катализатора и дезактиваторов. Поэтому все большее применение находят так
называемые термолабильные катализаторы на основе гидроксидов тетраалкиламмония или фосфония и
их силанолятов, которые по окончании полимеризации удаляются путем разложения при прогрева-
нии реакционной массы в определенном температурном интервале. Другой способ существенного
улучшения свойств каучуков, широко используемый в настоящее время, заключается в
блокировании концевых гидроксильных групп макромолекулы, замещением их на стадии синтеза в
основном триметилсилильными группами.
При необходимости синтеза полимера с небольшим количеством модифицирующих звеньев
используют смесь, полученную согидролизомдиорганодихлорсиланов в растворе. Например, в
качестве растворителя используют диметилсилоксановый деполимеризат и, гидролизуя
совместно диметилдихлорсилан и метилвинилтрихлорсилан, получают «винильную шихту», на четверть
состоящую из метилвинилсилоксановых звеньев. Затем, при синтезе каучуков СКТВ, СКТВ-1 ее
смешивают с деполимеризатом в соотношении, необходимом для получения требуемого
количества винильных звеньев, после чего смесь полимеризуют. Такой же прием используют для
получения каучуков с другими модифицирующими звеньями.
1*13.4, Применение силоксановых каучуков
Вулканизаты ненаполненных резиновых смесей на основе выпускаемых в крупном
промышленном масштабе силоксановых каучуков находят ограниченное применение, что связано не
только с низкими прочностными свойствами и каучуков, и вулканизатов, но и с их относительно
высокой стоимостью. Однако в последнее время области их применения существенно
расширяются. Наполненные светлыми наполнителями резины на основе силоксановых каучуков все шире
применяются в разных областях промышленности, транспорта и медицины (см. раздел
«Резины на основе силоксановых каучуков»).
Силоксановые каучуки в чистом виде применяются как модифицирующие добавки к
жидким системам различного назначения -антиадгезионным композициям на основе водных
дисперсий и органических растворителей и разнообразных гидрофобизаторов. Они могут входить
в качестве компонентов в составы покрытий и пленок на основе реактопластов различного
строения. Их широко используют также в электронике, при производстве микросхем и волоконной
оптики. Одним из примеров использования их электроизоляционных свойств может служить
производство термостойкой изоляционной ленты ЛЭТСАР на основе боросилоксана.
В отличие от других типов каучуков силоксановые имеют высокую стоимость и
выпускаются в сравнительно небольшом объеме. С учетом того, что изготовление изделий на их основе
требует соблюдения определенных условий в производственных помещениях и прежде всего
Чистоты и отсутствия контакта с компонентами резиновых смесей общего назначения, они не
поставляются, как правило, для переработки в ненаполненном виде. Производители сами
изготавливают разнообразные эластомерные композиции, которые различаются по типу каучука,
способу переработки, твердости и свойствам вулканизатов. В основном смеси поставляются в
готовом виде, заправленные вулканизующими агентами (см. раздел «Резины на основе
силоксановых каучуков».
В нашей стране промышленное производство силоксановых эластомеров налажено на
Казанском заводе СК. Кроме того, освоено производство полиорганосилоксанов на базе ГНИХТЭОС
фирмой «Пента», которая является также дистрибьютером фирмы Wacker и ряда других
западных производителей. Лидирующими зарубежными производителями силоксановых каучуков
являются фирмы Dow Coining (США), GE Bayer Silicones (США и Германия), Wacker (Германия), Primasil
(Великобритания), Rhodia (Франция), Bluestar Silicones (КНР), Shin-Etsu (Япония).
!
а.
1
I
!
I
I
к
14* Уретановые каучуки
Уретановые каучуки представляют собой полярные полимеры линейного, разветвленного или
| пространственного строения, содержащие в основной цепи уретановые группы
| — NH—СО-
6
£ Они получаются взаимодействием ди- или полиизоцианатов с диолами или полиэфирами:
| nOCN-R-NCO + nHO-R'-OH->[-OCHN-R-NHCOO-R'-0-]n
В зависимости от способа переработки различают вальцуемые, литьевые уретановые
каучуки и уретановые термопластичные эластомеры.
1 1,14.1. Вальцуемые уретановые каучуки
| (Н.В. Панова)
Первые сведения о вальцуемом уретановом каучуке марки Кемигам были опубликованы
фирмой «Гудьир» (США) в 1953 г. В 1954 г. появились сообщения о получении аналогичного
каучука Адипрена В фирмой «Дюпон де Немур» и каучука Вулкапрен английской фирмой
«Империал кемикал индастриз».
В 60-е годы был освоен выпуск Вибратанов фирмой «Юнироал кемикал дивижн оф юниро-
ал» (США), Эластотанов фирмой «Тиокол кемикал корпорейшн» (США), Джентанов фирмой
«Дженерал тайер энд Раббер Ко.» (США) и Урепанов фирмой «Байер» (ФРГ).
В 70-е годы прошлого столетия на рынок уретановых вальцуемых каучуков поступили Мил-
латаны - продукция фирмы «Текникал сейлз энд инжиниринг Ко.» (США). В дальнейшем эта
фирма стала мировым лидером производства уретановых вальцуемых каучуков Миллатан,
аналогичных каучукам Вибратан, Джентан, Адипрен.
Отечественные вальцуемые каучуки были разработаны в 60-80-х годах прошлого столетия,
сначала на основе сложных полиэфиров (СКУ-8А, СКУ-8М, СКУ-8ТБ), а затем на основе
простых полиэфиров (СКУ-ПФ, СКУ-ПФД, СКУ-ППГ).
В конце 80-х, начале 90-х годов прошлого столетия были получены модификации на основе
статистических сополимеров тетрагидрофурана и пропиленоксида (СКУ-ПФ-ОП), а также эти-
леноксида (СКУ-ПФ-ОЭ).
Свойства вальцуемых уретановых каучуков
Уникальность уретановых каучуков (как и всех уретановых эластомеров) состоит в
сочетании исключительной износостойкости с возможностью достижения практически любой
твердости (от 20 ед. по Шору А до 60 ед. по Шору Д) при сохранении эластичности и высокого
уровня физико-механических свойств, наряду со специфическими свойствами, такими как
стойкость к воздействию озона, радиации, различных масел и растворителей.
Уретановые каучуки по диэлектрическим свойствам аналогичны натуральному каучуку, по
газопроницаемости близки к бутилкаучуку. Из них получают изделия сложного профиля,
тонкостенные гибкие шланги, различного рода уплотнительные манжеты, втулки и другие
резинотехнические изделия.
Специфические свойства уретановых каучуков во многом определяются химическим
строением исходных веществ-диизоцианата, полиэфирдиола и удлинителя цепи.
При использовании сложного полиэфира, как правило, адипината этилен-, диэтилен-, гексаме-
тиленгликоля или этиленбутиленадипината (Мп = 800 ■*■ 3000) получаются каучуки с повышенной
маслобензостойкостью, а простого полиэфира- полиокситетраметиленгликоля или сополимера
тетрагидрофурана с этиленоксидом или пропиленоксидом (Мп=650+2000) - каучуки с высокими
гидролитической стойкостью и морозостойкостью.
Каучуки, полученные с использованием ароматического диизоцианата (особенно 4,4'-ди- т^
фенилметандиизоцианата) отличаются повышенной стойкостью к радиации (до 1 200 Мрад).
При использовании алифатического диизоцианата (1,6-гексаметилендиизоцианата)
достигается стойкость к ультрафиолетовому излучению. Переход от гомополимера к сополимеру
позволяет уменьшить склонность к кристаллизации и повысить морозостойкость (Т каучука на
основе сополимера равна -65°С, а на основе гомополимера она равна -50°С + -55°С).
Тип вулканизующего агента и условия вулканизации зависят от требуемой структуры
полимера. Универсальным вулканизирующим агентом для всех уретановых каучуков является ди-
мер 2,4-толуилендиизоцианата.
Использование в качестве удлинителя цепи ненасыщенного диола, например а-моноалли-
лового эфира глицерина, позволяет применять серную вулканизацию, а также смешанные
системы вулканизации.
Каждая система вулканизации уретановых каучуков имеет свои достоинства и недостатки и
может быть использована с учетом конкретных технических требований потребителей:
диизоцианатная - для получения высокомолекулярных резин с повышенными твердостью,
прочностью и сопротивлением раздиру, улучшенной маслобензостойкостью;
пероксидная - для получения резин с пониженными накоплением остаточных деформаций
сжатия, теплостойкостью и эластичностью;
серная- для улучшения технологических характеристик резиновых смесей, увеличения срока
их хранения и возможности переработки экструзией, литьем под давлением, каландрованием, а
также для получения высокопрочных резин с высоким сопротивлением раздиру, хорошей
работоспособностью в условиях динамических нагрузок.
При выборе марки уретанового вальцуемого каучука и вулканизующего агента следует
учитывать как уровень физико-механических свойств, так и возможности переработки резиновой
смеси в изделия.
Свойства вальцуемых уретановых каучуков и их вулканизатов определяются как составом
каучука, так и вулканизирующими системами, условиями вулканизации и другими факторами (табл.
1.14.1. и 1.142). Физико-механические свойства вулканизатов зависят от пространственной
структуры, возникающей при использовании различных вулканизирующих систем (табл.1.14.3). Втабл.1.14.4.
приведены данные по уровню свойств каучуков марки Миллатан (Фирма TSE Industries). Такие
данные позволяют выбрать марку каучука для заданных условий эксплуатации.
I
1
1
!
I
I
1.14.1. Физико-механические свойства отечественных вальцуемых уретановых каучуков
на основе простых полиэфиров серной вулканизации
Показатель
Вязкость по Муни МБ 10+4 (100°С)
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Твердость по Шору А
Эластичность по отскоку, %,:
при 20°С
при100°С
Сопротивление раздиру, кН/м
Истираемость. мм3/Дж
Коэффициент морозостойкости:
при-25"С
при -35"С
при -45°С
Степень набухания,%:
в бензине А-76
в трансформаторном масле
Температурный интервал работоспособности, °С
СКУ-ПФ
60-100
32,5
450
65
35
45
50
00,17-00.25
0,50
0,25
0,11
9,5
2,5
-35+100
СКУ-ПФД
50-80
34,0
350
70
40
55
55
00,14-00,23
0,40
0,20
8,0
1,5
-50+80
СКУ-ПФ-ОПн
40-80
25,0
450
60
45
55
40
00,25-00,28
0,77
0,50
0,35
18,0
6,5
-50+120
СКУ-ПФ-ОЭ
35-50
34,0
500
65
55
70
60
00.23-00,28
0,80
0,56
0,41
9,0
5,0
-35+120
СКУ-ППГ
50-100
20,0
350
65
30
55
35
00,28-00,42
0,65
0,33
25,0
10,0
-40+80
#.
1.14.2.Свойства вальцуемых уретановых каучуков на основе сложных полиэфиров*
Показатель
Вязкость по Муни МБ 10+4 (100°С)
Условное напряжение при 100%-ном
удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Твердость по Шору А
Эластичность по отскоку, %:
при 20°С
при100°С
Сопротивление раздиру, кН/м
Остаточная деформация сжатия
(20%, 24 ч), %:
при 70°С
при 100°С
при150°С
Коэффициент морозостойкости при -25°С
Коэффициент сохранения прочности после
старения (150°СЛ 5 сут.)
Температурный интервал
работоспособности, °С
Степень набухания,%:
в бензине А-76
в трансформаторном масле
СКУ-8А СКУ-8ТБ СКУ-НВ СКУ-НВД СКУ-НВ-1 СКУ-НВД-1
Вулканизирующий агент
Димер
толуилен-
диизоцианата
25-65
12,0
35,0
450
90
30
33
70
-
0,10
Деструкция
-10+80
4,0 (20°С/6 сут.)
0,2 (20°С/6 сут.)
Пероксид
40-90
1,5
35,0
650
65
40
52
35
-
0,35
Деструкция
-30+80
9,0
Пероксид
50-100
4,5
22,5
400
70
25
45
25
18
35
98
0,15
0,84
-20+150
Пероксид
60-100
5,5
31,5
460
80
28
50
39
15
25
85
0,10
0,97
-20+160
Сера
40-80
3,5
30,0
450
72
30
55
30
55
80
110
0,20
0,30
-35+120
Сера
40-80
6,5
35,0
340
83
32
55
42
30
75
100
0,15
0,40
-20+150
За 20 сут. при 20°С не превышает 5
За 15 сут. при 70°С менее!
' Некоторые марки каучуков обладают способностью к кристаллизации.
1.14.3. Влияние вулканизующей системы на свойства уретанового каучука
сложноэфирного типа на примере каучука СКУ-НВ-1
Показатель
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Твердость по Шору А
Эластичность по отскоку, %:
при 20°С
при100°С
Остаточная деформация сжатия (20%, 24 ч), %:
при100°С
при150°С
Коэффициент сохранения прочности после
старения:
150°С/15сут.
175°С/Зсут.
Вулканизующая система
Диизоци-
анатная
35
220
90
15
35
75
97
0,80
0,50
Перохсид-
ная
20
220
70
25
50
45
85
0,90
0,68
Серная
30
450
75
30
55
80
110
0,30
(деструкция)
Диизоци-
анатно-
пероксидная
25
180
75
25
50
55
95
0,80
0,61
Диизоци-
анатно-
серная
30
350
85
28
45
80
100
0,70
0,30
342
1.14.4. Уровень свойств уретановых каучуков марки Миллатан
Показатель
Плотность, кг/м
Вязкость по Муни МБ 1+4 (100°С)
Марка каучука
Миллатан 28
Миллатан 66
Миллатан 76
Миллатан 5004*
Миллатан НТ
Миллатан 26
Миллатан 97
Миллатан СМ"
Миллатан Е34
Уретановый каучук на основе полиэфира
сложного
1190
30-60
1190
35-65
1220
25-75
1210
50-70
1120
35-65
простого
1030
30-60
1020
40-80
1060
30-60
1040
35-65
Вулканизующий агент (П - пероксид, С - сера)
П
П
С
П | П
С | П
п
п с
п
С | П
Физико-механические свойства
Условная прочность при растяжении
Эластичность по отскоку
Сопротивление истиранию
Сопротивление раздиру
Механические свойства:
при высокой твердости
при низкой твердости
Остаточная деформация сжатия:
при 70°С
приЮ0°С
Теплостойкость
Низкотемпературные свойства
Газопроницаемость
Прозрачность(вулканизован, изделий)
Гидролитическая стойкость***
Маслостойкость
Стойкость к дизельному топливу
Применение в соответствии
сFDA1772600
++
+
+
+
+
++
++
++
+
++
0
++
++
-
++
+
+
+
+
0
++
++
++
++
+
0
++
++
-
++
0
+
++
+
++
0
0
0
0
+
0
++
++
-
+
0
+
+
+
+
++
++
+
0
+
0
++
++
-
+
+
+
++
+
+
+
+
++
+
++
0
++
++
-
+
+
++
+
0
+
+
+
+
++
++
0
+
+
-
+
+
+
0
0
0
++
+
++
++
++
0
+
+
-
+
++
+
+
+
+
+
+
0
+
+
++
+
0
++
+
++
+
+
+
0
0
0
0
+
+
++
++
+
0
-
++
++
++
++
+
+
+
0
0
+
+
0
++
+
+
-
+
++
+
+
+
+
+
+
+
+
+
0
++
+
+
-
++
++
++
+
+
+
+
0
0
+
+
-
++
+
+
-
+
++
+
+
0
+
+
+
+
+
+
-
++
+
+
-
Способы переработки
Приготовление резиновых смесей:
высокой твердости
низкой твердости
Формирование в прессе
Свободное литье
Литье под давлением
Экструзия (для заготовок)
Вулканизация паром (при защите
от прямого контакта с паром)
Вулканизация горячим воздухом
(при защите от прямого контакта
с кислородом воздуха)
+
++
++
++
+
-
0
++
0
++
++
++
++
-
0
+
++
++
+
+
+
-
++
+
+
++
++
++
+
-
0
++
+
++
++
++
+
-
0
+
+
++
++
+
+
-
+
+
+
++
++
++
+
-
0
+
+
++
++
++
+
+
+
+
0
++
++
++
++
+
+
+
++
++
++
+
+
++
++
+
++
++
++
++
+
+
+
+
+
++
++
+
++
++
++
+
+
++
++
++
++
+
+
'Аналогичен Вибратану 5004;
** Аналогичен Адипрену СМ;
*** Гидролитическая стойкость уретанов на основе сложного полиэфира может быть значительно повышена
добавкой карбодиимида (1,5-2 масс. ч. на 100 масс. ч. каучука).
Условные обозначения: «++» - отлично; «+» - хорошо; «0» - посредственно; «-» - нет данных или
недостаточно данных.
-3^
3'
I
t
Применение вальцуемых уретановых каучуков
и свойства резин типовых рецептур
Вальцуемые уретановые каучуки применяются для изготовления роликов и приводных
элементов лентопротяжных механизмов, уплотнительных деталей в авиационной технике и
автомобилестроении, уплотнительных манжет гидросистем, уплотнителей резинотехнических
деталей для АЭС, изделий медицинской техники, ортопедии и обувной промышленности,
различного рода резинотканевых материалов, стойких к воде и нефтепродуктам и др..
Путем применения различных наполнителей, стабилизаторов, модифицирующих добавок, а
также варьированием рецептуры резиновой смеси можно получать резины, максимально
отвечающие техническим требованиям заказчика (табл. 1.14.5-1.14.10).
Уретановые каучуки поставляются в виде твердых брикетов массой до 25 кг, упакованными
в полиэтиленовые и крафт-мешки. В условиях, исключающих попадание влаги и при отсутствии
контакта с теплом, гарантийный срок хранения уретановых каучуков достигает двух лет.
1.14.5. Типовые рецептуры резиновой смеси и физико-механические свойства резин
серной вулканизации на основе уретановых каучуков
Ингредиенты
и показатели
свойств резин
На основе
каучука
Миллатан 76
сложноэфир-
ного типа
на основе
каучука
Миллатан СМ*
простого
эфирного
типа
Ингредиент, масс, ч
Каучук
Техуглерод N330
(сажа)
Кумароновая смола
Стеарат цинка
Альтакс
Каптакс
Активатор
вулканизации**
Сера
100
30
-
0,5
4,0
2,0
1,0
1,5
Физико-механические свой
Условия вулканизации
Плотность, кг/м3
Твердость по Шору А
Тем-pa хрупкости, "С
155°СЛ0мин
1220
70
-35
100
30
15,0
0,5
4,0
1,0
0,35
0,75
ства резни
142°С/60 мин
1060
63
-68
Показатели
свойств резин
Условное напряжение
при удлинении, МПа:
100%
200%
300%
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Сопротивление раздпру,
кН/м
Эластичность, %
(Bachore)
Остаточная деформация
сжатия, метод В
(70°С/22 ч),%
На основе
каучука
Миллатан 76
сложноэфир-
ного типа
3,7
8,5
14,9
32,8
539
61,3
14
36
На основе
каучука
Миллатан СМ*
простого
эфирного
типа
2,1
10,3
24,1
36,9
560
44
48
35
" Аналогичен Адипрену СМ; * * Комплекс хлорида цинка с альтаксом.
1.14.6. Типовая рецептура резиновой смеси и физико-механические свойства резин
пероксидной вулканизации на основе каучука с повышенной теплостойкостью
Ингредиенты и показатели свойств резин
Значение
Состав смеси, масс. ч.
Каучук
Техуглерод N330
Стеариновая кислота
Стабилизатор (stabaxol P)
Пероксиддикумила
Триаллилцианурат
100
20
0,25
3,0
6,5
1,0
Физико-механические свойства резни
Твердость по Шору А
Сопротивление раздиру, кН/м
68
37
Показатели свойств резин
Условное напряжение при удлинении, МПа:
100%
200%
300%
Условная прочность при растяжении, МПа,
не менее
Относительное удлинение при разрыве, %,
не менее
Остаточная деформация сжатия
(100"С/22 ч), %
Значение
3,8
12,3
27,5
29
310
11
344
1.14.7. Рецептуры резиновой смеси на основе каучука Миллатан 97 для получения
прозрачных светостойких морозостойких вулканизатов с различной твердостью по Шору
Ингредиенты и показатели
свойств резин
Твердость по Шору А
46 | 62
70
81 | 95
Состав смеси, часе. ч.
Каучук
Стеариновая кислота
Кремнезем
Адипиновая кислота (ускоритель пластикации;
Ди(бутоксиэтоксиэтил)адипанат
Винилсилан
Антиоксидант
Светостабилизатор Тинувин 328
Светостабилизатор Тинувин 765
Диэтиленгликольдиметакрилат
Диметилолпропантриметакрилат
Низкомолекулярный полиэтилен
Полиэтиленгликоль
1,1-Ди(грег-бутилперокси)-3,3,5-
триметилциклогексан
Пероксиддикумила
100
0,25
15
15
-
0,3
0,25
0,25
0,25
2
-
-
-
0,4
-
100
0,25
20
-
-
-
0,25
-
-
3
-
-
-
0,4
-
100
0,5
20
-
-
0,3
0,25
-
-
3
-
-
-
0,5
-
100
0,5
20
-
-
0,5
0,25
-
-
16
-
-
-
0,5
100
0,5
30
-
2
1,5
0,25
-
-
20
20
2
2
_
1
Физико-механические свойства резин
Условия вулканизации
Твердость по Шору А
Условное напряжение при удлинении, МПа:
100%
200%
300%
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
150°С/4мин
46
0,9
1,2
1,5
16,4
800
19,7
149°С/8 мин
62
1,6
2,2
3,4
22,6
555
30,5
149°С/6мин
70
2,3
5,1
9.8
26,6
462
34,5
160°С/10мин
81
3,9
7,8
13,3
19,1
380
31,7
160оС/10мин
95
12,8
17,0
160
31,2 I
1.14.8. Сравнительные данные по влиянию дозы облучения на физике-механические
свойства резин на основе СКУ-ПФ, СКЭПТи СКИ-3
Каучук
СКУ-ПФ
СКЭПТ
СКИ-3
Доза облучения,
МДж/кг
0
0,5
1
2
0
0,5
1
2
0
0,5
1
2
Условная
прочность при
растяжении, МПа
32,0
23,5
18,8
16,0
20,0
15,0
11,2
6,9
28,0
17,0
10.0
7,5
Относительное
удлинение
при разрыве, %
540
380
295
210
520
380
100
90
540
350
190
120
Твердость
поТМ-2
70
72
73
74
68
70
72
74
67
74
75
76
Истираемость,
мм7Дж
0,025
0,057
0,077
0,098
0,091
0,105
0,118
0,147
0,085
0,120
0,181
0,250
I
i
!
I
I
1.14.9. Рецептуры резиновой смеси на основе уретановых каучуков
с одинаковой вулканизующей системой и различным содержанием кремнезема
Ингредиенты и показатели
свойств резин
Содержание кремнезема*, масс, ч
5,0
10,0 15,0 20,0 30
Состав смеси, масс. ч.
Каучук
Стеариновая кислота
Кремнезем
1,1 -Ди(грег-бутилперокси)-3,3,5-
триметилциклогексан
Диэтиленгликольдиметакрилат
Антиоксидант
100,0
0,3
5,0
0,4
3,0
0,2
100,0
0,3
10,0
0,4
3,0
0,2
100,0
0,3
15,0
0,4
3,0
0,2
100,0
0,3
20,0
0,4
3,0
0,2
100,0
0,3
30,0
0,4
3,0
0,2
Физико-механические свойства резин
Время вулканизации при 149°С, мин
Твердость по Шору А
Условное напряжение при удлинении, МПа:
100%
200%
300%
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, МПа
Сопротивление раздиру, кН/м
7
55
1,2
1,6
2,2
6,6
453
23,9
7
58
1,4
1,9
2,8
14,4
506
25,9
7
60
1,4
1,8
2,7
16,6
535
25,7
8
62
1,6
2,2
3,4
22,6
555
30,4
8
66
1,6
2,1
3,3
25,2
633
32,9
* Wacker HDK-N20.
1.14.10. Влияние природы сложного полиэфира на низкотемпературные свойства
вулканизатов на основе уретановых каучуков
Вулканизующий
агент
Пероксид F-40
Димер 2,4-ТДИ
Димер/пероксид
Полиэтилен-
адипинат
Темпе/
-36
-38
-43
Полиэтилен-
пролилен-
адипинат
larypa хрупко
-63
-53
-54
Полиэтилен-
бутилен-
адипинат
ети, °С
-73
-70
-71
Вулканизующий
агент
Температура, °С:
0
-15
-25
-30
-40
Полиэтилен-
адипинат
Полиэтилен-
пропилен-
адипинат
Полиэтилен-
бутилен-
адипинат
Коэффициент морозостойкости
пероксидных вулканизатов
0,25
0,1
0,70
0,25
0,1
0,85
0,70
0,45
0,20
0,05
1.14.2, Литьевые уретановые каучуки
(ЮЛ. Морозов)
Литьевые уретановые каучуки или литьевые полиуретаны (ЛПУ) перерабатываются в жид-
кофазном состоянии. При этом в одном процессе происходит одновременно формование
жидкой композиции и отверждение изделий.
Исходным сырьем для их получения являются практически те же компоненты, которые
применяются для вальцуемых и термопластичных полиуретанов -олигодиолы (сложные и
простые олигоэфирдиолы, олигокапролактондиолы, реже олигодиендиолы); диизоцианаты (2,4- и
2,6-толуилендиизоцианаты, негидрированный и гидрированный 4,4'-дифенилметандиизоциана-
ты, гексаметилендиизоцианат, 1,5- нафтилендиизоцианат, л-фенилендиизоцианат); удлинители
346
А. Одностадийная композиция
Диизоцианат
4
Изоцианатсодержащий
компонент
Б. Форполимерная композиция
Диизоцианат
JL
Олигодиол
U
Гидроксил(амино)содержащий
удлинитель цепи
д
Технологические
и целевые добавки
Л
Гидроксил(амино)содержащий компонент
Олигодиол
Л
4
Изоцианатсодержащий компонент
(псевдофорполимер)
В. Псевдофорполимерная
Диизоцианат
\\
комп
озиция
Олигодиол
1Г
И
Изоцианатсодержащий компонент
(форполимер)
Рис. 1.14.1. Варианты подготовк
- 1
Гидроксил(амино)содержащий
удлинитель цепи
Л
Технологические
и целевые добавки
.. Л
И-
Гидроксил(амино)содержащий компонент
Гидроксил(амино)содержащий
удлинитель цепи
JL
Технологические
и целевые добавки
Л
Л
Гидроксил(амино)содержащий компонент
и литьевых уретановых композиций
цепи-диолы (чаще всего 1,4-бутандиол) и диамины (метилен-<5ис-о-хлоранилин, его
производные и модификаторы), производные толуилендиаминов и другие диамины. Для реакционно-ин-
жекционного формования (РИФ или RIM) могут применяться каталитические, эмульгирующие
и другие добавки.
Подавляющая масса литьевых полиуретанов производится на литьевых машинах низкого и
высокого давления при взаимодействии двух групп исходных материалов: изоцианат- и гидро-
ксил(амино)содержащих соединений. Основные варианты таких композиций приведены на рис.
1.14.1, А, Б, В.
Одностадийные композиции
При подготовке одностадийных литьевых композиций используется, как правило, немоди-
фицированный диизоцианат, и все компоненты композиции смешиваются одновременно или в
две стадии: к смеси олигодиола, удлинителя цепи и технологических добавок добавляется
определенное рассчитанное из соотношения NCO:OH = 1, количество диизоцианата. После
тщательного перемешивания и вакуумирования смесь заливается в разогретую, смазанную антиад-
гезивом форму.
По одностадийной схеме из нафтилендиизоцианата, сложного олигоэфирдиола и
удлинителя цепи первоначально производился Вулколлан (фирма Bayer, ФРГ), который
выпускается до настоящего времени по модернизированной технологии в монолитном и
микроячеистом вариантах.
Одностадийные процессы в их классическом виде («всё сразу») для ЛПУ практически не
используются. В основном их применяют при получении пенополиуретанов (ППУ) на
многопоточных литьевых машинах.
-*$*--
34
I
Форполимерные композиции
Форполимерные композиции позволяют использовать большой ассортимент готовых к
переработке форполимеров. Образование монолитных полиуретанов по форполимерной схеме включает
стадии получения и отверждения форполимера:
Гхрмя У
НО - R - ОН + 2NCO - R' - NCO -» NCO - R' - NHCOO - R - OCONHR'NCO,
где R'- остаток диизоцианата, например: -(С6Н4)СН2(С6Н4) или (4,4'-МДИ), R-остаток
простого или сложного олигоэфира или олигодиена, например: [ - (СН2)4- О- ]л.
Важнейшими свойствами форполимеров являются содержание изоцианатных групп и
стабильность. Содержание изоцианатных групп варьируют путем изменения молекулярной массы
исходного олигодиола, которое обычно находится в пределах 3-10% масс. Чем выше
содержание изоцианатных групп в форполимере, тем меньше длина эластичного блока и тем больше
жестких блоков в образующемся на основе данного форполимера эластомере.
Стабильность форполимера зависит от природы олигомера и диизоцианата и условий хранения.
Наиболее стабильны форполимеры из простых олигоэфиров или олигодиенов и 2,4-толуилендии-
зоцианата (2,4-ТДИ), наименее - из сложных полиэфиров и 1,5-нафтилендиизоцианата (1,5-НДИ)
или 4,4'-дифенилметандиизоцианата (4,4'-МДИ). Вследствие наличия в молекуле форполимера
изоцианатных и уретановых групп любой форполимер является потенциально нестабильным. При
высокой температуре он способен разветвляться и даже структурироваться в результате протекания
реакции аллофанатообразования, а на воздухе без нагревания отверждаться под действием
атмосферной влаги. Однако в герметично закрытой таре форполимеры на основе простых полиэфиров
или олигодиенов и ТДИ способны храниться длительное время (месяцы и даже годы).
В настоящее время в нашей стране и за рубежом производится широкий ассортимент
готовых к употреблению форполимеров. Свойства некоторых из этих форполимеров и полученных
из них ЛПУ приводятся ниже. Выбор состава форполимера (полиэфира и диизоцианатов)
зависит от требований, предъявляемых к свойствам ЛПУ (табл. 1.14.11).
Наиболее распространенными отверждающими агентами для уретановых форполимеров
являются метилен-бис-о-хлоранилин-МОКА (отечественный аналог ДиаметХ) и 1,4-бутандиол. При
отверждении аминами процесс протекает значительно быстрее (на порядок и более),
образующиеся полиуретанмочевины (полиуретанкарбамиды) имеют более высокие твердость, прочность,
температуростойкость, сопротивление истиранию и т.д. Полученные отверждением диолами и
триолами ЛПУ существенно более эластичны.
1.14.11. Влияние состава форполимеров на свойства литьевых полиуретанов
Показатель
Прочность при растяжении
Сопротивление раздиру
Остаточная деформация при сжатии
Эластичность по отскоку
Морозостойкость
Теплостойкость
Абразивостойкость
Ударопрочность
Деформационный разогрев
Гидролитическая стойкость
Маслобензостойкость
Стойкость к тепловому старению
Показатель ЛПУ выше
Показатель ЛПУ ниже
Состав форполимера
Сложный полиэфир
Толуилендиизоцианат(ТДИ)
МДИ - полифурит
Полифурит
ТДИ
Сложный полиэфир
МДИ - полифурит
Полифурит
МДИ - полифурит
Сложный полиэфир
Сложный полиэфир
Полипропиленгликоль (ППГ)
Дифенилметандиизоцианат (МДИ)
ТДИ - сложный полиэфир
Сложный полиэфир
МДИ
ППГ
ППГ
Сложный полиэфир
ТДИ - сложный полиэфир
Полифурит
ППГ
Примечание. Литьевые полиуретаны, полученные из форполимеров на основе олигодиендиолов, имеют максимальные
морозо- и гидролитическую стойкость.
348
МОКА широко применяют для отверждения изоцианатных форполимеров, несмотря на">^
целый ряд его недостатков. Он плавится при 105°С и соответственно перерабатывается при
110-120°С. При остывании МОКА в линии подачи могут происходить его кристаллизация и
забивка линии. Соотношение форполимера и отвердителя обычно составляет 100:10-20. Пары и пыль
МОКА токсичны. Поэтому предпринимаются попытки заменить или модифицировать этот
токсичный и сложный в технологии (но оптимальный по свойствам готового изделия) продукт.
Модификация МОКА направлена, в частности, на превращение его в жидкость путем, например,
растворения в полимеризационноспособном олигомере (олигоэфиракрилате) или в диалкиль-
ном производном МОКА.
В качестве диаминов, применяемых для отверждения форполимеров, следует отметить
жидкие вторичные диамины, смесевые жидкие диамины, аминные отвердители, используемые в
системе Байтек (фирма Bayer, ФРГ), различные производные толуилендиаминов, например,
диэтилтолуилендиамин - Этакьюр-100 (фирмы Albermarle Corp., США). Этакьюр-100 является
основой композиции RIM второго поколения; 7рег-бутилтолуилендиамин также рекомендуется
использовать в RIM-технологии.
В качестве жидкого малотоксичного диамина для отверждения стабильных форполимеров
рекомендуется Этакьюр-300 - диметилтио-2,4 и 2,6-толуилендиамин (Albermarle Corp., США),
который вполне может быть применен вместо МОКА. Нетоксичный диамин 4,4-метилен-^с-(3-
хлор-2,6-диэтиланилин) также рекомендуется для замены МОКА.
Ароматический радикал может быть введен в жесткий блок уретанового эластомера путем
замены алифатического диола, используемого в качестве удлинителя цепи, на ароматический.
Отверждение форполимера происходит с образованием полиуретанмочевины (I) или
полиуретана (II) по схеме:
Схема 2
лИСО - R' - NHCOO - R- OCONH - R' - NCO + nNH, - R" - NH2(HO - R"' - OH) -»
-H-R-OCONH-R'-NHCONH-R"-NHCONH-R-NHCOO-]n (I)
лЫСО - R' - NHCOO - R - OCONH -R'- NCO + nNH2-R"-NH2(HO-R"'- OH) ->
-H-R-OCONH-R'-NHCOO-R",-OCONH-R-NHCOO-]nT (Ю
где R - остаток олигомера; R' - остаток диизоцианата; R" - остаток амина, например МОКА;
R'" - остаток гликоля (- СН2- )4, например 1,4-бутандиола.
Схема 2 соответствуют эквимольному соотношению реагирующих групп и мягким условиям
отверждения. Если R" или R"' -трифункциональны, то образуется сшитый полиуретан (поли-
уретанмочевина, или полиуретанкарбамид).
Сшитый полиуретан может быть также получен при использовании 5-10%-го избытка
изоцианатных групп по сравнению со стехиометрическим за счет образования аллофанатных или биурета-
новых узлов разветвления при 100-120°С. Отверждение форполимера при 80°С приводит к
образованию сегментированного полиуретана с высоким сопротивлением многократной деформации.
Форполимер, отвержденный при 140°С, представляет собой типичный сшитый полиуретан.
Вопрос о необходимости химического сшивания уретановых эластомеров неоднозначен.
Химическое сшивание не является (в отличие от традиционной вулканизации) обязательным
условием формирования комплекса требуемых свойств уретановых эластомеров, где его роль
и одновременно функцию активного наполнителя выполняет жесткая фаза, сформированная
из уретанмочевинных блоков. Более того, часто химическое сшивание играет негативную роль,
препятствуя образованию межмолекулярных и, прежде всего, водородных связей, благодаря
которым в основном и формируется комплекс уникальных свойств уретановых эластомеров.
Сшивание необходимо, вероятно, в тех случаях, когда изделие эксплуатируется при больших
статических нагрузках и повышенных температурах и существует опасность необратимого течения
эластомера под нагрузкой.
I
I
§
I
I
•8
г
I
i
!
I
Характеристика форполимеров, производимых фирмой 000 «Сурел» (г. Санкт-Петербург),
приведена в табл. 1.14.12.
Широкий ассортимент форполимеров производится в 000 «Эласт-ПУ» (г. Владимир)
(табл. 1.14.13).
В России изоцианатсодержащие форполимеры первоначально были разработаны во ВНИ-
ИСК им. СВ. Лебедева под руководством Н.П. Апухтиной. Впервые их производство было
освоено на Опытном заводе ВНИИСК и на Казанском заводе синтетического каучука.
Характеристика изоцианатных форполимеров, а также продуктов их отверждения
приведена в табл. 1.14.14.
Фирма 000 «Макромер» (г. Владимир) производит форполимеры марок 1031 и 3081.
Форполимеры марки Адипрен, впервые разработанные фирмой Du Pont более 50 лет назад,
выпускаются и в настоящее время фирмой Cnemtura (США). Помимо Адипренов эта фирма
производит форполимеры марки Вибротан. Для производства форполимеров используется весь
ассортимент исходного сырья - олигомеров и диизоцианатов. Существующая технология
позволяет изготавливать форполимеры, практически не содержащие свободный ТДИ.
Ассортимент форполимеров Адипрен и Вибротан включает многие десятки разнообразных
олигомеров. Характеристики некоторых из них приведены в табл. 1.14.15 и 1.14.16.
В настоящее время широкий ассортимент форполимеров и ЛПУ на их основе, включая
уникальный ЛПУ Вулколлан, предлагает фирма Bayer (Германия). Особый интерес представляют
собой композиции системы Байтек (Baytec), содержащие изоцианатные форполимеры и
псевдополимеры, а также разнообразные аминные и диольные отвердители.
В табл. 1.14.17 и 1.14.18 приведены характеристики некоторых форполимерных композиций
системы Байтек П (Baytec P) на основе форполимера ТДИ - сложный полиэфир (аминное
отверждение) и форполимера МДИ - сложный полиэфир (диольное отверждение).
Помимо фирм Bayer и Chemtura изоцианатные форполимеры выпускают и другие крупные
зарубежные фирмы. Например, форполимеры Hypol и Echelon выпускает фирма Dow (США),
форполимеры Airthane и Versathane - фирма Air products (США), форполимеры Conathane -
фирма Cytes-Colar (США).
1.14.12. Характеристика форполимеров ООО «Сурел»
и литьевых полиуретанов на их основе
Показатель
Внешний вид
Содержание NCO-rpynn, % масс.
Вязкость при 30°С, Пас
Плотность при 30°С, кг/м3
Сурел ТФ-228
Твердая белая масса;
при температуре выше 30°С
- прозрачная жидкость
2,8±0,2
20±5
1020
Сурел ТФ-235
Твердая белая масса;
при температуре выше 30°С
- прозрачная жидкость
3,5±0,2
13±3
1020
Сурел ТФ-682
Вязкая
прозрачная
жидкость
8,2+0,2
7±2
1090
Физико-механические свойства ЛПУ
Твердость по Шору А и Д
Условное напряжение, МПа:
при 100%-ном удлинении
при 300%-ном удлинении
Условная прочность
при растяжении, МПа
Относительное удлинение
при разрыве, %
Сопротивление раздиру, кН/м
Относительная остаточная
деформация сжатия, %
Плотность полимера при 23°С, кг/м3
А 80
3,8
8,3
42,0
530
50,8
33
1060
А 85
5,1
12,2
43,8
440
50,2
30
1070
Д60
26,2
57,3
250
130,0
-
1180 I
1.14.13. Характеристика форполимеров ООО «Эласт-ПУ»
и литьевых полиуретанов на их основе
Ч
Показатель
Содержание NCO-rpynn, % масс.
Вязкость при 80°С, Пас
Марка форполимера на основе
простого полиэфира
Д-202Т
4,1
1.3
А-203Т
5,7
0,9
сложного полиэфира
А-103ТМ
3,5
2,1
А-102Т
6,1
1,3
поликалролактама
А-402Т
5,9
1,0
Условия переработки
Количество отвердителя (МОКА)
на 100 масс. ч. полимера, масс. ч.
Температура, °С:
форполимера
отвердителя
смешения
формы
Время до потери текучести, мин
Время выдержки в форме, мин
Условия окончательного отверждения,
ч/°С
10,6(90)*
90
120
100
100
8
40
16/100
16,5(90)*
90
120
100
100
4
30
16/100
9,2 (90)*
90
120
100
100
4
30
16/100
15(90)*
85
120
100
100
2
20
16/100
10,1 (90)*
90
120
100
100
3,5
20
16/100
Физико-механические свойства ЛПУ
Твердость по Шору А
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, Н/м
90
36
470
43
95
41
390
95
84
54
660
55
98
55
360
120
94
60
370
130
* В скобках приведены данные (в %) от стехиометрических количеств.
1.14.14. Характеристика форполимеров Казанского завода СК
и литьевых полиуретанов на их основе
Показатель
Содержание NCO-rpynn, % масс.
Вязкость при 30°С, Па-с
СКУ-ПФЛ-100
5,3-6,4
_
СКУ-ПФЛ-74
3,9-4,3
12-22
СКУ-ПФЛ-65
4,9-5,6
12-26
Физико-механические свойства ЛПУ
Твердость по Шору А
Условное напряжение, МПа, не менее:
при 300%-ном удлинении
при 100%-ном удлинении
Условная прочность при растяжении,
МПа, не менее
Относительное удлинение при разрыве,
%,не менее
Относительная остаточная деформация
после разрыва, %, не более
_
18
38
380
10
90±3
7,5
45
400
6
95±3
11
40
350
14
--*js~-
35
ж
1.14.15. Характеристика форполимеров Адипрен фирмы Chemtura (США)
и литьевых полиуретанов на их основе
Показатель
Содержание NCO-групп, % масс.
Время до потери текучести (МОКА), мин
Марка форполимера Адипрен на основе полиэфира
простого
L-42
2,65-2,95
6-12
L-167
6,15-6,55
6
сложного *
LF-800 А
2,9
14
LF-950 D
6,1
7,0-7,5
Свойства ЛПУ
Твердость по Шору А
Условное напряжение, МПа, не менее:
при 100%-ном удлинении
при 300%-ном удлинении
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздпру, кН/м
Эластичность по отскоку, %
80
2,8
4,3
20,7
800
-
-
95
12,4
23,4
34,5
400
87,5
40
80
3,9
5,5
25,0
750
56
55
95
15,2
28,3
37,9
350
87,6
42
' С низким содержанием ТДИ.
1.14.16. Характеристика форполимеров Вибротан фирмы Chemtura
и литьевых полиуретанов на их основе
Показатель
Содержание NCO-групп, % масс.
Вязкость при 100°С, Пас
Время до потери текучести (1,4-БД), мин
Марка форполимера Вибротан
на основе простого полиэфира
6625
6,09-6,56
750
6
В 836
8,65-9,05
400
4
на основе сложного полиэфира
6020
6,45-6,95
1000
8
8010
9,17-9,59
300
4
Свойства ЛПУ
Твердость по Шору А
Условное напряжение, МПа, не менее:
при 100%-ном удалении
при 300%-ном удалении
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Эластичность по отскоку, %
Температура хрупкости, "С
85
5,6
13,1
37,2
460
94,5
64
-63
95
9,3
18,1
37,6
460
122,5
60
-63
85
5,0
11,2
43,0
570
91,9
38
-51
95
13,9
26,9
51,8
450
140
28
-46
1.14.17. Композиции системы Байтек П (Baytec P) на основе сложноэфирных
форполимеров Десмодур ТС-35 (Desmodur TS 35) и Десмодур ТС-50 (Desmodur TS 50)
аминного отверждения
Компонент и показатели свойств ЛПУ
Форполииер:
Десмодур ТС-35 (содержание NCO-групп 3,5 % масс.)
Десмодур ТС-50 (содержание NCO-групп 5,0 % масс.)
Отвердитель:
Байтек XL 1604 (аминное число 465)
Десмофенгоош
Время заливки, минЛС
Состав композиции, масс. ч.
№1
100
4,4
40
15/100
№2
100
6,8
20
10/100
№3
100
9,2
7/100
№4
50
50
10,8
7/100 ■
1.14.17. Композиции системы Байтек П (Baytec P) на основе сложноэфирных
форполимеров Десмодур ТС-35 (Desmodur TS 35) и Десмодур ТС-50 (Desmodur TS 50)
аминного отверждения (окончание)
Компонент и показатели свойств ЛПУ
Состав композиции, масс. ч.
№1 №2 №3 №4
Свойства ЛПУ
Твердость по Шору А
Условное напряжение, МПа, не менее:
при 100%-ном удлинении
при 300%-ном удлинении
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Эластичность по отскоку, %
65
2,0
2,8
30
824
31
56
76
3,4
4,7
39
745
36
50
87
5,9
8,4
57
594
41
46
92
8,0
13
50
499
48
40
1.14.18. Композиции системы Байтек П (Baytec P) на основе сложноэфирного
форполимера Десмодур МС-70 (Desmodur MS-70) диольного отверждения
Компонент и показатели свойств ЛПУ
Форполимер:
Десмодур МС-70 (содержание NCO-rpynn 6,95% масс, ч.)
Отвердитель:
Сложный полиэфир Десмофен 2001KS
Гликоль Байтек XLB (гидроксильное число 1245)
Время заливки, с/°С
Состав композиции, масс. ч.
№1
100
75
3,63
65/75-90
№2
100
50
4,75
70/75-90
№3
100
15
6,33
70/75-90
№4
50
7,0
150/75-90
Физико-механические свойства ЛПУ
Твердость по Шору А
Условное напряжение, МПа, не менее
при 100%-ом удлинении
при 300%-ом удлинении
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Эластичность по отскоку, %
52
1,2
1,4
12
890
16
70
60
2,3
3,7
26
690
30
69
80
3,5
6,5
33
610
26
58
86
5,6
9,5
32
550
40
50
I
I
I
!
!
I
Псевдофорполимерные композиции
Псевдофорполимерные (ПФП) композиции появились в связи с развитием машинной
переработки ЛПУ. Наиболее эффективно литьевые машины работают при соотношении компонентов,
близком к 1 и одинаковой или сопоставимой вязкости совместимых компонентов.
Основной принцип построения ПФП-композиций состоит в следующем (см. рис. 1.14.1).
Полиэфир разделяют на две части, одна из которых реагирует со всем количеством диизоциа-
ната, а другая совмещается с удлинителем цепи. По существу образуются два псевдофорполи-
мера - изоцианатный (ИПФП) и гидроксильный (ГПФП).
Изоцианатный ПФП представляет собой продукт химического взаимодействия полиэфира
со значительным (5-10-кратным) избытком диизоцианата. Протекающая химическая реакция
принципиально не отличается от описанной выше (см. Схему 1), но протекает при большом
избытке диизоцианата. При этом в реакции участвуют только 2 моля диизоцианата. Таким
образом, ПФП является смесью неудлиненного форполимера и не вступившего в реакцию чистого
диизоцианата. Для синтеза ИПФП применяется, как правило, 4,4'-дифенилметандиизоцианат,
который плавится при 37СС и при обычных условиях переработки имеет невысокую
концентрацию паров и гораздо меньшую токсичность, чем ТДИ. Содержание изоцианатных групп в ИФПФ
находится, как правило, в пределах 15-25%.
23 - 5464
353
Оставшаяся большая часть полиэфира совмещается с удлинителем цепи. Часто для этого
используют 1,4-бутандиол (1,4-БД). В результате образуется физическая смесь, которую по
аналогии с ИПФП, можно назвать гидроксильным псевдофорполимером (ГПФП).
5 При совмещении эквивалентных по функциональным группам (NCO:OH= 1) количеств
| ИПФП и ГПФП образуются псевдофорполимерные литьевые полиуретаны (ПФП ЛПУ). Для ус-
| корения реакции уретанообразования обычно применяются катализаторы.
Й Поскольку все компоненты ПФП-композиций бифункциональны, образующиеся ЛПУ, в ос-
£ новном линейны и по строению близки к термопластичным полиуретанам.
| Ведущие зарубежные фирмы, производящие составы для синтеза ЛПУ, имеют в своем
о ассортименте ПФП-композиции. Так, фирма Bayer (ФРГ) выпускает на основе ПФП систему
| Baytec Q (табл. 1.14.19).
§ Фирма Chemtura также выпускает ПФП-композиции на основе изоцианатных псевдофорпо-
>§ лимеров Вибротан-7500 с содержанием NCO-rpynn 22,0% масс, и Вибротан-8000 с содержани-
3 ем NCO-rpynn 16,5% масс. Для их отверждения используют отвердители серии Виброкьюр 7553
| - Виброкьюр 7585 с 1,4-БД или без него. Характеристики некоторых ПФП систем фирмы Chemtura
^ приведены в табл. 1.14.20.
В нашей стране ПФП-композиции были разработаны в НИИ резиновых и латексных изделий
(НИИР) в основном применительно к получению литьевых микроячеистых полиуретанов.
Микроячеистый полиуретан (МПУ) представляет собой хорошо вспененный
сегментированный полиуретан (СПУ), в котором несжимаемость и высокие физико-механические
характеристики эластомера сочетаются с обратимой сжимаемостью дискретной газовой фазы. МПУ
получают обычно методом реакционного формования.
В качестве исходного сырья вследствие двоякой природы МПУ (50% эластомера и 50% газа),
применяется сырье из двух источников: сырье для полимер-основы - олигодиол,
низкомолекулярный диол, диизоцианат и сырье для вспенивания - вода, фреоны, углеводороды,
эмульгирующая система. Продолжительность синтеза МПУ определяется каталитической группой - чаще
всего триэтилендиамином и оловоорганическим соединением.
Плотность МПУ определяется количеством вспенивателя в композиции. При использовании
воды, например, исходят из того, что 1 моль воды при взаимодействии с диизоцианатом
образует 1 моль диоксида углерода. Необходимая подпрессовка, зависящая от колибра изделия,
определяется экспериментально.
Компоновка композиции - превращение исходного сырья в два активных по отношению
друг к другу потока осуществляется по псевдофорполимерному принципу.
Реальная псевдофорполимерная система для синтеза МПУ, состоящая из 1 моля сложного
олигоэфирдиола, 3 молей -1,4-бутандиола (1,4-БД) и 4 молей -4,4'-дифенилметандиизоцианата
(МДИ) готовится следующим образом: 1 моль олигоэфирдиола делится на две части (0,25 моля и
0,75 моля). Из первой части (0,25 моля) и всего МДИ (4 моля) синтезируют изоцианатный псевдо-
форполимер. Вторую часть олигоэфира (0,75 моля) совмещают со всем количеством
1,4-бутандиола (3 моля) и вводят туда вспениватель, эмульгирующие и катализирующие добавки. Далее
проводят собственно реакционное формование. Литьевой агрегат должен отдозировать два компонента в
постоянном мгновенном соотношении NCO:OH = 1, тщательно смешать их в проходном
смесителе низкого или высокого давления и впрыснуть заданную дозу уже реагирующей смеси в форму, в
которой происходит быстрое взаимодействие изоцианатных и гидроксильных групп с
образованием СПУ, одновременное вспенивание композиции и оформление изделия. Продолжительность
операции составляет нескольких минут и сопровождается разогревом композиции.
Свойства МПУ определяются свойствами полимер-основы и плотностью и зависят, в
частности, от природы используемого олигодиола (табл. 1.14.21).
Из МПУ изготавливается разнообразная обувь (около 1 млрд. пар в год), различные
амортизаторы, например автомобильные, не прокалываемые шины различных типов (запаска,
велосипедные, инвалидные коляски, шины для сельскохозяйственной техники и пр.) и множество
других резинотехнических изделий.
354
Большим достоинством МПУ является возможность полной переработки образующихся
отходов методом литья под давлением, экструзией, растворными способами. Наиболее эффективно
отходы можно перерабатывать химическим методом -термокаталитическим гликолизом с
получением вторичного уретансодержащего олигодиола, который полностью возвращается в основное
производство МПУ.
1.14.19. Псевдофорполимерная система Baytec Q фирмы Bayer (Германия)
Компонент и показатели свойств ФПП и ЛПУ
Baytec VP. PU 206 Е 13 (гидроксильное число 64±4)
Baytec VP. PU 0352A (гидроксильное число 50±3)
Baytec XLB (гидроксильное число 1245)
DesmodurMS 192 (содержание NCO-rpynn 19,2% масс.)
Desmodur PC-N (содержание NCO-rpynn 26,5% масс.)
Активатор
Состав композиции Bavtec Q. масс. ч.
№1
85
-
15
100
-
-
№2
94
-
6
52
-
-
№3
-
100
2
-
29,75
2
№4
-
100
14.2
-
71,0
0,8
Физико-механические свойства ПФПЛПУ
Твердость по Шору А
Условное напряжение, МПа, не менее:
при 100%-ном удлинении
при 300%-ном удлинении
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Эластичность по отскоку, %
92
8,1
13,3
31
538
48
43
70
3,0
6,6
21
439
19
61
65
2,5
5,0
25
475
15
68
93
11,0
25,0
40
375
55
41
1.14.20. Псевдофорполимерные
композиции фирмы Chemtura и свойства
ПФП ЛПУ на их основе
1.14.21. Влияние природы олигодиола
(Мп = 2000) на свойства микроячеистого
полиуретана
Состав и свойства
ФПП и ЛПУ
Вибротан 7500
(содержание NCO-rpynn
22,0% масс), масс.ч
Виброкьюр 7555 (быстрое
отверждение), масс.ч
1,4-Бутандиол, масс.ч
ПФП-К0МП03ИЦИЯ
№1
100
466
0
№2
100
238,8
11,2
№3
100
181,9
14,1
№4
100
124,5
17,0
Физико-механические свойства ФПП ЛПУ
Твердость по Шору А
Условное напряжение, МПа,
не менее:
при 100%-ном удлинении
при 300%-ном удлинении
Условная прочность
при растяжении, МПа
Относительное удлинение
при разрыве, %
Сопротивление раздиру,
кН/м
Эластичность по отскоку, %
55
1,5
2,2
21
680
30
73
65
2,5
4,6
35
545
52
64
75
3,9
7,3
50
545
73
58
85
6,1
12,5
52
545
103
50
Показатель
Кажущаяся плотность,
кг/м3
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Остаточное удлинение
после разрыва, %
Твердость по ТМ-2,
усл.ед.
Сопротивление раздиру,
кН/м
Коэффициент
морозостойкости
при -30°С/-60°С
Сопротивление
разрастанию прокола, циклы
Олигоэтилен-
бутиленгликоль-
адипинат(ПбБА)
615
8,0
440
22
60
25
022/-
26000
Олигооксипро-
пиленгликоль
(ППГ)
600
4,7
380
-
48
-
0,21/-
5500
Олигобута-
диенгликоль
(СКДГТР)
620
4,5
300
10
70
-
0,8/0,7
15400
33*
-^ЩтГ
35
у* - технология получения литьевых полиуретанов
В промышленности ЛПУ получают в основном реакционным формованием. При этом
образование полимера и одновременно изделия (отверждение) происходит после заполнения формы уже
| реагирующей жидкой мономер-олигомерной смесью.
Э1 Технологический процесс включает несколько стадий. Сначала осуществляют подготовку
| компонентов - форполимеров или псевдофорполимеров и отвердителей. Затем компоненты
§_ заливают в два танка литьевой машины с двумя дозирующими насосами, смесительной голов-
^ кой и скомпанованным определенным образом комплектом литьевых форм. Машина дозирует
^ компоненты в строго определенном мгновенном соотношении, тщательно смешивает их в про-
§ ходной смесительной головке и впрыскивает смесь в форму, в которой и происходит отвержде-
^ ние композиции и образование полимера и одновременно изделия из него. Эта операция повто-
>s ряется многократно - одна форма подходит к смесительной головке, другая, уже заполненная,
| отходит от нее. Наиболее часто формы расположены по карусельному принципу. За время пол-
| ного оборота п-позиционной карусели изделие отверждается и удаляется из формы,
"о Литьевые машины для ЛПУ разделяются по принципу смешения на машины низкого и
высокого давления. В машинах низкого давления смешение осуществляется механически с
помощью высокооборотного шнека или мешалки другого типа. В машинах высокого давления
смешение компонентов происходит за счет турбулизации подаваемых под высоким давлением
навстречу друг другу потоков компонентов в смесительную головку малого объема.
В первом случае качество смешения определяется частотой вращения мешалки проходного
смесителя, во втором -давлением подаваемых в головку компонентов.
Современный метод реакционно-инжекционного формования (РИФ или RIM) представляет
собой вариант реакционного формования олигомерных композиций, в частности полиуретано-
вых, на машинах высокого давления.
Применение литьевых полиуретанов
В настоящее время литьевой метод является основным способом получения изделий из
уретановых эластомеров. Это обусловлено отсутствием необходимости использования
тяжелого энергоемкого смесительного и прессового оборудования, применяемого для переработки
вальцуемых полиуретанов. Формы для ЛПУ изготавливают из алюминиевых сплавов и даже из
пластмассы, т.е. первоначальные затраты на производство ЛПУ несравненно меньше, чем
затраты на производство вальцуемых ПУ.
Примером литьевого эластомерного материала с высокими стойкостью к различного рода
механическим воздействиям и маслобензостойкостью является Вулколлан фирмы «Байер»
(ФРГ). Эти свойства, а также относительно легкое производство изделий сделали ЛПУ
незаменимыми в производстве РТИ для автомобилей, в железнодорожном транспорте, в
горнодобывающей промышленности, машиностроении, металлургии и металлообработке, легкой
промышленности, спорте и многих других областях.
В настоящее время трудно найти область, в которой не использовались бы изделия из
ЛПУ. Их применяют в таких сложных случаях, как протезирование конечностей человека, для
изготовления огромных валов для бумагоделательных машин, автомобильных шинок для
инвалидных колясок, запасных шин для автомобилей, лыжных ботинок, покрытий
спецсооружений и др.
3S8 ^
1 • 15* Карбоксилсодержащие каучуки
(Ю.К. Гусев)
Карбоксилсодержащие каучуки (КСК) представляют собой сополимеры бутадиена, сополи
меры бутадиена и стирола, сополимеры бутадиена и нитрила акриловой кислоты с непредель
ными кислотами (акриловой, метакриловой, итаконовой). Формула полибутадиенового карбок
силсодержащего каучука (карбоксилсодержащий мономер- метакриловая кислота):
СН
—СН2—СН= СН—СН2-
-СН2—СН-
бутадиенстирольного
-СН2-С-
сн=сн.
I -I*
соон
—СН2—СН = СН—СН2-
бутадиеннитрильного
-СН2—СН-
СН,
I
сн=сн„
-сн2—сн-
с6н5
-сн2-с-
соон
—сн2—сн = сн—сн2—
—СН,—СН-
-сн2—сн-
сн,
-сн—с—
CH = CH2 CN
соон
Строение диеновой части каучуков, обычное для каучуков эмульсионной полимеризаци!»
зависит только от температуры синтеза.
Первые сообщения о синтезе и свойствах карбоксилсодержащих каучуков появились в 40-
годах прошлого столетия в США. В нашей стране первые систематические исследования карбон
силсодержащих каучуков были выполнены Б.А. Долгоплоском с сотрудниками в 1950-х годах.
1,15.1, Получение карбоксилсодержащих каучуков
В промышленности карбоксилсодержащие каучуки получают методом эмульсионной сопс
лимеризации в кислой среде (рН = 3-И), создаваемой а, р-ненасыщенной кислотой. В качеств
эмульгатора используют алкил(арил)сульфонаты или сульфаты, устойчивые в кислой сред!
Инициаторами служат персульфат калия или окислительно-восстановительные системы. Шп
бируют процесс полимеризации нитритом натрия или диметилдитиокарбаматом натрия. В not
леднем случае латекс предварительно подщелачивают до рН = 9+9,5. Щелочные латексы ка;
боксилсодержащих каучуков характеризуются исключительно высокой термомеханической ус
тойчивостью, причем устойчивость сохраняется даже при полном выведении из латекса эмульгг
тора, например, методами ультрафильтрации или обратного осмоса. Каучук выделяется из лате!
са неорганическими солями (NaCI, MgCI2, CaCI2) при подкислении уксусной или серной кислотой р
рН = 3+4. При использовании солей двухвалентных металлов латекс предварительно подкисляк
уксусной кислотой. Сушат карбоксилсодержащие каучуки в системе экспеллер - конвейерна
-w^
jFc)
I
сушилка, каучук в сушилку подают в виде крошки. Сушка карбоксилсодержащих каучуков в
червячно-отжимных агрегатах типа «Андерсон» неприемлема из-за высокой чувствительности
каучуков к термообработке.
Другие методы получения карбоксилсодержащих каучуков связаны с химической
модификацией каучуков, не содержащих функциональных групп:
присоединение меркаптоуксусной кислоты по двойным связям каучука
[_сн2-сн = сн-сн2-]л+ hs-ch2cooh->[-ch2-ch-ch2-ch,-
S-CH,COOH
присоединение малеинового ангидрида к каучуку с последующим гидролизом
О
//
Г-сн2-сн = сн-сн2-1 +ц ;о ->
\\
о
->[-СН,-СН = СН-СН-] ^> [-СН2-СН = СН-СН-]
I V° I
сн -сч сн -соон
и ;о I
сн2-с/ сн2-соон
Однако промышленной реализации эти методы не получили.
1,15,2. Свойства карбоксилсодержащих каучуков
Особенности химического поведения карбоксилсодержащих каучуков обусловлены
наличием высокореакционноспособных карбоксильных группировок. Так, термовулканизация
карбоксилсодержащих каучуков возможна в отсутствие сшивающих агентов за счет образования
ангидридов или (в случае бутадиеннитрильных карбоксилсодержащих каучуков) амидов:
2R-COOH -> R-C-O-C-R
-НО II II
2 О О
О NH
// \\
R-COOH + NC-R' -> R-C C-R'
При взаимодействии карбоксильных групп с оксидами и гидроксидами двухвалентных
металлов происходит бессерная вулканизация каучуков: получаются в основном средние соли,
которые образуют солевые ассоциаты. Энергия солевой связи, например для каучука СКС-30-1,
составляет4-8 кДж/моль.
Содержащиеся в каучуке карбоксильные группы влияют и на некоторые их физические
свойства. Карбоксильные группы повышают плотность каучука и энергию когезии и снижают
диэлектрические свойства (табл. 1.15.1).
; ; L-aAt^—■
1.15.1. Некоторые физические свойства карбоксилсодержащих каучуков
Показатель
Содержание, %:
метакрилоеой кислоты
стирола
нитрила акриловой кислоты
Плотность (25°С), kt/mj
Температура стеклования, °С
Плотность энергии когезии, мДж/м"1
Диэлектрическая проницаемость (1000 Гц)
Тангенс угла диэлектрических потерь (1000 Гц)
Марка каучука
СКД-1
1,5
-
-70
298
3,1
0,03
СКС-30-1,25
1,25
30
937
-61
313
3,2
0,03
СКН-26-5
4,5
27
990
-45,5
-
10,5
0,015
"Я
1.15.3, Типы и марки карбоксилсодержащих каучуков
: Карбоксилсодержащие каучуки относятся к каучукам специального назначения. Объемы их
производства относительно невелики и не превышают нескольких тысяч тонн в год. Наиболее
широкое распространение получили бутадиен-нитрильные карбоксилсодержащие каучуки.
В нашей стране карбоксилсодержащие каучуки производятся опытным заводом
Воронежского филиала ФГУП «НИИСК» (табл. 1.15.2). Карбоксилсодержащие каучуки зарубежных
производителей приведены втабл. 1.15.3.
1.15.2. Характеристика карбоксилсодержащих каучуков,
выпускаемых Воронежским филиалом ФГУП «НИИСК»
Показатель
Содержание % (масс):
связанного нитрила акриловой кислоты
связанного стирола
связанной метакриловой кислоты
Вязкость по Муни МБ 1+4 (100°С)
Жесткость по Дефо, Н
Растворимость каучука, % масс:
в смеси бензин-ацетон (1:1 по массе)
в мегапэтилкетоне, не менее
в бутилацетате, не менее
в смеси ацетон-толуол (1:1 по массе), не менее
Потери массы при сушке, %, не более
Содержание %, не более:
золы
железа
Содержание антиоксиданта, % масс:
неокрашивающего
окрашивающего
Содержание %, не более:
хлорида натрия
алкилсульфоната натрия
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %, не менее
Относительная остаточная деформация после
разрыва, %, не более
Эластичность по отскоку. %. не менее
Нормативный документ
Марка каучука
СКН-10-5
9-12
4,0-5,0
5,0-7,5
95
0,5
-
1,0-2,0
0,5
-
-
-
_
ТУ 38.
40325-95
СКН-26-1,25
27-30
1,0-1,5
-
5,9-9,8
99
0,4
0,02
0,02
1,0-2,0
-
17,6*
800*
22*
_
ТУ 38.
103202-86
СКН-26-5
24-28
4,5-5,5
35-55
4,9-7,4
100
0,5
0,02
0,02
1,0-2,0
0,1
0,7
27,9*
500*
22*
32*
ТУ 38.
103121-86
CKH-50-5
46-51
3,0-6,0
30-50
8,0-11,0
90
1,0
-
1,0-2,0
1,0
12,7**
250**
14**
_
ТУ 38.
103638-87
CKHC-26-30-1
19-23
14-17
1,5-2.0
-
8,8-12,7
95
0,5
0,5
1.5-2,5
0,1
0,5
-
-
-
_
ТУ 38.
103690-89
* Стандартная резиновая смесь (масс, ч.): каучук -100, рубракс - 5,0, кислота стеариновая - 2,0, магнезия жженая -
10,0, белила цинковые -1,0, тетраметилтиурамдисульфид - 2,0.
** Стандартная резиновая смесь (масс, ч.): каучук - 100, кислота стеариновая - 4,0, белила цинковые - 8,0, сульфена-
мид Ц (л-циклогексилбензтиазолсульфенамид-2) - 2,0, техуглерод П803 - 50,0, дибутилфталат - 20,0, сера - 1,5.
!
1
I
I
I
I
I
1.15.3. Характеристика карбоксилсодержащих бутадиеннитрильных каучуков холодной
полимеризации зарубежных производителей
Торговая марка'
Х740
Х750
Х146
Х160
Nancar 1072
Nancar1072CG
Nancar 3245C
0N631
1072 J
NX775
1072
1072CG
1072X28
1472
1472HV
Содержание нитрила акриловой
кислоты (среднее), %
26,5
27,0
32,5
32,5
27
27
32
33,5
27
26
27
27
27
27
27
Вязкость по Муни
МБ 1+4 (100°С)
38
47
45
58
48
28
45
50
48
45
47
28
45
28
47
Производитель
Lanxess LE (Франция)
Lanxess LE (Франция)
Lanxess LE (Франция)
Lanxess LE (Франция)
Nantex (Тайвань, КНР)
Nantex (Тайвань, КНР)
Zeon Co (Япония)
Zeon Co (Япония)
Zeon LP (США)
Zeon LP (США)
Zeon LP (США)
Zeon LP (США)
Zeon LP(CIUA)
Zeon LP (США)
Zeon LP (США)
' С неокрашивающим антиоксидантом.
1,15,4. Технологические свойства и особенности
переработки карбоксилсодержащих каучуков
Карбоксилсодержащие каучуки и резиновые смеси на их основе имеют вполне
удовлетворительные технологические свойства. Основные недостатки связаны с повышенной
клейкостью к металлическим поверхностям и высокой склонностью к подвулканизации (скорчингу).
Для устранения повышенной клейкости их обрабатывают солями ненасыщенных кислот,
свободными жирными кислотами с наполнителями. Так, поверхностно-активное вещество в смеси
с диоксидом кремния в дозировке 2-5 масс. ч. на 100 масс. ч. резиновой смеси заметно
улучшает технологические характеристики смеси без ухудшения физико-механических свойств вул-
канизатов. Хорошие результаты по снижению клейкости достигаются при использовании
низкомолекулярного полиэтилена.
Высокий скорчинг резиновых смесей обусловлен быстро протекающей при нагревании даже
до невысоких температур реакцией карбоксильных групп с металлоксидными агентами
вулканизации. Основные преимущества вулканизатов карбоксилсодержащих каучуков проявляются
при использовании сочетания металлоксидных и серных вулканизующих систем. Поэтому
снижение высокого скорчинга резиновых смесей на основе карбоксилсодержащих каучуков
является важнейшей задачей их практического использования. На подвулканизацию резиновых
смесей отрицательно влияет присутствие воды. При содержании воды в смеси менее 0,3% скорчинг не
наблюдается.
Проблемы уменьшения подвулканизации резиновых смесей на основе
карбоксилсодержащих каучуков решаются различными приемами:
- использованием в составе резиновых смесей веществ сорбирующих воду, например
цеолитов;
- применением экранированных оксидов, например солями карбоновых кислот, сульфидами^,
или фосфатами;
- использованием оксидов металлов в виде маточных смесей с некарбоксилированным
каучуком.
Однако эти приемы решают проблемы подвулканизации лишь частично, так как при их
применении ухудшаются физико-механические свойства вулканизатов.
Реальный практический результат достигается при использовании в качестве металло-
ксидного вулканизата пероксида цинка в виде маточной смеси с некарбоксилированным
каучуком. При этом при температуре вулканизации происходит разложение пероксида с
образованием оксида, который взаимодействуете карбоксильными группами каучука.
Маточная смесь пероксида с некарбоксилированным каучуком может быть получена
смешением на резиносмесительном оборудовании или путем смешения в латексе. Ниже
приведены характеристики резиновой смеси и вулканизата бутадиеннитрильного карбоксилсодер-
жащего каучука СКН-26-5:
Рецепт резиновой смеси, масс. ч.
Каучук СКН-26-5 95
СераМС 1,5
Кислота стеариновая 0,5
Рубракс 5,0
Тетраметилтиурамдисульфид 0,5
Маточная смесь пероксида цинка с каучуком CKH-26ACM, полученная в латексе 10,0
Свойства резиновой смеси и вулканизата
Вязкость по Муни МБ 1+4, (100°С) 46
Подвулканизация по Муни, (140°С, у, мин 25
Оптимальная продолжительность вулканизации {166°С), мин 20
Условное напряжение при 300%-ном удлинении, МПа 5,1
Условная прочность при растяжении, МПа 36,5
Относительное удлинение при разрыве, % 580
1.15.5. Вулканизация карбоксилсодержащих каучуков
Вулканизация карбоксилсодержащих каучуков проводится в присутствии серных, пероксид-
ных, смоляных и других вулканизационных систем, а также оксидов и гидроксидов металлов.
Само по себе наличие карбоксильных групп в каучуке не оказывает существенного влияния на
свойства его вулканизата. При введении в вулканизуемую на основе каучука СКС-30-1
резиновую смесь гидроксида одновалентного металла (NaOH) образуется вулканизат с условной
прочностью при растяжении 0,6 МПа, тогда как ненаполненный серный вулканизат, не содержащий
солеобразующих агентов, имеет прочность 2,0 МПа. При вулканизации этого каучука оксидом
магния получается вулканизат с условной прочностью при растяжении 35-40 МПа.
По-видимому, при растяжении резины возникают ориентационные эффекты, усиливающиеся с
повышением ее модуля. Ориентационные эффекты возрастают как с увеличением содержания
карбоксильных групп, так и с увеличением количества оксида металла. При избытке вулканизующего
агента в реакцию вступает практически 100% карбоксильных групп. Структурирование
макромолекул происходит за счет узлов вулканизационной сетки, образующихся путем ассоциации
солевых групп, не растворимых в массе полимера.
Вследствие этого солевые вулканизаты обладают текучестью при повышенных
температурах. Резина, вулканизованная оксидом цинка при 100°С, теряет 65% прочности при комнатной
температуре. Эта особенность солевых вулканизатов позволяет проводить их переработку
литьем под давлением или прессованием, подобно термоэластопластам.
I
1
о
Й
!
I
I
г,
I
о
а
I
I
I
1.15.6, Физико-механические свойства вулкаиизатов
карбоксилсодержащих каучуков
Физико-механические свойства вулкаиизатов карбоксилсодержащих каучуков зависят от
природы основания. При вулканизации каучуков различными оксидами или гидроксидами,
резины в зависимости от типа солеобразующего катиона располагаются по прочности в
следующий ряд:
Ва2+ >Са2+ >Mg2+>Zn2+.
В этом же ряду с возрастанием радиуса катиона повышается температуростойкость
вулкаиизатов (от 65°С для Zn2* до 218°С для Ва2*) и увеличивается эластичность по отскоку.
На практике обычно применяют смешанные системы вулканизации, сочетающие оксиды или
гидроксиды металлов с серными агентами вулканизации. В результате устраняется текучесть
вулкаиизатов при сохранении преимуществ солевых систем.
Резины из карбоксилсодержащих каучуков имеют следующие преимущества по сравнению
с резинами из немодифицированных каучуков:
- высокую прочность ненаполненных вулкаиизатов;
- повышенное сопротивление раздиру и разрастанию трещин наполненных вулкаиизатов;
- высокие динамический модуль и твердость;
- высокую стойкость к термоокислительной деструкции;
- повышенную износостойкость (по этому показателю резины из карбоксилсодержащих
бутадиеннитрильных каучуков сопоставимы с полиуретанами и на порядок превосходят некар-
боксилированные бутадиеннитрильные каучуки);
- вдвое более высокое, чем у немодифицированных СКН и СКС, сопротивление разрастанию
пореза и раздиру.
1.15.7, Применение карбоксилсодержащих каучуков
Высокая реакционная способность карбоксильной группы по отношению ко многим
органическим соединениям: полиаминам, полиэпоксидам, этилениминам, карбодиимидам, полиизо-
цианатам и др. позволяет получать эластомерные композиционные материалы с широким
комплексом свойств.
Увеличение содержания связанной а,(3-ненасыщенной кислоты в каучуке улучшает его
адгезионные свойства, поэтому карбоксилсодержащие бутадиеннитрильные каучуки используют
для изготовления разнообразных клеевых композиций: эпоксиднокаучуковых, фенолоформаль-
дегиднокаучуковых, изоционатнокаучуковых. Это в основном клеи горячего отверждения для
склеивания металла, пластика, резины в различных комбинациях.
Высокая устойчивость к износу делает резины из карбоксилсодержащих каучуков
конкурентоспособными с полиуретанами из-за более высокой цены последних.
Карбоксилсодержащие каучуки применяют в составе композиций с ПВХ для повышения из-
гибоустойчивости и ударостойкости.
Карбоксилсодержащие бутадиеннитрильные каучуки образуют вулканизаты с более
высокой маслобензостойкостью и устойчивостью к старению по сравнению с некарбоксилированными
бутадиеннитрильными каучуками при равном содержании связанного нитрила акриловой кислоты.
Применение карбоксилсодержащих каучуков как продуктов специального назначения
расширяется, использование же их в качестве каучуков массового назначения оказалось бесперспективным
вследствие высокого теплообразования в резине при деформациях растяжение-сжатие.
362
1.16. Пропиленоксидные каучуки
(Г.М. Хвостик)
Пропиленоксидный каучук (СКПО) представляет собой сополимер пропиленоксида (ПО) и
непредельного эпоксида, в качестве которого наиболее часто используется аллилглицидило-
вый эфир (АГЭ):
-сн-сн2-о-
i
-сн2-сн-о-
сн, сн2
о-сн2-сн-сн2
При этом звенья АГЭ распределяются по цепи равномерно, а присутствие 2-3% (мол.)
непредельного мономера (по отношению к оксиду) пропиленоксида позволяет проводить серную
вулканизацию с получением вулканизатов с хорошими физико-механическими свойствами.
Наличие в основной цепи простых эфирных групп придает молекуле большую гибкость
вследствие низкого потенциала барьера вращения по связи углерод-кислород, но в то же время
полярность эфирного кислорода может усиливать межмолекулярное взаимодействие. Таким
образом, подвижность цепей и свойства сополимера определяются сложным суммарным
эффектом двух противоположно действующих факторов.
Полярность каучуков обеспечивает масло- и бензостойкость резин -лучшую, чем у резин на
основе натурального и изопренового каучуков, но худшую, чем у резин на основе ЭХГК.
Высокая подвижность связи —С —О- позволяет прогнозировать хорошие
низкотемпературные характеристики каучука. Отсутствие ненасыщенных связей в основной цепи придает
ему большую стойкость к действию тепла, кислорода, озона по сравнению с непредельными
каучуками, полученными на основе диеновых мономеров.
1.16.1. Физические свойства пропиленоксидных каучуков
Сополимеры пропиленоксида и АГЭ имеют широкое молекулярно-массовое распределение
и бимодальный фракционный состав молекулярных масс - низкомолекулярную фракцию и
длинный высокомолекулярный «шлейф», соотношение между которыми зависит от состава
катализатора и условий полимеризации. При использовании каталитических систем триизобу-
тилалюминий-вода-ацетилацетон средневязкостная молекулярная масса СКПО составляет
(25—42)-104, характеристическая вязкость для низкомолекулярной фракции, содержание которой
не превышает 10%, равна 0,5-1,0 дл/г, а для высокомолекулярной -7-15 дл/г (бензол, 25°С).
Низкая температура стеклования каучука (-73 ■* -75°С) подтверждает отсутствие в нем
кристаллической фазы. В связи с этим можно предположить, что высокие показатели прочности
ненаполненных резин на основе СКПО обусловлены кристаллизацией полимера при
растяжении, подобно тому, как это происходит у натурального каучука.
Некоторые свойства сополимеров пропиленоксида и аллилглицидилового эфира
приведены ниже:
Плотность, кг/м3 1020
Диэлектрическая проницаемость (50 Гц) 6,2-8,4
Тангенс угла диэлектрических потерь (50 Гц) 0,56-0,80
Удельное объемное электрическое сопротивление, Омм (1,2—1,8)1014
Коэффициент газопроницаемости по азоту, мг/(сПа) 8,05-Ю-17
Температура стеклования, "С -73+ -75
Вязкость по Муни МБ1+4 (100°С) 50-80
Характеристическая вязкость (толуол, 20°С), дл/г 3-12
Сравнительный анализ свойств СКПО и других каучуков специального назначения, результаты
испытаний некоторых резинотехнических изделий на его основе, показали, что СКПО может быть
использован для производства резин, стойких к агрессивным средам и работающих в широком
^ температурном интервале.
|. Имеются сведения о производстве СКПО в США, Японии, однако технология промышленно-
i ro способа получения СКПО не представлена. В нашей стране организовано опытное производ-
Й ство СКПО в ЗАО «Каучук» в Стерлитамаке по ТУ 2294-067-16810126-2003.
| 1.16.2, Технологические свойства и особенности
| переработки пропиленоксидных каучуков
% Резиновые смеси из опытных партий СКПО прекрасно обрабатываются на вальцах. При пла-
| стикации каучука на холодных вальцах (30°С) вязкость по Муни резко снижается, при перера-
js ботке его на горячих вальцах (90°С) вязкость не изменяется, поэтому опытные смеси готовятся
при 65-70°С. При этом отмечается легкость введения в смесь всех ингредиентов, в том числе и
наполнителей, отсутствие залипания и шубления смеси на валках.
Смеси обладают хорошими технологическими свойствами при шприцевании и каландрова-
нии. Усадка смесей при вулканизации не превышает 2%.
Резины, содержащие тиурамсульфиды и дитиокарбаматы, обладают высокими
прочностными показателями.
Для оценки вулканизационной активности применялись серноускорительные группы с
высоким содержанием активных ускорителей: тиурамдисульфида, сульфенамида Ц, [\1,[\Г-дитиоди-
морфолина и дитиокарбамата. СКПО можно вулканизовать с помощью серы, органических пе-
роксидов и серодонорной системы (например, 4,4'-дитиодиморфолин). Ускорители других
классов (тиазолы, гуанидины, альдегидамины, дитиокарбонаты) в смесях из СКПО мало активны.
Однако ускорители класса тиазолов можно использовать в качестве вторичных ускорителей
вулканизации; не влияя на скорость вулканизации, они способствуют повышению сопротивления
тепловому старению резин. Опыты показали, что содержание серы в резиновой смеси не должно
превышать 1,0 масс, ч., в противном случае происходит выцветание ее на поверхность резин.
В качестве активаторов серной вулканизации СКПО использовались различные оксиды
металлов. По убывающей активности вулканизации оксиды располагаются в ряд: оксид цинка,
оксид кальция, оксид железа, оксид магния, оксид висмута, оксид стронция, оксид свинца,
оксид кадмия, оксид ртути.
Влияние содержания наполнителей и их активности на свойства резин из СКПО в целом
традиционное: максимальное улучшение физико-механических свойств наблюдается при введении
более активного высокодисперсного технического углерода. При использовании менее активного
техуглерода улучшаются технологические свойства при шприцевании и каландровании,
эластичность по отскоку (65-70%) и морозостойкость, но снижается условная прочность при растяжении
(до 10,0 МПа) и сопротивление раздиру (до 20 кН/м). Все наполнители (кроме мела) достаточно
хорошо распределяются в каучуке. Оптимальное содержание техуглерода составляет 40-50 масс. ч.
Морозостойкость резин с увеличением содержания техуглерода снижается. На температуру
хрупкости резин из СКПО тип технического углерода практически не влияет. Минимальная остаточная
деформация достигается при использовании техуглерода марки П514.
Из минеральных наполнителей наибольший усиливающий эффект обеспечивают аэросил и
белая сажа БС-100: условная прочность при растяжении составляет 16,5-21,5 МПа,
относительное удлинение при разрыве 700-900%, сопротивление раздиру 60-95 кН/м. При использовании
каолина, талька, диатомита в количествах до 100 масс. ч. условная прочность при растяжении
снижается до 7,0 МПа при относительном удлинении при разрыве 650% и сопротивлении
раздиру 20 кН/м.
I
I
§
I
I
I
Применение мягчителен показало, что наибольшее пластифицирующее действие оказыва- ^v.
ют стабилойл, вазелиновое масло и масло ПН-6. При их введении в количестве 20 масс. ч.
вязкость смесей снижается на 35%, при введении других мягчителей - на 15-20%.
Как и в случае резиновых смесей и вулканизатов на основе каучуков общего назначения,
значительное улучшение технологических свойств сопровождается снижением
физико-механических характеристик: наименьшим при использовании алкилбензола ВА-8 и наибольшим
при использовании рубракса и сосновой смолы.
Для оптимизации теплового старения резин из СКПО при 150°С применялись различные
противостарители (нафтам, агидол, диэтилдитиокарбамат никеля), вводимые в количестве
2 масс. ч. В наибольшей степени теплостойкость резин повышалась при использовании диэтилди-
тиокарбамата никеля.
Испытание опытных резиновых смесей показало, что оптимальная температура
вулканизации равна 150°С, продолжительность - 30-45 мин. Повышение температуры вулканизации до
180°С приводит к увеличению скорости вулканизации без реверсии свойств. Реверсия свойств
наблюдается при 200°С.
Для исследования физико-механических свойств вулканизатов на основе пропиленоксид-
ных каучуков применяли резиновую смесь следующего состава (масс, ч.):
Каучук 100,00
Оксид цинка 5,00
Стеариновая кислота 1,00
Сера 1,0
Техуглерод П324 50,00
Тиурам Д 1,50
1\1,М'-Дифенил-л-фенилендиамин (ДФФД) 0,10
Каптакс 0,8
Физико-механические свойства вулканизатов СКПО приведены ниже:
Условная прочность при растяжении, МПа 14,0-18,0
Относительное удлинение при разрыве, % 300-500
Относительное остаточное удлинение после разрыва, % 5-13
Сопротивление раздиру, кН/м 50-75
Твердость по Шору А 62-75
Эластичность по отскоку, % 33-39
Коэффициент морозостойкости по эластическому восстановлению после сжатия:
при -35°С 0,60-0,72
при -50°С 0,35-0,50
при -60°С 0,12-0,16
Температура хрупкости, "С -65+ -70
Относительная остаточная деформация после сжатия (е = 20%, 100°С, 24 ч), % 5-70
Истираемость, мм3/Дж 73
Теплообразование по Гудричу - температура, "С 36
Остаточная деформация, % 1
Пластичность по Карреру 0,54-0,55
Коэффициент деструкции (140°С, 30 мин, без антиоксиданта) 0,99
Степень набухания, %:
в бензине 40-50
в ацетоне 85-145
в спирте этиловом 130-180
в смеси изооктан:толуол {70:30 об.) 16-20
в стироле 100-150
в толуоле 50-60
Резиновые смеси на основе сополимера ПО и АГЭ обладаютхорошими прочностными
характеристиками, высокой эластичностью, низкой остаточной деформацией при сжатии, высокой озоно-
стойкостью, температуростойкостью, способностью сохранять динамические свойства в
широком интервале температур, удовлетворительными сопротивлением истиранию и маслостойкос-
-*fc- *•*
I
I
I
I
!
I
^Чью. Эластичность по отскоку в интервале температур 20-100°С для вулканизата, наполненного
техуглеродом, изменяется от 33 до 68%. Таким образом, для резин СКПО характерно резкое
увеличение эластичности с повышением температуры.
Для практических целей наиболее важными являются динамические свойства. Их можно
характеризовать величинами Ке и Кд, т.е. потерями отнесенными к деформации во второй
степени (модуль потерь) и к напряжению во второй степени. Сравнение механических потерь вулка-
низатов на основе натурального каучука (НК) и СКПО приведено в табл. 1.16.1.
Резина на основе СКПО характеризуется низкими механическими потерями при различных
режимах деформирования и даже превосходит по этому показателю резины на основе НК.
СКПО отличается повышенной стойкостью к действию температур, как положительных (до
150°С), так и отрицательных (до -50°С). Согласно американской «Стандартной системе
классификации каучуков для автомобилестроения» (ASTM D-2000) этот каучук по теплостойкости
относится к классам «С» и «D» (120-150°С), значительно превосходя полихлоропрены, этиленпропилено-
вые каучуки, немного уступая акрилатным каучу-
кам и значительно уступая полисилоксанам и фтор-
каучукам.
В условиях динамического деформирования
резины из СКПО уже при -60°С ведут себя как
высокоэластичные материалы. Для них характерна
высокая стабильность динамических механических
показателей в широком интервале температур.
Эластичность по отскоку ненаполненной резины в
области положительных температур достигает 85%,
что даже несколько выше, чем для резин из
натурального каучука.
Вулканизаты из СКПО характеризуются
отличным сопротивлением тепловому старению. После
старения на воздухе в течение 300 ч при 120°С их
относительное удлинение при разрыве составляет
300%.
В табл. 1.162 приведены коэффициенты
сопротивления тепловому старению при высокихтемпе-
ратурах вулканизатов на основе СКПО.
1.16.1. Механические потери
вулканизатов на основе НК и СКПО в различных
режимах деформирования
Резина
Ненаполненная
Наполненная
/ГЕ10«,Па
СКПО
1,35
12,3
НК
1,9
10,0
ЛГо-10-',Па
СКПО
99
111
НК
152
124
1.16.2. Коэффициенты сопротивления
тепловому старению вулканизатов на
основе СКПО
Условия
старения
24ч, 100°С
72ч, 100°С
24ч, 150°С
Коэффициент теплового старения
по
прочности при
растяжении
0,98
0,87-0,90
0,77-0,97
по
относительному
удлинению
при разрыве
0,97
0,68-0,82
0,54-0,85
по
остаточному
удлинению
после разрыва
-
1,00
0,60-1,00
1.16,3. Химические свойства пропиленоксидных
каучуков
Стойкость резиновых смесей на основе СКПО к воздействию растворителей и масел гораздо
ниже чем смесей на основе эпихлоргидринового и силоксанового каучуков, фторкаучука, акри-
латных и бутадиеннитрильных каучуков, но выше, чем смесей из этиленпропиленового, бутади-
енстирольного, натурального каучуков.
Озоностойкость вулканизатов при концентрации озона 0,01% об. приближается к озонос-
тойкости резин на основе бутил каучуков, значительно превосходя по этому показателю резины
на основе каучуков общего назначения, но уступая резинам на основе ЭПДК. Они устойчивы к
действию озона в течение более 3000 ч при концентрации озона 5-10-5% об.
Резины на основе СКПО устойчивы в воде, в разбавленных щелочах, но разрушаются
минеральными кислотами. Они имеют хорошие адгезионные свойства.
Изучение способности каучука СКПО совмещаться и совул.канизироваться с другими каучу-
ками (изопреновыми, этиленпропиленовыми, хлопреновыми, бутилкачуками) показало, что
366
совмещение на вальцах со всеми каучуками происходит удовлетворительно. Каучук СКПО совме- ">v
щается и совулканизируется в любых пропорциях с бутилкаучуком. С увеличением содержания
бутилкаучука в смеси ухудшаются эластичность, сопротивление раздиру, температуростойкость
и теплостойкость при 150°С. СКПО частично совмещается с ЭПДК, но с увеличением его
содержания снижаются прочность при растяжении, относительное удлинение при разрыве, сопротивление
раздиру, морозостойкость, несколько снижаются сопротивление тепловому старению и
температуростойкость при 100°С, увеличиваются твердость и эластичность.
Каучук СКПО не совмещается и не совулканизируется с СКИ-3. Введение в смеси на основе
СКПО даже небольших количеств СКИ-3 приводит к значительному снижению прочности и
других физико-механических показателей резин.
Для повышения тепло-, морозо-, озоностойкости резин на основе бутадиеннитрильных кау-
чуков исследовали возможность совмещения СКПО с бутадиеннитрильным каучуком (СКН-40),
обладающим максимальной маслобензостойкостью при неудовлетворительной
морозостойкости. При совмещении СКПО с полярным СКН-40 происходит снижение прочности при
растяжении, относительного удлинения при разрыве и сопротивления раздиру, особенно при
соотношении СКН-40:СКП0, равном 50:50 и 25:75. Замена 25 масс. ч. СКН-40 на СКПО приводит к
снижению прочности при растяжении на 20%, относительного удлинения при разрыве и сопротивления
раздиру на 40-50% и стойкости к набуханию почти в 3 раза. Однако при этом значительно
улучшается сопротивление тепловому старению и несколько повышается морозостойкость резин по
температуре хрупкости.
При получении масло- и агрессивостойких резин с расширенным температурным
интервалом работоспособности путем совмещения эпихлоргидринового каучука (ЭХГК) и СКПО было
установлено, что с увеличением содержания СКПО увеличивается их относительное
удлинение при разрыве, эластичность и морозостойкость, но снижается стойкость к набуханию в
масле АМГ-10 и амортизационной жидкости «Славол» пропорционально содержанию СКПО в
смеси.
Сопоставление свойств СКПО со свойствами других синтетических каучуков с повышенной
тепло- и озоностойкостью (акрилатного, эпихлоргидринового, бутилкаучука) показывает, что
СКПО при одинаковой теплостойкости с этиленпропиленовым каучуком значительно
превосходит его по адгезионным свойствам, газонепроницаемости, сопротивлению раздиру. По
сравнению с бутилкаучуком СКПО имеет повышенные тепло-, износостойкость, эластичность. По
сравнению с полихлорпреном СКПО обладает лучшими показателями по тепло-, озоностойкости и
сопротивлению раздиру. СКПО превосходит эпихлоргидриновый каучук и акрилатный каучук
по морозостойкости, но уступает им по маслобензостойкости.
1,16.4. Применение пропиленоксидных каучуков
Комплекс свойств СКПО позволяет использовать его как каучук специального назначения в
различных областях промышленности. Он применяется для изготовления деталей систем
подвески в автомобилях, прокладок, работающих при высоких температурах, а также для
изготовления деталей военно-транспортных средств, где требуются такие свойства, как высокая
эластичность по отскоку, и особенно в тех случаях, когда необходимы озоно- и маслостойкость.
Благодаря высокому сопротивлению разрушению при многократном изгибе, способности к
легкой формовке СКПО можно применять для армирования сложной арматуры с использованием
обычного прессового оборудования.
Опытные партии каучука прошли лабораторные испытания и производственное опробирование в
НИИЭМИ (Москва), институте неметаллических материалов СО РАН (Якутск), в ЗАО «Балаковорези-
нотехника», ОАО УЗЭМИК (Уфа), ОАО «Уфимкабель», АОЗТ «Волжскрезинотехника» и на других
предприятиях. Получены положительные отзывы по испытанию резин и резинотехнических изделий
на основе пропиленоксидного каучука в автомобильной, нефтегазовой и кабельной промышленное-
& ■ зв!
jTlV
I
ти. Исследованы рецептуры резиновых смесей для различных резинотехнических изделий. Для
выпуска опытных партий разработаны технические условия на СКПО ТУ 2294-067-16810126-99,
в которых каучук по показателю вязкости по Муни МБ 1+4 (100°С) подразделяется на две группы:
1 группа - вязкость по Муни составляет 50-70 ед., 2 группа - 71-90.
Во ВНИИ кабельной промышленности (Москва) проведено испытание резины на основе пропи-
леноксидного каучука, предназначенной для изготовления наружных оболочек кабелей.
Результаты лабораторных испытаний показали, что пропиленоксидный каучук может быть рекомендован
для использования в оболочках кабелей, к которым предъявляются повышенные требования по
тепло- и морозостойкости при удовлетворительной маслостойкости.
Пропиленоксидный каучук испытывали при разработке атмосферостойких резин,
применяемых для изготовления резинометаллических амортизаторов, деформационных швов и опорных
частей мостовых сооружений (НИИЭМИ, Москва). Результаты физико-механических испытаний
показали существенные преимущества резиновой смеси на основе пропиленоксидного каучука
по сравнению с другими атмосферостойкими резинами (на основе полихлоропрена, сочетаний
полихлоропрена с полиизопреном) по сопротивлению тепловому старению на воздухе,
эластическому восстановлению при -50°С, по температуре хрупкости и сопротивлению раздиру.
В ОАО УЗЭМИК СКПО применяли для производства прорезиненных тканей, в рецептурах
промазочной смеси для изготовления клиновых ремней с целью повышения их
морозостойкости. При изготовлении прорезиненных тканей использовали комбинацию БК и СКЭПТ-40 в
соотношении 1:1 и СКДСРМ-10 с СКЭПТ-40 в соотношении 7:3. При замене СКЭПТ-40 на СКПО
возрастает прочность, улучшается эластичность, озоно- и морозостойкость резин на 7-14°С.
Базовая рецептура промазочной смеси для клиновых ремней изготавливается на основе бута-
диен-а-метилстирольного каучука марки СКМС-30 АРКМ15 и хлоропренового каучука. При их
замене на СКПО уменьшается прочность резин, но при этом заметно снижается температура
хрупкости (на 10-15°С).
Изучение совместного действия углеводородных сред (нефть) и низких температур
(-64 + -66°С) на основные эксплуатационные показатели резин на основе СКПО (для
изготовления различных уплотнительных изделий нефтегазодобывающих и нефтехимических
производств) показало достаточно высокую стабильность их прочностных свойств, высокий уровень
и стабильность низкотемпературных свойств, а также высокую маслобензостойкость в нефти.
Таким образом СКПО может достаточно широко применяться в производстве
резинотехнических изделий, к которым предъявляются повышенные требования по тепло- и морозостойкости.
1.17. Полисульфидные каучуки
(Ю.Н. Хакимуллин)
Алифатические полисульфиды, или тиоколы*, представляют собой олигомеры,
макромолекулы которых содержат дисульфидную связь и две и более концевые меркаптанные группы.
Полисульфидные олигомеры (ПСО) являются реакционноспособными соединениями,
образующими после отверждения герметики с уникальным комплексом свойств. Высокая
термодинамическая гибкость и наличие в основной цепи химически связанной серы (до 80%)
придают герметикам на основе ПСО высокие устойчивость к действию топлив, водостойкость,
низкую газопроницаемость, а благодаря насыщенности основной цепи - повышенную
стойкость к УФ-излучению, действию озона и солнечной радиации. Герметики на основе ПСО
способны отверждаться без нагревания и практически без усадки, а также долговременно эксп-
* Термин «Тиокол» первоначально являлся торговой маркой полисульфидных олигомеров, выпускаемых
компанией Thiokol Chemical Corp. (впоследствии Morton Inter. Inc.), USA.
луатироваться (до 20-30 лет) в температурном интервале от -60 до 80°С. В то же время ^.
ацетальные группы в основной цепи способствуют гидролизу молекул под действием кислот и
щелочей, но введение небольших количеств разветвляющего агента при синтезе олигомера
улучшает стойкость вулканизатов на основе ПСО к агрессивным средам как при обычных, так
и при повышенных температурах.
Полисульфидные каучуки (тиоколы) являются одними из первых синтетических каучуков.
Они производятся твердыми и жидкими. Впервые твердые тиоколы были синтезированы
Патриком, а их промышленный выпуск организован в США фирмой Thiokol Chemical Corp. в 1929 г.
Однако в дальнейшем наибольшее применение нашли жидкие тиоколы. Промышленное
производство жидких тиоколов на основе 2,2'-дихлордиэтилформаля под общим названием LP
(LP-2 и LP-3) было освоено в США компанией Thiokol Chemical Corp. в 1943 г. по технологии,
предложенной Патриком и Фергюсоном. В качестве серусодержащего соединения
использовался дисульфид натрия. В СССР производство жидких тиоколов с использованием тетрасуль-
фида натрия было освоено в 1959 г. по технологии, разработанной проф. Н.П. Апухтиной.
1.17*1, Получение жидких тиоколов
В промышленности жидкие тиоколы получают из высокомолекулярных полисульфидов
путем их восстановительного расщепления. Процесс включает две основные стадии: синтез
высокомолекулярного полисульфида и его последующее расщепление по ди-, три-, тетрасульфидным
связям. В результате молекулярная масса полученного высокополимера снижается до 1000- 7000.
Синтез высокомолекулярного полисульфида. Жидкие тиоколы получают
поликонденсацией ди- или тригалогенпроизводных органических соединений с ди- или тетрасульфидом
натрия. Самым распространенным мономером является 2,2'-дихлордиэтилформаль, который
обеспечивает наиболее высокую термодинамическую гибкость макромолекул. 2,2'-Дихлордиэ-
тилформаль в промышленности получают взаимодействием этиленхлоргидрина с
формальдегидом в присутствии кислого катализатора и соединений (например, дихлорэтана), способных
выводить из зоны реакции воду в виде азеотропа:
2НОСН2СН2С1 + СН20 -> С1СН2СН2ОСН2ОСК,СН2С1 + Н20
Полисульфид натрия в промышленности получают взаимодействием гидроксида натрия
(40%) с серой:
6NaOH + (2л + 1)S -н> 2Na2Sn + Na2S03 + 3H20
Полисульфид натрия можно получать также из сульфида натрия:
Na2S + (n-l)S^Na2Sn
Реакция протекает в водной среде при 90-95°С, но при этом побочные продукты не
образуются. Введение совместно с бифункциональными мономерами трёхфункционального 0,1-2,0%
мол. 1,2,3-трихлорпропана позволяет получать разветвленные олигомеры, вулканизаты
которых не подвержены заметной хладотекучести и имеют улучшенные физико-механические
характеристики по сравнению с характеристиками вулканизатов линейных олигомеров.
Макромолекулы большинства промышленных жидких тиоколов имеют слабо
разветвленное строение с концевыми HS-группами:
HS-R-S-S-R'-S-S-R-SH
I
S-S-R-SH,
TfleR= -CH2-CH2-0-CH2-0-CH2-CH2-,R'= -CH2-CH-CH2-.
)
Q)
I
i
!
I
I
уГ1 Жидкие тиоколы получаются в результате равновесной поликонденсации полисульфидов натрия с
галогенпроизводными, преимущественно алифатического ряда, на границе раздела фаз.
Поликонденсация с использованием 2,2'-дихлордиэтилформаля и тетрасульфида натрия
I
I
I
I
I
лС1СН2СН2ОСН2ОСН2СН2С1 + nNa2S4 ->
-^ [—СН2СН2ОСН2ОСН2СН2—SSSS—]n + 2nNaCl
протекает по механизму нуклеофильного замещения групп, содержащих хлор, полисульфид-
анионом при 80-100°С в водной дисперсии с отводом тепла, выделяющегося в процессе реакции
(1,88 МДж на 1 кг 2,2'-дихлордиэтилформаля). Диспергатором процесса поликонденсации
является гидроксид магния, получаемый из хлорида магния.
Рост цепи происходит по схеме:
C1-R-C1 + Na,S -> Cl-R-S -Na + NaCl
2 п л
Na-S -R-C1 + Na-S -R -> ~S -R-S -Na + NaCl
Л Л Л Л
-S -R-S -Na + Cl-R-S- -> ~S -R-S -R-S- + NaCl
Л Л Л Л Л Л
Поликонденсацию обычно проводят при избытке (до 30%) полисульфида натрия, что
обеспечивает получение полимера с концевыми группами -SNa, при взаимодействии которых
увеличивается его молекулярная масса:
-S -R-S -Na + NaS -R > ~S -R-S -R- + Na,S
Л Л Л Л Л III
Дисперсию тетрасульфидного полимера подвергают десульфурированию гидроксидом
натрия, сульфитом натрия, гидросульфидом натрия или сульфидом натрия:
NaOH
-сн2сн2осн2осн2сн2—ssssn- ->
-сн, сн ,осн, осн,сн — ss -
2 2 2 2. I л
Расщепление высокомолекулярного полисульфида. После десульфурирования полученную
дисперсию отмывают водой от избытка полисульфида натрия, щелочи и обрабатывают
гидросульфидом натрия в присутствии сульфита натрия, в результате чего дисульфидные связи
расщепляются по механизму нуклеофильного замещения:
-R-S-S-R- + Na-HS -> -R-SNa + H-S-S-R-
-R-S-SH -> -R-SH + S
S + Na2S03 -> Na2S203
-R-S-SH + Na2S03 -> -R-SH + Na2S203
Молекулярная масса образующегося жидкого тиокола регулируется содержанием
гидросульфида натрия, а также варьированием его соотношения с содержанием сульфита натрия.
Жидкий тиокол из водной дисперсии коагулируют кислотой. При этом концевые меркаптид-
ные группы переходят в меркаптанные с одновременным разрушением гидроксида магния на
поверхности частиц:
2-R-SNa + H2S04 -> 2-R-SH + Na2S04
Далее олигомер отмывают от кислоты и солей, сушат, смешивают с другими партиями
тиокола, вследствие чего в результате тиол-дисульфидного и дисульфид-дисульфидного обмена его
состав усредняется.
Производство 1 т жидкого тиокола сопровождается в зависимости от того, используется
для синтеза дисульфид или тетрасульфид натрия, образованием от 2,5 до 5 т отходов,
содержащихся в 60 м3 сточных вод.
Несмотря на недостатки этого способа получения тиокола, обусловленные в первую очередь
большим количеством отходов, до настоящего времени его промышленное производство в
странах-производителях осуществляется только путем восстановительного расщепления дисперсии
высокомолекулярных полисульфидов (в Японии, Германии - через дисульфид натрия, в России -
через тетрасульфид натрия).
Кроме жидких тиоколов, выпуск которых в последние годы ограничивается экологическими
причинами, производятся с использованием разнообразных технологий и другие олигомеры с
концевыми SH-группами и различной природой основной цепи. Термин «полимеркаптан»
первоначально означал группу полимеров, выпускаемых фирмой Diamond Alkali Company. В
настоящее время он объединяет полимеры, содержащие в основной цепи акрилаты, бутадиены, бу-
тадиенакрилонитрилы, пропиленоксиды, уретаны, хлоропрены и другие алифатические, цик-
лоалифатические или ароматические фрагменты как минимум с двумя концевыми меркаптан-
ными группами.
К соединениям с концевыми SH-группами относятся также тиополиэфиры, полиентиоль-
ные соединения, вулканизующиеся как и жидкие тиоколы, без нагревания.
Наиболее известным представителем соединений типа полиэфирполитиолов, нашедшим
практическое применение, является РМ-полимер фирмы Phillips Petr. (Бельгия). Он
представляет собой полипропиленоксид с концевыми SH-группами, получаемый этерификацией поли-
оксипропилентриола смесью ос-меркаптопропионовой и дитиопропионовой кислот.
Во ВНИИСК (г. Ленинград) разработан способ синтеза ТП-полимера следующего строения:
CH3-(0-CH2-CH)„-(0-CH2CHJ,-0-CH2-CH-CH2-SH
сн3 он
СН -(0-CH2-CH)m-(0-CH,CH2)p-0-CH,-CH-CH3-SH
сн3 он
CH2-(0-CH2-CH)m-(0-CH2CH3)P-0-CH2-CH-CH3-SH
сн3 он
ffle m = 16-27, р = 0-3.
В качестве исходного полиэфира использовали хлорсодержащий полиоксипропиленок-
риЭтиленполиол марки Лапрол с ММ = 1000+600 (для полимера ТПМ-2 с ММ 4500) и
функциональностью по хлору 2,1-6,0. Полученный олиготиол (полимер ТПМ-2) представляет
]№бой низковязкую жидкость (1,0-3,0 Па-с при 20°С), способную вулканизоваться всеми
отвердителями, применяемыми для жидких тиоколов. Его вулканизаты обладают хорошим
комплексом свойств, но имеют существенный недостаток- высокую степень набухания в
воде, обусловленную наличием гидроксильной группы в 3-положении к сульфгидрильной, что
исключает возможность его использования в герметиках, предназначенных для внешних
строительных работ.
И' Производство олигомеров с концевыми SH-группами под названием Пермапол (Р-2, Р-3, Р-5)
рйюено корпорацией Products research and Chemicals Corporation (США).
' Пермапол Р-5 представляет собой смесь обычного жидкого тиокола серии LP и продукта его
рзаимодействия с дитиолом, например димеркаптодиэтилсульфидом, в соотношении 1:1-1:2.
Герметики на основе таких олигомеров обладают высокой устойчивостью к озону, УФ-излуче-
нию и топливу, в 2 раза прочнее и менее проницаемы по отношению к парам топлива и инертным
газам по сравнению с герметиками на основе жидкого тиокола.
24*
3
г
Пермапол Р-2- олигомер с концевыми SH-группами, полученный путем взаимодействия фор-
полимера с концевыми изоцианатными группами на основе полиоксипропиленгликоля с
меркаптоспиртом:
I HS-R4
| ;chch-o-ch2ch-o-ch2ch-r-sh
I hs-r/ i i I
1 CH3 CH3 CH3
I
I
• CH2CH2CH2 —
!
I
41 Пермапол Р-3 имеет преимущество по сравнению с традиционными тиоколовыми олигоме-
рами - в нем отсутствуют слабые дисульфидные и формалевые структуры. Его концевые
группы могут иметь различную природу:
R-[-0-CH2CH2-S-CH2CH2-0-CH-CH2-S-CH2CH2-0-CH2CH2-S-CH2CH2-j-R
СН3
Герметики на основе Пермапола Р-2 рекомендуются для герметизации стеклопакетов, а на
основе Пермапола Р-3, обладающие большей устойчивостью к действию озона, УФ-излучения,
топлива, в 2 раза лучшими прочностными свойствами, в 1,8 раза меньшей проницаемостью по
отношению к парам топлива и инертным газам, лучшей совместимостью с традиционными
пластификаторами, в 2 раза большей адгезией ко многим веществам, даже после воздействия
топлива, содержащего ароматические углеводороды, -для применения в авиации для
антикоррозионной защиты резервуаров с топливом и др.
1.17.2. Свойства жидких тиоколов
Жидкие тиоколы - вязкие жидкости медообразной консистенции от соломенного до темно-
коричневого цвета с плотностью 1260-1310 кг/м3 со слабым запахом, присущим меркаптанам,
с рН водной вытяжки, равной 6-8. Температура текучести промышленных жидких тиоколов
зависит от молекулярной массы и изменяется от 10°С для тиоколов с ММ=8000 до -26°С для
тиоколов с ММ=1000. Свойства жидких тиоколов, выпускаемых в Германии, Японии и России
приведены в табл. 1.17.1-1.17.3.
Теплота сгорания тиоколов составляет 24075 кДж/кг, а теплоемкость -1,26 кДжДкг-К).
Содержание воды в тиоколах не превышает 0,3% масс, свободной серы не более 0,1 % масс.
Содержание общей серы в тиоколах Thioplast G и LP составляет 37-38%. Температура вспышки
выше 230°С, стеклования составляет-60°С. Жидкие тиоколы отличаются высокой
стабильностью свойств, их гарантийный срок хранения три года. Молекулы жидких тиоколов имеют
линейное либо разветвленное строение, как правило, они трехфункциональны. Среднечисленная
функциональность (f„) жидких тиоколов несколько ниже теоретической и зависит как от
молекулярной массы (ММ), так и от количества разветвляющего агента. Для тиокола НВБ-2 она
составляет 2,22-2,27, для тиокола I - 2,3-2,48, а для тиокола II - 2,33-2,68.
В табл. 1.17.4. приведено распределение по типам функциональности (РТФ) и содержание
циклических молекул для некоторых полисульфидных олигомеров промышленных марок.
1.17.1. Физико-химические свойства жидких тиоколов Thioplast G
(Akzo Nobel Thioplast Chemicals GmbH & CoKG, Германия)
Показатель
Молекулярная масса
Степень полимеризации п
Содержание, % масс:
трихлорпропана
SH-rpynn
летучих, не более
Цвет ТМ, не менее
Вязкость, Пас
Плотность, кг/м3
Марка тиокола
G10
4400-
4700
23-25
0
1,4-1,5
0,3
30
42-48
1,283
G112
3900-
4300
23-25
0,5
1,5-1,7
0,3
30
38-50
1,285
G131
5000-
6500
30-38
0,5
1,0-1,3
0,3
30
80-145
1,310
G1
3300-
3700
19-21
2
1,8-2
0,3
30
41-52
1,286
G12
3900-
4400
23-26
0,2
1,5-1,7
0,3
30
38-50
1,285
G21
2100-
2600
12-15
2
2,5-3,1
0,5
45
10-20
1,285
G22
2400-
3100
14-18
0,5
2,1-2,7
0,5
45
10-20
1,285
G44
< 1100
<7
2
>5,9
1,0
50
<1,3
1,257
G4
< 1100
<7
0,5
>5,9
1,0
50
<1,3
1,25
ч
1.17.2. Физико-химические свойства жидких тиоколов LP
(Toray Fine Chemicals Co.,Ltd, Япония)
Показатель
Средняя
молекулярная масса
Содержание,
% масс:
трихлорпропана
SH-rpynn
Вязкость, Пас
Марка тиокола
LP-33
1000
0,5
5,0-6,5
<0,1
1,5-2,0
LP-3
1000
2,0
5,9-7,7
<0,1
0,94-1,44
LP-980
2500
0,5
2,5-3,5
0,15-
0,25
10-12,5
LP-23
2500
2,0
2,5-3,5
0,15-
0,25
10-14
LP-56
3000
0
2,0-2,5
0,15-
0,25
14-21
LP-55
4000
0
1,5-2,0
0,15-
0,25
4М8
LP-12
4000
0,2
1,5-2,0
0,15-
0,25
38-50
LP-32
4000
0,5
1,5-2,0
0,15-
0,25
4М8
LP-2
4000
2,0
1,5-2,0
0,15-
0,25
41-48
LP-31
7500
0,5
0,8-1,5
0.15-
0,25
90-160
Ь .17.3. Физико-химические свойства жидких тиоколов
рАО «Казанский завод СК», Россия
Содержание, % масс:
трихлорпропана
; SH-rpynn
: общей серы, не более
__. воды, не более
[Вязкость, Пас
Марка тиокола
НВБ-2
2
3-4
40
0,2
7,5-11,0
1
2
2,2-3,4
40
0,2
15-30
II
2
1,7-2,6
40
0,2
30,1-50
32
0,5
1,7-2,6
40
0,2
30,1-50
тсд
0,5
0,3
-
I •! 7.4. Распределение жидких тиоколов по типам функциональности
ПОодаржание в них циклических молекул
Марка тиокола
■ '-v
с; I
II
Молекулярная
масса
2350
2250
3500
2520
2300
>.
1,60
1,43
1,77
1,51
1,68
и
2,45
2,48
2,57
2,58
2,31
Содержание циклических молекул
% (мол.)
33
42
31
41
28
% масс.
6,3
6,8
4,0
-
Условное обозначение: Т u7w- среднечисленная и среднемассовая функциональность.
*
1.17.5. Совместимость жидких тиоколов с различными растворителями (25°С)
Растворитель
Вода
Кетоны
Ацетон
Метилэтилкетон
Циклогексанон
Спирты
Метанол
Фурфуриловый спирт
Этанол
Этиленгликоль
Циклогексанол
Альдегиды
Бензальдегид
Фурфурол
Эфиры
Бутилацетат
Дибутилфталат
Диоксан
Диэтиловый эфир
Диэтилфталат
Метилацетат
Органические кислоты
Уксусная кислота
Алифатические соединения
Сольвент нафта
Уайт-спирит
Ароматические соединения
Бензол
Ксилол
Резорцин
Толуол
Фенол
Хлорированные углеводороды
Перхлорэтилен
Тетрахлорид углерода
Трихлорэтилен
Нитропарафины
Акрилонитрил
Ацетамид
Нитрометан
1-Нитропропан
2-Нитропропан
Нитроэтан
Масса растворителя, совместимого со 100 частями жидкого тиокола
LP-32
Н/Р
70
200
Р
0
-
0
0
-
р
р
130
-
р
-
-
-
Н/Р
Н/Р
Н/Р
р
250
Р
Р
Р
80
-
Р
-
Н/Р
-
-
600
-
LP-55
Н/Р
-
-
Р
0
-
0
0
-
р
р
-
-
р
-
-
-
Н/Р
Н/Р
Н/Р
р
-
-
р
р
-
-
р
-
-
-
-
-
-
LP-12
Н/Р
-
-
р
0
-
0
0
-
р
р
-
-
р
-
-
-
Н/Р
Н/Р
Н/Р
р
-
-
р
р
-
-
р
-
-
-
-
-
-•
LP-2
Н/Р
80-125
300-350
Р
0
900
0
0
25
Р
Р
125
Р
Р
-30
Р
80
Н/Р
Н/Р
Н/Р
Р
300
Р
Р
Р
9
200
Р
100
Н/Р
150
900
470
900
LP-31
Н/Р
-
-
Р
0
-
0
0
-
Р
р
-
-
р
-
-
-
Н/Р
Н/Р
Н/Р
р
-
-
р
р
-
-
-
-
-
-
-
-
-
LP-3
Н/Р
400
Р
Р
0
-
0
0
-
р
р
-
-
р
70
-
-
Н/Р
Н/Р
Н/Р
р
р
-
р
р
-
р
-
-
-
-
-
р
-
Условные обозначения: P - растворяется, Н/Р - не растворяется.
374
Широкое РТФ таких олигомеров обусловлено наличием значительного (7-8% масс.)
содержания циклических и сильно разветвленных молекул. Функциональность разветвленных
молекул может составлять 6-8. Вследствие протекания реакций межцепного обмена в процессах
синтеза таких олигомеров их молекулярно-массовое распределение является наиболее
вероятным с MJMn=2 {М№-среднемассовая молекулярная масса, Мп- среднечисленная
молекулярная масса).
Жидкие тиоколы являются статистически разветвленными полимерами с трехфункциональ-
ными узлами разветвлений. Их ММР зависит от молекулярной массы и степени разветвленнос-
ти олигомера и, несмотря на легкость протекания межцепных обменных тиол-дисульфидных и
дисульфид-дисульфидных процессов, может находится в интервале 2,4-6,2.
Межцепной обмен в жидких тиоколах протекает по механизму ионного гетеролитического
расщепления дисульфидной связи и его скорость зависит от степени полисульфидности
полимера. Энергия активации некатализируемого обмена составляет 52,8 кДж/моль, удельная
теплоемкость жидких тиоколов на основе формаля -1,53-1,59 Дж/(г-°С) при 10°С, параметр
растворимости тиоколов на основе 2,2'-дихлордиэтилформаля -18-18,4 (мДж/м3)0,5.
Жидкие тиоколы на основе 2,2'-дихлордиэтилформаля и вулканизаты на их основе (в
ненапряженном состоянии) не кристаллизуются в процессе длительного хранения при
низкой температуре.
Жидкие тиоколы растворимы в диоксане, бензоле, хлорбензоле, толуоле, дихлорэтане, эти-
ленхлоргидрине, дибутилфталате, феноле, резорцине, циклогексаноле, фурфуроле, бензаль-
дегиде, трихлорэтилене, ограниченно - в ацетоне метилэтилкетоне, ксилоле, диэтиловом
эфире, тетрахлориде углерода, этилацетате и не растворяются в спиртах, эфирах, гликолях,
керосине, бензине, воде (табл. 1.17.5).
При использовании 1,2,3-трихлорпропана в качестве разветвляющего агента наряду с
обычным разветвлением в ПСО возможны и другие схемы образования разветвленных структур.
Реализация каждой из них обусловлена скоростью реакций межцепного обмена, содержанием
примесей, свободной и общей серы.
Характерной особенностью ПСО является их способность к реакциям межцепного обмена
между концевыми HS-группами и ди- и полисульфидными группами основной цепи, а также
между полисульфидными группами с разной степенью полисульфидности. Характер и
интенсивность обменных процессов в ПСО и вулканизатах на их основе определяются строением
цепи самого олигомера, температурой и полярностью среды (растворители, химически
активные примеси). Практическая ценность этих реакций заключается в том, что они позволяют
получать ПСО с узким ММР независимо от средней молекулярной массы, более того, возможно
получение олигомера с требуемой молекулярной массой путем смешения разных партий.
Химическая активность макромолекул ПСО обусловлена двумя факторами: подвижностью и элек-
тронно-донорной способностью атомов водорода концевых меркаптанных групп, а также
пониженной энергией связи — S—S — в ди- и полисульфидных фрагментах. Последний фактор
создает предпосылки для протекания обменных реакций как в массе олигомера, так и при его контакте
с другими соединениями.
О принципиальной возможности протекания обменных реакций в ПСО свидетельствует
снижение молекулярной массы полимера в присутствии ионов S2-, HS-, НО-, CN-, что сопряжено с
именным взаимодействием этих ионов с дисульфидной группой. Реакции тиол-дисульфидно-
то (ТДО) и дисульфид-дисульфидного обмена (ДДО) в общем виде протекают по схеме:
RSSR + R'SH -» RSSR' + RSH
RSSR + R'SSR' -> 2RSSR'
RS+ + R'SSR' -» R'S+ + RSSR'
^^ В кислых средах добавка тиола ингибирует обмен дисульфидов. Он переводит активные сульфе-
ниевые ионы в протоны, которые регенерируют сульфениевые ионы в медленной реакции:
I
f
!
I
RSSR + Н
RS+ + R'SSR'
RS+ + R'SH
медленно
—»
быстро
—>
—>
-RS+ + RSH
R'S+ + RSSR'
RSSR' + H +
Тиол-дисульфидный обмен возможен не только на стадии синтеза ПСО, но и при смешении
олигомеров, отличающихся по молекулярной массе. При смешении увеличивается число
фракций со средней молекулярной массой. Дифференциальные кривые ММР индивидуальных
олигомеров и их смесей свидетельствуют о наличии химического взаимодействия олигомеров,
вызывающего сужение ММР при смешении. Это нашло практическое применение на конечной
стадии усреднения партий тиоколов при их промышленном производстве.
1.17.3» Переработка полисульфидных олигомеров
Композиционные материалы (герметики) на основе ПСО, как однокомпонентные, так и двух-
компонентные, как правило, содержат следующие компоненты:
ПСО - жидкие тиоколы или тиолсодержащие полиэфиры;
пластификаторы - дибутилфталат, хлорпарафин, бензилбутилфталат и др.;
наполнители - мел (природный, химически осажденный, гидрофобный), каолин, техугле-
род П-803, диоксид титана;
тиксотропные добавки - аэросилы, бентониты, гидрированное касторовое масло;
адгезионные добавки-эпоксидные смолы, алкилфенолформальдегидные смолы,
функциональные триалкоксисиланы;
ускорители - серу, дифенилгуанидин, тиурам и др.;
замедлители-стеариновую, олеиновую или изостеариновую кислоту, стеараты металлов;
осушающие агенты (для однокомпонентных составов) - цеолиты, оксид бария;
пигменты - техуглерод, диоксид титана;
вулканизующие агенты -диоксиды марганца, свинца, бихромат натрия, моногидрат пербо-
рата натрия, пероксид кальция и др.
Свойства герметиков на основе ПСО определяются не только строением ПСО, но и природой
вулканизующего агента, наполнителей, модификаторов, а скорость процесса окисления, кроме
перечисленных факторов, наличием ускорителей, замедлителей и условиями отверждения
(температура и влажность воздуха). Концевая меркаптовая группа содержит подвижный атом
водорода. Энергия диссоциации связи S-H в органических соединениях существенно ниже, чем
связи О—Н, поэтому гемолитический распад меркаптанной группы происходит значительно
легче распада гидроксильной группы в аналогичных спиртах. Нуклеофильность серы в меркаптанах
значительно выше, чем кислорода в спиртах, что связано как с большей поляризуемостью серы,
так и с образованием водородных связей в кислородсодержащих соединениях.
Вулканизацию ПСО можно проводить двумя способами:
- окислением концевых SH-rpynn;
- взаимодействием с соединениями, содержащими функциональные группы, реагирующие
с концевыми SH-группами по принципу миграционной полимеризации.
По своей природе отверждающие агенты разделяются на неорганические (например, оксиды
металлов), органические (реакционноспособные олигомеры, нитросоединения) и газообразные
(воздух, кислород).
37в jfc_
Вулканизация (отверждение) полисульфидиых олигомеров
окислением меркаптанныж групп
Окислительное отверждение ПСО при комнатной температуре осуществляется окисляющим
агентом, который может вводиться в ПСО или композицию вторым компонентом (двухкомпо-
нентная система), либо окисляющий агент непосредственно может находиться в смеси с ПСО,
но такую смесь необходимо полностью обезопасить от контакта с атмосферой до её
использования (однокомпонентная система). В процессе окисления реакционноспособные меркаптан-
ные группы ПСО превращаются в дисульфидные связи: R-SH +1/202 + HS-R —»R-S-S-R + Н20.
В качестве вулканизующих (окисляющих) агентов жидкого тиокола могут использоваться
как неорганические, так и органические окислители, в том числе неорганические пероксиды
или диоксиды (Н202, Zn02, Ва02, РЬ02, МпОг, Sb02 и др.), хроматы или нитраты (Na2Cr207, K2Cr207,
NH4I\I03), моногидраты перборатов щелочных металлов, органические окислители (хинонокси-
мы, нитросоединения, пероксиды, гидропероксиды). Однако их промышленное применение
весьма ограничено. Наибольшее распространение получили диоксиды марганца и свинца, бих-
ромат натрия, перборат натрия для двухкомпонентных и пероксид кальция и перборат натрия
для однокомпонентных герметиков.
Каждый из используемых вулканизующих агентов придает герметику специфические
свойства, что связано как с глубиной отверждения ПСО, так и с влиянием продуктов восстановления
отвердителя на комплекс свойств вулканизатов (табл. 1.17.6).
По активности промышленные вулканизующие агенты располагаются следующим образом:
Pb02>Na2Cr207>Mn02.
По оптимальным параметрам сеткообразования более предпочтительными являются
системы с диоксидом марганца, но физико-механические, когезионные и адгезионные показатели
вулканизатов с бихроматом натрия оказываются более высокими, чем у вулканизатов,
полученных с диоксидами металлов.
Самым распространенным универсальным окисляющим агентом для двухкомпонентных
систем является диоксид марганца, который придает наилучшую стойкость герметикам на их основе
к свету и УФ-излучению, высокие эластическое восстановление и деформационно-прочностные
показатели, а также по экономическим и экологическим соображениям.
Реакция окисления концевых SH-групп олигомера диоксидом марганца до образования ди-
сульфидной связи с выделением воды может быть описана следующим уравнением:
-R-SH + Мп02 -> -R-S-S-R- + МпО + Н20
Процесс вулканизации ПСО оксидами металлов носит гетерогенный характер, и его скорость
значительно зависит от степени дисперсности окислителя. Скорость вулканизации описывается
совокупностью скоростей гетерогенных реакций, протекающих на поверхности кристаллических
частиц окислителя.
1.17.6. Влияние типа вулканизующего агента на свойства герметиков
на основе жидкого тиокола
Показатель
Относительное удлинение при разрыве, %
Степень восстановления, % (DIN 52458)
Твердость по Шору А
Условное напряжение при 100%-ном
удлинении при 23 "С, МПа
Число компонентов системы
Вулканизующий агент
2п02
100-300
50-70
25-50
0,1-0,6
1
Гидропе-
роксид
кумила
100-300
70-85
20-40
0,2-0,5
2
Са02
50-250
50-70
10-25
0,1-0,25
1 и2
РЬ0г
200^100
70-80
10-30
0,1-0,4
2
Мп0г
300-600
80-95
15-70
0,1-0,8
2
NaB02H,02H,0
500-900
80-95
10-30
0,1-0,4
1и2
I
I
I
I
!
I
JT Диоксид марганца в основном используется с ускорителями окисления -дисульфидом тетраме-
тилтиурама, дифенилгуанидином и др. Широко применяется активация Мп02 гидроксидом натрия.
Как правило, для улучшения распределения вулканизующей группы в составе герметика и
§! более полного превращения концевых SH-групп в процессе отверждения, отвердители исполь-
|. зуют в виде вулканизующих паст в сочетании с такими пластификаторами как дибутилфталат
| (ДБФ), бензилбутилфталат (ББФ), хлорпарафин (ХП) и др. В качестве вулканизующих агентов
Й применяют также оксиды и диоксиды цинка.
^ Герметики с высокими физико-механическими характеристиками получаются при вулкани-
| зации жидких тиоколов диоксидом или оксидом цинка в присутствии серусодержащих ускори-
0 телей. Сочетание диоксида цинка и каптакса или альтакса позволяет получать быстро отверж-
1 дающиеся составы для зубных слепков. Герметики на основе диоксидов и оксидов цинка без
§ введения пигментов имеют белый цвет, однако уступают составам на основе диоксида марган-
^ ца по степени эластического восстановления и относительному удлинению при разрыве.
5 В некоторых случаях для вулканизации жидких тиоколов применяют органические перокси-
| ды, позволяющие получать герметики белого цвета. Наибольшее распространение для этих це-
^ лей получил гидропероксид изопропилбензола (гидропероксида кумила):
2-R-S-H + C6HsC(CH3)2COOH->R-S-S-R- + С6Н5С(СН3)2-ОН + Н20
В этом случае желательно использование жидкого тиокола с ММ = 3000-4000, так как при
его применении с низкой ММ (1000) или при избытке пероксида вулканизация протекает
чересчур активно, в результате чего может происходить более глубокое, чем требуется, окисление с
последующей деструкцией основной цепи тиокола с образованием тиосульфонатов или суль-
фокислот под влиянием образующихся свободных радикалов.
Из пероксидов металлов при создании однокомпонентных составов для отверждения
тиоколов промышленное использование наряду с пероксидом Zn нашли также пероксиды Са и Li
или их смеси. Наиболее широко они применяются для получения однокомпонентных гермети-
ков. Вулканизация жидких тиоколов такими смесями эффективно происходит во влажной
воздушной среде. Обычно применяемые составы содержат смеси Са02-ВаО, Zn02-BaO, Zn02-Li02.
Процессы вулканизации в присутствии таких отвердителей протекают по схеме:
н2о
Са02 ^ Са(ОН)2 + О •
2R-SH+ О- -> -R-S-S-R- + Н20
н2о
ВаО -> Ва(ОН)2
Образующийся гидроксид бария эффективно ускоряет процессы вулканизации жидких
тиоколов пероксидами цинка и кальция.
Эффективными окислителями ПСО являются моногидраты лерборатов щелочных
металлов: NaB02H202H20.
Их использование позволяет получать строительные герметики с высокой стойкостью к
атмосферным воздействиям, УФ-излучению и воде, высокими относительным удлинением при
разрыве и эластическим восстановлением.
Вулканизация (отверждение) полисульфидных олигомеров
реакциоииоспособиыми соединениями
Возможность взаимодействия ПСО с другими мономерами и олигомерами с концевыми реак-
ционноспособными группами по принципу миграционной полимеризации предопределяет наличие
SH-групп в ПСО. Сетка в таких композициях формируется за счет каталитически активируемого
взаимодействия концевых групп олигомеров, из которых, по крайней мере, один имеет
разветвленное строение. Таким образом, одновременно протекают два процесса - химическая модификация
ПСО и отверждение образующегося сополимера. Плотность сетки (степень отверждения) зависит
от соотношения групп, способных взаимодействовать между собой в присутствии катализатора.
Полное отверждение наступает в том случае, когда в смеси не остаётся непрореагировавших
функциональных групп.
Наиболее изученными в реакциях с ПСО являются такие реакционноспособные олигомеры
как эпоксидные смолы, изоцианаты, акрилаты. При этом с использованием олигомеров
происходит включение в основную цепь блоков такой же молекулярной массы как и ПСО.
Эпоксидные смолы (ЭС) нашли наибольшее применение для сополимеризации с ПСО. Если
количество введённой ЭС соизмеримо с количеством ПСО (30 масс. ч. и более), то возможны
два параллельно протекающих процесса:
- образование блоксополимера при взаимодействии концевых групп полисульфидных и
эпоксидных олигомеров
Н2С-СН~НС-СН2 + 2-R-SH -> -RS-CH,-CH-CH-CH2-SR-
О О ОН ОН
- образование взаимопроникающих сеток при самостоятельном отверждении ЭС и жидкого
тиокола.
В результате каталитического взаимодействия жидкого тиокола и ЭС под влиянием амино-
содержащих соединений при комнатной температуре образуются сополимеры, сочетающие
свойства жидкого тиокола (эластичность, стойкость к агрессивным средам) и ЭС (высокую адгезию
к различным субстратам). Свойства таких сополимеров могут варьироваться в широких
пределах в зависимости от соотношения применяемых компонентов - жидкого тиокола и ЭС.
С высокой эффективностью протекает сополимеризация жидкого тиокола с ЭС при
использовании катализаторов - третичных аминов, таких как основание Манниха.
Большой интерес как в научном, так и в практическом плане представляют герметики,
полученные путем каталитического взаимодействия ПСО и диизоцианатов. При введении в ПСО ди-
изоцианата образуются политиокарбаматы, называемые тиоуретановыми полимерами.
Взаимодействие между ПСО и диизоцианатом можно рассматривать как первичное
удлинение цепи олигомера и при избытке изоцианатных групп последующее его структурирование:
катал.
-R-SH + -R'NCO -> -R-S-C-NH-R'- + R'-NCO -> -R-S-C-N-R'-
II 1Г л
О О С = 0
NH-R'-
Скорость реакции удлинения цепи существенно выше скорости вторичных реакций
структурирования.
Одним из возможных способов модификации ПСО, представляющих практический интерес,
является замена SH-групп на изоцианатные, эпоксидные и др.
Изоцианатные группы:
О О
^-[-S-CH2-CH2-OCH2-OCH2-CH2-S-]„-^
0=CN-R-NH HN-R-NC=0
где R- остаток диизоцианата;
эпоксидные группы:
CH2-CH-CH2-(R')„-CH2-CH-CH2 CH2-CH-CH2-0-R-(R')6-0-CH2-CII-CH,
\q/ \q/ \q/ \q/
ELP-3 ELP-612
где R-остаток эпоксидной смолы на основе бисфенола А (тип EEW180);
R' = -S-CH2-CH20-CH20-CH2-CH2-S-,
I
I
I
f
I
J
В результате взаимодействия концевых SH-групп жидкихтиоколов с олигомерами и
концевыми акрилатными группами получены гибридные герметики ZL-2244 и ZL-1866, обладающие
высокими физико-механическими характеристиками, эластичностью, низким набуханием в воде и
низкой влагопроницаемостью:
4o444Ln/v^44<^^4_/
о
ZL-2244
D °
Свойства герметиков на основе ПСО в значительной степени зависят не только от строения
олигомера и типа вулканизующего агента, модификаторов, но и от вида и количества
применяемых наполнителей, пластификаторов и других целевых добавок.
В качестве усиливающих наполнителей герметиков на основе жидких тиоколов чаще
всего применяют техуглерод различных марок, диоксид титана, диоксид кремния, осажденный
мел, сульфид цинка. Из неусиливающих наполнителей используют нейтральный оксид
алюминия, мел, тальк, слюду и др. Наполнитель выбирают по двум показателям: размеру его
частиц (дисперсности) и рН водной вытяжки. Так как вулканизация ПСО легче и быстрее
протекает в щелочной среде, а рН тиокола равен 6-8, то более предпочтительными являются
наполнители нейтрального типа.
При введении техуглерода в состав тиоколовых герметиков в несколько раз увеличиваются
модуль, прочность, маслобензостойкость и другие показатели. Наполнители с низким рН,
например каолин, замедляют вулканизацию жидкого тиокола и снижают стойкость герметиков на
его основе к повышенным температурам, что возможно связано с деструкцией тиокола,
происходящей по ацетальным связям.
Оптимальное содержание техуглерода П803 в тиоколовых герметиках, с учетом
технологичности и физико-механических свойств, составляет 30-35 масс. ч. По усиливающему эффекту на
тиоколовые герметики техуглероды, различающиеся в первую очередь дисперсностью,
располагаются в следующий ряд: П803 > П324 > П234 > К354
Увеличение дисперсности техуглерода приводит к снижению эффективной и химической
густоты вулканизационной сетки, что связано по всей видимости, с невозможностью на
существующем оборудовании создать условия эффективного распределения в первую очередь
высокодисперсных усиливающих наполнителей в матрице олигомера. Методом электронного
парамагнитного резонанса установлено отсутствие химического и наличие только физического
взаимодействия между жидким тиоколом и техуглеродом.
По стойкости в различных средах наполнители можно расположить в следующий ряд:
в дистиллированной воде - известь-отсев < маршаллит < каолин < мел МТД-2 < 2пО <ТЮг<
<тальк < аэросил А-175 < белая сажа БС-120 <техуглерод П803;
в 5%-ной серной кислоте - известь-отсев < каолин < ZnO < мел МТД-2 < маршаллит < ТЮг <
<тальк < аэросил А-175 < белая сажа БС-120 < техуглерод П803;
в 5%-ном гидроксиде натрия - каолин < мел МТД-2 < маршаллит < тальк < ZnO < ТЮ2 <
оэросил А-175 < техуглерод П803 < белая сажа БС-120 < известь-отсев.
Повышение концентрации серной кислоты до 10% и более приводит к потере защитных
свойств герметиков на основе жидкого тиокола. Несмотря на то, что мел является неусиливаю-
щим наполнителем, благодаря широкой сырьевой базе, относительно низкой стоимости и
возможности модификации его широко применяют в производстве герметиков. Использование в
качестве наполнителя герметиков на основе ПСО мела в сочетании с пластификаторами, тик-
сотропными и адгезионными добавками позволяет получать герметики различных цветов с
удовлетворительной прочностью и хорошими эластическими свойствами, которые в настоящее
время широко применяют для герметизации стеклопакетов и межпанельных стыков.
Широкое применение при получении тиоколовых герметиков для стеклопакетов нашли
высокодисперсные марки природного, химически осажденного и гидрофобного мела с частицами
размером до 5 мкм, вводимыми в количестве до 150 масс. ч. и более.
В качестве наполнителей в тиоколовых герметиках используют также мелкодисперсный
песок или шлакоситалл, андезитовую муку, асбест. При этом не только снижается стоимость
материала, но и в некоторых случаях улучшаются диэлектрические свойства, влагостойкость,
ударная прочность и термостойкость герметиков.
Для регулирования вязкостных свойств неотвержденной композиции, улучшения
деформационных свойств и удешевления герметиков широко используют пластификаторы. Однако при
этом, как правило, снижаются прочность при растяжении, сопротивление раздиру и адгезия
герметика; кроме того, возможно размягчение при повышенных температурах.
Пластификаторы способствуют хорошему распределению порошкообразных вулканизующих агентов и
используются для получения так называемых вулканизующих паст, применение которых
приводит к значительному улучшению всего комплекса свойств тиоколовых герметиков. Они также
влияют на скорость отверждения ПСО. Чем выше полярность и рН пластификатора, тем
быстрее отверждается тиоколовый герметик.
Наибольшее применение нашли полярные, хорошо совмещающиеся с тиоколом
пластификаторы, такие как ХП различных марок, ДБФ, бензилбутилфталат бензилоктилфталат, дифе-
нилхлорид и др. При выборе пластификаторов для конкретных композиций на основе ПСО
необходимо учитывать их полярность и совместимость с ПСО, летучесть и другие свойства,
условия переработки и эксплуатации, а также область использования таких герметиков. Так, для
тиоколовых герметиков, применяемых в производстве стеклопакетов, предпочтительнее
использовать бензилбутилфталат или аналогичные пластификаторы, обладающие «антитуманными»
свойствами и минимальной летучестью.
В качестве пластификаторов, позволяющих существенно снизить стоимость тиоколовых
герметиков, предназначенных для дорожных покрытий, применяют рубракс, битумы, гудроны,
жидкие фактисы, антраценовое масло, инденкумароновые и каменноугольные смолы и дегти в
количестве 5-50 масс. ч. на 100 масс. ч. олигомера.
Тиоколовые герметики без модифицирующих добавок, как правило, реакционноспособ-
ных, имеют неудовлетворительную адгезию. С учетом того, что они в большинстве своем
применяются в виде покрытий и одним из основных показателей, обеспечивающих
долговременную эксплуатацию, является адгезия к различным субстратам, в их состав вводят
адгезионные добавки - реакционноактивные соединения, способные химически взаимодействовать
как с ПСО, так и с герметизируемой поверхностью. Наряду с улучшением адгезионных свойств
такие соединения, участвуя в вулканизации, могут оказывать разное влияние на скорость этого
процесса, параметры вулканизационной сетки, физико-механические свойства, поведение
герметиков при эксплуатации в условиях различных видов старения. В качестве адгезионны)!
добавок предлагается большое количество соединений, но наиболее эффективны
эпоксидные и алкилфенолформальдегидные смолы, акрилаты (мономеры и олигомеры) и функциализи-
рованные алкоксисиланы.
Наибольшее распространение для улучшения адгезии тиоколовых герметиков, применяемы)!
в авиации, электротехнике, машино- и судостроении, строительстве (к дюралю, стали и бетону)
получили эпоксидные диановые смолы ЭД-20 и Э-40, вводимые в количестве 5-13 масс. ч. не
100 масс. ч. жидкого тиокола. Механизм улучшения адгезии тиоколовых герметиков с
введением эпоксидной смолы заключается в образовании в процессе ее взаимодействия с тиоколом
гидроксильных групп, активно участвующих в формировании адгезионных связей с
субстратом. В условиях отверждения не вся эпоксидная смола взаимодействует с тиоколом. Как былс
установлено, при введении 5-10 масс. ч. эпоксидной смолы только 2,5-3 масс. ч. химически
связываются с тиоколом. Остальная часть смолы, находясь в герметике в несвязанном виде,
пластифицирует его, приводя к существенному ухудшению прочностных свойств.
i
Si
1
i
I
!
1
Возможна модификация ПСО алкилфенолформальдегидными смолами (ФФС). Введение до
30% масс. ФФС приводит к повышению адгезии герметиков к различным субстратам:
-R-SH+ HO-CH2-Ph(OH)-R'~->~R-S-CH2-Ph(OH)-R'- + Н20
Свойства герметиков слабо зависят от способа введения смолы, поэтому в
промышленности используется наиболее простой вариант- введение ФФС в виде спиртового раствора (герме-
тик ВИТЭФ).
Из реакционноспособных модификаторов ненасыщенного типа практический интерес
представляют мономеры и олигомеры акрилового ряда: метилметакрилат и его производные, оли-
гоэфиракрилаты. Акрилаты способны модифицировать тиоколовые герметики, отверждаемые
окислением, в результате химического взаимодействия с тиоколом. Наиболее эффективно
взаимодействие осуществляется при отверждении жидких тиоколов бихроматом натрия и
диоксидом марганца. Введение 5-10 масс. ч. акрилатов (на 100 масс. ч. жидкого тиокола) существенно
снижает вязкость составов и улучшает физико-механические и адгезионные свойства, при этом
можно получить композиции, обладающие заливочными свойствами. По эффективности
влияния олигоэфиракрилатов на физико-механические и прочностные свойства тиоколовых
герметиков их можно расположить в следующий ряд: 7-1 > 7-20 > ТМГФ-11 > ТГМ-3.
Одним из наиболее эффективных способов улучшения адгезионных свойств является
модификация ПСО кремнийсодержащими соединениями, с одной стороны которых находится
функциональная группа (винильная, эпоксидная и др.), способная реагировать с SH-группой, а
с другой стороны - алкоксигруппы, способные гидролизоваться в присутствии влаги воздуха,
образуя реакционноспособные силанольные группы, активно участвующие в образовании
химических связей с наполнителями и такими субстратами как стекло, металл, бетон и др.:
R-(CH2)3-Si(OR')3
rfleR = NH2, винильная, эпоксидная, SH-группа и т.д.; R' = -C2HS, -СН3ит.д.
Механизм взаимодействия таких силанов с тиоколом (-RSH) и гидроксильными группами
субстрата (НО — R') на примере винилтриэтоксисилана представлен ниже:
-RSH + СН2 = CH-(CH2)3-Si(C2H50)3-^
ОС2Н5
I
-^-R-S-CH2-CH2-(CH2)3 -Si -ОН + Н20
°с2н5
ОС2Н5
I
-R-S-CH2-CH2-(CH2)3-Si-OH + HO-R'-^
OC2Hs
OC2HS
I
-^-R-S-CH2-CH2-(CH2)3-Si-0-R'-+Н20 ит.д.
OC2Hs
Эффективность таких силанов довольно велика уже при небольшом содержании и обычно
их вводят в количестве 0,1-1,5 масс, ч на 100 масс. ч. жидкого тиокола. Активно они
используются в тиоколовых герметиках для герметизации второго (наружного) контура в стеклопакетах.
382
ускорители и замедлители применяются для регулирования скорости отверждения тиоко-
ловых герметиков. Соединения щелочного характера ускоряют, а кислого- замедляют
процессы отверждения. Для двухкомпонентных герметиков, отверждаемых диоксидами марганца и
свинца, применяются в основном амины. Как правило, эти соединения имеют основной
характер и механизм ускорения процесса связан со значительной поляризацией SH-связи за счет
атома азота амина. На практике наибольшее применение нашли дифенилгуанидин, тетраметил-
гуанидин, тиурам и сера. Сера способна сама окислять SH-группы тиокола. В небольших
количествах она эффективно ускоряет отверждение тиокола диоксидами металлов. Как правило, её
содержание не должно превышать 0,5 масс. ч. на 100 масс. ч. жидкого тиокола, так как
дальнейшее увеличение приводит к ухудшению адгезии и размягчению вулканизатов.
Вода, этаноламины, дифенилгуанидин эффективно ускоряют отверждение жидких тиоко-
лов бихроматом натрия.
Из органических пероксидов высокую ускоряющую активность проявляют этаноламины и
третичные амины. При отверждении жидких тиоколов пероксидами кальция и цинка используют воду,
серу, амины и различные серусодержащие ускорители. Для ускорения отверждения жидких
тиоколов оксидом цинка эффективны кислые вещества и серуазотсодержащие ускорители.
Для направленного регулирования скорости вулканизации наряду с ускорителями применяют
замедлители вулканизации. Как правило, эти вещества имеют кислый характер. Наибольшее
распространение в качестве замедлителей вулканизации получили стеариновая, изостеариновая и
олеиновая кислоты, вводимые в количестве 0,1-3,0 масс. ч. на 100 масс. ч. жидкого тиокола. Типы
используемых вулканизующих систем для тиоколовых герметиков приведены в табл. 1.17.7.
Наиболее применимы в качестве тиксотропных добавок в ПСО аэросилы, белые сажи и
бентониты. Как правило, в связи с затрудненным распределением при смешении в объеме используются
аэросилы с удельной поверхностью, равной 130-200 м2/г. Содержание аэросила в зависимости от
назначения герметика и требований по тиксотропности может изменяться и достигать 5,0 и более
масс. ч. на 100 масс. ч. тиокола.
1.17.7. Типы вулканизующих систем для жидких тиоколов
Вулканизующий
агент
РЬОг
Мп02
Na2Cr207
СаОг
Ва02
Zn02
Перборат натрия
Ускоритель
Сера, амины
Неорганические основания,
амины
Вода, этаноламины,
дифенилгуанидин, основания
Вода, амины, основания
Амины, тетраметилтиурам-
дисульфид
Вода, амины, основания
Замедлитель
Стеариновая кислота,
стеарат свинца
Стеариновая и
изостеариновая кислоты
Стеариновая кислота,
олеиновая кислота и её
эфиры
Молекулярные сита
Сера, молекулярные
сита
Молекулярные сита
Характерные особенности
и области применения
Легко контролируемое
отверждение.
Строительство
Более термостойкие герметики,
чем герметики с РЬ02; высокие
теплостойкость, стойкость к УФ-
излучению, химическая стойкость.
Авиация, строительство (стекло-
пакеты)
Высокие теплостойкость и
физико-механические характеристики.
Авиация, машиностроение
Однокомпонентные герметики
белого цвета
Одно- и двухкомпонентные
герметики белого цвета. Строительство,
остекление
Стойкость к УФ-излучению; одно-
и двухкомпонентные герметики
белого цвета. Строительство,
остекление
. 17.4. Применение полисульфидных олигомеров
Si
I
1
I
Вулканизаты жидких тиоколов обладают высокой стойкостью к действию многих
агрессивных сред (табл. 1.17.8), топливу, растворителям, устойчивостью к атмосферному старению при
одновременном температурном воздействии от-55 до 130°С, к действию кислорода, озона (табл.
1.17.9), УФ- и ИК-излучений, высоким сопротивлением термическому и радиационному
старению, низкими влаго-, паро- и газопроницаемостью, удовлетворительными
физико-механическими и диэлектрическими свойствами, низкой адгезией к большинству субстратов, плохими
износостойкостью и сопротивлением раздиру. Эти свойства определяют возможность
использования полисульфидных каучуков в качестве основы герметизирующих материалов.
Тиоколовые герметики обладают небольшой усадкой (0,4-0,6%). Степень их эластического
восстановления сильно зависит от типа вулканизующего агента и составляет в случае диоксида
марганца 80-95%, диоксида свинца 70-80%, пероксида дикумила 70-85%, пероксидов кальция
и цинка 50-70%.
Тиоколовые герметики обладают удовлетворительными теплофизическими свойствами (табл.
1.17.10).
Вулканизаты на основе жидких тиоколов обладают низкой водогазопроницаемостью.
Тиоколовые герметики хорошо противостоят радиационному облучению. При дозе облучения
5,16-104 Кл/кг относительное удлинение при разрыве всех тиоколовых герметиков не
уменьшается ниже 100%, прочность сохраняется. Так, деформационно-прочностные свойства герметиков
У-ЗОМ и У-30МЭС5 сохраняются на уровне исходных при дозе облучения у (60Со) 500 кГрей.
Данные о свойствах некоторых тиоколовых герметиков, разработанных для авиации, маши-
но- и судостроения, приведены в разделе «Герметики и компаунды».
Благодаря способности перерабатываться и отверждаться при обычных температурах
практически без усадки и исключительной атмосферостойкости, стойкости к растворителям и воде
в широком интервале температур жидкие тиоколы используются для получения
герметизирующих материалов, применяемых в авиации для герметизации топливных баков и кабин
самолетов, уплотнений фюзеляжей, воздухо-, масло-, топливопроводов; в судостроении для
конопачения палуб, некоторых корпусных конструкций, в которых предусмотрены различные
клепаные и болтовые соединения, и консервации судов; в автомобильной промышленности; в
агропромышленном комплексе, электронике, радиоэлектронике; для герметизации нефтехранилищ.
Широко применяются герметики на основе жидких тиоколов в строительстве для герметизации
межпанельных стыков в крупноблочном домостроении, стеклопакетов, в дорожном строительстве
для герметизации температурных деформационных и усадочных швов в цементно-бетонных и
асфальтовых покрытиях автомобильных дорог, взлетно-посадочных полос аэродромов и т.д.
Жидкие тиоколы используются для пластификации и модификации композиций на основе
эпоксидных диановых смол. Для этих целей применяются модифицированные жидкие тиоколы
с концевыми эпоксидными группами -Тиопласты типа EPS (Akzo Nobel). К ним относятся Thioplast
EPS 15, EPS 25 алифатического типа и EPS 70, EPS 350 ароматического типа (табл. 1.17.11).
Использование таких олигомеров в индивидуальном виде и в сочетании с эпоксидными
смолами позволяет получать покрытия, краски, клеи и уплотнения с высокой скоростью
отверждения при обычных температурах и адгезией ко многим поверхностям, регулируемой гибкостью,
высокой ударной вязкостью, химической стойкостью ко многим кислотам, щелочам и
растворителям, разрешенным к применению внутри помещений, без запаха, присущего герметикам
на основе жидкого тиокола.
Жидкие тиоколы в небольших количествах применяются в качестве эффективных реакцион-
носпособных пластификаторов в резинах на основе бутадиеннитрильных каучуков. В процессе
смешения они в результате проявляющегося пластифицирующего эффекта улучшают
технологические свойства резиновых смесей, а в изделиях повышают масло- бензостойкость,
антифрикционные и низкотемпературные свойства.
1.17.8. Стойкость герметиков на основе жидких тиоколов У-ЗОМ и УТ-31 (250ч., 20°С)
и LP-2 (720 ч, 25°С) в различных средах
Среда
Автол -18
Амилацетат
Ацетон
Бензин
Бензол
Бутиленгликоль
Бутиловый спирт
Вода морская
Вода пресная
Глицерин
Дибутилфталат
Диэтиловый эфир
Керосин Т-1
Ксилол
Масло льняное
Машинное масло СУ
Метиловый спирт
Метилэтилкетон
Нитробензол
Скипидар
Стирол
Тетрахлорид углерода
Толуол
Трансформаторное масло
Трикрезилфосфат
Фурфурол
Хлорбензол
Циклогексанон
Этиленгликоль
Этиловый спирт
Азотная кислота 10%-ная, 20°С
Борная кислота 2%-ная, 60°С
Муравьиная кислота10%-ная, 20°С
Серная кислота:
10%-ная, 20"С
20%-ная, 20°С
20%-ная, 70°С
Соляная кислота 10%-ная, 70°С
Уксусная кислота 20%-ная, 70°С
Фосфорная кислота 20%-ная:
20°С
60°С
Хромовая кислота 10%-ная, 20°С
Натрия гидроксид40%-ный, 70°С
Степень набухания, %, герметиков на основе тиокола
У-ЗОМ
-0,2
13,4
19,2
(0,1)0,9
(60-70) 87,5
-0,3
1,0
(0,6-0,75)
(0,3-0,5)
-0,8
17,1
3,7
(0,2-0,3) 3,4
24,5
-0,2
-2,7
-0,6
28,8
>200
11,8
103,8
66,8
47,2
-2,6
34,8
143,8
147,7
(40-50)
-0,2
-0,8
Нестойкий
Стойкий
Нестойкий
Стойкий
Стойкий
Стойкий
Стойкий
Стойкий
Стойкий
Стойкий
Нестойкий
Стойкий
УТ-31
-0,1
11,1
17,0
-0,3 (0,2-0,7)
(60-70) 95,7
-0,2
-0,3
(0,8-1,0)
(1-3)
0,8
16,0
3,4
3,2 (0,2-0,5)
21,1
-2,7
-2,3
0,4
29,1
>200
6,4
99,5
54,9
47,0
-1,8
26,8
139,9
167,5
(100-130)
0,4
-0,3
Нестойкий
Стойкий
Нестойкий
Стойкий (УТ-32)
Стойкий (УТ-32)
Стойкий (УТ-32)
Стойкий (УТ-32)
Стойкий
Стойкий
Нестойкий
Нестойкий
Стойкий
LP-2
_
-
19
-
195
-
-4
-
7
-2
30
-
-
39
-4
-
6
56
-
-
-
55
95
-
-
-
270
-
-3
-5
Нестойкий
-
-
1
0
6 (50%)
-
12
-
_
-
Примечание. 1. В скобках приведена степень набухания через 24 ч при 20°С.
2. Состав герметика на основе тиокола LP-2 - тиокол, стеариновая кислота, техуглерод, отверждающая паста на
основе диоксида свинца; У-ЗОМ - тиокол II марки, техуглерод, вулканизующая паста № 9, дифенилгуанидин;
УТ-31 - тиокол I марки, диоксид титана, вулканизующая паста № 9, дифенилгуанидин.
25 - 5464
>^^
а
г
I
«I
I
о
a
!
1
I
1.17.9. Стойкость к озону тиоколовых
герметиков У-ЗОМ и У-Т31
В связи с высокой атмосфере-, водостойкостью, стойкостью к разбавленным кислотам и
щелочам тиоколовые герметики используются для герметизации и ремонта кровли (Сазиласт 51,
Сазиласт 52, Сазиласт 53) и бетонных емкостей различных очистных сооружений и коммуникаций,
эксплуатируюемых на линии сточных вод.
Наибольшее распространение герметики на основе ПСО получили в строительстве.
Использование герметизирующих составов в строительстве главным образом осуществляется в трёх
основных направлениях:
- изготовление стыков для герметизации в крупнопанельном домостроении;
- герметизация стеклопакетов;
- в дорожном строительстве для герметизации температурных деформационных и усадочных
швов в цементно-бетонных и асфальтовых покрытиях автомобильных дорог, взлётно-посадочных
площадок и других сооружениях.
Приготовление герметизирующей и от-
верждающей паст может осуществляться
как по двухстадийной, так и по
одностадийной схемам. По двухстадийной схеме
первоначально на первой стадии в смеситель (с
лопастями Z-образного типа) в
определенной последовательности загружают все
необходимые компоненты. Смешение проводят
при обычной температуре (20-40°С) в
течение 40-50 мин до получения гомогенной
пасты. На второй стадии пасту многократно
пропускают через трехвалковую
краскотерку, в зазорах которой происходит
интенсивный перетир компонентов до получения
пасты с дисперсными частицами размером 40-
60 мкм. Более предпочтительной является
одностадийная схема с использованием
смесителей «миксерного» типа. В этом случае
для получения герметизирующей пасты
высокого качества не требуется проведения
дополнительного перетира. Отверждающая
паста также может быть получена в одну
стадию при использовании диоксида марганца
с определенной степенью дисперсности.
Концентрация озона, %
0,01
0,01
0,1
0,1
Деформация
образца, %
10
20
10
20
Время до появления трещин, ч
У-ЗОМ
15-25
6-12
4-5
1-1,5
УТ-31
15-25
6-12
4-5
1-1,5
1.17.10. Теплофизические свойства
тиоколовых герметиков
Показатель
Коэффициент линейного
расширения, "С"1:
выше температуры
стеклования
ниже температурь!
стеклования
Теплопроводность, Вт/(м-К):
при 20°С
при 60°С
приЮОХ
Температуропроводность, м2/с:
при 20°С
при 60°С
при 100°С
Удельная теплоемкость,
кДж/(кг-°С)
У-ЗОМ
0,430
0,454
0,467
3,72-10-"
3,55-10"
0,56-Ю-11
1,59
у-зомэс-ю
1,75- Кг4
0,50-10-4
0,362
3,19-10-"
1,53
1.17.11. Физико-химические свойства эпоксидированных продуктов Thioplast EPS
различных марок
Показатель
Внешний вид
Разветвленность, % (мол.)
Вязкость при 20°С, Пас
Содержание кислорода, % масс.
Эпоксидный эквивалент, г/экв.
Плотность при 20°С, кг/м3
EPS 15 EPS 25
Алифатические
EPS 70 I EPS 350
Ароматические
Прозрачная жидкость янтарного цвета
2
9-15
1,0-1,5
1100-1500
1270
2
2-3
2,1-2,9
500-600
1270
0
5-10
4,6-5,0
280-350
1200
0
30-40
4,5-5,5
300-370
1230
Получаемые на основе жидких тиоколов герметизирующие и отверждающие пасты и сам
свежеприготовленный герметик имеют пастообразную, вязкотекучую или тиксотропную
консистенцию. Вязкость герметизирующих пастУ-31 и У-30 составляет при 25°С соответственно 550 и
450-550 Па-с.
Вулканизация жидких тиоколов в зависимости от условий герметизации осуществляется
при температурах от -5 до 40°С. Нижний температурный предел обычно ограничивается
неудовлетворительными технологическими свойствами (высокой вязкостью) композиции при
нанесении. При повышении температуры процесс вулканизации ускоряется в 1,5-2 раза на
каждые 10°С, а при повышении влажности на 10% - в 1,2 раза. Максимальные
физико-механические показатели при температуре вулканизации 20-25"С и влажности 50-65%
достигаются через 7-14 сут.
1.18. Винилпириди новые каучуки
(И.Л. Шмурак)
Винилпиридиновые каучуки представляют собой двойные сополимеры бутадиена с 2-метил-5-
винилпиридином или 2-винилпиридином (I) и тройные сополимеры бутадиена, стирола с 2-метил-5-
винилпиридином или 2-винилпиридином (II), которые получают радикальной полимеризацией в
эмульсии.
-СН2-СН =
:СН-СН2-]„-[-СН2-СН-]
I
сн.
[-СН2-СН = СН-СН2-]п-[-СН2-СН-]га-[-СН2-СН-]
II
В результате полимеризации получаются винилпиридиновые каучуки (ВПК) аморфной
нерегулярной структуры с молекулярной массой от 2-10 тыс. (жидкие) до 50-150 тыс. (твердые) и
широким ММР. Физические свойства некоторых из
них приведены в табл. 1.18.1.
**. При переработке ВПК подвергают пласти-
йщии. Для усиления каучуков применяется
активный техуглерод всех типов. Весьма
эффектны минеральные наполнители: каолин, крем-
йекислотный наполнитель, оксид алюминия,
выполненные минеральными наполнителями
|ёзйны имеют более низкое теплообразование
й более высокое сопротивление истиранию по
сравнению с этими показателями резин,
наполненных техуглеродом.
Вулканизация ВПК проводится при
сочетании серной вулканизующей системы с
1.18.1. Физические свойства
винилпиридиновых каучуков
Показатель
Плотность, кг/см3
Удельная энергия когезии, Дж/см3
Температура стеклования, "С
Тип сополимера |
бутадиен:
метилвинилпиридин
85:15 (СКМВП-15)
908
290
-68
бутадиен:стирол:
метилвинилпиридин
70:25:5 (СКС-25МВП-5)
925
286
-52
^25*
-jfe~-
I
i
i
органическими соединениями, содержащими активный атом хлора, например бензотрихлори-
дом или гексахлор-л-ксилолом. В процессе вулканизации эти соединения образуют
дополнительные поперечные ониевые связи за счет реакции с винилпиридиновыми звеньями. Такие
вулканизаты наряду с высокими прочностными показателями весьма устойчивы к набуханию
при повышенной температуре в алифатических углеводородах, например бензине (8-10%),
сложных эфирах, например дибутилсебацинате (15-25%) и гидравлических жидкостях,
например жидкости АМГ-4 (1-2%), но имеют повышенную склонность к подвулканизации.
По уровню прочностных свойств резины на основе ВПК превосходят резины на основе бутади-
енстирольных каучуков.
Некоторые физико-механические свойства типовых вулканизатов ВПК, полученных в
присутствии серной вулканизующей системы и органическиххлорсодержащих соединений,
приведены ниже:
Условная прочность при растяжении, МПа 35,0-37,5
Относительное удлинение при разрыве, % 300-350
Относительное остаточное удлинение после разрыва, % 8-12
Твердость по ТМ-2 85
Эластичность по отскоку, % 30-34
Коэффициент сопротивления тепловому старению
по сопротивлению разрыву (24 ч, 100°С) 0,75
Температура хрупкости, °С -45
В настоящее время ВПК используются в виде латексов, которые являются основой составов
для крепления текстильного корда и технических тканей к резинам (см. раздел «Латексы для
пропитки корда и других текстильных материалов»).
Известно также применение ВПК в клеевых композициях для крепления резины к металлам.
1.19. Эпихлоргидриновые каучуки
(Г.М. Хвостик)
Эпихлоргидриновые каучуки (ЭХГК) занимают особое положение в ряду топливо- и
термостойких каучуков специального назначения: они обладают сочетанием таких свойств, как
бензо-, термо- и морозостойкость, газонепроницаемость, стойкость к гидроксилсодержа-
щим топливным смесям, а также озоностойкостью и превосходными динамическими
характеристиками.
ЭХГК получают из циклических эфиров, содержащих эпоксидные группы. В результате
раскрытия эпоксидного кольца образуются макромолекулы с эфирными связями в основной цепи.
Звенья в ЭХГК соединяются посредством эфирных связей. В результате подвижность
макромолекул определяется суммарным действием двух факторов: наличием простых эфирных связей
в основной цепи и наличием полярных хлорметильных групп в боковой цепи. Увеличение
межмолекулярного взаимодействия, связанное с этим, отрицательно влияет на гибкость цепи и
эластические свойства ЭХГК.
Ассортимент выпускаемых ЭХГК достаточно широк. Варьирование свойств этих каучуков
осуществляется путем изменения относительного содержания звеньев четырех типов: эпихлор-
гидриновых (ЭХГ), этиленоксидных (ОЭ), пропиленоксидных (ОП) и непредельных эпоксидных
(НЭ), что обусловливает возможность получения резин с различными динамическими,
температурными и другими техническими свойствами, такими как газопроницаемость, огнестойкость,
масло- и топливостойкость.
1.19, i. Строение и свойства
эпихлоргидриновых каучуков
По строению основной цепи ЭХГК делятся на две большие группы: насыщенные каучуки -
гомополимер ЭХГ и сополимер ЭХГ с ОЭ или ОП и ненасыщенные каучуки - сополимер ЭХГ и
аллилглицидилового эфира (АГЭ), а также терполимеры - сополимеры ЭХГ, ОЭ, ОП с АГЭ или с
другими ненасыщенными эпоксидами (НЭ). Строение ЭХГК в общем виде можно представить
следующим образом:
гомополимер эпихлоргидрина
[-0-СН2-СН-]п,
СН2С1
сополимер эпихлоргидрина с этиленоксидом (пропиленоксидом) при мольном
соотношении сомономеров 1:1
[-0-СН2-СН-0-СН2-СН2-]п [-0-СН2-СН-0-СН2-СН-]л,
СН2С1 СН3 СН2С1
сополимер эпихлоргидрина с аллиглицидиловым эфиром
. [-о-сн2-сн-]т-[-сн2-сн-о-]п,
СН2С1 СН2-0-СН2-СН = СН2
где n/m = 3-5-6/97+94;
термополимер эпихлоргидрина с этиленоксидом и аллилглицидиловым эфиром
[-0-СН2-СН-]ш1-[-0-СН2-СН-]ш-[-СН2-СН-0-]п
СН2С1 СН2-0-СН2-СН = СН2
где n/irr\/m2 = 2-*-5/49-*-47,5/49-*-47,5, т.е. п изменяется от 2 до 5, а каждая из величин ml и т2,
изменяются от 49 до 47,5.
Свойства ЭХГК определяются природой структурных звеньев, входящих в состав
макромолекул. Связь строения звена ЭХГК с его специфическими свойствами иллюстрируют данные
табл. 1.19.1. Отсутствие непредельных связей в основной цепи придаёт этим каучукам стойкость
к действию тепла, кислорода, озона и других агентов.
ЭХГК по гибкости макромолекул могут быть расположены в ряд: ЭХГ-ОЭ-НЭ > ЭХГ-ОЭ ЭХГ.
Физико-химические характеристики ЭХГК приведены в табл. 1.19.2.
1.19.1. Влияние строения мономерных звеньев на основные свойства
эпихлоргидриновых каучуков
Мономерное звено
Эпихлоргидриновое
-СН2-СН-0-
1
СН2С1
Этиленоксидное
-СН2-СН2-О-
Аллилглицидиловое
-снгсн-о-
1 сн2-о-сн2-сн=сн2
Особенность строения макромолекулы
Эфирная связь в главной цепи; полярная
хлорметильная группа в боковой цепи;
отсутствие двойной связи
Эфирная связь в главной цепи;
отсутствие двойной связи
Двойная связь в боковой цепи
Характерные свойства вулканизатов
Гибкость цепи, эластичность,
газонепроницаемость, термостойкость, озоностой-
кость, теплостойкость, огнестойкость
Морозостойкость, высокая эластичность,
маслостойкость
Способность к серной и пероксидной
вулканизации
&
19.2. Физико-химические характеристики эпихлоргидриновых каучуков
I
I
а
!
I
I
Показатель
Содержание, % масс:
хлора
кислорода
Вязкость по Муни (100°С)
Содержание геля, %
Температура стеклования,^
Плотность энергии мольной когезии, кДж/(мольсм3)
Плотность, кг/м3
Показатель преломления
Газопроницаемость по азоту, мУ(с-Па)
Температура эксплуатации, °С:
максимальная
минимальная
Гомополимер
ЗХГ
38
17
35-75
Отсутствие
-29
73,8
1360
1,5160
(2-4) ТО-18
140
-15
Сополимер
ЗХГ-03
20-26
23
60-80
-45 + -52
-
1260
1,4980
2-10-"
130
-35
Терполимер
ЭХГ-ОЭ-АГЭ
20-26
24
40-80
^5 + -52
-
1260
-
-
130
-35
1,19,2. Получение эпихлоргидриновых каучуков
Эпихлоргидриновые каучуки получают полимеризацией эпихлоргидрина и его сополимери-
зацией с различными оксидами, которая проводится в присуттвии каталитических систем на
основе алюминийалкилов. Наиболее часто для этих целей используют системы триэтил- или
триизобутилалюминия с водой (полиалкилалюмоксаны).
Для регулирования молекулярной массы полимеров, полученных в присутствии полиалки-
лалюмоксанов, используют хелатирующие добавки (ацетилацетон, ацетилацетонаты металлов).
Ацетилацетон резко изменяет кинетику процесса полимеризации а-оксидов, при увеличении
его содержания в каталитической системе увеличивается молекулярная масса полимера.
Основными производителями эпихлоргидриновых каучуков являются США (компании «Гуд-
рич» и «Геркулес») и Япония (компании «Ниппон Зеон» и «Осака Сода»). Первые
опытно-промышленные образцы насыщенных ЭХГК были выпущены в 1965 г. в США компанией «Гудрич» по
лицензии компании «Геркулес». В1970 г. было организовано их промышленное производство. Позднее
эти каучуки начала производить и сама компания «Геркулес». В1977 г. компания «Гудрич»
организовала промышленное производство ненасыщенного ЭХГК (терполимера).
В Японии первые образцы ЭХГК были получены в 1969 г. компанией «Ниппон Зеон» по
лицензии компании «Геркулес», в 1974 г. была введена в действие полупромышленная установка,
работающая по технологии компании «Ниппон Зеон». В1977 г. эта компания начала
производство ненасыщенного ЭХГК, одновременно прекратив выпуск насыщенных ЭХГК. С1980 г.
компания «Осака Сода» выпускает ЭХГК по собственной технологии. Показатели производства
приведены в табл. 1.19.3.
Опытно-промышленное производство ЭХГК
имеется также в КНР. В России опытное
производство эпихлоргидриновых и пропиленок-
сидного каучуков организовано в г.Стерлита-
мак в ЗАО «Каучук» в 1994 г. Состав и марки
каучуков на основе органических
циклических оксидов, выпускаемых ОАО
«Синтез-Каучук» приведены в табл. 1.19.4.
1.19.3. Показатели промышленного
производства эпихлоргидриновых каучуков
в 2008 г. в США и Японии
Показатель
Мощность, т/год
Произведено, т/год
Степень загрузки мощностей, %
США
17000
8100
45-50
Япония
3800
2700
70-80
1.19.4. Некоторые марки эпихлоргедриновых каучуков, выпускаемых ОАО «Синтез-Каучук»
Марки каучука
СКЭХГ
СКЭХГ-С
СКЭХГ-СТ(Э)
СКПО
скэхг-ст
скэхг-сп
Мольный состав, %
ОП
-
-
-
95-98
70-30
43-59
эхг
100
50
49-47,5
-
28-65
57-41
03
-
50
47,5-49
-
-
-
дгз
-
-
2-5
2-5
2-5
-
Номер технических условий
ТУ 2294-076-00151963-2001
ТУ 2294-074-00151963-2001
ТУ2294-075-00151963-2001
ТУ 2294-067-16810126-99
ТУ 2294-049-16818126-99
ТУ 2294-077-00151963-2001
U 19.3. Переработка эпихлоргидриновых каучуков
ЭХГК перерабатывают на стандартном оборудовании резинового производства. Особенность
в отличие от переработки бутадиеннитрильного и хлоропренового каучуков состоит в том, что
вязкость ЭХГК при вальцевании изменяется незначительно при температурах от 70 до 120°С.
Каучуки пластицируются на холодных вальцах. Скорость деструкции гомополимера ЭХГ очень
высока и увеличивается с понижением температуры вальцевания. В то же время, при
сравнимых температурах скорость деструкции сополимерных каучуков, таких как ЭХГК,
перерабатываемых обычными методами, по сравнению с гомополимером гораздо ниже. Наибольшее
снижение вязкости каучуков происходит за первые 5-10 мин обработки. При дальнейшей
пластикации вязкость каучуков изменяется незначительно.
При продолжительной обработке смесей на вальцах наблюдается увеличение прилипаемости
к валкам, особенно смесей на основе гомополимера. Для устранения этого недостатка вводят
небольшие количества агентов, снижающих прилипаемость смесей, например стеарата цинка,
Сорбита моностеарата или армина Т ( первичного амина, получаемого из твердых парафинов).
Благодаря этим агентам, особенно стеарату цинка, смеси приобретают хорошую вальцуемость и
повышенную устойчивость к старению под действием горячего воздуха. Для получения
оптимальных технологических свойств указанные агенты следует вводить в самом начале смешения.
Процесс введения в резиновые смеси 50 масс. ч. техуглерода затруднителен, так как смеси
становятся жесткими. Белая сажа различных марок вводится также с трудом, в то время как
каолин, тальк и мел легко смешиваются с каучуком в больших количествах. При этом
получаются пластичные легко перерабатываемые смеси.
Резиновые смеси на вальцах рекомендуется изготавливать при температуре 50-65°С.
Введение ингредиентов обычно начинают с диспергатора, техуглерода или минеральных наполнителей
и проводят в два-три приема. Акцепторы кислоты (оксиды металлов) вводят с первыми порциями
наполнителей. Ускоритель вулканизации вводят в конце процесса смешения. При изготовлении
смесей в резиносмесителе необходимо применять охлаждение и выгрузку смеси проводить до
достижения температуры 100—120°С. Смеси обладают хорошей стойкостью при хранении:
вязкость увеличивается в первые трое суток, затем она изменяется очень незначительно.
Невулканизованная резиновая смесь имеет небольшую усадку (1,5-2%), что способствует
ее удовлетворительной формуемости, шприцуемости и каландруемости. Смесь предварительно
разогревают, причем длительного разогрева не требуется. Необходимо соблюдать
температурный режим работы шприц-машины: для корпуса-43-55°С, для головки-77-93°С, для шайбы -
100—107°С, для червяка- комнатная температуры.
Каландрование резиновых смесей проводят на обычных трехвалковых каландрах в
широком интервале температур. Оптимальные температуры каландрования составляют 60-110СС.
Резиновые смеси из ЭХГК обладают конфекционной клейкостью.
v49-w
)
I
I
I
I
1.19,4. Свойства вулканизатов на основе
эпихлоргидриновых каучуков
В табл. 1.19.5 приведены основные характеристики вулканизатов на основе ЭХГК.
По эластичности и низкотемпературным свойствам резины на основе сополимера ЭХГ с ОЭ
и терполимеры близки к резинам на основе БНК и полихлоропрена, но существенно
превосходят их, и тем более НК, по стойкости к различным условиям старения, масло-, бензо-, озонос-
тойкости, газонепроницаемости, огнестойкости.
Резины на основе эпихлоргидриновых и хлоропреновых каучуков имеют хорошо
сбалансированные свойства, но, тем не менее, ЭХГ превосходят хлоропреновые по теплостойкости,
морозостойкости и маслостойкости.
Гомополимер эпихлоргидрина придаёт резинам на его основе высокую теплостойкость
(до 150°С), бензо-, масло-, озоностойкость и газонепроницаемость. Сополимер
эпихлоргидрина и этиленоксида отличается хорошим сопротивлением тепловому старению, воздействию
низких температур (до -45°С) и стойкостью к маслам и топливам.
Терполимер эпихлоргидрина, этиленоксида и аллилглицидилового эфира позволяет
проводить традиционную серную вулканизацию, исключает размягчение вулканизатов в
процессе теплового старения, придаёт резинам озоностойкость, морозостойкость, стойкость к
окисленному топливу, газолину. Благодаря своим вулканизационным свойствам терполимер
может совмещаться с другими традиционными каучуками, например, бутадиенстирольными, бу-
тадиеннитрильными. Это позволяет улучшать свойства резин на их основе без существенного
увеличения стоимости. Теплостойкость и накопление относительной остаточной деформации
1.19.5. Характеристика вулканизатов, полученных на основе насыщенных
и ненасыщенных эпихлоргидриновых каучуков
Показатель
Содержание свободной HCI, % масс:
в каучуке
в вулканизатах
Режим вулканизации, °С/мин
Условное напряжение при 100%-ном
удлинении, МПа
Условная прочность при растяжении,
МПа
Относительное удлинение
при разрыве, %
Относительное остаточное
удлинение после разрыва, %
Степень набухания в толуоле
(24 ч, 23±2°С), %
Коэффициент сопротивления
тепловому старению:
по прочности при растяжении
(120ч,130°С)
по относительному удлинению
(120 ч, 130°С)
по прочности при растяжении
(240 ч, 130°С)
по относительному удлинению
(240 ч, 130°С)
Насыщенные ЭХГК
Гидрин 200
0,010
0,42
150/40
6,4
15,0
325
10
79
0,9
0,6
0,4
0,6
Злихроиа С
0,002
0,43
150/40
5,9
17,5
415
18
81
0,8
0,5
0,4
0,6
скзхг с
0,020
0,4
150/40
5,6
16,0
360
11
79
1,0
0,6
0,5
0,7
Ненасыщенные ЭХГК
Гидрин 400
0,009
0,24
150/30
5,5
18,5
375
12
90
0,9
0,5
0,7
0,5
Эпихрома
0,018
0,23
143/15
7,8
18,5
295
9
86
0,8
0,3
0,6
0,2
скзхг ст
0,015
0,2
150/30
5,2
19,0
450
20
98
1,0
0,6
0,8
0,6
сжатия серных вулканизатов тройного эпихлоргидринового каучука несколько хуже, чем со- *
полимера и гомополимера, но эти недостатки могут быть устранены при использовании пе-
роксидной вулканизации.
Гидрины 200 и 400 имеют отличную морозостойкость и высокую стойкость в
индустриальных маслах, алифатических растворителях и ароматических топливах. По масло- и
морозостойкости они сравнимы с полисульфидами и фторэластомерами.
Большинство вулканизатов имеют тенденцию к размягчению при повышенной температуре. Эпих-
лоргидриновые каучуки сохраняют твёрдость резин в широком интервале температур. Твёрдость
ЭХГК практически не изменяется в интервале температур от-29 до 177°С и находятся в пределах
80-72 ед. При этом твёрдость резин из бутадиеннитрильного каучука изменяется от 95 до 60 ед.
По низкотемпратурным свойствам ЭХГК превосходят фтор-, акрилатные и бутадиеннитриль-
ные каучуки. С триазоновой вулканизирующей системой теплостойкость резин на основе тер-
полимера (Гидрин 400) находится на уровне теплостойкости сополимера (Гидрин 200).
Теплостойкость резин на основе терполимера с серной вулканизующей группой (CSM) является
промежуточной между нитрильными каучуками и эпихлоргидриновыми, вулканизованными триази-
нами. Во всех случаях теплостойкость ЭХГК более высокая, чем нитрильных и хлоропреновых
каучуков при любой использованной вулканизующей системе.
Из всех полимеров гомополимер эпихлоргидрина (Гидрин 100) имеет наименьшую
проницаемость к воздуху и большинству газов.
Физические свойства вулканизатов ЭХГК японской компании «Осака Сода» приведены в
табл. 1.19.6.
1.19.6. Физико-механические свойства вулканизатов различных марок
японской компании «Осака Сода»
Показатель
Исходные показатели
Условное напряжение при 100%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве,%
Твёрдость по Шору А
Изменение показателей, %
Условное напряжение при 100%-ном удлинении
Условная прочность при растяжении
Относительное удлинение при разрыве
Твёрдость по Шору А ^^^^,
Изменение нашстойшти (WC, 70 ч), % ^^^^^
Топливное масло В
Топливное масло Д
№3(150°С,70ч.),%
Зпихрома Н Эпихрома С | Эпихрома
Вулканизация 30 мин при160°С +5 ч при 150°С
5,3 (7,0)
16,0(17,0)
340 (220)
74 (80)
5,1 (6,7)
17,4 (18,7)
420 (270)
72 (75)
4,9(7,1)
15,7(17,7)
310(240)
69 (79)
Старение на воздухе (150°С, 3 сут.) (изменение
по сравнению с двухстадийной вулканизацией)
+4,4
+1,0
-9
+6
+21
+54
+14
+1,2
-0,9
-20
+1
+22
+55
+16
+2,0
-1,4
-33
0
+27
+69
+21
Изменение низкотемпературных свойств (тест Геемана на жёсткость)
Г5,°С
'„г*
Накопление ОДС при двухстадийной вулканизации
(120°С,70ч),%
Остаток Лупке, %
Озоностойкость
Наличие трещин
-17
-27
23
15
-39
-49
25
44
-44
-53
27
49
Образцы «Гантели», растяжение 40 % (40°С, 120 ч)
Трещины отсутствуют
Примечание. В скобках приведены данные для образцов, термостатированных при 150°С в течение 5 ч.
г
I
I
1
!
1
Типичная рецептура резин (масс, ч.) приведена ниже:
Эпихрома 100,0 Дибутилдитиокарбамат никеля (антиоксидант) 1,0
Техуглерод FEF 40,0 Смазка DR 0,5-10,0
Красный оксид свинца 5,0 Аминный вулканизующий агент А-22 1,0
1.19.7. Стойкость к маслам и другим средам
эпихлоргидриновых вулканизатов марки
Эпихрома
Приведённые показатели подтверждают хороший уровень теплостойкости (до 150°С),
морозостойкости (до-45°С), топливо-, маслостойкости, озоностойкости ЭХГК.
В табл. 1.19.7 приведены данные по изменению объёма вулканизатов Эпихрома в маслах и
растворителях.
Резины на основе ЭХГК по теплостойкости занимают промежуточное положение между нитрильны-
ми и акрилатными каучуками, но превосходят их по газопроницаемости. Они более стойки, чем акри-
латные каучуки, к воде, ароматическим и алифатическим углеводородами, растительным и животным
маслам, кислотам, щелочам и имеют гораздо более высокую морозостойкость (табл. 1.19.8). Обладая
такой же универсальностью свойств как и хло-
ропреновые каучуки эпихлоргидриновые
каучуки превосходят их по тепло-, морозо-, масло-,
озоностойкости.
Показатели свойств опытных партий резин
на основе каучука СКЭХГ-СТ с серной и пе-
роксидной вулканизующими группами и
свойства серийных резин на основе бутадиеннит-
рильных каучуков и Наирита приведены в табл.
1.19.9. Как видно из представленных в таблице
данных, резины на основе ЭХГК серной
вулканизации сохраняют свои свойства до 130°С, а
пероксидной вулканизации-до 140°С. По
теплостойкости они занимают промежуточное
положение между нитрильными и фторкаучука-
ми. По маслобензостойкости вулканизаты
каучука СКЭХГ-СТ находятся на уровне резин на
основе СКН-40, а по морозостойкости
превосходят резины из Наирита.
1.19.8. Физико-механические свойства вулканизатов на основе каучуков различных типов
Среда
Топливное масло В
Топливное масло С
ASTM-3 масло
Этиленгликоль
Фреон 12
Фреон 22
Перхлорэтилен
Толуол
Ацетон
Этанол
Условия
выдержки
40°С, 3 сут.
40°С, 3 сут.
150°С, 3 сут.
100°С, Зсут.
60°С. 3 сут.
60°С, 3 сут.
Комнатная
температура, 3 сут.
Тоже
_«_
_«_
Изменение
объема, %
Эпихрома Н
+20
+36
+15
+3
+10
+26
+32
-
-
+6
Эпихрома с
+23
+37
+16
+2
+12
+44
-
+132
+123
+23
Показатель
Условная прочность при растяжении. МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру. кН/м
Твёрдость по ТМ-2
Эластичность по отскоку. %
Остаточная деформация сжатия (24 ч, 100°С),
после теомостатирования (6 ч. 150°С). %
Темпеиатура хрупкости, "С
Степень набухания (24 ч, 23-2°С), %:
в смеси изооктан-толуол (1:1)
в бензине
в трансформаторном масле
Озоностойкость (концентрация 0, 0.2%), ч
Газопроницаемость по азоту. м2/Гс-Па)
Свойства вулканизатов после теплового старения
(24 ч, 150°С):
условная прочность при растяжении, МПа
относительное удлинение при разрыве, %
Эпихлоргидриновые
гомополимер
ЗХГ
17.5
300
80
80
10
18
-18
10
2
3
>24
2-Ю-18
16,5
140
сополимер
ЭХГ-ОЭ
17.0
350
70
76
26-32
20
-35
23
7
5
>24
2-10-"
16,0
200
терполимер
ЗХГ-03-НЭ
18.0-20,0
380
60-70
73-75
26-32
20-35
-35
28
7
5
>24
_
16-18
280
Акрилатные
12.0-16,0
160-330
21-33
55-75
6-17
10-33
(24 ч. 100°С)
-8.5+ -33
43
20
>24
_
12-16
110-210
1.19.9. Физико-механические опытных партий резин на основе каучука *t\
СКЭХГ-СТ и серийных резин на основе различных каучуков
Эксплуатационные
характеристики
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Твёрдость по Шору А
Температура хрупкости, °С
Относительная остаточная
деформация после сжатия на 20-30%
в течение 24 ч при 100°С, %
Изменение после старения
на воздухе:
24ч,100°С:
твёрдости, усл.ед.
относит, удлинения, %
72 ч, 130-С
прочности,%
твёрдости,усл.ед.
72 ч, 140°С:
прочности,%
твёрдости, усл.ед.
72 ч,150 "С
прочности,%
твёрдости, усл.ед.
Изменение после выдержки
в стандартной жидкости СЖР-3:
24 ч, 100°С:
твёрдости, усл.ед.
объёма, %
72 ч, 130°С:
прочности, %
твёрдости, усл.ед.
массы, %
72 ч, 140°С:
прочности, %
твёрдости,усл.ед.
массы, %
72 ч, 150 °С:
прочности, %
твёрдости, усл.ед.
массы, %
Изменение после выдержки
в стандартной жидкости СЖР-7
(24 ч, 100 °С), %:
объёма
массы
Изменение массы образца после
выдержки при +23°С в бензине
в течение 72 ч, %
Серийные резины по ТУ 38.005204-84
7-В-14
СКН-18
>9,8
> 160
70-80
^16
<60
±10
-50 + 0
+15
£+40
<+40
_
7-ИРП-1Ш
СКН-26СМ
>9,8
>200
75-90
-26
<70
±10
-40 + 0
+15
<+20
<+40
_
7-4004
СКН-40СМ
>9,8
>200
70-85
-11
5 80
0-10
-50 + 0
+10
-5-+10
5+20
.
7- НО-68
Каучук
СКН-18
+ Наирит
>8,8
>250
50-65
<-50
<70
5-+5
-30-+30
-
-
_
7-2543
Наирит
>9,8
> 180
70-85
<-32
<80
0-+10
-40-0
-
-
_
Опытные партии
резины -
вулканизация
серой
перок-
сидная
СКЭХГ-СТ
11,7
490
68
-38
65
-8,5
+12
-32,5
+15
-71
+16
-12
0
0,13
-15,4
+6
0,20
-59
+7
-2,41
+10,8
+18,9
+0,94
6,8
260
68
-36
62
+7,4
+7
-6
+10
-11
-10
3,1
3,5
-31
-8
4,04
-
_
>*" i.19.5, Применение эпихлоргидриновыхкаучуков
I
1
I
В производстве резинотехнических изделий для автомобильной, нефтяной
промышленности, для тяжёлого машиностроения и других отраслей промышленности ЭХГК могут
конкурировать с акрилатными, нитрильными, хлоропреновыми каучуками, с хлорсульфированным
полиэтиленом.
Сополимеры и терполимеры эпихлоргидрина имеют превосходные низкотемпературные
свойства и применяются для изготовления деталей автомобилей, станков, машин и
механизмов. Сочетание хороших низкотемпературных свойств с бензомаслостойкостью, хорошим
сопротивлением накоплению остаточной деформации при сжатии, озоностойкостью и
упругостью позволяет использовать резины на основе этих каучуков для изготовления диафрагм
топливных насосов, «масляных» уплотнителей, шлангов для подачи топлива и гидравлических
рукавов, бумагоделательных валов и печатных валиков. Низкий гистерезис позволяет
использовать ЭХГК для изготовления несущего и наружного слоя ремней формованных механических
деталей для регулирования вибрации.
В табл. 1.19.10 приведены основные характеристики и области применения каучуков марки
Гидрин и резин на их основе.
ЭХГК могут использоваться при производстве уплотнительных колец, манжет, прокладок, ре-
зиноармированных манжет, работающих в среде масел и топлив, окисленного бензина при
температурах от -40 до 130-140°С. Резиноармированные манжеты из опытной резиновой смеси на
основе каучука СКЭХГК-СТ, предназначенные для уплотнения вращающих валов в узлах
двигателей спортивных и дорожных мотоциклов при температурах рабочей среды от-40 до 150°С,
прошли испытания на ПО «Ижмаш» с положительным результатом.
Таким образом, ЭХГК могут полностью заменить хлоропреновые каучуки, частично
заменить нитрильные каучуки (для деталей, работающих при 130-140°С или требующих сочетания
высокой бензомаслостойкости с хорошей морозостойкостью).
Кроме того, терполимер может использоваться в комбинации с нитрильными или другими
каучуками для придания некоторых свойств, например, озоностойкости, без значительного
повышения стоимости резины.
Стабильность резины из ЭХГК по такому показателю как твёрдость в широком интервале
температур позволяет рекомендовать РТИ из ЭХГК для эксплуатации в дорожном
оборудовании, автомобильных двигателях, снегоходах для валов и ремней. Известно, что до 75% ЭХГК в
США и до 80% в Японии потребляет автомобильная промышленность.
Описано уникальное применение шлангов из ЭХГК при организации нефтедобычи в
экстремальных условиях на Аляске.
1.19.10. Основные характеристики и области применения непластифицированных
эпихлоргидриновых резин на основе каучуков марки Гидрин
Марка
Гидрин-100
Гидрин-200
Гидрин-400
Температура
стеклования, "С
-29
-45
Основные характеристики
Отличная озоностойкость, низкая
проницаемость к большинству газов, хорошее
сопротивление тепловому старению, отличная
стойкость к маслам, растворителям, химическим
агентам.
Диапазон рабочих температур от-23 до 140°С
Сохранение эластичности до -39°С, хорошее
сопротивление тепловому старению; высокая
упругость и твёрдость в широком диапазоне
температур; отличная топливо-, масло-, бен-
30-, ХИМОСТОЙКОСТЬ
Область применения
Прокладки, уплотнители ёмкостей,
диафрагмы, части насосов и
вентилей, адгезивы, камеры, шланги,
покрытия
Диафрагмы к топливным насосам,
нефтяные уплотнения, бумажные и
принтерные валы, несущий и покровный
слой ремней, формовые РТИ, камеры,
шланги, листы, покрытия тканей
Очень широко применяют ЭХГК в автомобилестроении в Германии, хотя он там не
производится. Его используют для изготовления колец круглого сечения, манжет, уплотнительных прокладок,
диафрагм, деталей карбюратора, топливных патрубков, шлангов, покровных резин и резин
внутреннего слоя, рукавов для топливных масел, отработавших газов, маслосъёмных колпачков, т.е. в
тех случаях, когда резины из нитрильных и хлоропреновых каучуков не удовлетворяют
требованиям по теплостойкости.
Особенно следует отметить применение ЭХГК в нефтебуровой технике. Высокая агрессивность
сред, с которыми работает техника при бурении скважин [водно-глинистый раствор, содержащий
нефть (до 20%), сероуглерод (до 26%), диоксид углерода, метанол, температура 100°С и давление
до 70 МПа] предъявляет жёсткие требования к уплотнительным РТИ нефтебурового
оборудования. РТИ для нефтебурового оборудования (крупногабаритные резинометаллические уплотнения
сложной конфигурации массой до 80 кг для универсальных привентеров, уплотнители массой до
7 кг для плашечных привентеров) должны обеспечивать перекрытие устья скважин в аварийных
случаях («закрытия на 0»). Кольца, прокладки, манжеты, большая часть которых имеет диаметр
до 1 м должны выдерживать 500 циклов закрытия-открытия на трубе, в том числе 30 циклов с
проверкой при рабочем давлении, обеспечивать герметизацию зазоров между деталями
оборудования и препятствовать выходу скваженной среды в атмосферу и линию гидроуправления.
Выпускаемые серийные отечественные ненасыщенные каучуки не отвечают комплексу
предьявлемых требований эксплуатации. РТИ для противовыбросового оборудования,
эксплуатируемого на нефте-газопромыслах, при отсутствии сероводородсодержащих сред
изготавливают из бутадиеннитрильных" резин. Однако для сероводородсодержащих сред резины из
СКН непригодны, так как H2S является активным вулканизующим агентом и под его действием
резины структурируются с образованием хрупкого эбонитового материала.
Для работы с сероводородосодержащими средами используются фторкаучуки, однако в
силу некоторых технологических особенностей их применение ограничивается выпуском
изделий простой конфигурации небольших размеров для эксплуатации при 150-200°С.
Согласно данным компании NL Shaffer (США) уплотнители как для плашечных, так и для
универсальных привентеров, работающих на сернистых месторождениях нефти и газа,
производятся из резин на основе эпихлоргидриновых каучуков.
Для эксплуатации при высоких температурах и в агрессивных средах в нашей стране
используются в основном резины на основе фторкаучука СКФ-26, а также комбинации СКФ-32 с
этиленпропиленовыми или бутадиеннитрильными каучуками. Сравнительные данные по
изменению свойств резин в агрессивных средах на основе этих, а также эпихлоргидриновых
каучуков, показывают, что наилучшим комплексом свойств по стойкости к агрессивным средам
обладают резины на основе эпихлоргидринового каучука Гидрин-100 и этиленакрилатного аль-
тернантного каучука Вамак 124. Далее следуют резины на основе Гидрина 200. Остальные
каучуки непригодны для изготовления уплотнителей превенторов.
Сравнительные испытания манжетных уплотнителей, выполненных из резин на основе БНК,
Наирита и Гидрина 100 показывают, что общее количество циклов закрытия «на нуль» до потери
герметичности манжетных уплотнителей в 3 раза ниже из Наирита и в 5 раз ниже из БНК по
Сравнению с Гидрином 100.
Ресурс уплотнителя для превентора, выполненный из опытной резины 9Г-55 на основе
Гидрина 100, оказался на уровне ресурса уплотнителя американской фирмы Goodrich, хотя
арматура зарубежного уплотнителя изготовлена более качественно.
Опытные резины 9Г-55 прошли промысловое испытание в плашечном и универсальном пре-
Йвнторах коррозионностойкого противовыбросового оборудования на Западно-Казахстанском
Месторождении нефти. Уплотнительные детали плашечного превентора подверглись
воздействию сернистой среды в течение 3730 ч, манжеты и прокладки универсального превентора -
3000 ч, уплотнительный элемент - 730 ч. В процессе испытания и по его окончании проведено
несколько проверок функционирования узлов при рабочем давлении 35 МПа. Случаев потери
герметичности не наблюдалось.
г
?
^
^
s
Несмотря на снижение в последние годы исследовательской активности в области синтеза
ЭХГК интерес к нему не ослабевает. Анализ литературных источников свидетельствует, что идет
активный поиск новых областей применения. Так, в Румынии проводятся работы по испытанию
§ изделий из каучуков ЭХГ при высоких температурах в присутствии и в отсутствие кислорода.
|. Проводимые японскими исследователями работы по совмещению ЭХГК с другими каучука-
| ми, в частности с фторкаучуками, позволяет ожидать расширения сфер их применения.
Установлено, что добавка ЭХГК придает ударную вязкость эпоксидным смолам. Поскольку
увеличивается масштаб применения аналогов ЭХГК, в частности, акрилатного, следует ожидать роста
| потребления и ЭХГК.
По-видимому, наиболее ёмким после автомобильной отрасли станет применение ЭХГК в
U производстве уплотнителей. В настоящее время более 80% эластомеров для уплотнителей при-
§ ходится на СКН с содержанием 18-50% нитрильных групп.
'§ Серьёзным конкурентом ЭХГК является гидрированный бутадиеннитрильный каучук, пре-
5 восходящий все каучуки специального назначения по прочности, но уступающий ЭХГК по моро-
| зостойкости.
^ Сообщается об использовании полихлоропрена для изготовления подрельсовых прокладок
с хорошими демпфирующими свойствами.
Очень перспективным новым нетрадиционным направлением в применении ЭХГК является
его использование в качестве добавок к ракетному топливу. В заявке на патент фирма «Минесо-
то» (Франция) предлагает применение ЭХГК с низкой степенью полидисперсности в качестве
добавок для получения полиглицидилазидов и полиуретанов, используемых в виде связующих
для твёрдого ракетного топлива. Новой сферой применения ЭХКГ является его использование в
виде добавки для улучшения перерабатываемое™ различных эластомеров, в частности, урета-
новых.
1.20. Гидрированные
бутадиеннитрильные каучуки
(ЮЛ. Морозов)
Бутадиеннитрильные каучуки (БНК), широко применяемые для получения маслобензостой-
ких резинотехнических изделий, имеют ряд серьезных недостатков, главными из которых
являются относительно низкая атмосферо- и озоностойкость, недостаточная стойкость к таким
соединениям как сероводород, различные присадки к углеводородным топливам и др. Эти
недостатки обусловливаются в основном большим содержанием в вулканизатах БНК остаточных
двойных связей. Для уменьшения ненасыщенности БНК подвергают гидрированию -
присоединению водорода по двойным связям макромолекулы. При этом получают гидрированный
бутадиеннитрильный каучук (ГБНК). В 80-е годы прошлого века производство ГБНК было
организовано тремя зарубежными фирмами - Nippon Zeon, Япония (марка Zetpol), Bayer, ФРГ (Therban)
и Polysaz, Канада (Тогпас).
В начале 90-х годов фирма Polysar была поглощена фирмой Bayer и в настоящее время
ГБНК выпускается двух марок - Zetpol и Therban, причем Zetpol продолжает выпускать фирма
Zeon Chemicals, a Therban производится выделившейся из фирмы Bayer фирмой Lanxess.
Гидрирование БНК осуществляется водородом в органическом растворителе в присутствии
гомогенных или гетерогенных катализаторов - соединений палладия, родия или рутения.
Правильный выбор катализатора определяет эффективность технологии - глубину
гидрирования, общую скорость процесса, возможность повторного использования катализатора.
В нашей стране работы по гидрированию БНК проводились в конце 80-х годов прошлого
века в Воронежском филиале НИИСК им СВ. Лебедева.
1 .20.1. Ассортимент гидрированных
бутадиеннитрильных каучуком
Ассортимент гидрированных БНК, выпускаемых в настоящее время зарубежными
производителями, приведен в табл. 1.20.1. и 1.20.2.
1.20.1. Ассортимент гидрированных бутадиеннитрильных каучуков
марки Zetpol фирмы Zeon Chemicals
Каучук
марки Zetpol
0020
1000L
1010
1020
1020L
2000
2000L
2000LL
201 ОН
2010
2010L
2011L
Содержание
акрило-
нитрила, %
50
44
44
44
44
36
36
36
36
36
36
36
Вязкость
по Муни
58-72
58-72
78-92
71-85
47-67
78-92
58-72
40-60
>120
78-92
50-65
■53-63
Степень
гидрирования, %
91
98
96
91
91
>99,5
>99,5
>99,5
96
96
96
94
Каучук
марки Zetpol
2020
2020L
2030Н
2030L
3310
4300
4310
4320
PBZ-123
ZSC 2295 СХ
ZSC 2295 L
ZSC 2395
Содержание
акрипо-
нитрила, %
36
36
36
36
25
17
17
17
44
36
36
36
Вязкость
по Муни
71-85
50-65
> 110
50-65
60-100
55-95
52-72
50-70
71-91
80-110
60-100
60-80
Степень
гидрирования, %
91
91
85
85
95
>99,5
95
91
91
91
91
85
1.20.2. Ассортимент гидрированных бутадиеннитрильных каучуков
марки Therban фирмы Lanxess
Каучук
марки Therban
Содержание
акрило-
нитрила,%
Вязкость
по Муни* МБ
1+4 (100°С)
Содержание
остаточных
двойных
связей, %
Полностью насыщенные каучуки,
пригодные для вулканизации пероксидами
3406
3407
3607
3907
4307
4309
5008 VP"
34,0
34,0
36,0
39,0
43,0
43,0
49,0 П
63
70
66
70
63
100
80
0,9 (max)
0,9 (max)
0,9 (max)
0,9 (max)
0,9 (max)
0,9 (max)
0.9 (max)
Частично насыщенные каучуки,
пригодные для вулканизации пероксидами и серой
3446
,- 3467
3496
3627
3629
.3668 VP**
3669 VP**
4367
4369
34,0
34,0
34,0
36,0
36,0
36,0
36,0
43
43
61
68
55
66
87
87
95
61
97
4,0
5,5
18,0
2,0
2,0
6,0
6,0
5,5
5,5
Каучук
марки Therban
Содержание
акрило-
нитрила, %
Вязкость
по Муни* МБ
1+4(100°С)
Содержание
остаточных
двойных
связей, %
Низкотемпературные каучуки -
LT (специальные сорта)
LT2157
LT 2007
LT 2568
21,0
21,0
25,0
70
74
77
5,5
0,9 (max)
5,5
Низковязкие каучуки -
AT (специальные сорта)
3404 AT
3443VP**AT
4364VP**AT
4364 VP*'AT
5005 VP** AT
5065VP**AT
LT2004VP**
34,0
34,0
39,0
43,0
49,0
49,0
21,0
39
39
39
39
55
55
39
0,9 (max)
4,0
0,9 (max)
5,5
0,9 (max)
6,0
0,9 (max)
Карбоксилатиые каучуки -
XT (специальные сорта)
VPKA8889**XT
33,0
77
3,5
Усиленные акрилатные каучуки
(специальные сорта)
VP KA 8796
34,0***
22***
(компаунда)
5,5***
* Без предварительной обработки (0IN53523; ASTM D1646); ** Опытный продукт (Versuchprodukt); *** Основного каучука
п
20.2. Вулканизация гидрированных
бутадиеннитрильных каучуков
Из ГБНК с малым содержанием акрилонитрила изготавливают морозостойкие РТИ.
Благодаря наличию в каучуках некоторых марок остаточной ненасыщенности возможна их серная
вулканизация. В настоящее время выпускаются низко- и высоковязкие каучуки, начато
производство модифицированных ГБНК- «акрилатных», карбоксилатных, совмещённых с ПВХ (Zetpol
PBZ-123), с метакрилатом цинка (Zetpol ZSC) и др.
Широкое применение ГБНК обусловлено более высокими характеристиками их вулканиза-
тов по сравнению с характеристиками вулканизатов на основе других каучуков.
Вулканизаты на основе ГБНК превосходят многие резины по следующим показателям:
- резины из фторкаучуков - по прочности, морозостойкости, адгезии и химической
стойкости в щелочных средах;
- резины из этиленакрилатных каучуков - по маслобензостойкости, технологическим
свойствам, механическим свойствам при высоких температурах, отсутствию запаха;
- резины из акрилатных каучуков - по перерабатываемое™, низкотемпературным, физико-
механическим свойствам и адгезии;
- резины из эпихлоргидриновых каучуков - по теплостойкости, химической стойкости,
устойчивости к маслам и кислым газам.
В зависимости от степени насыщенности макромолекулы ГБНК применяют пероксидную
или серную вулканизацию. Высоконасыщенные ГБНК вулканизуют только пероксидами. ГБНК,
содержащие небольшое количество двойных связей могут вулканизоваться как пероксидами,
так и серной вулканизующей системой.
Ниже приводится обобщенный рецепт резиновой смеси (масс, ч.):
ГБНК 100 Стабилизатор 1,5-3,0
Наполнитель 40-70 Технологическая добавка 0-3
Пластификатор 0-20 Вулканизующий агент 5-12
Оксид металла 0-5 Соагент 0-10
Стандартный рецепт резиновой смеси для пероксидной вулканизации насыщенного ГБНК
(масс, ч.) содержит следующие ингредиенты:
ГБНК 100
Стеариновая кислота 0,5
Оксид цинка 5
Техуглерод типа П514 50
Вулканизующий агент - ди(грег-бутилпероксиизопропил)бензол 7,0
Соагент - триаллилизоцианурат (ТАИЦ) 2,0
При увеличении содержания пероксида от 4,0 до 8,0 масс. ч. степень поперечного сшивания
вулканизатов увеличивается. Оптимальная степень сшивания достигается при температуре
вулканизации 160°С и дозировках пероксида 6,0 масс. ч. и ТАИЦ 2,0 масс. ч. При этом наблюдается
минимальный уровень накопления ОДС.
Реальный рецепт резиновой смеси ря пероксидной вулканизации ГБНК может включать
(масс, ч.):
ГБНК 100
Техуглерод типа П702 75
Оксид цинка 5,0
Стеариновая кислота 0,5
Пластификатор - триоктилтриметиллитат 20
Стабилизаторы - 4,4'-диалкилдифениламин
и цинковая соль 2-меркаптобензимидазола 1,0
Вулканизующий агент -
ди(грег-бутилпероксиизопропил)бензол 8,0 (40%)
Вулканизат на основе насыщенного ГБНК,
полученный по этой рецептуре и содержащий
36% акрилонитрила имеет условную
прочность при растяжении 27,7 МПа,
относительное удлинение при разрыве 259%, твердость
по Шору А 78 ед.
Серная вулканизация частично
ненасыщенных ГБНК происходит, при прочих равных
условиях, медленнее чем вулканизация БСК и
БНК, так как концентрация двойных связей в
них меньше. Для увеличения скорости
вулканизации ГБНК следует использовать
дополнительные ускорители. Так, для ускорения
вулканизации ГБНК тиазолами или сульфенами-
дами используются добавки гуанидинов или ти-
урамов.
При серной вулканизации ГБНК,
содержащего 34% акрилонитрила с остаточной
непредельностью 4%, из серных вулканизующих
систем на основе серы (1), сульфенамида Ц
(2) и тиурама Д (3) самой оптимальной
является следующая полузффективная система
(масс. ч.):сера - 0,8; сульфенамид Ц - 1,5;
тиурам Д-1,5. Обычная (сера-1,0; сульфенамид Ц-1,0 и тиурам Д-1,0) и эффективная (сера
- 0,2; сульфенамид Ц-1,5, тиурам Д - 2,5) системы уступают полуэффективной по
технологическим свойствам резиновых смесей и свойствам вулканизатов. Оптимальная температура
вулканизации 160°С, хотя наименьшая ОДС получается у вулканизатов с несколько меньшей
температурой вулканизации.
Помимо ускорительной группы резиновая смесь частично ненасыщенного ГБНК содержит, как
правило, 50-75 масс. ч. техуглерода, 1,5-2,0 масс. ч. аминного стабилизатора, технологические
добавки.
Некоторые рецептуры резиновых смесей на основе БНК, насыщенного и частично
ненасыщенного ГБНК приведены в табл. 1.20.3.
1,20,3, Свойства вулканизатов на основе
гидрированных бутадиеннитрильных каучуков
Вулканизаты на основе ГБНК обладают хорошим комплексом физико-механических свойств:
высокими прочностью и напряжением при 100%-ном удлинении, стойкостью к раздиру,
изнашиванию, воздействию пара, сероводорода, топливных масел, озона.
Сравнительное изучение свойств вулканизатов на основе ГБНК и других полимеров с
твердостью по Шору А 70+5 ед. показало, что прочность при растяжении вулканизатов на основе ГБНК
выше вулканизатов на основе обычного БНК, хлоропренового, карбоксилатного БНК, сополимера
тетрафторэтилена с пропиленом, акрилатного каучука, фторкаучука и терполимера эпихлоргид-
рина и этиленоксида. Это очень важно, так как большинство вулканизатов маслостойких каучуков
имеют сравнительно низкую прочность, что ограничивает области их применения. Остаточная
деформация сжатия у вулканизатов на основе ГБНК с 36% акрилонитрила и степенью
ненасыщенности 4% после 1000 ч меньше, чем ОДС других теплостойких эластомеров, что улучшает
эксплуатационные характеристики РТИ.
1.20.3. Рецепты резиновых смесей
на основе ГБНК (масс, ч.)
Ингредиент
Каучук
Стеариновая кислота
Оксид цинка
Оксид магния
Стабилизатор (замещенный
дифениламин)
Цинковая соль меркаптотоли-
лимидазола
Техуглерод N550
2,5-Диметил-2,5-ди(грет-
бутилперокси)гексан
ТАИЦ
Сера
Ди(2-бензтиазолил)-
дисульфид
Тетраметилтиураммоно-
сульфид
Пероксидная
вулканизация
БНК
100
1
5
10
2
2
50
3,5
2,6
-
-
ГБНК
100
1
5
10
2
2
50
8,0
3,0
-
-
Серная
вулканизация
100
1
5
10
2
2
50
_
-
1,5
1,5
0,3
I
I
I
1
I
1
I
f
I
I
J* Температура эксплуатации изделий из серных вулканизатов ГБНК находится на том же уровне,
что и для изделий из вулканизатов на основе хлорсульфированного полиэтилена-она примерно на
20°С выше, чем при использовании вулканизатов на основе обычных БНК, но ниже, чем на основе
акрилатных каучуков. Пероксидные вулканизаты ГБНК обладают еще большей теплостойкостью,
чем серные. Именно эти вулканизаты имеют наиболее сбалансированный комплекс свойств и
рекомендуются для изготовления ответственных изделий в нефтеперерабатывающей и
автомобильной промышленности.
Морозостойкость вулканизатов ГБНК как и обычных БНК зависит в первую очередь от
содержания акрилонитрила. Максимальную морозостойкость обеспечивают марки ГБНК, содержащие 17%
акрилонитрила. Морозостойкость их вулканизатов может достигать -50°С и даже ниже при подборе
соответствующих ингредиентов резиновой смеси. Изделия из ГБНК пригодны для эксплуатации в
интервале температур 140-160°С в зависимости от типа каучука и состава резиновой смеси.
Вулканизаты ГБНК отличаются высокой стойкостью к действию окисленного топлива и
смазочных масел. Так, изменение относительного удлинения при разрыве после старения в
моторном масле при 180°С через 1000 ч у резин из ГБНК меньше, чем у резин из акрилатного каучука;
относительное удлинение резин из ГБНК после нагревания в окисленном топливе при 60°С в
течение 500 ч снижается с гораздо меньшей скоростью, чем резин на основе БНК и сополимера
эпихлоргидрина с этиленоксидом.
При старении в сырой нефти при 150°С в присутствии сероводорода вулканизаты ГБНК
лучше сохраняют физико-механические свойства, чем вулканизаты обычных БНК или фторкаучу-
ков. По сравнению с последними твердость по Шору А сохраняется до 175°С, что обеспечивает
оптимальную герметизацию по остаточной деформации сжатия.
Резиновые смеси готовят обычным способом. ГБНК смешивают с ингредиентами на вальцах
или в резиносмесителе при оптимальной температуре 50°С. В смеситель на первой стадии
загружают каучук с диспергатором и антиоксидантом. На второй стадии добавляют наполнители,
пластификаторы, технологические добавки и активаторы. Пероксиды вводят на последней
стадии или отдельно на вальцах.
Формованные изделия можно изготавливать различными способами: прямым или
литьевым формованием, литьем под давлением. Вулканизацию оптимизируют путем подбора
соответствующего пероксида. Рекомендуется проводить ее при 160°С.
ГБНК перерабатывают экструзией при достаточно высоких температурах для получения эк-
струдата с наиболее гладкой поверхностью. Экструдат вулканизуется паром в автоклаве и
непрерывным способом в потоке горячего воздуха или в жидкой среде. Резиновые смеси,
предназначенные для кабельной изоляции, можно вулканизовать также обычным непрерывным
методом или с применением радиации. Для изготовления армированных изделий
(гидравлических шлангов с оплёткой) разработана специальная технология.
Вулканизаты ГБНК при 160°С имеют такое же напряжение при 100%-ном удлинении, как
вулканизаты фторкаучука при 50°С.
1.20.4. Применение гидрированных
бутадиеннитрильных каучуков
ГБНК, придавая высокую радиационную стойкость РТИ, значительно превосходит этот
показатель для фторкаучука, политетрафторэтилена и силоксанового каучука. Это позволяет
использовать его в производстве изделий для атомных станций.
Из вулканизатов, полученных пероксидной вулканизацией ГБНК, вырабатывают стойкие к
озону уплотнители и рукава. Для производства уплотнителей можно также использовать
комбинацию гидрированного БНК (34% акрилонитрила, степень гидрирования 99%) с ЭПДК (48%
пропилена и 50% этилена) или с фторэластомером.
402
На основе ГБНК можно получать вулканизаты, содержащие несажевые наполнители,
которые придают смесям стойкость к старению в среде горячего воздуха. Для достижения
оптимальных механических свойств рекомендуется добавлять винилсилан, что особенно важно для
получения удовлетворительной остаточной деформации сжатия.
Высокие стойкость к воздействию агрессивных сред, износостойкость и легкость
переработки резиновых смесей позволяют применять изделия из ГБНК в нефтедобывающей
промышленности (для защиты буров, в качестве уплотнителей для нисходящих скважин и их устья,
поршней насосов, предохранителей и паккеров скважин, защиты статоров насосов, для
изготовления рукавов, комплектующих морские нефтеплатформы), в автомобилестроении (ремни,
уплотнители для валов, шланги для водяных, бензо- и маслонасосов, мембран, трансмиссий), в
кабельной промышленности (изоляция кабелей для электростанций, геологические зонды), в
атомной промышленности (для герметизации реакторов и оборудования) и в других областях, в
которых предъявляются жесткие требования к качеству РТИ.
1.21* Жидкие углеводородные каучуки
(ЮЛ. Морозов, СВ. Резниченко)
Жидкие углеводородные каучуки (или олигодиены) являются олигомерными аналогами
высокомолекулярных углеводородных каучуков. Они могут быть полными аналогами
последних, т.е. не содержать присоединенных к основной цепи функциональных групп, или
содержать те же группы, что и высокомолекулярные аналоги (-СН3, -CN, -СД. и др.). Эти группы, как
правило, трудно поддаются дальнейшим химическим превращениям. Такие жидкие каучуки
условно называют бесфункциональными.
Функционально активные жидкие углеводородные каучуки содержат специально
введенные, как правило, способные к дальнейшим химическим трансформациям функциональные
группы (-ОН, -СООН, -NH2, -эпокси и др.). Эти группы могут быть присоединены к цепи
статистически или расположены на ее концах (бифункциональные жидкие каучуки).
1,21.1, Получение жидких углеводородных каучуков
Жидкие углеводородные каучуки получают радикальной и ионной полимеризацией
ненасыщенных углеводородов, чаще всего бутадиена или изопрена, в растворе или эмульсии. Для
обрыва растущей цепи на стадии образования олигомера инициатор, катализатор или регулятор
полимеризации используют в концентрации, превышающей на 1-2 порядка их концентрации
при получении высокомолекулярных синтетических каучуков. Статистическое расположение
функциональных групп в цепи достигается радикальной сополимеризацией диена с
соответствующим мономером, например с метакриловой кислотой (группа -СООН), акрилонитрилом
(группа-CN). При получении олигодиенов с концевыми функциональными группами
(бифункциональных жидких каучуков) необходимо введение бифункционального инициатора или
катализатора полимеризации. Так, инициаторами радикальной полимеризации олигобутадиендиола и олигобу-
тадиендикарбоновой кислоты служат соответственно 4,4'-азо-бис(4-цианопентанол) и 4,4'-азо-о'ис(4-
циановалериановая) кислота. Их фрагменты, содержащие соответственно группы -ОН и -СООН,
оказываются на обоих концах цепи, так как обрыв растущих цепей происходит рекомбинацией. В
качестве бифункциональных катализаторов анионной полимеризации чаще всего используютли-
тийорганические соединения. В результате получают «живые» олигодиены с концевыми ионами
лития, которые обрабатывают избытком диоксида углерода, алкиленоксида или другими соедине-
26*
Ч^Г
I
§
i
I
у^ниями (в зависимости оттого, какие концевые группы необходимо ввести) и подкисляют.
Диеновые жидкие каучуки получают также озонолизом диеновых каучуков, в частности, натурального
каучука.
Жидкие углеводородные каучуки можно модифицировать как по двойным связям основной
цепи (гидрирование, малеинизация, эпоксидирование, галогенирование и т.д.), так и по
функциональным группам, в частности концевым, например, олигодиендиол может быть превращен
в олигодиенуретандиизоцианат путём обработки избытком диизоцианата. При дальнейшей
модификации глицидолом получается олигодиенуретандиэпоксид.
Олигодиендикарбоновую кислоту превращают в олигодиендиамин обработкой избытком
гексаметилендиамина при 150-200°С.
Синтез жидких углеводородных каучуков проводят на таком же оборудовании как и при
получении синтетического каучука. Для наиболее специфичных узлов - выделения и сушки -
чаще всего используют тонкоплёночные роторные испарители высокой производительности.
1.21.2. Ассортимент жидких углеводородных каучуков
Ассортимент выпускаемых в настоящее время за рубежом жидких углеводородных
каучуков приведен в табл. 1.21.1-1.21.8.
Бесфункциональные олигобутадиены и бутадиенстирольные олигомеры выпускаются
также фирмой Cray Valley (Франция) под маркой Ricon.
Малеизированные олигодиены выпускаются также фирмой Cray Valley (Франция) под
маркой Ricon MA.
Характеристика олигобутадиена Cl\l 307с концевыми акрилатными группами фирмы Sartomer (США):
Функциональность 2
Вязкость, Пас:
при 25°С 8000
при60°С 750
Помимо представленных в таблицах жидких каучуков за рубежом производятся: Liquid
Natural Rubbers - жидкий НК фирмы Timco Rubber Prodacts (США); Liquid SBR - жидкий бута-
диенстирольный каучук с молекулярной массой 8500 фирмы Kuraray Co Ltd (Япония);
жидкий при 50°С полихлоропрен - Neoprene FB (вязкость 500-1300 Па-с) фирмы DuPont Dow;
жидкие этиленпропиленовые и этиленпропилендиеновые каучуки Trilene, первоначально
разработанные фирмой Uniroyal, а в настоящее время выпускаемые фирмой Lion Copolimer (США);
китайская фирма Zibo Qilong Chem. Ltd производит несколько марок бифункциональных оли-
годиенов и ряд других.
В России разработаны многие из известных жидких углеводородных каучуков, но
ассортимент выпускаемых в промышленности олигодиенов ограничен.
В ОАО «Синтезкаучук» (г. Стерлитамак) производится бесфункциональный синтетический
олигопипериленовый каучук (СКОП-К, ТУ 2294-083-16810126-2000 с изм. 1). Массовая доля
сухого остатка не менее 50%, условная вязкость по вискозиметру ВЗ равна 246 (диаметр сопла
4 мм, время истечения 20-80 с, температура измерения 20°С).
В ОАО «Стерлитамакский нефтехимический завод» выпускается низкомолекулярный каучук
ПДИ-1К (ТУ 38.103342-88 с изм.1,2), представляющий собой олигомер, содержащий концевые
гидроксильные группы, получаемый ионной сополимеризацией дивинила и изопрена.
Содержание гидроксильных групп 0,7-1,0% (высший сорт), 0,7-1,1% (первый сорт), вязкость при 25°С-
5,0 Па-с. Там же производится низкомолекулярный каучук ПДИ-ЗАК (ТУ 38.103410-85 с изм.1-6),
который представляет собой полидиенуретан с концевыми эпоксидными группами. Содержание
эпоксигрупп 1,6-2,2 (марка А), 2,3-3,0 (марка Б); вязкость при 50°С - 25,0 Па-с.
Уретановый форполимер СКУ-ДФ-2 производится в ОАО «Казанский завод синтетического
каучука» по ТУ 2294-058-00151963-99. Содержание изоцианатных групп 3,0-4,0%, динамическая
вязкость при 25°С не более 100 Пас.
Жидкий диеновый каучук с концевыми изоцианатными группами Диенур-Т18 выпускается
фирмой «Сурэл» (г. Санкт-Петербург) по ТУ 2294-011-13175942-2007. Содержание изоцианатных
групп 1,8+0,2%, вязкость при 25°С 13+3 Па-с.
В ФГУП НИИСК им. СВ. Лебедева (г. Санкт-Петербург) разработан и выпускается в виде
опытных партий ряд олигобутадиеновых сополимеров, включающих бесфункциональный олиго-
мер СКД-0 (ТУ 38.103570-84 с изм.1,2), карбоксилсодержащие олигомеры с концевыми и
статистически расположенными функциональными группами: СКН-10 КТР (ТУ 2294-099-00151963-05),
СКН-30 КТРА (ТУ 2294-102-00151963-06), СКД-КТРА(ТУ38.103327-76 с изм. 1-6), СКД-КТР
(ТУ 00393-99), СКН-10-1А (ТУ 38.303-01 -41-92); гидроксилсодержащие олигомеры с концевыми
функциональными группами: СКД-ГТРА (ТУ 38.103315-86 с изм. 1-5) и ОРБ-1,2 (ТУ 38.403848-98).
1.21.1. Бесфункциональные олигобутадиены Lithenes
фирмы Synthomer (Великобритания, Германия)
*
Марка
АХ
АН
AL
PHV
РН
РМ
PL
PH4-V
Р4-150Р
^Р4-25Р
РМ4
Р4-2000
-N4-5000
N4-9000
HFN4-
5000*
ММР
Широкое
—«—
— « —
—«—
—«—
—«—
— « —
—«—
— « _
— « —
— « _
— « —
Узкое
— « —
— « _
Молекулярная
масса
2500
1800
1000
3400
2600
1300
900
4200
3200
2600
1500
2000
5000
9000
5000
Вязкость,
Пас, при
25-С
800
100
4
20
8
0,7
0,3
30
15
2
0,7
1.4
4
14
4
50'С
50
20
0,8
6
2
0,2
0,1
8
5,3
0,8
0,2
0,4
1,6
6
1,6
Содержание звеньев, %
1,2
45-55
45-55
40-55
30-40
35-50
40-50
35-50
15-25
15-25
15-25
15-25
20-30
10-20
10-20
10-20
траис-ЛА
15-25
15-25
15-25
35-45
30-40
30-40
30-40
40-50
40-50
40-50
40-50
40-50
50-60
50-60
50-60
цис-1,4
10-20
10-20
10-20
15-25
15-25
15-25
15-25
20-30
20-30
20-30
20-30
20-30
25-35
25-35
25-35
Содержание
циклических
структур, %
15-20
15-20
15-20
-
-
-
_
_
_
_
_
_
-
Цвет
Бесцветный или
слабо
желтый
Тоже
— « —
— « —
_«_
_«_
Слабо
желтый,
средне-
желтый
Бесцветный или
слабожелтый
Тоже
— « —
_«_
-«_
_«_
_«—
—«—
* Lithene HFN4-5000 содержит одну концевую гидроксильную вторичную группу.
Примечание. Бесфункциональные олигобутадиены прозрачные.
i
-~ffe~-
403
jtf.
1.21.2. Малеинезированные бесфункциональные олигобутадиены Lithenes фирмы
Synthomer (Великобритания, Германия)
Марка
РМ4-7.5МА
Р4-2000-7.5МА
AL 15MA
РМ25МА
N4-5000-5MA
N4-5000-1 ОМА
N4-5000-15МА
N4-5000-25MA
N4-B-10MA
N4-9000-1 ОМА
РМХ40
ММР
Широкое
-«_
— « —
_«-
Узкое
—«—
—«—
— « —
—«—
—«—
Широкое
Молекулярная масса
1610
2150
1280
1625
5250
5500
5750
6250
8200
9500
1300
Вязкость,
Пас, при
25"С
5
6
300
400
12
40
150
500
75
150
4
50°С
3
4
80
20
3
7
22
90
15
22
-
Содержание
свободного
малеинового
ангидрида
в олигомере, %
<0,1
<0,1
<0,1
<0,25
<0,05
<0,05
< 0.05
<0,25
<0,05
<0,05
-
Функциональность
1,1
1,5
2,8
3,3
2,5
5
7,5
10,5
7,5
9
-
Содержание
нелетучих, %
96,0
97,5
92,0
93,0
99,0
99,5
99,5
96,5
99,5
99,5
96,5
Цвет
Тёмно-коричневый
—«—
—«—
Золотистый
— « —
— « —
— « —
Тёмно-коричневый
Золотистый
—«—
Светло-коричневый
Внешний вид
Опалесцирует
—«—
—«—
Прозрачный
— « —
—«—
—«—
Опалесцирует
Прозрачный
— « —
— « —
Примечания. 1. Цифра при МА обозначает сколько частей малеинового ангидрида (МА) присоединено к 100 частям
Lithene, т.е. марка N4-5000-5MA содержит 5 частей МА, присоединенных к 100 частям Lithene N4-5000.
2. Функциональность - среднее число функциональных групп на олигомерную молекулу.
1.21.3. Практически чистые олигоизобутилены (с небольшой примесью н-бутена)
марок Polybutenes и Panalanes* Indopol фирмы INEOS Oligomers (США)
Марка
Полидисперсность,
Молекулярная
масса, Afn
Вязкость,
см2/с
(при темпе
ратуре,°С)
Polybutene Indopol
L-2
L-3
L-6
L-8
L-14
L-50
H-7
H-8
H-15
H-25
H-35
-
-
1,1
1,65
1,30
1,70
1,80
1,85
1,85
2,10
1,85
180
220
280
320
370
430
440
490
570
635
700
3,0-3,7 (20)
3,9-5,0 (20)
5,8-7,2 (40)
13,5-16,5 (40)
24,0-30,0 (40)
94,0-100,0 (40)
11,0-14,0(100)
14,5-16,0 (100)
27,5-33,5 (100)
48,5-55,5 (100)
70,0-78,0 (100)
Марка
Н-50
Н-100
Н-300
Н-1200
Н-1500
Н-1900
Н-2100
Н-6000
Н-18000
Полидисперсность,
1,60
1,60
1,65
1,80
1,75
1,80
1,85
1,80
1,70
Молекулярная
масса, Мп
800
910
1300
2100
2200
2500
2500
4200
6000
Вязкость,
см2/с
(при
температуре, °С)
100,0-115,0(100)
200,0-235,0 (100)
605,0-655,0 (100)
2300-2700(100)
2900-3200(100)
3900-4200(100)
3900-4600
11100-13300
36000-45000
Panalane* Indopol
L-14E
Н-300Е
1,30
1,65
370
1300
27-370
635-690
Гидрированные олигоизобутилены марки Polybutene.
1.21.4. Жидкие бутадиеннитрильные каучуки Nipol фирмы Zeon Chem. Ltd. (Япония)
Марка
1312
1312 LV
DN601
_(карбоксилированный)
Suprmix Nipol 1312
Содержание аирилонитрила, %
28
26
20
Тип полимеризации
Горячая
Горячая
Холодная
Вязкость, Пас
20000-30000
9000-16000
5300-6300
«Сухой» Nipol 1312-смесь 72% жидкого каучука и 28% аморфного диоксида кремния
Примечание. Антиоксидант - нетемнеющий.
12.21.5. Олигобутадиены и олигоолефины с концевыми гидроксильными группами
£ирмы Sartomer (США)
Наименование
продукта
Функциональность
ln по гидроксильным
группам
Содержание
1,2-винильных
звеньев, %
Максимальная
молекулярная
масса Мп
Содержание
ОН-групп,
МЛ-ЭКВ/г
Вязкость при 30°С,
Пас
Характерные
особенности
Торговая чарка Poly bd
R-45 НПО
R-20 LM
LF-1
LF-2
LF-3
600 E
605 E
2,5
2,5
2,35
2,2
2,05
2,5
2,5
20
20
31
42
53
20
20
2800
1350
2291
2029
2474
1350
1450
0,84
1,7
0,87
0,89
0,9
1,7
1,74
1,4
5
5,3
5,8
7
22
9
Стандартный продукт
Низковязкая версия R-45 HTLO
Пониженная г"л, низкое содержание
винильных звеньев
Пониженная 1п, среднее содержание
винильных звеньев
Пониженная tn, высокое содержание
винильных звеньев
Эпоксидированный (в одной
молекуле олигомера число эпокигрупп
равно 1350 деленное на 460)
Эпоксидированный (в одной
молекуле олигомера число эпокигрупп
равно 1450 деленное на 300)
Торговая марка Krasol
LBH 2000
LBH-P 2000
LBH 3000
LBH-P 3000
LBH 5000
LBH 10000
LBH-P 5000
LBH-P 10000
HLBH-P 2000
HLBH-P 3000
LBH 2040
1,9
1,9
1,9
1,9
1,9
1,9
1,9
1,9
1,9
1,9
-4
65
65
65
65
65
65
65
65
-
-
65
2100
2100
3000
3000
5000
10000
5000
1000
2100
3100
2249
0,91
0,91
0,64
0,64
0,38
0,19
0,38
0,19
0,89
0,56
1,8
9
13
13
ig
35 (50°С)
19
35 (50°С)
37,4 (25°С)
62,6 (25°С)
40 (30°С)
37,2
Вторичные ОН-группы
Первичные ОН-группы
Вторичные ОН-группы
Первичные ОН-группы
Вторичные ОН-группы
Первичные ОН-группы
Первичные ОН-группы
Вторичные ОН-группы
Гидрированный
Гидрированный
Самая высокая ОН-функциональность
1.21.6. Олигобутадиены с концевыми изоцианатными группами
(изоцианатные форполимеры) фирмы Sartomer (США)
Наименование
продукта
торговой
марки Krasol
NN22
NN23
NN25
LBD 2000
LBD 3000
Тип
диизо-
цианата
мди
мди
мди
тди
тди
Функциональность
no NC0-
груллам
1,9
1,9
1,9
1,9
1,9
Содержание
1,2-винильных
звеньев, %
65
65
65
65
65
Содержание
NCO-rpynn, %
8,8
4,5
11,5
3,4
3,0
Вязкость
при 25°С, Пас
17
1,7
1,2
95
120
Характерные
особенности
Стандартный
Содержит 50%
минерального масла
Содержит 20%
минерального масла
Содержит 1,1%
свободного ТДИ
Условные обозначения: ТДИ - толуилендиизоцианат; МДИ - дифенилметандиизоцианат.
**.
21.7. Олигобутадиендикарбоновые кислоты фирмы Sartomer (США)
I
I
I
!
!
!
I
Продукт
Poly bd 45 СТ
Poly bd 2000 СТ
Poly bd 3000 СТ
Функциональность
2-3
2
2
Содержание
1,2-винильных
звеньев,%
20
65
65
Молекулярная
масса
3050
2300
3300
Содержание СООН-групп,
мл-экв/г
0,77
0,86
0,60
Вязкость,
при 60°С,
Пас
4,3
4,3
5,0
1.21.8. Олигобутадиен(нитрил)дикарбоновые кислоты фирмь
Продукт
торговой марки
Нусаг Polymer
2000x162 СТВ
1300x31 CTBN
1300x8 CTBN
1300X8FCTBN
1300x13 CTBN
1300x9 CTBNX
1300x18 TBNX
Содержание
акрилонитрила,
%
0
10
18
18
26
18
21,5
Кислотное
число
25
28
29
29
32
38
39
Вязкость,
при 27°С, МПас
60,000
60,000
135,000
135,000
500,000
160,000
350,000
Функциональность
1,9
1,9
1,8
1,8
1.8
2,4
2,4
Noveon (США)
Молекулярная
масса
4200
3800
3550
3550
3150
3600
3400
Температура
стеклования, °С
-77
-66
-52
-52
-39
-52
-46
1.21.3. Свойства жидких углеводородных каучуков
Жидкие углеводородные каучуки являются вязкими жидкостями с молекулярной массой
500-10000 (обычно 1000-4000). Жидкие углеводородные каучуки, синтезируемые
каталитической полимеризацией, имеют более узкое ММР (обычно MJMn = 1,05-5-1,2), чем таковые,
получаемые радикальной полимеризацией (Mw/Mn = 1,3+2,8). По микроструктуре наиболее однородны
жидкие каучуки, получаемые озонолизом стереорегулярных каучуков (например, НК), так как
при этом полностью сохраняется микроструктура и стереорегулярность исходного полимера.
При синтезе жидких каучуков полимеризацией присоединение диеновых мономеров друг к
другу может происходить в положения 1,4- (звенья могут иметь цис- и транс-конфигурацию) и
1,2-. Поэтому такие олигодиены содержат соответственно цисА ,4-, трансА ,4- и 1,2-звенья в
различных соотношениях в зависимости от природы инициатора или катализатора, растворителя
и условий процесса.
Бифункциональные олигодиены характеризуются также функциональностью и
распределением по типам функциональности (РТФ). По РТФ наиболее однородны жидкие каучуки
радикальной полимеризации, полученные в присутствии упомянутых выше азодинитрильных
инициаторов (средняя функциональность f = 2, т.е. олигомер содержит около 97% бифункциональных
молекул).
Вязкость - важная характеристика жидких каучуков, определяющая метод их
переработки, обычно равна 0,5-500 Пас и возрастает с увеличением молекулярной массы. Чем шире
ММР, тем больше вязкость жидких каучуков. В зависимости от строения основной цепи
вязкость жидких углеводородных каучуков уменьшается в ряду олигоизобутилен > олигобутади-
енакрилонитрил > олигоизопрен > олигобутадиен. У разветвлённых жидких каучуков вязкость
больше, чем у линейных. С увеличением концентрации (в результате уменьшения
молекулярной массы олигодиена) и полярности функциональных групп вязкость жидких каучуков
возрастает вследствие агрегации полярных фрагментов в лабильные межмолекулярные ассоци-
аты. Роль их столь велика, что может превосходить влияние молекулярной массы на вязкость
олигодиенов.
1.21.4. Отверждение жидких углеводородных каучуков
Жидкие углеводородные каучуки используются чаще всего в отвержденном виде.
Отверждение может происходить в тонком слое на какой-либо поверхности, в массе другого
модифицируемого олигомера или полимера (соотверждение) и собственно отверждение жидкого
углеводородного каучука в присутствии отвердителя.
Отверждение ненасыщенных бесфункциональных олигомеров в тонком слое происходит по
двойным связям по механизму окислительной полимеризации. Суть процесса состоит в
присоединении (возможно, катализируемом) кислорода по двойным связям с образованием
нестойких кислородсодержащих соединений - гидропероксидов и пероксидов. Их распад на
свободные радикалы и рекомбинация этих радикалов приводят к образованию жесткосшитого
полимера. Процесс эффективно протекает в тонких пленках, что обеспечивает легкий доступ
кислорода, и используется в лакокрасочной промышленности (искусственная олифа).
Отверждение жидкого углеводородного каучука в среде его высокомолекулярного аналога
или другого подобного каучука происходит в соответствии с принципом «временной
пластификации». На стадии приготовления резиновой смеси жидкий каучук выполняет функцию
пластификатора - снижает вязкость смеси и улучшает ее перерабатываемость; в процессе
вулканизации он совулканизуется с матрицей, так как имеет одинаковую или близкую с ней природу. При
эксплуатации изделия химически связанный с несущей сеткой жидкий каучук не вымывается и,
таким образом, свойства вулканизата по этой причине не изменяются. Обычные, не
связываемые пластификаторы, в процессе эксплуатации вулканизатов часто выпотевают или
вымываются, что ухудшает свойства резиновых изделий.
Отверждение функционально-активных жидких углеводородных каучуков происходит, как
правило, по их функциональным группам с применением отвердителей, содержащих группы, ре-
акционноспособные по отношению к таковым жидкого каучука. Так, гидроксилсодержащие оли-
годиены отверждаются по механизму уретанобразования с использованием изоцианатсодержа-
щих соединений и удлинителей цепи - ди(поли)олов и ди(поли)аминов. Карбоксилсодержащие
олигодиены отверждаются ди- и полиэпоксидами, олигодиендиамины -ди(поли)изоцианатами и
ди(поли)эпоксидами, олигодиенэпоксиды-карбоксил- и аминосодержащими соединениями.
Жидкие углеводородные каучуки со статистически расположенными по цепи
функциональными группами (например, карбоксильными) при отверждении дают слабые вулканизаты, так
как образуется крайне дефектная, нерегулярная сетка с большим количеством свободных
концов, не участвующих в формировании свойств вулканизата.
Наибольший интерес представляют бифункциональные олигодиены, реакционноспособ-
ные группы которых расположены на концах цепей. При их отверждении, в принципе, могут
образовываться «идеальные» сетки - без свободных концов и с задаваемым заранее
межузловым расстоянием Мс. Для этих жидких углеводородных каучуков решающее значение име
ет РТФ - распределение по типам функциональности. Действительно, если в каучуке многс
монофункциональных молекул, содержащих реагирующую группу только на одном конце, т(
другой конец олигомерной цепи не будет связан с сеткой, и эта олигомерная молекула практи
чески не будет участвовать в сопротивлении деформациям. С другой стороны, три- и полифун
кциональные цепи будут привносить в сетку нерегулируемую «сшитость» вулканизата, т.е. ме
жузловой отрезок Мс не будет заранее задаваемым.
«Идеальную» сетку можно построить только из строго бифункционального олигомера
функциональностью равной двум. Мс этой сетки определяется количеством введенного в реак
ционную среду трифункционального отверждающего агента. Таким образом можно создават
эластомеры с заранее заданной структурой, то, что по-английски называют «tailor made».
Олигодиендиолы с концевыми гидроксильными группами в реакцияхуретанообразования об
разуют полидиенуретаны и полидиенуретанмочевины аналогично простым и сложным onv
гоэфирдиолам.
I
1
I
Ниже приведено содержание компонентов (масс, ч.) уретановой наполненной композиции на
основе олигодиендиола Poly bd R-45 HTL0 и ее физико-механические свойства в отвержденном
состоянии.
Компонент А
Poly bd R- 45 HTLO 100
2-Этил-1,3-гександиол 6,06
Burgess KE (модифицированная глина) 50,0
Raylox 46 (антиоксидант) 0,5
Тинувин П (УФ-стабилизатор) 0,25
Foamkill 8D (антивспениватель) 0,10
Компонент В
Isonate 143L - (модифицированный МДИ) 25,59
Физико-механические свойства полидиенуретана
Условная прочность при растяжении, МПа 9,3
Относительное удлинение при разрыве, % 276
Сопротивление раздиру, кН/м 28,3
Твердость по Шору А 69
Удельное поверхностное электрическое сопротивление, Ом 1016
Удельное объемное электрическое сопротивление, Ом-м 10"
На основе Krasol LBH 3000, 4,4'-МДИ и 2-этил-1,3-гександиола синтезированы полидиену-
ретановые термоэластопласты (содержание эластичной, диеновой части - 65%), имеющие
следующие физико-механические свойства: твердость по Шору А - 77 ед., условная прочность при
растяжении -18,2 МПа, относительное удлинение при разрыве - 410%, температура
размягчения -11 0°С, температура стеклования - -42°С.
С использованием строго бифункционального олигодиендиола (Мп = 2000), 4,4'-МДИ, 1,4-бу-
тандиола и каталитических и эмульгирующих добавок получены микроячеистые полидиенуре-
таны МПДУ (содержание жестких блоков - 37%) со следующими физико-механическими
характеристиками (при плотности 620 кг/м3): условная прочность при растяжении - 4,5 МПа,
относительное удлинение при разрыве - 300%; остаточное удлинение после разрыва-10%;
твердость по Шору А - 70 ед., коэффициент морозостойкости при -30/-60°С - 0,8/0,7,
сопротивление разрастанию прокола -15400 циклов.
МПДУ имеют исключительно высокую морозостойкость - они не ломаются при
температуре ниже -60°С, а также высокую гидролитическую стойкость.
Добавки олигодиеннитрилдикарбоновых кислот (до 15%) к эпоксидным смолам участвуют
в их отверждении и приводят к значительному увеличению удельной ударной вязкости отверж-
денного композита.
Композиция из эпоксидной смолы Эпон 828 (100 масс, ч.), бисфенола А (24 масс, ч.), олиго-
бутадиеннитрилдикарбоновой кислоты Хайкар CTBN (143 масс, ч.) и пиперидина (7,4 масс, ч.)
после отверждения (16 ч, 120°С) образует эластомер с условной прочностью при растяжении -
13,8 МПа, относительным удлинением при разрыве - 400%; твердостью по Шору А - 64 ед.
Для жидких углеводородных каучуков с концевыми карбоксильными группами была
разработана система отверждения, включающая олигоэфирэпоксид, олигоэфиракрилат, третичный амин
и пероксидное соединение. Варьируя природу и соотношение этих компонентов, можно в
достаточно широкой степени изменять свойства образующегося эластомерного композита.
Отверждение олигодиенуретандиэпоксидов (типа ПДИ-ЗА) осуществляется подобно
отверждению эпоксидных смол - с использованием диаминов, ангидридов кислот и катализаторов,
но к получению эластичных продуктов.
1.21.5. Применение жидких углеводородных каучуков
Ненасыщенные бесфункциональные жидкие углеводородные каучуки широко
используются в качестве временных, невымываемых из вулканизатов пластификаторов, а также как плен-
кообразователи в лакокрасочной промышленности.
Насыщенные бесфункциональные жидкие углеводородные каучуки (типа Indopol Polybutenes)
применяют в качестве компонента автомобильных масел; эмульсий при металлообработке;
добавок в топливо; адгезивов, чувствительных к давлению; герметиков и компонентов
электроизолирующих композиций; для склеивания полиэтилена низкого давления; в сельском
хозяйстве как носителей пестицидов и интексицидов; для модификации асфальта, полимеров и
резин; в качестве компонентов лакокрасочных покрытий, в косметологии и других областях.
Функциональноактивные жидкие углеводородные каучуки используют в составе полимеро-
образующих компонентов уретановых композиций для придания им морозостойкости и
гидролитической стабильности. Их применяют в эпоксидных составах для снижения хрупкости поли-
меризатов и повышения сопротивления удару.
Принципиально возможно изготовлять из бифункциональных жидких углеводородных кау-
чуков пневматические шины и резинотехнические изделия, не уступающие по качеству
традиционным резиновым изделиям. Составы на основе олигодиенуретандиизоцианатов наносят на
внутреннюю поверхность шин для предотвращения утечек из них воздуха.
Перспективно использование жидких функциональноактивных каучуков при
изготовлении искусственной кожи, подошвенных микроячеистых материалов, протезов стоп и
ортопедических стелек.
Композиции на основе олигодиендиолов и олигодиендиизоцианатов используются в
качестве герметиков, а также как ремонтные составы для конвейерных лент и других РТИ.
Бифункциональные олигодиены традиционно применяются в качестве связующего для
твердого ракетного топлива.
1.22. Альтернантные каучуки
(ЮЛ. Морозов)
Альтернантные каучуки представляют собой линейные сополимеры общей формуль
[~-А-В-]п, содержащие эквимольные количества строго чередующихся мономерных
звеньев двух типов А и В, например: А - бутадиена с В - пропиленом (СКБП-А), А- бутадиена с В -
нитрилом акриловой кислоты НАК (СКН-А), А - изопрена с В - НАК (СКИН-А), А - изобутиленг
с В -акрилатами и др. Их получают сополимеризацией в растворе на металлорганических
титановых и ванадиевых катализаторах.
Альтернантную (чередующуюся) структуру имеют также многоблочные уретановые и
полиэфирные термоэластопласты (ТЭП), однако это совпадение чисто формальное - блоки А и В f
этих ТЭП полидисперсны, а степень полимеризации п равна нескольким десяткам, тогда как дл(
альтернантных каучуков п составляет несколько тысяч.
Большинство характеристик альтернантных каучуков являются промежуточными межд;
характеристиками соответствующих гомополимеров, за исключением температуры стеклова
ния 7"с, которая для гомополимеров обычно выше. В отличие от статистических аналогов альтер
нантные каучуки склонны к кристаллизации, которая повышает прочностные характеристик!
резиновых смесей и вулканизатов.
Резиновые смеси из бутадиенпропиленового каучука (СКБП-А), содержащие техуглерод
имеют высокие вязкость по Муни и усадку, повышенные когезионную прочность и клейкость п<
сравнению с резиновыми смесями из бутадиенового и бутадиенстирольного каучуков. По срав
нению с резинами на основе синтетического изопренового и натурального каучуков резины и:
бутадиенпропиленового каучука имеют повышенные эластичность, озоно-, термо-, морозо-, изно
состойкость и низкое теплообразование, близкие динамические свойства, худшие усталостнун
выносливость и сопротивление раздиру. Для их получения применяют те же ингредиенты, что и дл:
других ненасыщенных каучуков. Для улучшения технологических свойств используют мягчителу
ускорители пластикации, совмещение с другими каучуками.
г
1
1
I
!
i
«S
Альтернантные сополимеры бутадиена с НАК (СКН-А) по сравнению с БНК (50% НАК) более
однородны, в них отсутствуют микроблоки НАК, Тс несколько ниже (на 5-15°С). Близкие
свойства имеют резиновые смеси и резины из зарубежных альтернантных БНК.
Температура стеклования сополимеров изопрена с НАК (каучук СКИН-А) около 0°С,
температура перехода в полностью эластическое состояние около 40°С, показатели
физико-механических свойств при 22°С имеют промежуточные значения между характеристиками резины и
пластика.
В табл. 1.22.1 приведены физико-механические свойства вулканизатов на основе
альтернантных каучуков СКПБ-А и СКН-А.
Альтернантные каучуки за последние 20-30
лет не нашли сколько-нибудь заметного
развития и применения в мировой
промышленности СК вследствие статичности
(«однозначности») их составов и ухудшения некоторых
свойств резин по сравнению со свойствами
резин из статистических сополимеров. Так,
резины из СКБП-А имеют пониженные
усталостную выносливость и сопротивление разди-
ру, что важно для шинных резин. Резины из
СКН-А имеют низкую морозостойкость.
Однако в перспективе возможно создание
альтернантных каучуков с уникальными
свойствами путем использования новых
мономеров и каталитических систем.
1.22.1. Физико-механические свойства
вулканизатов на основе альтернантных
каучуков СКПБ-А и СКН-А
Показатель
Условная прочность
при растяжении, МПа
Относительное удлинение
при разрыве, %
Сопротивление раздиру,
кН/м
Эластичность по отскоку, %
Твердость по Шору А
Коэффициент
морозостойкости
СКПБ-А
20-30
500-700
50-70
50-75
0,25-0,30
(при -60°С)
СКН-А
20-30
400-600
83 (при 20°С)
55(при100°С)
55-75
0,18
(при-5°С)
1.23. Полипентенамеры
(77. Ф. Шелохнева)
Полиалкенамеры представляют собой продукт полимеризации циклоолефинов,
протекающей с раскрытием цикла (реакция метатезиса). Первое упоминание о возможности получения
этих полимеров относится к 1957 г. В дальнейшем были разработаны каталитические системы,
приемлемые для практического использования. Их состав весьма разнообразен, однако все они
включают производные переходных металлов VI-VIII групп Периодической системы элементов.
Эффективные катализаторы полимеризации циклоолефинов с раскрытием цикла созданы на
основе тантала, молибдена, вольфрама, а также рутения и осмия. По своему составу системы,
применяемые для раскрытия циклоолефинов, похожи на обычные циглеровские системы. В
качестве сокатализатора могут быть использованы органические производные или галогениды
элементов I—IV групп Периодической системы элементов. Активность каталитических систем
существенно повышается путём введения в их состав активирующих добавок - кислородсодержащих
соединений.
При полимеризации циклоолефинов с раскрытием цикла образуются полиалкенамеры или
полиалкенилены общей формулы [ - СН = СН - (СН2)т - ]п.
Строение полимеров, полученных путем полимеризации циклоолефинов с раскрытием цикла,
было доказано озонолизом в сочетании с ЯМР- и ИК-спектроскопией и рентгенографией. По
данным ИК- и ЯМР-спектроскопии такие полимеры не содержат боковых групп и обладают строго
линейным строением. Эти результаты, а также присоединение мономерных звеньев по типу
«голова к хвосту» были подтверждены рентгенографически.
1.23.1. Получение полипентенамеров
Полимеры с ценным комплексом свойств получаются при полимеризации циклопентена.
При этом возможно получение полимера двух структурных форм: уяс-полипентенамеров (ЦППМ)
и гранс-полипентенамеров (ТППМ). Особенность синтеза полипентенамеров состоит в том, что
оба полимера могут быть получены в присутствии одних и тех же каталитических систем путем
варьирования условий полимеризации. Сильное влияние на микроструктуру полимера
оказывает температура полимеризации. Так, цис-полипентенамер получается лишь при температурах
ниже -20°С, в то время как при 0°С и выше образуется полимер, сильно обогащенный транс-
звеньями (более 75%). Таким образом, изменяя условия реакции, можно получить конечный
полипентенамер с изменяющимся отношением цис-, транс-звеньев от 85:15 до 10:90.
Молекулярную массу полиалкениленов можно регулировать в широких пределах введением в систему
олефинов. Можно проводить процесс полимеризации как в углеводородных растворителях, так
и в массе. Первые экономически выгодные каталитические системы для полимеризации
циклопентена были освоены в 1963 г. фирмой «Монтекатини». Полученный в ходе реакции транс-
полипентенамер обладал превосходными эластомерными характеристиками.
1.23.2. Свойства полипентенамеров
Свойства полипентенамеров исследовали методами гель-проникающей хроматографии, ИК-
спектроскопии (по поглощению полос: транс-10,35 мкм ицис-7,12 мкм), методами
рентгенографии, рефрактометрии, дифференциальной сканирующей калориметрии (ДСК) и
дифференциального термического анализа (ДТА).
Важнейшим свойством полипентенамеров является исключительная гибкость цепей,
несколько более высокая для цис-, чем для транс- полипентенамера. Плотность
полипентенамеров в аморфном состоянии и средний барьер вращения также невелики (табл. 1.23.1).
Полипентенамеры могут быть получены с различными ММ и ММР. Молекулярная масса
поддаётся регулированию путём введения в систему олефинов. Ширина ММР зависит также от
состава катализатора и может регулироваться введением специальных добавок. Так, введением
воды в катализатор получают полипентенамеры с широким ММР.
7/шс-полипентенамеры имеют достаточно широкое ММР, что обеспечивает хорошую пере-
рабатываемость полимера.
При обработке результатов, полученных методом осмометрии, выведено уравнение,
связывающее характеристическую вязкость ТППМ (раствор в толуоле при 30°С) с молекулярной массой М:
[-П] = 5,21-10-4-М0-69.
Для образца ЦППМ, содержащего 98% цис-звеньев (раствор в толуоле при 30°С)
[Т1] = 1,56дл/г.
Полипентенамеры растворимы при комнатной температуре в большинстве углеводородов и их
галогенпроизводных, но нерастворимы в низкокипящих спиртах и кетонах. Параметры,
характеризующие взаимодействие полипентенамеров с газами и растворителями, приведены в табл. 1.23.2,
1.23.3.
1.23.1. Средний барьер вращения 1.23.2. Характеристика вязкости
и плотность полипентенамеров растворов ТППМ (85% транс-звеньев)
Полипентенамер
ЦППМ (2% транс-звеньев)
ППМ (80% г/шс-звеньев)
Средний
барьер
вращения,
кДж/моль
0,22
0,26
Плотность,
кг/м'
890
860
Растворитель
Толуол,30°С
Циклогексан, 30°С
Изоамилацетат
(6-растворитель), 38°С
Параметры Марка-Хувинка
К А О4, мл/г
5,21
5,69
23,4
а
0,69
0,68
0,63
~£$5~-
1
I
i
1
Приведенные в табл. 1.23.3. коэффициенты Р для широкого набора газов свидетельствуют о
высокой проницаемости полимера.
Инкремент коэффициента удельного преломления разбавленного раствора ТППМ (85%
гранс-звеньев) в н-гексане при 25°С для разных полос составляет: для 436 нм - 0,175, для
546 нм- 0,171.
Высокая гибкость цепей полипентенамеров обусловливает их чрезвычайно низкую
температуру стеклования Т (табл. 1.23.4). Однако использование этих каучуков при низких температурах
существенным образом ограничивается возможностью их кристаллизации, которая чрезвычайно
высока для ТППМ и тем выше, чем больше содержание транс-звеньев:
Содержание гранс-звеньев, % 93 (85) 90 (82) 89 (81) 87 (79) 84 80
Полупериод кристаллизации (при 0°С) т1Д, ч 0,3
0,8
13
45
120
<1200
Примечание. В скобках - содержание гранс-звеньев по данным ИК анализа.
1.23.3. Коэффициенты диффузии D,
проницаемости Р и растворимости S газов и
растворителей для ЦППМ при 22°С
Газ
Не
нг
ог
"а
со2
сн,
с2н6
с3н,
СД0
0x10s, см2/с
1.1
-
-
0,43
0,86
1,0
0,86
0,48
-
Р, отн. ед.*
2,33
4,03
3,01
1,00
19,4
4,20
20,09
47,67
221,46
S, отн. ед*
1,21
-
-
1,00
9,58
1,79
10,00
42,9
-
* Значения отнесены к соответствующим величинам для
азота.
1.23.4. Температура стеклования и
параметры кристаллизации полипентенамеров
Кристаллографические данные,
полученные рентгенографическим методом,
показали, что кристаллы относятся к орторомбичес-
кой системе, и одна ячейка ТППМ содержит
две повторяющиеся единицы.
Увеличение содержания гранс-звеньев до
100% приводит к повышению измеряемой
температуры плавления (до 44°С) и скорости
кристаллизации. Так, полупериод кристаллизации
т1Д при 0°С уменьшается с 45 до 0,3 мин при
увеличении содержания транс-звеньев от 87
до 93.
При снижении температуры скорость
кристаллизации увеличивается. При изменении
температуры на 5°С величина х1/2 изменяется
приблизительно на порядок, так что даже для
образцов с содержанием транс-звеньев 80%
при -18°С т1/2 = 2 мин. По предварительным
данным температура при максимальной
скорости кристаллизации для ТППМ равна -20°С.
При комнатной температуре ТППМ имеет
аморфную структуру, но кристаллизуется при
растяжении. Способность к ориентационной
кристаллизации при растяжении
обеспечивает высокую прочность вулканизатов ТППМ и,
что особенно важно, высокую прочность
резиновых смесей (когезионную прочность).
1,23,3, Перспективы использования
полипентенамеров в промышленности
Травс-полипентенамеры
Наличие широкого ММР и относительно низкомолекулярных фракций обеспечивает хорошие
технологические свойства ТППМ. Даже при высокой вязкости ТППМ легко поглощает
ингредиенты резиновых смесей и образует при этом гладкую глянцевую шкурку. Более
высокомолекулярные ([г]] > 3,0 дл/г) каучуки обладают неудовлетворительными технологическими свойствами.
Однако такие свойства резиновых смесей существенно улучшаются при введении в их состав
Показатель
Содержание звеньев, %
Температура стеклования Тс, "С
Измеряемая температура
плавления Г °С
пл'
Период идентичности, нм
ЦППМ
99 (цис)
-114
-41
0,52
ТППМ
85 (транс)
-104+-97
+18
1,19
техуглерода и масла, причем ТППМ способен к высокому наполнению. Это объясняется линейным *?v.
строением его молекул и широким ММР. Высокомолекулярные фракции обеспечивают высокие
сдвиговые напряжения, что способствует быстрому поглощению и распределению наполнителей
при вальцевании или смешении в смесителях Бенбери. Резиновые смеси хорошо шприцуются и
каландруются. В процессе механической обработки каучука и его смесей не происходит заметной
деструкции каучука.
Для оценки свойств ТППМ используют резины, состав которых аналогичен составу
стандартной резиновой смеси на основе изопренового каучука СКИ-3 (ГОСТ 14973).
Рецепт стандартной ненаполненной смеси (масс. ч.
на 100 масс. ч. каучука):
Стеариновая кислота 2
Дифенилгуанидин (ДФГ) 3
Альтакс 0,6
Оксид цинка 5,0
Сера 1
Оптимальное время вулканизации такой смеси при
133°С составляет 10-30 мин.
Показатели свойств ненаполненной резиновой смеси:
Условная прочность при растяжении, МПа 7,0-12,0
Эластичность по отскоку, %
при 20°С 60-65
при 100°С : 60-70
Благодаря кристаллизации при растяжении резиновые
смеси на основе ТППМ имеют при растяжении
относительно высокие прочность (когезионную прочность) и клейкость.
Невулканизованные протекторные смеси на основе ТППМ,
наполненныетехуглеродом, по когезионной прочности
превосходят смеси на основе натурального каучука (рис. 1.23.1).
Когезионная прочность смесей кроме степени
наполнения существенно зависит от молекулярной массы полимера
и регулярности строения цепи. Данные о прочностных
свойствах невулканизованных резиновых смесей на основе
ТППМ с вязкостью по Муни 108-127, наполненных 50 масс.
ч. техуглерода HAF (отечественный аналог П-324),
приведены ниже.
Содержание 7гшс-звеньев, % 74 86 94
Условная прочность
при растяжении, МПа 1,1 5,9 8,7
На рис. 1.23.2 приведена зависимость
напряжение-удлинение невулканизованных наполненных резиновых
смесей на основе ТППМ различной молекулярной массы и
различным содержанием транс-звеньев, характеристика
которых дана в табл. 1.23.5.
1.23.5. Характеристика опытных образцов ТППМ,
использованных для изготовления резиновых смесей
(см. рис. 1.23.2)
Показатель
Вязкость по Муни
Содержание гоанс-звеньев. %
Номер образца
1
120
93
108
I 80
3
68
81,2
/Е,МПа
е, %
Рис. 1.23.1. Изменение условного
напряжения при растяжении /е
невулканизованных протекторных
резиновых смесей при 23'С,
наполненных 50 масс. ч. техуглерода
HAF (на 100 масс, ч.):
/ — транс-полипентенамер; 2 —
натуральный каучук; 3 — бутадиенсти-
рольный каучук SBR 1500; 4 — цис-
1,4-полибутадиен Ti BR 1220
/Е,МПа
ю
Рис. 1.23.2. Изменение условного
напряжения при растяжении ff
невулканизованных резиновых
смесей иа основе ТППМ,
наполненных 50 масс. ч. техуглерода HAF
(цифры на кривых соответствуют
номеру образца в табл. 1.23.5)
ж
1
I
I
I
I
Даже при наполнении маслом резины на основе ТППМ сохраняют высокие когезионную
прочность и клейкость. По показателю клейкости ТППМ превосходит любой другой каучук общего
назначения. Усилия при отрыве резиновых смесей достигают 22,5 Н. Высоконаполненные
резиновые смеси на основе ТППМ обладают высокой адгезией к корду из синтетических волокон.
ТППМ легко вулканизуется серой. Свойства наполненных резиновых смесей и вулканизатов
на основе опытных образцов ТППМ приведены в табл. 1.23.6.
Для получения высоких физико-механических характеристик при хорошем сопротивлении
истиранию вулканизацию следует проводить при высоких температурах (170°С) в течение
непродолжительного времени при низких дозировках оксида цинка, стеариновой кислоты и суль-
фенамидного ускорителя и средних дозировках серы (2 масс. ч. серы на 100 масс. ч. каучука).
Свойства высоконаполненных резин на основе гранс-полипентенемера приведены
в табл. 1.23.7.
Благодаря способности к ориентационной кристаллизации ТППМ, повышение степени
наполнения мало влияет на такие показатели резин на его основе как напряжение при 300%-ном
удлинении, относительное и остаточное удлинение, твёрдость и сопротивление раздиру. С увеличением
степени наполнения улучшается сопротивление тепловому старению резин. Резиновые смеси на
основе высокомолекулярного ТППМ, содержащие 90 -100 масс. ч. техуглерода HAF или ISAF и 50-
60 масс. ч. масла ПН-6 обладают высокой когезионной прочностью, а вулканизаты - хорошим
комплексом физико-механических свойств.
С увеличением содержания r/шс-звеньев и вязкости по Муни заметно возрастают
прочностные показатели резин (табл. 1.23.8).
Для резиновых смесей и вулканизатов на основе ТППМ, как и для каучука, характерна
высокая скорость кристаллизации при низких температурах, что отрицательно влияет на их
морозостойкость. Ухудшаются даже показатели кратковременной морозостойкости. На рис. 1.23.3
приведена температурная зависимость коэффициента морозостойкости Ки вулканизатов ТППМ.
1.23.6. Физико-механические свойства опытных образцов гранс-полипентенамера,
его смесей и вулканизатов, наполненных 50 масс. ч. техуглерода HAF
Показатель
Номер образца
1 I 2 I 3 I 4 I 5
Свойства транс-полипентенамера
Вязкость по Муни МБ 1+4 (100°С)
Содержание транс-звеньев, %
Температура стеклования, "С
49
88,5
-104
68
81,2
-
93
93,3
-
108
80,0
-104
120
93
-104
Свойства резиновых смесей
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва, %
0,22
1100
740
1,5
1100
420
3,9
450
130
3,5
980
220
9,2
710
88
Свойства вулканизатов
Оптимальное время вулканизации при 143°С, мин
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва, %
Эластичность по отскоку, %:
при 20°С
при 100-C
Твёрдость по Шору А
Истираемость по Шопперу, ммэ/40 м
30
10,8
20,7
510
16
54
53
68
8
30
15,0
26,0
475
13
50
50
68
5
30
17,0
29,4
490
11
58
56
70
5
30
16,5
30,4
460
11
60
64
72
5
30
23,5
38,3
410
6
62
64
72
3
Из данных рис. 1.23.3 видно, что начиная с 0°С,
значение коэффициента морозостойкости Ки резко
уменьшается в результате кристаллизации вулканизатов и в
интервале -20-ь-30°С достигает 0,2.
ТППМ совмещается и совулканизуется с большинством
других каучуков общего назначения: натуральным, изопре-
новым, бутадиеновым, бутадиенстирольным и этиленпропи-
леновым.
Были исследованы свойства резин на основе смеси СКИ-3
(пластичность 0,31-0,36) и ТППМ ([тт.] = 5,3 дл/г)
следующего состава (масс, ч.):
ТППМ + СКИ-З 100,0 Техуглерод П324 50,0
Оксид цинка 3,5 Сантокюр 0,6
Стеариновая кислота 2,0 Сера 2,0
-80 -60 -40 -20 О 20
Рис. 1.23.3. Температурная
зависимость коэффициента
морозостойкости вулканизатов ТППМ,
наполненных техутлеродом ( Т) и техугле-
родом с маслом (2)
1.23.7. Физико-механические свойства ТППМ, его смесей и вулканизатов,
наполненных 75 масс. ч. техуглерода HAF и 45 масс. ч. масла ПН-6
Показатель
Номер образца
1 | 2 | 3 | 4
Свойства транс-полипентенамера
Характеристическая вязкость, дл/г
Вязкость по Муни МБ 1+4 (100°С)
Содержание г/шс-звеньев, %
Температура стеклования, °С
1,63
46
-
-102,5
2,15
86,5
92,4
-100
2,4
116,6
84
-100
3,4
88
-102
Свойства резиновых смесей
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва, %
0,1
320
140
0,9
690
228
1,6
870
300
2,0
600
380
Свойства вулканизатов
Оптимальное время вулканизации при 143°С, мин
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Относительное остаточное удлинение после разрыва, %
Эластичность по отскоку, %:
при 20°С
при 100»С
Твёрдость по ТМ-2
Истираемость по Шоплеру, мм3/40 м
60
7,9
17,8
545
16
40
46
61
22
30
10
23,5
530
8
44
48
58
12
30
9,5
22,2
503
6
43
51
62
11
30
12,5
26,8
520
7
44
54
62
10
1.23.8. Физико-механические свойства резин на основе транс-полипентенамера
с 50 масс. ч. техуглерода HAF при различном содержании транс-звеньев
Показатель
Условное напряжение при
300%-ном удлинении, МПа
Условная прочность
при растяжении, МПа
Эластичность по отскоку,%
Содержание транс-звеньев, %
75
82
88
93,5
75
82 88
93,5
Вязкость полимера по Муни
80-93
12,3
24,2
52,5
15,1
28,5
55,0
16,0
29,3
57,1
16,5
29,5
58,0
108-127
14,0
25,0
59,0
18,2
33,2
60,5
21,0
37,0
-
24,5
38,2
62,0
800 1200
б)
Рнс. 1.23.4. Изменение условного напряжения fe при
растяжении резиновых смесей на основе смесей транс-полипен-
тенамера и СКИ-3 при их различном соотношении и
характеристической вязкости гранс-полипентенамера 5,3 дл/г (а)
и 2,7 дл/г (б):
/ - 0:100; 2 - 25:75; J - 30:70; 4 - 50:50; 5 - 70:30;
6-75:25;7-100:0
Смеси изготавливали на
вальцах при температуре валков 70°С и
вулканизовали при 143°С.
Когезионная прочность сырых
резин на основе смеси ТППМ и
СКИ-3 возрастает с увеличением
содержания ТППМ в смеси (рис.
1.23.4). Резины на основе смесей
ТППМ и СКИ-3 обладают рядом
положительных свойств,
характерных для ТППМ: повышенными
эластичностью, стойкостью к
истиранию и тепловому старению (табл.
1.23.9).
Замена 25 масс. ч. СКИ-3 на
ТППМ увеличивает сопротивление
разрыву резины после термического
старения при 100°С в течение 72 ч
с 7 до 15,5 МПа (рис. 1.23.5).
е, %
0:100 25:75 50:50 75:25 100:0
т/кшс-Полипептенамер: СКИ-3
1.23.5. Влияние соотношения ТППМ:СКИ-3 на условную
прочность при растяжении ft(T) и относительное
удлинение при разрыве £ (2) резин после термического
старения при 100°С в течение 72 ч.
Т.'С
-80 -60 -40 -20
Рис.1.23.6. Температурная
зависимость коэффициента
морозостойкости наполненных вулкани-
затов на основе СКИ-3, ТППМ
и их смесей:
1 - СКИ-3;
2 - ТППМ;
3 - СКИ-3:ТППМ = 75:25;
4 - СКИ-3:ТППМ = 50:50;
5 - СКИ-3:ТППМ = 25:75
1.23.9. Влияние содержания ТППМ в смеси на физико-механические свойства
вулканизатов на основе комбинации СКИ-3 и ТППМ
Показатель
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Эластичность по отскоку при 20°С, %
Истираемость по Шопперу, мм3/40 м
Содержание ТППМ, масс. ч.
0
13,0
37,0
42
32
20
14,0
29,2
53
27
40
16,5
28,6
58
21
60
18,3
27,8
61
17
80
20,0
27,4
64,5
11
100
28,0
26,0
66
5
Несмотря на то, что температура стеклования у ТППМ значительно ниже, чем у СКИ-3,
морозостойкость резин из ТППМ из-за высокой скорости кристаллизации существенно уступает
морозостойкости резин из СКИ-3. Температурная зависимость Ки для наполненных резин на основе
смесей этих каучуков при их соотношении 75:25 близка к температурной зависимости для СКИ-3
(рис. 1.23.6). Таким образом, при введении в СКИ-3 25-30 масс. ч. ТППМ можно получать
резиновые смеси с улучшенным комплексом физико-механических свойств без существенного
ухудшения кратковременной морозостойкости.
Приведенные данные показывают, что низкая морозостойкость ТППМ затрудняет его
широкое использование, но в то же время он с успехом может применяться в качестве каучука
общего назначения в смесях с другими каучуками.
Цис-полипеитенамеры
. Основным преимуществом ЦППМ является возможность их применения в изделиях,
предназначенных для эксплуатации при низких температурах. Технологические свойства ЦППМ
становятся удовлетворительными лишь при 80-100°С, после того как наполнители гомогенно
распределятся в смеси при обработке на вальцах. Для повышения низких показателей
механических свойств ненаполненных вулканизатов их усиливали техуглеродом. В состав смеси входили
'(масс. ч. на 100 масс. ч. каучука):
Стеариновая кислота 2
Фенил-Р-нафтиламин : 1,5
Оксид цинка 5
t Техуглерод П324 50
\ 1\1-Циклогексил-2-бензтиазолилсульфенамид 0,8
■'■'" Сера 1
Время вулканизации составляло 40 мин при 150°С. В табл. 1.23.10. приведены данные о
Свойствах вулканизатов на основе ЦППМ, наполненных 50 масс. ч. техуглерода HAF.
Как видно из табл. 1.23.10, прочностные показатели вулканизатов, усиленных
техуглеродом, резко возрастают при температурах ниже -50°С, при этом относительное удлинение при
разрыве остается постоянным. Эта особенность в совокупности с высокими коэффициентами
растворимости газов и углеводородов позволяет сделать вывод о перспективности применения
полимера, например, для изготовления высокоэластичных мембран.
, Несмотря на ряд преимуществ полипентенамеров, в настоящее время в России они не
выпускаются в промышленных масштабах.
1.23.10. Физико-механические свойства вулканизатов на основе цис-полипентенамеров,
наполненных 50 масс. ч. техуглерода HAF
Показатель
Условное напряжение при 300%-ном удлинении, МПа
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
Температура, °С
23
8,8
16,8
500
51
-20
9,3
14,8
420
50
-50
11,3
22,5
490
53
-70
14,2
18,4
490
82
-90
21,3
39,2
495
133
■~?fc~-
&
Термопластичные эластомеры
50
2.1. Общие сведения о термопластичных эластомерах 420
| 2.2. Основные типы термопластичных эластомеров 431
I
а
I
£
2.1 • Общие сведения
о термопластичных эластомерах
я
§. (АА. Канаузова)
Термопластичные эластомеры (ТПЭ) представляют собой различные по химическому со-
| ставу и способам получения полимерные материалы, имеющие некоторые общие свойства.
^ Они удачно сочетают высокоэластические свойства вулканизованных эластомеров
(способность к растяжению при достаточном удлинении, а после снятия нагрузки возврат к
первоначальной форме, отсутствие заметной ползучести) и способность при повышенных
температурах обратимо переходить в пластическое или вязкотекучее состояние и перерабатываться
в изделия из расплава по технологии и на оборудовании для переработки термопластов -
литьем под давлением, экструзией, пневмоформованием и т.д.
Способность перерабатываться в изделия на высокоскоростном и
высокоавтоматизированном оборудовании, возможность многократной переработки и вторичного использования без
существенного изменения свойств, отсутствие отходов и исключение из технологической
схемы процесса получения изделий стадии вулканизации являются основными преимуществами
ТПЭ по сравнению с традиционными резинами.
Недостатки ТПЭ - невозможность разбавления (и, следовательно, снижения стоимости) их
большим количеством дешевых наполнителей типа техуглерода, недостаточно высокие
химическая стойкость и теплостойкость.
Применение ТПЭ для получения РТИ позволяет:
- увеличить производительность труда в 2-4 раза;
- повысить съем изделий с производственных площадей в 2,0-2,5 раза;
- уменьшить энерго- и трудозатраты на 30% (в том числе за счет сокращения
производственных операций - изготовления заготовок, устранения процесса вулканизации, снятия облоя и т.д.);
- уменьшить материалоемкость изделий (за счет снижения плотности материала) на 25-30%;
- снизить газовыделение;
- практически полностью утилизировать отходы (благодаря способности этих материалов
многократно перерабатываться без ухудшения свойств);
- получать высококачественные изделия, отвечающие современным требованиям по
внешнему виду и срокам эксплуатации.
Легкость переработки и специфические свойства ТПЭ обусловили расширение областей их
применения и увеличение объемов потребления. За период 2001-2007 гг. мировое
потребление ТПЭ возросло с 1,6 до 2,85 млн т/год. Ежегодный прирост потребления ТПЭ составляет
6,3% и в 2011 г. производство и потребление ТПЭ достигнет 3,7 млн т/год.
В настоящее время к ТПЭ относят свыше 50 видов полимерных материалов, которые
сочетают эластическое восстановление и термопластичные свойства.
ТПЭ можно объединить в две большие группы в зависимости от способа получения.
Первая группа - блоксополимеры, макромолекулы которых состоят из различных по
химическому строению и свойствам блоков, и композиции на основе этих блоксополимеров. В
отечественной литературе такие блоксополимеры принято называть термоэластопластами
(ТЭП). Их получают различными методами, используемыми для синтеза полимеров: полиме-
ризацией (анионной, катионной, радикальной), поликонденсацией и полиприсоединением,
химической модификацией и прививкой).
Вторая группа - ТПЭ на основе смесей полимеров, которые возможно даже не обладают
термопластичными свойствами. Наиболее перспективными материалами второй группы
являются механические смеси двух или нескольких полимеров с ограниченной
совместимостью, а также ТПЭ, полученные на основе смесей динамически вулканизованного каучука и
термопласта, которые называют термопластичными вулканизатами (ТПВ) или
термопластичными резинами (ТПР). В отечественной литературе их иногда (и не очень удачно) называют
динамическими термоэластопластами (ДТЭП). По комплексу технологических свойств и
условиям переработки эти ТПЭ соответствуют блоксополимерам (традиционным термоэластоп-
ластам), однако, в отличие от последних их изготавливают по технологии, близкой к
производству резиновых смесей с применением динамической механохимической вулканизации.
Способ заключается в высокотемпературном смешении эластомера с термопластом в расплаве
при больших скоростях сдвига с одновременным использованием вулканизующих агентов и
проведением процесса вулканизации эластомера в расплавленном пластике.
К ТПЭ относятся также мономеры - линейные сополимеры а-олефинов с непредельными
кислотами, в которых часть карбоксильных групп нейтрализована ионами металлов.
Синтез блоксополимеров и композиций на их основе является наиболее изученным и
распространенным способом получения ТПЭ. Существующие в настоящее время способы синтеза
позволяют получать множество блоксополимеров с разнообразными свойствами:
термопластичные стирольные эластомеры - ТПЭ-С, стиролбутадиенстирольные - ТПЭ-СБС, стиролизоп-
ренстирольные - ТПЭ-СИС, стиролэтиленбутиленстирольные - ТПЭ-СЭБС и др.;
термопластичные полиуретановые эластомеры (ТПЭ-ПУ) или термопластичные полиуретаны (ТПУ),
термопластичные полиэфирные эластомеры (ТПЭ-ПЭ) и термопластичные полиамидные эластомеры
(ТПЭ-ПА) или термопластичные полиамиды (ТПА). Получены также полиолефиновые, полиэфир-
полиамидные, силоксановые, галоген- и фосфорсодержащие и другие блоксополимеры.
В общем случае блоксополимеры, обладающие свойствами ТПЭ, состоят из блоков
различного химического состава и имеют линейную типа [ABA], звездообразную типа [АВ]Л X
структуру (ТПЭ-С) или структуру типа [АВ]„ (сегментированные полиуретановые, полиэфирные и др.),
где А-жесткий, В - эластичный блок, Х- остаток сшивающего агента (например, SiCI4, /7=2*4).
Жесткие блоки могут находиться в стеклообразном или кристаллическом состоянии.
Расслоение эластичных и жестких блоков на микрообласти является следствием их
термодинамической несовместимости. Все блоксополимеры содержат большую долю эластичных
блоков, определяющих эластомерную природу сополимера, и незначительную часть жестких
блоков, которые играют роль узлов физической сетки и наполнителя. В результате
ассоциации жестких блоков образуются дисперсные домены размером 10-30 нм, химически
связанные с каучуковой матрицей и выполняющие функции поперечных связей и частиц
усиливающего наполнителя. При температурах выше Гс или Гпл жесткого блока они размягчаются или
плавятся и в отличие от вулканизованных эластомеров становится возможной переработка
материала через расплав. Свойства ТПЭ зависят как от химической природы и молекулярной
массы блоков, так и от соотношения и размеров жестких и эластичных блоков. Объемная доля.
жестких блоков обычно составляет в ТПЭ около 20-30%
Большинство ТПЭ является гетерогенными двухфазными системами, в которых фазы имеют
различные свойства. Физические свойства ТПЭ определяются относительным количеством
двух фаз и тем, какая фаза является дисперсной, а какая - дисперсионной средой. Однако в
зависимости от способа получения (синтез блоксополимеров или смешение различных
полимеров) закономерности формирования и параметры структуры ТПЭ будут различны.
Эластичную фазу в ТПЭ образует компонент, температура стеклования (Гс) или
температура плавления (Гпл) которого выше температуры эксплуатации, так что его цепи имеют
высокую степень подвижности. Другая фаза - жесткая, содержит жёстко зафиксированные цепи,
поэтому температура эксплуатации материала должна быть ниже её Гс или Тпп. По структуре
^г*эти материалы в определенном смысле являются наноматериалами, так как представляют
собой гетерогенные композиции, эластичная и жесткая фазы которых разделены, а размеры
частиц дисперсной фазы близки к наноразмерам.
Строение наиболее распространенных типов ТПЭ-блоксополимеров показано на рис. 2.1.1.
Н
-СН,С-
+сн2 н
--СН
н
/СН2-}
'СН,
или
Н
I
-ссн2-
I
сн
II
сн2
в
н
--сн,с-
т/п - 8
л- 100
о
о
— CNH-Q-CH2-Q-NHCO-(CHj)40--CNH-Q-CHj-Q-NHCO[(CH2)40
А
о
о
II
л = 1-5
т- 20
к -20
в
-Q-CO-(CH2)40-
А
о
--Q-СО [(СН2)40-]*,-]
в
о
о
-C-(CH2)4-CNH-(CH2)6-NH-
А
о
о
II II -I
-C-(CH2)4-CO-[(CH2)4-0-)mJ
в *
III
л = 1-5
т - 20
к -20
IV
л = 1-5
rn-20
/с-20
[-[СНаСН2-]и-
сн,
■СН2С-
I
с=о
I
СГ Na+J
сн,
I
-СН2С-
с = о
СГН + J
{
V
т/(л+1) -20
л- 1
А-100
Рис. 2.1.1. Строение промышленных термопластичных эластомеров:
А — твёрдый сегмент, В — мягкий сегмент; I — стиролбутадиенстирольный ТПЭ-СБС; II —
термопластичный полиуретановый блоксополимер на основе 4,4'-дифенилметандиизоцианата (МДИ), политет-
раметиленоксида (ПТМО) и бутандиола (БД); III — термопластичный сополиэфир на основе политет-
раметилентерефталата (ПТМТ) и полиокситетраметиленгликоля (ПОТМ); IV — сополимер полигек-
саметиленадипамида и ПОТМ; V — иономер _^_^__
422
ТПЭ на основе стирола и диеновых мономеров (число блоков в молекуле которых должно
быть не менее трех, а крайними должны быть блоки стеклообразного полимера) впервые были
синтезированы А.А. Коротовым в 1959 г., а в начале 1960-х годов компанией Shell Development
Со. был получен промышленным способом стиролбутадиенстирольный ТПЭ марки Кратон
(Kraton), строение которого показано на рис. 2.1.1,1.
Трёхблочники типа СБС, СИС или СЭБС составляют более 50% общего объема
потребления ТПЭ.
Термопластичные полиуретановые эластомеры (ТПЭ-ПУ) или термопластичные полиуретаны
(ТПУ) представляют собой сегментированные блоксополимеры с жестким сегментом,
содержащим ароматические кольца, и эластичным сегментом, содержащим простой или сложный
полиэфир и занимают приблизительно 15% рынка термопластичных эластомеров.
ТПЭ-ПУ обычно изготавливают из ароматического диизоцианата, олигомерного диола и
низкомолекулярного диола, который связывает сегменты А и В в единую цепь и называется
удлинителем цепи. Строение типичного термопластичного полиуретана на основе 4,4'-дифенил-
метандиизоцианата (МДИ), политетраметиленоксида (ПТМО) и бутандиола (БД), выпускаемого
фирмой Dow Chemical Company под коммерческим названием Пеллетан (Pellethane),
показано на рис. 2.1.1, II.
Термопластичные полиэфирные эластомеры (ТПЭ-ПЭ) представляют собой
блоксополимеры, содержащие ароматический сложноэфирный жёсткий сегмент и эластичный сегмент на
основе простого или сложного олигоэфира, и являются вторым типом сегментированных блок-
сополимеров. Фазовое разделение в таких системах происходит при кристаллизации
жёсткого сегмента.. На рис. 2.1.1, III показано строение полиэфира типа Хайтрел (Hytrel) фирмы
DuPont, полученного из полибутиленгликольтерефталата и политетраметиленоксида.
Термопластичные полиамидные эластомеры (ТПЭ-ПА) или термопластичные полиамиды
(ТПА) сопоставимы по структуре с полиэфирными. Движущей силой фазового расслоения в
этих материалах также служит кристаллизация. Эти материалы имеют особенно высокую
химическую стойкость и хорошие свойства при низких температурах. Примером
термопластичного полиамида является Пебакс (Pebax) фирмы Total Petrochemicals (США), полученный на
основе полигексаметилендиамина и политетраметиленоксида (рис. 2.1.1, IV).
ТПЭ типа иономеры - это материалы, в которых небольшая мольная доля мономеров
(обычно меньше 10%) содержит ионные функциональные группы. Эти материалы не
сегментированы подобно большинству других ТПЭ. Ионные группы распределены беспорядочно по
полимерной цепи. Несовместимость между ионными группами и неполярной полимерной
цепью приводит к формированию обогащенных ионами доменов. В качестве примера иономера
на рис. 2.1.1, V приведено строение эластомера Сарлин (Surlyn), разработанного фирмой
DuPont (США).
Термопластичные стирольные эластомеры (ТПЭ-С) в промышленности в основном
получают методом анионной полимеризации с помощью литийорганических катализаторов,
образующих при взаимодействии с ненасыщенными соединениями так называемые «живые
цепи», сохраняющие способность к росту в течение неограниченного времени.
Анионная полимеризация позволяет получать полимеры с чрезвычайно узким молекуляр-
но-массовым распределением как блоков, так и полимера в целом. Это достигается при
низких температурах и применении чистых компонентов и литийорганических катализаторов,
обеспечивающих необходимую микроструктуру диенового блока. Трехблочные сополимеры
СБС и СИС получают при проведении процесса под высоким вакуумом для удаления воды и
кислорода из реакционной смеси. Наиболее пригодными растворителями являются циклогек-
сан и его смеси с алифатическими углеводородами и толуол, которые обеспечивают
получение полидиенового блока с более высоким содержанием структур с 1,4'-соединением, т.е. с
более низкой температурой стеклования мягкой фазы.
Для изменения непредельности ТПЭ-С проводят процесс гидрирования. При
гидрировании полидиеновых блоков получают сополимеры с полиолефиновыми блоками, что улуч-.
1
I
1
I
1
I
>1Ршает стойкость полимера к световому, озонному, термоокислительному старению.
Гидрирование поливинилароматических блоков приводит к получению поливинилциклогексановых
структур, способствующих повышению температуростойкости ТПЭ-С, что значительно
расширяет области их применения. Гидрирование проводят, как правило, в том же растворителе, в
котором получают исходный блоксополимер, при 40-100°С на гомогенных или гетерогенных
катализаторах. Обычно для гидрирования используют ацетилацетонаты, нафтенаты, 2-этил-
гексаноаты никеля, железа, кобальта, восстановленные триалкилалюминиевыми
соединениями. Свойства гидрированных блоксополимеров определяются природой блоков, их
соотношением и молекулярной массой, исходной микроструктурой полидиенового блока, степенью
гидрирования.
Гидрированные ТПЭ-С имеют высокую стойкость к действию озона, кислорода, почвенных
микроорганизмов, кислот, щелочей, обладают хорошей адгезией, растворяются во многих
органических растворителях, хорошо наполняются смолами, маслами, наполнителями и
могут эксплуатироваться при повышенных температурах.
Гидрированием стиролбутадиенстирольных блоксополимеров (СБС) получают стиролэти-
ленбутиленстирольные (СЭБС), а гидрированием стиролизопренстирольных (СИС) - стиро-
лэтиленпропиленстирольные (СЭПС) блоксополимеры.
Термопластичные полиуретановые, полиэфирные и полиамидные эластомеры получают
методом ступенчатой полимеризации. При ступенчатой полимеризации применительно к ТПЭ
молекула, содержащая две реакционноспособные функциональные группы одного типа
(например, изоцианатные), реагирует с другой молекулой, содержащей две реакционноспособные
функциональные группы другого типа (например, гидроксильные), в результате образуется
полимер. При этом для получения высокомолекулярного продукта требуется чрезвычайно
высокая степень превращения (> 99%) и достижение определённой молекулярной массы. Высокая
молекулярная масса полимера достигается регулированием соотношения функциональных групп.
Термопластичные полиуретаны можно синтезировать в растворе или в массе. ТПЭ-ПУ
растворной полимеризации обычно имеют более однородное распределение твёрдых и
эластичных сегментов. При полимеризации в массе образуются полиуретаны с более высокой
молекулярной массой, что частично обусловливается побочными реакциями, которые
вызывают сшивание. Большую часть полиуретанов, выпускаемых в промышленности, получают в
массе при температурах от 80 до 120°С. Реакция изоцианата и гидроксилсодержащего
соединения, является высоко экзотермической, поэтому следует отводить теплоту из
реакционной смеси, чтобы температура была ниже температуры деструкции (140°С). Как правило, более
высокие температуры приводят к большему количеству побочных реакций и к сшиванию. Для
получения полностью линейных полиуретанов необходимо поддерживать температуру не выше
50°С. Для полимеризации в массе используются два метода, «одностадийный» и преполи-
мерный. В «одностадийном» методе все компоненты смешиваются вместе, а в преполимер-
ном сначала взаимодействуют диизоционат и олигомерный диол, а затем добавляется
удлинитель цепи. Часто олигомерный диол и диизоцианат несовместимы, и реакция протекает на
границе раздела между двумя компонентами, что может приводить к большим
композиционным отклонениям по ходу реакции. Для растворной полимеризации необходим общий
растворитель для диола, диизоцианата и полимера, например относительно полярный
органический растворитель типа N.N-диметилацетамида или диметилсульфоксида. При растворной
полимеризации используют оловоорганические катализаторы, которые обычно не
применяются при полимеризации в массе, так как неполное удаление катализатора приводит к
недостаточной гидролитической стабильности конечного продукта.
Общая схема реакции получения термопластичных полиэфиров близка к схеме получения
полиуретанов, только вместо диизоцианатов используются диэфиры. При этом для
достижения высоких степеней превращения должен удаляться низкомолекулярный побочный продукт.
Обычно термопластичные полиэфиры получают в расплаве путём трансэтерификаци.
Термопластичные полиамиды (ТПА) также получают ступенчатой полимеризацией. Для
формирования амидных связей можно использовать различные пары функциональных групп. Ту
Например, реакции между карбоновыми кислотами и диаминами, хлорангидридами и
диаминами, карбоновыми кислотами и диизоцианатами. Последняя пара особенно удобна для
синтеза полиамидов с ароматическими жесткими сегментами. Обычно образуются полиамиды ;
со сложноэфирными или амидными связями между жёстким и мягким сегментом.
«Реакторные» сополимеры этилена и пропилена (ЭП), пропилена или этилена и более
высоких а-олефинов, таких как бутен-1 и октен-1 являются сравнительно новым классом тер- ;
мопластичных эластомеров. Их получают методом каталитической полимеризации на ката- !
лизаторах Циглера-Натта и на металлоценовых катализаторах (МЦ). В результате
полимеризации образуется кристаллизующийся стереорегулярный полимер. Например, в сополимерах
пропилена с а-олефинами полипропиленовые кристаллиты являются жёсткой фазой для ТПЭ.
Эти ТПЭ выделяют в группу полиолефиновых ТПЭ, которая включает:
- статистические блоксополимеры, например, сополимеры этилена и а-олефинов;
- блоксополимеры, например, гидрированный блоксополимер бутадиенизопренбутадиен;
- стереоблочные полимеры, например, стереоблочный полипропилен;
- привитые сополимеры, например, привитой сополимер полиизобутилена и полистирола; '
- механические смеси полимеров: полипропилена, полиэтилена с этиленпропилендиено-
вым каучуком (ЭПДК) или этиленпропиленовым сополимером, которые также называют
термопластичные олефины (ТПО);
- динамически вулканизованные смеси этиленпропилендиенового каучука с
кристаллическим полиолефином - термопластичные вулканизаты (ТПВ).
Полиолефиновые ТПЭ составляют около 30% от общего объема потребляемых ТПЭ.
Химическая инертность, малая плотность и низкая стоимость дает им важные преимущества
перед многими другими полимерами.
Полиолефиновые ТПЭ в виде смесей полимеров можно получать методом
двухступенчатой полимеризации. Например, при получении смеси этиленпропиленовых (ЭП) сополимеров
с изотактическим полипропиленом в первом реакторе находится только мономер пропилена,
а во втором содержится и пропилен, и этилен. Однако основным способом получения смесе-
вых полиолефиновых ТПЭ является смешение компонентов, один из которых является
термопластом, а другой эластомером, в расплаве.
Первоначально смешение каучука и полимера применялось для получения ударопрочных
пластмасс. Повышение ударной вязкости и снижение хрупкости жестких пластиков
достигалось путем смешения полимера с относительно небольшим количеством каучука. Таким
способом были получены ударопрочные полипропилен, полистирол и другие термопласты. В
дальнейшем путем повышения содержания каучука в смеси были разработаны термопластичные
смесевые материалы, приближающиеся по эксплуатационным свойствам к резинам.
Этот способ получил распространение в основном при создании ТПЭ на основе ЭПДК или
бутилкаучука с полиолефинами, бутадиеннитрильных каучуков с ПВХ, полиамидами,
полиэфирными термопластами и сополимером этилена с винилацетатом (СЭВА). Наиболее
широко применяются смеси сополимеров этилена и пропилена с полиэтиленом (ПЭ),
полипропиленом (ПП), сэвиленом или полиэтиленоктеном. По сравнению с блоксополимерами они имеют
более низкую себестоимость, больший температурный интервал работоспособности, более
высокую стойкость к воздействию озона, влажности и коррозии.
Самым перспективным направлением в области получения смесевых материалов со
свойствами ТПЭ является использование динамической (механохимической) вулканизации для
сшивания эластомера. Получаемые при этом материалы обладают высокой эластичностью и
другими свойствами обычных вулканизатов при эксплуатации, но сохраняют термопластичность при
повышенных температурах и перерабатываются из расплава подобно термопластам.
Наиболее хорошо изученными и широко применяемыми материалами этого класса ТПЭ
являются ТПВ на основе смесей динамически вулканизованного этиленпропилендиенового
каучука (ЭПДК) и полиолефинов - полипропилена (ПП) или полиэтилена (ПЭ).
f
1
I
i
I
!
I
Иономерные ТПЭ получают методом свободнорадикальной сополимеризации. Наиболее
широкое практическое применение имеют два типа иономеров: сополимеры этилена и мета-
криловой кислоты и сополимеры этилена и акриловой кислоты. Содержание кислотного
мономера составляет около 5% (мол.). Реакцию проводят при высоких температуре (около 130°С)
и давлении (около 150 МПа). Термически обратимыми поперечными связями в иономерах
служат ионные кластеры,образующиеся после нейтрализации синтезированного сополимера
солью металла. Степень нейтрализации обычно составляет около 50%.
2ЛЛ. Структура термопластичных эластомеров
Большинство ТПЭ имеют гетерофазную структуру и состоят из жестких и эластичных
доменов. Эластичные домены обеспечивают высокоэластические свойства ТПЭ при
температурах эксплуатации, жесткие - текучесть при повышенных температурах и одновременно
ограничивают интервал работоспособности этих материалов.
Блоксополимеры, обладающие свойствами термопластичных эластомеров, состоят из
блоков (или сегментов) различного химического строения. Микрофазовое разделение и
формирование двухфазной структуры происходят вследствие их термодинамической
несовместимости. Как правило, ТПЭ содержат большую долю эластичных блоков, определяющих
гибкую эластомерную природу сополимера и незначительную часть жестких. В результате
ассоциации жестких блоков образуются дисперсные домены, химически связанные с эласто-
мерной матрицей и выполняющие функции поперечных связей и частиц усиливающего
наполнителя. Обычно изолированные жесткие домены имеют размеры 1-20 нм. Однако
поперечные связи в ТПЭ образуются в результате физического, а не химического процесса и
поэтому неустойчивы. При комнатной температуре ТПЭ такой структуры обладают многими
свойствами вулканизованного каучука. При температурах выше Гс или Гпл жесткого блока
происходит размягчение или плавление доменов, материал приобретает текучесть и может
перерабатываться через расплав. При остывании нагретого блоксополимера домены снова
становятся жесткими и свойства материала восстанавливаются.
Поверхность раздела между жестким и мягким сегментом часто рассматривается как
отдельная фаза, которая оказывает большое влияние на свойства ТПЭ.
2.1.1. Сравнение свойств термопластичных эластомеров,
и традиционных резин
Материал
Стиролбутадиенстирольный блоксополимер
Смесь полипропилена и этиленпропиленового
каучука (ТПО)
Термопластичный вулканизат на основе
полипропилена и этиленпропиленового каучука (ТПВ)
Термопластичный полиуретан
Термопластичный полиэфир
Иономер
Полиэтилен
Резина на основе каучука:
бутадиенстирольного
натурального
силоксанового
фторкаучука
Относительная
цена
2
1,5
2
6
7
5
1
1
1
1,2
1,5
Прочность
при
растяжении, МПа
25
20
10
50
40
15
10
15
30
5 .
10
полиэтилена
Относительное
удлинение
при
разрыве, %
800
500
450
600
600
500
Высокое
500
500
150
200
Температура
эксплуатации,
°С
-40-80
-20-110
-50-125
-50-80
-40-150
-20-100
-40-80
-40-120
-50-150
-70-250
-20-(250-300)
Твёрдость по
Шору А
50-90
70-100
40-100
50-100
85-100
50-90
100
35-100
30-100
40-100
50-90 J
Термопластичные эластомеры на основе смесей полимеров также являются двухфазными
системами. Как правило, непрерывную фазу образует полимер, вязкость которого при
температуре смешения значительно меньше. В случае, когда оба компонента смеси имеют
близкие значения вязкости, дисперсную фазу будет образовывать компонент, содержащийся в
меньшем количестве. В ТПЭ на основе механических смесей эластомер-термопласт при
определенных соотношениях компонентов возможно формирование структуры как с двумя
непрерывными фазами, так и с непрерывной фазой термопласта, в которой диспергированы
частицы эластомера. Динамическая вулканизация эластомера способствует более полному
фазовому разделению в смесях полимеров. По окончании процесса динамической
вулканизации смесь представляет собой частицы сшитой фазы каучука, распределенной в
термопластичной матрице. Оптимальные свойства материала достигаются при размерах частиц
вулканизованного каучука менее 5 мкм (более предпочтительно 1-2 мкм). Элементы структуры в
таких материалах соединяются благодаря граничному слою более сложного строения, чем у
смесевых ТПЭ. Граничный слой динамических вулканизатов включает в себя две
разновидности структуры - термодинамически равновесный слой (слой сегментальной
растворимости) и термодинамически неравновесный, представляющий собой микродисперсию
термопласта в сшитом эластомере. Особенности поведения динамических вулканизатов связаны
непосредственно с формированием и перестройкой граничного слоя при получении, переработке
и эксплуатации ТПЭ.
2,1,2. Свойства термопластичных эластомеров
типа блоксополимеров
Большинство ТПЭ типа блоксополимеров способны к большим деформациям и обладают
высокой прочностью при растяжении, т.е. они являются очень упругими (табл. 2.1.1). Однако
в отличие от традиционных резин, термопластичные эластомеры после снятия напряжения
при больших степенях растяжения сохраняют некоторое остаточное удлинение -
необратимую деформацию. Устойчивость к нагружению этих материалов обычно выше, чем у
традиционных поперечно-сшитых вулканизатов.
В большинстве ТПЭ проявляется эффект Патрикеева-Маллинза - размягчение под
напряжением. Если образец ТПЭ вначале деформируется, а затем освобождается от нагрузки, то
для вторичной деформации требуется меньшее напряжение. Этот эффект количественно
выражается гистерезисной энергией, которая является разностью площадей поддиаграммой
напряжение-деформация для цикла нагружения и последующего цикла разгрузки. Эффект
Патрикеева-Маллинза может приводить к теплообразованию в материале, которое в
большинстве случаев является нежелательным. Способность ТПЭ к рассеиванию энергии связана с его
прочностью и твердостью. Разрушение полимера включает инициирование, медленный рост
трещины и катастрофическое ее распространение. Максимальная прочность в
термопластичных эластомерах достигается в большей степени из-за замедления катастрофического
распространения трещины после ее медленного роста, обусловленного действием жестких
доменов одновременно и как наполнителя, и как химической сшивки. Жесткие домены
являются,эффективными наполнителями, если их объемная доля превышает 0,2, размер составляет
Менее 100 нм, а температура размягчения намного превышает температуру испытания.
Другой причиной повышения прочности является формирование развитого граничного слоя на
воверхности раздела между жесткими и мягкими сегментами.
Из-за двойственной функции жестких доменов (усиливающий наполнитель и поперечная
связь) молекулярный процесс деформации ТПЭ полностью отличается от Гауссовой
статистической теории сеток, применяемой для описания поведения традиционных вулканизатов.
Цепные переплетения, которые служат эффективными поперечными связями, играют важ-
itfWWMftAUiHiHMt аилициим
ную роль в регулировании поведения ТПЭ. Зависимость напряжение-деформация для
большинства ТПЭ описывается эмпирическим уравнением Муни-Ривлина (Mooney-Rivlin):
а = (pRT/Mc + 2С2/Х) (X -1 /X2),
где а - напряжение (сила на единицу поверхности); R - универсальная газовая постоянная;
Г- абсолютная температура; Мс - средняя молекулярная масса отрезка цепи между
поперечными связями; С2 - эмпирическая константа, которая зависит от материала; X -
относительное удлинение.
Влияние наполнителя определяется количественно уравнением Гуса-Смолвуда (Guth-
Smallwood):
£Р/Я=(1+2,5ф+14,1ф2),
где EF/E- отношение модулей наполненного и ненаполненного эластомера; <р - объемная доля
наполнителя.
Изменение температуры оказывает существенное влияние на свойства ТПЭ.
При приближении температуры к Тс мягкого сегмента ТПЗ становится более жестким и
постепенно делается хрупким. Однако обычно температура эксплуатации никогда не достигает Гс
мягкого сегмента, поскольку она значительно ниже комнатной температуры. При повышении
температуры в типичном ТПЭ из-за плавления жестких доменов уменьшаются модуль и прочность. При
температуре плавления жестких доменов резко уменьшается модуль, и материал больше не
может использоваться как термопластичный эластомер. Однако двухфазная структура может
сохраняться и в расплаве. Температура плавления зависит от природы жесткого блока.
Химическая стойкость многих блоксополимеров ниже, чем традиционных резин. Полиуретаны,
полиэфиры, полиамиды очень восприимчивы к окислению, особенно при повышенных
температурах. Для улучшения химической стойкости в блоксополимеры вводят антиоксиданты и другие
добавки, а для улучшения стойкости к УФ-излучению вводят техуглерод, если цвет материала не
имеет значения. Низкая гидролитическая стойкость полиамидов и полиуретанов на основе сложных
полиэфиров обусловлена разрушением сложноэфирной связи водой. Более полярные ТПЭ
обладают высокой стойкостью к действию многих обычно применяемых масел и смазочных материалов.
В связи с существенными различиями в структуре разных типов ТПЭ закономерности ее
влияния на механические свойства не могут быть универсальными для всех материалов.
Однако некоторые общие характеристики для большинства ТПЭ сохраняются. Так, на
механические свойства блоксополимеров влияет относительное количество и длина сегментов. С
увеличением содержания жестких сегментов свойства материала изменяются от свойств
эластичного каучука до свойств ударопрочного жесткого пластика. При переходе твердой фазы
в ТПЭ от дискретной к непрерывной наблюдается качественное изменение формы кривой
растяжения этих материалов. Как правило, образование непрерывной жесткой фазы в ТПЭ
характеризуется появлением предела вынужденной эластичности.
Основным фактором, определяющим изменение механических свойств полиуретановых,
полиэфирных и полиамидных блоксополимеров является молекулярная масса каждого блока.
Для получения материала с оптимальными свойствами длина эластичного блока должна
составлять 1000-5000. На примере исследования полиуретанов было показано, что полидис-
персность эластичных сегментов мало влияет на механические свойства, тогда как
материалы с монодисперсными жесткими сегментами имеют более высокий модуль и повышенную
прочность при растяжении.
Увеличение длины жесткого блока приводит к улучшению фазового разделения и свойств.
Однако при одинаковом содержании жесткой фракции более длинные жесткие блоки
вызывают затруднения при синтезе.
Существенное влияние на свойства ТПЭ оказывает химический состав. Так, при замене
центрального блока в бутадиенстирольных триблоксополимерах на изопрен механические
свойства практически не меняются, а замена конечных блоков на ос-метилстирол приводит к
образованию более жесткого полимера. Эти различия подчеркивают важность жесткой фазы
в определении механических свойств материала.
В сегментированных блоксополимерах типа полиуретанов или полиэфиров изменение типа Ту.
жесткого сегмента приводит к изменению кристаллического состояния жесткой фазы. При
использовании симметричных диизоцианатов образуется более прочный полиуретановый блок-
сополимер, а присутствие заместителей в ароматическом кольце приводит к снижению
прочности полиуретанов. Прочностные свойства полиуретанов на основе сложного полиэфира и
бутандиола в зависимости от типа диизоцианата увеличиваются по следующей схеме: МДИ >
гексаметилендиизоцианат > изофорондиизоцианат > толуилендиизоцианат (ТДИ). Большое
влияние на физические свойства полиблочных сополимеров оказывает тип эластичного сегмента.
Кристаллизующиеся при растяжении эластичные блоки обеспечивают создание более жестких
материалов с высокими условной прочностью при растяжении и сопротивлением раздиру.
Вулканизованные каучуки и ТПЭ сильно различаются по своей реакции на внешнее
воздействие. При температуре эксплуатации и обычных частотах воздействия реологические
свойства находящегося в твердом состоянии ТПЭ и традиционной резины аналогичны, тогда как
при больших деформациях ТПЭ (в отличие от резины) в большинстве случаев имеет
остаточную необратимую деформацию. Существенные различия между ними появляются только при
изменении температуры и/или частоты. Если температура понижается или частота
повышается, то изменения свойств двух материалов очень схожи. Оба материала становятся более
устойчивыми к действию напряжения до тех пор, пока температура не достигает 7"с мягкого
сегмента в ТПЭ или высокоэластичной матрицы в традиционной резине. Ниже этой
температуры и обычный вулканизат, и ТПЭ ведут себя как однофазный хрупкий стеклообразный
полимер. По мере повышения температуры наблюдается качественное различие в поведении двух
материалов. Обычный вулканизат продолжает вести себя как эластомер, пока не достигается
температура деструкции. В ТПЭ жесткие домены в конце концов разупрочняются и
расплавляются, что позволяет перерабатывать материал как обычный термопласт.
Таким образом, упруго-прочностные свойства ТПЭ и традиционных резин существенно
различаются.
2Л.З. Свойства термопластичных эластомеров
на основе смесей полимеров
Свойства ТПЭ, получаемых смешением полимеров, определяются в первую очередь
свойствами и соотношением компонентов смеси и режимами их получения. Подбирая состав
полимерных смесей, можно получать материалы с заданными свойствами значительно легче,
чем синтезировать новые полимеры. Кроме того, полимерные композиции могут обладать
новыми свойствами, отличными от свойств исходных полимеров. Подбирая определенные
типы каучуков и термопластов и используя различные ингредиенты целевого назначения,
можно получать ТПЭ с различной твердостью, высокими физико-механическими,
технологическими и динамическими показателями, повышенной атмосферо-, озоно-, теплостойкостью
и стойкостью к агрессивным средам, низким коэффициентом трения и хорошими
диэлектрическими свойствами и т.д.
Наряду с созданием ТПЭ на олефиновой основе этот способ используется также для
получения сложных многокомпонентных систем на основе неполярных каучуков с
неполярными термопластами или малополярных качуков и блоксополимеров с полярными
термопластами, полярных каучуков с неполярными термопластами.
Вулканизация эластомерной фазы в процессе получения ТПЭ на основе смесей полимеров
обеспечивает сохранение стабильности структуры и свойств ТПЭ при переработке и эксплуа-
тациии. При этом уменьшается остаточная деформация, улучшаются
деформационно-прочностные свойства, повышаются стойкость к воздействию жидкостей и агрессивных сред,
сопротивление термическому старению, т.е. ТПЭ, приобретая характерные для вулканизатов
свойства, сохраняют текучесть при повышенных температурах. Такие материалы получили
название термопластичных вулканизатов (ТПВ) или термопластичных резин (ТПР).
^^ «•
+- л. г .*. иерераоотка термопластических эластомеров
1
I
о
I
I
I
ТПЭ перерабатывают как обычные термопласты - литьем под давлением, экструзией, пнев-
моформованием и т.д. Температура переработки должна быть выше температуры плавления
жесткого сегмента.
ТПЭ перерабатывают в изделия на стандартном оборудовании для переработки
термопластов, что является их существенным преимуществом перед традиционными резинами.
При этом очень важны показатели, характеризующие реологическое поведение ТПЗ,
поскольку от этого зависит качество изделия. Расплавы ТПЗ являются неньютоновскими
жидкостями даже при низких скоростях сдвига, и для них характерна значительная зависимость
вязкости от скорости сдвига. Влияние температуры на вязкость расплава ТПЭ намного
меньше, поэтому регулировать вязкость расплава ТПЭ легче путем изменения скорости сдвига,
чем температуры. Низкая «чувствительность» вязкости ТПЭ к воздействию температур, или
«широкое температурное окно», является одним из основных преимуществ при
переработке их в изделия.
Для литья ТПЗ под давлением применяются стандартные литьевые машины,
разработанные для литья термопластов. К основным преимуществам переработки ТПЭ литьем
относятся высокая точность литья, производство безоблойных изделий, возможность автоматизации
процесса, вторичной переработки отходов и бракованных изделий.
Экструзионное формование ТПЗ представляет собой относительно легкий и экономичный
способ получения гибких профилей различного назначения благодаря низкому разбуханию
экструдата. Для экструзионного формования ТПЭ рекомендуются шнеки общего назначения
со степенью сжатия 2,5-4,0 и соотношением длины рабочей части к диаметру 24-30.
Наиболее экономичной разновидностью пневмоформования изделий из ТПЭ является
экструзионное формование с раздувом, при котором отпадает необходимость изготовления
специальных форм, как и при раздуве литьевых заготовок.
2.1.5. Области применения
термопластичных эластомеров
Диенвинилароматические термоэластопласты и композиции на их основе в общем объеме
потребления занимают ведущее место и применяются в основном для производства обуви,
клеев-расплавов, герметиков, прорезиненных тканей, покрытий, противошумовых битумных
прокладок, пожарных рукавов, уплотнителей различного назначения (главным образом на
основе гидрированных ТПЭ), широкого ассортимента изделий бытовой техники, покрытий для
спортивных залов, оболочек для проводов, в качестве модификаторов в
полимерно-битумных композициях и в дорожных покрытиях и т.д.
Области применения полиблочных сополимеров определяются их высокими
износостойкостью, сопротивлением раздиру и твердостью.
Полиуретановые термоэластопласты и композиции на их основе применяются в
производстве конвейерных лент, ремней круглого сечения, клиновых ремней, различных маслобензо-
стойких рукавов и шлангов, клеев-расплавов, формовых деталей для автомобилей
(прокладки, уплотнители и др.), изделий бытовой техники и др.
Полиэфирные термоэластопласты применяются для изготовления различных
резинотканевых материалов для инженерного имущества, лодок, гидрокостюмов, рулонной техпласти-
ны, конвейерных лент, спортивной обуви, автомобильных деталей, изготавливаемых литьем
под давлением, литьем с раздувом (гофрированные чехлы, прокладки) и экструзией (рукава
радиаторные, гидравлические шланги, топливные трубопроводы, пылезащитные колпачки,
амортизаторы, защитные подвески амортизаторов).
430
Полиолефиновые термозластопласты на основе смесей ЭПДКи полиолефинов применяют в
автомобильной промышленности для производства внешних деталей автомобиля: панелей
бамперов, обшивки боковых панелей кузова, панелей опорных стержней нижней части кузова,
передних решеток капота и других изделий, эксплуатируемых в свободном состоянии, без
многократного сжатия. Мягкие на ощупь ТПО благодаря лучшим эксплуатационным
характеристикам и менее интенсивному запаху вытесняют ПВХ при производстве многих деталей внутренней
отделки, включая крышки панелей приборов, подлокотники и рулевые колеса. К числу других
деталей внутренней отделки из ТПО относятся приборные панели, дверные панели и стойки
кузова.
В строительной промышленности ТПО, полученные в реакторах и изготовленные на
основе полипропилена, используются в основном для производства кровельных покрытий.
Поскольку эластомерные добавки, обеспечивающие необходимую эластичность кровельным
материалам на основе ТПО, не мигрируют из полиолефина подобно пластификаторам,
кровля из ТПО эксплуатируется в течение длительного времени. ТПО кровельных марок состоят
из 30% полипропилена и 70% этиленпропиленового каучука и специальных добавок -
красителей, УФ-стабилизаторов и др.
Кроме того, из ТПО изготавливают гидроизоляционные покрытия, профили,
диэлектрически стойкие прокладки и другие изделия для строительства. В кабельной
промышленности из ТПО выпускают оболочки для проводов и кабелей, диэлектрически стойкие
прокладки. В обувной промышленности ТПО применяют для изготовления спортивной обуви; в
медицинской промышленности - пробок для пузырьков, упаковки, деталей разовых
шприцев, в сельском хозяйстве - уплотнителей окон теплиц и парников, шлангов, огнестойких
отделочных материалов, а также для изготовления электроизоляционных прокладок и
уплотнителей для стиральных машин, электроутюгов и других электроприборов и
электрооборудования.
Термопластичные вулканизаты (ТПВ) наряду с перечисленными областями применения
могут использоваться также в производстве резинотехнических изделий -уплотнителей,
сальников, транспортерных лент, приводных ремней, покрытий для тканей, шлангов
маслопроводов, уплотнений топливной системы, оболочек кабелей, уплотнительных профилей стекол,
деталей бампера, отбойников, шумо- и вибропоглотителей.
2.2. Основные типы
термопластичных эластомеров
2.2,1, Термопластичные стирольные эластомеры
(А.А. Канаузова)
Наиболее важным классом термопластичных эластомеров являются сополимеры на
основе диенов и винилароматических (стирола, ос-метилстирола) углеводородов. В отечественной
литературе их принято называть диенвинилароматические термозластопласты (ТЭП), а в
зарубежной - термопластичные стирольные эластомеры (ТПЭ-С, ТРЕ-Б).Они представляют
собой блоксополимеры общей формулы [АВА]„ с двумя концевыми жесткими поливиниларо-
матическими блоками (А) и центральным эластичным полидиеновым блоком (В). Это
системы с двумя разделенными фазами, обладающими свойствами соответствующих гомополимеров.
Блок А находится в стеклообразном или кристаллическом состоянии при температуре
эксплуатации блоксополимера, но в жидком при более высоких температурах переработки. При
содержании поливинилароматических блоков около 30% они ассоциируют в домены, диспергиро-
-3^~-
4:
!
i
I
I
рванные в полидиеновой матрице. Жесткие домены в твердом стеклообразном состоянии
выполняют функции наполнителя, химически связанного с полидиеновыми блоками. Полидиеновые
блоки В связывают поливинилароматические домены в единую пространственную сетку и
обеспечивают высокую эластичность блоксополимера.
ТПЭ на основе диенов и винилароматических углеводородов получают различными
методами: полимеризацией (радикальной, катионной, анионной), поликонденсацией или их
сочетанием. В настоящее время для их получения в основном используют метод анионной
полимеризации, который обладает следующими преимуществами:
- возможностью регулирования и контроля качества и расположения активных центров;
- возможностью регулирования химической природы блоков и их размеров;
- отсутствием обрыва и передачи цепи вследствие высокой стабильности растущего аниона;
- возможностью получения узкого ММР каждого блока и термоэластопласта в целом.
Для получения ТПЭ-С могут применяться металлорганические инициаторы на основе
щелочных металлов: литий-, натрий- и калийорганические соединения, образующие «живые»
цепи. В зависимости от типа металлорганического соединения изменяется микроструктура
полидиенового блока, которая влияет на свойства полимера. Наиболее пригодными для
синтеза ТПЭ-С являются литийорганические соединения, обеспечивающие необходимую
микроструктуру диенового блока.
Промышленное применение нашли монолитийорганические соединения. Из монолитийорга-
нических инициаторов наибольшее распространение получили н-бутиллитий и вгор-бутиллитий.
Большое влияние на свойства этих ТПЭ оказывает природа растворителя. Наиболее
пригодными растворителями при их промышленном производстве являются смеси циклогекса-
на с алифатическими углеводородами.
Для получения диенвинилароматических ТПЭ в основном используются бутадиен-1,3 и
изопрен (для эластомерных блоков) и стирол и а-метилстирол (для получения пластичных
блоков). Исследовалась также возможность применения пиперилена, диметилбутадиена,
стильбена, а-фенилстирола, нитрила акриловой кислоты, метилметакрилата и др. Однако тер-
моэластопласты на их основе не получили широкого распространения. Применение галоге-
нированного стирола и других его заместителей позволяет получать блоксополимеры с
более высокой температурой эксплуатации.
Молекулярная масса отдельных блоков и блоксополимера в целом должна обеспечивать
высокие прочностные показатели и необходимые технологические (литьевые) свойства
полимера. Для диенвинилароматических термоэластопластов различной химической природы
молекулярная масса поливинилароматических блоков может изменятся от 5-Ю3 до 20-Ю3, а
полидиенового блока - от 20-Ю3 до 100-Ю3. Отдельные блоки и термоэластопласты имеют
достаточно узкое ММР, а полидисперсность находится в интервале 1,1-1,3. Расширение ММР
концевых блоков и особенно центрального (эластомерного) блока приводит к ухудшению
физико-механических свойств термоэластопласта.
ТПЭ-С подразделяются на две категории: насыщенные и ненасыщенные полимеры.
Ненасыщенные блоксополимеры (СБС и СИС) являются материалами с низкой температурой
плавления, они более подвержены тепловому старению, обладают низкой химической
устойчивостью и более экономичны. Насыщенные блоксополимеры, в основном стиролэтиленбутилен-
стирольные (СЭБС)обладают высокой температурой плавления, термостойкостью и повышенной
химической устойчивостью.
Стиролбутадиенстирольиые блоксополимеры являются наиболее известными и
распространенными материалами этого класса ТПЭ. В отечественной литературе их называют ди-
винилстирольные термоэластопласты (ДСТ), в зарубежной - стиролбутадиенстирольиые
(СБС или SBS).
В настоящее время получены различные типы стиролбутадиенстирольных ТПЭ линейного
и разветвлённого строения с низким, средним и высоким, содержанием связанного стирола,
а также маслонаполненных с повышенной текучестью.
При получении СБС (или ДСТ), предназначенных для различных областей применения, *
учитывают влияние различных факторов на их свойства: соотношение мономеров,
количество блоков и их размеры, микроструктуру полибутадиенового блока, содержание
статистически распределённого стирола в эластомерном блоке.
Обычно полибутадиеновый блок в СБС содержит 40-45% цисА ,4 и 8-12% 1,2-звеньев и имеет
температуру стеклования от-90до-100°С. Полистирольные блоки имеют атактическое
строение и их температура стеклования в зависимости от молекулярной массы колеблется от 80 до
100°С. Размер полистирольного блока оказывает большое влияние на прочностные свойства
стиролбутадиенстирольных ТПЭ. При молекулярных массах полистирольных блоков ниже 5-Ю3
термоэластопласты практически полностью утрачивают прочность, так как из-за низкой
температуры стеклования такие блоки не создают достаточно прочных связей в структуре.
Стиролизопренстирольные блоксополимеры получают теми же методами, что и стиролбу-
тадиенстирольные, однако конкретные условия проведения блоксополимеризации изменяются.
В отечественной литературе их называют изопренстирольные термоэластопласты (ИСТ), в
зарубежной - стиролизопренстирольные (СИС или SIS).
СтиролизопренстирольныеТПЭ могут иметь следующее строение:
АБА, АВ'А, В'АВ'А, (АВ)ПХ,
где А- полистирольные блоки; В и В' - блоки полиизопрена или сополимера изопрена со
стиролом соответственно; X - остаток сшивающего агента; п = 2-5-4.
Свойства стиролизопренстирольных ТПЭ так же, как и свойства
стиролбутадиенстирольных, зависят от молекулярной массы полистирольного и полиизопренового блоков, их
соотношения, ММР блоков и материала в целом.
Отличительной особенностью СИС ТПЭ является повышенная клейкость, определяющая
области применения этих полимеров.
Перспективным направлением в области синтеза диенвинилароматических ТЭП является
использование а-метилстирола для получения жестких блоков. Вследствие высокой
температуры стеклования поли-ос-метилстирола (173°С) ТПЭ на основе диенов и а-метилстирола
выгодно отличаются от ТПЭ с полистирольными блоками более широким температурным
интервалом сохранения прочностных и эластических свойств материала.
Для получения эластомерного блока диен-а-метилстирольных блоксополимеров более
перспективным мономером является бутадиен. Оптимальное содержание связанного
а-метилстирола, обеспечивающее бутадиен-а-метилстирольным термоэластопластам хороший
комплекс свойств, составляет 32-35% масс. При увеличении содержания связанного
а-метилстирола повышаются прочность при растяжении при комнатной и повышенной
температурах, твёрдость, жесткость и остаточное удлинение полимера, снижаются относительное
удлинение и эластичность.
Бутадиен-а-метилстирольные ТПЭ обладают рядом преимуществ по сравнению со стирол-
бутадиенстирольными: они имеют повышенную температуростойкость, более высокое
сопротивление разрыву, лучшую адгезию к синтетическим материалам и стали.
Свойства вулканизатов (высокая прочность при высокой эластичности и малой
пластической деформации) проявляются при использовании блоксополимеров в температурном
интервале между Гс жесткой и эластичной фаз. При температуре выше Гс жесткой фазы ван-дер-
ваальсово взаимодействие между поливинилароматическими блоками в жестких доменах
уменьшается и термоэластопласт переходит в пластическое состояние. После охлаждения
двухфазная структура и свойства блоксополимера восстанавливаются.
Температурный интервал, в котором проявляются высокоэластические свойства
блоксополимеров, зависит от совместимости блоков и возможности ассоциации жестких блоков в
микрочастицы. В зависимости от степени микрорасслоения разнородных блоков свойства
блоксополимеров одинакового состава существенно различаются. При эффективном
разделении фаз блоксополимеры проявляют целый ряд свойств, обычных для наполненных вул-
2« - 5464
-~£$5»-
i
45
^"канизатов: для них характерны большие гистерезисные потери, эффект смягчения Патрикее-
ва-Маллинза, повышенная прочность при комнатной температуре и т.д.
Двухфазная структура ТПЭ-С доказана методами электронной микроскопии и
малоуглового рентгеновского рассеяния. Идентифицированы три вида основных морфологических
структур дисперсной фазы: сферы, цилиндры и ламели. Наиболее широко применяемый блок-
сополимер СБС, содержащий 25-30% об. стирольных звеньев, обычно состоит из
сферических агрегатов полистирольных блоков, диспергированных в непрерывной матрице,
построенной из полибутадиеновых блоков. Микрофазовое расслоение блоксополимеров имеет
термодинамическую природу, а наличие химической связи между разнородными блоками
задерживает их расслоение. По этой причине размер доменов в блоксополимере
значительно меньше, чем в смесях гомополимеров, и составляет 20 нм.
Результаты исследования блоксополимеров методами малоуглового рентгеновского
рассеяния и динамических механических потерь подтверждают существование между фазами
граничной области, состоящей из смеси диеновых и стирольных звеньев. Толщина
граничной области зависит от предыстории образца и может составлять несколько десятков
процентов от размера полистирольного домена. Свойства материала определяются параметрами
полистирольных доменов, граничной области и полидиеновой эластичной фазы.
Существенное влияние на свойства блоксополимеров оказывают концевые полистирольные блоки,
агрегирующие в стеклообразные домены, которые представляют собой узлы сетки.
Расположенные между узлами эластичные блоки являются цепями этой сетки. Повышение
прочности в такой системе связано с тем, что узлы являются не точками, а частицами дисперсной
фазы и проявляют себя как частицы дисперсного наполнителя, способные деформироваться
и поглощать энергию. При этом прочность материала зависит оттого, сколько механической
энергии поглощается доменами без разрушения.
Физико-механические свойства и температурная область работоспособности диенвинила-
роматических блоксополимеров определяются их составом и особенностями структуры.
Деформационно-прочностные характеристики ТПЭ коррелируют с содержанием жестких
блоков полистирола или поли-ос-метилстирола, т.е. с повышением содержания жестких блоков
модуль упругости и прочность при растяжении увеличиваются, а относительное удлинение
при разрыве уменьшается.
Морозостойкость обусловлена в основном температурой стеклования эластичного блока,
но тип и содержание жесткого блока также могут влиять на низкотемпературные свойства
ТПЭ. Предельная температура эксплуатации определяется температурой стеклования жесткого
блока, а снижение прочности с повышением температуры имеет обратимый характер.
Твердость зависит от количества жестких блоков и повышается с увеличением их содержания.
Износостойкость, прочность при изгибе и прочность при повышенных температурах
повышаются при увеличении молекулярной массы и снижении показателя текучести расплава ТПЭ.
Особенностью стирольных ТПЭ является низкая предельная температура их эксплуатации,
которая составляет для бутадиен-а-метилстирольных ТПЭ 70-80°С, для стиролбутадиенизоп-
ренстирольных 40-50°С. Работоспособность СБС сохраняется до -60°С, а СИС до -50°С.
Однако по ряду показателей эти ТПЭ превосходят обычные резины: условная прочность при
растяжении 25-32 МПа, относительное удлинение при разрыве 800-1000% при сравнительно
небольшом остаточном удлинении после разрыва 11-30% и твердости 55-70 ед. по Шору А. По
сопротивлению истиранию они превосходят большинство наполненных резин. ТПЭ-С обладают
высокими электроизоляционными показателями. Электрическая прочность СБС и СИС
составляет 30-40 кВ/мм, удельное поверхностное электрическое сопротивление 1-10_5-1-10-16 Ом,
тангенс угла диэлектрических потерь 0,001-0,006. Под действием ионизирующего излучения в
ТПЭ-С протекают радиацинно-химические процессы, аналогичные происходящим в
соответствующих гомополимерах: деструкция и сшивание полибутадиеновых блоков с преобладанием
последнего, полистирольные блоки при облучении не сшиваются и не деструктируют. Деструкция
полибутадиеновых блоков происходит в основном по границе раздела фаз. Свойства ТПЭ-С под
действием у-лучей изменяются в зависимости от дозы облучения. Температуры стеклования
текучести в процессе деструкции полибутадиеновых блоков при малых дозах облучения сниж;
ются, а при увеличении дозы - повышаются. Условные напряжение при удлинении и прочност
при растяжении также сначала уменьшаются, а затем возрастают. Относительное удлинени
при разрыве и показатель текучести расплава при облучении ТПЭ-С уменьшаются, а твердост
увеличивается.
Стиролэтиленбутиленстирольные блоксополимеры (СЭБС) получают путем гидрировани
стиролбутадиенстирольных блоксополимеров (СБС). Они значительно превосходят по комплекс
свойств другие известные ТПЭ-С. Гидрированные ТПЭ имеют высокую стойкость к действш
озона, кислорода, почвенных микроорганизмов, кислот, щелочей, обладают хорошей адгезией
растворяются во многих органических растворителях, хорошо наполняются смолами, маслам!/
наполнителями и могут эксплуатироваться при повышенных температурах.
Стирольные ТПЭ, несмотря на их широкое применение, имеют ряд недостатков, главным
из которых являются низкая предельная температура работоспособности и отсутствие мае
лобензостойкости. Предельная температура эксплуатации СБС и СИС не превышает 60°С, тогд
как большинство резиновых изделий предназначено для работы при более высоких темпера
турах. Стирольные ТПЭ уступают резинам на основе хлоропренового и бутадиеннитрильноп
каучуков по стойкости к маслам и топливам, озоностойкости и т.д.
Для повышения маслобензостойкости, теплостойкости, светоозоностойкости, улучшени;
адгезионных свойств разрабатываются способы химической модификации стирольных ТП(
(гидрирование, эпоксидирование, галогенирование, циклизация и т.д.).
Гидрирование проводят для изменения непредельности ТПЭ, улучшения их некоторы:
свойств, повышения стойкости к воздействию кислорода, света, озона.
Гидрированию подвергаются полидиеновые (полибутадиеновые, полиизопреновые) или по
лидиеновые и поливинилароматические (полистирольные, поли-а-метилстирольные) блоки. Прр
гидрировании полидиеновых блоков получаются сополимеры с полиолефиновыми блоками
которые улучшают стойкость к световому, озонному, термоокислительному старению.
Гидрирование поливинилароматических блоков позволяет получать полимеры с поливинилциклогек
сановыми структурами, которые повышают температуростойкость ТПЭ. При полном
гидрировании стиролбутадиенстирольных ТПЭ можно получать полимеры с температуростойкостью дс
140°С (температура плавления аморфного поливинилциклогексана), что значительно
расширяет их области применения. Гидрированные ТПЭ имеют высокую стойкость к действию озона
кислорода, почвенных микроорганизмов, кислот, щелочей, обладают хорошей адгезией,
растворяются во многих органических растворителях, хорошо наполняются смолами, маслами,
пигментами, наполнителями, могут эксплуатироваться при повышенных температурах.
Свойства гидрированных блоксополимеров определяются природой блоков, их
соотношением, молекулярной массой блоков, исходной микроструктурой полидиенового блока,
степенью гидрирования. Большое влияние на свойства оказывает микроструктура исходного
полидиенового блока, в частности содержание винильных звеньев. Оптимальным
комплексом свойств обладают СЭБС на основе стиролбутадиенстирольных ТПЭ, содержащих до
гидрирования 35-55% 1,2-звеньев.
При эпоксидировании диенвинилароматических ТПЭ получаются сополимеры, содержащие
в полидиеновой цепи эпоксидные (оксирановые) группы с высокой реакционной
способностью, что способствует уменьшению их растворимости в углеводородных растворителях,
увеличению маслобензостойкости и улучшению совместимости с полярными полимерами
(например, с поливинилхлоридом).
Гидроксилированные СБС обладают способностью адсорбировать и удерживать
длительное время воду, спирты, углеводородные растворители, что позволяет использовать их для
получения новых биоматериалов, применяемых в медицине и других областях.
При введении галогенов в ТПЭ-С повышается их маслобензостойкость, уменьшается
горючесть, улучшаются термостойкость, совместимость с полярными полимерами.
28*
-~£$£»~-
i
I
i
$
■5
Самыми крупными зарубежными производителями СБС и СЭБС за рубежом являются
фирмы Kraton, США (Kraton D, Kraton G), Eni Polimeri Europa, Италия (Europrene), Teknor Apex, США
(Flexprene, Teknor, Tekbond Elexar), Petrofina, США (Finaprene), British Vita (Vitacon TPE), Bada
Plast, Германия (Badaflex), Horst Muller Kunststoffe, Германия (Lifoflex), So.F.Ter, Италия (Bergaflex,
Sofprene), Polimeri, Швеция (Polyelast), VTC Elastoteknic, Швеция (Dryflex) и др. В России сти-
ролбутадиенстирольные ТПЭ производит ОАО «Воронежсинтезкаучук».
Стиролизопренстирольные ТПЭ выпускаются в промышленном масштабе в США под марками
Карифлекс TR-1107 и Солпрен-418, в России разработаны СИС марок ИСТ-20 и ИСТ-30,
различающиеся содержанием стирола.
Свойства некоторых типов стирольных ТПЭ приведены в табл. 2.2.1.
ТПЭ-С могут применяться как в чистом виде, так и с добавками пластификаторов,
наполнителей, антиоксидантов и других ингредиентов. Почти всегда при практическом
использовании фактическое содержание трёхблочного сополимера составляет менее 50%. В
настоящее время разработаны различные рецептурные приемы для создания на их основе
композиционных материалов с необходимыми технологическими и физико-механическими свойствами,
представляющих собой смеси блоксополимеров с пластификаторами, наполнителями,
красителями, антиоксидантами и другими добавками.
Применение пластификаторов улучшает технологические и физико-механические
показатели этих ТПЭ. Все исследованные пластификаторы можно разделить натри группы:
совмещающиеся и распределяющиеся в полибутадиеновой фазе (вазелиновое и
трансформаторное масло, масло ПН-6), совмещающиеся с полистирольной фазой (диоктилфталат, дибутил-
себацинат и др.), ограниченно совмещающиеся с обеими фазами (парафин, стеариновая
кислота). Избирательное воздействие на эластическую и жесткую фазы приводит и к
соответствующему изменению физико-механических показателей и режимов переработки.
В отличие от каучуков ТПЭ не требуют применения наполнителей для их усиления. Более
того, введение техуглерода и минеральных наполнителей (мела, каолина, талька и др.)
снижает основные показатели физико-механических и технологических свойств ТПЭ.
Прочностные свойства ухудшаются с уменьшением активности наполнителя, а относительное
удлинение при разрыве понижается тем больше, чем выше активность .наполнителя. Показатель
текучести расплава ТПЭ уменьшается при увеличении содержания наполнителя пропорционально
его активности. Однако использование наполнителей позволяет повысить сопротивление раз-
диру, истираемость, сопротивление изгибу, атмосферостойкость ТПЭ. Использование
инертных наполнителей снижает стоимость конечного материала. Полиэтилен или полипропилен
используются для улучшения стойкости к действию растворителей и могут увеличивать
верхнюю температуру эксплуатации композиций. Гомополимер стирола может использоваться как
2.2.1. Свойства термопластичных стирольных эластомеров
Показатель
Содержание связанного стирола, %
Потери массы при сушке, %, не более
Вязкость по Брукфильду 25%-ного раствора
в толуоле при 25°С, Пас
Кинематическая вязкость 5,23%-ного раствора
в толуоле при 25°С, мм2/с
Твердость по Шору А
Условная прочность при растяжении, МПа, не менее
Относительное удлинение при разрыве, %, не более
Эластичность по отскоку, %
Торговая марка ТПЭ
ДСТ-30-01,
(СБС)
27-31
0,5
-
1,0-1,6
<85
17,6
650
45
Kraton D
1101 (СБС)
31
0,5
4,0
-
69
31,0
880
-
Kraton G
1651 Н (СЭБС)
31,2-31,4
0,5
-
-
60
5,6
-
-
Calprene
Н6170 (СЭБС)
33
0,5
-
80
76
-
-
-
технологическая добавка, которая увеличивает массовую долю твердой фазы и обусловливает
упрочнение материала.
Для увеличения прочности при повышенных температурах и маслостойкости ТПЭ-С
возможно применение вулканизующих агентов. Так, вулканизация поверхностного слоя готовых
медицинских изделий из этих материалов повышает температуростойкость и стойкость к
стерилизации без ухудшения основного комплекса свойств материала.
Очень важным является разработка способов защиты композиций на основе ТПЭ-С от
термоокислительного, фотоокислительного и озонного старения.
Старение СБС, СИС и подобных ТПЭ протекает очень интенсивно вследствие большой
концентрации и высокой реакционной способности двойных связей, что приводит к быстрому
разрушению изделий при эксплуатации под действием света, тепла, кислорода, озона,
особенно при действии растягивающих напряжений
Защита ТПЭ от термоокислительного старения осуществляется с помощью ингибиторов
-акцепторов свободных радикалов, начинающих окисление. В качестве ингибиторов
используют фенолы, амины, аминофенолы, нафтолы и другие соединения, имеющие
«слабосвязанный» атом водорода. Наиболее широко применяют производные 2,6-ди-трет-бутилфе-
нола и ароматические амины. Фенольные стабилизаторы позволяют получать
неокрашенные изделия. Хорошую термостабильность при переработке и тепловом старении ТПЭ
обеспечивают бисфенолы, тиобисфенолы и смеси бисфенолов и эфиров тиодипропионо-
вой кислоты. Из вторичных аминов наиболее эффективны алкиларилзамещенные л-фенилен-
диамина. Более высокую стабильность обеспечивают смеси ингибиторов, когда совместно с
ингибиторами, обрывающими при окислении кинетические цепи, вводят ингибиторы для
подавления вырожденного разветвления цепей (сульфиды, дисульфиды, эфиры фосфористой
кислоты-фосфиты).
Применение смесей ингибиторов позволяет увеличить эффективность их действия при
уменьшении количества используемых добавок. Для стабилизации ТПЭ применяют смеси трех,
иногда четырех ингибиторов, действующих по разным механизмам.
Обычные фенольные или аминные стабилизаторы слабо защищают ТПЭ от
фотоокислительного старения, поэтому для поглощения лучистой энергии вводят специальные вещества
-УФ-абсорберы, поглощающие излучение в ультрафиолетовой области (производные бензт-
риазола и бензофенона). Увеличение светостойкости ТПЭ достигается также
использованием цветных пигментов, техуглерода или азокрасителей. Эффективность светостабилизирую-
Щего действия техуглерода, особенно высокодисперсного, выше, чем УФ-абсорберов или
пигментирующих добавок.
Озоностойкость стирольных ТПЭ определяется строением полимера и типом противоста-
рителя - антиозонанта. Скорость химического взаимодействия с озоном снижается при
Уменьшении реакционной способности полидиеновых блоков (например, в результате
гидрирования или обработки меркаптановыми соединениями), при смешении ТПЭ с озонос-
^ойким полимером или наполнителем, а также при использовании в качестве антиозонан-
тов соединений, обладающих большей реакционной способностью к озону, чем полимеры
(трибутилтиомочевины, производные тиосемикарбазида и л-фенилендиамина). Для
улучшения распределения антиозонантов и усиления их защитного действия в композиции
дополнительно вводят воски.
ТПЭ-С широко применяются в обувной, резинотехнической промышленности, для
изготовления клеев и герметиков, для модификации различных полимеров, в производстве битум-
но-полимерных кровельных и гидроизоляционных материалов. Применение их в обувной и
резинотехнической промышленности имеет ряд преимуществ по сравнению с каучуками и
резинами на их основе. В отличие от большинства других ТПЭ, их можно смешивать с
большим количеством добавок без существенного изменения свойств. Путем изменения
соотношения вводимых в ТПЭ различных добавок получают композиции с самыми
разнообразными свойствами. Рецептура смесей на основе СБС очень проста и не требует введения вулка-
/Г\и
i
3
низующих агентов. Сочетание способности перерабатываться в изделия из расплава с
исключением процесса вулканизации, но при этом обеспечивать свойства, характерные для
вулканизованных резин, делает композиции на основе этих ТПЭ наиболее перспективным
материалом для изготовления сапог, спортивной и домашней обуви. Рецептуры и свойства
некоторых обувных композиций приведены в табл. 2.2.2.
По комплексу свойств обувные композиции на основе СБС превосходят композиции на
основе поливинилхлорида (ПВХ), а по морозостойкости и коэффициенту сцепления со льдом
превосходят резины для обуви.
В резинотехнической промышленности композиции на основе стиролбутадиенстирольных
ТПЭ используют для изготовления некоторых изделий для автомобилей (ковриков, кнопок,
уплотнительных колец, штекеров и др.), неформовых изделий (трубок, шлангов, рукавов для
подачи воды и слабых растворов солей, кислот и щелочей), уплотнителей и магнитных
вставок для холодильников, спортивных изделий и т.п.
Прорезиненные ткани с покрытием из СБС и СИС для тентов и днищ плотов, палаток,
байдарок, защитных фартуков обладают более высоким сопротивлением расслаиванию и
стойкостью к истиранию, чем ткань с резиновым покрытием.
Для приготовления клеев чаще всего применяют растворы СИС и СБС в ароматических
углеводородных растворителях. На основе сочетания некоторых каучуков с СИС разработаны
клеи для липкого слоя липких лент с высокой прочностью крепления к стали. Безрастворные
композиции этих ТПЭ и кумаронинденовых смол используют в качестве клеев-расплавов.
Стирольные ТПЭ применяют и для изготовления клеев-герметиков, в которых, в отличие
от клеев, применяют наполнители, красители и загустители (асбест, оксид кремния).
Получаемые композиции за счет улетучивания растворителя переходят из вязкотекучего или
пастообразного в резиноподобное состояние и приобретают высокие физико-механические и
адгезионные характеристики, обладая высокой стойкостью к истиранию и хорошими
диэлектрическими показателями. Их применяют для герметизации и гидроизоляции стекол, строительных
конструкций, бетонных швов, аккумуляторов, для защиты от коррозионного и абразивного
разрушения днищ и крыльев автомобилей, вагонов и др.
2.2.2. Состав и свойства композиций для обуви на основе стиролбутадиенстирольного
термопластичного эластомера
Ингредиент и показатели
свойств композиций
Стиролбутадиенстирольный ТПЭ
марки ДСТ-30
Наполнитель минеральный (мел, каолин)
Наполнитель полимерный (полистирол,
сополимер этилена с винилацетатом и др.)
Пластификатор
Порофор
Содержание инг
для
жесткого низа
100
-
20-60
20-60
-
ДЛЯ
мягкого низа
100
20-100
20-100
-
редиента, масс.ч.
для
пористого низа
100
-
20-50
20-50
1-5
ДЛЯ
верха сапог
100
20-40
_
30-50
-
Свойства композиций
Плотность, кг/м3
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Остаточное удлинение после разрыва, %
Сопротивление раздиру, кН/м
Твердость по Шору А
Эластичность по отскоку, %
Показатель текучести расплава
(190°С, 50 Н), г/10 мин
980
6,0-8,0
650
30-40
30
50-60
-
25
1100-1200
5,0-6,0
800
30
20
40-50
45
20-30
780
2,0-4,0
500
-
-
-
-
-
1100
4,0-6,0
600-800
25-35
20
25-40
45
45
ТПЭ-С используют для модификации различных полимеров с целью улучшения их неко- *Т^
торых свойств - повышения ударной вязкости полистирола, увеличения стойкости к
растрескиванию полиэтилена, снижения температуры хрупкости и повышения ударной вязкости
полипропилена, увеличения морозостойкости, сопротивления раздиру и ударной вязкости ПВХ,
улучшения эластичности поликарбоната и др.
Применение СБС для модификации битумов обеспечивает получение битумно-полимерных
композиций с более высокими теплостойкостью, морозостойкостью, растяжимостью при
низких температурах и долговечностью. СБС используют также для улучшения эластичности
при низкой температуре и повышения температуры размягчения асфальта.
У гидрированных ТПЭ этого класса (СЭБС, СЭПС) атмосферостойкость, озоностойкость,
стойкость к УФ-излучению и высоким температурам выше, чем у СБС и СИС блоксополиме-
ров, поэтому СЭБС более предпочтительно, чем СБС, применять в виде композиций для
изготовления эластичных уплотнителей различного назначения, шлангов, уплотнительных
слоев, труб, контейнеров, покрытий для трубопроводов, различных электроизоляционных
материалов, защитных покрытий, прокладок к автомобильным частям, герметиков, смазок, клеев,
липких лент, этикеток. В дорожном строительстве применяются битумполимерные и
асфальтобетонные композиции, содержащие гидрированные ТПЭ. Путем малеинизации в СЭБС
вводятся кислотные группы, которые улучшают адгезию к различным подложкам. Эти малеини-
зированные материалы часто используются в виде компаундов, содержащих неорганический
наполнитель.Разработаны композиции для изготовления обуви, стойкие клеи с
улучшенными адгезионными свойствами и ловышенной когезионной прочностью, безрастворные адге-
зивы, склеивающиеся под давлением, плавкие адгезивы с улучшенной клейкостью при
низкой температуре, электропроводящие и другие композиции.
Несмотря на широкое применение стирольные ТПЭ имеют ряд недостатков, главными из
которых являются низкие предельная температура эксплуатации (кроме гидрированных ТПЭ),
маслобензостойкость и озоностойкость. Разработанные в последние годы новые типы ТПЭ
превосходят их по этим характеристикам.
Новейшие разработки на основе СБС включают гели с низкой твердостью (5-10 ед. по Шору А)
и композиции с оптической прозрачностью. Разработаны ТПЭ на основе СБС,
характеризующиеся меньшим накоплением остаточной деформации при сжатии, повышенными химической
стойкостью и температурой эксплуатации.
2*2.2. Термопластичные полиуретановые эластомеры
(ЮЛ. Морозов)
Основные свойства
термопластичных полиуретановых эластомеров
Термопластичные полиуретановые эластомеры (ТПЭ-ПУ) или термопластичные полиуретаны
(ТПУ) представляют собой многоблочные сополимеры типа (АВ)„, где А - гибкий блок
простого или сложного олигоэфира или олигодиена, а В - жесткий уретанкарбамидосодержа-
щий блок. Содержание жёстких блоков эластичных ТПУ обычно составляет 30-50% масс.
Строение типичного ТПУ на основе олигоэтиленгликольадипината (ОЭГА), 4,4'-МДИ и 1,4-бу-
тандиола (1,4-БД) приведено ниже:
{-0[(CH2)2OCO(CH2)4COO]mCH2OCONH-R-NHCO-
- [0(СН2)4ОСОЫН-К-ЫНСО-]2}л,
*. 43
I
1
о
!
1
I
^
/п в качестве диизоцианатов иногда применяют гидрированный МДИ, гексаметилендиизоцианат
(ГМДИ) и ряд других, в качестве удлинителей цепи - гликоли различного строения. Гибкие и
жёсткие блоки ТПУ полидисперсны.
^ Полярные группировки с высокой энергией когезии, в значительных количествах присут-
|. ствующие в ТПУ, способны образовывать прочные межмолекулярные, в частности водород-
| ные, связи. ИК-спектроскопическим методом установлено, что все NH-группы жестких бло-
$ ков ТПУ связаны водородными связями, причём для ТПУ на основе простых олигоэфиров 60%
Н-связей образовано с уретановой карбонильной группой. Для ТПУ на основе сложных оли-
| гоэфиров это количество, видимо, меньше, на основе олигодиенов - больше,
о Электронно-микроскопические исследования показали, что ТПУ имеет доменную струк-
§ туру. Размер доменов обычно составляет 3-10 нм, а в отдельных случаях может достигать
§ 20-30 нм. Установлено, что домены - это ассоциаты жёстких блоков ТПУ.
'§ Дифференциальная сканирующая калориметрия, малоугловое рентгеновское рассеяние,
5 динамико-механических методы указывают на частичную или полную несовместимость гиб-
| ких и жёстких блоков ТПУ.
^ Таким образом, в настоящее время микрогетерогенную структуру ТПУ можно считать твёрдо
установленным экспериментальным фактом. Наиболее близким структурным аналогом ТПУ
являются диенвинилароматические блоксополимеры - термоэластопласты.
Домены жёстких блоков ТПУ выполняют функцию активного наполнителя и узлов
пространственной физической сетки.
О роли водородных связей и несовместимости блоков в образовании
микрогетерогенной структуры ТПУ имеются различные мнения. Сильным аргументом в пользу
первичности несовместимости фаз является наличие микрогетерогенности ТПУ, содержащих
жёсткие блоки без NH-rpynn и, следовательно, не способных к образованию водородных
связей. Однако в формировании физико-механических свойств материала роль водородных
связей велика. Они ответственны за жёсткость, устойчивость домена к различного рода
воздействиям. При нагревании ТПУ водородные связи разрушаются, однако даже при 220°С
около 50% этих связей сохраняется.
Свойства ТПУ определяются природой и количеством эластичной и жёсткой фаз,
молекулярной массой и ММР полимера и составляющих его блоков. Эти факторы определяют
совместимость и, следовательно, микрогетерогенность ТПУ и их макросвойства.
Природа гибкого блока ТПУ. По полярности гибкие блоки ТПУ располагаются в
следующий ряд: сложный олигоэфир > простой олигоэфир > олигодиен. Совместимость гибкого
блока с полярным жёстким в этом ряду будет уменьшаться. Методом ДСК
(дифференциальной сканирующей калориметрии) показано, что для ТПУ на основе олигобутиленгликольади-
пината (ОБГА) и олиготетраметиленгликоля (ОТМГ) (жесткий блок из 4,4'-МДИ и 1,4-БД)
характерно различие в высокотемпературных переходах.
ТПУ на основе простого олигоэфира имеет узкий высокотемпературный переход при 205°С,
в случае же сложного олигоэфира этот переход наблюдается при более низкой температуре,
и он размыт. Это свидетельствует о большей обособленности жёстких блоков ТПУ на основе
простых олигоэфиров. Данный вывод подтверждается более высокой температурой
размягчения (7разм) ТПУ на основе простых олигоэфиров по сравнению со сложноэфирными, а
также данными малоуглового рентгеновского рассеяния.
О возможном взаимовлиянии и частичном растворении жёсткой фазы в гибкой
свидетельствует повышение Тс гибкой фазы ТПУ по сравнению с Тс индивидуального олигоэфира,
отмеченное для систем как на простых олигоэфирах, так и на сложных. Это взаимодействие
практически отсутствует в ТПУ на основе олигодиенов, для которого Тс гибкого блока не зависит от
структуры и содержания уретановой части, и происходит полное фазовое разделение.
Олигоэфиры, используемые для синтеза ТПУ, разделяют на кристаллизуемые и некрис-
таллизуемые. Кристаллизуемые олигоэфиры, как правило, не содержат боковых
заместителей и структурно однородны. Так, ТПУ на основе олигоэфиров, полученных из адипиновой
440 jfc
кислоты, индивидуальных этиленгликоля и \,ч-ьц, криышмимупльл, а „?., ..*,,.
олигоэфиров из смесей этих гликолей - нет.
Кристаллизация эластичной фазы при растяжении увеличивает прочностные показатели
ТПУ за счёт дополнительного усиления эластомера образующимися кристаллитами, однако
способность к упругому восстановлению при этом ухудшается. Кристаллизуемость гибкого
блока выше для ТПУ с низким содержанием жёсткой фазы. При прочих равных условиях
физико-механические свойства ТПУ в зависимости от типа исходного олигомера можно
расположить в следующий ряд: сложноэфирные ТПУ > ТПУ на основе простых олигоэфиров >
диеновые ТПУ. Гидролитическая устойчивость и морозостойкость ТПУ в этом ряду
повышаются. Сложноэфирные ТПУ по атмосферостойкости превосходят ТПУ, синтезированные из
простых олигоэфиров. Гистерезисные потери у сложноэфирных ТПУ также выше.
Природа жёсткого блока ТПУ. Жёсткий блок ТПУ (блок В) получается в результате
взаимодействия диизоцианата и гликоля. Природа
составляющих жёсткий блок диизоцианата
и удлинителя цепи определяют его
структуру и свойства. Наиболее часто на практике
в качестве компонентов жёсткого блока
применяют 4,4'-МДИ и 1,4-БД.
В качестве модельных систем широко
изучены «простые» полиуретаны (ПУ) из
гликолей и диизоцианатов. Данные о
температурных переходах некоторых
полиуретанов на основе 4,4'-МДИ, ГМДИ, 2,4-ТДИ и
гликолей -С(СН2)П - при л = 2-ИО,
приведены в табл. 2.2.3.
ПУ на основе 4,4'-МДИ и ГМДИ - кристалличны, на основе 2,4-ТДИ - аморфны.
Температура стеклования ТПУ с жесткой фазой из 4,4'-МДИ и 1,4-БД составляет 60-80°С.
Существует, однако, мнение, что переход при 60-80°С связан с разрушением водородных
связей жёсткий блок - гибкий блок.
Повышение полярности и ароматичности применяемого при синтезе ТПУ гликоля
приводит к увеличению степени кристалличности жёсткой фазы и температуростойкости ТПУ
в целом.
При увеличении количества СН2-групп, разделяющих уретановые группы в жёстком
блоке, повышается упругость полимера, уменьшается способность жёстких блоков к
самоассоциации.
Рентгеноструктурный и конформационный анализ структуры ТПУ с жёстким блоком,
образованным 4,4'-МДИ и гликолями от С2 до С8, показал, что наиболее удобную для
реализации межмолекулярных связей «вытянутую» конформацию имеют жёсткие блоки,
построенные с участием «чётных» гликолей, начиная с 1,4-бутандиола. Кристалличность ТПУ
«чётной» серии, а также их физико-механические свойства выше, чем «нечётной».
По комплексу физико-механических свойств ТПУ, доступности гликолей и их
технологических свойств наилучшими являются 1,4-бутандиол и этиленгликоль.
Применение смесей гликолей при синтезе ТПУ (например, бутан- и гександиолов) в
качестве удлинителя цепи увеличивает растворимость и снижает кристалличность полимера.
Исключительно высок вклад в свойства ТПУ замещённых карбамидных групп, вводимых е
полимер при использовании в качестве удлинителя цепи диамина или воды. Поликарбамидь
имеют существенно более высокую Гпл, чем аналогичные полиуретаны. Так, для
поликарбамида из 4,4'-МДИ и гексаметилендиамина (ГМДА) ГПЛ=280°С (на 110°С выше Гпл соответству
ющего полиуретана), а из 4,4'-МДИ и 4,4'-диаминодифенилметана (ДАДФМ) - 320°С. С уче
том этого понятна исключительно высокая термостойкость ТПУ с жёстким блоком, сформи
рованным из 4,4'-МДИ и ДАДФМ. Однако это крайне затрудняет переработку таких ТПУ(К).
2.2.3. Температурные переходы
полиуретанов на основе различных гликолей и
диизоцианатов
Состав полиуретана
диизоцианат
4,4,-МДИ
ГМДИ
2,4-ТДИ
гликоль
Этиленгликоль
1,4-Бутандиол
1,6-Гександиол
Линейные гликоли
с С = 2+10
Этиленгликоль
1,4-Бутандиол
1,6-Гександиол
Тс/С
139
109
91
55-29
52
42
32
Jinn "С
Разлагается
248
171
163-182
-
-зф^-
i
1
I
I
I
I
Сильное межмолекулярное взаимодействие замещённых карбамидных групп проявляется и
в свойствах ТПУ(К). Если в типичном ТПУ термоэластопластичность начинает проявляться при
соотношении олигоэфир:диизоцианат:гликоль равном 1:3:2, то при замене гликоля диамином это
минимальное соотношение равно 1:2:1. Сравнение свойств полиуретана с содержанием 47%
жёстких блоков и полиуретанкарбамида с содержанием 25% жёсткого блока показало, что
релаксация напряжения у полиуретана происходит быстрее за счёт меньшей устойчивости
жёсткого блока. Карбамидсодержащие жёсткие домены выдерживают примерно на 50° более
высокую температуру, чем чисто уретановые.
При использовании специальных типов диизоцианатов (гидрированного 4,4'-МДИ, диме-
тил-4,4'-МДИ), препятствующих образованию в жёсткой фазе хиноидных структур при УФ-
облучении ТПУ, можно получить нежелтеющие полимеры.
Размер и количество гибких блоков в ТПУ. При увеличении ММ олиготетраметиленглико-
ля (ОТМГ) от 1000 до 1500 снижается Тс эластичной фазы ТПУ с -43 до -55°С благодаря
улучшению фазового разделения. Для ТПУ на основе олигобутандиоладипината (ОБДА, 65% масс.)
изменение ММ от 1000 до 2000 также приводит к снижению Тс с -38 до -48°С. О лучшем
фазовом разделении в ТПУ на основе ОБДА-2000 свидетельствует узкий эндо-пик на кривых
ДСК при 202°С. В случае ТПУ из ОБДА-1000 имеет место небольшой широкий пик при 150°С.
При соотношении ОБДА:4,4'-МДИ:1,4-БД, равном 1:1,7:0,7, оптимальными
физико-механическими свойствами обладают ТПУ на основе ОБДА с молекулярной массой 600-1200. Ниже
этого интервала ММ ухудшаются эластические свойства ТПУ, а выше - прочностные. ТПУ с
оптимальным комплексом свойств на основе ОТМГ получены из олигомера с ММ=1800*2000.
Изучение влияния молекулярной массы олигокапролактана (ОКЛ) и олигооксипропиленоксиэ-
тиленгликоля (ОПГЭГ) на структуру и свойства ТПУ показало, что при использовании ОКЛ
кристаллизация эластичной фазы ТПУ становится значимой при ММ олигомера более 3000, Гс
уменьшается при увеличении ММ олигомера и при снижении в составе ТПУ содержания жёсткой фазы.
Оптимальными прочностными свойствами (условная прочность при растяжении 35-40 МПа,
относительное удлинение при разрыве 500-600%) обладают ТПУ из ОКЛ с ММ=1000*2000.
В ТПУ на основе ОПГЭГ (ММ равно 1000, 2000, 3000, 4000), 4,4'-МДИ, 1,4-БД Тс аморфной
эластичной фазы уменьшается при увеличении ММ олигомера и относительно мало зависит
от содержания эластичной фазы (за исключением ТПУ с содержанием этой фазы < 30%).
Жёсткая фаза данных ТПУ плавится при 150-220°С. Температура и теппота плавления
повышаются с увеличением содержания жёсткой фазы и ММ эластичной фазы. ММ олигомера
оказывает определённое влияние на физико-механические свойства ТПУ: модуль изгиба и
динамический модуль повышаются с увеличением ММ олигомера.
Расширение ММР гибкого блока приводит к расширению температурных интервалов
стеклования и кристаллизации. Сужение ММР гибких блоков улучшает предельные
физико-механические свойства ТПУ. Химическое структурирование ТПУ по гибкому блоку ухудшает
фазовое разделение в системе. Жёсткие домены сшитых ТПУ легче разрушаются, скорость
фазового разделения в сшитом ТПУ ниже, чем в линейном.
Содержание и размер жёстких блоков в ТПУ. Содержание и размер жёстких блоков
увеличиваются при повышении соотношения низкомолекулярный диол/олигодиол в композиции для
получения ТПУ. При увеличении содержания жёсткой фазы кристаллизация гибкой подавпя-
ется полностью или частично.
Повышение Тс эластичной фазы при увеличении содержания жёсткой наблюдается для ТПУ
на основе ОКЛ с ММ=830, 4,4'-МДИ и 1,4-БД. Увеличение ММ ОКЛ до 2100 позволяет
получить ТПУ с Тс эластичной фазы, мало зависящей от содержания жесткой фазы. Гс ТПУ с
хорошим разделением фаз мало зависит от содержания жёстких блоков.
Подвижность гибкой фазы начинает ограничиваться при достижении определённого
размера жёстких блоков. На кривых ДСК был обнаружен переход при 110—120°С, характер
которого связывают с дпиной жёсткого блока. При удлинении жёсткого блока повышается
температура размягчения ТПУ. С увеличением степени полимеризации монодисперсного жёст-
442
кого блока с 1 до 4 на кривых ДСК наблюдается сдвиг пика, соответствующего плавлению ~i
жёсткой фазы с 50 до 160°С.
С увеличением содержания жёстких блоков повышаются твёрдость, модули, температура
переработки и эксплуатации; снижаются эластичность, удлинение при разрыве.
Изменение содержания жёсткой фазы с 20 до 80% в ТПУ на основе ОПГЭГ, 4,4'-МДИ и
1,4-БД способствует переходу от мягкого эластомера (протяжённая эластичная фаза) к
высокомодульному пластику (протяжённая жёсткая фаза). В области содержания жёсткой фазы
60-65% для данной системы происходит обращение фаз.
Прочность при растяжении достигает предельного значения при содержании жёсткой фазы
30-40%. Наилучшая восстанавливаемость волокон из ТПУ на основе ОЭГА с ММ, равной 960,
1830 и 3860, 4,4'-МДИ и 1,4-БД характерна для соотношения диол:олигоэфир 0,4; 2 и 4
соответственно.
ТПУ с более узким ММР жестких блоков имеют более высокие предельные
физико-механические показатели, выше модуль высокоэластичности, лучшее фазовое разделение, они
легче кристаллизуются и образуют сферолиты.
Молекулярная масса ТПУ. Молекулярная масса ТПУ как поликонденсационных
сополимеров определяется соотношением реагирующих групп, присутствием в системе
монофункциональных реагентов, примесей и рядом других условий. Наибольшее влияние на
молекулярную массу ТПУ оказывает качество применяемых олигоэфирдиолов. Для ТПУ одного и того
же состава при одинаковых условиях получения ММ в зависимости от партии олигоэфирди-
ола может изменяться почти в 2 раза.
Кинетика образования ТПУ также зависит от примесей в олигоэфирдиоле. В частности,
повышение кислотности олигоэфирдиола приводит к увеличению скорости образования ТПУ
и к некоторому снижению его ММ. Промышленные фенольные антиоксиданты не влияют на
кинетику синтеза ТПУ, но могут несколько снизить их степень полимеризации.
Изучение ТПУ различной молекулярной массы показало, что ряд показателей - прочность,
модули, плотность, характеристическая вязкость, сопротивление истиранию, температура
плавления и морозостойкость - увеличиваются до молекулярной массы 35-40 тыс., а
показатель текучести расплава, относительное удлинение при разрыве, сопротивление
многократной деформации, сопротивление раздиру- уменьшаются. Вязкость растворов и время
релаксации напряжения увеличиваются симбатно увеличению молекулярной массы. ММ ТПУ
увеличивается при приближении изоцианатного индекса исходной композиции к единице.
Методом ДСК показано, что Тс ТПУ на основе ОБДА, 4,4'-МДИ, 1,4-БД повышается
при увеличении Mw от 48 до 183 тыс. с -35 до -55°С. При дальнейшем увеличении Mw до
367 тыс. Гс не изменяется.
Молекулярная масса ТПУ при хранении полимера увеличивается на 30-40% за 6 мес. По-
видимому, это происходит в результате взаимодействия оставшихся в полимере свободных
изоцианатных групп.
При переработке ТПУ их молекулярная масса и физико-механические показатели
снижаются, растворимость полимера увеличивается, содержание аллофанатных связей уменьшается.
Морфология ТПУ. ТПУ имеют доменную структуру, аналогичную структуре диенвиниларо-
матических блоксополимеров, хотя размер доменов у них, как правило, меньше (3-10 нм по
сравнению с 20-30 нм для диеновых ТЭП). Структура ТПУ близка к структуре наполненных
вулканизатов, в которых роль активного наполнителя выполняют домены жёсткой фазы.
Неполное фазовое разделение гибкой и жёсткой фаз, доказанное рядом физических методов,
свидетельствует о наличии переходного слоя на границе раздела фаз размером 2-2,5 нм. В
реально применяемых ТПУ фазовое разделение находится где-то между полным
разделением и полным смешением фаз.
Для многих типов ТПУ характерно образование сферолитных структур, состоящих из
жёстких и гибких блоков. Сферолиты претерпевают определённые изменения при деформации
и отжиге.
-?$*-
#■
1
I
I
I
!
I
При растяжении ТПУ сначала деформируется эластичная матрица, потом переходный слой,
затем жёсткие домены. Шаровидные глобулы при большом растяжении ТПУ превращаются в
эллипсоиды.
Сильным способом воздействия на морфологию ТПУ является их отжиг и закалка. В
зависимости от состава, исходной морфологии ТПУ и режима отжиг может вызывать улучшение
или ухудшение физико-механических свойств ТПУ, что связано с тремя одновременно
действующими факторами: растворением жёсткой фазы в гибкой, кристаллизацией и (или)
упорядочением жёсткой фазы и окислительными и деструктивными процессами. Суммарный
эффект действия отжига определяется соотношением скоростей этих процессов.
Получение термопластичных полиуретановых эластомеров
ТПУ получают, как правило, из простых или сложных полиэфиров, реже поликапролактона
и ещё реже олигодиендиолов (все это олигомеры с ММ = 1000 н- 3000 с концевыми гидроксиль-
ными группами), диизоцианатов (чаще всего 4,4'-дифенилметандиизоцианат),
низкомолекулярных диолов (в основном 1,4-бутандиол). Все используемые соединения должны быть
бифункциональны. Полифункциональные примеси совершенно недопустимы, содержание
монофункциональных примесей должно быть сведено к минимуму. Соотношение l\ICO:OH должно быть
близко к 1 (< 1). Температура синтеза должна способствовать образованию полимеров
линейного строения и исключать возможность образования аллофанатных (разветвленных) структур.
Свойства ТПУ определяются мольным соотношением олигодиол:мономерный диол:диизо-
цианат. Обычно оно находится в пределах 1:2:3 -*-1:4:5.
ТПУ получают одностадийным или псевдофорполимерным методом. При одностадийном
методе все компоненты смешивают одновременно вручную или через смесительную головку,
в которую они дозируются в строго определённом массовом соотношении. При псевдофор-
полимерном методе часть олигодиола предварительно реагирует с избытком диизоцианата,
образуя псевдофорполимер (смесь форполимера и диизоцианата), другая часть олигодиола
смешивается с низкомолекулярным гликолем. Затем оба компонента - изоцианатсодержащий
и гидроксилсодержащий смешиваются в соотношении NCO:OH = 1. После смешения смесь
(в обоих методах) выливается на обогреваемую неподвижную или движущуюся поверхность
слоем 3-5 мм, термостатируется при температуре ниже температуры аллофанатообразова-
ния (130-150°С), и затем образовавшийся ТПУ гранулируется.
По Другому, более современному, методу компоненты дозируются в двухшнековый экст-
рудер с высоким соотношением LID (длины к диаметру), в котором в первых зонах
происходит тщательное смешение компонентов, в средней зоне - образование собственно полимера,
а в последних зонах- усреднение и грануляция. Эффективность работы экструдера повыша-
2.2.4. Физико-механические свойства термопластичных полиуретановых эластомеров
Показатель
Твердость:
по Шору А
по Шору Д
Условная прочность
при растяжении, МПа
Относительное удлинение
Лри разрыве, %
Условное напряжение
при 100%-ном удлинении, МПа
Сопротивление раздиру, кН/м
Зарубежные эластомеры:
марка (производитель)
Эстан
(«Гудрич»,
США)
85
39
600
5,6
-
Десмопан-
385 S
(«Байер»,
Германия)
86
32
32
450
6,0
70
Десмопан-
460
(«Байер»,
Германия)
97
58
35
350
21,0
150
Эластоллан
1185 А
(«Эласто-
гран»,
Германия)
87
45
600
6,0
70
Отечественные эластомеры
НПФ ООО «Витур», г. Владимир
Витур
Т-0433-85
85-91
28,0
600
5,0
90,0
Витур
Т-1613-96
90-94
30,0
350
-
120
Витур
Т-2613-90
90-94
45,0
450
9,0
80
ется при использовании катализатора реакции уретанообразования в композиции и тщательном
контроле температур в зонах экструдера.
При необходимости в один из компонентов (чаще всего в олигомер) вводят
стабилизаторы, красители, пластификаторы и другие, но в случае, если они не влияют на собственно синтез
ТПУ. В противном случае добавки вводят в готовый ТПУ при компаундировании.
Свойства некоторых марок полиуретановых термопластичных эластомеров приведены в
табл. 2.2.4.
2,2.3. Термопластичные полиэфирные
и полиамидные эластомеры
(АЛ. Канаузова)
Термопластичные полиэфирные эластомеры (ТПЭ-ПЭ) представляют собой блоксополимеры
типа (АВ)П с чередующимися мягкими блоками, состоящими из эластичных "сегментов
полигликоля (полиокситетраметилен-, полиоксиметилен-, полиоксипропиленгликоль), и жесткими
кристаллизующимися блоками политетраметилентерефталата, образованными из диолов (бутандиол,
этиленгликоль) и диметилтерефталата. Строение типичного ТПЭ-ПЭ на основе
политетраметилентерефталата (ПТМТ) и полиокситетраметиленгликоля (ПОТМ) приведено на рис 2.1.1.
Полиэфирные ТПЭ получают поликонденсацией в расплаве при повышенной температуре
(240-260°С) в присутствии катализатора (эфиры, оксиды и соли свинца, кальция, магния и др.).
Полимеры имеют двухфазную структуру, которая характеризуется высокой способностью
жестких блоков к кристаллизации и в значительной мере зависит от молекулярной массы
эластичных блоков. Температура плавления жесткой фазы повышается с увеличением мольной доли
сложноэфирных блоков, но эластичность материала при этом уменьшается. При увеличении
содержания жестких блоков от 20 до 40% температура плавления блоксополимера
повышается от 60 до 210-230°С. Сочетание низкой температуры стеклования аморфной фазы (50°С) с
высокой температурой плавления кристаллической фазы (200-230°С) позволяет использовать
эти полимеры в интервале температур (-50 + 150°С).
Свойства полиэфирных термопластичных эластомеров в зависимости от содержания
жестких блоков могут изменяться в широких пределах - от свойств высокоэластичных до свойств
очень жестких полимеров. С уменьшением содержания жестких блоков наблюдается
снижение условной прочности при растяжении и твердости ТПЭ-ПЭ.
Блоксополимеры характеризуются очень высокими физико-механическими показателями:
условная прочность при растяжении превышает 40 МПа, относительное удлинение при разрыве
составляет 500-800%. ТПЭ-ПЭ имеют отличную теплостойкость, сохраняют гибкость при
низких температурах (температура хрупкости Гхр < -70°С), они обладают высокими
сопротивлениями многократному изгибу и истиранию. Для ТПЭ-ПЭ характерна высокая влагонепроницаемость
(по сравнению с ТПЭ-ПУ), газонепроницаемость (степень их проницаемости к пропану более чем
в 30 раз ниже, чем у полиуретана, полихлоропрена, хлорсульфированного полиэтилена и бута-
диеннитрильных каучуков), высокая стойкость к гидролизу, к топливным смесям, к
ароматическим и алифатическим гидрокарбонатам и спиртам. Поэтому их применяют для
изготовления гибких рукавов или трубопроводов для подачи пропана. ТПЭ-ПЭ характеризуются также
высокой стойкостью к метанолу и нитрометану, сохраняют свойства при действии
разбавленных растворов минеральных кислот и оснований однако разрушаются под действием горячих
концентрированных растворов этих соединений. Они подвергаются заметному старению при Т
>150°С, но могут быть эффективно защищены введением антиоксидантов - фенолов или
ароматических аминов. Значительное увеличение сопротивления термическому старению
достигается путем использования специально стабилизированных полиэфирных композиций, имеющих
значительно больший срок службы при повышенных температурах, чем ТПЭ-ПЭ с
ароматическими аминами в качестве стабилизаторов.
!
I
I
Г
!
I
>«"" Полиэфирные ТПЭ более стойки к гидролизу, чем полиуретановые.
Благодаря низкой вязкости расплава при небольших скоростях сдвига и высокой
термостойкости ТПЭ-ПЭ могут перерабатываться различными методами, применяемыми при
переработке пластмасс (за исключением каландрования). Из ТПЭ-ПЭ марки Хайтрел
фирмы Du Pont (США) методом экструзии получают пленки, листы, профили, трубки,
оболочки кабелей и др. При этом можно использовать экструдеры, предназначенные для
переработки полимеров с тем же шнеком, что и для полиэтилена. На основе этих ТПЭ
изготавливают гидравлические рукава с силовым каркасом из нитяной оплетки, а также
металлооплетки. Рукава предназначены для длительной работы при температуре от -54
до 120°С и кратковременной - при температуре от -60 до 135°С. ПЭ ТПЭ не влияют на
качество и вкус воды, не выделяют токсичных веществ и не способствуют развитию
микроорганизмов, поэтому могут применяться в системе водоснабжения. Кроме того, из них
изготовляют промышленные сегментные конвейерные ленты, спортивную обувь, а ткани
с покрытием из ПЭ ТПЭ применяют для изготовления одежды, гибких резервуаров для
хранения топлива и т.д.
Основными производителями ТЭП-ПЭ за рубежом наряду с фирмой Du Pont (США)
являются фирмы Ticona (Германия, марка Ритефлекс), DSM Engineering Plastics (Нидерланды, марка
Арнител), GAF (США, марка Гедфлекс), General Electric Plastics (США, марка Ломод), Upjohu
Polymer (США, марка Пеллетан), Mitsui Petrochemical (Япония, марка Голдмер), LG Chemicals
(Ю.Корея, марка Кифлекс) и др. Физико-механические свойства некоторых марок ТПЭ-ПЭ
зарубежных производителей приведены в табл. 2.2.5.
Весьма перспективными являются также термопластичные полиамидные эластомеры
(ТПЭ-ПА) - сополимеры на основе полиэфиров и полиамида , которые получают
методом ступенчатой полимеризации при повышенных температурах. Для формирования амид-
ных связей и получения сополиамидов можно использовать соединения с различными
парами функциональных групп: карбоновые кислоты и диамины, хлорангидриды и
диамины, карбоновые кислоты и диизоцианаты. Последние два соединения особенно
удобны для получения сополиамидов с ароматическими жесткими сегментами. Обычно
получают сополиамиды со сложноэфирными или амидными связями между жёстким и
мягким сегментом.
ТПЭ-ПА имеют очень высокую химическую стойкость и хорошие свойства при низких
температурах и могут конкурировать с полиуретанами и полиэфирными ТПЭ.
В настоящее время они выпускаются несколькими фирмами-изготовителями: Atofina
(Франция, марка Пебакс), Rhone Poulenc (Франция, марка Данил), Dow Chemical (США, марка Эста-
мид), Emser Industrial (США, марки Гриламид и Грилон).
2.2.5. Физико-механические свойства термопластичных
Показатель
Твердость:
по Шору А
по Шору Д
Условная прочность
при растяжении, МПа
Относительное удлинение
при разрыве, %
Условное напряжение при
100%-ном удлинении. МПа
Сопротивление раздиру. кН/м
Температурный предел
хрупкости, °С
Хайтрел
(Du Pont)
C-3548
89
28
16,3
1006
5,1
46
-58
С-4056
94
40
30,0
560
7,3
69
-58
C-5556
55
44,0
560
12,0
100-110
-78
Ритефлекс
(Ticona)
663
63
22,0
350
-
_
-
677
15
35,0
>50
-
_
-
полиэфирных эластомеров
Беласт
(г. Могилев,
Беларусь)
Б-0
94-95
36
250
-
_
"
Кол ел
(Kolon Industry,
Ю.Корея)
KP3340HR
40
17,0
600
-
_
-
KP3355HR
55
23,0
500
-
_
-
2,2,4, Термопластичные эластомеры
на основе смесей полимеров
(АЛ. Канаузова)
Механические смеси полимеров
со свойствами термопластичных эластомеров
Материалы со свойствами ТПЭ можно получать смешением полимеров, не обладающих
такими свойствами. Подбором ингредиентов получают механические смеси с заданным
комплексом свойств, что значительно легче, чем синтезировать новые полимеры. Этот способ
широко применяется в основном для создания ТПЭ на основе полидиенов, ЭПК (ЭПДК) или
бутилкаучука с полиолефинами, а также бутадиеннитрильных каучуков с поливинилхлоридом
(ПВХ), полиамидами, полиэфирными термопластами и сополимером этилена с винилацета-
том (СЭВА). Наибольшее распространение получили ТПЭ на олефиновой основе - смеси
сополимеров этилена и пропилена с ПЭ и ПП, Сэвиленом, полиэтиленоктеном. По сравнению с
блоксополимерами они имеют более низкую себестоимость, более широкий интервал
рабочих температур, более высокую стойкость к воздействию озона, влаги и коррозии..
Смесевые ТПЭ можно рассматривать как механические двухфазные микрогетерогенные
системы, в которых взаимодействие между фазами осуществляется в межфазном слое без
образования заметного граничного слоя. Смешением с жесткими пластиками можно улучшить
свойства некоторых блоксополимерных ТЭП. Например, СЭБС, обладая высокой маслоемко-
стью (до 500-800%) и стойкостью к УФ-излучению, прекрасно компаундируются с ПП и ПЭ.
Твердость компаундов варьируется в пределах 10-60 ед. по Шору А при достаточно высоких
прочностных показателях, температурный интервал работоспособности от -70 до 150°С.
Недостатком компаундов на основе СЭБС с полиолефинами является относительно высокая
остаточная деформация сжатия.
Однородная смесь двух термодинамически несовместимых полимеров получается при
использовании полимеров с близкими параметрами растворимости, у которых близки значения
поверхностной энергии. Это смеси на основе ЭПДК и бутилкаучука с полиолефинами, бутадиен-
нитрильного каучука с поливинилхлоридом, полиамидом, полиэфирными термопластами, ак-
рилатного каучука с полиамидом, эпихлоргидринового каучука с полиметилметакрилатом,
хлорированного полиэтилена с полиамидом. Имеются также успешные разработки материалов
на основе разнополярных полимеров со значительно различающейся растворимостью: БНК с
полиолефинами, ЭПДК с полиамидами, хлорированного полиэтилена с полипропиленом, хлор-
бутилкаучука с полипропиленом, а также комбинации разнополярных каучуков и термопластов.
При смешении материалов, сильно различающихся по растворимости, для получения
однородных смесей необходимо применять компатибилизаторы (добавки, улучшающие совместимость),
в частности, модифицированные термопласты и каучуки с функциональными группами
(например, обработанные малеиновым ангидридом, алкилфенолформальдегидной смолой и др.),
реагирующими друг с другом в процессе смешения в расплаве, в результате чего получается блок-
сополимер, образующий промежуточный слой между двумя фазами.
Наиболее широкое применение находят ТПО - механические смеси полипропилена и не-
вулканизованного этиленпропиленового каучука или полиолефиновых блоксополимеров. Как
правило, в эти композиции входят антиоксиданты и другие добавки, они могут содержать
также небольшие количества наполнителей.
Полиолефиновые смеси имеют большое промышленное значение и широко
применяются в различных областях. Они занимают прочное второе место в области производства
и потребления ТПЭ.
ТПО характеризуются высоким сопротивлением ударным нагрузкам при низких
температурах, стойкостью к действию кислот, оснований и многих органических растворителей. Они
us
>P^могут эксплуатироваться в широком диапазоне температур (от-40 до 120°С). При
использовании стабилизаторов и поглотителей ультрафиолетового излучения ТПО обладают отличной ат-
мосферостойкостью, Тактильные свойства ТПО могут изменяться от мягкости и эластичности
до твердости и жесткости. Следует отметить, что ТПО имеют более низкую плотность, чем
другие промышленные термопластичные эластомеры, легко окрашиваются и имеют очень
хорошее соотношение стоимость/технические характеристики.
В зависимости от соотношения полимеров ТПО условно можно разделить на три группы:
- композиции полипропилена с содержанием каучука до 20% имеют повышенные ударную
вязкость и морозостойкость и применяются для изготовления автомобильных деталей
методом литья;
- композиции полипропилена с 20-50% каучука имеют невысокие физико-механические
показатели и применяются для изготовления гибких шлангов и трубок, автомобильных
ковриков, брызговиков и других деталей.
- композиции, содержащие 50-80% этиленпропиленового каучука, используют в качестве
модификаторов термопластов и битумов и для изготовления некоторых изделий, например,
пробок для медицины.
К недостаткам механических смесей на основе каучука и термопласта следует отнести
низкую стойкость к агрессивным средам, неудовлетворительные высокоэластические свойства,
особенно при повышенных температурах, ползучесть под нагрузкой. Основные недостатки
механических смесей обусловлены наличием в них невулканизованного эластомера.
В последние годы разработаны ТПО на основе ПП и новых полиолефиновых (этиленбуте-
новых) эластомеров Engage (РОЕ) компании DuPont Dow Elastomers, получаемых методом
анионной полимеризации на металлоценовых катализаторах, которые позволяют
синтезировать разветвленные полимеры с высокой прочностью расплава. Новые ТПО на основе смесей
ПП и РОЕ, содержащие наполнители и пластификаторы, легко перерабатываются экструзи-
онным способом, характеризуются поверхностью «soft touch» (мягкой на ощупь) и
превосходят по эксплуатационным характеристикам традиционные ТПО и ТПЭ на основе ПВХ по трем
параметрам: сохранению эластичности после термического старения при 120°С, прочностью
при низких температурах, а также стойкостью к действию моющих жидкостей. Новые ТПО
могут заменить мягкие пластикаты ПВХ и TPV в тех областях применения, где не требуются
высокие эксплуатационные характеристики, в частности, стойкость к накоплению
статической деформации сжатия.
Разработанные компанией Teknor Apex новые ТПО на основе смеси жесткого полиолефи-
на и олефиновых блоксополимеров INFUSE (OBC), получившие торговое название Tradenamed
Telcar® OBC, обладают улучшенными технологическими и физико-механическими
свойствами (прочностью при растяжении, относительным удлинением при разрыве, сопротивлением
раздиру и др.) по сравнению с традиционными ТПО, содержащими этиленпропилендиеновый
каучук или статистические полимеры. По сравнению со многими марками ТПЭ-С с той же
твердостью компаунды Telcar OBC характеризуются меньшей остаточной деформацией
сжатия, более высоким сопротивлением термическому старению, износостойкостью, прочностью
при растяжении, стойкостью к действию химических веществ.
Для повышения ударной прочности и стойкости к действию низких температур в качестве
модифицирующих добавок в ТПО используют новые этиленоктеновые пластомеры низкой
плотности, производимые с помощью металлоценовых катализаторов компанией Chemical's
Exact ExxonMobil.
Используемые в автомобильной промышленности ТПО часто наполняются минеральными
веществами, такими как тальк или мел. Эти наполнители повышают жесткость полимеров,
но увеличивают массу материалов и снижают ударную прочность.
В настоящее время разрабатываются нанокомпозиты ТПО - смесь наномерных частиц глины
в матрице из ТПО, которые имеют меньшую плотность и более высокую жесткость при
одинаковой ударной прочности по сравнению с обычными наполненными ТПО.
Компания Solvay Engineered Polymers разработала новые марки ТПО Platon, специально
предназначенные для электрохимической металлизации, которые могут заменить
конструкционные термопласты при изготовлении покрытых металлом декоративных деталей, начиная
с отделки держателя приборной панели и кончая обшивкой, дополнительными модулями и
решетками. Новые ТПО содержат в своем составе ненасыщенные олефины, способные
окисляться для последующей металлизации.
Американская компания ExxonMobil Chemical выпустила новое семейство термопластичных
олефиновых эластомеров марки Vistamaxx, которые занимают промежуточное положение
между этиленпропилендиеновым каучуком и полипропиленом. Vistamaxx хорошо
смешивается со всеми полиолефинами, повышая их ударную прочность.
Термопластичные вулканизаты
Наибольший практический интерес представляют ТПЭ на основе смесей каучуков и
термопластов, в которых эластомерная фаза сшита в процессе динамической вулканизации.
Технология динамической вулканизации включает одновременное проведение двух процессов -
смешение каучука и термопласта и сшивание каучука путем использования вулканизующих
агентов и динамического сдвига. Способ обеспечивает повышение физико-механических
показателей ТПЭ, особенно при эксплуатации в напряженном состоянии. Использование
вулканизующих агентов и проведение вулканизации каучуковой фазы в период смешения каучука
с термопластом и другими компонентами при больших скоростях сдвига и высокой
температуре позволяет получать материалы с уникальной морфологией (с образованием мелких
вулканизованных частиц каучука, распределенных в матрице из термопластичного эластомера),
обладающие технологическими характеристиками переработки, типичными для термопластов,
и функциональными свойствами вулканизованных эластомеров при эксплуатации. Эти
материалы называют термопластичными вулканизатами (ТПВ) или термопластичными резинами
(ТПР). Они превосходят по свойствам полиолефиновые блоксополимеры и ТПО.
Процесс динамической вулканизации открыт A.M. Гесслером в 1962 г., когда было
установлено, что частичное сшивание бутилкаучука, добавленного в полипропилен, существенно
увеличивает его ударную вязкость. В дальнейшем было использовано «динамическое
отверждение» для сшивания с помощью органического пероксида этиленпропилендиенового
каучука в смесях с полипропиленом. Метод «динамической вулканизации» позволяет получать
ТПВ на основе как гибкоцепных, так и жесткоцепных термопластов с различными
насыщенными и ненасыщенными каучуками, вулканизованными различными органическими перокси-
дами, серой и ускорителями, дивинилбензолом, органическим пероксидом с
полифункциональными и аллильными мономерами или с кислотными функциональными группами, фе-
нольными смолами, бис-полиимидом и др.
Методом «динамической вулканизации» было получено большое число термопластичных
материалов на основе различных каучуков и термопластов (11 эластомеров и 9 пластмасс).
Однако число комбинаций, представляющих практический интерес, ограничено. Наряду с
экономическими и экологическими аспектами при определении комбинаций каучук-термопласт для
получения ТПВ необходимо учитывать технологические характеристики и термостабильность
полимеров, от которых зависят способность к переработке, морфология и эксплуатационные
свойства ТПВ. Относительные количества каучука и пластика в основном определяют свойства,
связанные с жесткостью (твердость, модуль Юнга, напряжение при 100%-ном удлинении), и
оказывают влияние на конечные механические и эластические свойства ТПВ.
При выборе пары каучук-пластик и их определенного соотношения предельные значения
упругопрочностных характеристик ТПВ определяются свойствами исходных компонентов -
степенью кристалличности термопласта, критическим межфазным натяжением для
смачивания и молекулярной массой отрезка цепи между узлами, образованными перепутыванием
цепей. Чем ниже межфазное натяжение, тем меньше размеры капель в расплаве полимеров
и, очевидно, меньше размер частиц вулканизованного каучука в ТПВ. Поскольку межфазное
29 - 5464
~£$£w
4
i
1
i
I
I
I
.Д* натяжение коррелирует с параметром растворимости полимера а, то предложено межфазное
поверхностное натяжение между полимерами оценивать по разности параметров
растворимости двух полимеров (3= (б^г)2. Между основными физико-механическими свойствами ТПВ и
этой величиной существует обратно пропорциональная зависимость.
Лучшими динамически вулканизованными смесями эластомера и термопласта являются те,
в которых поверхностная энергия полимеров примерно одинакова, молекулярная длина
отрезка цепи между сшивками небольшая, а степень кристалличности термопласта составляет 15%.
Таким образом, неполярные эластомеры лучше взаимодействуют с неполярными
термопластами, а полярные каучуки лучше взаимодействуют с полярными пластиками, что обусловлено
близостью их параметров растворимости 5 или критических поверхностных натяжений ус.
При создании ТПВ на основе смеси полимеров, параметры растворимости которых
значительно различаются, используют компатибилизаторы для улучшения совмещения полимеров
и уменьшения размера частиц каучука в процессе формирования структуры ТПВ.
Идеальная смесь эластомера и термопласта состоит из мелких частиц эластомера,
рассеянных в относительно небольшом количестве термопласта. Частицы эластомера должны быть
I сшиты для обеспечения эластичности (и, следовательно, способности материала быстро
восстанавливаться после значительной деформации). Даже при частичной вулканизации эласто-
мерной фазы значительно улучшаются свойства материала по сравнению со свойствами
смесей термопласта с несшитым эластомером. Наилучший комплекс свойств достигается при
полном сшивании фазы эластомера.
Температура смеси должна быть выше температуры плавления термопласта (на 25-40°С)
и достаточной для активации и завершения вулканизации эластомерной фазы в условиях
сдвиговых деформаций за короткое время смешения. Может быть использована любая
вулканизующая система, не изменяющая свойств термопластичной фазы.
Термопластичные вулканизаты можно получать различными способами. Наиболее
стабильные и высокие физико-механические показатели имеют ТПВ, полученные путем
предварительного смешения в расплаве каучука, термопласта, наполнителей и пластификаторов с
последующим введением вулканизующих агентов. По сравнению с механическими смесями
каучук-термопласт динамические вулканизаты имеют (благодаря более стабильной фазовой морфологии)
улучшенные физико-механические, технологические и эксплуатационные свойства:
- более высокие прочность при растяжении и относительное удлинение при разрыве;
- меньшую остаточную деформацию при сжатии;
- повышенные усталостную выносливость, стойкость к воздействию жидкостей, в том числе
к горячим маслам;
- более высокие верхний температурный предел эксплуатации;
- стабильность расплава при литье под давлением и экструзии, меньшее разбухание
экструдата.
Физико-механические свойства ТПВ зависят от ряда факторов, в том числе от структуры
и свойств полимеров (их молекулярной массы и молекулярно массового распределения,
вязкости и поверхностной энергии), их соотношения и термодинамической совместимости, от
типа и концентрации вулканизующих агентов и от параметров процесса получения
(температуры, скорости сдвига и т.д.).
Для получения ТПВ предпочтительно использовать вулканизующую систему, которая не
взаимодействует с полимером, образующим непрерывную пластическую фазу. При
динамической вулканизации образуются такие же сшивки или трехмерная структура полимера, как и
при традиционной статической вулканизации. Однако эти структуры генерируются в малых
частицах каучука, диспергированных в термопластичной матрице в виде микрогелей. Чтобы
ТПВ имели высокие физико-механические показатели, размер этих частиц или микрогелей
должен быть менее 2 мкм.
Динамические вулканизаты следует рассматривать как гетерогенные системы, соединение
элементов структуры в которых происходит благодаря граничному слою более сложного строе-
«о *.
ния, чем у смесевых ТПЗ. Граничный слой динамических вулканизатов включает в себя две
разновидности структуры - термодинамически равновесный слой (межфазный слой,
основанный на сегментальной растворимости полимеров) и термодинамически неравновесный
представляющий собой микродисперсию термопласта в сшитом эластомере.
Поведение ТПВ связано непосредственно с граничным слоем, особенностями его
формирования и перестройки. Равновесная часть граничного слоя обусловливает целостность
материала при деформировании. Неравновесная часть зависит от типа полимеров, условий
получения и переработки в изделия, а ее сохранение обусловливает воспроизводимость свойств
ТПВ после повторной переработки.
Основные классы ТПВ. Неполярные каучуки с неполярными термопластами являются
более или менее термодинамически совместимыми полимерами, способными сформировать
тонкую гетерофазную морфологию и ТПВ на их основе характеризуются наилучшим
комплексом свойств.
Этот класс включает ТПВ из смеси не менее семи углеводородных каучуков с полиолефи-
нами, полученные с помощью различных вулканизующих систем. Практическое применение
находят в основном ТПВ на основе композиций полипропилена (ПП) с этиленпропиленовыми
каучуками, полибутадиеном, натуральным каучуком (НК) или полиизопреном (СКИ-3),
однако и другие комбинации неполярных каучуков и пластиков позволяют получать ТПВ с
хорошими физико-механическими показателями. Свойства этих материалов зависят как от
характеристик исходных материалов - молекулярной массы, молекулярно-массового
распределения, степени кристалличности полимеров, так и от условий процесса получения и рецептуры
смеси (типа и содержания вулканизующих агентов, соотношения полимеров, содержания
наполнителей, пластификаторов и различных целевых добавок).
Наиболее распространенными являются ТПВ на основе этиленпропилендиеновых каучуков
(ЭПДК) и полипропилена (ПП). Широкий спектр свойств и многообразие марок этих
полимеров обеспечивает получение полиолефиновыхТПВ с разнообразными свойствами. Эти
полимеры благодаря сходству химической структуры характеризуются близкими параметрами
растворимости, относительно низкой стоимостью и высокими физико-механическими
показателями. Этиленпропиленовые каучуки обладают высокой озоно-, кислородо-, погодо-,
теплостойкостью, стойкостью к ряду агрессивных сред, высокими диэлектрическими
показателями, великолепными низкотемпературными свойствами, легко перерабатываются и имеют
низкую плотность. Основные деформационно-прочностные и реологические свойства ТПВ
определяются массовой долей термопласта и его свойствами, а эластические и
низкотемпературные свойства композиций связаны с фазой каучука.
В зависимости от состава и способа получения твердость этих ТПВ может изменяться от
35 ед. по Шору А до 50 ед. по Шору Д, условная прочность при растяжении от 3 до 15 МПа
при средней твердости и до 34 при высокой твердости, относительное удлинение при
разрыве от 200 до 1100%. ТПВ на основе смеси ЭПДК с ПП сохраняют работоспособность при
температурах от -50 до 125°С. Для ТПВ характерны также низкая плотность, высокое
эластическое восстановление, стойкость к термоокислительному старению (в том числе в
напряженном состоянии) и УФ-излучению, высокие динамические и диэлектрические свойства. ТПВ
ЭПДМ-ПП проявляют лучшие усталостные свойства, чем традиционные вулканизаты на
основе ЭПДМ, полихлоропрена, хлорсульфированного полиэтилена и других каучуков. По
сопротивлению накоплению остаточной деформации при сжатии при повышенных
температурах ТПВ ЭПДМ-ПП превосходят вулканизованные резины. По сравнению с традиционными
резинами они имеют более низкую плотность (на 20-30%), что приводит к снижению массы
единицы изделия. Эти ТПВ обладают высокими упругопрочностными характеристиками в
отсутствие усиливающих наполнителей, поэтому в промышленности выпускаются ТПВ,
наполненные как техническим углеродом, так и минеральными наполнителями. Последние легко
окрашиваются и используются для получения цветных резин.
ОТ*
~№-
А
w
\
i
!
!
I
Физико-механические показатели ТПВ ЭПДМ-ПП зависят от твердости. В зависимости от
состава и способа получения твердость этих ТПЭ может изменяться от 35 ед. по Шору А до 50 ед.
по Шору Д, условная прочность при растяжении - от 3 до 15 МПа при средней твердости и до 34
при высокой твердости, относительное удлинение при разрыве - от 200 до 1100%. ТПВ на основе
смеси ЭПДК с ПП сохраняют работоспособность при температурах от-50 до 125°С.
В табл. 2.2.6 приведены свойства ТПВ ЭПДК-ПП типа Сантопрен с различной твердостью.
Для получения ТПВ ЭПДМ-ПП используются различные способы вулканизации: пероксид-
ная, серноускорительная, алкилфенолформальдегидными смолами и др. Однако при
использовании серусодержащей вулканизующей системы в ТПВ появляется неприятный серный
запах. При использовании пероксидов возможны побочные реакции их с полиолефинами: пе-
роксирадикалы сшивают полиэтилен, а полипропилен деструктирует при взаимодействии с
ними. Для уменьшения деструкции ПП можно ввести в смесь полиизобутилен, который
деструктирует в первую очередь.
При получении и переработке ТПВ со смоляной вулканизующей системой выделяется
меньшее количество летучих веществ с неприятным запахом, не происходит деструкции ПП,
а ТПВ имеют лучшую перерабатываемость, повышенные сопротивление
термоокислительному старению и маслостойкость, меньшее накопление остаточной деформации сжатия и
более высокое качество поверхности изделий, чем ТПВ с другими вулканизующими
системами. Благодаря работам С. Абду-Сабета и М.А. Фатха, предложившим метилол-феноль-
ную вулканизующую систему, активированную кислотами Льюиса, стала возможной
реализация технологии промышленного получения первых серийных типов ТПВ на основе
ЭПДК-ПП (Сантопрен фирмы «Монсанто», США). В качестве кислот Льюиса выступают
хлориды металлов. Для динамической вулканизации смесей на основе ЭПДК могут
применяться бромированные диметилолфенольные смолы с оксидом цинка в качестве активатора, а
также негалогенированные диметилолфенольные смолы совместно с донорами хлора
(хлориды железа, олова, цинка; хлорированные парафины; хлорированный полиэтилен, хлор-
сульфированный полиэтилен, полихлоропрен) и активатором (оксид цинка). Диметилолок-
тилфенольные агенты вулканизации позволяют создавать очень мягкие ТПВ (с твердостью
35 ед. по Шору А).
Скорость вулканизации каучука существенно влияет на физико-механические свойства ТПВ
и их устойчивость к термоокислительному старению.
2.2.6. Свойства ТПВ типа Сантопрен с различной твердостью
Показатель
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Условное напряжение при 100%-ном удлинении, МПа
Сопротивление раздиру, кПа:
при 25°С
при 100"С
Остаточная деформация при сжатии (168 ч), %:
при 25°С
при 100"С
Остаточная деформация при растяжении, %
Температура хрупкости, "С
Степень набухания в жидкости (100°С, 166 ч), %:
в воде
в антифризе
в масле ASTM-1
В масле ASTM-2
в масле ASTM-3
в гидравлической жидкости
в тормозной жидкости
Твердость по Шору. \
64(A)
6.9
400
2,3
24,5
10,2
20
36
10
-60
5
5
31
50
71
13
-30
73(A)
8,3
375
3,2
27,8
12,3
24
40
14
-63
5
3
29
49
65
16
-18
80(A)
11.0
450
4,8
34,0
13,1
29
45
20
-63
3
2
17
34
50
12
-14
87(A)
15,9
530
6,9
48,7
23,3
36
58
33
-61
3
2
13
27
41
11
-13
(сл. ед.
40 (Д)
19,0
600
8,6
64,6
35,5
44
67
48
-57
2
1
6
17
30
8
-9
50 (Д)
27,6
600
10,0
90,0
63,7
47
70
61
-34
2
1
5
13
25
8
-10
Для регулирования свойств ТПВ в смеси ЭПДК с ПП наряду с вулканизующими агентами
вводят различные ингредиенты: парафино-нафтеновые пластификаторы, наполнители,
целевые добавки, например, олигодиены, атактический полипропилен, сополимеры этилена
с винилацетатом или сополимеры этилена и октена и др. Введение пластификаторов
значительно снижает вязкость расплава и твердость ТПВ, улучшает их перерабатываемость и
повышает эластичность и морозостойкость. Синтетические пластификаторы типа
низкомолекулярных сложных эфиров снижают температуру стеклования каучуковой и
термопластичной фаз и улучшают низкотемпературные свойства ТПВ. Для упрощения технологии
введения пластификаторов в композицию каучук-термопласт целесообразно применять
маслонаполненные каучуки.
В качестве наполнителей используют минеральные наполнители или техуглерод.
Поскольку в ТПВ термопластичная фаза обеспечивает упрочнение матрицы, нет
необходимости использовать наполнители для усиления материала, в основном их применяют для
удешевления или окрашивания ТПВ.
В состав ТПВ можно включать антиоксиданты, УФ-стабилизаторы, антипирены.
ТПВ на основе ЭПДК и ПП производятся в России и за рубежом, и число
фирм-производителей ежегодно увеличивается. Наиболее известными и широко применяемыми являются
ТПВ ЭПДК-ПП, выпускаемые под торговымы названиями Сантопрен (Santoprene, ExxonMobil,
США) и Сарлинк (Sarlink, DSM, Нидерланды).
В настоящее время ТПО и ТПВ производят различные компании за рубежом (например,
международные компании PolyOne, Multibase, Kuraray, Sumitomo Chemical, Япония; Technical
Polymers, Thermoplastic Rubber Systems, Teknor Apex, GLS Corporation, Dow Chemical Company,
США; Elastron Kimya A.S., Турция и др.). В России объемы производства этих материалов
невелики, в основном ТПО для автомобильной промышленности выпускают компании
«Полипластик», «Росавтопласт», «Фармпластаст» и др. ТПВ ЭПДМ-ПП производят ОАО «Кварт»
(г.Казань), НПК «Полимер-компаунд» (г.Томск), НПО «Композитные материалы» (г.Зеленоград).
В табп. 2.2.7 приведены свойства некоторых марок ТПВ различных
фирм-производителей, которые применяются для изготовления длинномерных уплотнителей различного
назначения.
2.2.7. Свойства термопластичных вулканизатов на основе смеси ЭПДК с ПП
Показатель
Твёрдость по Шору А
Условная прочность
при растяжении, МПа
Относительное удлинение
при разрыве, %
Условное напряжение
при 100%-ном удлинении, МПа
Показатель текучести
расплава, г/10 мин:
200°С, 10,6 кг
190°С. 5 кг
Атмосфеоостойкость
Стойкость к УФ-излучению
Температурный интервал
работоспособности, °С
Santoprene, ExxonMobil,
США
101-64
65
6,0
500
2,1
3,5
О
О
101-73
75
7,4
500
3,3
8,7
О
О
101-87
88
10,7
550
4,9
6,8
О
О
Квартопрен,
ОАО «Кварт»,
г.Казань, РФ
А-60
60+5
4,9
200
0.05
_
-
А-70
70±5
5,4
280
0,05
_
-
-50++130
Enflex,
Enplast
Plastik
Kimya,
Турция
Enflex
TPV 55A
55
4,09
400
1,9
5,4
О
О
-
Sarlink, DSM,
Нидерланды
9165N/
B4
63
6,7
550
2,4
-
О
О
9190N/
В4
86
14,0
650
6,4
-
О
О
Эмитек,
НИИЭМИ,
Москва, РФ
110-60
62
6,5
700
2,0
2,7
2.7
О
О
-50++130
Примечание. «О» - отличная.
1
I
i
!
Показатель
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Остаточная
деформация после сжатия, %:
72 ч при 23°С
22 ч при 100°С
Степень набухания
(168 ч, 23°С), %:
в масле ASTM-1
в масле ASTM-2
в масле ASTM-3
Твердость по Шору А, усл. ед.
50
6,5
285
26
38
14
19
71
60
8,8
315
28
42
9
13
53
70
11,2
340
31
43
9
12
47
80
13,2
370
34
47
7
9
35
УО
15,3
405
39
57
-
2.2.8. Свойства ТПВ на основе смесей нату- ТерМОПЛаСТИЧНЫв вуЛКаНИЗЗТЫ НЭ ОСНОВЕ
рального каучука с полипропиленом натурального каучука и полиолефинов с
высокими физико-механическими
показателями также могут быть получены без
применения компатибилизаторов. Однако
содержащиеся в натуральном каучуке (НК)
природные белки при тепловом воздействии
деструктируют с выделением продуктов
разложения с неприятным запахом. Поэтому НК
предпочтительно смешивать с полиэтиленом
(ПЭ) при 125°С и использовать для
вулканизации серусодержащую систему, а не перок-
сид, способный сшивать ПЭ и вызывать
деструкцию НК. ТПВ НК-ПЭ имеют более
высокую стойкость к тепловому старению, чем
вулканизаты НК. На основе смесей НК-ПП разработаны ТПВ с высокими
физико-механическими показателями (табл. 2.2.8), однако они заметно уступают по стабильности и
обрабатываемости ТПВ ЭПДМ-ПП.
Термопластичные вулканизаты на основе бутилкаучука с полипропиленом (ТПВ БК-ПП)
обладают повышенной газонепроницаемостью, в особенности кислорода и водяного пара. ТПВ на
основе БК и полиизобутилена имеют высокое сопротивление термическому старению и могут
эксплуатироваться в течение длительного времени при повышенных температурах (до 150°С).
Полярные каучуки с полярными термопластами. Для получения ТПВ с высокой прочностью
и хорошими эластическими свойствами необходимо выбирать пары каучук-пластик, имеющие
близкие параметры растворимости, например, полярные каучуки (бутадиеннитрильные,
хлорированный полиэтилен, эпихлоргидриновый, акрилатный, этиленвинилацетатный) и
кристаллические полиамиды (ПА), бутадиеннитрильные каучуки (БНК) и поливинилхлорид (ПВХ) и т.д.
При проведении динамической вулканизации совмещенных композиций полярных
эластомеров с термопластами, обладающими высокой маслобензостойкостью, получают
материалы, значительно превосходящие по маслобензостойкости (особенно при повышенных
температурах эксплуатации) традиционные резины на основе полярных полимеров. Свойства ТПВ
на основе полярных полимеров, как и композиций СКЭПТ-ПП, в существенной степени
определяются типом и соотношением компонентов и условиями получения.
Известно, что БНК способны термовулканизоваться при повышенных температурах с
образованием большого количества геля (до 85-90%) при отсутствии вулканизующих агентов.
Это свойство проявляется при совмещении БНК с полиамидами при повышенных
температурах: получаемые без применения вулканизущих агентов материалы имеют
удовлетворительные физико-механические свойства. Однако дополнительное сшивание каучука с
использованием бисмалеимида или смоляной вулканизующей системы существенно увеличивает
прочность, модуль, твердость, относительное удлинение при разрыве ТПВ БНК-ПА.
Увеличение содержания углеводородной части в молекуле полиамида, а также содержания
акрилонитрила в каучуке приводит к повышению физико-механических показателей ТПВ,
по-видимому, вследствие улучшения совместимости каучука и термопласта. Содержание нитрила
акриловой кислоты в каучуке определяет эластические свойства и степень набухания ТВП в маслах.
Для вулканизации БНК при получении ТПВ используют различные системы: серно-ускори-
тельную, пероксидную, смоляную, бис-малеимидную и др. Оптимальная концентрация
вулканизующих агентов при получении ТПВ соответствует их концентрации в стандартных
рецептурах резин. При получении ТПВ на основе БНК с ПА с высокой температурой плавления
предпочтительно применение о>с-малеимида или фенольной смолы, тогда как при использовании
полиамидов с низкой температурой плавления наиболее эффективной является серно-уско-
рительная вулканизующая система
Применение динамической вулканизации оказалось весьма эффективным при создании ~:
материалов на основе смеси БНК с ПВХ. Эти полимеры имеют близкую плотность энергии
когезии (близкие значения параметров растворимости) и смешиваются в любых
соотношениях при 140-160°С.
Резины на основе бутадиеннитрильных каучуков с ПВХ обладают высокими
прочностью и сопротивлением истиранию, стойкостью к различным агрессивным средам и
атмосферным воздействиям. Метод динамической вулканизации позволяет получать
композиционные материалы, близкие по свойствам к традиционным резинам из СКН с ПВХ, но
способные перерабатываться по технологии переработки термопластов. Большое
влияние на их физико-механические свойства оказывает выбор полимеров. Для получения ТПВ
БНК-ПВХ с высокими физико-механическими показателями необходимо использовать
высокомолекулярный поливинилхлорид со степенью кристалличности не менее 13%. Это :
приводит к уменьшению взаиморастворимости полимеров после смешения и увеличению
эффекта усиления ТПВ.
При введении БНК в ПВХ (а также в композиции ПВХ с пластификаторами и
наполнителями, называемые пластикатами) повышаются их прочность при растяжении и сопротивление
истиранию, стойкость к различным агрессивным средам и атмосферным воздействиям, и
незначительно уменьшается накопление остаточной деформации при сжатии.
При проведении динамической вулканизации каучука в среде поливинилхлорида
наблюдается увеличение модулей при различных степенях деформации и прочности при
растяжении, а относительное удлинение при разрыве и остаточное удлинение смесей БНК-ПВХ-целе-
вые добавки, а также максимум набухания в бензине и смеси изооктан-толуол снижаются
(табл. 2.2.9). Повышенные физико-механические показатели сохраняются при погружении ТПВ
в масло при 100°С.
2.2.9. Влияние БНК на свойства пластикатов ПВХ
Показатель
Твёрдость по Шору А
Прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Остаточное удлинение, %
Условное напряжение,
МПа, при:
10%-ном удлинении
50%-ном удлинении
100%-ном удлинении
Показатель текучести
расплава (180°С), г/10 мин:
180°С, 50 Н
180°С, 106 Н
Относительная остаточная
деформация при
статической деформации сжатия
25% в течение 24 ч
при 70°С, %
Максимальная степень
набухания в смеси
изооктан-толуол (70:30), %
B-60F
(ТУ 2246-442-05761784-99)
Без
БНК
16,3
450
50
0,99
3,69
6,18
17,8
99,0
84
-9,2
С БНК
65
10,7
400
40
0,46
2,09
7,5
7,5
26
80
8,2
С БНК
и BA*
56
11,5
400
35
0,8
2,62
6,5
6,5
24
75
6,0
ОМ-40
(ГОСТ 5960-72)
Без
БНК
58
19,4
425
85
1,88
5,96
8,71
7,05
31,2
80
-10,5
С БНК
72
15,5
450
35
1,08
3,9
6,5
3,8
11,0
78
7,6
С БНК
И ВА
63
17,0
400
30
1,2
4,0
7,0
4,0
12,8
73
5,4
ЛП-16
(опытный)
Без
БНК
65
11,3
220
15
1,55
4,74
7,49
2,2
19,5
70
-8,0
С БНК
76
11,0
375
240
1,77
4,4
5,9
1,6
8,7
68
5,0
С БНК
и ВА
65 72
12,0
375
20
0,92
2,9
4,6
2,7
11,1
60
3,9
* ВА - вулканизующий агент.
--£&--
г
I
i
i
I
1
I
Кроме того, при проведении динамической вулканизации снижается относительная остаточная
деформация при статической деформации сжатия ТПВ на основе БНК-ПВХ. При этом также
увеличиваются усталостная выносливость; возрастает верхний температурный предел эксплуатации
материала, увеличивается стабильность расплава при литье под давлением и экструзии,
снижается разбухание экструдата. По-видимому, сшивание каучука в смесях БНКС-ПВХ препятствует
получению однофазной системы и приводит к образованию переходного слоя на границе раздела
фаз, что способствует улучшению свойств исследуемых термопластичных эластомеров.
Полярный каучук с неполярным термопластом. ТПВ на основе полярных бутадиеннитриль-
ных каучуков и неполярного полипропилена должны иметь идеальное сочетание эластомер-
ных свойств и стойкости к растворителям. Однако при смешении полимеров, сильно
различающихся по параметру растворимости, трудно достичь достаточно малого размера частиц,
необходимого для формирования оптимальной структуры и достижения высоких физико-
механических показателей ТПВ. Поэтому при смешении полимеров, сильно различающихся
по параметру растворимости, для получения однородных смесей необходимо применение
компатибилизаторов, функция которых состоит в создании большей, но не полной
термодинамической совместимости и увеличения межфазного взаимодействия между полимерами.
Для этого используют блоксополимеры, образующие промежуточный слой между двумя
фазами или применяют модифицированные термопласты и каучуки с функциональными
группами (например, обработанные малеиновым ангидридом, алкилфенол-формальдегидной
смолой и пр.), реагирующие друг с другом в процессе смешения в расплаве с образованием
блок-сополимера. Полученные таким способом материалы превосходят по некоторым
свойствам ТПВ на основе ЭПДМ-ПП, например, по стойкости к действию различных жидкостей и
сохранению свойств после набухания в углеводородах (табл. 2.2.10).
ТПВ БНК-ПП обладают высокими деформационно-прочностными свойствами и низкой
остаточной деформацией при сжатии, сравнимыми со свойствами ТПВ ЭПДМ-ПП. Однако
рабочий температурный диапазон ТПВ БНК-ПП уже, чем у ЭПДМ-ПП и составляет -40 -*- +110°С.
Наиболее известными материалами этого класса являются ТПВ типа Geolast фирмы ExxonMobil.
ТПВ с повышенной маслобензостойкостью представляют большой интерес, однако число
таких материалов невелико. Это Alcryn компании DuPont de Nemours на основе хлорсодержа-
щих полимеров, а также ТПВ, полученные на основе гидрированного бутадиеннитрильного
каучука и трех различных маслостойких каучуков: хлоропренового, эпоксидированного
натурального и карбоксилированного бутадиеннитрильного.
Компания Zeon Chemicals разработала термопластичные вулканизаты на основе смесей
полиакрилатов и полиамидов, стойкие к воздействию горячих масел. Новые типы ТПВ,
получившие название Super-TPV (Супер-ТПВ), обладают высокой температуро- и маслостойкос-
тью. Супер-ТПВ марки Zeotherm обеспечивают более высокую термостойкость, чем другие ТПЭ,
в том числе полиэфирные. Они могут длительно работать при 150°С и кратковременно при
175°С и используются для получения деталей, эксплуатируемых в моторном отсеке
автомобиля, которые до настоящего времени изготавливались из специальных эластомеров.
2.2.10. Сравнение стойкости к жидким средам ТПВ ЭПДМ-ПП и БНК-ПП
с твердостью по Шоу А 80, усл. ед.
Условия проведения набухания
Масло ASTM-1:100°C.7cvt.
Масло ASTM-2; 100°С, 7сут.
Масло ASTM-3; 100°С, 7сут.
Изооктан-толуол (70:30); 23°С, 7 сут.
Изооктан; 23°С, 7сут.
Скипидар; 23°С, 7сут.
Изменение
массы, %
17.3/-13.2
33.4/-4.2
48.4/-0.3
33,6/17,1
18,9/-10,6
50/6,2
Сохранение показателя, %
Относительное
удлинение
при разрыве
87/103
81/104
70/85
77/67
83/104
77/85
Условная
прочность при
растяжении
82/120
78/118
71/90
74/67
77/79
70/77
Условное
напряжение при
100%-ном удлинении
94/113
95/108
93/94
78/81
84/88
82/89
Примечание. Результаты приведены в виде отношения показатель свойства ЭПДМ-ПП/показатель свойства БНК-ПП.
Разработаны новые ТПВ на основе акрилатного каучука (АЕМ-ТПВ) с высокой водной стой- *
костью и повышенным температурным пределом работоспособности (до 177°С).
Недавно также внедрено несколько новых типов ТПВ, включая ТПВ с фазой силоксаново-
го каучука. Он называется термопластичный силиконовый вулканизат (TnSiB). Этот мягкий,
бархатистый на ощупь материал может длительно использоваться при температуре 140—150°С.
Описаны ТПВ на основе неполярных каучуков с полярными термопластами, например,
ЭПДМ с полиамидом ПА-6 или с полибутилентерефталатом (ПБТ), при получении которых
использовали различные способы компатибилизации смеси полимеров.
Для применения в областях с менее жесткими техническими требованиями разработаны и
внедрены ТПЭ (г-ТПЭ), эластомерная фаза которых состоит (полностью или частично) из
вторично используемых материалов, например, измельченных отходов резинотехнических
изделий и шин (измельченных вулканизатов - ИВ). Исследование влияния ИВ на свойства ТПВ на
основе ЭПДК-ПП и БНК-ПВХ показало, что ИВ влияет на процесс динамической
вулканизации и незначительно снижает физико-механические показатели ТПВ. Однако, учитывая, что
стоимость ТПЭ в несколько раз превышает стоимость ИВ, применение их в качестве
полимерных наполнителей позволяет создавать композиции с низкой стоимостью.
3. ЛАТЕКСЫ
3.1. Латексы общего назначения 457
3.2. Латексы для пропитки шинного корда
и других текстильных материалов 478
3.1. Латексы общего назначения
(Д.П. Трофимович, Б.А. Майзелис, В.В. Клюбин)
3.1.1. Общие сведения о латексах
Латексы представляют собой коллоидные системы, в которых дисперсной фазой
является полимер, а дисперсионной средой (серум) - вода с растворенными в ней поверхностно-
активными веществами (ПАВ), электролитами, добавками, определяющими рН водной фазы,
противостарителями, водорастворимыми полимерами. Полимер в латексах находится в виде
микроскопических и ультрамикроскопических частиц (глобул). Состав и содержание веществ
водной фазы зависит от происхождения латекса и способа его изготовления.
По своему происхождению латексы делятся на натуральные, синтетические и
искусственные (искусственные дисперсии).
Для оценки свойств латексов как коллоидных систем, оценки и прогнозирования
поведения латексов при их переработке, а также для прогнозирования свойств изготовляемых из
латексов материалов и изделий применяют комплекс методов, включающий определение
следующих основных характеристик.
1. Содержание сухого вещества и полимера в латексе (IS0124-85, IS0126-89 и ГОСТ 28862-90).
Уменьшение содержания полимера ниже нормируемого значения для данного латекса, помимо
отрицательного влияния на экономику его применения, может привести к увеличению усадки
изделий, увеличению продолжительности сушки и числа слоев при нанесении покрытий.
2. Содержание некаучуковых веществ в латексе. Определяется как разность между
содержаниями сухого вещества и полимера. Высокое содержание некаучуковых веществ приводит
к повышенному влагопоглощению пленок, ухудшению их диэлектрических свойств.
!
i
!
I
i
3 рНлатексов (ISO 976-86). Большинство товарных синтетических и искусственных латек-
сов имеют щелочную реакцию, рН = 8-И 2, и лишь у карбоксилсодержащих, акрилатных и фтор-
сополимерных латексов рН может составлять 3-6. В натуральных латексах щелочность
определяют по аммиаку или по гидроксиду калия (ISO 125-90).
Снижение рН или щелочности ниже нормируемых значений для данного латекса может привести
к его коагуляции при хранении или введении ингредиентов латексных композиций, уменьшению
стабильности при механических воздействиях. Более высокое значение рН или щелочности, чем это
предусмотрено для данного латекса, может затруднить дестабилизацию латекса, лежащую в основе
всех технологических процессов изготовления изделий и материалов с применением латексов.
4. Размер частиц (глобул). Латексы являются полидисперсными системами, поэтому
наряду с определением среднего размера частиц (метод светорассеяния и адсорбционного
титрования) определяют распределение частиц по размерам (электронная микроскопия).
Размер частиц влияет на вязкость латекса, его механическую устойчивость, пропитывающую
способность, характер пленкообразования, скорость сушки материалов и изделий из латексов.
При прочих равных условиях уменьшение размера частиц приводит к увеличению
вязкости, снижению скорости сушки. Изменение размера частиц может оказать влияние на
химическую устойчивость и поверхностное натяжение латекса.
5. Вязкость латекса (ISO 1652-85, ГОСТ 25271-82). Метод определения вязкости основан
на измерении крутящего момента, создаваемого погруженным в латекс ротором (вискозиметр
Брукфильда). Латексы, концентрация полимера в которых обычно превышает 30%, являются
неньютовскими жидкостями и характеризуются структурной вязкостью, зависящей от
напряжения сдвига. Увеличение концентрации полимера в латексе и содержания ПАВ приводит к
повышению вязкости, а увеличение размера частиц и полидисперсности - к ее снижению.
В зависимости от назначения латекса, технологии его изготовления и переработки вязкость
может варьироваться от 20 до 1000 мПа-с.
Для сравнительной и качественной оценки вязкости латексов в России применяют метод,
основанный на измерении времени истечения латекса из сосуда с калиброванным
отверстием (воронка ВЗ-4). Для большинства латексов время истечения находится в пределах 10-60 с.
6. Поверхностное натяжение (ISO 1409-74, ГОСТ 20216-74). Латексы содержат значительное
количество ПАВ, что обусловливает низкое поверхностное натяжение - от 34-36 до 50-60 мН/м.
Поверхностное натяжение латексов зависит от типа ПАВ, его количества, размера глобул. Низкое
значение этого показателя косвенно свидетельствует (при прочих равных условиях) о высокой
степени насыщенности поверхности глобул эмульгатором.
7. Степень насыщенности Р (%) поверхности глобул эмульгатором. Величину Р
определяют методом адсорбционного титрования латекса эмульгатором с контролем поверхностного
натяжения и рассчитывают по формуле: m
Р = 100
т-\ + т3
где т., - число молей эмульгатора (на единицу массы) в исходном латексе; та - число молей
эмульгатора, введенного при титровании, до достижения постоянного значения
поверхностного натяжения.
Для синтетических латексов Р = 30-И 00% в зависимости от области их применения и
технологии переработки. Для натуральных и искусственных латексов Р>100%. Увеличение Р
приводит к увеличению устойчивости латекса к механическим воздействиям, наполнению,
замораживанию. Вместе с тем высокое значение Р ухудшает пленкообразование, снижает скорость
сушки изготавливаемых из латексов изделий и материалов, уменьшает их водостойкость.
Латексы с высоким значением Р характеризуются высокой пенообразующей способностью.
8. Механическая устойчивость (ISO 35-89) определяет агрегативную стабильность
латексов в условиях механического воздействия.
9. Содержание остаточных мономеров (метод определения - хроматография). В латексах
нормируется верхний предел содержания мономеров. Отклонение этого показателя от задан-
ных норм может ухудшать санитарные условия при переработке латекса, и приводить к пре-~
вышению содержания мономера в выбросах в окружающую среду.
10. Содержание коагулюма (ISO 706-85). Для латексов нормируется верхний предел этого
показателя. Наличие коагулюма осложняет процесс переработки латекса (засорение трубопроводов и
насосов, брак изделий, и кроме того, коагулюм может явиться центром дальнейшей коагуляции).
11. Свойства полимера латексов. Химическая природа полимера латекса, его пластоэластичес-
кие и прочностные характеристики влияют на характер пленкообразования,
физико-механические свойства изделий и материалов, их устойчивость к агрессивным средам. Для оценки свойств
полимера его выделяют из латекса, подготавливают образцы для испытаний (ISO 2028-90
«Приготовление сухого полимера из латекса бутадиенового гомополимера и из сополимерных
латексов») и определяют жесткость (ГОСТ 10201-75) или вязкость по Муни (ГОСТ 19920.16-74).
Численное значение этих показателей устанавливают в зависимости от назначения латекса и
способов его переработки при изготовлении изделий. Изготавливаются латексы с жесткостью полимера
от 5-6 до 70-90 Н и вязкостью по Муни от 30-40 до 200-250.
Для оценки качества натуральных латексов кроме показателей, указанных выше, применяют
ряд специфических показателей: число КОН (IS0127-84) (масса гидроксида калия,
эквивалентная массе кислотных радикалов, связанных с аммиаком в латексе, содержащем 100 г сухого
вещества), число летучих жирных кислот - ЛЖК (ISO 506-85) (масса гидроксида калия,
эквивалентная массе летучих жирных кислот в латексе, содержащем 100 г сухого вещества),
содержание меди (ISO 8053-86), марганца (ISO 7790-87) цвет, запах.
Если КОН > 0,6, а ЛЖК >.0,09, то цвет латекса ярко выраженный голубой или зеленый, а
при нейтрализации борной кислотой появляется запах гнили - это свидетельствует о
происшедших в латексе необратимых изменениях, что повлечет за собой технологические
трудности при переработке латексов (уменьшение механической стабильности, стабильности при
введении оксида цинка, образование коагулюма, нарушение пленкообразования и т.д.).
Увеличение сверх нормируемых значений содержания в натуральных латексах меди и
марганца ускоряет старение полимера при эксплуатации изделий.
При хранении латексов происходит изменение их свойств (старение): агрегация частиц
латекса, уменьшение агрегативной устойчивости, ухудшение пленкообразования, снижение физико-
механических показателей материалов и изделий, изготавливаемых с применением латексов.
В большей степени подвержены старению латексы хлорсодержащих полимеров, склонных
в результате гидролиза выделять соляную кислоту.
Оптимальные температуры хранения и транспортирования латексов 10-25°С. Не
допускается хранение и транспортирование латексов при температурах ниже 0°С и выше +30°С. Емкости
для хранения, транспортирования и переработки латексов должны быть изготовлены из
материала, не подверженного коррозии, или иметь покрытия, предотвращающие коррозию.
Транспортируют латексы в металлических бочках с узкой горловиной вместимостью 200 л
или в изотермических железнодорожных цистернах.
На заводах, потребляющих латексы, хранение латексов должно осуществляться в
герметично закрытых бочках или герметично закрытых емкостях с мешалками.
Гарантийные сроки хранения латекса зависят от типа латекса и указываются в ГОСТ, ТУ,
спецификациях.
При изготовлении резиновых изделий из латексов применяют четыре основных способа:
. - пленкообразование при испарении воды из тонкого слоя латекса или латексной
композиции (покрытия, пропитка, связующее, тонкие изделия, получаемые методом
многократного макания форм в латексную композицию);
- пленкообразование под воздействием коагулянтов, нанесенных на поверхность форм, или
путем погружения горячих форм в латексную композицию, содержащую термосенсибилизатор
(перчатки, баллоны, изделия медицинского, санитарно-гигиенического и технического назначения);
- желатинирование под воздействием веществ, введенных в латексную композицию и
генерирующих астабилизирующие ионы (пенорезина, монолитные формовые изделия);
- экструзия латексных композиций (резиновые нити, трубки).
3^3.1.
£
2, Натуральные латексы
Натуральный латекс представляет собой млечный сок каучуконосных растений (обычно
| бразильской гевеи) с содержанием сухого вещества 35-40%.
| Товарные натуральные латексы являются концентратами млечного сока каучуконосных
§ растений с 60-75% сухого вещества, содержащими специальные вещества, предохраняющие
(§_ латекс от самопроизвольной коагуляции вследствие развития бактериальных процессов, и
| обеспечивающие возможность его длительного хранения.
J Полимер натуральных латексов построен из звеньев изопрена, соединенных в положении
| цисА ,4 (полиизопрен). В товарных натуральных латексах содержатся также некаучуковые ве-
|. щества: протеины, мыла жирных кислот, ряд других органических и неорганических соедине-
,^ ний. Обнаружены 14 анионов, в том числе карбонаты и фосфаты. Преобладающими катионами
| являются ионы аммония NH4+ и калия К+, в микроскопических количествах содержатся
катила оны магния, меди, железа, марганца.
1^ Концентрирование натурального латекса в промышленном масштабе осуществляют тремя
способами: центрифугированием, сливкоотделением (отстаиванием) и упариванием. До 90-95%
выпускаемого товарного натурального латекса концентрируется центрифугированием.
Основные преимущества этого процесса - высокая производительность и возможность получения
латекса с низким содержанием некаучуковых веществ.
Сливкоотделение, несмотря на простоту оформления технологического процесса, низкие
энергетические затраты, возможность получения латекса с высоким содержанием сухого вещества и
низким содержанием некаучуковых веществ, характеризуется низкой производительностью.
Незначительный объем производства и более высокая стоимость сливкоотделенного натурального
латекса (по сравнению с центрифугированным) ограничивает область его применения.
Концентраты натурального латекса, полученные методом упаривания, характеризуясь
высоким содержанием сухого вещества, высокой стабильностью по отношению к внешним
воздействиям, имеют существенный недостаток - все некаучуковые компоненты, содержащиеся
в исходном латексе остаются в латексе после его концентрирования.
Натуральные латексы общего назначения (табл. 3.1.1), концентрированные
центрифугированием и сливкоотделением, выпускаются двух типов: высокоаммиачные (тип НА) и
низкоаммиачные (тип LA).
Аммиак в дозировке 0,6-0,7% в пересчете на латекс (высокоаммиачный) обеспечивает
длительную консервацию латекса. Повышая рН латекса и электрокинетический потенциал его
частиц, аммиак оказывает одновременно бактерицидное действие. В его присутствии (в
определенном количестве) прекращается рост микроорганизмов и не происходит разложения
белковых компонентов, сопровождающегося коагуляцией. Кроме того, аммиак связывает в виде
прочных комплексов ионы меди.
Недостатком аммиака как консерванта является его взаимодействие с оксидом цинка,
который используется практически во всех рецептах, применяемых при изготовлении изделий
из латексов.
В результате такого взаимодействия образуются положительно заряженные цинкаммиач-
ные комплексы (например, [Zn(NH3)4]++), что приводит к необратимой астабилизации и
загущению латекса, завершающимся желатинированием. По этой причине получили распростра-
ненияе так называемые низкоаммиачные натуральные латексы (тип LA), в которых
содержание аммиака составляет 0,2-0,3% при одновременном применении других веществ,
выполняющих роль бактерицидов (пентахлорфенолат натрия, борная кислота, диэтилдитио-
карбамат цинка и др.).
Натуральные латексы, концентрированные упариванием, в качестве консервантов
содержат гидроксид калия (тип KHS), гидроксид калия совместно с аммиаком (тип KLS) и аммиак
(тип НА).
.1.1. Натуральные латексы общего назначения
Тип
латекса
Система
стабилизации
Содержание, %
сухого
вещества
(TSC)
сухого
каучука
(DRC)
иекаучу-
ковых
веществ
(TSC)-
(DRC)
Щелочность по
аммиаку
или по
гидрок-
еиду
калия, %
Механическая
стабильность, с
Число
КОН
Число
летучих
жирных
кислот
(ЛЖК)
Область
применения
Концентрирование латекса центрофугированием
НА
(высокоаммиачный)
LA
(низкоаммиачный)
Аммиак
Аммиак и
пентахлор-
фенолят
натрия
Аммиак,
борная и
лауриновая
кислоты
Аммиак,
диэтилди-
тиокарбамат
цинка,
лауриновая
кислота
Аммиак,
тетраметил-
тиурамди-
сульфид,
оксид цинка
61,5-62,5
> 61,5*
61,5-62,5
> 61.5*
60,0-61,5
> 60,0*
60,0-61,5
>60*
1,5-2,0
<2,0*
1,5-2,0
<2,0*
0,6-0,75
>0,6*
0,18-0,20
<0,2*
650-1500
>650*
650-1000
>650*
0,4-0,8
<1,0*
0,4-0,7
<1,0*
0,02-0,10
<0,2*
0,01-0,09
<0,2*
Маканые
изделия
(перчатки,
баллоны,
изделия
медицинского и
гигиенического
назначения),
резиновые
нити,
адгезивы,
пенорезина
Концентрирование латекса сливкоотделением (отстаиванием)
НА
(высокоаммиачный)
LA
(низкоаммиачный)
Аммиак
Достоверные
данные
отсутствуют
66,0-69,0
> 66,0*
65,0-66,0
> 64,0*
1,8-2,0
<2,0*
0,6-0,7
> 0,55*
0,30-0,35
< 0,35*
800-1900
>650*
> 650
>650*
0,5-0,7
<1,0*
>1
<1,0*
0,01-0,09
<0,2*
>0,1
<0,2*
Резиновые
нити
Концентрирование латекса упариванием
НА
KHS
KLS
Аммиак
Гидроксид
калия
Гидроксид
калия,
аммиак
61,5-63,0
> 61,5**
72,0-73,0
> 72,0**
67,0-69,0
£ 67,0**
56,0-58,0
> 56,0**
64-67,0
> 64,0**
159,0-63,0
> 59,0**
4,5-5,0
<5,5**
6,0-8,0
<8,0**
6,0-7,0
<7,5**
0,6-0,75
>0,6**
1,0-1,2
>0,75**
1,0-1,2
>0,80**
600-800
>540**
> 1000
> 1000
-
-
-
>0,1
< 0.20**
>0,1
< 0.20**
Адгезивы,
связующее
волокон,
покрытия,
пенорезина
Адгезивы,
покрытия
тканей, .
пенорезина,
аппретирование
ковров,
добавки
в цемент,
бетон,
битум
* Требования ISO 2004-88. ** Требования ISO 2027-90.
Примечание. Величины «число КОН» и «число летучих жирных кислот ЛЖК» измеряются в г КОН/100 г каучука
латекса, однако в технической литературе и действующих стандартах эти показатели приводятся как
безразмерные.
}
I
I
I
I
>f* Натуральные латексы специального назначения характеризуются рядом специфических
свойств (табл. 3.1.2). К таким латексам относятся натуральные латексы двойного
центрифугирования (тип DC), латексы, вулканизация полимера которых осуществляется
непосредственно в латексе (тип PV) - предвулканизованные латексы, а также латексы, к полимеру которых
был привит мономер (тип MG).
Натуральные латексы двойного центрифугирования характеризуются низким
содержанием некаучуковых веществ, что позволяет получать изделия с высокими диэлектрическими
показателями и низким водопоглощением.
Натуральные предвулканизованные латексы (тип PV) не требуют изготовления латексных
композиций и связанного с этим приготовления дисперсий ингредиентов. Кроме того, при их
использовании отсутствует необходимость вулканизации изделий при высокой температуре,
достаточна лишь термообработка при 60-70°С.
Предвулканизованные натуральные латексы выпускаются с различной степенью
вулканизации полимера, что позволяет получать резины с различным модулем. Прививка метилме-
такрилата к полимеру натурального латекса позволяет увеличить жесткость, модуль,
сопротивление раздиру пленок, увеличить адгезию к полярным материалам.
3.1.2. Натуральные латексы специального назначения
Торговая
марка
DC
Exultex DC
Revultex LR
Revultex MR
Revultex HR
Revultex LA
Revultex MLA
Revultex HLA
Revultex 727 BF
Heveaplus MG
!
Ш
I—
DC
PV
MG
Особенности
изготовления
Двойное
центрифугирование
Вулканизация
каучука на стадии
латекса
То же
То же, с
последующим двойным
центрифугированием
Вулканизазация
на стадии латекса
Прививка метил-
метакрилата к
натуральному
каучуку латекса
Содержание, %
сухого
вещества
(TSC)
60,7-61,5
60,5-61,5
60,5-61,9
60,5-61,5
60,5-61,5
сухого
каучука
(DRC)
60,25-61,0
-
-
-
-
некаучуковых
веществ
(TSC)-
(DRC)
0,45-0,5
-
-
0,5-0,6
Щелочность по
аммиаку,
%
0,6-0,7
0,6-0,7
0,25-0,32
0,25-0,32
0,25-0,32
Достаточно достоверные сведения
отсутствуют. Наиболее вероятно, что полимер
латекса содержит 30% привитого метил-
метакрилата.
Специфические свойства
пленок
Низкое
содержание
некаучуковых
веществ
Низкий модуль
Средний
модуль
Высокий
модуль
Средний
модуль
Низкое
содержание
некаучуковых
веществ,
средний модуль
Тоже,
высокий
модуль
Низкое
содержание нитро-
зоаминов в
пленках
Высокие
жесткость и
модуль пленок,
адгезия к
полярным
материалам |
Область
применения
Изделия с
высокими
лектрическими
характеристиками
Изделия
медицинского
назначения,
перчатки
Изделия с
высокими
лектрическими
свойствами
Соски и
пустышки
Адгезивы,
добавки к
натуральному
латексу
Примечание. TSC и DRC - аббревиатуры,
и сухого каучука(Огу rubber content).
принятые для обозначения содержания сухих веществ (Total solids content)
462
"чфШфы-
Переработка натуральных латексов. При получении резиновых изделии перераооша
начальных латексов общего назначения и латексов двойного центрифугирования (тип DC) всегда
связана с изготовлением латексных композиций. Состав композиций в зависимости от вида
изделия и технологии его изготовления может существенно меняться. Однако, как правило,
композиции содержат:
вулканизующий агент (как правило, сера), масс, ч 0,5-2,5
ультраускорители класса дигиокарбаматов
и тиурамсульфидов, масс, ч 1,0-2,0
оксид цинка, масс, ч 0,5-3,0
противостаритель (обычно фенольного типа), масс, ч 1,0-1,5
При необходимости в состав композиций вводят поверхностно-активные вещества
(например, мыла жирных кислот), растворы гидроксида калия или аммиака, загустители,
наполнители, красители. Ингредиенты латексных композиций вводят в латекс в виде предварительно
приготовленных дисперсий, эмульсий, растворов.
При изготовлении резиновых изделий из предвулканизованных латексов (тип PV), как
правило, дополнительных ингредиентов не вводят. При необходимости в предвулканизованные
натуральные латексы могут быть введены противостарители, термосенсибилизаторы,
красители, наполнители.
Физико-механические свойства ненаполненных резин, полученных из натуральных
латексов, приведены в табл. 3.1.3.
3.1.3. Физико-механические свойства ненаполненных резин из натуральных латексов
Показатель
Условное напряжение
при 700% удлинении, МПа
Условная прочность при
растяжении, МПа
Относительное удлинение
при разрыве, %
Относительное
остаточное удлинение после
разрыва, %
Сопротивление раздиру,
кН/м
Коэффициент старения
по прочности при 70°С
Коэффициент старения
по относительному
удлинению пои 70°С
Коэффициент
морозостойкости при -~40°С
Температура стеклования,
"С
Максимальная степень
набухания в воде, %
Удельное объемное
электрическое
сопротивление, Омм
Диэлектрическая
проницаемость
Тангенс угла
диэлектрических потерь
Способы изготовления
Центрифугирование
и сливхоотделение
Упаривание
Двойное
центрифугирование
Предвулканизация
Тип латекса
НА
6,0-8,0
31,5-32,5
950-1100
10-12
70-80
0,70
0,98
1,0
-63
4-5
(1,2-1,5)1015
2,4-2,6
0,0018
LA
5,9-8,1
30,0-32,0
900-1120
8-15
72-78
0,74
0,98
1,0
-63
4-6
(1,3-1,5)-1015
2,4-2,7
0,0020
KHS
4,0-5,0
28,0-30,0
950-1100
8-12
62-70
0,84
1,0
1,0
-S3
15-20
(7,0-9,0).1010
5,4-8,0
-
DC
7,0-8,5
32,0-33,0
960-1000
10-13
75-80
0,76
0,97
1,0
-£3
3-4
(1,2-1,4)Ю'6
2,0-2,2
0,0015
LR
8,0-8,5
29,0-30,0
900-1000
10-15
65-73
0,60
0,80
1,0
-£3
4-5
1,6-10'5
2,5-2,6
0,0020
MR
11-13
28,0-29,0
850-900
8-12
60-70
0,65
0,80
1,0
-63
4-4,5
1,8-10,s
2,4-2,6
0,0023
HR
14-16
26,5-28,0
800-900
8-10
58-66
0,68
0,80
1,0
-63
4,0-4,5
1.7-1015
2,4-2,5
0,0030
-*55~
г
резин, как прочность при растяжении, относительное удлинение при разрыве, остаточное
удлинение, сопротивление раздиру, температура стеклования, теплопроводность, удельная
теплоемкость практически мало зависят от типа натурального латекса и способов его
концентрирования.
Вместе с тем такие свойства резин из различных типов натуральных латексов как во-
допоглощение, электрические показатели, газопроницаемость, стойкость к старению,
химическая стойкость, могут различаться в зависимости от содержания в латексах
некаучуковых веществ, способов вулканизации (предвулканизации полимера на стадии
латекса или поствулканизация изготовленных изделий), технологических приемов и режимов
изготовления резин.
Свойства резин из центрифугированных и сливкоотделенных натуральных латексов (тип НА и
тип LA) практически не различаются. Более низким водопоглощением и более высокими
диэлектрическими показателями характеризуются резины из латексов двойного центрифугирования.
Резины из натуральных латексов, концентрированных упариванием, вследствие высокого
содержания некаучуковых веществ имеют высокое водопоглощение. Резины из предвулка-
низованных натуральных латексов (тип PV) характеризуются более низкой прочностью при
растяжении и более низким сопротивлением старению по сравнению с резинами из
центрифугированных и сливкоотделенных натуральных латексов общего назначения.
Отмеченные различия свойств резин из разных типов натуральных латексов могут быть
существенно снивелированы рецептурными и технологическими приемами.
Переработка натуральных латексов, заправленных аммиаком, требует вытяжной вентиляции.
ПДК аммиака в рабочей зоне - 20 мг/м3.
3.1.3. Синтетические латексы*
Синтетические латексы получают эмульсионной полимеризацией диеновых углеводородов
или их сополимеризацией с виниловыми углеводородами. Обязательными компонентами,
применяемыми при эмульсионной полимеризации синтетических латексов, кроме мономера,
являются дисперсионная среда- вода, инициатор свободнорадикального типа, эмульгатор -
поверхностно-активное вещество (ПАВ), обеспечивающее эмульгирование мономеров и
стабильность образующейся дисперсии полимера.
Образующаяся в процессе перемешивания эмульсия содержит обычно капли мономера,
мицеллы ПАВ с мономером и растворенный в воде мономер. Растворимость мономера в воде
сильно колеблется от практически нерастворимых бутадиена, стирола, винилхлорида до
растворимых на 1-5% эфиров акриловой, метакриловой кислот. В случае водорастворимых
инициаторов процесс эмульсионной полимеризации начинается в водной среде и/или в
мицеллах эмульгатора. В процессе полимеризации образуются полимермономерные частицы
(ПМЧ), в которых протекает процесс полимеризации. К концу полимеризации ПМЧ
превращаются в латексные частицы со средним диаметром 40-300 нм, а вся система - в водную
дисперсию полимера.
В рецептах, используемых в промышленном производстве синтетических латексов,
соотношение углеводородной и водной фаз близко к 1:1, для полимеризации полярных
мономеров-до 1:1,5. Соотношение основных мономеров в рецептах широко варьируется, что
обеспечивает широкий спектр свойств получаемых латексов.
Синтетические латексы обычно классифицируют по химическому составу полимера или по
составу исходных мономеров.
* Приведенные данные относятся только к типичным представителям латексов, применяемых в резиновой
промышленности.
В резиновой промышленности в основном применяют следующие типы синтетических ла-
тексов:
- бутадиенстирольные и стиролбутадиеновые;
- хлоропреновые;
- бутадиеннитрильные и бутадиеннитрильные карбоксилсодержащие;
- бутадиеновые карбоксилсодержащие и бутадиенстирольные карбоксилсодержащие;
- винилпиридиновые.
Кроме этих основных типов синтетических латексов в резиновой промышленности могут
применяться акрилатные, фторсополимерные бутадиеннитриламидный, бутадиенбутилакри-
латметакриламидный латексы.
В пределах одного типа синтетические латексы могут различаться соотношением числа
звеньев мономеров, природой и количеством эмульгатора, размером частиц, содержанием
полимера, пластоэластическими свойствами полимера.
Бутадиенстирольные латексы
Бутадиенстирольные латексы являются продуктом эмульсионной полимеризации бутадиена
и стирола (табл 3.1.4).
В резиновой промышленности применяют бутадиенстирольные латексы, содержащие в
сополимере около 30 и 50% стирола, а также стиролбутадиеновый латекс с содержанием в
сополимере более 80% стирола. С увеличением в сополимере содержания стирола
происходят изменения свойств сополимера, характерные для перехода от эластомера к пластику:
уменьшение эластичности, увеличение модуля, снижение морозостойкости.
Во всех бутадиенстирольных латексах, выпускаемых в России, нормируется содержание
остаточного мономера - стирола.
Переработка бутадиенстирольных латексов требует применения эффективной вентиляции
для удаления из рабочей зоны остаточного высокотоксичного стирола. ПДК стирола в
рабочей зоне составляет 5 мг/м3.
Бутадиенстирольные латексы с низким содержанием связанного стирола.
Бутадиенстирольные латексы с 24-30% связанного стирола, полученные полимеризацией при 5-10°С и
конверсии мономеров 60-65% в присутствии регуляторов молекулярной массы и стопера,
содержат полимер с малым количеством разветвленных макромолекул и незначительным
количеством геля.
При изготовлении этих латексов в большинстве случаев применяют мыла жирных кислот,
а также смеси жирных и смоляных кислот.
Такие латексы с концентрацией сухих веществ 25-40% (латекс СКС-ЗОШХП, 2108)
применяли ранее в резиновой промышленности для пропитки шинного корда. В России латекс
СКС-ЗОШХП в пропиточных составах для шинного корда заменен на бутадиеновый карбоксил-
содержащий латекс СКД-1С и винилпиридиновый латекс БМВП-10Х.
Для получения латекса с более высокой концентрацией сухих веществ проводят
агломерацию его частиц и концентрирование до содержания сухих веществ 60-68%. Латексы,
частицы которых подвергались агломерации, при высоком содержании сухих веществ
характеризуются относительно низкий вязкостью, что позволяет без осложнений осуществлять их
переработку при изготовлении изделий.
Такие латексы (СКС-С, Интекс 100 и 103, Хайкар 2550Н5, 2110, JSR-0561) в основном
применяются для производства пенорезины. Для этого используются все известные способы:
способ Данлоп, основанный на механическом вспенивании латексной композиции,
желатинировании пены и ее вулканизации; способ Талалая, в основе которого лежит либо химическое
вспенивание, либо вакуум-расширение пены малой кратности, полученной механическим вспениванием
замораживание пены и ее желатинирование диоксидом углерода с последующим нагревом и
вулканизацией, а также так называемый способ без стадии желатинирования «non-gel foam process»
применяемый для изготовления неформовой пластины толщиной до 7 мм.
30 - 5464 •WJK*'
0>
Большой справочник резинщика
3.1.4. Бутадиенстирольные латексы
Фирма, страна,
ГОСТ или ТУ
Торговая
марка
Соотношение
мономеров
(бутадиен:
стирол)
Тип
эмульгатора
Жесткость
полимера
по Дефо, Н
Вязкость
полимера
по Муни
Содержание сухого
вещества,
%
рН
Средний
размер
частиц, нм
Поверхностное
натяжение,
мН/м
Вязкость
по ВЗ-4,
с
по Брук-
фильду,
мПас
Содержание
свободного
стирола, %,
не более
Область
применения
Латексы с низким содержанием связанного стирола
Россия
ТУ-38.103230-85
Россия
ГОСТ 102265-78
Goodyear Tire and
Rubber Comoanv, США
Firestone France
SA, Франция
Japan Synthetic
Rubber Co. Ltd,
Япония
The International
Synthetic Rubber
Co. Ltd,
Великобритания
NB Chemiche
Industrial Aku
Goodrich,
Голландия
Polymer Rubber
and Chemical
Corporation,
США
Japan Synthetic
Rubber Co. Ltd,
Япония
скс-с
СКС-
зошхп
2108
Интекс
100,103
Хайкар
2550Н5
2110
JSR-0561
70:30
70:30
71:29
70:30
70:30
70:30
77:23
Мыло
жирной
Тоже
— « —
— « —
—«—
Мыло
жирной
кислоты
+ мыло
канифоли
Мыло
жирной
кислоты
35-50
кислоты
15-30
-
_
-
-
-
110-120
-
140
110-120
140-150
120-130
Высокое
—«—
63-65
29-30
40-44
64-65
62-63
63-64
64-65
69
9,5-10
9,0-9,5
10-11
10-10,5
10-10,5
10-10,5
10-10,5
300
100
100
300
300
-
350-400
36-38
45-50
50
34-36
34-35
34-36
34-36
25-40
12-16
—
—
—
-
-
800-1000
-
800
700
-
-
0,04
0,2
0,03
0,04
0,04
0,04
0,04
Пенорезина
Пропитка
шинного
корда
Тоже
Пенорезина
—«—
—«—
—«—
Латексы со средним содержанием связанного стирола
Россия
ТУ 3810 441-80
СКС-50И
50:50
Парафина!
аммония
30-40
-
47-50
8-9
36-42
13-18
-
0,3
Электроизоляционные
текстильные
материалы
3.1.4. Бутадианстирольныв латексы (окончат)
Фирма, страна,
ГЬСТ или ТУ
Торговая
марка
Соотношение
мономеров
(бутадиен:
стирол)
Тип
эмульгатора
Жесткость
полимера
по Дефо, И
Вязкость
полимера
по Муни
Содержание сухого
вещества,
%
РН
Средний
размер
частиц, нм
Поверхностное
натяжение,
мН/м
Вязкость
no B3-4,
с
по Брук-
фильду,
мПа с
Содержание
свободного
стирола, %
не более
Область
применения
Латексы со средний содержанием связанного стирола
Россия
ГОСТ 15080-77
Россия
ТУ 38.103326-83
Россия
ГОСТ 14053-78
Firestone Synthetic
Rubber and Latex
Company, Naugatuck
Chemical Division ot
U.S. Rubber
Corporation, США
БС-50,
СКС-50П
СКС-
50КГП
СКС-
50ГПС
2002
2113
50:50
50:50
50:50
50:50
50:50
Мыло
жирной
кислоты
+ мыло
канифоли
—«—
Алкиларил-
сульфонат
+ мыло
жирной
кислоты
-
Мыло
жирной
кислоты
+ мыло
канифоли
15-30,
марка А.
30-50,
марка Б
15-30
40-55
-
-
-
-
65
130
44-46
55-59
45-48
49
48
10-10,5
10-11
10-11
10,5
10,5
100-150
120-180
100-120
150
45-48
45-46
45-47
-
12-16
25-35
12-18
-
-
-
-
-
0,1
0,1
0,1
-
Покрытие
ткани; уп-
лотнитель-
ные пасты
Адгезивы
Покрытие
тканей
Адгезивы
Покрытие
тканей
Латексы с высоким содержанием связанного стирола
Россия
ТУ 38103229-80
Dewey and Almy
Chemical Devision-WR
Grace and Company,
США
Goodyear Tire and
Rubber Company,
Франция, США
NB Chemiche Industrial
Aku Goodrich,
Голландия
БС-85
Дарекс
632
Плио-
лайт
151
Хайкар
2500Н9
15:85
10:90
15:85
-
Мыло
жирной
кислоты
-
Мыло
канифоли
-
Высокая
-«-
—. « —
_. « _
45-47
50-52
52-54
45-47
9-9,5
11
11
10,5
80-100
-
150
80-110
60
-
35-38
60
12-14
-
-
-
-
50-70
60-65
100
0,2
-
-
-
-
Усиливающая
добавка
Тоже
—«—
—«—
i
I
f
i
l
y«^ Бутадиенстирольные латексы со средним содержанием связанного стирола. Бутадиенстироль-
ные латексы с 44-50% связанного стирола в полимере изготавливают в основном
полимеризацией при 40-70°С и конверсией мономеров 80-100%. В отсутствие регуляторов молекулярной
массы полимеры этих латексов содержат разветвленные макромолекулы и большое количество геля.
В промышленности выпускается несколько модификаций бутадиенстирольных латексов с
содержанием в полимере связанного стирола около 50%, различающихся природой и
количеством эмульгатора, пластоэластическими свойствами полимера. Эти латексы применяются
в основном для покрытия тканей, изготовления адгезивов, уплотнительных паст.
Латексы могут применяться без введения в их состав вулканизующих агентов, но вместе с
тем в рецептуру композиций, как правило, входят регуляторы вязкости (загустители),
наполнители и смолы для улучшения адгезионных свойств. При необходимости вулканизации
изделий или материалов в состав композиции включают серу, ускорители класса дитиокарба-
матов и тиурамсульфидов, оксид цинка.
Стиролбутадиеновые латексы. Стиролбутадиеновые латексы с содержанием связанного в
полимере стирола более 80% изготавливают эмульсионный полимеризацией бутадиена и
стирола при 40-70°С с высокой (98-100%) конверсией мономеров. В качестве эмульгаторов
применяют мыла жирных или смоляных кислот.
Такие латексы являются непленкообразующими и используются в основном как добавка к
другим латексам для повышения модуля, сопротивления раздиру, жесткости пленок,
повышения сопротивления сжатию пенорезины.
Бутадиеновые и бутадиенстирольные
карбоксилсодержащие латексы
Бутадиеновые и бутадиенстирольные карбоксилсодержащие латексы получаются
эмульсионной полимеризацией, при которой один из сомономеров имеет двойную связь, сопряженную с
карбоксильной группой. В основном для этой цели применяют метакриловую кислоту (табл. 3.15).
Особенностью эмульсионной полимеризации латексов карбоксилсодержащих полимеров
является ее проведение в кислой среде, что приводит к необходимости применения эмульгаторов,
обеспечивающих агрегативную устойчивость полимеризационной системы в кислой среде. В качестве
3.1.5. Бутадиеновые
Фирма,
страна
Россия
ГОСТ 11604-78
Россия
ТУ 38.103405-78
Россия,
ТУ 38.103476-80
Revertex Ltd, Co.
Великобритания
Polymer
Corporation Ltd., Канада
Farbenfabriken
Bayer AG,
Германия
Торговая
марка
СКД-1С
СКД-1В
БСК-58/1
34D40
Полисар
152
600С
и бутадиенстирольные
Соотношение
мономеров
(бутадиен:
стирол: ме-
такриловая
кислота)
98:0:2
94:0:6
40:58:2
-
Стирол
62%*
Стирол
36%*
Тип
эмульгатора
Алки-
ларил-
суль-
фонат
Тоже
— « _
-
-
Жесткость
полимера по
Дефо, Н
15-40
15-25
-
Вязкосп
по Муни
100
-
30
карбоксилсодержащие латексы
Содержание
сухого
вещества,
%
28
47
48-50
56
50-51
56
РН
9,0
9-10
9-10
7-7,5
9,0-9,5
6-7
Средний
размер
частиц,
нм
80-120
-
-
-
-
150
хностное на-
тяже-
ние,
мН/м
36-38
36-40
50-60
-
36-38
-
Вязкость
по
ВЗ-4,
с
12-15
25-30
18-20
-
-
-
г.
-
-
-
200
-
200
Область
применения
Пропитка
шинного
корда
Адгезивы
Покрытие
тканей
Подложки из
пенорезины
текстильных
материалов
Тоже
—«—
* Данных о других мономерах нет.
таких эмульгаторов применяют алкиларилсульфонаты, алкилсульфонаты. Полимеризацию
проводят при температуре 30-35°С и относительно низкой конверсии мономеров 55-60%.
Наличие в составе полимера латексов карбоксильных групп обеспечивает высокую
адгезию карбоксилсодержащих полимеров к различным материалам.
6 России бутадиеновые карбоксилсодержащие латексы применяются для пропитки
шинного корда (СКД-1С) и при изготовлении адгезивов (СКД-1В). Пропиточные составы для шинного
корда на основе карбоксилсодержащего бутадиенового латекса содержат резорцинформаль-
дегидную смолу и техуглерод. Бутадиенстирольный карбоксилсодержащий латекс БСК-58/1
используют для покрытия тканей.
Бутадмеинитрмпьиые я бутадиеннятрильяые
карбоксялсодержащяе латексы
Бутадиеннитрильные латексы получаются эмульсионной полимеризацией бутадиена и
нитрила акриловой кислоты, а бутадиеннитрильные карбоксилсодержащие -сополимеризацией
бутадиена, нитрила акриловой кислоты и метакриловой кислоты при 30-35°С и конверсии
мономеров 60-70% (табл. 3.1.6). В качестве эмульгаторов бутадиеннитрильных латексов
применяют мыла жирных кислот или их комбинацию с мылами смоляных кислот, а при
изготовлении карбоксилсодержащих латексов - алкиларилсульфонаты. Содержание нитрила акриловой
кислоты является важнейшей характеристикой латекса: с повышением его количества
увеличивается масло- и бензостойкость полимера латекса, возрастает адгезия к полярным субстратам,
увеличивается прочность, снижается эластичность, повышается температура стеклования.
Наличие карбоксильного сомономера приводит к дополнительному повышению адгезии к
различным субстратам и позволяет осуществлять структурирование полимера за счет образования
солевых связей при применении в латексе оксидов двух- и трехвалентных металлов или полиаминов.
В резиновой промышленности бутадиеннитрильные латексы (СКН-40П, Полисар 761)
применяются для изготовления маслобензостойкой пенорезины, а карбоксилсодержащие
бутадиеннитрильные латексы (БН-ЗОК-2, Пербунан N латекс VT) - при производстве маканых масло- и бензостой-
ких изделий, в основном при изготовлении защитных перчаток. Переработка нитрильных латексов
требует эффективной вентиляции для удаления из рабочей зоны остаточного высокотоксичного
нитрила акриловой кислоты, ПДК которого в рабочей зоне 0,5 мг/м3.
3.1.6. Бутадиеннитрильные и бутадиеннитрильные карбоксилсодержащие латексы
Фирма,
страна
Россия,
ТУ-38.
103562-84
Россия,
ТУ 38.
403471-73
(опыт, партии)
Farbenfabriken
Bayer AG,
Германия
Polymer
Corporation
Ltd., Канада
Торговая
марка
БН-
ЗОК-2
СКН-
40П
мероу-
нан N
латекс
VT
Полисар
761
Соотношение
мономеров
(бутадиен:
стирол: ме-
такриловая
шслота)
70:28:2
60:40:0
66:30:4
80:20:0
Тип
эмульгатора
Алки-
ларил-
суль-
фонат
Мыло
жирной
кислоты
-
Мыло
жирной
кислоты
Жесткость
полимера
по
Дефо, н
10-15
15-24
-
-
Вязкость
полимера
по
Муни
-
-
-
125
Содержание
сухого
вещества,
%
37-42
54-58
45-48
62-64
РН
8,5-9,5
8,5-9,5
8-9
10-10,5
хностное
тяжение,
мН/м
38-42
38-45
-
32-34
Средний
размер
частиц,
нм
-
-
-
160-
200
Вязкость
по
ВЗ-4,
с
10-16
30-4С
Содержав*
свободного
нитрила
акриловой
кислоты,
%, не
более
0,05
0,1
-
-
Область
применения
Мака-
ные
изделия
Пенорезина
Мака-
ные
изделия
Пенорезина
I
!
i
i
^ Хлоропреновые латексы
Хлоропреновые латексы являются продуктом эмульсионной полимеризации хлоропрена
(2-хлорбутадиена) или его сополимеризации с дихлорбутадиеном, метакриловой кислотой,
нитрилом акриловой кислоты (табл. 3.1.7).
При синтезе хлоропреновых латексов применяют эмульгаторы сульфонатного типа, соли
диспропорционированной канифоли или их смеси. При полимеризации хлоропрена образуется
полимер довольно регулярного строения. Так, полимер, полученный при 40°С, содержит около
86% трансе ,4,10% цисА ,4,1,6% -1,2- и 1 % - 3,4-звеньев.
Регулярность строения полимеров обусловливает склонность полихлоропрена к
кристаллизации, которая резко увеличивается с понижением температуры полимеризации.
Получающийся в процессе полимеризации полихлоропрен склонен к образованию разветвленных и сшитых
структур. Полимеры большинства хлоропреновых латексов представляют собой частично
сшитые, нерастворимые в ароматических растворителях структуры -ц-полимеры. Такие полимеры
характеризуются высокой вязкостью по Муни.
Хлоропреновые латексы могут содержать также полимеры линейного строения,
растворимые в ароматических растворителях и имеющие низкую вязкость по Муни - а-полимеры.
Хлоропреновые латексы характеризуются хорошими пленкообразующими свойствами, получаемый
в результате пленкообразования сырой гель имеет высокую прочность, обусловленную
склонностью полихлоропрена к кристаллизации.
Материалы и изделия, полученные из хлоропреновых латексов, приближаются по прочности
и эластичности к материалам и изделиям из натуральных латексов, но превосходят последние
по стойкости к маслам, растворителям, озону, свету. Они характеризуются низкой
газопроницаемостью, пониженной горючестью. Полярность полимера хлоропреновых латексов
обусловливает относительно высокую адгезию его к различного рода субстратам.
Сополимеризация хлоропрена с другими мономерами позволяет дополнительно улучшить ряд
свойств изделий, изготавливаемых из этих латексов. Сополимеризацию хлоропрена с
метакриловой кислотой или метилметакрилатом проводят для повышения адгезии. Сополимеризация
хлоропрена с небольшим количеством (-8%) дихлорбутадиена позволяет понизить кристалли-
зуемость полимера.
Существенным недостатком хлоропреновых латексов является их склонность к старению,
сопровождающемуся понижением коллоидной устойчивости латекса и ухудшением физико-
механических свойств пленок. Старение хлоропреновых латексов связано со
структурированием полимера и снижением рН в результате отщепления хлора и образования HCI -
типичного коагулянта. По этой причине в хлоропреновые латексы при их изготовлении вводят избыток
щелочи (до рН = 12+12,5), а для подавления структурирования полимера - противостарители,
которые могут быть дополнительно введены в латекс при его переработке.
Вулканизация полимера хлоропреновых латексов НаиритЛ-4, Л-7; ЛМ осуществляется
простой термообработкой без введения вулканизующих агентов. При изготовлении изделий из
хлоропреновых латексов НаиритДЛ-750 (Республика Армения), Неопрен (США, Япония), Байпрен
(ФРГ) основным вулканизующим агентом является оксид цинка, а ускорителем вулканизации -
дифенилтиокарбамид.
Вследствие низкой морозостойкости полимеров хлоропреновых латексов при изготовлении
изделий для эксплуатации при низких температурах применяются пластификаторы - дибутил-
себацинат, диоктилфталат, бутилолеат (Фригит). В резиновой промышленности хлоропреновые
латексы применяют при изготовлении маканых изделий (защитные перчатки, баллоны,
различные тонкостенные, полые технические изделия), адгезивов, пропитывающих составов для
тканей, масло- и бензостойкой пенорезины.
Переработка хлоропреновых латексов требует применения эффективной вытяжной
вентиляции.
Предельно допустимая концентрация хлоропрена в воздухе рабочей зоны составляет 0,5 мг/м3.
3.1.7. Хноропршюяыв лишком
Фирма, страна
Наирит-Рансат,
Республика
Армения
Е. I du Pont
de Nemours
and Company,
США,
Showa Neoprene
К. К., Япония
Farbenfabriken
Bayer AG,
Германия
Торговая марка
Наирит Л-4
Наирит Л-7
Наирит ДЛ-750
Наирит Л-НТ-1
Наирит ЛМ
Неопрен 601А
Неопрен 842А
Неопрен 750
Неопрен 650
Baypren Latex T
Baypren Latex 4K
Baypren Latex SK
Тип полимера
ц-Гомополимер хлоропрена;
высокое содержание геля
—«—
Сополимер хлоропрена и
дихлорбутадиена;
среднее содержание геля
а-Гомополимер хлоропрена
(золь-тип)
Сополимер хлоропрена
и метакриловой кислоты;
высокое содержание геля
ц-Гомополимер хлоропрена;
высокое содержание геля
— « —
Сополимер хлоропрена
и дихлорбутадиена;
среднее содержание геля
Сополимер хлоропрена
и дихлорбутадиена;
среднее содержание геля
ц-Гомополимер хлоропрена
—«_
а-Гомополимер хлоропрена
Скорость
кристаллизации
Средняя
— « —
Очень
низкая
Очень
высокая
Средняя
Низкая
—«_
Очень
низкая
— « _
Низкая
—«—
Высокая
Вязкость по
Муни или
жесткость
полимера
по Дефо, Н
Высокая
_«-
— « —
По Муни
> 200
> 200
> 200
> 200
По Дефо
70±10 Н
По Дефо
6±2Н
По Дефо
22±0,8 Н
Тип эмульгатора
Алкилсупьфонат
+ мыло канифоли
—«—
—«—
Анионоактивный
Алкиларилсульфонат
Натриевая соль канифоли
—«—
Калиевая соль диспропор-
ционированной канифоли
— « —
Смесь анионоактивного
и неионогенного
Анионный
— « —
Содержание
сухого
вещества, %
45-46
4М2
49-51
48-50
41-42
59
50
50
60
58
32
55
рн
12,0-12,5
10,0-11
12-13
Щелочность
noNH3
0,4-0,6%
8-10
12
12
12,5
12
12,5-13,0
12,5-13,0
12,5-13,0
Вязкость,
мПа-с
5-8
4-5
10-12
8-10
4-6
250
23
13
400
100
-
—
Поверхностное
натяжение,
мН/м
40-46
52-56
54-58
44-52
38
39
40
30
-
-
—
Область
применения
Пропитка,
покрытие тканей
Маканые изделия
—«—
Адгезивы
Адгезивы,
маканые изделия
Пенорезина,
маканые изделия
Маканые изделия
Маканые изделия,
нити
Пенорезина,
маканые изделия,
адгезивы
Маканые изделия
Пропитка корда
Адгезивы
Большой справочник резинщика
3.1.7. Хлоропреновые латексы (окончание)
Фирма, страна
Denki Kagaku
Kogyo Co.,
Япония
Торговая марка
LM-50
LM-61
LV-50
LV-60
LA-50
Тип полимера
ц-Гомополимер хлоропрена
— « —
Сополимер хлоропрена
и дихлорбутадиена
Сополимер хлоропрена
и дихлорбутадиена
Предположительно
а-гомополимер хлоропрена
Скорость
кристалла
зации
Средняя
—«—
Очень
низкая
— « —
Очень
высокая
Вязкость по
Муни или
жесткость
полимера
по Дефо, Н
-
-
-
-
-
Тип эмульгатора
Анионный
— « —
—«—
— « —
-
Содержание
сухого
вещества, %
50
60
50
60
50
рН
12
12
12
12
12
Вязкость
мПа-с
15
60
15
300
15
Поверхностное
натяжение,
мН/м
33
35
34
33
33
Область
применения
Маканые изделия
адгезивы
Маканые изделия
—«—
Маканые изделия,
адгезивы
Адгезивы
3.1.8. Винилпиридиновые латексы
Фирма,
страна,
ГОСТ или ТУ
Россия,
ОСТ
38.03136-77
General Tire and
Rubber Company,
США
The Japanese
Geon Co. Ltd.,
Япония
Торговая
марка
БМВП-ЮХ
Ппайокорд
VP106
JSR-0650
Соотношение
мономеров (бутадиен:
стирол: 2-винилпири-
дин: 2-метил-
5-винилпиридин)
90:0:0:10
70:15:15:0
70:15:15:0
Тип
эмульгатора
Мыло
жирной
кислоты
-
Мыло
жирной
кислоты
+ мыло
канифоли
Жесткость
полимера
по Дефо, Н
15-35
Вязкость
по Муни
35-45
Вязкость
по Муни
35
Содержание
сухого
вещества,
%
30
41-42
40-41
рН
10-11,5
10,5-11
11-11,5
Средний
размер
частиц,
нм
-
80
80
Поверхностное
натяжение,
мН/м
47-50
48-55
50-52
Вязкость по
Брукфнльду,
мПа-с
-
25
25,0-35,0
Содержание
свободных
пиридиновых
производных,
%,не более
0,11
-
-
Область
применения
Пропитка
шинного
корда
—«—
—«—
Винилпиридиновые латексы
За рубежом винилпиридиновые латексы получают эмульсионной сополимеризацией
бутадиена, стирола и 2-винилпиридина в соотношении 70:15:15, в России -эмульсионной
сополимеризацией бутадиена и 2-метил-5-винилпиридина при 5-10°С и конверсии мономеров 70-80% с
использованием в качестве эмульгаторов мыл синтетических жирных кислот (табл. 3.1.8). В
России латекс выпускается под торговой маркой БМВП-ЮХ.
Наличие в полимерной цепи гетероциклов пиридина обусловливает высокие адгезионные
характеристики винилпиридиновых латексов.
Как за рубежом, так и в России, винилпиридиновые латексы практически полностью
идут на пропитку шинного корда. В России применяют пропиточный состав из
бутадиенового карбоксилсодержащего латекса СКД-1 в сочетании с винилпиридиновым латексом
БМБП-ЮХ. В состав пропиточного состава вводится резорцинформальдегидная смола и
техуглерод.
Переработка винилпиридиновых латексов требует применения эффективной вентиляции
для удаления из рабочей зоны свободных пиридиновых производных, ПДК которых
составляет 2 мг/м3.
Акрклатные латексы
Акрилатные латексы получают полимеризацией эфиров акриловой кислоты и
сополимеризацией их с бутадиеном, стиролом, метакриловой кислотой (табл. 3.1.9). Наиболее широко
для получения акрилатных латексов используют этилакрилат (I), бутилакрилат (II) и метил-
метакрилат (III):
О О СН3 О
// // | //
СН2 = СН-С СН2 = СН-С СН2 = С—С
\ \ \
ОС2Н5 ОС4Н9 ОСН3
I II III
Меняя природу эфира акриловой кислоты можно широко варьировать свойства
сополимера. Так, полиметилметакрилат имеет температуру стеклования +105°С, высокую прочность
и практически нулевое удлинение при разрыве, а полибутилакрилат имеет температуру
стеклования -55°С, высокое относительное удлинение и практически нулевую прочность.
Сополимеризацией этил- или бутилакрилата с метилметакрилатом можно получать полимеры с
промежуточными свойствами.
При получении акрилатных латексов сополимеров бутилакрилата, метилметакрилата и
метакриловой кислоты в России применяют в качестве эмульгаторов частично
сульфированный оксиэтилированный алкилфенол (эмульгатор С-10), а при получении латексов
сополимеров бутадиена с метилметакрилатом используют алкиларилсульфонаты (сульфанол НП-3).
Полимеризацию ведут обычно до полного исчерпания мономеров.
Полимеры акрилатных латексов характеризуются высокой теплостойкостью, стойкостью к
Действию кислорода, озона, стойкостью к атмосферным воздействиям.
В резиновой промышленности на основе акрилатных латексов изготавливают адгезивы и
композиции для различных защитных покрытий.
Переработка акрилатных латексов требует эффективной вентиляции. ПДК в рабочей зоне эти-
лакрилата составляет 25 мг/м3, бутилакрилата -10 мг/м3, углеводородов СГС10 - 300 мг/м3.
SI
Большой справочник резинщика
3.1.9. Акрилатные латексы
Ч
Фирма,
страна,
ГОСТ или ТУ
Россия
ту 6-01-274-79
Россия
ГОСТ 13522-78
NB Chemiche
Industrial Aku Goodrich,
Голландия
BASF,
ФРГ
Торговая
марка
МБМ-5С
ДММА-65ГП
Хайкар
2600X83
Акронал 290/]
Соотношение
мономеров
Бутилакрилат:
метилметакрилат:
метакриловая кислота
50:40:5
Метилметакрилат:
бутадиен:
метакриловая кислота
65:35:0,5
Бутилакрилат:
стирол
Содержание
сухого
вещества, %
48-50
39-40
50
50
рН
3-4
6-8
6
8
Средний
диаметр
частиц,
нм
100-200
80-120
Поверхностное
натяжение,
мН/м
36-38
40-50
35
Эмульгатор
Частично
сульфированный оксиэтилированный
алкилфенол
Алкиларилсульфонат
Вязкость
по ВЗ-4,
с
10-15
Вязкость по
Брукфильду
500 мПа-с
Вязкость по
Брукфильду
1000 мПа-с
Содержание
свободного
мономера,
%,
не более
0,2
0,1
Область
применения
Адгезивы
Покрытия
Адгезивы,
покрытия
Адгезивы
3.1.10. Латексы на основе фторсодержащих полимеров
Фирма, страна,
ГОСТ или ТУ
Россия
ТУ 6-05-041-352-83
Россия
ТУ 6-05-041-798-83
Е. I du Pont de Nemours
and Company, США
Ivington Division
Minnesota Mining and Man. Co.,
США
Торговая
марка
СКФ-26И
СКФ-32Б
Viton
KL-F
Тип сополимера
Винилиденфторида
и гексафторпропилена
Винилиденфторида
и трифторхлорэтилена
Винилиденфторида
и гексафторпропилена
Винилиденфторида и
трифторхлорэтилена
Тип
эмульгатора
Соли
перфорированных
кислот
Тоже
-
"
Вязкость
по Муни
120-150
-
-
"
Содержание сухого
вещества,
%
40-41
43-45
-
"
рН
2-5
1-4
-
"
Средний
размер
частиц, нм
20-30
-
-
"
Поверхностное
натяжение, мН/м
60-65
-
-
"
Вязкость
по ВЗ-4, с
15-16
-
-
"
Область применения
Маканые изделия, стойкие к
действию агрессивных сред,
растворителей, окислителей
Пропитка тканей для придания
стойкости к агрессивным средам,
окислителям, растворителям
Изделия, стойкие к агрессивным
средам, окислителям, растворителям
Тоже
3.1.11. Другие синтетические латексы
Торговая
марка
БНА-52
ТУ 2294-072-
05766741-97
ДБА-1
ТУ 2294-347-
05842324-98
БНС-5
ТУ 2294-080-
05766741-99
Состав
сополимера
Бутадиен, нитрил
акриловой
кислоты, амид метак-
риловой кислоты
Бутадиен, бутилак-
рилат, амид мета-
криловой кислоты
Смесь полимеров
латексов БНА-52
И СКД-1С
Содержание
сухого
вещества, %
27
25
30
РН
9,5-11
9,7-11,2
9,5
Поверхностное
натяжение,
мН/м
47
45
40
Жесткость
полимера по
Дефо, Н
15-35
15-35
15-35
Содержание
свободных
мономеров, %
нитрила
акриловой
кислоты
0,1
-
0,05
бутил-
акрил ата
-
0,01
-
Содержание
летучих
углеводородов
С2-С4
0,04
0,04
0,04
Область
применения
Пропитка
шинного
корда
То же
—«—
Латексы на основе фторсодержащих каучуков
Латексы предназначены для изготовления изделий и материалов с высокой стойкостью к
кислотам и щелочам, окислителям, растворителям и маслам, устойчивостью к световому и
озонному старению.
В России производят два типа латекса на основе фторсодержащих полимеров: СКФ-26И -
сополимер винилидентфторида и гексафторпропилена и СКФ-32Б - сополимер винилиденфто-
рида с трифторхлорэтиленом (табл. 3.1.10). Первый применяется для изготовления маканых
изделий, второй -для пропитки и покрытий материалов с целью придания им огнестойкости и
стойкости к действию агрессивных сред.
Из-за высокой стоимости, сложности технологической переработки эти латексы
выпускаются в ограниченном количестве и применяются только там, где использование латексов на
основе других полимеров не может обеспечить требуемые свойства.
Другие синтетические латексы
Вместо винилпиридиновых латексов для пропитки шинного корда в России могут
применяться латексы, разработка и промышленный выпуск которых был вынужденной мерой,
обусловленной экономическими условиями. Это бутадиеннитриламидный (БНА-52) и бутадиенбу-
тилакрилатметакриламидный (ДБА-1) латексы (табл. 3.1.11).
3,1.4. Искусственные латексы
Искусственные латексы представляют собой водные дисперсии полимеров, которые не
могут быть получены эмульсионной полимеризацией. К ним относятся стереорегулярный
Цис-1,4-полиизопрен, бутилкаучук, этиленпропиленовый каучук, хлорсульфированный
полиэтилен, силоксановый каучук (табл. 3.1.12).
Искусственные латексы получают эмульгированием в воде раствора каучука в
органическом растворителе в присутствии поверхностно-активных веществ с последующей отгонкой
растворителя и концентрированием полученной дисперсии. Раствор приготавливают
растворением соответствующего каучука, либо используют раствор каучука до его выделения при
полимеризации в растворе.
В США, Японии и России в промышленном объеме выпускались искусственные латексы
на основе цисЛ ,4-полиизопрена и бутилкаучука.
-~$$г~
Большой справочник резинщика
3.1.12. Искусственные латексы
Фирма,
страна,
ГОСТ или ТУ
Россия
ТУ-38.103224-80
Россия
ТУ 38.103530-82
Россия
ТУ 38.403164-84
(опытные партии]
Россия,
ТУ 38.403140-81
(опытные партии]
Seitetsu Kagaku
Co., Япония
Exxon Chemical
Co., США
Burke Palmason
Chemical
Company,
США
Торговая
марка
Латекс
бутилкаучука
Латекс
искусственный
СКИ-3
Латекс
СКЭПТ-50
Латекс хлор-
сульфиованногс
полиэтилена
ЛХС
JR-900
ЕР-603А
BL-100
НуР-605
Каучук
Ьутилкаучук 2045
Непредельность 2,0
Вязкость по Муки 45
Бутилкаучук 1675
Непредельность 1,6
Вязкость по Муни 75
цис-1,4-Полиизопрен
(синтетический)
Вязкость
по Муни 60-70
Этиленпропиленовый
СКЭПТ-50
Хлорсульфированный
полиэтилен
цис-1,4-
Полиизопрен
Этиленпропиленовый
Бутилкаучук
Хлорсульфированный
полиэтилен
(Хайпалон)
Эмульгатор
Мыло
жирной
кислоты
Мыло
смоляных
кислот
Олеат калия
Алкилбензол-
сульфонат
натрия
Мыло
смоляных
кислот
Аиионо-
активный
*- « —
*- « —
Содержание сухого
вещества,
%
40-42
60-61
45-47
50-52
63-66
50-52
61-63
49-51
рН
8-9
10,5-11,5
10-12
3,5-6,5
10,5
4,5-6,0
4,5-6,0
2,5-6,5
Поверхностное
натяжение,
мН/м
36-38
38-42
38-42
33-40
33-38
-
-
-
Средний
размер
частиц,
нм
500-900
800-1000
900-1000
-
1200
800-1000
800-1000
-
Вязкость,
мПа-с
2000
3500
2500
-
-
2000
3500
2000
Специфические
свойства
пленок
Низкая
газопроницаемость
Высокая
эластичность,
низкий модуль,
высокие
адгезионные
характеристики
Стойкость
к окислителям,
озону
Стойкость
к озону, маслам,
окислителям,
огнестойкость
высокая
эластичность, низкий
модуль, высокая
прочность
Стойкость
к озону,
окислителям, высокая
адгезия к
синтетическим
волокнам
Низкая
газопроницаемость
Стойкость
к озону,
окислителям,
огнестойкость
Область применения
Маканые изделия
(перчатки),
адгезивы,
покрытия
Пенорезина,
маканые изделия,
адгезивы (клеи,
чувствительные
к давлению)
Защитные покрытия
Покрытия
Пенорезина,
маканые изделия,
нити, адгезивы
Адгезивы,
защитные покрытия
Адгезивы,
покрытия
То же
3.1.13. Физико-механические свойства пленок из искусственного изопренового
и натурального латексов
Показатель
Искусственный латекс на Натуральный
основе i/*c-1,4-полиизопрена центрифугированный латекс
(тип НА)
Невулканизованные пленки
Условное напряжение при 500%-ном удлинении, МП;
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
0,17
6,9
2000
1,03
13,1
1450
Вулканизованные пленки
Условное напряжение при 700%-ном удлинении, МП;
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Сопротивление раздиру, кН/м
3,0-4,0
16,0-20,0
980-1200
25-30
6,0-8,0
28,0-32,0
950-1100
70-78
Латекс на основе синтетического стереорегулярного цисА ,4-полиизопрена предназначен для
замены натурального латекса, хотя по ряду свойств он уступает натуральному латексу
(табл. 3.1.13).
Полимер искусственного изопренового латекса имеет более низкую молекулярную массу,
не содержит геля. Этим объясняются более низкие значения модуля и прочности сырых гелей
и вулканизованных пленок, низкое значение сопротивления раздиру.
Высокая аутогезия полимера искусственного изопренового латекса обусловливает
повышенную липкость невулканизованных пленок, низкую скорость ионного (коагулянтного)
отложения, низкую скорость сушки пленок.
В отличие от натурального латекса в искусственном изопреновом латексе отсутствуют
белки, содержащие аминокислоты, ускоряющие вулканизацию и выполняющие роль естественных
противостарителей. Указанные недостатки искусственного изопренового латекса в
значительной степени могут быть устранены рецептурными и технологическими приемами.
В композициях на основе искусственного изопренового латекса следует использовать
наиболее эффективные ультраускорители (например, дибутилдитиокарбамат цинка) и обязательно
применять противостарители.
В состав композиций на основе искусственного изопренового латекса целесообразно
вводить в небольшом количестве (8-12%) полистирольный или высокостирольный латекс. Это
позволит снизить липкость невулканизованных пленок, повысить скорость ионного отложения и
скорость сушки пленок, существенно увеличить сопротивление раздиру пленок.
Искусственный латекс на основе цисА ,4-полиизопрена может применяться взамен
натурального при производстве пенорезины в комбинации с бутадиенстирольными латексами, при
производстве маканых изделий, нитей и изготовлении адгезивов (клеев чувствительных к
давлению). Однако целесообразность выпуска и объем производства искусственного изопренового
латекса зависит от цен на натуральный латекс.
Производство и применение искусственных латексов на основе бутилкаучука, этиленпропи-
ленового каучука и хлорсульфированного полиэтилена обусловлено рядом специфических
свойств, присущих этим полимерам (табл. 3.1.14).
Из латекса на основе бутилкаучука получают материалы и изделия с низкой
газопроницаемостью и стойкостью по отношению к агрессивным и токсичным веществам.
Латексы на основе этиленпропиленового каучука применяются для изготовления
материалов и изделий с высокой стойкостью к окислителям и озону.
Латекс на основе хлорсульфированного полиэтилена используется при изготовлении
изделий и материалов, стойких к действию агрессивных сред, озону, окислителям, материалы и
изделия полученные из латекса хлорсульфированного полиэтилена характеризуются
повышенной огнестойкостью.
JK
3.1.14. Сравнение свойств пленок из различных латексов
|
!
I
I
Показатель
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Температура стеклования, "С
Газопроницаемость по отношению к Н2
Сопротивление тепловому старению
Сопротивление озону
Огнестойкость
Латекс
на основе
бутилкаучука
12-16
700-800
-64—68
Низкая
Среднее
— « —
Низкая
Латекс
на основе эти-
ленпропиле-
нового каучука
5-7
500-550
-58 + -63
-
Очень высокое
Тоже
Низкая
Латекс
на основе
хлоросуль-
фированного
полиэтилена
10-12
400-500
-40
-
Высокое
Высокая
Хлоропрено-
вый латекс
Наирит Л-7
13-16
800-900
-41
Средняя
Среднее
Средняя
Натуральный
центрифугированный
латекс
(тип НА)
31-32
950-1100
-63
Высокая
Низкое
—«—
Низкая
3.2. Латексы для пропитки шинного корда
и других текстильных материалов
(И.Л. Шмурак)
Латексы для пропитки шинного корда наряду со стабильностью в условиях хранения и
переработки должны обеспечивать высокую прочность связи текстильного корда с резиной, т.е.
обладать высокой адгезионной способностью. Это достигается при реализации следующих
условий.
Во-первых, при совулканизации латексного полимера с обкладочной резиной должна быть
обеспечена высокая концентрация межфазных связей в области контакта пленки пропиточного
состава (адгезива) с резиной. Для этого макромолекула латексного каучука должна содержать
азотсодержащие группы, которые присоединяют молекулы серы S8:
-NR2 + S8=-N+R2-S7-S-.
Этот аддукт взаимодействует с каучуком обкладочной резины, образуя активные продукты
присоединения и затем - связь латексный полимер - каучук.
Во-вторых, латексный каучук должен взаимодействовать с волокном, что приводит к
разрушению глобулярной структуры латексной плёнки и, следовательно, к увеличению
количества контактов между макромолекулами латексного каучука и улучшению механических
свойств пленки адгезива на корде.
В-третьих, функциональные группы латексного каучука должны быть способными к
взаимодействию с резорцинформальдегидной составляющей пропиточного состава, что также
улучшает механические свойства пленки адгезива.
В-четвертых, указанные группы должны быть способными к взаимодействию с
модификаторами обкладочных резин для увеличения концентрации межфазных связей в области
контакта адгезив - резина.
Перечисленные условия реализуются, если в макромолекулу латексного каучука входят
звенья с пиридиновыми группами. Поэтому за рубежом, с конца 50-х годов прошлого
столетия начали применять бутадиенстирол-2-винилпиридиновые латексы, получаемые
эмульсионной сополимеризацией бутадиена, стирола и 2-винилпиридина (структура I). Отечественным
аналогом этих латексов является бутадиен-2-метил-5-винилпиридиновый латекс БМВП-10Х
(структура II). В 1997 г. из-за прекращения производства латекса БМВП-ЮХ вместо него были
предложены альтернативные латексы - бутадиеннитриламидный БНА-52 (структура III) и бута-
диенбутилакрилатметакриламидный ДБА-1 (структура IV). В процессе приготовления
пропиточного состава, сушки и термообработки пропитанного корда нитрильные группы в присутствии
содержащегося в пропиточном составе гидроксида натрия переходят в амидные:
RCN + Н20 = RCONH2
а сложноэфирные группы звеньев бутилакрилата, реагируя с входящим в пропиточный состав'
аммиаком, также переходят в амидные:
RCOOR" + NH3 = RCONH2 + R'OH.
Кроме того, сложноэфирные группы латекса ДБА-1 в процессе вулканизации резинокордно-
го композита образуют амиды с мигрирующими из обкладочной резины аминами,
являющимися продуктами превращения сульфенамидных ускорителей вулканизации, и антиоксидантами
класса аминов.
Латексы со звеньями 2-винилпиридина в макромолекуле обладают наиболее высокими
адгезионными характеристиками, остальные латексы находятся примерно на одном уровне, что
объясняется различной реакционной способностью функциональных групп зарубежных и
отечественных латексов (табл. 3.2.1,3.2.2).
Рецептура пропиточных составов за рубежом основана на бутадиенстирол-2-винилпириди-
новых латексах или их сочетании с бутадиенстирольными латексами. В России и других
странах СНГ для пропитки полиамидного корда применяют составы на основе комбинации
перечисленных латексов с бутадиеновым карбоксилсодержащим латексом СКД-1с (структура V),
составы для пропитки полиэфирного корда не содержат бутадиенстирольного латекса или
латекса СКД-1 с.
(-СН2-СН = СН-СН2-)х-(-СН2-СН-) (I)
СН3
(-CH2-CH = CH-CH2-)x-(-CH2-CH-)y-(-CH2-CH-)z (И)
CN CONH2
СН3
I
(-CH2-CH = CH-CH2-)x-(-CH2-CH-)v - (-CH2-CH-)Z (IV)
II
СООС4Н9 CONH2
СН3
(-СН2-СН = СН-СН2-)х-(-СН2-СН-)), (V)
соон
Все описанные латексы относятся к 4-му классу опасности по ГОСТ 12.1.007.
--Зф*~-
Латексы хранят в закрытых емкостях, желательно снабженных мешалками, при
температуре 10-60°С. При температуре выше 10°С латексы транспортируют в бочках или
железнодорожных цистернах, в зимнее время - в изотермических автофургонах или железнодорожных
вагонах-цистернах-термосах.
3.2.1. Характеристика зарубежных латексов для пропитки корда
Латекс
Изготовитель
Содержание
2-винил-
пири-
дина, %
Содержание
сухого
вещества, %
рН
Плотность,
кг/м3
Поверхностное
натяжение,
мН/м
Вязкость
по Муни,
ML 1+4
(100'С)
Вязкость
ю Брук-
фильду,
мПа.с
Средний
размер
частиц,
нм
Бутадиенстирол-2-винилпиридиновые латексы
Pliocord (Encord)
VP-106
Pliocord (Encord)
VP-107
Gen-Tac
PyratexJ-1904
Nipol5218FS
Pyratex 220
Pyratex 230
Pyratex 240
Pyratex 241
BunatexVP2210
BunatexVP 1511
Eliokem
(Франция, Индия*)
General Tire &
Rubber Со.(США)
Uniroyal (Англия)
Nippon Zeon Co.
(Япония)
Bayer AG (Германия)
15
10
15
15
15
8,6±1,0
10+1
15+1
15*1
15±1
15
41±1
41±1
41
41+1.5
40,5
41+1
41+1
41+1
41+1
41+1
40,5
10,5±0,5
10.5+0,5
10,5
10,5-11,5
10,0
-
-
-
-
-
-
980
980
985
-
990
-
-
-
-
-
-
48-55
48-55
48
J 45
-
50±5
47,5±3,5
47,5±3,5
46,5±3,5
59
50
30-45
30-45
38
80±10
40
33±8
33±8
37±7
70±8
40
40
25
25
30
-
35
35±15
35±15
30±10
25±10
45
50
80
80
80
-
60
-
-
-
-
-
-
Бутадненстирольные латексы
Uniroyal latex
6000
Baystal S 71
Uniroyal (Англия)
Bayer(Германия)
46±2
-
SO'1'5.,,
41,5+1,5
10,5
10,9±1,0
-
0,97±0,01
-
58
75±15
120
-
60
-
70
' Pliocord - обозначение латекса, произведенного во Франции, Encord - в Индии.
3.2.3. Характеристика отечественных латексов для пропитки корда
Латекс
СКД-1С
ГОСТ 11604-79 с изм. 1-3
БМВП-10Х"
ОСТ 38.03136-77 С ИЗМ. 1-4
БНА-52
ТУ 2294-072-05766741-97
БНС-5
ТУ 2294-080-05766741-99
ДБА-1
ТУ 2294-347-05842324-98
Содержание
сухого
вещества,
% масс,
не менее
28
30
27
30
25
Поверхностное
натяжение,
мН/м,
не менее
38
48
47
40
45
рН
>9,0
10,0-11,2
9,5-11,0
>9,5
9,7-11,2
Жесткость
каучука
из латекса,
Н
15-40
15-35
15-35
15-35
15-35
Прочность
связи по
Н-методу*,
не менее
78
90
110
110
100
Содержание, % масс,
не более
свободных
углеводородов
0,05
0,02
0,04
0,04
0,04
свободных
пиридинов,
акрило-
нитрила или
метилме-
такрилата
-
0,11
0,1
0,05
-
Корд типа 23KHTC, контрольная резина на основе СКИ-3.
"Массовая доля связанного 2-метил-5-винилпиридина не менее 7,5%.
РАЗДЕЛ BT090U
ИНГРЕДИЕНТЫ И АРМИРУЮЩИЕ МАТЕРИАЛЫ
4. КОМПОНЕНТЫ ВУЛКАНИЗУЮЩИХ СИСТЕМ
4.1. Вулканизующие агенты 481
4.2. Ускорители вулканизации 496
4.3. Активаторы вулканизации 518
4.4. Замедлители подвулканизации 520
4.5. Специальные реагенты 523
4.6. Агенты для радиационной вулканизации 523
В подавляющем большинстве случаев вулканизацию проводят с помощью вулканизующих
систем, в состав которых, помимо основного вулканизующего агента, входят различные
ускорители, активаторы и соагенты вулканизации, позволяющие регулировать как параметры смеси
в процессе изготовления изделия (пластичность, скорость вулканизации, склонность к
подвулканизации), так и конечные свойства резин: твердость, прочность, сопротивление накоплению
остаточной деформации сжатия, сопротивление раздиру, теплостойкость.
4.1* Вулканизующие агенты
4.1.1. Сера и серусодержащие соединения
(А.Г. Пройчева)
В качестве основного вулканизующего агента для каучуков с высокой степенью
непредельности является сера.
Сера
В производстве шин и РТИ используются две модификации серы: ромбическая, или
растворимая, состоящая из колец S8, и нерастворимая или полимерная S„.
Сера техническая молотая S8 - атомная масса 32,06, представляет собой порошок желтого,
серо-желтого или зеленоватого цвета, плотностью 2000-2070 кг/м3; температура плавления
7,пл=112+119вС. Получается из самородных руд или природного газа.
Растворяется в сероуглероде (приблизительно в соотношении 36 г S8/100 г CS2), при
нагревании - в диэтиловом эфире и бензине, слабо - в этаноле, бензоле; не растворяется в воде.
Растворимость в каучуках зависит от температуры и типа каучука: при 20°С растворимость
серы составляет около 1% в натуральном каучуке, 0,8% - в бутадиенстирольном, 0,35% - в
бутадиеннитрильном, также плохо растворяется в полибутадиене.
Природная сера лучше распределяется в каучуках благодаря присутствию природных
битумов. Газовая сера распределяется значительно хуже, особенно в полярных каучуках. Для
улучшения распределения газовой серы основные производители добавляют в продукт
антистатические и диспергирующие добавки.
Сера отличается малой теплопроводностью, плохой проводимостью электрического тока. Она
обладает диамагнитными свойствами, при трении электризуется отрицательно.
Сера относится к химически активным элементам. Непосредственно соединяется почти со
всеми элементами (кроме азота, иода, платины и инертных газов).
-£&-
41
I
I
i
I
!
I
yf^ Способна взаимодействовать с ненасыщенными каучуками без добавок. Однако для
получения резин с заданным комплексом свойств следует применять ускорители и активаторы
вулканизации. С помощью серной вулканизации получают основной ассортимент резиновых изделий
на основе ненасыщенных каучуков.
В процессе серной вулканизации сера активно взаимодействует с ускорителями и
активаторами вулканизации, замедлителями подвулканизации, при этом в матрице каучука образуются
пространственно-сшитые структуры.
Сера хранится в сухих закрытых помещениях при температуре не выше 20°С. Не
допускается ее хранение вблизи водопроводных и канализационных труб и отопительных приборов.
Транспортируется всеми видами крытых транспортных средств.
Сера относится к 4-му классу опасности, не обладает кумулятивными свойствами. Горюча,
серная пыль взрывоопасна. При движении серы по трубопроводам автоматической развески
накапливаются заряды статического электричества, что может вызывать самовоспламенение,
поэтому бункеры для хранения и трубопроводы должны быть заземлены.
При горении образуется диоксид серы (сернистый газ). Выделяющийся из жидкой серы
сероводород ядовит и взрывоопасен. При работе с серой необходимо соблюдать правила
промышленной санитарии и гигиены. ПДК в воздухе рабочей зоны составляют: серы - 6 мг/м3, диоксида серы
-10 мг/м3, сероводорода-10 мг/м3.
В нашей стране вырабатывается газовая сера, природная сера имеется в Украине, Польше и
некоторых других странах. Выпускается под торговыми марками:
Sulfur Spider - сера, содержащая карбонат магния (Hall Star, США);
Ftedball Rubbermakers Sulphur- сера, содержащая 2,5% карбоната магния, может содержать
масло (Western Reserve Chemical Corp., США),
Struktol SU 95 - сера, содержащая 5% органического диспергирующего агента;
StruktolSU 105- сера, содержащая 33% органического и 17% неорганического
диспергирующих агентов;
StruktolSU 120- сера, содержащая 16% органического и 1% неорганического
диспергирующих агентов (Schill + Seilacher, Германия).
Полимерная, или нерастворимая сера S„ содержит до 90% нерастворимой модификации и не
растворяется во всех растворителях и каучуках. Не имеет постоянной точки плавления,
пластична при обычных температурах, диапазон размягчения зависит от средней степени
полимеризации, степени кристаллизации и чистоты продукта. Для полимерной серы Crystex он
составляет 80-90°С.
При температурах переработки резиновых смесей (до 120—130°С) сера сохраняет
стабильность, при температурах вулканизации превращается в обычную ромбическую растворимую
модификацию.
При хранении и в процессах переработки полимерная сера взаимодействует с компонентами
резиновой смеси, особенно быстро с соединениями основного характера (ускорители
вулканизации ДФГ, сульфенамиды, стабилизаторы TMQ (ацетонанил Н), диафен ФП и др.). Соединения
кислого характера придают полимерной сере устойчивость. Полимерная сера не мигрирует на
поверхность сырых резиновых смесей, сохраняет конфекционную клейкость смесей, не
вызывает подвулканизации и перевулканизации стыкующихся поверхностей.
Наиболее широко полимерная сера применяется в шинном производстве. Ее используют
также в резино- и асбестотехническом, обувном производствах.
Последовательность введения полимерной серы в резиновые смеси такая же, как и при
введении растворимой серы. Скорость вулканизации с полимерной серой несколько выше, чем с
обычной растворимой серой. Ее дозировки составляют до 5 масс. ч. на 100 масс. ч. каучука.
Для улучшения диспергирования в резиновых смесях полимерная сера выпускается с
добавлением масел-мягчителей.
Полимерная сера не токсична, она относится к 4-му классу опасности. ПДК серной пыли в
воздухе рабочей зоны составляет 6 мг/м3. Вещество в слое пожароопасно, аэровзвесь взрыво-
опасна, нижний предел воспламенения 79 г/м3. При горении образуется диоксид серы,
вызывающий раздражение слизистых оболочек носоглотки. Металлические части аппаратов должнь
быть заземлены во избежание накопления электростатических зарядов.
Полимерная сера транспортируется крытыми видами транспорта, хранится в сухих
прохладных помещениях отдельно от веществ основного характера. Основные производители - фирме
Flexsys (Бельгия), Stauffer Chem. Co. (США) и Kali-Chemie AG (Германия).
Серусодержащие соединения
М'-Дитиодиморфолин (ДТДМ, DTDM) представляет собой порошок или гранулы от белогс
до светло-серого цвета плотностью 1360 кг/м3,7"ni,min=122°C.
Брутто-формула: C8H16N2S402.
Структурная формула:
Н2С—СН2 Н2С—СН2
/ \ / \
S N—S—S—N S
\ / \ /
Н2С—СН2 Н2С—СН2
Растворяется в толуоле, хлороформе, тетрахлориде углерода, умеренно растворяется в эфире
и этаноле, практически не растворяется в воде.
Стабилен при температурах обработки, при вулканизации разлагается, является донором серы -
вулканизующим агентом и ускорителем вулканизации для натурального каучука, каучуков
диенового типа, бутилкаучука и этиленпропилендиеновых каучуков. Не окрашивает резиновые
смеси, может применяться для светлых, цветных и прозрачных резин. При использовании е
эффективных и полуэффективных вулканизующих системах обеспечивает получение вулка-
низатов с высокими теплостойкостью, стойкостью к реверсии вулканизации, к тепловому
старению. Не вызывает подвулканизации резиновых смесей. В качестве первичного ускорител?
вулканизации применяется в сочетании с тиурамами или сульфенамидами. Рекомендуемые
дозировки составляют: 1-2,5 масс. ч. на 100 масс. ч. каучука и в качестве вторичного
ускорителя-0,5-1,5 масс, ч.
Применяется в производстве шин, РТИ, резиновой обуви.
Это умеренно опасное соединение, относится к 3-му классу опасности, ПДК в воздухе
рабочей зоны составляет 5 мг/см3. При хранении и переработке образует опасные нитрозоамины
вследствие чего его применение ограниченно.
Горюч, в условиях сушки пожароопасен. ГВОСПЛ=140°С, пылевоздушные смеси взрывоопасны
Нижний предел воспламенения 20,5 г/м3.
Хранится в сухих крытых складских помещениях, транспортируется всеми видами транспорта.
Выпускается под торговыми марками: Sulfasan DTDM (Flexsys, Бельгия), Vanax /
(Vanderbilt, США).
Тетраметилтиурамдисульфид (ТМТД, TMTD) - молекулярная масса 240,41, представляет co6ov
порошок или гранулы от белого до кремового цвета плотностью 1420 кг/м3
Гпп=140-И56оС.
Брутто-формула: C6H12N2S4.
Структурная формула:
н3с
\
N-
/
н3с
-С—S—S—С-
II II
S S
сн,
/
-N
\
СН3
1
I
I
I
I
>P Растворяется в бензоле, дихлорэтане, хлороформе, абсолютном этаноле, ограниченно в бензине,
этаноле, диэтиловом эфире; не растворяется в воде, водных растворах кислот и щелочей;
негигроскопичен. Растворимость в каучуке 0,125%. При нагревании с водой разлагается с образованием
диметиламина и сероуглерода. При взаимодействии с восстановителями в щелочной среде
разлагается с образованием солей диметилдитиокарбаминовой кислоты. Обладает сильными инсектофун-
гицидными свойствами. Является вулканизующим агентом и ультраускорителем* вулканизации для
натурального и синтетических каучуков (изопренового, бутадиенового, бутадиеннитрильного, бута-
диенстирольного, бутилкаучука, этиленпропилендиенового), хорошо распределяется в каучуках.
Модификатор вулканизации для неопренов - замедлитель для каучуков G-типа и ускоритель для W-
типа. Не изменяет цвет светлых резин.
В качестве вулканизующего агента ТМТД применяется для получения теплостойких резин.
Температура вулканизации 140-160°С. Рекомендуемые дозировки составляют до 5 масс. ч. на
100 масс. ч. каучука.
Тетраэтилтиурамдисульфид (ТЭТД, TETD) - молекулярная масса 296,52, представляет собой
порошок или чешуйки белого, сероватого или желтоватого цвета без запаха плотностью 1300 кг/м3,
ГПЛ=68^73°С.
Брутто-формула: C10H2oN2S4.
Структурная формула:
Н3С2 С2Н5
N—С—S—S—С—N
/II II \
н3с2 s s с2н5
Растворяется в бензоле, толуоле, хлороформе, ацетоне, ограниченно в этаноле, петролей-
ном эфире, не растворяется в воде и водных растворах кислот и щелочей. Растворимость в
каучуке около 2%. Хорошо распределяется в каучуке. При 165°С разлагается.
Является вулканизующим агентом и ускорителем вулканизации* для смесей на основе
натурального каучука, бутадиенстирольного, этиленпропилендиенового каучуков бессерных или с
низким содержанием серы. Температура бессерной вулканизации 140-160°С, для смесей,
содержащих серу, 120-145°С. Не окрашивает и не меняет цвет светлых резин.
Общие рекомендации такие же, как и для тетраметилтиурамдисульфида, но дозировка его
должна быть повышена на 10% для достижения сопоставимых свойств.
Смесь тетразталтиурамдисульфида и тетраметилтиурамдисульфида (60:40) представляет собой
гранулированный продукт от белого до кремового цвета плотностью 1349 кг/м3, Тт mjn=620C.
Смесь хорошо растворяется в толуоле, хлороформе, слабо растворяется в метаноле,
практически не растворяется в воде, бензине. Предлагается для использования в теплостойких
бессерных или малосерных резинах на основе натурального или бутадиенстирольного каучука, а также
в вулканизатах на основе этиленпропилендиенового каучука, когда не допускается выцветание.
Рекомендуемые дозировки такие же, как и для тетраметилтиурамдисульфида.
Выпускается под торговой маркой Methyl-Ethyl Tuads (Vanderbilt, США).
Тетрабутилтиурамдисульфид (ТБТД, TBTD) - молекулярная масса 408,76, представляет
собой жидкость темно-янтарного цвета плотностью 1060 кг/м3.
Брутто-формула: C18H36N2S4.
Структурная формула:
Н9С4 С4Н9
N—С—S—S—С—N
/II II \
HgC^j S S С^Нд
* См. также пп. 4.2. Ускорители вулканизации.
484
лети расширяется В ТОЛуОЛе, ХЛОрОфОрме, сериуп|ериде, uiauu pdoiouyneibji d яиалшю,
практически не растворяется в воде.
Является донором серы и ускорителем* для растворимых вулканизующих систем,
применяемых в резинах на основе натурального и изопренового каучуков. Улучшает динамические
свойства резин. В комбинации с диамилдитиокарбаматом свинца применяется для этиленпропилен-
диеновых каучуков.
Рекомендуемые дозировки в комбинации с диамилдитиокарбаматом свинца, сульфенамидом
и серой составляют 0,5-0,65 масс. ч. на 100 масс. ч. каучука.
Выпускается под торговой маркой Butyl Tuads (Vanderbilt, США).
Дипентаметилентиурамтетрасульфид (ДПТТС, DPTT) - молекулярная масса 384,66,
представляет собой кристаллический порошок или гранулы белого цвета с сероватым или желтоватым
опенком плотностью 1500 кг/м3, Гплт,п= 114°С.
Бругто-формула; C12H20N2S6.
Структурная формула:
/ \ / \
Н,С N—С—S—S—S—S—С—N СН2
\ / II II \ /
Н2С.—Cri2 S S Н2—Cri2
Растворяется в хлороформе, толуоле, ацетоне, слабо растворяется в бензине, тетрахлориде
углерода, практически не растворяется в воде и разбавленных щелочах.
Является вулканизующим агентом и активным ускорителем* вулканизации для резиновых
смесей на основе натурального, бутадиенстирольного, бутадиеннитрильного каучуков, бутил-
качука и хлорсульфированного полиэтилена, а также латексов. Более активен, чем тетраме-
тилтиурамдисульфид, вызывает подвулканизацию резиновых смесей.
При использовании бессерной или с малым содержанием серы вулканизующей системы
применяется для изготовления термостойких резин в производстве РТИ, кабельной изоляции и
обуви. Не окрашивает вулканизаты.
Рекомендуемые дозировки в качестве вулканизующего агента составляют для
натурального, бутадиенстирольного и бутадиеннитрильного качуков 1-3 масс. ч. на 100 масс. ч. каучука,
для бутилкаучука - 2-5 масс. ч.
Выпускается под торговыми марками: Sulfads (Vanderbilt, США), Perkacit DPTT (Flexsys,
Бельгия).
4.1.2. Теллур и его соединения
(AT. Пройчева)
Элементарный теллур (Те) представляет собой порошок серого цвета плотностью 6300 кг/м3,
7"пл=450оС. Не растворяется в воде и органических растворителях. Его дозировки составляют
0,5-1,0 масс. ч. на 100 масс. ч. каучука.
Теллур применяется для вулканизации натурального, изопренового, бутадиенстирольного
качуков и латексных смесей. Придает резинам теплостойкость и паростойкость, снижает
эффект перевулканизации в смесях с малым содержанием серы.
Выпускается под торговой маркой Telloy (Vanderbilt, США).
* См. также пп. 4.2. Ускорители вулканизации.
г
\
I
а
!
1
I
Диэтилдитиокарбамат теллура (ДЭКТе, TeDEC) - молекулярная масса 720,69, представляет
собой порошок желто-оранжевого цвета со слабым запахом, плотность 1440 кг/м3,
тт=т+т°с.
Брутто-формула: C2oH4oN4S8Te.
Структурная формула:
н5с2
\
N—С—S-
/ II
н.с
5^2
Те
в толуоле, сероуглероде, хлороформе, слабо растворяется в спирте, газолине, не
растворяется в воде.
Является вулканизующим агентом и ускорителем вулканизации* для натурального, бутади-
енстирольного, бутадиеннитрильного, этиленпропилендиенового и бутилкаучука. Обычно
используется вместе с тиазолами. Придает резинам высокие модули. Не вызывает подвулканизации
резиновых смесей в процессах технологической обработки, очень активен при температурах
вулканизации. Особенно эффективен для резин на основе бутилкаучука.
Рекомендуемые дозировки составляют 0,3-2 масс. ч. на 100 масс. ч. каучука в зависимости
от назначения изделия и типа каучука.
При работе с ним необходимо соблюдать обычные меры безопасности.
Выпускается под торговой маркой Ethyl Tellurac (Vanderbilt, США).
4.1.3. Селен и его соединения
(А.Г. Пройчева)
Элементарный селен (Se) представляет собой порошок серого цвета плотностью 4800 кг/м3,
ГПЛ=217°С. Является вулканизующим агентом для натурального, изопренового и бутадиенсти-
рольного каучуков. Более активен, чем теллур. Применяется в твердых резинах для
снижения времени вулканизации, позволяет использовать меньшее количество серы. Придает вул-
канизатам высокие сопротивление старению, истиранию и эластичность, снижает
теплообразование, повышает модули и прочность при растяжении. В латексах его применяют в виде
75%-ной пасты.
Рекомендуемые дозировки селена составляют 0,25-1,0 масс. ч. на 100 масс. ч. каучука, для
эбонитов1,0-2,0 масс. ч. на 100 масс. ч. каучука.
Выпускается под торговой маркой Vandex (Vanderbilt, США).
Диметилдитиокарбамат селена (ДМКСе, SeDMC) - молекулярная масса 559,78,
представляет собой порошок желтого цвета плотностью 1580 кг/м3, 7пл=140-И72оС.
Брутто-формула: C12H24N4S8Se.
Структурная формула:
Н3С
N—С—S-
н,с
Se
* См. также пп. 4.2. Ускорители вулканизации.
Растворяется в толуоле, сероуглероде, слабо растворяется в хлороформе, практически не
растворяется в воде и бензине.
Применяется в качестве вулканизующего агента и ускорителя вулканизации* для
натурального, бутадиеннитрильного и бутилкаучука. Эффективен при бессерной или малосерной
вулканизации для получения теплостойких резин. Не изменяет цвет светлых резин. Обычно
применяется вместе с тиазолами для регулирования подвулканизации и вулканизационных
характеристик.
Рекомендуемые дозировки составляют: в качестве вулканизующего агента 2-5 масс. ч. на
100 масс, ч . каучука в зависимости от типа полимера и назначения, в качестве ускорителя
вулканизации 0,1-2,0 масс. ч.
Выпускается под торговой маркой Methyl Selenac (Vanderbilt, США).
Диэтилдитиокарбамат селена (ДЭКСе, SeDEC) - молекулярная масса 672, представляет
собой порошок желтого цвета плотностью 1320 кг/м3, ГПЛ=59+850С.
Брутто-формула: C2oH4oN4S8Se.
Структурная формула:
Н5С2
\
N
/
-Н5С2
Растворяется в толуоле, сероуглероде, хлороформе, практически не растворяется в воде,
разбавленных щелочах и бензине.
Рекомендации по его применению аналогичны рекомендациям по применению ДМКСе.
Выпускается под торговой маркой Ethyl Selenac (Vanderbilt, США)).
4.1.4. Вулканизующие фенольные смолы
(А.Г. Пройчева)
Для вулканизации обычно используются термореактивные л-грег-алкилфенольные смолы:
ОН
I
—о—сн2—f^\- сн2—
R
Они разработаны специально для вулканизации бутилкаучука с высокой степенью
ненасыщенности, но могут использоваться для вулканизации наурального, хлорбутилового,
бутадиеннитрильного, этиленпропилендиенового каучуков и полихлоропреновыхадгезивов. Смоляные
вулканизаты характеризуются высокой теплостойкостью, стойкостью к старению на воздухе и
в паре при высоких температурах, низкими значениями остаточных деформаций сжатия,
отсутствием выцветания вулканизующего агента. Смоляные резины отличаются также простотой
рецептуры.
-С—S—
II
S
Se
* См. также пп. 4.2. Ускорители вулканизации.
I
I
i
I
!
I
J?* Они активны в присутствии активаторов - галогенидов металлов, галогенсодержащих
полимеров.
Рекомендуемые дозировки составляют 5-15 масс. ч. на 100 масс. ч. каучука в зависимости
от типа каучука и назначения резины.
Температура вулканизации - до 200-220°С.
Алкилфенольные смолы хорошо растворяются в ароматических углеводородах, кето-
нах, эфирах, частично - в алифатических углеводородах, плохо - в спиртах.
В табл. 4.1.1 приведены характеристики некоторых смол.
Выпускаются также бромметилированные алкилфенольные смолы, которые не требуют
применения активатора (табл. 4.1.2):
ОН
-О—СН2
—СН,
ОН
-О—СН2
—СН9—Вг
где R- л-грег-октилфенол.
4.1.1. Характеристики некоторых
термореактивных алкилфенольных смол
(SI Group Inc., США)
Смола марки SP-1055 применяется для вулканизации бутилкаучука, но может
использоваться и для вулканизации каучуков общего назначения, когда нежелательна серная
вулканизация.
Рекомендуемые дозировки составляют:
для бутилкаучука -12 масс, ч., для
получения максимальной озоностойкости - до
15 масс, ч., для хлорбутилкаучука -
5 масс.ч., для каучуков общего назначения
- 5-15 масс. ч. на 100 масс. ч. каучука.
При применении этой смолы техуглерод
может использоваться так же, как в
других системах, а минеральные наполнители
должны быть полностью свободны от
щелочей.
Смола марки SP-1056 специально
разработана для натурального каучука и
бутиловых цементов.
Алкилфенольные смолы являются
малотоксичными соединениями, не
обладающими кумулятивными свойствами. Они
горючи, температура воспламенения равна
300°С, нижний предел воспламеняемости
аэровзвеси 60 г/м3. Все работы со
смолами необходимо проводить с соблюдением
правил промышленной санитарии и
гигиены. Основной производитель SI Group Inc.,
США.
Марка
смолы
HRJ-10518
HRJ-14247 А
Ribetak R 7500E
SP-1044
SP-1045 С
Температура
плавления, "С
80-95
Раствор
в
технологическом масле
80-95
56-72
60-66
Содержание
метило-
льных
групп,
% масс.
6,0-9,0
2,6-4.2
9,0-12,0
7,0-9,5
8,5-11,0
Радикал
R
Октилфенол
Алкилфенол
Октилфенол
Алкилфенол
— « —
4.1.2. Характеристики некоторых
бромированных алкилфенольных смол
Марка
смолы
SP-1055
SP-1056
Температура
плавления,
•с
52-60
61
Содержание, % масс.
метилольных
групп
9,0-12,5
7,5-11,0
брома
3,6-3,9
6,0
4.1.5. Оксиды металлов
(А.Г. Пройчева)
Оксид магния или магнезия жженая МдО* представляет собой порошок белого цвета без
запаха, нерастворимый в воде. Применяется в основном при вулканизации хлоропреновых ка-
учуков в качестве вулканизующего агента, акцептора хлороводорода, замедлителя подвулка-
низации. Рекомендуемые дозировки составляют 3-5 масс. ч. на 100 масс. ч. каучука. В
хлоропреновых резинах предпочтительно использование активных марок магнезии. Оксид магния
является необходимым ингредиентом резиновых смесей на основе фторкаучуков.
Оксид цинка ZnO* представляет собой порошок белого цвета плотностью 5470-5660 кг/м3,
который не растворяется в воде, обладает амфотерными свойствами, хорошо диспергируется
в резиновых смесях.
Применяется для вулканизации хлоропреновых каучуков в комбинации с оксидом магния,
является активатором серной вулканизации для резин на основе каучуков с высокой
непредельностью.
Оксид свинца РЬО** представляет собой тонкодисперсный порошок желтого цвета
плотностью 9700 кг/м3, токсичен.
Применяется для вулканизации хлоропреновых каучуков и как составная часть
вулканизующей группы для бутилкаучуков. Стеариновая кислота снижает опасность подвулканизации. В
больших дозировках оксид свинца используется для получения рентгенозащитных резин. В
резинах на основе хлоропреновых каучуков он применяется вместо оксидов магния и цинка для
снижения водопоглощения резин.
Диоксид свинца РЬ02 представляет собой порошок коричневого цвета без запаха
плотностью 8900 кг/м3, токсичен.
Применяется для вулканизации бутадиеннитрильных, полисульфидных каучуков и бутилкаучука.
4.1.6. п-Хинондиоксим ХД (PQD)
(А.Г. Пройчева)
Представляет собой мелкокристаллический порошок от светло-серого до
серовато-коричневого цвета, молекулярная масса 138,13, плотность 1210-1400 кг/м3, 7ПЛ=215-ь240°С (с
разложением).
Брутто-формула: C6H6N202.
Структурная формула:
HO-N=()=N-OH
Растворяется в водных растворах щелочей, спиртах и эфирах, плохо растворяется в воде.
Является вулканизующим агентом для резиновых смесей на основе натурального, бутадиен-
стирольного, полисульфидных каучуков, бутилкаучука и др. Применяется в смеси с серой,
некоторыми ускорителями и неорганическими окислителями - оксидом и пероксидом свинца.
Системы с неорганическими окислителями используются для вулканизации бутилкаучука для
получения термо- и паростойких вулканизатов, несколько уступающих по этим показателям вулканизатам
с алкилфенольными смолами. Рекомендуемая дозировка составляет до 4,0 масс. ч. на 100 масс. ч.
каучука.
* См. также пп. 5.2. Светлые наполнители, пл. 4.3. Активаторы вулканизации.
** См. также пп. 4.3. Активаторы вулканизации.
I
J?
I
i
&
I
I
jt* ХД применяется также в производстве кабельной изоляции и пористых изделий, является
активатором вулканизации клеев. Используемые дозировки 1-10 масс. ч. на 100 масс. ч. каучука.
Токсичен, ПДК в воздухе рабочей зоны составляет 1 мг/м3, горюч, пылевоздушные смеси
взрывоопасны, нижний предел воспламенения 92 г/м3.
Выпускается под торговыми марками: ПХДО (Россия), Actor Q (Kawaguchi, Япония), Vulnac
GM (Ouchi Shinko, Япония).
4.1.7. Органические пероксиды для вулканизации
( З.Н. Нудельман )
Органические пероксиды - соединения, содержащие группировку R3C - ОО - CR3, где R -
органические группы (алкильные пероксиды) или один из R- группа С = 0 (ацильные
пероксиды или пероксиэфиры).
Вулканизующее действие органических пероксидов основано на относительно низкой
энергии разрыва связи кислород-кислород (около 100-120 кДж/моль, тогда как энергии разрыва
связи С-О - около 350-400, а связи С-С - около 300-340 кДж/моль). В зависимости от
химического строения групп, связанных с атомами кислорода, пероксидная связь интенсивно
распадается при температурах от комнатной до 200°С.
К пероксидам для вулканизации (в отличие от пероксидов - иницаторов полимеризации)
предъявляются особые требования: температура распада пероксида должна обеспечивать
безопасность хранения и переработки резиновой смеси; при распаде пероксидов не должно
образовываться токсичных или сильно пахнущих летучих веществ.
Схема распада алкильных пероксидов:
СН, СН3 СНо СНо СН,
II I I I
R-C-OO-C-R -» 2R-C-0- -» R-C-O- -» R-C=0 + СН3-
I I II ...
СН3 СН3 СН3 СН3
Схема распада ацильных пероксидов:
С6Н5-С-00-С-С6Н5 -» 2С6Н5-С-0- -» 2С6Н5- + 2CO,
II II II
О О О
При разрыве связи О — О образуются два свободных радикала, которые в зависимости от
присутствующих в системе веществ реагируют по разному. Если присутствуют вещества с
низкой энергией активации взаимодействия со свободным радикалом, то алкоксильный или
ацильный радикал реагирует как таковой (например, присоединяется по двойной связи,
отрывает атом водорода от тиолов Н—SR или от пространственно-затрудненных фенольных противо-
старителей с образованием третичных спиртов, разрывает связи сера-сера и т.п.). Если такие
вещества в системе отсутствуют, то алкоксильный или ацильный радикал распадается с
образованием очень активных метальных -СН3 радикалов и кетонов (в случае алкильных
пероксидов) или столь же активных фенильных радикалов и С02 из ацильных пероксидов. Обычно в
том или ином соотношении протекают обе реакции. Метальный или фенильный радикал,
отрывая атом водорода от каучука, инициирует процесс сшивания.
Наименование пероксида складывается из названия группы — ОО— «пероксид» и
названия связанных с ней органических групп. Если обе органические группы одинаковые, то
пероксид может называться двояко, например, С6Н5С(СН3)2 —00-С(СН3)2С6Н5- пероксид
кумила или дикумилпероксид, если группы разные, то пероксид именуется только последним *
способом: (СН3)3С —00-С(СН3)2С6Н5-7рег-6утилкумилпероксид. Более сложные перок-
сиды удобнее именовать путем последовательного перечисления групп с использованием
слова «перокси», например, ди(7рег-бутилпероксиизопропил)бензол.
Некоторые фирмы-производители пероксидов для вулканизации (фирменные наименования
пероксидов приведены в скобках): Akzo-Nobel, Голландия (Perkadox, Trigonox), Arkema,
Франция (Luperox), R.T.Vanderbilt Co., Inc., США (Varox). Приставка SP (scorch protected) в названии
пероксида означает наличие в препарате до 5% ингибитора подвулканизации.
Алкильные пероксиды
Пероксид кумила (дикумилпероксид, пероксид диизопропилбензола, фирменные названия
Varox DCP, Perkadox ВС, Luperox DC) представляет собой бесцветные кристаллы. Выпускается
в виде белых или бесцветных кристаллов с температурой плавления Гпл=39-*-41 °С и запахом
ацетофенона.
Брутто-формула: С1дН2202.
Структурная формула:
СН3 СН3
oh+o
сн3 сн3
CAS №: 80-43-3.
Малотоксичен - Ш50=4000 мг/кг (для крыс), при вулканизации распадается с образованием
токсичного ацетофенона (с запахом черемухи).
Выпускные формы (белые с темными оттенками порошки с легким запахом
ацетофенона): Luperox DC40P (40% пероксида, 54% мела, остальное-силикагель), насыпная плотность
1,53 г/см3; Luperox DC40KEP (40% пероксида, 52% каолина, остальное - силикагель),
плотность 1,56 г/см3; Varox DCP-40C (40% пероксида, 2,34-2,46% активного кислорода).
2,5-Ди(т/;ег-бутилперокси)-2,5-диметилгексан [1,4-ди(грег-бутилперокси)-1,1,4,4-тетраметил-
бутан] выпускается под торговыми марками Trigonox 101, Luperox 101, Perhexa 25B (Nippon
Oil and Fats Co., Ltd), Varox DBPH. Представляет собой жидкость палево-желтого цвета с
ментоловым запахом плотностью 865 кг/м3 при 25°С, температура плавления/замерзания 8°С,
вспышки в открытом тигле 46°С.
Брутто-формула: С16Н3404.
Структурная формула:
СН3 СН3
(СН3)3С—ОО—С—СН2СН2—С—ОО—С(СН3)3
СН3 СН3
CAS № 78-63-7.
Содержание активного кислорода 10,25-10,47%. Температура начала активного разложения
-150°С. Давление пара 0,60 кПа при 40°С, 1,33 кПа при 115°С.
Мало токсичное вещество, не опасное при кратковременном контакте с кожей, LD50>3200 мг/кг
(орально для крыс).
Выпускные формы (препараты с инертным носителем, число в конце названия указывает
приблизительное содержание пероксида, %): Trigonox 101-40, Luperox 101XL45 - белый не
слеживающийся порошок с насыпной плотностью 550 кг/м3 (около 50% пероксида); Luperox
НР101XLP-с добавкой, предотвращающей преждевременную вулканизацию, Perhexa 25B40,
Varox DBPH50 (45-48% пероксида, содержание активного кислорода 4,96-5,29%).
§
!
I
>?* 1,3- и 1,4-Ди(г/юг-бутилпероксиизопропил)бензол (Perkadox 14, Luperox F - ранее Peroximon F,
Varox VC-R) представляет собой воскоподобное твердое вещество желтого цвета с легким
запахом, плотностью 935 кг/м3 при 20°С, Гпл= 35^-55°С, температура воспламенения в открытом
тигле 125°С, вспышки в закрытом тигле 130-135°С, в открытом тигле > 90°С.
Брутто-формула: С18Н3404.
Структурная формула:
СН3 СН3
(СН3)зС-00-С-^О^С-00-С(СН3)з
СН3 СН3
CAS№ 25155-25-3.
Содержание активного кислорода 9,1%. Период полураспада: 19 ч при 124°С, 1 ч при 142°С,
1 мин при 183°С. Растворимость при 20°С в 100 г растворителя (г): метанол 12, этанол 35,
ацетон 140, тетрахлоуглерод 148, хлороформ 178, бензол 180, н-гексан 180, вода- менее 0,1.
Малотоксичное вещество; LD50=23000 мг/кг (на мышах и крысах), при 4-часовой ингаляции
LD50=100 мг/м3 (для крыс), обладает слабым раздражающим действием при длительном
контакте с кожей, при попадании в глаза следует промыть свежеприготовленным 5%-ным
раствором аскорбата натрия или 2%-ным раствором бикарбоната натрия и обратиться к врачу.
Выпускные формы: Luperox F-40P, Perkadox 14-40 (40% пероксида, 55% карбоната кальция,
5% кремнезема, содержание активного кислорода 3,73-3,92%, плотность 1630 кг/м3 при 20°С);
Luperox F40KE (40% пероксида, 55% каолина, 4% нефтяного дистиллята, 0,2% бикарбоната
натрия, остальное- полиэтиленгликоль); Varox802-40C (40% пероксида); Новоперокс БП
(Самарский завод катализаторов, Россия): 60% мела; BPIB (Weifang Richem International Ltd., КНР): 60%
мела, 40% пероксида.
Хранить при температуре ниже 38°С.
1,1-Ди(грег-бутилперокси)-3,5,5-триметилциклогексан (Luperox 231, Trigonox 29, Perhexa ЗМ,
Varox 231) - прозрачная бесцветная жидкость плотностью 926 кг/м3 при 20°С, 904 кг/м3 при
25°С, ГПЛ=40°С, температура вспышки 46°С, начала разложения 70°С.
Малотоксичное вещество для теплокровных, LD5o>12918 мг/кг, высоко токсичное для
дафний. Содержание активного кислорода 5,2%.
Брутто-формула: С17Н3о04.
Структурная формула:
Н3С
\__ 00-С(СН3)3
о<
А ОО—С(СН3)3
Н3С СН3
CAS№ 6731-36-8.
Выпускные формы с карбонатом кальция: Varox 231 XL - насыпная плотность 1520 кг/см3,
содержание активного кислорода 4,07-4,39%; Тригонокс 29-40; Luperox 231XL40.
я-Бутил-4,4-йгс(7/;ег-бутилперокси)валерат (примеры выпускных форм с инертным
носителем: Trigonox 17-40, Luperox 230XL-45, Varox-230XL) -порошок белого цвета с содержанием
активного кислорода около 3,8%. Редко применяемый алкильный пероксид.
Брутто-формула: С17Н3404.
Структурная формула:
ООС(СН3)3
СН,—С—CH,CH,COOCHq
3 | 2 2 4 9
ООС(СН3)3
CAS № 995-33-5.
От других пероксидов отличается средней температурой разложения.
2,5-Диметил-2,5-ди(грег-бутилперокси)гексин-3 (примеры выпускных форм с инертным
носителем: Varox 130XL, Luperox 130XL-45, Trigonox 145E85) - редко применяемый алкильный
пероксид.
Брутто-формула: Ci6H3004.
Структурная формула:
ООС(СН3)3 ООС(СН3)3
СН,—С—С = с—С—СН,
I I
сн3 сн3
CAS№ 1068-27-5.
От других пероксидов отличается относительно высокой температурой разложения.
3,3,5,7,7-Пентаметил-1,2,4-триоксепан - новый высокотемпературный пероксид компании Akzo-
Nobel (Trigonox 311)
Брутто-формула: C9H1603.
Структурная формула:
СДГН
oVCH3
/ о
°>л
сн>сн3СНз
CAS№ 215877-64-8.
Плотность 947 кг/м3 при 20СС, содержание активного кислорода 9,1%.
Температура плавления 0-11 "С, вспышки 41,5СС, малотоксичен LD50=300+2000 мг/кг (для крыс).
Безопасная температура переработки 170°С, оптимальная температура вулканизации 210°С.
Ацильные пероксиды
Пероксид бензоила (дибензоилпероксид) представляет собой порошок или кристаллы белого
цвета плотностью 1330 кг/м3, 7ПЛ=105°С (с разложением), температура вспышки 41 °С,
самовоспламенения 80°С.
Брутто-формула: С14Н10О4.
Структурная формула:
с6н5-с-оо-с-с6н5
CAS №: 94-36-0.
О О
п«ф»г
1
Si
I
I
I
I
>P Токсичен при ингаляции, мутаген, LD50=7710 мг/кг (орально для крыс), LD50=5700 мг/кг (для
мышей).
Огнеопасен: сухой продукт самовозгорается при трении, при контакте с бумагой, опилками и т.п.
Используется только в виде пасты с водой, дибутилфталатом или силиконовым маслом.
Коды риска R2, R7, R36, R43.
Коды безопасности S3, S7, S14, S35, S36, S37, S39.
Паста: Varox A75, Luperox FL.
Для вулканизации в настоящее время используется редко из-за высокой взрывоопасное™.
Пероксид 2,4-дихлорбензоила [б#с(2,4-дихлорбензоил)пероксид] - белое кристаллическое
вещество, температура начала разложения около 75°С.
Брутто-формула: C14H6Cl402.
Структурная формула:
С1 С1
CI— f~%—С—ОО—С—(\ —С1
■J W
О О
CAS№ 133-14-2.
Выпускная форма - белая паста, 50% пероксида в силиконовом масле: Varox DCBP-50 Paste,
Perkadox PD-50SA-ps, T Catalyst (Dow Corning), DCBP (Weifang Richem International Ltd, КНР).
Оптимальная температура вулканизации силоксановых каучуков 115°С.
Пероксид 4-метилбензоила [б#с(4-метилбензоил)пероксид] - белое кристаллическое
вещество, температура начала разложения около 75°С, молекулярная масса 270,28, плотность
1197 кг/мЗ, оптимальная температура вулканизации около 120°С.
Брутто-формула: С16Н1404.
Структурная формула:
CH3-<Qb-C-00-C_<Q>-CH3
3
о о
CAS № 895-85-2.
Коды риска R2, R7, R50/53
Коды безопасности S7, S14, S36/37/39, S47, S60, S61.
Выпускная форма - 50%-ная паста белого цвета в силиконовом масле: Perkadox PM-50
S-PS компании Акзо-Нобель (Akzo-Nobel); бис(4-Метилбензоил)пероксид компании Nanjing
Chemlin Chemical Co., Ltd (КНР).
Дозировка пероксидов и температуры их переработки
Удовлетворительные механические свойства каучуков могут быть получены с минимальной
дозировкой пероксида (табл. 4.1.3). Наименьшее накопление ОДС получается при
максимальных дозировках пероксида. При дозировках, превышающих максимальные, возможна
перевулканизация резины и появление хрупкости.
Однако в присутствии акцепторов свободных радикалов - сшивающих агентов (например,
ТАИЦ) дозировки пероксидов меньше, а не являющихся сшивающими агентами - таких как
антиоксиданты, сера или непарафиновые минеральные масла, необходимы более высокие
дозировки пероксида. Если плотность сшивания определяется дозировкой пероксида, то скорость
сшивания определяется температурой. Согласно законам кинетики, повышение температуры
вулканизации на 10°С снижает примерно вдвое ее продолжительность. В отличие от серной
вулканизации реверсии свойств при пероксидной вулканизации не происходит.
494
-*$5~-
Кинетика распада пероксидов при оптимальной температуре"
В табл. 4.1.4 приведены кинетические данные о термораспаде пероксидов. Энергия актива- j
ции указывает на изменение скорости реакции с изменением температуры: чем выше энергия
активации, тем сильнее изменение скорости реакции.
В табл. 4.1.5 приведены данные, по которым можно определить приблизительную
продолжительность вулканизации: она должна составлять не менее 3-4 периодов полураспада.
4.1.3. Рекомендуемые температуры переработки и дозировки пероксида
Параметр
Температура, "С:
при смешении, не выше
при вулканизации
Дозировка пероксида, масс. ч. на 100 масс. 1
каучука:
изопренового
бутилкаучука
хлоропренового
бутадиенстирольного
бутадиеннитрильного
гидрированного бутадиеннитрильного
уретанового
этиленпропиленового
этиленпропилендиенового
силоксанового
фторкаучука
Trigonox
29-40
115
145
2,3-4,5
1,0-2,1
1,1-3,0
1,9-4,1
2,6-4,5
6,8-11,3
5,3-9,1
6,8-11,3
1,5-7,6
Perkadox
ВС-40
130
150-160
2,0-4,1
0,9-1,9
1,0-2,7
1,7-3,7
2,4-4.1
6,1-10,1
4,7-8,1
6,1-10,1
1,4-6,8
1,2-2,0
Trigonox
17-40;
Varox
230XL
125
160
2,5-5,0
1,1-2,3
1,3-3.3
2,1-4,6
2,9-5,0
7,5-12,5
5,8-10.0
7,5-12,5
1,7-8,4
Perkadox
14-40;
Luperox
МО
135
160-170
1,3-2,5
0,5-1,2
0,6-1,7
1,1-2,3
1,5-12.5
3,8-6,3
3,0-5,1
3,8-6,3
0,8-4,2
0,4-0,8
2,5-7,0
Trigonox
101-45;
Luperox
101 XL45
135
170-180
1,9-3,9
0,8-1,8
1,0-2,6
1,6-2,5
2,3-3,9
3,3-5,4
4,5-7,7
5,8-9,7
1,3-6,4
1,0-1,9
2,5-7,0
4.1.4. Кинетика активного распада пероксидов
Пероксид
Пероксид бензоила
грег-Бутилпероксибеизоат
1,1-Ди(даг-бутилперокси)-3,3,5-триметилциклогексан
н-Бутил-4,4-ди(грег-бутилперокси)валерат
о"ис(грег-Бутилпероксиизопропил)бензол
2,5-Диметил-2,5-ди(грег-бутилперокси)гексан
2,5-Диметил-2,5-ди(грег-бутилпероксиКексин
грег-Бугилкумилпероксид
Пероксид кумила
Растворитель
Бензол
Додекан
—«—
-«-
-«-
_«_
—«—
—«—
Декан
Энергия
активации, кДж/моль
128.87
132,48
148,63
147,83
154,21
155,68
159,64
158.12
153,90
Константа
скорости v-1015
52,7403
436,557
0,19006
3,05642
6,29934
8,73143
7,87841
12,2026
7,47376
4.1.7. Периоды полураспада, мин, различных пероксидов (данные фирмы Arkema)
Температура, °С
121.1
126.7
132.2
137,8
143.3
148,9
154,4
160.0
165.6
171.1
176.7
182,2
187.8
193,3
Varox A-75
2,5
1.5
0.9
0.5
0.3
0.2
0.1
0.1
0.0
0.0
0.0
0.0
0.0
0,0
Varox 231 -XL
29,0
15,5
8,4
4.6
2,6
1.5
0,8
0.5
0.3
0,2
0,1
0.1
0.0
0,0
Varox DCP
368,3
191,9
101,8
54.9
30.1
16,8
9,5
5,5
3,2
1,9
1,1
0,7
0.4
0,3
Varox VCR
480,3
249,9
132,4
71,3
39.1
21,8
12,3
7.1
4,1
2,4
1,4
0,9
0,5
0,3
Varox DBPH
542,4
280,5
147,7
79,1
43,1
23.9
13.4
7,7
4,4
2,6
1,5
0.9
0,6
0,3
Varox 130-XL
2008,3
1021,3
529,0
279,0
149,6
81,6
45,2
25,4
14,5
8,4
4,9
2,9
1,8
1,1
-~зф^
>« 4.z. Ускорители вулканизации
(А.Г. Пройчева)
I
I
I
!
!
I
Ускорители вулканизации - это компоненты вулканизующей системы, которые применяются
для повышения скорости вулканизации и улучшения физико-механических свойств резин.
4.2.1. Гуанидины
Щ-Дифенилгуанидин (ДФГ, DPG) - молекулярная масса 210,28, представляет собой
порошок или гранулы от белого до светло-желтого или сиреневатого цвета с горьким вкусом,
плотности 190-1200 кг/м3, Гпл=144-ь149°С.
Брутто-формула: C13H13N3.
Структурная формула:
NH
f~\—NH—С—NH-^Л
CAS№ 102-06-07.
Растворяется в хлороформе, толуоле, ацетоне, этаноле, не растворяется в воде, бензоле,
бензине, растворимость в каучуке около 2%.
Широко распространенный ускоритель вулканизации средней активности для резиновых
смесей на основе натурального и синтетического каучуков (бутадиенстирольного, бутадиеннит-
рильного, бутилкаучука и др.), а также для латексов.
ДФГ используется в основном для темных резин, так как содержащие его
светлоокрашенные резины желтеют. В качестве основного ускорителя может применяться для вулканизации
толстостенных изделий, поскольку характеризуется достаточно длительным временем
вулканизации.
Как вторичный ускоритель в комбинации с тиазолами и сульфенамидами обеспечивает
резиновым смесям высокую скорость вулканизации, хорошие стойкость к подвулканизации и
стабильность при хранении. Способствует получению высокомодульных резин. Комбинация гуанидинов с
сульфенамидами используется при вулканизации резин, наполненных кремнекислотными
наполнителями. Активируется оксидами магния и цинка. Рекомендуемые температуры вулканизации -
135-160°С. Дозировки составляют 1-2 масс. ч. на 100 масс. ч. каучука.
Химический пептизатор хлоропренового каучука серного регулирования.
ДФГ токсичен, ПДК в воздухе рабочей зоны 0,5 мг/м3, горюч, Гвоспл=150°С, нижний предел
взрывоопасных концентраций 12,6 г/м3.
ДФГ следует хранить в крытых складских помещениях на поддонах на расстоянии не менее
0,5 м от стен и отопительных приборов.
Торговые марки: Дифенилгуанидин (РФ), Vulkacit D (Lanxess, Германия), Vanax DPG
(Vanderbilt, США), Perkacit DPG (Flexsys, Бельгия), Accel D (Kawaguchi, Япония).
liN'-Ди-ортотолилгуанидин (ДОТГ, DOTG) - молекулярная масса 238,34, представляет собой
белый порошок со слабым запахом, исчезающим при хранении, плотность 1100-1200 кг/м3,
7^=173-И 79°С.
Хорошо растворяется в диметилформамиде и диметилсульфоксиде, умеренно - в
ацетоне, хлороформе, плохо растворяется в спирте, воде, не растворяется в гексане, толуоле.
Хорошо диспергируется в каучуке, растворимость в каучуке составляет около 1%. Устойчив
при хранении.
Несколько активнее ДФГ. Придает резинам высокие модули, активирует действие тиазолов.
ДОТГ рекомендуется применять с оксидом цинка и жирными кислотами.
Брутто-формула: C15H17N3.
Структурная формула:
Q-
сн3
сн3
б-
NH
C = NH
NH
CAS №97-39-2.
Не применяется для изготовления пищевых и светлых резин. В комбинации с тиазолами и суль-
фенамидами используется в смесях на основе натурального, бутадиенстирольного, бутадиеннит-
рильного каучуков для изготовления массивных изделий. Как и ДФГ, в комбинации с сульфена-
мидами применяется в смесях, наполненных кремнекислотными наполнителями.
ДОТГ токсичен, следует избегать его попадания в организм, пожароопасность и хранение
такие же, как и ДФГ.
Торговые марки: Vanax DOTG (Vanderbilt, США), Rhenogran DOTG-70 (RheinChemie/Lanxess,
Германия)
4,2.2, Дитиокарбаматы
Диметилдитиокарбамат цинка (ДМДТКЦ, ZDMC) - молекулярная масса 305,79,
представляет собой порошок или гранулы от белого до розоватого или сероватого цвета, плотность
1700 кг/м3, Г =240-250°С.
Брутто-формула: C6H12N2S4Zn.
Структурная формула:
Н3С
\
N—С—S-
/ II
НоС
Zn
CAS №14324-55-1.
Растворяется в бензоле, толуоле, сероуглероде, хлороформе, водных растворах щелочей.
Ультраускоритель вулканизации резиновых смесей на основе натурального и синтетических
каучуков диенового типа, бутилкаучука, самовулканизующихся клеев при температурах выше
120°С, а также вторичный ускоритель для тиазолов. В комбинации с тиазолами повышается
безопасность переработки. Мигрирует на поверхность изделий, не окрашивает вулканизаты.
Придает резинам высокое сопротивление старению.
Активируется оксидом цинка и стеариновой кислотой. Оптимальная температура
вулканизации 120-135°С. Дозировки составляют: как первичного ускорителя для натурального и
стереорегулярных каучуков - 0,25-0,75, для бутадиенстирольного - 0,3-1,0, для
бутадиенового и этиленпропилендиенового каучуков - 1,0-2,0 масс. ч. на 100 масс. ч. каучука; как
вторичного ускорителя для всех каучуков, кроме ЭПДК - 0,05-1,0 масс. ч. на 100 масс.ч.
каучука.
Применяется в производстве РТИ, изоляционных резин, обуви, в латексных системах.
-W--
497
32 — 5464
I'
I
I
!
I
I
jfmBiJBHMu unauHUb ьвщеишо, относится к з-му классу опасности, экологически неолагоприят-
ное вещество, поскольку может образовывать опасные нитрозамины, как и тиурам Д (ТМТД).
Пожароопасен при повышенных температурах, пылевоздушные смеси взрывоопасны,
нижний предел взрывоопасных концентраций 20,8 г/м3.
ДМДТКЦ следует хранить в крытых сухих складских помещениях, транспортируется всеми
видами транспорта.
Торговые марки: Цимат (РФ), Methyl Zimate (Vanderbilt, США), Perkacit ZDMC (Flexsys,
Бельгия), Accel PZ (Kawaguchi, Япония), Methazate (Uniroyal - Chemtura, США) и др.
Диэтилдитиокарбамат цинка (ДЭДТКЦ, ZDEC) - молекулярная масса 361,92, представляет собой
порошок серого, белого или светло-коричневого цвета без запаха плотностью 1470 кг/м3,
Г=175н-178°С.
пл
Брутто-формула: C10H20N2S4Zn.
Структурная формула:
НсС
2
\
N—С—S-
/
н5с2
Zn
CAS №14324-55-1.
Умеренно растворяется в разбавленных щелочах, толуоле, сероуглероде, хлороформе,
практически не растворяется в воде, бензине; максимальная растворимость в каучуке (НК, БСК,
бутилкаучук, ЭПДК) - около 0,8 масс. ч. на 100 масс. ч. каучука.
Первичный ускоритель высокой активности для натурального, бутадиенстирольного, бута-
диеннитрильного каучуков и их латексов, активен уже при 120°С. Обычно используется с ти-
азолами или сульфенамидами, которые позволяют регулировать время подвулканизации
резиновых смесей. Введение оксида цинка и жирных кислот улучшает свойства вулканизатов.
С л-хинондиоксимом может применяться для вулканизации бутилкаучука. Не изменяет цвет
светлых и окрашенных резин.
Применяется для изготовления прорезиненных и маканых изделий, губок, клеев и т.д.
Является также противостарителем. Дозировка составляет 0,1-1,2 масс. ч. на 100 масс. ч. каучука
при 1,0-3,0 масс. ч. серы.
ДЭДТКЦ малотоксичен, его пожароопасность и условия хранения такие же, как и ДМДТКЦ.
В процессе хранения и переработки образует опасные нитрозамины.
Торговые марки: Perkacit ZDEC (Flexsys, Бельгия), Vulkacit LDA (Lanxess, Германия), Accel
EZ (Kawaguchi, Япония), Ethazate (Uniroyal - Chemtura, США) и др.
Дибутилдитиокарбамат цинка (ДБДТКЦ, ZDBC) - молекулярная масса 474,12, представляет
собой порошок белого или кремового цвета с характерным запахом, плотность 1210-1280 кг/м3,
Г =95+108°С.
ПЛ
Брутто-формула: C18H36N2S4Zn.
Структурная формула
НдС4
\
N—C—S—
/ II
НоС
9^4
Zn
CAS №136-23-2.
498
-\«у5Ж»/-
Растворяется в бензоле, тетрахлорэтилене, тетрахлориде углерода, дихлорметане,
сероуглероде, ограниченно - в этилацетате, ацетоне, практически не растворяется в бензине,
этаноле, метаноле, воде. Хорошо диспергируется в каучуке. Максимальная растворимость
в каучуке (НК, БСК, бутилкаучук, ЭПДК) - 2 масс. ч. на 100 масс, ч . каучука. Устойчив при
хранении.
Неокрашивающий ультраускоритель вулканизации для натурального, диенового, бутадиен-
стирольного, бутадиеннитрильного каучуков и их латексов, а также ускоритель для этиленпро-
пилендиенового каучука. Активен при температурах от 100°С, средняя температура
вулканизации ниже 121 °С. Имеет тенденцию к преждевременной вулканизации. Является наиболее
активным ускорителем для латексов. Очень эффективен в комбинации с тиазолами и тиурамами.
Дозировка составляет 0,1-3 масс. ч. на 100 масс. ч. каучука. Неокрашивающий антиоксидант
для сырых резиновых смесей и стабилизатор для бутилкаучука. Неокрашивающий
стабилизатор для уретановых и хлоропреновых каучуков, полипропилена.
Исходный продукт нетоксичен, но образует потенциально опасные нитрозамины при
хранении и переработке.
Торговые марки: Butyl Zimate (Vanderbilt, США), Accel BZ (Kawaguchi, Япония), Perkacit ZDBC
(Flexsys, Бельгия ), Vulkacit LDB (Lanxess, Германия ) и др.
Этилфенилдитиокарбамат цинка (ЭФДТКЦ, ZEPC) - молекулярная масса 457,99,
представляет собой порошок от белого до желтоватого цвета, плотность 1460-1500 кг/м3, Гпл=195-н208°С.
Брутто-формула: C18H2oN2S4Zn.
Структурная формула:
Н5С2
\
N— С—S— Zn
н5с6
CAS№ 130037-20-2.
Растворяется в бензоле, хлороформе, не растворяется в воде и спиртах.
Является ультраускорителем вулканизации резиновых смесей на основе натурального и
синтетических каучуков диенового типа. Активируется оксидом цинка и стеариновой кислотой. По
сравнению с другими дитиокарбаматами позволяет получать смеси, более стойкие к подвулканизации.
Температура вулканизации 85-150°С. Дозировка 0,25-1 масс. ч. на 100 масс. ч. каучука.
Применяется для получения прозрачных, белых и цветных резин. Может использоваться для
вулканизации латексных смесей и клеев, а также изделий, контактирующих с пищевыми
продуктами.
Нетоксичен, пылевоздушные смеси взрывоопасны.
Торговые марки: Vulkacit P extra N (Lanxess, Германия), Accel PX (Kawaguchi, Япония).
Дибензилдитиокарбамат цинка (ДБДТКЦ, ZBEC) - молекулярная масса 610,2, представляет
собой порошок светло-кремового цвета, плотность 1410-1500 кг/м3, Гпл=180°С.
Брутто-формула: C30H28N2S4Zn.
Структурная формула:
НсСс—СН0
^бНЗ
\
N—С—S—
/ II
н5с6 сн2 s
Zn
CAS №14726-36-4.
Растворяется в спирте, бензоле, хлороформе, не растворяется в воде.
. jj5
4!
32*
!
щ
I
i
I
!
I
Неокрашивающий ультраускоритель, эффективен при низких температурах вулканизации (до
121°С). Действует аналогично другим дитиокарбаматам, увеличивая скорчинг и скорость
вулканизации резиновых смесей, а также степень сшивания. Может применяться для
натурального, этиленпропилендиенового и бутилкаучука. Вследствие высокой молекулярной массы
следует увеличивать его дозировки в 1,5 раза для получения сопоставимых свойств. Эффективен
при применении с сульфенамидами, тиазолами и тиурамами. Может использоваться в латек-
сах, клеевых составах и составах для прорезинивания тканей. Требуется применение оксида
цинка и стеариновой кислоты в обычных количествах.
Нетоксичен, при хранении и переработке не образует опасных нитрозаминов.
Типичная вулканизующая система с ДБДТКЦ со сниженным уровнем образования опасных
нитрозаминов имеет состав (масс. ч. ингредиента на 100 масс. ч. каучука):
- для натурального и бутадиенстирольного каучука: сера - 2,0-2,5, ДБДТКЦ - 0,5-1,5, ТББС -
1.5-2.5. ДБТД) - 0.5-1.5;
- для этиленпропилендиенового каучука: сера 1,5-2,0, ДБДТКЦ -1,5-2,0, МБТ (каптакс) -
1,5-2,0, ЦБТС-1,0-2,5.
Торговые марки: Vulkacit ZBEC (Lanxess, Германия), Arazate (Uniroyal - Chemtura, США), Benzyl
Zimate (Vanderbilt, США).
Диизобутилдитиокарбамат цинка (ДИБДТКЦ, ZDIBC) - молекулярная масса 474,1,
представляет собой порошок с 7"пл>113°С.
Брутто-формула: C18H36N2S4Zn.
Структурная формула:
4
N—С—S— Zn
/
Н9С4
J2
CAS №36190-62-2.
Первичный или вторичный ускоритель для натурального, бутадиенстирольного,
бутилкаучука и этиленпропилендиенового каучука, а также быстродействующий ускоритель для
натурального и синтетических латексов.
Безопасен, так как не образует канцерогенных нитрозаминов, разработан для замены
обычных дитиокарбаматов.
Торговые марки: Cure-rite ZIB (Noveon, США), Ysobutyl Zimate (Vanderbilt, США).
Диметилдитиокарбамат висмута (ДМДТКВ, BiDMC) - молекулярная масса 569,66,
представляет собой порошок желтого цвета, плотность 2040 кг/м3,7"пл > 230°С (с разложением).
Брутто-формула: C9H18N3S6Bi.
Структурная формула:
Н3С
\
N—С—S—
/ II
н,с
Bi
CAS №21260-46-8.
Растворяется в хлороформе, слабо растворяется в толуоле, сероуглероде, практически не
растворяется в воде.
Ускоритель для высокотемпературной и быстрой вулканизации для смесей на основе
натурального, изопренового, бутадиенового, бутадиенстирольного каучуков, бутилкаучука, а также
активатор для сульфенамидов и тиазолов.
Ускорители вулканизации
Дозировки составляют: при использовании в качестве первичного ускорителя 0,3-1,0 масс. ч.
с 0,5-1,0 масс. ч. сульфенамида и 2,0-1,0 масс. ч. серы на 100 масс. ч. каучука; в качестве
вторичного ускорителя 0,1-0,3 масс. ч. с 1,5-1,0 сульфенамида и 2,5-1,5 масс. ч. серы на 100
масс. ч. каучука.
Выпускается под торговой маркой Bismate (Vanderbilt, США).
Диэтилдитиокарбамат кадмия (ДЭКК, CdDEC) - молекулярная масса 408,94, представляет
собой порошок от белого до сероватого цвета без запаха, плотность 1480 кг/м3, ГПЛ=242°С.
Брутто-формула: C10H20N2S4Cd.
Структурная формула:
Н5С2
\
N—С—S-
/
НсС
5^2
Cd
CAS № 14239-68-0.
Умеренно растворяется в толуоле, сероуглероде, хлороформе, практически не растворяется
в воде и бензине.
Первичный ускоритель для натурального, бутадиеннитрильного, этиленпропилендиенового и
бутилкаучука. Применяется-с тиазолами. Способствует повышению теплостойкости, понижению
накопления остаточных деформаций сжатия для резин на основе бутадиеннитрильного и бутил-
каучука.
Дозировки составляют: для этиленпропилендиенового и бутилкаучука 1^4 масс. ч. при 2-0 -
0,5-2 масс. ч. тиазола и 4-0,5 масс. ч. серы; для бутадиеннитрильного каучука 3-4 масс. ч.
при 0,25-0,75 масс. ч. тиазола и 0,75-0,25 серы. Стабилен при хранении. Следует избегать
контакта с кожей.
Выпускается под торговой маркой Ethyl Cadmate (Vanderbilt, США).
Диметилдитиокарбамат меди (ДМДТКМ, CuDMC) - молекулярная масса 303,98,
представляет собой порошок темно-коричневого цвета, плотность 1750 кг/м3, ГПЛ>325°С (при нагревании и
плавлении разлагается).
Брутто-формула: C6H12N2S4Cu.
Структурная формула:
Н3С
\
N—С—S-
/ II
н-,с
Си
CAS№ 137-29-1.
Умеренно растворяется в ацетоне, толуоле, хлороформе, практически не растворяется в воде,
спирте, бензине.
Является ультраускорителем для быстрой вулканизации резиновых смесей на основе бута-
диенстирольного, этиленпропилендиенового и бутилкаучуков. Обычно применяется с
тиазолами для регулирования времени подвулканизации, не применяется для натурального и изопрено-
вого каучуков.
Дозировки составляют:
- для бутадиенстирольного каучука - как первичного ускорителя 0,2-0,75 масс. ч. при 1,5-0,2
тиазола или сульфенамида и 2-0,5 масс. ч. серы; как вторичного ускорителя 0,05-0,2 масс. ч.
при 0,5-2,0 масс. ч. тиазола или сульфенамида и 2,5-1,5 масс. ч. серы;
- для бутилкаучука -1-2 масс. ч. при 0,5-2 масс. ч. тиазола или сульфенамида и 2-1 масс. ч.
серы на 100 масс. ч. каучука.
Выпускается под торговой маркой Methyl Cumate (Vanderbilt, США).
г
I
I
1
!
!
I
J6H12N2S4Pb.
ГПЛ>310°С.
Диметилдитиокарбамат свинца (ДМДТКС, PbDMC) - молекулярная масса 447,65,
представляет собой порошок белого цвета без запаха, плотность 2430 кг/м3,
Брутто-формула: С6
Структурная формула:
Н3С
\
N—С—S-
/
Н3С
РЬ
CAS№ 19010-66-3.
Слабо растворяется в циклогексане, практически не растворяется во всех обычных
органических растворителях.
Является ультраускорителем для быстрой высокотемпературной вулканизации резиновых
смесей на основе натурального, изопренового, бутадиенстирольного.бутилкаучука. Применяется
главным образом для изоляционных резин, обычно в комбинации с тиазолами или сульфенами-
дами. Токсичен, горюч, ГВ0СПЛ=218°С, НКПрп=50 г/м3.(индекс «р.п.» означает распространение
пламени).
Обычные дозировки составляют 0,1-2,0 масс. ч. на 100 масс. ч. каучука.
Выпускается под торговой маркой Methyl Ledate (Vanderbilt, США).
Диамилдитиокарбамат свинца (ДАДТКС, PbDAC) - молекулярная масса 672,05,
представляет собой жидкость светло-янтарного цвета (смесь с 50% масла), плотность 1100 кг/м3.
Брутто-формула: C22H44N2S4Pb.
Структурная формула:
Н11С5
N—С—S-
/ II
Н11С5
РЬ
CAS№ 36501-84-5.
Хорошо растворяется в толуоле, хлороформе, нефтяных углеводородах, практически не
растворяется в ацетоне.
Жидкий дитиокарбамат, рекомендуется для улучшения динамических свойств резин на
основе натурального и изопренового каучуков. Применяется в комбинации с октоатом цинка и
тетрабутилтиурамдисульфидом в «растворимых» вулканизующих системах для наполненных
техуглеродом резин на основе натурального и изопреновых каучуков.
Дозировки составляют: 0,75-1,0 масс. ч. на 100 масс. ч. каучука при 0,5-0,65 масс. ч. тетра-
бутилтиурамдисульфида, 1,5-1,85 масс. ч. сульфенамида и 0,6 масс. ч. серы.
Выпускается под торговой маркой Amyl Ledate (Vanderbilt, США).
Диметилдитиокарбамат селена* (ДМДТКБе, SeMDC) представляет собой порошок желтого
цвета, Гпл=140-И 72°С, плотность 1580 кг/м3.
Брутто-формула: C6H12l\l2S4Se.
Структурная формула:
"Н3С
\
N—С—S— Se
/
Н3С S
CAS№ 144-34-3.
Применяется в качестве ускорителя вулканизации и вулканизующего агента для натурального,
бутадиенстирольного, бутилкаучуков. Эффективен в смесях с низким содержанием серы.
См. также пп. 4.1. Вулканизующие вещества.
502
4.2.3. Тиазолы
2-Меркаптобензтиазол (МВТ, МВТ) - молекулярная масса 167,24, представляет собой
порошок или гранулы светло-желтого цвета с характерным запахом, плотность 1500 кг/м3,
Г^Ш-ИвОХ.
Брутто-формула: C7H5NS2.
Структурная формула:
'С—SH
CAS№ 149-30-4.
Растворяется в бензоле, хлороформе, сероуглероде, этаноле, ацетоне, растворах щелочей и
карбонатов щелочных металлов; ограниченно растворяется в горячей воде, не растворяется в
бензине и холодной воде. Хорошо диспергируется в каучуке. Максимальная растворимость в
каучуке составляет около 3 масс. ч. на 100 масс. ч. каучука.
Является ускорителем средней активности, обеспечивает широкое плато вулканизации. Вул-
канизаты обладают низким модулем и хорошим сопротивлением старению.
Применяется для вулканизации натурального и синтетических каучуков диенового типа, бу-
тилкаучука. Дозировки составляют 0,5-2 масс. ч. на 100 масс. ч. каучука. Активируется
оксидом цинка и стеариновой кислотой, а также оксидом магния, карбонатом магния, тиурамами,
дитиокарбаматами и органическими основаниями. При использовании в комбинации с
тиурамами и гуанидинами может снижать температуру вулканизации.
Замедлителями вулканизации являются бензойная кислота, фталевый ангидрид, меркап-
тоимидазолин. Является пептизатором для натурального каучука и некоторых
синтетических каучуков.
Применяется в производстве шин, РТИ, обуви, резиновых нитей, маканых изделий, не
окрашивает и не меняет цвет светлых изделий.
МВТ не токсичен, устойчив при хранении, горюч, способен электризоваться при размоле. В
пылевидном состоянии взрывоопасен, нижний предел взрывоопасных концентраций 25 г/м3.
Торговые марки: 2-МБТ (РФ), Captax (Vanderbilt, США), Perkacit МВТ (Flexsys, Бельгия), Vulkacit
Merkapto (Lanxess, Германия), Rubator (General Quimica, Испания) и др.
Цинковая соль меркаптобензтиазола (ЦМБТ, ZMBT) - молекулярная масса 397,85,
представляет собой порошок светло-желтого цвета, разлагающийся без плавления при нагревании выше
300°С. ПлотностЫ 700 кг/м3.
Брутто-формула: C14H8N2S4Zn.
Структурная формула:
'с—S-
Zn
J2
CAS №155-04-4.
Растворяется в водном растворе гидроксида натрия, ограниченно - в дихлорэтане,
метаноле, этаноле, ацетоне, не растворяется в воде и бензине; гигроскопичен.
Первичный ускоритель вулканизации для натурального и синтетических каучуков диенового
типа, а также бутилкаучука и хлоропренового каучука. Активен при температуре выше 116°С.
-**%£*,-
>5> Применяется с оксидом цинка или без него. Может использоваться в комбинации с
ускорителями класса гуанидинов или тиурамов. Не окрашивает и не изменяет цвет резин.
Дозировки составляют: как первичного ускорителя 1,0-2,5 масс, ч, как вторичного ускори-
| теля 0,25-2,0 масс. ч. на 100 масс. ч. каучука в зависимости от типа каучука и рецептуры. В
9" больших дозировках (2-4 масс, ч.) является свето- и термостабилизатором резин.
| Применяется в производстве шин, РТИ, обуви, резиновых нитей, маканых изделий.
^ Относительно не токсичен, но при нагревании или соприкосновении с кислотами разлагается
^ с образованием оксидов серы.
J Горюч, ГВ0СПЛ=328°С, пылевоздушные смеси взрывоопасны.
§ Торговые марки: Цинкапт (РФ), Zetax (Vanderbilt, США), Vulkacit ZM (Lanxess, Германия),
§. Perkacit ZMBT (Flexsys, Бельгия), Accel MZ (Kawaguchi, Япония).
~ Дибензтиазолилдисульфид (ДБТД, MBTS) - молекулярная масса 332,47, представляет собой
s порошок или гранулы светло-желтого или светло-розового цвета со слабым запахом, плотность
| 1540 кг/м3, температура плавления чистого вещества 186°С, технического продукта 168-175°С.
^ Брутто-формула: C14H8N2S4.
Структурная формула:
CAS №120-78-5.
Растворяется в бензоле, толуоле, хлороформе, сероуглероде, хлорбензоле, ограниченно - в
воде, этаноле, водных растворах кислот. Максимальная растворимость в каучуке составляет
около 3 масс. ч. на 100 масс. ч. каучука. Устойчив при хранении. Хорошо диспергируется в
резиновых смесях.
Широко распространенный ускоритель средней активности для вулканизации резиновых
смесей на основе натурального и синтетических каучуков диенового типа, а также бутилка-
учука. Обеспечивает широкое плато вулканизации. Активен при 143°С и выше. По поведению
в смесях подобен МБТ, но менее активен при 100-130°С, что обеспечивает большую
безопасность подвулканизации. Применяется как индивидуально, так и в комбинации с другими
ускорителями вулканизации. Активируется тиурамами, дитиокарбаматами, гуанидинами, альде-
гидаминами. Вторичные ускорители используют в основном для синтетических каучуков.
Вулканизаты с ДБТД обладают низкими модулями и хорошим сопротивлением старению. При
использовании активаторов повышаются модули и склонность к подвулканизации. Действует
как пластикатор/замедлитель подвулканизации в резиновых смесях на основе хлоропреново-
го каучука.
Для вулканизации необходимы оксид цинка, стеариновая кислота, сера (1-3 масс. ч.).
Дозировки составляют: в качестве первичного ускорителя 1-2,5 масс. ч. на 100 масс. ч. каучука, в
комбинации с другими ускорителями 0,4-1,5 масс. ч. на 100 масс. ч. каучука.
Применяется в производстве шин, РТИ, изоляционных резин, эбонитовых изделий, обуви,
прорезиненных тканей и изделий сангигиены.
Относительно мало токсичен, ПДК в воздухе рабочей зоны составляет 2 мг/м3. Горюч, при
размоле электризуется, пылевоздушные смеси взрывоопасны, нижний предел взрывоопасных
концентраций 37,8 г/м3.
Торговые марки: Тиазол 2 МБС (Россия), Altax (Vanderbilt, США), Perkacit MBTS (Flexsys,
Бельгия), Vulkacit DM (Lanxess, Германия), Accel DM (Kawaguchi, Япония), Rubator MBTS (General
Quimica, Испания) и др.
4,2.4. Сульфенаммды
14-Циклогексил-2-бензтиазолилсульфенамид (ЦБТС, CBS) - молекулярная масса 258,36,
представляет собой порошок или гранулы от кремового до светло-зеленого цвета, плотность
1300 кг/м3, Тпп технического продукта 92-103°С.
Брутто-формула: C^ol^.
Структурная формула:
СО
С—S—NH
CAS № 95-33-0.
Растворяется в бензине, бензоле, толуоле, хлороформе, дихлорэтане, ограниченно - в
ацетоне, этаноле, диэтиловом эфире; окисляется, гидролизуется. Максимальная растворимость в
каучуке около 2,5 масс. ч. Хорошо распределяется в резиновых смесях.
Широко используемый ускоритель вулканизации на основе первичного амина с
замедленным действием на начальной стадии вулканизации и высокой скоростью вулканизации в
основном периоде. Применяется в резинах на основе натурального и синтетических каучуков
диенового типа, эффективен для ЭПДК. Используется индивидуально или в комбинации со
вторичными ускорителями для регулирования скорчинга и скорости вулканизации. Активен при
температуре 135°С и выше. Активируется тиурамами, дитиокарбаматами, тиазолами, оксидом
магния, карбонатом магния.
Придает резинам высокие модули, повышенные прочность при растяжении и эластичность,
хорошую износостойкость, а также пониженное теплообразование. Не рекомендуется
применять в белых и светлых резинах. Для вулканизации необходимы оксид цинка и стеариновая
кислота.
Дозировки составляют: для натурального каучука 0,5-1,5 масс. ч. при 2,5-3,0 масс. ч. серы;
для синтетических каучуков 0,5-2 масс. ч. при 1,0-3,0 масс. ч. серы на 100 масс. ч. каучука.
Применяется для шин и динамически нагружаемых РТИ (буферы, конвейерные ленты), а также
изделий, изготавливаемых литьем или экструзией (рукава, профили, кабельная изоляция и т.д.).
Относится к 3-му классу опасности, ПДК в воздухе рабочей зоны составляет 3 мг/м3.
ЦБТС горюч, ГВОСПЛ=140°С, пылевоздушные смеси взрывоопасны, нижний предел
взрывоопасных концентраций 20,3 г/м3.
Торговые марки: сульфенамид Ц (РФ), Santocure CBS (Flexsys, Бельгия), Vulkacit CZ (Lanxess,
Германия), Durax (Vanderbilt, США), Accel CZ (Kawaguchi, Япония), Rubenamid С (General Quimica,
Испания) и др.
М-г0ег-Бутил-2-бензтиазолилсульфенамид (ТББС, TBBS) - молекулярная масса 238,
представляет собой порошок или гранулы от белого до серого цвета, плотность 1300 кг/м3, Гпл=104-И 10°С.
Брутто-формула: C^H^I^S^
Структурная формула:
сн,
;с—s—nh—с—сн3
сн,
CAS№95-31-8.
-гФ^
Jr Растворяется в спирте, бензоле, бензине, эфире, СС14, не растворяется в воде, разбавленных
кислотах и щелочах. Хорошо распределяется в резиновых смесях. Максимальная растворимость
в каучуке - около 2.5 масс. ч. на 100 масс. ч. каучука. Характеризуется несколько большим
временем подвулканизации по сравнению с ЦБТС и меньшим по сравнению с ОДБС и ДЦБС.
| Применяется для резин на основе натурального, бутадиенстирольного, бутадиеннитрильно-
| го, бутадиенового каучуков и их смесей. Обычно используется индивидуально или с небольши-
8 ми добавками ультраускорителей (гуанидинов, тиурамов) в шинных резинах или для РТИ (кон-
^ вейерных лент, рукавов, шприцованных изделий). Может обеспечивать модули, равноценные
модулям с ЦБТС или ОДБС, но при меньших (на 10%) дозировках.
£
|
о При использовании в комбинации с ОТОС наблюдается технический и экономический синергизм.
§ Применяется с оксидом цинка и стеариновой кислотой; не рекомендуется для использова-
g ния в светлых резинах.
'§ Относится к экологически безопасным химикатам, так как не образует канцерогеноопасных
5 нитрозаминов.
| Хранение и правила работы с ним такие же, как и с ЦБТС.
^ Торговые марки: Cure-rite BBTS (Noveon, США), Santocure TBBS (Flexsys, Бельгия), Vulkacit
NZ (Lanxess, Германия), Accel TBS-R (Kawaguchi, Япония) и др.
Ы-Оксидиэтипен-2-бензтиазопилсупьфенамид (ОДБС, MBS) - молекулярная масса 252,34,
представляет собой порошок или гранулы светло-желтого цвета, плотность 1320-1370 кг/м3,
Тп = 75-90°С.
Брутто-формула: C11H12N2OS2.
Структурная формула:
CAS№ 102-77-2.
Растворяется в хлороформе, бензоле, толуоле, частично в эфире; не растворяется в спирте,
воде, разбавленных кислотах и щелочах. Хорошо диспергируется в каучуках при температурах
переработки.
Является ускорителем вулканизации замедленного действия в начальном периоде вулканизации.
По активности несколько уступает ЦБТС, но обеспечивает большую безопасность переработки и
стабильность резиновых смесей при хранении. Используется самостоятельно или в комбинации с
другими ускорителями вулканизации в резинах на основе натурального и синтетических каучуков
диенового типа. Активируется альдегидаминами, гуанидинами, дитиокарбаматами. Для вулканизации
необходимы оксид цинка и стеариновая кислота; слегка обесцвечивает вулканизаты.
Применяется главным образом в производстве шин, меньше для РТИ. Рекомендуется для
изготовления толстостенных изделий, резин с высоким наполнением печным техуглеродом, для
изделий, получаемых методом экструзии.
Дозировки составляют: для натурального каучука 0,5-1,5 масс. ч„ для синтетических
каучуков 1,0-2,5 масс. ч. на 100 масс. ч. каучука.
Относится к 3-му классу опасности, оказывает общетоксическое действие, вызывает
раздражения кожи и слизистой оболочки глаз, обладает кумулятивными свойствами. ПДК в
воздухе рабочей зоны составляет 1,35 г/м3.
При разложении под действием высоких температур (переработка, вулканизация)
образуются летучие N-нитрозамины, обладающие канцерогенными свойствами. По этой причине
запрещен к использованию на шинных предприятиях США и Западной Европы. В России
использовался довольно широко, так как был единственным ускорителем в резинах для металлокордно-
го брекера. В настоящее время в России не выпускается. В производстве шин заменяется на
более экологически безопасный ДИБС.
Горюч, Гвоспл=150°С, при горении образует оксиды С, S, N, пылевоздушные смеси
взрывоопасны, нижний предел взрывоопасных концентраций 31,2 г/м3.
Хранится в сухих помещениях при комнатной температуре вдали от источников тепла. При работе
с этим продуктом необходимо соблюдать правила промышленной санитарии и гигиены.
Торговые марки: сульфенамид М (РФ), Vulkacit MOZ (Lanxess, Германия), Santocure MBS
(Flexsys, Бельгия), Amax (Vanderbilt, США), OBTS (Noveon, США) и др.
М,Ы'-дициклогексил-2-бензтиазолилсульфенамид (ДЦБС, DCBS) - молекулярная масса 346,
представляет собой гранулы бежевого цвета, плотность 1200 кг/м3, 7пл=90н-96°С.
Брутто-формула: C19H26N2S2.
Структурная формула:
CAS № 4979-32-2.
Растворяется в бензине, бензоле, этилацетате, спирте, ацетоне, хорошо диспергируется в
каучуке.
Является ускорителем замедленного действия в начальном периоде вулканизации.
Характеризуется более длительным временем подвулканизации, более медленной вулканизацией в главном
периоде и обеспечивает более низкие модули резин, чем ЦБТС, ТББС и ОДБС. Для получения
равноценных физико-механических свойств резин требуются более высокие дозировки.
Часто применяется в резинах для обкладки металлокорда для достижения лучшей адгезии.
Применяется с оксидом цинка и стеариновой кислотой.
Придает резинам высокую эластичность и пониженное теплообразование при многократных
деформациях, хорошее сопротивление старению, особенно при низком содержании серы.
Применяется для изготовления шин, транспортерных лент, амортизаторов и других изделий
из резин с высокоактивными наполнителями и большим содержанием регенерата.
Экологически более безопасен, чем ОДБС, так как при разложении в процессах переработки
не образует канцерогеноопасных нитрозаминов. В шинной промышленности применяется
вместо ОДБС.
Хранится, транспортируется так же, как и ЦБТС. Правила работы с ним аналогичны
правилам работы с ЦБТС.
Торговые марки: Santocure DCBS (Flexsys, Бельгия), Vulkacit DZ (Lanxess, Германия),
Rubenamid DS (General Quimica, Испания), Pilcure CBS (Nocil, Индия).
М-т/;ег-Бутилди(2-бензтиазолил)сульфенимид (ТБДБС, TBSI) - молекулярная масса 403,
представляет собой порошок белого цвета с характерным запахом, плотность 1350 кг/см3; ГПЛ=128°С.
Брутто-формула: C18H17N3S4.
Структурная формула:
S N
.С—S—N—S—С
N U S
Н3С | СН3
сна
CAS№ 3741-80-8.
8.
I
В1
1
I
Растворяется в воде (1,8 мг/м3) и в большинстве органических растворителей.
Является ускорителем серной вулканизации, характеризующимся длительным индукционным
периодом и медленной вулканизацией в главном периоде. Применяется для всех
вулканизуемых серой каучуков. Способствует повышению сопротивления реверсии, адгезии резин к ме-
таллокорду и стабильности сырых резиновых смесей при хранении. Применяется в резинах для
изготовления толстостенных изделий, к которым предъявляется требование повышенной
стойкости к реверсии, в адгезионных составах для металлокорда в шинах, конвейерных лентах и
др. Является альтернативой ОДБС, когда должна быть исключена возможность образования
нитрозаминов.
Обычные дозировки составляют: для натурального каучука 0,6 масс. ч. на 100 масс. ч.
каучука при 2,5 масс. ч. серы или 1,5 масс. ч. при 1,5 масс. ч. серы; для бутадиенстирольного
каучука 1,2 масс. ч. при 2,0 масс. ч. серы на 100 масс. ч. каучука.
Стабилен при хранении в сухих и прохладных помещениях. Не рекомендуется хранить
вместе с сильными окислителями и щелочными веществами.
При горении образует токсичные вещества: СО, NOx, SOx.
По степени воздействия на организм человека относится к умеренно токсичным веществам.
LD50>5000 мг/кг (орально для крыс). Не является мутагенным веществом, не образует канце-
рогеноопасных нитрозаминов в условиях переработки и хранения.
Горюч, средства тушения - водяной туман, пена, сухой химический порошок, диоксид
углерода.
Торговые марки: Santocure TBSI (Flexsys, Бельгия), Vanax TBSI (Vanderbilt, США).
Ы-оксидиэтилентиокарбамил-М-оксидиэтиленсульфенамид (ОТОС, OTOS) - молекулярная
масса 248,37, представляет собой порошок или пеллеты белого цвета со слабым запахом,
плотность 1350 кг/м3, Г =133-И42°С.
Брутто-формула: CgH^^S^.
Структурная формула:
н7с-
/
о
\
н2с-
-сн7
V
N-
/
-сн2
-с-
II
S
н2с—
/
-S—N
\
н2с—
-сн,
\
о
/
-сн2
CAS№ 13751-51-7
Растворяется в бензоле, хлороформе, тетрахлориде углерода, эфире и спирте.
Неокрашивающий первичный ускоритель серной вулканизации для бутадиенстирольного,
бутадиеннитрильного, натурального, этиленпропилендиенового и бутилкаучука. Более
эффективный ускоритель, чем сульфенамиды других типов. При использовании ОТОС возможно
снижение дозировки сульфенамида в вулканизующей группе на 25%.
Обеспечивает отличную безопасность переработки резиновых смесей и более высокую, чем
ОДБС, скорость вулканизации в главном периоде. Резины, содержащие ОТОС,
характеризуются высоким сопротивлением реверсии вулканизации, отличной теплостойкостью, низкими
теплообразованием и накоплением остаточной деформации сжатия. При его использовании
вместе с бензтиазолилсульфенамидами наблюдается технический и экономический синергизм.
Применяется в основном в изделиях на основе натурального каучука, таких как
внедорожные шины или подушки для двигателей, а также в протекторных резинах на основе комбинации
бутадиенстирольного и бутилкаучука.
Является стабильным продуктом. Не допускается его контакт с сильными окислителями и
нитрозирующими агентами.
Хранится в сухих закрытых контейнерах в прохладных, хорошо вентилируемых помещениях.
Все оборудование должно быть заземлено.
Пыль взрывоопасна, при горении образуются оксиды углерода, азота, серы. Средства
тушения: слабый огонь следует тушить сухим химическим порошком, сильный - водяной пылью или
пеной.
Продукт вызывает рак у лабораторных животных. Может вызывать раздражение глаз, кожи
и респираторной системы. При работе с ОТОС необходимо соблюдать меры производственной и
личной санитарии и гигиены. LD5o составляет 5100 мг/кг (орально для крыс).
Торговые марки: Cure-rite 18 (Noveon, США), Akrochex OTOS-70 (Akrochem, США).
4.2.5. Тиомочевины (тиокарбамиды)
Зтилентиомочевина (ЭТМ, ETU) - молекулярная масса 102,16, представляет собой
кристаллический порошок белого цвета, плотность 1400-1430 кг/м3,7"пл=194-г-199°С.
Брутто-формула: C3H6N2S.
Структурная формула:
н
Н2С—Nv
Н2С—NK
I
н
CAS № 96-46-8.
Растворяется в водных растворах щелочей, ограниченно - в холодной воде, этаноле,
ацетоне; не растворяется в бензине и толуоле, устойчив при хранении.
Неокрашивающий и невыцветающий ускоритель вулканизации для смесей на основе хло-
ропреновых каучуков. Хорошо диспергируется в смесях и не вызывает подвулканизации. Вул-
канизаты не имеют запаха. Активен при температурах выше 120°С, быстро вулканизует при 200°С.
Смеси на основе хлоропренового каучука типа W вулканизует с серой и без серы. Дозировки
составляют 0,1-1 масс. ч. на 100 масс. ч. каучука. При дозировках 0,25-1 масс. ч. улучшаются
физико-механические показатели вулканизатов. Вулканизует хлорсульфированный полиэтилен.
Применяется в производстве РТИ и кабельной изоляции.
Токсичен, обладает тератогенными свойствами. Горюч, 7"В0СПЛ=196°С, пылевоздушные смеси
взрывоопасны, нижний предел взрывоопасных концентраций 50 г/м3.
Хранится в сухих прохладных помещениях вдали от отопительных приборов.
Торговые марки: Accel 22-S (Kawaguchi, Япония), Robac 22 (Robinson, США), Rhenogran ETU-75
(Rhein Chemie/Lanxess, Германия).
Диэтилтиомочевина (ДЭТМ, DETU) - молекулярная масса 132,23, представляет собой
порошок белого или желтоватого цвета, плотность 1100 кг/м3,7"пл=68-й7°С.
Брутто-формула: C5H17N2S.
Структурная формула:
Н S Н
I II I
H5C2-N-C-N-C2H5
CAS №105-55-5.
Хорошо растворяется в метаноле, хлороформе, ацетоне, умеренно - в толуоле; частично - в
воде и петролейном эфире.
Активный ускоритель для высокотемпературной вулканизации (~200°С) хлоропреновых
каучуков, а также этиленпропилендиеновых и хлорбутилкаучука. Может вызывать подвулканиза-
цию резиновых смесей. Используется в сочетании с тиурамом, 2-МБТ, ДОТГ.
s
j' цизиривки составляют: в резиновых смесях 0,5-1 масс. ч. на 100 масс. ч. каучука, в латек-
сных 0,25-0,5 масс. ч. Не обесцвечивает вулканизаты.
Рекомендуется для применения при непрерывной вулканизации губок, формовых изделий,
| для вулканизации в горячем воздухе. Является антиозонантом для натурального и синтетичес-
9" кого каучуков.
| Торговые марки: Thiate H (Vanderbilt, США), Accel EUR (Kawaguchi, Япония), Robac DETU
^ (Robinson, США).
| МД-Дибутилтиомочевина (ДБТМ, DBTU) - молекулярная масса 188,34, представляет собой
J порошок от белого до рыжеватого цвета, плотностьЮЗО кг/м3, Гпл=56-н65°С.
§ Брутто-формула: CgH20N2S.
§. Структурная формула:
1 Н S Н
| I II I
S H9C4-N-C-N-C4H9
1$
CAS №109-46-6.
Хорошо растворяется в метаноле, хлороформе, ацетоне, толуоле, бензоле, этилацетате,
малорастворим в воде, нерастворима в газолине, алифатических углеводородах.
Обладает несколько более медленной скоростью вулканизации и лучшим скорчингом. Нео-
крашивающий ультраускоритель вулканизации резиновых смесей на основе натурального и
хлоропренового каучуков.
Торговые марки: Thiate U (Vanderbilt, США), Accel BUR (Kawaguchi, Япония), Robac DBTU
(Robinson, США).
М'-Дифенилтиомочевина (ДФТМ, DPTU) - молекулярная масса 228,31, представляет собой
кристаллический порошок белого цвета, плотность 1280-1320 кг/м3, 7"пл=148-5-154°С.
Брутто-формула: C13H12N2S.
Структурная формула:
Н S Н
qJJLLq
CAS №102-08-9.
Растворяется в ацетоне, хлороформе, бензоле, диэтиловом эфире, этаноле, разбавленных
щелочах, ограниченно - в бензине и воде.
Ускоритель вулканизации резиновых смесей на основе натурального и синтетических
каучуков общего назначения и латексов, наименее активный из всех тиомочевинных ускорителей. При
его применении требуются значительные дозировки серы; активируется оксидом цинка. Может
использоваться для вулканизации любым способом (в прессе, паром, горячим воздухом).
Эффективен при низких температурах. Вызывает подвулканизацию резиновых смесей. Может
применяться для получения самовулканизующихся клеев на основе хлоропреновых каучуков, в
смесях для восстановления протекторов шин, в губчатых изделиях, толстых резино-тканевых
изделиях и т.д. Вулканизаты с ДФТМ обладают хорошей теплостойкостью.
Дозировки составляют 1-3 масс. ч. с 5 масс. ч. элементарной серы на 100 масс. ч. каучука.
При комбинации с Santogard PVI получается оптимальное замедление подвулканизации.
Малотоксичное вещество, горюче, ГВОСПЛ=50°С, пылевоздушные смеси взрывоопасны,
нижний предел взрывоопасных концентраций 5,2 г/м3.
Торговые марки: Тиокарбанилид (РФ), Nocceler С (Ouchi Shinko, Япония), Ekaland DPTU (MLPC
Int., США), Rhenogran DPTU-80 (Rhein Chemie/Lanxess, Германия).
510
~&~-
4,2,6. Тиурамы
Тетрабутилтиурамдисульфид (ТБТД, TBTD) - молекулярная масса 408,76, плотность 1050-
1100 кг/м3, представляет собой коричневую жидкость, при температуре ниже 20°С - твердое ве
щество. Растворяется в большинстве органических растворителей, не растворяется в воде.
Брутто-формула: C18H36S4N2-
Структурная формула:
Н9С4 С4Н9
\ /
N—С—S—S—С—N
/II II \
Н9С4 S S C4Hg
CAS №1634-02-2.
Является ускорителем вулканизации*, не меняющим окраску светлых и цветных резин.
Может применяться для «растворимых» вулканизующих систем для натурального и изопре-
нового каучуков. В комбинации с ДПТТ и ТМТМ используется для натурального, бутадиенсти-
рольного, бутадиеннитрильных каучуков в бессерных вулканизующих системах.
Торговые марки: Butyl Tuads (Vanderbilt, США), Accel TBT (Kawaguchi, Япония).
Тетраметилтиураммоносульфид (ТМТМ) - молекулярная масса 208,3, представляет собой
кристаллический порошок желтого цвета, плотность 1350-1400 кг/м3, 7^=103-И 14°С.
Растворяется в бензоле, толуоле, хлороформе, этаноле, ограниченно - в диэтиловом эфире
и воде; не растворяется в водных растворах кислот и щелочей. При длительном хранении и при
нагревании с сильными кислотами разлагается. Хорошо распределяется в каучуке, максимальная
растворимость в каучуках 0,7 масс. ч. в НК, БСК, БК, ЭПДК, в БНК - 2-3 масс. ч.
Брутто-формула: C6H12N2S3.
Структурная формула:
Н3С СН3
\ /
N—С—S—S—С—N
/II II \
н3с s s сн3
CAS № 97-74-5.
Ускоритель вулканизации смесей на основе натурального каучука и стереорегулярных
синтетических каучуков, бутадиенстирольных, бутадиеннитрильных, этиленпропилендиеновых.
Характеризуется большей безопасностью при переработке по сравнению с другими тиурамами и
высокой вулканизационной активностью. В отсутствие серы не обладает вулканизующим
действием. Резины, полученные с применением ТМТМ, имеют повышенную стойкость к старению
и малые остаточные деформации сжатия.
Активируется оксидом цинка, жирными кислотами, тиазолами. Может использоваться как
первичный и как вторичный ускоритель.
Дозировки составляют: как первичного ускорителя 0,3-1,0 (для ЭПДК 1,5 масс, ч.), как
вторичного ускорителя 0,1-0,3 масс. ч. на 100 масс. ч. каучука.
* См. также пп. 4.1. Вулканизующие вещества.
I
I
I
>«~ Прекрасный ускоритель вулканизации и замедлитель подвулканизации для хлоропренового
каучука при дозировках 0,2-1,0 масс. ч. на 100 масс. ч. каучука. Может использоваться при
получении белых и цветных резин.
Относится к веществам, образующим канцерогеноопасные нитрозамины в процессах
переработки и хранения. Исходный продукт - малотоксичное вещество, LD50=1250 мг/кг
(орально для крыс).
Горюч, 7"ВОСПЛ=140°С, пылевоздушные смеси взрывоопасны, нижний предел взрывоопасных
концентраций 57,5 г/см3, при горении образует оксиды углерода, азота и серы.
Хранится в сухих прохладных, хорошо вентилируемых помещениях, все оборудование,
содержащее ТМТМ, должно быть заземлено. Транспортируется всеми видами транспорта.
Торговые марки: Unads (Vanderbilt, США), Perkacit ТМТМ (Flexsys, Бельгия), Accel TS
(Kawaguchi, Япония), Monex (Unyroyal/Chemtura, США) и др.
Тетраметилтиурамдисульфид (ТМТД, TMTD) - молекулярная масса 240,44, представляет собой
порошок или гранулы белого цвета с сероватым или желтоватым опенком, плотность 1300—
1420 кг/м3, Г =140+150вС.
Брутто-формула: C6H12N2S4.
Структурная формула:
Н3С СН3
\ /
N—С—S—S—С—N
/II II \
н3с s s сн3
CAS №137-26-8.
Может использоваться как первичный ускоритель*, вторичный ускоритель или донор серы
для большинства вулканизуемых серой каучуков. Хорошо распределяется в резиновых
смесях. Максимальная растворимость в каучуках - до 0,5 масс.ч. в НК, БСК, БК, ЭПДК; 2-3 масс,
ч. в БНК.
Является ускорителем высокой активности, вызывает подвулканизацию резиновых смесей,
содержащих серу, характеризуется высокой скоростью вулканизации. Необходимо
использование вместе с оксидом цинка и стеариновой кислотой. В комбинации с тиазолами и сульфена-
мидами применяется в «эффективных» и «полуэффективных» вулканизующих системах,
обеспечивающих широкое плато вулканизации резиновым смесям и хорошие показатели
теплостойкости и накопления остаточных деформаций сжатия вулканизатов.
Температура вулканизации 120-145°С.
Дозировки составляют: в качестве первичного ускорителя 0,3-1 масс. ч. (для БК и ЭПДК
1-2 масс, ч.), в качестве вторичного ускорителя 0,05-3 масс. ч. на 100 масс. ч. каучука. При
вулканизации хлоропренового каучука этилентиомочевиной может использоваться как
замедлитель подвулканизации. При высоких дозировках возможна вулканизация без серы.
Представляет собой высокоопасное вещество, относится ко 2-му классу опасности.
При хранении и переработке образуются канцерогеноопасные нитрозамины.
Горюч, пылевоздушные смеси взрывоопасны, нижний предел взрывоопасных концентраций
20,2 г/м3.
Хранится в сухих крытых складских помещениях, транспортируется всеми видами
транспорта в соответствии с действующими правилами перевозок.
Торговые марки: Perkacit TMTD (Flexsys, Бельгия), Methyl Tuads (Vanderbilt, США), Vulkacit Thiuram
(Lanxess, Германия), Accel TMT (Kawaguchi, Япония), Rubator DTMT (General Quimical, Испания) и др.
* См. также пп. 4.1. Вулканизующие вещества.
Тетразтилтиурамдисульфид (ТЭТД, TETD) - молекулярная масса 296,52, температура
плавления 63-75°С, плотность 1290-1300 кг/м3.
Брупо-формула: C10H2oS4N2.
Структурная формула:
Н5С2 С2Н5
\ /
N—С—S—S—С—N
/II II \
Н5С2 S S C2H5
CAS № 97-77-8.
Является ускорителем вулканизации и вулканизующим веществом*, близким по активности
к ТМТД, но обеспечивает меньшую склонность резиновых смесей к подвулканизации.
Температура вулканизации серусодержащих смесей 120-145°С.
Необходимо применять вместе с оксидом цинка. Применяется с тиазолами, гуанидинами,
альдегидаминами. Не меняет цвет окрашенных изделий. Общие рекомендации аналогичны
рекомендациям для ТМТД, но для достижения сопоставимых свойств резин дозировки должны
быть повышены на 10%.
Применяется для изготовления РТИ, в том числе яркоокрашенных изделий, изделий из
латекса, изоляционных резин.
Более токсичен, чем ТМТД; ПДК в воздухе рабочей зоны составляет 0,5 мг/м3.
При хранении и переработке образует канцерогеноопасные нитрозамины, пылевоздушные
смеси взрывоопасны; нижний предел взрывоопасных концентраций 7,8 г/м3.
Хранится в сухих закрытых, прохладных, вентилируемых помещениях, перевозится всеми
видами транспорта в соответствии с действующими правилами перевозок.
Торговые марки: Ethyl Tuads (Vanderbilt, США), Perkacit TETD (Flexsys, Бельгия), Ethyl Tuex
(Uniroyal - Chemtura, США), Accel TET (Kawaguchi, Япония) и др.
М,М'-Диметил-М,М'-дифенилтиурамдисульфид (ДМФТД, DMPTD) - молекулярная масса
364, представляет собой кристаллический порошок от белого до сероватого цвета,
плотность 1400 кг/м3, 7"пл >180°С.
Брупо-формула: C16H16N2S4.
Структурная формула:
Н3С СН3
\ /
N—С—S—S—С—N
/II II \
с6н5 s s с6н5
CAS № 53880-86-7.
Растворяется в бензоле, хлороформе, трихлорэтилене, ограниченно - в этаноле, не
растворяется в воде.
Ускоритель вулканизации для натурального, бутадиенстирольного, бутадиеннитрильного,
бутадиенового, изопренового каучуков.
По сравнению с другими тиурамдисульфидами обладает замедленным действием в
начальном периоде вулканизации. Обеспечивает широкое плато вулканизации при
температурах 125-135°С. Активируется ускорителями и наполнителями основного характера.
Дозировки составляют 0,3-0,5 масс. ч. при 2,5 масс. ч. серы на 100 масс. ч. каучука. При
повышенном содержании ускорителя вулканизует без серы. Необходимо применять вместе с
оксидом цинка, желательно применение стеариновой кислоты. С ТМТД используется для
получения светлых и ярких резин без запаха и вкуса.
* См. также пп. 4.1. Вулканизующие вещества.
I
I
I
I
I
I
у?* Применяется для изготовления маканых и прорезиненных изделий, РТИ.
Выпускается под торговой маркой Vulkacit I (Lanxess, Германия).
Тетрабензилтиурамдисульфид (ТБТД, TBzTD) - молекулярная масса 544,8, представляет собой
порошок светло-кремового цвета без запаха, плотность 1300 кг/м3, ГПЛ=126-И35°С.
Брутто-формула: C3oH28N2S4.
Структурная формула:
Н5С6 Н2С С6Н5
\ /
N—С—S—S—С—N
/II II \
Н5С6 S S Н2С—С6Н5
CAS№ 10591-85-2.
Растворяется в трихлорметане, практически не растворяется в воде.
Является быстродействующим первичным или вторичным ускорителем и донором серы при
вулканизации натурального, бутадиенстирольного и бутадиеннитрильного каучуков. Более
безопасен при переработке резиновых смесей, чем ТМТД, так как характеризуется более
длительным временем подвулканизации. При вулканизации хлоропренового каучука этилентиомо-
чевиной ТБзТД может использоваться в качестве замедлителя.
Разработан для замены ТМТД, который при переработке и хранении образует канцерогеноо-
пасные нитрозамины. Образующийся из ТБзТД дибензилнитрозамин является безопасным.
Общие рекомендации по его применению такие же, как и для ТМТД, но дозировки должны
быть увеличены в 2 раза вследствие более высокой молекулярной массы.
Нетоксичен; LD50 > 5000 мг/кг.
Хранится в закрытой таре в прохладном месте.
Горюч, средства пожаротушения: диоксид углерода, вода, пена, песок, при горении
образуются токсичные оксиды серы, азота, углерода.
Торговые марки: Perkacit TBzTD (Flexsys, Бельгия), Accelerator TBzTD (Akrochem, США), Benzyl
Tuex (Crompton, США).
Дипентаметилентиурамтетрасульфид (ДПТТС, DPTT) - молекулярная масса 384,66,
представляет собой кристаллический порошок или гранулы белого цвета с сероватым или желтоватым
оттенком; плотность 1410-1530 кг/м3, 7"лл=103+115°С (с разложением).
Брутто-формула: C12H2oN2S6.
Структурная формула:
Н2С—Cri2 Н2С Cri2
/ \ / \
Н2С N—С—S—S—S—S—С—N СН2
\ / II II \ /
Н^С—Cri2 S S H2C—СН2
CAS №120-54-7.
Активный ускоритель* вулканизации и вулканизующее вещество. Является вторичным
ускорителем вулканизации для натурального, бутадиенстирольного, бутадиеннитрильного каучуков.
Дозировки составляют 0,3-1,0 масс. ч. на 100 масс. ч. каучука. Для бутилкаучука может
применяться как первичный и как вторичный ускоритель, дозировки составляют: 0,5-2 масс. ч. при
0,5-2 масс. ч. серы и 0,5-1 масс. ч. при 2-1 масс. ч. серы соответственно на 100 масс. ч. кау-
* См. также пп. 4.1. Вулканизующие вещества.
чука. При использовании с тиазолами несколько снижается риск подвулканизации и улучшают
ся свойства резин. Активируется альдегидаминами и гуанидинами. Необходимо применять
вместе с оксидом цинка и стеариновой кислотой. Используется при вулканизации хлорсульфиро-
ванного полиэтилена в качестве первичного ускорителя (или вулканизующего агента) в
комбинации с тиазолами. Его дозировки составляют 0,75-2 масс. ч. и 1-0 масс. ч. тиазола пру
отсутствии серы на 100 масс. ч. каучука. Улучшает теплостойкость и стойкость резин к
старению. Особенно рекомендуется для светлых и цветных резин.
При хранении и переработке образуются канцерогеноопасные нитрозамины. В качестве
безопасных заменителей могут использоваться ТБзТД, ТИБТД, ТИБТМ.
Торговые марки: Westco DPTT (Western Res. Chem., США), Mixland+DPTT 75 (MLPC Int., США),
Sulfads (Vanderbilt, США) и др.
Тетраизобутилтиурамдисульфид (ТИБТД, TIBTD) - молекулярная масса 408,8; представляет
собой порошок с 7^=65+75^, плотность 1140 кг/м3.
Брутто-формула: С18Н36^54.
Структурная формула:
Н9С4 С4Н9
\ /
N—С—S—S—С—N
/II II \
CAS №3064-73-1.
Тиурамдисульфидный ультраускоритель, обеспечивающий несколько большую безопасность
переработки и несколько меньшую скорость вулканизации по сравнению с ТМТД. Равноценный
заменитель ТБТД. Предотвращает реверсию вулканизации в смесях на основе натурального
каучука.
Разработан для замены тиурамов, образующих канцерогеноопасные нитрозамины при
хранении и переработке (ТМТД, ТМТМ, ТБТД, ТЕТД), так как образует безопасные нитрозамины и в
малых количествах. Применяется в повышенных дозировках вследствие более высокой
молекулярной массы.
Торговые марки: Cure-rite IBT (Noveon, США), Westco TIBTD (Western Res. Chem. Corp.).
Тетраизобутилтиураммоносульфид (ТИБТМ, TIBTM) - молекулярная масса 376,7;
представляет собой порошок с 7пл=60^66°С.
Брутто-формула: С18Н3^25з.
Структурная формула:
Н9С4 С4Нд
\ /
N-C—S-C-N
/ II II \
НдСд S S С^Нд
CAS№ 204376-00-1.
Тиураммоносульфидный ультраускоритель, обеспечивающий высокую скорость
вулканизации резиновых смесей и более длительный, чем у тиурамдисульфидов, период
подвулканизации, а также уменьшающий вероятность реверсии. Рекомендуется для использования вместо
ТМТД и дорогостоящего ТБзТД.
Экологически безопасен, так как образует безопасные нитрозамины и в небольших
количествах. Разработан для замены ТМТМ и других обычных тиурамов.
Выпускается под торговой маркой Cure-rite IBM (Noveon, США).
-^
5
jT*
2.7. Другие ускорители
Активированный тиадиазин - порошок белого цвета, плотность 1350 кг/м3,7"пл=90-И 05°С.
| Хорошо растворяется в ацетоне, хлороформе, умеренно - в метаноле, толуоле, слабо - в
9" воде и углеводородах.
| Является ускорителем для Т- и W-типов Неопренов. Обеспечивает достаточно высокое со-
^ противление подвулканизации резиновых смесей. Придает хорошие прочность, теплостойкость
^ и накопление остаточных деформаций сжатия наполненным техуглеродом композициям. Дози-
J ровки составляют 1,0-1,5 масс. ч. на 100 масс. ч. Неопрена.
§ Выпускается под торговой маркой Vanax NP (Vanderbilt, США).
|| Гидрированный диметиламмонийизофталат - молекулярная масса 211,24, представляет собой
порошок от белого до цвета слоновой кости, плотность 1350 кг/м3, Т =190°С (с разложением).
1
I
| Структурная формула:
.§ ООН СН3
II ^ II \/
но—с—Г J—с—o-n+
н сн3
CAS№ 71172-17-3.
Хорошо растворяется в диметилформамиде и диметилсульфоксиде, умеренно - в ацетоне,
хлороформе, слабо - в спирте и воде, не растворяется в гексане и толуоле.
Является ускорителем для W- и Т-типов Неопренов. Придает резинам хорошие
сопротивление подвулканизации резиновым смесям и прочность, теплостойкость, изгибоустойчивость, и
накопление остаточных деформаций сжатия. Применим для вулканизации в прессе, литьем под
давлением и в солевых средах.
Дозировки: 1,5 - 2,0 масс. ч. на 100 масс. ч. каучука.
Выпускается под торговой маркой Vanax CPA (Vanderbilt, США).
Диизопропилксантат цинка - молекулярная масса 335,83, представляет собой порошок от
белого до светло-желтого цвета с резким характерным запахом; плотность - 1500-1560 кг/м3,
7"=140-И49°С.
пл
Брутто-формула: C8H1402S4Zn.
Структурная формула:
CH, S S СН3
I II II I
H—С—О—С—S—Zn—S—С—О—С—Н
I I
СН3 СН3
CAS№ 1000-90-4.
Слабо растворяется в толуоле, петролейном эфире, спирте, сероуглероде, хлороформе,
практически не растворяется в воде, растворимость в каучуке 1%.
Активный вторичный ускоритель для натурального, бутадиенстирольного, бутадиеннитриль-
ного, хлоропреновых каучуков и латексов. При хранении и переработке не образует опасных
нитрозаминов. Из-за высокой опасности подвулканизации (как и другие ксантогенаты)
ограниченно применяется в рецептурах резин. Используется для вулканизации при низких и
комнатной температурах. Не обесцвечивается в присутствии ионов меди. Устойчив при хранении в
отсутствие влаги.
Торговые марки: Cure-rite ZIPX (Noveon, США), Robac ZIX (Robinson, США), Propyl Zithate
(Vanderbilt, США).
Диизопропилксантогендисульфид (ДИПКС) - молекулярная масса 270,5; представляет
собой порошок с 7"пл=54+60°С.
Брутто - формула: C8H1402S4.
Структурная формула:
СН3 S S СН3
I II II I
н—с—о—с—s—s—с—о—с—н
I I
СН3 СН3
CAS№ 105-65-7.
Новый альтернативный, безопасный, не образующий нитрозаминов донор серы,
быстродействующий первичный или вторичный ускоритель для латексных изделий или наполненных те-
хуглеродом резин на основе натурального, изопренового, бутадиеннитрильного каучуков.
Полностью расходуется при вулканизации, прекрасно растворяется в каучуках (не выцветает),
не имеет вкуса, легко диспергируется в резиновых смесях. Может применяться в бессерных
вулканизующих системах в комбинации с сульфенамидами и ТБТД. Дозировки составляют
1-1,5 масс. ч. на 100 масс. ч. каучука.
Торговые марки: Cure-rite DIXIE (Noveon, США), Robac DIXD (Robinson, США).
Дибутилдитиофосфат цинка представляет собой жидкость на минеральном носителе с
характерным запахом.
Структурная формула:
С4Н9_° II
^Р—S—
C4Hg-0
Zn
CAS № 6990-43-8.
Невыцветающий и неокрашивающий ультраускоритель вулканизации для этиленпропилендиено-
вого и бутадиеннитрильного каучуков. Улучшает сопротивление реверсии при вулканизации
резиновых смесей на основе натурального каучука. Является вторичным ускорителем для тиазолов, суль-
фенамидов, тиурамов и дитиокарбаматов. Экологически безопасен, так как не образует
нитрозаминов (не содержит азот). При хранении не допускается контакт с водой и нагревание.
Торговые марки: Vocol ZBPD (Flexsys, Бельгия), Royalac 136 (дитиофосфат цинка) (Uniroyal,
США), Vulcofac ZBPD MB 50 (Safic-Alcan, Франция), диалкилдитиофосфаты различного состава
Rhenogran TP-50, ZAT-70 и др. (Rhein Chemie, Германия).
Капролактамдисульфид (КЛДС) - молекулярная масса 288,43; порошок или гранулы от
белого до серого цвета, плотность 1200 кг/м3, 7лл > 120°С.
Брутто-формула: C12H20N2O2S2.
CAS № 23847-08-7.
Растворяется в эфирах, кетонах, практически не растворяется в воде. Хорошо
распределяется в каучуках.
Ускоритель вулканизации и вулканизующий агент-донор серы, не образующий
нитрозаминов при переработке и хранении, для натурального и синтетических каучуков. Характеризуется
отсутствием выцветания, повышенной безопасностью переработки и высокой активностью при
температурах вулканизации. Вулканизаты обладают хорошим сопротивлением старению и
накоплению остаточной деформации сжатия. При использовании дитиокапролактама возможно
снижение дозировки антиоксидантов и антиозонантов в резинах. Дозировка 1,0-2,5 масс. ч. на
100 масс. ч. каучука. Не изменяет цвет белых резин.
Торговые марки: Vulcofac CLD MB 80 (Safic-Alkan, Франция), Rhenogran CLD-80 (Rhein Chemie,
Германия).
^4
3. Активаторы вулканизации
(А .Г. Пройчева)
I
|. Активаторы вулканизации - это компоненты вулканизующей системы, которые повышают
| эффективность действия ускорителей. Обычно применяют неорганические и органические ак-
§ тиваторы. Наиболее распространенными активаторами являются оксиды металлов и длинноцеп-
ные жирные кислоты.
4.3. i. Неорганические активаторы
1
,^ Оксид цинка ZnO - CAS № 1314-13-2, молекулярная масса 81,74, является основным актива-
| тором серной вулканизации* каучуков диенового типа. Его действие основано на образовании
§ промежуточных продуктов взаимодействия со стеариновой кислотой, серой и ускорителями
i^ вулканизации, так называемых «действительных агентов вулканизации», которые в результате
химических превращений образуют поперечные связи в каучуке. С увеличением удельной
поверхности активность оксида цинка возрастает. В резиновой промышленности используется оксид
цинка с удельной поверхностью 3,5-9,0 м2/г. Для улучшения диспергирования оксида цинка в
резиновых смесях его обрабатывают обычно жирными кислотами.
Дозировка в резине составляет до 5 масс. ч. на 100 масс. ч. каучука*.
Оксид магния МдО - CAS № 1309-48-4, молекулярная масса 40,3, является активатором
вулканизации* для каучуков общего назначения и фторкаучуков. Снижает кислотность смесей.
Дозировка в резине составляет до 5 масс. ч. на 100 масс. ч. каучука.
Карбонат цинка ZnC03-2ZnO-3H20 основной осажденный представляет собой
высокодисперсный белый порошок плотностью 3300-3500 кг/м3.
Активатор серной и пероксидной вулканизации резиновых смесей на основе натурального, изоп-
ренового, бутадиенового, бутадиенстирольного, бутадиеннитрильного, бутилкаучука, этиленпропи-
лендиенового, хлоропренового каучуков, хлорсульфированного полиэтилена. Вулканизующий агент
для хлоропренового каучука. По действию аналогичен оксиду цинка, пригоден для получения
прозрачных резиновых и латексных изделий. Вследствие высокой дисперсности является сильным
активатором вулканизации. Повышает вязкость резиновых смесей, при высоких дозировках повышает
теплопроводность резин. Хорошо распределяется в резиновых смесях.
Торговые марки: Zinc Oxide Transparent (Lanxess, Германия), Zinc Oxide Transparent (Akrochem,
США), карбонат цинка (РФ).
4.3.2. Органические активаторы
Стеариновая кислота СН3(СН2)16С00Н - CAS № 57-11-4, молекулярная масса 284,48, порошок
или хлопья белого, серого или светло-коричневого цвета с типичным запахом.
Является активатором вулканизации и пластификатором, улучшает распределение
ингредиентов в резиновой смеси. Широко применяется в резинах на основе натурального и синтетического
каучуков, кроме бутилкаучука. Активирующее действие обусловлено взаимодействием с
оксидом цинка и образованием растворимого в каучуке стеарата цинка, который участвует в
процессе вулканизации.
Стеариновая кислота для резиновой промышленности обычно является смесью стеариновой,
пальмитиновой и олеиновой кислот. Содержание стеариновой кислоты в резинах, применяемых в
резиновой промышленности, должно составлять 50-70%, йодное число -18-32, кислотное число -
192-210, температура застывания - 53-58°С.
* См. также пп. 5.2. Светлые наполнители, пп. 4.1. Вулканизующие вещества, пп. 4.4. Замедлители подвулкани-
зации.
Высокое йодное число обычно связано с присутствием олеиновой кислоты и (или)
небольших количеств полиненасыщенных жирных кислот, которые легко окисляются и менее стабильны,
чем стеариновая кислота. В целом увеличение йодного числа стеариновой кислоты может
приводить к изменению вулканизационных характеристик резиновых смесей, изменять ее
растворимость в каучуке и приводить к «выцветанию» на поверхность резин.
Стеариновая кислота- нетоксичный продукт, горюча, температура вспышки в открытом
тигле равна 195°С.
Торговая марка: Кислота стеариновая техническая (стеарин) (РФ), выпускается многими
зарубежными производителями; как правило, зарубежные марки имеют йодное число
существенно меньшее (4-8).
Стеарат цинка [CH3(CH2)16C0O]2Zn - CAS № 557-05-1, молекулярная масса 632,4, порошок
белого цвета плотностью 1060-1100 кг/м3, Гпл=124+130°С.
Не растворяется в воде, метиловом и этиловом спиртах, эфирах, кетонах, растворяется в
кислотах, слабо растворяется в бензоле, толуоле, ксилоле, тетрахлориде углерода. Является
активатором вулканизации кислого характера. Особенно рекомендуется для прозрачных резин.
Применяется также для пластификации, опудривания смесей и в смазках для пресс-форм.
Нетоксичен, горюч, при хранении не совместим с окислителями.
Торговая марка: Цинк стеариновокислый (цинк стеарат) (РФ), Р-3000, BD Zinc Stearates
(Western Res. Chem., США), Zinc Stearate Rubber Grade (Pinkto Chemicals, Индия) и др.
Октоат цинка (цинк ди-2-этилгексоат) [C4HgCH(C2H5)C00]2Zn - CAS № 136-53-8 (октоат
цинка с добавкой масла), молекулярная масса (исходного 100%-ного октоата цинка) 351,77;
представляет собой жидкость светло-янтарного цвета, плотность 1120 кг/м3. Является активатором
для натурального и синтетического каучуков. Применяется в растворимых вулканизующих
системах для натурального и изопренового каучуков вместо стеариновой кислоты и частично
вместо оксида цинка. Выпускается с добавкой масла. Малотоксичное вещество.
Торговая марка: Octoate Z (Vanderbilt, США).
Олеиновая кислота С8Н17СН=СН(СН2)7С00Н - CAS № 9000-69-5, молекулярная масса 282,46,
представляет собой желто-красную или бледно-желтую масляную жидкость с запахом жиров,
плотность 890-910 кг/м3, температура застывания не выше 14°С. Йодное число равно 85-115,
кислотное число 185-200. Растворяется в диэтиловом эфире, этаноле, бензоле, хлороформе;
не растворяется в воде.
Является активатором вулканизации и пластификатором, улучшает диспергирование
порошкообразных ингредиентов и технологические свойства смесей. Применяется в смесях на
основе натурального и синтетического каучуков, кроме бутилкаучука.
Олеиновая кислота работает так же, как и стеариновая, но обладает большой склонностью к
выцветанию на поверхность резин и ускоряет их старение. Может применяться для
предотвращения залипания резиновых смесей и вулканизатов к оборудованию. Дозировки: 5,0-10,0 масс. ч. на
100 масс. ч. каучука.
Нетоксична, горюча.
Торговые марки: Олеиновая кислота (РФ), Oleic Acid (Akrochem, США) и др.
Диэтиленгликоль 0(СН2СН2ОН)2, молекулярная масса 106,12, представляет собой бесцветную
или желтоватую прозрачную жидкость плотностью 1116-1120 кг/м3 (при 20°С). Температурные
пределы перегонки 244-249°С при 101 кПа.
Является активатором вулканизации резиновых смесей с кремнекислотными
наполнителями. Улучшает обрабатываемость, снижает липкость смесей. Одновременно является
пластификатором и влагозащитным веществом. Вулканизаты обладают высокой твердостью.
Применяется также в латексных смесях.
Диэтиленгликоль ядовит: при попадании в организм вызывает острое отравление.
По пожарной опасности относится к классу горючих жидкостей, его Гвсп в открытом тигле
134°С, в закрытом тигле 152°С, нижний предел воспламенения 133°С.
Торговая марка: Диэтиленгликоль (РФ).
~&~-
Триэтаноламин N(CH2CH2OH)3 - CAS № 102-71-6, молекулярная масса 149,19, представляет
собой бледно-желтую вязкую гигроскопичную жидкость со слабым запахом аммиака, плотность
1100-1130 кг/м3; 7"КИП=2774-279°С при 20 кПа, ГВСП=183°С.
Является активатором вулканизации, особенно эффективен в смесях на основе бутадиен-
стирольных каучуков, содержащих кремнеземные наполнители, силикаты алюминия или
кальция, а также диспергатором. Улучшает технологические свойства резиновых смесей, снижает
газопроницаемость и несколько повышает сопротивление раздиру вулканизатов. В смесях с
кремнекислотными наполнителями рекомендуется применять в количестве 2,5-6,0% от массы
наполнителя. Триэтаноламин токсичен, горюч.
Торговая марка: Триэтаноламин (РФ), выпускается в Европе, КНР, Индии и др.
4.4. Замедлители подвулканизации
(А.Г. Пройчева)
Замедлители подвулканизации - это вещества, которые снижают или предотвращают
преждевременную вулканизацию на стадиях изготовления, хранения и переработки резиновых смесей.
Фталевый ангидрид (ФА, РТА) - молекулярная масса 148,12, представляет собой порошок
или чешуйки белого или светло-розового цвета с характерным запахом, плотность 1520 кг/м3,
Тт>П0°С.
Брутто-формула: С8Н4Оз.
Структурная формула: о
СО
CAS№ 85-44-9.
ФА растворяется в бензоле, этаноле, водных растворах щелочей, ограниченно - в диэтило-
вом эфире и воде. Подвержен гидролизу. Неокрашивающий замедлитель подвулканизации для
резиновых смесей на основе натурального, изопренового, бутадиенстирольного каучуков. Не
применяется в смесях на основе хлоропренового каучука.
Эффективен при температурах технологической обработки резиновых смесей, содержащих
ускорители основного характера (тиазолы, сульфенамиды, гуанидины), не пригоден для
смесей, содержащих тиурам при отсутствии серы. Плохо распределяется в смесях. Обычные
дозировки ФА составляют 0,5-1 масс. ч. на 100 масс. ч. каучука.
ФА токсичен, ПДК в воздухе рабочей зоны 1 мг/м3, горюч, пылевоздушные смеси
взрывоопасны, нижний предел взрывоопасных концентраций 12,6 г/см3.
ФА следует хранить в закрытых сухих, прохладных помещениях вдали от источников тепла.
Торговые марки: Ангидрид фталевый (РФ), Vulkalent В/С (Lanxess, Германия), Retarder ВС
(Kawaguchi, Япония), Retarder PX (Akrochem, США), Retarder ESEN (Chemtura, США), Sconoc 5
(Ouchi Shinko, Япония) и др.
Бензойная кислота - молекулярная масса 122,12, представляет собой кристаллический
порошок кремово-белого цвета, плотность 1260-1320 кг/м3, Тт > 120°С.
Брутто-формула: С7Н602.
Структурная формула:
-СООН
CAS № 65-85-0.
о
Растворяется в ацетоне, бензоле, тетрахлориде углерода, диэтиловом эфире, этаноле, слабо^^
растворяется в воде. Стабильна при хранении. Хорошо диспергируется в резиновых смесях и
не окрашивает их.
Замедлитель подвулканизации при температурах технологической обработки резиновых
смесей и слабый активатор при температурах вулканизации. Применяется в резиновых смесях на
основе натурального, бутадиенстирольного, бутадиеннитрильного каучуков и их латексах для
производства РТИ и резиновой обуви. Дозировки в резиновых смесях составляют 1-2 масс. ч.
Умеренно токсична. Обладает значительной бактерицидной и бактериостатической
активностью.
Горюча, ГВ0СПЛ=12ГС, пылевоздушные смеси взрывоопасны, нижний предел взрывоопасных
концентраций 39,5 г/м3.
Торговые марки: Бензойная кислота (РФ), Retarders ВА & ВАХ (Akrochem, США) и др.
N-Нитрозодифениламин (N-НДФА, NDPA) - молекулярная масса 198,23, представляет собой
кристаллический порошок или чешуйки коричневого цвета, плотность 1230-1250 кг/м3,
ГПЛ=65+66°С, минимальная температура кристаллизации 7крист=64,5°С.
Брутто-формула: C12H10N2O.
Структурная формула:
О-т-О
NO
CAS № 86-30-6.
Растворяется в ацетоне, бензоле, хлороформе, горячем этаноле, концентрированных
растворах щелочей; не растворяется в воде.
Широко применяемый замедлитель подвулканизации резиновых смесей на основе каучуков
общего назначения. Хорошо диспергируется в каучуке. Вызывает окрашивание, выцветает на
поверхность резин.
N-НДФА более эффективен в присутствии сульфенамидных ускорителей на основе
вторичных аминов (сульфенамид М), чем на основе первичных аминов (сульфенамид Ц).
Замедляет вулканизацию при температурах технологической обработки смесей и частично
активирует ее при высоких температурах. При вулканизации на воздухе вызывает
порообразование. Эффективен при повторной обработке слабо подвулканизованных смесей. Дозировки
составляют 0,5-1,5 масс. ч. на 100 масс. ч. каучука.
Токсичен, ПДК в воздухе рабочей зоны 3 мг/м3.
Горюч, 7"воспл=175°С, пылевоздушные смеси взрывоопасны, нижний предел взрывоопасных
концентраций 28 г/м3.
Торговые марки: N-Нитрозодифениламин (РФ), Sconoc (Ouchi Shinko, Япония).
М-фенил-М-(трихлорметилсульфенил)бензолсульфонамид (ФХМСБС)представляет собой
порошок от белого до бежевого цвета, обработанный маслом, плотность 1680 кг/м3.
Замедлитель подвулканизации, применимый для светлых и темных изделий. В некоторых
случаях существенно более эффективен, чем фталевый ангидрид. Особенно подходит для
использования с тиазолами, сульфенамидами и дитиокарбаматами. Не эффективен при тиурам-
ной вулканизации с низким содержанием серы. Может использоваться при повторной
переработке слабо подвулканизованных резиновых смесей. Дозировки составляют 0,1-2,0 масс. ч. на
100 масс. ч. каучука в зависимости от типа каучука и вулканизующей системы. Не
выцветает при рекомендованных дозировках. Не оказывает существенного влияния на свойства
вулканизатов. Стабилен при хранении. Не имеет специальных противопоказаний по
применению.
Торговые марки: Vulkalent E/C (Lanxess, Германия), Retarder SAFE - обработанный
ароматический сульфонамид (Akrochem, США) и др.
I
I
!
I
I
yf N-Циклогексилтиофталимид (N-ЦТФ, СТР) - молекулярная масса 261,35; представляет
собой кристаллический порошок или гранулы бежеватого цвета, плотность 1300 кг/м3, Гпп > 89°С.
Брутто-формула: Ci4Hi5N02S.
Структурная формула:
CAS№ 17796-82-6.
Растворяется в хлороформе, бензоле, этаноле, не растворяется в воде.
Эффективный замедлитель подвулканизации серусодержащих резиновых смесей в присутствии
различных ускорителей. Особенно эффективен в смесях, содержащих сульфенамиды. По
замедляющей активности значительно превосходит обычно используемые антискорчинги.
Преимуществами являются возможность одностадийного процесса смешения, более высокие температуры
переработки резиновых смесей, возможность повторной обработки подвулканизованных смесей.
Применим для светлых и темных резин. Дозировка составляет 0,1-1,5 масс. ч. на 100 масс. ч.
каучука, при дозировке выше 0,5 масс. ч. может выцветать на поверхность резин.
Малотоксичен, горюч.
Торговые марки: Santogard PVI (Flexsys, Бельгия), Vulkalent G (Lanxess, Германия), Anscorch СТР
(Kawaguchi, Япония), Duslin P (Duslo, Словакия), Rubatan PVI (General Quimica, Испания) и др.
Оксид магния MgO (магнезия жженая) - CAS № 1309-48-4, действует как замедлитель
подвулканизации резиновых смесей на основе хлоропреновых каучуков при температурах
переработки. Для большей эффективности предпочтительно использовать «активный» оксид
магния (с йодным числом 75 и выше)*. Обычные дозировки магнезии в этих резинах составляют
3-5 масс. ч. на 100 масс. ч. каучука. Дозировка может меняться в зависимости от типа каучука
и активности магнезии. При хранении магнезия может поглощать влагу и диоксид углерода из
воздуха. При этом снижается ее активность, поэтому условия хранения должны исключать
возможность попадания влаги и диоксида углерода. Для предотвращения изменения активности
магнезии в процессе хранения ряд зарубежных стран выпускает магнезию в виде пасты.
Торговые марки представлены в табл. 4.4.1.
Оксид свинца РЬО - CAS № 1317-36-8, молекулярная масса 223,20, представляет собой
светло-желтое кристаллическое вещество, плотность 9530 кг/м3. Может применяться в резиновых
смесях на основе хлоропреновых каучуков вместо оксидов магния и цинка для снижения водо-
поглощения; замедляет действие тиурамов, альдегидаминов, аминов*.
* См. также пп. 4.1. Вулканизующие вещества, пп. 4.3. Активаторы вулканизации.
4.4.1. Торговые марки оксида магния
Торговая марка Активность
Фирма HallStar (США)
Maglite Y
Maglite К
Maglite A
Maglite D
55 м2/г (BET)
40 м2/г (BET)
165 м2/г (BET)
160 м2/г (BET)
Фирма Martin Marietta Magnesia (США)
Mag Chem 30
Mag Chem 40
Mag Chem 50
Mag Chem 70
Мало- и умеренно активные
марки
Торговая марка
Активность
Фирма Akrochem (США)
Elastomag 100
Elastomag 170
120-160 (MAI) (йодное число)
160-210 (йодное число)
Фирма ICL Industrial Products Dead Sea Perlelase
(Израиль)
RA40
RA70
RA 110
RA 150
и другие
90-100 м2/г (BET)
130 м2/г (BET)
4.5. Специальные реагенты "Я
(А.Г. Пройчева)
4.5.1. Антиреверсионные агенты |
В последнее время нашли применение сшивающие агенты, которые позволяют получать
стойкие к реверсии вулканизаты на основе натурального, изопренового, бутадиенстирольного, бутади- |
енового каучуков и их смесей. В процессе серной вулканизации с обычными или
«полуэффективными» вулканизующими системами в присутствии антиреверсионных агентов образуются но- (§
вые термически стабильные, гибкие поперечные связи на месте разрушенных серных поперечных |
связей. При этом вулканизаты сохраняют физико-механические и динамические свойства при
перевулканизации, высокотемпературной вулканизации и в процессе эксплуатации. §
Выпускаются под торговыми марками: Perkalink 900 -1,3-й/с-цитраконимидометил)бензол (Flexsys, ^
Бельгия) и Vulcuren 1,6-<?#с-(1М,1\Г-дибензилтиокарбамоилдитио)гексан (Lanxess, Германия). i^j
4.5.2. Поствулканизационный стабилизатор
Этот стабилизатор образует гибридные поперечные связи, которые обеспечивают высокие
термостабильность и динамическую гибкость при перевулканизации, высокотемпературной
вулканизации и в процессе эксплуатации. Применяется при серной вулканизации с обычной или
«полуэффективной» вулканизующей системой.
Может использоваться как промотор адгезии резины к металлу.
Выпускается под торговой маркой Duralink HTS - гексаметилен-1,6-<5ис-(тиосульфат), динат-
риевая соль, дигидрат (Flexsys, Бельгия).
4.6. Агенты для радиационной вулканизации
(Н.Н. Буканова, М.А. Закирова)
Для ускорения процесса радиационной вулканизации резин в их рецептуру вводят
сенсибилизаторы - вещества, участвующие в образовании пространственной сетки в результате
трёхмерной привитой полимеризации в матрице каучука.
К сенсибилизаторам относятся галоген- и металлосодержащие органические соединения,
оксид (III) азота, монохлорид серы, тиоколы, триэтилентетрамин, тетраэтиленпентамин и другие
амины, а также соли и оксиды металлов переменной валентности, полифункциональные
мономеры, олигомеры и др.
Значительное ускорение радиационного сшивания ненасыщенных каучуков происходит при
использовании различных алифатических (гексахлорэтан, хлороформ, тетрахлорид
углерода, трихлорэтилен, пентахлорциклопентадиен и др.), ароматических (монохлорстирол, 2,5-дих-
лорстирол, 2,5-дифторстирол, гексахлорбензол, со-гексахлор-л-ксилол) и других соединений,
а также хлоридов металлов.
Наиболее эффективным сенсибилизатором углеводородных каучуков является
гексахлорэтан, при использовании которого радииационно-химический выход сшивания (Gc) для
натурального и бутадиенового каучуков увеличивается соответственно в 6,9 и 5,1 раза. Считают, что
степень сенсибилизации возрастает с уменьшением количества атомов углерода в молекуле
хлоралифатических соединений.
По-видимому эффективность сенсибилизации повышается при переходе от фтор- к хлорза-
мещённым соединениям.
^ 523
ф Ароматические сенсибилизаторы менее эффективны, чем алифатические, степень
сшивания при их использовании увеличивается не более чем в 2 раза. Эффективность
сенсибилизации повышается с увеличением их содержания в каучуке. Хлориды поливалентных металлов
ускоряют радиационное сшивание каучуков в 1,5-2,5 раза.
Предполагают, что механизм сенсибилизации обусловлен реакциями свободных радикалов,
образующихся при радиолизе гапогенсодержащих соединений в матрице полимера. В
результате первичных процессов ионизации и возбуждения галогенсодержащие соединения,
характеризующиеся относительно низкой энергией связи углерод-галоген, распадаются на свободный
радикал и атом галогена. Вероятно, сенсибилизированное радиационное сшивание каучуков при
комнатной температуре происходит по свободнорадикальному механизму, а при низких
температурах - возможно с участием ионных реакций.
Радиационное сшивание можно ускорить с помощью порошкообразных металлов с атомной
массой не менее 40, металлоорганических солей алифатических кислот, оксидов и галогени-
дов цинка, кадмия, ртути и свинца. Наблюдаемый эффект ускорения сшивания обусловлен
радиационно-химическим действием используемых соединений. В дисперсных гетерогенных
системах, содержащих твёрдые частицы металлов, распределённые в водно-эквивалентной
среде, происходит перенос поглощённой энергии электронами из твёрдой фазы в жидкую.
Наблюдаемое четырёхкратное увеличение скорости радиационного сшивания натурального
каучука в присутствии ZnO и Bi203 обусловлено влиянием этих соединений на реакции свободных
радикалов при радиолизе.
Вулканизация эластомеров в присутствии полифункциональных ненасыщенных
соединений (ПФНС) позволяет получать пространственные сетки, характеризующиеся качественно
новыми структурой и свойствами. В результате привитой полимеризации ПФНС в матрице
каучука узлы пространственной сетки содержат отдельные молекулы или блоки ПФНС. При
этом скорость вулканизации системы определяется не только строением каучука, но и в
значительной степени активностью ПФНС и условиями инициирования процесса привитой
полимеризации.
Вулканизация большинства каучуков с помощью полимеризационноспособных
непредельных олигоэфиракрилатов (ОЭА) в сочетании с органическими пероксидами позволяет
получать резины, свойства которых по некоторым показателям превосходят ранее известные
материалы. Радиационная вулканизация полимеров, содержащих ОЭА, не только даёт
возможность получать материалы с улучшенными механическими свойствами, но и позволяет
значительно уменьшить оптимальные поглощённые дозы. При этом одновременно с
радиационной вулканизацией происходит модифицирование пространственной сетки полимеров.
При радиационной вулканизации каучуков наиболее широко используют следующие ОЭА:
этиленгликольдиметакрилат (ЭГДМ), триэтиленгликольдиметакрилат (ТГМ-3), тетраметак-
рилат(£ис-глицерин)фталат (ТМГФ-11), октаметакрилат(дипентаэритрит)адипинат (продукт
7-20).
Скорость радиационной вулканизации каучуков в присутствии ТМГФ-11 уменьшается в
следующей последовательности: СКН-26 > СКЭПТ > СКИ-3, СКС-30 > НК > СКМС-10, СКД > Наи-
рит, СКЭП. По степени совместимости с олигомером каучуки располагаются в следующий
ряд: СКН-26 > Наирит > НК > СКМС, СКС-30 > СКИ-3, СКД > СКЭПТ, СКЭП, Зависимость
сопротивления разрыву ненаполненных вулканизатов НК, СКИ-3, Наирита от содержания ТМГФ-11
имеет экстремальный характер, а прочность вулканизатов СКЭП, СКД слабо зависит от
содержания ТМГФ-11. Ненаполненные радиационные вулканизаты СКН-26, СКИ-3, НК, Наирита,
СКС-30, содержащие ТМГФ-11, обладают высокой прочностью. Полагают, что если
содержание ОЭА невелико, то гомополимеризация лимитируется диффузионными процессами и узлы
сетки содержат одну молекулу ОЭА; при высоком содержании ОЭА узлы сетки содержат блоки
гомополимера.
При использовании ОЭА скорость радиационного сшивания фторкаучуков резко
возрастает, оптимальная доза вулканизации СКФ-26 и СКФ-32 уменьшается до (5—10)-104 Гр.
Более эффективен ТМГФ-11, чем ТГМ-3 и продукт 7-20 в качестве сенсибилизатора
радиационной вулканизации фторкаучука. Оптимальная концентрация ОЭА в ненаполненных
резинах из СКФ составляет не более 20 масс, ч., а в резинах, содержащих до 30 масс. ч.
малоактивных наполнителей, 5-10 масс. ч. на 100 масс, ч каучука. Радиационное сшивание
большинства каучуков ускоряется в присутствии ОЭА, но этот эффект наиболее
значителен для высокополярных нитрильных и фторкаучуков. Ускорение радиационного сшивания
и усиление вулканизатов с помощью ОЭА для каучуков возрастают в последовательности:
Наирит < СКЭП < СКН-26 < СКН-50 < СКФ-26 < СКФ-32. Использование N-замещённых ими-
дов малеиновой кислоты при радиационной вулканизации каучуков позволяет значительно
уменьшить оптимальную поглощенную дозу, а также повысить сопротивление
вулканизатов тепловому старению. Влияние малеимидов на скорость радиационного сшивания
каучуков зависит от типа и положения заместителей в их молекулах. Так, для цис-ПБ и БСК
радиационно-химический выход сшивания (Gc) составляет соответственно 3,6 и 1,9, в то
время как при использовании фенилмалеимидов (ФМ) и других малеимидов (МИ) (3 масс. ч. на
100 масс. ч. каучука) получены следующие значения Gc: N-ФМ 13,2 и 7,9; N-л-этокси-ФМ 21,0
и 9,8; N-n-метокси-ФМ 8,8 и'9,2; 1\1-2,5-диметокси-ФМ 5,6 и 2,8; N-ортохлор-ФМ 8,8 и 9,2;
1\1-2,5-дихлор-ФМ 5,3 и 6,4; N-ортолил-МИ 5,1 и 5,1; N-циклогексил-МИ 6,1 и 1,7.
Оптимальные физико-механические свойства резин обеспечиваются при термической и
терморадиационной вулканизации в присутствии м-фенилендималеимида (МФДМ) и дитиобисфе-
нилмалеимида (ДТБФМИ). Ускорение радиационного сшивания с помощью малеимидов
наиболее эффективно при использовании ненасыщенных каучуков. В присутствии 5 масс.ч.
м-фенилендималеимида Gc для каучуков, подвергнутых очистке, составляет: натурального - от
1,8 до 46, цисЛ ,4-бутадиенового - от 5,8 до 38, цисА ,4-изопренового - от 0,9 до 19, бутадиенсти-
рольного - от 3,8 до 52; технического хлоропренового - от 9,6 до 56.
Скорость радиационного сшивания каучуков значительно возрастает в присутствии МФДМ,
причём этот эффект наблюдается также для насыщенных каучуков. Так, в присутствии 1,2 и
5 % масс. МФДМ доза, при которой содержание гель-фракции в СКЭП составляет 80%,
уменьшается от 1,2-106 Гр соответственно до 3,2-105 и 1,1-105 Гр.
Для технического каучука СКН-26, содержащего 0; 0,5; 1; 2; 4 и 5% масс. МФДМ выход
сшивания цепей бц соответственно равен 16, 23, 29,40 и 74.
Для очищенного каучука СКН-26, содержащего 2% масс. МФДМ и не содержащего
МФДМ, значения 6Ц соответственно равны 98 и 26. По-видимому, радиационное сшивание
СКЭП и СКН-26 в присутствии МФДМ происходит по свободнорадикальному механизму.
Радиационная вулканизация каучуков осуществляется с участием МФДМ, молекулы
которого встраиваются в пространственную сетку вулканизата. Использование в качестве
сенсибилизатора дивинилбензола (ДВБ) позволяет проводить радиационное сшивание полиизо-
бутилена, который подвержен интенсивной радиационной деструкции и в обычных условиях
не сшивается.
Значительно ускоряет радиационное сшивание полиэтилена, полипропилена, поливинилхло-
рида и фторкаучука триаллилцианурат (ТАЦ). Условная прочность при растяжении
радиационного вулканизата фторкаучука Kel-F 3700, содержащего 5% масс. ТАЦ, при дозе 1,3 Мрад
составляет 2,4 МПа, относительное удлинение при разрыве 520%, в отсутствие ТАЦ значения этих
величин при более высокой дозе 5 Мрад соответственно равны 7,5 МПа и 840%.
^5. НАПОЛНИТЕЛИ
1
I
§
I
I
5.1. Технический углерод 526
5.2. Светлые наполнители 544
Наполнители вводят в резиновую смесь для улучшения технологических свойств,
повышения физико-механических показателей резин, придания им определенных специфических
свойств и снижения стоимости продукции.
Различают наполнители органического (технический углерод, волокнистые отходы и др.) и
неорганического происхождения (мел, каолин и др.), активные (усиливающие) и неактивные (неуси-
ливающие). Наиболее распространенными активными наполнителями являются технический
углерод и силика (белая сажа), относящаяся к так называемым светлым наполнителям.
5.1 • Технический углерод
(Т.Г. Гюльмисарян)
Оценка тенденций производства каучука, резины, шин и резино-технических изделий,
показывает, что техуглерод сегодня «обслуживает» глобальный мировой рынок. Производственные
мощности техуглерода перемещаются в регионы с дешевой рабочей силой с благоприятной
атмосферой налогов, сокращенных тарифов и сниженных торговых барьеров. Существенным
фактором глобализации является необходимость внедрения стандартов с повышенными
экологическими требованиями, что способствует реконструкции старых заводов и внедрению
эффективных прогрессивных технологий.
После экономического спада в 2010 году наблюдалось некоторое улучшение и рост спроса
на техуглерод на мировом рынке. Объем производства в 2010 году составил 10,1 млн.т.
Согласно исследованиям аналитиков, мировой спрос на техуглерод будет расти на 4,3% ежегодно до
2013 года.
Доминирующим производителем будет оставаться Азия, для Северной Америки будет
характерно снижение, в Западной Европе темпы роста будут невелики, а в Восточно-Европейском
регионе планируется некоторое повышение объема производства.
Основным потребляющим сектором будет, как и прежде, производство шин. К 2013 году объем
производства шин, согласно прогнозам, составит 1,5 млрд. штук. Для их производства
понадобится 6,9 млн.т техуглерода. На резиновые изделия, включая РТИ и изделия для автомобилей,
по прогнозам потребуется 36% общего производства техуглерода.
Этот прогноз включает данные по производству автомобильных, индустриальных и
потребительских товаров типа брандспойтов, транспортерных лент, защитных покрытий, кровли и
формованных изделий. Для производства пластмасс, красителей и чернил потребуется почти
1,1 млн.т техуглерода.
Самый быстрый рост спроса на техуглерод прогнозируется в Азиатско-Тихоокеанском
регионе, за исключением Японии, тогда как самыми перспективными являются КНР и Индия. Спрос
на техуглерод в Западной Европе улучшится по сравнению с недавним спадом, но останется
ниже среднего мирового уровня.
Прогноз мирового производства техуглерода на 2013 г. приведен ниже:
Общая мощность, млн.т 11,6
в том числе:
Северная Америка 2,1
Европа 2,6
Азия 6,1
Южная Америка 0,5
Африка и Ближний Восток 0,3
Массовое соотношение техуглерода к каучуку составляет 40,7%.
Среднее наполнение резиновых смесей техуглеродом остается относительно стабильным, хотя
может изменяться от года к году в зависимости от типа каучука и ассортимента резиновых
изделий. Например, производство шин имеет более высокую потребность в техуглероде, чем
производство нешинных изделий, и любые изменения в составе резиновых шинных смесей
способствуют более высокому его потреблению. Потребление техуглерода может изменяться при
переходе от смесей для шин легковых автомобилей к смесям для шин грузовых автомобилей,
от шин диагональных конструкций к радиальным, при переходе к шинам больших размеров,
которые становятся все более популярными.
5. /. /• Характеристика технического углерода
Термин «технический углерод» относится к классу промышленных углеродных
продуктов, где углерод находится в форме, которая не встречается в природных материалах. Это
полидисперсный порошкообразный материал черного цвета, образующийся в газовой фазе
при термическом или термоокислительном разложении углеродсодержащих веществ,
преимущественно углеводородов. Техуглерод является основным усилителем резин на основе
натурального и синтетических каучуков, а также используется в производстве лаков и
красок, пластических масс, искусственного волокна, бумаги, в строительной и
электротехнической промышленности. В настоящее время в мире производится около 10 млн т/г
техуглерода, который в основном применяется в производстве шин и резинотехнических изделий
(РТИ).
Благодаря применению печных марок техуглерода стало возможным освоение новых
синтетических каучуков. Ассортимент техуглерода в основном определяется резиновой
промышленностью, хотя в ограниченных количествах выпускается и техуглерод специального назначения.
Сегодня производится более 70 коммерческих марок техуглерода (включая приблизительно 20
марок для резин и приблизительно 50 марок для специального использования), хотя в
промышленности доминируют не более дюжины основных рабочих марок.
Долевое распределение использования техуглерода в различных областях, % масс,
приведено ниже:
Шины 65,0 РТИ 25,0
Печатные краски 3,0 Пластмассы 3,6
Покрытия 0,9 Бумага 0,4
Прочее 2,1 Всего 100
Высокая потребность в техуглероде объясняется, прежде всего, его уникальными
усиливающими свойствами. Наполнение им каучуков существенно влияет на условную прочность
резин при растяжении (табл. 5.1.1) и многие эксплуатационные характеристики изделия. Даже до
вулканизации техуглерод связывается с
каучуком и эту смесь невозможно полностью
разделить на техуглерод и каучук при
помощи растворителей.
Из большого количества применяемых в
резиновых смесях ингредиентов техуглерод
занимает второе место по массе после
каучука. По общепринятой международной
классификации техуглерод называется «Carbon
Black», в отличие от сажи, называемой «Soot»,
которая образуется в процессе горения как
побочный загрязняющий продукт (например,
сажа в отработавших газах дизелей).
5.1.1. Прочность резин, полученных на
основе важнейших каучуков
Каучук
Бутадиенстирольный
Бутадиеннитрильный
Этиленпропиленовый
Акрилатный
Бутадиеновый
Условная прочность
при растяжении, МПа
Ненапол-
ненный
вулканизат
3,5
4,9
3,5
2,1
5,6
II!
24,6
28,1
21,1
17,6
21,1
sa
^5.1.2. Структура технического углерода
I
I
I
I
I
I
По степени кристалличности техуглерод занимает промежуточное положение между
кристаллическим графитом и аморфным углеродом с турбостратической (неупорядоченно-слоевой)
формой углерода. Основными структурными единицами техуглерода являются «частицы»,
которые ассоциируются в «агрегаты».
Частица техуглерода представляет собой недискретную преимущественно сфероидальную
единицу, включающую углеродные полимерные слои различной степени упорядоченности (от
двумерных полициклических образований до относительно крупных графитоподобных
кристаллитов). Отдельные частицы в индивидуальном виде встречаются только в термическом техугле-
роде наряду с агрегатами. При всех остальных способах получения частицы техуглерода
всегда связаны в агрегаты.
Агрегат техуглерода представляет собой дискретную жесткую коллоидную единицу
гроздевидной формы, состоящую из полидисперсных частиц, соединенных химическими
(валентными) связями. Они обеспечивают высокую прочность первичных агрегатов, которые являются
наименьшей диспергируемой единицей техуглерода, содержащей от нескольких десятков до
нескольких сотен сросшихся частиц. Размер и форма агрегатов так же, как и размеры частиц,
являются главными параметрами, обусловливающими свойства техуглерода как
усиливающего наполнителя и пигмента. Агрегаты имеют разнообразные формы - от гроздевидных до
цепочечных - и разные размеры. Частицы внутри каждого отдельного агрегата незначительно
различаются по размерам.
Частицы в агрегате связаны непрерывной цепочечной структурой в единую матрицу.
Совокупность нескольких агрегатов, удерживаемых вместе физическими силами, представляет собой
«агломерат», который может быть легко разрушен на более мелкие агломераты или даже на
отдельные агрегаты при приложении определенных усилий (например, в процессе смешения
техуглерода с каучуком).
Параллельные слоевые пакеты, образованные из обломков графитовых плоскостей (слоев),
беспорядочно расположенных внутри частицы и связанных между собой валентными связями
или через боковые цепи неорганизованного углерода представляют собой «кристаллиты».
Причем, если внутри частицы кристаллиты ориентированы беспорядочно, то в крупных частицах
термического техуглерода базисные плоскости кристаллитов поверхностного слоя
расположены приблизительно параллельно поверхности частицы. Поскольку большей степени
упорядоченности кристаллитов соответствует более плотная упаковка, поверхностные области частиц
оказываются более плотными, чем центральные. Степень упорядоченности кристаллитов убывает
с уменьшением размера частиц. Слои кристаллитов состоят из правильных спаянных гексаго-
нов (шестиугольников), в которых атомы углерода расположены в их вершинах на расстоянии
0,142 нм. Кристаллы в частице упакованы беспорядочно; степень упорядоченности возрастает
от центра к периферии.
Расстояние между слоями кристаллита изменяется в пределах 0,345-0,370 нм (для сравнения
в графите - 0,335 нм). Кристаллиты большинства типов техуглерода состоят из 3-5 слоев
(ацетиленового техуглерода из 6-8). Размеры кристаллитов вдоль плоскости слоя составляют 1,5-3,0 нм,
перпендикулярно -1-2 нм. Среднее число кристаллитов в частице изменяется в интервале от 1600
для наиболее дисперсного техуглерода до 5,4.10е для термического. Ниже приведены
структурные характеристики внутренних размеров частицы техуглерода марки N330:
Агрегат: Кристаллит:
площадь проекции, нм2 14000 размер в слое ia, нм 2,0
средний объем, нм3 3,2-Ю6 размер в слое ic, нм 1,2
число частиц в агрегате 120 межплоскостное расстояние, нм 0,35
Слой: число слоев (пластин) 3-5
молекулярная масса 1200 молекулярная масса 5-Ю3
число атомов углерода 100 средний объем, нм3 4,0
число шестиугольников 30 число атомов углерода 400
Частица:
диаметр, нм 34 молекулярная масса 7,5-106
число кристаллитов 5000 средний объем, нм3 2-Ю4
При плотной упаковке в 1 см3 может располагаться более 1014 единиц агрегатов.
Наряду с кристаллитами в частице имеются единичные слои и не входящий в структуру ело:
или кристаллита так называемый неорганизованный углерод в виде углеводородных цепей
связанных с краевыми ненасыщенными атомами углерода кристаллитов и слоев. Неполна!
валентная насыщенность краевых атомов обусловливает связь кристаллитов непосредственж
друг с другом или через боковые углеводородные цепи. Краевые атомы поверхностного ело!
являются активными центрами, например, окислительных процессов, приводящих к образова
нию на поверхности различных функциональных химических групп. При нагревании до 3000°(
ослабляются связи между кристаллитами, увеличивается их подвижность и происходит частич
ное графитирование техуглерода. Мелкие кристаллиты срастаются в более крупные, повыша
ется степень упорядоченности в их расположении и уничтожаются поверхностные химически!
группы и активные центры. Графитированный техуглерод уже не является активным наполни
телем и по свойствам приближается к графитовому порошку.
5.1.3, Производство технического углерода
Техуглерод можно получать различными способами, которые определяются сырьем, требу
емым выходом, применяемой технологией и необходимыми марками техуглерода. Ниже очен
кратко приведены основные способы получения техуглерода, используемые в мировой промыш
ленности. Большинство производителей выпускают техуглерод по собственной или по лицензи
онной технологии.
Способы получения техуглерода. Техуглерод получается при неполном сгорании и при терми
ческом разложении углеводородов (в зависимости от присутствия кислорода). Процесс неполно
го сгорания, называемый термоокислительным разложением, в настоящее время является доми
нирующим, термический процесс имеет ограниченное значение. Термоокислительные процеш
различаются в зависимости от их организации и используемого сырья (табл 5.12). В некоторы
производствах техуглерод образуется как побочный продукт: это термический процесс в электри
ческой дуге и процесс производства синтез-газа. Однако техуглерод, полученный в качестве по
бочного продукта, не находит применения в производстве резины.
В зависимости от способа производства техуглерод разделяют на печной, канальный, терми
ческий. Каждая группа включает несколько типов (марок, сортов) техуглерода.
В зависимости от природы используемого сырья различают техуглерод из газообразногс
жидкого и смешанного газо-жидкостного сырья, кроме того для регулирования его свойств могу
применяться присадки и добавки.
5.1.2. Классификация способов производства техуглерода и используемое сырье
Химический процесс
Термоокислительное разложение:
закрытая система (турбулентный поток)
открытая система (диффузионное пламя)
Термическое разложение:
периодический
непрерывный (автокаталитический)
Производственный
процесс
Печной способ
Процесс Degussa
Канальный способ*
Термический способ
Ацетиленовый способ
Сырье
Ароматические концентраты переработки
угля и нефти, природный газ.
Каменноугольные фракции
Природный газ
Природный газ, жидкие углеводороды
Ацетилен
'Практически процесс имеет историческое значение (сегодня функционирует завод в Туркменистане).
jr Печным способом производится более 90% техуглерода во всем мире. В этом процессе сырье
впрыскивается в пламя, образуемое при сжигании смеси воздуха и природного газа. При этом
сырье разлагается с выделением атомов углерода, которые сначала преобразуются в небольшие
5 частицы углерода, а затем в агрегаты. Размеры частиц и агрегатов можно регулировать путем
|- изменения параметров процесса, таким образом, чтобы получать техуглерод различных марок.
| Печной процесс получения техуглерода из жидкого сырья является наиболее распространенным
S способом производства техуглерода коммерческих марок. Для создания рабочей температуры в
^ качестве топлива обычно используют природный газ. Затем в реактор подают углеводородное
| сырье. Процесс имеет ряд преимуществ: высокий выход и возможность производства техуглеро-
$ да самых различных марок. Печной процесс, в котором используется газообразное сырье, также
| применяется в промышленности, хотя выход в нем целевой продукции заметно ниже, чем при
§■ использовании жидкого сырья. В этом процессе часть газа сжигается для создания рабочей тем-
>sj пературы и разложения оставшегося газа (сырья).
| Термический способ производства техуглерода основан на термическом разложении природ-
^ ного газа, коксового газа или жидких углеводородов в отсутствие воздуха (без пламени). Полу-
i§ чаемый техуглерод состоит из частиц большого размера с низкой структурностью.
Термический техуглерод образуется в результате крекинга углеводородов, преимущественно из
природного газа, в печах с огнеупорной насадкой, которая предварительно нагревается в результате
горения смеси природного газа с воздухом. Поскольку природный газ в одном из реакторов
разлагается до углерода, отходящий газ, который преимущественно состоит из водорода,
может использоваться (что обычно и делается) в качестве топлива для нагрева кладки второй
печи. Процесс полунепрерывный, т.е. непрерывный по получению целевой продукции, но
периодический по осуществлению технологического цикла в различных реакторах. Получаемый
техуглерод используется в резине и пластмассах благодаря своим уникальным свойствам,
таким как низкая твердость, высокая растяжимость, низкая усадка при сжатии, низкий
гистерезис и превосходная обрабатываемость. Он применяется в резинах для изготовления рукавов,
прокладок, лент, РТИ и пластмасс. Крупнейший производитель термического техуглерода в мире
фирма Cancarb с мощностью 45 тыс. т/г. в Medicin Hat (Альберта, Канада), а также фирмы
Degussa Engineering Carbons, Borger (Texas, США), Asahi Carbon (Япония) и Сосногорский
газоперерабатывающий завод в республике Коми (Россия).
Ацетиленовый, ламповый, костный и другие процессы также широко применяются для
производства техуглерода. Ацетилен-углеводород, содержащий 92% углерода в молекуле и его
способность экзотермически разлагаться на углерод и водород позволяет использовать его в
качестве сырья для получения техуглерода. В результате получается очень чистый продукт с
содержанием 99,99% углерода (намного выше, чем в техуглероде других марок), который
применяется для специальных целей.
Ацетиленовый техуглерод получают по непрерывной технологии подачей ацетилена в
разогретые реакторы при атмосферном давлении и температуре 800-1000°С в тугоплавких
металлических ретортах, охлаждаемых водой. Экзотермическая реакция позволяет поддерживать
постоянную температуру. Сажеводородный аэрозоль охлаждается и углерод отделяется от водо-
родсодержащего газа (последний сжигается или используется как топливо).
Ацетиленовый техуглерод обладает высокими электро- и теплопроводимостью и
абсорбционной способностью, низкой способностью поглощать влагу. Он используется в
электропроводящих резинах, в изделиях типа прокладок, ковриков и в антистатических изделиях (ременные
приводы, конвейерные ленты, подошвы обуви), а также в ячейках сухих батареек и в
электропроводящих пластмассах, предохранителях.
Ацетиленовый техуглерод выпускают фирмы Chevron Phillips Chemical в Baytown (Texas, США), Jilin
Cemical (КНР), DENKA (Япония); Senka Carbon Private (Индия); Thai Petrochemical (Таиланд) и др.
Ламповый техуглерод производят в литых чугунных чашах, в которых находятся горящие
углеводороды. Продукты реакции по дымоходу (борову) направляются в систему улавливания
циклонами или фильтрами. Фирма Degussa (Германия) производит ламповый ТУ на
собственном оборудовании.
Костный углерод, используемый главным образом в качестве специального красителя, явля-"
ется побочным продуктом, получаемым при обработке костей животных. Фирма Ebonex (США)
является единственным в мире производителем костного углерода,
Сырье для получения техуглерода. Сырьем для производства техуглерода являются
углеводородные фракции, выделяемые при переработке нефти, угля, сланца и углеводородных газов.
Свыше 98% техуглерода производится из жидких углеводородов. Природный газ используется
в качестве технологического топлива. В табл. 5.1.3 приведены данные о процессах
производства сырья для техуглерода.
В среднем приблизительно 60% углеводородного сырья составляют газойли каталитического
крекинга (decantat oil), 15% - смолы пиролиза (ethylene tar) и остальные 25% - каменноугольные
масла (creosote). Характеристика сырья для производства техуглерода приведена в табя 5.1.4.
Динамика расходования сырья (табл. 5.15) показывает, что потребность в сырье непрерывно
возрастает при ограниченных потенциальных ресурсах. По прогнозам спрос на сырье возрастает
примерно на 3% в год. В 2010 г. он составил около 18 млн т, что обеспечило производство более
10 млн.т техуглерода. Выход техуглерода (около 57%) практически остается неизменным в целом
для мировой промышленности, хотя предпринимаются серьезные меры по созданию
энергосберегающей технологии. Однако несмотря на совершенствование технологии в условиях дефицита
энергоносителей происходит снижение качества сырья. Впрочем, дальнейшее улучшение
качества не всегда экономически целесообразно, так как повышение ароматизации сырья (свойства,
5.1.3. Процессы производства сырья для технического углерода
Тип сырья
Исходное сырье
Производственная установка
Нефтехимические продукты
Газойлевые фракции пиролиза,
зеленое масло, смолы пиролиза,
масло ПТУ
Газойлевые фракции
каталитического крекинга: декантат, крекинг-
газойли, тяжелые газойли
Газойлевые фракции термолиза:
термогазойль, термоконцентрат,
вакуумный термогазойль, термомасло
Ароматизированные концентраты:
экстракты вторичных газойлей,
экстракты очистки дистиллятных
масел
Газы, бензиновые фракции,
газойли
Керосиновые, газойлевые,
вакуумные фракции прямой перегонки
нефти, коксования, термического и
каталитического крекинга,
дистилляты деасфальтизации, экстракты
масляного производства
Газойли каталитического крекинга,
коксования, дистиллятные
экстракты масляного производства
Газойли каталитического крекинга,
коксования; масляные фракции
нефти
Установки пиролиза для получения
олефинов
Различные модификации
установок каталитического крекинга
Установки термического крекинга
под давлением
Установки экстракции
селективными растворителями; установки
очистки масел селективными
растворителями
Коксохимические продукты
Антраценовые фракция и масло,
хризеновая фракция, пековый
дистиллят, сланцевое масло
Смолы высокотемпературного
коксования каменных углей и сланцев
Установки дистилляции смол,
выделения сырого антрацена, пекова-
ния
Газообразные продукты и обогащение жидкими углеводородами
Природный, попутный нефтяной,
коксовый газ, фракции
газоконденсата
Углеводородные газы, газовые
конденсаты, углеводородные фракции
Установки стабилизации и
фракционирования газа, конденсата,
коксования твердых горючих ископаемых
Композиционное сырье
Углеводородные смеси
Ароматизированные продукты
переработки нефти, угля, сланца;
добавки и присадки
Смешение и гомогенизация на
заводах ТУ; компаундирование на
терминалах
^jfe-.
34*
5.1.4. Физико-химические свойства сырья для производства техуглерода
Показатель
Плотность при 20°С, кг/м3
Коэффициент преломления
Молекулярная масса
Элементный состав, % масс:
углерод
водород
сера
азот
кислород + потери
Групповой химический состав, % масс:
парафинонафтеновые углеводороды
ароматические углеводороды
смолы
асфальтены
Фракционный состав, "С:
начало кипения
50%
90%
конец кипения
Структурно- групповой состав (по методу GL):
число колец
число ароматических колец
число нафтеновых колец
Содержание углерода, %:
в циклических структурах
в ароматических структурах
в нафтеновых структурах
Зольность, % масс
Содержание механические примесей, % масс
Вязкость при 50°С, мм2/с
Температура застывания, "С
Содержание влаги, % масс.
Индекс корреляции
Коэффициент ароматизованности
Отношение Н:С
Содержание металлов, % масс:
№
К
Ni
Коксуемость по Конрадсону, % масс.
Газойль
термического
крекинга (ТГ)
992,1
1,5823
234
87,82
9,36
2,67
0,13
0,02
17,6
79,4
2,9
0,1
208
365
450
490/97*
3,18
2,25
0,93
73,2
52,1
28,6
0,015
0,004
12,7
+12
0,13
89
138
1,28
1.15-10-3
6,87-10"3
5,45-10"4
1,46
Газойль
каталитического
крекинга (ТГКК)
1018,3
1,6007
285
89,42
9,30
0,66
0,05
0,25
15,1
79,2
3,1
2,6
228
395
467
492/98*
3,45
2,80
0,65
75,2
59,4
15,8
0,030
0,008
18,7
+11
0,05
99
155
1,25
1.18-10-3
6,94-Ю-3
5,37-10'4
3,52
Смола
пиролиза
(СП)
1059,2
1,6357
194
91,83
7,75
0,24
0,06
0,12
0,7
86,3
4,4
8,6
202
290
375
405/95*
2,97
2,39
0,58
97,3
78,6
2,7
0,051
0,007
79,7
-17
0,31
131
210
1,01
0,75-10"3
0,80-1 (Г3
1,91 Ю-4
12,31
Газойль
коксования
(ГК)
943,4
1,5413
252
89,37
9,85
0,67
0,09
0,02
36,4
57,2
6,3
0,1
252
350
460
475/98*
2,22
1,78
0,44
57,9
46,4
11,5
0,024
0,009
8,1
+6
0,25
68
103
1,32
0,72-10"3
0,34-Ю-3
1,21 Ю-4
0,38
Отгон, %.
5.1.5. Средневзвешенный выход техуглерода в пересчете на сырье
Год
2003
2004
2005
Расход
сырья,
тыс. т
13,97
14,31
14,93
Производство
техуглерода,
тыс. т
8,0
8,2
8,6
Выход
техуглерода,
% масс.
57,27
57,34
57,26
Год
2006
2007
2010
Расход
сырья,
тыс. т
15,05
14,84
17,65
Производство
техуглерода,
тыс. т
8,9
8,5
10,1
Выход
техуглерода,
% масс.
57,27
57,28
57,22
!
!
i
1
I
ответственного за выход техуглерода) приводит как к сокращению объемов его производства, так *1у.
и к ухудшению технологических характеристик сырья, которые влияют на качество техуглерода.
Повышение качества сырья возможно за счет уменьшения содержания серы, что важно в связи
с ужесточением требований экологии. Прогресс здесь вероятен при реализации плазменных
процессов, но тогда выход техуглерода будет определяться не физико-химическими свойствами сырья,
а содержанием в нем углерода.
5.1.4. Классификация технического углерода
Более 70 коммерческих марок техуглерода предлагаются сегодня потребителю (около 20
марок для применения в резине и около 50 - для специального использования), хотя
промышленность выпускает не более дюжины основных рабочих марок.
Качество техуглерода определяется соответствием его свойств запросам потребителей. Эти
запросы формулируются в виде установленной системы показателей, характеризующих
степень проявления определенных свойств. По значениям таких показателей техуглерод относят к
определенному типу или марке продукта.
Классификация, которая использовалась в мировой промышленности техуглерода,
основывалась ранее на производственном процессе получения техуглерода и его основных свойствах.
Согласно новой классификации ASTM D1765-03 (Standard Classification System for Carbon Black
Used in Rubber Products) марка техуглерода для резин обозначается одной буквой и тремя
цифрами (табл. 1.5.6). Например, высокоструктурный техуглерод марки HAF
(высокоизносоустойчивый печной) теперь классифицируется как N347 - обычный техуглерод или N339 -
улучшенный техуглерод (improved).
Широкий ассортимент марок техуглерода в качестве международного стандарта позволяет
принять классификацию ASTM, ориентированную на потребительские свойства техуглерода,
которые определяются его технологичностью и свойствами вулканизатов, зависящими от
усиливающего эффекта техуглерода.
Высокоусиливающий (усиливающий) техуглерод (твердый, протекторный, активный) придает
резинам высокую прочность и сопротивление истиранию, обладает большим усиливающим
эффектом. Размер частиц 18-30 нм). Основное применение-протекторы шин, транспортерные ленты.
Полуусиливающий техуглерод (мягкий, каркасный, полуактивный) имеет частицы размером
40-60 нм и обладает меньшим усиливающим эффектом. Применяется в каркасах шин, в
различных РТИ (от уплотнительных прокладок до покрытий для пола).
5.1.6. Обозначение технического углерода в различных нормативных документах
Новая действующая
классификация
по ASTM О 1765-03
Классификация
старая зарубежная
по ASTM D 1765-85
отечественная
(по ГОСТ 7885-86)*
Марки усиливающего техуглерода
Серия N100: N110, N120, N121, N134
Серия N200: N220, N231, N234, N299
Серия N300: N326, N330, N339,
N343, N347, N351, N358
SAF (сверх высокоизносоустойчивый печной)
ISAF (промежуточный сверх
высокоизносоустойчивый)
HAF (высокоизносоустойчивый)
ПМ-130
ПМ-100, ПМ-105, ПМ-100В,
пм-юон
ПМ-75, ПМ-75 Н, ПМ-75В
Марки полуусиливающего техуглерода
Серия N500: N539, N550
Серия N600: N650, N660, N683
Серия N700: N772, N774
Серия N900: N990
FIF (высокоэкструзивный печной)
GPF (общего назначения печной)
SRF (полуусиливающий печной)
МТ (средний термический)
ПМ-50
ПМ-ЗОВ, ПМ-30. ПГМ-33
ПМ-15
ТГ-10
'Приблизительно эквивалентна зарубежным маркам.
-~m*r
533
1
1
i
I
!
1
/Г Низкоусиливающий техуглерод состоит из частиц размером больше 60 нм и обладают
незначительным усиливающим эффектом. В шинной промышленности имеет ограниченное
применение, в основном в PTI/I, когда требуется высокая эластичность изделий при соблюдении
необходимой прочности.
Подобная классификация техуглерода по степени усиливающего эффекта использовалась
ранее в научно-технической литературе.
Полная классификация техуглерода приводится в ASTM D1765-03. В настоящее время
«Стандартная классификационная система для техуглерода, применяемого в резинотехнических
изделиях», принята практически всеми мировыми производителями и потребителями. Эта
система является четырехзвенной. В табл. 5.1.7 приведены свойства техуглерода различных марок
noASTM D1765-03.
Первая буква в обозначении марки техуглерода указывает на скорость вулканизации
типичной резиновой смеси, содержащей данный техуглерод. Буква «N» используется для
обозначения нормальной скорости, типичной для печных видов техуглерода, не прошедшего
специальную обработку для воздействия на эту скорость. Буква «S» служит для обозначения видов
техуглерода, модифицированного для снижения скорости вулканизации, или канального
техуглерода, обладающего подобным свойством в силу соответствующего технологического
оформления процесса. В настоящее время преобладают марки с индексом «N», основой
которых является техуглерод, получаемый печным способом. Второй знак в системе - это цифра,
соответствующая средней удельной поверхности техуглерода, определенной по адсорбции
азота (метод БЭТ). Диапазон удельной поверхности по адсорбции азота разделен на 10 групп:
Номер группы
0
1
2
3
4
Средняя удельная поверхность
по адсорбции азота,
> 150
121-150
100-120
70-99
50-69
м2/г
Номер группы
5
6
7
8
9
Средняя удельная поверхность
по адсорбции азота, м2/г
40-49
33-39
21-32
11-20
0-10
Третий и четвертый знаки в этой системе соответствуют произвольно устанавливаемым
цифрам и относятся к определенным свойствам техуглерода данной марки.
Показатели адсорбции иода (удельная поверхность по адсорбции иода) и абсорбции дибутилфта-
лата являются заданными (определяющими). Это согласованные величины, по которым
производители техуглерода отлаживают процесс получения продукции, а потребители устанавливают свои
технические требования. Все остальные показатели являются типичными усредненными
значениями, представленными несколькими крупными производителями. Они зависят от заданных значений
и могут изменяться у различных производителей при одинаковых йодных числах и значениях
абсорбции дибутилфталата вследствие различных видов сырья и применяемого оборудования. В
последнем столбце табл. 1.5.7 приведены значения разности напряжений, вызывающих 300%-ное
удлинение образцов резины, изготовленных с испытываемыми и эталонными образцами техуглерода. В
качестве эталонного образца техуглерода используется IRB-7 - техуглерод N330 с йодным числом,
равным 83,0 г/кг, и абсорбцией дибутилфталата, равной 101,6 см3/100 г. Следовательно, в число
контролируемых показателей на предприятии - производителе техуглерода вводится
характеристика его поведения в резинах, хотя, с точки зрения предсказуемости свойств резин, система
оцениваемых признаков не является достаточно полной.
На основе показателей, приведенных в ASTM D 1765-03, потребители техуглерода
устанавливают свои требования к его качеству, отраженные в спецификациях потребителя. Отдельные
потребители ограничиваются тем числом показателей, которые приведены в табл. 1.5.8, иногда
даже сокращают их, наиболее же крупные потребители техуглерода включают в свои
спецификации ряд дополнительных показателей.
Требования к качеству техуглерода по проекту ГОСТ Р приведены в табл. 5.1.8.
Техуглероды специального назначения включают пигментные и электропроводящие (табл. 5.15)
марки.
5.1.7. Свойства техуглерода по ASTM D1765-03
Марка
по
ASTM
N110
N115
N120
N121
N125
N134
N135
S212
N219
N220
N231
N234
N293
N299
S315
N326
N330
N335
N339
N343
N347
N351
N356
N358
N375
N539
N550
N582
N630
N642
N650
N660
N683
N754
N762
N765
N772
N774
N787
N907
N908
N990
N991
Йодное
число
D 1510,
г/кг*
145
160
122
121
117
142
151
_
118
121
121
120
145
108
_
82
82
92
90
92
90
68
92
84
90
43
43
100
36
36
36
36
35
24
27
31
30
29
30
_
_
_
-
Абсорбция
дибутил-
фталата
(ДБФ),
D 2414,
Ю-5 м'/кг
113
113
114
132
104
127
135
85
78
114
92
125
100
124
79
72
102
110
120
130
124
120
154
150
114
111
121
180
78
64
122
90
133
58
65
115
65
72
80
34
34
43
35
Абсорбция
ДБФ
сжатого
образца,
D 3493,
10s м'/кг
97
97
99
111
89
103
117
82
75
98
86
102
88
104
77
68
88
94
99
104
99
95
112
108
96
81
85
114
62
62
84
74
85
57
59
81
59
63
70
_
_
37
37
Удельная поверхность I
по
адсорбции
азота
многоточечным
методом,
D 6556,
10' м2/кг
127
137
126
122
122
143
141
120
_
114
111
119
122
104
89
78
78
85
91
96
85
71
91
80
93
39
40
80
32
39
36
35
36
25
29
34
32
30
32
9
9
8
8
по
статистической
толщине
слоя
техуглерода,
D 6556,
10' мг/кг
115
124
113
114
121
137
_
107
_
106
107
112
111
97
86
76
75
85
88
92
83
70
87
78
91
38
39
_
32
_
35
34
34
24
28
32
30
29
32
9
9
8
8
Красящая
способность,
D 3265
123
123
129
119
125
131
119
115
123
116
120
123
120
113
117
111
104
110
111
112
105
100
106
98
114
_
_
67
_
_
_
_
_
_
_
_
_
_
_
_
_
_
-
Насыпная
плотность,
D 1513,
кг/м3
345
345
345
320
370
320
320
415
440
355
400
320
380
335
425
455
380
345
345
320
335
345
305
345
385
360
500
370
440
355
515
370
520
490
440
640
355
640
355
Разность
напряжений
при 300%-ном
удлинении
между
испытываемым
и эталонным
образцом
относительно
IRB-7, МПа"
-3,2
-3.1
-0.4
-0.1
-2.6
-1.5
-0.4
-6.4
-2.0
-4.6
-0.1
-5.2
0.7
-6.4
-3.6
-0.6
0.2
0.9
1,4
0.5
1.1
1.4
2,3
0,4
-1.3
-0.6
-1,8
-4.4
-5.4
-0.7
-2.3
-0,4
-6.6
-4,6
-0.3
-4,7
-3,8
-4.2
-9.4
-10,2
-8.6
-10,2
* Как правило, метод D 1510 может быть использован для определения удельной поверхности только печных
марок техуглерода, а не канальных, окисленных и термических.
** Вулканизация при 145°С, D 412, D 3182, D 3192 (30 мин).
I
i
I
1
1
Пигментный техуглерод используются в производстве типографских красок, покрытий,
пластмасс, волокон, бумаги и строительных материалов. Общепринятая классификация для них
отсутствует, но большинство производителей пользуются следующей системой обозначений с
разделением окрашивающего техуглерода на четыре группы: высокоокрашивающий (НС), сред-
неокрашивающий (МС), нормальноокрашивающий (RC), низкоокрашивающий (LC).
Третья буква обозначает способ получения - печной (F), канальный (С). Например, HCF
означает высокоокрашивающий печной техуглерод (High Colour Furnace). Окрашивающая
способность техуглерода связана с размером его частиц, в зависимости от которого различают
следующие марки техуглерода:
Марка печного техуглерода HCF MCF RCF LCF
Средний размер частиц, нм 10-15 16-24 25-35 > 36
Электропроводящий техуглерод не имеет общепризнанной системы классификации, и
каждая фирма выпускает их под своей маркой.
5.1.8. Физико-
Марка
по
гост
Н220
Н234
Н326
Н330
Н339
Н375
М301
N539
Н550
Н660
Н772
Н990
Йодное
число,
ГОСТ
25699.3,
г/кг
121 ±5
120+5
82+5
82±5
90+5
90±5
_
43±5
43±5
36±5
30+5
-
химические показатели
Абсорбция
ДБФ,
ГОСТ Р
(метод А),
ПО"5, М3/КГ
114+5
125+5
72±5
102±5
120±5
114±5
95+5
111+5
121 ±5
90+5
65+5
43±5
Абсорбция ДБФ
сжатого образца,
ГОСТ Р
(метод В),
ПО"5, м3/кг
100+4
100+4
69+4
88±4
101+4
97±4
85+4
84+4
88+4
75±4
58±4
40+4
техуглерода
Удельная
внешняя поверхность
по адсорбции
ЦТАБ**, ГОСТ Р,
х103, м7кг
111±5
119+5
83+5
82+5
93+5
96±5
95+5
41 ±5
42±5
36+5
33±5
9±2
по проекту ГОСТР
Удельная поверхность
по адсорбции азота
многоточечным
методом,
ГОСТ Р, х103, м7кг
115+6
120±6
78±6
79+6
92±6
93+6
140±6
40±4
41±4
35+4
31 ±4
9+3
Сила
окраски
относительно
ITP.B, %
115+4
124+4
112+4
103+4
110+4
115+4
110+4
_
_
-
Насыпная
плотность,
ГОСТ
25699.14,
кг/м3
345+20
320±20
465±20
375+20
345+20
345±20
350+20
385±20
340+20
425±20
450+20
350±20*
*Для гранулированного техуглерода.
"ЦТАБ - цетилтриметиламмонийбромид.
5.1.9. Характеристика электропроводящего техуглерода
Показатель
Удельная внешняя поверхность, мг/г
Йодное число, г/кг
Абсорбция дибутилфталата. см3/100 г
рН водной суспензии
Насыпная плотность гранулированного углеродного
материала, кг/м3
Зольность. % масс.
Остаток после просева через сито с сеткой, % масс:
0045
05
014
063
Потери при 105°С, % масс.
Содержание обшей серы. % масс, не более
Содержание летучих веществ. % масс, не более, %
Оптическая плотность бензинового экстракта, не более
Удельное объемное электрическое сопротивление
резин на основе натурального каучука (lg p^), Омм
УМ-66
155
230
95
6.5
330
0,45
0,05
0,0006
0,5
_
_
_■
0,14
УМ-76
170
320
105
5,5
330
0.38
0,04
0,0003
0.5
_
_
_
0,1
УМ-85
200
425
115
5,0
330
0.30
0,05
0,0004
0.5
_
_
_
0,06
П804-Т*
-
85-105
-
-
0.04
0,08
0,0008
0,01
0.5
0.25
-
0.1
-
П805-Э*
_
110-140
_
100-400
0.1
0,01
0,0005
0.2
0.7
1.2
-
П803-РВДМ
-
73-87
-
-
0.05
0,08
0,0008
0,003
0.3
0.4
-
-
-
'Негранулированный.
Условные обозначения марок: Т - для твердых сплавов, Э - для электротехнических изделий, РВДМ ■
рукавов высокого давления, маслостоких, УМ - для антистатических резин.
для
5.i*5. Основные свойства технического углерода
и методы испытаний
Плотность. Для придания товарным маркам техуглерода транспортабельных свойств и
организации автоматической дозировки ингредиентов их гранулируют, после чего насыпная
плотность может увеличиться до 10 раз. Применительно к техуглероду различают рентгеновскую
плотность кристаллитов, которая изменяется в пределах 2,07-2,11 г/см3; пикнометрическую
плотность частиц (измеренную в этаноле), которая рассматривается как система беспорядочно
упакованных кристаллитов, связанных химическими силами (1,76-1,90 г/см3), насыпную
плотность техуглерода как материала пылящего или частично уплотненного (0,057-0,285 г/см3) и
гранулированного (0,31-0,45 г/см3). Последняя представляет собой массу 1 см3 порошка или
гранул техуглерода в граммах. Величина, обратная насыпной плотности, называется насыпным
объемом, или объемным числом (см3/г). Помимо степени уплотнения, насыпные плотность и
объем зависят от размеров первичных агрегатов: их увеличение вызывает уменьшение
насыпной плотности и увеличение объемного числа. Поэтому эти показатели, в отличие от
рентгеновской и пикнометрической плотностей, могут служить только относительными
характеристиками плотности, оценивающими потребительские свойства техуглерода в системах дозирования
и транспорта.
Элементный состав. Химический состав техуглерода колеблется в зависимости от
технологии получения и типа используемого сырья. Основными элементами углеродных частиц
являются углерод, водород и кислород. Обычные печные техуглероды товарных марок, не
подвергавшиеся специальной обработке, содержат 95-99,5% масс, углерода, 0,2-1,3% масс, водорода
и менее 0,2-0,5% масс, кислорода. Элементный состав некоторых типов техуглерода приведен
в табл. 5.1.10.
В техуглероде может содержаться 0,1-1,1 % масс, серы, 0-0,7% масс, азота и хлора, а
также менее 0,5% масс, минеральных примесей. Водород и сера связаны главным образом с
неорганизованным углеродом и краевыми углеродными атомами кристаллитов. Эти элементы
распределены, хотя и неравномерно, по всему объему частицы, так как переходят в техуглерод из
сырья. Кислород и минеральные компоненты содержатся
преимущественно в поверхностном слое техуглерода. Кислород и водород
входят в состав различных функциональных групп (карбоксильных,
карбонильных, гидроксильных, хинонных и др.) поверхностного слоя
частиц (рис. 5.1.1). Наличие карбоксильных групп снижает рН
водной суспензии техуглерода и приводит к замедлению вулканизации
резиновых смесей.
Минеральные примеси попадают в основном из промышленной
воды, используемой для охлаждения высокотемпературного саже-
газового аэрозоля в реакторах. Данные о приблизительном
содержании металлов в техуглероде приведены в табл. 5.1.11.
5.1.10. Элементный состав техуглерода
Марка
техуглерода
S301
N330
N539
N762
N990
Содержание, % масс.
С
94,84
97,97
98,44
98,72
99,30
Н
0,88
0,46
0,35
0,35
0,45
О
4,25
0,75
0,40
030
0,08
S
0,01
0,52
0,65
0,23
0,02
минеральных
веществ
0,02
0,30
0,16
0,40
0,15
Н:С
0,1113
0,0563
0,0427
0,0425
0,0544
РН
3,5
8,5
9,5
9,5
7,5
соон
он
он
Рис. 5.1.1.
Схематический фрагмент
структуры поверхности
техуглерода
г
5.1.11. Приблизительное
таллов в техуглероде
содержание ме-
%
I
I
1
I
Элемент
Железо
Мышьяк
Цинк
Хром
Селен
Ртуть
Свинец
Содержание
металла, млн1,
менее
60
5
10
5
10
5
10
Элемент
Медь
Барий
Никель
Сурьма
Кадмий
Кобальт
Содержание
металла, млн \
менее
3
10
1
10
1
7
Техуглерод товарных марок может
содержать 88-99% (масс.) углерода в
зависимости от способа производства и применяемого
сырья. Водород и кислород можно удалить из
техуглерода в виде летучих веществ
нагреванием до 1000°С в отсутствие кислорода:
при этом водород выделяется в виде
молекулярного водорода, а кислород в виде
оксидов. Кроме того, в техуглероде обнаружена
широкая гамма различных элементов,
источниками которых являются исходное сырье,
охлаждающая вода и присадки. Эти элементы в основном располагаются в виде различных
радикалов и соединений в поверхностном слое техуглерода.
Размеры частиц техуглерода и их распределение по размерам. Размеры частиц
техуглерода, их распределение по размерам, форма и размер агрегатов являются важнейшими
физическими характеристиками, определяющими его применение. Размер сфероидальных частиц
оценивают по их диаметру, колеблющемуся (в зависимости от условий получения различных
марок) в пределах десятков и сотен нанометров. Уменьшение размеров частиц (повышение
дисперсности продукта) способствует увеличению его усиливающей способности в резинах
благодаря увеличению поверхности контакта углерода с полимером. Технология процессов
производства техуглерода не позволяет получать строго однородный по размерам частиц
продукт. Он представляет собой как бы смесь продуктов различной дисперсности.
Полидисперсность характеризуется распределением частиц по размерам: чем шире кривая распределения,
тем менее однороден продукт. В производственной практике обычно оценивают удельную
поверхность по адсорбции определенных молекул на поверхности техуглерода. К
морфологическим свойствам относится и пористость техуглерода, которая может оцениваться как
отношение поверхности по адсорбции азота или йодного числа к удельной внешней поверхности (ранее
подобный показатель назывался шероховатостью).
Размер и форма первичных агрегатов определяют важнейшее свойство техуглерода -
структурность, а характеристика неправильности формы и отклонение от сферы агрегатов
техуглерода - его структуру. Высокоструктурный техуглерод имеет более сложную форму первичных
агрегатов. Способность техуглерода поглощать жидкости связана с формой агрегатов.
Агрегаты с открытой и разветвленной структурой абсорбируют больше связующего вещества как
своими внутренними пустотами, так и пустотами между агрегатами. Количественной мерой
структурности техуглерода является его способность абсорбировать дибутилфталат. Чем выше
абсорбция на единицу массы техуглерода, тем более разветвлен агрегат. По другому варианту
перед определением абсорбции дибутилфталата образец техуглерода подвергается сжатию в
цилиндре при давлении 165 МПа. Если первый метод дает интегральную характеристику
структурности с учетом первичной (химические связи) и вторичной (физические связи) структур, то
второй метод позволяет оценить только первичные структуры, сохраняющиеся после смешения
с эластомером.
По современным представлениям частицы дисперсного техуглерода можно отнести к нано-
частицам - классу частиц с размерами от 1 до 100 нм. От размера частиц в значительной
степени зависит усиливающее действие техуглерода в эластомерах, его красящая способность в
лакокрасочных материалах и защитное действие от ультрафиолетового излучения в
пластмассах. Чем меньше средний диаметр частицы, тем сильнее проявляются все перечисленные
эффекты, тем большими усиливающими свойствами обладает техуглерод. Чем однороднее
техуглерод по размерам частиц, тем лучшими усиливающими свойствами он обладает. Техуглерод
одной марки с одинаковым средним диаметром частиц, в зависимости от технологии его
получения, может иметь различное распределение частиц по размерам.
Как любой полидиспврсный материал техуглерод характеризуют по удельной поверхности/^
которая геометрически связана с размером частиц соотношением:
S = 6000/(pd).
гдеS-удельная геометрическая площадь поверхности, м2/г; 6000-число, которое выводится
при расчете шаровой поверхности частицы; р - плотность техуглерода, г/см3; d - средний
диаметр частиц, нм.
Наиболее точным методом определения удельной поверхности является метод, основанный
на адсорбции азота, нейтрального по отношению к химическими группам, находящимся на
поверхности техуглерода. Молекулы азота достаточно малы, поэтому при наличии пор на
поверхности техуглерода они проникают в них, и удельная поверхность частиц техуглерода
получается выше измеренной по электронному микроскопу.
Наиболее распространенным методом определения удельной поверхности техуглерода
является метод адсорбции йода (йодное число) - метод D 1510. Несмотря на ряд недостатков, его
широко используют для характеристики печного техуглерода серийных марок в процессе его
производства, так как метод прост и непродолжителен. Он заключается в смешивании пробы
техуглерода с определенным объемом стандартного раствора иода. Молекулы иода
адсорбируются на доступных участках поверхности, покрывая ее мономолекулярным слоем, Неадсорби-
рованный избыток иода титруется раствором тиосульфата натрия. По остатку йода судят об
адсорбции и рассчитывают удельную поверхность.
Для объективной оценки внешней удельной поверхности техуглерода широко применяется
метод ее определения по адсорбции цетилтриметиламмонийбромида (ЦТАБ) - (так называемый
метод ЦТАБ). Это объясняется тем, что молекулы ЦТАБ имеют большие размеры и не
проникают в поры частиц и не реагируют с кислородосодержащими группами, находящимися на
поверхности техуглерода. Принято считать, что ЦТАБ с достаточной точностью характеризует
поверхность техуглерода доступную для молекул каучука.
В научных исследованиях для изучения частиц и агрегатов используют метод электронной
микроскопии (SEM), дающий возможность визуальной оценки как дисперсности, так и
структурности.
Структурность. Для характеристики степени разветвленности агрегатов техуглерода
используют термин «структурность». Чем больше частиц техуглерода в агрегате и чем больше
степень их разветвления, тем выше структурность техуглерода, которую оценивают по объему пустот
в агрегатах.
Основным методом определения структурности является абсорбция дибутилфталата (ДБФ)
с использованием абсортометра - метод D 2414. По этому методу техуглерод условно раделя-
ют следующим образом:
высокоструктурный - более 100 мл/100 г техуглерода;
средней структурности-80-100 мл/100 г техуглерода;
низкой структурности - менее 80 мл/100 г техуглерода.
В прибор равномерно подается ДБФ. По мере насыщения образца абсорбентом
увеличивается вязкость смеси, которая переходит в полупластичное состояние. Возросшая вязкость
передается системе, фиксирующей крутящий момент абсортометра. Как только вязкость смеси
достигает заданного уровня, отключаются одновременно абсортометр и бюретка с ДБФ. Объем
израсходованного ДБФ на единицу массы техуглерода является показателем абсорбции. Чем
большее количество ДБФ абсорбирует образец, тем выше структурность техуглерода.
При одинаковой удельной поверхности различных образцов техуглерода размер агрегата тем
больше, чем выше абсорбция ДБФ. Однако сравнение размеров агрегатов с различной
удельной поверхностью по абсорбции ДБФ не корректно, так как размер агрегата находится в
прямой зависимости от размера частиц (табл. 5.1.12). По этой причине размер агрегата
техуглерода N774 с абсорбцией ДБФ 72 мл/100 г в 2,43 раза превышает средний размер агрегата
техуглерода N234 с абсорбцией ДБФ 125 мл/100 г.
539
I1
i
1
i
Марка
техуглерода
(ASTM)
N110
N220
N234
N326
N330
N339
N351
N375
N550
N660
N774
N990
Размер
частиц
"cp> "^
27
32
31
41
46
39
50
36
93
109
124
403
Размер
агрегатов
"агр» "*
93
103
109
108
146
122
159
106
240
252
265
593
Удельная
поверхность,
м2/г
143
117
120
94
80
96
75
105
41
34
30
9
'5.1.12. Морфологические характеристики ВысоКОСТрукТурнЫЙ ТехуГЛврОД Лучше И
техуглерода различных марок быстрее распределяется „ каучуке1 шеси
лучше шприцуются, вулканизаты имеют
высокие модуль и сопротивление истиранию.
Техуглерод с высокой удельной поверхностью
и низкой структурностью обладает
повышенной окрашивающей способностью. В
зависимости от требований к изделиям, которые
изготавливают с использованием
техуглерода, применяют техуглерод с различной
структурностью.
Техуглерод с одинаковыми значениями
удельной поверхности и абсорбции ДБФ
может иметь различное распределение
агрегатов по размерам. Техуглерод с узким
распределением агрегатов по размерам придает
протекторным резинам лучшее
сопротивление истиранию, при широком распределении - улучшаются динамические свойства резин. Как
правило, чем выше удельная поверхность техуглерода, тем уже кривая распределения
агрегатов по размерам.
Распределение агрегатов по размерам имеет такой же характер, как и распределение
частиц по размерам, только кривая распределения шире, т.е. неоднородность агрегатов больше,
чем неоднородность частиц.
Агрегаты могут соединяться друг с другом за счет слабых физических и химических связей
(сил Ван-дер-Вальса, электростатических сил и др.), образуя агломераты. Эта способность
образования агломератов положительно влияет на процессы улавливания и гранулирования
техуглерода, однако при определении его структурности приводит к погрешности.
Сросшиеся друг с другом агрегаты занимают больший объем, чем отдельные плотно
упакованные агрегаты, и показатель абсорбции ДБФ получается тем больше, чем выше степень
агломерации агрегатов. Поэтому для исключения влияния агломерации техуглерода на точность
определения его истинной структурности испытываемый образец подвергается
предварительному четырехкратному сжатию под давлением 165 МПа, при этом агломераты разрушаются.
Структурность, определенную после сжатия, называют первичной (истинной) структурностью
техуглерода (метод D 3493), разность между значениями абсорбции ДБФ до сжатия
(интегральная характеристика, метод D 2414) и после него (метод D 3493), называют вторичной
структурностью техуглерода. Это определение широко используется в отечественной и зарубежной
практике. На свойства резин и диспергируемость пигментного техуглерода влияет именно уровень
его первичной структурности, поэтому значения ДБФ исходного (несжатого) и сжатого образца
являются одной из важнейших характеристик техуглерода. Адсорбционная поверхности
техуглерода, учитывающая пористость образца оценивается методом низкотемпературной
адсорбции азота (метод D6556).
Красящая способность (прочность окраски). Этот показатель зависит как от размеров
частиц, так и от структурности техуглерода (метод D 3265). При фиксированном значении
среднего размера частиц техуглерода он позволяет судить о степени их неоднородности.
Чем выше его значение при прочих равных условиях, тем более однородны частицы по
размерам. Кроме того, красящая способность при близких значениях структурности и
дисперсности техуглерода характеризует доступность поверхности агрегатов для взаимодействия
с молекулами каучука. Большие значения этого показателя имеют улучшенные (improved)
продукты.
Насыпная плотность (объемная плотность гранулированного техуглерода). Насыпная плот
ность характеризует транспортабельные свойства техуглерода (метод D 1513).
Приведенные выше методы испытаний не исчерпывают все возможности оценки
товарного техуглерода по ASTM. Имеется ряд показателей, регламентируемый для всех марок
техуглерода:
- рН водной суспензии - метод D 1512;
- содержание экстрагируемых веществ - метод D 1618;
- содержание серы - метод D1619;
- содержание золы - метод D1506;
- фракционный состав (распределение гранул по размерам) - метод D 1511;
- содержание мелких частиц - метод D 4324;
- массовая прочность гранул - метод D1937;
- прочность индивидуальных гранул - метод D 5230.
Кроме того, существует ряд специальных методов:
- отбор проб при отгрузке и упаковке;
- отбор проб при отгрузке насыпью и др.
Усиливающие свойства. Проявляются в повышении сопротивления резин действию
механических напряжений. Принято считать, что усиливающий эффект техуглерода
позволяет повысить прочность и износостойкость резин и, в конечном итоге, увеличить срок
службы резиновых изделий. Усиливающее действие техуглерода проявляется в максимальной
степени в вулканизатах, поскольку после вулканизации техуглерод становится частью
структурной сетки резины, воспринимающей нагрузку. Эти свойства определяются главным
образом площадью и энергией поверхности агрегатов и частиц техуглерода, первичной
структурой и химическим составом поверхностного слоя. Высокодисперсный техуглерод при
введении в резиновую смесь образует более развитую поверхность контакта с каучуком,
чем техуглерод с крупными частицами. Удельная энергия поверхности у
высокодисперсного техуглерода также выше. Поэтому усиливающие свойства техуглерода возрастают с
увеличением дисперсности и придают вулканизатам повышенную прочность при растяжении и
раздире, высокую износостойкость. Однако высокодисперсный техуглерод хуже
распределяются в каучуках, чем низкодисперсный, и затрудняет обработку резиновых смесей,
повышая их вязкость.
Максимальный усиливающий эффект может быть достигнут при качественном
диспергировании техуглерода в каучуке. Для получения необходимой степени диспергирования прочность
гранул техуглерода необходимо уменьшать, но в то же время они должны сохранять
достаточную прочность для обеспечения транспортабельных свойств (особенно при большой
удаленности потребителя). Разрушенные гранулы (пыль, фракция гранул менее 0,125 мм) вводятся в
каучук медленнее. В зависимости от типа каучука допустимая прочность гранул должна быть
различной. Так, для мягкого бутилкаучука максимальная прочность единичной гранулы не
должна превышать 55 г, в то время как для твердого бутадиенстирольного каучука прочность
индивидуальной гранулы может составлять 100 г, а для тройного этиленпропиленового каучука
средней жесткости максимальная прочность должна равняться 70 г. Прочность гранул в
значительной степени определяет массовую прочность и степень истирания гранул. Прочность
гранул определяется автоматическим анализатором гранул карусельного типа (Concarb Titan Pellet
Tester).
Техуглерод с повышенной первичной структурностью (высоким значением показателя
абсорбции дибутилфталата) значительно лучше распределяется в каучуках, улучшает
обрабатываемость смесей на оборудовании, уменьшает их усадку. Он придает вулканизатам повышенные
модуль, твердость и гистерезисные потери. Природа используемого каучука существенно
влияет на выбор техуглерода. Важное значение имеет также его способность придавать резино-
I
I
!
!
I
I
I
i
!
I
I
~вым смесям приемлемые технологические свойства, что достигается применением
композиций техуглерода с различными свойствами (с разной дисперсностью и структурностью), а
также созданием бимодального техуглерода, с двумя максимумами на кривой распределения
частиц по размерам.
Комплексную оценку химического состава поверхностного слоя техуглерода дает рН
водной суспензии. Так, техуглерод с рН более 7 ускоряет вулканизацию, с меньшим
значением, наоборот, замедляет. Это свойство является следствием таких факторов как наличие
на поверхности техуглерода свободных радикалов, активных функциональных групп.
Техуглерод является катализатором ряда химических процессов (например, полимеризации,
реакции сшивания при вулканизации) и существенно влияет на окисляемость и
устойчивость резин к старению. Каталитическая активность техуглерода обусловлена главным
образом величиной и природой поверхности частиц. Таким образом, влияние природы
поверхности техуглерода на химические процессы проявляется как при изготовлении, так и
при эксплуатации резин.
5.1.6, Применение технического углерода
Техуглерод, используемый в резине, можно разделить на две основные группы (табл. 5.1.13
и 5.1.14):
полуусиливающий (каркасный, или мягкий) - марки, идентифицированные по ASTM D 1765
под номерами серий 500, 600, и 700, техуглерод этих марок используется в резинах для
улучшения динамических свойств - упруго-гистерезисных и усталостно-прочностных.
Полуусиливающий техулерод улучшает сопротивление изгибу и герметичность по отношению к воздуху.
Очень грубый техуглерод (низкоусиливающий, малоактивный) включают в резиновые смеси,
которые обеспечивают хорошие свойства при экструзии;
усиливающий (твердый) - марки, идентифицированные по ASTM D 1765 под номерами
серий 100, 200 и 300 используются в протекторах шин и изделиях (типа транспортерных лент) с
высокой сопротивляемостью истиранию; техулерод этих марок должен также обеспечивать
хорошее сопротивление скольжению, износостойкость против истирания и высокое
сцепление с дорогой.
5.1.13. Области применения и особенности свойств мягкого техуглерода
Марка
техуглерода
N550
N650
N660
N762
N772
N774
Свойства, придаваемые резинам
Среднее сопротивление истиранию, высокие
модуль и твердость, низкое набухание,
гладкая поверхность при экструзии
Умеренное усиление, высокий модуль,
высокая твердость, низкое набухание, гладкая
поверхность при экструзии
То же
Умеренное усиление, высокие удлинение и
упругость, низкое сопротивление сжатию
Умеренное усиление, высокая упругость,
превосходные динамические свойства
Умеренное усиление, высокая упругость,
превосходные динамические свойства, низкий
гистерезис
Область применения
Брекер, боковина, каркас шин; кабели,
шланги, гладкие (экструзионные) изделия, ленты
Каркас шин, транспортерные ленты, шланги,
защитные покрытия, кровля, краситель,
фрикционные смазки
Корпус, боковина шин, покрытия, кабель,
краситель, рукава
Детали шин, механические изделия, ленты,
рукава, обувь, полые трубы, коврики, краситель
для пластмасс, концентраты
Детали шин, комплектующие детали, шланги
Детали шин, комплектующие детали, шланги,
гладкие (экструзионные) изделия
5.1.14. Области применения и особенности свойств твердого техуглерода
Марка
техуглерода
N110
N121
N134
N220
N234
N299
N326
N330
N339
N343
N347
N351
Свойства, придаваемые резинам
Максимальное сопротивление трению,
повышенные усиление и прочность при растяжении
Максимальное сопротивление трению с
улучшенным распределением
Сверхвысокое сопротивление истиранию
Превосходное сопротивление истиранию,
высокая прочность при растяжении, хорошее
сопротивление раздиру
Сверхвысокое сопротивление истиранию,
превосходные износостойкость и способность к экструзии
Хорошее сопротивление истиранию, хорошее
сопротивление раздиру, повышенная прочность
при растяжении
Низкий модуль, хорошее сопротивление
раздиру, хорошая усталостная прочность, хорошее
сопротивление сгибанию
Хорошее сопротивление истиранию, высокая
прочность, легкая обработка, хорошие
прочность при растяжении, сопротивление раздиру
Превосходное сопротивление истиранию с
высокой упругостью, превосходная ходимость и
способность к экструзии
Превосходная ходимость и технологичность
Превосходная обработка, маслостойкость с
низким набуханием
Хорошее сопротивление истиранию, легкая
обработка
Область применения
Грузовые шины, шины для внедорожной техники,
конвейерные ленты, тяжелогруженое оборудование
Грузовые шины, шины для внедорожной техники
повышенного качества, комплектующие детали
Грузовые шины, шины повышенного качества,
комплектующие детали
Грузовые шины, шины повышенного качества,
комплектующие детали, транспортерные ленты
Протекторы легковых и грузовых, авиационных
шин и для внедорожной техники
Легковые и грузовые шины, комплектующие
детали
Боковина и каркас шин, ленты, втулки, трубки
Протектор, корпус и боковины шин,
комплектующие детали
Протектор легковых шин, ленты, крепления,
восстановленный протектор, массивные (литые)
шины, маты, коврики
Протектор легковых шин, литые шины, крепления
Преимущественно комплектующие детали
Шины для пассажирского транспорта с низким
гистерезисом, комплектующие детали, кабели,
покрытия
5,1,7. Хранение, упаковка
и транспортирование технического углерода
В бункерах готовой продукции техулерод, как правило, хранится непродолжительное время
и по мере надобности разгружается в специальные железнодорожные вагоны-хопперы,
автоцистерны или направляется на упаковку. Основная масса техуглерода на шинные заводы в нашей
стране поставляется насыпью в вагонах-хопперах, оборудованных 12 загрузочными люками,
которые плотно закрываются крышками, исключающими проникновение влаги при
транспортировке. В Европе предпочтение отдается автомобильному транспорту, оборудованному зачастую
съемными цистернами-силотраками. Перед загрузкой хопперы подвергаются очистке.
Выгрузка осуществляется пневмосистемой через специальные выгрузочные люки, расположенные в
нижней части вагонов с помощью гибких шлангов.
При упаковке в мягкие тканевые контейнеры («биг-беги») вместимостью от 500 до 1000 кг
сначала их заполняют до заданной массы с использованием виброуплотнения, затем на
контейнер с поддоном надевают чехол из полиэтиленовой термоусадочной пленки и проводят усадку
пленки в термокамере. Упаковка в клапенные бумажные или полиэтиленовые мешки
вместимостью от 15 до 30 кг предусматривает после заполнения прикатку для удаления воздуха и
придания плоской формы. Затем мешки штабелируют на поддон (паллет), надевают
полиэтиленовую пленку на штабель с поддоном и подвергают термоусадке. Выгрузка, хранение и подача
в производство на шинных заводах производится с помощью системы конвейеров и
элеваторов. Управление транспортированием осуществляется на заводах автоматически со щита
управления.
^"5.2. Светлые наполнители
(А.Г. Пройчева, И.Б. Сулимова)
45
5.2.1. Карбонаты кальция (мел)
Одним из наиболее распространенных наполнителей неорганического происхождения,
применяемых в резиновой промышленности, является карбонат кальция СаС03 (мел). Мел
разделяют на природный молотый, химически осажденный и активный химически осажденный. В
нашей стране в основном применяется мел природный молотый обогащенный.
Природный мел представляет собой отложения раковин морских организмов и состоит из
кальциевых многолепных структур, образованных частицами ромбоэдрической или
призматической формы. Содержание СаС03 в природном меле достигает 97-99%, посторонними
примесями являются MgC03, Si02, полуторные оксиды (Fe203 и А1203).
Мел - порошкообразное вещество белого цвета без запаха, плотностью 2500-2730 кг/м3,
характеризуется малой гигроскопичностью. Растворимость в воде кальцита при 18°С -14 мг/л. Реагирует с
кислотами с выделением С02. При нагревании СаС03 разлагается без плавления на СаО и С02.
Природный мел в зависимости от технологии обработки разделяют на мел сухого или мокрого
обогащения. При мокром обогащении получают более чистый и тонкодисперсный продукт.
За рубежом выпускают природный мел в зависимости от способа обработки со средним
размером частиц от 5000 нм до 700 нм и средней удельной поверхностью частиц (BET, м2/г) - 2-4. В
России мел производят главным образом сухим способом.
Мел применяют в резиновых смесях на основе практически всех каучуков общего назначения
в качестве дешевого инертного наполнителя. Он хорошо диспергируется в каучуках различных
типов. Резиновые смеси, наполненные мелом, отличаются высокой пластичностью и хорошими
рабочими свойствами, легко каландруются, шприцуются и заполняют пресс-форму.
Химически осажденный мел получают карбонизацией гашеной извести. Этот вид мела
характеризуется большей белизной, меньшим размером частиц и более узким их
распределением, более высокой чистотой по сравнению с природным мелом. Наиболее часто
встречающиеся формы кристаллов химически осажденного мела - сферическая, призматическая и
ромбоэдрическая.
Поверхность частиц мела характеризуется слабой химической активностью. Для улучшения
совместимости с полимером как природный, так и химически осажденный мел модифицируют
гидрофобными веществами (обычно стеариновой кислотой или стеаратами).
Химически осажденный мел можно использовать в качестве полуусиливающего наполнителя.
За рубежом выпускается химически осажденный мел с удельной поверхностью по BET от
8 до 10 м2/г (для ультратонкого - до 40 м2/г) и средним размером частиц от 0,7 мкм до 40 нм.
Уровень цветности (белизна) составляет от 85 до 99% (у продуктов с более развитой
поверхностью цветность уменьшается).
Химически осажденный мел применяется в смесях для изготовления рукавов, кабельной
изоляции, транспортерных лент, автомобильных деталей, цветных изделий, герметиков. Его
использование позволяет улучшить распределение компонентов смеси, снизить выпотевание
пластификаторов и т.д. Ниже приведена сравнительная таблица свойств, обеспечиваемых резине
на основе бутадиенстирольного каучука различными видами мела (табл. 5.2.1).
Основные производители: Mineral Technologies, Huber Engineered Materials, Polymer Valley
Chemicals, Inc., IMERYS (США); Omya (Швейцария); Solvay (Бельгия); Schaefer Kalk, Hoffmann
Minerals GmbH&Co. (Германия); Shiraishi Kogyo (Япония).
Мел является экологически безопасным нетоксичным продуктом, непожароопасен, взрыво-
безопасен. Транспортируется в крытых вагонах и хранится в закрытых помещениях,
исключающих увлажнение продукта.
=».*. i. сравнение влияния различных видов мела на свойства резин
Показатель
Средний размер частиц, мкм
Удельная поверхность, м2/г
Наполнение, масс. ч. на 100 масс. ч. каучука
Твердость, ед.
Напряжение при 300%-ном удлинении, МПа
Прочность при растяжении, МПа
Сопротивление раздиру, ppi
Мел
природный
3,0
4
175
70
1,7
4,5
45
химически осажденный
0,7
8
175
75
2,9
7,2
125
ультратонкий
химически осажденный
0,07
19
150
70
3,8
13,0
200
Состав смеси (масс, ч.): каучук SBR 1502 - 100; ZnO - 5; стеариновая кислота - 1; инденкумароновая смола - 15;
сера -2,75; ТМТД - 0,35; ДБТД - 1,5.
5.2.2. Кремнекислотные наполнители
Основным усиливающим светлым наполнителем, применяемым в резиновой
промышленности, является коллоидная кремнекислота. В зависимости от способа получения различают пи-
рогенную (аэросил) и осажденную (белые сажи) коллоидные кремнекислоты.
Аэросил
Аэросил представляет собой высокодисперсный аморфный, малогидратированный,
особо чистый диоксид кремния Si02, получаемый гидролизом тетрахлорида кремния в токе кис-
лородоводородного пламени при 1100—1400°С. Это тонкодисперсный пылящий порошок
белого цвета. Насыпная масса неуплотненного порошка составляет 40-60 г/л, уплотненного -
110-140 г/л в зависимости от марки.
Образующиеся в результате процесса получения аэросила первичные частицы
характеризуются почти идеальной сферической формой и отсутствием пор. Затем происходит реверсивное
образование агрегатов, которые соединяются в агломераты.
Размер первичных частиц определяет удельную поверхность аэросила и в конечном итоге
марку продукта. Средний диаметр первичных частиц составляет 7-40 нм, удельная площадь
поверхности - 50-380 м2/г.
В резиновой промышленности наиболее широко применяется аэросил марок 175,200 и 300.
На поверхности частиц аэросила находятся силанольные (—SiOH) группы, в то время как связи
-Si-О-Si- локализованы внутри частиц. Наличие силанольных групп обусловливает
гидрофильные свойства аэросила. Их присутствием на поверхности частиц объясняется высокая
вязкость резиновых смесей, содержащих аэросил, уже при низком содержании наполнителя
(образование водородных связей). При приложении малых сдвиговых напряжений
относительно слабые водородные связи разрушаются. Силанольные группы определяют возможность
химической модификации аэросила (силанами и др.), в результате которой получаются
гидрофобные продукты.
В настоящее время производится целый ряд гидрофобных марок аэросила с различными
органическими группами. Гидрофобный аэросил лучше распределяется в полимерах, смеси
имеют меньшую вязкость. Применение находят как гидрофильные, так и гидрофобные
марки аэросила.
Аэросил является дорогостоящим наполнителем, поэтому его применение целесообразно в
резинах с уникальными свойствами: в основном его используют в резинах на основе силокса-
новых каучуков. Обычно для силоксановых резин применяют аэросил марок 175 и 300 в
количестве 35-45 масс. ч. на 100 масс. ч. каучука.
^ i
35 - 5464
^* Применение аэросила в резинах на основе силоксановых каучуков связано со
специфическими трудностями, обусловленными присутствием на его поверхности гидроксильных групп,
которые вступают в реакцию конденсации с концевыми силанольными группами полимера,
что приводит к повышению вязкости смесей и вызывает их преждевременную вулканизацию
в процессе хранения при обычных температурах. Для снижения активности аэросила в
резиновые смеси вводят различные антиструктурирующие добавки - метилфенилдиметоксисилан
(СМ-2), дифенилсиландиол и др. Однако СМ-2 не всегда обеспечивает необходимую
продолжительность хранения силоксановых резиновых смесей, а дифенилсиландиол усложняет
технологию изготовления резиновых смесей. Для устранения этих недостатков целесообразно
использовать модифицированный гидрофобный аэросил. Резиновые смеси, содержащие
модифицированный аэросил, не структурируются более 6 мес, при этом повышается
теплостойкость резин.
Гидрофобные диоксиды кремния имеют также существенные преимущества при
использовании не только в полисилоксанах, но и в других каучуках. В результате лучшего поглощения
наполнителя значительно сокращается время смешения и улучшается обрабатываемость за счет
более высокой пластичности смесей. В присутствии гидрофобных диоксидов кремния (например,
Аэросила R 972, Аэросила R 812 и Аэросила R 8200 фирмы Degussa) серная вулканизация
протекает быстрее, чем при использовании гидрофильных продуктов. Наиболее высокую степень гид-
рофобизации имеют Аэросил R 812 и Аэросил R 8200. На поверхности этих продуктов находится
максимально возможное количество триметилсилильных групп. Наилучшие результаты
получаются при использовании данных продуктов во фторированных эластомерах, включая фторсили-
кон, а также в гидрированном бутадиеннитрильном каучуке.
Последними разработками в ряду гидрофобных продуктов являются Аэросил R 711 и
Аэросил R 7200, на поверхности которых содержатся метакрилатные группы, легко
вступающие в реакции сшивания.
В рецептурах резин на основе каучуков общего назначения применяется Аэросил 175,
который обеспечивает повышение твердости и каркасности резиновых смесей. Резины,
наполненные аэросилом, характеризуются повышенным сопротивлением разрыву, высоким
относительным удлинением, износостойкостью, изгибоустойчивостью, высоким сопротивлением
тепловому старению, хорошими диэлектрическими свойствами.
Гидрофильный аэросил хорошо распределяется в полярных резинах, повышение вязкости при
этом выражено не так отчетливо, как в неполярных диеновых каучуках. Например,
эффективно использование аэросила в рецептурах резин на основе хлорсульфированного полиэтилена,
акрилатного, эпихлоргидрированного каучуков.
5.2.2. Основные характеристики различных типов аэросила
Тип азросила
Средний размер
частиц,
нм
Удельная
поверхность
(БЭТ), м2/г
рН суспензии
Насыпная
плотность,
г/л
Содержание
углерода,
% масс.
Гидрофильный аэросил
Аэросил 175
Аэросил 200
Аэросил 300
Аэросил 380
10-40
8-30
5-20
5-15
175+20
200+25
300+30
380+30
3,6-4,3
3,6-4,3
3,6-4,3
3,6-4,3
120-140 (у)
120-140 (у)
110-140 (у)
40-60 (н/у)
-
-
-
-
Гидрофобный аэросил
Аэросил R 972
Аэросил R 974
Аэросил R 812
Аэросил R 812S
Аэросил R 7200
Аэросил R 8200
-
-
-
-
-
-
110+20
170+20
260+30
220+25
150+25
160+25
3,6-5,5
3,7-4,7
5,5-7,5
5,5-7,5
4,0-6,0
> 0,5
-
-
-
-
-
-
0,6-1,2
0,7-1,3
2,0-3,0
3,0-4,0
4,5-6,5
2.0-4.0
546
-~$%~-
В табл. 5.2J2 приведены основные характеристики гидрофильных и гидрофобных типов
аэросила, используемых в резиновой промышленности.
Пирогенный диоксид кремния безвреден и не вызывает силикоза даже при высоких
концентрациях. Он непожароопасен, взрывобезопасен, условия его хранения должны исключать
возможность попадания влаги.
Ведущим производителем пирогенного кремнезема является фирма Evonik-Degussa,
Германия. Производится он и в Украине (продукты Асил, Орисил).
Осажденные кремнекислотные наполнители
Эти наполнители представляют собой осажденные гидратированные кремнекислоты общей
формулы Si02-/7H20.
Белая сажа* представляет собой аморфный белый порошок, состоящий из пористых частиц
сферической формы, плотностью 1850-2150 кг/м3.
Получается методом осаждения кислотами из силиката щелочного металла (обычно
жидкого стекла). По типу используемой для осаждения кислоты различают углекислотный и
сернокислотный способы.
Углекислотный способ осаждения используется в нашей стране и на ряде американских
заводов; сернокислотный - распространен главным образом у ведущих европейских
производителей и на заводах, построенных ими в ряде развивающихся стран.
Параметры процесса получения осажденных кремнекислотных наполнителей, такие как
температура и режим осаждения, рН среды, концентрация раствора силиката натрия,
концентрация кислоты, интенсивность перемешивания, режим и температура сушки оказывают большое
влияние на природу и качество получаемого продукта.
Белая сажа состоит их трех структурных единиц: первичных частиц, агрегатов и агломератов.
Первичные частицы размером 5-100 нм имеют сферическую форму. Они нерастворимы в
воде и образуются при конденсации в первую фазу осаждения белой сажи. От их размера
зависит удельная площадь поверхности наполнителя. Первичные частицы под действием
химических или физических сил слипаются между собой с образованием агрегатов, которые
являются наименьшими частичками наполнителя в резине.
Агрегаты имеют размер примерно 100-500 нм. На этой стадии образуется структура,
которая в основном обусловливает усиление резин. В ходе последующей фазы конденсации
агрегаты превращаются в агломераты. Агломераты разрушаются при диспергировании белой сажи
в резину, но способны реагломерировать после отдыха резиновой смеси, образуя сетку
наполнителя.
Важнейшими характеристиками осажденного кремнеземного наполнителя, определяющими
его усиливающую способность, являются удельная поверхность частиц, их морфология
(структурность), пористость (количество и размер пор), количество функциональных (силанольных)
групп на поверхности. Важнейшим свойством осажденного кремнекислотного наполнителя
является его способность к диспергированию.
Активная поверхность осажденных кремнекислот взаимодействует с ингредиентами
резиновой смеси. Жирные кислоты, ускорители, аминные антиоксиданты, диспергаторы (гликоли)
взаимодействуют с поверхностью наполнителя. Силанольные группы на поверхности белых саж
являются кислотными по природе и достаточно активными. Их можно сравнить с карбоксильными
группами в реакциях с аминами, спиртами и ионами металлов. Замедление вулканизации в
присутствии белых саж связано также с адсорбцией ускорителей, активаторов и других компонентов
на их поверхности. Поэтому использование белых саж требует корректировки рецептуры в
сторону увеличения содержания компонентов вулканизующей группы. Для сохранения скорости
вулканизации на необходимом уровне применяют органические активаторы.
'Белая сажа - наименование осажденных кремнекислотных наполнителей в России. За рубежом преобладает
наименование «силика».
-^
54
1
i
!
I
i
yf* Благодаря наличию силоксановых и силанольных групп белые сажи имеют полярную
гидрофильную поверхность. Гидрофильность поверхности, а также наличие адсорбированной
воды затрудняют смачивание и диспергируемость белых саж в углеводородных каучуках.
Для повышения совместимости белых саж с углеводородными каучуками используют
модификаторы, главным образом серусодержащие органосиланы.
Резины, наполненные белыми сажами, имеют относительно низкие модуль и прочность
при растяжении, а также сопротивление истиранию по сравнению с резинами,
наполненными техуглеродом со сравнимым размером частиц. В то же время они превосходят
резины, наполненные техуглеродом, по сопротивлению раздиру, теплостойкости и изгибоу-
стойчивости.
Типы осажденных кремнекислотных наполнителей. Согласно установленной корреляции
диспергируемое™ кремнекислотных наполнителей со свойствами резин, в частности, с
сопротивлением истиранию и динамическими свойствами, осажденные кремнекислотные наполнители
разделяют на обычные (conventional) (С), легкодиспергируемые (easy- or semidispersible) (SD
5.2.3. Основные свойства осажденных кремнекислотных наполнителей разных типов
Показатель
Содержание SiO„ %, не менее
Влажность, %
Потери при прокаливании, %
Содержание растворимых солей, %, не более
рН водной суспензии
Удельная поверхность по BET, мг/г
Внешняя удельная поверхность ЦТАБ, м2/г
Адсорбция ДБФ, г/100 г
Тип кремнекислотного наполнителя
HDS
98
6,5-7,5
10-11
2,0
6,5-7,5
100-200
95-105
Более 200
SD
-
-
7-10
-
-
100-200
-
180-200
с
-
-
5-7
-
5,5-10
50-190
-
Менее 180
Примечания. 1. BET- метод определения удельной поверхности наполнителей по низкотемпературной адсорбции
азота. Удельная поверхность по BET позволяет судить о суммарной внешней и внутренней поверхности
материала, доступной для молекул азота.
2. ЦТАБ - метод определения внешней удельной поверхности наполнителя по адсорбции
цетилтриметиламмонийбромида (ЦТАБ).
3. Адсорбция наполнителем дибутилфталата (ДБФ) позволяет судить о «структуре» наполнителя.
5.2.4. Основные типы осажденных кремнекислотных наполнителей,
выпускаемых зарубежными производителями
Производитель
Degussa, Германия
Lanxess, Германия
Rhodia, Франция
Grace, США
PPG, США
Huber Corp., США
Glassven, Венесуэла
Insilko, Индия
Силика
обычная (С)
Ultrasil VN 2, VN 3
Vulkasil S.Vulkasil N, Vulkasil С
Zeosil 175, 195,145,125
Perkasil KS-300, 404, 408
Rubbersil RS-120, RS-150, RS-200
Ultrasil VN-2, VN-3
модифицированная
Coupsil 6190, 8108, 8113
_
_
_
_
_
-
-
SD/HD
Ultrasil 7000, 7005
Zeosil 1165.1115,1205
Perkasil KS - 409
HiSil 115, EZ
Zeopol 8745, 8715, Huberpol
Rubbersil RS-200 D,
Rubbersil RS-3000 GT
or ED) и высокодиспергируемые (highly dispersible) (HDS). HDS-наполнитель диспергируется в
резинах до уровня агрегатов, при этом более 99% частиц должны иметь размер менее 1 мкм.
Кроме того, HDS-силика имеет более активную поверхность по сравнению с обычной (12-13
или более силанольных групп на 1 нм2 против 8-10 для обычной белой сажи). Важно, что
наполнители этого типа, кроме высокого усиления, обеспечивают лучшие технологические свойства
резиновых смесей.
В табл. 52.3 приведены основные свойства осажденных кремнекислотных наполнителей
разных типов.
В России выпускаются белые сажи марок БС-50, БС-100, БС-150, У-333 (для силоксановых резин).
Все они относятся к типу обычных (С) осажденных кремнекислотных наполнителей.
За рубежом выпускаются все типы осажденных кремнекислотных наполнителей (табл. 52.4).
Большинство наполнителей выпускается в гранулированной или микрогранулированной
форме.
Применение осажденных кремнекислотных наполнителей. В промышленности РТИ белые сажи
применяют в качестве основного усиливающего наполнителя при производстве светлых и
цветных резин, а также для повышения адгезии резин к металлу и синтетическим тканям (5-15 масс,
ч. на 100 масс. ч. каучука).
В резинах на основе силоксановых каучуков белая сажа улучшает механические
характеристики, повышает теплостойкость и огнестойкость. В резинах на основе полярных хлоропрено-
вых, бутадиеннитрильных и фторкаучуков белая сажа по усиливающим свойствам равноценна
техуглероду, превосходит его по влиянию на маслостойкость и теплостойкость и придает
высокое сопротивление скольжению.
В шинной промышленности осажденные кремнекислотные наполнители без промотирую-
щего силанового агента используются в достаточно широком ассортименте шин в
дозировке 15-20 масс. ч. на 100 масс. ч. каучука. Наиболее важной областью использования
белых саж являются каркасные и брекерные резины, в которых за счет их введения
достигается повышение и стабилизация уровня адгезионных характеристик, особенно с
металлокордом.
В резинах для боковин введение белых саж позволяет повысить уровень динамической
выносливости, сопротивление механическим повреждениям и прочность связи с каркасом.
В резинах для протектора зимних легковых шин белые сажи способствуют сохранению при
низких температурах высокой эластичности, сцепления с мокрой и обледенелой дорогой и
низким потерям на качение.
Особенно быстрое развитие применения осажденных кремнекислотных наполнителей в
шинах связано с разработкой промотирующего агента TESPT (бис-триэтоксисилилпропилтетрасуль-
фид) (торговая марка Si-69) и концепцией «зеленой шины».
Использование системы белая сажа (силика) - силан позволяет получить несовместимые
ранее характеристики шин - низкое сопротивление качению и высокое сцепление с мокрым
дорожным покрытием при сохранении сопротивления истиранию. В настоящее время за
рубежом эта система активно вытесняет техуглерод в широком ассортименте шин.
Этому способствует разработка HDS-силик. Одной из последних разработок является HDS-
силика с повышенной реакционной способностью поверхности (HDRS - тип).
Силики HDS-типа применяют и в производстве РТИ, например, конвейерных лент, ремней и
др. изделий.
Белые сажи (осажденные кремнекислотные наполнители) хранят в закрытых сухих
помещениях.
Пожаро- и взрывобезопасны. ПДК диоксида кремния в воздухе рабочей зоны составляет
1 мг/м3. Относится к 3-му классу опасности.
>^5~-
549
>*~ 5.2.3. Силикаты
К группе силикатных наполнителей относятся природные и синтетические алюмосиликаты
силикаты магния и силикаты кальция. Природные алюмосиликаты характеризуются значительно
меньшей дисперсностью и чистотой, чем синтетические, но гораздо дешевле последних.
Алюмосиликаты
Каолин. Каолин - минерал каолинит осадочного происхождения, относящийся к пласту
белых глин. Теоретическая формула каолинита А1203 • 2 Si02 • 2 Н20 соответствует процентному
содержанию компонентов: 46,5,39,5 и 14.0.
В зависимости от месторождения в каолините могут быть примеси оксидов ТЮ2, CaO, Fe203,
а также следы меди и марганца.
Каолин - порошкообразный продукт от белого до рыжего цвета в зависимости от
содержания железа. Плотность 2470-2640 кг/м3. Средний размер частиц каолинов, применяемых в
России, составляет 5-10 мкм.
Каолины характеризуются инертностью по отношению к кислым и щелочным растворам,
высокой огнеупорностью, высокой механической прочностью в сухом состоянии. Он
удовлетворительно диспергируется во всех типах диеновых каучуков. Считается, что при смешении
каучук взаимодействует с гидроксильными группами боковых граней каолина. Благодаря
своему строению каолиновые глины гидрофильны.
Каолин применяют в качестве полуусиливающего наполнителя каучуков общего назначения.
Введение его в резиновые смеси приводит к повышению их вязкости, увеличению каркасности и
уменьшению усадки. Благодаря пластинчатой форме частиц каолин является хорошим дисперга-
тором ингредиентов, особенно технического углерода и графита. Пластинчатой структурой
объясняется анизотропия свойств резин, содержащих каолин, а также их уменьшенное сопротивление
раздиру и повышенные относительные остаточные деформации. Такие резины по сравнению с
вулканизатами, содержащими другие минеральные наполнители, отличаются несколько
повышенной маслобензостойкостью. При отсутствии технического углерода каолин способствует
улучшению диэлектрических характеристик резин. В комбинации с электропроводным техуглеродом или
графитом каолин улучшает проводящие свойства резин.
За рубежом существует большее разнообразие видов каолинов, чем в России. Наибольшее
применение в резиновой промышленности находят каолины воздушной флотации (airfloat), при
которой достигается минимальное количество примесей (таких как кварц, слюда и бентонит) и
контролируемый размер частиц. По поведению в резинах каолины разделяют на твердые (hard)
и мягкие (soft). Твердые каолины являются
5.2.5. Сравнение влияния твердого и
мягкого каолинов и природного мела на свойства
резины на основе бутадиенстирольного
каучука SBR 1006
Показатель
Средний размер частиц,
мкм
Удельная поверхность
no BET, м2/г
Твердость по ШорхА
Напряжение при 300%-
ном удлинении. МПа
Условная прочность
при растяжении. МПа
Сопротивление раздиру,
кН/м
Твердый
каолин
0,3
23
61
3,2
12,8
24,6
Мягкий
каолин
1,3
16
62
2,8
8,8
20,2
Природный мел
3,0
3
53
1,2
1,6
5,3
полу- или усиливающими, характеризуются
размером частиц 0,25-0,5 мкм. Мягкие
каолины, которые дают более мягкие резины, в
меньшей степени обладают усиливающим
действием, их размер частиц 1-2 мкм.
Мягкие каолины применяются в тех случаях,
когда более важными являются
экономичность и высокие скорости экструзии, чем
прочность. Около 80% каолинов,
применяемых в резиновой промышленности - это
твердые каолины воздушной флотации. В табл.
5.2.5 показано влияние размера частиц, их
удельной поверхности и формы на свойства
резин на примере твердого и мягкого
каолинов и природного мела.
Выпускаются также каолины, модифицированные стеаратами или силанами. Модифициро-
ванные каолины применяют в шинных резинах, частично заменяя техуглерод, а также белук
сажу в системе HRH с латунированным металлокордом.
Примеры зарубежных марок: Dixie Clay, Par Clay - твердые каолины, характеризующиеся
адсорбцией масла 40-41%; Langford Clay, Mc Namee Clay - мягкие каолины, адсорбция масла
35-36%; (R.T. Vanderbilt Co., Inc.), США и др.
Каолин должен транспортироваться в крытых вагонах и храниться в сухих помещениях,
исключающих увлажнение продукта.
Экологически чистый, нетоксичный продукт, непожароопасен, взрывобезопасен.
Диатомит. Природный алюмосиликат. Источником диатомитов служат скелетные остатки
планктона. Представляет собой мягкую породу, по свойствам близкую к мелу.
Химический состав, %: Si02 - 81-83; Al203 - 5,8-6,3; Fe203 - 2,0-3,0; Na20 -1,0-2,0; СаО,
MgO, K20 - по 0,2-0,3, Н20 - 0,1-0,2.
К группе диатомитов относятся кизельгур, инфузорная земля, трепел.
Природный диатомит обычно мягко дробят, затем просеивают для удаления примесей и
классифицируют по фракциям. Плотность 2040-2100 кг/м3. Влажность около 40%. Размер частиц
3-5 мкм.
За рубежом в качестве наполнителя применяется фракция -325 mesh.
Диатомит легко смешивается с каучуками, обеспечивает хорошие технологические свойства
резиновых смесей на основе каучуков общего назначения, по усиливающим свойствам
приближается к каолинам. Введение диатомита в резиновые смеси повышает их каркасность и
снижает усадку. Может использоваться как технологическая добавка (абсорбент) в высокомаслона-
полненных резиновых смесях.
В России не находит широкого применения из-за отсутствия продукта, удовлетворяющего
требованиям резиновой промышленности по дисперсности и содержанию влаги.
Диатомиты нетоксичны, пожаро- и взрывобезопасны. Хранение и перевозка такие же, как и
каолина.
Бентониты. Подобно каолинам - природные слоистые алюмосиликаты, отличающиеся от
последних химическим составом и строением глинистого минерала-монтмориллонита. Вследствие
особенностей структуры бентониты легче диспергируются в резиновых смесях, чем каолины.
Реакционная способность монтмориллонита значительно выше активности каолинита.
Бентонит в отличие от каолина характеризуется более развитой удельной поверхностью -
до 90 м2/г и значительной концентрацией гидроксильных групп.
Бентонитовые глины можно применять в резиновых смесях различной твердости для
изготовления формовых изделий. При этом необходимо проводить корректировку вулканизующей
группы в сторону увеличения из-за адсорбирования ее компонентов поверхностью
наполнителя. Оптимальные дозировки бентонита - 40-50 масс. ч. на 100 масс. ч. каучука. В шинных
резинах перспективно применение бентонита в модифицирующих системах типа HRH. Благодаря
активной поверхности бентониты являются хорошим объектом для модификации с целью
направленного изменения свойств.
Хранение и перевозка должны исключать увлажнение продукта.
Бентонит нетоксичен, пожаро- и взрывобезопасен.
Слюда. К алюмосиликатам относится также слюда, которую можно получать как из
природного сырья, так и синтетическим путем. Слюда характеризуется способностью расслаиваться
на тонкие, прозрачные пластинки высокой прочности. В резиновой промышленности
применяется слюда молотая, получаемая мокрым размолом на струйных мельницах.
Молотая слюда - порошок плотностью -2930 кг/м3.
Применяется в качестве опудривающего материала и инертного наполнителя, обеспечивает вул-
канизатам высокие диэлектрические показатели, высокую стойкость к действию агрессивных сред,
уменьшает газопроницаемость резин. За рубежом применяется также взамен асбеста в тормозных
деталях, как смазка для пресс-форм и для облегчения выемки изделий в производстве шин.
s^S^
5!
I
1
I
1
I
Jtr Цеосил. Цеосил - осажденный алюмосиликат. Порошок белого цвета плотностью 2000 кг/м3.
Состав, %: Si02 - 75-78, А1203 -11-13, Na20 - 4-9.
Удельная поверхность по адсорбции фенола 90 м2/г. Средний размер частиц 20-35 мкм.
Активный теплостойкий наполнитель для резин на основе бутадиеннитрильных и акрилатных каучуков.
Позволяет получать резины с низким накоплением остаточной деформации сжатия, а также
высокомодульных с повышенными сопротивлением разрыву и раздиру, твердостью.
Рекомендуемые дозировки составляют 40-60 масс. ч. на 100 масс. ч. каучука. Заменяет
продукт цеолекс-23 производства США.
Гигроскопичен, не горюч, обладает фиброгенным действием. Хранение и транспортирование
должно обеспечивать отсутствие увлажнения и сохранность упаковки.
Наполнитель алюмосиликатный. Алюмосиликатный наполнитель - порошок белого цвета
плотностью 2000 кг/м3, состав, %: Si02 - 85-90, AI203 - 7,9. Удельная поверхность по адсорбции
фенола -115 м2/г. Активный теплостойкий наполнитель каучуков общего назначения.
За рубежом выпускают синтетические алюмосиликаты с содержанием Si02 65-80 % и
удельной поверхностью 55-170 м2/г.
Хранение и транспортирование аналогично хранению и транспортированию цеосила.
Силикаты магния
Тальк. Гидратированный силикат магния. Химическая формула 3MgO-4Si02H20
Химический состав, %: Si02 - 63,5, MgO - 31,7, H20 - 4,8, Fe203 -1-1,5.
Морфология и чистота варьируются в зависимости от месторождения.
Структура частиц талька - пластинчатая, цвет от белого до различных оттенков серого и
бежевого в зависимости от примесей. Плотность 2600-2800 кг/м3.
В отличие от каолиновых глин, имеющих двухслойную структуру, тальк обладает
трехслойной структурой и гидрофобностью, тогда как каолин имеет гидрофильную природу.
Уникальные качества талька - мягкость, маслянистость и диспергируемость в каучуках, пластиках и
органических средах.
В резиновой промышленности применяется в основном как опудривающий материал. В
меньшей степени используется как наполнитель для резин, к которым предъявляются повышенные
требования по жесткости, твердости и диэлектрическим свойствам.
Усиливающие свойства талька зависят от дисперсности. Тонкодисперсный тальк -
микротальк с размером частиц до 5 мкм используется в качестве полуактивного теплостойкого
наполнителя для резин на основе бутадинитрильных, акрилатных, этиленпропиленовых каучуков
и резин с высокими диэлектрическими показателями.
За рубежом выпускаются наполнители на основе талька, обработанные меркаптосиланами.
Эти наполнители обладают хорошими технологическими свойствами.
Введение в эластомер модифицированного талька повышает сопротивление раздиру,
тепловому старению и обеспечивает низкую остаточную деформацию при сжатии.
Продукт нетоксичен и пожаробезопасен.
Транспортируется в крытых вагонах и хранится в сухих складских помещениях,
исключающих увлажнение продукта.
Асбест хризотиловый. Силикат магния. Химическая формула 3Mg02Si02-2H20. Плотность
2400-2600 кг/м3. Состоит из смеси волокон различной длины. Сорт зависит от длины волокна и
содержания пыли и влаги. Стоек к действию щелочей и характеризуется высокими
диэлектрическими показателями.
Применяется в качестве наполнителя герметиков и битумной пластины.
Асбест. Основное сырье в производстве различных асбестовых технических изделий. В
промышленности РТИ применяется в качестве наполнителя герметиков и битумной пластины.
В качестве теплостойкого наполнителя резин можно использовать тонкоизмельченный
асбест-продукт улавливания электрофильтрами при обогащении хризотилового асбеста.
Признан неперспективным продуктом из-за канцерогеноопасности.
Силикаты кальция
Волласганит является природным метасиликатом кальция CaSi03 плотностью 2900-3000 кг/м3,
тпй=1540°С> рН=9,9+10,0. Он имеет характерную игольчатую структуру кристаллов, при
раскалывании которых образуются зерна игольчатой формы, обладает высоким показателем
белизны (90-97%), хорошими термоизоляционными свойствами, низким поглощением влаги и
кислот, химически инертен.
В резиновой промышленности применяют порошкообразные и игольчатые типы воллас-
тонита.
Порошкообразный волластонит представляет собой молотый продукт с низким показателем
соотношения длины к диаметру, равным 3:1-5:1 (low aspect ratio - LAR). Дисперсность составляет
обычно 200,325,400 и 1250 меш. Его получают размолом природного LAR-сырья или из HAR-сы-
рья путем такой обработки, при которой разрушаются длинные иглы. При этом порошки могут
сохранять значительную долю игольчатых частиц.
Игольчатый волластонит представляет собой молотый до очень мелких игольчатых частиц
продукт с типичным соотношением длины к диаметру, равным 15:1-20:1 (high aspect ratio -
HAR). Производится из природного сырья с высоким содержанием длинных игл.
Оба типа волластонита выпускаются как немодифицированными, так и
модифицированными силанами для улучшения совместимости с каучуком: Vansil W-40,50 (LAR),
Vansil WG (HAR) и модифицированные Vancote 40AS, 50AS, 50ES, Vancote WG AS(R.T. Vanderbilt
po., Inc., США).
Волластонит применяется в резинах на основе каучуков общего и специального назначения
ё качестве микроармирующего наполнителя. Он обеспечивает термическую устойчивость,
коррозионную стойкость, сопротивление истиранию. В качестве фрикционного материала,
изолятора или замедлителя горения может заменять асбест.
Не оказывает вредного воздействия на здоровье человека.
Основными производителями волластонита являются NYCO Minerals Inc., R.T.Vanderbilt Co.
Inc., США, Wolkem, Индия. Наша страна также располагает запасами волластонита.
Волластонит может производиться и синтетическим способом.
Силикат кальция представляет собой синтетический продукт общей формулы CaO„-Si02,
получаемый осаждением хлоридом кальция силиката натрия. Порошок белого цвета, состоящий
из частиц сферической формы, плотностью 2400 кг/м3. Является активным теплостойким
наполнителем для каучуков общего и специального назначения, обеспечивая получение резин с
высокими модулем, прочностью при растяжении и твердостью.
Силикат кальция токсичен и относится к 3-му классу опасности, негорюч и невзрывоопасен.
ПДК пыли в воздухе рабочей зоны составляет 1 мг/м3.
Транспортирование и хранение должны обеспечивать отсутствие увлажнения и целостность
упаковки.
5.2,4» Оксиды металлов
Оксид магния
Оксид магния (магнезия жженая) МдО представляет собой порошок белого цвета, без
запаха, плотностью 3200 кг/м3, не растворимый в воде.
Получается обжигом магнезита, доломита, основного карбоната магния и др. Реакционная
способность оксида магния зависит от температуры его получения. Оксид магния, полученный при
500-700°С, называют легкой магнезией. Он легко реагирует с разбавленными кислотами и водой
с образованием соответствующих солей или гидроксида магния, поглощает диоксид углерода и
влагу из воздуха. Оксид магния, полученный при 1200-1600°С, называется тяжелой магнезией.
Характеризуется кислотостойкостью и водостойкостью. Оксид магния отличается высокой
теплопроводностью и хорошими электроизолирующими свойствами.
5.2.6. Характеристика некоторых зарубеж- В рвЗИНОВОЙ ПрОМЫШЛеННОСТИ ИСПОЛЬЗУЮТ-
ся легкие сорта магнезии. Выпускаются
марки магнезии жженой различной «активности»
(от 30 до 150 и выше), которая выражается
йодным числом - количеством мг-экв. иода/
100 г MgO. (В последнее время из-за
токсичности реагентов, используемых в этом
методе, иногда активность выражают в удельной
поверхности, скорости взаимодействия с
кислотами и других единицах).
Магнезия жженая применяется в
основном при изготовлении резин на основе хло-
ропреновых каучуков, выполняя роль
вулканизующего агента, замедлителя подвулкани-
зации, акцептора хлороводорода, а также
при изготовлении резин на основе фторкау-
чуков.
Для резин на основе хлоропреновых
каучуков предпочтительно применение
активной магнезии, так как при ее использовании
увеличивается стойкость резиновых смесей
к подвулканизации. Обычные дозировки магнезии в этих резинах составляют 3-5 масс. ч. на
100 масс. ч. каучука. Дозировка может зависеть от типа каучука и активности магнезии.
Магнезия жженая является необходимым компонентом резиновых смесей на основе фторка-
учуков, содержащих аминные или бисфенольные вулканизующие системы. При аминной
вулканизации применяют низкоактивную (30) магнезию в дозировке 10-15 масс. ч. на 100 масс. ч.
каучука. Для бисфенольной вулканизации лучше применять высокоактивный (150 и выше)
MgO в дозировке 3 масс. ч. на 100 масс. ч. каучука. При пероксидной вулканизации
используют 1-3 масс. ч. MgO как низко-, так и высокоактивного.
В больших дозировках магнезия жженая действует как усилитель, снижающий
теплообразование в резинах.
Оксид магния при хранении может поглощать влагу и диоксид углерода из воздуха. При этом
снижается его активность, поэтому условия хранения должны исключать возможность
попадания влаги и диоксида углерода. Для предотвращения изменения активности магнезии в
процессе хранения ряд зарубежных фирм выпускает магнезию в виде пасты.
Отечественной промышленностью до недавнего времени выпускалась малоактивная магнезия.
За рубежом магнезия жженая выпускается различной активности (30-150 и выше) (табл. 5.2.6).
Оксид магния по степени воздействия на организм относится к 3-му классу опасности, по-
жаро- и взрывобезопасен.
Оксид кальция
Оксид кальция СаО представляет собой порошок белого цвета плотностью 3400 кг/м3.
Применяется в качестве вулканизующего агента для фторкаучуков, а также в резинах на основе
каучуков общего назначения в качестве агента, поглощающего влагу и летучие в процессе
высокотемпературной непрерывной вулканизации, в расплавах солей, токах СВЧ, воздушных
термостатах.
Оксид кальция является гигроскопичным продуктом, поглощающим влагу. При этом он
теряет свою активность, что создает сложности при его применении.
Для сохранения активности оксида кальция рекомендуется использовать его в виде пасты.
В нашей стране выпускается паста «кальцийнафт» - аналог пасты Калоксол W-3 английской
I
I
I
I
I
I
Марка
Maglite K
Maglite Y
Maqlite P2
Maglite DE
Maqlite D
Maglite A
Elastomag
100
Elastomag
170
Remag AC
Pur Mag 40
Pur Mag 70
Garolite DE
Garolite R
Garolite Y
Содержание
MgO, %
94,5
94,5
97
97,5
90,0
88,0
98,0
98,0
97,0
97,5
97,5
Активность
40
(БЭТ, м2/г)
55
110
120
160
165
140
(БЭТ, мг/г)
170
9 с (по
реакции с уксусной
кислотой)
30-60
(БЭТ. м2/г)
50-90
Высокоактивная
Высокоактивная
Низкоактивная
Производитель
HallStar (США)
Akrochem
(США)
Quimica DEL
REY, S.A. De
C.V. (Мексика)
SMA Minerals
Maanesia
(Норвегия)
Omya
(Великобритания)
ГУ
фирмы «Джон и Е.Стурдж». Паста представляет собой дисперсию высокодисперсного оксиде
кальция в нефтяной основе в соотношении 3:1. Применение пасты (6-10 масс. ч. на 100 масс, ч
каучука) позволяет получать монолитные неформовые изделия, а в губчатых изделиях
способствует равномерному распределению пор.
Оксид кальция хранят в сухих помещениях, в условиях, исключающих возможность
увлажнения продукта.
Действие оксида кальция на организм человека подобно действию щелочи. При
взаимодействии оксида кальция с водой происходит сильное повышение температуры и усиление
ожога. Особенно сильно он действует на слизистую глаз, при попадании на кожу вызывает
тяжелые ожоги.
ПДК в воздухе рабочей зоны составляет 3 мг/м3 по общей щелочности. Нефтяная основа
пасты пожароопасна.
Гидроксид кальция
Гидроксид кальция Са(ОН)2 представляет собой тонкий белый порошок без запаха
плотностью 2100-2300 кг/м3. Применяется для улавливания летучих при изготовлении эбонитовых
изделий, а также при производстве резин на основе фторкаучуков. В эбонитовых смесях
увеличивает прочность связи эбонита с металлом, его дозировка составляет 10-15 масс.ч. на
100 масс. ч. каучука. Гидроксид кальция используется в смесях с высоким содержанием
регенерата в сочетании с ДФГ-. При его применении следует избегать контакта с кожей и
вдыхания пыли.
Диоксид титана
Диоксид титана Ti02 представляет собой порошок белого цвета без запаха плотностью
3800-4200 кг/м3. Содержит примеси оксидов алюминия, кремния, магния и др., обладает
амфотерными свойствами, не растворяется в воде и разбавленных минеральных кислотах
(за исключением плавиковой).
Диоксид титана пигментный - синтетический неорганический пигмент белого цвета анатаз-
ной и рутильной форм, получаемый гидролизом растворов сульфата титана с последующим
прокаливанием.
В резиновой промышленности применяется в белых и цветных резинах на основе каучуков
общего назначения в качестве белого пигмента.
Анатазный диоксид титана придает резинам стойкую к действию света белую окраску. Ру-
тильный диоксид титана применяется для резин наружных покрытий высокой атмосферостой-
кости с хорошими декоративными свойствами.
В качестве теплостойкой добавки и теплостойкого наполнителя резин на основе полисилок-
сановых каучуков применяются специальные марки диоксида титана (ТС и АОФ), получаемые
обработкой пигментного диоксида титана солями сульфата магния и алюминия. Продукты
этого типа характеризуются более высокими значениями масляного числа (60-75 мл/100 г по
сравнению с 16-20 для пигментного диоксида) и более низкой насыпной массой, что обусловлено
пористым строением частиц.
Дозировки диоксида титана этих марок в силоксановых резинах составляют 10-150 масс. ч. на
100 масс. ч. каучука. Марка ТС применяется в основном для шприцованных изделий, марка АОФ
- для формовых.
Диоксид титана данных марок производится в Украине. Пигментный диоксид титана
изготовляют также в Финляндии, Германии, США и других странах.
Диоксид титана транспортируют крытым транспортом и хранят в сухих складских
помещениях, исключающих возможность увлажнения продукта.
Физиологически он безопасен, относится к 4-му классу опасности, ПДК в воздухе рабочей
зоны составляет 10 мг/м3, пожаро- и взрывобезопасен.
>^5~-
5
1
I
1
I
1
I
Оксид цинка
Оксид цинка, цинковые белила* ZnO представляет собой белый, слегка желтоватый или
серый порошок без запаха плотностью 5350-5660 кг/м3 (в зависимости от марки). Не плавится,
возгоняется при 1800°С, обладает амфотерными свойствами, растворяется в кислотах с
образованием соответствующих солей, а также в щелочах и водном аммиаке, плохо
диспергируется в каучуках.
Оксид цинка применяется в качестве активатора серной вулканизации всех диеновых ка-
учуков, вулканизующего агента хлоропреновых каучуков (используемые дозировки
составляют 1-5 масс. ч. на 100 масс. ч. каучука). Ограниченно применяется в качестве теплостойкого и
теплопроводного наполнителя светлых и темных резин (дозировки составляют 20-50 масс. ч. на
100 масс. ч. каучука).
В резиновой промышленности применяются только цинковые белила муфельного
производства, получаемые из чистого электролитного цинка. Преимущественно оплавленная
кубическая форма частиц, характерная для муфельных белил, и дисперсность обеспечивают
их лучшее распределение в резиновых смесях по сравнению с белилами призматической и
игольчатой формы, а также оптимальные физико-механические и динамические свойства
резин.
Оксид цинка гигроскопичен. Он транспортируется всеми крытыми видами транспорта,
обеспечивающими сохранность тары и отсутствие увлажнения. Хранится в сухих закрытых
помещениях.
Цинковые белила относятся ко 2-му классу опасности, ПДК в воздухе рабочей зоны
составляет 0,5 мг/м3, в атмосфере воздуха-0,05 мг/м3, пожаро- и взрывобезопасны.
Выпускается под торговыми марками: Белила цинковые, Россия, Zinkoxyd aktiv (Lanxess),
Rhenogran ZnO-80 (Rhein-Chemie) и др.
5.2.5. Сульфаты
Барит
Барит представляет собой тяжелый белый порошок плотностью 3950-4500 кг/м3 с частицами
размером 5-6 мкм.
Природный молотый барит содержит в основном BaS04 и примеси: оксиды Fe, Si, соединения
Pb. От содержания примесей зависит цвет барита. Такие бариты применяют в основном как
инертные наполнители кислото-щелочестойких резин и утяжелители резин.
В качестве усилителей СК применяются осажденные бариты, получаемые из природного
барита путем восстановления его до BaS с последующим разложением серной кислотой.
Размер частиц осажденного барита составляет 0,9-1,1 мкм. Применяется в качестве наполнителя
или неорганического красителя, а также для получения смесей с повышенными твердостью,
сопротивлением раздиру и низким относительным остаточным удлинением. Его дозировки
могут достигать 100 масс. ч. на 100 масс. ч. каучука.
Литопон
Литопон является синтетическим неорганическим пигментом. Он представляет собой смесь
сульфида цинка и сульфата бария, взятых в эквивалентном соотношении (30:70). Это порошок
белого цвета плотностью 3800-4200 кг/м3.
Литопон применяется в качестве белого пигмента для изготовления цветных резин и
наполнителя кислото-щелочестойких резин. Он нетоксичен и непожароопасен, транспортируется в
крытых вагонах, хранится в сухих складских помещениях.
* См. также пп. 4.3. Активаторы вулканизации.
6. ПЛАСТИФИКАТОРЫ
6.1. Морозостойкие пластификаторы 557
6.2. Технологические нефтяные масла 563
Плаетификаторы являются важнейшими компонентами резиновых смесей, которые
вводятся для повышения их пластичности при приготовлении и последующей эксплуатации
резин. При добавлении пластификаторов происходит снижение вязкости и улучшение их
технологических свойств. Все пластификаторы можно разделить на две большие группы:
пластификаторы, предназначенные в основном для повышения морозостойкости резины
(морозостойкие пластификаторы) и пластификаторы, предназначенные для улучшения
технологических свойств (мягчители). Морозостойкие пластификаторы снижают температуры
стеклования и текучести, мягчители снижают только температуру текучести и облегчают таким
образом переработку резиновых смесей.
6.1. Морозостойкие пластификаторы
(Н.Н. Петрова)
Наибольшее техническое.значение имеют сложные эфиры на основе спиртов и ортофтале-
вой, фосфорной, адипиновой, себациновой, азелаиновой, тримеллитовой и других ди- и поли-
карбоновых алифатических и ароматических кислот. Физико-химические свойства некоторых
пластификаторов этих классов приведены в табл. 6.1.1.
Эфиры фталевой кислоты - диоктилфталат (ДОФ), дибутилфталат (ДБФ) являются
наиболее распространенными пластификаторами, удовлетворяющими самым разнообразным требо-
6.1.1. Физико-химические свойства некоторых пластификаторов (ГОСТ 8728-77)
Пластификатор
Плотность
при 20"С,
кг/м!
Показатель
преломления
при 20°С
Динамическая
вязкость при
20°С, мПас
т *
Чип •
"С
вел1
"С
заст'
"С
Эфиры ортофталиевой кислоты
Дибутилфталат
Ди-(2-этилгексил)фталат
1045-1049
982-986
1,492-1,494
1,486-1,487
19-20
80-85
340
386
168
205
-40
-50
Эфиры ортофосфорной кислоты и спиртов или фенолов
Дифенил-2-зтилгексилфосфат
Трифенилфосфат
1092
1201 (60°С)
-
-
-
8,6 (60°С)
265 (6,67-1О2 Па)
407
200
225
-36
-48,5
Эфиры алифатических карбоновых кислот и алифатических спиртов
Ди(2-этилгексил)азелаат
Дибутилсебацинат
Ди(2-этилгексил)себацинат
915
934-938
913-919
Эфиры алщ
Триэтиленгликоль-2-зтилбутират
Дибутиловый эфир полипропилен-
гликольадипината
955
1100-1200
1,4450 (при 25°С)
1,4410-1,4450
1,4500-1,4540
17-23
7-11
19-23
237 (6.66-102 Па)
345-349
222-228
(1,33-102 Па)
205
183
215
-60
-12
-60
ратических карбоновых кислот и гликопей
1,4404
-
11,5
1100-1800
196 (6,67-Ю2 Па)
-
197
-
-65
-
Эфиры тримеллитовой кислоты и спирта
Три(2-этилгексил)тримеллитат
Тетра(2-этилгексил)пиромеллитат
987
987
1,485
1,485
286
675
260 (1,33 102 Па)
-
260
260
^6
-35
* Параметр определен при атмосферном давлении (приводится в данной графе при разных условиях).
Условные обозначения: Т - температура кипения, Г - температура вспышки, Г - температура застывания
-^
1
1
i
I
1
I
>Р*ваниям, предъявляемым к пластификаторам. Они хорошо совмещаются с каучуками и
придают резинам приемлемые прочностные, низкотемпературные и диэлектрические свойства.
Резиновые смеси, содержащие фталаты, имеют достаточно высокую когезионную прочность,
обеспечивающую стабильность процесса при каландровании, шприцевании и формовании. Однако
они имеют повышенную летучесть и ухудшают огнестойкость резин. Морозостойкость резин
обеспечивается лишь до -40°С.
Эфиры алифатических карбоновых кислот наиболее часто применяются для получения
морозостойких резин. Их использование для других целей нецелесообразно из-за ухудшения при
введении этих пластификаторов механических свойств вулканизатов (прочности и модуля при
растяжении, сопротивления раздиру), а также из-за их высокой стоимости. Широкое
распространение получили эфиры адипиновой, азелаиновой и себациновой кислот и одноатомных
спиртов (от/7-бутилового до изодецилового).
Наиболее эффективными пластификаторами являются эфиры себациновой кислоты.
Однако их применение несколько ограниченно, поскольку они имеют очень высокую стоимость по
сравнению с остальными сложноэфирными пластификаторами.
Высокоэффективным пластификатором, значительно повышающим морозостойкость резин,
является дибутилсебацинат (ДБС). Он хорошо совмещается с каучуками, имеет низкие вязкость,
летучесть, высокую стойкость к экстрагированию водой, мылами и моющими средствами. ДБС
может подвергаться экстрагированию углеводородами, что исключает возможность его
применения в изделиях, контактирующих с такими средами. Применяется для изготовления резин на
основе хлоропренового и бутадиеннитрильного каучуков и его введение обеспечивает
кратковременную морозостойкость до -60°С. Пластификатор кристаллизуется, кристаллизация ДБС в
массе начинается при -12°С, однако хорошая морозостойкость обеспечивается тем, что в ячейках
сетки поперечных связей в резине он находится в аморфном состоянии.
Диоктилсебацинат (ДОС) по влиянию на свойства резин близок к ДБС. Он также
эффективно повышает морозостойкость резин (табл. 6.1.2), но менее летуч, чем ДБС. Благодаря хорошим
диэлектрическим характеристикам ДОС используется в производстве изоляции кабелей,
работающих при низких температурах. Этот пластификатор, так же как и ДБС, не стоек к
вымыванию из резин под действием углеводородов.
Данные, приведенные в табл 6.1.2., показывают, что пластификаторы ДБФ и ДОФ так же, как
ДБС и ДОС, практически одинаково влияют на прочность, эластичность и теплостойкость резин.
Однако при добавлении в резиновую смесь ДБС и ДБФ достигается несколько более высокая
морозостойкость резин (оцениваемая до их теплового старения) по сравнению с морозостойкостью
резин с ДОС и ДОФ и более низкая температура хрупкости резин (на 3-6°С при применении ДБФ и
на 7-9°С - ДБС). После старения при 100°С в течение 3 сут. более высокую морозостойкость имеют
резины с ДОС и ДОФ (за счет их меньшей летучести по сравнению с летучестью ДБС и ДБФ
соответственно). Это обстоятельство необходимо учитывать при замене на производстве ДБФ на ДОФ
и ДБС на ДОС в резинах на основе бутадиеннитрильных и хлоропреновых каучуков.
Сложноэфирный пластификатор эфир ЛЗ-7 на основе синтетических жирных кислот С5-С9 и
диэтиленгликоля ди(бутилкарбитол)формаля отличается более высокой пластифицирующей
способностью и меньшей летучестью. Резины на основе бутадиеннитрильных, хлоропреновых
и бутадиенстирольных каучуков с этим пластификатором превосходят по морозостойкости
аналогичные резины с ДБФ и приближаются к резинам с ДБС. Еще больше, чем эфир ЛЗ-7, к
свойствам ДБС приближается пластификатор МП-604, который создан на основе эфира ЛЗ-7 в
комбинации с нефтяным ароматизованным маслом. Он более эффективно улучшает
морозостойкость резин и имеет более низкую стоимость. Данные о свойствах резин с различными
пластификаторами приведены в табл. 6.1.3.
Пластификатор ди(бутилкарбитол)формаль (ДБКФ), который получают конденсацией
монобутилового эфира диэтиленгликоля (бутилкарбитола) с формальдегидом, хорошо совмещается
с ненасыщенными каучуками-бутадиеннитрильным, хлоропреновым, эпихлоргидриновым, бу-
тадиенстирольным и значительно хуже с этиленпропиленовым и бутилкаучуком. В последнем
558
-wjffi^w
случае при содержании в смеси более 20 масс. ч. ДБКФ происходит выпотевание пластифика- *°*\
тора на поверхность резин.
По технологическим, пластоэластическим и физико-механическим характеристикам
резиновые смеси и резины на основе СКН-26 и Наирита с ДБКФ и ДБС практически одинаковы.
Однако морозостойкость резин с ДБКФ выше, чем резин с ДБС, а летучие вещества из резин
с ДБКФ выделяются медленнее, чем из резин с ДБС. Температура стеклования резиновой
смеси на основе СКН-26 с ДБКФ в отличие от аналогичной смеси с ДБС монотонно
снижается с увеличением содержания пластификатора. При большом содержании ДБС в смеси
(более 30 масс, ч.) часть пластификатора, по-видимому, закристаллизовывается и не влияет на
свойства резин при пониженных температурах. Поэтому применение ДБКФ в резинах на ос-
6.1.2. Свойства наполненных резин на основе каучуков СКН-26 и Наирита,
содержащих сложноэфирные пластификаторы
Показатель
Условное напряжение при 300%-ном удлинении, МПа:
СКН-26
Наирит
Условная прочность при растяжении, МПа:
СКН-26
Наирит
Относительное удлинение при разрыве, %:
СКН-26
Наирит
Твердость по Шору А:
СКН-26
Наирит
Эластичность по отскоку, %:
СКН-26
Наирит
Температура хрупкости, "С:
СКН-26
Наирит
Коэффициент морозостойкости при растяжении:
СКН-26 при -35°С
Наирит при -35°С
СКН-26 при -45°С
Наирит при-45°С
Коэффициент теплового старения (100°С/72 ч):
по прочности при растяжении:
СКН-26
Наирит
по относительному удлинению:
СКН-26
Наирит
Коэффициенты морозостойкости резин после старени!
при растяжении:
СКН-26 при -35°С
Наирит при -35°С
СКН-26 при -45°С
| Наирит при -45°С
Без
фикатора
15,0
13,0
32,0
18,0
470
536
65
68
36
42
-52
-37
0,02
0,25
0,0
0,0
0,75
1,05
0,48
0,69
0,03
0,21
0,0
0,0
Содержание пластификатора, масс. ч.
ДБС
20
8,3
7,5
21,0
12,0
570
562
45
58
42
55
-56
-57
0,25
0,55
0,11
0,39
0,75
0,88
0,45
0,76
0,21
0,37
0,04
0,30
30
6,3
5,8
14,0
11,5
585
568
38
53
45
63
-61
-62
0,47
0,59
0,22
0,42
0,77
0,95
0,46
0,82
0,45
0,39
0,15
0,35
ДОС
20
7,9
8,2
22,0
12,0
573
590
43
56
43
55
-55
-50
0,20
0,56
0,08
0,33
0,78
0,87
0,42
0,81
0,35
0.43
0.10
0,36
30
5,8
6,7
19,0
11,1
597
592
40
54
44
60
-57
-53
0,27
0,57
0,10
0,41
0,79
0,95
0,47
0,89
0,46
0,45
0.14
0,38
ДБФ
20
9,0
6,8
28,0
11,8
670
616
48
60
38
54
-А1
-49
0,16
0,38
0,06
0,28
0,78
0,97
0,45
0,78
0,14
0,31
0,03
0,14
30
6,8
5,8
21,0
11,5
692
620
46
54
40
60
-49
-48
0,22
0,44
0,08
0,30
0,87
0,84
0.47
0,81
0,16
0,36
0,03
0,21
ДОФ
20
7,9
6,2
24,0
11,7
635
620
49
58
38
52
-45
-М
0,12
0,39
0,03
0,24
0,74
0,94
0,47
0,74
0,19
0,38
0,02
0,33
30
6,0
5,7
19,0
11,5
637
670
45
56
39
58
^6
-52
0,19
0,42
0,04
0,29
0,85
0,86
0,48
0.80
0,37
0,40
0,04
0,35
Состав резиновых смесей (масс. ч. на 100 масс, ч каучука): для резины на основе СКН-26: серы - 2, МВТ - 1,5,
оксида цинка - 5, стеариновой кислоты - 1.5, техуглерода ДГ-100 - 50; для резины на основе Наирита - оксида
магния - 7, оксида цинка - 5, стеариновой кислоты - 1,0, техуглерода ПМ-15 - 40)
-*^
55!
^*"нове бутадиеннитрильных каучуков и Наирита, по сравнению с ДБС, является более
предпочтительным и в том случае, если необходимо ввести в резиновую смесь большое количество
пластификатора (до 30-40 масс, ч.) при сохранении высокой морозостойкости резин. Как и
ДБС, ДБКФ несколько ускоряет кристаллизацию резин из кристаллизующихся каучуков.
В производстве резиновых изделий часто применяется комбинация пластификаторов ДБФ и ДБС,
суммарная концентрация которых в резиновой смеси достигает 60-70 масс. ч. Эта комбинация
эффективна в случае, если резиновое изделие должно сочетать высокую морозостойкость и
твердость, незначительное набухание в маслах и консистентных смазках и малое накопление
остаточной деформации сжатия. Такие требования предъявляются, например, к резинам на основе бутади-
еннитрильного каучука, применяемым при изготовлении манжет автотормозов подвижного состава
железных дорог и др. Было установлено, что для этих резин ДБКФ можно применять в комбинации
с ДБФ вместо ДБС с некоторой корректировкой содержания.
I
6.1.3. Влияние пластификаторов
на свойства наполненных резиновых смесей
и резин на основе различных каучуков
Показатель
Условное
напряжение при 300%-ном
удлинении, МПа:
CKH-26M
Наирит СР-50
Условная
прочность при
растяжении, МПа:
CKH-26M
Наирит СР-50
Коэффициент
морозостойкости
по эластическому
восстановлению:
при -25°С;
CKH-26M
Наирит СР-50
при -35°С:
CKH-26M
Наирит СР-50
при -45°С:
СКН-26М
Наирит СР-50
Содержание пластификатора, масс, ч,
ДБС
20
4,1
9,2
17,0
10,8
0,69
0,73
0,Ы)
0,68
0,24
0,43
30
3,4
6,0
11.5
9,0
0,76
0,81
0,56
0,73
0,39
0,59
Эфир Л 3-7
20
4,2
8,9
19,2
10,1
0,61
0,70
0,4Ь
0,61
0,18
0,32
30
3,0
5,7
12,3
8,0
0,63
0,73
0,50
0,69
0,30
0,46
МП-604
20
4,9
9,0
21,7
11.0
0,65
0,72
0,50
0,67
0,20
0,41
30
3,8
5,9
15,2
9,1
0,71
0,79
0,54
0,70
0,32
0,50
Показатель
Твердость
по Шору А:
СКН-26М
Наирит СР-50
Эластичность
по отскоку, %:
СКН-26М
Наирит СР-50
Температура
хрупкости, °С:
CKH-26M
Наирит СР-50
Коэффициент
теплового
старения (100°С/24 ч):
по прочности
при растяжении
CKH-26M
Наирит СР-50
по
относительному удлинению
при разрыве:
СКН-26М
Наирит СР-50
Содержание пластификатора, масс. ч.
ДБС
20
47
40
42
43
52
55
1,22
0,88
0,58
0,76
30
41
33
45
48
58
60
1,54
0,95
0,69
0,82
Эфир Л3-7
20
52
44
40
41
50
54
1,03
0,81
0,56
0,72
30
45
3/
41
43
51
56
1,37
0,90
0,58
0,80
МП-604
20
47
39
40
43
51
54
1,14
0,80
0,54
0,70
30
42
31
44
4/
57
58
1,25
0,91
0,60
0,78
6.1.4. Технические характеристики пластификаторов
фикатор
ДБС
ДБФ
ДОФ
ТХЭФ
ДБЭА
Внешний
вид
Прозрачная,
бесцветная
жидкость
Тоже
—«—
—«—
—«—
Цветность по
Хазену,
не более
50
80
100
40
90
Плотность,
кг/м3
934-938
1045-1049
982-986
1422-1427
992-996
Кислотное
число, мг
КОН/г,
не более
0,04
0,07
0,07
0,06
0,08
■СП'
■с
183
168
205
225
185
фикатор
ДАЭНДК
ПЭФ-1
ЭДОС
Внешний
вид
Прозрачная
ЖИДКОСТЬ О!
желтого до
коричневого цвета
Тоже
—«_
Цветность по
Хазену,
не более
-
-
Плотность,
кг/м3
950-1080
1080-1130
1080-1090
Кислотное
число, мг
КОН/г,
не более
0,02
-
-
'всп'
•с
135
150
130
Пластификатор ДБКФ можно также использовать при создании резин с повышенной моро- *1^
зостойкостью (до -56°С) и малой газопроницаемостью на основе комбинации бутилкаучука с
ЭПДК (70:30) с заменой 10-15 масс. ч. вазелинового масла на 10-15 масс. ч. ДБКФ.
Пластификатор ДБКФ рекомендуют в качестве равноценного заменителя ДБС в рецептуре резиновых
изделий для автомобилей, в рукавном производстве, в некоторых формовых изделиях, в
деталях для железнодорожного транспорта и др.
Перспективными являются пластификаторы: ДАЭНДК - смесь сложных эфиров, полученных
переэтирификацией диметиловых эфиров низших дикарбоновых кислот С4-С6 (адипиновой, глу-
таровой, янтарной) со смесью спиртов СГС20, ТХЭФ - трихлорэтилфосфат; ЭДОС - смесь диок-
сановых спиртов и их высококипящих эфиров; ДБЭА - дибутоксиэтиладипинат; ПЭФ-1 - смесь
монофениловых эфиров полиэтиленгликоля (молекулярная масса 140-190) (табл. 6.1.4).
Данные о свойствах резин на основе БНКС-18АМН с различными пластификаторами
приведены в табл. 6.1.5. При смешении с каучуками новые продукты не вызывают технических
осложнений и ухудшения технологических свойств резиновых смесей.
Пластификаторы ТХЭФ и ПЭФ-1 в большей мере влияют на кинетику вулканизации, чем
другие пластификаторы, несколько повышают физико-механические показатели смесей и
практически не влияют на изменение свойств вулканизатов под воздействием повышенных
температур и агрессивных сред. Морозостойкость вулканизатов, содержащих ДАЭНДК, сохраняется
на уровне морозостойкости резин, содержащих ДБС, а для резин с остальными
пластификаторами, близка к резинам, содержащим ДБФ (см. табл. 6.1.5.).
Увеличение содержания ПЭФ-1 на.5-7 масс. ч. или уменьшение содержания ускорителей
вулканизации в 2 раза позволяет оптимизировать составы резиновых смесей, так как
улучшает их свойства при переработке на экструдерах и литье под давлением. При этом физико-
механические свойства вулканизатов сохраняются или даже несколько улучшаются. Для
резиновых смесей на основе хлоропреновых каучуков корректировку рецептов с применением
нового пластификатора ПЭФ-1 можно не проводить или из состава резиновых смесей исклю-
I
I
i
i
!
1
6.1.5. Физико-механические свойства резин на основе БНКС-18АМН
с различными пластификаторами
Показатель
Пластоэластические свойства резин*:
максимальная вязкость, усл.ед.
минимальная вязкость, усл.ед.
Время начала подвулканизации, мин
Условная прочность при растяжении, МПа
Относительное удлинение при разрыве, %
Твердость по Шору А
Твердость по ИСО
Сопротивление раздиру, кН/м
Эластичность по отскоку, %
Относительная остаточная деформация
сжатия (100°С/24 ч), %
Изменение массы вулканизата после
выдержки в различных средах, %:
в смеси изооктан-толуол (7:3,23"С/24 ч)
в СЖР-3 (100°С/24 ч)
в масле АМГ-10 (1254724 ч)
Температура хрупкости, "С
Коэффициент морозостойкости после
сжатия при -45°С
Пластификатор (20 масс, ч.)
ДБС
75
53
19
11,4
150
82
77
42
30
26,3
+29,1
+24,1
+10,2
-52
0,45
ДБФ
78
55
19
11,3
150
80
77
39
30
24,4
+32,0
+24,5
+9,6
^t8
0,22
ДОФ
94
60
17
12,5
150
83
82
42
29
22,5
+34,4
+23,0
+9,7
-48
0,22
ТХЭФ
118
78
9
13,9
130
85
85
43
27
17,9
+34,2
+24,8
+8,0
-46
0,20
ДБЭА
80
54
18
12,3
150
83
81
40
30
21,9
+36,0
+23,4
+9,6
-50
0,33
дэндк
92
59
18
11,6
160
83
80
36
30
28,9
+40,1
+24,0
+11,4
-52
0,51
ПЗФ-1
88
67
8
12,7
140
83
81
37
31
19,5
+37,0
+25,3
+11,0
-48
0,25
ЭДОС
119
76
15
12,4
130
86
82
41
27
38,8
+32,7
+23,5
+9,9
-48
0,22
'Вискозиметр Муни фирмы «Монсанто» (120°С).
36-54*4
561
I
J?
I
о
!
I
чить вторичный ускоритель вулканизации (гуанидин Ф). Наилучшие технологические и
технические показатели достигаются при комбинации ДАЭНДК и ТХЭФ с ДБФ или ДБС в
соотношении, равном 1:1. Поскольку введение ТХЭФ улучшает огнестойкость резин, его
целесообразно применять в производстве изделий соответствующего назначения (обкладочные
резины в производстве транспортерных лент). Кроме того, вулканизаты, содержащие ТХФЭ, имеют
более высокие прочность при растяжении и сопротивление раздиру.
Пластификатор дибутоксиэтиладипинат (ДБЭА) представляет собой сложный эфир
2-бутоксиэтанола и адипиновой кислоты. ДБЭА обладает более низкой летучестью по
сравнению с ДБС и ДБФ (в 7 и 15 раз соответственно) и хорошей совместимостью с бутадиен-
нитрильными и хлоропреновыми каучуками. По влиянию на свойства резин он не уступает
таким пластификаторам как ДБС и ЛЗ-7 и обеспечивает такой же уровень пластоэласти-
ческих, физико-механических свойств, термо- и агрессивостойкости резин как и при
применении традиционных пластификаторов. По морозостойкости резины, содержащие
пластификатор ДБЭА, превосходят резины с дибутилфталатом, но при этом уступают резинам с
ДБС. Вулканизаты с эфиром ЛЗ-7 имеют примерно такой же уровень низкотемпературных
характеристик, как и резины, содержащие ДБЭА. Натурные испытания эластомерных
материалов на основе БНКС-18, содержащих ДБЭА, в условиях холодного резко
континентального климата (г. Якутск) в среде нефти показали перспективность его применения для
получения морозостойких резин для изготовления уплотнений, работоспособных до -40°С.
Таким образом, новые пластификаторы ДАЭНДК, ДБЭА, ТХЭФ, ЭДОС и ПЭФ-1 могут
успешно применяться в резиновых смесях на основе полярных каучуков без ухудшения их
пластоэластических свойств, с сохранением базовых физико-механических показателей и
морозостойкости вулканизатов. При этом себестоимость резинотехнических изделий
снижается.
Для получения морозостойких изделий на
основе неполярных каучуков, применяемых,
например, в шинной промышленности, редко
используются специальные добавки,
повышающие морозостойкость резин. Однако в
рецептуре протекторных резин в целях повышения
их морозостойкости возможно применение
пластификатора Тофинол, представляющего
собой смесь эфиров элементоорганических
кислот и длинноцепочечного предельного
спирта, в том числе смешанных алкиларома-
тических эфиров. При использовании этого
пластификатора снижаются гистерезисные
потери и теплообразование (табл. 6.1.6) по
сравнению с аналогичным материалом,
содержащим масло ПН-6, которое
используется обычно как мягчитель. Несколько
возрастает вязкость резиновой смеси и ускоряется
вулканизация, остальные свойства изученных
вулканизатов остаются на уровне свойств
серийных резин или даже превосходят их по
ряду показателей - в первую очередь по
сопротивлению раздиру, истираемости и
расчетному коэффициенту трения. Коэффициент
морозостойкости резин при использовании
пластификатора Тофинола возрастает вдвое
(см. табл. 6.1.6).
6.1.6. Влияние типа пластификатора на
физико-механические свойства протекторных
резиновых смесей и их вулканизатов
Показатель
Условное напряжение
при 300%-ном удлинении, МПа
Условная прочность
при растяжении, МПа
Относительное удлинение
при разрыве, %
Твердость по Шору А
Эластичность по отскоку, %
Сопротивление раздиру, кН/м
Температура хрупкости, °С
Коэффициент морозостойкости
по эластическому восстановлению
Лри -45°С
Теплообразование на флексо-
метре, °С
Коэффициент теплового старения
<100°С/72 ч) по ползучести
I истерезисные потери:
при 23°С
при 100°С
Истираемость на МИР-1, м3/ТДж
Расчетный коэффициент трения
Содержание
пластификатора,
масс.ч.
ПН-6
12
7,7
22,2
570
58
34
89
-62
0,31
58
0,97
0,49
0,31
66,9
0,64
Тофинол
10
8,4
21,7
530
62
34
97
-63
0,60
51
1,17
0,39
0,29
65,8
0,62
Таким образом, в качестве пластификаторов, повышающих морозостойкость, используются ту.
в основном различные сложные эфиры. Они позволяют получать резины повышенной
морозостойкости, улучшая при этом ряд других технических свойств материала. Однако при выборе
пластификатора конкретного изделия следует учитывать условия эксплуатации РТИ, среды, с
которыми приходится контактировать, чтобы не допустить вымывания пластификатора и
обеспечить необходимый ресурс работы изделия.
В качестве технологических пластификаторов (мягчителей) находят применение масла
растительного происхождения, однако широкого распространения до настоящего времени они
не получили.
6.2. Технологические нефтяные масла
(Н.Я. Васильевых)
Мягчители или технологические добавки являются обязательными ингредиентами резиновой
смеси, которые придают ей необходимые технологические свойства и облегчают дальнейшую
переработку. В качестве мягчителей применяются материалы различной природы и
происхождения - это продукты переработки нефти и каменного угля, лесохимического производства,
растительного и животного происхождения, а также синтетические смолы и др.
Из группы нефтепродуктов самое широкое применение, особенно в производстве шин, находят
нефтяные масла, которые выполняют роль пластификаторов резиновых смесей. Кроме этого, они
используются в качестве наполнителей в производстве маслонаполненных каучуков. Нефтяные
масла в полной мере отвечают основным требованиям, предъявляемым к пластификаторам,
являются низкомолекулярными органическими соединениями и обладают хорошей
совместимостью с неполярными каучуками. Кроме того, нефтяные масла характеризуются химической
инертностью и практически не взаимодействуют с другими ингредиентами.
Введение масел в резиновую смесь повышает гибкость макромолекул каучука за счет стери-
ческих эффектов, изменения расположения макромолекул в системе каучук-пластификатор, что
приводит к уменьшению энергетических взаимодействий, обусловливающих снижение вязкости
и образование более текучей системы, т.е. в конечном счете к улучшению технологических свойств
и обрабатываемости резиновых смесей. В результате создаются благоприятные условия для
лучшего диспергирования техуглерода и других ингредиентов в резиновой смеси, снижения
опасности преждевременной подвулканизации, а также уменьшаются энергозатраты, температура,
время смешения и переработки смесей. Немаловажным также является экономический фактор:
применение масел обеспечивает снижение стоимости смесей.
Вместе с тем нефтяные масла, улучшая технологические свойства резиновых смесей на
стадии смешения и переработки, оказывают влияние на скорость вулканизации, свойства вул-
Канизатов (прочность, твердость, эластичность, низкотемпературные свойства, цветостабиль-
ность, что особенно важно при изготовлении белых и цветных резин).
6,2.1, Химическое строение нефтяных масел
\ Нефтяные технологические масла представляют собой сложнейшую смесь углеводородных
Молекул различного строения. Специфика и сложный состав масел исключает возможность их
разделения на индивидуальные углеводороды, поэтому о химическом составе масел можно
будить по групповому составу, т.е. по содержанию отдельных групп углеводородов. В состав
йефтяных масел входят:
- насыщенные парафиновые углеводороды линейного строения общей формулы СлН2л+2;
- ненасыщенные парафиновые углеводороды линейного строения, содержащие двойные связи,
- олефины общей формулы СлН2п;
~1ф^Юш~
563
36*
I
J?
I
i
I
I
I
yjr - насыщенные нафтеновые углеводороды ациклического строения в основном пяти- и шес-
тичленные циклы (циклопентаны, циклогексаны) с алкильными боковыми цепями;
- ненасыщенные ароматические углеводороды циклического строения с алкильными боковыми
цепями (нафталин, фенантрен и др.) и полициклические ароматические углеводороды (ПАУ);
- ненасыщенные гетероциклические соединения циклического строения, в которых атом
водорода заменен атомами серы, азота и кислорода.
6.2,2. Классификация и свойства нефтяных масел
В зависимости от химического состава и соотношения отдельных групп углеводородов
нефтяные масла классифицируют по типам (ароматическое, нафтеновое и парафиновое) и
подтипам (относительно нафтеновое, относительно ароматическое, среднеароматическое, высоко-
ароматичекое) (табл. 6.2.1).
От химического состава зависят все физико-химические свойства масел, выбор их типа и
области применения.
К основным свойствам технологических масел относятся: плотность, вязкость, анилиновая
точка, вязкостно-весовая константа (ВВК), индекс рефракции, интерцепт рефракции,
температура вспышки, температура застывания, цвет и температура стеклования.
Плотность масел возрастает с увеличением содержания ароматических углеводородов и
молекулярной массы. Масла с высокой плотностью, содержащие больше ароматических и
нафтеновых углеводородов, лучше совмещаются с каучуками общего назначения, чем
парафиновые масла.
Вязкость является мерой текучести масла и возможности его подачи насосом. Чем больше
вязкость, тем больше плотность и молекулярная масса масла при прочих равных условиях. Более
высоковязкие масла характеризуются меньшей летучестью, которая является важным
фактором при переработке каучуков и резиновых смесей, а также для сохранения свойств вулкани-
затов при эксплуатации. Вязкие масла обеспечивают более высокий сдвиг при смешении и
поэтому быстрее вводятся в резиновую смесь. Для масел близкого состава менее вязкие
масла обеспечивают более быстрое снижение вязкости по Муни, чем масла с высокой вязкостью.
Следует отметить, что для ароматических масел характерна высокая чувствительность их
вязкости к изменению температуры: изменение температуры всего на несколько градусов
существенно влияет на вязкость.
Анилиновая точка характеризует температуру взаимного растворения нефтепродукта и
анилина, она тем выше, чем ниже содержание в продукте ароматических углеводородов.
Показатель используется для косвенной оценки состава масел (степени их ароматичности).
6.2.1. Классификация технологических нефтяных масел
Показатель
Вязкостно-весовая
константа
СА,%
сн,%
сп.%
Тип масла no ASTM 2226
Содержание, % масс:
асфальтенов
полярных соединений
насыщенных
соединений
Парафиновое
0,790-0,819
<10
20-35
60-75
104В
Относительно
нафтеновое
0,820-0,840
<15
2W0
55-65
104А
<0,1
>1
>65
Нафтеновое
0,850-0,899
0-30
30-45
35-55
103
<0,3
<6
35,1-65
Относительно
ароматическое
0,900-0,939
25-40
2<М5
2W5
102
<0,5
<12
20,1-35
Ароматическое
0,940-0,999
35-50
25-40
20-35
Средне-
ароматическое
1,000-1,050
50-60
<40
<25
101
Высоко-
ароматическое
> 1,050
>60
<25
<20
0,75
<25
<20
Вязкостно-весовая константа (ВВК) является расчетным показателем, выражающим
зависимость между плотностью и вязкостью. Она позволяет предсказать ряд эксплуатационных
свойств резин. Значение ВВК возрастает с увеличением содержания в масле ароматических
углеводородов.
Индекс рефракции зависит от состава и молекулярной массы масла. Точность определения
индекса зависит от цвета масла. При измерении этого показателя для светлых масел
получаются более точные результаты, чем для темных. Этот показатель важен как мера однородности
продукта и необходим для расчета интерцепта рефракции.
Интерцепт рефракции рассчитывается по показателю индекса рефракции и плотности
масла, измеренных при одинаковой температуре, обычно при 20°С. Интерцепт рефракции
используется при анализе в маслах распределения атомов углерода в ароматических, нафтеновых и
парафиновых структурах.
Температура вспышки характеризует самую низкую температуру, при которой над
поверхностью жидкости образуется достаточное количество углеводородных паров, образующих
самовоспламеняемую смесь. Этот показатель отражает безопасность применения нефтяных
масел, указывая на присутствие в них низкокипящих летучих компонентов, поэтому нижнее
значение показателя ограничивается.
Температура застывания характеризует низкотемпературные свойства масел и
определяется как наиболее низкая точка, при которой масло продолжает течение под действием силы
тяжести. Эта температура может указывать также на наличие в маслах воскообразных,
высокомолекулярных или высокоароматических составляющих. Показатель особенно важен и
полезен для масел парафинового и нафтенового типов, предназначенных для применения при
низких температурах. Для более вязких ароматических и высокоароматических масел эта
точка особого значения не имеет даже с позиций оценки возможности подачи масла насосом при
низких температурах, так как для таких масел различие температуры в несколько градусов
значительно изменяет вязкость.
Цвет является одной из характеристик масла, тесно связанной с его химическим составом,
и имеет большое значение при применении масел в производстве белых и цветных резин. В этом
случае используются только светлые высокоочищенные масла парафинового типа, не
содержащие ароматических углеводородов.
Температура стеклования характеризует низкотемпературные свойства масел и зависит от
состава масел.
Как правило, перечисленные выше показатели входят в спецификацию на технологические
нефтяные масла. Соответствие свойств технологических нефтяных масел техническим
требованиям потребителей в отечественной практике производят по действующим ТУ или ГОСТ на
продукт, а в мировой практике - по ASTM и ISO.
6.2.3, Влияние типа масел на свойства резин.
Области применения масел
Состав масел влияет не только на их физико-химические свойства, но и на свойства
резиновых смесей и вулканизатов. Степень этого влияния зависит от дозировки вводимых в смесь
масел, которая в зависимости от назначения смеси может составлять в среднем от 3 до 20 масс,
ч. на 100 масс. ч. каучука.
При переходе от масел парафинового типа низкой вязкости к высоковязким маслам
ароматического типа, т.е. с увеличением содержания ароматических углеводородов в масле наблюдается:
- повышение совместимости масел с бутадиенстирольными каучуками;
- уменьшение времени введения масла, так как высоковязкие ароматические масла быстро
вводятся в резиновую смесь и обеспечивают максимальные сдвиговые усилия при смешении,
что приводит к улучшению качества смешения;
«s
/г - повышение прочности и сопротивления раздиру;
- снижение эластичности;
- повышение теплообразования.
2! Масло парафинового типа по сравнению с другими типами масел обеспечивает:
|- - более высокую совместимость с насыщенными каучуками (этиленпропиендиеновый, бу-
I тилкаучук);
§ - минимальное влияние на скорость вулканизации, что особенно важно для резин на основе
| ненасыщенных каучуков;
j - более высокую эластичность, лучшие низкотемпературные свойства и меньшее теплообра-
§ зование;
§. - высокоочищенные масла этого типа обеспечивают отличную цветостабильность белых и
В цветных резин.
1 Масло нафтенового типа обеспечивает:
| - хорошую совместимость со всеми каучуками общего назначения,
§ - хорошую обрабатываемость резиновых смесей;
- высокие прочностные характеристики.
Это наиболее универсальный тип масла, сочетающий преимущества масел парафинового и
ароматического типа.
Масла ароматического типа обеспечивают:
- хорошую совместимость с каучуками общего назначения (бутадиеновым, изопреновым),
наилучшую с бутадиенстирольным каучуком;
- отличную обрабатываемость, быстрое введение в резиновую смесь, высокие сдвиговые
усилия, что благоприятно влияет на диспергирование технического углерода;
- высокие прочностные характеристики резин, хорошую износостойкость.
На основе результатов исследований и практического опыта определены традиционные
области применения масел разных типов.
Масла парафинового типа применяются в качестве пластификаторов для переработки
насыщенных синтетических каучуков и в производстве белых и цветных резин.
Масла нафтенового и ароматического типа применяются в качестве пластификаторов для
резин различного назначения, а также, в качестве наполнителей синтетического каучука. При
этом в протекторных резинах до настоящего времени используются преимущественно более
вязкие высокоароматические масла высокой плотности и ВВК (типы 101,102).
В качестве сырья для получения ароматических масел в основном используют доступные,
относительно дешевые дистиллятные ароматические экстракты и частично остаточные
ароматические экстракты нефтеперерабатывающих предприятий. Нафтеновые масла получают из
более дефицитной нефти нафтенового основания.
Сочетание технических и экономических преимуществ ароматических масел определяло до
последнего времени их наиболее широкое применение в мировой и отечественной практике по
сравнению с другими типами масел. По различным экспертным оценкам доля потребления
ароматических масел в производстве маслонаполненных каучуков и шин составляла 75-90% от
общего объема выпуска масел разных типов.
Однако ароматические масла имеют существенный недостаток: они содержат
полициклические ароматические углеводороды (ПАУ), вследствие чего являются потенциальными
канцерогенами. Поэтому в последние годы применение ароматических и особенно
высокоароматических масел все более сокращается. С 2010 г. Европейской комиссией принято окончательное
решение о введении полного запрета на применение нефтяных ароматических масел с
содержанием ПАУ, превышающем установленную норму (более 3%).
В настоящее время за рубежом рядом нефтеперерабатывающих фирм (Mobil, США; ВР Oil,
Shell, США; Nynas Naphthenics, Швеция и др.) разработаны новые ароматические
технологические масла, отвечающие современным требованиям экологической безопасности.
*вв ^jjjr^
Экологически безопасные масла получаются в результате предварительной обработки
масел с использованием двух основных известных способов их очистки:
- экстракции ПАУ высокополярными растворителями;
- гидрогенизации масел, в результате которой получаются экологически безопасные
соединения;
- комбинации этих способов.
Нефтепродукты, которые в настоящее время представляют интерес для использования в
качестве технологических масел классифицируются в соответствии с типом сырья, способами
переработки нефти и их канцерогенностью следующим образом.
Маркированные традиционные масла:
- необработанные дистиллятные ароматические экстракты - тип DAE, которые по
классификации относятся ко 2-му классу опасности (возможно канцерогенные для человека) и
маркируются R 45.
Немаркированные новые масла:
- дистиллятные ароматические экстракты (обработанные, очищенные) -тип TDAE, которые
по канцерогенности в зависимости от количества экстрагируемых диметилсульфоксидом
(ДМСО) веществ относятся ко 2-му классу опасности (если величина ДМСО составляет по
методу IP 346 более 3%);
- сольваты мягкой экстракции -тип MES, которые по канцерогенности классифицируются
так же, как масла типа TDAEj
- остаточные ароматические экстракты -тип RAE.
К маслам нового поколения относятся масла, производимые компаниями Mobil (Tayrex 20-
тип TDAE, Prorex 15 - тип MES), BP Oil (Viva Tec 500 - тип TDAE, Viva Tec 200 - тип MES), Shell
(Shell Catenex SNR - тип MES), Nynas Naphthenics (Nytex 4700, Nytex 8450, Nytex 5450 - тип
TDAE). Все эти масла отвечают современному требованию по содержанию ПАУ - не более 3%
(метод IP 346).
Наиболее широко применяемые в серийном производстве шин и производстве маслона-
полненных каучуков нефтяные масла марок ПН-бш и ПН-бк не отвечают современным
требованиям по канцерогенности. Содержание в них ПАУ значительно превышает 3%.
Исключение из отечественных масел составляет только одно ароматическое масло марки Норман 346
(поставщик ТД «Оргхим»), объемы производства которого в настоящее время недостаточны.
В связи с этим, проблема создания отечественных нефтяных масел для обеспечения
производства маслонаполненных каучуков и производства шин и отвечающих современным
мировым требованиям, включая требования по экологии, крайне актуальна и требует
форсированного решения.
В соответствии с новыми правилами для получения права на участие в международном
рынке в странах-членах ЕС с 2010 г. все химические продукты, включая нефтяные
технологические масла, должны пройти систему REACH. Процедура прохождения требует большого объема
информации о продукте и примесях в нем, обосновывающую его экологическую безопасность.
Ответственность за сбор такой информации лежит на производителе. Общий принцип системы
REACH: «нет информации о химическом веществе - нет рынка для этого вещества в странах-
членах ЕС». Процедура - сложная и дорогостоящая. Нашим экспортерам необходимо решить
следующие задачи: приобретение современных методик определения показателей качества
продукта (по ASTM, ISO); поиск современной аккредитованной по требованиям ЕС лаборатории
и в дальнейшем аккредитация собственных лабораторий в соответствии с международными
стандартами.
В табл. 6.2.2 и 6.2.3 приведены основные физико-химические характеристики отечественных
ароматических и парафино-нафтеновых масел, а в табл. 6.2.4 -сравнительные характеристики
ароматических масел зарубежных и отечественных производителей.
(И Большой справочник резинщика
6.2.2. Характеристика отечественных ароматических масел для шинной, резинотехнической и резиновой промышленности
Показатель
Плотность, кг/м3
Кинематическая вязкость,
мм2/с:
при 50°С
при100°С
Показатель преломления
при 50°С
Анилиновая точка,°С
Температура, "С:
застывания, не выше
вспышки, не ниже
Температура стеклования,°С
Вязкостно-весовая
константа
Содержание диметилсуль-
фоксидного экстракта, %
ПН-6 (ТУ 38.101 1217-89)
ПН-6К
950-970
30-35
1,520-1,535
55-67
36
230
-
-
-
ПН-6Ш
960-980
35-40
1,525-1,540
55-65
36
230
-
-
-
Самойл 4914
(ТУ 38.30113-
023-98)
940-970
25-35
1,515-1,535
55-70
40
230
-
-
-
ВАМП-15 (ТУ 0258-048-
58604719-2004)
Марка Т
эдмооо
15,5-20,5
1,560-1,580
<40
15
200
-53±3
0,940-0,983
-
Марка К
960-990
20,5-25,5
1,535-1,565
<50
36
220
-53±3
0,900-0,960
-
Норман 346
(ТУ 0258-047-
58604719-2004)
940-970
25-30
1,521-1,535
62-72
36
220
-46
0,860-0,900
<2,9
МП-604
(ТУ 38.
10110057-86)
960-980
5,2-7,2
1,469-1,478
-
-30
176
-
-
-
Полидекс
(ТУ 38.401202202-93)
Марка А
890
<7
> 1,495
-
6
160
-
-
-
Марка Б
890
<7
> 1,495
-
20
160
-
-
-
ВНИИНП-ВА-8
(ТУ 38.
10181-75)
875-885
6,2-8,1
1,4885-1,4960
65-75
-30
190
-
-
-
6.2.3. Характеристика отечественных парафино-нафтеновых масел для шинной, резинотехнической промышленности
Показатель
Плотность, кг/м3 при 20°С
Кинематическая вязкость, мм2/с:
при 50°С
при 100°С
Показатель преломления при 20°С
Анилиновая точка, °С
Температура, °С:
застывания, не выше
вспышки, не ниже
Содержание серы, % масс, не более
Цвет, ед. ЦНТ, не более
Вязкостно-весовая константа
Нетоксол
(ТУ 38.
101999-84)
855-880
13-17
1,4755-1,4830
<100
-10
180
1,5
-
МП-75
(ТУ 38.
101952-83)
865-890
15-21
1,4800-1,4845
80-100
180
0,06
1,5
-
Стабилпласт 62
(ТУ 38.
101545-80)
860-882
16-20
4-5
1,4780-1,4820
93-103
-15
190
0,4
1,5
-
пм
(ТУ 38.
401172-90)
860-876
5-6
1,4780-1,4870
>98
-15
205
0,5
2,0
0,803-0,821
Стабилойл 18
(ТУ 38.
101367-78)
875-890
8,5-10
1,4830-1,4900
99-110
-15
200
0,35
5,5
-
МП-873
(ТУ 38.
401191-92)
875-900
6-8
1,4850-1,4980
55-68
-АЬ
140
-
3,5
-
Нафтопласт
(ТУ 38.
101936-83)
900-915
16-25
1,5040-1,5090
65-75
-30
175
-
-
-
Полимер- 1
пласт (ТУ 38.
101937-83)
910-925
45-70
1,5100-1,5170
65-80
-25
200
-
-
-
6.2.4. Свойства ароматических масел зарубежных и отечественных производителей
Показатель
Плотность, кг/м3,
при15°С
Вязкость, мм2/с,
при 100°С
ввк
Коэффициент
преломления
при 20°С
Содержание Сд,
(ASTM D 2140)
Содержание
серы, %
Содержание
ПАУ, %
Производитель
ВР Global Special Products I Mobil
I Shell
I Nynas | ТД «Оргхим»
Тип масла
DAE
TDAE | MES
DAE | TDAE | MES | MES
| TDAE
| DAE
TDAE
Торговая марка
ВР
Enerflex 65
990
26
0,940
1,561
40
1,2
-
Viva Tec
500
950
19
0,886
1,528
25
0,9
2,6
Viva Tec
200
915
16
0,884
1,505
14
0,6
Mobisol
30
990
25
0,935
1,560
37
-
7,0
Tyrex
20
965
20
0,900
1,532
27
-
1,8
Prorex
15
915
15
0,850
1,502
15
-
1,6
Catenex
SNR
909
14
0,840
1,501
12
-
2,0
Oil-Nytex
840
935
18,5
0,851
-
15
-
2,0
ПН-6к
973
32
0,867
1,523
34,4
-
8,9
Норман
346
955
27,5
0,880
1,28
27,5
-
мах.2,9
"К
I
1
I
I
!
I
7. СТАБИЛИЗАТОРЫ И АНТИРАДЫ
7.1. Антиоксиданты (противостарители) 570
7.2. Противоутомители 570
7.3. Антиозонанты 571
7.4. Светостабилизаторы (антилюксы) 572
7.5. Основные представители стабилизаторов для резин 572
7.6. Антирады 597
В процессе эксплуатации резиновые изделия подвергаются целому ряду воздействий:
тепловому или термическому, механическому, световому, а также воздействию окружающей
среды (кислорода и озона воздуха, агрессивных сред и т.д. в зависимости от условий
работы). Все эти воздействия приводят к деструктивным либо структурирующим процессам,
негативно влияющим на свойства каучуков, на основе которых изготовлена резина, и как
следствие - на физико-механические свойства и эксплуатационные характеристики резинового
изделия.
Необратимое изменение структуры полимеров (в частности, резин) в результате воздействия
химических и физических факторов, приводящее к ухудшению эксплуатационных свойств
изделий, называется старением.
К основным видам старения относятся:
- термическое (старение в результате воздействия высоких температур);
- окислительное (старение под действием кислорода);
- озонное (старение в результате взаимодействия с озоном воздуха);
- световое и радиационное;
- старение под действием агрессивных сред (кислот, щелочей, солей и т.д.);
- старение в результате многократного действия нагрузок.
1
I
о
!
I
I
>i~ Защита резин от старения, т.е. их стабилизация, сводится к замедлению процессов
деструкции или излишнего структурирования макромолекул каучука и вулканизационной сетки резины
и продлению таким образом срока службы изделия. Для выполнения этой функции в
резиновую смесь вводят противостарители, или стабилизаторы.
Как правило, в процессе эксплуатации резиновое изделие испытывает комплексное воздействие
двух или более указанных факторов и, соответственно, нуждается в комплексной защите.
Для определения эффективности действия противостарителей в резинах служат следующие
показатели (как правило, при повышенных температурах - от 70 до 130°С):
- индукционный период окисления;
- скорость поглощения кислорода;
- соотношение физико-механических свойств резин, определенных при тепловом или
озонном старении, и этих же свойств, определенных в нормальных условиях;
- выносливость резин при многократных деформациях (усталостная выносливость);
- константа химической релаксации напряжений вулканизатов в воздушной и
бескислородной среде.
Для защиты резин от различных видов старения применяются разные классы химических
соединений. Ниже перечислены основные группы стабилизаторов, наиболее широко
применяемые в резиновой промышленности.
7.1. Антиоксиданты (противостарители)
(ЮМ. Генкина)
Антиоксидантами называются стабилизаторы, защищающие резину от воздействия
высоких температур и кислорода, т.е. предотвращающие термическую и термоокислительную
деструкцию. Поскольку эти виды деструкции протекают главным образом по механизму
цепных радикальных реакций, основной функцией антиоксидантов является прерывание
развития цепных реакций.
К противостарителям-антиоксидантам для резин относятся следующие соединения:
- фениламины - фенил-а-нафтиламин; фенил-|3-нафтиламин;
- производные дифениламина;
- дигидрохинолины;
- N, N'-замещенные л-фенилендиамины;
- фенолы;
- производные имидазола;
- фосфорсодержащие соединения.
7.2. Противоутомители
(ЮМ. Генкина)
В процессе эксплуатации большинство резиновых изделий испытывает многократные
деформации - изгиб, растяжение, сжатие, сдвиг, а также совместное их действие. При отсутствии
других видов воздействия циклические нагрузки могут приводить к усталостному разрушению
резин. Противоутомителями называются стабилизаторы, наиболее эффективно защищающие
резины от действий многократных деформаций. Однако в реальности изделия не могут не
испытывать одновременно и других негативных воздействий, причем многократные нагрузки не
являются наиболее опасным разрушающим фактором, поэтому в качестве противоутомителей
как правило используются стабилизаторы комплексного действия, выполняющие
одновременно функции антиоксиданта и/или антиозонанта (см. далее). Наилучшими противоутомителями
являются низкомолекулярные соединения с наименьшими потерями из резин и большей про- "1^
должительностью действия, т.е. имеющие достаточно разветвленное строение и высокую
молекулярную массу.
В качестве противоутомителей применяют в основном N, N'-диарилзамещенные л-фенилен- •
диамины.
7.3. Антиозонанты
(ЮМ. Генки на)
i
Антиозонанты вводятся в резиновую смесь для замедления разрушения резин, вызывав- !
мого действитем озона, который характеризуется высокой реакционной способностью по
отношению к ненасыщенным каучукам. Химическое взаимодействие озона с двойными связя- )
ми макромолекул каучуков в условиях статического или динамического нагружения изделия
сопровождается разрывом макромолекул. Несмотря на незначительную концентрацию озона !
в приземном слое атмосферы, его воздействие может вызывать разрушение резиновых из- L
делий иногда даже до начала эксплуатации, при их хранении или транспортировке.
Антиозонанты делятся на две группы, различающиеся механизмами антиозонного действия: на
химические и физические.
7.3.1. Химические антиозонанты
Химические антиозонанты - как правило, низкомолекулярные соединения с высоким
коэффициентом диффузии. Такие соединения предотвращают или замедляют озонное
растрескивание резин вследствие участия в химических реакциях, результатом которых является
образование защитного слоя у поверхности резин, предотвращающего взаимодействие озона с
макромолекулами каучука.
В качестве химических антиозонантов для резин используют в основном следующие
соединения:
- 1\1-алкил-1\Г-арилзамещенные п-фенилендиамина;
-фенолы;
-триазины;
- дитиокарбамат никеля.
7.3.2. Физические антиозонанты
Физические способы защиты резины от озонной деструкции заключаются во введении в
резину на стадии ее изготовления защитного воска или парафина, либо нанесении на поверхность
готового изделия защитного покрытия, устойчивого к озону. Физический антиозонант,
введенный в резину, должен в процессе эксплуатации изделия выцветать на поверхность и
образовывать защитный слой, препятствующий проникновению озона вглубь резины и его
взаимодействию с макромолекулами каучука.
В качестве физических антиозонантов используют нефтяные воски, парафины или
церезины. Одним из основных требований к этим ингредиентам является их оптимальная
растворимость в резине и способность мигрировать к поверхности изделия с образованием
плотной защитной пленки. Температура размягчения восков и парафинов 60-65°С,
церезинов - 72-90°С. Физический антиозонант должен иметь микрокристаллическую структуру с
достаточно разветвленным строением молекул и не слишком узким молекулярно-массо-
вым распределением.
~№~-
57
у**7.4. Светостабилизаторы (антилюксы)
(ЮМ. Генкина)
I
I
I
I
Светостабилизаторы вводятя в резиновую смесь для повышения стойкости резин к старению
под действием света.
Старению под действием света (фотодеструкции) подвергаются при эксплуатации
практически все резиновые изделия, причем действие света всегда рассматривается в комплексе с
влиянием кислорода. В отличие от теплового старения, которое происходит во всей массе
резины, световое старение происходит только в поверхностном слое. Старение каучуков на свету
является фотохимическим процессом, причем наиболее негативное влияние оказывают
фиолетовая и ультрафиолетовая части спектра.
По механизму защитного действия светостабилизаторы, как и антиозонанты, разделяют на
физические и химические. Физический механизм защиты связан со способностью светостаби-
лизаторов поглощать или отражать лучи определенной части спектра и тушить возбужденные
состояния макромолекул, возникающие в результате воздействия квантов света.
Светостабилизаторы, действующие по химическому механизму, замедляют цепные реакции,
развивающиеся у поверхности полимера в результате действия света.
Белые и светлые резины подвержены световому старению в большей степени, чем
темные; так, шинные резины практически не нуждаются в специальной защите от светового
старения, поскольку входящий в их состав технический углерод является превосходным
отражателем света.
В качестве светостабилизаторов для резин используют в основном следующие соединения:
- бензофеноны;
- бензтриазолы и бензтриазины;
- пространственно-затрудненные амины;
- пространственно-затрудненные фенолы.
Далее приведены характеристики основных представителей различных типов
стабилизаторов для резин на основе натурального и синтетических каучуков.
7.5. Основные представители
стабилизаторов для резин
(ЮМ. Генкина)
7.5.1. Химические стабилизаторы
N-фенил-ос-нафтиламин ФАН (PAN) с молекулярной массой 219,29 представляет собой
чешуйки или монолитную массу от серого до темно-коричневого цвета плотностью 1230 кг/м3,
Г =62°С.
пл
Брутто-формула: C16H13N.
Структурная формула;
CAS № 90-30-2.
ГОСТ 12.1.041-83.
Растворяется в бензоле, хлороформе, этиловом спирте, не растворяется в воде. Пылевоз-
душные смеси взрывоопасны. Умеренно токсичен, Ш50=1,8 г/кг.
572 ^
Является стабилизатором каучуков и резин.
Технические требования согласно ГОСТ:
Температура затвердевания, °С, не ниже 54
Содержание, % масс, не более:
а-нафтиламина 0,7
анилина 0,3
влаги 0,25
золы 0,05
Применяется для синтетических каучуков общего назначения, резин на основе натурального,
каучука, синтетического полиизопрена, бутадиенстирольных, хлоропреновых каучуков.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствм
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальны)
условиях -1 год с даты изготовления.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Неозон А (Россия), Rhenofit PAN (RheinChemie,
Германия), Antioxidant А (КНР).
Фенил-Р-нафтиламин ФБН (PBN) с молекулярной массой 219 представляет собой чешуйм
или порошок от серого до светло-коричневого цвета плотностью 1230 кг/м3, 7пл=108°С.
Брутто-формула: C16H13N.
Структурная формула:
г-о
CAS№ 135-88-6.
ГОСТ 39-79.
Растворяется в бензоле, горячем этиловом спирте, эфире, ацетоне, не растворяется в воде.
Малолетуч. Умеренно токсичен, LD50=2 г/кг. Окрашивает.
Является стабилизатором синтетических каучуков, термостабилизатором, антиоксидантом,
противоутомителем резин промышленного назначения. Не является антиозонантом.
Технические требования согласно ГОСТ:
Температура плавления, °С, не ниже 104,5
Содержание, % масс, не более:
(3-нафтола 0,5
летучих веществ 0,2
золы 0,3
железа и его соединений, извлекаемых магнитом 0,008
Остаток после просева порошкообразного продукта, % масс, не более 0,15
Содержание пылевидного продукта (для чешуированного), % масс, не более 3,0
Применяется рдя синтетических каучуков общего назначения (дозировка 0,5-3,0%), резин на
основе синтетических каучуков общего назначения (дозировка 1-3%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в
соответствии с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при
нормальных условиях - от 4 мес. (для Неозона Д производства ОАО «Заволжский химический
завод») до 1 года (для импортных продуктов) с даты изготовления.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Неозон Д (Россия), Нафтам-2 (Украина), Antioxidant
D(PBN) (КНР).
Октилированный дифениламин - продукт конденсации дифениламина и диизобутилена ОДФА
(0DPA) с молекулярной массой 393 представляет собой чешуйки или гранулы
светло-коричневого цвета плотностью около 1000 кг/м3, Г =103°С.
Структурная формула:
!
I1
а=
С8Н17
С8Н17
CAS№ 101-67-7.
5 Растворяется в бензоле, горячем этиловом спирте, эфире, ацетоне, не растворяется в воде.
§ Малолетуч. Обладает умеренной красящей способностью.
^ Является антиоксидантом и противоутомнтелем резин на основе натурального и синтетичес-
§ ких каучуков общего назначения, термостабилизатором и антиозонантом для резин на основе
'§ хлоропреновыхкаучуков (особенно в сочетании с 1\1Д-дифенил-п-фенилендиамином).
5 Технические требования согласно спецификации фирмы Flexsys, Бельгия:
^ Температура начала плавления, °С, не ниже 84
1§ Содержание, % масс, не более:
золы 0,3
нерастворимых в ацетоне 0,3
монооктилированного дифениламина 10,0
Потери при нагревании, %, не выше 0,5
Применяется для резин на основе натурального и синтетических каучуков общего
назначения и бутадиеннитрильных каучуков (дозировка 1-3,5%), а также резин на основе
хлоропреновых каучуков (дозировка до 4%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях 1-2 года с даты изготовления (в зависимости от фирмы-изготовителя).
Не классифицируется как опасный груз.
Выпускается под торговыми марками Permanax ODPA (Flexsys, Бельгия), Rhenofit OCD (Rhein-
Chemie, Германия), Dusantox ODPA (Duslo, Словакия), Antioxidant OCD (КНР).
Продукт алкилирования дифениламина сс-метилстиролом ДФАМ (DDA-M) представляет
собой каплевидные гранулы от розового до фиолетового цвета плотностью около 1180 кг/м3 и
Т =80-н95°С.
пл
Структурная формула:
СН3 СН3 СН3
сн3 сн3 сн3
Растворяется в органических растворителях, слабо растворяется в этиловом спирте, не
растворяется в воде. Малолетуч. Обладает низкой красящей способностью. Не выцветает в
дозировках до 5%.
Является антиоксидантом, термостабилизатором и противоутомнтелем для шинных резин и
РТИ. Его защитные свойства улучшаются при применении в комбинации с замещенными имида-
золами или п-фенилендиаминами.
Технические требования согласно спецификации фирмы Duslo, Словакия:
Температура плавления, °С 80-95
Содержание, % масс, не более:
золы 0,1
нерастворимых в ацетоне 0,1
летучих веществ (70°С, 3 ч) 1,0
574 ^ ,
*
Применяется для резин на основе натурального и синтетических каучуков, в том числе бу-
тадиеннитрильных и этиленпропиленовых (дозировка 0,5-3,5%), а также для резин на основе
хлоропреновых каучуков (дозировка до 4%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях-1-2 года с даты изготовления (в зависимости от фирмы-изготовителя).
Не классифицируется как опасный груз.
Выпускается под торговыми марками Dusantox 86 (Duslo, Словакия), Naugard 445 (Uniroyal, США).
Смесь продуктов алкилирования дифениламина стиролом ДФАС (DDA-S) с молекулярной
массой около 390 представляет собой вязкую жидкость от желтого до коричневого цвета или
порошок, осажденный на кремнекислотном носителе (содержание основного вещества до 70%),
плотностью 1080-1100 кг/м3, температура кипения 7"кип не ниже 300°С (для жидкости).
Структурная формула:
сн сн
CAS № 68442-68-2.
Растворяется в бензоле, этиловом спирте, эфире, ацетоне, не растворяется в воде.
Малолетуч. Обладает слабой красящей способностью.
Является антиоксидантом и противоутомителем резин на основе натурального и
синтетических каучуков общего назначения, термостабилизатором и антиоксидантом для резин на основе
хлоропренового каучука.
Технические требования согласно спецификации на Wingstay 29 фирмы Eliokem:
Вязкость при 25°С, мПа-с 30000
Показатель преломления при 25°С 1,639
Содержание молекул дифениламина, замещенных в л-положении, % 75
Применяется для резин на основе натурального и синтетических каучуков общего
назначения и бутадиеннитрильных каучуков (дозировка 1-3,5%), а также резин на основе
хлоропреновых каучуков (дозировка до 4%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1-3 года с даты изготовления (в зависимости от фирмы-изготовителя).
Не классифицируется как опасный груз.
Выпускается под торговыми марками Rhenofit DDA (Rhein-Chemie, Германия), ВТС-150
(Россия), Wingstay 29 (Eliokem, бывш. Goodyear, Франция).
Смесь продуктов высокотемпературной или низкотемпературной конденсации
дифениламина с ацетоном ДФАА (DDA-A) представляет собой вязкую жидкость от желтого до
красно-коричневого цвета (при высокотемпературной конденсации) или порошок от желтого до
коричневого цвета плотностью 1080-1180 кг/м3 (при низкотемпературной конденсации).
Структурная формула:
j—NH—(. А + продукты неустановленного строения
Растворяется в ацетоне, хлороформе, бензоле, этиленхлориде, ограниченно - в бензине,
не растворяется в воде. Продукт устойчив при хранении. Обладает умеренной красящей
способностью.
Jjjjr , I
i
I
i
I
1
I
jc~ Является антиоксидантом синтетических каучуков (для бутадиенстирольных по
эффективности аналогичен ФБН), термостабилизатором и антиоксидантом для резин на основе
натурального и синтетических каучуков общего назначения.
Технические требования согласно спецификациям фирм-изготовителей:
Температура плавления (для порошкообразного), °С 75-90
Температура кипения (для жидкости), "С 120
Содержание золы, % масс, не более 0,05
Применяется для бутилкаучука, а также синтетических каучуков общего назначения (дозировка
до 2%), для резин на основе синтетических каучуков общего назначения (дозировка 1-3%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях-1-2 года с даты изготовления (в зависимости от фирмы-изготовителя).
Не классифицируется как опасный груз.
Выпускается под торговыми марками BLE, BLE-25, Aminox (Uniroyal, США), Antioxidant BLE (КНР).
Полимеризованный 2,2,4-триметил-1,2-дигидрохинолин ТМХ (TMQ) представляет собой
чешуйки или гранулы от янтарно-желтого до коричневого цвета плотностью 1100 кг/м3.
Брутто-формула: (Ci2H15N)n.
Структурная формула:
СН,
СН,
где л=1-3.
CAS№ 26780-96-1.
ТУ 6-00-04691277-202-97 (ОАО «Химпром», г.
7.5.1.Технические требования
к полимеризованному 2,2,4-триметил-
1,2-дигидрохинолину ТМХ (TMQ)
Показатель
Температура
размягчения, "С, не ниже
Температура начала
плавления, °С
Содержание
вторичных аминов в пересче
те на 2,2,4-триметил-
1,2-дигидрохинолин,
% масс, не менее
Содержание, % масс.
не более:
золы
летучих веществ
изопропилбианилина
Ацетонанил Н
(ТУ 6-00-04691277-
202-97,
ОАО «Химпром», РФ)
79
-
85
0,5
0,4
0,2
Спецификация
фирмы
Flexsys,
Бельгия
83-93
-
-
0,3
0,3
Lanxess,
Германия
85-95,
-
-
0,3
0,3
стандарт
КНР
-
80-100
-
0,3
0,3
Новочебоксарск)
Растворяется в бензоле, хлороформе,
ацетоне, этиловом спирте, соляной кислоте,
не растворяется в воде. Малолетуч.
Обладает умеренной красящей способностью.
Горючее вещество. Температура вспышки в
открытом тигле 185°С, воспламенения 287°С,
самовоспламенения 475°С. ПДК пыли в
воздухе рабочей зоны составляет 1 мг/м3.
Средства пожаротушения: порошковые составы,
пена, распыленная вода.
Является антиоксидантом и
термостабилизатором для резин на основе
натурального и синтетических каучуков общего
назначения. Применение в сочетании с алкил-
арил-замещенными л-фенилендиаминами
обеспечивает синергический эффект в
защитном действии, в результате чего резко
увеличивается тепло-, озоностойкость и
усталостная выносливость резин.
Технические требования согласно
спецификациям изготовителей приведены в
табл. 7.5.1.
Брутто-формула: C15H18N2
Структурная формула:
СН3
NH—/~Л— NH—СН
сн3
CAS№ 101-72-4.
ТУ 2492-002-05761637-99 (ОАО «Азот», г. Кемерово).
Растворяется в бензоле, хлороформе, ацетоне, этиловом спирте, соляной кислоте, тетрах-
лориде углерода, не растворяется в воде. Умеренно токсичен, LD50=3,9 г/кг. Имеет
характерный сладковатый запах. Обладает высокой летучестью и красящей способностью, легко
вымывается водой.
Является антиозонантом, антиоксидантом и противоутомителем для резин
промышленного назначения в условиях статической и динамической деформации. Пассивирует
окисляющее действие тяжелых металлов (медь, марганец), особенно в сочетании с ТМХ. Продолжи-
3jjr
37 - 5464
Применяется для резин на основе натурального и синтетических каучуков (дозировка 0,5-5%), *lv
включая резины, вулканизуемые пероксидами (дозировка 0,25-1%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях-1-2 года с даты изготовления (в зависимости от фирмы-изготовителя).
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Ацетонанил Н (Россия); Flectol TMQ (Flexsys, Бельгия),
Vulkanox HS (Lanxess, Германия), Naugard Q (Uniroyal, США), Rubatan 184 (Gequisa, Испания),
Antioxidant RD(TMQ) (КНР), Pilnox TDQ (Индия), Accinox TQ (Индия).
Смесь полимеризованного 2,2,4-триметил-1,2-дигидрохинолина с ди- и три- грег-бутилфено-
лами, модифицированными производными формалина ТМХФ (TMQP) представляет собой
чешуйки неправильной формы размером не более 20 мм. Допускается частичное слипание
продукта. По согласованию с потребителем может выпускаться в виде кусков диаметром не более
40 мм или в виде застывшего плава. Плотность 1100 кг/м3.
Растворяется в бензоле, хлороформе, ацетоне, этиловом спирте, соляной кислоте, не
растворяется в воде. Малолетуч. Обладает умеренной красящей способностью.
Является антиоксидантом и термостабилизатором резин на основе натурального и
синтетических каучуков общего назначения. Сопоставим по эффективности с ТМХ, как при
индивидуальном применении, так и в комбинации с ИПФД. Обеспечивает более высокую, чем ТМХ,
клейкость резин.
Технические требования согласно ТУ 2492-437-05742686-99 с изм.1-3:
Температура каплепадения, °С, не'ниже 85
Содержание, % масс:
смеси противостарителя, не менее 95
веществ, не растворимых в спирто-толуольной смеси, не более 5
Применяется рая резин на основе натурального и синтетических каучуков (дозировка 0,5-2%),
особенно для резин внутренних деталей шин.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
Выпускается под торговой маркой Крафанил У (Россия).
N-Изопропил-М'-фенил-л-фенилендиамин ИФФД (IPPD) с молекулярной массой 226
представляет собой чешуйки или каплевидные гранулы от темно-фиолетового до коричневого цвета
плотностью 1180 кг/м3.
577
у?*7.5.2. Технические требования к N-Изопро-
пил-Ы'-фенил-п-фенилендиамину ИФФД
согласно спецификациям изготовителей
I
I
i
I
I
I
тельность действия ограничена высокой
скоростью расходования продукта из
резины. Вследствие высокой красящей
способности не рекомендуется для светлых и
цветных резин.
Горючее вещество. Температура
самовоспламенения 550°С. Взвешенная в
воздухе пыль взрывоопасна: нижний
концентрационный предел воспламенения 32,5 г/м3.
ПДК в воздухе рабочей зоны составляет
2 мг/м3. Средства пожаротушения:
порошковые составы, пена, распыленная вода.
Технические требования к продуктам
приведены в табл. 7.5.2.
Применяется для резин на основе
натурального и синтетических каучуков
(дозировка 0,5-3%).
Транспортируется всеми видами
транспорта в крытых транспортных средствах в соответствии с Правилами перевозок. Гарантийный срок
хранения в заводской упаковке при нормальных условиях-1-2 года с даты изготовления (в
зависимости от гарантий изготовителя).
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Диафен ФП (Россия; с 2006 г. по настоящее время не
производится); Santoflex IPPD (Flexsys, Бельгия), Vulkanox 4010NA (Lanxess, Германия), Dusantox
IPPD (Duslo, Словакия), Sirantox IPPD (Sinorgchem, КНР), Antioxidant IPPD (КНР), Pilflex IP (NOCIL,
Индия).
М-(1,3-Диметилбутил)-№-фенил-/7-фенилендиамин 6ФФД (6PPD) с молекулярной массой 268
представляет собой каплевидные гранулы темно-фиолетового цвета или низковязкую жидкость
(при температуре выше 50°С).
Брутто-формула: C18H24N2.
Структурная формула:
<Q>-NH-<Q>-NH-CH-CH2-CH-CH3
Показатель
Температура конца
плавления. °С. не ниже
Температура начала
плавления. °С. не ниже
Содержание, % масс:
основного вещества,
не менее
золы, не более
летучих веществ,
не более
Диафен ФП
(ТУ 2492-002-
05761637-99, РФ)
75
-
95
0,21
0,20
Спецификация
фирмы
Lanxess,
Германия
76
-
95
0,1
0,1
Duslo,
Словакия
76
-
96
0,1
0,4
стандарт
КНР
Не
опред.
70
95
0,2
0,3
сн,
сн.
CAS № 793-24-8.
Растворяется в бензоле, этиловом спирте, не растворяется в воде. Менее токсичен, чем
ИФФД. Обладает умеренной летучестью (ниже, чем ИФФД), высокой окрашивающей
способностью.
Является антиоксидантом для синтетических каучуков, антиозонантом, антиоксидантом и
противоутомителем для резин промышленного назначения в условиях статической и
динамической деформации. Пассивирует окисляющее действие тяжелых металлов (медь, марганец),
особенно в сочетании с ТМХ. Продолжительность действия выше, чем у ИФФД. Из-за
красящей способности не рекомендуется для светлых и цветных резин. Продукт не оказывает
негативного влияния на прочность связи резины с металлическим и текстильным кордом в
дозировках до 2%.
Горючее вещество. Температура воспламенения 220°С. Температура самовоспламенения
550°С. ПДК в воздухе рабочей зоны составляет 2 мг/м3. Средства пожаротушения: порошковые
составы, пена, распыленная вода.
Технические требования к твердому продукту приведены в табл 7.5.3.
578
-ЧжуМ**-"
7.5.3. Технические требования к твердому Ту
N-(1,3-диметилбутил)-М'-фенил-л-фенилен
диамину 6ФФД (6PPD) согласно специфика
циям изготовителей
Применяется для синтетических каучу-
ков - изопреновых, бутадиенстирольных
(дозировка 0,25-1,0%), для резин на основе
натурального и синтетических каучуков
(дозировка 0,5-4%).
Транспортируется всеми видами
транспорта в крытых транспортных средствах в
соответствии с Правилами перевозок.
Гарантийный срок хранения в заводской
упаковке при нормальных условиях -1-2 года с
даты изготовления (в зависимости от
гарантий изготовителя).
По классификации грузов относится к 9-
му классу опасности.
Выпускается под торговыми марками
Santoflex 6PPD (Flexsys, Бельгия),
Vulkanox 4020 (Lanxess, Германия),
Dusantox 6PPD (Duslo, Словакия),
Antioxidant 6PPD (КНР), Pilflex 13 (NOCIL,
Индия), Accinox ZC (Индия).
М,№-бис-(1,4-Диметиламил)-/7-фенилендиамин 77ФД (77PD) с молекулярной массой 305
представляет собой жидкость красно-коричневого цвета плотностью 894-910 кг/м3.
Брутто-формула: С20Н3бМ2-
Структурная формула:
Показатель
Температура плавления, °С
Содержание основного
вещества, % масс, не менее
Содержание, % масс,
не более:
золы
летучих веществ
Кинематическая вязкость
при 60°С, мм2/с, не более
Вязкость по Освальду
при 60°С, сП
Плотность, кг/м3
Спецификация фирмы
Flexsys,
Бельгия
46-50
95
0,1
0,5
-
27-37
986-
1000
Lanxess,
Германия
>45
97
0,1
0,5
-
-
995
Duslo,
Словакия
44-50
97
0,1
0,4
50
-
1056
стандарт
КНР
>45
96
0,15
0,5
-
-
-
I
I
i
!
I
I
н,с сн, си. сн„
сн—сн2—сн2—сн—nhh( \ — nh—сн—сн2—сн2—сн
н3с сн3 сн3 сн3
CAS №3081-14-9.
Растворяется в бензоле, этиловом спирте, эфире, не растворяется в воде. Менее токсичен,
чем ИФФД, но может оказывать раздражающее действие на кожу. При высоких температурах
летуч. Практически не вымывается из резин водой. Окрашивает.
Является стабилизатором синтетических темных каучуков, высокоэффективным антиозонан-
том для резин из натурального и синтетических каучуков, работающих в условиях статической
деформации. В условиях динамической деформации и при высоких температурах менее
эффективен, так как быстро испаряется из резины. Эффективность повышается в сочетании с
алкил.-арилзамещенными п-фенилендиаминами и с защитными восками. Пассивирует
окисляющее действие тяжелых металлов (медь, марганец). Хорошо растворяется в каучуках. Из-за
красящей способности не рекомендуется для светлых и цветных резин.
Технические требования согласно спецификации фирмы Flexsys, Бельгия:
Содержание основного вещества, % масс, не менее 93
Содержание, % масс, не более:
золы 0,1
летучих веществ 0,5
Вязкость при 25°С, мм2/с 56-85
Применяется для синтетических каучуков - изопреновых, бутадиенстирольных (дозировка
0,25-1,0%), резин на основе натурального и синтетических каучуков, в том числе для авиашин
(дозировка 1-2%).
^ 579
14*
i
§
i
I
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке (бочке) или в
цистернах при температуре не выше 35°С -1 год с даты изготовления.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Santoflex 77PD (Flexsys, Бельгия), Vulkanox 4030
(Lanxess, Германия).
Смесь Г4-алкил-М'-фенил-/;-фенилендиаминов АФФД (134PD) представляет собой вязкую
жидкость красно-коричневого цвета плотностью 992-1000 кг/м3, с соотношением компонентов
6ФФД:77 ФД приблизительно равным 1:2.
Растворяется в органических растворителях, не растворяется в воде. Менее токсичен, чем
ИФФД. Гораздо менее летуч и меньше вымывается из резин, чем ИФФД и 6ФФД. Обладает
окрашивающей способностью.
Является высокоэффективным стабилизатором темных синтетических каучуков. Благодаря
жидкой консистенции достаточно легко вводится в каучук. Лучше растворяется в углеводородах,
чем ДФФД. Обеспечивает долговременное сохранение вязкости и сопротивление образованию геля.
Может выпускаться в виде эмульсии с содержанием основного вещества до 50%. Эффективный
антиозонант, антиоксидант и противоутомитель для резин из натурального и синтетических
каучуков. Эффективность еще более повышается в сочетании с ТМХ и с защитным воском. Пассивирует
действие солей тяжелых металлов (медь, марганец). Хорошо растворяется в каучуках. Из-за
красящей способности не рекомендуется для светлых и цветных резин.
Технические требования согласно спецификации фирмы Flexsys, Бельгия:
Содержание основного вещества, % масс, не менее:
всего 95
в том числе:
N-(1,3-Диметилбутил)-1\Г-фенил-л-фенилендиамина 30,7-38,7
1\1,1\Г-бис-(1,4-Диметиламил)-я-фенилендиамина 61,3-69,3
Содержание, % масс, не более:
золы 0,1
летучих веществ 1,0
Вязкость при 60°С, Па-с 0,033
Применяется pfln синтетических каучуков - изопреновых, бутадиенстирольных
эмульсионной и растворной полимеризации и прочих темных марок (дозировка 0,2-0,6%), резин на основе
натурального и синтетических каучуков (дозировка 1-3%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке (бочки) или в
цистернах при температуре не выше 35°С -1 год с даты изготовления. Не рекомендуется хранить
при температурах выше 75°С больше 3 мес.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками: Santoflex 134 (Flexsys, Бельгия), Dusantox L (Duslo,
Словакия).
N-алкил-М'-фенил-л-фенилендиамин - продукт алкилирования л-аминодифениламина смесью
жирных спиртов с длиной углеводородной цепи C7-Cg C789 (789PD) - представляет собой
маслянистую жидкость коричневого цвета плотностью 991-999 кг/м3, Гкип=170-н312°С.
Структурная формула:
€У>
vj-nh-U-nh-r'
где R от С7Н15 до С9Н19.
Растворяется в ацетоне, бензоле, этиловом спирте и других органических растворителях, не
растворяется в воде, водных растворах кислот и щелочей. Не выпотевает на поверхность при
хранении каучука, не вымывается водой из резин. Обладает окрашивающей способностью.
Неканцерогенен, умеренно токсичен, LD50=3160 мг/кг.
Является стабилизатором синтетических каучуков. Благодаря жидкой консистенции
достаточно легко вводится в каучук. Лучше растворяется в углеводородах, чем ДФФД.
Может применяться в качестве антиозонанта и антиоксиданта для резин промышленного
назначения, однако из-за жидкой консистенции затруднительно его точное дозирование и
введение в резину. Вследствие красящей способности не рекомендуется для светлых и цветных
каучуков и резин.
Горючее вещество. Температура вспышки 129°С, воспламенения 245°С, самовоспламенения
548°С. Средства пожаротушения: порошковые составы, пена, распыленная вода.
Технические требования согласно спецификации разработчика ОАО «НИИХИМПОЛИМЕР»:
Содержание, % масс:
основного вещества, не менее 95
свободного л-аминодифениламина, не более 3
свободного алифатического спирта, не более 2
Вязкость при 24°С, Пас 0,30-0,33
Применяется для синтетических каучуков - изопреновых, бутадиеновых, бутадиенстироль-
ных (дозировка 0,15-0,50%), резин на основе натурального и синтетических каучуков общего
назначения (дозировка 0,5-2%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговой маркой: С-789 (Россия).
М-2-Этилгексил-№-фенил-л-фенилендиамин 8ФФД (8PPD) с молекулярной массой 296
представляет собой маслянистую жидкость коричневого цвета (Новантокс 8ПФДА) или порошок
(Новантокс П - смесь Новантокса 8ПФДА с кремнекислотой БС-120 в соотношении 50:50), или
цилиндрические гранулы коричневого цвета (ТС-8 - механическая смесь основного вещества с
кремнекислотным наполнителем).
Брутто-формула: С2оН28Мг-
Структурная формула:
<T=\-NH-/=^—NH—СН2—СН—(СН2)3—СН3
с2н5
CAS№ 82209-88-9.
ТУ 2492-465-05763441-2004 с изм.1 (ОАО «Химпром», г. Новочебоксарск)
Растворяется в толуоле, изопентане и в большинстве органических растворителях, не
растворяется в воде, водных растворах кислот и щелочей. Не выпотевает на поверхность при
хранении каучука, не вымывается водой из резин. Малолетуч. Окрашивает.
Является стабилизатором синтетических каучуков (в жидкой выпускной форме). Благодаря
жидкой консистенции достаточно легко вводится в каучук. Лучше растворяется в
углеводородах, чем ДФФД. В твердой выпускной форме может использоваться как термостабилизатор
для резин промышленного назначения (менее эффективен, чем АФФД, С789). Из-за красящей
способности не рекомендуется для светлых и цветных каучуков и резин.
Технические требования согласно ТУ 2492-465-05763441-2004 на Новантокс 8ПФДА:
Содержание, % масс:
основного вещества, не менее 90
свободного п-аминодифениламина, не более 3,0
свободного 2-этилгексанола, не более 1,5
Применяется для синтетических каучуков - изопреновых, бутадиеновых, бутадиенстироль-
ных (дозировка 0,15-0,50%), резин на основе натурального и синтетических каучуков
(дозировка 0,5-2%).
1
i
i
i
jfi* Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления. При хранении продукт кристаллизуется, при нагревании
до 60-70°С вновь становится жидким и однородным.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Новантокс 8ПФДА, Новантокс П, ТС-8, АлСиб-8 (Россия).
МД-Дифенил-л-фенилендиамин ДФФД (DPPD) с молекулярной массой 260 представляет
собой порошок или чешуйки коричневого цвета плотностью 1200 кг/м3, температура плавления,
чистого вещества 152°С.
Брутто-формула: C18H16N2.
Структурная формула:
Q^NH-Q-NH^Q
CAS №74-31-7.
Растворяется в углеводородах, горячем хлорбензоле, полихлорбензолах, этиловом и
бутиловом спиртах, не растворяется в воде. Плохо растворяется в каучуках, в результате чего
склонен к выцветанию на поверхность резин. Практически не вымывается водой и не
улетучивается из резин. Окрашивает, но в меньшей степени, чем ИФФД.
Является стабилизатором синтетических каучуков (возможно применение в комбинации с
ФБН). Противоутомитель для резин промышленного назначения, слабый антиоксидант.
Пассивирует действие металлов переменной валентности (более эффективно, чем алкил.-арилзаме-
щенные л-фенилендиамины). Из-за красящей способности не рекомендуется для светлых и
цветных каучуков и резин.
Технические требования согласно спецификации фирмы Lanxess, Германия:
Температура начала плавления, "С, не ниже 135
Температура окончания плавления, "С, не выше 143
Содержание, % масс:
основного вещества, не менее 80
летучих веществ, не более 0,5
золы, не более 0,5
Применяется для синтетических каучуков - изопреновых, бутадиеновых, бутадиенстироль-
ных, этиленпропиленовых (дозировка 0,15-0,50%), резин на основе натурального и
синтетических каучуков (дозировка 0,5-1,5%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Vulkanox DPPD (Lanxess, Германия), Naugard J (Uniroyal,
США), Antigene P (Sumitomo).
Смесь ЦМ'-диарил-л-фенилендиаминов ДТФД (DTPD) состоит из 1\1,1\Г-дифенил-л-фенилен-
диамина, 1\1,1\Г-ди(о-толил)-/7-фенилендиамина и 1\1-фенил-1\Г-(о-толил)-л-фенилендиамина.
Представляет собой чешуйки или гранулы коричневого цвета плотностью 1200 кг/м3, температура
плавления до 105°С.
Структурная формула:
R R
^_NH-Q-NH
Я=НилиСН3.
CAS № 68953-84-4.
Растворяется в ацетоне и большинстве других органических растворителях, не
растворяется в воде. Умеренно токсичен. Растворяется в каучуках лучше, чем ДФФД, но хуже, чем ИФФД,
6ФФД. Мало вымывается водой и улетучивается из резин. Окрашивает, но в меньшей степени,
чем алкил-, арил- и диалкил-л-фенилендиамины.
Является противоутомителем, антиоксидантом и в меньшей степени антиозонантом для
резин промышленного назначения, прежде всего для шин. Антиозонант для резин на основе хло-
ропренового каучука. Рекомендуется к применению в сочетании с алкиларилзамещенными л-
фенилендиаминами, такими как ИФФД, 6ФФД, и с защитным воском. Такое применение
позволяет исключить из рецептур резин антиоксидант типа ТМХ и обеспечивает хороший внешний
вид изделия. Пассивирует действие металлов переменной валентности (более эффективно, чем
алкиларилзамещенныел-фенилендиамины).
Технические требования согласно спецификации фирмы Ciech s.a.:
Температура плавления, °С 88-105
Содержание, % масс:
летучих веществ при 60°С, не более 0,5
золы при 525°С, не более 0,5
активного вещества* всего, не менее 85
в том числе:
1\1,М'-дифенил-л-фенилендиамина 19-30
1\1,1\Г-ди(о-толил)-л-фенилендиамина 15-26
1\1-фенил-М'-(о-толил)-/)-фенилендиамина 40-46
"Определяется методом газовой хроматографии.
Применяется для резин на основе натурального и синтетических каучуков (дозировка 0,5-2%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
По классификации грузов относится к 9 классу опасности.
Выпускается под торговыми марками Vulkanox 3100 (Lanxess, Германия), Wingstay 100
(Goodyear), Antiozonant DOX-1 (Ciech s.a., Польша), Antioxidant DTPD (КНР).
М,№-Ди(|3-нафтил)-л-фенилендиамин ДБНФД (DBNPD) с молекулярной массой 360
представляет собой порошок от серого до коричневого цвета плотностью 1200 кг/м3, ГПЛ=235°С.
Брутто-формула: C26H2oN2-
Структурная формула:
^Y^^l
NH—Л h— NH
CAS № 93-46-9.
Растворяется в кипящей уксусной кислоте, кумоле, концентрированной серной кислоте,
ацетоне, хлороформе, анилине, нитробензоле, не растворяется в воде, щелочах. Умеренно
токсичен, LD50=10 г/кг. Пылевоздушные смеси взрывоопасны. Раздражающе действует на кожу.
Окрашивает, но в меньшей степени, чем алкиларил- и диалкил-л-фенилендиамины.
Является термостабилизатором для резин промышленного назначения. Эффективно
пассивирует действие солей металлов переменной валентности.
Технические требования согласно ТУ 6-14-1054-74:
Температура начала плавления, "С, не ниже 229
Содержание, % масс, не более:
Р-нафтола 0,5
л-фенилендиамина Следы
золы 0,25
влаги 0,5
[
i
i
I
1
I
у!** Применяется для резин на основе натурального и синтетических каучуков (дозировка 0,5-2%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях - 6 мес. с даты изготовления.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Диафен НН (Россия), Agerite White (Vanderbilt, США),
Antioxidant DBNPD (КНР).
2-Меркаптобензимидазол МБИ (MBI) с молекулярной массой 150 представляет собой
порошок или микрогранулы от белого до желтоватого цвета плотностью 1400 кг/м3, ГПЛ=304°С.
Брутто-формула: C7H6N2S.
Структурная формула:
a-NH
NH S
CAS№ 583-39-1.
Растворяется в этиловом спирте, ацетоне, этилацетате, не растворяется в бензоле, толуоле,
тетрахлориде углерода, воде. Неокрашивающий стабилизатор.
Является термо- и светостабилизатором резин, в том числе белых, цветных и прозрачных,
а также вспененныхлатексов. Допускается применение совместно со стабилизаторами
класса л-фенилендиаминов (для темных резин).
Технические требования согласно спецификации фирмы Lanxess:
Содержание, % масс:
основного вещества, не менее 98
летучих веществ, не более 0,3
золы, не более 0,3
веществ, не растворимых в NaOH, не более 0,3
Применяется для резин на основе натурального и синтетических каучуков, в том числе хло-
ропреновых, этиленпропиленовых (дозировка 1-2%). Особенно эффективен для резин,
вулканизованных тетраметилтиурамдисульфидом.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1-3 года с даты изготовления в зависимости от гарантий изготовителя.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками: Vulkanox MB/MG (Lanxess, Германия), Rhenogran MBI-80
(Rhein Chemie), Antioxidant MB (КНР).
4(5)-Метил-2-меркаптобензимидазол ММБИ (MMBI) с молекулярной массой 164
представляет собой порошок или микрогранулы от белого до бежевого цвета плотностью 1300 кг/м3,
Г < 270°С.
пл
Брутто-формула: C8H9N2S.
Структурная формула:
сн3
NH
NH й
CAS №53988-10-6.
Растворяется в этиловом спирте, ацетоне, этилацетате, не растворяется в бензоле, толуоле,
тетрахлориде углерода, воде. Неокрашивающий стабилизатор.
Является термо- и светостабилизатором резин, в том числе белых, цветных и прозрачных, а
также вспененных латексов. Допускается применение совместно со стабилизаторами класса п-
фенилендиаминов (для темных резин).
5«4 ^
Технические требования согласно спецификации фирмы Lanxess:
Содержание, % масс:
основного вещества, не менее 97
летучих веществ, не более 0,3
золы, не более 0,3
веществ, не растворимых в NaOH, не более 0,3
масла (для маслосодержащего продукта) 1,0-3,0
Применяется для резин на основе натурального и синтетических каучуков, в том числе хло-
ропреновых, этиленпропиленовых (дозировка 1-2%). Особенно эффективен для резин,
вулканизованных тетраметилтиурамдисульфидом.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях-1-3 года с даты изготовления в зависимости от гарантий изготовителя.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Vulkanox MB2/MG, Vulkanox MB2/MGC (Lanxess,
Германия), Antioxidant MMB (КНР), Antioxidant MMB (Индия).
Цинковая соль 4(5)-Метил-2-меркаптобензимидазола ЦММБИ (ZMMBI) с молекулярной
массой 390 представляет собой малопылящий порошок от белого до бежевого цвета плотностью
1500 кг/м3, Г > 300°С.
Брутто-формула: C16H16N4S2Zn
Структурная формула:
СН,
СН,
^ IN ГМ .
£ ys-zn-s-/
"^-NH NH
CAS №61617-00-3.
Растворяется в этиловом спирте, ацетоне, этилацетате. Не растворяется в бензоле, толуоле,
тетрахлориде углерода, воде. Неокрашивающий стабилизатор.
Является термо- и светостабилизатором резин, в том числе белых, цветных и прозрачных, а
также вспененных латексов. Допускается применение совместно со стабилизаторами класса п-
фенилендиаминов (для темных резин).
Технические требования согласно спецификации фирмы Lanxess:
Содержание, % масс.:
летучих веществ, не более 2,0
цинка 15,5+1,5
масла 5,0±2,0
Остаток после просева на сите (0,063 рт), %, не более 0,5
Применяется для резин на основе натурального и синтетических каучуков, в том числе хло-
ропреновых, этиленпропиленовых (дозировка 1-2%). Особенно эффективен для резин,
вулканизованных тетраметилтиурамдисульфидом.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1-3 года с даты изготовления в зависимости от гарантий изготовителя.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговыми марками Vulkanox ZMB2/C5 (Lanxess, Германия), Antioxidant
ZMMB (КНР).
2,4,6-трис-(М-1,4-Диметиламил-/;-фенилендиамин)-1,3,5-триазин ДПФТ с молекулярной
массой 657 представляет собой чешуйки темно-фиолетового цвета плотностью 1050 кг/м3,
Т= 65+75°С.
I
i
I
!
I
Брутто-формула: C42H63Ng.
Структурная формула:
сн,
1 3
1
сн-
R
R
CH,
1
-(CH2)2-CH-
-сн3
Где R = — NH—(~\ —NH-
CAS№ 121246-28-4.
Растворяется в большинстве органических растворителей, не растворяется в воде.
Малолетучий, слабоокрашивающий стабилизатор.
Является высокоэффективным антиозонантом для резин в статических и динамических
условиях эксплуатации, эффективный антиоксидант.
Применяется для резин на основе натурального и синтетических каучуков общего
назначения (дозировка 2-4%). Из-за красящей способности не рекомендуется для белых резин.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях - 2 года с даты изготовления.
По классификации грузов относится к 9-му классу опасности.
Выпускается под торговой маркой Durazone 37 (Uniroyal, США).
Енольный эфир (формула не раскрывается изготовителем) представляет собой бесцветную
или бледно-желтую жидкость плотностью 1020 кг/м3 с показателем преломления 1,552±0,003
при 20°С.
Растворяется в большинстве органических растворителей, не растворяется в воде.
Малолетучий, неокрашивающий стабилизатор.
Является высокоэффективным антиозонантом, но не антиоксидант и не противоутомитель.
Для резин на основе натурального каучука, а также синтетических каучуков общего
назначения более эффективен в комбинации с восками-антиозонантами, в резинах на основе хлороп-
ренового каучука может использоваться без восков.
Применяется для резин на основе натурального и синтетических каучуков, в том числе на
основе хлоропреновых каучуков, прежде всего для светлых, а также не вызывающих
контактного окрашивания резин (профили, уплотнения, шланги, оболочки кабелей).
Гарантийный срок хранения в заводской упаковке при нормальных условиях - 2 года с даты
изготовления.
Выпускается под торговой маркой Vu\kazon AFD (Lanxess, Германия).
Циклический ацеталь (формула не раскрывается изготовителем) представляет собой чече-
вицеобразные гранулы от бежевого до коричневого цвета плотностью 1060 кг/м3.
Растворяется в большинстве органических растворителей, не растворяется в воде.
Нелетучий, неокрашивающий стабилизатор.
Является высокоэффективным антиозонантом, но не антиоксидантом и не противоутомите-
лем для резин на основе хлоропренового каучука. Менее эффективен, чем Vulkazon AFD.
Технические требования согласно спецификации фирмы Lanxess, Германия:
Температура, °С: Содержание, % масс, не более:
начала плавления, не ниже 85 золы 0,1
конца плавления, не выше 95 летучих веществ 0,2
Применяется для резин на основе хлоропреновых каучуков, прежде всего для светлых, а
также для резин, не вызывающих контактного окрашивания (профили, уплотнения, шланги,
оболочки кабелей).
Гарантийный срок хранения в заводской упаковке при нормальных условиях - 2 года с даты
изготовления.
Выпускается под торговой маркой Vulkazon AFS/LG (Lanxess, Германия).
4-Метил-2,6-ди-трег-бутилфенол МВФ (ВНТ) с молекулярной массой 220 представляет
собой кристаллический порошок белого цвета плотностью 1500 кг/м3, ГПЛ=70°С.
Брутто-формула: С15Н240.
Структурная формула:
ОН
<СНз>зСч1/С(СН3)з
V
сн3
CAS№ 128-37-0.
ТУ 38.5901237-90 (Стерлитамакский нефтехимический завод, Россия)
Растворяется в маслах, толуоле, ацетоне, частично в этиловом спирте, хлорорганических
растворителях, не растворяется в воде. Неокрашивающий стабилизатор. Не токсичен. Летуч.
Является антиоксидантом, термо- и светостабилизатором для каучуков и резин. Менее
эффективен, чем BKF.
Технические требования на Агидол 1 согласно ТУ 38.5901237-90 (марка А):
Содержание, % масс:
основного вещества, не менее 99,7
воды Отсутствие
фенола Отсутствие
золы, не более 0,008
Температура конца плавления, "С, не ниже 69,8
Применяется для синтетических каучуков, цветных и белых резин на основе натурального и
синтетических каучуков (дозировка 1-2%). Разрешен для применения в изделиях,
контактирующих с пищевыми продуктами и биологическими организмами.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1-5 лет с даты изготовления (в зависимости от изготовителя).
Выпускается под торговыми марками Агидол 1 (Россия), Vulkanox BHT (Lanxess, Германия),
Lowinox BHT (Chemtura), Antioxidant 264(BHT) (КНР).
Смесь продуктов алкилирования фенола стиролом СФ (SPH) с молекулярной массой около
320 представляет собой светло-желтую вязкую жидкость плотностью 1075-1088 кг/м3 или
порошок на кремнекислотном носителе.
Структурная формула:
ОН
"*
I
1
I
!
1
I
где п = 1, 2илиЗ.
-СН
СН
-О'
CAS№ 61788-44-1.
Растворяется в бензоле, бензине, ацетоне, эфире, ограниченно растворяется в водных
растворах щелочей, не растворяется в воде. Токсична. Слабоокрашивающий стабилизатор.
587
уР* Является стабилизатором каучуков, антиоксидаитом, светостабилизатором резин. По
эффективности равноценна ФБН, но не вызывает изменения окраски.
Технические требования на Vulkanox SP согласно спецификации фирмы Lanxess, Германия:
Показатель преломления (при 20°С) 1,6020±0,0020
Вязкость при 25°С, мПа-с 375011250
Применяется для синтетических каучуков, в том числе этиленпропиленовых (дозировка 0,5-2%),
резин на основе натурального и синтетических каучуков, губчатых резин на основе латексов
(дозировка 1-3%). Может применяться в сочетании с фосфитными или другими фенольными
стабилизаторами.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1-2 года с даты изготовления (в зависимости от изготовителя).
Выпускается под торговыми марками Vulkanox SP (Lanxess, Германия), Wingstay S (Eliokem,
Франция), Antioxidant SP-C, Antioxidant SP-W (КНР).
Смесь бутилированных и октилированных фенолов БОФ (BOPh) с молекулярной массой
около 340 представляет собой светлую жидкость желтоватого цвета плотностью 900 кг/м3 и
вязкостью 600 мПа-с при 25°С.
Структурная формула:
ОН
где R,, R2, R3 = Н, С4Н9 или С8Н17.
CAS №68610-06-0.
Растворяется в ацетоне, умеренно растворяется в ароматических углеводородах, не
растворяется в воде. Слабоокрашивающий, низколетучий стабилизатор.
Является высокоэффективным стабилизатором каучуков в процессе изготовления и в
течение всего срока хранения, антиоксидаитом средней активности для резин.
Применяется для синтетических каучуков эмульсионной полимеризации, таких как бутади-
енстирольные и бутадиеннитрильные (дозировка 0,7-1,25%), для светлых и цветных резин на
основе натурального и синтетических каучуков (дозировка 1-2%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях - 2 года с даты изготовления.
Выпускается под торговой маркой Wingstay T (Eliokem, бывш. Goodyear, Франция).
Смесь алкил- и аралкил-замещенных фенолов ААФ (ААР) представляет собой жидкость от
желтоватого до красноватого цвета плотностью 930 кг/м3 или порошок - смесь основного
вещества с неорганическим наполнителем, плотностью 1300 кг/м3.
Растворяется в ацетоне, умеренно растворяется в ароматических углеводородах, не
растворяется в воде. Неокрашивающий, нелетучий стабилизатор.
Является антиоксидаитом и противоутомителем средней активности для резиновых, в том
числе пористых и латексных, изделий. Пригоден для использования в производстве изделий
бытового назначения, в том числе игрушек.
Технические требования согласно спецификации фирмы Lanxess, Германия:
Vulkanox DS (жидкость) Vulkanox DS/F
Вязкость при 25°С, мПа-с 200011000 Содержание основного вещества,
Показатель преломления при 20°С 1,51510,01 % масс, (сухой остаток) 47,512,5
Насыпная плотность, кг/м3 275 Остаток после просева на сите
0,063 цт, % < 0,5
Применяется для белых, цветных и прозрачных резин на основе натурального и синтетичес
ких каучуков.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях - 2 года с даты изготовления.
Выпускается под торговыми марками: Vulkanox DS, Vulkanox DS/F (Lanxess, Германия).
2,2'-метилен-бис(4-метил-6-грег-бутилфенол) МВФ (2246, МВР) с молекулярной массой 340
представляет собой порошок белового, кремового или желтоватого цвета плотностью 1080 кг/м3.
Брутто-формула: C23H32Oz.
>ч
Структурная формула:
(СН3)3С
ОН
он
С(СН3)3
GAS №119-47-1.
ТУ 2492-433-05742686-98 (Стерлитамакский нефтехимический завод, Россия)
Растворяется в этиловом спирте, ацетоне, этилацетате, тетрахлориде углерода,
бензоле, слабо растворяется в бензине, практически не растворяется в воде. Мало токсичен,
LD5o=10 г/кг, относится к 4-му классу опасности. Неокрашивающий, нелетучий стабилизатор.
Является стабилизатором каучуков, антиоксидантом, светостабилизатором, в меньшей
степени -антиозонантом и противоутомителем резин. Пассивирует действие солей металлов
переменной валентности. Применяется в белых и цветных резиновых изделиях, в том числе
используемых в пищевой промышленности, водоснабжении, в производстве детских игрушек.
Технические требования к 2,2'-метилен-бис(4-метил-6-грег-бутилфенолу) согласно
спецификациям фирм-изготовителей приведены в табл. 7.5.4.
Применяется для бутадиенстирольных, бутадиеновых, бугадиеннитрильных, хлоропреновых,
этиленпропиленовых каучуков, бутилкаучука (дозировка 0,05-2% в зависимости от типа
каучука), резин на основе натурального и синтетических каучуков (дозировка 1-2%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях - от 6 мес. до 1 года с даты изготовления в зависимости от изготовителя.
Выпускается под торговыми марками Агидол 2 (Россия), Vulkanox BKF (Lanxess, Германия), Lowinox
22М46 (Chemtura, США), Songnox 2246 (Songwon, Корея), Antioxidant 2246(MBP) (КНР).
Три(л-нонилфенил)фосфит ТНФФ (TNPP)
С Молекулярной МаССОЙ 689 представляет СО- 7.5.4. Технические требования к 2,2-мети-
бОЙ СВеТЛО-жеЛТуЮ прозрачную ЖИДКОСТЬ лен-бис(4-метил-6-гре7--бутилфенол)
плотностью 990 кг/м3 при 25°С.
Брутто-формула: С45Н6903Р.
Структурная формула:
-СоН
9П19-
-о-
CAS№ 26523-78-4.
Растворяется в ацетоне, бензоле,
тетрахлориде углерода, этиловом спирте. Не
растворяется в воде, но гидролизуется. Нетоксичен.
Устойчив при хранении. Неокрашивающий
стабилизатор.
Показатель
Температура начала плавления, °С,
не ниже
Потери массы при высушивании, %,
не более
Содержание золы, % масс, не боле
Остаток после просева на сите
150 цт, %, не более
Содержание железа, % в пересчете
на Fe203. не более
ТУ 2492-433-
05742686-98
128
0,3
1 —
-
0,02
Госстандарт
КНР
123
1,0
0,2
0.5
Не
определяется
I
§
!
I
I
1
I
Является эффективным не изменяющим цвет продукта стабилизатором бутадиеновых, бу-
тадиенстирольных, бутадиеннитрильных, зтиленпропиленовых синтетических каучуков и
резин на их основе (дозировка 1-2%). Может применяться в сочетании с фенольными
стабилизаторами.
Технические требования согласно спецификациям фирм-изготовителей:
Показатель преломления при 20°С 1,5200-1,5285
Кислотное число, мг КОН/г 3,0
Вязкость при 25°С, сП 4000-8000
Содержание, % масс:
фосфора, не менее 4,0
свободного нонилфенола, не более 4,0
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
Выпускается под торговыми марками Irgafos TNPP (Ciba, Швейцария), Naugard P (Uniroyal,
США), Songnox TNPP (Songwon, Ю.Корея), Richfos TNPP (RichYu, Тайвань).
Дибутилдитиокарбамат никеля ДБКН (NDBC) с молекулярной массой 467 представляет
собой порошок от оливкового до зеленого цвета плотностью 1260 кг/м3 при 15°С, Гпл=78+90оС.
Брутто-формула: C18H36N2S4Ni.
Структурная формула:
НдС4 С4Нд
\ /
N—С—S—Ni—S—С—N
/II II \
НдС4 S S С4Нд
CAS№ 13927-77-0.
Растворяется в ацетоне, тетрахлориде углерода, ограниченно растворяется в этиловом
спирте, не растворяется в воде. Может оказывать раздражающее действие на кожу человека. Не
экстрагируется из резин. Слабоокрашивающий стабилизатор, может придавать белым и
светлым резинам зеленоватую окраску.
Является антиозонантом и светостабилизатором для резин на основе бутадиенстирольных,
бутадиеннитрильных, бутадиеновых, хлоропреновых синтетических каучуков.
Термостабилизатор и антиоксидант для резин на основе зтиленпропиленовых каучуков. Очень эффективный
УФ-стабилизатор.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1-2 года с даты изготовления в зависимости от изготовителя.
Выпускается под торговыми марками Naugard NBC (Uniroyal, США), Accelerator NDBC (КНР).
Ранее выпускался в России ОАО «Бератон» (г. Березники) - Карбамат БНИ.
Октадецил-3-(3,5-ди-г/;ег-бутил-4-гидроксифенил)пропионат (1076) с молекулярной
массой 531 представляет собой порошок белого, кремового или желтоватого цвета плотностью
1020 кг/м3, Гпл = 49-ь55°С.
Брутто-формула: Сз5Н6203.
Структурная формула:
(СН3)3С О
НО-\ /У- (СН2)2-С-0-С18Н37
(СН3)3С
CAS № 2082-79-3.
590
*-*&--
Растворяется в ацетоне, этилацетате, бензоле, хлороформе, w-гексане, практически не ра-"
створяется в метаноле и в воде. Не токсичен. Неокрашивающий, нелетучий стабилизатор.
Является стабилизатором синтетических каучуков, антиоксидантом, светостабилизатором
резин (УФ-абсорбером).
Применяется pj\!\ бутадиенстирольных, этиленпропиленовых каучуков, бутил- и хлорбутил-
каучуков (дозировка 0,05-0,1% в зависимости от типа каучука), для белых и цветных резин на
основе синтетических каучуков (дозировка 1-2%). Может применяться в комбинации с фос-
фитными стабилизаторами.
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
Выпускается под торговыми марками Irganox 1076 (Ciba, Швейцария), Songnox 1076 (Songwon),
Richnox 1076 (RichYou), Antioxidant 1076 (КНР).
Тетракис[метилен-3-(3,5-ди-грег-бутил-4-гидроксифенил)пропионат] метан, или Пентаэрит-
рилтетракис[3-(3,5-ди-г/юг-бутил-4-гидроксифенил)]пропионат (1010) с молекулярной массой
1178 представляет собой порошок белового, кремового или желтоватого цвета плотностью
1450 кг/м3.
Брутто-формула: С73Н108О12.
Структурная формула:
О
(СН,)2-С-ОСН2-
(СШ3С
с
CAS№ 6683-19-8.
Растворяется в ацетоне, этилацетате, бензоле, хлороформе, практически не растворяется в
воде. Нетоксичен. Неокрашивающий, нелетучий стабилизатор.
Является стабилизатором синтетических каучуков, антиоксидантом, светостабилизатором
резин (УФ-абсорбером).
Технические требования к стабилизаторам согласно спецификациям фирм-изготовителей
приведены в табл. 7.5.5.
Применяется для этиленпропиленового каучука, бутилкаучука, хлорбутилкаучука
(дозировка 0,05-1,0% в зависимости от типа каучука), стирол-бутадиеновых блоксополимеров
(дозировка 0,2-0,5%), белых и цветных резин на основе синтетических каучуков
(дозировка 1-2%).
Транспортируется всеми видами
транспорта в крытых транспортных средствах в
соответствии с Правилами перевозок.
Гарантийный срок хранения в заводской упаковке при
нормальных условиях -1 год с даты
изготовления.
Выпускается под торговыми марками
Irganox 1010 (Ciba, Швейцария), Songnox 1010
(Songwon, Ю.Корея), Richnox 1010 (RichYou,
Тайвань), Antioxidant 1010 (КНР). Выпускался
в СССР под маркой Фенозан 23.
7.5.5. Технические требования
к стабилизаторам
Показатель
Температура плавления, 'С
Содержание, % масс:
основного вещества,
не менее
золы, не более
летучих веществ,
не более
Спецификация
фирмы RichYou
110-125
98
0,1
0,3
Госстандарт КНР
Не ниже 110
98
0,5
0,5
I
I
I
I
!
I
JF
I
I
I
I
2-(2'-Гидрокси-5-метилфенил)бензтриазол ГМФБТ (НМРВТ) с молекулярной массой 225
представляет собой порошок светло-желтого цвета плотностью 1380 кг/м3,7"ПЛ=128-И32°С.
Брутто-формула: С^Н^ГЛМз.
Структурная формула: ОН
сн}
CAS № 2440-22-4.
Растворяется в ацетоне, толуоле, бензоле, водных растворах щелочей, не растворяется в воде.
Мало токсичен. Неокрашивающий, нелетучий стабилизатор.
Является светостабилизатором (УФ-абсорбером) белых и цветных резин на основе
синтетических каучуков (дозировка 1-2%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
Выпускается под торговыми марками Songsorb 1000 (Songwon), Tinuvin P (Ciba, Швейцария).
2-Гидрокси-4-октоксибензофенон ГОБФ (НОВР) с молекулярной массой 326 представляет
собой порошок светло-желтого цвета плотностью 1160 кг/м3, Гпл=47-50°С, Гвспышки= 475°С.
Брутто-формула: С21Н2бОз.
Структурная формула: он
о
CAS№ 1843-05-6.
Растворяется в ацетоне, толуоле, бензоле, алифатических углеводородах, этиловом спирте,
не растворяется в воде. Мало токсичен. LD50=19,5 г/кг.
Является светостабилизатором резин и пластиков (УФ-абсорбером).
Применяется для белых и цветных резин на основе синтетических каучуков, в частности
этиленпропиленовых (дозировка 1-2%).
Транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозок. Гарантийный срок хранения в заводской упаковке при нормальных
условиях -1 год с даты изготовления.
Выпускается под торговой маркой Lowilite 22 (Chemtura, США).
7,5.2. Физические антиозонанты (защитные воски)
Защитный воск ЗВ-П - однородная масса от темно-желтого до темно-коричневого цвета.
Выпускается в виде плит по ТУ 38.101.290-90.
Состав: фракция твердых углеводородов.
Технические требования:
Вязкость кинематическая при 100"С, мм2/с 5,5-7,0
Показатель преломления при 70°С, не более 1,4360-1,4400
Температура плавления, °С 62-67
Содержание, % масс:
воды Следы
механических примесей Отсутствие
Гарантийный срок хранения -1 год с даты изготовления.
Производитель: Россия, г. Новоуфимск.
sea ^
*т^
Защитный воск ЯВ-1 - однородная масса от темно-желтого до темно-коричневого цвета.
Выпускается в виде плит по ТУ 38.301 -25-11 -93.
Состав: фракция твердых углеводородов.
Технические требования:
Плотность при 20°С, кг/м3, не менее ч 890
Вязкость кинематическая при 100°С, мм2/с 4,5-7,5
Показатель преломления при 70°С, не более 1,460
Температура плавления, °С, не ниже 55
Содержание, % масс:
воды, не более Следы
твердых углеводородов, не образующих
комплексные соединения с карбамидом 40-50
механических примесей, не более 0,006
Гарантийный срок хранения -1 год с даты изготовления.
Производитель: Россия, г. Ярославль.
Защитный воск Паралайт 17 - однородная масса от светло-желтого до светло-коричневого
цвета. Выпускается в виде плит по ТУ 38.1011042-85.
Состав: смесь парафинов, церезина и стеарина технического.
Технические требования:
Вязкость кинематическая при 100°С, мм2/с 4,5-6,5
Показатель преломления при 90°С 1,4280-1,4325
Температура плавления, "С 60-68
Содержание масла, % масс, не более 4,0
Гарантийный срок хранения -1 год с даты изготовления.
Производитель: Россия, г. Волгоград.
Защитный воск Омск-ЮМ-1 - смесь микрокристаллических углеводородов с
минеральным маслом, получаемая при депарафинизации остаточных рафинатов западно-сибирских
нефтей в виде твердой однородной массы светло-коричневого цвета. Выпускается в виде плит
по ТУ 38.301-19-49-91.
Технические требования:
Вязкость кинематическая при 100°С, мм2/с 9-11
Температура плавления, "С 63-69
Содержание, % масс:
масла, не более 8,0
влаги Следы
механических примесей, не более 0,04
Гарантийный срок хранения -1 год с даты изготовления.
Производитель: Россия, г. Омск.
Сплав АФ-1 - однородная масса от светло-желтого до светло-коричневого цвета.
Выпускается в виде плит по ТУ 38.101595-81.
Состав: смесь церезинов петролатумных, церезинов синтетических, парафинов нефтяных и
петролатума.
Технические требования:
Вязкость кинематическая при 100°С, мм2/с, не менее 5,0
Температура каплепадения, "С 64-75
Пенетрация (глубина проникновения иглы), 0,1 мм 23-30
Кислотное число, г КОН/1 г сплава 0,18
Гарантийный срок хранения - 2 года с даты изготовления.
Производитель: Россия.
jtffr 1
г
Защитный воск ВЗК-20 - однородная масса от светло-желтого до светло-коричневого цвета.
Выпускается в виде плит по ТУ У 23.2-14279336-002-2002.
Состав: гидроочищенная смесь парафиновых углеводородов дистиллятной и остаточной
| фракций.
|Г Производитель: Украина.
§ Защитные воски СВОЗ - однородная масса от светло-желтого до светло-коричневого цвета,
о. Технические требования приведены в табл. 7.5.6.
^ Производитель: Украина.
| Защитный воск ЗГВ-01/19 - однородная масса. Выпускается в виде плит по ТУ РБ
S 00203358.042-99.
е- Получается путем плавления и гомогенизации твердого углеводородного сырья.
>& Технические требования:
^ Вязкость кинематическая при 100°С, мм2/с 5,5-9,6
й Температура плавления, °С 60-68
|5 Пенетрация, в течение 5 с, х0,1 мм, не более 48
Содержание, % масс, не более:
механических примесей 0,03
влаги Следы
Производитель: Завод горного воска (Беларусь).
Защитные воски Antilux выпускаются в виде гранул (пастилки) или чешуек.
Состав: смесь парафинов и микрокристаллических восков различного строения (табл.
7.5.7).
Гарантийный срок хранения - 2 года с даты изготовления.
Производитель: Rhein Chemie, Германия
Защитные воски Sunproof выпускаются в виде чешуек.
Состав: смесь микрокристаллических восков различного строения (табл. 7.5.8).
Гарантийный срок хранения - 2 года с даты изготовления.
Производитель: Chemtura, США.
Защитный воск Surfix III выпускается в виде плит.
Технические требования:
Температура плавления, "С, не ниже 66,5
Температура застывания, °С 63
Пенетрация в течение 5 с при 25°С, х0,1 мм 40±3
Содержание золы (при 750°С),%, не более 0,001
Производитель: Gujarat Waxes, Индия.
Защитный воск Rubber Protective Wax выпускается в виде белых гранул под торговой маркой
Huayue.
Производитель: Guangdong Maoming Huayue Enterprise Group Company, КНР.
Защитные воски Okerin, Astor выпускаются в виде легкоплавких белых гранул (табл. 7.5.9).
Защитные воски Redezon выпускаются в виде каплевидных гранул (табл. 7.5.10).
Состав: парафиновые микрокристаллические воски.
Производитель: Repsol YPF, Испания.
Защитные воски Sasolwax состоят из микрокристаллических, парафиновых восков и их
смесей (табл. 7.5.11).
Производитель: Wax Sasol Gmbh, Германия.
Защитные воски Negozone выпускаются в виде гранул.
Состав: сбалансированная смесь высоко- и низкомолекулярных восков с различным
содержанием нормальных и изопарафинов (табл. 7.5.12).
Производитель: Hansen & Rosenhthal Wax Company, Германия.
594
«**fe--
7.5.6. Технические требования к воскам СВОЗ
Показатель
Температура плавления, "С, не ниже
Температура каплепадения, °С
Плотность, кг/м3
СВОЗ-60
64
66
828
СВОЗ-75
-
60
930
Показатель
Вязкость кинематическая
при 100°С, ммг/с
Показатель преломления
СВОЗ-60
12
1,443
СВОЗ-75
6,5
-
^
7.5.7. Технические требования к защитным воскам Antilux
Марка
воска
Химический
состав
Температура
затвердевания, °С
Выпускная
форма
Воски-антиозонанты, защищающие резиновые изделия от воздействия озона и от атмосферного старения
Antilux 110
Antilux 111
Antilux 500
Antilux 500PE
Antilux 550
Antilux 600
Antilux 654
Antilux 660
Смесь парафинов и микрокристаллических
восков со средним молекулярно-массовым
распределением (ММР)
Смесь парафинов и микрокристаллических
восков с широким ММР
Смесь парафинов и микрокристаллических
восков со средним ММР
Смесь парафинов и микрокристаллических
восков со средним ММР с 2%
низкомолекулярного полиэтилена
Смесь парафинов и микрокристаллических
восков с узким ММР
Тоже
Смесь парафинов и микрокристаллических
восков со средним и широким ММР
Смесь парафинов и микрокристаллических
восков с узким ММР
Около 62
Около 64
Не ниже 55
Не ниже 56
Не ниже 59
Не ниже 60
Не ниже 65
Не ниже 65
Желтые пастилки
Светло-зеленые пастилки
Пастилки от белого до бледно-
желтого цвета
Чешуйки от белого до бледно-
желтого цвета
Бледно-желтые пастилки
Бледно-желтые пастилки
Пастилки от белого до бледно-
желтого цвета
Голубые пастилки
Антиозонант для резиновых изделий, применяющихся в пищевой, медицинской промышленности
и в производстве игрушек
Antilux 500L
Смесь парафинов и микрокристаллических
восков со средним ММР
Не ниже 55
Белые пастилки
7.5.8. Технические требования к защитным воскам Sunproof
Марка воска
Sunproof
Improved
Sunproof
Junior
Sunproof
Regular
Sunproof
Super
Sunproof
Extra
Назначение и область применения
Смесь восков различного состава для защиты резин, в том числе,
шинных, от атмосферного и озонного старения
Смесь восков различного состава для защиты резин от атмосферного
и озонного старения; наиболее эффективен для резин из бутадиеннит-
рильных и хлоропреновых каучуков
Смесь восков определенного состава для защиты резин различного
назначения от атмосферного и озонного старения и от воздействия
низких температур
Смесь высокоплавких восков для высокоэффективной защиты резин
различного назначения от растрескивания в результате атмосферного
старения и воздействия низких температур
Смесь восков определенного состава для защиты резин, в том числе
шинных, от атмосферного и озонного старения и от воздействия
низких температур
Выпускная форма
Белые чешуйки
_<(_
—«—
Желтоватые чешуйка
Белые чешуйки
7.5.9. Технические требования к защитным воскам Okerin, Astor
1
I
§
Марка
воска
Okerin 11234
Okerin 1891
Okerin 236
Okerin 2711
Okerin 6174
Astor Astax 140H
Температура
затвердевания, "С
65-68
61-65
65-68
64-69
61-73
60-62
Кинематическая
вязкость при
100"С, мм2/с
6,5-8,5
5,5-6,5
5,5-6,5
5,5-7,5
5,0-8,0
4,0-5,0
Пенетрация
при 25'С, х0,1
мм
18-26
14-20
11-16
13 (максимум)
-
13-17
Область применения
Антиозонант для различных резиновых изделий
Антиозонант для РТИ, резиновой обуви, шин;
рекомендуется применять при температурах 20-45°С
Антиозонант для различных резиновых изделий
Антиозонант для шин, резиновой обуви, изделий
из пластмасс
Антиозонант для различных резиновых изделий
Антиозонант для различных резиновых изделий
(содержит 0,5% масла)
7.5.10. Технические требования к защитным воскам Redezon
Марка
воска
Redezon 100P
Redezon 200Y
Redezon 500
Redezon 503
Redezon 510
Redezon 520P
Температура
застывания, "С
-
66-68
66 (среднее)
60-63,9
60-69
64-69
Температура
плавления, "С
65-75
68-70
64-68
_
62-75
64-70
Кинематическая
вязкость при 100°С, мм'/с
5,0-6,0
_
6,0 (среднее)
5,8-6,5
5.0-6.4
5,0-7,0
Содержание масла,
% масс.
Не выше 1,0
0
0
Не выше 1,0
0
Не выше 1,0
7.5.11. Технические требования к защитным воскам Sasolwax
Марка воска
Цвет
Температура
застывания, °С
Пенетрация
при 25"С, х0,1 мм
Содержание масла,
% масс.
Васки для шин
Sasolwax 2396
Sasolwax 6064
Sasolwax 6066
Sasolwax 8739
Sasolwax 4959
Sasolwax 6693
Sasolwax 5998
Sasolwax 5138
Sasolwax 8893
Sasolwax 8080
Белый
Белый
Желтоватый
Желтоватый
Желтоватый
Желтоватый
Желтоватый
Желтоватый
Кремовый
Коричневый
60-62
60-63,5
61-67
61-67
63-69
64-66
64-68
64-68
66-68
70-74
15-17
15-25
14-20
15-20
14-18
15-22
14-19
14-20
14-17
-
0-0,5
0-1
0-1
0-2,5
0-2
0-2
-
-
0-0,5
0,5-2
Воски для резинотехнических изделий
Sasolwax 5205
Sasolwax 5605
Sasolwax 6050
Sasolwax 6070
Sasolwax 6403
Белый
Белый
Белый
Белый
Белый
52-54
54-56
60-65
60-65
63-66
21-25
20-24
65-80
70-90
16-20
0-0,5
0-0,5
5-8
10-15
0-0,5
7.5.12. Технические требования к защитным воскам Negozone
Марка воска
Negozone 220
Negozone 3457
Negozone 3509
Температура
застывания, "С
66
65
62,5
Кинематическая
вязкость
при 100°С, мм7с
6,7
6,3
5,6
Пенетрация
при 25"С,
х0,1 мм
15
17
18
Содержание
масла,
% масс.
0,8
0,37
5,6
Цветность
по Сэйболту
28
30
30
7.6. Антирады *Ч
(Н.Н. Буканова, МЛ. Закирова)
Антирады вводятся в резиновую смесь для повышения радиационной стойкости каучуков.
Уменьшение изменений в строении и свойствах каучуков в результате действия
ионизирующего излучения достигается путём модификации (внутренняя защита) или путём введения в них §
защитных добавок - антирадов (внешняя защита). Внутренняя защита проявляется в
сополимерах, содержащих в своём составе ароматические группы (например, в бутадиенстирольных а
каучуках) и обусловлена процессами внутримолекулярного переноса энергии возбуждения и §
рассеивания её фенильными кольцами. Внешняя защита каучуков (в основном ненасыщенных) с
осуществляется главным образом с помощью защитных добавок. £
£
с
Идеальная защитная система должна работать одновременно по различным механизмам,
обеспечивая «перехват» нежелательных реакций на всех стадиях радиолиза. Механизм
защиты антирадами осуществляется соединениями, способными: л
- рассеивать переданную им энергию электронного возбуждения в виде тепла или
длинноволнового электромагнитного излучения без существенных изменений;
- передавать электрон полимерному иону без последующего возбуждения; акцептировать
электрон, снижая вероятность реакций нейтрализации с образованием возбуждённых молекул;
- передавать атом водорода полимерному радикалу;
- акцептировать атом водорода, предупреждая его последующие реакции;
- реагировать с полимерными радикалами, образуя стабильную молекулу.
Ароматические углеводороды, характеризующиеся низкими потенциалами ионизации и
наличием большого числа низко лежащих возбуждённых состояний, обладают более высокой
радиационной стойкостью. Использование таких соединений в качестве антирадов в
значительной степени уменьшает изменение структуры и свойств полимеров при облучении. Наиболее
эффективными из числа многоядерных ароматических соединений в изопреновом каучуке
являются бензантрацен, фенантрен, хризен, пицен, конденсированные ядра которых
расположены под углом друг к другу; пирен, бензопирен с более плотным расположением ядер, а также
линейные неконденсированные системы - дифенил, л-терфенил, флуорен. Предполагается, что
защитное действие этих добавок обусловлено их способностью принимать и рассеивать
энергию электронного возбуждения.
Эффективную защиту каучуков обеспечивают вторичные ароматические амины.
Предполагают, что антирадное действие таких соединений может быть связано с процессами переноса
электрона от добавки к положительному иону - «дырке» полимера. По такому механизму
происходит защита каучуков СКН-26 и СКД фенил-Р-нафтиламином, фенотиазином, бензофеноти-
азином, л-фенилендиамином, дифениламином и их производными, являющимися донорами
электронов.
Электроноакцепторные добавки (хиноны и хинонимины) эффективно защищают каучуки от
радиационного сшивания, причём хинонимины оказывают более сильное защитное действие, чем
хиноны. Уменьшение выхода заряженных частиц в облучённом каучуке в присутствии электро-
ноакцепторных добавок и образование из них анион-радикалов указывают на то, что защитное
Действие такого рода добавок связано с выводом зарядов из сферы радиационно-химических
реакций в каучуке. При действии хинонов и хинониминов реализуются как захват электронов,
так и акцептирование «дырок».
В отличие от добавок электроакцепторного типа добавки, обладающие электродонорными
свойствами, при облучении каучука СКН-26 в вакууме до поглощённой дозы 200-Ю4 Гр не
изменяют своей структуры.
--*$*--
59!
i
i
I
!
I
JP Эффективность действия антирадов (вторичных ароматических аминов) в каучуке СКН-26
возрастает в ряду: фенил-3-(нафтиламин < 2-(л-бензосульфогидроксифениламино)нафталин
< 2-(л-толуолсульфонгидроксифениламино)нафталин < 4-гидроксифенил-р-нафтиламин. С
увеличением концентрации наиболее эффективного антирада (4-гидроксифенил-З-нафтила-
мина) в СКН-26 до 0,375 моль/л расход двойных связей боковых винильных групп
уменьшается до 500-Ю4 Гр, при этом практически не происходит циклизация, а сшивание полимерных
цепей каучука протекает с наименьшей скоростью.
Ниже приведена схема механизма защитного действия вторичных ароматических аминов в
СКН-26:
н
I
+
-сн
СЬ,
+
00*0
-он
он
(1)
сн,—сн
НчЬ
н
N—/~~\—ОН
(2)
-Н +
СН,—СН
-Ч0-ОН
(3)
-н,
он
(4)
По-видимому, при облучении каучука, содержащего амины, карбониевый ион
(полимерная «дырка») может вступать в реакцию с двойной связью нафтильного кольца, тс-связь
раскрывается, один из её электронов, находящийся у атомов углерода в 3-положении,
переходит к карбониевому иону, и этот атом углерода становится положительно заряженным.
При этом образуется радикал со свободной валентностью у бокового подвеска цепи -
СН(СН3), а также радикал со свободной валентностью у углеродного атома нафтильного
кольца в а-положении (реакция 1). Эти радикалы взаимодействуют между собой с
образованием С-С-связи между нафтильным кольцом молекулы амина и каучуком (реакция 2).
Последующая реакция депротонизации приводит к восстановлению двойной связи в нафтиль-
ном кольце добавки (реакция 3). Конечной стадией присоединения амина является
отщепление Н2 от группы -СН(СН3) с образованием двойной связи, сопряжённой с двойными
связями нафтильного кольца (реакция 4).
Таким образом, защита каучука от действия ионизирующей радиации с помощью указанных
вторичных ароматических аминов осуществляется по двум механизмам - внешней и
внутренней защиты. В первом случае наблюдается наибольший эффект защиты. При этом защитное
действие добавки связано с миграцией полимерной «дырки» к добавке и присоединением
последней к каучуку, вследствие чего практически полностью прекращается циклизация
полимерных цепей и в значительной степени снижается скорость сшивания каучука. Во втором случае
происходит перенос энергии возбуждения от каучука к добавке в связанном состоянии,
обладающей способностью рассеивать эту энергию. При этом развивается циклизация каучука, а
сшивание происходит с большей скоростью по сравнению с периодом преимущественного
проявления механизма внешней защиты. Однако в период реализации преимущественно
механизма внутренней защиты скорости процессов циклизации и сшивания меньше, чем при облучении
каучука, не содержащего аминов.
При защите каучука с помощью вторичных ароматических аминов - 1М-(3-гидроксибутили-
ден)нафтиламина-1 (ГОФНА) и 1\1-фенилнафтиламина-2 (ФНА) до поглощённых доз порядка
(1000-1500)-104 Гр они не подвергаются распаду, в то время как структуры 2-(л-бензолсуль-
фогидроксифениламино)нафталина и 2-(л-толуолсульфогидроксифениламино)нафталина
существенно изменяются - отщепляется S02.
Для значительного снижения радиационного повреждения цепей каучука СКН-26
необходимо увеличить дозировку защитного агента путём введения дополнительного количества
более эффективного, чем неозон Д (в каучуке), л-гидроксинеозона (4-гидроксифенил-|3-на-
фтиламина).
Антирады наиболее эффективны при повышении радиационной стойкости резин на основе
непредельных каучуков на воздухе. В бескислородной среде антирады замедляют снижение
упруго-прочностных характеристик резин, но менее эффективны при сжатии. Наибольший
эффект проявляется при введении антирад (до 3 масс, ч.) в резины на основе изопренового,
бутадиенстирольного и бутадиеннитрильного каучуков.
Поскольку действие антирадов обусловлено различными механизмами, следует одновременно
применять несколько различных веществ, например, 1\1(-3-гидроксибутилиден)нафтиламин-1
(альнафт); 1\1-изопропил-1\Г-фенил-л-фенилендиамин, 1\1,1\Г-диоктил-л-фенилендиамин и моноизоп-
ропилендифенил в резине на основе бутадиеннитрильного каучука.
Эффективность антирадов в резинах на основе предельных каучуков значительно ниже,
чем в резинах из непредельных каучуков. С их помощью обеспечивают некоторое
повышение радиационной стойкости резин на основе акрилатного, фторкаучука (гидрохинон, N-цик-
логексил-1\Г-фенил-л-фенилендиамин, !\1,1\Г-диоктил-л-фенилендиамин),хлорсульфированно-
го полиэтилена (дибутилдитиокарбамат никеля, олигомер 2,2,4-триметил-1,2-дигидрохиноли-
на), бутилкаучука (дибутилдитиокарбамат цинка).
Эффективная защита некоторых каучуков (натурального, бутадиенстирольного, полиизо-
бутилена, силоксанового) от радиационного повреждения может быть обеспечена с
помощью соединений, обладающих донорноакцепторными свойствами в отношении атомов
водорода.
Поскольку под действием ионизирующего излучения работают не каучуки, а резины и изделия
из них, то оптимальную дозировку защитного агента следует устанавливать на резинах.
Сера и тиурам обладают антирадным действием. В присутствии серы не наблюдается цис-
транс-изомеризация и циклизация двойных связей каучука, что свидетельствует о влиянии серы
на стадию возбуждения и ионизации.
Довольно существенное влияние оказывают вулканизующие агенты и другие ингредиенты
резиновых смесей на радиационную стойкость резин к действию ионизирующего излучения.
I
I
I
!
I
I
599
У"8. СПЕЦИАЛЬНЫЕ ДОБАВКИ
I
i
1
8.1. Антипирены 600
8.2. Модификаторы 605
8.3. Порообразователи 618
8.4. Красители и пигменты 622
8.5. Ингредиенты латексных композиций 634
8.6. Смолы для пропиточных составов 649
8.7. Олигоэфиракрилаты 650
8.8. Добавки для фторкаучуков 660
Для успешной переработки каучуков и улучшения свойств готовых изделий в резиновые смеси
наряду с наполнителями, пластификаторами и стабилизаторами вводят так называемые
специальные добавки, которые по функциональному назначению можно сгруппировать следующим
образом: антипирены, модификаторы, порообразователи, красители и др.
8.1 • Антипирены
(Л.И. Сергунова)
Антипирены вводят в резиновые смеси для снижения горючести резин. В качестве антипире-
нов широко используются галогенсодержащие соединения, неорганические соли, оксиды и гид-
роксиды металлов, органические производные фосфора и другие соединения, содержащие
фосфор, азот, бор.
Из галогенсодержащих антипиренов наибольшее применение нашли хлорсодержащие (де-
кахлордифенил, гексахлорбензол, пентахлорфенол, хлорпарафины и др.) и бромсодержащие
(ароматические соединения, содержащие в молекуле от 4 до 10 атомов брома) соединения.
Содержание связанного галогена в продукте составляет более 40%. Для усиления
эффективности их действия они используются в комбинации с оксидами некоторых металлов (мышьяка,
сурьмы, олова, молибдена и др.). На практике в качестве синергиста к галогенсодержащим
антипиренам используют триоксид сурьмы. Массовое соотношение галогенсодержащего
соединения и триоксида сурьмы составляет 3:1.
Дозировка галогенсодержащего антипирена в зависимости от типа эластомера и
комплекса заданных свойств может колебаться от 5 до 30 масс. ч. на 100 масс. ч. каучука. При
дозировках свыше 30 масс. ч. ухудшаются прочностные и технологические свойства
резиновых смесей.
Бромсодержащие антипирены по эффективности превосходят хлорсодержащие, однако их
стоимость значительно выше. Они применяются в специальных случаях, когда требуется очень
высокая огнестойкость или высокие температуры переработки и эксплуатации изделий.
В резиновой промышленности из бромсодержащих антипиренов применяются в
основном гекса-, окта- и декабромдифенил и дифенилоксиды, содержащие от 70 до 85%
связанного брома. Из хлорсодержащих антипиренов применяются твердые и жидкие
хлорпарафины. Хлорпарафины в определённой степени обладают свойствами мягчителей,
снижают вязкость резиновых смесей, в ряде случаев увеличивают их липкость и несколько
повышают относительное удлинение. Бромсодержащие антипирены такими свойствами не
обладают.
600
8.1.1. Галогенсодержащие антипирены
"А.
Декабромдифенилоксид (ДБДФО) с молекулярной массой 959,0 представляет собой
порошок белого или слегка кремоватого цвета плотностью 3280 кг/м3, насыпной плотностью
1350 кг/м3; температура плавления Гпл > 290°С.
Брутто-формула: С12 Вг-юО.
Структурная формула: Вг
Вг-{
Вг
ТУ 6-47-53-92.
Слабо растворяется в этаноле, бензоле, тетрахлорэтане, тетрахлориде углерода, не растворяется j
в воде. Содержание связанного брома не менее 81%. Температура начала разложения 340°С. :
ДБДФО относится к малотоксичным веществам, обладает умеренно выраженным действи- ^
ем на кожу и резорбтивным действием. Выраженного кумулятивного действия не выявлено,
фиброгенное действие отсутствует.
ПДК в воздухе рабочей зоны составляет 3 мг/м3. Относится к 3-му классу опасности.
Порошок в слое пожароопасен, температура самовоспламенения 300°С. Аэровзвесь
взрывоопасна, до концентрации 260 г/м3 не воспламеняется.
Продукт хранят в крытых складских помещениях. При хранении не допускается контакт с
водой. Гарантийный срок хранения -1 год с момента изготовления.
Применяется для повышения огнестойкости: резин на основе карбоцепных и силоксановых
каучуков, олигомерных композиций, пластмасс. Особенностью ДБДФО является возможность
его использования в полимерных материалах, подвергающихся воздействию высоких
температур - выше 200°С.
В резинах на основе карбоцепных каучуков дозировки составляют от 15 до 30 масс, ч., а при
необходимости в комбинации с триоксидом сурьмы и более высокие. В хлорированных
полимерах (полихлоропренах, хлорсульфированном полиэтилене, хлорированном полиэтилене и др.)
дозировки ДБДФО могут быть значительно ниже и выбираются с учетом требований по
огнестойкости. Для резин на основе силоксановых каучуков дозировки составляют 10-20 масс. ч. Добавка
триоксида сурьмы в этих резинах не повышает их огнестойкость.
По комплексу показателей, влиянию на свойства резин и резиновых смесей и областям
применения ДБДФО аналогичен декабромдифенилу (ДБД) С12Вг10 с молекулярной массой 943,0, и
содержанием связанного брома 84,8%. ДБД поставляется из-за рубежа.
Гексабромбензол (ГББ) с молекулярной массой 551,5 представляет собой порошок от белого
до слегка кремоватого цвета, плотностью 3380 кг/м3, насыпной плотностью 1100 кг/м3;
7"ПЛ=326^327°С.
Брутто-формула: С6Вг6.
Структурная формула: Вг
Вг
ТУ 6-22-23-77.
Трудно растворяется в бензоле, не растворяется в воде, эфире, ацетоне, устойчив к гидролизу.
Содержание связанного брома 87%, температура начала разложения 230°С. Продукт устойчив к
у-излучению до 50 Гр. ГББ относится к малотоксичным веществам. ПДК в воздухе рабочей зоны
составляет 2 мг/м3. Относится к 3-му классу опасности. Пожаровзрывобезопасен. Не
самовоспламеняется до 700°С, аэровзвесь не воспламеняется до концентрации 200 г/м3.
Вг Вг Вг
Вг Вг Вг
0-нН>-Вг
Вг
#
Вг
Вг
~?fe~-
60
I
I
i
!
I
Применяется для повышения огнестойкости резин на основе карбоцепных каучуков.
Рекомендуется для использования в радиационностойких уплотнительных резинах для повышения
их огнестойкости.
Антипирен для полиэтилена, полистирола, полиэфиров, полиамидов.
Окгабромдифенилоксид (ОБДО) с молекулярной массой 801,34 содержит 78-81%
связанного брома, температура начала разложения 230°С.
Брутто-формула: С12Вг8Н2о-
Структурная формула: Вг Вг Вг Вг
Вг-^-О-^-Вг
Вг Вг
Растворим в этаноле, эфире, не растворим в воде.
Применяется для повышения огнестойкости резин на основе карбоцепных каучуков.
Пентабромдифенилоксид (ПБДФО) содержит 69-71% связанного брома. Температура
размягчения 60-70°С, температура начала разложения 250°С. Растворяется в толуоле, ацетоне, не
растворяется в спиртах и воде. Относится к 3-му классу опасности.
Гексабромциклододекан (ГБЦД) с молекулярной массой 641,7 представляет собой
кристаллический порошок от белого до слегка кремоватого цвета плотностью 2300 кг/м3, насыпной
плотностью 1000 кг/м3; 7"пп=175°С. Содержание связанного брома не менее 70% масс.
Брутто-формула: С12Н18Вг6.
Структурная формула:
о Вг Вг„
Вг^ V \/ /Вг
Вг Вг
ТУ 6-47-06-89.
Выпускается двух марок А и Б. Для марки Б массовая доля ГБЦД, проходящего через сито
с сетками № 01 и 0,063, составляет не менее 100 и 95% соответственно. Для марки А этот
показатель не регламентируется.
Растворяется в ацетоне, толуоле, бензоле, метиленхлориде, не растворяется в воде и
метаноле.
Температура начала разложения 200°С. При 230°С происходит потеря 5% массы ГБЦД, при
температуре около 260°С продукт разлагается.
Относится к 4-му классу опасности. ПДК в воздухе рабочей зоны составляет 10 мг/м3.
Продукт не обладает кумулятивным, аллергенным, кожнораздражающим и кожнорезорбтивным
действиями. Пожаровзрывобезопасен, температура самовоспламенения 580°С.
Продукт хранят в крытых складских помещениях. Гарантийный срок хранения 1 год со дня
изготовления.
Применяется для повышения огнестойкости пластмасс и может быть рекомендован для
резин на основе карбоцепных каучуков.
Хлорпарафин ХП-1100 (ТУ 2493-018-13164401-95) представляет собой смесь твердых
хлорированных парафинов с длиной цепи С2д-С30, с общей средней эмпирической формулой
C29-C3o и эмпирической формулой CnH2n+2.xClx, гдех=21+24.
Получается хлорированием нефтяных парафинов с 7"пл > 50°С. Это порошок от белого до
коричневато-белого или серого цвета, плотностью 1600 кг/м3, насыпной плотностью 1000 кг/м3; Гпл=70-ь90°С.
Содержание связанного хлора не менее 70%.
Растворяется в органических растворителях, не растворяется в воде. Выпускается высшего
и первого сортов.
8.1.1. Технические требования к хлорпарафиновым продуктам
Показатель
Средняя эмпирическая формула
Молекулярная масса
Температура застывания,"С
Содержание связанного хлора, % масс.
Плотность при 50°С, кг/м3
Термостабильность в пересчете
на отщепленный HCI, не более, %
Парахлор 470 марки
А
С^^зг^'б
461
-12 +-22
45-49
1085-1250 (при 20°С)
0,2
Б
461
-12 +-22
45-49
1085-1250 (при 20°С)
0,4
Парахлор
380
С^НггС'б
300-400
-20 + -30
53-56
1270-1320
0,4
Парахлор
54
^18^30^8
530
-8+ -10
52-54
1260-1300
0,4
Термостабильность в пересчете на отщепленный HCI не более 0,1% (высший сорт) и 0,18% £
(первый сорт), остаток на сите с сеткой 0,4К не более 4% масс, (высший сорт) и 5% масс, (пер- '^
вый сорт). Температура начала разложения 265°С. 5
Хлорпарафин устойчив ку-излучению до 50 Гр. Трудногорючее, нетоксичное вещество, не с
оказывающее вредного воздействия на организм человека. В процессе переработки при
температурах выше 200°С возможно выделение паров тетрахлорида углерода (ПДК=20 мг/м3) и хло-
роводорода (ПДК=5 мг/м3). Температура воспламенения 360°С.
Хлорпарафин ХП-1100 хранят в крытых сухих, неотапливаемых помещениях при
температуре не выше 40°С, гарантийный срок хранения -1 год со дня изготовления.
Применяется в качестве антипирена в резинах на основе карбоцепных каучуков общего и
специального назначения, олигомерных композициях и других полимерных материалах.
Наибольшее применение находит в производстве негорючих конвейерных лент. Рекомендуется для
повышения огнестойкости радиационностойкихуплотнительных резин.
Хлорпарафины Парахлор 470, Парахлор 380, Парахлор 54 (ТУ 2493-017-13164401-95,
ТУ 6-01 -1323-86, ТУ 6-01-1311-85) получают хлорированием жидких очищенных
парафинов. Представляют собой трудногорючие, нетоксичные, вязкие смолообразные продукты
(Парахлор 380, Парахлор 54) от светло-коричневого до коричневого цвета и прозрачную
маслянистую жидкость (Парахлор 470) (табл. 8.1.1).
Температура начала разложения хлорпарафинов 165-170°С, вспышки 203°С, воспламенения
275°С, самовоспламенения 374°С.
Хлорпарафины хранятся в бочках в крытых складских помещениях. Гарантийный срок
хранения -1 год со дня изготовления.
Применяются в качестве негорючей добавки (обладающей свойствами мягчителя) к
резиновым смесям на основе карбоцепных каучуков.
8.1.2, Оксиды и гидроксиды металлов
Триоксид сурьмы с молекулярной массой 291,5 представляет собой порошок белого цвета,
плотностью 5190 кг/м3, ГПЛ=656°С, ГКИП=1425°С. Содержание триоксида сурьмы в техническом
продукте не менее 98,7% масс.
Химическая формула: Sb203.
ТУ 48-14-1-88.
Растворимость в воде незначительна, хорошо растворяется в соляной и плавиковой
(фтористоводородной) кислотах, слабо - в азотной.
Остаток на сетке 014 не более 0,05%, на сетке 0045 - не более 0,1%. Остаток
нерастворимый в кислотах, не более 0,1 % масс.
При нагревании на воздухе до 400-500°С триоксид сурьмы окисляется.
>-^~-
602
I
i
!
I
>P* Триоксид сурьмы в виде аэрозоля токсичен и относится ко 2-му классу опасности,
оказывает раздражающее действие на органы дыхания, пищеварения и кожу, ПДК в воздухе рабочей
зоны составляет 1 мг/м3.
Триоксид сурьмы хранят в упаковке изготовителя в общих помещениях закрытых
несгораемых складов. Гарантийный срок хранения - 2 года со дня изготовления.
Применяется в качестве добавки (синергиста) к галогенсодержащим антипиренам для
усиления огнезащитного действия в массовом соотношении 1:3. Добавка триоксида сурьмы к
смесям на основе хлорсодержащих полимеров (полихлоропрену, хлорированному полиэтилену и
др.) способствует дополнительному повышению их огнестойкости. Дозировки в этом случае
составляют от 2 масс, ч и более в зависимости от содержания хлора в полимере и требуемого
уровня огнестойкости.
Алюминия гидроксид тонкодисперсный с молекулярной массой 78,0 выпускается двух
марок: А и С, различающихся степенью дисперсности.
Химическая формула: AI(OH)3.
ТУ 6-18-22-94-86 (опытные партии).
Представляет собой кристаллический (гидраргилит) порошок белого цвета плотностью
2424 кг/м3; насыпной плотностью для марок А и С не более 350 и 400 г/дм3; удельной
поверхностью не менее 5 и 7 м2/г; дисперсностью не более 4 и 2,5 мкм соответственно.
Не растворяется в воде. Дегидратация алюминия гидроксида протекает в две стадии: первая
при температуре около 200°С, вторая - около 270°С.
Продукт относится к 4-му классу опасности. ПДК в воздухе рабочей зоны составляет 6 мг/м3.
Может вызывать раздражение (в виде пыли) кожных покровов и слизистых оболочек органов
дыхания и желудочно-кишечного тракта. Пожаро- и взрывобезопасен.
Продукт хранят в крытых складских помещениях. Гарантийный срок хранения -1 год со дня
изготовления.
Применяется для придания резинам на основе карбоцепных каучуков негорючих свойств.
Дозировки являются достаточно высокими: 30-100 масс, ч на 100 масс, ч каучука. Его можно
вводить в резиновые смеси вместо такого же количества неактивных наполнителей. Можно
использовать в комбинации с галогенсодержащими антипиренами и циануратом меламина.
8.1.3, Азотсодержащие антипирены
Цианурат меламина с молекулярной массой 255,05 представляет собой порошок от белого до
серовато-желтого цвета с насыпной плотностью не более 450 кг/м3. Содержание общего меламина
48-51% масс, остаток на латунной сетке 0,14 не более 0,15%, на сетке 0,25 - отсутствует.
Брутто-формула: C6H903Ng.
ТУ 113-03-407-82.
Относится к 4-му классу опасности. ПДК в воздухе рабочей зоны составляет 0,5 мг/м3.
Коэффициент кумуляции более 1,0. Не обладает местным раздражающим и общим резорбтивным
действием на кожу и слизистые оболочки. Трудногорючее вещество. Взвешенная в воздухе пыль
невзрывоопасна. Температура самовоспламенения 609°С
Цианурат меламина хранят в крытых сухих складских помещениях. Срок хранения 6 мес. со
дня изготовления.
Применяется для придания резинам негорючих свойств. Дозировка цианурата меламина в
резиновых смесях должна составлять 50-100 масс. ч. Его можно вводить в резиновые смеси
вместо такого же количества неактивных наполнителей, а также совместно с гидроксидом
алюминия. Цианурат меламина применяется в качестве антипирена в резинотканевых
изделиях, в резинах на основе полихлоропреновых каучуков.
8,1.4. Фосфорсодержаще антипирены ~Ч
Из фосфорсодержащих продуктов наиболее распространёнными замедлителями горения ч
полимерных материалов являются органические соединения фосфора: трикрезилфосфат |
(СН3С6Н40)РО, трифенилфосфин (С6Н5)3Р, дифенилэтилфосфин [(С6Н5)2С2Н5]Р, грис-(1- |
бром-3-хлоризопропил)фосфат (BrCIC3H50)3PO, фис-(2,3-дибромпропил)фосфат (Вг2СзН50)з P0, |
тетраоксиметилфосфонийхлорид (0НСН2)4РС1, тригидроксиметилфосфиноксид (ОНСН2)3Р0, трих- £■
лорэтилфосфат - ТХЭФ (С1С2Н40)зР0, трифенилфосфат - ТФФ (С6Н50)3РО, триксиленилфос- |
фат - ТКСФ [(СН3)2С60]3Р0, три(2-этилгексил)фосфат ТОФ (С8Н170)3Р0, ди(2-этилгексил)фе- $
нилфосфат - ДАФФ [(С8Н170)2(С6Н50)]РО. |
Для резиновой промышленности наибольший интерес представляют фосфорсодержащие §
продукты ДАФФ, ТФФ и ТКСФ. '§
Молекулярные массы: ДАФФ - 398,52, ТФФ - 326,29, ТКСФ - 410,65. |
ДАФФ и ТКСФ представляют собой невзрывоопасные, высококипящие, прозрачные, масля- §
нистые жидкости плотностью при 20°С 980-1000 и 1450-1550 кг/м3, Гкип = 210°С (при 0,67 кПа) ^
и 290°С (при 2,66 кПа), температура вспышки 190°С и 228°С соответственно, температура
самовоспламенения выше 400°С.
ТФФ - кристаллическое вещество (чешуйки белого цвета) плотностью при 60°С 1268 кг/м3;
Гпл=47,5-й9°С, 7КИП=245°С (при 146 кПа). Относится к 3-му классу опасности (для фосфорсо-
держаних продуктов).
ПДК в воздухе рабочей зоны для ДАФФ составляет 0,1 мг/м3, для ТКСФ - 0,5 мг/м3, для
ТФФ-Юмг/м3.
Продукты растворяются в органических растворителях и не растворяются в воде. Они
проникают через неповрежденную кожу, оказывают раздражающее действие и способны при
длительном воздействии вызывать интоксикацию.
Фосфорсодержащие продукты хранят в складских помещениях в герметично закрытой таре,
защищенной от воздействия солнечных лучей и атмосферных осадков. Гарантийный срок
хранения 6 мес, ТФФ -1 год со дня изготовления.
Применяются в производстве кабельных пластиков, искусственных кож, линолеума, в
лакокрасочной промышленности и других областях. ДАФФ можно использовать в качестве мяг-
чителя и пластификатора вместо масла ПН-6 и дибутилфталата в негорючих резинах на основе
карбоцепных каучуков в тех же дозировках. По влиянию на пластоэластические свойства
резиновых смесей ДАФФ близок к маслу ПН-6. Фосфорсодержащие пластификаторы наиболее
эффективны в комбинации с галогенсодержащими антипиренами. Их можно также
использовать вместе с гидроксидом алюминия и циануратом меламина.
8.2. Модификаторы
(ВТ. Фроликова)
Модификаторы вводят в состав резиновых смесей для направленного изменения свойств
эластомеров. Модификация эластомеров может осуществляться как на стадии их синтеза, так
и непосредственно в процессе переработки каучуков в изделия.
Модификация эластомеров на стадии переработки заключается во введении в
макромолекулы каучуков небольшого количества новых функциональных групп при взаимодействии
эластомера с реакционноспособными низкомолекулярными соединениями - модификаторами.
По своему назначению модификаторы можно разделить на следующие группы:
- промоторы адгезии для крепления к текстильному корду;
- промоторы адгезии для крепления к метоллокорду;
s$s- в05
I
I
■ промоторы взаимодействия полимеров с техуглеродом;
- промоторы взаимодействия полимеров с минеральными наполнителями;
- модификаторы, повышающие прочностные, механические и другие характеристики резин.
Модификаторы, условно отнесенные к той или иной группе, могут одновременно влиять на
другие свойства резиновых смесей и вулканизатов.
8,2.1. Азотсодержащие модификаторы
Блокированные диизоцианаты представляют собой твердые вещества, выпускаемые в
порошкообразной или гранулированной форме от белого до коричневого цвета (в зависимости от
состава товарного продукта).
Брутто-формула: O^N^RR'.
Структурная формула:
NH-
-OR"
R
\
NH—С—OR'
t
8.2.1. Модификаторы изоцианатного типа,
выпускаемые отечественными производителями
Модификаторы изоцианатного типа при 140°С диссоциируют на составные части: полиизоци-
анат и е-капролактам. В процессе вулканизации свободные NCO-группы взаимодействуют с
различными соединениями, содержащими активный водород, в том числе с водой, гидроксиль-
ными, амино-, -SH, СООН-группами и другими, образуя олигомеры или полимеры.
При смешении достигается удовлетворительное распределение в резиновых смесях.
Продукты стабильны при низких температурах, разлагаются при температуре выше 160°С.
Легко взаимодействуют с соединениями, содержащими группы с подвижным атомом
водорода: -SH, -NH, -ОН, с водородом ос-метиленовой группы, органическими кислотами,
содержащими СООН-группу. В
присутствии воды
разлагаются с выделением
диоксида углерода.
В табл. 8.2.1 приведены
некоторые характеристики
модификаторов
изоцианатного типа, выпускаемых
отечественными
производителями (МК-1 - продукт
на основе полиизоцианата
и е-капролактама; БКТ,
БКТ-2, БКПИЦ - продукты
на основе толуилендиизо-
цианата и е-капролактама;
БКПИЦ-ДБС -
модификатор, представляющий собой
изоцианат, блокированный
е-капролактамом и
осажденный на неорганический
носитель).
Характеристика
продукта
Производитель
Нормативный
документ
Внешний вид
Содержание
блокированных изо-
цианатных групп,
% масс, не менее
Температура, "С,
не выше:
деблокирования
каплепадения
Плотность, кг/м3
МК-1
НПФ ООО «Хим-
продукт КМ»
(Москва)
ТУ 2433-001-
03045658-2003
Порошок или
гранулы
коричневого цвета
11
160-170
1000-1100
БКТ, БКТ-2,
БКПИЦ
ООО «Леке»
(г.Дзержинск
Нижегородской обл.)
ТУ 2433-052-
58948815-2008
Частицы светло-
желтого или светло-
коричневого цвета
размером до 10 мм
БКТ-19,
БКТ-2 - 17,
БКПИЦ-11
БКТ- 150, БКТ-2,
БКПИЦ-120
1000-1100
БКПИЦ-ДБС-
модификатор
ООО «Эластохим»
(г. Волжский
Волгоградской обл.)
ТУ 2294-002-
98528460-07
Частицы от
белого до
светло-бежевого цвета
5-10
Органическая
составляющая 40-80
-
Относятся к 4-му классу опасности по ГОСТ 12.1.007. Безвредны, утилизируются микробами. ^у_
Хранятся в упакованном виде в сухих, крытых, прохладных складских помещениях. Не
допускается совместное хранение с самовозгорающимися и легкогорючими веществами.
Транспортируются согласно ГОСТ 6732.5 всеми видами транспорта в крытых транспортных
средствах в соответствии с действующими Правилами перевозки грузов.
Применяются в резиновых смесях для шин и РТИ на основе каучуков общего назначения
(натурального, изопренового, бутадиенстирольного, бутадиенового) в качестве модификаторов
и промоторов адгезии к текстильному корду; для изготовления полиуретановых клеев горячего
отверждения. Дозировки составляют 1,0-3,0 масс, ч на 100 масс, ч каучука.
Гексаметилентетрамин (ГМТА) представляет собой твердый мелко- или
крупнокристаллический порошок белого цвета со специфическим запахом плотностью 1300 кг/м3. Молекулярная
масса 140,19.
Брутто-формула: C6H12N4
Структурная формула: N
СН,
СН,
Хорошо растворяется в хлороформе, метаноле, воде, слабо растворяется в эфирах,
бензоле, не растворяется в ненасыщенных каучуках.
При смешении не достигается удовлетворительного диспергирования в резиновых смесях,
при хранении он легко выцветает на поверхность резиновых смесей.
Не плавится, при температуре около 270°С начинается возгонка продукта с разложением.
В протоно-донорных средах температура распада продукта резко снижается и при 130-150°С
начинается отщепление аммиака и аминов. При температуре выше 230°С возгоняется в
вакууме.
Обладает ВЫСОКОЙ реакционной СПОСОб- 8-2-2' Основные свойства уротропина
НОСТЬЮ. различных марок
Легко образует комплекс с веществами,
содержащими гидроксильные группы
(резорцин). С кислотами образует малоустойчивые
соли, к щелочам устойчив. С галогенами и
органическими галогенидами образует
комплексы.
Производители в России: ОАО «Щекиназот»
(г. Щекино Тульской обл.); ЗАО «Такем»
(г.Кемерово). Выпускается под марками: К
(крупнокристаллический), М (мелкодисперсный), С
(полидисперсный) по ГОСТ 1381-73.
Характеристики уротропина (ГМТА - химическое
название, уротропин -техническое название
продукта, выпускаемого по ГОСТ) различных
марок приведены в табл. 8.2.2.
Показатель
Содержание, % масс:
аминов, не менее
воды, не более
Остаток после
прокаливания, %, не более
Перманганатное число,
мин, не менее
Остаток после просева
на сите, %:
с сеткой № 2,5К
с сеткой № 0355К,
не менее
с сеткой № 014 К,
не менее
с сеткой № 008К,
не более
Уротропин технический
К
99,5
0,5
0,01
120
Отсут.
80
90
Не норм.
С
98,0
2,0
0,01
20
Не норм.
Не норм.
Не норм.
Не норм.
М
99,5
0,5
0,03
Не норм.
Не норм.
Не норм.
Не норм.
0,5
I
I
§
I
I
I
*
jt* За рубежом выпускается под марками Неха, Неха К, Accel H, Vulcacit H, Noceller H и др.
Относится к 3-му классу опасности по ГОСТ 12.1.007. Малотоксичен, при попадании на кожу
оказывает раздражающее действие, быстро проходящее после прекращения работы с
продуктом. ПДК в воздухе рабочей зоны составляет 9 мг/м3.
ГМТА относится к горючим веществам. Осевшая пыль пожароопасна. Температура
самовоспламенения аэрогеля 343°С.
Взвешенная в воздухе пыль взрывоопасна. Нижний предел взрываемости аэровзвеси 8 г/м3.
Продукт упаковывают в полиэтиленовые или поливинилхлоридные мешки, помещают в
четырех или шестислойные бумажные непропитанные мешки вместимостью не более 50 кг и
хранят в упакованном виде в сухих крытых складских помещениях. Не допускается
совместное хранение с самовозгорающимися и легкогорючими веществами.
Транспортируют согласно ГОСТ 6732.5 всеми видами транспорта в крытых транспортных
средствах в соответствии с Правилами перевозки грузов.
Применяют в резиновых смесях для шин и РТИ на основе каучуков общего назначения
(натурального, изопренового, бутадиенстирольного, бутадиенового) и хлоропренового в качестве
вторичного ускорителя вулканизации, а также соагента с акцепторами аминометиленовых групп
(резорцином). Дозировки составляют 0,5-1,5 масс, ч на 100 масс, ч каучука.
Гексаметоксиметилмеламин (ГМММ) представляет собой прозрачную вязкую жидкость
(исходный продукт) или порошок (поставляется в промышленность), содержащий 50-72%
основного вещества на инертном носителе, белого цвета со специфическим запахом
формальдегида, плотностью 1200 кг/м3 для жидкости и 1430 кг/м3 для порошка. Молекулярная
масса 390,44.
Брутто-формула: C15H3oN606.
Структурная формула: о
Л
Жидкий продукт полностью растворяется в спиртах, воде, этилацетате, ацетоне, метилэтил-
кетоне, тетрагидрофуране, частично растворяется в бензоле, толуоле, хлорбензоле, метиленх-
лориде, трихлорэтилене. Твердый продукт нерастворим. Температура разложения 120°С. При
температуре смешения (около 90°С) хорошо распределяется в резиновых смесях.
С резорциновым компонентом адгезионной системы ГМММ образует растворимые в каучуке
аддукты.
В настоящее время в России не производится. За рубежом выпускается фирмой «Флексис»
(Бельгия) под маркой Resimene HMMM, фирмой Cytec (США) под маркой Cyrez 964, фирмой
Sumitomo Chemical (Япония) под маркой Sumicanol 508 и др.
Продукт обладает слабым раздражающим действием на кожу, слизистые оболочки глаз и
дыхательных путей. Является слаботоксичным при разовом попадании в желудочно-кишечный тракт.
Температура вспышки выше 100°С, самовоспламенения выше 400°С. При горении
выделяются оксид углерода, фенолформальдегид.
Продукт хранят в упакованном виде в сухих крытых прохладных складских помещениях с
хорошей вентиляцией. Не допускается совместное хранение с самовозгорающимися и
легкогорючими веществами.
Транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозки грузов.
Применяют в качестве промотора адгезии резин с металлокордом и текстильным кордом'
в резиновых смесях для шин и РТИ на основе каучуков общего назначения (натурального,
изопренового, бутадиенстирольного, бутадиенового), хлоропренового, бутадиеннитрильно-
го в качестве сокомпонента в системе с резорцином или резорцинформальдегидными
смолами. Дозировки составляют 2,0-3,0 масс, ч на 100 масс, ч каучука для жидкого продукта
или 3,0-4,0 масс, ч для твердого продукта; в комбинации с резорцином дозировки
составляют 4,0 масс, ч на 100 масс, ч каучука.
Комплекс резорцина с гексаметилентетрамином (ГМТАР) представляет собой
кристаллический порошок от светло-розового до светло-серого цвета (со специфическим запахом)
плотностью 1280-1310 кг/м3 (в зависимости от марки продукта). Молекулярная масса 250,3.
Брутто-формула: C12H18N402.
Структурная формула:
но
/ \
-О'
I
I
I
1
I
В промышленных марках ГМТАР содержится 99% основного вещества. Кроме них
выпускаются модификаторы, содержащие комплекс ГМТАР с олигомерными соединениями и
различными минеральными наполнителями. В этом случае содержание основного вещества в
модификаторе снижается до 65-75%.
Хорошо растворяется в этиловом спирте, бензине, диоксане; ограниченно - в воде. Не
совмещается с каучуками общего назначения. Частично совмещается с хлоропреновым
каучуком. Удовлетворительно диспергируется в каучуках.
При нагревании не плавится. При 100—130°С начинается разложение продукта с выделением
аммиака и образованием смол.
При нормальных условиях не подвергается деструкции, полимеризации, окислению.
Взаимодействует с эластомерами, содержащими двойные связи. Структурирование
полиизопрена происходит значительно более интенсивно, чем полибутадиена. Насыщенные каучуки не
структурируются ГМТАР. Комплекс ГМТАР сшивает хлоропреновый каучук.
Относится к 3-му классу опасности по ГОСТ 12.1.007. ПДК в воздухе рабочей зоны
составляет 5 мг/м3, LD50=1,3+0,27 г/кг. Общий безопасный уровень воздействия (ОБУВ) - расчетное
значение в атмосферном воздухе - 0,05 мг/м3. Обладает слабо выраженным кожно-резорбтивным
действием. Многократное воздействие на незащищенную кожу не вызывает раздражения. При
попадании в глаза вызывает умеренную гиперемию слизистой оболочки. Не обладает куммуля-
тивными и аллергическими свойствами.
Хранят в закрытой таре, защищенной от попадания прямых солнечных лучей, в сухих,
прохладных (не выше 30°С), хорошо проветриваемых помещениях. Не допускается совместное
хранение с окислителями, самовозгорающимися и легкогорючими веществами.
Транспортируют согласно ГОСТ 6732.5 всеми видами транспорта в крытых транспортных
средствах в соответствии с Правилами перевозки грузов. Относится к опасным грузам: 9 класс,
подкласс 9.1., классификационный шифр 9153.
Продукт относится к горючим веществам: температура вспышки 133°С, воспламенения 162°С,
самовоспламенения 480°С.
39 - 5464
-W--
609
уГ*8.2.3. Модификаторы комплекса резорцина с гексаметилентетрамином,
выпускаемые российскими и украинскими производителями
I
1
I
1
I
Марка продукта
РУ-НП 2
РУ-Д
РУ
РУ-К
РУ-НПС
Производитель
000 «Элсико» (г. Новочебоксарск, Чувашия)
ОАО «Завод «Сланцы» (Ленинградской обл.),
000 «Унисон» (г. Химки Московской обл.)
000 «Карбохим-Астат» (г. Дзержинск Нижегородской обл.)
000 «ШинХимТех» (Москва)
Фирма «Барва» (г.Ивано-Франковск, Украина)
Нормативный документ
ТУ 2494-02-43219527-99
ТУ 2494-011-00149462-99
ТУ 2494-019-58948815-2004
ТУ 41994745-1-98
У-6-00205601.012-99
8.2.4. Основные свойства модификаторов комплекса резорцина
с гексаметилентетрамином
Показатель
Внешний вид
Содержание, % масс:
органической части
летучих и влаги,
не более
золы, не более
нерастворимых в воде
веществ, не более
азота
Остаток после просева
через сито с сеткой
№ 025К, %, не более
РУ-НП 2
Мелкокристаллический порошок
от белого до
светло-серого цвета
0,35
0,8
0,8
0,8
РУ-Д
Непылящий
порошкообразный однородный
продукт белого цвета с
желтоватым оттенком
0,35
0,8
2,0
21-22
1,0
РУ-К
Непылящий
порошок от светло-
желтого до светло-
розового цвета
74±3
1,0
Марка А - 30+30
Марка С - 51 ±3
0,5
РУ-НПС
Порошкообразное
вещество от светло-
розового до светло-
коричневого цвета
0,50
30,0
35,0
1,5
Применяют в качестве модификатора и промотора адгезии в резиновых смесях для шин и
РТИ на основе каучуков общего назначения (натурального, изопренового, бутадиенстирольно-
го, бутадиенового) и хлоропренового в дозировках 1,0-4,0 масс, ч на 100 масс, ч каучука.
В табл. 8.2.3 приведены марки ГМТАР, выпускаемые производителями России и Украины.
Характеристика модификаторов различных марок приведена в табл. 8.2.4.
Композиционный продукт конденсированных алкилароматических кислородсодержащих
соединений и гексаметилентетрамина с различными технологическими добавками представляет
собой порошок коричневого цвета с легким запахом аммиака плотностью 962 кг/м3.
Выпускается ПО «Кивиранд» (г. Кохтла-Ярве, Эстония) под торговыми марками Кивирол-ТК
(ТУ ЕЕ 10133305 ТУ 12:04) и АРУ-Д-30 (ТУ ЕЕ 10133305 ТУ 5:99).
Характеристика продукта приведена ниже:
Содержание, % масс:
летучих веществ, не более 1,0
золы, не более 0,2
азота 14-16
Полностью растворяется в смеси толуол-этанол в соотношении 1:1. Удовлетворительно
диспергируется в каучуках.
Не плавится, при нагревании разлагается. Температура разложения 85°С. При нагревании
выше температуры разложения конденсируется с образованием сшитых фрагментов.
Взаимодействует с эластомерами, содержащими двойные связи. Структурирование полиизопрена
протекает значительно более интенсивно, чем полибутадиена. С насыщенными каучуками не
взаимодействует. Может реагировать с серой, электрофильными и кислыми реагентами.
Обладает слабо выраженным кожно-резорбтивным действием. Неоднократное воздействие
продукта на незащищенную кожу не вызывает раздражения. При попадании на слизистые
оболочки продукт может вызвать их гиперемию.
Относится к 3-му классу опасности по ГОСТ 12.1.007. ПДК в воздухе рабочей зоны
определяется возможным наличием фенола как наиболее опасного компонента при газовыделении и
составляет 0,3 мг/м3. Горюч. Температура вспышки в открытом тигле составляет 170-190°С.
Работа с Кивиролом ТК должна проводиться в соответствии с санитарными и
гигиеническими требованиями к производственному оборудованию и производственным помещениям.
Помещения для работы должны оборудоваться приточно-вытяжной вентиляцией. Все работающие с
продуктом должны быть снабжены спецодеждой, обувью, средствами защиты рук, очками,
противопылевыми респираторами.
Продукт хранят в сухих закрытых помещениях при температуре не выше 30°С. Не допускается
хранение вблизи водопроводных, канализационных труб и отопительных приборов, а также
попадание прямых солнечных лучей. Продукт упаковывают в бумажные трех-четырехслойные мешки с
полиэтиленовым вкладышем или полипропиленовые мешки вместимостью до 20-25 кг.
Транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозки грузов.
Применяют в резиновых смесях для шин и РТИ на основе натурального, изопренового и других
каучуков общего назначения, а также хлоропренового каучука в качестве модификатора и
промотора адгезии. Дозировки составляют 1,0-4,0 масс, ч на 100 масс, ч каучука.
М'-м-фенилендималеимид (ФМИ) представляет собой композицию, состоящую из 75%
|\|,1\1'-м-фенилендималеимида и 25% связующих добавок от желтого до коричневого цвета со
специфическим запахом, плотность 1440 кг/м3, температура плавления не ниже 200°С.
Молекулярная масса 244.
Брутто-формула: С14Н8^04.
Структурная формула: Q
II II
НС-С С—СН
,/
КЗ
Him-
с—сн
А
Хорошо растворяется в ацетоне, дихлорметане, диметилформамиде, диметилсульфоксиде,
при кипячении хорошо растворяется в толуоле, этиленгликоле, хлорбензоле, дихлорэтане. При
нагревании мало растворяется в этиловом и изопропиловом спиртах, метилэтилкетоне, не
растворяется в воде, холодных спиртах, толуоле.
Является активным структурирующим агентом. Легко сополимеризуется с виниловыми
мономерами и взаимодействует с ненасыщенными эластомерами в присутствии
соответствующих инициаторов. Структурирование протекает по свободнорадикальному механизму. Под
действием инициаторов-доноров радикалов-образуются макрорадикалы малеинимидов,
которые взаимодействуют с каучуками. В качестве инициаторов используются ускорители
тиазольного типа, пероксиды, сульфенамиды.
Производитель в России - ПГ «Крата» (ОАО «Пигмент», г. Тамбов). Выпускается под маркой
Малеид Ф по ТУ 6-14-1004-87.
Характеристика продукта приведена ниже:
Внешний вид Гранулы от желтого до коричневого цвета цилиндрической
формы длиной не более 30 мм, диаметром от 4 до 5 мм
Содержание, % масс:
основного вещества 75+2
влаги, не более 0,5
золы, не более 0,5
пылевидного продукта, не более 2,5
За рубежом выпускается фирмой Dayang Chemicals Co. (КНР) под маркой Vulcanizing PDM,
фирмой HOS-Technik Gmbh (Австрия) под маркой Honride 125, фирмами «Дюпон» (США), Huaxing
6
I
I
i
I
I
I
y^(Sujian) Chemicals Co., Ltd. (КНР) и др. под маркой HVA-2, фирмой Sumitomo (Япония) под
маркой Actor PBM.
Работа с Малеидом Ф должна проводиться в соответствии с санитарными и гигиеническими
требованиями к производственному оборудованию и производственным помещениям.
Помещения для работы должны оборудоваться приточно-вытяжной вентиляцией. Все работающие с
продуктом должны быть снабжены спецодеждой, обувью, средствами защиты рук, очками,
противопылевыми респираторами.
Хранят в сухих закрытых помещениях при комнатной температуре. Не допускается хранение
вблизи водопроводных, канализационных труб и отопительных приборов. Продукт упаковывают
в бумажные трех-четырехслойные мешки с полиэтиленовым вкладышем или фанерные
барабаны вместимостью до 30 кг.
Транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии
с Правилами перевозки грузов.
Продукт является слабым канцерогеном, ПДК в воздухе рабочей зоны составляет 1 мг/м3.
Применяют в качестве модификатора многоцелевого назначения в резиновых смесях на
основе непредельных каучуков - натурального, изопренового, диенового, бутадиенстирольно-
го. Позволяет осуществлять вулканизацию при высоких (до 180°С) температурах без реверсии.
Увеличивает устойчивость резиновых смесей к преждевременной вулканизации и
термостабильность вулканизатов. Повышает прочность связи резинокордных систем. Содержание Малеида
Ф в смесях для разных типов каучуков колеблется от 0,5 масс, ч до 2 масс, ч на 100 масс, ч
каучука при соотношении Малеидхера от 1:1 до 1:3.
8.2.2. Другие модификаторы
Резорцин (1,3-диоксибензол) представляет собой кристаллический порошок или чешуйки
белого цвета с розоватым или желтоватым опенком (с характерным ароматическим запахом)
плотностью 1,19 кг/м3; 7ПЛ=110,8°С. Молекулярная масса 110,12.
Брутто-формула: С6Н602.
Структурная формула: он
"ОН
Характеристика продукта приведена в табл. 8.2.5.
Хорошо растворяется в спиртах, эфирах, глицерине, воде, слабо растворяется в хлороформе.
При смешении не достигается удовлетворительного диспергирования в резиновых смесях.
При 281 "С начинается кипение продукта.
8.2.5. Основные свойства резорцина
по ГОСТ 9970-74
Показатель
Содержание, % масс, не более:
фенола
резорцина
железа
пирокатехина
Температура кристаллизации
высушенного продукта, "С, не ниже
Оптическая плотность водного
раствора концентрацией 12 г/дм3,
не более
Высший
сорт
99,6
0,09
0,006
0,1
109,2
0,10
Первый
сорт
99,3
Не норм.
Не норм.
0,1
109,1
0,15
Обладает высокой реакционной
способностью благодаря суммарному влиянию двух
гидроксильных групп. Является слабой
кислотой. Легко образует комплекс с веществами,
содержащими аминогруппы (ГМТА),
формальдегидом.
В настоящее время в России не
выпускается. За рубежом выпускается под торговой
маркой Resorcinol.
Относится к 3-му классу опасности по
ГОСТ 12.1.007. Обладает сильным
раздражающим действием на кожу и слизистые
оболочки глаз. Действует на нервную систему.
Относится к горючим веществам: температура вспышки 128 С, воспламенения 145°С,
самовоспламенения 602°С.
Взвешенная в воздухе пыль взрывоопасна. Нижний предел взрываемости 25 г/м3.
Хранят в упакованном виде в сухих, крытых складских помещениях. Не допускается
совместное хранение с самовозгорающимися и легкогорючими веществами.
Продукт упаковывают в фанерные или картонные барабаны, бумажные непропитанные мешки
с полиэтиленовым вкладышем вместимостью не более 35 кг.
Транспортируют согласно ГОСТ 6732.5 всеми видами транспорта в крытых транспортных
средствах в соответствии с Правилами перевозки грузов.
Применяют в резиновых смесях для шин и РТИ на основе каучуков общего назначения
(натурального, изопренового, бутадиенстирольного, бутадиенового) и хлоропренового каучука в
качестве сокомпонента в системе с донором аминометиленовых групп (ГМТА и др.). Дозировки
составляют 1,0-3,0 масс, ч на 100 масс, ч каучука.
Резорцинформальдегидные и алкилрезорцинформальдегидные смолы являются сокомпо-
нентами модифицирующей системы аналогично резорцину.
КивиролПА (ТУ ЕЕ 10133305 ТУ 16:05) представляет собой продукт конденсации алкиларома-
тических кислородсодержащих соединений с различными технологическими добавками.
Характеристика продукта приведена ниже:
Внешний вид Порошок, гранулы или кусочки от темно-коричневого
до черного цвета размером не более 30 мм
Содержание, % масс, не более:
летучих веществ 1,0
золы 0,3
Температура размягчения, "С 90-110
Не растворяется ни в воде, ни в органических растворителях. Удовлетворительно
диспергируется в резиновых смесях.
Обладает слабо выраженным кожно-резорбтивным действием. Горючее вещество.
Хранят в сухих складских помещениях, защищенных от попадания прямых солнечных лучей,
при температуре не выше 30°С.
Упаковывают по ГОСТ 6732.3 в четырехслойные бумажные мешки по ГОСТ 2226 марки БМ
или другую тару, обеспечивающую сохранность продукта.
Транспортируют всеми видами крытого транспорта в условиях, обеспечивающих сохранность
продукта и упаковки.
Применяют в резиновых смесях для шин и РТИ на основе каучуков общего назначения
(натурального, изопренового, бутадиенстирольного, бутадиенового) и хлоропренового каучука в
качестве сокомпонента в системе с донором аминометиленовых групп в дозировке 1,0-3,0 масс, ч на
100 масс, ч каучука.
Резорцинформальдегидные смолы, являющиеся промоторами адгезии, в России не
выпускаются. Основной зарубежный производитель - фирма Indspec (США).
Кивирол ПА выпускает ПО «Кивиранд» (Эстония).
Гексахлор-п-ксилол представляет собой твердое вещество (чешуйки, крошка) от светло-
до темно-коричневого цвета, без запаха, плотность 1410-1420 кг/м3 (в зависимости от марки
продукта).
Брутто-формула: C8CI6H4.
Структурная формула: ,==
С13С-^-СС13
Продукт содержит 80-85% гексахлор-л-ксилола, 9-14% воска, 1% смеси кальциевого суль-
фанола и гексаметилентетрамина в соотношении 1:1. Не растворяется в органических
растворителях и воде. Хорошо распределяется в резиновых смесях.
I
I
I
I
I
I
JF Производители в России: 000 «Скоропусковский опытный завод» (г. Сергиев Посад
Московской обл.) - марка Гексол ХПИ (ТУ 2427-007-002099-06-95) и ООО «Каустик» (г. Волгоград) -
марка Гепсол ХПК (ТУ 6-01-5-81-97).
Ниже приведена характеристика продукта:
Содержание гидролизуемого хлора, % масс 53-60
Температура каплепадения, °С, не ниже 92
Остаток, не растворимый в тетрахлориде углерода,
% масс, не более 0,5
Слеживаемость, Н/см2, не более 16
Относится к 3-му классу опасности по ГОСТ 12.1.007. ПДК в воздухе рабочей зоны
составляет 10 мг/м3, LD50 для гексахлор-л-ксилола равно 12 мг/кг. Опасность острого ингаляционного
отравления продуктом в условиях производства исключается. Сенсибилизирующими и
кумулятивными свойствами не обладает. Трудно горюч и невзрывоопасен.
Продукт упаковывают в пятислойные битумированные мешки по ГОСТ 2226 марки БМ с
пленочными мешками-вкладышами. Хранят в упакованном виде в сухих крытых помещениях
вдали от отопительных приборов. Не допускается хранение рядом с источниками тепла.
Транспортируют согласно ГОСТ 6732.5 всеми видами транспорта в крытых транспортных
средствах в соответствии с Правилами перевозки грузов.
Применяют в резиновых смесях для шин и РТИ на основе каучуков общего назначения
(натурального, изопренового, бутадиенстирольного, бутадиенового), хлоропренового, этиленпропи-
ленового в качестве модифицирующей добавки полифункционального действия. Дозировки
составляют 0,8-1,0 масс, ч на 100 масс, ч каучука.
Кобальтовые соли жирных кислот разделяют на соли, содержащие и не содержащие бор.
Брутто-формула борсодержащих солей: BCO3O3R3.
Структурная формула (по данным фирмы 0MG, США):
Со .Со
В
Со
I
R
Химическая формула солей, не содержащих бор: Co(RCoO)2 (где R - остаток стеариновой,
нафтеновой, 2-этилгексановой и других кислот).
Эти соли хорошо растворяются в органических растворителях, не растворяются в воде;
хорошо распределяются в резиновых смесях.
Перечень модификаторов на основе солей кобальта, выпускаемых отечественными
производителями, приведен в табл. 8.2.6.
Характеристика модификаторов на основе солей кобальта приведена в табл. 8.2.7.
За рубежом выпускают кобальтборсодержащие или кобальтсодержащие стеараты, нафте-
наты, деканоаты и др. Кобальтборацилат торговой марки Манобонд 680с фирмы 0MG (США)
содержит не менее 22% кобальта.
Продукты относятся к 3-му классу опасности по ГОСТ 12.1.007. ПДК в воздухе рабочей зоны
составляет 0,5 мг/м3 для стеарата кобальта, 0,25 мг/м3 для октоата кобальта. Обладают слабо
выраженным раздражающим действием на кожу и слизистые оболочки. Опасность острого
ингаляционного отравления продуктами в условиях производства исключена. Сенсибилизирующими
и кумулятивными свойствами не обладают.
Аэрозоль, образующийся при нагревании продуктов выше 180°С, может содержать
жирные кислоты и их кобальтовые соли. При длительном контакте аэрозоль может вызывать
раздражение кожи и слизистых оболочек, затрудненное дыхание, заторможенность,
нарушение координации движений. При этом поражается печень, кроветворная и центральная
нервная система.
По горючести относятся к группе твердых горючих веществ и материалов, способных
возгораться от источников зажигания при температуре выше 700°С. После удаления источников
зажигания не горят.
Продукты упаковывают в мешки бумажные непропитанные или барабаны с полиэтиленовым
вкладышем вместимостью не более 35-50 кг. Хранят в упакованном виде в сухих крытых
неотапливаемых помещениях вдали от источников тепла.
Транспортируют согласно ГОСТ 6732.5 всеми видами транспорта в крытых транспортных
средствах в соответствии с Правилами перевозки грузов.
Применяют в резиновых смесях для шин и РТИ на основе натурального и изопренового ка-
учуков и их комбинаций с другими каучуками в качестве промоторов адгезии резин к
латунированному и оцинкованному металлокорду. Дозировки составляют 0,5-2,0 масс, ч на 100 масс, ч
каучука.
Кобальтовые соли жирных кислот участвуют в формировании межфазного слоя на границе
металлокорд-резина.
8.2.6. Модификаторы на основе солей кобальта,
выпускаемые отечественными производителями
Соли кобальта
Стеарат кобальта с бором
Октоат кобальта с бором
Октоат кобальта модифицированный
Октоат кобальта гомогенный
Модификатор МА-20
Модификатор АГ-339
Производитель
ООО «Сплав» (г. Щелково Московской обл.)
000 «Сплав» (г. Щелково Московской обл.)
000 «Сплав» (г. Щелково Московской обл.)
000 «Сплав» (г. Щелково Московской обл.)
ОАО «НИИхимполимер» (г. Тамбов)
ООО «ШинХимТех» (Москва)
Нормативный документ
ТУ 2494-001-53904859-02
ТУ 2494-003-53904859-02
ТУ 2494-005-53904859-04
ТУ 2494-004-53904859-05
ТУ 2494-503-04872688-2009
ТУ 38-2-17-94767293
8.2.7. Основные свойства модификаторов на основе солей кобальта
Показатель
Внешний вид
Температура
размягчения, "С:
стеарата кобальта
октоата кобальта
октоата кобальта
модифицированного
Содержание кобальта,
% масс, не менее:
в стеарате кобальта
в октоате кобальта
в октоате кобальта
модифицированном
Промоторы ООО
«Сплав»
Куски,
гранулы,
крошка
или
чешуйки
темного
цвета
70-90
80-100
110-130
9,5-10,5
17,5-19,5
21,5-22,5
Модификатор
АГ-339
Плав
насыщенного
синего
цвета
размолотый
-
22,5
Модификатор
МА-20
Непыля-
щий ло-
порошок
от
светлосерого до
темно-
серого
цвета
-
3-20
Показатель
Содержание летучих
веществ, % масс,
не более:
в стеарате кобальта
в октоате кобальта
в октоате кобальта
модифицированном
Содержание
органической части, % масс.
Содержание веществ,
растворимых в воде,
% масс.
Растворимость в
толуоле, %, не менее:
стеарата кобальта
октоата кобальта
Содержание бора, %:
в стеарате кобальта
в октоате кобальта
в октоате кобальта
модифицированном
Промоторы 000
«Сплав»
0,5
1,5
1,5
-
99,0
99,0
0,7-1,0
0,8-1,0
1,5-2,5
Модификатор
АГ-339
0,5
—
-
-
Модификатор
МА-20
1,2
65±3
10+2
-
-
v-Зф^-
г
i
I
i
I
I
Бифункциональные силаны отечественного производства представлены модификатором «М-
Ретайр» марки Б, представляющим собой тетрасульфидсилан, нанесенный на техуглерод N330.
Плотность 1088-1120 кг/м3.
Брутто-формула: C^HsoOgS^S,,.
Химическая формула: [(CH30)3Si(CH2)3]2S4.
Выпускается фирмой ООО «Пента-91» (Москва) по ТУ 2491-142-40245042-2005.
Ниже приведена характеристика продукта:
Внешний вид Черный крупнозернистый порошок
Содержание, % масс:
серы 11,0-13,0
летучих, не более 4,0
Относится к 3-му классу опасности по ГОСТ 12.1.007. ПДК рабочей зоны составляет 4 мг/м3.
Раздражает кожу, слизистые оболочки глаз, верхние дыхательные пути, обладает
наркотическим действием. Является горючим веществом.
Продукт хранят в герметично закрытой таре в складских помещениях, исключающих
попадание прямых солнечных лучей и влаги при температуре от -50 до 50°С.
Транспортируют по ГОСТ 6732.5 всеми видами транспорта в соответствии с Правилами
перевозки грузов.
Применяют в резиновых смесях для шин и РТИ в качестве промотора взаимодействия
каучука с кремнекислотными наполнителями. Вводится в дозировках, составляющих около 10% от
содержания кремнекислотного наполнителя.
За рубежом бифункциональные силаны выпускаются многими фирмами. В
отечественной промышленности наибольшее применение находят бифункциональные силаны группы
TESPT - бис-(триэтоксисилилпропил)тетрасульфид [(C2H50)3Si(CH2)3]2S4, выпускаемые
фирмой «Дегусса» (ФРГ) под маркой Si-69, фирмой «Осиай» (США) под маркой Силквест
А-1289 и фирмой «Дау Корнинг» (США) под маркой Z-6940. В табл. 8.2.8 приведен перечень
бифункциональных силанов, выпускаемых зарубежными производителями.
8.2.8. Бифункциональные силаны,
выпускаемые зарубежными производителями
Формула
(CH300)3SiCH=CH2
(CH30)3Si(CH2)3OCOC(CH3)=CH,
(CH3OCH2CH20)3Si(CH2)3
OCOC(CH3)=CH2
(C2H50)3Si(CH2)2SH
(CH30)3Si(CH2)3SH
Символ
VTS-A
MOPSEM
MOPS-EM
MES-E
MPS-M
Химическое
название
Винилтриацетокси-
силан
3-Метакрилоксипро-
пилтриметоксисилан
3-Метакрилоксип-
ропилтри(2-меток-
сиэтокси)силан
2-Меркаптозтилт-
риэтоксисилан
З-Меркаптопро-
пилтриметоксиси-
лан
Торговая марка
и фирма-производитель
А-188, «Юнион Карбайд корп.» (США)
Z-6075, «Дау Корнинг корп.» (США)
V-4800, «Шиссо корп., СП дивижн.» (Япония)
6F-62, «Вакер Хеми» (Германия)
А-174, «Юнион Карбайд корп.» (США)
М-8550, «Дау Корнинг корп.» (США)
А-175, «Юнион Карбайд корп.» (США)
А-1893, «Юнион Карбайд корп.» (США)
А-189, «Юнион Карбайд корп.» (США)
Z-6062, «Дау Корнинг корп.» (США)
М-8500, «Шисса корп., СП дивижн.» (Япония)
SG-3720, «Дженерал Электрик корп.» (США)
GF-70, «Вакер Хеми» (Германия) 1
8.2.8. Бифункциональные силаны,
выпускаемые зарубежными производителями (окончание)
Формула
(C2H50)3Si(CH2)3SH
(CH30)3Si(CH2)3CI
(CH30)3Si(CH2)3OCH2CHCH20
CH2CH2CHCH(0)CH2CHCH2CH2-
-Si(0CH3)3
(CH30)3Si(CH2)3NH2
(C2H50)3Si(CH2)3NH2
(CH30)3Si(CH2)3NHCH2CH2NH2
(CH30)3Si(CH2)3(NHCH2CH2)2NH2
{CH30)3SiCH=CH2
(C2H50)3SiCH=CH2
(CH3OCH2CH20)3SiCH=CH2
(C2H50)3Si(CH2)3N(CH2CH2OH)2
(C«30)3Si(CH2)3N(CH2CH2OH)2
Символ
MPS-E
CPS-M
GPS-M
EES-M
ECES
APS-E
AAS-M
AEAPS
VTS-M
VTS-E
VTS-ME
Химическое
название
З-Меркаптопропилт-
риэтоксисилан
З-Хлорпропилтриме-
токсисилан
З-Глицидилоксипро-
пилтриметоксисилан
2-(3,4-Эпоксицикло-
гексилэтилтриме-
токсисилан)
З-Аминопропилтри-
метоксисилан
З-Аминопропилтриэ-
токсисилан
1\1-(2-Аминоэтил)-
-3-аминопропилтри-
метоксисилан
М-(2-Аминоэтил)-
-1У-(2-аминоэтил)-3-
аминопропилтриме-
токсисилан
Винилтриметоксиси-
лан
Винилтриэтоксиси-
лан
Винилтри(2-меток-
сиэтоксисилан)
1\1,М-о"ие-(2-Гидракси-
этил)-3-аминопро-
пилтриэтоксилан
М,М-&к-(2-Гидракси-
этил)-3-аминопро-
лилтримегоксисилан
Торговая марка
и фирма-производитель
А-1891, «Юнион Карбайд корп.» (США)
А-143, «Юнион Карбайд корп.» (США)
Z-6076, (XZ-8-0999) «Дау Корнинг корп.»
(США)
G-3300, «Шиссо корп., СП дивижн.» (Япония)
GF-16, «Вакер Хеми» (Германия)
А-187 (Y^087), «Юнион Карбайд корп.» (США)
Z-6040, «Дау Корнинг корп.» (США)
G-6720, «Шиссо корп., СП дивижн.» (Япония)
А-186 (Y-4086), «Юнион Карбайд корп.» (США)
Е-6350, «Шиссо корп., СП дивижн.» (Япония)
А-1110, «Юнион Карбайд корп.» (США)
А-1110, «Юнион Карбайд корп.» (США)
Е-0750, «Шиссо корп., СП дивижн.» (Япония)
SC-390, «Дженерал Электрик Ко» (США)
NVB-1114, «Веб Хемиверке» (Германия)
А-1120, «Юнион Карбайд корп.» (США)
Z-6020, «Дау Корнинг корп.» (США)
А-0700, «Шиссо корп., СП дивижн.» (Япония)
А-1130, «Юнион Карбайд корп.» (США)
GF-91, «Вакер Хеми» (Германия)
А-171, «Юнион Карбайд корп.» (США)
V-4917, «Шиссо корп., СП дивижн.» (Япония)
Si-225, «Дегусса» (Германия)
А-151, «Юнион Карбайд корп.» (США)
V-4910, «Шиссо корп., СП дивижн.» (Япония)
GF-56 «Вакер Хеми» (Германия)
А-172, «Юнион Карбайд корп.» (США)
Z-6082, «Дау Корнинг корп.» (США)
V-5000, «Шиссо корп., СП дивижн.» (Япония)
SC-3933, «Дженерал Электрик Ко.» (США)
GF-58, «Вакер Хеми» (Германия)
V-2967, «Шиссо корп., СП дивижн.» (Япония)
VP-1451, Wacker Silikon, «Вакер Хеми»
(Германия)
^8.3. Порообразователи
(Н.Н. Буканова, М.А. Закирова)
1
i
I
!
1
Порообразователи, или вспенивающие вещества, применяются для создания в резиновом
изделии системы замкнутых или сообщающихся пор. Различают органические (порофоры) и
неорганические порообразователи. При нагревании и взаимодействии с другими ингредиентами
резиновой смеси порофоры выделяют газы, вызывающие порообразование. Вспененные
полимеры представляют собой дисперсную систему, в которой газ, содержащийся в ячейках
полимера, является по существу специфическим наполнителем.
Вспенивание полимерных материалов имеет сложный механизм, так как система
дисперсная среда- вспениваемый полимер в процессе вспенивания претерпевает ряд изменений. При
вспенивании резин протекают химические процессы структурирования макромолекул, что
оказывает весьма существенное влияние на процесс вспенивания, так как приводит к изменению
вязкотекучих, упругих и эластических свойств полимерной матрицы. Ячеистая или пористая
структура получается с помощью вспенивающих веществ, которые могут быть твердыми,
жидкими и газообразными.
Наибольшее распространение получили вещества, выделяющие газы при нагревании или
вследствие химического взаимодействия компонентов. Кроме того, газообразные вещества могут
выделяться в результате взаимодействия функциональных групп полимеров. Таким способом
получают полиуретаны, вспененные силоксановые и тиоколовые материалы из их олигомеров.
Получение полимеров с помощью газообразных вспенивающих веществ заключается в
насыщении композиции газами под высоким (10-30 МПа) давлением, вспенивании при сбросе
давления и вулканизации материала.
Широко применяется способ получения вспененных резин путем введения в резиновую смесь
органических и неорганических веществ, разлагающихся при нагревании с выделением
газообразных продуктов.
Из большого числа веществ, способных выделять газообразные продукты при разложении,
практическое применение нашли карбаматы аммония, карбонаты щелочных металлов, смеси
нитратов и аммониевых солей, органических кислот с карбонатами металлов, азо- и диазосое-
динения, нитрозосоединения, сульфогидразиды, производные карбамида и гуанидина, из
неорганических веществ - карбонат аммония, карбонат и гидрокарбонат натрия, смесь нитрита
натрия и хлорида аммония.
Карбонат аммония (NH4)2C03 представляет собой бесцветные кристаллы с острым запахом
аммиака, выделяющегося вследствие гидролиза вещества влагой воздуха. Технический продукт,
содержащий не менее 70% NH3, является смесью (NH4)3-C02H20, l\IH4HC03 и карбамата
аммония NH2COO NH4. Карбамат и карбонат аммония разлагаются при повышении температуры
до 30-40°С, бикарбонат начинает разлагаться при 60°С. Процесс разложения носит обратимый
характер. Неустойчивость при хранении и плохая диспергируемость в резиновых смесях
затрудняют применение его в производстве. Поскольку карбонат аммония разлагается при низкой
температуре, его следует применять в композициях, имеющих невысокую вязкость при
температуре разложения.
Вследствие большой скорости и давления, развивающегося при разложении бикарбоната
аммония, получаются изделия с крупными сообщающимися порами.
Бикарбонат натрия №НС03 представляет собой белый кристаллический порошок без запаха,
разлагающийся при температуре выше 80°С с образованием диоксида углерода и воды.
Разложение бикарбоната натрия протекает при более высоких температурах, чем бикарбоната
аммония, и сопровождается меньшим повышением давления. Бикарбонат натрия устойчив при
хранении, но обладает низкой вспенивающей способностью, плохо распределяется в резиновых
смесях, комкуется при измельчении и смешении. Для улучшения распределения
целесообразно использовать его в виде паст с минеральными маслами.
Карбонат натрия Na2C03 представляет собой серовато-белый порошок без запаха,
разлагающийся с образованием диоксида углерода при более высокой температуре, чем бикарбонат
натрия.
Для получения пористых резин применяют преимущественно порофоры, при необходимости
неорганические порообразователи используют в сочетании с порофорами. Порофор должен
равномерно распределяться в смеси, выделять газы (предпочтительно азот) только при
температуре вулканизации и быть стабильным при температуре изготовления и переработки смеси,
постепенно разлагаться и иметь высокое газовое число (объем газа, выделяющегося при
разложении единицы массы), не ухудшать свойства резиновых смесей и резин, быть стойким при
хранении смесей и нетоксичным, не иметь неприятного запаха.
Обычно температура разложения порофора при введении его в резиновую смесь
снижается на 20-30°С, кинетика разложения порофора и газовое число зависят от состава смеси и
температуры.
При выборе порофора учитывают свойства каучука и состав резиновой смеси, заданный
характер пористости и технологические условия переработки смеси в изделия. Например, при
изготовлении резин с замкнутыми порами применяют порофоры с температурой разложения
140—160°С, выделяющие азот и имеющие высокое газовое число. Иногда для получения
равномерно распределяемых и однородных пор используют два вида порофора и два пероксида (в
качестве вулканизующих агентов).
В качестве порофоров для вспенивания полимерных материалов могут быть использованы
азо- и диазосоединения, N-нитрозосоединения, сульфоногидразиды, азиды, триазины, триазолы,
сульфонилсемикарбазиды, производные карбамида и гуанидина, сложные эфиры.
На практике наиболее широкое распространение получили порофоры первых трех классов.
Применение азо- и диазосоединений в качестве газообразователей основано на их способности
разлагаться при нагревании с выделением азота. Термическая стабильность этих соединений
зависит от строения заместителя у углеродного атома, связанного с азо- или диазогруппой.
Алифатические азосоединения разлагаются по схеме:
R R R R
II II
R'—С—N = N—С—R' -> N, + R'—С—С—R'.
I I I I
R" R" R" R"
При разложении диазосоединений кроме азота образуются различные алкины и другие
продукты.
Ниже приведены характеристики наиболее широко применяемых порофоров.
Метиловый эфир л-гидразиносульфонилкарбаниловой кислоты представляет собой
кристаллический порошок от розовато-серого до серовато-голубого цвета с 7разл в смеси, равной 140—
160°С, газовым числом 94-120 см3/г (на азот) и плотностью 1430 кг/м*. Ограниченно
растворяется в воде и органических растворителях, при взаимодействии с окислителями (пероксидами)
вызывает деструкцию каучука, токсичен, вызывает коррозию оборудования. Применение его
нежелательно.
Брутто-формула: C8H11N304S.
Структурная формула:
H3COOCNH—f\,
k^J— SOaNHNH2.
Технический продукт (порофор ЧХЗ-5) - влажная кристаллическая масса серого цвета.
-4*~
61!
jr
Бензолсульфонилгидразид представляет собой кристаллический светлый порошок или пасту с
ГПП=95+105°С, 7"разп=90=145вС, газовым числом 110-130 см3/г и плотностью 1260-1430 кг/м3.
Брутто-формула: C6H8N202S.
Структурная формула:
s S02NHNH2
ствует с антиоксидантами и большинством ускорителей вулканизации (не пригоден при пероксид-
§1 ной вулканизации), нетоксичен, придает изделиям неприятный запах, неустойчив при хранении.
^ Технический продукт (порофор ЧХЗ-9, гидразид СБ) - порошок с 7"га1=95-«-100°С, Гразл=130+140°С,
5 газовым числом 115-130 см3/г и плотностью 1430 кг/м3. Предпочтительно применение в виде пасты.
| Выпускается под торговыми марками: Porofor BSH, Cellogen BSH и др.
^ ОД'-Динитрозопентаметилентетрамин (ДНПМТ) представляет собой кристаллический
светло-жёлтый порошок или пасту с 7"гш=195н-205сС, Гразл=190-г-220°С (в пасте 105-210°С), газовым
числом 150-250 см3/г и плотностью 1430-1520 кг/м3.
Брутто-формула: C5H10N6O2.
Структурная формула:
СН2—N—СН2
III
ON—N Н,С N—NO
I I I
CH2—N—CH2
Ограниченно растворяется в воде, ацетоне, бензине, горячем этаноле, хорошо растворяется
в диметилформамиде, диметилсульфоксиде, пиридине. Разлагается под действием тепла,
солнечных лучей и кислот. Взрывоопасен, малотоксичен, продукты разложения имеют неприятный
запах (устраняется при добавлении в резиновую смесь карбамида или глицерина), разложение
ускоряется.многоатомными спиртами, глицерином, салициловой кислотой, соединениями
свинца, цинка, кальция, бария, магния, алюминия. Стабилизируется минеральными маслами или
дибутилфталатом, амфотерными оксидами металлов.
Технический продукт (порофор ЧХЗ-18 или хемпор N90 производства Чехии) - порошок,
7ПЛ=1950С, Гразп=190ч-195оС (в составе резиновой смеси 120-170°С), газовым числом 200-230 см3/г.
Выпускается под торговыми марками: Cellular D, EX, BL, GX, PP, Cellmic A 300, AMR, Unicel
ND и NDX, Vulcacel BN и др.
Диамид азодикарбоновой кислоты (азодикарбонамид, азоформамид) представляет
собой кристаллический желто-оранжевый порошок с ГПЛ=188-5-205°С, Гразл=160-!-240оС
(снижается при добавлении карбамида, глицерина, триэтаноламина, порофора ЧХЗ-18), газовым
числом 170-240 см3/г и плотностью 1600-1660 кг/м3.
Брутто-формула: C2H4N402.
Структурная формула:
H2N—С—N = N—С—NH2
II II
О О
Не растворяется в холодной воде и обычных органических растворителях, растворяется в
горячей воде, диметилформамиде и диметиленсульфоксиде. Устойчив при хранении, не
взаимодействует с ингредиентами резиновых смесей, не придает запаха, не токсичен, взрывобезо-
пасен, продукты разложения вызывают коррозию оборудования. Бурно реагирует с концентри- т5
рованными растворами сильных кислот и оснований, ускоряет вулканизацию каучука, образует
замкнутые поры.
Технический продукт (порофор ЧХЗ-21) - желто-оранжевый порошок, Гпл=188+200°С, Гразл в
резиновых смесях из непредельных каучуков равна 130-190СС, газовое число 195-270 см3/г.
Выпускается под торговыми марками: Cellogen AZ, AZRV, AZNP, Vinifor AC, Porofor ADC и др.
Азо-йгс-изобутиронитрил (АБИБН) представляет собой кристаллический светлый порошок с
7ПЛ=98+103°С, 7"разл=90-5-120оС, газовым числом 115-165 см3/г.
Брупо-формула: C8H12N4.
Структурная формула:
(CH3)2-CN=NC-(CH3)2.
CN CN
Не растворяется в воде, растворяется в этаноле и диэтиловом эфире. Загорается от
действия солнечных лучей и тепла, токсичен. Вулканизует каучуки и способствует их
преждевременной вулканизации, инициирует полимеризацию. Применение нежелательно.
Технический продукт (порофор ЧХЗ-57) - порошок или паста (в смеси с вазелиновым
маслом в соотношении 1:4), 7'пл=98-И00оС, ^„=90+120°С, газовое число 85-150 см3/г (в
зависимости от выпускаемой формы), плотность 1110 кг/м3.
Выпускается под торговыми марками: Cellmic В, Porofor В, Porofor N и др.
Диазоаминобензол представляет собой кристаллический порошок от желтого до
коричневого цвета, 7га1=90^99сС, 7jM3n=95-!-150°C (в кислой среде температура понижается), газовое число
113-132 см3/г.
Брупо-формула: C^H^.
Структурная формула:
0-nh-n-n-O ■
Не растворяется в воде, растворяется в бензоле, горячем этаноле и диэтиловом эфире.
Горюч, 7"воспл=100°С. Пылевоздушные смеси взрывоопасны, умеренно токсичен. Окрашивает
резины, инициирует полимеризацию, ускоряет вулканизацию.
Технический продукт (ДАБ) имеет Гт=90,5°С, 7разл=93-г-140сС, газовое число 113 см3/г,
плотность 1200 кг/м3.
4,4'-0ксидибензолсульфонилгидразид (ОДБСГ) представляет собой кристаллический светлый
порошок или пасту с 7ПЛ=138°С, Гразл=120н-164°С (понижается при добавлении солей свинца, цинка
или кадмия), газовым числом 75-224 см3/г и плотностью 1170-1520 кг/м3.
Брупо-формула: С^Н^^О^.
Структурная формула:
NH2NH02S-^j]—О—r^4-S02NHNH2.
Не растворяется в воде и бензине, растворяется в ацетоне (ограниченно в этаноле). Горюч,
взрывоопасен, умеренно токсичен. Замедляет вулканизацию непредельных каучуков (ускоряет
вулканизацию хлоропреновых каучуков).
Технический продукт (дигидразид СДО) - светлый порошок (или паста) с Гразл=1480С,
газовым числом 88-115 см3/г, плотностью 1520 кг/м3.
Выпускается под торговыми марками: целлоген ОВ и ОТ и др.
JP Другие органические порофоры включают диэтиловый эфир азомуравьиной кислоты
[порофор ЧХЗ-4, азоформ, оранжевое масло, Гразл= 230°С (снижается до 100-120°С при
добавлении в резиновую смесь триэтаноламина, глицерина или слабого раствора щелочи), газовое
число 129-220 см3/г], азоизобутироамидоксим (порофор ЧХЗ-23 - порошок с Гразл=1450С,
газовое число 140 см3/г), 1\1,1\Г-динитрозо-1\1,1\Г-диметилтерефталимид (порофор ДФ-3, динит-
розоамид МБ - желтые кристаллы с 7"лп=112-И16°С, Гразл=109°С, газовое число 179 см3/г,
дезактивирует ускорители вулканизации, применяется в резиновых смесях на основе
натурального, хлоропренового, уретанового каучуков), бензолсульфанилазид парофор ДФ-8, азид
СБ - красноватая маслянистая жидкость, 7"разл=130-ИбО°С, газовое число 120-160 см3/г,
применяется при пероксидной вулканизации; бензолдисульфонгидразид-1,3, порофор ДФ-9, дигидра-
зид СБ - желтоватая или серо-желтоватая паста, 7"разл=135-И40°С, газовое число 170-183 см3/г,
непригоден при пероксидной вулканизации.
Наибольшее распространение из неорганических веществ, выделяющих газы при
нагревании, получили карбонат аммония, карбонат и гидрокарбонат натрия, смесь нитрита натрия и
хлорида аммония.
8.4. Красители и пигменты
( СТ. Кумок , В.В. Лопатин)
При производстве цветных резиновых изделий - обуви, изделий пищевого и медицинского
назначения, санитарии и гигиены, игрушек, спортивных и бытовых товаров внешний вид является
одним из важнейших качественных показателей. Поэтому для изготовления светлых и ярко
окрашенных изделий применяют светлые каучуки с нетемнеющими противостарителями.
Для окрашивания резин используют органические и неорганические красители. Красители
должны придавать резинам яркую и прочную окраску и хорошо распределяться в резиновых
смесях. Кроме того, они должны удовлетворять ряду специфических требований:
- обладать стабильностью при высокотемпературной вулканизации в воздушной,
паровоздушной и паровой средах;
- не оказывать влияния на процесс вулканизации и структуру вулканизата;
- быть инертными по отношению к химически активным добавкам, вводимым в эластомер;
- не инициировать и не ускорять процесс старения резин при хранении и эксплуатации;
- не мигрировать в контактирующие среды.
Последнее требование особенно важно для резин, контактирующих с продуктами питания,
резин, применяемых для изготовления изделий медицинского назначения, а также для резин,
получаемых методом паровой вулканизации.
В качестве органических красителей резин, не растворяющихся в воде и большинстве
органических растворителей, применяют фталоцианиновые пигменты, азопигменты, антрахиноно-
вые пигменты и лаки: бариевые и кальциевые соли органических кислот.
Действующий ассортимент красителей для резин включает в основном органические
красители, что обусловлено их более высокой красящей способностью по сравнению с
неорганическими пигментами и возможностью получения широкой цветовой гаммы.
Из неорганических пигментов используются белый оксид титана Ti02, литопон BaS04 + ZnS,
красно-коричневый оксид железа Fe203 и ультрамарин.
Ассортимент красителей для резин насчитывает 15 марок органических пигментов и лаков,
выпускаемых анилинокрасочными заводами, и три неорганических пигмента (табл. 8.4.1).
Красители действующего ассортимента делятся на три группы по способу вулканизации
резин, окрашенных ими: красители для вулканизации в прессе, в паровоздушной и паровой среде.
Это деление необходимо строго соблюдать во избежание миграции красителя на поверхность
изделия, изменения цвета резины в процессе вулканизации и других видов брака.
622 ^
В настоящее время разработаны новые красители для эластомеров, включенные в
перспективный ассортимент (табл. 8.42).
Красители производятся в различных выпускных формах: пасты, концентраты,
гранулированные на основе латекса БС-45АКН.
Разработаны композиции в виде паст, в которых красители диспергированы в
пластификаторах. При применении красителей, приведенных в табл. 8.4.1 и 8.4.2, возможность получения резин
различных цветовых оттенков практически не ограничена.
Значительную часть ассортимента цветных резин составляют изделия медицины и сангиги-
ены. К красителям для этих изделий предъявляются повышенные требования по токсикологии,
как и для резин, контактирующих с продуктами питания (табл.8.4.3).
8.4.1. Действующий ассортимент красителей для резин
*Я
Номер по колор
индексу 80
410-1-17
410-1-21
410-1-18
410-1-23
410-3-05
410-3-17
420-2-02
420-3-08
420-3-14
420-3-13
460-6-01
450-5-51
450-6-01
Краситель
Пигмент желтый прочный
Пигмент желтый прочный К
Пигмент желтый прочный 23
Пигмент желтый прочный 43
Пигмент золотисто-желтый прочный
Пигмент оранжевый Ж
Пигмент розовый Ж
Пигмент красный 5С
Лак оранжевый
Лак ярко-розовый -
Лак рубиновый СК
Лак бордо СК
Пигмент зеленый
Пигмент голубой фталоцианиновый
Пигмент зеленый фталоцианиновый
Диоксид титана пигментный
(по ГОСТ двуокись титана)
Пигмент красный железоокисный
Стандарт
ТУ 6-14-615-81
ТУ 6-14-659-81
ТУ 6-14-615-81
ТУ 6-14-347-83
ТУ 6-36-5800148-744-90
ТУ 6-14-46-81
ТУ 6-14-244-81
ТУ 6-36-5800146-588-89
ГОСТ 1338-78
ТУ 6-14-57-80
ГОСТ 7436-74
ГОСТ 5692-73
ГОСТ 4579-79
ГОСТ 6220-76
ТУ 6-14-408-76
ГОСТ 9808-84
МРТУ 6-10-602-77
Ультрамарин | ГОСТ 9980-75
Способ вулканизации резин
Прессовая и паровоздушная
Все способы вулканизации
Прессовая и паровоздушная
Все способы вулканизации
Паровоздушная
Прессовая и паровоздушная
Все способы вулканизации
Паровая
Все способы вулканизации
Паровая
Прессовая
8.4.2. Перспективный ассортимент
красителей для эластомеров
Краситель
Пигмент оранжевый К
Пигмент синий антрахиноно-
вый OA
Способ
вулканизации резин
Паровая и
паровоздушная
Все способы
вулканизации
Красители в виде гранул на основе латекса БС-45АКН
Пигмент желтый прочный
Пигмент желтый прочный 23
Пигмент желтый прочный К
Пигмент золотисто-желтый
прочный
Пигмент оранжевый прочный К
Пигмент розовый Ж
Пигмент красный 5С
Пигмент зеленый
Пигмент голубой
фталоцианиновый
Пигмент зеленый
фталоцианиновый
Лак рубиновый СК
Лак оранжевый
Лак бордо СК
Пигменты в
гранулированной
выпускной форме
применяются при
тех же способах
вулканизации, что и
аналогичные
порошкообразные
пигменты (см.
табл. 8.4.1)
8.4.3. Красители, разрешенные для
применения в резинах для медицинских
изделий и изделий, контактирующих с
пищевыми продуктами
Пигмент
Пигмент желтый прочный 23
Пигмент золотисто-желтый
прочный
Пигмент оранжевый Ж
Пигмент красный 5С
Пигмент голубой
фталоцианиновый
Пигмент синий антрахиноновый
Пигмент красный
железоокисный марки К
Двуокись титана пигментная
Лак оранжевый
Лак рубиновый СК
Лак красный ЖБ
Ультрамарин
цинское
изделие
+
+
+
+
+
+
+
+
+
+
+
Изделие,
контактирующее с
продуктами питания
-
+
_
-
+
+
-
+
+
+ I
Условные обозначения: «+»- разрешение имеется,
«-» - разрешение отсутствует.
623
JT 8.4. i. Органические красители
Характеристика резин, окрашенных органическими пигментами и лаками, приведена в
табл. 8.4.4.
Пигмент желтый прочный. Азопигмент: получается сочетанием диазотированного 4-метил-2-нит-
роанилина (2-нитро-4-толуидина) с 4-карбамоиланилидом ацетоуксусной кислоты. Представляет
собой порошок желтого цвета с молекулярной массой 383,36 и плотностью 1500 кг/м3.
Выпускается по ТУ 6-14-615-81.
Брутто-формула: C18H17N505.
Структурная формула:
NO.
Н3С
О
II
С—СН,
/
V/
N = N—CH
С—NH-
О
/~\
CONH.
Колор-индекс 80:410-1-17.
Технические требования к продукту:
Содержание влаги, %, не более 3,0
Остаток на сите после сухого просева, %, не более 1,5
Устойчив к действию химических реагентов (см. табл. 8.4.4).
Дозировка пигмента зависит от требуемой интенсивности окраски.
Применяется в производстве цветной резиновой обуви и изделий народного потребления.
8.4.4. Устойчивость окраски резин к трению и различным химическим соединениям
по качественной оценке и по 5-балльной системе
Краситель
Пигмент желтый
прочный К
Пигмент желтый
прочный 23
Пигмент желтый
прочный 43
Пигмент золотисто-
желтый прочный
Пигмент
оранжевый Ж
Пигмент оозовый Ж
Пигмент красный 5С
Пигмент зеленый
Лак оранжевый
Лак ярко-розовый
Лак рубиновый СК
Лак бордо СК
Способ
вулканизации
резин
Прессовая и
паровоздушная
Все способы
вулканизации
Прессовая и
паровоздушная
Все способы
вулканизации
Прессовая и
паровоздушная
Паровоздушная
Прессовая и
паровоздушная
Устойчивость
И
+
+
+
+
+
+
+
+
+
+
+
±
ж
+
-
+
-
-
±
-
±
±
+
-
-
и
и
+
+
+
+
+
±
-
+
+
+
+
+
п
5
5
5
5
4-5
5
т
4
4
5
4-5
5
к S %-ным
растворам
о
X
4-5
5
5
4
4-5
5
5
4
4-5
5
4
5
а:
о
га
Z
4
4-5
5
4
4-5
4
5
4
1
4-4
2
1
о
«о
z
5
5
5
5
4-5
5
Ь
4-5
5
5
5
5
[1
5
5
4-5
5
4
4
4-5
3
3
4-5
3
а-4
J
4
5
4
5
2-3
3-4
4
4-5
4
4
3
3
ж
о
4-5
5
4-5
5
4-5
5
4
5
5
5
5
■ >.
>х ж
п в.
>. х
ж a
4-5
5
4
5
4-5
5
4
5
5
5
5
4 4
Л
У~
СИ
о ш
М X
*£ *
О П
►- щ
& -
■а
о
-5
4-5
4-5
5
5
5
5
4-5
2
3-4
2-3
3-4
Условные обозначения: «+» - устойчива; «±» - недостаточно устойчива; «-» - неустойчива.
624
-w^-
Обладает высокой термостабильностью, поэтому может использоваться для производства *^
цветных резин, полученных паровоздушной и прессовой вулканизацией при 180°С. Резины,
окрашенные пигментом, не меняют цвета под действием высоких температур; краситель не
мигрирует в соседний слой.
Пигмент упаковывают в мешки из плотной бумаги и помещают в фанерные барабаны.
Хранят в сухом складском помещении в соответствии с ГОСТ 6732-76.
Может использоваться для окрашивания изделий из поливинилхлорида.
Зарубежные аналоги отсутствуют.
Пигмент желтый прочный К. Моноазокраситель: получается сочетанием диазотированного
5-нитро-2-аминоанизола (4-нитро-2-анизидина) с 4-карбамоиланилидом ацетоуксусной
кислоты. Представляет собой порошок желтого цвета с молекулярной массой 399,90 и плотностью
1480 кг/м3. Выпускается по ТУ 6-14-659-81.
Брутто-формула: C18H17N506.
Структурная формула:
О
С—СН,
0,N—f \>—N = N—CH
\ С NH—$ \—CONH
ОСН3 || 1N 4==/ ^UPm*
О
Колор-индекс 80:410-1 -21.
Технические требования к продукту:
Содержание влаги, %, не более 5,0
Остаток на сите после сухого просева, %, не более 0,6
Устойчив к действию химических реагентов.
Применяется в производстве цветной резиновой обуви и изделий широкого потребления, а
также для окраски поливинилхлорида и других полимерных материалов. Пигмент миграционно
устойчив, термостойек и светостоек (см. табл. 8.4.4). Выдерживает температуру переработки
до 180°С. Может применяться для окрашивания резин, получаемых прессовой и паровоздушной
вулканизацией.
Пигмент упаковывают в четырехслойные бумажные мешки и помещают в фанерные
барабаны. Хранят в сухом складском помещении при температуре не ниже 0°С в соответствии с
ГОСТ 6732-76. На транспортируемой таре должна быть маркировка «Боится сырости».
Пигмент желтый прочный 23. Моноазокраситель: получается сочетанием диазотированного
4-хлор-2-нитроанилина с 4-карбамоиланилидом ацетоуксусной кислоты. Представляет собой
порошок желтого цвета с молекулярной массой 403,78 и плотностью 1560 кг/м3. Выпускается
по ТУ 6-14-615-81.
Брутто-формула: C17H14N505CI.
Структурная формула:
О
NO, С-сН3
CI—/~\-N = N—СН
С—NH-^Л—CONH2
О
Колор-индекс 80:410-1-23.
!
1
I
!
I
I
625
40 - 5464
>У^ Технические требования к продукту:
Содержание влаги, %, не более 3,0
Остаток на сите после сухого просева, %, не более 1,5
Устойчив к действию химических реагентов (см. табл. 8.4.4).
I Рекомендуемая дозировка составляет 3 масс. ч. на 100 масс. ч. каучука, при уменьшении
| дозировки ухудшается светопрочность резин, при увеличении до 10 масс. ч. - светопрочность
Й остается на том же уровне.
^ Применяется в производстве цветной резиновой обуви и изделий народного потребления.
§
V:
| Выдерживает температуру переработки 180°С. Может использоваться для производства цвет-
о ных резин, получаемых прессовой и паровоздушной вулканизацией. При паровой вулканизации
| пигмент может вымываться острым паром.
§" Пигмент упаковывают в бумажные мешки и помещают в фанерные барабаны. Хранят в су-
* хом складском помещении при температуре не ниже 0°С в соответствии с ГОСТ 6732-76.
5 Дозировка пигмента зависит от требуемой интенсивности окраски. При содержании пигмен-
^ та до 2 масс. ч. на 100 масс. ч. каучука светопрочность резин составляет 4 балла. При увели-
1^ чении дозировки светопрочность повышается до 5-6 баллов (см. табл. 8.4.4.).
Зарубежные аналоги отсутствуют.
Может применяться для окрашивания изделий из поливинилхлорида.
Разрешен для применения в резиновых изделиях медицинского назначения.
Пигмент золотисто-желтый прочный. Азопигмент: получается сочетанием диазотированного
З-нитро-4-аминоанизола (2-нитро-4-анизидина) с 4-карбамоиланилидом ацетоуксусной кислоты.
Представляет собой порошок оранжевого цвета молекулярной массой 399,36 и плотностью
1480 кг/м3. Выпускается по ТУ 6-36-5800148-744-90.
Брутто-формула: С18Н171\1506.
Структурная формула:
/
О
// \\ 7 3
Н,СО—(/ V- N==N—CH
'3
С—NH— ^Л-СОГЧН.,
О
Колор-индекс 80:410-1-23.
Технические требования к продукту:
Содержание влаги, %, не более 5,0
Остаток на сите после сухого просева, %, не более 2,5
Устойчив к действию химических реагентов (см. табл.8.4.4).
Дозировка пигмента зависит от требуемой интенсивности окраски. При содержании до 3 масс. ч.
на 100 масс. ч. каучука светостойкость резин составляет 4 балла. При увеличении дозировки
светостойкость повышается до 5-6 баллов.
Применяется в производстве цветной резиновой обуви, сандалий для бассейна, изделий
народного потребления, медицинского назначения, резин, контактирующих с продуктами питания,
а также изделий из пластизолей поливинилхлорида, игрушек. Обладает высокой
термостабильностью - выдерживает температуру переработки до 200°С. Может применяться для
окрашивания резин, получаемых паровоздушной и прессовой вулканизацией. Резины и поливинилхлорид,
окрашенные золотисто-желтым пигментом, не изменяют цвета под действием высоких
температур, краситель из них не мигрирует в соседний слой (см. табл. 8.4.4).
Хранят пигмент в сухом складском помещении в соответствии с ГОСТ 6732-76. Гарантийный
срок хранения 1 год.
Зарубежные аналоги отсутствуют.
Пигмент оранжевый Ж. Азокраситель: получается сочетанием бис-диазотированного 3,3'-дих-
лорбензидина с 1-фенил-3-метил-5-пирозолоном. Представляет собой порошок оранжевого цвета
с молекулярной массой 623,50 и плотностью 1440 кг/м3. Выпускается по ТУ 6-14-46-81.
Брутто-формула: СзгНг^вОгС'г-
Структурная формула:
СН,—С—СН—N =
N СН—ОН
\ /
N
N—f~\- (~\—N = N—СН—С—СН3
ОН—СН
\ /
N
N
Международный колор-индекс: Pigmente Orange № 13 № 2110.
Технические требования к продукту:
Содержание влаги, %, не более 3,0
Остаток на сите после просева, %, не более:
сухого 3,0
мокрого 0,5
Дозировка пигмента зависит от требуемой интенсивности окраски.
Применяется в производстве резиновых медицинских издепий, игрушек, а также изделий из
резины и пластизолей поливинилхлорида, резинотехнических изделий.
Обладает высокой термостабильностью, выдерживает температуру переработки 200-220°С,
не вымывается острым паром. Пригоден для окрашивания резиновых смесей, вулканизуемых
всеми способами вулканизации: паровой, паровоздушной и прессовой (см. табл.8.4.4). Резины,
окрашенные этим пигментом, не изменяют цвета под действием высоких температур,
краситель из них не мигрирует в соседний слой.
Хранят пигмент в упакованном виде в закрытом складском помещении в соответствии с ГОСТ
6732-76 при температуре не ниже 0°С.
Зарубежные аналоги: Permanentorange (Hoechst, Германия); Monoliteorange (ICI,
Великобритания).
Пигмент розовый Ж. Азокраситель: получается сочетанием азотированного 2-аминоанизол-
4-М,1\Г-диэтилсульфамида и 5-хлор-2,4-диметоксиламида2-окси-3-нафтойной кислоты.
Представляет собой порошок бордового цвета с молекулярной массой 594,50 и плотностью 1400 кг/м3.
Выпускается по ТУ 6-14-244-81.
Брутто-формула: C2gH2gN406SCI.
Структурная формула:
о °сн3
(C2H5)2N02S НО CNH— {~Л—ОСН3
/~\_N = N—f~\ CI
О
Международный колор-индекс: Pigmente red № 5 № 12490.
Колор-индекс 80:410-3-05
627
40*
$
JT Технические требования к продукту:
Содержание влаги, %, не более 3,0
Остаток на сите после просева, %, не более:
сухого 1,5
Ss мокрого 0,5
Устойчив к действию химических реагентов (см. табл. 8.4.4). Включен в перспективный
ассортимент красителей в гранулированной выпускаемой форме.
^. Дозировка пигмента зависит от требуемой интенсивности окраски. При дозировке до 3 масс. ч. на
| 100 масс. ч. каучука светостойкость резин 4 балла. При увеличении дозировки до 10 масс. ч. све-
§ тостойкость повышается до 5-6 баллов.
g Применяется в производстве различных цветных резиновых изделий, в том числе медицинс-
§ ких изделий.
I Обладает высокой термостабильностью, выдерживает температуру переработки до 200СС,
не вымывается острым паром. Пригоден для окрашивания резиновых смесей, вулканизуемых
II всеми способами вулканизации (см. табл. 8.4.4).
4JI Пигмент упаковывают в бумажные мешки и помещают в фанерные барабаны. Хранят в
закрытом складском помещении в упакованном виде при температуре не ниже 0°С в
соответствии с ГОСТ 6732-76.
Зарубежные аналоги: Permanentcarmin FB 01 (Hoechst, Германия), Monolite Red CB (ICI,
Великобритания), Graphtolrot FBL (Sandos AG, Швейцария).
Пигмент красный 5С. Азопигмент: получается сочетанием диазотированного 4-аминобензами-
да с 2-анизидид-2-окси-3-нафтойной кислотой. Представляет собой порошок красного цвета с
молекулярной массой 440,46 и плотностью 1500 кг/м3. Выпускается по ТУ 6-36-5800146-588-89.
Брутто-формула: r^fyoN^-
Структурная формула:
О °чСНз
НО CNH— f_J>
H2NOC—(~\—N = N—/~J
Международный колор-индекс: Pigment red № 210 № 12477.
Технические требования к продукту:
Содержание влаги, %, не более 3,5
Остаток на сите после сухого просева, %, не более 2,5
Устойчив к действию химических реагентов (см. табл. 8.4.4).
Включен в перспективный ассортимент красителей в гранулированной выпускной форме.
Дозировка пигмента зависит от требуемой интенсивности окраски. При дозировке до 3 масс. ч. на
100 масс. ч. каучука светостойкость резин составляет 3-4 балла. При увеличении дозировки
светостойкость повышается до 5-6 баллов.
Применяется в производстве резиновой обуви, резиновых изделий широкого потребления и
медицинского назначения. Возможно применение для окрашивания изделий из поливинилхлори-
да. Пригоден для окрашивания резиновых смесей, вулканизуемых всеми способами
вулканизации: паровой, паровоздушной и прессовой. Резины, окрашенные этим пигментом, не изменяют
цвета под действием высоких температур до 200°С, краситель из них не мигрирует в соседний
слой.
Хранят пигмент в упакованном виде в соответствии с ГОСТ 6732-76 в закрытом складском т^
помещении при температуре не ниже 0°С.
Зарубежный аналог: Permanentrot F6RK (Hoechst, Германия).
Лак оранжевый. Бариевая соль моноазокрасителя, получаемая сочетанием диазотированной
4-сульфокислоты анилина и 2-нафтола. Представляет собой порошок оранжевого цвета с
молекулярной массой 792,00 и плотностью 2300 кг/м3. Выпускается по ГОСТ 1338-78.
Брутто-формула: Cs^^O^Ba.
Структурная формула:
ОН
-SO, Ва2
Международный колор-индекс: Pigment red № 17 № 15510:1.
Колор-индекс 80:420-2-02.
Технические требования к продукту:
Содержание влаги, %, не более 2,4
Остаток на сите после мокрого просева, %, не более 1,2
Включен в перспективный ассортимент красителей в гранулированной выпускной форме.
Применяется в производстве цветной резиновой обуви и изделий широкого потребления.
Краситель не выдерживает температуру выше 150°С, пригоден для окрашивания резиновых
смесей, вулканизуемых в паровоздушной среде.
При дозировке лака менее 3 масс. ч. на 100 масс. ч. каучука светостойкость резин
составляет 1-2 балла. Повышение содержания лака до 3 масс. ч. приводит к увеличению
светостойкости до 3 баллов. При дальнейшем увеличении дозировки светостойкость остается без
изменения.
Хранят лак в упакованном виде в закрытом складском помещении при температуре не ниже
0°С по ГОСТ 6732-76.
Зарубежный аналог: Lace orange (Румыния).
Лак ярко-розовый. Кальциевая соль моноазокрасителя. Представляет собой порошок ярко-
красного цвета с молекулярной массой 458,89 и плотностью 1550 кг/м3. Выпускается по ТУ
6-14-57-85.
Брутто-формула: С36Н22^018С128Са.
Структурная формула:
НО СОО"
Н3С
Са2
Международный колор-индекс: Pigment red № 52:1 № 15860:1.
Колор-индекс 80:420-3-08.
Технические требования к продукту:
Содержание влаги, %, не более 3,0
Остаток на сите после мокрого просева, %, не более 0,5
Устойчив к действию химических реагентов (см. табл. 8.4.4).
Включен в перспективный ассортимент красителей в гранулированной выпускной форме.
Рекомендуемая дозировка составляет 3 масс. ч. на 100 масс. ч. каучука, светостойкость при
этом равна 3-4 балла (см. табл. 8.4.4).
!
I
I
—гф*—
в2в
Применяется в производстве цветной резиновой обуви и товаров широкого потребления.
Пригоден для окрашивания резиновых смесей, вулканизуемых прессовым и паровоздушным
способами. Устойчив до температуры 150°С. Более высокую температуру не выдерживает.
Возможно применение для окрашивания изделий из поливинилхлорида.
Пигмент упаковывают в плотные бумажные пакеты и помещают в фанерные барабаны.
Хранят в закрытых складских помещениях при температуре не ниже 0°С по ГОСТ 6732-76.
Зарубежные аналоги: Juo-Rot NRC (Siegle, Германия); Toner 260 (ICI, Великобритания).
Лак рубиновый СК. Кальциевая соль моноазокрасителя, получаемая сочетанием диазотиро-
ванной 4-аминотолуол-З-сульфокислоты и 2-оксинафтойной кислоты. Представляет собой
порошок темно-красного цвета с молекулярной массой 424,40 и плотностью 1460 кг/м3.
Выпускается по ГОСТ 7436- 74.
Брутто-формула:
Структурная формула:
СзбНг^О^гС3'
SO,
НО СОО"
Н,С-
г\
N =
Са2
Международный колор-индекс: Pigment red № 57:1 № 15850:1.
Колор-индекс 80:420-3-14.
Технические требования к продукту:
Содержание влаги, %, не более 3,0
Остаток после сухого просева, %, не более 1,0
Включен в перспективный ассортимент красителей для резин в гранулированной выпускной
форме (см. табл. 8.4.2).
При дозировке лака до 3 масс. ч. на 100 масс. ч. каучука светостойкость резин очень мала
и составляет 1-2 балла. С увеличением дозировки до 10 масс. ч. светостойкость повышается
до 3-4 баллов.
Применяется в производстве цветной резиновой обуви, товаров широкого потребления,
медицинских изделий и изделий, контактирующих с продуктами питания. Пригоден для
окрашивания резиновых смесей, вулканизуемых прессовым и паровоздушным способами. Возможно
применение для окрашивания изделий поливинилхлорида.
Устойчив до температуры 160°С, более высокую температуру не выдерживает.
Хранят лак в упакованном виде в закрытом складском помещении по ГОСТ 6732-76.
Зарубежные аналоги: Permanentrubin LGB, Lithol Rubin, D 4580 (BASF, Германия), Lacerubin
ВС, BKC, 6B (Польша), Versalova Cerven F6R (Чехия).
Лак бордо СК. Азокраситель: получается сочетанием 1-нафтиламина с 1-нафтол-5-сульфо-
кислотой. Выпускается по ГОСТ 5692-73.
Брутто-формула: C40H26N4O8S2Ca.
Структурная формула:
ОН
Са2
Международный колор-индекс: Pigment red № 54 № 14830:1.
Колор-индекс 80:420-3-13
630
-*$щ~-
Технические требования к продукту: Т^
Содержание влаги, %, не более 2,5
Остаток на сите после мокрого просева, %, не более 0,3
Устойчив к действию химических реагентов (см. табл. 8.4.4).
Включен в перспективный ассортимент красителей в гранулированной выпускной форме (см.
табл. 8.4.2).
Рекомендуемая дозировка 3 масс. ч. на 100 масс. ч. каучука, светостойкость 3 балла (см.
табл. 8.4.4).
Применяется в производстве цветной резиновой обуви и товаров широкого потребления.
Пригоден для окрашивания резиновых смесей, вулканизуемых прессовым и паровоздушным
способами. Возможно применение для окрашивания поливинилхлорида.
Устойчив до температуры 150°С.
Лак упаковывают в бумажные мешки и помещают в фанерные барабаны. Хранят в
закрытом складском помещении по ГОСТ 6732-76.
Лак красный ЖБ. Азокраситель: бариевая соль моноазокрасителя, получаемая сочетанием
диазотированной 2-хлор-5-аминотолуол-4-сульфокислоты с 2-нафтолом. Представляет собой
порошок красного цвета с молекулярной массой 888,34 и плотностью 1640 кг/м3. Выпускается
по ГОСТ 8573-77.
Брутто-формула: C^H^O^C^Ba.
Структурная формула:
SO," НО
С1—\\— N = N
Н,С
Ва2
Международный колор-индекс: Pigment red № 53:1 № 15585:1
Технические требования к продукту:
Содержание влаги, %, не более 5,0
Остаток на сите после мокрого просева, %, не более 0,5
Применяется в производстве цветных резиновых изделий народного потребления,
медицинских изделий, резин, контактирующих с продуктами питания. Возможно применение для
окрашивания изделий из поливинилхлорида.
При вулканизации резин выдерживает температуру до 180°С.
Хранят лак в упакованном виде в закрытом складском помещении по ГОСТ 6732-76.
Зарубежные аналоги: Permanent lack rot LC (Hoechst, Германия), Lack Red IB (Польша).
Пигмент зеленый. Натриевая соль комплексного соединения 1-нитрозо-2-нафтола с
железом. Представляет собой порошок зеленого цвета с молекулярной массой 595,34 и плотностью
1510 кг/м3. Выпускается по ГОСТ 4579-79
Брутто-формула: C30H18N3O6l\laFe.
Структурная формула:
Fe
Na4
Международный колор-индекс: Pigment green № 8 № 10006.
Колор-индекс 80:460-6-01.
Технические требования к продукту:
Содержание влаги, %, не более 4,0
Остаток на сите после мокрого просева, %, не более 0,25
I
I
I
I
I
i
■vjfc*-
631
Jt* Устойчив к действию реагентов (см. табл.8.4.4).
Включен в перспективный план красителей в гранулированной выпускной форме (см.
табл. 8.4.2).
Дозировка пигмента зависит от требуемой интенсивности окраски.
Применяется в производстве цветной резиновой обуви, товаров широкого потребления,
медицинских изделий, искусственной кожи, пленочных материалов, карандашей. Пригоден для
окрашивания резиновых смесей, вулканизуемых прессовым и паровоздушным способами.
Резины, окрашенные этим пигментом, не изменяют цвет под действием температуры до 180°С.
Возможно применение для окрашивания изделий из поливинилхлорида.
Хранят в фанерных барабанах в закрытом складском помещении в соответствии с
ГОСТ 6732-76.
Зарубежные аналоги: Permanentgrun (BASF, Германия), Pigmentzielen (Польша).
Пигмент голубой фталоцианиновый относится к классу фталоцианиновых пигментов.
Представляет собой порошок синего цвета молекулярной массой 576,07 и плотностью 1650 кг/м3.
Выпускается по ГОСТ 6220-76.
Брутто-формула: C32H16N8Cu.
Структурная формула: 6 ^
Международный колор-индекс: Pigment blue № 15 № 74160.
Колор-индекс 80:450-5-01.
Технические требования к продукту:
Содержание влаги, %, не более 1,5
Остаток на сите после мокрого просева, %, не более 0,8
Устойчив к действию химических реагентов. Выдерживает температуру до 190°С.
Дозировка зависит от требуемой интенсивности окраски. Краситель из резин,
окрашенных голубым фталоцианиновым пигментом, не вымывается и не мигрирует в соседний
слой.
Применяется в производстве цветной резиновой обуви, резиновых товаров народного
потребления и медицинского назначения. Пригоден для окрашивания резиновых смесей,
вулканизуемых всеми способами вулканизации. Возможно применение для окрашивания изделий из
поливинилхлорида.
Хранят пигмент в упакованном виде в соответствии с ГОСТ 6732-76 в закрытых складских
помещениях при температуре не ниже 0°С.
Зарубежные аналоги: Heliogenblau D 6840 (BASF, Германия), Monostral blue BX (ICI,
Великобритания), Вереаль голубой (Чехия).
Пигмент зеленый фталоцианиновый относится к производным фталоцианина. Представляет
собой порошок зеленого цвета с молекулярной массой 1092,75 и плотностью 2020 кг/м3.
Выпускается по ТУ 6-14-408-76.
Брутто-формула: C32H16N8CI15Cu.
Структурная формула:
'Ч
а,
!
с
«с
I
1
I
Международный колор-индекс: Pigment green № 7 № 74260.
Колор-индекс-80:450-6-01.
Технические требования к продукту:
Содержание влаги, %, не более 2,5
Остаток на сите после мокрого просева, %, не более 3,0
Устойчив к действию химических реагентов.
Дозировка пигмента зависит от требуемой интенсивности окраски. Светостойкость резин,
содержащих до 10 масс. ч. пигмента на 100 масс. ч. каучука, равна 5-6 баллам.
Включен в перспективный ассортимент пигментов в гранулированном виде.
Применяется в производстве цветной резиновой обуви, резиновых товаров широкого
потребления и медицинского назначения. Пригоден для окрашивания резиновых смесей,
вулканизуемых всеми видами вулканизации: прессовой, паровой и паровоздушной. Можно использовать
для окрашивания изделий из поливинилхлорида.
Резины, окрашенные этим пигментом, не меняют цвет под действием высоких температур,
краситель из них не мигрирует в соседний слой.
Хранят пигмент в упакованном виде в соответствии с ГОСТ 6732-76 в закрытых складских
помещениях при температуре не ниже 0°С.
Зарубежные аналоги: Hostaperngriin GG (Hoechst, Германия), Heliogengrun 8720, 8600, 8680
(BASF, Германия), Monostral Green GBN LIX (ICA, Великобритания), Рикобар зеленый (Чехия).
8.4.2, Минеральные пигменты
Диоксид титана пигментный, или
титановые белила, оксид титана (IV) - Ti02.
Выпускается по ГОСТ 9808-84 в виде двух
структур - анотазной (марка А) и рутил ьной
(марка Р) (табл. 8.4.5). Представляет собой
порошок белого цвета.
Резины, окрашенные диоксидом титана
пигментным, устойчивы к действию 5%-ных
растворов уксусной и соляной кислот,
щелочей, бензола и бензина.
8.4.5. Технические требования
к диоксиду титана пигментному
Показатель
Содержание, % масс:
ТЮ2, не менее
влаги, не более
водорастворимых солей,
не более
рН водной вытяжки
Остаток на сите после мокрого
просева, %
Марка А
98
0,5
0,5
6,5-8
0,2-0,1
Марка Р
98
0,3
0,3
6,5-8
0,2-0,05
г
\
*|
I
I
!
1
Применяется в производстве белой и цветной резиновой обуви, товаров широкого
потребления, медицинских изделий и резин, контактирующих с продуктами питания.
Пигмент термостойкий, выдерживает температуру обработки 180—190°С, светостойкий.
Хранят в упакованном виде в закрытом складском помещении в соответствии с ГОСТ 9980-62.
Пигмент красный железооксидный марки К представляет собой безводный оксид железа
Fe203, получаемый прокаливанием железного купороса. Это порошок коричневого цвета.
Выпускается по МРТУ 6-10-602-77.
Технические требования к продукту:
Содержание, %:
железа, не менее 90,0
влаги, не более 1,0
рН водной вытяжки 5,0-5,5
Остаток на сите после мокрого просева, %, не более 1,5-2,0
Применяется в производстве резиновых изделий различного назначения, в том числе
медицинских, а также для производства красок и эмалей.
Обладает высокой термостабильностью, поэтому пригоден для окрашивания цветных резин,
получаемых всеми видами вулканизации. Резины, окрашенные этим пигментом
термостабильны, устойчивы к действию реагентов, не мигрируют в соседний слой.
Упаковка, маркировка, транспортировка и хранение осуществляются по ГОСТ 9980-75.
Ультрамарин - синтетический неорганический пигмент синего цвета представляет собой
алюмосиликат натрия, содержащий серу, общей формулы (Na2OAI203/77Si02)„ / Na2S„, где
/77=2,5-5-3,0; п=2,5-ьЗ,0.
Ультрамарин выпускается четырех марок (табл. 8.4.6.):
УХКА - для художественных акварельных красок;
УХК - для художественных красок, кроме акварельных;
УС-для сахарной промышленности;
УЛ - для лакокрасочной и резиновой промышленности.
Ультрамарин для лакокрасочной и
резиновой промышленности выпускается 1-го и
2-го сортов в соответствии с ОСТ 6-10-404-77.
Срок хранения 3 года.
Применяется в лакокрасочной и резиновой
промышленности и для изготовления
художественных красок.
В резиновой промышленности
рекомендуется заменять ультрамарин на органические
пигменты: голубой или чисто-голубой фтало-
цианиновые.
8.4.6. Технические требования
к ультрамарину
Показатель
Содержание, %, не болеб
свободной серы
водорастворимых
веществ
мышьяка
рН водной суспензии
Остаток на сите 0,045,
0,063, %, не более
Марка
УХКА
0,02
0,4
8-10
0,1
УХК
0,03
0,6
8-10
0,1
УС
0,05
0,8
0,03
8-10
0,1
УЛ
0,6-0,75
1,75-2,5
7-9
0,6
8.5. Ингредиенты латексных композиций
(ЕЮ. Маликова, Д.П. Трофимович)
При применении латексов для улучшения их дальнейшей обрабатываемости, повышения
физико-механических показателей изготавливаемых изделий, а также по экономическим
условиям в них вводят добавки. При изготовлении латексных композиций применяют две группы
ингредиентов.
К первой группе относятся ингредиенты, которые обычно используют при изготовлении
резиновых изделий из твердого каучука: вулканизующие агенты, ускорители и активаторы
вулканизации, противостарители, наполнители, пластификаторы и мягчители.
634
~чфВДЦ№'-
8.5.1. Типовые рецептуры дисперсий ингредиентов латексных композиций
Ингредиент
Сера
Оксид цинка
Диэтилдитиокарбамат цинка
Цинковая соль 2-меркаптобензтиазола
Агидол-2
Мел
ОП-10, 20%-ный раствор
Диспергатор НФ, 10%-ный раствор
Казеинат аммония, 13%-ный раствор
Костный клей, 6%-ный раствор
Каолин
Бентонит
Вода
Содержание, %:
сухого вещества
активного ингредиента
Время обработки в шаровой мельнице, ч
Содержание дисперсии, % масс.
серы
50,0
-
-
-
-
-
-
12,5
3,5
-
-
0,5
33,5
53,44
50,0
72,2
оксида цинка
-
50,0
-
-
-
-
-
10,0
-
8,2
-
-
31,8
51,49
50,00
16-18
ускорителей
-
-
20,0
20,0
-
-
-
10,0
-
13,4
-
-
36,6
41,8
40,0
24,0
противостарителеи
-
-
-
-
25,0
-
3,5
7,5
-
-
25,0
-
39,0
51,5
25,0
24,0
наполнителей
-
-
-
-
-
66,0
1,5
5,5
-
-
-
-
27,0
66,9
66,0
20-24
Компонент
эмульсий
Дибутилсебацинат
Вазелиновое масле
Церезин 80
Олеиновая кислота
Триэтаноламин
Гидроксид калия
Вода
Всего
Содержание эмульсии, % масс.
дибутилсе-
бацината
84,0
1,45
0,72*
13,83
100,0
вазелинового масла
80,0
1,6
0,85*
17,55
100,0
церезина
80
21,0
42,0
3,40
1,60*
32,00
100,0
* Дозировка зависит от кислотного числа олеиновой
кислоты.
КО ВТОРОЙ Группе ОТНОСЯТСЯ СПеЦИфИЧес- 8.5.2. Типовые рецептуры эмульсий
КИе Ингредиенты, Применение КОТОРЫХ Обус- ингредиентов латексных композиций
ловлено особенностями технологии
переработки латексов. К этой группе относятся
поверхностно-активные вещества (ПАВ),
применяемые в качестве эмульгаторов, дис-
пергаторов, стабилизаторов, смачивателей,
регуляторы вязкости, регуляторы рН,
коагулянты, желатинирующие агенты и
термосенсибилизаторы, пеногасители, антисептики.
Однако это деление ингредиентов на две
группы является весьма условным.
Некоторые ингредиенты помимо своего
основного функционального назначения
могут оказывать существенное влияние на другие свойства латексных композиций. Так, оксид цинка
является типичным активатором вулканизации, а в присутствии аммиака действует
одновременно как термосенсибилизатор и желатинирующий агент. Дифинилгуанидин (ДФГ) -
ускоритель вулканизации одновременно является вторичным желатинирующим агентом. Наполнители
(например, каолин), применяемые в латексных композициях главным образом по
экономическим соображениям, одновременно изменяют вязкость латексных композиций.
Однако существует ряд общих требований к ингредиентам латексных композиций
независимо от типа применяемого латекса и технологии его переработки.
1. Все сыпучие ингредиенты, нерастворимые в воде, должны вводиться в латекс, как
правило, в виде предварительно приготовленных водных дисперсий, а нерастворимые в воде жидкие
ингредиенты - в виде предварительно приготовленных эмульсий (табл. 8.5.1 и 8.5.2) При этом
размер частиц ингредиента в дисперсии и размер капли в эмульсии в идеальном случае
должны быть сравнимы с размером частиц полимера в латексе.
2. Ингредиенты, если они специально не предназначены для повышения агрегативной
устойчивости латексной композиции или для ее дестабилизации не должны существенно изменять
агрегативную стабильность латекса и латексных композиций.
-Зф^
По этой причине к ингредиентам латексных композиций предъявляются более высокие
требования к содержанию в товарном продукте примесей, чем к ингредиентам, применяемым при
изготовлении композиций из твердого каучука.
Критерием содержания примесей может служить отклонение температуры плавления
технического продукта от температуры плавления химически чистого продукта.
3. рН дисперсий, эмульсий и растворов ингредиентов, если последние не предназначены для
его регулирования, должен быть близок к этому показателю для применяемого латекса.
4. При необходимости применения в рецептуре латексных композиций ПАВ желательно
использовать ПАВ, применявшиеся при изготовлении латекса.
8.5.1. Вулканизующие агенты
для полимеров латексных композиций
Основные вулканизующие агенты, применяемые при изготовлении латексных композиций,
приведены в табл. 8.5.3.
Сера является универсальным вулканизующим агентом для полимеров натурального, бутади-
енстирольного, бутадиеннитрильного латексов, искусственных латексов синтетического изопре-
нового и бутилкаучука. Обычная дозировка серы в этих латексах составляет 0,5-2,5 масс. ч. на
100 масс. ч. полимера латекса и применяется вместе с ускорителями вулканизации и
активатором - оксидом цинка. В полуэбонитовых и эбонитовых изделиях, получаемых из латексов,
дозировка серы может составлять 20-40 масс. ч. на 100 масс. ч. полимера латекса.
8.5.3. Вулканизующие агенты для полимеров латексных композиций
Химическое
наименование
Сера
Тетраметилтиу-
рамдисульфид
Тетраэтилтиу-
рамдисульфид
Дипентамети-
лентиурамтет-
расульфид
Оксид цинка
Фенолфор-
мальдегидная
смола
1,6-Гексамети-
лендиамин
Торговое
наименование
Сера
техническая
Тиурам Д
Тиурам Е
Тетрон А
Белила
цинковые
Марка БЦО
Фенофор
ГМДА
Химическая формула
S-S-S-S
I I I I
S-S-S-S
s8
H3C CH3
\ /
N-C-S-S-C-N
/II II \
Н3С S о СНз
Н5С2 С2Н5
\ /
N_C_S-S-C-N
/II II \
ПдС2 S S С2Пд
< N-C-SSSS-C-N >
V^ II || \__/
S S
ZnO
Мол. масса 500-1400
NH2-(CH2)6-NH2
Температура
плавления,
•С
113
140-150
68-73
111-113
1800
60-90
-40
Токсичность
ПДК в рабочей
зоне 6,0 мг/м3
Токсичен, ПДК в
рабочей зоне
0,5 мг/м3
—«_
Малотоксичен
ПДК в рабочей
зоне 5 мг/м3
-
Токсичен,
ядовит
Гарантийный
срок
хранения
1 год
—«—
_«_
—«—
1 год
-
3 мес.
Тиурамполисульфиды -тетраметилтиурамдисупьфид, тетраэтилтиурамдисульфид, ди(пентаме- ^
тилентиурам)тетрасульфид применяют в латексных композициях, предназначенных для
изготовления изделий с высоким сопротивлением тепловому старению. Их дозировка 2,5-3,5 масс. ч. на
100 масс. ч. полимера латекса. Однако вулканизация тиурамполисульфидами в отсутствие серы
протекает более медленно и требует более высокой температуры. Активировать процесс
вулканизации в этом случае возможно путем применения в рецептуре латексной композиции дифе-
нилтиокарбамида.
Оксиды металлов, которые могут применяться как в индивидуальном виде, так и вместе с
серой являются вулканизующими агентами в латексных композициях на основе латексов кар-
боксилсодержащих полимеров. На практике обычно применяют оксид цинка в дозировках 3-
5 масс. ч. на 100 масс. ч. полимера латекса. Оксид цинка является также вулканизующим
агентом в композициях на основе хлоропренового латекса.
Резорцинформальдегидные и фенолформальдегидные смолы могут применяться в качестве
вулканизующих агентов полимеров карбоксилсодержащих латексов. Для вулканизации
полимеров фторсополимерных латексов используют диамины и их производные.
8,5,2. Ускорители вулканизации
для латексных композиций
В технологических процессах переработки латексов полностью исключена опасность
преждевременной вулканизации (скорчинга) полимера латекса. Это позволяет интенсифицировать
процесс вулканизации с помощью ультраускотрителей или путем комбинации ускорителей
взаимно активирующих процесс, что, в свою очередь, делает возможным проведение
вулканизации при сравнительно низких температурах (80-100°С),
Наиболее часто применяемые в латексных композициях ускорители вулканизации
приведены в табл. 8.5.4.
Цинковые и натриевые соли дитиокарбаминовой кислоты являются высокоэффективными
улътраускорителями серной вулканизации полимеров натурального, бутадиенстирольного, бу-
тадиеннитрильного, синтетического изопренового и бутилового латексов. Хотя вулканизация в
присутствии цинковых солей дитиокарбаминовой кислоты может быть осуществлена без
применения оксида цинка, однако на практике рецептура композиций всегда предусматривает
применение оксида цинка.
Обычно дозировки цинковых солей дитиокарбаминовой кислоты, серы и оксида цинка
составляют (в масс. ч. на 100 масс. ч. полимера латекса):
Сера 1,0-2,5 Цинковая соль
Оксид цинка 0,5-5,0 дитиокарбаминовой кислоты 0,5-1,5
Оксид цинка, как активатор вулканизации, применяется со всеми другими ускорителями
вулканизации, приведенными в табл. 8.5.4.
Ускорители класса тиурамов в латексных композициях имеют относительно ограниченное
применение. В большинстве случаев они используются в комбинации с цинковыми солями
дитиокарбаминовой кислоты. Действие тиурамов активируется применением производных тиокар-
бамида (дифенилтиокарбамид). В композициях на основе хлоропреновых латексов дифенилти-
окарбамид применяется как самостоятельный ускоритель вулканизации.
Цинковая соль 2-меркаптобензтиазола, хотя и может применяться в индивидуальном виде в
качестве ускорителя вулканизации полимеров латексных композиций, на практике обычно
используется как «вторичный» ускоритель в комбинации с цинковыми солями
дитиокарбаминовой кислоты в соотношениях, близких 1:1.
Дифенилгуанидин (ДФГ), являющийся ускорителем вулканизации средней активности
самостоятельно в латексных композициях не используется. Вместе с тем он активирует действие
дитиокарбаматов и тиурамов. Одновременно ДФГ является эффективным вторичным
желатинирующим агентом, применяемым в композициях для изготовления пенорезины.
I
I
I
!
I
I
О)
w
Большой справочник резинщика
8.5.4. Ускорители вулканизации полимеров
Химическое соединение
Диметилдитиокарбамат
цинка
Диэтилдитиокарбамат цинка
Дибутилдитиокарбамат цинка
Зтилфенилдитиокарбамат
цинка
Пентаметилендитиокарбамат
цинка
Диметилдитиокарбамат
диметиламина
латексных композиций
Химическая формула
н3с
\
N-C-S-
/ II
Н3С S j
Н5С2
\
N-C-S-
/ II
Н5С2 S
НдС4
\
N-C-S-
/ II
НдСд S
Н5С2
\
N-C-S-
/ II
Н5С6 S
Zn
2
Zn
2
Zn
г
Zn
2
Or-
S
Zn
2
HgC CHg
\ /
N-C-S-SH • HN
/ II \
Hgv S GHg
Содержание
ОСНОВНОГО
вещества в
техническом
продукте, %
95
91
98
98
95
28
Температура
о
химически
чистый
257
178
112
208
179
плавления,
ч
технический
248-253
179-181
105-108
205-208
168-175
30-130
Токсичность
Токсичен, ПДК в рабочей
зоне 0,05 мг/м3
Малотоксичен
Малотоксичен
Малотоксичен
Гарантийный срок
хранения
6 мес.
6 мес.
1 год
6 мес.
6 мес.
3 мес.
Торговое
наименование
Метилцимат
Этипцимат
Бутил цимат
Карбамат ЭФЦ;
!упкацит р экстра N
Ускоритель К-45
8.5.4. Ускорители вулканизации полимеров латексных композиций (окончание)
Химическое соединение
Тетраметилтиурамдисульфид
Тетраэтилтиурамдисульфид
Бис-(пентаметилентиурам)
тетрасульфид
Цинковая соль
2-меркаптобензтиазола
Дифенилтиокарбамид
Дифенилгуанидин
Химическая формула
Н3С СНз
\ /
N-C-S-S-C-N
/II II \
Н3С S S СНз
н5с2 с2н5
\ /
N-C_s-S-C-N
/II II \
5 2 ^ 2^5
/ N-C-S-S-S-S-C-N )
\ / II II \ /
S S
C-S- Zn
S
s
NH
Содержание
основного
вещества в
техническом
продукте, %
93-98
95
98
86
97
97
Температура плавления,
химически
чистый
154
73
114
Разлагается
при 200°С
154
15
технический
140-150
68-73
111-113
148-152
145-147
Токсичность
Токсичен, ПДК в рабочей
зоне 0,5 мг/м3
Токсичен, ПДК рабочей
зоны 0,5 мг/м3
Малотоксичен
Малотоксичен
Токсичен, ПДК в рабочей
зоне 0,5 мг/м3
Гарантийный срок
хранения
1 год
1 год
1 год
1 год
1 год
1 год
Торговое
наименование
Тиурам Д
Тиурам Е
Тетрон А
Цинкапт
Тиокарбанилид
ДФГ
i
i
7* 8.5.3. Наполнители для латексных композиций
Применение наполнителей в латексных композициях позволяет улучшить
физико-механические свойства изготавливаемых изделий, снизить их себестоимость, изменить окраску. Вместе с
тем, существует ряд особенностей применения наполнителей в латексных композициях.
Активные усиливающие наполнители такие, как различные марки техуглерода, как правило, не
увеличивают прочность при растяжении полимеров латексных композиций, но одновременно при
относительно небольших дозировках (5-10 масс. ч. на 100 масс. ч. полимера латекса)
существенно увеличивают модуль, сопротивление раздиру, сопротивление истиранию.
Практически все наполнители, применяемые в латексных композициях, изменяют
коллоидно-химические свойства латексов, увеличивают их вязкость, снижают агрегативную
устойчивость. Наибольшее загущение латексных композиций происходит при применении
техуглерода. Поэтому дозировки техуглерода в латексных композициях не должны превышать
15-20 масс. ч. на 100 масс. ч. полимера латекса. Наиболее часто применяемые в латексных
композициях наполнители приведены в табл. 8.5.5.
Мел и каолин вводят в латексные композиции главным образом для снижения их стоимости. При
этом происходит снижение прочности при растяжении и относительного удлинения при разрыве
полимеров латексов при одновременном увеличении модуля и жесткости. При изготовлении
изделий, для которых прочностные показатели не имеют существенного значения, дозировки мела и
каолина в латексных композициях могут достигать до 400 масс. ч. на 100 масс. ч. полимера
латекса. В отличие от большинства других ингредиентов латексных композиций мел и каолин могут быть
введены в латекс без предварительного приготовления дисперсий.
Бентонит в основном применяется при изготовлении водных дисперсий сыпучих
ингредиентов латексных композиций. В водной среде бентонит образует цепочечные структуры, что
увеличивает вязкость системы. Благодаря этому свойству, бентонит препятствует оседанию
ингредиентов в дисперсиях и в латексной композиции.
8.5.5. Наполнители для латексных композиций
Наполнитель
Мел природный
обогащенный
Мел осажденный
Каолин
обогащенный
Бентонит
Диоксид титана
пигментный
Техуглерод
Техуглерод
Бутадиенстироль-
ный латекс
Гидроксид
алюминия
Марка
ММ
МБ
КРТ
ФРК
А-1
К354
П336
СКС-85ГП
Химический
состав
СаС03 (98,2%)
СаС03 (98,5%)
Si02 (32-33%)
А1203 (55-56%)
Связанная вода
(11-12%)
AI203-4 Si02-2H20
ТЮ2 (26,5%)
BaS04 (73,5%)
Углерод (95%)
Углерод (98%)
Сополимер: 15%
бутадиена и 85%
стирола
А1(ОН)3 (-88%)
Средний размер
частиц, мкм
2-5
0,4
0,5-10
0,2-2,0
-
30- 33 нм
29-32 нм
80-100 нм
—
рН водной
суспензии
-6
~6
4,5-5,0
4-6
-
3,5-4,5
6,0-8,0
9,0-9,5
—
Характерная
особенность
-
-
В воде образует
цепочки
-
Средняя
структурность*
Высокая
структурность**
—
Токсичность
ПДК в рабочей
зоне 6,0 мг/м3
—«—
Нетоксичен
—«—
ПДК в рабочей
зоне 10,0 мг/м3
—«—
_«_
ПДК стирола в
рабочей зоне
5,0 мг/м3
Малотоксичен
'Масляное число 75-85. *'Масляное число 115-125.
Диоксид титана применяется в латексных композициях главным образом как пигмент, кото- "*v.
рый придает изделиям белый цвет. Обычно дозировка диоксида титана в латексных
композициях составляет 4-5 масс. ч. на 100 масс. ч. полимера латекса.
Техуглерод марки К354 применяется для повышения модуля, сопротивления раздиру
полимеров синтетических и искусственных латексов.
Техуглерод марки П336, характеризующийся повышенной структурностью, применяется в
латексных композициях, предназначенных для изготовления изделий с повышенной
электропроводностью и антистатическими свойствами.
Бутадиенстирольныелатексы с высоким содержанием связанного стирола в полимере
(более 70%), введенные в натуральные, бутадиенстирольные и искусственный изопреновый
латексы в дозировках 5-10 масс. ч. на 100 масс. ч. полимера латекса, приводят к повышению
модуля, жесткости, твердости, прочности при растяжении полимеров этих латексов.
Гидроксид алюминия в комбинации с триоксидом сурьмы (Sb203) и хлорпарафином
ХП-1100 (C25H3oCl22) применяют для снижения горючести латексных изделий.
I
8.
I
о
Й
!
!
I
8*5.4. Пластификаторы для латексных композиций
Применение в латексных композициях пластификаторов позволяет увеличить эластичность
и морозостойкость кристаллизующихся полимеров латексов, а также полимеров латексов с
высокой температурой стеклования.
Для латексов полярных полимеров (полихлоропрен, сополимер бутадиена и акрилонитрила)
в качестве пластификаторов применяют дибутилфталат (ДБФ), дибутилсебацинат (ДБС), диок-
тилфталат (ДОФ), бутилолеат (Фригит).
Для латексов неполярных полимеров применяют углеводородные масла (например,
вазелиновое масло).
Дозировки пластификаторов в латексных композициях обычно не превышают 25-30 масс. ч.
на 100 масс. ч. полимера латекса из-за возможности снижения прочностных показателей
изготавливаемого изделия. Как правило, пластификаторы вводятся в латексную
композицию в виде эмульсии, содержание пластификатора в которой обычно составляет 80-85%
(см. табл. 8.5.2).
8.S.S. Противостарители для латексных композиций
Применение противостарителей в латексных композициях не является строго обязательным.
Это связано с тем, что полимер латекса в технологическом процессе переработки не
подвергается механическим воздействиям и действию высоких температур, а также с тем, что
натуральные латексы содержат естественные противостарители, а синтетические и искусственные
латексы, как правило, заправляются противостарителями при их изготовлении. Вместе с тем, в
латексные композиции, предназначенные для изготовления изделий, которые в ходе
эксплуатации могут подвергаться действию высоких температур, кислорода, озона, ультрафиолетовых
лучей, необходимо введение дополнительных противостарителей. Наиболее часто
применяемые в латексных композициях противостарители приведены в табл. 8.5.6. Дозировки
противостарителей в латексных композициях обычно составляют 1-2 масс. ч. на 100 масс. ч.
полимера латекса.
Вторичные ароматические диамины (Диафен ФП, Диафен НН) обладают очень высоким
защитным действием от теплового и озонного старения, утомления, пассивируют металлы
переменной валентности.
Вторичный ароматический моноамин (Неозон Д) эффективен при тепловом старении.
Вместе с тем, эти противостарители вызывают окрашивание изделий и не могут применяться
^ 641
41 - 5464
1
I
i
I
I
JC"b композициях, предназначенных для изготовления светлых и цветных изделий. Более того,
аминные противостарители окрашивают материалы, контактирующие с изделиями, при
изготовлении которых они были использованы.
Дибутилдитиокарбамат никеля является эффективным противостарителем от воздействия
ультрафиолетовых лучей. Однако и он окрашивает изделия в зеленый цвет.
Фенольные противостарители (Агидол 2, АО-20, Продукт 425) нашли наибольшее применение в
латексных композициях. Хотя они обладают менее эффективным защитным действием по
сравнению с аминными противостарителями, они существенно не изменяют цвета изделий.
Для защиты от озона полимера латексных композиций могут применяться физические анти-
озонанты, в качестве которых используются воскоподобные продукты, содержащие парафины,
в частности, Церезин-80, содержащий предельные углеводороды. Церезин-80, имеющий
температуру плавления около 80°С, вводится в латексную композицию в виде эмульсии в дозировке
2-5 масс. ч. на 100 масс. ч. полимера латекса.
8.5.6. Противостарители для полимеров латексных композиций
Химическое
соединение
Химическая формула
Температура
плавления,
!С
Токсичность
Гарантийный срок
хранения
Торговое
наименование
2,2'-Метилен-
бис-(4-
метил-
6-грег-
бутилфенол)
133
128-132
Нетоксичен
1 год
Агидол 2,
Продукт
2246
2,2'-Метилен-
бис-(4-этт-
6-трет-
бутилфенол)
ОН ОН
(СНзЬС^к^СН, N^k,C(CH3)3
Продукт
425
С,Н,
Смесь моно-
ди-, три-а-
метилбензо-
фенола
Малотоксичен
6 мес.
Агидол 20
(АО-20)
Фенил-0-
нафтиламин
108
104-108
Токсичен
1 год
Неозон Д
N-Изопропил-
М'-фенил-п-
фенилендиа-
мин
Н3С
\
CH-NH-
r\,uj~%
I
80
75-79
Диафен ФП
Н,С
N.N-Ди-Р-
нафтил-л-
фенилендиа-
мин
О
NH-</ VNH.
235
228-234
Диафен HH
Дибутилдитиокарбамат
никеля
H9C4
\
N-C-S-
/ II
HgC4 S
№
8*5*6. Поверхностно-активные вещества (ПАВ)
Технология переработки латексов при изготовлении дисперсий и эмульсий ингредиентов ла-
тексных композиций при смешении различных латексов и введении ингредиентов в латекс
практически всегда предусматривает применение ПАВ. В зависимости от состава дисперсий и
эмульсий, типа латекса и его коллоидно-химических свойств, назначения латексной композиции и
способов её дальнейшей переработки ПАВ могут выполнять роль смачивающего агента, дис-
пергатора, эмульгатора, пенообразователя, стабилизатора, обеспечивающего агрегативную
устойчивость коллоидных систем, какими являются дисперсии и эмульсии ингредиентов латек-
сных композиций, латексы и латексные композиции.
ПАВ в зависимости от химического строения разделяют на ионогенные (образующие ионы) и
неионогенные.
Ионогенные ПАВ, в свою очередь, делятся на анионоактивные, образующие при адсорбции
на поверхности полимерной частицы латекса отрицательный заряд, и катионоактивные,
образующие положительный заряд. Из анионоактивныхПАВ наибольшее применение при переработке
латексов находят соли карбоновых кислот общей формулы RC00M, где R - углеводородный
радикал, являющийся гидрофобной частью молекулы, а М - катион, образующий растворимые
в воде основания (обычно К+, NH4+, l\la+).
Основными катионоактивными ПАВ, применяемыми при переработке латексов, являются соли
замещенных аминов общей формулы:
R-N-R"
i
R'
X
где R-алифатический радикал с длинной цепью (С10-С18). R'- R", R'" -радикалы алкильные с
короткой цепью (-СН2С2Н5), арилалкильные (-СН2С6Н5) или арильные (-С6Н5); Х-анион Ch
Из неионогенных ПАВ при переработке латексов используют этиленгликолевые эфиры
алкилфенолов общей формулы СпН2л+1С6Н40(С2Н40)тН и полиоксиэтилированные жирные
спирты общей формулы C„H2/,+10(C2H40)mH.
Основные ПАВ, применяемые в России при переработке латексов, приведены в табл. 8.5.7 и
8.5.8.
При применении ПАВ в латексных композициях необходимо учитывать следующие
обстоятельства:
- ПАВ на основе карбоновых и смоляных кислот эффективны только в щелочной среде при
рН>8;
- при использовании латексов с рН=4-н6 следует применять алкиларилсульфонаты (Сульфа-
нол НП-3) или их смеси с неионогенными ПАВ;
- введение катионоактивных ПАВ в латексы, полученные с применением анионоактивных
эмульгаторов, приводит к коагуляции латексов, а в относительно небольших дозировках
катионоактивные ПАВ приводят к астабилизации этих латексов и применяются в качестве
вторичных желатинирующих агентов.
- для повышения агрегативной устойчивости латексов и латексных композиций к
электролитам дополнительно вводят неионогенные ПАВ;
- для повышения устойчивости латекса и латексных композиций к механическим
воздействиям рекомендуется увеличивать степень насыщенности поверхности глобул латекса
эмульгатором выше 50-60%, применяя для этого ионогенные и неионогенные ПАВ;
- для повышения стабильности высоконаполненных латексных композиций вводят добавки
неионогенных ПАВ;
г
\
I
i
- при повышении температуры латексной композиции неионогенные ПАВ, выполнявшие
ранее в этой композиции роль стабилизаторов, начинают выполнять роль агентов, вызывающих
дестабилизацию (это свойство неионогенных ПАВ может быть использовано при получении
изделий из латексов методом термосенсибилизации).
Увеличение стабильности латексов и латексных композиций при хранении, механическом
воздействии, высоком наполнении за счет дополнительного введения ПАВ должно
осуществляться с учетом возможности в дальнейшем астабилизовать латексную композицию. Астаби-
лизация латексной композиции, завершающаяся переводом полимера латекса из
свободно-дисперсионного состояния в связано-дисперсионное, лежит в основе всех технологических
процессов изготовления изделий и материалов из латексов.
8.5.7. Основные ПАВ, применяемые в отечественной промышленности
при переработке латексов
ПАВ
Химическая формула или состав
Назначение
Метод
изготовления
Особенности
применения
Анионоакттиые
Олеат
калия
Парафинат
калия
Дрезинат
Сульфанол
НП-3
Дисперга-
тор Нф
Олеат
триэтано-
ламина
с17н33соок
Калиевая соль синтетических жирных
кислот с целевой фракцией С10-С13 или
Cio-Ci6
Калиевое мыло диспропорционированной
канифоли
Смесь натриевых солей алкилбензол-
сульфокислот
cnH2ntiC6H4S03Na, где /7=10-12
СНг
МаОзБ^Ц^^к^^ 'v/k-^AsOjNa
0
С17Н33Ч
ОСН.-СН,
V
С17НЗЗЧ \
OCH2-CHrN
С17НЗЗЧ /
оснг-снг
Эмульгатор при
получении эмульсии,
стабилизатор латексных
композиций,
пенообразователь, стабилизатор
латексной пены
Стабилизатор
латексных композиций,
пенообразователь,
стабилизатор латексной пены
Стабилизатор латексов,
изготовленных на
аналогичном эмульгаторе
(имеет ограниченное
применение)
Стабилизатор карбок-
силсодержащих
латексов, смачиватель
Диспергатор при
изготовлении дисперсий
Эмульгатор при
изготовлении эмульсий
Омыление
олеиновой
кислоты гид-
роксидом
калия
Омыление
синтетических
жирных
кислот гидрокси-
дом калия
Омыление
смоляных
кислот гидро-
ксидом калия
_
_
Омыление
олеиновой
кислоты триэ-
таноламином
В виде
20%-ного
водного
раствора
В виде
40%-ного
водного
раствора*
В виде
10-20%-ного
водного
раствора
—«—
В виде
5-10%-ного
водного
раствора*
При
изготовлении
эмульсий
олеиновую кислоту
вводят в
масляную
фазу, а
триэтаноломин
в водную
фазу
8.5.7. Основные ПАВ, применяемые в отечественной промышленности
при переработке латексов (окончание)
ПАВ
Химическая формула или состав
Назначение
Метод
изготовления
Особенности
применения
Неноногенные
Продукт
ОП-7
Продукт
ОП-10
Препарат
ОС-20
СлН2л*1СбН4°(С2Н4°)тН.
где т=6-7, /1=3-10
СлН2/н1С6Н40(С2Н40)тН,
где/п=10-12, л=8-10
С„Н2/н10(С2Н40)тН,
где т=20, /7=14-18
Стабилизатор при
действии на латекс или ла-
тексную композицию
электролитов;
стабилизатор высоконаполненных
композиций, смачиватель
—«—
—«—
-
-
В виде
10-20%-ного
водного
раствора
То же
То же
Катионоактивные
Каталин
Продукт
АНП
л-Алкилбензилпиридинийхлорид
Аминированный нитропарафин
СН3(СН2)л-СН-(СНг)„,-СН3
NH2HCI
Вторичный
желатинирующий агент
—«—
В виде
50%-ного
водного
раствора
Тоже
8.5.8. Типовые рецептуры растворов ингредиентов латексных композиций
Компонент раствора
Олеиновая кислота
Синтетическая жирная кислота
(парафиновая кислота)
целевой фракции С1П-С,,
Казеин
костный клей
Гидроксид калия
Диспергатор НФ
л-хлорметакрезол
Аммиак 20%-ный раствор
л-Хлорметакрезол (антисептик)
0,4%-ный раствор
Вода
всего
Содержание раствора*, % масс.
олеата
калия
1(5 33
_
_
3.67*
_
—
-
80.0
100,0
парафина-
та калия
_
30,0
_
_
10.0*
_
_
_
-
казеината
аммония
_
-
12,75
_
_
_
_
165
5,00
костного
клея
„
"
_
6.00
_
—
_
_
2,00
гидрокси-
да калия
_
-
_
_
10.0
-
_
—
-
дисперга-
тора НФ
_
-
_
_
_
5/10
_
_
-
антисептика
_
-
_
_
_
-
0.40
1.00
98.6
100,0
* Дозировка зависит от кислотного числа кислоты
8.5.7, Регуляторы вязкости - загустители
Ингредиенты латексных композиций, называемые «регуляторами вязкости - загустителями»,
представляют собой природные, искусственные, полученные модификацией природных
продуктов, и синтетические полимеры, образующие в водной среде типичные лиофильные,
коллоидные системы с высокой вязкостью. Эти вещества не только повышают вязкость латексов и
латексных композиций, но одновременно проявляют себя как стабилизаторы агрегативной
устойчивости дисперсий, эмульсий и латексов.
#.
8.5.9. Загустители для латексных композиций
I
i
I
!
I
I
Загустители
Химическая формула
или состав
Назначение
Способ применения
Природные
Казеинат аммония
Костный клей
Щелочная смесь казеина,
полученного из протеина
молока
Белковый продукт,
полученный из коллогена
соединительных тканей
животных
Стабилизатор дисперсий,
латекса, латексных
композиций; загуститель
Стабилизатор дисперсий;
загуститель латекса и
латексных композиций
В виде 10-16%-ного
водного раствора
В виде 5-10%-ного
водного раствора
Искусственные
Натриевая соль карбок-
силметилцеллюлозы
Производное целлюлозы
Загуститель, стабилизатор
латексных композиций
В виде 2,5-10%-ного
водного раствора
Синтетические
Поливиниловый спирт
Натриевая соль полиме-
тилакриловой кислоты
Эмульсия акриловая
АК-216-48
[-СН2-СН-]„
I
ОН
СН3
I
-сн2-с-
I
COONa
л
Продукт эмульсионной
полимеризации бутилакри-
лата и метакриловой
кислоты
Стабилизатор дисперсий,
латексов, загуститель
Загуститель
Загуститель
В виде 5-10%-ного
водного раствора
В виде 10-16%-ного
водного раствора
В виде эмульсии,
содержащей 20-30%
сухого вещества
Основные загустители приведены в табл. 8.5.9.
При применении загустителей следует учитывать ряд специфических свойств этих
ингредиентов.
Природные загустители (казеин, костный клей) подвержены загниванию. В связи с этим при
их применении требуется введение антисептиков, а приготовленные с этими загустителями
дисперсии, эмульсии и латексные композиции не подлежат длительному хранению.
Эффективность действия загустителей существенно зависит от рН среды.
8*5,8* Регуляторы рН латексных композиций
Для обеспечения агрегативной устойчивости латекса и латексных композиций необходимо
поддерживать определенные значения рН.
Уменьшение рН ниже нормируемого значения для данного латекса или латексной
композиции может вызывать коагуляцию, уменьшение стабильности при механическом воздействии,
коагуляцию при введении наполнителей и т.д. В то же время более высокое значение рН, чем
это предусмотрено для данного латекса и латексной композиции, будет затруднять астабили-
зацию латексной композиции, лежащую в основе всех технологических процессов их
переработки.
Для регулирования рН применяют водные растворы аммиака (NH40H), гидроксиды натрия
(NaOH), гидроксиды калия (КОН). Во избежание местной коагуляции регуляторы рН вводят в
виде разбавленных растворов (обычно 5-10%) при перемешивании.
8,5.9. Коагулянты, желатинирующие агенты,
термосенсибилизаторы
Все эти ингредиенты объединяет их способность вызывать астабилизацию латекса и, в
зависимости от их химического состава и условий применения, приводить либо к коагуляции латекса,
либо к его гелеобразованию. Морфология образующихся при этом продуктов различна.
В первом случае, происходит разделение фаз, и полимер выделяется в виде крупных комков
(или зерен), содержащих частично захваченную водную фазу латекса (серум).
Во втором случае, астабилизация латекса завершается образованием геля, представляющего
собой сетку из полимерных частиц, в петлях которой содержится водная фаза латекса. Процесс
коагуляции латекса используется для выделения полимера; гелеобразование лежит в основе
большинства технологических процессов изготовления резиновых изделий из латексов.
В качестве коагулянтов при изготовлении изделий и материалов через стадию гелеобразова-
ния наиболее широко применяют 10-40%-ные спиртовые или водные растворы тетрагидрата
нитрата кальция Ca(N03)2-4H20, хлорида кальция CaCI2 и спиртовые растворы уксусной
кислоты. Эти коагулянты используют при изготовлении маканых изделий, нитей, резинотканевых
изделий.
Типичным агентом желатинирования и термосенсибилизатором является цинк-аммиачный
комплекс, образующийся в латексной композиции при наличии в её составе оксида цинка,
аммиака и хлорида аммония. -
Широко применяются в качестве желатинирующих агентов щелочные соли кремнефторис-
товодородной кислоты. Наибольшее применение получил кремнефторид натрия Na2SiF6,
дозировка которого обычно составляет 2-3,5 масс. ч. на 100 масс. ч. полимера латекса. Он
вводится в латекс в виде 20%-ной дисперсии.
В качестве вторичных желатинирующих агентов, которые, как правило, применяют в
комбинации с кремнефторидом натрия, используют л-бензилпиридинийхлорид (катапин) и аминиро-
ванный нитропарафин (продукт АНП), в присутствии которых желатинирование протекает при
белее высоком значении рН.
В процессах, основанных на гелеобразовании под действием тепла? наиболее часто
применяют в качестве термосенсибилизатора поливинилметиловый эфир:
-СН ,-СН-
I
o-cH3Jn .
Типовые рецептуры растворов и дисперсий коагулянтов, желатинирующего агента и
термосенсибилизатора приведены в табл. 8.5.10.
8.5.10. Типовые рецептуры растворов и дисперсий коагулянтов,
желатинирующего агента и термосенсибилизатора
Компонент
Нитрат кальция (тетрагидрат)
Хлорид кальция (безводный)
Кремнефоторид натрия
Уксусная кислота
Этиловый спирт
Вода
Каолин
Бентонит
Поливинилметиловый эфир
Содержание, % масс.
15
-
-
-
82
-
3
-
-
35
-
-
-
60
-
5
-
-
40
-
-
-
-
44
16
-
-
-
25
-
-
-
55
20
-
-
-
-
-
15
85
-
-
-
-
-
-
45
-
-
50
-
5
-
-
-
-
-
-
90
-
-
10
10, Антисептики
I
I
I
I
I
I
Белки, содержащиеся в натуральном латексе и применяемые в составе латексных
композиций в качестве загустителей, продукты природного происхождения (костный клей, казеин)
подвержены загниванию. Для предотвращения этого процесса применяют антисептики - вещества,
обладающие бактерицидными свойствами. Хорошими бактерицидными свойствами обладает
аммиак, в присутствии которого прекращается рост микроорганизмов. Аммиак является одним
из консервантов, обеспечивающим длительное хранение натурального латекса.
Однако применение аммиака в качестве антисептика ограничено из-за присутствия в
большинстве латексных композиций оксида цинка. Образование цинк-аммиачного комплекса
приводит к астабилизации латекса.
В качестве антисептиков применяют л-хлорметакрезол, пентахлорфенол, салициламид.
При использовании антисептиков из-за их токсичности используют разбавленные водные
растворы с концентрацией 0,2-0,4%. В латексных композициях, предназначенных для
изготовления изделий, контактирующих с пищевыми продуктами, допускается применение в качестве
антисептика раствора бензойной кислоты или бензоата натрия.
8.5.11, Пеногасители для латексных композиций
Присутствие в латексных композициях и латексах ПАВ придает им повышенную способность
к пенообразованию. За исключением случаев, когда от латексной композиции специально
требуется высокая пенообразующая способность (например, в производстве пенорезины), пенооб-
разование следует рассматривать как негативное явление. Оно затрудняет проведение
технологических процессов и приводит к браку изделий.
В качестве пеногасителей применяют эмульсии силиконовых олигомеров.
В нашей стране в качестве пеногасителей применяют эмульсии полиметилсилоксана ПМС-200,
ПМС-300, ПМС-400, ПМС-500, различающиеся молекулярной массой олигомера.
8.5.12, Вода, применяемая для изготовления растворов,
дисперсий и эмульсий латексных композиций
Содержащиеся в воде соли и другие примеси могут вызывать астабилизацию латексных
композиций и приводить к коагуляции. В связи с этим, вода, применяемая для изготовления
растворов, дисперсий и эмульсий латексных композиций, должна подвергаться очистке.
Наиболее эффективной является ее очистка воды с помощью ионообменных смол. Допускается
также применение дистиллированной воды.
Очищенная вода должна иметь следующие показатели:
рН 6,0-7,0
Общая жесткость, мг-экв/л, не более 1,2
Содержание, мг/л, не более:
сульфатов 0,5
хлоридов 0,02
Электросопротивление воды, Ом, не менее 300000
8.5.13, Вспомогательные вещества
Кроме основных ингредиентов, рассмотренных выше, при изготовлении резиновых изделий
из латексов применяются вспомогательные вещества (табл. 8.5.11).
8.5.11. Вспомогательные вещества при производстве изделий из латексов
Наименование
Тальк молотый для
производства резиновых изделт
Крахмал картофельный
Биосорб
(модифицированный кукурузный крахмал)
Эмульсия полисиликоновая
КЗ 10-01
Полиэтиленгликоль
Тринатрийфосфат
Сульфаминовая кислота
Назначение
Опудривающий материал
Опудривающий материал для
медицинских изделий
Тоже
Смазывание, предотвращающее
слипание тонкостенных изделий
Смазывание форм, 5%-ный
водный раствор
В состав композиций для
смазывания и мойки силумино-
вых форм
Чистка форфоровых форм,
10%-иый водный раствор
Внешний вид
Порошок серого
цвета
Белый порошок
То же
Жидкость белого
цвета
Бесцветная
жидкость
Порошок
Жидкость
Токсичность
Пыль раздражает
дыхательные пути. ПДК
в рабочей зоне 4 мг/м3
Нетоксичен
— « —
_ « -.
— « —
Токсичен
— « —
8.5.14. Хранение ингредиентов латексных композиций
Ингредиенты латексных композиций должны храниться в крытых складских помещениях в
условиях, исключающих возможность попадания влаги и воздействия прямых солнечных лучей,
при температуре не ниже 10°С и не выше 35°С и относительной влажности не более 70%.
За исключением растворов ПАВ и растворов загустителей, которые в нашей стране
изготавливаются на предприятиях, выпускающих латексные изделия, другие ингредиенты хранят
в таре поставщика в условиях, исключающих их смешение. Тип тары и гарантийные сроки
хранения ингредиентов латексных композиций указаны в соответствующих стандартах, ТУ,
спецификациях.
8.6. Смолы для пропиточных составов
(ИЛ. Шмурак)
В качестве смол для пропиточных составов при производстве корда используются ново-
лачные жидкие резорцинформальдегидные смолы. Резорцинформальдегидная составляющая
пропиточных составов может быть получена или непосредственно из резорцина и
формальдегида в присутствии гидроксида натрия как катализатора поликонденсации, или из новолач-
ной жидкой резорцинформальдегидной смолы (НРФС) и формальдегида также в присутствии
гидроксида натрия. Применение такой смолы облегчает ее дозирование при приготовлении
пропиточного состава по сравнению с резорцином, ускоряет процесс поликонденсации и
приводит к повышению прочности связи корда с резиной. Отечественная НРФС была получена
М.А.Стальновой с сотрудниками поликонденсацией резорцина и формальдегида (мольное
соотношение около 1:0,5) в присутствии этанола и этиленгликоля в начале 60-х годов
прошлого столетия:
ОН ОН ОН
Г1ГСН »-Л -сн2-о-сн2-сн2-о-сн2-1Л,
Ц^-ОН VJ-OH VJ-OH
#
I
I
!
i
I
В настоящее время под маркой СФ-282 (ТУ 6-07-402-90) эта смола производится ООО
«Унисон» (г. Химки Московской обл.), ранее её выпускали также: ОАО «Уралхимпласт» (г.Нижний
Тагил), Промышленно-финансовая компания «Синтез» (г. Псков), Научно-производственная
фирма «Карбохим» (г. Дзержинск Нижегородской обл.).
Характеристика резорцинформальдегидной смолы СФ-282 приведена ниже:
Внешний вид Жидкость красновато-коричневого цвета
Содержание сухого остатка, % масс, не менее 66
Плотность, кг/м3, не менее 1165
рН 7,5-8,5
Условная вязкость по ВЗ-246 (диаметр сопла 4 мм), с 30-90
Растворимость в дистиллированной воде (1:25) Полная
Смола СФ-282 -легко воспламеняющаяся жидкость, относится ко 2-му классу опасности по
ГОСТ 12.1.007. Транспортируется в стальных бочках вместимостью 200 л, при
транспортировании хранится на промежуточных складах под навесом без доступа прямого солнечного света.
Постоянное хранение осуществляется в плотно закрытой таре при температуре не выше 20°С в
складских помещениях, исключающих воздействие прямого солнечного света и атмосферных
осадков. Опаивание замерзшей смолы проводится в теплом помещении при температуре не
выше 25°С.
С целью частичной замены дорогостоящего резорцина в новолачных смолах более
дешевыми материалами была получена смола СФ-280, в которой 50% резорцина заменили на алкирез-
1 -смесь алкилрезорцинов, кипящую при 275-310°С и содержащую не менее 42% 5-метилре-
зорцина. Общее количество производных резорцина в этом продукте превышает 10%,
соотношение между ними меняется от партии к партии. Отсюда следует недостаточная
воспроизводимость адгезионных свойств композиций, содержащих смолу СФ-280, и худшие по
сравнению со смолой СФ-282 технологические свойства, что проявляется в нестабильности
процесса поликонденсации этой смолы с формальдегидом и повышенной способности к пенообра-
зованию её растворов и пропиточных соста-
?овсмоль.асФ-Р2И82ИКа зарубежных анал°- вов со смолой. За рубежом предпринимались
попытки частичной замены резорцина на
производные таннина, извлекаемые из коры
южной сосны и сердцевины орешника,
однако такие смолы не получили распространения.
Зарубежными аналогами смолы СФ-282
являются смолы типа Penacolite производства
Indspec Chemical Corp. (США), SRF-1524,
выпускаемая Schenectady Chemicals (США),
VulkadurT производства Bayer AG (Германия),
Arofene 779 производства Columbus (США),
которые по адгезионным свойствам не
отличаются от смолы СФ-282 (табл. 8.6.1).
Показатель
Внешний вид
Плотность, кг/м3
Содержание сухого
остатка, % масс,
не менее
РН
Вязкость при 23°С,
Па°с
Penacolite
Н2170 R2200 R50
Красная жидкость
-
75
1,0
4,8
-
70
1,1
1,2
-
50
1,6
0,11
Vulkadur T
Красновато-
коричневая
жидкость
1170
40
-
-
8.7. Олигоэфиракрилаты
(А.А. Канаузова)
При приготовлении резиновых смесей и вулканизатов применяют две группы олигомерных
добавок - нереакционноспособные (пластификаторы, нефтяные масла, смолы и другие
вещества, практически не претерпевающие химических превращений при получении резин) и реак-
ционноспособные, вступающие в разнообразные химические реакции при вулканизации
резиновых смесей. В их состав входят функциональные группы, способные к дальнейшим
химическим превращениям.
Реакционноспособные олигомеры вводят в эластомерные композиции для изменения свойств
резиновых смесей (вязкости, клейкости, когезионной прочности), вулканизационных
характеристик и свойств вулканизатов (эластичности, морозо-, тепло- и маслостойкости,
упруго-прочностных свойств, сопротивления истиранию, твердости и др.). Эффективность применения олигомер-
ных добавок определяется их влиянием на структуру эластомерных материалов и зависит от
химического строения, агрегатного состояния и количества введенных добавок.
Реакционноспособные олигомеры подразделяются по строению основной цепи (карбоцепные и
гетероцепные), по химической природе (виниловые, акриловые, гидроксильные, карбоксильные,
эпоксидные и т.д.) и расположению функциональных групп (в основной цепи, в боковых
ответвлениях или на концах цепи, статистически расположенные по цепи и т.д.), по способу дальнейшего
превращения функциональных групп (полимеризационные или поликонденсационные).
В резиновых смесях они являются пластификаторами, т.е. облегчают переработку
резиновых смесей, а при вулканизации присоединяются к каучуку (в результате привитой
полимеризации под действием инициаторов радикального типа) и придают резинам ряд технически
ценных специфических свойств.
К реакционноспособным добавкам относят (мет)акриловые и малеиновые олигомеры, а
также олигоэфирэпоксиды, олигодиены, фенолоформальдегидные олигомеры и другие
соединения, способные вступать в химическое взаимодействие с каучуком, например, различные
производные акриловой и метакриловой кислот (соли, амиды, аминоэфиры), органические
соединения с винильными и аллильными связями (комплексные соединения винилпиридинов,
дивинилбензол, диаллилфталат, триаллилизоцианурат) и т.п.
Наиболее распространенными реакционноспособными олигомерами для получения каучуко-
лигомерных композиций являются акриловые олигомеры.
В зависимости от строения основной цепи олигомера, наличия в его молекулах сложноэфир-
ных (-ОСО-), карбонатных (-ОСОО-), уретановых (-NHCOO-), амидных (-NHCO-), фосфатных
(-ОРОО-) или простых эфирных групп (-С0С-) акриловые олигомеры подразделяют на олиго-
эфиракрилаты, олигокарбонатакрилаты, олигоуретанакрилаты и т.д.
8.7.1. Получение и свойства олигоэфиракрилатов
Олигоэфиракрилаты (ОЭА) представляют собой олигомерные сложные и простые эфиры с
концевыми или регулярно расположенными в боковых ответвлениях чередующимися
акриловыми (метакриловыми) группами. Реакционная способность ОЭА зависит от числа (мет)акрило-
вых связей в молекуле, которое обычно составляет 2-8 и, соответственно, функциональность
равна 4-16 (каждая двойная связь в реакциях радикальной полимеризации может давать
начало двум кинетическим цепям).
Олигоэфиракрилаты и их аналоги в промышленности синтезируют конденсационной теломе-
ризацией, разработанной А.А. Берлиным. При этом получается смесь олигомер-гомологов с
относительно узким молекулярно-массовым распределением.
ОЭА получают этерификацией гликолей и многоатомных спиртов (глицерина, пентаэритрита
и др.) метакриловой или акриловой кислотой.
ОЭА с простыми эфирными связями в олигомерном блоке получают взаимодействием
простых олигоэфиров с (мет)акриловой кислотой или ее низшими алкиловыми эфирами
[например, метил(мет)акрилатом] или ионной олигомеризацией кислородсодержащих
гетероциклических соединений (например, этилен- и пропиленоксидов, тетрагидрофурана) в присутствии
производных (мет)акриловых кислот.
ОЭА со сложноэфирным олигомерным блоком получают чаще всего при взаимодействии
дикарбоновых кислот и многоатомных спиртов в присутствии (мет)акриловой кислоты
(конденсационная теломеризация) или (реже) обработкой сложных олигоэфиров, содержащих
концевые карбоксильные группы, глицидил(мет)акрилатом.
^5~
I
I
1
8.7.1 Основные характеристики олигоэфиракрилатов
Олигоэфиракрилат
Три(оксиэтилен)-а, со-диметакрилат
(ТГМ-3)
о, ш-Диметакрилат(бисэтиленгли-
кольфталат) (МГФ-1)
а, со-Диметакрилат(бисдиэтилен-
гликольфталат) (МДФ-1)
а, (о-Диметакрилат(6истриэтилен-
гликольфталат) (МГФ-9)
а, со-Диметакрил(1,3-бисглицерин)-
2-фталат(ТМГФ-11)
а, ш-Триметакрил(биспентаэрит-
рит)-адипинат(л=1) J7-1)
а, ш-Триметакрилпентаэритрит-й-
метакрил(диметакрилпентаэритрит)-
адипинат (л=2) (7-20)
а, ш-Триметакрил(биспентаэрит-
рит)-себацинат (7-10)
а, ш-Диметакрил(1,3)бисглицерин-
2-себацинат (ТМГС-11)
а, ш-Диметакрилатполиэтиленгли-
коль (ТГМ-13)
Смесь олигоэфиракрилатов 7-1 и
МДФ-1 в массовом соотношении
65:35 (Д-35)
Смесь олигоэфиракрилатов 7-20 и
МДФ-1 в массовом соотношении
50:50 (Д 20/50) и 30:70 (Д 20/70)
Среднечис-
ловая
молекулярная масса
286
390
492
566
586
790
1172
847
644
726
686
832
Плотность
при 20°С,
кг/м3
1092
1165
1165
1165
1180
1183
1220
1157
1181
-
11767
11920
Кислотное
число,
мг КОН/г
1,6
0,6
0,6
5,6
2,1
2,5
2,7
3,4
0,54
10
10
Эфирное
число,
мг КОН/г
384,0
500,0
466,0
391,8
549,0
504,4
579,2
475,1
348
154,8
ональность
4
4
4
4
8
12
16
12
8
4
Кинематическая вязкость
(при 20'С),
YX106, мг/с
10-30
20-60
40-80
100-150
1,815 мПа-с
11 мПа-с
19 мПа-с
-
-
80-100
240-270
1000-1200
Исходным сырьем япя получения ОЭА являются гидроксилсодержащие соединения (гликоли
или многоатомные спирты), насыщенные алифатические или ароматические двухосновные
кислоты и а,|3-ненасыщенные кислоты акрилового ряда. Полученные ОЭА содержат
алифатический, жирноароматический или ароматический олигомерный блок и имеют линейное (тетрафун-
кциональные) или разветвленное (полифункциональные) строение. Большинство ОЭА
представляют собой слабоокрашенные, прозрачные нелетучие жидкости различной вязкости и являются
нетоксичными веществами.
Физико-химические константы, характеризующие разработанные в России и
представляющие интерес для резинотехнической промышленности олигоэфиракрилаты (табл. 8.7.1),
соответствуют средней формуле олигомера, содержащего гомологи, которые различаются на одно-
четыре звена.
8.7.2. Композиции каучуков с олигоэфиракрилатами
и свойства резин на их основе
Влияние ОЭА на технологические свойства резиновых смесей аналогично влиянию
традиционных пластификаторов: происходит снижение крутящего момента и температуры при
приготовлении смесей с ОЭА, а при их переработке увеличение скорости шприцевания и уменьшение
усадки.
Эффективность ОЭА как технологической добавки зависит от его концентрации в смеси
и молекулярного строения. В присутствии линейных и более низкомолекулярных тетрафун-
кциональных олигомеров типа ТГМ-3 интенсивнее уменьшаются вязкость резиновых сме-
сей и крутящий момент, быстрее повышается скорость шприцевания и уменьшается
усадка, чем под действием полифункциональных и более высокомолекулярных олигомеров типа
ТМГФ-11 или 7-1. Линейные ОЭА (ТГМ-3) практически равноценны сложноэфирным
пластификаторам типа дибутилфталата (ДБФ). Между вязкостью олигомера и вязкостью
содержащих его резиновых смесей существует очевидная корреляция.
В композициях некоторых каучуков с линейными тетрафункциональными ОЭА типа ТГМ-3,
МГФ-1, МГФ-9 происходит экстремальное увеличение вязкости каучука при очень
небольших добавках олигомера (0,1-1 масс. ч.). В резиновых смесях, содержащих от 0,1 до 3% масс,
линейных ОЭА, также наблюдается экстремальное повышение вязкости по Муни и жесткости
по Дефо. Аномальное изменение пластоэластических свойств зависит от температуры
испытания, деформации и молекулярной структуры каучука и ОЭА.
В композициях с полифункциональными ОЭА (ТМГФ-11, 7-20) немонотонное изменение этих
характеристик либо выявляется слабо, либо не проявляется совсем. Вязкость резиновых
смесей, содержащих полифункциональные ОЭА, монотонно уменьшается с повышением их
концентрации.
Олигоэфиракрилаты меньше, чем сложноэфирные пластификаторы, совмещаются с
эластомерами. Если при набухании в сложноэфирных пластификаторах каучуки большей частью
растворяются, то в ОЭА они ограниченно набухают. Равновесная растворимость ОЭА в каучуках
возрастает при переходе от неполярных каучуков (ИК, ПБ, ЭПДК) к полярным (БНК, ХПК, ФК) и
уменьшается при использовании разветвленных ОЭА с большей молекулярной массой вместо
линейных ОЭА с меньшей молекулярной массой.
Ограниченная совместимость композиции каучук-ОЭА подтверждается значениями
параметров взаимодействия Флори-Хаггинса (%), рассчитанными по равновесной степени
набухания каучуков в ОЭА. Значение % для композиций полярного каучука СКН-26 с разветвленным
ТМГФ-11 составляет 0,4-0,7, а для композиций ТМГФ-11 с бутадиенстирольными и этиленп-
ропиленовыми каучуками-1,55-2,01. Повышенная совместимость ОЭА с полярными каучу-
ками связана с их близкими параметрами растворимости. Если параметр растворимости ОЭА
51=18-20,6 (Дж/м3)0'5, то для СКН-40 51=20,4 (Дж/м3)0'5, а для СКИ-3 51=16,32 (Дж/м3)05.
Существование термодинамически совместимых композиций в определенной области
концентраций ОЭА подтверждается фазовыми диаграммами, построенными для ряда каучуков с
различной полярностью и разных ОЭА. Все фазовые диаграммы имеют верхнюю критическую
температуру совместимости (ВКТС), которая превышает комнатную температуру.
Каучуколигомерные композиции представляют собой двухфазные микрогетерогенные
кинетически устойчивые коллоидные системы, степень дисперсности которых определяется в
первую очередь природой и соотношением смешиваемых компонентов.
Важной особенностью композиций каучук-ОЭА является химическое взаимодействие
компонентов при вулканизации, при котором происходит отрыв атома водорода из макромолекулы
(обычно под воздействием свободного радикала-инициатора) и присоединение молекул ОЭА к
каучуку в результате привитой полимеризации по метакриловым (акриловым) двойным связям.
Инициирование полимеризации определяется эффективностью взаимодействия органического'
пероксида или другого инициатора радикальных реакций с каучуком, а рост и обрыв цепи -
молекулярным строением ОЭА и закономерностями полимеризации ОЭА, а также природой
эластомера. Одновременно с присоединением ОЭА увеличивается эффективность сшивания
каучука по сравнению с вулканизацией пероксидами без добавок.
При вулканизации композиции каучук-ОАЭ происходит формирование микрогетерогенной
вулканизационной структуры, для которой характерно преобладание в эластомерной среде
полифункциональных вулканизационных узлов. Последние одновременно являются
микрочастицами усиливающего наполнителя. Выделению дисперсной фазы способствуют особенности
ассоциации ОЭА в исходных композициях и его трехмерной полимеризации.
Резины из композиций каучук-ОЭА характеризуются повышенными условной прочностью
при растяжении и сопротивлением раздиру, большей выносливостью при некоторых режи-
мах утомления по сравнению с
серными и пероксидными вулкани-
затами, не содержащими ОЭА.
Прочностные показатели
получаемых резин зависят от
концентрации и химического строения ОЭА и
химического строения каучука и
всегда выше при использовании
полярных каучуков, а также при
использовании полифункцисналь-
ных ОЭА разветвленного строения.
Для резин из композиций на
основе неполярных каучуков
зависимость прочности от концентрации
ОЭА проходит через максимум и
уменьшается при переходе в
область фазовой несовместимости
каучука и ОЭА.
Активность ОЭА в реакциях
сшивания каучука возрастает с
увеличением содержания
двойных связей в молекулах и
соответственно пропорционально функциональности ОЭА повышаются прочность при
растяжении (рис. 8.7.1) и раздире, твердость, прочность крепления к металлу и другие показатели
свойств резин.
Эффективность усиливающего действия ОЭА зависит от его концентрации в смеси и типа
каучука, определяющих фазовое состояние системы. Как правило, с ухудшением
совместимости увеличиваются размеры микрообластей отвержденного ОЭА в матрице эластомера и их
дефектность вследствие возникновения локальных напряжений в густосетчатом полимере ОЭА.
Дефектные частицы менее прочны, легче разрушаются при деформации, и в резинах,
содержащих такие микрочастицы заполимеризованного ОЭА, происходит заметное снижение
сопротивления старению и ухудшение физико-механических показателей.
При использовании линейных ОЭА типа МГФ-9, МДФ-1 возрастает сопротивление
утомлению резин. Однако чем эластичнее частицы дисперсной фазы, тем лучше динамические
показатели резин, но соответственно меньше их влияние на статическую прочность резин.
Для получения резин, сочетающих высокие физико-механические и усталостные
показатели, рекомендуется использовать смеси ОЭА. Такие смеси (компаунды) обычно состоят из тет-
рафункциональных ОЭА с относительно низкой вязкостью и полифункциональных ОЭА. Для
применения в резинотехнической промышленности были разработаны специальные компаунды
ОЭА заданного состава и соотношения компонентов, называемые совмещенными полиэфирами
(марки Д-35, Д 20/50, Д 20/70 в табл. 8.7.1).
Наиболее простым способом повышения эластичности резин на основе каучуколигомерных
композиций является добавление сложноэфирных пластификаторов, которые близки к ОЭА по
химической природе и хорошо с ними совместимы. Однако при введении пластификатора наряду
с увеличением эластичности уменьшаются степень сшивания, условная прочность при
растяжении и твердость резин. Наблюдаемое повышение морозостойкости резины (очевидное в
присутствии сложноэфирного пластификатора) не компенсирует отмеченных недостатков.
Использование небольших добавок олигомеров на основе адипиновой и себациновой
кислот также способствует улучшению усталостных свойств резин, содержащих олигоэфирак-
рилаты с полярными блоками. Эффект упрочнения и усиления в резинах проявляется в
большей степени при увеличении концентрации композиции олигомеров с различной полярностью
более 20 масс. ч.
U МПа
С, масс. ч.
22
18
14
10
6
?
н
Ъ
у
/
^Ч 4/
7
/л
7 С. масс. ч.
б)
Рис. 8.7.1 Зависимость условной прочности при
растяжении /L вулканиаатов на основе СКН-26 (а) и СКМС-ЗО
(б) от содержания С ОЭА:
/ — октаметакрилат(дипентаэритрит)адипинат; 2 — тетраметак-
рилат(бисксилитан)фталат; 3 — тетраметакрилат(бисглицерин)
фталат; 4 — триэтиленгликольдиметакрилат; 5 — диметакрилат-
(бисэтиленгликоль)фталат; б — диметакрилат(бистриэтиленгли-
коль)фталат; 7 — диметакрилат(бисбутиленгликоль)себацинат
На практике оправдало себя применение смесей ОЭА с полимеризационноспособными
полярными соединениями, содержащими одну двойную связь (цианэтил- и хлорэтилметакрилаты,
амиды и аминоэфиры акриловых и других непредельных кислот, метакриловые эфиры
синтетических жирных спиртов). Эти соединения (табл. 8.7.2) подобно сложноэфирным
пластификаторам совмещаются с ОЭА, но в результате сополимеризации удерживаются в трехмерном за-
полимеризованном ОЭА и перманентно повышают его упругость и эластичность.
Смеси непредельных соединений обеспечивают синергетическое улучшение свойств резин по
сравнению с ожидаемыми при аддитивном действии компонентов (табл. 8.7.3). Наполненные те-
хуглеродом резины имеют высокие прочность и эластичность, а усталостные характеристики в
несколько раз превышают аналогичные показатели для резин с индивидуальными ОЭА.
Оптимальными являются смеси ОЭА с 25-30% полярных полимеризационноспособных
соединений с одной двойной связью.
Свойства резин на основе композиций каучук-ОЭА зависят не только от химического
строения каучука и олигомера, составляющих композицию, но и от состава резиновых смесей.
Основными дополнительными факторами, влияющими на свойства резин из композиций каучук-
ОЭА, являются природа инициатора и наполнителя.
8.7.2. Основные характеристики непредельных соединений,
рекомендуемых для использования в смеси с олигоэфиракрилатами
Соединение
Акриламид (АА)
Метакриламид (МАА)
Диметиламиноэтиловый эфир метакри-
ловой кислоты ШМАЭМА)
Диэтиламиноэтиловый эфир мегакри-
ловой кислоты ШЭАЭМА)
Фениламиноэтилметакрилат (ФАЭМА)
Цианэтилметакрилат (ЦЭМА)
Хлорэтилметакрилат (ХЭМА)
Эфир метакриловой кислоты и спирта
с алкильным радикалом С7-С12 (МВС)
Молекулярная масса
86
101
157
185
205,2
139
148.5
-
Г„ "С/Па*
_
_
65.8/1064
70.6/798
118-120/133
78-80/133
-
7пл> °С
84-85
101-103
-
_
Показатель
преломления пв20
1.460
1,4345
1.4425
1.5440
1.0139
-
Плотность,
кг/м3
1122
1135
932
925
780
1445
890
* Давление, при котором определена температура кипения.
8.7.3. Свойства резин на основе СКН-26, СКМС-30 АРК,
ЭПДК с композициями полимеризационноспособных соединений
Показатель
Условная прочность
при растяжении, МПа
Относительное
удлинение при разрыве, %
Степень сшивания, 1/Q
Твердость по Шору А
Динамический модуль,
МПа
Модуль внутреннего
трения, МПа
Сопротивление
многократному растяжению
при е=120%, тыс.циклов
СКН-26
ТМГФ-11
16,6
260
0,23
68
4,81
0,38
3,6
ТМГФ-11
+ АА (7:3)
17,9
360
0,21
65
5,33
0,22
13
ТМГ-3
+ ЦЭМА
(7:3)
12,5
300
0,21
65
4,30
0,22
844
CKMC-30APK
ТГМ-3
14,0
270
0,26
66
6,96
0,34
1,0
ТГМ-3
+ ЦЭМА
(7:3)
16,8
460
0,21
68
8,50
0,39
9,0
ТГМ-3
+ ХЭМА
(7:3)
16,4
380
0,24
66
-
-
12,3
ТГМ-3
+ 7-10
(1:1)
14,7
300
0,27
68
-
-
-
ЭПДК
ТГМ-3
8,5
250
-
72
7,75
0,25
1,75
м S m
Еачч
14,1
380
-
67
9,17
0,22
520
ТГМ-3
+ МАА
(6,7:3,3)
12,7
325
-
67
8,50
0,20
380
Состав смеси из СКН-26 и СКМС-ЗОАРК (масс, ч.): наполнитель - 50, олигомер - 10, пероксимон - 1,25.
Состав смеси из ЭПДК (масс, ч): наполнитель -50, олигомер - 10, оксид цинка - 5, пероксимон - 4.
--3J5--
I
£1
I
I
f
1
I
Природа инициатора в значительной мере определяет скорость и степень химических
превращений ОЭА и поэтому влияет на параметры формирующейся гетерогенной вулканизацион-
ной структуры. Инициатор должен быть нереакционноспособным при температурах получения
и переработки резиновых смесей с ОЭА и другими полимеризующимися соединениями, но в
условиях вулканизации распадаться на радикалы с большой скоростью.
Пероксиды обеспечивают высокие степень превращения олигомеров и скорость
вулканизации и позволяют получать вулканизаты с повышенными модулем, прочностью и твердостью.
При инициировании пероксидом дикумила получаются каучуколигомерные резины с
оптимальным комплексом физико-механических свойств.
Наряду с пероксидами высокой активностью в реакциях сшивания каучуколигомерных
композиций обладает гексахлор-л-ксилол (ГХПК). Энергия активации процесса полимеризации ОЭА
под действием ГХПК и пероксидов одинакова. Полученные резины равноценны по комплексу
физико-механических свойств, а по сопротивлению раздиру и динамическим показателям оли-
гоэфиракрилатные резины с ГХПК превосходят пероксидные.
Наиболее устойчивы к подвулканизации каучуколигомерные композиции, содержащие в
качестве инициатора ускорители серной вулканизации-дибензтиазолилдисульфид (альтакс) и
сульфенамид Ц. Степень превращения ОЭА под действием дисульфидов и сульфенамидов ниже,
чем под действием пероксидов, и составляет 30-50%. Для увеличения эффективности
инициирующего действия ускорителей рекомендуется использовать их в комбинации друг с другом,
например комбинацию альтакса с дитиодиморфолином, тройную комбинацию альтакса, дитио-
диморфолина и тиурама или сульфенамида Ц.
Добавление 0,1-0,3 масс. ч. серы к непероксидным инициаторам способствует увеличению
скорости вулканизации каучуколигомерных композиций и улучшению физико-механических
показателей получаемых резин. Небольшие добавки серы (0,2 масс, ч.) с пероксидными
инициаторами приводят к уменьшению твердости, повышению относительного удлинения и
прочности вулканизатов на основе каучуколигомерных композиций.
Под действием ионизирующего излучения полимеризация ОЭА протекает с большой
скоростью и достигает оптимальной глубины полимеризации (70-75%) при весьма малых дозах
облучения. Это позволяет рекомендовать ОЭА для использования в качестве эффективных
сенсибилизаторов при радиационной вулканизации различных эластомеров для снижения дозы
облучения и получения резин с повышенными физико-механическими показателями.
Помимо указанных инициаторов, имеющих наибольшее практическое значение, можно
использовать для инициирования некоторые окислительно-восстановительные системы. Так,
диоксид марганца образует окислительно-восстановительную систему с гидропероксидом,
имеющимся в ОЭА, а сульфат меди взаимодействует с бутадиеннитрильным каучуком с
образованием макрорадикалов, инициирующих полимеризацию ОЭА.
В табл. 8.7.4 приведены свойства резиновых смесей и резин из композиций СКН-26М и ОЭА
марки ТМГФ-11, полученных с применением наиболее эффективных инициирующих систем.
При введении олигоэфиракрилатов заметно улучшаются технологические свойства,
облегчается переработка резиновых смесей, содержащих техуглерод и минеральные наполнители,
снижается усадка, повышается пластичность, улучшается качество поверхности и повышается
производительность процесса шприцевания резиновых смесей. По влиянию на эти свойства ОЭА
более эффективны, чем сложноэфирные пластификаторы. Олигоэфиракрилаты
рекомендуется вводить в резиновую смесь после диспергирования наполнителя, поскольку при этом
уменьшается вероятность агломерации и комкования техуглерода.
Большой практический интерес представляют каучуколигомерные композиции с
минеральными наполнителями. При введении ОЭА улучшаются усталостные свойства,
повышаются сопротивление раздиру и истиранию, твердость, масло- и бензостойкость и
прочностные свойства резин, наполненных минеральными наполнителями, что позволяет
использовать каучуколигомерные композиции для получения светлых и цветных резин различного
назначения.
8.7.4. Влияние природы инициатора на свойства резиновых смесей и резин
из композиций СКН-26М и ОЭА марки ТМГФ-11
Показатель
Вязкость по Муни, при 120°С
Время до начала подвупка-
низации при 120°С, мин
Оптимум вулканизации
Условная прочность при
растяжении, МПз
Условное напряжение при
100%-ном удлинении, МПа
Относительное удлинение
при разрыве, %
Твердость по ТИР, усл. ед.
Эластичность по отскоку, %
Сопротивление раздиру, кН/м
Сопротивление многократному
растяжению при е=120%
при знакопеременном изгибе
| (на 20%),тыс. циклов
Содержание инициатора, масс.ч.
Пероксимон
F-40 - 1,5
ОЭА - 10
74
18
160°С/20 мин
19,2
5,4
280
73
28
35
34
16
ГХПК -1,0
ОЭА - 10
70
12
160-С/20 мин
23,2
5,4
330
78
29
49
201
1164
Тиураи - 2,5
ОЭА - 20
56
18
150°С/50 мин
26,0
2,0
525
64
38
67
1000
1000
Сульфенамид Ц - 2,0;
альтакс - 2,0;
дитиодиморфолин - 2,0
ОЭА - 20
56
13
160°С/40 мин
26,0
3,0
400
70
31
44
1040
980
Состав смеси (масс, ч.); техуглерод П324 - 50, оксида цинка - 5, стеариновая кислота - 1.
8.7.3. Другие олигомерные добавки
Перспективными олигомерными добавками для эластомеров являются и другие
акриловые олигомеры: олигокарбонатакрилаты, олигоуретанакрилаты и олигокарбонатуретанакри-
латы.
Олигокарбонат(мет)акрилаты
Олигокарбонатакрилаты (ОКА) и олигокарбонатметакрилаты (ОКМ) общей формулы:
СН2 = C(X)COOROCOOR'OCOOROCOC(X) = СН2,
где R, R' - алкильный или арильный радикал; X - -Н, -СН3, галоген являются аналогами ОЭА,
содержащими в олигомерном блоке сложноэфирные карбонатные группы (-0С00-).
Благодаря низкому потенциальному барьеру вращения эти группы способствуют образованию менее
напряженной и жесткой полимерной матрицы при полимеризации ОКА и ОКМ, повышают
стойкость полимера к динамическим нагрузкам и улучшают другие свойства.
Олигокарбонатакрилаты получают низкотемпературной акцепторно-каталитической
конденсацией дихлорформиатов гликолей или бисфенолов с моно(мет)акрилатами гликолей в
присутствии третичного амина или щелочи.
В зависимости от строения исходных реагентов низшие ОКМ и ОКА представляют собой
нелетучие, бесцветные или слабоокрашенные жидкости различной вязкости или низкоплавкие
кристаллические вещества. Они нетоксичны, хорошо растворяются в большинстве
органических растворителей; в воде и циклических углеводородах нерастворимы. При вулканизации ка-
учуколигомерных композиций они быстро полимеризуются до высоких степеней превращения,
а получаемые вулканизаты характеризуются высокими модулем, твердостью, условной
прочностью при растяжении (см. табл. 8.7.4), т.е. практически не отличаются от резин на основе
-*- <
47— S4(U
I
I
I
^"каучуколигомерных композиций с олигоэфиракрилатами. Однако резины с ОКМ уступают
последним по термостойкости, что связано с более низкой температурой разложения заполимери-
зованных ОКМ по сравнению с полиэфиракрилатами.
Важной особенностью ОКМ является образование в продуктах их термического разложения
диоксида углерода, что обусловливает меньшую горючесть олигомеров и позволяет
использовать ОКМ при создании трудновоспламеняемых и негорючих композиционных полимерных
материалов.
Применение ОКМ целесообразно при разработке резин с повышенной твердостью и
высокими динамическими показателями, а также в качестве сенсибилизаторов при радиационной
вулканизации.
Олигоуретаи(мет)акрилаты
Олигоуретан(мет)акрилаты (ОУА и ОУМ) - акриловые и метакриловые олигомерные
соединения общей формулы:
[СН2 = С(Х)СООКОСОКНК'НСОО]2К",
гдеХ--Н,-СН3; К-алкильный радикал; К'-алкильный или арильный радикал; К"-остаток
сложного или простого олигоэфира.
Олигоуретан(мет)акрилаты получают преимущественно взаимодействием диизоцианатов с
олигомерными двухатомными спиртами и оксиалкилакрилатами или бисхлорформиатов глико-
лей или бисфенолов с диаминами и алкил- или арилакрилатами, содержащими концевую хлор-
формиатную или аминогруппу.
Экранирование уретановой группы фенильным кольцом повышает гидролитическую
стойкость, стойкость к термической и термоокислительной деструкции полимеров на основе ОУМ
и резин, содержащих ОУМ в качестве модифицирующих добавок. Кроме того, ОУМ
способствуют повышению усталостных характеристик резин на основе полярных и неполярных
каучуков.
Олигокарбонатуретаи(мет)акрилаты
Вулканизаты с акриловыми соединениями, содержащими одновременно карбонатные и уре-
тановые группы [олигокарбонатуретан(мет)акрилаты ОКУА и ОКУМ], обладают повышенными
эластическими и усталостными характеристиками. По сопротивлению многократным
растяжениям эти резины в 2-5 раз превосходят пероксидные и олигоэфиракрилатные резины.
При разработке высокопрочных резин с повышенными динамическими показателями
целесообразно применять компаунды акриловых соединений различных классов.
Олитомалеинаты и олигофумараты
Ненасыщенные полиэфиры малеиновой и фумаровой кислот представляют собой
олигомерные соединения различной вязкости и молекулярного состава. Они получаются
поликонденсацией малеиновой и фумаровой кислот или их производных (часто в сочетании с
ароматическими, алициклическими и насыщенными алифатическими двухосновными кислотами) с
алифатическими, реже с арилалифатическими и алициклическими гликолями. Кроме того,
такие олигомеры можно получать сополимеризацией малеинового ангидрида с алкиленокси-
дами.
Практическое применение олигомалеинатов определяется способностью двойных связей в
их молекулах полимеризоваться под действием тепла, кислорода, солей переходных металлов,
УФ-излучений, пероксидов и т.п. Олигомалеинаты и олигофумараты нашли широкое
применение в качестве связующих для армированных пластиков, заливочных и пропиточных смол,
клеев и пленкообразующих.
Использование олигомапеинатов в резинах в отсутствие других непредельных соединений;
малоэффективно из-за сравнительно низкой скорости их полимеризации. При использовании
ненасыщенных олигоэфиров с непредельными соединениями акрилового ряда - олигоэфирак-
рилатами, акрил- и метакриламидами, хлор- и цианэтилметакрилатами происходит заметное
увеличение степени сшивания и улучшение физико-механических показателей резин. При
применении смеси полиэфиров с олигоэфиракрилатами (ТГМ-3, МДФ, МГФ) уменьшается вязкость
резиновых смесей и замедляется вулканизация по сравнению с вулканизацией с
использованием ОЭА, а резины имеют повышенные усталостные показатели, но меньшую твердость и
прочность, чем аналогичные резины с ОЭА.
Непредельные соединения акрилового ряда
Кроме рассмотренных соединений в качестве добавок полифункционального действия
можно использовать ряд производных а, (3-ненасыщенных кислот.
Перечисленные в табл. 8.7.2 производные (мет)акриловых кислот оказываются
эффективными в каучуках и в отсутствие ОЭА. Под влиянием радикальных инициаторов они
присоединяются к каучуку с образованием привитых олигомерных или полимерных цепей. Вследствие
избирательного взаимодействия друг с другом полярных групп в их молекулах в среде
малополярного каучука происходит ассоциация линейных привитых цепей в дисперсные частицы,
устойчивые при комнатной и повышенной температурах. Температуростойкость таких ассоциатов
возрастает с увеличением полярности групп в полимеризационноспособном соединении и
молекулярной массы привитого олигомера.
Получаемые вулканизаты по характеру двухфазной структуры приближаются к термоэлас-
топластам и во многом аналогичны им по свойствам. Они характеризуются повышенной
прочностью, которая, однако, быстро уменьшается при повышении температуры испытания, и
ползучестью при деформации.
Из других олигомерных добавок практическое значение имеет триметакрилат триэтанолами-
на (ТМТЭА) строения:
О СНз
Нз<[ f /CHg-CHg—О—С—С=СН2
СН2=С—С-О—Н2С—Н2С—N\
хсн2—сн2—о—с—с==сн2
II I
О СН3
ТМТЭА, подобно обычным ОЭА, в матрице каучука в присутствии соединений,
распадающихся на свободные радикалы, реагирует по механизму привитой и гомополимеризации. При
вулканизации резиновых смесей с ТМТЭА образуется вулканизат двухфазной структуры.
Средний размер частиц дисперсной фазы заполимеризованного ТМТЭА составляет 13,0-15,0 нм,
т.е. практически не отличается от размера частиц, образующихся при вулканизации каучуков
с ОЭА и другими полимеризационноспособными соединениями. Резины на основе композиций
ТМТЭА с бутадиенстирольным каучуком, бутадиеновым и хлоропреновым каучуками имеют
специфический комплекс свойств вулканизатов с ОЭА- высокие прочностные и упругогис-
терезисные характеристики, высокую твердость, повышенную усталостную выносливость в
различных режимах испытания, пониженное теплообразование и высокую стойкость к
термическому старению.
Сложные эфиры метакриловой кислоты с различными функциональными группами в алкокси-
радикале улучшают комплекс физико-механических свойств наполненных светлыми
наполнителями резин из БНК и резин из смеси НК и СК, карбоксиалкиловые эфиры метакриловой кислоты
повышают прочность, тепло- и морозостойкость резин из СКН-26; натриевая соль сульфоэтилме-
такрилата улучшает свойства резин из бутадиенстирольных каучуков и БНК и т.д.
^8.8. Добавки для фторкаучуков
(\З.Н. Нудельман])
I
Химическое строение фторкаучуков существенно отличается от строения всех остальных
каучуков, поэтому для них требуются особые ингредиенты, вулканизирующие агенты и
технологические добавки.
8.8.1. Вулканизующие агенты для фторкаучуков
Первыми вулканизующими агентами для фторкаучуков в 50-е годы прошлого столетия были
органические пероксиды, главным образом пероксид бензоила. В начале 70-х годов пероксиды
применяли только для вулканизации сополимеров ВФЯФХЭ, а впоследствии - для
фторкаучуков, содержащих атомы брома или иода. Для сополимеров ВФ/ГФП использовали производные
диаминов. С 80-х годов основным вулканизующим агентом для фторкаучуков - сополимеров
ВФ/ГФП стали бисфенольные системы и снова органические пероксиды, но уже не ацильной
природы, а алкильной (см. пп. 4.1.7. Органические пероксиды для вулканизации).
В настоящее время для вулканизации фторкаучуков используют практически три
вулканизующих системы: диаминную (с обратимо блокированными аминными группами), бисфенольную
(в общем случае - диольную, так как бисфенолы - частный случай диолов) и пероксидную.
Кроме того, для фторкаучуков, содержащих хлор или бром, можно использовать
вулканизующие агенты на основе меди (СИМ, медон-комплект), а для фторкаучуков, содержащих цианг-
руппы -CN, применяют специфические вулканизующие системы.
Аммааые вулканизующие агенты
Первым вулканизующим агентом для фторкаучуков был гексаметилендиамин (ГМДА):
H2NCH2CH2CH2CH2CH2CH2NH2
Однако оказалось, что практическое его использование нецелесообразно, так как он
сшивает каучук уже при комнатной температуре. Поэтому применяют так называемые
блокированные, или защищенные, диамины, из которых диамин освобождается при нагревании в процессе
вулканизации.
Диаминная вулканизующая система содержит два компонента: производное диамина и оксид
магния (очень редко - кальция). Последний участвует в регенерации амина, связывающегося при
вулканизации с выделяющимся на первой стадии фтороводородом в соответствующую соль:
-CFj-CHj-CF^ + 2H2N-R -> -CF2-CF = CH-CF2- + F-H3N+-R
-CF = CH-CF2- + H2N-R -> -CF2-CF-CH2-CF2- ->
I
HN-R
-> -CF2-C-CH2-CF2- + HF
II
N-R
Ниже рассмотрены аминные вулканизующие агенты, применяемые для фторкаучуков.
Диак № 1 (Diak 1, внутренний гексаметилендиаминкарбамат, 6-аминогексилкарбаминовая
кислота) представляет собой порошок белого или серовато-коричневого цвета. При хранении
нестабилен, поглощает из воздуха С02 и воду.
Брутто-формула: C7H16N202. Структурная формула: H3N+-(CH2)6-NH2COO-
CAS№ 15487-89-5.
Высокотоксичное вещество, опасно при попадании внутрь и при длительном контакте с кожей.
Не опасно при воздушных, морских и дорожных перевозках в герметичной упаковке.
Диак № 3 [|\|,1\Г-<5ис(циннамилиден) гексаметилендиамин, |\1,1\Г-6«;(циннамилиден)гексамети-
лендиимин] с молекулярной массой 344,493 представляет собой кристаллические чешуйки
белого цвета с запахом пиридина; относительная плотность 0,883; 7^=41-5-42°С, 7КИП=204+205°С,
температура вспышки 81 °С.
Брутто-формула: C24H28N2. Структурная формула: C6H5CH=CHCH=N(CH2)6N=CHCH=CHC6H5.
CAS №140-73-8.
Растворяется в воде (2 г/100 мл при 0°С, 0,85 г/100 мл при 30°С), не растворяется в этаноле,
этиловом эфире, бензоле.
При хранении нестабилен, поглощает из воздуха С02 и воду.
Является высокотоксичным веществом.
Не опасен при воздушных, морских и дорожных перевозках в герметичной упаковке.
Диак № 4 [внутренний 4,4'-метилен-<5ис(циклогексиламин)карбамат] с молекулярной массой
254,368 представляет собой порошок белого или серовато-коричневого цвета. Температура
вспышки в открытом тигле выше 149°С.
Брутто-формула: C14H15N202.
Структурная формула:
H3N+—(~\- СН2-/~Л —NH2—COO-
CAS№ 13253-82-2.
Нестабилен при хранении, поглощает из воздуха С02 и воду.
Не опасен при воздушных, морских и дорожных перевозках в герметичной упаковке.
Бифургин[1\1Д-<5ис(фурфурилиден)гексаметилендиамин, 1\1,1\Г-<50С(фурфурилиден)гексаме-
тилендиимин] с температурой застывания (плавления) 42-44°С.
Брутто-формула: С14Н221\1202.
Структурная формула:
Ч, } CH=N(CH2)6N=CH ^ 3
CAS№ 17329-19-0.
ТУ 6-00-04691277-194-97.
Нестабилен при хранении, осмоляется с образованием черно-коричневого нерастворимого
вещества, поглощает из воздуха С02 и воду. Является высокотоксичным веществом.
Максимальный срок хранения в герметичной упаковке при температуре не выше 5СС - не
более 3 мес.
Не опасен при воздушных, морских и дорожных перевозках в герметичной упаковке.
Диопьиые (бисфенольные) вулканизующие агенты
Сшивающие агенты. Сшивающий агент является одним из двух главных компонентов
вулканизующей системы, непосредственно образующий сшивку (мостик) между полимерными
молекулами каучука.
Гидрохинон (1,4-дигидроксибензол) с молекулярной массой 110,11, плотностью 1330 кг/м3,
температура плавления 172—175°С, кипения 285°С при атмосферном давлении, воспламенения
165°С, самовоспламенения 498°С.
Брутто-формула: С6Н602.
Структурная формула: *—л
НО—^ v^OH
CAS №123-31-9.
Умеренно растворяется в воде, спирте, ацетоне.
Стабилен в герметичной упаковке в темноте, на воздухе и на свету образует окрашенные
вещества - хингидрон, хинон и продукты их превращений, не совместим с окислителями,
кислородом, сильными основаниями, солями железа (III).
Возможно является канцерогеном, сильный раздражитель глаз, дыхательных путей и кожи,
вреден при вдыхании и глотании, вызывает сенсибилизацию, LD50 равно 320 мг/кг (орально для
крыс), 125 мг/кг (орально для кроликов).
Коды риска: R20, R22, R50, R53. Коды безопасности: S24, S25, S39.
Не опасен при воздушных, морских и дорожных перевозках в герметичной упаковке.
Резорцин (1,3-дигидроксибензол) с молекулярной массой 110,11 представляет собой
кристаллический порошок от белого до сероватого цвета, плотностью 1270 кг/м3; Гл=1094-112°С,
7"КИП=178°С при 2,13 кПа и 28ГС при атмосферном давлении.
Брутто-формула: С6Н602.
Структурная формула:
ОН
\
ОН
CAS№ 108-46-3.
Растворяется в воде, этаноле, ацетоне. Стабилен в герметичной упаковке в темноте, при
выдерживании на воздухе или на свету может приобретать окраску.
Опасен при попадании внутрь, раздражает кожу и слизистую оболочку, при попадании в
глаза вызывает серьезные повреждения, высоко токсичен для водных организмов; LD50
равно 200 мг/кг (орально для мышей), 301 мг/кг (орально для крыс).
Коды риска: R22, R36, R38, R50. Коды безопасности: S26, S61.
Не опасен при воздушных, морских и дорожных перевозках в герметичной упаковке.
Бисфенол АФ [2,2-<5ис(4-гидроксифенил)-1,1,1,3,3,3-гексафторпропан, гексафтордиан, Curative
30 - смесь 1:1 с фторкаучуком] с молекулярной массой 336,23, представляет собой
кристаллический порошок от белого до серовато-бурого цвета плотностью 1447±60 кг/м3, ГПЛ=159+163СС,
Гкип около 400°С.
Растворимость в воде менее 2% масс, при 100°С.
Брутто-формула: C15H10F6O2.
Структурная формула:
CF3
I
но—/~~\_с—/~Л—он
CAS №1478-61-1.
Раздражает кожу, слизистые оболочки, дыхательные пути, при попадании в глаза может
вызывать серьезные повреждения; LD50=3400 мг/кг (орально для крыс), при дозировках более'
200 мг/кг наблюдается снижение массы тела и спонтанной подвижности. Отмечается
антиканцерогенная активность на мышах.
Коды риска: R20, R22, R50, R53. Коды безопасности: S24, S25, S39.
Стабилен при хранении. Не опасен при воздушных, морских и дорожных перевозках.
Вулкафтор Ф [1,1-<5ис(4-гидроксифенил)-2,2,3,3,4,4,5,5-октафторпентан, дифенилол 8] с
молекулярной массой 110,11 представляет собой порошок от белого до серовато-бежевого цвета
плотностью 1480±50 кг/м3; 7^=110-И 14°С.
Брутто-формула: C17Hi2F802.
Структурная формула:
Н
НО-/~Л—С^/~Л—ОН
CF2CF2CF2CF2H
ТУ 2412-004-16993055-2006.
Раздражает слизистые оболочки, дыхательные пути, кожу, сильный раздражитель для глаз,
ОБУВрз 5 мг/м3, 3-й класс опасности.
Не опасен при воздушных, морских и дорожных перевозках.
Коды риска R20, R22, R50, R53. Коды безопасности S24, S25, S39.
Стабилен при хранении в герметичной упаковке.
Диоксидифенилсульфон (4,4'-дигидроксидифенилсульфон, бисфенол S, diphone С)
представляет собой порошок белого цвета, Гл=245°С.
Брутто-формула: C12H10O4S.
Структурная формула:
О
Н°^3"
-ОН
■ЧУ
II \=/
о
CAS № 80-09-1.
Мало токсичен, раздражает слизистые оболочки и глаза, LD50=4556 мг/кг (орально для крыс),
600 мг/кг (орально для мышей).
Код риска R36. Код безопасности S26.
Стабилен при хранении. Не опасен при воздушных, морских и дорожных перевозках.
Катализаторы (ускорители) бисфенольной вулканизации. Катализатор - второй из двух
главных компонентов вулканизующей системы. Он превращает диол в активную частицу - гидро-
ксид-ион и не расходуется, регенерируясь при вулканизации в прессе и распадаясь только при
термостатировании.
Хлорид бензилтрифенилфосфония [бензилтрифенилфосфонийхлорид (БТФФХ), Curative 30 -
смесь 1:3 с фторкаучуком] молекулярной массой 388,87 представляет собой
мелкокристаллический порошок белого или сероватого цвета, 7го1=325+337°С.
Брутто-формула: С25Н22РС1.
Структурная формула:
Гл.
сг
CAS№ 1100-88-5.
Кристаллическая структура - орторомбические кристаллы с тетраэдрическим катионом
[С6Н5СН2Р(С6Н5)3]+ и свободным анионом хлора Ch
Гигроскопичен, растворяется в воде. Токсичен при попадании внутрь, может быть опасным при
вдыхании пыли и попадании на кожу, раздражает глаза и слизистые оболочки; Ш50=43 мг/кг (орально
для крыс).
Коды риска: R25, R36, R37, R38. Коды безопасности S26-S36, S37, S39-S45.
Стабилен при длительном хранении. Не опасен при воздушных, морских и дорожных
перевозках.
!
I
§
>f~ Хлорид бензилтриэтиламмония [триэтилбензиламмонийхлорид (ТЭБАХ), бензил-ИДМ-триэ-
тиламмонийхлорид] представляет собой кристаллический порошок белого цвета. Хорошо
растворяется в воде.
Брутто-формула: C13HZ2NC. Химическая формула: [(C2H5)3NCH2C6H5CI-]+Ch
CAS№ 56-37-1.
ТУ 2491-010-16993055-2007.
Поглощает влагу из воздуха. Раздражает кожу, глаза и дыхательные пути, LD5o=2219 мг/кг
(орально для крыс), 18 мг/кг (внутривенно для мышей).
Коды риска: R36 R37 R38. Коды безопасности: S26, S36.
Стабилен при хранении в герметичной упаковке. Не опасен при воздушных, морских и
дорожных перевозках.
Бромид тетрабутиламмония [тетрабутиламмонийбромид (ТБАБ)] представляет собой
кристаллический порошок белого цвета, Гл=103°С.
Брутто-формула: C16H36BrN. Химическая формула: (C4H9)4N+Br.
CAS№ 1643-19-2.
Гигроскопичен, растворяется в воде. Вреден при вдыхании, глотании, токсичен при
попадании внутрь, при контакте с кожей, раздражает глаза, дыхательные пути.
Коды риска: R20, R22, R36, R37, R38. Коды безопасности: S26, S36.
Стабилен при хранении в герметичной упаковке. Не опасен при воздушных, морских и
дорожных перевозках.
ДБУ(1,8-Диазабицикло[5.4.0]ундец-2-ен, 2,3,4,5,7,8,9,10-октагидропиримидол[1,2-а]азепин)
молекулярной массой 152,24 представляет собой жидкость от бесцветной до коричневого цвета
плотностью 1018 кг/м3 при 25°С, Гкип= 80*83°С (79,8 Па).
Брутто-формула: C9H16N2. Химическая формула: (C4H9)4I\I+Br.
CAS № 6674-22-2.
Показатель преломления n20D=1,522. Давление пара 704 Па при 37,7°С. Сильное основание,
раздражает кожу, дыхательные пути, слизистые оболочки.
Коды риска: R22-34-52/37/39-45. Коды безопасности: S26-36/37/39-45.
Пероксидяые вулканизующие агенты
Пероксидные вулканизующие агенты для фторкаучуков состоят из двух компонентов:
органического пероксида (см. пп. 4.1.7. Органические пероксиды для вулканизации) и
сшивающего агента (он же акцептор свободных радикалов). В качестве пероксида для
фторкаучуков, содержащих в структуре макромолекулы до 0,5-1% (мол.) звеньев с атомом Br, CI или I,
рекомендуется использовать 2,5-диметил-2,5-ди(грег-бутилперокси)гексан (Luperox 101, Trigonox
101 и др.). Для фторкаучуков типа Aflas лучше использовать ди(трег-бутилпероксиизопропил)-
бензол (Luperox F - ранее назывался Peroximon, Perkadox 14 и др.).
В качестве второго обязательного компонента пероксидной вулканизующей системы
необходимо использовать так называемый акцептор (ловушку) свободных радикалов, который
также выполняет роль сшивающего агента, встраиваясь в структуру сетки и образуя сшивки
(мостики) между макромолекулами каучука. Почти всегда при пероксидной вулканизации
фторкаучуков используется триаллилизоцианурат (ТАИЦ).
ТАИЦ (триаллилизоцианурат, триаллил-8-триазин-2,4,6(1Н,ЗН,5Н)трион, триаллиловый эфир
изоциануровой кислоты, Diak 7, Perkalink 301, TAIC) представляет собой вязкую бесцветную
жидкость плотностью 1160 кг/м3, при температуре ниже 20°С кристаллизуется, Тт=23+25"С,
7Ш1=103°С (при 66,5 Па), 149-152°С (при 532 Па), температура воспламенения в закрытом
тигле 110°С.
Брутто-формула: C12H15N303.
Структурная формула:
СН7—СНСп2
°={ N— CH2CH=CH2
/ о
сн2=снсн,
CAS№ 1025-15-6.
ТУ 2491 -014-16993055-2007.
Продукт с 0,01% rper-бутилгидрохинона стабилен при хранении. Не совместим с пероксида-
ми, сильными окислителями, сильными кислотами и основаниями. Токсичен при попаданик
внутрь, LDM=1000 мг/кг (орально для крыс).
Код риска R22. Коды безопасности S23, S24, S25.
Не опасен при воздушных, морских и дорожных перевозках.
Триаллилцианурат (триаллиловый эфир циануровой кислоты, 2,4,6-г/ж(2-пропенилокси)-1,3,5-
триазин характеризуется температурой плавления 26°С и вспышки в закрытом тигле 113°С.
Брутто-формула: C12H15N303.
Структурная формула:
ОСН2СН=СН2
CH^CHCI-^O ^ N
"Л,
ОСН2СН=СН2
CAS№ 101-37-1.
Токсичен при попадании внутрь, LD50=590 мг/кг (орально для крыс), при попадании в
водоемы может причинить долговременный вред.
Коды риска: R22, R51, R53. Коды безопасности: S36, S61.
Стабилен при хранении в герметичной упаковке, полимеризуется под действием пероксидов,
меди, железа и их соединений.
Специальные вулканизующие агенты
2,2-бис(3-Амино-4-гидроксифенил)-1,1,3,3-гексафторпропан, (бис-о-аминофенол БОАФ)
предназначен для перфторкаучуков с циангруппами. Молекулярная масса 366,26,
Г =245+248°С.
пл
Брутто-формула: C15H22F6N202.
Структурная формула:
CF3 NH,
Ho^3-i-f~VoH
w | w
CF
H2N ^Гз
CAS № 83558-87-6.
ТУ 2491-016-16993055-2008.
Коды риска: R36,37,38. Коды безопасности S26-36.
Не опасен при воздушных, морских и дорожных перевозках.
JSr
jr 5#с(салицилальиминато)медь(11) представляет собой порошок синего цвета.
Брутто-формула: С^Н^^ОгСи.
Структурная формула:
I
1
!
I
о^ ..о
ciu
HC = NH HN = CH
При хранении стабилен. Не опасен при воздушных, морских и дорожных перевозках.
Тетрафенилолово (тетрафенилстаннан) представляет собой порошок белого цвета, 7"пл=225°С,
Гип=420°С, ГВСП=232°С. Не растворяется в воде.
Брутто-формула C24H2oSn.
Структурная формула: (C6H5)4Sn.
CAS № 595-90-4.
Токсичен при попадании внутрь, при вдыхании и контакте с кожей.
Коды риска: R23, R24, R25, R36, R37, R38. Коды безопасности S26, S27, S28, S36, S37,
S39, S45.
Перевозится по специальным правилам.
8.8,2. Технологические добавки для фторкаучуков
Для улучшения технологических свойств резиновых смей на основе фторкаучуков, в отличие
от обычных каучуков, пластификаторы типа сложных эфиров (например, диоктилфталат)
используются очень редко, так как они ухудшают теплостойкость резин и их устойчивость к
агрессивным средам (за исключением специальных высоко фторированных пластификаторов, см. ниже).
Вместо пластификаторов широко используются так называемые технологические добавки.
Технологические добавки для фторкаучуков представляют собой термодинамические не
совместимые с полимером углеводороды с числом атомов углерода более 10-12, или
функциональные производные таких углеводородов, например, карнаубский воск, стеариновая
кислота или ее сложные эфиры, октадециламин и т.п. Общей характеристикой таких производных
является то, что функциональные группы в них присутствуют в очень малой доле, несколько
улучшая механическую совместимость. Поэтому технологические добавки практически
действуют, как углеводороды.
Карнаубский воск (бразильский воск, очищенный воск с листьев карнаубской пальмы Copernicia
prunifera, Бразилия); известен как «царь восков». Состав: эфиры жирных кислот, в том числе с
диолами, 80-85%, жирные спирты 10-15%, кислоты 3-6%, углеводороды 1-3%. Представляет собой
чешуйки желтовато-бежевого цвета с относительной плотностью 0,97, Гл=81+86°С.
CAS№ 8015-86-9.
Не растворяется в воде, этаноле, растворяется при нагревании в этилацетате, ксилоле.
Число омыления 78-88 мг КОН/r. Кислотное число 2-6 мг КОН/г.
Мало токсичное вещество, не раздражает кожу
Применяется также в косметических препаратах, фармацевтических препаратах, мазях,
покрытиях таблеток, в формах для прецизионного литья, в полировочных препаратах, для
защитного покрытия фруктов и т.п.
Не опасен при воздушных, морских и дорожных перевозках.
Октадециламин (1-октадециламин, 1-аминооктадекан, w-стеариламин, стеарамин, armeen 180)
с7=55-ь57°С.
Брутто-формула: C18H39N. Структурная формула: CH3-(CH2)i7-NH2-
CAS №124-30-1.
Поглощает диоксид углерода из воздуха, реагирует с кислотами, хлорангидридами и
ангидридами кислот, окислителями; горючий, не взрывается.
Раздражает слизистые оболочки, дыхательные пути, глаза и кожу, LD50=1395 г/кг (орально
для крыс), 3000 г/кг (орально для мышей).
Коды опасности: R34, R36, R37, R38. Коды безопасности: S26, S27, S36, S37, S39.
Стабилен при хранении в герметичной упаковке. Не опасен при воздушных, морских и
дорожных перевозках.
Стеарат натрия (натриевая соль октадекановой кислоты, октадеканоат натрия, натриевое
мыло) представляет собой порошок от белого до серовато-коричневого цвета. Может
раздражать кожу и слизистые оболочки при длительном контакте, вреден при попадании в глаза и
внутрь в большом количестве.
Брутто-формула: C18H3602Na. Структурная формула: CH3(CH2)16COONa.
CAS №822-16-2.
Малоопасное вещество.
Стабилен при хранении. Не опасен при воздушных, морских и дорожных перевозках.
Стеарамид (амид стеариновой кислоты, стеариламид, kenamide S) имеет 7"лл=104°С и
Гквп=250°С (1,6 кПа). Стабилен при хранении. Малоопасное вещество.
Брутто-формула: C18H37N0. Структурная формула: CH3(CH2)16CONH2.
CAS №124-26-5.
Не опасен при воздушных, морских и дорожных перевозках.
Стеафс (стеарат фторированного спирта) имеет 7"лл=55+750С. Стабилен при хранении.
Малоопасное вещество.
ТУ 2435-003-16993055-2005.
Не опасен при воздушных, морских и дорожных перевозках.
8,8,3, Специальные пластификаторы
для фторкаучуков
Ниже приведены применяемые для фторкаучуков пластификаторы, которые отличаются от
обыкновенных пластификаторов тем, что не ухудшают стойкость резин на их основе в
агрессивных средах.
Масло-10 фторированное (эфир адипиновой кислоты и спирта-теломера с л=4-6)
применяется в качестве пластификатора для фторкаучуков - сополимеров винилиденфторида.
Химическая формула: H(CF2)nCH2OOC(CH2)4COOCH2(CF2)nH.
Температура застывания-68°С, кипения 155-180°С(при 3-4 кПа). Кислотное число не более
0,2 мг КОН/г.
Растворяется в хлороформе, бензоле, ацетоне, этилацетате, не растворяется в бензине и
других алканах. Трудно горючее вещество.
Стабильно при хранении. Не опасно при воздушных, морских и дорожных перевозках.
Масло 6МФ-320 с молекулярной массой около 7000 и плотностью 1920 кг/м3 при 20°С
применяется в качестве пластификатора для перфторкаучуков. Температура застывания -25°С,
кипения 320°С (при 133 Па), начала разложения 350°С. Давление пара 1,33 Па при 20°С.
Мало токсичное вещество, ПДК рабочей зоны составляет 500 мг/кг. Не горит и не поддерживает
горения.
Стабильно при хранении. Не опасно при воздушных, морских и дорожных перевозках.
Масло 6МФ-130 с молекулярной массой около 2800 и плотностью 1900 кг/м3 при 20°С
применяется в качестве пластификатора для перфторкаучуков. Температура застывания минус 40°С,
кипения 130°С (133 Па), начала разложения 350°С.
Мало токсичное вещество, ПДК рабочей зоны составляет 500 мг/кг. Не горит и не поддерживает
горения.
Стабильно при хранении. Не опасно при воздушных, морских и дорожных перевозках.
Г 9. АРМИРУЮЩИЕ МАТЕРИАЛЫ
1
i
i
!
I
9.1. Ткани 668
9.2. Короткие волокна 673
9.3. Шинный корд и бортовая проволока 677
9.1 .Ткани
(В.К. Гореленков)
При получении резинотканевых материалов в качестве несущей основы обычно используют
ткани, трикотаж, нетканые материалы и др. Их применение снижает материалоемкость и
стоимость изделий, а также повышает надежность и улучшает технологичность и эксплуатационные
характеристики.
Резинотканевые материалы представляют собой армированные полимерные материалы,
свойства которых существенно зависят от свойств составляющих их компонентов, их взаимного
расположения и взаимодействия.
Структура армирующих тканей. По структуре армирующие материалы разделяют на
следующие:
- однонаправленные (нити, шнуры, ленты);
- двунаправленные (тканые, вязаные и другие полотна);
- трехмерноориентированные;
- с хаотичным расположением волокон и нитей (нетканые материалы, многослойные и
объемные текстильные полотна).
Особое место в производстве резинотканевых материалов занимают тканые структуры. При
проектировании резинотканевых изделий и выборе для них армирующей ткани необходимо
учитывать следующие факторы:
- обеспечение требуемых механических свойств (прочности при растяжении и на раздир,
термостойкости и т.д.);
- выбор исходного сырья, применяемого при производстве ткани;
- выбор структуры ткани.
Основные требования к армирующей ткани включают прочностные показатели, способность к
соединению с резиной, размерную и температурную стабильность.
Строение ткани зависит главным образом от вида используемого сырья, линейной плотности
основных и уточных нитей и их соотношения, вида переплетения нитей в ткани, плотности ткани по
основе и утку.
Армирующие волокна и нити должны иметь существенно более высокие механические
показатели и термостойкость, чем полимерное покрытие. В качестве армирующих волокон, нитей и
материалов на их основе используют:
- природные (целлюлозные) волокна, в частности хлопок, лен и другие;
- химические волокна-синтетические (полиамидные, полиэфирные) и искусственные
(вискозные);
- высокомодульные и высокопрочные параарамидные нити (СВМ, Русар, Армос и др.).
При производстве резинотканевых изделий используют главным образом ткани на основе
полиамидных и полиэфирных нитей, а также ткани комбинированной структуры, включающие
хлопчатобумажную пряжу и полиамидные нити. Ткани, изготовленные из штапельного волокна, или
содержащие значительную долю хлопка, вискозы обычно не требуют обработки специальными
адгезивами. При использовании синтетических нитей, имеющих гладкую поверхность, сцепление
резины и армирующего материала зачастую недостаточно. Поэтому для улучшения адгезии ткани
обрабатывают адгезивами.
Характеристика нитей основы и утка. Ткани получают в процессе ткачества путем
переплетения нитей в определенной последовательности. Характер переплетения определяет вид, основные
свойства и назначение тканей. Нити, расположенные параллельно кромке, называют основными, а
перпендикулярно кромке-уточными.
Нити основы и утка могут быть монофиламентными, комплексными, текстурированными, пнев-
мосоединенными, пневмоперепутанными, в виде пряжи и др.
Нити могут быть кручеными и некручеными. Крутка нитей характеризуется величиной и
направлением крутки. Нити характеризуются линейной плотностью, величиной и направлением
крутки. Линейная плотность нитей- это масса, приходящаяся на единицу длины; за единицу ее
измерения принимают текс (г/км). Величина крутки - количество кручений на 1 м. Направление круток
может быть двух видов: «Z» - правая крутка, «S» -левая крутка.
Кроме того, нити основы и утка могут быть скручены в два, три и более сложений.
Плотность ткани по основе Ра и поуткуРу-эю число нитей на единицу длины. Плотность ткани
обычно определяется на 1 см - для тонких (легких) тканей и на 10 см - для толстых (тяжелых)
тканей.
Основные виды переплетений ткани. Вид переплетения ткани является одной из основных
характеристик ее строения, так как определяет взаимное расположение нитей. Переплетаясь между
собой, нити основы и утка располагаются по обе стороны ткани, образуя ее лицевую и изнаночную
стороны. Каждая нить основы проходит под утком или над ним.
Различают ткани переплетений: главных, мелкоузорчатых, сложных, крупноузорчатых
(жаккардовые ткани).
Главные переплетения - это полотняное, саржевое, сатиновое и атласное; мелкоузорчатые
переплетения - производные главных переплетений. Эти переплетения получаются при
видоизменении главных переплетений и позволяют получать на поверхности ткани небольшие рисунки.
Эту группу переплетений представляют репс основный; репс уточный; рогожка; усиленная,
ломанная, ромбовидная, обратносдвинутая, теневая, зигзагообразная саржа; усиленные сатины и
атласы.
Основные виды переплетений, применяемые в резинотканевых материалах, представлены на
рис. 9.1.1.
В резинотканевых материалах волокнистый наполнитель, или армирующий элемент в виде
нитей, тканей, нетканых материалов, трикотажных полотен воспринимает механические нагрузки
и определяет основные физико-механические свойства материала - прочность, растяжимость,
жесткость и др.
ГЛАВНЫЕ ПЕРЕПЛЕТЕНИЯ
Переплетение полотняное Переплетение сатин 5/2 Переплетение атлас 5/2
И
1 2
Переплетение саржа 1/2
И
12 3 4 5
12 3 4 5
1 2 3
Рис. 9.1.1. Основные виды переплетений (начало; окончание на с. 671)
ПРОИЗВОДНЫЕ ПЕРЕПЛЕТЕНИЯ
ПРОИЗВОДНЫЕ ПОЛОТНЯНОГО ПЕРЕПЛЕТЕНИЯ
Переплетение основный репс 2/2 Переплетение рогожка 2/2
4
3
2
ереплет
1
1 2
1
И
12 3 4
Переплетение уточный репс 3/3
2
Переплетение неправильная рогожка
12 3 4 5 6
Переплетение основный полурепс 3/1
4|
1 2
Переплетение уточный полурепс 4/1
2
12 3 4 5
[ереплет«
Г
8
7
6
5
4
2^^^^И
1 нНН1
[ереплетение уточ]
НИ
12 3 4 5 6 7 8
ПРОИЗВОДНЫЕ САТИНОВОГО И АТЛАСНОГО ПЕРЕПЛЕТЕНИЙ
Переплетение усиленный сатин
на базе сатина 7/3
7
Рис. 9.1.1. Основные виды переплетений (продолжение)
ПРОИЗВОДНЫЕ САРЖЕВОГО ПЕРЕПЛЕТЕНИЯ
Переплетение саржа 2/4 Переплетение сложная саржа
ш
12 3 4 5 6
1 3 1
2 1 1
123456789
Переплетение ломаная саржа по основе Переплетение ромбовидная саржа
на базе саржи 2/3
12 3 4 5 6 7 8
Переплетение обратносдвинутая саржа
по основе на базе саржи 1/4
123456789 10
на базе саржи 2/3
ж
12 3 4 5 6 7 8
Рис. 9.1.1. Основные виды переплетений (окончание; начало на с. 669)
Армирование резинотканевых материалов. Основными структурными элементами в
резинотканевых материалах являются нити или системы нитей. Нити могут состоять из волокон (пряжи)
или представлять собой непрерывные химические нити.
Важнейшим условием армирования резинотканевых материалов и изделий является низкое
значение модуля деформации резины по сравнению с нитями.
Как правило, резинотканевые материалы представляют собой конструкцию с заданным
расположением волокнистого наполнителя в направлении растягивающих нагрузок и слоев резины.
Основные виды технических изделий, используемых в качестве армирующих материалов,
изготавливаются из полиамидных, полиэфирных, вискозных нитей и хлопчатобумажной пряжи.
Полиамидные нити применяются двух видов: капроновые - полиамид 6, и анидные - полиамид 66. Для
некоторых видов специальных изделий используются параарамидные, углеродные, стеклянные,
металлические нити.
-W-"
6'
I
I
i
JF~ Для расширения спектра свойств тканей часто применяются комбинированные нити,
состоящие из двух или более видов различного сырьевого состава и строения, либо чередования
различных нитей в ткани.
Армирующие нити и ткани в резинотканевых материалах являются силовыми элементами,
воспринимающими практически все силовые нагрузки, и составляют монолитную конструкцию с
резиной.
Кордные ткани для изготовления шин вырабатываются из крученых нитей линейной плотности
125-500 текс в основе и нитей линейной плотности 15-25 текс в утке. Это обусловлено тем, что
механические напряжения в этих конструкциях действуют в направлении нитей основы. Нити утка
соединяют нити основы и препятствуют их раздвигаемое™ в процессе производства шин.
В наименование кордной ткани входят значение разрывной нагрузки в КТС и тип нитей.
Наиболее распространенными типами являются: капроновый корд - 12К, 23К; амидный -
13А, 23А; вискозный-15В, 17В, 18В, 22В. Ткани изготавливаются на ткацком станке, в суровом
виде. Ткани, предназначенные для армирования в резинотканевых изделиях, подвергаются
дальнейшей обработке в отделочном производстве. Данный процесс включает стадии отварки и
термостабилизации.
Процесс отварки предназначен для удаления с тканей природных и технологических примесей
и включает обработку материала щелочными или слабощелочными растворами моющих и
текстильно-вспомогательными веществами при температуре до 100°С.
Цель термостабилизации - обеспечение стабильности формы и размеров ткани. Температура в
процессе термостабилизации должна быть одинаковой по всей поверхности ткани. В зависимости
от состава сырья, температура термостабилизации может варьироваться от 180 до 210°С.
Термостабилизация ткани осуществляется в расправленном состоянии при минимальном натяжении по
основе и утку.
Физико-механические свойства армирующих тканей. В табл. 9.1.1 приведены основные
физико-механические характеристики некоторых тканей с различной поверхностной плотностью.
9.1.1. Физико-механические характеристики некоторых тканей
с различной поверхностной плотностью
Артикул
ткани
56003
«ОТВ»
56003
пропитанная
смолой
56023
пропитанная
смолой
56013
56026
пропитанная
смолой
56437
56341
56408
Сырьевой
состав
основы
утка
Полиамид
5 текс
Полиамид
5 текс
Полиамид
15,6 текс
Полиамид
мононить
Полиамид
29,0 текс
Полиамид
15,6 текс
Полиэфир
11,3 текс
Полиэфир
29,4 текс
200 кр/м
Ширина, см
88±3
88±3
85±1,5
101 ±2
94+3
96 *\
112±2,5
94±2
102±2
Поверхностная
плотность,
г/м',
не более
47
50
135
17
165 *10
1 -15
90
80
137
Число нитей
на 10 см
основы
430±30
430±30
340±20
-
260±20
260±10
293±8
225±9
утка
400±30
400±30
320120
-
260120
245110
297110
20018
Разрывная
нагрузка, Н,
не менее
основы
41
41
95
10
200
85
87
160
утка
35
35
95
10
190
75
87
145
Разрывное
удлинение, %,
не менее
основы
21
21
-
20
35
35
27
27
утка
21
21
-
22
39
40
27
30
Раздирающая
нагрузка, Н
основы
-
-
-
-
-
5
3
7
утка
-
-
-
-
-
5
3
7
9.1.1. Физике-механические характеристики некоторых тканей
с различной поверхностной плотностью (окончание)
Артикул
ткани
66018
66048
Сырьевой
состав
основы
Полиамид
15,6
текс +
пряжа
х/6 7,5
тексх2
утка
Полиамид
15,6
текс +
пряжа
х/б
7,5 текс
Ширина, см
102+2
113±2
Поверхностная
плотность,
г/м',
не более
93
93
Число нитей
на 10 см
основы
336*»_„
336*»_„
утка
306*%
306*%
Разрывная
нагрузка, Н,
Не менее
основы
79
79
утка
54
54
Разрывное
удлинение, %,
не менее
основы
35
35
утка
40
40
Раздирающая
нагрузка, Н
основы
6,5
6,5
утка
6
6
9.2. Короткие волокна
(И.Д. Габибуллаев)
Короткие волокна в качестве наполнителей первоначально применялись в твердых
полимерах и только в 50-х годах их использование распространилось на эластомеры.
Возможность получения композиционных материалов на основе эластомеров, наполненных
короткими волокнами (ЭВК), по вполне традиционным для резиновой промышленности технологиям,
обусловило их широкое применение. В настоящее время волокнистые наполнители
используют при получении клиновых, плоскозубчатых, поликлиновых ремней, транспортерных лент,
рукавов, пневматических шин и формовых резинотехнических изделий со специальными
свойствами.
9,2.1, Типы волокон
При получении ЭВК используют волокна различной природы: натуральные (природные) и
химические. Натуральные волокна разделяют на волокна растительного (целюлоза), животного
(шерсть, щелк) и минерального (силикаты, стекло, металлы) происхождения. Химические
волокна разделяют на искусственные (вискозные, ацетатные, углеродные) и синтетические
(полимерные). Механические свойства волокон более чем на порядок превосходят механические
свойства эластомерной
матрицы, а размеры элементарных д.2.1. Геометрические характеристики наиболее
ВОЛОКОН заметно превышают распространенных волокнистых наполнителей
размеры частиц обычных
порошкообразных наполнителей.
Отношение длины волокна L к
его диаметру D - фактор
формы Фв-во многом определяет
уровень свойств ЭВК.
Рекомендуемое значение Фв для
волокон любой природы
составляет не менее 40. Основные
характеристики некоторых
волокон приведены в табл. 9.2.1 и
9.2.2.
Волокно
Хлопковое
Сантовеб
Шерстяное
Банавис
Полиамидное
Полиакрилонитрипьное
Полиэфирное
Арамидное
Углеродное
Стеклянное
Диаметр волокна D,
мкм (макс.)
18
16
35
18
40
18
30
12
12
18
Длина волокна L,
мм
0,1-40
1,5-2,0
1,0-8,0
2,0-6,0
2,5-10
4,0-36
3,0-30
3,0-30
3,0-10
3,0-30
уРэ.г.г. Характеристики волокон различной природы
15
Волокно
Хлопковое
Целлюлозное
Шерстяное
Вискозное
Полиамидное
Полиакрилонитрильное
Полиэфирное
Арамидное
Углеродное
Стеклянное
Плотность,
кг/м3
1540
1500
1300
1530
1140
1170
1380
1430
1800
2580
Средняя
прочность,
МПа
350
520
160
700
750
430
950
3000
3200
4200
Относительное
удлинение
при разрыве, %,
не более
10
".• -
. 39
■ 20
30
20
20
4
2
4
Модуль Юнга
(максимальный),
ГПа
12
33
3,6
24
5
6
21
160
600
95
Влажность
в стандартных
условиях, %,
не более
10
12
15
6
3
6
0,4
5
2
0
Натуральные волокна
Целлюлозные волокна из всех натуральных волокон нашли наибольшее распространение для
создания ЭВК. Они представляют собой различные модификации целлюлозы (а-, (3- и у-целлюло-
зу), вырабатываемые из хлопка и древесины. Особенности химического строения и наличие
функциональных групп (альдегидных, карбоксильных, гидроксильных) в волокнах целлюлозы
придают им прекрасные эксплуатационные характеристики и широко используются в производстве
резинотехнических изделий.
Типичным представителем этого типа волокон является волокно Сантовеб фирмы «Монсанто»
(США). Выпускается несколько модификаций волокна Сантовеб, различающиеся способом
обработки поверхности и, следовательно, областями предпочтительного использования. Волокно
Сантовеб с индексом D предназначено для использования в композициях с каучуками общего
назначения (натуральный и синтетический изопреновые, бутадиеновые, бутадиенстирольные) и полихло-
ропреном, с индексом Н-с этиленпропиленовым каучуком, с индексом К-с бутадиеннитриль-
ным, с индексом W- с цветными композициями и поливинилхлоридом. Недостатками Сантовеба
являются уменьшенное время подвулканизации, особенно в композициях с полихлоропреном, и
сильное влияние на вязкость эластомерных композиций.
Хлопковые волокна находят лишь ограниченное применение для получения ЭВК. Это в
основном отходы переработки хлопка (хлопковый линт). Вследствие засоренности и нестабильности
геометрических размеров волокон их в небольших объемах применяют лишь в производстве
некоторых видов клиновых ремней (в резинах для слоя растяжения на основе хлоропреновых, изопре-
новых и бутадиенстирольных каучуков).
Шерстяные волокна по химическому составу представляют собой белки амфотерной
природы чешуйчатого строения. Несмотря на сильное межмолекулярное взаимодействие между
белковыми макромолекулами, шерстяные волокна характеризуются невысокой механической
прочностью. Шерстяные очесы - отходы переработки шерсти -также используются ограниченно из-
за широкого разброса геометрических размеров, сильной загрязненности и нестабильности
характеристик получающихся композиций. В небольших объемах их применяют при создании ЭВК
на основе хлоропренового, бутадиенстирольного и натурального каучуков в производстве
клиновых ремней. Другие натуральные волокна (типа асбеста, льна, пеньки) в ЭВК используют
редко.
Стекловолокно является основным типом минеральных волокон, используемых для создания
ЭВК. Его получают главным образом из бесщелочного алюмоборосиликатного стекла. В качестве
волокнистого наполнителя стекловолокно используется ограниченно из-за изменения геометрии в
процессе смешения, а также требований охраны труда.
9.2.3. Характеристика полимеров, из которых
получают некоторые химические волокна
Полимер
Полиакрилонитрил
Поликапроамид
Полиэтилентерефталат
Целлюлоза (в вискозе)
Виниловый спирт(винол)
Степень
кристалличности,
%
Аморфный
До 70
До 60
До 60
Более 65
Параметр
растворимости,
Дж"7м3'2
2,43-104
2,33-104
2,18-104
3,16-104
2,55-Ю4
Температура
стеклования, °С
100
60
100
Св. 220
230
Металлические волокна представляют собой нитевидные монокристаллы, выращенные в
специальных условиях. Их применение в композициях на основе эластомеров (если это не
обусловлено какими-то специфическими требованиями условий эксплуатации) из-за высокой стоимости
экономически нецелесообразно.
Химические волокна
Наибольшее практическое применение в настоящее время находят химические синтетические
волокна. В качестве наполнителей широко используют полиамидные, полиэфирные, акрилонитриль-
ные, поливинилспиртовые волокна, реже-
арамидные и углеродные. В шинной
промышленности для армирования пневматических
шин используют волокнистый наполнитель,
представляющий собой рубленные
полиамидные (полиамид 6,6 и полиамид6) волокна, в
производстве РТИ - «второй стриг» при
производстве искусственного меха из
полиэфирного и акрилонитрильного волокна.
Характеристики полимеров, из которых
вырабатывают некоторые химические волокна
приведены в табл. 9.2.3.
Вискозные волокна получают из целлюлозы (которая в исходном виде используется для
получения натуральных волокон). Они являются самыми распространенными искусственными
волокнами. В нашей стране производство волокна Банавис - российского аналога Сантовеба D фирмы
«Монсанто» - поставлено на промышленную основу.
Полиэфирные волокна не нашли широкого распространения из-за химической инертности
полимера, из которого их получают, хотя использование этих волокон для создания анизотропных
ЭВК очень привлекательно благодаря высокому уровню комплекса их свойств (в частности,
высокие модуль, эластичность и термостойкость). Особенно эффективно их использование со
специальными модификаторами адгезии типа блокированных полиизоцианатов.
Поливинилспиртовые волокна гигроскопичны, поэтому их использование для создания ЭВК
ограничено. Кроме того, они имеют высокую стоимость.
Арамидные волокна характеризуются высоким уровнем механических свойств, однако, их
стоимость также очень высока. Поэтому использование этих волокон в качестве волокнистых
наполнителей эластомеров весьма ограничено (применяют в тех областях, где важны их
специальные свойства).
Углеродные волокна условно также можно отнести к химическим. Они получаются пиролизом
органических (акрилонитрильных или вискозных) волокон или формованием из расплавов
каменноугольных и нефтянных пеков с последующей карбонизацией. Эти волокна используются для
получения ЭВК со специальными свойствами (высокие химическая стойкость,
электропроводность, теплостойкость и высокий уровень механических свойств), однако при переработке по
традиционным для резиновой промышленности технологиям они сильно измельчаются. Стоимость
таких волокон также очень высока.
Отходы производства
В качестве армирующего материала для получения ЭВК различного назначения часто
используют измельченные вулканизованные и невулканизованные отходы шинного производства,
состоящие в основном из прорезиненного корда, атакже измельченные изношенные шины. В
малооперационных технологиях изготовления шин, специальных клиновых ремней широко
применяют измельченные отходы обычного шинного производства и амортизированных
(использованных) автопокрышек. Такие отходы обычно представляют собой смесь волокон (хлопка,
вискозы и полиамида) длиной до 5 мм, распределенных в резиновой смеси (среднее содержание
резины около 30%).
ч
]
I
1
!
1
I
675
f~ 9.2.2. Свойства эластомеров,
наполненных короткими волокнами
9.2.4. Влияние типа наполнителя
на свойства ЭВК
Наполнитель
Вискозный
Целлюлозный
Полиэфирный
Арамидный
Полиамидный
Изменяющиеся свойства ЭВК
Прочность, анизотропия модуля
Динамическая выносливость,
анизотропия модуля и прочность
Термостойкость, анизотропия модуля
и химическая стойкость
Прочность и сопротивление раздиру,
термо-, влаго-, химическая стойкость,
анизотропия модуля
Прочность, сопротивление раздиру,
теплостойкость и анизотропия модуля
Поскольку большинство коротких волокон, применяемых для наполнения эластомеров, имеют
значительную анизометричность, для большинства ЭВК характерна анизотропия их свойств. При
этом сохраняется высокая гибкость эластомерных материалов и изделий. Введение волокнистых
наполнителей положительно влияет и на ряд специальных свойств резин. Например, для
повышения сопротивления истиранию и стойкости к действию химически агрессивных сред применяют
природные органические и химические волокна, при получении жестких композиций увеличивают
содержание химических и природных или минеральных волокон. Углеродные и стекловолокна
придают ЭВК теплостойкость и стойкость к накоплению остаточных деформаций. Поскольку при
наполнении короткими волокнами
существенно увеличивается жесткость эластомерных
композиций и уменьшается скорость
длительных релаксационных процессов, для ЭВК
отмечается уменьшение ползучести под
нагрузкой. Влияние коротких волокон на
динамические свойства резин в заметной степени
определяется режимом испытаний. Значительное
преимущество, по сравнению с другими
наполнителями, выявляются при испытаниях в
условиях действия постоянного напряжения.
Влияние природы коротких волокон на свой-
Пршечание. Анизотропия оценивается при деформации СТВЭ ЭВК приведено В табл. 9.2.4.
ю%. Свойства ЭВК (особенно их анизотропия)
зависят от технологии их получения, химической природы эластомерной матрицы и волокнистого
наполнителя, целого ряда рецептурных факторов, геометрических характеристик волокна. Поэтому
рекомендуется такая технология получения и переработки ЭВК, которая бы сохраняла высокие (не
менее 40) значения фактора формы волокнистого наполнителя (при неизменности других
параметров). Оптимальной для максимальных значений анизотропии для всех типов волокнистых
наполнителей является длина волокна около 4 мм при диаметре не более 40 мкм. Заданные параметры
технологии должны обеспечивать равномерное распределение волокон в матрице и их избирательную
ориентацию. При этом длина волокон в эластомерной матрице должна быть не менее так называемой
критической длины волокна, которая, в свою очередь, зависит как от структуры волокон, так и от
условий изготовления и эксплуатации изделия. Критическая длина представляет собой
минимальную длину волокна в композите, при которой суммарная сдвиговая адгезионная прочность матрицы
с волокном не ниже прочности при осевом растяжении элементарного объема волокно-матрица.
Критическая длина волокна в композите определяется диаметром волокна, прочностью волокна и
матрицы и адгезией матрицы к волокну (см. ниже). Для проявления эффективного армирующего
эффекта длина волокна должна быть существенно выше критической, тем более что при
хаотическом объемном армировании коэффициент эффективности армирования не превышает 15%.
Для усиления взаимодействия матрицы с волокном, повышения смачиваемости волокон и их
адгезии к матрице в состав композиции вводят специальные химические добавки (фенольные с
донорами формальдегида, бисмалеинимиды, блокированные полиизоцианаты и др.) или проводят
предварительную поверхностную модификацию волокна специальными составами на основе латек-
сов и резорцинформальдегидных смол, или одновременно используют оба способа. Тип латекса
определяется областью применения волокна и типом матрицы ЭВК. Однако главным фактором в
обеспечении специальных свойств ЭВК является химическая природа волокна. Значение
ориентирующего эффекта волокна коррелируете плотностью энергии когезии: чем меньше разность между
энергиями когезии матрицы и волокна, тем выше ориентирующий эффект волокнистого
наполнителя и коэффициент анизотропии (табл. 9.2.5).
676
""-й^ч^
Оцениваемый параметр
Диаметр волокон О, мкм
Суммарный объем
волокон, см3
Масса каучука на одно
элементарное волокно, г
Максимальный. лдаффП-
циент анизотропии
Плотность энергии
когезии £*, Дж-м3
Наполнитель
вискозный
18
4,76
11,02-1 <Н
4,5
9,98-109
полиамидный
29
6,19
35.37Ю-6
14,3
5,43-Ю9
полиэфирный
29
5,07
41,78-КН
15,0
4,75-10'
* Плотность энергии когезии для полихлоропрена Е =
Дж-м3.
3,42-10е
9.2.6. Свойства ЭВК с матрицей на основе
полихлоропрена при оптимальном наполнении (вдоль
направления ориентации волокон)
ОбыЧНЬЮ ДОЗИРОВКИ ВОЛОКНИСТЫХ 9-2-5- Влияние типа волокнистых наполнителей на
НаПОЛНИТелей В ЭВК Не Превышают свойства ЭВК с матРицей на основе полихлоропрена
20-35 масс, ч., что обеспечивает
достаточную гибкость композиции.
Более высокое наполнение, если это не
является специальным требованием,
вызывает технологические
затруднения, связанные с резким
увеличением вязкости композиции.
Характер влияния волокнистых
наполнителей на свойства ЭВК
иллюстрируют данные табл. 9.2.6,
полученные на композициях с полихло-
ропреновой матрицей при
содержании 25 об. ч. волокнистого
наполнителя.
Обычно при введении
волокнистых наполнителей модуль упругости
вдоль направления ориентации
заметно увеличивается, а в поперечном
направлении - изменяется
незначительно. Это особенно четко наблюдается
для каландрованных образцов.
Степень анизотропии достигает
максимального значения (15 ед.) при
содержании 15-20 масс. ч. для волокон типа
Банавис и полиамидных или 20-25
масс. ч. для волокон СантовебЯ.
С увеличением степени наполнения до 15 масс. ч. условная прочность вулканизатов при
растяжении обычно сначала несколько уменьшается, а затем увеличивается; относительное удлинение
при разрыве монотонно уменьшается.
Однако до настоящего времени приемы технологии ЭВК во многом копируют технологию,
разработанную применительно к жестким пластикам, а задачи разработки
структурно-механической модели расчетной базы, технологии получения, переработки и оптимизации свойств,
учитывающей особенности свойств эластомеров, не решены.
9*3. Шинный корд и бортовая проволока
(И.Л. Шмурак)
Показатель
Модуль Юнга, МПа
Условная прочность
при растяжении МПа,
не менее
Относительное
удлинение при разрыве, %
Твердость по Шору А
Наполнитель
без
волокон
50
12
<250
>80
хлопковый
линт
200
10
>35
90
стекловолокно
300
11
<60
80
Сантовеб
D
400
15
>45
85
9.3.1. Металлокорд
Строение металлокорда
Металлокорд состоит, как правило, из трех элементов: проволок, прядей и оплеточной
проволоки. В процессе формирования металлокорда пряди и корд подвергаются свивке, обычно в
противоположных направлениях (рис. 9.3.1): Z - правом и S -левом. Конструкция металлокорда
описывается общей формулой:
(А, х 8,) х </, + (Аг х Вг) xd2 + ... + (Anx Bn) x dn,
где Л - число прядей, В- число проволок, d- номинальный диаметр проволок, мм.
I
I.
Рис. 9.З.1. Схема конструкции и
свивки металлокорда:
/ — основные проволоки; 2 — пряди; 3 —
металлокорд; 4 — оплеточная проволока;
Z — правая свивка, S — левая свивка
На рис. 9.3.2 показана последовательность
операций изготовления металлокорда, причем каждая
следующая операция свивки отделяется знаком«+».
Составляющие металлокорда, изготовленные более
чем из одного элемента, берутся в скобки. Если
числа/1 и В равны 1, они в формулу не включаются,
причем при одинаковом диаметре проволок двух и
более частей последовательности изготовления
диаметр ставится в конце. Последним указывается
диаметр оплеточной проволоки (если она имеется).
Если центральная прядь или проволока идентичны
близ расположенным прядям или проволокам, то
формулу можно упростить, указав лишь сумму
идентичных элементов, не применяя скобок. Эти правила
иллюстрируются двумя следующими примерами:
первый:
(1х4)х0,20+(6х4)х0,20+1х0,15 или 4х0,20+(6х4) х0,20+0,15,
или 4+(6х4)х0,20+0,15, или 7x4x0,20+0,15;
второй:
(1 хЗ)хО,22+(1 х9)х0,22+(1 х15)х0,22+1х0,15 или
3x0,22+9x0,22+15x0,22+0,15 или (3+9+15)х0,22+0,15.
В конце формулы, описывающей конструкцию металлокорда, могут стоять буквенные
обозначения, характеризующие особенности материала и конструкции. Аббревиатура НТ (High Tensile)
обозначает высокопрочный корд (например, 1x3x0,28 НТ); НЕ (High Elongation) соответствует корду с
повышенным удлинением (например, 3x4 НЕ); СС (Compact Cord) - компактному корду (например,
1 х12 СС); ОС (Open Cord) - корду открытой конструкции (например, 4x0,25 ОС).
Для изготовления высокопрочного корда применяется высокоуглеродистая и
микролегированная сталь, содержание углерода в которой по сравнению с обычно применяемой
увеличено с 0,70-0,74 до 0,8%, что позволяет повысить прочность проволоки при растяжении с 1000
до 1120 МПа. Сталь для сверхпрочного металлокорда содержит 0,90-0,95% углерода, а
содержание хрома в ней увеличено с 0,05 до 0,18-0,25%. Прочность такой проволоки возрастает до
1260 МПа.
Корд с повышенным удлинением имеет одностороннюю свивку с небольшим шагом. В
компактном корде проволоки имеют в основном линейный контакт, а в открытом - они имеют
возможность перемещаться друг относительно друга. Корд специальной конструкции состоит из двух
параллельных проволок, которые повиты еще двумя проволоками, например, 2+2. Открытая и
специальная конструкция способствует затеканию резины в нить металлокорда.
Ф
+
* Ф
+
ФФ°
ФФ
<0
б)
е)
г)
Рис.9.3.2. Последовательность операций изготовления металлокорда 7x4x0,20+0,15:
a — свивка прядей; б — свивка металлокорда; в — оплётка металлокорда; г — готовый металлокорд
678
Другим способом сохранения «открытости» металлокорда для брекера легковых радиальных
шин является конструкция BETRU (Bekaert Total Rubber Penetration, т.е. полное затекание резины по
Bekaert). Эта конструкция основана на том, что в структуре металлокорда 4x1 одна или более
элементарных проволок имеет не круглое, а овальное или многоугольное поперечное сечение.
Компактный корд представляет собой пучок из 12,19 или 27 свитых вместе проволок, в частности
со спиральной оплёткой, например, 27x1x0,15.
Диаметр проволок в металлокорде постепенно увеличивается: с 0,10-0,12 до 0,15-0,22, а в
современном металлокорде до 0,30-0,38 мм из-за меньших затрат в процессе производства.
В СНГ принято упрощенное обозначение типа металлокорда, в котором первая цифра
указывает количество проволок в металлокорде, за ней следует буква «Л», означающая «латунированный
металлокорд», а цифры после нее- это диаметр проволоки. Например, 1x4x0,22 - 4Л22;
Зх0,15+6х0,27-9Л15/27; (9хЗ)+(3+9)хО,15+1x0,15-40Л15.
Металлокорд наматывается на стальные или пластмассовые катушки непрерывной длиной до
2000,2000-4000 и более 4000 м. Катушки упаковываются в картонные контейнеры (по 72 шт.) или
металлические бочки (по 12-15шт.). Упаковка должна исключать попадание влаги на металлокорд.
Внутри контейнера или бочки находится пакете силикагелем. При средней массе корда на катушке
18 кг масса-нетто контейнера составляет около 1300 кг, бочки - около 270 кг.
Технические свойства металлокорда
К техническим свойствам металлокорда относятся геометрические, технологические,
механические и адгезионные свойства.
Геометрические свойства металлокорда - это диаметр, эффективное поперечное сечение,
фактор заполнения, шаг свивки, направление, тип свивки и линейная плотность.
Диаметр определяют, зажимая образец металлокорда между круглыми измерительными
плоскостями толщиномера. Чтобы исключить сплющивание, диаметр измерительных площадок должен
быть больше шага свивки металлокорда, а приложенное при измерении усилие должно составлять
1,5+0,2 Н. Образец длиной не менее 250 мм измеряют в трех местах на расстоянии около 100 мм,
затем рассчитывают среднее арифметическое значение с точностью 0,01 мм.
Эффективное поперечное сечение - это сумма площадей поперечных сечений всех проволок,
выраженная в мм2.
Фактор заполнения характеризуется отношением эффективного поперечного сечения к
площади круга диаметром, равным диаметру металлокорда. Фактор заполнения существенно влияет
на работоспособность резинометаллокордной системы, так как кислород воздуха и влага,
попадающие в незаполненное резиновой смесью пространство, способствуют коррозии латунного
покрытия и разрушению адгезионной связи металлокорд - резина. Кроме того, из-за недостаточного
затекания смеси в нить металлокорда происходит его разрушение из-за взаимного перетирания
проволок (фреттинг). Фактическое заполнение резиновой смесью пространства между
проволоками оценивают на вулканизованном резинометаллокордном образце размером 224x16x15 мм,
содержащем четыре нити металлокорда. Образец устанавливают в приборе PED фирмы Bekaert и
продувают через образец сжатый воздух под давлением 0,4 МПа. Количество прошедшего воздуха
определяется с помощью расходомера. Чем оно меньше, тем больше заполнено пространство
между проволоками резиновой смесью.
Шаг свивки - это осевое расстояние, соответствующее обороту на 360° любого элемента в
пряди или металлокорде. Для его определения образец корда или пряди раскручивают в торсио-
метре до тех пор, пока эти элементы не станут параллельными. Металлокорд без оплеточной
проволоки помещается в торсиометр под натяжением не более 20 Н таким образом, чтобы
расстояние между зажимами составляло 500±1 мм. Шаг свивки рассчитывают по формуле L=l/n,
где п - частота вращения зажима для раскручивания образца длиной / (мм). После удаления
внешних прядей или проволок вращающийся зажим возвращается в исходное положение и
определяется шаг свивки следующего слоя прядей или проволок и т.д. Шаг свивки оплеточной
проволоки определяют по. рельефному изображению, получаемому на бумаге с помощью карандаша.
Этот способ может быть использован и при определении шага свивки металлокорда.
линейная плотность - это масса в граммах одного метра металлокорда. Для ее определения к
образцу металлокорда прикладывают нагрузку ЮН, отрезают кусок длиной 1000±1 мм, который
взвешивают с точностью до 1 мг.
5 Технологические свойства металлокорда -прямолинейность, остаточное кручение и раскру-
^ чиваемость.
Прямолинейность - способность корда свободно лежать на горизонтальной плоскости
между двумя параллельными линиями, находящимися на заданном расстоянии друг от друга.
Прямолинейность определяют на столе длиной 6 и шириной не менее 0,4 м с начерченными парал-
| лельно длинным сторонам стола по всей его длине двумя линиями, расстояние между которыми
о равно 75 мм. На одном конце стола находится устройство, обеспечивающее свободное враще-
| ние катушки с металлокордом вокруг горизонтальной оси. Образец длиной 6 м после размотки с
§■ катушки без натяжения помещают между начерченными на столе линиями. Корд считается
>$ прямолинейным, если он не касается ни одной из них. Пересечение свободным концом корда
| какой-либо из линий на длине до 0,5 м в расчёт не принимается.
§ Остаточное кручение характеризуется числом оборотов нити металлокорда длиной 6 м, один
i§ конец которой зафиксирован на катушке, а другой может свободно вращаться вокруг оси нити.
Испытания на остаточное кручение и прямолинейность проводят на одном и том же образце,
определяя сначала остаточное кручение. Перед началом испытания с катушки отматывают 3 м
металлокорда, фиксируют его во избежание вращения вокруг своей оси и отрезают. Затем
изгибают под прямым углом по направлению вверх на расстоянии около 50 мм от конца корда на
катушке. Плотно зажимают этот отрезок корда и отматывают с катушки образец длиной 6 м, отпускают
произвольно изогнутый конец корда и позволяют ему свободно вращаться, после чего
подсчитывают число оборотов вращения металлокорда до остановки с точностью 0,5 оборота. Вращение по
часовой стрелке обозначают знаком «плюс», против часовой стрелки-знаком «минус». Раскручи-
ваемость характеризуется длиной раскрутившегося участка металлокорда после отрезания в мм.
При испытании корд зажимают вблизи места резки и отрезают участок длиной не менее 100 мм под
прямым углом к оси образца. Не трогая отрезанный конец, измеряют длину раскрутившегося
участка с точностью до 1 мм.
Механические свойства металлокорда -разрывные нагрузка и напряжение, относительная
разрывная нагрузка, удлинение при заданной нагрузке и при разрыве, модуль при растяжении,
жесткость при изгибе, предел усталости и усталостная выносливость.
Разрывная нагрузка характеризуется максимальным усилием, которое выдерживает метал-
локорд при растяжении с постоянной скоростью. Предварительное натяжение металлокорда при
определении разрывной нагрузки-10 Н. В процессе этого определения оценивается также
удлинение, т.е. прирост длины образца при заданной нагрузке и при разрыве.
Относительная разрывная нагрузка -это отношение разрывной нагрузки к линейной плотности
металлокорда в Н/текс (текс - масса 1000 м корда в грамммах) или Н(м/г).
Разрывное напряжение равно отношению разрывной нагрузки к площади поперечного сечения
недеформированного образца металлокорда.
Модуль при растяжении (Н/мм2) характеризуется отношением напряжения (нагрузки) к
соответствующей этому напряжению деформации.
Жесткость при изгибе представляет собой силовой момент, выраженный в сН-см, который
необходим для изгиба закреплённого с одного конца образца металлокорда на угол 15°. Силовой
момент, необходимый для возврата деформированного образца в первоначальное положение,
называется упругостью. Жесткость при изгибе и упругость определяются на приборе Taber V-5
модели 150В
Предел усталости или усталостная прочность (Н/мм2) - это максимальное напряжение, при
котором образец выдерживает без разрушения определенное число циклов какого-либо вида
деформации. Для определения предела усталости используется установка RBT, на которой ме-
таллокорд подвергается изгибу с вращением. Образец вращается с частотой 3000 мин-'. При
этом его внешние проволоки поочередно растягиваются и сжимаются. Результат выражается в
виде значения изгибающего напряжения, при котором образец выдерживает заданное число
циклов без разрушения или число циклов до разрушения при заданном изгибающем напряжении.
Изгибающее напряжение сти (предел усталости сту) внешней проволоки:
aK(a) = l,198Ed/C,
где Е-модуль Юнга, равный для холоднотянутой стальной проволоки 196200 H/MM2;d-диаметр
внешней проволоки корда, мм; С - расстояние между вращающимся патроном и магнитной
втулкой, равное 0,46Z0, mm (Z0-длина образца, подвергнутого вращению, мм).
Усталостная выносливость выражается числом циклов какого-либо вида деформации до
разрушения образца металлокорда, как правило, завулканизованного в резинокордном образце. Рези-
нокордный образец для испытания на усталостную выносливость по Firestone подвергают
попеременным деформациям растяжения и изгиба. Испытание проводят при нагрузке, составляющей 8%
от разрывной при диаметре холостого ролика 32 мм и частотой вращения 535 мин-1. Усталостная
выносливость выражается числом циклов до разрушения. Одновременно испытываются пять
образцов. Деформация образца при растяжении:
е = P/ES,
где Р - приложенная нагрузка; Е - модуль Юнга; -S - площадь поперечного сечения образца.
При изгибе-растяжении деформация образца
е = P/ES + d/D,
где d и D- диаметры образца металлокорда и холостого ролика соответственно.
Усталостную выносливость обрезиненного металлокорда определяют также методом
многократного изгиба бесконечного металлокордного ремня с помощью двух шкивов. Резинокордная
лента длиной 880 мм имеет ширину 45 мм и толщину 4,8 мм, число нитей металлокорда в ленте
равно 11. Стандартный диаметр натяжного ролика установки равен 120 мм, стандартное
предварительное натяжение 4000 Н/мм2. Скорость движения ленты составляет 1390 циклов/мин. Испытания
могут проводиться и в более жестких динамических условиях. При определении усталостной
выносливости металлокорд или обрезиненный металлокорд может предварительно выдерживаться в
коррозионной атмосфере.
Адгезионные характеристики металлокорда рассмотрены в п. «Формирование связи металло-
корд-резина».
Ассортимент и основные производители металлокорда
Ассортимент выпускаемого металлокорда приведен в табл. 9.3.1.
9.3.1. Современный ассортимент металлокорда
Шины
Легковые и легкогрузовые:
от 135/80R12 до 185/60R14
175/80R16,185/80R14C, 195/65R15C, 205/
70R14, 21S/75R16C, 225/85R15C, 235/75R15
Грузовые:
10.00R20
11.00R20
OT8.25R20flOl2.00R20
9.00R20
Каркас грузовых шин
Брекер грузовых шин с металлокордом
в каркасе
Металлокорд
2x0,30 HT; 3x0,30 ОС; 3x0,30 (HT); 2+1x0,30 (HT); 2+2x0,25
(НТ); 2+2x0,28; 3x0,28 НТ; 4x0,265; 3x0,30 (НТ); 3x3x0,22+0,15
3x3x0,22:2+7x0,22+0,15
2+7x0,22(0,23); 2+7x0,25; 2+ 2x0,30 НТ; 2+2x0,32
3x0,22/9x0,20+0,15 СС; 2+7x0,25; 3x5x0,18; 3+9x0,25+0,15 (НТ)
3+9x0,25x0,15 (НТ); 3x0,28/9x0,255+0,15 СС; 3x5x0,245;
3+9x0,25+0,15 (НТ)
3x0,15/6x0,265 СС; 3x0,22/9x0,20+0,15 СС; 2+7x0,23 НТ;
2+7x0,25; 2+7x0,30 НТ
0,20+18x0,175 СС; 0,22+18x0,20 CC; 3x0,35/9x0,32+0,15 СС;
3+9+15x0,18+0,15; 3+9+15x0,22+ 0,15; 3x0,28/9x0,255+0,15 СС
1-3 слои - 3+9+15x0,22+0,15; 3x0,35/9x0,32+0,15 СС;
3x0,28/9x0,255+0,15 СС; 3x0,20+6x0,35 (НТ);
4-Й слой - 3x7x0,22 НЕ
Примечание. (НТ) означает, что металлокорд этих конструкций производится и в обычном варианте, и в варианте НТ.
-Ф
г
1
i
i
!
1
I
Основные производители металлокорда: ЗАО «Уралкорд» (Россия, г. Магнитогорск), ООО
«ТА Рус» (Россия, г. Волгоград и г. Орел), ЗАО «Белкорд» (Россия, Башкортостан, г. Белорецк),
завод компании Bekaert в Липецке (Россия), ОАО «Белорусский металлургический завод»
(Беларусь, г. Жлобин), ОАО «Силур» (Украина, г. Харцызск), фирмы Bekaert (Бельгия), Michelin
(Франция), Pirelli (Италия).
Формирование связи металлокорд - резина
Металлокорд крепится к резине через латунное покрытие. Его основными характеристиками
являются прочность сцепления со стальной основой, масса или толщина покрытия, химический
состав покрытия и его сплошность (пористость).
Onpep,enemeхимического состава и массы покрытия основано на его извлечении раствором
реагента, растворяющего компоненты покрытия, и последующем анализе этого раствора. Массу
покрытия m (г/кг), содержание меди [Си] и цинка [Zn] (%) рассчитывают по формулам:
^ = v(Cc+c7J/P;
[Си] = 100CCu/(CCi+CZn);
[Zn] - 100CJ(CC+CJ,
где V- объем раствора, л; Р' - масса навески металлокорда, кг; СПп и CZii - концентрация ионов
меди и цинка в растворе соответственно, г/л.
Преимущества и недостатки методов определения Сс
Метод определения сплошности (пористости) латунного покрытия основан на измерении
силы тока анодного растворения в 0,1 N растворе NaCI при потенциале -0,3В проволоки или
корда с латунным покрытием iatim и после удаления покрытия ia. Пористость покрытия (%)
вычисляют по формуле Р= 100/ //' .
~ г * ст+лат ст
Работоспособность резинометаллокордных изделий зависит от стабильности адгезионной связи
металлокорд - резина к действию различных факторов - влаги, электролитов, кислорода воздуха и
повышенной температуры, развивающейся при эксплуатации изделий. Влага может оказаться на
металлокорде в результате неправильного его хранения и транспортирования, в резиновой смеси -
вследствие адсорбции на ингредиентах, в изделиях-через порезы и другие механические
повреждения, а также из-за диффузии через обкладочные и покровные резины. Вместе с влагой в изделия
могут попадать соли, используемые для ускорения таяния снега и льда на дорогах в зимнее время,
например, хлориды натрия и кальция. Таким образом, очевидна необходимость определения
прочности связи металлокорда с резиной при воздействии рассмотренных факторов. В основном для этой
цели используются следующие методы старения резинометаллокордных образцов: термическое
(термоокислительное), солевое, паровое, влажное, паровоздушное.
Наиболее точную оценку адгезионных свойств металлокорда для автомобильных шин,
особенно легковых, дает метод паровоздушного старения, режимы старения, близкие к термическому,
реализуются при эксплуатации крупногабаритных шин с металлокордом.
-cMCz.
приведены в табл. 9.3.2.
9.3.2. Преимущества и недостатки различных методов химического анализа
латунного покрытия
Показатель
Точность анализа
Быстрота определения
Стоимость прибора
Стоимость анализа
Сложность анализа
Метод анализа
Фотометрический
+
+
+ + +
+ + + +
+ + + +
Полярографический
+
+
+ +
+
+ +
Комплексо-
метрический
+ + + +
+
+ + + +
+ + + +
+ + + +
Атомно-
абсорбционный
+ +
+ + +
+ +
+
+ + +
Рентгеновской
флуоресценции
+ + +
+ + + +
-
+
+
Условные обозначения: + + + + - очень высокая; + + +
ная; — низкая.
менее высокая; + + - приемлемая; + - удовлетворитель-
682
Связь латунного покрытия с резиной формируется следующим образом. Электроны,
освобождаемые атомами меди, ионизируют полисульфидные цепи (S ), присоединившиеся к
макромолекуле каучука (Ка) в процессе вулканизации: у
Ka-S +е- = Ka-S -S"
у *-з
Эти ионы соединяются с ионами меди, образуя связи Ka-Sy-Cu:
Ka-S -S-+Cu+ = Ka-S-Cu
y-i у
В результате взаимодействия ионов меди с серой в области контакта латунь - резина
образуется также нестехиометрический сульфид меди CuxS. Атомы металла, к которым присоединяются
макромолекулы каучука, входят, по-видимому, в его кристаллическую решетку. Кроме того, в
кристаллической решетке Cu,S возникает недостаток электронов, т.е. образуются положительные
«дырки», способные к образованию донорно-акцепторных связей.
Образование химических и донорно-акцепторных связей является необходимым, но
недостаточным условием достижения высокой прочности связи между металлокордом и резиной.
Прочность связи резина - латунь зависит от количества CuxS. Под действием кислорода воздуха на
поверхности латунного покрытия образуется слой оксида цинка, содержащий равномерно
распределенные включения меди, которые оказываются там в результате ее диффузии из латуни. Если
содержание цинка в латуни недостаточно, мала и толщина слоя оксида цинка. При небольшой
толщине этого слоя в процессе вулканизации к поверхности раздела диффундирует большее
количество меди, что приводит к образованию толстых рыхлых пленок CuxS, имеющих низкую
механическую прочность и поэтому не способных обеспечить удовлетворительную прочность
связи металлокорда с резиной. Если толщина слоя оксида цинка чрезмерно велика, то
затрудняется диффузия ионов меди к поверхности, что приводит к недостатку CuyS на поверхности раздела и,
следовательно, к низкой прочности связи между латунным покрытием и резиной. Толщина слоя
ZnO зависит от соотношения между медью и цинком в латунном покрытии. Ее оптимальное
значение равно 40-50 нм. Недостаточное количество меди в слое оксида цинка также приводит к
уменьшению количества CuxS на поверхности. Это может происходить в результате окисления
поверхности латуни кислородом воздуха при неправильном хранении и транспортировании металлокорда,
когда вследствие невысокой температуры окружающей среды диффузия меди в быстро
образующийся слой оксида цинка протекает очень медленно.
Структура и механические свойства пленки CuxS зависят также от соотношения между
содержанием серы и ускорителя вулканизации в резиновой смеси. При значении этого соотношения
меньше четырех образуется «плохая» пленка с низкой механической прочностью и
неудовлетворительной прочностью связи с образующимися под ней сульфидом и оксидом цинка. «Плохие»
пленки содержат большее количество меди, чем хорошие, более крупные кристаллы и
характеризуются более рыхлой структурой.
На структуру и свойства сульфидных пленок в области контакта латунное покрытие - резина
оказывают влияние длительное нагревание, например, в процессе перевулканизации и теплового
старения, воздействие кислорода воздуха и повышенной влажности. Действие влаги и кислорода
воздуха приводит к образованию слабых граничных слоев ZnO/Zn(OH)2 и уменьшению толщины
слоя оксида цинка. В присутствии хлорида натрия, который может в зимнее время попасть в шину
через порезы, коррозия латунного покрытия и истощение слоя оксида цинка протекают более
интенсивно из-за выделения гидроксида натрия.
Введение в состав латунного покрытия кобальта или никеля или их соединений в резиновую
смесь подавляет образование на поверхности латуни и сульфида цинка, не способного к
образованию связи с резиной, и сульфида меди, избыточное количество которого обусловливает
возникновение слабого граничного слоя. Это объясняется снижением электропроводности слоя
оксида цинка, которое препятствует его истощению при воздействии влаги, соли и повышенной
температуры. В результате этого задерживается образование слабых граничных слоев ZnO/
Zn(OH)2 и CuxS, и, следовательно, в меньшей степени снижается прочность связи металлокорда
с резиной при перевулканизации, старении и эксплуатации системы.
i
i
1 Бортовая проволока
Бортовые кольца изготавливают из нескольких параллельных рядов одиночной
латунированной или бронзированной стальной проволоки.
Латунированную проволоку выпускают двух типов: Л - нормальной прочности и ЛП -
повышенной прочности (табл. 9.3.3).
Бронзированную проволоку выпускают двух типов: Б -нормальной прочности и БП-
повышенной прочности (табл. 9.3.4).
Проволока поставляется на металлических катушках. Упаковка катушек должна
обеспечивать сохранность проволоки от коррозии. Например, катушку упаковывают в термоусадочный
полиэтилен, затем обертывают полосой из картона. Внутрь катушки может быть вложен тканевый
мешочек с силикагелем.
9.3.3.
Диаметр,
мм
0,89
0,965
1,0
1,5
Характеристика латунированной бортовой проволоки
Тип
л
лп
л
лп
л
лп
л
лп
Разрывная
нагрузка, Н,
не менее
1250
1300
1340
1400
1400
1450
3130
3180
Временное
сопротивление
разрыву, Н, не
менее
2010
2190
1830
1915
1780
1850
1770
1800
Линейная
плотность,
г/м
4,55-5,22
5,38-6,10
5,79-6,54
13,31-14,43
Относительное
удлинение, %,
не менее,
по методу
гост
4,5
4,0
4,5
4,0
4,5
4,0
5,0
4,5
BISFA
5,0
4,5
5,0
4,5
5,0
4,5
5,5
5,0
Число
скручиваний, не менее,
100d
27
25
25
23
29
27
20
18
Число
перегибов, не
менее
10
Прочность
связи с резиной, Н,
не менее,
по методу
BISFA
254
Н
216
Масса латунного
покрытия,
г/кг
1,2-2,0
Содержание
меди в покрытии
% масс.
61-70
9.3.4.Характеристика бронзированной бортовой проволоки
Диаметр,
мм
0,89
0,965
1,00
1,30
1,50
1,60
1,65
1,83
Тип
Б
БП
Б
БП
Б
БП
Б
БП
Б
БП
Б
БП
Б
БП
Б
БП
Временное
сопротивление
разрыву,
Н
1930-2260
>2180
1830-2150
2100-2410
1770-2000
1950-2240
1810-2110
2110-2410
1770-2110
1960-2330
1800-2200
1900-2400
1700-2080
2000-2350
1600-1920
2000-2350
Линейная
плотность,
г/м
4,55 5,22
5,38-6,10
5,79-6,54
9,94 10,90
13,31-14,43
15,07-16,47
16,08-17,48
19,95-21,33
Относительное
удлинение
при разрыве, %,
не менее
4,0
4,5
4,8
5,0
5,0
5,0
5,0
5,0
Число
скручиваний,
не менее, I00d
29
25
29
25
29
25
25
22
22
20
22
20
20
18
18
14
Число
перегибов,
не менее
10
10
10
10
10
10
Прочность
связи
с резиной, Н,
не менее,
по методу
BISFA
152
175
215
230
235
290
Н
121
140
-
-
-
-
Масса
бронзового
покрытия,
г/кг
0,40-1,00
0,30-0,70
0,20-0,60
0,10-0,50
Содержание
в покрытии,
% масс.
меди
97,0-99,5
97,0-99,5
97,0-99,5
97,0-99,5
олова
0,5-3,0
0,5-3,0
0,5-3,0
0,5-3,0
Обрезииивание металлокорда ^%
Металлокорд поступает на шинные предприятия в виде одиночных нитей на шпулях. Для
предохранения от коррозии шпули с металлокордом упаковывают в герметичную тару-
металлические бочки или картонные коробки с запаянным полиэтиленовым вкладышем. В каждую упаковку
помещают влагопоглотитель - высушенный силикагель.
Технологический процесс обрезинивания металлокорда включает хранение металлокорда,
хранение и разогрев резиновых смесей, транспортирование и распаковку металлокорда,
формирование безуточного полотна, обрезинивание, охлаждение обрезиненного металлокорда, наложение
прокладочного материала и закатку.
Для защиты от влаги и сохранения конфекционных свойств при закатке обрезиненного
металлокорда применяют полиэтиленовую прокладку.
Наибольшее распространение получили линии обрезинивания металлокорда с четырехвалко-
вым каландром. Они включают шпулярник, оборудованный системой нитенаправляющих и
поддерживающих устройств, каландр, оборудованный шагораспределительным устройством,
охлаждающие барабаны, тянульную станцию, компенсатор и закаточный станок. Разогрев резиновых
смесей для питания каландра осуществляется на агрегатах из двух или трех вальцев либо на
экструдере холодного питания. Применяются также универсальные каландровые линии для
обрезинивания и текстильного, и металлокорда.
Если не требуется высокая производительность технологического процесса обрезинивания,
применяется экструзионный способ, при котором обкладка металлокорда разогретой резиновой
смесью осуществляется в Т-образной головке экструдера холодного питания. Малая ширина
обрезиненного полотна и невысокая скорость обрезинивания позволяют совместить процесс
обрезинивания с автоматическим раскроем и стыковкой.
Системы контроля и управления технологическим процессом по сравнению с системами,
применяемыми при обрезинивании текстильного корда, для обеспечения равномерности
распределения нитей по ширине полотна дополнительно включают установки рентгенодефектос-
копии и автоматического регулирования натяжения нитей. Шпулярник линий обрезинивания,
где металлокорд не защищен от коррозионных воздействий тарой, выделяется в отдельное
помещение, в котором поддерживается относительная влажность воздуха менее 40% и
температура 20-30°С. Она должна быть на несколько градусов выше, чем в цехе, чтобы избежать
конденсации влаги на корде.
Температура поступающего на участок обрезинивания металлокорда обычно ниже
температуры в помещении шпулярника. Поэтому при вскрытии упаковок может произойти конденсация
влаги на корде. Для предотвращения необходимо уравнять температуру металлокорда и воздуха,
для чего нераскрытые упаковки выдерживают в помещении шпулярника обычно в течение 24 ч.
При движении нитей металлокорда по нитенаправляющим и поддерживающим устройствам
может повреждаться латунное покрытие. Поэтому эти устройства выполняются в виде роликов,
свободно вращающихся от трения о них нитей в подшипниках качения. Поверхность роликов
должна иметь твердость не ниже HRC 59-61 и шероховатость 1,25.
9,3,2, Текстильный корд
Строение волокон и нитей
Шинный корд представляет собой текстильный армирующий материал, который состоит из
волокон, нитей и ткани. Текстильное волокно - гибкое протяженное тело длиной, на 3-5 порядков
превышающей его толщину.
Моноволокно представляет собой тело неопределенно большой длины, полученное
формированием из фильеры с одним отверстием. Пучок тонких волокон неопределенно большой длины
называется нитью. Скручиванием волокон ограниченной длины получают пряжу, а скручиванием
нескольких нитей - нити первой крутки (комплексные нити или стренги). Скручивая пряжу или нити первой
крутки, получают нити второй крутки, к которым относятся нити шинного корда.
I
I
I
1
I
>Г" Толщина волокна или нити является характеристикой их поперечного размера. Оценивают
толщину нити непосредственно с помощью толщиномера или по массе нити заданной длины.
Поскольку при определении толщины с помощью толщиномера происходит сплющивание нити,
объективным показателем является масса нити заданной длины или линейная плотность. Ее
измеряют в тексах, децитексах или денье. Текс - это масса в граммах 1000 м нити, децитекс -
10000 м нити, денье - 9000 м нити. Исходя из текса, можно вычислить условный и расчетный
диаметр нити.
Условный диаметр нити (dy) - это диаметр сплошного цилиндра, имеющего такую же линейную
плотность и состоящего из такого же материала, что и нить; расчётный диаметр (d) - это диаметр
цилиндра, имеющего такую же линейную плотность и содержащего столько же пустот, что и нить,
а также волокон, из которых она состоит:
dy = О.ОЗбТСГр)1/2;
</ = 0,0357(Т5)1'2,
где р - плотность вещества, из которого состоит нить, г/см3; 8 - масса единицы объема образца,
измеренного по внешнему контуру, т.е. включающего пустоты в волокнах и между ними, г/см3.
Скрученность нитей крутки корда определяется коэффициентом крутки, направлением крутки
S, когда наружные волокна направлены справа вверх налево, или Z, когда наружные волокна
направлены слева вверх направо, и укруткой, т.е. отношением разности между первоначальной
длиной нити и ее длиной после скручивания к первоначальной длине.
Диаметр (мм) нити корда:
d = ЫЗДЮОО-рД^/гД)]1/2,
где Tj -текс нити первой крутки; пг - число нитей первой крутки; k - коэффициент укрутки,
равный 1,11 для обычного корда и 1,07-для однокруточного; р- плотность материала, из которого
состоит корд, г/см3.
Коэффициент крутки:
а = К(Т)1/2,
где К- крутка, т.е. количество кручений на 1 м нити; Т-текс нити.
При обозначении текстильной структуры нити корда указываются тексы, децитексы или денье
нити первой крутки, число сложений при ее получении и число сложений при получении нити корда,
например, 93,5 текс х2х2 или 187 текс х1 х2.
Кордная ткань -ткань полотняного переплетения, состоящая из кордных нитей в качестве
основы и более тонких и менее прочных уточных нитей. Эксплуатационные свойства кордных
тканей определяются нитями основы. Уток служит для сохранения определенного
расположения нитей основы в процессе переработки корда по ширине ткани. Основные виды утка -
хлопчатобумажный и высокорастяжимый. Последний обеспечивает равномерное
распределение нитей основы по ширине в процессе формования каркаса легковых радиальных шин.
Высокорастяжимый уток может быть бикомпонентным. Такой уток содержит сердечник из
высокорастяжимой нити, например капроновой или анидной, и оболочку из обладающих
высоким коэффициентом трения по отношению к нитям основы хлопчатобумажных нитей.
Возможно применение высокорастяжимого утка полностью из синтетического волокна,
например, петельного, если такая уточная нить обладает достаточно высоким коэффициентом
трения по отношению к нитям основы.
В зависимости от назначения кордная ткань имеет различную плотность, которая
характеризуется числом нитей по основе и по утку на 10 см.
В СНГ применяются следующие обозначения кордных тканей. Первые две цифры
соответствуют разрывной нагрузке в даН, третья цифра характеризует плотность ткани. Буквы В, К, А
или П означают вискозный, капроновый, анидный или полиэфирный корд соответственно.
Остальные буквы характеризуют особенности нитей основы и утка. Например, 25КНТС - это
капроновый корд непромытый, пригодный для термической вытяжки, стабилизированный, с
разрывной нагрузкой 25 даН и плотностью нитей по основе 94+1; 252КНТС - такой же корд с
686
i^^w-
плотностью нитей по основе 75±1; 13АТЛ-ДУ-анидный корд, пригодный для термической
вытяжки, предназначенный для каркаса легковых радиальных шин и изготовленный с двух-
компонентным хлопковоанидным утком, имеющий разрывную нагрузку около 13 даН и
плотность нитей по основе 132+1; 132А - анидный корд, изготовленный с хлопчатобумажным утком
и пригодный для термической вытяжки, имеющий разрывную нагрузку около 13 даН и
плотность нитей по основе 94±1; 6КНТС-0 - капроновый однокруточный корд.
Технические характеристики нитей корда
К техническим характеристикам нитей корда относятся разрывная нагрузка, относительное
удлинение при заданной нагрузке, характеризующее модуль корда, относительное удлинение
при разрыве, линейная усадка, термостойкость, прочность связи с резиной и усталостная
выносливость.
Определение этих показателей (кроме двух последних) проводится по ГОСТ 23785.1-2001,
ГОСТ 23785.5-79 и ГОСТ 23785.6-79. Прочность связи с резиной определяется по ГОСТ 23785.7-89,
усталостная выносливость-по различным нестандартизированным методикам. Поскольку
зависимость напряжения корда от его деформации нелинейная, характеристикой модуля корда
является лишь начальный практически прямолинейный участок кривой «напряжение-деформация».
Непосредственное его определение при испытании корда на разрыв затруднено. Поэтому модуль
корда принято характеризовать его относительным удлинением при заданной нагрузке, которая
зависит от модуля корда и условий его нагружения в шине. Например, считается, что в надутой
шине нить низкомодульного полиамидного корда находится под нагрузкой 20 Н, а в катящейся
шине -39-44 Н. Поэтому в процессе испытания этого корда на разрыв определяют его удлинения
при таких нагрузках. У вискозного корда, имеющего более высокий модуль, определяют
удлинение только при нагрузке 44 Н, а у высокомодульного арамидного корда, кроме того, определяют
удлинение при нагрузке 69 Н.
Ниже приводится краткое описание методов определения технических характеристик корда.
Разрывная нагрузка и удлинение корда определяются на разрывной машине при условии, что
продолжительность растяжения до разрыва нити длиной 250±1 мм составляет 20±2 с. При этом
фиксируется наибольшее усилие (Н), выдерживаемое нитями при растяжении их до разрыва.
Относительное удлинение при заданной нагрузке (Xv %) и относительное удлинение при
разрыве (X, %) вычисляют по формулам:
Xl = (i,100)/250; Х = (М00)/250,
где 1Х -удлинение нити в момент достижения заданной нагрузки, мм; ^-удлинение нити в момент
разрыва, мм.
Для оценки неравномерности нитей корда вычисляют коэффициенты вариации по разрывной
нагрузке и относительному удлинению при разрыве.
Линейную усадку нти корда определяют, помещая нить с нанесенными на расстоянии 250 мм
метками в сушильный шкаф, нагретый до 160±3°С, на 20 мин. После охлаждения нити,
извлеченной из шкафа, в течение 30 мин при комнатной температуре измеряют расстояние / между
метками и рассчитывают линейную усадку (%) по формуле:
У = (250-0-Ю0/250.
Число испытанных нитей должно быть не менее 30.
Термостойкость нитей корда (%) оценивают по отношению разрывной нагрузки после
нагревания в течение 2 ч при 200±3°С к разрывной нагрузке до нагревания. Продолжительность и
температура нагревания могут изменяться в зависимости от назначения изделий, в которых
предполагается применение корда.
Лабораторные методы оценки усталостной выносливости корда не могут в полной мере
воспроизвести реальные условия нагружения корда в шине, в частности и потому, что в реальной
шине корд работает в значительно более мягких условиях. Наиболее распространенными
являются методы определения усталостной выносливости корда при многократных деформациях растя-
--£$5~-
68
^жения, при которых имитируется работа корда в зоне беговой дорожки, и при многократных
деформациях растяжения-сжатия, когда имитируется работа корда в боковой стенке шины.
Выносливость корда при многократных деформациях растяжения определяется на приборе ВДР, при
5 испытании на котором таким деформациям подвергаются собственно нити корда. Возможно так-
§■ же определение усталостной выносливости корда при многократном растяжении на разрывной
| машине типа Instron с помощью специального приспособления. При помощи термокамеры можно
5 проводить это испытание при повышенной температуре. Деформации растяжения-сжатия корда
^ реализуются при испытаниях по Goodrich, Mallory и Barta.
I Образцы для испытания по Goodrich представляют собой резинокордные пластины размером
§ 76,5x12,7x12,7 мм с продольно расположенными нитями корда. Шесть образцов закрепляют меж-
^ ду двумя дисками, помещая их на одинаковом расстоянии друг от друга. Диски вращают с часто-
§ той 500 мин-1, устанавливая оси вращения под небольшим углом друг к другу, например 4°. Срав-
'§ нивают прочность нитей до и после утомления в течение нескольких сотен тысяч циклов.
^ Образец для испытания по Mallory представляет собой полый резинокордный цилиндр с наруж-
| ным диаметром 28 мм, внутренним диаметром 12 мм и длиной 241 мм. На внутренней поверхности
^ цилиндра параллельно его оси располагаются нити испытуемого корда на расстоянии 10 мм от нее,
а на поверхности цилиндра по винтовой линии - нити вискозного корда 122 текс х1 х2. При испытании
образец закрепляют на концах валов, расположенных под углом 90° друг к другу и подают во
внутреннюю полость образца сжатый воздух под давлением 35 МПа. Частота вращения горизонтального
вала 850 миг1, направление вращения меняют каждые 30 мин. Испытание проводят до разрушения
образца, выносливость которого оценивают числом циклов.
Образец для испытания по Barta представляет собой сплошной резиновый цилиндр диаметром
19 мм и длиной 145 мм, по наружной поверхности которого параллельно оси завулканизованы нити
испытуемого корда. Один конец образца закрепляют в свободно вращающейся втулке, другой - во
втулке, которая приводится во вращение электродвигателем, установленным на салазках.
Передвигая электродвигатель на салазках, образец перед началом испытания изгибают, причем
различный радиус изгиба можно задавать с помощью шаблона. В процессе испытания нити корда
подвергаются переменным деформациям растяжения-сжатия с частотой 1390 мин~1. Результаты
испытаний выражают числом циклов до разрушения образца.
Считается, что испытания корда по Mallory наиболее соответствуют условиям его нагружения
в шине, которая так же, как и образец для испытания этим методом, имеет внутреннюю полость,
наполненную воздухом.
Химическое строение кордных волокон
Основными типами корда являются вискозный, капроновый, анидный, полиэфирный и арамид-
ный. Кордные волокна имеют следующее химическое строение:
вискозный корд (целлюлоза)
Н ОН
I I
С С
I |\
он н\
—о—с с—
Н\У А
с—о
снрн
капроновый корд -найлон 6, капрон (поликапроамид) -NHCO- (СН2)5-;
анидный корд- найлон 6,6 (полигексаметиленадипамид).
- СО - (СН2)4 - СО - HN - (СН2)6 - NH -;
полиэфирный корд (полиэтилентерефталат)
-со-/ Vco-o-ch2-ch2-o-
арамидныйкорд-Кевпар, Тварон, Fiber В (поли-/7-фенилентерефталамид)
-HN-/ Vnh-co-^ ^-со-
Основные физические и механические свойства кордных волокон
Основные показатели физических свойств кордных волокон приведены в табл. 9.3.5.
Механические характеристики корда приведены в табл. 9.3.6.
9.3.5 Основные физические свойства кордных волокон
Волокно
Вискозное
Капроновое
Анидное
Полиэфирное
Арамидное
Плотность,
кг/м3
1500-1540
1130-1140
1130-1140
1380
1430
Температура
плавления, "С
Начинает
разлагаться при 150°С
210-220
250-260
255-265
Разлагается
при > 400°С
Влагопоглощение, %
12-14
4-5
4-5
0,3
Менее 0,2
Удельная
теплоемкость,
Дж/(кг.К)
1424-1591
1465-1507
1424
1339-1423
-
Теплопроводность по
отношению к воздуху
-
6,0-8,0
6,0-8,0
-
-
Удельное
объемное
электрическое
сопротивление,
Ом-м
109
1012
1012
1013
1013
9.3.6. Механические характеристики корда
Корд
Вискозный
Капроновый
Анидный
Полиэфирный
Арамидный
Модуль
при нагрузке
20 Н,
дН/мм2
600-1200
150-200
190-210
38(М60
1550-1600
Относительная
прочность,
сН/текс
30-45
55-85
60-85
80-95
140-165
Термостойкость,
%
100
80-90
85-90
>90
100
Линейная
усадка,
%
1,0-1.5
<10—11
<8,0
<5,0
0,2
Относительная
усталостная
выносливость
по Barta
1
16
20
8
3
Адгезионная
способность
Высокая
Высокая
Средняя
Низкая
Низкая
Основные типы шинного корда и области их применения
Основные типы шинного корда и области их применения приведены в табл. 9.3.7.
Арамидный корд по своим свойствам может применяться в каркасе и полностью или частично
в брекере грузовых шин вместо металлокорда, однако, его использование ограничивает высокая
стоимость.
9.3.7. Типы шинного корда и области их применения
Корд
Вискозный супер-3
Вискозный
Капроновый
Анидный
Полиэфирный
Арамидный
Область применения
Каркас легковых радиальных шин (компания Michelin)
Сельскохозяйственные шины
Каркас грузовых и автобусных шин
Экранирующий слой и каркас легковых и легкогрузовых шин, авиационные, карьерные
и крупногабаритные шины
Каркас легковых и легкогрузовых шин
Спортивные шины, шины для космической техники и полицейских автомобилей
61
у?* Корд, выпускаемый опытными партиями
Гибридный корд состоит из арамидных нитей и нитей из найлона 6,6 или полиэфира.
Свойства гибридного корда определяются соотношением между круткой стренг и нитей второй крут-
| ки. Обычно крутка последних и стренги из арамида одинакова, а крутка стренг из найлона или
|- полиэфира меньше. Принципиальное значение имеет равномерное расположение стренг в объе-
| ме нити корда, которое обеспечивает применение при ее формировании специального объемно-
§ го нитеводителя. Гибридный корд из арамида и найлона по сравнению с арамидным имеет повы-
^ шенные усталостную выносливость, работоспособность на сжатие и усадку, а по сравнению с
| найлоновым кордом - более высокие модуль и прочность, пониженную усадку. Гибридный корд
§ из арамида и найлона обрабатывается при температуре на 10°С ниже, чем арамидный, и при
^ пониженном натяжении. Основная область применения - шины для карьерных и строительно-
В дорожных машин, ходимость которых увеличивается по сравнению с ходимостью шин, армиро-
'§ ванных металло- и арамидным кордом вследствие повышения работоспособности боковых сте-
| нок. Гибридный корд из арамида и полиэфира по сравнению с кордом из арамида и найлона
§ имеет несколько меньшую прочность, меньшую разнашиваемость и прочность связи с резиной,
^ более высокий модуль.
Корд из найлона 4,6 или политетраметиленадипамида, макромолекула которого содержит
звенья:
- СО - (СН2)4 - СО - NH - (СН2)4 - NH -,
имеет температуру плавления 300°С по сравнению с 265°С у найлона 6,6, разрывную прочность
волокна около 68 сН/текс, что соответствует прочности стандартного капронового корда, и
линейную усадку, которая не превышает 3% по сравнению с 8% у найлона 6,6. Такой корд
представляет интерес для применения в каркасе и экранирующем слое брекера легковых
радиальных шин.
Полиэфирное волокно из полиэтиленнафталата (ПЭН), разработанное компанией Allied Signal
(США), получается поликонденсацией этиленгликоля и 3,7-нафталиндикарбоновой кислоты, его
формула:
-сн2-сн2-о-со
'J-CO-
ПЭН имеет более высокую температуру стеклования по сравнению с полиэтилентерефтала-
том (120°С и 80°С соответственно). Модуль и прочность волокна и корда из ПЭН выше по
сравнению с традиционным полиэфиром примерно на 15% и более чем в 2 раза соответственно, а
динамический модуль корда из ПЭН при 30-50°С больше, чем вискозного и полиэфирного корда.
Корд из ПЭН отличается также от традиционного полиэфирного корда большей стабильностью
размеров, что проявляется в уменьшении вмятин по боковине при сравнительных испытаниях в
каркасе легковых радиальных шин. Корд из ПЭН крепится к резине при помощи нанесения
адгезивной препарации на волокно в процессе производства с последующей пропиткой корда
латекснорезорцинформальдегидным адгезивом по аналогии с кордом из полиэтилентерефтала-
та. Возможные области применения - каркас высокоскоростных легковых радиальных шин,
легких и средних грузовых радиальных шин. Ожидаемая стоимость корда из ПЭН будет в 2,7
раза выше, чем корда из полиэтилентерефталата. Поэтому его использование может стать
целесообразным при уменьшении числа слоев каркаса высокоскоростных легковых
радиальных шин с двух до одного и замене металлокорда на этот корд в однослойном каркасе средних
грузовых радиальных шин. Высокие прочность, модуль и стабильность размеров корда из ПЭН
будут этому способствовать.
Поликетоновый корд (компания Akzo Nobel) может быть получен из оксида углерода и этилена
или пропилена. По-видимому, его макромолекула содержит звенья:
-СН2-СН-СО-или -СН2-СН2-СО-
сн3
Поликетоновое волокно, полученное прядением из расплава, имеет прочность, превышающую
на 15-30% прочность полиэфирного волокна, а по стабильности размеров, т.е. разнашиваемое™ и
усадке, соответствует вискозному волокну. Корд из поликетонового волокна может заменить
полиэфирный корд в каркасе высокоскоростных легковых радиальных шин, однако при переходе к
крупномасштабному производству необходимо снизить его стоимость.
Обрезинивание текстильного корда и тканей
Обрезинивание шинного корда осуществляется на двух трех- или одном четырехвалковом
каландре с Г-, Z- или S-образным расположением валков. Резиновая накладка формируется в
калибровочных зазорах между первым и вторым, считая сверху, валками трехвалкового каландра
или между первым и вторым, третьим и четвертым валками четырехвалкового каландра.
Наложение резиновой смеси на корд осуществляется в прессующих зазорах между вторым и третьим
валками трех- и четырехвалкового каландров. При обрезинивании на двух трехвалковых
каландрах корд проходит через два прессующих зазора. В первом происходит обрезинивание одной
стороны кордной ткани, во втором -другой. На четырехвалковом каландре одновременно обрезини-
ваются обе стороны кордной ткани.
Питание валков каландра разогретой резиновой смесью производится с помощью агрегата из
трех вальцев или (предпочтительно) червячной машины холодного питания. Лента резиновой
смеси подается к зазорам каландра транспортером.
Валки каландров изготавливают из кокильного чугуна. К валкам предъявляются следующие
требования: твердость поверхности рабочей части валков должна составлять HRC 50-55,
параметр шероховатости должен быть не более 0,32 мкм, радиальное биение поверхности рабочей
части валков в собранном виде относительно общей оси их опорных поверхностей не должно быть
более 0,02 мм (ГОСТ 11993-89). Для регулирования температуры поверхности валков в них
имеются периферийные отверстия для подвода теплоносителя. Опорами валков каландра служат
подшипники качения высокой точности.
В калибровочных зазорах возникают распорные усилия, в прессующем зазоре -
прессующие усилия, под действием которых происходит прогиб валков каландра, в результате чего
размер прессующего зазора между валками и, следовательно, толщина обрезиненного корда
в центре полотна становятся больше, чем по кромкам. Для компенсации прогиба валков под
действием распорных усилий применяют бомбировку валков, перекрещивание осей
выносных валков и контризгиб валков. Однако из-за изменения свойств резиновых смесей, скорости
обрезинивания и толщины резиновой смеси в зазорах прогиб валков не является постоянным.
Поэтому бомбировка не может полностью компенсировать прогиб. Механизм
перекрещивания осей выносных валков обеспечивает смещение их концов относительно концов соседних
валков, что позволяет увеличивать зазор по краям рабочей части валков и способствует
компенсации прогиба.
Принцип контризгиба валков заключается в
том, что к концам валков, выходящим за опорные
подшипники, прикладывают дополнительную
нагрузку. Под ее действием валок изгибается в
направлении, противоположном изгибу от
распорных усилий. Смещение концов верхнего и
нижнего выносных валков четырехвалкового каландра,
задаваемое механизмом перекоса валков,
составляет 0-35 мм.
Современные каландры оснащаются также
гидравлическими подушками, обеспечивающими
прохождение стыков кордного полотна без увеличения
прессующего зазора.
АЛ*
9.3.8. Системы контроля и управления
технологическим процессом обрезинивания
Регулируемый
параметр или
назначение
Масса, г/м2
Толщина, мм
Скорость, м/мин
Сигнализация
Измерение
и контроль
Устройства
Калибромер
Калибромер,
видеокамера
Тахометр
Процессоры
Процессоры,
дисплеи,
коммуникативные
соединения
Принцип
действия
^-лучевой,
у-лучевой,
рентгеновский
Лазерный
-
Цифровой
Центральный
т
I
J?
1
1
!
i
I
Каландры, входящие в состав линий обрезинивания фирмы Repiquet (Франция), Berstorff
(Германия), Rodolfo Comerio (Италия), Buzuluk (Чехия), оборудованы системами автоматического
управления (табл. 9.3.8). Линии обрезинивания оснащены центрирующими устройствами, ширитель-
ными дугами, кромочными ширителями. Наиболее важной является установка кромочного шири-
теля перед зазором каландра.
За рубежом изготавливают универсальные линии, рассчитанные на обрезинивание и
текстильного, и металлокорда. Технические ткани промазываются на агрегате, включающем рас-
каточный станок, Г-образный четырехвалковый каландр с фрикцией валков 1:1,4 и сушильные
барабаны.
Технология обработки корда
Данные о технологических операциях обработки корда приведены в табл. 9.3.9, о составах для
пропитки корда - в табл. 9.3.10, о назначении компонентов пропиточного состава- в табл. 9.3.11. Они
показывают, что пропиточный состав обеспечивает образование химического моста «корд-
пленка состава на корде - резина».
9.3.9. Технологические операции обработки корда
Корд
Вискозный
Капроновый
Анидный
Полиэфирный
и арамидный
Технологическая
операция
Пропитка, сушка
Пропитка, сушка
Термообработка
Пропитка, сушка
Термообработка
Пропитка, сушка
Термообработка
Назначение
Обеспечение связи с резиной
Обеспечение связи с резиной. Вытяжка, уменьшение
усадки, повышение прочности связи с резиной
Обеспечение связи с резиной. Вытяжка, уменьшение
усадки, повышение прочности связи с резиной
Обеспечение связи с резиной. Повышение прочности
связи с резиной
Температура
термообработки, 'С
-
195-210
225-235
225-235
9.3.10. Составы, применяемые для пропитки корда на разных стадиях
Корд
Вискозный
Капроновый анидный
Полиэфирный
арамидный
На первой стадии
Пропитка в одну стадию
Водная дисперсия, содержащая
эпоксидное соединение в комбинации с
блокированным полиизоцианатом или без него
На второй стадии
Латекс каучука с функциональными группами*-
резорцинформальдегидная смола
Латекс каучука с функциональными группами*-
резорцинформальдегидная смола в комбинации
с блокированным полиизоцианатом или без неге
'Функциональные группы в латексном каучуке - виниллиридиновые, карбоксильные, амидные и др.
9.3.11. Назначение компонентов пропиточного состава
Компонент
Назначение компонента
Результат пропитки и термообработки
Резорцинформальдегидная смола
Взаимодействие с вискозным,
капроновым и анидным волокнами
Образование связи пропиточного
состава с волокном
Эпоксидное соединение,
блокированный полиизоцианат
Взаимодействие с полиэфирным
и арамидным волокнами
Тоже
Функциональные группы каучуковы:
латексов
Совулканизация латексного
каучука с каучуком резины
Образование связи пропиточного
состава с резиной
Модификация резины
Тоже
Взаимодействие с регорцинфор-
мальдегидной смолой
Улучшение механических свойств
пленки пропиточного состава на корде
Производители текстильного корда в странах СНГ
Данные об основных производителях корда в странах СНГ приведены в табл. 9.3.12.
На ОАО «Сибур-Волжский» на 2011 г. запланирована организация производства пропитанного
термообработанного полиэфирного корда и пропитки полиамидного корда.
9.3.12. Производители текстильного корда в СНГ
Корд
Капроновый
Анидный
Вискозный
Полиэфирный
Страна
Россия
Беларусь
Украина
Россия
Украина
Беларусь
Россия
Беларусь
Производитель
ОАО «Сибур-Волжский», г. Волжский
ЗАО «Куйбышевазот», г. Тольятти
ОАО «Щекинское Химволокно», г. Щекино
ОАО «Гродно Химволокно», г. Гродно
ОАО «Черниговское Химволокно», г. Чернигов
000 «Торговый дом «КАМиТ», г. Тверь
ОАО «Черниговское Химволокно», г. Чернигов
ОАО «Светлогорск Химволокно», г. Светлогорск
000 «Торговый дом «КАМиТ», г. Тверь
ОАО «Гродно Химволокно», г. Гродно
9,3,3. Ткань для бортовой ленты шин
Ткань бортовая шинная полиамидная (БШПА) представляет собой сетку с основой и утком из
капроновых монофиламентных нитей диаметром 0,2 мм. Характеристика бортовой шинной
капроновой ткани приведена ниже:
Толщина, мм, не более 0,55
Поверхностная плотность, г/мг 90+15
Разрывная нагрузка полоски ткани размером 50x200 мм, Н, не менее:
по основе 785
по утку 686
Удлинение при разрыве полоски ткани размером 50x200 мм, %, не более:
по основе 30
по утку 30
Ширина ткани, мм 1400+20
Длина ткани в рулоне, м, не менее 200
г
Приложение
Эластомерные нанокомпозиты
| (ЮЛ. Морозов, СВ. Резниченко)
£■ Нанокомпозит представляет собой материал, который содержит по меньшей мере одну гетеро-
| фазу, имеющую хотя бы в одном измерении наноразмеры (как правило не более 100 нм). Анализ с
£ этих позиций реально производимых в огромных объёмах каучуков, резин, термоэластопластов и
8 олигомерных эластомерных материалов показывает, что значительная их часть подходит под данное
еЦ определение, так как содержит гетерофазу размером 20-100 нм и таким образом является эласто-
мерным нанокомпозитом (ЭН). Это находит подтверждение в ряде фундаментальных изданий [1].
| Однако в последние годы понятие ЭН относят почти исключительно к композициям эластоме-
^ ров с глинами, монтмориллонитом (ММТ), наноуглеродными наполнителями, наноорганическими
i§ и нанонеорганическими соединениями. Причём результаты работ по созданию и исследованию
этих «новых» ЭН часто рассматриваются в отрыве от классических представлений химии, физи-
кохимии и технологии традиционных «старых» эластомеров [2,3].
В этой связи целесообразно сопоставить «старые» и «новые» ЭН сточки зрения их структуры,
свойств и перспектив применения.
К «старым» ЭН следует относить саженаполненные вулканизаты, кристаллизующиеся каучу-
ки и резины, термоэластопласты -трёх и многоблочные эластомеры и динамические вулканизаты,
а также вулканизаты функциональноактивных эластомеров и продукты гетерогенной
вулканизации солями непредельных кислот, олигоэфиракрилатами и смолами. Так, ненаполненный серный
вулканизат натурального каучука при различного рода физических воздействиях (охлаждение,
деформирование) упрочняется собственными, образующимися из фрагментов полиизопреновых
макромолекул микрокристаллитами наноразмеров. Это, по существу, и был первый ЭН. Подобным
образом ведут себя другие, созданные много позднее кристаллизующиеся каучуки [4,5].
Явление усиления каучуков углеродными сажами было открыто в 1904 г. С тех пор техуглерод
является основным усиливающим наполнителем в резиновой промышленности. Установлено, что
первичные частицы техуглерода имеют как правило размеры 10-100 нм и объединяются в прочные
цепочечные структуры с развитой и химически активной поверхностью, многообразным способом
взаимодействующей с макромолекулами каучуков. Ненаполненные серные вулканизаты некрис-
таллизующегося бутадиенстирольного каучука (например, СКС-30 АРКП) имеют прочность 2-3 МПа.
Введение 30 масс. ч. техуглерода (например, марки N220) увеличивает его прочность на порядок
-до 20-30 МПа. Таким образом, техуглерод представляет собой нанонаполнитель, а
саженаполненные резины - эластомерные нанокомпозиты. Позднее класс усиливающих наполнителей для
эластомерных нанокомпозитов был расширен за счёт светлых наполнителей - кремнекислотных
аэросилов и белых саж. Использование бифункциональных агентов сочетания позволило
улучшить совместимость и химическое взаимодействие каучуков и кремнекислотных наполнителей,
что сделало возможным создание «зеленой» шины [1,6, 7]».
Трехблочный бутадиенстирольный термоэластопласт (пСт-пБД-пСт) с тем же, что и в СКС-30
АРКП содержанием стирола (30%) имеет такую же прочность как наполненный серный вулканизат
некристаллизующегося бутадиенстирольного каучука - 30 МПа, т. е. также является
нанокомпозитом. В этом случае роль нанонаполнителя выполняют несовместимые с диеновой фазой поли-
стирольные домены размером 20-40 нм, образованные концевыми стирольными блоками. Эти
домены равномерно распределены в диеновой непрерывной фазе и выполняют функции
усиливающего наполнителя и химической сшивки. Нарушение организованности и регулярности этой струк-
* Один из разделов главы «Усиление эластомеров» в [1] назван: «Смесь - нанокомпозит эластомера и наполнителя».
туры путем, например, серной вулканизации или многократной переработки приводит к ухудше
нию свойств термоэластопластов (ТЭП) [1,8].
Сходную пространственную структуру имеют многоблочные термоэластопласты (АВ)п (нг
пример, полиуретановые или полиэфирные), синтезируемые на основе бифункциональных рс-
акционноспособных олигомеров. Движущей силой фазового разделения эластичных (А) и жес
тких (В) блоков в этих системах, помимо несовместимости, является более сильное межмоле
кулярное взаимодействие в жестких блоках (водородные связи в ПУ). Домены жёстких блоке
(В) имеют меньшие размеры (-10 нм) прежде всего из-за меньших размеров блоков и npocTpaf
ственных затруднений при их ассоциации в домены. Жесткая фаза многоблочных ТЭП отчаст
перемешана с эластичной. Механические свойства полиуретановых и полиэфирных ТЭП исклн
чительно высоки [1,8]. Многоблочные эластомеры близкой к этим ТЭП структуры, синтезир<
ванные на основе олигодиенди(поли)функциональных «жидких» каучуков отличаются пракл
чески полным фазовым разделением и, по этому параметру схожи с диенвинилароматическик/
ТЭП типа ДСТ [9]. Подобное ассоциативное взаимодействие проявляется у многих разнополя|
ных олигомеров. Так, олигомерный трёхблочник из ПДИ-ЗА и ксилилендиамина, имеющий цен
ральный гибкий диеновый блок и около 30% концевых полярных уретаноксиаминных блоко
характеризуется микрогетерогенностью с размером термолабильных доменов полярных бл*
ков 6-7 нм [10,11]. Считается, что «сомономеры ТЭП почти всегда разнородны и это приводит
микрофазовому разделению на уровне нанометрической шкалы длин. Следовательно, ТЭП пр
вильно называть наноматериалами (эти материалы появились задолго до того как термин
нано» вошел в моду)» [1].
К ЭН относятся продукты гетерогенной вулканизации каучуков солями непредельных кисле
олигоэфиракрилатами, смолами, вулканизаты эластомеров с функциональными группами - ка
боксильными, галоидными, аминными и др., сшитые по этим группам. В этих случаях полярное
узлов сетки, равномерно распределённых в неполярной матрице, определяет гетероструктуру С
и высокие показатели композитов. Рассматривалась и гетерогенность классических серных ву
канизатов[12].
Наиболее характерны из этих ЭН высокопрочные пероксидные вулканизаты различных, пре.
де всего диеновых, каучуков, получаемые в присутствии солей метакрилатов [12] и олигоэфирг
рилатов [13,14]. В первом случае метакриловыесоли, полимеризуясь в среде каучука, образу
отдельную наноразмерную жесткую фазу полисоли (15-30 нм), прививающуюся к эластомерн
матрице. Структура солевых вулканизатов уподобляется структуре ТЭП - частицы полисоли, ка!
жесткие домены ТЭП, являются одновременно полифункциональными узлами сетки и частица
усиливающего наполнителя [12]. Полимер-олигомерные каучук-олигоэфиракрилатные компо:
ции в зависимости от исходного состояния системы (раствор, эмульсия) и количества введение
олигомера при перексидной вулканизации превращаются в гетерогенные структуры с жестк
дискретной фазой, различающейся размерами и распределением по размерам в пределах дес.
ков-сотен нанометров [13].
К «новым» ЭН обычно относят композиты эластомеров с глинами и ММТ, наноуглеродны
наполнителями (трубки, волокна, пластинки), фуллереном, графеном, наноорганическими и Hai
неорганическими соединениями.
В последние десятилетия большой объем исследований выполнен в области композитов
слоистыми силикатами, в частности с ММТ. ММТ используют обычно в модифицированн
виде, когда его монопластинки раздвинуты с помощью аммониевых солей с громоздкими ор
ническими радикалами. Цель модификации - облегчение доступа в межплоскостное простр
ство макромолекул эластомеров. С ММТ синтезированы микрокомпозиты, интеркалировань
и эксфолированные композиты. Эксфолированные ЭН, полученные по растворной или лате
ной технологии, содержащие разделённые монопластинки ММТ, обладают лучшими свойстве
чем микрокомпозиты и интернированные ЭН. ЭН с ММТ имеют высокие барьерные характе
стики благодаря их пластинчатой структуре и хорошую огнестойкость, обусловленную химич
ким составом ММТ [2,3,15,16].
^$5~
I
§
I
!
I
/Г* Согласно принятой в резиновой промышленности классификации ММТ, как и каолин, следует,
вероятно, отнести к полуусиливающим наполнителям.
ЭН с наноуглеродными наполнителями (трубки, волокна, пластины, наноалмаэы) при
определённых условиях их введения (латекс, раствор) могут по физико-механическим свойствам в
вулканизованном состоянии приближаться к свойствам сажевых вулканизатов, но не превосходить
их. На один-два порядка более высокая стоимость наноуглеродов разных типов, чем углеродных
саж делает их освоение в производстве резиновых изделий реальным только в случае выявления
уникальных свойств этих ЭН.
ЭН, получаемые с использованием ММТ и наноуглеродных дисперсных материалов,
достигают оптимальных механических свойств при более низком уровне наполнения, чем
традиционные вулканизаты. Они имеют меньшую плотность, чем сажевые, что важно для эласто-
мерных изделий, применяемых в транспортных средствах (автомобили, воздушные и морские
суда) [2,3,15-20].
Оригинальным приёмом улучшения совместимости углеродных нанотрубок, фуллеренов и
графена с полярными эластомерами является их функционализация путём, например, обработки
сильными кислотами. При этом становится возможным химическое взаимодействие наноуглеро-
да с полярными олигомерами, например с изоцианатными форполимерами [21,22].
Дигидрокси- или диаминофункционализация полиэдральных олигомерных силсесквиоксанов
(ПОСС) позволяет использовать их для синтеза органо-неорганических нанокомпозитов на основе
эпокси- и изоцианатсодержащихолигомеров [23].
В последнее время в литературе появилась информация о том, что в Японии получены
высокотермостойкие ЭН (до 1000°С) из нанотрубок, без эластомерной матрицы [24].
Монодисперсные латексы жесткоцепных полимеров (сополимеров стирола и дивинилбензола)
с размером частиц ~50 нм выполняют функцию активного наполнителя при совмещении их с
латексами БСК, БНК и НК, совместной коагуляции смеси, сушки, приготовления резиновых
смесей и их вулканизации. Оптимальное количество жесткоцепного полимера, вводимого через
латекс в СКС, составляет, подобно техуглероду, 30-40%, а оптимальное содержание дивинилбензола
в нём-20-30% [25].
Механическое измельчение неактивных наполнителей (мел, шунгит) до наноразмеров
переводит их в разряд полуактивных и активных. Так, наношунгит при введении его в некристаллизу-
ющийся бутадиенстирольный каучук усиливает резины на его основе до уровня малоактивного
техуглерода. При этом затрачивается слишком много энергии на измельчение, а получаемые
нанопорошки имеют тенденцию к агломерации. В то же время наномел, полученный
осаждением в присутствии ПАВ, достаточно устойчив при хранении, особенно в форме маточных смесей
[26,27].
В связи с открытием графена широко ведутся работы по его изучению как нанонаполнителя
полимеров. Установлено [28], что графен, как наполнитель, объединяет преимущества слоистых
силикатов (барьерные свойства и жесткость ЭН) и углеродных нанотрубок (электро- и
теплопроводность ЭН). Особо следует выделить повышение модуля ЭН на основе НК, БСК, ТПУ и ПДМС. При
введении 1-2 об. ч. графена модуль увеличивается в 2-10 раз [28].
Предложено все «старые» и «новые» ЭН подразделять по структурному принципу на две
группы: истинно наполненные специально вводимыми дисперсными нанопорошками (все
«новые» и саженаполненные «старые» ЭН) и внутренне самоусиливающиеся на стадиях синтеза,
деформирования (охлаждения) или вулканизации ЭН-ТЭПы, кристаллизующиеся каучуки и
резины, солевые и олигоэфиракрилатные вулканизаты. Этот общий объединяющий принцип
следует, вероятно, использовать при анализе структуры и свойств всех, вновь создаваемых
ЭН [29].
Таким образом, по многим свойствам «новые» ЭН ещё уступают «старым». В то же время
потенциальные возможности нанонаполнителей раскрыты пока не полностью. Мало
использован опыт создания и применения нанокомпозитов из жесткоцепных полимеров - полиамидов,
полиолефинов, полиэтилентерефталата применительно к ЭН.
696
-**&--
Перспективными являются работы по изготовлению маточных смесей интернированной и
эксфолированной структур по латексной или растворной технологии непосредственно в процессе
синтеза и (или) выделения эмульсионных и растворных каучуков. Это существенно упростит
дальнейшее создание ЭН оптимальной структуры.
Многообещающим представляется модифицирование ММТ реакционноспособными олигомера-
ми, а также функционализация ММТ и различных наноуглеродных наполнителей с целью улучшения
их совместимости и обеспечения химического взаимодействия с эластомерной матрицей. Для
придания ЭН заранее заданных свойств целесообразно использовать смеси нанонаполнителей
различной природы и структуры, а также расширить каучуковую базу ЭН за счет применения дорогих,
сопоставимых по стоимости с нанонаполнителями эластомеров, в частности фтор- и кремнийсодер-
жащих. Детальное изучение свойств этих ЭН позволит, возможно, выявить их некоторые уникальные
свойства. По существу создание и исследование «новых» ЭН только начинается.
Список литературы
1. Каучук и резина. Наука и технология / Под ред. Дж. Марка, Б. Эрмана, Ф. Эйрича; Пер. с англ. под
ред. А.А. Берлина и Ю.Л. Морозова. - Долгопрудный: Изд. дом «Интеллект». - 2011. - 768 с.
2. Sengupta R, Chakraborty S, Bandyopadhyay S. A shot reiew on rubber/clay nanocomposites with emphasis
on mechanical properties // Polymer Engineering and Science. - V. 47. - № 11. - 2007. - P. 1956-1974.
3. Rubber Nanocomposites / Ed: by Sabu Thomas and Ranimol Stephen. - John Wiley and Son (Asia),
2009. - 896 p.
4. Трелоар Л. Физика упругости каучука. - М.: Иностранная литература. -1953. - 240 с.
5. Бухина М.Ф., Зорина Н.М, Морозов ЮЛ. Частично закристаллизованный эластомер как модель
нанокомпозита // Инженерно-физический журнал. - Т. 78. - № 5. -2005. - С. 19-23.
6. Морозов ИЛ Влияние структуры эластомерного нанокомпозита на его механические свойства.
Автореф. дисс. канд. техн. наук.- Пермь: Институт механики сплошных сред УрО РАН. - 2008.
7. Козлов Г.В, Буря А.И, Афашатова З.Х„ Микитаев А.К. Природа суперусиливающих частиц техуглерода
в эластомерных нанокомпозитах // Вопросы химии и химической технологии. - 2009 -No 1. - С. 59-62.
8. Термоэластопласты / Под ред. В.В. Моисеева. - М.: Химия, 1985. - 184 с.
9. Могилевич М.М, Туров Б.С, Морозов ЮЛ, Уставщиков Б.Ф. Жидкие углеводородные каучуки. - М.:
Химия, 1983.-200 с.
10. Прибылова Л.М, Альтер Ю.М, Морозов ЮЛ., Берлин АЛ Синтез и некоторые свойства олигоэфи-
руретандиаминов и олигодиенуретандиаминов // Высокомолекулярные соединения. А. - 1978. -Т. 20. -
С. 144-151.
11. Морозов ЮЛ, Моисеенко В.М, Занегин ВД Влияние химической природы полимеризационноспо-
собных олигомеров на их структуру // Высокомолекулярные соединения. Б. -1980. - Т. 22. - С. 707-711.
12. Донцов АА Процессы структурирования эластомеров. - М.: Химия, 1978. - 288 с.
13. Межиковский СМ. Физикохимия реакционноспособных олигомеров: Термодинамика, кинетика,
структура. - М.: Наука. 1998. - 233 с.
14. Межиковский СМ., Аринштейн А.Э., Дебердеев Р.Я. Олигомерное состояние вещества. - М.: Наука.
2005. - 252 с.
15. Туторский ИЛ Покидько Б.В. Эластомерные нанокомпозиты со слоистыми силикатами. Структура
слоистых силикатов. Строение и получение нанокомпозитов // Каучук и резина. - 2004. - № 5. - С. 23-36.
16. Туторский ИЛ Покидько Б.В. Эластомерные нанокомпозиты со слоистыми силикатами. Свойства
нанокомпазитов. // Каучук и резина. - 2004. - № 6. - С. 33-36.
17. Jian Yang, Ming Tian, Qing-Xiu Jia et ai. // Improved Mechanical and Functional Properties of Elastomer/
Graphite Nanocomposites Prepared by Latex Compounding. // Acta Materialia. - 2007. - V. 55. - P. 6372-6382.
18. Austin J.R., Kontopouiou M. Effect of Organoclay Content on the Rheology, Morphology and Physical
Properties of Polyolefine Elastomers and Their Blend with Polypropylene. // Polymer Engineering and Science
- 2006. - V. 46. - № 11. - P. 1491-1501.
19. Perez LD, Zuiuaga МЛ Kya Theiu, Mark J.E. Preparation, Characterization, and Physical Properties of
Multiwall Carbon Nanotube // Elastomer Composites. Polymer Engineering and Science. - 2009. - V. 49
- № 5. - P. 866-874.
i
Si
I
§
yf* 20. Карбушев В.В. Реологические и механические свойства полимеров, наполненных наноразмернымк
частицами алмазов детонационного синтеза. Автореф. канд. дисс. М.: Институт нефтехимического
синтеза им. А.В. Топчиева РАН. - 2010.
21. Автомян Е.Г, Бадамшина Э.Р, Эстрин Я.И. Зачем полимерам фуллерены?// Природа. -2008. - № 10.
-С. 16-22.
22. Richardson Тага Beth. Nanoreinforced shape memory polyurethanes. Doctor Degree. Auburn University.
(www.etd.auburn.edu/etd/bitstream/handle)
23. Gnanasekaran D., Madhavan K. and Reddy B.S.R. Developments of polyhedral oligomeric silsesquioxanes
(POSS), POSS nanocomposites and their applications: A review // Journal of Scientific and Industrial Research.
- 2009. - V. 68. - P. 437-464.
24. Ming Xu, Don N. Futaba, Takeo Yamada, Motoo Yumara, Kenji Hata Carbon Nanotubes with Temperature-
Invariant Viscoelasticity from -196 to 1000 Science. - 2010. - V. 330. - № 6009. - P. 1364-1368.
25. Ming Lu, Jianjun Zhou, Liansheng Wang, Wei Zhao. Design and Preparation of Cross-Linked Polystyrene
Nanoparticles for Elastomer Reinforcement // Journal of Nanomaterials. - V. 2010. - Article ID 392914. - 8 p.
(Hindawi Publishing Corp.)
26. Chakravarty S.N., Chakravarty A. Reinforcement of Rubber Compounds with Nano-Filler // Kautschuk-
Gummi Kunststoffe. - Nov. 2007. - P. 619-622.
27. Яновский Ю.Г., Гамлицкий Ю.А. Эластомерные композиты: теория, практика, прогресс.
www.newchemistry.ru/printletter.php 2010/.
28. Kim H, Abdala AA, Macosko C.W. Graphene/Polymer Nanocomposites // Macromolecuies. - 2010. - V. 43.
-№16.-P. 6515-6530.
29. Морозов ЮЛ., Резниченко СВ. Эластомерные нанокомпозиты / Тез. докл. Всеросс.
школы-конференции ИСПМ РАН для молодых ученых «Макромолекулярные нанообъекты и полимерные
нанокомпозиты». - 24-29 окт. 2010. - Моск. обл. Пансионат «Союз».- С. 37.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Агенты
антиреверсионные 523
вулканизующие - см. Вулканизующие агенты
отверждающие 348, 352, 377, 379, 409
Адгезия 291, 381, 384, 411,416
Азо-бис-изобутиронитрил 621
Азодикарбонамид 620
Азоформамид 620
Акрилатные каучуки 323 ел.
ассортимент 325
диссипативные характеристики 332
марки 325-328
морозостойкие 339
получение 324 ел.
применение 333
работоспособность 330
свойства 329-331
стандартные 330
Активаторы вулканизации 181, 292, 364, 518
Акцепторы свободных радикалов 48
№Алкил-1\Г-фенил-л-фенилендиамин 580
Альдегиды 238, 374
Альнафт 599
Альтернантные каучуки 411 ел.
Алюмосиликаты 550
Амины 238
вторичные ароматические 597
Ангидриды 238, 520
Антилюксы 584, 585, 588-592
Антиозонанты для резин 571, 577, 578, 583
на основе каучука
натурального 574, 579, 586
синтетических 579, 586, 590
физические 571, 592
химические 571
Антиоксиданты 123, 573, 577, 578, 583
для латексов 588
для радиационных вулканизатов 73
для резин
на основе каучуков
натурального 574-577, 586, 590
синтетических 574-578, 586, 590
шинных 574
Антипирены 600 ел.
азотсодержащие 604
галогенсодержащие 601
оксиды и гидроксиды металлов 603
фосфорсодержащие 605
Антирады 569, 597
амины ароматические 597
добавки электроноакцепторные 597
добавки с электродонорными свойствами 597
углеводороды ароматические 597
Армирующие материалы 671, 672
бортовая проволока 677
короткие волокна 673
ткани 668
шинный корд 677
Асбест 552
Ацеталь циклический 586
Аэросил 364
гидрофильный 545, 546
гидрофобный 545, 546
применение в резинах 546
характеристики 546
Байпрены 278, 279
Барит 556
Бензолсульфонилгидразид 620
Бентонит 551, 640
Бесфункциональные жидкие каучуки 403
Бикарбонат натрия 618
5ис-(пентаметилентиурам)тетрасульфид 639
5ис-(салицилальиминато)медь(П) 666
Бисфенол АФ 662
Бифургин 661
Бланкет-крепы 104
Блоксополимеры
гидрированные 435
полиолефиновые 447
стиролбутадиенстирольные 427, 432
стиролизопренстирольные 433
стиролэтиленбутиленстирольные 424, 435
стиролэтиленпропиленстирольные 424
Бромбутилкаучук 211, 218, 219
Бромид тетрабутиламмония 664
Бутадиен-а-метилстирольные каучуки 156 ел.
атиоксиданты 157, 159
вулканизация 181
вязкость 157
инициаторы для синтеза 162
классификация 157
марки 160
наполнители-пластификаторы 159
получение 156
регуляторы молекулярной массы 162
строение 157
температура полимеризации 159
усилители 180
Бутадиеннитрильные каучуки 186 ел.
альтернантные 190
гидрированные 206 - см. также Гидрированные
бутадиеннитрильные каучуки
жесткие 188
жидкие 189, 204
зарубежных производителей 199-206
!
i
1
I
I
г
I
Щ
i
i
!
I
I
изопреннитрильные 189
карбоксилированные 205
марки 188 ел., 193
модифицированные 188
совмещением с фенольными смолами 189
сополимером винилхпорида и винилацетата 189
карбоксилированные 188, 205
перекодированные 188
поперечносшитые 189
смешанные с поливинилхлоридом 189
эпоксидированные 188
мягкие 188
наполненные 189, 196, 204
пипериленнитрильные 189
микроструктура 186
молекулярно-массовое распределение 186
переработка 190
получение 188, 190 ел.
применение 209
свойства 186 ел., 210
технологические 190 ел.
физические 197 ел.
химические 198, 207 ел.
экологические 210
стабильность при термической обработке 208
степень набухания в различных средах 198
строение 186
типы 188
транспортирование 209
хранение 209
Бутадиеновые каучуки 131 ел. - см. также Полибу-
тадиены
безопасность применения 156
«кобальтовые» 137
«литиевые» 133
марки 138, 140, 141, 149-155
маслонаполненные 137
молекулярные характеристики 134
«неодимовые» 147
нестереорегулярные 141
переработка 137
получение на каталитических системах 132 ел.
применение 149
промышленные 136
технические требования 139
характеристика 136
свойства
технологические 137 ел.
физические 137,141 ел.
химические 142,147 ел.
стереорегулярные 136, 139, 147
применение 143, 149-155
характеристика кристаллизуемости 141
структура 131 ел. - см. также Полибутадиены
транспортирование 156
характеристика 132,149
хранение 156
Бутадиенстирольные каучуки 156 ел.
антиоксиданты 157
вулканизация 181
высокотемпературной полимеризации 164
вязкость 157
классификация 157
марки 159 ел.
масла-наполнители 176
молекулярно-массовое распределение 184
наполнители-пластификаторы 159
низкотемпературной полимеризации 165-167,
179
переработка 179 ел.
получение 156,160 ел.
приготовление резиновых смесей 179
применение 185 ел.
свойства 157 ел.
технологические 179 ел.
физические 183 ел.
химические 184 ел.
строение 157
транспортирование 186
усилители 180
хранение 186
1\1-Бутил-4,4-бис(грег-бутилперокси)валериат 492
1\1-7рег-Бутил-2-бензтиазолилсульфенамид 505
1\1-фег-Бутилди(2-бензтиазолил)сульфенимид 507
Бутилкаучук210сл.
марки 211, 219
получение 212 ел.
применение 222 ел.
свойства
технологические 216 ел.
физические 219 ел.
химические 221
строение 210
товарный
рецептуростроение 217, 219
состав 212, 217
В
Винилпиридиновые каучуки 387 ел.
вулканизация 387
получение 387
применение 388
свойства 387
Волластонит 553
Волокна
кордные
отходы производства 675
свойства 689
химическое строение 688
короткие
натуральные (природные) 673, 674
металлические 675
хлопковые 674
целлюлозные 674
химические 673,675
арамидные 675
вискозные 675
полиэфирные 675
углеродные 675
Воск
защитный 592-596
карнаубский 666
Восстанавливаемость
каучуков 95
резин 16
Вспенивание полимерных материалов 618
Вулканизаты
на основе
жидких тиоколов 384
каучуков
акрилатных 329, 332, 333, 394, 457
альтернантных 412
бутадиеновых 137, 139,141, 142, 144, 146
бутадиеннитрильных 192-194, 197, 198,
268, 361, 362, 400-403
бутадиенстирольных и бутадиен-а-метил-
стирольных 180-182 -
бутилкаучуков 220, 268
винилпиридиновых 388
галогенированных 218
гидрированных 400
изопреновых 125-127, 129
карбоксилсодержащих 362
натурального 105, 268, 366
перфторкаучуков 314, 322
пропиленоксидных 365, 366
силоксановых 336, 337
стандартных 139
уретановых 346
фторкаучуков 311
эпихлоргидриновых 392-394
зтиленпропиленовых 228, 233-235, 236,
237, 241, 242
хлоропреновых 268, 276
хлорсульфированного полиэтилена 288
зтиленпропиленовых 427
смесей каучуков 145,146
гранс-полипентенамеров 416, 417
дос-1,4-полибутадиена 144
цис-1,4-полиизопрена 130
цис-полипентенамеров 419
термопластичные динамической вулканизации
449 ел.
на основе
акрилатного каучука 457
бутилкаучука с полипропиленом 454
натурального каучука и полиолефинов 454
неполярных каучуков с неполярными
термопластами 451
неполярных каучуков с полярными
термопластами 457
полярных каучуков и полярных
термопластов 454
полярных каучуков с неполярными
термопластами 456
силоксановых каучуков 457
этиленпропилендиеновых каучуков и
полипропилена 451, 453
области применения 431
основные классы 451
получение 450
свойства 450
Вулканизация
каучуков 40, 218, 341
оксидами металлов 292, 377
пероксидная 38, 39, 56, 57, 181, 231, 270,
292, 298, 341, 387
радиационная 66 ел., 523 ел.
серная 181, 232, 270, 341
смоляная 232, 379, 487 ел.
химическая 36 ел., 42 ел., 67 ел.
латексных смесей 113
резиновых изделий 66 ел.- см. Изделия резино
вые, вулканизация
смесей каучуков 42,43
Вулканизующие агенты 232, 310, 342, 346, 481 ел
для латексных композиций 636
оксиды металлов 489, 637
селен 486
сера 636
смолы 637
теллур 485
тиурамполисульфиды 637
л-хинондиоксим 489
для радиационной вулканизации 523 ел.
для резиновых смесей 2-18
для фторкаучуков 660
аминные 660-664
диольные (бисфенольные) 661
пероксидные 490 ел., 664, 665
специальные 665, 666
дозирование 51
Вулканизующие системы 481 ел.
агенты вулканизующие 481
активаторы вулканизации 518-520
замедлители подвулканизации 520 ел.
специальные реагенты 523
ускорители вулканизации 496 ел., 516 ел.
Вулкафтор Ф 662
Выносливость резин 30
Г
Газойль
каталитического крекинга 532
коксования 532
термического крекинга 532
Галобутилкаучуки 210 ел.
адгезионные свойства 221
I
I
§
I
I
У^ бромбутилкаучук 211
марки 211, 219
получение 212 ел., 214
применение 222 ел.
рецептуростроение 217, 219
свойства
технологические 216 ел.
физические 219 ел.
химические 222 ел.
состав 218
строение 211
хлорбутилкаучук 211, 216, 218-222
Галогенирование
в дисперсии 21
в растворе 215
Галогены 238
Гексабромбензол 601
Гексабромциклододекан 602
Гексаметилентетрамин 607
Гексаметоксиметилмеламин 608
Гексахлор-л-ксилол 613
Герметики на основе
жидких тиоколов
стойкость в различных средах 385
стойкость к озону 386
наполнители 380, 381
теплофизические свойства 377, 386
полисульфидных олигомеров 376
полисульфидных каучуков 368
Гидрины 393
Гидрированные бутадиеннитрильные каучуки 398 ел.
ассортимент 399
высоконасыщенные 400
вулканизация 400
переработка 402
применение 402
частично ненасыщенные 401
2-(2'-Гидрокси-5-метилфенил)бензтриазол 592
2-Гидрокси-4-октоксибензофенон 592
Гидроксиды 238
кальция 555
металлов 603, 604, 641
Гидроксил(амино)содержащий удлинитель
цепи 347
Гидропероксиды
диизопропилбензола 162
л-ментана 162
пинена 162
Гидрохинон 661
Гистерезис 16
Гомополимер эпихлоргидрина 392
Гранулирование каучуков 50
Гуанидины 496
Декабромдифенилоксид 601
Денка-хлоропрены 280
Деформация резины 14
высокоэластическая 14
знакопеременная 27
при растяжении
двухосном 21
одноосном 17, 18
при сдвиге 24
упругая 14
Ди(2-этилгексил)азелат 557
Ди(2-этилгексил)себацинат 557
Ди(2-этилгексил)фталат 557
Диазоаминобензол 621
Диак 660, 661
Диамид азодикарбоновой кислоты 620
Диамилдитиокарбамат свинца 502
Диамины 349
ароматические вторичные 641
Диатомит 551
Дибензилдитиокарбамат цинка 499
Дибензтиазолилдисульфид 504
Дибутилдитиокарбамат
никеля 590
цинка 498, 637
Дибутилдитиофосфат цинка 517
Дибутилсебацинат 557, 558
№Д-Дибутилтиомочевина 510
Дибутилфталат 557
Дибутоксиэтиладипинат 561, 562
Диизобутилдитиокарбамат цинка 500
Диизопропилксантат цинка 516
Диизопропилксантогендисульфид 517
Диизоцинаты 347, 350
блокированные 606
Диметиламмонийизофталат гидрированный 516
М,М'-0ис(1,4-Диметиламин)-л-фенилендиамин
579
1\1-(1,3-Диметилбутил)-М'-фенил-л-фенилендиа-
мин 578, 579
2,5-Диметил-2,5-ди(грег-бутилперокси)гексан-3
493
1\1,1\Г-Диметил-1\1,1\Г-дифенилтиурамдисульфид513
Диметилдитиокарбамат
диметиламина 638
меди 501
свинца 502
селена 486, 502
цинка 500,638
Диметилсилоксановый каучук 335
№,1\Г-Динитрозопентаметилентетрамин 620
1\1,1\Г-Ди(Р-нафтил)-л-фенилендиамин 583
Диоксид
марганца 377
свинца 489
титана 555, 641
Диоксидифенилсульфон 663
Диоктилсебацинат 558
Диоктилфталат 557
ИД-Ди-ортотолилгуанидин 496
Дипентаметилентиурамтетрасульфид 485, 514
МД-Дитиодиморфолин 483
Дитиокарбаматы 497
1,1-Ди(грег-бутилперокси)-3,5,5-триметилцикло-
гексан 492
1,3-Ди(грег-6утилпероксиизопропил)6ензол 492
1,4- Ди(г,рег-бутилпероксиизопропил)бензол 492
2,5-Ди(грег-бутилперокси)-2,5-диметилгексан
491
Дифенил-2-этилгексилфосфат 557
Дифениламин октилированный 573
N.N'-Дифенилгуанидин 496, 639
Дифенилтиокарбамид 639
N.N'-Дифенилтиомочевина 510
М,1\Г-Дифенил-л-фенилендиамин 582
№,1\Г-Дициклогексил-2-бензтиазолилсульфен-
амид 507
Диэтилдитиокарбамат
кадмия 501
селена 487
цинка 498, 638
теллура 486
Диэтиленгликоль 519
Диэтилтиомочевина 509
Длина молекулярных цепей 88
Добавки
адгезионные 381
для повышения огнестойкости
олигомерных композиций 601
резин на основе карбоцепных каучуков 601,
602, 603, 604
резин на основе силоксановых каучуков 601
для фторкаучуков 660, 666
к ракетному топливу 398
с электродонорными свойствами 597
специальные 600
технологические 401, 563
тиксотропные 383
хелатирующие 390
электроноакцепторные 597
Дрезинат 644
Желатинирование латекса натурального каучука
112
Жесткость резины 25
Жидкие тиоколы 368 ел. - см. Полисульфидные
олигомеры
Жидкие углеводородные каучуки 403 ел. - см.
Углеводородные жидкие каучуки
Загустители 645
Замедлители 383
горения полимерных материалов 605
подвулканизации 520
I
И ^
Изгиб резины 25
Изделия резиновые
вулканизация 66
радиационная 72
с использованием кобальтовых установок 73
с использованием ускорителей электронов 73
химическая 67
в автоклавах 69
выбор режима 68
способы 69
формовая 70
изготовление заготовок 66
модели оптимального проектирования 32 ел.
принципы конструирования 31
Изопреннитрильные каучуки 189
Изопреновые каучуки - см. Натуральный каучук и
Синтетические изопреновые каучуки
1\1-Изопропил-1\Г-фенил-л-фенилендиамин 577,
578
Ингибиторы полимеризации 123, 324, 357
Ингредиенты
латексных композиций 634 ел.
резиновых смесей 481 ел.
Индекс
рефракции 565
сшивания 37
Инициаторы 162, 261, 287, 303, 324, 357
Интерцепт рефракции 565
К
Казеинат аммония 646
Каландрование резиновых смесей 60, 391
Каландры 60
Кальция карбонаты 544
Каолин 550, 640
Капролактамдисульфид 517
Карбоксилирование 205
Карбоксилсодержащие каучуки 357 ел.
вулканизация 359-361
марки 358-360
получение 357, 358
применение 362
свойства
технологические 360
физические 359-362
химические 358
Карбонат
аммония 618
натрия 619
цинка 518
Карбоцепные фторкаучуки 294, 298
Каталин 645
Каталитические системы 132,134
Каучуки 34 ел.
изопреновые 98 ел., 119 ел.
изопреновые синтетические-см. Синтетические
изопреновые каучуки
t
I
/г~ карбоксилсодержащие - см. Карбоксилсадвржа-
щивкаучуки
классификация 87, 98
натуральные 98 ел.- см. Натуральные каучуки
непластицирующиеся 95
общего назначения 34
пептизированные 107
пластикация 48
пластицирующиеся 95
подготовка 47
порошковые 107, 111
свойства 87 ел., 90 ел., 94 ел.
сополимерные 87
двойные 87,135,156, 210, 223, 226,276,300,
303, 305, 323, 389
тройные 188, 223, 226, 230, 231, 302, 303,
308,320, 389, 392
специального назначения 35
строение 87 ел.
Кетоны 238, 374
Кивирол ПА 613
Кислоты 238, 374, 408, 518, 519, 520
Клей костный 646
Коагулянты 168-174
Когезионная прочность 227
Комплекс железо-трилоновый 162
Композиты многослойные резинокордные 25
Композиции
высокостирольные на основе бутадиенстироль-
ныхкаучуков 175
для обуви на основе стиролбутадиенстирольно-
го эластомера 438
каучуков с олигозфиракрилатами 652
латексные - см. Латексные композиции 635
на основе низкотемпературных бутадиенсти-
рольных каучуков 164,171,172,
уретановые на основе олигодиендиола 410
уретановые литьевые
псевдофорполимерные 353 - см. Псевдофор-
лолимеры
одностадийные 347
форполимерные 348 - см. Форполимеры
эластомерные 34 ел.
Композиционные материалы на основе
полисульфидных олигомеров 376
Компо-крепы 103
Корд
анидный 688, 692
арамидный 689, 692
вискозный 688, 692
из найлона (капроновый) 688, 690, 692
из полиэтилентерефталата 690
поликетоновый 690
полиэфирный 689, 692
текстильный
обрезинивание 691
строение волокон и нитей 685
шинный 677, 685
области применения 689
основные типы 689
технология обработки 692
Коэффициент
Пуассона 18
трения 28
формы при сжатии резины 22
Красители 622 - см. также Пигменты
для медицинских изделий и изделий,
контактирующих с пищевыми продуктами 623
для резин 622
органические 622, 624
Кремнекислота коллоидная 545
Кремнийорганические каучуки 334 ел. - см. Силок-
сановые каучуки
Крепы
белые тонкие 103
гладкие из скребков 104
плантационные коричневые 103
светлые 103
тонкие коричневые (перевальцованные) 104
Кристаллизация каучуков 94
Кручение резины 25
Л
Лак
бордо СК 630
красный ЖБ 631
оранжевый 629
рубиновый СК 630
ярко-розовый 629
Латексные композиции 634 ел.
агенты желатинирования 647
антисептики 648
ингредиенты 635
коагулянты 647
наполнители 640- см. также Наполнители для
латексных композиций
пеногасители 648
пластификаторы 641
поверхностно-активные вещества 643
противостарители 641
фенольные 641, 642
регуляторы вязкости - загустители 645
регуляторы рН 646
термосенсибилизаторы 647
ускорители вулканизации 637
Латексные концентраты
натурального каучука 112
сливкоотделенные 112
центрифугированные 112
Латексы 163,185, 357, 388, 457 ел., 634
для пропитки шинного корда 478, 480
высокой адгезионной способности 478
рецептура пропиточных составов 479
искусственные
получение 475
свойства 476
натурального каучука 112
желатинирование 112
синерезис 113
натуральные
переработка 463
общего назначения
высокоаммиачные 460
концентрированные
сливкоотделением 460
упариванием 460
центрофугированием 460
низкоаммиачные 460
свойства 461
специального назначения 462
двойного центрифугирования 462
предвулканизованные 462
свойства 462
синтетические 464
акрилатные 473, 474
винилпиридиновые 472, 473
на основе фторсодержащих полимеров 474,
475
хлоропреновые 263, 470, 471
бутадиеннитрильные 469
бутадиеновые карбоксилсодержащие 468
бутадиенстирольные 465, 468
с низким содержанием связанного стирола
465, 466, 468
щелочные карбоксилсодержащих каучуков 357
вязкость 458
механическая устойчивость 458
поверхностное натяжение 458
рН458
свойства 459
содержание
коагулюма 459
некаучуковых веществ 457
остаточных мономеров 458
сухого вещества и полимера в латексе 457
степень насыщенности 458
способы изготовления изделий 459
транспортирование 459
хранение 459
Лейканол 161
Литопон 556
М
Магнезия жженая 489, 553, 554
Марка-Хувинка уравнение 187
Масла 239
ароматические 565, 566, 568
нефтяные технологические 563
анилиновая точка 564
вязкостно-весовая константа 565
вязкость 564
индекс рефракции 565
интерцепт рефракции 565
классификация 564
маркированные традиционные 567
нафтенового типа 566
немаркированные новые 567
области применения 565
парафинового типа 565, 566
плотность 564
состав 563, 565
температура
вспышки 565
застывания 565
стеклования 565
строение 563
цвет 565
Масла-наполнители
ароматические 176, 178
нафтеновые 176, 178
парафиновые 176, 178
фторированные 667
характеристики 176-178
Мел 640
природный 544
химически осажденный 544
2-Меркаптобензимидазол 584
2-Меркаптобензтиазол 503
Металлокорд
адгезионные характеристики 681
ассортимент 681
высокопрочный 678
геометрические свойства 679
компактный 679
механические свойства 680
обрезинивание 685
с повышенным удлинением 678
строение 677
технические свойства 679
технологические свойства 680
формирование связи металлокорд - резина 682
4-Метил-2,6-ди-трет-бутилфенол 587
4(5)-Метил-2-меркаптобензимидазол584
Метилен-бис-о-хлоранилин 348
2,2'-Метилен-бис(4-метил-6-7рег-бутилфенол)
589
Микроструктура каучука 87
Модификатор М-Ретайр 616
Модификаторы 263, 297, 358, 382, 605
азотсодержащие 606
на основе солей кобальта 615
Модуль
динамический резины 26, 142
сдвига резины 18, 25
сжатия резины 18
упругости резины 18, 20, 21
Молекулярная масса 88
X
с
с
45-5464
705
mw i¥iujii/njrJiipnu~'mouuuuuu pauiipu^UJiunriu w.
I U-r, £-*t*t
2
s
«
01
э-
o
03
о
■s
о
3
■a
а
Моноамин ароматический вторичный 641
Моноволокно 685
Морозостойкость 16,135,143, 223, 229, 264, 307,
312, 319, 333, 388, 340, 341, 348, 364, 365, 388,
392, 393, 394, 402, 412, 416
Муни-Ривлина потенциал 20
Мягчители 365, 563 - см. также Масла
Нагружение резины
гармоническое 26
негармоническое 28
несимметричное циклическое 27
Наириты 274-276
Нанокомпозитные материалы 448, 694
Наполнители 46, 526
алюмосиликатные 381, 513, 552
волокнистые 673
для латексных композиций 640
бентонит 640
гидроксид алюминия 641
диоксид титана 641
каолин 640
латексы бутадиенстирольные 641
мел, техуглерод 640, 641
для резиновых смесей 159, 171-176, 178, 207,
233, 293, 364
для получения белых или окрашенных изделий
180
светлые 180, 339, 364, 544
полуусиливающие 550
кальция карбонаты 544
кремнекислотные 545
осажденные 547
оксиды металлов 553
силикаты 550
сульфаты 556
технический углерод 526 ел. - см. также
Техуглерод
Напряжение резины
при одноосном нагружении 17
при одноосном растяжении 20, 21
при сдвиге 24
Натрийбутадиеновый каучук 131
.Натуральный каучук 47, 78 ел., 148 - см. также
Изопреновые каучуки
и степень депротеинизации 99
классификация 100
листовой 102-104 - см. также Крепы
национальные стандарты 115-118
марки 100
нормативная документация 118
получение 110-114
потребление 113
применение 111
специальные 107-109
|СЛПП~11>1>|\г| ии1/ЦГ14^пцг|риоаппо|\> iuu, IUI
характеристика кристаплизуемости 141
Неопрены 276, 277
Нефть и нефтепродукты 239
Нити корда 685, 687 - см. также Армирующие
материалы
N-Нитрозодифениламин 521
Нитрозокаучуки 297
Нитропарафины 374
Обкладка ткани резиновой смесью 63
Образования структурные
надмолекулярные 89
супрамолекулярные 89
4,4'-Оксидибензолсульфонилгидразид 621
1\1-Оксидиэтилен-2-бензтиазолилсульфенамид506
1\1-Оксидиэтилентиокарбамил-1\1-оксидиэтиленсуль-
фенамид 508
Оксиды
кальция 554
металлов 489, 518, 522, 553, 556, 603, 637
Октабромдифенилоксид 602
Октадецил-3-(3,5-ди-грег-бутил-4-гидроксифе-
нил)-пропионат 590
Октадециламин 666
Октоат цинка 519
Олеат
калия 644
триэтаноламина 644
Олигодиены бифункциональные 408, 409
Олигодиолы 347, 355
Олигокарбонат(мет)акрилаты 657
Олигокарбонатуретан(мет)акрилаты 658
Олигомалеинаты 658
Олигомеры 373, 403 ел.
реакционноспособные 651
Олигоуретан(мет)акрилаты 658
Олигофумараты 658
Олигоэфиракрилаты 650 ел.
Параметр гибкости 88
Парафинат калия 644
Пасты
герметизирующие 386
отверждающиеся 381
Пентабромдифенилоксид 602
Пентаэритрилтетракис[3(3,5-ди-7рег-бутил-4-гид-
роксифенил)пропионат] 591
3,3,5,7,7-Пентаметил-1,2,4-триоксетан 493
Пентаметилендитиокарбамат цинка 638
Переработка каучуков 46 ел.
Пероксиды 231
2,4-дихлорбензоила 494
4-метилбензоила 494
бензоила 493
706
--~*$yfa*.-
для вулканизации
алкильные 491
ацильные 493
дозировка 494, 495
кинетика распада 495
органические 490
температуры для переработки 494, 495
кумила 491
Перфторкаучуки 300 ел.
компании
Greene, Tweed&Co., Chemraz 317, 318
Parker, Parofluor ULTRA FF200-75 319
DuPont performance Elastomers 314
International Seal-FNGP 316
Precision Polymer Engineering Ltd. 317
Simrit 317
Solvay Solexis 316
ФГУП«НИИСК»313
Пигменты - см. также Красители
диоксид титана 633
голубой фталоцианиновый 632
желтый прочный 23 624
зеленый 631, 632
золотисто-желтый прочный 626
красный 5С 628
железооксидный марки К 634
минеральные 633
неорганические 622
оранжевый Ж 627
розовый Ж 627
ультрамарин 634
Пипериленнитрильные каучуки 189
Пластикация каучуков 48,179
механическая 49
способы 49
термопластикация 49
ускорители 48
Пластификаторы 46, 159, 233, 293, 381, 557
влияние на свойства наполненных резиновых
смесей 560
временные 410
для латексных композиций 641
для резиновых смесей 218, 293
для фторкаучуков 667
морозостойкие 557
технические характеристики 560
Пластичность каучуков 95
Пленки из латекса 477
Пленкообразователи 410
Плотность каучука 89, 91
Поверхностно-активные вещества 635
для латексных композиций 643
ионогенные 643
неионогенные 643
Ползучесть резины 16
Полиалкенамеры 412
Полибутадиены
«неодимовые» 147
«титановые» 133, 139, 147
содержащие до 98% цис-звеньев 133
Поликонденсация 369
Полимеризация
газофазная 224
каталитическая 132, 210, 223
массовая 131
растворная 119, 213, 224, 403
суспензионная 212, 224
с раскрытием цикла 412
эмульсионная 160,186, 258, 303, 323, 330, 357,
387, 403
Полимеркаптаны 371
Полимеры
из сопряженных диенов 80
изотактические 87
каучукоподобные 334
синдиотактические 87
Полипентенамеры 412 - см. также Цис-полипенте-
намеры, Транс-полипентенамеры
получение 413
свойства 413
взаимодействие с газами и растворителями
413
параметры кристаллизации 414
средний барьер вращения 413
Полисульфидные каучуки 368 ел. - см. также Тио-
колы
Полисульфидные олигомеры
адгезионные добавки 381
вулканизация 376 ел.
окислением меркаптанных групп 377 - см.
Тиоколы жидкие
реакционно-способными соединениями 378
эпоксидными смолами 379
диизоцианатами 379
акрилатными группами 380
замедлители 383
усиливающие наполнители 380
модификаторы 382
пластификаторы 381
переработка 376
получение 369 ел.
применение 384 ел.
свойства 372 ел., 380
ускорители 383
Полиуретаны литьевые - см. Уретановые каучуки
микроячеистые 354
свойства 355
синтез 354
на основе форполимеров 350-352
применение 356
физико-механические свойства 41
Полихлоропрен - см. Хлоропреновые каучуки
45*
-<«£$%«»<-
7<
г
s
о.
a:
э-
o
I
У
>S
О
a
-Q
Полиэтилен 427
Полиэфирполитиолы 371
Порообразователи 78, 618 ел.
Порофоры 619
Предел усталости резины 30
Проволока бортовая 677
бронзированная 684
латунированная 684
Промазка ткани резиновой смесью 63
Промотор
адгезии резин
к металлокорду 609
к текстильному корду 606, 609
к латунированному и оцинкованному
металлокорду 615
взаимодействия каучука с наполнителями 616
Пропиленоксидные каучуки 363 ел.
вулканизация 364
активаторы 364
мягчители 365
наполнители 364
ускорители 364
применение 367
свойства 367
технологические 364
физические 363
химические 366
Противостарители для резин 293, 365, 570 - см.
также Антиоксиданты
Противоутомители для резин 570
белых, цветных и прозрачных 589
на основе натурального каучука 574, 575
на основе синтетических каучуков 574, 575
промышленного назначения 573, 577, 578, 582,
583
шинных 574
Прочность
каучуков когезионная 95
резины при растяжении 28
Псевдофорполимерные композиции 353
Псевдофорполимеры
изоцианатные 353, 354
принцип построения 353
Разрушение резины усталостное 30
Распределение по типам функциональности 408
Растворы солей водные 238
Растяжение резины
двухосное 21
одноосное 21
при однородном двумерном нагружении 19
при простом одноосном нагружении 19
трехосное 22
Регуляторы молекулярной массы 162, 261, 262,
303, 324, 330
Резиновые смеси 34 ел.
дозирование компонентов 51
на основе каучуков
бутадиеннитрильных 196, 401, 402
гидрированных 400, 401
карбоксилсодержащих 360, 361
натуральных 105, 106
бутадиенпропиленовых 411
бутадиенстирольных и бутадиен-а-метилсти-
рольного 179
бутилкаучуков 217, 218
перфторкаучуков 322
пропиленоксидных 364-366
уретановых 344-346
фторкаучуков 321-322
хлоропреновых 272
этиленпропиленовых 228, 230,231, 235
на основе хлорсульфированного полиэтилена
293
охлаждение и очистка 59
подготовка каучуков 47
приготовление 46 ел., 179, 216
смешение 46, 52
формование 60
Резины
динамические характеристики 26
защита от старения 570
наполненные и ненаполненные 46
с повышенной огнестойкостью 233, 357
свойства 15, 565
механические в статических условиях 17 ел.
прочностные 28 ел.
релаксационные 15 ел.
технические 96
теплостойкие 181
термопластичные 449
Резины на основе
каучуков
акрилатных 329
бутилкаучуков 216
бутадиеннитрильных с ПВХ 455
бутадиеновых 142, 143
бутадиенстирольных и бутадиен-а-метилсти-
рольных 427
винилпиридиновых 388
галобутилкаучуков 217
карбоксилсодержащих 362
натурального 427
общего назначения 34, 96
специального назначения 97
перфторкаучуков 315-318, 321
пропиленоксидных 364-366
силоксановых 336, 339, 427
уретановых 344-345
фторкаучуков 297, 299, 305, 307, 308, 310,
311,315-320, 427
хлоропреновых 279, 392
эпихлоргидриновых 240, 392, 394, 396
этиленпропиленовых 235, 238, 240
смесей каучуков 35
сополимеров 87, 135, 156, 210, 223, 226, 276,
300,303, 305,323, 389
терполимеров 188, 223, 226, 230, 231, 302, 303,
308, 320, 389, 392
гранс-полипентенамеров 417
Резорцин (1,3-диоксибензол) 609, 610, 612, 662
Релаксация напряжения в резине 15
Рецептуростроение 34 ел.
Ронгалит 162
Сажа белая (силика) 547, 549, 364
Светостабилизаторы 572
для резин
на основе натурального каучука 588, 589
на основе синтетических каучуков 588, 589,
590, 591
белых и цветных 584, 585, 592
для вспененных латексов 584, 585
Селен 486, 487
Сенсибилизаторы 523, 524
Сера 481, 482
Сжатие объемное резины 18, 22
Силаны бифункциональные 616
Силика 549
Силикаты 550
кальция 553
магния 552
Силоксановые каучуки 334 ел.
марки 334, 335
неполярные 336
получение 338
применение 339
свойства
физические 335 ел.
химические 338
фторсодержащие 336
Синерезис 113
Синтетические изопреновые каучуки 48,82,84,119
ел., 148
«безгелевые» 128
газопроницаемость 127
«лантаноидные» 119, 122, 128, 130
«литиевые» 119, 125
марки 120,121
модифицированные 128
молекулярные параметры 125
«неодимовые» 134
получение 122 ел.
промышленные 129
свойства
физические 125 ел.
химические 130 ел.
«титановые» 119, 122, 125, 130
транпортирование 131
хранение 131
Системы каталитические
кобальтовые 133
« лантаноидные» 119, 122, 128, 130
«литиевые» 119, 125
неодимовые 134
никелевые 133
«титановые» 119, 122, 125, 130, 133
Скайпрены 281, 282
Скорчинг резиновых смесей 360
Слюда 551
Смеси
алкил- и аралкилзамещенных фенолов 588
1\1-алкил-1\Г-фенил-л-фенилендиаминов580
бутилированных и октилированных фенолов 588
N,N'-AHapwi- л-фенилендиаминов 582
полимеризованного 2,2,4-триметил-1,2-дигидро-
хинолина с ди-7рег-бутилфенолами 577
полимеров механические 447
продуктов алкилирования фенола стиролом 587
продуктов конденсации дифениламина с
ацетоном 575
протекторные невулканизованные на основе
7ранс-полипентенамеров 415
резиновые 34 - см. также Резиновые смеси
тетраэтилтиурамдисульфида и тетраметилтиу-
рамдисульфида 484
Смешение каучука с ингредиентами
в закрытых резиносмесителях 54
в смесителях непрерывного действия 58
двухстадийное 58
на вальцах 53
одностадийное 57
Смокед-шиты рифленые 102
Смолы
алкилфенольные 487, 488, 637
аллилрезорцинформальдегидные 637
для пропиточных составов 649
резорцинформальдегидные 613
термореактивные 487, 488
Совулканизация смесей каучуков 42 ел.
Соль
дитиокарбаминовой кислоты 637
кобальтовая жирных кислот 614
2-меркаптобензтиазола цинковая 637
натриевая карбоксилметилцеллюлозы 646
натриевая полиметилакриловой кислоты 646
цинковая 4(5)-метил-2-меркаптобензимидазола 585
цинковая меркаптобензтиазола 503
Соль ваты мягкой экстракции 567
Сополимеризация 160,186,210,223,258,263,323,
357
Сополимеры
бутадиена с изопреном 135
бутадиена с нитрилом акриловой кислоты 412
бутадиена с а-метилстиролом 156
^
X
з-
X
э-
о
О)
<о
О.
С:
>х
о
Э
-о
с;
о
ю
2
П
QJ
CI
V:
o
4S
О
a
-Q
jfi* бутадиена со стиролом 156
винилфторида с гексафторпропиленом 303, 305
изобутилена с изопреном 210
олефина с перфторалкеном 300
перфторолефинов с алкенами 319
пропиленоксида с аллилглицидиловым эфиром 363
тройные 232, 357, 387
хлоропрена с 2,3-дихлорбутадиеном 276
этилена с пропиленом 223, 226
зпихлоргидрина с этилен(пропилен)оксидом 389
эпихлоргидрина с аллилглицедиловым эфиром
389
эфиров акриловой кислоты с виниловыми
мономерами 323
Сопротивление резины
истиранию 100, 143, 234, 365
изнашиванию 31, 268
раздиру 30, 97,142,144, 365
разрыву 143
росту трещин 142
Спирты 374, 646
Сплав АФ-1 593
Стабилизаторы 157, 226, 293, 569
поствулканизационные 523
резин 572,573, 590,591
резиновых смесей 293, 400
синтетических каучуков 573, 579, 580, 581, 582,
588-591
Старение полимеров 569
Стеарамид 667
Стеарат
натрия 667
цинка 519
Стеафс 667
Степень
кристалличности каучуков 91
полимеризации 88
Стереорегулярные /дос-1,4- полиизопрены 119
Стереорегулярные цис-1,4-полибутадиены 141
Стойкость вулканизатов
в агрессивных средах 197, 198, 223, 235, 238,
299, 304, 316, 319, 336, 364, 366, 375, 384, 385
к атмосферному старению 223, 241, 269, 365, 366
к действию озона 223, 234, 258, 329, 384, 385,
388, 392
к действию масел 98,258,333, 340, 366,394,402
к действию топлив 98, 372,384, 388,392,393,402
к окислению 98, 148, 363
радиационная 340, 372, 384, 597
теплостойкость 209, 223, 241, 269, 365, 366
термостойкость 329
Сульфанол 644
Сульфаты 556
Сульфенамиды 505
Сульфохлорированный полиэтилен - см. также
Хлорсульфированный полиэтилен 286
Сшивание макромолекул полимеров 36, 37
Т
ТАИЦ 664
Тальк 552
Теллур 485, 486
Температура стеклования 89
Теплоносители 67
Теплопроводность каучуков 67
Термопластикация каучуков 49
Термопластичные эластомеры 411, 420 ел.
блочные 421, 427 - см. также Блоксополимеры
бутадиен-а-метилстирольные 433
гидрированные 435
диенвинилароматические 430-434
защита от старения 437
иономеры 421, 423, 425, 426, 427
на основе
бутилкаучука с полиолефинами 447
олефинов 447
полидиенов 447
полипропилена и этиленпропиленового
каучука 427
смесей полимеров 421, 427, 429, 447
стирола и диеновых мономеров 423
переработка 430
полиамидные 423, 446
полиолефиновые 425, 431
полиуретановые 423, 424, 427,430,439 ел., 440,
442-444
полиэфирные 423, 424, 427, 430, 445, 446
применение 430, 431
«реакторные» сополимеры 425
свойства 427 ел.
старение 437
стиролбутадиенстирольные 438
стиролизопренстирольные 436
стирольные 423, 434-437
строение и структура 422 ел.
Термосенсибилизаторь( 647
ТермостабилизаторьГ J
для белых, цветных и прозрачных резин 584,
585
для вспененных латексов 584, 585
для резин на основе каучука
натурального 576, 577
синтетического 574-577, 590
для шинных резин 574
Термоэластопласты - см. Термопластичные
эластомеры
Терполимеры 159, 188, 223, 226, 230, 231, 302,
303, 308, 320, 357, 389, 392
Тетра(2-этилгексилгидромеллитат) 557
Тетрабензилтиурамдисульфид 514
Тетрабутилтиурамдисульфид 484, 511
Тетраизобутилтиурамдисульфид 515
Тетраизобутилтиураммоносульфид 515
Тетракис[метилен-3(3,5-ди-7рег-бутил-4-гидрокси-
фенил)пропионат] 591
710
-^
Тетраметилтиурамдисульфид 483,512, 639
Тетраметилтиураммоносульфид 511
Тетрафенилолово 666
Тетраэтилтиурамдисульфид 484, 513, 639
Техуглерод 43,180, 526,641
ассортимент 527
ацетиленовый 530
высокодисперсный 364, 541
высокоструктурный 540
высокоусиливающий 533
канальный 529
классификация 533, 534
костный 531
красящая способность 540
ламповый 530
неорганизованный 529
низкодисперсный 541
низкоструктурный 540
низкоусиливающий 534
обозначение марок 534
печной 138, 180
пигментный 536
плотность 541, 537
полуусиливающий 533, 542
производство 529, 530-532
размеры частиц 538
свойства 535, 536
содержание металлов 538
структура 528, 538
структурность 538, 539
транспортирование 543
удельная поверхность 539
упаковка 543
усиливающий 533, 543
характеристика 527
хранение 543
электропроводящий 536
элементный состав 537
Тиадизин активированный 516
Тиазолы 503
Тиокарбамиды 509
Тиоколы - см. также Полисульфидные олигомеры
жидкие 363
получение 369
расщеплением высокомолекулярного
полисульфида 370 - см. Олигомеры
свойства 372
совместимость с растворителями 374
содержание циклических структур 373
эпоксидированные 386
твердые 369
Тиомочевины 509
Тиурамы 511
Ткани
армирующие
основные виды переплетений 669
структура 668
физико-механические свойства 672
характеристика нитей основы и утка 669
для бортовой ленты шин
кордные 672, 686
прокладочные 64
Термопластичные олигомеры 448
Гранс-полипентенамеры 413
совулканизация 417
физико-механические свойства 417
характеристика вязкости растворов 413
Трение 28
7рег-додецилмеркаптан 162
Триаллилцианурат 665
2,2,4-Триметил-1,2-дигидрохинолин 576
Три(л-нонилфенил)фосфит 589
Три(2-этилгексил)тримеллитат 557
2,4,6- 7jwfc-(l\l-1,4-диметиламил-л-фенилендиа-
мин)-1,3,5-триазин 585
Триоксид сурьмы 603
Трифенилфосфат 557
Трихлорэтилфосфат 561
Триэтиленгликоль-2-этилбутилат 557
Удлинение резины при разрыве 28
Углеводородные жидкие каучуки 403 ел.
ассортимент 404-407
отверждение 409
получение 403, 404, 408
применение 410, 411
свойства 408
Угл 'водороды
ароматические 597
хлорированные 374
Углерод технический - см. Техуглерод
Уретановые каучуки 340 ел.-см. также
Полиуретаны литьевые
вальцуемые 340
марки 343
свойства 340 ел.
литьевые 346 ел.
применение 356
форполимерные уретановые композиции 347
сырье 346
Уротропин 607
Усилители 180, 218, 233
Ускорители
вулканизации
для резиновых смесей 181, 218, 272, 291,
364, 496
для латексных композиций 637
дозирование 51
пластикации каучуков 49
Условный модуль сжатия резины 23
Усталостная прочность резины 30
^
SS
а-
с».
с
>х
о
а
2
*
s
со
Q.
5;
a:
э-
o
CQ
У
'5!
О
-Q
10
Фенил-Р-нафтиламин 573
N-Фенил-а-нафтиламин 572
1\1-Фенил-1и-(трихлорметилсульфенил)бензолсуль-
фонамид 521
\,ЛГ-м-фенилендималеимид611
Фенолы 588
Формование резиновых заготовок 70, 71
Форполимерные композиции 348, 352, 353
Форполимеры 348, 350, 351, 405
изоцианатные 349, 350
отверждающие агенты 348
свойства 348 ел.
состав 348
стабильность 348
Фреоны 394
Фторкаучуки 294, 302
ассортимент 306
гетероцепные
нитрозокаучуки 297
перфторкаучуки 313 ел. - см. также Перфтор-
каучуки
сополимеры перфторолефинов салкенами 319
фторполиэфирные 297
фторсилоксановые 295
фтортриазиновые 296
фторфосфазеновые 295, 296
карбоцепные 294
классификация 299, 300
маркировка 299, 301, 302
основные производители 302
переработка 305
получение 303
применение 323
свойства
технологические 305
физические 311, 312
химические 304
транспортирование 323
характеристика 304 ел.
Функциональность узлов сетки 38
Хаггинса параметр взаимодействия 264
Хайпалон 289,290
л-Хинондиоксим 489
Хлорбутилкаучук 211, 216, 218-222
Хлорид
бензилтрифенилфосфония 663
бензилтриэтиламмония 664
Хлоркаучук 184
Хлоропрен 261
Хлоропреновые каучуки 258 ел.
вулканизующие агенты 270, 272
газопроницаемость 267
износостойкость 268
константы проницаемости газов гыз
кристаллизация 267
марки 273 ел., 279, 281,284
морозостойкость 264
параметр взаимодействия Хаггинса 264
получение 260 ел.
применение 286
свойства 260
технологические 271 ел.
физические 264-268
химические 269 ел.
стеклование 264
строение 258 ел.
транспортирование 285
ускорители вулканизации 272
характеристическая вязкость 267
хранение 285
Хлорпарафин 602, 603
Хлорсульфированный полиэтилен 286
адгезия к поверхностям 291
вулканизация 291
активаторы 292
вулканизующие системы 292
ускорители 292
газопроницаемость 291
марки 287-289
переработка 293
получение 286, 287
применение 288, 294
свойства 290, 294
термопластичность 291
Цианурат меламина 604
М-Циклогексил-2-бензтиазолилсульфенамид
505
N-Циклогексилтиофталимид 422
Цис-1,4-полибутадиены 133,135
^ис-1,4-полиизопрены 120
^ис-1,4-полихлоропрен 259
^ис-1,4-сополимеры бутадиена статистические
135
^ис-полипентенамеры 413-419
Ш
Шопрены 281-283
Шприцевание резиновых смесей 64, 65
«Шубление» 136
Эластомеры термопластичные - см.
Термопластичные эластомеры
Эмульгаторы 160,161, 164, 261, 324, 357
Эмульсии 163, 258, 303
латексных композиций 648
Энергия деформации резины удельная 20
712
-Чфф$*»~
Эпихлоргидриновые каучуки 388 ел.
ассортимент 388
переработка 391
получение 388-390
применение 396-398
производители 390
свойства 389 ел.
строение 389
марки 224, 225
Эпоксидные смолы 379
1\1-2-Этилгексил-И'-фенил- л-фенилендиамин 581
Этиленпропиленовые каучуки 223 ел.
вулканизующие системы 231-233
двойные 224, 226, 229, 230, 231
марки 224, 225, 243 ел.
наполнители 233
пластификаторы 233
переработка 231 ел.
получение 224 ел.
применение 242, 243
свойства 226, 227 ел., 229, 230, 234, 235
технологические 229 ел.
физические 226
строение 226, 227
транспортирование 257
тройные 224, 226, 231,232, 233
усилители 233
хранение 257
Этилентиомочевина (этилентиокарбамат) 509
Этилфенилдитиокарбамат цинка 499
Эфиры 374
алифатических карбоновых кислот 558
аллилглицидиловый 363, 365
дибутиловый полипропиленгликольадипината 557
фенольный 586
метиловый л-гидразиносульфонилкарбаниловой
кислоты 619
фталевой кислоты 557
1
I
!
I
,1
46 - 5464
713
I
I
1
!
указатель марок отечественных продуктов,
приведенных в части 1 Справочника
КАУЧУКИ
ВУЛКАНИЗУЮЩИЕ СИСТЕМЫ
Активаторы вулканизации
Вулканизующие агенты
Замедлители подвулканизации
Наполнители
Пластификаторы
Стабилизаторы и антирады
Ускорители вулканизации
СПЕЦИАЛЬНЫЕ ДОБАВКИ
Антипирены
Красители и пигменты
Модификаторы
Порообразователи
Пеногасители
Отверждающий агент
РЕЗИНЫ
ЛАТЕКСЫ
ИНГРЕДИЕНТЫ ЛАТЕКСНЫХ
КОМПОЗИЦИЙ
СМОЛЫ ДЛЯ ПРОПИТОЧНЫХ
СОСТАВОВ
ЭМУЛЬГАТОРЫ
ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРЫ
ОЛИГОЭФИРАКРИЛАТЫ
ПЛАСТИКАТЫ
ФОРПОЛИМЕРЫ
ПОЛИЭТИЛЕН
АРМИРУЮЩИЕ МАТЕРИАЛЫ
КАУЧУКИ
СКД 152
СКФ-32/4 311
ББК-232 (32+3) 219
ББК-239 218
ББК-239 (39+3) 219
ББК-246 218
ББК-246 (46+3) 219
БК-1570С 217
БК-1570С (50±10) 219
БК-1675М (41 ±6) 219
БК-1675М (45±5) 219
БК-1675Н 217
БК-1675Н (51±5) 219
БК-1675С (50±15) 219
БК-2045 476
БНК-18 210
БНК-28 210
БНК-33 210
БНК-40 210
БНКС 191,196
БНКС-15А 194
БНКС-18А 194
БНКС-18АМ 194
БНКС-18АМНУ 195
БНКС-18АНУ 195
БНКС-25А 194
БНКС-28А 194
БНКС-28АМ 194
БНКС-28 АМНП 194
БНКС-28 АМНУ 195
БНКС-28 АНУ 195
БНКС-ЗЗА 194
БНКС-ЗЗАМ 194
БНКС-ЗЗАМНУ 195
БНКС-ЗЗАНУ 195
БНКС-40А 194
БНКС-40АМ 194
БНКС-40 АМНУ 195
БНКС-40АНУ 195
БСК 1502 165, 184
БСК1904 165
БСК-1500 184
БСК-1712 184
Диенур-Т18 405
ДССК-18 92
Лестосил СМ 335, 337
Лестосил СМ-НТ 335,337
НВБ-2 373
HeonpeHGN 267
Неопрен GRT 267
HeonpeHW 267
Неопрен WRT 267
Неофтон 301, 303, 313, 321
Нитриласт 191, 196, 209
Нитриласт-15 192
Нитриласт-15М 192
Нитриласт-18 192
Нитриласт-18М 192
Нитриласт-25 192
Нитриласт-25М 192
Нитриласт-26 192
Нитриласт-26М 192, 196
Нитриласт-33 192
Нитриласт-ЗЗМ 192
Нитриласт-40 192
Нитриласт-40М 192, 196
ОРБ-1,2 405
ПДИ-1К 404
ПДИ-ЗАК 404
Резиласт 2-1 165
Резиласт2-2 165
Резиласт 2М 165
Резиласт М 165
СК-1 83
СК-2 83
СК-3 83
СКА 84
СКБ 84, 92, 132, 136
СКБ-35 130
СКБМ 132,136
СКБП-А 411,412
СКВ 132,136
СКД 92, 94, 136, 137, 138, 144
СКД Б 139
СКДБИ-15 139,140
СКД БИ-24 139,140
СКД-1 135,359
СКД-2 133, 136, 138, 144
СКД-3 135, 136
СКД-1 145
СКД-П 145
СКД-ГТРА 405
СКДИ-15 135
СКДИ-24 135
СКД-КТР 405
СКД-КТРА 405
СКДЛ 136, 138, 144
СКДЛПР 136
СКДМ-30 137
СКДМ-30С-65 138
СКДМ-50 137
СКДН 134-136, 152
СКД-НД 134, 152
СКДП 92, 94
СКД-СР 136
СКД-СРМ 136
СКД-СРС 136
СКД-СРСМ 136
СКИ-3 94, 120, 122, 124, 126,
127, 129, 130, 146, 234, 345,
524
СКИ-3-01 120, 128
СКИ-ЗА 120
СКИ-ЗБЦ 128
СКИ-ЗВ 120
СКИ-ЗД 120,124
СКИ-ЗК 128
СКИ-ЗКП 128
СКИ-ЗМ 128
СКИ-ЗМА 128
СКИ-ЗНТ 120, 124
714
-~^-
СКИ-ЗНТП 120
СКИ-ЗП 120,130
СКИ-ЗС 120,130
СКИ-ЗШ 120
СКИ-ЗЭ 128
СКИ-5 120, 122, 128, 129, 130,
135
СКИ-5ПМ 120, 122, 128, 129
СКИ-Л 126
СКИ-ОГ 128
СКМС-10 92, 524
СКМС-10 РКП 164,185
СКМС-30 91, 185
СКМС-ЗОАКО 182
СКМС-30 АРК 165,166, 185
СКМС-30 АРКМ-15 165, 167,
182, 185
СКМС-30 АРКМ-15П 165
СКМС-30 АРКМ-27 165,182,
185
СКМС-30 АРКПН 165,166
СКМС-30 АРПД 182
СКМС-ЗОАРК 165, 182
СКМС-ЗОАРК-15 92
СКМС-ЗОАРКМ-27 92
СКМС-ЗОАРКПН 182
СКМС-50П 164
СКН-... АТЗМ 196
СКН-... СНТ 196
СКН-10 КТР 405
СКН-10-1А 405
СКН-10-5 359
СКН-18 91, 190,197, 395
СКН-18АС 191
СКН-18 СМИТ 193
СКН-18 СНТ 193
СКН-18+Наирит 395
СКН-18ПВХ-30 196
СКН-26 91,92,190,197,209,
524, 525, 559, 597
СКН-26 АМПЧ 195
СКН-26 АМТЗМ 193
СКН-26 АС 191
СКН-26 АТЗМ 193
СКН-26 МП 195
СКН-26 СМИТ 193
СКН-26 СНТ 193
СКН-26-1 92
СКН-26-1,25 359
СКН-26-5 359,361
СКН-26МП 188
СКН-26ПВХ-30 196
СКН-26СМ 395
СКН-30 КТРА 405
СКН-ЗЗАС 191
СКН-ЗЗАСМ 195
СКН-ЗЗПВХ-30 196
СКН-40 91,92,190,197,208
СКН-40 АМТЗМ 193
СКН-40 АТЗМ 193
СКН-40 КНТ 188,191,193,196
СКН-40 СМИТ 193
СКН-40 СНТ 193
СКН-40М 208
СКН-40ПВХ-30 196
СКН-40СМ 395
СКН-50 525
СКН-50АСМ 188,196
СКН-50 САМ 191
СКН-50-5 359
СКН-А 412
СКН-АТЗМ 188, 191
СКНС-26-30-1 359
СКН-СНТ 188,191
СКОП-К 404
СКПО 391
СКС 146
СКС(МС)-30 АРКМ-27 167
СКС-10 91,183
СКС-30 91, 159, 183, 185,524
СКС-30 АКО 165,167,182
СКС-30 АРК 185,234
СКС-30 АРКМ-15 165,167,
182, 185
СКС-30 АРКМ-27 165, 182,185
СКС-30 АРКП 165,166
СКС-30 АРКПН 165,166
СКС-30 АРПД 165, 182,185
СКС-30-1,25 359
СКС-ЗОАРК 165, 182
СКС-ЗОАРКПН 182
СКС-ЗОАРПД 167
СКС-50 91, 92,183
СКС-70 185
СКС-85 91,183,185
СКС-90 185
СКТ 91,92,334,336,337
СКТВ 91,94,334,335,336,337
СКТВ-1 91,92,334,335,337
СКТВ-МЕД 335, 337
СКТФ-ЮОП 335,337
СКТФВ-2101 92,94
СКТФВ-803 91,92,94,334,
336
СКТФВ-803, марка 1 335, 337
СКТФВ-803, марка 2 335, 337
СКТФТ-100 91,92,334
СКТФТ-100 лестосил 335, 337
СКТФТ-100 НТ 335, 337
СКТФТ-50 91,92,334,335,
336, 337
СКТФТ-50 АНТ Марка А 335,
337
СКТФТ-50 АНТ Марка Б 335,
^4-.
337 П
СКТЭ 335, 336, 337
СКТЭ щ 335, 337
СКТЭ-30 334
СКТЭ-8 92, 94
СКТЭМ 92, 94
СКТЭМ-1 335,337
СКУ ПФ 94
СКУ-6 91
СКУ-7 91
СКУ-8 91
СКУ-8А 92, 94, 340, 342
СКУ-8М 340
СКУ-8ПГ 92
СКУ-8ПФ 92
СКУ-8ПФД 92
СКУ-8ТБ 340,342
СКУ-В 91
СКУ-ДФ-2 405
СКУ-НВ 342
СКУ-НВ-1 342
СКУ-НВД 342
СКУ-НВД-1 342
СКУ-ППГ 340, 341
СКУ-ПФ 340,341,345
СКУ-ПФД 340, 341
СКУ-ПФ-ОПн 341
СКУ-ПФ-ОЭ 341
СКФ-26 91,92,303,397
СКФ-260 91,92,301
СКФ-260МП 92
СКФ-260МПАН 301,303,311,322
СКФ-32 91,92,303,311,397,525
СКФ-32/3 311
СКФ-32/5 311
СКФ-32/6 311
СКЭП 91,92
СКЭП-20 225
СКЭП-2-230 225
СКЭП-2-240 225
СКЭП-2-250 225
СКЭП-2-260 225
СКЭП-30 225
СКЭП-40 225
СКЭП-5 225
СКЭП-50 225
СКЭП-5-40 225
СКЭП-5-50 225
СКЭП-550 235
СКЭП-5-60 225
СКЭП-60 225
СКЭПТ 91,92,345
СКЭПТ с ЭНБ 224
СКЭПТ Эластокам 5402 с ЭНБ 225
СКЭПТ Эластокам 5408 с ЭНБ 224
СКЭПТ Эластокам 6305 с ЭНБ 225
СКЭПТ Эластокам 6402 с ЭНБ 225
*v
50
1
*
V
I
§
§-
G
I
3
•4
1
^
715
46*
_^Г"СКЭПТЭластокам7505сЭНБ 225
а
|
|
1
1
1
а
!
4t
ft
*
,§
lQ
СКЭПТ-3 227
СКЭПТ-ЗсЭНБ 235
СКЭПТ-30 225
СКЭПТ-ЗОсДЦПД 225
СКЭПТ-30 с ЭНБ 224
СКЭПТ-32 234
СКЭПТ-40 225
СКЭПТ-40сДЦПД 225
СКЭПТ-40 с ЭНБ 40 224
СКЭПТ-40Д 225
СКЭПТ-40ДсДЦПД 225
СКЭПТ-40ДсЭНБ 224
СКЭПТ-50 225, 476
СКЭПТ-50сДЦПД 225
СКЭПТ-50 с ЭНБ 224
СКЭПТ-60 225
СКЭПТ-бОсДЦПД 225
СКЭПТ-60 с ЭНБ 224
СКЭПТ-70 225
СКЭПТ-70сДЦПД 225
СКЭПТ-70 с ЭНБ 224
СКЭПТ-КП-60 225
СКЭПТ-КП-70 225
СКЭПТ-КП-80 225
СКЭХГ 92,391
СКЭХГСТ 392
СКЭХГ-С 92,391,392
СКЭХГ-СП 391
СКЭХГ-СТ 391,395
СКЭХГ-СТ(Э) 391
Тиокол 32 373
Тиокол I 373
Тиокол II 373
Гранс-Полипентенамер 94
Тригонокс 29/40 231
ТСД 373
У-ЗОМ 385,386
У-ЗОМЭС-10 386
УТ-31 385,386
ХБК-139 218
ХБК-139 (39±5) 219
ХБК-150 218
ХБК-150 (50±5) 219
Элафтор 303
Элафтор 2031 305
Элафтор 2041 305
Элафтор 2051 305
Элафтор 2061 305
Элафтор 2071 305
Элафтор 2081 305
Элафтор 3031 308
Элафтор 3041 308
Элафтор 3051 308
Элафтор 3061 308
Элафтор 3071 308
Элафтор 3081 308
Элафтор 7031 309
Элафтор 7041 309
Элафтор 7051 309
Элафтор 7061 309
Элафтор 8000 311
ЭХГК-Г 91
ЭХГК-С 91
ВУЛКАНИЗУЮЩИЕ
СИСТЕМЫ
Активаторы вулканизации
Диэтиленгликоль 519
Карбонат цинка 518
Кислота стеариновая техническая
519
Олеиновая кислота 519
Триэтаноламин 520
Цинк стеариновокислый 519
Вулканизующие агенты
Бисфенол АФ 662
Бис-о-аминофенол 665
Бифургин 661
Вулкафтор Ф 662
Луперко 130 XL 231
Луперко 230 XL 231
Перкодокс 12/40 231
Перкодокс 14/40 231
Перкодокс ВС-40 231
Пероксид кумила 231
Пероксид Новоперокс БП 492
Пероксимон F-40 231
Резорцин 662
ТАИЦ 665
Тригонокс 17/40 231
Хлорид бензилтриэтиламмония 664
Замедлители подвулканизации
N-Нитрозодифениламин 521
Ангидрид фталевый 520
Бензойная кислота 521
Наполнители
АОФ 555
Белила цинковые 556
Сажа:
БС-100 549
БС-150 549
БС-50 549
УК-333 549
Техуглерод:
N110 100
N326 100
N330 100
N539 536
М301 536
Н220 536
Н234 536
Н326 536
НЗЗО 536
Н339 536
Н375 536
Н550 536
Н660 536
Н772 536
Н990 536
П234 138,139
П324 138,139
П514 138
П803-РВДМ 536
П804-Т 536
П805-Э 536
УМ-66 536
УМ-76 536
УМ-85 536
Пластификаторы
ВАМП-15 568
ВНИИНП-ВА-8 568
ДАЭНДК 560
ДБС 560, 561
ДБФ 560, 561
ДБЭА 560, 561
ДОФ 560,561
ДЭНДК 561
Масло 6МФ-130 667
Масло 6МФ-320 667
Масло-10 фторированное 667
Масло ароматическое 178
Масло Норман-346 178
Масло парафиновое 178
Масло ПН-6К 178
Масло ПН-6Ш 178
МП-604 558, 560, 568
МП-75 568
МП-873 568
Нафтопласт 568
Нетоксол 568
Норман 346 568, 569
ПМ 568
ПН-6 562, 568
ПН-6К 568, 569
ПН-6Ш 568
Полидекс 568
Полимерпласт 568
ПЭФ-1 560,561
Самойл4914 568
Стабилойл 18 568
Стабилпласт 62 568
Тофинол 562
ТХЭФ 560,561
ЭДОС 560,561
Эфир ЛЗ-7 558, 560
Стабилизаторы
и антирады
Агидол 1 123, 165, 587
Агидол 2 158,165,166,167, 589
АлСиб-8 582
АО-6 165,166
Ароматические углеводороды
597
АФА 123
Ацетонанил Н 577
Воск ВЗК-20 594
ВоскЗВ-П 592
Воск ЗГВ-01/19 594
ВоскОмск-ЮМ-1 593
Воск Паралайт 17 593
Воск СВОЗ 594
Воск ЯВИ 593
ВС-1 158,165,167
ВС-ЗОА 158, 165, 166, 167
Вторичные ароматические
амины 598
ВТС-150 150,165,166,167, 575
ВТС-150Б 158,165
Диафен-13 123
ДиафенНН 584
ДиафенФП 578
ДФФД 123
КрафанаилУ 577
Неозон А 573
НеозонД 573
Новантокс 8ПФДА 582
НовантоксП 582
П-23 158,166,167
ПФ-23 165
С-789 123,581
Сера 599
Сплав АФ-1 593
ТС-8 582
Техуглерод:
Флекзона-11Л 166
Фосфит НФ 158,165,166,167
Ускорители вулканизации
Альтакс 138
ГуанидФ 138
Дифенилгуанидин 496
Сантокюр 138
Сантокюр-мор 138
СульфенамидЦ 505
СульфенамидМ 507
Тиазол 2-МБТ (РФ) 503
Тиазол2МБС 504
Тиомочевина (Тиокарбамид)
510
Тиурам 138, 599
Цимат(РФ) 498
Цинкапт 504
СПЕЦИАЛЬНЫЕ ДОБАВКИ
Антипирены
Парахлор380 603
Парахлор470 603
Парахлор 54 603
ХлорпарафинХП-1100 602
Красители и пигменты
Лак:
Бордо СК 624
Оранжевый 624
Рубиновый СК 624
Ярко-розовый 624
Пигмент:
Диоксид титана А 633
Диоксид титана Р 633
Желтый прочный 23 624
Желтый прочный 43 624
Желтый прочный К 624
Зеленый 624
Золотисто-желтый прочный 624
. Красный 5С 624
Оранжевый Ж 624
Розовый Ж 624
Ультрамарин УЛ 634
Ультрамарин УС 634
Ультрамарин УХК 634
Ультрамарин УХКА 634
Модификаторы
АГ-339 615
БКПИЦ 606
БКПИЦ-ДБС-модификатор 606
БКТ 606
БКТ-2 606
Гексол ХПИ 614
Гепсол ХПК 614
МА-20 615
МалеидФ 611
МК-1 606
РУ 610
РУ-Д 610
РУ-К 610
РУ-НП 2 610
Уротропин К 607
Уротропин М 607
Уротропин С 607
Порообразователи
Дигидразид СДО 621
ЦеллогенОВ 621
Целоген ОТ 621
Пеногасители
ПОС-10 163
ТМТЭ-1 163
(Утверждающий агент
ДиаметХ 348
РЕЗИНЫ
7-2543 395
7-4004 395
7-В-14 395
7-ИРП-1068 395
7-НО-68 395
9Г-55 397
ЛАТЕКСЫ
БМВП-ЮХ 472,480
БН-30К-2 469
БНА-52 475,480
БНС-5 475, 480
БС-50 467
БС-85 467
БСК-58/1 468
ДБА-1 475,480
ДММА-65ГП 474
ЛХС 476
МБМ-5С 474
СКД-1В 468
СКД-1С 468,480
СКИ-3 476
СКН-40П 469
СКС-ЗОШХП 466
СКС-50ГПС 467
СКС-50И 466
СКС-50КГП 467
СКС-50П 467
СКС-С 466
СКФ-26И 474
СКФ-32Б 474
СКЭПТ-50 476
ИНГРЕДИЕНТЫ
ЛАТЕКСНЫХ КОМПОЗИЦИЙ
Белила цинковые БЦО 636
Бентонит ФРК 640
Бутилцимат 638
Вулкацит Р экстра N 638
ГМДА 636
Диоксид титана А-1 640
ДФГ 639
Каолин КРТ 640
КарбаматЭФЦ 638
Латекс СКС-85ГП 640
Мел МБ 640
Мел ММ 640
Метилцимат 638
ПАВ Каталин 645
ПАВ Препарат ОС-20 645
ПАВ Продукт АНП 645
ПАВ Продукт ОП-10 645
ПАВ Продукт ОП-7 645
$
|
!
1
1
1
1
U)
jFJii
i
i
Пеногаситель ПМС-200 648
Пеногаситель ПМС-300 648
Пеногаситель ПМС-400 648
Пеногаситель ПМС-500 648
Противостаритель Агидол 2 642
Противостаритель Агидол 20 642
Противостаритель Диафен НН 641,
Противостаритель Диафен ФП 641
Противостаритель Неозон Д 641, 6
Противостаритель Продукт 2246 642
Противостаритель Продукт 425 642
Противостаритель Церезин-80 642
Тетрон А 636, 639
Техуглерод К354 640
Техуглерод П336 640
Тиокарбанилид 639
Тиурам Д 636, 639
Тиурам Е 636, 639
Ускоритель К-45 638
Фенофор 636
Цинкапт 639
Этилцимат 638
СМОЛЫ ДЛЯ ПРОПИТОЧНЫХ СОСТАВОВ
СФ-280 650
СФ-282 650
ЭМУЛЬГАТОРЫ
ОКС 163
Пальмак161
Прифак 161
ПЭГ 163
642
642
12
2
юв
Эдискан 1010 161
Эдискан 4115 161
Эдискан 5600 161
ТЕРМОПЛАСТИЧНЫЕ
ЭЛАСТОМЕРЫ
БеластБ-0 446
Витур Т-0433-85 444
Витур Т-1613-96 444
Витур Т-2613-90 444
ДСТ-30-01, (СБС) 436
ИСТ-20 436
ИСТ-30 436
Квартопрен А-60 453
Квартопрен А-70 453
Эмитек 110-60 453
0ЛИГ03ФИРАКРИЛАТЫ
Д 20/50 654
Д 20/70 654
Д-35 654
МГФ-1 653
МГФ-9 653,654
МДФ-1 654
ТГМ-3 653
ТМГФ7-20 653
ТМГФ-11 653,656
ПЛАСТИКАТЫ
B-60F 455
ЛП-16 455
ОМ-40 455
ФОРПОЛИМЕРЫ
А-102Т 351
А-103ТМ 351
А-202Т 351
А-203Т 351
А-402Т 351
СКУ-ПФЛ-100 351
СКУ-ПФЛ-65 351
СКУ-ПФЛ-74 351
СурелТФ-228 350
СурелТФ-235 350
СурелТФ-682 350
ПОЛИЭТИЛЕН
40 288
А 288
Б 288
Ж 288
Л 288
П 288
С 288
АРМИРУЮЩИЕ
МАТЕРИАЛЫ
Корд 12К 672
Корд 13А 672
Корд 15В 672
Корд 17В 672
Корд 18В 672
Корд 22В 672
Корд23А 672
Корд23К 672
Указатель марок зарубежных продуктов, ч
приведенных в части 1 Справочника
КАУЧУКИ
ИНГРЕДИЕНТЫ
Активаторы вулканизации
Вулканизующие агенты
Замедлители подвулканизации
Красители и пигменты
Модификаторы
Наполнители
Пластификаторы
Порообразователи
Специальные реагенты
Стабилизаторы и антирады
Ускорители вулканизации
КОМПОЗИЦИИ НА ОСНОВЕ КАУЧУКОВ
ВУЛКАНИЗАТЫ (ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРЫ)
ЛАТЕКСЫ
ЛАТЕКСНЫЕ КОНЦЕНТРАТЫ
СМОЛЫ ДЛЯ ПРОПИТОЧНЫХ СОСТАВОВ
РЕЗИНОВЫЕ СМЕСИ
ТИОКОЛЫ
ФОРПОЛИМЕРЫ
ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРЫ
КАУЧУКИ
10001CG 204
1000X132 204
1000X88 204
1001 203
1001LG 204
1002 203
1006 168
1009 168
1011 168
1012 168
1013 168
1014 203
1022 203
1022X59 204
1027 168
1028 168
1031 203,204
1032 203
1032-45 204
1034-60 203
1041 203,204
1041L 203
1042 203
1042X82 204
1043 203
1051 204
1052 204
1052-30 204
1052J 203
1053 203
1072 206
1072CG 206
1072J 206, 36С
1072X28 206, 360
1082V 204
1092-80 204
1094-80 203
1204X22 205
1312 204
1312LV 204
134 317
1401LG 204
1432J 204
1432Т 204
1442 204
1452X8 204
1453НМ 204
1472 204,206,
362
1472HV 204,206,360
1500 168, 169,
1500R 171
1500Е 171
1501 170
1502 168, 169,
1503 169
1505 169
1507 168, 169,
1508 168
1509 169, 170,
1510 169, 170
1516 170
1551 169, 170
1570 169, 170
1573 169
1597 171
1845 199
1880 201
1880-LM 201
21L50 201
2831 200
2845 199, 202
2846 200
2865 199
2867 205
170, 171
170, 171
170
171
2880 202
2895 199
28L35 201
28L45 201
28L60 201
28L80 201
30-5 203
30-8 203
31L35 201
33.35 201
33.55XL 201
33-3 203
3357 205
33-5НМ 203
33-5SR 203
3360 202
3366 205
3376 205
3380 CLEAN 202
33-8HM 203
33L30 201
33L35 201
33L50 201
33L80 201
3430 200
3445 200
3465 200
3480 200
34PE40 202
35-5 204
35-8 204
3945 200,202
3946 200
3965 200
40-5 204
481 317
484 317
485 317
486 317
487 317
488 317
4880 201
489 317
503F1 205
5501NF 205
5502NF 205
742 308
9010 207
9025 207
9040 207
931 308
I
I
!
I
I
719
JPa<
i
I
1
!
I
I
Aegis (Эгис)
Aegis® SC1001 316
Aegis® SC1011 316
Aegis® SC1070 316
Aegis® SC1071 316
Aegis® SC1090 316
Aflas (Афлас)
Afias 100 302
Aflas 100H 320
Aflas 100S 320
Aflas 150 302
Aflas 150C 320
Aflas 150CS 320
Aflas 150E 320
Aflas 150P 320
Aflas MZ 302, 320
AJ23.5 201
AJLT 201
ALT 201
В 201
B-3000 DLC-A-70 149
B3280 199
B6120 199
B6150 199
B6240 199
B6280 199
B6340 199
B6840 199
B6850 199
B7150 199
Baypren (Байпрен)
Baypren110 278,285
Baypren 111 278
Baypren 112 278,284
Baypren 114 278, 285
Baypren 115 278
Baypren 116 278
Baypren 124 278
Baypren 126 278
Baypren 130 278
Baypren 210 278,279,284
Baypren 210/214 279
Baypren 211 278,284
Baypren 213 ALX 278
Baypren 214 278,285
Baypren 215 278,279,285
Baypren 216 278,284
Baypren 220 278
Baypren 223 ALX 278
Baypren 226 278,284
Baypren 230 278
Baypren 230 HV 284
Baypren 230 LV 284
Baypren 233 ALX 278
Baypren 233GR 279
Baypren 235 279,285
Baypren 243 ALX 279
Baypren 253 ALX 279
Baypren 310 ALX 279
Baypren 320 ALX 279
Baypren 320 GP 279
Baypren 321 285
Baypren 321 ALX 279
Baypren 321 GP 279
Baypren 321.1 285
Baypren 321.2 285
Baypren 330 285
Baypren 330 ALX 279
Baypren 331 285
Baypren 331 ALX 279
Baypren 340 ALX 279
Baypren 350 ALX 279
Baypren 510 279,284
Baypren 610 279
Baypren 611 279,284
Baypren 710 279
Baypren 711 279,284
Baypren 712 279,284
BJ 201
BJLTM-40 201
BJLTM-50 201
BJLTV-30 201
BJLT-HX 201
Blended Rubber (IR) 120
Blended Rubber (PB) 149
BLTM-75 201
BLTM-80 201
BLT-M-86 201
BPLT 201
BR 1202 D 149
BR 1220 149
Budene(Буден)
Budene 1207 149
Budene 1208 149
Budene 1254 149
Budene 1255 150
Buna(Буна)
Buna AP 147
Buna AP 201
Buna AP 241
Buna AP 251
Buna AP 258
Buna AP 321
Buna AP 324
254
253
254
254
254
253
254
Buna AP 331 254
Buna AP 341 254
Buna AP 344 254
Buna AP 407 254
Buna AP 437 254
Buna AP 447 254
Buna AP 451 254
Buna AP 541 254
Buna CB 134
Buna CB 22 150
Buna CB 23 150
Buna CB 24150
Buna CB 25150
BunaCB29MES150
Buna CB 65 150
Buna Huls CB 10 151
Buna Huls CB 14 151
Buna S 84
Buna SS (Левулкан) 84
С 202
CAROM (Каром)
CAROM NBR 28 199
CAROM NBR33 199
CAROM NBR 38 199
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
Chemraz
(Кемраз)
513 318
520 318
526 318
550 318
570 318
571 318
592 318
615 318
653 318
661 318
667 318
E38 318
НТЗОО 318
CLM 202
Compo Crepes (Компо Крепе)
Compo Crepes 102
Compo Crepes № 1 Compo 102
Compo Crepes № 2 Compo 102
Compo Crepes № 3 Compo 102
CoperflexBR 151
CR 1211 284
CR 1212 284
CR-1213 284
CR-1221 284
CR-1222
CR-1223
CR-1231
CR-1232
CR-2121
CR-2122
CR-2123
CR-2321
CR-2322
CR-2323
CR-2341
CR-2343
CR-2441
CR-2442
CR-2443
CR-2461
CR-2462
CR-2481
CR-3211
CR-3212
CR-3221
CR-3222
СВД-244
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
284
285
CRfl-2442 285
CRfl-2461
285
CRfl-2462 285
CP-2482
CPR2342
284
284
CSK10 101,117
CSK20 101,117
CSK5 101,117
CSK5L 101,117
Cyanacryl (Цианакрил)
CyanacrylC 325
Cyanacryl К 325
Cyanacryl L 325
Cyanacryl R 325
D2877 205
D3367 205
D3377 205
Denka chloroprene
(Денка хлоропрен)
Denka chloroprene A-100 281
Denka chloroprene A-120 281
Denka chloroprene A-30 281
Denka chloroprene A-400 281
Denka chloroprene A-70 281
Denka chloroprene A-70 285
Denka chloroprene A-90 281
Denka chloroprene A-90S 281
Denka chloroprene A-91 281
Denka chloroprene DCR-30 280
Denka chloroprene DCR-31 280
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
Denka chloroprene
DCR-34 280
DCR-36 280
DCR-40 280
DCR-40A 280
DCR-42A 280
DCR-50 280
DCR-66 280
DCR-11 281
DCR-15L 281
DCR-15H 281
EM-40 280, 285
ES-40 280,285
ES-70 280,285
M-100 280
M-120 280,284
M-130H 281
M-130L 281
M-30 280
M-31 280
M-40 280,284
M-41 280,384
M-70 280, 284
MT-100 280,284,285
MT-40 280, 285
PM-40 280, 284
PM-40NS 280,284
PS-40 280,284
PS-40A 280
S-40 280, 284
S-40V 280, 285
S-41 280,284
TA-100 285
TA-105 281
TA-85 281,285
TA-95 281,285
DHP-351C 302, 308
Diene (Диен)
Diene 35 NF 151
Diene 35AC10 151
Diene 40 NF 151
Diene 40 A 151
Diene 55 NF 151
Diene 55AC10 151
285 Diene 55AC15 151
285 Diene 635 152
Diene 645 152
Diene 70 AC 152
DN001W45 202
DN003 203
DN009 203
DN032H 203
DN101 203
DN101L 203
DN103 203
DN115 203
DN120 207
DN1201 203
DN1201L 203
DN127 207
DN200W30 202
DN200W45 202
DN200W80 202
DN201 203
DN202 202
DN202H 202
DN212 203
DN214 203
DN215 203
DN219 203
DN223 202
DN224 203
DN225 203
DN2835 203
DN2850 203
DN2880 203
DN300W30 202
DN300W45 202
DN300W80 202
DN302 202
DN306 203
DN315 202
DN3335 202
DN3335 204
DN3350 202,204
DN3380 202,204
DN3635 204
DN3650 204
DN401 202
DN401L 203
DN401LL 203
DN4050 203,204
DN406 202
DN407 202
DN4080 204
DN4555 204
DN4580 204
DN502SCR 205
DN508D 205
DN508DK 205
DN601 204
DN631 206, 360
DP-Poly (CV) 109
DP-Poly (S) 109
DP-Poly 111
Dutral (Дутрал)
DutralCo034 257
Dutral Co 038 257
Dutral Co 054 257
1
s
i
I
1
I
s
1
!
1
1
1
>
0
а
!
1
й
1
^1
(T"Dutral Co 059 257
Dutral Co 554/P 257
Dutral Ter 038/EP 257
Dutral Тег 044/Е 257
Dutral Ter 046/E3 257
Dutral Ter 048/E 257
Dutral Ter 054/E 257
Dutral Ter 058/E 257
Dutral Ter 235/E2 257
Dutral Ter 334/E 257
Dutral Ter 436/E 257
Dutral Ter 535/E 257
Dutral Ter 537/E2 257
Dyneon (Дайнеон)
Dyneon BRE7131X 320
Dyneon BRE 7132X 320
1 Dyneon BRE 7133X 320
Dyneon FC2145 307
Dyneon FC2178 307
Dyneon FC2211 307
Dyneon FC2230 307
Dyneon FC2260 307
Dyneon FC2261Q 307
Dyneon FE5522X 310
Dyneon FE5542X 310
Dyneon FLS2650 310
Dyneon FT2430 310
Dyneon FT2481 310
Elastoguard (Эластогард)
Elastoguard (IR) 120
Elastoguard (PB) 152
ENR-25 110, 111
ENR-50 110, 111
EPsyn (Эпсин)
EPsyn2308 251
EPsyn 2506 251
EPsyn 3Q07 250
EPsyn 40 250
EPsyn 40A 250
EPsyn 4506 251
EPsyn 4906 251
EPsyn 5206 251
EPsyn 55 250
EPsyn 5508 251
EPsyn 5609 251
EPsyn 70A 250
EPsyn 7506 251
EPsyn N557 251
EPsyn N597 251
EPsyn N997 251
EPsyn E901 251
EPsyn P558 251
EPsyn P597 251
Esprene 244
Estate Brown Crepes (Эстейт Браун
Kpenc)
Estate Brown Crepes № 1X Thick Brown
Crepe 102
Estate Brown Crepes № 1X Thin Brown
Crepe 102
Estate Brown Crepes № 2X Thick Brown
Crepe 102
Estate Brown Crepes № 2X Thin Brown
Crepe 102
Estate Brown Crepes № 3X Thick Brown
Crepe 102
Estate Brown Crepes № 3X Thin Brown
Crepe 102
Europrene (Европрен)
Europrene AR-152 326
Europrene AR-153 326
Europrene AR-155 326
Europrene AR-156 326
Europrene AR-157 326
Europrene Neocis BR 40 152
Europrene Neocis BR 60 152
Europrene Neocis BR OE 152
Exxon Bromobutyl (Ексон Бромбутил)
Exxon Bromobutyl 2211 (32±5)
Exxon Bromobutyl 2222 (32±5)
Exxon Bromobutyl 2235 (39±5)
Exxon Bromobutyl 2244 (46+5)
Exxon Bromobutyl 2255 (46+5)
Exxon Butyl (Ексон Бутил)
Exxon Butyl 065 211
ExxonButyl 065 (32+3) 219
Exxon Butyl 068 (51 ±5) 219
Exxon Butyl 068 211
Exxon Butyl 268 (51+5) 219
Exxon Butyl 268 211
Exxon Butyl 365 211
Exxon Butyl 365 (33±3) 219
219
219
219
219
219
Exxon Chlorobutyl (Ексон Хлорбутил)
Exxon Chlorobutyl 1066 211
Exxon Chlorobutyl 1066 (38+5)
Exxon Chlorobutyl 1068 211
Exxon Chlorobutyl 1068 (50+5)
FD-451C 308
FKM 2601A 307
FKM2601B 307
FKM 2601С 307
FKM 2602A 307
FKM2602B 307
FKM2603D 307
219
219
FKM2603A 307
FKM2603B 307
FKM2603C 307
FKM2604A 307
FKM2604B 307
FKM2461 311
FKM2462 311
FKM2463 311
FKM2601 307
FKM2602 307
FKM2603 307
FKM2604 307
Flat Bark Crepes (Флат Барк Kpenc)
Flat Bark Crepes 102
Flat Bark Crepes Hard Flat Bark
Crepe 102
Flat Bark Crepes Pure Smoked
Blanket Crepe 102
Flat Bark Crepes Standart Flat Bark
Crepe 102
Fluoraz 888 321
FPM(FKM)-246 302
FPM(FKM)-26 302
FPM2311Q302
Gabon (Габон)
Gabon 10 101
Gabon 20 101
Gabon 5 101
Ghana (Гана)
Ghana 10 101
Ghana 20 101
Ghana 5 101
Ghana 50 101
Ghana CV101
Ghana L 101
HEVECAM 5CV50 101
HEVECAM 5CV60 101
HR662 203
HR665 203
HR765A 203
HR967 203
Hycar (Хайкар)
Hycar4021 325
Hycar4031 325
Hycar 4032 325
Hycar4041 325
Hycar 4042 325
Hycar4043 325
Hycar Polymer 1300x13 CTBN 408
Hycar Polymer 1300x18 TBNX 408
Hycar Polymer 1300x31 CTBN 408
Hycar Polymer 1300x8 CTBN 408
Hycar Polymer 1300x8F CTBN 408
Hycar Polymer 1300x9 CTBNX 408
Hycar Polymer 2000x162 CTB 408
Hypalon (Хайпалон)
Hypalon20 289
Hypalon 30 289
Hypalon 40 289
Hypalon 4085 289
Hypalon 40S 289
Hypalon 45 289
Hypalon 48 289
Hypalon 48S 289
HyTemp (Хайтемп)
HyTemp 4041 325
HyTemp 4051 325
HyTemp 4051CG 325
HyTemp 4051EP 325
HyTemp 4052 325
HyTemp 4052EP 325
HyTemp 4053EP 325
HyTemp 4054 325
HyTemp 4065 325
HyTemp 4451 CG 325
HyTemp AR-12 326
HyTemp AR-212MR 326
HyTemp AR-71 326
HyTemp AR-715 326
HyTemp AR-71 L 326
HyTemp AR-72HF 326
HyTemp AR-72LF 326
HyTemp AR-74 326
HyTemp PV-04 326
Intolan 244
ISNR 10 101, 117
ISNR 15 101
ISNR 20 101,117
ISNR 3CV 101,117
ISNR 3L 101, 117
ISNR 5 101, 117
ISNR 50 101,117
Isolene (Изолен)
Isolene 120, 121
Isolene Liquid 121
JSR Bromobutyl 2244 (46) 219
JSR Bromobutyl 2255 (46) 219
JSR Butyl 065 211
JSR Butyl 065 (32) 219
JSR Butyl 268 211
JSR Butyl 268 (51) 219
JSR Butyl 365 211
JSR Butyl 365 (33) 219
JSR Chlorobutyl 1066 211
JSR Chlorobutyl 1066 (38) 219
JSR Chlorobutyl 1068 211
JSR Chlorobutyl1068 (50) 219
JSREP01P 255
JSREP02P 255
JSREP07P 255
JSREP11 255
JSREP21 255
JSREP22 255
JSREP24 255
JSREP25 255
JSREP27 255
JSREP33 255
JSREP35 255
JSREP 37C 255
JSREP43 255
JSREP 51 255
JSREP 57P 255
JSREP 57C 255
JSREP 65 255
JSREP 75 255
. JSREP 84 255
JSREP 86 255
JSREP 87X 255
JSREP 93 255
JSREP 95 255
JSREP 96 255
JSREP 98 255
Kalrez (Калрез)
Kalrez 1050LF 314, 315
Kalrez 1058 314,315
Kalrez 2035 314,315
Kalrez 2037 315, 315
Kalrez 3018 314,315
Kalrez 4079 314,315
Kalrez 6375 314,315
Kalrez 7075 314,315
Kalrez 8900 314
Kalrez 9100 314
Kel-F 3700 525
Keltan (Келтан)
Keltan 180x100 255
Keltan 300 255
Keltan 312 255
Keltan 320 255
Keltan 509x100 255
Keltan 512 255
Keltan 512x50 255
Keltan 514 255
Keltan 520 255
Keltan 520x50 255
Keltan 578 255
Keltan 708x15 255
Keltan 712 255 *1
Keltan 714 255
Keltan 720 255
Keltan 778 255
Keltan 812 255
Keltan 820 255
Kimura®K13X 317
KNB0230 199
KNB20M 199
KNB25H 199
KNB25LH 199
KNB25LM 199
KNB25M 199
KNB25SH 199
KNB35H 199
KNB35L 199
KNB35LL 199
KNB35LM 199
KNB35M 199
KNB40H 199
KNB40M 199
KNBO230L 199
Kosyn 153
Krasol (Красол)
Krasol HLBH-P 2000 407
Krasol HLBH-P 3000 407
Krasol LBD 2000 407
Krasol LBD 3000 407
Krasol LBH 10000 407
Krasol LBH 2000 407
Krasol LBH 2040 407
Krasol LBH 3000 407
Krasol LBH 5000 407
Krasol LBH-P 10000 407
Krasol LBH-P 2000 407
Krasol LBH-P 3000 407
Krasol LBH-P 5000 407
Krasol NN 22 407
Krasol NN 23 407
Krasol NN 25 407
Krynac (Крайнак)
Krynac® 2255 С 200
Krynac® 2455 С 200
Krynac® 2745 С 200
Krynac® 2750 200
Krynac® 2750 С 200
Krynac® 29.80 200
Krynac® 3035 С 200
Krynac® 3335 С 200
Krynac® 3345 С 200
Krynac® 3370 С 200
Krynac® 34.140 200
Krynac® 34.35 200
I
a
I
|
1
1
1
a
!
1
,§
Ul
^Г" Krynac® 34.50 200
I
Krynac® 34.60 200
Krynac® 34.80 200
Krynac® 4060 С 200
Krynac® 4560 С 200
Krynac® 4970 С 200
Krynac® E 34.38 11 200
Krynac® VPKA 8958 200
Krynac® XL 31.25 10 200
Krynac® XL 35.20 10 200
Krynac® E 3340 С 200
Lanxess Bromobutyl (Ланксес Бромбутил)
Lanxess Bromobutyl 2030 (32±4) 219
Lanxess Bromobutyl 2040 (39±4) 219
Lanxess Bromobutyl X2 (46+4) 219
Lanxess Butyl (Ланксес Бутил)
Lanxess Butyl 101-3 211
Lanxess Butyl 101-3 (51 ±5) 219
Lanxess Butyl 301 211
Lanxess Butyl 301 (51 ±5) 219
Lanxess Butyl 402 211
Lanxess Butyl 402 (33+4) 219
Lanxess Chlorobutyl (Ланксес Хлорбутил)
Lanxess Chlorobutyl 1240 211
Lanxess Chlorobutyl 1240 (38+4) 219
Liberia (Либериа)
Liberia 10 101
Liberia 20 101
Liberia 5 101
Liberia 50 101
Lithenes (Литенес)
LithenesAL 405
Lithenes AL15MA 406
Lithenes HFN4-5000 405
Lithenes N4-5000 405
Lithenes N4-5000-10MA 406
Lithenes N4-5000-15MA 406
Lithenes N4-5000-25MA 406
Lithenes N4-5000-5MA 406
Lithenes N4-9000 405
Lithenes N4-9000-10MA 406
Lithenes N4-B-1 ОМА 406
Lithenes P4-150P 405
Lithenes P4-2000 405
Lithenes P4-25P 405
Lithenes PH 405
Lithenes PH4-V 405
Lithenes PHV 405
Lithenes PL 405
Lithenes PM 405
Lithenes PM25MA 406
Lithenes PM4 405
Lithenes PMX 40 406
Lithenes AH 405
Lithenes AX 405
Lithenes P4-2000-7.5MA 406
Lithenes PM4-7.5MA 406
LN2880 203
Malawi (Малави)
Malawi 10 101
Malawi 20 101
Malawi 5 101
Malawi 50 101
Malawi CV 101
Malawi L 101
Mitsui (Мицуи)
Mitsui EP 244
Mitsui EPT 244
N1945GRN 202
N2830GRH 202
N2845 202
N2845GRN 202
N 2845 HM 202
N 2860 202
N2860GRN 202
N2875GRH 202
N3330 202
N3330 CLEAN 202
N3330GRH 202
N3345 202
N3345GRN 202
N3350 202
N3350 CLEAN 202
N3360 202
N3380 202
N3380GRH 202
N3380/G 204
N33R70 202
N33R70/G 204
N3945 202
N3945GRN 202
N3960 202
N3980 202
N3980/G 204
N4560 202
N 7400 G 205
N OZO 5033 205
N OZO 6033 205
N OZO 7028 205
N OZO 7028/60 205
N OZO 7033 205
N OZO 7033/60 205
N OZO 7039 205
N OZO 7045 205
N OZO 7281 205
N-18 199
N201 199
N202S 199
N-206 201
N21OS 199
N211SL 199
N215SL 199
N220S 199
N220SH 199
N222L 199
N222SH 199
N224SH 199
N230SH 199
N230SL 199
N230SV 199
N231H 199
N231L 199
N232S 199
N232SH 199
N235S 199
N236H 199
N237 199
N237H 199
N238H 199
N239SV 199
N240S 199
N241 199
N241H 199
N250S 199
N251H 199
N260S 199
N280 204
N-29 199
N-300 201
N-318 201
N-33 199
N33C50 202
N33H80 202
N-3447 201
N-3483 201
N36C35 202
N36C50 202
N36C60 202
N36C70 202
N36C80 202
N36SP40 202
N-386B 201
N-3883 201
N3960 202
N41C45 202
N41C80 202
N41H80 202
N4560 202
N-5 201
N520 199
N530 199
N-608 201
N-612 В 201
NeopreneAG 277
Neoprene FB 277
Neoprene GN 264, 266, 267, 277, 284
Neoprene GN M-1 284
Neoprene GN M-2 284
Neoprene GNA 266
Neoprene GNA M-1 277
Neoprene GNA M-2 277
Neoprene GN-M-1 274
Neoprene GN-M-2 274
Neoprene GRT 266, 267, 275, 284
Neoprene GRT M-0 277
Neoprene GRT M-1 277
Neoprene GRT M-2 277
Neoprene GS 266
Neoprene GT 266,275
Neoprene GW M-1 277
Neoprene GW M-2 277
Neoprene GT 277,285
Neoprene TRT 277
Neoprene TRT 285
Neoprene TW 277, 285
Neoprene TW-100 277, 285
Neoprene W 266, 267, 274, 277, 284
Neoprene WB 274,277,285
Neoprene WD 266, 277
Neoprene WHV 266, 274, 277
Neoprene WHV-100 274
Neoprene WHV-100 277
Neoprene WHV-A 266
Neoprene WHV-A 277
Neoprene WK 277
Neoprene WM-1 266
Neoprene WM-1 274,277
Neoprene WRT 266, 267, 275, 277, 285
Neoprene WRT M-1 277
Neoprene WRT 267
Neoprene WX 266,274,277
Neoprene WB 276,285
Neoprene WM-1 284
Neoprene WHV 284
Neoprene WHV-100 284
Neoprene WX 284
Neoprene WX-j 277
Neoprene WX-K 277
Neoprene WX-KT 277
Neoprene AD 275, 285
Neoprene AD-10 277
Neoprene AD-20 277
Neoprene AD-30 277
Neoprene AD-40 277
Neoprene AD-5 277
Neoprene AF 277
Neoprene AC 267, 275, 285
Neoprene AC-m 277
Neoprene AC-n 277
Neoprene AC-s 277
Nipol (Нипол) *S£
Nipol AR-12
Nipol AR-14
Nipol AR-22
Nipol AR-31
Nipol AR-32
Nipol AR-42
Nipol AR-51
327
327
327
327
327
327
327
Nipol AR-53L 327
Nipol AR-54
Nipol AR-72
327
327
Nipol AR-72AF 327
Nipol AR-72LS 327
Nipol IR 2200 121
Nipol IR 2200L 121
Nipol IR 2200N 122
Nipon 1312
406
Nipon 1312LV 406
Nipon DN 601 406
NITRICLEAN 2858 201
NITRICLEAN 3330 201
NITRICLEAN 3347 201
NITRICLEAN 3350X 201
NITRICLEAN 3960 201
NITRICLEAN 4560 201
Nordel (Нордел)
Nordel 1040
Nordel 1070
Nordel 1145
Nordel 1320
Nordel 1440
Nordel 1470
Nordel 1560
Nordel 1635
Nordel 1660
Nordel 2522
Nordel 2722
Nordel 2744
MR 110
NV60 204
NV72 204
NV73 204
NV74 204
NV75 204
NV76 204
NV80 204
NV82 204
NV850 204
249
249
249
249
250
250
250
250
250
249
250
250
NV866/20 204
NV870 205
NX775 206
NX775 360
№1 RSS111
№2RSS111
SO
£
|
1
|
Я
1
0
I
5
■vfl
1
№
1
1
I
I
1
I
OZ0 3341 205
OZO HA 205
OZOLTM55 205
OZO M50 205
OZO M58 205
OZOM65 205
OZO SP80 205
OZOX3996 205
P70 205
P7029 205
P70K 205
PACK RUB 5L 101
Panalane Indopol H-300E 406
Panalane Indopol L-14E 406
Parofluor ULTRA FF200-75 319
PDC-6400G 205
PDC-7410G 205
Perbunan (Пербунан)
Perbunan NT 3431 200
Perbunan NT 3446 200
Perbunan® 2845 С 200
Perbunan® 3435 С 200
Perbunan® 3445 С 200
Perbunan® NT 1846 200
Perbunan® NT 28125 200
Perbunan® NT 2831 200
Perbunan® NT 2845 200
Perbunan® NT 2846 200
Perbunan® NT 2865 200
Perbunan® NT 2895 200
Perbunan® NT 3431 200
Perbunan® NT 3445 200
Perbunan® NT 3446 200
Perbunan® NT 3465 200
Perbunan® NT 3481 200
Perbunan® NT 3945 200
Perbunan® NT 3965 200
Perbunan® NT 4351 200
Perlast (Перласт)
Perlast®G100XT 317
Perlast® G67P 317
Perlast® G75B 317
Perlast® G75G 317
Perlast® G75H 317
Perlast® G75M 317
Perlast® G75S 317
Perlast® G76W 317
Perlast® G80A 317
PNG 10 101
PNG 20 101
PNG 5 101
PNG 50 101
PNG CR 10 117
PNG CR 20 117
PNG CR 5 117
PNG CR 50 117
PNG CR С 117
PNGCRG117
PNGCRL117
PNG CRN 117
PNG CRC 101
PNG CRG 101
PNG CRL 101
PolybdLF-1 407
PolybdLF-2 407
Poly bd LF-3 407
PolybdR-20LM 407
Poly bd R-45 HTLO 407, 410
Poly bd 2000 CT 408
Poly bd 3000 CT 408
Poly bd 45 CT 408
Poly bd 600 E 407
Poly bd 605 E 407
Polyblack (Полиблек)
Polyblack 1 207
Polyblack 2 207
Polyblack 4 207
Polyblack 5 207
Polybutene Indopol (Полибутен
Индопол)
Polybutene Indopol H-100 406
Polybutene Indopol H-1200 406
Polybutene Indopol H-15 406
Polybutene Indopol H-1500 406
Polybutene Indopol H-18000 406
Polybutene Indopol H-1900 406
Polybutene Indopol H-2100 406
Polybutene Indopol H-25 406
Polybutene Indopol H-300 406
Polybutene Indopol H-35 406
Polybutene Indopol H-50 406
Polybutene Indopol H-6000 406
Polybutene Indopol H-7 406
Polybutene Indopol H-8 406
Polybutene Indopol L14 406
Polybutene Indopol L-2 406
Polybutene Indopol L-3 406
Polybutene Indopol L-50 406
Polybutene Indopol L-6 406
Polybutene Indopol L-8 406
Polydex (Полидекс)
PolydexM (R-150)70 153
Polydex M (R-152)70 153
Polydex M (R-153)70 153
PolydexM (R-154)70 153
Polysar Bromobutyl
(Полисар Бромбутил) Х-2 211
Polysar EPDM 243
Polysar EPM 243
Propoly (Прополи)
Propoly 111
Propoly 57 109
Propoly 80 109
Ribbed Smoked Sheets (Рибд Смо-
кед Шитс)
Ribbed Smoked Sheets № 1 RSS102
Ribbed Smoked Sheets № 1XRSS102
Ribbed Smoked Sheets № 2 RSS 102
Ribbed Smoked Sheets № 3 RSS 102
Ribbed Smoked Sheets №4 RSS 102
Ribbed Smoked Sheets № 5 RSS 102
Ricon (Рикон)
Ricon 130 153
Ricon 131 153
Ricon 134 153
Ricon 142 153
Ricon 150 154
Ricon 152 154
Ricon 153 154
Ricon 154 154
Ricon 156 154
RoyalEdge (Ройял Эдж)
RoyalEdge® 4191P 256
RoyalEdge® 4316 256
RoyalEdge® 4345 256
Royalene (Ройялен)
Royalene 100 246
Royalene 130 246
Royalene 2259 246
Royalene 2547 247
Royalene 301T 246
Royalene 302 246
Royalene 305 246
Royalene 306 246
Royalene 400 247
Royalene 501 247
Royalene 502 247
Royalene 505 247
Royalene 512 248
Royalene 515 248
Royalene 521 247
Royalene 522 248
Royalene 525 247
Royalene 539 248
Royalene 580HT 248
Royalene 611 249
Royalene 622 249
Royalene® 301T 256
Royalene® 3455 256
726
'alene® 360 256
'alene® 400
256
'alene® 500 256
'alene® 501
256
'alene® 502 256
'alene® 505
'alene® 509
256
256
'alene® 512 256
'alene® 521
256
'alene® 525 256
'alene® 535
'alene® 539
'alene® 551
'alene® 552
'alene® 556
'alene® 563
'alene® 575
256
256
256
256
256
256
256
'alene® 580-HT 256
'alene® 622
'alene® 645
'alene® 662
'alene® 694
'alene® 697
'altherm 245
3 100
256
256
256
256
256
:ACAM 5CV60 101
'H 10 101
4500 184
1-1502 184
M712 184
110117
1 20 101
120117
15 101
15117
1 50 101
150117
1CV101
1CV117
11101
1L117
110 101
1-AT108
1-AT111
1-RT 108
1-RT111
tec (Ситек)
tec BR 1208 154
tec BR 1209 154
tec BR 1220 154
iprene (Шопрен)
ipreneAC 283,285
iprene AD 283, 285
iprene AD-40
283
ShopreneAF 283
Shoprene GRT 283
Shoprene GRT 284
Shoprene GS 283
Shoprene GW 283
Shoprene SND-16 283
Shoprene SND-22 283
Shoprene SND27 282
Shoprene SND-35 283
Shoprene SND-37 283
Shoprene SND-38 283
Shoprene SND-43 283
Shoprene SND-45 283
Shoprene SND-46 283
Shoprene SND-47 283
Shoprene SND-48 283
Shoprene SND-49 283
Shoprene SND5 282
Shoprene SND8 282
Shoprene TRT 283, 285
Shoprene TW 283, 285
Shoprene TW-100 283, 285
Shoprene W 282, 284
Shoprene WB 283,285
Shoprene WD 283
Shoprene WHV 282, 284
Shoprene WHV100 282,284
Shoprene WHV140 282
Shoprene WHV200 282
Shoprene WK 283
Shoprene WM-1 282,284
Shoprene WRT 282, 285
Shoprene WXJ 282
Shoprene WXJK 283
Shoprene WX-K 283
Shoprene WX-KT 283
Shoprene WB 285
Shoprene WX 284
SIR 10 101, 116
SIR10VK 101,116
SIR 20 101,116
SIR20VK 101,116
SIR3CV60 116
SIR3CV70 116
SIR3L 101,116
SIR 3WF 101, 116
SIR 5 101,116
SIR3CV50 101
SIR3CV60 101
SIR3 CV70 101
Skyprene (Скайпрен) 282
SkypreneB-10 282,284
Skyprene B-1 OH 282,284
Skyprene B-11 282
Skyprene B-20 282
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
Skyprene
B-30 282, 284
B-31 282
B-5 282, 285
B-5A 282, 285
E-20 282,285
E-20H 285
E-33 282,285
G-40S 282
G-40S-1 282
G-40C 285
G-40T 282, 285
G-41K 282,285
G-41-H 282,285
R-10 282,284
R-11 284
R-22 282,284
Y-10 282
Y-20E 282, 285
Y-30 282
Y-305 284
Y-30H 282
Y-31 282,284
SLR 20 101
SLRF/P108
SLRH/M108
SLR L 101
SLR L/N 108
SLR Skim Grade 108
SLR SP 10 108
SLR Y108
SMR10 101,115
SMR 10CV101, 115
SMR20 101, 115
SMR 20CV101, 115
SMR 5 101,115
SMRCV50 101,115
SMRCV60 101,115
SMR GP 101, 115
SMR L 101, 115
SMR LV50 101
SMR WF 101
SOGB 10 101
Solprene (Солпрен)
Solprene 200 154
Solprene 233 154
Solprene 233P 154
SSR10 101,118
SSR20 101,118
SSR5 101,118
SSR50 101,118
STR 10 101,116
STR10CV 101,116
STR 20 101,116
STR20CV 101,116
I
1
I
i
1
i
i
^■STR3CV60 101
STR3L 101
STR5 101
STR5 116
STR5CV 116
STR5CV50 101
STR5CV60 101
STR5CV70 101
STR5L 101,116
STRXL 101,116
Superpoly (Суперполи)
Superpoly 111
Superpoly 20 ADS 109
Superpoly 20 CREPE 109
Superpoly 20 RSS 109
Superpoly 40 109
Superpoly 50 109
SVR 10 101,116
SVR20 101,116
SVR 3L 101,116
SVR 5 101,116
SVRCV50 101,116
SVRCV60 101,116
SVR L101
Taktene (Тактен)
Taktene 1203 G1 154
Taktene 220 155
Taktene 221 155
Taktene 380 155
Taktene 4510 155
Taktene 550 155
Taktene 550 T 155
Taktene 5510 155
TCK10111
TCK10CV111
TCK20111
TCK20CV111
TCK5111
TCK5K111
TCKCV60 111
Tecnoflon (Текнофлон)
Tecnoflon PFR 06HC 316,
322
Tecnoflon PFR 91 316
Tecnoflon PFR 94 316
Tecnoflon PFR 95 316
Tecnoflon PFR 95HT 316, 322
Tecnoflon® BR 9151 319
Tecnoflon® BR 9152 319
Tecnoflon® FOR 210 306
Tecnoflon® FOR 423/U 306
Tecnoflon® FOR 432 306
Tecnoflon® FOR 435 306
Tecnoflon® FOR 4391 310
Tecnoflon® FOR 501HS 306
Tecnoflon® FOR 5312K 306
Tecnoflon® FOR 5351 306
Tecnoflon® FOR 5361 310
Tecnoflon® FOR 5381 310
Tecnoflon® FOR 60K 306
Tecnoflon® FOR 65 Bl 306
Tecnoflon® FOR 7352 306
Tecnoflon® FOR 7353 306
Tecnoflon® FOR 7380K 310
Tecnoflon® FOR 801 HS 306
Tecnoflon® FOR 80HS 306
Tecnoflon® FOR 9381 310
Tecnoflon® FOR 9384 310
Tecnoflon® FOR 9385F 310
Tecnoflon® FOR 9550 306
Tecnoflon® FOR LHF 306
Tecnoflon® FOR TF 636 310
Tecnoflon® FOR TF 838K 310
Tecnoflon® FOR X5680E 310
Tecnoflon® L 636 312
Tecnoflon® L 636LM 312
Tecnoflon® N215 306
Tecnoflon® N 535 306
Tecnoflon® N 90HS 306
Tecnoflon® N 935 306
Tecnoflon® NH 306
Tecnoflon® P 457 310
Tecnoflon® P 459 310
Tecnoflon® P 757 310
Tecnoflon® P 959 310
Tecnoflon® PL 455 312
Tecnoflon® PL 458 312
Tecnoflon® PL 557 312
Tecnoflon® PL 855 312
Tecnoflon® PL 958 312
Tecnoflon® T 538 310
Tecnoflon® T 636 312
Tecnoflon® T 636/L 312
Tecnoflon® T 938 310
Tecnoflon® TN 310
Tecnoflon® TN 50A 310
Therban
Therban
Therban
Therban
Therban
Therban
Therban
Therban
Therban
Therban
Therban
Therban
(Тербан)
3404 AT 399
3406 399
3407 399
3443 VP AT 399
3446 399
3467 399
3496 399
3607 399
3627 399
3629 399
3668 VP 399
Therban 3669 VP 399
Therban 3907 399
Therban 4307 399
Therban 4309 399
Therban 4364 VP AT 399
Therban 4367 399
Therban 4369 399
Therban 5005 VP AT 399
Therban 5008 VP 399
Therban 5065 VP AT 399
Therban LT 2004 VP 399
Therban LT 2007 399
Therban LT 2157 399
Therban LT 2568 399
Therban VP KA 8796 399
Therban VP KA 8889 XT 399
Thick Blanket Crepes (Сик Бланкет Крепе)
Thick Blanket Crepes (ambers) 102
Thick Blanket Crepes (ambers) №2 Thick
Blanket Crepe (amber) 102
Thick Blanket Crepes (ambers) №3 Thick
Blanket Crepe (amber) 102
Thick Blanket Crepes (ambers) № 4 Thick
Blanket Crepe (amber) 102
Thin Brown Crepes (Син Браун Крепе)
Thin Brown Crepes (Remills) № 1 Thin
Brown Crepe 102
Thin Brown Crepes (Remills) № 2 Thin
Brown Crepe 102
Thin Brown Crepes (Remills) № 3 Thin
Brown Crepe 102
Thin Brown Crepes (Remills) № 4 Thin
Brown Crepe 102
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
Toa Acron
(Toa Акрон)
AR-501 327
AR-5011 327
AR-540 327
AR-601
AR-602
AR-715
AR-740
AR-760
AR-801
AR-8011
AR-825
327
327
328
328
328
328
328
328
AR-840 328
AR-860 328
XF-4940 328
XP-5160 328
XR-4945 328
XR-5140 328
TSK100
TSR 10 101
TSR 20 101
TSR 5 101
TSR50101
TSR CV101
TSR GAB 10 101
TSR GAB 20 101
TSR GAB 5 101
TSR L 101
TSR LIB CV 101
TSR LIB L 101
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
Vistalon
(Висталон)
1721 252
2504
2555
3666
3708
3777
404
252
252
253
252
253
252
4507 252
457 252
4608 252
5600 252
5630 253
606 252
6505 253
6630 253
7000 253
707 252
719 252
7507 253
7509 253
MD78-5 252
MD 80-6
MD 82-6
MD 83-1
MD84-1
MD 84-2
252
252
253
253
252
Viton (Вайтон)
VitonA-HV 306
Viton AL-300 309
Viton AL-600 309
Viton B-135C 309
Viton B-202 309
Viton B-435C 309
Viton B-600 309
Viton B-601C 309
Viton B-605C 309
Viton B-651C 309
Viton Extreme ETP-600S 320
Viton Extreme ETP-900S 320
Viton Extreme TBR-600S 320
Viton F-601C 309
Viton F-605C 309
Viton GBLT-301 312
Viton GBLT-601 312
Viton GF 309
Viton GF-205NP 309
Viton GF-300 309
Viton GFLT-300 312
Viton GFLT-301 312
Viton GFLT-600 312
Viton GLT-305 312
Viton GLT-505 312
Viton JBL-200 309
Viton JBL-205LF 309
Viton JBL-900 309
Viton A-100 306
Viton A-200 306
Viton A-331C 306
Viton A-361C 306
Viton A-375C 306
Viton A-401C 306
Viton A-500 306
Viton A-601C 306
VP KA8760 200
VT330 203
VT355 203
VT380 203
VT455 204
VT480 204
White and Pale Crepes (Вайт энд
Пейл Крепе)
White and Pale Crepes № 1 Thick
Pale Crepe 102
White and Pale Crepes № 1 Thin
Pale Crepe 102
White and Pale Crepes № 1 Thin
White Crepe 102
White and Pale Crepes № 1X Thick
Pale Crepe 102
White and Pale Crepes № 1X Thin
Pale Crepe 102
White and Pale Crepes № 1X Thin
White Crepe 102
White and Pale Crepes № 2 Thick
Pale Crepe 102
White and Pale Crepes № 2 Thin
Pale Crepe 102
White and Pale Crepes № 3 Thick
Pale Crepe 102
White and Pale Crepes № 3 Thin
Pale Crepe 102
X146 205
X160 205
X750 205
XQ327 205
XQ331 205
XQ338 205
Z7257 317
Zetpol (Зетпол)
Zetpol0020 399
Zetpol 1000L 399
Zetpol 1010 399
Zetpol 1020 399
Zetpol 1020L 399
Zetpol 2000 399
Zetpol 2000L 399
Zetpol 2000LL 399
Zetpol 2010 399
Zetpol 201OL 399
Zetpol 2010H 399
Zetpol 2011L 399
Zetpol 2020 399
Zetpol 2020L 399
Zetpol 2030L 399
Zetpol 2030H 399
Zetpol 3310 399
Zetpol 4300 399
Zetpol 4310 399
Zetpol 4320 399
Zetpol PBZ-123 399
Zetpol ZSC 2295 CX 399
Zetpol ZSC 2295 L 399
Zetpol ZSC 2395 399
Виброкьюр 7553 354
Виброкьюр 7585 354
Гидрин 100 393, 396, 397
Гидрин 200 392, 393, 396
Гидрин 400 392, 393, 396
Дюпрен 83
ЕР Total 244
KER84
Мегаполи 111
Миллатан 26 343
Миллатан 28 343
Миллатан 66 343
Миллатан 76 343
Миллатан 97 343, 345
Миллатан Е34 343
Миллатан НТ 343
Миллатан СМ 343
Мустон 84
Наирит GRT 92
НаиритДВ 274
Наирит ДВм 284
Наирит ДКМ 275
Наирит ДКМм 285
Наирит ДКР 275
Наирит ДКРм 285
Наирит ДКТ 267, 275
Наирит ДКТм 285
Наирит ДМ 274
"*
|
S
i
!
!
I
47 - 5464
729
^^Наирит ДМм 284
Наирит ДН 267, 275
Наирит ДНм 285
Наирит ДП 267,274
Наирит ДПм 284
Наирит ДС 274
Наирит ДСм 285
Наирит ДСН 275
Наирит ДСНс 284
Наирит ДСР 267
Наирит ДСР-50 274
Наирит ДСР-70 274
Наирит ДСР-90 274
Наирит ДСР-М 274
Наирит ДСРс 284
Наирит ДХ 274
Наирит ДХм 284
Наирит КР 92
Наирит КРИТ 275
Наирит КРНТ 285
Наирит М 275
Наирит ОНП 275
Наирит ПС 276,285
Наирит РНП 275,285
НокстайлА-1095 326
Нокстайл А-5098 326
Нокстайл РА-212 326
Нокстайл РА-301 326
Нокстайл РА-312 326
Нокстайл РА-401 326
Нокстайл РА-402 326
Нокстайл РА-501 326
Нокстайл РА-502 327
Очищенный (типа SV, L) 111
Пербунан (Buna N) 84
Пербунан Экстра 84
Пербунан Экстра 84
Пердурен 84
Пердурен 84
Пермапол Р-2 372
ПермаполР-3 372
Пермапол Р-5 371
Полибутадиен (РВ) 153
Тионит 84
Тионок 84
TCK20CV 111
ТСК 5(3) 111
TCKGP 111
ТСК L (XL, 3L, 5L) 111
TCKL 111
TCKCV 111
TCK-CV50 111
Х740 205
Х146 360
Х160 360
Х740 360
Х750 360
Эпихрома 392, 393
Эпихрома Н 393
Эпихрома С 392, 393
Этанит 84
ИНГРЕДИЕНТЫ
Активаторы вулканизации
BD Zinc Stearates 519
BD Zinc Stearates 519
Octoate Z 519
Oleic Acid 519
P-3000 519
P-3000 519
Zinc Oxide Transparent 518
Zinc Stearate Rubber Grade 519
Zinc Stearate Rubber Grade 519
Вулканизующие агенты
Diak7 664
Perkalink 301 664
TAIC 664
л-Хинонди6ксимы:
XflAktorQ 490
ХД Vulnac GM 490
Пероксиды:
Alko-Nobel 491
BPIB 492
DCBP 494
Luperox 491
Luperox DC40P 491
Luperox DC40KEP 491
Luperox 101XL45 491
Luperox 101 664
Luperox HP101XLP 491
Luperox F 664
Luperox F-40P 492
Luperox F40KE 492
Luperox 231XL40 492
Luperox 130XL-45 493
Luperox FL 494
Luperox F-40 495
Luperox 101 XL45 495
Perhexa 25B40 491
Perkadox 491
Perkadox 14-40 492
Perkadox PD-50SA-ps 494
Perkadox PM-50 S-PS 494
Perkadox BC-40 495
Perkadox 14-40 495
T Catalyst 494
Trigonox 101 664
Trigonox 101-40 491
Trigonox 29-40 492
Trigonox 145E85 493
Trigonox 311 493
Trigonox 29-40 495
Trigonox 17-40 495
Trigonox 101-45 495
Varox231XL 492
Varox130XL 493,495
Varox230XL 495
Varox231-XL 495
Varox802-40C 492
VaroxA-75 494,495
VaroxDBPH 495
VaroxDBPH50 491
Varox DCBP-50 Paste 494
VaroxDCP 495
Varox DCP-40C 491
Varox VC-R 495
Бис(4-Метилбензоил)пероксид 494
Селен Vandex 486
Сера:
Redball Rubbermakers Sulphur 482
Struktol SU 95 482
Struktol SU 105 482
Struktol SU 120 482
Sulfur Spider 482
Серусодержащие соединения:
Sulfasan DTDM 483
VanaxA 483
Methyl-Ethyl Tuads 484
Sulfads 485
Perkacit DPTT 485
Соединения селена:
Methyl Selenac 487
Ethyl Selenac 487
Соединение теллура Ethyl Tellurac 486
Теллур Telloy 485
Фенольные смолы:
HRJ-10518 488
HRJ-14247A 488
SP-1055 488
SP-1056 488
Ribetak R 7500E 488
SP-1044 488
SP-1045 С 488
Замедлители подвулканизации
AnscorchCTP 522
Duslin P 522
Elastomag 100 522
Elastomag 170 522
Mag Chem 30 522
MagChem40 522
/lagChem50 522
/!agChem70 522
/laglite Y 522
/laglite К 522
/lagliteA 522
/laglite D 522
1A110 522
1A150 522
!A40 522
!A70 522
ietarderBC 520
letarderPX 520
letarder ESEN 520
tetarders BA & BAX 521
letarder SAFE 521
tobatan PVI 522
iantogardPVI 522
Iconoc 5 520
Iconoc 521
'ulkalent B/C 520
MkalentE/C 521
tolkalentG 522
красители и пигменты
1аки:
luo-Rot NRC 630
.ack Red IB 631
'ermanent lack rot LC 631
"oner 260 630
1игменты:
'ermanentgrun 632
'ermanentrot F6RK 629
'igmentzielen 632
Модификаторы
U)700 617
И110 617
И120 617
И130 617
И 43 617
И 51 617
И 71 617
И 72 617
И74 616
П75 616
И 86 617
И 87 617
И 88 616
И 89 616
И891 617
И893 616
IccelH 608
tetorPBM 612
^РУ-Д-30 610
;yrez964 608
i-0750 617
Е-6350 617
G-3300 617
G-6720 617
GF-16 617
GF-56 617
GF-58 617
GF-62 616
GF-70 616
GF-91 617
Hexa 608
HexaK 608
Honride 125 611
HVA-2 612
M-8500 616
M-8550 616
NocellerH 608
NVB-1114 617
Resimene HMMM 608
SC-390 617
SC-3933 617
SG-3720 616
Si-225 617
Sumicanol 508 608
V-2967 617
V-4800 616
V-4910 617
V-4917 617
V-5000 617
Vulcacit H 608
Vulcanizing PDM 611
VP-1451 617
Z-6020 617
Z-6040 617
Z-6062 616
Z-6075 616
Z-6076 617
Z-6082 617
Кивирол-ТК 610, 613
Манобонд 680с 614
РУ-НПС 610
Наполнители
Coupsil 6190 548
Coupsil 8108 548
Coupsil 8113 548
Dixie Clay 551
Elastomag 100 554
Elastomag 170 554
EZ 548
Garolite DE 554
GaroliteR 554
Garolite Y 554
HiSil 115 548
Huberpol 548
Langford Clay 551
Maglite A 554
Maglite D 554
Maglite DE 554
Maglite К 554
Maglite P2 554
Maglite Y 554
Mc Namee Clay 551
Par Clay 551
Perkasil 404 548
Perkasil 408 548
Perkasil KS-300 548
Perkasil KS-409 548
Pur Mag 40 554
Pur Mag 70 554
RemagAC 554
Rhenogran ZnO-80 556
Rubbersil RS-120 548
Rubbers» RS-150 548
Rubbersil RS-200 548
Rubbersil RS-200 D 548
Rubbersil RS-3000 GT 548
Si-69 549
Ultrasil 7000 548
Ultrasil 7005 548
Ultrasil VN 2 548
Ultrasil VN3 548
Ultrasil VN-2 548
Ultrasil VN-3 548
Vancote40AS 553
Vancote50AS 553
Vancote50ES 553
VancoteWGAS 553
VansilW-40 553
VansilW-50 553
Vansil WG (HAR) 553
VulkasilC 548
VulkasilN 548
VulkasilS 548
Zeopol 8715 548
Zeopol8745 548
Zeosil 1115 548
Zeosil 1165 548
Zeosil 1205 548
Zeosil 125 548
Zeosil 145 548
Zeosil 175 548
Zeosil 195 548
Zinkoxyd aktiv 556
Аэросил 175 546
Аэросил 200 546
Аэросил 300 546
Аэросил 380 546
Аэросил R 711 546
Аэросил R 7200 546
Аэросил R812 546
Аэросил R812S 546
Аэросил R 8200 546
Аэросил R 972 546
Аэросил R 974 546
I
I
I
!
1
I
1
>1"Техуглерод:
' N110 100,535,540,543
N115 535
N120 535
N121 535
N121 543
N125 535
N134 535, 543
N135 535
N219 535
N220 535, 540, 543
N231 535
N234 535, 540, 543
N293 535
N299 535,543
я N325 100
.§ I N326 535, 540, 543
1511 N330 110,535,537,540,543
N335 535
N339 535, 540, 543
N343 535,543
N347 535,543
N351 535, 540, 543
N356 535
N358 535
N375 535,540
N539 535,537
N550 535, 542
N582 535
N630 535
N642 535
N650 535, 542
N660 535, 542
N683 535
N754 535
N762 535,537
N762 542
N765 535
N772 535, 542
N774 535, 542
N787 535
N907 535
N908 535
N990 535, 537, 540
N991 535
S212 535
S301 537
S315 535
Пластификаторы
BPEnerflex65 569
CatenexSNR 569
Mobisol30 569
Oil-Nytex 840 569
Prorex15 569
Tyrex20 569
Viva Tec 200 569
Viva Tec 500 569
Порообразователи
CellmicA300 620
CellmicAMR 620
CellmicB 621
Cellogen BSH 620
Cellular BL 620
Cellular D 620
Cellular EX 620
Cellular GX 620
Cellular PP 620
GellogenAZ 621
GellogenAZNR 621
GellogenAZRV 621
PoroforADC 621
PoroforBSH 620
PoroforN 621
PoroforB 621
Porofor ЧХЗ-18 620
Unicel ND 620
Unicel NDX 620
VinilorAC 621
Vulcacel BN 620
Специальные реагенты
DuralinkHTS 523
Perkalink 900 523
Vulcuren 1,6-0ис-(^^-дибензилти-
окарбамоилдитио)гексан 523
Стабилизаторы и антирады
AccinoxTQ 577
AccinoxZC 579
Agerite White 584
Aminox 576
Antigene P 582
Antioxidant 1010 591
Antioxidant 2246 589
Antioxidant 264(BHT) 587
Antioxidant 6PPD 579
Antioxidant A 573
Antioxidant BLE 576
Antioxidant D 573
Antioxidant DBNPD 584
Antioxidant DTPD 583
Antioxidant IPPD 578
Antioxidant MB 584
Antioxidant OCD 574
Antioxidant R0(TMQ) 577
Antioxidant SP-C 588
Antioxidant SP-W 588
Antioxidant ZMMB 585
Antioxidant MMB 585
Antioxidant MMB 585
Antiozonant DOX-1 583
BLE 576
BLE-25 576
Durazone 37 586
Dusantox6PPD 579
Dusantox86 575
DusantoxIPPD 578
DusantoxL 580
DusantoxODPA 574
FlectolTMQ 577
IrgafosTNPP 590
Irganox 1010 591
Lowilite 22 592
Lowinox22M46 589
Lowinox BHT 587
Naugard 445 575
NaugardJ 582
Naugard NBC 590
Naugard P 590
Naugard Q 577
PermanaxODPA 574
Pilflex 13 579
Pilflex IP 578
PilnoxTDQ 577
RhenofitDDA 575
RhenotitOCD 574
RhenofitPAN 573
Rhenogran MBI-80 584
RichfosTNPP 590
Richnox 1010 591
Rubatan 184 577
Santoflex 134 580
Santoflex 6PPD 579
Santoflex 77PD 580
Santollex IPPD 578
SirantoxIPPD 578
Songnox 1010 591
Songnox2246 589
Songnox TNPP 590
Songsorb 1000 592
Tinuvin P 592
Vulkanox3100 583
Vulkanox4010NA 578
Vulkanox4020 579
Vulkanox4030 580
VulkanoxBHT 587
Vulkanox BKF 589
VulkanoxDPPD 582
Vulkanox DS 589
Vulkanox DS/F 589
Vulkanox HS 577
Vulkanox MB/MG 584
Vulkanox MB2/MG 585
Vulkanox MB2/MGC 585
Vulkanox SP 588
Vulkanox ZMB2/C5 585
Vulkazone AFD 586
WingstaylOO 583
Wingstay29 575
WingstayS 588
WingstayT 588
Воски:
Antilux 594
AntiluxHO 595
Antilux 111 595
Antilux 500 595
Antilux 500L 595
Antilux 500PE 595
Antilux 550 595
Antilux 600 595
Antilux 654 595
Antilux 660 595
Astor Astax 140H 596
Negozone 594
Negozone220 596
Negozone 3457 596
Negozone 3509 596
Okerin 11234 596
Okerin 1891 596
Okerin 236 596
Okerin 2711 596
Okerin 6174 596
Okerin, Astor 594
Redezon 594
Redezon 100P 596
Redezon 200Y 596
Redezon 500 596
Redezon 503 596
Redezon 510 596
Redezon 520P 596
Rubber Protective Wax 594
Sasolwax 594
Sasolwax2396 596
Sasolwax 4959 596
Sasolwax 5138 596
Sasolwax 5205 596
Sasolwax 5605 596
Sasolwax 5998 596
Sasolwax 6050 596
Sasolwax 6064 596
Sasolwax 6066 596
Sasolwax 6070 596
Sasolwax 6403 596
Sasolwax 6693 596
Sasolwax 8080 596
Sasolwax 8739 596
Sasolwax 8893 596
Sunproof 594
Sunproof Extra 595
Sunproof Improved 595
Sunproof Junior 595
Sunproof Regular 595
Sunproof Super 595
Surfixlll 594
Нафтам-2 573
Ускорители вулканизации
Гуанидины:
Accel 0 496
DPG 100
Perkacit DPG 496
Rhenogran DOTG-70 497
Vanax DOTG 497
Vanax DPG 496
VulkacitD 496
Дитиодиморфолин DZ 100
Дитиокарбаматы:
Accel BZ 499
Accel EZ 498
Accel PX 499
Accel PZ 498
Amyl Ledate 502
Arazate 500
Benzyl Zimate 500
Bismate 501
Butyl Zimate 499
Cure-rite ZIB 500
Ethazate 498
Ethyl Cadmate 501
Methazate 498
Methyl Cumate 501
Methyl Ledate 502
Methyl Zimate 498
Perkacit ZDBC 499
Perkacit ZDEC 498
Perkacit ZDMC 498
Vulkacit LDA 498
Vulkacit LDB 499
Vulkacit P extra N 499
Vulkacit ZBEC 500
Ysobutyl Zimate 500
Сульфенамиды:
Accel CZ 505
Accel TBS-R 506
Amax 507
Cure-rite 18 509
Cure-rite BBTS 506
DM 100
Durax 505
NS 100
OBTS 507
PilcureCBS 507
Rubenamid С 505
Rubenamid DS 507
Santocure CBS 505
Santocure DCBS 507
Santocure MBS 507
Santocure TBBS 506
Santocure TBSI 508
Vanax TBSI 508
Vulkacit CZ 505
Vulkacit DZ 507
Vulkacit MOZ 507
Vulkacit NZ 506
Akrochex OTOS-70 509
Тиазолы:
Accel DM 504
Accel MZ 504
Altax 504
Perkacit МВТ 503
Perkacit MBTS 504
Perkacit ZMBT 504
Rubator 503
RubatorMBTS 504
Vulkacit DM 504
Vulkacit Merkapto 503
Vulkacit ZM 504
Zetax 504
Captax 503
Тиомочевины:
Accel 22-S 509
Accel BUR 510
Accel EUR 510
EkalandDPTU 510
NoccelerC 510
Rhenogran DPTU-80 510
Rhenogran ETU-75 509
Robac22 509
RobacDBTU 510
RobacDETU 510
ThiateH 510
ThiateU 510
Тиурамы:
Accel TBT 511
Accel TET 513
Accel TMT 512
Accel TS 512
Accelerator TBzTD 514
Accelerator NDBC 590
Benzyl Tuex 514
Butyl Tuads 511
Cure-rite IBM 515
Cure-rite IBT 515
Ethyl Tuads 513
Ethyl Tuex 513
Methyl Tuads 512
Mixland+DPTT 75 515
Monex 512
Perkacit TBzTD 514
Perkacit TETD 513
~%
$
|
|
1
1
3=
a
1
Q
1
|
|
■8
733
JPPi
1
i
I
i
I
I
Perkacit TMTD 512
Perkacit TMTM 512
RubatorDTMT 512
Sulfads 515
Unads 512
Vulkacitl 514
Vulkacit Thiuram 512
Westco DPTT 515
WestcoTIBTD 515
Cure-rite DIXIE 517
Cure-rite ZIPX 516
Propyl Zithate 516
Rhenogran CLD-80 517
Rhenogran TP-50, ZAT-70 517
RobacDIXD 517
RobacZIX 516
Royalac 136 517
VanaxCPA 516
VanaxNP 516
VocolZBPD 517
Vulcofac ZBPD MB 50 517
Vulcofac CLD MB 80 517
КОМПОЗИЦИИ НА ОСНОВЕ КАУЧУКА
1603 171
1605 171, 172
1606 171, 172
1608 171, 172
1609 171, 172
1610 171, 172
1620 171
1700 173
1706 173, 174
1707 172
1712 172, 173, 174
1712E 174
1713 173
1714 173
1721 172, 173, 174
1723 174
1724 173
1732 174
1739 174
1745 173
1777 173
1778 172, 173, 174
1779 173
1805 164
1808 164
1815 164
1821 164
1833 164
1839 164
1847 164
1848 164
1849 164
1900 175
1902 175
1903 175
1904 175
1904 175
1941 175
1958 175
9000 175
HS785 175
RM21 175
RM21L 175
S6B 175
S6H 175
S6H 175
KHS58 175
KHS65 175
KHS68 175
ВУЛКАНИЗАТЫ
(термопластичные эластомеры)
Enflex TPV 55A 453
Santoprene 101-64 453
Santoprene 101-73 453
Santoprene 101-87 453
Sarlink 9165N/B4 453
Sarlink 9190JM/B4 453
ЛАТЕКСЫ
2002 467
2108 466
2110 466
2113 467
34D40 468
600C 468
Baypren (Байпрен)
Baypren 4K 471
Baypren SK 471
Baypren T 471
Baystal S 71 480
BL-100 476
BunatexVP 1511 480
BunatexVP2210 480
ExultexDC 462
Gen-Tac 480
HA 463
Heveaplus MG 462
HR 463
EP-603A 476
Hycar (Хайкар)
Hycar 2110 465
Hycar 2550H5 465, 466
Hycar 2550H5 466
Hycar2600X83 474
Intex (Интекс)
Intex 100 465, 466
Intex 103 465,466
JR-900 476
JSR-0561 465, 466
JSR-0650 472
KHS 463
KL-F 474
LM-50 472
LM-61 472
LR 463
LV-50 472
LV-60 472
LA 463
LA-50 472
MR 463
Neoprene (Неопрен)
Neoprene 601A 471
Neoprene 650 471
Neoprene 750 471
Neoprene 842A 471
Nipol 5218FS 480
Pliocord (Encord) VP-106 480
Pliocord (Encord) VP-107 480
Pyratex220 480
Pyratex230 480
Pyratex 240 480
Pyratex 241 480
Pyratex J-1904 480
Revultex 727 BF 462
Revultex HLA 462
Revultex HR 462
Revultex LA 462
Revultex LR 462
Revultex MLA 462
Revultex MR 462
Uniroyal latex 6000 480
Viton 474
Акронал 290Д 474
Дарекс632 467
НаиритДЛ-750 470
НаиритДЛ-750 471
НаиритЛ-4 470
НаиритЛ-4 471
НаиритЛ-7 470
НаиритЛ-7 471
НаиритЛ-7 477
НаиритЛМ 470,471
НаиритЛ-НТ-1 471
НуР-605 476
Пербунан N VT 469
Плайокорд VP106 472
Плиолайт 151 467
Полисар 152 468
Полисар 761 469
ЛАТЕКСНЫЕ КОНЦЕНТРАТЫ
НА 112
НА-ВА 112
HA-SPP 112
HA-TZ 112
LA112
СМОЛЫ
ДЛЯ ПРОПИТОЧНЫХ СОСТАВОВ
Arofene 779 650
Penacolite R2170 650
Penacolite R2200 650
Penacolite R50 650
SRF-1524 650
VulkadurT 650
РЕЗИНОВЫЕ СМЕСИ
PFR65-BF2 316
PFR65-WF2 316
PFR70-BA1 316
PFR70-BX1 316
PFR70-BX2 316
PFR70-WA1 316
PFR70-WX1 316
PFR80-BA1 316
PFR80-BX2 316
PFR80-WA3 316
ТИОКОЛЫ
LP-12 373, 374
LP-2 373, 374, 385
LP-23 373
LP-3 373,374
LP-31 373, 374
373, 374
373
373, 374
373
373
LP-32
LP-33
LP-55
LP-56
LP-980
Ttiioplast EPS 15 384,386
Thioplast EPS 25 384,386
Thioplast EPS 350 384, 386
Thioplast EPS 70 384,386
Thioplast G1 373
Thioplast G10 373
Thioplast G112 373
Thioplast G12 373
Thioplast G131 373
Thioplast G21 373
Thioplast G22 373
Thioplast G4 373
Thioplast G44 373
TCK20 111
ФОРПОЛИМЕРЫ
Adiprene (Адипрен)
Adiprene L-42 352
Adiprene L-167 352
Adiprene L-950D 352
Adiprene LF-800A 352
Vibrotan (Вибротан)
Vibrotan В 625 352
Vibrotan 6020 352
Vibrotan 7500 354
Vibrotan 8000 354
Vibrotan 8010 352
Vibrotan В 836 352
ТЕРМОПЛАСТИЧНЫЕ
ЭЛАСТОМЕРЫ
Calprene Н6170{СЭБС) 436
Desmopan (Десмопан)-385 S 444
Desmopan-460 444
Elastollan (Эластоллан) 1185 A 444
Engage (РОЕ) 448
Hytrel (Хайтрел) С-3548 446
Hytrel C-4056 446
Hytrel C-5556 446
INFUSE (OBC) 448
Kopel (Копел) KP3340HR 446
Kopel KP3355HR 446
Kraton (Кратон) D 436
Kraton D 1101 (СБС) 436
Kraton G 436
Kraton G 1651 Н(СЭБС) 436
Pebax 423
Platon 449
Riteflex (Ритефлекс) 663 446
Riteflex (Ритефлекс) 677 446
Surlyn 423
Tradenamed Telcar® OBC 448
Vistamaxx 449
КарифлексТР-1107 436
Солпрен-418 436
Эстан 444
I
1
i
!
!
I
~$6~-
735