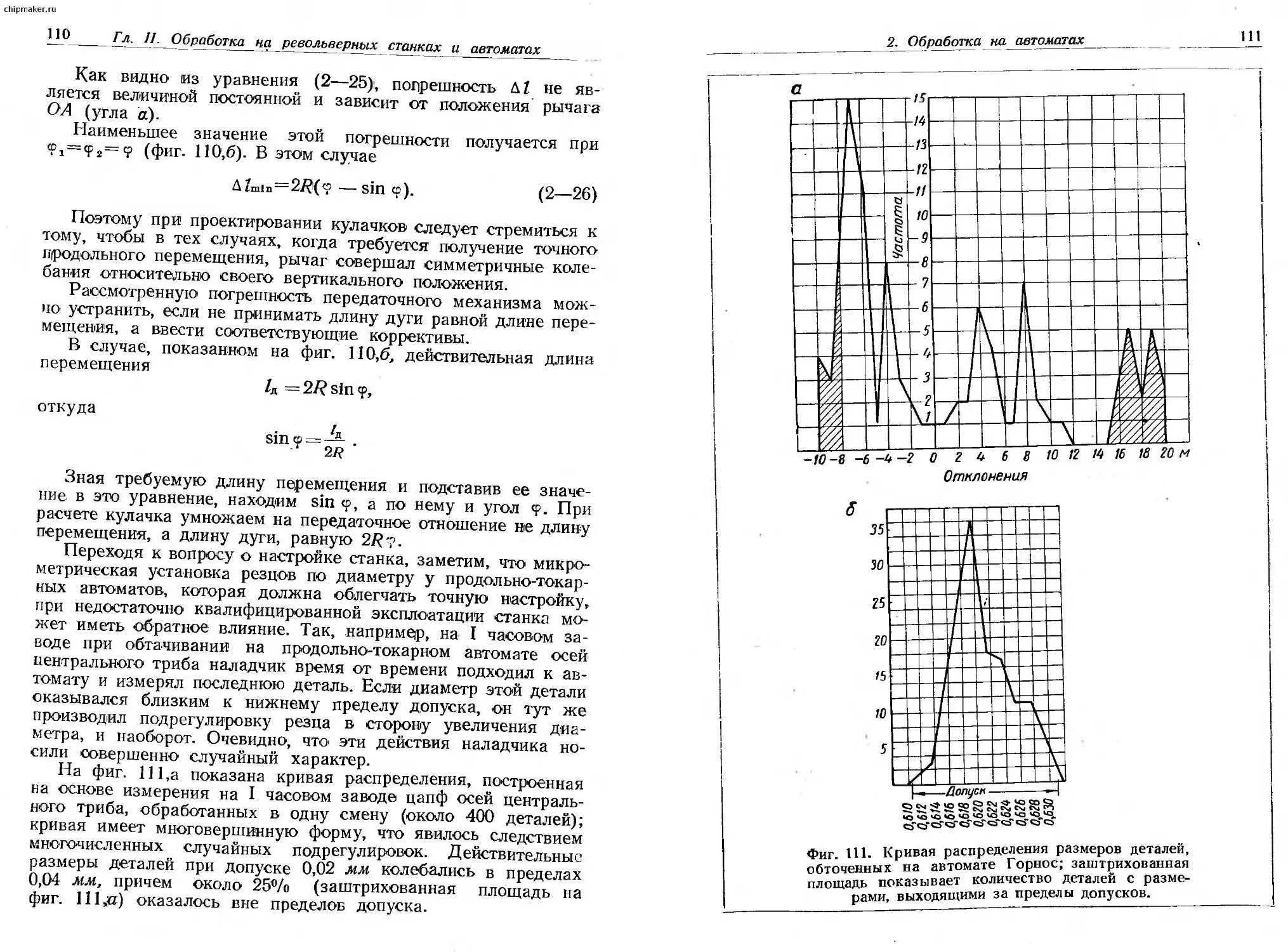
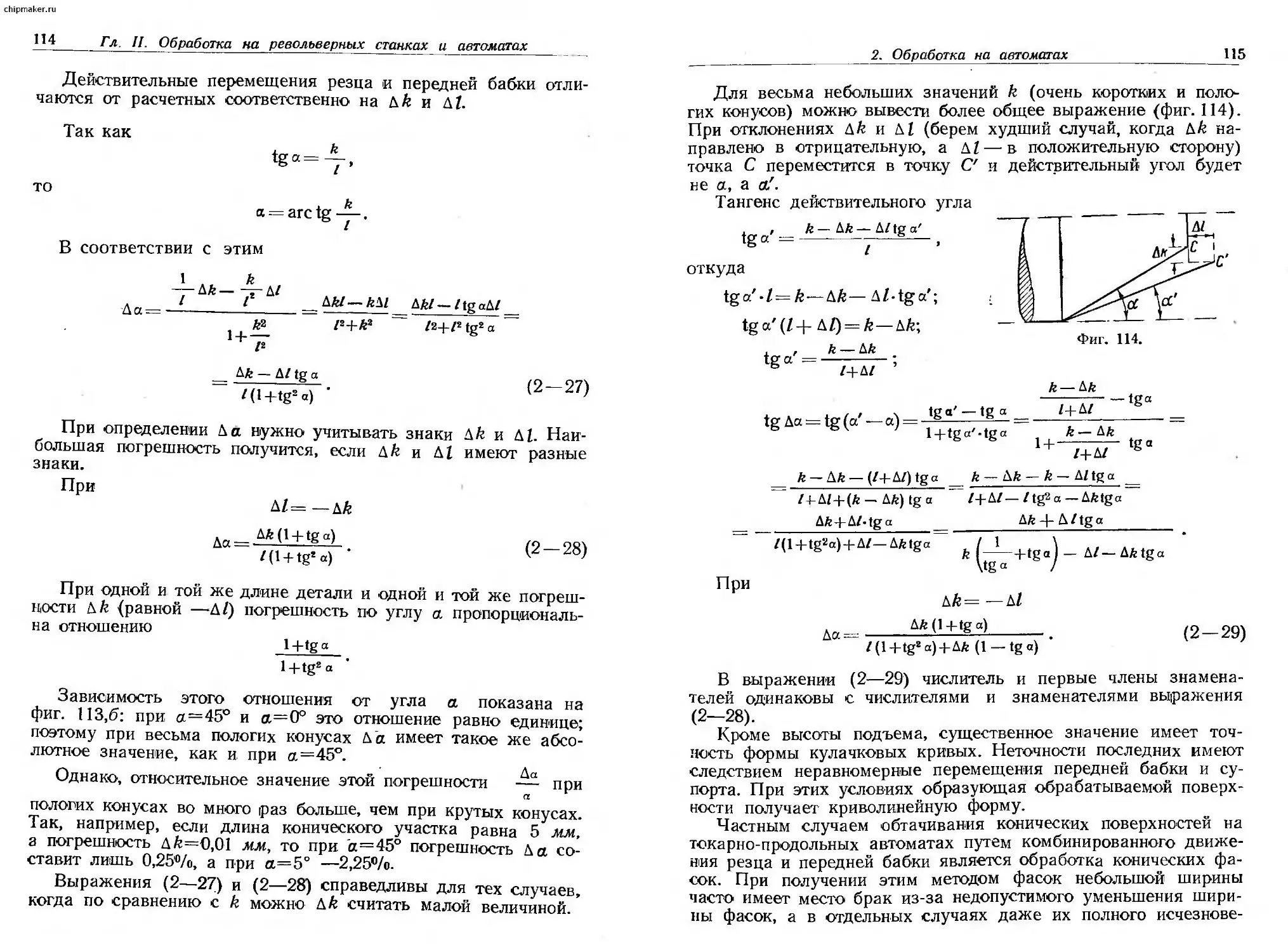
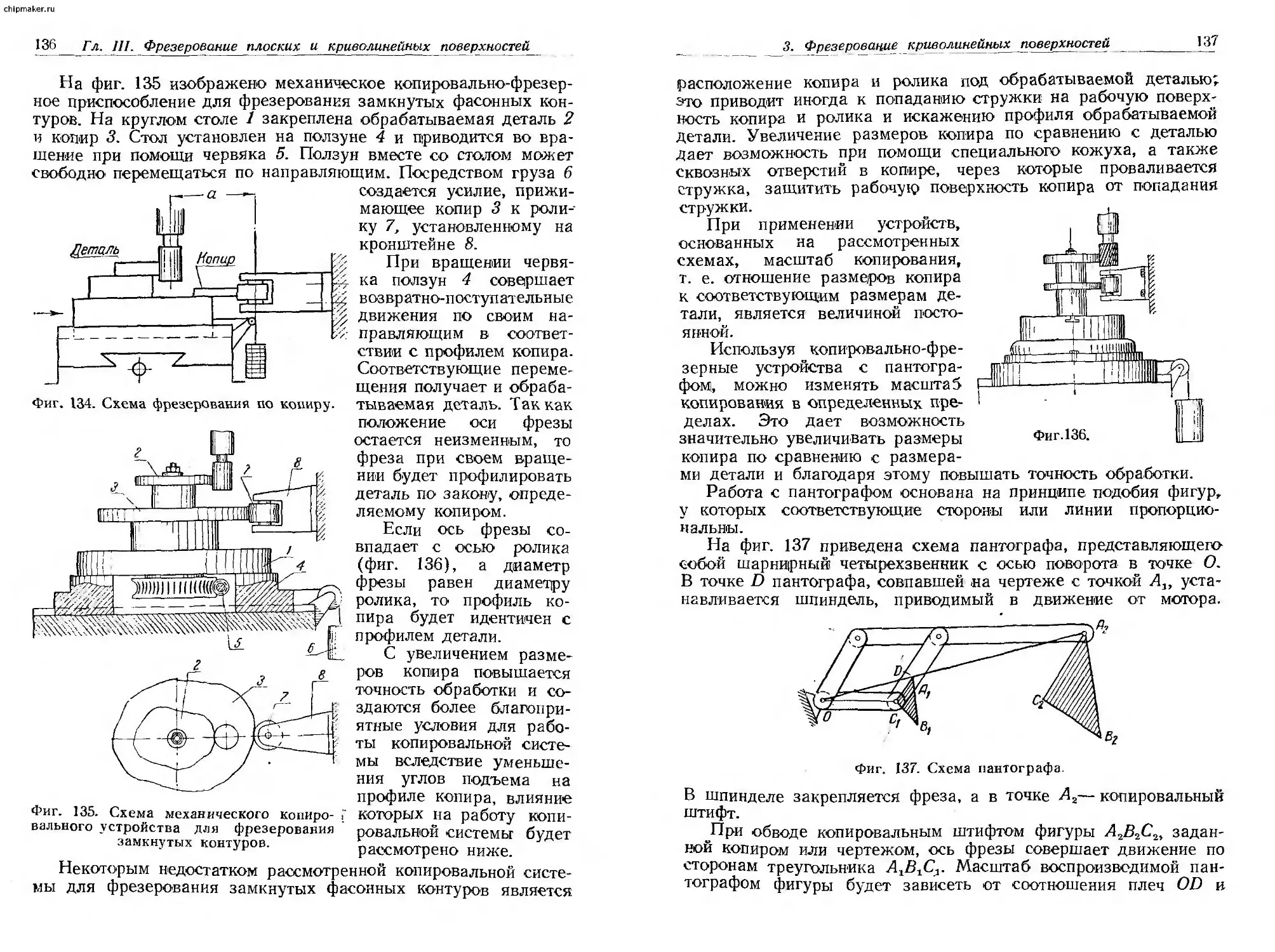
/



































































































































































































Автор: Маталин А.А. Малов А.Н. Яхин А.Б. Кашепава М.Я.
Теги: машиностроение обработка металлов приборостроение
Год: 1949



Текст
А.Б.ЯХИН А. Н. МАЛО В
А.А. МАТАЛИН М.Я. КАШЕ ПАВА
ТЕХНОЛОГИЯ
=ТОЧНОГО!‘ .
ПРИБОРОСТРОЕНИЯ
chipmaker.ru
А Б. Я X И H А. Н. МА Л О В, А. А. МАТ АЛ И Н
и М. Я. КАШЕПАВА
Chipmaker.ru
ТЕХНОЛОГИЯ
точного
ПРИБОРОСТРОЕНИЯ
ПОД РЕДАКЦИЕЙ ПРОФЕССОРА
ДОКТОРА ТЕХНИЧЕСКИХ НАУК
А. Б. ЯХИНА
Допущено Министерством Высшего образования СССР
в качестве учебного пособия для втузов
ГОСУДАРСТВЕННОЕ
ИЗДАТЕЛЬСТВО ОБОРОННОЙ ПРОМЫШЛЕННОСТИ
Москва 1949
chipmaker.ru
В книге рассматривается технология основных видов обра-
ботки, применяемых в приборостроении. В главах, посвященных
обработке металлов резанием, основное внимание уделено
вопросам точности.
В прочих главах книги рассматриваются виды обработки
без снятия стружки — их экономичность, точность и т. п.,
а в отношении наиболее новых видов обработки — прецизионное
литье, электроискровая обработка и т. п.:—даются также основ-
ные понятия о сущности процессов.
Книга представляет собою учебное пособие, но она может
быть использована инженерами как приборостроительной про-
мышленности, так в значительной мере и различных отраслей
точного машиностроения.
Замеченные опечатки и исправления авторов
Стр. Строка Напечатано Должно быть
81 9 снизу ГОЛОВКИ развертки
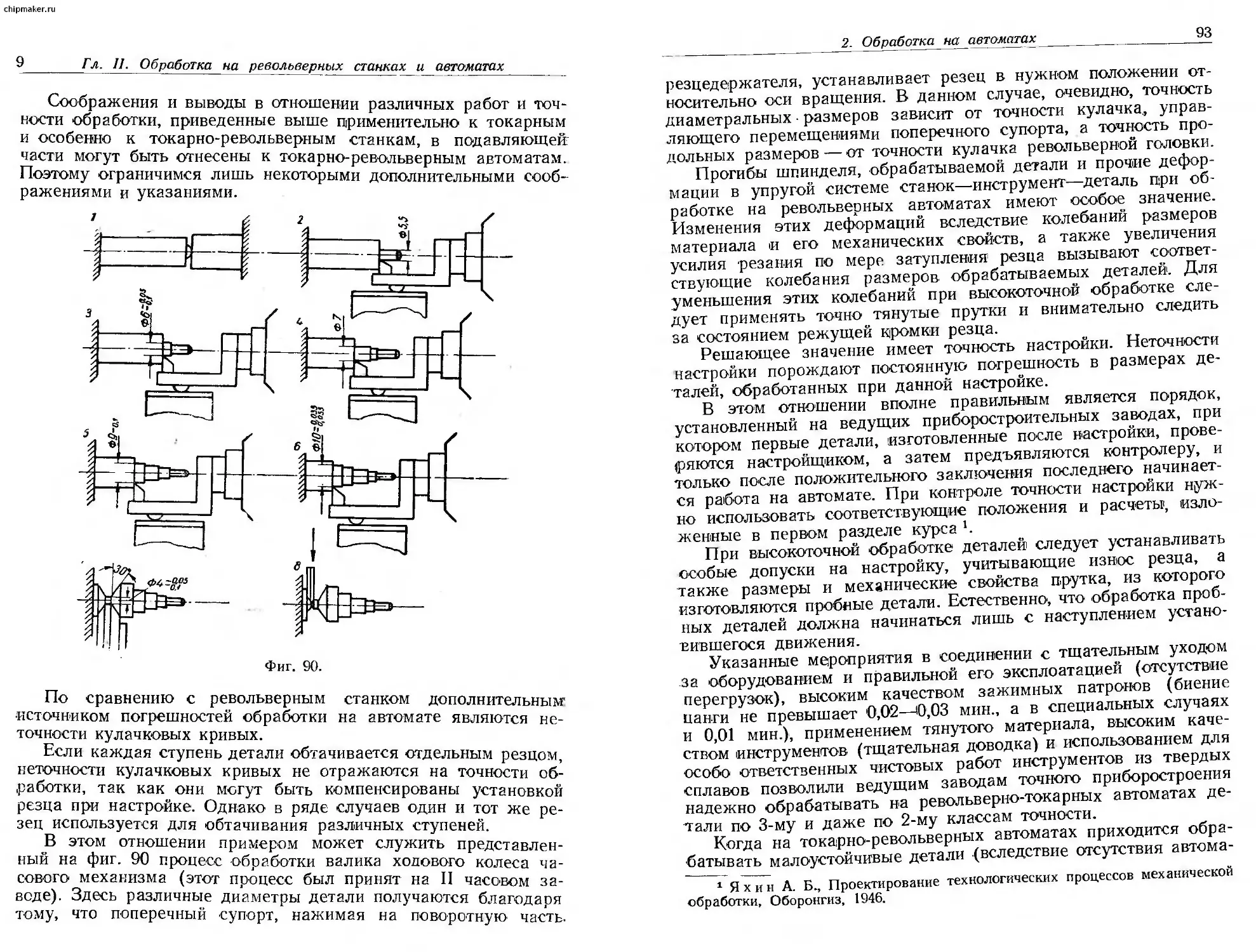
91 подпись к фиг. 89 относится к фиг. 90
132 фиг. 129 повернуть совой стрелки на 90° против ча-
150 5 снизу di=a—Да <р=а— Д J.
229 3 сверху (4 34) (4-32)
359 10 снизу а—прямой; б—обратный я—обратный б—прямой
А. Б. Яхин, А. Н. Малов, А. А. Маталии, М. Я- Кашепава,
Технология точного приборостроения
ПРЕДИСЛОВИЕ
Понятие «точное приборостроение» объединяет разнообразные
отрасли промышленности: часовое производство, производство
авиационных приборов, оптико-механических приборов, приборов
управления артиллерийским огнем и т. д.
Программы курса технологии приборостроения различных выс-
ших учебных заведений существенно различаются между собой
как по содержанию так и по объему. Независимо от специаль-
ности и количества часов курс «Технология приборостроения»
делится на три раздела: 1) общие основы проектирования техно-
логических процессов; 2) технология основных видов обработки,
применяемых в приборостроении; 3) технология конкретных де-
талей и узлов.
Первый раздел курса является общим для различных от-
раслей машино- и приборостроения. Вопросы, рассматриваемые
в этом разделе, достаточно подробно изложены в ранее изданных
учебных пособиях, в частности, в книге проф. А. Б. Яхина «Про-
ектирование технологических процессов механической обработки»
(Оборонгиз, 1946). Отдельные расхождения в трактовке разными
авторами тех или иных положений не носят принципиального
характера.
Вследствие изложенного вопросы, относящиеся к первому
разделу курса, не рассматриваются в настоящей книге, которая
посвящена второму разделу — технологии основных видов обра-
ботки. общих для различных отраслей приборостроения.
Для третьего специального раздела курса — технологии кон-
кретных деталей и узлов — представляется целесообразным
издать специализированные учебные пособия применительно к
соответствующим программам, а также монографии по часовому
Делу, по производству авиационных приборов и т. д.
chipmaker.ru
Предисловие
При составлении настоящей книги предполагалось, что сту-
денты имеют знания методов обработки металлов в объеме
общего курса технологии металлов, читаемого в машино-
строительных втузах \
В соответствии с характером и задачами технологической
подготовки студентов приборостроительных специальностей кни-
гу можно условно разделить на две части.
К первой части относятся первые пять глав, посвященные
основным для приборостроения видам обработки металлов ре-
занием — обработке на токарных, фрезерных и сверлильных
станках.
Основной особенностью этой части книги является то, что
в ней уделено существенное внимание вопросам теоретического
характера, в первую очередь вопросам точности 1 2. Эти вопросы
рассматриваются в соответствии с методикой, изложенной в упо-
мянутой выше книге проф. Яхина «Основы проектирования
технологических процессов механической обработки», но не в
общем виде, а применительно к конкретным методам обработки.
Следует, однако, отметить, что, детально анализируя отдель-
ные погрешности, авторы не стремились к определению резуль-
тативной погрешности.
Студенту важно иметь отчетливое представление об основных
причинах, вызывающих погрешности при том или ином виде
обработки, уметь их оценивать и знать способы воздействия на
них. Определение же результативной погрешности аналитиче-
ским путем представляет собою весьма громоздкую, а в ряде
случаев и неразрешимую задачу.
Кроме вопросов, связанных с точностью, границами приме-
нения и экономичностью различных видов обработки, в книге
даются также необходимые для инженера-приборостроителя
сведения о тех способах обработки и типах станков, которые
1 Для студентов, специализирующихся по технологии приборостроения,
этого недостаточно, и для них должны быть предусмотрены специальные
курсы (и соответствующие учебные пособия) по режущим инструментам,
станкам, штамповке, технологии изготовления деталей из пластмасс и т. д.
2 Вопросы качества поверхности при механической обработке не рассмат-
риваются (за исключением главы о чистовой обработке), так как они изла-
гаются в первом разделе курса.
Предисловие 5
являются специфическими для приборостроения и не имеют
широкого распространения в машиностроении.
Детальные описания устройства станков и способов их на-
стройки, а также необходимые при проектировании технологи-
ческих процессов справочные данные в книге не приводятся по
следующим причинам. Книга отражает содержание лекций. По-
дробно с устройством и эксплоатацией основных типов станков
студент знакомится при лабораторных работах и на производ-
ственной практике, используя соответствующие руководящие
материалы и инструкции. В равной степени, при работе над кур-
совым проектом для получения необходимых справочных и нор-
мативных данных о припусках, режимах резания и т. п. студент
должен неизбежно прибегать к справочникам, альбомам норма-
лей и т. п. Включение всех этих материалов в данную книгу не
только увеличило бы ее объем до недопустимых пределов, но
было бы нецелесообразно и в методическом отношении.
Книга является учебным пособием, но в известной степени
носит монографический характер; многие материалы публи-
куются впервые. В то же время ряд вопросов освещен недоста-
точно глубоко, поскольку эти вопросы еще ждут своего разре-
шения. Кроме того, в книге опущены некоторые элементарные
положения и те методические указания, которые не имеют прин-
ципиально важного значения.
Ко второй части книги относятся последние четыре главы.
Здесь авторы не ставили перед собою задачи теоретического ана-
лиза рассматриваемых видов обработки. Основное назначение
этих глав заключается в том, чтобы дать студентам возможность
ориентироваться во всем многообразии современных видов обра-
ботки, используемых в приборостроении, их назначении, грани-
цах применения и экономичности.
Естественно, что одни виды обработки рассмотрены более
подробно, другие менее подробно, в зависимости от их значения
для приборостроительной промышленности, а также задач техно-
логической подготовки студентов приборостроительных специаль-
ностей.
В заключение необходимо отметить следующее.
Книга составлена в основном на базе коренной переработки
книги проф. А. Б. Яхина «Технология точного приборостроения»
chipmaker.ru
Предисловие
6
(Оборонгиз, 1940) и отражает соответствующие разделы курса
технологии приборостроения, созданного в МВТУ им. Баумана.
Те члены авторского коллектива, которые не работают в на:
стоящее время в МВТУ, были в прошлом аспирантами кафедры
технологии приборостроения МВТУ. Это обстоятельство значи-
тельно способствовало сохранению единого направления и це-
лостности книги.
Главы первая, вторая и пятая написаны проф., д-ром
техн, наук А. Б. Яхиным, глава третья — проф., д-ром техн,
наук А. Б. Яхиным и канд. техн, наук Е. И. Феликсовом, глава
четвертая — канд. техн, наук М. Я. Кашепавой, глава шестая —
доп., канд. техн. наук. А. Н. Маловым, главы седьмая и девя-
тая — проф., д-ром техн, наук А. Б. Яхиным и доп., канд. техн,
наук А. Н. Маловым, глава восьмая — доц., канд. техн, наук
А. А. Маталиным.
ВВЕДЕНИЕ
Решение задач, поставленных перед приборостроительной
промышленностью пятилетним планом ее развития, в равной
степени зависит как от конструкторов, которые призваны созда-
вать наиболее совершенные конструкции приборов, так и от тех-
нологов, которые должны изготовлять эти приборы наиболее
совершенными методами.
Задачи технологов в приборостроении и их роль на произ-
водстве не отличаются от таковых в машиностроении.
На этом вопросе, достаточно освещенном в различных учеб-
ных пособиях, мы считаем возможным не останавливаться и
отметим лишь некоторые моменты, имеющие в приборостроении
особенно важное значение.
Точность обработки и производительность
Обеспечение требуемой точности обработки — основная и в
большинстве случаев наиболее трудная из задач, которые прихо-
дится решать технологу приборостроительной промышленности.
Допуски, определяющие точность геометрической формы,
размеров и взаимного расположения отдельных элементов, для
многих деталей приборов выражаются в микронах, а иногда да-
же в десятых долях микрона.
В ряде случаев вообще нельзя определить допускаемые от-
клонения и можно лишь утверждать, что чем меньше эти откло-
нения тем выше качество изготовленного прибора.
В подобных случаях перед технологом ставится задача —
выбрать или создать такой технологический процесс, который
гарантировал бы минимальную величину соответствующего
отклонения у обрабатываемой детали. Так, например, если необ-
ходимо обеспечить весьма строгую перпендикулярность оси от-
верстия по отношению к торцу у деталей, подвергавшихся термо-
обработке, то необходимо шлифовать торец и расшлифовывать
отверстия с одной установки.
Весьма высокие требования предъявляются в ряде случаев
к качеству поверхности, что обусловливается необходимостью
chipmaker.ru
Введение
получения минимального трения (например, в шарикоподшип-
никовых опорах гироскопических приборов), высокой износо-
устойчивости (например, в гидроприводах), антикоррозионной
стойкости (в особенности для морских и авиационных прибо-
ров). Такие требования, как например, микрогеометрия по
12—14 классам (согласно ГОСТ 2789—45) или макрогеометрия,
характеризуемая отступлениями от плоскостности или прямоли-
нейности образующей в пределах 0,5 о, в приборостроении
встречаются довольно часто. Кроме геометрической точности
необходимо учитывать еще и «физическую» точность, выражаю-
щуюся в строго определенном соотношении между усилием и
деформацией (для прецизионных пружин), между гидростатиче-
ским давлением и прогибом (для мембран) ц т. д.
Сложность задач, которые приходится решать технологу,,
обусловливается не только высокими требованиями в отноше-
нии точности и качества поверхностей деталей приборов, но и
тем, что эти требования необходимо обеспечивать, применяя
наиболее совершенные и производительные методы.
К числу последних относятся в первую очередь обработка
на автоматах, литье под давлением, прецизионное литье, штам-
повка, прессование и отливка пластмасс под давлением.
К сожалению на предприятиях имеют место случаи, когда
деталь, полученная каким-либо из указанных методов, подвер-
гается в целях повышения точности дополнительным малопро-
изводительным операциям, выполняемым высококвалифициро-
ванными рабочими. Эти операции, как правило, весьма понижают
производительность и повышают стоимость обработки, а в слу-
чае выполнения их по методу пробных проходов ставят качество
детали в зависимости от искусства рабочего. Включение допол-
нительных операций в технологический процесс нередко обесце-
нивает применение при первоначальной обработке деталей та-
ких методов как литье под давлением, обработка на автоматах,
штамповка и т. п. и делает неоправданными большие единовре-
менные затраты, необходимые для осуществления этих методов1.
В связи с изложенным необходимо стремиться к тому, чтобы
требуемая точность достигалась непосредственно при выполнении
основных методов обработки и чтобы благодаря этому исключа-
лась необходимость дополнительных операций.
Развитие приборостроительной промышленности как промыш-
ленности крупносерийного и массового типов тесно связано с
повышением точности наиболее производительных методов об-
работки.
1 Здесь речь идет о дополнительных операциях, предназначенных для
повышения точности обработки, но не о таких операциях, как, например,
зачистка облоя, сверление отверстий, которые трудно получить при литье
под давлением, и т. п.
Введение
9
Опыт показывает, что резервы в этом отношении далеко не
исчерпаны. Там, где до выполнения обработки был произведен
тщательный анализ факторов, обусловливающих получение точ-
ности обработки, и проведены необходимые мероприятия, уда-
валось достигать значительно более высокой точности, чем та,
которая считается «нормальной» при данном методе обработки.
Так, например, принято считать, что для деталей, вытачивае-
мых на токарно-револьверных автоматах, допуск должен быть
не менее 0,05 мм. Между тем имеется ряд практических дан-
ных, свидетельствующих о том, что и в условиях длительной
обработки на этих автоматах можно обеспечить допуск в
0,01 мм.
Технологичность конструкций
Требование обеспечения технологичности конструкции, со-
гласно которому изделие должно быть так сконструировано,
чтобы его можно было быстро освоить в производстве и изго-
товлять наиболее экономичными методами, имеет в приборо-
строении особое значение.
Приступая к разработке принципиальной схемы прибора,
конструктор обычно имеет возможность наметить несколько раз-
личных вариантов, одинаково удовлетворяющих назначению-
прибора и техническим требованиям. Нередко в основу различ-
ных вариантов можно положить и различные принципы дей-
ствия—«механику, пневматику, гидравлику, электротехнику.
Выбор наиболее рационального варианта во всех подобных слу-
чаях должен производиться с непременным учетом технологи-
ческих факторов.
При одной и той же принципиальной схеме можно по раз-
ному разработать конструкцию отдельных узлов и деталей..
В частности в ряде случаев можно одну и ту же часть прибора
оформить либо в виде узла, состоящего из нескольких простых
деталей, получаемых путем штамповки и обработки на авто-
матах, либо заменить этот узел одной сложной деталью, отли-
ваемой под давлением.
Наконец, остановившись на том или ином варианте, кон-
структор при окончательном оформлении рабочих чертежей дол-
жен учесть технологические требования, обусловливаемые наме-
ченными методами изготовления деталей. Нередко совершенно
несущественные в конструкторском отношении мелочи (отсут-
ствие уклона или уклон, направленный в обратную сторону,
наличие выемки и т. п.) чрезвычайно осложняют технологиче-
ский процесс, а иногда даже делают неосуществимыми методы
изготовления, -которые имел в виду конструктор, и вынуждают
прибегать к малопроизводительным дополнительным опера-
циям,.
10
Введение
Не менее существенное значение имеет и выбор материала.
Если, как это часто имеет место в приборостроении,, конструк-
тивные требования позволяют изготовить деталь из различных
материалов!, то выбор материала обусловливается технологи-
ческими соображениями. Следует отметить, что стоимость ма-
териала не всегда является решающим факторам. Например,
заменив сталь более дорогим алюминием, можем получить
возможность изготовить деталь путем литья под давлением,
благодаря чему общая себестоимость может снизиться. Мел-
кие детали, обрабатываемые на автоматах, выгоднее изготов-
лять из латуни, чем из стали, так как в первом случае значи-
тельно выше режимы резания и стойкость инструментов.
В тех случаях, когда конструктивные требования предопре-
деляют материал детали, все же обычно представляется воз-
можным ввести некоторые уточнения для s улучшения спо-
собности материала поддаваться намеченному методу обработ-
ки. Необходимые в этом направлении указания общего харак-
тера содержатся в курсах по обработке металлов резанием,
штамповкой, литьем под давлением и т. п. Кроме того, приме-
нительно к приборостроению был проведен ряд специальных
исследований.
В заключение необходимо отметить, что в отношении обеспе-
чения технологичности конструкций приборостроение предостав-
ляет конструктору неизмеримо больше возможностей и возла-
гает на него большую ответственность, чем машиностроение, где
конфигурация детали и ее материал в значительной мере пред-
определяются конструктивными соображениями и требованиями.
В силу изложенного указанная выше необходимость разви-
тия точных и высокопроизводительных методов обработки тре-
бует тщательного учета факторов технологического характера
при конструировании приборов.
Технологическая подготовка специалистов
Необходимость технологической подготовки конструкторов в
настоящее время очевидна. Однако, существует довольно рас-
пространенное мнение, что для конструктора достаточно рас-
полагать лишь общими сведениями из технологии и- нет необ-
ходимости детально изучать технологические дисциплины.
Это мнение находится, в да’ном противоречии с приведенными
выше основными(положениями о технологичности конструкций.
Обеспечить технологичность конструкций на основе одних
лишь соображений общего характера нельзя. При решении во-
просов, связанных с технологичностью конструкций, нередко
приходится одновременно решать и сложные технологические
вопросы.
Введение 11
,Так, например, чтобы ответить на вопрос, можно ли при
оформлении конструкции детали ориентироваться на литье под
давлением, представляется необходимым в ряде случаев вы-
брать тип машины и разработать устройство формы.
В отношении подготовки технологов для приборостроения
считаем нужным отметить следующее. На механико-технологи-
ческих факультетах подготовка инженеров строится по видам
обработки — обработка резаньем, литейное дело, обработка
давлением и т. п. Инженеры, выпускаемые механико-техноло-
гическими факультетами, могут быть использованы в приборо-
строении преимущественно для работы в обрабатывающих и
инструментальных цехах.
Для выполнения же функций инженера сборочного цеха,
конщрольно-испытательного цеха или ведущего технолога нужно
знать: 1) устройство приборов, их работу, методы сборки, регу-
лировки и испытания; 2) все разнообразие применяемых в при-
боростроении, в ряде случаев конкурирующих друг с другом,
методов обработки — литье под давлением, прессование пласт-
масс, обработка резаньем и т. д.
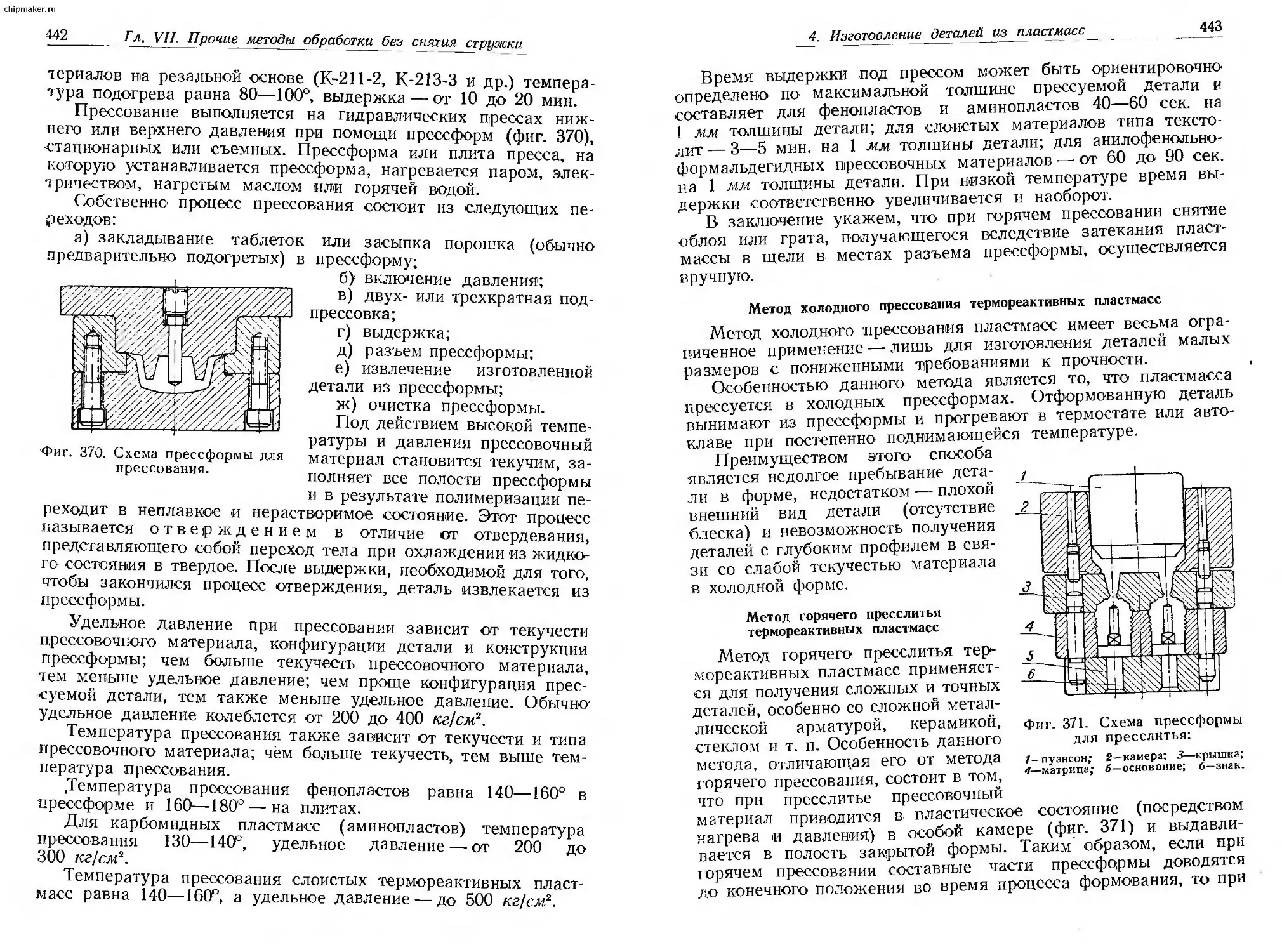
Подготовка таких инженеров должна осуществляться на
приборостроительных факультетах и отличаться от технологи-
ческой подготовки конструкторов приборостроителей, в основ-
ном более углубленным рассмотрением вопросов, связанных с
построением технологических процессов, оборудованием, его
оснасткой и эксплоатацией.
Дисциплина технологии точного приборостроения
Технология точного приборостроения представляет собою
учение об изготовлении приборов.
Опираясь на ранее пройденные технологические дисциплины,
технология приборостроения должна дать сведения, необходи-
мые будущему конструктору для того, чтобы он мог всесторонне
учитывать технологические требования при проектировании при-
боров, и будущему технологу — для того, чтобы он мог грамот-
но, по инженерному, подходить к проектированию «и осуще-
ствлению технологических процессов объектов приборострои-
тельной индустрии.
Преподавание курса технологии приборостроения началось,
примерно, в одно и то же время в Московском высшем техни-
ческом училище им. Баумана (в 1930 г.) и в Ленинградском
институте точной механики и оптики.
Первое время развитие курса технологии приборостроения
происходило в направлении систематизации практических мате-
риалов и установления некоторых общих положений.
В дальнейшем наряду с продолжением работы в указанном
направлении началась работа по подведению научной базы под
12
Введение
технологию .приборостроения, выразившаяся главным образом
в теоретических обоснованиях вопросов точности. Последние
можно разделить на три группы: 1) вопросы общего характера;
2) вопросы точности применительно к конкретным видам обра-
ботки — точению, фрезерованию и т. п.; 3) вопросы точности
применительно к технологии определенных деталей приборо-
строения.
Наибольшее развитие получили вопросы первой группы.
Вопросы точности применительно к конкретным видам обра-
ботки до настоящего времени освещались лишь в отдельных
журнальных статьях и диссертационных работах. Наименее
разработаны вопросы, отнесенные к третьей группе. Однако
они стоят в центре внимания научных работников, ведущих ра-
боту в области технологии приборостроения и можно ожидать,
что в недалеком будущем и эти вопросы получат должное
освещение.
Совокупность теоретических работ, проведенных ранее и про-
водимых в настоящее время, можно рассматривать как первый
этап в деле подведения научной базы под технологию прибо-
ростроения.
Технология приборостроения как научная дисциплина была
создана всецело в Советском Союзе и ведущая роль в этом
отношении принадлежит кафедре технологии приборостроения
Московского высшего технического училища имени Баумана.
Весьма ценные работы были проведены в Ленинградском
институте точной механики и оптики преждевременно умершим
А. П. Знаменским. Следует также отметить работы В. Я. Арри-
сона, А. Н. Гаврилова, А. А. Маталина и др.
Большое влияние на формирование технологии приборострое-
ния, как научной дисциплины, оказали труды ученых, работаю-
щих в области технологии машиностроения: проф. А. П. Соко-
ловского, проф. Р. М. Кована, проф. А. И. Каширина, проф.
Б. С. Балакшина, К. В. Вотинова и др.
Наряду с этим нельзя не отметить, что в иностранных литера-
турных источниках содержатся лишь описания отдельных про-
цессов, и каких бы то ни было попыток их анализа, обобщения, а
тем более теоретического, обоснования обнаружить невозможно.
Таких дисциплин, как технология приборостроения, техноло-
гия машиностроения и т. п. в капиталистических странах не
существует; они не могут быть созданы там, где основной
целью при проектировании технологического процесса являет-
ся получение максимальной прибыли путем безудержной экс-
плоатации рабочих и где наиболее совершенные методы про-
изводства зачастую составляют секрет того или иного пред-
приятия, а нередко и консервируются как «нерентабельные».
ГЛАВА ПЕРВАЯ
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
1. ЭКОНОМИЧЕСКИЕ ГРАНИЦЫ ПРИМЕНЕНИЯ ТОКАРНЫХ СТАНКОВ
Обработка на токарных станках применяется в приборо-
строении значительно более ограничено, чем в машиностроении.
При выполнении операции, состоящей из нескольких пере-
ходов, на токарном станке без поворотной резцовой головки не-
обходимо при каждом переходе сменять резец и производить
установку на стружку. В связи с небольшими размерами обра-
батываемых поверхностей вспомогательное время, затрачивае-
мое на смену резца, обычно во много раз превышает основное
технологическое время, необходимое для выполнения данного
перехода.
Кроме того, при обработке на токарных станках малых де-
талей невозможно использовать без применения особых
устройств такие способы сокращения вспомогательного времени,
как совмещение переходов и перекрытие ручных приемов ма-
шинным временем.
Вследствие изложенного пользоваться токарными станками
в приборостроении следует преимущественно в индивидуаль-
ном производстве и в опытных цехах.
Применять токарные станки в серийном производстве можно
в тех случаях, когда требуется:
1) обтачивать детали крупных размеров1, которые невоз-
можно обрабатывать на револьверных станках или автоматах
с применением обычных державок;
2) обрабатывать мелкие деталй при построении технологи-
ческого процесса по принципу дифференцированных операций;
1 Указанные выше недостатки токарного станка в данном случае те-
ряют свое значение, так как вследствие крупных размеров обрабатываемых
поверхностей соответственно снижается удельный вес времени, затрачиваемо-
го на смену резца. Кроме того, следует учитывать, что производство круп-
ных осей в приборостроении имеет обычно мелкосерийный характер.
Ц Гл. I. Обработка на токарных станках
3) обрабатывать точную резьбу *;
4) повысить путем дополнительной обработки на токарном
станке точность деталей, изготовленных на револьверных стан-
ках или автоматах;
5) выполнить простую операцию, состоящую из одного пере-
ХОДЯ -
В серийном производстве наружные поверхности деталей
несложной конфигурации можно обрабатывать на токарных
станках с поворотной резцовой головкой. Чтобы при этом спо-
собе обработки осуществить принцип работы на настроенном
станке, нужно применять особые устройства с упорами1 2 3.
Перейдем к рассмотрению основных работ, выполняемых на
токарных станках; такими работами являются:
1) обтачивание цилиндрических поверхностей в центрах;
2) обтачивание цилиндрических поверхностей в патронах;
3) обтачивание цилиндрических поверхностей на оправках;
4): обтачивание тонких дисков;
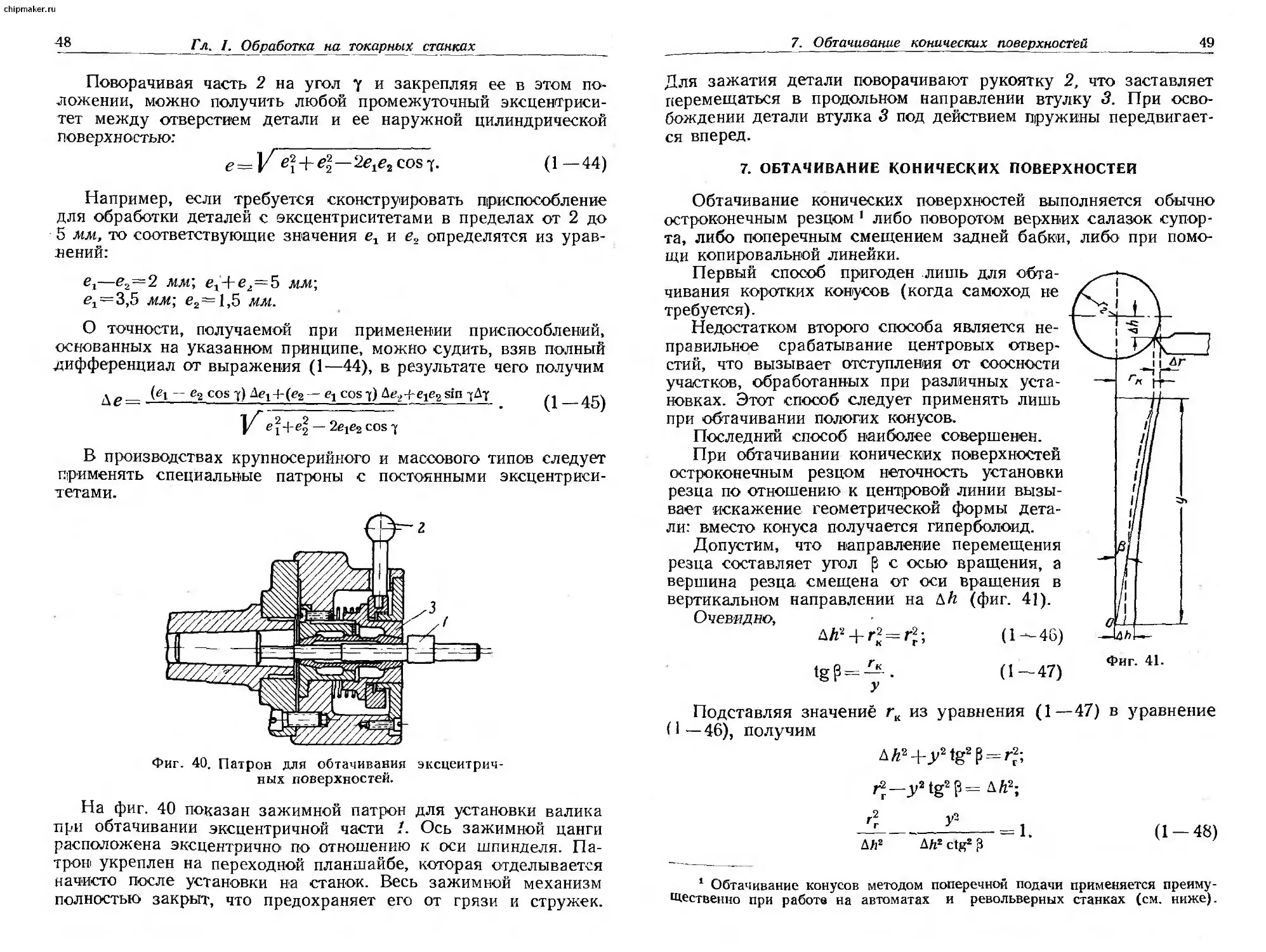
5) обтачивание эксцентричных поверхностей;
6) обтачивание- конических поверхностей;
7) обтачивание фасонных поверхностей;
8) растачивание отверстий.
2. ОБТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
В ЦЕНТРАХ
Метод обтачивания в центрах общеизвестен, поэтому рас-
смотрим лишь вопросы, связанные с точностью обработки.
Неточности, возникающие при обтачивании в центрах, можно
разделить на следующие основные группы •; 1) неточности цен-
тровки; 2) неточности станка; 3) упругие деформации под дей-
ствием усилий резания в системе станок — инструмент — деталь;
4) неточности заготовки; 5) неточности установки резца; 6) про-
гиб и износ резца.
А. Неточности центровки
Из неточностей центровки наиболее существенное значение
имеют несовпадение осей центровых отверстий и несовпадение
оси центровых отверстий с осью заготовки.
При несовпадении осей центровых отверстий имеет место
неполное прилегание центровых отверстий к центрам станка.
1 В данной книге этот вопрос не затрагивается, так как он подробно
рассматривается в третьем разделе курса (при изложении вопроса о техно-
логии винтов).
2 Описание одного из подобных устройств см. в книге проф. А. П. Соко-
ловского «Основы технологии машиностроения», т. 1, Машгиз, 1938,
стр. 304.
3 Влияние температурных деформаций рассматривается во второй главе.
15
2. Обтачивание цилиндрических поверхностей_в центрах
Вследствие этого происходит неравномерный износ центров и
центровых отверстий, и участки детали, обработанные при раз-
личных установках, не будут лежать на одной оси.
На фиг. 1 показано одностороннее прилегание центровых
отверстий к центрам станка при параллельном расположении
осей центровых отверстий.
Фиг. 1.
Неточность расположения центровых отверстий в продольном
направлении сказывается на продольных размерах детали в тех
случаях, когда обтачивание производится в несколько установок
на настроенных станках *.
При несовпадении оси центровых отверстий с осью заготов-
ки глубина резания в течение одного оборота будет меняться и
соответственно с этим будут изменяться деформации системы
станок — инструмент — деталь.
Фиг. 2. R — радиус заготовки,
г—радиус детали, /—положение
заготовки при отсутствии экс-
центриситета.
Фиг. 3.
Установка деталей в обратных
центрах.
Если ось центровых отверстий параллельна оси заготовки, то
центр поперечного сечения заготовки будет описывать окруж-
ность с радиусом, равным эксцентриситету е (фиг. 2). В резуль-
тате обтачивания в сечении детали получится окружность, экс-
центрично расположенная по отношению к центровым отвер-
стиям, но с эксцентриситетом, меньшим первоначального (более
подробно см. ниже).
1 Этот вопрос подробно рассматривается в третьем разделе курса.
16
Гл. I. Обработка на токарных станках
chipmaker.ru
Аналогичные явления имеют место при обтачивании деталей
малых диаметров, устанавливаемых в так называемые обратные
центры (фиг. 3). Неточностям центровки здесь соответствуют
неточности расположения центров детали.
Б. Неточности станка
Неточности станка порождают поперечные колебания оси
шпинделя, биение переднего центра, перекос и искривление
траектории вершины резца.
Поперечные колебания оси шпинделя вызываются овально-
стью подшипников и опорных шеек шпинделя. Вследствие этих
Фиг. 4.
колебаний обработанная деталь получается овальной (в попе-
речном сечении).
Вопрос о влиянии на точность детали биения переднего
центра, а также перекоса и непрямолинейностн траектории вер-
шины резца рассмотрим более подробно.
Биение переднего центра
Причинами биения переднего центра при правильном поло-
жении оси шпинделя являются: 1) биение оси конического от-
верстия шпинделя; 2) несовпадение оси переднего центра с
осью его хвостач вставляемого <в коническое отверстие шпин-
деля; 3) неточности посадки переднего центра в коническом
отверстии шпинделя.
Для прецизионных токарных станков биение переднего цен-
тра допускается в пределах 0,01 мм.
При биении переднего центра центровая линия в процессе
обработки описывает конус с вершиной у заднего центра. В ре-
зультате обтачивания в каком-либо поперечном сечении АА
детали (фиг. 4) получится окружность заданного радиуса (если
считать, что прочие погрешности отсутствуют), но след центро-
вой линии — воображаемая точка пересечения центровой линии
с плоскостью сечения — будет отстоять от центра сечения на
расстоянии е. Величина е возрастает пропорционально расстоя-
нию сечения от заднего центра.
Поскольку действительной осью вращения, несмотря на бие-
ние переднего центра, остается линия 00, в результате обтачи-
2. Обтачивание цилиндрических поверхностей в центрах 17
вания получится деталь цилиндрической формы, но ось обточен-
ной поверхности не будет совпадать с центровой линией, а бу-
дет наклонена к последней под углом (см. фиг. 4):
а» — , (а—в радианах)
где I — длина детали.
Рассматриваемая погрешность имеет существенное значение
главным образом при обтачивании ступенчатых деталей, так как
она является причиной взаим-
ного перекоса осей различных
ступеней, обработанных при
разных установках.
Для уменьшения биения
переднего центра нужно шли-
фовать его на месте после
установки в шпинделе токар-
ного станка.
В приборостроении приме-
няются токарные станки с так
называемыми «мертвыми цен-
трами», т. е. станки, у которых
передний и задний центры не-
подвижны. Схема обтачивания
Фиг. 5. Установка детали в «мерт-
вых центрах".
в «мертвых центрах» показана на фиг. 5. Здесь шпиндель не-
подвижен, а деталь 1 приводится во вращение от шкива 2,
свободно сидящего на опоре шпинделя, посредством поводка 3
и хомутика 4.
траектории вершины резца
Непрямолинейность и перекос
Фиг. 6.
Пусть ось ОХ представляет
Теоретически траектория ре<
Теоретически траектория
вершины резца должна пред-
ставлять собой прямую линию,
лежащую в горизонтальной
плоскости, которая проходит
через ось вращения детали, и
параллельную этой оси.
Рассмотрим, какая поверх-
ность получится, если траекто-
рия вершины резца убудет пег
рекошена по отцогйег^шрТк осй>
вращения как' в. горизонталь-
ной, TajHf^ АФ^калыЛкЖо-
CKog^E0t$6)r
собойуэсь детали. ,, -
ца дол<сн<^2₽таетст52ваунхп|р^
18
Гл. I. Обработка на токарных станках
мой АВ. Вследствие перекоса в горизонтальной плоскости на
величину &у траектория вершины резца займет положение
АВ', а при наличии перекоса и в вертикальной плоскости на
величину Ди — положение АВ".
Если построить в плоскости ХОУ кривую, у которой
(л \2
-у + Ду) + Дг2,
то, вращая эту кривую вокруг оси ОХ, получим тело, кото-
рое образовалось бы при перемещении вершины резца по траек-
тории АВ".
Уравнение этой кривой 1
(Я \2 7/7 \2
— + Ду) +Дг2 = /—+xtga) 4-xztg2p =
Я2
=— + xdtga-\-x2tg2a, + x2tg2$==x2(tg2a + tg! p)-J-
(1-1)
Мы получили уравнение гиперболы. Следовательно, в ре-
зультате обработки форма детали будет представлять собой
гиперболоид.
Если имеется отклонение только в горизонтальной плоско-
сти, то
d ,
= у+xtga,
т. е. уравнение (1—1) превращается в уравнение прямой. По-
верхность обработки — конус; его уравнение
_у2 + z2 =
-Ktga-h
d \а
2 / '
Погрешность по диаметру
Дб/ = 2 (-у + Д_у)—</ = 2Ду = 2xtg а.
Так как угол а мал, полагаем cosa = l.
2. Обтачивание цилиндрических поверхностей в центрах
19
Если имеется отклонение только в вертикальной пло-
скости, то
+ Дг2=^+Л2|ё2₽;
J,2_%2tg2₽ = ^;
у2__________хг
а1 a2 ctgz р
4 4
(1-2)
что представляет собой уравнение гиперболы. Поверхность об-
работки — гиперболоид.
Погрешность по диаметру детали
Дй = 2'|/ -—^-^—d-,
d +.Д</ = V^2 + 4Дг2;
Д(/2 + 2Дб? d + d? — d- + 4Az2;
(1-3)
Искривление и перекос траектории вершины резца порож-
даются соответствующими неточностями направляющих, по ко-
торым перемещается супорт. Для прецизионных токарных стан-
ков эти неточности не должны превышать 0,02 мм.
Относительный перекос о|си вращения и траектории вер-
шины резца может быть также вызван несовпадением осей
переднего и заднего центров.
Если подставить в полученные выше зависимости допускае-
мые значения неточностей направляющих в вертикальной пло-
скости или допускаемое отклонение (равное 0,01 мм) от парал-
лельности оси, проходящей через центры передней и задней
бабок, по отношению к направляющим станины в вертикальной
плоскости, то можно убедиться, что эти неточности весьма мало
влияют на точность обработки и в большинстве случаев ими
можно пренебречь.
Иначе обстоит дело с отклонениями в горизонтальной пло-
скости. Эти отклонения полностью передаются радиусу обраба-
тываемой детали. Перекос направляющих по отношению к цен-
тровой линии в горизонтальной плоскости или несовпадение в
этой плоскости осей переднего и заднего центров порождают
конусность обточенной поверхности.
Если направляющие непрямолинейны в горизонтальной
плоскости, то в результате обтачивания получится тело вра-
щения с криволинейной образующей.
20 Гл. I. Обработка на токарных станках
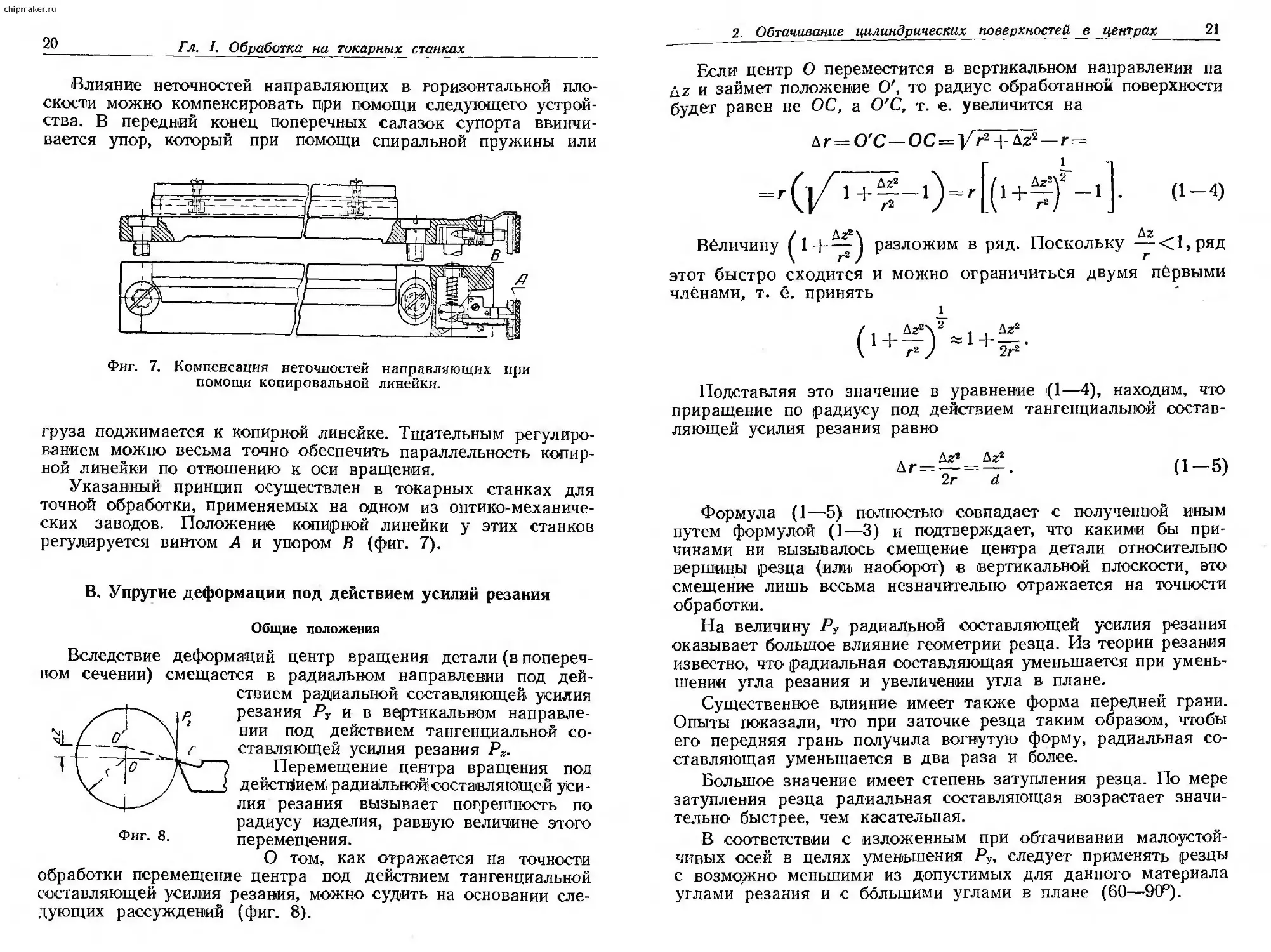
Влияние неточностей направляющих в горизонтальной пло-
скости можно компенсировать п,ри помощи следующего устрой-
ства. В передний конец поперечных салазок супорта ввинчи-
вается упор, который при помощи спиральной пружины или
Фиг. 7. Компенсация неточностей направляющих при
помощи копировальной линейки.
груза поджимается к копирной линейке. Тщательным регулиро-
ванием можно весьма точно обеспечить параллельность копир-
ной линейки по отношению к оси вращения.
Указанный принцип осуществлен в токарных станках для
точной обработки, применяемых на одном из оптико-механиче-
ских заводов. Положение копирной линейки у этих станков
регулируется винтом А и упором В (фиг. 7).
В. Упругие деформации под действием усилий резания
Общие положения
Вследствие деформаций центр вращения детали (в попереч-
ном сечении) смещается в радиальном направлении под дей-
ствием радиальной составляющей усилия
резания Я и в вертикальном направле-
нии под действием тангенциальной со-
ставляющей усилия резания Рг.
Перемещение центра вращения под
действием! радиальной составляющей уси-
лия резания вызывает погрешность по
радиусу изделия, равную величине этого
фиг- 8- перемещения.
О том, как отражается на точности
обработки перемещение центра под действием тангенциальной
составляющей усилия резания, можно судить на основании сле-
дующих рассуждений (фиг. 8).
2. Обтачивание цилиндрических поверхностей в центрах 21
Если центр О переместится в вертикальном направлении на
Az и займет положение О', то радиус обработанной поверхности
будет равен не ОС, а О'С, т. е. увеличится на
Ьг=О'С— ОС = ]/г2 4- № — г—
Вёличину (1+—7у разложим в ряд. Поскольку -—<1,ряд
этот быстро сходится и можно ограничиться двумя пёрвыми
членами, т. ё. принять
1
Подставляя это значение в уравнение (1—4), находим, что
приращение по радиусу под действием тангенциальной состав-
ляющей усилия резания равно
. Дг* Дз2 ,.
Дг = —= —. (1-5)
2г а
Формула (1—5) полностью совпадает с полученной иным
путем формулой (1—3) и подтверждает, что какими бы при-
чинами ни вызывалось смещение центра детали относительно
вершины резца (или наоборот) в вертикальной плоскости, это
смещение лишь весьма незначительно отражается на точности
обработки.
На величину Ру радиальной составляющей усилия резания
оказывает большое влияние геометрии резца. Из теории резания
известно, что радиальная составляющая уменьшается при умень-
шении угла резания и увеличении угла в плане.
Существенное влияние имеет также форма передней грани.
Опыты показали, что при заточке резца таким образом, чтобы
его передняя грань получила вогнутую форму, радиальная со-
ставляющая уменьшается в два раза и более.
Большое значение имеет степень затупления резца. По мере
затупления резца радиальная составляющая возрастает значи-
тельно быстрее, чем касательная.
В соответствии с изложенным при обтачивании малоустой-
чивых осей в целях уменьшения Ру, следует' применять резцы
с возможно меньшими из допустимых для данного материала
углами резания и с большими углами в плане (60—90°).
Гл. I. Обработка на токарных станках
Следует также учитывать скругление на конце резца. Наи-
меньшее давление оказывает остроконечный резец.
При определении Ру нужно учитывать, что вследствие де-
формаций действительная глубина резания в процессе обра-
ботки отличается от установленной глубины резания t, т. е. от
глубины резания в ненагруженном состоянии станка. Очевидно,
что
^Д = t—fa> (1 6)
где /д —деформация, соответствующая действительной глу-
бине резания.
Полагая деформацию пропорциональной радиальной состав-
ляющей усилия резания, а последнюю — глубине резания, мо-
жем написать
fa
где /0—деформация при глубине резания Z=1 мм.
Подставляя в уравнение (1—6), получим
^д = t —fotn
где f — деформация, соответствующая установленной глубине
резания.
В соответствии с этим действительное усилие резания
(1-8)
где Ру — усилие резания, соответствующее установленной глу-
бине резания.
На основании изложенного при определении погрешностей
можно исходить из установленной глубины резания t и соот-
ветствующего значения усилия резания Ру, но в окончательных
формулах следует вместо t
Фиг. 9. фику фиг. 9.
2. Обтачивание цилиндрических, поверхностей в центрах 23
Деформации обрабатываемой детали
Рассматривая деталь, установленную в центрах, в первом
приближении как балку, свободно лежащую на двух опорах,
можно определить радиальный прогиб, а следовательно, и при-
Фиг. 10. Деформация оси детали под дей-
ствием усилий резания.
ращение радиуса Д'г под действием усилия резания по обще-
известной формуле
Ь'г = P^(L~X^~ . (1—9)
3LEI '
Максимальный прогиб находится посредине и определяет-
ся по формуле
д'г
max 48£/
(1-Ю)
Влияние прогиба детали на ее форму показано на фиг. 10.
Для круглого сечения
~ 64 '
Обозначив — через k, получим
d
., А ,пс Рук?
Д = 0,425
max > Ed
(Р -в кг; d—в мм-, Е—в кг] мм2).
Для стали с модулем упругости £’=21000 кг/мм2
Д'гшах = 0,02Ру-^р. (1-11)
Допустим, что требуется обточить валик из стали 35 диа-
метром 30 мм и длиной 240 мм. Примем глубину резания
А=2,0 мм и подачу S=0,3 мм. Для данной марки стали 1
СРу=^90 кг!мм2.
1 Режимы резания при работе резцами из малолегированной быстро-
режущей стали, Обороигиз, 1941.
24 Гл. I. Обработка на токарных станках
Следовательно,
Ру = 90-2-0,3°>75 = 72 кг;
Л=^ = 8;
30
Д'гтах=0,02-72-^«25Ь
Дефо]Тмации передней и задней бабок станка
под действием усилий резания*
Из деформаций токарного станка под действием усилий ре-
зания при обтачивании в центрах наиболее существенное зна-
чение имеют деформации супорта передней и задней бабок.
Горизонтальное перемещение вершины резца вследствие де-
формаций супорта обусловливается влиянием как радиальной
Ру, так и тангенциальной Ре составляющих усилий резания;
усилие Ру стремится отодвинуть резец, а усилие Ре вызывает
опускание вершины резца и в то же время ее смещение вперед
к обрабатываемой детали.
Так как в обычных условиях влияние Ру больше, чем Р?, то
в результате вершина резца отходит от детали и диаметр по-
следней соответственно увеличивается. Однако при постоянном
значении усилия резания и постоянной жесткости это увеличе-
ние имеет также постоянное значение и, следовательно, не вы-
зывает искажений формы обрабатываемой детали.
Иначе обстоит дело с деформациями передней и задней ба-
бок. Указанные деформации, как это показано ниже1 2, имеют
следствием искажение формы обрабатываемой детали и при по-
стоянном усилии резания.
Фиг. 11.
Когда резец находится против заднего центра (фиг. 11),
усилие резания полностью передается на заднюю бабку и вы-
зывает смещение заднего центра:
где А — жесткость задней бабки. В этот момент центровая ли-
ния занимает положение /.
1 Общие сведения о деформациях станков (по материалам К. В. Воти-
нова и проф. А. П. Соколовского) излагаются в первом разделе курса.
2 Вотинов К- В., Жесткость станков, ЛОНИТОМАШ, 1940.
2. Обтачивание цилиндрических поверхностей в центрах 25
Когда резец находится против переднего центра, смещение
последнего
/2
где jz— жесткость передней бабки. В этот момент центровая
линия занимает положение И.
При перемещении резца от заднего центра к переднему
центровая линия непрерывно меняет свое положение. Допустим,
например, что резец находится на расстоянии х от заднего
Фиг. 12. Смещение центров под действием усилий
резания.
пентра (фиг. 12). В этот момент на заднюю бабку будет пере-
даваться усилие, равное
Р L — х
у L ’
а на переднюю
Смещения заднего и переднего центров будут соответ-
ственно равны:
= (1 — 12)
/1 Е
и
п-13)
/2 Д
Центровая линия займет положение, показанное линией ВС,
а радиус изделия получит приращение Д"г.
Из подобия треугольников АВС и EBG находим
GE L—x .
ЛС~ L ’
G Е = А С = (f, - Л) .
chipmaker.ru
26
Гл. I. Обработка на токарных станках^
Приращение по радиусу
Д"г=Л1О+ GE=f2+(f1-f2)L~^-=f1I^+f2^-.
Подставляя вместо и f2 их значения из уравнений (12)
ш (13), получим
д tf у । X Ру X
L L L L
(1-14)
Полученное уравнение
является уравнением про-
филя детали (фиг. 13).
Искажение формы дета-
ли 1 можно характеризовать
величиной S, которая пред-
ставляет собой разницу
между минимальным и ма-
ксимальным радиусом де-
тали.
Фиг. 13. Кривая искажения профиля
детали вследствие смещения центров.
Максимальное приращение равно Г2; чтобы найти мини-
мальное приращение, возьмем первую производною от Д"г
по х и приравняем ее нулю. Приращение по радиусу достигает
минимума при
х __ j?
11+12
Подставляя это значение в уравнение (1 — 14), находим
Д"г =——у—
min h+Л
Следовательно, искажение профиля детали
s—~t______—У——р IJ_______!_
12 11+12 \ 12 1'1+12
(1-15)
(1-16)
Величины р и /2, характеризующие жесткость передней и
задней бабок, а также жесткость супорта, приходится опреде-
лять экспериментальным путем 2.
1 Искажения формы детали, происходящие вследствие деформаций
центров, можно в известной степени компенсировать сдвигом задней бабки.
- О методике этих экспериментов см. книгу проф. А. П. Соколов-
ского «Жесткость в технологии машиностроения» (Машгиз, 1946) и ука-
занную выше работу К. В. Вотинова.
2. Обтачивание цилиндрических поверхностей в центрах
27
При совместном действии деформации изделия и смещений
центров приращение по радиусу
л ., 1 л» D Г х2 (L — Х)2 I ~ Х\* 1 ! Х2 1 1 /1 1-71
Д/- = Д'г + Д"г=Р —* •+ —г— — + 77— • (1 — 17)
у [ 3££/ \ L / /j £2 /2 J
Кривая профиля детали зависит от относительных жестко-
сти детали и центров станка (фиг. 14).
При жестких деталях кривая на границе проходит через
те же точки, что и кривая по уравнению (1—14) и имеет также
один минимум, но более поло-
гую форму.
При малоустойчивых дета-
лях кривая на границах про-
ходит через те же точки, что и
кривая по уравнению (1—14),
но имеет форму, показанную
на фиг. 14, т. е. максимум в
точке, близкой к — .
Кривая профиля при
малоустойчивых деталях
Кривая профиля при
у жестких деталях
Фиг. 14.
Кривая профиля
Ч по уравнению (М)
В заключение необходимо отметить следующее. Деформации
детали и бабок станка могут вызвать весьма существенные
искажения формы детали в продольном направлении.
Количественная оценка деформаций детали и их влияния на
точность обработки не вызывает затруднений. В тех случаях,
когда расчет показывает, что деформации детали имеют недо-
пустимое значение, необходимо установить люнет. Уменьшить
деформации можно также уменьшением Ру за счет снижения
режимов резания (глубины резания и подачи), однако, эконо-
мически это невыгодно.
Количественная оценка деформаций станка представляет
более сложную задачу, так как величины, характеризующие
жесткость переднего и заднего центров, могут быть установлены
лишь экспериментальным путем.
Нормы жесткости токарных станков были предложены
К. В. Вотиновым в качестве проекта стандарта. Эти нормы,
однако, должны быть тщательно проверены, особенно в приме-
нении к станкам точного приборостроения.
Для уменьшения искажений формы детали, вызываемых де-
формациями станка, следует добиваться возможно более тща-
тельной пригонки его стыков.
Г. Неточности заготовки
Отклонения заготовки от цилиндрической формы обусловли-
вают соответствующие изменения глубины, а следовательно, и
усилия резания. Изменения же усилия резания в свою очередь
chipmaker.ru
?8 Гд. I. Обработка на токарных станках
вызывают изменения деформаций в упругой системе станок —
инструмент — деталь. При этих условиях радиус обтачивания
является величиной переменной.
Вопрос о влиянии неточностей за-
готовки на форму обточенной детали
рассмотрим вначале без учета измене-
/ \\ ний глубины и усилия резания, проис-
{ ходящих вследствие деформаций,
т 7*^ ----1 При этих условиях в случае при-
\ Л /X 1 ращения радиуса заготовки R на Д7?
। ''/ (фиг. 15) глубина резания увеличится
х'-—}—на эту же величину, т. е.
Фиг. 15. Д/=ДЯ.
Приращение глубины резания вызывает приращение дефор-
мации, а следовательно, и увеличение радиуса обтачиваемой де-
тали г на
Дг = —~,
/с
где дРу—приращение радиальной составляющей усилия ре-
зания;
jc — жесткость системы.
Радиальная составляющая усилия резания
Хрт Урт
Py=CPyS 't У;
хр ур ~1
дРу=СРу5 1 Д/.
Так как уРу близко к единице, то
ХР,
дру == Cpss \t.
Следовательно,
Хрт
Lr=-^-—д/=рд^=рд/?. (1 — 18)
/с
Таким образом при обтачивании происходит как бы копи-
рование неточностей формы заготовки, причем приращения ра-
диусов векторов детали равны соответствующим приращениям
радиусов векторов заготовки, умноженным на коэффициент ?.
Установленная нами зависимость между неточностями заго-
товки и детали подтверждает сделанное выше заключение о
влиянии несовпадения центровой линии с осью заготовки ’.
1 Соответствующие математические зависимости см. в диссертации
С. А. Тиллеса «Точность токарной обработки» (МВТУ, 1946).
2. Обтачивание цилиндрических поверхностей в центрах 29
.Для того чтобы учесть изменения глубины резания, проис-
ходящие вследствие деформаций, нужно в уравнении (18) At
заменить на
Д£д = —-— At.
•4
В соответствии с этим
Дг=—At;
<с другой стороны,
f 4 CPi-SPy.t Cp7.SP*
t k-1 ic -t k
Следовательно,
Ar=—-— A/?.
1+P
(1-19)
г, В - „
Величину —, представляющую собой отношение неточности
обточенной поверхности к соответствующей неточности заготов-
ки, условимся называть коэффициентом уточнения и
обозначать буквой к.
Одной из неточностей заготовок является эллиптичность.
В процессе обтачивания эллиптической заготовки наибольшая
глубина резания имеет место при горизонтальном расположе-
нии большой оси эллипса, а наименьшая — при вертикальном.
В результате обтачивания эллиптической заготовки деталь
будет иметь овальную форму. Если полуоси у заготовки были
равны а и Ь, то разность между полуосями детали будет равна:
-^(a-b) = k(a-b).
(1-20)
Как видно из формул (1—18) и (1—19), коэффициент уточ-
нения при заданных материале и жесткости системы зависит от
подачи.
При заданной неточности заготовки приведенные соотноше-
ния позволяют определить неточности детали в зависимости от
подачи или, наоборот, установить подачу в зависимости от до-
пустимой неточности детали.
Предположим, что требуется проточить валик диаметром
30 мм и длиной 150 мм из проката обычной точности. Мате-
риал— сталь 35; глубина резания t=2 мм; подача S=
=0,5 мм]об. Нужно определить овальность, которая получится
chipmaker, ru
22 Гл. I. Обработка на токарных станках
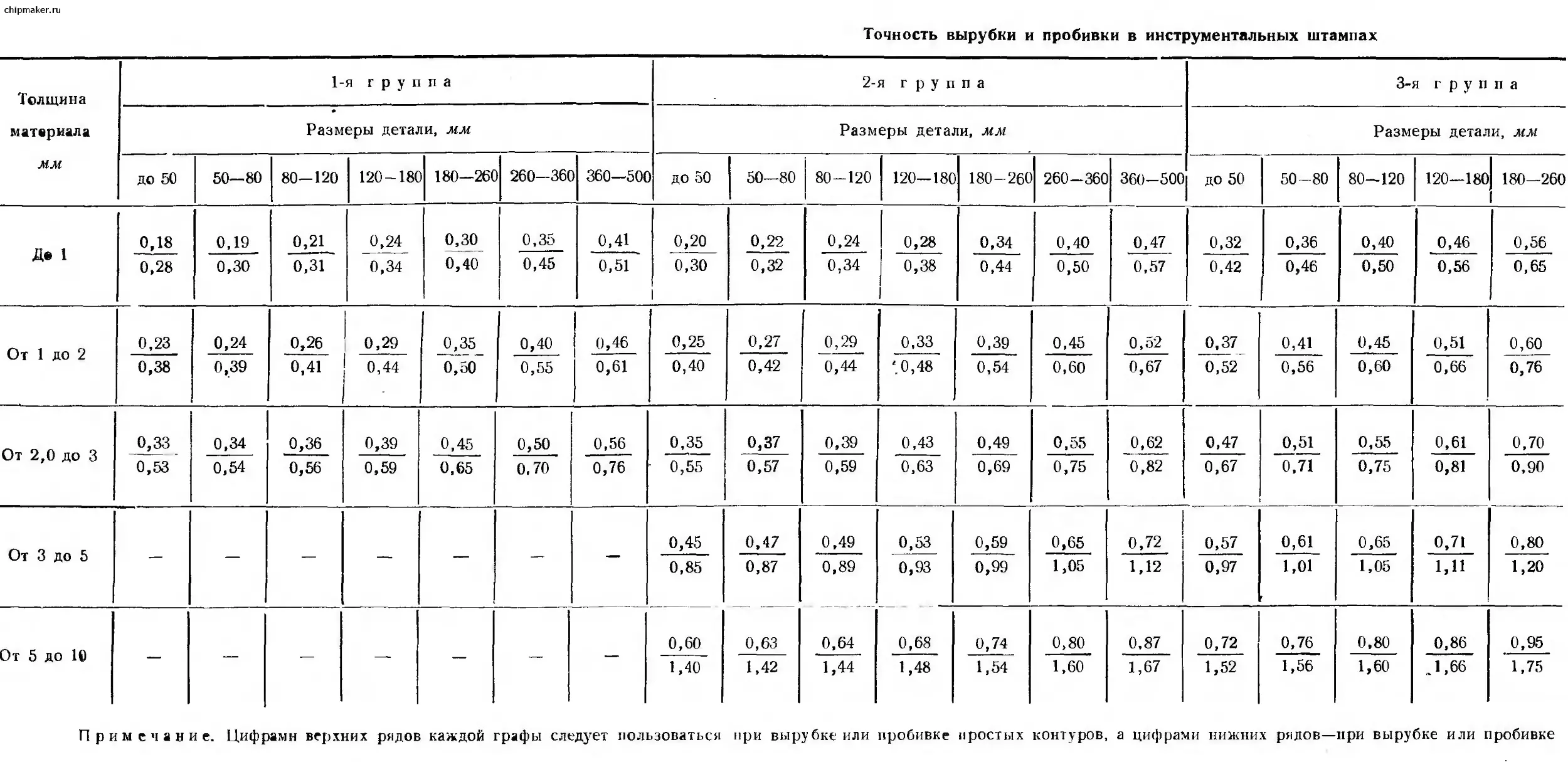
0,036,
0,035.
в результате обтачивания в сечении детали, находящемся не-
посредственно у заднего центра.
Для данной марки стали Сру=90 кг/мм2.
Так как деформации детали в рассматриваемом сечении
отсутствуют, за жесткость системы можно принять жесткость
задней бабки. Черновое обтачивание производится обычно на
изношенных станках, жесткость которых по данным К. В. Воти-
нова может быть в несколько раз меньше жесткости новых
станков.
Допустим, что жесткость задней бабки данного станка со-
ставляет 1500 кг/мм\ при этих условиях
а 90 0,50,75 -----
Р ~ 1500
а коэффициент уточнёния
, 0,036
«=---------
1 + 0,036
Согласно ГОСТ 2590-44 отклонения по овальности допу-
скаются в пределах половины диаметрального допуска, равного
в данном случае ±0,75 мм.
Следовательно, в результате обтачивания овальность детали
у заднего центра будет характеризоваться величиной
а — b = 0,75 «0,035 — 0,026 мм.
Если взять подачу не 0,5 мм, а 0,3 мм, то коэффициент
уточнения уменьшится с 0,035 до 0,024. При этих условиях
интересующая нас величина овальности после обтачивания со-
ставит 0,75-0,024, т. е. 0,018 мм.
Если обтачивание производится р несколько проходов, то
общий коэффициент уточнения
к=кг . к2...,
где кг, к2... — коэффициенты уточнения для каждого прохода.
Следовательно, путем увеличения числа проходов можно как
угодно снизить влияние неточностей заготовки на точность об-
работанной детали. Но этот способ неэкономичен.
Получения точной формы деталей в поперечном сечении
следует добиваться путем повышения жесткости системы ста-
нок— инструмент — деталь и применения заготовок повышен-
ной точности.
При обработке деталей из некруглых заготовок, например,
из шестигранного материала, на форме обработанной детали
могут отразиться деформации скручивания.
Изменение твердости материала в различных точках заго-
товки можно рассматривать как изменение толщины слоя сни-
2. Обтачивание цилиндрических поверхностей в центрах 31
маемого металла. Если коэффициент С°ру соответствует нор-
мальной твердости материала, а СРу—твердости в данной точ-
ке, то влияние отклонения твердости последней от нормальной
твердости можно рассматривать как влияние дополнительного-
слоя металла, толщина которого равняется
СРУ
где z — припуск на обработку.
Д. Неточности установки резца
При обтачивании цилиндрических поверхностей неточности
установки резца отражаются лишь на точности размеров де-
тали, но не вызывают искажений геометрической формы. Число-
вые значения неточности установки резца могут быть опреде-
лены экспериментально многократной установкой супорта на
заданную глубину резания по лимбу и одновременным фикси-
рованием действительного перемещения супорта при помощи-
измерительного инструмента (в частности миниметра).
Результаты подобных опытов показали, что величина рас-
сматриваемой неточности колеблется в довольно значительных
пределах ’. Для станков с ценой деления на лимбе 0,02 мм,
находящихся в удовлетворительном состоянии, среднее квадра-
тическое отклонение, характеризующее неточность установки
резца, составляет примерно 1,5 р., а для точных станков с ценой
деления на лимбе 0,01 мм — меньше 1 р.
Таким образом, если принять предельное отклонение равным-
утроенному среднему квадратическому, то неточность установки
резца может вызвать отклонение по радиусу детали соответ-
ственно в пределах ±0,045 мм и ±0,003 мм.
Е. Прогиб и износ резца
Величина прогиба резца может быть определена по фор-
муле
где /Р— расстояние от топки закрепления! резца др его вершины.
Для проходных резцов величина Yp не .превышает 0,2 мм.
Так как прогиб резца происходит в вертикальной плоскости,
он весьма незначительно отражается на диаметре детали. На
1 Скраган В. А. Тонкая обточка в серийном машиностроении, Маш-
гиз, 1947.
chipmaker.ru
32
Гл. I. Обработка на токарных станках
геометрическую форму детали влияют лишь колебания прогиба
'вследствие неравномерности припуска и неоднородности мате-
риала. Практически влиянием прогиба резца на точность обра-
ботки можно пренебречь.
В тех случаях, когда размер обрабатываемой детали полу-
чается путем установки на стружку, на точности обработки от-
ражается лишь износ резца по задней грани, происходящий
в процессе обработки одной детали.
Рассмотрим, как влияет износ резца на форму детали.
Если допустить, что износ резца пропорционален машинному
времени, то приращение по радиусу детали в конце ее обра-
ботки равно:
^=-^Тм, (1-22)
где hr— радиальный износ резца;
Т — стойкость резца в мин.;
Тм— машинное время в мин.
Подставляя
У ___ I __ Ir.d
м ~ nS~ lOOOi-S ’
получим
hr Ir.d
hr =—r—---------------------------------.
Т lOOOi-S
Принимая йг=50р. и Т = 60',
. 50 litd , г. о Id
№=------------= 2,62 • 10~3 — .
60 lOOOt'S vS
При обтачивании на настроенных станках износ резца вы-
зывает дополнительно рассеивание размеров.
3. ОБТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
В ПАТРОНЕ
Метод обтачивания цилиндрических поверхностей в патроне
•общеизвестен, поэтому и в данном случае основное внимание
уделим вопросам точности обработки.
А. Неточности траектории вершины резца
Погрешности обработки при обтачивании в патроне, вызы-
ваемые непрямолинейностью траектории, вершины резца и ее
перекосом по отношению к оси вращения, по характеру не от-
личаются от аналогичных погрешностей при обтачивании в цен-
трах. Разница заключается в том, что при обтачивании в па-
3. Обтачизание цилиндрических поверхностей в патроне
33
троне осью вращения является ось вращения шпинделя и ко-
нусность детали вызывается перекосом направляющих по отно-
шению к оси шпинделя в горизонтальной плоскости.
Согласно ГОСТ 1969—43 для токарных станков повышенной
точности допускается отклонение от параллельности оси шпин-
деля по отношению к направлению, движения каретки в преде-
лах 0,007 мм на длине 200 мм.
В приборостроении длина детали, закрепляемой в патроне,
обычно не превышает 100 мм. При этих условиях максимальная
разность в Диаметрах обточенных поверхностей, вызываемая
указанной неточностью станка, составляет 0,007 мм.
Б. Биение обрабатываемой детали
Биение обрабатываемой детали непосредственно, не вызы-
вает искажений ее формы в результате обработки. Косвенное
влияние биения на точность детали сказывается в изменении
усилия резания и, следовательно, в соответствующих деформа-
циях.
Особое значение биение детали приобретает в тех случаях,
когда требуется выдержать соосность между обрабатываемой
поверхностью и поверхностью, полученной ранее и используемой
в качестве установочной базы.
Биение обрабатываемой детали вызывается биением шейки
шпинделя |(или оси конического отверстия), неточностями по-
садки патрона относительно шпинделя и недостатками самого
патрона.
Согласно нормам точности станков радиальное биение цен-
трирующей шейки шпинделя передней бабки, а также биение
оси конического отверстия шпинделя допускается в пределах
0,01 мм.
В отношении точности обработки, достигаемой при примене-
нии различных типов патронов, можно сделать следующие основ-
ные указания.
Обычный трехкулачковый патрон не обеспечивает точного
центрирования детали прежде всего по принципу своего дей-
ствия *. Хотя эта погрешность и весьма незначительна, но в
особо ответственных случаях с нею приходится считаться.
Более существенное значение имеет то обстоятельство, что
радиусы кривизны на различных участках спирали различны.
Поэтому начальное касание между зубьями кулачков и улиткой
происходит по линии, а не по площадкам, что обусловливает
высокие удельные давления. Так как обычно улитка подвергает-
ся улучшению, обеспечивающему невысокую твердость поверх-
ности, то патрон быстро теряет начальную точность и требует
1 Мюллер О. М., Приспособления для холодной обработки деталей.
chipmaker.ru
34 Гл. I. Обработка на токарных станках
частой проверки и подшлифовки кулачков. Кроме того, при нор-
мальном выполнении патрона механизм его недостаточно за-
щищен от засорения.
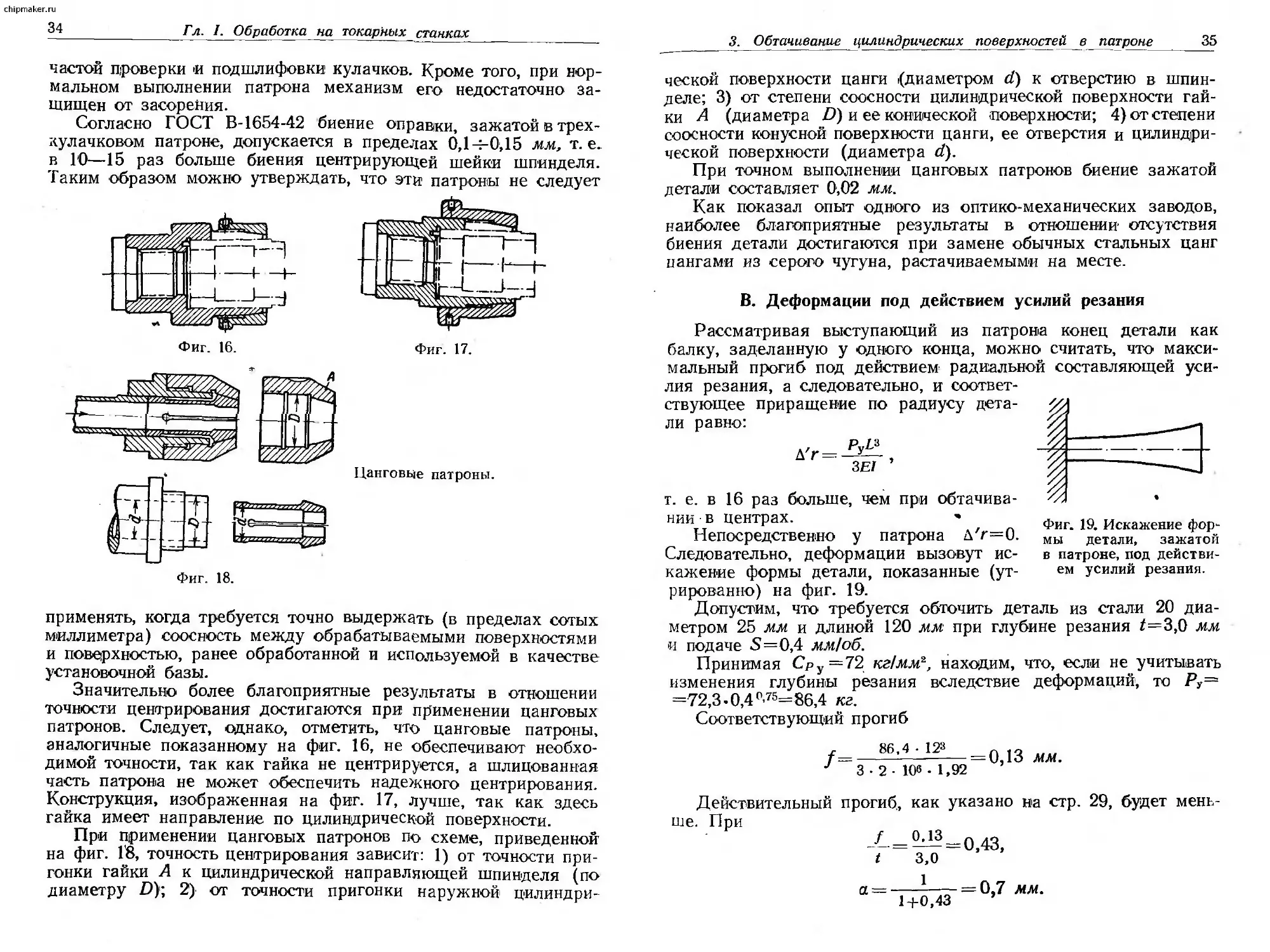
Согласно ГОСТ В-1654-42 биение оправки, зажатой в трех-
кулачковом патроне, допускается в пределах 0,14-0,15 мм, т. е.
в 10—15 раз больше биения центрирующей шейки шпинделя.
Таким образом можно утверждать, что эти патроны не следует
Фиг. 16.
Фиг. 17.
Фиг. 18.
Цанговые патроны.
применять, когда требуется точно выдержать (в пределах сотых
миллиметра) соосность между обрабатываемыми поверхностями
и поверхностью, ранее обработанной и используемой в качестве
установочной базы.
Значительно более благоприятные результаты в отношении
точности центрирования достигаются при применении цанговых
патронов. Следует, однако, отметить, что цанговые патроны,
аналогичные показанному на фиг. 16, не обеспечивают необхо-
димой точности, так как гайка не центрируется, а шлицованная
часть патрона не может обеспечить надежного центрирования.
Конструкция, изображенная на фиг. 17, лучше, так как здесь
гайка имеет направление по цилиндрической поверхности.
При применении цанговых патронов по схеме, приведенной
на фиг. 18, точность центрирования зависит: 1) от точности при-
гонки гайки А к цилиндрической направляющей шпинделя (по
диаметру D); 2) от точности пригонки наружной цилиндри-
3. Обтачивание цилиндрических поверхностей в патроне 35
ческой поверхности цанги (диаметром d) к отверстию в шпин-
деле; 3) от степени соосности цилиндрической поверхности гай-
ки А (диаметра D) и ее конической поверхности; 4) от степени
соосности конусной поверхности цанги, ее отверстия и цилиндри-
ческой поверхности (диаметра d).
При точном выполнении цанговых патронов биение зажатой
детали составляет 0,02 мм.
Как показал опыт одного из оптико-механических заводов,
наиболее благоприятные результаты в отношении отсутствия
биения детали достигаются при замене обычных стальных цанг
цангами из серого чугуна, растачиваемыми на месте.
В. Деформации под действием усилий резания
Рассматривая выступающий из патрона конец детали как
балку, заделанную у одного конца, можно считать, что макси-
мальный прогиб под действием радиальной составляющей уси-
лия резания, а следовательно, и соответ-
ствующее приращение по радиусу дета-
ли равно:
д'г = _У—
ЗЕ/
т. е. в 16 раз больше, чем при обтачива-
нии_в Центрах. ’ Фиг. 19. Искажение фор-
Непосредственно у патрона Д'г=0. мы д ,тали> зажатой
Следовательно, деформации вызовут ис- в патроне, под действи-
кажение формы детали, показанные (ут- ем усилий резания,
рированно) на фиг. 19.
Допустим, что требуется обточить деталь из стали 20 диа-
метром 25 мм и длиной 120 мм при глубине резания £=3,0 мм
и подаче 5=0,4 мм/об.
Принимая Ср у =72 кг!'мм2, находим, что, если не учитывать
изменения глубины резания вследствие деформаций, то Ру=
=72,3-0,4 °-75=86,4 кг.
Соответствующий прогиб
86-4'123- =0,13
3-2- 106-1,92
ММ.
Действительный прогиб., как указано на стр. 29, будет мень-
ше. При
_-С=®^ = 0,43,
t 3,0
а =-------= 0,7 мм.
1+0,43 ’
36 Гл. I. Обработка на токарных станках
Следовательно, действительный прогиб
/д =0,7-0,13 = 0,091 мм.
Получающаяся в результате этого прогиба разность диамет-
ров у переднего и заднего концов детали составляет
ДЙ=2«0,091 =0,182 мм.
Кроме прогиба детали, усилия резания вызывают также по-
ворот шпинделя. Обозначим /0 расстояние между опорами
шпинделя; I — длина обрабатываемой детали.
Угол в, на которой повернется шпиндель, можно опреде-
лить из следующих соображений1. Если у правого конца шпин-
деля приложить усилие Ру, то под действием момента Ру 10
шпиндель повернется на угол б0 (фиг. 20), который определит-
ся из уравнения
где /ш — жесткость переднего конца шпинделя.
Под действием момента Ру(10-\-х) шпиндель повернется
(фиг. 21) на угол
И__О 4)+.Х _Ру Iq+X
° —°о—; — -----
‘0 /ш ‘о
Приращение по радиусу
Д"г = 6 (/0 + х) = %- /АН-V.
Очевидно, '/ш °
(1 —24)
1 Тил лес С. А., Точность
(МВТУ, 1946).
токарной обработки. Диссертация
3. Обтачивание цилиндрических поверхностей в патроне 37
Искажение формы детали
Д"гтах-Д"гт|п==^ [(1 +а)1 2-1] = (2-фа). (1-27)
Jiu /ш
Полученные зависимости справедливы при условии, что де-
таль абсолютно жестко закреплена в патроне. В действительно-
сти же вследствие упругости закрепления деталь несколько пе-
реместится и повернется.
Г. Точность продольных размеров
Кроме погрешностей, зависящих от точности доведения су-
порта до упора, а при автоматических остановах — от конструк-
ции последних ', необходимо учесть, что при зажатии детали в
кулачковом патроне происходит ее осевое смещение — выжима-
ние. Согласно исследованиям А. А. Маталина2 соответствую-
щая погрешность составляет при применении прецизионных трех-
кулачковых патронов ГОМЗ 0,04-=-0,07 мм и нормальных трех-
кулачковых патронов 0,05-4-0,1 мм.
При применении цанговых патронов в момент затяжки цан-
ги имеют место продольные перемещения как цанги, так и дета-
ли (вследствие трения). Величина этих перемещений зависит от
диаметра детали. Поэтому при закреплении детали согласно
схеме, показанной на фиг. 22 (где цанга перемещается по
стрелке X), точность продольного размера зависит от допуска по
наружному диаметру.
При применении цангового патрона, показанного на фиг. 23,
происходит выталкивание цанги с деталью. Если требуется вы-
держать продольные размеры, то эти патроны следует применять
лишь при изготовлении деталей из прутка, когда выдвижение
последнего ограничивается упором.
Если требуется обеспечить точные продольные размеры, нуж-
но применить либо патрон, устроенный по схеме фиг. 24 (где
цанга в продольном направлении не двигается, а по стрелке S
перемещается труба /), либо патрон с неподвижными упорами,
не связанными с цангой (фиг. 25), либо упор, пропускаемый
сквозь шпиндель станка.
Кроме рассмотренных причин, влияющих на точность про-
дольных размеров детали, необходимо учесть, что при зажатии
в цанговых патронах происходят осевые смещения детали, вы-
зываемые случайными причинами — выжимание детали из цан-
ги в момент ее зажатия, отход детали от торца гильзы вслед-
1 В современных конструкциях падающих червяков можно достигнуть
точности остановки 0,01—0,02 мм.
! М ат а л ин А. А,, Конструкторские и технологические базы!,' !Маш-
гиз, 1947.
chipmaker.ru
Гл. I. Обработка_на токарных станках
38
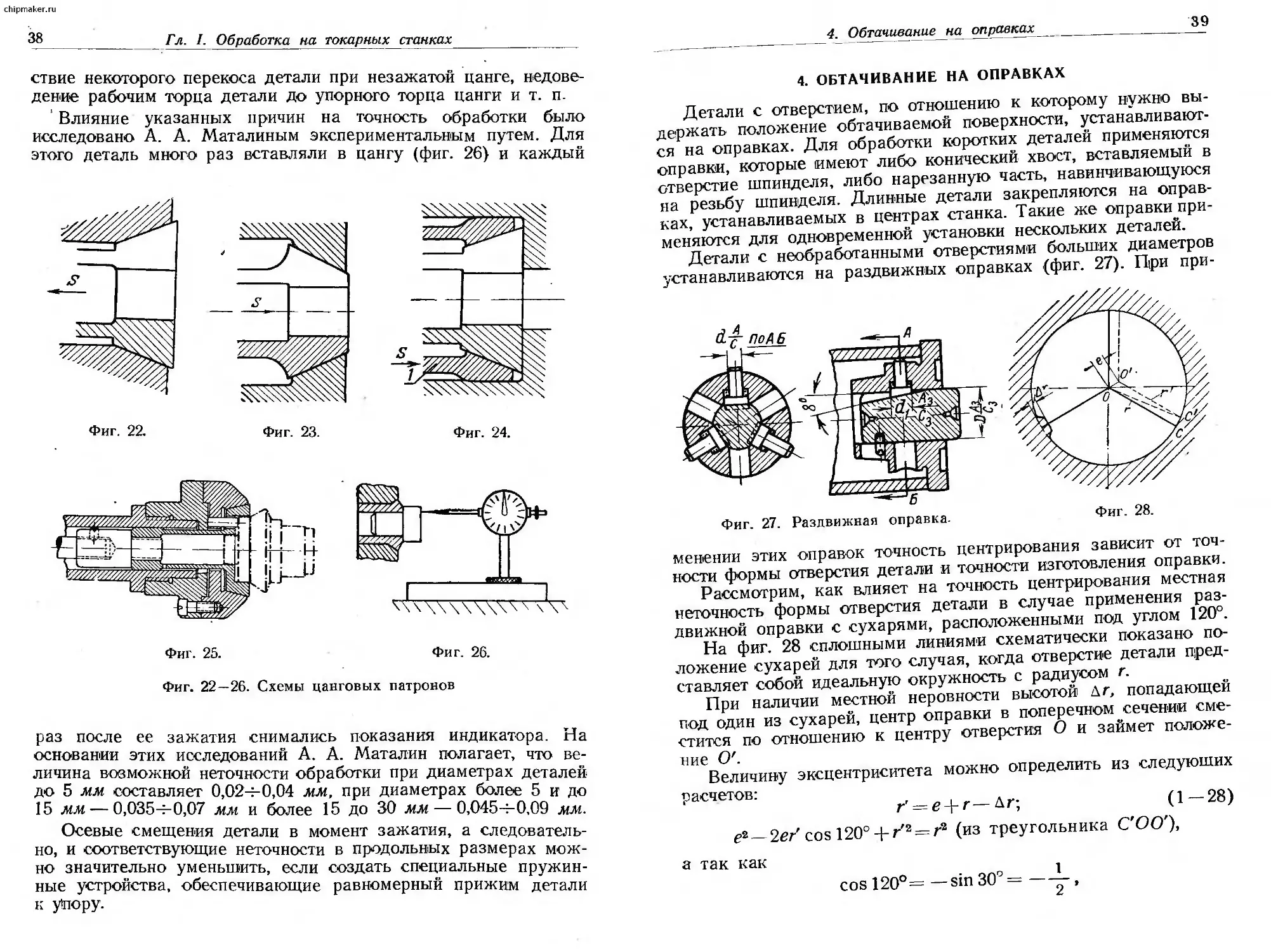
ствие некоторого перекоса детали при незажатой цанге, недове-
дение рабочим торца детали до упорного торца цанги и т. п.
Влияние указанных причин на точность обработки было
исследовано А. А. Маталиным экспериментальным путем. Для
этого деталь много раз вставляли в цангу (фиг. 26) и каждый
Фиг. 25.
Фиг. 22—26. Схемы цанговых патронов
раз после ее зажатия снимались показания индикатора. На
основании этих исследований А. А. Маталин полагает, что ве-
личина возможной неточности обработки при диаметрах деталей
до 5 мм составляет 0,024-0,04 мм, при диаметрах более 5 и до
15 мм — 0,0354-0,07 мм и более 15 до 30 мм — 0,045-4-0,09 мм.
Осевые смещения детали в момент зажатия, а следователь-
но, и соответствующие неточности в продольных размерах мож-
но значительно уменьшить, если создать специальные пружин-
ные устройства, обеспечивающие равномерный прижим детали
к упору.
4. Обтачивание на оправках
39
4. ОБТАЧИВАНИЕ НА ОПРАВКАХ
Детали с отверстием, по отношению к которому нужно вы-
держать положение обтачиваемой поверхности, устанавливают-
ся на оправках. Для обработки коротких деталей применяются
оправки, которые имеют либо конический хвост, вставляемый в
отверстие шпинделя, либо нарезанную часть, навинчивающуюся
на резьбу шпинделя. Длинные детали закрепляются на оправ-
ках, устанавливаемых в центрах станка. Такие же оправки при-
меняются для одновременной установки нескольких деталей.
Детали с необработанными отверстиями больших диаметров
устанавливаются на раздвижных оправках (фиг. 27). При при-
Фиг. 27. Раздвижная оправка. Фиг. 28.
менении этих оправок точность центрирования зависит от точ-
ности формы отверстия детали и точности изготовления оправки.
Рассмотрим, как влияет на точность центрирования местная
неточность формы отверстия детали в случае применения раз-
движной оправки с сухарями, расположенными под углом 120°.
На фиг. 28 сплошными линиями схематически показано по-
ложение сухарей для того случая, когда отверстие детали пред-
ставляет собой идеальную окружность с радиусом г.
При наличии местной неровности высотой дг, попадающей
под один из сухарей, центр оправки в поперечном сечении сме-
стится по отношению к центру отверстия О и займет положе-
ние О'.
Величину эксцентриситета можно определить из следующих
расчетов:
г' = е-|-г—Дг; (1—28)
е2 —2е/cos 120° + г'2 = г2 (из треугольника С'ОО')>
а так как
cos 120°= — sin 30°= ——,
2
chipmaker.ru
Гл. /. Обработка на токарных станках
40
ТО
е2 + г'2 + ег' = г*. (1 — 29)
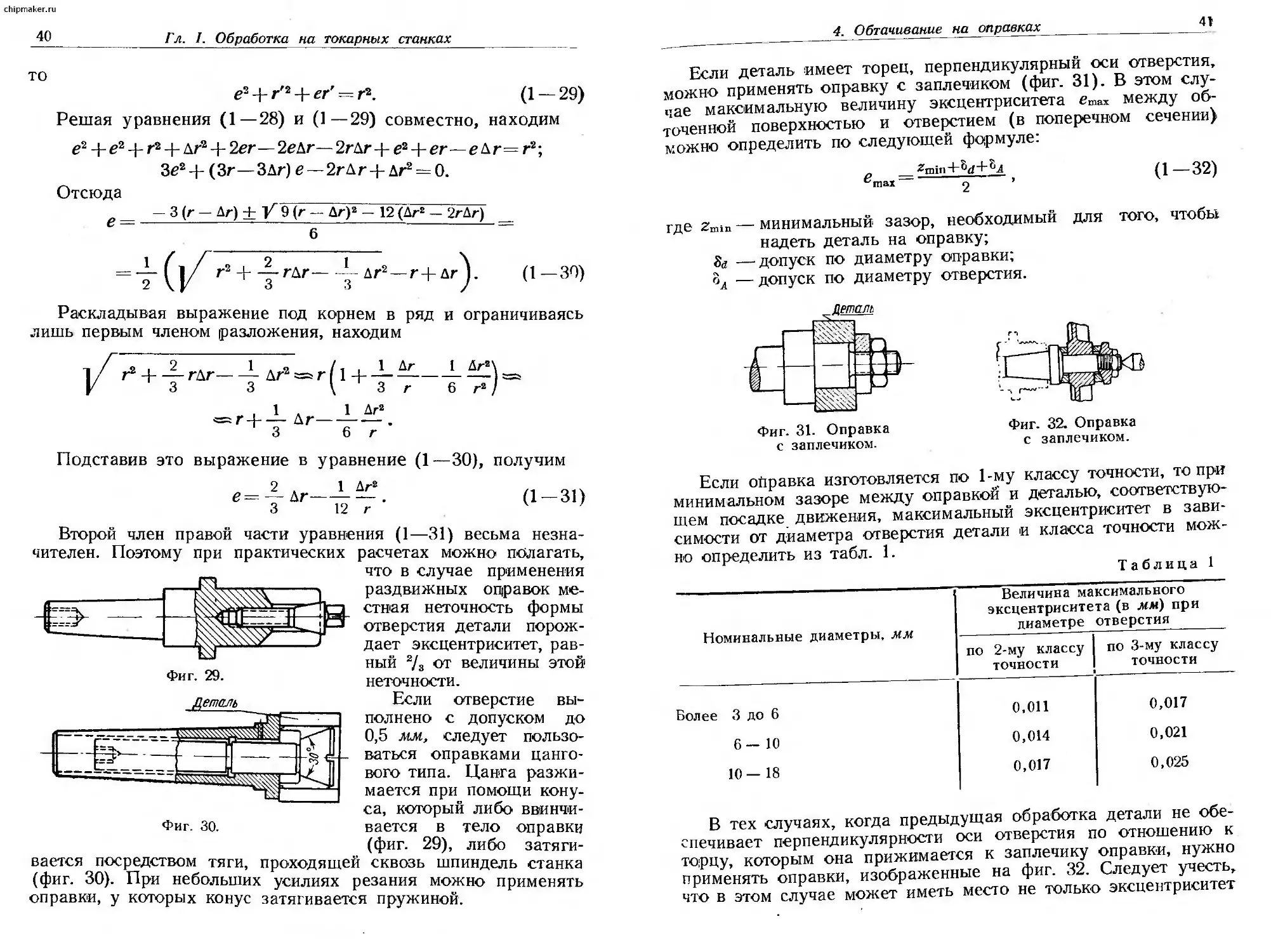
Решая уравнения (1—28) и (1—29) совместно, находим
е2 + е2 -}- г2 Дг2 + 2ег—2еДг — 2гдг ч е2 + ег—е Ьг= г2;
Зе2+ (Зг—ЗДг) е — 2гДг + Дг2 = 0.
Отсюда
- 3 (г - Дг) ± V 9 (л — Дг)2 - 12 (Дл2 - 2лДл)
~ 6 ““
=y(|Z г2 + -|'гдг~-удг2~г+дг)‘ (1-30)
Раскладывая выражение под корнем в ряд и ограничиваясь
лишь первым членом разложения, находим
, . 2 . 1 д , , 1 Дг Дг2
Г2 ------ГДГ------ ДГ2 =5 г 1 Ч---------------
3 3 ( 3 г 6 г2
, 1 . 1 Д'*
<=гЧ-----Дг---------.
3 6 г
Подставив это выражение в уравнение (1—30), получим
2 , 1 Дг2
е = — Дг----------
3 12 г
(1-31)
Второй член правой части уравнения (1—31) весьма незна-
чителен. Поэтому при практических расчетах можно полагать,
что в случае применения
раздвижных оправок ме-
стная неточность формы
отверстия детали порож-
дает эксцентриситет, рав-
ный 2/3 от величины этой
неточности.
Если отверстие вы-
полнено с допуском до
0,5 мм, следует пользо-
ваться оправками цанго-
вого типа. Цанга разжи-
мается при помощи кону-
са, который либо ввинчи-
вается в тело оправки
(фиг. 29), либо затяги-
Фиг. 29.
Деталь
Фиг. 30.
вается посредством тяги, проходящей сквозь шпиндель станка
(фиг. 30). При небольших усилиях резания можно применять
оправки, у которых конус затягивается пружиной.
4. Обтачивание на оправках
41
Если деталь имеет торец, перпендикулярный оси отверстия,
можно применять оправку с заплечиком (фиг. 31). В этом слу-
чае максимальную величину эксцентриситета еШах между об-
точенной поверхностью и отверстием (в поперечном сечении)
можно определить по следующей формуле:
е , (1 -32)
in** А 2 ' '
ГД в 2\nin минимальный зазор, необходимый для того, чтобы
надеть деталь на оправку;
Sa —допуск по диаметру оправки;
—допуск по диаметру отверстия.
Фиг. 31. Оправка
с заплечиком.
Фиг. 32. Оправка
с заплечиком.
Если оправка изготовляется по 1-му классу точности, то при
минимальном зазоре между оправкой и деталью, соответствую-
щем посадке движения, максимальный эксцентриситет в зави-
симости от диаметра отверстия детали и класса точности мож-
но определить из табл. 1.
Таблица 1
Номинальные диаметры, мм Величина максимального эксцентриситета (в мм) при диаметре отверстия
по 2-му классу точности по 3-му классу точности
Более 3 до 6 0,011 0,017
6-10 0,014 0,021
10—18 0,017 0,025
В тех случаях, когда предыдущая обработка детали не обе-
спечивает перпендикулярности оси отверстия по отношению к
торцу, которым она прижимается к заплечику оправки, нужно
применять оправки, изображенные на фиг. 32. Следует учесть,
что в этом случае может иметь место не только эксцентриситет
Гл. I. Обработка на токарных станках
Обрабатываемая
Фиг. 33. Оправка с нераз-
резанной втулкой.
обрабатываемой поверхности по отношению к оси отверстия, но
« ее перекос поверхности, характеризуемый углом а, причем
„ гтах 2gmax
g I I ’
Че / — длина детали, а етах можно взять из табл. 1.
Очевидно, что при прочих равных условиях чем меньше дли-
на детали, тем больше перекос.
В тех случаях, когда деталь имеет отверстие, обработанное
по 1-му классу точности, и требуется весьма точно обеспечить
соосность между отверстием детали и обрабатываемой поверх-
ностью, применяются цельные цилинд-
рические или слегка конусные оправ-
ки, на которых деталь удерживается
лишь усилием трения. Деталь насажи-
вается на оправку и снимается с нее
при помощи пресса, на что затрачи-
чивается много времени. Поэтому
оправки указанного типа наиболее
пригодны для индивидуального произ-
водства. Однако в тех случаях, когда
требуется обеспечить наивысшую сте-
пень соосности отверстия и обрабаты-
ваемой поверхности, приходится применять подобные оправки
и в производствах серийного типа.
Существенным недостаткам рассматриваемых опр'авок яв-
ляется также то, что при их применении положение детали в
продольном направлении делается неопределенным, что лишает
возможности использовать метод автоматического получения
продольных размеров.
Указанный недостаток, а также потери времени на насажи-
вание и снятие оправки под прессом исключаются при приме-
нении оправок с неразрезанной втулкой (фиг. 33). Здесь деталь
зажимается за счет упругих деформаций втулки. Разжатие по-
следней может производиться также гидравлически.
Для того чтобы выяснить, в каких случаях указанные оправ-
ки могут заменить цельные цилиндрические оправки, нужно про-
вести сопоставление обоих типов оправок в отношении точности
центрирования. Можно предполагать, что оправки с неразрезан-
ной втулкой займут промежуточное положение между цельны-
ми цилиндрическими и цанговыми оправками.
5. ОБТАЧИВАНИЕ ТОНКИХ ДИСКОВ
При обтачивании тонких дисков в ряде случаев вызывает
затруднения установка дисков на станке. Для предотвращения
деформаций детали под действием зажимного усилия приходит-
____5. Обтачивание тонких дисков
43
ся прибегать к особым способам установки, которые отличаются
от рассмотренных выше.
На фиг. 34 изображено зажимное приспособление для обта-
чивания внешней поверхности отлитых под давлением дисков
наружным диаметром 62 мм и толщиной 1,5 мм с отверстием
диаметром 16 мм. Приспособление состоит из фланца 1, кони-
ческий хвост 2 которого вставляется в отверстие шпинделя зад-
ней бабки токарного станка. Кольцо 3 тарельчатой формы при-
винчивается к фланцу 1 при помощи четырех зажимных винтов
4. В осевое отверстие кольца 3 вставляется втулка 5, имеющая
заплечик 6. Втулка устанавливается при помощи гайки 7 и
Фиг. 34. Зажатие тонкостенного диска.
шайб. На передний конец втулки 5, представляющей собой цап-
фу 8, насаживается обрабатываемая деталь 9. Для облегчения
насаживания детали на цапфу 8 на ней имеется скос. Цапфа 8
вставляется в отверстие оправки 10, конический хвостовик кото-
рой вставляется в коническое отверстие шпинделя 11 передней
бабки станка.
Шпиндель приводит во вращение обрабатываемую деталь 9,
зажатую между втулкой 5 и оправкой 10. Втулка может вра-
щаться независимо от шпинделя задней бабки; она монтирована
на упорных шарикоподшипниках 12, воспринимающих осевые
усилия. Шарикоподшипники предохранены от грязи защитным
кожухом 13, изготовленным из стальной трубы. По окончании
обработки задняя бабка отводится и втулка 5, а вместе с ней
деталь 9 отходит от оправки 10.
Для закрепления стальных деталей можно применять патро-
ны и планшайбы электромагнитные или ас постоянными магни-
тами.
Особые затруднения возникают в тех случаях, когда тре-
буется весьма точно выдержать взаимное расположение торце-
вых и цилиндрических поверхностей'деталей из бронзы, латуни,
алюминия, фибры и т. п. Одна из таких деталей показана на
фиг. 35. Для обеспечения требуемой концентричности отверстия
1 с наружной поверхностью 2 и перпендикулярности к их оси
chipmaker.ru
44_______ Гл. I. Обработка на токарных станках
торца 3 необходимо все эти поверхности обрабатывать с одной
установки.
Одно время в точном приборостроении эту задачу решали,
наклеивая деталь на точную планшайбу воском или канифолью.
Разумеется, этот кустарный метод не подходит для серийного
производства.
Более рациональным является крепление при помощи ваку-
умных патронов, в которых обрабатываемые детали удержива-
ются давлением атмосферного воздуха. Эти патроны имеют осо-
бые камеры, в которых создается ва-
куум путем отсоса воздуха вакуумны-
ми насосами. Вследствие этого давле-
ние атмосферного воздуха воздей-
ствует на переднюю часть обрабаты-
ваемой детали, задняя часть которой
обращена к вакуумной камере.
Один из таких патронов показан на фиг. 36. Обрабатывае-
мые детали центрируются штифтами: 1 и упираются в резино-
вую прокладку 2 толщиной 0,5 см. Воздух отсасывается через
отверстие шпинделя и два канала 3 и 4. Диаметральный ка-
нал 5 и другие отверстия закрыты пробками для преграждения
доступа воздуха.
Сила, с которой давление атмосферного воздуха удерживает
деталь, зависит от размеров поверхности детали, воспринимаю-
щей давление, и от степени разрежения в вакуумной камере.
При абсолютном вакууме (теоретический случай) обрабатывае-
мая деталь удерживается давлением 1 кг на 1 см2 поверхности
(давление атмосферы). После закрепления детали и во время
ее обработки вакуумнасос должен только поддерживать достиг-
нутый вакуум и работа его может быть прекращена на некото-
рое время.
.Для освобождения детали достаточно переключить вакуум-
ную камеру патрона для доступа в нее воздуха. При закрепле-
нии детали вакуумную камеру патрона соединяют с вакуумнасо-
сом; при откреплении детали камеру разобщают с вакуумнасо-
сом, открывая свободный доступ атмосферному воздуху.
6. Обтачивание эксцентричных поверхностей 45
Вакуумнасос легко и быстро переключается при помощи кла-
пана, включенного в вакуумный трубопровод. Вакуумнасос мо-
жет быть групповым, с одной общей магистралью, обслуживаю-
щей несколько станков, или индивидуальным.
6. ОБТАЧИВАНИЕ ЭКСЦЕНТРИЧНЫХ ПОВЕРХНОСТЕЙ
Основным вопросом при обтачивании эксцентричных поверх-
ностей является вопрос об установке детали. В зависимости от
конфигурации и размеров деталей применяются различные спо-
собы установки.
При обработке валика (фиг.
37) на каждом торце делают два
центровых отверстия. Установив
валик на одну пару центровых
отверстий, обрабатывают сначала
поверхность 2, после чего деталь
переставляют и обрабатывают
цапфы 1.
Фиг. 38.
Фиг. 37.
Для деталей, зажимаемых в патронах, наиболее простой спо-
соб получения эксцентриситета заключается в следующем. Под
один из кулачков обыкновенного трехкулачкового патрона под-
кладывается прокладка определенной толщины, благодаря чему
центр окружности поперечного сечения детали перемещается из
точки О в точку Af (фиг. 38).
Толщину А прокладки, необходимую для создания требуе-
мого эксцентриситета, можно определить путем следующих
расчетов *:
A=R + e—r. (1—33)
Из прямоугольного треугольника КОМ находим
KM2 = R2-[^, (1-34)
а из треугольника KNM
КМ2 = г2-(-^—е\2. (1—35)
1 И е с с е н Р. А.,
мент», 1947, № 12.
Обработка эксцентричных деталей «Станки и инстру-
chipmaker.ru
Гл. I. Обработка на токарных станках
46
Следовательно,
Определяя из этого уравнения R и подставляя полученное
значение в уравнение (1—33), находим
А = 1,5е —г +
г2 —— е2.
4
(1-36)
Разлагая выражение под корнем
мя членами ряда, получим
в ряд и ограничиваясь дву-
откуда
Л = 1,5е/1+—),
\ 2d/
(1-37)
где d — диаметр поверхности, по которой деталь зажимается в
патроне.
Точность эксцентриситета, получаемого при данном методе
установки детали, зависит от точности толщины прокладки
(размер Л) и допуска по диаметру d.
О влиянии допуска на толщину прокладки можно судить на
основании следующих расчетов:
ЙЛ 1 к । 1.5-2 Че/-., е \
— =1,5+ —-----е= 1,5 1 Н--.
бе ' 2d \ d)
(1-38)
Следовательно, зависимость между отклонениями по разме-
ру А и эксцентриситету е можно представить в таком виде:
ДЛ = 1,5/1+ — 1 Де
\ d I
или
(1-39)
Для того чтобы выяснить влияние допуска по диаметру d
к дА
детали, найдем сначала частную производную — :
dd
дА 1,5 , 1
— =-------— е~ —.
dd 2 d2
(1-40)
6. Обтачивание эксцентричных поверхностей
В результате деления выражения (1—38) на выражение
(1—40) получим
дА дА де 1,5 1 1
.— ; — =. — _---------е2-----------------=
dd де да 2 а- ( е \
е* _ К2
2d(rf+e) ~ 2(1+К) ’
где К= -
Следовательно, отклонение по диаметру d, равное kd, вызы-
вает по эксцентриситету отклонение, равное
2(1+К)
(1-41)
В производствах мелкосерийного типа нужно иметь такие
приспособления, из которых каждое можно применить для по-
лучения деталей с различны-
ми эксцентриситетами. В осно-
ву подобных приспособлений
можно положить планшайбу с
радиальным пазом и ползун,
который может устанавливать-
ся на требуемом расстоянии
от оси вращения. Обрабаты-
ваемая деталь закрепляется в
ползуне.
Иной принцип показан схе-
матически на фиг. 39. Деталь,
Фиг. 39.
у которой нужно проточить наружную поверхность эксцентрично
по отношению к ранее обработанному отверстию, центрируется
при помощи пальца 1 и закрепляется на поворотной части 2;
хвост 3 поворотной части входит в отверстие планшайбы, навин-
ченной на шпиндель станка. Ось этого отверстия находится на
расстоянии ег от оси вращения шпинделя. В свою очередь ось
пальца 1 расположена эксцентрично по отношению к оси хвоста
3; обозначим этот эксцентриситет через е2.
Если поворотную часть 2 закрепить на планшайбе в поло-
жении, показанном на фиг. 39, эксцентриситет между отверстием
детали и ее наружной поверхностью будет равен
бгл in ^2*
(1-42)
Если часть 2 повернуть на 180р, получим
(1—43)
chipmaker.ru
48
Гл. I. Обработка на токарных станках
Поворачивая часть 2 на угол у и закрепляя ее в этом по-
ложении, можно получить любой промежуточный эксцентриси-
тет между отверстием детали и ее наружной цилиндрической
поверхностью: __________________
e=Vel + el—2eleicos~(. (1—44)
Например, если требуется сконструировать приспособление
для обработки деталей с эксцентриситетами в пределах от 2 до
5 мм, то соответствующие значения ег и е, определятся из урав-
нений:
et—е.,=2 мм; е1+е2=5 мм;
^=3,5 мм; е2==1,5 мм.
О точности, получаемой при применении приспособлений,
основанных на указанном принципе, можно судить, взяв полный
дифференциал от выражения (1—44), в результате чего получим
д е (<?i — е2 cos 7) ДС1+(е2 — <Т cos 7) Д^+е^ sin 7Д7 ц _
j/~ е^+е^ — cos 7
В производствах крупносерийного и массового типов следует
применять специальные патроны с постоянными эксцентриси-
тетами.
Фиг. 40. Патрон для обтачивания эксцентрич-
ных поверхностей.
На фиг. 40 показан зажимной патрон для установки валика
при обтачивании эксцентричной части 1. Ось зажимной цанги
расположена эксцентрично по отношению к оси шпинделя. Па-
трон укреплен на переходной планшайбе, которая отделывается
начисто после установки на станок. Весь зажимной механизм
полностью закрыт, что предохраняет его от грязи и стружек.
7. Обтачивание конических поверхностей
49
Для зажатия детали поворачивают рукоятку 2, что заставляет
перемещаться в продольном направлении втулку 3. При осво-
бождении детали втулка 3 под действием пружины передвигает-
ся вперед.
7. ОБТАЧИВАНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Обтачивание конических поверхностей выполняется обычно
остроконечным резцом ’ либо поворотом верхних салазок супор-
та, либо поперечным смещением задней бабки, либо при помо-
щи копировальной линейки.
Первый способ пригоден лишь для обта-
чивания коротких конусов (когда самоход не
требуется).
Недостатком второго способа является не-
правильное срабатывание центровых отвер-
стий, что вызывает отступления от соосности
участков, обработанных при различных уста-
новках. Этот способ следует применять лишь
при обтачивании пологих конусов.
Последний способ наиболее совершенен.
При обтачивании конических поверхностей
остроконечным резцом неточность установки
резца по отношению к центровой линии вызы-
вает искажение геометрической формы дета-
ли: вместо конуса получается гиперболоид.
Допустим, что направление перемещения
резца составляет угол 0 с осью вращения, а
вершина резца смещена от оси вращения в
вертикальном направлении на Д/г (фиг. 41).
Очевидно,
ДЛ1 2 + г2 = г2; (1—46)
Фиг. 41.
(1-47)
Подставляя значение гк из уравнения (1—47) в уравнение
(1 — 46), получим
AA2+_y2tg2p = r2;
—у2 tg2 р = Д/г2;
Дй2 Дй2 ctg2 р
(1-48)
1 Обтачивание конусов методом поперечной подачи применяется преиму-
щественно при работе на автоматах и револьверных станках (см. ниже).
chipmaker.ru
Гл. 1. Обработка на токарных станках
50
Полученное уравнение представляет собой уравнение гипер-
болы с осями Д/г и Д/г ctg р.
При наличии вертикального смещения вершины резца Д/г в
сечении, находящемся на расстоянии у от вершины конуса, по-
грешность обработки по радиусу
Дг=]/ A/t2+_y2tg2 р—у tgp.
Эту погрешность можно уменьшить, подвинув резец вперед
(пунктир на фиг. 41).
В ряде случаев при обтачивании конических участков наи-
более важно получение прямолинейной образующей. Отступле-
Фиг. 42.
ние от прямолинейности, характери-
зуемое максимальной стрелой выгну-
тости, можно определить при помощи
следующих расчетов (фиг. 42).
Уравнение гиперболы (в общем,
виде)
у2 — 1
a2 Ъ2 ~
Уравнение прямой, проходящей че-
рез точки А и В,
y=cx+d.
Проведем к гиперболе касатель-
ную, параллельную прямой АВ. Тан-
генс утла наклона этой касательной
dy Ь2 х
dx а2 у
Решая это уравнение совместно с уравнением гиперболы, на-
ходим координаты точки N:
са2
Хо = ;
У сга^ — fes
______№
У° У с2а2 — Ь2
Максимальная стрела прогиба равна расстоянию от точки N
до прямой АВ. Это расстояние, как известно, можно опреде-
лить, если подставить координаты данной точки в левую часть
нормального уравнения прямой.
Для приведения уравнения прямой АВ к нормальному виду
умножим его на нормирующий множитёль ——-у- —.
8. Обтачивание фасонных поверхностей 51
Уравнение прямой АВ в нормальном виде имеет такой вид:
сх[ у d = 0
]/сг+1 ]/с2+1 ]/с2+1
Подставляя в левую часть этого уравнения значения коор-
динат точки N, получим стрелу вогнутости:
1/ С2«2 - Ь2 - d
п =----------------.
/с2+1
В нашем случае полуоси гиперболы соответственно равны
дй и Д/z-ctg Р, а угловой коэффициент
I
С —-----
гг — Д/г
И
гг - Ыг
Зная требования, предъявляемые к детали в отношении пря-
молинейности, можно установить допустимую погрешность уста-
новки резца по высоте.
8. ОБТАЧИВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
Обтачивание поверхностей, имеющих форму тела вращения
с непрямолинейной образующей, можно выполнить следующими
основными способами:
1) одновременной подачей остроконечного резца в продоль-
ном и поперечном направлениях вручную;
2) поперечной подачей фасонного резца;
3) подачей остроконечного резца по копиру.
Способ одновременной подачи остроконечного резца в про-
дольном и поперечном направлениях вручную малопроизводи-
телен и доступен лишь рабочему высокой квалификации, вслед-
ствие чего он применяется только в индивидуальном производ-
стве.
Обтачивание фасонных поверхностей путем поперечной по-
дачи фасонного резца применяется преимущественно при обра-
ботке на револьверных станках и автоматах.
Схема обтачивания по копиру показана на фиг. 43. Салаз-
ки 1 могут перемещаться по супорту в поперечном направле-
нии. С салазками связан ролик 2, который под действием груза
(пружины, пневматики или гидравлики) прижимается к копи-
ру 3. Супорт 4 получает продольную подачу от руки или от
chipmaker.ru
52
Гл. I. Обработка на токарных станках
самохода. Так как обработка по копиру редко применяется в
приборостроении, этот способ более подробно не рассма-
тривается.
Частным случаем поверхностей, имеющих форму тела вра-
щения с непрямолинейной образующей, являются поверхности
сферической формы, которые можно получить любым из ука-
занных способов, в частности,
обработкой по копиру. Однако
наиболее пригодным следует
считать способ, при котором
вершина резца посредством
соответствующего механизма
описывает в горизонтальной
плоскости окружность требуе-
мого радиуса.
Фиг. 44. Супорт для обтачивания
сферических поверхностей.
Фиг. 43. Схема обтачивания по ко-
пиру.
На фиг. 44 изображен супорт, устанавливаемый на токарном
станке и предназначенный для обработки сферических поверх-
ностей диаметром до 50 мм. Супорт состоит из трех основных
частей: основания 1, поворотной части 2 и стойки 3. К поворот-
ной части снизу присоединен сектор, сцепляющийся с червя-
ком 4.
При вращении червяка поворачивается часть 2 вместе со
стойкой 3. Вследствие этого вершина резца, закрепленного в
резцедержателе 5, описывает дугу соответствующего радиуса,
величина которого определяется по делениям, нанесенным на
части 2. В нулевом положении вершина резца должна нахо-
диться на оси поворота части 2.
Закрепив при помощи шаблона резец в надлежащем поло-
жении, передвигают посредством винта 6 стойку 3 до совпаде-
ния индекса с соответствующим делением. Резец регулируют по
высоте вращением винта 7 при помощи головки 8.
8. Обтачивание фасонных поверхностей 53
Фиг. 45. Схема обтачивания по ко-
пиру сферических поверхностей,
гтали заданный копиром про-
Другой категорией фасонных поверхностей, которые можно
получить путем обтачивания, являются поверхности с некруг-
лым контуром поперечного сечения. На фиг. 45 показана схема
обработки подобных поверхностей при помощи вращающегося
копира.
Деталь 1 и копир 3 насажены
на оправку 2, установленную
в центрах токарного станка. К
супорту, имеющему возмож-
ность перемещаться в попереч-
ном направлении, присоеди-
нен кронштейн 4 с роликом 5.
Ролик прижимается к копиру,
а резец — к детали при помо-
щи пружины 6. Вследствие
этого при продольном переме-
щении супорта укрепленный на
нем резец воспроизводит на
фаль.
Недостатком обтачивания по копиру является то, что угол
резания все время меняется. Для устранения этого иногда в
процессе работы заставляют резец непрерывно поворачиваться с
таким расчетом, чтобы угол резания сохранялся постоянным.
Однако это значительно усложняет устройство для обтачивания
по копиру.
Фиг. 46. Схема патрона для обтачивания поверхно-
стей с эллиптическим сечением.
Частным случаем поверхностей с некруглым сечением являет-
ся поверхность с эллиптическим сечением. Такую поверхность
можно обточить по копиру, но в мелкосерийном производстве
более рационально применить обтачивание при помощи так на-
зываемого «эллиптического» патрона (фиг. 46).
Обрабатываемая деталь устанавливается в приспособлении,
закрепленном на ползуне 1, который может свободно переме-
щаться по направляющим планшайбы 2, навинчиваемой на
chipmaker.ru
Гл. Л Обработка на токарных станках
54
шпиндель станка. К ползуну присоединены планки 3. К перед-
ней бабке станка эксцентрично по отношению к оси шпинделя
присоединяется кольцо 4, имеющее плечи, которые дают воз-
можность регулировать величину эксцентриситета.
При вращении шпинделя станка вращается планшайба и
передает вращение ползуну 1, а следовательно, и обрабатывае-
мой детали. Одновременно ползун, а вместе с ним и деталь со-
вершают возвратно-поступательное движение в радиальном на-
правлении.
Кольцо 4
триситет был
устанавливается
равен половине
с таким расчетом, чтобы эксцен-
разности между большой и малой
осями обрабатываемой поверхно-
сти в поперечном сечении.
Докажем, что в поперечном
сечении поверхности, обработан-
ной с применением данного па-
трона, действительно получится
эллипс.
Для этого преобразуем меха-
низм, изображенный на фиг. 46,
как показано на фиг. 47. Здесь
кольцо 4 заменено эксцентриком,
вращающимся вокруг точки О'.
Резец неразрывно связан с эксцентриком, т. е. также вращается
вокруг точки О' и находится от нее на неизменном расстоянии
О'А=а. Ползун с обрабатываемой деталью совершает лишь
возвратно-поступательное движение.
Посмотрим, какую кривую опишет вершина резца на ползу-
не, а следовательно, и на обрабатываемой детали. Возьмем две
системы координат: неподвижную с началом в точке
вижную с началом в точке О. Перемещения точки О
у' равны соответствующим перемещениям ползуна
же оси.
Очевидно, ордината точки А в подвижной системе
у=у'—е sin а,
где е — эксцентриситет.
У2~У'2—%У'е sin а+е2 sin2 я-
С другой стороны,
у'=а sin а,
?/2=а2 sin2 а—2а sin а е sin а + е2 sin2 а= (а—е)2 sin2 а;
о 1 2 1 •
sin- а = 1 — cos'2 а = 1-- ;
а2
/ х2 \
2(| _ _|
\ а2 / ’
О' и под-
вдоль оси
вдоль той
координат
,2
8. Обтачивание фасонных поверхностей
55
При а = 90° (фиг. 48)
Следовательно,
ОМ = Ь = а — е.
y*=b2(l —-Y
\ <22 /
Преобразуя это уравнение, получим
Полученное уравнение есть уравнение эллипса.
Фиг. 49. Схема обтачивания гране-
ных поверхностей.
Точность, получаемая при обтачивании в описанном патро-
не, зависит от точности установки кольца 4 (размер е) и точно-
сти установки резца (размер а).
Погрешность радиуса вектора обработанной детали нара-
стает по линейному закону от большой полуоси к малой. По-
грешность обтачиваемого эллипса по малой полуоси будет всегда
больше, чем по большой полуоси, так как на точность большой
полуоси влияет только погрешность установки резца на размер
а, в то время как на размер е малой полуоси сказывается до-
полнительно погрешность установки эксцентрика на размер экс-
центриситета.
Обтачиванием при помощи вращающегося копира можно
также обработать детали, имекяДие в сечении форму правиль-
ного многоугольника.
Схема устройства для такой обработки показана на фиг. 49.
Здесь ползун 1 имеет возвратно-поступательное движение,
управляемое кулачком 2. Резцедержатель 3 устанавливается в
направляющих ползуна, и его положение может регулиро-
ваться при помощи винта 5. Соотношение между числами обо-
chlpmaker.ru
56 Гл. I. Обработка^ на токарных станках
ротов валика 4 и оправки 6, соединенной со шпинделем, обуслов-
ливается зубчатой передачей (на фиг. 49 не показана).
Для лучшего уяснения принципа работы устройства пред-
положим, что на валик 4 насажен правильный многогранник
(в данном случае шестигранник), а на оправку — заготовка.
Пусть шпиндель делает шесть оборотов за один оборот валика.
В результате обтачивания мы получим кулачок с криволиней-
ным контуром поперечного сечения. Затем установим кулачок
на валик 4, а шестигранник — на оправку и соответственно из-
меним числа оборотов, т. е. сделаем так, чтобы число оборотов
шпинделя было в 6 раз меньше числа оборотов валика 4. Оче-
видно, что при этих условиях вершина резца будет скользить
по сторонам шестигранника.
Если вместо шестигранника на оправку установим заготовку,
то в результате обработки получим шестигранник.
Кулачок, представляющий собой вращающийся копир, дол-
жен быть изготовлен отдельно. Профиль кулачка определяется
при помощи соответствующих расчетов.
9. РАСТАЧИВАНИЕ ОТВЕРСТИЙ
При растачивании отверстий нужно выдерживать:
1) правильность формы и размеров отверстия;
2) положение оси отверстия относительно оси наружной по-
верхности.
Неточности обработки вызываются факторами, связанными
как с установкой детали, так и с самим процессом растачивания.
А. Неточности, связанные с установкой детали
При закреплении в трехкулачковом патроне тонкостенная
деталь (кольцо, втулка) под действием зажимного усилия де-
формируется, в результате чего может произойти существенное
искажение формы обрабатываемого отверстия.
Формула, определяющая величину зажимного усилия, была
выведена Д. Н. Решетовым *. Для нормализованных патронов
зажимное усилие в килограммах (на кулачке) можно предста-
вить в таком виде:
w=kx Q,
где Q — усилие на рукоятке ключа в кг;
/г,— коэффициент, определяемый из табл. 2.
1 Решетов Д. Н„ Расчет и конструирование кулачковых патронов.
Станки и инструмент, 1942, № 4—6.
9. Растачивание отверстий
57
Таблица 2
Диаметр патрона, см 13 16,5 24 32,5 38
Длина рукоятки ключа, см 14 20 25 40 45
Коэффициент 25,6 33,2 38,3 58,5 55,3
О влиянии деформаций при закреплении на точность обра-
ботки можно судить на основании следующего.
Предположим, что деталь закреплена в трехкулачковом па-
троне. Рассмотрим три этапа обработки:
1) кольцо закреплено, но не обработано: под действием за-
жимных усилий кольцо прогнется под кулачками и примет фор-
му, утрированно показанную на фиг. 50;
Фиг. 52.
Фиг. 50.
Фиг. 51.
2) кольцо расточено, но не освобождено от зажима: наруж-
ная поверхность останется без изменений, отверстие же примет
цилиндрическую форму (фиг. 51);
3) кольцо расточено и освобождено от зажима: наружная
поверхность будет цилиндрической, но отверстие исказится и
примет форму, показанную на фиг. 52.
Очевидно, разность между наибольшим и наименьшим ра-
диусами отверстия можно считать равной сумме абсолютных
значений прогибов в точках А и В кольца, находящегося под
действием трех сил.
Задача по определению этих прогибов по предложению авто-
ра была решена доцентом С. И. Блинником *. В соответствии с
окончательными выводами т. Блинника деформация под дей-
ствующей силой равна
j. 0,0135да/?з
Л=°)=-—U - 5°)
’ Точная индустрия, 1936, № 8/9.
chipmaker.ru
58 Гл. I, Обработка на токарных станках
деформация под углом 60°
, — 0,00267w/?3 С1.
/(^60°) =------—------, (1—51)
£/
где w — зажимное усилие на кулачке в кг;
R—средний радиус кольца в с,и;
Е — модуль упругости в кг [см2;
I — момент инерции в см4.
Обозначим: внутренний радиус кольца через RB
наружный „ „ „ R„
толщину стенки „ „ й.
Очевидно, что
Обозначим далее отношение наружного диаметра DH к
внутреннему DR через k.
Очевидно, что
h
+Т
h
2
откуда
h k +1
~ 2 k - I
Подставив в формулы (1—50) и (1—51) полученное выра-
жение для R и обозначив I через — (где о —ширина де-
тали), получим величину прогиба под кулачком
. 0,0202w (А+1)3
/(^>------Eb{k~W
и между кулачками (в точке В, см. фиг. 51)
г 0,004ге> (fe + I)3
/(а=«0’) — pb(k_\^
(1-52)
(1-53)
Искажение формы расточенного отверстия, характеризуемое
разностью между наибольшим и наименьшим радиусами,
, I jr । ®,0242w (k - I)3 ,
Т Ptnax Р min l/“=o| t |/а=60°| . • (1 54)
cb (К — !)
9. Растачивание отверстий
59
Допустим, например, что требуется расточить втулку с раз-
мерами, показанными на фиг. 53. Принимая усилие на рукоят-
ке <2 = 15 кг, находим (согласно табл. 2) усилие на кулачке
w = 25,6Х 15=384 кг.
Искажение формы отверстия
0,0242-384(1,33+1)3 . .,по _ по
у = ----------- -----= 0,008 см = 0,08 мм.
1 2 - 106 - 2(1,33- 1)з ’
Полученная величина искажения формы отверстия для точ-
ной обработки недопустима. Поэтому пользоваться трехкулач-
ковым патроном для закрепления тонкостенных деталей не сле-
Фиг. 53.
Фиг. 54.
дует. Вследствие причин, рассмотренных выше (стр. 33—34),
трехкулачковый патрон непригоден и в тех случаях, когда тре-
буется обеспечить точно соосность обрабатываемого отверстия
с наружной поверхностью.
Для устранения указанных недостатков трехкулачковых па-
тронов и во избежание смятия поверхности, по которой деталь
зажимается в патроне, можно применять незакаленные кулачки,
расточенные по диаметру изделия, или специальные губки. Но
при этом трехкулачковый патрон превращается из универсаль-
ного в специальный.
При закреплении цилиндрических деталей^ двухкулачк^вых
патронах с V-образными губками (фиг.^54) гм<йкно опре^елуть
деформации по следующим формулам-
в точках А
0,006(^/?3 .
Ё1 ~
в точках В
— 0,00539д^?3
Е1
Следует учитывать, что при обработке тонкостенных дета-
лей, деталей с начисто обработанной наружной поверхностью, а
chipmaker.ru
Гл. I. Обработка на токарных станках
60
также когда требуется обеспечить строгую соосность между
растачиваемым отверстием и наружной поверхностью, обычные
кулачковые патроны непригодны и их следует заменять цанго-
выми патронами.
Б. Неточности, связанные с процессом растачивания
Следует различать два 'основных метода растачивания от-
верстий:
1) вращается деталь, подача сообщается резцу (фиг. 55,с);
2) вращается резец, подача сообщается детали (фиг. 55,6).
Обычно ко второму методу прибегают в тех случаях, когда
требуется обработать отверстие в громоздкой детали, установка
которой на вращающейся планшайбе (патроне) затруднительна.
Фиг. 55. Основные схемы растачивания.
Однако между указанными методами имеется также принци-
пиальная разница.
При первом методе (когда вращается деталь) искривление
линии, по которой перемещается вершина резца (вследствие
кривизны направляющих станка), вызывает искажения формы
и размеров отверстия, но не отражается на положении оси от-
верстия. Непараллельность этой линии оси вращения имеет
следствием конусность расточенного отверстия. Поэтому степень
соосности отверстия с наружной поверхностью зависит от того,
насколько точно центрирована последняя по отношению к оси
вращения.
О влиянии упругих деформаций инструмента (скалки) мож-
но судить на основании следующих соображений.
Если ось предварительного отверстия прямолинейна и диа-
метр его постоянен, то прогиб скалки не вызовет искажений
формы отверстия и его оси, а только уменьшит его диаметр.
Если ось предварительного отверстия прямолинейна, но диа-
метр его непостоянен по длине (фиг. 56), то в результате обта-
чивания получится отверстие неправильной формы, но с прямо-
линейной осью. Однако в большинстве случаев ось предвари-
тельного отверстия не прямолинейна.
Допустим, что ось предварительного отверстия криволинейна
(фиг. 57). В сечении I—I след предварительного отверстия пред-
9. Растачивание отверстий
61
ставляет собой окружность, эксцентрично расположенную по
отношению к оси вращения. На основании рассуждений, анало-
гичных приведенным на стр. 28, нетрудно притти к выводу, что
в результате растачивания вследствие упругих деформаций по-
лучится отверстие, эксцентрично расположенное по отношению
Фиг. 56.
к оси вращения, причем эксцентриситет расточенного отверстия
будет функцией от эксцентриситета предварительного отверстия.
Аналогичная картина получится, очевидно, и в сечении II—II,
но величина эксцентриситета предварительного, а следовательно,
и расточенного отверстия будет другая (в данном случае боль-
ше, чем в сечении I—I).
Таким образом расточенное отверстие можно представить се-
бе как совокупность сечений, имеющих эксцентричные окружно-
сти с переменной величиной эксцентриситета.
Геометрическим местом центров отвер-
стий является кривая линия. Следователь-
но, если ось предварительного отверстия
криволинейна, то деформации инструмента
будут иметь следствием криволинейность
оси расточенного отверстия.
При втором методе (когда вращается
резец) искривления линии, по которой пе-
ремещается вершина резца, вызывают со-
ответствующие искривления оси отверстия,
а непараллельность этой линии оси вращения — перекос отвер-
стия по отношению к наружной поверхности (фиг. 58).
Следует также отметить, что в случае непараллельное™ ли-
нии, по которой перемещается резец, по отношению к оси
вращения отверстие получится эллиптическим.
Криволинейность оси предварительного отверстия вследствие
упругих деформаций скалки вызывает криволинейность оси
расточенного отверстия.
В качестве общего заключения можно считать, что первый
метод дает возможность более точно выдержать положение оси,
а второй — форму и размеры отверстия. Оба метода следует
chipmaker.ru
62 Гл. 1. Обработка на токарных станках
применять при обработке коротких деталей. При растачивании
отверстий с большим отношением длины к диаметру могут прои-
зойти недопустимые деформации скалки и вибрации.
В таких случаях для усиления жесткости скалки ей дают
вторую опору.
На фиг. 59 показан метод растачивания, отличающийся от
первого метода тем, что скалка проходит сквозь направляющую
втулку, закрепленную в патроне. Этот метод позволяющий об-
рабатывать более длинные отверстия и снимать большую струж-
Фиг. 60. Схема растачивания с до-
полнительной опорой скалки.
Фиг. 59. Схема растачивания с до-
полнительной опорой скалки.
ку, обеспечивает высокую точность обработки при следующих
условиях:
1) когда ось направляющей втулки совпадает с осью вра-
щения;
2) когда ось скалки совпадает с осью вращения;
3) когда подача резца параллельна оси вращения.
В случае несоблюдения первого условия резец в течение
одного оборота будет то приближаться к оси вращения, то уда-
ляться от нее, что вызовет эксцентриситет обработанного от-
верстия.
При несоблюдении второго и третьего условий скалка будет
изгибаться, причем по мере перемещения супорта прогиб будет
изменяться и в соответствии с этим будет искажаться форма
отверстия.
Способ, показанный на фиг. 60, применяется при растачива-
нии деталей значительной длины, когда скалка оказалась бы
недостаточно жесткой для обработки по второму методу. Хотя
при показанном способе скалка удлиняется примерно вдвое, про-
гиб уменьшается.
При работе по второму методу прогиб скалки
f _ Ру‘3
J1 ЗЕ1 ’
9. Растачивание отверстий 63
а при работе по схеме, показанной на фиг. 60 (принимая длину
борштанги вдвое больше),
Ру (2/)з_ _ РуР
48£7 — 6EI
т. е. в 2 раза меньше.
Нормальная точность, получаемая при чистовом растачива-
нии, соответствует 4-му классу, а при тщательной работе —
Фиг. 61. Схема станка для растачивания по копиру.
3-му классу; при коротких отверстиях можно достигнуть даже
2-го класса точности.
Следует также отметить специфический для приборострое-
ния способ растачивания по копиру, который заключается в сле-
дующем. Валик изготовляется обычным способом, а втулка при-
гоняется к валику при помощи специального станка копироваль-
ного типа (фиг. 61). В неподвижной части 4 задней бабки стан-
ка может перемещаться при помощи винта 9 и закрепляться в
нужном положении упор 8. Вокруг оси 3, неподвижно установ-
ленной в задней бабке, может поворачиваться рычаг 2, несущий
шпиндель 5. В этом шпинделе закрепляется расточный резец.
Шпиндель 5 удерживается от вращения хомутиком 6 и винтом
7. Предварительно расточенная втулка зажимается обычным пу-
тем в патроне передней бабки /. Расстояние между осями 3 и 5
равно расстоянию между осью 5 и площадкой 11.
При посадке без зазора упор 8 выдвигают с таким расчетом,
чтобы при упоре в скобу 10 вершина расточного резца совпа-
дала с осью вращения шпинделя передней бабки. Если требует-
ся осуществить посадку с зазором, резец должен быть откло-
нен на величину, равную половине зазора. Если между упором
8 и скобой 10 вставить -изготовленный валик, то расточный ре-
chipmaker.ru
___________Гл. I. Обработка на токарных станках
зец отклонится влево на расстояние, равное половине диаметра
валика плюс половина зазора, и расточит втулке, закреплен-
ной в шпинделе передней бабки, отверстие, равное диаметру
валика плюс зазор.
При применении указанного способа растачивания величина
зазора получится одинаковой независимо о> диаметров валиков.
Растачивание по копиру дает возможность получить посадки
высокой точности без использования высококвалифицированной
рабочей силы.
ГЛАВА ВТОРАЯ
ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ СТАНКАХ
И АВТОМАТАХ
1. ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ СТАНКАХ
А. Границы зкеиомическвго применения
Основное назначение револьверных станков — обработка де-
талей сложной конфигурации в производствах серийного типа.
При обработке деталей простой конфигурации для предотвраще-
ния холостых поворотов револьверной головки можно установить
в последней два комплекта инструмента и за один полный
оборот револьверной головки выполнять обработку двух де-
талей.
Обработка на револьверных станках имеет следующие пре-
имущества по сравнению с обработкой на токарных станках:
1) отпадает время установки на стружку, так как револьвер-
ные станки по своему устройству предназначены для работы по
принципу автоматического получения размеров;
2) время, затрачиваемое на смену инструмента, заменяется
временем, требующимся для поворота револьверной головки
(по нормативам вспомогательного времени время смены- про-
ходного резца на токарных станках составляет О.,5 мин., время
поворота револьверной головки — 0,02 мин.);
3) создаются более благоприятные условия для совмещения
переходов, чем при обработке на токарных станках.
В то же время следует учитывать, что при обработке на
револьверном станке подготовительно-заключительное время
вследствие увеличения времени, затрачиваемого на настройку,
значительно больше, чем на токарном. Поэтому при небольших
сериях деталей вопрос о целесообразности применения ре-
вольверного станка приходится решать на основании следую-
щих элементарных расчетов.
chipmaker.ru
66 Гл. П. Обработка на револьверных станках и автоматах
Если исходить из производительности, то обработку следует
выполнять на револьверном станке при условии, что количество
деталей в партии не меньше, чем
ТР ____ -ГТ
___ п.з 1 п.з
т _/Р
ш Ш
(2-1)
где Т₽3—подготовительно-заключительное время при работе
на револьверном станке;
Т;з—то же при работе на токарном станке;
Q— штучное время при работе на токарном станке;
—то же при работе на револьверном станке.
Фиг. 62. Стандартная настройка револьверного станка.
Если исходить из стоимости, то уравнение (2—1) приобретает
общий вид уравнения для определения критического количества
деталей.
Расширить границы экономической обработки на револьвер-
ном станке в сторону производств мелкосерийного типа можно,
применяя метод так называемых стандартных настроек.
Сущность этого метода заключается в следующем.
Работы планируются так, чтобы каждый отдельный станок
был загружен операциями, требующими по возможности оди-
накового расположения инструментов. Державки для инструмен-
тов устанавливаются с таким расчетом, чтобы при переходе от
обработки одной детали к другой не нужно было менять их.
Например, если из пруткового материала изготовляются раз-
личные валики, имеющие сходную конфигурацию, можно уста-
новить в револьверной головке набор державок, указанных на
фиг. 62. При смене обрабатываемого валика меняются лишь
инструменты, показанные черным.
Как показал опыт некоторых заводов, обработка на револь-
верном станке может оказаться целесообразной даже при ин-
67
_______________Обработка на_револьверных станках
дивидуальном характере производства. В этих условиях работу
следует выполнять без предварительной настройки станка.
При обработке сложных деталей, для которых необходимо
устанавливать много инструментов, вследствие чего настройка
станка требует много времени, можно применять следующий ме-
тод. При переходе от одной операции к другой снимают револь-
верную головку и сохраняют ее вместе с закрепленными инстру-
ментами как одно целое до того времени, когда в обработку по-
ступит новая партия деталей для этой же операции. На место
снятой головки ставят запасную. Этот метод целесообразен в
тех случаях, когда на смену револьверной головки затрачивает-
ся меньше времени, чем на перенастройку станка.
Б. Обтачивание цилиндрических поверхностей
Процесс обтачивания цилиндрических поверхностей на ре-
вольверных станках имеет много общего с рассмотренным выше
процессом обтачивания этих поверхностей на токарных станках,
когда деталь зажимается в патроне.
Сделанные ранее выводы о влиянии на точность обработки
основных неточностей токарного станка, упругих деформаций си-
стемы станок — инструмент — деталь, неточностей заготовки,
износа и деформаций резца справедливы и в отношении обтачи-
вания на револьверном станке.
Учитывая изложенное, а также полагая, что общие сведения
о револьверных станках читателям известны, считаем возмож-
ным ограничиться рассмотрением лишь некоторых особенностей
и дополнительных неточностей обработки на револьверных
станках.
Из числа последних в первую очередь необходимо отметить
неточности поворота револьверной головки, происходящие вслед-
ствие люфта в подшипниках головки и в стопорном механизме.
Это легко обнаружить, вставляя в отверстие револьверной го-
ловки длинную оправку и нажимая на нее то в одном, то в дру-
гом направлении.
Допустимая величина колебания вокруг оси, измеренная на
конце оправки длиной 300 мм, для новых станков равна 0,03 мм
(ГОСТ 17—40). Однако уже после небольшого промежутка вре-
мени эти колебания значительно увеличиваются, что имеет след-
ствием существенные неточности поворота револьверной го-
ловки.
Благодаря этому после поворота револьверной головки вер-
шина резца может занимать различные положения.
Для уменьшения влияния погрешностей поворота на точность
обтачивания на станках с вертикальной осью револьверной го-
ловки резец нужно устанавливать, как показано на фиг. 63, т. е.
chipmaker.ru
68 Гл. II. Обработка на револьверных станках и автоматах
сверху над деталью. Очевидно, что если бы резец был установ-
лен сбоку, то неточность в положении резца вызвала бы
погрешность по диаметру изделия, равную 2др; в случае же
установки резца сверху погрешность по диаметру составляет
ничтожную часть неточности в положении резца.
Следует, однако, иметь в виду, что при этих условиях от-
клонения вершины резца в вертикальной плоскости полностью
передаются радиусу детали. В соответствии с этим существен-
ное значение приобретают отклонения от прямолинейности на-
правляющих в вертикальной плоскости и от параллельности дви-
жения револьверной головки отно-
сительно оси шпинделя в той же
плоскости.
Особо следует остановиться на
деформациях детали под действием
усилий резания. По своему харак-
теру они не отличаются от анало-
иг‘ 63’ гичных деформаций при обтачива-
нии в патроне на токарных стан-
ках. Однако при обработке на револьверных станках деформа-
ции под действием усилий резания имеют особое значение, так
как в приборостроении часто приходится обрабатывать из
прутка, зажатого в патроне, малоустойчивые детали с боль-
шим отношением длины к диаметру. В подобных случаях
можно использовать один из! следующих способов.
1. Материал выдвигается до первого упора и обтачивается
передняя часть детали. После этого материал выдвигается до
второго упора и обтачивается задняя часть детали.
Можно также поступить следующим образом. После отрезки
одной детали обработать переднюю часть второй детали, а за-
тем выдвинуть материал до упора, обточить заднюю' часть вто-
рой детали и отрезать эту деталь. Этот способ можно применять
лишь при тянутом и вытравленном материале и в случае отсут-
ствия жестких требований в отношении соосности.
2. Материал выдвигается до упора, центрируется и при об-
тачивании поддерживается центром. Последний в револьверных
станках обычного типа устанавливается в револьверной головке,
благодаря чему обтачивание можно выполнять инструментами,
закрепленными в поперечных супортах.
При обработке деталей малых диаметров из тянутого мате-
риала в процессе отрезки одной детали образуется передний
конус у следующей детали, после чего материал выдвигается
до упора, а при обтачивании деталь поддерживается обратным
центром.
Для обтачивания малоустойчивых деталей можно использо-
вать станки по схеме, показанной на фиг. 64. Основное отличие
69
1. Обработка на револьверных станках
этих револьверных станков заключается в том, что у них ре-
вольверная головка расположена на супорте и может переме-
щаться в поперечном направлении при помощи верхних сала-
зок, а нижние салазки супорта передвигаются в продольном на-
правлении по направляющим станины. Ось револьверной голов-
ки горизонтальна и Параллельна оси шпинделя.
Передняя бабка
Фиг. 64. Схема станка для обтачивания малоустойчивых деталей.
С правой стороны станка против передней бабки распола-
гается двухшпиндельная задняя бабка. Каждый шпиндель мо-
жет устанавливаться в рабочее положение, при котором его ось
совпадает с осью шпинделя передней бабки. При обтачивании
длинных осей один шпиндель используется для зацентровки, а
во втором шпинделе устанавливается центр, поддерживающий
деталь. Обтачивание выполняется резцами, закрепленными в
револьверной головке.
Фиг. 65. Люнетные державки.
Каждым резцом можно выполнять как поперечное, так и
продольное обтачивание, причем последнее можно производить
и за буртиком.
3. Обтачивание производится при помощи люнетных держа-
вок призматического (фиг. 65,6) или роликового типа (фиг. 65,а).
Роликовые державки следует применять при обработке сталь-
ных деталей со значительной глубиной резания. При этих усло-
виях давление резания прижимает пруток к роликам, которые
оказывают вальцующее действие.
ker.ru
70 Гл. II. Обработка на револьверных станках и автоматах
Призматические державки применяются при обработке цвет-
ных металлов и при небольших сечениях стружки, когда давле-
ние резания невелико.
При изготовлении деталей из катаного материала необходи-
мо предварительно заточить шейку.
В точном приборостроении часто приходится иметь дело с
такими малоустойчивыми осями, что заточить шейку (если пру-
ток выдвинут на полную длину) невозможно.
В таких случаях приходится применять один из следующих
способов:
1) выдвинуть пруток из зажима на небольшую длину, зато-
чить шейку, после чего переместить пруток на полную длину
для дальнейшей обработки; этот способ' можно применять лишь
при правленном материале и в случае отсутствия жестких тре-
бований в отношении соосности;
2) зацентровать пруток (или заточить на конус) и, поддер-
живая конец при помощи центра, закрепленного в револьвер-
ной головке, проточить шейку под люнетную державку резцом,
установленным в поперечном супорте.
Кроме деформаций под действием усилий резания, на точ-
ность обработки существенно влияют деформации, вызываемые
нагревом, вследствие трения в частях станка.
Определить роль этих деформаций теоретическим путем не-
возможно. Если передняя бабка и шпиндель в процессе работы
нагреваются, а револьверная головка с инструментами и стани-
на остаются холодными, то шпиндель сместится как в горизон-
тальном, так и в вертикальном направлениях. Это обстоятель-
ство, естественно, отразится на диаметре обрабатываемых де-
талей.
Проф. Г. Шлезингер провел экспериментальное исследова-
ние по вопросу о нагреве револьверного станка в процессе об-
работки и о влиянии этого нагрева на точность обработки. На
основании своих исследований проф. Шлезингер пришел к вы-
воду, что вертикальное смещение шпинделя опасно для изго-
товления точных деталей в течение первого часа работы. Для
уменьшения влияния указанных деформаций следует начинать
обработку весьма точных деталей лишь после того, как станок
проработал некоторое время вхолостую.
Экспериментальным путем было также установлено влияние
на точность обработки температуры охлаждающей жидкости и
ее качества.
В процессе работы температура охлаждающей жидкости по-
степенно повышается. После 6—7 час. работы повышение тем-
пературы прекращается. Во время длительного перерыва в ра-
боте станка (например, в течение ночи) жидкость охлаждается
до температуры помещения. Непродолжительные паузы в ра-
_______________1. Обработка на револьверных станках 71
боте, а также колебания температуры помещения вызывают из-
менения температуры жидкости. Экспериментальные исследова-
ния показали, что после двадцатиминутной паузы жидкость
охлаждалась на 2°. После пуска станка первая деталь оказа-
лась на 12 ц больше, чем детали, обработанные до остановки
станка, а вторая — на 5 у.. В другом случае температура жидко-
сти была 33° С. Эта жидкость (старая и грязная) была заменена
новой с температурой 19° С. Станок был пущен в ход, и после
достижения прежней температуры (34° С) размеры деталей ока-
зались на 30—40 р больше.
Влияние состава охлаждающей жидкости на точность обра-
ботки еще не настолько исследовано, чтобы можно было дать
практические рекомендации.
Износ инструментов вследствие малых размеров деталей, об-
рабатываемых на револьверных станках, практически не отра-
жается на точности обработки, а вызывает лишь дополнитель-
ное рассеивание размеров.
Влияние износа инструментов на рассеивание размеров за-
висит от условий обработки и, будучи весьма существенным в
одних случаях, оно может быть трудно уловимым в других слу-
чаях. Последнее объясняется тем, что резцы из быстрорежущей
стали обладают свойством весьма долго сохранять остроту ре-
жущих кромок, причем износ в момент появления признаков
полного разрушения выражается в сотых долях миллиметра.
Обычно значительно раньше полного износа резец заменяют
(вследствие ухудшения качества обрабатываемой поверхности)
или поднастраивают станок.
В 1937 г. А. Б. Яхин провел на I часовом заводе эксперимен-
ты по исследованию влияния на точность обработки износа рез-
ца при обтачивании осей центрального триба. При проведении
этих исследований обработанные детали измерялись по мере их
изготовления после настройки станка.
При проведении опытов резец доводили до такого состояния,
когда качество поверхности деталей получалось значительно ху-
же того, при котором резец сменяется в обычных заводских
условиях. Несмотря на это, не удалось обнаружить существен-
ного увеличения размеров деталей по мере увеличения износа
резца. t
Аналогичные результаты были получены при опытах, про-
веденных (профессором докт. техн, наук А. Б. Яхиным по об-
тачиванию на токарно-револьверном автомате на одном из за-
водов НКВ в 1940 г.
Для получения конкретных данных о влиянии износа резца
на точность обработки, которыми можно было бы руководство-
ваться в практической работе, необходимо провести дополни-
тельные исследования.
chipmaker.ru
72 Гл. II. Обработка на револьверных станках и автоматах
В. Обтачивание конических поверхностей
Длинные конические поверхности малоустойчивых деталей
обрабатывают остроконечными резцами, перемещающимися под
углом к оси шпинделя в горизонтальной плоскости.
Фиг. 66.
В станках с одним про-
дольным перемещением ре-
вольверной головки для этого
предусматриваются специаль-
ные державки.
Державка {фиг. 66) по су-
ществу представляет собой су-
порт с поворотными салазка-
ми, хвост которого 1 закреп-
ляется в револьверной голов-
ке. Поворотная часть 2 мо-
жет устанавливаться по деле-
ниям на корпусе 3 и закреп-
ляться в соответствии с углом конуса, который нужно полу-
чить. Резец закрепляется в ползуне прижимом 4. Ползун по-
дается при помощи рейки и шестерни, которая приводится во
вращение рукояткой. Перемещение резца ограничивается ре-
гулируемым упором. Описанное устройство является универ-
сальным, так как позволяет обтачивать конусы с различны-
ми углами.
• Фиг. 67. Державка для обтачивания конических
поверхностей.
Применяемый на токарных станках способ обтачивания ко-
нусов при помощи копировальной линейки может быть исполь-
зован и при револьверных работах.
На фиг. 67 изображена державка, дающая возможность об-
тачивать на конус длинные малоустойчивые оси; конус, кото-
рый нужно получить, показан пунктиром. Корпус державки
1. Обработка на револьверных станках 73
представляет собой кронштейн, закрепляемый в револьверной
головке. На корпусе установлена стойка, в которой закреплена
втулка 1, поддерживающая обрабатываемую деталь. Резец за-
крепляется на ползуне 2, на другом конце которого имеется
стержень 3. Контакт между роликом 4 и копировальной линей-
кой 5 обеспечивается пружиной (на чертеже не показана).
Копировальная линейка присоединена к поперечному супор-
ту, который в процессе образования конуса должен оставаться
неподвижным.
Соображения и расчеты, приведенные выше в отношении
точности обработки конических поверхностей на токарных стан-
ках, справедливы и в отношении точности обтачивания этих по-
верхностей остроконечным (резцом на револьверных станках.
В тех случаях, когда требуется обточить коническую поверх-
ность у короткой жесткой детали (длина которой превышает ее
диаметр не более чем в 2—3 раза), целесообразнее применять
широкие резцы, подаваемые в поперечном направлении. Такие
резцы могут быть различных типов. Вопрос о том, какого типа
резец следует использовать в том или ином случае, нужно ре-
шать в первую очередь в зависимости от точности обработки.
Приведем соответствующие расчеты, разработанные проф.
Г. И. Грановским L
Обработка круглым резцом обычного типа
Круглые резцы, предназначенные для обтачивания кониче-
ских поверхностей, обычно имеют форму обратного конуса с
прямолинейной образующей
(фиг. 68). Режущим лезвием
резца является след пересече-
ния его конусной поверхности
плоскостью передней грани,
отстоящей от оси резца на
расстоянии
/zr=7?j sin (а+у),
где а. и у — соответственно зад-
ний и передний
углы.
При помощи коррекцион-
Фиг. 68.
ных расчетов можно так
спроектировать резец, чтобы обеспечить минимальный и макси-
мальный диаметры обработанной поверхности.
Однако образующая этой поверхности не получится прямо-
линейной. Это объясняется следующими причинами.
1 Грановский Г. И., Фасонные резцы, Машгиз, 1947.
chipmaker.ru
74 Гл. II. Обработка на револьверных станках и автоматах
Как известно, след пересечения конусной поверхности с пло-
скостью, отстоящей от геометрической оси конуса на расстоянии
йг>0, есть гипербола. Следовательно, ре-
жущая кромка резца представляет собой
отрезок гиперболы и имеет выпуклую фор-
му (фиг. 69).
Уравнение выпуклого режущего лезвия
резца можно получить, решив совместно
(фиг. 70) уравнения:
1) конической поверхности резца
л2+У!=р2; (2—1а)
P=/?i—i/tg с0; (2—16)
2) плоскости передней грани
x=zctg yi+Л. (2—1в)
После соответствующих преобразова-
ний 1 находим
х = Вх cos у sin у—cosy'p' р2—^соз2^; (2 — 2)
z^icos^+sinj/p2—^icos2-r, (2—3)
где
= (sin a + cos a tg y).
Вогнутость детали получается вследствие выпуклости режу-
щего лезвия резца и его наклонного положения.
Определить величину вогнутости детали можно, исходя из
следующих расчетов (фиг. 71). Возьмем две системы координат:
одну х, у, z с началом координат Ор на оси резца и другую
X, Y, Z с началом координат Ол на оси детали.
Для произвольной точки М на режущем лезвии резца вели-
чина стрелы вогнутости определяется разностью
Дх = (г1+у tga0)—Ри, (2—4)
где ри —расстояние точки Ж до оси изделия (детали);
а0 — угол конуса.
Очевидно, что
p„=j/X2 + Za. (2 — 5)
Значения координат X и Z можно определить, исходя из
значений х и z — координат точки М в системе xyz:
Z=(x1i+r1)—х, (2—6а) .
1 Грановский Г. И., Фасонные резцы, Машгиз, 1947.
75
1. Обработка на револьверных станках
II. Обработка на револьверных станках и автоматах
chipmaker.ru
76
где
%! = /?! cos а
и
Z=z—/?! sin а. (2—66)
Значения координат х и z точки режущего лезвия резца
определяются согласие? уравнениям (2—2) и (2—3). Общий по-
рядок расчетов таков. Задаемся координатой у и, учитывая, что
y=Y, из уравнения (2—16) определяем р. На основании урав-
нений (2—2) определяем координаты х и z, а по уравнениям
(2—6) X и Z. Подставляя значения X и У в уравнение (2—5),
находим ри, а из уравнения (2—4) — величину стрелы вогнутости.
Обработка круглым резцом с режущей кромкой
по центру детали
Фиг. 72. Круглый резец с режущей
кромкой по центру, детали.
Резцами с режущей кромкой по центру детали (фиг. 72) на-
зываются такие резцы, у которых передняя грань затачивается’
под двумя углами наклона:
один наклон — на величину
переднего угла у, а второй —
на величину угла возвышения
X. Последний определяют, ис-
ходя из требования, чтобы
кромка резца была установле-
на на высоте центра вращения
детали всеми своими точками.
Резец с режущей кромкой по
центру детали сложнее обыч-
ного, но зато он дает более
высокую точность обработки.
Величина вогнутости де-
тали, обточенной обычным
резцом, равна величине вы-
пуклости режущего лезвия.
Последняя согласно (расчетам
Г. И. Грановского составляет
(фиг. 73)
ДХ2 = 0,5В2 sin 2-[ + cos [ p*—cos2 7—+
। Ri Ui — *2)P fa - -*2) . (2 — 7)
l tg c0 I tg
Значение p, при котором стрела выпуклости имеет макси-
мальную величину, определяется из уравнения
р = ~ sin (а+т) ~ (l cos т tg х) 1 , (2 — 8)
(Г1 — х2)2 — I2 tg= с0 cos2 7
1. Обработка на револьверных ^танках
77
Фиг. 73.
Обработка призматическим резцом обычного типа
При обработке призматическим резцом (фиг. 74) согласно
изложенному величину вогнутости детали в точке М можно
определить как разность
^^s = (r1+j'tga0) —ри; (2-9)
текущий радиус
Р.-РЧ+"*. (2-Ю)
где H=t\ sin а; (2-Н)
Ая — расстояние от точки М до плоскости Q, проходящей
через ось детали и перпендикулярной плоскости передней грани
резца.
Величину Ак можно представить в виде суммы
^ = Л + 4- (2-12)
Из фиг. 74 следует, что
Д = 770057;
Л=7-Ай
Д = у/" rf—г? sin2 т —G cost. (2 — 13)
chipmaker.ru
Гл. II. Обработка на револьверных станках и автоматах
Подставив значения из выражения (2—12), получим
AM=rcosт + -у- (У^2~г1 sin2!—Gcost)- (2~ 14>
Подставляя
нения (2—14)
Фиг. 75. Призматический
резец с режущей кром-
кой по центру детали.
значения И из уравнения (2—11) иД„из урав-
в уравнение (2—10), находим значение радиуса
детали р«-
Обработка призматическим резцом режущей
кромкой по центру детали
Если заточить переднюю плоскость
призматического резца под двумя угла-
ми — передним углом у и углом возвы-
шения X — с таким расчетом, чтобы ре-
жущая кромка была установлена на вы-
соте центра вращения детали (фиг. 75),
то при обтачивании таким резцом (с
1. Обработка на револьверных станках
79
прямолинейной режущей кромкой) деталь не будет иметь во-
гнутости, а получит коническую форму с прямолинейной обра-
зующей.
Выбор типа резца в зависимости от точности обработки
На основании приведенных соображений и расчетов технолог
может решить один из основных вопросов, связанных с обра-
боткой участков конической фор-
мы, — выбрать тип резца в зави-
симости от точности обработки.
На фиг. 76 и 77 приведены
кривые, показывающие значения
Фиг. 76.
выпуклости резца и вогнутости детали в зависимости от угла
конуса о0 и длины обрабатываемой поверхности. Кривые, ха-
рактеризующие выпуклость обычного круглого резца, обозна-
чены цифрой 4, а кривые соответствующей вогнутости детали—
цифрой 5.
При применении обычных круглых резцов погрешности фор-
мы детали очень велики, причем решающее значение имеет вы-
пуклость лезвия резца; поэтому обычные круглые резцы непри-
годны для обработки точных деталей. Большую степень точности
обеспечивают круглые резцы с режущей кромкой по центру де-
тали (кривая 3). Это объясняется тем, что у этих резцов мень-
ше величина выпуклости и, кроме того, режущее лезвие резца
не перекрещивается с осью детали.
При высоких требованиях к точности обработки следует при-
менять призматические резцы. При применении обычных призма-
тических резцов величина вогнутости (кривая 2) выражается в
Bp Гл. И. Обработка на револьверных станках и автоматах
сотых долях миллиметра; при призматических резцах с режу-
щей кромкой по центру детали вогнутость, обусловливаемая
резцом, отсутствует; такие же результаты получаются при обта-
чивании тангенциальными резцами (кривая /).
Г. Обработка отверстий
При обработке отверстий на револьверных станках приме-
няется не только растачивание, но также сверление, зенкерова-
ние и развертывание.
Отверстия в материале получаются путем сверления спи-
ральным, а при малых диаметрах — перовым сверлом (фиг. 78).
Основное условие, которое нужно соблюдать при сверлении,—
это правильное положение оси отверстия и ее прямолинейность.
Неточности в размерах просверленных отверстий можно
исправить последующей обработкой зенкером или разверткой.
Устранить криволинейность оси и неправильность ее поло-
жения, получившиеся при сверлении, очень трудно. В отноше-
нии обеспечения прямолинейности оси отверстия и правильно-
сти ее положения условия сверления на револьверном станке
(так же как и на других токарных станках) значительно благо-
приятнее, чем на сверлильном (см. главу пятую). Это объясняет-
ся тем, что в первом случае вращается деталь, а во втором —
сверло. В частности, если при обработке на револьверном стан-
ке подача сверла перекошена по отношению к оси вращения, то
отверстие получится конической формы, но ось его будет совпа-
дать с осью вращения.
Для того чтобы с самого начала дать сверлу правильное на-
правление и разгрузить его перемычку при сверлении отверстий
1. Обработка на револьверных станках 81
малых диаметров, следует предварительно надсверлить углуб-
ление коротким жестким сверлом с меньшим углом при верши-
не, чем у нормальных сверл.
Сверлением можно получать отверстия по 5-му, а при ма-
лых диаметрах и по 4-му классу точности; однако для большей
надежности получения 4-го класса точности просверленные от-
верстия следует зенкеровать.
Если необходимо получить 3-й класс точности, нужно после
зенкерования отверстие развернуть. При малых диаметрах мож-
но получить 3-й класс точности путем развертывания непосред-
ственно после сверления без зенкерования.
Фиг. 79. Схема обработки отверстия по 2-му классу точности.
Для достижения 2-го класса точности отверстие необходимо
развернуть дважды: начерно и начисто. На фиг. 79 показана
схема обработки отверстия по 2-му классу точности.
Точность, получаемая при развертывании, зависит в первую
очередь от точности изготовления развертки и способа ее за-
крепления в револьверной головке. Диаметр отверстия, полу-
ченного после развертывания, превышает диаметр развертки.
Если жестко закрепить развертку в отверстии револьверной го-
ловки, то основной причиной, вызывающей так называемую
«разбивку» отверстия детали, будет несовпадение оси шпинделя
с осью отверстия револьверной головки. Это несовпадение до-
пускается (как в вертикальной, так и в горизонтальной плоско-
сти) для новых станков в пределах 0,02 мм, но значительно
увеличивается по мере износа станка. Следует также учитывать
несовпадение осей рабочей части головки и ее хвостовика.
Для устранения влияния указанных неточностей развертки
закрепляются в револьверной головке не жестко, а при посред-
стве так называемых «качающихся» державок. Не рассматривая
различных конструкций качающихся державок, отметим, что
последние можно разделить на две категории — «плавающие» и
«самоустанавливающиеся». Плавающие державки позволяют
инструменту смещаться параллельно своей оси. Самоустанавли-
вающиеся державки дают возможность развертке качаться во
chipmaker.ru
82 Гл, II. Обработка на револьверных станках и автоматах
всех направлениях и устанавливаться под любым углом. Само-
устанавливающиеся державки более совершенны, чем плаваю-
щие, так как они дают возможность |развертке полностью при-
способляться по оси ранее полученного отверстия, и благодаря
этому исключается влияние несовпадения осей шпинделя и от-
верстий в револьверной головке на точность обработки.
На величину разбивки отверстия существенное влияние ока-
зывает правильность заточки развертки и степень ее затупления.
Неправильно заточенная, а также слишком затупившаяся раз-
вертка может резко увеличить разбивку. Разбивку увеличивает
также развивающееся при сухой работе сильное трение зубьев
о стенки отверстия; поэтому величина разбивки зависит от
количества смазки и, как показали опыты, от ее состава. Кроме
того, на величине разбивки отражается подача и припуск на
обработку. Можно считать, что при соблюдении условий, обес-
печивающих точность развертывания, величина разбивки для
диаметров от 3 до 18 мм составляет 0,006-ь0,01 мм.
Вместо развертывания можно обрабатывать отверстие пу-
шечным сверлом (фиг. 80). Точность в пределах 0,02-:-0,03 мм
достигается благодаря тому, что сверло хорошо направляется,
так как оно соприкасается с отверстием по полуокружности.
При сверлении глубоких отверстий (с большим отношением
длины к диаметру) следует также применять пушечные сверла,
причем для создания правильного направления сверла нужно
деталь предварительно просверлить на небольшую глубину спи-
ральным или перовым сверлом и желательно расточить резцом.
Если деталь имеет отверстие, полученное при заготовитель-
ной операции (отливке, горячей штамповке), то обработка этого
1. Обработка на револьверных станках
83
отверстия на револьверном станке производится либо резцом,
либо зенкером. Растачивание резцом на револьверном станке
принципиально не отличается от растачивания на токарном
станке.
При обработке зенкером нужно в самом начале дать ин-
струменту правильное направление. Для этого следует предва-
рительно расточить отверстие коротким
жестким резцом на глубину, равную при-
мерно V2—'73 диаметра зенкера.
Зенкерованием можно получить отвер-
стия по 5-му классу точности, а также по
4-му при небольшой длине отверстия и не-
высоких требованиях к чистоте поверхно-
сти. Для получения более высокой точности
нужно обрабатывать отверстия в соответ-
ствии с изложенным выше.
При сверлении ступенчатых отверстий (фиг. 81) последова-
тельно двумя сверлами следует вначале сверлить по большему
диаметру, а затем — по меньшему. При этом методе сокра-
шается машинное время и уменьшается увод сверла.
При обработке ступенчатых, конических и фасонных отвер-
стий у большого количества деталей для уменьшения числа
переходов и повышения производительности следует применять
соответствующие перовые сверла (фиг. 82).
Фиг. 82.
Для обработки канавок и поднутрений (фиг. 83) на револь-
верных станках с одним продольным перемещением револь-
верной головки приходится применять специальные державки
(фиг. 84). В державке 1 имеется отверстие, в которое входит
эксцентрично расположенный хвост головки, несущий резец 2;
последний точно устанавливается при помощи винта 3. Резец
подается вручную посредством рукоятки 4. Подача ограничи-
вается регулируемым упором.
chipmaker.ru
84 Гл. II. Обработка на револьверных станках и автоматах
Фаг. 83.
Фиг. 84.
Фиг. 85. Державки для обработки
поднутрений.
2. Обработка на автоматах
85
Другая конструкция державки,
пели, показана на фиг. 85. Здесь
рукоятки, шестерни и рейки.
предназначенная для той же
резец подается при помощи
2. ОБРАБОТКА НА АВТОМАТАХ
Подрезной резей
План обработки
Опер luff
Отрезной резец Опер Ш
Наибольшее
/аименьшее
( Наибольшее рассттие рабочего
** шпинделе салазок=В5
Фиг. 86.
А. Общие положения
Полагая, что общие положения, обусловливающие в социа-
листической промышленности стремление к максимальной авто-
матизации технологических процессов и, в частности, к приме-
нению металлорежущих стан-
ков-автоматов, читателям из-
вестны из первого раздела
курса, перейдем непосред-
ственно к вопросу о границах
применения различных типов
токарных автоматов 1.
Токарные полуавтоматы
применяются в приборострое-
нии редко, главным образом
при обработке деталей круп-
ных размеров. Применение
полуавтоматов для обработки
мелких деталей нерациональ-
но, так как вспомогательное
время, затрачиваемое на уста-
новку и снятие детали, полу-
чается слишком большим.
Для обработки деталей
простейшей конфигурации
можно использовать наиболее
простые автоматы — фасонно-
отрезные, имеющие только поперечные супорты или, кроме то-
го, один продольный супорт. Основное достоинство этих автома-
тов — незначительное время, затрачиваемое на холостые ходы.
Так, например, для обработки детали, показанной на фиг. 86,
требуется 245 оборотов шпинделя 2.
При числе оборотов шпинделя 4500 об/мин время обработки
245-60
детали составляет —-—=3,3 сек., причем на выполнение ра-
4500
бочих ходов требуется 162 оборота шпинделя.
1 Детально вопрос об областях применения различных типов автоматов
см. проф. Шаумян Г. А., Основы теории проектирования станков-автома-
тов, Машгиз, 1946.
2 Расчет см. Келле. Автоматы, ОНТИ, 1936, § 513—516.
86 Гл. II. Обработка на револьверных станках и автоматах
lOi-OW
Следовательно, суммарное время на рабочие ходы 450(j~=
= 2,16 сек., а на холостые 3,3—2,16=1,14 сек. В то же время,
как известно, при револьверных автоматах на каждый холостой
ход в отдельности затрачивается 0,5 сек.
Достоинствами фасонно-отрезного автомата являются также
его простота и дешевизна, а также простота его настройки.
Для обработки коротких жестких деталей сложной конфи-
гурации больше всего подходят токарно-револьверные автома-
ты, широко применяемые в приборостроении.
Для обработки малоустойчивых деталей с большим отноше-
нием длины к диаметру предназначаются специфические для
приборостроения автоматы продольно-токарного типа.
Многошпиндельные автоматы по ряду причин (см. ниже)
не получили широкого распространения в приборостроении.
Если тип автомата определяется в первую очередь конфи-
гурацией обрабатываемой детали, то для производительности
автомата существенное значение имеет система привода рас-
пределительного вала. Методика определения производитель-
ности автоматов различных типов была разработана проф.
Г. А. Шаумяном.
Обозначим
Тр — время всех рабочих ходов;
Тх — время холостых ходов;
Р — суммарный угол всех холостых ходов.
Очевидно, производительность выразится так:
(2-15)
В полученном
бой «идеальную»
если бы автомат
выражении величина k — —представляет
'р
производительность, которая получилась
не имел холостых ходов.
со-
бы,
В зависимости от системы привода распределительного вала
автоматы можно разделить на три основные группы.
У автоматов первой группы имеется один распределительный
вал, несущий кулачки как для холостых, так и для рабочих
ходов. Вращение распределительного вала связано с вращением
шпинделя. В этом случае суммарный угол холостых ходов 9
является постоянной величиной и не зависит от режима реза-
ния.
2. Обработка_на_ автоматах
87
Отношение времени, затрачиваемого на холостые ходы, к
времени, затрачиваемому на рабочие ходы, равно отношению
соответствующих углов, т. е.
Тк___ Рх
Т'р ~ ’
Подставляя это выражение в уравнение (2—15), получаем
(2-16)
У автоматов второй группы кулачки холостых ходов сидят
на одном валу, вращающемся с постоянным числом оборотов.
Очевидно, что в данном случае постоянное значение имеет вре-
мя холостых ходов 7Х, и уравнение производительности можно
представить в следующем виде:
Q = k—j—
1
*р
Wx
(2-17)
Наконец, у автоматов третьей группы имеются два распре-
делительных вала I и II. Вал I несет на себе все кулачки ра-
бочих ходов и часть кулачков холостых ходов, а вал II, вра-
щающийся с постоянным числом оборотов,— остальные кулачки
холостых ходов.
Время холостых ходов 7Х можно представить в виде суммы
7х=7х1+7х2,
где 7Х1 —время, затрачиваемое на холостые ходы, осуществля-
емые при помощи кулачков, сидящих на валу Г,
— то же при помощи кулачков, сидящих на валу II.
Общее время обработки
7ш = 7р + 7х1 + 7х2 = 7' + 7х,
где
Г=7р + 7х2.
т-г *
Производительность
о=__L_=±_2_^-L—L_ =
4 г+гй Г ъ г
Г
__1_ 2д—₽1 _ 1 / । Р1 \
— Т' 2г. Г \ 2г.]'
Гл. II. Обработка на револьверных станках и автоматах
chipmaker.ru
88
С другой стороны,
1 1 _ J 1 = k 1
Т' Тр+Тх2 Тр 7x2 l + feTx2
+ у.
1 Р
И, следовательно,
Q = k
—1—fl-A\
\+kTK \ 2- >
(2-18)
На фиг. 87 приведены кривые, показывающие зависимость
производительности Q от идеальной производительности k (циф-
рами I, II, III обозначены соответственно кривые, относящиеся
j к автоматам первой, второй и
° / третьей групп). Чем мельче де-
таль и легче работа, тем больше
k. Поэтому, как это следует из
’ фиг. 87, для мелких и легких ра-
бот целесообразно применять ав-
rf'/ томаты первой группы, для мел-
ких и средних работ, требующих
V'_______________ сложной последовательной обра-
к ботки, — автоматы третьей груп-
Фиг. 87. пы, для средних *и тяжелых ра-
бот — автоматы второй группы.
Не рассматривая устройства автоматов обычных типов, оста-
новимся на автоматах, основанных на новых передаточных ме-
ханизмах (механизмах, передающих движение от кулачков к
супортам), предложенных и разработанных проф. Г. А. Шаумя-
ном.
Принципиальная схема этих автоматов показана на фиг. 88,а.
Передаточный механизм представляет собой ряд изогнутых тру-
бок 1, заполненных шариками, между которыми помешаются шай-
бы со сферическими углублениями (фиг. 88,6). При вращении рас-
пределительного валика 2 каждый кулачок толкает один из стер-
женьков- 3. Посредством шариков и шайб движение стержень-
ка 5 передается стерженьку 4, который воздействует (непосред-
ственно или при помощи простейшей передачи) на супорт.
Благодаря применению этих передаточных механизмов, кро-
ме упрощения конструкции станка, достигается следующее
весьма важное преимущество. При применении автоматов обыч-
ных типов каждая перенастройка станка очень сложна и про-
должительна. При использовании автоматов с передаточными ме-
ханизмами проф. Шаумяна все кулачки закрепляются на одном
коротком распределительном валике 2. Для каждой обрабаты-
ваемой на данном автомате детали заранее изготовляется блок,
состоящий из валика с закрепленными на нем кулачками. Пере-
2. Обработка на автоматах
89
настройка станка сводится при этом к замене одного такого-
блока другим, на что затрачивается несколько минут.
Простота конструкции и удобство обслуживания автоматов
системы Шаумяна дают основания для их широкого применения
в приборостроении.
Фиг. 88. Магазинное устройство к токарно-револьверному автомату.
Б. Обработка на токарно-револьверных автоматах
На токарно-револьверных автоматах обрабатываются детали
тех же типов, что и на револьверных станках.
По сравнению с обработкой на револьверных станках про-
изводительность при обработке на револьверно-токарных авто-
матах повышается:
1) вследствие сокращения вспомогательного времени: вспо-
могательное время, связанное с переходом, на револьверном
станке равно в среднем 4—5 сек., а время холостого хода на
токарно-револьверном автомате составляет лишь 0,5 сек., т. е.
почти в 10 раз меньше;
2) благодаря более благоприятным возможностям для одно-
временной обработки детали инструментами, закрепленными в
револьверной головке, а также в поперечных супортах.
Накладные расходы при обработке на автоматах выше, чем
при обработке на револьверных станках, но зато один рабочий
jmaker.ru
90 Гл. II. Обработка на револьверных станках и автоматах
обычно обслуживает не один, а несколько автоматов (чаще
всего три).
В то же время необходимо учитывать, что при применении
автомата приходится затрачивать довольно значительные суммы
(сотни рублей) на изготовление кулачков, и по сравнению с ре-
вольверным станком значительно усложняется настройка. По-
этому при решении вопроса об использовании автомата для
обработки небольших количеств деталей необходимо произвести
следующие расчеты:
1) исходя из общего количества деталей, подлежащих об-
работке, оценить целесообразность затрат на изготовление ку-
лачков; 2), исходя из количества деталей в одной партии, оце-
нить целесообразность повышенных затрат на настройку.
Для экономичного использования автомата при небольших
количествах деталей можно применять метод, аналогичный ме-
тоду стандартных настроек револьверных станков. Автомат за-
гружается обработкой нескольких деталей, сходных по конфи-
гурации и размерам. Изготовляется один комплект кулачков с
расчетом на обработку наиболее крупной и сложной по конфи-
гурации детали. При применении этого же комплекта кулачков
для обработки деталей меньших размеров и менее сложной
конфигурации производительность снижается по сравнению с
той, которую можно получить, применяя особый комплект ку-
лачков для каждой детали, но зато получается экономия на
стоимости кулачков и более дешевой настройке станка.
Необходимо заметить, что в связи со специфическим харак-
тером производства и небольшими размерами изготовляемых
деталей удельный вес работ, выполняемых на автоматах, в при-
боростроении значительно выше, чем в машиностроении.
Чем меньше размеры обрабатываемых деталей и, следова-
тельно, чем меньше основное технологическое время, тем силь-
нее сказываются преимущества работы на автоматах. Поэтому
в точном приборостроении обработка на автоматах часто яв-
ляется наиболее целесообразным способом изготовления различ-
ных деталей даже в условиях серийного производства неболь-
шими партиями.
Весьма удачным оказался опыт некоторых предприятий точ-
ного приборостроения, оснастивших обычные токарные автоматы
специальными устройствами для нарезания резьбы по копиру,
для обработки (распиловки и фрезерования) пазов, для фрезе-
рования резьбы, для эксцентричного обтачивания и др. Эти
устройства значительно расширили объем работ, выполняемых
на автоматах и, кроме того, позволили изготовлять на них
детали с законченным циклом обработки.
В ряде случаев бывает целесообразно приспособить обыч-
ные прутковые револьверные автоматы для автоматической об-
2. Обработка на автоматах 91
работки деталей из отдельных заготовок. Магазинное устрой-
ство монтируется обычно на правой стороне станка за револь-
верной головкой. При отходе револьверной головки назад она
забирает из магазина одну деталь. После соответствующих по-
воротов револьверной головки при ее переднем ходе деталь по-
дается к зажимному устройству, находящемуся на переднем
Фиг. 89. Обработка валика ходового колеса часового механизма
при помощи поворотного резцедержателя.
конце шпинделя, где и зажимается, а револьверная головка от-
водится назад и переключается для следующего рабочего хода.
В зависимости от характера и размеров деталей применя-
ются различные конструкции магазинных устройств. На фиг. 89
показано устройство, применяемое для обработки деталей с от-
верстиями. Детали устанавливаются на диске. При отходе ре-
вольверной головки назад конец закрепленной в одном из ее
отверстий оправки входит в отверстие детали, причем сухарики
оправки под действием пружины прижимаются к стенкам дета-
ли. Этим создается трение, благодаря которому при ходе голов-
ки вперед деталь вынимается из магазина. Оправка подносит
деталь к шпинделю и надевает ее на раздвижную оправку. По-
вороты магазинного диска, разжатие оправки, освобождение
детали и ее снятие с оправки выполняются автоматически.
Перейдем к вопросу о методах обработки и точности работ,
выполняемых на токарно-револьверных автоматах.
chipmaker.ru
9 Гл. II .Обработка на револьверных станках и автоматах
Соображения и выводы в отношении различных работ и точ-
ности обработки, приведенные выше применительно к токарным
и особенно к токарно-револьверным станкам, в подавляющей
части могут быть отнесены к токарно-револьверным автоматам.
Поэтому ограничимся лишь некоторыми дополнительными сооб-
ражениями и указаниями.
Фиг. 90.
По сравнению с револьверным станком дополнительным
•источником погрешностей обработки на автомате являются не-
точности кулачковых кривых.
Если каждая ступень детали обтачивается отдельным резцом,
неточности кулачковых кривых не отражаются на точности об-
работки, так как они могут быть компенсированы установкой
резца при настройке. Однако в ряде случаев один и тот же ре-
зец используется для обтачивания различных ступеней.
В этом отношении примером может служить представлен-
ный на фиг. 90 процесс обработки валика ходового колеса ча-
сового механизма (этот процесс был принят на II часовом за-
воде). Здесь различные диаметры детали получаются благодаря
тому, что поперечный супорт, нажимая на поворотную часть.
2. Обработка на автоматах 93
резцедержателя, устанавливает резец в нужном положении от-
носительно оси вращения. В данном случае, очевидно, точность
диаметральных размеров зависит от точности кулачка., управ-
ляющего перемещениями поперечного супорта, а точность про-
дольных размеров — от точности кулачка револьверной головки.
Прогибы шпинделя, обрабатываемой детали и прочие дефор-
мации в упругой системе станок—инструмент—деталь при об-
работке на револьверных автоматах имеют особое значение.
Изменения этих деформаций вследствие колебаний размеров
материала и его механических свойств, а также увеличения
усилия резания по мере затупления резца вызывают соответ-
ствующие колебания размеров обрабатываемых деталей. Для
уменьшения этих колебаний при высокоточной обработке сле-
дует применять точно тянутые прутки и внимательно следить
за состоянием режущей кромки резца.
Решающее значение имеет точность настройки. Неточности
настройки порождают постоянную погрешность в размерах де-
талей, обработанных при данной настройке.
В этом отношении вполне правильным является порядок,
установленный на ведущих приборостроительных заводах, при
котором первые детали, изготовленные после настройки, прове-
ряются настройщиком, а затем предъявляются контролеру, и
только после положительного заключения последнего начинает-
ся работа на автомате. При контроле точности настройки нуж-
но использовать соответствующие положения и расчеты; изло-
женные в первом разделе курса *.
При высокоточной обработке деталей следует устанавливать
особые допуски на настройку, учитывающие износ резца, а
также размеры и механические свойства прутка, из которого
изготовляются пробные детали. Естественно, что обработка проб-
ных деталей должна начинаться лишь с наступлением устано-
вившегося движения.
Указанные мероприятия в соединении с тщательным уходом
за оборудованием и правильной его эксплоатацией (отсутствие
перегрузок), высоким качеством зажимных патронов (биение
цанги не превышает '0,02—0,03 мин., а в специальных случаях
и 0,01 мин.), применением тянутого материала, высоким каче-
ством инструментов (тщательная доводка) и использованием для
особо ответственных чистовых работ инструментов из твердых
сплавов позволили ведущим заводам точного приборостроения
надежно обрабатывать на револьверно-токарных автоматах де-
тали по 3-му и даже по 2-му классам точности.
Когда на токарно-револьверных автоматах приходится обра-
батывать малоустойчивые детали (вследствие отсутствия автома-
1 Яхин А. Б., Проектирование технологических процессов механической
обработки, Оборонгиз, 1946.
?4 Гл. II. Обработка на револьверных станках и автоматах
тов продольно-токарного типа), в основном справедливы сделан-
ные выше указания относительно обработки малоустойчивых
осей на револьверных станках.
Фиг. 91.
На фиг. 91 представлен план обработки на автомате де-
тали а.
Первый переход — подача прутка. Обтачивание производит-
ся фасонными резцами, установленными в поперечных супортах,
причем резец, укрепленный на заднем супорте, одновременно с
обтачиванием одной детали обдирает
конус у следующей детали. Во время
осуществления этих переходов наруж-
ный конец детали поддерживается
обратным центром, установленным в
револьверной головке.
Отрезка по конусу выполняется
по схеме, показанной на фиг. 92, при
помощи специальной державки х. Бла-
годаря этому кончик детали полу-
чается достаточно острым.
Рассматривая вопрос о точности
продольных размеров, следует учесть,
что у револьверно-токарных автоматов типа 1112 продольное
перемещение револьверной головки не равняется в точности со-
ответствующему подъему на кулачке.
1 Устройство этой державки см. Яхин А. Б., Основы разработок тех-
нологических процессов, Машметиздат, 1934, стр. 151.
2. Обработка на автоматах 95
Если профиль кулачка выполнен по архимедовой спирали, то
при вращении кулачка ведомое звено получит равномерное по-
ступательное движение в радиальном направлении. Однако в
передаточном механизме токарно-револьверного автомата стер-
жень R не движется поступательно, а вращается вокруг точ-
ки О' (фиг. 93).
Из треугольника1 ОАО' следует; что
г2 = (ОД)2 = R2 +I2 — 2rlcos$,
откуда
Г==Гк +р.
При изменении радиуса кулачка
до г" кулачок повернется на угол
2RI
Фиг. 93.
Перемещение револьверной головки,
очевидно, пропорционально углу а.
Из формулы (2—19) следует, что угол а зависит не только
от разности г"к— г'к, но и от абсолютных значений радиусов ку-
лачка. Вследствие этого при одной и той же разности радиусов-
векторов кулачка угол а может иметь разные значения. В со-
ответствии с этим будут получаться разные перемещения ре-
вольверной головки. Таким образом величина рассматриваемой
погрешности на разных участках кулачка может иметь различ-
ные значения. Если подставить числовые значения величин I, R,
г'к, г"к и р„ то можно убедиться, что расхождение между вели-
чиной подъема на кулачке и перемещением револьверной го-
ловки может иметь существенное значение. Влияние этой по-
грешности, так же как и погрешности кулачковых кривых, осо-
бенно сказывается в тех случаях, когда одним резцом обраба-
тываются несколько ступеней.
На точность продольных размеров оказывает влияние также
проскальзывание прутка под действием усилий резания, а при
выдвижении прутка — вследствие удара в упор, закрепленный
в револьверной головке. Чем менее точно отрегулирована ве-
личина подачи, тем сильнее удар. В результате положение ра-
chipmaker.ru
96 Гл. II. Обработка на револьверных станках и автоматах
нее полученных торцевых поверхностей делается неопределен-
ным, что порождает соответствующую погрешность обработки
по продольным размерам.
Рассмотрим два варианта обработки на автомате детали,
представленной на фиг. 94.
При варианте, схематически изображенном на фиг. 95, пру-
ток, передний конец которого был обработан одновременно с
отрезкой предыдущей детали, подается до упора, после чего
фасонным резцом В обтачивается задний конец обрабатывае-
мой детали. 'Вслед за этим деталь отрезается комбинированным
фасонным и отрезным резцом А, причем одновременно обтачи-
вается передний конец следующей детали.
При варианте, показанном на фиг. 96, применяются те же
инструменты, но порядок обработки иной: после полной обра-
ботки одной детали, но до ее отрезки, пруток подается до упора.
Вслед за этим начинается обтачивание переднего конца новой
детали комбинированным фасонным и отрезным резцом А •?.
одновременной отрезкой обработанной детали. В конце рабо-
чего хода резца А вступает в работу фасонный резец В, после
чего пруток вновь подается до упора и т. д.
JI. Обработка на автоматах
97
Фиг. 97. Обработка отверстий при
помощи ступенчатых резцов.
Второй вариант имеет преимущество по сравнению с пер-
вым, так как дает возможность более надежно получить наи-
более точный размер 1,5—од?. Это объясняется тем, что при вто-
ром варианте обе торцевые плоскости, ограничивающие размер
1,&-о,о5, обтачиваются при одном положении прутка, в то время
как при первом варианте между операциями по обтачиванию
плоскостей пруток выдвигается до упора, что вносит дополни-
тельную погрешность. Необходимо также заметить, что при вто-
ром варианте обтачивание по размеру 2,5 -o.es выполняется не-
посредственно у места зажатия прутка. Вследствие этого исклю-
чается влияние деформации прутка на точность обработки.
В отношении обработки ко-
нических поверхностей и от-
верстий справедливы указа-
ния, приведенные выше при-
менительно к обработке на
револьверных станках.
Следует лишь отметить,
что при обработке отверстий
на автоматах еще более целе-
сообразно, чем при обработке
на револьверных станках, ис-
пользовать ступенчатые и фа-
сонные перовые сверла, а также ступенчатые резцы (фиг. 97).
В результате чистовой обработки отверстий перовыми сверлами
и резцами можно достигнуть высокой точности и чистоты по-
верхности. Так, например, на одном оптико-механическом заводе
при обработке резцами отверстия, предварительно просверлен-
ного перовым сверлом, был выдержан допуск 0,013 мм.
В заключение остановимся на вопросе об обтачивании
эксцентричных поверхностей.
Если изготовляемая на токарно-револьверном автомате де-
таль имеет эксцентричную поверхность, то обычно обработку
этой поверхности выделяют в отдельную операцию, которую
выполняют на другом станке. Можно, однако, обойтись без этой
операции, совместив обтачивание (или растачивание) эксцен-
тричной поверхности с общей обработкой детали на автомате.
На фиг. 98 показана схема устройства, применяемого для этого
на одном оптико-механическом заводе.
Здесь цепь, приводящая во вращение звездочку 1, снята,
а сама звездочка удерживается от вращения при помощи за-
щелки 2. В момент, предшествующий обтачиванию эксцентрич-
ной поверхности, муфта 4 переключается вправо, благодаря
чему шпиндель 5 останавливается. Обтачивание эксцентричной
поверхности 3 выполняется при неподвижном шпинделе резцом
(одним или несколькими), укрепленным во вращающейся го-
chipmaker.ru
98 Гл. II. Обработка на револьверныхстанках и автоматах
ловке 6. Ось, на которой закреплена резцовая головка, распо-
ложена эксцентрично по отношению к оси шпинделя и приво-
дится во вращение от валика 7 при помощи муфты Ольдгейма
(на схеме не показана). Валик 7 в свою очередь получает вра-
щение от вспомогательного мотора 8 при посредстве ременной
передачи и двух конических зубчатых шестерен. Эксцентриси-
тет между осью вращения резцовой головки и осью валика 7, а
следовательно, и осью шпинделя может регулироваться.
Фиг. 98. Схема устройства для обтачивания эксцентричных поверхностей
на токарно-револьверном автомате.
В. Обработка на автоматах продольно-токарного типа
Принцип работы и область применения автоматов
Основное отличие автоматов продольно-токарного типа от
автоматов с неподвижной передней бабкой заключается в том,
что у первых продольная подача сообщается не резцам, а об-
рабатываемой детали, резцы же .перемещаются лишь в попе-
речном направлении.
Принцип работы продольно-токарных автоматов ясен из
схемы, показанной на фиг. 99.
Пруток закрепляется в шпинделе передней бабки, выступая
из него на величину, несколько превышающую длину обрабаты-
ваемой детали. С другой стороны пруток проходит сквозь не-
подвижный люнет. Непосредственно у люнета располагаются
4—5 резцов (фиг. 100), начинающих работать поочередно. Все
перемещения передней бабки и резцов происходят автомати-
чески при помощи кулачков.
Обтачивание цилиндрических поверхностей выполняется сле-
дующим образом. Резец для обтачивания устанавливается со-
2. Обработка на автоматах
99
ответствующим кулачком в радиальном направлении на рас-
стоянии от оси вращения, равном радиусу обрабатываемой по-
верхности; прочие резцы при этом находятся в нерабочем поло-
жении, т. е. отстоят от оси вращения на расстоянии, превышаю-
щем радиус прутка. Вслед за этим {при неподвижном резце)
происходит подача передней бабки с закрепленным в ней и вра-
щающимся прутком.
Автоматы продольно-токарного типа предназначаются для
обработки малоустойчивых деталей с большим отношением дли-
ны к диаметру. Это объясняется тем, что у данных автоматов
усилие резания независимо от длины детали всегда действует
Фиг. 99.
Фиг. 100. Схема работы про-
дольно-токарного автомата.
непосредственно возле опоры (люнета), поддерживающей пру-
ток..
Кроме того, при применении продольно-токарных автоматов
имеется возможность:
1) обтачивать ступени, расположенные за участками боль-
шого диаметра;
2) обтачивать одним резцом ступени различных диаметров,
а также участки конической формы и фаски.
Продольно-токарные автоматы являются автоматами преци-
зионного типа, что в сочетании с весьма малыми деформациями
деталей дает возможность получать значительно большую точ-
ность обработки, чем на обычных автоматах. Применение стан-
ков какого-либо другого типа для обработки малоустойчивых
деталей в серийном или массовом производстве может быть до-
пущено лишь при отсутствии продольно-токарных автоматов.
Вначале автоматы продольно-токарного типа предназнача-
лись для обработки деталей в часовой промышленности. В даль-
нейшем эти автоматы получили широкое распространение и в
других отраслях приборостроения (в производстве авиационных
и электроизмерительных приборов, теплоприборов и пр.).
Обтачивание цилиндрических участков производится при по-
ступательном перемещении передней бабки.
chipmaker.ru
100 Гл. II. Обработка на револьверных станках и автоматах
После обработки одной ступени бабка останавливается. Но-
вая ступень может обрабатываться либо новым, либо тем же
самым резцом. В первом случае резец отводится при неподвиж-
ной передней бабке в нерабочее положение, во втором слу-
чае — на расстояние, соответствующее диаметру новой ступени;
после этого вновь производится продольная подача передней
бабки и т. д.
Узкие выточки обрабатываются путем поперечной подачи
резца при неподвижной передней бабке.
При обработке цилиндрических поверхностей, расположен-
ных, как показано на фиг. 101, вначале происходит врезание —
подача резца в поперечном направлении
при неподвижной передней бабке, а за-
тем продольная подача последней.
Конусная и фасонная поверхности мо-
гут быть получены двумя способами:
1) поперечным перемещением фасон-
ного резца при неподвижной бабке;
2) сочетанием поперечной подачи
остроконечного резца с продольной пода-
Фиг. 101.
чей передней бабки.
При обработке осей обычно применяется второй способ, при
котором не требуется специального резца и давление на деталь
значительно меньше.
Подрезка торцев, перпендикулярных оси вращения, осуще-
ствляется поперечной подачей резцов при неподвижной перед-
ней бабке.
Такие работы, как сверление (центрирование) и нарезание
резьбы, выполняются при помощи особых приспособлений.
Обтачивание цилиндрических поверхностей
При обтачивании цилиндрических поверхностей на автома-
тах продольно-токарного типа представляется возможным вы-
держать допуск 0,01 мм и менее. Однако обеспечить такую вы-
сокую степень точности можно лишь при условии весьма тща-
тельной разработки технологического процесса с учетом всех
факторов, влияющих на точность детали.
Вопросы точности необходимо учитывать уже при распре-
делении работы между резцами. Те ступени детали, по которым
заданы наиболее узкие допуски, следует обтачивать резцом 1
(фиг. 102); последний работает по упору, благодаря чему дости-
гается большая точность, чем при обтачивании резцом 2, рабо-
тающим от кулачка. В то же время резец 1 мало подходит для
обтачивания с предварительным врезанием, так как его подача
к оси вращения происходит поддействием спиральной пружины.
Поскольку же усилия врезания значительны, упругая подача
2. Обработка на автоматах
101
в этом случае нежелательна, так как могут произойти искажен
ния размера. Поэтому обтачивание, сопровождающееся вреза-
нием, лучше выполнять резцом 2.
Если обтачивание производится резцом, закрепленным в од-
ном из вертикальных супортов, то на точность обработки влияет
передаточное отношение системы рычагов, передающих движе-
ние от кулачка к супорту. У продольно-токарных автоматов за-
вода им. Дзержинского это передаточное отношение может ко-
лебаться от 3:1 до 1,8:1. Чем больше это отношение, тем
меньше отражаются ошибки кулачков на точности детали.
Фиг. 102.
С другой стороны, с увеличением передаточного отношения уве-
личивается время холостых ходов, так как угол подъема кри-
вой кулачка при подводе резца к детали и угол падения при
отводе резца не может быть меньше определенной величины.
Поэтому передаточное отношение 3 : 1 следует применять в тех
случаях, когда требуется обеспечить высокую точность обра-
ботки.
Рассмотрим дополнительно вопросы о влиянии на точность
обработки:
1} точности исходного материала,
2) точности кулачков,
3) точности настройки.
Эти вопросы, весьма существенные для точности работ, вы-
полняемых на автоматах вообще, приобретают особое значение
при обработке на автоматах продольно-токарного типа.
О влиянии точности материала на точность обработки можно
судить на основании следующих соображений. В результате
деформаций, происходящих вследствие совместного действия
радиальной Ру и тангенциальной Р* составляющих усилия реза-
ния, центр прутка переместится из точки О в точку О' (фиг. 103).
Очевидно, что 00'— —, где z— зазор между прутком и на-
правляющей втулкой. Вследствие этого радиус обточенной де-
ker.ru
102 Гл П.Обработка на револьверных станках и автоматах
тали получит приращение, равное величине горизонтальной про-
екции смещения центра (так как влиянием вертикального сме-
щения центра на радиус детали можно пренебречь).
Приращение по радиусу резца
Дг== 00" = ~ cos о .
2
Если принять Ру=0,4 Pz, то ОО" = 0,40'0" и, следова-
тельно, tga = 2,5, а а = 68°.
Таким образом
Ar=-|-cos 68° = 0,185г,
а по диаметру
^d = 0,37г.
Так как величина зазора зависит от диаметра прутка, то
очевидно, что отклонения по диаметру прутка отразятся на диа-
метре обточенной детали: чем больше диаметр прутка, тем мень-
ше диаметр детали и наоборот.
Если пруток имеет эллиптичность, то величина зазора в про-
цессе одного оборота детали меняется от максимального значе-
ния при вертикальном положении большой оси эллипса (при
обтачивании резцами, закрепленными в горизонтальном супор-
те) до минимального — при горизонтальном положении большой
оси. Соответственно этому радиус обточенной детали получит
переменные приращения. В результате обтачивания деталь бу-
дет иметь в поперечном сечении форму овала, причем большей
оси эллипса прутка будет соответствовать меньшая ось сечения
детали и наоборот.
На точности обработки сказываются также отдельные откло-
нения по диаметру материала: с уменьшением диаметра прутка
увеличивается диаметр детали и наоборот.
При обработке на продольно-токарных автоматах обычно
применяют тянутые прутки. На фиг. 104 и 105 представлены
результаты экспериментальных исследований точности обработ-
ки, достигаемой на продольно-токарных автоматах при примене-
нии прутков тянутых и шлифованных (обладающих более точ-
ными размерами и формой). В обоих случаях изготовлялись
одинаковые детали при одних и тех же условиях обработки.
Детали измерялись в трех сечениях по длине (соответственно
числу ступеней), причем в каждом сечении определялись наи-
больший и наименьший диаметры ’. Ступень с наибольшим диа-
1 Места, где измерялись детали, указаны цифрами на эскизах внизу
фиг. 104 и 105.
2. Обработка на автоматах
103
метром оставалась необработанной, что позволяло судить о
точности материала.
На основании результатов измерений для каждого сечения
были построены две кривые, характеризующие наибольшие и
наименьшие диаметры. Рассматривая эти кривые, можно опре-
делить:
Фиг. 104. Точность деталей, обрабатываемых на продольно-
токарном автомате из тянутых прутков диаметром 4 мм. Ма-
териал—автоматная сталь.
7, 2, 3— наибольший диаметр детали (—); 7'. 2' 5'—наименьший
диаметр детали (--------------— ).
1) расстояние по вертикали между кривыми наибольших и
наименьших диаметров, что характеризует отклонение форм се-
чения от окружности;
2) расстояние между наивысшей и наинизшей точками кри-
вой, что характеризует рассеивание диаметров.
Отклонения от окружности у тянутых прутков равнялись в
среднем 10 примерно той же величины они были и у обра-
ботанных деталей. При шлифованных прутках отклонения от
Ю4_____Гл. П, Обработка на револьверных станках и автоматах
окружности равнялись 1,5—2 р, а у обработанных деталей со-
ставляли около 2 и.
Как показали опыты, рассеивание диаметров обработанных
ступеней больше, чем рассеивание по диаметру исходного мате-
риала. Так, например, рассеивание по кривой наибольших диа-
Месгпо измерения / (материал)
а Место измерения 3
*4 1,185
1,180
1,175
1,170
Детали №№20 30 00 50 60 70 80 90 100
Фиг. 105. Точность деталей, обрабатываемых на продольно-
токарном автомате из шлифованных прутков диаметром 4 мм.
Материал—автоматная сталь.
7, 2, 3—наибольший диаметр детали ( — );
2', 3'—наименьший диаметр детали (-— ).
метров при тянутом прутке по необработанным местам равня-
лось 8 р, а по обработанным — около 15р. При шлифованных
прутках соответствующие значения составляли по необработан-
ным местам 3 р., а по обработанным 8 р и 4 р.
То, что при шлифованных прутках в результате обработки
получается меньшее рассеивание, вполне соответствует приве-
денным выше соображениям общего характера. Следует доба-
вить, что благодаря большей точности шлифованных прутков
имеется возможность обеспечить более точную посадку прутка
2. Обработка на автоматах
105
в люнетной втулке, и наоборот, при тянутых прутках, где име-
ются большие расхождения по диаметру не только между раз-
личными прутками, но и в пределах одного прутка, необходимо
предусмотреть больший зазор.
Большая точность и лучшее направление шлифованных
прутков обеспечивают значительно большее постоянство по диа-
метру обработанных деталей. Поэтому для высокоточной обра-
ботки на продольно-токарных автоматах следует использовать
прутки повышенной точности (полученные путем бесцентрового
шлифования или другими способами).
В приведенных рассужде-
ниях не были учтены дефор-
мации системы станок — ин-
струмент—деталь. Если учесть
эти деформации, то окажется,
что для получения высокоточ-
ных размеров при обработке на
продольно-токарных автоматах
необходимо применять прутки
не только точные, но и из од-
нородного материала.
Точность кулачков оказы-
Фиг. 106.
вает существенное влияние на
точность обработки в тех случаях, когда одним резцом обтачи-
ваются несколько ступеней ’.
Допустим, что участок кулачка 1 (фиг. 106,а) соответствует
обтачиванию ступени 1 детали (фиг. 106,6), а резец отрегули-
рован так, что влияние неточности по радиусу R, на точность
ступени 1 устранено.
Расчетная величина радиуса второй ступени равна:
r2 = A{R\-R2) + r\,
где R\ и R°2—расчетные размеры радиусов соответствующих
участков кулачков;
А— коэффициент, зависящий от масштаба, в кото-
ром соответствующие размеры кулачка перено-
сятся на обрабатываемую деталь;
г'1 —расчетная величина радиуса первой ступени.
Действительная величина радиуса второй ступени составит
r2 = A(Rt-R^ + г{=А [(/?; + дЯх)-(/?; + Д/?2)] + Г\ =
= А [(/?;—д/?2)]+г;.
1 См. диссертацию С. А. Гантмана «Точность обработки па автоматах
продольно-токарного типа» (МАИ, 1948).
r.ru
106 Гл. II. Обработка на револьверных станках и автоматах
Погрешность по радиусу г2 будет равна:
Дг2 = Г2 — г2 = Л (д — Д#2).
Таким образом, точность ступени 2 зависит как от точности
участка 1, так и от точности участка 2. Очевидно, что значения
Д/?! и дД2 следует подставлять в выражение для дг2 с соот-
ветствующими знаками.
Для того чтобы определить, как влияет погрешность радиуса
кулачка на расстояние от оси вращения детали .до вершины
резца, рассмотрим плоский кулачковый механизм с коромыслом
(используемый в механизмах супортов продольно-токарных ав-
томатов) и определим ошибку положения его ведомого звена-
коромысла в зависимости от погрешности радиуса кулачка.
На фиг. 107 пунктирной линией изображено положение
механизма при расчетном значении радиуса кулачка Ro. В этом
случае ролик (сухарь) касается кулачка в точке D.
Если в действительности кулачок имеет радиус R, то ролик
(сухарь) не будет касаться кулачка в точке D, и коромысло
займет другое положение (изображено сплошной линией). Центр
ролика (закругления сухаря) будет находиться в точке пересе-
чения дуги окружности радиуса ВС из центра С с дугой окруж-
ности радиусом R + BD из центра А. Вследствие этого коро-
мысло повернется и займет положение ВгС, что в свою очередь
вызовет смещение резца. Ошибка положения коромысла харак-
теризуется углом Д <р.
Из треугольников АВС и ABYC находим
cos а = ИСУ+(ВСГ-(АВУ .
‘ 2АС-ВС
(2 — 20)
COS (ср + Дс) =
(AC)g+(BtC)8 - (АВ1)* _ (АС)- + (ВС)г - (ДВ)2
2AC-BJC 2АС-ВС
(ABtf - (АВ)*
(так как В^С — ВС)-,
2 АС-ВС
2. Обработка на автоматах
107
COS (<Р + Д ср) = COS ср -COS Дер — sin ср Sin Дер,
а так как угол Дер мал, то
cos(cp+ Д<р) = СО8ср— Дер sin ср
ИЛИ
COS ср - Д ер Sin ср = ИС^+_т2-(АВ)2
2DC-BC ЧАС-ВС
(2-21)
Вычитая из равенства (2 —20) равенство (2 — 21) и деля обе
части полученного уравнения на sin ср, получим
д [(ЛВ1)г - (ЛВ)*] АВ (ABtf - {АВУ = (ЛВг)«-(ЛВ)*
2Л С-ВС sin <р АВ 2AB-ACsin₽ 2ABCF
(АВ sin ® ВС sin о . п \
так как ----— —-------------=sinp|-
ВС sin fi АВ ]
Подставляя Л51 = /?4-В1О1 = /?0 + д/?-р5О и ЛВ = /?04 BD
в уравнение (2 — 21) и отбрасывая Д/?2, получим
л
Д® =---
* CF
CF= ВС COS (ср — а) = /к cos (ср — а),
где 1К —длина коромысла.
Отсюда
ZK COS (-р — а) '
Смещение коромысла на угол Д о вызовет соответствующее
смещение резца, вследствие чего глубина резания изменится на
Af=z^.-=___
i i cos (ср — а)
где I — передаточное отношение.
Погрешность по радиусу обрабатываемой детали
Дг= —Д£=-----—(2-22)
z cos (ip — а)
Таким образом при наличии погрешностей по радиусам ку-
лачка /?, и R2
ДГ( = _L Г Д/?1---------1. (2 — 23)
2 i [cos('Jj— at) cos (<p2 — ag) J
Из формулы (2—23) видно, что погрешность тем больше,
чем больше ср — а. С увеличением угла 9 угол а. также уве-
личивается, но менее интенсивно. Поэтому погрешность имеет
chipmaker.ru
108 Гл. II. Обработка на револьверных станках и автоматах
тем большее значение, чем больше отношение диаметра исход-
ного прутка к диаметру обтачиваемой ступени.
Вследствие этого следует участки кулачка, предназначенные
для обработки ступеней малых диаметров, выполнять с большей
степенью точности, чем участки, предназначенные для обработ-
ки ступеней больших диаметров (при одинаковых допусках по
диаметрам этих ступеней).
Кроме неточностей кулачка, на точность обработки оказы-
вает влияние точность посадки кулачка на ось.
При идеальной схеме обработки в процессе обтачивания
цилиндрической поверхности вершина резца занимает неизмен-
ное положение. В соответствии с этим ролик (сухарь) должен
скользить по участку кулачка, который очерчен дугой окруж-
ности из центра, лежащего на оси управляющего вала. В дей-
ствительности же в случае эксцентричной посадки кулачка на
управляющий вал резец не будет занимать неизменного поло-
жения, что приведет к искажениям обрабатываемой поверх-
ности.
На фиг. 108 пунктиром показано положение механизма при
отсутствии, а сплошной линией — при наличии эксцентриситета
е=АА'.
В последнем случае имеет место ошибка в положении коро-
мысла, характеризуемая углом А 7Э- Нетрудно доказать, что эта
ошибка в положении коромысла равна ошибке, которая прои-
зошла бы, если бы центр остался на месте (в точке Л), а ра-
диус кулачка увеличился бы на
A??=e cos <р.
Поэтому
, е cos Ф
---------—Н •
ZK (<f — °)
2. Обработка на автоматах
109
Смещение коромысла вызовет смещение резца и прираще-
ние глубины резания:
е cos с)_
i cos (ср — а)
а следоватёльно, и ошибку по радиусу детали:
Фиг. 109.
На фиг. 109 показана траектория вершины резца за один
оборот управляющего вала (т. е. при изменении от 0 до 2тг),
представляющая собой косинусоиду с амплитудой, равной
____е_____
i COS (ср — а)
Очевидно, что в действительности угол <р не может изме-
няться от 0 до 2тг. Если при обтачивании детали данным резцом
угол меняется от ф' до <р
тали будет представлять со-
бой соответствующий отре-
зок кривой.
На точности продольных
размеров сказывается ошиб-
ка передаточного механизма
продольно-токарного авто-
мата.
Обычно при определении
высоты подъема на кулач-
, то, образующая поверхности де-
Фиг. ПО.
ке, соответствующей тому
или иному продольному ходу, умножают требуемую длину
перемещения на передаточное отношение. Поступая таким
образом, принимают длину перемещения равной длине ду-
ги АВ (фиг. ПО,а). Действительная же длина перемещения рав-
на ВС, а погрешность по продольному размеру
М=АВ —BC=/?w—/?[sin('a'4- о>) — sin а] =
—sin (.а+о)+'sin а]. (2—25)
। chipmaker.ru
НО Гл. IL Обработка на револьверных станках и автоматах
Как видно из уравнения (2—25), погрешность AZ не яв-
ляется величиной постоянной и зависит от положения рычага
СМ (угла а).
Наименьшее значение этой погрешности получается при
cPi = cP2==t? (фиг. 110,6). В этом случае
AZmin=2Z?(<?—sin ср). (2—26)
Поэтому при проектировании кулачков следует стремиться к
тому, чтобы в тех случаях, когда требуется получение точного
продольного перемещения, рычаг совершал симметричные коле-
бания относительно своего вертикального положения.
Рассмотренную погрешность передаточного механизма мож-
но устранить, если не принимать длину дуги равной длине пере-
мещения, а ввести соответствующие коррективы.
В случае, показанном на фиг. 110,6, действительная длина
перемещения
1Л = 2R sin ср,
откуда
/д
smcp = — .
‘ 2/?
Зная требуемую длину перемещения и подставив ее значе-
ние в это уравнение, находим sin <р, а по нему и угол ср. При
расчете кулачка умножаем на передаточное отношение не длину
перемещения, а длину дуги, равную 2/??.
Переходя к вопросу о настройке станка, заметим, что микро-
метрическая установка резцов по диаметру у продольно-токар-
ных автоматов, которая должна облегчать точную настройку,
при недостаточно квалифицированной эксплоатации станка мо-
жет иметь обратное влияние. Так, например, на I часовом за-
воде при обтачивании на продольно-токарном автомате осей
центрального триба наладчик время от времени подходил к ав-
томату и измерял последнюю деталь. Если диаметр этой детали
оказывался близким к нижнему пределу допуска, он тут же
производил подрегулировку резца в сторону увеличения диа-
метра, и наоборот. Очевидно, что эти действия наладчика но-
сили совершенно случайный характер.
На фиг. 111,а показана кривая распределения, построенная
на основе измерения на I часовом заводе цапф осей централь-
ного триба, обработанных в одну смену (около 400 деталей);
кривая имеет многовершинную форму, что явилось следствием
многочисленных случайных подрегулировок. Действительные
размеры деталей при допуске 0,02 мм колебались в пределах
0,04 мм, причем около 25% (заштрихованная площадь на
фиг. 111л) оказалось вне пределов допуска.
2. Обработка на автоматах
Ill
5
Фиг. 111. Кривая распределения размеров деталей,
обточенных на автомате Горное; заштрихованная
площадь показывает количество деталей с разме-
рами, выходящими за пределы допусков.
chipmaker.ru
Гл. II. Обработка на револьверных станках и автоматах
В то же время, как это было установлено в результате про-
веденных автором в 1937 г. исследований, среднее квадратичное
отклонение, характеризующее рассеивание размеров деталей,
обработанных на этом станке из одного прутка и при одной
настройке (без подрегулировки резца), равнялось в среднем
лишь 2 F>. *.
Очевидно, что столь большое рассеивание (см. кривую на
фиг. 111,а) могло быть вызвано лишь несовершенством настрой-
ки станка и его подрегулировки. В связи с этим был проделан
следующий эксперимент. На другой день во время работы этого
же. наладчика на том же станке и при прочих неизменных усло-
виях было обработано примерно такое же количество аналогич-
ных деталей. Разница заключалась лишь в следующем:
1) подрегулировка резца производилась при заправке каж-
дого нового прутка, так как исследования показали, что при
отсутствии такой подрегулировки имели место скачки в разме-
рах, достигавшие 20 р.;
2) точность подрегулировки контролировалась путем измере-
ния нескольких пробных деталей и на основе методики контроля
настройки, изложенной в обшей части курса;
3) в процессе обработки деталей из одного прутка наладчик
к станку не допускался и подрегулировка не производилась.
Кривая распределения размеров деталей, обработанных при
этих условиях, представлена на фиг. 111,6.
Как видно из этой кривой, скачки отсутствуют, размеры де-
талей полностью укладываются в пределы заданного допуска.
В отношении общей оценки точности обработки можно при-
вести следующие данные.
Согласно проведенным исследованиям среднее квадратиче-
ское отклонение составляет 0,0015—0,002 мм (при тянутых прут-
ках).
Учитывая неточность настройки, можно обеспечить следую-
щие допуски:
При тянутом материале* • •.............0,015—0,02 мм
При шлифованном „ ............• • . • 0,01 мм
Обтачивание конических поверхностей
Обтачивание конических поверхностей обычно производится
путем сочетания поперечной подачи остроконечного резца с про-
дольной подачей материала.
Частным случаем обтачивания конических поверхностей яв-
ляется отрезка по конусу {фиг. 112), при которой одновременно
* Эта цифра примерно совпадает с результатами исследований, про-
веденных в 1940 г. Ульбрихтом в Мюнхенской высшей технической школе.
2. 06работка'па автоматах^
113
обтачиваются задний конус у отрезаемой детали и передний
конус у следующей детали.
Процесс обработки заключается в следующем. Обтачивается
цилиндрическая поверхность по длине, равной длине соответ-
ствующей ступени плюс дли-
на обоих конусов, плюс дли-
на, теряемая при отрезке
(фиг. 112,а). Вслед за этим
передняя бабка подается в
продольном направлении, а
резец — в поперечном (фиг.
112,6) с таким расчетом,
чтобы он в конечном поло-
жении имел перебег за ось
вращения на 0,1—0,2 мм
(фиг. 112,в и а).
При обтачивании кони-
ческих поверхностей на про-
дольно-токарных автоматах
неточность установки резца
по высоте вызывает такое
Фиг. 112. Схема обтачивания заднего
конуса с одновременной отрезкой по
конусу.
же искажение геометрической формы, как и при обтачивании
на токарном станке.
Неточности продольного перемещения бабки и поперечного
перемещения резца, обусловливаемые неточностями подъемов
на кулачках, вызывают погрешности по углу конуса.
о)
Расчетный угол (фиг. ПЗ/г) определяется из выражения
k
где k — расчетное перемещение резца;
I — расчетное перемещение бабки.
114 Гл. II. Обработка на револьверных станках и автоматах _
Действительные перемещения резца и передней бабки отли-
чаются от расчетных соответственно на t\k и Д/.
Так как
. Л
tg«=—.
то
k
a = arctg—.
В соответствии с этим
1 k
. I Г bkl—kM Lkl — ltgaM
Г+k2 12+1* fg* а
1-|- ь
/2
_ bk Д/ tg а
Z(l+tg=a) ’ 7
При определении Да нужно учитывать знаки Д/г и Д1. Наи-
большая погрешность получится, если Д/г и Д( имеют разные
знаки.
При
Ы=—Мг
Да = -А*.<!±Ц°) . (2-28)
/(1 + tg‘a) V 7
При одной и той же длине детали и одной и той же погреш-
ности bk (равной —Д/) погрешность по углу а пропорциональ-
на отношению
1+tgg
l+tg2a
Зависимость этого отношения от угла а показана на
фиг. 113,6: при а=45° и а=0° это отношение равно единице;
поэтому при весьма пологих конусах Да имеет такое же абсо-
лютное значение, как и при a=45°.
Однако, относительное значение этой погрешности — при
а
пологих конусах во много раз больше, чем при крутых конусах.
Так, например, если длина конического участка равна 5 мм,
а погрешность Д/г=О,О1 мм, то при а=45° погрешность Да со-
ставит лишь 0,25%, а при а=5° —2,25%.
Выражения (2—27) и (2—28) справедливы для тех случаев,
когда по сравнению с k можно Д/г считать малой величиной.
2. Обработка на автоматах
115
Для весьма небольших значений k (очень коротких и поло-
гих конусов) можно вывести более общее выражение (фиг. 114).
При отклонениях Дй и Д1 (берем худший случай, когда 6k на-
правлено в отрицательную, а Д/— в положительную сторону)
точка С переместится в точку С' и действительный угол будет
не а, а а'.
Тангенс действительного угла
, , А — ДА — Д/ tg а'
tg« =-----------~
I
откуда
tga'-l—k — 6k— 6l-tga';
tga' (Z -f- Д/) = k — 6k-,
, А —ДА
tg a =----------;
6 1+61
tg Да - tg (a' — a) =
e 7 l+tga'-tga
При
А —ДА
-------— lg«
z+д/---
А—ДА
t-------- tg а
1+6/
k — ДА — (1+61) tg а A — ДА — A — Д/ tg а __
Z-I-AZ4-(A — ДА) tg a Z-f-AZ—Ztg2a— AAtga
ДA + 61- tg a__________ДА Д Z tg a
’ 1
;—+tgo
<tga
Z(14-tg2a) + AZ—AAtga
ДА tg а
6k = —6l
Да= Afe(l+tga)
Z(l+tg!a) + AA (1 — tga)
(2 — 29)
В выражении (2—29) числитель и первые члены знамена-
телей одинаковы с числителями и знаменателями выражения
(2—28).
Кроме высоты подъема, существенное значение имеет точ-
ность формы кулачковых кривых. Неточности последних имеют
следствием неравномерные перемещения передней бабки и су-
порта. При этих условиях образующая обрабатываемой поверх-
ности получает криволинейную форму.
Частным случаем обтачивания конических поверхностей на
токарно-продольных автоматах путем комбинированного движе-
ния резца и передней бабки является обработка конических фа-
сок. При получении этим методом фасок небольшой ширины
часто имеет место брак из-за недопустимого уменьшения шири-
ны фасок, а в отдельных случаях даже их полного исчезнове-
chipmaker.ru
Гл. II. Обработка на револьверных станках и автоматах
116
ния, несмотря на казалось бы безукоризненный расчет изго-
товления кулачков. Нетрудно видеть, что причиной этого являет-
ся затупление резца.
Допустим, что требуется проточить фаску шириной пг
(фиг. 115). Положение затупившегося резца в конце обтачива-
ния фаски показано сплошной линией.
Фиг. 115.
При. небольшом затуплении резца
(для простоты примем, что на конце
резца образуется затупление радиусом
г) работа будет продолжаться, но для
сохранения диаметра проточки на-
стройщик передвинет резец вперед при
Помощи регулировочного винта, и в на-
чале обтачивания цилиндрической ча-
сти последний займет положение, пока-
занное пунктиром. Очевидно, что при
этих условиях ширина фаски умень-
шится на величину *е, которую можно
определить из следующих соображе-
ний:
e=KL=ML—МК
ML=r.
Из треугольника ОМ.К, в котором Х.МОК=
90Р — а
2
находим
Af/<=r.tg
90е — а
2
^мон
2
Следовательно,
I . , 90° — а
»=' 1-S—
(2 — 30)
где г — радиус закругления резца;
а — угол фаски.
При обычно применяемых углах фаски
а=45°; е=0,6г;
а = 30°; е = 0,4г.
Таким образом при угле фаски 45° и нормальном радиусе
закругления резца 0,2 мм
е=0,2 -0,6=0,12 мм.
2. Обработка на автоматах
117
При номинальной ширине фаски т=0,2 мм уменьшение ши-
рины на 0,12 мм будет весьма ощутительно, а при нормальных
для приборостроения фасках шириной 0,1 мм приведет к исчез-
новению фаски.
Обработка на многошпиндельных автоматах
Как было указано выше, многошпиндельные автоматы об-
щего назначений1 в настоящее время в приборостроении при-
меняются мало.
Многошпиндельный автомат дороже одношпиндельного и
сложнее в настройке, но дает более высокую производитель-
ность. Было бы, однако, ошибочно полагать, что производитель-
ность многошпиндельного автомата равна производительности
сдношпиндельного, умноженной на число шпинделей. Опыт по-
казывает, что при применении, например, четырехшпиндельного
автомата производительность его превышает производительность
одношпиндельного автомата в среднем в 2,5 раза.
При сравнении многошпиндельного автомата с одношпин-
дельным нужно исходить из следующих соображений. При ра-
боте на одношпиндельном автомате штучное время представляет
собой суммарное время, требующееся для выполнения всех не-
совмещенных переходов. При работе на многошпиндельном авто-
мате штучное время равно времени, затрачиваемому на выпол-
нение наиболее длительного перехода, плюс время, необходимое
для поворота шпиндельного барабана.
Скорость поворота шпиндельного барабана у обычных много-
шпиндельных автоматов ограничена, так как в начале поворота
необходимо преодолеть силу инерции, а конец поворота должен
происходить без толчков. Поэтому при обработке мелких дета-
лей время поворота барабана приобретает большое значение.
Кроме того, обычные многошпиндельные автоматы не приспо-
соблены к высоким' числам оборотов. Поэтому в ряде случаев,
особенно при обработке мелких деталей из цветных металлов,
производительность многошпиндельного автомата может ока-
заться даже ниже, чем у одношпиндельного.
Наиболее подходят для обработки на многошпиндельных
автоматах детали с участками, для обработки которых требует-
ся длительное перемещение инструмента. На многошпиндель-
ных автоматах можно обрабатывать указанные участки в двух
позициях, в результате чего время наиболее длительного пере-
хода уменьшается в 2 раза.
Следует отметить, что за последние годы в приборострое-
нии наблюдается тенденция к расширению объема работ, вы-
1 Многошпиндельные автоматы специального назначения применяются
в часовой промышленности.
chipmaker.ru
118 Гл. II. Обработка на револьверных станках и автоматах
полняемых на многошпиндельных автоматах. Имеются много-
шпиндельные автоматы, специально приспособленные для обра-
ботки мелких деталей. Поворот шпиндельного барабана у этих
автоматов совершается в течение одной секунды.
Если деталь решено обработать на многошпиндельном авто-
мате, нужно решить вопрос, какой тип многошпиндельного авто-
мата наиболее целесообразно
использовать —• четырех- или
шестишпиндельный.
Шестишпиндельный авто-
мат имеет преимущества по
сравнению с четырехшпин-
дельным в следующих слу-
чаях:
1) если имеется возмож-
ность ускорить наиболее про-
должительный. переход, раз-
бив его на два; например, в
случае, показанном на фиг.
116, глубина сверления, соот-
ветствующая наиболее про-
должительному переходу, со-
ставляет при работе на че-
тырехшпиндельном автомате
(фиг. 116,о) 33 а при ра-
боте на шестишпиндельном
(фнг. 116,6) 19 мм. Таким об-
разом, производительность ше-
стишпиндельного автомата на
73°/о выше, чем четырехшпин-
дельного;
2) если, разбив переходы
на части, удается устранить
необходимость в дорогостоя-
щих инструментах; например,
в случае, показанном на фиг. 117, при применении шестишпин-
дельного автомата удалось заменить дорогие ступенчатые свер-
ла нормальными;
3) если на шестишпиндельном автомате можно за один цикл
обработать не одну, а две детали, как это показано на фиг. 118.
В отношении точности обработки необходимо заметить, что
у многошпиндельных автоматов по сравнению с одношпиндель-
ными имеется дополнительная причина, вызывающая существен-
ные погрешности по диаметральным размерам детали. Этой при-
чиной являются неточности поворота шпиндельного барабана,
порождаемые эксцентричным расположением шпинделей по от-
2. Обработка на автоматах
119
ношению к оси .барабана, отклонениями
шпинделями, неточностями делительного
стопорном
пускаемое
указанных
в расстояниях между
механизма, «игрой» в
механизме. Хотя до-
значение каждой из
неточностей для но-
к— -
к
Фиг.
Фиг. 118. Сопоставление процессов
обработки на четырех- и шести-
шпиндельных автоматах.
вых станков составляет 0,015—0,02 мм, вызываемая ими сум
марная погрешность обработки достигает 0,05 мм и более.
Для устранения влияния
неточностей поворота шпин-
дельного барабана на точность
обработки на одном из заво-
дов электроизмерительных при-
боров было проведено следую-
щее мероприятие (фиг. 119).
Концы шпинделей были точно
отшлифованы по одному диа-
метру,, а на поперечных су-
портах установлены (на шари-
Фиг. 119.
chipmaker.ru
120 Гл. II. Обработка на револьверных станках и автоматах
коподшипниках) ролики, упирающиеся в концы шпинделей. Кон-
такт между роликом и шпинделем обеспечивался тугой пружи-
ной, которая помещалась между рычагом, управляемым соответ-
ствующим кулачком, и супортом. При применении этого устрой-
ства относительное расположение шпинделя и ролика, а следо-
вательно, детали и резца оставалось неизменным. Вследствие
этого неточности в положении шпинделей не отражались на точ-
ности обработки.
Устройства, подобные приведенному на фиг. 119, могут ока-
заться весьма полезными при массовой обработке точных дета-
лей в тех случаях, когда применение многошпиндельных авто-
матов экономически целесообразно, но этому препятствует не-
достаточная точности обработки вследствие неточностей пово-
рота шпиндельного барабана.
ГЛАВА ТРЕТЬЯ
ФРЕЗЕРОВАНИЕ ПЛОСКИХ И КРИВОЛИНЕЙНЫХ
(ФАСОННЫХ) ПОВЕРХНОСТЕЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
В приборостроении фрезерование является одним из основ-
ных видов обработки.
ций. Основными принципами, как показывает анализ методов
работы ведущих стахановцев-фрезеровщиков (И. И. Гудова
и др.), являются:
1) обработка детали одновременно несколькими фрезами;
2) установка на столе станка нескольких деталей;
3) применение поворотных столов;
4) непрерывное фрезерование.
Одновременная обработка детали несколькими фрезами вы-
полняется обычно путем закрепления этих фрез на одной огарав-
ке. При 'осуществлении этого принципа необходимо стремиться
к тому, чтобы размеры фрез по возможности не зависели друг
от друга.
В этом отношении способ обработки, показанный на
фиг. 120,а, не может считаться рациональным. Здесь диаметры
фрез 1 и 2 связаны друг с другом, ширина каждой из фрез 1
и 2 должна соответствовать ширине фрезеруемой поверхности.
chipmaker, ru
122_ Гл- Фрезерование плоских и криволинейных поверхностей
Вследствие этого может оказаться, что использовать фрезы нор-
мальных размеров не удастся. Кроме того, при неодинаковом
износе фрез 1 и 2 происходят искажения размера h. Весьма за-
трудняется также переточка фрез 2 и 1, так как разность между
их диаметрами должна сохраняться постоянной (2й).
~6
Фиг. 121. Схемы многоместного фрезерования.
Вследствие изложенного может оказаться более целесооб-
разным разделить обработку на две операции (фиг. 120,6).
При одновременной установке на столе станка нескольких
деталей (при многоместном фрезеровании) детали можно рас-
положить последовательно (фиг. 121,а), параллельно (фиг. 121,6)
и последовательно-параллельно (фиг. 121,в).
При последовательном расположении детадей необходимо
обращать особое внимание на холостые ходы между деталями.
Фиг. 122.
Допустим, что требуется фрезеровать детали, показанные на
фиг. 122,а. При установке одной детали основное технологиче-
ское время составляет
Т”а+с
где SM— подача в минуту.
То же время при установке п деталей (фиг. 122,6)
с+па+(п — 1) b
1. Общие положения
123
При .последовательном расположении деталей экономия в
основном технологическом времени составляет
ц- __па + пс — с — па — (п — 1)1» _п—1 с — b
е — 10 10
zzSM и SM
При Ь=с экономия в основном технологическом времени
равна нулю, а при Ь>с последовательная установка деталей ока-
зывается менее выгодной в отношении основного технологиче-
ского времени, чем установка на столе станка одной детали.
Размеры холостых ходов обусловливаются конфигурацией
детали и способом закрепления. Если учесть холостые проме-
жутки, то в ряде случаев может оказаться, что последователь-
ная установка является нерациональной. Можно сократить вре-
мя, теряемое на холостые промежутки, если 'ускорить подачу
при холостых ходах. Однако это требует особых устройств и
целесообразно лишь при массовом производстве.
Максимальная экономия, получаемая при отсутствии холо-
стых промежутков, т. е. при й=0, равна
п — 1 с
р —----------
шах „ с
п о
При параллельном фрезеровании деталей, если мощность
станка позволяет работать без уменьшения подачи, основное тех-
нологическое время уменьшается в п раз. При фрезеровании не-
скольких деталей с одной установки, кроме основного техноло-
гического времени, времени перемещения стола и времени, за-
трачиваемого на включение и выключение станка, обычно умень-
шается также время на установку и снятие деталей.
При применении двухпозиционных поворотных столов, в то
время пока фрезеруются детали, установленные с одной сторо-
ны стола, с противоположной стороны снимаются обработанные
детали и устанавливаются новые заготовки. Благодаря этому
время на установку и снятие деталей заменяется временем, не-
обходимым для поворота стола.
Принцип непрерывного фрезерования заключается в том,
что стол станка находится в непрерывном движении, а детали
устанавливаются и снимаются во время хода стола. Наиболее
распространено непрерывное фрезерование, осуществляемое
при вращательном движении стола.
Пример непрерывного фрезерования показан на фиг. 123.
Детали закрепляются в кольце 1, соединенном с непрерывно
вращающимся круглым столом. При затягивании гайки 2 одно-
временно закрепляются две детали. Рабочий снимает обработан-
ные детали и устанавливает новые заготовки, не останавливая
вращения стола. При способах непрерывного фрезерования, ана-
логичных описанному, ось вращения стола может быть горизон-
chipmaker.ru
124 Гл. III. Фрезерование плоских и криволинейных поверхностей
тальной, вертикальной или наклонной. В массовом производстве
можно осуществить подачу заготовок из магазина, автоматиче-
ское закрепление их и выталкивание обработанных деталей.
Фиг. 123. Непрерывное фрезерование.
фиг.
Фиг. 124. Непрерывное фрезерова-
ние при помощи цепи.
Другой способ непрерывного фрезерования показан на
. 124. Здесь приспособления перемещаются при помощи це-
пи. Закрепление заготовок и вы-
талкивание обработанных дета-
лей выполняется автоматически.
. Непрерывное фрезерование
требует крупных затрат и мо-
жет быть экономически выгод-
ным лишь при массовом про-
изводстве. Следует заметить,
что наибольшей производитель-
ности можно добиться, исполь-
зуя одновременно принципы
обработки несколькими фреза-
ми, установкой нескольких де-
талей и применением поворот-
ного стола или непрерывного
фрезерования.
2. Фрезерование плоских поверхностей 125
Основными видами работ, выполняемых на фрезерных стан-
ках, являются:
1) фрезерование плоских поверхностей;
2) фрезерование криволинейных (фасонных) поверхностей;
3) фрезерование зубчатых колес1;
4) фрезерование резьбы 2.
2. ФРЕЗЕРОВАНИЕ ПЛОСКИХ ПОВЕРХНОСТЕЙ
При обработке больших плоскостей, особенно у тонкостен-
ных деталей, фрезерование уступает строганию в отношении
•точности, так как при строгании: 1) меньше давление резания;
2) меньше усилие, требующееся для закрепления детали; 3) нет
местных нагревов поверхности. Кроме того, крупный фрезерный
станок, значительно более сложный по своему устройству, чем
строгальный, имеет и большее количество источников возникно-
вения погрешностей обработки.
В равной степени при обработке больших плоскостей, осо-
бенно длинных и узких, экономические преимущества могут
оказаться не на стороне фрезерования.
Вследствие изложенного вопрос о том, какой способ целе-
сообразнее применять — фрезерование или строгание — в маши-
ностроении в общем виде разрешить невозможно3.
Иначе обстоит дело в приборостроении. Благодаря неболь-
шим размерам деталей при фрезеровании отпадают затрудне-
ния, связанные с получением точных плоскостей. В то же время
при фрезеровании имеется возможность обеспечить значительно
более высокую производительность, чем при строгании, путем
использования указанных выше принципов построения высоко-
производительных операций. Вследствие этого в приборострое-
нии при обработке плоских поверхностей строгание почти не
применяется.
Фрезерование плоских поверхнося ей осуществляется двумя
основными методами: 1) на горизонтально-фрезерном станке при
помсщи цилиндрической фрезы; 2) на вертикально-фрезерном
станке при помощи торцевой фрезы.
При фрезеровании цилиндрической фрезой погрешности об-
работки вызываются следующими основными причинами:
1) неточностями формы фрезы;
2) износом фрезы;
3) биением фрезы в ненагруженном состоянии;
1 См. главу четвертую.
2 Этот вопрос рассматривается в третьей части курса (при изложении
вопроса в технологии винтов и гаек),
3 Более подробно о сопоставлении методов строгания и фрезерования
см. Соколовский А. П., Основы технологии машиностроения, Машгиз,
1939, стр. 245—254.
chipmaker.ru
126 Гл. III. Фрезерование плоских и криволинейных поверхностей
4) непараллельностью рабочей поверхности стола направ-
ляющим;
5) упругими деформациями в системе станок—инструмент—
деталь;
6) неровностями заготовки.
Отступления от правильной геометрической формы у ци-
линдрической фрезы в осевом направлении отображаются зер-
кально на обрабатываемой поверхности.
Износ фрезы вызывает изменение размера, определяющего-
положение фрезеруемой плоскости по отношению к базовой по-
верхности. Влияние износа фрезы сказывается особенно сильно
при неточном расположении зубьев фрезы по окружности в ре-
зультате неточностей заточки. Так как при настройке станка
обычно ориентируются на наиболее выступающий зуб, то в на-
чале работы он будет снймать соответствующий слой металла.
Из-за большой нагрузки этот зуб быстро износится, вследствие
чего изменится глубина резания, а следовательно, и размеры
детали.
Если фреза бьет, то вершина зуба, фрезы то поднимается., то
опускается, в результате чего получается волнистость обраба-
тываемой поверхности.
Биение фрезы в ненагруженном состоянии вызывается бие-
нием оси конического отверстия шпинделя фрезы (согласно
ГОСТ 154-41 это биение, проверяемое по оправке длиной
300 мм, не должно превышать 0,02 мм), неточностями изготов-
ления фрезерной оправки, неточностями изготовления фрезы и
зазором между оправкой и отверстием фрезы (при скользящей
посадке 2-го класса точности этот зазор для диаметра оправки
22 мм может достигать 37 fl). Биение фрезы может также про-
исходить вследствие изгиба оправки от затягивания гайки при
наличии торцевого биения колец.
Непарачлельность рабочей поверхности стола, допускаемая
в пределах 0,02 мм на длине 500 мм, имеет следствием перекос
обработанной плоскости по отношению к базовой поверхности.
Деформации в системе станок—инструмент—деталь, проис-
ходящие в процессе резания, выражаются в относительном от-
жатии фрезы и стола, в результате чего уменьшается толщина
снимаемого слоя и соответственно^ изменяется размер детали.
Одним из наиболее существенных видов деформаций при об-
работке цилиндрической фрезой является прогиб фрезерной
оправки. Этот прогиб бывает особенно значительным при приме-
нении нормальных оправок, которые обычно делаются такой
длины, чтобы можно было обслуживать фрезой всю рабочую
поверхность стола. При серийном или массовом производстве
для уменьшения прогиба целесообразно делать жесткие корот-
кие оправки, предназначенные для определенных работ.
2. Фрезерование плоских поверхностей
ГЛ
Если заготовка имеет неровную поверхность, то вследствие
деформации глубина фрезерования будет различной в разных
местах.
Условия резания при фрезеровании цилиндрической фрезой
неблагоприятны для точной обработки. В начале резания при
обычном, так называемом встречном фрезеровании, когда фре-
за вращается в направлении, противоположном подаче стола,
зуб сразу не может углубиться в металл, поэтому он производит •
смятие материала, что является причиной больших и к тому же
переменных усилий. Кроме того, появляется усилие (фиг. 125,аД
стремящееся отделить деталь от стола.
Фиг. 125.
В этом отношении метод попутного фрезерования, когда
фреза вращается в направлении подачи стола, значительно бо-
лее благоприятен, так как при этом методе усилие резания при-
жимает обрабатываемую деталь к столу. Это имеет особо
важное значение при фрезеровании тонких неустойчивых де-
талей.
Кроме рассмотренных причин, погрешности обработки вызы-
ваются также неточностями установки. Погрешности базировки
и погрешности, происходящие в результате деформаций деталей
при их закреплении, определяются в каждом отдельном случае
общими методами. В отношении же погрешностей, происходя-
щих вследствие несовмещения установочной базы с опорной
плоскостью приспособления, можно сделать следующие указа-
ния. Согласно экспериментальным исследованиям А. А. Матали-
на при установке деталей в тисках указанные погрешности в
сильной степени зависят от состояния тисков. Кроме того, су-
щественное значение имеет способ зажатия.
Для обычных производственных винтовых тисков среднего
качества, удовлетворительно работавших в цехе при обработке
деталей средней сложности, были получены следующие сред-
ние значения рассматриваемой погрешности:
chipmaker, ru
123 Гл. III. Фрезерование плоских и криволинейных поверхностей
1) 0,1—0,2 мм при первом способе установки, когда деталь
свободно кладется на подкладку тисков и зажимается:
2} 0,05—0,08 мм при втором способе установки, когда де-
таль плотно прижимается к подкладке, после чего окончатель-
но сильно зажимается. При 'использовании новых точных тисков
погрешность может быть уменьшена на 30—40%.
При закреплении в эксцентриковых тисках с подкладкой
среднее значение рассматриваемой погрешности составляет
0,04—0,1 мм.
Наименьшая погрешность получается при применении при-
способлений, у которых зажимное усилие прижимает установоч-
ную базу к опоре. В частности, при креплении детали прихва-
тами эта погрешность составляет 0,01—0,02 мм.
При фрезеровании торцевой фрезой условия для точной об-
работки плоскостей более благоприятны, чем при фрезерова-
нии цилиндрической фрезой. Это объясняется следующими при-
чинами. На фиг. 125,6 схематически показана торцевая фреза,
причем стрелками обозначены усилия, передаваемые обрабаты-
ваемой детали отдельными зубьями. Разлагая эти усилия на
две составляющие, из которых одна действует в направлении
подачи, а другая — перпендикулярно к ней, видим, что первые
составляющие усилий отдельных зубьев отчасти уравновеши-
вают друг друга, благодаря чему суммарное усилие подачи, а
следовательно, и нагрузка соответствующего механизма станка
получаются небольшими.
Все другие составляющие складываются, образуя результи-
рующую силу, которая непосредственно воспринимается направ-
ляющими стола. Усилия, отрывающего деталь от стола, при
фрезеровании торцевой фрезой нет. Кроме того, при фрезерова-
нии торцевой фрезой в работе одновременно находится значи-
тельно большее число зубьев, чем при фрезеровании цилиндри-
ческой фрезой. Следовательно, усилие на зуб получается мень-
шим и вместе с уменьшением его становятся менее заметными
колебания величины этого усилия в период времени с момента
врезания зуба в металл и до момента его выхода. И, наконец,
прогибы оправок меньше влияют на-работу торцевых фрез, чем
цилиндрических.
Следует заметить, что при фрезеровании торцевой фрезой
усилия резания могут вызвать перекос шпинделя, вследствие
чего обработанная поверхность получится криволинейной в по-
перечном сечении.
Условия для получения чистой поверхности также лучше
при фрезеровании торцевой фрезой, чем цилиндрической. Не
рассматривая общих причин, порождающих неровности поверх-
ности \ укажем лишь, что при фрезеровании торцевой фрезой
1 Этот вопрос рассматривается в первом разделе курса.
2. Фрезерование плоских поверхностей
129
обрабатываемая плоскость окончательно образуется дополни-
тельными лезвиями, расположенными по торцу и воспринимаю-
щими лишь незначительную часть нагрузки. Это благоприятно
для получения гладкой поверхности, и, кроме того, затупление
вследствие износа основных лезвий, расположенных по обра-
зующим, мало отражается на качестве поверхности.
В среднем можно считать, что чистовое фрезерование сталь-
ных деталей цилиндрической фрезой дает возможность полу-
чать 5-й, а обработка торцевой фрезой — 6-й класс чистоты по-
верхности по ГОСТ 2789-45. При скоростном фрезеровании тор-
цевыми фрезами чистота поверхности приближается к чистоте
шлифованных поверхностей (7—8-й класс).
При фрезеровании торцевой фрезой допускается большая ве-
личина подачи, чем при применении цилиндрической фрезы.
Однако при сравнении рассматриваемых методов в отношении
машинного времени необходимо в каждом случае отдельно учи-
тывать, кроме длины детали, также длину врезания, равную:
1) при фрезеровании цилиндрической фрезой (фиг. 126,а)
2) при фрезеровании торцевой фрезой (фиг. 126,6)
= у -
К фрезерованию плоскостей цилиндрическими фрезами сле-
дует прибегать преимущественно при одновременной обработке
детали несколькими фрезами.
Как показал опыт одного оптико-механического завода,
исключительно хороших результатов в отношении точности и ка-
чества поверхности можно добиться применением летучих фрез
chipmaKer.ru
130 Гл. III. Фрезерование плоских и криволинейных поверхностей
(фиг. 1|27). Гнезда под резцы у такой фрезы расположены в
корпусе на различных расстояниях от центра; разница в этих
расстояниях 2—3 мм. В ближайшем к центру гнезде устанав-
ливается чистовой резец. Основной припуск на глубину резания
распределяется равномерно между черновыми резцами с таким
расчетом, чтобы слой металла, оставшийся для чистового резца,
не превышал 0,2 мм. Для получения особо высокого качества
поверхности следует применять резцы из твердых сплавов.
Максимальная глубина резания на один зуб обычно прини-
мается: а) для цветных метал-
лов — до 1,5 мм, для стали и
чугуна—до 1 мм. Глубина ре-
зания зачистным зубом колеб-
лется в зависимости от мате-
риала и необходимой чистоты
поверхности от 0,08 до 0,2 мм
для цветных металлов и от
0,05 до 0,1 мм для стали и чу-
гуна.
Фиг. 128. Фрезерование при помощи
автоколлимационного приспособ-
ления.
Фиг. 127. Летучая фреза.
Режущие грани резцов подвергаются доводке на медных
шайбах, насыщенных мелкой алмазной пылью.
Ударные нагрузки при врезании очередного зуба в металл
и изменения усилий резания в связи с последовательной рабо-
той чернового и чистовых зубьев создают предпосылки для по-
явления вибраций, вредно отражающихся на качестве обраба-
тываемой поверхности. Поэтому наряду с жестким креплением
2. Фрезерование плоских поверхностей
131
станков на фундаментах и плавным беззазорным ходом стола
особо важное значение имеет безукоризненное состояние под-
шипников шпинделя станка. Это требование является основным
для станков, применяемых при 'использовании летучих фрез.
Работа ведется без охлаждения, так как: 1) при примене-
нии резцов из твердых сплавов нет необходимости в отводе
тепла от режущей кромки; 2) тщательная доводка задних гра-
ней резцов предохраняет их от налипания стружки; 3) созда-
ются благоприятные условия для удаления стружки с обраба-
тываемой поверхности.
Скорость резания весьма высока и, например, при обработке
латуни доходит до 1000 м/мин. Подача на один оборот в зави-
симости от материала и требуемого качества поверхности со-
ставляет 0,02—0,1 мм/об.
В результате обработки летучими фрезами получается по-
верхность, относящаяся к 7—8-му классу по ГОСТ 2789-45,
что в соединении с высокой степенью ее ровности исключает в
большинстве случаев необходимость дальнейшего шлифования.
Если, кроме точности обработки плоскости, нужно обеспе-
чить также весьма точное ее положение, как это требуется, на-
пример, в оптических системах, то обычные методы установки
непригодны. В таких случаях можно использовать малоизвест-
ный способ установки деталей на фрезерном станке при помо-
щи автоколлимационного приспособления *.
Обработка ведется на горизонтально-фрезерном станке со
специальным шпинделем. На стол станка (фиг. 128) устанавли-
вается угольник 3 (кронштейн), на котором укреплены устано-
вочный столик 4, основная автоколлимационная трубка б и
вспомогательная (контрольная), автоколлимационная трубка 7.
При помощи трех винтов 8 столик 4 может передвигаться так,
чтобы его установочная (базисная) плоскость могла распола-
гаться перпендикулярно оптической оси автоколлимационной
трубки 6. Столик 4 может вращаться. Для прохождения свето-
вого пучка от трубки 6 в столике имеется сквозное отверстие.
Автоколлимационная трубка 6 закреплена на кронштейне
под установочным столиком и также может перемещаться. Вспо-
могательная автоколлимационная трубка 7 расположена на от-
кидном кронштейне над установочным столиком. При выверке
ее оптическая ось устанавливается параллельно оси основной
трубки 6. Трубка 7 служит для контроля за ходом обработки
детали. Кронштейн, на котором закреплена трубка 7, позволяет
наклонять ее под углом 9(F по отношению к основной трубке
или под другими углами в зависимости от углов между обра-
батываемыми плоскостями детали.
1 Информационный бюллетень. Управление заводами К. Цейсе и Шотт.
1 апреля 1940 г.
9-:
chipmaker.ru
132 Гл. III. Фрезерование плоских и криволинейных поверхностей
Шпиндель станка {фиг. 129) заимствован от гравировально-
го станка. Шпиндель имеет вертикальную подачу. Опускание и
подъем производятся путем вращения барашка. Цена деления
барабана 0,01 мм. Конструкция крепления шпинделя на хоботе
станка позволяет слегка покачивать его при выверке. Дости-
гается это путем введения зазора в шлицах щеки, при помощи
которой шпиндель крепится к хоботу. Хвостовичок оправки ле-
тучей фрезы устанавливается на конусе в шпиндель. Оправка
изготовляется таким образом, чтобы ее торцевая плоскость,
обращенная к детали, была перпендикулярна оси хвостовика и,
следовательно, оси вращения шпинделя (подразумевается, что
конус изготовлен достаточно точно). Это обстоятельство очень
важно, так как по торцевой плоскости оправки устанавливают
шпиндель. Резец (летучая фреза) зажимается в оправке при-
жимным винтом.
Фиг. 129.
До начала работы необходимо выверить станок, причем
должны соблюдаться следующие условия: 1) базисная плоскость
установочного столика должна быть перпендикулярна оптиче-
ской оси основной автоколлимационной трубки; 2) ось враще-
ния шпинделя должна быть параллельна оптической оси авто-
коллимационной трубки; 3) оптическая ось вспомогательной
(контрольной) автоколлимационной трубки должна быть парал-
лельна оптической оси основной автоколлимационной трубки
или перпендикулярна ей; 4) базисная плоскость установочного
столика должна быть параллельна плоскости перемещения сто-
ла станка; 5) ось вращения столика должна быть параллельна
оси основной автоколлимационной трубки.
Выверка станка с приспособлением производится следующим
образом.
Вращая столик 4 и работая установочными винтами 10 и
добиваются получения автоколлимационного блика от плоско-
3. Фрезерование криволинейных поверхностей 133
параллельной пластинки, положенной на поверхность столика 4.
При вращении столика автоколлимационный блик должен стоять
неподвижно.
Снимают летучую фрезу с оправки. Прижимают на масле
стеклянную плоскопараллельную пластинку к торцевой пло-
скости оправки летучей фрезы. Отпускают винты, крепящие шпин-
дель к хоботу, и получают автоколлимационный блик от пластин-
ки, слегка покачивая шпиндель. Получив блик, который стоит
неподвижно (в пределах допуска) цри вращении шпинделя, за-
крепляют последний. Устанавливают летучую фрезу на место.
Отодвигают стол станка влево. Вводят вспомогательную
автоколлимационную трубку и, работая ее установочными вин-
тами, совмещают оптическую ось вспомогательной трубки с
осью основной трубки.
Устанавливают на .'рабочую поверхность столика 4 металличе-
скую пластинку, включаютстанок и профрезеровывают пластинку.
Снимают профрезерованную металлическую пластинку и
кладут ее на столик штатива оптиметра, в верхней части кото-
рого смонтирована автоколлимационная трубка. Накладывают
на металлическую профрезерованную пластинку стеклянную пла-
стинку и проверяют плоскопараллельность первой.
Если металлическая пластина не плоскопараллельна (вне
пределов' допуска), необходимо отрегулировать положение уголь-
ника 3 на столе станка, работая регулировочными винтами 5
на кронштейне и добиваясь того, чтобы базисная плоскость уста-
новочного столика была параллельна плоскости перемещения
стола станка. После этого следует снова профрезеровать кон-
трольную металлическую^ пластинку и проверить ее. на оптиметре.
В случае необходимости нужно повторить выверку станка,
добиваясь плоскопараллельности фрезеруемой контрольной ме-
таллической пластинки.
При помощи автоколлимационного приспособления можно
обеспечить точность установки в пределах 14-1,5'. Если обра-
батываемая поверхность должна образовывать некоторый угол
по отношению к базисной плоскости, то под обрабатываемую
деталь подкладывают призму с соответственно точно обрабо-
танным углом. Оптическая ось добавочной трубки 7 может быть
соответственно выставлена по стеклянной призме с точным углом.
3. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ (ФАСОННЫХ)
ПОВЕРХНОСТЕЙ
Фасонные поверхности можно фрезеровать различными спо-
собами: 1) от руки путем одновременной продольной и попереч-
ной подачи стола; 2) при помощи фасонной фрезы’; 3) по копи-
ру; 4) при помощи устройства, обеспечивающего необходимую
кинематику.
chipmaker.ru
134 Гл. III. Фрезерование плоских и криволинейных поверхностей
Первый способ, требующий высокой квалификации рабоче-
го, применяется лишь при индивидуальном производстве.
При втором способе задача сводится к созданию фасонной
фрезы. Поскольку материалы, необходимые для решения этой
задачи, содержатся в учебных пособиях общего типа по инстру-
ментальному делу, в настоящей книге они не приводятся.
Основное внимание здесь уделено фрезерованию по копиру,
причем копировальные системы рассматриваются в порядке воз-
растающей сложности и совершенства устройств.
Фрезерование при помощи устройств, обеспечивающих необ-
ходимую кинематику, рассматривается применительно к обра-
ботке поверхностей по спирали Архимеда при помощи делитель-
ной головки, так как этот случай имеет наиболее общее и наи-
более существенное значение.
А. Фрезерование по копиру
Общие положения
При помощи копиров выполняется плоское фрезерование фа-
сонных контуров (фиг. 130). и объемное фрезерование фасонных
поверхностей (фиг. 131).
Плоские фасонные контуры делятся на замкнутые (фиг. 130,а).
которые задаются обычно в полярной системе координат, и не-
Фиг. 131.
замкнутые (фиг. 130,6),
задаваемые чаще всего в
декартовых координатах.
К первым могут быть от-
несены, например, диско-
вые кулачки, ко вторым—-
кулачковые линейки или отдельные криволинейные участки
контура деталей.
Фасонные поверхности приходится обрабатывать при изго-
товлении штампов, прессформ (фиг. 131,а), коноидов (фиг.
131„б) и т. д.
При фрезеровании плоских фасонных контуров по копиру
рабочим инструментом является цилиндрическая или хвостовая
3. Фрезерование криволинейных поверхностей
135
фреза. Радиус фрезы Гф (фиг. 132) должен быть меньше или
равен наименьшему радиусу г вогнутости на профиле рабочей
поверхности детали. Это обстоятельство должно быть обязатель-
но учтено при выборе фрезы.
Копировально-фрезерные работы выполняются при помощи
копировально-фрезерных приспособлений или станков.
Устройства, применяемые в копировально-фрезерных станках
и приспособлениях, делятся на механические и рефлекторные.
Механические устройства
Простейшая схема механического копировального устройства
показана на фиг. 133. Здесь деталь 1 и копир 2 закреплены друг
над другом на столе 3. Последний может свободно перемещать-
ся в направлении стрелки а по направляющим салазок 4. Под
действием груза деталь 1 и копир 2 прижимаются соответствен-
но к фрезе 5 и копировальному ролику 6, расположенным на
одной 'оси. Бели сообщить салазкам 4 подачу вручную или от
Фиг. 133. Простейшая схема механического копировального устройства.
самохода в направлении стрелки Ъ, то стол 3, а с ним деталь и
копир будут двигаться совместно с салазками 4 и одновремен-
но в зависимости от контура копира перемещаться в. ту или
другую сторону в- направлении стрелки а.
В результате сочетания этих двух движений будет выфре-
зерован фасонный контур детали; контуры детали и копира бу-
дут одинаковы, если диаметры фрезы и копировального ролика
равны. Прижатие может осуществляться не только грузом, но
и пружиной, а также пневматически или гидравлически.
Более совершенными являются копировальные устройства, у
которых фреза и копировальный ролик помещаются на отдель-
ных опорах, расположенных на постоянном расстоянии друг от
друга (фиг. 134). При этом уменьшается вылет оправки, на ко-
торой закреплена фреза, а также деформации оправки и свя-
занные с ними неточности обработки.
chipmaker.ru
136 Гл. 111. Фрезерование плоских и криволинейных поверхностей
Фиг. 134. Схема фрезерования по копиру.
На фиг. 135 изображено механическое копировально-фрезер-
ное приспособление для фрезерования замкнутых фасонных кон-
туров. На круглом столе 1 закреплена обрабатываемая деталь 2
и копир 3. Стол установлен на ползуне 4 и приводится во вра-
щение при помощи червяка 5. Ползун вместе со столом может
свободно перемещаться по направляющим. Посредством груза 6
создается усилие, прижи-
мающее копир 3 к роли-'
КУ Л установленному на
кронштейне 8.
При вращении червя-
ка ползун 4 совершает
возвратно-поступательные
движения по своим на-
правляющим в соответ-
ствии с профилем копира.
Соответствующие переме-
щения получает и обраба-
тываемая деталь. Так как
положение оси фрезы
остается неизменным, то
фреза при своем враще-
нии будет профилировать
деталь по закону, опреде-
ляемому копиром.
Если ось фрезы со-
впадает с осью ролика
(фиг. 136), а диаметр
фрезы равен диаметру
ролика, то профиль ко-
пира будет идентичен с
профилем детали.
С увеличением разме-
ров копира повышается
точность обработки и со-
здаются более благопри-
ятные условия для рабо-
ты копировальной систе-
мы вследствие уменьше-
ния углов подъема на
профиле копира, влияние
которых на работу копи-
ровальной системы будет
рассмотрено ниже.
Фиг. 135. Схема механического копире- Г
вального устройства для фрезерования
замкнутых контуров.
Некоторым недостатком рассмотренной копировальной систе-
мы для фрезерования замкнутых фасонных контуров является
3. Фрезерование криволинейных поверхностей
137
расположение копира и ролика под обрабатываемой деталью;
это приводит иногда к попаданию стружки на рабочую поверх-
ность копира и ролика и искажению профиля обрабатываемой
детали. Увеличение размеров, копира по сравнению с деталью
дает возможность при помощи специального кожуха, а также
сквозных отверстий в копире, через которые проваливается
стружка, защитить рабочую поверхность копира от попадания
стружки.
При применении устройств,
основанных на рассмотренных
схемах, масштаб копирования,
т. е. отношение размеров копира
к соответствующим размерам де-
тали, является величиной посто-
янной.
Используя копировально-фре-
зерные устройства с пантогра-
фом, можно изменять масштаб
копирования в определенных пре-
делах. Это дает возможность
значительно увеличивать размеры
копира по сравнению с размера-
ми детали и благодаря этому повышать точность обработки.
Работа с пантографом основана на принципе подобия фигур.
у которых соответствующие стороны или линии пропорцио-
нальны.
На фиг. 137 приведена схема пантографа, представляющего
собой шарнирный четырехзвенник с осью поворота в точке О.
В точке D пантографа, совпавшей на чертеже с точкой А„ уста-
навливается шпиндель, приводимый в движение от мотора.
Фиг. 137. Схема пантографа.
В шпинделе закрепляется фреза, а в точке А.,— копировальный
штифт.
При обводе копировальным штифтом фигуры Л2£2С2, задан-
ной копиром или чертежом, ось фрезы совершает движение по
сторонам треугольника AJi^Cy. Масштаб воспроизводимой пан-
тографом фигуры будет зависеть от соотношения плеч OD и
138
,ru
Гл. III. Фрезерование плоскихи криволинейных поверхностей
0А2. Изменением положения копировального штифта и фрезы
на рычагах можно получить различные масштабы копирования
(см. ниже).
Механические копировальные станки с пантографом исполь-
зуются также для объемного копирования. В основу объемного
копирования с применением пантографа положен тот принцип,
Фиг. 138. Схема копировально-фрезерного станка
с пантографом.
что в подобных телах объемы пропорциональны кубам их ли-
нейных размеров.
На фиг. 138 приведена схема копировально-фрезерного стан-
ка с пантографом для плоского <и объемного копирования. Ста-
нок имеет две системы рычагов, расположенные друг над дру-
гом. Верхняя система рычагов 1, обозначенная в горизонталь-
ной проекции пунктиром, качается вокруг горизонтальной оси 2.
При помощи шарнира 3 верхние рычаги передают перемеще-
ния нижней системе рычагов — системе пантографа, соединен-
ного при помощи оси 9 с вертикальным ползуном 4. Благодаря
этому фреза 5 и копировальный штифт 6, кроме обычного пере-
3. Фрезерование криволинейных поверхностей
139
мещения (как пантограф), могут двигаться по вертикали вверх
и вниз.
Для выполнения объемного копирования в соответствующем
масштабе изготовляется модель 7 {см. фиг. 138). Деталь 8 об-
рабатывается фрезой 5, установленной в шпинделе 10.
На данном станке можно вести одновременное копирование
двух деталей. В этом случае вторая фреза устанавливается в
дополнительном шпинделе 11, а под ним — соответственно вто-
рая заготовка.
Для того чтобы выполнять копирование в масштабе 1 : 1, в
один из шпинделей устанавливается копировальный штифт, а в
другой — фреза. При изменении масштаба копирования нет не-
обходимости изменять положение модели и заготовки на столе
станка. Вместе с перемещением сухаря 12 для изменения плеч
(рычагов соответственно перемещается шарнир 3 и закрепляется
в новом положении.
Обвод контура модели копировальным штифтом выполняется
вручную при помощи рукоятки 13. При этом фреза двигается,
как обычно в пантографе, по фигуре, заданной копиром. В то
же время копировальный штифт 6 в зависимости от формы по-
верхности модели перемещается по вертикали и приводит в
движение систему рычагов 1, которые в том же масштабе, как
и на пантографе, вызывают вертикальные перемещения инстру-
мента..
Существуют копировально-фрезерные станки с пантографом,
имеющие два рабочих шпинделя: один шпиндель служит для
предварительного фрезерования заготовки, другой — для чисто-
вого фрезерования. Таким образом в работе всегда находятся
две детали; каждая деталь обрабатывается за две установки
Б. Факторы, ограничивающие фрезерование по копиру,
и точность обработки
Схема, изображенная на фиг. 139, представляет участок про-
", прижимающийся к
филя копира 1 и копировальный ролик 2,
копиру силой Q. Прилагаемое извне
усилие подачи Q можно разложить на
силу Т, направленную по касательной
к профилю копира, и перпендикуляр-
ную ей силу N. Сила N, направлен-
ная нормально к профилю копира, вос-
принимается копиром, создавая кине-
матическое замыкание между роликом
и копиром. Сила Т создает относи-
тельное перемещение ролика по копи-
Фиг. 139.
ру, осуществляя процесс копирования;
поэтому сила Т должна быть доста-
chipmaker.ru
140 Гл. 111. Фрезерование плоских и криволинейных поверхностей
точной для преодоления возникающих сил трения и усилия ре-
зания.
Для того чтобы получить необходимую силу Т, нужно при-
ложить силу
Q=7L-
sin »
Если угол <? очень мал,
той, что
может привести
Деталь
Копир
Фиг. 140.
то сила Q получается весьма боль-
заеданию или поломке механиз-
ма копировальной системы.
Практически принято счи-
т!атЦ, чтОфрезерование по ко-
пиру можно осуществить,
если угол <? (угол между
нормалью к профилю копи-
ра и направлением прижа-
тия копировального ролика)
не меньше 30°, т. е. Q = 2T.
вопросу о
первую
обшие
Центры фрезы и ролика (фиг.
тельно детали
Обозначим:
R— радиус
фрезы;
/?д — радиус
RK —радиус
гр—радиус
Гф— радиус
Переходя к
точности, отметим в
очередь следующие
положения.
140) в их движении
и копира описывают одинаковые кривые.
относи-
кривизны траектории центра ролика и центра
профиля
профиля
ролика;
фрезы.
детали;
копира;
Отсюда
Rr — R — Гф")
RK =R—rp.
R— Rb. +
/?=/?« +/₽•
к
Приравняем друг к другу полученные выражения:
Rb +гф = ^к +гр1
Rb — Rk +(rP—гф)-
Таким образом профиль копира совпадет с профилем детали
лишь при условии, что диаметр фрезы равен диаметру ролика.
Если копир спроектирован для определенных диаметров фрезы
и ролика, то при произвольном их изменении (или вследствие
износа) искажается форма обрабатываемой детали.
3. Фрезерование криволинейных поверхностей
141
прямоугольной системе коорди-
по которому скользит ролик 3.
4 и вместе с ней совершает по-
Для того чтобы можно было путем расчета определить точ-
ность копировально-фрезерных работ, нужно иметь аналитиче-
скую зависимость между профилем детали и профилем копира.
Пусть деталь 1 (фиг. 141) имеет участок криволинейного про-
филя, заданного уравнением в
нат. Имеется также копир 2,
Ролик жестко связан с фрезой
ступательное движение.
Примем следующие обозна-
чения:
фиг. 141.
х, у — координаты точки m
(касания фрезы с про-
филем детали);
г — радиус фрезы;
а — угол подъема профиля
детали в точке т, за-
ключенный между ка-
сательной к кривой в
точке т и осью х, или,
что то же самое, между
нормалью к кривой и
осью у,
h, k — координаты центра фре-
зы;
X, У — координаты точки М на
копире;
R — радиус ролика, скользящего по копиру;
Р, — угол подъема профиля копира в точке М, заключенный
между нормалью к кривой в точке М и осью У;
Я, k — координаты центра ролика;
а — расстояние между центрами фрезы и ролика.
Из чертежа следует:
X=k—R sin g,
У=Я—R cos р.
Определим значения k и И из чертежа:
fe—x+rsin а,
H=h+a,
h=y+r cos а.
(3—1)
(3-2)
Отсюда
Я=у+ г cos а+п.
(3-3)
chipmaker.ru
1V2 Гл. III. Фрезерование плоских и криволинейных поверхностей
Подставив выражения (3—2) и (3—3) в уравнения (3—1),
получим
X—x+r sin а.—R sin р;
(3-4)
Y=y+r cos а+а—Rcos £.
Если существует огибающая, то должно удовлетворяться
условие 1
дХ дХ
<)« d₽ __ q
да д@
Так как известно заранее, что огибающая имеется, то дан-
ный детерминант даст дополнительное условие для решения за-
дачи о нахождении профиля копира.
Возьмем частные производные:
дХ дУ
— = гCOS а; —=—Г Sin a;
да да
f=-7?cos₽;
Запишем условие в соответствии с детерминантом:
г cos а R sin р—R cos р г sin a=0
или
/?r(sin р cos a—cos p sin a) =0;
Rr sin(p—a)=0;
sin(p—(x)=0;
P=a.
Подставим полученное равенство в выражения (3—4):
Х=х— (R—г) sin a,
(3-5)
У=у+а— (R—г) cos а.
Определим значения sin а. и cos д:
1 См. диссертационную работу М. Я- Кашепавы «Нарезание зубчатых
колес часового профиля методом обката», МВТУ, 1947.
3. Фрезерование криволинейных поверхностей 143
Подставим эти значения sin а и cos а в уравнения (3—5):
Y=y + a
(3-6)
Выражения (3—6) дают искомые координаты профиля копи
ра, если заданы координаты профиля фрезеруемой детали.
Пример (фиг. 142). Определить координаты X и У профиля копира, если
профиль детали — окружность с радиусом А и координатами х и у.
Уравнение окружности детали с центром в начале координат
л2-(-у2=Л2.
Наидем
dy dx
— и — :
dx dy
y=V A2 ~ x2 ; —=
X X
]/~~А2 — х2 y
х^УА2-у2 ; —=
dy
_ y
V A2—y2 x
Подставим полученные значения в формулы (3 — 6):
Х=х —
У=У+а
Из фиг. 142
х=А cos <р,
у—A sin <р.
Подставив х и у в выражения для X и Y, получим
Х=(А- 7?-4-г) cos (3 — 7)
У=(А — 7?+г) sin <f+a. (3 — 8)
Исключением параметра <р получим уравнение копира. Для этого воз-
ведем в квадрат равенства (3 — 7) и (3— 8), предварительно перенеся бук-
ву а в левую часть равенства (3—8):
Х2=(А — R+r)2 cos2 <р;
(У — а)2— (А - R+r)2 sin2 у.
chipmaker.ru
144 Гл. III. Ф; верование плоских и криволинейных поверхностей
После почленного суммирования равенств получим
X*+(Y - о)2=(Д — R+r)2
Это — уравнение окружности с центром на расстоянии а от начала
координат и с радиусом, равным А — R+r.
Из выражений (3—6) могут быть получены частные случаи
в работе копировально-фрезерных систем.
1. Если диаметр фрезы равен диаметру ролика (фиг. 143), то
Х=х\
Y—y+a.
2. Если по копиру скользит
и /?»0, а г 7= О,
остроконечный штифт (фиг. 144)
то
3. При а=0 фреза и копировальный ролик расположены
соосно.
Точность фрезерования по копиру будет зависеть в общем
случае от точности диаметров фрезы г и ролика R, точности
самого копира и соответствия расчетного расстояния а между
осью фрезы и ролика действительному размеру на станке или
приспособлении.
Размеры обработанной по копиру детали характеризуются
координатами х и у. Определим точность выполнения размеров
х и у в зависимости от наличия указанных выше погрешностей.
3. Фрезерование криволинейных поверхностей
145
Выражения (3—6) перепишем в виде
(3-9)
(З-Ю)
х
и у. Для
Определим искомые погрешности размеров хну как сумму
частных дифференциалов по переменным X, Y, R, г, а, х, у.~
Выражения (3—9) и (3—10) — неявные функции
этого случая
-----№ 1г_
dF
дх
df df df df
— dY+ ~—da+ — dR+ ~dr
dY da OR dr
dy =
(З-П)
df
ду
(3-12)
Из выражения (3—9)
Нас интересует максимальная величина погрешности коор-
динаты х; поэтому берем абсолютные значения дифференциалов.
Отбрасывая малые величины второго порядка и заменяя диффе-
chipmaker.ru
146 Гл. III. Фрезерование плоских и криволинейных поверхностей
ренциалы соответствующими погрешностями, находим погреш-
ность координаты х:
Если обозначить
(3-13)
то выражение для ’ Ах получится более удобным для поль-
зования:
(дх + др 4-Дг) а*
/ (1Х '
д ( л
a1-HR - J
(3-14)
Подобным же образом после вычисления дифференциалов
и соответствующего преобразования получим значение погреш-
ности для координаты у, если 14-(—У = г:
/
ДУ=
1(ДУ+Дд) Vг -PAR 4-Az] z°-
_______ I
Z2 + (# ~ г) V(z - I) 2 . —J- 1
dy |
(3-15)
Для примера вычислим погрешности, с которыми будет Ьт-
фрезерована по копиру круглая деталь, рассмотренная в пре-
дыдущем примере, если
х=10 мм;
у=10 мм;
ДА' = дУ=0,05 мм (погрешности по координатам X и Y
копира);
Д/? = 0,02 мм (погрешность радиуса ролика);
Дг=0,02 мм (погрешность радиуса фрезы);
Да = 0,01 мм (погрешность в расстоянии между осью
фрезы и ролика);
/? = 20 мм;
г— 10 мм;
3. Фрезерование криволинейных поверхностей
147
Х2+у2 = А-2= ю2+Ю2 = 200;
Подставим эти значения в формулу (3 — 14):
дх— _____=0>12 мм.
У~2 ]22 +(20- 10)V (2- 1)2 (-0,1)]
Это и будет погрешность размера детали по координате х при
заданных погрешностях копира, фрезы и ролика.
Таким же образом определим погрешность фрезерованной
детали по координате у. Для принятых величин, вычисленных
го формуле (3—15), получим hy=5,14 мм.
В. Фрезерование на копировально-фрезерном полуавтомате
Рассмотренные выше схемы копировально-фрезерных уст-
ройств осуществлены в различных приспособлениях и станках
и применяются как в машине-, так и в приборостроении.
В приборостроении применяются, кроме того, особые копиро-
вально-фрезерные полуавтоматы типа Биллитер, которые в на-
стоящее время используются в часовой промышленности для
фрезерования выемок сложной конфигурации в платинках ча-
совых механизмов. Но полуавтоматы данного типа могут иметь
в приборостроении значительно более широкое распространение,
так как они дают возможность фрезеровать различные контуры
с различной глубиной фрезерования на отдельных участках.
Схема копировально-фрезерного полуавтомата показана на
фиг. 145. Шпиндель фрезы 1 закрепляется на рычаге 2, который
может поворачиваться вокруг оси 3. Обрабатываемая деталь
устанавливается на столе 4, закрепленном на рычаге 5 с осью
вращения 6. Второе плечо рычага 2 прижимается к кулачку 7,
а плечо рычага 5 — к кулачку 8. Кулачки 7 и 8 сидят на одной
оси. Контур фрезеруемой поверхности обусловливается конфигу-
рацией кулачков. Стол, на котором устанавливается деталь, мо-
жет подниматься и опускаться. Вертикальными перемещениями
стола управляет торцевой кулачок 9.
После установки детали шпиндель и стол поворачиваются в
горизонтальной плоскости до начального положения. Затем стол
подается в вертикальном направлении до требуемой глубины
chipmaker.ru
148 Гл. III. Фрезерование плоских и криволинейных поверхностей
резания. После этого медленными поворотами рычагов стола и
фрезы осуществляются взаимные перемещения фрезы и стола
по контуру фрезеруемой поверхности. Отдельные участки могут
быть различной глубины. Для измерения глубины фрезерования
стол получает от кулачка 9 соответствующее вертикальное пе-
ремещение при неподвижных рычагах 2 и 5. Можно также осу-
Фиг. 145. Схема копировально-фрезерного
полуавтомата.
ществить прерывистое фрезерование, что дает возможность об-
работать с одной установки детали несколько поверхностей раз-
личной конфигурации и глубины. При одновременном движении
рычагов 2 и 5 и вертикальном перемещении стола можно вы-
полнить объемное фрезерование.
По окончании обработки стол опускается вниз, фреза выхо-
дит из выемки и поворотами рычагов стол и фреза отводятся
друг от друга. Это дает возможность снять обработанную де-
таль и установить новую заготовку.
Станок по своей кинематике прост, но для каждой детали
необходимо изготовлять специальный комплект кулачков-
3. Фрезерование криволинейных поверхностей 149
Расчет кулачков заключается в следующем. Наметив траек-
торию фрезы и задавшись подачей, обычным путем подсчиты-
вают время для каждого участка рабочего хода (с учетом вре-
зания). Далее определяют центральные углы для каждого хо-
лостого хода. Необходимые данные либо заимствуют из ин-
струкции к станку, либо задаются ими, исходя из оптимального
угла давления.
Я. Э. Кац 1 предлагает следующую формулу для определе-
ния центрального угла в градусах:
^.х = 57,3^,
ГВ
где h — подъем на кулачке;
гв— наименьший радиус-вектор дискового кулачка или ра-
диус цилиндра по внутренней поверхности торцевого
кулачка;
К=1, когда кулачок ведет рычаг, и К=0,75—0,6, когда ку-
лачок ограничивает движение рычага.
Зная центральные углы для каждого холостого хода, опре-
деляют их сумму S рх. х. Очевидно, что сумма всех углов рабо-
чих ходов
S3P.x = 360°— £[kx.
Если разделим Е[Зр.х на суммарное вре- ЛГУ
мя рабочих ходов 2/р.х, получим угловую /"'X
скорость со распределительного вала. у
Умножая со на время каждого рабочего ___________
хода, мы можем определить соответствую- Д
щие углы.
Дальнейший расчет сводится к опреде- -г \ /
лению радиусов-векторов для построения \ \/ у
профиля кулачков на участках рабочих хо-
дов.
Приведем решение этой задачи, дан- фИГ. 146.
ное быв. студентом МВТУ инж. С. И. Глей-
зером.
На фиг. 146 схематически представлено расположение основ-
ных звеньев механизма станка для того случая, когда центр
фрезы совпадает с центром стола; размеры звеньев ^?=90 мм',
/=276 мм. Следовательно, расстояние между центрами враще-
ния рычагов стола и фрезы
Л = )/2^=127,3 мм.
1 Я. Э. К а ц, Металлорежущие станки для обработки платинок и мости-
ков точных приборов и часовых механизмов. МАИ, 1947.
chipmaker.ru
150 Гл. III. Фрезерование плоских и криволинейных поверхностей
Размеры подобраны так, что при положении механизма, по-
казанном на фиг. 146, концы рычагов касаются начальной
окружности кулачка.
Допустим, что требуется профрезеровать точку М (фиг. 147).
Для этого нужно повернуть рычаг стола из некоторого данного
положения на угол Д?, чтобы вывести точку М на траекторию
фрезы. После этого нужно повернуть рычаг фрезы на угол Д ф
до совпадения центра фрезы с точкой М'.
Таким образом, каждой точке фрезеруемого контура соот-
ветствуют определенные углы поворота стола и фрезы.
Фиг. 147.
Определить эти углы можно следующим образом (фиг. 148).
Точка О — центр стола и одновременно начало координат. По-
ложение фрезеруемой точки М задано ее координатами х, у.
Из треугольника ОгЛ1О3, учитывая, что О27И=О1О=/?, на-
ходим
(х+Я)2.+ г/2=Л2+Д2—2ARcos ф,
откуда
cos^^- . (3_1б)
т 2AR v ’
Произведя упрощения и подставив /? = 90 мм, получим
cos Ф = 0,7071-----(3 — 17)
т 127,3 22915
Обозначим Х_МО±О2 через а, а через Да.
Тогда
ф=а—Да. (3 —18)
Из треугольника ОГМО2 находим
sin а_sin (180° — (а+Ф)] _sin (а+Ф)
1Г А ~ А
откуда
A sin а = sin а cos ф + R соё а sin ф.
3. Фрезерование криволинейных поверхностей
151
Разделив это выражение на cos а, получим
A tga = /?tgacosty + /?sin^;
sin ф
tg а = ————;—.
У 2 — cos ф
Далее из треугольника ОХЛ1ЛГ имеем
tg Да = —-— = ——
R+x 90-f-x
(3-19)
(3—20)
Зная а и Да, определяем согласно уравнению (3—1$)
угол 9. Зная углы поворота рычагов, можем определить соответ-
ствующие радиусы-векторы кулачков стола и фрезы.
Расстояние от центра вращения каждого рычага до центра
вращения кулачка равно 295 мм. При этих условиях радиус-
вектор кулачка стола определяется из уравнения (фиг. 149)
рс = ]/’ 2 762 + 2952 — 2 • 276 • 295 cos (74°7"—<р) , (3—21)
а кулачка фрезы
Рф = )/’2762 + 295г — 2-276-295 cos (74°7—ф) .' (3—22)
Таким образом, зная координаты фрезеруемой точки, можем
определить радиусы-векторы кулачков фрезы и стола.
Этого, однако, недостаточно. Необходимо определить угло-
вое положение каждого радиуса-вектора, исходя из условия, что
подача вдоль траектории фрезы должна
быть постоянной. Это значит, что одинако-
вым участкам траектории фрезы должны
соответствовать одинаковые углы поворота
кулачков.
Как указано выше, в начальной стадии
расчета определяют для каждого рабочего
хода соответствующий центральный угол
на кулачке. Разделим путь фрезы на рав-
ные по длине участки, причем число деле-
ний (участков) примем равным числу гра-
дусов соответствующего центрального угла
на кулачке. Очевидно, что переход фрезы
из одной точки в другую соответствует од-
ному градусу на кулачке.
На основании изложенного устанавли-
ваем следующий общий порядок расчетов:
1) определяем для данного рабочего
хода центральный угол на кулачке;
Фиг. 149.
<er. ru
152 Гл. Ilf. Фрезерование плоских и криволинейных поверхностей
2) делим путь фрезы на равные по длине участки, причем
число делений равняется числу градусов на кулачке;
3) определяем координаты каждой точки деления;
4) по уравнениям (3—17) и (3—18) определяем для каждой
точки углы ф и '-р;
5) зная углы и <р, определяем по уравнениям (3—21) и
(3—22) радиусы-векторы кулачков.
Деление пути фрезы на участки и определение координат
точек деления может быть выполнено либо графически, либо
аналитически, если траектория фрезы задана уравнением.
Пусть траектория фрезы задана уравнением
V=f(x\
Тогда скорость относительного движения (подача)
или
dS=bdt.
Подставляя в это уравнение выражение для дифференциала
дуги
dS = 1 + (у')2 dx,
получим
1 + (У)2 dx = bdt. (3—23)
Интегрируя правую часть уравнения (3—23) от t0 до какого
то момента времени t, а левую — от координаты х0 до х, на-
ходим
J/\+{y'Ydx = b(t-t^ = S-Sb. (3-24)
Это уравнение связывает координату х траектории фрезы с
временем t или, что то же самое, с углом поворота кулачка.
Задавая равные промежутки времени (соответствующие
одному градусу поворота кулачка), найдем соответствующие им
координаты х.
Г. Рефлекторные копировально-фрезерные устройства
Для работы по копиру на механических копировально-фре-
зерных станках и приспособлениях необходимо изготовлять ко-
пиры из стали, а для большей износоустойчивости подвергать их
термической обработке ввиду значительных усилий, которые
должны испытывать их поверхности.
3. Фрезерование криволинейных поверхностей 153
Изготовление копира очень сложно и требует значительного
времени на подготовку производства, в результате чего при не-
больших партиях деталей может стать неэкономичным приме-
нение самого метода копирования. Значительные усилия, при-
лагаемые к ролику и копиру, вызывают появление в различных
звеньях копировальной системы упругих деформаций,, влияю-
щих на точность обработки. Изложенные соображения обусло-
вили создание так называемых рефлекторных копировальных
устройств, работающих с применением электрических, гидравли-
ческих и пневматических принципов *.
В рефлекторных копировальных устройствах различают три
основные части:
1) копировальную головку с копировальным штифтом —
орган, воспринимающий заданный копиром профиль (головка
является чувствительным элементом системы и датчиком импуль-
сов и управляет работой копировального устройства);
2) передаточный орган;
3) исполнительный механизм, воспринимающий полученные
импульсы и воспроизводящий посредством инструмента заданный
копиром профиль обрабатываемой детали.
Рефлекторные копировально-фрезерные устройства позво-
ляют, вследствие малых давлений копировального штифта, при-
менять модели из мягких, легко обрабатываемых и недорогих
материалов — сплавы алюминия, дерево, цемент и гипс.
Наиболее распространены электрокопировальные станки,
которые в зависимости от принципа действия делятся на элек-
троконтактные, индуктивные, емкостные, электроионные и фото-
электрические.
К категории электроконтактных копировально-фрезерных
станков может быть отнесен станок «Келлер». Станок имеет
три подачи: вертикальную, поперечную и продольную. На станке
можно вести работу по шаблону (плоское копирование) и по
модели (объемное копирование).
Ввиду того что взаимодействие копировальной головки с ин-
струментом однотипно при перемещениях в различных направ-
лениях, рассмотрим только механизм поперечных подач
(фиг. 150,а). Схема изображает момент подхода копировального
штифта 1 к модели 2 и фрезы 3 — к заготовке 4. Другим кон-
цом копировальный штифт упирается в шайбу 5, помещенную
•Петров Б. Н., Анализ автоматических копировальных систем, Дис-
сертация. АН CCGP, 1945.
Полторацкий Н. Г,. Контурное копирование. «Американская тех-
ника и промышленность», 1947, Т. 21, № 2, т. 21, № 3.
Библиографический список № 134, составленный Технической библиоте-
кой НАТИ с 1 апреля 1939 г. по 1 июля 1940 г.
Библиографический список № 7043 за 1945 г., составленный Гос. науч-
ной библиотекой МВО на тему «Копировальные станки и приспособления».
chipmaker.ru
154 Гл. III. Фрезерование плоских и криволинейных поверхностей
на конце рычага 6. По другую сторону рычага 6 расположены
контакты 7 и 8. Давление, оказываемое на копировальный
штифт вдоль его оси, вызывает перемещение рычага 6 от кон-
такта 7 к контакту 8. Когда давление прекращается, небольшая
Фиг. 150. Схема поперечной подачи электро-
контактного копировально-фрезерного станка.
пружина 9 приводит рычаг 6 в первоначальное положение, за-
мыкая контакт 7.
Поперечные салазки 10 станка, несущие копировальный
штифт и фрезу, получают движение от мотора при помощи
винта 11 с гайкой, шестерни 12 и передвижной шестерни 13
с дисками 14 на ее торцах.
По соседству с дисками 14 расположены электромагниты 15,
которые вращаются в противоположные стороны и управляются
электромоторами. В зависимости от того, какой из контактов
(7 или 8) замкнут -рычагом 6, якорь 16 включает левый или
правый электромагнит 15. Последний притягивает передвижную
шестерню 13 и приводит во вращение винт 11, сообщая салаз-
кам соответствующее перемещение.
3. Фрезерование криволинейных поверхностей
155
оказывает на нее давле-
Фиг. 151. Головка со ртут-
ным замыканием контак-
тов.
Все три движения механизмов станка сочетаются таким об-
разом, что горизонтальное или вертикальное перемещение воз-
можно лишь, когда механизм поперечного перемещения без-
действует, т. е. когда рычаг 6 находится в промежутке между
контактами 7 и 8, не замыкая ни одного из них.
Предположим, что копировальный штифт, подойдя к модели,
коснулся ее в точке аг (фиг. 150,6) и
ние; тогда контакт 7 размыкается.
Тотчас же включается вертикальное
движение и копировальный штифт пе-
ремещается в точку а2. Так как при
этом копировальный штифт выходит
из соприкосновения с моделью, кон-
такт 7 мгновенно замыкается и в тот
же момент начинается поперечное дви-
жение штифта в точку а3 и т. д.
Таким образом путь фрезы, повто-
ряющей движения копировального
штифта, состоит как бы из ряда весь-
ма малых, незаметных на-глаз сту-
пеней, которые не мешают вести копи-
рование с точностью 0,01—0,02 мм.
Копировальный штифт при своем дви-
жении не выходит из соприкосновения
с моделью, а лишь ослабляет свое да-
вление на нее.
Таким же образом выполняется
фрезерование и в горизонтальной пло-
скости.
При черновом фрезеровании
ний на копировальном штифте
величине припуска на чистовую
разница в радиусах закругле-
и фрезы должна быть равна
обработку, т. е.
г — гл = 8.
р Ф
где гр—радиус закругления копировального штифта;
г л,—радиус закругления режущей кромки фрезы;
о — припуск на чистую обработку.
В копировально-фрезерных станках электроконтактного типа
находят применение также копировальные головки со ртутным
замыканием контактов (фиг. 151). Корпус 1 копировальной го-
ловки состоит из двух частей, разделенных диафрагмой 2.
Верхняя камера, заполненная ртутью, имеет более узкую гор-
ловину, диаметр которой составляет диаметра камеры у
диафрагмы. Под диафрагмой расположен копировальный штифт
3, перемещение которого передается ртути диафрагмой. Ток
chipmaker.ru
156 Гл. III. Фрезерование плоских и криволинейных поверхностей
подводится к головке через контакт 4 и передается ртутью кон-
такту 5.
В зависимости от профиля копира перемещается копироваль-
ный штифт. При опускании штифта вниз опускается диафрагма
2 и уровень ртути в горловине понижается, вследствие чего раз-
мыкается контакт 5. Это вызывает в свою очередь движение
вниз супорта, несущего копировальную головку и инструмент,
которое должно вернуть ртуть к прежнему уровню. Копироваль-
ный штифт начинает давить своим плунжером 7 на диафрагму,
поднимает ее, и ртуть снова замыкает контакт 5 и выключает
вертикальную подачу супорта.
В том случае, когда копировальный штифт перемещается
вверх, уровень ртути поднимается, замыкается контакт 6 и го-
ловка с супортом передвигаются также вверх до тех пор, пока
не разомкнется контакт 6.
Таким образом супорт, несущий инструмент, повторяет дви-
жения копировального штифта и на заготовке воспроизводится
профиль копира.
Точность работы головки определяется отношением
— = — = 0,01 мм.
№ 102
Фрезерованные поверхности деталей, обработанных при по-
мощи этой головки, как и при обработке другими устройствами
электроконтактного типа, получаются ступенчатыми. Величина
ступеней обусловлена инерцией копировального устройства.
Широкое распространение получили также электроионные ко-
пировально-фрезерные станки. Эти станки позволяют выполнять
копирование более точно, чем станки контактного типа, так как
переключение подач производится без применения магнитных
муфт и реле, на срабатывание которых требуется относительно
много времени, что приводит к получению ступенчатых поверх-
ностей.
Электроионный метод дает возможность сократить цепь
управления подачами.
В 1940 г. станкозавод им. Свердлова выпустил первый со-
ветский копировально-фрезерный станок электроионного типа си-
стемы Соколова1 модель 6441. Станок предназначается для кон-
турного и объемного копирования. Этот же завод, создал новую,
более совершенную модель (6441А) указанного станка 2.
1 Ч е р н и к о в С. С., Новый копировально-фрезерный станок. «Станки
и инструмент», 1940, № 10.
2 Канд. техн, наук Соколов Т. Н. и инж.-мех. Д р у ж н н с к и й И. А.,
Электронно-механическое управление в новом копировальном станке.
«Станки и инструмент», 1947, № 12.
S. Фрезерование криволинейных поверхностей 157
В отличие от станков Келлер в станке Соколова копироваль-
ный штифт управляет движениями инструмента не путем пре-
рывистого замыкания и размыкания контактов, а путем плавного
регулирования двигателей подач по так называемой системе
Леонарда, при которой изменение скоростей электромоторов
достигается изменением токов возбуждения амплидин-генерато-
ров {электромеханических усилителей). Токами возбуждения
управляют тиратроны.
Фиг. 152. Схема копировальной головки с фотоэлементом.
Чувствительным элементом станка является индуктивная
копировальная головка (фиг. 152), состоящая1 из двух индуктив-
ных катушек 1, между которыми на плоской пружине 2 подве-
шен якорь 3. Через скобу 4 и шарик 5 якорь связан с копиро-
вальным штифтом 6, скользящим по модели. Всякое изменение
положения якоря вызывает изменение напряжения в катушках
и сдвиг фаз между сеточным и анодным напряжением тиратро-
нов усилителя. Из усилителя копировальной головки напряже-
ние подается на усилители возбуждения № 1 и № 2, которые
выпрямляют переменный ток и повышают его напряжение.
Далее напряжение воздействует на обмотки возбуждения ампли-
дин-генераторов, на выходных клеммах которых возникает на-
пряжение, используемое для питания двигателей подач.
Станок обеспечивает точность копирования 0,02—0,03 мм а,
вследствие низкого давления копировального штифта на мо-
158 Гл. III. Фрезерование плоских и криволинейных поверхностей
дель (150—185 г), дает возможность применять модели из де-
рева, гипса и цемента.
Рабочие подачи для всех трех движений станка изменяются
бесступенчато в пределах от 20 до 300 mmJmijh; периодические
подачи при переходе с одной «строки»1 на другую — от 0,25
до 15 MMjxod в зависимости от того, ведется чистовая обработка
или обдирка.
Применение фотоэлементов дало возможность создать фото-
электрический копировально-фрезерный станок для плоского и
Фиг. 153.
объемного копирования непосредственно
по чертежу без применения копиров и мо-
делей 2 * * s.
Чувствительным элементом такого стан-
ка, разработанного инж. Вихманом, яв-
ляется копировальная головка с фотоэле-
Фиг. 154.
Фиг. 155.
том, названная фотовизор (фиг. 153). Фотовизор состоит из
камеры, в которой имеется источник света 1, проектирующий
при помощи микрообъектива 2 на линию чертежа 3 «световую
точку» весьма малых размеров (0,01—0,5 мм)', диаметр точки в
2—3 раза меньше толщины линий чертежа. Световые лучи,
образующие световую точку, отражаются от чертежа рассеян-
ным пучком на параболическое зеркало 4, а затем направляют-
ся зеркалом 5 в фотоэлемент 6. Фотовизор устанавливается так,
что половина световой точки затемнена линией чертежа
(фиг. 154), а другая половина находится в светлой части чер-
тежа, хорошо отражающей свет.
Фотовизор жестко связан с супортом, несущим шпиндель с
фрезой, и перемещается вместе с ним. При попытке световой
точки сойти с линии чертежа (фиг. 155,а) увеличивается осве-
щенность фотоэлемента, а следовательно, и величина фототока.
1 Строками при копировании называют траекторию движения фрезы и
ролика. Обычно —это близко расположенные друг к другу горизонтальные
или вертикальные лннни илн кривые линии, лежащие в параллельных
плоскостях.
s Инж. В и х м а н, Фотоэлектронная автоматика станков — новая отрасль
техники. «Машиностроитель», 1939, № 7.
3. Фрезерование криволинейных поверхностей
159
Фиг. 157.
пересечения
: фасонной
При попытке световой точки зайти в затемненную часть чертежа
(фиг. 155,6) величина фототока падает. Изменение силы тока
в цепи фотоэлемента вызывает срабатывание реле, включение
механизма подач и тогда равновесное положение системы снова
восстанавливается. Таким образом световая точка непрерывно
стремится двигаться по ли-
нии чертежа, а связанная с
ней фреза воспроизводит
заданный контур.
Движению световой точ-
ки по контуру чертежа 1
(фиг. 156) соответствует
движение центра фрезы 2
по подобной же кривой 3.
В этом случае фреза обра-
зует некоторую эквидистантную кривую 4. Поэтому для копиро-
вания непосредственно по чертежу без искажения профиля и
без построения специальных чертежей была применена быстро
вращающаяся световая точка. Диаметр вращения точки точно
равен диаметру фрезы. Точка делает до 1000 оборотов в минуту
и при каждом обороте касается линии чертежа.
Обработка фасонных поверхностей на станке Вихмана вы-
полняется по методу сечений. Пусть задано обработать фасон-
ную поверхность 1 (фиг. 157) на детали 2. Если рассечь деталь
горизонтальными плоско-
стями, проходящими че-
рез фасонную поверх-
ность детали, то получим
ряд плоских кривых как
следы от ।
плоскостей с
поверхностью.
Полученные
обозначены на
буквами а и b и могут
служить в качестве
«строк» для ведения по
ним копирования; чем
ближе друг к другу будут расположены эти строки, тем точнее
будет воспроизведена заданная фасонная поверхность.
Кривые а, Ь и т. д. вычерчиваются на ленте 3. Фрезерование
фасонной поверхности выполняют последовательно по сечениям,
переходя соответственно от одной кривой на ленте к другой.
При фрезеровании плоских замкнутых контуров была до-
стигнута точность ±0,04 мм. Грубую предварительную обработ-
ку с точностью до 0,2 лои можно вести по чертежу нормальных
кривые
детали 2
chipmaker.ru
160 Гл. III. Фрезерование плоских и криволинейных поверхностей
размеров. Для большей точности используется масштабное
устройство и специальный чертеж.
За последние годы получили распространение гидравлические
копировально-фрезерные станки.
Такой станок имеет масляный насос, создающий усилие для
работы гидравлической системы, и следующие основные узлы:
1) гидравлический клапан, связанный с копировальным
штифтом и составляющий вместе с ним чувствительный элемент
'гидравлической копировальной системы;
Фиг. 158. Схема гидравлического копировально-
фрезерного станка.
2) трубопроводы, являющиеся передаточным органом си-
стемы;
3) гидравлический цилиндр, представляющий собой испол-
нительный механизм.
Схема гидравлического копировально-фрезерного станка при-
ведена на фиг. 158. Гидравлический клапан 1 получает пере-
мещения от копировального штифта 2, скользящего по копиру 3.
При движении копировального штифта и клапана вверх масло
поступает от насоса по трубе 4 в камеру 5, а затем по трубе 6
в подвижной гидравлический цилиндр 7, который поднимает
фрезу 8. Одновременно поднимается корпус 9 гидравлического
клапана и запирается труба 4. Поступление масла в цилиндр
прекращается.
Во время рассмотренного перемещения гидравлической си-
стемы вверх масло из нижней части 10 гидравлического ци-
линдра выжималось через трубопровод в камеру 11 и через
трубу 12 в бак масляного насоса. При опускании копироваль-
ного штифта вниз происходят обратные перемещения копире-
3. Фрезерование криволинейных поверхностей 161
вальной системы. Таким образом копировальное устройство в
своей работе все время стремится к равновесному положению.
Фреза повторяет движения копировального штифта, обрабаты-
вая заданный профиль на детали 13.
Существуют копировально-фрезерные станки, сочетающие в
своей конструкции гидравлический и электрический принципы,
пневматику и электрику и т. д.
За последние годы производство рефлекторных копировально-
фрезерных станков получило широкое развитие и стало само-
стоятельной отраслью станкостроительной техники. Копироваль-
но-фрезерные станки, первоначально применявшиеся лишь в ин-
струментальном производстве, в настоящее время используются
в качестве обычных производственных станков для изготовления
массовых деталей с фасонными контурами и поверхностями.
Применение копировально-фрезерных станков для обработки
деталей с фасонными поверхностями оказывается несравненно
более экономичным по сравнению с другими видами обработки
резанием, так как обработка сложных контуров без копиро-
вальных станков требует значительного ручного труда высоко-
квалифицированных рабочих.
В заключение укажем на режимы резания и некоторые осо-
бенности при выполнении копировальных работ.
Выбор режима резания при копировальных работах зависит
от материала обрабатываемой детали и формы фрезеруемого
профиля. Один из заводов при обработке чугунных коноидов
фрезерованием по копиру работает со скоростями резания по-
рядка 35 м/мин. Инструментом является пальцевая фреза со
сферической режущей кромкой. При обработке звездочки авиа-
ционного двигателя из стальной заготовки по копиру подачу
по профилю детали принимали 65 мм/мин. Работа велась хво-
стовой фрезой диаметром 12,5 мм со скоростью резания
14,5 м/мин. Малые подачи действуют неблагоприятно на точ-
ность копирования. Подача должна быть не менее 50 мм/мин.
При выполнении контурного копирования копировальный
штифт работает консольно, и испытывает деформацию изгиба.
Кроме того, происходят деформации в поверхностных слоях ко-
пира и штифта в точках или поверхностях их контакта. Поэтому
на практике при изготовлении копиров и выборе диаметров
копировальных штифтов принимают (если форма копира в точ-
ности соответствует форме обрабатываемой детали)
+ а>
где Ош —диаметр копировального штифта;
Оф—диаметр фрезы;
а — компенсация на упругие деформации (обычно выра-
жается в десятых долях миллиметра).
162 Гл. III. Фрезерование плоских и криволинейных поверхностей
Для достижения высокой точности копирования требуется
правильное положение контура копира и заготовки относительно
стола копировального станка. Необходимо соблюдать следую-
щие условия:
1. Стол станка и фрезерная головка должны двигаться с
одинаковыми скоростями; это нужно для получения высокой
Фиг. 159.
чувствительности копировальной системы. Заданный контур де-
тали в процессе копирования получается в результате сочетания
двух движений: перемещения по оси х детали, закрепленной на
столе станка (фиг. 159 и 160), и перемещения фрезы по оси у.
Поэтому равенство скоростей фрезы и детали возможно в том
случае, если путь фрезы по оси у будет равен пути детали по
оси х. Для того чтобы достигнуть этого, необходимо устанавли-
вать деталь на столе станка так, чтобы проекции фрезеруемого
контура на координатные оси были равны между собой.
На фиг. 159 показано неправильное, а на фиг. 160 — пра-
вильное расположение копира относительно оси стола.
Расположение на фиг. 159 неправильно, так как в этом слу-
чае перемещение фрезерной головки по оси у будет значительно
отличаться от перемещений стола станка по оси х; система бу-
дет работать с низкой чувствительностью и точностью.
Расположение на фиг. 160 правильно, так как перемещения
стола по оси х будут близки к перемещениям фрезерной го-
ловки по оси у.
3. Фрезерование криволинейных поверхностей
163
2. Стол или фрезерная головка должны менять направление
подачи в наиболее заостренных точках контура детали. На
фиг. 161 показано неправильное (а) и правильное (б) располо-
жение детали; в последнем случае наиболее заостренные части
контура оказываются в мертвых точках хода фрезерной головки
и стола.
3. Детали трапециевидной формы должны располагаться так,
чтобы параллельные стороны детали строго совпадали с на-
правлением движения стола или фрезерной головки. В этом
случае достигается высокая точность и чистота поверхности.
Д. Фрезерование деталей с профилем по спирали Архимеда
Основным свойством спирали Архимеда является то, что
при изменении угла поворота на равные величины радиус-век-
тор получает равные приращения.
Это обстоятельство позволяет
фрезеровать такие детали следую-
щим образом. Обрабатываемой де-
тали сообщается вращение вокруг
ее оси с постоянной угловой скоро-
стью и одновременное радиальное
перемещение с постоянной, скоро-
стью в направлении на фрезу. По-
следняя при этом постепенно углуб-
ляется в заготовку, образуя про-
филь детали по спирали Архимеда.
Практически этот способ обработки
(фиг. 162) выполняется при по-
мощи делительной головки 1, на
оправке 2 которой закрепляется за-
готовка 3.
Делительная головка установлена
тикально-фрезерного станка. Ходовой
гитары 5 связывается с механизмом
Фиг. 162. Схема обработки
спирали Архимеда при помо-
щи делительной головки.
и закреплена на столе вер-
винт 4 станка при помощи
делительной головки так,
что за один оборот детали последняя перемещается в направле-
нии фрезы на шаг спирали. Хвостовая фреза 6 совершает рабо-
чее движение (вращение) и фрезерует профиль детали.
Для обработки по спирали Архимеда с другим шагом необ-
ходимо иметь новый набор шестерен гитары.
Можно поступить иначе: получить требуемый шаг путем на-
клона оси делительной головки (фиг. 163) и оси фрезы на угол
а при том же наборе шестерен гитары.
Обозначим:
а — шаг спирали, для которой
на гитара (при а=90°);
Д — требуемый шаг спирали.
была первоначально подобра-
164 Гл. III. Фрезерование плоских и криволинейных поверхностей
Легко установить, что
Н=а sin а.
(3—25)
При повороте делительной головки и фрезы в положение
а=0 в соответствии с выражением (3—25) получится спираль
с шагом /7=0, т. е. будет отфрезерован круг.
Таким образом при данном наборе шестерен гитары можно
фрезеровать спирали Архимеда с шагом спирали от а, на кото-
рый рассчитана гитара, до Н=0.
Фиг. 163.
При фрезеровании деталей по спирали Архимеда согласно
указанной схеме необходимо:
1) правильно рассчитать и подобрать шестерни гитары;
2) установить делительную головку на заданный угол а;
3) установить фрезу на тот же угол а.
Каждое из перечисленных выше условий может быть выпол-
нено в определенных пределах точности.
Погрешность Д/7 в шаге нарезаемой спирали вследствие не-
точности набора шестерен гитары и неточности Да (установки
фрезы и делительной головки на угол а) получим как полный
дифференциал выражения (3—25):
Д/7= Да sin а+аДа cos а, (3—26)
где да sin а •—погрешность в шаге нарезаемой спирали вслед-
ствие неточности Да набора шестерен гитары;
aAacos'a — погрешность в шаге спирали вследствие неточ-
ности Да установки фрезы и оси делительной
головки на угол а.
3. Фрезерование криволинейных поверхностей 165
Для удобства подстановки Да в минутах выражению (3—26)
придадим вид
Д/7= Да sin а + ?Aa'cosg . (3 — 27)
3438
Рассмотренный случай, когда погрешности при установке
делительной головки и фрезы одинаковы, является по существу
частным случаем. В действительности делительная головка бу-
дет установлена на угол у =а+’Д'а, а фреза будет установлена
на какой-то другой угол 8==«<+Д"а (фиг. 164).
Установим зависимость величины шага Н ₽,т нарезаемой
спирали от углов В и у. Для вывода такой зависимости до-
пустим в первом приближении, что деталь имеет очень малую
толщину и можно пренебречь перекосом фрезерованной поверх-
ности.
Рассмотрим три последовательных положения делительной
головки и фрезы.
На фиг. 165 (у = р=9О°) будет отфрезерована спираль с
шагом а, равным перемещению стола с делительной головкой
за один оборот детали.
На фиг. 166 (у == В 90°) будет отфрезерована спираль с ша-
гом, равным проекции отрезка а на плоскость детали. Шаг
спирали равен отрезку АВ и определяется по формуле (3—25).
На фиг. 167 делительная головка и фреза наклонены под
различными углами у и В- По аналогии с предыдущим шаг
фрезеруемой спирали равен отрезку АВ при том же переме-
щении стола станка на величину а за один оборот детали.
Рассмотрим треугольник АВС на фиг. 167 и найдем значе-
ние отрезка AB~Hf^ :
АВ =-----—-----= .
cos (90° — т) sin 7
chipmaker.ru
'66 Гл. III. Фрезерование плоских и криволинейных поверхностей
Определим АЕ-.
1) из треугольника АЕВ
х = АЕ tg (90° —у) = AZTctgy;
2) из треугольника ЕСВ
х = (а — А Е) tg ₽ = a tg 0 — АЕ tg р.
Отсюда
Подставим выражение (3—29) в выражение (3 — 28), тогда
АВ = у =----atg-^
(ctgy+tg₽)siny
или
/7₽>т =----—. (3—30)
cosy+tgf sin 7
Полученная формула может служить для определения шага
спирали Архимеда при установке фрезы и делительной головки
на различные углы у и р.
Если подставить у = р, то будет получена известная формула
(3—25).
Определим погрешность в шаге нарезаемой спирали
Архимеда как полный дифференциал выражения (3—30):
P/Vc v г. д Н г. v
Д^.т=—ДК-^Дт- (3-31)
о? оу
После дифференцирования и ряда последовательных преоб-
разований получим
дНЛ a cos уД₽
—^ДВ =-------—;
cos2 (0 — у)
дН?Х . О sin 3 sin (3 — у)
—Дт ---------------Ду.
dy cos2 (3 — у)
(3-32)
(3-33)
3. Фрезерование криволинейных поверхностей
167
Таким образом погрешность в шаге спирали составит
a cos 7ДР4-Я sin р sin (₽ — 7) Д7
cos2 (Р — 7)
Выражение (3—32) дает значение погрешности в шаге спи-
рали Архимеда, возникающей от неточности установки фрезы
на заданный угол 0. Выражение (3—33) дает погрешность в
шаге спирали вследствие неточности установки делительной го-
ловки на угол у. Суммарное значение погрешности дано фор-
мулой (3—34) в общем виде для различного соотношения углов
Y и В-
Определим погрешность в шаге фрезеруемой спирали Архи-
меда в том случае, когда наладка станка выполняется по фор-
муле (3—25), т. е. у = В = а> но при этом имеют место ошибки:
(3 — 34)
Л 'а — при установке делительной головки;
а.— при установке фрезы.
Воспользуемся для определения выведенными выше форму-
лами (3—32) и (3—33) и подставим в них углы £=у = а и по-
грешности Д'а и Д"'а:
дНо „ a cos aS"а
—дЗ ----------== «д "а cos а.
COS2 (а—а)
Если выразить Д"а в минутах, то
аД"а cos а
ЗТ38~
(3—35)
Это будет искомая погрешность в шаге спирали Архимеда
от неточности Д"’а при установке на угол а фрезы. Отметим,
что эта погрешность оказалась одинаковой со вторым членом
в формуле (3—27).
Сделаем подобную же подстановку в формуле (3—34):
дНа a sin a sin (а— а) Д'а
----— Дт ---------------------- = 0.
Й7 COS2 (а — а)
так как Д'а~Д"а.
Полученный результат говорит о том, что неточность уста-
новки делительной головки не играет заметной роли в точности
фрезерования спирали Архимеда.
Погрешность в шаге спирали получилась равной нулю, так
как были отброшены малые величины второго порядка. В дей-
ствительности
a(^sina_ 6)
т 2-34382 4
chipmaker.ru
168 Гл. III. Фрезерование плоских и криволинейных поверхностей
На фиг. 168 приведено графическое изображение погреш-
ностей в шаге спирали Архимеда Д//р и ДНу в зависимости
от угла установки делительной головки и фрезы на угол а
при наличии погрешностей Д'а и д"а.
Для а = 0 по формулам (3 — 35) и (3 — 36)
Для а = 90°
ДНр=(ДНр)шах = е^;
Р/шах 3438
днт = (днт)ш1п=о.
лН(=(дЯвК.»=0;
Кривая I дает зависимость погрешности дДр в шаге фре-
зеруемой спирали Архимеда от угла а установки инструмента
при наличии Д"а. Эта
кривая имеет косинусои-
дальную форму и пока-
зывает, что чем меньше
угол а, тем больше будет
величина погрешности в
шаге спирали от неточ-
ности д" а установки
фрезы.
Кривая II дает зави-
симость погрешности \Н(
в шаге спирали от угла а
установки делительной
головки при неточности
Д'а. Эта кривая является
синусоидальной и указы-
вает на возрастание погрешности с увеличением угла а наклона
оси, делительной головки; максимум погрешности получается
При а =90°.
Если взять соотношение
то при
(Д77р) шах «Д'а аД'°2
(Atfjtnax = ~3438~ ' 2-3438*' ’
д"а= д'а= Да
(ДНр)шах 6876
(Д^)шах~ Л*
3. Фрезерование криволинейных поверхностей 16£>
Если принять, например, Да = 30', то
«300.
(А^у) шах
Графически это может быть подтверждено построением кар-
тин перемещений.
На фиг. 169,с приведена картина перемещений для случая
точной установки делительной головки и фрезы на угол а. От-
резок АС соответствует шагу спирали а; отрезок АВ соответ-
ствует шагу фрезеруемой спирали И при заданной установке
на угол а.
На фиг. 169,6 приведено построение картин перемещений
при наличии погрешностей Д'а и Д"а.
Подобным образом могут быть построены картины переме-
щений для других случаев (Д'а=Д"а; Д'а=0 и L "а=9
и т. д.),. Во всех этих случаях отрезки АС — а равны между со-
бой; отрезки АВ! дают шаг спирали для рассматриваемого слу-
чая.
Совместим для сравнения картины перемещений (фиг. 169,в)
для различных сочетаний Д'а и Д"а.
Выберем масштаб 2:1. Точки А и С совпадут для всех кар-
тин; точки В попадут в разные места.
Разность отрезков
АВХ—АВ^ЬНу-,
ЛВ.-АВ,^!!,.
Так как д'а и Д"а малы, то ДЛ/^ ~0, в то время как
= BBS относительно велико.
chipmaker.ru
170 Гл. III. Фрезерование плоских и криволинейных поверхностей
Пример. Положим, что шестерни гитары были набраны для а=50лл«
< погрешностью Да=0л)01 а. Фрезеруется спираль с шагом 77=25 мм.
Определим погрешность в шаге спирали Н—а sin а:
Н 25
sina=— = —=0.5;
а 50
тогда <z=30o.
Установим на этот угол делительную головку и фрезу. Допустим, что
при выполнении этой установки была допущена одинаковая погрешность
для фрезы и делительной головки:
Д,а=Д',а=5'.
Согласно формулам (3 — 27) и (3 — 36) погрешность в шаге спирали
составит
л • .«A'ocosa flWsina „ . 50.5-0,866
ДЯ=Дв51п«+-1ЙГ- + -^^= 0,001 -50-0,5 +—------------------•
+ = °.025+0,06+0,00002=0,085 мм.
2 • <543oz
3438
Здесь второй член после знака равенства представляет собой погреш-
ность вследствие неточности установки фрезы, а третий член — погреш-
ность вследствие неточности установки делительной головки.
2) от ошибки Д/7 в шаге
ной выше.
Таким образом на числовом
примере подтверждено значи-
тельное влияние погрешности
установки инструмента при ра-
боте на небольших углах а. Сле-
довательно, для уменьшения
влияния погрешности Д"а сле-
дует стремиться к работе на
углах а, близких к 90Р, так как
возрастание при этом \Н т ком-
пенсируется значительным умень-
шением Д 7/погрешности от
неточности установки фрезы.
Погрешность Др в радиусе-
векторе р фрезеруемого изделия
зависит (фиг. 170):
1) от неточности д р0 началь-
ного радиуса р0;
нарезаемой спирали, рассмотрен-
Для спирали Архимеда уравнение кривой в общем случае
имеет вид
Тогда
Р = Ро +
ЛК
Др=Др0 + -^- ^Н.
Лк
(3-37)
3. Фрезерование криволинейных поверхностей
171
Погрешность Др0 начального радиуса состоит из случайной
ошибки Д рх, возникающей от неточности Дх установки стола
фрезерного станка с деталью на размер р0 относительно рабо-
чего инструмента, и перекоса рабочей поверхности детали под
влиянием случайных ошибок Д'а и Д"а-
Обозначим
Дх— ошибку в установке стола фрезерного станка на за-
данный размер;
а — угол наклона оси делительной головки и фрезы;
В — высоту фрезеруемой детали (см. фиг. 170);
Дра —ошибку в начальном радиусе-векторе детали от пере-
коса рабочей поверхности кулачка.
Т огда
ДРо = /М+Дра • (3-38)
Из фиг. 171 видно, что
Дрх= Axsin а.
Из треугольника EFC (см. фиг. 170)
EF= Spa = Z?tg(EAa),
где ЕДа состоит из погрешностей: Д'а— ошибки установки
делительной головки на угол а и Д"а—ошибки установки
фрезы на угол а.
Эти углы можно складывать и вычитать; они являются
величинами случайными, поэтому
S Да = |/ГД'а2 + Д"а2 .
Тогда ________
ДрЛ = В tg УД'а2 + Д"а2.
Подставим полученные значения Дра и Др., в выражение
(3-38): '_______________________
Дро = У sin2 a + В2 tg2 j/д'а2 + Д"а2.
Погрешность в радиусе-векторе детали получим, подставив
в выражение (3 — 37) значения Др0 и Д/7:
* о ! . - 1 aS" a cos a\ ,
4!'=i(ias'n“+_ss_)+
+ ]/Дх2 sin2 а + В2 tg2 уд'а2 + Д"а2 .
Данное выражение дает для любого угла ? погрешность
радиуса-вектора детали, фрезеруемой по спирали Архимеда, с
учетом погрешностей \а, д'а,, S"a. и Дх.
chipmaker.ru
ГЛАВА ЧЕТВЕРТАЯ
ФРЕЗЕРОВАНИЕ ЗУБЧАТЫХ КОЛЕС
В настоящее время приборостроительная промышленность
имеет дело, главным образом, с прямозубыми цилиндрическими
колесами эвольвентного зацепления, модули которых лежат в
пределах от 0,05 до 1,5 мм (лишь в часовых механизмах ши-
роко применяется модифицированное циклоидальное зацепле-
ние). Поэтому в последующем изложении будут рассмотрены
только методы фрезерования зубьев цилиндрических прямозу-
бых шестерен малых модулей, а также применяемые при этом
специфическое оборудование и инструменты.
Комплексное рассмотрение всех вопросов, связанных с из-
готовлением различных типов зубчатых колес, применяемых в
приборостроении, входит в третий раздел курса, посвященный
технологии типовых деталей и узлов.
В приборостроении, как и в общем машиностроении, приме-
няются два основных метода фрезерования зубчатых колес —
метод копирования и метод обката.
1. ФРЕЗЕРОВАНИЕ ЗУБЧАТЫХ КОЛЕС
МЕТОДОМ КОПИРОВАНИЯ
Фрезерование зубчатых колес методом копирования заклю-
чается в следующем (фиг. 172).
На шпинделе фрезерного станка (обычного или специализи-
рованного) укрепляется дисковая модульная фреза 1, профиль
зубьев которой соответствует конфигурации впадин зубьев на-
резаемого колеса. Шпиндель фрезерного станка получает вра-
щательное движение (главное движение в процессе зубофрезе-
рования) и зубья укрепленной на нем фрезы описывают в про-
странстве поверхность, нормальное сечение которой плоскостью
совпадает в точности с профилем нормального сечения впадины
зубьев нарезаемого колеса.
На столе станка в специальном делительном приспособлении
закрепляется заготовка 2 фрезеруемого колеса, причем ось за-
1. Фрезерование зубчатых колес методом копирования
173
готовки прй нарезании прямозубых шестерен перпендикулярна
оси фрезы и лежит в плоскости симметрии последней.
Стол станка получает посту-
пательное перемещение и зубья
фрезы прорезают на заготовке
впадину. После прорезания впа-
дины стол возвращается в ис-
ходное положение, а заготовка
при помощи делительного при-
способления поворачивается во-
круг своей осй на 1/z оборота
(где z — число зубьев нарезаемо-
го колеса), и описанный выше
цикл повторяется. Таким обра-
зом последовательно прорезают-
ся все впадины зубчатого колеса
(обычно сначала начерно, затем
начисто).
Существуют три разновидно-
сти фрезерования зубьев мето-
дом копирования, применяемые
в зависиьйэсти от степени меха-
низации вспомогательных движе-
ний и способа выполнения чер-
новых и чистовых проходов:
а) нарезание зубьев на обыч-
ном фрезерном станке при по-
мощи делительной головки;
Фиг. 172. Схема фрезерования
зубьев методом копирования.
б) нарезание зубьев на зубофрезерном полуавтомате при
помощи одной фрезы;
в) нарезание зубьев на полуавтомате при помощи несколь-
ких фрез.
А, Нарезание зубьев на фрезерном станке
при помощи делительной головки
Наиболее простой разновидностью метода копирования, не
требующей никакого специального оборудования, является на-
дрезание зубьев на обычном горизонтально-фрезерном станке
при помощи делительной головки и комплекта дисковых мо-
дульных фрез.
Устройство и кинематика фрезерных станков и делительных
головок общеизвестны; приведем здесь только соображения,
которые технолог должен учесть при выборе типа делительной
головки.
По ГОСТ 986—41 и 987—41 различают делительные головки
нормальной и пониженной точности.
chipmaker.ru
174 Гл. IV. Фрезерование зубчатых колес
Первые предназначаются для выполнения точных делитель-
ных работ; максимальная накопленная погрешность 1 делите ть-
ной цепи (с учетом погрешности лимба) у этих головок не
должна превышать 2', а радиальное биение оси шпинделя
0,01 мм.
Вторые предназначаются для обычных делительных работ,
не требующих высокой точности; максимальная накопленная по-
грешность делительной цепи (с учетом погрешности лимба) у
этих головок может быть в пределах 5', а биение оси шпинделя
0,02 мм.
Очевидно, что погрешности делительной цепи головки при-
ведут к появлению погрешностей взаимного расположения зубьев
фрезеруемого колеса, а радиальное биение оси шпинделя —
к эксцентриситету всего зубчатого венца по отношению к по-
садочному отверстию шестерни.
Подсчитаем, какую наибольшую накопленную погрешность
окружного шага2 будут иметь зубчатые колеса в результате
указанных выше погрешностей делительной головки. Этим са-
мым мы выявим возможность применения делительных головок
для нарезания зубьев колес того или иного класса точности,
причем в последующих выкладках будем ориентироваться на
стандартные зубчатые колеса с допусками по ГОСТ 1643—46.
Если гд —радиус делительной окружности колеса ^гд =~-j >
ай-р —наибольшая угловая накопленная погрешность делитель-
ной головки, то, очевидно, наибольшая накопленная погреш-
ность Ых окружного шага нарезаёмого колеса будет равна:
от,. -2тг
% = ЮООгд —— = 0,291гд Й-р , (4-1)
60-360
где otz —в микронах, гЛ —в миллиметрах, а й-р —в угловых
минутах.
Упомянутый выше эксцентриситет зубчатого венца также
приведет к появлению накопленной погрешности окружного
шага.
Пусть. О'—ось вращения заготовки при нарезании зубьев
(фиг. 173), а О — ось центрального отверстия заготовки. В про-
цессе эксплоатации колеса и при его контроле действительной
осью вращения (отвлекаясь от других эксцентриситетов, кото-
рые могут появиться при сборке) будет, очевидно, ось О. Таким
1 Максимальной накопленной погрешностью называется сумма значения
наибольшей положительной и абсолютного значения наибольшей отрицатель-
ной погрешностей делительной цепи головки на полном обороте ее шпин-
деля; методика проверки изложена в ГОСТ 986—41.
2 См. ГОСТ 1643—46 «Передачи зубчатые цилиндрические. Допуски».
1. Фрезерование зубчатых колес методом копирования
175
образом весь зубчатый венец окажется расположенным эксцен-
трично.
Предположим, что сам зубчатый венец идеально точен, и
подсчитаем накопленную погрешность окружного шага зубьев
вследствие наличия эксцентриситета е. За начало измерений
О
Фиг. 173. К определению связи между A/j. и е.
окружных шагов возьмем точку а0, лежащую на пересечении
нулевого профиля с делительной окружностью1 зубчатого венца
(окружностью радиуса гд=
При повороте колеса вокруг оси О на угол у = от на-
чального положения измерительный наконечник (или перекре-
стие нитей микроскопа), перемещаясь по окружности АВ ра-
диуса г, зафиксирует ошибку окружного шага, величина кото-
рой на чертеже выражается дугой аАа'г.
Очевидно, что при повороте на п таких углов измерительный
наконечник зафиксирует накопленную на п шагах ошибку 8t*n
1 Можно с равным успехом взять любую другую окружность, близкую
к делительной.
176 Гл, IV. Фрезерование зубчатых колес
окружного шага зубьев шестерни, которая графически изобра-
жается ДУГОЙ CtnCt'n.
Из фиг. 173 следует, что
= = (а)
В свою очередь
иаД=тя; (б)
Из треугольника а0ОО’ следует, что
г2==г^-)-с2—2гд -e-cos (180° —©о);
г’ + еа4-2гд-е-со8% = /'д j/^1+2rJJcos'?o + 72 •
Разлагая корень в биноминальный ряд и отбрасывая чле-
ны, содержащие ~ (ввиду их малости), получим
гд
r=ra -t-ecostpQ. (в)
Из этого же треугольника следует, что
е г г
sin ₽о sin (180° — <р0) sin
sin₽0 = y- sin% = ₽0 (г)
(при принятой выше точности вычислений).
Угол а„ определяется следующим образом:
% = — Z-bnOA = (?0 + лт) — [(<?' + /fI) — pj;
(%—¥oWn — ₽о- (д)
Угол определяется из треугольника ЬпОО’ аналогично
углу р0:
Pn=~sin(cp'+«Y). (е)
Подставляя выражения (г) и (е) в выражение (д), получим
%= у [sin(<p0 + «Y) — sin <р']. (Ж)
Отрезок ЬпЬ’п = ЬпСГ-гЛ.
I. Фрезерование зубчатых колес методом копирования 17?
Из треугольника ЬпОО' аналогично определению величины
г получим
bnO' = r—6?cos(<p0 + «T).
Таким образом отрезок bnb'n с учетом соотношения (б)
равен
bnb'n = bnO'—ra^=[r~ecos(?; + лт)] — (г—е cos ср');
V^ = elcos?o—cos('?o + «T)]- С3)
Подставив выражение (ж) и (з) в выражение (б), а послед-
нее в (а), получим для стандартного эвольвентного зацепле-
ния (ад = 20°)
8^« = е {[sin (<?’ + + 0,364 cos (<?’ + п у)] —
—(sin ©0 + 0,364 cos <fQ } . (4—2)
Величина <?о, зависящая от взаимного расположения век-
тора е и радиуса О'о0, т. е. от выбора начала отсчета, для
каждого конкретного случая измерения величины bi£n являет*
ся величиной постоянной.
Исследуя выражение (4 — 2) на экстремальные значения
величины 8£Е„, получим, что на полном обороте колеса наи-
большая накопленная погрешность 8^ окружного шага от
эксцентриситета е равна
=2,128 <?=2,13 е. (4 — 3)
Из соотношений (4—1) и (4—3),. следует, что вследствие
одновременного действия радиального биения шпинделя и угло-
вых погрешностей при нарезании зубьев посредством делитель-
ной головки наибольшая накопленная погрешность окружного
шага обрабатываемого колеса может достигнуть величины
8^ = 2130 е + 0,291 гд8г. (4—4)
Учитывая малую вероятность такого неблагоприятного со-
четания составляющих погрешностей, можно считать, что
8fx (2130е)2 + (0,291гд8ТЕ )* (4-5)
(в последних формулах 8/£ —в микронах, е и гд —в милли-
метрах, 8уЕ —в угловых минутах).
Пример. Определим вероятное и максимально возможное значения
при обработке колеса с z=100 и /п=1 мм при помощи делительной
головки: 1) нормальной точности и 2) пониженной точности
1) По ГОСТ 986—41 имеем 6^ =2'; е=0,005 мм‘, поскольку имеет
место биение рабочей оправки, при расчетах лучше ориентироваться ня
величину е=0,01 мм.
chipmaker.ru
178 Гл. IV. Фрезерование зубчатых колес
Максимальное значение 6/£ может быть равно:
«л =2130-0,014-0,291-50-2=50,4;л.
Вероятное значение равно-
6^=1^21,324-29,12=06 р.
2) По ГОСТ 987 — 41 имеем 6у£ =5'; е=0,01 мм; по изложенным выше
соображениям ориентируемся на е=0,02 мм.
Максимальное значение 6/£ равно:
6/£ =2130-0,024-0,291-50-5=115,3 р.
Вероятное значение 6/L равно:
6/£ =]/Г42,624-72,52 = 84 р.
Сравнивая полученные значения З/i с допустимыми значе-
ниями по ГОСТ 1643—46 для зубчатых колес 2-го и 3-го клас-
сов точности с /77=1 мм и 2=100, можно сделать вывод, что
по рассматриваемой погрешности (т. е. 8/х) делительные головки
нормальной точности пригодны для обработки небольших колес
2-го класса точности, а делительные головки пониженной точ-
ности — для обработки небольших колес 3-го класса точности.
Как было указано выше, режущим инструментом при фре-
зеровании мелкомодульных зубчатых колес методом копирова-
ния является дисковая модульная фреза.
.Теоретически нужна особая фреза для каждого зубчатого
колеса в зависимости от профиля и числа его зубьев и от мо-
дуля, так как в процессе фрезерования профиль зубьев фрезы
копируется на заготовке.
Циклоидальные1 профили зубьев шестерен, применяемых
в часовых механизмах, довольно резко отличаются друг от
друга, поэтому для каждого колеса имеется своя, особо спро-
филированная чистовая2 фреза.
Как известно, конфигурация эвольвентных зубьев стандарт-
ного (некорригированного) зубчатого колеса целиком опреде-
ляется диаметром его основной окружности, который в свою
очередь пропорционален модулю и числу зубьев. Однако в слу-
чае незначительного увеличения числа зубьев (при неизменном
модуле) форма эвольвенты изменяется сравнительно мало. По-
этому при нарезании эвольвентных цилиндрических колес в це-
лях уменьшения номенклатуры фрез пользуются комплектами,
состоящими из восьми фрез (малый комплект) или Г5 (большой
1 Практически применяются только шестерни с модифицированными
циклоидальными профилями зубьев, у которых ножка зуба очерчивается по
прямой, а головка зуба — по дуге окружности.
г В большинстве случаев имеют место черновые и чистовые переходы.
1. Фрезерование зубчатых колес методом копирования
179
комплект) для каждого модуля 1. Размеры фрез и область приме-
нения каждого номера фрезы из комплекта устанавливаются по
ОСТ 20-181—40 «Фрезы дисковые зуборезные (модульные)»
(фиг. 174), а технические условия на их изготовление и испы-
тание— по ГОСТ В-1678-42.
Задачей технолога является выбор режущего инструмента в
зависимости от точности обрабатываемого колеса. Технолог дол-
жен решить вопрос, пригоден ли для данного случая малый или
большой комплект фрез или необхо-
димо изготовить специальную фрезу,
точно спрофилированную в соответ-
ствии с модулем и числом зубьев об-
рабатываемого колеса. Этот вопрос
решается путем подсчета погрешности
обработки, возникающей от неточно-
стей фрезы, и сравнения ее с допу-
ском по построительному чертежу
данного зубчатого колеса.
Погрешности фрезы приводят к
погрешности профиля зубьев у обра-
батываемой заготовки.
Фиг. ‘174. Модульная ди-
сковая фреза.
Рассмотрим вопрос о погрешности профиля вследствие огра-
ниченности числа фрез в комплекте. В табл. 3 приведены све-
дения о применимости фрез малого и большого комплектов для
обработки зубчатых колес данного модуля в зависимости от
числа зубьев 2.
В связи с тем, что каждая фреза профилируется точно для
наименьшего числа зубьев соответствующего диапазона, оче-
видно, что при обработке ею шестерен с другим числом зубьев
появятся погрешности профиля зубьев.
Предположим, что фрезой, спрофилированной точно для ко-
леса с <z2 зубьями, обрабатывается колесо того же модуля,
имеющее зубьев. При наладке станка необходимо обеспечить
такое взаимное расположение приближенно спрофилированной
фрезы и заготовки, при котором толщина зубьев обрабатывае-
мого колеса по хорде его делительной окружности была бы
равна толщине зубьев теоретически правильного колеса.
Прежде чем перейти к определению погрешности зубьев ко-
леса Zj по профилю, необходимо вычислить межцентровое рас-
стояние фрезеруемой заготовки и воображаемого колеса z2, для
которого фреза точно спрофилирована.
Пусть Сг — центр нарезаемого колеса zr (фиг. 175), — его
делительная окружность, а дуга А1В1 — правильный профиль
1 Для нарезания зубьев циклоидального профиля также пользуются
комплектами из 8 или 13 фрез.
г Cmj ОСТ 20 181—40.
chipmaker.ru
Гл. IV. Фрезерование зубчатых колес
180
№ фрезы 1 1 1/2 2 2 Vs 3 '31/2
Малый комплект Число зубьев обрабаты- ваемой ше- стерни 12-13 — 14—16 — 17—20 —
Большой комплект 12 13 14 15-16 17—18 19—20
его зуба. Пусть прямая СГЕЛ — ось симметрии впадины зубьев
колеса гг, а —ось симметрии зуба. Тогда отрезок G1H1
будет равен половине толщины зуба теоретически правильного
колеса.
Очевидно, что плоскость симметрии зубьев фрезы должна
совпадать с линией а делительная окружность D2 вообра-
жаемого колеса z2, для нарезания которого спрофилирована
(точно) применяемая фреза, должна проходить через точку G,.
Таким образом центр С2 окружности Р2 должен лежать на ли-
нии CJ^ на каком-то расстоянии СгС2=а от центра Сх. При
этом из треугольника C1G1C2 имеем
«2 = Гд1 + гд2—2гд1гд2 cos Дф, (а)
где гд1 = ^-тг1— радиус делительной окружности Di,
гд2 = -^-/иг2— радиус делительной окружности £)2.
Считая, что толщина зуба по дуге делительной окружности
равна ширине впадины, имеем
Ф>=^; = <б)
ZZ1 22% z \ z2 Z1 J
Практически угол Дф настолько мал, что при разложении
cos Дф в ряд Маклорена членами порядка — (Д<р)4 но сравне-
нию с единицей можно пренебречь.
Тогда выражение (а) можно будет записать так:
«2 = Лд1 + лд2— 2г«1 • гд2 Г1 —y Д 'Р21;
I. Фрезерование зубчатых колес методом копирования
181
учтя соотношения (б),
после алгебраических преобразований,
получим
а-
4
:2 / 1
так как членами порядка
ZjZ2 2
1_\1
z2 Z1 / J
К* 1
----и выше в разложении вы-
128 Zj г2
(4-6)
m
биноминальный ряд по сравнению
ражения Т/ 1 + —-------в
с единицей можно пренебречь.
Искомая погрешность по профилю в произвольной точке
правильной эвольвенты зуба колеса равна отрезку
^1’^2= д нормали к кривой А1В1 в этой точке и может быть
определена следующим образом.
Из четырехугольника (см. фиг. 175) следует, что
K2L2 = С'М—CXN = CjM—NL2 tg ₽ = СгМ—[r02 +
+ acos(®1 + ₽)]tg ₽.
Из треугольника СгС2М имеем
C2/W=C1C2cos(<o1 + p) = acos(<o1 + p); СгМ = a sin (о^ -р р). (г)
Из контура следует, что
zz г ._ г Т г NL2_ г^+а cos (ц»1+Р) ( \
‘'1^2 — Г01 ^-'1^'2 — П)1 Q г01 о • W
cos 0 cos 0
С другой стороны, из контура МгМ2КхЬ2 следует, что
KxL2 = M2Ki tg ₽ = M2L2 sin ₽
(в)
182
Гл. IV. Фрезерование зубчатых колес
Фиг. 175. К определению ошибки профиля от неточного профилирования
фрезы.
(На участке ZjGj контур зуба фрезы, для получения более ясного черте-
жа, изображен не точно: в действительности контур зуба пересекает ли-
нию AlGl около ТОЧКИ Л]).
1. Фрезерование зубчатых колес методом копирования
183
или
КлЦ = [г01 (®1 — Ф1 + ©д ) — Д] tg ₽ = [ Го2 (®! + ₽ — Фа + вд ) +
+ /<2^1 Sin р, (е)
так как угол развернутости эвольвенты А^ в точке Мх (см.
фиг. 175) равен (a>j — ф^ ©д)1, а угол развернутости эвольвен-
ты фрезы в точке Л12 равен (о^ + р—ф2 + ©д).
Из соотношений (в), (г), (д) и (е) следует
,-„+< ее („+й _ _ в< _ д j
COS Р
2И2.«Ф±Й=, е
cos р I
+ a sin (<ог + Р) — [r02 + a cos (®г + Р)] tg pl sin р
(4-7)
Система уравнений (4—7) дает возможность исключить не-
известную величину р и определить искомую погрешность Д в
любой точке Мг эвольвенты АгВ1.
Точное численное решение этой системы (с любой желаемой
степенью точности) возможно лишь методом последовательных
приближений. Для практических расчетов приемлемо следую-
щее приближенное решение этой системы.
Угол 3 в редких случаях превышает 0,1—0,15 радиана, по-
этому можно считать* что
tgP = sinp = P; cosp=l---|~р2
(пренебрегая членами, содержащими р3 и выше).
После небольших преобразований система (7—4) примет
вид
г01 ( 1 — -^-р2 j —г02 —acoswx ( 1 —р2 j + asin WjP —
= км (wi—Ф1 + ©д)— Д] Р;
r01( 1 — ^-Р2) — г02 — acosoij 1 —Jrp2) + asin<o1p==
= ₽{ гО2(“1 + к-% + 0л) + asinwj (1-_-1_р2^ +
+ acos<Oip — р r02 + acoscoj ( 1 —^-р2
(ж)
1 Qfl=tgraM—где аС1—угол давления в точке Gi- Таблицы значений
эвольвентной функции (“)л приведены в ряде работ (см. Бакингем „Ци-
линдрические зубчатые колеса" и др.).
184
Гл. IV. Фрезерование зубчатых колес
или после алгебраических преобразований
А р = [г01 К — *1 + ©д)—a sin «J₽-(a cos ®j - r01) р2 +
+ а COS (Од—(г01 — Г02);
Y (a cos — r01) р2 = г02 (®! — б2 + ©д) Р + a cos ®i—(r01—r02),
(з)
откуда
A = (Гог r02) -р (Ги Г02) ©д — & Sin wi-
Наконец, подставив значение а из соотношения (4—6) и
учтя, что
гм — ra cos ад = — mzl cos 20°,
а
г02 — cos ад =-±- mz2 cos 20°
(«д —угол зацепления, равный 20° для стандартных эвольвент-
ных колес), получим окончательно (после подстановки число-
вых констант)
А = -L- щ { (21—z2) [0,9397 (®1 + 0,0149) — sin wj —1,234 X
X | ----— )sin®i|. (4 — 8)
\ z2 Z1 / J
Последняя формула позволяет достаточно точно подсчитать
погрешность профиля по нормали в любой точке Ми положе-
ние которой на эвольвенте А1В1 определяется радиусом-век-
тором
Порядок вычисления А следующий:
1) задаемся значением рЯ1;
2) определяем угол давления аж в точке ТИр
cos аж = = arc cos ; (4 — 9)
Pm Pm
3) по таблицам определяем значение эвольвентного угла ©,л
соответствующего определенному ранее значению угла алп;
4) вычисляем значение угла ®1ЛП для точки Мр
“1ЛП = ат + ©ж — ©д + 915
«1ЛП = + ©лд + Ь^-0,0149. (4- 10)
zi
1. Фрезерование зубчатых колее методом копирования
185-
Наконец, вычисляем по таблицам значение sinco1J71 для
точки 7И1 и подставляем <о1М1 и sin с«1л/1 в формул у (4 — 8).
Следует заметить, что на участке профиля зуба A1G1 ошиб-
ка д будет отрицательной, т. е. нарезанный зуб будет немного
толще идеально точного'.
Поскольку абсолютные значения А на этом участке ничтож-
но малы, то для вычисления ошибки профиля зуба (по опреде-
лению. этой ошибки согласно ГОСТ 1643-46) практически до-
статочно подсчитать значение А для крайней точки В, профиля
зуба ', т. е. при р = гЛ1+/т?= Rei.
Для точки В, соотношение i(4—9) примет следующий вид:
COS Ор!
aBj = arc cos
Г01
гД1+»г
— cos 20° ——— ;
Zj+2
0,9397 -S—
zi+2 J
(4 —9a)
Вычисления по формулам (4—8), (4—9) и (4—10) нужно
выполнять с точностью до четвертого десятичного знака, округ-
ляя результат с точностью до третьего десятичного знака.
Для подсчета наибольшей погрешности по профилю зубьев
при использовании комплекта фрез удобно пользоваться табли-
цей, разработанной канд. техн, наук В. А. Шишковым 1 2 (табл. 4).
Ошибка Дгв точке В, профиля определяется при этом по
формуле:
Дг =/n(A^-A2r2), (4—11)
где Дг —наибольшая погрешность по профилю вр;
m — модуль колеса в мм-,
Д^—табличный коэффициент, соответствующий числу зубь-
ев нарезаемого колеса;
Д^2—табличный коэффициент, соответствующий числу зубь-
ев, для которого точно спрофилирована применяемая
фреза.
Пример Подсчитать погрешность по профилю зубьев при обработке
колеса с ти=1 мм и 2=34: а) фрезой №5 малого комплекта и б) фрезой
№ 5 !/2 большого комплекта.
По табл. 4 и формуле (4—11) определяем:
а) Дг=1 (211-172)=39р.=0,039 мм;
б) Дг=1 (211—194)=17р=0,017 мм.
Подсчет по формуле (4—8) дает:
а) Д=0,031 мм;
б) Д=0,015 мм.
1 Точнее, следовало бы определить наибольшую отрицательную ошиб-
ку А и наибольшую положительную ошибку А (у вершины зуба), песле
чего взять сумму двух вычисленных абсолютных значений погрешностей.
2 Шишков В. А., Альбом зуборезного инструмента, ЭНИМС, 1944.
r.ru
186 Гл. IV. Фрезерование зубчатых колес
Таблица 4
2 ДГ Z ДГ 2 ДГ
12 0 43 239 74 287
13 18 44 242 75 287
14 35 45 244 76 288
15 55 46 247 77 •289
16 70 47 249 78 289
17 84 48 251 79 290
18 97 49 253 80 291
19 110 50 255 81 291
20 122 51 258 82 292
21 133 52 260 83 292
22 142 53 262 84; 85; 86 293
23 150 54 264 87; 88 294
24 158 55 265 89; 90 295
25 165 56 267 91; 92; 93 296
26 172 57 269 94; 95 297
27 178 58 270 96; 97 298 ••
28 184 59 272 98; 99; 100 299
29 189 60 273 101; 102; 103 300
30 194 61 274 104; 105 301
31 199 62 275 106; 107; 108 302
32 204 63 277 109; ПО 303
33 208 64 278 111; 112; 113 304
34 211 65 279 114; 115 305
35 215 66 280 116; 117; 118 306
36 219 67 281 119; 120 307
37 222 68 282 121; 122 ' 308
38 225 69 283 123; 124 309
39 229 - 70 284 125; 126 310
40 231 71 284 127; 128; 129 311
41 234 72 285 130; 131; 132 312
42 237 73 286 133; 134 313
1. Фрезерование зубчатых колес методом копирования
187
Погрешность А следует рассматривать как теоретическую
•погрешность профиля, присущую методу нарезания зубьев при
помощи конечного набора фрез. Фактическая погрешность
зубьев обработанного колеса по профилю будет значительно
больше, так как технология фрезы не обеспечивает идеально
точного изготовления ее профиля. Вследствие этого даже при
обработке зубчатого колеса специально спрофилированной для
него фрезой неизбежны погрешности зубьев по профилю. Так,
например, по ГОСТ В-1678—42 допуск на профиль зубьев фре-
зы установлен 0,03 мм (по их эвольвентному участку). Погреш-
ность по профилю наиболее «выступающего» зуба целиком пе-
рекопируется (с обратным знаком) на зубья обрабатываемого
колеса.
Очевидно, что торцевое биение боковых кромок зубьев, огра-
ниченное по ГОСТ В-1678—42 допуском 0,04 мм, приведет к
«разбиванию» впадины зубьев, т. е. в конечном счете опять к
некоторому искажению профиля (помимо увеличения ширины
впадины).
В первом приближении можно считать, что вероятная сум-
марная погрешность Al нарезаемых зубьев по профилю бу-
дет равна:
Д £ = у Д2 + (»/и)2, (4 — 12)
где £/и — допуск на профиль зубьев фрезы.
Таким образом в лучшем случае, т. е. при наличии специ-
ально спрофилированной для данного колеса фрезы (в соответ-
ствии с его модулем и числом зубьев), ошибка Д=0 и
д£ =в/и. (4 —12а)
Итак, в зависимости от точности колеса по профилю зубьев
технолог может решить вопрос, пригоден ли для его обработки
тот или иной комплект фрез, нужна ли специальная фреза и,
если даже специальная фреза дает чрезмерно большую ошиб-
ку, выходящую за пределы допуска, технолог делает вывод о
невозможности применения метода копирования для фрезерова-
ния данного колеса.
В связи с тем, что ГОСТ 1643—46 устанавливает жесткие
допуски по профилю Для колес 1-го и 2-го классов точности,
их вообще нельзя обрабатывать методом копирования. Как пра-
вило, для фрезерования зубьев колес 3-го класса точности тре-
буется тщательно изготовленная специальная фреза (жела-
тельно со шлифованным профилем). Колеса 4-го класса точ-
ности могут быть обработаны при помощи обычных ком-
плектов фрез.
chipmaker.ru
188 Гл. IV. Фрезерование зубчатых колес
В ряде случаев погрешность профиля нарезаемых зубьев
может быть уменьшена путем применения ближайшей фрезы
комплекта, предназначенной для обработки колес с большим
числом зубьев. Для того чтобы работа шестерен не ухудшилась,
необходимо немного увеличить глубину прорезания впадины
зубьев (более детально этот вопрос рассмотрен в работе Е. Ба-
кингема «Цилиндрические зубчатые колеса»).
Для получения надлежащего качества поверхности зубьев
нужно прорезать впадины зубьев за несколько проходов (не
менее двух). При последнем чистовом проходе желательно поль-
зоваться чистовой фрезой.
Производительность нарезания зубьев на фрезерных стан-
ках при помощи делительной головки низкая в связи с боль-
шими затратами времени на вспомогательные ручные приемы.
К тому же требуется весьма точная наладка станка, которая
может быть выполнена лишь высококвалифицированными ра-
бочими.
Достоинством настоящей разновидности метода копирования
является то, что при этом не требуется никакого специального
оборудования.
Вследствие недостатков данного способа фрезерование зубьев
методом1 копирования посредством делительной головки на
обычных фрезерных станках применяется в приборостроении в
настоящее время весьма редко, преимущественно во вспомо-
гательных цехах.
Для повышения производительности, применения многоста-
ночного обслуживания и использования малоквалифицирован-
ной рабочей силы при фрезеровании зубчатых колес методом
копирования нужно механизировать все вспомогательные дви-
жения, а именно:
а) смену заготовки;
б) деление заготовки;
в) отведение фрезы от заготовки при холостых ходах;
г) смену дисковой фрезы или изменение ее углубления при
переходе от черновых проходов к чистовым;
д) остановку станка (при отсутствии автоматической за-
грузки).
Полная автоматизация всего цикла обработки зубчатых ко-
лес (т. е. одновременное выполнение пп. «а», «б», «в» и «г») не
получила широкого распространения, так как магазинные за-
грузочные устройства весьма капризны в эксплоатации и, кро-
ме того, не дают значительного сокращения штучного времени
(вследствие большой продолжительности рабочих ходов и всех
остальных вспомогательных движений по сравнению с длитель-
ностью смены заготовки). К тому же кинематика и конструк-
1. Фрезерование зубчатых колес методом копирования
189
ция полных автоматов значительно сложнее, чем полуавтомати-
ческих станков *.
На отечественных приборостроительных заводах широко при-
меняются полуавтоматические зубофрезерные станки, у которых
механизированы все вспомогательные движения (см. упомяну-
тые выше пп. «б», «в», «г» и «д»), за исключением смены за-
готовки. Различные типы этих полуавтоматов обладают рядом
преимуществ и недостатков: одни дают возможность получать
более высокие точность и качество поверхности, но менее про-
изводительны; другие — более производительны, но достигаемая
точность нарезания зубьев и качество поверхности последних
несколько хуже.
Задачей технолога является выбор типа полуавтомата в за-
висимости от точности обрабатываемого колеса, его размеров
и размера партии изготовляемых деталей.
Для правильного выбора типа полуавтомата технолог дол-
жен знать особенности кинематики и настройки этих станков,
их основные паспортные характеристики, а также возможности
достижения определенной точности обработки, качества поверх-
ности и производительности.
Ниже с этой точки зрения рассматриваются более совершен-
ные разновидности метода копирования, чем описанная выше,
а также наиболее распространенные типы зубофрезерных полу-
автоматов, изготовляемых отечественной станкостроительной
п ромышл ен ностыо.
Б. Нарезание зубьев на зубофрезерном полуавтомате
при помощи одной дисковой фрезы
Эта разновидность метода копирования заключается в сле-
дующем.
Прорезание впадин на заготовке выполняется при помощи
одной фрезы за несколько проходов. При первом проходе фре-
за углубляется в заготовку не на полную высоту зуба, осуще-
ствляя таким образом предварительное прорезание всех впадин.
После полного оборота обрабатываемого колеса фреза прибли-
жается к оси заготовки, и ранее прорезанные впадины углуб-
ляются. Наконец, фреза еще раз приближается к оси заго-
товки и окончательно прорезает все впадины колеса на полную
высоту зуба 1 2.
1 Отечественной часовой промышленностью освоен выпуск полных ма-
газинных зубофрезерных автоматов, работающих при помощи трех фрез
(станки С-40).
2 В большинстве случаев при нарезании зубьев колес с малыми моду-
лями ограничиваются двумя проходами, а при обработке неответственных
колес иа цветных металлов и сплавов — даже одним.
chipmaker.ru
190
Гл. IV. Фрезерование зубчатых колес
По такому принципу работают зубофрезерные полуавтоматы
типа ЗФ-19. Станок ЗФ-19 предназначается для обработки три-
бов и колес с максимальным диаметром 50 мм и максимальной
длиной фрезерования 40 мм. Наименьшее число зубьев наре-
заемого колеса равно 6; наибольший модуль по стали 0,5 мм,
по латуни и бронзе 1 мм. Нарезание зубьев выполняется при
помощи одной фрезы за один или два прохода. Станок рабо-
тает по полуавтоматическому циклу; вручную осуществляется
только пуск станка и смена заготовки.
Кинематическая схема полуавтомата ЗФ-19 изображена на
фиг. 176.
Движение от мотора мощностью 0,25 kW, делающего
1400 об/мин, передается на шкив 9 контрпривода 6. Кроме ра-
бочего шкива 9, на контрприводе укреплены холостой шкив 8,
шкив 7 для торможения станка, трехступенчатый шкив 5 для
передачи вращения на шпиндель фрезы и пятиступенчатый
шкив 4 для передачи вращения на распределительный вал
станка.
Главное движение полуавтомата. Шпиндель
фрезы 17 получает вращение через двухступенчатый шкив 32
и может иметь четыре различные скорости (меньшая ступень
шкива 32 может соединяться с большей и средней ступенями
шкива 5, а большая ступень шкива 32— со средней и меньшей
ступенями шкива 5).
Необходимое натяжение ремня осуществляют ролики 3 при
помощи раздвижной винтовой тяги 2.
Допустимая скорость вращения шпинделя фрезы bi зависи-
мости от ее диаметра и оптимальной скорости резания опре-
деляется по формуле
. ЮООГрез , л I п\
3,14Дф ’ Ц
где Лф—допустимая скорость шпинделя фрезы в об/мин;
•у—допустимая скорость резания в м!мин-,
— наружный диаметр фрезы в мм.
Общепринятых нормативов по режимам резания при зубо-
фрезеровании мелкомодульных колес в настоящее время еще
нет. По литературным источникам рекомендуется брать ®рез
при работе по стали 30—50 м/мин, по бронзе 60—100 м/мин и
по латуни 100—150 'м/мин.
Фактическая скорость вращения шпинделя фрезы лф в
зависимости от положения ремня равна:
^^=1400 —
</9 d-.2 160 di2
«ф = 428-^- об/мин,
'Ай
0,992;
(4-14)
1. Фрезерование зубчатых колес методом копирования
191
Фиг. 176. Кинематическая схема зубофрезерного полуавтомата ЗФ-19.
chipmaker, ru
192 Гл. IV. Фрезерование зубчатых колес
Фиг. 177. Схема механиз-
ма регулирования хода
супорта фрезы.
где пы — число об/мин мотора;
dM—диаметр шкива мотора;
d9—диаметр шкива 9;
d5—диаметр ступени шкива 5, a d32k—диаметр ступени
шкива 32, через которые перекинут ремень;
т] — коэффициент, учитывающий проскальзывание ремня.
Изменяя положение ремня, можно
получить четыре скорости вращения
фрезы, а именно: п. =450, 750, 1180 и
1900 об/мин1.
Привод распределительно-
го вала. Распределительный вал 31
станка получает вращение через четы-
рехступенчатый шкив 1, червяк 16 и чер-
вячную шестерню 15. Перебрасыванием
ремня с каждой ступени шкива 1 на про-
тиволежащую и смежную с ней большую
ступени шкива. 4 можно сообщить рас-
пределительному валу восемь различных
скоростей.
На распределительном валу укрепле-
ны торцевой кулачок 11, при помощи ко-
торого перемещается супорт фрезы 30,
кулачок 24 храповика, кулачок 25 фикса-
тора и кулачок 29 подъема фрезерной
головки во время обратного хода супорта фрезы.
Распределительный вал управляет всеми рабочими и холо-
стыми ходами полуавтомата. За каждый его оборот совершает-
ся весь комплекс движений, связанный с прорезанием одной
впадины фрезеруемой заготовки.
Допустимая скорость вращения распределительного вала
устанавливается в зависимости от минутной подачи при зубо-
фрезеровании, величины рабочего хода фрезы и конструктив-
ных параметров станка на основании следующих рассуждений.
Пусть
Др.в —скорость вращения распределительного вала;
р — расстояние от оси вращения рычага 12 до центра
пятки 35 (фиг. 177);
ар—угол рабочего хода на кулачке 7/;
ан — начальный угол наклона рычага 72;
ак — конечный угол наклона рычага 12 к линии NN (пер-
пендикуляру к оси центров станка).
1 Вообще для шпинделя фрезы можно получить шесть скоростей, пе- -
ребрасывая ремень с каждой ступени шкива 5 на обе ступени шкива 32;
однако завод-изготовитель не рекомендует пользоваться остальными двумя
скоростями.
1. Фрезерование зубчатых колес методом копирования
193
Тогда с некоторым приближением минутная подача 5М бу-
дет райна:
= Пр.в --р (sin ан — sin ак).
ар
Углы ан-ак и ар постоянные и определяются конструкцией
станка (ян = 30°; ак«14°; ар = 288°):
= Пр.в р (sin 30° — sin 14°) = 0,323/гр.в р. (а)
ZOO
Величина р устанавливается в зависимости от длины обра-
батываемой детали. Если /р— величина рабочего хода фрезы, то
имеет место соотношение (с некоторым приближением)
/p = p(sinaH — sinaj,
откуда
Р = 3,88/р. (б)
Если величина /р известна, то это соотношение позволяет
определить величину р, что и имеет место при наладке станка.
Разрешив соотношение (а} относительно п,.в и учтя соот-
ношение (б), получим
«р.в =0,8 I-. (в)
'р
Допустимое значение минутной подачи Sa, устанавливается в
зависимости от материала фрезы и заготовки, модуля, требуе-
мой чистоты поверхности нарезаемых зубьев и конструктивных
параметров фрезы.
Если /гф —установленная выше скорость вращения фрезы,
гф —число зубьев последней и So—допустимая подача на один
зуб, то минутная подача будет, очевидно, равна
= (4 — 15)
По литературным данным при фрезеровании мелкомодуль-
ных колес рекомендуется брать при работе по стали
So = 0,005ч-0,01 мм,зуб
и при работе по латуни
50 = 0,02 :-0,05 мм/зуб.
Из соотношений (в) и (г) следует, что допустимая скорость
«р.в распределительного вала равна:
. =08_^ФЧ_ (4—16)
р.в ’ /
chipmaker.ru
194
Гл. IV. Фрезерование зубчатых колес
Здесь /гф — фактическая скорость вращения фрезы;
/р—величина рабочего хода фрезы, равная длине зуба
13 фрезеруемого колеса плюс сумма длин врезания
фрезы в заготовку, подхода фрезы (0,5 — 1 мм) и
ее перебега (0,5—1 мм)-.
lv = l3+VD^lT^h2 + (\^-2) мм, (4 —16а)
где £>ф—наружный диаметр фрезы в мм-,
h — высота зуба нарезаемого колеса в мм.
Фактическая скорость вращения лр.в распределитёльного
вала в зависимости от положения ремня на шкивах 4и / (см.
фиг. 176) равна:
«р.в = лм — = 1400 — — —0,992;
ds di *15 160 di 50
«р.в =8,56-у- об/мин,
«1
(4-17)
где di—диаметр ступени шкива 4, a dx—диаметр ступени
шкива 7, через которые перекинут ремень;
а16 — число заходов червяка /б;
z15 — число зубьев червячной шестерни 75.
Изменяя положение ремня, можно получить восемь скоро-
стей распределительного вала, а именно: п„.н =1,9; 3; 4,75; 7,5;
11,8; 19; 30 и 47,5 об/мин. Желательно, конечно, чтобы дей-
ствительные значения скоростей вращения фр,езы и распре-
делительного вала были равны их допустимым значениям, одна-
ко практически этого невозможно достигнуть без применения
специальных шкивов. Поэтому при настройке станка берут
действительные значения этих скоростей по паспортным дан-
ным (числовые значения были приведены выше), наиболее
близкие к допустимым их значениям, рассчитанным по форму-
лам (4—13) и (4—15).
Рабочий 'ход станка. Рабочий ход станка заклю-
чается в том, что супорт 30 фрезы (фиг. 176, 178 и 179) от
торцевого кулачка 11, укрепленного на правом конце распре-
делительного вала, перемещается посредством рычага 12 и
винта 10 по направляющим 47 станины.
Фрезерная головка 36, смонтированная на супорте фрезы
и несущая шпиндель фрезы 17, занимает при этом нижнее
положение, определяемое при черновых проходах микрометри-
ческим винтом 39 и подвижным упором 40, а при чистовых про-
ходах — винтом 38 и упором 48 [фрезерная головка может
поворачиваться вокруг оси 50 (см. фиг. 179) и при помощи пру-
жины 49 все время оттягивается вниз, обеспечивая контакт вин-
I. Фрезерование зубчатых колес методом копирования
195
тов и упоров]. Винты регулируются в соответствии с глубиной
прорезания впадин зубьев фрезеруемого колеса.
Поскольку шпиндель и укрепленная на нем фреза враща-
ются, то сочетание этого движения с поступательным движением
подачи супорта фрезы отно-
сительно неподвижно за-
крепленной (в течение все-
го рабочего хода) заготовки
приводит к прорезанию на
ней очередной впадины.
Очевидно, что величина
перемещения супорта фрезы
равна /р и подсчитывается
по формуле (4—16а). Вы-
численная величина хода
устанавливается путем регу-
лирования винта 33 (см.
фиг. 177), перемещающего
камень 34 в пазу рычага 12.
В камень ввернут винт • 10,
конец которого опирается Фиг. 178. Схема механизма подъема
при помощи передвижной и фиксации фрезерной головки,
пятки 35 на планку, скреп-
ленную с супортом фрезы. Регулированием винта 33 добиваем-
ся установления величины р [расстояния от оси вращения ры-
чага 12 до центра пятки 35 — см. приведенный выше вывод
формулы {4—16)] в соответствии с соотношением р=3,88 /₽].
Фиг. 179. Схема устройства супорта фрезы.
Винт 10 позволяет регулировать также начальное положе-
ние фрезы относительно заготовки. Закрепление заготовки осу-
ществляется поворотом рукоятки 13 задней бабки (см. фиг. 176).
Холостые ходы станка. После окончания рабочего
хода супорта фрезы он на некоторое время останавливается,
после чего под действием пружины 28 отходит в исходное край-
chipmaker.ru
Гл. IV. Фрезерование зубчатых колес
196
нее правое положение ’. Во время остановки супорта фрезы и
движения его вправо кулачок 29, воздействуя на рычаг 45 (см.
фиг. 178) через ролик, приподнимает шток 46. Шток оканчивает-
ся регулируемым упором, на который опирается микрометриче-
ский винт 37, ввинченный во фрезерную головку 36. Таким об-
разом при подъеме штока 46 вся фрезерная головка слегка
поворачивается вокруг оси 50 (см. фиг. 179); в результате этого
фреза приподнимается над заготовкой, что дает возможность
Фиг. 180. Схема механизма деле-
ния заготовки.
беспрепятственно осуществить
деление последней и обратный
ход супорта фрезы.
Тотчас же после окончания
рабочего хода начинается деле-
ние заготовки. Кулачок 25, воз-
действуя на ролик рычага 53,
поворачивает последний и этим
выводит фиксатор 52 из паза де-
лительного диска 21 (фиг. 180).
Вслед за этим кулачок 24 воз-
действует на рычаг 54, повора-
чивает его и посредством план-
ки 51 и собачки поворачивает
храповое колесо 22 примерно на
*/« оборота. Затем под действием
пружины рычаг 53 приходит в
исходное положение, фиксатор 52 входит в следующий паз
делительного диска, осуществляя тем самым точное деление
заготовки. После всего этого рычаг 54 вместе с планкой 51 и
собачкой под действием пружины возвращается на место. На
этом деление заканчивается и начинается следующий рабочий
ход супорта фрезы.
Как было указано выше, в том случае, если работа ведется
в два прохода, то при первом проходе положение фрезерной
головки определяется микрометрическим винтом 39 и подстав-
ным упором 40, а при втором — микрометрическим винтом 38
и регулируемым упором 48, ввернутым в супорт фрезы (см.
фиг. 178 и 179). Смена упоров дает возможность осуществить
необходимое углубление фрезы при втором проходе.
Смена упоров осуществляется следующим образом. На шпин-
деле изделия 19 устанавливается шестерня 20, сцепленная с ше-
стерней 43, имеющей вдвое больше зубьев (фиг. 178 и 181). На
одной оси с последней закреплены кулачки 41 и 42.
1 Движение супорта фрезы осуществляется в соответствии с профилем
кулачка 11, который имеет три участка: участок рабочего хода, остановки
и обратного хода.
1 Фрезерование зубчатых колес методом копирования 147
При первом обороте шпинделя изделия, т. е. при первом
прорезании всех впадин, кулачок 41 своей выступающей частью
отводит рычаг 23 влево и тем самым перемещает рычаг 26 с
подставным упором, который займет положение, показанное на
фиг. 178.
Поскольку винты 39 и 38 соответствующим образом отрегу-
лированы, положение фрезерной головки определяется первым
винтом, а между винтом 38 и упором 48 имеется зазор, равный
величине углубления, которое дается при втором прорезании
впадин зубьев.
После первого оборота изде- ПоЯВ— 4т_
лия кулачок 41 повернется на
полоборота, и тогда пружина 27
(см. фиг. 176, 179) оттянет ры-
чаг 26 с подставным упором вле-
во. Теперь положение ф;резерной
головки 36 будет определяться
контактом винта 38 и упора 48,
(см. фиг. 179), т. е. произойдет
необходимое углубление фрезы.
,Такое положение сохраняется в
течение всего второго оборота
о!
Фиг. 181. Схема передней бабки.
шпинделя изделия.
В конце второго' оборота изделия выступ кулачка 42 нажмет
на рычаг 44 и выключит станок, переведя ремень на холостой
шкив.
Если работа ведется в один проход, то передаточное отно-
шение шестерен 20 и 43 принимается равным 1 : 1 и станок вы-
ключается после одного оборота заготовки. При этом потреб-
ность в подставном упоре 40 отпадает, и микрометрические
винты регулируются так, чтобы независимо от положения упо-
ра 40 всегда был контакт между винтом 38 и упором 48.
Таким образом все холостые ходы полуавтомата совмещены
Рх
с холостым ходом супорта фрезы н совершаются на части
оборота распределительного вала, где Рх—суммарный угол всех
несовмещенных холостых ходов, равный
fi°x=360Р— а°Р= 360°—288°= 72°. (4—18)
Теоретическая производительность рассматриваемого полу-
автомата может быть определена из следующих соображений *.
1 Предполагается, что отсутствуют потери времени, связанные с пере-
наладкой станка, его регулированием, ремонтом и т. п.
chipmaker.ru
198 Гл. IV. Фрезерование зубчатых колес
Обозначим:
-Тшт—штучное время;
?р —время одного рабочего хода;
Тр — время всех рабочих ходов;
t* — время холостых ходов за один оборот распредели-
тельного вала;
Тх— время всех холостых ходов;
Те — вспомогательное время (на смену заготовки и управ-
ление станком вручную);
q — число проходов при обработке каждой впадины;
2 — число зубьев нарезаемой шестерни.
Тогда
7'шТ = ^р + 7'х + 7в = 2.9(^р + ^) + Тв.
Теоретическая производительность QT полуавтомата будет
равна:
QT = —=-------------
Лит Гр+Г,-! -Тв
Обозначим Тр + Тк (время z-q оборотов распределительно-
го вала) через Тр.в ; тогда
Т ГР.в 1 . -
В свою очередь
।______________________ 1 1_____1_
Тр.в Т’р+Т'х ~Тр 7^
Т'р
Поскольку рабочие и холостые ходы осуществляются при
одинаковой угловой скорости распределительного вала, то
Т'р tp Qp
где рх—угол холостых ходов, а ар — угол рабочих
автомата.
Обозначая — = К, получим
1 1 1 _ 1__________=
Т'р.в Т'р ' 2ге/
Окончательно
1
QT=K( 1
1 + Тв-К 1
ходов полу-
(4-19)
(4-20)
1. Фрезерование зубчатых колес методом копирования 199
Величина К= —, называемая „идеальной производитель-
костью" (см. главу вторую), подсчитывается в зависимости
от величины рабочего хода фрезы Zp и минутной подачи SM
по формуле
К= ——= (4 — 21)
Величина минутной подачи фрезы определяется соотно-
шением (4—15), суммарный угол несовмещенных холостых
ходов = 72°, а вспомогательное время Тв подсчитывается по
нормативным материалам.
Подставив значения Тя, К и в формулу (4—20), вычис-
ляем искомую величину тёоретической производительности
полуавтомата.
Действительная производительность фд будет несколько
отличаться1 от теоретической и может быть определена по
формуле
Qд = ——---- шт/час, (4—22)
где Лр.в—фактическое число оборотов в минуту распредели-
тельного вала полуавтомата [см. формулу (4 —17) и
паспортные данные];
Тв — вспомогательное время в мин.
Точность рассматриваемого станка определяется главным об-
разом точностью углового шага делительного диска. К сожале-
нию, до настоящего времени нет общесоюзного стандарта, регла-
ментирующего погрешности такого рода полуавтоматов. По ли-
тературным данным суммарная ошибка углового шага фрезеруе-
мого на этом станке колеса не должна превышать 5 угловых
минут (на полном обороте колеса), а ошибка отдельного шага—
1 мин.
1 Очевидно, что никакой разницы не будет, если величину минутной
подачи SM вычислять не по формуле (4—15), а брать ее действительное
значение, определяемое действительной скоростью распределительного вала
(одним из паспортных ее значений) и величиной /р
С "р.В '1Р
‘-’м. действ —
[см. соотношение (в) на стр. 193]
chipmaker.ru
200 Гл. IV. Фрезерование зубчатых колес
Точность делительных дисков может быть значительно по-
вышена путем специального шлифования их рабочих плоско-
стей
Помимо точности углового шага делительного диска, суще-
ственное значение имеет концентричность его посадки на шпин-
деле изделия, а также отсутствие биения ведущего центра пе-
редней бабки полуавтомата.
Что касается’ погрешностей обрабатываемого колеса по
профилю зубьев, то, помимо указанных в разделе Л настоящей
главы обстоятельств, следует отметить, что при работе на полу-
автомате ЗФ-19 довольно быстро наступает затупление фрезы,
усугубляющее погрешности профиля нарезаемых зубьев.
Было бы желательно, чтобы последний проход осуществлял-
j ся особой чистовой фрезой, которая, снимая небольшой припуск,
сохраняла бы высокую точность конфигурации режущих кромок
зубьев в течение длительного промежутка времени. Выполнение
одной фрезой обдирочной и чистовой обработки, помимо увели-
чения погрешностей по профилю зубьев, влечет за собой также
ухудшение чистоты поверхности последних.
Все эти недостатки в значительной мере устранены в более
совершенной конструкции полуавтомата, работающего с двумя
или даже тремя фрезами, который рассматривается ниже.
В. Нарезание зубьев на зубофрезерном полуавтомате
при помощи нескольких дисковых фрез
Эта разновидность метода копирования заключается в сле-
дующем.
Прорезание впадин зубьев выполняется при помощи трех
фрез, укрепленных с небольшими интервалами на общей
оправке.
Сначала в рабочем положении находится первая фреза, ко-
торая предварительно прорезает все впадины на заготовке. За-
тем начинает работать вторая получистовая фреза, которая
углубляет прорезанные впадины, оставляя небольшой припуск
на чистовую обработку, и, наконец, третья, чистовая фреза в
последовательном порядке окончательно профилирует зубья об-
рабатываемого колеса 1 2.
По такому принципу работает зубофрезерный полуавтомат
типа С-53. Этот станок предназначается для обработки трибов
и колес с максимальным диаметром 80 мм и длиной зуба 40 лои.
1 Вопрос о точном профилировании делительных дисков детально
рассмотрен в статье инж. Турбинер (см. «Станки и инструмент»
2 При обработке неответственных колес впадины зубьев можно проре-
зать за два или даже за один проход.
1. Фрезерование зубчатых колес методом копирования 201
Число зубьев может быть любым—от 6 до 100, максимальный
модуль для колес и трибов из стали 1 мм, из латуни 1,5 мм.
Станок работает по полуавтоматическому циклу; вручную осу-
ществляется пуск станка, перемещение супорта фрезы и смена
заготовки.
Кинематическая схема станка изображена на фиг. 182. Дви-
жение от мотора мощностью 0,5 kW с 1500 об/мин передается
на вал 1 контрпривода станка, на котором укреплены: холостой
шкив 2, рабочий шкив 3, ступенчатый шкив 4 для передачи вра-
щения на распределительный вал, ступенчатый шкив 5 для пе-
редачи вращения шпинделю фрезы и шкив 6, от которого при-
водится во вращение шестеренчатый насос.
Главное движение полуавтомата. Шпиндель
фрезы 15 получает вращение от плоского ремня через двухсту-
пенчатый шкив 25 и может иметь две скорости вращения. На-
тяжение ремня осуществляется роликом 7. Допустимая скорость
шпинделя в зависимости от диаметра фрезы и оптимальной ско-
рости резания определяется по формуле (4—13), после чего вы-
бирается ближайшая из двух фактических скоростей, которые
имеет станок. Зная число оборотов мотора в минуту и диаметры
ступеней шкивов 5 и 25, можно подсчитать фактические скоро-
сти шпинделя фрезы Лф в зависимости от положения ремня:
A т;2 = 1500 — 0,992;
ф " 43 425 200 4ffi
пф = 330^.
“25
(4-23)
Здесь обозначения те же, что и при выводе формулы (4—14).
После подстановки числовых значений получим Яф1=
= 1120 об/мин и /?ф2 = 660 об/мин.
При ыод распределительного в: ал а. Распреде-
лительный вал 27 при помощи укрепленных на нем кулачков
управляет всеми рабочими и холостыми ходами полуавтомата.
За каждый его оборот совершается весь комплекс движений,
связанный с прорезанием одной впадины фрезеруемого колеса.
Распределительный вал получает вращение от четырехсту-
пенчатого шкива 4 контрпривода через сменный четырехступен-
чатый шкив 28 при помощи перекидного круглого ремня, натя-
жение которого осуществляется роликом 2$. От шкива 28 по-
средством червяка 12 вращение передается на червячную ше-
стерню И, укрепленную на распределительном валу.
Аналогично' изложенному выше следует различать допусти-
мую скорость вращения распределительного вала, которую же-
лательно иметь для создания условий оптимального резания, и
фактическую его скорость, определяемую кинематикой полу-
автомата и наличием определенных сменных шкивов.
I chipmaker.ru
202
Гл. IV. Фрезерование зубчатых колес
17 16 15 !4 13 12 И 10
Фиг. 182. Кинематическая схема зубофрезерного полуавтомата типа С-53.
1. Фрезерование зубчатых колес методом, копирования 203
Для определения допустимого значения скорости распреде-
лительного вала п'р. * не надо повторять рассуждений, аналогич-
ных тем, которые были приведены при выводе формулы (4—16),
так как п'р.‘в зависит только от одного параметра станка — от со-
отношения углов рабочего и холостых ходов на распределитель-
ном валу.
В самом деле, из формул (4—19) и (4—21) следует1, что
J___= « = = __
Г Rp-B Г / 1 ’
р.В 2 * р.в \ ZJv I
где tp.B —время одного оборота распределительного вала.
Из паспорта станка известно, что угол холостых ходов равен:
рх=156°=2,72 радиана.
Таким образом искомое допустимое значение скорости рас-
пределительного вала равно:
п' = 0,567—. (4 — 24)
р.в /р
Величина минутной подачи определяется соотношением
(4—15), а величина рабочего хода 1Р—соотношением (4—16,а).
Фактическая скорость вращения распределительного вала в
зависимости от положения ремня на шкивах 4 и 28 равна:
«Р.в = «м^-
d3
А 212 г = 1500 45 d± J_ 2
^28 ^11 200 6^28
«р.в = 8,7 — об/мин.
^28
(4-25)
Здесь обозначения аналогичны принятым ранее при выводе
формулы (4—17).
Перекидывая ремень и используя два сменных шкива 28,
можно получить восемь скоростей распределительного вала от
2,07 до 13,67 об/мин.
Рабочйй ход станка. Рабочий ход станка заклю-
чается в том, что каретка 30, несущая изделие (см. фиг. 182
и 183), перемещается вместе с укрепленной на ней заготовкой
по направляющим станины. Это движение совершается от тор-
цевого кулачка 10, укрепленного на распределительном валу,
через рычаг 9 и тягу 13.
Рычаг 9, ось вращения которого расположена в правой ниж-
ней части станины, соприкасается с кулачком 10 при помощи
1 Эти формулы применимы для полуавтомата С-53, так как он имеет
постоянную скорость распределительного вала в течение всего цикла обра-
ботки заготовки.
ctiipmaker.ru
Гл. IV. Фрезерование зубчатых колес
ролика 8, укрепленного в его верхней части, и имеет продоль-
ный паз, в котором закрепляется правый шарнир тяги 13. Пе-
ремещая последний вдоль паза, можно регулировать длину
хода каретки при постоянном кулачке 10.
Левый шарнир тяги 13 закрепляется в горизонтальном ьазу
каретки изделия. Тяга 13 раздвижная; регулируя ее длину, уста-
Фиг. 183. Внешний вид станка.
павливают требуемое начальное положение заготовки относи-
тельно шпинделя фрезы. Контакт кулачка 10 и ролика 8 при
рабочем и обратном ходе каретки изделия обеспечивается пру-
жиной 14.
Во время рабочего хода фреза не имеет поступательных пе-
ремещений. Нужное ее углубление в заготовку регулируется
при помощи микрометрических винтов и упоров, о чем подроб-
нее будет сказано ниже.
Заготовка устанавливается между центрами передней бабки
46 (фиг. 184) и задней бабки 33. Передняя бабка укреплена на
каретке изделия неподвижно, задняя бабка может перемещать-
ся по направляющим этой каретки и закрепляться на нужном
расстоянии от первой в зависимости от размеров оправки из-
делия или длины заготовки. Длина рабочего хода каретки из-
делия должна равняться величине /Р, определяемой соотноше-
нием (4—16,а). Установка нужной величины хода каретки сво-
t. Фрезерование зубчатых колес методом копирования 205
дится, как было указано выше, к определению положения
правого шарнира тяги 13 в пазу рычага 9.
Пусть р — искомое расстояние от оси шарнира тяги до оси
рычага 9 (см. фиг. 183), R — расстояние оси ролика 8 от оси
последнего и Н10— подъем винтовой поверхности торцевого ку-
лачка 10.
Фиг. 184. Каретка, несущая изделие.
Тогда с некоторым приближением справедливо' следующее
соотношение:
Подставляя в это равенство значения //1О=38 мм и /?=
=95 мм 1 и разрешая это равенство относительно р, получим
Р=2,5 (4—26)
Холостые ходы станка. Полуавтомат С-53 совер-
шает автоматически следующие холостые ходы:
а) быстрый подъем фрезы после окончания очередного ра-
бочего хода;
б) остановку подачи и деление заготовки;
в) быстрый отвод каретки изделия и опускание фрезы в
исходное положение;
г) перемещение шпинделя фрезы в осевом направлении
после полного оборота заготовки для приведения в рабочее по-
ложение следующей фрезы;
д) остановку станка.
Быстрый подъем ф р е з ы после окончания
очередного рабочего хода осуществляется от укреп-
ленного на распределительном валу кулачка 16 (фиг. 185) че-
рез шток 62 и установочный винт 57, посредством которого ре-
гулируется высота подъема шпинделя фрезы. Этот шпиндель
Паспортные данные станка С-53.
206 Гл. IV. Фрезерование зубчатых колес ______
смонтирован во фрезерной головке 55, которая в свою очередь
при помощи оси 53 присоединяется к вертикальному приливу 54
фрезерного супорта 64.
В передней части фрезерной головки расположены устано-
вочные винты 58, 59 и 60, а под ними на станине — упоры 61,а,
61,6 и 61,в. При помощи этих винтов и упоров для каждой
фрезы отдельно регулируется глубина фрезерования.
S9
Пружина 56, оттягивая головку 55 вниз, создает контакт
между одним из установочных винтов 58, 59, 60 и соответствую-
щим ему упором 61 (при рабочем ходе каретки изделия) или
между установочным винтом 57 и штоком 62 (при обратном
ходе каретки изделия).
После подъема фрезы следует остановка каретки изделия,
во время которой происходит деление заготовки. Остановка ка-
ретки изделия обусловливается соответствующим профилем тор-
цевого кулачка 10, который вслед за участком винтовой поверх-
ности подъема имеет участок, ограниченный плоскостью, пер-
пендикулярной оси вращения.
Деление заготовки осуществляется путем поворота
шпинделя 17 передней бабки 46 (см. фиг. 184) при помощи
делительного механизма станка.
1. Фрезерование зубчатых колес методом копирования 207
Передняя бабка неподвижно закреплена на каретке 30 из-
делия. В нижней левой части каретки крепятся на осях рычаг
41 фиксатора и рычаг 39 поворота. На левом конце шпинделя
передней бабки на разжимной втулке 48 неподвижно укрепле-
ны делительный диск 19 и храповой диск 18, являющиеся смен-
ными деталями станка. Число пазов делительного диска и число
зубьев храпового диска должно быть равно (или кратно) числу
зубьев фрезеруемого колеса. Разжимная втулка 48 укрепляется
на шпинделе при помощи хомутика 51. Кроме дисков, на втул-
ке 48 расположен качающийся рычаг 50, скрепленный шарнир-
но тягой 38 с рычагом 39 поворота и несущий в своей верхней
части собачку 37, сцепляющуюся с зубьями храпового диска 18.
На распределительном валу укреплены кулачок 20 фикса-
тора и кулачок 21 храповика (см. фиг. 182). Во время останов-
ки каретка изделия занимает свое крайнее правое положение,
при котором концы рычагов 41 и 39 оказываются расположен-
ными соответственно над кулачками 20 и 21.
Процесс деления совершается следующим образом. После
того как окончилось прорезание впадины, кулачок 26, нажимая
на ролик рычага 41, выводит укрепленный на нем фиксатор 40
из паза делительного диска. Вслед за этим кулачок 21, нажи-
мая на ролик рычага 39, поворачивает последний, что вызывает
поворот рычага 50 и перемещение собачки 37. Перемещение со-
бачки влечет за собой поворот храпового диска \ а следова-
тельно, и шпинделя передней бабки вместе с закрепленной в
нем заготовкой. Далее рычаг 41 под действием пружины пово-
рачивается против часовой стрелки и фиксатор 40 заскакивает
в очередной паз диска 19, осуществляя точное деление заго-
товки. После всего этого рычаг 39 под действием пружины воз-
вращается в исходное положение, определяемое регулировоч-
ным винтом.
После деления следует быстр ы й отвод ка ретки из-
делия в исходное п о л о ж е н и е, совершаемый под воз-
действием пружины 14 (см. фиг. 182 и 183), вследствие наличия
на торцевом кулачке 10 участка крутого падения.
Вслед за этим кулачок 16 (см., фиг. 185), удерживавший вее
это время шток 62 в приподнятом положении, перестает его
поддерживать снизу и фрезерная головка 55 под действием пру-
жины 56 занимает нижнее рабочее положение.
После полного оборота шпинделя изделия (а следователь-
но, и заготовки) нужно переместить шпиндель 15
фрезы в осевом направлении, для того чтобы в ра-
1 Регулирование угла поворота храпового диска осуществляется уста-
новочным винтом, определяющим начальное положение рычага 39 (этот
винт на чертежах ие показан).
chipmaker.ru
208 Гл. IV. Фрезерование зубчатых колес
бочее положение пришла следующая фреза L Это движение осу-
ществляется путем перемещения всего фрезерного супорта 64
вместе с фрезерной головкой по направляющим станины 63,
выполненным на ее верхней горизонтальной поверхности пер-
пендикулярно линии центров каретки изделия.
Установка каждой фрезы по оси заготовки осуществляется
винтами 24а, 246 и 24в, укрепленными во фрезерном супорте
64 (см. фиг. 182, 185 и 186). Винты 24а и 246, центрирующие
предварительные фрезы, опираются на специальные упорные
Фиг. 186. Схема переключения фрез.
кулачки 23а и 236, опорные поверхности которых расположены
под разными углами относительно вала 22. Винт 24в для чи-
стовой фрезы опирается на упор станины 23в.
Автоматическое переключение фрез и выключение станка
осуществляются следующим образом. Собачка 70 хомутика 51,
укрепленного на втулке 48, после первого полного оборота за-
готовки поворачивает на один зуб сектор 71 (см. фиг. 186). При
этом через систему рычагов 77, 76 и 75 поворачивается вал 22,
вследствие чего кулачок 23а выходит из соприкосновения с
упорным винтом 24а, а кулачок 236 устанавливается своей
опорной поверхностью против винта 246. При этом под дей-
ствием пружины 26 фрезерный супорт переместится вправо,
и вторая фреза установится в рабочее положение.
Аналогично после полного второго оборота заготовки фре-
зерный супорт переместится в положение, определяемое вин-
том 24в и упором 23в. После третьего полного оборота' заго-
товки сектор еще раз повернется на один зуб; при этом рычаг
1 В конусном отверстии шпинделя устанавливается фрезерная оправка
65, закрепляющаяся в нем при помощи затяжного винта 69. При помощи
колец и гайки на оправке можно закрепить одну, две или три фрезы.
/. Фрезерование зубчатых колес методом копирования 209
74, укрепленный на валике 22, нажмет на защелку 73 и осво-
бодит пусковую тягу 72, вследствие чего под действием пру-
жины ремень переведется на холостой шкив контрпривода и
станок остановится.
Если работа выполняется двумя фрезами, то зубчатый сек-
тор устанавливается в начальном положении так, чтобы собач-
ка 70 после первого оборота заготовки задевала сразу за вто-
рой зуб сектора 71. Для этого на станине нарезаны три резь-
бовых отверстия х, у и z; в рассматриваемом случае следует
ввернуть штифт в отверстие у, если работа ведется одной фре-
зой, то штифт нужно завернуть в отверстие х.
Вспомогательные движения рабочего. После
остановки станка рабочий должен сменить заготовку; оттянуть
назад фрезерный супорт, одновременно поворачивая зубчатый
сектор 71 в начальное положение, и включить станок, переме-
щая тягу 72.
Заготовка закрепляется путем перемещения пиноли 31 (см.
фиг. 184) задней бабки в направлении к шпинделю передней
бабки. Это перемещение осуществляется при помощи кольца
42, имеющего на левом торце криволинейный вырез. При по-
вороте кольца рукояткой <35 «на себя» выступ на втулке 34,
соприкасающийся с упомянутым выше криволинейным выре-
зом, переместится влево. Перемещение втулки 34 влево посред-
ством пружины 32 передается на пиноль задней бабки. При
перемещении пиноли влево несколько сжимается пружина 36.
Обратное движение пиноли 31 происходит при повороте ру-
коятки <35 «от себя» под действием пружины 36.
Точность полуавтомата С-53, так же как и станка ЗФ-19,
определяется главным образом точностью углового шага дели-
тельного диска. Столь же существенна концентричность посад-
ки делительного диска и отсутствие биения ведущего центра.
При работе на станке С-53 получаемые точность профиля
зубьев и чистота обрабатываемой поверхности выше, чем при
работе на станке ЗФ-19.
Наличие трех фрез дает возможность удлинить интервал
работы между переналадками. Первая фреза (фиг. 187) обыч-
но прорезает канавки прямоугольного профиля; вторая имеет
угловой профиль зубьев (фиг. 188)’; третья, чистовая — берет-
ся из соответствующего комплекта или специально профили-
руется.
Следует заметить, что обязательна тщательная наладка стан-
ка, так как при плохом центрировании фрез относительно оси
заготовки сильно снижается точность обработки. Практически
1 В качестве получистовой фрезы часто используют изношенную
чистовую.
chipmaker.ru
210 Гл. IV. Фрезерование зубчатых колес
на полуавтоматах типа С-53 можно фрезеровать колеса
4-го класса точности, а при наличии тщательно спрофилирован-
ной и изготовленной чистовой фрезы — 3-го класса точности.
При сравнении последних двух разновидностей метода ко-
пирования можно сказать, что качество фрезеруемых колес по-
лучается выше при работе на полуавтоматах С-53. В условиях
массового и крупносерийного производства станки С-53 также
предпочтительнее станков ЗФ-19, так как они дольше работают
без переналадки.
Фиг. 187. Шлицевая фреза.
Фиг. 188. Угловая фреза.
В условиях мелкосерийного производства, особенно при на-
резании неответственных шестерен, предпочтительнее работать
на станках ЗФ-19, так как наладка их проще и занимает мень-
ше времени, а при обработке небольшой партии колес стой-
кость фрезы оказывается достаточной и переналадки не тре-
буется. При таких условиях производительность станков ЗФ-19
будет выше, чем у станков С-53, главным образом вследствие
того, что потери времени на холостые ходы у первых станков
меньше, чем у вторых (8Х v станков С-53 =156°, а у станков
ЗФ-19=72Р).
2. ФРЕЗЕРОВАНИЕ ЗУБЬЕВ МЕТОДОМ ОБКАТА
А. Сущность метода
Наиболее совершенным и производительным методом фрезе-
рования зубьев, дающим возможность получать высокую точ-
ность обрабатываемых колес и удовлетворительную' чистоту по-
верхности зубьев, является нарезание их методом обката при
помощи червячной фрезы на специализированных фрезерных
станках. Применяемая при этом червячная фреза представляет
собой червяк а (фиг. 189), превращенный в режущий инстру-
2.
Фрезерование зубьев методом обката
211
мент путем прорезания продольных канавок б и снятия за-
тылка у образовавшихся зубьев по головным в и боковым г и д
поверхностям. Червяк а называется основным червяком фрезы.
Фиг. 189. Схема червячной фрезы.
На фиг. 190 показана схема фрезерования зубьев методом
обката. Специализация фрезерного станка, применяемого для
данного метода, заключается в том, что
магическую цепь 5, называемую цепью
обката и связывающую вращение фре-
зы 2 с вращением заготовки. Эта цепь
всегда имеет звено настройки (гита-
ру обката) и оканчивается червячной
парой 6 и 7, имеющей весьма большое
передаточное отношение \ На столе 3
станка устанавливается заготовка 4
фрезеруемого колеса. Шпиндель 1 стан-
ка получает вращательное движение
(главное движение в процессе зубо-
фрезерования), а цепь обката настраи-
вается так, чтобы заготовка принуди-
тельно получала такое вращение, ка-
кое она имела бы, если бы зубья об-
рабатываемого колеса находились в
этот станок имеет кине-
1
Фиг. 190. Схема фрезе-
рования зубьев методом
обката.
основным червяком
зацеплении
фрезы.
Помимо вращательного движения,
шпиндель 1 станка получает поступа-
тельное перемещение вдоль оси заготовки ", называемое осевой
подачей.
1 Отношение числа зубьев червячного колеса 7 к заходности червяка 6
колеблется от 10 до 84.
2 В ряде случаев такое поступательное перемещение получает узел
станка, несущий обрабатываемую заготовку.
chipmaker.ru
212
Гл. IV. Фрезерование зубчатых колес
В результате сочетания трех движений (вращения фрезы,
вращения заготовки и их относительного поступательного пере-
мещения вдоль оси последней) червячная фреза, постепенно
выбирая все впадины обрабатываемого колеса, образует зубья
по всей окружности заготовки. Очевидно, что получаемый на ко-
лесе профиль зубьев является семейством следов режущих кро-
Фиг. 191. Схема образования
профиля зубьев на заготовке
мок инструмента. Образование про-
филя зубьев при зубофрезеровании
методом обката изображено! на
фиг. 191 и 192.
След режущей кромки на заго-
товке, который не удаляется при ре-
зании другими1 кромками зубьев
фрезы, называется профилирующим
резом (удаляемый след называется
подготовительным резом).
Все участки профилирующего
резания лежат в пределах угла про-
филирующего резания С (фиг. 192),
представляющего собой угол пово-
рота заготовки за время поворота
фрезы на один зуб:
‘ k z ’
где k—число зубьев фрезы (число
продольных канавок);
za—заходность фрезы;
z—число зубьев обрабатывае-
мого колеса.
Можно считать, что линия зацепления основного червяка
фрезы и нарезаемой заготовки является биссектрисой этого
угла. Фактический профиль зуба в сечении, перпендикулярном
оси колеса, очерчен прямолинейными участками, число которых
равно
zk
Zn
где е — продолжительность зацепления основного червяка фре-
зы и обрабатываемого колеса.
Каждая режущая кромка фрезы, участвующая в профили-
рующем резании, образует прямолинейные участки “на всех
зубьях обрабатываемого колеса, одинаково удаленные от его
оси и образующие таким образом некоторую кольцевую зону.
Для многозаходных фрез кольцевые зоны будут общими не
для соседних одноименных (т. е. правых или левых) профилей
2. Фрезерование зубьев методом обката
213
зубьев, а для одноименных профилей, отстоящих друг от друга
на zn зубьев. В приборостроении применяются почти исключи-
тельно однозаходные фрезы. Число кольцевых зон в этом слу-
чае равно
Фиг. 192. Образование профиля зуба при фрезеровании методом обката,
а—элементы кромок зуба фрезы, участвующие в профилировании зубьев колеса; Ь—после-
довательные положения режущих зубьев фрезы (7—72); с—кольцевые зоны; d—контур
готовой впадины.
Фрезы, применяемые при нарезании зубьев методом обката,
бывают различных типов: однозаходные и многозаходные, точ-
но и приближенно спрофилированные.
laker, ru
214 Гл. IV. Фрезерование зубчатых колес
Станки, применяемые для зубофрезерования методом обката,
также отличаются друг от друга точностью, степенью механи-
зации вспомогательных движений (обычные станки, полуавтома-
ты, полные автоматы), а следовательно, и производительностью,
способами осуществления движения подачи (перемещением фре-
зы или заготовки), особенностями настройки и т. д.
Не всякое зубчатое колесо может быть изготовлено методом
обката при помощи червячной фрезы, поэтому технолог в пер-
вую очередь должен решить вопрос о применимости указанного
метода. Далее, в зависимости от типа производства, размеров
обрабатываемых колес и предъявляемых к ним требований тех-
нолог выбирает вид червячной фрезы и тип станка; кроме того,
он должен произвести все расчеты, связанные с настройкой
станка и определением его производительности.
Для того чтобы решить эти задачи, технолог должен позна-
комиться с принципиальными вопросами профилирования чер-
вячных фрез; знать паспортные данные, особенности кинематики
п настройки основных типов зубофрезерных станков, применяе-
мых в приборостроении, и, наконец, знать причины возникно-
вения погрешностей при зубофрезеровании методом обката, для
того чтобы сознательно добиваться их уменьшения.
Б. Область применения
При нарезании червячной фрезой цилиндрических зубчатых
колес с небольшим числом зубьев может произойти подрезание
ножек последних.
Как известно, подрезание ножек зубьев (фиг. 193) происхо-
дит в том случае, когда точка А зуба рейки (зуба фрезы) рас-
положена по отношению к начальной прямой CD дальше точ-
ки В (точки касания линии зацепления ВР с основной окруж-
ностью обрабатываемого колеса). Вместо правильного контура
зуба (контура 1—2—3) получается подрезанный зуб (контур
2'—3').
Кривая 2'—3' представляет собой удлиненную эвольвенту,
описываемую точкой А при перекатывании начальной прямой
CD рейки по начальной окружности колеса. В том случае,
когда точка А лежит по отношению к начальной прямой ближе
точки В, эта удлиненная эвольвента 1 плавно сопрягается с
эвольвентой профиля зуба.
Значительное подрезание зуба недопустимо, так как оно
уменьшает его прочность и приводит к удалению части эволь-
венты, прилежащей к основной окружности.
1 Участок удлиненной эвольвенты (пли какой-либо другой кривой),
сопрягающей дно впадины с эвольвентной профиля зуба, называется переход-
ной кривой.
2. Фрезерование зубьев методом обката
215
Для стандартного (некорригированного). эвольвентного за-
цепления подрезание ножки зуба при фрезеровании червячной
фрезой! будет происходить у колес с числом зубьев меньше 17
(такие колеса называются трибами).
В приборостроении считается допустимым небольшое подре-
зание, наблюдаемое при нарезании трибов с числом зубьев
14<г-<17.
Фиг. 193. Подрезание ножки зуба.
В целях устранения слишком большого подрезания при об-
работке трибов с числом зубьев меньше 14 нужно применять
корригированное зацепление. Коррекция заключается в том,
что, не меняя настройки станка, отодвигают фрезу от центра
заготовки на величину 1
увеличив соответственно радиус Re заготовки для получения
прежней стандартной высоты зуба.
Такой сдвиг инструмента приводит к изменению пределов
использования одной и той же эвольвенты и в то же время
позволяет отвести точку А выше точки В (или уменьшить ве-
личину отрезка / до практически допустимых пределов), что
необходимо и достаточно для предотвращения подрезания. Одна-
1 Расчеты сдвига исходного контура по приведенной формуле обще-
приняты в приборостроении и узаконены в ряде ведомственных нормалей
(см., например, нормаль НГА-5-553 5-го ГУ МАП СССР).
Гл. /V. Фрезерование зубчатых колес
chipmaker.ru
216
ко такая коррекция в большинстве случаев требует увеличения
межосевого расстояния зацепляющихся колес, чего иногда нель-
зя допустить по конструктивным соображениям. С другой сто-
роны, если изготовляемый триб работает в паре с колесом,
имеющим небольшое число зубьев, то в ряде случаев коррек-
ция не нужна, так как в процессе зацепления колес интерферен-
ции, т. е. внедрения одного профиля в другой, не будет. В этом
случае нарезание зубьев должно осуществляться методом ко-
пирования.
Как правило, приведенные выше соображения учитываются
конструктором, который дает на чертеже колеса величину сдви-
га фрезы и увеличенный наружный диаметр заготовки в том
случае, если коррекция возможна *.
Итак, если применяется стандартное зацепление, а число
зубьев обрабатываемого триба меньше 14, то его зубья нельзя
нарезать методом обката при помощи червячной фрезы. Этим
объясняется широкое применение метода копирования при на-
резании зубьев трибов.
Зубофрезерование методом обката нельзя применять также
при обработке блочных (двух- и многовенцовых) шестерен, н?
имеющих достаточного пространства для выхода фрезы (ска-
занное в равной мере относится к фрезерованию методом ко-
пирования при помощи дисковой фрезы). Такие шестерни, а
также шестерни с внутренним зацеплением нарезаются методом
зубодолбления при помощи режущей шестерни-долбяка (этот
метод здесь не рассматривается).
Во всех остальных случаях для нарезания зубьев цилиндри-
ческих эвольвентных колес с успехом может быть использовано
фрезерование методом обката.
Применяемые в часовой промышленности колеса с профиля-
ми зубьев, ножка которых очерчена по прямой, а головка —
по дуге окружности, можно с успехом обрабатывать при помо-
щи червячных фрез. Однако эти фрезы должны быть надлежа-
щим образом спрофилированы (см. ниже).
Линия зацепления на участке ножки такого зуба представ-
ляет собой окружность и подрезания здесь никогда не проис-
ходит. Однако применяемые профили зубьев трибов имеют та-
кие размеры, при которых зубья фрезы получают заострение
у вершины, что недопустимо из-за их быстрого затупления.
В связи с этим нельзя прорезать впадины зубьев на полную
глубину и, таким образом, обработка большинства трибов ме-
—
1 Следует заметить, что использование в качестве профилей зубьев
удаленных участков эвольвенты улучшает эксплоатационные свойства пере-
дачи, поэтому в ряде случаев, когда возможно стандартное зацепление, все
же делают коррекцию.
2. Фрезерование зубьев методом обката
217
тодом обката практически невозможна. Пюстроение профиля
зубьев фрезы для нарезания методом обката анкерного триба
часов К-26 приведено на фиг. 194 К
Фиг. 194. Построение профиля нормального сечения зубьев червяч-
ной фрезы для нарезания трибов.
В. Червячные фрезы
Основные положения
Как было указано выше, червячная фреза получается из
червяка, находящегося в правильном зацеплении 1 2 с фрезеруе-
мым зубчатым колесом. На этом червяке (основном червяке
фрезы) прорезаются продольные канавки и у образовавшихся
зубьев снимается затылок по всем поверхностям. Таким обра-
зом создаются кромки и образуются надлежащие передние и
задние углы, необходимые для превращения основного червяка
в режущий инструмент.
Из сказанного следует, что боковые поверхности зубьев
фрезы не совпадают с боковыми поверхностями основного чер-
вяка, т. е. между ней и обрабатываемым колесом не может
быть правильного зацепления. Поэтому необходима цепь обката
станка, принудительно осуществляющая взаимно согласованные
вращения фрезы и заготовки.
Для того чтобы при таком согласовании движений режушие
кромки фрезы образовали правильный профиль зубьев у заго-
1 Построение выполнено общеизвестным методом Рело.
2 Под правильным зацеплением понимается зацепление с постоянным
значением мгновенного передаточного отношения.
r.ru
218 Гл. IV. Фрезерование зубчатых колес
товки (если пренебречь отступлениями, вытекающими из пре-
рывистости процесса зубофрезерования), необходимо соответ-
ствующим образом выбрать форму боковых затылованных по-
верхностей и форму поверхности продольных канавок.
Правильный профиль зубьев у заготовки получится лишь в
том случае, если боковые режущие кромки зубьев фрезы ле-
жат на поверхности ее основного червяка. Эти режущие кромки
представляют собой линии пересечения боковых затылованных
поверхностей зубьев1 фрезы с поверхностями продольных кана-
вок и должны лежать на поверхности основного червяка.
Таким образом профилирование червячных фрез сводится к
решению следующих основных вопросов:
1 ) к определению конфигурации основного червяка, нахо-
дящегося в правильном пространственном 1 зацеплении с обра-
батываемым колесом;
2 ) к определению конфигурации боковых затылованных по-
верхностей, которые обеспечивают при выбранной форме про-
дольных канавок (винтовые канавки или прямые, параллельные
оси) совпадение боковых режущих кромок с поверхностью
основного червяка фрезы, создают необходимые задние углы
резания по этим поверхностям и обеспечивают правильность ра-
боты фрезы после ее переточек.
Точное выполнение всех этих условий, т. е. точное профили-
рование червячных фрез, часто связано с большими технологи-
ческими трудностями, которые заставляют прибегать к различ-
ным методам приближенного профилирования.
Основной червяк фрезы
Поскольку основной червяк и обрабатываемое колесо долж-
ны находиться в правильном зацеплении, можно рассматривать
первый как винтовую шестерню, профиль зубьев которой являет-
ся сопряженным по отношению к профилю зубьев колеса. Сле-
довательно, задача отыскания профиля основного червяка сво-
дится к определению поверхности, являющейся огибающей к
семейству поверхностен зубьев нарезаемого колеса, образующе-
муся в относительном движении колеса и основного червяка.
Существует много способов определения сопряженных по-
верхностен, но наиболее общим и достаточно удобным является
способ огибающих поверхностей2, пригодный для решения за-
дач плоского и пространственного зацепления.
1 Так как оси фрезы и заготовки представляют собой скрещивающиеся
прямые.
2 Способ Оливье, развитый и поднятый на современную ступень анали-
тических исследований в выдающихся трудах приват-доцента бывшего Ново-
российского университета, доктора прикладной математики и механики
X. И. Гохмана (см., например, X. И. Гох м ан, Теория зацеплений, обобщен-
ная и развитая путем анализа, Одесса, 1886).
2. Фрезерование зубьев методом обката
219
Сущность этого способа состоит в следующем (фиг. 195,а).
Пусть и т2 — неподвижные оси, вокруг которых враща-
ются две системы Q, и Q-, с угловыми скоростями <»! и е>2;
Р — вспомогательная поверхность, движущаяся в неподвиж-
ном пространстве осей т, и т2; форма этой поверхности и ха-
рактер ее движения выбираются так, чтобы в относительном
движении к каждой из систем Qy и Q.. поверхность Р образо-
вала семейство, имеющее оги-
бающую;
— огибающая такого се-
мейства в системе Q,, a R2— в
системе Q2.
Тогда, очевидно, в каждый
момент времени поверхность Р
будет соприкасаться с поверх-
ностью Ry по какой-то линии
R, а с поверхностью /?„ —
по L.
В общем случае лежащие
на Р линии R и /2 будут пере-
секаться в какой-то точке М.
Таким образом в. любой мо-
мент времени огибающие по-
верхности Ry и R.,. жестко
связанные с системами Q, и
Q.., соприкасаются в соответ-
ствующей точке М.
Следовательно, если ограничить системы Q, и Q.. соответ-
ственно поверхностями Ry и R. и вращать одну из них (напри-
мер Qy) со скоростью wt вокруг тх, то система Q3 будет вра-
щаться вокруг со скоростью е>?, так как поверхности Ry и
R, будут все время соприкасаться и, кроме того, Ry будет тес-
нить R2, ибо они выбраны так, что вспомогательная поверхность
Р во время своего движения в неподвижном пространстве осей
", и т„ не отстает от них.
Очевидно, что геометрическое место точек М в неподвижном
пространстве даст нам линию зацепления.
В частных случаях линии /, и /„ либо всегда совпадают
(линейчатое зацепление), либо совсем не пересекаются (заце-
пление невозможно); все зависит от выбора Р и ее дви-
жения.
В нашем случае дело обстоит следующим образом. Име-
ются две координатные системы xi/z и XYZ (см. фиг. 195,6);
.расстояние 00х между началами этих координат равно межосе-
вому расстоянию зубчатого колеса от основного червяка.
chipmaker.ru
Гл. IV. Фрезерование зубчатых колес
220
Пусть t\— радиус начального цилиндра колеса:
г„— радиус начального цилиндра основного червяка, со-
пряженного с колесом;
oz — ось вращения колеса;
OXZ — ось вращения основного червяка.
Система xyz вращается со скоростью о, вокруг неподвиж-
ной оси oz, а система XYZ вращается со скоростью <и2 вокруг
неподвижной оси OrZ.
Имеется вспомогательная поверхность Р, движущаяся в не-
подвижном пространстве осей с постоянной скоростью w1rJ, пер-
пендикулярной плоскости Oxoz. Допустим, что поверхность Р
является сопряженной с поверхностью зуба колеса, т. е. .что по-
следнюю можно рассматривать как огибающую Д, (см. выше)
семейства поверхностей, образованного Р в относительном дви-
жении к системе xyz. Очевидно, что, зная форму зуба колеса,
можно определить форму Р. Для этого нужно решить плоскую
задачу определения профиля рейки, сопряженного с профилем
зуба колеса. Тогда искомая форма основного червяка будет
огибающей семейства поверхностей образованного Р в отно-
сительном движении к системе XYZ.
Вспомогательная цилиндрическая поверхность Р называется
исходной рейкой, а ее нормальное сечение — конту-
ром исходной рейки (иногда просто исходным кон-
туром). Таким образом, если задан профиль зубьев колеса, то
сначала следует установить профиль исходной рейки, а затем—
конфигурацию основного червяка. Значительно удобнее осно-
вываться как при построении профилей зубьев колеса, так и
при определении профиля основного червяка на контуре исход-
ной рейки.
Для эвольвентного зацепления в основу положен равнобоч-
ный трапециодальный 1 контур исходной рейки, имеющей угол
1 Рабочий контур зубчатой рейки по ГОСТ 3058—45 предусматривает
фланкирование головки зуба рейки; однако в приборостроении до настоя
щего времени фланкирование не применяется.
2. Фрезерование зубьев методом обката
221
профиля ад=20° (ГОСТ 3058—45); неэвольвентные зацепления
у нас не стандартизованы.
Как известно, основной червяк, находящийся в правильном
зацеплении с эвольвентным зубчатым колесом, имеет эвольвент-
ные винтовые боковые поверхности *. Эвольвентными винтовы-
ми поверхностями называются поверхности, образованные вин-
товым движением прямой и обладающие свойством разверты-
вания в плоскость, т. е. огибаемые плоскостью. Сечение такой
поверхности плоскостью, перпендикулярной оси червяка, пред-
ставляет собой эвольвенту круга. Геометрия эвольвентных вин-
товых поверхностей детально рассматривается в ряде специ-
альных работ, посвященных конструированию и расчету зубо-
резного инструмента 1 2.
Отметим здесь только, что для червячных фрез, применяе-
мых в приборостроении, с практически неощутимой погреш-
ностью можно считать нормальное сечение эвольвентного чер-
вяка имеющим форму исходного контура 3.
Геометрия основных червяков фрез для неэвольвентных зуб-
чатых колес почти не изучена. Однако и здесь при небольших
углах подъема винтовой линии на делительном цилиндре основ-
ного червяка его нормальное сечение можно считать совпадаю-
щим с контуром рейки, сопряженной с обрабатываемым коле-
сом. Профилируя резец или шлифовальный круг в соответствии
с профилем впадины такой рейки, можно с достаточной точ-
ностью изготовить основной червяк фрезы.
Как было указано выше, в часовой промышленности ши-
рокое распространение получили зубчатые колеса, имеющие
модифицированный циклоидальный профиль зубьев.
Ножка зубьев на своем рабочем участке очерчивается по
радиальной прямой, являющейся, как известно, частным слу-
чаем гипоциклоиды, а их головка очерчивается по дуге окруж-
ности, причем вершина всегда имеет заострение (фиг. 196), что
делается для доведения продолжительности зацепления колеса
с трибом до приемлемой величины.
На фиг. 196 изображены две разновидности профилей зубьев
таких колес, различающиеся между собой тем, что у одних (а)
ножка зуба сопрягается с окружностью впадин без закругле-
ния, а у других (б) — с закруглением.
1 Доказательство этого положения приведено в ряде работ (см.
Бакингем, Цилиндрические зубчатые колеса, 1935). Доказательство,
основанное на методе огибающих поверхностей, приведено в работе Каше-
пава «Нарезание зубчатых колес «часового» профиля методом обката на
зубофрезерных станках», МВТУ, 1947.
2 Например, Г р у б и н и др.. Зуборезный инструмент, Мащгиз, 1947.
3 При угле подъема винтовой линии на делительном цилиндре основного
червяка, не превышающем 1°30/ для модуля 1 мм, наибольшая ошибка не
превышает нескольких десятых долей микрона.
chipmaker.ru
222
Гл. IV. Фрезерование зубчатых колес
Поскольку определение профиля рейки, сопряженной с та-
ким контуром зуба, представляет значительный интерес и
является специфическим вопросом для одной из отраслей при-
боростроения, ниже излагаются основные методы решения этой
задачи.
Ввиду того что зубья рейки должны находиться в правиль-
ном плоском зацеплении с обрабатываемым колесом, задача
сводится к определению профиля, являющегося огибающей се-
мейства профилей зубьев колеса при его
перекатывании по начальной прямой
рейки.
Графические методы. Помимо
общеизвестного метода графического по-
строения сопряженных профилей, осно-
ванного на теореме Виллиса *, на практи-
ке для колес весьма малого' диаметра (от
3 до 4 мм} применяется метод так назы-
ваемой «графической обкатки» 2.
Этот метод основан на свойстве вза-
имного огибания сопряженных профилей;
при этом в увеличенном масштабе вое-
Фиг. 196. Профили зубьев производится кзртинз., имеющая место в
колес часовых механиз- процессе обката. На большом листе бу-
мов. маги вычерчивают в крупном масштабе
начальную окружность3 фрезеруемого
колеса и профиль впадины <(фиг. 197,а). По окружности в обе
стороны от нулевой точки откладывают равные дуги 0—1,
—1—2, —2—3 ... 01, 12, 23 ... ; величина дуги не должна пре-
вышать 0,1 г. Затем на листе кальки проводят две параллель-
ные линии АВ и CD (фиг. 197,6), расстояние между которыми
в том же масштабе построения равно г. Перпендикулярно этим
линиям проводят линий 00г, Hr 22y ...; —1——2—2г;
—3—Зг..., расстояние между которыми равно величине дуг, от-
ложенных по начальной окружности. Совмещая линии 00г,
Hr, 22j...c радиусами 00г, 10г, 20L..., в каждом положении
копируем на лист кальки профиль впадины. Внутренний контур,
очерченный семейством перекопированных впадин, и будет со-
пряженным профилем зуба рейки.
Для того чтобы проверить правильность сопряженного про-
филя, производят так называемую «обратную обкатку». На
1 Имеется в виду метод Рело, при помощи которого произведены по-
строения на фиг. 194.
2 См. Фрайфельд И.. Шлицевые и червячные фрезы, 1937.
3 За начальную окружность обычно принимают делительную окружность
фрезеруемого колеса. Более подробно вопрос выбора начальной окружности
рассмотрен в упомянутой выше работе Фрайфельда.
2. Фрезерование зубьев методом обката 223
Фиг 197.
chipmaker, ru
224 Гл. IV. Фрезерование зубчатых колес
листе кальки наносят семейство линии согласно фиг. 197,а (без
профиля впадины), а на листе ватмана — профиль рейки совме-
стно с семейством прямых линий согласно фиг. 197,6. Наклады-
вая кальку на ватман и совмещая соответствующие линии, в
каждом положении копируем профиль зуба рейки. Огибающая
семейства перекопированных профилей зуба рейки будет про-
филем впадины колеса, сопряженным с рейкой. Очевидно, что
этот профиль впадины должен в точности совпадать с исход-
ным профилем впадины.
Метод «графической обкатки» имеет следующие преиму-
щества:
1) он очень прост и весьма наглядно показывает истинный
процесс образования профиля при обкате;
2) позволяет выявить наличие и форму переходных кривых
(см. сноску на стр. 214);
3) дает возможность определить форму стружки, снимаемой
зубьями инструмента во всех положениях.
Недостатком метода является то, что для получения высокой
точности построения необходимо применять большие масштабы.
Это увеличивает габариты чертежа, а так как при больших раз-
мерах листа возникает опасность деформирования кальки (для
уменьшения деформирования последнюю желательно натяги-
вать на специальную рамку), то данный метол применяется либо
для колес весьма малых диаметров, либо в тех случаях, когда
не требуется высокой точности построения.
Графо-аналитический метод1. В случае крупно-
го масштаба построения при необходимости точного определе-
ния сопряженного профиля, для того чтобы уменьшить габа-
риты чертежа и избежать трудностей вычерчивания больших
радиусов, применяют графо-аналитический метод «обкатки».
В надлежащем масштабе (100:1; 200:1 и выше) изготов-
ляют шаблон, конфигурация которого соответствует профилю
зуба обрабатываемого колеса. На шаблоне наносят две базовые
точки А и В (фиг. 198,а). На листе ватмана строится коорди-
натная система XOY, в которой наносятся положения базовых
точек А и В шаблона в процессе обката. Шаблон последова-
тельно совмещается своими точками Л и В с точками 1' и /;
2' и 2 и т. д. на чертеже, координаты которых ХА К,; XBYB предва-
рительно вычисляются по приведенным ниже формулам и в
каждом положении его профиль копируется. Огибающая семей-
ства перекопированных профилей шаблона дает профиль впади-
ны рейки. Ось ОХ является начальной прямой рейки.
Если г — радиус начальной окружности колеса, /?4 — рас-
стояние базовой точки А шаблона от центра колеса, L — длина
См. Шишков В. А., Зуборезный инструмент, ЭНИМС, 1944.
2. Фрезерование зубьев методом обката
225
шаблона {расстояние между точками Л и В), то в зависимости
от угла обката 0 (фиг. 198,6) координаты точек Л и В на чер-
теже определятся так:
^ = /0 —Z?Asin0;АВ =ХД —Asin 0 1 (4—27)
Ya — r—RA cos0; Yr = Ya —Leos 0 )
Этот метод широко применяется на наших заводах. Недо-
статком его является необходимость изготовления шаблона и
кропотливость графических построений.
Помимо описанного, существуют и другие графо-аналитиче-
ские методы построения сопряженного профиля рейки.
Аналитические методы. Известно несколько мето-
дов аналитического определения сопряженных профилей ’. Поч-
ти все эти методы основаны либо на использовании теоремы
Виллиса, либо на свойстве взаимного огибания сопряженных
профилей.
Приводим аналитический метод, основанный на свойстве
огибания сопряженных профилей, причем все выкладки ведутся
в параметрической форме.
1 См., например, упомянутые выше работы И. А. Фрайфельда,
В. А. Шишкова и М. Я. Кашепава.
chipmaker, ru
226
Гл. IV. Фрезерование зубчатых колес
Если имеется семейство плоских кривых, заданное в форме
% = с) I
Т = № с) I
(4-28)
то, как известно, необходимым условием существования оги-
бающей является равенство нулю детерминанта:
Фиг. 199,д.
ду d<f
di ’ дс ’
dip й<р
dt ’ дс
= 0. (4-29)
Переходим к определению участка
профиля рейки, сопряженного с нож-
кой зуба колеса (фиг. 199,а).
Допустим, что центр начальной
окружности колеса О при ее перека-
тывании без скольжения по начальной
прямой рейки Рх переместится в точ-
ку О', определяемую параметром ср.
Тогда путь, пройденный центром, бу-
дет равен rtg?, где г—радиус на-
чальной окружности колеса. Этот
путь должен равняться длине дуги
соприкосновения начальной окружно-
сти с начальной прямой за время перемещения из О в О'.
Пусть а—угол поворота колеса, тогда длина дуги соприкосно-
вения равна га, следовательно, a=tgcp.
Для произвольной точки М профиля ножки зуба, опреде-
ляемой радиусом Z, имеем
хи= ОО' — ММ' = ra — l sin а;
у ч = Р' М' = г— Z cos а.
Итак, уравнения (4—28) для данного случая имеют вид
Х = ср (Z; а) = га— Zsina;
j/ = tb(Z; a)=r—Zcosa.
(4-30)
Согласно вышеизложенному методу определения огибающей
вычисляем значения частных производных:
—sin а; — = г—Zcosa;
dl да
d'P dp , .
-—=—cos а; — = Zsina.
dl da
2. Фрезерование зубьев методом обката
227
Условие (4 — 29) запишется так:
— sina; г—Zcosa
— cos a; Zsin a
— I sin2 a + r cos a—I cos2 a = 0:
l
cosa = —.
Исключая при помощи со-
отношения (4—31) один па-
раметр из системы (4—30),
получаем, параметрические
уравнения огибающей
X — Г a — г sin a COS a;
y=r(l—cos2 a).
После несложных пре-
образований получаем окон-
чательно
х =
У =
—г (2 a—sin 2a);
—cos 2a).
(4-31)
(4-32)
Итак, сопряженный про-
филь является циклоидой,
что и следовало ожидать, фиг 199^
так как ножка зуба колеса
является частным случаем гипоциклоиды. Линия зацепления
должна представлять собой окружность с радиусом, равным
2
В самом деле, в момент касания сопряженных профилей
Iм профиля зуба равно 1?' линии зацепления, а угол поворота
колеса в момент, когда точка М приходит на линию зацепления
в точку М' (фиг. 199,6),
I
а = аге cos — = аге cos —- ,
(4-33)
так как в этом положении нормаль к ножке зуба в точке М
должна пройти через полюс зацепления Р.
Итак, уравнение (4—33) представляет собой уравнение ли-
нии зацепления в полярных координатах с полюсом в О и по-
лярной осью ОР. Очевидно, что это уравнение является урав-
нением окружности с центром в и радиусом, равным —г.
chipmaker, ru
228 Гл. IV. Фрезерование зубчатых колес
Определим границы изменения а.. Очевидно, что amin=0, так
как мы отсчитываем углы от положения, когда профиль зуба
проходит через полюс зацепления Р. Для определения атах об-
ратим внимание на то, что рабочая высота сопряженного про-
филя рейки ограничена ординатой у^—г—Pi, т. е. рабочий
участок линии зацепления ограничен точками Р и Q'.
Подставляя значение z/max во второе уравнение (4—32), или
непосредственно из фиг. 199,6 получаем
— _ (r—Ri)
1 2'1 2/?,-г
ашах = — arc cos — -------— = — arc cos —1;
max 2 r 2 r
2
0 < a< —arc cos —-- . (4 — 34)
2 r
Ножка зуба колеса у основания будет очерчена по пере-
ходной кривой. Однако это не имеет существенного значения,
так как в зацеплении с трибом участвует лишь небольшой уча-
сток ножки, непосредственно прилегающий к начальной окруж-
ности.
Вследствие того что современное оборудование1 позволяет
профилировать режущий инструмент второго порядка только по
прямым линиям и дугам окружности, приходится теоретически
правильный циклоидальный профиль рейки, сопряженный с
ножкой зуба колеса, заменять прямыми линиями или дугами
окружностей. Наименьшая погрешность от замены будет в том
случае, если окружность, заменяющая циклоиду на интервале
[0; Дгаах], определена по методу наименьших квадратов. Однако
этот метод требует громоздких вычислений и дает столь не-
значительное улучшение по сравнению с рассматриваемыми ни-
же упрощенными методами, что его нельзя рекомендовать для
практического использования.
Рассмотрим замену участка циклоиды на интервале [0; ctmax]:
а) прямой, проходящей через точки я=0 и а.= а.твг, б) окруж-
ностью, проходящей через точки я=0; а бСтах И (У. — ССтпах? И
оценим возникающие при этом погрешности.
При дальнейших выкладках очень неудобно пользоваться вы-
ражениями (4—32), так как приходится иметь делос трансцен-
1 Имеется в виду оборудование, применяемое в часовой промышленно-
сти для изготовления мелкомодульиого зуборезного инструмента.
2. Фрезерование зубьев методом обката
229
дентными уравнениями. Почти для всех часовых колес величи-
на вшах не превышает — радиана; это позволяет разложить вы-
ражения (4—34) в короткий степенной ряд:
1 (о Г « (2а)3 , 11
X — — г 2а — 2а — -—- -4-... I;
2 1 [ 6 JJ
откуда
(4-35)
Так как современные методы контроля мелкомодульных зуб-
чатых колес и инструмента не позволяют четко уловить откло-
нений менее 0,005 мм, будем считать
удовлетворительным всякое прибли-
женное профилирование, если оно не
дает теоретических погрешностей, пре-
вышающих половину указанной вели-
чины
Д = 0,0025 мм. (4—36)
При замене циклоиды АСВ пря-
мой линией АВ максимальная ошиб-
ка по нормали определится следую-
щим образом (фиг. 200,а). Проведем фиг. 200,а.
к циклоиде касательную DE, парал-
лельную заменяющей прямой АВ. Тогда, очевидно, искомая
ошибка Д будет равна расстоянию между АВ и DE. Из чертежа
следует, что
хв
_La«
3 max
1 2
3 3 “max
г“тах
2 атах
Угловой коэффициент касательной к циклоиде
/ 4 \ 2
dx 2ris а
230 _ Гл. IV. Фрезерование зубчатых колес
Определим точку С, в которой 6=tg ®, т. е. касательная па-
раллельна заменяющей прямой:
2 2 1—-— “? 3 с _ 3 1 L а2 2 max
Чс 2 атах
2 | 9
ac + Ya'
1-—a2
о шах о
с---~--------- = 0.
“max 2
Отбросив ложный отрицательный корень, после преобразо-
ваний получим (с принятой точностью выкладок)
_ 2_
аС— д amax-
Теперь можно определить координаты точки касания С:
2 ч 16 ,
Х(. = — га* = -— га*
С 3 С 81 max ’
(• 1 . \ 4 / 4 \
аг----аг = ---- ^ma.l 1 — -- а2 I-
С 3 е д max I 2у max I
Уравнение касательной примет вид
У— = хс)-
1—La2
у-±а* rfl—la2 _16a3 \
9 та* \ 27 max у 2 g, max )
Для того чтобы определить отрезок AD=a, положим в по-
следнем уравнении х=0. Тогда
а — —ra2 ( 1 — а2 V
27 max у гд max )
Искомая величина Дшах определится:
дтах = a COS ср;
1
COS ср = ----
V1 + tgEv
После преобразований (с принятой точностью выкладок), по-
лучим
Дтах = 0,1га3П1ах- (4-37)
2. Фрезерование зубьев методом обката
231
Учитывая соотношение (4—-36), получим, что для всех колес,
у которых
ra-L <0,025 мм,
max 1 1
(4-38)
может быть с успехом произведена замена точного профиля
рейки прямой линией.
Рассмотрим замену дуги циклоиды окружностью. Допустим,
что х0 и у0— координаты центра заменяющей окружности, а
г,— ее радиус (фиг. 200,6). Уравнение такой окружности будет
иметь вид
(х—*о)2 + (у —Уь)2 = и •
Потребуем, чтобы заменяющая
окружность прошла через точки
А(а = 0); В(а. = агаах) и С f « = -^-“max^
циклоиды:
(ла-хо)2+(^-^о)*=^;
(лй —*0)2+(ув -у0)2=П;
(хс—х0)2+(у с—j0)2=4.
Используя соотношения (4—32),
получим
х20+У20 = г2
[у(2«Шах—sin2am„)—хоу +
[у («max — Sin ССшах) — Ло]' +
у{1—cos 2атжх)—=
yG-COS «max)— Jo f= ГЬ
Решая совместно эти уравнения, получим (с принятой точ-
ностью выкладок)
Уо= —y^max ( 1 - V «2тах) (4-39)
Ха = уГ«тах ( 1 ~ 4 У'
= ~ Та™'У (4-41)
О х / /
Оценим величину погрешности изложенного способа замены
точного профиля рейки дугой окружности.
Расстояние текущей точки М циклоиды, определяемой пара-
метром а, от центра заменяющей окружности О будет равно
ОЛ4=-.]Л(х,/-х0)2 + (у,/-Л)2 •
' chipmaker.ru
I
I
I
I
I
232 Гл. IV. Фрезерование зубчатых колес
Величины х0 и у0 являются функциями точки В, т. е. па-
раметра ашах. Поэтому будем задавать параметр а текущей
точки М в виде =
Тогда
ОМ = l/^j — гт?о?-----—га fl------— a2 S Г +
I/ L 3 4 тах 8 шах ч 6 max) J '
4- [ rtf а?-—л~л*сс4 ——га2 (1 ---— a2 ^1 .
| • max з • max * 1 max! max I1
Производя упрощения с принятой точностью выкладок,
получим
ОМ=~ramax Г1— — а2 4- —(rf--------L-qB-i—\а2 1
g max jg2 шах 81 I 2*2/ max I "
Искомая погрешность
д = О2И-г1=уГа^ах^4--|-т134--1-т|2). (4-42)
Анализируя выражение (4—42), убеждаемся, что Д = 0
при
^-у^+4т12=о’
что дает
1) ц2 = 0; tqi:2=0;
2) -|-^+ у=0; т)8=1; 7й = ~ ,
т. е. в точках а=0; а=--ашах и а = атах, что и следовало
ожидать при принятых исходных условиях замены.
Определим максимальное значение погрешности Д:
if А 4 о / . о 9 О I \
— = —га3 . 14т,8----о2 4- 71 =0;
drt 9 шах \ 4 2 /
— 0; 4т)2 —у к) 4- 1 = 0.
7)2 = 0,82;
T)s = 0,305.
При а = 0,82агаах
Д=-0,02га^,ах.
При а = 0,305ашах
Д = 0,03гаЗах.
2. Фрезерование зубьев методом обката
233-
Итак, при этом циклоида с меньшей погрешностью заме-
няется окружностью на своем конечном участке, чем на на-
чальном.
Максимальная погрешность будет равна-
^тах = 0,03гаЗах.
(4-43)
Условие (4—36) будет удовлетворено при соблюдении не-
равенства
(4 — 44)
гатах<° >08 ММ-
окруж-
В редких случаях, когда это неравенство не соблюдается,
следует прибегать к замене циклоиды окружностью по методу
наименьших квадратов *.
Если ножка зуба колеса не является радиальной прямой
(такие случаи иногда встречаются), а образует с направлением
радиуса, проведенного в точку пересечения ножки с выбранной
нами начальной окружностью2, малый угол 0, то аналогично
изложенному выше координаты центра заменяющей
ности вычисляются по формулам:
„з , Л0а2
amax g атах
~ з Г~Т ’ 1
“max +3®“max + % 02 + g ашах
а4 + 210а3
шах '4 max |
9 3 1.’
ашах + 3ватах+—02+-^- “шах
Хо+Уо • '
(4—45)
Переходим к определению участка профиля рейки, сопря-
женного с головкой зуба колеса (фиг. 201,а}.
Обозначим через р и ф полярные координаты центра С
дуги окружности радиуса гт.к, по которой очерчена головка АВ
зуба колеса. Пусть колесо, перекатываясь без скольжения
своей начальной окружностью по начальной прямой рейки ОХ,
переместится из Р в Рг, повернувшись при этом на угол а.
1 См., например, Кроль К. Г., Профилирование червячных фрез для
изготовления часовых колес методом обкатки. Труды ЛИТМО, 1939, ч. 1,
вып. 1. ,
2 Как упоминалось выше, за начальную окружность в рассматриваемом
случае обычно берут делительную окружность колеса.
chipmaker.ru
734 Гл. IV. Фрезерование зубчатых колес
Тогда центр С переместится в С\ с координатами
ХС1 = — га — р sin (ф— а);
Уп = г—pcos(<p—а).
Координаты произвольной точки М окружности головки зу-
ба колеса запишутся так:
(4 — 46)
х = —га—psin (ф —a)4-rr.Kcos Р;
У = г —о cos (ф —а) — гг.к sin р.
По вышеизложенной методике определения огибающей вы-
числяем частные производные:
йх . /, >. дх . о
— = — г-|-р cos (ф — а); — = —rr,Ksinp;
да Й₽
— = — р sin (<Ь —а); ^- =—rrKCOs9.
да йр
Условие (4 — 29) примет вид
— r+pcos (ф —а); —Гг.к sin р
— рвт(ф—а); —rr.KCOsP;
гГг.к COS р — гг.кр COS р cos (ф — а) — rr.Kp sin Р Sin (ф — а) = 0;
р sin рsin(ф— a)=cos р[г—pcos (ф — а)];
tgP
Г—р COS (ф — а)
р sin (ф—а)
(4-47)
2. Фрезерование зубьев методом обката
235
Используя условие (4 — 47), исключаем параметр И из вы-
ражений (4 — 46):
sin о = ₽__= Г-р_СО£(ф-а) .
/I-Mg2₽ ]/"рг4-г*—2pr cos (ф—а) ’
COS в = - РЕМ*-") .
у ps + rs—2pr COS (ф —а)
То обстоятельство, что угол р лежит в четвертой чет-
верти, т. е.
sin 8<Д), cosp>0,
учтено при написании выражений (4—46), поэтому следует
брать арифметическое значение корней.
Подставляя полученные выражения
sin В и cos р в уравнение (4—46), по-
лучим
Х = —га—psin(<p —а) +
__________Р sin (ф—а)___ .
IK J/rp2+ri—2pr сов(ф — а) ’
у — Г— рСОЭ(ф— а) —
Г—р COS (ф—а)
Г‘К р«-|-г2-2рг cos(ip—а)
1
(4 — 48)
Выражения (4—48) представляют со-
бой параметрические уравнения профиля
рейки, сопряженного с головкой зуба
колеса.
Определим пределы изменения пара-
метра а. Очевидно, что атт=0, так как
мы отсчитываем углы от положения, в
котором профиль зуба проходит через
полюс Р.
Величина атак определится из условия, что нормаль к край-
ней точке В головки' зуба колеса проходит через полюс заце-
пления. Из фиг. 201,6 следует, что
ашах
СР СС'tg (180°—<?)
е; s = --- --------------------
г г
(Величина СС'= г — р — 8 для всех колес «часового» про-
филя весьма мала, а угол ю близок к 135°, поэтому дугу С'Р
можно отождествить с хордой и считать, что СС'Р — прямо-
угольный треугольник).
I chipmaker.ru
236 Гл. IV. Фрезерование зубчатых колес
Из треугольника ОСВ имеем
/?? = Р2 + ^.К — 2prr.Kcos<p; |
Вычислив] cosф= А, определяем tgc:
. +V1—д2 , ,10АО ч Vi-д2
tg?= —и --; tg(i80 — ®)=-----—
А А
и, наконец,
%,а»=ф-*=Ф+ (4-49)
г А
(Поскольку угол то cos<p = j4<0, т. е. угол ашах
всегда несколько меньше угла ф).
Аналогично предыдущему, заменяем теоретически правиль-
ный профиль рейки, определяемый уравнениями (4—48), дугой
окружности.
2. Фрезерование зубьев методом обката
237
После довольно громоздких выкладок можно получить сле-
дующие выражения для координат центра и радиуса окруж-
ности, заменяющей рассматриваемый участок профиля рейки
(фиг. 202),
(4—50)
где хЛг и j'.v — координаты центра, а — радиус заменяющей
окружности.
При этом возникает максимальная погрешность А, не пре-
вышающая по своей абсолютной величине значения
Д<;0,15<ро.
(4-51)
Пример. Определить профиль нормального сечения основного чер-
вяка фрезы для нарезания колеса Т-18-24 часов „Победа" (и=0,163 мм\
z=72; профиль зубьев —см. фиг. 203,а, пунктиром ограничено поле до-
пуска).
Участок головки зуба рейки. Так как ножка зуба ко-
леса не является радиальной прямой, пользуемся формулами (4—45).
Предварительно вычисляем параметр аШах-
1) По формуле (4—34) имеем
1 2Rt—г 1 ___
“max- 2 arc cos r - 2 arc cos n 736
2
max 0,21 рад.
chipmaker.ru
238
Гл. IV. Фрезерование зубчатых колес
Вычисляя величину произведения п\пах, убеждаемся, что соотноше-
ние (4-38) не соблюдается, а соотношение (4—44) соблюдается. Следо-
вательно, дугу циклоиды нельзя заменять прямой линией, но можно за-
менять дугой окружности по трем точкам.
2) По формулам (4—45) имеем
g “max + Hamax
Ло- у г -------------------у----— =
“max + 3®“тах + — 0’4-у а
9 11,736 0,213+^0,037- 0,2Р
8 2 3 1’
0,212 + 3 • 0,037 - 0,21+—0, 0372-|-0,21*
2 6
х0= 1,433 мм;
ai ,
j max ~ max
4 Г 2 3 1 .
“max + 30amax-+ y O2+ g amax
27
0,21* +—0,037 - 0,213
7 5o 4
> 3 1
0,212+3 - 0,037 0,21+ —-0.0372 + -^-0,21*
+o=—0,089 мм.
Участок ножки зуба рейки. Для того чтобы воспользо-
ваться формулами (4—50), нужно предварительно вычислить величину е.
1) По формуле (4—49а) имеем
р,+,, R, 5,854.+»,407.-<«
А Р + г-к ____________________2
2Р'‘г.к ~ 2-5,854-0,407
А=—0,67.
2) Из формулы (4—49) следует, что
б/1—Д2 0,041/1 —О,672
е =—--------= ---------------
г А 11,736
-^—(-0,67)
=0,003 рад.
Поскольку s так мало, последними членами в выражениях
можно пренебречь.
3) Пренебрегая е.
Г 3
xN= —0,479 мм',
7 7
Ух 4 |- —рф2--0,041 + —5,854 - 0.0692;
16 16
yN. 0,026 мм.
(4-50)
имеем по формулам (4—50)
+4 611,736,. _ Згп 0,0693-1
— = — ——0,069 + —5,8542----------- ;
S 2 32 0.041
2. Фрезерование зубьев методом обката
239
Высота
зуба колеса:
головки з у<б а рейки Лгр равна высоте ножки
11,736 11,224
йг_ =г—/?,-=-------—--------=0,256 мм.
Г-Р 1 2 2
Высота
ба колеса
ножки зуба рейки
йн р равна высоте головки зу-
Лн.р=Лв-г=
12,288
2
11,736
2
=0,276
мм.
Толщина зуба рейки Sp по начальной прямой равна ширине
впадины SK колеса по начальной окружности:
Sp=Ttm-SK=3,14 • 0,163—0,256=0,256 мм.
Шаг рейки. Поскольку угол подъема' винтовой линии основного
червяка на его делительном цилиндре бывает обычно меньше 1°, можно
считать, что нормальный шаг равен осевому, причем
/=тг/п=0,163 - 3,14=0,512 мм.
Вычерчивание профиля нормального сечения1
В системе координат XOY (фиг. 203,6), где ОХ является
начальной прямой контура рейки, откладываем координаты х0,
и xN, у v. Затем проводим прямые I — I и II — II, параллель-
ные оси ОХ, которые ограничивают профиль по высоте. Далее
Фиг. 203,6.
радиусом оО из центра о проводим дугу окружности, очерчи-
вающую головку зуба рейки, и радиусом ON из центра N нож-
ку зуба.
Откладываем по оси ОХ толщину Sp зуба рейки и проводим
через точку А правый контур симметично построенному левому.
Откладываем далее шаг t и повторяем все построение для сле-
дующего зуба рейки. Наконец, скругляем вершину зуба дугой
окружности, касающейся прямой I — I и боковых его сторон
' Имеются в виду фрезы, применяемые в часовой промышленности.
2 Вследствие малости углов подъема нормальное сечение практически
не отличается от осевого сечения.
chipmaker.ru
240
Гл. IV. Фрезерование зубчатых колес
(этот участок профиля рейки будет сопрягаться с нерабочими
участками профиля зубьев колеса).
Вычерченный контур рейки, как было указано выше, отож-
дествляется с нормальным сечением основного червяка фрезы.
Вопросы точного профилирования подобного рода основных
червяков рассмотрены в ранее упоминавшейся работе инженера
М. Я. Кашепава.
Затылование зубьев фрезы
Как было указано выше, обязательным условием правиль-
ности бокового затылования является пересечение по одной и
той же линии трех поверхностей — основного червяка, боковой
затылованной и продольной канавки.
После переточек боковые режущие кромки должны сохра-
нять свою форму и располагаться на поверхности такого же
основного червяка, как и первоначальный. Разница между
основными червяками новой и переточенной фрезы должна
заключаться лишь в уменьшении толщины витка. Для выпол-
нения этого условия боковые затылованные поверхности зубьев
фрезы должны быть винтовыми, содержащими боковые режу-
щие кромки. Шаги затылованных поверхностей для обеспече-
ния задних углов резания на боковых поверхностях зубьев
должны отличаться от шага основного червяка. У правых чер-
вячных фрез шаг правой затылованной поверхности должен
быть несколько больше шага основного червяка, а шаг левой
поверхности — несколько меньше (у левых червячных фрез —
наоборот).
Технологически для снятия затылка инструменту второго
порядка {затыловочному резцу или шлифовальному камню),
помимо основного перемещения вдоль оси фрезы в соответствии
с шагом основного червяка, сообщается либо периодическое
радиальное перемещение, перпендикулярное оси (так называе-
мое радиальное затылование), либо периодическое дополнитель-
ное перемещение, параллельное оси (так называемое осевое за-
тылование). Снятие затылка по головной поверхности у зубьев
фрез осуществляется всегда первым методом.
Снятие затылка по боковым поверхностям зубьев можно
всегда выполнять методом осевого затылования и в некоторых
случаях — методом радиального затылования.
Радиальное затылование боковых поверхностей зубьев фрезы
теоретически допускается лишь при соблюдении следующих
условий:
1) если затылованная винтовая поверхность является ли-
нейчатой;
2) если радиальное перемещение инструмента второго по-
рядка дает такой же эффект, как радиальное перемещение
2. Фрезерование зубьев методом обката 241
прямолинейной образующей соответствующей винтовой поверх-
ности.
В остальных случаях для получения винтовой поверхности
на боковых затылованных сторонах зубьев теоретически до-
пускается только осевое затылование1.
Большая часть затыловочных станков не приспособлена к
осевой затыловке, а на всех без исключения малых моделях
этих станков можно выполнять только радиальное затылование.
В связи с этим приходится применять радиальное затылова-
ние и в тех случаях, когда теоретические боковые винтовые по-
верхности зубьев фрезы не являются линейчатыми.
Все методы такого приближенного 'профилирования осно-
ваны на том, что правильная нелинейчатая винтовая поверх-
ность заменяется линейчатой или другой нелинейчатой, обра-
зующейся при дополнительном (см. выше) радиальном движе-
нии инструмента второго порядка.
Режущие кромки затыловочного резца профилируются в
соответствии с осевым сечением основного червяка. Таким об-
разом новая фреза получается точно спрофилированной, так
как режущие кромки совпадают с поверхностью основного чер-
вяка.
При переточках передние грани зубьев фрезы несколько
смещаются к ее оси, не изменяя своей конфигурации. В резуль-
тате основной червяк переточенной фрезы, имея ту же конфи-
гурацию осевого сечения, что и исходный основной червяк, тео-
ретически перестает быть правильной сопряженной поверх-
ностью по отношению к зубьям фрезеруемого колеса. Поскольку
радиальное смещение передних граней зубьев фрезы при пере-
точках не превышает десятых долей миллиметра, а величина
углов подъема винтовой линии на среднем диаметре фрезы не
более ИЗО' (в большинстве случаев эти углы колеблются в пре-
делах 30-4-1°), то погрешности от такого приближенного про-
филирования неощутимо малы.
При установлении величины падения затылка зубьев фрезы
необходимо исходить из условия обеспечения надлежащих зад-
них углов.
Мелкомодульные фрезы для эвольвентных колес изготовля-
ются со шлифованным и нешлифованным профилем. Первые
дают возможность получить большую точность и лучшее каче-
ство поверхности зубьев фрезеруемых колес. Фрезы для циклои-
дальных колес изготовляются до сих пор только с нешлифован-
ным профилем (вследствие трудности точного профилирования
камня).
1 Подробнее см. Г р у б и н А. Н. и др-, Зуборезный инструмент, ч. II,
Машгиз, 1946.
chipmaker, ru
242
Гл. IV. Фрезерование зубчатых колес
Фиг. 204,а. Червячная фреза для нарезания Фиг. 204,б. Червячная фреза для нарезания
колес эвольвентного профиля. колес „часового" профиля.
2. Фрезерование зубьев методом обката
243
На фиг. 204,а и б приведены типовые конструкции червяч-
ных фрез, применяемых в приборостроении.
На фиг. 204,о изображена фреза для нарезания зубьев эволь-
вентных колес. Исполнительные размеры таких фрез нормали-
зованы рядом ведомственных нормалей (см. нормали МИЗ,
ВНИИ и СИЗ). На фиг. 204,6 изображена фреза, применяемая
в часовой промышленности. Поскольку такие фрезы не норма-
лизованы, приводится примерное оформление ее рабочего чер-
тежа.
Г. Зубофрезерные станки, работающие по методу обката
Малые модели зубофрезерных станков, работающих по ме-
тоду обката, разделяются в зависимости, от их назначения на
две группы: станки простые и универсальные. Первые предна-
значаются для фрезерования цилиндрических колес с прямыми
зубьями и вследствие этого имеют упрощенную кинематику.
Они выполняются в различных конструктивных вариантах, от-
личающихся друг от друга расположением шпинделя изделия
(вертикальное, горизонтальное) и способами осуществления
движения подачи (радиальная и осевая; перемещение фрезы и
заготовки). Вторая группа станков предназначается для наре-
зания как прямых, так и косых зубьев шестерен.
В зависимости от степени механизации вспомогательных
движений рассматриваемые станки делятся на три вида: обыч-
ные станку. полуавтоматы и полные автоматы. Ниже приве-
дены данные об основных специфических типах зубофрезер-
ных станков, широко распространенных в различных отраслях
приборостроения и применяемых для фрезерования цилиндри-
ческих колес методом обката.
а) Простые зубофрезерные станки
Станки, предназначающиеся для нарезания зубьев неболь-
ших прямозубых колес, как правило, выполняются в виде полу-
автоматов или полных автоматов, что дает возможность резко
поднять их производительность и применить многостаночное об-
служивание.
Полуавтомат с вертикальным шпинделем,
изделия
Рассматриваемый станок является одним из наиболее рас-
пространенных в различных отраслях приборостроения, особен-
но в часовой промышленности. Он применяется для фрезерова-
ния прямозубых колес диаметром до 30 мм с модулем
Щ=0,05-=-1 мм и числом зубьев от 4 до 390; наибольшая длина!
фрезерования у этих станков 20 мм.
chipmaker.ru
2-14
Гл. IV. Фрезерование зубчатых колес
2. Фрезерование зубьев методом обката
245
Станок работает по полуавтоматическому циклу; вручную
производится смена заготовки, возвращение распределительного
вала в исходное положение и перемещение пусковой тяги.
Кинематическая схема полуавтомата изображена на фиг. 205.
Главное движение от шкива 2 мотора 4 мощностью
0,4 л. с. (или от трансмиссии) через ведущий шкив 1 и винто-
Фиг. 205. Кинематическая схема зубофрезерного полуавтомата с верти-
кальным шпинделем изделия.
вые колеса z18—24; z19 —20; z20—15; z21—15 передается шпин-
делю 16 фрезы.
Изменение скорости вращения фрезы осуществляется сме-
ной шкива 2 на. моторе (или контрприводе) и ведущего шкива 1
станка. Допустимая скорость вращения шпинделя фрезы опре-
деляется соотношением (4—-13).
Фактическая его скорость в зависимости от числа оборо-
тов пы мотора (или вала контрпривода) и диаметров имею-
щихся в наличии шкивов 1 и 2 будет равна
Пф=Пм^71 0,99—
г19 г21 ^1 20 15
лф= 1,19лм-у-.
(4-52)
Приравнивая правую часть равенства (4—52) к правой
части равенства (4 —13) и зная величину лм, можно опреде-
лить диаметры специальных сменных шкивов*.
Движение обката осуществляется цепью обката стан-
ка, включающей звено настройки —• гитару обката. Цепь обката
определенным образом строго согласует вращение фрезы и за-
готовки, а именно:
1 оборот фрезы соответствует
— оборотов заготовки,
(4-53)
где z„—число заходов фрезы (z— \ для фрез, применяемых
в приборостроении);
z—число зубьев фрезеруемого колеса.
Проследив за кинематической цепью, связывающей вра-
щение фрезы с вращением заготовки, получим
^21г19гоггг15 ги
1 оборот фрезы X
Подставляя значения чисел зубьев шестерен и полагая
ги=1, получим
zf _ гя _ J________I5 24 50 .
га z zslz1Bzls z 15 20 5
(4 — 54)
Z„ Z
Формула (4—54) позволяет выполнить настройку гитары
обката.
Привод распределительного вала и движе-
ние подачи. Распределительный вал станка получает вра-
щение от ведущего шкива 1 через гитару обката za, zf„ zc, za,
гитару подачи ze, zf, zg, гъ, и червячную пару z10, z9. Червячная
шестерня zg может свободно вращаться на распределительном
валу и соединяется с ним фрикционной муфтой при включении
станка на полуавтоматическую работу. Наличие гитары подачи
дает возможность изменять скорость вращения распределитель-
ного вала после настройки скоростной цепи и цепи обката.
На распределительном валу жестко укреплены: кулачок 8
вертикальной подачи изделия, кулачок 6 горизонтальной подачи
фрезерной бабки 17 и диск 7 с рукояткой для вращения рас-
пределительного вала вручную.
* В большинстве случаев станок не имеет индивидуального мотора;
обычно имеются три скорости вращения фрезы в пределах от 410 дс
1375 об/мин. 1
chipmaker.ru
246_________Гл. IV. Фрезерование зубчатых колес
При вращении распределительного вала автоматически со-
вершаются следующие движения: врезание фрезы в заготовку,
нарезание зубьев, отвод бабки 17 в исходное положение ii
остановка станка *.
Движение подачи может осуществляться двумя способами;
осевым перемещением заготовки и радиальным перемещением
фрезы.
В первом случае кулачок 8, действуя на рычаг 11, подни-
мает внутреннюю часть шпинделя изделия вместе со столом и
укрепленной на нем заготовкой. iB этом случае фреза никаких
поступательных перемещений не совершает; расстояние от фре-
зы до оси вращения заготовки определяется специальным упо-
ром. Таким способом фрезеруются цилиндрические колеса с
прямыми зубьями сравнительно большой длины.
Во втором случае кулачок 6, действуя на рычаг 5, позволяет
пружинам 3 перемещать фрезерную бабку 17 в горизонтальной
плоскости по направлению к оси вращения заготовки. Конечное
положение шпиндельной бабки, определяющее внутренний диа-
метр фрезеруемого колеса, фиксируется упором. Стол станка не
совершает никаких поступательных перемещений, так как муф-
за 12 выключается. Этим методом обрабатываются цилиндриче-
ские колеса малой толщины 2.
В обоих случаях величина подачи определяется величиной
относительного перемещения фрезы и заготовки на один оборот
последней. Цепь подачи связывает вращение заготовки с ее
перемещением (первый случай) или с перемещением фрезы
(второй случай)|.
Основное расчетное соотношение для цепи подачи имеет та-
кой вид:
1 оборот заготовки соответствует 3 мм относительного
поступательного перемещения фрезы и заготовки; (4—55)
здесь 3 — подача.
Проследив за кинематической цепью, связывающей враще-
ние заготовки с поступательным перемещением ее, получим
(для первого случая):
, - . . 2*14 Ze Zg Zjn г у ОД q
1 оборот заготовки X — — --—Г/8--=3,
z15 Zf Zh Zg OB
где Hb— подъем спирали кулачка 10, экстраполированный
на его полный оборот.
1 Все это совершается при одном неполном обороте распределитель-
ного вала.
2 Станок дает возможность одновременно поднимать заготовку и выпол-
нять радиальное перемещение фрезы. Таким образом можно фрезеровать
(приближенно) конические колеса небольшой толщины. Координация ука-
занных движений в соответствии с углом делительного конуса осуществляет-
ся специальным профилированием сменного .торцевого кулачка It.
2. Фрезерование зубьев методом обката
247
Подставляя числовые значения, получим
zt zg $ OB 1 za z15 £ I 1 100 5
Zy zh OA H8 z10 zu 1 27 1 50 ’
zt zh 2,7'
Аналогично для случая радиальной подачи:
1 оборот заготовки х — — г—Нъ^- =
*15 zf zh z9 *ОС
где Не— подъем кулачка 6, экстраполированный на его пол-
ный оборот.
Далее
zg _ 5 ОС
2/ zh OD
(4 — 56)
1 z9 z13 _____$ 2 1 100 5
//6 zjo zu 1 32 1 50 ’
Ze Zg ____ $
Zf Zh 1 ,6 ’
(4-57)
Производительность полуавтомата. Цикл об-
работки заготовки включает время рабочего хода Тр, в течение
которого осуществляется подвод фрезы, ее врезание, нарезание
зубьев и выход фрезы из заготовки, и вспомогательное время
ТБ, в течение которого выполняется смена заготовки и управле-
ние механизмами станка. Холостые ходы полуавтомата (отвод
фрезерной бабки и остановка станка) совершаются мгновенно
под действием пружины (на фиг. 205 она не показана) в мо-
мент окончания рабочего хода.
Пусть Zp — длина рабочего хода, определяемая соотноше-
нием (4—16а) (в случае радиальной подачи ZP подсчитывается
по формуле
Zp = А3 + (0,5ч-1) мм,
где Л3—высота зуба, равная обычно 2,2 т; при этом
/р = 2,2 /п + (0,5-Н) мм), (4 — 58)
а 5—подача на один оборот заготовки, тогда
(а)
° мин ° "заг
где 5МИН—минутная подача;
пзаг— число оборотов шпинделя изделия в минуту.
В свою очередь
zK
«заг = «ф —
chipmaker, ru
248 Гл. IV. Фрезерование зубчатых колес
Подставляя последнее соотношение в выражение (а), полу-
чим
скорость
(4 — 60)
обратная
(4-61)
Величина подачи 5 берется из нормативов по режимам ре-
зания. По литературным данным
5 = 0,05—0,15 мм/об— при работе по стали;
5=0,024-0,35 мм/об—при работе по латуни.
В формуле (4—59) величина пф — фактическая
фрезы, определяемая соотношением (4—52).
Производительность полуавтомата будет равна *:
—— -К—1—,
Тшт Тр+Тв НАЛ,
где К — «идеальная производительность» — величина,
Тр и равная, следовательно,
д,_5г?фги
/рг
Нарезание зубьев, мелкомодульных колес 'выполняется, как
правило, за один проход. При подсчете производительности в
случае работы в два прохода путем добавочного углубления
фрезы (при чистовом проходе) Тр увеличится вдвое, а Тъ оста-
нется почти таким же, так как его основная составляющая —
время смены заготовки — не изменится.
Полуавтомат с горизонтальным шпинделем
изделия
Этот станок также весьма распространен в различных от-
раслях приборостроения. Он предназначается для нарезания
зубьев особо точных колес диаметром до 40 мм с модулем
/п=0,034-1 мм и числами зубьев от 6 до 390; наибольшая длина
фрезерования у этих станков 40 мм.
Станок работает по полуавтоматическому циклу; кроме ра-
бочих ходов, автоматизированы некоторые холостые ходы (от-
вод фрезы от заготовки после окончания нарезания зубьев и
остановка станка). Вручную сменяется заготовка и выполняют-
1 Полученную формулу можно рассматривать как частный случай бо-
•ггее общей формулы (4—20) при Зх=0. Если в выражении (4—61) возьмем
5 по нормативам, а пф—исходя из допустимой скорости резания, получим
теоретическое значение производительности. Если взять фактическое значе-
ние 5, определяемое фактическим передаточным отношением гитары
.подачи, т. е. одно из паспортных значений S, и фактическую скорость вра-
щения фрезы, то формула (4—60) позволит определить действительную
производительность полуавтомата,
2. Фрезерование зубьев методом обката
24&
ся некоторые движения, связанные с управлением механизмами
станка.
Кинематическая схема полуавтомата изображена на фиг. 206.
Главное движение от сменного шкива 1 мотора
мощностью 0,34 л. с. с 1400 об/мин передается при помоши
Фиг. 206. Кинематическая схема зубофрезерного полуавтомата с горизон-
тальным шпинделем изделия.
ремня 2 на ведущий шкив 3 станка и далее на шпиндель 16
фрезы через телескопический шарнирный валик 25. Допустимая
скорость вращения шпинделя фрезы определяется соотношением
(4—13). Фактическая его скорость в зависимости от диаметра
сменного шкива 1 будет равна
= >1= 1400 0,99;
пф=15,5^. (4-62)
253 Гл. IV. Фрезерование зубчатых колес
Станок снабжен тремя сменными шкивами rfi=50, 64 и
96 мм, которые дают соответственно Пф==775, 1000 и 1500 об/мин.
"Приравнивая правую часть равенства (4—62) к правой части
равенства (4—13), можно определить диаметр специального
сменного шкива 1.
Движение обката. Согласование вращения фрезы и
заготовки 1 2 производится на основании соотношения (4—53).
Проследив по схеме за кинематической цепью, связывающей
вращение фрезы с вращением заготовки, получим
1 оборот фрезыХ———
«* za zn z
или для однозаходных фрез
2о zc zh «17 1 50 _
26 zd z «18 г 5 ’
= (4—63)
zi. zd z
По формуле (4—63) выполняется настройка гитары об-
ката
Движение подачи. Особенностью данного полуавто-
мата является отсутствие обычного распределительного вала,
несущего кулачки. Движение подачи осуществляется следую-
щим образом. От ведущего шкива 3 станка через гитару обката
za, Zb, zc, Za, червячную пару z18, z„, пару винтовых колес z18,
?20, гитару подачи ze, Zf и вторую червячную пару z21, z22 вра-
щение передается на вал 23.
Вал 23 проходит через весь станок и на его правом (если
смотреть на станок спереди) конце укреплена винтовая ше-
стерня z8=14, /8=65 мм, имеющая в своей ступице конусное
отверстие (шестерня zs свободно проворачивается относительно
вала 23). По валу 23 от звездочки 9 перемещается в осевом на-
правлении конусная муфта (на фиг. 206 она не показана), вхо-
дящая в конусное отверстие ступицы шестерни ze. При вклю-
чении муфты шестерня zs начинает вращаться совместно с ва-
лом 23 и перемещает сцепленную с ней винтовую рейку 10.
Так как винтовая рейка 10 неподвижно укреплена в горизон-
тальном супорте фрезы И, то вместе с ней перемещается весь
супорт, осуществляя движение подачи.
1 Заготовка укрепляется в центрах, в цанге или на оправке, установ-
ленной в шпинделе 18' изделия.
2 Станки этого типа, применяемые для особо точных работ, имеют одно-
заходный. червяк z,8; для них формула (4—63) имеет такой вид:
2. Фрезерование зубьев методом обката 251
Согласование вращения заготовки с перемещением горизон-
тального супорта фрезы выполняется на основании соотноше-
ния (4—-55).
Проследив за кинематической цепью, связывающей враще-
ние шпинделя 18' изделия с перемещением супорта 11 фрезы,
получим
1 оборот заготовки X ———
z20 2/ г22
ze _ S г.£ г<Й _ S 50 40
Zg 2^2] Z^g 65 1 12
Окончательно формула для настройки гитары подачи при-
нимает такой вид
— =2,565. (4 — 64)
zf
Холостые ходы. Супорт фрезы 11 при своем движении
в направлении стрелки в момент окончания прорезания зубьев
на заготовке приводит в действие приспособления, совершаю-
щие холостые ходы, — отвод фрезы 16 вниз от заготовки и
остановку станка.
Эти движения осуществляются следующим образом. На
станине станка укреплен регулируемый упор 4, а на горизон-
тальном супорте фрезы—рычаг 5. В процессе движения по-
дачи нижний конец этого рычага, дойдя до упора 4, остановит-
ся. Так как супорт 11 продолжает двигаться, то верхний конец
рычага 5, выполненный в виде защелки, начнет опускаться вниз.
В определенный момент защелка соскочит с зуба рычага 12, и
трос 26 повернет его против часовой стрелки (если смотреть на
станок сзади, в соответствии с фиг. 206). Поворот рычага 12
вызывает поворот кулачка 13, что сопровождается перемеще-
нием вниз вертикального супорта 15, в котором смонтирован
шпиндель фрезы. Перемещение вниз супорта 15 осуществляется
под действием пружин 14 на величину, определяемую профилем
кулачка 13. Одновременно трос 26 выключает рубильник и
останавливает мотор. Практически эти холостые ходы соверша-
ются мгновенно.
Производительность полуавтомата. Посколь-
ку данный автомат однотипен с предыдущим, производитель-
ность его определяется соотношением (4—60).
Вспомогательное время 7^ дается на смену заготовки, пово-
рот звездочки 9 для возвращения супорта 11 в исходное поло-
жение, определяемое упором 7 и планкой 6, на поворот ры-
чага 12 при пуске станка и на поворот звездочки 9 для вклю-
чения подачи.
При сравнении первого полуавтомата со вторым можно сде-
лать следующие выводы:
chipmaker.ru
252
Гл. IV. Фрезерование зубчатых колес
1) точность второго полуавтомата выше главным образом
вследствие укорочения цепи обката и большей точности изго-
товления;
2) производительность обоих полуавтоматов примерно оди-
наковая;
3) конструктивно первый полуавтомат сложнее второго;
4) первый полуавтомат дает возможность выполнять более
широкий круг работ (осевая и радиальная подача, снятие за-
усенца на зубьях заготовки, возможность нарезания зубьев ко-
нических колец).
Таким образом полуавтомат второго типа следует предпо-
честь, особенно для фрезерования небольших особо точных пря-
мозубых цилиндрических шестерен приборов.
Следует отметить, что при нарезании зубьев мелких шесте-
рен на полуавтоматах удельный вес вспомогательного времени
довольно велик. Чем меньше нарезаемое колесо, т. е. чем
меньше Тр, тем желательнее автоматизировать весь цикл наре-
зания заготовки. Однако вследствие сильного усложнения кон-
струкции станка и ненадежности существующих типов автома-
тических загрузочных устройств до настоящего в,ремени полные
зубофрезерные автоматы большого распространения не получили.
Магазинный зубофрезерный автомат
Рассматриваемый ниже автомат обладает высокой произ-
водительностью и позволяет нарезать с высокой точностью
зубья на мелких прямозубых цилиндрических колесах диамет-
ром до 25 мм с модулем до 1 мм и числом зубьев от 3 до 80;
наибольшая длина фрезерования у этих станков 12,7 мм.
Кинематическая схема автомата изображена на фиг. 207,а.
Движение от мотора мощностью 0,5 л. с. с 1425 об/мин
передается на ведущий вал 14, на котором укреплены шестерни
г12=32 и червяк z8=l. При наладке станка ведущий вал может
проворачиваться вручную.
От шестерни z12 через шестерню z13=24 и сменные шестерни
za и скоростной гитары движение передается на промежуточ-
ный вал 37. От вала 37 движение передается на шпиндель
фрезы 2 (через шестерни z27=24, z,5=24, z,4=30, z2R=30, zsa=18
и zs=<?6) и на шпиндель изделия 4 (через шестерни zc, za, ze и
Zf гитары обката, промежуточный вал 36, шестерни z11=25,
?10=25 и червячную пару z6=l, z5=20). Соединение шестерни
с промежуточным валом 36 обеспечивает возможность ее
осевого перемещения совместно с супортом изделия в процессе
обката.
Передача вращения на кулачок подачи 18 осуществляется
от червяка z32=l, укрепленного на промежуточном валу 36.
Червяк z32 сцеплен с червячной шестерней z2!)=40, которая сво-
бодно сидит на промежуточном валу 28 и может соединяться
2. Фрезерование зубьев методом обката 253
с последним при помощи зубчатой муфты. На этом же валу
укреплена шестерня za3=25, передающая вращение на шестер-
ню z22=25 и далее (через шестерни z7, zh гитары подачи, чер-
вячную пару z21=l, z2O=20) на вал 17, на котором установлен
сменный кулачок подачи 18.
Кулачок 18 поворачивает рычаг подачи, действуя на его
плечо 19. Второе плечо 31 рычага подачи перемещает супорт
изделия (супорт изделия на фиг. 207,а не показан). Плечо 31
больше плеча 19 в 1,25 раза.
Вернемся к червяку z8=l, укрепленному на ведущем валу
14. Этот червяк сцеплен с червячной шестерней z7=40, свободно
сидящей на однооборотном валу холостых ходов 33 и имеющей
। chipmaker.ru
254 Гл. IV. Фрезерование зубчатых колес
возможность соединяться с последним при помощи зубчатой
муфты 38. Муфта имеет фасонную кольцевую1 канавку, в кото-
рую входит конец тяги 15, удерживающий ее в выключенном
состоянии во время нарезания зубьев на заготовке.
После окончания нарезания рычаг 16, действуя от торцевого
кулачка, укрепленного на валу 17, выводит тягу 15 из кольце-
вого паза муфты 38. Тогда под действием пружины муфта 38
перемещается вдоль своей оси и соединяет шестерню z7 с одно-
оборотным валом.
На однооборотном валу укреплены кулачок 30, двигающий
шпиндель 34 задней бабки; кулачок 9, перемещающий магазин
1, и кулачок 35, определяющий начальное и конечное положе-
ния однооборотного вала. Все холостые ходы совершаются за
один оборот вала 33, который поэтому и называется «одно-
оборотным» валом.
За один оборот кулачка подачи 18 совершается полный ра-
бочий цикл, а именно:
1) установка и закрепление заготовки на супорте изделия;
2) быстрое приближение супорта изделия с заготовкой к
фрезе;
3) фрезерование заготовки методом обката;
4) быстрый отвод супорта изделия в исходное положение;
5) выбрасывание заготовки.
Для настройки станка нужно произвести следующие рас-
четы.
Главное движение. Допустимая скорость вращения
шпинделя 2 фрезы определяется соотношением (4—13). Фак-
тические скорости его вращения в зависимости от числа зубьев
шестерен za и z» скоростной гитары будут равны:
И —р __ 1425 34 24 • 30 • 18 za _
* м Zi3zj,z25z2ez3 22 24 • 30 • 36 • Zf, ’
лф=1100 —. (4 — 65)
*
Комплект шестерен, приложенный к станку, позволяет по-
лучить 12 различных скоростей шпинделя фрезы от 664 до
2041 об/мин.
Движение обката. На основании основного расчетно-
го соотношения (4—53) и кинематической схемы станка полу-
чим
1 оборот фрезы X = z„ .
2г392'24г27гйг/г10г5 z
zrfzr z z3z2ez2Bznze
2. Фрезерование зубьев методом обката
255
Для однозаходной фрезы, подставляя значения чисел зубьев
шестерен, получим
Фиг. 207,б. Кулачок подачи зубофрезерного автомата.
Движение подачи. Кулачок подачи 18, за один обо-
рот которого совершается полный цикл обработки заготовки,
имеет следующие четыре участка (см. фиг. 207,6):
1) участок АС быстрого отвода супорта изделия;
2) участок CD покоя супорта изделия; в это время происхо-
дит поворот однооборотного вала;
3) участок DE быстрого подвода супорта изделия в рабочее
положение;
4) участок ЕА нарезания зубьев на заготовке.
Рассмотрим холостые ходы автомата.
chipmaker.ru
256 Гл. IV. Фрезерование зубчатых колес
Рекомендуется брать угол подвода Тп=50° и угол отвода
?о=-2О°. Угол покоя (стоянка) <?с должен обеспечить остановку
супорта изделия на время, достаточное для того, чтобы муфта
32 включилась, повернула однооборотпый вал и выключилась.
Время срабатывания муфты составляет 0,06—0,07 сек., а
время для поворота однооборотного вала tv. Б равно:
. , z7 60 40
= = — —- = 1,68 сек.,
z8 142э 1
где tK—время одного оборота мотора.
Итак, покой супорта изделия должен продолжаться
1,68+ 2 (0,06-г-0,07)~ 1,8 сек.
О 1,8
За это время кулачок подачи повернется на —лк п обо-
60
рота; здесь /гк.п —число об/мин. кулачка подачи.
Отсюда
<?с = 360-^-8 лк.п = 10,8лк.п. (а)
60
Следовательно, угол рабочего хода на кулачке подачи
равен
®р = 360°— S<?x х = 360°— (<рп + <рс + %) = 360° —
— (50о+10,8лк.п + 20о),
<р" = 290° —10,8лк.п. (б)
Величину пк.п можно подсчитать по кинематической схеме
^i2znzfzez32z23zgzgi _ 1425 34 • zazcze • 1 • 25 • zg • 1
г'1з^?аг'/г2йгйгй?20 22 • zbzdzf 40 25 • zfc - 20 ’
Принимая во внимание соотношение (4 — 66), получим
„ _____27,э za zg
"К.П -- ----------- •
Z Zb Zh
(4-67)
Переходим непосредственно к настройке гитары подачи.
Основное расчетное соотношение для этой цепи имеет прежний
вид [см. выражение (4—55)].
2. Фрезерование зубьев методом обката 257
Проследив за кинематической цепью, связывающей враще-
ние заготовки с ее поступательным перемещением, получим
1 оборот заготовки = 5, (в)
г6г112'29222г'Лг20 Ай
где S’ [мм]—допустимая подача на один оборот заготовки;
/31—длина плеча 31 рычага подачи;
/19 — длина плеча 19 рычага подачи;
. H1S—-подъем рабочего участка кулачка подачи, экстра-
полированный на его полный оборот.
Определим величину HiS.
Если L — величина рабочего хода супорта изделия, то
I v
I --—величина подъема рабочего участка кулачка подачи.
₽ 41
Экстраполяционная пропорция примет такой вид
1
^18 Р 41 .
360 <?р
His = lp^. (г)
4i ?р
Подставляя выражение (г) в (в), получим
20 25 1 25 zg _1 /р360
1 25 40 25 zh 20 ?р ’
(д)
9 /р
Рабочий ход супорта изделия /р подсчитывается по фор-
муле (4 — 16а).
Подставляя выражение (4 — 67) в (б), получим
<р 290-10,8 -к- = 290 — 297 — , (е)
Тр Z zb zh Z zh
где K= — уже определено при настройке скоростной цепи.
Решая выражение (д) относительно с?Р и подставляя в по-
следнее соотношение после несложных преобразований, получим
----------------. (4 — 67а)
Zh zp , 33 J®.
S z zb
По окончании настройки всех трех гитар станка следует пе-
рейти к построению кулачка подачи (см. фиг. 207,6).
258 Гл. IV. Фрезерование зубчатых колес
Максимальный радиус кулачка равен 50,8 мм. Построений
профиля кулачка начинаем с точки А. Так как максимальное
перемещение супорта изделия равно 25,4 мм, то положению
покоя на кулачке соответствует радиус ОВ, равный
О В = 50,8 — 25,4 • = 50,8 — 25,4 0,8 = 30,5 мм.
41
От точки А проводим линию А А' под углом 10° к радиусу
ОА до ее пересечения с окружностью ВВ' радиуса 30,5 мм.
Прямая АА’ сопрягается с окружностью ВВ' дугой радиуса
12,7 мм (такой радиус имеет ролик рычага подачи). При по-
добном построении участок АС отвода занимает угол 20°. Да-
лее, от точки А против часовой стрелки откладываем угол ра-
бочего хода ?₽ и проводим луч ОЕ, причем точка Е отстоит от
центра О на расстоянии
Of=50,8— 0,8/р.
Точки А и Е соединяются спиралью Архимеда.
От луча ОЕ против часовой стрелки откладываем угол 50°
и проводим луч OD. Точки О' и Е соединяются спиралью Архи-
меда.
На луче OD находим положение О' центра ролика рычага
подачи и описываем окружность DD' радиусом 12,7 мм *.
Производительность автомата. Производитель-
ность автомата равна числу оборотов распределительного вала
в единицу времени (минуту, час) и определяется формулой
(4—67}>после предварительной настройки скоростной гитары и
гитары подачи.
б) Универсальные зубофрезерные станки
Характерной особенностью универсальных зубофрезерных
станков для фрезерования прямозубых, косозубых и червяч-
ных колес является наличие у них дифференциальной кинема-
тической цепи, связывающей движение подачи с дополнитель-
ным поворотом заготовки, необходимым для образования косо-
го зуба. Малые модели таких станков имеют почти такую же
конструкцию и кинематику, как и большие модели, детально
описанные в многих руководствах, поэтому они здесь не рас-
сматриваются.
1 Описанный способ построения профиля кулачка является прибли-
женным. Правильнее следовало бы методом «обращения движения» по-
строить траекторию центра ролика (точки О'), после чего очертить
профиль кулачка, который будет являться эквидистантой к траектории
центра.
На фиг. 207, б показано такое построение для участка DE профиля
кулачка.
2. Фрезерование зубьев методом обката 259
Д. Погрешности при фрезеровании зубьев методом обката
При фрезеровании зубьев методом обката имеют место от-
ступления от идеальной схемы обработки. Эти отступления яв-
ляются следствием погрешностей червячной фрезы, геометри-
ческих и кинематических погрешностей станка, погрешностей
заготовки, настройки станка и т. п. Кроме перечисленных пер-
вичных погрешностей, самому методу зубофрезерования чер-
вячной фрезой присущи некоторые теоретические погрешности,
возникающие в результате 'прерывистости процесса резания,
поскольку фреза не может иметь бесконечного числа режущих
кромок.
Все эти причины имеют следствием геометрические неточ-
ности фрезеруемого колеса, которые, таким образом, представ-
ляют собой результативную погрешность обработки при зубо-
фрезеровании методом обката. Последующее изложение отно-
сится к нарезанию эвольвентных колес.
Как известно, геометрические неточности зубчатого колеса
характеризуются обычно следующими величинами:
1) отклонением основного шага;
2) разностью соседних окружных шагов;
3) накопленной погрешностью окружного шага;
4) отклонением профиля;
5) отклонением направления зуба;
6) смещением исходного контура в радиальном направлении.
По теории, разработанной докт. техн, наук проф. Н. А. Ка-
лашниковым *, все эти неточности приводятся к одной ошибке
зубчатого колеса, которая называется приведенной дей-
ствующей ошибкой и выражает кинематический эффект
неточностей зубчатого колеса. По своей величине и знаку при-
веденная действующая ошибка равна дефектным линейным
перемещениям идеально точного ведомого элемента, сопряжен-
ного с данным колесом.
Для цилиндрических колес с эвольвентным профилем зубьев
приведенная действующая ошибка AS имеет следующее выра-
жение
A5=for0d® = F(<P)J (4-68)
<pi
где «— угол поворота ведущего колеса;
ог0—ошибка радиуса основной окружности ведущего колеса.
Перечисленные ранее геометрические неточности зубчатого
колеса выражаются через приведенную действующую ошибку
следующим образом:
1 Калашников Н. А., Исследование зубчатых передач, 1941.
chipmaker.ru
260 Гл. IV. Фрезерование зубчатых колес
1) ошибка профиля зуба
Д/= J8rorfcp, (4—69)
?i
где 0<<?1<Ф2<еу;
для всего единичного профиля 44=0; 44= е у, где е—степень
перекрытия, а у — угловой шаг колеса;
2) ошибки окружного шага:
единичная
<р.+т
М = J oro(/<f>; (4-70)
накопленная на п шагах
¥i+«T
Д^„= j (4-71)
максимальная накопленная по всему колесу
Д^ = f 8rorf<p, (4 — 72)
где <р2—значение угла, соответствующее минимуму функции
Д5=/7(ср), а ср2 + «т — максимуму этой функции на ин-
тервале [0; 2П];
3) ошибка положения исходного контура
1 Гят —(*—*)т
Д h = Н—/70 = —------------- С 6rotZ<p + f 8r0(Z<p
sin ад |^0 2
u д
(4-73)
где Но—начальное положение исходного контура относитель-
но оси колеса; /70 = const;
Ид —угол профиля исходного контура;
ДА = tj (ср) = Н—Но — изменение положения исходного кон-
тура по к’олесу;
4) ошибка основного шага
Д^о —Де^опн» (4 — 74)
где AS£OIIH— приведенная ошибка основного шага червячной
фрезы.
Каждая из этих ошибок фрезеруемого зубчатого колеса
определенным образом связана с перечисленными выше пер-
вичными погрешностями. Детальный анализ взаимной связи
погрешностей при нарезании зубьев цилиндрических колес ме-
тодом обката на зубофрезерных станках дан в работе канд.
261
2. Фрезерование зубьев методом обката
техн, наук доц. Б. А. Тайц краткое изложение некоторых
разделов которой приведено ниже (применительно к прямозу-
бым мелкомодульным колесам).
Погрешности, присущие методу фрезерования
зубчатых колес червячной фрезой
Процесс образования профиля зуба фрезеруемого колеса
при обработке его червячной фрезой описан выше. Получаемый
на изделии профиль является семейством следов режущих кро-
мок инструмента.
Все участки профилирующего резания лежат в пределах
угла профилирующего резания ф, представляющего собой по-
ворот заготовки за время поворота фрезы на один зуб (см.
стр. 212 и фиг. 192).
Фактический профиль зуба в сечении, перпендикулярном
оси колеса, очерчен прямолинейными участками, число которых
равно
еА
гн ’
а длина этих элементарных участков равна
где р — радиус кривизны в
Вследствие конечного чи-
сла зубьев фрезы профиль
зубьев нарезаемого колеса
получает «огранку». Эта по-
грешность профиля являет-
ся присущей рассматривае-
мому методу фрезерования
зубчатых колес. Величина
огранки у определяется сле-
дующим образом (фиг. 208):
Рф.
данной точке идеального профиля.
Фиг. 208.
где p=rotgaJ-. При этом делается допущение, что в пределах
угла Ф кривизна эвольвенты не изменяется, т. е. р=const. Как
показал анализ, при принятом допущении отклонение в вели-
чине у от его точного значения1 2 не превосходит долей микрона.
1 Т а й ц Б. А., Неточности при зубофрезеровании методом обкатки и
система контроля зубчатых колес. Москва, Станкин, 1943.
2 См. упомянутую выше книгу Н. А. Калашникова.
^62__________ Гл. JV^ Фрезерование зубчатых колес
Поскольку угол <р мал, то
COS — = 1 • 2 8 ’ p’i2 n2z2 _V = 4- = (4-75) 8 ‘ v 7
На окружности выступов р будет наибольшим, поэтому у
также будет наибольшим:
Ре = г0 tg ае = cos ад • tg ае;
Уе = C°S “я tg О'е' (4 ~
где индекс е означает точку профиля, лежащую на окружности
выступов.
В свою очередь
ra z COS ап .,
cosa=—=----------(4 — 77)
е Re *+2/0
В приведенных формулах z — число зубьев фрезеруемого ко-
леса; zK— заходность фрезы; ая — профильный угол исходного
контура; k — число канавок у фрезы; f'o — коэффициент высоты
зуба, равный обычно единице.
Продольные дефекты поверхности вследствие наличия по-
дачи также свойственны методу зубофрезерования; эти дефекты
называются рябью. Величина ряби приближенно может быть
выражена формулой
где S — подача на один оборот заготовки;
Rr— радиус кольцевой зоны.
Наибольшая величина хтах ряби будет у внутренней окруж-
ности колеса:
m(z — 2f'o— 2с) _
7 х max 2 ’
= 4m (z-2/0-2c) ' (4-/8)
где с — коэффициент радиального зазора.
Погрешности профиля и основного шага фрезеруемого ко-
леса, появляющиеся вследствие приближенного профилирования
2. Фрезерование зубьев методом обката 263
червячной фрезы, следует отнести к преднамеренным отступле-
ниям от идеальной схемы обработки (с целью упрощения тех-
нологии фрезы). Таким образом приближенное профилирование
фрез вызывает появление ошибок теории1 зубофрезерования
шестерен.
Поскольку червячные фрезы, применяемые в приборострое-
нии, имеют малые углы подъема винтовой линии на делитель-
ном (или среднем) цилиндре, погрешности вследствие прибли-
женного профилирования ничтожны и их можно не принимать
в расчет. Однако, кроме этих преднамеренных отступлений, при
изготовлении и заточке фрезы неизбежны другие, технологи-
ческие первичные погрешности, которые могут существенно
исказить геометрию обрабатываемого зубчатого колеса.
Неточности изготовления фрезы
Местные ошибки профиля фрезы сказываются на колесе
лишь тогда, когда элемент кромки с ошибкой участвует в чи-
стовом резе, т. е. попадает на линию зацепления фрезы с коле-
сом. Если переместить немного фрезу вдоль ее оси, этот элемент
не будет попадать на линию зацепления, т. е. не вызовет по-
явления погрешности на, колесе.
Неточность угла профиля фрезы
-При неправильной уста-
новке или неправильной за-
точке затыловочного резца,
равно как и при неправиль-
ной правке шлифовального
камня, на передних гранях
зубьев фрезы появляются
отклонения в угле профиля.
Это приводит к отклонению
основного шага фрезы, что
влечет за собой отклонение
основного шага фрезеруе-
мого колеса и отклонение
Из формулы (4—74)
радиуса основной окружности,
и из фиг. 209 следует, что величина
отклонения основного шага изделия вследствие рассматривае-
мой первичной погрешности равна
Д[cosад —соз(ад +Д“д )]== + к/n Д а д sin ад, (4 — 79)
1 По аналогии с соответствующим термином теории точности механизмов
(см. Бруевич Н. Г., Точность механизмов, 1945).
, chipmaker.ru
264
Гл. IV. Фрезерование зубчатых колес
где Дад—угловая ошибка профиля, которая настолько мала,
что величиной -- (Дад)2 в разложении cos Да в ряд
Маклорена по сравнению с единицей можно прене-
бречь.
Отклонение радиуса основной окружности равно
„ ___ ______________________tllZ г
— Готеор — •Одейств — ~~~ [COS ССд
I
— cos (ад + Дяд )].
Следствием отклонения радиуса основной окружности является
появление погрешности профиля зубьев.
По формуле (4—69) получим
Д/= Jy [СО8 йд — COS (йд + д Яд.)] dy.
о
Так как -[= —,
Z
то
Д/ = П7ИЕ [COS Ид —СО8(йд + Айд)]» тгЩеДйд Sin йд =
= Д^е (4 — 80)
(угол Дй > 0, если ад. действ > ад. теор = 20°—для стандартных
колес).
Последнее соотношение устанавливает связь между погреш-
ностью угла профиля зубьев фрезы по их передним граням и
погрешностью профиля зуба фрезеруемого колеса.
Нерадиальность передних граней зубьев фрезы
Пусть нерадиальность передней грани зуба фрезы равна Др
(на высоте зуба, равной 2,4m); приближенно можно считать
зуб пирамидальным (фиг. 210). Вследствие наличия поднутре-
ния проекция режущей (передней) грани на поверхность (для
фрез в приборостроении — плоскость) радиальной канавки бу-
2. Фрезерование зубьев методом обката 265
дет образовывать контур исходной рейки с уменьшенным про-
фильным углом.
Полагая, что угол А Хх осевого затылования мал, получим
А ад = ^4_cos2 ад = д) А/?. (4 — 81)
2(/о+с)те 2,4m
Если h —• падение затылка при радиальном методе затыло-
вания, то higan — величина дополнительного смещения кромки
резца в осевом направлении.
Тогда угол Д1х будет равен
ДХ,= = (4 — 82)
Чьи ^д.„
k
где k—число зубьев фрезы;
г/д.„— делительный диаметр фрезы.
В’ свою очередь величина Дая, подсчитанная по формуле
(4—81), вызовет искажение основного шага и профиля зубьев
фрезеруемого колеса, о чем было сказано выше.
Ошибки осевого (или нормального) шага фрезы
Следует различать ошибку среднего шага, т. е. разницу меж-
ду его номинальной величиной и среднеарифметической величи-
ной фактических значений осевого (или нормального) шага, и
единичные ошибки шага, т. е. отклонения расстояний между
двумя одноименными кромками фрезы.
Ошибка среднего шага является результатом отклонения
угла подъема винтовой линии фрезы от номинального значе-
ния:
или
sin Хд = .
Из этих соотношений следует, что общая неточность шага
на заданном диаметре делительного цилиндра может иметь
место только при погрешностях угла подъема винтовой линии
фрезы. Эта погрешность приводит к изменению основного шага
фрезы:
А(о = А ^осев cos Хд cos яд = A/HopMcosax. (4 — 83)
Поскольку у рассматриваемых фрез Хд мало, то
= А 4юРм cos ад =, Д4сев cos ад.
chipmaker.ru
266 Гл. IV. Фрезерование зубчатых колес
Аналогично предыдущему это отклонение основного шага
фрезы приведет к изменению радиуса основной окружности, что
повлечет за собой погрешность профиля зубьев фрезеруемого
колеса:
(4—84)
Единичная ошибка шага может произойти в результате не-
равномерности окружного шага зубьев фрезы, неточности на-
стройки затыловочного станка и местных неточностей положе-
ния передней грани в связи с единичными ошибками изготовле-
ния фрезы. Единичная ошибка шага выражается в местном
сдвиге режущей кромки в нормальной плоскости. Номинальный
2 г f
окружной шаг зубьев фрезы ^окР=~^- При наличии неточно-
сти окружного шага Дфкр появится ошибка нормального • шага
фрезы:
Л^орМ= Д^окрСОЗ Г tg Д^окр Д^'1»
где X — угол наклона винтовой канавки (для фрез в приборо-
строении Х=0), а ДХ,— угол осевого затылования.
Величина ошибки основного шага инструмента будет равна
д ^ои = д^oPMCOS ад = Д '/.j cos ад Д £окр (4 — 85)
Умножением этой величины на степень перекрытия е полу-
чим ошибку профиля зубьев фрезеруемого колеса от рассматри-
ваемой погрешности.
Местный сдвиг режущей кромки однозаходной фрезы не
влечет за собой ошибки в окружном шаге фрезеруемого колеса,
так как этот шаг измеряется по одной и той же кольцевой
зоне, а вызывает местную ошибку основного шага колеса, так
как в этом случае измерительные наконечники прибора будут
касаться профилей в различных кольцевых зонах; при этом,
разумеется,
Д^О колеса = Д^Оинстр-
Местный сдвиг кромки «из тела» инструмента гораздо опас-
нее сдвига «в тело», так как, кроме искажения основного шага
колеса, здесь будет иметь место срезание части профиля зубьев
колеса, образуемого другими режущими кромками инструмен-
та. В результате этого создается прямолинейный участок на
зубьях колеса на значительной части профиля.
Биение основного цилиндра фрезы
Биение основного цилиндра фрезы может появиться вслед-
ствие эксцентриситета посадочного отверстия в процессе про-
филирования фрезы, вследствие биения оправки зуборезного
2. Фрезерование зубьев методом обката
267
станка или эксцентриситета посадки фрезы на оправку послед-
него. В результате фактическая ось вращения фрезы будет скре-
щиваться с осью ее основного цилиндра. Эту погрешность рас-
положения оси основного цилиндра можно разложить на две
составляющие — параллельное смещение и поворот. Поскольку
каждая составляющая представляет собой малую величину,
можно использовать принцип независимости действия первичных
погрешностей на результативную погрешность обработки фрезе-
руемого колеса.
Вследствие параллельного смещения Деи оси основного ци-
линдра фрезы относительно оси ее вращения режущие кромки
получат сдвиги Д'/ относительно правильного их положения на
линии зацепления. Очевидно, что эти сдвиги будут изменяться
по закону синуса в зависимости от угла <ри поворота фрезы
A'f= Деи sin ср и sin ад.
Указанное обстоятельство вызовет появление синусоидаль-
ных погрешностей профиля зубьев фрезеруемого колеса по
углу развернутости эвольвенты. Наибольшая погрешность про-
филя зубьев колеса будет равна
8/ Д /щах Д finin’ 2ДСи Sin ССд. (4 86)
Вследствие поворота оси основного цилиндра фрезы от-
носительно оси ее вращения первая будет описывать в про-
странстве конус. Этот поворот (перекос) может получиться из-
за наличия зазора между отверстием фрезы и оправкой или
из-за «конусного» биения оси оправки станка.
Результатом перекоса фрезы является погрешность профиля
зубьев фрезеруемого колеса и погрешность его основного шага.
Аналитическое выражение этих погрешностей довольно гро-
моздко и здесь не приводится.
Остальные погрешности, имеющие место при зубофрезерова-
нии методом обката, здесь не рассматриваются; интересующих-
ся этим вопросом отсылаем к упомянутой выше работе
Б. Л. Тайца.
chipmaker.ru
I
I
ГЛАВА ПЯТАЯ
ОБРАБОТКА НА СВЕРЛИЛЬНЫХ СТАНКАХ
1. ОБЩИЕ ПОЛОЖЕНИЯ
При проектировании и выполнении работ на сверлильных
станках необходимо обеспечивать:
1) правильность формы и размеров отверстия;
2) отсутствие искривлений и перекоса (увода) оси отвер-
i стия;
3) правильное взаимное расположение центров отверстий и
их положение относительно базисных элементов детали.
Основными причинами, вызывающими погрешности по диа-
метру просверленных отверстий, являются: 1) неточности диа-
метральных размеров сверл; 2) биение сверл; 3) биение оси ко-
нуса шпинделя станка; 4) деформации сверл.
Неточности диаметральных размеров сверл регламентируют-
ся ГОСТ 885—41.
Биение сверла вызывается несоосностью рабочей части свер-
। ла и его хвостовика. Согласно ГОСТ 2034—43 биение, прове-
ряемое у переднего края рабочей части сверла при зажатии, до-
1 пускается:
для сверл с цилиндрическим хвостом диаметром от 3 до
20 мм в пределах 0,08 мм;
для таких же сверл с коническим хвостом в пределах
0,012 мм.
Радиальное биение оси конуса шпинделя согласно ГОСТ 370—41
допускается в пределах 0,03 мм на расстоянии 100 мм от конца
I шпинделя.
Деформации сверла, вызывающие увеличение диаметра от-
верстия, возникают вследствие неравенства углов при вершине
। заборного конуса и неодинаковой длины режущих кромок.
В обычных условиях общая погрешность по диаметру отвер-
1 стий составляет при сверлении без кондуктора 0,15—0,2 мм и
при сверлении по кондуктору 0,06—0,13 мм (для диаметров от
1 до 18 лмг).
I. Общие положения
269
Овальность шеек и подшипников шпинделя имеет следствием
овальность просверленного отверстия.
В большинстве случаев точность диаметральных размеров,
получаемая при сверлении, не играет решающей роли, так как
после сверления отверстие (если это нужно) подвергается до-
полнительной обработке (зенкерование, развертывание). Раз-
вертыванием небольших отверстий непосредственно после свер-
ления можно получить 3-й класс точности, а чистовым развер-
тыванием — 2а и 2-й классы точности.
Если, однако, согласно технологическому процессу необхо-
димо обеспечить высокую точность отверстий непосредственно
после сверления, нужно предусмотреть ряд мероприятий, из ко-
торых наиболее существенными являются:
1) установление более узких допусков по диаметру сверл,
чем предусмотренные ГОСТ 885—41;
2) тщательная заточка сверл, обеспечивающая равенство
углов при вершине и одинаковую длину режущих кромок;
3) тщательная выверка сверл при зажатии, сводящая до
минимума биение.
Имеются практические данные о том, что в результате про-
ведения указанных мероприятий (в частности установления по
диаметрам сверл допуска 2,5 ?>.) при сверлении весьма малых
отверстий (диаметром от 0,1 до 1 мм} удалось обеспечить до-
пуски по диаметрам отверстий в пределах 0,01 мм.
В отношении искривления и перекоса оси отверстия пред-
ставляется возможным привести следующие соображения об-
щего характера.
Причинами, вызывающими так называемый увод оси отвер-
стия при сверлении, являются:
1) неперпендикулярность рабочей поверхности стола или
опорной поверхности приспособления (кондуктора) оси шпинде-
ля в ненагруженном состоянии;
2) непараллельность оси шпинделя направлению перемеще-
ния гильзы;
3) деформации станка;
4) деформации сверла.
Значения погрешностей, вызываемых первой причиной, зави-
сят от точности приспособления и станка, а второй — только от
точности станка (см. ГОСТ 370—41).
Деформации станка происходят под действием осевого уси-
лия при сверлении и вызывают отклонения перпендикулярности
оси шпинделя к рабочей поверхности стола. Следует заметить,
что согласно ГОСТ 370—41 и 98—41 допускаемые погрешности,
которые вызываются деформацией станка и причинами, указан-
ными в пп. 1 и 2, направлены в разные стороны и, следова-
тельно, в известной степени компенсируют друг друга.
chipmaker.ru
270 Гл. V. Обработка на сверлильных станках
При сверлении отверстий небольшого диаметра наиболее су-
щественное значение имеют деформации сверла. В процессе
сверления сверло можно рассматривать как балку, находящую-
ся под действием осевой силы.
Отношение — для сверл диаметром менее 12 мм, даже уко-
роченных, больше критического значения этого отношения при
продольном изгибе *.
Следовательно, в тех случаях, когда величина осевого уси-
лия превышает критическую силу Рь (эйлерову силу), проис-
ходит продольный изгиб сверла и его искривление.
Если даже полагать, что в ненагруженном состоянии станка
ось сверла занимает строго вертикальное положение, то в ре-
зультате: 1) деформаций станка; 2) эксцентричного приложения
нагрузки вследствие эксцентриситета между рабочей частью и
хвостовиком сверла; 3) искривления сверла из-за его продоль-
ного изгиба — уже в самом начале сверления произойдет по-
ворот вершины сверла и, следовательно, отклонение оси от-
верстия от правильного положения.
Положение центров отверстий относительно друг друга или
относительно других элементов детали можно обеспечить по-
средством: 1) разметки, выполняемой вручную; 2) кондукторов;
3) предварительного кернения детали при помощи штампа;
4) сверлильно-разметочного станка; 5) установочных шаблонов.
Разметка, выполняемая вручную, является весьма малопро-
изводительной операцией и, кроме того, не может обеспечить
высокой точности расположения центров отверстий (допуск на
межцентровое расстояние при ручной разметке выражается в
десятых долях миллиметра). Сверление по разметке вручную
применяется лишь в производствах индивидуального типа и
при невысоких требованиях в отношении точности. В связи с
этим вопрос о сверлении по разметке вручную здесь подробно
не рассматривается.
2. СВЕРЛЕНИЕ ПРИ ПОМОЩИ КОНДУКТОРОВ
Для того чтобы решить, в каких случаях можно применить
сверление при помощи кондуктора, нужно прежде всего опре-
делить точность расположения отверстий, которая может быть
достигнута при этом методе.
Размер L, точность которого нужно рассчитать, может ха-
рактеризовать либо расстояние от центра отверстия до исход-
ной базы, либо расстояние между центрами двух отверстий.
1 По исследованиям Титова Г. Н. (Прочность металлорежущих инстру-
ментов, Машгиз, 1947) это отношение равно 6 для сверл из быстрорежущей
стали и 7,6 —для сверл из углеродистой стали.
2. Сверление при помощи кондукторов
271
В соответствии с общей методикой расчета точности обработки
при отсутствии погрешности базировки следует исходить из об-
щего неравенства
от >£0 + '»1-
Величина £0 определяет влияние на размер L смещения
центра просверленного отверстия по отношению к оси отвер-
стия кондукторной втулки; величина т; учитывает неточность
кондуктора о/. — допуск по размеру L.
К определению значения £0 можно подойти теоретически на
основе следующих соображений. Смещение центра просверлен-
ного отверстия по отношению к оси кондукторной втулки мо-
жет произойти, если не учитывать деформаций сверла, лишь
при наличии зазора между сверлом и кондукторной втулкой.
Очевидно, максимальная величина этого зазора
z = (b.o)„—(н. о)св,
где (в. о)в — верхнее отклонение по диаметру отверстия втулки;
(н. о)св —нижнее отклонение по диаметру сверла.
Если считать, что ось сверла строго параллельна оси втул-
ки, то максимальное смещение центра просверленного отвер-
стия по. отношению к оси кондук-
. z
торной втулки будет равно — .
В действительности же сверло
всегда в той или иной мере пере-
кашивается. Если не учитывать де-
формаций сверла, можно считать,
что максимальный угол а перекоса
определяется из следующего равен-
ства (фиг. 211):
, z
где И — высота втулки.
Обрабатываемая
j деталь
Фиг. 211.
При этих условиях смещение центра сверлимого отверстия
на поверхности детали по отношению к оси отверстия кондук-
торной втулки будет равно
Допуски по диаметру сверл, как указано выше, установлены
ГОСТ 885—41. Отверстия кондукторных втулок изготовляются
по ходовой посадке, а для особенно точных работ — по посадке
движения 2-го класса точности. В соответствии с этим при свер-
chipmaker.ru
272
Гл. V. Обработка на сверлильных станках
Ленин новым сверлом и при новом кондукторе отверстий диа-
метром, например, 5 мм максимальный зазор (если отверстие
втулки изготовлено' по ходовой посадке) можно определить,
исходя из следующих данных:
нижнее отклонение по диаметру сверла равно —0,03 мм;
верхнее отклонение по диаметру отверстия втулки равно
0,027 мм;
максимальный зазор г=0,027—(—0,03)=0,057 мм.
Если принять Н=8 мм и /=3 мм, максимальное смещение
центра отверстия с учетом перекоса сверла составит
Нт+т)
0,057 = 0,05 мм.
В процессе работы первоначальный зазор увеличивается
вследствие увеличения диаметра втулки под влиянием износа.
С другой стороны, если при расчетах исходить из максимально
возможного зазора и максимально возможного перекоса сверла
по отношению к кондукторной втулке, будут получаться пре-
увеличенные значения ё0. Кроме того, на размере L сказывается
не только величина смещения, но и его направление.
Вследствие этого, а также учитывая неизбежные деформа-
ции сверла, нужно признать, что результаты теоретических рас-
четов могут носить лишь ориентировочный характер.
Для получения более надежных данных следует провести
экспериментальные и статистические исследования.
Если требуется выдержать размер, определяющий положе-
ние центра отверстия относительно базы, следует учитывать,
что сверло может прижаться к кондукторной втулке с одной,
либо с другой стороны, а также перекоситься в ту или другую
сторону. Поэтому величину £0 следует принять равной удвоен-
ному смещению центра сверлимого отверстия относительно осп
кондукторной втулки, т. е. в этом случае
50=21 = 2г(-Г+ф) = г(^- + 1). (5-2)
Если необходимо выдержать расстояние между двумя от-
верстиями, нужно учесть возможные смещения центра каждого
отверстия по отношению к оси его кондукторной втулки. В этом
случае
£о=2(ь+Т2), (5—3)
где Yj—смещение центра первого отверстия по отношению оси
его кондукторной втулки;
у2-—аналогичное смещение второго отверстия.
Значения у, и у г следует определять в соответствии с фор-
мулой (5—1) или на основе соответствующих опытных данных.
2. Сверление при помощи кондукторов
273
Величиной т] (неравенство на стр. 271) учитывается неточ-
ность кондуктора. В тех случаях когда требуется выдержать
положение сверлимого отверстия относительно исходной ба-
зы, т] представляет собой неточность по размеру, определяюще-
му расстояние от оси кондукторной втулки до установочной ба-
зы приспособления. В тех же случаях когда требуется выдер-
жать расстояние между центрами отверстий, т; характеризует
неточность расстояния между осями кондукторных втулок.
Рассмотрим несколько примеров.
Простейший пример показан на фиг. 212. В данном случае
неточность кондуктора т; представляет собой неточность рас-
стояния Lo (на чертеже не пока-
зано) от оси направляющего от-
верстия кондукторной втулки до
упорной плоскости М. Эта по-
грешность вызывается неточно-
стью расстояния от оси отвер-
стия в плите под кондукторную
втулку до плоскости М и эксцен-
триситетом между наружной по-
верхностью кондукторной втулки
и ее отверстием.
Допуск по размеру L, который
лении, определяется из неравенства
+ — + 1 ) z + ^zo, (5 4)
Фиг. 212.
можно выдержать при свер-
где oi0—допуск по размеру (устанавливается при изготов-
лении кондуктора).
Если сверлится отверстие диаметром 5 мм, то, принимая
7 = 0,05 мм (см. стр. 272), а 8£0 = 0,02 мм, получим, что в дан-
ном случае можно выдержать допуск
8Z>2 • 0,05 + 0,02;
8£>0,12 мм.
В тех случаях когда сверление выполняется через сменную
втулку, при определении значения tj нужно дополнительно учи-
тывать смещение оси отверстия втулки относительно оси ее гнез-
да. Максимальное значение этого смещения складывается из
половины зазора между сменной втулкой и гнездом и эксцентри-
ситета между отверстием сменной кондукторной втулки и ее
наружной поверхностью.
Так как сменная втулка может сместиться как в одну, так
и в другую сторону, то при определении величины т] нужно учи-
тывать двойную величину этого смещения.
chipmaker.ru
Гл. V. Обработка на сверлильных станках
274
При этих условиях
'»1=8£о + г, + 2есм, (5 — 5)
где z'— максимальный зазор между сменной втулкой и гнез-
дом;
есм—эксцентриситет сменной втулки.
Допуск, который можно выдержать при сверлении сквозь
сменную втулку, равен
8т >2-[ + oi0 +?'-|-2есм.
(5-6)
Сменная втулка вставляется в гнездо по посадке движения
2-го класса точности. Эксцентриситет между отверстием кондук-
торной втулки и ее наружной поверхностью1 обычно составляет
0,005—0,01 мм. При диаметре отверстия 5 мм наружный диа-
метр втулки равен 9 мм. При этих условиях максимальный за-
зор между кондукторной втулкой и ее гнездом составит
^=0,016—(—0,015) =0,031 мм.
Принимая есм = 0,005 мм, находим (для отверстия диамет-
ром 5 мм)
tj = Это + ?' + 2есн = 0,02 -ь 0,031 + 2 • 0,005 = 0,061 мм,
а
S£ >2-0,05 + 0,061;
о/, >0,161 мм.
Несколько более сложный пример, в
котором к тому же имеется погрешность
базировки, представлен на фиг. 213.
Здесь величиной т] оценивается неточ-
ность положения оси кондукторной
втулки относительно упорной призмы А.
Фиг. 213. Эта неточность вызывается совместным
влиянием неточности размера k, эксцен-
триситета между осью кондукторной втулки и ее наружной
поверхностью и неточности угла призмы.
Влияние неточности угла призмы можно вывести из следую-
щих расчетов.
Размер, который нужно выдержать, равен
2. Сверление при помощи кондукторов
275
Погрешность по размеру пг, порождаемую неточностью угла
призмы, можно выразить в виде
дт .
—Да= —
да
D
2
D cos —
Ьа=----------- Да.
а
sin2 —
2
Неточность положения центра кондукторной втулки относи-
тельно упорной призмы составит
а
D cos -—
Tj = 8ft-|-2e4-------—-— За, (5 — 7)
а
4 sin2 —
2
где & и 8а — допуски по размеру k и углу а;
е — эксцентриситет между наружной поверхностью
втулки и ее отверстием.
Погрешность базировки в данном случае составит
где %—допуск по диаметру D
детали.
В соответствии с общими по-
ложениями, изложенными в пер-
вом разделе курса, допуск по
размеру т, который можно вы-
держать при сверлении в данном
кондукторе, определяется из не-
равенства
Sm> V ^ + е2 +т<-
В данном случае £0 определяется согласно формуле (5—2),
е—согласно формуле (5-—8), а т— согласно формуле (5—7).
Рассмотрим те случаи, когда требуется выдержать располо-
жение отверстий относительно друг друга. На фиг. 214 показано
сверление через постоянные втулки; здесь величина у] представ-
ляет собой неточность расстояний между осями отверстий кон-
дукторных втулок. Последняя в свою очередь складывается из
неточности расстояний между отверстиями под кондукторные
втулки в корпусе кондуктора и эксцентриситетов между отвер-
стиями кондукторных втулок и их наружными поверхностями.
chipmaker.ru
276 Гл. И. Обработка на сверлильных станках
При точном изготовлении кондуктора можно принять допуск
на межцентровое расстояние кондукторных втулок равным
±0,01 мм.
В соответствии с формулой (5—3)
^0=2(71+7,).
Следовательно, допуск на размер между центрами отвер-
стий детали составит
= о£о + 2 (-J + у2). (5 — 9)
Если сверление выполняется сквозь сменные кондукторные
втулки, то
= + Zi + z2 + 2(et см + еасм), (5—10)
где Z]—максимальный зазор между первой сменной втулкой
и ее гнездом;
е1см—эксцентриситет первой втулки;
г2 и е2см —те же величины для второй втулки.
Допуск, который можно выдержать в данном случае, равен
Зт >2 (7, + 72) + °то + Zj + z2 + 2 (et с„ + е2 см). (5 —11)
Допустим, что требуется просверлить через постоянные втул-
ки два отверстия диаметром 5 мм. Примем допуск на меж-
центровое расстояние кондукторных втулок о/(1=0,02 мм.
Как было подсчитано на стр. 272, для отверстия диаметром
5 мм у=0,05 мм. Следовательно,
’0 — 2(714“ Та) =0>2;
= Ото = 0,02;
> >0,2 + 0,02;
о£>0,22 мм.
При сверлении тех же отверстий сквозь сменные втулки
не меняется, но
Zi = ото + + z2 + 2 (ех см + с2 см).
Как было подсчитано на стр. 274, при диаметре сверлимого
отверстия 5 мм х'=0,031 мм.
Принимая ото = 0,02, а ех см = е2 см = 0,005 мм, находим
4 = 0,02 + 0,031 + 0,031 + 2 (0,005 + 0,005) = 0,102 мм,
а
от >(0,2+ 0,102).
от > 0,302 мм.
2. Сверление при помощи кондукторов
277
Как видно из приведенных примеров, основное влияние на
-точность межцентрового расстояния при сверлении по кондук-
тору оказывает смещение центра сверлимого отверстия относи-
тельно оси кондукторной втулки. Заметим, что во всех приме-
рах значения допусков, были подсчитаны для наиболее неблаго-
приятных сочетаний. Более вероятные значения можно было
бы получить, если исходить не из максимальных, а из средних
зазоров. В этом случае значения допусков уменьшились бы при-
мерно на 40%.
Можно считать, что. допуски на межцентровые расстояния,
которые можно выдержать при сверлении при помощи кондук-
торов, составляют (в зависимости от
диаметров отверстий) 0,1—0,2 мм.
Значительно повысить точность
сверления по кондуктору путем по-
вышения точности самого кондук-
тора невозможно. Более существен-
ное значение имело бы применение
сверл с более узкими, чем нормаль-
ные, допусками и замена ходовой
посадки (между сверлом и кондук-
торной втулкой) посадкой движе-
Фиг. 215.
НИЯ.
В отношении типов кондукторов можно сделать следующие
общие замечания.
Кондукторы с шарнирной кондукторной плитой ввиду зазо-
ров в шарнире не следует применять в тех случаях, когда тре-
буется весьма точно выдержать расположение сверлимого от-
верстия относительно базы. Если же шарнирная плита приме-
няется также и для прижатия детали (фиг. 215), то в этом слу-
чае при значительном допуске по толщине детали плита мо-
жет занять положение, показанное пунктиром, что приводит к
деформациям и поломке сверл.
Следует также избегать применения кондукторов со съем-
ной кондукторной плитой, так как при работе с ними затрачи-
вается много вспомогательного времени.
Наиболее благоприятные результаты в отношении точности
расположения отверстий получаются при применении таких кон-
дукторов, у которых кондукторные втулки запрессовываются в
неподвижные относительно базирующих элементов части кон-
дуктора.
При выборе типа станка нужно руководствоваться следую-
щими соображениями.
В производствах серийного типа сверление одного отверстия
или нескольких отверстий одного диаметра выполняется на
одношпиндельных сверлильных станках, которые отличаются от
chipmaker.ru
Гл. V. Обработка на сверлильных станках
278
аналогичных станков, применяемых в машиностроении, лишь
размерами и некоторыми конструктивными особенностями. Эти
особенности обусловливаются весьма высокими числами оборо-
тов сверла (вследствие малых диаметров отверстий) и высоки-
ми требованиями в отношении равномерности и плавности по-
дачи, чувствительности механизма подачи и уравновешивания
вращающихся масс.
В том случае, когда отверстие обрабатывают несколькими
инструментами (сверлом, зенкером, разверткой), необходимо для
сокращения времени, затрачиваемо-
го на смену инструментов, заменять
обычные сверлильные патроны так
называемыми быстросменными па-
тронами, позволяющими сменять
инструменты, не останавливая
станка.
Одна из конструкций быстро-
сменных патронов показана на
фиг. 216. Сменяемой частью’ в па-
троне является втулка 1, в кониче-
ское отверстие которой вставляется
хвост инструмента. Втулку 1 мож-
но вставлять и вынимать из кор-
пуса 2 патрона, который удержи-
Фиг. 216. Быстросменный вается в шпинделе станка. Враще-
патрон. ние передается втулке 1 от патрона
посредством шариков 3, входящих
в выемки 4 втулки. Для того чтобы освободить инструмент, нуж-
но поднять вверх наружную гильзу 5 с накаткой по наруж-
ной поверхности до тех пор, пока выточка гильзы не устано-
вится против шариков 3. Тогда втулка 1 освободится и ее мож-
но будет вынуть из патрона вместе с инструментом.
При использовании одношпиндельного сверлильного станка
для многопереходных операций, кроме смены инструментов,
много времени требует переключение скорости вращения шпин-
деля при переходе от сверления к нарезанию, развертыва-
нию и т. п.
Оба указанных недостатка отпадают при выполнении много-
переходных операций на широко применяемых в точном прибо-
ростроении многошпиндельных сверлильных станках со шпин-
делями, расположенными в один ряд (фиг. 217). В каждом
шпинделе устанавливается инструмент, предназначенный для вы-
полнения определенного перехода и вращающийся с требуемой
скоростью.
2. Сверление при помощи кондукторов 279
Указанные станки следует применять в производствах се-
рийного типа также в тех случаях, когда требуется просверлить
несколько отверстий разных диаметров.
Сверление нескольких отверстий с параллельными осями в
производствах крупносерийного и массового типов выполняется
одновременно при помощи многошпиндельных сверлильных го-
ловок, а при очень большом количестве обрабатываемых дета-
лей — на многошпиндельных сверлильных станках.
Фиг. 217. Многошпиндельный сверлильный станок.
В производствах серийного типа следует применять универ-
сальные сверлильные головки, у которых можно регулировать
расположение шпинделей и расстояния между ними.
Специальные головки с неизменным расположением шпинде-
лей проще, чем универсальные, и обеспечивают более высокую
степень точности. Однако в связи с узкоограниченной областью
применения, они оправдывают себя лишь при достаточно боль-
шом количестве обрабатываемых деталей.
В производствах массового типа следует применять спе-
циальные многошпиндельные станки.
Если отверстия в детали должны быть расположены весьма
близко друг к другу, то сверлить их одновременно не пред-
ставляется возможным. В подобных случаях приходится выпол-
нять сверление в несколько переходов; так, например, при об-
chipmaker.ru
I
280 Гл. к. Обработка на сверлильных станках
работке направляющей планки счетной машины на девятишпин-
дельном станке сверлят каждое пятое отверстие.
Несмотря на то что расстояние между отверстиями при
сверлении их на многошпиндельных станках (или посредством
многошпиндельных головок) обусловливается расположением
шпинделей, надобность в кондукторах все же не отпадает.
В этом случае назначение последних заключается в базировке
детали и направлении сверл (для предотвращения их поломки)
сквозь кондукторные втулки.
При обработке сравнительно крупных деталей, у которых
необходимо просверлить несколько отверстий в разных направ-
лениях, весьма рационально применять агрегатно-сверлильные
станки, собираемые из отдельных сверлильных головок.
Следует также отметить способ позиционного сверления.
Станок, предназначенный для позиционного сверления, имеет
круглый стол, на котором располагается ряд приспособлений
с обрабатываемыми деталями. После поворота стола на опре-
деленный угол под каждый шпиндель подводится деталь для
выполнения соответствующего перехода — сверления, нарезания,
развертывания и т. п. При каждом повороте заканчивается об-
работка одной детали. 'Во время рабочего хода можно выни-
мать готовые детали и устанавливать новые заготовки. Благо-
даря этому непроизводительно теряется лишь время, затрачи-
ваемое на повороты стола.
В случае необходимости в каждой позиции можно устано-
вить многошпиндельную головку. Для более равномерного рас-
пределения времени обработки и сокращения продолжитель-
ности цикла иногда целесообразно обрабатывать одно и то же
отверстие по частям в нескольких позициях.
3. СВЕРЛЕНИЕ С ПРЕДВАРИТЕЛЬНЫМ КЕРНЕНИЕМ
Специфическим для приборостроения методом является
сверление с предварительным накерниванием отверстий при по-
мощи специального штампа '. Этот способ применяется при об-
работке плоских деталей.
Сверление выполняется без кондуктора на обычных свер-
лильных станках или специальных полуавтоматах. По сравне-
нию со сверлением при помощи кондуктора этот метод обеспе-
чивает более высокую производительность. Как показала прак-
тика часовых заводов, точность межцентрового расстояния рав-
ноценна точности, получаемой при сверлении по кондукторам.
Возможность применения данного метода ограничивается тол-
щиной обрабатываемой детали, которая не должна превышать
3 мм для стали и 5 мм для латуни.
1 Об этом способе кернения см. главу шестую.
3. Сверление с предварительным кернением 281
Особенно целесообразен рассматриваемый метод при изго-
товлении плоских деталей (типа платинок) в массовых произ-
водствах, где для сверления следует применять специальный
многошпиндельный полуавтомат
В настоящее время такой полуавтомат используется в часо-
вой промышленности для сверления платин. Однако он может
найти и более широкое применение в приборостроении, так как
дает возможность просверлить в детали несколько десятков раз-
лично расположенных отверстий восьми разных диаметров.
Станок работает следующим образом. Деталь устанавливает-
ся на каретке, которая автоматически перемещается в верти-
кальной плоскости и поворачивается таким образом, что в ра-
бочей позиции против сверла устанавливается каждый раз одно
из накерненных отверстий. Сверла закрепляются в шпинделях,
монтированных в шпиндельном барабане, который автомати-
чески поворачивается вокруг вертикальной оси. При каждом
повороте барабана в рабочей позиции устанавливается сверло
нужного диаметра, после чего ему сообщается вращательное
движение и подача вдоль его оси.
Кинематическая схема станка показана на фиг. 218. Враще-
ние сообщается шпинделю //, находящемуся в рабочей пози-
ции, от мотора через ременную передачу со шкивами
0 125—40 мм, валик 20, скользящий по шпонке во втулке 2/,
с которой жестко связан шкив 40. На конце валика 20 жестко
закреплена тарелочка 16, к которой под действием пружины 12
прижимается тарелочка 15, закрепленная на конце шпинделя 11.
Последний приводится во вращение благодаря трению между
тарелочками 15 и 16. После сверления шпиндель при помощи
той же пружины 12 отводится назад и удерживается в отве-
денном положении во время поворота барабана. Все шпиндели
имеют одно и то же число оборотов.
Подача сверла происходит следующим образом. Валик 20
свободно вращается в гильзе 17 и вместе с ней перемещается
в осевом направлении. Перемещение гильзы 17 происходит при
повороте зубчатого сектора 18, сцепленного с рейкой на гиль-
зе 17. Перемещаясь влево, гильза передвигает шпиндель И
через шариковый подпятник, валик 20 и тарелочки 15 и 16.
Зубчатый сектор поворачивается кулачком 26, закрепленным
на распределительном валу 25, посредством рычага 27, стержня
28 и рычага 19. Кулачок 26 постоянный, и подачу сверла можно
менять только путем изменения расстояния опоры стержня 28
на рычаге 27 от опоры последнего. Для этого на рычаге 27
имеется несколько гнезд.
1 Описание полуавтомата и приведенные ниже расчеты изложены по
работе доц. Каца Я. Э., Металлорежущие станки для обработки платинок
и мостиков точных приборов и часовых механизмов (изд. МАИ, 1947).
282
У 3 Обработка на сверлильных станках
Фиг. 218. Схема многошпиндельного сверлильного полуавтомата.
3. Сверление с предварительным кернением
283
Деталь устанавливается в рабочую позицию следующим об-
разом. Деталь помещается на каретке 10 в форме диска, под-
держиваемой двумя наклонными тягами 7, с одной из которых
диск связан шарнирно, а с другой — жестко. Концы тяг шар-
нирно связаны с ползунками 6, на которые они опираются.
Ползунки скользят по направляющим стержням 5, укреплен-
ным в корпусе станка, и опираются через стержни 3 на упоры 2,
ввернутые на резьбе в диск 1. Стержни 3 прижимаются к упо-
рам при помощи пружин 4. Перед установкой детали в очеред-
ную рабочую позицию каретка 10 поднимается, а диск 1 пово-
рачивается и подводит под стержни 3 новую пару упоров 2.
Вслед за этим каретка опускается до соприкосновения стерж-
ней 3 с новыми упорами. Высота упоров определяется в зави-
симости от требуемого положения детали в той или иной ра-
бочей! позиции.
Все движения, связанные с подведением сверла и детали в
рабочую позицию, осуществляются посредством кулачков, сидя-
щих на распределительном валу.
Деталь подводится в новую рабочую позицию следующим
образом. Кулачок 23 через толкатель 24 поворачивает рычаги
30 так, что их левые концы поднимают ползунки 6 вместе с
кареткой 10 и опорными стержнями 3, и в это время кулачок
44 поворачивает рычаг 45, который отводит стержень 46, сколь-
зящий в направляющих в корпусе станка. К стержню присо-
единена собачка 49, прижимающаяся плоской пружиной к хра-
повому колесу 48 на диске 1. При повороте кулачка 44 храпо-
вик, а с ним и диск 1 поворачиваются на один зуб. При этом
под стержни 3 подводится новая пара упоров 2, после чего
кулачок перестает действовать, рычаги 30 поворачиваются под
действием пружины 4, а ползунки 6 под действием пружин
опускаются. Вместе с ними опускаются и стержни 3 до тех пор,
пока не упрутся во вновь подведенные упоры, и тогда каретка
10 установится в новую рабочую позицию.
Для подведения нового сверла в рабочую позицию йшин-
дельный блок поворачивается следующим образом. На цилинд-
рической поверхности диска 1 имеются гнезда для штифтов-
упоров 51. Число гнезд равно числу зубьев храпового колеса 48,
однако, штифтов-упоров закрепляется столько, сколько раз нуж-
но повернуть шпиндельный барабан. Когда при повороте диска 1
упор 51 толкает одно плечо рычага 50, второе плечо рычага
освобождает собачку 33, подвешенную к кулачку 32. Под дей-
ствием пружины . 34 освободившаяся собачка 33 зацепляется
за зуб однозубового храпового колеса 31, жестко закреплен-
ного на валу 25. Кулачок 32, а вместе с ним и кулачок 40
начинают вращаться. Первый посредством рычага 34 выводит
фиксатор 36 из гнезда в диске 14, а кулачок 40 через рычаг 41
chipmaker.ru
Гл. V. Обработка на сверлильных станках
284
и толкатель 43, задевающий за один из штифтов на блоке, по-
ворачивает последний.
После окончания обработки детали распределительный ме-
ханизм автоматически останавливается.
Как видно из схемы фиг. 219, положение детали в рабочей
позиции обусловливается длиной упоров. Обычные для автома-
тов расчеты кулачков в данном случае заменяются расчетами
длины упоров. Общая методика этих расчетов состоит в сле-
дующем.
Положение центра каждого отверстия обычно задается ко-
ординатами х' и у' в системе координат, начало, которой распо-
лагается вне обрабатываемой детали.
Зная эти координаты, легко определить координаты центра
отверстия в системе, начало которой совпадает с центром де-
тали.
Очевидно, что
х=х'—а-, (5—12)
У = У'—Ь (5—13)
(о и b — координаты центра детали);
|=УЛх24-_у2; (5 —14)
sin f = —-х - ; (5 —15
V х2+у
cos у =--—-----. (5 —16)
V
Деталь устанавливается на каретке таким образом
(фиг. 219,о), что ее центр О совпадает с центром каретки, а
ось х — х располагается горизонтально', когда упоры 1 имеют
одинаковую длину, т. е. hr = h^ При этом ось у — у распола-
гается вертикально и совпадает с линией I — 1.
Точка А—ось сверла, находящаяся на расстоянии Н от
торца диска 2. Для того чтобы подвести точку А, в рабочую
позицию, нужно совместить ее с точкой А. Для этого каретка 3
должна переместиться и занять положение, показанное на
фиг. 219,6
Примем следующие обозначения:
— длина левого упора;
h, — длина правого упора;
h—длина левой тяги 4;
I, — длина правой тяги 4;
с1! — расстояние от оси левого шарнира до линии I — 1;
с,— расстояние от оси правого шарнира до линии I — Д
3. Сверление с предварительным кернением
285
Фиг. 219.
I chipmaker.ru
286 Гл. V. Обработка на сверлильных станках
Ро — постоянный угол, образованный левой тягой 4 с
осью у;
pi и р2 — углы, определяющие положение тяг h и Z2 относи-
тельно прямой / — / после подведения детали в рабо-
чую позицию;
а — угол поворота системы координат после подведения
детали в рабочую позицию;
у и р — полярные координаты, определяющие положение цен-
тра сверлимого отверстия.
Длина левого упора
Лх= Н — cos +'х sin а.;+ у cos а). (5—17)
Длина правого упора
h2—H—(b2+l2 cos р2+х sin а+у cos а). (5—18)
Входящие в эти уравнения постоянные величины И, blt Ь2, Ц
и 12, а также координаты х и у известны. Поэтому остается
только определить значения углов рх, р2 и а.
Для решения этой задачи исходим из уравнений
sin₽1= ^=С1+р81П(Т-а). (5_19)
sin р2= (5-20)
Zg ^2
?1 = ?о + «, (5-21)
причем
sin ро = -у- = const.
Подставим значение рх в уравнение (5—19):
• /о . \ Ci + psin(T — а)
sin (Ро + а) = н 4---->-,
h
После некоторых преобразований получим
fsin р0-— siny ''j cosa-t-fcos^-b — cosy ) sina= . (5 — 22)
\ h ) \ 4 / l\
Полагая
• о Р . О X
sin 30--— sin -[ = sin 80-= m;
4 4
cos ро + --- cos у = cos 30 -|- -y- = n
h. li
и подставив
1 Ctga
sin a = — - и cos a = -—- — ,
1 -4-Ctg2 a l-rCtg2a
4. Сверление по координатам
287
после возведения правой и левой части уравнения (5—22) в
квадрат и преобразования получим
Определив а, можно определить р, и р2.
Подставив значения ₽i и р2 в уравнения (5—17) и (5—18),
можно установить длины упоров /гх и h2.
В заключение считаем нужным отметить, что наряду с оче-
видными достоинствами рассмотренный полуавтомат обладает
существенным недостатком: около 2/3 оборотов' распределитель-
ного вала затрачиваются на холостые ходы, что значительно
снижает производительность.
4. СВЕРЛЕНИЕ ПО КООРДИНАТАМ
Сверление по координатам выполняется в приборостроении
при помощи сверлильно-разметочных станков \
Различные сверлильно-разме-
точные станки отличаются раз-
мерами и конструктивным оформ-
лением. Однако основной прив-
цип работы всех этих станков' один
и тот же и заключается в следую-
щем. Деталь, подлежащая обра-
ботке, устанавливается (фиг. 220)
на главном рабочем столе 1.
Последний перемещается посред-
ством весьма точного ходового
винта. Основная часть переме-
щения стола отсчитывается с точностью до 1 мм на измери-
тельной линейке2. При помощи счетного барабанчика и но-
ниуса можно произвести отсчет оставшейся части перемещения
стола с точностью до 0,001 мм. Сверлильная головка 2 может
1 G о б о л е в Н. П., Разметочно-сверлильные станки и работа на них,
Машгиз, 1947.
8 Для повышения точности перемещений имеется корригирующее
устройство.
chipmaker.ru
288
Гл. V. Обработка на сверлильных станках
перемещаться в направлении, перпендикулярном перемещению
стола, при помощи аналогичного устройства.
Оба перемещения — стола и сверлильной головки — служат
для установки детали и инструмента в требуемое положение
относительно друг друга. Во время обработки стол и салазки,
несущие сверлильную головку, блокируются. Положение центра
каждого отверстия, подлежащего сверлению, определяется его
Рассмотрим случай, когда работа ведется по системе прямо-
угольных координат. За начало координат обычно принимают
такую точку, которая легко может быть найдена на обрабаты-
ваемой детали — центр цапфы или отверстия, точка пересечения
ребер и т. п.
Раньше чем приступить к работе, технолог должен путем
соответствующих геометрических расчетов, исходя из заданных
расстояний между центрами, определить координаты последних
и составить специальный чертеж для работы на сверлильно-
разметочном станке.
Допустим, например, что нам известны расстояния О2О.. и
координаты х2, у2, ys точек 0„ и 0s. Требуется определить
абсциссу xs (фиг. 221).
Очевидно, что _________________
xs—x2 = V(O2O3)1 2—(уя —у2)2,
откуда
х3 = х2 + У(О2О3)2-СУз-^)2- •• (5 - 25)
’Если бы нам были заданы межцентровые расстояния
О3О4 и 040, и координаты двух точек, например, координаты
х,, у2, xs и у,. точек О.. и 03 (фиг. 222), а нужно было бы опре-
1 На сверлильно-разметочных станках выполняют либо разметку и обра-
ботку отверстий, либо только разметку.
4. Сверление по координатам
289
делить координаты третьей точки 04, то задачу можно было бы
решить следующим образом:
хх — х4 — OSO4 cos (а+ 3);
У а — Уз = 0г04 sin (а + 3),
откуда
х4 = х3 — 0304 cos (а+ 3);
У4 = Уз + О3О4 sin (ct+ £).
Углы а и 3 определяются из уравнений
У2~Уз = О2О3 sin а;
sin а=;
О2Оз
V-2 — v>
а == arc sin ——-— .
(5—26)
(5-27)
(5-28)
Из косоугольного треугольника О.,О.,О4 имеем
(О2О4у= (О2ОзК+ (О,О4у- 2(СДО3) (0304) cos р,
откуда
cos р = (°2<Д)2+(°:А)2 - (О204)г .
2 (O2OS)(OSO4)
(5-29)
а значе-
секунды.
получать
Фиг. 223.
2(О,ОЯ)(О3О4)
В тех случаях, когда требуется выполнить ра-
счеты с большой точностью, следует пользовать-
ся семизначной таблицей логарифмов,
ния углов определять с точностью до
Подобные расчеты дают возможность
результаты с точностью до микрона.
Допустим, например, что требуется рассчи-
тать координаты центра С промежуточного ко-
леса часового механизма (фиг. 223, где В — центр платины,
71 — центр секундного колеса). Расстояния а, b и с заданы и,
кроме того, известно, что точки А и В имеют одну
абсциссу.
Задача сводится к определению расстояний CD и
В треугольнике АВС известны три стороны, что
можноеть определить угол В на основании известной
tg — ~-=
2
где р — полупериметр, т.
е.
(Р — а)(р — с)
Р(Р — Ь)
a + b + c
Р- --о—
и ту же
BD.
дает воз-
формулы
chipmaker.ru
290
Гл. V. Обработка на сверлильных станках
Зная угол В из прямоугольного треугольника BCD
рем известны гипотенуза а и угол В, определяем
CD = a sin В;
BD=a cos В.
Пример. Пусть дано:
с =10,20; д=7,20; 6=4,888.
Пусть координаты центра: х=50,00; _у=50,00.
Определим вначале полупериметр
10,20-1-7,20+4,888
р=------— --------= 11,144.
KOTO-
2
Далее
р - 62=11,141—7,200 =3,944;
р~ 6 = 11,144—4,888=6,256;
р — с=11,144—10,200=0,944.
В
Подставив эти значения в выражение для tg —, получим
3,944-0,944
144-6,256
Сделав вычисления при помощи логарифмов, находим
lg 1g2 — = 2,7275711;
В —
lg tg—= 1,3637855;
В
— = 13с0'44";
2
В=26°1'28,/.
Следовательно,
C£»=7,20sin 26е 1'28";
1g 7,20=0,8573325;
lg sin 26° 1 '28"=Г, 6422217
IgCB =0,4995542 ’
CD=3,159;
BD~1,2f) cos26°l'28";
lg 7,20= 0,8573325;
lg cos 26°1 '28"=1,9535698
~lgB =0,8109023’
BD=6,470.
Координаты точки <?
Л=50,000-3,159: 46,841;
v- 50,000-6,470 . 43,530.
_4. Сверление по координатам 291
Полученные значения координат можно либо нанести на
чертеж, либо (что при большом числе отверстий более удобно)
занести в таблицу.
Влияние неточностей координатных размеров на точность
межцентрового расстояния можно установить из следующих
расчетов.
Межцентровое расстояние (фиг. 224)
Е= V (-^2~м)2 + (У'2-У1Г-
Фиг. 224. Фиг. 225.
Если неточности координатных размеров равны соответ-
ственно Алу, Луц Дл2 и Д_у2, то погрешность межцентрового
расстояния
. , dL , , dL . , dL . . dL .
ДЛ= — ДЛ1 + — Аа2 + —A_yj+ — Д_у2 =
дх1 дх2 дуг ду2
__ ( — 2л2+2лг) Д%1+(2л2 — 2лр Дхг+( - 2y2+2yt) Дуг+(2у2 — 2 yt) Ду 2 _
2 ]/(х2 — хг)2 + ( у 2—_У1)г
С*1 — х2) Дх,+(х2 - хг) Дх2+ (У1 — y2)A>i+(>2 —У;) Дуг (5 — 30)
L
Допуски по координатным размерам можно считать равны-
ми. Обозначим допуск по координатному размеру через 8X.V.
Тогда допуск, который можно выдержать на межцентровое рас-
стояние,
, 28^ Г(Л2 —xO+lj'a —_У|)]
°£ =-----1-----z .
Детали, имеющие форму плит или коробок, устанавливаются
непосредственно на главном столе станка. Правильность уста-
новки проверяют при помощи индикатора, закрепленного в
сверлильном шпинделе (фиг. 225). При проверке перемещают
chipmaker, ru
Г л. V. Обработка на сверлильных станках
292
либо стол станка с деталью относительно индикатора, либо ин-
дикатор относительно детали. В обоих случаях стрелка инди-
катора не должна отклоняться.
После установки детали на столе нужно совместить начало
координат с осью шпинделя. Для этого в шпинделе закрепляет-
ся визирный микроскоп, имеющий две пары параллельных ни-
тей с расстоянием между ними 0,04 мм (фиг. 226).
Если за начало координат принята накерненная точка, то
сначала добиваются совпадения этой точки с одной из нитей,
а затем, перемещая стол станка на 0,02 мм, устанавливают
накерненное начало координат посредине между нитями; далее
Фиг. 227.
таким же образом устанавливают накерненную точку посредине
между двумя другими нитями.
Если за начало координат взята точка пересечения двух
взаимно перпендикулярных ребер детали, то для совмещения
оси шпинделя с этой точкой нужно применить визирный уголь-
ник (фиг. 227). На кнопке этого угольника имеется риска, весь-
ма точно совпадающая с плоскостью 1. Угольник накладывают
на одно ребро детали и прижимают к ней. Перемещая рабочий
стол или салазки шпинделя, добиваются того, чтобы риска ви-
зирного угольника находилась посредине между нитями микро-
скопа. После этого снимают визирный угольник и повторяют
то же относительно второго ребра детали, перпендикулярного
первому.
Совместив начало координат с осью шпинделя, делают по
соответствующим измерительным линейкам, барабанчикам и
нониусам отсчеты, определяющие положение стола и шпинделя.
Прибавляя полученные значения к соответствующим координа-
там по чертежу деталей, получают значения отсчетов, соответ-
ствующие каждому из центров отверстий детали.
Если за начало координат принят центр отверстия или цап-
фы, то деталь устанавливается на круглом делительном столе,
который закрепляется на главном рабочем столе.
Вначале круглый стол центрируется, т. е. его центр совме-
щается с осью шпинделя при помощи специального уровня. Де-
4 Сверление по координатам
293
таль центрируется относительно шпинделя при помощи индика-
тора. Центрирование по папфе показано на фиг. 228, а по от-
верстию — на фиг. 229.
При разметке и обработке по методу
полярных координат деталь устанавливает-
ся на круглом столе, который закреп-
ляется на главном рабочем столе и может
параллельно направляющим
поворачиваться вокруг вертикальном оси; при этом точность
отсчета равна 1".
Ось шпинделя совмещается с осью стола и осью детали, а
ось Ох (фиг. 230) направляется
салазок шпинделя. Положение
каждой из точек 1, 2, 3 и т. д.
определяется соответствующим
радиусом и углом, образуемым
этим радиусом с осью Ох. Так,
например, для того, чтобы наме-
тить или просверлить точку 2,
нужно сначала повернуть круг-
лый стол на угол а2, а затем пе-
реместить ось шпинделя на ве-
личину радиуса /?2.
Наиболее благоприятное рас-
положение — когда центры всех
отверстий находятся на одной
окружности. В ряде случаев, если
это допускается по конструктив-
ным условиям, может даже ока-
заться целесообразным внести соответствующие изменения в
чертежи деталей.
В том случае, когда требуется просверлить три отверстия,
так как через всякие три точки можно провести окружность,
находим точку, равноотстоящую от центров этих трех отверстий.
Деталь устанавливаем так, чтобы эта точка находилась в центре
круглого стола. Сверлильный шпиндель смещается на расстоя-
294 Гл. V. Обработка на сверлильных станках
ние, равное радиусу окружности, на которой лежат центры трех
отверстий. Для разметки или сверления этих отверстий нужно
повернуть стол на соответствующие углы. Если необходимо
просверлить больше трех отверстий, следует выбрать три от-
верстия (желательно наиболее ответственные) и в первую оче-
редь обработать эти отверстия описанным методом при неиз-
менном положении сверлильного шпинделя.
Если деталь подвергается сначала разметке, а затем сверле-
нию и растачиванию или развертыванию, то при разметке сле-
дует записывать отсчеты, соответствующие центру каждого от-
верстия в рабочем положении. После разметки всех отверстий
приспособление с керном заменяют сверлильным шпинделем и,
не нарушая установки детали на станке, по записанным отсче-
там вновь последовательно устанавливают стол в требуемое по-
ложение и сверлят накерненные отверстия. Таким же образом,
заменяя сверло резцом или разверткой, выполняют растачива-
ние или развертывание.
При помощи прилагаемого к станку круглого универсального
делительного стола, поворачивающегося вокруг вертикальной и
горизонтальной осей, на сверлильно-разметочных станках мож-
но выполнять разметку и обработку наклонных отверстий.
Обработка на сверлильно-разметочных станках является ма-
лопроизводительным и дорогим методом. Точность межцентро-
вого расстояния можно обеспечить в пределах ±0,005 мм, а по
диаметру отверстий 0,01 мм.
Наибольшее применение имеют сверлильно-разметочные
станки при индивидуальном производстве весьма точных дета-
лей, в частности, в инструментальных цехах при изготовлении
кондукторов. Однако к сверлильно-разметочным станкам прихо-
дится прибегать и в серийном производстве, в тех случаях,
когда другие методы не дают возможности получить требуемую
точность положения центров отверстий.
5. СВЕРЛЕНИЕ ПРИ ПОМОЩИ УСТАНОВОЧНЫХ ШАБЛОНОВ
Сверление при помощи установочных шаблонов применяется
при значительном количестве обрабатываемых деталей, когда
требуется выдержать расположение отверстий более точно, чем
при сверлении по кондукторам.
Сущность этого метода можно уяснить из схемы, показанной
на фиг. 231. Деталь, подлежащая сверлению, соединяется при
помощи кольца 3 и крышек 4 и 5 со специальным шаблоном 2.
Этот шаблон представляет собой стальную каленую шлифован-
ную плитку с отверстиями, расположение которых должно точ-
но соответствовать требуемому расположению отверстий обра-
батываемой детали.
5. Сверление при помощи установочных шаблонов 295
Отверстия шаблона 2 делаются на сверлильно-разметочном
станке, а затем шлифуются. Диаметр отверстий шаблона не
связан с диаметром отверстий детали, но все отверстия шаб-
лона должны быть одного диаметра (с допуском 0,001—0,003 лги).
Шаблон 2, соединенный с деталью,
надевается на точно обработанный
палец / тем отверстием, которое со-
ответствует обрабатываемому отвер-
стию детали. Палец 1 впрессован в
планщайбу, навинченную на шпин-
дель токарного станка.
Сверление и растачивание выпол-
няются инструментами, закрепленны-
ми в задней бабке станка. Просвер-
лив одно отверстие, освобождают при-
хваты и, не развинчивая крышек 4 и
5, надевают шаблон 2 на палец 1
следующим отверстием.
При сверлении описанным мето-
Фиг. 231. Схема устройства
для сверления при помощи
установочных шаблонов.
дом достигается высокая степень точ-
ности расположения отверстий. Это
обусловливается следующим: 1) при
сверлении на токарном станке ось
отверстия совпадает с осью шпинделя; 2) точное выполнение
диаметров отверстий в шаблоне 2 и диаметра пальца 1 дает
возможность весьма точно центрировать относительно оси шпин-
деля то отверстие, которым шаблон надевается на палец; 3) от-
верстия в шаблоне 2 расположены одно относительно другого
весьма точно и ось каждого отверстия детали точно совпадает
с осью соответствующего отверстия шаблона.
chipmaker.ru
ГЛАВА ШЕСТАЯ
ХОЛОДНАЯ ШТАМПОВКА
1. ОБЩИЕ ПОЛОЖЕНИЯ
Значение холодной штамповки в приборостроении непрерыв-
но повышается и область ее применения расширяется.
По характеру обрабатываемого материала различают штам-
повку из листового материала, обычно называемую просто
штамповкой, и штамповку из пруткового материала, нося-
щую название холодной высадки.
Операции холодной штамповки можно разделить на две
группы:
1) разделительные операции, посредством которых одна
часть материала полностью или частично отделяется от другой;
к разделительным операциям относятся отрезка, вырубка, про-
бивка, надрезка, обрезка, зачистка и калибровка;
2) формоизменяющие операции, посредством которых пло-
ская или пространственная заготовка превращается в простран-
ственную деталь заданной формы и размеров; к формоизменяю-
щим операциям относятся гибка, отбортовка, вытяжка, чеканка,
объемная штамповка и др.
Для сокращения технологического цикла, повышения точ-
ности штампуемых деталей и увеличения производительности
отдельные операции штамповки объединяют, т. е. выполняют их
одновременно в одном штампе. Такое объединение технологи-
чески различных операций штамповки называется комбини-
рованной штамповкой.
Основными достоинствами холодной штамповки ЯВЛЯЮТСЯ:
1) большая производительность; 2) отсутствие необходимости
в рабочих высокой квалификации (кроме наладчиков); 3) бла-
гоприятные условия для автоматизации процесса; 4) относитель-
но постоянная точность отштампованных деталей.
По сравнению с механической обработкой резанием при хо-
лодной штамповке сокращается число операций, а следователь-
но, технологический цикл производства, и в большинстве слу-
чаев—расход материала.
2. Отрезка
297
Факторами, ограничивающими применение штамповки, яв-
ляются:
1) высокая стоимость штампов;
2) трудность, а в ряде случаев и невозможность получения
толстостенных пространственных деталей.
В соответствии с общим содержанием курса в данной главе
приведены только основные сведения о применении различных
операций штамповки, о точности обработки и технологических
требованиях, предъявляемых к конструкции штампуемых дета-
лей.
2. ОТРЕЗКА
Крупные по размерам заготовки (а иногда и готовые детали)
отрезают на ножницах, а мелкие заготовки ((или детали) и в
виде исключения полосы — в штампах на прессах.
А. Отрезка на ножницах
Заготовки, отрезаемые на ножницах, можно разделить в за-
висимости от их конфигурации в основном на два вида:
1) заготовки с контурами, очерченными прямыми линиями;
2) заготовки с контурами, очерченными кривыми линиями
или кривыми и прямыми.
Заготовки первого вида в форме простых геометрических
фигур — прямоугольника, квадрата, треугольника, трапеции
и т. д.— отрезаются на ручных рычажных ножницах (балан-
сирных) и на приводных гильотинных или дисковых ножницах
с прямо поставленными ножами.
Заготовки второго вида отрезаются на дисковых ножницах
с наклонно поставленными ножами и на вибрационных ножни-
цах.
В тех случаях, когда отделение одной части материала от
другой (на ножницах) происходит по замкнутому контуру, опе-
рация получает название вырезки.
Отрезка заготовок с контурами, очерченными прямыми линиями
В мелкосерийном производстве заготовки с прямолинейными
контурами из материалов толщиной не более 2 мм и шириной
до 450 мм отрезают по упору на ручных рычажных ножницах,
а заготовки шириной более 450 мм —- по разметке. Точность
отрезки по упору соответствует 7-му классу, а по разметке —
9-му.
В виде исключения иногда в случае значительного радиуса
кривизны на ручных рычажных ножницах отрезают по разметке
заготовки, очерченные кривыми линиями.
Узкие и длинные заготовки при отрезке получают искривле-
ние и нуждаются в правке.
' chipmaker.ru
298
Гл. VI. Холодная штамповка
В серийном и массовом производстве для отрезки приме-
няют приводные гильотинные и дисковые ножницы. Отрезка
Фиг. 232. Схема отрезки различных заготовок (деталей)
на гильотинных ножницах:
а—по заднему упору; б—по переднему упору; в—по заднему и боко-
вому упорам; г~опо заднему упору я угольникам; г—е по угольникам;
7—задний упор; 2—передний упор; 3—упоры-угольники.
на гильотинных ножницах выполняется по заднему, переднему
и боковому упорам и по упорам-утольникам.
По заднему упору (фиг.
Таблица ;>
Толщина материала мм Максимальная ширина В, мм
Менее 0,5 250
0,5-0,8 300
0,8-1,0 350
1,0-1,5 450
1,5-2,0 550
Более 2,0 700
232,а) отрезают заготовки (де-
тали) с параллельными сторо-
нами при условии, если размер
В не превышает значений, дан-
ных в табл. 5.
Если значения' В превы-
шают приведенные в табл. 5,
материал будет провисать, что
может отразиться на точности
отрезки.
По переднему упору (фиг.
232,6) отрезают такие же за-
готовки (детали), что и по
заднему упору, но с размера-
ми В большими, чем приве-
денные выше.
2. Отрезка
299
Заготовки (детали), стороны которых расположены под угла-
ми больше или меньше 90°, отрезают по заднему упору и уголь-
никам {фиг. 232,в, д) или по угольникам (фиг. 232,г, е).
Фиг. 233. Схема отрезки заготовок со скошенной кромкой:
1—нижний нож; 2—верхний нож; 3— упор; 4 —подставка; 5—стол.
Если на заготовке (детали) необходимо получить кромку,
скошенную под углом В, материал следует расположить так,
как показано на фиг. 233.
При таком расположении материала относительно ножей
поверхность среза (кромка) на заготовке (детали) искажается.
Для ориентировочной оценки величины искажения С можно
пользоваться эмпирической фор-
мулой
С==»0,05я У 3 + 6 , (6 — 1 )
где С — высота искаженного уча-
стка в, мм;
а — толщина разрезаемого
материала в мм;
2 — угол скоса боковой по-
верхности заготовки
(детали) в градусах;
8 —• относительное удлине-
ние разрезаемого мате-
риала в процентах.
При отрезке на гильотинных
ножницах, вследствие наклонно-
Фиг. 234. Изгиб и скручивание
заготовки при отрезке на гильо-
тинных ножницах.
го расположения верхнего ножа,
происходит изгиб и скручивание отрезаемой заготовки (фиг. 234),
определяемое ориентировочно из следующих эмпирических вы-
ражений:
(6-2)
(6-3)
chipmaker.ru
300
Гл. VI. Холодная штамповка
где N — величина изгиба отрезаемой заготовки в мм;
'I — угол наклона верхнего ножа в градусах;
L— длина заготовки в мм;
8 — относительное удлинение отрезаемого материала в про-
центах;
а — толщина материала в мм;
В — ширина заготовки в мм;
а — угол скручивания отрезаемой заготовки в градусах.
Точность отрезки на гильотинных ножницах соответствует
данным, приведенным в табл. 6.
_______________ Таблица 6*
Толщина заготовки мм Точность отрезки на приводных гильотинных ножницах, мм
Ширина отрезаемой заготовки, мм
30 40 50 75 100 125 150 200
0,5 ±0,2 ±0,2 ±0,3 ±0,3 ±0,3 ±0,4 ±0,4 ±0,5
0,5—1,0 ±0,3 ±0,3 ±0,3 ±0,3 ±0,4 ±0,4 ±0,4 +0,5
1,0-2,0 ±0,3 ±0,3 +0,3 ±0,4 ±0,4 ±0,4 ±0,5 ±0,5
2,0—3,0 ±0,3 ±0,3 ±0,4 ±0,4 ±0,4 ±0,5 ±0,5 ±0,5
3,0-4,0 — ±0,4 ±0,4 ±0,4 ±0,5 ±0,5 ±0,6 +0,6
4,0-5,0 — — ±0,6 ±0,6 ±0,8 ±0,8 ±1,0 ±1,0
5,0—7,0 — — — ±0,8 i 1 >0 ±1,0 ±1,4 ±1,4
Примечания. 1. Непараллельность сторон не должна вы-
ходить за пределы допусков.
2. Для обычной точности отрезки данные таблицы следует увели-
чить на 25 %.
Кроме гильотинных ножниц, для отрезки полос применяют
дисковые ножницы с прямо поставленными ножами: в серийном
производстве — однороликовые, а в массовом — многоролико-
вые.
Точность отрезки на дисковых ножницах с прямо поставлен-
ными ножами соответствует 7-му классу.
Полосы, отрезаемые на дисковых ножницах, получают ис-
кривление и нуждаются в правке; кроме того, на полосах оста-
ются заусенцы, которые приходится удалять вручную специаль-
ными скребками.
* По данным Б. П. Звороно.
2. Отрезка 301
Отрезка (вырезка) заготовок с контурами, очерченными
кривыми линиями или кривыми и прямыми
Отрезка (вырезка) заготовок с контурами, очерченными кри-
выми линиями или кривыми и прямыми, выполняется на диско-
вых ножницах с наклонно поставленными ножами. Точность
отрезки (вырезки) на этих ножницах соответствует 8-му и 9-му
классам. Эти ножницы могут быть также использованы для
обрезки крупных деталей после вытяжки с целью удаления
неровного края.
Наименьший радиус кривизны, который может быть получен
при отрезке (вырезке), зависит от диаметра ножей и составляет
от 0,4 до 0,7 диаметра ножа.
Отрезка (вырезка) заготовок с малыми радиусами кривизны
(7?<12 мм) и вырезка отверстий без предварительного сверле-
ния при условии, что толщина материала не превышает 3 мм,
выполняется по разметке на вибрационных ножницах.
После отрезки требуется ручная обработка (опиливание) для
удаления заусенцев и подсечек по контуру.
.Точность отрезки (вырезки) на вибрационных ножницах
соответствует 9-му классу.
Б. Отрезка в штампах на прессах
Отрезка заготовок (деталей) из листового материала
Отрезка в штампах на прессах может выполняться без пе-
ремычек между отрезаемыми заготовками (деталями) и с пере-
мычками по части контура заготовки {детали). Отрезка без
перемычек применяется для заготовок с контурами, очерчен-
ными прямыми линиями, при условии, если допускаются де-
фекты по контуру (зарубки, усики), а допуски на размеры со-
ответствуют 8-му и 9-му классам точности.
На фиг. 235 приведено несколько схем отрезки без перемы-
чек. Отрезка в этом случае производится на универсальном от-
резном штампе с ножами, расположенными под углом 90° друг
к другу и повернутыми на угол 45° относительно вертикальной
оси штампа.
На первой схеме (фиг. 235,а) показан способ отрезки пря-
моугольных заготовок непосредственно от листа; сначала отре-
зают заготовки (детали) по первому ряду, затем по второму
и т. д.
На второй, третьей и четвертой схемах (фиг. 235,6, в, г)
показаны способы отрезки от полосы заготовок (деталей),
имеющих форму треугольников, трапеций и других геометри-
ческих фигур. Особенностью данного способа является полу-
чение двух заготовок (деталей) за один ход пресса.
chipmaker.ru
302 Гл. VI. Холодная штамповка
Заготовки, ширина которых равна ширине полосы, а часть
контура очерчена кривыми линиями, получаются путем вьируб-
Фиг. 235. Схема отрезки без перемычек между заготовками
в универсальном отрезном штампе на прессе:
а—отрезка прямоугольных заготовок от листа; /?—отрезка треугольника от
полосы; в—отрезка треугольников от полосы; г—отрезка трапеции от полосы.
ки части материала (перемычки) фасонным пуансоном
(фиг. 236,а — г).
Фиг. 236. Типы заготовок, получаемых вырубкой
перемычки.
При толщине материала до 1,0 мм минимальная ширина пе-
ремычки /С принимается равной 3 мм, а при толщине материала
более 1,0 мм минимальная ширина перемычки Д’ составляет
от 2 до 4 толщин разрезаемого материала.
2. Отрезка
303
Фиг. 237. Схемы безотходной отрезки
заготовок от сортового проката:
1—нижний неподвижный нож; 2—верхний
ПОДВИЖНЫЙ нож.
Фиг. 238. Схемы отрезки с отходом заготовок
из сортового проката.
chipmaker.ru
304 Гл. VI. Холодная штамповка
Отрезка заготовок (деталей) из сортового проката
Заготовки из сортового проката, у которых допуск по длине
соответствует 9-му классу точности и по поверхности среза
допускается косина и завалы кромок, отрезают без отхода на
штампах. На фиг. 237 приведено несколько типовых схем без-
отходной отрезки заготовок из сортового проката. Для получе-
ния поверхности среза с минимальными завалами кромок и
уменьшения усилий резания главные оси сечения отрезаемого
профиля в плоскости ножей необходимо располагать под углом
(обычно 45°) к направлению движения подвижного ножа.
Заготовки из сортового проката, у которых допуски по дли-
не соответствуют 7—8-му классам точности и к которым предъ-
являются повышенные требования в отношении чистоты поверх-
ности среза, получаются путем вырубки части материала между
заготовками. В этом случае ширина В удаляемого материала
(отхода) составляет от 1,5 до 2 толщин (по сечению) разрезае-
мого профиля.
На фиг. 238 изображены формы режущих кромок ножей
штампа для отрезки с отходом наиболее часто встречающихся
в приборостроении профилей. Нижний нож 1 имеет очертание,
соответствующее контуру отрезаемого профиля, а верхнему но-
жу 2 придается форма, которая должна обеспечивать посте-
пенность процесса отрезки.
3. ВЫРУБКА И ПРОБИВКА
А. Вырубка
При вырубке происходит отделение детали от исходного
материала по замкнутому контуру. Вырубкой получают плоские
детали и заготовки различных форм и размеров.
Фиг. 239. Размеры вырубаемых деталей.
Практикой установлено, что ширина детали или ее участков
В (заготовки) или высота выступов h на детали (фиг. 239)
должна быть больше 1,5 толщин а штампуемого материала.
Вырубка осуществляется при помощи штампов на эксцентри-
ковых и кривошипных прессах простого действия. При выборе
3. Вырубка и пробивка
305
штампов для вырубки необходимо исходить из количества, раз-
меров и конфигурации подлежащих изготовлению деталей.
При мелкосерийном производстве небольших деталей с
плавным контуром и толщиной штампуемого материала до
1,0 мм (для стали)' и до 1,5 мм (для цветных металлов) следует
применять так называемые вафельные штампы. Если же тол-
щина штампуемого материала превышает приведенные значе-
ния, вырубку выполняют в штампах со свободным пуансоном,
либо по шаблону или по разметке на просечных штампах.
После вырубки на вафельных штампах и особенно на про-
сечных прессах по шаблону или по разметке необходимо опи-
лить детали (заготовки) для удаления заусенцев и неровностей
по контуру.
При серийном производстве (выпуск до 25 000 деталей) не-
больших деталей любого контура из материала толщиной ме-
нее 3,0 Мм следует применять пластинчатые штампы.
Наконец при серийном производстве деталей из материала
толщиной более 3 мм и при массовом производстве деталей из
материала любой толщины следует применять обычные или, как
их чаще называют, инструментальные штампы. При этом, как
правило, рекомендуются штампы с направляющими колонками.
Б. Раскрой материала
В ряде случаев, стоимость материала составляет от 60 до
75'% общей себестоимости штампованных деталей, поэтому ра-
циональное использование материала и его экономия, особенно
в серийном и массовом производствах, являются весьма акту-
альной задачей.
Экономия материала достигается путем наивыгоднейшего
расположения вырубаемых деталей в полосе, а полос — в листе
или, как принято говорить, наивыгоднейшего «раскроя материа-
ла». Последний должен соответствовать конфигурации вырубае-
мых деталей и давать наименьший отход материала. Раскрой
материала оказывает влияние на точность и качество штампуе-
мых деталей.
Различают 'Следующие виды раскроя материала:
а) по способу вырубки раскрой бывает с перемычками
(фиг. 240,а) и без перемычек (фиг. 240,6);
б) по способу расположения вырубаемых деталей на полосе
раскрой бывает прямой, наклонный, встречный, многорядный
и комбинированный (фиг. 241).
Для деталей, очерченных кривыми линиями или кривыми и
прямыми, независимо от допусков на размеры и требований к
чистоте поверхности среза, а также для деталей, очерченных
прямыми линиями, но с допусками по 5—7-му классам точ-
ности, применяют раскрой с перемычками.
chipmaker.ru
Гл. VI. Холодная штамповка _________________
306
Фиг. 240. Раскрой материала по способу
вырубки:
а—раскрой с перемычками; б—раскрой бе$ перемычек.
а
S
Фиг. 241. Раскрой материала по способу
расположения вырубаемых деталей:
а—прямой; б и «—наклонный; г и д—встречный; е и ж—многорядный;
з и zz— комбинированный; к—с перемычкой между деталями; с пе-
ремычкой между деталью и краем^полосы.
3. Вырубка и пробивка
307
Для деталей, очерченных прямыми линиями, с допусками
по 8—9-му классам точности и пониженными требованиями к
поверхности среза, применяют раскрой без перемычек.
Ширина k перемычки (фиг. 241) между вырубаемыми де-
талями и kr — между краем полосы и вырубаемыми деталями
зависит от:
а) конфигурации детали — чем сложнее контур детали, тем
больше ширина k перемычки;
б) размеров детали — с увеличением размеров вырубаемой
детали ширина k перемычки увеличивается;
в) толщины штампуемого ма-
териала — с увеличением тол-
щины материала абсолютная
ширина k перемычки увеличи-
вается;
г) механических свойств ма-
териала — с увеличением пласти-
ческих свойств материала шири-
на k перемычки увеличивается;
д) способа подачи и фиксиро-
вания подаваемой полосы.
Данные о ширине перемычек
по материалам ряда отечествен-
ных приборостроительных заво-
Фиг. 242. Раскрой листа:
а—поперечный; ^—продольный.
дов приведены в табл. 7.
Раскрой полосы по способу расположения вырубаемых де-
талей зависит от конфигурации и размеров деталей, а также
от масштаба производства.
Показателем, характеризующим раскрой материала, являет-
ся коэффициент использования материала, представляющий со-
бой отношение площади вырубаемых деталей к площади за-
готовки (полосы):
у; =—100, (6—4)
где т) — коэффициент использования материала в, %;
п — число деталей в полосе;
F — площадь вырубаемой детали в мм2;
В — ширина полосы в мм;
L — длина полосы в мм.
Все сказанное относилось к решению задачи наивыгодней-
шего расположения вырубаемых деталей в полосе.
Раскрой листа на полосы нужно проектировать с таким рас-
четом, чтобы от каждого листа оставалось возможно меньше
отходов. Лист может быть раскроен: а) в продольном направле-
нии (фиг. 242,о) и б) в поперечном направлении (фиг. 242,6).
Определив коэффициенты использования материала для обоих
chipmaker.ru
308
Гл. VI. Холодная штамповка
Таблица 7
Ширина перемычек при вырубке между вырубаемыми де^лями
и между краем полосы и вырубаемой деталью, мм
Толщина материала а, мм Длина стороны / (или диаметр) вырубаемой детали, мм
10 10-50 50-100 100—150 150-250
0,5 К 1,5 2,0 3,0 3.5 4,0
Кт 1,8 2,4 3,6 4,0 4,6
1,0 к 1,0 1,75 2,0 2.5 3,0
Кт 1,2 2,0 2,4 3,0 3,6
1,5 К 1.5 2,0 2,5 3,0 3,5
Кт 1,8 2,4 3,0 Тб То
2,0 К 2,0 2,5 3.0 3,5 4,0
Кт 2,4 3,0 3,6 4,0 4,6
2,5 К 2,0 3,0 35 4.0 4.5
Кт 2,4 злГ 4,0 4,6 5,2
3,0 К 2,4 3,5 4.0 4,5 5.0
Кт 2,4 4,0 4,6 5,2 6,0
Примечания. I. Приведенные значения ширины перемычек
соответствуют вырубке деталей m стали на инструментальных штам-
пах при ручной подаче материала.
2. Для твердой стали шчриау перемычки брать с коэффициентом
1,24-1,<; этот же коэффициент берется при вырубке с поворотом
полосы.
3. Для волокнистых материалов (кожа, картон, бумага и др.)
ширину перемычки брать с коэффициентом 1,54-2,0.
4. При вырубке с ав । ома гическэй подачей материала посред-
ством валиковых ити клещевых устройств пирану перемычки брать
с коэффициентом 0,8 —0,9.
5 Если вырубка производится на упрощенных (вафельных)
штампах, ширина перемычек между краем полосы и деталями долж-
на быть одинаковой и принимается 5 мм для материала толщиной
до 2 мм и 6 мм—для материала толщиной более 2 мм.
3. Вырубка и пробивка
309
случаев и сравнив полученные результаты, можно определить
выгодность того или иного варианта раскроя листа с точки зре-
ния экономии металла. При этом необходимо учитывать, что
продольный раскрой выгоднее в отношении производительности
при вырубке и отрезке.
Технолог не должен ограничиваться выбором вида раскроя
полосы и листа. В условиях массового производства, особенно
при вырубке деталей из цветных металлов^ необходимо также
решить задачу рационального использования отходов.
В. Пробивка
Пробивкой получают различные по форме и размерам от-
верстия в плоских и пространственных деталях (заготовках).
Размеры отверстий, которые могут быть получены пробив-
кой, зависят от их формы и механических свойств Штампуемого
материала. Для деталей из мягкой стали и латуни "Толщиной
более 1,0 мм при пробивке в, инструментальных штампах пуан-
соном с плоской рабочей поверхностью можно рекомендовать
следующие соотношения (табл. 8).
Таблица S
Форма отверстия Круг Квадрат Прямо- угольник Прямоугольник с закругленны- ми по окруж- ности концами
Эскиз отверстия Л 4-. - (2 4 - -Ч- t
Минималь-
но допусти-
мый размер
пробиваемо-
го отвер-
стия
s>0,9 а
6>0,6 а
Если в отверстии имеются уступы (фиг. 243), они могут быть
получены при условии, что их высота h и ширина b больше
толщины штампуемого материала а, т. е. h^a и Ь^а. При
меньших значениях величин h и Ь получение уступов пробивкой
невозможно.
Гл. VI. Холодная штамповка
chipmaker.ru
310
Расстояния
краями детали
между пробиваемыми отверстиями и между
(заготовки) и отверстиями (фиг. 244) зависят
Фиг. 243. Отверстие с уступами.
от формы контура детали и формы отверстия и толщины штам-
пуемого материала и должны быть такими, чтобы исключить
возможность разрыва перемычки С. На фиг. 244 приведены
Фиг. 244. Расстояния между отверстиями и между
краем детали и отверстиями.
различные контуры деталей и отверстия с указанием мини-
мально допустимых величин перемычки С.
Изложенное относилось как к плоским, так и к простран-
ственным деталям, однако в последних необходимо учитывать
также расстояние от отверстия до вертикальной стенки.
3. Вырубка и пробивка
311
На фиг. 245 даны контуры деталей с указанием минимально
допустимых расстояний между отверстиями и вертикальной
стенкой детали.
Если в детали имеются два или более отверстий, то одно-
временная пробивка их возможна только в том случае, если
Фиг. 245. Расстояние между отверстиями и вер-
тикальной стенкой в пространственных деталях.
расстояние между кромками отверстий будет превышать вели-
чины, приведенные в табл. 9.
Таблица 9
Толщина материала мм 0,5 0,8 1,0 1,5 2,0 3,0 4,0 5,0
Расстояние между кромками отверстий мм 2,0 3,0 3,5 4,5 5,0 5,0 6,0 6,0
При пробивке отверстий для обеспечения заданной точности
в отношении размеров, формы отверстий и их взаимного рас-
положения необходимо руководствоваться следующим:
312
Гл. VI. Холодная штамповка
1) в деталях, получаемых вытяжкой или рельефной штам-
повкой, необходимо пробивать отверстия после вытяжки или
рельефной штамповки;
2) в деталях, получаемых гибкой, необходимо пробивать от-
верстия на загибаемых участках после гибки, а на незагибае-
мых участках — до гибки. Исключение составляют детали, не
требующие точного изготовления, в которых отверстия проби-
ваются до гибки.
Г. Качество и точность при вырубке и пробивке
При вырубке и пробивке по поверхности среза материал
упрочняется, в результате чего изменяются его механические и
физические свойства.
Упрочнение поверхностного слоя вызывает в ряде случаев
необходимость дополнительных операций; так, например, детали
из электротехнической стали следует отжигать для понижения
магнитных потерь, заготовки для зубчатых колес — обтачивать
по диаметру и т. д.
Качество поверхности среза, глубина упрочненного (накле-
панного) слоя, а вместе с этим и стойкость штампов зависят от
зазора между пуансоном и матрицей (табл. 10).
Таблица 10
Зазоры между пуансоном и матрицей при вырубке и пробивке
Материал Величина зазора в % от толщины штампуемого материала
минимальная ^min максимальная ^тах
Алюминий 3 8
Медь, латунь отожженная, мягкая сталь 5 12
Дуралюмин твердый, латунь нак- лепанная, сталь средней твердо- сти 6 14
Твердая сталь 7 16
Фибра, текстолит, пертинакс щиной до 4 мм тол- 2,5 6
То же толщиной более 4 мм 2 5
Картон, бумага, кожа, асбест 1.5 3
Слюда 5 9
3. Вырубка и пробивка
313
Если зазор больше zmax, приведенного в табл. 10, полу-
чается изгиб вырубаемой детали и значительная конусность по
поверхности среза. Если же зазор меньше zmin, на поверхности
среза образуется слоистость, а по верхней кромке детали —
заусенец с неровным зубчатым краем. При недостаточных за-
зорах стойкость штампов резко падает.
Необходимый зазор между пуансоном и матрицей обеспечи-
вается:
а) при вырубке деталей — уменьшением размеров пуансона;
б) при пробивке отверстий —• увеличением размеров мат-
рицы.
Точность при вырубке и пробивке зависит от .ряда факторов,
из которых основными являются:
а) точность изготовления рабочих, фиксирующих и направ-
ляющих деталей штампа и степень их износа;
б) размеры вырубаемой детали или пробиваемого отверстия,
сложность их конфигурации и толщина материала;
в) точность базировки заготовки при пробивке и отрезке
(вырубке по части контура);
г) зазор между пуансоном и матрицей и равномерность его
распределения;
д) тип штампа и его конструктивные особенности (с направ-
лением или без направления, наличие делительных устройств
и т. д.);
е) упругие деформации детали при вырубке или пробивке;
ж) плоскостность (отсутствие вогнутостей или выпуклостей)
полосы при вырубке или детали (заготовки) при пробивке;
з) состояние пресса и упругие деформации станины при на-
грузке.
С учетом указанных факторов на основе опыта отечественных
заводов 1 составлены таблица точности деталей, получаемых при
вырубке и пробивке в инструментальных штампах (табл. 11),
и таблица несоюсности отверстий относительно контура при про-
бивке (табл. 12).
Табл. 11 позволяет определить возможность получения за-
данных на детали допусков путем обычной вырубки, пробивки
пли отрезки. Если это невозможно, следует создать новый по-
рядок обработки, при котором вырубка, пробивка или отрезка
явятся операциями подготовительными, а для получения окон-
чательных размеров детали необходимо будет применить за-
чистку, калибровку или обработку резанием.
Табл. 12 содержит значения несоосности отверстий относи-
тельно контура. При более жестком допуске на несоосность сле-
1 Клейман Г. М., Допуски на холодноштампуемые детали, Оборон-
гиз, 1946. 1
chipmaker.ru
Гл. VI. Холодная штамповка
314
дует отказаться от раздельного выполнения вырубки и пробивки
и применить комбинированный штамп.
При составлении табл. 11 были приняты четыре группы точ-
ности изготовления рабочих деталей штампа (пуансонов и мат-
риц):
1-я группа — рабочие детали штампа, изготовленные по 2-му
классу точности;
2-я группа —• рабочие детали штампа, изготовленные по 3-му
классу точности;
3-я группа — рабочие детали штампа, изготовленные по 4-му
классу точности;
4-я группа—рабочие детали штампа, изготовленные по 5-му
классу точности.
Данные обеих таблиц выведены с учетом стойкости штампов
(пуансона и матрицы); последняя принята:
для металла толщиной до 2 мм 103 000 штампоударов
» „ „ от 2 до 5 „ 50 000
„ „ „ более 5 „ 15 000
Порядок пользования таблицами иллюстрируем примерами.
Пример 1. Определить, с какой точностью можно получить диск диа-
метром 115 мм, толщиной 1,5 мм вырубкой на инструментальном штампе.
Согласно данным табл. 11, при изготовлении штампа по 1-й группе
точности детали могут быть обработаны с допуском 0,26 мм; при изготов-
лении штампа по 2-й группе точности допуск на обработку деталей соста-
вляет 0,29 мм; 3-й группе точности изготовления штампа соответствует
допуск 0,45 мм и 4-й группе точности—допуск 0,68 мм.
Пример 2. Можно ли обычной вырубкой получить деталь диаметром
125 мм и толщиной 2,3 мм с допуском 0,15 мм.
Из табл. 11 следует, что такую деталь невозможно получить обычной
вырубкой без последующей зачистки или механической обработки резанием.
4. НАДРЕЗКА, ОБРЕЗКА И ПРОСЕЧКА
Прочие операции, относящиеся к группе разделительных,
мало отличаются от отрезки, вырубки и пробивки. Их особен-
Фиг. 246. Детали с языч-
ками, полученными над-
резкой.
металла.
ности обусловливаются назначением и
характером выполняемой работы.
Для получения в штампованных де-
талях различных язычков, упоров —
лапок и т. п. (фиг. 246) применяется
надрезка, при которой резание проис-
ходит только по части контура, что до-
стигается соответствующей заточкой
пуансона. Надрезка сопровождается изгибом надрезаемой части
Подбирая угол скоса пуансона, можно получить не только
изгиб надрезанной части на угол до 90°, но и придать детали
4. Надрезка, обрезка и просечка
315
формы, показанные на фиг. 247. Для первых трех типов дета-
лей степень наклона рабочей плоскости пуансонов определяется
экспериментально. Для деталей четвертого типа при надрезке
и гибке по радиусу необходимо сохранять неравенство
—- 100<8,
е
(6-5)
где Zx— развернутая длина по сечению в мм;
е — расстояние между точками b и с в мм;
8 — относительное удлинение в процентах.
Фиг. 247. Детали, полученные надрезкой.
Для удаления излишков материала или неровных краев по-
сле вытяжки, рельефной штамповки, штамповки истечением и
объемной штамповки производится обрезка.
Крупные заготовки в мелкосерийном производстве обрезают
на дисковых ножницах с наклонно поставленными ножами.
Мелкие заготовки, представляющие собой тела вращения
(без фланцев), независимо от толщины стенок в мелкосерийном
производстве и при толщине стенок более 1,5 мм в серийном
и массовом производствах, обрезают на токарных или револь-;
верных станках. Заготовки с фланцем любой толщины и формы,
заготовки любой формы без фланца, но с толщиной стенок ме-
нее 1,5 мм в серийном и массовом производствах обрезают в
штампах. Точность обрезки соответствует 7—9-му классам точ-
ности.
Для получения плоских деталей с отверстиями и без отвер-
стий из листовых неметаллических материалов (бумага, кар-
тон, кожа, прессшпан и т. д.) применяют просечку. В отличие
от вырубки и пробивки при просечке отсутствуют сопряженные
режущие кромки, т. е. есть пуансон, но нет матрицы.
chipmaker.ru
Несоосность отверстий относительно контура при пробивке в штампах
№ по пор. Тип штампа Толщина гматериала мм 1-я группа 2-я группа 3-я гру
Диаметр детали, мм Диаметр детали, мм Диаметр дет
до 50 50-120 120—260 260—360 360 - 500 до 50 50—120 120—260 260—360 360-500 до 50 50-120 120 — 2(
1 Комбинированный штамп совме- До 1 +0,07 0,10 0 12 0,14 0,17 0,12 0,18 0,24 0,28 ' 0,35 *
щенного действия -0,02 0,03 0,03 0,04 0,05 0,02 0,04 0,06 0,08 0,10 — — .—
От 1 до 3 +0,08 0,12 0,14 0,16 0,20 0,13 0,20 0,27 0,32 0,40 0,39 0,51 0,69
—0,03 0,04 0,04 0,06 0,08 0,06 0,06 0,09 0,12 0,15 0,04 0,06 0,09
„3 „5 — — — — — — — — — 1 — + 0,41 0,54 0,73
— — — — — — - • — — — —0,06 0,09 0,13
2 Комбинированный штамп после- До 2 +0,19 0,230 0,29 0,27 0,34 0,42 0,62 0,75 1,05
довательного действия —0,14 0,160 0,20 —. — 0,17 0,20 0,24 ~— .— 0,29 0,36 0,45
От 2 до 5 — — — —. —0,32 0,39 0,47 .— — 0,72 0,85 1,15
—. — 1 — — — -0,22 0,25 0,29 — — 0,39 0,46 0,55
„5 „10 — — — — — -0,37 0,44 0,52 —- —. —. — —
— — — — — -0,27 0,30 0,34 — — — — —
3 В двух штампах простого дей- До 1 +0,25 0,37 0,50 0,55 0,60 0,30 0,45 0,60 0,65 0,75 0,55 0,75 1,00
ствия —0,2 0,30 0,40 0,45 0,50 0,2 0,30 0,40 0,45 0,50 0 20 0,30 0,40
От 1 до 3 4-0,35 0,47 0.60 0,70 0,85 0,40 0,55 0,70 0,80 1,00 0,60 0,30 1,10
-0 25 0,40 0,50 0,60 0,70 0,25 0,40 0,50 0,60 0,70 0,25 0,40 1,50
„ 3 . 5 — — -—. — ! Z + 0,50 0,80 1,00 1,20 1,50 0,75 0,05 1,40
—- — .—. — —0,40 0,60 0,80 1,00 1,25 0,40 0,60 0,80
. 5 „ 10 — — — — — +0,60 0,85 1,20 1,45 1,75 0,85 1,20 1,60
i 1 — — — — — —0,50 0,75 1,00 1,25 1,50 0,50 0,75 1,00
Примечание. При изготовлении большого количества деталей (более 10 000 на одном штампе для деталей диаметром до 8 мм и 5000 для деталей диаметром более 3 л
сти штампа. Тогда к цифрам со знаком плюс необходимо добавить следующие величины:
для листа толщиной до 1 мм 0,15
„ „ „ от 1 до 3 мм 0,35
, 3 „ 5 „ 0,50
„ „ , более 5 мм 0,75
chipmaker.ru
Несоосность отверстий относительно контура при пробивке в штампах
Таблица 12
1-я группа 2-я группа 3-я группа 4-я группа
Диаметр детали, мм Диаметр детали, мм Диаметр детали мм Диаметр детали, мм
до 50 50-120 120—260 260 -360 360-500 до 50 50-120 120-260 260—360 360-500 до 50 50-120 120-260 260- 360 360-500 до 50 50-120 120-260 260—360 360—500
+0,07 0,10 0,12 1 0,14 0,17 0,12 0,18 0,24 0,28 ' 0,35
—0,02 0,03 0,03 0,04 0,05 0,02 0,04 0,06 0,08 0,10 —. — — — — — — — — —
+0,08 0,12 0,14 0,16 0,20 0,13 0,20 0,27 0,32 0,40 0,39 0,51 0,69 0,83 0,90 — — — — —
—0,03 0,04 0,04 0,06 0,08 0,06 0,06 0,09 0,12 0,15 0,04 0,06 0,09 0,12 0,15 —. — — — —
— — — — — — — — — —. +0,41 0,54 0,73 0,88 0,95 — — — -— —
—- — — — — — — — —0,06 0,09 0,13 0,18 0,20 — — — — ~—
+0,19 0,230 0,29 0,27 0,34 0,42 — 0,62 0,75 1,05 —
—0,14 0,160 0,20 — — 0,17 0,20 0,24 — — 0,29 0,36 0,45 .— — — — — — —
) — — — — —0,32 0,39 0,47 — —- 0,72 0,85 1,15 — — — — — — —
—- — — — — —0,22 0,25 0,29 — — 0,39 0,46 0,55 — — — — —• — —
) — — — — — -0,37 0,44 0,52 — — — — — — — — — — — —
- — — — — —0,27 0,30 0,34 —~ — — — — — — — —
+ 0,25 0,37 0,50 0,55 0,60 0,30 0,45 0,60 0,65 0,75 0,55 0,75 1,00 1,15 1,25 0,70 1,10 1,40 1,60 1,70
—0,2 0,30 0,40 0,45 0,50 0,2 0,30 0,40 0,45 0,50 0,20 0,30 0,40 0,45 0,50 0,20 0,30 0,40 0,45 0,50
+0,35 0,47 0,60 0,70 0,85 0,40 0,55 0,70 0,80 1,00 0,60 0,30 1,10 1,30 1,45 0,75 1,20 1 50 1,75 1,90
-0 25 0,40 0,50 0,60 0,70 0,25 0,40 0,50 0,60 0,70 0,25 0,40 1,50 0,60 0,70 0,25 0,40 0,50 0,60 0,70
.—. —- — — .—_ + 0,50 0,80 1,00 1,20 1,50 0,75 0,05 ' 1,40 1,70 2,00 0,90 1,40 1,80 2,15 2,45
—. .— — 1 — —0,40 0,60 0,80 1,00 1,25 0,40 0,60 0,80 1,00 1,25 0,40 0,60 0,80 1,00 1,25
— — —- —. —. +0,60 0,85 1,20 1,45 1,75 0,85 1,20 1,60 1,95 2,25 1,00 1,55 2,00 2,40 2.v0
— ! — — ' — — -0,50 0,75 1,00 1,25 1,50 0,50 0,75 1,00 1,25 1,50 0,50 0,75 1,00 1,00 1,50
допуск на несоосность увеличится
за счет износа рабочей ча-
личества деталей (более 10 000 на одном штампе для деталей диаметром до 8 мм и 5000 для деталей диаметром более 3 мм)
имо добавить следующие величины:
chipmaker.ru Точность вырубки и пробивки в инструментальных штампах
Толщина 1- Я труп п а 2- я труп п а 3- я труп п а
материала Размеры детали, мм Размеры детали, мм Размеры детали, мм
мм до 50 50—80 80-120 120-18С 180—26С 260-361 360—501 до 50 50—80 80-120 120—180 180 - 260 260 -360 360-500 до 50 50-80 80-120 120—180 180-260 1
До 1 0,18 0,28 0,19 0,30 0,21 0,31 0,24 0,34 0,30 0,40 0,35 0,45 0,41 0,51 0,20 0,30 1 0,22 0,32 0,24 0,34 0,28 0,38 0,34 0,44 0,40 0,50 0,47 0,57 0,32 0,42 0,36 0,46 0,40 0,50 0,46 0,56 0,56 0,65
От 1 до 2 0,23 0,24 0,26 0,29 0,35 0,40 0,46 0,25 0,27 0,29 0,33 0,39 0,45 0,52 0,37 0,41 0,45 0,51 0 60
0,38 0,39 0,41 0,44 0,50 0,55 0,61 0,40 0,42 0,44 '0,48 0,54 0,60 0,67 0,52 0,56 0,60 0,66 0,76
От 2,0 до 3 0,33 0,34 0,36 0,39 0,45 0,50 0,56 0,35 0,37 0,39 0,43 0,49 0,55 0,62 0,47 0,51 0,55 0,61 0,70
0,53 0,54 0,56 0,59 0,65 0,70 0,76 0,55 0,57 0,59 0,63 0,69 0,75 0,82 0,67 0,71 0,75 0,81 0,90
От 3 до 5 0,45 0,47 0,49 0,53 0,59 0,65 0,72 0,57 0,61 0,65 0,71 0,80
0,85 0,87 0,89 0,93 0,99 1,05 1,12 0,97 1,01 1,05 1,И 1,20
От 5 до 10 — — — — — 0,60 1,40 0,63 1,42 0,64 1,44 0,68 1,48 0,74 1,54 0,80 1,60 0,87 1,67 0,72 1,52 0,76 1,56 0,80 1,60 0,86 .1,66 0,95 1,75
Примечание. Цифрами верхних рядов каждой графы следует пользоваться при вырубке или пробивке простых контуров, а цифрами нижних рядов—при вырубке или пробивке
chipmaker.ru
Точность вырубки и пробивки в инструментальных штампах
Таблица 11
2-я г руппа 3-я группа 4-я группа
Размеры детали, мм Размеры детали, мм Размеры детали, мм
50—80 80-120 120—180 180-260 260-360 360-500 до 50 50-80 80-120 120—180 180-260 260-360 360—500 до 50 50-80 80-120 120-180 180-260 260-360 360-500
- 0,22 0,32 0,24 0,34 0,28 0,38 0,34 0,44 0,40 0,50 0,47 0,57 0,32 0,42 0,36 0,46 0,40 0,50 0,46 0,56 0,56 0,65 0,64 0,74 0,73 — — — — — —
0,83
0,27 0,42 0,29 0,44 0,33 ‘.0,48 0,39 0,54 0,45 0,60 0,52 _0,37 0,52 0,41 0,45 0,51 0,60 0,69 0,78 0,54 _°,61_ 0,76* 0,68 0,77 0,88 0,90 1,05 1,16 1,31
0,67 0,56 0,60 0,66 0,76 0,84 0,93 0,69 0,88 0,08 1,20
0,37 0,57~ 0,39 0,59 0,43 0,63 0,49 0,69 0,55 0,75 0,62 0,82 0,47 0,67 0,51 0,71 0,55 0,75 0,61 0,81 0,70 0,90 0,79 0,99 0,83 1,08 0,64 0,84 о,71 0,91 0,87 0,98 0,87 1,07 1,00 1,00 1,15 1,35 1.25 1,46
0,47 0,87 0,49 0,89 0,53^ 0,93 0,59 0,99 0,65 1,05 0,72 1,12 0,57 0,97 0,61 1,01 0,65 1,05 0,71 1,11 0,80 0,89 0,98 0,74 1,14 0,81 Т,2Г 0,88 0,97 1,10 1,50 1,25 1,36
1,20 1,28 1,38 1,28 1,37 1,65 1,76
0,63 0,64 0,68 0,74 0,80 0,87 0,72 0,76 0,80 0,86 0,95 1,04 1,13 1,93 0,89 0,96 1,03 1,12 1,25 1,40 1,51
1,42 1,44 1,48 1,54 1,60 1,67 1,52 1,56 1,60 J.66 1,75 1,84 1,69 1,76 1,83 1,92 2,05 2,20 2,31
при вырубке или пробивке
простых контуров,
а цифрами нижних
рядов—при вырубке или пробивке сложных
контуров.
| chipmaker.ru
316 Гл. VI. Холодная штамповка
----------------------------------------------------------
Просечку можно выполнять двумя способами: а) с примене-
нием подкладочного материала (обычно фибры) и б) без при-
менения подкладочного материала.
При просечке без подкладочного материала необходимо
предварительно в заготовках пробивать по кондуктору отверстия
под фиксаторы и применять штампы с направляющими колон-
ками; в штампах же с подкладочным материалом этих опера-
ций не производят и просечку ведут в штампах без направле-
ния. В серийном производстве целесообразнее выполнять про-
сечку на подкладочном материале, а в массовом производстве —
в целях экономии подкладочного материала (фибры) — без та-
кового.
5. ЗАЧИСТКА (ЧИСТОВАЯ ВЫРУБКА) И КАЛИБРОВКА
А. Зачистка
Зачистка применяется в тех случаях, когда:
а) точность размеров штампуемых деталей соответствует
3—4-му классу;
б) предъявляются повышенные требования к чистоте поверх-
ности среза;
в) часть наружного контура детали является рабочей в ме-
ханизме;
г) наружный контур детали используется в качестве базы
для выполнения последующих операций.
Зачистка осуществляется в штампах на эксцентриковых,
кривошипных или вибрационных прессах.
Штампы для зачистки различаются конструкцией загрузоч-
ного устройства.
В отличие от вырубки процесс зачистки сопровождается сня-
тием стружки.
Существуют две схемы выполнения зачистки: обычная схе-
ма, при которой матрица имеет размеры зачищаемой детали, а
пуансон меньше матрицы на величину зазора, обычно не пре-
вышающего от 3 до 8 микрон, и схема зачистки пуансоном
«полнее» матрицы. Во втором случае матрица имеет размеры
зачищаемой детали, а пуансон — размеры заготовки, поступаю-
щей на зачистку. При зачистке по этой схеме пуансон не дохо-
дит до поверхности матрицы примерно на 0,2—0,3 мм. Деталь
проталкивается через матрицу следующей зачищаемой деталью.
Чистота поверхности среза, а следовательно, и точность за-
чистки зависит от ряда факторов, из которых основными яв-
ляются: а) величина припуска и б) качество' выполнения и со-
стояние режущих кромок пуансона и матрицы штампа.
Величину припуска на зачистку определяют по табл. 13.
5. Зачистка (чистовая вырубка) и калибровка
317
Таблица 13
Величина припуска на зачистку1
Толщина зачищаемой детали мм Мягкая сталь, латунь Сталь средней твердости Твердая сталь
припуск, мм припуск, мм припуск, мм
наиболь- ший наимень- ший наиболь- ший наимень- ший наиболь- ший наимень- ший
0,5-1,5 0,1 0,15 0,15 0,2 0,15 0,25
1,6-2,8 0,15 0,2 0,2 0,25 0,2 0,3
3,0-3,8 0,2 0,25 0,25 0,3 0,25 0,35
4-5,2 0,25 0,3 0,3 0,35 0,3 0,4
Примечания. 1. Наибольшая величина стружки, снимаемой
при зачистке, равна припуску на зачистк)' плюс половина зазора ме-
жду пуансоном и матрицей в штампе для вырубки заготовки.
2. При сложном контуре детали толщиной более 1 мы или в том
случае, если линейные размеры детали превышают 20 мм, припуск
на зачистку следует назначать в 1,5-1,6 раза больше табличного.
3. При зачистке деталей простой конфигурации следует брать ми
нимальный припуск, а для деталей сложной конфигурации—макси-
мальный.
4. В случае применения для зачистки штампов с поворотным за-
грузочным устройством припуск необходимо увеличивать на 50—70%
5. В том случае если зачистка выполняется в несколько операций
(многократная зачистка), величина припуска на каждую последующую
операцию составляет 0,7 от табличных значений.
Для определения размеров заготовки необходимо знать ве-
личину припуска, распределение припуска по контуру зачищае-
мой детали, а также нужна ли однократная или многократная
зачистка.
На деталях с криволинейным контуром (фиг. 248,а) припуск
у на зачистку распределяется равномерно. На деталях с конту-
ром, очерченным прямыми линиями или прямыми и кривыми,
припуск у на зачистку распределяется неравномерно; на дета-
лях с пересечением сторон под углом меньше 60° зачищаются
только стороны (фиг. 248,6). Если же стороны в результате
пересечения образуют наружный угол больше 60°, припуск по
углу следует брать в 1,5—2,0 раза больше максимального таб-
1 Шиш ков Б. И., Конструкция штампов в часовом производстве,
Оборонгиз, 1940.
318
Гл. VI. Холодная штамповка
личного, а на внутренних углах 0,4 от минимального табличного
(фиг. 248,в).
Для гарантии получения намеченного припуска номинальные
размеры пуансона вырубного штампа должны соответствовать
Фиг. 248. Распределение припуска при зачистке.
номинальным размерам заготовки, а размеры матрицы должны
быть больше на величину зазора, определяемого по табл. 8.
Число операций зачистки обусловливается толщиной мате-
Фиг. 249. Деталь, требующая
многократной зачистки.
риала, размерами, сложностью
контура и точностью зачищаемой
детали.
Многократную зачистку сле-
дует применять для стальных де-
талей простых и сложных конту-
ров и для латунных деталей слож-
ного контура и повышенной точно-
сти (при толщине материала более
3 мм). Пример многократной зачи-
стки показан на фиг. 249.
Фиг. 250. Порядок укладки заго-
товок на матрицу при зачистке.
Заготовки, поступающие на зачистку, необходимо править,
а для предотвращения вырывов металла по кромкам — уклады-
вать на поверхность зачистной матрицы широкой частью
(фиг. 250).
На точность зачистки влияют следующие основные факторы:
а) размеры и сложность конфигурации зачищаемой детали;
толщина материала;
5. Зачистка (чистовая вырубка) и калибровка
319
б) механические свойства материала, детали;
в) точность выполнения и правильность формы заготовки;
г) способ зачистки (одно- или многократная зачистка);
д) точность базировки заготовки;
е) тип штампа, его конструктивные особенности и точность
изготовления.
На основании опыта отечественных заводов можно принять
следующие данные о точности зачистки (табл. 14).
Таблица 14
Толщина материала Точность, получаемая при
ММ зачистке, мм
До 1,0 0,015
1,0-2,0 0,02
2,0-4,0 0,03
Примечание. Приведенные данные охватывают детали сред-
ней сложности размером до 50 мм; для деталей сложной конфигура-
ции и больших размеров точность меньше.
Б. Калибровка
Калибровка имеет целью получение отверстий с точными
размерами и чистой поверхностью после сверления или пробив-
ки. Калибровка производится как со снятием стружки, так и
без снятия. На фиг. 251 показана схема калибровки отверстия
пуансоном СО' снятием стружки.
Особенностью калибровки со снятием стружки является от-
сутствие сопряженных режу-
щих кромок. Роль матрицы вы-
полняет обычная планка с лун-
кой, диаметр D которой ра-
вен полуторному диаметру
калибруемого отверстия, т. е.
0>l,5d.
Припуск под калибровку
зависит от;
1) диаметра и длины ка-
либруемого отверстия;
2) механических свойств
материала детали;
Фиг. 251. Схема калибровки пуансо
ном со снятием стружки.
3) погрешностей, допущенных при подготовке отверстия под
калибровку.
chipmaker.ru
320 Гл. VI. Холодная штамповка
В том случае если величина припуска не перекроет суммар-
ных ошибок предварительной обработки, возможно получение
эллиптического отверстия.
Величина припуска на калибровку отверстий может быть
найдена по формуле 1
А =2,82х1 + с;
где А—величина припуска для калибровки в мм\
хг и с — коэффициенты, значения которых приведены в
табл. 15.
Таблица 15
Значение коэффициентов и с
Способ получения отверстия под калибровку
а) Значение коэффициента
Толщина материала мм Сверление по накер- ненным углублениям Пробивка в штампах
0,5-1,5 0,04 0,02
1,5-2,0 0,05 0,03
2,0-3,5 0,06 0,04
б) 3 н а ч ;н и е коэффицис н т а с
Расстояние между цен- трами башрующих и калибруемых отверстий или между центрами калибруемых отверстий и контурами ММ При базировании на отверстия При базировании на контур
До 10 0,02 0,04
10-20 0.03 0,06
20-40 0,04 0,08
’Шишков Б. И., Конструкция штампов в часовом производстве.
Оборонгиз, 1940.
6. Гибка и правка
321
При выборе диаметра калибровочного пуансона необходимо
учитывать изменение отверстия после калибровки вследствие
упругой деформации материала, которая по данным практики
имеет следующие значения:
латунь.................. 0,007—0,012 мм
алюминий.................. 0,005—0,01 „
мягкая сталь.............. 0,008—0,015 „
Калибровка отверстий без снятия стружки (фиг, 252)
происходит путем уплотнения стенок отверстия при помощи
дорна, шарика или соответствующего сечению калибруемого
Фиг. 252. Схема калибровки без снятия стружки:
а-дорном; бив шариком; г—фасонным телом вращения.
отверстия тела вращения. Диаметральный припуск под кали-
бровку без снятия стружки в основном зависит от природы
металла калибруемой детали, точности исполнения отверстия
под калибровку и составляет от 0,05 до 0,1 мм.
Точность калибровки 0,024-0,05 мм. Качество поверхности
VW’-WV”-
6. ГИБКА И ПРАВКА
А. Гибка
Процесс гибки состоит в сгибании одной части плоской или
пространственной заготовки под углом (или по радиусу) к дру-
гой части.
Изготовлять детали гибкой можно на гибочных машинах, в
приспособлениях, на прессах в штампах и на профилировочных
станках.
Крупные детали из листового материала (фиг. 253), требую-
щие прямолинейной гибки, изгибают в мелкосерийном и се-
chipmaker.ru
i22
Гл. VI. Холодная штамповка
рийном производствах на ручных гибочных машинах (кантов-
ках) или в специальных приспособлениях (при толщине исход-
ного материала до 2,0—2,5 мм). Для гибки более толстого ма-
териала применяют приводные гибочные станки.
Гибка крупных деталей цилиндрической формы выполняется
на ручных или приводных трехвалках. Минимальный диаметр
детали, который может быть получен на трехвалках, составляет
0,8—0,85 диаметра верхнего валика.
Фиг. 253. Типы деталей, изгибаемых на гибочных машинах (кантовках).
Гибка полос и профилей выполняется на профилегибочных
станках.
Мелкие детали в серийном и в массовом производстве из-
гибают в штампах на прессах; в серийном производстве при-
меняются простые и универсальные штампы, а в массовом —
специальные штампы.
Особенность гибки на универсальных штампах состоит в
том, что гибка деталей с несколькими линиями гиба осуще-
ствляется не одновременно, а расчленяется на ряд последова-
тельных операций, количество которых равно числу перегибов
на детали. На фиг. 254 показаны последовательность операций
гибки деталей на универсальных штампах и наиболее харак-
терные изгибаемые детали.
В универсальных и специальных штампах можно гнуть де-
тали, у которых высота полок Н (фиг. 255) более двух толщин
изгибаемой детали, т. е.
Н>2а.
6. Гибка и правка
323
Меньшая высота полок на изгибаемой детали может быть
получена двумя способами:
1) гибкой заготовки большей длины с последующим фрезе-
рованием полок до заданной высоты;
Потри mA I
Установка Гибка
Установка Гибка
Профиль -
Гибка У станойла гиона
Профиль- I .
Гибка Гибка Гибка Гибка
Фиг. 254. Последовательность гибки деталей на универ-
сально-гибочных штампах.
2) выдавливанием на плоской заготовке в зоне гиба кана-
вок (фиг. 256) и последующей гибкой.
Выдавливаемые, канавки должны быть следующих разме-
ров:
/г == (0,1—0,3) а, но не менее 0,3 мм;
b = 2—3 мм.
chipmaker.ru
Гл. VI. Холодная штамповка
324
При гибке весьма важное значение имеет радиус гиба г
(см. фиг. 255); при слишком малом радиусе гиба неизбежен
разрыв наружных волокон материала. Допустимая минималь-
ная величина радиуса гиба зависит от механических свойств
материала, толщины материала, направления линии гиба отпо-
Фиг. 255. Деталь,
подвергнутая гибке.
Фиг. 256. Деталь с выдавлен-
ными канавками, подвергнутая
гибке.
сительно направления прокатки, положения заусенца при гибке,
угла гиба; для деталей из листового материала эта величина
определяется по формуле
r=ka,
где г — радиус гиба в мм-,
а — толщина материала в мм;
k — коэффициент, имеющий следующие значения (табл. 16):
Таблица 16
Значения коэффициента к при гибке деталей из листового
материала
Мате- риал Медь Латунь Алюми- ний Сталь 10 Сталь 2 Сталь 4 Нержа- веющая сталь
k 0,25 0,25 0,3 0,35 0,5 0,6 2
Рассчитанный по формуле минимальный радиус соответ-
ствует случаю гибки деталей без заусенцев или с заусенцами,
расположенными в сторону пуансона, при угле гиба 90° и более
и при расположении линии гиба перпендикулярно направлению
прокатки. При нарушении этих условий минимальный радиус
гиба должен быть увеличен. Как показывают исследования,
при наличии на изгибаемой заготовке заусенцев после вырубки
или отрезки и расположения их со стороны матрицы радиус
должен быть в 2,0—2,5 раза больше приведенных данных.
При расположении линии гиба вдоль направления прокатки
радиус гиба также должен быть увеличен. И, наконец, чем
6. Гибка и правка
325
меньше угол гиба, тем больше должен быть радиус гиба при
прочих равных условиях.
При гибке деталей из труб в холодном состоянии наимень-
ший радиус гиба определяется по формуле
Dz — ,
r=-------- k,
t
где D — наружный диаметр трубы в лш;
d — внутренний диаметр трубы в мм;
t — толщина стенки трубы в мм;
k — коэффициент, учитывающий свойства материала тру-
бы, равный от 0,8—1,5.
Определение размеров заготовок для гибки деталей
Длина заготовки для детали, изготовляемой гибкой, равна
сумме прямолинейных участков и длин дуг, подсчитанных по
нейтральной линии в пределах закругления.
Положение нейтральной линии зависит от толщины мате-
риала и радиуса гиба и определяется по формуле
R=r+na,
где 7? — радиус нейтральной линии в мм;
г — радиус закругления детали в мм;
а — толщина материала в мм;
п — коэффициент, зависящий от отношения r/а (табл. 17).
Таблица 17
Значения коэффициента п при определении размеров заготовок
деталей, подлежащих гибке
г/а 0,1 0,25 0,5 1,0 2,0 4,0 5,0
п 0,18 0,26 0,33 0,39 0,44 0,47 0,5
С учетом происходящего при гибке утонения материала в
зоне гиба длина заготовки для детали, показанной на фиг. 257,
определится из формулы 1
Z = (Z, + C) + ^[JL51
' ' 180 [ а а
а1
где —-—коэффициент утяжки, определяе-
мый в зависимости от отношения
-- (табл. 18).
а
Фиг. 257. Деталь, под-
вергнутая гибке.
И. П. Ренне (ТМИ)
chipmaker.ru
Гл. VI. Холодная штамповка
326
Таблица 18
а\
Значения коэффициента -- при определении длины заготовки
а
детали, подлежащей гибке
г! а 0,1 0,25 0,5 1,0 2,0 4,0 5,0
а\ а 0,71 0,79 0,89 0,95 0,98 0,99 1,0
Точность при гибке
Точность при гибке зависит от следующих основных факто-
ров:
а) от формы и размеров детали, подвергаемой гибке;
б) от числа операций гибки;
в) от механических свойств материала изгибаемой детали;
г) от типа штампа и точности выполнения его рабочих
частей.
Ввиду большого разнообразия факторов, оказывающих влия-
ние на точность, и отсутствия специальных исследований прихо-
дится ограничиться) следующими замечаниями общего ха-
рактера.
Пластическая деформация при гибке деталей всегда сопро-
вождается упругой деформацией, что вызывает отклонение в
форме, т. е. пружинение после снятия детали со штампа. Ве-
личина пружинения зависит от механических свойств изгибае-
мого материала, формы детали, радиуса гиба, а также от спо-
соба гибки.
Чем выше предел текучести изгибаемого материала, чем
больше отношение r/а и меньше толщина материала, тем боль-
ше пружинение при-прочих равных условиях.
Учесть влияние формы изгибаемой детали на величину пру-
жинения весьма трудно, однако можно считать, что при V-об-
разной гибке пружинение меньше, чем при П-образной.
Пружинение при свободной гибке V-образных деталей боль-
ше, чем при гибке с подчеканкой, причем если гибка V-образ-
ных деталей происходит по малому радиусу закругления, вели-
чина углового упругого пружинения может быть как положи-
тельной, так и отрицательной.
При гибке П-образных деталей на величину пружинения
влияет зазор между пуансоном и матрицей. При положитель-
ном зазоре пружинение бывает всегда, при отрицательном оно
может быть совершенно устранено. Практические данные об
углах пружинения при V-образной гибке приведены на фиг. 258,
а при П-образной — на фиг. 259.
6. Гибка и правка
327
Фиг. 258. Зависимость угла пружинения при
гибке V-образных деталей от г/а:
п—при свободной гибке; б—при гибке с подчеканкой.
—угол пружинения; а—угол, на который изгибается
деталь; г—радиус гиба; а—толщина материала.
328
Гл. VI. Холодная штамповка
Кроме пружинения, которое может быть частично умень-
шено, в V-образных деталях и деталях, изгибаемых по радиусу,
за счет изготовления рабочих частей штампа (с учетом вели-
чины пружинения при гибке), имеет место искажение размеров
по ширине детали в зоне гиба. Это искажение выражается в
Фиг. 259. Зависимость угла пружинения при
гибке П-образных деталей от зазора между
пуансоном и матрицей:
>г—зазор между пуансоном и матрицей; г—радиус;
а—толщина материала.
увеличении размера по внутренней кромке и уменьшении — по
наружной.
При гибке полос на ребро утолщение имеет следующие зна-
чения в зависимости от отношения r/В (табл. 19).
При обычной гибке это явление имеет место только при де-
талях шириной менее 25 мм и зависит от отношения г/а (табл. 20).
Из изложенного следует, что, если деталь сопрягается по
ширине с какой-либо другой деталью, механическая обработка
резанием обязательна.
Точность изготовления детали по высоте (размер Н на
фиг. 255) зависит от отношения rja и точности выполнения за-
готовки, поступающей нЪ гибку, и лежит в пределах 7—9-го
классов точности.
6. Гибка и правка
329
Таблица 19
Отношение г/В
4
5
2
3
Величина утолщения в процентах
от толщины полосы
11,5
7,9
6,0
4,85
Примечание. Здесь В—ширина изгибаемой на ребро полосы
в мм; г—радиус изгиба.
Таблица 20
Примечание. Здесь а—толщина материала в мм;
I—радиус изгиба.
Б. Правка (рихтовка)
Полосы после отрезки на ножницах и большинство деталей
после галтовки, вырубки и пробивки на штампах последова-
тельного действия бывают искривленными и нуждаются в
правке.
Основными причинами искривлений являются:
а) наклон верхнего ножа на ножницах или пуансона в
штампе;
б) изгиб сложной детали при изготовлении ее за несколько
операций на простых штампах или на штампе последователь-
ного действия;
chipmaker.ru
-330
Гл. VI. Холодная штамповка
в) большой зазор между вырубным (дыропробивным) пуан-
соном и матрицей;
г) неправильная установка вырубных или дыропробивных
штампов на прессе;
д) деформация станины пресса;
е)1 искажение формы штампуемой детали при термообра-
ботке.
Правка плоских заготовок выполняется на фрикционных или
чеканочных прессах в штампах или на вальцах. Вальцы обычно
применяются для правки полос и листов, а штампы — для прав-
ки мелких заготовок.
Правку следует применять:
а) перед зачисткой;
б) после отрезки на гильотинных ножницах перед выруб-
кой;
в) после вырубки в штампе последовательного действия.
7. ВЫТЯЖКА
I
А. Общие сведения
I
Пустотелые детали различных форм из листового материала
получаются вытяжкой в штампах на кривошипных прессах
простого или двойного действия.
Различают «вытяжку без утонения» и «вытяжку с утоне-
нием».
При вытяжке без утонения превращение плоской заготовки
в полую деталь или последующее изменение ее формы происхо-
1 дит без преднамеренного изменения толщины материала, хотя
з действительности на некоторых участках детали имеет место
утонение, а на некоторых — увеличение толщины по сравнению
с толщиной исходного материала.
При вытяжке с утонением изменение формы плоской заго-
товки или предварительно вытянутой детали происходит в ре-
зультате изменения поперечного сечения и заданного утонения
стенок.
В приборостроении применяется главным образом вытяжка
без утонения. Вытяжка с утонением применяется в отдельных
случаях — при изготовлении тонкостенных цилиндрических де-
талей типа сильфонов авиатерморегуляторов, термостатных тру-
бок, радиаторных трубок и т. д.
Вытяжка в штампах без утонения производится с прижи-
1 мом вытягиваемой заготовки и без прижима. Для вытяжки с
прижимом необходимо применять прессы двойного или простого
действия; в конструкции штампов для прессов простого действия
должно быть предусмотрено устройство, обеспечивающее при-
7. Вытяжка
331
жим заготовки. Эти устройства работают от пружины, резины
или сжатого воздуха ’.
Вытяжка без прижима производится на прессах простого
действия. При решении вопроса о том следует ли применять
вытяжку с прижимом или без прижима, необходимо исходить
из отношения толщины вытягиваемого материала а к диаметру
D заготовки, поступающей на данную операцию вытяжки, т. е.
из величины А:
А =— 100.
D
Для первой операции (из плоской заготовки) применяется:
при А <1,5 — вытяжка с прижимом;
при А >2,0 — вытяжка без прижима;
при А = 1,5 до 2,0 — вытяжка с прижимом и без прижима.
Для последующих вытяжек (заготовка — колпачок) приме-
няется:
при А < 1,0 — вытяжка с прижимом;
при А >2,0 — вытяжка без прижима;
при А = 1,0 до 2,0 — вытяжка с прижимом и без прижима.
Вытяжка с утонением выпол-
няется без прижима на прессах
простого действия.
Помимо обычной вытяжки, для
получения деталей с двойной стен-
кой (фиг. 260), а иногда и для
обычных деталей с фланцем) при-
меняют обратную или, как иногда
называют, реверсивную вытяжку.
Заготовкой для деталей этого типа
является колпачок, который вытя- Фиг. 260. Деталь, полученная •
гивается со стороны дна. Наимень- обратной вытяжкой.
ший допустимый диаметр колпач-
ка, получаемый обратной вытяжкой, должен быть больше 30
толщин вытягиваемого материала.
При исполнении штампа для пресса двойного действия по
схеме, приведенной на фиг. 261, обычная и обратная вытяжка
могут быть выполнены одновременно.
Помимо обычных приемов вытяжки, в приборостроении для
получения тонкостенных деталей сложной рельефной формы
1 Наиболее рациональным способом прижима заготовок при вытяжке
является прижим, работающий от пневматической подушки (сжатого
воздуха).
chipmaker.ru
332 Гл. VI. Холодная штамповка
применяют вытяжку в штампах с помощью резины и гидравли-
ческую вытяжку.
Гидравлическая вытяжка получила особенно широкое примене-
ние три изготовлении гофрированных деталей (баллонов, тер-
мостатов, сильфонов). Соб-
ственно процессу гидравли-
ческой вытяжки предше-
ствует вытяжка цилиндри-
ческого колпачка <и его от-
жиг с целью восстановления
пластических свойств, утра-
ченных в процессе вытяжки.
Для гофрирования применя-
ются специальные штампы и
гидравлические станки.
Б. Расчет размеров
заготовки
Фиг. 261. Схема штампа для прямой Прежде чем приступить
и обратной вытяжки. к определению формы и раз-
меров заготовки, необходи-
мо: а) привести чертеж детали к тому виду, какой должна иметь
деталь после последней операции вытяжки, и б) установить ли-
нию расчетного контура.
Фиг. 262. Различные формы полуфабрикатов в зависимости от
способа изготовления детали.
Для определения размеров заготовки вытягиваемой детали
необходимо знать общую схему технологического процесса про-
изводства этой детали.
Для иллюстрации первого положения на фиг. 262. приведе-
на деталь, которая может быть получена двумя способами:
7. Вытяжка
333
а) вытяжкой с последующей обрезкой фланца и отрезкой
донной части по линии АА (фиг. 262, 1-й вариант);
б) вырубкой с последующей пробивкой отверстия, отбортов-
кой и обрезкой фланца (фиг. 262, 2-й вариант).
В первом случае корректировка чертежа детали для расче-
та заготовки проста и предусматривает прибавление элементов
I и 2, удаляемых обрезкой. Величина припуска на обрезку за-
висит от размеров и конфигурации вытягиваемой детали и со-
ставляет для деталей без фланца:
для высоты 150—250 мм .... 4—5% от высоты детали
50-150 ........ 5-6% „
Ю-50 .........8-10% „
„ „ 10 «... . 15% „
а для деталей с фланцем припуск на обрезку составляет от 3
до 10% от объема (поверхности) вытягиваемой детали.
Во втором случае, т. е. при вытяжке с последующей отбор-
товкой (фиг. 262, 2-й вариант), необходимо сделать специаль-
ный расчет для определения диаметра отверстия d под отбор-
товку, радиуса сопряжения дна и стенок г, высоты отбортовки
Н и припуска на обрезку фланца.
При установлении линии расчетного контура вытягиваемой
детали можно пользоваться следующими указаниями:
1. Если высота вытягиваемой детали меньше 0,5 диаметра
детали, а толщина стенок менее 1,0 мм, можно пользоваться
непосредственно чертежными размерами (внутренними или на-
ружными). Ошибка при таком допущении составляет не более
0,75—1,5% и только для мелких деталей она достигает 3%.
2. Если высота вытягиваемой детали больше 0,5 диаметра
детали, а толщина стенок менее 1,0 мм (или, независимо от
отношения высоты к диаметру, толщина стенок детали больше
1,0 мм),— линия расчетного контура соответствует средней ли-
нии детали.
3. Если радиусы меньше 0,2—0,3 толщины детали при усло-
вии, что последняя не более 2 мм, радиусы в расчет не при-
нимаются.
4. При наличии на чертеже вытягиваемой детали размеров
с допусками расчет ведется по номинальным размерам.
Расчет заготовок для тел вращения, получаемых
вытяжкой без утонения
Заготовка для тел вращения имеет форму круга. Диаметр
такой заготовки рассчитывают по формуле
I chipmaker.ru
334
Гл. VI. Холодная штамповка
где D — диаметр заготовки в мм-,
а — коэффициент изменения толщины материала, прини-
маемый от 1,013 до 1,054;
[В — коэффициент изменения поверхности, принимаемый от
0,9875—0,949;
аир — имеют меньшие значения для простых деталей, вытя-
гиваемых за одну операцию, и большие — для слож-
ных деталей, вытягиваемых за несколько операций;
F — поверхность заготовки в мм2.
Поверхность заготовки вычисляется по чертежу, подготов-
ленному к расчету, как было указано выше. Для расчета по-
фиг. 263. Деталь с нане-
сенной линией расчетного
контура.
Фиг. 264. Положение центра тяжести
криволинейных участков.
зерхности принимается правило, что «боковая поверхность те-
ла вращения равна произведению периметра вращаемого кон-
тура на длину пути его центра тяжести».
Порядок расчета боковой поверхности следующий:
а) линию расчетного контура (фиг. 263) от наружного края
до центровой линии X—X разбивают на отдельные геометриче-
ские элементы llt l2, ls, положение центров тяжести которых из-
вестно;
б) на отдельных геометрических элементах отмечают поло-
жение центров тяжести этих элементов р1( р2;
в) перемножают величины I и р по элементам, т. е. /,р,,
/2р2, АчРа и т. д., и подсчитывают сумму этих произведений,
которая и будет величиной боковой поверхности F.
При определении положения центра тяжести элементов кон-
тура, представляющих собой дуги окружности, следует пользо-
ваться формулами
Д = Д„ R-,
В=В0 R,
где А и В — расстояния от центра тяжести дуги до оси у—у,
проведенной через центр дуги (фиг. 264), в мм-,
7. Вытяжка
335'
R — заданный радиус по линии расчетного контура в дои;
Ао и Во— коэффициенты, зависящие от угла а, определяе-
мые по табл. 21.
Таблица 21
а° А в0 0° ^0 Д, а° А) Во
5 0,999 0,043 35 0,939 0,296 65 0,799 0,509
10 0,995 0,087 40 0,921 0,335 70 0,769 0,538
15 0,989 0,130 45 0,901 0,373 75 0,738 0,566
20 0,980 0,173 50 0,829 0,409 80 0,705 0,592
25 0,969 0,215 55 0,853 0,444 85 0,171 0,615
30 0,955 0,256 60 0.827 0,478 90 0,637 0,637
Помимо аналитического способа, в особенности для деталей
сложной формы, для расчета диаметра заготовки можно поль-
зоваться графическим или графо-аналитическим способами..
Ошибка при этих способах составляет от ±3 до 5°/о.
Расчет формы и размеров заготовок для прямоугольных,
квадратных и треугольных деталей
Выбор формы и расчет размеров заготовок для прямоуголь-
ных, квадратных и треугольных деталей, получаемых вытяж-
кой,— ответственная задача, особенно если необходимо избе-
жать последующей обрезки. Неправильно выбранная форма, а
следовательно, и размеры заготовки влекут за собой длитель-
ные работы, связанные с корректированием заготовки, а это не-
избежно приводит к увеличению стоимости штампов, а значит,
и штампуемых деталей.
При определении размеров и формы заготовки для прямо-
угольных деталей (фиг. 265) предполагается, что в углах дета-
ли материал вытягивается, а по сторонам изгибается. Закругле-
ния углов детали можно представить в виде части цилиндра
диаметром d=2r, для вытяжки которого потребовалась бы
условная заготовка диаметром D. Диаметр условной заготовки
D зависит от способа сопряжения стенок и дна вытягиваемой
детали и может быть найден по одной из следующих формул 1
(табл. 22).
Способ расчета предложен канд. техн, наук Шехтер.
I chipmaker.ru
! 336
Гл. VI. Холодная штамповка
Таблица 22
р сопряже- Дно с боковыми стенками сопря- гается без закруг- ления; боковые стороны сопря- Дно с боковыми стенками сопря- гается по радиу- су, равному ра- диус}' сопряжения Дно с боковыми стенками сопрягается по радиусу гь, величина которого меньше радиуса сопряжения боковых
о гаются по радиусу боковых сторон сторон
еЗ d d d г
Хар НИЯ Ге=— 2 re=rb= — е 2
Форму- ла 0—2 J/ r2 4-2г„Л ♦ О=2,83У г th D=2 у 0,253d2-|-rf (h—0,494^)
Фиг. 265. Контур заготовки для прямоугольных полых тел.
Полученные значения D, а также значения высот отгибае-
мых стенок детали необходимо •откорректировать, исходя из
условий равенства поверхностей заготовки и готовой детали и
7. Вытяжка
337
сохранения при вытяжке неизменной толщины материала; при
этом надлежит пользоваться следующими зависимостями:
2
hb = h~0,43rb +
а - Ж
/7а = Л-0,43гй + - k 2 7 ,
а ь 1 b-2rt ’
где /?к— радиус откорректированного сектора в мм;
'[ — вспомогательный коэффициент, определяемый из
вы-
ражения
/' Д \ 2
I 2 I
7 = 0,074 +0,982;
\ d /
D — диаметр условной заготовки в мм;
d — диаметр полого сосуда, составленного из угловых уча-
стков вытягиваемой детали, в мм;
hi, и ha — высота откорректированных боковых стенок детали
в мм;
h —- высота вытягиваемой детали в мм;
гь — радиус сопряжения стенок и дна в мм;
ге — радиус сопряжения стенок в мм;
а иЬ — ширина и длина детали в мм;
k — вспомогательный коэффициент, определяемый из фор-
мулы
fe=0,785 (у2—1).
Значение у приведено выше.
Зная величины Rk, ha, hb и размеры вытягиваемой детали,
можно построить контур заготовки. Построение контура заго-
товки ясно из фиг. 265, где показана только четверть заготов-
ки; полученный контур АБВГДЕЖИ сглаживается проведе-
нием касательных БГ и ДЖ.
Приведенным способом расчета заготовок для прямоуголь-
ных и квадратных деталей пользуются:
а) при массовом производстве этих деталей без последую-
щей обрезки после вытяжки;
б) в том случае, когда вытягиваемые детали имеют значи-
тельную высоту, малые радиусы сопряжения, относительно ма-
лую толщину и т. д. и могут быть отнесены к категории трудо-
емких деталей.
chipmaker.ru
338
Гл. VI. Холодная штамповка
Если по условиям вытяжки при незначительном количестве
обрабатываемых деталей не требуется точной заготовки, так
как вытягиваемые детали имеют небольшую высоту и плавные
радиусы сопряжения и допускаются незначительные складки по
поверхности детали, следует стремиться к установлению про-
стейшей формы заготовки, вводя после вытяжки обрезку и поль-
зуясь следующими правилами *.
1. Для деталей шириной 200—250 мм, длиной 250—350 мм
и высотой не более 50—60
Фиг. 266. Упрощенный контур
заготовки для прямоугольных
полых тел.
мм при радиусах закругления в
углах более 10 мм и при толщи-
не стенок от 0,8 до 1,5 мм заго-
товка может иметь форму пря-
моугольника; размеры заготовки
устанавливаются обычной раз-
верткой по осям.
На фиг. 266 показана деталь
(линия расчетного контура) и
контур заготовки, рассчитанный
по формуле
X = 2 + h—0,43г2 — 0,43г3 '' .
2. Для деталей с широкими
допусками на размеры при плав-
ных закруглениях в углах заго-
товка имеет форму прямоуголь-
ника со срезанными углами; так
же как и в предыдущем случае,
размеры заготовки устанавлива-
ются обычной разверткой по
осям. Величина скоса определяется из расчета заготовки для
угловой части детали как четверти тела вращения.
Рассчитав по соответствующей формуле радиус заготовки
и нанеся его на развертку, проводят линию скоса как касатель-
ную к окружности заготовки для угловой части в точке выхода
равноделяшей.
На фиг. 267 показана деталь и контур заготовки для ее вы-
тяжки. Размеры по длине и ширине заготовки при заданной
конфигурации определяются по формулам
х = 2(~ + А—0,43г 2 — 0,43г3 ;
\ 2 /
у=2
—+ й— 0,43г2 — 0,43г3
1 Фрейдлин А. Я., Расчет размеров заготовок при вытяжке,
ИТЭИН, 1948.
7. Вытяжка
_______339
а радиус окружности, к которой линия скоса касательна, на-
ходится ио формуле
R = ~ = У&1х ,
где S/—длина образующей;
х — положение центра тяжести образующей.
3. Для деталей с отношением сторон, близким к 1 : 1 (квад-
рат), в пределах от 1 : 1 до 4:5 и высотой в пределах от 0,5
Фиг. 267. Упрощенный контур
заготовки для прямоугольных
полых тел.
Фиг. 268. Упрощенный контур
заготовки для прямоугольных
полых тел.
до 1,0 ширины вытягиваемой детали и при наличии плавных
закруглений заготовка может иметь форму круга. Диаметр
этой заготовки определяется по формуле
О = 2/? = 2 Л^- + /г—0,43г) .
На фиг. 268 показана деталь и контур заготовки для ее вы-
тяжки.
4. Для деталей с любым отношением сторон, но с высотой,
не превышающей ширину вытягиваемой детали, при относитель-
но больших радиусах в углах заготовка может быть взята в
I chipmaker.ru
340
Гл. VI. Холодная штамповка
виде прямоугольника, стороны которого сопряжены полукру-
гами. Радиус кругов сопряжения определяется по формуле
R=~ + h—0,43г.
На фиг. 269 показана деталь и контур заготовки для ее вы-
тяжки.
Размеры заготовок для всех деталей, размеры и форма
которых отличаются от приведенных выше характеристик, рас-
считываются. по способу, изложенному на стр. 335.
Все сказанное относилось к определению формы и размеров
заготовок для прямоугольных, квадратных и треугольных дета-
лей, получаемых вытяжкой. Формы и размеры заготовок для
пространственных деталей произ- . _________ ,
вольной формы обычно определя-
ет,т. 269. Упрощенный контур
заготовки для прямоугольных
полых тел.
Фиг. 270. Деталь, полу-
чаемая вытяжкой с уто-
нением.
Расчет заготовок для тел вращения,
получаемых вытяжкой с утонением
Расчет размеров
матерйала детали и
заготовки основан на равенстве объемов
заготовки и производится по формуле
где D — диаметр заготовки в мм\
х — коэффициент, учитывающий потери материала на об-
резку и принимаемый при- .<5 равным 1,25—1,3,а;
и
.. при >5—10 равным 1,3—1,35;
7. Вытяжка
341
у Fp — произведение площади сечения детали на расстояние
от центра тяжести этой площади до оси детали в лои2;
а — толщина заготовки в мм.
Для расчета размеров заготовки сечение вытягиваемой де-
тали делится на участки (фиг. 270), подсчитываются рас-
стояния от центров тяжести этих участков до оси детали р„ р2;
площади Гг, F, и т. д. умножаются на соответствующие значе-
ния р; сумма этих произведений У. Гр подставляется в приве-
денную' выше формулу.
Для определения положения центра тяжести для площадей,
очерченных криволинейными линиями, можно пользоваться дан-
ными табл. 23.
Таблица 23
Положение центра тяжести для площадей, очерченных
криволинейными линиями
Плавное сопряжение
Закругление с острым углом
внутри
£* Yf0,2486 К
! Уг=0,6002К
Y,=O^486fi
.Уг=Ц6002А
^[^y'YrO,377SA TpJ Y,=0.fmA
Y^0fi919K _r30oV Yf0fiX6K Y^OfiSfM Y2=Ofi3S6A
_____...
60°Z \~0,5513К Y^0,6590H YLiiU_oy- Y2=0,5513A Y2=0fi5SQA
A—наружный радиус;
С—внутренний радиус.
В. Определение числа операций
Определение числа операций при вытяжке цилиндрических деталей
Превратить плоскую заготовку в пространственную деталь
не всегда возможно за одну операцию; в ряде случаев для это-
го требуется несколько последовательных операций вытяжки.
chipmaker.ru
342
Гл. VI. Холодная штамповка
Число операций вытяжки определяется допустимым для каждой
операции коэффициентом вытяжки. Коэффициентом вытяжки
называют отношение диаметра цилиндра, полученного вытяж-
кой, к диаметру плоской или цилиндрической заготовки, т. е.
где m — коэффициент вытяжки;
D — диаметр плоской заготовки в мм;
d„ ds, d,,.,— диаметры цилиндрических заготовок в мм;
d„ — диаметр вытянутой детали.
Величина коэффициента вытяжки всегда меньше единицы и
в основном зависит от:
а) механических и металлографических свойств вытягивае-
мого металла и состояния его поверхности;
б) толщины вытягиваемого металла;
в) радиусов закругления рабочих кромок матрицы и пуан-
сона;
г) величины зазора между пуансоном и матрицей;
д) числа и порядкового номера вытяжки;
е) рода и степени смазки, применяемой при вытяжке.
Значения коэффициента вытяжки m по данным отечествен-
ных заводов приведены в табл. 24.
Зная коэффициент вытяжки, можно найти минимально
возможный диаметр цилиндра, вытягиваемого за одну опе-
рацию.
Число операций вытяжки, необходимых для получения поло-
го тела вращения с диаметром dn из заготовки диаметром D,
находится путем последовательного расчета диаметра загото-
вок (полуфабрикатов) по формулам
d^—mD;
d2=mdt;
dn=md:i. i.
Расчет производится до получения диаметра, не превышаю-
щего диаметр детали.
Если вытягиваемая деталь имеет коническую форму, то сна-
чала вытягивают цилиндр (фиг. 271), а затем — конус; при этом
коэффициент вытяжки принимают по численной величине на
10—15°/oi больше, чем при вытяжке по цилиндру.
Число операций для вытяжки ступенчатых деталей опреде-
ляют опытным путем.
7. Вытяжка
343
Значения коэффициента вытяжки m
Материал Первая операция (вытяжка из плоской заготовки) Последую- щие опера- ции^ытяж- ка из цилин- дрической заготовки)
Толщина вытягиваемого материала, мм
меньше ! 2,0 больше 2,0 меньше 2,0 больше 2,0
Таблица 24
Жесть декапированная 0,58 — 0,78 —
Сталь 08ВГ-П ОМ 0,60 0,60 0,8 0,83
Сталь ЗОХГСА 0,65 0,68 0,84 0,84
Латунь Л62 и Л68; медь, алюминий 0,52 0,55 0,72 0,75
Дуралюмин Д16М и Д6М 0,60 — 0,78 —
Примечания. 1. При вытяжке кожи,
целлулоида, картона коэффициент вытяжки
ш=0,4, а для бумаги /п=0,6.
2. Для вытяжки кожу следует предвари-
тельно нагревать в масле до 200°С и вытяги-
вать в штампах с прижимом. Целлулоид необ-
ходимо нагревать до 200°С. Бумага и картон
вытягиваются в штампах, нагретых до 120°С.
Определение числа операций при вытяжке
прямоугольных и квадратных деталей
При вытяжке прямоугольных и квад-
ратных деталей исходят из того, что вытя-
гиваемый угол детали является частью ци-
линдра, и принимают коэффициент вытяж-
ки (фиг. 272), равный
Фиг. 271. Порядок
вытяжки конических
полых деталей.
Таким образом в этом случае коэффи-
циентом вытяжки называется отношение
341
Гл. VI. Холодная штамповка
радиуса г (фиг. 272), который сопрягает две боковые стенки
детали (заготовки), к длине биссектрисы 0L.
Значения коэффициента вытяжки m по опытным данным
отечественных заводов для прямоугольных и квадратных дета-
лей приведены в табл. 25 * *.
Фиг. 272. Часть полой детали прямоугольной формы.
Таблица 25
Значения коэффициентов вытяжки m для прямоугольных
и квадратных деталей
Материал Первая операция вытяжки Последующие опе- рации вытяжки
Сталь 08ВГ-П ОМ
| 0,25-0,40 0,4-0,55
Сталь декапированная
Сталь ЗЭХГСА 0,45—0,4$ 0,55-0,6
Латунь Л62 и Л68; медь 0,2—0,3 0,3-0,42
Алюминий AM и АМц 0,30-0,35 0,4-0,45
Дуралюмин Д16М и Д6М 0,35—0,4 0,4-0,55
Определение необходимого числа операций вытяжки прямо-
угольных и квадратных детален аналогично определению числа
операций при вытяжке цилиндрических деталей.
Определение числа операций при вытяжке
с утонением цилиндрических деталей
Расчет числа операций при вытяжке с утонением произво-
дят, исходя из допустимого утонения стенок детали за одну
вытяжку по формуле
igp-lg/
100 — Лср
* Поляк С. М. и др., Технология холодной штамповки, 1948.
7. Вытяжка
345
где п — число операций вытяжки;
F — площадь поперечного сечения заготовки, поступающей
на вытяжку, в мм2\
f — площадь поперечного сечения детали после вытяжки
в мм2;
kc{1— среднее допустимое упрочнение вытягиваемого мате-
риала за одну вытяжку.
Значения величины /г(р приведены в табл. 26.
Таблица 26
Значение допустимого упрочнения материала при вытяжке
с утонением (в процентах)
Материал Первая вытяжка Последующие вытяжки
Сталь мягкая 55-60 35-45
Латунь Л62 и Л68 60-70 50—60
Алюминий 60-65 40-50
Примечание. При расчете /сср необходимо брать средние зна-
чения, приведенные в таблице.
Г. Точность
При оценке точности вытяжки с утонением и без утонения и
выявлении влияющих на нее факторов необходимо рассматри-
вать отдельно:
а) точность по диаметру — для тел вращения или размеры,
характеризующие наружный контур,— для деталей любой кон-
фигурации;
б) точность по высоте;
в) точность по толщине стенки.
На точность размеров, характеризующих наружный контур,
сказывают влияние следующие факторы:
1) точность изготовления рабочих деталей штампа (пуансо-
на и матрицы);
2) распружинивание деталей по выходе из штампа;
3) распружинивание и увеличение вследствие нагрева мат-
рицы;
4) величина зазора между пуансоном и матрицей.
Величина наибольшего распружннивания по верхней кром-
ке детали (размер л£),П1,х) при вытяжке без утонения может быть
chipmaker.ru
Гл. VI. Холодная штамповка
346
получена из диаграммы фиг. 273, составленной инж. И. П. Рен-
не для мягкой стали, латуни и алюминия.
С учетом изложенных выше факторов достигаемая точность
деталей по диаметру (размеру поперечного сечения) соответ-
ствует 3—4-му классу.
Точность по высоте при вытяжке деталей с гладкими стенка-
ми зависит от:
а) точности по толщине поступающего на вытяжку мате-
риала;
Фиг. 273. График для определения величины
распружинивания при вытяжке.
б) точности изготовления и степени износа рабочих частей
штампа;
в) геометрии штампа, т. е. радиуса закругления на матрице
и зазора между пуансоном и матрицей;
г) наличия или отсутствия прижима и типа прижима;
д) точности базировки заготовки относительно рабочих ча-
стей штампа;
е) анизотропии материала, т. е. склонности к образованию
фестонов.
На основании длительных наблюдений установлено, что точ-
ность по высоте после вытяжки для деталей с /г<0,5£> состав-
ляет от 0,05 h до 0., 15 Л. Очевидно, что в случае необходимости
получить более точные размеры по высоте необходима обрезка.
Точность по высоте деталей с фланцем зависит от точности
изготовления рабочих частей штампа и точности проката мате-
риала и определяется особо в каждом конкретном случае.
Изменение толщины стенок при вытяжке можно представить
в следующем виде (фиг. 274): а) в донной части толщина ма-
териала имеет незначительное утонение, б) в местах перехода
от дна к боковым стенкам толщина стенки имеет наибольшее
утонение (при первой вытяжке от 6 до 12%, а при последую-
7. Вытяжка
347
ёцих вытяжках доходит до 20%), в) у открытого конца вытяну-
той детали (если отсутствует фланец) или по краю фланца тол-
шина стенок имеет наибольшее утолщение, доходящее до 40%.
Фиг. 274. Изменение толщины стенок детали при
вытяжке.
Ориентировочно величина утолщения может быть определена
из выражения, предложенного И. Г. Ковалевым:
для деталей без фланца
для деталей с фланцем
«1
где аг—толщина стенки (фланца) у детали после вытяжки
в им-,
а—толщина заготовки, поступающей на вытяжку, в мм;
D—диаметр заготовки в мм;
d—диаметр вытянутой детали в мм;
d,v—диаметр фланца у вытянутой детали в мм.
chipmaker.ru
Гл. VI. Холодная штамповка
348
Исследованиями И. Г. Ковалева установлено, что
1) высокопластичные материалы (медь, латунь, алюми-
ний) обладают большей склонностью к утонению, чем малопла-
стичные;
2) чем меньше численная величина коэффициента вытяжки,
тем больше утонение в зоне перехода дна к стенкам и больше
утолщение по фланцу или со стороны открытого конца;
3) чем больше радиус закругления на пуансоне и матрице,
тем меньше утонение в зоне перехода дна к стенкам и больше
утолщение по фланцу или со стороны открытого конца;
4) чем больше относительная толщина материала, тем боль-
ше утонение в зоне перехода дна к стенкам и больше утолще-
ние по фланцу или со стороны открытого конца;
5) чем больше давление прижима, тем больше утонение в
зоне перехода от дна к стенкам и тем меньше утолщение по
фланцу или со стороны открытого конца.
8. ВЫДАВЛИВАНИЕ
Фиг. 275. Схема процесса выдав-
ливания.
Выдавливание из листового материала на токарных или спе-
циальных токарно-давильных станках используется для обра-
ботки пустотелых тел вращения с толщиной стенок, равной тол-
щине исходного материала; выдавливание применяется в тех
случаях, когда вследствие не-
большого количества обраба-
тываемых деталей нерентабель-
но изготовлять вытяжные штам-
пы или когда детали имеют
форму, которую невозможно
получить вытяжкой.
Толщина материала, обра-
батываемого выдавливанием,
не должна превышать 1 мм
(для стали) и 1,5—2 мм (для
цветных металлов).
Выдавливание представляет собой малопроизводительный
метод, который при обычных условиях работы может выполнить
лишь высококвалифицированный рабочий.
На фиг. 275 показана схема процесса выдавливания, из ко-
торой видно, что при выдавливании могут быть два случая:
а) заготовка нагоняется на патрон (фиг. 275,а);
б) заготовка вдавливается в углубление патрона (фиг. 275,6).
Размеры заготовки для выдавливаемых деталей определя-
ются по тем же правилам и формулам, как и при обработке
этих деталей вытяжкой, но с обязательным учетом утонения
стенок в процессе выдавливания.
8. Выдавливание
349
Опытом установлено, что утонение тем больше, чем слож-
нее деталь и чем более резки переходы от одного сечения к
другому.
Выдавливание глубоких деталей за один переход, как и
при вытяжке, невозможно. Количество переходов и размеры
определяются практически 'Или так же, как для деталей, ранее
изготовленных на давильных станках.
Если габариты выдав-
ливаемых деталей боль-
шие, то при предвари-
тельных переходах дета-
ли придается форма усе-
ченного конуса.
При изготовлении де-
талей сложной формы
или крупных габаритов
первым переходом яв-
ляется получение полу-
фабриката сковородкооб-
разной формы с малой
высотой и большими ра-
диусами сопряжения бо-
ковых стенок и дна. Фор-
ма и размеры последую-
щих переходов подбира-
ются опытным путем.
Фиг. 276. График зависимости между
высотой и диаметром деталей, получаемых
без отжига.
Вследствие упрочнения металл в процессе выдавливания те-
ряет свои пластические свойства, что вызывает необходимость
введения промежуточного отжига. Необходимо отметить, что
при выдавливании отжиг применяют чаше и при меньшей сте-
пени деформации, чем при вытяжке, что объясняется желанием
иметь более мягкий металл и затрачивать меньшие усилия на
формирование.
На фиг. 276 приведены кривые, построенные на основании
эмпирических данных и показывающие зависимость между вы-
сотой h и диаметром d деталей, которые могут быть получены
без промежуточного отжига. Для алюминия эти значения в 3—
5 раз больше, чем для стали.
Точность изготовления деталей методом выдавливания в
основном зависит от:
а) механических свойств и качества поверхности металла, по-
ступающего на выдавливание;
б) материала и точности изготовления патрона для вы-
давливания;
в) конфигурации детали и способа выдавливания, т. е. на-
гоняется ли на патрон или вдавливается в него заготовка
chipmaker.ru
Гл. VI. Холодная штамповка
350
(в последнем случае при прочих равных условиях точность
меньше);
г) искусства и внимательности рабочего.
Обычно принимают допуски, равные 0,24-0,3 мм для диа-
метров деталей до 500 мм и 0,34-0,5 мм — для больших диа-
метров. При выдавливании длинных цилиндрических деталей
указанные допуски увеличивают на 0,14-0,2 мм, учитывая пру-
жинение металла, кото-
рое при длинных деталях
становится ощутитель-
ным.
Частным случаем вы-
давливания является на-
катывание резьбы на по-
лых деталях, широко
применяемое в производ-
стве осветительных и на-
гревательных приборов.
В зависимости от ха-
рактера деформации ме-
талла и типа оборудова-
Фиг. 277. Схема накатывания при помощи ния Существуют следую-
патрона и ролика. щие способы накатыва-
ния резьбы:
а) при помощи патрона и накатного ролика (фиг. 277);
б) при помощи накатных роликов и метчика (фиг. 278);
в) при помощи шнека и патрона с переменным шагом вин-
товой линии (фиг. 279).
Первый способ — накатывание при помощи патрона и на-
катного ролика — применяется в случае неглубокой резьбы и
при пластичном материале, так как процесс сопровождается
значительным утонением металла детали под действием растя-
гивающих сил. Накатывание осуществляется сразу по всей
длине резьбы. Как ролик, так и патрон с заготовкой вра-
щаются; кроме того, ролик во время процесса накатывания
постепенно подается в направлении, перпендикулярном оси
патрона.
Для получения правильных размеров резьбы на детали не-
обходимо, чтобы.-
а) шаг резьбы патрона был равен шагу накатываемой резьбы;
б) углы наклона винтовой линии патрона и ролика соот-
ветствовали углам наклона винтовой линии накатываем:й
резьбы,;
в) окружные скорости патрона, ролика и детали соответ-
ствовали друг другу. Направление резьбы на ролике делается
обратным резьбе патрона.
8. Выдавливание
351
Диаметр ролика может быть в 2,3п раз больше диамет-
ра патрона. Для сохранения соответствия углов наклона вин-
товой линии резьба на ролике делается 2-, 3-,..., и-заходная,
а для сохранения окружной скорости число оборотов ролика
Фиг. 278. Схема накатывания при помощи накатных
роликов и метчика:
а —схема установки: б—схема накатывания резьбы. 1—положение перед
накатыванием; 2—положение в конце накатывания; 3 — обжатие входя-
щего края первого витка; 4—эскиз, поясняющий работу накатных
роликов.
уменьшается во столько раз, во сколько раз диаметр ролика
превышает диаметр патрона.
Второй способ—накатывание при помощи накатных роли-
ков— применяется в случае глубокой резьбы и при малопла-
стичном материале. В отличие от первого способа в этом слу-
чае в основном имеет место изгиб и утонение металла. Накаты-
вание осуществляется постепенно. Вращающийся метчик с заго-
товкой получает от винтового копира поступательно-возвратно^
chipmaker.ru
Гл. VI. Холодная штамповка
352
движение, а ролики вращаются от трения. На роликах делают-
ся кольцевые выступы по форме профиля накатываемой резь-
бы, но более высокие и с меньшим углом заострения. Расстоя-
ние между кольцевыми выступами должно быть равно шагу
резьбы.
Второй способ накатывания по сравнению с первым дает
возможность получить более правильный профиль и большую
точность резьбы.
Фиг. 279. Схема накатывания при помощи шнека и патрона.
Третий способ—накатывание при помощи шнека и патрона
с переменным шагом винтовой линии — имеет ограниченное
распространение и применяется для очень глубокой резьбы на
деталях, открытых с обеих сторон, при условии накатывания
резьбы по всей их длине, например, при изготовлении гофри-
рованных труб (тубофлексов). При этом способе заготовка
имеет только поступательное движение, а шнек и специальный
патрон с роликами — вращательное движение в одну сторону с
одинаковой угловой скоростью.
Заготовки, поступающие для накатывания резьбы, должны
иметь равномерную толщину и мелкозернистую структуру. После
накатывания во избежание коробления, а для латунных дета-
лей и самопроизвольного растрескивания желательно (в ответ-
ственных деталях обязательно) производить низкотемператур-
ный отжиг '.
1 Здесь приведены только общие положения по накатыванию резьбы на
полых деталях. Читателей, интересующихся расчетом инструмента (роли-
ков, патронов, метчиков и т. д.) и теорией процесса, отсылаем к книге
С. М. Головина, Накатка резьбы па полых изделиях (Машгиз, 1940).
9. Рельефная штамповка
353
9. РЕЛЬЕФНАЯ ШТАМПОВКА
Рельефная штамповка является разновидностью вытяжки и
применяется для выдавливания на плоской заготовке выпук-
лого или вогнутого рельефа. В приборостроении рельефная
штамповка служит главным образом для придания большого со-
противления и жесткости деталям, изготовляемым из тонкого
листового материала.
Рельефная штамповка выполняет-
ся в штампах на эксцентриковых и
кривошипных прессах.
Во избежание поломки прессов
(поскольку работа осуществляется «в
----/#
---sqv
Л .
Фиг. 281. Характер утяжки материала
при рельефной штамповке.
Фиг. 280. Последователь-
ность штамповки детали
со сложным рельефом.
упор») необходима 'предварительная
сортировка заготовок по толщине или
применение для штамповки материала
повышенной точности прркатки. По-
ступающий на рельефную штамповку
материал должен обладать хорошими
пластическими свойствами, так как
процесс рельефной штамповки пропс-
за счет удлинения, а значит, и утонения
ходит главным образом
материала на определенном участке.
Глубокий и сложный рельеф на детали получается за не-
сколько операций (иногда с применением промежуточного от-
жига). В этом случае необходимо сначала отштамповать наи-
более удаленные от края заготовки уступы (фиг. 280), посте-
пенно переходя к уступам, расположенным у края.
В процессе рельефной штамповки происходит утяжка мате-
риала, что вызывает искажение контура плоской части заго-
товки (фиг. 281), устраняемое последующей обрезкой. Необ-
ходимость обрезки обязывает при расчете размера заготовки
учесть расход материала на обрезку. Утяжка, а следовательно,
chipmaker.ru
Гл. VI. Холодная штамповка
354
и припуск на обрезку будет тем больше, чем сложнее и глубже
наносимый рельеф и чем ближе он расположен к наружному-
контуру.
Помимо рельефной штамповки, в штампах на обычных прес-
сах в приборостроении при изготовлении мембран используют
специальные формы (фиг. 282), устанавливаемые на масляных
Фиг. 282. Форма для рельефной штамповки мембран.
прессах. Этот способ штамповки мембран, предложенный
Н. К. Матвеевым, является наиболее рациональным и обеспе-
чивает их высокое качество. Устройство формы очевидно из ри-
сунка и не требует описания.
10. ОТБОРТОВКА
Под отбортовкой следует понимать образование в плоской
или полой заготовке с предварительно пробитым отверстием
(иногда и без него) борта по замкнутому криволинейному кон-
туру детали. Отбортовка выполняется при помощи штампов на
эксцентриковых и кривошипных прессах.
Отбортовка применяется:
а) для изготовления отбортованных отверстий с фланцем
взамен вытяжки с последующей отрезкой дна (фиг. 283,а);
б) для получения кольцевых деталей (фиг. 283,6);
10. Отбортовка
355
в) для образования утолщений под мелкую резьбу (фиг. 283,в);
г) для соединения листовых деталей без заклепок, т. е. в
качестве монтажной операции (фиг. 283,г).
Опытом установлено, что наименьшая высота отбортовки
(фиг. 283,а) определяется из выражения
/г=(1,5—2)щ
а максимальная высота зависит от механических свойств мате-
риала, чистоты обработки растягиваемой кромки и степени
упрочнения кромки заготовки.
Фиг. 283. Виды отбортованных деталей.
Максимальная высота отбортовки ориентировочно может
быть определена из выражения
2/?г — а ’
где —— внутренний радиус оз бортованного отверстия в мм;
а — толщина заготовки в мм.
Если по конструкции детали ее высота должна быть менее
минимально допустимой, необходимо выполнить отбортовку на
большую высоту, а затем излишек материала удалить обрезкой.
Если же высота отбортовки детали больше максимально допу-
стимой, можно получить деталь при помощи вытяжки, пробив-
ки и отбортовки. На фиг. 284 показан пример последователь-
ности получения деталей с высокой отбортовкой.
Ранее было указано, что образованию борта в большинстве
случаев предшествует пробивка отверстия в плоской заготовке.
chipmaker, ru
Гл. VI. Холодная штамповка
356
При обработке деталей, у которых отбортовка должна быть
сделана в плоской части, диаметр отверстия под отбортовку
определяется в зависимости от того, предусмотрена ли обрезка
дальнейшим технологическим процессом или нет.
lf/ытяжка 2 Вытяжка
Фиг. 284. Последовательность получения дета-
лей с большой высотой отбортовки.
Если обрезка производится, то диаметр отверстия у детали,
показанной на фиг. 283,а, с достаточной для практики точностью
определяется по формуле
d = D]+^^+^_2(A-r).
Если же обрезка отсутствует, то
d—D\—2тгО1^г+ -4-8 (V+ —i(D1 — 2r—d) (Л — г).
Зная величину d и практически найденные значения коэф-
фициентов отбортовки, можно' найти максимально допустимый
диаметр отбортованного за одну операцию отверстия из отно-
шения
~=k
Dr
Значения коэффициента отбортовки k приведены в табл. 27.
Все 'Изложенное в равной степени относится к отбортовке не-
цилиндрических отверстий с той разницей, что значение коэф-
фициента отбортовки для них меньше, чем для круглых отвер-
стий, и определяется из выражения
К = (0,85—0,9) k.
10. Отбортовка 357
Таблица 27
Значение коэффициента отбортовки к
(по Б. П. Звороно)
Металл детали k
Жесть белая 0,7-0,65
Железо декапированное 0,72—0,63
Железо листовое толщиной 3—6 мм 0,78-0,75
Латунь 62 0,68-0,62
Алюминий 0,7—0,64
Примечания. 1. Минимальные значения k можно применять
лишь в тех случаях, когда на отбортованных стенках допускаются
небольшие надрывы и трещины.
2. Для получения чистой поверхности отбортованной части детали
коэффициент k следует брать равным 0,8—0,85 для всех материалов.
В заключение укажем, что во избежание разрыва металла
при отбортовке необходимо после пробивки отверстия в заго-
товке снять заусенцы, а при значительной толщине металла,
кроме этого, произвести еще и отжиг.
Если отбортовка применяется с целью увеличения высоты
стенок предварительно вытянутой детали, наименьший диаметр
пробиваемого отверстия определяется из формулы
d=kD,
где D — средний диаметр цилиндрической части отбортовывае-
мой детали;
k — коэффициент отбортовки при отсутствии последующей
обрезки &=0,8—0,85, при наличии обрезки находится
по табл. 27.
Высота отбортовываемой части h и радиус сопряжения сте-
нок и дна R в заготовке находятся по формулам
h = Д-Д- 1,147?ср .
о — Р — а
2 ’
где D, d и /?, р-— обозначения, указанные на фиг. 283,6;
а — толщина материала в мм.
chipmaker.ru
Гл. VI. Холодная штамповка
358
11. ШТАМПОВКА ИСТЕЧЕНИЕМ
Сущность процесса штамповки истечением (экстрюдингпро-
цесс) заключается в следующем. Если на заготовку, уложенную
в углубление матрицы (фиг. 285), через пуансон, имеющий за-
зор по отношению к углублению матриц, приложить ударное
давление, материал придет в пластическое состояние и потечет
(в этом случае) навстречу движению пуансона.
Штамповка истечением листовых заготовок применяется для
получения полых деталей,, т. е. в тех же случаях, как и вытяжка.
Фиг. 285. Процесс штамповки истечением:
а—начало деформации; б—начальный момент течения ме-
талла; в—конец хода пуансона; металл вытеснен вверх и
образует деталь.
Штамповкой истечением можно получать как симметричные,
так и несимметричные детали с различной толщиной дна или
фланца и стенок детали и с малыми радиусами сопряжения
стенок с фланцем или дном.
В настоящее время штамповка истечением применяется для
обработки свинцовых сплавов, олова, алюминия, латуни и зна-
чительно реже — малоуглеродистой стали.
Штамповку истечением можно выполнять двумя способа-
ми— прямым и обратным (фиг. 286). При прямом способе на-
правление течения металла совпадает с направлением движения
пуансона, а при обратном способе течение металла происходит
в сторону, противоположную движению пуансона. Прямой спо-
соб штамповки применяется для получения полых деталей зна-
чительной длины и деталей с фланцем; обратный — для срав-
нительно коротких полых деталей с дном (колпаки, коробчатые
детали и т. д.).
В каждом отдельном случае следует выбирать способ штам-
повки в зависимости от конфигурации и размеров штампуемой
детали.
По сравнению с обычной вытяжкой штамповка истечением
дает возможность значительно сократить технологический цикл
и уменьшить стоимость штампуемых деталей. Так, например,
для изготовления прямоугольной коробки из алюминия (фиг. 287)
It. Штамповка истечением
359
обычной вытяжкой требуется не менее четырех операций вы-
тяжки, а при штамповке истечением коробка изготовляется за
Фиг. 285. Два способа штамповки
истечением:
а -прямой; б—обратный.
одну операцию.
При расчете размеров
заготовок для штамповки
истечением исходят из ра-
венства объемов заготов-
ки и штампуемой, детали с
учетом потерь металла на
последующую обработку
Фиг. 287. Прямоугольная
коробка.
(обрезку, обтачивание,
пробивку отверстий и т. д.).
Так как при штампов-
ке истечением форма за-
готовки и ее размеры в
плане соответствуют раз-
мерам дна детали, расчет
размеров сводится к
определению толщины за-
готовки по формуле
где а — толщина материала заготовки в мм;
И,— объем детали в мм3;
F — площадь дна штампуемой детали или, что то же са-
мое, площадь заготовки в мм2.
На фиг. 288 показаны разнообразные формы деталей, штам-
пуемых истечением, и формы заготовок для них. Перед штам-
повкой истечением заготовки необходимо подвергать отжигу
для предотвращения упрочнения по кромке после вырубки и
для получения более однородной структуры.
36)
Гл. VI. Холодная штамповка
Точность деталей, получаемых штамповкой истечением, за-
висит в основном от штампуемого материала, точности изготов-
Фиг. 288. Формы деталей, полу-
ченных штамповкой истечением.
ления штампов и характери-
зуется следующими величинами
(табл. 28):
Таблица 28
Минимальный
допуск
в мм
Толщина стенки ± (0,03-0,05)
Толщина дна ± 0,1
Внутренний диаметр ± 0,03
Наруд<ный диаметр ± 0,05
Примечание. Приведенные
данные относятся к алюминиевым
сплавам; для медных сплавов их
следует увеличить на 15—20%, а
для цинковых сплавов на 10—15%.
Чистота поверхности деталей, полученных истечением,
0,14-1 микрона.
12. ЧЕКАНКА
Чеканка заключается в обжатии заготовки с целью полу-
чения:
а) гладких поверхностей и точных размеров;
б) выпуклого рисунка, 'надписей и т. п. на поверхности де-
тали.
Чеканка выполняется при помощи штампов на специальных
чеканочных прессах или на винтовых фрикционных прессах.
Различают три вида чеканки: плоскостную, объемную и ком-
бинированную.
При плоскостной чеканке обработке подвергаются только от-
дельные параллельные плоскости штампованных деталей; при
этом допускается изменение конфигурации детали в направле-
ниях, перпендикулярных направлению давления. Во избежание
коробления, особенно при чеканке длинных деталей, необходимо
подвергать частичному обжатию некоторые поверхности дета-
ли, не требующие точных размеров.
12. Чеканка
361
При объемной чеканке обрабатываются все поверхности
штампованных детален, а избыточный материал вытесняется в
виде заусенца, который в дальнейшем удаляют при помощи
наждачного круга, запиловкой вручную или обрезкой в специ-
альном обрезном штампе. Объемная чеканка дает возможность
достигать высокой точности размеров отштампованных де-
талей.
Комбинированная чеканка охватывает детали, подвергаемые
последовательно объемной и плоскостной чеканке. Сначала де-
таль подвергают объемной чеканке, причем по отдельным наи-
более точным поверхностям оставляют припуск под плоскост-
ную чеканку. Комбинированную чеканку применяют обычно в
тех случаях, когда требуется получить чистые, гладкие поверх-
ности с точными размерами между отдельными плоскостями.
Качество и точность чеканенных деталей зависят от предва-
рительной подготовки заготовок, т. е. от состояния их поверх-
ности и величины припусков.
Заготовки, поступающие на чеканку, должны подвергаться
очистке травлением, в пескоструйной камере или галтовке.
Грязь, окалина, ржавчина на поверхности заготовки не только
затрудняют течение материала, а следовательно, и заполнение
рабочих полостей штампа, но, главное, вызывают быстрый износ
рабочих поверхностей штампа Перед очисткой поверхностей
стальные заготовки с содержанием углерода более 0,4'%, а так-
же заготовки из любого металла, требующие значительного об-
жатия, должны подвергнуться отжигу или нормализации.
Припуски на чеканку значительно меньше припусков на ме-
ханическую обработку. Практика отечественных заводов пока-
зала, что припуски на чеканку зависят от размеров детали и
должны быть не менее 0,1 мм и не более 0,7 мм. Чем больше
размер детали и отношение размера (диаметра) детали к вы-
соте, тем больше припуск.
В тех случаях, когда требуется большая точность получае-
мых после чеканки деталей, необходимо рассортировывать за-
готовки на группы по толщине с градацией: 0,1-4-0,2 мм — для
плоскостной чеканки и до 0,1 мм — для объемной. Для каж-
дой группы заготовок необходима индивидуальная наладка
пресса, так как в противном случае нельзя достигнуть требуе-
мой точности деталей.
Сортировка заготовок способствует повышению точности че-
канки и увеличивает стойкость штампов. Чеканку надлежит про-
водить со смазкой детали или штампа. Наличие смазки повы-
1 Поверхности стальных деталей, предназначенных для чеканки с повы-
шенной точностью, рекомендуется, кроме очистки, подвергать «светлому
травлению» в соляной ванне.
chipmaker.ru
Гл. VI. Холодная штамповка
362
шает точность, так как уменьшает выпуклость торца детали,
подвергаемой чеканке.
Точность при обычной чеканке для размеров в направлении
обжатия лежит в пределах ±0,1 мм, а при повышенной ’+ 0,05 мм.
13. ОБЪЕМНАЯ ШТАМПОВКА
К объемной штамповке относятся такие операции, как
а) высадка, б) прессование и в) кернение.
Высадка
При высадке на плоских, гнутых или вытянутых заготовках
из листового материала получают местное утолщение любой
формы, предусмотренное чертежом детали, а также получают
детали типа ibhhtob, заклепок, колпачков из проволоки или
прутка.
Высадка деталей из листового, материала осуществляется
при помощи штампов на фрикционных или чеканочных прессах,
а деталей из проволоки или прутков — посредством штампов
на холодновысадочных автоматах.
Высадка деталей из листового материала
На фиг. 289 показан способ высадки угла изогнутой зато
товки *. Высадка заключается в утолщении материала с а до а
за счет кривизны полок и разности высот h и h,.
Фиг. 289. Способы высадки угла
изогнутой детали.
Фиг. 290. Высадка четырех углов
изогнутой детали.
Выполняя высадку в закрытой матрице (с ограничением те-
чения материала в стороны), можно получить увеличение тол-
щины материала до 40% и не допустить закругления при вер-
шине угла.
Высадку применяют также для компенсации утонения ма-
териала в зоне гиба, которое, как было указано ранее, имеет
1 Примеры заимствованы из работы Емельянова (ИТЭИН, 1948).
13. Объемная штамповка
363
значительную величину, особенно при малых отношениях г!а
(см. стр. 326). На фиг. 290 показан пример высадки четырех
углов изогнутой заготовки. Здесь компенсация утонения мате-
риала в углах необходима для повышения жесткости детали.
Фиг. 291. Высадка на полых и плоских заготовках.
На фиг. 291 приведены примеры высадки на полых и пло-
ских заготовках.
Число операций при высадке зависит от количества мате-
риала, требующегося для образования того или иного утолще-
ния. На основании данных отечественных заводов установлено,
что, если £<2с и £>1,5а или £^£(2,5-?-3)а, но высад-
ку можно выполнить за одну операцию; если же £>3а и
/г<1,5а или £>2,0а и £>1,5а, высадка выполняется за две
операции и более. При высадке за две операции и более необ-
ходимо производить междуоперационный отжиг для восстанов-
ления пластических свойств материала.
Гл. VI. Холодная штамповка
chipmaker.ru
36+
Определение размеров заготовки для высадки основано на
равенстве объемов заготовки и детали, т. е.
' = V
заг v дет'
Холодная высадка из проволоки и 'прутков (в диапазоне диа-
метров 0,5—2,5 мм) деталей типа винтов, заклепок и т. д. на
Фиг. 292. Сравнительная диаграмма расхода металла
и затрат времени при изготовлении болтов резанием
и холодной высадкой:
1 —расход материала на точение болтов; 2—расход материала на болты,
изготовляемые высадкой; 3— время на точение болтов; 4— время на изго-
товление болтов посредством высадки.
по сравнению с изготовлением этих же деталей на металло-
режущих токарных автоматах:
1) высокая производительность, дающая возможность полу-
чить с одного автомата от 1800 до 24 000 деталей в час (в за-
висимости от их конфигурации и размеров) с экономией мате-
риала. Это подтверждает приведенная на фиг. 292 сравнитель-
ная диаграмма расхода металла при обработке болтов Ml 2 на
металлорежущих станках из шестигранного прутка (кривая 1)
и при обработке на холодновысадочном автомате (кривая 2).
На этой же диаграмме приведены кривые времени обработки на
четырехшпиндельном автомате (кривая 3) и суммарное время
изготовления болтов холодной высадкой (кривая 4);
2) повышение механических свойств высаживаемых деталей.
Это объясняется тем, что в случае холодной высадки волокна
13. Объемная штамповка
365
операций и число
а
293. Макроструктура
Фиг.
деталей (направление во-
локон):
л, после холодной высадки;
в—после обтачивания.
металла при образовании головки не прерываются; на фиг. 293
представлена макроструктура деталей после высадки и обтачи-
вания, подтверждающая сказанное.
Холодная высадка деталей с головкой осуществляется за
одну операцию, но с одним или неско.
рами) или за несколько операций,
переходов в операции зависят от раз-
меров, формы и материала высажи-
ваемой детали.
При выборе числа переходов (уда-
ров) и числа операций высадки мож-
но руководствоваться следующими
правилами:
1) если длина I проволоки, иду-
щей на образование головки, меньше
2,5 диаметра заготовки (проволоки),
необходим один удар (фиг. 294,а);
2) если длина I составляет от 2,5
до 4,5 диаметра d заготовки (фиг.
294,6), необходимо два удара; за два
удара высаживаются детали и с меньшим отношением длины
к диаметру в следующих случаях:
а) когда высаживаемая головка относится к разряду так
называемых плоских головок: опытом установлено, что если
— >5, то при — <2,5 головку надо высаживать за два, а
h (I
иногда даже за три удара;
б) когда к высаживаемой головке предъявляются повышен-
ные требования точности в отношении размеров и формы;
в) когда необходимо получить головку сложной формы;
3) если длина I составляет от 4,5 до 8 диаметров d заготов-
ки (фиг. 294,в), требуется три удара;
4) если длина / превышает 8 диаметров d заготовки, окон-
чательное образование головки производится за две операции
(фиг. 294,г), т. е. на двух холодновысадочных автоматах; пер-
вый автомат — прутковый, двух- или трехударный, а второй —
автомат для повторной высадки, специальный с загрузочным
устройством для подачи штучных заготовок.
В табл. 30 для некоторых крепежных деталей приведены
/
отношения , по которым можно судить, во сколько переходов
должна высаживаться та или иная деталь.
Если высаживаемая деталь имеет граненую головку (болт),
образование граней осуществляется не в высадочной матрице,
а выделяется в отдельную операцию, выполняемую на специаль-
ных станках, так как заполнение острых углов при холодной
chipmaker.ru
Гл. VI. Холодная штамповка
366
Фиг. 294. Последова-
тельность операций
высадки деталей:
а—за один удар; б—за два
удара; в—за три удара; г—
за несколько операций.
13. Объемная штамповка
367
высадке требует усилий, которых матрица не выдерживает.
В тех случаях, когда необходимо уменьшить диаметр части
стержня (или по всей длине стержня) под накатывание резьбы
(при величине подголовка />2(/), производят сужение (реду-
цирование) стержня на высадочном или обрезном автомате.
Таблица 29
Характеристика детали
I
d
Болты черные с шестигранной уменьшенной головкой
Болты черные с шестигранной большой головкой
Болты черные с квадратной уменьшенной головкой
Болты черные с квадратной большой головкой
Болты черные с полукруглой головкой и усом
Болты черные с полукруглой головкой и квадратным под-
головком
Винты для металла с полукруглой головкой
Винты для металла с потайной головкой
Заклепки с полукруглой головкой
2-3,2
2,5—5
24-3,2
4-6
2,3-3,5
3—4,3
1-2,5
0,8—2
0,5-2,3
Выше было указано, что в зависимости от размеров выса-
живаемой части число переходов (ударов) колеблется от одного
до трех. При высадке в два удара {фиг. 294,6) первый удар
производится коническим пуансоном, который подготовляет го-
ловку, осаживая проволоку (пруток) примерно на */3 высоты;
второй удар наносится чистовым пуансоном, который, выполняя
большую часть работы, окончательно формирует высаживаемую
головку. При высадке в три удара (фиг. 294,в) первый и второй
конические пуансоны применяются для предварительного оса-
живания, а третий пуансон придает головке окончательную
форму.
Если для высаживания детали требуется более двух или
трех ударов или если отсутствуют многоударные прессы, вы-
садка выполняется за две и более операции. На фиг. 294,г по-
казана последовательность высадки одной из таких деталей.
В первой операции выполняются отрезка заготовки, первый
и второй удары. Затем заготовка подвергается отжигу, после
368
Г л. VI. Холодная штамповка
чего поступает на повторную высадку, где за два удара ей
придается окончательная форма.
Область применения высадки не ограничивается получением
монолитных деталей. Холодной высадкой можно получать вин-
Фиг. 295. Последовательность операций высадки гайки
на многопозиционном холодновысадочном автомате.
ты с прямыми и крестообразными шлицами, болты с внутрен-
ним шестигранником, гайки и различные полые детали. На
фиг. 295 показаны переходы при высадке гаек.
На фиг. 296 показаны переходы при высадке колпачка,
изготовляемого за одну операцию на двухударном автомате,
Отрезка
Фиг. 297. Последовательность
операций высадки колпачка для
пружины.
Фиг. 296. Последовательность
операции высадки колпачка.
а на фиг. 297 — переходы при высадке колпачка для пружины,
изготовляемого за т.ри операции. Первая операция, включаю-
щая три перехода, производится на двухударном высадочном
автомате, вторая операция — пробивка отверстия -— и третья
операция — обрезка края фланца — выполняются на обрезных
автоматах.
13. Объемная штамповка
369
Если деталь высаживается за несколько операций, ее необ-
ходимо подвергнуть промежуточной термической обработке (от-
жигу) для восстановления пластических свойств. Термообработ-
ка (высокий отпуск) применяется также и для готовых деталей
с целью снятия внутренних напряжений.
Диаметральные размеры деталей при холодной высадке, как
правило, могут быть получены по 3-му и 4-му классам точности,
а при тщательном изготовлении инструмента и при несколько
меньшей стойкости его — по 2-му классу точности. Размеры по
длине могут быть получены по 4-му и 5-му классам точности,
чистота поверхности — от 0,5 до 3 микронов.
Неточности деталей, полученных холодной высадкой, об-
условливаются в основном следующими причинами:
а) неточностями инструмента вследствие неточности изготов-
ления и износа;
б) неточностями взаимного расположения отдельных инстру-
ментов вследствие неточности их установки и неисправности
о бор удования;
в) неточностью в размерах заготовки, поступающей на вы-
садку.
Прессование
Прессование применяется для изготовления плоских деталей
с неглубоким рельефом. Заготовкой для прессования может
Фиг. 298. Схема прессования в полосе.
служить полоса, пруток или единичная заготовка с хорошими
пластическими свойствами.
Прессование в полосе применяется при изготовлении мелких
деталей. Если в детали нет отверстий, то после прессования по-
chipmaker.ru
Гл. VI. Холодная штамповка
370
леса поступает на штамп для вырубки; при наличии отверстий
полоса передается на .штампы для пробивки и вырубки. На
фиг. 298 приведен пример прессования в полосе детали часового
механизма.
Размеры полосы по ширине и толщине подбирают практи-
ческим путем с таким расчетом, чтобы при получении полного
После прессовки
Заготовка
Заготовка
WA | VA
После прессовки
1 чм
Фиг. 299. Схема прессования деталей из предвари-
тельно вырубленных заготовок.
рельефа детали боковые наплывы излишков материала были
минимальными. Точность прессования в полосе колеблется по
толщине от 0,03 до 0,06 мм, а по контуру — от 0,02 до 0,05 мм.
Крупные детали из листового материала и особенно из
прутка прессуются из единичных заготовок.
На фиг. 299 показаны примеры прессования из предвари-
тельно вырубленных на штампе листовых заготовок.
13. Объемная штамповка
371
На фиг. 300 даны примеры прессования барашка, хомутика
п головки для завода часов с использованием в качестве
исходной заготовки прутка. Во всех примерах сначала от прут-
ка отрезается единичная заготовка с объемом, несколько пре-
Фиг. 300. Схема прессования деталей из прутковой
заготовки.
вышающим объем готовой детали, затем она подвергается прес-
сованию, после чего происходит обрезка грата (заусенца) по
контуру.
Частным случаем прессования единичных заготовок является
прессование фасок на плоских и полых деталях. Прессование
Фиг. 301. Схема прессования фасок.
фасок широко применяется в приборостроении как операция
более прогрессивная, чем обработка резанием. На фиг. 301
изображены два примера прессования фасок на шайбе и на
колпачке.
В том случае, если прессуются фаски на деталях из мало-
пластичных металлов, необходимо выполнять операции с вы-
chipmaker.ru
Гл. VI. Холодная штамповка
372
давливанием излишка металла, который затем удаляется на
штампах для зачистки; при прессовании фасок на деталях из
пластичных металлов этого делать не следует.
Кернение
Кернение, т. е. разметка отверстий под сверление при по-
мощи керновочвых штампов, применяется в серийном и массо-
вом производствах мелких плоских деталей с большим коли-
чеством отверстий и сложной сеткой их расположения. Как ука-
зано выше, при кернении отпадает необходимость сверления по
Фиг. 302. Формы керновочных
углублений.
Первый тип керновочного
кондукторам, что значительно
облегчает операцию сверления,
увеличивая ее производитель-
ность, и снижает себестоимость
продукции.
Формы керновочных углуб-
лений показаны на фиг. 302. Об-
щим для всех форм керновочных
углублений является то, что угол
кернения а меньше угла при
вершине у сверла; обычно угол
керновочного углубления равен
80—90°.
углубления (с размером d) сле-
дует применять для диаметров отверстий D более 1,5 мм, не-
зависимо от их расположения и для всех диаметров. в том слу-
чае, если кернение производится вблизи контура детали. Второй
тип керновочного углубления применяется в тех же случаях,
но только, если допускаются следы вспученности на верхней
плоскости детали. И, наконец, третий тип углубления исполь-
зуется для отверстий диаметром менее 1,5 мм, если допускают-
ся следы .вспученности.
14. КОМБИНИРОВАННАЯ ШТАМПОВКА
А. Обшие сведения
Под комбинированной штамповкой понимается выполнение
двух или нескольких технологически различных операций в од-
ном штампе.
Комбинированная штамповка осуществляется в штампах
последовательного действия и в штампах совмещенного дей-
ствия.
Экономическая целесообразность комбинированной штам-
повки зависит от количества штампуемых деталей, а техниче-
ская возможность осуществления этого способа —от размеров,
конфигурации и точности штампуемых деталей.
14. Комбинированная штамповка
373
Б. Комбинированная штамповка в штампах
последовательного действия
Комбинированная штамповка в штампах последовательного
действия применяется при изготовлении мелких и грубых де-
талей (5—9-го класса точности) из Материала толщиной от 0,3
до 6 мм, когда допускается смещение отверстия по отношению
к контуру (несоосность) в пределах, указанных в табл. 12.
В приведенных ниже примерах рассматриваются три вида
комбинированной штамповки в штампах последовательного дей-
ствия:
а) штамповка плоских деталей;
б) штамповка гнутых деталей;
в) штамповка полых деталей.
Штамповка плоских деталей
На фиг. 303 приведены два примера совмещения пробивки
и отрезки, а на фиг. 304 — пять примеров совмещения пробивки
и вырубки (на фиг. 304,<3 — пробивки, вырубки, отбортовки,
прессования и обрубки).
Операции пробивки и отрезки объединяются в одном штампе
в случае изготовления деталей простой геометрической формы
из калиброванной по ширине полосы или ленты.
При рассмотрении схем, иллюстрирующих последовательную
пробизку и вырубку, можно сделать вывод, что они различа-
ются числом переходов и способом вырубки.
chipmaker.ru
374
Гл. VI. Холодная штамповка
I
I
I
I
I
I
I
Фиг. 304. Схемы последовательной пробивки и вырубки.
14. Комбинированная штамповка
375
Число переходов зависит от а) расстояний между отвер-
стиями, б) расстояния между отверстиями и кромкой контура
вырубаемой детали и в) формы контура вырубаемой детали.
Если ширина перемычки между отверстиями или между кон-
туром и отверстием более 5 мм (при толщине материала до
2 мм} или более 6 мм (при толщине материала свыше 2 мм),
можно штамповать в два перехода, во всех остальных случаях
следует штамповать в три и более переходов.
3(Ь+п)
Фиг. 305. Однорядная последовательно-параллельная вырубка.
По способу выполнения вырубка бывает: а) последователь-
ная и б) последовательно-параллельная.
Последовательная вырубка применяется для изготовления
крупных деталей при однорядном раскрое полосы и для мелких
деталей при встречном и многорядном раскрое полосы.
Последовательно-параллельная вырубка применяется для
изготовления длинных, но узких деталей ’. При этом способе
по всей длине полосы в один ряд располагаются несколько вы-
рубных и соответственно им несколько дыропробивных пуансо-
нов с определенными интервалами между ними.
Па фиг. 305 приведен пример однорядной последователь-
но-параллельной вырубки. В рассматриваемом примере за каж-
дый ход пресса одновременно штампуются три детали.
1 В. П. Романовский, Многооперационная последовательная штам-
повка. Машгиз, 1948.
chipmaker.ru
376
Гл. VI. Холодная штамповка
Штамповка гнутых деталей
।
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
По -способу образования контура детали и последователь-
ности операций многопереходная последовательная гибка мо-
жет быть разделена на следующие основные типы:
а) заготовка перед гибкой полностью отделяется от полосы
или ленты;
б) заготовка перед гибкой частично отделяется от полосы
или ленты путем надрезки или частичной вырубки контура де-
тали.
I
I
I
I
I
I
I
I
I
Фиг. 306. Последовательная отрезка и гибка.
На фиг. 306 и 307 показаны примеры первого способа штам-
повки в комбинированных штампах последовательного действия.
В штампе, приведенном на фиг. 306, вначале производится про-
бивка трех отверстий (1-й переход. — положение а), а затем
отрезка от полосы, гибка требуемой формы и отбортовка отвер-
стия (2-й переход — положение б).
В штампе-автомате, приведенном на фиг. 307, изготовляются
хомутики (таким же способом могут быть изготовлены кольца,
скобы и подобные им детали). За первый ход пресса произво-
дится отрезка заготовки от полосы пуансоном и пробивка че-
тырех отверстий. При возвратном ходе ползуна пресса отрезан-
ная заготовка козырьком 3, получающим перемещение от клина
4, подается в гибочную матрицу 5. При втором ходе заготовка
14. Комбинированная штамповка
377
предварительно изгибается, а во время обратного хода ползуна
штифтами 6 перемещается на консольный участок 7 матрицы 5.
Третьим ходом ползуна пресса производится окончательная гиб-
ка, а при возвратном ходе ползуна сбрасывание готовой детали
штифтами 8.
Схемы, приведенные на фиг. 308, иллюстрируют второй спо-
соб последовательной гибки в комбинированных штампах, т. е.
способ, при котором гибке предшествует предваоительная ча-
стичная обрезка контура штампованной детали. В случае схемы,
приведенной на фиг. 308,а, за 1-й переход производится про-
chipmaker.ru
Гл. VI. Холодная штамповка
378
бивка отверстия, за 2-й переход (третий ход пресса, так как
второй холостой) — частичная обрезка контура и, наконец, за
3-й переход — гибка и отрезка. В случае схемы, приведенной
на фиг. 308,6, при 1-м переходе происходит пробивка двух от-
верстий, при 2-м переходе — частичная обрезка по контуру, при
3-м переходе — гибка и при 4-м — отрезка.
Из рассмотрения двух способов последовательной гибки в
комбинированных штампах можно сделать вывод, что первый
2 переход
•Фиг. 308. Последовательная гибка в полосе с предварительной надрезкой.
способ (см. фиг. 306—307) следует применять для изготовления
деталей с прямыми боковыми сторонами при условии, что ши-
рина детали равна ширине полосы, а второй способ (фиг. 308)—
для получения гнутых деталей с фасонными контурами.
Штамповка полых деталей
Последовательная вытяжка полых деталей в полосе осуще-
ствляется двумя способами:
1) непосредственно в полосе или ленте с вырубкой вытяну-
той детали во время последнего перехода;
2) с частичным отделением заготовки в первом переходе,
вытяжкой и окончательной вырубкой вытянутой детали во вре-
мя последнего перехода.
Изготовление деталей по первому способу изображено на
фиг. 309. Из первого примера (фиг. 309,6) видно, что в первых
пяти переходах происходит вытяжка детали непосредственно в
14. Комбинированная штамповка
379
полосе и в шестом — вырубка детали, имеющей вид колпачка
с фланцем.
Второй пример (фиг. 309,а) аналогичен первому, но для по-
лучения готовой детали необходимо большее число переходов
(семь переходов), более разнообразных по своему характеру.
На фиг. 310 показаны примеры изготовления деталей по
второму способу, когда в первом переходе выполняется частич-
ная надрезка полосы для облегчения течения материала в по-
Леталь
По а о
Фиг. 309. Последовательная вытяжка в полосе.
следующих переходах, во время которых осуществляется вы-
тяжка.
В процессе последовательной вытяжки в ленте без предва-
рительного частичного отделения заготовки в первом переходе
происходит значительная деформация ленты. По выходе из
штампа прямая кромка ленты превращается в волнистую
(фиг. 311), причем максимальная ширина ленты соответствует
середине перемычки между штампуемыми деталями, а наи-
меньшая ширина совпадает с расположением середины вытяж-
ки. При однорядной последовательной вытяжке в ленте умень-
шение ширины последней доходит до 17'%, главным образом за
I chipmaker.ru
I 380 Гл. VI. Холодная штамповка
счет средних участков. Длина ленты сокращается до 25% Со-
кращение ленты по ширине и длине приводит к образованию
складок, которые на очень тонком материале настолько значи-
тельны, что остаются даже на готовой детали.
(0,2+0,3) D
Фиг. 310. Последовательная вытяжка в полосе с предварительной
надрезкой.
Фиг. 311. Характер деформации полосы при вытяжке.
В процессе последовательной вытяжки в ленте с предвари-
тельным частичным отделением заготовки волнистость и сокра-
щение ленты по длине незначительны, а следовательно, умень-
шается и складкообразование.
1 Шофман Л. А„ Штамповка-вытяжка в ленте. «Вестник металло-
промышленности», 1938, № 12.
14. Комбинированная штамповка
381
Размеры заготовки для вытяжки в полосе определяют, ис-
ходя из равенства поверхностей заготовки и готовой детали, с
учетом необходимости обрезки по фланцу в последнем пере-
ходе.
Формула расчета диаметра заготовки для тел вращения
имеет вид 1
D=/^>
1де D —диаметр заготовки в мм;
Zip—-сумма произведений элементов вращения на соот-
ветствующие им расстояния от оси вращения до
центра тяжестей;
со — коэффициент, учитывающий припуск на обрезку,
смещение центров заготовки в процессе вытяжки,
неоднородность степени деформации по периметру
вытягиваемой детали, а также изменение сечения
заготовки за счет изменения толщины ее в процессе
вытяжки; коэффициент ср зависит от толщины вытя-
гиваемого материала и имеет следующие значения
(табл. 30).
Таблица .30
Толщина вытягиваемого материала мм Менее 1,0 От 1,0 до 1,5 От 1,5 до 2,0
Коэффициент с₽ 0,85 0,88 0,9
Зная диаметр окружности заготовки, можно определить ши-
рину ленты.
Для однорядного расположения при вытяжке в целой ленте
В = 1,2 D,
а для однорядного расположения при вытяжке с надрезкой
(фиг. 312,6).
В=Dy+ а.а=Н + аа,
> Норицын И. А. и Кальманович 3. М., Последовательная
вытяжка в ленте, ИТЭИН, 1948.
chipmaker.ru
382 Гл. VI. Холодная штамповка
где В — ширина полосы или ленты в мм;
D — расчетный диаметр заготовки для вытягиваемой де-
тали в мм;
Н = Dy;
у — коэффициент, характеризующий отношение ширины
подрезки к диаметру заготовки и имеющий следующие
значения (табл. 31):
Т аблица 31
Толщина вытягиваемого материала мм До 1,0 От 1 до 1,5 От 1,5 до 2,0
Коэффициент у 1,07—1,1 1,04—1,07 1,02-1,04
а — коэффициент, определяемый по следующим данным
(табл. 32):
Таблица 32
Толщина вытягиваемого материала мм 0,2-0,3 0,4—0,5 0,6-0,8 0,9-1,2 1,3—1,5 1,6—2
Коэффициент а 15 10 7 5 4 3
а — толщина материала в мм.
Фиг. 312. Схема вытяжки в полосе.
Прежде чем приступать к определению числа переходов,
необходимо установить, возможно ли вообще получить данную
деталь вытяжкой в полосе или ленте. Точного решения этой
14. Комбинированная штамповка 383
задачи нет, но на основании обобщения практики отечественных
заводов1 установлено, что, если величина
превышает приводимые в табл. 33 значения т0, то вытяжка в
полосе или ленте возможна.
Таблица 33
Значения допустимого общего коэффициента вытяжки т0
Материал вытягиваемой детали Толщина вытяги- ваемого материала мм Допустимый общий коэффициент т0
Латунь Л62 и Л68:
8=50-60% Менее 1,2 0,4
св=30—40 кг/мм2 1,2-2 0,32
Сталь 08ВГ-П или латунь Л62-Л68:
8=28—40% Менее 1,2 0,35
ав=30—40 кг]ммг 1,2-2,0 0,29
Здесь тй — общий коэффициент вытяжки;
dn — внутренний диаметр вытягиваемой детали в мм;
D —диаметр заготовочного кружка в мм;
Число переходов при вытяжке в полосе или ленте больше,
чем при вытяжке с надрезкой, а тем более при вытяжке из
штучных заготовок.
На основании данных практики заводов значения коэффи-
циентов вытяжки при последовательной вытяжке могут быть
взяты из данных табл. 34.
Уместно указать, что коэффициенты вытяжки при последо-
вательной штамповке обычно подсчитываются по внутренним
размерам, т. е. по размерам пуансонов,
Следует иметь в виду, что применение малых коэффициен-
тов вытяжки возможно только в том случае, если материал об-
ладает хорошей способностью к вытяжке.
1 Нор и цын И. А. и Кальманович 3. М., Последовательная
вытяжка в ленте. ИТЭИН, 1948.
chlpmaker.ru
Гл. VI. Холодная штамповка
384
Таблица 34
Значения коэффициента вытяжки
Материал вытягива- емой детали Толщина вытягива- емого материала мм Значение коэффици- ента вытяжки в пер- вом переходе
Латунь Л62 и Л68 в отожженном состоя- нии Менее 1,2 От 1,2 до 2,0 0,55-0,58 0,5-0,52
Сталь 08ВГ-П и ОМ Менее 1,2 От 1,2 до 2,0 0,58-0,6 0,54—0,56
Зная число переходов, можно установить расстояние I меж-
ду двумя последовательными ступенями вытяжки или шаг по-
дачи.
Для вытяжки в целой ленте шаг подачи определяется из
выражения
I = 0,85 D,
а для вытяжки с надрезкой (фиг. 312,6)
I = D + па,
где D — расчетный диаметр заготовки в мм;
а — толщина полосы или ленты в мм;
п — коэффициент, принимаемый равным 3 для полос или
лент толщиной до 1 мм и равным 2 для лент толщиной
от 1,0 до 2 мм.
В. Комбинированная штамповка в штампах
совмещенного действия
Комбинированная штамповка в штампах совмещенного дей-
ствия применяется для 'изготовления точных деталей (3—5-го
класса точности) с малым числом переходов из материала тол-
щиной не более 3,0 мм, когда допускается смещение отверстий
по отношению к контуру в пределах, указанных в табл. 12.
В приведенных ниже примерах рассматриваются два вида ком-
бинированной штамповки в штампах совмещенного действия:
а) штамповка плоских деталей;
б) штамповка полых деталей.
14 Комбинированная штамповка
385
Штамповка плоских деталей
На фиг. 313 показан пример одновременной вырубки и про-
бивки. Наименьшие допустимые величины перемычки между
а Деталь
Фиг. 313. Схема пробивки и вырубки на штампе совмещенного действия.
контуром и отверстием в зависимости от толщины материала
приведены в табл. 35.
В тех случаях, когда к точности изготовляемой детали предъ-
являются повышенные требования, а поверхность среза должна
быть чистой, совмещают: 1) вырубку с обжимом, 2) вырубку с
зачисткой двойной матрицей, 3) вырубку с
зачисткой пуансоном «полнее» матрицы *.
Первый способ следует использовать для
получения деталей из материала толщиной
от 0,8 лш и более, главным образом из
стали. Особенностью этого способа являет-
ся применение заваленных (притупленных)
кромок у матрицы (фиг. 314). Форма и
размеры притупления подбираются практи-
чески в зависимости от свойств материала
и конфигурации детали. В среднем величи-
на развала берется от 0,05 до 0,2 мм; вы-
Фиг. 314. Схема сов-
мещения вырубки и
зачистки (обжимкой).
1 ш ишков Б. И., Конструкции штампов в часовом производстве.
Оборонгиз, 1941.
chipmaker.ru
Гл. VI. Холодная штамповка
386
Таблица 35
Наименьшие допустимые величины перемычки между контуром
и отверстием в зависимости от толщины материала при одновременной
вырубке и пробивке, мм
а А D а Д D
0,4 1,4 1 15 2,8 6,4 1 28
0,6 1,8 15 3,0 6,7 28
0,8 2,3 15 3,2 7,1 28
1,0 2,7 18 3,4 7,4 32
1,2 3,2 18 3,6 7,7 32
1,4 3,6 18 3,8 8,1 32
1,6 4,0 21 4,0 8,5 35
1,8 4,4 21 4,2 8,8 35
2,0 4,9 21 4,4 9,1 35
2,2 5,2 25 4,6 9,4 40
2,4 5,6 25 4,9 9,7 40
2,6 6,0 25 5,0 10 40
Примечание.
Здесь а—толщина материала в мм;
Л—наименьшая величина перемычки в мм (см. фиг. 313);
D—наибольший допустимый диаметр рабочей части при а и А,
взятых по данным таблицы.
сота развала h лежит в пределах от 0,2 до 0,5 толщины выру-
баемого материала. Для предотвращения изгиба детали заго-
товка должна быть сильно зажата между торцевыми поверхно-
стями пуансона и выталкивателя, а для доведения до минимума
шероховатого пояска у верхней поверхности детали зазор меж-
ду пуансоном и матрицей должен быть минимальным. В за-
ключение укажем, что по выходе из матрицы вырубленная и
обжатая деталь вследствие упругой деформации расширяется
в среднем на 0,02—0,06 мм.
Второй способ применяется для получения деталей сложной
конфигурации из материала толщиной от 0,5 до 2 мм и деталей
простой конфигурации из материала толщиной до 5 мм при
И Комбинированная штамповка
387
условии, что в процессе предварительной вырубки не будет
значительных завалов со стороны матрицы.
Схема процесса вырубки и зачистки двойной матрицей пред-
ставлена на фиг. 315. Вырубленные пуансоном 1 и матрицей 2
Фиг. 315. Схема совмещения вырубки и зачистки
двойной матрицей.
Фиг. 316. Схема сов-
мещения вырубки и
зачистки пуансоном
полнее матрицы.
заготовки с припуском на зачистку накапливаются в простран-
стве '4 между нижней поверхностью вырубной матрицы и верх-
ней поверхностью зачистной матрицы 3. После заполнения это-
го пространства при каждой последующей вырубке одна из за-
готовок проталкивается сквозь зачистную матрицу пуансоном,
передающим усилие через слой заготовок.
Третий способ применяется главным образом для получения
деталей из латуни, нейзильбера и других цветных сплавов.
Вследствие значительного изгиба вырубленных деталей этот
способ неприменим для обработки стали.
Схема вырубки с зачисткой пуансоном полнее матрицы по-
казана на фиг. 316.
Штамповка полых деталей
При штамповке полых деталей наиболее часто сочетаются
следующие операции:
а) вырубка и вытяжка;
б) вырубка, вытяжка и пробивка.
Совмещение вырубки и вытяжки представлено двумя схе-
мами на фиг. 317. Первая схема предусматривает использова-
ние прессов простого действия, а вторая — прессов двойного-
действия.
Совмещение вырубки, вытяжки и пробивки двух отверстий
на прессе простого действия показано на фиг. 318.
388
Гл. VI. Холодная штамповка
14 Комбинированная штамповка
389
Фиг. 318. Схемы совмещения вырубки, вытяжки и пробивки.
chipmaker.ru
Гл. VI. Холодная штамповка
390
15. ШТАМПО-СВАРНЫЕ КОНСТРУКЦИИ
Штампо-сварные конструкции имеют ряд преимуществ по
сравнению с монолитными деталями, а именно: при одинаковой
прочности и меньшем весе они требуют обычно минимальной
последующей механической обработки.
При переводе монолитных деталей на штампо-сварные кон-
струкции необходимо соблюдать следующие условия:
1. Предварительно должен быть технически переработан
чертеж детали.
2. Применяемый для изготовления элементов деталей деше-
вый материал должен обладать хорошей конструктивной свари-
ваемостью и штампуемостью, с тем чтобы обеспечить необхо-
димую прочность детали. Под конструктивной свариваемостью
следует понимать возможность получения в обычных производ-
ственных условиях сварных соединений без значительного пони-
жения пластических свойств металлов в околошовной зоне.
3. Должно быть максимально сокращено число элементов,
составляющих деталь, с тем чтобы уменьшить объем сварочных
работ. Необходимо иметь в виду, что каждый шов не только
удорожает изготовляемую деталь в связи с большей затратой
времени на сварку и на изготовление приспособлений для свар-
ки, но, кроме того, является источником возможных деформа-
ций, снижающих точность и эксплоатационные качества дета-
лей. Ввиду возможности деформаций в результате сварки необ-
ходимо учитывать расположение швов и равномерность их рас-
пределения по периферии детали для уменьшения сварочных
напряжений.
4. Элементы, составляющие свариваемую деталь, должны
иметь простые формы, с тем чтобы они могли быть изготовлены
в простых штампах и приспособлениях за короткий технологи-
ческий цикл. При этом необходимо учитывать, что для меха-
низации процесса сварки желательно иметь прямолинейные
швы.
Технологический процесс изготовления штампо-сварных кон-
струкций состоит из следующих основных этапов:
а) изготовление элементов; составляющих свариваемую де-
таль;
б) сварка элементов;
в) высокий отпуск при 600—650° С для освобождения свар-
ных конструкций (деталей) от напряжений, вызванных свар-
кой;
г) механическая обработка для придания детали формы и
размеров в соответствии с чертежом.
Штампо-сварные конструкции следует применять не только
для изготовления деталей, но и для получения заготовок с целью
15. Штампо-сварные конструкции
39 J
замены отливок и поковок, так как в этом случае упрощается
технологический процесс, сокращается подготовка производства,
а, главное, значительно уменьшается объем последующей меха-
нической обработки.
Рассмотрим примеры штампо-сварных конструкций.
На фиг. 319 показаны детали, которые в результате изме-
нения конструкции могут быть получены штамповкой из листо-
Фиг. 319. Примеры штампо-сварных конструкций деталей..
кого материала с последующей сваркой. Ролик (фиг. 319,о) ра-
нее изготовлялся из отливки и требовал значительной механи-
ческой обработки; переход на штампо-сварную конструкцию дал
возможность изготовлять ролик из листовой заготовки с после-
дующим соединением сваркой. В результате перехода на штам-
по-сварную конструкцию достигнута некоторая экономия мате-
риала, а, главное, значительно сокращена последующая меха-
ническая обработка.
Весьма характерными деталями в отношении перевода на
штампо-сварную конструкцию являются полые детали с внут-
ренней стенкой (фиг. 319,6) и детали с лапками (фиг. 319,в).
Для изготовления барабана (фиг. 319,6) в качестве заготов-
ки использовались пруток или поковка, контур которой нанесен
на фиг. 319,6 пунктиром. После перевода на штампо-сварную
chipmaker.ru
Гл. VI. Холодная штамповка
392
конструкцию барабан изготовляется из листовой заготовки, изо-
гнутой в цилиндр 1 и сваренной вдоль, и вваренного в цилиндр
дна 2, полученного вырубкой. В случае деталей с лапками
(фиг. 319,е) вместо отливки свариваются листовые штампован-
ные детали. Ряд деталей, полученных штамповкой с последую-
щей сваркой взамен отливки, показан на фиг. 319,а.
Приведенные примеры подтверждают необходимость широ-
кого внедрения штампо-сварных конструкций.
16. ПРИМЕНЕНИЕ ХОЛОДНОЙ ШТАМПОВКИ ПРИ СБОРКЕ
Холодная штамповка широко применяется при сборке ряда
деталей. Ввиду многообразия форм этого применения очень
трудно осветить данный вопрос систематически. Поэтому огра-
ничимся приведением некоторых примеров из практики наших
заводов.
Фиг. 320. Соединение деталей расклепкой.
Рассматриваемые ниже примеры соединений объединены в
следующие две группы:
1) неразъемные соединения;.
2) разъемные соединения.
Неразъемное соединение двух или нескольких деталей мо-
жет быть получено несколькими способами, из которых основ-
ными являются:
а) расклепка;
б) отбортовка;
в) развальцовка;
г) закатывание;
д) кернение и выдавливание.
На фиг. 320,tz, б, в показаны примеры соединения деталей
расклепкой. Обратим внимание на соединение расклепкой, по-
16. Применение холодной штамповки при сборке
393
казанное на фиг. 320,а. Такой способ соединения возможен,,
если сохранены следующие отношения:
а > а,;
0,25 мм-,
d > а\
И<0,25а,
где а — толщина материала детали, из которой выдавливается
стержень заклепки, в мм;
а,—толщина материала тонкой детали в мм-,
d — диаметр выдавливаемого углубления в мм;
h — глубина углубления в мм.
Фиг. 321. Соединение деталей отбортовкой.
При выдавливании стержня заклепки для предохранения об-
разовавшейся заклепки от полного выреза .необходимо, чтобы
пуансон имел коническую форму, а наименьший диаметр его
на 0,8 мм превышал диаметр стержня заклепки.
Такой способ соединения особенно рекомендуется в приборо-
строении, так как он не только дает экономию заклепок, но
| chipmaker.ru
Гл. VI. Холодная штамповка
394
Фиг. 322. Соединение деталей закатыванием.
также упрощает сборку, так как вставка заклепок в отверстия
малого диаметра затруднительна.
Фиг.323. Примеры разъем-
ных соединений.
Примеры соединения деталей
путем отбортовки одной из соеди-
няемых деталей или отбортовки пу-
стотелых заклепок показаны на
фиг. 321,а—д.
Близким к отбортовке является
соединение развальцовкой (фиг.
321,с). Особенностью его является
отсутствие замыкающей головки,
которая в этом случае заменена ко-
ническим раструбом.
Еще большее применение для
получения неразъемных соединений
имеет закатывание, которое выпол-
няется как на штампах, так и на
специальных закаточных станках.
На фиг. 322 приведены примеры
закатывания для соединения про-
странственных полых деталей и
плоских деталей путем образова-
ния шарниров.
Для получения разъемных со-
единений чаще всего используется
надрезка с последующей гибкой.
17. Конструирование деталей, получаемых холодной штамповкой 395
пли, как говорят, «отлапкой» (фиг. 323,а), и выпрямление пред-
варительно’ изогнутой детали с заведением концов ее в паз.
Пример такого соединения показан на фиг. 323,6.
17. КОНСТРУИРОВАНИЕ ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ
ХОЛОДНОЙ ШТАМПОВКОЙ
В результате изучения технологии штамповки имеется воз-
можность установить ряд требований к конструктивным формам
штампуемых деталей, которые обеспечивали бы наиболее эко-
номичное изготовление детали при условии сохранения ее
эксплоатационных качеств.
При оценке технологичности необходимо обращать внимание
не только на правильный выбор формы и материала, но и на
установление размеров и допусков, так как требования излиш-
ней точности повышают стоимость деталей в результате удли-
нения технологического цикла и сокращения срока службы
штампов.
А. Конструирование деталей, получаемых вырубкой,
пробивкой, надрезкой и отрезкой
При конструировании деталей данной категории необходимо
стремиться к удовлетворению следующих требований;
1. Стороны вырубаемого контура должны сопрягаться плав-
ными кривыми возможно большего радиуса. Чем больше ра-
диус сопряжения боковых сторон, тем больше стойкость штам-
па, дешевле его изготовление и выше качество вырубаемых де-
талей (заготовок), вследствие уменьшения завалов на кромках
со стороны нижней части детали и получения лучшей поверх-
ности среза.
Минимальные радиусы сопряжения боковых сторон зависят
от взаимного расположения этих сторон (фиг. 324,а) и опреде-
ляются по формулам:
при а5ь90р 7?" 0,25а;
при a OOP /?>-0,5а;
где а. — угол, образованный сторонами контура, в градусах;
7? — радиус сопряжения сторон в мм;
а — толщина детали в мм.
Исключение из этого правила составляют детали, контур ко-
торых вырубается составными пуансонами. В этом случае со-
пряжение по радиусу получить нельзя.
2. Контур вырубаемой детали не должен иметь резких пере-
ходов, узких и длинных открытых прорезей и консольных уча-
chipmaker.ru
396
Гл. VI. Холодная штамповка
стков (фиг. 324,6). Изготовление штампов для таких деталей за-
труднительно, стойкость их мала, а штампуемые детали обычно
имеют заусенцы и искривления в результате неравномерного
распределения зазора.
3. Для получения деталей с концами, закругленными по ра-
диусу (фиг. 324,в) путем отрезки или отрезки с пробивкой из
полосы, равной ширине детали, радиус сопряжения боковых
сторон R должен быть больше половины ширины детали. Если
Фиг. 324. Сопряжение сторон контура деталей,
получаемых вырубкой.
это правило не соблюдается, на боковых сторонах могут полу-
читься уступы.
Минимальный радиус для деталей такого типа определяется
из выражения
2
где R — радиус закругления концов детали в мм;
В — номинальный размер по ширине отрезаемой детали
в мм;
Ь —допуск (положительный) на ширину полосы, из кото-
рой отрезается деталь, в мм.
Если радиус R на детали равен половине ширины детали,
такая деталь не может быть получена отрезкой и ее необходимо
вырубать по контуру.
4. Контур вырубаемой детали должен быть таким, чтобы
количество неиспользованных отходов при вырубке было мини-
мальным. Это может быть достигнуто надлежащим оформле-
нием конфигурации детали (фиг. 325,а), координирования раз-
меров (фиг. 325,6) или использования отходов (фиг. 325,в).
5. Пробиваемые отверстия должны иметь простую форму, и,
если рх несколько, по возможности -одинаковые размеры. Сто-
роны отверстий следует сопрягать по радиусу, что способствует
17. Конструирование деталей, получаемых холодной штамповкой 397
Летала
Расположение
Нужен особый Угольник Выги-
угольнин бается иэ отхода
Фиг. 325. Оформление контура детали.
повышению стойкости штампа (как и в случае вырубки) и
улучшению качества деталей. Радиусы сопряжения должны быть
не менее следующих значений (фиг. 326):
при а^ЭО0 /?^О,Зс;
» а. <90° /?>0,6а,
где о. — угол, образованный сторона-
ми, в градусах;
R — радиус сопряжения сторон
пробиваемого отверстия в мм-,
а — толщина детали в мм.
Фиг. 326. Оформление от-
верстий, получаемых штам-
повкой.
6. При назначении допусков на .
пробиваемые отверстия и при выруб-
ке следует избегать излишней точно-
сти, так как это повышает стоимость
штампа, а в результате малых вели-
чин допусков на износ рабочих частей
стойкость. При назначении допуска на вырубаемые детали или
пробиваемые отверстия можно пользоваться следующими фор-
мулами (табл. 36):
штампа снижается его
chipmaker.ru
398
Гл. VI. Холодная штамповка
Таблица 36
Характеристика вырубаемой дета- ли или пробивае- мого отверстия а) грубая по- верхность среза б) значительная конусность а) чистая по- верхность среза б) отсутствие слоистости а) срез повы- шенной чистоты б) весьма малый завал кромок
в) следы слои- стости в) малый завал кромок в) отсутствие конусности
г) значительные завалы кромок г) незначитель- ная конусность
Формула для определения чис- ленной величины допуска A=0,3o+0,37z Д=0,2а+0,Зг Д=0,1а+0,Зг
Обозначения, принятые в формулах:
Д—численное значение допуска в мм;
а—толщина штампуемого материала в мм;
z—минимальное значение зазора между пуансоном и матрицей.
Полученные по формулам величины допусков необходимо
округлить до соответствующих значений по ГОСТ.
Б. Конструирование деталей, получаемых гибкой в штампах
Фиг. 327. Деталь, полу-
ченная гибкой.
При конструировании деталей, подвергаемых гибке, основ-
ное внимание должно быть обращено на выбор величин радиу-
сов сопряжения боковых полок и создание условий, исключаю-
щих возможность образования надрывов
в зоне гиба, а также на то, чтобы кон-
фигурация детали была простой и не тре-
бовала большого числа гибочных опе-
раций.
Значения минимальных внутренних
радиусов закругления детали, при кото-
рых исключается возможность разрыва
внешних волокон материала, приведены
на стр. 324. Здесь укажем, что если из-
гибаемая деталь имеет вид, показанный на фиг. 327, то необ-
ходимым условием является равенство радиусов и г..
В случае неравенства радиусов, при rt>r2 или воз-
можно получение несимметричной детали (детали с различной
высотой полон) вследствие различных условий скольжения заго-
товки по матрице.
17. Конструирование деталей, получаемых холодной штамповкой 399
Для предотвращения образования вмятин и задиров на по-
верхности боковых полок деталей, изображенных на фиг. 327,
что особенно опасно для материалов с плакирующим покровом,
необходимо, чтобы радиусы, обращенные при гибе в сторону
матрицы, были больше двух толщин изгибаемого материала, т. е.
G>2a.
Если это условие нарушено, т. е. если г,<2а, гибку необ-
ходимо выполнять в два приема:
а) гибка в матрице с 1\>2а;
б) гибка до заданного радиуса.
При выборе наружного радиуса /?н гибки необходимым
условием является сохранение равенства
R„ = r+a.
Нарушение этого условия делает невозможным получение
таких деталей нормальной гибкой и значительно усложняет
технологический цикл вследствие введения трудоемких и мало-
производительных операций (высадка и т. п.).
Такой сложный процесс получения радиусов с указанными
размерами позволяет рекомендовать их только в исключитель-
ных случаях для мягких металлов типа латуни, меди, алюминия
и мягкой стали; для твердой стали такой процесс неприемлем.
Для предотвращения надрывов в деталях, у которых линия
гиба пересекает часть одной из полок, необходимо предусмотреть
местные вырезы. Размеры вырезов зависят от характера гибки.
Для случая, показанного на фиг. 328,а. они определяются по
формулам
К>а;
L^a + r+^,
а для случая, показанного на фиг. 328,Ь,—по формуле
где А— ширина выреза в мм;
а — толщина детали в мм;
L — глубина выреза в мм;
г — радиус сопряжения в зоне гиба в мм.
Вырезы могут отсутствовать, если конструкция загибаемой
летали (фиг. 328,н) будет удовлетворять требованию L>/+r (-
-Ьа; местные вырезы могут быть заменены надрезкой
(фиг. 328,г).
400 Гл. VI. Холодная штамповка
Однако опыт показал, что наличие надрезов обычно приво-
дит к появлению трещин в зоне гиба, особенно при обработке
толстого материала. Это дает основание рекомендовать над-
резку в исключительных случаях при обработке материала
толщиной до 3 мм.
Есть еще один способ, исключающий образование трещин
при гибке с надрезкой (фиг. 328,<3) и состоящий в том, что в
Фиг. 328. Формы и размеры вырезов при гибке.
углах с наибольшей концентрацией напряжений, вызывающих
образование трещин, пробиваются или сверлятся отверстия.
В. Конструирование деталей, получаемых вытяжкой в штампах
При конструировании деталей, подвергаемых вытяжке,
основное внимание должно быть обращено на:
а) соотношение размеров поперечного сечения и высоты;
б) величины радиусов сопряжения дна, стенок и фланцев;
в) оформление контура фланца у пространственных дета-
лей сложной конфигурации.
Соотношение размеров поперечного сечения и высоты вы-
тягиваемой детали является одним из основных факторов, ока-
зывающих влияние на длительность технологического цикла,
возможность вытяжки и качественные показатели.
17. Конструирование деталей, получаемых холодной штамповкой 401
При оформлении конструкции детали следует иметь в виду,
что при-Л- больше 0,7-4-0,75 необходимо применять две вытяж-
d
ные операции и более. Если вытягиваемая деталь имеет фла-
Фиг. 329. Деталь с фланцем.
ней (фиг. 329), то для нормального процесса вытяжки необходи-
мо, чтобы
<0,6,
D
где D — диаметр заготовки, поступающей на вытяжку, в мм',
d — диаметр детали в мм.
Фиг, 330. Деталь с фланцем.
В тех случаях, когда это условие не соблюдается, образо-
вание детали происходит в основном за счет удлинения, а сле-
довательно, и значительного утонения материала (фиг. 330).
Если
!
Л
. chipmaker.ru
402
I
Гл. VI. Холодная штамповка
то возможен разрыв материала:
L=2/j+2/„+2/3+/4.
Здесь А — расстояние между точками / и 2;
е — допустимое для данного вытягиваемого материала
относительное удлинение.
Радиусы сопряжения при вытяжке оказывают весьма суще-
ственное влияние на продолжительность технологического цик-
Фиг. 331. Форма и размеры
сопрягаемых поверхностей у
деталей, получаемых вытяж
кой.
ла, стойкость штампов и качество
получаемых деталей.
Минимально допустимые радиусы
сопряжения (см. фиг. 331) для нор-
мальных условий вытяжки тел вра-
щения определяются из выражения
/?>(l,0-j-l,2)a;
Эти значения могут быть умень-
шены до значения
/?^|(0,14-0,3)а
ври условии введения дополнительной операции, удлиняющей
процесс.
Минимальные радиусы закругления коробчатых деталей
(фиг. 332) определяются из выражений
R^-a;
R^2a.
Фиг. 332. Коробчатая полая деталь.
Необходимо особенно стремиться к увеличению радиуса
от величины которого зависит число операций вытяжки.
В тех случаях, когда на детали необходимо получить
острый угол между фланцем и стенкой или между дном и стен-
17. Конструирование деталей, получаемых холодной штамповкой 403
кой, что имеет место при соединении острокромочных деталей,
необходимо оформлять конструкции вытягиваемой детали, как
показано на фиг. 333. В этом случае размеры канавок на вы-
Фиг. 333. Форма деталей, получаемых вытяжкой.
тягиваемой детали зависят от толщины материала и опреде-
ляются из следующих данных (табл. 37).
Таблица 37
Тонкий материал Толстый материал
К^а (но не менее 1 мм) h (0,1—0,3)а (но не'менее 0,3 мм)
h^-a (но не менее 1 мм) Ь=2—5 мм
(но не менее 2 мм)
Однако к выдавливанию канавок следует прибегать в
исключительных случаях, так как наличие их вызывает удли-
нение технологического цикла и необходимость применения
мощных прессов. Следует также отме-
тить, что штампы для выдавливания
канавок имеют незначительную стой-
кость.
Все изложенное относилось к вели-
чинам радиусов сопряжения. Немень-
шее влияние на продолжительность
технологического цикла и качество по-
лучаемых деталей оказывает оформле-
ние контура вытягиваемой детали.
Следует избегать наклона боковых
стенок детали (фиг. 334) на угол а,
больше 3°. Если при угле а меньше 3°
Фиг.334. Оформление внеш
ней стороны деталей, по-
лучаемых вытяжкой.
наличие наклона облег-
чает удаление вытягиваемой детали, то наклоны с большими
углами а. значительно удлиняют технологический цикл.
| chipmaker.ru
401 Гл. VI. Холодная штамповка
При вытяжке деталей сложного контура с фланцем необ-
ходимо, чтобы контур фланца был подобен контуру вытягивае-
мой части, а размер фланца был по возможности мал. Не-
соблюдение этого условия приводит к появлению складок на
фланце, а следовательно, к резкому ухудшению качества вы-
тягиваемых деталей.
Фиг. 335. Формы местных вырезов на деталях, получаемых вытяжкой.
В местах резкого перехода контура, т. е. на участках, где
можно ожидать наибольшего утонения стенок и образования
складок, рекомендуется предусматривать местные вырезы или
технологические отверстия (см. фиг. 335). Наличие вырезов
или отверстий способствует лучшему течению материала, умень-
шает брак и увеличивает стойкость вытяжных штампов.
ГЛАВА СЕДЬМАЯ
ПРОЧИЕ МЕТОДЫ ОБРАБОТКИ БЕЗ СНЯТИЯ СТРУЖКИ
Из большого числа разнообразных процессов обработки без
снятия стружки ниже рассматриваются только некоторые, наи-
более широко применяемые в приборостроении:
1) различные виды литья— литье в землю и в кокиль,
литье под давлением и прецизионное литье;
2) горячая штамповка и специальные виды обработки да-
влением;
3) прессование пластмасс и металлических порошков;
4) специальные виды обработки без снятия стружки (элек-
троискровая обработка и паяние).
1. ЛИТЬЕ
А. Литье в землю
Основное достоинство литья в землю — незначительные
первоначальные затраты на оснастку.
Недостатками литья в землю, приобретающими в приборо-
строении особо важное значение, являются:
а) низкая производительность, главным образом в связи с
трудоемкой операцией формовки;
б) невысокая точность размеров отливаемых деталей (по
7—9-му классам точности), которая является результатом не-
точностей изготовления моделей и стержней, искажения их в
процессе эксплоатации и хранения (коробление моделей), по-
грешностей при сборке форм (смещение стержней, несовпаде-
ние опок), «расколачивания» модели перед ее выниманием из
формы, деформаций формы при заливке, неопределенности
усадки при охлаждении и влияния термической обработки от-
ливок. Следует указать, что самая низкая точность получается
у стальных отливок, а наиболее высокая — у бронзовых и
алюминиевых. Точность при машинной формовке при всех про-
чих равных условиях выше, чем при ручной;
106 Гл. VII. Прочие методы обработки без снятия стружки
в) низкая чистота поверхности (соответствующая знаку ~),
которая заставляет в ряде случаев применять последующую
механическую обработку отливки резанием;
г) большое количество отходов, так как, кроме значитель-
ных припусков на механическую обработку, имеют место по-
тери металла на угар (по бронзе и латуни около 7—8°/о), от-
ходы на литники, достигающие 50% при литье мелких деталей,
и так называемые деклассированные отходы, т. е. отходы, ко-
торые нельзя использовать в производстве без предваритель-
ной обработки (сплески, сор и т. п.);
д) значительный процент брака,, обнаруживаемого иногда
только в процессе механической обработки отливки;
е) невысокие механические свойства отливок.
В приборостроении литье в землю применяется в индиви-
дуальном . и мелкосерийном производствах, а в серийном про-
изводстве — для получения крупных, главным образом чугун-
ных, отливок.
При литье в землю толщина стенок отливок (без меха-
нической обработки) не должна быть меньше следующих зна-
чений (табл. 38):
Таблиц а 38
Материал отливки Минимальная толщина стенок мм
мелких деталей средних детален
Серый чугун 3-5 8—10
Ковкий чугун 2,5—4 6-8
Стальное литье 5 10-12
Бронза, латунь 2,5-3,5 5 -7
Минимальные размеры отверстий, которые можно получить
в отливке, зависят от металла отливок, условий базировки, т. е.
от того, сопряжено ли отверстие с базирующей поверхностью
пли нет, а также от того, подвергается ли отверстие последую-
щей обработке резанием.
Не отливаются отверстия диаметром менее 20 мм, если
они должны подвергнуться последующей обработке, и отвер-
стия диаметром менее 15 мм, если они далее не обрабаты-
ваются.
t. Липе 407
Б. Литье в кокиль
Литье в кокиль имеет следующие преимущества по срав-
нению с литьем в землю:
1) обладает большей производительностью (особенно при
применении кокильных машин с круглым вращающимся сто-
лом) вследствие отсутствия трудоемкой операции формовки;
2) возможно получение отливок с более высокой точностью
(в основном по 4 и 5-му классам точности);
3) возможно получение большей чистоты поверхно-
сти отливок, соответствующей примерно 3-му классу по
ГОСТ 2789-45. Необходимо заметить, что при литье в землю
отливка (особенно чугунная) имеет твердую корку с пригорев-
шим песком, которая быстро тупит режущий инструмент и не
позволяет повышать режимы резания; кокильное литье такой
корки не имеет;
4) получается лучшая структура металла (более плотная и
мелкозернистая), а следовательно, и более высокие (на 10-—
20%) механические свойства отливки вследствие ускоренного
процесса кристаллизации, вызываемого охлаждающим дей-
ствием стенок кокиля.
Недостатками кокильного литья являются:
1) высокая стоимость чугунных или стальных кокилей, кото-
рая оправдывается только при большом количестве отливаемых
деталей;
2) трудность получения отливок сложной конфигурации.
Литье в кокиль наиболее целесообразно применять в серий-
ном и массовом производствах деталей средней сложности из
цветных сплавов и чугуна, у которых большинство размеров
должно быть выдержано примерно по 5-му классу точности.
При этом для деталей из цветных металлов и сплавов следует
применять чисто кокильное литье (форма и стержни металли-
ческие), а для сплавов из черных металлов — полукокнльное
литье, т. е. комбинацию металлической формы с земляными
стержнями.
При выборе конструкций деталей, пригодных для литья в
кокиль, надо иметь в виду следующее:
1) детали не должны иметь большого количества выступаю-
щих частей, тормозящих усадку материала;
2) не должно быть впадин в направлении выемки отливок,
которые мешают выбивать отливку из кокиля;
3) не должно быть резких переходов от толстой стенки от-
ливки к тонким;
4) наружные и внутренние углы необрабатываемой части
детали, образуемые кокилем, должны иметь радиус закругле-
ния не менее 3 мм. Значения конусов и уклонов на поверхно-
chipmaker.ru
408 Гл. VII. Прочие методы обработки оез снятия стружки
сти отливаемых деталей показаны на фиг. 336, откуда следует,
что уклоны необрабатываемых вертикальных наружных поверх-
ностей по отношению к плоскости разъема кокиля должны быть
более 1°;
5) для мелких деталей (вес отливки до 1,0 кг) минимальная
необрабатываемая толщина стенок должна быть не менее 5 лл
Фиг. 336. Конусы и уклоны у деталей, отливаемых в кокиль.
для чугуна; 2,5—4 мм для латуни и бронзы и 2—2,5 мм для
алюминия.
Установление общих требований к деталям, отливаемым в
кокиле, позволяет перейти к составлению чертежа отливки. Так
как в приборостроении литье в кокиль в основном ппименяют
для получения отливок из цветных сплавов, все наши дальней-
шие рассуждения будут относиться только к этим отливкам.
Читателей, интересующихся кокильным чугунным литьем, отсы-
лаем к книге Н. П. Дубинина «Производство кокильного чугун-
ного литья», Машгиз, 1947.
Основными этапами при разработке чертежа отливки
являются нахождение линии разъема кокиля и установление
припусков для механической обработки.
На фиг. 337 показаны детали с нанесенными на них ли-
ниями разъема кокиля.
1. Литье
409
Рекомендуемые величины припусков при литье деталей из
цветных сплавов приведены в табл. 39, а расположение при-
пусков на обрабатываемой детали — на фиг. 338.
Фиг. 337. Линии разъема для деталей, отливаемых в кокиль.
При разработке чертежа детали, отливаемой в кокиль, не-
обходимо учитывать, кроме припусков на механическую обра-
ботку, гарантийные припуски,
служащие для компенсации
возможных отклонений размеров
отливаемой детали. Отклонения
возникают вследствие сокраще-
ния размеров рабочей полости
формы за счет толщины слоя
изоляционного покрытия, а так-
же из-за неточностей при изго-
товлении кокиля. Г арантийные
припуски, как правило, назнача-
ются в сторону увеличения раз-
меров детали и даются для сле-
дующих ее участков: для бобы-
шек, для толщины фланца, об-
рабатываемого с одной стороны,
значаемого для соединения деталей, и т. п.
Фиг. 338. Расположение при-
пусков на деталях, отливаемых
в кокиль.
для контура фланца, предна-
Гарантия на , ,
толщину стенки контур бобышки
детали
Гарантия на наружный Гарантия на
" ' ' наружный ^онтур
срланца
Фиг. 339. Расположение гарантийных припусков при
литье в кокиль.
Расположение гарантийных припусков показано па фиг. 339,
где сплошной линией дан контур детали с учетом гарантий-
ного припуска, а пунктиром — исходный контур детали, по ко-
chipmaker.ru
410 Гл. VII. Прочие методы обработки без снятия стружки
Т а б л и ц а сн
Припуски нд механическую обработку деталей из цветных сплавов,
отливаемых в кокиль
Вид обработки Положение обрабатываемой поверхности и способ ее полу- чения Размер обрабаты- ваемой по- верхности мм Чистота обработ- ки по чертежу
а b С
До 50 1,0 1,5 2
Верхние 50-150 1,5 2 2,5
Фрезерование флан- цев и опорных поверх- ностей 150 2,0 2,5 3
Нижние До 50 0,5 1,0 1.5
и боковые 50—150 1 1,5 2
150 1,5 2 2,5
До 20 0,5 1,0 1,5
С металлическим стержнем 20-50 1,0 1,5 2
Растачивание и свер- 50 1,5 2,0 2,5
ление отверстий До 20 1,0 1.5 2,0
С песчаным стержнем 20-50 1,5 2,0 2,5
50 2 2,5 3
Примечания. 1. При возможности коробления отливки допус-
кается применение индивидуальных припусков, помимо указанных
в данной таблице.
2. Припуск на обработку поверхности детали, обозначенной от,
следует давать только в том случае, если эта поверхностп должна
иметь точный размер или если она предназначена для соединения
с другой деталью.
горому составляется чертеж отливки. Численные значения га-
рантийных припусков при литье в кокиль деталей из цветных
сплавов приведены в табл. 40.
Процесс литья деталей в кокиль можно разделить на три
утапа:
1) подготовка кокиля к заливке;
1. Литье
411
Таблица М
Гарантийные припуски при литье в кокиль деталей
из цветных сплавов
Номинальные размеры Т и R. мм (фиг. 339)
1-3 3-6 6-10 10-15 15-30 30-50 50- 80
Припуск S мм П р образуем на 50% 0,2 4 м е ч а 1ЫХ ими больше 0,25 0,4 и и е. Ес поверх при веде! 0,25 | 0,3 0,5 0,6 ли применяются ностей гарантий! 1ных в данной таС 0.3 0,8 юсчаные зые приг )лице. 0,4 1,0 стержни уски наз 0,5 1,0 то для качаются
2) заливка сплава в кокиль;
3) разборка кокилей и удаление отливок.
Первый этап включает осмотр, очистку и смазку трущихся
частей кокиля, подогрев кокиля перед окрашиванием, окраши-
вание кокиля и металлических стержней и подогрев кокиля пе-
ред заливкой.
Подогрев кокилей оказывает значительное влияние на ре-
зультаты отливки. Необходимая температура кокиля опреде-
ляется свойствами сплава и сложностью конфигурации отливки;
чем сложнее отливка, тем выше должна быть температура ко-
киля. Практикой установлен следующий диапазон температуры
нагрева кокилей (табл. 41).
Таблица 41
Октавы Температура нагрева кокилей (в °C) при литье деталей
простых средней сложности сложных
Алюминиевые Магниевые 150 - 250 До 120 250—350 120-150 350—450 Не более 200
Медные Не подогреваются для предотвращения ликвации
Кокили подогреваются газовыми горелками.
Окрашивание формы кокиля имеет целью улучшить усло-
вия заполнения формы металлом, устранигь приваривание ме-
chipmaker.ru
412 Гл. VII. Прочие методы обработки без снятия стружки
талла к стенкам формы и предохранить их от разъедания. Тип
краски (теплоизоляционного покрытия) определяется в зависи-
мости от того, из какого сплава отливают деталь. Покрытие на-
носится на поверхность кокиля пульверизатором или кистью в
зависимости от его консистенции.
Вторым этапом является заливка кокиля. При заливке не-
обходимо обращать особое внимание на температуру сплава;
чем сложнее форма отливки, тем выше должна быть темпера-
тура сплава при всех прочих равных условиях. Скорость за-
ливки также связана с температурой сплава: чем меньше ско-
рость заливки, тем выше должна быть температура сплава.
Третий этап — это разборка кокилей и удаление отливок.
После заливки сплава в кокиль необходимо выдержать неко-
торое время, достаточное для затвердения отливки. Для каждой
отливки время выдержки определяется опытным путем. Преж-
девременное открытие кокиля может вызвать брак (коробление
и трещины) отливок, а слишком длительная выдержка приводит
к трудностям удаления отливки из кокиля. После удаления от-
ливки форму очищают и обдувают воздухом, смазывают и сно-
ва собирают, после чего процесс литья повторяется в описанной
выше последовательности. Отливка же подвергается обычной об-
работйе, т. е. обрубке литников, зачистке и т. д.
В. Литье под давлением
а. Общие положения
Основными достоинствами литья под давлением по сравне-
нию с литьем в. землю и в кокиль являются:
1) высокая производительность;
2) высокая степень точности получаемых отливок, почти
полностью исключающая необходимость дальнейшей механиче-
ской обработки СО' снятием стружки;
3) повышение механических свойств сплавов, отлитых под
давлением;
4) сокращение отходов материала, так как отпадает необ-
ходимость припусков на обработку (кроме отдельных мест);
5) уменьшение веса деталей, так как повышение механиче-
ских свойств сплавов позволяет конструировать детали с бо-
лее тонкими стенками, которые можно отливать ввиду хорошей
заполняемости форм.
Тот недостаток, что металлы, наиболее пригодные для литья
под давлением — алюминиевые и цинковые сплавы,— в ряде
случаев не обладают нужными свойствами, можно устранить
путем заливки в соответствующих местах частей из других ме-
таллов; например, в отливку из алюминиевого сплава можно
залить стальную' часть, имеющую резьбу, и т. п.
1. Литье
Литье под давлением наиболее целесообразно применять
для получения небольших, в основном тонкостенных деталей
сложной конфигурации, требующих при других способах изго-
товления длительной и многооперационной механической обра-
ботки. Примером могут служить показанные на фиг. 340 кор-
пусы фотоаппарата (фиг. 340,а) и измерительного прибора
(фиг. 340,6), изготовляемые из алюминиевого сплава. Замена
обычного литья в землю литьем под давлением в этом случае
а б
Фаг. 34Э. Корпус фотоаппарч fa и измерительного прибора.
привела к значительному сокращению операций механической
обработки.
Исключительно большое значение имеет и то обстоятель-
ство, что литье под давлением дает возможность заменять це-
лые узлы, состоящие из нескольких деталей, одной деталью, от-
ливаемой под давлением. Так, например, корпус счетчика преж-
де представлял собой узел, который собирали из отдельных де-
талей (фиг. 341,а). В настоящее время он отливается под давле-
нием как одна деталь (фиг. 341,6), что дало возможность не
только сократить обработку, но и упростить сборку.
Основными факторами, ограничивающими применение литья
под давлением, являются:
1) высокая стоимость форм;
2) сложность, а в ряде случаев и невозможность получения
толстостенных или массивных деталей хорошего качества.
Вследствие высокой стоимости форм, исчисляемой в тысячах
рублен, литье под давлением рентабельно главным образом в
chipmaker, ru
111 Гл. 17/. Прочие методы обработки без снятия стружки
крупносерийном и массовом производствах. Однако опыт на-
шей оптико-механической промышленности в годы Отечествен-
ной войны показал, что в ряде случаев литье под давлением
можно использовать и при изготовлении небольших партий Де-
O'
Фиг. 341. Корпус счетчика и его детали.
талей. Для этого следует применять формы, составленные из
нормализованных частей, в которых основные трудоемкие эле-
менты (верхняя и нижняя плита, постамент, зубчатые приводы
для подачи системы выталкивателей и стержней) должны
Фиг. 342. Форма для литья под давлением с нормализован-
ными вставками.
использоваться для ряда отливок. Сменными же частями явля-
ются нормализованные вставки-пуансоны и матрица, помещае-
мые в основные плиты.
Примером может служить приведенная на фиг. 342 форма,
используемая для литья двадцати различных детален, что до-
I. Литье
415
стигается при помощи вставок. Эти вставки, имеющие одина-
ковый наружный диаметр, отличаются друг от друга формой
полости, формой стержней и т. п. Часть стержней можно уста-
навливать по длине и использовать таким образом одну и ту
же вставку для литья деталей, идентичных во всем, кроме глу-
бины отверстия; некоторые типичные детали, отливаемые в этой
форме, показаны на фиг. 343.
При рассмотрении вопроса о целесообразности применения
литья под давлением нужно учитывать, кроме стоимости формы,
также необходимость последующей механической обработки.
В результате тщательного анализа вопроса о последующей ме-
Фиг. 343. Типовые детали, отливаемые в фор-
мах с нормализованными вставками.
ханической обработке может оказаться, что применение литья
под давлением в том или ином случае нецелесообразно, хотя
с первого взгляда деталь по своей конфигурации и материалу
больше всего подходит для этого процесса.
Детали, отлитые под давлением, приходится подвергать ме-
ханической обработке в следующих основных случаях:
1. Если нужно выдержать допуски точнее 4—5-го классов
точности.
2. Если требуется получить отверстия с точными межцен-
тровыми расстояниями; такие отверстия следует сверлить, так
как неравномерная усадка отливок не дает возможности полу-
чить высокую точность межцентровых расстояний.
3. Если нужно получить отверстия, меньшие по диаметру и
большие по глубине, чем указанные в табл. 42.
Невозможность получения меньших по диаметру и больших
по глубине отверстий, чем приведенные в табл. 42, объясняется
тем, что металл, проходя в форму со скоростью 20—80 м/сек,
может согнуть и даже поломать стержни, при помошн которых
образуются отверстия.
4. Если деталь должна иметь резьбу. Необходимость меха-
нической обработки резьбы вызывается следующими обстоя-
тельствами. Наружная резьба может быть получена либо в
замкнутых, либо в разъемных частях формы. В первом случае.
chlpmaker.ru
416 Гл. VII. Прочие методы обработки без снятая стружки
Таблица 42
Предельные размеры отверстий и резьб, ,и.и
Сплавы Предельные размеры отверстий Предельные размеры резьб
минимальный диаметр максимальная глубина мини- мальный шаг резьбы минимальный диаметр
применяемый на практике технологиче- ски возмож- ный глухое отвер- стие сквозное от- ; всрстие j наружный внутренний
применяе- мый на практике технологи- чески воз- можный
Оловянные 1,0 0,5 3 10 0,7 5 10 5
Свинцовые 1,0 0,75 3 10 0,7 5 10 5
Цинковые 1,5 1,0 5 10 0,75 8 10 10
Магниевые 2,0 1,5 4 8 1,00 12 15 12
Алюминиевые 2,5 1,5 3 5 1,00 12 15 12
Медные 3,0 2,5 3 4 1,5 12 — —
Чугун 3,0 2,0 3 4 1 ,г> 12 — —
когда отлитая деталь освобождается из формы путем отвинчи-
вания, резьба любого профиля получается чистой, без заусенцев
и царапин; однако этот способ малопроизводителен. При полу-
чении же резьбы в разъемных формах необходимо вводить до-
бавочную операцию по удалению следа разъема, остающегося
вдоль нарезки.
Получение внутренней резьбы при помощи ввинчиваемых
стержней применяется только при литье легкоплавких сплавов,
так как тугоплавкие сплавы имеют значительную усадку и при
литье их приходится прилагать слишком большие усилия для
вывинчивания стержней. В тугоплавких сплавах целесообразнее
получать при литье гладкие отверстия, а затем нарезать их
механическим путем. В отдельных случаях при диаметрах
резьбы более 50 мм в отливках из тугоплавких сплавов резьба
может быть получена при помощи составных стержней. Однако
этот способ неэкономичен и неудовлетворителен по достигае-
мой точности. В табл. 42 указаны минимальные размеры резь-
бы, не требуюшей механической обработки; при меньших раз-
мерах резьбы следует применять обработку резанием.
1. Литье
-117
5. Если конусность, облегчающая выем отливок из формы
(см. ниже), не может быть допущена по конструктивным усло-
виям. Получение деталей без конусности в законченном виде не-
посредственно из формы со-
пряжено с быстрым износом
формы и повышением процен-
та брака, поэтому целесооб-
разнее отливать детали с ко-
нусностью, устраняя ее путем
дальнейшей механической об-
работки резанием.
6. Если деталь должна
иметь поднутрения, получение
которых при отливке связано
с необходимостью применения
сложных форм и уменьшения
производительности процесса.
В ряде случаев целесообраз-
нее не делать этих поднутре-
ний у отливок, а получать их
путем механической обработ-
ки. Так, например, при изго-
товлении детали, изображенной
Фиг.
на фиг. 344,а,
отливать ее так, как показано на фиг. 344,6, а
344.
можно сначала
излишек метал-
ла удалять путем растачивания.
б. Выбор способа литья под давлением
Способ литья под давлением определяется типом машины и
количеством гнезд в форме. Тип применяемой машины влияет
также на производительность процесса и стойкость формы.
Выбор т и п а „м а ш и н ы. Детальное рассмотрение вопро-
са о выборе машины для литья под давлением не входит в за-
дачи настоящей главы; здесь речь идет лишь о сопоставлении
двух основных принципиально различных типов машин — ком-
прессорных и поршневых (гидравлических), определяющих спо-
соб литья под давлением.
Для отливки мелких деталей средней точности из цинковых,
свинцовых и оловянных сплавов следует применять компрессор-
ные машины.
При отливке указанных сплавов форма не перегревается и
не разъедается расплавленным металлом, не наблюдается нали-
пания частиц сплава. Это дает возможность полностью исполь-
зовать автоматизацию машин.
Для отливки деталей из алюминиевых, медных и магниевых
сплавов, а также ответственных деталей высокой точности, не-
chipmaker.ru
418 Гл. VI/. Прочие методы обработки без снятия стружки
зависимо от сплава следует применять поршневые (гидравличе-
ские) машины, дающие возможность:
1) получать литье лучшего качества с меньшим количеством
воздушных включений (поскольку воздух не действует .непо-
средственно на металл, как в компрессорных машинах), а при
отливке магниевых сплавов избегать возможности окисления
металла;
2) применять более высокое давление на металл, чем в ком-
прессорных машинах, и снижать благодаря этому рабочую тем-
пературу металла, предохраняя форму от термоусталости и
износа;
3) получать более плотные отливки благодаря действию на
металл высокого конечного статического давления;
4) при отливке деталей из алюминиевого сплава избегать
возможности обогащения сплава железом, тогда как в компрес
сорных машинах, где расплавленный алюминий постоянно нахо-
дится в соприкосновении с котлом и гузнеком, влияние железа
значительно.
В отношении влияния типа машины на производительность и
стойкость форм укажем следующее.
Производительность поршневых машин ниже, чем компрес-
сорных. Основной причиной этого является подача вручную
жидкого металла из печи в машину на каждую заливку.
Стойкость форм при работе на поршневых машинах несколь-
ко ниже, чем при работе на компрессорных машинах. Это объ-
ясняется в основном повышенным давлением и тем, что на
поршневых машинах нередко работают при низких температу-
рах сплава, находящегося в кашеобразном состоянии. При этих
условиях первичные выделения в сплавах действуют разру-
шающим образом на поверхность форм. Производительность и
стойкость форм зависит не только от типа машины, но и от
металла, температуры заливки сплава и сложности конфигура-
ции отливки.
Выбор формы. Основным преимуществом многогнезд-
ной формы по сравнению с одногнездной является более высо-
кая производительность.
Было бы, однако, неправильно полагать, что производитель-
ность формы пропорциональна числу гнезд. Так, например, про-
изводительность четырехгнездной формы для отливки корпуса
фотозатвора превысила производительность одногнездной фор-
мы для этой же детали не в 4, а лишь в 2—-2,5 раза. Это объ-
ясняется тем, что при применении многогнездной формы про-
порционально числу гнезд уменьшается лишь время отливки,
составляющее незначительную часть общего штучного времени.
Наиболее же длительное время, затрачиваемое на уход за фор-
мой и ее смазку, с увеличением числа гнезд увеличивается.
1. Литье 419
Стоимость многогнездной формы в ряде случаев ниже, чем
суммарная стоимость соответствующего числа одногнездных
форм, особенно если рабочая часть последних представляет со-
бой нормализованную вставку (пуансон и матрицы), помещен-
ную в основание плиты, и может быть заменена при полном
использовании всех остальных частей формы.
Кроме соображений экономического характера, следует так-
же учитывать, что при многогнездных формах приходится де-
лать боковой литник. При отливке деталей с глубокими поло-
стями это может привести к значительному увеличению пори-
стости по сравнению с теми случаями, когда применяется ©дно-
гнездная форма с центральным или прямым литником.
Кроме того, в одногнездной форме лучше условия для уста-
новки вентиляционных каналов, а следовательно, для полного
и равномерного выхода воздуха из полости формы. В. М. Пляц-
кий указывает, что при отливке корпуса фотозатвора в одно-
гнездной форме деталь получилась плотной, а при отливке в
четырехгнездной форме имела некоторое количество раковин
и пор. Существенное значение имеет также и то обстоятельство,
что если отливка имеет полости, то металл сильно обжимает
стержни и выступающие части и для снятия отливки требуется
значительное усилие, которое прямо пропорционально числу
гнезд в форме. Трудоемкость удаления отливок значительно
ограничивает применение многогнездных форм. Чем меньше
стержней в отливке, тем больше гнезд может быть в форме.
Максимальное число гнезд допускают формы для плоских де-
талей.
Приведенные соображения не следует расценивать как аргу-
ментацию за ограничение применения многогнездных форм.
Кроме основного преимущества — более высокой производитель-
ности,— применение многогнездных форм значительно понижает
удельный расход металла и увеличивает выход отливок. Но в
каждом отдельном случае необходимо тщательно учитывать
все факторы как экономического, так и технологического ха-
рактера.
Многогнездные формы применяются для одновременной от-
ливки как одинаковых, так и различных деталей. При отливке
различных деталей в одной форме создаются затруднения вслед-
ствие неравномерного выхода годных деталей. В связи с этим
в массовом производстве должны быть в запасе одногнездные
формы, которые следует периодически запускать в работу для
выравнивания комплектности. При отсутствии запасных форм
можно применять заглушки у гнезд, дающих избыточные де-
тали.
chipmaker, ru
420 Гл. VII. Прочие методы обработки без снятия стружки
в. Конструирование деталей, отливаемых под давлением
Оформление конфигурации
Конструкция детали, намеченной для изготовления литьем
под давлением, должна отвечать следующим основным требова-
ниям.
1. Конфигурация детали должна допускать беспрепятствен-
ное и быстрое удаление отливин из формы, для чего наружные
и внутренние поверхности деталей следует делать конусными
(или с соответствующими уклонами стенок). Примерные значе-
ния конусности для отливок из разных сплавов приведены в
табл. 43.
Таблица 43
Конусность поверхностей отливок и стержней
Сплавы Нормальная толщина стенок мм Радиус закругления мм Минимальная конусность В °/о от высоты
наружная внутрен няя
Оловянные 0,5-4 0,5 0,1 0.2
Свинцовые 0,75-4 0,5 0,1 0,2
Цинковые 1,5-4 1,0 0,2 0,5
Магниевые 1,5—5 1,0 0,5 1,0
Алюминиевые 1,5-6 1,0 0,5-1 1,0
Медные 1,5 — 6 1,5 0,5-1 1,5
Чугун 2,0-6 2,0 '° 2,0
2. Для лучшего обтекания сплава в момент заполнения фор-
мы и для более легкого удаления отливок из формы целесо-
образно конструировать детали с закруглениями. Рекомендуе-
мые радиусы закругления указаны в табл. 43. Однако в тех
случаях, когда это требуется конструктивными условиями, за-
круглений можно не делать или ограничиваться закруглениями
радиусом хотя бы в десятую миллиметра.
3. Не следует конструировать отливок со стенками, резко от-
личающимися друг от друга по толщине, так как при этом
вследствие неравномерного остывания металла могут образо-
ваться усадочные трещины и раковины, а также внутренние
напряжения.
1. Литье
421
4. Толщина стенок не должна выходить за определенные
пределы, допускаемые условиями отливки. Предельная мини-
мальная толщина стенок установлена ввиду того, что металл,
который попадает в узкое про-
странство между частями фор-
мы, образующими отливку, бы-
стро застывает и при недостаточ-
ной толщине стенок может плохо
заполнить форму. Максимальная
толщина стенок отливки зависит
от типа машины, но во избежа-
ние усадочных и газовых пор и
раковин не рекомендуется кон-
Фиг. 345. Повышение прочности
детали, отливаемой под давлени-
ем, ребрами жесткости.
струировать детали со стенками
толще 10 мм.
5. Не следует усиливать проч-
ность детали путем утолщения
стенок в местах, испытывающих
наибольшие напряжения. При
конструировании отливок под
давлением следует добиваться
повышения прочности устрой-
ством соответствующих ребер,
уголков жесткости, приданием
стенкам таврового и коробчатого
сечения и т. д. (фиг. 345).
В качестве общего правила
при конструировании отливок
под давлением следует избегать
скопления материала в отдельных
местах во избежание образова-
ния усадочных раковин (фиг.346).
6. При конструировании отли-
вок под давлением, особенно из
цинковых сплавов, необходимо
учитывать их последующие де-
формации. Следует избегать не-
Неправильно
Фиг. 346. Оформление детали,
отливаемой под давлением, для
исключения возможности обра-
зования раковин.
Правильно
Фиг. 347. Корпус с внутренними
лапами.
симметричных отливок с тонкими
кронштейнами или какими-либо другими частями, значительно
вынесенными из основной массы металла.
7. Следует избегать всякого рода выступов и выемок в
летали, вызывающих применение составных и подвижных
стержней.
На фиг. 347 показан корпус с лапами, предназначенными для
крепления других деталей. Форма для отливки этого корпуса
представлена на фиг. 348. Цифрами 1 и 2 обозначены две по-
chipmaker.ru
422 Гл. VII. Прочие методы обработки без снятия стружки
ловины формы. Для того чтобы отлить эту деталь, необходимо
применить составной стержень со свободными частями 4, на-
правляемыми неподвижными стержнями 5 и ласточкиным хво-
стом в стержне 3. При раскрывании формы свободные части 4
остаются в детали и удаляются оттуда соответствующими при-
способлениями. Части 4 необходимо устанавливать отдельно
при отливке каждой детали. Для устранения потерь времени на
ожидание освобождения свободных частей из отливки нужно
предварительно заготовить большое количество этих частей, со-
ответствующим образом пригнав их к форме. Необходимость
применения свободных частей не только повышает стоимость
формы, но и снижает производительность процесса.
Можно значительно упростить процесс отливки детали, изо-
браженный на фиг. 347, если вынести лапу наружу (фиг. 349)
или использовать какой-либо из вариантов, показанных на
фиг. 350—352.
Форма для конструкции, представленной на фиг. 350, по-
казана на фиг. 353. Здесь необходим лишь один подвижной
стержень. Если сделать отверстия в боковых стенках, то для
отливки детали придется применять форму с двумя подвижны-
ми стержнями (фиг. 354).
8. Надписи и цифры на деталях следует делать выпуклыми.
Выбор сплава для литья под давлением
Кроме надлежащего оформления конструкции, для деталей,
отливаемых под давлением, необходимо также выбирать и со-
ответствующий сплав.
В основном для литья под давлением применяются цинко-
вые, алюминиевые, медные, свинцовые и оловянные сплавы.
Литье под давлением из чугуна хотя и освоено, но широкого
заводского применения еще не имеет.
Из цинковых сплавов можно отливать сложные и тонко-
стенные детали; эти сплавы не прилипают к форме, что дает
возможность выполнять литье на высокопроизводительных авто-
матических машинах. Отливки из цинковых сплавов допускают
применение защитных декоративных и упрочняющих покрытий
без предварительной отделки (обычно ограничиваются обработ-
кой на пескоструйном аппарате), хорошо полируются и воспри-
нимают все виды механических покрытий (никелирование, хро-
мирование, кадмирование, серебрение и т. д.). Многие цинко-
вые сплавы обладают высокими механическими свойствами, осо-
бенно при работе на сжатие.
Указанные достоинства цинковых сплавов обусловили их
широкое применение в приборостроении.
Основными недостатками отливок нз цинковых сплавов явля-
ются большой удельный вес (по сравнению с алюминием), ела-
1. Литье
423
348. Форма для отливки корпуса.
Фиг. 349. Корпус с на-
ружными лапками.
Фиг. 350. Вариант
изменения конст-
рукции отливае-
мого под давлени-
ем корпуса, пока-
занного на фи г. 347.
Фиг. 351. Вари-
ант отливаемо-
го под давле-
нием корпуса.
Фиг. 352. Вариант изменения кон-
струкции отливаемого под давлени-
ем корпуса.
Фиг. 353. Форма для корпуса,
показанного на фиг. 350.
Фиг. 354. Форма для корпуса.
chipmaker.ru
421 Гл. VII. Прочие методы обработки без снятия стружки
бая сопротивляемость коррозии и способность изменять размеры
со временем. Последнего недостатка .можно избежать приме-
нением чистого цинка, легированием сплава и термообработкой.
Отливки из цинковых сплавов после шлифования и полиро-
вания сохраняют голубовато-белый цвет лишь короткое время,
после чего поверхность тускнеет.
Алюминиевые сплавы содержат в качестве основ-
ных присадок кремний и медь.
Достоинствами отливок из алюминиевых сплавов являются
легкость, хорошая сопротивляемость коррозии и неизменяемость
(без внешних воздействий) размеров и механических свойств.
Отливки из алюминиевых сплавов по сравнению с цинковы-
ми обладают следующими недостатками:
1) меньшей точностью размеров и 2) более высокой стои-
мостью.
Кроме того, отливки из алюминиевых сплавов требуют до-
полнительной механической обработки.
Меньшая точность размеров отливок из алюминиевых спла-
вов обусловливается высокой рабочей температурой и большей
усадкой.
Отверстия в деталях из алюминиевых сплавов необходимо
выполнять с большой конусностью; цилиндрические отверстия
получаются механической обработкой. В отливках из алюминие-
вых сплавов нельзя получать отверстия малых диаметров и с
внутренней резьбой, как в отливках из цинковых сплавов.
Высокая стоимость деталей из алюминиевых сплавов, отли-
ваемых под давлением (в среднем на 20—5О°/о выше, чем цин-
ковых), обусловливается необходимостью их последующей ме-
ханической обработки и более высокой стоимостью форм, ко-
торые изготовляются из высоколегированных сталей и обладают
меньшим сроком службы.
В зависимости от преобладания меди или кремния можно
различать две категории алюминиевых сплавов: медно-алюми-
нисвые и кремне-алюминиевые.
Медно-алюминиевые сплавы следует применять для отливок
со сравнительно толстыми стенками средней сложности при на-
। личии высоких требований в отношении механических свойств.
Кремне-алюминиевые сплавы обладают хорошими литейны-
ми свойствами, вследствие чего должны применяться для тонко-
стенных отливок сложных форм.
Магниевые сплавы, главным образом электрон, при-
меняются преимущественно в авиационных приборах.
Отливать под давлением детали из магниевых сплавов на
компрессорных машинах оказалось возможным после того, как
были сконструированы специальные компрессорные машины.
1. Литье
42&
Кроме того, для литья магниевых сплавов начали применять
поршневые машины, что дало еще лучшие результаты.
Из медных сплавов в основном применяется латунь.
Основные преимущества этих сплавов — высокая прочность и
стойкость в отношении химических и атмосферных воздействий.
Латунь, содержащая 60% Си и 40% Zn, обладает хорошей
вязкостью и большим удлинением, но мало пригодна для меха-
нической обработки. Для отливок, подлежащих дополнительной
механической обработке, целесообразно применять мунцевую ла-
тунь (содержащую 59% Си и 0,8—1,9% РЬ), менее вязкую, но-
легче обрабатываемую.
Оловянные бронзы для отливок под давлением не приме-
няются: для этого используются кремнистые или алюминиевые
бронзы. Прочность некоторых алюминиевых бронз равна проч-
ности среднеуглеродистой стали.
Оловянные сплавы дают возможность получать от-
ливки с максимальной точностью. Недостатками оловянных
отливок являются весьма малая прочность, малая устойчивость
в отношении воздействий температуры и высокая стоимость.
Применяются оловянные сплавы для литья деталей, от кото-
рых требуется высокая степень точности и чистоты поверхности
при отсутствии каких-либо существенных нагрузок; так, напри-
мер, для деталей электроизмерительных инструментов и аппара-
тов (камеры глушителей, вращающиеся конденсаторы и т. д.),
деталей пишущих машин, регистрирующих аппаратов (типовые
и штемпельные колеса) и особенно счетчиков (цифровые коле-
сики, передаточные колесики, станины, стойки подшипников).
Свинцовые сплавы дешевы и хорошо сопротивляют-
ся различным химическим воздействиям. Прочность отливок из
свинцовых сплавов невелика. Они могут быть использованы для
изготовления ненагруженных деталей, а также для подшип-
ников.
Твердость свинцовых сплавов может быть повышена при-
бавлением сурьмы. Прибавка олова оказывает благоприятное
•влияние на прочность и литейные свойства свинцовых сплавов.
г. Точность деталей, отлитых под давлением
Размеры деталей при литье под давлением могут быть по-
лучены в зависимости от сплава и конфигурации деталей по
4-му и 5-му классам точности, а в отдельных случаях при тща-
тельном изготовлении и доводке формы — и по 3-му.
Неточности отливок под давлением обусловливаются в
основном следующими причинами: 1) неточностями изготовле-
ния формы и ее износом; 2) расширением формы в процессе ра-
боты вследствие нагрева; 3) неточностями взаимного расположе-
ния подвижных частей формы в процессе литья; 4) неопределен-
426 Гл. VII. Прочие методы обработки без снятия стружки
яостью усадки и 5) последующими деформациями отливок в
процессе хранения.
Кроме изменения размеров, усадка отливок вызывает при
неравномерной толщине стенок или наличии отдельных скопле-
ний металла также искажения конфигурации отлитой детали.
Вследствие изложенных причин:
а) точность отливок под давлением тем ниже, чем выше тем-
пература плавления сплава и чем больше термический коэффи-
циент его расширения; максимальная точность отливок полу-
чается при применении оловянных сплавов; при тугоплавких
сплавах она в 3—5 раз ниже;
б) размеры отливки, образуемые неподвижными частями
формы, получаются более точными, чем размеры, образуемые
подвижными частями формы;
в) суммарный размер, заключающийся между двумя частя-
ми формы, получается менее точным, чем размер, заключаю-
щийся в одной части формы;
г) размеры, заключающиеся между двумя частями формы,
в .направлении, .перпендикулярном плоскости разъема, получа-
ются менее точными, чем размеры в направлении, параллель-
ном плоскости разъема.
Допуски, которые выдерживаются при литье под давлением
без учета последующих деформаций, указаны в табл. 44.
Таблица 44
Точность отливок, полученных литьем под давлением
Сплавы Минимальные допуски для отливок, мм
внутри одной половинки формы в обеих половинках формы
в неподвижной части формы в под- вижной части формы параллель- но поверх- ности разъема перпенди- кулярно поверхно- сти разъема
в % от заданных размеров в мм (не менее)
Оловянные 0,05 0,01 0,02 0.02 0,03—0,01
Свинцовые 0,10 0,02 0,03 о.оз 0,07—0,02
Цинковые 0.15 0,03 0,05 0,05 0,08—0,03
Магниевые 0,15 0,05 0,08 0,08 0,12—0,05
Алюминиевые 0,20 0,05 0,08 0,08 0,10—0,05
Медные 0,30 0,05 0,10 0,10 0,15—0,05
Чугун 0,50 0,05 0,10 0,10 0,15-0,03
1. Литье
427
Устранения последующих деформаций отливок добиваются
применением сплава надлежащего состава и правильным
оформлением конфигурации отливки.
Чистота поверхности деталей, отлитых аюд давлением из
алюминиевых и цинковых сплавов, соответствует 4-му классу,
а деталей из медных сплавов — 2-му классу по ГОСТ 2789—45.
Г. Прецизионное литье
Новый метод точного литья мелких деталей, носящий на-
звание прецизионного литья, сводится к следующему. Изго-
товляют восковую модель, которую заформовывают в огнеупор-
ную форму, приготовленную из
особой массы; после этого путем
нагрева формы выплавляют- во-
сковую модель, форму прокали-
вают и в полученную после вы-
плавления воска полость зали-
вают жидкий металл. Затем по-
Фиг. 356. Автоклав.
фиг. 355. Металлическая форма
для изготовления восковых мо-
делей.
еле охлаждения выбивают отливку из формы, очищают форму
и удаляют литники.
Рассмотрим отдельные этапы процесса.
Восковые модели изготовляются при помощи специальных
металлических форм, которые в дальнейшем будем называть
прессформами.
Прессформы изготовляют из легкоплавких сплавов в сталь-
ных разъемных гильзах (фиг. 355) таким образом. Нижнюю
стальную гильзу 1 заполняют быстросхватывающимся цементом
chipmaker.ru
428 Гл. VII. Прочие методы обработки без снятия стружки
и в последний вдавливают металлический эталон (модель) 2
отливаемой детали, размеры которого выполнены с учетом усад-
ки и с необходимыми для последующей механической обработ-
ки припусками. Эталон вдавливается в прессформу таким об-
разом, чтобы он выступал над плоскостью разъема 3. Затем,
устанавливая на нижнюю гильзу 1 верхнюю гильзу 4, заливают
ее мягкоплавким сплавом на 12—15 мм выше эталона и прес-
суют залитый сплав в течение 20—30 мин. плунжером 5, плот-
но входящим в гильзу 4. Давление прессования обычно от 4
до 6 т. После этого прессформу разбирают, плоскость разъема
полируют и высверливают в ней несколько конических отвер-
стий под центрирующие штифты.
В такой же последовательности изготовляется и вторая по-
ловинка прессформы. Помимо прессования, прессформа может
быть изготовлена и механической обработкой.
Восковые модели выполняются из специальных восковых масс
плавлением в автоклаве (фиг. 356) при 60—70° С.
Составы масс для восковых моделей приведены в табл. 45.
Таблица 46
Состав массы для восковых моделей
Компоненты массы Состав в %
1 2 3 4 5
Канифоль 70 "— —— — 20
Воск пчелиный 20 — — 90 60
Парафин 10 50 5 — —
Смола Даммара — 10 30 — —
Церезин — 20 60 — 20
Стеарин — 20 5 — —
Головакс — — — 5 --
Шеллачный воск — — 5 —
Расплавленную восковую массу заливают из автоклава в
прессформу под давлением до 3 ат (фиг. 357). Затем после
охлаждения (на что требуется до 10 мин.) прессформу разби-
рают и осторожно удаляют из нее восковую модель. В зависи-
мости от размеров восковые модели собирают в блоки (фиг 358)
1. Литье
429
chipmaker, ru
430 / л. VI l. Прочие методы обработки без снятия стружки
на специальной плите, где их соединяют литниковой системой;
после этого весь блок с литниками окрашивают погружением
в ванну, опыливают прокаленным при температуре до 500° С
кварцевым песком и, наконец, просушивают при комнатной тем-
пературе в течение 6 час.
Краска изготовляется из порошка следующего состава: 9О°/о
маршалита, 7% каолина и 3% графита; состав связующего: 20%
жидкого стекла, 80% воды.
Для изготовления формы модель (или блок из нескольких
моделей) устанавливают на подоночной плите и накрывают опо-
кой, после чего помешают на вибрационный стол и осторожно
заполняют опоку формовочным песком (фиг. 359).
После формовки форму переносят на стенд, где ее обрызги-
вают из пульверизатора раствором жидкого стекла и сушат в
течение 2—3 час. при комнатной температуре и в течение 2 час.
в сушильной печи при 100—120рС. В результате нагрева в пе-
чи воск выплавляется.
Из сушильной печи форму переносят в муфельную печь, где
и выдерживают для удаления влаги при 150° С в течение 1,5—
2 час.; после этого температуру печи равномерно поднимают
до 800—850° С и при этой температуре выдерживают форму око-
ло 2 час., чтобы выгорел скоксовавшийся остаток воска.
Металл плавится в высокочастотных или дуговых электро-
плавильных печах. Иногда во избежание окисления над поверх-
ностью расплавленного металла создается защитная газовая
атмосфера.
Расплавленный металл заливается в горячую форму одним
из следующих способов:
1) при помощи центробежной машины;
2) при помощи вакуума;
3) _прн помощи давления, которое осуществляется воздуш-
ным напором через шланг.
После охлаждения формы детали выбивают из опоки. За-
тем отливку с литниками обдувают песком, отрезают литники
и зачищают.
Прецизионное литье обладает следующими основными до-
стоинствами.
1) Возможность отливки деталей малых размеров и сложной
конфигурации, к которым предъявляются требования повышен-
ной точности.
При прецизионном литье могут быть выдержаны следующие
допуски:
Размер, мм Допуск, мм
0,065
0,075
0,1
До 6
6 - 12
12-25
Размер, мм
25 - 50
50—100
Более 100
Допуск, мм
0,15
0,22
0,25
2. Горячая штамповка
431
2) Получение отливок с механическими свойствами не ни-
же, чем у заготовок, выполненных ковкой или прокаткой, что
является результатом заливки расплавленного металла в форму
под давлением.
Основным недостатком прецизионного литья, ограничиваю-
щим его применение, являются значительная стоимость воско-
вых моделей, формовочных материалов, специальных приспо-
соблений и оборудования (для изготовления восковых моделей,
плавки и разливки металла), печей для сушки и обжига форм
и т. д. Можно, однако, полагать, что с развитием прецизионного
литья удастся снизить затраты на его выполнение, а этим са-
мым расширить область применения этого метода.
2. ГОРЯЧАЯ ШТАМПОВКА
а. Общие положения
Горячая штамповка, особенно цветных металлов, получила
довольно широкое распространение нэ заводах приборостроения.
По сравнению с литьем в землю горячая штамповка обла-
дает следующими преимуществами:
1) имеется возможность выдерживать размеры деталей с
допусками по 5—7-му классам точности;
2) чистота получаемой поверхности соответствует 3-му клас-
су по ГОСТ 2789—45;
3) сокращается, а в отдельных случаях и совсем отпадает
необходимость дальнейшей механической обработки;
4) вследствие большей точности размеров упрощается кон-
струкция зажимных приспособлений для последующей механи-
ческой обработки;
5) улучшаются механические свойства металла.
Горячая штамповка имеет ряд преимуществ также по
сравнению с литьем в кокиль и под давлением, как-то: возмож-
ность получения деталей с более толстыми стенками и мень-
шие первоначальные затраты, так как стоимость прессформы
для литья под давлением в 1,5—2 раза выше стоимости штам-
па, а срок их службы в 2—3 раза меньше.
Наряду с преимуществами горячая штамповка имеет и не-
достатки, и именно:
1) затруднительно получение деталей с тонкими стенками
(менее 3 мм), а также деталей, имеющих резкие изменения
поперечного сечения в направлении течения материала в
штампе;
2) трудно изготовлять детали с выступами и подрезами на
наружных поверхностях и невозможно получить сквозные от-
верстия и подрезы на внутренних поверхностях отверстий;
chipmaker.ru
432 Гл. VII. Прочие методы обработки без снятия стружки
3) ввиду высокой стоимости штампов горячую штамповку
рационально применять только в серийном и массовом произ-
водствах.
Не касаясь штамповки на молотах и прессах в открытых
штампах, достаточно освещенной в литературе, но имеющей
ограниченное применение в приборостроении, остановимся на
штамповке цветных металлов при помощи закрытых штампов
Фиг. 360. Схема штамповки в закрытых штампах.
на фрикционных и кривошипных прессах, которая широко рас-
пространена на приборостроительных заводах.
Процесс штамповки в закрытых штампах (фиг. 360) заклю-
чается в следующем. Заготовка, по объему равная объему де-
тали с учетом припусков на последующую обработку после на-
грева, помещается в полость матрицы 1 и под действием пуан-
сона 2 с поперечным сечением, равным сечению полости мат-
рицы, деформируется путем сжатия по вертикальному направ-
лению.
Такой способ штамповки ПО' сравнению со штамповкой на
молотах или прессах в открытых штампах имеет ряд существен-
ных преимуществ, как то:
а) повышается способность металла к пластическим дефор-
мациям;
б) достигаются более точные размеры заготовок;
в) уменьшается расход металла.
2. Горячая штамповка
433
К числу деталей, которые наиболее целесообразно изготов-
лять методом горячей штамповки в закрытых штампах
(фиг. 361), относятся:
•1) цилиндрические полые детали, призмы с фланцами, с
переходами, с боковыми приливами и выступами;
2) детали, представляющие собой тонкий стержень с боль-
шой головкой; особенно целесообразна штамповка деталей с
шестигранной головкой, когда можно избежать фрезерования
Фиг. 361. Наиболее характерные детали для
горячей штамповки в закрытых штампах.
граней; объем или вес головки должны в 2 раза и более пре-
вышать объем или вес стержня;
в) шестерни и червячные колеса;
г) фланцы и фасонные шайбы;
д) плоские детали с отношением ширины к длине не более
1 : 2;
е) массивные компактные детали;
ж) компактные несложные детали типа корпуса с одной
плоскостью;
з) толстостенные и массивные детали с глубокими фасон-
ными отверстиями.
б. Размеры и форма поковки (заготовки)
После установления в результате предварительного технико-
экономического анализа целесообразности горячей штамповки
технолог приступает к составлению чертежа заготовки после
штамповки, а в связи с этим и к определению размеров заго-
товки. Размеры заготовки должны быть рассчитаны точно, что-
бы не вызвать лишних затрат на последующую обработку и
обеспечить получение заданных чертежом размеров детали.
Чертеж заготовки составляется по чертежу обработанной
детали; при этом необходимо: 1) наметить припуски и допуски;
2) наметить контуры, получаемые в верхней и нижней частях
штампа; 3) установить штамповочные уклоны, радиусы закруг-
ления и наметки под отверстия; 4) решить специальные во-
просы при конструировании заготовки.
chipmaker.ru
434 л VII. Прочие методы обработки без снятия стружки
в. Припуски и допуски
Получаемая при штамповке в закрытых штампах поверх-
ность, как было указано выше, может быть отнесена к 3-му
классу чистоты. В тех случаях, когда необходима более чистая
поверхность, следует предусмотреть припуск на механическую
обработку, величина которого без учета штамповочных уклонов
колеблется в зависимости от сложности детали и ее размеров
от 0,8 до 1,5 мм на сторону.
Допуски на размеры, подвергающиеся механической обра-
ботке, следует брать по 8-му классу точности в том случае,
если размеры расположены в направлении давления (допуски
по высоте), а если размеры расположены в направлении, пер-
пендикулярном давлению (размеры, характеризующие попереч-
ное сечение), —• по 7-му классу точности. Допуски на необра-
батываемые поверхности при необходимости могут быть полу-
чены и по 5-му классу точности, однако это повышает требо-
вания к точности изготовления штампа и сокращает срок его
службы.
Меньшая точность размеров в направлении давления объ-
ясняется неточностями размеров заготовки, поступающей в
штамп, истечением части штампуемого материала в зазор меж-
ду матрицей и пуансоном после их износа и неодинаковым из-
носом рабочих полостей штампа.
г. Штамповочные уклоны, радиусы закругления и наметки под отверстия
Штамповочные уклоны необходимы для облегчения запол-
нения полости штампа и удаления из него готовой заготовки.
Фиг. 362. Оформление
радиусов закругления на
штампованных заготов-
ках.
повышенной — от 1,0
Величина уклона зависит от высоты за-
готовки и способа ее удаления. При вы-
соте заготовки до 40 мм уклон на наруж-
ных поверхностях берется до 1°, а на
внутренних — до 5°; при высоте же заго-
товки более 40 мм уклон на наружных
поверхностях берется до 3°, а на вну-
тренних— от 3 до 8°.
Радиусы закругления (фиг. 362) име-
ют целью понизить напряжения в местах
перехода от одного сечения к другому,
чтобы предотвратить образование трещин
в углах заготовки и уменьшить износ
углов штампа. Величины радиусов на за-
готовках при нормальной точности штам-
повки составляют от 1,5 до 3,5 мм, а при
до 2,0 мм (чем меньше вес заготовки,
тем меньше радиус закругления1).
2. Горячая штамповка
435
Переходы от толстых сечений к тонким должны быть плав-
ными и выполняться так, как показано на фнг. 363.
Толщина стенок должна, как правило, превышать 4 мм и
золько в исключительных случаях стенки могут быть толщиной
2 мм. Следует иметь в виду, что тонкие сечения не только
трудно штампуются, но и вызывают коробление поковок при
остывании.
Получение сквозных отверстий при горячей штамповке, как
было указано выше, исключено. Для уменьшения последующей
механической обработки делается наметка (фиг. 364) с таким
расчетом, чтобы толщина перемычки была более 3 мм. Наи-
меньший диаметр отверстия, при котором целесообразно делать
наметку, равняется 15 мм.
Неправильно
Правильно
Фиг. 363. Оформление переходов
от толстого сечения к тонкому.
Фиг. 364. Форма наметок, полу-
чаемых при штамповке деталей
с отверстиями.
По чертежу заготовки определяется
муле
ее вес согласно фор-
£= V1X
& 1000 ’
где g — вес заготовки под штамповку в кг;
V — объем штампованной заготовки в см3;
Y —• удельный вес сплава;
х — коэффициент, учитывающий потери на угар и окалину,
принимаемый от 1,01 до 1,02.
Заготовки для штамповки отрезаются от цилиндрической
болванки (прутка), полученной прокаткой или литьем.
Диаметр заготовки должен приближаться к диаметру ра-
бочей полости матрицы. Высота заготовки должна быть меньше
удвоенного диаметра (при штамповке на торец).
Расчет размера заготовки является предварительным; окон-
чательно размер устанавливается после получения и тщатель-
ного обмера нескольких отштампованных заготовок.
chipmaker.ru
436 Гл. VII. Прочие методы обработки без снятия стружки
д. Процесс штамповки и металл для штампуемых деталей
Процесс штамповки включает следующие операции:
1) отрезку заготовок на токарно-отрезных станках или ди-
сковых пилах с точностью (по длине заготовки) по 7—9-му
классам;
2) нагрев заготовок в нефтяных, газовых или электрических
печах; режим и температура нагрева зависят от материала и
размеров заготовки и конфигурации штампуемой детали;
3) штамповка при помощи штампов на фрикционных или
кривошипных прессах;
4) охлаждение и очистка заготовки.
Ранее было указано, что штамповка в закрытых штампах
применяется в основном для цветных сплавов, поэтому приво-
димые сведения о марках металлов для штампуемых деталей
касаются только этих сплавов.
Из медных сплавов больше всего применяются обычные ла-
туни Л62, ЛС59-1, содержащие от 37 до 40'% цинка и от 0,5
до 1% свинца, специальные марганцовистые латуни ЛМц 58-2,
ЛМц-А57-3-1, ЛЖМц 59-1 и алюминиевые бронзы БрАЖ-9-4,
БрАМц 9-2, БрАЖН-10-4-4 и БрАЖМц-10-3-1,5.
Из алюминиевых сплавов наибольшее применение имеют
марки А, АМц, AKi— AKS и лауталь.
Из магниевых сплавов наиболее пригодны для горячей штам-
повки сплавы MAI, МА2 для деталей сложной конфигурации и
МА4, МВС и МА7 — для простых деталей.
3. СПЕЦИАЛЬНЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
А. Волочение
Для изготовления деталей малых размеров с фасонным кон-
туром поперечного сечения, а в ряде случаев и для калибровки
прутков, поступающих на металлорежущие автоматы, исполь-
зуется метод волочения прутка сквозь соответствующие воло-
чильные доски; так изготовляется, например, вкладыш хому-
тика теодолита, триб часового механизма и ряд других деталей.
На фиг. 365 показаны волочильные доски с плашками из
твердых сплавов. Эти доски можно применять для получения
различных профилей, причем каждую доску можно устанавли-
вать на любые размеры. Применение этих досок устраняет
трудности, связанные со шлифованием фасонных поверхностей
из твердых сплавов. Точность при волочении простых геометри-
ческих форм по сечению (круг, квадрат и т. д.) соответствует
3—5-му классам точности, а при волочении прутков с фасонным
контуром поперечного сечения — 5—7-му классам точности.
3. Специальные
виды обработки давлением
437
Фиг. 365. Волочильные доски со вставными плашками.
chipmaker.ru
438 Гл. V/1. Прочие методы обработки без снятия стружки
Б. Холодное прокатывание
Холодное прокатывание можно применять для изготовления
деталей малых размеров, имеющих форму тел вращения.
В принципе этот метод аналогичен бесцентровому шлифо-
ванию и состоит в том, что нарезанные заготовки прокатывают-
ся между двумя вращающимися роликами, имеющими профиль
Фиг. 366. Детали, полученные
прокатыванием.
изготовляемой детали. На фиг. 366
приведен ряд деталей, которые
целесообразно изготовлять холод-
ным прокатыванием.
Способ холодного прокатыва-
ния может быть рентабельным
только в условиях массового про-
изводства, так как требуются зна-
чительные затраты на изготовле-
ние роликов и устройств для
автоматической подачи заготовок
в станок.
Точность прокатывания высо-
ка; достигаемый допуск равен
0,05 мм.
В. Редуцирование
Редуцирование является раз-
новидностью обработки металлов
давлением. Редуцированию может
подвергаться металл как в хо-
лодном, так и в горячем состоя-
нии.
Основными достоинствами ре-
дуцирования являются:
1) высокая производитель-
ность;
2) улучшение механических свойств деталей после редуци-
рования; в результате обработки увеличивается срок службы
детали, и, кроме того, для заготовки, подвергаемой редуциро-
ванию, можно брать материал менее качественный (по механи-
ческим свойствам);
3) высокая степень достигаемой точности (2—3-й классы) и
чистоты поверхности, исключающая необходимость шлифования;
4) экономия материала, так как процесс протекает без сня-
тия стружки.
Основными факторами, сокращающими применение редуци-
рования, являются:
3. Специальные виды обработки давлением
439
1) ограниченное количество геометрических форм деталей
(тела вращения простой геометрической формы), которые мож-
но воспроизвести этим способом;
2) необходимость специального оборудования.
Применяемые в приборостроении ротационно-ковочные ма-
шины для редуцирования бывают двух типов: одношпиндель-
ные и двухшпиндельные.
Фиг. 367. Детали, получае-
мые редуцированием на од-
ношпиндельных машинах.
Фиг. 368. Детали, по-
лучаемые редуциро-
ванием на двухшпин-
дельных машинах.
В тех случаях, когда обжатие заготовки производится с
конца ее (от торца), применяются одношпиндельные ротационно-
ковочные машины. Наиболее характерные детали, обрабатывае-
мые на этих машинах, показаны на фиг. 367. В зависимости
от диаметра редуцируемой заготовки машины этой группы бы-
вают легкого, среднего и тяжелого типов. На машинах легкого
типа редуцируют заготовки диаметром от 0,5 до 5 мм, на ма-
шинах среднего типа — от 5 до 20 мм и на тяжелых машинах —
более 20 мм.
В тех случаях, когда необходимо получить обжатие в сред-
ней части детали, применяются двухшпиндельные ротационно-
ковочные машины. Наиболее характерные детали, обрабатывае-
мые на этих машинах, показаны на фиг. 368.
chipmaker.ru
410 Гл. VII. Прочие методы обработки без снятия стружки
Укажем, что ряд ступенчатых деталей может быть получен
путем комбинированной обработки на одношпиндельных и
двухшпиндельных машинах. Детали, обработанные указанным
способом, показаны на фиг. 369.
Фиг. 369. Детали, получаемые на одношпиндельных и двухшпиндельных
машинах.
4. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
А. Общие сведения
Многие детали, не подвергающиеся в процессе эксплоа-
тации прибора значительным механическим нагрузкам, могут
быть изготовлены из пластмасс.
Применение пластмасс обусловливается в ряде случаев их
малым удельным весом, антикоррозионными, антифрикционны-
ми, теплоизоляционными и электроизоляционными свойствами.
Однако основной причиной широкого распространения пласт-
масс следует считать технологические преимущества методов
изготовления из них деталей.
Прессование и другие способы дают возможность получать
непосредственно из прессформы детали сложной конфигурации
со сравнительно точными размерами и прекрасным внешним
видом, нуждающиеся лишь в зачистке пли весьма несложной
механической доработке.
При изготовлении деталей из пластмасс, так же как и при
литье под давлением металлов и сплавов, можно в нужных
местах детали запрессовывать различные металлические части.
Детали, изготовляемые из пластмасс, можно покрыть металли-
ческим слоем путем металлизации.
Пластические массы представляют собой синтетические ве-
щества органического происхождения. В зависимости от техно-
логического процесса производства, применяемого наполнителя
4. Изготовление деталей из пластмасс
441
п связующего (смолы) различают пластики композиционные,
слоистые и литые, а по природе применяемой смолы — термо-
реактивные и термопластические.
Термореактивные пластмассы (пластики) при нагревании
приобретают новые свойства (например, теряют способность
плавиться и растворяться в органических растворителях).
Термопластические пластмассы (пластики) под действием
повышенной температуры размягчаются, а при охлаждении
опять твердеют; этот процесс может быть повторен многократ-
но, — химические и физические свойства пластиков при этом не
изменяются. Сорт пластмассы выбирается в зависимости от
требуемых механических, физических и химических свойств из-
готовляемой детали.
Б. Методы изготовления деталей из пластмасс
Методы изготовления деталей из пластмасс в основном за-
висят от типа пластмассы.
Для получения деталей из термореактивных пластмасс при-
меняют горячее и холодное прессование и пресслитье, а для из-
готовления деталей из термопластических масс — литье под дав-
лением и горячую штамповку.
Метод горячего прессования термореактивных пластмасс
Метод горячего прессования термореактивных пластмасс,
или, как его иногда называют, компрессионный метод, в основ-
ном применяется для деталей простой конфигурации без арма-
туры или с ограниченным количеством арматуры.
При данном методе процесс прессования состоит из:
а) подготовки материала к прессованию;
б) прессования;
в) удаления облоя у деталей после прессования.
Подготовка материала к прессованию заключается в дози-
ровании материала и его подогреве.
Дозирование материала производится взвешиванием на ве-
сах или отмериванием по объему соответствующими мерками.
Для уменьшения первоначального объема материала его табле-
тируют. Применение таблеток повышает производительность,
так как отпадает операция взвешивания и уменьшаются габа-
риты прессформы.
Для ускорения процесса, уменьшения брака и увеличения
срока службы прессформы прессовочный материал (порошок
или таблетку) следует подогревать в термостатах токами высо-
кой частоты или инфракрасными лучами.
Для прессовочных материалов на новолачной основе (К-18-2;
К-17-2; К-19-2 и т. д.) температура подогрева должна быть
160—180°, а выдержка — от 3 до 5 мин. Для прессовочных ма-
chipmaker.ru
442 Гл. VII. Прочие методы обработки без снятия стружки
териалов на резальной основе (К-211-2, К-213-3 и др.) темпера-
тура подогрева равна 80—100°, выдержка — от 10 до 20 мин.
Прессование выполняется на гидравлических прессах ниж-
него или верхнего давления при помощи прессформ (фиг. 370),
стационарных или съемных. Прессформа или плита пресса, на
которую устанавливается прессформа, нагревается паром, элек-
тричеством, нагретым маслом или горячей водой.
Собственно' процесс прессования состоит из следующих пе-
реходов:
а) закладывание таблеток
предварительно подогретых) в
Фиг. 370. Схема прессформы для
прессования.
или засыпка порошка (обычно
прессформу;
б) включение давления;
в) двух- или трехкратная под-
прессовка;
г) выдержка;
д) разъем прессформы;
е) извлечение изготовленной
детали из прессформы;
ж) очистка прессформы.
Под действием высокой темпе-
ратуры и давления прессовочный
материал становится текучим, за-
полняет все полости прессформы
и в результате полимеризации пе-
реходит в неплавкое и нерастворимое состояние. Этот процесс
называется отверждением в отличие от отвердевания,
представляющего собой переход тела при охлаждении из жидко-
го состояния в твердое. После выдержки, необходимой для того,
чтобы закончился процесс отверждения, деталь извлекается из
прессформы.
Удельное давление при прессовании зависит от текучести
прессовочного материала, конфигурации детали и конструкции
прессформы; чем больше текучесть прессовочного материала,
тем меньше удельное давление; чем проще конфигурация прес-
суемой детали, тем также меньше удельное давление. Обычно-
удельное давление колеблется от 200 до 400 кг/см2.
Температура прессования также зависит от текучести и типа
прессовочного материала; чём больше текучесть, тем выше тем-
пература прессования.
.Температура прессования фенопластов равна 140—160° в
прессформе и 160—180° — на плитах.
Для карбомидных пластмасс (аминопластов) температура
прессования 130—140°, удельное давление — от 200 до
300 кг!см2.
Температура прессования слоистых термореактивных пласт-
масс равна 140—160°, а удельное давление — до 500 кг/см2.
4. Изготовление деталей из пластмасс
443
Время выдержки под прессом может быть ориентировочно
определено по максимальной толщине прессуемой детали и
составляет для фенопластов и аминопластов 40—60 сек. на
1. мм толщины детали; для слоистых материалов типа тексто-
лит — 3—5 мин. на 1 мм толщины детали; для анилофенольно-
формальдегидных прессовочных материалов — от 60 до 90 сек.
на 1 мм толщины детали. При низкой температуре время вы-
держки соответственно увеличивается и наоборот.
В заключение укажем, что при горячем прессовании снятие
облоя или грата, получающегося вследствие затекания пласт-
массы в щели в местах разъема прессформы, осуществляется
вручную.
Метод холодного прессования термореактивных пластмасс
Фиг. 371. Схема прессформы
для пресслитья:
1—пуансон; 2—камера; 5—крышка;
4—матрица; 5—основание; 6—знак.
Метод холодного прессования пластмасс имеет весьма огра-
ниченное применение — лишь для изготовления деталей малых
размеров с пониженными требованиями к прочности.
Особенностью данного метода является то, что пластмасса
прессуется в холодных прессформах. Отформованную деталь
вынимают из прессформы и прогревают в термостате или авто-
клаве при постепенно поднимающейся температуре.
Преимуществом этого способа
является недолгое пребывание дета-
ли в форме, недостатком — плохой
внешний вид детали (отсутствие
блеска) и невозможность получения
деталей с глубоким профилем в свя-
зи со слабой текучестью материала
в холодной форме.
Метод горячего пресслитья
термореактивных пластмасс
Метод горячего пресслитья тер-
мореактивных пластмасс применяет-
ся для получения сложных и точных
деталей, особенно со сложной метал-
лической арматурой, керамикой,
стеклом и т. п. Особенность данного
метода, отличающая его от метода
горячего прессования, состоит в том,
что при пресслитье прессовочный
материал приводится в пластическое состояние (посредством
нагрева и давления) в особой камере (фиг. 371) и выдавли-
вается в полость закрытой формы. Таким образом, если при
юрячем прессовании составные части прессформы доводятся
до конечного положения во время процесса формования, то при
chipmaker.ru
444 Гл. VII. Прочие методы обработки без снятия стружки
пресслитье прессформа находится с самого начала в неизмен-
ном положении.
Последовательность изготовления деталей методом пресс-
литья такая же, как и при методе горячего прессования, но
операции прессования при пресслитье включают несколько от-
личные переходы, а именно:
а) установку тигля (камеры) на верхнюю часть прессформы
и закладывание в него пресспорошка или таблеток;
б) включение давления;
в) выдержка;
г) снятие тигля и его разборка;
д) разборка прессформы;
е) извлечение детали;
ж) чистка прессформы.
Удельное давление при пресслитье принимается от 500 до
1200 кг/см2 и рассчитывается на площадь прессования тигля.
Температура преослитья нижней части прессформы 150 ±5° С,
верхней части прессформы с литниковыми отверстиями
170 ±5° С и тигля 170 ±5° С.
Необходимо обратить внимание на важность соблюдения
температурного режима, нарушение которого может сорвать
весь процесс получения деталей этим методом. Время выдерж-
ки под давлением принимается такое же, как и при горячем
прессовании.
Метод литья под давлением термопластических масс
Метод литья под давлением термопластических масс при-
меняется для изготовления сложных ажурных деталей с боль-
шим количеством метал-
лической арматуры. Наи-
более распространенными
для этого термопластиче-
скими массами являются
полистирол, полиметилме-
такрилат, этрол АС, этил-
целлюлоза. Литье под
давлением выполняется
на специальных машинах
Фиг. 372. Схема литья под давлением тер-
мопластических масс.
7—бункер; 2—пластмасса; 3—цилиндр; 4 — плунжер:
5—сопло; 6—входное отверстие; 7—литниковые ка-
налы; 8~рабочая полость; 9—каналы для охлажде-
ния; 10—выталкиватели.
в шприцформах.
Литье под давлением
(фиг. 372) термопласти-
ческих масс состоит из
следующих переходов:
а) непрерывная загрузка материала в обогреваемый тигель;
б) подведение к наконечнику тигля шприцформы и ее на-
полнение;
4. Изготовление деталей из пластмасс
в) отведение шприцформы от наконечника и выдержка до
охлаждения детали;
г) раскрывание шприцформы и извлечение детали.
Режим литья под давлением зависит в основном от типа
пластмассы и характеризуется следующими данными (табл. 46).
Таблица 46
Тип
материала
Удельное Температу-
давление ралитья
кг/с.и2 °C
Полистирол 500—2000 170—200
Полиметилмета- 700—2000 230—240
крилат
Время охлаждения
1 сек. на 1 мм толщины
материала
2 сек. на 1 мм толщины
материала
под давлением, для
д.
Кроме литья
трубок, стержней, лент и т.
экструзии (шприцевания),
при котором нагретая до
текучести пластмасса по-
дается непрерывно при по-
мощи шнека или давлением
через сопло, наконечник, ко-
торого может иметь выход-
ное сечение любой конфигу-
рации (фиг. 373). Кроме
шнековых машин применя-
ются также в лоршневые
машины.
изготовления деталей типа
применяется метод непрерывной
Фиг. 373. Схема машины для экструзии
термопластических масс:
7-гбуикер; 2— цилиндр; 5—винт; 4—головка;
5—рубашка для нагрева; б —рубашка для охлаж-
дения.
Метод горячей штамповки термопластических масс
Методом горячей штамповки из термопластических масс из-
готовляются детали малых размеров. Подлежащий штамповке
материал нагревают до 100° С, после чего штампуют' при по-
мощи штампов.
При изготовлении деталей сложной конфигурации штампы
необходимо подогревать, а при изготовлении простых деталей
можно этого не делать.
Механическая обработка деталей из пластмасс
Детали, полученные прессованием из пластмасс, иногда под-
вергаются механической обработке.
Необходимо стремиться к тому, чтобы объем механической
обработки был как можно меньше. Механическая обработка
на металлорежущих станках значительно удорожает стоимость
деталей, изготовленных из пластмасс, так как:
chipmaker.ru
446 Гл. VII. Прочие методы обработки без снятия стружки
а) пластмассы обладают очень низкой теплопроводностью,
поэтому инструмент быстро отпускается; для охлаждения ин-
струмента нельзя употреблять ни воды, ни какой-либо охлаж-
дающей смеси, так как инструмент будет скользить по обраба-
тываемой поверхности;
б) приходится применять специальные инструменты, в боль-
шинстве случаев из твердых сплавов;
в) инструменты быстро тупятся и требуют более частой за-
точки, чем при обработке металлов;
г) образующаяся при обработке пластмасс пылевидная
стружка забивает поры станка и разъедает направляющие по-
верхности;
д) места, обработанные механически, нуждаются в полиро-
вании.
Механическая обработка пластмасс выполняется на обычном
оборудовании, используемом для обработки металлов. Различие
заключается в геометрии инструмента и режимах резания.
В. Точность деталей из пластмасс
При прессовании пластмасс пользуются следующими допу-
сками на размеры деталей из пластмасс и на расстояния между
отверстиями в деталях из пластмасс (табл. 47).
Таблица 47 Неточности при прес-
Допуски на размеры мм Допуски на расстояния между отвер- стиями, мм совании деталей из пласт- масс обусловливаются следующими причинами: а) неточностями изго-
номи- нальный размер отклонение номи- нальный размер откло- нение товления прессформы; б) расширением пресс- формы при прессовании вследствие нагрева; в) износом прессфор- мы; г) неопределенностью величины усадки в про- цессе охлаждения детали; д) неточностью вза- имного расположения под- вижной части прессфор- мы относительно непо- движной; е) неточностью в объе- ме загруженной массы.
5-50 50—100 100—200 200-350 350 ±(0,05-0,15) ±(0,1 —0,3) +(0,2 -0,8) ±(0,3 —1,0) ±(0,35-3,0) 20 20-50 50—80 80-120 120—180 180-200 ±0,15 ±0,20 ±0,30 ±0,40 ±0,50 ±0,7 0,6
Заметим, что допуски на детали в направлении давления
при прессовании более грубы, чем в направлении, перпендику-
лярном давлению прессования.
4. Изготовление деталей из пластмасс
447
Г. Оформление конфигурации деталей, изготовляемых
прессованием и пресслитьем
При оформлении конфигурации деталей, изготовляемых
прессованием, и пресслитьем из пластмасс, следует руководство-
ваться в основном теми же соображениями, что и при отливке
металлов и сплавов под давлением, но, помимо этого, нужно
учитывать еще ряд обстоятельств, которые связаны с физико-
Фиг. 374. Оформление
деталей из пластмасс.
Фиг. 375. Офор-
мление деталей
из пластмасс.
Фиг. 376.Увели-
чение жестко-
сти деталей из
пластмасс реб-
рами жестко-
сти.
химическими явлениями, происходящими в процессе прессова-
ния и пресслитья.
1. Для облегчения удаления деталей из прессформ и умень-
шения требуемого давления стенки детали следует делать ко-
нусными, с уклоном 2—3°.
Исключение составляют детали высотой менее 10 мм, кото-
рые можно делать без конусности (однако без крайней необ-
ходимости этого допускать не следует).
2. Для предотвращения деформаций, величина которых в
первую очередь зависит от конфигурации детали, следует де-
лать ребра жесткости и укреплять ребрами всякого рода высту-
пы (фиг. 374). Деформации деталей затрудняют выем их
из прессформы. Например, деталь, показанная на фиг. 375,
вследствие неодинаковой длины сторон после раскрытия пресс-
формы деформируется так, что ее невозможно вынуть из пресс-
формы.
Введение ребер жесткости (фиг. 376) не только облегчает
выем деталей из прессформы, но и препятствует детали де-
формироваться во время охлаждения ее после освобождения
из прессформы. Можно, правда, в известной степени воспрепят-
ствовать подобным деформациям, зажимая горячие еще детали
в специальных приспособлениях, но решающее значение имеет
правильное оформление конфигурации. Если бы, например, де-
таль, показанная на фиг. 377, была сконструирована гладкой,.
448
Гл. VII. Прочие методы обработки без снятия стружки
Фиг. 377.
донышко ее после освобождения из прессформы оказалось бы
искривленным в сторону выпуклости.
Из сказанного следует, что прессование гладких пластинок
вызывает затруднения, лучше конструировать их с выемкой на
одной из сторон или в случае значительных размеров — с реб-
рами жесткости.
3. Необходимо стремиться к равномерному распределению
материала, т. е. прессуемые детали по возможности должны
иметь равномерную толщину стенок. Это требование обуслов-
ливается следующими двумя причинами:
а) после освобождения детали из пресс-
формы в ней сохраняется известное количе-
ство тепла, которое распределяется примерно
пропорционально объему отдельных частей де-
тали; при наличии в отдельных местах скоп-
лений материала деформации, происходящие
под действием температурных напряжений,
могут вызвать не только искажения конфигу-
рации и размеров детали, но и разрывы в ме-
стах переходов от тонкого сечения к более
толстому;
б) как было указано выше, при изготовле-
нии деталей из пластмасс значительная часть
времени затрачивается на выдержку, необходимую для осуще-
ствления процесса отверждения, в результате которого материал
переходит в неплавкое состояние. Это время увеличивается поч-
ти прямо пропорционально толщине стенки.
4. Не рекомендуется для повышения прочности детали уве-
личивать толщину ее стенок в отдельных местах. Значительно
целесообразнее усиление прочности ребрами.
5. Нерационально конструировать детали с отдельными при-
ливами (например, для отверстий), превышающими нормаль-
ную толщину стенок. Борта у деталей следует делать одинако-
вой толщины.
Выступы для отверстий, расположенных у краев детали,
лучше отодвигать несколько внутрь, соединяя стенку отверстия
со стенкой детали ребром (фиг. 378).
6. Не следует конструировать толстых плоских плит без
выемок и без ребер, так как при прессовании таких плит, вслед-
ствие малых размеров их поверхности по сравнению <с объемом,
обогрев продолжается очень долго, и, кроме того, внешние слои
затвердевают раньше, чем внутренние.
При конструировании плит с выемками толщину стенки це-
лесообразно делать равной толщине дна. Наиболее трудно по-
лучать прессованием детали со стенками толщиной 10 мм и
выше.
4. Изготовление деталей из пластмасс
449
Деталь, показанная на фиг. 379, сконструирована непра-
вильно; скопление материала
Фиг. 378. Оформление деталей
из пластмасс.
с левой стороны неизбежно вызо-
вет ее искривление. Значительно
более рациональна конструкция,
показанная на фиг. 380.
7. Необходимо избегать всяко-
го рода выступов и выемок,
усложняющих и удорожающих
Фиг. 379—380. Оформление
деталей из пластмасс.
прессформу. На фиг. 381—382 показан пример того, как вслед-
ствие конструктивной «мелочи»., не имеющей с первого взгляда
никакого значения, сильно усложняется как прессформа, так и
процесс формовки. При наличии у детали выступа 1 (фиг. 382)
требуется разъемная прессформа и дополнительная зачистка
шва в месте соприкосновения двух половинок прессформы. Из-
l = 2d
Фиг. 381—382. Оформление дета-
лей из пластмасс.
/ f
Штифт с усиленным концом
Фиг. 383. Оформление деталей из
пластмасс.
менив конструкцию так, как показано на фнг. 381, можно зна-
чительно упростить прессформу, причем производительность
повысится, а деталь будет получаться чище.
8. Следует избегать отверстий, длина которых больше
удвоенного диаметра детали. Если такие отверстия все же не-
обходимы, нижнюю часть их целесообразно усиливать, как по-
казано на фиг. 383.
9. Не следует располагать отверстий на расстоянии менее
3 лш от края или угла прессованной детали.
chipmaker, ru
450 Гл. VII. Прочие методы обработки без снятия стружки
10. Углы деталей следует делать с закруглениями. Края
также следует закруглять, за исключением тех случаев, когда
они находятся в плоскости разъема прессформы.
11. Накатку, получаемую при прессовании, следует делать
прямой, параллельной оси детали.
12. Резьбу, получаемую в процессе прессования, следует
делать с шагом
мелкую резьбу
Фиг. 384. Офор-
мление деталей из
пластмасс.
не менее 1 мм. Если требуется получить более
или детали с несколькими резьбовыми отвер-
стиями, целесообразнее запрессовать в пласт-
массу заранее нарезанную латунную или же-
лезную втулку (или обычные втулки с после-
дующей их нарезкой после прессования).
13. В ряде случаев целесообразно вместо
одной детали сложной конфигурации, трудно
поддающейся формовке, применять детали
(фиг. 384), соединенные между собой следую-
щим образом. Сначала прессуют дно 1 и в хо-
лодном состоянии вставляют в только что вы-
нутую из прессформы деталь 2. Последняя
при охлаждении сжимается и охватывает дно
1. Для большей герметичности соединяемые
части могут быть промазаны клеем из искусственных смол.
Этот же способ следует применять в тех случаях, когда тре-
буется отпрессовать полые замкнутые детали.
14. Запрессовка металлических частей для повышения проч-
ности допускается лишь в особых случаях, так как пластмассы
и металлы имеют различные коэффициенты линейного расши-
рения, что при наличии температурных колебаний приводит к
разрывам и трещинам.
Для того чтобы при запрессовке металлические детали не
сдвигались и не вытаскивались, следует делать на них кресто-
образную1 накатку или канавки, а при больших размерах дета-
лей — конусообразные углубления.
15. Не следует по возможности запрессовывать металличе-
ские части в горизонтальном положении.
Если избежать этого
смотреть отверстия для
формы, поддерживающих
В случае необходимости
16. Если отверстия в
лы, то при прессовании могут деформироваться удерживающие
их в прессформе тонкие штифты. Для того чтобы избежать это-
го, детали следует удлинять, как показано на фиг. 386.
17. Запрессовываемые втулки следует делать с донышком
толщиной 1,5—2 мм, так как в противном случае отверстие
будет заливаться прессуемым материалом.
нельзя, то в детали следует преду-
прохождения упорных частей цресс-
запрессовываемую деталь (фиг. 385).
эти отверстия могут быть заделаны,
металлических втулках слишком ма-
5. Изготовление деталей из металлических порошков
451
18. Металлические части не следует располагать ближе
3—5 мм к поверхности прессуемой детали во избежание обра-
зования вздутий и отскакивания тонких пленок при ударах.
Следует избегать расположения металлических частей с неболь-
шими промежутками между ними, так как это ведет к образо-
ванию трещин.
Фиг. 385—386. Оформление деталей из пластмасс.
Металлические части должны иметь точные размеры, так
как в противном случае для точного дозирования прессуемого
материала количество его нужно было каждый раз увеличивать
пли уменьшать в зависимости от габарита запрессовываемой
части.
5. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ (МЕТАЛЛОКЕРАМИКА)
Производство деталей из металлических порошков получило
применение в последние годы и охватывает широкую номенкла-
туру деталей ’. Основными преимуществами металлокерамиче-
ской технологии являются:
а) возможность получения точных по размеру деталей, тре-
бующих малой механической обработки, а в ряде случаев и
вовсе не требующих таковой;
б) значительное снижение, а в ряде случаев и полное устра-
нение потерь металла вследствие незначительной механической
обработки или ее отсутствия;
в) возможность изготовления деталей из металлических ком-
понентов, не поддающихся смещению и ликвирующих в обыч-
ных условиях;
г) возможность изготовления однородных по качеству дета-
лей из металлов с резко отличными температурами плавления;
д) возможность регулирования химического состава мате-
риала детали и внутренней структуры деталей.
1 Основоположником металлокерамики является проф. Соболевский, при-
менивший этот способ в 1827 г.
chipmaker.ru
452 Гл. VII. Прочие методы обработки без снятия стружки
Факторами, ограничивающими применение металлокерамики,
являются:
а) высокая стоимость порошков;
б) ограниченность габаритов изготовляемых деталей;
в) высокая стоимость прессформ и калибровочных штампов.
Исходным материалом для изготовления металлокерамиче-
ских деталей является металлический порошок, получаемый
механическим измельчением (дроблением), электролизом или
восстановлением водородом, углеродом, металлами.
Различают два вида исходных порошков — порошки из од-
ного какого-либо металла и порошковые смеси двух или не-
скольких компонентов.
Технология изготовления деталей из стальных и железных
порошков слагается из следующих операций:
1. Отжиг порошков с целью снятия наклепа (если порошок
получен методом механического измельчения).
2. Размол и просеивание с целью устранения слипшихся
при отжиге частиц порошка и, в случае если деталь работает
на трение или требует повышения механических свойств, сме-
шивание с порошком графита; графит вводится в количестве
0,3—0,5%.
3. Прессование при помощи прессформ на гидравлических
прессах; удельное давление прессования 5—10 т/см2-, устрой-
ство и тип прессформ зависят от конфигурации детали; на
фиг. 387—389 показаны прессформы для гладких втулок и вту-
лок с буртиком.
4. Спекание в газовых или электрических, печах в атмосфе-
ре водорода или других защитных газов.
5. Дополнительное уплотнение и калибровка при помощи
штампов на фрикционных или кривошипных прессах с целью
устранения остаточной пористости, повышения механической
прочности и точности деталей.
Если необходимо получить максимально плотную деталь,
уплотнение производят с предварительным нагредом до
600—700°, если же этого не требуется, то уплотняют без на-
грева.
6. Нагрев с целью снятия упрочнения, полученного при
уплотнении.
7. Пропитка маслом, если деталь работает на трение.
Технология изготовления деталей из цветных металлов и
сплавов принципиально ничем не отличается от технологии из-
готовления деталей из черных металлов и все различия сво-
дятся к режимам. Так как цветные металлы обладают более
низкой температурой плавления, меньшей твердостью и боль-
шей пластичностью, то приходится для них назначать меньшие
5. Изготовление деталей из металлических порошков
453
chipmaker.ru
454 Гл. VII. Прочие методы обработки без снятия стружки
давления, более низкие температуры спекания и, как правиле,
более короткие выдержки при спекании.
При оформлении конструкции деталей, подлежащих изготов-
лению металлокерамическим методом, следует иметь в виду,
что этим методом нельзя получать: а) детали с подрезами как
на внешней, так и на внутренней поверхности; б) детали клино-
видного сечения, сложной неравномерной конфигурации; в) на-
ружные и внутренние резьбы; г) острые кромки и резкие пере-
ходы в сечении.
Ниже указаны предельные длины деталей £пред для различ-
ных толщин стенок а, изготовляемых из металлических порош-
ков.
Точность изготовления деталей металлокерамическим спо-
собом высока. Практика показывает, что по диаметру свободно
выдерживаются допуски 4—5-го классов точности, а по вы-
соте — 5—7-го.
а, мм L, мм
1—2 35—50
2-4 75-125
4-6 150-200
6 до 250
6. ПАЯНИЕ
Паяние представляет собой процесс соединения двух или
нескольких металлических деталей, находящихся в твердом со-
стоянии, путем введения в шов расплавленного присадочного
материала, называемого припоем.
Основными преимуществами паяния по сравнению с други-
ми видами соединения металлов являются:
1) отсутствие плавления и незначительный нагрев основного
металла, что позволяет во многих случаях сохранить неизмен-
ными его химический состав, структуру и механические свой-
ства;
2) чистота соединения, в большинстве случаев не требующая
последующей механической обработки;
3) сохранение точных размеров и формы деталей вследствие
отсутствия вредных напряжений;
4) прочность соединений;
5) высокая производительность и широкие возможности ме-
ханизации и автоматизации процесса.
В зависимости от применяемого припоя различают два вида
паяния: а) мягкими припоями и б) твердыми припоями.
Выбор типа припоя зависит от металлов, которые нужно
соединить, и необходимой прочности соединения.
6. Паяние 455
Паяние мягкими припоями
Мягкие припои (легкоплавкие на оловянной основе) приме-
няются для паяния почти всех металлов в разнообразных соче-
таниях, в том числе и для таких металлов с низкой темпера-
турой плавления, как цинк, свинец, олово и их сплавы. Проч-
ность соединения при помощи мягких припоев не превышает
5—7 кг/мм2. Температура плавления этих припоев не превы-
шает 400°, и они состоят главным образом из свинца и олова,
в зависимости от содержания которых имеют различные свой-
ства.
Нагрев при паянии мягкими припоями производится паяль-
никами, газовыми горелками, электрическим током и плавле-
нием припоя в ваннах. Поверхность спая должна быть тщатель-
но очищена или облужена. Паяние мягкими припоями требует
применения флюсов.
В качестве флюсов применяют хлористый цинк, нашатырь
в виде порошка или в смеси с деревянным маслом и канифоль
в чистом виде или в виде паяльного жира, составленного из
пяти частей расплавленной канифоли, пяти частей сала и одной
части порошка нашатыря.
Паяние твердыми припоями
Твердые припои из медных сплавов и других компонентов
применяются для паяния деталей в тех случаях, когда требует-
ся получить прочное соединение, не уступающее по прочности
целому металлу.
Серебряные припои применяются в тех случаях, когда тре-
буется получить особо прочное соединение.
Для паяния чугунных деталей применяют порошкообразный
припой, составленный из смеси порошка железа (75%) и борно-
кислого натрия (25%).
Напрев при паянии твердыми припоями производится газо-
выми горелками, погружением в ванну или электронагревом.
При паянии твердым припоем флюсом обычно служит бура,
к которой для усиления действия добавляется борная кислота.
После паяния твердыми припоями для удаления с поверхности
шва оставшегося флюса необходимо подвергнуть детали кипя-
чению в течение 15—20 мин. в растворе, состоящем из 10%
каустической соды, 5% машинного масла и 85% воды. Затем
детали тщательно промывают в воде и насухо протирают.
Паяние алюминия
Для паяния алюминия применяются специальные припои.
Паяние алюминия производится без флюсов, так как флюси-
рующие вещества входят в состав припоев.
chipmaker.ru
456 Гл. VII. Прочие методы обработки без снятия стружки
При паянии алюминия необходимо весьма тщательно очи-
щать соединяемые места и после паяния окрашивать или лаки-
ровать швы для предотвращения корродирования.
7. ЭЛЕКТРОИСКРОВАЯ ОБРАБОТКА
Электрическую эрозию металлов определяют как физическое
явление, заключающееся в направленном выбрасывании мате-
риала из электродов под действием самостоятельного электри-
ческого разряда, протекающего между электродами. Этот метод
получил промышленное применение благодаря работам Б. Р. и
II. И. Лазаренко.
Основными специфическими особенностями электроискрового
способа обработки являются:
а) возможность обработки любых токопроводящих материа-
лов независимо от их механических качеств;
б) осуществление процесса обработки без приложения к об-
рабатываемой детали механических усилий.
Электроискровой способ обработки применяется для прошив-
ки отверстий малого диаметра, вырезки щелей (шириною мень-
ше 1 мм), прошивки отверстий с криволинейными осями, изго-
товления и заточки йырубных штампов, электрокопирования,
электроросписи и т. д.
Поверхность детали, обработанной электроискровым спосо-
бом, представляет собой накладывающиеся друг на друга чече-
вицеобразные углубления (лунки), оставшиеся от частиц ме-
талла, вырванных электрическим импульсом. В- зависимости от
силы тока глубина лунок составляет от 20 до 50 микрон, а диа-
метр— от НО до 180 микрон. При этом одной из особенностей
обработки является одинаковая по всем направлениям характе-
ристика поверхности, независящая ни от формы, ни от направ-
ления подачи.
Структура поверхностного слоя вследствие кратковремен-
ности процесса изменяется на глубине, не превышающей 50—100
микрон.
Точность отверстий по диаметру 10—20 микрон, конусность
до 20 мин.
Для электроискровой обработки необходимо специальное
оборудование. В настоящей книге мы ограничиваемся только
указанием на существование метода электроискровой обработ-
ки, необходимые же сведения по сущности этого метода, обо-
рудованию и т. п. изложены в работе Б. Р. и Н. И. Лазаренко *.
1 Б. Р. и Н. И. Лазаренко, Физика искрового метода обработки. БТИ
МПС, 1948 г.
ГЛАВА ВОСЬМАЯ
ЧИСТОВАЯ ОБРАБОТКА
1. ТОНКОЕ ТОЧЕНИЕ
А. Сущность процесса
В 1910 г. в оптико-механической промышленности были сде-
ланы первые попытки чистовой обработки деталей из цветных
сплавов при высоких скоростях резания. В качестве режущего
инструмента был применен алмаз, сохраняющий свою твердость
при высокой температуре, характерной для высоких скоростей
резания. В связи с этим процесс снятия стружки в зоне высоких
скоростей получил первоначально название алмазного точения
(или алмазного растачивания).
В настоящее время этот метод обработки называется «тон-
кое точение» и применяется во всех отраслях промышленности,
где требуется высокая чистота и точность обработки. При этом
наряду с алмазом используются инструменты из твердых спла-
вов.
Б. Режимы обработки, инструменты, станки
Процесс тонкого точения характеризуется высокими скоро-
стями резания (от 100 до 1000 м/мин, а при цветных сплавах
еше выше) при снятии малых сечений стружки (глубина реза-
ния от 0,05 до 0,15 мм, подача от 0,05 до 0,10 мм! об).
Вследствие высокой стойкости алмазных резцов и инстру-
ментов из твердого сплава верхний предел скорости при тон-
ком точении обычно определяется не столько стойкостью ин-
струмента (должна быть не меньше 3 час.), сколько максималь-
ными числами оборотов шпинделей станков, при которых ра-
бота ведется без появления вибраций.
Нижний предел скорости резания при тонком точении чер-
ных металлов определяется необходимостью вести обработку
в зоне скоростей, не дающих наростов на режущих гранях ин-
струментов и обеспечивающих получение наивысшей чистоты
chipmaker.ru
458
Гл. VIII. Чистовая обработка
обработки. Такая скорость для сталей средней твердости
(Нл =160) и чугуна составляет 140—160 м/мин.
Если скорость резания при тонком точении подобной стали
и чугуна меньше 140—160 м/мин, чистота обработки поверх-
ности оказывается недостаточной; при дальнейшем снижении
скорости неровности обработанной поверхности возрастают.
При обработке цветных металлов скорость резания незна-
чительно влияет на чистоту обработки поверхности и поэтому
нижнего предела скорости резания практически не существует.
Величина подачи устанавливается для черновых проходов в
пределах 0,1—0,2 мм/об, а для чистовых проходов—0,05—
0,10 мм/об. Снижение подачи ниже 0,05 мм/об сколько-ни-
будь заметного улучшения чистоты обработки не дает.
Глубина резани^ для черновых проходов лежит в пределах
0,3—0,5 мм, а при чистовых проходах — 0,05—0,15 мм. При
обработке цветных сплавов последняя величина может быть
несколько повышена.
При работе с резцами из твердых сплавов глубину резания
не следует устанавливать менее 0,1 мм, так как в противном
случае резец, всегда имеющий некоторое притупление режущей
кромки (обычно закругление режущего лезвия инструмента Из
твердого сплава составляет 7?=0,01—0,06 мм), начинает сколь-
зить по обрабатываемой поверхности, отгибаясь от нее за счет
зазоров и упругости системы.
Величина припуска на тонкое точение устанавливается в за-
висимости от размеров изделия, точности и чистоты заготовки,
а также в зависимости от глубины деформированного слоя по-
верхности при черновых операциях.
Обычно припуск на тонкое сечение составляет:
для диаметров до 25 мм 0,2 — 0,25 мм на диаметр
25-120 „ 0.25-0,4 „ „
св. 120 „ 0,3—0,5 „ „
I
При недостаточной точности заготовки при значительной
шероховатости ее поверхности, а также при неточной установке
детали на станке для тонкого точения припуск должен быть
увеличен.
Тонкое точение ведется в два прохода, если припуск увели-
чен, причем при черновом проходе снимается около 2/3, а при
чистовом проходе ’/а обшей величины припуска.
Вследствие высокой теплостойкости твердых сплавов и ал-
мазов охлаждение при тонком точении не оказывает серьезного
воздействия на процесс резания. Функция охлаждения в этом
случае сводится главным образом к удалению стружки и
предотвращению ее заклинивания между режущим инструмен-
1. Тонкое точение
459
том и обрабатываемым изделием. Для этой цели при тонком
точении применяется как жидкость (для алюминиевых спла-
вов— скипидар и керосин, для сталей и цветных сплавов —
эмульсия с содой), так и сжатый воздух.
В качестве инструмента для тонкого точения применяются
резцы из алмаза или твердых сплавов. Алмазные резцы исполь-
зуются главным образом при обработке цветных металлов (ла-
тунь, электрон, алюминиевые сплавы и т. п.), а также при об-
работке вулканизированной резины, эбонита и других неме-
таллических материалов, с трудом обрабатываемых обычным
инструментом. При этом скорость резания достигает 3000 м/мин
(например, при обработке коллекторов электромоторов) при
продолжительности работы резца 1—2 года.
При обработке черных металлов, вследствие неоднородности
их структуры и наличия твердых включений, алмазные резцы
подвергаются ударной нагрузке и быстро выкрашиваются.
В связи с этим тонкое точение черных металлов обычно осу-
ществляется резцами из твердых сплавов. Инструмент с пла-
стинками из твердых сплавов применяется также и для тонкого
фрезерования.
Тонкое точение может осуществляться на специальных стан-
ках, применяемых в настоящее время преимущественно в мас-
совом производстве, или на простых токарных станках, удовле-
творяющих определенным требованиям.
Станки для тонкого точения должны обладать:
1) большим числом оборотов шпинделя (порядка 1000—
6000 об1мин) с минимальным его биением (не свыше
0,005 лои);
2) тонкими подачами (порядка 0,05—0,2 мм)',
3) достаточной массивностью конструкции, исключающей
опасность появления вибраций. Точность работы станка должна
обеспечить получение изделий с допусками порядка 0,005—
0,008 мм на диаметр при овальности и конусности до 0,003 мм.
Станки должны быть снабжены устройством для точной
установки и регулирования инструмента на размер. Кроме то-
го, у станков должно быть предусмотрено устройство для бы-
строго удаления стружки от изделия.
Для устранения вибраций у станков для тонкого точения
предусматривается установка моторов и насосов отдельно от
станины или монтаж их на особых эластичных подкладках, пе-
редача главного движения шпинделя гибкой связью или гидрав-
лической передачей, разгрузка от натяжения ремня, а также
тщательная балансировка всех подвижных частей.
В связи с тем, что при больших скоростях вращения значи-
тельно легче добиться хорошей балансировки точно изготовлен-
ной скалки с резцом, чем шпинделя с закрепленным на нем
chipmaker.ru
460 Гл. VIII. Чистовая обработка
изделием, специальные станки для тонкой расточки обычно
имеют вращающуюся скалку с расточным инструментом и по-
ступательно перемещающийся стол для закрепления детали,
совершающей вместе с этим столом движение подачи.
Одесский станкостроительный завод им. Ленина выпускает
। различные типы станков для тонкого точения и растачива-
ния.
В условиях серийного и мелкосерийного производств для
тонкого точения с успехом применяются токарные станки обще-
го назначения, обладающие достаточной жесткостью конструк-
1 ции. Если скорости шпинделя станка оказываются недостаточ-
ными, то они могут быть повышены заменой мотора более бы-
строходным. Для предотвращения вибраций шпиндель соеди-
няется с мотором гибкой связью.
В. Точность, качество поверхности и область
применения
При тонком точении обычно достигается точность размеров
в пределах 2-го и даже l-ro класса, при соблюдении допусков
на диаметральные размеры порядка 5—8 у. (при диаметрах
15—100 мм) и при конусности и эллиптичности деталей в пре-
делах 3 р„ Параллельность или перпендикулярность осей, а так-
же правильность расположения осей относительно заданных баз
может быть выдержана с точностью 0,02—0,03 мм на 100 мм
! длины и выше.
Высокие скорости резания дают возможность достигнуть
очень чистой поверхности, в ряде случаев не требующей допол-
нительных отделочных операций — шлифования или даже при-
тирки.
Высота неровностей при тонком точении обычно составляет
3—4 р (что соответствует 7-му и 8-му классам ГОСТ 2789—45),
снижаясь при наиболее благоприятных условиях резания до
77 щах 0,7 1,0 р (что соответствует 9-му и 10-му классам ГОСТ).
Тонкое растачивание особенно целесообразно применять при
глухих отверстиях, так как расточной резец может быть под-
веден на расстояние 0,1 мм от дна отверстия, что освобождает
от необходимости вытачивать канавки для выхода инстру-
мента.
, В основе указанного выше метода чистовой обработки пло-
скостей путем их фрезерования летучими фрезами также лежит
принцип тонкого точения.
Высокая точность и чистота обработки наружных и внутрен-
них поверхностей тонким точением, превосходящая развертыва-
I ние, протягивание и в некоторых случаях шлифование, при до-
статочно высокой производительности делает тонкое точение
одним из наиболее целесообразных методов чистовой обработ-
2. Скоростное резание металлов
461
ки различных деталей. В условиях точного приборостроения
применение тонкого точения особенно целесообразно для обта-
чивания точных осей и валиков из цветных сплавов, для раста-
чивания отверстий шестерен и дисков, оправ для оптики, по-
садочных отверстий в корпусах приборов, изготовляемых обычно
из цветных сплавов и легких металлов, и т. п.
Чрезвычайно целесообразно применение тонкого точения в
качестве подготовительной операции под притирку, широко при-
меняемую в приборостроении, под хонингование и суперфини-
ширование.
2. СКОРОСТНОЕ РЕЗАНИЕ МЕТАЛЛОВ
А. История развития и сущность скоростного
резания
Во время Отечественной войны в промышленности Советского
Союза широкое применение нашел новый метод обработки ме-
таллов резанием, отличающийся высокой скоростью снятия
стружки и называемый скоростным резанием. В отличие от тон-
кого точения этот метод осуществляется при снятии стружки
значительных сечений (глубина резания 2—7 мм, подача
0,14—1 мм/об при скорости резания на стали V= 100—400 м/мин),
что обеспечивает значительное повышение производитель-
ности при одновременном сохранении высокого качества из-
делий.
Производственному применению скоростного резания метал-
лов в нашей промышленности и за границей предшествовали
значительные исследовательские работы, проведенные главным
образом в Советском Союзе.
Для широкого практического внедрения скоростного резания
решающее значение имели работы стахановцев машинострои-
тельной промышленности, в первую очередь лауреата Сталин-
ской премии токаря Ленинградского станкостроительного за-
вода им. Свердлова Г. С. Борткевича, тов. Быкова и др.
Скоростное резание металлов применяется в настоящее вре-
мя при точении, фрезеровании, нарезании резьбы и отчасти —
сверлении и характеризуется следующими режимами.
Точение стали
н=100—400 м/мин'; 5 = 0,14—1,0 мм!об; t=2—7 мм; ин-
струмент— резец с пластинкой Т15К6С, у =—5°.
1 Токарь-стахановец Ленинградского станкостроительного завода
им. Свердлова Г. С. Борткевич в 1948 г. при обработке отдельных типов
деталей, имеющих малую длину обработки, доводил скорость резания при
точении стали до 700 м!мин.
chlpmaker.ru
462
Гл. VIII. Чистовая обработка
Фрезерование стали
и = 100—250 м/мин (вместо обычной п=20—30 м/мин)-,
5=150—300 мм/мин (вместо обычной S=20—40 мм/мин); ин-
струмент— фрезерная головка с ножами из сплава Т15К6С с
у =—10°.
Скоростное нарезание резьбы
подходящим для скоростного
/ 2
Фиг. 390. Резцы с положительным
и отрицательным передними
углами.
Резец с пластинкой сплава Т15К6С, '(=— 4 и у = —8°.
Сталь Нп >200; v=200 м/мин.
Сталь и чугун Н в<200; о=300 mJ мин.
Цветные сплавы v = 450 м/мин.
Осуществление скоростного резания стало возможным бла-
годаря созданию высокостойких твердых сплавов, сохраняющих
свои режущие свойства при значительных температурах реза-
ния, и в первую очередь благодаря появлению отечественных
вольфрамо-титано-кобальтовых твердых сплавов Т5К10; Т5К6;
Т15К6 и Т21К8 (ГОСТ 2209—45). Из этих сплавов наиболее
резания является сплав Т15К6,
имеющий в своем составе:
79% WC, 15% Т1С, 6% Со.
Указанные сорта твердых
сплавов при работе в усло-
виях высоких температур не
только не снижают своих ре-
жущих свойств, но даже повы-
шают вследствие некоторого-
повышения вязкости при их
нагревании при. незначитель-
ном снижении твердости.
Очень большое значение для повышения стойкости инстру-.
мента при скоростном резании высокопрочных сталей имеет
благоприятная форма инструмента с отрицательным передним
углом. Сопоставление резцов с положительным 1 (фиг. 390) и
отрицательным 2 передними углами показывает, что при поло-
жительном переднем угле пластинка твердого сплава подвер-
гается напряжениям изгиба и среза, являющимся наиболее
опасными напряжениями для металлокерамических сплавов.
При отрицательных передних углах твердый сплав подвергается
главным образом сжатию, которому подобные сплавы сопротив-
ляются наилучшим образом.
При обработке прерывистых поверхностей в условиях удар-
ной нагрузки и при фрезеровании при отрицательных передних
углах удар воспринимается не вершиной резца, а частью верх-
ней плоскости пластинки ’(по передней грани), отстоящей от
режущей кромки на величину ширины снимаемой стружки. Это
значительно повышает стойкость инструментов, предотвращая
2. Скоростное резание металлов
463
выкрашивание режущих кромок, обычно имеющее место-
при обработке твердыми сплавами в условиях ударной на-
грузки.
Форма заточки инструмента с отрицательным передним
углом, создающая тупой угол заострения, в свою очередь спо-
собствует повышению прочности режущей кромки, сводя до
минимума ее выкрашивание при работе. И, наконец, более мас-
сивная головка инструмента с отрицательным передним углом
способствует наилучшему отводу тепла от пластинки твердого
сплава, сохраняя его стойкость.
Б. Производственная характеристика скоростного
резания
Особенности процесса скоростного резания и применяемого
при этом методе инструмента сделали возможным чрезвычайно
эффективное использование этого метода при точении, фрезе-
ровании и нарезании резьб. Обеспечивая высокую производи-
тельность, скоростное резание обеспечивает получение поверх-
ностей повышенной чистоты. Так, при скоростном точении чи-
стота обработки соответствует 7—8-му классу, обычно дости-
гаемым лишь при отделочном точении со снятием малых сече-
ний стружки. При скоростном фрезеровании достигается 6—7-й
и даже 8-й классы чистоты, часто делающие излишней опера-
цию шлифования.
При скоростном нарезании резьбы чистота поверхности резь-
бы удовлетворяет требованиям 6—7-го классов, а точность на-
резаемой резьбы соответствует 2 и 3-му классам.
При организации обработки изделий скоростными методами
самое серьезное внимание должно быть уделено соответствую-
щей подготовке станков, приспособлений и инструментов. Стан-
ки, используемые для скоростного резания, должны удовлетво-
рять следующим требованиям:
1. Должна быть обеспечена достаточная быстроходность
станка для создания требуемой скорости резания. При невы-
полнении этого важнейшего требования применение инструмен-
та с отрицательными передними углами, как это вытекает
из самой сущности скоростной обработки, теряет всякий
смысл.
2. Станок должен обладать достаточной жесткостью. Шпин-
дельная бабка станка для скоростного резания должна быть
массивной и устойчивой. У токарных станков это требование
распространяется и на заднюю бабку.
3. Шпиндель станка должен быть тщательно отрегулирован.
Осевое и радиальное биения шпинделя не должны превышать
0,05 мм.
4. Станки должны иметь моторы достаточной мощности.
464
Гл. VIII. Чистовая обработка
Скоростное резание может с успехом выполняться на обыч-
ных универсальных станках после их ремонта, а в некоторых
случаях — модернизации с целью повышения быстроходности.
Как показывает опыт, в подавляющем большинстве случаев по-
вышение быстроходности станков может быть достигнуто без
серьезного ущерба для его долговечности простой заменой мо-
тора более мощным и быстроходным без каких-либо капиталь-
ных переделок станка. Мощность станков для скоростного ре-
зания должна быть выше обычных станков на 40—50%.
При скоростном фрезеровании для устранения вибраций
фрезы, пагубно отражающихся на ее стойкости и на качестве
обрабатываемой поверхности, следует проектировать фрезы бо-
лее массивные и тяжелые. Как показывает опыт, тяжелая фре-
за с большим маховым моментом оказывается вдвое более
стойкой, чем легкая. Стойкость легких фрез может быть повы-
шена путем применения специальных маховиков, укрепляемых
на шпиндель станка вместе с фрезой.
Учитывая необходимость максимального повышения жестко-
сти, при скоростном фрезеровании применяют массивные фрезы
с четырьмя, шестью или восемью вставными ножами из побе-
дита Т15К6.
В связи с тем что при работе с инструментом с отрицатель-
ными передними углами радиальное усилие возрастает по срав-
нению с обычным инструментом в 2—2,5 раза, приспособление
для закрепления деталей и инструментов должны отличаться
жесткостью, массивностью и способностью воспринимать вибра-
ции, возникающие в процессе резания.
Как правило, вес приспособлений, применяемых при скоро-
стном резании, должен быть на 40—50% выше веса однотип-
ных приспособлений, применяемых при обычных методах обра-
ботки.
При скоростном нарезании резьбы резцами с отрицательным
передним углом у для создания необходимых высоких скоро-
стей резания (порядка 200—400 не достижимых на
токарных станках обычного типа, применяют специальное
устройство, позволяющее осуществить так называемый «вихре-
вой» метод нарезания резьбы. Сущность вихревого метода на-
резания резьбы заключается в следующем. Деталь, укрепленная
на шпинделе токарного станка (фиг. 391), вращается с обычной
для точения скоростью (п = 20—30 м!мин). Па супорте токар-
ного станка, перемещающемся от обычного ходового винта,
устанавливается специальное приспособление, несущее держав-
ку для закрепления одного, двух, трех или четырех резцов.
Державка от специального мотора, установленного на том же
супорте станка, получает вращение в сторону, противополож-
ную вращению детали. Ось вращения резцовой державки сме-
З. Отдс-лка цапф осей твердым диском
465
шается по отношению к оси вращения детали, так что при за-
креплении в державке нескольких резцов они находятся в ра-
боте не одновременно, а последовательно. Сложение скоростей
вращения резцов и детали дает необходимую для скоростного
нарезания резьбы высокую скорость резания.
При вихревой нарезке резьбы применяются резцы из сплава
Т15К6С с отрицательными передними углами, а именно при
обработке чугуна, стали (ск <90 кг/мм2) и цветных металлов
; =— 4°, а при обработке твердых сталей у=—8°.
нарезание наружной резьбы
Нарезание внутренней резьбы
Фиг. 391. „Вихревой" метод нарезания резьбы.
Приспособление для вихревой нарезки весьма просто и с
успехом может быть смонтировано на обычном токарно-винто-
резном станке достаточно жесткой конструкции.
Кроме указанной выше высокой производительности вихре-
вой нарезки, достигнутой на ряде наших ведущих заводов (за-
вод Красное Сормово, Ленинградский завод им. Фрунзе и др.),
и высокого качества резьбы, метод характеризуется высокой
экономичностью, что объясняется снижением стоимости режу-
щего инструмента (простой победитовый резец в 5—6 раз де-
шевле резьбовых фрез, метчиков или гребенок) и устранения
расхода на смазывающие жидкости.
Опыт применения скоростного резания на заводах Совет-
ского Союза свидетельствует о чрезвычайно высокой эффектив-
ности этого метода обработки металлов и широчайших перспек-
тивах его внедрения во все отрасли нашей промышленности.
3. ОТДЕЛКА ЦАПФ ОСЕЙ ТВЕРДЫМ ДИСКОМ
Отделка цапф осей твердым диском, применяемая на заво-
дах точного приборостроения (в частности, на часовых заводах),
представляет собой процесс, близкий к операции наружного
chipmaker.ru
466 Гл. VIII. Чистовая обработка
шевингования. Сущность процесса заключается в следующем.
Обрабатываемая деталь закрепляется в гильзе или в центрах
и приводится во вращение, а сверху к ней прижимается твер-
дый вращающийся диск, на цилиндрической поверхности кото-
рого имеются риски, нанесенные крупнозернистым шлифоваль-
ным кругом.
Для отделки стальных каленых деталей применяются диски
из твердого сплава, для незакаленных стальных и латунных де-
талей — из закаленной стали.
До отделки деталь должна быть точно обточена; на отделку
дается припуск 0,015—0,04 мм. Время обработки составляет от
3 до 50 сек.
Обработка ведется на специальных станках. Один из по-
добных станков схематически изображен на фиг. 392.
Обрабатываемая деталь 1 зажимается при помощи пружины
в гильзе 5, находящейся внутри шпинделя 6. Деталь опирается
обрабатываемой поверхностью на опору 7, называемую спицей.
Спица 7 закрепляется в бабке 8, устанавливаемой по высоте
специальным винтом 9.
При износе канавки, поддерживающей деталь, спица 7 по-
ворачивается вокруг своей 'Оси и в рабочее положение устанав-
ливается новая, неизношенная канавка.
При обработке цапфы вращающийся твердый диск 2, назы-
ваемый воронилом, подводится к поверхности цапфы детали 1,
в свою очередь получающей вращение от шпинделя. Подвод
воронила к детали и отвод осуществляются от руки рукояткой
рычага 3, в котором закреплена ось вращения воронила. При
подводе диска рычаг 3 поворачивается вокруг оси 4.
Величина подачи воронила, а следовательно, и размер об-
рабатываемой детали ограничивается упором 10, устанавливае-
мым по высоте винтом 11.
При установке детали на станке шпиндель 6 отводится в
горизонтальном направлении специальной рукояткой.
Основными достоинствами метода отделки твердым диском
является высокое качество поверхности (в частности, благодаря
отсутствию абразива исключается опасность внедрения послед-
него в обрабатываемую цапфу) и возможность соблюдения весь-
ма жестких допусков.
Следует, однако, отметить, что при работе по методу авто-
матического получения размеров (по упору) на станках, ана-
логичных описанному, наблюдается значительное рассеивание
размеров. На фиг. 393 показаны две кривые, построенные
А. Б. Яхиным на основе результатов измерений партии осей
центрального триба (на I часовом заводе) до отделки (после
обтачивания на продольно-токарном автомате) и после отделки
диском. Как видно из графика, рассеивание после отделки не
3. Отделка цапф осей твердым диском
467
468
Гл. VIII. Чистовая обработка
только не уменьшилось, но значительно' увеличилось. Это явле-
ние объясняется следующим. Теоретически отделка диском
должна закончиться после доведения рычага до упора. В дей-
ствительности, однако, точно уловить момент соприкосновения
рычага с упором рабочий не может и фактически работает по
выработавшемуся у него ритму. Вследствие этого выдерж-
ка после соприкосновения рычага с упором получается раз-
личной, а в некоторых случаях рычаг совсем не доходит до
упора.
Кафедрой технологии точного приборостроения при МВТУ
им. Баумана в 1937 г. было приделано к станку «Стандарт»
электроконтактное устройство, которое по зажигавшейся элек-
трической лампочке позволяло точно определить момент каса-
ния рычага к упору.
Применение этого устройства позволило значительно умень-
шить рассеивание размеров.
В настоящее время на часовых заводах в результате от-
делки твердым кругом выдерживается допуск в 0,005 мм, од-
нако при этом имеет место по существу отказ от метода авто-
матического получения размеров, так как каждая деталь непо-
средственно после обработки измеряется на микролюксе и в
случае необходимости возвращается на станок для дальнейшей
обработки.
4. ШЛИФОВАНИЕ
Основными видами шлифования, широко применяемыми в
приборостроении, являются:
1) центровое наружное круглое шлифование;
2) бесцентровое шлифование;
3) внутреннее шлифование;
4) плоское шлифование.
4. Шлифование
469
А. Центровое наружное круглое шлифование
соответствует 2-му классу, но
Фиг. 394. Способы центрового
шлифования.
Процесс шлифования в центрах является основным методом
обработки точных и чистых валиков.
Экономическая точность шлифования при нормальных усло-
виях серийного производства
можно добиться точности 1-го
класса и даже несколько вы-
ше. Чистота поверхности обыч-
но соответствует 7—8-му клас-
сам по ГОСТ 2789—45, а при
тонком шлифовании — 9-му и
даже 10-му классам.
Наиболее распространен-
ным способом центрового на-
ружного круглого шлифования
является шлифование узким
шлифовальным камнем при
возвратно-поступательном дви-
жении продольной подачи вра-
щающейся детали (или камня
в некоторых конструкциях
станков). Установка камня
на глубину резания осуще-
ствляется в этом случае путем
периодической поперечной по-
дачи в момент, когда камень
выходит из соприкосновения с
изделием (фиг. 394,я). Сочетание вращательного и возвратно-
поступательного движения обрабатываемой детали обеспечи-
вает получение геометрически правильной цилиндрической по-
верхности изделия (при соблюдении условия, чтобы движение
продольной подачи детали было параллельно оси ее вращения).
Небольшая поверхность соприкосновения камня и обрабаты-
ваемого изделия способствует обработке без значительного
нагревания, что в свою очередь обеспечивает высокую точ-
ность.
В массовом производстве в настоящее время распространен
метод шлифования врезанием широкого круга (фиг. 394,6).
При шлифовании врезанием ширина камня должна быть не-
сколько больше длины обрабатываемой детали. Вследствие того
что при этом одновременно участвует большое количество абра-
зивных зерен, производительность шлифования оказывается
высокой, однако- интенсивное нагревание детали снижает точ-
ность обработки.
chipmaker.ru
Гл. VIII. Чистовая обработка
470
Правильность геометрической формы при этом методе опре-
деляется точностью (прямолинейностью) образующей шлифо-
вального камня и зависит от качества заправки камня. При
износе камня правильность цилиндрической формы изделия на-
рушается.
Шлифование врезанием особенно удобно для автоматиче-
ской обработки всевозможных коротких цилиндрических поверх-
ностей.
За последние годы в советской промышленности нашел рас-
пространение метод шлифования «на проход» установлен-
ным кругом (называемый также глубинным методом шлифо-
вания).
Сущность метода заключается в том, что шлифовальный
круг, заточенный с одной стороны на конус (с уклоном 'До)
устанавливается на определенный окончательный размер и сни-
мает весь припуск (0,2—0,3 мм на сторону) за один проход
(фиг. 394,в).
Последний метод шлифования обеспечивает высокую про-
изводительность обработки и широко используется стаханов-
цами.
При' наличии на предприятии большого парка мощных шли-
фовальных станков может оказаться экономически целесообраз-
ным использовать шлифование вместо черновой токарной обра-
ботки. И наоборот, в случае преобладания на заводе станков
токарно-револьверного типа может быть целесообразно значи-
тельную часть обработки точных валиков передать этому уча-
стку, предъявив к токарной заготовке повышенные требования
по точности и чистоте и до минимума сократив припуск на
шлифование.
В точном приборостроении шлифование особенно часто при-
меняется при изготовлении деталей точной механики, геодези-
ческих приборов, всевозможных микроскопов, измерительных
приборов и т. п. Стремление к максимальному повышению точ-
ности и чистоте обработки придало шлифовальным цехам неко-
торых приборостроительных заводов определенные специфиче-
ские особенности.
Наиболее точные шлифовальные станки для устранения виб-
раций, возбуждаемых индивидуальным приводом, приводятся в
движение от трансмиссии. Сами станки по возможности подби-
раются наиболее массивной, монолитной конструкции. Особые
требования предъявляются к параллельности осей шпинделей
передней и задней бабок по отношению к движению продоль-
ной подачи. Отступление от параллельности не допускается
свыше 0,005 мм. Совершенно не допускается отклонение от
перпендикулярности осей по отношению к плоскости вращения
круга.
4. Шлифование
471
Для повышения точности выполнения линейных размеров
по упорам обычные жесткие упоры станка 'В ряде случаев за-
меняются микрометрическими или индикаторными (фиг. 395).
Фиг. 395. Индикаторный упор.
Для устранения вредного влияния биения зажимных гильз
на точность шлифования часто используются гильзовые патроны
специальной конструкции (фиг. 396). Гильзовый патрон состоит
из корпуса 1, навинчиваемого на шпиндель станка, и фланца 2
Фиг. 396. Патрон к шлифовальному станку.
с посадочным конусом для гильзы. Обрабатываемая деталь за-
жимается шомполом в гильзе; затем при помощи индикатора,
при медленном повороте шпинделя, проверяется биение детали.
С помощью винтов 4 фланец 2 вместе с укрепленной в нем
гильзой перемещается в боковом направлении до полного устра-
нения биения детали, после чего винты 3 окончательно закреп-
ляются.
Применение описанного патрона целесообразно при необхо-
димости обеспечить концентричность шлифуемой поверхности
детали '(в частности, отверстий) по отношению к посадочной
chipmaker.ru
472 Гл. VIII. Чистовая обработка
поверхности детали в гильзе, а также при необходимости вы-
держать особо жесткие допуски на размер диаметра (порядка
0,001—0,002 мм). В этом случае даже незначительное биение
обрабатываемой поверхности (порядка 0.01 мм) может вызы-
вать отжимание детали и шпинделя и исключить таким обра-
зом возможность получения столь высокой точности.
При шлифовании на проход установленным кругом со ско-
шенной заборной частью (фиг. 397)' подача круга осуществляет-
ся от переднего центра к заднему, что разгружает подшипники
передней бабки, перенося осевое дав-
ление на заднюю бабку. Этим сокра-
щается износ подшипников передней
бабки, предотвращаются осевые люф-
ты шпинделя и длительно сохраняется
точность работы станка. При таком
методе шлифования за один проход
снимается припуск порядка 0,2—0,3 мм.
При изготовлении особо точных де-
талей для уменьшения давления кам-
ня на обрабатываемую' деталь вводит-
ся предварительное шлифование, а -в
особо ответственных случаях — Двух-
и трехкратное. Припуск на окончатель-
ное шлифование для разных размеров
деталей дается 0,02—0,1 мм.
особо точных деталей обычно станок
обкатывают в течение 20—25 мин., с тем чтобы его прогреть и
достичь стабильных условий выполнения операции. Длинные де-
тали с отношением I: d=10 .- 1 поддерживаются люнетами, уста-
навливаемыми через 200—250 мм длины. Так, например, при
шлифовании особо точных валов с допуском на диаметр 0,002—
0,003 мм при диаметре 50 мм и припуске на шлифование 0,6 мм-
обычно на первой операции на всей партии деталей снимается
основная масса припуска (порядка 0,45 мм), затем станок пе-
рестраивается для снятия еще 0,1 мм с диаметра. После вто-
рой перенастройки станка при третьей шлифовальной опера-
ции снимается припуск по диаметру 0,05 мм.
Последняя четвертая операция производится после тщатель-
ных обмеров каждой детали и вводится, чтобы вывести неточ-
ности предыдущей обработки в отдельных точках обрабаты-
ваемого вала.
Шлифование точных деталей приборов всегда производится
при обильном охлаждении жидкой эмульсией.
Режимы шлифования деталей приборов обычно применяются
следующие: скорость резания (окружная скорость абразивного
4. Шлифование
473
круга) 25—30 м/сек, окружная скорость изделия (в м/мин)-
приведена в табл. 48.
Таблица 48
Вид обработки Сталь чу- гун Ла- тунь Алю- миний
мягкая твердая легиро- ванная
Предварительное шли- фование 12-15 14-18 14-18 12-15 18-21 30-40
Чистовое шлифование наружное 9-12 9-12 10-14 9-12 15-18 24-30’
Чистовое шлифование внутреннее 18-21 21—24 20-25 21-24 21-27 30—40
Шлифование валиков для придания блеска (полирование кругом) 25—45
Для шлифования применяются главным образом корундовые
и карборундовые круги на керамической связке и только в ред-
ких случаях — на вулканитовой связке.
Для шлифования высокоуглеродистых, легированных и хро-
мированные сталей обычно берут весьма мягкие круги BMt и
ВМ2, для шлифования конструкционных сталей — более твердые
круги Сх, С2, CTj, СТ2.
Зернистость круга подбирается с учетом размеров и формы
деталей.
При наружном шлифовании валиков диаметром 3—20 мм
применяются круги 60 СМХ и СМ2.
При наружном шлифовании валиков диаметром 20 мм и бо-
лее применяются круги 46 CMj, СМ2 и Mv
При полировании валиков применяются круги 200 С,.
При шлифовании резьб применяется круг 450' Сх.
При внутреннем шлифовании применяются круги:
При размерах круга 0 4Х 5X1,5 —круг 150 Ст
W 99 0 8ХЮХ 3 80 СМ
п «Я 015Х15Х 6 60 м3
Г 99 91 0 22ХЗОХ 6 55 м3
04ОХЗОХ 12 46 м:!
chipmaker.ru
474 Гл. VIII. Чистовая обработка
При шлифовании латуни обычно применяется корундовый
или карборундовый круг на керамической связке с зерни-
стостью 36; для силумина, электрона и магниевых сплавов —
такой же круг с зернистостью 46; для шлифования эбонита, ре
зины и каучука — такой же круг с зернистостью 24 или 36.
Шлифование перечисленных материалов ведется с обильным
охлаждением автоматным маслом при продольных подачах 1 —
2 мм на оборот изделия при снятии припуска 0,2—0.3 мм.
При. диаметре круга от 200 до 350 мм число его оборотов
при шлифовании цветных металлов составляет 1500-—1800 об/мин
(30—40 м/сек), при числе оборотов детали — порядка 100—
I 250 об/мин (со скоростью 20—25 м/мин).
Б. Бесцентровое наружное шлифование
В условиях крупносерийного производства точных изделий
находит широкое применение бесцентровое шлифование.
При бесцентровом шлифовании изделие 2 помещается меж-
ду двумя абразивными кругами / и 3, вращающимися в одну
Фиг. 398. Схема бесцентрового шлифования:
1 -шлифующий круг; 2 -деталь; 3—ведущий круг; 4-поддер-
живающая стойка (нож).
сторону, и опирается на поддерживающуюся опору — нож 4
(фиг. 398).
Шлифующий круг 1 вращается с обычной для шлифования
скоростью о=30 м/сек, в то время как ведущий (регулирую-
щий) круг 3 имеет значительно меньшую скорость порядка
0,3 м/сек (18 м/мин). Вследствие того что коэффициент трения
скольжения с увеличением скорости падает, сила трения между
деталью и сравнительно медленно вращающимся ведущим кру-
гом оказывается больше, чем между деталью и шлифующим
кругом 1, поэтому деталь увлекается во вращение со скоростью,
близкой к скорости ведущего круга. Скорость вращения детали
может быть определена из выражения
<Нд = V,. к k,
475
4. Шлифование
где vB. к — скорость ведущего круга;
k — коэффициент, учитывающий проскальзывание и за-
висящий от угла наклона ведущего круга. При на-
клоне круга а = 1,5° 6=0,97; при а=3° 6=0,95; при
а=5° 6 = 0,93; при а = 6° 6=0,92.
Бесцентровое шлифование производится с продольной или с
поперечной подачей. Продольная подача осуществляется накло-
ном оси ведущего круга на некоторый угол а (см. фиг. 398),
что создает дополнительную составляющую скорости обраба-
тываемой детали, направленную вдоль ее оси:
-Цд осевая = $ MM/MUH = Т/в. к 6 sin К,
где 5 — подача.
Угол наклона изменяется в пределах а=0,5—6°.
При обработке конических деталей, а также деталей, имею-
щих выступы, производится шлифование до упора, при котором
продольное перемещение детали ограничивается специальным
упором.
При шлифовании деталей с поперечной подачей оси обоих
кругов устанавливаются параллельно. Подача осуществляется
радиальным перемещением ведущего круга (автоматическим
или от руки).
Величина подачи при бесцентровом шлифовании составляет
5=0,003—0,02 мм!об.
При бесцентровом шлифовании отпадает необходимость в
центрировании заготовок, требующем относительно большой за-
траты времени (по сравнению с временем шлифования детали)
три изготовлении мелких деталей. Особенно это важно при
крупносерийном и массовом изготовлении деталей на револь-
верных станках и автоматах.
Исключение центрирования устраняет погрешности, связан-
ные с этим процессом и установкой детали в центрах. Это
позволяет сократить припуск на шлифование до минимальных
значений (в отдельных случаях до 0,02—0,03 мм), что значи-
тельно повышает производительность операции.
Устранение погрешности установки детали в центрах, упро-
щение всего устройства, в частности, отсутствие механизма по-
дачи стола, упоров и т. п. повышает точность шлифования де-
талей. При бесцентровом шлифовании без особых затруднений
выдерживается точность по диаметру порядка 0,005 мм при от-
ступлениях от правильной формы окружности 0,002—0,003 мм
(при шести-семи проходах).
Автоматическое получение размеров деталей на станках для
бесцентрового шлифования, настраиваемых на определенный
размер для всей партии обрабатываемых деталей, упрощает об-
chipmaker.ru
476
Гл. VII/. Чистовая обработка
служивание станков, снижает требования к квалификации ра-
бочего и создает благоприятные условия для многостаночного
обслуживания.
Особенно велики преимущества бесцентрового шлифования
при обработке длинных, неустойчивых валиков, требующих при
центровой обработке применения люнетов, а также тонкостен-
ных колец и втулок, легко деформируемых при установке их
на оправках для шлифования в центрах.
Наряду с указанными преимуществами бесцентровое шли-
фование имеет и недостатки, препятствующие повсеместному его
применению:
1. Бесцентровое шлифование требует определенной затра-
ты времени на настройку станка, что делает его применение в
индивидуальном и мелкосерийном произ-
водствах нерентабельным.
Бесцентровое шлифование деталей сред-
них размеров и сложности оказывается эко-
номически целесообразным при партиях де-
талей в 8—10 шт. и более.
2. Преимущества бесцентрового шлифо-
вания особенно существенны при продоль-
ном сквозном шлифовании, возможном
Фиг. 399. лишь на деталях простой формы (гладкие
валики и втулки). При обработке ступенча-
тых валиков и точных втулок обычными методами бесцентро-
вого шлифования, при которых установочной базой детали слу-
жит обрабатываемая поверхность, требуемая концентричность
поверхностей не может быть обеспечена. Обычно концентрич-
ность ступенчатых поверхностей валиков, обработанных методом
продольного бесцентрового шлифования, бывает несколько ни-
же их концентричности до шлифования. Поэтому при бесцентро-
вом шлифовании точных втулок, от которых требуется высокая
концентричность, а также точных ступенчатых валиков приме-
няются специальные приспособления, усложняющие и удоро-
жающие операцию.
3. При бесцентровом шлифовании часто нарушается форма
изделий (правильность окружности).
Из фиг. 398 видно, что работа по принципу бесцентрового
шлифования обеспечивает получение постоянной толщины изде-
лия во всех его сечениях.
Кроме формы круга, существует ряд фигур, отличных от
круга, но обладающих постоянным диаметром. Примером мо-
жет служить изображенная на фиг. 399 трехгранная «форма
равной толщины», довольно часто получающаяся при бесцентро-
вом шлифовании. Форма равной толщины не может быть обна-
ружена нормальными калибрами-скобами или другими обычны-
4. Шлифование
477
ми инструментами для проверки диаметра и требует для своего
измерения специальных инструментов, касающихся изделия по
трем точкам.
В отличие от центрового шлифования, при котором обраба-
тываемая деталь вращается вокруг вполне определенной оси,
что и обеспечивает правильность формы окружности шлифуе-
мой детали, при бесцентровом шлифовании изделие заключается
между тремя поверхностями (ведущего и шлифующего кругов и
ножевой опоры). Вследствие того что шлифующий круг срезает
частицы обрабатываемой детали, он не может являться вполне
стабильной и определенной установоч-
ной базой. Кроме того, в процессе об-
работки здесь сохраняется возможность
перемещения детали в вертикальной
плоскости. Вследствие этого при бес-
центровом шлифовании обрабатываемая
деталь не имеет определенной оси вра-
щения, что приводит к нарушению пра-
вильности шлифуемой окружности.
Образование погрешностей формы
окружности может быть
следующих соображений.
Если бесцентровому
подвергается заготовка,
своей поверхности выступ
то в момент соприкосновения этого выступа с ведущим кругом
центр заготовки должен отдалиться от ведущего круга на эту
величину а. Однако, вследствие того что изделие может пере-
мещаться только параллельно поверхности опоры, центр изде-
п!я должен будет пройти отрезок Ь, равный величине
Ь =--------.
cos(₽- т)
шлифуемого изделия на величину Ь
врезание шлифующего круга в изде-
нормали к поверхности шлифующего
впадины со сторо-
этой впадины, как
выяснено из
шлифованию
имеющая на
а (фиг. 400),
Перемещение центра
вызывает дополнительное
лие на величину с (по
круга), вызывающее появление
чы, противоположной выступу
что видно из фиг. 401, равна:
на изделии
а. Глубина
cos
(Н7)
что при бесцентро-
cos (? — 7)
Приведенные рассуждения показывают,
еом шлифовании выступающие неровности заготовки вызывают
появление с противоположной стороны изделия впадин и наобо-
478
Гл. VIII. Чистовая обработка
рот, при впадинах — появление выступов, меньших по разме-
рам, чем первоначальные неровности. Это означает, что в про-
цессе обработки неровности заготовки не устраняются пол-
ностью, а только уменьшаются, порождая появление новых,
меньших по размерам, дефектов формы. Поэтому для получе-
ния деталей более правильной формы необходимо производить
длительное шлифование (при малой продольной подаче и при-
менении нескольких проходов), постепенно уменьшая имеющие-
ся погрешности.
Установленное соотношение между величиной первоначаль-
ной погрешности формы а и величиной вызванного ею отступле-
ния с показывает, что при увели-
чении угла у, т. е. при установке
центра изделия на большую высо-
ту над линией центров абразив-
ных кругов, неточности формы
окружности изделия, появляющие-
ся при шлифовании, уменьшаются.
Равным образом эти погрешно-
сти уменьшаются при увеличении
угла наклона опоры 0.
Вследствие того что при значи-
тельном увеличении высоты центра
изделия над линией центров кру-
гов устойчивость установки изде-
лия на станке снижается и оно на-
чинает вибрировать, снижая чистоту обработки, в производ-
ственных условиях эту величину не делают больше Л=20 мм
(при мм).
Чрезмерное увеличение угла наклона опоры 3 ослабляет
опору, вызывает ее дрожание и заклинивание детали, что в свою
очередь приводит к неравномерности вращения изделия и появле-
нию волнистости. Величина угла р обычно составляет 3 ss30°.
Отступление от окружности в поперечном сечении при бес-
центровом шлифовании обычно' составляет 1,0—1,5 р, однако
при правильном соотношении величин у, р и •/? и при много-
кратном шлифовании они могут быть сведены до 0,6—1,0 р.
Благодаря высокой производительности бесцентрового шли-
фования при автоматическом получении высокой точности изде-
лий и при непрерывности процесса этот метод обработки оказал-
ся незаменимым при крупносерийном изготовлении точных и
мелких деталей типа гладких и ступенчатых валиков, всевоз-
можных втулок и колец, а также для шлифования прутков раз-
личных материалов длиной до 8 м с точностью до t0,01 мм
при снятии припуска до 0,8 мм на диаметр.
4. Шлифование
479
В. Внутреннее шлифование
При точной обработке отверстий закаленных деталей, отвер-
стий, имеющих окна, мешающие нормальной работе режущего
инструмента, при обработке материалов повышенной твердости
или имеющих твердые, неметаллические включения, пагубно от-
ражающиеся на стойкости инструментов, применяется в н у-
1 р е н н е е шлифование. Внутренним шлифованием могут быть
обработаны отверстия диаметром от 6 мм и более с точностью
0,005 мм, что соответствует 2-му и 1-му классу точности.
Особо важным преимуществом внутреннего шлифования по
сравнению с другими методами обработки точных отверстий
(развертывание, протягивание, хо-
нингование) является возможность
полностью исправить искривления и
неправильность расположения оси
отверстия. Шлифование ведется при
этом со снятием тончайших стру-
жек с глубиной шлифования по-
рядка 0,001 мм, что исключает
опасность отжима шпинделя.
Несмотря на указанные преиму-
щества, внутреннее шлифование
сравнительно редко применяется, в
особенности в промышленности
точного приборостроения, что сле-
дует объяснить в первую очередь
недостаточной экономичностью про-
цесса.
При обработке отверстий приходится использовать круги
малых размеров, чтобы они входили в обрабатываемое отвер-
стие. При малых размерах кругов для получения обычной для
шлифования скорости резания (порядка 30 м/сек) необходимы
станки, обладающие на шпинделе числами оборотов порядка
100 000 об/мин (при с?кр=5—8 мм). Создание и обслуживание
подобных станков связано с рядом трудностей, вследствие чего
при шлифовании отверстий с?<50 мм часто снижают скорости
резания до 10—15 м/сек, что приводит к заметному снижению
производительности операции.
Низкая производительность и высокая стоимость внутренне-
го шлифования малых диаметров является серьезным препят-
ствием для его распространения в приборостроении и застав-
ляет ограничивать его применение обработкой особо точных де-
талей высокой твердости или особой конфигурации.
Еще меньшее распространение имеет в приборостроении ме-
тод внутреннего бесцентрового шлифования (фиг. 402), позво-
Фиг. 402. Схема бесцентро-
вого шлифования отверстий:
1—шлифующий круг; 2—деталь; 5—
подающий круг; 4—ролики.
chipmaker.ru
480 Гл. VIII. Чистовая обработка
ляющий обеспечить концентричность обрабатываемого отверстия
по отношению к точно обработанной наружной поверхности (ко-
торая в этом случае предварительно обрабатывается бесцентро-
вым шлифованием) в пределах 0,0025 мм при выдерживании
допуска на диаметр ~0,01 мм.
Г. Шлифование плоскостей
При обработке большого числа точных деталей приборов
(столики микроскопов, направляющие и г. п.) широкое примене-
ние находит шлифование пло-
скостей.
Шлифование плоскостей
может осуществляться сле-
дующими методами:
1. Шлифование плоскости
боковой поверхностью узкого
круга, вращающегося вокруг
горизонтальной оси, при воз-
вратно-поступательных движе-
ниях обрабатываемой детали
с периодической поперечной
подачей детали (фиг. 403,а).
2. Шлифование плоскости
боковой поверхностью широ-
кого круга, вращающегося во-
круг горизонтальной оси, при
возвратно-поступательных дви-
жениях обрабатываемой дета-
ли и периодической верти-
кальной подаче круга на де-
таль (фиг. 403,6).
3. Шлифование плоскости
торцевой поверхностью круга,
вращающегося вокруг горизонтальной или вертикальной осей
при возвратно-поступательном или вращательном движении об-
рабатываемой детали и периодической подаче круга на деталь
(фиг. 403,в).
В большинстве случаев в приборостроении используется ме-
тод шлифования плоскостей боковой поверхностью шлифоваль-
ного круга при возвратно-поступательнЙГх движениях продоль-
ной подачи изделия и периодической (в конце каждого хода
стола) поперечной подаче изделия на величину (х/г—s/i)b (где b—
ширина круга).
По этой схеме шлифования будет наименьшая площадь со-
прикосновения круга с изделием и наименьшее нагревание де-
Фиг. 403. Способы шлифования
плоскостей.
4. Шлифование
181
тали, а следовательно, и наивысшая точность и чистота обработ-
ки. Точность плоского шлифования по этому методу составляет
0,02—0,03 мм для обычных производственных деталей и
0,0025—0,003 мм для инструментальных работ при достижении
высокой правильности геометрической формы («плоскостно-
сти») изделия и чистоте обработки в пределах 7-го и 8-го клас-
сов чистоты по ГОСТ 2789—45. Режим плоского шлифования
несколько ниже, чем при круглом шлифовании. Обычно 0кг=
=20—25 м/сек, рч=10—20 м/мин, глубина шлифования 0,01 —
0,1 мм.
При необходимости повысить производительность приме-
няется метод шлифования широким кругом (шире обрабаты-
ваемой детали) с подачей врезанием. Этот метод позволяет одно-
временно удалять большие количества материала (так как круг
одновременно обрабатывает деталь во всю ее ширину), однако
вследствие интенсивного нагревания детали точность и чистота
обработки получаются меньше, чем по предыдущему методу.
Следует отметить, что если при шлифовании узким кругом по
схеме фиг. 403,а правильность плоскости обеспечивается кине-
матикой процесса (сложение возвратно-поступательных движе-
ний стола продольной подачи с поперечными перемещениями
детали) и относительно мало зависит от состояния круга, при
шлифовании широким кругом с подачей врезанием правильность
плоскости (в поперечном направлении) целиком зависит от ка-
чества правки шлифовального камня, которая всегда может
иметь погрешности.
При необходимости снятия значительных припусков (шлифо-
вание плоских штамповок из необработанного листового мате-
риала, отливок и т. п.) используется метод шлифования торце-
вой поверхностью камня при возвратно-поступательном или вра-
щательном движениях стола (см. фиг. 403,в). В этом случае
производительность обработки оказывается наивысшей, а точ-
ность и чистота поверхности — наименее высокой.
Шлифование плоскостей обычно производится при обиль-
ном охлаждении жидкой эмульсией или содовой водой, что
заметно повышает точность и чистоту обработки и улучшает
условия работы на станках, удаляя вредную наждачную пыль.
Д. Шлифование деталей дисками
В точном приборостроении применяется своеобразный метод
шлифования плоскостей вращающимися дисками.
Сущность этого метода заключается в том, что чугунный
диск с правильной рабочей плоскостью насыщается абразивным
материалом (мелким наждаком, крокусом, пастой ГОИ) и при-
водится во вращение на специальном станке вертикального ти-
chipmaker.ru
482
Гл. VIII. Чистовая обработка
па (фиг. 404). Обрабатываемые детали очень малых размеров
приклеиваются смолой к специальному диску, прижимаются
обрабатываемой поверхностью к вращающемуся диску и шли-
фуются (более крупные детали обрабатываются от руки).
Особенностями этого способа шлифования является то,
что:
1) вся обрабатываемая поверхность шлифуется одновре-
менно;
2) обрабатываемая поверхность самоустанавливается отно-
сительно диска;
3) обрабатываемая деталь не закрепляется какими-либо же-
сткими зажимами, свободна от напряжений, обычно возникаю-
щих при зажатии, и лишена вызываемых
ими деформаций.
Эти особенности шлифования на дисках
дают возможность получения весьма высо-
кой геометрической правильности обраба-
тываемых плоскостей, однако, не обеспечи-
вая при этом точной ориентировки этих
плоскостей относительно других поверхно-
стей детали.
В приборостроении шлифование на ди-
сках применяется:
зачистки деталей (обычно применяется на
1) для грубой
слесарном участке с использованием крупного наждака или
крупнозернистого наждачного полотна, наклееного на диск);
2) для шлифования тонких деформированных при преды-
дущей обработке деталей с целью получения ровной базовой
плоскости, необходимой для последующей установки детали на
магнитном столе плоскошлифовального станка;
3) для окончательного шлифования плоскостей мелких де-
талей (типа шайб размерами 4X1 мм и т. п.), которые вслед-
ствие малой массы плохо удерживаются магнитным столом
обычного плоскошлифовального станка (подобные детали на-
клеиваются смолой к диску диаметром 150—200 мм, удержи-
ваемому рукой, и шлифуются одновременно по несколько сотен
штук с высокой производительностью, чистотой и правиль-
ностью плоскости);
4) для получения особо точных плоскостей высокой чистоты
(с правильностью плоскости до 0,5—1 интерференционной поло-
сы), трудно достижимой обычным плоским шлифованием.
В таких случаях плоскость диска предварительно тщательно
выверяется и шлифование, приближающееся к доводке, произ-
водится с применением самых тонких паст (обычно паст ГОИ).
Для подобных операций часто используются станки с ножным
приводом вращения диска.
5. Заключительные операции чистовой обработки
483
5. ЗАКЛЮЧИТЕЛЬНЫЕ ОПЕРАЦИИ ЧИСТОВОЙ ОБРАБОТКИ
Для получения изделий повышенной точности (порядка
!-го класса) и чистоты порядка 11-го и 12-го классов по
ГОСТ 2789—45, трудно достижимых при обычных методах ме-
ханической обработки (точение, развертывание, протягивание,
шлифование), в современном приборостроении находят приме-
нение различные виды заключительных операций: притирка и
приработка, ручная и механическая доводка, полирование.
Притирка представляет собой процесс приработки со-
пряженных деталей в присутствии свободного абразива (наж-
дачного порошка, доводочных паст и т. п.), осуществляемый с
целью обеспечения конструктивно необходимого зазора соедине-
ния, устранения погрешностей геометрической формы деталей и
повышения чистоты сопряженных поверхностей. Критерием ка-
чества операции притирки служит легкость и плавность хода
подвижных соединений при отсутствии качки.
Приработка представляет собой процесс взаимного вы-
равнивания и сглаживания неровностей и других дефектов ме-
ханической обработки у сопряженных деталей в присутствии
смазочных масел. Критерии качества операции приработки те
же. что и у операции притирки.
В отличие от совместной притирки приработка производится
без применения абразивов, исключительно только с использо-
ванием смазки.
Доводка представляет собой процесс окончательной об-
работки деталей при помощи металлических притиров или абра-
зивных брусков с целью получения высокой точности размеров,
правильности геометрической формы и высокой чистоты поверх-
ности детали.
Качество выполнения операции доводки контролируется при
помощи калибров измерительных инструментов и приборов.
Полирование представляет собой процесс окончатель-
ной механической обработки поверхности детали с целью удале-
ния неровностей предыдущей обработки и иных дефектов по-
верхности, придания поверхности блеска и красивого внешнего
вида. Полирование не связано с задачей повышения точности
детали и часто применяется для гвнешних поверхностей, пред-
назначенных для последующих покрытий (никелирования, бле-
стящего хромирования, лакирования) или для деталей, от ко-
торых требуется высокая коррозийная стойкость или усталост-
ная прочность.
А. Притирка
Операция совместной притирки деталей заключается в том,
что детали ответственного соединения собираются друг с дру-
гом в комплект, смазываются по сопряженным поверхностям
| chipmaker.ru
484 Гл. VIII. Чистовая обработка
растворенными доводочными пастами или абразивными порош-
ками и получают друг относительно друга взаимные перемеще-
ния. При притирке цилиндрических соединений одна из дета-
лей обычно закрепляется в шпинделе станка токарного типа
и получает вращательное движение, в то время как другая де-
таль перемешается от руки возвратно-поступательно вдоль осей
притираемых деталей.
Сущность процесса притирки до настоящего времени еще не
выяснена. Наиболее старая гипотеза, рассматривающая процесс
притирки как резание свободным и очень тонким абразивом,
в настоящее время представляется неубедительной, так как она
не может объяснить механизма получения гладкой притертой
поверхности. Общеизвестно, что при притирке абразивами бо-
лее твердыми, чем обрабатываемый материал, когда зерна абра-
зива действительно режут металл, притираемая поверхность
всегда оказывается покрытой сеткой мельчайших царапин; по-
лучение совершенно ровней, шлифованной поверхности в этом
случае вообще невозможно.
Не может объяснить сущности притирки и гипотеза о том,
что при притирке и полировании имеют место пластические де-
формации поверхностного слоя обрабатываемой поверхности, в
результате чего выступающие неровности «заглаживаются», за-
полняя впадины и образуя ровную, полированную поверхность.
Пластические деформации на поверхности, очевидно, действи-
тельно имеют место, однако ими не ограничиваются явления,
происходящие в процессе притирки и полирования, что с не-
сомненностью доказывается уменьшением веса изделий в про-
цессе притирки, которого не могло быть при наличии только
пластических деформаций.
В начале этого столетия Бейльби выдвинул предположение,
что в процессе притирки и полирования происходит чрезвычай-
но сильное нагревание поверхностного слоя, вызывающее
расплавление металла, который при мгновенном застывании об-
разует очень ровный слой аморфного стеклообразного металла,
не успевшего принять своего естественного кристаллического со-
стояния (так называемый «слой Бейльби»). Ныне и эта гипотеза
отвергается большинством ученых. До настоящего времени ни-
какими способами физикам . не удалось получить металлов в
аморфном состоянии, поэтому очень мало вероятно, что при
притирке образуется «слой Бейльби». Это тем менее вероятно,
что полирование стали с успехом может быть осуществлено на
легкоплавком смоляном полировальнике, при использовании ко-
торого трудно представить себе возможность создания темпе-
ратуры плавления стали.
Наибольшим признанием исследователей в настоящее время
пользуется теория притирки и полирования, разработанная в
485
5. Заключительные операции чистовой обработки
1929—1930 гг. академиком И. В. Гребенщиковым в Государ-
ственном оптическом институте. Излагая свою теорию, Гребен-
щиков писал:
«Чистая поверхность материала под. воздействием химически активных
веществ (для стекла — воды, для металла — кислорода воздуха или серы)
покрывается тончайшей пленкой новых соединений, защищающих металл от
дальнейших реакций. Благодаря этим защитным свойствам толщина пленки
везде постоянна и равна для разных материалов от 20 до 70 Л
Зерна полирующего порошка при движении полировальника срывают
эту защитную пленку со всех выступов шлифуемого изделия, обнажая
свежую поверхность материала. Обнажившиеся места вновь вступают
в химическое взаимодействие, и вся поверхность вновь оказывается покры-
той равномерным тончайшим слоем пленки. Сдирание защитной пленки
полирующим порошком и образование ее беспрерывно чередуются в самом
процессе полирования н приводят к уничтожению всех выступающих участ-
ков поверхности, постепенно увеличивая площадь отполированной по-
верхности.
Когда никаких углублений не останется, пленка будет срываться со
всей поверхности одновременно. В этом случае высота отдельных выступаю-
щих частей поверхности может быть равна только толщине защитной плен-
ки. Таким образом, защитные свойства пленки, устанавливающие ее равно-
мерность по толшине, и абсолютные значения толщины являются тем
автоматическим регулятором, который дает возможность полированием, столь
несложным процессом, достигнуть таких исключительно высоких по точности
результатов» *.
На основании своей теории академик И. В. Гребенщиков
предложил состав притирочных паст (так называемые пасты
ГОИ), отдельные компоненты которых (стеариновая и олеино-
вые кислоты) способствуют быстрому образованию пленок на
поверхности, а другие (порошок окиси хрома) сдирают обра-
зующуюся пленку, не задевая и не царапая основного металла
поверхности.
Используя различные длины продольных перемещений и
разные соотношения скоростей возвратно-поступательного и вра-
щательного движений деталей, рабочий, притирающий деталь,
добивается снятия с разных участков поверхностей различных
слоев металла, исправляя этим неточности геометрической фор-
мы. Успех в исправлении геометрической формы деталей при
их совместной притирке в значительной степени зависит от
квалификации рабочего, выполняющего операцию, и от вели-
чины погрешностей деталей до притирки. При небольших по-
грешностях геометрической формы (порядка 0,005—0,008 мм)
в небольших припусках на совместную притирку (до 0,01 —
0.015 мм) квалифицированный рабочий может повысить точ-
ность геометрической формы детали. При этом одновременно
обеспечивается точное соединение сопряженных деталей, харак-
теризуемое зазорами 2-го и даже 1-го классов. Чистота поверх-
1 Акад., Гребенщиков И. В.. Процессы полировки и связь их
г химическими свойствами стекла и металла. ГОИ, 1929.
chipmaker.ru
486
Гл. VIИ. Чистовая обработка
пости при этом повышается с 6—7-го классов для точения и
развертывания и 7—8-го классов для шлифования до 8-го или
9-го классов (чистота поверхности после совместной притирки
повышается на один или даже на два класса).
Однако в производственных условиях в ряде случаев после
совместной притирки точность геометрической формы отдельных
деталей и точность всего соединения в целом не только не по-
вышается, но даже снижается. Это происходит при недоста-
точной квалификации рабочего, чрезмерно больших припусках
на притирку и больших неправильностях геометрической формы
деталей перед притиркой.
В связи с этим операция совместной притирки деталей в
условиях крупносерийного производства приборов не может
быть рекомендована и должна быть заменена более совершен-
ными, механизированными методами окончательной обработки
деталей.
Б. Приработка
Взаимная приработка подвижных соединений производится с
целью придания им плавного и легкого хода. Процесс прира-
ботки осуществляется после предварительной сборки деталей в
узлы. Относительные движения прирабатываемых деталей
создаются от руки или при помощи специальных механических
приспособлений и станков. В точном приборостроении прира-
ботке подвергаются цилиндрические, плоскостные и резьбовые
соединения, а также зубчатые передачи различных видов. Опе-
рация приработки осуществляется на участках предварительной
сборки сборочных цехов и предусматривается технологическим
процессом оборки точных приборов.
В. Ручная доводка
Процесс ручной доводки заключается в том, что инструмент
(притир), изготовленный из мягкого материала, насыщенный
(шаржированный) абразивным порошком или покрытый слоем
растворенной абразивной пасты, вводится в соприкосновение с
обрабатываемой поверхностью и получает относительно нее
определенные (по возможности разнообразные) движения.
При ручной доводке отверстий притир (фиг. 405,а) обычно
закрепляется в шпинделе станка и вращается со скоростью от
б до 30 м/мцн, в то время как деталь, надетая обрабатываемым
отверстием на притир, удерживается в руках и совершает воз-
вратно-поступательные движения вдоль своей оси.
При доводке валиков деталь закрепляется на станке и вра-
щается, а притир в виде жимка (фиг. 405,6) получает от руки
равномерные возвратно-поступательные движения вдоль оси де-
тали.
5. Заключительные операции чистовой обработки
W
В качестве абразива при доводке в приборостроении обыч-
но применяются пасты ГОИ, окись железа (крокус) и тонкий
наждак. Разведенная в керосине паста ГОИ обычно наносится
кисточкой на поверхность притира (или притираемого валика).
При правильном ведении доводки она может обеспечить
исключительно высокую точность и чистоту поверхности (точ-
ность размеров в пределах 0,002—0,003 мм при чистоте поверх-
ности, соответствующей требованиям II — 12-го классов).
Фиг. 405. Притиры для отверстий (а) и валиков (б).
Процесс доводки может успешно выполняться только при
хорошей предварительной подготовке поверхности (тщательного
шлифования по 2-му классу точности или чистового разверты-
вания), при снятии припуска 0,01—0,02 мм по диаметру при
размерах деталей 15—20 мм. При увеличении припусков время
доводки резко возрастает, а качество доводки снижается и по-
являются погрешности формы — конусность и овальность.
На производительность и качество доводки значительное
влияние оказывает материал притира. Как показали исследова-
ния, проведенные в Государственном оптическом институте, при
доводке пастами ГОИ наилучшими материалами для притиров
являются:
для обработки деталей
из закаленной стали—чугун
„ незакаленной стали — красная
медь, дуралюмин
„ красной меди—дуралюмин, фиб-
ра, стекло
, чугуна—незакаленная сталь, чу-
гун. дуралюмин, красная медь
„ дуралюмина — фибра, бумага,
стекло
„ бронзы—стекло, фибра, крас-
ная медь, дуралюмин
„ стекла—чугун, красная медь
.. фибры—стекло, бумага
,. текстолита — стекло, бумага,
фибра
chipmaker.ru
Гл. VIII. Чистовая обработка
488
Ручная доводка цилиндрических деталей притирами обеспе-
чивает высокую точность и чистоту обрабатываемой поверхно-
сти. Как указывалось выше, на точность доводки очень большое
влияние оказывает качество подготовки поверхности под довод-
ку и величина оставленного припуска. При необходимости по-
лучить повышенную точность обработки детали (с отступления-
ми размеров и формы в пределах 0,001—0,002 мм) рекомен-
дуется предварительно тщательно отшлифовать ее в размер,
оставив на доводку припуск порядка 0,005 мм на диаметр. За-
дача доводки ограничивается в этом случае снятием неровно-
стей после шлифования и исправлением минимальных неточно-
стей. Именно по этому пути шли стахановцы, добившиеся вы-
сокой производительности и точности работы.
При невозможности обеспечить очень точную обработку под
доводку (развертывание, недостаточно тонкое шлифование) при-
пуски на доводку увеличиваются до 0,03—0,04 мм на диаметр.
Процесс доводки в этом случае разбивается на две опера-
ции, из которых первая — предварительная доводка — осуще-
ствляется более грубой пастой со скоростью вращения притира
(или детали) около 30 м/мин и предназначается для снятия
основной массы припуска (около */s—3Л всего припуска) и вы-
ведения крупных неправильностей формы. Окончательная до-
водка производится при второй операции -— обязательно на
другом притире, тонкими пастами, при скорости вращения, сни-
женной до 6-—7 м!мин.
Г. Механическая доводка
Ручная доводка деталей, применяемая в приборостроении,
оказывается экономически оправданной лишь при сравнитель-
но небольших партиях обраба-
тываемых изделий. В связи с
возрастающим количеством из-
делий, выпускаемых приборо-
строительной промышленностью,
особенно актуальной является
задача перехода от ручной до-
водки к механической.
Механическая доводка произ-
водится на специальных доводоч-
ных станках (фиг. 406). Обраба-
Фиг. 406. Станок для механиче-
ской доводки.
тываемые детали помещаются
между двумя притирочными
обычно чугунными дисками в
специальных гнездах сепаратора-
обоймы, направленных под углом 10—15° по отношению к ра-
диусу дисков. Диски вращаются в противоположных направле-
5. Заключительные операции чистовой обработки
489
ниях с числом оборотов п=60—100 об/мин. Необходимое давле-
ние на детали создается весом верхнего диска или специальным
грузом.
При вращении дисков сепаратор в свою очередь вращает-
ся вокруг точки, смещенной на 4—10 мм относительно оси вра-
щения дисков. Смещение оси вращения сепаратора, а также от-
клонение расположения деталей от радиального создает у дета-
лей дополнительное скользящее движение вдоль их осей, обеспе-
чивающее их равномерную доводку (фиг. 407). На детали спе-
циальным насосом подается абразивная эмульсия.
Длительность механической доводки со-
ставляет 10—20 мин., однако возможность
одновременной доводки 30—40 деталей де-
вает эту операцию весьма производительной.
Для получения точной доводки не сле-
дует устанавливать на станок детали, отли-
чающиеся друг от друга по диаметру более
чем на 0,005 мм. Также не следует обра-
батывать одновременно менее четырех де-
талей, так как в этом случае (при разных
размерах деталей) диски могут оказаться
перекошенными.
Точность механической доводки деталей
достигает 0,002—0,003 мм. Перед механи-
ческой доводкой детали обычно шлифуются
на бесцентровых станках с припуском на
диаметр около 0,02 мм.
Для достижения наивысшей точности
Фиг. 407.
процесс доводки
часто осуществляется за несколько операций, причем первая
операция с наиболее грубыми пастами предназначена для сня-
тия основной массы припуска (до 60—80%), а заключитель-
ная операция с наиболее тонкой пастой должна придать де-
тали окончательную точность и чистоту.
Как известно, при ручной доводке охватывающим притиром
довольно хорошо устраняются отклонения детали от круглой
формы, но в то же время даже самый искусный рабочий не
может обеспечить полной цилиндричности.
При механической доводке между двумя плоскостями ди-
сков деталь имеет с ними линейный контакт, что делает воз-
можным получение строго цилиндрических деталей.
При механической доводке, так же как и при бесцентровом
шлифовании, возможно получение отклонения от окружности в
виде «формы равной толшины», особенно если заготовка шли-
фовалась под доводку на бесцентровом станке и имела до до-
водки эту погрешность. Для устранения «формы равной толши-
ны» в ответственных случаях механическую доводку комбинн-
chipmaker.ru
490 Гл. VIII. Чистовая обработка
руюг с ручной доводкой притирами. Для этого сначала на стан-
ке для механической доводки удаляется основная масса при-
пуска, затем ручными притирами выводится отступление детали
от формы правильной окружности и, наконец, деталь оконча-
тельно доводится на станке для механической доводки и по-
лучает прямолинейную цилиндрическую форму.
При механической доводке в качестве абразивной жидкости
часто применяются растворенные пасты ГОИ.
Механическая доводка улучшает качество деталей, осво-
бождает квалифицированную рабочую силу сборщиков, заня-
тых обычно на ручной доводке, и значительно повышает про-
изводительность.
Переход на механическую доводку в ряде случаев и осо-
бенно в условиях оптико-механического приборостроения может
быть осуществлен без специальных доводочных станков путем
несложной модернизации наличных станков. Особенно легко
могут быть приспособлены для механической доводки станки
для шлифования стекла, широко -применяемые большинством
приборостроительных заводов.
Д. Хонингование
Стремление заменить процесс ручной притирки отверстий
более производительным методом обработки, обеспечивающим
одновременно высокую точность и чистоту поверхности, свой-
ственную притирке, привело в 1923—1924 гг. к появлению хо-
нингования. Хонингование является процессом тонкой доводки
предварительно развернутого, шлифованного или точно расто-
ченного отверстия при помощи мелкозернистых абразивных
брусков, совершающих относительно обрабатываемого отверстия
возвратно-поступательное и вращательное движения.
Инструмент для хонингования — хон — обычно состоит из 6,
9 или 12 брусков, имеющих возможность раздвигаться на боль-
ший диаметр в пределах снимаемого припуска. При обработке
отверстий малых диаметров (от 6 до 20 мм) применяются хоны
с тремя брусками.
Благодаря сочетанию возвратно-поступательного и враща-
тельного движений, на обработанной поверхности создается ха-
рактерная сетка (фиг. 408), представляющая собой следы абра-
зивных зерен брусков. Для того чтобы поверхность получила
наивысшую чистоту, соотношение окружной скорости враще-
ния хона и числа двойных ходов подбирается таким, чтобы
каждый брусок, совершив двойной ход, никогда не приходил
в свое исходное положение, а занимал новое положение, сме-
щенное по отношению к исходному на некоторую величину
.перекрытия.
5. Заключительные операции чистовой обработки
491
Как показывает практика, наилучшими эксплоатационными
качествами (износоустойчивость) обладают поверхности, имею-
щие пологую сетку, с малым углом сетки (порядка 30—60 ).
В связи с этим при хонинговании окружная скорость хона
обычно бывает в 3—-4 раза больше скорости возвратно-посту-
пательных движений. Большая величина окружной скорости
по сравнению со скоростью осевого движения хона создает бо-
лее спокойное протекание всего процесса, так как чрезмерное
увеличение скорости возвратно-поступательного движения долж-
но неминуемо привести к развитию значительных сил инерции
Фиг. 408.
в момент реверсирования хона и к возникновению сотрясений
и вибраций станка.
Процесс хонингования отличается от шлифования значитель-
но большей поверхностью соприкосновения абразивов и изделия
и большим количеством зерен, одновременно участвующих в ре-
зании. Так, например, при хонинговании отверстия диаметром
75 мм и длиной 195 мм брусками зернистостью 150 общая пло-
щадь контакта составляет около 4850 лсм2 и в резании одно-
временно участвует свыше 98000 зерен, в то время как при
шлифовании этого отверстия нормальным внутришлифовальным
кругом зернистостью 46 площадь контакта составила бы всего
35,5 лои2 при 48-ми одновременно режущих абразивных зернах.
Суммарное удельное давление составляет при предваритель-
ном хонинговании от 4 до 53 кг/мм2 и при окончательном хо-
нинговании (чистовой проход) от 3 до 4 кг)мм2. Будучи распре-
делено на тысячи одновременно режущих абразивных зерен,
это удельное давление создает на каждом зерне минимальное
давление резания (при черновом проходе порядка 0,6—1.0 г
и при чистовом проходе 0,1—0,4 г).
Чрезвычайно малое давление резания при хонинговании при
сравнительно малых скоростях резания способствует спокойному
протеканию процесса при незначительном выделении тепла (тем-
пература при хонинговании колеблется в пределах 40—150рС, в
chipmaker.ru
492 Г.i. VIII. Чистовая обработка
то время как при шлифовании достигает 320—430° С) и при
минимальном деформировании поверхностного слоя обрабаты-
ваемого изделия. Глубина деформированного слоя при хонинго-
вании составляет 0,0025—0,025 мм, в то время как при шли-
фовании эта величина достигает 0,0125—0,075 мм. Чистота по-
верхности, полученной хонингованием, соответствует 8—12-му
классам по ГОСТ 2789—45 {неровности в пределах 0,13—3,0 и);
поверхность имеет зеркальный вид, без видимых на-глаз штри-
хов, в то время как экономически достижимой чистотой шлифо-
вания следует признать 9-й класс.
Хонингование обеспечивает исключительно высокую точность
обработки, позволяя выдерживать размеры в пределах 0,005—
0,02 мм при конусности и овальности отверстий в пределах
0,005 мм.
Высокая точность хонингования обусловливается тем, что при
этом методе:
1) инструмент не может отжиматься от изделия;
2) изделие не нагревается и не имеет температурных дефор-
маций;
3)' вибрации при работе практически отсутствуют; абразив-
ные бруски работают плавно и спокойно, так как хон соеди-
няется со шпинделем станка шарнирно и вибрация шпинделя
инструменту не передается;
4) хон самоустанавливается по отверстию и поэтому не
«разбивает» его.
Хонингование является доводочной операцией и требует до-
статочно тщательной предварительной подготовки отверстий.
Припуски на хонингование обычно составляют 0,02—0,04 мм на
диаметр, а при предварительном шлифовании отверстия — до
0,01 мм. Конусность и овальность отверстий до хонингования не
должна превышать величины установленного припуска. При
увеличении припусков процесс хонингования замедляется, про-
исходит быстрый износ абразивных брусков и точность обра-
ботки падает.
Скорость вращения хона обычно составляет vokP=45—60 м/мин
при скорости возвратно-поступательного движения 12—15л«/лш«.
Обработка ведется с охлаждением керосином, к которому
часто примешивают до 1О°/о машинного масла. Добавление в
охлаждающую жидкость парафина заметно повышает чистоту
обработки поверхности, но замедляет процесс резания.
Абразивные бруски изготавливаются из карборунда или ко-
рунда зернистостью 250, 280, 400 и 500.
При необходимости получения повышенной чистоты обра-
ботки, поверхности процесс хонингования разбивается на две
операции: 1) предварительное хонингование брусками зерни-
стостью 100, 120, 150, 180, 220. 250, 280, при коюром снимается
5. Заключительные операции чистовой обработки
493
весь предназначенный для хонингования припуск,
и 2) окончательное хонингование («зеркальный
хонннг») брусками зернистостью 400, 500 или 600.
при котором снимается металл в пределах до-
пуска на изготовление изделия. Размеры брусков
стандартизованы по ОСТ НКТМ 20143—39.
Станки для хонингования крупных отверстий
выполняются с вертикальным шпинделем (напри-
мер, станки завода им. Ленина) и позволяют
удобно вести обработку крупных деталей с диа-
метром отверстий свыше 85 мм. При хонингова-
нии мелких отверстий (с диаметрами от 6 до
30 мм) удобнее пользоваться меньшими станками
горизонтального типа. У станков такого рода
шпиндель обычно имеет вращательное и короткое
возвратно-поступательное движение с амплитудой
до 5 мм. Деталь закрепляется на столе станка в
самоустанавливающемся относительно шпинделя
приспособлении и совершает вместе со столом
возвратно-поступательные движения.
Гидравлическая система станка обеспечивает
равномерное прижатие брусков к обрабатывае-
мой поверхности и автоматическое их раздвига-
ние до заданного размера по мере увеличения
диаметра обрабатываемого отверстия. Имеются и
более простые станки без гидравлического
устройства с ручной регулировкой брусков.
На фиг. 409 приведен хон для обработки
малых отверстий диаметром 6—40 мм.
Отверстия обрабатываются абразивными бру-
сками 2, приклеенными шеллаком к камнедержа-
телям 3. При осевом перемещении камнедержа-
телей 3 относительно корпуса 6 хона, укрепляе-
мого на шпинделе станка, наклонные под углом
5—6° плоскости камнедержателей скользят по
соответствующим наклонным поверхностям пазов
корпуса 6. Таким образом бруски хона раздви-
гаются и диаметр хона увеличивается. Камнедер-
жатели 3 плотно прижимаются к наклонным по-
верхностям корпуса 6 пружинами 1 и 4.
Раздвигание брусков ограничивается заранее
установленными пределами, соответствующими
Фиг. 409. Инструмент для хонингования мелких отверстий.
снимаемому припуску и окончательному размеру
отверстия. При износе бруски правятся на круглошлифовальном
станке абразивным камнем зернистостью 60.
chipmaker.ru
494 Гл. VIII. Чистовая обработка
При изготовлении отверстий диаметром 6—20 мм в приборо-
строении перед хонингованием обычно применяется двукратное
развертывание, после которого у детали сохраняются непра-
вильности геометрической формы (конусность, овальность) по-
рядка 0,005—0,006 лцм и даже выше. В случае применения шли-
фования (при диаметрах отверстий 20—40 мм) неправильности
формы отверстий имеют такие же размеры, достигая в отдель-
ных случаях 0,010—0,015 мм. После хонингования конусность
и овальность отверстий устраняются полностью или ограничи-
ваются величиной 0,002—0,003 мм при получении точности раз-
мера в пределах 0,004—0,005 мм и почти зеркальной поверх-
ности.
Припуск на хонингование малых отверстий в приборострое-
нии обычно не превышает 0,01—0,02 мм на диаметр. Продол-
жительность операции 1—2 мин.
Для получения высокой точности хонингования малых от-
верстий необходимо выполнять следующие правила:
1. Бруски должны быть тщательно заправлены на кругло-
шлифовальном станке. Конусность брусков, вызывающая ко-
нусность отверстия, совершенно не допускается. Поверхность
брусков не должна иметь никаких дефектов, так как при нали-
чии на них неровностей чистота поверхности отверстий сни-
жается.
2. При работе на станках с ручным раздвижением брусков
последние должны свободно, но плотно (без «качки») входить
в обрабатываемое отверстие. В процессе работы. бруски следует
непрерывно раздвигать, не допуская зазора. При наличии за-
зора между брусками и обрабатываемым отверстием хон легко
перекашивается и отверстие получается корсетообразным.
Наружное хонингование
В последние годы проводятся опыты по распространению
метода хонингования малых отверстий на наружные поверх-
ности. Эти эксперименты проводятся на обычных горизонталь-
ных станках для хонингования, причем к шпинделю станка
вместо хона присоединяется обрабатываемая деталь, а на столе
укрепляется самоустанавливающаяся хонинговальная головка,
деталь совершает вращательное движение, а головка — воз-
вратно-поступательное.
В процессе обработки бруски хонинговальной головки сбли-
жаются с помощью специального устройства от руки. Точность
и чистота наружного хонингования заметно уступает результа-
там обычного, внутреннего хонингования.
Промышленного применения метод наружного хонингования
малых диаметров в приборостроении пока не имеет.
5. Заключительные операции чистовой обработки
495
В автотракторной промышленности наружное хонингование
применяется при обработке специальных деталей (в частности,
шеек коленчатых валов), для чего строятся специальные хонин-
говальные станки.
Е. Суперфиниш
Суперфиниш представляет собой процесс очень тонкой до-
водки цилиндрических, фасонных и плоских поверхностей мел-
козернистыми абразивными брусками с целью придания этим
поверхностям высокой чистоты. Суперфиниш осуществляется
посредством комбинации нескольких движений брусков относи-
тельно изделия при минимальном давлении резания.
При обработке цилиндрических по-
верхностей обрабатываемое изделие
вращается, в то время как бруски со-
вершают быстрые и короткие возврат-
но-поступательные движения вдоль оси
изделия с амплитудой колебания от 2
до 10 мм при одновременном медлен-
ном перемещении вдоль оси изделия
(фиг. 410).
Бруски прижимаются к обраба-
тываемой поверхности специальной
пружиной, создающей давление 1—
5 кг/см2.
Фиг. 410. Схема суперфи-
ниша.
Сочетание нескольких движений бруска и изделия создает
сложное их относительное движение, в результате чего на-
правление штрихов, оставляемых на обрабатываемой поверх,-
ности отдельными абразивными зернами бруска, лишается за-
кономерности, свойственной другим методам обработки реза-
нием (винтовая линия шлифования и точения, крестообразная
сетка хонингования), и приобретает беспорядочный характер.
При этом соотношение числа колебательных движений бруска
и числа оборотов изделия подбирается с таким расчетом, чтобы
отдельные зерна никогда не повторяли траектории своих пре-
дыдущих движений. Благодаря этому неровности, имеющиеся
на изделии, в процессе суперфиниша быстро исчезают и по-
верхность становится исключительно гладкой.
При осуществлении процесса суперфиниша очень большое
значение имеет смазывающая жидкость, обильно подаваемая на
изделие. Смазывающая жидкость создает между обрабатывае-
мой поверхностью и бруском слой вязкой пленки, над которой
выступают отдельные шероховатости поверхности. После того
как все выступающие над пленкой неровности окажутся сре-
’анными, пленка отделяет поверхность изделия от абразивных
брусков и резание автоматически прекращается. После этого на
I chipmaker.ru
। 496 Гл. VIII. Чистовая обработка
совершенно гладкой поверхности детали могут остаться отдель-
ные царапины, представляющие собой часть глубоких рисок
предыдущей обработки, не удаленных суперфинишем. Эти риски
обычно располагаются довольно редко и не оказывают влияния
на эксплоатационные качества обработанной поверхности. Что-
бы вывести их, необходимо продолжить процесс суперфиниша
и, не ограничиваясь удалением неровностей, снимать часть
•основного металла поверхности, что удается путем подбора со-
ответствующих давлений.
Незначительные давления брусков (1—5 кг/см2 против
3—53 кг/см* при хонинговании и 7—70 кг/см2 при шлифовании)
и малые скорости способствуют протеканию процесса суперфи-
ниша практически без нагревания обрабатываемой поверхности.
В результате этого обрабатываемая поверхность получает при
суперфинише исключительно высокую чистоту (порядка 11—14-го
классов ГОСТ) без заметного деформирования поверхностного
слоя.
Высокая чистота поверхности обычно достигается при супер-
финише после удаления минимального слоя металла, оценивае-
мого сотыми или даже тысячными долями миллиметра (порядка
0,005—0,010 мм), на что> требуется времени от 30 сек. до
2—2,5 мин.
Легкий пружинный прижим абразивных брусков к поверх-
ности, обеспечивающий малые давления и высокое качество об-
рабатываемой поверхности, исключает возможность исправле-
ния в процессе суперфиниша неправильностей геометрической
формы заготовки (конусность, овальность, огранка). Создавая
исключительно высокое качество обрабатываемой поверхности
(гладкость, отсутствие деформированного поверхностного' слоя),
суперфиниш не может обеспечить высокой точности размера.
В связи с этим он обычно1 применяется в массовом и крупносе-
рийном машиностроении в качестве заключительной доводочной
операции на предварительно точно отшлифованных деталях,
• имеющих после шлифования точные размеры и правильную
геометрическую форму. Цель суперфиниша —- создание на де-
талях высококачественных износоустойчивых поверхностей.
При суперфинише снимается столь незначительный слой ме-
талла, что это освобождает от необходимости предусматривать
для него какой-либо припуск. Суперфиниш в подобных случаях
ведется за счет допуска на изготовление детали — «без изме-
нения ее размеров».
Суперфиниш обычно осуществляется при вращении деталей
с числом оборотов пд=5—50 об/мин; с числом двойных ходов
бруска в минуту лбр=300—1200 и при величине хода от 2 до
10 мм. В качестве смазки используется смесь десяти частей ке-
росина с одной частью веретенного или турбинного масла.
5. Заключительные операции чистовой обработки
497
Чистота обработанной поверхности в значительной степени
зависит от так называемого «угла сетки», представляющего со-
бой угол между направлением штрихов обработки, предше-
ствующей суперфинишу, и направлением пересекающих их
штрихов, оставляемых абразивными зернами брусков для су-
перфиниша.
Величина угла сетки зависит от соотношения скоростей
вращательных и возвратно-поступательных движений и может
быть определена по формуле
где пбр—число двойных ходов бруска в минуту;
I—длина хода бруска (амплитуда колебания);
пд—число оборотов детали в минуту;
Од—диаметр изделия в миллиметрах.
При увеличении угла сетки зерна интенсивно снимают не-
ровности, однако, проходя в металле незначительный путь, они
длительное время сохраняют свои острые режущие грани и за-
метно царапают обрабатываемую поверхность. При уменьшении
угла сетки путь зерна в металле удлиняется, зерно сравнитель-
но быстро притупляется и начинает оказывать на поверхность
полирующее действие, повышая ее чистоту. В связи с этим при
необходимости удаления значительных неровностей применяется
наибольший угол сетки (порядка а=22°), в то время как при
снятии малых гребешков, а также три обработке мягких мате-
риалов (сырая сталь, цветные металлы) угол сетки уменьшается
до а=6—К, что способствует повышению чистоты обработки
поверхности.
При необходимости получения очень высокой чистоты обра-
ботки (12—14-го классов) на заготовке, имеющей значительные
неровности, оказывается целесообразным разделить суперфиниш
на две операции: черновой суперфиниш сравнительно крупно-
зернистыми брусками (зернистостью 220—320) с большим углом
сетки и чистовой суперфиниш брусками (зернистостью
500—600) с малым углом сетки.
Величину угла сетки удобно регулировать изменением числа
оборотов изделия, применяя при черновом суперфинише ско-
рость п=3,5 м/мин и при чистовом — скорость изделия
г'д=18—20 м[мин-
В качестве инструмента при суперфинише используются
электрокорундовые бруски на керамиковой и бакелитовой связ-
ке с открытой (весьма пористой) структурой.
Качество обработки суперфинишем сильно зависит от сте-
пени однородности твердости связки бруска. При неоднородной
chipmaker.ru
498 Гл. VIII. Чистовая обработка
связке брусок изнашивается неравномерно, что приводит к по-
явлению погрешности формы изделия и снижению чистоты об-
работки. Выпускаемые Ленинградским заводом «Ильич» бруски
для суперфиниша отличаются высоким качеством связки, по
своей однородности превосходящей бруски иностранных фирм
(Нортон и др.).
Зернистость брусков для суперфиниша соответствует 220,
320, 400, 500 и 600.
Большое значение для качества обработки поверхности
имеет свойство брусков самозатачиваться. Как показывает
практика, в начале суперфиниша, когда бруски соприкасаются
со значительными неровностями (порядка Дтах=1,5—3 р), бру-
ски самозатачиваются. После снятия основных неровностей зер-
на несколько притупляются, но, соприкасаясь со сглаженной
поверхностью, не отламываются от связки и оказывают поли-
рующее воздействие на поверхность.
Частое изменение направления движения при суперфинише
позволяет использовать острые грани зерен с разных сторон
зерна.
При обработке следующей детали притупившиеся зерна
брусков вновь удаляются неровностями поверхности, благодаря
чему режущая способность брусков опять восстанавливается.
Для подобного автоматического самозатачивания брусков
очень важен правильный подбор твердости связки абразивных
брусков.
Применение суперфиниша в приборостроении
До последнего времени суперфиниш находил применение
главным образом в массовом производстве при обработке де-
талей из твердых, обычно закаленных, материалов. Высокие
требования, предъявляемые к качеству сопряженных поверх-
ностей отсчетных деталей точных приборов (цапфам червяков,
осям зубчатых передач и т. п.), а также к поверхностям дета-
лей, работающих на трение при высоких скоростях и нагрузках
(детали киноаппаратуры и некоторых специальных приборов),
заставляют распространить область применения суперфиниша
также и на детали приборостроения.
Как известно, в приборостроении находят широкое приме-
нение сырые, незакаленные стали, латунь, дуралюмин и другие
цветные металлы. Исследование целесообразности применения
суперфиниша при обработке этих материалов в условиях се-
рийного приборостроения показало, что суперфиниш и в этом
случае является одним из наиболее рациональных методов по-
лучения высококачественных изделий.
При суперфинише сырых сталей, латуни и дуралюмина, а в
некоторых случаях и закаленной стали после удаления гребеш-
5. Заключительные операции чистовой обработки
499
ков снимается слой основного материала поверхности, вели-
чина которого определена для разных материалов и равняется:
для закаленной стали У10А (Ндс =61— 63) .... fc=0,5—1 у.
для стали 50 (в состоянии поставки)...........Л=1—2 ц
для латуни ЛС59...............................Л = 1—3 ;л
для дуралюмина................................к =2—4 р.
В соответствии с этим общая толщина слоя металла, сни-
маемого при суперфинише, определяется выражением
Л = 1,25 H^+.k,
где А —толщина снимаемого слоя в микронах;
Hmax— максимальная высота неровностей поверхности до
суперфиниша в микронах;
k —толщина слоя основного металла, снимаемого при
суперфинише.
Величина минимального припуска на суперфиниширование
(на диаметр)
В=2,5 //„ах'+ 2k.
Производительность суперфиниша сильно зависит от меха-
нических свойств обрабатываемого материала. Так, например,
при суперфинише стальных закаленных деталей для повышения
чистоты поверхности на два класса (с 9-го класса заготовки
до 11-го класса детали) требуется затратить время от 45 сек.
до 1 мин., а для улучшения этой же детали на три класса (с
8-го класса до 11-го) необходимо затратить уже 1,5—2 мин.
При суперфинише незакаленной стали марки 50, латуни и
дуралюмина чистота заготовки, обточенной по 6-му классу чи-
стоты, повышается до 10-го и 11-го классов за 1 мин.
При суперфинише деталей из стали 50, латуни и дуралю-
мина без особых затруднений может быть снят определенный
слой материала (порядка десятых долей миллиметра). При
этом благодаря стабильности протекания процесса может быть
выдержан диаметр обрабатываемой детали с точностью 3-го
и 2-го классов.
Исследованиями, проведенными в ЛИТМО, были установ-
лены следующие оптимальные режимы обработки деталей точ-
ных приборов суперфинишем.
При обработке деталей из закаленной стали с Нре=61—63
угол сетки а=18—22°; г?д=18—20 м/мин; п&9—7Ъ®—800 двой-
ных ходов в минуту.
При суперфинише сырой стали, латуни и дуралюмина с
Ннв=70—80 угол сетки а.=6—8°; г»д=25—збм/мин; пйр= 100—200
двойных ходов в минуту.
chipmaker.ru
500 Гл. VIII. Чистовая обработка
Давление при всех материалах составляет 1,5—2,5 кг/см”.
Рекомендуется следующая подготовка поверхности перед су-
перфинишем.
Для деталей, обрабатываемых суперфинишем до 9—10-го
класса чистоты, рекомендуется шлифование до чистоты 6—7-го
класса (закаленные детали) или точение до 5—6-го класса чи-
стоты (сырые заготовки).
Для деталей, обрабатываемых суперфинишем до 10—11-го
класса чистоты, рекомендуется чистовое шлифование (закален-
ные детали) или чистовое точение до 7—8-го класса чистоты.
Для деталей, обрабатываемых суперфинишем до чистоты
выше 11-го класса, рекомендуется тонкое шлифование или то-
чение до чистоты 9—10-го класса или черновой суперфиниш.
Зернистость брусков может быть рекомендована
следующая:
для получения 9—10-го класса ГОСТ—зернистость 320
„ „ Ю 11-го „ „ „ 400
„ ll — 12-го „ ., , 500
„ „ 13—14-го . . 600
(рекомендуется двукратный суперфиниш).
Эффективность суперфиниша
За одну минуту обработки чистота поверхности улучшается
с 8-го класса до 11-го для закаленных деталей и с 5-го до
11-го класса для незакаленной стали, латуни и дуралюмина.
Исследования показали, что применение суперфиниша в при-
боростроении вполне возможно и целесообразно. При изготов-
лении деталей из сырой стали, латуни и дуралюмина требуемая
в приборостроении чистота обработки наиболее ответственных
поверхностей (9—10-й классы) может быть без особых затруд-
нений получена суперфинишем деталей после их обтачивания
до 6-—7-го классов чистоты без шлифования. В условиях серий-
ного и даже мелкосерийного производств эта операция особенно
эффективна при обработке суперфинишем детали после обтачи-
вания, без съема детали с токарного станка, при помощи про-
стого приспособления.
Суперфинишем могут быть обработаны детали приборов не-
зависимо от их размеров. На одном из ленинградских приборо-
строительных заводов суперфиниш применяется для обработки
цернов электроизмерительных приборов, имеющих диаметр
2 мм.
5. Заключительные операции чистовой обработки 501
Ж. Полирование
Полирование эластичными кругами
При необходимости получения очень чистых п блестящих
поверхностей детали довольно часто полируются кожаными и
войлочными кругами. В этом случае технологический процесс
механической отделки поверхности состоит из следующих опе-
раций.
1. Грубое шлифование детали на наждачном или корундо-
вом круге. Операция имеет целью удалить грубые неровности
поверхности детали. Обычно производится кругом средней твер-
дости и зернистости, чтобы
риски, которые делает камень
на поверхности детали, могли
быть легко удалены последую-
щей обработкой.
2. Предварительное и окон-
чательное шлифование детали
на более мелкозернистом наж-
дачном круге до полного выве-
дения неровностей и рисок от
грубого шлифования.
Шлифовальные операции
обычно выполняются на зачист-
ных станках упрощенной кон-
струкции, но могут быть выпол-
нены и на обычных шлифоваль-
Фиг. 411. Шлифовально-полиро-
вальный станок.
ных станках.
После чистового шлифования производится шлифование
эластичными кругами.
3. Предварительное полирование кожаным крутом или де-
ревянным кругом, оклеенным кожей, с пастами ГОИ, растворен-
ными в керосине. Операция может быть осуществлена также и
войлочным кругом, оклеенным абразивным порошком зерни-
стости 60—80.
4. Полирование до высокого блеска. Производится на хоро-
шем войлочном круге или мягком круге из хлопчатобумажной
ткани. Для этой операции также могут быть использованы
круги из фланели или даже из мягкой кожи.
Специальный шлифовально-полировальный станок для об-
работки деталей кругами изображен на фиг. 411.
Следует отметить, что в приборостроении при обработке
мелких и точных деталей шлифовальные операции на наждач-
ном круге часто заменяются шлифованием наждачным полот-
ном, наклеенным на торцевую плоскость диска или на беско-
нечную ленту.
502
Гл. VIII. Чистовая обработка
Полировальные круги изготовляются из кожи, хлопчатобу-
мажной ткани, полотна, фетра, фланели и т. п. материалов.
В качестве полирующих веществ применяются абразивные
порошки зернистостью 60, 80, 120, 150 и 170, пасты ГОИ, кро-
кус и специальные пасты для полирования цветных металлов.
Полирование производится всухую или с небольшим коли-
чеством полировочной пасты, венской извести или мела.
Полирование кругами ведется при высоких скоростях. Обыч-
но число оборотов кругов составляет 2000—2500 об/мин при
размерах кругов от 250 до 400 мм, что соответствует окруж-
ным скоростям у=35—40 м/сек.
Полирование в барабанах
Вполне успешно производится полирование эластичными
кругами достаточно крупных по габаритам деталей, которые
можно' удерживать в руках.
Фиг. 412. Барабаны для полирования.
При необходимости отполировать мелкие детали использо-
вать эластичные круги оказывается почти невозможно. В по-
добных случаях исключительно эффективным оказывается ме-
тод полирования деталей в барабанах. Для этого обрабатывае-
мые детали помещаются в специальный (обычно деревянный)
барабан вместе с обрезками кожи или металлическими шарами
и смачиваются щелочью, кислотами и т. п. веществами. Барабан
получает вращательное движение вокруг вертикальной, гори-
зонтальной или наклонной осей, и детали, обкатываясь в бара-
бане друг с другом и с металлическими шарами в течение
4—10 час., взаимно отполировываются (фиг. 412).
5. Заключительные операции чистовой обработки
503
Полирование деталей в барабанах является одним из наибо-
лее старых методов отделки поверхностей. Этот способ был
изобретен русскими новаторами еще в начале XIX в. в период
подготовки к борьбе с Наполеоном. Начиная с 1811 г., на рус-
скую промышленность были возложены огромные по тому вре-
мени задачи по снабжению русской армии боеприпасами и
снаряжением.
Русские заводы и в первую очередь заводы Урала быстро
освоили литье и механическую обработку различных ядер, бомб
и картечи, однако отсутствие каких-либо механизированных
способов чистовой отделки поверхности привели к массовой бра-
ковке продукции артиллерийскими приемщиками, создавая ка-
тастрофическое положение со снабжением армии боеприпасами.
Выход из положения был найден многочисленными изобретате-
лями-новаторами, одновременно на нескольких заводах разра-
ботавшими новый метод чистовой отделки. 19 июля 1811 г. в
комитете министров в Петербурге обсуждалась записка воен-
ного министра, сообщавшего, что
«Управляющий чугуноплавильными заводами помещика
Яковлева Зотов изобрел такую машину, посредством коей
артиллерийские снаряды получают полировку и самую глад-
кую округлость с наибольшею удобностью. Артиллерийская
экспедиция, приняв с 'особенным одобрением образцы при-
готовляемых посредством сей машины снарядов, испраши-
вает изобретателю приличного вознаграждения. Военный ми-
нистр находит изобретение сие тем более заслуживающим
всякого уважения, что изобретение сие есть совершенно но-
вое и весьма полезное, ибо доселе чугунные снаряды упо-
треблялись у нас без полировки».
Одновременно были созданы полировальные машины на
Кувшинском казенном заводе, Бисерском, Кыновском и Пожев-
ском заводах.
В современном машиностроении полирование в барабанах
применяется для:
1) очистки отливок (удаление песка, окисей и т. п.) при
одновременном устранении внутренних литейных напряжений;
2) скругления углов и острых граней и удаления заусенцев
(особенно на мелких деталях)';
3) снятия окалины с закаленных деталей, так как полиро-
вание в барабанах дешевле, чем пескоструйная обработка;
4) удаления шероховатостей и рисок после механической
обработки;
5) создания блестящей поверхности под гальванические по-
крытия и лакирование;
6) быстрого полирования гальванических покрытий;
7) удаления дефектных покровов лака и эмалей.
I chipmaker.ru
504 Гл. VIII. Чистовая обработка
Основное преимущество полирования в барабанах заклю-
чается в его низкой стоимости. При переходе с ручного поли-
рования на полирование в барабанах экономия достигает 95%.
Эта экономия достигается за счет снижения эксплоатационных
и амортизационных расходов (конструкция барабанов очень
проста и стоимость их невысокая), использования рабочих бо-
лее низкой квалификации, а также за счет непрерывности ра-
боты барабанов (днем и ночью).
После полирования в барабанах изделие в большинстве
случаев может быть отправлено в гальваническую ванну без
дополнительной механической обработки.
В общем случае, получение гладкой и блестящей поверх-
ности в барабанах требует нескольких операций в следующей
последовательности:
1. Шабрение. В барабан загружаются детали на 73 его
объема вместе с грубыми абразивами и металлическими обрезка-
ми. Операция предназначается для удаления очень грубых неров-
ностей и тяжелой окалины; производится всухую или с жидко-
стью.
2. Болтание или перекатывание. Изделия упаковываются
в закрытый барабан с горизонтальной осью вращения вместе
с металлическими обрезками и абразивами, почти полностью
заполняя барабан. При вращении барабана изделия почти не
движутся, тогда как обрезки и абразивы непрерывно’ переме-
щаются, сглаживая поверхность деталей.
3. Катание. Операция, аналогичная болтанию, отличаю-
щаяся от него только тем, что в барабан закладывается меньше
заготовок (до половины) вследствие чего изделия и абразив
свободно перекатываются. Операция обычно выполняется в на-
клонных барабанах.
4. П о л и р о в а н и е. В горизонтальный закрытый барабан
ст одной трети до половины его объема загружаются изделия
вместе со стальными или латунными шарами и обрезками кожи.
При этой операции часто закладывают шары разных размеров:
шары диаметром 6 мм, очень интенсивно полирующие изделия,
и мелкие шары диаметром 0,5—1,0 мм, хорошо заполняющие
все мелкие углубления детали и обеспечивающие полирование
изделий сложной конфигурации.
На полировальных операциях поверхности обрабатываемых
деталей не подвергаются режущему действию инструмента, аб-
разива и пр. В этом случае только сглаживаются отдельные
риски, оставшиеся после предыдущей обработки, и придается
детали блестящий вид. Поэтому результат этой операции в зна-
чительной степени зависит от качества выполнения преды-
дущих операций.
5. Заключительные операции чистовой обработки 505
Для непрерывного удаления с поверхности деталей частиц
отработанного абразива и окалины, ускоряющего процесс об-
работки, полирование в барабанах обычно производится с при-
менением различных жидкостей: шабрение, болтание и ката-
ние — кислот или щелочных растворов, полирование — шаров с
мыльным раствором и пр. При этом температура в барабане
во избежание коррозии не должна быть выше 40° С.
После полирования детали должны быть тщательно промыты
горячей водой или мыльной пеной и высушены. Сушка деталей
также производится в барабанах, которые наполнены сухими
древесными опилками или обрезками кожи, одновременно при-
дающими блеск поверхностям.
В зависимости от состояния заготовки и требований, предъ-
являемых к обрабатываемой поверхности, число операций по-
лирования в барабанах может быть сокращено. Например, для
многих деталей, предварительно обработанных резанием, может
быть исключена операция шабрейия или болтания и т. д. При
обработке стальных закаленных изделий часто применяются
следующие операции:
1) шабрение в открытом деревянном барабане с наждаком,
кремнием, гранитом и т. д. с двухпроцентным раствором серной
кислоты; скорость врашения барабана должна обеспечивать пе-
рекатывание детали при минимальном ее вращении; продолжи-
тельность операции — от 20 мин. до нескольких часов;
2) катание с песком или наждаком в щелочном растворе в
том же барабане; продолжительность операции от 2 до 4 час.;
3) полирование шарами; продолжительность операции до
4 час.
Для полирования применяются барабаны круглого или мно-
гоугольного поперечного сечения. В многоугольных барабанах
процесс протекает более интенсивно. Барабаны изготовляются
из дерева, пластмасс, кованой стали, чугуна, луженого листо-
вого железа.
Скорость вращения барабанов различна для разных дета-
лей; для крупных деталей неправильной формы она ниже, чем
для мелких и однородных деталей. Для мягких металлов ско-
рость вращения также снижается. Быстрое вращение барабана
дает интенсивное полирование, но может привести и к повреж-
дению поверхности.
Для изделий физ мягких металлов и литья под давлением
обычно применяется число оборотов барабана 10 об/мин.
Для изделий среднего размера из мягкой стали или латуни
число оборотов барабана п=20—30 об/мин.
Для мелких деталей из твердой стали п=50—60 об/мин.
Продолжительность каждой операции полирования в бара-
банах изменяется от 20—30 мин. до 15—20 час., в зависимости
chipmaker.ru
Гл. УШ. Чистовая обработка
506
от формы и состояния заготовки и требований, предъявляемых
к готовому изделию.
Полированию в барабанах подвергаются самые разнообраз-
ные детали, в том числе даже такие тонкие и длинные детали,
как велосипедные спицы, для которых изготовляются специаль-
ные удлиненные барабаны горизонтального типа.
В приборостроении этим методом обрабатываются керны
электрических приборов, детали очковых оправ и т. п. детали,
требующие чистой отделки поверхности.
Обработка обычно ведется в не-
больших барабанах диаметром 100—
120 мм и длиной 150—200 мм, причем
полирование производится стальными
шариками диаметром 2—4 мм с пастой
ГОИ, разведенной в керосине до густо-
ты сметаны.
Фиг. 413. Схема электрохи-
мического полирования.
Электрохимическое полирование
За последние поды начинает нахо-
дить применение новый вид полирова-
ния, основанный на электрохимических
явлениях (фиг. 413). Полируемая де-
таль 1 помещается в ванну, наполнен-
ную электролитом, и к ней подводится
постоянный ток напряжением от 7 до
10 V и силой тока 0,9—1,2 А.
Деталь 1 служит анодом, катодом 2 является листовая медь,
свинец, алюминий, нержавеющая сталь и другие металлы (в
зависимости от материала изделия). При прохождении постоян-
ного тока через деталь и электролит, в результате взаимодей-
ствия тока, электролита и полируемой детали на поверхности
последней образуется вязкая пленка, состоящая из продуктов
растворения анода. Пленка покрывает впадины и углубления
поверхности детали толстым слоем, прекращая дальнейшее про-
хождение тока. На выступах полируемой поверхности толщина
пленки незначительна, ее электросопротивление невелико и по-
этому растворение металла в этих точках продолжается до тех
пор, пока не произойдет полного выравнивания поверхности.
Пленка покроет всю поверхность равномерным толстым слоем
и процесс полирования прекратится. Дальнейшее полирование
детали уже не может улучшить результатов.
Если структура металла неоднородна,— растворение металла
на поверхности происходит неравномерно, в результате чего
после полирования поверхность получается негладкой, покры-
той пятнами, соответствующими распределению отдельных со-
ставляющих структур металла.
а. Заключительные операции чистовой обработки
507
Для успешного электрополирования необходимо, чтобы раз-
мер площади катода в несколько раз превосходил размеры пло-
щади полируемых изделий.
Процесс электрохимического полирования осуществляется на
такой же аппаратуре, как и процесс обычных гальванических
покрытий (ванна для электролита, источник постоянного тока,
питающий ванну, амперметр и вольтметр), и не требует спе-
циального оборудования, вследствие чего освоение этого про-
цесса не встречает серьезных препятствий.
Перед электрохимическим полированием детали должны
быть отшлифованы.
Медь и медные сплавы успешно полируются в растворах
кислоты при температуре 20—30° С, причем процесс заканчи-
вается за 8—40 мин.
Черные металлы полируются в серно-фосфорно-хромовом
электролите при температуре порядка 60—90° С. Процесс за-
канчивается за 10—15 мин.
При полировании специальных и жароупорных сталей
(ЭЖ-2) через 5—10 мин. получается очень ровная, блестящая
поверхность. При полировании высокоуглеродистых сталей (ти-
па У8, У10), а также при полировании низколегированных ста-
лей типа 12ХНЗ блестящая поверхность деталей, вынимаемых
из ванны после промывки, быстро тускнеет. Чтобы сохранить
блеск на подобных изделиях, после полирования применяется
их нейтрализация в содовом растворе с последующей промыв-
кой в воде.
Придавая обрабатываемым поверхностям высокую чистоту
и блеск, электрохимическое полирование улучшает ряд эксплоа-
тационных свойств изделия, а именно: •
1) удаляя внешний слой металла, деформированного преды-
дущей механической обработкой, электрополирование сохраняет
на поверхности неповрежденную, здоровую структуру металла,
обладающую высокими механическими свойствами;
2) поверхности, обработанные электрополированием, обла-
дают повышенной стойкостью против коррозии;
3) электрохимическое полирование, не давая пластического
деформирования поверхностного слоя, имеющего место при
обычных методах механического полирования, способствует об-
наружению дефектов металла (трещины и т. п.), которые могут
привести к быстрому разрушению изготовляемой детали.
Электрохимическое полирование позволяет вести одновре-
менную обработку большого количества деталей любой самой
сложной конфигурации, недоступной для производительной ме-
ханической отделки (например, турбинных лопаток, фасонных
рукояток, крышек и барашков приборов и т. п. деталей), что
делает этот метод особенно производительным и экономичным.
508
Гл. VIII. Чистовая обработка
Электрополирование может быть с успехом применено при
изготовлении режущих инструментов сложной конфигурации
(сверла и т. п.), а также при изготовлении многочисленных де-
талей приборов, требующих чистых, блестящих поверхностей.
Широкие перспективы имеет этот метод в качестве средства
контроля однородности структуры металла, его плотности и от-
сутствия дефектов, а также в качестве способа окончательной
обработки металлографических шлифов.
ГЛАВА ДЕВЯТАЯ
ПОВЕРХНОСТНЫЕ ПОКРЫТИЯ И ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА ПОВЕРХНОСТНОГО СЛОЯ
1. ПОВЕРХНОСТНЫЕ ПОКРЫТИЯ
Поверхностные покрытия применяются для:
1) защиты от коррозии;
2) придания поверхностному слою свойств, отличных от
свойств 'основного металла (повышенной износоустойчивости,
большей твердости и т. д.);
3) придания отдельным деталям или всему прибору краси-
вого внешнего вида;
4) специальных целей: последующего паяния, получения вы-
сокого коэффициента, отражения света, увеличения электропро-
водности и т. д.
В приборостроении применяются следующие виды поверхно-
стных покрытий:
а) металлические;
6} химические;
в) лакокрасочные.
А. Металлические защитные покрытия
Общие положения
Из существующих способов нанесения металлической плен-
ки на поверхность деталей наиболее распространен гальвано-
стегический. Преимущества этого способа заключаются в воз-
можности получения строго определенной толщины покрытия
(с точностью до микрона), а также определенных физических
и химических свойств отлагаемого металла, зависящих прежде
всего от структуры и чистоты последнего. Кроме того, гадьва-
ностегические процессы обычно проводятся при низкой темпе-
ратуре (20—45° С, реже 100—110° С), что является также до-
стоинством этого метода по сравнению, например, с горячим
chipmaker.ru
510 Гл. IX. Поверхностные покрытия и химико-термическая обработка
покрытием, при котором детали погружаются в расплавленный
металл.
При выборе покрытия, а также и в самих гальваностегиче-
ских процессах исключительно важную роль играет потенциал
металла и его положение в электрохимическом ряде напряже-
ний. Электродные потенциалы измеряют в стандартных усло-
виях (при 18° и 1.CW концентрации раствора), принимая потен-
циал так называемого водородного электрода равным нулю.
Стандартные или нормальные потенциалы металлов и неметал-
лов сведены в ряд напряжений (табл. 49}.
Таблица 49
Ряд напряжений
Металл Нормальный электродный потенциал в V Металл Нормальный электродный потенциал в V’
Магний —1,55 Олово —0,14
Алюминий —1,30 Свинец -0,13
Марганец -1,10 Водород +0,000
Цинк -0,76 Сурьма +0,20
Хром -0,56 Мышьяк +0,30
Железо -0,44 Медь +0,34
Кадмий —0,40 Серебро +0,80
Кобальт -0,27 Ртуть +0,86
Никель -0,25 Золото + 1,50
Как видно из этого ряда, некоторые металлы имеют поло-
жительный потенциал — это так называемые благородные ме-
таллы; другие — отрицательный — это неблагородные металлы.
Потенциал определяет в известных пределах стойкость ме-
талла против коррозии. Из повседневной практики известно, что
золото, серебро, платина, т. е. благородные металлы, менее
подвергаются коррозии и не разрушаются под действием ат-
мосферы; такие же металлы, как железо, цинк, поддаются кор-
розии и разрушаются быстрее.
Потенциал металла может изменяться в зависимости от мно-
гих факторов: концентрации ионов данного металла в растворе,
растворителя, продуктов коррозии и т. д. Два металла, находя-
щиеся в контакте, в присутствии электропроводящей жидкости
t. Поверхностные покрытия
511
образуют гальванический элемент с разностью потенциалов, за-
висящей от природы металла и электролита. Металл с потен-
циалом более отрицательным в данных условиях, является ано-
дом, т. е. растворяющимся металлом. Скорость растворения за-
висит от разности потенциалов: чем больше разница, тем ин-
тенсивнее растворение.
Если металл покрытия имеет потенциал более отрицатель-
ный в данных условиях, чем потенциал основного металла, по-
крытие называется анодным, а при обратном соотношении —
катодным1.
Анодные покрытия наиболее надежны, так как защищают
основной металл от коррозии не только механически, но и
электрохимически. При образовании местной пары растворимым
металлом является покрытие, которое и будет корродировать
в этом месте, основной же металл останется незатронутым.
Катодные покрытия защищают основной металл лишь ме-
ханически, изолируя его от воздействий атмосферы или каких-
либо химических реагентов. При обнажении основного металла
и образовании в данном месте гальванической пары анодом,
т. е. растворяющимся электродом, будет основной металл, об-
ладающий более отрицательным потенциалом. В этом случае
катодное покрытие не только не будет защищать основной ме-
талл, но будет усиливать его разрушение. Катодными покры-
тиями для черных металлов являются никелевые, медные, оло-
вянные; анодными же — цинковые и в некоторых случаях —
кадмиевые.
Одним из основных недостатков гальваностегических покры-
тий является пористость; почти все покрытия в той или иной
степени пористы.
Поры в покрытиях образуются под влиянием различных при-
чин, из которых существенной является недостаточная очистка
поверхности перед нанесением покрытия от пыли, окислов, жи-
ровых пленок и тому подобных не проводящих или плохо про-
водящих ток загрязнений; эти загрязнения мешают металлу
осаждаться сплошным слоем.
Покрытие, осаждающееся на недостаточно очищенную по-
верхность, как правило, плохо сцепляется с основным металлом.
Этот недостаток часто выявляется только впоследствии, напри-
мер, при механической деформации детали (изгиб, распиловка,
удар) или чаще при нагревании в горячей воде; при этом в по-
крытии образуются пузыри и вздутия и оно легко снимается с
поверхности.
1 Эти термины предусматривают, однако, лишь взаимоотношения метал-
ла основания и металла покрытия, но ни в какой мере не отражают про-
цесса получения покрытия (при гальваностегии все металлические покрытия
получаются на катоде и в этом смысле являются катодными).
' chipmaker.ru
। 51 ? Гл. IX. Поверхностные покрытия и химико-термическая обработка
Присутствие посторонних твердых частиц в гальванической
ванне (пыль, шлак, песок) вызывает образование пористого гру-
бого осадка.
Некоторые металлы при осаждении в нормальных условиях
электролиза дают пористые покрытия даже при большой их
толщине (никель, хром); другие металлы дают и в тонких слоях
малопористые покрытия (медь, серебро).
Отливки из серого чугуна имеют грубую, бугристую поверх-
ность и большую пористость. Пористость чугуна особенно вред-
но отражается на качестве и защитных свойствах покрытий.
Тончайшие поры металла обладают капиллярной способностью
всасывать попадающие на поверхность жидкости: воду, раство-
ры щелочей, кислот, электролита, применяемые при обезжири-
вании, травлении, покрытии и промывке поверхности. Так как
чугун — металл неоднородный, с включениями графита, то в
присутствии жидкости в порах образуются микроэлементы «гра-
фит — железо», что вызывает растворение железа. Под давле-
нием выделяющегося водорода и продуктов коррозии покрытие
вспучивается, отслаивается, образуются пузыри и пятна.
Такое же явление наблюдается на цинковых деталях, отли-
тых под давлением, которые часто при хорошем внешнем виде
имеют значительную пористость. Цинк легко растворяется даже
в слабых щелочах и кислотах, причем продукты коррозии, об-
разующиеся в порах, вызывают отслаивание покрытия. Харак-
терными дефектами покрытий цинкового литья являются пузыри
или вздутия, белые точки и пятна в пористых местах покры-
тия.
Не обязательно полировать поверхность перед нанесением
покрытия, но необходимо устранять сильную шероховатость,
заусенцы, глубокие царапины, так как подобные дефекты не
дают возможности полностью очистить поверхность от загрязне-
ний, что приводит к пористости, плохому сцеплению покрытия
с основным металлом и т. п.
При самой аккуратной работе не удается получить беспо-
ристых покрытий такими металлами, как олово, никель, хром,
по крайней мере в производственных условиях. Поэтому в тех
случаях, когда требуется высокая коррозионная устойчивость
покрытия, следует прибегать к многослойным покрытиям, на-
пример, применять толстую медную прослойку.
Специальные нержавеющие стали (хромистые, высокоугле-
родистые), алюминий и его сплавы и некоторые другие металлы
трудно поддаются покрытию, так как образующиеся на их по-
верхности тончайшие пассивные пленки окисей препятствуют
прочному сцеплению основного металла с покрытием. Эти ме-
таллы требуют специальной подготовки поверхности перед на-
несением покрытия.
1. Поверхностные покрытия 513
Электроотрицательные металлы — цинк, алюминий, их спла-
вы и железо — не могут быть покрыты более положительными
металлами, например, медью, из простых кислых электролитов;
в подобных случаях прибегают к многослойным покрытиям.
Большим недостатком гальванических покрытий является
невозможность получать равномерный по толщине слой на всех
участках поверхности сложной формы.
Способность электролитической ванны давать равномерный
по толщине осадок называется рассеивающей способностью; чем
выше рассеивающая способность ванны, тем равномернее от-
кладывается металл. Рассеивающая способность зависит от при-
роды металлопокрытия, состава электролита, режима процесса,
конфигурации детали и ее положения в ванне во время процесса
и т. д. При низкой рассеивающей способности ванны неравно-
мерность толщины слоя можно наблюдать даже на деталях
простой формы, например, на пластинках. Наиболее толстый
слой металла осаждается на углах, ближе к ребрам, т. е. там,
где концентрируются силовые линии; в середине покрытие имеет
наименьшую толщину. На деталях сложной конфигурации (по-
лых цилиндрах, трубках, внутренних углах и т. д.) толщина по-
крытия еще неравномернее, а внутренние части, недоступные
силовым линиям, не покрываются совершенно. Это необходимо
иметь в виду, особенно когда участки поверхности, покрывае-
мые более тонким слоем, являются рабочими поверхностями,—
трущимися или подвергающимися действию коррозионных аген-
тов. В связи с этим конструкция деталей должна быть такова,
чтобы места, подлежащие покрытию, были доступны. В ваннах
со средней рассеивающей способностью обычно не покрываются
внутренние острые углы, внутренние стенки прямых трубок
диаметром менее 1—1,5 см и длиной 7—8 см, закатанные швы,
загнутые трубки и т. д. Известные трудности представляет
также нанесение покрытия на острые грани, иглы, режущие
части, так как осаждающийся на таких участках слой имеет
значительно большую толщину и несколько иные свойства, чем
на всей поверхности металла (здесь он более хрупок и склонен
к выкрашиванию).
Не рекомендуется наносить покрытие на детали в собранном
виде, даже если они простой формы, так как в местах соеди-
нений основной металл остается непокрытым.
При выборе покрытия, особенно для декоративных целей,
большое значение имеет внешний вид его (блеск и цвет).
Некоторые металлы (например, хром), осаждаясь на отполи-
рованной поверхности при обычных условиях электролиза, при-
дают ей зеркальный блеск и не требуют дополнительного по-
лирования; другие металлы почти всегда дают матовую поверх-
ность (олово, свинец).
chipmaker.ru
5J4 Гл. IX. Поверхностные покрытия и химико-термическая обработка
Дополнительное полирование покрытий значительно услож-
няет и удорожает производство; в связи с этим предметом ис-
следования последних лет является получение блестящих по-
крытий непосредственно из ванн. Однако широкого применения
эти способы еще не получили.
Важным свойством металла является способность сохранять
блеск, приданный его поверхности тем или иным способом.
Наиболее ярко выражено это свойство у хрома, который не те-
ряет блеска даже при нагревании до 400—450° С. Никель срав-
нительно стоек, но все же со временем тускнеет. Серебро со-
храняет блеск лишь при отсутствии в воздухе сернистых соеди-
нений, незначительное количество которых вызывает потускне-
ние и потемнение поверхности серебра. Особенно важны не-
тускнеющие покрытия в производстве прожекторов и различных
отражателей в оптических приборах.
Как было указано выше, поверхность деталей перед гальва-
ностегическим покрытием должна быть тщательно обработана.
Подготовка поверхности заключается в механической обработке
(шлифовании и полировании), обезжиривании и травлении.
Обезжиривание должно предшествовать травлению, так как
жировые загрязнения мешают равномерному смачиванию и рас-
творению окислов в кислотах. Обезжиривание производится
химически и электролитически в растворах щелочи или соле-
щелочных металлов. Иногда обезжиривание производят в орга-
нических растворителях.
.Травление применяется для снятия окислов перед покрытием
или как окончательная отделка (например, для меди и алюми-
ния). Травильными растворами являются растворы кислоты,
некоторых солей и иногда щелочей. При травлении черных ме-
таллов возможно выделение водорода, диффундирующего в ме-
талл и ухудшающего его физические свойства, вызывающего
хрупкость. Поэтому детали, от которых требуются определен-
ные физические свойства (стальные пружины, детали из листо-
вого материала и т. п.), нельзя травить электролитическим спо-
собом на катоде или в кислотах без специальных добавок, за-
держивающих выделение водорода.
Как после обезжиривания, так и после травления детали
тщательно промывают. Щелочные растворы лучше отмываются
в горячей воде, кислые — в холодной.
Детали, подвергающиеся механической обработке на шли-
фовальных и полировальных станках, перед нанесением покры-
тия шлифуют, полируют, обезжиривают, промывают, травят и
еще раз промывают.
Детали из цветного металла, не подвергающиеся шлифова-
нию и полированию, но хорошо протравленные, перед нанесе-
нием покрытия обезжиривают, промывают, предварительно' тра-
1. Поверхностные покрытия .”>15
вят, промывают в горячей воде и сушат, травят вторично и
опять промывают.
Детали из черного металла, не подвергающиеся шлифова-
нию и полированию, перед покрытием обезжиривают, промы-
вают, травят, еще раз промывают, очищают от шлама, промы-
вают, травят и снова промывают.
’ Для правильного выбора покрытия необходимо учитывать:
а) материал детали, подлежащей покрытию;
б) условия эксплоатации прибора, т. е. подвергается ли де-
таль механическим воздействиям и каким именно (трение, удар,
изгиб);
в) корродирующие агенты, которые действуют на деталь
(атмосферная влага, почва, кислоты, щелочи, газы и т. д.);
г) температура, при которой работает деталь и ее колеба-
ния;
д) требования, предъявляемые к внешнему виду детали.
Если деталь подвергается механическим воздействиям (на-
пример, трению), необходимо применять покрытия с повышенной
твердостью по возможности большой толщины. Наибольший
эффект в таком случае дают хромовые покрытия, значительно
повышающие сопротивление истиранию.
Покрытия деталей, работающих на удар и на изгиб, должны
быть эластичными, нехрупкими и иметь хорошее сцепление с
основным металлом; толстые покрытия непригодны, потому что,
как правило, с увеличением толщины покрытия более склонны
к отслаиванию.
Для защиты от коррозии деталей, подвергающихся действию
воды, наиболее надежными являются анодные покрытия. Так,
например, детали из черного металла рационально покрывать
цинком; чем толще слой цинка и чем меньше в нем пор, тем
надежнее и долговечнее защитное покрытие. Для защиты от
коррозии деталей из черных металлов, непосредственно сопри-
касающихся с мо-рской водой, рекомендуется применять кадмие-
вые покрытия.
При действии более сильных реагентов (например, рас-
творов кислот) покрытие цинком непригодно, так как цинк
легко реагирует с кислотами, давая растворимые соли. В таких
случаях приходится применять покрытия, более устойчивые
против данного реагента; например, против действия серной ки-
слоты — свинцовые покрытия. Однако здесь имеется другая
опасность: свинцовое покрытие, как катодное, в случае какого-
либо повреждения или наличия пор вызовет усиленную корро
зию детали. Поэтому, применяя катодные покрытия, необходи-
мо добиваться полного отсутствия пористости, увеличивая тол-
щину слоя или применяя прослойку из другого менее пористого
металла. Если нельзя полностью устранить пористость или если
chipmaker.ru
516 Г л. /X. Поверхностные покрытия и химико-термическая обработка
деталь при эксплоатации подвергается механическим воздей-
ствиям и покрытие может быть повреждено, рациональнее при-
менять анодное покрытие.
В качестве декоративных покрытий чаще всего применяют
никелевое, хромовое, реже — медное с последующим оксидиро-
ванием, иногда серебряное й золотое. Если прибор работает в
суровых условиях (например, подвергается действию атмосфе-
ры), от покрытия требуется не только красивый внешний вид,
но и хорошие защитные свойства. Для получения сплошного
покрытия увеличивают толщину слоя и применяют беспориетые
прослойки. В многослойных покрытиях (медь-никель-хром)
хром значительно улучшает свойства покрытия, придавая ему
твердость и химическую стойкость.
Приборы, работающие при высокой температуре, нельзя по-
крывать легкоплавкими и поддающимися окислению металлами.
Кроме того, при плохой подготовке поверхности перед нанесе-
нием покрытия высокая температура вызывает отслаивание по-
крытия и образование вздутий. Жароустойчивым покрытием яв-
ляется хром, не меняющий своего цвета и блеска даже при
400—450₽ С.
Низкая температура не опасна для большинства металлов, и,
как правило, при низкой температуре химические процессы про-
текают медленнее. Исключением является олово, дающее при
низких температурах серую модификацию («чума»).
Виды металлических покрытий
В настоящее время вполне разработаны и получили про-
мышленное применение следующие виды металлических покры-
тий: меднение, латунирование, никелирование, лужение, хроми-
рование, цинкование, кадмирование, свинцевание, серебрение,
золочение. Покрытия редкими металлами (платиной, родием,
вольфрамом и некоторыми сплавами) хотя и разработаны в ла-
бораторных условиях и частично применяются на.' производ-
стве, однако не получили широкого распространения вследствие
высокой стоимости этих металлов или сложности процессов.
Меднение. Химические свойства меди ограничивают при-
менение ее для декоративной отделки деталей, так как под дей-
ствием сернистых, углекислых и хлористых соединений медь
легко окисляется, теряя свой цвет и блеск. Однако свойство ме-
ди давать цветные скислы под действием различных химиче-
ских реагентов используется иногда для декоративных целей.
Можно применять меднение с последующим оксидированием
и лакированием для отделки неответственных деталей, не тру-
щихся и не подвергающихся воздействию химических реагентов.
Медные покрытия применяются обычно в качестве подслоя
под никель, кадмий, хром, а иногда под золото и серебро. Мед-
1. Поверхностные покрытия 517
ные покрытия хорошо полируются и могут быть доведены до
зеркального блеска, выдерживают изгибы, развальцовку, вы-
тяжку, паяние и сварку. Кроме того, медные покрытия приме-
няются для увеличения электропроводности, для сообщения по-
верхности притирочных и смазочных свойств.
Толщина покрытия зависит от условий эксплоатации дета-
ли и составляет:
а) 0,020—0,04 мм— для защиты поверхности детали от на-
углероживания при цементации;
б) 0,02 мм—для деталей из черных металлов перед пая-
нием, лужением или сваркой;
в) 0,003 до 0,025 мм — для подслоя при антикоррозионном
и защитно-декоративном никелировании, хромировании и сере-
брении.
Никелирование. Никелевые покрытия обладают зна-
чительной твердостью; цвет покрытия желтовато-белый. В за-
висимости от состава электролита и условий электролиза твер-
дость никелевых осадков по Бринелю колеблется от 140 до
400. Никелевые покрытия применяются для увеличения твердо-
сти поверхности (например, для покрытия стереотипов в поли-
графической промышленности).
Никель относится к электроотрицательным металлам, т. е.
обладает высокой упругостью растворения, но пассивная плен-
ка, образующаяся на никеле, предохраняет металл от действия
атмосферного воздуха, щелочей и кислот. Никель легко поли-
руется и долго не тускнеет. Вследствие способности противо-
стоять воздушной коррозии никель применяется главным обра-
зом для декоративных целей.
По отношению к железу никель является электроположи-
тельным металлом, т. е. «катодным» покрытием, поэтому в слу-
чае обнажения основного металла (железа) при повреждениях
или пористости покрытий коррозия железа будет протекать осо-
бенно интенсивно. Принимая во внимание, что никелевые по-
крытия, как правило, получаются более или менее пористыми,
не следует покрывать никелем железо, если деталь должна ра-
ботать во влажной атмосфере.
При увеличении толщины никелевого покрытия значительно
уменьшается его пористость, однако толщина никелевого по-
крытия редко превышает 0,025 мм, так как более толстые слои
склонны к отслаиванию.
В настоящее время широко применяются многослойные по-
крытия (медь-никель, никель-медь-никель, медь-никель-хром
и т. п.) в тех случаях, когда к покрытию предъявляются одно-
временно декоративные и антикоррозионные требования.
Для защиты железа от коррозии его предварительно покры-
вают беспористым слоем меди. Детальные исследования стой-
'chipmaker.ru
518 Гл. IX. Поверхностные покрытия и химико-термическая обработка
кости никелевых и многослойных покрытий, проведенные на
многочисленных образцах в разнообразных условиях, показали,
что для деталей, работающих на открытом воздухе (например,
автомобильные части), общая толщина двухслойного покрытия
из меди и никеля должна быть не менее 0,025 мм (медь 15—
20 ц, никель — 5—10 р), в более суровых климатических усло-
виях 0,03 мм, а для деталей, работающих в закрытом поме-
| щении, 0,013 мм.
Применение медной прослойки дает возможность экономить
I никель.
Для защиты латунных и медных деталей применяются более
тонкие слои никеля: для работы на воздухе 0,013 мм, для ра-
боты в помещении 0,006 мм.
Хромирование. К особенностям электролитических хро-
мовых покрытий следует отнести их химическую и механическую
стойкость. Пассивная пленка, образующаяся на поверхности хро-
| ма, защищает его от взаимодействия со многими реагентами:
I хром противостоит азотной кислоте, органическим кислотам,
। сероуглероду. Осажденный на полированную поверхность хром
имеет зеркальный блеск с высоким коэффициентом отражения
(около 7О°/о); цвет покрытия голубовато-белый.
Хром обладает замечательным свойством не тускнеть и со-
хранять свой блеск даже при высокой температуре (до 400—
550я С). Твердость хрома и сопротивление истиранию исключи-
I тельно высоки: хромирование измерительных калибров увеличи-
I вает срок их службы в 5—10 раз.
Однако хромовое покрытие не может служить защитой для
железа, так как благодаря пассивной пленке потенциал хромо-
вого покрытия становится положительнее потенциала железа.
В отношении железа хромовое покрытие является катодным по-
крытием, защищающим железо только механически, т. е. при
условии полной изоляции основного металла от корродирующих
| агентов.
Недостатками хромовых покрытий являются значительная
пористость и специфические трещинки; с увеличением толщины
покрытия пористость возрастает; минимальная пористость бы-
вает при толщине покрытия около 0,0006 мм. Поэтому хроми-
рование применяют без прослойки только для повышения твер-
дости и сопротивления истиранию.
Особенно хороший эффект дает хромирование при работе
на трение, например, для покрытия измерительных калибров и
приборов. Хромирование поверхностей, работающих на удар, а
также режущих частей не всегда дает хорошие результаты, так
। как хрому свойственна хрупкость. Хрупкость хрома можно зна-
чительно уменьшить термической обработкой. Как показала ра-
бота Малышева, проведенная под руководством Лайнера, хоро-
1. Поверхностные покрытия 519
шие результаты для некоторого вида режущих инструментов
были получены при хромировании при £)к=20 К/дм3, толщине
слоя 0,006 мм и последующем нагреве деталей в машинном
масле в течение 30—45 мин. при 150° С. Согласно данным
Шнейдевина при термической обработке (нагревание до 150° С)
твердость хрома уменьшается с 8,0 до 4,3 (по Моосу).
Для декоративной отделки и защиты от коррозии деталей,
не подвергающихся суровым воздействиям (чашки весов, часы
и т. п.), широко применяются многослойные покрытия (медь-
хром, медь-никель-хром и т. п.). В многослойных покрытиях
хром осаждается очень тонким слоем (толщиной 0,0005—
0,0015 мм). Такое покрытие придает поверхности приятный цвет
и сильный блеск, не тускнеет и повышает сопротивление исти-
ранию и коррозионную стойкость детали. Последнее, возможно,
объясняется способностью хрома не смачиваться, так как вла;а
не задерживается на его поверхности.
Цинкование. Цинкование — наиболее распространенный
способ покрытия и, являясь типичным «анодным» покрытием,
применяется почти исключительно для защиты деталей из чер-
ных металлов. Цинковое покрытие имеет среднюю твердость,
выдерживает развальцовку и изгибы, плохо спаивается и при-
варивается; цвет покрытия голубовато-стальной.
В зависимости от условий эксплоатации детали толщина по-
крытия колеблется от 0,02 до 0,04 мм.
Кроме электролитического метода, существует еще несколь-
ко способов нанесения цинкового покрытия, как то: горячее
цинкование, шерардизация и шоопирование.
При горячем цинковании детали погружаются на несколько
секунд в расплавленный цинк. Этот способ применяется для по-
крытия деталей, имеющих закатные швы. Заполняя щели швов,
пинк делает их герметичными. К недостаткам этого способа сле-
дует отнести хрупкость покрытия, неравномерность толщины
слоя, большой процент потерь цинка на угар, невозможность
точного регулирования толщины слоя и высокую температуру
процесса, которая может влиять на физические свойства основ-
ного металла.
По способу шерардизации детали сначала покрывают слоем
цинковой пыли, а затем термически обрабатывают. Этот способ
обладает многими недостатками, присущими горячему процессу
(образование диффузионного слоя, загрязнение цинка железом
и прочими примесями, высокая температура процесса и т. д.),
и большого распространения не получил.
Шоопирование — распыление расплавленного металла спе-
циальным аппаратом по поверхности детали. Преимуществом
этого метода является возможность покрывать большие кон-
chipmaker.ru
520 Гл. IX. Поверхностные покрытия и химико-термическая обработка
струкции в собранном виде, однако слой цинка при этом полу-
чается пористым и хрупким.
Кадмирование. В химическом отношении кадмий более
стоек, чем цинк; пленка окиси кадмия, образующаяся на по-
верхности, предохраняет его от разрушения.
По блеску, цвету и стойкости против потускнения кадмий,
безусловно, превосходит цинк, хотя со временем под действием
кислорода воздуха кадмий покрывается пленкой окислов жел-
товатого оттенка и постепенно теряет блеск. Цвет покрытия се-
ребристо-стальной.
Считают, что кадмий защищает черные металлы от действия
воздуха почти неограниченное время; прекрасные (результаты
дает защита кадмием деталей, работающих в морских условиях.
Защитные свойства кадмия, так же как и цинка, зависят от
толщины покрытия, которая принимается соответственно усло-
виям службы детали 0,01—0,015 мм — для мягких условий
эксплоатации и 0,025 мм — для защиты от сильнодействующих
корродирующих агентов.
Приятный серебристый цвет кадмиевых покрытий и относи-
тельная стойкость против потускнения обусловливают примене-
ние их не только для защиты от коррозии, но и для декоратив-
ной отделки деталей. Однако высокая стоимость и дефицитность
кадмия ограничивают его применение.
Лужение. Лужение выполняется горячим и электролити-
ческим способами.
Горячий метод применяется преимущественно для получе-
ния «белой жести», т. е. железных листов, покрытых с двух
сторон оловом. Исключительно хорошее сцепление основного
металла с оловом позволяет применять операции резания и
штамповки без опасения отслаивания покрытия.
Электролитический способ широко применяется для покрьь
тия деталей, подвергающихся действию паров серы, для токо-
проводящих деталей. Покрытие мягкое, хорошо выдерживает
изгибы, вытяжку, сохраняется на резьбе при ввинчивании де-
талей.
В зависимости от условий службы деталей толщина слоя
покрытия составляет от 0,01 до 0,02 мм.
Свинцевание. Свинцевание применяется исключительно
для защиты деталей от коррозии, хотя потенциал свинца менее
отрицателен, чем потенциал железа, и свинцовое покрытие от-
носится к «катодным». Темносерый («грязный») цвет свинцово-
го покрытия и отсутствие блеска лишают возможности приме-
нять его для декоративных целей.
Свинец обладает высокой химической стойкостью, он хоро-
шо растворяется только в азотной кислоте; серная и соляная
кислоты растворяют его только на поверхности. Образующиеся
/. Поверхностные покрытия 521
при этом сернокислые или хлористые соли свинца не растворя-
ются в воде и, оставаясь на поверхности, предохраняют металл
от дальнейшего растворения. Точно так же пленка основной
соли, образующаяся на влажном воздухе, предохраняет свинец
от окисления. При действии на свинец растворенных в воде
хлористых, углекислых >и сернокислых солей последние обра-
зуют соответственные свинцовые соли, не растворяющиеся в во-
де; пленка этих солей защищает свинец от растворения.
Химическая стойкость свинца определяет область примене-
ния свинцовых покрытий: главным образом в химической и во-
енной промышленности для защиты химической аппаратуры от
действия серной кислоты, сернокислых и сернистых соединений,
отравляющих веществ, газообразного хлора и т. д.
Свинцевание производится горячим (так называемым гомо-
генным) и электролитическим способами. Электролитическое по-
крытие более стойко, чем полученное горячим способом; меха-
нические свойства электролитического покрытия также выше.
Однако более высокая производительность горячего способа по-
зволяет ему успешно конкурировать с электролитическим. Осо-
бенно рационально применять горячий способ в тех случаях,, ког-
да требуется большая толщина покрытия или герметичность швов
путем заполнения их свинцом; для получения тонких покрытий
рациональнее пользоваться электролитическим способом.
Покрытие благородными металлами. Дорого-
стоящие благородные металлы применяются для покрытия лишь
в исключительных случаях.
Вследствие ярко выраженных «катодных» свойств этих по-
крытий (высокий положительный потенциал) они наносятся глав-
ным образом на медь и ее сплавы — латунь, мельхиор и т. п.
При покрытии железа или стали имеется опасность случайным
повреждением покрытия обнажить поверхность железа и тем
самым подвергнуть изделие усиленной коррозии.
Серебряные покрытия, наиболее распространенные из этой
группы покрытий, применяются для декоративных и антикорро-
зионных целей, а также для уменьшения электросопротивления
и повышения отражательной способности. Цвет покрытия голу-
бовато-белый.
Серебро не окисляется на воздухе даже при накаливании, не
растворяется в соляной кислоте, холодной плавиковой кислоте
любой концентрации и в щелочах. Кипящие серная и азотная
кислоты растворяют серебро. Серебро легко реагирует с галои-
дами; при действии на металл сероводорода и сернистых со-
единений легко образуется черное сернистое серебро (действием
раствора гидросернистого калия производят «оксидировку»,т. е.
получают на поверхности тонкий слой черного сернистого се-
ребра).
chipmaker.ru
522 Гл. IX. Поверхностные покрытия и химико-термическая обработка
Б. Химические покрытия
В приборостроении наиболее широко распространены сле-
дующие виды химических покрытий:
1) фосфатирование;
2) оксидирование.
Фосфатирование
Фосфатирование и особенно ускоренный способ фосфатиро-
вания — бон де р и з а ц и я — применяются как средство защи-
ты от коррозии и для облегчения холодной обработки без сня-
тия стружки (волочения, вытяжки и т. д.).
За исключением нержавеющей и кислотоупорной сталей все
сорта стали и железа пригодны для фосфатирования; фосфати-
ровать можно также цинк, сплавы цинка, оцинкованное же-
лезо.
Для повышения стойкости против коррозии фосфатированные
поверхности подвергают последующей обработке жирами, ма-
слами, лаками или красками, для которых покрытие служит хо-
рошим грунтом. Об устойчивости против коррозии мягкой ста-
ли, подвергнутой фосфатированию, можно судить по приведен-
ным ниже результатам испытания образцов в камере с искус-
ственным туманом, образованным пульверизацией 3'%-ного
раствора поваренной соли (табл. 50).
Таблица 50
Характер обработки
Фосфатирование
Фосфатирование и дополнитель-
ная обработка парафином
Фосфатирование и лакирование
I
Появление первых следов
ржавления
Через 0,5 часа
Через 60 час.
Через 500 час. не обнаружено
признаков ржавчины
Из приведенных данных следует, что фосфатирование с по-
следующим лакированием сообщает материалу хорошую сопро-
тивляемость коррозии. Практика показала, что этот вид покры-
тия во многих случаях более надежен, чем металлические галь-
ванические покрытия.
Можно указать еще на одно' свойство фосфатного покрытия.
Это покрытие не проводит электричества, что в ряде случаев
дает возможность экономить специальные материалы (лак и
изоляционную бумагу), а также упрощает монтаж прибора.
523
/. Поверхностные покрытия
Фосфатирование стальных деталей включает следующие
основные виды обработки: а) подготовка поверхности детали
для фосфатирования (предварительная обработка); б) получе-
ние фосфатного покрытия (собственно фосфатирование); в) до-
полнительная обработка фосфатированных деталей для усиле-
ния того или иного свойства покрытия.
Предварительная обработка деталей перед фосфатированием
состоит из следующих операций: а) обезжиривание; б) очистка
от ржавчины и окалины; в) промывка.
Необходимо весьма тщательно проводить предварительную
обработку, так как она существенно влияет на структуру фос-
фатного слоя, продолжительность фосфатирования и расход хи-
микалий.
Для фосфатирования применяются главным образом раство-
ры фосфорнокислых солей марганца, цинка и железа и сво-
бодной фосфорной кислотой с теми или иными добавками, улуч-
шающими процесс образования фосфатного покрытия. Подвер-
гаемые фосфатированию детали погружаются в ванну на под-
весках (крупные детали) или в специальных сетчатых корзинах,
перфорированных барабанах, сборках (мелкие детали). Детали
либо перемещаются в ванне при помощи транспортера, либо на-
ходятся во вращающихся барабанах; в последнем случае по-
лучается более ровный фосфатный слой с мелкокристаллической
структурой.
В случае использования холодных растворов крупные дета-
ли можно фосфатировать обычными способами, применяемыми
при окраске: пульверизация, нанесение раствора кистью.
Время, необходимое для образования фосфатного слоя тре-
буемой толщины, зависит от состава ванны, температуры и ка-
чества поверхности фосфатируемых деталей и колеблется от
нескольких минут до часа и более. Толщина наносимого фосфат-
ного слоя составляет от 0,001 до 0,015 мм в зависимости от на-
значения детали.
Цвет фосфатного покрытия из железо-цинкового фосфата
светлосерый, а из железо-марганцевого фосфата — темносерый.
Окраска фосфатного слоя не характеризует его качества и анти-
коррозионных свойств. Темную, почти черную окраску слоя мож-
но получить удлинением процесса или увеличением содержания
свободных кислот; черную окраску можно получить добавле-
нием в раствор медной соли или 0,2 г/л нитрата алюминия.
По окончании фосфатирования детали тщательно промывают
сначала в холодной проточной воде, затем в горячей и тща-
тельно просушивают в сушильных шкафах при 200—300° С.
В тех случаях, когда фосфатное покрытие должно служить
для защиты материала от коррозии, детали после фосфатиро-
вания поступают на дополнительную обработку, которая заклю-
chipmaker.ru
524 Гл. IX. Поверхностные покрытия и химико-термическая обработка
чается в нанесении на фосфатированные поверхности жировых
пленок, лаков или красок. Для нанесения дополнительных пле-
нок можно применять погружение в ванну, поливку, обрызгива-
ние, обычное окрашивание кистью; для нанесения лака рекомен-
дуется горячая пульверизация.
Оксидирование стали
Оксидирование стали и других металлов применяется для
улучшения антикоррозионных свойств и придания красивого
внешнего вида. Применяют щелочное воронение, синение и чер-
нение в расплавленных солях.
Оксидирование не вызывает изменения размеров, а потому
применяется для резьбовых и мелких деталей.
Для алюминия и его сплавов применяется анодное оксиди-
рование.
В. Лакокрасочные покрытия
Лакокрасочные покрытия представляют собой сплошную
пленку лака или краски, нанесенную в один или несколько слоев
на поверхность металла или дерева и высушенную при опреде-
ленном тепловом режиме. Такого рода покрытия применяются
как для защиты материала от коррозии, так и для декоратив-
ных целей и для придания деталям необходимого цвета. Недо-
статком лакокрасочных покрытий является незначительная
прочность.
Лакокрасочные покрытия применяются для деталей: а) не
подвергающихся значительным механическим воздействиям;
б) не имеющих поверхностей трения скольжения; в) не требую-
щих точных допусков и посадок; г) не подвергающихся нагреву
выше 200° С.
Нанесению лакокрасочного покрытия предшествует ряд опе-
раций подготовки поверхностей деталей, состоящих из: 1) отбив-
ки песком или травления; 2) обезжиривания; 3) грунтовки;
4) шпаклевки.
Для облегчения выбора лакокрасочных материалов общего
назначения, для окраски, грунтовки и шпаклевки ниже приво-
дятся табл. 51 и 52, которыми надлежит пользоваться.
Лаковое или красочное покрытие может быть нанесено тре-
мя способами: кистью, окунанием и распылением.
Нанесение покрытия кистью наименее производительно и при-
меняется в мелкосерийном и индивидуальном производствах и
для окрашивания деталей сложной конфигурации. Следует иметь
в виду, что кистью нельзя наносить скоросохнущие лакокрасоч-
ные покрытия.
Окрашивание окунанием является производительным спосо-
525
I. Поверхностные покрытия
бом, но он пригоден только для деталей, не требующих тща-
тельной отделки и имеющих удобообтекаемую форму, которая
исключает местное скопление краски и образование подтеков.
Метод окунания не следует применять для нанесения скоросох-
нущих лакокрасочных материалов типа нитрокрасок. Если же
это неизбежно, то для замедления высыхания (чтобы дать воз-
можность стечь излишкам лака) необходимо добавить медленно
испаряющиеся растворители.
В зависимости от количества и размеров окрашиваемых де-
талей окунание производится различными способами. Крупные
детали в серийном производстве окрашиваются поштучно руч-
ным окунанием в ванну с краской. Для окрашивания мелких
деталей в серийном производстве их загружают в сетчатые кор-
зины или во вращающиеся барабаны. В массовом производстве
окрашивание крупных и мелких деталей выполняется автома-
тически, для чего используются специальные установки с кон-
вейерами или иными транспортными средствами.
Окрашивание распылением представляет собой наиболее со-
вершенный способ, который особенно пригоден в тех случаях,
когда к качеству окраски предъявляются повышенные требова-
ния. Для окрашивания распылением необходимо иметь распыли-
тельные камеры и краскораспылительные установки.
Окрашивание распылением можно выполнять обычным путем
и с подогревом. Второй способ особо эффективен при работе с
нитролаками и нитрокрасками, так как подогрев дает возмож-
ность значительно уменьшить расход растворителя. Кроме того,
подогретая краска содержит больше пленкообразующих веществ,
ее можно наносить меньшим числом слоев и она быстрее сохнет.
Заключительной операцией после окрашивания является суш-
ка, которая производится:
1) в сушильных шкафах или камерах, которые снабжаются
ь качестве источника тепла паровыми змеевиками или обогре-
ваются теплым воздухом, предварительно нагретым электриче-
скими или газовыми обогревателями; нагрев деталей и сушка
происходят за счет конвекции;
2) в рефлекторных сушилках, основанных на принципе кон-
центрации тепловой энергии электрических ламп на поверхно-
сти окрашенной детали при помощи рефлекторов;
3) в индукционных сушилках с использованием для сушки
деталей токов высокой частоты.
Сушка в сушильных шкафах или камерах наименее произ-
водительна и ее можно применять только в мелкосерийном про-
изводстве, и то для мелких деталей. В серийном и массовом про-
изводствах следует использовать рефлекторные и индукционные
сушила.
526 Гл. /Л’. Поверхностные покрытия и химико-термическая обработка
Типовые аитикоррозион
Назначение покрытия Цвет Масляно-эмалевые краски; масляные и спиртовые лаки
обычные масляные масляно-глиф- талевые
Для наружных поверхно- стей корпусов, крышек и других деталей приборов, ра- ботающих в морских усло- виях , Стальной А14 стально- го цвета А14Ф сталь- ного цвета
Для наружных поверхно- стей корпусов, крышек и других деталей приборов, ра- ботающих в сухопутных усло- виях! Защитный 1426 защит- ного цвета (го- рячей сушки) 1426Ф защит- ного цвета (го- рячей сушки)
Для плат, кронштейнов и внутренних поверхностей кор- пусов и крышек приборов, работающих в морских и су- хопутных условиях Белый А12 '—
Алюминие- вый АКС алюми- ниевого цвета Алюминие- вый порошок, лак 17Ф
Красный специаль- ного наз- начения А13 красная АФ красная
Для деталей морских и су- хопутных приборов, находя- щихся внутри корпуса, и других деталей специального назначения, требующих окра- ски в различные цвета (штеп- сельные муфты сухопутных приборов, многоцветные шка- лы и т. п.). Для деталей при- Различные цвета, цвет- ной фон шкал А6 желтая А7 зеленая А9 синяя А10 голубая А13Ф желтая А7Ф зеленая
1 Допускается окрашивать эти приборы в стальной или темносерый
эмалями в черный и стальной цвета или отделывают под дерево.
I. Поверхностные покрытия
527
ные лаки и краски
Таблица 51
Масляные краски Нитрокраски и нитролаки
заменители основные заменители основные заменители
Пентафта- левые кра- ски (замени- тели фиксо- лей) Белила цин-1 ковые с черной тертой и жел- той подцвет- кой Белила свин- цовые с черной тертой и жел- той подцвет- кой ДМ белая, ДМ черная (по масляному грунту) ДМ серая (по масляному грунту)
Защитная 4БО Защитная — —
Белила цин- ковые Белила свин- цовые тертые ДМ белая —
Алюминие- вый поро- шок, лак 17Ф — — Алюминие- вый порошок, лак цапон бес- цветный ДМСА Алюминие- вый порошок АВ-4д/в АН
— — — ДМ красная —
Художествен- ные ДМ желтая НПЗЗ-01 белая
Крон ЦИНКО- ВЫЙ Охра мумия Киноварь ДМ зеленая ДМ синяя ДМ белая Лак НК35-99 черный
цвет. Радиоприборы и лабораторные приборы окрашивают муаровыми
chipmaker.ru
-528 Гл. IX. Поверхностные покрытия и химико-термическая обработка
Назначение покрытия Ивет Масляно-эмалевые краски; масляные и спиртовые лаки
обычные масляные масляно-глиф- талевые
боров, находящихся в закры- тых, отапливаемых или венти- лируемых помещениях АН белая 2013белая ма- товая А12 черная А13 красная AI4 стально- го цвета АКС алюми- ниевого цвета Лак 17а бес- цветный 2086Ф черная А13Ф красная А14Ф сталь- ного цвета 1 125Ф серая Лак 17Ф бес- цветный
Для заливки гравирован- ных шкал Белый — —
Черный -
Для окраски фона шкал Белый 2013 белая (матовая) —
Черный — 2086Ф чер- ная
1. Поверхностные покрытия
529
Продолжение
Масляные краски Нитрокраски и нитролаки
заменители основные заменители основные заменители
Зелень Ультрамарин Белила цин- ковые Белила кад- миевые ДМ черная Нитролак черный МВБ ДМ красная НПЗЗ-20 кра- сная
— Белила цин- ковые — —
— Сажа —
Белила цинковые АП, белая — ДМ белая —
— — — ДМ черная —
chipmaker, ru
530 Гл. IX. Поверхностные покрытия и химико-термическая обработка
Назначение покрытия Цвет Масляно-эмалевые краски; масляные и спиртовые лаки
обычные масляные масляно-глиф- талевые
Для деталей из медных сплавов (шестерни, зубчатые рейки и др.) Золотистый Лак шеллач- ный с подцвет- кой аурамином
Для укладоч- ных ящиков и различных де- талей наружные поверхно- сти Стальной А14 стально- го цвета А14Ф сталь- ного цвета
Защитный Зеленый А7Ф зеленая
внутренние поверхно- сти Алюмини- евый АКС алюми- ниевого цвета Алюминие- вый порошок, лак 17Ф
Для моделей наружные и внутренние поверхности Натураль- ный цвет дерева Лак 17а, лак шеллачный Лак 17Ф
Разделка под дуб, орех, красное
Красный Лак 91 мо- дельный —
Знаки Черный —
1. Поверхностные покрытия
531
Продолжение
Масляные краски Нитрокраски и нитролаки
1 заменители j основные заменители основные заменители
— Лак цапон с подцветкой ау- рам ином Лак АВ-4д/в с подцветкой пикриновой кислотой
— Белила цин- ковые и чер- ная тертая — — —
А7 зеле- ная Защитная 4БО Защитная К — —
Алюмини- евый поро- шок, лак 17а — — Алюминие- вый порошок, лак цапон бес- цветный —
— — 1 i Лак цапон бесцветный —
дерево, черное дерево; полирование
Сурик же- лезный, лак шеллачный
Сажа, лак шеллачный — — — —
chipmaker.ru
532 Гл. IX. Поверхностные покрытия и химико-термическая обработка
Вспомогательные материалы
Вспомогательные материалы и их марки Основные компоненты
Грунт лакомасляный АЛ Г-5 серо-зеленого цвета Грунт лакомасляный АЛГ-1 (заменитель АЛ Г-5) желтый Цинковый крон, цинковые белила, мас- ляный лак ЛМ-25 (полуфабрикат), сажа для подцветки Цинковый крон, масляный лак ЛМ-25 (полуфабрикат), сажа для подцветки
Грунт лакомасляный 138 глифталевый коричневый Желтый крон (свинцовый), сурик же- лезный или мумия, тальк, глифталевый лак 154, сиккатив, растворитель
Грунт масляный белый Белила цинковые сухие или тертые, олифа натуральная
Грунт масляный красный Свинцовый или железный сурик, олифа натуральная
Шпаклевка лаковая AM светлая, желто-коричневая или красная Паста густотертая: цинковые белила,' мел, железный сурик или мумия, масля- ная лаковая разводка
Подмазочная масса Подмазочный лак № 74 (ОСТ 10940—40), охра, мумия и мел
Нитрошпаклевка АП 1-30 желтая Колоксилин и пигменты в смеси орга- нических растворителей с добавлением смол и смягчителей |
1 Растворитель для лакомас- пых грунтовок Смесь уайт-спирита и пиробензола.! Заменителями служат бензин „калоша"' (ГОСТ 443 -41) или скипидар очищенный; (свстл ый)
1. Поверхностные покрытия
533
Таблица 52
для лакокрасочных покрытий
Технические условия или ОСТ Назначение и способ применения
ТУ НКХП 1047 -43 ТУ НКХП 777-41 Для деталей из алюминия и его сплавов, для стальных деталей, в том числе для сварных, наносится пульверизатором или кистью; сушка может быть горячая пли холодная в зависимо- сти от металла
ТУ НКХП 266-45 Для грунтовки поверхности перед покры- тием деталей и узлов приборов; для деталей из стали, меди и медных сплавов (латуни,бронзы); наносится пульверизатором или кистью
Для деталей из стали и алюминиевых спла- вов; для грунтовки под окраску или лакировку световых тонов
Для деталей из стали; наносится кистью; предназначается для жестких условий работы в атмосфере для повышения влагостойкости окраски; сушка холодная
ТУ НКАП 175 АМТУ Для подмазки просушенных загрунтованных поверхностей деталей из стали, алюминия и его сплавов; сушка слоя толщиной 0,5 мм при 100°С в течение не более 1 часа
Для подмазки загрунтованных поверхностей деталей из стали при холодной и горячей сушке
ТУ НКХП 953-42 Для выравнивания поверхностей, загрунто- ванных масляными грунтами; для шпаклевки наружной поверхности деревянных деталей
Для разжижения лаков масляных и глиф- талевых грунтов и эмалей, а также для обез жиривания металлических поверхностей перед грунтовкой или окрашиванием и для смывания масляных красок
chipmaker.ru
534 Гл. IX. Поверхностные покрытия и химико-термическая обработка
Вспомогательные материалы и их марки Основные компоненты
Растворитель РДВ (замени- телем служит растворитель № 646) Смесь органических летучих жидкостей, растворяющих нитроцеллюлозу; ацетон, этилацетат, бутилацетат, этиловый спирт, бутиловый спирт, бензол
Смывка обыкновенная СД (об) Смесь органических растворителей: ацетон, этилацетат, скипидар, бутанол, бензол с добавлением парафина или наф- талина
Сиккативы Ms 63 и 64 Свинцово-марганцсвые соли нафтеновых кислот или смеси нафтеновых кислот с кислотами высыхающих (полувысыхаю- щих) масел, уайт-спирит или скипидар
2. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
ПОВЕРХНОСТНОГО СЛОЯ
Химико-термическая обработка поверхностного слоя имеет
целью придавать поверхностям стальных деталей высокую твер-
дость, а сердцевине — сопротивляемость ударам, а в ряде слу-
чаев — повышать антикоррозионные свойства и износоустойчи-
вость углеродистых, малолегированных и легированных сталей
и чугуна.
В приборостроении наиболее распространены следующие
способы химико-термической обработки поверхностного слоя:
1) цементация обычная (в твердом карбюризаторе);
2) газовая цементация;
3) цианирование;
4) нитроцементация;
5) азотирование.
А. Цементация обычная (в твердом карбюризаторе)
Цементацией называется процесс насыщения углеродом ста-
ли, нагретой до температуры выше критической (состояние
аустенита). Цементация выполняется в средах, способных от-
давать углерод. Для получения такой среды детали окружа-
ются карбюризатором (науглероживающей смесью).
2. Химико-термическая обработка поверхностного слоя
535
Продолжение
Технические условия или ОСТ Назначение и способ применения
ТУ НКХП 776-41 Для разбавления нитрошпаклевок, нитрола- ков и нитроэмалей, а также для смывания нит- ропокрытий
ТУ НКХП 906-42 Для удаления старых масляных и эмалевых покрытий с металлических деталей; приме- няется при температуре не ниже 20°С
ГОСТ 1003-41 Для ускорения высыхания олиф, масляных лаков, масляных и эмалевых красок
При обычной цементации в качестве карбюризатора приме-
няется смесь древесного угля (березового, дубового), обуглен-
ной Кожи и углекислых солей. Наличие последних ускоряет про-
цесс цементации. Толщина науглероженного слоя при обычной
цементации в твердом карбюризаторе может доходить до 2 мм.
Температура нагрева 930—950’С, продолжительность процес-
са— от 8 час. и более в зависимости от требуемой глубины це-
ментированного слоя.
После цементации детали подвергаются дополнительной тер-
мообработке. Необходимость последней вызывается тем, что
структура деталей после цементации, вследствие длительной
выдержки при высокой температуре, получается крупнозерни-
стой, т. е. после цементации сталь имеет характерную структуру
перегрева. Последующая термическая обработка состоит из нор-
мализации и закалки. Первая термическая обработка (нормали-
зация) при 850—900° С исправляет структуру внутренней части
(ядра) детали, а вторая -— закалка — предназначается для по-
лучения мелкозернистой структуры и надлежащей твердости по-
верхностного слоя. В результате такой двойной термической об-
работки на поверхности детали получается структура мартенси-
та или аустенита с мартенситом, а в ядре — структура феррита
и малоуглеродистого вязкого мартенсита или одного малоугле-
родистого вязкого мартенсита. После закалки детали, как пра-
вило, подвергаются отпуску.
| chipmaker.ru
536 Гл. IX. Поверхностные покрытия и химико-термическая обработка
Процесс цементации в твердом карбюризаторе состоит из
трех этапов:
1) подготовки, включающей очистку поверхностей деталей
от окалины, грязи и ржавчины, укладку деталей в железные
или чугунные ящики, наполненные цементирующей смесью (кар-
бюризатором), закрывание ящиков и обмазывание щелей огне-
упорной глиной;
2) нагревания ящиков с деталями в печах и охлаждения
их вместе с печью (после чего детали удаляются из ящиков);
3) нормализации, закалки и отпуска.
В том случае если цементации должны подвергнуться толь-
ко части детали, необходимо те места, которые не нужно цемен-
тировать, замазать глиной, омеднить или покрыть асбестом.
Достоинствами цементации в твердом карбюризаторе являет-
ся возможность получения значительного по величине твердого
поверхностного слоя (толщиной до 2 мм).
Недостатками этого способа являются:
1) большая продолжительность процесса;
2) трудность механизации' процесса;
3) получение мягких мест на поверхности детали после за-
калки.
Правильный выбор материала детали, подвергаемой цемен-
тации, сильно влияет на результаты процесса. Для цементации
применяются как простые углеродистые стали, например 20
(С1020), так, и легированные 20Х, 15X3, 20ХН, 12ХНЗ, 15X9,
15НМ и др.
Стали с большим содержанием углерода для цементации
непригодны, так как сердцевина детали также будёт закаляться,
что явится причиной хрупкости детали и значительных дефор-
маций при закалке.
Б. Газовая цементация
По сравнению с обычной цементацией газовая цементация
обладает рядом преимуществ, из которых основными являются:
1) более равномерный прогрев цементируемых деталей вслед-
ствие отсутствия цементационных ящиков;
2) легкость и быстрота регулирования процесса;
3) чистота цементированных поверхностей;
4) возможность закалки непосредственно в печи;
5) отсутствие цементационных ящиков.
Применение газовой цементации возможно при наличии спе-
циальных печей.
Для крупных деталей следует применять печи Н. Л. Минке-
вича и К. С. Иминского, а для мелких, что особенно интересно
для приборостроения,— вертикальные электрические печи с вен-
2. Химико-термическая обработка поверхностного слоя 537
тилятором, перемешивающим цементирующий газ внутри жаро-
упорной реторты.
Цементация в вертикальных печах осуществляется следую-
щим образом. Детали загружают в корзину, которую помещают
в реторту печи, закрываемую герметической крышкой, и нагре-
вают до температуры цементации. Затем в горячую реторту по-
дают из масленки по каплям масло, образующее цементирую-
щий газ. Для этого применяются масла типа «карбоноль». Де-
тали выдерживаются при соответствующей температуре в атмо-
сфере этого газа. Затем подача масла прекращается и детали
выдерживаются для диффузии углерода. По окончании про-
цесса корзину с деталями поднимают из реторты и производят
закалку деталей.
Для газовой цементации крупных деталей применяются газы
следующих составов (табл. 53).
Таблица 53
Г аз с„нп сн4 н СО
Пиролизный газ 23 40 22 9
Крекированный газ — 10 70 20
В. Цианирование (жидкая цементация)
Жидкая цементация, чаще называемая цианированием,
выполняется в расплавленных цианистых солях.
По сравнению с цементацией в твердом карбюризаторе циа-
нирование имеет следующие преимущества:
1) малая продолжительность процесса (в 3—5 раз меньше,
чем при твердой цементации);
2) возможность непосредственного охлаждения детали, извле-
каемой из ванны, без повторного нагрева под закалку;
3) повышенная твердость планированной, поверхности (HRr~-
= 60—64), вследствие того что деталь одновременно насыщает-
ся углеродом и азотом;
4) меньшие объемные деформации;
5) однородность цианированного слоя по глубине и микро-
структуре;
6) высокая износоустойчивость цианированного слоя;
7) хороший внешний вид цианированной поверхности.
Недостатками цианирования являются:
1) вредность пароцианистых соединений и возможность от-
равления рабочих в случае нарушения правил техники безопас-
ности;
1 chipmaker.ru
538 Гл. IX. Поверхностные покрытия и химико-термическая обработка
2) повышенная хрупкость планированных деталей в связи
с поглощением азота;
3) малая глубина цианировэнного слоя (0,1—0,2 мм).
Цианирование выполняется в литых стальных или штампо-
ванных ваннах, обогреваемых нефтяными форсунками, а также
электродными соляными ваннами. Цианистая ванна состоит из
смеси расплавленных солей: 30°/о NaCN и 70% NaCO3 и NaCl.
Деталь нагревается в течение 10—45 мин. при 850° С. Продол-
жительность пребывания детали в ванне зависит от требуемой
глубины цианированного слоя.
Цианированию подвергаются стали со средним содержанием
углерода: 40, 40Х, 40ХН, 45ХН.
Г. Нитроцементация
Нитроцементация сталей в газовой среде, состоящей из це-
ментирующего газа и аммиака, приводит к образованию на по-
верхности стали слоя, насыщенного азотом и углеродом (анало-
гично жидкому цианированию). Обладая пр сравнению с цемен-
тацией в твердом карбюризаторе теми же достоинствами, что
и цианирование, нитроцементация, кроме того, имеет ряд сле-
дующих преимуществ перед цианированием и азотированием:
1) отсутствует вредность производства;
2) удешевлен процесс в связи с отсутствием расходования
цианистых солей, значительно более дорогих, чем аммиак и це-
ментирующий газ;
3) возможно регулирование степени насыщения поверхност-
ного слоя азотом и углеродом путем изменения скорости потока
газов в муфеле печи, что дает возможность получать нитроце-
ментированный слой, обладающий заданной твердостью, изно-
соустойчивостью и Вязкостью.
По сравнению с азотированием нитроцементация обладает
следующими преимуществами:
1) возможность обработки простых углеродистых и низко-
легированных сталей;
2) значительное ускорение процесса;
3) возможность механизации процесса.
Нитроцементации подвергаются детали из цементируемых
малоуглеродистых сталей. Нагрев деталей, подвергаемых нитро-
цементации, происходит в специальных печах в смеси аммиака
и цементирующего газа (продукт пиролиза керосина) при 500—
600° С или 750—850° С в течение 1,5 часа.
Глубина улучшенного слоя зависит от температуры и про-
должительности процесса нитроцементации и составляет от 0,1
до 0,5 мм.
2. Химико-термическая обработка поверхностного слоя
539
В зависимости от условий эксплоатации детали и ее разме-
ров устанавливается следующий порядок нитроцементации
(табл. 54).
Таблица 54
Для деталей, работающих при
больших удельных давлениях
Для деталей, работающих
на износ в тяжелых условиях,
для которых недопустимо
коробление при термообработке
Нитроцементация при 830—850°С
с выдержкой в течение 2 час,—для
получения улучшенного слоя глуби-
ной от 0,2 до 0,3—1,5 мм и в тече-
ние от 3 до 5 час.—для получения
слоя глубиной от 0,4 до 0,5 мм
Закалка непосредственно из нит-
роцементационной печи
Отпуск
1,5 часа
при 200°С в течение
Нитроцементация при 700—750°С
с выдержкой в течение 2—3 час.—
для получения улучшенного слоя
глубиной до 0,1 мм и в течение
3—6 час.—для получения слоя глу-
биной от 0,1 до 0,3 мм
Закалка в масле, в воде или на
воздухе
Отпуск при 200°С в течение
1,5 часа
Д. Азотирование (нитрирование)
Азотирование представляет собой процесс насыщения стали
азотом в потоке аммиака при 500—650° С.
Азотирование имеет ряд существенных преимуществ перед
цементацией:
1) достигается бод!ее высокая твердость поверхности, де-
тали;
2) весьма мало искажаются формы детали;
3) получается более высокая сопротивляемость истиранию
поверхности детали;
4) не требуется закалка детали.
Недостатками азотирования, ограничивающими применение
этого процесса, являются:
1) высокая стоимость азотируемых сталей;
2) необходимость в специальном оборудовании;
3) большая продолжительность процесса.
Для азотирования необходимо применять стали с содержа-
нием углерода от 0,25 до 0,45%, которые предварительно под-
вергают закалке и отпуску для получения сорбитной структуры.
chipmaker.ru
540 Гл. IX. Поверхностные покрытия и химико-термическая обработка
В ГОСТ для азотирования предусмотрена легированная сталь
марки 35ХМНА.
Азотирование производится в специальных герметически за-
крываемых муфельных печах.
Участки детали, которые не должны подвергнуться азотиро-
ванию, предварительно покрывают оловом, т. е. лудят.
В процессе азотирования детали увеличиваются в размерах,
что следует учитывать при выборе промежуточных размеров..
Шлифование деталей после азотирования следует выполнять
на глубину не более 0,01—0,02 мм, так как эта операция сни-
мает самый твердый поверхностный слой.
Е. Алитирование
Алитированием называется процесс диффузионного насыще-
ния стали алюминием. Детали, подвергаемые алитированию,
упаковываются в жароупорные ящики с алитирующей смесью
(порошок из ферроалюминия, окиси алюминия и нашатыря) и
подвергаются нагреву до 900—1050° С в течение 10—46 час.,
после чего медленно охлаждаются вместе с печью.
Детали, подвергнутые алитированию, хорошо сопротивляют-
ся окислению'. Помимо алитирования в твердой среде, приме-
няются газовое и жидкостное алитирование.
Кроме алитирования, в приборостроении применяют диффу-
зионную металлизацию стали другими металлами, например,
хромом (для повышения сопротивления износу), кремнием или
бором.
ОГЛАВЛЕНИЕ
Стр.
Предисловие................................................... 3
Введение ..................................................... 7
Глава первая
Обработка на токарных станках
1- Экономические границы применения токарных станков ..... 13
2. Обтачивание цилиндрических поверхностей в центрах......... 14
А. Неточности центровки (14). Б. Неточности станка (16).
В. Упругие деформации под действием усилий резания (20).
Г. Неточности заготовки (27). Л. Неточности установки
резца (31). Е. Прогиб и износ резца (31).
3. Обтачивание цилиндрических поверхностей в патроне ........ 32
А. Неточности траектории вершины резца (32). Б. Биение
обрабатываемой детали (33). В. Деформации под действием
усилий резания (35). Г. Точность продольных разме-
ров (37).
4. Обтачивание на оправках.................................. 39
5. Обтачивание тонких дисков.............................. . 42
6. Обтачивание эксцентричных поверхностей.................... 45
7. Обтачивание конических поверхностей...................... 49
8. Обтачивание фасонных поверхностей........................ 51
9. Растачивание отверстий..............*..................... 56
А. Неточности, связанные с установкой детали (56). Б. Неточ-
ности, связанные с процессом растачивания (60)
Глава вторая
Обработка на револьверных станках и автоматах
I. Обработка на револьверных станках......................... 65
А. Экономические границы применения (65). Б. Обтачивание
цилиндрических поверхностей (67). В. Обтачивание кониче-
ских поверхностей (72). Г. Обработка отверстий (80).
2. Обработка на автоматах.................................... 85
А. Общие положения (85). Б. Обработка на токарно-револь-
верных автоматах (89). В. Обработка на автоматах про-
дольно-токарного типа (98).
chipmaker.ru
542
Оглавление
Стр.
Глава третья
Фрезерование плоских и криволинейных (фасонных)
поверхностей
1. Общие положения...................................... 121
2. Фрезерование плоских поверхностей..................... 125
3. Фрезерование криволинейных (фасонных) поверхностей......133
А. Фрезерование по копиру (134). Б. Факторы, ограничиваю-
щие фрезерование по копиру, и точность обработки (139).
В. Фрезерование на копировально-фрезерном полуавтома-
те (147). Г. Рефлекторные копировально-фрезерные устрой-
ства (152). Д. Фрезерование деталей с профилем по спира-
ли Архимеда (163).
Глава четвертая
Фрезерование зубчатых колес
1. Фрезерование зубчатых колес методом копирования.........172
А. Нарезание зубьев на фрезерном станке при помощи дели-
тельной головки (173). Б. Нарезание зубьев на зубофрезер-
ном полуавтомате при помощи одной дисковой фрезы (189).
В. Нарезание зубьев на зубофрезерном полуавтомате при
помощи нескольких дисковых фрез (200).
2. Фрезерование зубьев методом обката......................210
А. Сущность метода (210). Б. Область применения (214).
В. Червячные фрезы (217). Г. Зубофрезерные станки, рабо-
тающие по методу обката (243). Д. Погрешности при фрезе-
ровании зубьев методом обката (259).
Глава пятая
Обработка на сверлильных станках.
1. Общие положения.........................................268
2. Сверление при помощи кондукторов........................270
3. Сверление с предварительным кернением................... 280
4. Сверление по координатам -..............................287
5. Сверление при помощи установочных шаблонов..............294
Глава шестая
Холодная штамповка
1. Общие положения ; . . . ................................296
2. Отрезка.................................................292
А. Отрезка на ножницах (297). Б. Отрезка в штампах на
прессах (301)
3. Вырубка и пробивка..................................... 301
А. Вырубка (304). Б. Раскрой материала (305). В. Пробив-
ка (30J). Г. Качество и точность при вырубке и пробив-
ке (312).
Оглавление
543
Стр.
4. Надрезка, обрезка и просечка...............................314
5. Зачистка (чистовая вырубка) и калибровка................. 316
А. Зачистка (316). Б. Калибровка (319).
6. Гибка и правка........................................... 321
А. Гибка (321), Б. Правка (рихтовка) (328)
7. Вытяжка................................................... 330
А. Общие сведения (330). Б. Расчет размеров заготов-
ки (332 ). В. Определение числа операций (342). Г. Точ-
ность (345).
8. Выдавливание....................... .... •.................348
9. Рельефная штамповка........................................353
10. Отбортовка................................................354
11. Штамповка истечением......................................358
12. Чеканка................................................. 360
13. Объемная штамповка........................................362
14. Комбинированная штамповка.................................372
А. Общие сведения (372). Б. Комбинированная штамповка
в штампах последовательного действия (373). В. Комбини-
рованная штамповка в штампах совмещенного действия (384)
15. Штампо-сварные конструкции .............................. 390
16. Применение' холодной штамповки при сборке.................392
17. Конструирование деталей, получаемых холодной штамповкой . . 395
А. Конструирование деталей, получаемых вырубкой, пробив-
кой, надрезкой и отрезкой (395). Б. Конструирование дета-
лей, получаемых гибкой в штампах (398). В. Конструирова-
ние деталей, получаемых вытяжкой в штампах (400).
Глава седьмая
Прочие методы обработки без снятия стружки
1. Литье.........................•........................... 405
А. Литье в землю (405 ). Б. Литье в кокиль (407). В. Литье
под давлением (412). Г. Прецизионное литье (427).
2. Горячая штамповка.......................•..................431
3. Специальные виды обработки давлением.................• . . . 436
А. Волочение (436). Б. Холодное прокатывание (438). В. Реду-
цирование (438).
4. Изготовление деталей из пластмасс..........................440
А. Общие сведения (440). Б. Методы изготовления деталей
из пластмасс (441). В. Точность деталей из пластмасс (446).
Г. Оформление конфигурации деталей, изготовляемых прес-
сованием и пресслитьем (447).
5. Изготовление деталей из металлических порошков (металлокера-
мика) ........................................................451
6. Паяние..................................................• • 454
7. Электроискровая обработка................................. 456
Оглавление
chipmaker.ru
-544
Глава восьмая
Стр.
Чистовая обработка
I. Тонкое точение............................................457
А. Сущность процесса (457). Б. Режимы обработки, инстру-
менты, станки (457). В. Точность, качество поверхности
и область применения (460).
2. Скоростное резание металлов............•................ 461
А. История развития скоростного резания (461). Б. Производ-
ственная характеристика скоростного резания (463).
3. Отделка цапф осей твердым диском.................... . . . 466
4. Шлифование..........................•.....................468
А. Центровое наружное круглое шлифование (469). Б. Бес-
центровое наружное шлифование (474). В. Внутреннее шли-
фование (479). Г. Шлифование плоскостей (480). Д. Шли-
фование деталей диска (481).
5. Заключительные операции чистовой обработки................483
А. Притирка (483). Б. Приработка (486). В. Ручная довод-
ка (486). Г. Механическая доводка (488). Д. Хонингова-
ние (490) Е. Суперфиниш (495). Ж. Полирование (501).
Глава девятая
Поверхностные покрытия и химико-термическая обработка
поверхностного слоя
1. Поверхностные покрытия....................................509
А. Металлические защитные покрытия (509). Б. Химические
покрытия (522). В. Лакокрасочные покрытия (524).
2. Химико-термическая обработка поверхностного слоя..........534
А. Цементация обычная в твердом карбюризаторе (534). Б. Га-
зовая цементация (536). В. Цианирование (жидкая цемента-
ция) (537). Г. Нитроцементация (538). Д. Азотирование (ни-
трирование) (539). Е. Алитирование (540).
Редактор С. С. Родзевич
Техн, редактор И. М. Зудакин
А07038. Поди, в печ. 29/VI 1949 г. Печ. л. 34+1 вкл.
Формат бум. 60х921/тб- Тираж 10000. Цена 17 р.
Уч.-изд. л. 33.
Зак. 464/1217.
Типография Оборонгиза.