/

























































Текст
’.'v Г •
ГИДРАВЛИЧЕСКАЯ ЧАСТЬ
• *
Гидравличесное оборудование станин
ПЕРЕЧЕНЬ РИСУНКОВ
1. Гидравлическая схема соединений^
2. Гидравлическая схема функций"
_______о
ТОЙ HGSTIVAO
——----------------------------------------
..’ • Дй
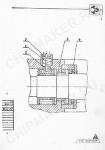
ГИДРАВЛИЧЕСКОЕ ОБОРУДОВАНИЕ СТАНКА
---------------л*--------.-—
Изображение - глава 4, рис. 1
Гидравлическая распределительная система размещена в станине
станка. Масляный бак находится’ вне станка. В задней части
станна помещен цилиндр быстрого' перемещения* Цилиндр продоль-
ной подачи стола, цилиндр подвода и органы распределения
находятся в передней части станины.
. Гидравлическая распредсистема помещена в средней части перед- •
ней станины.. Отдельные функции программируются кнопками. Этот
Ц4ЖЛ потом управляется главным рычагом. Расположение распред-
системы Дает возможность добавить гидравлическое устройство
для управления измерительным прибором, фасонным гидравлическим
•приспособлением для правки или другими, гидравлически управля-
емыми принадлежностями.
Гидравлическое устройство управляет функциями! гидравлическое
быстрое перемещение, подвод шлифовальной бабки, продольная
подача, рабочая скорость, скорость правки, нахождение в
мертвых точках, а именно у бабки изделия или в о'боих крайних
положениях, демпфирование в крайних положениях в целях дости-
жения точного реверсирования, гидравлическая задняя бабка
и напорный выключателе для автоматического пуска в ход бабки
изделия.
Схема соединений с обозначением связей между отдельными
элементами изображена на рис. 1. •
Наладка и уход за гидравлическим устройством подробно описаны,
в главах 5 и 7. ,
ETU
□писание гидравлической распредсистемы
Изображение - глава 4, рис. 2
Гидравлический насос работает на оборотах п а 960 и с произво-
дительностью 11 л/мин. ,
Рабочее давление I - 1^3" . . - для всех гидравлических
функций за исключением
подачи стола
Рабочее давление II - 1,2 МПА - для подачи стола
Рабочие цилиндры
W - поршень для выдвижения муфты ручной подачи стола
V - цилиндр гидравлической подачи стола
/ ток нситша
9 " бабниЯР бЫСТр°Г0 гидравлического перемещения шлифовальной
Е - цилиндр гидравлической подачи шлифовальной бабки'
Q - цилиндр гидравлического управления пинолью .задней бабки
• £1!-Р5*£«чЕ.смив приборы . ,
Т - манометр
C-D ? перепускные клапаны .
е - выключатель. давления для включения подвода охлаждающей
жидкости и запуска бабки изделия
насос для смазывания мехэнизмоэ передачи
m " насос для смазывания направляющих стола • . . 1
Гидравлические заслонки /сопла/
I “ •• —* * о» I- - . „
х - регулировка перепуска масла под давлением в схему регули--1
рования подачи /компенсация потерь вследствие просачивания/
У • сопло подачи в крайних положениях, определяющее скорость
движения измерительного золотника G
ж - регулироека выдержки времени при включений гидравлического
перемещения стола и расцепления муфты перемещения стола
вручную «
Управляющие золотники
й-u
2894
- серооэолотнин для управления распледелите/1ьными золотника"
ми, определяющими направление перемещения стола* Серво-
золотник перемещается механически при помощи упоров
стРла или гидравлически при отклонении главной рукоятки
• 1
- распределительные золотники, определяющие направление по*
дачи стола. Золотники перемещаются гидравлически при по-
мощи золотника R. Золотники приспособлены для включения
пролеживания стола в крайних положениях
- золотник демпфирования в крайнем положении стола у задней
бабни. Управление золотником осуществляется посредством
упора стола. При перестановке закрывается сливной трубопро-
вод устройства регулирования скорости с^ола. Следовательно,
скорость стола в крайнем положении уменьшается. При изме-
нении направления перемещения стола золотник преследует
упор стола вплоть до полного открытия сливного трубопро-.
вода, в результате чего скорость стола увеличивается вплоть
до достижения отрегулированного значения.
’ При шлифовании с продольной подачей автоматическое завер-
шение цикла имеет место только в крайнем положении у задней
бабни
N - золотник демпфирований стола в крайнем положении у переллен
#бабни ,
О " золотник останова стола» Находясь в исходном пояснении,
золотнин соединяет между собой обе стороны цилиндр® V и
препятствует поступлению гидравлической жидкости а цилиндр.
Перемещение золотника осуществляется гидравлически r^aawoff
рукояткой и его возврат в исходное положение происходит
под действием пружины
Р • .-•поршень ускорения подачи. Получив импульс от главной руко-
ятки, поршень осуществит однократную дозировку количества .
масла, отвечающего подводу шлифовального круга 0,05 мм/0
F - золотнин ускорения подачи, управляемый кулачком подачи.'-
Движение кулачка происходит в зависимости от движения
поршня цилиндра Е = Нулачон соединен со шкалой, опредвля-
’ющей способ выполнения подвода на врезание. Если на шкале
отрегулирована величина припуска на шлифование, золотнин
перепускает масло из регулируемой стороны цилиндра Е на
слив» При достижении отрегулированной величины слив закры-
вается. Подача продолжается согласно подобранной скорости.
И - сервозолотнин для включения выхаживания, После завершения
подвода цилиндр'Е осуществит перестановку золотника И, ра-
ботающего в качестве сервозолотнина для золотника После
окончания цикла золотнин’ Н гидравлически возвращается,
получив импульс ст главной ругоятии
J - золотник, определяющий продолжительность электроискровой
обработки. Посла.перестановки под действием сервоэолотнине
Н золотнин J движется с установленной скоростью. 0 оконча-
тельном этапе напорному маслу из канала 33 откроется путь
е канал 24а. Там самым передан импульс для окончания
цикла шлифования. От времени перемещения эолотнина зависит
продолжительность электроискровой обработки. Реверсиро-
вание эолотнина осуществляется гидравлически с управле-
нием от сервозолотника Н,
Н - сервозолотнин для подачи шлифовального круга в крайних
положениях стола. Золотнин перемещается гидравлически при :
изменении направления движения стола
G - измерительный золотнин подачи в крайних положениях. После
перестановки эолотнина Н золотник G перемещается со .ено-
' ростью, определяемой соплом У. Во время перемощения золот-
ник перепускает часть масла из цилиндра подачи Е и часть
масла из золотника J.
JZ7
J
2896
•ВНиЛ5
Органы, управления и наладки
' Главная рукоятка А, находясь в положении "СТАРТ", управляетi
гидравлическим быстрым перемещением шлифовальной байки /цилиндр В/
подачей шлифовальной бабки /цилиндр Е/
расцеплением муфты перемещения стола вручную /цилиндр W/
пуском стола в ход /цилиндр V/
- При нахождении рукоятки в положении "СТОП" все указанные функции
возвращаются в исходное состояние.
Аа - положения отклонений главной рукоятки в сторону.
Среднее положение нормальный рабочий цикл.
Внутреннее левое и внутреннее правое положение « переклю-
чение /изменение/ направления перемещения стола. Пуск
скорости для правки в ход - в заднем положении главной
рукоятки.
Крайние положения - быстрое перемещение стола
АЬ ’ - при дальнейшем отклонении главной рукоятки в направлении
против пружины /в сторону к обслуживающему лицу/ масту-
‘ пает однократная подача на 0,05 мм/0 /поршень Р/.
I - ручка регулировочного' крана пролеживания стола в крайних
положениях
I
II - ручка регулировочного крана демпфирования скорости стола
в крайних положениях
III - ручка регулировочного крана скорости стола при правке
/только в заднем положении главной рукоятки/
IV - ручка регулировочного крана скорости стола /только в пе-
реднем положении главной рукоятки/
, • !
V • ручка регулировочного крана продолжительности электро-
искровой обработки /обработка включается после завершения
Подачи/
VI ручка прана для выбора положения рабочей подачи»
а/ подача в рамках цикла с осцилляцией стола у бабки изделия
5/ подача в переднем положении, не взирая на положение
главной рукоятки - для шлифования первой детали и для
правки
в/ подача в рамках цикла
тоя mouth
&
VII L иран для выбора Положения шлифовальной бабии на пути
’ быстрого перемещения
а/ шлифовальная бабка постоянно в заднем положении
б/ шлифовальная бабка включена в рабочий цикл
а/ шлифовальная бабка постоянно в переднем положений
VIII - ручка регулировочного крана скорости подачи .
• а/ врезная подача •
б/ подача в левом крайнем положении стола
в/ подача в обоих1 крайних положениях стола ;
г/ подача в правом крайнеег Положении стола
> » ’ • ; • • • ’
И педальное управление пинолью задней бабии
2'8 97
• внил^
IFMJO'FWB1
ОБСЛУЖИВАНИЕ
Предохранитединые устройства и r.s»jy продоотфроимиети пр»<
обслумиаамиы
Подготовив огамна перед сводок • сндплуагац**
Органы управлений ..
Уравновешение шлифовального кру* о
Пробный ход станка
Правка, шлифовального круга .
г
Порядок шлифования первого наделил
ПЕРЕЧЕНЬ РИСУНКОВ
1». Общий вид станка - органы управление
Л» Балансировка шлифовального круга -
тпн моепмай
ПРАВИЛА ТЕХНИКИ БЕЗЙдАСНОСТИ ПРИ ОБСЛУЖИВАНИИ
~ ’ ип... и»>Г!1 I »>"« -r»i я .ч . nnuwuiiu 1'
В целях обеспечения безопасности труда при эксплуатации,- ца стами* ‘
предусмотрены следующие меры предосторожности»
Все вращающиеся части» в том числе и клиновые ремни привода,
закрыты кожухами. , • • А
На станке установлены щиты против брызг охлаждающей жидкости.
Органы управления сосредоточены в передней части станка»
8 целях исключения возможности случайного пуска станка в ход и,
следовательно, ,его повреждения или также увечья обе лужи яя1пцягп
персонала, главная рукоятка фиксируется.-.предохранительной ручной.
Управлять пинолью задней бабки гидравлически можно только в случае,
если шлифовальная бабка находится в заднем положении.
Смазочные точки на станне четко обозначены красной красной.
Действительные правила техники безопасности»
Правила техники безопасности для металлорежущих станков ЧСН 20 0700.
Правила техники безопасности для шлифовальных станков ЧСН 20 0717,
Особое внимание должно быть уделено статьям» ’ *.
Крепление шлифовального инструмента
Ураеновешиеание шлифовального инструмента
Ураь-овешивание шлифовального инструмента
Предохранительные кожухи шлифовального инструмента ЧСН 20 0706,
ЧСН 20 0707
Общие указания
ПОДГОТЗаНА СТАНКА Н ПЕРВОНАЧАЛЬНОМУ ПУСКУ в ход
2899
BHU£f
Сначала весь <.танон необходимо тщательно очистить от консервиру-
ющего покрытия и убедиться в надлежащем удалении этого покрытий,
в частности со всех направляющих и крепежных поверхностей.
Далее заменить деревянные планки сепараторами с роликами на
опорах шлифовальной бабки. Замену произвести одинаковым спосо-
бом, как и при подготовке станка для транспортировки /ст. 2, рис.1/«
После смены планок необходимо удалить болты и ленты, фиксирующие
верхний стол. В отверстия, из которых были вынуты болты» навернуть
поставленные пробки.
После закрепления и контроля кожухов на шлифовальной бабке необ?
ходимо проверить ход поперечной подачи путем поворачивания махо-
вична.
Ход мехадизма поперечной подачи должен быть плавным и без сопро-
тивления.
Г TG3O
(
MOBTIVflO \
ОРГАНЫ УПРАВЛЕНИЯ
ИзоОрочпмие» статья 5, рис. 1,2
0 приведенном ниже перечне содержатся органы упраалония стачноп*
обозначенные на рис. 1.2.
Пор. № Обозначение Наименование
по. ISO
1 Ручка управления и включения продолжительности проле^ийОнич стала
с~. —ji Пролажкваниз в правом крайнем положении В направлении знака продолжительность уве-
личиоает ся
г •ь :’нэ Прилаживание в обоих крайних положениях Э направлении знака.продолжительность уве- личивается
г ? 1 Продолжительность пролеживвния отключена
2 Ручка для управления демпфированием пере- мещения стола 9 крайних положениях
Г eh ' U J о В направлении знака демпфирование увеличи- вается
3 ! й Bi I Ручна управлении индивидуальной скоростью I стола /применинется при правке шлифовального круга/
Л/ЧАА 0 направлении знака скорость стола увеличи- вается
! 4 Ручка управления скоростью стола
АААААА 0 направлении знака скорость стола увеличи- вается ‘
о Гидравлическое перемещение стола отнл' *нно
5 Ручка управления продолжительностью электро- искровой обработки , 1
и ft По истечении времени обработки станок отнлю-
Г . мч41 чается. В направлении знака продолжительность обработки увеличиван»сп.
•й» •' • - "«• -z~.< . - - .... 14 . ..to' ** - * .4*. \
Г r-Tfci : • •* •' *'
О Автоматический останов с'вм1'? ономча- мая рабочего ции.<; отндл.44;
6 гучна выборе положения ш/.кп зв^ьной OaOi и на пути автоматической ПйДачи .u./'t н«/
w - ' *> ' ,ж л таи W . ** •• ГМСММ При включении главней пуцг-. гк, шлифовальная бабка придвигается способ)-чуг гэчовибмным ручкой /рис. 1/9/. После егк1 чвния бабка возвращается назад.
VW <>•> ♦ Тоже, но с осцилляцией стол» у правого улара
WV Шлифовальная бабма находится постоянно в пе- реднем положении
7 Ручка выборе погожеиня шлиповальной бабин на пути быстрого пиромацзнил /80 мн/
11 При включении г певчий рукоятки происходит быстрое перемещение шлифовальной. бабки вперед, а при выключении - назад
11 Шлифовальная бабка находится поотоячнэ в переднем положении
IL Шлифозальнлк бабка махс.цится постоянно э заднем положении
В и Руина управлзмия скоростью автоматической подачи * • ♦ В наплавлении знача скорость увеличиваете*
9 Ручка выбора способа автоматической подач» шлифовальной бабки .
I Лодамв l нр£»‘4ж«х ^аложеииях (Лила
Подача о правой крайнем положении стала ’
BHU45
♦ Подача э девом крайнем положении стола Плавная /бесступенчатая/ врезная подача
10 Главная рукоятка управления . .
о При отклонении рукоятки, из.положения "СТОЛ" направо или налево стол перемещается направо или налево со скоростью* установленной ручкой 3. При дальнейшем отклонении руно? ятки направо или налево а самое крайнее по- ложение стол перемещается направо или на- лево с максимальной скоростью. При отклонении рукоятки вперед в положение "СТАРТ" пунтается в ход бабка изделия, охлаждающая жидкость и функции, набранные ручками 1-9. * . ‘ При отклонении рукоятки из положения "СТАРТ* вперед шлифовальная бабка придвинется вперед на 0,05 мм на диаметр. Под действием пружины рукоятка возвращается в положение "СТАРТ". При отклонении рукоятки иэ положения "СТАРТ" направо или налево стол движется направо ’ или налево. При еще большем отклонении рукоятки направо или налево в самое -крайнее положение движе- ние стола направо или налево осуществляется с максимальной скоростью.
11 г Винт для перемещения внутришлифовального электродвигателя.
12 Штифт фиксирования кронштейна внутришлифо- вального устройства
13 Контрольная лампа, сигнализирующая положение шлифовальной бабки на пути автоматической подачи
14 4 ( Тормоз пиноли задней бабки
15 Руноятна управления пинолью задней бабии
ie Маховичок управления пинолью задней бабки
17 Правый упор
! ia Винт для поворачивания верхнего стола
19 Ганна колодки столе
51
* у
20 - . • — - . — r Ручке гинной подачи шлифоввльнон бабин /1 обо рот « 0»01 мм/
21 Махоемчон поперечной подачи шлифовальной бабник /1 оборот «, 2 мм на 0/
22 Шкала поперечной подачи , .
23 Ручка блокировки попарачной подачи шлифовали - ной бабки t
24 Лимб для тонкой установки положения шкалы на небольшое число делений
25 Ручка жесткого упора
2Б • • Шмале ускоренной автоматилеекой подачи* Величина* несколько большая чем припуск на шлифование» устанавливается против указателя на шкале 27, после незначительного нажатия на шкалу
27 • Шкала автоматической подачи, служащей для. контроля за тематической подачи
28 Нног\на управления гидравлическим приспосо- блением для фасонной правки» усг. айва пивав- мым на столе /специальная принадлежность/
29 Педаль гидравлического управления пинолью задней бабки
30 Ручка крана для регулирования смазки стола (у н&с^оиогъ на сося]
31 Маховичок продольной подачи
32 Кнопка выключателя электродвигателя масля- ного насоса
33 Кнопка выключателя электродаигателя насоса охлаждающей жидкости
34 • Кнопка выключателя влентродвигателя шлифо- вальной бабки
35 Главная кнопка "‘СТОП’’
36 •• Левый упор
37 » Винт для тонкой установки упора
38 Г; \ упор для коробки упоров
го« веоетиглй
JT4
39 • 'Микрометрический винт коробки упоров
40 « Коробка упоров дл-я внутришлифовальных операций
41 Винты для ф.нсирования вращения бабки изделия
42 • Кнопка выключателя электродвигателя бабни изделия
43 * * <1.и щ; , ч ’.ч г:.1Г1ОПНЯ н^! 1 . : . j; , . ’ \_JKH
44 Гайка для фиксирования шлифовальной бабки
45 • i -.'.id ,«i1 !'? 1; "11 1 Д')П ПОП'”' 1Ч : I -i 1 < И Я и: .ч . 1 цч'ои Кабки •
46 Винт для фиксирования кронштейна внутри- шлифовального устройства в откинутом положении
47 Выдвигающаяся цапфа для удобного опускания рычага внутренней шлифовки
48 « • Поверх мость для балансировки шпиндельной пдводковоЙ головки в положение ИО"
49 Кнопки для перемещения зубчатых колес
• 50 Фиксирующие винты движения бабки изделия
51 > Щйтой, определяющий число оборотов бабни изделия
52 Подкладки для совмещения оси шпинделя с осью центров
53 Кнопка для грубой установки верхнего стола
54 Крышка для смены сопла
55 Кран подвода воды
56 * ; Винт наладки усилия пружины в задней бабкв
5
4Р
УРАВНОВЕШИВАНИЕ ШЛИФОВАЛЬНОГО КРУГА
» • *
рисунок - стасья рис. 2
Уравновешивание шлифовального круга производите* на балансиро-
вочной подставке, которая устанавливается на прочной основании .
• и выверяется в обоих направлениях при помощи выверочных винтов.
Выверка горизонтального положения производится по водяному
уровню.
Перед всаживанием круга во фланец необходимо убедиться в отсутст-
вии трещин на круге, которые могли образовываться при транспор-
тировке, Будучи в безукоризненном состоянии, сухой очищенный
круг в свободно подвешенном состоянии должен издавать при лег-
ком постукивании по нему деревянным молотком чистый и звонкий
звук.
При установке шлифовального круга во фланец в промежуток между
Фланцем /рис. 2/1/ и кругом /рис. 2/2/ вставляются подкладочные
кольца /рис. 2/3/ из мягкого картона толщиной 0,5 мм, Однако
это производится только в случае, если подкладочные кольца
не были наклеены на шлифовальные круги уже на эаводз»изготови-
%
теле.
Шлифовальный круг должен быть насажен на фланец свободно без
применения усилия. Насаживание с применением усилия может при-
вести к образованию трещин а круга. Насаженный круг фиксиру-
ется путем равномерного последовательного притягивания винтов
/рис. 2/4/ по всей окружности фланца.
104 2
Шлифовальный круг’вместе с фланцем насаживают на балансировочную
оправку /рис- 2/5/, фиксируют их гайкой /рис. 2/6/ и балансиро-
вочную справку помещают на балансировочную подставку.
Собственно уравновешивание следует производить а следующем
порядке »
• ♦
1. Распределить равномерно противовесы /рис. 2/7/ в пазе флан-
ца И выждать, пене шлифовальный круг на остановится так,
чтобы его наиболее тяжелая точна была направлена я нижнюю
отсрочу.
Обозначить мелом на фланце наиболее ле; ч о точку
2. Изменить положения противовесов в лазе фланца так, чтобы .
они были равномерно расположены по отношению к обозначе-
нию» сделанному мелом /см. 1 на рис.. 2/.
3. Придвинуть верхние противовесы ближе друг н другу и повср-
путь круг на угол 90 Если круг будет возвращаться в инход-
ное положение, то расстояния между верхними противовесами
должны быть еще более уменьшены. Это повторяется до тех пор,
пока не прекратится самопроизвольное отклонение круга
из любого положения, в которое он будет установлен.
Если верхние противовесы уже придвинуты одно к другому, но
круг все еще не полностью уравновешен, необходимо передви-
гать вверх нижние противовесы /см, 11 на рис. 2/.
4. Снять фланец вместе с кругом с оправки, насадить их на ко-
нус шпинделя шлифовальной бабки, застопооить винтом с шай-
бой и подвергнуть круг правке. Для затяжки винта с внутрен-
ним шестигранником следует пользоваться ключом /рис. 2/0/.
%
5. Снять при помощи съемника фланец с кругом, подверженным
правке, со шпинделя /рис. 2/0/, снова их насадить на балан-
сировочную оправку и повторить весь процесс уравновешивания.
Вследствие правки круг является разбалансированным и поэтому
весь процесс уравновешивания согласно точкам 1-4 должен
производиться еще раз или, по мере необходимости, даже
несколько раз подряд.
Наивысшего качества шлифа можно добиться только я том слу-
чае, если шлифовальный нруг был правильно уравновешен и
подвергнут правке.
б/
ПРОБНЫЙ ХОД СТДННА ПОСЛЕ УСТАНОВКИ НА ФУНДАМЕНТНУЮ ПЛИТУ
Изображение - глава 5,рис« 1 ’
Сначала тщательно очищают весь станок и, в особенности., все
направляющие от защитного покрытия.
После заправки всех резервуаров маслом и подключения станка
н сети производится испытание хода станка. Шлифовальная бабка
и задняя бабка помещаются на конец стола. Сначала отключают
продольную подачу стола путем установки нтопки /рис. 1/4/ на >
*0". При прмощи установления кнопки /рис. 1/5/ на "О" отклю-
чается автоматический остакзв станка после завершения рабочего
цикла. Кнопку /рис. 1/6/ устанавливают на 1 | , чтобы шли-
фовальная бабка находилась постоянно в переднем.положении
пути автоматического подвода /ход 0,7 мм/, и кнопку /рис. 1/7/
устанавливают на , чтобы шлифовальная бабка находилась
постоянно в заднем положении пути быстрого перемещения /ход
40 мм/ или чтобы шлифовальная бабка переместилась в это поло-
жение после пуска в ход двигатели масляного насоса. Такая
установка предотвращает повреждение станка или шлифовального
круга. Перед пуском двигателя масляного насоса необходимо
проверить, находится ли главный рычаг /рис. 1/10/ в положении
"СТОП". Теперь включается главный включатель на эЛектрошнафу
и кнопкой /рис. 1/32/ пускают двигатель масляного насоса.
Надо проверить, вращается ли двигатель согласно стрелке. Для
изменения направления вращения надо поменять местами фазы.
Если Двигатель масляного насоса вращается правильно, то вра-
щаются правильно и другие двигатели. Если главный рычаг
находится в положении "СТОП", то можно испытать управление
гидравлической пинолью задней бабки путем нажатия ножной педали
/рис. 1/29/. При включении главного рычага вперед в положений
"СТАРТ" нельзя управлять пинолью при помощи педали /рис. 1/29/.
Отклонением глазного рычага вперед пускаются одновременно бабка
изделия и двигатель охлаждающей жидкости. Подвид охлаждающей
жидкости останавливают нов.и '• > оп м-ыбоична клапана» Перемещение
главного рычага назад о и пт • . -v г<; .ыпас г останов бабю
изделия и прекращение подвода охлаждающей жидкости. Шлифоваль-
мая бабка вращается непрерывно, так как оборотами шлифовального
шпинделя нельзя управлять посредством главного рычага.
Перед установкой гидравлической подач и стола устанавливаются
упоры в крайние положения и с помощью маховична стол перемещают
по всей длине хода вручную , проверяя, не препятствует ли
что-нибудь движению»
Затем следует повернуть ктопку /рис. 1/4/ вправо примерно
на 100°, чем достигается установка приблизительно средней ско-
рости продольной подачи стола. Отклонением главного рычага
/рис. 1/10/ вперед пускают бабку изделия и подвод охлаждающей
жидкости. Стол движется на установленной скорости от упора
к упору. х
После того, как столсовершит несколько перемещений по всей
длине хода, то скорость стола можно медленно повышить до
максимума путем поворота ктопки /рис. 1/4/ впоаво. Кнопкой
/рис. 1/1/ устанавливается простаивание стола ₽. одной или t
в обеих мертвых точках. Кнопкой /рис. 1/2/ можно отрегулиро-
вать желаемое демпфирование подачи стола в крайних положениях.
Прежде чем проверить механизм поперечной подачи, отводят ма-
ховичном /рис. 1/21/ шлифовальную бабку в заднее положение
после предвари тельного нажатия на блокирующую кнопку /рис.
1/23/. Затем надо путем выдвижения кнопки маховичок опять
блокировать. Теперь можно кнопку /рис. 1/6/ yarrow оаипь таким
образом, чтобы шлифовальная бабка находилась постоянно в пе-
реднем положении пути автоматической подачи /ход 0;7 мм/ или
чтобы после запуска главным рычагом шлифовальная бабка пере-
местилась по режиму, установленному кнопкой /рис. 1/9/ и
после выключения главного рычага вернулась назад.
Кнопкой /рис. 1/7/ устанавливают положение шлифовальной бабки
на пути быстрого гидравлического перемещения /40 мм/. Шлифоваль-
ная бабна может быть псртОтнно впереди или, не смотря на поло-
жение главне е) рычага, все время сзади. Или глазным рычагом,
бабка быстро подводится на 40 ми вперед и при отключении
главного рычгг а уходит назад. ' нопость автоматической подачи
/тОВ М<»»Т1*ГЛЙ \
5
₽3
налаживают ннопк.ой /рис. 1/9/. Кнопкой /рис. 1/9/ можно уста-
новись йодану в правой или левой мертвых точка*, или в обоих
крайних положениях", или бесступенчатую врезную подачу.
Кнопка /рис. 1/5/ служит для управления временем выхаживания
после завершенной автоматической подачи. После истечения
времени выхаживания шлифовальная бабка возвращается в исходное
положение, бабка изделия, подвод охлаждающей жидкости и стол'
автоматически останавливаются.
Все установленные функции включаются отклонением главного
рычага в положение "СТАРТ”, рабочий цикл отключается в любое
время посредством главного рычага. Отклонение главного рычага
из положения "СТАРТ" вправо или влево вызывает изменение
направления подачи стола. Вследствие отклонения рычага е самое
крайнее положение включается наибольшая скорость стола. Путем
отклонения главного рычага из положения "СТОП" вправо или
влево включают самостоятельную скорость стола, налаженную
кнопкой /рис. 1/3 - скорость правки/.
топ
ч»
ПРАВКА ШЛИФОВАЛЬНОГО КРУГА
Изображение - глава.5. рис. 1
Первая правка нового шлифовального круга
Кнопку /рис. 1/6/ устанавливают против символа £ | и кнопку
/рис. 1/7/ против | , вследствие чего шлифовальная бабка
переместится в передне^ положение пути автоматической подачи
и пути гидравлического быстрого перемещения. Пооле нажакнаь
на блокирующую кнопку /рис. 1/23/ подводится шлифовальный
круг при помощи маховичка /рис. 1/21/ к приспособлению Дли
правки. Алмаз подают в течение правки в продольном направлении
вручную, пользуясь при этом маховичком /риС. 1/3/ или гиДравЛИ"
чески. Гидравлической продольной подачей стола управляют
посредством главного рычага /рис. 1/10/, который находится t
положении "СТОП'*, Скорость стола налаживаатся кнопкой /рмО. 1/3/.
*
Алмаз подводят к шлифовальному кругу путем вращения минро*
метрического винта приспособления для правки или шлифовальный
круг подводят к приспособлению с помощью маховичка /рис. 1/21/
или кнопки /рис. 1/20/ после деарретации блокирутаден кнопки
/рис. 1/23/.
Правка при серийном шлифовании
Во избежание изменения диаметра шлифуемого изделия после
правки шлифовального круга необходимо производить правку в
переднем положении пути автоматической подачи. Установка этого
положения шлифовальной бабки осуществляется усг0новкой кнопк
/рис. 1/6/ против |
Кнопка /рис. 1/7/ устанавливавтся против символа J £
Положение шлифовальной бабки на пути гидразлнчесного быстрого
перемещения зависит от положения главного рычат а /рис. 1/10-•
Правка производится, чан правило, если шлифовальная бабка
находится в заднем положении гидравличвсного быстрого пере-
мещения, главный оычгг н 3'- од и г г. я в положении СТОП «.
/ то» эвотатааджй
В таком случае пользуются преимущественно самостоятельной
скоростью стола, управляемой ннопной /рис. 1/3/.
Для того, чтобы перемещение приспособления для правки,
расположенного на задней бабкй> могло быть выполнено без
перестановки упоров, следует откинуть правый упор 'РТДР-а '/р»юс*
•... 1/17/ и,-отклонив рукоятку, налево, передвинуты приспособление
’ / в положение перед кругом. После шлифовки детали на размер
алмаз считается установленным в правильном положении, если
он при подводе н .кругу слегка ооприкоснетса с Тим. Грубый
подвод алмаза к кругу у производят за счет.выдвижения всего
приспособления, ослабив предварительно винт с внутренним
шестигранником а точный подвод - путем поворачивания микроме-
трического винта. Применять маховичок для придвигания шлифо-
вального круга к алмазу при установке правильно^ положения
алмаза не допускается, так как это привело бы к изменению4
размера, отрегулированного при шлифовке первой детали.
Подвод круга при правке с уже выверенным положением алмаза
производят путем поворачивания ручки /рис. 1/20/. При правке
включают кнопкой /рис. 1/33/ подвод охлаждающей жидкости.
Отклоняя главную рукоятку направо и налевоjпередвигают алмаз
вдоль шлифовального круга.
Правильность устанвки алмаза контролируется путем измерения
детали, шлифовка которой была выполнена кругом, подвергнутым
правке. Диаметр шлифуемой детали бывает, как правило, больше
диаметра первой детали, в зависимости от того, насколько задел
алмаз поверхность круга при установке алмаза.
•Для достижения требуемого-диаметра детали положение алмаза
корригируют так, что либо алмаз отодвигают с помощью микро-
метрического винта в обратном направлении на половину уста-
навленного отклонения, либо после каждой правки круг придвигают
к предмету, повернув ручку /рис» 1/20/. Для черновой шлифовки
правку круга производят при большей днорооти стола и с весьма
острым алмазом, в то время как для тонкой шлифовки правку оау-
щесвляют при самой медленной подаче стола и с несколько за-
тупленным алмазом. Для достижения большей долговечности алмаза
правки производят с мелким врезанием величиной от 0,003 до
0,025 мм за один проход алмаза. Для правки более мягких кругов
срадует врвзат на меньшую глубину, а для правки болев
твердых кругов - вплоть до глубины 0,05 мм. ~~~~
ПОРЯДОК ШЛИФОВАНИЯ ПЕРВОЙ ДЕТАЛИ
Изображение - статья 5, рис. 1
В нижеследующем описании предполагается, что пущены в ход
электродвигатель гидраелической распредсистемы и электродвига-
тель шлифовальной бабки нажатием кнопок /рис. 1/32, 1/34/.
Шлифование по методу врезной подачи представляет собой наи-
более эффективный способ шлифовки, применяемый для шлифова-
ния деталей, шлифуемая поверхность которых меньше ширины шли-
фовального круга.
Порядок шлифования врезной подачей
Отдельные ручки установлены в положения
рис. 1/4 на нуль
1/5 на нуль
1/6 на знак
9 1/7 на знак |£
После
задвижки ручни /рис. 1/23/ отводят с помощью маховиЧна
1/21/ шлифовальную бабку назад так, чтобы предмет мог
быть зажат между центрами. Теперь поворачиванием маховична
придвигают шлифовальную бабну до тесной близости круга и
предмета. Потом пускают в ход бабну изделия и подвод охлажда- £<
Ющей жидкости, отклонив главную рукоятку /рис. 1/10/ вперед,
или же без применения главной рукоятки, пользуясь кнопками
''рис. 1/33 и 42/. Шлифовальную бабну придвигают к предмету
тан, чтобы было можно снять тонкий слой материала с поверхности
1/23/ вперед
1/21/. Установив ручку /рис.
1/7/ на и отклонив главную ру-
"СТОП", отодвигают шлифовальную бабну
охлаждающей жидкости и движение бабки
диаметр отшлифованной поверхности,
и требуемым диаметром в мм и не 0
предмета. Выдвижением блокирующей ручки /рис.
снова блокируют маховичок /рис.
1/6/ на |
ноятку назад
назад, прекращают подвод
изделия. Теперь измеряют
, ручку /рис.
в положение
разницу между замеренным
У
ТОВ HOBTIVAft
6Y
устанавливают на шналв /рис. 1/22/, блокилующую ручку /рис.
1/23/ опять задвигают и маховичок /рис. 1/21/ поворачивают по
направлению часовой стрелки так, чтобы нуль на шкала /рис. 1/22/.
совпадал с указателем. Вытянув ручку /рис. 1/23/ снова брони-
руют маховичок /рис. 1/21/. Ручкой /рис. 1/8/ устанавливают
сначала меньщую скорость автоматической подачи, которую потом
По мере необходимости увеличивают, и ручку /рис. 1/9/ уста-
навливают на । . Ускорение автоматического подвода до
самого изделия устанавливают таким образом, чтобы величина
на шкал'е /рис. 1/25/, несколько превышающая маскимальный
припуск на шлифовку, была согласована с указателем, закрепленным
на шкале /рис. 1/27/. Для поворота шкалы /рис. 1/26/, необходимо
ее слегка нажать. После запуска станка главным рычагом пере-
местится шлифовальная бабка на 40 мм вперед, пройдет на уско-
ренном ходу часть пути автоматического подэоДа к детали и
отшлифует изделие на заданный размер.
При отклонении главного рычага назад станок остановится.
За ходом автоматической подачи можно следить по шкале /рис.
1/27/ и по сигнальной лампочке /рис. 1/13/. Если шлифовальная
бабка находится а заднем положении пути автоматического подво-
да, лампочка не горит. При автоматическом подводе и в переднем
положении сигнальная лампочка горит.
После зажима следующей детали/при этом можно пользоваться
гидравлически управляемой пинолью посредством ножной педали -
рис. 1/29/ и запуска станка главным рычагом шлифовальный
круг отшлифует изделия на заранее установленный размер.
Отклонением рычага назад шлифовальная бабка отводится и бабка
изделия останавливается и прекращается подвод охлаждающей
жидкости.
i 1» i. j ц||»
Порядок продольного шлифования
» *ч
Установка положения кнопок
рис. 1/4 на ноль f
1/5 на ноль
1/Б на символ £
1/7 на символ
66
Посла нажатия на кнопку /рис. 1/23/ отводится шлифовальная
бабка с помощью маховичка так далеко, ^тобы облегчить крепления
изделия. Посредством маховичка /рис. 1/31/ стол перемещают
в продольном направлении и устанавливают упоры /рис. 1/17 и
1/36/. Отклонением главного рычага вперед пускают бабку изделия
и охлаждающую жидкость. Шлифовальный круг подводят посредством
маховичка /рис. 1/21/ к изделию так, чтобы снялась тонкая
стружна. Если обработываются короткие детали, то перемещение
от упора к упору и обратно совершается вручную, в случае
длинных изделий кнопкой /рис. 1/4/ включают продольную подачу
стола. Отклонение рычага назад вызывает оста^в бабни изделия и
прекращение подачи охлаждающей жидкости или продольной подачи,
проверяется цилиндричность, которую компенсируют обычным
способом - т,.е. поворотом верхнего стола с помощью винта /рис.
1/18/ после ослабления гайни /рис. 1/19/. Если была желаемая
цилиндричность достигнута, то блокируется маховичок /рис. 1/21/
путем выдвижения кнопки /рис. 1/23/. Кнопка /рис. 1/6/ уста~
новится против и кнопка /р.ис. 1/7/ против £ .
Это значит, что после отклонения главного рычага в положение
"СТОП” уходит шлифовальная бабка назад.
• Разница между отшлифованным и желаемым диаметрами в мм на 0
установится на шкале /рис. 1/22/. Ручка блокировки /рис. 1/23/
вставится и маховичок /рис. 1/21/ повернется по часовой стре
лке таким образом, чтобы нуль на шкале /рис. 1/22/ совпадал
с указателем. Вследствие выдвижения кнопки /рис. 1/23/ махо
вичок /рис. 1/21/ вновь блокируется. Если гидравлическая подача
не была- включена уже раньше, то она включается кнопкой /рис.
1/4/. Кнопкой /рис. 1/9/ устанавливают подвод шлифовального
то» Mo«TivMrt
69
круга в правой или левой мертвых точках, или в обоих крайних
положениях по фоРме нетали.
Величина подвода налаживается кнопкой /рис. 1/3/. В случае на- *
добности кнопкой /рис. 1/1/ ножно установить время пролеживания
в правой, левой или в обеих мертвых точках стола и кнопкой
/рис. 1/2/ установить Демпфирование в крайних положониях.
Усторение автоматического подвода до самого изделия установится
таким образом, чтобы величина на шкале /рис. 1/26/, немного
большая, чем наибольший припуск на шлифование, совладала с
указателем, обозначенным на шкале /рис. 1/27/. Для поворота
шкалы /рис. 1/26/, надо ее слегка нажать. После запуска станна
главным рычагом переместится шлифовальная бабка на 40 мм вперед,
на ускоренном ходу проходит часть пути автоматического подвода
до самой детали и отшлифует ее на размер. Станок Останавливают
путем поворота главного рычага в положение "СТОП”.’ За автома-
i
тическим подводом можно следить по шкале /рис. 1/27/ и по
сигнальной лампочке /рис. 1/13/. Если шлифовальная бабка нахо-
дится в заднем положении пути автоматического подвода, лампочка
не горит. В случае автоматического подвода и в переднем поло-
жении Сигнальная лампочка горит.
Если кнопкой /рис. 1/5/ установлено время выхаживания вместе с
автоматическим остановлением станна, то работа шлифовщика
заключается лишь в пуске станка в ход главным рычагом и проверке
деталей, так как шлифовальная бабка подойдег быстро вперед до
самого предмета и отшлифует его до желаемого размера. После
истечения времени выхаживания шлифовальная бабка возвратится
и станок остановится. Этот порядок после зажима нового изделия и
пуска станка в ход посредством главного рычага повторяется.
Установкой кнопки /рис. 1/7/ против отключается быстрое
перемещение шлифовальной бабки на 40 мм. Этим автоматически
рабочий цикл ускоряется, так нак шлифовальная бабка движется
только на пути подвода величиной 0,7 мм. Отключение быстрого
перемещения осуществимо лишь в том случае, когда зажим новой
детали не связан с возможностью увечья шлифовальным кругом.
Меньшие разницы диаметра, вызванные износом шлифовального круга,
С4₽.*-»з
компенсируются посредством кнопки /рис. 1/20/ на правой сто-
роне распредщита. После запуска .главным рычагам отшлифуется
изделие до заданного размера и стол постоянно движется от ;
упора и упору, пока станок посредством главного рычага не оста-
новится. Если кнопкой /рис. 1/5/ включено врз>мя выхаживания,
то окончится автоматический цикл после отшлифоеания до размера
и истечении времени выхаживания так, что всегда в правом
крайнем положении шлифовальная бабка уходит и станон остановится*
После зажима нового изделия и пуска станка в ход при помощи
главного рычага /рис. 1/10/ весь цикл повторяется.
При черновом шлифовании преимущественно пользуются даже в' случае
более длинных деталей достаточной жесткости врезной шлифовкой.
Врезание повторяется последовательно всей шириной шлифовального
круга вдоль всйй длины детали. Кнопка /рис. 1/4/ установится •
против "0". Кнопкой /рис. 1/5/ набирают кратчайшее время,'
кнопка /рис. 1/6/ установлена против , кнопка /рис. 1/7/
против J> , кнопкой /рис. 1/В/ налаживается скорость авто-
матического подвода и кнопка /рис. 1/9/ установится против
. Врезание начинают от задней бабки.
Вследствие отклонения главного рычага /рис. I/^C/ в положение
"СТАРТ" шлифовальный круг подводят к изделию и отшлифуют его.
После завершенного Шлифования перемещают главный рычаг /рис.
1/10/ в положение "(!Т0П"', Путем отклонения главного рычага во
второе положение вправо стол передвинется вправо на расстояние
ширины щлифовального круга. Станок пускают в ход путем откло-
нений главного рычага в положение ^ГСТАРТ". Завершив шлифование
следующей части шлифуемого изделия и остановив станон, весь
процесс повторяется вдоль всей длины шлифуемо^ изделия.
Деталь, отшлифованная этим образом начерно, шлифуется чисто
методом продольной шлифовки.
.Если в условиях серийною шлифовадия встречаются значительные >
разнецы в припусках на шлифование, то в случае болев тонких
деталей истечем много времени до начала шлифовки. В таком случае
можно пользоваться однократной прдачей шлифовальной бабии
на величину 0,05 мм п’О диаметру.
Для этой подачи плавную рукоятку /рис. 1/10/ перемещают далее
вперед за положение "СТАРТ", отклоняя рукоятку по мере необЛ
ходимости несколько раз подряд, пока круг не начнет
и С Т р и т ь . / ТО» НОШТ1 идй \
7/
ТЕХНОЛОГИЯ ШЛИФОВАНИЯ
Выбор шлифовального круга
Дефекты шлифования и их устранение'
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА
—1.. II I » .I ,1 I
При выборе шлифовального круга должны быть учтены факторы
постоянного характера!
а/ Материал шлифуемых изделия"
б/ Величина снимаемого слоя материала, точность, требуемая
чистота поверхности и число обрабатываемых изделий.
а/ Величина поверхности соприкосновения /величина диаметров
шлифовального круга и обрабатываемого изделия/.
Материал шлифуемого изделия оказывает влияние на:
а/ Вид абразивного материала шлифовального круга:
для материалов, обладающих высокой прочностью ? искусст-
венный корунд /Электри.т, Алундум/
для материалов, обладающих низкой прочностью - карбид
кремния /Нарборундум, Нристолон/
б/ Величину зерен: мелкозернистые для твердых и хрупких ма-
териалов, крупнозернистые для мягки* и легкоподдаю-
лдихся материалов
в/ Твердость: твердые абразивы для мягких материалов, мяг-
кие для твердых материалов
г/ Структуру: более плотная структура для твердых и хрупких
материалов
д/ Связку: на выбор связки иногда влияет и материал шлифуемого
изделия, но чаще она завйсит от режима работы и факто-
ров переменного значения, указываемых ниже.
Зелич_ина снимаемого слоя материала, точность, требуемая чис-
тота поверхности и количество обрабатываемых изделий оказывают
влияние ‘наj
а/ Величину зерен: крупные зерна - для быстрой шлифовки, мел-
кие - для тонкой шлифовки
б/ Структуру: более плотная - для тонкой шлифовки, более откры-
тая - для черновой шлифовки
*• V
о/ Связку - бакелитовая, резиновая и шеллаковая - для более
тонкой шлифовки, керамическая - для точной черновой
и среднеточной шлифовки.
тон новтвилв
Величина поверхности соприкосновения /величина круга/ оказывают
влияние на» ' • •
а/ Величину зерен: мелкие зерна - для небольших'поверхностей
соприкосновения, крупные - для больших поверхностей
соприкосновения.
б/ Твердость: чем меньше поверхность соприкосновения, тем тверже
должен быть абразивный круг
в/ Структуру: более плотная структура - для небольших поверх
нрстей, более открытая - для больших поверхностей
соприкосновения.
Далее должны быть учтены следующие факторы переменного характера»
1/ Окружная скорость шлифовального круга
2/ Окружная скорость обрабатываемого изделия
3/ Состояние шлифовального станка
4/ Мастерство шлифовальщика
Окружная скорость шлифовального круга оказывает влияние на:
а/ Твердость абразива: чем больще окружная скорость шлифоваль-
ного круга по отношению к окружной скорости изделия, тем
мягче должен быть шлифовальный круг. -
б/ Связку: керамическая связка - для скоростей до 33 м/сек»
бакелитовая, шеллаковая и резиновая - для скоростей болев
33 м/сек.
Окружная скорость шлифуемого изделия оказывает влияние на
Выбор:
твердости-абразива: чем больше окружная скорость шлифуемого
изделия по отношению к окружной скорости шлифовального
круга, тем тверже должен быть шлифовальный круг.
Состояние шлифовального Ртанка оказывает влияние на Выбор
а* о» «ааввовввв о»w — — w«в — «я»' । — •• • «•*»********
твердости.
Для нового станка с надежно смонтированным шпинделем можно выби-
рать более мягкие шлифовальные круги, чем для старых станков
с плохо отрегулированными вкладышами или станков с недостаточ-
ным фундаментальным основанием.
Типы абразивных кругов чехословацкого проиэводств а, применя-
емых на центровых нругло-шлифовальных станках
Материал, подлежа* щий шлифовке Абразивный материал Шлифование
наружнсэ знутренцйй^
Сталь углеродистая мягкая А 96 46-80 M-3i 46-80 L-M
А 99 46-80 М-й 46-80 L-M
Стали легированные мягкие А 96 46-80 L-N 46-80 K-L
А 99 46-80 L-N 46-80 X-L
Сталь быстрорежущая закаленная А 99 46-80 J-L 46-100 J-K
А 98 46-80 J-K 46-100 J-K
А 96 — —
Сталь азотирован* мая А 99 » 46-60 J-K 46-80 J-K
А 98 . 46-60 I-K 46-80 J-K
А 96 в> ев»
Чугун серый С 48 24-46 J-K 36-60 J-K
С 49 ' тг* -
Твердые 'сплавы С 49 36-100 I-K 36-80 J-K
С 49 ее*
Бронза А 99 46-60 K-L 46-60 К*Ь
Алюминий С 48 46-60 J-K 46-80 H-J
таг
2 Ud
Т2Э® swssvssfiaSt
-ft
ДЕФЕКТЫ ШЛИФОВАНИЯ. ИХ ПРИЧИНЫ И СПОСОБЫ УСТРАНЕНИЯ
Де факты и их причины Способы устранения . б*:
Некачественная_Поверхность f ‘
Длинные» правильно располо- Отбалансировать шлифовальный круг»
манные лыски в шахматном по-после правки снова произвести
рядке /неуравновешенный шли-баланоироену. Правке следует под*
фоеальный круг/. вергнуть также боковые стороны
крупа. Перед уравновешиванием
оставить круг вращаться для уда*
ления всей воды, которая нарушает
' равномерное распределние веса.
Плохая правка шлифовального Подвергнуть шлифовальный круг
круга /общая вибрация/ правке /и по сторонам/, после
чего снова уравновесить. Удое*
товериться в отсутствии вибра-
ций двигателей..Станок должен
быть тщательно установлен на
фундаменте. Если на станке на-
блюдаются вибрации и после оста*
,новки всех электродвигателей,
то место для установки станна
выбрано неправильно. В некоторых
случаях помогает изолирование
фундамента воздушной /пробковой/
прослойкой. Однако, лучше всего
перенести станок на другое место.
/неправильная скорость ера- Окружная скооость изделия должна
щения обрабааываемого изде- составлять Q,15 - 0,25лусец.в зааи-
лия/ симоЬти от твердости шлифовального
круга. Определить скорость, при
которой получается наилучшее качество
шлифа.
Правильно отстоящие друг Ослабить натяжение ремней,
от друга лыски. Использовать эластичные ремни.
Подвергнуть осмотру натяжной
ролик ремней или заменить под-
шипник ролика.
Лыски довольно длинные» шн- Подобрать более мягкий круг с от-
роке и равномерно располо- крытой структурой или вопз крупной
мойные /твердый шлифоваль- зернистостью* Увеличить окружную
иый круг/ скорость обрабатывиемого изделия,
подачу стола и рабочую подачу.
Неравномарные лысин /осла-
бевшее кропление ал^маза,
неисправные центры/.
/неправильная расстановка
люнетов/
Неравномерно расположенные
лыски /ослабевшие крепежные
болты/
Равномерно расположенные
лыски, значительно отдален-
ные друг от друга, образу-
ющие сплошные полосы и ле-
жащие параллельно оси шли-
фуемого изделия /плохое
зацепление/
Равномерно расположенные
лыски /ослабевшие подшип-
ники шлифовального шпинде-
ля/
Лысни регулярной и нере
гулярной формы
/негодные упорные под-
шипники/
Риски
Узкие, правильно располо-
женные и относительно глу-
бокие риски.
Крупнозернистый шлиф.круг.
Широкие неравномернее риели
различной глубины.
Подвергнуть круг правке острым
алмазом при болев быстрой подаче
•150 мм/мин. Проварить центры, углы
центров и дернев должды быть оди-
наковы /60 /. Отшлифовать износив-
ши1зся .центры. Обильно смазать цен-
тры густым маслом. Увеличить давле-
ние правого центра. У закаленных
валов следует отшлифовать керны.
Слишком мало люнетов для крепле-
ния длинных, относительно тонких
изделий. Свободные губки. Смазать
губки.
Притянуть тщательно болты крепления
бабки изделия, задней бабни или
также шлифовальной бабки.
Заменить изношенные зубчатые коле-
са с неправильным зацеплением.
Ослабить ремень привода поводково-
го патрона. Иногда для удаления по-
роков шлифа оказывается целесооб-
разным применить эластичный поводок.
Если было точно установлено, что
пороки шлифа действительно вызваны
ослабевшими подшипниками шпинделя,
необходимо подшипники отрегулировать
согласно руководству.
Отрегулировать зазор в упорных под-
шипниках согласно инструкции. Негод-
ные подшипники заменить /вместо
них установить только высокопрециэион-
ные подшипники/.
Заменить шлифовальный круг менее
грубым. Произвести прачку круге за-
тупленным алмазом при небольшой
скорости и незначительной подаче
на врезание,
Употребить более твердый шлифоваль-
ный круг.
Уменьшить число оборотов изделия,
скорость и величину подачи.
нотпчтй
im Т1лг———iii i и ли
ьпг/л
Изолированные глубокие Произвести правку соответствующим
риски /неправильн’О" выполнен-алмазом. Для чистовых операций подо*
нал правка круга/. брать небольшую величину подачи.
После правки произвести двухкратное •
выхаживание без подачи. Поело правки
очистить шлифовальный круг щеткой.
/сеобоДйне зерна в шлиф. Ополоскать поверхность шлифовального
круге/ круга после правки струей воды. При
/раэложениё^'свнэки/ органической связке употреблять для
охлаждения жидкость с содой или иной
примесью, которая разлагает связку,
не рекомендуется, так как это при-
водит н освобождению абразивных зерен.
Поперечная волнистость
/разорванные грани круга/
Нерегулярные риски
/загрязненная охлаждающая
жидкость/
Закруглить грани шлифовального
круга.
Чаще производить очистку резервуара.
Качество шлифа значительно улучшится
при применении фильтра. После правки
круга удалить пыль с кожухов, направ-
ляющих стола и т.п.
Пыль
Принять меры против завихрений
воздуха, который увлекает с собой
пыль. Установить шлифовальный ста-
нок на место, где нет опасности
завихрений воздуха с пылью. Пыль,
попавшая на направляющие, ускоряет
их износ.
Глубокие риски нерегулярно-
го расположения
/ослабление закрепления
круга во фланца/
»
Короткие, неглубокие
и регулярные риски
/грубая правка/
/слишком крупнозерниста 1
или мягкий шлифовальный к
Затянуть гайки крепежных болтов
фланца до отказа. Проверить, не
повреждена ли вставка между шлнф-
иругом и фланцем.
Произвести правку круга при небольшой
подаче на врезание /см. инструкцию/.
Национально подбирать круг для каждо-
го вида работ, согласно прилагаемой
руг/инструкции.
/большая разница в зернистр-Заменит; шлифовальный круг для
сти шлифовальных кругов для чзрновбч шлифовки кругом более
черновой и чистовой шлифга мягкой зернистости и уделить больше
ни/ внимания выполнению черновой шли-
фовки. •
/насоотввтстаующий врез-
ной проход круга чистое ей
шлифовки/
Начать черновую операции, га большой
скорости вращения иэдел-г подачи
стола с целью устранения pijux к
закончить медленной подачей '.ала,
но с большей скоростью вращения
изделия.
'«гое mocstowmA
Засаливание шлифовального круга
/неправильно подобранный круг/ Применить круг с более крупными зернами или менее плотной структу- . рой, которая способствует устранение стружки.
/неправильно выполненная правка/ Применить =более острый алмаз и увеличить подачу при правке. Очистить круг после правки водой.
/неправильное охлаждение/ Увеличинь подачу охлаждающей жид- кости или разделить жидкость. От- регулировать подвод жидкости тан* чтобы она протекала по всей ширина шлифовального круга.
/неправильный решим шли- фования/ Уменьшить подачу на врезание. Увели- чить числе оборотов изделия.и по- дачу стола.
/блестящи^ риски - непра- вильно подобранный шлифо- вальный круг/ Применить более мягкий круг с более крупными зернами, повысить обороты изделия и подачу стола.
/липкая охлаждающая, жид- кость/ Не применять смеси Эмульсионного масла и жесткой воды. Добавить соды.
Выжигание шлифовального круга
На отшлифованной поверхнос- Применить болев мягкий шлифовальный
ти появляются цветные пятна.круг. Повысить число оборотов иэде-
/неправильно подобранный лия и скорость движения стола,
шлифовальный круг/ Увеличить подачу охлаждающей жид-
/нелрввильный режим шли- кости. Уменьшить подачу на врезание
фовки/ и проверить, не происходит ли лроскаль
зывание круга во фланце или неното^,.
рых ремней.
Спиралеоидность шлифа
Плохая правка шлифовального
круга
/непраэильно подобранный
круг/
/неправильно подобранные
величина подачи и число
оборотов шлифуемой детали/
Произвести правку согласно инструк-
ции. Закруглить грани круга. Приме-
нить более грубым круг и уменьшить
подачу на врезание. Проверить, вы-
полнена ли правка круга параллельно
подале стола, уменьшить величину
подач. Установить больше люнетов.
Уменьшить подачу стола и увеличить
«бороты ИЭД8ЛИЯ. Отрегулировать
подвод охлаждающей жидкости по
всей ширине круге тек* ч.обы ми
одна из гранен не врезывалась
©сухую.
Геометрии щлнфуеног о изделия
।
•/ Оэальнооть шлифуемого
издали* “““
7л 1к;ввмл^н«ай уотвноана
центров/
При СбрйбОТКВ Ь HatрОйф
/износ опор шпинделя/
/дефектные норны/
Оси центров долины оо?гвпать.После
поворота бабин изделия нт забывать
фиксировать нулевое положение бабни
конусным штифтом»
Пользоаьтьсй лишь кернами доотаточ-
ной величины и набегать их повреждения
Перед каждой уст&исвкой v центры,
очистить и сказать норны.
. /онсцонтричеоние обраба-
тываемые предметы/
Шейки коленчатых валов и зажимные
приспособ .Тем ия шлифовании тща-
тельно уравновесив противовесами и
вести шлифовку на мялы* оборотах.
/дефектны® поводноаыа
хомутики/ .
Пользоваться лишь легкими уравно-
вешенными поводивши. Гладить за тем,
чтобы хомутин не сгибался. Хомутин
не должен лишь опираться о поводок,
надо, чтобы его дэнхгеиие направлялось.
/недостаток охлаждающей
жидкости/
/неправильная обточка/
G-регулироввть подачу к детали
достаточного количестве жидкости по
веей ширине круга.
'очко обточить концы шлифуемых
43ДН лнй.
б/ Шлифуемое изделие не получаете? точно цилиндрическим
/неправильный решим шлифо- *.е переходить через конец шлифуемо*
ванне/ "С изделия всей шириной шлифовального
• " ир.га. Экономичность шлифовки требует
. ' . Пг.рбХ0Д£ лишь половиной ширины круга.
Уменьшить давление центров! Обеспе-
чить подвод достаточного количества
• ’ охлаждающей жидкости для предотвраще-
ние деформации шлифуемых изделий
о результате нагревания.
ъ/ Шлифуемое изделие получается конусообразным
/,'внтныс центровые Углы макернонмых центровых отверстий
г*зер(пня/ должны быть одинаковы с углами цент-
ров. Пврод занреплвнньм изделия
тщательно оч-истить отверстия от
взгрпа>и4иб»й, у закаленных валов от-
шлифов'вть Кврйы.
/нт*динанойьм длине,
шлифуемых изделий/
После болей длитслиюй а^рг.л; <г«ций
вследствие износа пссадкчныу поверх-
ностей, задней бабки и бобки изделия,
нарушается соосность пиноли и in и и де
ля бабии. Зашабрить посадочные
поверхности /с^. протокол об
испытании стемна/.
УХОД
Инструкции' по уходу эа станком
Смазка станка
План смазки
Таблица эквивалентных смазочных средств*для шлифовальных
станнод
Уход за гидравлической распредсистемой и наиболее часто
встречающиеся неполадки
Оформление заказа запасных частей
ПЕРЕЧЕНЬ РИСУННОК
1. Схема смазки шлифовальной бабки
2. Схема смазки станка
3. M&.C.TQ CvH&OOK
4. Смена манжет в цилиндре гидравлической подачи стола
5. Корпус гидравлики устранение неполадок
6. Смазка направляющих шлифовальной бабки
>01
*ГО« MOSTIVAlk
Л»
УКАЗАНИЯ ДЛЯ ПРАВИЛЬНОГО ОБРАЩЕНИЯ CQ СТАННОН И УХОДА ЗА НИМ
В целях длительного бесперебойного хода станка необходимо со-
блюдать следующие указания!
1. Очищать станок о пыли и загрязнений в начале каждой смены*
2* Систематически и правильно смазывать станок во всех предпи-
санных точках смаэовными средствами предписанных'марон.
3. Все еращаюшиФЯ части должны быть надежно закреплены и
уравновешены.
4. Тщательн.0 устя_а±18ГЬ в течение рабочей смены стальную и чу-
гунную стружку, скопления которой на направляющих поверх-
ностях станка нельзя допускать, тан как, попадая в простран-
ство между направляющими и в места стыков, она их царапает
и вызывает преждевременный износ станка.
5. Не класть инструменты на направляющие поверхности станка.
6. При обработке деталей из чугуна необходимо направляющие
поверхности скольжения защитить предохранительным перекры-
тием, так как смесь чугунной пыли и масла их разрушает осо-
бенно быстро. ’
7. Не применять для очнстки станка сжатый воздух, так как послед4
ний может быть причиной попадания мелких частиц стружки
в пространство между трущимися деталями станка, что затруд-
няет правильный ход станка, угрожает томности производимой
на мем обработки и вызывает преждевременный износ стенка.
в. Обращать максимальное вникание на точное соблюдение абви
правил по обслуживанию и уходу, содержащихся в настоящем
руководстве.
9. Ежедиазмый осмотр, чистка и смазка стенка должны стать основ-
ной обязанностью каждого станочника.
10* Тщательная уборка н чистка станка после каждой смены, а час?-.
еми эз-
нбсти перед выходным днем.
При условии точного соблюдения перечисленных выше указаний ста-
нок будет работать вполне к-здайано и можно будат избежать излиш-
них неполадок» которые могли бы стать причиной нарушений мода
стайке или ьго полного сматыя с эксплуатации.
СМАЗНА СТАННА
/1аслобаки должны быть заправлены маслом согласно прилагаемой
таблице, так как перед отправной станна с завода-изготовителя
все резервуары опорожняются, с оставлением части масла только
лишь в маслобаке для смазки направляющих поверхностей станка.
Указания по смазне должны строго соблюдаться, тан как этим
обеспечивается надежность работы станна. Применение качествен-
ных и правильно подобранных сортов смазочных средств обеспе-
чивает максимальную производительность, предупреждает неполад-
ки и благотворно сказывается на сроке службы станка. Количество
масла в баках должно поддерживаться на предписанном уровне. По
истечении первого месяца эксплуатации все маслобаки должны быть
полностью‘опорожнены и после тщательной очистки заправлены
свежИ'Мч маслом. В дальнейшем периодическая смена масла произво-
дится согласно приложенным указаниям. Рабочее место для гидро-
прсгвода следует по истечении каждых шести месяцев выпустить,
профильтровать и снова использовать, но лишь в случае достаточ-
ной его чистоты и отсутствия у него запаха, .’’оста смазки, снаб-
женные масленками, дополняются по мере надобности чистым под-
шипниковым маслом J4. '1арни рекомендуемых смазочных средств
указаны в упомянутой таблице.
Смазна отдельных узлов
Смазка подшипников шлифовальной бабки
Радиальные и упорные подшипники шлифовальной бабни ..называются
подшипниковым маслом, которое нагнетается шестеренным насосом
/рис. 1/1/ из масляного бана, расположенного вне станка. Из
насоса масло поступает через регулировочный клапан /рис. 1/2/,
далее через пластинчатый фильтр /рис. 1/3/ и фильтр тонкой
очистки /рис. 1/4/ в шлифовальную бабну. 8 бабке масло распреде-
ляется в левый и правый радиальный подшипники и в упорный под-
шипнин. Перед вступлением в радиальные подшипники оно протекает
через маслоуказатели, в которых можно контролировать расход
масла.,Из корпуса шлифовальной бабки масло возвращается само-
теком обратна в бан. При неправильно подобранном месте для уста-
новки смазочного бака или же при применении соответствующего
сорта масла может произойти нарушение правильного слива масла
из шлифовальной Дабни, что проявляется' накоплением масла внутри
корпуса шлифовальной бабки и его вытеканием вокруг шпинделя.
После каждого пусна смазочного насоса в ход следует проверить,
непрерыв!- ) ли стекает смазочное масло из шлифовальной бабки
в смазочный бак. Правильный расход масла отрегулирован с по-
мощью регулировочного клапана /рис. 1/2/ уже на заводе-изгото-
вителе. Недостаточный подвод масла в подшипники может быть
вызван засоре-нием масляных' фильтров. Контроль работы смазочной
системы обеспечивается выклнзчателем /рис. 1/5/, который в случае
недостаточного давления манла выключит двигатель шлифовальной
______А
tos \
r'LC.'
бабки. При
успевает
по истечении
вания масла
комендуется
каждых двух
/рис. 1/4/.
лишком большом лодаеаамом количестое маслО'лйй
стенать--обратно ъ бак и, накопляясь в корпусу бабки,
некоторого времени приводит к пранращ^нИй) эасаеи*
с насосом. В нормальных условиях эаспдуатДции рй*
очищать пластинчатый фильтр раз в месяц HntfSaMl'
месяцев заменять.,фильтрующий элемент з
Направляющие шлифовальной бабни смайыйб^Тря
маслом рэ пресс-масленки
6/
Смазка бабни изделия
• И
Подшипники бабки изделия наполнеются специальной Смазной на
заводе.-изготовителе. Дополнительная смаэна не рекомендуется..
Зубчатая передача находится в отдельном пространстве бабки
изделия. Зубчатые колеса вращаются в масляной ванне. За уронвйИ
масла можно следить по маслоуказателю.
Смаэна направляющих стола
Направляющие стола смазываются более тяжелым подшипниковым
маслом. Масло подается к соприкасающимся поверхностям из
банов в станине /рис. 2/1/ посредством насоса /рис. 2/2/.
Зубчат,ые передачи поперечной подачи смазываются маслом гидрййМИ
ческой распредсистемы от распределительного смазочного насоов
/рис. 2/3/, который приводится в действие при каждом пуокй
станка в ход главны'м рычагом.
На задней бабк® предусмотрена масленка, заправляемая маолбм
при помощи смазочного шприца.
меси НаименоБание i места смазки Способ смазывания Обозначение смазки по ЧСН 65 6001 марка ЧСН01 5907 Инструкции для смазываниы К—во масла Примечание
1. Ходовые плоскости шлифовальной бабки Смазочной пробкой И«дело Для подшип.Й2 ЧСН 65 6610о вязк.при 50 С 15-20 мм2/с Л-Й2 Смазывать вруч- ную 1х в смену мН«м» Прополоскать 1х ;в 2 м-ца,можно применить и дру- гой тип масле для подтип.
2» Поводковая головка С».!Я8ывание зубчатых передач Масло для подшипвЙ4 ЧСН 65 6610 ^язк.при 50°С 33-37 мм2/с Л-Й4 Дополнять по на- добности при цир- кул<> масла по мас- лоуказ* Смена после 200 часов работы. 1,2л Перед новым напол нением прополос- кать систему мас“ лом для подтип. 0Л-В2, ЧСН 65 6611 вязк.при 50°С f 16-22 мм2/с
Зо Шлифовальная бабка Циркуляции- мая смазка 4асло для подтип ПО ЧСН 65 6612 зязк.при 50сС 3,9 - 6,2 мм2/с Л-ПО Дополнять по на- добности. Смена объема масла 2х в год./первая смена после 200 часов работы/ 16 л Контроль уровня масла по маслоуказателью
4» Задняя бабка Смазочной пробкой Масло для подтип. Й2 ЧСН 65 6610п вязк«при 50 15-20 мм2/с Л-Й2 Смазывать вруч- ную IX в смену Дла ручной смаз- ки можно использ, другую марку мас- ла близкой вязк. Также кек место ^.Правильная смазка обеспечит максимальную производительное j
•>
Homnva*
nmt
80 • • ме 1 i 1 | • 1 ЯГ1 Нзиь.. кование места смавки Опэсзб смазывания Обозначение смазки по ЧСН 65 6001 марка ЧСН01 5907
1 # it i » 5 t Ходовые плоскости столз ВНУ 25 - 630 ВДУ 25 - 100С Смазка под дабдением одноравовая ^асло для подшипо П4 ЧСН 65 6612 вя8к»пои 50°( 31-37 мм2/с Л-П4 1
*• ЧИОвП'м » C: 3 » 1 <• * | L Ж_. v.- - •-•«. ’ Смазка под- тип ни ко в чер- вяка лсперечо подачи и шка- фа поперек« подучи вклю- чи тел ьн о штанги приво- да и червяч- ной передачи» Смазка под давлением одноразовая । Масло для подтип.. Й2 ЧСН 65 6610 вяиКоПри 50°C 15-20 мм2/с 1 Л-Й2
Гидра вл з'чес ки понтур. ! 1 Й Масло5 объемеаря; * хи 1 лИасло для -подтип. Й2 ЧСН 65 6610 вявк.при 50®< 15*20 км2/с
Инструкции для смазывания К-в< масла А Примечаиио
Ходовая часть смазывается под > давлением при кая дом включении хода.Масло допол- нять по надобнос- тИоМинимально 2х в r<^n следует пре вести емену веегс объемае 3 л 4 л При смене масла всего объема надо очистить резервуары в станине» Л
Смазывание под давлением, при каждом включении подачи врыскива- ется заданное количество из смазочного насова® • Применяется масло из гид'” равлического контура» t
Дополнять по на- добности по мае- лоуказателью при циркуляции масла» Смена 2х в год» /Первая смена после 2G0 часов работа/ б 5л Перед новей тар-1 ядкой ножи о вею систему прополов* > жать маслом для подшжпижков ОЛ«ВЛ ЧСН 65 6611 аяаж.прж 50®С И-22 мж2/с.
HO«BTIVA«>
S {Наименование ! места места Способ смазывания Обозначение смазки по ЧСН 65 6001 Марка ЧСК01 5G07
смазки
1 Ln,:н дель для внутрен- него шлифования Смазочной пробкой Мазь НГ2 Т-НГ2
1 1 1 Охлаждение i Охлаждающей жидкостью Эмульсоль ЭЛ с водой ЭЛ i • i i i
• • 1 j i t » « i 1 1 .1..
Инстрикции для смазывания К-во масла Примечание
Шпиндель прима- зывать в течений каждых 2х меся- цев / сгив Инстру кция для обслу- живания/» 50 г к При односменной эксплуатация» Пресс-масленкой.
Соотношение при смешивании 1:40 приблиз. Масло добавляется при постоянном пере- мешивании в хо- лодной воде. Сме на аарядки п© виду примерно еа 4-в недель» Пере, новой зарядкой очистить резер- вуар., . _ 160л Mr ri Твердую воду следует умягчит- например содой осадок уделить ( » j ? i __ 4
7
i
ч
смаеываюаего средства-примененья . -БЕНЗИНА-ЧССР МОВИЛИЛ1 ШЕЛЛ ВР T> 3CC0
г1одшипнкковс® масло особенно легкое с особенно хорошими смазочными ^действами . Подшипники сдольквния шлифовялиых шпинделей /для подшипник»скольяе- » пл о с к ош л и фо V з л у ч х с т о н к о в п о ; аа8?й8ЖЯ8т?:1?Я ' КС₽8Ь“Н™ ₽С JC 1,3-1,5 2 го*с 3,9-6,г о st 20 с 3,6-3,8 с St 100°8 35-38,5 STS ICO °F 3,2-6,2i.234/sec.20°C VELOCITY Не. 3 TELLU3 11 ENE2G0I, № 0 ENE2G0L HP 1 SPIN ESSO 88
« Подшипниковое масло легкое • Подшипники сколжения пЬифовальных шпинделей /с большим зазором/ ’ Подшипники скольжения рабочих шпинд Ходатаями хачениг. шпинделей, для внутреннегошлифованияо J] > 1,4-1,а°Е 50®С 5-9 St 50 °C 7 -13,5 с St КО/ 49 - 72 SUS 100/ 5 - 9®я /вес* 50 С VELOCITY Но.6 TSL.UJS 15 KN8BG0I. 3 Р 3 8P18ESSO 34
Пс-жшииковое масло обыкновенное П?, -.х7ГНЛКЯ качения рабочих: шпинделе: 3 лжшииеи качения шлифовального ; пжнделн инструментальных шлиф» \ ьтлашь ; Гидравлически© масло легком | Гпдр&1личаская система 1 ......... «Л-8,9 г $о’с i 15-^0 « St 50 С j^>,5-34 с at аоЛ 117-159 eus aoo®f 15-80яиЬ/»асе 56 *С VACTRA Ь DT? 1 VEWCITR С VXfEKEA 21 TE1UIS 23 SHSfiGOb HP 10 2NE2G0L HL 65 NXL1€OT 4? fbSEHSO *3
‘ К&шийкое масхо обыкновенное ; Коробка передач, перемещаемые плос- j кости на други© смазочные места». | 4,5-58 50®С Ль33-Э7 с St 50°C ЪО-69 е St Д00 f 280-320-SUS 100°» 33-37и* /вес. € VAST2A ЭТ8 ЯМ VITEBEA 33 TELLUS 33 KNEBGOL ЯР 20 ENEBGOL HL 100 MILLCOT я
’ХДравличеко© масло среднее Гидравлическая система с циркуляци- ей для гидродвигатоля /для безцеитрс шлифовалных станков BB6sBB10jbBJ б/ • ' 2,9-3,5 « 5&*С Т3ЙО-25 с St 50 С Q34-A4 с St 10G°F 159-2Q4pSUS 100*8 20-25®а /вес. 5©°С DT1 М TELLUS 2? 8N8BG0L HF 20-0 2ЕВЕЭД9 47
7.4 Переходная таблиц» м&сел
Внд смазевающего срэдстга-применение БЕНЗИНА-ЧССР МОБИЛОИЛ ШЕЛЛ и ВР ассо
Cwfc fe б чн о е "мэ w олгкое д л а скол ь . зяя - шжх направляющих поверхностей со специальной сдаплл-эмостью качества предятствующо» прер*к~зстому движения Схольактие направляете поверхности стола а салазок . •: . - < „ ’Л 4*2-5 ® 5 0 е С 31-37 е St 5?*С 5 St 100е? 250-320 SUS 100*1 31-37S3/ассзе с VACTRA Яо.1 TONNA 33 EKEBGOL 6? 20 roll I S3
Смазочное масло тязэдое для сколь- еящих направлющих поверхностей со специальной сцвпл^е^остью ж качес- тва, препятсвугщэе прэрывистомулдви?? Скользящие яаправлягще поверхности стола /при большой нагрузке/ i ' 9,5-10*1 50*С 72-7$ е St 50 С US-1JB с StlOO*? - 665-732 SUS 100°? 72-7бзэв/вос5»^С VACTRA ЯсЛ TQXHA 72 EME&GOL ИГ 60-С mis в 73 ''
Смазочное масло обыкновенное Подшипники качения 1 Смазочный жир MOOILUK C2EASB ALVAMU Я OERGEMA и В ►1 B1ACCR Ве.2
7*4 Переводная таблица масел
99
7
УХОД ЗА ГИДРАВЛИЧЕСКОЙ РАСПРЕДСИСТЕМОЙ И НАИБОЛЕЕ ЧАСТЫЕ;
НЕПОЛАДКИ
Затяжну поршневых сальников и всех винтовых соединений внутри
станка сленует произвести после первых двух месяцев эксплуа-
тации, а в дальнейшем через каждых полгода. Недостаточная
затяжка сальников и ослабление резьбовых соединений вызывают
проникновение воздуха в трубопроводы и тем самым неравномерный
ход станка.
Наладна давления в гидравлической распредсистеме
производится винтами регулировочных клапанов, закрепленных на
гидравлическом резервуаре, доступ н которым открывается после
снятия гаек--колпачнов . Давление отрегулированно уже на заводе-
изготовителе и излишне винты поворачивать не рекомендуется,
Давление должно быть установлено на минимальное значение,
которое еще обеспечивает безуноризненую работу станка.
Верхний регулировочный вентиль служит для наладки давления
масла поперечной подачи шлифовальной бабни, нижним’рвгулировоч -
ным клапаном налаживается давление в цилиндре продольной по-
дачи. Если новая наладка является необходимой, то надо ослабить
оба клапана. Ниж.иим вентилем для наладки давления продольной
подачи стола отрегулируем давление прим, на За руге-
лируемым давлением следим по манометру. Затем вращаем верхним
клапаном до тех пор, пока манометр не укажет давление Ъ* Л//7Д
*
Предупреждение
При наладке давления верхним клапаном манометр показывает
. постоянно величину давления, отрегулированного нижним клапаном,
т.е. 1,2 MQa и стрелка манометра начнет двигаться только после
того, как давление, налаженное верхним клапаном,будет выше, чем
давление от нижнего вентиля. Давление, налаженное верхним
вентилем, должно быть всегда прим, на 0»3 МЙ выше чем давле-
ние, которое отрегулировано нижним клапаном.
41 ег •
В'ги 25
Наиболее частые неполадки гидравлической распредсистемы и
их причины
Гидравлическая распредсистема обычно не бывает причиной
функциональных неполадок.
Детали системы хорошо смазываются и, несмотря на их чувстви-гв.ль-
ность, неполадки встречаются очень редко, тан как они не несут
нагрузок. В целях обеспечения безукоризненного хода
гидравлической системы 2-3 раза в неделю следует проиэ-
ТО« HOBTIVAfi
ЗОстм на станке зрНусн асах гидравлических функций', таг кая
а некоторых случаях можАТ иметь место .•забивка" золознико или
хоана вследствие употребления негодного масла /испорченного
Охлаждающей эмульсией или другими загрязнениями/, в том
случае, когда отайом дЬЛгое время не работал. Делео, нонет прог, t
изойти закупорка каналов загрязнениями, содержащимися а масле,
обрывками кожаных манжет к т.д. При неполадках в распределитель**
ной системе не работает или весь станок или прекращается дай-
стене некоторых из егй функций.
Возможные неполадки
Неисправность Цилиндра,.к которым относятся неплотность поршня
или поршневого’Штока как деталей, подвергахшихся наибольший
нагрузкам и износу.
Неплотность поршня еыэыэ&ат при небольших скоростях уменьшение
усилия тяги и Также проникновение масла в полость за поршнем.
При значительных неплотностях масло пронимает настолько быстро»
что стол вообще не двигается.<Неисправность устраняется сменой
манжет поршня.
Неплотность поршневого штона является причинен неравномерной
скорости движения столе и также уменьшения усилие тяги, тан ней
масло с обеих сторон цилиндра просачивается чере£ дефектный .
сальник. . 'г /-
4
Лопнувшая пружина сливного клапана вызывает понижение давления
в цилиндре, тан как масло при этом пронин.ает непосрсдс i пенно
в слив.
Стол при медленном ходе дает скачки /слишком м,алое даплпние/.
Причиной падения давления может быть насос, всасывающая сетка,
сливной канал, неплотность трубопровода или неплотность рабоче-
го поршня.
Проверить наличие масла- s
и смазку стола при каждом
рукоятки управлении.
смазочных карманах направляющих столе
включении станка при помощи г паяной
ход рывками /вибрации/, вотду* »• N"
вели станок был выведен и> чччпуа*
нсоо/пдинс»
Для •»г<н <• следу*’
{:• •»< ума-
Гаишном большое.давленив,
ьоусм цилиндре. В случае,
Тапии в течение более продолжительного времени,
произвести обеэаоздушивание рабочего цилиндра,
дать столу переместиться на расстояние полного хода
з.;.<нин неполадка появляется постоянно /подымание воолу'Ч »*э
масла является хорошо заметным/ и масло пенится, няоб* >яино про
вч;-ить в первую очередь всасывающий трубопровод и и,»..ос.
На ускоренном ходу стол движется скачками, реверсирщы--
йен мертвой точке сопрор^дается резкими рывками. При...-
неполадки бывает, мак правило, наличие воздух а « -маил» .
мило масла в баке, йогернотимность всасывающего трубой
'Ч
♦I И |) *
'♦ТДи
.Ч -И ОМ
^VoS МОРГ
Снять с верхнего стола бабку изделия и заднюю бабку» вывернуть
гайку /рис. 4/1/ с поршневого штока /рис, 4/2/ и снять со ста-
нины оба стола. После удаления болтов /рис. 4/37 на обеих голое*
нах можно вынуть цили-ндр из станины. Для выдавливания масла из
цилиндра следует несколько раз продвинуть поршень в цилиндре»
Потом вывернуть правую головку цилиндра /рис. 4/4/ и произвести
смену манжет. Перед всаживанием стола в направляющие тщательно
очистить направляющие поверхности и снова их смазать маслом.
При монтаже следить за тем, чтобы после затяжки гаек /рис. 4/1/
был обеспечен осевой зазор поршневого штока в подвеске обличи*
йом около 0,3 мм.
Устранение ниже перечисленных неполадок можно производить непо-
средственно на гидравлическом корпусе /рис. 5/.
/рис. 5/1/ При отсутствии придвигания шлифовальной бабки в крайних мертвых точках, необходимо вывернуть за- порный винт и вычастить сопло.
/рис. 5/2/ /рис. 5/3/ Регулировочный винт для регулировки включения продольной подечи стола - регулирование можно произвести после отвертывания средней крышки на распределительном щите. Регулировочный винт для выравнивания подвода шлифо- вальной бабки. 8о время подачи в крайних мертвых точках шлифовальная бабка иногда вследствие непра- вильно отрегупированного винта продолжает незна- чительно придвигаться. Винт можно поворачивать только в зкстрем'ных случаях, тан как регулировка
/рис. 5/4/ является сравнительно затрудните льной. Главная рукоятка.
10*5 •
жж
85
инструкции для заказывания запасных ЧАСТЕЙ I.
fi’rtrr* —>ж*иввйшвм»в<в«; - ... >-»*.ii 1Л1ГЛапаг шаа*шат.ч гэ» .л <: л: •. _ йм
ЦДО*.-.: •
В’ случае выхода ив етр*5ч ник^фогальпого стежка на-аа se-
предвядеяногс повреждений каке'. ~ибудь аг© частя, сле-
дует обратиться в отдел сбита завода - кэготовхтшии
В тех случаях» когда вопрос, технически не neeir, "Торгов©"
техническая служба* - ОТО асгиохет Вам при его решении»
I. В заказе на запасные части следует укаоать
а/ название и типовое обозначение станка
б/ заводской номер станка
в/ количество и тиы вапасноях частей / или набсрож/
2. При заказывании отдельных аапасныж частей следует
указать название и номер запасной части по вастоящежу
каталогу» У сальников а ровней следует привести телже
их размеры» У подшипников тип и размер»
Пример: 5 шт - сальник 22/32x7
I шт - шпиндель 10 2194
2 шт - клиновой ремень СПЗ 9,5x750 Jia
I шт - подшипник 6001 - 12x28x8
3. При заказываний набора ее^асячх честей для двухлетие!
или пятилетней эксплуатехщи в одну смену еледуот ука^
зать рядом с названием ташке Я? группы»
Пример: I набор - запасные части для двухлетней зкснду-
• • f ' атации - группа 70 9066
“ . *
4« При заказывании электроприборов следует наряду с наз-
ванием и типом станка или прибора указать также ребо-
• чее напряжение и частоту» Рекомендуется указывать пас-
портные данные или со щитка прибора©
5» Если требуются части, не показанные в настоящем ката-
логе, рекомендуется указать номер клейма кадстали, или
изготовить эскиз с основными размерами и описанием на-
значения детали.
♦
5<» В качестве запасных комплектов могут быть поставлена:
• - холодильный насос
- гидравлический насос
- шлифовальная бабка
- поводковая головка
- задняя бзбяа
- прочна согласно требовали»
Эти комлектн следует г вазгзе уточнить особа»
Технически точный заказ облегчит и ускорит поставит аа-
пжекых частей л предупредит «о» юшшв недоразумения»
ЗАПАСНЫЕ ЧАТО
2
•>.• - -Т| f-
джя
у
дхл пятилеткой
*ксплуатшцп1 - 70 906®
&
®кепкуйтацхи - ?о 63gg
t.
Группа станка Нанненатаян® части р стандарт» -Оч? JMgirtT—1 гш-^л^ялгявЛкая^1Я1в>.-М.г Икобракенке раемер. вас 5£Г +л 2, 'j
®тв
Шлифовальш бабка л Клиновой реме; гь СПЗ 9,5х1000Лв 0,10 2 4
маслсук^Ватель ЧСН 02 7488 И 36x1,5 0,05 •ь 2
Поводковая головка центр МОРЗЕ 4 Н 24 3311 1 4 02 48 1387 *1 -у 0,8 I 2
L^Zo J
Клиновой ремень СПЗ 9,5x675 Ла 0>03 I 2
клиновой ремень СПЗ 9,5x750 Ла 0,04 2 4
сальник 20/40x10 0.015 . I 2
сальник 32/45x7 0.015- ,1 2
кольцо “0* ЧСН 02 9280с2 16X12 0,001 2 4
Маслоу каватео» ЧСН 02 748Э М 24x1,5 0,036 d?. 2
Задняя бабка Центр МОРЗЕ 3 Н 24 ЗЗП ‘ 4 02 48 1386 £1 0,4 I 2
L J
шланг ЧСН 13 7822с I 6x1400 0,30 I 2
ОЭЛЬКИХ 22/32x7 _£j£L_ 2 4
сальник 50/65x8 0,02 1
манжета ОН 02 9269*2 ; 32X40 L__ I 2
- Группа CT&HKS Навванма ^scttj етанд^ру раамер лес -и- Да °2 °s
В5Т
псга&речноа падайа 'етаеторЕд 16 1035 i I 2
—х_.. 0?06
——.. П——. - —
♦
- 22 Ту A ikltiL 24 0471 4 9^ &ОЗ о» ia 9» I
! fs.
Гидрммпгчи распредопсг пер„ппдпии М7Н 0Z ЗКЬОЛ манжета U С-: г? е —?,,о 50 я 70 0,005 2 4 t-
Гидревличо цидивдр манжета _JM_D2U02fi5Ua_ _ с- w _ 28x45, О9ПО2 i j> го 4
Насос гидравличо сальник 28/47XI0 0,021 I 2
ч
Насос охлаждения сальник I2/22X7 0,012 I 2
Оснащение станка кнопка 30 0118 0,03 3 8
Принадлежо станины увелоукавэтель ЧСН 02 7488 й 36X1t5 0,05 4
Щитки щиток вращаю- щегося стола 57 J1L2T. 0,012 I
щиток гадр&в« лического распределения 57 1885 | . । i 0₽0Т ел I
Внутреннее шлифование /спец. пеяень РНК 1 35x1225x1>5 L — 0,065 i 2
Запасная
, 1. •< ? - т • " К » ко п >ту атацни
. . • г-*;неit илу ат аинм
/
3,70 кг
S,10 кг
ИЗБРАННЫЕ ЗАПАСНЫЕ ЧАСТИ ДЛЯ ДОЛГОСРОЧНО^
ЭКСПЛУАТАГ
ЙЕ
Группе стенка Наименование детали Иэобрахение равмер Масса кг 2 5
шт
Электри- ческое оснащение только для 220 В ТОЛЬКО для 220 В контактор вст р. В 16..М.4* 0,30 «> I
катушка конта К. В 1б'_М’4* 0,05 2 4
лампочка Е 27 24 В,40Вт 2 4
’лампочка 24 В,2 Вт 2 4
плавкаявставк a 24I0T-2A 3 6
плавкая вставк a 24I0T-4A 5 10
плавкая вставк a 24I0T-6A •5 10
плавкая вставк a 24I0T-I0A 6 12
плавкая вставк a 24I0T-I6A 3 6
плавкая вставк a 24-10Т-25Д 3 6
головка для предохранител 2310—01 эй ЧСН 35 47 0,042 £2 I 4 8
♦ Напряжение ж частота контактора ж катушки в соответствии
• с главой • Параметры электропроводки •- управляпцее на-
пряжение / НОВ/ 50 Гп /,
ТОф НОвТ^Й \
подшипники
группа стаи ха Е стандарта и подшипника равмер
Поводковая головка 6001 ЧСН 02 4633 12x28x8 4
6004 ЧСН 02 4633 20x42x12 3
6204 ЧСН 02 4636 20X47X14 I
6302 ЧСН 02 4637 15x42x13 I
R 9 urn ПР Л^ЪР. 9x26X8 I
r-qnq ЧСН 02 4637 17x47x14 I
Продольная подача вручную 6000 ЧСН 02 4633 10x26x8 I
6002 ЧСН 02 4633 15x32x9 2
6004 ЧСН 02 4633 20x42x12 3
Столы 1205 ЧСН 02 4651 25x52x15 I
6306 ЧСН 02 4637 30x72x19 I
Плита под шлифовалъ- ную бабку 30208 ЧСН 02 4720 40x80x18 2
51203 ЧСН 02 4731 17x35x12 2
Гйдравличес бабка кая 6005 ЧСН 02 4633 25x47X12 2
Поперечная подача вручную i 6003 ЧСН 02 4633 17X35x10 2
6004 ЧСН 02 4633 20x42x12 2
6006 ЧСН 02 4633 30X55X13 2
6205 ЧСН 02 4636 25x52x15 I
ТО* НО*Т8М«Й
СООТВЕТСТВУЮЩИЕ ЗАГРАНИЧНЫЕ ИЗДЕЛИЯ : САЛЬНИКИ
Группа. :: Франция СИМРИТ Пвеция СТ ЭФА Голланд] ЭРИКС
Поводковая головка Сальник ЧСН 02 940 20/40x10 1.0 Тип ВА Тип 2СВ1 к Тип Ц
Сальник ЧСН 02 940 32/45x7 1о0 Тип ВА Тип СВ Тип Н
Задняя бабка Сальник ЧСН 02 940 22/32x7 Г.О Тип ВЯ Тип СВ Тип R
Сальник ЧСН 02 940 50/05x8 [о0 Тип ВА Гип СВ Тип Н
Насос гидравЛо Сальник ЧСН 02 940 28/47x10 :.о Тип ВА Гип ВВ Тип Н
Насос смазки Сальник ЧСН 02 940 12/22x7 :.о • Тип В А Гип СВ Тип R
СООТВЕТСТВУЮЩЕ ЗАГРАНИЧНЫЕ ИЗДЕЛИЯ f КЛИНОВЫЕ РЕМНИ
Группа ФРГ-Кон*] Ультра- •инентал! Уулктст» Белый, к Гатос..-
Поводко- вая головка клиновой ремень СПЗ 9.5x675 Ла флекс флекс I/ 2/ _1Z_2Z
клиновой ремень СПЗ 9,5x750 Ла I/ I/ 2/ I/ 2/.
Плифовель ноя бабкб -клиновой ремень СПЗ 9,5x1000 Ла I/ I/ 2/ I/ 2/
I/ При выборе ремней следует сравнивать внешнюю длину / Ла/
2/ Если ремни с профилем 9,5 недоступны, можно использовать
ремни с профилем Юо
/ ТОО
СООТВЕТСТЕ
ЗАГРАНИЧНЫЕ ЧЗДЕЛИЯ КОНТАКТОРЫ
Контактор
В 16 К
НОВ
SO Ш 60
Любой контактер е главными контак-
тами мин 0 16* А । вспомогательными
контактами 2/2 о катушкой ПО В,
SO или 60 ГЦ,если подходит своими
габаритаиис
Пример: Дхя укаеаяного контактора еоотватстядпщш
мажет быть тжп
ДИЛ-02-22 КЛЁКНЕР <= НОЕЛИЕР
ТО® MosTSVAa