
















































































































































































































































































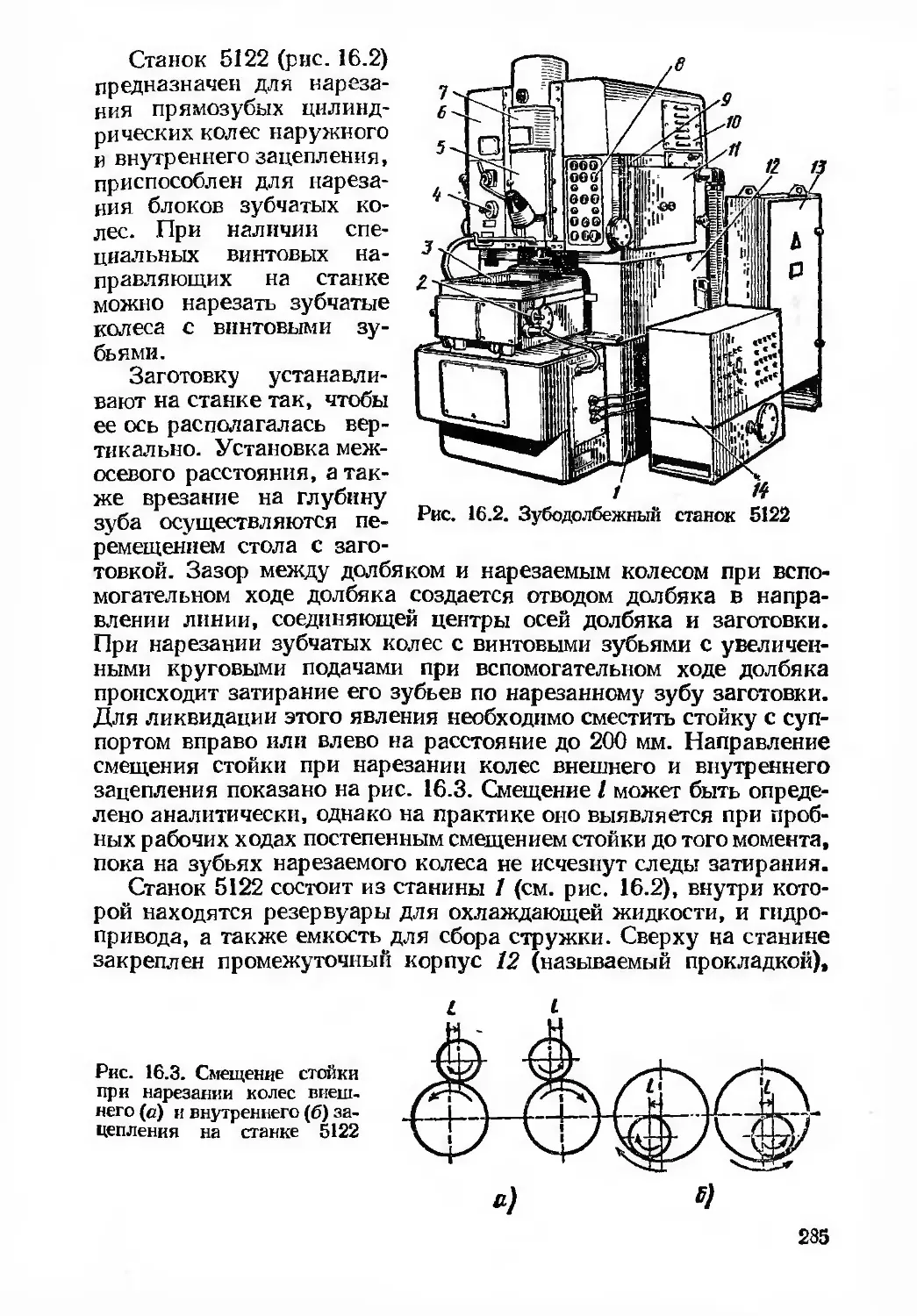





























































































































Автор: Чернов Н.Н.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства инженерия металлорежущие станки обработка металлов издательство машиностроение
Год: 1988



Il.H. Чернов
МЕТАЛЛОРЕЖУЩИЕ
СТАННИ
chipmaker.ru
ДЛЯ ТЕХНИКУМОВ
Н.Н. Чернов
МЕТАЛЛОРЕЖУЩИЕ
СТАНКИ
Издание четвертое,
переработанное и дополненное
Допущено Министерством высшего и среднего
специального образования СССР
в качестве учебника для учащихся
машиностроительных техникумов
Chimaker.ru
МОСКВА
««МАШИНОСТРОЕНИЕ»
1988
chipmaker.ru
ББК 34.63-5
Ч 49
УДК 621.9.06.(075.3)
Рецензент С. Е. Локтева
Чернов Н. Н.
4-49 Металлорежущие станки: Учебник для техникумов по
специальности «Обработка металлов резанием». — 4-е изд.,
перераб. и доп. — М.: Машиностроение, 1988, — 416 с., ил.
(В пер.): 1 р. 20 к.
Приведены общие сведения о металлорежущих стайках; рассмотрены их
типовые детали, механизмы, электро- и гидроприводы; подробно описаны кине-
матика и наладка станков; рассмотрены автоматические линии, станки для электро-
физической обработки, значительное место отведено станкам с числовым программ-
ным управлением и промышленным роботам.
Четвертое издание (3-е изд. 1978 г.) написано в соответствии с новой учеб-
ной программой курса.
2703000000-611
4 038 (Ol)-es 224-87
ББК 34.63-5
© Издательство «Машиностроение», 1978.
© Издательство «Машиностроение», 1987, с изменениями
ПРЕДИСЛОВИЕ
Металлорежущие станки являются основным видом
заводского оборудования, предназначенным для производства
современных машин, приборов, инструментов и других изделий,
поэтому количество и качество металлорежущих станков, их
техническая оснащенность в значительной степени характеризуют
производственную мощь страны.
В дореволюционный период металлорежущие станки в основ-
ном ввозили в Россию из-за границы. В 1914—1917 гг. парк
металлорежущих станков составлял 90—100 тыс. единиц, в том
числе станков отечественного производства менее 20 %.
В конце 20-х годов Советом Труда и Обороны СССР был орга-
низован Государственный трест среднего станкостроения, что
положило начало формированию и развитию специализированного
производства металлорежущих станков. Важным событием
того времени была организация в 1933 г. экспериментального
научно-исследовательского института металлорежущих станков
(ЭНИМС), на который были возложены проведение научных
исследований в области станкостроения и разработка типажа
металлорежущих станков.
Эффективность проектирования и внедрения передовой техно-
логии, комплексной механизации и автоматизации процессов
производства металлорежущих станков обеспечивается широко
развитой специализацией производства на основе агрегатирова-
ния, унификации и нормализации деталей и целых узлов. Пре-
имуществом станков, выпускаемых нашей промышленностью, яв-
ляется возможность встраивания их в автоматические линии.
Развитие вычислительной техники позволило создать высоко-
производительные металлорежущие станки с программным управ-
лением, в том числе с автоматической сменой инструмента.
В настоящее время советские станкостроители создают сложные
и уникальные станки, оснащенные современным оборудованием.
Советское станкостроение — это крупная отрасль машино-
строения. Она в состоянии полностью обеспечить потребность
всей нашей промышленности в металлорежущем оборудовании,
и от уровня его развития зависит успех всей промышленности
Советского Союза.
Четвертое издание учебника имеет специальный раздел, по-
священный робототехнике. Промышленная робототехника
3
chipmaker.ru
является одним из новых направлений автоматизации производ-
ственных процессов. Промышленные роботы совместно с системами
автоматического управления являются базой для создания авто-
матических цехов и заводов.
Осуществление в ближайшие годы крупных экономических
и социальных задач развития СССР потребует дальнейшего по-
вышения эффективности общественного производства на основе
его интенсификации и улучшения качества выпускаемой про-
дукции. Главное — это скорейшее получение результатов от ком-
плексной автоматизации производства. Стержнем этой работы
стало создание гибких автоматизированных систем на основе
совместного использования станков с программным управлением
и промышленных роботов для комплексной обработки широ-
кой номенклатуры деталей, а также выполнения ряда сборочных
операций, обеспечивающих многостаночное обслуживание обо-
рудования с ростом производительности труда в 5—6 раз по
сравнению с работой на универсальном оборудовании.
Для металлорежущего оборудования, выпускаемого в насто-
ящее время, характерно быстрое расширение сферы применения
числового программного управления с использованием микро-
процессорной техники. Особое значение приобретает создание
гибких производственных систем, благодаря неограниченным воз-
можностям которых без участия оператора можно выполнять
функции управления технологическими процессами^ профилакти-
ческой диагностики, самоподналадки для поддержания регламен-
тированных параметров процессов обработки, управления кон-
трольно-измерительными, загрузочно-разгрузочными, транс-
портными и другими вспомогательными операциями, а также
осуществлять автоматизированное планирование и учет за-
грузки оборудования.
В «Основных направлениях экономического и социального
развития СССР на 1986—1990 годы и на период до 2000 года»
указано, что необходимо «Совершенствовать структуру выпус-
каемого оборудования,... повысить его производительность в
1,5—1,6 раза. Обеспечить опережающий выпуск металлорежу-
щих станков с числовым программным управлением,.... ротор-
ных, роторно-конвейерных и других автоматических линий».
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ
О МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
§ 1.1. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Металлорежущий станок — машина для размерной
обработки заготовок в основном путем снятия стружки. В Совет-
ском Союзе выпускают большое количество металлорежущих
станков, различных по назначению, технологическим возмож-
ностям и размерам. Совокупность всех признаков (типов и раз-
меров) выпускаемых станков и станков, намечаемых к выпуску
в течение определенного периода времени, например за пяти-
летие, называют типажом.
Обозначения станков. Модель станка обозначают тремя или
четырьмя (иногда с добавлением букв) цифрами. Первая цифра
указывает группу станка, вторая — тип, последние одна или две
цифры указывают на один из характерных его размеров. Буква
внутри цифр указывает на модернизацию станка, а буква после
всех цифр — модификацию (видоизменение) базовой модели
станка или технологические особенности его (например, повышен-
ной точности, причем при нормальной точности букву в шифре
не проставляют). Например, станок 2Н135: цифра 2 означает,
что станок относится ко второй группе — сверлильный; Н —
модернизированный; цифра I указывает на принадлежность станка
к первому типу — вертикально-сверлильный; последние две
цифры означают максимальный диаметр сверления (35 мм).
Буква Ф в шифре говорит о том, что станок имеет числовое
программное управление (ЧПУ), а цифра за ней указывает на то,
какая система ЧПУ применена. Модель станка 16К20ФЗ рас-
шифровывается так: станок токарно-винторезный с высотой цен-
тров над станиной 200 мм; ФЗ означает, что станок оснащен кон-
турной системой числового программного управления.
Модели специализированных и специальных станков обозна-
чают одной или двумя буквами, к которым добавляют также
цифры, указывающие порядковый номер модели станка. Напри-
мер, Московский станкостроительный завод «Красный пролета-
рий» имеет индекс МК, Горьковский завод фрезерных станков —
ГФ и т. д.
По степени специализации различают следующие станки.
1. Универсальные, выполняющие различные переходы при
обработке разнообразных деталей. Станки, используемые для
5
chipmaker.ru
очень большого диапазона работ, называют широкоуниверсаль-
ными. К универсальным станкам относят, например, токарно-
винторезный станок 16К20.
2. Специализированные, обрабатывающие детали, сходные
по конфигурации, но имеющие различные размеры, например
ступенчатые валики, кольца подшипников качения и т. п. К таким
станкам относят, в частности, многорезцовые токарные, токарные
для обработки коленчатых валов.
3. Специальные, предназначенные для обработки одной опре-
деленной детали или деталей только одного типоразмера, напри-
мер лопаток газовых турбин.
По степени точности различают станки пяти классов. Класс
Н — станки нормальной точности; к нему относят большинство
универсальных станков. Класс П — станки повышенной точности,
изготовляемые на базе станков нормальной точности, но при
повышенных требованиях к точности изготовления ответственных
деталей станка и качеству сборки и регулированию. Класс В —
станки высокой точности, достигаемой за счет специальной кон-
струкции отдельных сборочных единиц, высоких требований к точ-
ности изготовления деталей, к качеству сборки и регулированию
сборочных единиц и станка в целом. Класс А — станки особо вы-
сокой точности; при их изготовлении предъявляют еще более
жесткие требования, чем при изготовлении станков класса В.
Класс С — станки особо точные или мастер-станки, предназна-
ченные для изготовления деталей, определяющих точность станков
классов А и В.
По массе различают станки легкие (до 1 т), средние (до 10 т)
и тяжелые (свыше 10 т). Тяжелые, в свою очередь, делят на круп-
ные (10—30 т), собственно тяжелые (30—100 т) и особо тяжелые,
уникальные (более 100 т).
§ 1.2. ДВИЖЕНИЯ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для получения на металлорежущем станке детали
требуемых формы и размеров рабочим органам станка необходимо
сообщить определенный, иногда довольно сложный комплекс
согласованных друг с другом движений. Эти движения можно
подразделить на основные (рабочие) и вспомогательные. К основ-
ным движениям относят главное движение резания или, иначе,
главное движение и движение подачи.
Вспомогательные движения необходимы для подготовки про-
цесса резания, обеспечения последовательной обработки несколь-
ких поверхностей на одной заготовке или одинаковых поверх-
ностей на различных заготовках. К вспомогательным относят
движения:
а) для наладки станка на заданные режимы резания;
б) для наладки станка в соответствии с размерами и кон-
фигурацией заготовки;
6
в) управления станком в процессе работы;
г) соответствующих рабочих органов для подачи и зажима
прутка или штучных заготовок;
д) для закрепления и освобождения рабочих органов станка.
Вспомогательные движения можно выполнять как автомати-
чески, так и вручную. В станках-автоматах все вспомогательные
движения автоматизированы, их выполняют механизмы станка
в определенные моменты времени в соответствии с технологиче-
ским процессом обработки детали.
Главное движение резания (£>г) — прямолинейное поступа-
тельное или вращательное движение заготовки или режущего
инструмента, происходящее с наибольшей скоростью в процессе
резания. Главное движение может входить в состав сложного
формообразующего движения (например, при точении резьбы).
Скорость главного движения (и) — скорость перемещения рас-
сматриваемой точки режущей кромки инструмента или заготовки,
участвующих в главном движении. У станков токарной группы
главным движением является вращение заготовки; у фрезерных,
шлифовальных и сверлильных — вращение инструмента; у дол-
бежных, протяжных, части зубообрабатывающих и некоторых
других — возвратно-поступательное движение инструмента;
у продольно-строгальных станков — возвратно-поступательное
движение заготовки и т. д.
В некоторых станках главное движение получается в резуль-
тате одновременного вращения заготовки и инструмента (напри-
мер, при сверлении отверстий малого диаметра на токарных много-
шпиндельных автоматах).
Движение подачи (Da) — прямолинейное поступательное или
вращательное движение режущего инструмента или заготовки,
скорость которого меньше скорости главного движения, пред-
назначенное для того, чтобы распространить отделение слоя
материала на всю обрабатываемую поверхность. Движение подачи
может быть непрерывным или прерывистым. Прерывистое дви-
жение подачи может входить в состав сложного формообразующего
движения, например при шлифовании резьбы. В зависимости от
направления различают движения подачи: продольное, поперечное
и др.
Скорость движения подачи (vB) — это скорость рассматрива-
емой точки режущей кромки в движении подачи. Подача (S) —
отношение расстояния, пройденного рассматриваемой точкой ре-
жущей кромки или заготовки вдоль траектории этой точки в дви-
жении подачи, к соответствующему числу циклов или определен-
ных долей цикла другого движения во время резания или к числу
определенных долей цикла этого другого движения. Под циклом
движения понимают полный оборот, ход или двойной ход режу-
щего инструмента или заготовки. Долей цикла является часть
оборота, соответствующая угловому шагу зубьев режущего ин-
струмента. Под ходом понимают движение в одну сторону при
7
chipmaker.ru
возвратно-поступательном движении. У токарных, фрезерных,
сверлильных и других станков движение подачи является не-
прерывным. Прерывистым оно бывает, например, у продольно-
строгальных станков. Примером сложного движения подачи мо-
жет служить движение подачи в зубофрезерном станке при на-
резании косозубого цилиндрического колеса. У круглошлифо-
вальных станков несколько движений подачи: вращательное
движение заготовки, продольное осевое перемещение заготовки
или шлифовального круга и, наконец, поперечное движение
шлифовального круга. В протяжных станках движение подачи
отсутствует.
§ 1.3. КИНЕМАТИЧЕСКИЕ СХЕМЫ СТАНКОВ
И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ИХ ЭЛЕМЕНТОВ
Кинематическая схема станка — изображение с по-
мощью условных обозначений (табл. 1.1) взаимосвязи отдельных
элементов и механизмов, станков, участвующих в передаче дви-
жений различным органам. Кинематически^ схемы вычерчивают
в произвольном масштабе. Однако следует стремиться вписывать
1.1. Условные графические обозначения для кинематических схем
ГОСТ 2.770—68 *
Наименование
Условное
обозначение
1. Вал, валик, ось, стержень, шатун и т. п.
2. Неподвижное звено (стойка). Для указания не.
подвижности любого звена часть его контура покры-
вают штриховкой, например,
3. Неподвижное соединение детали с валом, стержнем
77//77Z
4. Подшипники скольжения и качения на валу (без
уточнения типа):
а) радиальные
б) упорные
5. Подшипники скольжения:
а) радиальные
б) радиально-упорные:
односторонние
двусторонние
в) упорные:
односторонние
8
Продолжение табл. 1.1
Наименование
Условное
обозначение
двусторонние
6. Подшипники качения:
а) радиальные
б) радиально-упорные:
односторонние
двусторонние
в) упорные:
односторонние
двусторонние
7. Муфта. Общее обозначение без уточнения типа
8. Муфта нерасцепляемая (неуправляемая):
глухая
упругая
компенсирующая
9. Муфта сцепляемая (управляемая):
общее обозначение
односторонняя
двусторонняя
10. Муфта сцепляемая механическая:
Синхронная, например, зубчатая
асинхронная, например, фрикционная
11. Муфта сцепляемая электрическая
12. Муфта сцепляемая гидравлическая или пневма-
тическая
9
chipmaker.ru
Продолжение табл. 1.1
Наименование Условное обозначение
13. Муфта автоматическая (самодействующая): общее обозначение
обгонная (свободного хода) -ф—
центробежная фрикционная предохрани-
тельная
С разрушаемым элементом
с нернарушаемым элементом
—
14. Тормоз. Общее обозначение без уточне-
ния типа
15. Кулачки плоские:
продольного перемещения
вращающиеся
вращающиеся пазовые
16. Кулачки барабанные:
цилиндры чески е
конические
криволинейные
10
Продолжение табл. 1.1
Наименование
Условное
обозначение
17. Храповые зубчатые механизмы:
с наружным зацеплением односторонние
с наружным зацеплением двухсторонние
с внутренним зацеплением односторонние
с реечным зацеплением
18. Мальтийские механизмы с радиальным
расположением пазов у мальтийского креста:
с наружным зацеплением
с внутренним зацеплением
общее обозначение
19. Шкив ступенчатый, закрепленный на валу
20. Передача ремнем:
без уточнения типа ремня
плоским
клиновидным
11
chipmaker.ru
Продолжение табл. 1.1
Наименование
Условное
обозначение
круглым
зубчатым
21. Передача цепью. Общее обозначение без
уточнения типа цепи
22. Передачи вубчатые (цилиндрические).
Внешнее зацепление (общее обозначение без
уточнения типа зубьев)
23. Передачи зубчатые с пересекающимися
валами и конические. Общее обозначение без
уточнения типа зубьев
24. Червячные передачи с цилиндрическим
червяком
2Ь. Винт, передающий движение
26. Гайка на винте, передающем движение:
неразъемная
неразъемная с шариками
разъемная
27. Передачи зубчатые реечные. Общее обо-
значение без уточнения типа зубьев
12
кинематическую схему в контуры основной проекции станка или
важнейших его сборочных единиц, добиваясь сохранения их
относительного расположения.
Для станков, у которых наряду с механическими передачами
имеются гидравлические, пневматические и электрические
устройства, составляют также гидравлические, пневматические,
электрические и другие схемы.
§ 1.4. ОПРЕДЕЛЕНИЕ ПЕРЕДАТОЧНЫХ ОТНОШЕНИЙ
И ПЕРЕМЕЩЕНИЙ В РАЗЛИЧНЫХ ВИДАХ ПЕРЕДАЧ
Отношение частоты вращения (угловой скорости) л2
ведомого вала к частоте вращения щ ведущего вала называют
передаточным отношением:
i = n2/nj.
Ременная передача. Передаточное отношение без учета сколь-
жения ремня (рис. 1.1, а)
i = Па/Пх — tfx/tfg,
откуда
или
где и — диаметры соответственно ведущего и ведомого шкивов.
13
chipmaker.ru
Скольжение ремня учитывают, введя поправочный коэффи-
циент, равный 0,97—0,985.
Цепная передача. Передаточное отношение (рис. 1.1, б)
i ~ /Zg/fij = Zj/Za,
откуда
«2 = n1zjz2,
где ?! и z2 — числа зубьев соответственно ведущей и ведомой
звездочек.
Зубчатая передача (рис. 1.1, в), осуществляемая цилиндри-
ческими или коническими зубчатыми колесами. Передаточное
отношение
i = nJn-L ~ zjz2,
откуда
n2 = ntzjz2,
где zt и z2 — числа зубьев соответственно ведущего и ведомого
зубчатых колес.
Червячная передача. Передаточное отношение (рис. 1.1, а)
i ~— и2//1^ — Z/Zu,
откуда
n2 = n^ZlZi,,
где Z — число заходов червяка; zB — число зубьев червячного
колеса.
Реечная передача. Длина прямолинейного перемещения рейки
за один оборот реечного зубчатого колеса (рис. 1.1, д)
I — zp = znm,
где р — пт — шаг зуба рейки, мм; z — число зубьев реечного
зубчатого колеса; т — модуль зубьев реечного зубчатого ко-
леса, мм.
Винт и гайка. Перемещение гайки за один оборот винта
(рис. 1.1, е)
I = ZpB,
где Z — число заходов винта; рв — шаг винта, мм.
§ 1.5. ПЕРЕДАТОЧНЫЕ ОТНОШЕНИЯ
КИНЕМАТИЧЕСКИХ ЦЕПЕЙ. РАСЧЕТ ЧАСТОТЫ
ВРАЩЕНИЯ И КРУТЯЩИХ МОМЕНТОВ
Для определения общего передаточного отношения
кинематической цепи (рис. 1.1, ж) необходимо перемножить между
собой передаточные отношения отдельных передач, входящих
в эту кинематическую цепь:
32 23 23 30 28 23 26 _ 1
»оСщ ~ 64 46 46 30 28 23 Б2 ~ 16 ’
14
Частота вращения последнего ведомого вала равна частоте
вращения ведущего вала, умноженной на общее передаточное
отношение кинематической цепи:
п = 950/о(3щ,
т. е. п = 950-1- ~ 59 4 мин-1.
16
Крутящий момент на шпинделе 7И„,П зависит от передаточного
отношения кинематической цепи от электродвигателя к шпин-
делю. Если электродвигатель развивает момент Л4ДВ, то
Л^нт = ^двПДобщ
ИЛИ
А/щд “ 95602Vдв*1]Аоб1ц^дв»
где i06IU — передаточное отношение кинематической цепи от
электродвигателя к шпинделю; Np# и пдв — соответственно мощ-
ность (кВт) и частота вращения (мин-1) вала электродвигателя;
т] — КПД кинематической цепи от электродвигателя к шпинделю.
§ 1.6. РЯДЫ ЧАСТОТ ВРАЩЕНИЯ ШПИНДЕЛЕЙ,
ДВОЙНЫХ ХОДОВ И ПОДАЧ В СТАНКАХ
У станков с вращательным главным движением частота
вращения шпинделя, мин-1
п = 100Cto/nd,
где v — скорость резания, м/мин; d — диаметр обрабатываемой
заготовки или инструмента, мм.
Для получения наивыгоднейших условий при обработке за-
готовок из различных материалов инструментами с различными
режущими свойствами станки должны обеспечивать изменение
скоростей резания от fmIn до t>max- Так как обрабатываемые заго-
товки или устанавливаемые на станке инструменты могут иметь
диаметры в пределах от dmln до dmax, необходимо иметь возмож-
ность устанавливать различную частоту вращения шпинделя
в пределах от nmm до nmax:
^tnln ~ ЮООУллд/ЗТ (imaxi
Птах = 1000ь>тах/Я с1лцп.
Отношение максимальной частоты вращения шпинделя станка
к минимальной называют диапазоном регулирования частоты
вращения шпинделя:
^max/^mln = П.
Диапазон регулирования шпинделя характеризует эксплу-
атационные возможности станка. В указанных пределах можно
15
chipmaker.ru
получить любое значение п, если иметь механизм бесступенчатого
регулирования скорости главного движения. В этом случае можно
установить частоту вращения, соответствующую выбранной наи-
выгоднейшей скорости резания при заданном диаметре. Однако
бесступенчатые приводы, несмотря на их довольно значительное
распространение в современных станках, применяют не так ши-
роко, как приводы со ступенчатым рядом частоты вращения
шпинделя. Большинство станков имеет ступенчатые ряды частот
вращения. В этом случае вместо частоты вращения, точно соот-
ветствующей наивыгоднейшей скорости резания при данном диа-
метре, приходится брать ближайшую меньшую частоту. Этой
действительной частоте па будет соответствовать действительная
скорость резания vR — ndna/1000, которая меньше расчетной
на величину v — vK. Тогда относительная потеря скорости резания
при переходе с одной частоты вращения к ближайшей меньшей
А = (v — fд)/у = (л dn — я dn^/n dn — (n — пл)/п.
Следовательно, относительная потеря скорости резания будет
тем меньше, чем меньше разность п — ия.
В интервале между предельными значениями частоты враще-
ния и Ищах промежуточные частоты можно разместить по
различным рядам. Однако не все возможные ряды будут равно-
ценными. Наиболее рациональным для применения в станко-
строении является геометрический ряд, в котором каждая после-
дующая частота отличается от предыдущей в <р раз (где <р — зна-
менатель ряда).
Главным преимуществом геометрического ряда является то,
что максимальная относительная потеря скорости резания остается
одинаковой для всех интервалов ряда частоты вращения. Это
позволяет обеспечить постоянство максимальной относительной
потери производительности формообразования станка, т. е. дает
экономические преимущества по сравнению с другими рядами.
Производительность формообразования определяется площадью
поверхности, обрабатываемой на станке в единицу времени.
Геометрический ряд частот вращения шпинделя со знамена-
телем <р будет иметь следующий вид:
п2 = ад;
пз = ад;
«а = «з<р;
nz = пг_1<р = ад2”4.
Приняв пг = Птах, ПОЛУЧИМ Птах = ПттЧ’2'-’. ОТКуда <р =
2-1,-------- 2-1л—
“ V птах/птп = у D, где z — число ступеней ряда.
16
Значения знаменателей рядов <р нормализованы. Это позволяет
нормализовать ряды частот вращения и подач, а также облегчить
кинематический расчет станков. Значения знаменателей <р нор-
мальных рядов частот вращения шпинделей станков установлены
с учетом следующих соображений.
1. В приводе главного движения станков часто применяют
многоскоростные электродвигатели трехфазного тока с отноше-
нием частот вращения, равным 2. Для того чтобы частоты враще-
ния шпинделя, получаемые при разных частотах таких электро-
двигателей, были членами геометрического ряда, необходимо
иметь
где Ех — целое число.
2. Обязательно должен быть учтен государственный стандарт
предпочтительных чисел и рядов предпочтительных чисел. Ряды
предпочтительных чисел построены в виде геометрических про-
грессий, знаменатели которых должны удовлетворять требованию
<P = VlO,
где Е2 — целое число.
Таким образом, стандартные значения знаменателя <р рядов
частоты вращения могут быть найдены из условия <р = >^2 =
= 10. Следовательно, Ег — ЗЕ' и Е2 = 10Е', где Е' — произ-
вольное целое число.
Для предусмотренных стандартом четырех значений Е2 = 40;
20; 10 и 5, которым соответствуют Е' = Е2/10 = 4; 2; 1 и 0,5
и Ej = ЗЕ' = 12; 6; 3 и 1,5, получают следующие значения <р:
(р40 = рЛ10 = у'2= 1,06; <р2о = 2рП0 = |<2 = 1,12;
<р10 = у<10 = рЛ2 = 1,26; <рБ = 1Л10 = х’^2 = 1,58.
Для практического применения указанных четырех значений
20
оказалось недостаточно. Поэтому добавлены <р = yz10 — уЛ2 =
= 1,41; <р = Лё = ]/2 = 2 и <р = рПО = ‘’^2 = 1,78.
Вследствие того, что знаменатель <р связан с числом 2, через
определенное количество членов ряда каждое число увеличи-
вается в 2 раза. Если, например, в ряде имеется число 2, то будут
числа 4, 8, 16 и т. д. Этой закономерности не подчиняются ряды
с <р = 1,58 и <р = 1,78.
В связи с тем, что <р связан с числом 10, каждое число ряда
увеличивается через определенное количество членов ряда
в 10 раз. Например, при наличии в ряде числа 2,8 встретятся
также числа 28, 280, 2800 и т. д. Эта закономерность десятичного
повторения чисел не распространяется на ряды с <р = 1,41
и <р = 2.
17
chlprnaker.ru
Ниже приведены значения максимальной относительной потери
скорости резания АщаХ между двумя соседними частотами вра,-
щения для соответствующих значений <р — 1,06; 1,12; 1,26; 1,41;
1,58; 1,78; 2: Лгах = 5; 10; 20; 30; 40; 45; 50 %.
Лих = (vz — Vz-t)/Vz = (n2 — n2_i)/n2 = 1 — П2-1/П2 =
= 1 — = 1 —- 1/<р = (<p 1) <p
или
Лгаах = 1(<р — l)/<pl 100 %.
В табл. 1.2 приведены нормальные ряды частот вращения, при-
меняемые в станкостроении.
У станков с возвратно-поступательным главным движением
(строгальных, долбежных, протяжных и др.) вместо частоты вра-
щения шпинделя определяют числа двойных ходов в минуту.
Для этих станков используют те же нормализованные значения
знаменателя <р и рядов чисел двойных ходов, что и для станков
с главным вращательным движением. Станки с возвратно-посту-
пательным главным движением можно разделить на две группы.
Для первой группы характерно постоянство скоростей рабочего
(v, м/мин) и вспомогательного (п0, м/мин) ходов; обычно v0 > v.
Станки второй группы (с кривошипным и кулисным приводом)
не обеспечивают постоянства скоростей v и н0.
Если обозначить через L длину хода стола (салазок, ползуна),
то для станков первой группы время одного двойного хода
Т — Llv + L/v0 ~ L (v + v0)/w0.
Отсюда число двойных ходов в минуту
п = 1/Т = \/L-vvJ(v 4- п0) = v0/L-l/(l + Vf/v).
Предельные значения чисел двойных ходов определяют по
формулам
__ vo mln_______1______.
111111 ^-max 1 Ч~ Ц> mln/^mln
„ __ vt> max 1
maK ^mln 1 + fо max/^max ’
где Отах и t'mln — предельные скорости рабочего хода, м/мин;
v0 max и v0 mln — предельные скорости вспомогательного хода,
м/мин; Етах и Ет1п — предельные длины хода стола (салазок,
ползуна), м.
Предельные числа двойных ходов в минуту для станков второй
группы могут быть подсчитаны по тем же формулам, если в них
подставлять средние значения v и У продольно-строгальных
станков скорость рабочего хода постоянна, поэтому для них
целесообразно устанавливать геометрическую структуру ряда
скоростей рабочего хода. У станков с кулисным кривошипным
18
1.2. Нормальные ряды частот вращения, применяемые в станкостроении
Знаменатель рада Ч>
1,06 1,12 1,26 (1,41) 1,58 (1,76) (2)
1,00 1,00 1,00 1,00 1,00 1,00 1,00
1,06
1,12 1,12
1,18
1,25 1,25 1,25
1,32
1,40 1,40 1,40
1,50
1,60 1,60 1,60 1,60
1,70
1,80 1,80 1,80
1,90
2,00 2,00 2,00 2,00 2,00
2,12
2,24 2,24
2,36
2,50 2,50 2,50 2,50
2,65
2,80 2,80 2,80
3,00
3,15 3,15 3,15 3,15
3,35
3,55 3,55
3,75
4,00 4,00 4,00 4,00 4,00 4,00
4,25
4,50 4,50
4,75
5,00 5,00 5,00
5,30
5,60 5.60 5,60 5,60
6,00
6,30 6,30 6,30 6,30
6,70
7,10 7,10
7,50 8,00
8,00 8,00 8,00 8,00
8,50
9,00 9,00
9,50
30,00 10,6 10,00 10,00 10,00 10,0
11,2 11,2 11,2
11,8
12,5 12,5 12,5
13,2
14,00 14,00
15,0 16,0
16,0 16,0 16,0 16,0 16,0
17,0
18,0 18,0 18,0
19
chipmaker.ru
Продолжение табл. 1.2
Знаменатель ряда <г
1,06 1,12 1,26 (1.41) 1.58 (1.78) (2)
19,0 20,0 21,2 22,4 - 23,6 25,0 26,5 28,0 30,0 31,5 33,5 35,5 37,5 40,0 42,5 45,0 47,5 50,0 53,0 56,0 60,0 20,0 22,4 25,0 28,0 31,5 35,5 40,0 45,0 50,0 56,0 20,0 25,0 31,5 40,0 50,0 22,4 31,5 45,0 25,0 40,0 56,0
63,0 67,0 71,0 75,0 80,0 85,0 90,0 95,0 100 106 112 118 63,0 71,0 80,0 90,0 100 112 63,0 80,0 100 63,0 90,0 63,0 100 100 63,0
125 132 140 150 160 170 180 190 200 212 224 236 125 140 160 180 200 224 125 160 200 125 180 160 180 125
250 265 280 300 315 335 250 280 315 250 315 250 250 315 250
20
Продолжение табл. 1.2
Знаменатель ряда <р
1,06 1,12 1,26 (1.41) 1,58 (1.78) (2)
355 355 355
375
400 400 400 400
425
450 450
475
500 500 500 500 500
530
560 560 560
600
630 630 630 630
670
710 710 710
750
800 800 800
850
900 900
950
1000 1000 1000 1000 1000 1000 1000
Примечания: 1. ОСТ распространяются иа ряды частот вращения,
подач, мощностей и других параметров станков. 2. Ряды частот вращения бо-
лее 1000 и менее 1 получают умножением или делением табличных значений
на 1000. 3. Ряды со знаменателями <р, заключенными в скобки, по возможности
применять только для частот вращения и подач. 4. Допускается составление
производных рядов из нормальных путем пропуска некоторых частот (напри-
мер, ряд 132, 190, 265, 375, 530 и т. д.). 5. Частота вращения вала не должна
отклоняться от табличных значений более чем иа ±10 (<р— 1) %. Кроме того,
в приводе асинхронного электродвигателя допускается смещение ряда частот
вращения в сторону уменьшения до 5 % от частот ряда, подсчитанных по син-
хронной частоте вращения.
приводом постоянным является число двойных ходов, которое
строится по геометрической прогрессии.
Значения подач в металлорежущих станках также обычно
располагаются по геометрическому ряду. Значения знаменателя
ряда подач и величины подач берут из действующей нормали
станкостроения. Отношение максимальной подачи Sraax к мини-
мальной Smln называют диапазоном регулирования подач.
chipmaker.ru
ГЛАВА 2
ТИПОВЫЕ ДЕТАЛИ И МЕХАНИЗМЫ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
§ 2.1. СТАНИНЫ И НАПРАВЛЯЮЩИЕ
Станина служит главным образом для монтажа всех
основных частей станка. Она должна на протяжении длительного
времени обеспечивать правильное взаимное положение и пере-
мещение частей станка при всех предусмотренных режимах
работы. Станины станков должны быть прочными, металлоемкими,
технологичными и должны иметь достаточно низкую стоимость.
Но важнейшим требованием, предъявляемым к станинам, является
требование неизменности их формы. Этого достигают правильным
выбором материала станины и технологии ее изготовления.
Станины подразделяют на горизонтальные и вертикальные.
Форма станины, т. е. ее конструкция, определяется многими
факторами, в частности видом направляющих (горизонтальные,
вертикальные, наклонные), необходимостью установки на ней соот-
ветствующих неподвижных и подвижных частей, различных по раз-
мерам и массе, размещением внутри станины механизмов, осуществ-
ляющих смазывание и охлаждение, отвод стружки и т. д. Станина
должна быть удобной для быстрого проведения ремонтных работ.
Для обеспечения жесткости всей упругой системы станка
стремятся связывать основные части станка так, чтобы они обра-
зовывали замкнутую раму. Желательно также станину отливать
заодно с корпусом передней бабки. Для повышения жесткости
станины применяют ребра (перегородки), соединяющие ее стенки.
На рис. 2.1 показаны основные профили горизонтальных
станин, применяемые:
а) при необходимости отвода вниз стружки и охлаждающей
жидкости; такой профиль обладает повышенной жесткостью по
сравнению с жесткостью станин, имеющих замкнутый профиль
(рис. 2.1, а);
б) при отсутствии необходимости отвода стружки вниз
(рис. 2.1, б);
в) при необходимости использования станины как резервуа-
ра для масла и при необходимости значительного места для
Рис. 2.1. Основные профили горизонтальных станин
22
Рис. 2.2, Направляющие сколь-
жения
расположения механизмов привода
(рис. 2.1, в);
г) в тяжелых, в частности мно-
госуппортных, станках (рис. 2.1, г).
Основным материалом для изго-
товления литых станин является
чугун. Сварные станины изготовляют
из прокатной стали. Иногда для из-
готовления станин тяжелых станков
применяют железобетон. Литые станины обычно применяют при
крупносерийном производстве станков, сварные — при необхо-
димости быстрого изготовления одного или нескольких станков.
Направляющие — наиболее ответственная часть станины, слу-
жащая для перемещения сборочных единиц станка и находящихся
на них инструментов и заготовок. В станках применяют направля-
ющие скольжения и качения для прямолинейного и кругового
перемещения.
Направляющие скольжения бывают закрытыми (рис. 2.2, а),
когда подвижная сборочная единица станка имеет одну степень
свободы, и открытыми (рис. 2.2, б). Основные формы направля-
ющих скольжения показаны' на рис. 2.3.
В станках очень часто используют комбинированные направля-
ющие, одна из которых плоская, а вторая — призматическая,
V-образная или в виде половины ласточкина хвоста. Направля-
ющие, выполненные в виде планок, прикрепляемых винтами
к литой чугунной станине или привариваемых к стальной сварной
станине, называют накладными.
Направляющие, предусматривающие подвод масла к сопря-
женным поверхностям под давлением и обеспечивающие создание
масляной подушки по всей площади контакта, носят название
гидростатических. Иногда в станках применяют аэростатические
направляющие, предусматривающие создание воздушной по-
душки в зазоре между сопряженными поверхностями направля-
ющих.
В станках все шире применяют направляющие качения, кото-
рые подобно направляющим скольжения могут быть открытыми
и закрытыми. Схемы наиболее распространенных форм направля-
ющих качения приведены в табл. 2.1.
Рис. 2.3. Основные фор-
мы направляющих сколь-
жения:
Q — плоские; б — призма-
тические; в — в форме ла-
сточкина хвоста; г — цилин-
дрические (штанговые)
Охватываемые
23
chipmaker.ru
2.1. Направляющие качения
Тип
Характеристика и применение
Незамкнутые
Плоская и
треугольная
роликовые
Треуголь-
ные шари-
ковые
Прямо-
угольные
роликовые
Относительно просты в изготовлении,
допускают взаимную пригонку сопрягае-
мых деталей. Применяют при обработке
заготовок большой и средней массы и
при малых опрокидывающих моментах.
Материал— закаленная сталь
Относительно просты в изготовлении,
не допускают взаимной пригонки. При-
меняют при больших и средних ходах,
малых нагрузках и малых опрокидыва-
ющих моментах. Материал— закаленная
сталь
Просты в изготовлении, допускают вза-
имную пригонку и проверку прилегания
горизонтальных граней. Применяют при
обработке заготовок малой н средней
массы и при малых опрокидывающих
моментах
Треуголь-
ные роли-
ковые
Треуголь-
ные шари-
ковые
Прямо-
угольные
роликовые
Остроуголь-
ные типа
ласточкина
хвоста
роликовые
Замкнутые
Просты в изготовлении, но имеют боль-
шую высоту. Необходима раздельная ре-
гулировка в двух направлениях. Приме-
няют при обработке заготовок средней
массы и больших опрокидывающих мо-
ментах. Материал— закаленная сталь и
чугун при малом натяге
Сложны в изготовлении. Натяг осу-
ществляется одновременно в двух направ-
лениях. Применяют при обработке заго-
товок малой и средней массы и при огра-
ниченных размерах по высоте. Мате-
риал — закаленная сталь (преимуще-
ственно) и чугун
Очень компактны. Не допускают взаим-
ной пригонки и проверки прилегания. На-
тяг осуществляется одновременно в двух
направлениях. Регулировка натяга слож-
на, так как подвижный узел висит на ро-
ликах. Материал— закаленная сталь
Характеристики те же; применяют при
малой массе, малых размерах по высоте
и малых нагрузках. Материал— зака-
ленная сталь
24
§ 2.2. ПРИВОДЫ СТАНКОВ
Привод — устройство, служащее для приведения в дей-
ствие исполнительных звеньев станка. В привод входит также
источник движения. Привод должен обеспечивать возможность
регулирования скорости движения исполнительных звеньев
станка.
Приводы станков подразделяют на ступенчатые и бесступен-
чатые. К ступенчатым относят приводы со ступенчатыми шкивами,
с шестеренными коробками скоростей и приводы в виде много-
скоростных асинхронных электродвигателей. Возможны также
ступенчатые приводы, являющиеся комбинацией упомянутых
выше механизмов. К бесступенчатым приводам можно отнести
приводы с механическими вариаторами, электродвигатели постоян-
ного тока с регулируемой частотой вращения, гидравлические
приводы и комбинированные, представляющие собой сочетание
регулируемого электродвигателя постоянного тока или привода
с вариатором со ступенчатой коробкой скоростей, или, наоборот,
механического вариатора с многоскоростным асинхронным элек-
тродвигателем переменного тока.
Современные металлорежущие станки имеют индивидуальные
или многодвигательные приводы. Источником энергии в станках
обычно является электродвигатель. Электродвигатель может быть
расположен рядом со станком (рис. 2.4, а), внутри него
(рис. 2.4, б), на станке (рис. 2.4, е), встроен в переднюю
бабку (рис. 2.4, е и д) и т. д.
Привод с шестеренной коробкой скоростей является наиболее
распространенным типом привода главного движения в металло-
режущих станках. Его достоинством являются компактность,
удобство в управлении и надежность в работе. Но приводы с ше-
стеренными коробками скоростей не имеют бесступенчатого регу-
лирования скорости, у них сравнительно низкий КПД на высоких
частотах вращения при широком диапазоне регулирования.
Существует много различных конструкций коробок скоро-
стей (рис. 2.5), однако все они представляют собой сочетание
отдельных типовых механизмов. Коробки скоростей различают
по способу переключения скоростей и компоновке.
25
chipmaker.ru
Рис. 2.5. Элементарные механизмы коробок скоростей:
с — двухскоростиых; б — трехскоростных; в — четырехскоростных
По способу переключения скоростей коробки бывают с пере-
движными (скользящими) колесами; с кулачковыми, фрикцион-
ными и электромагнитными муфтами; с комбинированным пере-
ключением; со сменными колесами.
Применение того или иного способа переключения в. коробках
скоростей зависит от назначения станка, от частоты переключений
и продолжительности рабочих ходов. Передачи с передвижными
блоками колес могут передавать большие крутящие моменты
при сравнительно небольших размерах зубчатых колес. Кроме
того, в таких коробках в зацеплении находятся только те зубчатые
колеса, которые передают вращение шпинделю. Значит, остальные
колеса в это время не изнашиваются. Указанные преимущества
позволяют широко применять для изменения частоты вращения
шпинделя передвижные блоки зубчатых колес в коробках ско-
ростей главным образом универсальных станков. В передвижных
блоках используют прямозубые колеса.
Недостатки этих коробок скоростей: невозможность переклю-
чения передач на ходу; необходимость блокировки, предотвра-
щающей одновременное включение в работу блоков зубчатых
колес, совместная работа которых не предусмотрена; относительно
большие размеры по длине.
26
Для коробки с кулачковыми муфтами характерны малые осе-
вые перемещения муфт при переключениях, возможность исполь-
зования в передачах косозубых и шевронных колес, а также мень-
шие усилия для переключения, чем у передвижных блоков колес.
Вместе с тем кулачковые муфты не позволяют переключать пере-
дачи на ходу при большой разности частот вращения; им присущи
потери мощности на вращение неработающей пары колес и изна-
шивание.
Использование фрикционных и электромагнитных муфт в ко-
робках скоростей дает возможность быстрого и плавного пере-
ключения передач на ходу. Недостатками таких коробок являются
потери мощности на вращение неработающей пары колес и изна-
шивание; большие радиальные и осевые размеры при передаче
больших крутящих моментов; снижение КПД станка вследствие
трения в выключенных муфтах; нагревание муфт; необходимость
их частого регулирования; передача теплоты от муфт шпиндель-
ному узлу.
При относительно редкой наладке привода шпинделя на опе-
рацию в автоматах, полуавтоматах, специальных и операционных
станках в массовом и серийном производстве используют сменные
колеса (рис. 2.6). Частоту вращения шпинделя в этом случае
изменяют путем смены колес а и b между смежными валами при
неизменном расстоянии между их осями. Так как расстояние
между осями этих колес остается неизменным, то обязательным
условием правильного сцепления сменных колес при такой кон-
струкции привода является постоянство суммы их чисел зубьев
(а + b — const). Сменные колеса в приводе главного движения
применяют иногда в сочетании с шестеренными коробками ско-
ростей.
В зависимости от компоновки различают коробки скоростей,
встроенные в шпиндельную бабку, и коробки скоростей с раз-
деленным приводом. Коробка скоростей, встроенная в шпиндель-
ную бабку (рис. 2.7), по-
зволяет получить 24 зна- чения частоты вращения шпинделя. ' х | бк 5Г /1 V Р b а Рис. 2.6. Коробка ско- ростей со сменными зуб- чатыми колесами птгп Z/rTIZj 7 7 Zg | 1 - J pi —- х —lx|— * 1— х ни d J -1 □Z7 , gJ -1 zJ_ "т331 <-!?№ | Рис. 2.7. Коробка скоростей, встроен- ная в шпиндельную бабку
27
Z
Рис, 2.8 Коробка скоростей вертикально-сверлильного станка
chipmaker.ru
Коробка скоростей вертикально-
сверлильного станка показана на
рис. 2.8. Частота вращения шпинделя
в ней изменяется передвижными бло-
ками зубчатых колес. На крышке 5 кор-
пуса 1 коробки установлен приводной
электродвигатель, соединенный с пер-
вым валом коробки муфтой 6. Пере-
движные блоки колес 7 и 8 дают воз-
можность сообщить гильзе 2 шесть (при
односкоростном двигателе) различных
значений частоты вращения. Гильза 2
имеет внутренние шлицы, посредством
которых вращение передается шпинде-
лю. Зубчатые колеса 4 и 5 являются
сменными. Частота вращения шпинделя
^шп ^лв^к. с>
где лпт, пцв — соответственно частоты
вращения шпинделя и вала электродвигателя; /к. с — передаточ-
ное отношение коробки скоростей.
У некоторых моделей токарных, револьверных и фрезерных
станков коробка скоростей вынесена из шпиндельной бабки,
вращение шпинделю передается через ременную передачу
(рис. 2.9). Большие частоты вращения шпиндель 4 получает от
коробки скоростей 1 через ременную передачу 2. В этом случае
муфта 3 включена, а зубчатые колеса га и г3, жестко закрепленные
на пустотелой втулке, путем осевого смещения втулки выклю-
чены. Малые частоты вращения шпинделя получают при выклю-
ченной муфте и включенных зубчатых колесах z2 и га. В этом
случае вращение от коробки скоростей 1 передается шпинделю 4
через ременную передачу 2 и зубчатые колеса Zj/za и г3/г4.
Разделенный привод с разгруженным шпинделем обеспечивает
более плавное вращение шпинделя и его часто применяют в точных
станках.
Коробки скоростей с электромагнитными муфтами, позволя-
ющими применять дистанционное управление, применяют в раз-
личных автоматах и полуавтоматах, в том числе станках с ЧПУ.
Для унификации привода главного движения таких станков
выпускают унифицированные автоматические коробки скоростей
(АКС) семи габаритов, рассчитанные на мощность от 1,5 до
55 кВт; число ступеней скоростей от 4 до 18.
§ 2.3. КИНЕМАТИЧЕСКИЙ РАСЧЕТ
КОРОБОК СКОРОСТЕЙ
Для кинематических расчетов коробок скоростей в стан-
костроении применяют два метода: аналитический и графоаналити-
ческий. Оба метода позволяют находить величины передаточных
29
chipmaker.ru
отношений передач, входящих в коробку скоростей. Однако, как
правило, используют только графоаналитический метод. До-
стоинством его является то.» что он позволяет быстро находить
возможные варианты решения, дает большую наглядность (что
облегчает сравнение вариантов). При графоаналитическом методе
последовательно строят структурную сетку и график частоты
вращения.
Структурная сетка дает ясное представление о структуре при-
вода станка. По структурной сетке легко проследить связи между
передаточными отношениями групповых передач (групповой пере-
дачей называют совокупность передач между двумя последова-
тельными валами коробки скоростей); однако сетка не дает кон-
кретных значений этих величин. Она наглядно характеризует ряд
структур приводов в общей форме. Структурная сетка содержит
следующие данные о приводе: число групп передач, число передач
в каждой группе, относительный порядок конструктивного рас-
положения групп вдоль цепи передач, порядок кинематического
включения групп (т. е. их характеристики и связь между пере-
даточными отношениями), диапазон регулирования групповых
передач и всего привода, число частот вращения ведущего и ведо-
мого валов групповой передачи.
График частоты вращения позволяет определить конкретные
величины передаточных отношений всех передач привода и частоты
вращения всех его валов. Его строят в соответствии с кинемати-
ческой схемой привода. При разработке кинематической схемы
коробки скоростей станка с вращательным главным движением
должны быть известны: число ступеней частоты вращения z шпин-
деля, знаменатель геометрического ряда <р, частоты вращения
шпинделя от пг до нг и частота вращения электродвигателя пэд.
Число ступеней частоты вращения z шпинделя при наладке
последовательно включенными групповыми передачами (в много-
валовых коробках) равно произведению числа передач в каждой
группе, т. е. г = раРьРс Рь- Например, для привода, показан-
ного на рис. 2.10, z ~ РиРъРс = 3-2-2 = 12.
При заданном (или выбранном) числе z ступеней ряда частоты
вращения шпинделя число групп передач, число передач в каждой
группе и порядок расположения групп к?ожно выбирать различ-
ными. Этот выбор в основном и определяет конструкцию коробки
скоростей.
Для наиболее часто применяемых значений z могут быть
использованы следующие конструктивные варианты:
z = 4 = 2-2;
г = 6 = 2-3 = 3-2;
z = 8 = 2-2-2 = 4-2 = 2-4;
г = 12 = 3-2-2 = 2-3-2 = 2-2-3 = 3-4 = 4-3;
2 = 16 = 2-2-2-2 = 4-2-2 = 2-4-2 = 2-2-4 = 4-4;
30
Рис. 2.10. Схемы неробки скоростей на 12 ступеней с последовательным вклю-
чением групп передач:
а — кинематическая; б — структурная
б)
г = 18 = 2-3-3 = 3-2-3 = 3-3-2;
г = 24 = 3-2-2-2 = 2-3-2-2 = 2-2-3-2 = 2-2-2-3 =
= 2-3-4 = 2-4-3 = 3-2-4 = 3-4-2 = 4-2-3 = 4-3-2.
В станках с изменением частоты вращения шпинделя по гео-
метрическому ряду передаточные отношения передач в группах
образуют геометрический ряд с знаменателем <р*, где х — целое
число, которое называют характеристикой группы. Характери-
стика группы равна числу ступеней скорости совокупности груп-
повых передач, кинематически предшествующих данной группе.
Общее уравнение наладки групповых передач имеет следующий
вид:
п : 4: »з: ... : ip ~ 1 : : <р2*:. . .: *>х.
Для последовательного получения всех частот вращения шпин-
деля сначала переключают передачи одной группы, затем другой
и т. д. Если в коробке скоростей, показанной на рис. 2.10, исполь-
зовать с этой целью прежде всего передачи группы а, затем
группы сив последнюю очередь группы Ь, то соответственно
этому порядку переключения группа а будет основной, группа с —
первой переборной, группа b — второй переборной. Коробка
скоростей может иметь и большее число переборных групп.
Для основной группы передач характеристика х0 = 1; для
первой переборной группы х± = ръ для второй переборной
группы х2 = ргр2 и т. д., где р! и р2 — соответственно числа
передач основной и первой переборной группы.
Для конструктивного варианта привода, показанного на
рис. 2.10, и принятого порядка переключений скоростей можно
записать структурную формулу г = 3 (1)-2 (6)-2 (3). В формуле
31
chipmaker.ru
цифрами в скобках обозначены характеристики групп. Основной
и различными по номеру переборными группами может быть лю-
бая группа передач в приводе. Поэтому наряду с конструктив-
ными вариантами привода возможны также различные его кине-
матические варианты.
Во избежание чрезмерно больших диаметров зубчатых колес
в коробках скоростей, а также для нормальной их работы уста-
новлены следующие предельные передаточные отношения между
валами при прямозубом зацеплении: < i 2; отсюда наиболь-
ший диапазон регулирования групповой передачи будет
2
О'пих/‘гп1п)г|ред — = 8.
Отношение (ЬижЛ’тиЭпгед имеет наибольшую величину для
последней переборной группы привода. Следовательно, для коро-
бок скоростей
(! lit] — Я
Нтахмпап/пред — v
где хпак — наибольший показатель для последней переборной
группы; р — число передач в этой группе.
Для графического изображения частот вращения шпинделя
станка обычно используют логарифмическую шкалу чисел. С этой
целью геометрический ряд частот вращения
п2 = ад;
«з = «1<р2;
— ад>3;
«z =
логарифмируют:
откуда
1g «2 = 1g «г + 1g (г;
1g »з = 1g «1 + 2 1g <p;
lg = Ig «1 + 3 1g <p;
lg nz = lg tl! + (z — 1) lg <p,
lg «з = lg «2 = lg q>;
lg «4 — lg ti3 = lg <p;
lg nz — lg n2_j = lg ф = const.
32
г>в
ti=10&nu>f'>
ns
r>«
P^3;^Pr2 Prtxrf
//
4^=250
'\пг~200
п^ЮОмин
^Iff
IV
s>
,< т
г) ' d)
Рис. 2.11. Кинематическая схема, структурные сетки и графики частоты вра-
щения коробки скоростей на шесть ступеней
a)
g'O
ns
n4
г РгРг 0 3(2)-2(1} nt
П1 IV
ne
г=РГРг=0-3(/)-2(з) r>t
6)
= 1000huh1
^Лпе=500
’^ns~WO
у^ОООнин1
ng~00O
^=315
п3-250
пг=200
0,-100 мин'1
Таким образом, если откладывать на прямой линии последо-
вательные значения логарифмов частот вращения п1г пг,
гг3, ..., пг, то интервалы между ними будут постоянными и рав-
ны 1g <р.
Рассмотрим построение структурной сетки и графика частот
вращения для коробки скоростей, кинематическая схема которой
показана на рис. 2.11, о. Для принятого конструктивного ва-
рианта привода возможны два варианта структурной формулы:
z — 6 = 3 (1) -2 (3) и z = 6 = 3 (2) -2 (1). В первом случае основ-
ной группой будет первая в конструктивном отношении группа
передач, а первой переборной — вторая группа передач; для
второго случая — наоборот.
На рис. 2.11, б и в показаны структурные сетки приведенных
структурных формул привода. Они построены следующим обра-
зом. На равном расстоянии друг от друга проводят вертикальные
линии, число которых должно быть на единицу больше, чем число
групповых передач. Также проводят ряд горизонтальных парал-
лельных прямых с интервалом, равным 1g <р (число горизонталь-
ных прямых равно числу z ступеней частоты вращения шпинделя).
На середине первой слева вертикальной линии наносят точку О,
из которой симметрично в соответствии с числом передач в группах
по заданной структурной формуле проводят лучи, соединяющие
точки на вертикальных линиях. Расстояния между соседними
33
chipmaker.ru
лучами должны быть равны xt 1g <р, где xt — характеристика
соответствующей группы.
Оптимальный вариант структурной сетки выбирают из следу-
ющих соображений. Выше отмечалось, что независимо от порядка
переключений групповых передач диапазон регулирования пос-
ледней переборной группы является наибольшим. Поэтому следует
определить диапазоны регулирования последних переборных
групп для всех вариантов структурных сеток (при выбранном
значении <р) и исключить из дальнейшего рассмотрения варианты,
не удовлетворяющие условию
/ hnax \ — (р 1) xniax g_
\ 1 mln ' пред
Для варианта, показанного на рис. 2.11, б, х^ = 3, а для
варианта, показанного на рис. 2.11, в, хтах == 2. Вариант, при-
веденный на рис. 2.11, б, подходит для всех значений ср, так как
2<2—пз — g. вариант на рис. 2.11, в удовлетворяет всем значе-
ниям <р за исключением <р = 1,78 и <р = 2, поскольку 1,78(3~1)2 >
> 8 и 2(3—1>2 £> 8. На рис. 2.11, г и д показаны построенные для
обоих вариантов структурных сеток графики частоты вращения
при <р = 1,26, = 160 мин*1, «в = 500 мин-1 и «эд — 1000 мин-1.
Графики частоты вращения строят в следующей последова-
тельности: на равном расстоянии друг от друга проводят вер-
тикальные линии, число которых равно числу валов коробки; на
равном расстоянии друг от друга с интервалами 1g <р проводят
горизонтальные линии, которым присваивают (снизу вверх) по-
рядковые номера частот вращения, начиная с пА. Луч, проведенный
между вертикальными линиями, обозначает передачу между
двумя валами с передаточным отношением i = где т — число
интервалов 1g <р, перекрытых лучом. При горизонтальном поло-
жении луча i=l, при луче, направленном вверх, i j> 1, а на-
правленным вниз i < 1.
Для разбираемого примера (<р = 1,26) с учетом особенностей
отдельных передач и значений предельных передаточных отноше-
. 11. 2 .. ,
НИИ 1т|П пред — “4— — (j.6' И 1щах пред — | — Ч*' СТр ОИМ (ДЛЯ КаЖ-
дого варианта) сначала цепь передач для снижения частоты
вращения от ПдП = 1000 до «1 = 160 мин-1. Наиболее целесооб-
разно при этом так разбить общее передаточное отношение цепи,
чтобы сохранить более высокими частоты вращения промежуточ-
ных валов. В этом случае размеры коробки уменьшаются. Даль-
нейшее построение ведем, используя принятые варианты струк-
турных сеток. Построенный график частоты вращения позволяет
определить передаточные отношения всех передач коробки.
По найденным передаточным отношениям определяют числа
зубьев зубчатых колес.Следует иметь в виду, что в станкостроении
межосевые расстояния, суммы чисел зубьев сопряженных колес,
числа зубьев червячных колес и модули нормализованы. При
34
постоянном расстоянии между осями ведущего и ведомого валов
и одинаковом модуле колес группы передач сумма чисел зубьев
каждой пары зубчатых колес является постоянной величиной,
т. е. 2 z = Zj 4- z2 = z3 + *4 = + z6 = const.
Передаточные отношения пар зубчатых колес, находящихся
в зацеплении, i = ia = -^- и т. д. Из уравнений
_ Z2 Z4 Z6
214-22 = ^111!=-^- следует, ЧТО 2! = У Z и z2 =
= t z. По этим формулам находят числа зубьев колес
группы по заданной £ г. Передаточные отношения ц, i2 и т. д.
определяют по графику частоты вращения.
§ 2.4. ШПИНДЕЛИ И ИХ ОПОРЫ
Шпиндель — вал металлорежущего станка, передаю-
щий вращение закрепленному в нем инструменту или обрабаты-
ваемой заготовке. Весьма важным является выбор материала
шпинделя. Средненагруженные шпиндели изготовляют обычно
из стали 45 с улучшением (закалка и высокий отпуск). При по-
вышенных силовых нагрузках применяют сталь 45 с низким
отпуском. Для шпинделей, требующих высокой поверхностной
твердости и вязкой сердцевины, применяют сталь 45 с закалкой
ТВЧ и низким отпуском. При повышенных требованиях при-
меняют стали 40Х, 38ХМЮА (шпиндели быстроходных станков),
20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные
и тяжелонагруженные шпиндели) и другие низколегированные
стали. Сталь 65Г применяют для крупных шпинделей.
Конструктивная форма шпинделей зависит от способа крепле-
ния на нем зажимных приспособлений или инструмента, посадок
элементов привода и типов применяемых опор. Шпиндели, как
правило, изготовляют пустотелыми для прохода прутка, а также
для уменьшения массы. Передние концы шпинделей станков
общего назначения стандартизированы.
Опоры. В качестве опор шпинделей станков применяют под-
шипники качения и скольжения. Так как от шпинделей требуется
высокая точность, то подшипники качения, используемые в опо-
рах шпинделей, должны быть высоких классов точности. Выбор
класса точности подшипника определяется допуском на биение
переднего конца шпинделя, который зависит от требуемой точности
обработки. Обычно в передней опоре применяют более точные
подшипники, чем в задней.
Конструктивное оформление шпиндельных узлов весьма
разнообразно. На рис. 2.12 показан шпиндельный узел токарно-
винторезного станка с двухрядным роликовым подшипником с ко-
ническим отверстием внутреннего кольца в качестве передней
опоры. При осевом перемещении внутреннего кольца подшипника
коническая шейка шпинделя деформирует кольцо, и его диаметр
35
chipmaker.ru
Рис. 2.12. Шпиндель токарно-винторезного станка с опорами
увеличивается. При этом устраняются радиальные зазоры между
роликами и кольцами и создается предварительный натяг.
Предварительный натяг осуществляют различными способами.
В радиально-упорных шарикоподшипниках и конических ролико-
вых подшипниках при парной установке предварительный натяг
получают регулировкой во время сборки, а в радиальных шарико-
подшипниках — смещением внутренних колец относительно
наружных. На рис. 2.13 представлены конструктивные способы
создания предварительного натяга шарикоподшипников вслед-
ствие сошлифовывания торцов внутренних колец (рис. 2.13, а),
установки распорных втулок между кольцами (рис. 2.13, б),
применения пружин, обеспечивающих постоянство предваритель-
ного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания
предварительного натяга вследствие деформации внутреннего
кольца при установке его на конической шейке шпинделя в ро-
ликоподшипниках с цилиндрическими роликами.
Рис. 2.13. Способы создания предварительного натяга подшипников качения
36
Рис. 2.14 Схема
тической опоры
гидр оста-
Рис. 2.15. Самоустанавливающийся
гидродинамический подшипник сколь-
жения
Подшипники скольжения, применяемые в качестве опор шпин-
делей, бывают нерегулируемые (применяют их редко, при прак-
тически полном отсутствии изнашивания в течение длительного
срока эксплуатации), с радиальным, осевым регулированием
зазора, гидростатические (в них предусматривают подвод масла
под давлением в несколько карманов, из которых оно вытесняется
через зазор между шейкой шпинделя и подшипником), гидро-
динамические и с газовой смазкой.
В прецизионных станках используют гидростатические под-
шипники, которые создают высокую точность вращения шпинделя
Их несущая способность, жесткость и точность зависят от вели-
чины зазоров, давления, схемы опоры. На рис. 2.14 схематически
показана конструкция гидростатической опоры. Масло под давле-
нием подводится в карманы 1 через отверстия 2. При вращении
масло вытесняется из этих карманов через зазор между шейкой
и подшипником и из отверстия 3 в резервуар. При увеличении
внешней силы, стремящейся уменьшить зазор, возрастает давле-
ние масла в резервуаре, и зазор восстанавливается. Гидростати-
ческие подшипники стабилизируют режим трения со смазочным
материалом при самых малых скоростях вращения.
Самоустанавливающийся гидродинамический подшипник
скольжения, применяемый в шлифовальных станках, показан
на рис. 2.15. В обойме 4 расположено пять самоустанавлива-
ющихся вкладышей 5. Каждый вкладыш имеет одну сферическую
опору в виде штыря 3. Штыри закрепляют в обойме винтами 2 и 8
с шайбами 1, проходящими через крышку 7. Между крышкой
и обоймой предусмотрены уплотнительные кольца 6.
Вкладыши самоустанавливаются сферическими опорами в на-
правлении вращения шпинделя и в направлении его оси. Это
создает надежные условия трения со смазочным материалом
в опоре и устойчивые масляные клинья, а также позволяет из-
37
chipmaker.ru
Рис. 2.16. Уплотнения подшипников шпиндельных узлов
бежать кромочных давлений, вызываемых несоосностыо рабочих
поверхностей, упругими или тепловыми деформациями шпинделя.
Конструкция подшипников обеспечивает высокую точность вра-
щения шпинделя вследствие центрирования его гидродинами-
ческими давлениями, которые возникают в нескольких зонах по
окружности.
Шпиндельные подшипники должны быть надежно защищены
от загрязнения и вытекания смазочного материала. Манжетные
уплотнения (рис. 2.16, с) из кожи, пластмассы или маслостойкой
резины помещают в металлический кожух и прижимают к валу
браслетной пружиной. В шпинделях станков более целесообразно
применять лабиринтные уплотнения (рис. 2.16, б), которые не
имеют трущихся поверхностей и могут работать при высокой
частоте вращения. Они обеспечивают защиту подшипников в ре-
зультате сопротивления протеканию жидкости через узкие
щели. На рис. 2.16, в показаны уплотнения для вертикальных
валов, уплотнения с кольцами типа поршневых и комбинирован-
ное фетровое уплотнение с отражательным кольцом, отбрасыва-
ющим масло.
§ 2.5. КОРОБКИ ПОДАЧ
Коробки подач предназначены для изменения ско-
рости и направления подач при обработке на станке различных
деталей. Коробка подач в большинстве случаев получает движение
от шпинделя станка или от отдельного электродвигателя. Зна-
чения подач должны обеспечивать требуемые параметры шеро-
ховатости поверхности, а также высокую стойкость инструмента
и производительность станка.
38
Подачу можно изменять различными способами: с помощью
механизмов с зубчатыми передачами и без применения зубчатых
передач (например, электрическим или гидравлическим путем,
храповым или кулачково-рычажными механизмами и т. д.).
Ниже рассмотрим лишь коробки подач с зубчатыми переда-
чами. Коробки подач с зубчатыми передачами бывают: со смен-
ными зубчатыми колесами с постоянным расстоянием между
осями валов; с передвижными блоками зубчатых колес; со встреч-
ными ступенчатыми конусами колес и вытяжными шпонками;
в форме гитар сменных зубчатых колес. Для получения большого
числа значений подач коробки часто конструируют, используя
сразу несколько механизмов.
Коробки подач со сменными зубчатыми колесами (с постоян-
ным расстоянием между осями валов) применяют в станках для
крупносерийного производства при редкой наладке. В частности,
такие коробки встречаются в автоматах, полуавтоматах, опера-
ционных и специальных станках. Конструкции коробок подач,
состоящих из одних лишь сменных зубчатых колес, очень просты
и не отличаются от аналогичных коробок скоростей.
Коробки подач с передвижными блоками зубчатых колес ши-
роко применяют в универсальных станках. Они позволяют пере-
давать большие крутящие моменты и работать с большими ско-
ростями. К недостатку коробок подач этого типа относится не-
возможность использования в них косозубых колес. По кон-
струкции коробки подач с передвижными зубчатыми колесами
аналогичны соответствующим коробкам скоростей.
Коробка подач со встречными ступенчатыми конусами колес
и вытяжной шпонкой на четыре различных передаточных отноше-
ния (вообще число передач в таких коробках может достигать
восьми — десяти в одной группе) показана на рис. 2.17, а, где
приведена ее кинематическая схема. Передача движения в ней
осуществляется через пару зубчатых колес —Механизмы
с вытяжными шпонками обычно используют в качестве основной
группы передач коробки подач. В механизме с вытяжной
шпонкой (см. конструктивное исполнение на рис. 2.17, б) на верх-
нем валу жестко закреплены на шпонке зубчатые колеса zu г3,
гь и z7, которые находятся в постоянном зацеплении соответственно
с зубчатыми колесами z2, z4, z6 и ze. Одно из зубчатых колес, рас-
положенных на ведомом валу, вытяжной шпонкой может быть
жестко связано с валом, и тогда вращение валу передается через
это колесо. При этом остальные зубчатые колеса вращаются
вхолостую. Для предотвращения одновременного включения двух
ведомых зубчатых колес механизм имеет специальные раздели-
тельные кольца 1.
Недостатком этого механизма является то, что зубчатые колеса
ведомого вала независимо от того, передают они крутящий момент
или нет, постоянно вращаются, что ускоряет их изнашивание
39
chipmaker.ru
z? Zb Z6
ный валик работает как ведущий, и
Рис. 2.17. Механизмы коробок
подач
и требует дополнительной
затраты мощности. К не-
достаткам относится также
возможность перекоса вы-
тяжной шпонки, малая
жесткость шпоночного ва-
лика, ослабленного про-
дольным пазом, вращение
колесе чрезмерно большой
скоростью, если шпоноч-
др. Коробки подач с вытяж-
ными шпонками применяют в небольших, а иногда и в средних
по размеру сверлильных и токарно-револьверных станках.
Коробки подач в форме гитар сменных зубчатых колес
(рис. 2.17, б). Гитара — узел станка, предназначенный для
изменения скорости подачи. Гитары сменных колес дают воз-
можность настраивать подачу с любой степенью точности. Они
позволяют применять передаточные отношения до iraln = 1/8.
Гитары бывают двухпарные и трехпарные. В основном в станках
встречаются двухпарные гитары, лишь в редких случаях, когда
необходимы особенно малые передаточные отношения или тре-
буется особенно высокая точность подбора этих отношений,
используют трехпарную гитару. Каждую гитару снабжают опре-
деленным комплектом сменных зубчатых колес. Например, для
токарно-винторезных станков рекомендуется комплект сменных
зубчатых колес из z = 20, 24, 25, 28, 30, 32, 36, 40, 44, 45, 48, 50,
55, 60, 65, 68, 70, 71, 72, 75, 76, 80, 85, 90, 95, 100,
110, 113, 120, 127.
На рис. 2.17, 6 показана схема двухпарной гитары. Рассто-
яние А между ведущим 1 (колеса с) и ведомым 2 (колеса d) ва-
лами неизменно. На ведомом валу свободно посажен «приклон» 3
40
гитары. В приклоне имеются радиальный и дуговой пазы. В ра-
диальном пазу закреплена ось 4 колес b и с. Перемещая ось вдоль
паза, можно менять расстояние В между колесами с и d. Дуговой
паз в приклоне позволяет изменять расстояние С между коле-
сами а и b при повороте приклони на валу 2. В требуемом поло-
жении приклон закрепляют болтом 5. Условие сцепляемости
колес приведено в § 5.2.
§ 2.6. БЕССТУПЕНЧАТЫЕ ПРИВОДЫ
Бесступенчатые приводы применяют для плавного
и непрерывного изменения частоты вращения шпинделя или
подачи. Они позволяют получать наивыгоднейшие скорости ре-
зания и подачи при обработке различных деталей. Кроме того,
они дают возможность изменять скорость главного движения или
подачу во время работы станка без его остановки. В станках
применяют следующие способы бесступенчатого регулирования
скоростей главного движения и движения подачи.
Электрическое регулирование производится изменением ча-
стоты вращения электродвигателя, который приводит в движение
соответствующую цепь станка (способы регулирования частоты
вращения электродвигателей различных типов рассмотрены
в гл. 3).
Гидравлическое регулирование применяют главным образом
для регулирования скоростей прямолинейных движений (в стро-
гальных, долбежных, протяжных
станках), значительно реже — для
регулирования вращательных дви-
жений (гидравлическое регули-
рование скоростей движений в
станках изложено в гл. 4).
Рис. 2.18. Лобовой вариатор
Рис. 2.19. Привод с раздвижными ко-
нусами
41
chipmaker.ru
Рис. 2.20. Торовый вариатор
Регулирование с помощью механических вариаторов. Боль-
шинство механических вариаторов, применяемых' в станках, —
фрикционное. Лобовой вариатор показан на рис. 2.18. При пере-
мещении малого ведущего ролика 1 относительно диска 2 изме-
няется рабочий радиус последнего и, следовательно, передаточное
отношение между ведущим и ведомым валами.
Привод с раздвижными конусами (рис. 2.19) работает следу-
ющим образом. От шкива 8 на валу 1 вращаются два ведущих
конуса 1. На валу И находятся два таких же ведомых конуса 5.
Передача между валами осуществляется клиновидным ремнем 2
с деревянными накладками 3 с внутренней стороны или широким
ремнем соответствующего профиля. Для изменения частоты вра-
щения вала 11 рычагами 4, поворачивающимися вокруг осей О
и Olf сближаются или раздвигаются конусы на валу 1 и соответ-
ственно раздвигаются или сближаются конусы на валу 11. По-
ворачивая маховик 7, через винт 6 с правой и левой резьбой по-
ворачивают рычаги 4.
У торового вариатора (рис. 2.20) передаточное отношение
зависит от наклона роликов, при повороте которых изменяются
радиусы контакта роликов с ведущей и ведомой фрикционными
чашками.
§ 2.7. МЕХАНИЗМЫ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
В металлорежущих станках для осуществления прямо-
линейных движений преимущественно используют следующие
механизмы: зубчатое колесо — рейка, червяк — рейка, ходовой
винт — гайка, кулачковые механизмы, гидравлические устрой-
ства, а также электромагнитные устройства типа соленоидов.
Механизм зубчатое колесо—рейка применяют в приводе глав-
ного движения и движения подачи, а также в приводе различных
вспомогательных перемещений.
Механизм червяк — рейка. Применяют два типа этих механиз-
мов: с расположением червяка под углом к рейке, что позволяет
(для большей плавности хода передачи) увеличить диаметр ко-
42
леса, ведущего червяк, и с па-
раллельным расположением в
одной плоскости осей червяка
и рейки, когда рейка служит
как бы длинной гайкой с не-
полным углом охвата винта —
червяка. Условия работы этой
передачи благоприятнее усло-
вий работы передачи зубчатое
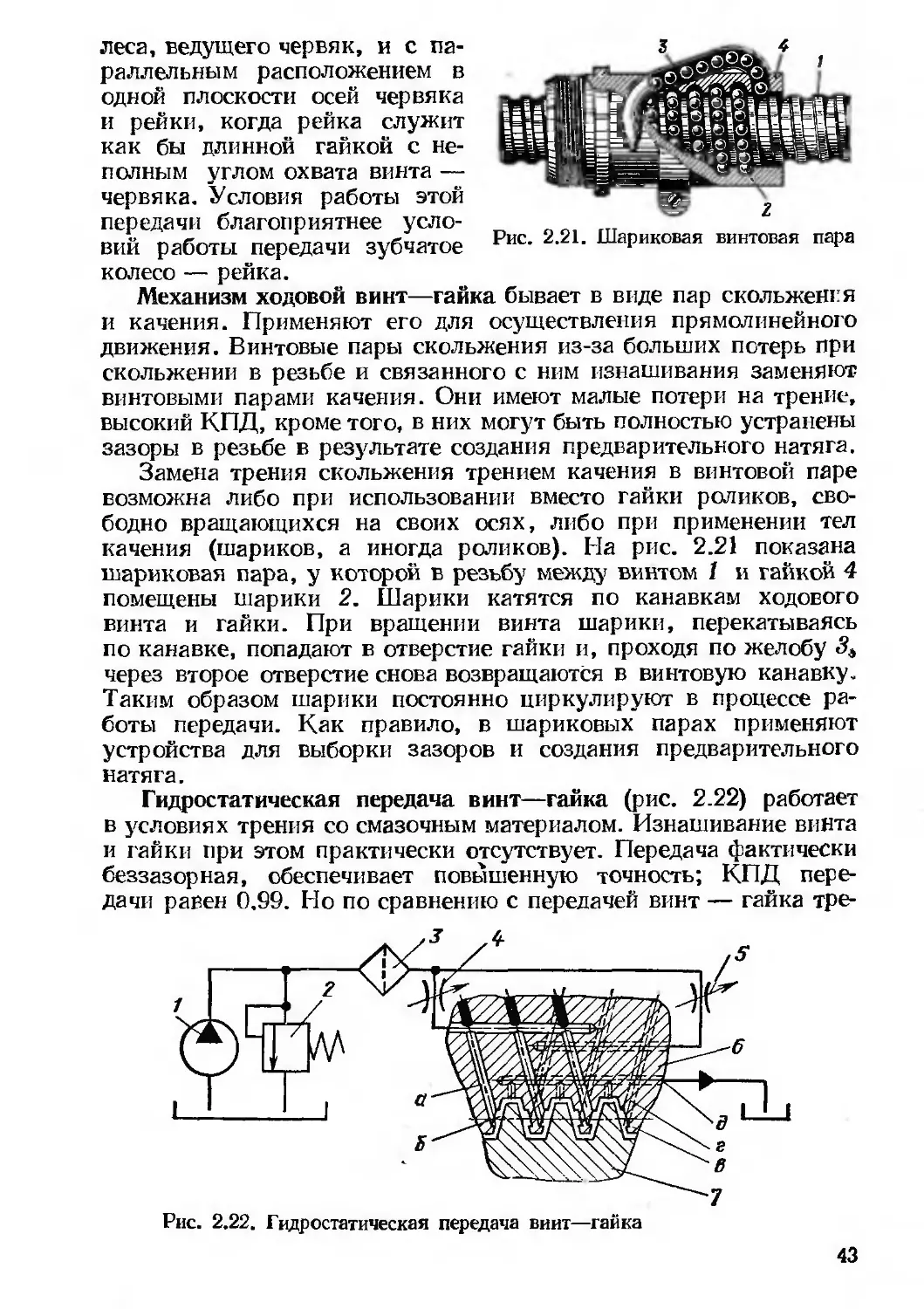
Рис. 2.21. Шариковая винтовая пара
колесо — рейка.
Механизм ходовой винт—гайка бывает в виде пар скольжения
и качения. Применяют его для осуществления прямолинейного
движения. Винтовые пары скольжения из-за больших потерь при
скольжении в резьбе и связанного с ним изнашивания заменяют
винтовыми парами качения. Они имеют малые потери на трение,
высокий КПД, кроме того, в них могут быть полностью устранены
зазоры в резьбе в результате создания предварительного натяга.
Замена трения скольжения трением качения в винтовой паре
возможна либо при использовании вместо гайки роликов, сво-
бодно вращающихся на своих осях, либо при применении тел
качения (шариков, а иногда роликов). На рис. 2.21 показана
шариковая пара, у которой в резьбу между винтом 1 и гайкой 4
помещены шарики 2. Шарики катятся по канавкам ходового
винта и гайки. При вращении винта шарики, перекатываясь
по канавке, попадают в отверстие гайки и, проходя по желобу 3,
через второе отверстие снова возвращаются в винтовую канавку.
Таким образом шарики постоянно циркулируют в процессе ра-
боты передачи. Как правило, в шариковых парах применяют
устройства для выборки зазоров и создания предварительного
натяга.
Гидростатическая передача винт—гайка (рис. 2.22) работает
в условиях трения со смазочным материалом. Изнашивание винта
и гайки при этом практически отсутствует. Передача фактически
беззазорная, обеспечивает повышенную точность; КПД пере-
дачи равен 0.89. Но по сравнению с передачей винт — гайка тре-
Рис. 2.22. Гидростатическая передача виит—гайка
43
chipmaker.ru
Рис. 2.23. Кулачковый механизм с плоским (а) и цилиндрическим (б) кулачками
ния качения рассматриваемая передача, содержащая винт 7
и гайку 6, имеет меньшую жесткость н несущую способность
вследствие масляного слоя. Смазочное масло, нагнетаемое насо-
сом 1, через фильтр 3, дроссели 4 и 5 постоянного давления, под-
держиваемого переливным гидроклапаном 2, отверстий а и г,
попадает в карманы б к в и сливается через зазоры в резьбе
и отверстие д. Разность давлений в карманах б и в обеспечивает
восприятие осевой нагрузки слоями масла.
Кулачковые механизмы, преобразующие вращательное движе-
ние в прямолинейное поступательное, применяют главным обра-
зом на автоматах. Различают кулачковые механизмы с плоскими
и цилиндрическими кулачками (рис. 2.23). При вращении ку-
лачка 1 (рис. 2.23, а) через ролик 2, рычажную передачу, зубчатый
^ектор и рейку движение передается суппорту, который совершает
возвратно-поступательное движение в соответствии с профилем
кулачка. На рис. 2.23, б показан принцип работы цилиндрических
кулачков.
Устройства для малых перемещений. В тех случаях, когда
жесткость обычных механизмов типа реечной или винтовой пары
не обеспечивает точных перемещений (т. е. когда медленное дви-
жение подвижной части станка переходит в скачкообразное с пе-
риодическими остановками), применяют специальные устройства,
работающие без зазоров и обеспечивающие высокую жесткость
привода. К таким устройствам относятся термодинамический,
магнитострикционный приводы и привод с упругим звеном.
Термодинамический привод (рис. 2.24, с) представляет собой
полый стержень, один конец которого крепят к неподвижной части
станка (станине), а другой соединяют с подвижной частью станка.
При нагревании стержня спиралью, навитой на него, или при
пропускании электрического тока малого напряжения и большой
силы непосредственно через него стержень удлиняется на вели-
чину Д/г, перемещая подвижную часть станка. Для возврата
подвижной части в начальное положение необходимо стержень
охладить.
44
Рис. 2.24. Устройства для малых перемещений:
а — термодинамический привод; б — магнитострикционный привод; в — привод с упру*
гим звеном
Магнитострикционный привод (рис. 2.24, б) работает следу-
ющим образом. Стержень, изготовленный из магнитострикцион-
ного материала, помещают в магнитное поле, напряженность
которого можно менять, изменяя тем самым длину стержня на
величину Д/м. Различают положительную (с увеличением напря-
женности магнитного поля размеры стержня увеличиваются)
и отрицательную (с увеличением напряженности магнитного поля
размеры стержня уменьшаются) магнитострикции. В качестве
магнитострикционного материала применяют железо, никель,
кобальт и их сплавы, т. е. материалы, которые изменяют свою
длину под действием электрического или магнитного поля, а при
снятии поля восстанавливают первоначальные размеры.
Привод с упругим звеном (рис. 2.24, в) позволяет получать
малые перемещения за счет упругого звена типа рессоры или
плоской пружины. Если рессора предварительно нагружается
при подаче жидкости из гидросистемы, то по мере свободного
истечения масла из цилиндра через выпускное отверстие малого
сечения рессора выпрямляется и свободным концом перемещает
шлифовальную бабку.
Рассмотренные приводы применяют в прецизионных станках,
где необходимо обеспечить высокую равномерность малых подач
и точность малых периодических перемещений.
§ 2.8. ХРАПОВЫЕ И МАЛЬТИЙСКИЕ МЕХАНИЗМЫ
Храповые и мальтийские механизмы относятся к числу
механизмов для преобразования непрерывного вращательного
движения в прерывистое.
Храповые механизмы могут быть с наружным и внутренним
зацеплением. В механизме с наружным зацеплением (рис. 2.25, с)
собачке 1 сообщается качательное движение. При движении справа
налево собачка через зубья храпового колеса 2 поворачивает его
на некоторый угол. При обратном ходе собачка проскальзывает
по зубьям храпового колеса, не вращая его. В храповом механизме
с внутренним зацеплением (рис. 2.25, б) вал с жестко посаженным
45
chipmaker.ru
на нем диском, к которому прикреплена собачка 1, имеет колеба-
тельное движение, и собачка, вращаясь слева направо, повора-
чивает храповое колесо 2; когда собачка движется в обратном
направлении, храповое колесо не вращается.
На рис. 2.25, в показана схема привода храпового механизма.
Качательное движение собачка 1 получает через шатун от веду-
щего кривошипного диска 5 с пальцем 4. Изменение положения
пальца 4 в пазу (т. е. изменение радиуса /?) позволяет регулиро-
вать угол поворота а собачки 1 и тем самым угол поворота храпо-
вого колеса 2 за один оборот ведущего диска 5. Движение храпо-
вого колеса реверсируется переводом собачки 1 в положение,
показанное тонкими линиями.
Изменять угол поворота храпового колеса при неизменном
положении кривошипного пальца 4 можно щитком 3, который
закрывает часть зубьев храпового колеса, и собачка в начальный
период движения скользит по его поверхности, а затем, сходя
с него, захватывает зубья храпового колеса и поворачивает его.
Щиток в выбранном положении удерживает фиксатор 6.
Мальтийские механизмы чаще всего применяют для периоди-
ческого поворота на постоянный угол револьверных головок,
шпиндельных блоков, столов многошпиндельных автоматов и т. д.
Мальтийские механизмы бывают правильные и неправильные.
У правильных механизмов крест имеет пазы с равномерным шагом;
у неправильных углы между смежными пазами креста различные.
В станках применяют, как правило, правильные мальтийские
механизмы с внешним зацеплением и радиальными пазами. В маль-
тийском механизме (рис. 2.26) при вращении кривошипа палец
или ролик заходит в паз креста и за каждый оборот поворачивает
46
его на -j- часть (г — число пазов), т. е. передаточное отношение
мальтийского механизма i = —; обычно z = 3 ... 8.
Основные соотношения параметров мальтийского механизма:
2р = 2эт/г; а + р = эт/2, где а — половина центрального угла
кривошипа за период поворота креста на угол Р; р — половина
угла между соседними пазами креста.
Если решить эти уравнения относительно 2а, то централь-
ный угол рабочего поворота кривошипа 2а = эт — 2р = л —
— 2n/z = эт (z — 2)/z; отсюда определяем значение центрального
угла холостого хода кривошипа:
2у = 2л - 2а = 2л - эт(2~2)_ =
1 Z Z
Время полного цикла Т = tv + tx, откуда 1 = tv/T -f-
4- tjT, где tv — время поворота креста; /х — время пребывания
креста в покое.
При равномерном движении кривошипа (углы а, р и у выра-
жены в радианах)
*р _ 2а _ г—2 tx ___ 2? _ г -|-2
Т ~~ 2я — 2г Т 2эт ~ 2г '
Правильное соотношение между размерами мальтийского ме-
ханизма выражается следующей зависимостью: =1 sin Р =
= /sin—,
г
Для того чтобы в начале поворота креста, когда палец входит
в зацепление, не было жесткого удара, начальная угловая ско-
рость креста должна быть равна нулю. Иначе необходимо, чтобы
Р + а = 90°, т. е. палец должен входить в паз креста в радиаль-
ном направлении.
§ 2.9. МУФТЫ
Муфты служат для постоянного или периодического
соединения двух соосных валов и для передачи при этом вращения
от одного вала другому. Различают муфты постоянные, служащие
для постоянного соединения валов; сцепные, соединяющие и разъ-
единяющие валы во время работы; предохранительные, предотвра-
щающие аварии при внезапном превышении нагрузок; обгона,
передающие вращение только в одном направлении.
Постоянные муфты применяют в тех случаях, когда нужно
соединить два вала, которые в процессе работы не разъединяются.
При этом валы могут быть соединены жестко или с помощью
упругих элементов (рис. 2.27, а—г).
Сцепные муфты применяют для периодического соединения
валов, например в приводе главного движения или приводе подач
47
chipmaker.ru
станков. В станках часто применяют сцепные кулачковые муфты
в виде дисков с торцовыми зубьями-кулачками (рис. 2.27, д)
и зубчатые муфты (рис. 2.27, е). Недостатком сцепных муфт
является то, что при больших разностях скоростей вращения
ведущего и ведомого элементов муфты нельзя включить.
Фрикционные сцепные муфты имеют то же назначение, что
и кулачковые, но свободны от недостатка, присущего кулачковым
муфтам, т. е. фрикционные муфты можно включать при любых
разностях скоростей вращения элементов муфты. У фрикционных
муфт при перегрузках ведомое звено может проскальзывать и тем
самым предотвращать аварию. Наличие нескольких поверхностей
трения дает возможность передавать значительные крутящие
моменты при относительно малых величинах давления на поверх-
ностях трения дисков.
Фрикционные муфты бывают конусные и дисковые.
На рис. 2.27, ж показана фрикционная многодисковая муфта,
которую применяют в приводах главного движения и подачи
металлорежущих станков. При перемещении гильзы 1 влево ша-
рики 6, находящиеся между коническими поверхностями гильзы 1
и неподвижной втулкой 5, давят на диск 2, который, в свою оче-
редь, через упругую шайбу 3 сцепляет подвижные ведущие диски
48
с ведомыми. Для выключения муфты гильзу 1 отводят вправо,
и пружины 4 отжимают диск 2 в исходное положение.
Общий вид фрикционной многодисковой контактной электро-
магнитной муфты показан на рис. 2.28, а. Муфта имеет катушку 4
электромагнита, в которую подается постоянный электрический
ток через контактные щетки, прижимаемые щеткодержателями
к токопроводящим кольцам 2, расположенным во втулке 3. Если
кольцо одно, то один вывод катушки припаивают к нему, а вто-
рой — к корпусу 1 муфты; тогда ток замыкается через детали
муфты и механизмы станка. При наличии двух колец оба вывода
катушки припаивают к кольцам. Когда в катушку 4 подается
электрический ток, якорь 5 перемещается влево, притягивается
к корпусу 1 и с помощью тяг, проходящих через наружные пазы
втулки /3, перемещает влево нажимной диск 9. Диск 9 сжимает
пакет фрикционных дисков 8 и 7 и прижимает их к регулировоч-
ной гайке 6, которая застопорена винтом 14.
Внутренние диски (рис. 2.28, б) на обоих торцах имеют фрик-
ционные накладки из порошкового материала, а также спиральные
49
chipmaker.ru
канавки одного направления для циркуляции масла. Диски по-
сажены на шлицевую втулку 13 (см. рис. 2.28, а) и свободно вра-
щаются относительно поводка 10. Наружные диски (рис. 2.28, в)
сцепляются с поводком 10 (см. рис. 2.28, а), цилиндрический обод
которого имеет пазы, и находятся в свободном положении относи-
тельно наружной поверхности шлицев втулки 13. Подвижные
штифты 12 с пружинами 11 служат для отвода вправо нажимного
диска 9 и якоря 5 при отключении муфты.
Фрикционная многодисковая бесконтактная электромагнит-
ная муфта (рис. 2.29) отличается от контактной муфты в основном
отсутствием скользящих контактов. Катушка 2 смонтирована
в катушкодержателе 4, который центрируют и закрепляют от-
дельно. На втулке 5 закрепляют сварной корпус 1, который
состоит из внешнего и внутреннего колец, соединенных между
собой диском 3 из немагнитной стали.
Предохранительные муфты предназначены для предохранения
механизмов станка от аварий при перегрузках. У муфт, показан-
ных на рис. 2.27, з и и, предохраняющим звеном является штифт 1,
сечение которого рассчитывают в зависимости от передаваемого
крутящего момента. При перегрузках этот штифт срезается,
происходит разрыв соответствующей кинематической цепи и тем
самым предотвращается повреждение деталей станка.
Муфты обгона предназначены для передачи крутящего мо-
мента при вращении звеньев кинематической цепи в заданном
направлении и для разъединения звеньев при вращении в обрат-
ном направлении, а также для сообщения валу двух различных
движений (медленного — рабочего и быстрого — вспомогатель-
ного). которые осуществляются по двум отдельным кинематиче-
ским цепям. Муфта обгона позволяет включить цепь быстрого
хода, не выключая цепи рабочего движения.
В качестве муфт обгона можно использовать храповые меха-
низмы (рис. 2.30, а). Вал 2 вращается от вала 1 через конические
колеса и храповой механизм (колесо z4 свободно посажено
^4
на валу 2). Если одновременно включить цепь быстрого хода
через передачу ——, то вал 2 вместе с храповым колесом 4 будет
г2
вращаться быстрее зубчатого колеса z4 и собачка 3 будет проскаль-
зывать. Муфта обгона роликового типа (рис. 2.30, б) состоит из
закрепленного на валу корпуса (звездочки) 1, наружного кольца
или втулки 2, связанной или составляющей одно целое с зубча-
тым или червячным колесом, шкивом и т. п., и нескольких роли-
ков 3, помещенных в вырезах корпуса 1. Каждый ролик отжи-
мается одним — тремя, в зависимости от длины ролика, штифтами
4 с пружинами 5 в направлении к узкой части выемки между
деталями 1 и 2. Если, например, ведущей частью является втулка
2. то при вращении ее в сторону, указанную на рисунке стрелкой,
ролики увлекаются трением в узкую часть выемки и заклини-
50
Рис. 2.29. Фрикционная много-
дисковая электромагнитная бес-
контактная муфта
Рис. 2.30. Муфты обгона:
а — храпового типа; б — роликового типа
ваются втулкой и корпусом муфты. В этом случае корпус 1 и свя-
занный с ним вал будут вращаться с угловой скоростью втулки 2.
Если при продолжающемся движении втулки 2 против часовой
стрелки валу и корпусу 1 сообщить движение по другой кинема-
тической цепи, направленное в ту же сторону, но имеющее ско-
рость, большую по величине, чем скорость втулки 2, то ролики
переместятся в широкую часть выемки и муфта окажется рас-
цепленной. При этом детали 1 и 2 будут вращаться каждая со
своей скоростью.
Ведущим элементом может быть любая из деталей 1 и 2. Если
ведущим является корпус, то муфта сцепляется при его вращении
по часовой стрелке или когда корпус, вращаясь в этом направле-
нии, опережает втулку.
§ 2.10. РЕВЕРСИВНЫЕ МЕХАНИЗМЫ
Направление движения в механизмах станков можно
изменять с помощью различных механических, электрических
и гидравлических устройств. Наиболее часто применяют ревер-
сивные механизмы с цилиндрическими и коническими коле-
сами. На рис.^2.31, а—в показаны схемы реверсивных механизмов
с передвижными зубчатыми колесами, а на рис. 2.31, г—е —
с неподвижными колесами и муфтами. В механизме с коническими
зубчатыми колесами (рис. 2.31, ж) реверсирование производится
двусторонней кулачковой муфтой. Направления вращения на
рисунке показаны стрелками.
51
chipmaker.ru
Рис. 2.31. Схемы реверсивных механизмов
В некоторых моделях зубообрабатывающих станков применяют
реверсивные механизмы, показанные на рис. 2.31, з. При неиз-
менном направлении вращения зубчатого колеса г составное
колесо получает возвратно-вращательное движение.
Гидравлическое реверсирование осуществляется изменением
направления потока масла в рабочий цилиндр, чаще всего с по-
мощью направляющих гидрораспределителей, электрическое
реверсирование — путем изменения направления вращения элек-
тродвигателя привода.
§ 2.11. ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
Планетарной называют зубчато-реечную передачу,
в которой часть зубчатых колес (сателлитов) перемещается со сво-
ими осями относительно центрального колеса всеете с водилом.
Звено, на котором установлены зубчатые колеса с подвижными
осями, называют водилом. Сателлит — зубчатое колесо с подвиж-
ной осью вращения, которое одновременно вращается вокруг
своей осн и совершает движение вместе с водилом. При подвижном
водиле сателлиты, вращаясь вокруг своих осей, в то же время
вращаются вместе с ними.
62
Неподвижную ось, около которой вращается или может вра-
щаться водило, называют основной. Сцепляющиеся с сателлитами
зубчатые колеса, оси которых совпадают с основной осью, назы-
вают центральными. При неподвижном водиле планетарная пере-
дача превращается в простую. Планетарные механизмы, в которых
подвижны все три основных звена, называют дифференциальными
или дифференциалами.
Планетарные передачи позволяют получать широкий диапазон
передаточных отношений (особенно больших передаточных отно-
шений) и осуществлять сложение (алгебраическое) движений.
К достоинствам планетарных передач относятся малые размеры
и масса, незначительные потери на трение. Переход от обычных
передач к планетарным обеспечивает снижение массы в 1,5—5 раз.
Планетарная передача с цилиндрическими колесами
(рис. 2.32, а). У этой передачи зубчатые колеса и z4 являются
центральными, z2 и г3 — сателлитами, а звено 1 — водилом.
Передача обладает возможностью передавать движение семью
различными способами:
1) вал пг — ведущий, п4 — неподвижный, водило п0 — ве-
домое;
2) вал пх — ведомый, п4 — неподвижный, водило -п0 — ве-
дущее;
3) вал пг — ведущий, и4 — ведомый, водило п0 — ведущее;
4) вал пх — ведомый, п4 — ведущий, водило п0 — ведущее;
5) вал пх — неподвижный, п4 — ведущий, водило п0 — ведомое;
6) вал пх — неподвижный, п4 — ведомый, водило п0 —
ведущее;
7) вал пх — ведущий, и4 — ведущий, водило п0 — ведомое.
Подобная планетарная передача применена, например, на
горизонтально-расточном станке 2620В для осуществления
радиальной подачи суппорта планшайбы. Ведущими у нее яв-
ляются водило 1 и вал с зубчатым колесом zx, а ведомым — ко-
лесо а4.
Рис. 2.32. Планетарные механизмы
53
chipmaker.ru
Для определения частоты вращения валов планетарной пере-
дачи используют формулу Виллиса:
п1— о _ г-2^ z______
«4— «О Zi23 ' 1 '
где т — число наружных зацеплений (для данного случая т — 2).
По уравнению Виллиса находим следующие соотношения для
указанных выше случаев:
I) =-----------1---
r'i 1 _ __L-£2_
Z8Zl
2)
ni_____। ____ .
n0 Z37l
3) n4 — n0 ( 1
zi?s X , zi?s .
*2-4 / * ZgZ4
4) «1 = n0 ( 1 — ± n4
\ *3*1 /
5) — = ------------‘;
,!4 J Zj?;j
г-Л
| ____ ZjZs .
n« ~ Z2Z4 ’
ZjZg X Л zt2s X
Zszt ) \ 22Z4 /
Планетарные передачи с коническими колесами (рис. 2.32, б
и в) широко распространены в станкостроении. У этих передач
из трех звеньев любые два могут быть ведущими, а третье —
ведомым. Дифференциал состоит из центральных колес zt и z4,
сателлитов z2 и z3 и водила 1. Как правило, зубчатое колесо г4
вращается с большей частотой (основная), а колесо zx — с мень-
шей (добавочная частота). Вращение колесу zx передается от
червячной пары 2.
Дифференциал может работать по следующим схемам:
а) ведущим является колесо г4, а ведомым — водило; червяч-
ная пара неподвижна;
б) ведущим является водило, а ведомым — зубчатое колесо z4;
червячная пара неподвижна;
в) ведущим является колесо zx, а ведомым — колесо z4; водило
неподвижно;
г) одновременно с вращением водила вращается от червячной
пары зубчатое колесо zx (ведомым является колесо z4);
д) ведущими являются колеса z4 и zx, а ведомым звеном —
водило.
Б4
Передаточные отношения дифференциала для различных слу-
чаев можно определить, используя формулу Виллиса, имеющую
для этой передачи (г2 = % и = z4) следующий вид:
Щ — "о __ __ *з г1 _ __ ।
щ — tip z4 Zo 9
где n0 — частота вращения водила; пг и п4 — соответственно
частоты вращения зубчатых колес гг и z4.
Знак «минус» перед единицей стоит потому, что при неподвиж-
ном водиле колеса г± и г4 вращаются в разных направлениях.
Формула Виллиса дает следующие соотношения:
п4 = 2/г0, т. е. i = 1;
n4 = п1г т. е. I = 1; п = 2/i0 ± п4; п0 = -у- ±
В формулах знак «плюс» используют при разных направле-
ниях вращения ведущих звеньев дифференциала, а знак «минус» —
при одинаковых направлениях вращения.
§ 2.12. ТОРМОЗНЫЕ УСТРОЙСТВА
В металлорежущих станках тормоза применяют для
остановки или замедления движения подвижных звеньев станка
или отдельных его механизмов. Торможение может осущест-
вляться механическими, электрическими, гидравлическими и
пневматическими средствами, или в комбинации одно с другим
(ниже рассмотрены только механические тормоза). Основными
видами механических тормозов являются ленточные, колодочные
и многодисковые тормоза, которые часто блокируют с пусковыми
муфтами таким образом, чтобы при выключении муфты включался
тормоз. Устанавливают тормоза в основном на быстроходных
валах коробок скоростей станков.
У колодочного тормоза (рис. 2.33, а) колодки 1 и 6 соединены
общей тягой 3, длину которой можно регулировать рейкой 2,
устанавливая тем самым необходимый зазор между колодками и
шкивом 7 для нерабочего положения. В процессе торможения
колодки стягиваются тягой 4 от приводного механизма 5. Ленточ-
ный тормоз (рис. 2.33, б) работает по тому же принципу, что и
колодочный. Приводным механизмом здесь является электро-
магнит или соленоид 1. Многодисковый тормоз (рис. 2.33, в) ра-
ботает следующим образом. На приводном валу расположены две
многодисковые фрикционные муфты: муфта 1 привода и тормоз-
ная муфта 4. Скользящая между ними на шпонке фасонная втул-
ка 3 в момент пуска перемещается влево и своей конической по-
верхностью поворачивает рычаги 2, которые перемещают нажим-
55
chipmaker.ru
Рис. 2.33. Механические тормоза
ной диск муфты 1 влево и включает ее. При перемещении втулки 3
вправо включается тормозная муфта 4, а приводная муфта выклю-
чается.
§ 2.13. КРИВОШИПНО-КУЛИСНЫЕ МЕХАНИЗМЫ
Кривошипно-кулисные механизмы применяют для пре-
образования вращательного движения в прямолинейное возвратно-
поступательное. Кривошипный привод (рис. 2.34, а) работает
следующим образом. От вращающегося кривошипного диска 1
с радиально-подвижным пальцем 2 движение через раздвижной
шатун 3, качающийся рычаг 4 с зубчатым сектором передается
круглой рейке 5, закрепленной на шпинделе 6. За счет радиаль-
ного перемещения пальца 2 можно регулировать ход шпинделя 6,
а за счет изменения длины шатуна 3 — крайние положения ин-
струмента, закрепленного в шпинделе. Кривошипный привод
применяют, например, в зубодолбежных станках.
56
Кулисный привод (рис.
2.34, б). Кривошипное зуб-
чатое колесо 1 получает враще-
ние и через палец 2 сообщает
качательное движение рычагу 3,
который шарнирно связан с
ползуном 4, совершающим воз-
вратно-поступательное движе-
ние. Ход ползуна 4 регулируют
изменением положения пальца
2 на зубчатом колесе/. Кулис-
ный привод находит широкое
применение В долбежных И ПО- Рис. 2.34. кривошипно-кулисные ме-
перечно-строгальных станках, хаьизмы:
Он обеспечивает хорошую плав- с — кривошипный; б — кулисныи
ность движения рабочего ор-
гана станка, однако имеет неравномерную скорость рабочего
хода и постоянное соотношение между временем рабочего и вспо-
могательного ходов.
§ 2.14. ЭЛЕМЕНТЫ СИСТЕМ УПРАВЛЕНИЯ СТАНКАМИ
Эксплуатационные качества станка (производитель-
ность, удобство и простота обслуживания и надежность работы)
во многом зависят от того, как удачно разработана система управ-
ления. В системах управления станком применяют механиче-
ские, электрические, электронные, гидравлические и пневмати-
ческие устройства, а также их комбинации. У станков с программ-
ным управлением цикл работы станка осуществляется по опре-
деленному закону посредством сменного элемента или элемента,
задающего этот закон.
К системам управления предъявляют требования безопасно-
сти, легкости и удобства манипулирования, быстроты, мнемонич-
ности (т. е. согласованности направления движения руки с направ-
лением движения управляемой части станка), точности (для раз-
личных механизмов станка требуется разная точность перемеще-
ний), автоматизации. Число органов управления станком можно
значительно сократить путем сообщения, например, одной рукоят-
ке или маховику функций управления несколькими различными
или однотипными механизмами.
Обычно системы управления механизмами станка состоят из:
управляющего органа, действующего от руки или ноги оператора,
от упора, кулачка или копира (рукоятка, кнопка, конечный пере-
ключатель и т. п.); передающего органа в виде механической,
электрической, электронной, гидравлической или пневматической
передач; исполнительного механизма (вилки, рейки, рычага и др.).
В современных станках системы управления весьма разнооб-
разны. Рассмотрим некоторые из них. На рис. 2.35, а показана
57
chipmaker.ru
многорукояточная (многорычажная) система управления, у кото-
рой рукоятки расположены на одной оси. Блоками зубчатых колес
6, 7 и 8 управляют соответственно через рукоятки 3, 2 и /, кото-
рые связаны с зубчатыми сегментами 4. Сегменты находятся в за-
цеплении с рейками 5. Многорычажные системы управления не-
удобны в эксплуатации тем, что каждый механизм управляется
отдельной рукояткой, а это утомительно для рабочего и требует
больше времени на переключения. Однорукояточные (однорычаж-
ные) системы в этом отношении более удобны. С помощью такой
системы (рис. 2.35, б) управления можно управлять сразу двумя
блоками зубчатых колес. Если рукоятку 3 поворачивать в гори-
зонтальной плоскости в ту или другую сторону, то через валик 4
широкое колесо 10 будет перемещать рейку 11, а следовательно,
и тройной блок зубчатых колес 12 вдоль валика 9 в одно из трех
возможных положений. При повороте рукоятки 3 в вертикальной
плоскости вокруг пальца 1 перемещается валик 4 в осевом
направлении вверх или вниз. Круглая рейка 8 вращает зуб-
чатое колесо 7 на валике бис помощью вилки 14 перемещает
вдоль валика 5 двойной блок 13 в одно из двух положений.
Если рукоятка 3 не входит в вертикальные вырезы в планке 2,
то оба блока зубчатых колес находятся в нейтральном положе-
нии.
58
Для того чтобы сократить затраты времени на переключения,
т. е. уменьшить вспомогательное время, на станках применяют так
называемые преселективные системы управления. Эти системы
позволяют предварительно выбирать необходимую скорость глав-
ного движения (или подачи) для следующего перехода еще во
время выполнения предыдущего. После окончания перехода наб-
ранная скорость (или подача) включается одним движением ру-
коятки или нажатием кнопки. Принцип работы такой системы
показан на рис. 2.35, е. Во время выполнения перехода, т. е. при
работающем станке, устанавливают поворотный диск 1 с указа-
телем скоростей в положение, соответствующее скорости после-
дующего перехода. При этом торцовые кулачки 5, сидящие на
шлицевом валике 6, поворачиваются и занимают необходимое
положение. По окончании операции скорость изменяется пово-
ротом рукоятки 2, которая через зубчатые передачи и круглые
рейки 8 сдвигает кулачки 5, а они своими торцовыми выступами
поворачивают ручаги 3 (на рисунке указан только один), переклю-
чающие фрикционные муфты 4. Каждой скорости соответствует
определенное положение торцовых кулачков 5. В момент пред-
варительной установки скорости кулачки 5 не задевают за рычаги,
так как они разведены пружиной 7.
В станках широко применяют дистанционное управление,
когда пульт управления станком расположен на расстоянии от
управляемых механизмов. Системы дистанционного управления
могут быть электромеханическими, Электрогидравлическими и др.
§ 2.15. БЛОКИРОВОЧНЫЕ УСТРОЙСТВА,
ОГРАНИЧИТЕЛИ ХОДА И УСТРОЙСТВА
ДЛЯ ПРЕДОХРАНЕНИЯ СТАНКА ОТ ПЕРЕГРУЗОК
Блокировочные устройства (механические, электриче-
ские, гидравлические или их комбинации) предназначены для
предотвращения одновременного включения нескольких меха-
низмов, совместная работа которых недопустима. Конструкции
блокировочных устройств чрезвычайно разнообразны. На рис. 2.36
показана схема замочной блокировки двух соседних рукояток на
параллельных валах. Рукоятка 1 включает механизм передачи,
а рукоятка 2 находится в среднем (холостом) положении
(рис. 2.36, а); рукоятка 1 находится в среднем положении, а ру-
коятка 2 включает механизм передачи (рис. 2.36, б).
Ограничители хода могут быть
предельными и размерными. Пре-
дельные ограничители хода уста-
навливают с таким расчетом, чтобы
движущаяся часть станка не до-
ходила до опасного конечного по-
ложения на 3—4 мм. Поэтому для
них достаточна точность ± 0,5—
2
- а) б)
Рис. 2.36. Схемы блокировочных
устройств
59
chipmaker.ru
1 мм, а иногда и несколько миллиметров. Размерные (технологи-
ческие) ограничители должны, как правило, ограничивать ход
значительно точнее, так как от этого зависит точность размеров
обработанной на станке детали.
Останавливать движущуюся часть в предельных положениях
можно электрическими конечными выключателями простого или
моментного действия, механическими либо комбинированными
электромеханическими или электрогидромеханическими устрой-
ствами. Принцип работы механических систем точного ограни-
чения хода состоит в том, что движущаяся часть станка в опре-
деленной точке пути встречает жесткий упор, закрепленный на
неподвижной части станка. В результате кинематическая цепь
привода движущейся части станка разрывается. Это может быть
осуществлено различными способами. На рис. 2.37, а салазки 2
при встрече с жестким упором 1 останавливаются, и фрикцион-
ная муфта 3 начинает буксовать. Так продолжается до тех пор,
пока не будет выключен электродвигатель или салазки не будут
отведены от упора, например, реверсированием электродвигателя.
Вместо фрикционной муфты может быть использована, например,
кулачковая предохранительная муфта.
Схема устройства с падающим червяком показана на
рис. 2.37, б. Движение подачи сообщается подвижной части
станка от ходового вала 2 через передачу z(/z2, валик 3, универ-
сальную муфту (кардан) и вал 4, на котором свободно установлен
червяк 5, связанный с этим валом предохранительной перегру-
зочной муфтой 6. Когда салазки подвижной части касаются жест-
кого упора 1, червячное колесо 9 и червяк 5 прекращают враще-
ние, а благодаря возрастающему крутящему моменту выключается
предохранительная муфта. Ее подвижная часть, перемещаясь
вправо, поворачивает рычажную систему 8, а люлька 7 вместе
с червяком падает под действием собственного веса, т. е. проис-
ходит разъединение червячной пары.
Схема устройства для ограничения хода посредством переме-
щающегося червяка показана на рис. 2.37, в. Вращение червяч-
60
ному колесу (от которого осуществляется передача движения
салазкам суппорта) передается от ходового вала через зубчатую
передачу аг/г2 и червяк 1. В момент остановки червячного колеса 2,
когда салазки касаются жесткого упора, червяк 1, продолжая
вращаться, «ввинчивается» в зубья червячного колеса, переме-
щается вправо и поворачивает угловой рычаг 5. Под действием
пружины 3 муфта 4 мгновенно выключается. Падающие червяки
позволяют получить точность останова 0,02—0,03 мм при уско-
ренном движении и 0,2—0,15 мм при движении под нагрузкой.
Для достижения более высокой точности ограничения хода при-
меняют комбинированные электромеханические устройства.
Устройства для предохранения станка от перегрузок подраз-
деляют на электрические, гидравлические и механические пли ком-
бинированные. Особенно широко применяют электрические пре-
дохранительные устройства и предохранительные муфты мгно-
венного действия. Из механических предохранительных устройств
наибольшее распространение в станках получили срезные штифты
и шпонки, предохранительные муфты (фрикционные, кулачковые
(храповые), шариковые и др.), падающие червяки.
§ 2.16. СИСТЕМЫ СМАЗЫВАНИЯ И ОХЛАЖДЕНИЯ
Система смазывания станка должна обеспечивать не-
прерывную или периодическую подачу к трущимся поверхностям
смазочного материала в количестве, достаточном для того, чтобы
между этими поверхностями сохранилась по возможности непре-
рывная пленка смазки и чтобы температура этих поверхностей
была в установленных пределах. Смазывание способствует умень-
шению трения, потерь энергии, изнашивания и нагрева трущихся
поверхностей, увеличению долговечности станка, плавности и
бесшумности работы передач, повышению КПД, длительному
сохранению точности.
Системы смазывания в станках подразделяют на индивидуаль-
ные, когда отдельные механизмы смазывают независимо друг от
друга, и централизованные, когда точки смазывания объединены.
Централизованную систему смазывания применяют в тех случаях,
когда сборочные единицы станка не изменяют относительного рас-
положения и можно использовать один смазочный материал.
Схема автоматической централизованной системы смазывания
зубострогального станка 5А250 показана на рис. 2.38. Из масля-
ного резервуара масло двумя насосами Н нагнетается по масло-
проводам к местам его подвода (точки /—21), которые обеспечи-
вают подачу масла ко всем основным узлам: к корпусу люльки
(точки 4—8), к приводу (точки 9—11), к распределительному
барабану (точки 12—17), к бабке изделия (точки 18, 19), к гидрав-
лическому патрону (точка 20), к направляющим ползунов (21).
Точки 1—3 являются распределительными. Очистка масла от
мельчайших твердых частиц и грязи осуществляется пятью фильт-
61
chipmaker.ru
Рис. 2.38. Схема системы смазывания зубострогального станка 5А250
рами (Ф1 — Ф5). Смазывание может осуществляться самотеком,
циркуляционным способом или под давлением. Для централизо-
ванной системы смазывания применяют шестеренные и пластин-
чатые насосы с постоянной подачей жидкости. Очищают масло от
мельчайших твердых частиц и грязи пластинчатыми, войлочными,
сетчатыми и магнитными фильтрами.
Для смазывания быстроходных шпинделей и других сбороч-
ных единиц станка находит применение смазывание масляным
туманом. Достоинством этого вида смазывания является то, что
воздух, который используется для распыления масла, уносит
тепло, возникающее в результате трения, и расход масла значи-
тельно меньше, чем при обычном смазывании, а также практи-
чески отсутствует утечка масла через соединительные места и
Рис. 2.39. Схема смазывания масляным туманом
62
Рис. 2.40. Методы подвода охлаждающей жидкости в зону резания
зазоры. Это дает возможность сократить количество уплотни-
тельных устройств.
При смазывании перемещающегося механизма масляным ту-
маном (рис. 2.39) воздух под давлением проходит через влаго-
отделитель 2, осушитель 3, реле давления 4, регулятор давления 5
и попадает в маслораспылитель 6, откуда образованный масля-
ный туман по шлангу 7 через распределитель 8 поступает к меха-
низму станка 1. Использованное масло через воронку 9 стекает
в сборник 10 масляного конденсата.
Систему охлаждения применяют для подачи смазочно-охлаж-
дающей жидкости к режущим кромкам инструмента в процессе
резания, что способствует повышению производительности при
работе на станке. К наиболее распространенным методам подачи
смазочно-охлаждающей жидкости в зону резания относятся:
подача СОЖ поливом струей (рис. 2.40, п), под давлением
(рис. 2.40, б), под давлением по специальным каналам в теле ин-
струмента (рис. 2.40, в), в распыленном состоянии, через специаль-
ные оправки инструмента и поры шлифовального круга. При
поливе свободно падающей
струей смазывающее действие
жидкости снижено, так как она
почти не попадает в зону кон-
такта инструмента с изделием
и со стружкой. Кроме того,
имеет место сильное разбрызги-
вание жидкости. Лучший ре-
зультат получается при подаче
жидкости под давлением с на-
правлением струи в зону реза-
ния.
Схема распыления смазоч-
но-охлаждающей жидкости на
горизонтально-фрезерном стан-
ке при дисковом фрезеровании
изображена на рис. 2.41. Си-
стема охлаждения металло-
Рис. 2.41. Схема распыления СОЖ
на горизонтально-фрезерном станке
при дисковом фрезеровании:
1 — эжектор; 2 — пропускной клапан; 5
гибкий трубопровод; 4 — опорная штанга;
б — скоба; 6 — сопло
63
chipmaker.ru
режущих станков состоит обычно из насоса, резервуара-отстой-
ника, фильтра, трубопровода, направляющих и отводящих
устройств.
§ 2.17. КОЭФФИЦИЕНТ ПОЛЕЗНОГО ДЕЙСТВИЯ
ПРИВОДА СТАНКА
Коэффициент полезного действия (КПД) привода станка
определяется отношением эффективной мощности резания, не-
обходимой на обработку одной детали, к общей потребляемой
станком мощности при работе в установившемся режиме:
т] — А^ф/Л^щ или т] = Nа$/(Меф Н- 7/с) = 1/(1 -j- Nс/А/Вф),
где — эффективная мощность резания; Nc — мощность, за-
трачиваемая на преодоление вредных сопротивлений в механиз-
мах станка.
КПД зависит от полезной нагрузки, частоты вращения, кине-
матической схемы привода, конструкции его элементов и каче-
ства их изготовления. Так как исполнительные механизмы в боль-
шинстве случаев получают движение от электродвигателя с по-
мощью промежуточных звеньев передаточного механизма, то пол-
ный КПД станка зависит от КПД промежуточных звеньев станка.
Для станков с вращательным главным движением при однодви-
гательном приводе общий КПД станка равен 0,75—0,85. КПД от-
дельных кинематических цепей определяют как произведение
КПД промежуточных кинематических пар:
т] = ih’h — Пи-
Так подсчитывают КПД привода движения станка, когда осу-
ществляется передача полной мощности (если 27Эф = 0, то и
1] = 0, так как никакой полезной работы не совершается). Под-
счет КПД отдельных кинематических пар ведут для того же диа-
пазона мощностей, что и для всего привода. КПД привода зависит
от частоты вращения валов. При возрастании частоты вращения
КПД обычно сначала увеличивается, а затем начинает умень-
шаться. Это связано с тем, что при увеличении скорости увели-
чиваются потери на трение, могут появляться удары в передачах,
вибрации, повышение деформации и т. д. Тогда КПД можно
определить экспериментально или по эмпирическим формулам.
Главным средством повышения КПД привода станка является
улучшение смазывания передач, применение точных передач,
сокращение длины кинематических цепей и др.
КПД для цепей подач у станков, где привод главного движе-
ния и движение подачи осуществляется от общего электродвига-
теля, не имеет существенного значения. Это связано с тем, что
мощность, используемая на движение подачи, по сравнению
с мощностью, затрачиваемой на привод главного движения,
невелика и составляет в универсальных станках 2—3%.
64
ГЛАВА 3
ЭЛЕКТРООБОРУДОВАНИЕ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
§ 3.1. АСИНХРОННЫЕ ЭЛЕКТРОДВИГАТЕЛИ
Большинство металлорежущих станков приводится в
движение асинхронными электродвигателями трехфазного тока,
которые просты в исполнении и надежны в эксплуатации.
Конструктивные формы асинхронных электродвигателей за-
висят от способа их крепления и формы защиты от воздействия
окружающей среды. Электродвигатель нормального исполнения
на лапах показан на рис. 3 1, а. Широко применяют фланцевые
электродвигатели (рис. 3.1,6) для горизонтальной и вертикаль-
ной установок. Пример встроенного электродвигателя приведен
на рис. 3.2. В этом случае валом электродвигателя служит один
из валов станка (часто шпиндель).
Применяемые в станках электродвигатели имеют различные
формы защиты от воздействий окружающей среды. Для предот-
вращения попадания внутрь электродвигателя посторонних пред-
метов, а также для соблюдения техники безопасности электро-
двигатели имеют решетки. У некоторых электродвигателей делают
вентиляционные отверстия, расположенные в горизонтальной или
в вертикальной плоскости для защиты от попадания жидкости.
Некоторые электродвигатели изготовляют без вентиляционных
отверстий, т. е. закрытыми. Однако их мощность значительно
ниже мощности электродвигателей с защитными устройствами
таких же размеров.
Электродвигатели рассчитаны на напряжение 127, 220 и 380 В.
Один и тот же электродвигатель можно включать в сети с разными
напряжениями, отличающимися друг от друга в у/г3 раза (напри-
мер, в сети с напряжением 127 и 220, 220 и 380 В). При этом для
меньшего из двух напряжений статор электродвигателя включают
треугольником, для большего — звездой. Сила тока в фазовых
обмотках электродвигателя в обоих случаях будет при таком
включении одна и та же. Кроме того, выпускают электродвига-
тели на 500 В. Обмотку статора такого электродвигателя вклю-
чают на постоянное соединение звездой.
Асинхронные электродвигатели
с короткозамкнутым ротором вы-
пускают с номинальной мощностью
0,6—100 кВт на синхронные ча-
стоты вращения 600, 750, 1000 и
3000 мин-1. Частоту вращения
асинхронного электродвигателя
а) б)
Рис. 3.1. Исполнения электродви-
можно повысить, увеличив час- гателей
С5
chipmaker.ru
Рис. 3.2. Встроенный электродвигатель шлифовального шпинделя станка-
1 — корпус; 2 — обмотка статора; 3 — шпиндель; 4 — шлифовальный круг; 5 — ротор
тоту переменного тока. При шлифовании отверстий малого диа-
метра для получения необходимой скорости резания нужны
очень высокие частоты вращения шлифовальных шпинделей.
Например, при шлифовании кругом диаметром до 3 мм со ско-
ростью 30 м/с частота вращения шпинделя должна быть равна
200 000 мин-1. Для этих целей часто применяют так называемые
электрошпиндели (рис. 3.3). Электрошпиндель представляет собой
шлифовальный шпиндель с встроенным асинхронным коротко-
замкнутым электродвигателем повышенной частоты.
Механическая характеристика электродвигателя — зависимость
частоты вращения п от момента М на его валу: п = f (М).
Электродвигатели бывают с мягкой, жесткой и абсолютно
жесткой механической характеристикой. У электродвигателей
с мягкой характеристикой изменение момента вызывает значи-
тельное изменение частоты вращения вала. Если это изменение
не влечет за собой заметного изменения частоты вращения, ха-
рактеристику называют жесткой. При абсолютно жесткой харак-
Рис. 3.3. Электрошпиндель на подшипниках качения:
/ — пакет статорного железа; 2 — задний щит; 3 — обмотка статора; * — пакет стали
ротора; б — корпус; 6 — передний щит; 7 — шпиндель
66
теристике частота вращения электродвигателя не зависит от на-
грузки.
Механическая характеристика электродвигателя характери-
зуется скольжением s (в процентах или долях единицы), которое
выражает относительное падение частоты вращения электродви-
гателя при переходе от работы без нагрузки (Л1 = 0) к наиболь-
шей (критической) нагрузке (М = Л4К):
— п
s = —2,
«о
где н0 — скорость вращения магнитного поля (синхронная частота
вращения электродвигателя), с-1 и мин-1; п — частота вращения
ротора (асинхронная).
Приближенно момент асинхронного электродвигателя
М ------,
где — критический (наибольший нагрузочный) момент элек-
тродвигателя; sK — критическое скольжение, соответствующее
моменту Мк.
Механические характеристики асинхронного электродвига-
теля, построенные по формуле крутящего момента, показаны на
рис. 3.4. При п = п0 момент М = 0. Этот случай синхронного
вращения соответствует идеальному холостому ходу машины.
В первый момент пуска электродвигателя, когда ротор еще не-
подвижен и s = 1, электродвигатель развивает пусковой (началь-
ный) момент Мп, который больше номинального момента Мн.
Значения Мк и si; определяют критическую точку (максимум)
механической характеристики. Точка А соответствует номиналь-
ной нагрузке.
Участок характеристики от точки идеального холостого хода
до критической точки называют рабочей частью механической ха-
рактеристики. Только на этом участке возможна устойчивая ра-
бота асинхронного электродвигателя при нагрузке. Номинальное
скольжение зависит от номинальной мощности, типа электродви-
гателя и находится в пределах 0,02—0,12. При этом электродви-
гатели большей мощности име-
ют меньшее скольжение.
Кроме асинхронных электро-
двигателей нормального испол-
нения выпускают электродви-
гатели с повышенным скольже-
нием (0,07—0,16) и пусковым
моментом. Электродвигатели с
нормальным скольжением име-
ют жесткую характеристику
(кривая 1), и их применяют в
большинстве станков, а электро-
Рис. 3.4. Механические характерис-
тики асинхронных электродвигателей
67
chiprnaker.ru
двигатели с повышенным скольжением имеют мягкую характерис-
тику (кривая 2), и их применяют в приводах станков с частым
включением электродвигателя и значительной нагрузкой при пус-
ке. При прочих равных условиях электродвигатель с мягкой ха-
рактеристикой имеет меньшую номинальную частоту и больший
пусковой момент Мп.
В каталогах обычно приводят следующие основные данные
асинхронных двигателей: номинальная мощность на валу Л'п, кВт;
номинальная частота вращения п, мин-1; синхронная частота
вращения н0, мин-1; отношения Мк/М„ и MJM,, (где Л1„ и /Ип —
соответственно номинальный и пусковой моменты электродвига-
теля). Номинальный момент (Н-м) Л1Н = 9550NJn.
Кратность критического момента — величина, определяющая
допустимую механическую перегрузку электродвигателя, X =
= MV/MK = 1,7 ... 2,5.
Критический момент зависит от напряжения сети. Так как оно
может колебаться, то наибольший допустимый момент перегрузки
обычно принимают 0,85Л1ь. Кратность пускового момента у ко-
роткозамкнутых асинхронных двигателей общепромышленного
применения Л4п/Л1ц = 0,8 ... 2.
Электродвигатели главного привода пускают без нагрузки,
поэтому пусковой момент Ми = 0,5Л1„ достаточен. Для электро-
двигателей, включаемых в работу под нагрузкой, необходим
большой пусковой момент.
Пуск асинхронных электродвигателей. При пуске электродви-
гателя с короткозамкнутым ротором сила пускового электриче-
ского тока превышает номинальное значение в 4—8 раз. Резкое
увеличение силы пускового электрического тока вызывает в сети
понижение напряжения. Если при пуске электродвигателя боль-
шой мощности напряжение значительно понизится, то умень-
шится его пусковой момент, а другие электродвигатели, работаю-
щие в это время с перегрузкой,могут остановиться (перейти в режим
короткого замыкания).. Поэтому асинхронный электродвигатель
можно пускать без применения средств, ограничивающих силу
пускового тока, лишь в том случае, когда номинальная мощность
электродвигателя составляет не более 25 % мощности трансфор-
маторов, питающих сеть цеха. Асинхронные электродвигатели
с фазовым ротором запускают с помощью реостата, включенного
в цепь ротора.
Регулирование частоты вращения электродвигателей. Частота
вращения ротора асинхронного короткозамкнутого электродви-
гателя, мин-1
п = 60/ (1 — s)/p,
где / — частота переменного тока, Гц; р — число пар полюсов
статора электродвигателя; s — скольжение ротора.
Следовательно, частоту вращения ротора можно регулировать,
изменяя частоту электрического тока, скольжение или число пар
68
полюсов. Первым способом можно регулировать частоту враще-
ния ротора только при наличии отдельного генератора перемен-
ного тока для питания электродвигателя. Во всех остальных слу-
чаях частота переменного тока в сети является постоянной вели-
чиной. Регулирование частоты вращения путем изменения сколь-
жения осуществляется введением активного сопротивления в цепь
ротора, что возможно только у электродвигателей с фазовым
ротором. В металлорежущих станках (особенно в многоскорост-
ных электродвигателях) широко применяют способ регулирова-
ния частоты вращения путем изменения числа пар полю-
сов.
Торможение электродвигателей можно осуществлять механиче-
ским или электрическим способами. К электрическим способам
торможения относят торможение с рекуперацией, электродина-
мическое торможение, торможение противотоком и др. Торможе-
ние с рекуперацией возможно только для многоскоростных электро-
двигателей. Сущность его заключается в том, что электродвига-
тель, оставаясь не отключенным от сети, переключается на низ-
шую скорость, в результате чего он переходит на генераторный
режим и отдает в сеть электрическую энергию, благодаря чему
электродвигатель тормозится и приближается к режиму переклю-
ченной низшей скорости. Дальнейшее торможение осуществляется
механическим путем или другими способами.
Электродинамическое торможение производится дополнитель-
ной подачей в обмотку статора постоянного тока, в результате
чего в статоре возникает постоянное магнитное поле, которое
тормозит вращающееся магнитное поле и останавливает электро-
двигатель. После полной остановки электродвигатель особым
устройством автоматически отключается от сети.
Торможение противотоком (противовключением) осуществляют
путем переключения двух фаз обмотки статора. При этом меняется
направление вращающегося магнитного поля, которое воздей-
ствует на вращающийся по инерции ротор и тормозит его. В конце
торможения электродвигатель автоматически отключается от
электрической сети. Этот способ применяют широко в станках
нз-за его простоты и надежности.
Реверсирование электродвигателей осуществляют путем пере-
ключения любых двух внешних зажимов (фаз) электродви-
гателя.
§ 3.2. ЭЛЕКТРОДВИГАТЕЛИ ПОСТОЯННОГО ТОКА
Электродвигатели постоянного тока с параллельным
возбуждением (шунтовые) широко применяют в станкостроении.
Их включают по схеме, показанной на рис. 3.5. Обмотка якоря >7
подключена к сети через пусковой реостат 1, а обмотка возбужде-
ния ОВД — через реостат 2, служащий для изменения частоты
вращения.
69
chipmaker.ru
Для электродвигателей постоянного тока момент, Н-м, на валу
электродвигателя и частота вращения, мин-1, соответственно
Л1 = Л7ЯФ; п = (U — 1агя)/сО>,
где k ~ 0,05 ... 0,12 — коэффициент пропорциональности; U —
напряжение сети, В; /н — сила тока в цепи якоря, А; гя — сопро-
тивление цепи якоря, Ом; с — постоянная данного электродви-
гателя; Ф— магнитный электрический поток электродвигателя, Вб.
Механические характеристики электродвигателя приведены на
рис. 3.6. Линия 1 соответствует естественной механической харак-
теристике. Относительно малое сопротивление обмотки якоря
обусловливает достаточную жесткость естественной характери-
стики электродвигателя с параллельным возбуждением. На ри-
сунке это отражено небольшим наклоном линии /. Во время
работы электродвигателя можно увеличить сопротивление рео-
стата Г, тогда общее сопротивление цепи якоря возрастет (наклон
линии увеличится). Таким образом получают несколько искус-
ственных реостатных характеристик 2—4.
Потери мощности в цепи возбуждения зависят от мощности
электродвигателя и лежат в пределах 1—8 %, увеличиваясь
с уменьшением мощности электродвигателя.
Номинальную силу тока якоря определяют как разность номи-
нальных значений силы тока электродвигателя и силы тока воз-
буждения. Однако сила тока возбуждения электродвигателя па-
раллельного возбуждения мала, и при расчетах ее часто не учи-
тывают.
Шунтовые электродвигатели кратковременно могут работать
с перегрузкой. Коэффициент допустимой перегрузки X = 2 ... 2,5.
Допустимая кратковременная перегрузка ограничивается появ-
лением значительного искрения
Механическая характе-
ристика, соответствующая
измененной полярности
якоря электродвигателя,
при которой изменяется
направление действия мо- ч
мента в двигательном ре-
жиме, показана линией 9.
шунтового электродвигателя
под щетками.
Рис. 3.6. Механические характеристики
шунтового электродвигателя
70
Пуск двигателя с параллельным возбуждением осуществляют
только с помощью пускового реостата. Реостат Г при пуске вклю-
чается полностью всеми ступенями, тем самым разгоняя электро-
двигатель по характеристике 4. Сопротивления рассчитывают так,
чтобы электродвигатель при включении развивал заранее за-
данный момент M-i (обычно » 2Л1„). При разгоне электродви-
гателя, когда момент уменьшается до заранее принятого значе-
ния Л12 (Л12 » 1,1Л1Я), одну секцию реостата отключают. Электро-
двигатель при той же скорости переходит на работу по характе-
ристике 3. Дальнейший разгон электродвигателя происходит
также по характеристике 3. Секции реостата постепенно отклю-
чают до тех пор, пока электродвигатель не перейдет на работу
по естественной механической характеристике. Пуск электродви-
гателя постоянного тока в станках производится автоматиче-
ски.
Частоту вращения вала электродвигателей постоянного тока
регулируют тремя способами: изменением сопротивления цепи
якоря, изменением подводимого к электродвигателю напряжения
и изменением магнитного потока. Первый способ малоэкономичен,
и его применяют редко.
Регулирование частоты вращения вала изменением магнитного
потока является наиболее распространенным. Величина потока
изменяется реостатом 2' (см. рис. 3.6). Увеличивая его сопротив-
ление, уменьшают силу тока возбуждения и магнитный поток, что
приводит к увеличению частоты вращения. Таким образом, при
уменьшении магнитного потока механические характеристики
представляют собой несколько прямых линий (5—8), не парал-
лельных естественной характеристике и имеющих тем больший
наклон, чем меньшим потокам они соответствуют. Число их за-
висит от числа секций на реостате 2', При большом числе секций
на регулировочном реостате частота вращения регулируется
практически бесступенчато.
Регулирование частоты вращения изменением подводимого
напряжения требует применения специальных схем, и его исполь-
зуют в системах генератор — электродвигатель.
Электродвигатели постоянного тока тормозят теми же спосо-
бами, что и асинхронные электродвигатели. Торможение с реку-
перацией осуществляют шунтовым реостатом, которым снижают
скорость якоря до минимума. При этом электродвигатель работает
в генераторном режиме, отдавая электрический ток в сеть. Окон-
чательную остановку электродвигателя производят отключением
его от сети.
При торможении электродинамическим способом, получившим
наибольшее распространение, якорь электродвигателя отклю-
чают от сети и замыкают на нагрузочное сопротивление, а электри-
ческий ток включают через тормозной реостат.
При торможении противотоком изменяют направление электри-
ческого тока в цепи якоря.
71
chipmaker.ru
§ 3.3. СИСТЕМА ГЕНЕРАТОР — ЭЛЕКТРОДВИГАТЕЛЬ
Систему генератор — электродвигатель применяют в тя-
желых и мощных металлорежущих станках при частом реверсиро-
вании электродвигателей или при необходимости получения бес-
ступенчатого регулирования частоты вращения, скоростей или
подачи. Эта схема облегчает также пуск станка. Система (рис. 3.7)
состоит из асинхронного электродвигателя 2, питающегося от сети
переменного тока, генератора постоянного тока 3, приводимого
от электродвигателя 2, генератора (возбудителя) 1 постоянного
тока с самовозбуждением, электродвигателя постоянного тока
4 для привода станка. Генератор 1 предназначен для независимого
возбуждения машин 3 и 4.
Электродвигатель 4 пускают в ход шунтовым реостатом 6,
включенным в цепь обмотки возбуждения генератора 3, путем
уменьшения магнитного потока возбуждения генератора. Это поз-
воляет получать на щетках генератора весьма малое напряжение,
которое в дальнейшем постепенно повышается. По мере разгона
электродвигателя 4 в нем появляется противоэлектродвижущая
сила, и шунтовой реостат постепенно выключается. Это приводит
к увеличению напряжения генератора.
Система генератор — электродвигатель позволяет регулиро-
вать частоту вращения рабочего электродвигателя 4 двумя спо-
собами: изменением подводимого к рабочему электродвигателю
напряжения с помощью реостата 6 (путем изменения магнитного
потока генератора) и изменением магнитного потока возбуждения
рабочего электродвигателя 4 с помощью регулировочного реостата
5. Реверсирование рабочего электродвигателя происходит при
изменении напряжения электрического тока в обмотке возбужде-
ния генератора 3 с помощью переключателя- 7. Торможение про-
изводится по схеме рекуперации до полной остановки электродви-
гателя реостатом 5. В результате увеличивается магнитный поток
рабочего электродвигателя, вследствие чего его ЭДС становится
Рис. 3,7. Система генератор — электродвигатель
72
больше подводимого напряжения и электродвигатель Переходит
на работу в генераторном режиме.
Существенными недостатками системы генератор — электро-
двигатель является низкий КПД (примерно 0,65), громоздкость
и высокая стоимость.
§ 3.4. ШАГОВЫЕ И ВЫСОКОМОМЕНТНЫЕ
ЭЛ ЕКТРОДВИГАТЕЛ И
Шаговый электродвигатель — это импульсный син-
хронный электродвигатель, преобразующий электрические управ-
ляющие сигналы в дискретные (шаговые) перемещения исполни-
тельного органа станка. Шаговые электродвигатели широко при-
меняют в приводах подач станков с числовым программным управ-
лением. Схема шагового электродвигателя ШД5Д-1М представ-
лена на рис. 3.8. Электродвигатель состоит из двух одинаковых
секций статора 1 (рис. 3.8, а) и общего ротора 2. Каждая секция
статора (рис. 3.8, б) имеет шесть зубчатых полюсов 1—6, взаимо-
действующих с зубчатым ротором 7, имеющим 20 зубцов. При
этом зубцы каждого последующего полюса сдвинуты на 1/3 шага
зубцов относительно предыдущего полюса, а обе секции статора
сдвин) ты относительно друг друга на 1/2 шага зубцов. Обмотки
73
chipmaker.ru
каждой пары противолежащих полюсов включены последова-
тельно и образуют одну фазу. Таким образом, каждая секция
электродвигателя имеет трехфазную обмотку, а с учетом второй
секции электродвигатель имеет шестифазную обмотку.
Направления магнитных потоков, создаваемых этими шестью
фазами в пределах 360°, представлены на рис. 3.8, в, где векторы
1, 2, 3 указывают направления магнитных потоков, создаваемых
тремя фазами первой секции, а векторы Г. 2', 3' — направления
магнитных потоков, создаваемых тремя фазами второй секции.
При подаче тока в первую фазу первой секции зубцы ротора уста-
навливаются точно напротив зубцов первого и четвертого полю-
сов, на которых находится обмотка первой фазы. При подаче
тока во вторую фазу первой секции ротор повернется на 1/3 шага
зубцов, т. е. на 6° так, что его зубцы окажутся напротив зубцов
полюсов 2 и 5 (рис. 3.8, б). Если подать ток в третью фазу, то ротор
повернется еще на 6°. Если подавать ток по очереди в обмотки
второй секции, то ротор также будет поворачиваться на 6°, но
со сдвигом на 3° относительно первой секции. Если ток подать
сразу в первую фазу первой секции и в третью фазу второй сек-
ции, то ротор повернется на 1,5°, т. е. зубцы встанут между зуб-
цами первой и второй секций. Таким образом, чередуя подачу
тока то в одну фазу, то в две, получим непрерывное вращение
шагового двигателя скачками по 1,5°. За 12 тактов двигатель по-
вернется на 360/20 = 18°, т. е. один оборот он сделает за 240 так-
тов. Соответствующее чередование тока в обмотках шагового
двигателя обеспечивается специальными кодовыми преобразова-
телями, основными элементами которых являются счетчики им-
пульсов со схемами обратных связей и мощные усилители, обес-
печивающие ток в обмотках. При напряжении 48 В шаговый дви-
гатель обеспечивает частоту вращения до 4000 мин-1, что соот-
ветствует 16 000 Гц.
Высокомоментный электродвигатель — это электродвигатель
постоянного тока, у которого вместо электромагнитного возбуж-
дения используют возбуждение от постоянных магнитов. Высо-
комоментные электродвигатели применяют в электроприводах
иодач станков с числовым программным управлением. Они позво-
ляют получать большие крутящие моменты при непосредственном
соединении с ходовым винтом без промежуточных передач. Бла-
годаря наличию возбуждения от постоянных магнитов, эти дви-
гатели выдерживают значительные перегрузки и отличаются
высоким быстродействием, так как способны кратковременно раз-
вивать большой (50—20-кратный) крутящий момент при малых
частотах вращения. Отсутствие обмотки возбуждения, нагре-
вающейся при работе двигателя с электромагнитным возбужде-
нием, обусловливает меньший нагрев двигателя с постоянными
магнитами. Благодаря этому стало возможным увеличить силу
тока якоря и развиваемый крутящий момент без увеличения габа-
ритных размеров двигателя.
74
Рис. 3.9. Высокомоментный электродвигатель
Для увеличения равномерности вращения ротора двигателя и
связанного с ним винта подачи при малых скоростях двигатель
имеет большое число полюсов и коллекторных пластин малой ши-
рины. Коллекторы двигателя и тахогенератора имеют специаль-
ное покрытие; щетки изготовляют из специально подобранных
материалов. Для повышения теплостойкости двигателя при про-
пускании через обмотку токов большой силы изоляцию обмоток
выполняют из материалов с высокой теплостойкостью.
Высокомоментный электродвигатель постоянного тока с воз-
буждением от постоянных магнитов изображен на рис. 3.9. Ро-
тор 2 двигателя установлен в подшипниках качения, располо-
женных в крышках 1 и 10. Якорная обмотка 3 питается током
через коллектор 5 и щеточный аппарат 6. В корпусе двигателя,
выполненного в виде трубы, по всему периметру наклеены посто-
янные магниты 4. Якорь 8 тахогенератора посажен на ротор дви-
гателя. Статор 7 тахогенератора может быть оснащен постоянными
магнитами или обмоткой возбуждения. Редуктор 11 соединен
с ротором двигателя гибкой муфтой 9.
§ 3.5. АППАРАТУРА РУЧНОГО УПРАВЛЕНИЯ
К аппаратуре ручного управления относят рубильники,
пакетные переключатели, контроллеры, тумблеры и ручные пус-
катели.
Рубильники в зависимости от числа ножей изготовляют одно-
полюсными, двухполюсными и трехполюсными. Рубильники имеют
кожух и боковую рукоятку. Для быстрого разрыва электриче-
ской цепи ножи рубильника снабжают пружинящим устройством.
Чаще других применяют трехполюсные рубильники с боковым
приводом на 100 и 200 А (рис. 3.10, а).
Пакетные переключатели более компактны и удобны в работе.
Пакетный переключатель (рис. 3.10, б) представляет собой комп-
лект из наложенных друг на друга секций (пакетов), каждая из
75
chipmaker.ru
Рис. 3.10. Аппаратура управления
электрического освещения
Рис. 3.11. Ручной пускатель
которых является однополюсным поворотным выключателем (или
переключателем). Все секции переключаются поворотом общего
валика. Секции устанавливают так, что при повороте валика
часть цепей замыкается, а часть размыкается. Пакетные переклю-
чатели используют для подключения станка к сети, для пуска
редко включаемых электродвигателей и т. д.
Контроллеры применяют, когда необходимо одновременно
переключить большое число цепей. Они бывают барабанного и
плоского кулачкового типа. Барабанный переключатель, пока-
занный на рис. 3.10, в, рассчитан на два рабочих (/ и II) и не-
рабочее (б) положения. Он имеет вал 1, на котором закреплен
барабан 2, изготовленный из диэлектрика. На барабане распо-
ложены медные пластины 3, а рядом с барабаном на планке 5,
изготовленной также из диэлектрика, — контактные пальцы 4.
Поворачивая барабан, соединяют различные пластины 3 с паль-
цами 4. Каждому положению барабана соответствует определен-
ная схема соединения.
Тумблеры (однополюсные и двухполюсные) применяют в цепях
нка. По устройству и принципу
действия они аналогичны выклю-
чателям, используемым в сетях
электрического освещения.
Ручные пускатели применяют
иногда для пуска однофазных и
трехфазных электродвигателей.
Ручной пускатель (рис. 3.11) ра-
ботает следующим образом. При
нажатии на кнопку 5 контакты 2
и I замыкаются, а под действием
пружины поворачивается защелка
3 и удерживает контакт 2 в замк-
нутом положении. При нажатии
на кнопку 6 электродвигатель
выключается, так как защелка 3
освобождает подвижную систему
пускателя и под действием пру-
76
жины возвращается в прежнее положение. Корпус 4, кнопки,
защелки и другие детали пускателя изготовлены из токоне-
проводящего материала.
§ 3.6. АППАРАТУРА КОНТАКТОРНОГО УПРАВЛЕНИЯ
Контакторы. В станках широкое распространение
получило контакторное (кнопочное) управление электродвига-
телями. На рис. 3.12 представлена схема включения электродви-
гателя контактором. Цепь электродвигателя называют цепью
рабочего тока, контакты контактора, включенные в эту цепь, —
рабочими или главными контактами. При нажиме на кнопку КУ
через катушку К2, установленную на панели, проходит ток, при
этом сердечник катушки намагничивается и притягивает к себе
якорь. Вал контактора поворачивается и замыкает рабочие кон-
такты К1. Катушка К2 состоит из большого числа витков прово-
локи малого диаметра и обладает очень большим сопротивлением.
Сила тока в цепи управления, замыкаемой кнопкой КУ, относи-
тельно мала, поэтому кнопка КУ вместе с корпусом, в который
она встроена, небольшого размера. Это позволяет размещать
кнопочные станции для удобства рабочего на передней части
станка, а контакторы устанавливать на свободное место в станке
или б отдельном шкафу.
Аппараты, аналогичные по устройству контакторам, но имею-
щие контакты, предназначенные для работы в цепях управления
(с небольшой силой тока), называют промежуточными реле.
Кнопки управления, предназначенные для управления кон-
такторами, могут быть с замыкающими (рис. 3.13, а) и размыкаю-
щими (рис. 3.13, б) контактами. Применяют также переключаю-
щие кнопки с одним размыкающим и одним замыкающим контак-
тами (рис. 3.13, в). Кнопки рассчитаны на выполнение двух
(«Пуск» и «Стоп») или трех («Вперед», «Назад» и «Стоп») команд
(рис. 3.13, а).
Из кнопок комплектуют кнопочные станции. У станков с не-
сколькими кнопками «Пуск» для включения одного элемента
кнопки включают параллельно. Они имеют один общий замыкаю-
щий блок-контакт, который также вклю-
чается параллельно и замыкается в момент
прохождения электрического тока по це-
пи. Кнопки «Стоп» включают последова-
тельно .
Магнитные пускатели служат для
управления асинхронными короткозамк-
нутыми электродвигателями. Они пред-
ставляют собой комплект контакторной
аппаратуры и состоят из контакторов,
кнопочных станций и тепловых реле (для
защиты электродвигателя от перегрузки).
Рис. 3.12. Контакторное
управление
77
chipmaker.ru
Рис. 3.13. Пусковая аппаратура
Схема работы нереверсивного магнитного пускателя 1 показана
на рис. 3.13, д. Пускатель снабжен двухкнопочной станцией 2 для
пуска и остановки электродвигателя. Для включения электро-
двигателя необходимо нажать на кнопку «Пуск», в результате
чего цепь рабочей катушки контактора К замыкается и проис-
ходит замыкание контактов KI, К2, КЗ, включающих электро-
двигатель в сеть. Чтобы не произошло отключения контакто-
ра К после освобождения кнопки «Пуск», в схеме пускателя
имеется блок-контакт самоблокировки К4, выключенный парал-
лельно кнопке «Пуск», который замыкается одновременно с кон-
тактами К1 — КЗ. Электродвигатель останавливается при на-
жатии на кнопку «Стоп», вследствие чего катушка контактора К
обесточивается, контакты К1 — КЗ размыкаются, и электро-
двигатель отключается от сети.
Магнитные пускатели предохраняют электродвигатель от само-
произвольного включения, если в сети в процессе работы напря-
жение внезапно отключается, а затем включается. Последующее
включение электродвигателя возможно только при нажатии на
кнопку «Пуск». Магнитные пускатели в зависимости от назначе-
ния бывают нормальными (нереверсивными) и реверсивными.
§ 3.7. АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ
В ФУНКЦИИ ПУТИ
Для автоматического управления движениями меха-
низмов станков в функции пути применяют путевые и конечные
переключатели (выключатели). С их помощью ограничивается
длина хода рабочих органов станка при поступательном или вра-
щательном движении (путем замыкания и размыкания цепи управ-
ления станком). Путевые переключатели выполняют команды на
отдельных участках пути, а конечные — в конце пути рабочего
органа станка. Электрические путевые выключатели и переклю-
чатели контактного типа могут быть простые и моментные. Прос-
78
тые приводятся в действие и срабатывают постепенно, по мере
воздействия на них движущейся части станка; моментные сраба-
тывают мгновенно, как только степень воздействия достигнет
заданной величины. Оба типа датчиков выполняют либо с само-
возвратом, либо без него. Датчики с самовозвратом приходят
в исходное положение немедленно после прекращения воздей-
ствия на них, датчики без самовозврата требуют для этого спе-
циального воздействия.
Переключатель ВК411 (рис. 3.14, а) относится к простым
переключателям с самовозвратом. В системах автоматического
управления подобные переключатели применяют часто. Их вы-
пускают с одной парой размыкающих и одной парой замыкающих
контактов. Переключатель представляет собой карболитовую
пластину /2, на которой укреплены неподвижно контакты 1, 5,
9 и 13. Пластину располагают в чугунном корпусе, непроницае-
мом для пыли и жидкости. Карболитовый шток 7 несет мостик 3
с подвижными контактами 2, 4, 10 и 11. Мостик находится под
действием пружин 8, 6 и 14. В чугунном корпусе (на рисунке не
показан) установлен стальной штифт, который воздействует на
шток 7. Один конец этого штифта выступает из корпуса наружу.
На рисунке показан момент, когда мостик под действием пру-
жины 6 находится в правом положении, при котором контакты 4,
5, 9 и 10 замкнуты. Корпус переключателя можно крепить к не-
подвижной части станка. Тогда при работе движущаяся часть
через стальной штифт нажимает на шток 7, и мостик отходит
влево. В результате контакты 4, 5, 9 и 10 размыкаются, а кон-
такты 1, 2, 13 и 11 замыкаются. Как только прекращается воз-
действие на шток 7, мостик под влиянием пружины 6 возвращается
в первоначальное положение.
Простые переключатели применяют при скоростях перемеще-
ния свыше 0,4 м/мин. При меньших скоростях предпочтение от-
Рис. 3.14. Путевые переключатели
79
chipmaker.ru
дают моментным переключателям. Это объясняется тем, что при
скоростях меньше 0,4 м/мин наблюдается значительное разруше-
ние контактной системы из-за появления длительно действующих
контактных дуг. Моментный переключатель ВК211 (рис. 3.14, б)
работает следующим образом. Движущаяся часть станка нажи-
мает на ролик и поворачивает рычаг 2 против часовой стрелки,
увлекая за собой поводок 4. При этом ролик 12 отводит защелку 6
и поворачивает планку 11, размыкая контакты 7 и 8 и замыкая
контакты 9 и 10. Рычаг 2 и поводок 4 связаны набором ленточных
пружин 3, что позволяет отклонять рычаг 2 на угол больше тре-
буемого. Рычаг 2 возвращается в исходное положение пружиной 5
после прекращения воздействия на ролик 1.
Микропереключатели (рис. 3.14, в), которые отличаются не-
большими размерами, имеют высокую точность срабатывания и
работают при силах нажима 3—9 Н. При нажатии на толкатель 4
конец пружинного контактного язычка 3 отходит от верхнего
неподвижного контакта 2 и соединяется с нижним неподвижным
контактом /. Пружина 3 имеет особую конструкцию, и при уве-
личении давления на шток выше некоторой определенной величины
подвижный контакт микропереключателя скачком переходит из
одного положения в другое. Таким образом обеспечивается мгно-
венное срабатывание микропереключателя.
§ 3.8. ЭЛЕКТРОМАГНИТНЫЕ УСТРОЙСТВА
Втяжные электромагниты (соленоиды) применяют в
станках (для приведения в действие контакторов), в разнообраз-
ных механизмах дистанционного управления, в гидравлических
системах, в тормозных устройствах и в других органах управле-
ния станками.
Втяжной электромагнит однофазного тока (рис. 3.15) состоит
из корпуса 1 и якоря 2, изготовленных из пакетов листовой стали,
и катушки 3, укрепленной на латунном каркасе. При прохожде-
нии электрического тока катушка притягивает якорь, который
через систему рычагов перемещает нужную деталь станка. Втяж-
Рис. 3.15. Втяжной
электромагнит
Рис. 3.16. Электромагнитная плита
80
ные электромагниты выпускают с начальной силой тяги 14,7—
246 Н и длиной хода 25, 30 и 50 мм. Наибольшая частота вклю-
чений электромагнитов 120—300 включений в час.
Электромагнитные зажимные устройства — это прямоуголь-
ные или круглые электромагнитные плиты, патроны и т. д. Их
применяют для закрепления стальных детален на шлифовальных
и других станках. Прямоугольная электромагнитная плита
(рис. 3.16) представляет собой стальной корпус, в котором по-
мещены сердечники из стали обыкновенного качества, образую-
щие полюсы 4. Обмотки 3 должны быть навиты на сердечники
так, чтобы соседние полюсы были разноименными. Рабочей по-
верхностью 2 стола является стальная крышка плиты, имеющая
прослойки 1 из немагнитного материала (сплава свинца и сурьмы,
бронзы и т. п.), окружающие полюсы. Магнитные силовые линии
проходят от северного полюса N через обрабатываемую заготовку
к южному полюсу 5.
Недостатками электромагнитных плит являются необходи-
мость наличия источника постоянного тока, возможность (при
обесточивании) сбрасывания заготовки в процессе обработки,
сравнительно слабое закрепление заготовок, наличие остаточ-
ного магнетизма в деталях после обработки, возможность зажима
заготовок только из ферромагнитных материалов.
chipmaker.ru
ГЛАВА 4
ГИДРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
§ 4.1. ОБЩИЕ СВЕДЕНИЯ
Широкое распространение получили станки с гидро-
приводом, который применяют в качестве привода главного дви-
жения и движения подачи станка, для переключения скоростей,
торможения, зажима обрабатываемых деталей, автоматизации
управления циклом работы станка и т. д. В таких станках, как
шлифовальные, протяжные, копировально-фрезерные, поперечно-
строгальные и другие, гидропривод становится основным видом
привода. Под гидроприводом понимают совокупность устройств,
предназначенных для приведения в движение механизмов стан-
ков посредством рабочей жидкости, подаваемой под давлением.
Гидропривод позволяет существенно упростить кинематику стан-
ков, снизить их металлоемкость, повысить точность, надежность
работы, а также уровень автоматизации. Производство гидро-
приводов в промышленно развитых странах постоянно расши-
ряется. Гидроприводами оснащают более половины выпускаемых
промышленных роботов.
Широкое применение гидропривода объясняется тем, что он
дает возможность бесступенчато регулировать скорости в широ-
ких пределах, плавно реверсировать движущие органы станка,
автоматически предохранять его от перегрузки, легко обеспечи-
вать смазывание и т. п. Гидрофицированные станки компактнее,
их детали и узлы можно легко стандартизировать и нормализо-
вать. Недостатками гидроприводов являются утечка рабочей
жидкости через уплотнения и зазоры, проникновение воздуха
в рабочую жидкость, изменение свойств рабочей жидкости в за-
висимости от температуры и времени и др.
В гидросистемах имеют место объемные, гидравлические и
механические потери. Объемные потери обусловлены утечками
рабочей жидкости в гидросистеме, гидравлические — снижением
давления (внутренним трением масла), механические — трением
сопряженных поверхностей. Полный КПД гидропривода
’1 = ЛобЛг^м.
где Лоб» Лг, Лм — соответственно объемный, гидравлический и
механический КПД гидропривода.
Нормальная работа гидросистем во многом зависит от вида
рабочей жидкости. Жидкость должна обладать достаточной вязко-
стью, быть однородной, иметь хорошую смазывающую способ-
ность, предохранять механизмы от коррозии, не окисляться, не
образовывать отложений, не выделять паров, сохранять свои
свойства при изменении температуры, давления, скорости и нап-
82
4.1. Условные обозначения, применяемые в гидравлических схемах станков
Наименование Условное обозначение Наименование Условное обозначение
Насос постоянной производительности: с одним направ- лением потока с двумя направ- лениями потока Насос с регулируе- мой производитель- ностью: с одним направ- лением потока с двумя направ- лениями потока Компрессор Гидромотор. Общее обозначение Гидромотор нере- гулируемый: с одним направ- лением потока с двумя направ- лениями потока Гидромотор регу- лируемый: с одним направ- лением потока ф ф ф ф ф ф с двумя направ- лениями потока Поворотный гид- родвигатель Насос шестеренный Насос роторный ло- пастный (пластинча- тый) Насос радиально- поршневой Насос аксиально- поршневой Клапан обратный Регулирующий ор- ган: размыкающий замыкающий Клапан предохра- нительный с собствен- ным управлением (прямого действия) Клапан редукцион- ный (поддержива- ющий постоянное давление на выходе посредством пружи- ны) Дроссель регули- рующий Ф' (го) ф
, г-5 у-
L-
83
chipmaker.ru
Продолжение табл. 4.1
Наименованне
Услоиное
обозначение
Наименование
Дроссель с регуля-
тором давления
Цилиндр двойне го
действия:
с двусторонним
штоком
с односторонним
штоком
Цилиндр диффе-
ренциальный
Фильтр для жидко-
сти или воздуха
Бак под атмосфер-
ным давлением
Вентиль (клапан):
запорный
трехходовой
Т р убепровод вса-
сывания, напора, сли-
ва
Соединение трубо-
проводов (общее обо-
значение)
Перекради ванне
трубопроводов (без
соединений)
равления движения и должна удовлетворять требованиям пожар-
ной безопасности. Таким требованиям наиболее полно отвечают
минеральные масла и их смеси.
Основной характеристикой при выборе масел является индекс
вязкости, который показывает изменение вязкости масла в зави-
симости от его температуры. Чем больше индекс вязкости, тем
качественнее сорт масла, тем лучше оно очищено. Наилучшим для
гидропривода станков является индекс вязкости масла 90. В мас-
лах с высоким значением индекса вязкости меньше изменяется
вязкость при повышении давления. Для улучшения эксплуата-
ционных характеристик минеральных масел (улучшения смазоч-
ной способности, замедления процесса окисления, уменьшения
ценообразования, снижения зависимости вязкости от температуры
и др.) в них вводят специальные присадки — вещества, позво-
ляющие изменять некоторые свойства, принципиально не изме-
няя строение компонентов основы.
Обычно гидропривод металлорежущего станка состоит из сле-
дующих основных частей: бака с рабочей жидкостью; гидрона-
соса, подающего рабочую жидкость в систему; гидроаппаратуры,
предназначенной для изменения или поддержания заданного по-
стоянного значения давления или расхода рабочей среды, либо
для изменения направления потока рабочей среды; гидроцилинд-
ров для прямолинейного движения или гидромоторов для вра-
щательного движения; трубопроводов, соединяющих элементы
гидропривода в единую систему. Применяемые в станках гидро-
приводы работают с давлением масла до 20 МПа.
При вычерчивании гидравлических схем используют условные
обозначения, основные из которых приведены в табл. 4.1.
64
§ 4.2. НАСОСЫ
В гидроприводах станков для создания нужного дав-
ления применяют шестеренные, пластинчатые и поршневые насосы
непрерывного действия с постоянной или регулируемой подачек
жидкости. Основными параметрами насосов являются: рабочий
объем V, подача Q, давление на входе рн, крутящий момент Л1,
мощность N, а также объемный т|об и механический КПД.
Рабочий объем, м3/об,
V = QJn,
где QT — теоретическая подача насоса, ?л®/с; п — частота враще-
ния приводного вала насоса, с-1.
Рабочим объемом насоса называют разность наибольшего и
наименьшего значений замкнутого объема за оборот или двойной
ход рабочего органа насоса.
Теоретическая подача, м®/с, насоса
Qt — V'zn,
где V ~ V'z — рабочий объем насоса (подача за один оборот), м3;
V' — объем одной рабочей камеры, м3; z — число камер.
Мощность, Вт, на валу насоса
М = РнСн/йш
где Qn — фактическая подача, мя/с, = QTi]o0; рк — номи-
нальное рабочее давление, Па; — КПД насоса.
Поскольку потребляемая насосом энергия кроме полезной ра-
боты расходуется на преодоление объемных т]о, механических
и гидравлических г;г потерь, то т]н = Механические
потери обусловлены трением между перемещающимися деталями
насоса, гидравлическиг потери возникают в результате движения
жидкости по внутренним каналам корпуса насоса.
Передаваемый крутящий момент, Н-м
М = М/(2лп„).
При правильной эксплуатации насоса необходимо, чтобы при
его установке было строго выверено расположение валов насоса и
электродвигателя (отклонение от соосности не более 0,1 мм), не
было забоин на приводном валу, обязательно направление враще-
ния приводного вала должно соответствовать стрелке, нанесен-
ной на крышке или корпусе насоса (для насосов одностороннего
вращения). В станках широко применяют регулируемые и нере-
гулируемые насосы с различными подачей и давлением.
Шестеренные насосы, как правило, изготовляют нерегулируе-
мыми и применяют в тех случаях, когда требуется сравнительно
низкое давление масла. Шестеренный насос (рис. 4.1) состоит
из ведущего 3 и ведомого 9 зубчатых колес, расположенных в кор-
пусе 2. При вращении зубчатых колес масло в зону 1 всасывания
85
chipmaker.ru
A
Рис. 4.1. Шестеренный насос
засасывается сначала образующимся там вакуумом, а затем впа-
динами зубьев и переносится в зону нагнетания 10. Дальше масло
идет в гидросеть. Входной конец вала 4 уплотнен с помощью
втулки 8, торец которой прижат к торцу фланца пружиной 7,
упирающейся в кольцо 6, перемещение которого ограничено штиф-
том 5. Масло, просачивающееся через зазоры в стыках, направ-
ляется через соответствующие дренажные каналы в бак.
Теоретическая подача, л/мин, шестеренного насоса
QT = 6,28/n2zfen-10_е,
где т — модуль зубчатых колес, мм; г — число зубьев колеса;
b — ширина колес, мм; п — частота вращения, мин-1.
Основные требования, которые предъявляют к шестеренным
насосам, это достижение плотности в посадочных местах корпуса,
соблюдение межцентрового расстояния для осей зубчатых колес,
получение хорошего зацепления. Корпус насоса и зубчатые ко-
леса должны быть изготовлены из качественных материалов.
Пластинчатые насосы. Преимущественное применение имеют
нерегулируемые пластинчатые насосы. Эти насосы просты по
конструкции, компактны, отличаются равномерностью подачи
масла и относительно высоким КПД. Пластинчатые насосы вы-
пускают одно- и двухпоточными. В последних на общем привод-
ном валу установлены два рабочих комплекта (одинаковых или
различных), что обеспечивает возможность нагнетания масла
двумя независимыми потоками. В двухпоточных насосах пара-
86
метры каждого комплекта соответствуют параметрам определен-
ного однопоточного насоса. Насосы можно устанавливать в верти-
кальном или горизонтальном положении выше уровня рабочей
жидкости или с погружением в нее.
Основными деталями пластинчатых насосов являются корпус,
приводной вал с подшипниками и рабочий комплект (рис. 4.2, а),
состоящий из распределительных дисков 1 и 7, статора 3, ротора 4
и пластин 5. Диски и статор зафиксированы в угловом положении
относительно корпуса штифтом 9 и плотно прижимаются друг
к другу пружинами (на рисунке не показаны), а также давлением
масла в напорной линии. При вращении ротора 4, связанного
через шлицевые соединения с приводным валом, в направлении,
указанном стрелкой, пластины 5 центробежной силой и давлением
масла, подведенного в отверстия 11, прижимаются к внутренней
Рис. 4.2. Пластинчатый насос
87
chipmaker.ru
поверхности 10 статора 3, имеющей форму овала, и, следовательно,
совершают возвратно-поступательное движение в пазах ротора.
Во время движения пластин от точки А до точки В и от точки С
до точки D объем камер, образованных двумя соседними пласти-
нами, внутренней поверхностью статора, наружной поверхностью
ротора и торцовыми поверхностями дисков 1 и 7, увеличивается,
и масло заполняет рабочие камеры через окна 2 и 12 диска 1,
связанные со всасывающей линией. При движении пластин на
участках ВС и DA объем камер уменьшается, и масло вытесняется
в напорную линию гидросистемы через окна 6 и 8 диска 7.
Теоретическая подача, л/мин, пластинчатого насоса
QT = 2Ьп (В — г) |л (/? + г) — tzl 10~®,
где R и г — соответственно максимальный и минимальный ра-
диусы поверхности 10 статора, мм; b — ширина статора, мм;
t — толщина пластины, мм; z — число пластин; п — частота
вращения, мин"1.
В расточках корпуса 15 пластинчатого насоса (рис. 4.2, б) и
крышки 1 установлен рабочий комплекс (см. рис. 4.2, а), состоя-
щий из распределительных дисков 3 и 7, статора 5, ротора 6
и пластин 16. Ротор через шлицевое соединение связан с привод-
ным валом 11, опирающимся на шарикоподшипники 2 и 8. Наруж-
ные утечки или подсос воздуха по валу исключаются манжетами
10, установленными в расточке фланца 9. Комплект сжимается
тремя пружинами 12 и давлением масла в камере 13. Окна 4 диска
3 через отверстия 17 статора соединены с глухими окнами всасы-
вания 14 диска 7, благодаря чему масло из всасывающей линии
поступает в ротор с двух сторон, что облегчает условия всасыва-
ния. В напорную линию масло вытесняется через окна 19 диска
7. Возможность поворота комплекта относительно корпуса и
крышки исключается штифтами 18 (или винтами), проходящими
через отверстия в деталях /, 3, 5, 7 и 15.
Радиально-поршневые насосы применяют в приводах главного
движения и подачи станков, где требуется регулируемая подача.
Схема насоса с поршнями, расположенными в роторе 1, показана
на рис. 4.3. Ротор вращается вокруг своей оси вместе с поршнями 2.
Обойма 3, которой касаются головки поршней, расположена не-
подвижно и с эксцентриситетом относительно ротора. Вал ротора
имеет две внутренние полости, изолированные друг от друга.
Одна полость является всасывающей, а другая — нагнетающей.
При повороте ротора на 180° каждый поршень, выдвигаясь из
своего цилиндрического отверстия в роторе от центра к перифе-
рии, засасывает масло из половины центрального канала. При
дальнейшем вращении ротора (от 180° до 360°) поршни, переме-
щаясь к центру, нагнетают масло в полость нагнетания. Таким
образом, каждый поршень делает за один оборот ротора один
двойной ход. Величина хода поршней зависит от эксцентриситета
е обоймы относительно ротора. Изменяя величину эксцентриси-
88
Рис. 4.3. Радиально-поршневой
насос
тета, можно регулировать подачу насоса. При совпадении оси
вращения ротора с осью статора, т. е. при е = 0, подача насоса
будет равна нулю.
У радиально-поршневого насоса поршни перемещаются к пери-
ферии под действием центробежных сил и дополнительного дав-
ления масла от вспомогательного насоса низкого давления. Поршни
располагают в один, два, три или четыре ряда в количестве 5—
126 шт. в зависимости от подачи насоса.
В корпусе / аксиально-поршневого насоса (рис. 4.4) разме-
щен блок цилиндров 2 с поршнями 3, которые посредством шату-
нов 4 шарнирно связаны с подвижной наклонной шайбой 5, рас-
положенной в неподвижной обойме 6. Шайба 5 шарнирно связана
со шлицевым валом 7, на который насажен блок 2. Пружина 8
поджимает блок 2 к торцу корпуса 1. В корпусе имеется два ка-
нала (разделенных между собой перемычками): верхний — вса-
сывающий, нижний — нагнетающий. Блок 2 и шайба 5 синхронно
вращаются вокруг осей 00 и 0j0|, в результате чего поршни по-
лучают возвратно-поступательное движение. В верхнем положе-
нии они производят всасывание масла, в нижнем нагнетание.
Насосы такого типа выпускают двух исполнений: нерегулируемые
и регулируемые. У нерегулируемых насосов обойма 6 жестко
связана с корпусом и угол а не изменяется. У регулируемых на-
сосов угол а можно изменять, изменяя тем самым подачу насоса.
§ 4.3. РАСПРЕДЕЛИТЕЛЬНАЯ ГИДРОАППАРАТУРА
Распределительная гидроаппаратура служит для вы-
полнения необходимых переключений направления потока жидко-
сти по различным магистралям гидропривода. К ним относятся
гидрораспределители золотникового или кранового типа, обрат-
ные клапаны, а также некоторые гидроклапаны давления, которые
могут работать в режиме направляющих гидроаппаратов.
Гидрораспределители предназначены для изменения направ-
ления или пуска и остановки потока масла в двух или более ли-
89
chipmaker.ru
Рис. 4.5. Схемы действия распределителей золотникового (а) и кранового (б)
типов
ниях в зависимости от наличия внешнего управляющего воздей-
ствия. Они позволяют реверсировать движение рабочих органов
в станках, останавливать рабочие органы (трехпозиционные рас-
пределители), а также выполнять другие операции в соответствии
с гидравлической схемой распределителя. На рис. 4.5 показана
схема действия распределителей золотникового и кранового типа.
Распределители имеют запорно-регулирующий элемент, выпол-
ненный в виде золотника (рис. 4.5, с), который перемещается по
оси, или крана (рис. 4.5, 6), который поворачивается. При поло-
жении золотника (крана), показанном на рисунке, основной поток
Q масла из напорной линии Р по линии А поступает в одну из
камер гидродвигателя ГД, а из противоположной камеры вытес-
няется через линию В и распределитель в сливную линию Т. При
переключении рукоятки управления в другую крайнюю позицию
направление потока масла реверсируется, в результате чего изме-
няется направление движения гидродвигателя, а вместе с ним и
рабочего органа станка. Трехпозиционные распределители имеют
дополнительно среднюю (ней-
тральную) позицию, в которой
возможна остановка гидродви-
гателя.
По типу управления разли-
чают следующие исполнения
гидрораспределителей: с руч-
ным, ножным, механическим,
гидравлическим, электриче-
ским, электрогидравлическим,
пневматическим, пневмогидрав-
лическим управлением.
При ручном управлении
(рис. 4.6, с) крайние положения
Рис. 4.6. Схема управления золот-
никами
90
золотника гидрораспределителя фиксируют рукояткой 2. Возвра-
щение золотника в среднее положение осуществляется пружи-
нами 3. Число позиций золотника изображают соответствую-
щим числом квадратов / (в данном случае три, так как золотник
трехпозиционный). Направление потоков масла в каждой позиции
показано линиями со стрелками. Стрелками на подводящих и
отводящих трубопроводах показаны направления, в которых
может двигаться масло. Если, например, золотник находится
в средней позиции (как на рисунке), то масло, войдя в Herof
поступит в обе полости цилиндра; слив в это время перекрыт.
Если переместить золотник, например, вправо, то масло от
насоса поступит в левую полость цилиндра, а из правой полос-
ти — на слив. На рис. 4.6, б показана схема трехпозицион-
ного гидрораспределителя с электрическим управлением. Пе-
ремещение золотника осуществляется двумя соленоидами 4.
§ 4.4. РЕГУЛИРУЮЩАЯ ГИДРОАППАРАТУРА
Регулирующая гидроаппаратура предназначена для
регулирования давления и расхода масла, а также для осущест-
вления управляющих воздействий на эти параметры. К этой ап-
паратуре относят клапаны давления, ограничивающие, поддер-
живающие или регулирующие давление в гидросистеме за счет
дросселирования проходящего через них потока масла; дроссели
и регуляторы потока, поддерживающие заданный расход масла;
дросселирующие гидрораспределители, обеспечивающие измене-
ние расхода и направление потока масла в нескольких линиях
одновременно. Клапаны давления по характеру регулирования
делят на напорные, которые можно использовать в качестве пре-
дохранительных или переливных клапанов, редукционные и кла-
паны разности давлений.
Предохранительные гидроклапаны прямого действия служат
для предотвращения повышения давления масла в гидросистемах
сверх установленного, т. е. для предупреждения перегрузки
системы; в них величина открытия рабочего проходного сечения
изменяется в результате непосредственного воздействия потока
рабочей жидкости на запорно-регулирующий элемент (на шарик
или плунжер). Гидроклапан прямого действия с запорно-регу-
лирующим элементом в виде шарика 1 (рис. 4.7, с), включаемый
в гидросистему, находится под давлением масла, которое дей-
ствует на шарик. Пружиной 2 шарик прижимается к седлу и не
пропускает масло. Если давление в системе превышает установ-
ленное, шарик отжимается, преодолевая силу пружины, и из-
лишки масла через отверстие клапана сливаются обратно в ре-
зервуар, а шарик занимает первоначальное положение. Предель-
ное давление, при котором начинается слив масла, регулируется
изменением натяжения пружины верхним колпачком-гайкой.
Аналогичным образом работает клапан с коническим запорно-
регулирующим элементом 1 (рис. 4.7, б).
S1
chipmaker.ru
Рис. 4.7 Предохранительные клапа-
ны прямого действия:
а — шариковый: б — с коническим седлом
Рис. 4.8. Напорный гидро-
клапан
Напорный гидроклапан Г54-2 (рис. 4.8) предназначен для
предохранения гидросистем от перегрузки, для поддержания в них
постоянного давления и для пропуска масла при превышении
давления, на которое отрегулирован клапан. Масло подводится
в камеру а корпуса 1 и отводится через камеру б. Пружина 3 от-
жимает золотник 6 в нижнее крайнее положение, разъединяя
камеру а, находящуюся под давлением, с камерой б. Одновре-
менно через отверстия е и г, которые соединены с камерой а, дав-
ление подается под нижний торец золотника 6. Когда давление
в системе возрастает настолько, что преодолевает усилие пружины
3, золотник 6 перемещается вверх, камеры а и б соединяются, и
масло под давлением проходит через напорный клапан. Регулиро-
вание клапана на необходимое давление производится поворотом
винта 5, который фиксируется гайкой 4 и крышкой 2.
Редукционные гидроклапаны служат для создания установлен-
ного постоянного давления в отдельных участках гидросистемы,
сниженного по сравнению с давлением в напорной линии. Клапан
(рис. 4.9) работает следующим образом. Масло от насоса через
полость А поступает в полость В редуцированного давления,
откуда через отверстие Г демпфера 4 (демпфер гасит резкие коле-
бания давления) оно поступает в полость Д под запорно-регули-
рующий элемент 5. Одновременно через демпферное отверстие Б
в элементе 5 масло поступает в полость Е и дальше к коническому
клапану 1, который отрегулирован на заданное давление. Пока
давление в системе не преодолеет силу пружины 2 клапана /,
гидравлически уравновешенный запорно-регулирующий элемент
5 удерживается пружиной 3 в крайнем нижнем положении, в ре-
зультате чего обеспечивается наибольшее проходное сечение.
92
При повышении давления в гидросистеме клапан 1, преодолевая
усилие пружины 2, открывается и пропускает масло на слив.
При этом вследствие сопротивления демпферного отверстия Б
давление масла в полости Е становится меньшим, чем в полос-
тях В и Д. Равновесие сил, действующих на элемент 5, нарушается,
и он поднимается, перекрывая проход из полости А в по-
лость В.
Если давление в полости В падает ниже того, на которое от-
регулирована пружина 2, клапан 1 закрывается. Давление в по-
лостях В, Д и Е выравнивается, и элемент 5 под действием пру-
жины 3 опускается, открывая проход маслу из полости А в по-
лость В. Для разгрузки системы имеется закрытое пробкой от-
верстие Ж, к которому при необходимости присоединяют соот-
ветствующий узел дистанционного управления.
Обратные гидроклапаны служат для таких гидравлических
систем, в которых поток рабочей среды пропускается только в од-
ном (прямом) направлении. В обратном клапане (рис. 4.10) под
давлением масляного потока, подводимого через отверстие А
под запорно-регулирующий элемент 1, последний, преодолевая
усилие пружины 2, приподнимается над седлом 3 и открывает
проход маслу к отверстию Б. При изменении направления масля-
ного потока элемент прижимается к седлу, закрывая путь маслу
в обратном направлении.
Гидродроссели—это регулирующая гидроаппаратура, пред-
назначенная для поддержания заданного расхода в зависимости
от перепада давлений в подводимом и отводимом потоках рабочей
жидкости. Это достигается изменением сечения проходного от-
верстия дросселя. Дроссели устанавливают либо на входе, либо
Рис. 4.9. Редукционный клапан
на выходе из рабочего органа, ли-
бо, наконец, в ответвлении глав-
ного потока жидкости.
Рис. 4.10. Обратный клапан
93
chipmaker.ru
a) G)
Рис. 4.11. Дроссели
Дроссели (рис. 4.11) предназначены для регулирования ско-
рости перемещения рабочих органов путем изменения расхода
рабочей среды. У дросселя, приведенного на рис. 4.11, а, в исход-
ном положении каналы полностью открыты. При нажатии кулачка
или рычага (на рисунке не показаны) на сферический конец за-
пор но-регулирующего элемента 1 последний, сжимая пружину 2,
перемещается влево, частично перекрывая проходные каналы.
В зависимости от положения элемента 1 изменяется сопротивле-
ние проходу масла. Имеющиеся на поверхности у элемента 1
треугольные пазы А (усики) обеспечивают стабильную и плав-
ную работу дросселя. У дросселя, показанного на рис. 4.11, б,
масло из системы поступает в отверстие А и через щель Б втулки
/ направляется к запорно-регулирующему элементу 2. Пройдя
через канавку элемента 2, масло поступает в отверстие В.
§ 4.5. ГИДРОЦИЛИНДРЫ И ГИДРОМОТОРЫ
Гидроцилиндр — это объемный гидравлический двига-
тель с поступательным движением выходного звена. Их широко
применяют для приводов главного движения станков. В зависи-
мости от величины требуемых сил и скоростей движения рабочих
органов применяют различные конструкции гидроцилиндров и
различные способы включения их в систему. Гидроцилиндры
бывают одностороннего действия (рис. 4.12, а), в которых движе-
ние выходного звена под действием рабочей среды возможно только
в одном направлении; двустороннего действия (рис. 4.12, б),
в которых движение выходного звена под действием рабочей среды
возможно в двух противоположных направлениях; с двусторон-
ним штоком (рис. 4.12, в); плунжерные с рабочей камерой,
образованной рабочими поверхностями корпуса и плунжера
(рис. 4.12, г); телескопические (рис. 4.12, б); мембранные
(рис. 4.12, е) с рабочими камерами, образованными рабочими
поверхностями корпуса и мембраны со штоком; сильфонные
94
(рис. 4.12, ж) с рабочей камерой, образованной втутренней по-
верхностью сильфона.
Наиболее широкое применение в станках находят гидроци-
ли.чдры двустороннего действия с односторонним штоком. У них
скорости движения вперед и назад несколько различаются. Оди-
наковые скорости в обоих направлениях при одностороннем штоке
обеспечивают так называемые дифференциальные гидроцилиндры
(рис. 4.13). В цилиндре, приведенном на рис. 4.13, а, обе полости
сообщаются между собой. Количество масла, поступающего в ле-
вую полость, не имеющую штока, при движении поршня вправо,
<2 = <2„ + <2о.
где Q„ — объем масла, нагнетаемого насосом; Qo — объем правой
полости.
Таким образом масло, вытесняемое из правой полости, присое-
диняется к объему, подаваемому насосом. Количество масла,
нагнетаемого насосом,
<2Н = <2 — <2о = — Fov = v (F — Ко) = цКшт,
где Кшт — площадь сечения штока.
Отсюда скорость поршня при движении вправо
о = <2Н/КШТ.
95
chlpmaker.ru
VD=V при F^ZFpjn
Рис. 4.13. Схемы работы дифференциального гидроцилиндра
Скорость поршня при движении вле^о (рис. 4.13,6)
Щ = О/Л, = — Гшт)
Чтобы скорости рабочего и обратного ходов были одинаковы,
требуется соблюдение следующего условия, вытекающего из
сопоставления скоростей v и »0:
Fun — Fo = F ' Fщт,
откуда
F — 2ГШТ.
Таким образом, в цилиндрах с односторонним штоком скоро-
сти рабочего и обратного хода поршня будут одинаковы, если
площадь поперечного сечения цилиндра F равна двойной площади
сечения штока Гшт, причем обе полости цилиндра должны сооб-
щаться между собой (при одном из ходов).
Гидроцилиндр (рис. 4.14) изготовлен Ii3 толстостенной бес-
шовной стальной трубы 1, на концах которой в наружных проточ-
ках вставлены полукольца 6. На эти полукольца опираются лапы
7, к которым болтами крепят головки 5 и 8. Головка 5 имеет от-
верстие, через которое проходит шток 3, уплотняемый сальником
и фланцем 4. С обеих сторон поршня имеются тормозные плунжеры
2 и 11, которые в конце хода поршня входят в выточки а и б в
Рис. 4.14. Гидравлический цилиндр
96
головках 5 и 8, создающие гидравлический буфер. Конические
поверхности на концах плунжера служат для гашения гидравли-
ческого удара при входе плунжера в выточку. Рабочая жидкость
в начальном положении поршня, когда отверстие в головке за-
крыто плунжером, поступает в полость цилиндра через обратный
клапан 10, а в конце хода поршня сливается через дроссель 9.
Основные параметры цилиндров регламентированы. Установ-
лены следующие ряды номинальных давлений (ГОСТ 12445—80):
2,5; 6,3; 10; 16; 20; 25; 32; 40; 50 и 63 МПа; хода поршня (плун-
жера): 4, 6, 10, 12, 16, 20, 25, 32, 40, 50, (55), 60, (70), 80, (90),
100, (ПО), 125, (140), 160, (180), 200, (220), 250, (280), 320, (360),
400, (450), 500, (560), 630, (710), 800, (900), 1000, (1120), 1250,
(1400), 1600, (1800), 2000, (2240), 2500, (2800), (3000), 3150, (3350),
(3550), (3750), 4000, (4250), (4500), (4750), 5000, (5300), (5600),
(6000), 6300, (6700), (7100), (7500), 8000, (8500), (9000), (9500) мМ;
диаметры поршня и штока соответствуют ГОСТ 12447—80 (нор-
мальные диаметры деталей подвижных уплотняющих цилиндри-
ческих пар: поршней, плунжеров, штоков, золотников, кранов
и т. п. и их втулок): 1; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; (14); 16; (1g);
20; (22); 25; (28); 32; (36); 40; (45); 50; (56); 63; (70); 80; (90); 100;
(110); 125; (140); 160; (180); 200; (220); 250; (280); 320; (360); 400;
(450); 500; (560); 630; (710); 800; (900); 1000. В скобках приве-
дены значения дополнительных рядов.
Для преобразования энергии жидкости во вращательное дви-
жение служат гидромоторы. Конструктивно они подобны насо-
сам. В станочных гидроприводах преимущественно применяют
нерегулируемые аксиально-поршневые и пластинчатые гидромо-
торы. Диапазон регулирования частоты вращения гидромоторов
широк: при наибольшей частоте вращения (2500 мин-1) наимень-
шее ее значение может составлять 20—30 мин-1, а у гидромоторов
специального исполнения — до 1—4 мин-1 и меньше, причем
плавное регулирование частоты вращения во всем диапазоне
легко осуществимо. Время разгона и торможения вала гидромо-
тора не превышает обычно нескольких сотых долей секунды; для
гидромоторов не представляет опасности режим частых включе-
ний и выключений, реверсов и изменения частоты вращения.
Крутящий момент, развиваемый гидромотором, легко регули-
руется изменением перепада давления в его камерах. Если ра-
бочий орган подошел к упору, вращение гидромотора прекра-
щается, однако последний продолжает развивать крутящий мо-
мент, определяемый величиной давления.
Гидромотор конструкции ЭНИМСа приведен на рис. 4.15.
В корпусе 10 расположены ротор 1 с поршнями 2, ведущий диск 3
с толкателями 4 и приводной вал 7. Диск 3 на валу 7 закреплен
жестко и через поводки 8 приводит во вращение ротор 1, свободно
посаженный на том же валу. В распределительном диске Ц
имеются каналы для соединения с полостями нагнетания и слива.
Масло от насоса под давлением поступает в распределительный
97
chlpmaker.ru
Рис. 4.15. Аксиально-поршневой гидр омофор конструкции ЭНИМСа
диск 11 и далее давит на поршни 2, которые перемещают толка-
тели 4 и прижимают их к опорному кольцу подшипника 6, смон-
тированного в крышке 5 под определенным углом к оси привод-
ного вала. Вследствие этого сила воздействия толкателя на шайбу
дает осевую и радиальную составляющие в плоскостях, парал-
лельных и перпендикулярных оси вала. Осевые составляющие
воспринимаются корпусом, а радиальные через толкатели вра-
щают диск 3, который сообщает вращение валу 7 и ротору 1.
Ротор прижимается к распределительному диску пружи-
ной 9.
Поворотный гидродвигатель служит для угловых поворотов
приводимых в движение частей станка. Это объемные гидродви-
гатели с возвратно-поворотным относительно корпуса движением
силового органа, которым в данном случае является пластина,
заделанная в вал двигателя. Поворотные гидродвигатели способны
А-А
Рис. 4.16. Одноиластипчатый поворотный гндродвигатель
98
развивать большие крутящие моменты. Угол поворота однопла-
стинчатого гидродвигателя может быть равен 270—280°.
Гидро двигатель с поворотной лопастью показан на рис. 4.16.
Пластина 2 жестко связана с валом 3. Внутри цилиндра 1 закреп-
лен П-образный брус 7 со свободно перемещающейся в пазу пласти-
ной 5, которая пружиной 6 прижимается к валу 3. Таким обра-
зом, между пластиной 2 и П-образным брусом 7 образуется замк-
нутое пространство. При поступлении масла в отверстие 8 пластина
2 под действием давления масла поворачивается по часовой стрелке.
Из отсека цилиндра, расположенного справа от пластины, масло
вытесняется через отверстие 4. При изменении направления по-
тока масла пластина поворачивается в обратном направлении.
Угол поворота пластины ограничен П-образным брусом 7.
§ 4.6. СХЕМЫ ГИДРАВЛИЧЕСКИХ ПРИВОДОВ
С ОБЪЕМНЫМ И ДРОССЕЛЬНЫМ РЕГУЛИРОВАНИЕМ
СКОРОСТИ ДВИЖЕНИЯ
В зависимости от способа регулирования скорости
гпдродвигателя различают приводы с объемным или дроссельным
регулированием. Скорость гидро двигателя (например, скорость
перемещения поршня) зависит от объема масла, подаваемого
в рабочий цилиндр в единицу времени.
Объемное регулирование скорости перемещения производится
насосом с регулируемой подачей, а дроссельное — насосом с пос-
тоянной подачей. Привод с объемным регулированием частоты
вращения гидромотора показан на рис. 4.17, а. Регулирование
частоты вращения осуществляется изменением подачи насоса 2,
который нагнетает масло в гидромотор 3. Отработанное масло
сливается в бак 1. Привод имеет предохранительный клапан 4.
На рис. 4.17, б приведена схема привода с объемным регулиро-
ванием для осуществления прямолинейного движения. Масло
в систему подается насосом 2 с регулируемой подачей. Привод
состоит из бака 1, гидрораспределителя 3, гидроцилиндра с порш-
нем 4, соединенным со штоком стола или с суппортом 5, подпор-
ного клапана 6 (через
который масло может
проходить лишь при
небольшом давлении,
что способствует полу-
чению более плавного
движения) и предохра-
нительного клапана 7,
предназначенного для
Рис. 4.17. Гидравлические
схемы привода с объемным
регулированием скорости
движения
В)
а)
99
chipmaker.ru
Рис. 4.18. Гидравлические схемы привода с дроссельным регулированием ско-
рости движения
защиты системы от перегрузки. Гидрораспределитель — трех-
позиционный. В средней позиции все поступающее от насоса
масло сбрасывается на слив. При правом положении запорно-
регулирующего элемента масло поступает в левую полость ци-
линдра, и поршень движется вправо. Если указанный элемент
переместить влево, направление движения поршня меняется.
Объемное регулирование скорости движения применяют при
небольших мощностях, а дроссельное — при больших силах и
диапазоне скоростей движений.
Дроссельное регулирование. В гидроприводах с дроссельным
регулированием (рис. 4.18) давление и подача насоса постоянны,
а скорость перемещения поршня изменяется в зависимости от
количества масла, пропускаемого дросселем. Система с дроссели-
рованием на выходе (рис. 4.18, а) работает следующим образом.
Нерегулируемый, пластинчатый насос 1 засасывает масло из бака и
подает его в правую или левую полость цилиндра 3. Из правой
или левой полости масло может выйти через дроссель 4, вели-
чина открытия которого определяет количество выпускаемого
масла, а следовательно, и скорость перемещения поршня.
Так как в гидроприводах с дроссельным регулированием при-
меняют насосы с большей подачей, чем это необходимо для полу-
чения расчетной скорости движения поршня, то лишнее масло,
подаваемое насосом, через клапан 5 сливается в бак. Масло посту-
пает в цилиндр и вытесняется в бак через устройство 2.
Скорость перемещения поршня с дросселированием на входе
(рис. 4.18, б) зависит от количества масла, пропускаемого дрос-
селем 4 в полость цилиндра. Излишнее количество масла сли-
вается через предохранительный клапан в бак. На выходе
масла в бак установлен подпорный клапан 7.
При работе по схеме, приведенной на рис. 4.18, в, перед дрос-
селем 4 включен редукционный клапан 6. Он обеспечивает по-
стоянное давление масла перед дросселем. Это приводит к более
равномерной подаче при изменяющейся нагрузке.
100
ГЛАВА 5
ОБЩАЯ МЕТОДИКА НАЛАДКИ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
§ 5.1. ПОСЛЕДОВАТЕЛЬНОСТЬ НАЛАДКИ
Для большинства металлорежущих станков независимо
от их сложности методика наладки одинакова. Она заключается
в сообщении исполнительным органам станка согласованных
друг с другом движений для обработки определенных деталей.
Наладка станка требует расчета передаточного отношения органа
наладки скоростей цепи для получения заданной частоты вращения
шпинделя и передаточного отношения органа наладки цепи для
осуществления заданной подачи.
Для этой цели намечают расчетную кинематическую цепь,
составляют расчетные перемещения конечных звеньев этой цепи
и уравнение кинематического баланса, из которого выводят фор-
мулу наладки цепи. Уравнением кинематического баланса назы-
вают уравнение, связывающее расчетные перемещения конечных
звеньев кинематической цепи. Оно служит основой для определе-
ния передаточных отношений органа наладки. Конечные звенья
могут иметь как вращательное, так и прямолинейное движение.
Если оба конечных звена вращаются, то расчетные перемещения
этих звеньев условно записывают так:
па мин-1 -> пк мин-1.
Стрелка в этой записи заменяет слово «соответствует». По этим
расчетным перемещениям составляют уравнение кинематического
баланса данной кинематической цепи:
^нЧюст^х = МИН Х,
где Иц — частота вращения в минуту конечного звена органа
наладки; пн — частота вращения в минуту начального звена
органа наладки; tU0CT — постоянное передаточное отношение
органа наладки; ix — искомое передаточное отношение органа
наладки.
Решая уравнение кинематического баланса относительно ix,
получим формулу наладки рассматриваемой кинематической цепи.
Если одно из конечных звеньев имеет вращательное движение,
а другое — прямолинейное, то при подаче, выраженной в милли-
метрах на один оборот начального звена, расчетные перемещения
можно записать так:
1 оборот начального звена S мм продольного перемещения
конечного звена.
Уравнение кинематического баланса будет иметь вид:
1 оборот начального звена tUOCTix/ = S,
101
chipmaker.ru
Рис. 5.1. Упрощенная ки-
нематическая схема токар-
но-винторезного стайка
где I — перемещение кинематической пары, преобразующей вра-
щательное движение в прямолинейное (например, перемещение
гайки за один оборот винта), мм; I — ZpB (здесь Z — число захо-
дов винта; рв — шаг винта, мм).
Пример. Необходимо произвести наладку токарно-винторезного станка
(схема станка условная) на нарезание резьбы (рис. 5.1).
Шпиндель 1 получает вращение от электродвигателя (м0Л = 960 мии-1)
через ременную передачу со шкивами dx = 100 мм и d2 = 250 мм, зубчатую пару
zx/z2 (zx = 30; z2 — 50), пару сменных зубчатых колес и зубчатые колеса ——
о z4
(z3 = 25; z4 = 48).
Резец, укрепленный на суппорте 2, получает прямолинейное движение вдоль
оси заготовки от ходового винта (рх. в = 8 мм), который приводится во враще-
ние от шпинделя 1 через передачу цилиндрических зубчатых колес
гв г,
G С
(г5 = 20; г6 = 60; г, = 40) и сменные зубчатые колеса -у- .
Чтобы на подобном станке можно было нарезать резьбу на заготовке, необ-
ходимо сообщить резцу вполне определенное по отношению к частоте вращения
шпинделя прямолинейное движение вдоль оси заготовки. Частота вращения
шпинделя, мин1
пшп — lOOOo/nd,
где v — скорость резания, м/мии; d — диаметр заготовки, мм.
Вращение шпинделя с заготовкой в данном примере является главным
движением, а движение резца вдоль оси заготовки — движением подачи.
Прежде всего проведем расчет наладки кинематической цепи главного дви-
жения. Для этого составим уравнение кинематического баланса от электродви-
гателя к шпинделю (заготовке) из условия, что шпиндель должен получать
пшп мин-1 (расчетные перемещения п мин-1 электродвигателя -» п мин-х шпин-
деля):
д, z> a' z3
В этом уравнении все величины известны, кроме отношения
°__________dj iz ?4 лтпп_____250 50 48 Ицщ __ ип,п
b' dx zx г3 п8Л — 100 30 25 960 120 *
102
Если вместо п,пп подставить его значение, выраженное через скорость реза-
ния пшп = 1000 vfnd (скорость резания находят по справочнику режимов реза-
ния), то получим
а' ппш 1000г _ 2,6г
~Ъ}~~ 120 ~ nd-120 ~ ~~d ’
Подобрав сменные колеса ”, -, осуществим наладку цепи частоты вращения
шпинделя.
Теперь проведем расчет наладки кинематической цепи движения подачи.
Для этого составим уравнение кинематического баланса от шпинделя к ходовому
винту из расчета, чтобы за один оборот шпинделя резец переместился вдоль оси
заготовки на величину шага Р нарезаемой резьбы (расчетные перемещения 1 обо-
рот шпинделя -» Р мм продольного перемещения резца):
z6 ге а с
«об. ши. — ь--а-Рх. в -
В этом выражении все величины известны, кроме
а с___гл г-, Р_______60 40 Р _Р
b d ~ zs ге рх.в ~ 20 60 8 ~ 4
а с
или —;--V
о а
Если обозначить передаточное отношение от шпинделя до сменных зубчатых
ас а с Р
колес —г----Г через апоСТ, т0 в общем случае будем иметь ——— = .
b а и а 1постРзе. в
Подобрав сменные зубчатые колеса произведем наладку цепи движения
подачи.
При наладке станков в общем случае необходимо: 1) по техно-
логическому процессу обработки детали установить характер
движений в станке и их взаимосвязь; 2) определить все кинемати-
ческие цепи, по которым будет осуществляться движение; 3) со-
ставить соответствующие уравнения кинематических цепей, свя-
зывающих попарно рабочие органы станка; 4) по полученным пере-
даточным отношениям вычислить и подобрать сменные зубчатые
колеса и т. п.
При составлении уравнения кинематической цепи безразлично,
в каком порядке рассматривается эта цепь — от первого элемента
ее (считая в направлении передачи движения) к последнему или
от последнего к первому.
§ 5.2. ПОДБОР ЧИСЕЛ ЗУБЬЕВ
СМЕННЫХ ЗУБЧАТЫХ КОЛЕС
У некоторых металлорежущих станков для наладки
кинематических цепей применяют устройства, называемые гита-
рами (см. рис. 2.17, в). Они обеспечивают надлежащее сцепление
сменных зубчатых колес. Для получения точных передаточных
отношений используют двухпарные и трехпарные гитары. Каждая
гитара снабжена определенным набором сменных колес.
ЮЗ
chipmaker.ru
Нормальные комплекты сменных зубчатых колес приведены
в табл. 5.1. Чтобы подобранные сменные зубчатые колеса могли
поместиться на гитаре и не упирались во втулки валиков зубчатых
колес, необходимо соблюдать следующие условия зацепляемости:
а+ Ь^с + (15 ... 20); с + d b + (15 ... 22).
Необходимо также, чтобы 0,2 etc 2,8. Суммы чисел сопря-
женных колес не должны превышать допустимого значения, опре-
деляемого конструкцией и размерами места, отведенного для
размещения гитары на станке.
Существует несколько способов подбора чисел зубьев сменных
зубчатых колес.
Способ разложения на простые множители применяют в том
случае, если на них можно разложить числитель и знаменатель
передаточного отношения, полученного по уравнению наладки.
Производя разложение, сокращают дробь или вводят дополнитель-
ные множители, комбинируя их так, чтобы получить выражение
дроби через числа зубьев имеющихся в комплекте сменных колес.
Пример 1. Подсчитать сменные зубчатые колеса на нарезание дюймовой
резьбы с числом ниток на один дюйм k — 8 на токарно-винторезном станке с ша-
1"
гом ходового винта рх. в = —— и постоянным передаточным отношением »поСт=
1
2 »
ас Р 25,4-2-2 2-2 2-25 2-10 50 20
b d ~ ЦюстРх-в “ 8-1-25,4 ~ 8-1 8-10 1-25 “ 80 25 ~
50 20
~ 25 80 ’
50 4- 25 > 20 4- 22; 20 4- 80 > 25 4- 22.
Способ замены часто встречающихся чисел приближенными
дробями заключается в том, что часто встречающиеся числа л:
25,4; л/25,4 и 25,4л заменяют приближенными величинами
(табл. 5.2), дающими возможность с достаточной точностью полу-
чить передаточные отношения. Этот метод применяют на токарно-
винторезных станках при необходимости нарезания модульной
или питчевой резьбы, а также при нарезании дюймовой резьбы
при отсутствии в наборе колеса с числом зубьев z — 127.
Пример 2. Подобрать сменные зубчатые колеса для нарезания дюймовой
резьбы с числом ниток на один дюйм k — 10 на токарно-винторезном станке
с шагом винта рх в = 6 мм и постоянным передаточным отношением «пост = 1.
Решаем этот пример, пользуясь табл 5.2:
ас Р 25,4 _ 11-30 11-5 55 30
"F d ~ «иостРх.в — 10 6 13-10 6 ~ 13-10 65 60 *
При применении приближенных способов подбора сменных колес получен-
ное передаточное отношение отличается от заданного, поэтому возникает необхо-
димость в определении погрешности наладки. Различают абсолютную и относи-
тельную погрешности наладки. Например, в данном случае iieOp = 25,4 ; 60 =
104
5.1. Нормальные комплекты сменных зубчатых колес
для станков различных типов
Общий ряд чисел зубьев Комплекты сменных колес для групп станков (рекомендуемые) Общий ряд чисел зубьев Комплекты сменных колес для групп станков (рекомендуемые)
токар- ных фрезер- ных затыло- вочных то 3 к ю© 2 >, СЗ СП <п 0.0 токар- ных фрезер- ных затыло- вочных ©3s ори О й ~ юю £ >.<3 га
20 20 20 20 20 65 65 — 65 65
21 — 21 21 66 — 66 66
22 — -— 22 22 67 — -— 67 67
23 — — 23 23 68 68 — 68 68
24 24 — 24 24 69 — — 69 69
25 25 25 25 25 70 70 70 70 70
26 — — 26 26 71 71 — 71 71
27 — — 27 27 72 72 — 72 72
28 28 — 28 28 73 — — 73 73
29 — — 29 29 74 .— — 74 74
30 30 30 30 30 75 75 — 75 75
31 — — 31 31 76 76 — 76 76
32 32 -— 32 32 77 — — 77 77
33 — — 33 33 78 — — 78 78
34 — — 34 34 79 — — 79 79
35 — 35 35 35 80 80 80 80 80
36 36 — 36 36 81 — — 81 81
37 — — 37 37 82 •— — 82 82
38 —' ,— 38 38 83 83 83
39 — — 39 39 84 — — 84 84
40 40 40 40 40 85 85 — 85 85
41 —- — 41 41 86 — — 86 86
42 —. — 42 42 87 -— — 87 87
43 — .—- 43 43 88 — -— 88 88
44 44 — 44 44 89 — — 89 89
45 45 «— 45 45 90 90 90 90 90
46 — —— 46 46 91 — — 91 91
47 — — 47 47 92 — — 92 92
48 48 — 48 48 93 — — 93 93
49 —— — 49 49 94 — — 94 94
50 50 50 50 50 95 95 — 95 95
51 — 51 51 96 — —. 96 96
52 — — 52 52 97 — .— 97 97
53 —. — 53 53 98 — — 98 98
54 —- — 54 54 99 — — 99 99
55 55 55 55 55 100 100 100 100 100
56 —- — 56 56 105 —- — 105 105
57 —- — 57 57 108 — — 108 —
58 — — 58 58 НО по — ПО 110
59 —- — 59 59 112 — — 112 ——
60 60 60 60 60 113 113 — 113 из
61 — — 61 61 115 — — — 115
62 — — 62 62 120 120 — 120 120
63 —- •—- 63 63 127 127 — 127 127
64 — 64 64
Примечание. Для групп станков, не предусмотренных в таблице,
рекомендуется комплектовать наборы сменных колес из общего ряда.
105
chipmaker.ru
Б. 2. Таблица заменяемых значений л; 25,4; л/25,4 и 25,4л
25,4 л Л/25,4 25,4 л
127 5 (0,0) 22 — (0,4) Л (0,4)
(0,45) S^.07) 4^-(о-в (0,05) 5
(0,12) 12 (0.01)
13% (О'Ю) 22.5 7-127 <°’4>
— "Йг(0,23)
Примечание. В скобках указаны погрешности линейного перемещения
в миллиметрах на 1 м длины.
—- 0,42333, а »практ — 33 : 78 = 0,42307. Абсолютная погрешность 0,42333 —
— 0,42307 = 0,00026.
Относительной погрешностью называют отношение абсолютной погрешности
к передаточному отношению:
6 = b’SSS =°»0006141-
^rZOOO
При нарезании резьбы с шагом Р ошибка в шаге
95 4
АР = Рб = 0,0006141 = 0,0015598 мм.
Ошибка на 1000 мм длины нарезаемого винта
АР-1000 0,00156-1000 ЛС].
АР =------------= -----= 0.614 мм.
Логарифмический способ основан на том, что находят лога-
рифм передаточного отношения (если передаточное отношение
имеет вид неправильной дроби), берут логарифм величины, обрат-
ной передаточному отношению, и по соответствующей таблице
(таблица В. А. Шишкова) определяют числа зубьев сменных
зубчатых колес. Этот способ основан на принципе логарифмирова-
ния передаточного отношения и дает зубчатые колеса кратные
пяти с весьма малой ошибкой. Передаточное отношение зубчатых
колес гитары после логарифмирования имеет вид
lg i = 1g ас — lg bd.
О. с
Например, для передаточного отношения i =-^--^- = 2,621 lg 2,621 =
= 0,42012. В соответствующей колонке таблицы В. А. Шишкова (табл. 5.3)
106
находим близкое значение логарифма 1g i, которому соответствуют сменные зуб»
чатые колеса гитары с передаточным отношением
35 60
«табл — 65 g5 •
В табл. 5.3 даны значения передаточных отношений меньше единицы, по-
этому для i > 1 нужно брать логарифм обратной величины передаточного отно-
шения:
1 65 85
I ~ ------------•
1табл 35 60
5.3. Таблица В. А. Шишкова
lg i ас bd igf ас bd
0,41814 35-90 75-110 0,42036 45-65 70-110
0,41841 35-90 65-127 0,42063 45-75 70-127
0,41860 35-85 65-120 0,42083 25-85 70-80
0,41877 30-95 65-115 0,42473 20-55 45-65
0,41908 30-127 105-100 0,42477 35-65 55-110
0,41913 40 105 0,42486 35-105 85-115
0,41934 25-80 50-105 0,42488 25-100 70-95
0,41951 45-55 65-100 0,42502 25-115 85-90
0,41972 25-105 60-115 0,42504 25-105 55-127
0,42003 20-115 55-110 0,42507 55-55 70-115
0,42010 25-65 45-95 0,42540 25-95 55-115
0,42011 35-60 65-85 0,42559 55-65 75-127
0,42022 20-95 50-100
Подбор чисел зубьев колес на логарифмической линейке. Край
движка логарифмической линейки устанавливают напротив числа,
соответствующего передаточному отношению; передвигая визир,
находят риски, совпадающие на движке и на линейке. Риски
должны соответствовать целым числам, которые дают при делении
значение передаточного отношения. Затем подбирают числа зубьев
сменных зубчатых колес.
Например, способом разложения на простые множители находим
1,885
~ 3
« 0,629.
Оставив движок в полученном положении, передвигаем визир до тех пор,
пока риски на движке и на линейке не совпадут. Тогда
i яа 0,629 »
49
78
7-7 70 35
6-13 — 60 65 '
Этот способ подбора колес при нарезании резьб применять,
как правило, нельзя, так как его точность обычно невысока.
Подбор чисел зубьев по таблицам М. В. Сандакова. Очень
часто передаточное отношение содержит дробные числа в числи-
107
chipmaker.ru
теле и знаменателе или множители, не кратные набору колес.
В этом случае удобно подбирать числа зубьев зубчатых колес по
таблицам М. В. Сандакова, содержащим до 100 000 передаточных
отношений. Заданное передаточное отношение в виде простой
правильной дроби, неудобное для преобразования, нужно прежде
всего обратить в десятичную дробь с шестью знаками после за-
пятой. Если дробь неправильная, то необходимо разделить ее
знаменатель на числитель, чтобы получить десятичную дробь
меньше единицы. После этого в таблице находят десятичную дробь,
равную полученной или ближайшую к ней, а рядом — соответ-
ствующую ей простую дробь. Получив простую дробь, числа зубьев
223
сменных колес подбирают обычным способом; например, i = -т™-,
1о/
1 137 __
откуда — = ~99а~ 0,614346. Из таблицы М. В. Сандакова
имеем 0,614346 » -тгЛ~-
11OD
Ввиду того, что у передаточного отношения перед обращением
его в десятичную дробь числитель и знаменатель поменяли ме-
стами, у приближенного числа делают то же самое. Тогда i =
223 ~ 1185 3-5-79 60 79
“ 137 ~ 728 ~ 2-2-2-7-13 ~ 56 52 *
Подобранные колеса есть в наборе для затыловочных станков.
Способ Кнаппе. Этот способ основан на том, что к числителю
и знаменателю дробей, близких к единице, можно прибавлять
(или вычитать) равное число единиц без существенного изменения
величины дроби.
Пусть i == . Разделив эту дробь, получим « Тогда
ОмО О
111 1 3-111 1 333
можно записать i = = -у = -3-335-•
333
Получим множитель в виде дроби , близкий к единице.
Пользуясь сформулированным выше правилом, можно записать
1 333 1 333 — 3 _ 1 330
1 ~ 3 "335" ~ 3 335 — 3 — 3 332
Получим дробь, легко разлагающуюся на сомножители. Те-
перь, пользуясь ранее рассмотренным способом, подберем зубчатые
колеса:
1 330 1 2-3-5-11 6(5) 5-11 _ 30 55
1 ~3~~33!Г ~ 3 2-2-83 ~ 12(5) 83 “ 60 83 '
Этот метод рекомендуется применять при отсутствии таблиц,
специально предназначенных для подбора сменных колес. Он удо-
бен также при подборе трехпарных гитар.
Пример 1. Рассчитать наладку специализированного токарно винторезного
станка для обтачивания заготовки диаметром d — 300 мм со скоростью резания
v = 100 м/мин. Приводной электродвигатель имеет частоту вращения =
= 1450 мин”1, передаточное отношение постоянных (зубчатых и ременных) пе-
108
редач главного привода «пост — Чтобы станок был налажен в соответствии
с условием задачи, необходимо подобрать сменные зубчатые колеса коробки
скоростей.
При заданном диаметре обработки и выбранной скорости резания
ЮООи 1000-100
-лс! ^збо-
= 106 МИН
„ и
Тогда -tv- — ——;-----
и ”эл*пост
Hjnn
106
14S0 ' " «5 ®
О
20
т. е. а' = 20; Ь' = 55.
1
Пример 2. Рассчитать наладку токарно-винторезного станка на нарезание
резьбы с шагом Р = 5,5 мм, если шаг ходового винта рх в = 12 мм, а передаточ-
ное отношение постоянных передач цепи подачи 1Пост= 1-
а с Р 5,5 55 ____ 50 55
b d ~ inoe-rPx. в ~ 1-12 ~ 120 80 75 *
т. е. а = 55; b - 80; с = 55 и d — 75.
chipmaker.ru
ГЛАВА 6
ТОКАРНО-ВИНТОРЕЗНЫЕ СТАНКИ
§ 6.1. ОБЩИЕ СВЕДЕНИЯ
В станочном парке промышленности одно из ведущих
мест занимает группа токарных станков. Несмотря на преоблада-
ние тенденции развития специальных токарных станков и автома-
тов, отвечающих задачам получения наибольшей производитель-
ности при максимальной автоматизации процессов, продолжают
совершенствовать и универсальные токарно-винторезные станки.
Токарно-винторезные станки предназначены для выполнения
разнообразных работ. На этих станках можно обтачивать наруж-
ные цилиндрические, конические и фасонные поверхности, раста-
чивать цилиндрические и конические отверстия, обрабатывать
торцовые поверхности, нарезать наружную и внутреннюю резьбы,
сверлить, зенкеровать и развертывать отверстия, производить
отрезку, подрезку и другие операции.
Основными параметрами токарно-винторезного станка яв-
ляются наибольший диаметр обрабатываемой заготовки над ста-
ниной и наибольшее расстояние между его центрами, которое
определяет наибольшую длину обрабатываемой заготовки. Кроме
этих основных параметров важными размерами токарно-винто-
резных станков, регламентируемыми стандартами, являются наи-
больший диаметр обрабатываемой заготовки над суппортом, наи-
большая частота вращения шпинделя, наибольший диаметр прутка,
проходящего через отверстие шпинделя, размер центра шпинделя.
Серийный выпуск токарных станков был впервые начат на мо-
сковском заводе «Красный пролетарий». Первым достаточно про-
грессивным по тому времени токарно-винторезным станком с ше-
стеренной коробкой скоростей был станок ДИП-200, выпущенный
в 1932 г. Затем эту модель модернизировали, в результате чего были
созданы станки 1Д62М, 1А62, 1К62 и др. В настоящее время
на заводе серийно изготовляют станок 16К20 нормальной и повы-
шенной точности. На базе этого станка созданы специализирован-
ные токарные станки различных видов.
Токарные станки оснащают копировальными устройствами,
что позволяет обрабатывать сложные контуры без специальных
фасонных резцов и комбинированного расточного инструмента
и значительно упрощает наладку и подналадку станков. Имеются
токарно-копировальные станки с двумя-тремя копировальными
суппортами, на которых можно обрабатывать наружные, внутрен-
ние и торцовые поверхности. Применение в токарных станках
числового программного управления дает возможность полностью
автоматизировать цикл обработки на них.
Совершенствование токарно-винторезных станков идет по пути
повышения точности, совершенствования управления, увеличения
ПО
6.1. Основные данные токарно-винторезных станков
Модель стайка Наибольший диаметр обрабатываемой заготовки, мм Расстояние между центрами, мм Частота вращения шпинделя. МИИ"1 Мощность электро- двигателя главного движения кВт
16ТО2П 125 250 400—4000 0,25
16УО4П 200 350 70—3500 0,75
16БО5П 250 500 30—3000 1,5
16МО5М 250 500 16—3200 2,35
16Б16А 320 710 20—2000 4,6
16К20 400 1000; 1400; 2000 12,5—1600 10
16К25 500 710; 1000; 1400; 2000 12,5—1600 11
1М65Б 630 1400 10—1250 15
16К40 800 2000; 2800; 4000; 6000 6,3—1250 18,5
16К50 1000 2800; 4000; 5000; 6000; 8000 2,5—500 22
1658 1000 8000 5—500 22
1А660 1250 6300 1,6—200 55
диапазона скоростей и подач, дальнейшей отработки технологиче-
ской оснастки. В токарно-винторезных станках вращение заготовки
является главным движением, а движение суппорта с резцом —
движением подачи; все остальные движения вспомогатель-
ные.
Основные данные некоторых отечественных токарно-винторез-
ных станков приведены в табл. 6.1.
§ 6.2. ОСНОВНЫЕ УЗЛЫ И ИХ НАЗНАЧЕНИЕ
Токарно-винторезные станки имеют практически однотипную
компоновку, примером которой может служить станок 16К20
(рис. 6.1). Основными его узлами являются станина; передняя
(шпиндельная) бабка, в которой может быть размещена коробка
скоростей; коробка подач; суппорт с резцедержателем и фартуком;
задняя бабка.
Станина служит для монтажа всех основных узлов станка и
является его основанием. Наиболее ответственной частью станины
являются направляющие, по которым перемещаются каретка
суппорта и задняя бабка.
Передняя бабка закреплена на левом конце станины. В ней
находится коробка скоростей станка, основной частью которой
является шпиндель. Развертка коробки скоростей станка 16К20
показана на рис. 6.2. В некоторых станках коробка скоростей
размещена в передней тумбе станины. В этом случае она связана
со шпинделем ременной передачей. Такие станки называют стан-
ками с разделенным приводсм.
111
chipmaker.ru
Рнс. 6.1. Токари о-винторезный станок 16К20 н органы его управления:
А — передняя (шпиндельная) бабка; Б — суппорт; В — задняя бабка; Г — фартук;
Д — станина; Е — коробка подач; 1 — рукоятка управления фрикционной муфтой
главного привода; 2 — вариатор подачи, шага резьбы и отключения механизма подачи;
3 — вариатор подачи н типа нарезаемой резьбы; 4 — вариатор подачи и шага резьбы;
5 — переключатель на левую или правую резьбу; 6 — рукоятка установки нормального
или увеличенного шага резьбы и положения при делении на заходы резьбы (многозаход-
ной); 7 и 8 — рукоятки установки частоты вращения шпинделя; 9 — вводный автомати-
ческий выключатель; 10 — лампа сигнальная; 11 — включение насоса СОЖ; 12 — ука-
затель нагрузки станка; 13 — ручное перемещен не поперечных салазок суппорта; 14 —
регулируемое сопло СОЖ; /5 — местное освещение; 16 — рукоятка поворота и зажима
резцедержателя; 17 — рукоятка перемещения верхних салазок суппорта; 18 — рукоятка
включения двигателя ускоренного хода; 19 — рукоятка управления перемещениями ка-
ретки и салазок суппорта; 20 — зажим пиноли задней бабки; 21 — рукоятка закрепле-
ния задней бабки на станине; 22 — маховичок перемещения пиноли задней бабки; 23 —
рукоятка включения и отключения муфты главного привода; 24 — рукоятка включения
и отключения разъемной гайки ходового винта; 25 — включение подачи; 26 — виит
закрепления каретки на станине; 27 — кнопочная станция двигателя главного привода;
28 — рукоятка включения и выключения реечной шестерни; 29 — маховичок ручного
перемещения каретки суппорта
Задняя бабка служит для поддержания обрабатываемой заго-
товки при работе в центрах, а также для закрепления инструментов
при обработке отверстий (сверл, зенкеров, разверток) и нареза-
ния резьбы (метчиков, плашек).
Задняя бабка станка I6K20 (рис. 6.3) имеет плиту и может
перемещаться по направляющим станины. В отверстии корпуса 2
задней бабки имеется выдвижная пиноль 3, которая перемещается
с помощью маховика 8 и винтовой пары 5—6. Рукояткой 4 фикси-
руют определенный вылет пиноли, а вместе с ней и заднего цен-
тра 1. Корпус 2 бабки с помощью винтовой пары 13 может сме-
щаться в поперечном направлении относительно плиты 10. Руко-
яткой 7 с помощью эксцентрика 9, тяги 11 и башмака 14 заднюю
бабку можно закреплять на станине станка. Винтами 12 и 15
регулируется степень ее закрепления. В корпусное гнездо пиноли
можно установить не только задний центр, но и режущий инстру-
мент для обработки отверстий (сверло, зенкер и др.). Задняя бабка
112
Рнс. 6.2. Развертка коробки скоростей станка 16К20
имеет пневматическое устройство, которое служит для создания
воздушной подушки, облегчающей перемещение бабки по станине
и снижающей изнашивание направляющих. Пневматические уст-
ройства подключаются к цеховой сети сжатого воздуха.
Коробка подач (рис. 6.4) служит для передачи вращения от
шпинделя или от отдельного привода ходовому валу 4 или ходовому
винту 3, а также для изменения их частоты вращения для полу-
чения необходимых подач или определенного шага при нарезании
резьбы. Это достигается изменением передаточного отношения ко-
113
chipmaker.ru
Рис. 6.3. Задняя бабка станка 16К20
робки подач. Коробка подач связана со шпинделем станка гитарой
со сменными зубчатыми колесами. Муфты 1 и 2 служат для пере-
дачи напрямую вращения ходовому винту и ходовому валику.
Фартук предназначен для преобразования вращательного
движения ходового вала и ходового винта в прямолинейное по-
ступательное движение суппорта.
Суппорт служит для закрепления режущего инструмента и
сообщения ему движений подачи. Суппорт (рис. 6.5, с) состоит из
каретки (нижних салазок) 1, которая перемещается по направля-
ющим станины, поперечных салазок 2, скользящих по направ-
ляющим каретки 1, поворотной части 5 с направляющими, по ко-
торым перемещается резцовая каретка (верхняя каретка) 4. Пово-
ротную часть суппорта можно устанавливать под углом к линии
центров станка. У суппорта имеется задний резцедержатель 3,
который устанавливают на поперечных салазках и используют
для прорезания канавок.
Резцедержатель станка 16К20 (рис. 6.5, б) можно фиксировать
и надежно закреплять с помощью конусного сопряжения с опорой.
Фиксация в основных четырех положениях осуществляется под-
пружиненным шариком, расположенным в резцедержателе и
заскакивающим в гнезда конусного основания. При повороте
резцедержателя рукояткой 1 вначале колпак 2 сходит по резьбе
с центрального винта 3 опоры, затем подпружиненные фрикцион-
ные колодки, связанные со штифтами, прижимаются к расточке
колпака и таким образом передают вращение на резцедержатель.
114
Рис. 6.4. Развертка коробки подач станка 16К20
chipmaker, r u
Рис. 6.5. Суппорт и резцедержатель станка 16К20
При зажиме вначале поворачивается колпак вместе с резцедер-
жателем, а после колпак, преодолевая трение колодок, навинчи-
вается на винт окончательно, надежно закрепляя резцедер-
жатель.
У станка 16К20 имеется держатель для центрового инстру-
мента (рис. 6.6) (центровой — режущий инструмент для обра-
ботки отверстий, оси которых совпадают с осью шпинделя, на-
пример, сверла, зенкера, развертки и т. п.). Этот инструмент при-
меняют при обработке отверстий с ручной и механической пода-
чей каретки суппорта. Держатель 1 устанавливают в ту позицию
резцедержателя, которая имеет соответствующую маркировку,
обозначающую сверло. В цилиндрическое отверстие держателя
Рис. 6.6. Держатель для центрового инструмента
116
вставляют втулку 2 с коническим отверстием для инструмента и
стопорят винтом 3 Совмещение осей режущего инструмента и
шпинделя осуществляют перемещением поперечных салазок суп-
порта до совпадения визира с риской на каретке, обозначенной
символом, идентичным нанесенному на резцедержателе.
Резцовую оправку для обработки деталей над выемкой в станине
(рис. 6.7) применяют на станке 16К20Г с выемкой в станине для
обработки заготовок диаметром до 600 мм и длиной 295 мм от
торца фланца шпинделя для предотвращения свисания каретки
с направляющих станины. Оправку 1 устанавливают в держателе 2,
а резец <3 крепят винтами 4. Обработку с использованием оправки
следует производить на минимальных режимах.
§ 6.3. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 16К20
Станок предназначен для выполнения разнообразных
токарных работ: нарезания правой и левой метрической, дюймо-
вой, одно- и многозаходных резьб с нормальным и увеличенным
шагом; нарезания торцовой резьбы и т. д.
Станок 16К20 — базовая модель, изготовляемая с расстоянием
между центрами 710, 1000, 1400 и 2000 мм. На ее основе выпускают
несколько модификаций: станок 16К20Г с выемкой в станине,
16К25 облегченного типа для обработки заготовок диаметром
500 мм над направляющими станины, 16К20П повышенного класса
точности, 16К20ФЗ с программным управлением и различные
специализированные станки, налаженные на обработку конкрет-
ных деталей по чертежам заказчиков.
Станок 16К20 имеет широкие технологические возможности,
на нем можно обрабатывать детали как из незакаленной, так и
закаленной стали, а также из труднообрабатываемых материалов.
При использовании литого основания, образующего со станиной
рамную конструкцию, возросла жесткость упругой системы станка,
что позволило увеличить виброустойчивость станка и точность
обработки. В качестве шпиндельных опор применены подшипники
особо высокой точности. Поэтому станок имеет повышенную жест-
кость шпиндельного узла и общую жесткость конструкции. Это
117
chipmaker.ru
позволяет вести обработку с большими силами резания, полностью
используя мощность привода.
Для увеличения надежности и долговечности работы станка
применена централизованная система обильного смазывания шпин-
дельной бабки и коробки подач, причем масло, поступающее
в систему, подвергается двойной очистке. Введены устройства
для централизованного смазывания направляющих станины и
суппорта.
Задняя бабка станка установлена на аэростатической опоре,
что значительно снижает давление при ее перемещении и изнаши-
вание направляющих станины. Форма передней призматической
направляющей станины выбрана с углами, обеспечивающими более
равномерное распределение износа по граням направляющих.
Верхние и нижние направляющие станины закалены; они, так же
как и ходовой винт и валик, надежно защищены от попадания
мелкой стружки и пыли.
Применение перечисленных выше конструктивных и технологи-
ческих усовершенствований, а также использование для изготов-
ления основных деталей материалов с повышенной износостой-
костью привело к увеличению расчетного срока службы станка
16К20 до первого капитального ремонта до 10 лет.
Техническая характеристика стайка
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной...................... .... . . ........... 400
над суппортом.............................................. 220
Наибольший диаметр обрабатываемого прутка, проходящего через
отверстие шпинделя, мм ... . ..... 50
Число скоростей шпинделя .................................. . 22
Пределы частот вращения шпинделя, мин-1 .... ... 12,5—1600
Предельная подача, мм/об:
продольная ........................................ . . 0,05—2,8
поперечная............................................... . 0,025—1,4
Шаг нарезаемой резьбы:
метрической, мм................. . . ............ ... 0,5—112
дюймовой, ниток на 1"................... . . . . . 56—05
Мощность электродвигателя, кВт............................... 10
Частота вращения вала электродвигателя, мин-1................ 1460
Виды движения. Главное движение — вращение шпинделя
с заготовкой; движения подач — перемещение каретки в продоль-
ном и салазок в поперечном направлениях; вспомогательные дви-
жения — быстрые перемещения каретки в продольном и салазок
в поперечном направлениях от отдельного привода и др.
Кинематическая схема станка приведена на рис. 6.8. Привод
главного движения. Вращение шпинделю передается от электро-
двигателя (N = 10 кВт; п — 1460 мин'1) через клиноременную
148
передачу 268 и коробку скоростей. Муфта /И! служит для вклю-
чения, выключения и изменения направления вращения шпинделя.
118
Рис. 6.8. Кинематическая схема станка 16К20:
J *— верхние салазки суппорта с механической подачей; 2 — гайка регулирования усилия подачи
chipmaker.ru
Движение от электродвигателя на шпиндель может пере-
даваться по двум кинематическим цепям:
а) по короткой цепи (без перебора), что дает 12 высших сту-
пеней частот вращения шпинделя:
,.СА 148 л пос 81 / 56 \ 21
пши— 1460 268 0,985 зд (или 34 )-g§-X
ч / 38 29 \ 30 / 60 \
X (или -3g-, или —) — (или
б) по длинной цепи (с перебором), что дает еще 12 частот
вращения:
1ЛСП 148 л пос 81 f 56 X 21 { 29 38 X
Пшп —1460 268 0,985 зд (или 34 ) Б5 (или 47 , или 38 ) X
_ 15 / 45 \ 18 30
X 60 (или 45 ) 72 60 -
Таким образом, шпиндель станка получает всего 24 значения
частот вращения. Практически же шпиндель имеет только 22 ча-
стоты вращения, так как значения п = 500 мин-1 и п = 630 ми.ч-1
повторяются дважды.
Станок должен быть налажен на заранее подобранную по ре-
жимам резания частоту вращения. Максимальная частота враще-
ния шпинделя (при работе без перебора)
1ЛЛП П ПОС 148 56 38 60 1СПП -1
«щах = 1460-0,985 -25g--34- 3g-~48~ ~ 1600 МИН ;
минимальная (при работе с перебором)
итппек 148 51 21 15 18 30
пга)п 1460-0,985 268 зд 55 60 72 60 12,5 мин .
Привод подач состоит из звена увеличения шага, механизма
реверса, гитары сменных колес, коробки подач и механизма пере-
дач фартука. Движение подачи осуществляется или непосред-
- 60
ственно от шпинделя через пару зубчатых колес -g^-, как показано
на схеме (нормальное соединение), или через звено увеличения
шага, которое расположено в коробке скоростей и имеет три пере-
даточных отношения:
. _ 60 45 _ „ . 60 72 45 45
11 — 30 45 ~ — 30 18 45 45 ~ °’
. _ 60 72 60 45 _
‘3 ~ 30 18 15 45 ~
Для изменения направления вращения ходового винта служит
реверсивный механизм Правое вращение винта производится
30 30 25
через пару зубчатых колес -7=-, левое—через передачу
ДСх ДМ
120
Дальше вращение передается сменным зубчатым колесам гитары:
передачу -р- = -Ц- -Ц- применяют при нарезании метриче-
ских и дюймовых резьб и для подачи по ходовому валу.
Коробка подач имеет две основные кинематические цепи. Одна
цепь служит для нарезания дюймовых резьб (16 вариан-
тов):
28 38 25 / 30 35 „„ 28 \ 30 18 / „ 28 \
”28” 34 30 (ИЛИ 42 ’ ИЛИ 28 ’ ИЛИ 28 ) 33 45 (ИЛИ 35 )Х
15 / 35 \
Х-48-кИЛИ-28-)'
Другая цепь предназначена для нарезания метрических резьб
(16 вариантов):
28 30 / 42 28 28 \ 18 / „ 28 \
-28 -25- (ИЛИ "Зб”’ ИЛИ ”35"’ или ”28” ) ”45” \ ЛИ ”35”) X
15 / 35 \
Х-48” \ИЛИ ”28” /
В первом случае ходовой винт получает движение, когда муфты
Л/2, и М4 выключены, а Л4Ь включена. Во втором случае муфта
М2 выключена, а муфты Л13—Л1Ь включены. Вторую кинематиче-
скую цепь используют также для получения продольной или
поперечной подач, при этом вращение с вала XVIII на ходовой
вал передается через зубчатые колеса -gg- -gg-. Муфта Мъ
выключена.
При нарезании резьбы с повышенной точностью движение на
ходовой винт передается напрямую, т. е. коробка подач отклю-
чена, а муфты Л12 и 7И6 включены. Аналогично нарезают специаль-
ные резьбы. В обоих случаях резьбу на требуемый шаг настраи-
вают подбором сменных зубчатых колес гитары.
Коробка подач станка состоит из основной и множительной
передач. Первая дает возможность получать основной ряд стан-
дартных резьб. Множительная передача предназначена для уве-
личения (в 4 раза) числа нарезаемых на станке стандартных
резьб.
Нарезание резьб. Уравнения кинематических цепей от шпин-
деля к ходовому винту при нарезании резьбы составляют из усло-
вия, чтобы за один оборот шпинделя суппорт с резцом переме-
стился вдоль оси заготовки на шаг Р нарезаемой резьбы (при
однозаходной резьбе).
Для нарезания метрической резьбы со стандартным шагом Р
(в этом случае передача к коробке подач осуществляется непо-
средственно от шпинделя, минуя звено увеличения шага) уравне-
121
chipmaker.ru
ние кинематической цепи от шпинделя к ходовому винту имеет
следующий вид:
1 об. шпинделя
60 30 40 86 28 30
60 45 86 64 28 25
X
X (ш>« ИЛ» -Й-, или 4)4(нл» -» X
х4г(или-§г)12 = л
Для нарезания дюймовой резьбы с шагом Р (для дюймовой
резьбы Р = —~— мм, где k— число ниток на Г) уравнение ки-
нематической цепи имеет вид
1-
об. шпинделя -эд
30 40 86 28
45 86 64 28
38 25
34 30
X
„ 30 35 , 28 \ 30 18 { 28 \
х (или 42 , или 28 , или 28 ) 33 45 (или 35 ) Х
х4Нили »12=л
Уравнение кинематической цепи от шпинделя к ходовому винту
для нарезания резьбы повышенной точности с шагом Р имеет вид
. , 60 30 к м п
1 об. шпинделя -эд- -jy- 12 = Р, откуда
КМ Р
L К ~~ 8 '
Резьбу с большим шагом нарезают, используя звено увеличе-
ния шага, т. е. передача движения от шпинделя в этом случае
60
осуществляется не через зубчатые колеса -эд-, а через звено уве-
личения шага в коробке скоростей.
На шпиндельной бабке станка помещена таблица частот вра-
щения шпинделя, подач и шагов нарезаемых резьб (табл. 6.2).
Устанавливая рукоятки 7 и 8 (см. рис. 6.1) в соответствующие
положения, получают различные частоты вращения шпинделя.
В табл. 6.2 указаны, какие подачи и шаги резьб целесообразно
выполнять при соответствующих частотах вращения шпинделя.
Рукоятка 2 служит для установки подачи и шага резьбы и от-
ключения механизма коробки подач при нарезании резьб повы-
шенной точности. Она может занимать четыре фиксированных
положения, обозначенных буквами А, В, С и D (см. табл. 6.2),
и два промежуточных, обозначенных стрелками, при повороте
в вертикальной плоскости. Четыре фиксированных положения /,
//, /// и IV может занимать рукоятка 4, служащая также для
установки подачи и шага резьбы. Комбинируя положения рукоя-
122
S.I. Частоты вращения, тЗаш и шаги нарезаемых резей'
О О“ А В С D
. 40М _ы и ЙХ. 1 II III IV 1 II III IV 1 II III IV 1 II III IV V.32 Г-8 Г-2 1,25-1
1 ✓ £ ь
Й|№ IfUS 0,1 W25 0,15 Ц15 SL 1,25 0? O^S 0,4 51 0,6 0,7
VM 20Ш) 0,1 1,125 0,15 0Ц5 42 Q25 43 035 0,4 45 4L 0.7 0,8 1 V 1.4
50-160 0,4 0,5 0,6 0,7 0)8 1 И 1,4 1Д 2 2,4 2£ 1 12,5 50 200 500
Е^40 1,6 2 2,4 2)0
2 1Б 63 250 030
ММ HM-JT GM» 1,75 1 Ь| 1,5 1,75 2 2£ 3 £ 4 5 6 7
ЕЙ® 20Н30 1 125 15 175 2 2? 3 ЗД 4 5 6 7 8 10 12 14 3 20 во 315 800
50-160 4 5 Б 7 В 10 12 14 1Б 20 24 28 32 40 48 56
12,540 № 20 24 2В 32 40 48 56 04 80 56 112 4 25 100 400 1000
гл d®3< □m 12^6И 32 40 48 5Б 16 20 24 28 8 10 12 W 4 5 6 7
5 31,5 125 500 1250
GS® ИО-630 № 20 24 28 Б 10 12 14 4 5 6 7 2 2,5 3 Д5
50460 4 5 6 7 2 2,5 3 3,5 1 1?5 1,5 1,75 0,5 1,15 Б 40 160 630 1600
12548 1 125 1,5 1,75 0.5 Dt75
ОПЖ он GS9 ежа» о® VM тйг ЛЛЛ, GSS EZ0 1-2 i£rps 1=8 10г 1=32
ток 2 и 4, можно получить все значения подач и шагов резьбы,
которые приведены в табл. 6.2.
Табличные значения подач могут быть получены только при
_ К L 40 86 ,,
установке сменных зубчатых колес ~j~ Установкой
Д L 60 86
на станке сменных зубчатых колес -у—тг- = создается
J L, ZV1 ob 4:0
возможность нарезания метрических и дюймовых резьб с шагами,
равными удвоенным значениям, указанным в табл. 6.2. Эти же
сменные зубчатые колеса используют для получения удвоенных
величин подач по сравнению с табличными значениями.
При дополнительных сменных колесах и сменных колесах
основного набора на станке, используя механизм коробки подач,
можно нарезать резьбы, шаги которых приведены в другой таб-
лице, помещенной на внутренней стенке дверцы кожуха сменных
зубчатых колес. Сменные зубчатые колеса для нарезания через
механизм коробки подач для нарезания не приведенных в табли-
цах метрических и дюймовых резьб подбирают по формуле
/(М 5 Р нар
L N 8 И та С л
Пример. Подобрать сменные зубчатые колеса для нарезания нетаб-
IV
личной метрической резьбы с шагом Р = 18 мм.
По табл. 6.2 в ряду метрических резьб находим значение шага резьбы, бли-
жайшее к нарезаемому. Такими значениями являются Р = 16 мм и Р = 20 мм.
Принимаем, например, Р = 20 мм; тогда
К М 5 18 90 9 9 4 36 36 86
L К 8 20 ~ J60 ~ 16 “ 16 4 ~ 64 ~~ ~86~ 64 ’
Найденные сменные зубчатые колеса устанавливают в гитару сменных ко-
лес, рукоятки 4 и 2 соответственно в положения 11 и А, т. е. для нарезания
123
chipmaker.ru
метрической резьбы с шагом Р = 20 мм, а рукоятку 8 в положение, соответству-
ющее частоте вращения шпинделя. Таким образом, станок будет настроен на
нарезание метрической резьбы с шагом Р — 18 мм.
Механизм фартука. От ходового вала XXII (см. рис. 6.8)
30 32 32
вращение через передачу предохранительную муфту
“ оо
4
М„ и червячную пару передается зубчатому колесу г — 36.
От этого зубчатого колеса движение на реечное колесо г = 10
для осуществления продольной подачи (правой или левой) проис-
36 17 . . .. . 36 41 17
ходит через передачи -уу- -gg- (включена муфта Мь) или -уу—уу—gg-
(включена муфта Л'17). Поперечная подача (правый или левый ход)
включается муфтами Мб или /И1о. При этом движение винту по-
36 34 55 29
перечной подачи передается через передачу —16- (вклю*
. ... 36 36 34 55 29 . , .. .
чека муфта /Ив) или -gg--gg--gg-—jg- (включена муфта Л11о).
Наличие в коробке подач муфты обгона М6 позволяет сообщать
суппорту ускоренное движение от вспомогательного электродви-
гателя без выключения рабочей подачи.
Кинематическая цепь подачи, связывающая шпиндель с ходо-
вым валом, должна обеспечивать за один оборот шпинделя пере-
мещение суппорта на величину подачи S. Следовательно, уравне-
ние кинематического баланса для этой цепи имеет вид
1 Об. шпинделя Гцост/рев’гит^к. п1фЛт2р = S ММ/об,
где tn0CT, ipeB, iIBT, «к. п, 1ф — передаточное отношение соответ-
ственно постоянной передачи, реверсивного механизма, гитары
сменных колес, коробки подач и механизма фартука; zp — число
зубьев реечного колеса; т — модуль реечного колеса.
Общее уравнение кинематической цепи прямых продольных
подач при положении блока зубчатых колес Бъ следующее:
, _ 60 30 40 86 28 30
1 об. шпинделя X
/ 42 28 28 \ 18 / 28 \ 15 7 35 \
X (ИЛИ "Зб-’ ИЛИ -35“ ’ ИЛИ “28-)-45-(ИЛИ -4Г (ИЛИ ~ж) Х
23 24 28 30 32 32 4 36 17 с л
Х-4(Г 39 35 32 32 30 21 41 66 Л °‘3 S . м/об.
Быстрые перемещения суппорта осуществляются от отдель-
ного электродвигателя (W = 1 кВт; п = 1360 мин"1), расположен-
ного с правой части станины станка.
§ 6.4. НАЛАДКА СТАНКОВ НА РАЗЛИЧНЫЕ ОПЕРАЦИИ
Наладка станка — это подготовка технологического
оборудования и оснастки к выполнению определенной технологи-
ческой операции. Для этого налаживают кинематические цепи
124
Рис. 6.9. Резьба:
« — однозаходная; б — двухзаходная; в — трехзаходная
станка, устанавливают в требуемое положение рукоятки управле-
ния коробки скоростей, коробки подач и других органов станка,
подбирают и устанавливают сменные зубчатые колеса, копиры,
упоры и т. п.
Нарезание многозаходной резьбы. Резьба может быть одно-
заходной или многозаходной (рис. 6.9). У многозаходной резьбы
расстояние, измеренное вдоль оси, между одноименными точками
одного и того же витка, называют ходом резьбы. У однозаходной
резьбы шаг Р и ход Ph одинаковы, у многозаходных — различны.
Ход резьбы всегда равен шагу, умноженному на число заходов,
т. е. Ph = PZ.
Многозаходную резьбу любого профиля начинают нарезать
так, как если бы требовалось нарезать однозаходную резьбу с ша-
гом, равным длине хода Ph. Нарезав первый заход на полный про-
филь, отводят резец от заготовки и, сообщая ходовому винту об-
ратный ход, возвращают суппорт в начальное положение. Затем,
при неподвижном ходовом винте, поворачивают деталь при двух-
заходной резьбе на половину оборота, при трехзаходной на
1/3 оборота, или, в общем случае, для многозаходных резьб — на
1/Z оборота. После этого нарезают второй заход резьбы и т. д.
На станке 16К20 имеется специальное делительное устройство
для нарезания многозаходных резьб. Оно состоит из фланца
с риской, укрепленного на корпусе переходной бабки, и кольца
с делениями, насаженного на передний конец шпинделя. Кольцо
имеет на периферии 60 делений, что позволяет поворачивать шпин-
1 1 1 1 1 1 1 1 1 1
дель на б0 , 30 , 20 , ]5 , 12 . 10 > 6 . 5 > 4 • 3 или
~2~ оборота. Это позволяет нарезать резьбы с числом заходов,
соответствующим знаменателю указанных выше дробей. Деление
многозаходной резьбы на заходы значительно облегчается при
применении специальных поводковых делительных планшайб.
Наиболее простым и быстрым способом деления при нарезании
многозаходных резьб является деление по шагу. Этот способ
заключается в следующем. Сначала нарезают первый заход резьбы.
Затем выводят резец из канавки поперечной подачей на себя
125
chipmaker.ru
и дают ходовому винту обратный ход, возвращая резец в начальное
положение. После этого для деления на второй заход перемещают
резец в продольном направлении на величину PJZ, но уже не
ходовым винтом, а винтом верхних салазок суппорта. Отсчет
продольного перемещения резца ведут при этом по лимбу винта
верхних салазок.
Иногда многозаходные резьбы нарезают при использовании
специальных державок для установки нескольких резцов. Резцы
устанавливают друг от друга на расстоянии шага Р.
Конусы на токарных станках обрабатывают поперечным сме-
щением задней бабки, одновременным включением двух движений
подач, поворотом средней части суппорта, с помощью конусной
или копирной линейки.
Способ точения конусов смещением задней бабки применяют
при точении пологих конусов (рис. 6.10, а) на деталях, закреплен-
ных в центрах. Необходимая величина смещения задней бабки
h = L sin а. Расстояние а = (dt — d2)/2 = I tg а, откуда tg а =
= (dj — d2)/2l. Обычно значение а мало, т. е. sin а л? tg а, поэтому
h w L tg а = L № — d2)/‘2l.
Обтачивание конусов с одновременным включением двух дви-
жений подачи производят на станках, у которых резцовая каретка
(верхние салазки) имеет механическую подачу (рис. 6.10, б).
В этом случае резцовую каретку поворачивают на расчетный угол
и при одновременном включении продольной подачи Snp каретки
(нижних салазок) и резцовой каретки обрабатывают конус.
Угол поворота каретки
Р = ±а + arcsin (k sin а),
где а — угол наклона образующей конуса; знак «плюс» ставят
при работе по схеме, показанной на рис. 6.10, б, знак «минус»
при работе с обратным направлением подачи SB верхней части
суппорта; k — отношение продольной подачи суппорта к подаче
резцовой каретки верхних салазок; k = Snp/SB. Если S — тре-
буемая подача вдоль образующей конуса, то продольная подача
Snp = S sin (Р — a)/sin р.
Рис. 6,10. Способы обработки конуса
126
Рис. 6.11. Копировалыю-коиусиая
линейка
Точение конусов поворотом
средней части суппорта приме-
няют при обработке наружных
и внутренних конусов неболь-
шой длины. В этом случае ка-
ретку суппорта поворачивают
на угол, равный половине угла
при вершине конуса, и сооб-
щают ей ручное либо механи-
ческое перемещение.
Механизм автоматической
подачи верхних салазок суп-
порта имеется у станка 16К20П,
а по особому заказу может по-
ставляться со станком 16К20.
Коническое колесо z = 20 (см. рис. 6.8) винта верхних салазок
получает вращение от колеса z — 29 фартука через колесо z —
— 18, коническую пару z = 20, z = 20, зубчатые колеса z —
= 20, 23, 30, 28, 36 и коническое зубчатое колесо z = 20. С по-
мощью этого устройства можно обрабатывать конические поверх-
ности под любым углом уклона при автоматической подаче
верхних салазок.
Точение конусов с помощью конусной линейки является наи-
более универсальным и удобным способом, но для него требуется
специальное приспособление — конусная или копирная линейка
(рис. 6.11). На кронштейнах 1 с задней стороны станины укреп-
ляют линейку 2, которую можно устанавливать под необходимым
углом к оси заготовки. На линейке 2 свободно посажена пол-
зушка 3, соединенная с поперечными салазками суппорта, предва-
рительно отсоединенными от нижней каретки путем вывинчивания
поперечного ходового винта. Если суппорту сообщить продольную
подачу, то поперечные салазки наряду с продольным движением
будут перемещаться и в поперечном направлении, а резец будет
перемещаться под углом, равным углу установки конусной ли-
нейки.
§ 6.5. СТАНДАРТИЗОВАННЫЕ ПРИСПОСОБЛЕНИЯ
К СТАНКАМ
Патроны применяют для закрепления сравнительно
коротких деталей. Различают самоцентрирующие и несамоцен-
трирующие патроны. У несамоцентрирующих патронов обычно
имеется четыре кулачка, каждый из которых можно перемещать
независимо друг от друга для закрепления деталей несимметрич-
ной формы. У самоцентрирующих патронов имеется, как правило,
три кулачка, которые сдвигаются и раздвигаются одновременно.
Патроны с пневмоприводом применяют в серийном и массовом
производстве. На рис. 6.12 показан трехкулачковый рычажный
127
chipmaker.ru
Рис. 6.12. Универсальный трехкулачковый патрон с пневматическим приводом
патрон с пневматическим приводом. Пневмопривод, закрепленный
на фланце, установленном на заднем конце шпинделя токарного
станка, состоит из пневмоцилиндра 4, в котором размещается
поршень 8 со штоком 9, крышки 3, в отверстие которой запрессо-
ван хвостовик 1, и невращающейся воздухораспределительной
муфты 2 с двумя Штуцерами 20 и 22 для подвода сжатого воздуха.
Для герметизации полостей А и Б пневмоцплиндра 4 на поршне
установлены манжеты 7 с промежуточным кольцом 6, закреплен-
ные кольцом 5. Герметизация штока осуществляется манже-
той 17, герметизация невращающейся муфты 2 с вращающимся
хвостовиком 1 — манжетами 19 и 21. Муфта 2 установлена на на-
ружном кольце шарикоподшипника 18, внутреннее кольцо кото-
рого вращается вместе с хвостовиком 1.
От распределительного крана сжатый воздух подводится
к штуцеру 22, а затем, пройдя по каналам в хвостовике 1, крышке 3
и пневмоцилиндре 4, поступает в штоковую полость А и переме-
щает поршень 8 со штоком 9 влево. При этом шток через тягу 16
и винт перемещает втулку 10 в корпусе влево. В корпусе патрона
на осях установлены три рычага 11 с отношением плеч 3 = 1.
На концах рычагов подвижно установлены сухари, которые вхо-
дят в пазы втулки 10 и в пазы основания кулачков 13. При движе-
нии влево втулка 10 поворачивает на осях рычаги И, короткие
плечи которых перемещают кулачки к центру, и деталь зажи-
мается .
После обработки детали распределительный кран переклю-
чается; сжатый воздух подводится к штуцеру 20, пройдя по каналу
в хвостовике 1, он поступает в бесштоковую полость Б пневмо-
цилиндра и перемещает поршень 8 со штоком 9 вправо. При этом
шток через тягу 16 перемещает втулку 10 с вертикальными пле-
чами рычагов 11 вправо, а горизонтальные плечи этих рычагов
разводят кулачки 13, и деталь разжимается.
На требуемый размер обрабатываемых деталей кулачки 13
устанавливают вращением винта 12, на конце которого имеется
зубчатое колесо 14, находящееся в зацеплении с плоским цен-
тральным зубчатым колесом 15. При вращении зубчатое колесо 15
через зубчатое колесо 14 поворачивает остальные винты 12, ко-
торые перемещают все кулачки в положение, соответствующее
размеру обрабатываемой детали.
Поводковые патроны применяют при обработке деталей в цен-
трах. В этом случае на конец шпинделя навинчивают поводковый
патрон 1 (рис. 6.13, а), а на обрабатываемой заготовке закрепляют
хомутик 2.
Планшайбы используют для закрепления с помощью прихва-
тов, накладок и болтов, угольников или специальных приспособ-
лений (рис. 6.13, бив) крупных или сложных по конфигурации
деталей, которые не могут быть зажаты в кулачковом патроне.
Люнеты применяют при обработке длинных деталей малого
диаметра во избежание их прогиба под действием сил резания.
129
chipmaker.ru
Рпс. 6.13. Способы закрепления деталей на токарных станках
в) г)
Рис. 6.15. Центры:
а — вращающийся при легких нагрузках; б — вращающийся при средних нагрузкахз
в — вращающийся при тяжелых нагрузках; г — невращающиеся
130
Неподвижный люнет (рис. 6.14, с) устанавливают на направляю-
щие станины, а подвижный (рис. 6.14, б) — на каретку суппорта.
Центры (рис. 6.15) служат для поддержания деталей при об-
работке на токарных станках.
Оправки применяют для крепления деталей с предварительно
обработанным отверстием. На конусную оправку 1 (рис. 6.16, о)
обрабатываемую деталь 2 надевают с тугой посадкой. Разжимная
оправка (рис. 6.16, б) состоит из конического стержня 1, втулки 2
с прорезями, гаек 3 и 4. Деталь закрепляется при разжиме втулки 2
при перемещении ее вдоль конуса гайкой 3. Для снятия детали
с оправки служит гайка 4. Для передачи оправке вращения
на ней закрепляют хомутик. На левом конце стержня 1 имеется
лыска 5 для винта хомутика.
§ 6.6. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ РАБОТЫ
Основным требованием, предъявляемым к любому
станку, является обеспечение требуемой точности обработки и
параметров шероховатости при высокой производительности про-
цесса. Сохранение первоначальной точности станка на длительное
время в эксплуатационных условиях достигается при тщательном
уходе и своевременном ремонте. Производительность станка
характеризуется различными показателями, из которых наиболее
простым и наглядным является число обрабатываемых деталей
в единицу времени. Правда, этот показатель является относитель-
ным, так как на одном и том же станке при различной наладке
и наличии тех или иных приспособлений можно получить различ-
ные значения этого показателя. Для достижения максимальной
производительности основное внимание должно быть обращено
на сокращение вспомогательного времени, связанного со сменой
заготовки и инструмента, и совершенствование управления цик-
лом обработки на станке.
Работоспособность технологической системы — состояние тех-
нологической системы, при котором она обеспечивает изготовле-
ние продукции при заданных условиях с показателями качества
И ритмом выпуска, установленными в нормативно-технической
документации. Технологическая система — совокупность функ-
ционально взаимосвязанных средств технологического оснащения,
chipmaker.ru
предметов производства и исполнителей, предназначенная для
выполнения в регламентированных условиях производства задан-
ных технологических процессов или операций в соответствии с тре-
бованиями нормативно-технической документации.
Надежность технологической системы — свойство технологи-
ческой системы находиться в работоспособном состоянии при
установленной наработке в соответствии с требованиями норма-
тивно-технической документации и регламентированными усло-
виями производства.
Задача повышения эффективности и качества производства
требует комплексного подхода к изучению технологических про-
цессов и выбору управляющих воздействий. Невозможно эффек-
тивно управлять технологическим процессом и даже отдельной
операцией, зная, например, только точность, обеспечиваемую
станочным оборудованием, так как качество обработанных деталей
зависит не только от точности станка, но и от многих других фак-
торов. Технологический процесс (операцию) обеспечивает соб-
ственная технологическая система, которая структурно представ-
ляет собой часть технологической системы производственного
процесса. В технологическую систему входят оборудование и
оснастка, заготовка, готовая деталь или изделие, средства контроля
или испытаний, оператор и контролер, конструкторская и тех-
нологическая документация и т. д. Основными свойствами тех-
нологической системы является обеспечение выпуска продукции
с заданными показателями качества и ритма при сохранении тре-
буемых условий производства.
Под отказом технологической системы следует понимать любое
нерегламентируемое нарушение факторов, влияющих на качество
изготовляемой продукции, ритм выпуска или условия производ-
ства, а также связанных с увеличением материальных и трудовых
затрат выше их нормативного значения.
Конструкция станка влияет на его экономические показатели.
Простота конструкции станка уменьшает не только стоимость
его изготовления, но и стоимость эксплуатации и обслуживания.
Управление рукоятками станка должно отвечать мнемоническим
правилам, а аварийные устройства должны быть легкодоступными
и ярко окрашенными. Необходима хорошая блокировка органов
управления механизмами, совместная работа которых не преду-
смотрена.
Важными эксплуатационными требованиями, влияющими на
экономические показатели работы станка, являются: удобство
обслуживания, безопасность работы, быстрота и легкость регули-
рования, замены и ремонта узлов станка и т. п.
ГЛАВА 7
ТОКАРНО-ЗАТЫЛОВОЧНЫЕ СТАНКИ
§ 7.1. ОСНОВНЫЕ СВЕДЕНИЯ О ЗАТЫЛОВАНИИ
Для придания задней поверхности зубьев режущих ин-
струментов (особенно фасонного) криволинейной формы (обычно
спирали Архимеда) применяют затылование на токарно-затыловоч-
ных станках. Затылуют чаще всего фрезы. Процесс затылования
заключается в том, что фрезу с предварительно профрезерован-
ными канавками между зубьями закрепляют на станке. Фреза
получает вращение с частотой
п = lOOOv/nd,
где v — скорость резания (выбранная), м/мин; d — диаметр
фрезы, мм.
Для сообщения резцу возвратно-поступательного движения
в поперечном направлении применяют кулачки специального про-
филя (чаще всего контур кулачка очерчивается по архимедовой
спирали). Кулачки делают сменными, с различным шагом спирали
в соответствии с величиной падения затылка зуба фрезы. На
рис. 7.1 показан сменный кулачок затыловочного станка. Уча-
сток abc на кривой кулачка создает движение формообразования
(в это время резец движется на затылуемую фрезу), а участок са —
вспомогательное движение (на этом участке резец быстро отво-
дится назад).
На кулачке располагают либо одну рабочую кривую abc,
либо несколько участков кривых (до четырех) для рабочих и вспо-
могательных ходов резца, если необходимо уменьшить частоту
вращения кулачка. Кулачки устанавливают в специальном суп-
порте (рис. 7.2). Подвижная часть суппорта 1 с пальцем 2 прижи-
мается к кулачку 3 пружиной 4. Движение подвижной части суп-
порта 1 вперед происходит под действием рабочей кривой вращаю-
щегося кулачка, а возврат в исходное положение — по кривой
кулачка для вспомогательных движений под действием пру-
жины 4.
В зависимости от вида затылуемого инструмента и характера
затылования существуют различные схемы движений инструмента
и заготовки при затыловании.
Затылование дисковых фасонных фрез происходит при непре-
рывном и равномерном вращении фрезы и непрерывно повторяю-
щемся возвратно-поступательном движении резца в поперечном
направлении (рис. 7.3, а). Во время поворота фрезы на угол, соот-
ветствующий дуге ab, резец движется на фрезу и снимает припуск.
Затем резец быстро отводится назад, и когда фреза повернется
на угол, соответствующий дуге Ьс, он займет исходное положение
для снятия припуска у очередного зуба фрезы. После каждого
133
chipmaker.ru
Рис. 7.1. Сменный кулачок затыловочного станка
Рис. 7.2. Суппорт токарно-затыловочного станка
оборота заготовки резцу сообщают поперечную подачу. Резец
имеет фасонный профиль, соответствующий профилю зубьев за-
тылуемой фрезы.
Расчетные перемещения конечных звеньев станка при затыло-
вании дисковой фрезы, имеющей г зубьев:
п мин"1 электродвигателя -» п мин"1 шпинделя;
1 об. шпинделя -» z двойных ходов резца -* г об. кулачка.
При затыловании цилиндрических фрез с прямыми канавками
на станке осуществляются следующие движения: равномерное
вращение фрезы, непрерывно повторяющееся возвратно-поступа-
тельное движение резца в поперечном направлении, равномерное
Р
Ряс. 7.3. Схемы затыло-
вания фрез
Вантобая капай на
шшшшп
Винтовая линия
б)
illllllllWIW
134
продольное перемещение инструмента параллельно оси заготовки.
Первые два движения обеспечивают получение профиля зубьев
фрезы, третье движение является движением продольной подачи.
Расчетные перемещения конечных звеньев при затыловании
цилиндрических фрез с прямыми канавками:
п мин-1 электродвигателя -> п мин-1 шпинделя;
1 об. шпинделя -> z об. кулачка;
1 об. шпинделя -> S мм продольного перемещения резца.
При затыловании метчиков с прямыми канавками величина
продольной подачи соответствует шагу Р резьбы затылуемого ин-
струмента. Расчетные перемещения для этого случая:
и мин-1 электродвигателя -* и мин-1 шпинделя;
1 об. шпинделя -> z об. кулачка;
1 об. шпинделя -> Р мм продольного перемещения резца.
При затыловании червячных фрез с винтовыми канавками
на станке осуществляются следующие движения: равномерное
вращение фрезы; равномерное продольное перемещение инстру-
мента параллельно оси заготовки, соответствующее шагу Р вин-
товой линии резьбы фрезы; непрерывно повторяющееся воз-
вратно-поступательное движение резца в поперечном направле-
нии. Все три движения связаны между собой. На рис. 7.3, б пока-
зана червячная фреза с винтовыми канавками: D — диаметр на-
чальной окружности фрезы; Р — шаг резьбы; 0 — угол подъема
винтовой канавки; а — угол наклона винтовой канавки. Если бы
фреза имела прямые канавки (рис. 7.3, в), то при затыловании
было бы необходимо, чтобы после каждого оборота фрезы резец
перемещался в продольном направлении на шаг винтовой линии Р
и, сделав z двойных ходов за один оборот фрезы, оказывался
в точках пересечения винтовой линии резьбы фрезы с канавкой,
т. е. в точках а, b, с, d, е и т. д. При обработке фрезы с винтовыми
канавками резец в течение каждого оборота фрезы, по-прежнему
смещаясь в продольном направлении на шаг Р, должен делать
отличное от z число двойных ходов. Это вызвано тем, что положе-
ние резца в точках а, b, с, d, е и т. д. не соответствует началу за-
тылования очередных зубьев (точки а', Ь', с', d, е' и т. д.). Следо-
вательно, расчетные перемещения для затылования червячной
фрезы с винтовыми канавками должны отличаться от расчетных
перемещении инструмента с прямыми канавками.
На рис. 7.3, е показана развертка условной червячной фрезы,
длина которой равна шагу Т винтовой канавки (ап — развертка
винтовой канавки фрезы, аа — развертка начальной окружности
фрезы, на которой размещено z зубьев). Точками а, аг, а2, п3 на
торце фрезы обозначены начала винтовых канавок, разделяющих
зубья. На длине одного витка резьбы фрезы (отрезок ab) разме-
щено больше чем г зубьев, на отрезке ab' — г зубьев и на от-
резке b Ь — Дг зубьев. Следовательно, резец за каждый оборот
фрезы, проходя один виток резьбы фрезы (отрезки ab, be, cd, de
и т- Д-)> должен будет сделать (z + Az) двойных ходов.
135
chipmaker.ru
Число зубьев, которые размещены на отрезке b'b,
. ЬЪ' Psina г,
Az = —ггг- — —л-----т- — Pz tg а пи.
ab Jz nDcosa/z & '
Учитывая, что tg а — nD/T, Az — zPJT.
Таким образом, за один оборот фрезы резец должен сделать
(z гР/Т) = г (1 4- Р/Т) двойных ходов.
Основные расчетные перемещения при затыловании червячной
фрезы с винтовыми канавками:
п мин-1 электродвигателя -> п мин"1 шпинделя;
I об. фрезы -> г (1 + Р/Т) об. кулачка;
1 об. фрезы -> Р мм продольного перемещения резца.
Расчетные перемещения при затыловании цилиндрических
фрез с винтовыми канавками:
п мин"1 электродвигателя -» п мин"1 шпинделя;
1 об. фрезы -> г (1 + S/Т) об. кулачка;
1 об. фрезы -> S мм продольного перемещения резца.
§ 7.2. УНИВЕРСАЛЬНЫЙ ТОКАРНО-ЗАТЫЛОВОЧНЫЙ
СТАНОК 1Б811
На станке, приведенном на рис. 7.4, производят затыло-
вание одно- и многозаходных червячных модульных фрез, а также
гребенчатых, дисковых и фасонных фрез и инструментов с пря-
мыми, косыми или торцовыми зубьями. На этом станке можно
выполнять также все виды токарных работ. Особенностями станка
являются специальная конструкция суппорта, позволяющего
осуществлять затыловочные движения; наличие кинематических
цепей делительного движения и дополнительного вращения ку-
лачка, отсутствующих у токарно-винторезных станков. Кроме
Рис. 7.4. Универсальный токарно-затыловочный станок:
1 — Сталина; 2 — коробка подач; 3 — передняя бабка С коробкой скоростей; 4 — суп-
порт; 5 фартук; 6 — каретка; 7 — задняя бабка; в электрошкаф; & гидропривод
136
того, у станка 1Б811 имеются дополнительные устройства, обес-
печивающие его работу по полуавтоматическому циклу.
Техническая характеристика станка
Высота центров, мм.............................................. 260
Расстояние между центрами, мм................................... 710
Максимальный диаметр затылуемых деталей, мм:
над станиной................................................. 520
над нижней частью суппорта ................................... 240
Наименьший и наибольший шаги нарезаемой и загылуемой резьб;
метрической, мм..............................................0,5—240
дюймовой, число ниток на 1" ...............................3/16—10"
Наибольшая глубина затылования, мм . . - .................... 18
Частота вращения шпинделя, мин-1:
при прямом вращении..........................................2,8—63
при обратном вращении............... ......................8,1—192
Подача, мм/об................................................ . 0,1—I
Наибольшая длина затылования, мм............................... 550
Принцип работы. Затылуемый инструмент закрепляют на
оправке в центрах станка. Инструмент получает вращательное
движение со скоростью резания Режущий инструмент устанавли-
вают в затыловочном суппорте, которому сообщается возвратно-
поступательное движение в направлении, перпендикулярном к оси
центров (затыловочное движение, согласованное с вращением за-
готовки), и продольное перемещение по направляющим станины.
При затыловании цилиндрических фрез продольное перемеще-
ние суппорту сообщается от ходового вала, а при затыловании
червячных фрез — от ходового винта. При затыловании дисковых
фрез продольное перемещение суппорта отсутствует.
Кинематическая схема станка. Движение шпинделю станка
передается от двухскоростного электродвигателя (/V = 3,0/4,5 кВт;
п = 700/1400 мин-1) через коробку скоростей (рис. 7.5). При ра-
бочем ходе частота вращения электродвигателя 700 мин-1, а при
обратном — 1400 мин-1. Коробка скоростей позволяет получить
12 прямых и 12 обратных значений частот вращения шпинделя.
Включение любой из ступеней скорости вращения шпинделя про-
изводится переключением блоков, расположенных на валах II,
IV и V коробки. Расчетные перемещения для цепи скорости ре-
зания;
п мин-1 электродвигателя -» п мин-1 шпинделя.
Уравнения кинематической цепи при рабочем ходе для пре-
дельных значений частот вращения;
25 22 24 45 20 24 о
700 56 46 68 54 80 96 ~ ~2,8 МИН ’
25 34 46 45 50 24 „„ .
700 56 34 46 54 50 96 “ Пшах 63 МИН ‘
Продольная подача суппорта от ходового вала осуществляется
при выключенной гайке ходового винта и включенной муфте А16.
Расчетные перемещения»
137
138
chipmaker.ru
Рис. 7,5. Кинематическая схема токарно-затыловочного станка 1Б811
1 об. шпинделя -> S мм продольного перемещения резца.
Уравнение кинематической цепи:
, й 26 44 27 / 36 45 \ 27 27 ,
1 об. шпинделя -34- -gg- -q- ^или или -gg- 1 -g^- -gj- (или че-
рез MJ -gg- -gg- -gg "25~ 30 (Мъ) '55' л 12’3 = 5 мм/°б> откуда Sj =
= 0,1; S2 = 0,16; S3 = 0,25; S4 = 0,4; SB = 0.64; S6 =
= 1 мм/об.
От коробки подач вращение может передаваться на ходовой
вал, ходовой винт и сменные зубчатые колеса гитары дифферен-
циала. Цепь продольной подачи от ходового‘вала используют
при затыловании цилиндрических фрез с прямыми и винтовыми
зубьями.
Продольное перемещение суппорта от ходового винта осуще-
ствляется при затыловании зубьев червячных фрез или метчиков.
В этом случае необходимо, чтобы за один оборот шпинделя резец,
участвующий в сложном движении формообразования винтовой
поверхности на цилиндре, переместился на шаг Р резьбы фрезы.
Расчетные перемещения конечных звеньев винторезной цепи
станка:
1 об. шпинделя -> Р мм продольного перемещения резца.
Уравнение кинематического баланса винторезной цепи при
работе без перебора:
, . 54 36 36 Ga Cg ,..
1 об. шпинделя -нг-оё" = Р,
54 ОО ot> (?2 С<2
откуда формула настройки винторезной гитары будет иметь вид
О2 с2 _
bs d2 — 12 "
При работе с перебором уравнение кинематиче-
ского баланса той же цепи имеет вид
, , 96 50 54 36 36 с2 г2 о D
1 об. шпинделя -КГ-НЖ ЪГ == * •
24 50 54 36 36 о2 а2
Тогда
с2 г2__Р_
b2 dg 48
При работе перебором iDev = уравнение кинематического
баланса
1 лг 96 80 54 36 36 Со ^2 1 Q D Og ^2
1 об. шпинделя ————_^-^12 = Л откуда-^ =
Р
192 *
139
chipmaker.ru
Для дюймовой резьбы Р = 25,4/Л, где k — число ниток на
дюйм резьбы, т. е.
о2 Са __ 254
Наладка станка. При затыловании дисковых фрез шпинделю
сообщается вращательное движение, а резцу — возвратно-по-
ступательное в поперечном направлении.
Расчетные перемещения;
п мин-1 электродвигателя -» п мин-1 шпинделя;
1 об. шпинделя -* z об. кулачка,
где z — число зубьев затылуемой фрезы.
Уравнение кинематического баланса цепи деления;
. , 96 80 / 50 \ 44 . ., . 45 1 <?! 27
1 об. шпинделя 24 20 (или = г>
а, с. Зг а, с, Зг
Откуда ~ -77Г ИЛИ -г1- -f- = -гтг .
3 bx dx 40 bt dt 10
Храповая муфта М предназначена для выключения вращения
кулачка К при быстром обратном ходе продольного суппорта и
для останова кулачка при отведенном положении затыловочного
суппорта.
При затыловании цилиндрических фрез с прямыми канавками
расчетные перемещения конечных звеньев:
п мин-1 электродвигателя -> п мин-1 шпинделя;
1 об. шпинделя -> г об. кулачка;
1 об. шпинделя -> 5 мм продольного перемещения резца.
Наладку главного движения и движения цепи деления произ-
водят аналогично наладке при затыловании дисковых фрез. Про-
дольная подача инструмента осуществляется от ходового вала.
При затыловании цилиндрических фрез с винтовыми канав-
ками расчетные перемещения конечных звеньев:
и мин'1 электродвигателя -> п мин-1 шпинделя;
1 об. шпинделя -» (г + zSIT) об. кулачка;
1 об. шпинделя -> 5 мм продольного перемещения резца.
В этом случае необходимо выполнить все наладочные расчеты,
как при наладке на затылование цилиндрических фрез с пря-
мыми канавками, и дополнительно произвести наладку цепи диффе-
ренциала, т. е. сообщить кулачку дополнительное вращение. Это
осуществляется от ходового вала или ходового винта через сменные
колеса гитары дифференциала Расчет при наладке станка
на дополнительное вращение кулачка ведется из условия, что
при воображаемом перемещении суппорта на шаг винтовой ка-
навки Т кулачок совершает дополнительно ±z оборотов. Знак
«плюс» соответствует увеличению числа двойных ходов резца,
знак «минус» — уменьшению этого числа. При правом направле-
нии винтовых линий червячной фрезы берут знак «минус», при
140
левом — знак «плюс». Иначе говоря, необходимо, чтобы за один
оборот шпинделя (заготовки) кулачок дополнительно получил
zSIT оборотов при подаче от ходового вала или гРГГ оборотов
при подаче от ходового винта. Для этого в станке предусмотрена
цепь дифференциала.
При затыловании цилиндрических фрез с винтовыми канав-
ками муфту М3 и гайку ходового винта выключают, а муфту Л1Я
и тройной блок на валу XX включают; при этом продольная
подача суппорта происходит с помощью ходового вала. Учиты-
вая, что один оборот шпинделя при этом соответствует S мм
продольного перемещения суппорта с резцом, расчетные пере-
мещения цепи дифференциала будут иметь вид
£
S мм продольного перемещения суппорта z-^- оборотов
кулачка.
Уравнение кинематического баланса цепи дифференциала для
этого случая
S 55 30 25 28 28 28 20 26 48 42 аа с3 3 1 ct 27 S .
эт-12-3 20 1 28 28 28 25 60 76 36 42 b3 d3 19 2 bi th 27 ~2 Т ’
а* С-» 3z a# с$ 380
так то — — .
При затыловании червячных фрез с винтовыми канавками
расчетные перемещения конечных звеньев:
п мин-1 электродвигателя -> п мин-1 шпинделя;
1 об. шпинделя -► (z + zPlT) об. кулачка;
1 об. шпинделя -> Р мм продольного перемещения резца.
Наладка цепи главного движения и цепи деления аналогична
описанной выше. Продольная подача инструменту сообщается от
ходового винта, от него же осуществляется дополнительное вра-
щение кулачку. В этом случае муфту М3 включают, а тройной
блок на валу XX выключают, и движение от ходового винта пере-
дается кулачку К через конические колеса -gg-, цилиндрическую
зубчатую передачу сменные зубчатые колеса червяч-
ную передачу -jg-, дифференциал, гитару деления и кони-
27
ческую пару колес -^у.
Расчетные перемещения цепи дифференциала при затыловании
червячных фрез:
1 об. шпинделя—> z-у- об кулачка.
Уравнение кинематического баланса цепи дополнительного
вращения кулачка (цепи дифференциала):
• об шпинделя 54 36 -3- Cg Сг- 4- 42 Дз _
оо. шпинделя 54 36 36 зб 42 1д 2 27 —
__ гР
Т *
141
chipmaker.ru
a3 ca 380
т°-^ = —’ а ПР«
Так как — — — — и — = —
1 ак KaK b2 d2 ~ 12 И br d, 10 ’
. 1 «з с3 1520
работе с перебором inep — — т
Пример. Рассчитать наладку станка 1Б811 для затылования червячной
фрезы: а'фр = 200 мм; т = 16 мм; угол наклона винтовой канавки а= 5'43';
число канавок г — 8; диаметр начальной окружности dH!14 = 160 мм; направ-
ление винтовой канавки — левое; число заходов Z= 1; скорость резания v =
-- 5 м/мин.
Необходимая частота вращения шпинделя
ЮООу
1000-5
3,14-200
= 7,96 мин г.
Принимаем ближайшее возможное п = 7,3 мин Такую частоту шпиндель
получает при переборе iEep — -—.
Для наладки возвратно-поступательных движений резца передаточное отно-
шение сменных зубчатых колес гитары деления
аг сх ___ Зг ___ 24___ 40 42
7? "rf? “ "40 — lo" "50" ’56'’
Для наладки продольной подачи суппорта определяем шаг винтовой линии
резьбы фрезы:
nmZ 3,14-16-1 .....
Р =------ = —7TooSm~ = 50,416 ММ.
cos а 0,99502
Передаточное отношение сменных зубчатых колес продольной подачи от
1
кодового винта при ineJ) = -тд-
7Г 7Г = W = -ийт- = °’26258'
С?2 cZg
По таблицам М. В. Сандакова
сг2 с2 9 9 32-11 _ 45 33
~b^ d2 ~~ 377 ~ 13-29 ~ 65 87 *
Определяем шаг винтовой канавки для наладки на дополнительное возвратно-
поступательное движение резца:
Т — ш?нач ctga = 3,14-160-9,989.
Передаточное отношение сменных зубчатых колес гитары дополнительного
вращения кулачка
1520
°з С3 _ 1520 __
83 d3 Т
По таблицам М. В. Сандакова
а3 с8 209 44 72
~b^ d2 ~ 690 ~ 120 92
3.14-1Ю.9.9«Г -°'8[е89-
ГЛАВА 8
ЛОБОВЫЕ ТОКАРНЫЕ И КАРУСЕЛЬНЫЕ СТАНКИ
§8.1. ЛОБОВЫЕ ТОКАРНЫЕ СТАНКИ
Для обработки коротких заготовок большого диаметра
в единичном производстве и в ремонтных мастерских применяют
лобовые токарные станки. На них обтачивают наружные цилин-
дрические и конические поверхности, подрезают торцы, протачи-
вают канавки, растачивают внутренние отверстия и др. У лобовых
станков сравнительно малая длина и большой (до 4 м) диаметр
планшайбы. Лобовой станок 1А693 Краматорского станкострои-
тельного завода показан на рис. 8.1.
Техническая характеристика станка
Наибольшее расстояние между центрами, мм...................... 3 2С0
Наибольший диаметр обрабатываемой заготовки, мм .............. 3 200
Наибольшая масса заготовки, кг............... ................ 16 00’0
Частота вращения шпинделя, мин-1......................... .... 0,8—63
Мощность привода шпинделя, кВт............... ................ 30
Масса, кг...................................... .............. 58 000
В передней бабке 4, жестко закрепленной иа плите 1, разме-
щена коробка скоростей. Основание 2 суппорта с продольными
направляющими и заднюю бабку 6 можно переставлять по плите
в требуемые положения и закреплять на ней болтами, головки
которых входят в пазы плиты. Обрабатываемую заготовку закреп-
ляют на планшайбе 5 в кулачках или с помощью прихватов и бол-
тов (при необходимости ее поддерживают центром задней бабки).
Движение подачи осуществляется от отдельного электродвигателя;
Рис. 8.1. Лобовой станок 1А693
143
chipmaker.ru
суппорту 3 можно сообщать продольное и поперечное движение
подачи.
Из-за невысокой точности, сложности установки заготовки,
а также низкой производительности лобовые станки применяют
редко. Они вытеснены более совершенными карусельными стан-
ками.
§ 8.2. КАРУСЕЛЬНЫЕ СТАНКИ
Карусельные станки применяют для обработки тяжелых
деталей большого диаметра, но сравнительно небольшой длины.
На них можно обтачивать и растачивать цилиндрические и кониче-
ские поверхности, подрезать торцы, прорезать кольцевые канавки,
сверлить, зенкеровать, развертывать и др. Основными размерами
карусельных станков считают наибольшие диаметр и высоту обра-
батываемой на станке заготовки. При этом каждая последующая
по размеру модель станка позволяет обрабатывать заготовку,
в 1,25 раза большую по диаметру, чем предыдущая, т. е. у кару-
сельных станков принят знаменатель размерного ряда = 1,26.
По компоновке карусельные станки подразделяют на одно-
и двухстоечные. Двухстоечные станки предназначены для обра-
ботки деталей диаметром свыше 2000 мм. Карусельные станки, на
которых обрабатывают детали диаметром свыше 6300 мм, выпу-
скают поштучно, и их принято называть уникальными.
Станина 1 одностоечного карусельного станка (рис. 8.2) жестко
скреплена со стойкой 9, имеющей вертикальные направляющие
для перемещения по ним траверсы 6 и бокового суппорта 10
с четырехместным резцедержателем 12. На станине на круговых
Рис. 8.2. Одностоечный карусельный
станок
направляющих расположена
планшайба 2 для установки на
ней обрабатываемых деталей
или приспособлений. Коробка
скоростей размещена внутри
станины. На горизонтальных
направляющих траверсы может
перемещаться вертикальный ре-
вольверный суппорт 5 с пя-
типозиционной револьверной
головкой 4. Привод подач ре-
вольверного и бокового 10 суп-
портов осуществляется от ко-
робок подач 7 и 11. Револьвер-
ный суппорт можно перемещать
вручную маховичками 8, а бо-
ковой — маховичками 13. Стан-
ком управляют с пульта 3.
Одностоечный карусельный
станок 1512 предназначен для
144
токарной обработки крупных деталей типа корпусов, маховиков
и т. п.
Техническая характеристика станка
Диаметр планшайбы, мм................................ 1120
Размеры обрабатываемых заготовок, мм:
диаметр.......................................... До 1250
высота.............................. .... До 1000
Частота вращения планшайбы, мин~х ... . . .... 5—250
Подача суппортов, мм/об..............................0,07—12,5
Мощность электродвигателя главного движения, кВт..... 30
Частота вращения электродвигателя главного движения, мин-1 1460
Главное движение (вращение планшайбы) сообщается от элек-
230
тродвигателя Ml (рис. 8.3) через клиноременную передачу
„ „ 28
коробку скоростей, коническую пару и цилиндрическую пере-
25
дачу -J25". Коробка скоростей имеет десять электромагнитных
муфт ЭМ1—ЭМ10, переключая которые, можно получить 24 тео-
ретических и 18 практических частот вращения планшайбы.
Частоты вращения планшайбы с 1-й по 12 ступень изменяют вклю-
чением соответствующих комбинаций электромагнитных муфт,
при этом муфта ЭМ8 выключена, и передаточное отношение пла-
нетарного механизма г„л = Ц- (муфты ЭМ9 и ЭМ10 включены).
При включении 13—18 практических ступеней частот вращения
планшайбы муфты ЭМ9 и ЭМ10 выключены, а муфта ЭМ8 вклю-
чена, и передаточное отношение планетарного механизма 1пл = 1.
Низшие 12 ступеней частот вращения планшайбы получают по
следующей кинематической цепи:
ысл 230 л пек 50 / 57 63 \ 42 / „ 63 \ 30 „
Пап — 1460 266 0,985 63 (или Б6 , или 50 ) g4 (или 63 ) 120 X
/ 75 \ 1 40 28 25
х (или 75 ) 4 Б0 2g 125 .
Высшие шесть ступеней частот вращения планшайбы получают
по кинематической цепи
. 230 п поп 50 / 57 63 X
«пл = 1460-75^ 0,985-^l или или 1 х
ZOO ОО \ bo OU /
42 / 63 \ 75 . 40 28 25
X 84 (или 63 ) 75 1 Бо 2g 125 -
В коробке скоростей отсутствуют тормозные устройства, и
торможение планшайбы осуществляется при одновременном вклю-
чении трех электромагнитных муфт ЭМ8, ЭМ9 и ЭМ10, замыкаю-
щих две различные кинематические цепи, образующие «замок».
Остальные муфты коробки скоростей при этом выключены.
Подачи суппортов (револьверного и бокового) заимствуются
от планшайбы через две независимые коробки подач (на рис. 8.3
не показаны), оснащенные электромагнитными муфтами с одинако-
вой кинематикой.
145
chipmaker, ru
Горизонтальная подача револьверного суппорта осуществляется
_. 125 28 36 36 17
от планшайбы через зубчатые передачи -gg-, -^g-, -g^-, -у?,
на вал XII коробки подач. От коробки подач вращение полу-
чает вал XX механизма суппорта, и далее через зубчатые колеса
и винтовую пару с шагом р = 8 мм револьверный суппорт
получает горизонтальную подачу.
Вертикальная подача револьверного суппорта. От планшайбы
до вала XI! коробки подач движение осуществляется по той же
цепи; далее движение передается валу XXI, затем через кониче-
Л 22 22
ские зубчатые колеса цилиндрическую передачу кони-
22
ческую передачу и винтовую пару с шагом р = 8 мм револьвер-
ный суппорт получает вертикальную подачу.
Ускоренное перемещение оба суппорта получают от отдельных
электродвигателей, которыми снабжены коробки подач этих
суппортов. Подъем и опускание траверсы осуществляют двумя
ходовыми винтами с шагом р — 8 мм от электродвигателя М2
(N = 2 кВт; п = 900 мин-2). Револьверная головка вертикального
суппорта поворачивается от электродвигателя М3 (N = 0,8 кВт;
ЮГА Л 18 34
п = 1350 мин 2) через зубчатую передачу и червячную
пару 4"-
Стол станка является наиболее важным узлом, от которого
в основном зависят геометрическая точность и параметры шерохо-
ватости обрабатываемых деталей, производительность, долговеч-
ность и надежность работы карусельного станка. Он должен иметь
достаточную жесткость и виброустойчивость, высокую точность
вращения. Направляющие и шпиндельные опоры стола должны
иметь высокую работоспособность и долговечность с длительным
сохранением первоначальной точности.
В корпусе 1 (рис. 8.4) установлен шпиндель 4, верхней и
нижней опорами которого служат подшипники 3 и 15, регулируе-
мые гайками 14. На шпинделе установлена планшайба 5. Вал 11
с коническим колесом 10 и цилиндрическим колесом 8 установлен
в корпусе на опорах 9 и 12. Вращение от коробки скоростей пере-
дается на планшайбу через колеса 10, 8 и 2. Осевые нагрузки,
действующие на планшайбу, воспринимают плоские направляю-
щие 6 с текстолитовыми накладками. Смазывание направляющих
и подшипника 3 — принудительное через штуцера 7 и 13. Осталь-
ные опоры смазываются стоком масла. Выточка в планшайбе сде-
лана для возможности центрирования приспособлений.
Двухстоечный карусельный станок 1525 (рис. 8.5) имеет сле-
дующие основные узлы: стол 1, планшайбу 2, стойки 5 и 11,
147
chipmaker.ru
Рис. 8.4. Стол карусельного станка
скрепленные между собой балкой 10. По вертикальным направля-
ющим стоек с помощью вертикальных ходовых винтов 6 и 12
от отдельного электродвигателя может перемещаться траверса 8.
По ее горизонтальным направляющим могут перемещаться два
вертикальных револьверных суппорта 7 и 9. Суппорты приводятся
в движение двумя одинаковыми коробками подач 4 и 13. В обычном
исполнении станок не имеет бокового суппорта. С подвесной
кнопочной станции 3 дистан-
ционно управляют станком.
Маховичками 14 осуществляют
ручное перемещение суппортов.
Коробки скоростей и подач
оснащены электромагнитными
муфтами, которые облегчают
управление станком и работу
суппортов станка по упорам.
По особому заказу для стан-
ка могут быть поставлены бо-
ковой суппорт с коробкой по-
дач, правый вертикальный
неповоротный суппорт, приспо-
собления для обработки фасон-
ных поверхностей, для нареза-
ния резьб, для работы по упо-
рам.
Рис. 8.5. Двухстоечный карусельный
станок 1525
148
ГЛАВА 9
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
§ 9.1. ОБЩИЕ СВЕДЕНИЯ
Токарно-револьверные станки применяют в серийном
производстве для обработки деталей сложной конфигурации из
прутков или из штучных заготовок. В зависимости от этого то-
карно-револьверные станки делят на прутковые и патронные.
На токарно-револьверных станках можно выполнять почти все
основные токарные операции. Применение этих станков рацио-
нально в том случае, если по технологическому процессу обработки
детали требуется последовательное применение различных режу-
щих инструментов (резцов, сверл, разверток, метчиков и т. д.).
Инструменты в необходимой последовательности крепят в соответ-
ствующих позициях револьверной головки и резцедержателях
поперечных суппортов. Все режущие инструменты устанавливают
заранее при наладке станка, и в процессе обработки их поочередно
или параллельно вводят в работу.
При наличии специальных державок можно в одном гнезде
револьверной головки закрепить несколько режущих инстру-
ментов. Ход каждого инструмента ограничивается упорами, кото-
рые выключают продольную и поперечную подачи. После каждого
рабочего хода револьверная головка поворачивается, и рабочую
позицию занимает новый режущий инструмент.
По конструкции револьверной головки станки делят на станки
с вертикальной (рис. 9.1, а) и горизонтальной (рис. 9.1, б и в)
осями вращения револьверной головки. Револьверные головки
бывают цилиндрическими и призматическими.
Типажом станков предусмотрен ряд токарно-револьверных
станков с наибольшим диаметром обрабатываемых прутков 16,
18, 25, 40, 65 и 100 мм. Патронные токарно-револьверные станки
выпускают с наибольшим диаметром обрабатываемой заготовки
от 160 до 630 мм. В токарно-револьверных станках частота враще-
ния и подача переключаются в основном с помощью командоаппа-
ратов, а также штекерных устройств.
Рис, 9.1. Револьверные головки
149
chipmaker.ru
Основными размерами, характеризующими прутковые револь-
верные станки, являются наибольший диаметр обрабатываемого
прутка и диаметр отверстия шпинделя, а размерами, характери-
зующими станки для работы в патроне, — наибольший диаметр
обрабатываемой в патроне заготовки над станиной и над суппор-
том. К основным размерам также относят максимальное расстоя-
ние от переднего конца шпинделя до передней грани или торца
револьверной головки и наибольшее перемещение головки.
Преимуществами токарно-револьверных станков по сравнению
с токарными являются возможность сокращения машинного вре-
мени в результате применения многорезцовых державок и одно-
временной обработки детали инструментами револьверной головки
и поперечного суппорта и сравнительно малые затраты вспомога-
тельного времени в результате предварительной наладки станка
на обработку несколькими инструментами.
§ 9.2. ЗАЖИМНЫЕ УСТРОЙСТВА
Для зажима прутка при обработке на токарно-револь-
верных станках широко применяют цанговые патроны. Основным
элементом является цанга — стальная закаленная втулка с про-
резями, образующими пружинящие лепестки (рис. 9.2). Для
зажима прутков используют цанговые патроны. В патроне
(рис. 9.3, а) пруток 3 зажимается перемещением трубы 4 вместе
с цангой 2 влево до упора в шпиндель 1. Недостатком такого
Рис. 9.2. Цанги:
и — затяжная; б — неподвижная; а — выдвижная
150
устройства является осевое перемещение прутка при зажиме, что
уменьшает точность его выдвижения.
В патроне, показанном на рис. 9.3, б, пруток 6 зажимается
перемещением трубы 1 вправо и надвиганием зажимной втулки 4
на конус цанги 5, упирающейся в гайку 3, навинченную на шпин-
дель 2. Пружина 7 служит для перемещения трубы 1 при разжиме
прутка. При зажиме прутка (рис. 9.3, в) цанга 1 подается вправо
в конус упорной гайки 2. навернутой на шпиндель 3. Угол конуса
цанги обычно равен 30°.
§ 9.3. ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
С ВЕРТИКАЛЬНОЙ ОСЬЮ РЕВОЛЬВЕРНОЙ ГОЛОВКИ
Основные узлы токарно-револьверного станка с верти-
кальной осью головки (рис. 9.4) в значительной степени сходны
с конструкцией аналогичных узлов токарных станков. Шпиндель-
ная бабка станков средних и больших размеров имеет встроенную
коробку скоростей, обеспечивающую по сравнению с таким же
узлом токарного станка меньший диапазон регулирования и мень-
шее число ступеней частоты вращения шпинделя. В шпиндельной
бабке станков малого размера монтируют только шпиндель.
Изменение частоты вращения шпинделя обеспечивает редуктор,
установленный в основании станка и связанный со шпинделем
ременной передачей.
Коробка подач конструктивно также проще коробки подач
токарно-винторезных станков, так как она имеет меньший диапазон
регулирования и меньшее число ступеней подач и в ией отсутствуют
элементы, необходимые для нарезания резьбы резцом с помощью
ходового винта. Пример наладки .токарно-револьверного
станка с вертикальной осью револьверной головки показан на
рис. 9.5.
Рис. 9.4. Токарно-револьверный станок с вертикальной осью револьверной
головки:
— коробка подач; 2 — шпиндельная бабка; 3 — поперечный суппорт; 4 — револьвер-
ная головка; 5 — суппорт револьверной головки; 6 — станина; 7 — фартуки суппортов
151
chipmaker.ru
Рис. 9.5. Пример наладки токарно-револьверного станка с вертикальной осью
револьверной головкн (о) на обработку детали (б)
§ 9.4. ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК 1Г340П
Станок 1Г340П (рис. 9.6) является универсальным то-
карно-револьверным станком. Он может быть прутковым или
патронным и на нем можно выполнять работы, требующие после-
довательного применения различного режущего инструмента (чер-
новое и чистовое точение, сверление, растачивание, зенкерование,
развертывание, нарезание резьбы и т. п.). Его применяют в усло-
виях серийного производства. Станок 1Г340П относят к револь-
верным станкам с горизонтальной осью револьверной головки.
Ось вращения головки расположена ниже оси шпинделя и парал-
лельна ей. Револьверная головка имеет 16 гнезд, в которых с по-
мощью державок крепят режущий инструмент. Этот станок не
152
Рис. 9.6. Токарно-револьверный станок 1Г340П:
1 — станина; 2 — коробка скоростей; 3 — механизм зажима и подачи прутка; 4 — ко-
робка подач; 5 — резьбонарезное устройство; 6 — копировальное устройство; 7 — ре-
вольверный суппорт; 8 — фартук револьверного суппорта; 9 — барабан упоров револь-
верной головки; 10 — насосная установка; 11 — станция охлаждения; 12 — передний
барабан упоров; 13 — редуктор; 14 — стойка
имеет бокового (поперечного) суппорта. Револьверная головка
получает продольную и поперечную (круговую) подачи.
Автоматическое переключение частоты вращения шпинделя
и подач суппорта при смене позиций револьверной головки в со-
ответствии с программой, заданной на штекерной панели пульта
управления, значительно повышает производительность работы
на станке и удобство его обслуживания. Для наладки и обработки
мелких партий деталей предусмотрено ручное управление станком.
Техническая характеристика станка
Наибольший диаметр обрабатываемого прутка, мм. . .
Наибольшая длина прутка, мм........................
Наибольший диаметр заготовки, устанавливаемой иад
станиной, мм.......................................
Наибольшая подача прутка, мм.......................
Расстояние от переднего торца шпинделя до револьвер-
ной головки, мм:
наименьшее.........................................
наибольшее.......................................
Число частот вращения шпинделя:
прямое ............................................
обратное ........................................
Частота прямого вращения шпинделя, мин-1:
прутковое исполнение ..............................
патронное исполнение ............................
скоростное исполнение............................
Число подач револьверного суп почта:
продольных
поперечных.................................
40
3000
400
100
120
630
12
6
45—2000
36—1600
56—2500
12 (0,035—1,6 мм/об)
12 (0,02—0,8 мм/об)
153
chipmak.er.ru
Движения в станке. Главное движение — вращение шпинделя
(рис. 9.7) осуществляется от электродвигателя М (N = 6,0/6,2 кВт;
п = 960/1440 мин-1) через коробку скоростей. На станке приме-
нена унифицированная автоматическая коробка скоростей типа
АКС206-32-31 (рис. 9.8). Вращение от электродвигателя на вход-
ной вал 4 коробки скоростей и с выходного вала 1 на шпиндель
передается плоскозубчатыми ременными передачами. В коробке
скоростей с четырьмя валами имеется пять электромагнитных
му |)Т 2 (ЭТМ-114) и 3 (ЭТМ-104), которые, включаясь попарно, ла-
ют на выходном валу 12 ступеней частоты вращения (с учетом двух-
скоростного электродвигателя). Частоты вращения можно пере-
ключать на ходу и под нагрузкой. Торможение выходного вала
в коробке скоростей осуществляется одновременным включением
муфт на этом валу при отключенных остальных муфтах. Реверси-
рование шпинделя осуществляется электродвигателем.
Уравнение кинематической цепи для минимальной частоты вра-
щения шпинделя (см. рис. 9.7):
лсп й1 34 32 27 16 4 .
Ппйю — 960 4б 4g 53 64 мин .
Продольная подача револьверного суппорта осуществляется
от выходного (/V) вала коробки скоростей через плоскозубчатые
rftj £?*.
ременные передачи -у- и коробку подач и механизм
фартука. Коробка подач (рис. 9.9) с ведущим валом 2 имеет пять
электромагнитных муфт 3 типа ЭТМ и блок зубчатых колес / (z = 18,
г = 28), что обеспечивает 12 подач револьверного суппорта в двух
диапазонах (по шесть автоматических подач). Уравнение кинемати-
ческой цепи минимальной продольной подачи (см. рис. 9.7):
с , Л _ й. dt d; 18 19 21 28 2 24 , ,
Sniin — 1 об. шпинделя 62 75 3g 34 72 я-3-12 мм/об.
Продольные перемещения револьверного суппорта вручную
осуществляют штурвалом при соответствующем положении муфт
в механизме фартука. Схемой станка предусмотрена возможность
переключения скоростей и подач вручную переключателями,
установленными на пульте управления, и автоматически уста-
новкой штекера в соответствующее гнездо на штекерной панели.
Поперечная (круговая) подача осуществляется от шпинделя
станка до ходового вала по той же кинематической цепи, что и
при продольной подаче, а далее через плоскозубчатую ременную
Hr 32 v
передачу-^—, цилиндрическую пару -vr> конический реверсив-
но
ный механизм (z = 36; z — 36; z — 36), червячную передачу -хтг
и зубчатую передачу на револьверную головку, при вращении
которой происходит поперечная (круговая) подача. Уравнение
154
z=28
Z = №
2=58
Z = 48
2=39
Z=2!
^7
2=75
2=33
7 = 54
1 = 16
z=152
8=22 z~44 iwiw z=w z-40
Z=62
z~bo
Z-48 2-48 z-34 2-46 z-32 2=48 2=27 2-53
Z-5P
Z-50
%
Z = 47
Z=30
Z=!9
2=5!
Z'
2=77
z =44
z=32
2 ® 33
z=30
----2 = 30
2=36
7=36
2 =36
Z = 12
Z=72
2 = 24
Z = 61
'Z=39
2 = 28
2=2 2=34 Z=53;35
Рис. 9.7. Кинематическая схема стан-
ка 1Г340П
chipmaker.ru
Рис. 9.8. Коробка скоростей
кинематической цепи минимальной поперечной (круговой) по-
дачи:
с , й 4 d, 18 19 21
= 1 об. шпинделя - — -2-— — — х
v do 32 36 1 19 о В , й
Х d10 44 36 33 152 2я^ ММ/об,
где R — радиус окружности центров инструментальных гнезд,
мм (для данного станка R = 100 мм).
Копировальное устройство предназначено для продольного
и поперечного копирования. Для этого на револьверной головке
закрепляют специальную державку с роликом, который упира-
ется в копировальную линейку. Копировальную линейку устанав-
ливают под необходимым углом к горизонтали и закрепляют в
этом положении.
Продольное копирование осуществляется при продольной по-
даче револьверного суппорта, при этом ролик державки движется
по наклонной линейке и поворачивает вокруг оси револьверную
головку вместе с резцом, сообщая ему поперечную подачу. Ролик
прижимается к поверхности копировальной линейки силой реза-
ния. При одновременном осуществлении резцом продольной и
поперечной подач на детали образуется коническая или иная фа-
сонная поверхность. При поперечном копировании включается
поперечная подача, а продольное перемещение суппорта проис-
ходит под действием копирной линейки.
156
Рис. 9.9. Коробка подач
Вид А
Резьбонарезное устройство предназначено для нарезания по
копиру 1 (см. рис. 9.7) резцами или гребенками наружных и вну-
тренних резьб различных шагов. От шпинделя через кинематичз-
40 22 1
скую цепь с передаточным отношением или
• 40 33
‘г == 30--33- = 1 вращение передается на сменный копир. При пере-
даточном отношении t2 = 1 шаг нарезаемой резьбы равен шагу резь-
бы установленного копира /, а при передаточном отношении =
= -----половине этого шага.
157
chipmaker.ru
Для нарезания резьбы нужно опустить рычаг 5 до упора винта
этого рычага в планку 8. Вместе с рычагом 5 поворачиваются суп-
порт 7 и рычаг 3 с закрепленной на нем резьбовой губкой 2 и гру-
зом. При этом резьбовая гребенка, закрепленная на суппорте,
занимает положение, нужное для нарезания резьбы, а резьбовая
губка 2, перемещаясь по резьбе копира /, будет двигать в осевом
направлении штангу 6, рычаг 5 и суппорт 7, обеспечивая продоль-
ную подачу инструмента на шаг нарезаемой резьбы.
Продольное перемещение суппорта 7 ограничено упором, ко-
торый прикреплен к рычагу 5. В результате действия упора рычаг
5 и губка 2 поднимаются над резьбой копира 1, и штанга 6 под
действием пружины 4 возвращается в правое положение. Нареза-
ние резьбы происходит за несколько рабочих ходов. Перед каж-
дым следующим ходом резьбовую гребенку нужно подавать в по-
перечном направлении.
Наладка станка состоит из следующих этапов: 1) установка
сооответствующих диаметру прутка зажимной и подающей цанг
или патрона для штучных заготовок; 2) установка последова-
тельности циклов и режимов обработки на штекерной панели
в соответствии с технологической документацией; 3) установка
в гнездах револьверной головки заранее настроенных инструмен-
тов согласно карте наладки; 4) установка упоров на барабане в со-
ответствии с картой наладки; 5) установка упоров круговых пе-
ремещений на станке при обработке в наладочном режиме первой
детали согласно технологической документации.
Со станком по особому заказу может быть поставлен отрезной
суппорт, который устанавливают на корпусе шпиндельной бабки.
ГЛАВА 10
ТОКАРНЫЕ ПОЛУАВТОМАТЫ И АВТОМАТЫ
§ 10.1. ОБЩИЕ СВЕДЕНИЯ
Автоматами называют такие станки, на которых после
их наладки все движения, связанные с циклом обработки детали,
а также загрузка заготовки и выгрузка готовой детали выполня-
ются по заданной программе без участия рабочего. На полуавто-
матах установку новой заготовки, пуск станка и снятие готовой
детали производит рабочий.
Токарные автоматы и полуавтоматы могут быть универсаль-
ными и специализированными, горизонтальными и вертикальными,
одно-и многошпиндельными. Одношпиндельные прутковые токар-
ные автоматы подразделяют на револьверные, фасонно-отрезные и
фасонно-продольные. В универсальном исполнении одношпин-
дельные токарно-револьверные автоматы имеют шестипозиционную
револьверную головку и поперечные суппорты.
В массовом производстве широко применяют многошпиндель-
ные токарные автоматы. Токарные автоматы являются, как пра-
вило, многоинструментальными станками. По числу шпинделей их
делят на одно- и многошпиндельные, по расположению шпинде-
лей — на горизонтальные и вертикальные, по назначению — на
универсальные и специализированные.
Горизонтальные одношпиндельные токарные полуавтоматы под-
разделяют на многорезцовые (центровые и патронные), копиро-
вальные и многорезцово-копировальные. На центровых станках
обрабатывают детали, устанавливаемые в центрах, когда длина
детали в несколько раз больше ее диаметра. На патронных станках
в основном обрабатывают короткие детали большого диаметра.
Одношпиндельные полуавтоматы, снабженные магазинным уст-
ройством, превращаются в автоматы.
Токарные копировальные полуавтоматы служат для обработки
деталей сложной конфигурации. Детали на таких станках обраба-
тывают одним или несколькими резцами. Резец перемещается
в продольном и поперечном направлениях в соответствии с профи-
лем копира или эталонной детали. На копировальных полуавто-
матах обработку можно вести на более высоких скоростях резания,
чем при многорезцовой обработке.
Многошпиндельные автоматы и полуавтоматы по принципу ра-
боты подразделяют на автоматы (полуавтоматы) параллельного и
последовательного действия.
. § 10.2. МНОГОРЕЗЦОВЫЕ ТОКАРНЫЕ ПОЛУАВТОМАТЫ
Схема работы многорезцового полуавтомата приведена
на рис. 10.1. Заготовку 2 обрабатывают несколько одновременно
работающих резцов, установленных на продольном 12 и попереч-
159
chipmaker.ru
Рис. 10.1. Схема работы многорезцового полуавтомата
ном 3 суппортах. Одновременное участие в работе большого числа
резцов, каждый из которых обрабатывает свой участок заготовки,
позволяет получить детали заданных форм и размеров путем про-
стейших и коротких циклов работы суппортов и, следовательно,
значительно сократить время обработки.
Многорезцовые полуавтоматы имеют полуавтоматический цикл
работы. Съем детали, установку заготовки, ее зажим в патроне
или в центрах передней 1 и задней 4 бабок, а также пуск полуав-
томата производят вручную. Подвод суппортов с резцами, об-
работка заготовки, возврат суппортов в исходное положение и
остановка полуавтомата производятся автоматически.
Продольный суппорт 12 в многорезцовом полуавтомате пере-
мещается вместе с планками 6 и 8 относительно неподвижной ли-
нейки 10. При этом ролик 7 суппорта перекатывается по рабочей
поверхности линейки 10 и постоянно поджимается к ней пружи-
нами 11. Цикл работы продольного суппорта следующий: быстрый
подвод суппорта к обрабатываемой заготовке (участок а—б);
врезание резцов при перемещении ролика 7 по конусной поверх-
ности линейки 10 (участок б—в); обтачивание заготовки при ра-
бочей подаче (участок в—г); отскок суппорта назад в поперечном
направлении (участок г—д)-, быстрый отход в исходное положение
на продольной подаче (участки д—е, е—и, и—к) и перемещение
суппорта вперед в первоначальное положение (участок k—а).
Отскок суппорта в конце обработки (примерно на 1 мм) и
возврат его в первоначальное положение в конце отхода назад
(участки траектории г—д и к—«) осуществляются с помощью
планок 6 и 8. Обе планки перемещаются вместе с суппортом,
при этом планка 6 может перемещаться относительно суппорта
в продольном направлении. В начале работы суппорта они уста-
160
новлены относительно друг друга так, что соприкасаются высту-
пами (как показано на рис. 10.1).
В конце обтачивания планка 6 наезжает на упор 9 и смещается
относительно планки 8 вправо, в результате чего ее выступы уста-
навливаются напротив впадин планки 8. Суппорт 12 вместе с ро-
ликом 7, линейкой 10 и планкой 8 под действием пружин 11
отходит назад на глубину впадины планки 8. В результате этого
резцы при отходе суппорта назад не касаются обработанной по-
верхности.
После возвращения продольного суппорта в исходное положе-
ние планка 6 наезжает на второй упор 5 и смещается влево в пер-
воначальное положение, когда ее выступы устанавливаются
напротив выступов планки 8. В результате суппорт с резцами,
линейка 10 и планка 8 устанавливаются в первоначальное поло-
жение (точка а).
Многорезцовый токарный полуавтомат 1Н713 (рис. 10.2)
предназначен для высокопроизводительной черновой и чистовой
обработки в условиях серийного и массового производства за-
готовок шестерен, валов, колец, фланцев и других деталей в пат-
роне или центрах с помощью многорезцового блока или копира.
Станок можно встраивать в автоматические линии.
Техническая характеристика станка
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной . . . 400
над суппортом .................................................. 250
Наибольшая длина обрабатываемой заготовки, мм ................. 500, 710
Число частот вращения шпинделя.................................... 14
161
chipmaker.ru
Частота вращения шпинделя, мин-1................ ...............63—1250
Число подач продольного суппорта................................ 13
Подача продольного суппорта, мм/мин............................. 25—400
Скорость быстрых перемещений продольного суппорта, мм/мин. . . 3500
Число подач поперечного суппорта...........-.................... 13
Подача поперечного суппорта, мм/мин ............................ 25—400
Скорость быстрых перемещений поперечного суппорта, мм/мин . . . 3500
Мощность электродвигателя главного движения, кВт ............... 17
Частота вращения электродвигателя, мин-1........................ 1470
Мощность электродвигателей подач суппорта, кВт ................. 1,5
На нижней станине 1 установлена передняя бабка 2 с механиз-
мом главного движения и шпинделем 4. По продольным направля-
ющим нижней станины можно перемещать заднюю бабку 15, а по
поперечным направляющим — поперечный суппорт 7 с механиз-
мом подач. На верхней станине 13 закреплена коробка подач 5
продольного суппорта 8, который перемещается по направляющим
станины. На передней панели бабки расположен щиток 6 с кноп-
ками управления станком. Справа от продольного суппорта смон-
тированы передвижной кронштейн копирной линейки 12, командо-
аппарат 11 для управления циклом работы продольного суппорта
и передвижной упор 10 для установки в рабочее положение ли-
нейки отскока продольного суппорта. Квадратными рукоятками 9
и 17 настраивают соответственно ползуны продольного 8 и по-
перечного 7 суппортов. Педалью 16 управляют работой пневмо-
системы задней бабки. Ременная передача механизма главного
движения закрыта кожухом 3. Электрооборудование станка рас-
положено в шкафу 14, а пневмоаппаратура — в корпусе станины 1.
Электродвигатель главного движения находится внутри станины
под передней бабкой.
Кинематическая схема станка изображена на рис. 10.3. От
электродвигателя Ml через клиноременную передачу вал I,
а ,, 96 /
сменные зубчатые колеса вал II, зубчатую передачу ^или
26 \ 35
-gg-к вал III и пару зубчатых колес вращение передается на
шпиндель IV. Движение подачи продольного и поперечного суп-
портов осуществляется от автономных коробок подач (АКП-2).
Рабочее движение продольного суппорта осуществляется по цепи:
электродвигатель М2, гитара сменных колес червячная
передача муфта ЭМ1, ходовой винт IX, суппорт.
Быстрое перемещение продольного суппорта происходит по
цепи: электродвигатель М2, вал V, винтовая зубчатая передача
муфта ЭМ2, ходовой винт IX, суппорт. Рабочее движение
поперечного суппорта осуществляется по цепи: электродвигатель
М3, гитара сменных колес червячная передача
162
муфта ЭМЗ, вал XIII, ходовой винт, суппорт. Быстрое переме-
щение поперечного суппорта происходит по цепи: электродвига-
13
тель М3, вал X, винтовая зубчатая передача муфта ЭМ4,
вал XIII, ходовой винт, суппорт.
§ 10.3. ТОКАРНЫЕ КОПИРОВАЛЬНЫЕ ПОЛУАВТОМАТЫ
Принцип работы копировальных полуавтоматов
(рис. 10.4). В отличие от многорезцовых токарных полуавтоматов
в токарных копировальных полуавтоматах основной профиль за-
готовки 16, зажатой пинолью 9 гидроцилиндра 10, получают при
обработке одним резцом 5 методом копирования. Резец устанав-
ливают на верхней части копировального суппорта, привод кото-
рого в продольном и поперечном направлениях осуществляется
гидравлической следящей системой, управляемой по специальному
копиру 8 или по эталонной детали. В результате этого при про-
дольном и поперечном перемещении гидросистемой копироваль-
ного суппорта резец 5 точно воспроизводит на обрабатываемой
заготовке форму и размеры копира. Размеры же рабочего профиля
копира точно соответствуют размерам изготовляемой детали.
По поверхности копира 8 скользит наконечник щупа 7, за-
крепленного на рычаге, который перемещает запорно-регулирую-
163
chipmaker.ru
щий элемент копировальной головки 6. Профиль наконечника
щупа точно соответствует профилю резца копировального суп-
порта. Запорно-регулирующий элемент, управляющий подачей
масла в гидроцилиндр 4 поперечной (или следящей) подачи суп-
порта, свободно перемещается внутри копировальной головки 6
и в процессе обработки постоянно поджимается пружиной вместе
со щупом к поверхности копира. Копировальная головка, в свою
очередь, жестко связана с верхней частью 3 копировального суп-
порта и гидроцилиндра 4.
На горизонтальном участке копира щуп с запорно-регулирую-
щим элементом и копировальная головка находятся в нулевом
положении. Давление масла в верхней и нижней полостях гидро-
цилиндра 4 одинаковое и поэтому поперечная подача суппорта
отсутствует. Суппорт в этот момент получает только продольное
перемещение с подачей от гидроцилиндра 1, поршень и шток кото-
рого жестко связаны с продольной кареткой 2 суппорта.
Как только наконечник щупа 7 подходит к выступу на поверх-
ности копира, он поднимается вверх вместе с запорно-регулирую-
щим элементом относительно копировальной головки 6. В резуль-
тате возникает рассогласование в их взаимном положении. Ука-
занный элемент открывает доступ масла в верхнюю полость гидро-
цилиндра 4, поршень со штоком которого жестко связан с продоль-
ной кареткой 2, а гидроцилиндр — с верхней частью суппорта 3.
В результате верхняя часть суппорта с резцом 5 начнет подни-
маться вверх. Вместе с ней поднимается вверх и копировальная
головка 6. Их подъем будет происходить до тех пор, пока щуп
с запорно-регулирующим элементом и копировальная головка
не займут опять нулевое положение. При опускании щупа с за-
порно-регулирующим элементом вниз по профилю копира масло
164
подается в нижнюю полость гидроцилиндра 4, и верхняя часть
суппорта вместе с резцом перемещается вниз.
Гидравлическая следящая система привода копировального
суппорта с помощью автоматического регулятора обеспечивает
взаимную связь его продольной и поперечной подач, что позволяет
налаживать на полуавтомате такое соотношение подач, при кото-
ром результирующая подача суппорта получается примерно по-
стоянной независимо от углов наклона профиля копира.
Переходы по прорезке канавок, снятию фасок и другие выпол-
няет инструмент поперечного суппорта 12 (на полуавтомате может
быть один или два суппорта).
Перемещение поперечного суппорта осуществляется от пол-
зуна 15 с наклонной поверхностью, по которой перекатывается
ролик 14, жестко связанный с суппортом 12. При перемещении
ползуна, соединенного со штоком и поршнем гидроцилиндра И,
вправо ролик 14, перекатываясь по его наклонной поверхности,
перемещает суппорт вверх. Перемещение происходит до тех пор,
пока ролик не выйдет на верхнюю горизонтальную плоскость
ползуна. При перемещении ползуна влево суппорт под действием
пружины 13 отходит вниз в исходное положение.
Многорезцово-копировальные полуавтоматы (рис. 10.5) как
бы суммируют в себе основные преимущества и технологические
возможности многорезцовых и копировальных полуавтоматов.
По принципу работы они во многом похожи на копировальные
полуавтоматы. Основной профиль заготовки 12, устанавливаемой
в центрах шпиндельной и задней бабок, обрабатывают режущим
инструментом И, установленным на копировальном суппорте.
При этом обрабатывать можно, как на копировальных полуавто-
матах, одним резцом или, как на многорезцовых полуавтоматах,
блоком резцов до шести — восьми штук, или резцами с двух на-
Рис. 10.5. Схема работы
многорезцово-копиро-
вального полуавтомата
165
chipmaker.ru
кладных копировальных суппортов с независимым управлением
каждым суппортом по отдельному копиру.
Операции по проточке канавок, подрезке торцов и другие
выполняют резцами, установленными на поперечном суппорте 10.
В отличие от копировальных полуавтоматов поперечный суппорт
многорезцово-копировальных полуавтоматов выполнен в виде
отдельного узла с самостоятельным приводом. Это позволяет при
использовании двух поперечных суппортов обеспечить их незави-
симую работу.
Продольная (задающая) подача каретки 7 копировального суп-
порта в этих полуавтоматах механическая и производится с по-
мощью передачи ходовой винт—гайка. Гайка этой передачи жестко
закреплена на каретке 7. При вращении ходового винта 1 в одну
или другую сторону копировальный суппорт перемещается влево
или вправо.
Поперечное перемещение верхней части 6 копировального суп-
порта осуществляет однокоординатная гидравлическая следящая
система, управляемая от копира 2. Верхняя часть суппорта, как
и в кояировальных полуавтоматах, жестко соединена с гидроци-
линдром 4, а неподвижный поршень 3 штоком 5 жестко соединен
с продольной кареткой суппорта. Перемещение поперечного суп-
порта 10 и пиноли задней бабки 8 осуществляется также гидро-
приводом, но поперечный суппорт связан непосредственно с пор-
шнем 9 гидроцилиндра.
Токарный многорезцово-копировальный полуавтомат 1713
(рис. 10.6) применяют для черновой и чистовой токарной обра-
ботки в центрах деталей типа валов с прямолинейными и криво-
линейными образующими.
Техническая характеристика станка
Наибольший диаметр обрабатываемой заготовки над суппортом, мм 250
Расстояние между центрами, мм.................................. 710
Частота вращения шпинделя, мин-1. ......................... 125—1250
Мощность электродвигателя привода главного движения, кВт .... 22
Главное движение (вращение шпинделя) осуществляется от
л л 205
электродвигателя М через клиноременную передачу -gjp-, ко-
робку скоростей со сменными зубчатыми колесами а и b и с элект-
ромагнитными муфтами ЭМ1, ЭМ2, ЭМЗ, ЭМ4. С выходного
вала IV вращение через клиноременную передачу переда-
ется на вал V, на котором установлен переключаемый блок зубча-
тых колес z ~ 28 и z = 45. Установка этого блока в положение-уд-
45
или в положение -gg- позволяет дополнительно изменять частоту
вращения шпинделя. Одновременное включение муфт ЭМЗ и ЭМ4
обеспечивает торможение шпинделя.
166
De=175;130.
Z=54
Рнс. 10.6. Кинематическая схема многорезцово-копировального полуавто-
мата 1713:
1
зазора;
4 7 7 . _ . .....
суппорта; 5 — вал с шестигранником
поперечного суппорта
z=23
z=28
z=61
2=4-1—-
Z=41
81
z=J4
D,-20
z=70 z
зубчатая предохранительная муфта; 7 — разрезная гайка для устранения
; . 3 — вал с шестигранником установочного перемещения задней бабки;
вал с шестигранником поперечного установочного перемещения поперечного
--- - - ------ продольного установочного перемещения
2=18 z=36 г=20 2=36 2=52 2=^4
^7^75
2=21
2 = 21
XSI
ЭМ
ЭМО
1
2 = 18
4
Z=16
Рх.в-4мм
X ЭМ2
z=S3
N=22nBm,n!14lOnu,
2=27
2=67
2 = 61-
N= 1,5кВт
п-WOmuh'
1)^24
D3=2PS-
z=33
2=43
пг=зп
Z=43
№5 ,ЭМ6
л=«7
SZ=¥7
X
ЭМ7
Рх.е.*Вмм
=26
= 45
1=13
chipmaker.ru
Движение рабочих подач копировального суппорта осущест-
вляется от вала V шпиндельной бабки через клиноременную
передачу со сменными шкивами D6 — 94 или 140 и D6 — 175
или 130. Вращение передается на входной вал VII коробки подач
и далее через ее зубчатые передачи с электромагнитными муфтами
ЭМ5, ЭМ6, ЭМ7, ЭМ8, ЭМ9 на ходовой винт рх. в = 8 мм про-
дольного перемещения копировального суппорта.
На выходном валу XIV коробки подач установлена муфта I,
которая при внезапной остановке копировального суппорта от-
ключается, предохраняя механизмы коробки подач от поломки.
На левом конце вала XII сделан шестигранник для продольного
перемещения копировального суппорта вручную при наладке
полуавтомата.
Движение ускоренных подач копировального суппорта осущест-
вляется от самостоятельного электродвигателя М, который вклю-
чается одновременно с включением полуавтомата и передает вра-
щение на ходовой винт копировального суппорта только при вклю-
чении электромагнитной муфты ЭМК). При передаче вращения по
цепи z=34, z=41, 2=21 и г=54 (включены муфты ЭМ10
и ЭМ9) суппорт получает ускоренный подвод к шпинделю полу-
автомата. По цепи г = 34, г = 41, г = 41, г = 21 и г == 54 (вклю-
чены муфты ЭМ10 и ЭМ8) суппорт получает ускоренный отвод
в исходное положение.
§ 10.4. ФАСОННО-ОТРЕЗНЫЕ
И ФАСОННО-ПРОДОЛЬНЫЕ АВТОМАТЫ
Фасонно-отрезные автоматы являются высокопроизво-
дительными станками; их применяют в крупносерийном и массовом
производстве для изготовления из прутка или из проволоки, свер-
нутой в бунт, коротких деталей диаметром от 3 до 20 мм и деталей
простой формы. Схема работы фасонно-отрезного автомата пока-
зана на рис. 10.7. Пруток, закрепленный в шпинделе 1, получает
вращательное движение, а поперечные суппорты 2 (у станка их
может быть два — четыре) с фасонным и отрезным инструментом
получают поперечную подачу. У станка имеется подвижный упор 3,
который автоматически устанавливается по оси шпинделя после
обработки детали для подачи прутка на обработку следующей де-
тали. Некоторые фасонно-отрезные автоматы имеют
продольный суппорт для сверления отверстий.
Автоматы фасонно-продольного точения пред-
назначены для изготовления длинных деталей
малого диаметра из прутка или бунта в условиях
массового производства. Они являются высоко-
точными станками. На автоматах продольно-фа-
сонного точения обработку производят неподвиж-
Рис. 10.7. Схема работы фасонно-отрезного автомата
1С8
Рис. 10.8. Схема работы автомата фасонно-продольного точения
ными или поперечно перемещающимися резцами при продольной
рабочей подаче прутка. Как правило, обработку осуществляют
непосредственно у люнета, поддерживающего пруток. Подача
происходит при перемещении шпиндельной бабки или пиноли
шпинделя. Комбинируя поперечные и продольные движения, мож-
но получить ступенчатые, конические и фасонные поверхности без
применения специальных фасонных резцов.
Схема работы автомата фасонно-продольного точения показана
на рис. 10.8. Пруток 16, закрепленный в шпинделе цангой 11,
вращается и одновременно получает продольную подачу вместе
с бабкой 12. Суппорты 1—5 в процессе обработки или остаются
неподвижными, или получают поперечную подачу. Суппорты 1
и 2 закреплены на балансире 6, качающемся на оси 7. Упор 10
балансира прижимается к кулачку 9 пружиной 8. При вращении
кулачка 9 балансир 6 поворачивается и перемещает суппорты 1
и 2, причем, если суппорт 1 приближается к прутку, то суппорт 2
отходит. Суппорты 3, 4 и 5 смонтированы в одном корпусе.
«Люнет 13 расположен в непосредственной близости от режущих
кромок резцов 14, 15. В результате создаются благоприятные ус-
ловия для снятия стружки и получения высокой точности и наи-
меньших параметров шероховатости обрабатываемой поверхности.
§ 10.5. ОДНОШПИНДЕЛЬНЫЙ
ТОКАРНО-РЕВОЛЬВЕРНЫЙ АВТОМАТ 1Б140
На токарно-револьверном автомате 1Б140 (рис. 10.9)
в условиях крупносерийного и массового производства обраба-
тывают сложные по форме детали с применением нескольких по-
следовательно или параллельно работающих инструментов.
Техническая характеристика станка
Наибольший диаметр обрабатываемого прутка, мм.................. 40
Наибольший диаметр нарезаемой резьбы:
в стальных деталях ......................................... М24
в деталях из латуни......................................... М32
Наибольшая подача прутка за одно включение, мм................ 100
169
chipmaker.ru
Наибольший ход револьверной головки, мм...................... 100
Время изготовления одной детали, с .......................... 10,1—608,3
Частота вращения шпинделя, мин-1:
при левом врашении . . . . ................... 160—2500
при правом вращении . . . .................. 63—1000
Расстояние от торца шпинделя до револьверной головки, мм:
наименьшее................... ............................... 75
наибольшее .................................................... 210
Мощность электродвигателя, кВт.................................. 5,5
Принцип работы станка. Пруток пропускают через направ-
ляющую трубу и закрепляют в шпинделе станка цанговым зажи-
мом. Инструмент закрепляют в револьверной головке, попереч-
ных и продольном суппортах. Инструментами револьверной го-
ловки обтачивают наружные поверхности, обрабатывают отвер-
стия и нарезают резьбу, инструментами поперечных суппортов
обрабатывают фасонные поверхности, подрезают торцы, снимают
фаски и отрезают готовые детали, а инструментом продольного
суппорта (он установлен на переднем поперечном суппорте)
обрабатывают конусы и осуществляют другие операции.
Главное движение. Вращение шпиндель V (рис. 10.10) полу-
чает от электродвигателя Ml через коробку скоростей и клино-
ременную передачу. Электромагнитные муфты в коробке скоростей
переключаются переключателями автоматически по установленной
программе. Таким образом, на шпинделе можно автоматически
Рис. 10.9. Токарно-револьверный автомаг 1Б140:
1 — основание; 2 — передний поперечный суппорт (задний поперечный суппорт на ри-
сунке не показан); 3 — продольный суппорт (расположен на переднем поперечном суп-
порте); 4 — шпиндельная бабка; 5 — вертикальный суппорт (их два); 6 — револьверная
головка; 7 — станина; 8 — суппорт револьверной головки
170
Кщьйка (ю&ач
chipmaker.ru
получить по три различных частоты вращения при левом и правом
вращении. Сменные зубчатые колеса ~ позволяют увеличить
число частот вращения шпинделя.
Кинематическая цепь привода вспомогательного и распредели-
тельных валов. Вращение вспомогательного вала VII осуществля-
ется от самостоятельного электродвигателя М2 через червячную
2
пару при включенной зубчатой муфте 1. Вспомогательный вал
вращается с частотой 120 мин-1, а при выключенной муфте 1 его
можно вращать вручную маховиком 6.
„ 1
От вспомогательного вала через червячную пару -jg- вращение
передается командоаппарату 2 переключения скоростей шпинделя,
который по ходу технологического процесса обработки детали
дает команды на включение соответствующих электромагнитных
36 72
муфт в коробке скоростей. Через зубчатые колеса вращение
сообщается барабаном 3 и 4 механизмов подачи и зажима прутка.
т. Г 42 84
Револьверная головка 5 поворачивается через передачу -g^--^-,
25
конические колеса -==- и мальтийский механизм 7 и 8. От вала
50
VIII через коробку подач и червячную пару вращение переда-
25
ется первому распределительному валу XV, а через передачи -==-
Z.O
и ~-----второму распределительному валу XVI. Валы XV и
и XVI связаны передачей с i = 1.
На распределительном валу XVI установлены цилиндрический
кулачок 9, осуществляющий подачу продольного суппорта 10,
и барабаны 11, 12 и 13, дающие команды на включение однообо-
ротной муфты 14 для поворота барабана командоаппарата 2, му-
фты 15 для подачи и зажима прутка и муфты 16 для поворота ре-
вольверной головки. Перед подачей прутка кулачок 17 (вал XVIII)
с помощью зубчатого сектора z = 125 и колеса г — 20 поворачи-
вает качающийся упор и устанавливает его напротив переднего
торца шпинделя. После подачи прутка упор отходит в исходное
положение.
Качающийся упор применяют в том случае, когда все позиции
в револьверной головке заняты режущими инструментами. Ка-
чающийся упор имеет меньшую жесткость, чем упор, установлен-
ный в револьверной головке. Поэтому при его применении для об-
работки точных деталей подрезают торец заготовки. Справа на
валу XVI установлены дисковые кулачки 18, 19 для подачи верти-
кальных суппортов 22 и 23 и кулачки 20, 21 для подачи попереч-
ных суппортов 24 и 25.
На распределительном валу XV расположены дисковый ку-
лачок 26 для подачи револьверного суппорта, барабан 27, управ-
172
ляющий приемником 28 готовых деталей, и барабан 29, переклю-
чающий с помощью муфты 30 распределительные валы с медлен-
ного вращения на быстрое и наоборот. Медленное вращение
распределительных валов осуществляется от вала VIII через
22 64 - а с е , . о„
передачу -g^- -gg- и сменные зубчатые колеса -у -у — (муфта 30
включена вправо).
Кинематические цепи привода вращения специальных при-
способлений. Вращение быстросверлильного приспособления осу-
ществляется от самостоятельного электродвигателя М3. Вращение
. 24 17
через конические зубчатые колеса qg- и -^- передается на шпин-
дель 31 быстросверлильного приспособления, установленный в од-
ной из позиций револьверной головки. Этот шпиндель, вращаясь
в направлении, обратном вращению заготовки, позволяет полу-
чать высокие скорости резания при сверлении отверстий малого
диаметра.
Винтовой конвейер 33 удаления стружки получает вращение
от вспомогательного вала VII через цепную передачу и чер-
2
вячную пару -gg- (муфту 32 включают вручную).
Суппорт револьверной головки. Револьверная головка в про-
цессе работы получает следующие движения: продольное пере-
мещение справа влево (быстрый подвод и рабочая подача), быстрый
отвод в исходное положение и переключение с одной позиции на
другую.
Продольное перемещение осуществляется от кулачка 19
(рис. 10.11), профиль которого соответствует технологическому
процессу обработки детали. Выступы кулачка, поднимая ролик
рычага с зубчатым сектором 20, через рейку 18, связанную тя-
гой 21 и шатуном 22 с кривошипным валом 23, сообщают движе-
ние револьверной головке 1. Револьверная головка находится под
постоянным действием пружины 17, стремящейся сдвинуть ее
вправо. Когда ролик, скатываясь с выступа, попадает во впадину
кулачка 19, пружина отводит револьверную головку вправо на
расстояние, соответствующее глубине этой впадины.
Револьверная головка поворачивается от вспомогательного
вала через зубчатые колеса 15 (г — 84) и 13 (г = 42), вал 14, ко-
25
нические колеса 12 и 9 с передаточным отношением -gg-, криво-
шипный вал 23 с диском 8 (на диске имеется палец 11 с роликом 10)
и мальтийский крест 7 с шестью радиальными пазами а. Крест
установлен на конце оси револьверной головки 1. При вращении
кривошипного вала 23 ролик 10 входит в очередной паз мальтий-
ского креста и поворачивает его на 1/е часть оборота вместе с ре-
вольверной головкой.
В рабочем положении револьверную головку удерживает фик-
сатор 2. Механизм фиксации состоит из пружины 3, кулачка 25
173
chipmaker.ru
Рис. 10.11. Схема суппорта револьверной головки
и рычага 4 с роликом 24. Когда кулачок 25, связанный с криво-
шипным валом 23, нажимает на ролик 24, рычаг 4 поворачивается
на оси 6 и, преодолевая сопротивление пружины 3, вытягивает
фиксатор 2 из гнезда револьверной головки 1. После поворота
револьверной головки в новую позицию профиль кулачка 25
позволяет фиксатору 2 под действием пружины 3 войти в очередное
гнездо револьверной головки и зафиксировать ее в новом поло-
жении. Рукоятка 5 служит для ручного отвода фиксатора.
Чтобы при повороте револьверной головки в другую позицию
не повредить режущие инструменты и обрабатываемую заготовку,
перед каждым поворотом головки револьверный суппорт быстро
отводят назад. Это осуществляется следующим образом. При вра-
щении кривошипного вала 23, еще до того как ролик 10 дойдет до
радиального паза а мальтийского креста 7 и начнется поворот
револьверной головки, револьверный суппорт под действием кри-
вошипа К и шатуна 22 быстро отойдет назад. По окончании пово-
рота головки револьверный суппорт под действием кривошипа К
займет первоначальное положение, при котором весь кривошипный
механизм представляет собой одну жесткую систему (как показано
на рисунке). Положение револьверного суппорта относительно
д-орца шпинделя можно менять путем изменения положения тяги 21
в рейке 18 путем ввертывания или вывертывания резьбовой вту-
лки 16, которая связана с тягой 21.
Коробка подач (рис. 10.12) автомата 1Б140 закреплена на
правом торце станины и получает вращение от вспомогательного
вала через крестовую муфту 2. В зависимости от положения зуб-
чатой муфты 1 коробка подач передает на распределительные валы
медленное (рабочее) или быстрое вращение на вспомогательном ходу.
174
Поперечный распределительный вал 2 (рис. 10.13) несет на
себе кулачок 1 подачи револьверного суппорта, который через
прозрачную откидную крышку 3 устанавливают с передней сто-
роны автомата, т. е. к кулачку револьверного суппорта имеется
свободный доступ.
Продольный распределительный вал 1 (рис. 10.14) в этом ав-
томате удобен с точки зрения наладки. Участок этого вала с дис-
ковыми кулачками подачи поперечных суппортов съемный. Для
его снятия необходимо расстопорить винт 4, вывернуть стяжной
винт 3, одновременно выдвигая вправо втулку 2. Чтобы снятию
вала не мешали рычаги с роликами, их поднимают вверх и стопо-
рят. Подъем рычагов осуществляется специальным механизмом,
состоящим из червяка и неполного червячного колеса.
Поперечные суппорты (рис. 10.15) получают поступательнсе
движение по оси шпинделя от рычагов с зубчатыми секторами 5а
Рис. 10.12. Коробка подач автомата 1Б140
175
chipmaker.ru
Рис. 10.13. Поперечный распределительный вал автомата 1Б140
связанными с зубчатыми рейками 3, а установочное перемещение
при наладке — от винтов 6 и 4. На переднем суппорте имеются
продольные направляющие 2, по которым перемещается параллель-
но оси шпинделя под углом к нему продольный суппорт 1. Рабочее
Рис. 10.14. Продольный распределительный вал автомата 1Б140
1'76
2
Рис. 10.15. Поперечные суппорты автомата 1Б140
1
движение суппорты получают от кулачков, установленных на
распределительном валу автомата.
Механизм подачи и зажима прутка шпиндельного узла 7
(рис. 10.16) состоит из подающей цанги 9, ввернутой в подающую
трубу 4, и зажимной цанги 11, ход которой вправо ограничивается
гайкой 12. Подающая цанга закалена в сжатом состоянии, а за-
жимная — в разжатом. Механизм установлен в опорах 1 и 14
и работает следующим образом. В определенный момент, соответ-
ствующий циклу работы станка, получают вращение кулачки ба-
рабанного типа 17 и 18, управляющие зажимной и подающей цан-
гами. Это происходит после отрезки обработанной детали. Враще-
ние кулачков 17 и 18 осуществляется от вспомогательного вала
через передачу yg (см. рис. 10.10).
Первоначально от кулачка 18 (см. рис. 10.16) через рычаг 19
на расчетную величину подачи прутка перемещаются влево по-
177
chipmaker.ru
дающие труба 4 и цанга 9. При этом лепестки цанги скользят по
зажатому прутку. Затем от кулачка 17 движение через рычаг 16
передается втулке 5. Во время подачи прутка необходимо, чтобы
цанга 11 была в разжатом состоянии, поэтому втулке 5 сообща-
ется перемещение вправо. Втулка 5 освобождает левые (длинные)
концы рычажков 6, и трубка 8 и втулка 10 под действием пру-
жины 13 быстро отходят влево. Зажимная цанга разжимается и
освобождает пруток. После этого подающая цанга получает дви-
жение вправо и за счет сил трения перемещает пруток до упора,
установленного в револьверной головке. Затем от рычага 16
втулка 5 перемешается влево, нажимает на левые концы рычаж-
ков 6, а они, опираясь на шайбу 15, смещают вправо трубу 8 и
втулку 10, которая своим внутренним конусом сжимает зажимную
цангу 11. Длину хода подающей цанги регулируют изменением
положения камня 2, который можно перемещать винтом 3 по пазу
рычага 19.
Наладка автомата 1Б140 включает разработку технологиче-
ского процесса обработки и карты наладки, выбор нормальной и
изготовление специальной оснастки, кинематическую наладку и
монтаж оснастки на станке. При разработке технологического
процесса обработки необходимо соблюдать следующие рекомен-
дации: а) стремиться вести обработку одновременно несколькими
инструментами; при этом не совмещать черновые и чистовые пере-
ходы, так как это увеличивает параметры шероховатости и сни-
жает точность обработки; б) обеспечивать по возможности сов-
местную работу инструментов револьверной головки и поперечных
суппортов; в) при точении фасонными резцами фаски на переход-
ных кромках заменять дугами окружностей радиусами R — 0,2 ...
0,3 мм; г) перед сверлением отверстий диаметром менее 10 мм
необходимо производить центрование • сверлом с вылетом I с 2d;
д) сверление глубоких отверстий (/ > 4d) следует разбивать
на несколько переходов; е) наиболее точные размеры по длине
детали следует получать инструментами, закрепленными в попе-
речном суппорте; ж) если в револьверной головке занято всего
два-три гнезда, необходимо переключать ее через одно отверстие
или, если это возможно, обрабатывать две детали за один цикл.
Пример расчета наладки. Рассчитать наладку револьверного автомата 1Б140
для изготовления винта (табл. 10.1).
I. Разработка технологического процесса (рис. 10.17). Переходы 1—3, 5, 6
осуществляются револьверным суппортом, переход 4 — передним н задним суп-
портами, переход 7 — вертикальным суппортом. Все переходы рабочих и вспо-
могательных ходов в установленной последовательности заносят в операцией
ную карту обработки, отдельно для каждого суппорта.
2. Выбор режимов резания. По нормативам режимов резания для обработки
заготовки из стали 12 резцами из быстрорежущей стали Р18 устанавливаем сле-
дующие режимы резания: скорость резания для протачивания и отрезки U] =
= 65 м/мин, для нарезания резьбы v2 = 8 м/мин; подача для продольного точе-
ния SI = 0,12 мм/об, для поперечного точения S2 = 0,5 мм/об, для отрезки
S3 = 0,04 мм/об. Значения подач заносят в графу 6, а скоростей резания —
в графу 5 операционной карты.
178
ППШ2
3. Определение частоты вращения шпинделя: при протачивании и отрезке
п = — 863 мин*1» при нарезании резьбы
ши nd 3,14-24
1000и2 1000 8 irn
nd, 3,14-16
По паспорту станка подбираем ближайшую частоту вращения шпинделя:
при протачивании и отрезке пшп1 = 800 мии -, при нарезании резьбы пшп2 —
= 160 мин-1.
Фактические скорости резания:
л<1пШп1 3,14-24-800 сп с ,
= -ТобГ- = юоо— = 6О’Б м/мин:
2 __ 3,14-16-160
1000 — 1000
8,05 м/мин,
что допустимо.
По паспорту станка подбирают сменные колеса в коробке скоростей с числом
вубьев а, — 25; bt — 70.
Так как различные переходы осуществляются при разных частотах шпин-
деля, то число оборотов вала шпинделя не пропорционально затратам времени
на выполнение этих переходов. Для расчета наладки определяют принятые
(приведенные) числа оборотов вала шпинделя, пропорциональные затратам вре-
мени. За основную частоту вращения шпинделя принимают ту, при которой осу-
ществляется наибольшее число переходов (во всех случаях лучше брать одну
чз максимальных частот вращения шпинделя). Для данного примера основная
частота вращения шпинделя посн = 800 мин-1.
Приведенное число оборотов вала шпинделя для других переходов опреде-
ляют, умножив действительно нужное число оборотов вала шпинделя на коэф-
фициент приведения k. Коэффициент приведения равен отношению основной
частоты вращения шпинделя посн к частоте вращения шпинделя, при которой
выполняется данный переход.
179
10.1. Операционная карта обработки на автомате 1Б140
Эскиз Номер цеха Номер участка Номер опера- ция Операция
Автомат-
ная
Оборудование
Одношпиндельный автомат 1Б140
Сменные шестерни скоростей Сменные шестерни подач
01 bi а Ь С d е f
25 70 73 27 35 65 30 70
chipmaker.ru
Материал Заготовка
Профиль и размеры Твер- дость Масса
Сталь 12 Калибро- ванный пруток диаметром 24 мм НВ 190
Частота вращения шпинделя, мин-1 То тп Охлаждение
иа стай- ке необ- ходи- мая
800 1050 66.2 13,9 Без охлаждения
160
Механизм Номер перехо- да Переход Длина рабоче- го «ода. мм Скорость реза- ния. м/мнн
1 0 3 4 5
1 Подача прутка до упора Переключение головки —
2 Протачивание поверхности под резьбу М16Х2 и снятие фаски Переключение револьверной го- ловки 24,5 60,5
3 Черновое протачивание поверх- ности диаметром 20 мм Переключение головки 14,5 60,5
5 Чистовое протачивание поверх ности диаметром 20 мм Переключение головки Переключение частоты и на- правления вращения шпинделя (перекрывается) 12 60,5
Продолжение тадл. 10.1
Подача мм/об Отношение плеч рычагов Число оборотов Кулачки
Сотые доли Радиус, мм
расчет- ное S ж 5 D &g Рабочий ход Вспомо- гатель- ный ход От До наимень- ший наиболь- ший ;
6 7 8 9 10 11 12 13 14 15
3 0 3 95 95
— — — — 2 3 5 — —
0,12 1 : 1 205 205 19 — 5 24 96,5 121
— — — — .3 24 27 — —
0,12 1 : 1 121 121 11 — 27 38 120,5 135
— — — — — 3 38 41 — —
0,12 1 : 1 100 100 10 — 41 57 120,5 132,5
— — — — —W. 3 57 60 — —
chipmaker.ru
Прабплжг’ние табл. 10 1
Мех аиизм Номер перехо- да Переход Длина рабоче- го хода, мм Скорость реза- ния, м/мин Подача, мм/об - ! Отношение плеч рычагов Число оборотов Кулачки Сотые доли Радиус мм
расчет- ное приня- тое Рабочий ход Вспомо- гатель- ный ход От До 5 а. S е I наиболь- ший
1 2 3 i 5 6 7 X У 1'» ч J 12 13 4 1г'
Роб эль* верная головка 6 Нарезание резьбы М16Х2 Переключение частоты и на- правления вращения шпинделя Свинчивание плашки Переключение головки 2 раза (перекрывается) 24 24 8,05 2 2 1 ; 1 1 •. 1 12 12 60 12 6 1 1 60 66 67 86 67 68 92 116 116 92
Передний суппорт 4 Протачивание канавки 1,75 60.5 0,05 1 ; 1 (35) — (3) — 43 46 78,35 80
Задний суппорт 4 Подрезка со снятием фаски 3 60,5 0,05 1:1 60 60 6 — 41 47 77 80
Верти- кальный суппорт 7 Отрезка Отвод отрезного резца 13 60,5 0,04 1 : 1 1 : 1 325 325 31 1 68 99 99 100 67 S0
Итог о. 883 84 16
Примечание. Значения, приведенные в скобках, не учитываются, так как переходы перекрываются.
Коэффициент приведения при нарезании резьбы
k = J!och_ = «00 = 5
Ящп2 160
4. Определение рабочего пути инструмента. Переход 2 — протачивание
участка под резьбу Ml 6X2:
Z2 = а 4- Ь3 = 0,5 4_ 24 = 24,5 мм.
где а — участок пути медленного подвода инструмента.
Переход 3 — черновое протачивание (до 20,5 мм) поверхности диаметром
20 мм:
ls — а + bs — 0,5 -J- 14 = 14,5 мм.
Переход 4 протачивание канавки:
14 = а + 0,5 (dBar— d) = 0,5 + 0,5 (20,5 — 18) = 1,75 мм.
Переход 4 — подрезка со снятием фаски IX 45е; принимаем /4 = 3 мм.
Переход 5 — чистовое протачивание поверхности диаметром 20 мм;
Z6 — о 4- Ь6Ч- 0,5 = 0,5Ч- 11 4- 0,5= 12 мм,
где 0,5 — перебег инструмента, мм.
Переход 6 — нарезание резьбы:
le = Р (гп 4- 2) = 2 (10 4- 2) = 24 мм,
где Р — шаг резьбы; т — число ниток резьбы на нарезаемом участке.
Переход 7 — отрезка. Учитывая, что при подрезке и снятии фаскв была
проточена поверхность диаметром 22 мм, и принимая ширину прорезного резца
В = 3 мм, получим
Z, = а 4" 0,5d 4" с 4" 0,5 = 0,5 4" 11 4" 14" 0,5 = 13 мм,
где с = 0,3 В — величина добавочного хода резца для -ачистки торца.
Найденные значения рабочего пути заносим в графу 4 операционной карты.
5. Определение числа оборотов вала шпинделя, необходимых для выполне-
ния каждого рабочего перехода.
Переход 2 — протачивание участка под резьбу М16Х2:
1а 24,5 оп1- л
и2 = = -p-jg — 205 оборотов.
Переход 3 — черновое протачивание поверхности диаметром 20 мм;
lg 14,5 _
=опт =121 °борот-
п3 ==
Переход 4 — протачивание канавки:
/4 1,75 __ ,
пЛ — ~ = 35 оборотов.
•Jg Vivb
Переход 4 — подрезка и снятие фаски:
I' 3
= 60 оборотов.
Og VfVO
Переход 5 — чистовое протачивание поверхности диаметром 20 мм:
Zg 12 „
n6 = -zF- — -Т-П5— 100 оборотов.
Of
183
chipmaker.ru
Переход 6 — нарезание резьбы М16Х2:
Пе = -ту- = -р- - 12 оборотов.
Переход 6 — свинчивание плашки:
1е 24 ,
п2 == -р- = —= 12 оборотов.
Переход 7 — отрезка:
I 13
и, = -jr- = к п. — 325 оборотов,
ич 0,04
Полученные значения заносим в графу 8 операционной карты. В графу 9
вписываем принятое приведенное число оборотов, приходящееся на неперекры-
ваемые рабочие переходы. Суммируя данные графы 9, находим общее число обо-
ротов вала шпинделя, необходимых для осуществления всех рабочих переходов;
Е«р. х = 205 + 121 + 100 + 60 + 12 4- 60 + 325 = 883 оборота.
6. Определение числа делений кулачков для осуществления вспомогатель-
ных ходов. По паспорту станка принимаем: для подачи и зажима прутка — три
деления; для первого поворота револьверной головки — два деления и для после-
дующих поворотов — по три деления; для переключения направления и частоты
вращения шпинделя — одно деление; для отхода отрезного резца — одно деление.
Принятое число делений заносим в графу 11 операционной карты. Деления,
соответствующие двум поворотам револьверной головки после шестого перехода,
не учитываем. Время, в течение которого совершаются указанные движения,
перекрывается. Общее число делений кулачка, необходимое для всех вспомога-
тельных ходов, составляет 16.
7. Определение числа делений кулачков для осуществления рабочих ходов.
Число делений кулачков на все рабочие движения 100 — 16 = 84, так как диск
разделен на 100 равных частей. Число оборотов вала шпинделя, соответствующее
одному делению участков рабочих ходов,
где 17в — число делений кулачка на все вспомогательные движения.
Число делений кулачка, приходящихся на каждый рабочий переход, 17 =
= пр/<7,
где пр — число оборотов вала шпинделя на каждый рабочий переход;
переход 2 — протачивание участка под резьбу М16Х2:
172 = — = -ад g = 19,4; принимаем 19 делений;
переход 3 — черновое протачивание поверхности диаметром 20 мм;
U3 = — 11,5; принимаем И Делений;
q 1О,о
переход 4 — протачитание канавки (перекрывается):
U. = = 3,3; принимаем 3 деления;
q 10,5
переход 4 — подрезка и снятие фаски:
17' = = 5,7; принимаем 6 делений;
184
переход 5 — чистовое протачивание поверхности диаметром 20 мм:
Ur. — =-тт?т=- = 9,5; принимаем 10 делений;
q 10,5
переход 6 — нарезание резьбы М16Х2:
1/я = — = -^^-=5,7; принимаем 6 делений;
q 10,5
переход 6 — свинчивание плашки:
12
= 1,2; принимаем 1 деление;
q 10,5
переход 7 — отрезка:
U- = = -pg-5- — 30,9; принимаем 31 дел ние.
7 q 10,5
Полученное число делений заносим в графу 10 операционной карты. В зави-
симости от числа делений, принятых для рабочих и вспомогательных ходов, рас-
пределяем участки кулачков револьверного и поперечных суппортов по по-
рядку переходов, устанавливая их границы нумерацией делений. В графе 12
указаны номера делений, от которых начинается участок, а в графе 13 — номера
делений, которыми он заканчивается.
8. Определение производительности автомата. Если одному делению ку-
лачка соответствует 10,5 оборотов шпинделя, для осуществления полного цикла
обработки детали потребуется
Иц = 10,5-100 = 1050 оборотов,
Время, потребное для изготовления одной детали,
т 60пц 60*1050 —q
1 =------— =------ггт:-«а 79 С.
«осн 800
Технологическая производительность станка
Q _ 2?осн _ — р уб шт/мин — 45,6 шт/ч.
Лц lUOv
Принимаем по паспорту станка Т = 80,1 с; тогда фактическая производи-
тельность станка
С?факт —
3600 3600
Т 80,1
= 45 шт/ч.
9. Подбор сменных колес на гитаре распределительного вала. В соответствии
со штучным временем Т— 80,1 с по паспорту станка подбираем сменные зуб-
чатые колеса: а = 73; Ь = 27; с = 35; d = 65; е — 30; f — 70.
10. Определение расстояния от револьверной головки до цанги в конце каж-
дого перехода. Если длина детали 1Я = 48 мм и ширина отрезного резца В =
= 3 мм. длина выступающей части прутка
1заг “ /я “Ь В “Ь Б — 48 3 Ч- 5 — 56 мм,
где 5 — расстояние от цанги до отрезного резца, мм.
Наименьшее расстояние от револьверной головки до цанги 6ГП1П определяют
по паспорту. Для данного станка Lmln = 75 мм.
Расстояние между револьверной головкой и цангой с учетом размеров дер-
жавок (см. рис. 10.17) и Д£ — L — Emm
для перехода 1 Lj = 1ваг + 1у1Юра = 55 + 64 = 120 мм; = 45 мм;
185
chipmaker.ru
для перехода 2 £2 = ZBar — Z2 + h2 — 56 — 24 + 62 = 94 мм; Д£2 = 19 мм;
для перехода 3 Ls — /заг — Z3 + hs = 56 — 38 + 62 = 80 мм; Д/3 = 5 мм;
для перехода 5 £5 = Z,ar — Z5 + й6 = 56 — 35,5 + 62 = 82,5 мм; Д£5 =
= 7,5 мм;
для перехода 6 £6 = /заг — le + he = 56 — 24 + 67 = 99 мм; Д£6 = 24 мм.
11. Определение радиусов кулачка револьверной головки. По паспорту
станка максимальный радиус кулачка револьверной головки Z?tnax = 140 мм,
минимальный /?т1п = 60 мм. Радиусы кулачка в конце Z? и в начале Z?o перехода
находим по уравнениям
/? 7?1пах и 7?а - Ah — Z,
где I — ход инструмента;
для перехода 1 Rt — 140 — 45 = 95 мм; ROi = 95 мм;
для перехода 2 Т?2 — 140— 19= 121 мм; Т?С2 = 121 —24,5= 96,5 мм;
для перехода 3 Rs = 140 — 5 = 135 мм; RB3 = 135 — 14,5 = 120,5 мм;
для перехода 5 Т?Е = 140 — 7,5 = 132,5 мм; R№ = 132,5 — 12 = 120,5 мм;
Рис. 10.18. Заготовка кулачка (о) и кула-
чок (б)
для перехода 6 Re = 140—
— 24= 116 мм; Т?№ = 116 —
— 24 = 92 мм.
Полученные данные заносим
в графы 14 и 15 операционной
карты.
12. Определение радиусов
кулачков поперечных суппортов.
Обычно радиус кулачков попе-
речных суппортов в конце пе-
рехода принимают равным Z?max,
а в начале перехода определяют
расчетом. По паспорту для дан-
ного станка Rmax = 80 мм Для
операции 4 (передний суппорт)
R, = 80 мм; RBi = 80 — 1,75=
= 78,25 мм; для операции 4 (зад-
ний суппорт) Z?4 = 80 мм; 7?('и =
= 80 — 3 = 77 мм; для опера-
ции 7 (верхний суппорт) R- =
= 80 мм; Rm =80 — 13 =
= 67 мм.
Полученные данные зано-
сим в графы 14 и 15 операцион-
ной карты.
Наиболее сложный про-
филь имеет дисковый кула-
чок револьверной головки.
Его профиль (так же, как
и других кулачков) вычер-
чивают на основе данных
операционной карты и раз-
меров кулачка. В соот-
ветствии с этим заготовку
кулачка делят лучами
на 100 равных частей
(рис. 10.18). Радиусы R
криволинейных лучей рав-
ны расстоянию от центра
186
ролика до оси качания рычага, несущего ролик, а центры этих
радиусов должны располагаться на окружности радиуса Rlt ко-
торый приведен в паспорте станка. Кулачки вычерчивают в
масштабе 1:1.
Разбивку кулачка для каждого перехода начинают от нулевого
луча; отсчет производят по часовой стрелке, если смотреть на
кулачок револьверной головки с задней стороны станка, а для
кулачков поперечных суппортов — со стороны револьверной
головки.
После проведения лучей вычерчивают профиль кулачка. Вы-
черчивать начинают с участка, соответствующего подаче и зажиму
прутка. Этот участок начинается с нулевого луча, который на
чертеже должен пересекать вертикальную центровую линию
кулачка в точке, являющейся центром ролика, находящегося на
максимальном радиусе. На этой же центровой вертикальной ли-
нии должен находиться центр фиксирующего отверстия кулачка.
Во всех случаях, когда инструмент не должен иметь осевых пере-
мещений, соответствующий участок профиля кулачка очерчивает-
ся дугой окружности из центра кулачка.
Профиль участков для переключений револьверной головки
(за исключением первого) состоит из трех различных кривых, по-
следовательно обеспечивающих отвод револьверной головки, ее
поворот и последующий подвод. Кривые подвода и отвода головки
вычерчивают по специальному шаблону, чертеж которого прикла-
дывают к паспорту станка. Шаблон накладывают на чертеж ку-
лачка так, чтобы их центры совпали. Кривую подбирают в зави-
симости от времени обработки, которое обозначено на шаблоне.
Кривые спуска и подъема сопрягают с дугой поворота револьвер-
ной головки дугами, радиус которых на 0,5 мм больше радиуса
ролика. В большинстве случаев разность радиусов конца подъема
и поворота револьверной головки принимают равной 1 мм. Тогда
участок подъема высотой 1 мм вычерчивают без всякого шаблона.
Участки кулачков, сообщающие подачу инструменту, вычер-
чивают по архимедовой спирали или по дуге, близкой к ней, для
равномерного подъема ролика. Практикой доказано, что кулачки
с профилями рабочих участков по дуге окружности также удов-
летворяют необходимым требованиям. На рис. 10.18, б показан
кулачок револьверной головки, вычерченный по данным опера-
ционной карты.
§ 10.6. СХЕМЫ РАБОТЫ
МНОГОШПИНДЕЛЬНЫХ АВТОМАТОВ
По принципу работы многошпиндельные автоматы с го-
ризонтальным расположением шпинделей делят на автоматы парал-
лельного и последовательного действия. При обработке деталей на
автоматах параллельного действия на каждом шпинделе выполня-
ются одновременно все переходы, предусмотренные технологиче-
187
chipmaker.ru
Рис. 10.19. Принципиальная
схема многошпиндельного авто-
мата параллельного действия
ским процессом. В конце цикла рабо-
ты станка получается столько гото-
вых деталей, сколько шпинделей
находилось в работе (рис. 10.19).
Схема работы многошпиндельного
автомата последовательного действия
показана на рис. 10.20. Шесть шпин-
делей 6 расположены по окружности
в едином шпиндельном блоке 1. Во-
круг этого блока расположено шесть
поперечных суппортов 2, а на цент-
ральной гильзе 4 перемещается общий
для всех шпинделей продольный суп-
порт 5. Он выполнен в виде шести-
гранника, на каждой грани которого
устанавливают державки с соответст-
вующими инструментами. Попереч-
ные суппорты получают подачу от
индивидуальных кулачков, а про-
дольный суппорт — от одного об-
щего кулачка. При необходимости
на продольном суппорте можно уста-
навливать скользящие державки с
режущими инструментами, получаю-
щие другую подачу от индивидуаль-
ных кулачков. Здесь же можно устанавливать инструменталь-
ные шпиндели с независимым приводом вращения. Шпиндели
автомата получают вращение от приводного вала 3 через общее
Рис. 10.20. Схема работы миогошпиндельного автомата последовательного дей-
ствия
188
центральное зубчатое колесо 7 и поэтому имеют одинаковую час-
тоту вращения.
При обработке заготовок на многошпиндельном автомате все
операции технологического процесса распределяют равномерно
по позициям. Заготовки, установленные в каждом шпинделе, обра-
батываются при их последовательном прохождении через все
позиции автомата различными группами режущих инструментов.
На последней позиции отрезается готовая деталь и подается пру-
ток для изготовления следующей детали. Подача заготовок
с одной позиции на другую производится при периодиче-
ском повороте шпиндельного блока на одну позицию. Во вре-
мя обработки шпиндельный блок стоит на месте зафиксирован-
ным.
У некоторых автоматов могут быть предусмотрены две загру-
зочные позиции. В этом случае заготовка проходит лишь половину
имеющихся позиций и за это время полностью обрабатывается.
Значит, за один оборот шпиндельного блока одновременно завер-
шается обработка двух заготовок. Такой принцип обработки назы-
вают пар алл ел ьно- поел едовател ьным.
§ 10.7. ТОКАРНЫЙ ШЕСТИШПИНДЕЛЬНЫЙ
АВТОМАТ 1Б265-6К
Автомат предназначен для изготовления деталей из
прутков. На станке можно производить черновое, чистовое и фа-
сонное обтачивание, подрезку, сверление, растачивание, зенкеро-
рованне, развертывание, нарезание внутренних и наружных резьб
и накатывание резьб.
Техническая характеристика автомата
Число шпинделей................................................... 6
Наибольший диаметр прутка, мм ... ............................... 65
Наибольшая длина обработки, мм................................... 190
Частота вращения шпинделей, мин-1:
в обычном исполнении......................................... 73—1065
в быстроходном исполнении.................................. 73—1590
Число суппортов:
продольных .................................................... 1
поперечных...................................................... 6
Наибольший ход суппорта при нормальных кулачках, мм:
продольного.................................................. 200
поперечных:
верхних и нижних ....................... ................... 80
средних.................................................. 70
Основные части станка. На станине А (рис. 10.21) установ-
лен корпус шпиндельного блока В. Прутковый материал поддер-
живается трубами со стойкой Б. С правой стороны станины рас-
положена коробка передач Ж, в которой установлен привод глав-
ного движения, привод подач распределительного вала Г, привод
инструментальных шпинделей. В станке имеется продольный суп-
189
chipmaker.ru
порт Е и шесть поперечных суппортов с независимой подачей
(два верхних Д, два нижних 3 и два средних).
Принцип работы. Прутковый материал закладывают в направ-
ляющие трубы и закрепляют в цанговых патронах шпинделей.
Каждый шпиндель получает вращательное движение. Заготовка
обрабатывается последовательно в шести позициях шпиндельного
блока. Автомат имеет шесть поперечных суппортов, в пазах кото-
рых установлены резцедержатели с огрезными и фасонными рез-
цами. Кроме того, имеется один, общий для всех позиций про-
дольный суппорт, на каждой из шести граней которого
устанавливаются державки с инструментами, которые в
поз. III—VI могут иметь независимую от продольного суппорта
подачу.
Инструментальные шпиндели используют для резьбонарезания
и быстрого сверления. Они получают вращение от ко-
робки передач через длинные шлицевые валы. Все суп-
порты перемещаются от постоянных кулачков, установленных
на распределительном валу. Шпиндельный блок периодически
поворачивается на 60° для изменения позиции. Послед-
ний период — отрезка детали, после чего пруток подается до
упора.
Движения в станке. Основные шпиндели приводятся во враще-
ние электродвигателем Ml (N = 30 кВт; п = 1460 мин-1) через
ISO 35
клиноременную передачу -^g-, цилиндрическую пару -g^-, смен-
ные зубчатые колеса -р -j- и центральный вал IV. На централь-
ном валу VI закреплено зубчатое колесо z = 48, от которого вра-
щение передается колесам z = 43, установленным на концах шести
шпинделей.
Уравнение кинематической цепи от электродвигателя к шпин-
делям
пел 1^0 л пос 35 а с 48
1460 -дэд- С,.)85 -43- — «ш! об/мин,
G С ^П1П
откуда .
Прилагаемый к станку набор сменных зубчатых колес позво-
ляет получить 29 частот вращения шпинделя в пределах 73—
1590 мин-1.
Инструментальный быстросверлильный шпиндель XXIX по-
лучает вращение от центрального вала IV через зубчатое колесо
2 = 48, промежуточное зубчатое колесо г — 29 и сменное
зубчатое колесо т. Паразитное колесо г — 29 с подвиж-
ной осью обеспечивает зацепление колес z = 48 и т. К стан-
ку прилагают зубчатые колеса с числами зубьев 29, 36, 43, 53,
191
chipmaker.ru
Частоту вращения шпинделя находят из уравнения кинематиче-
ской цепи, составленному от основных шпинделей к быстросвер-
лильному шпинделю:
„ 43 48 29
«с —48 29 т ,
откуда пс==43«шп-^-.
Так как основной и сверлильный шпиндели вращаются в раз-
ные стороны, то относительная частота вращения есть сумма их
частот вращения:
Тогда скорость резания при сверлении
Т. 3tdcn зи1спшп / . 1 , । \
1000 1000 \ tn “г 1 / ’
где dc — диаметр сверла, мм.
Вал XX шпинделя резьбонарезного устройства получает
вращение от вала IV. Для нарезания правой резьбы (или свинчи-
вания при левой) движение от центрального вала IV передается
через сменные зубчатые колеса вал XVI, а от него при вклю-
. . 43
ценной электромагнитной муфте через зубчатые колеса -ур
~ получает вращение приводная втулка инструментального
шпинделя. Уравнение кинематической цепи(от основных шпинде-
лей) для инструментального шпинделя
43 i 43 64 „ .
H — Нц]П у ИЛИ tl Яшп&п
. 43 I 43 64
где — 48 г 71 Бо .
При свинчивании инструмента (или нарезании левой резьбы)
электромагнитная муфта выключается, и включается муфта М2.
Тогда вращение от центрального вала IV на приводную втулку
инструментального шпинделя передается через сменные зубчатые
i k 54 43 64 ,т
колеса — — и далее через передачу -ур -gp. 1огда
43 i k 54 43 64
я —48 , z 40 71 50 или
П =
Инструмент и заготовка вращаются в одну сторону, а навинчи-
вание или свинчивание происходит вследствие изменений частоты
вращения инструментального шпинделя. При нарезании правой
резьбы п < пШп (^i < О»а ПРИ свинчивании инструмента п > пшв
192
(k2 > 1). Такой метод обгона применяют при использовании цель-
ных инструментов (метчиков, плашек). При нарезании резьб само-
открывающимися головками привод резьбонарезного шпинделя
аналогичен сверлильному, а подача производится специальным
резьбовым кулачком.
Подача всех рабочих органов станка осуществляется кулач-
ками, установленными на распределительном валу. Во время ра-
бочих движений станка распределительный вал вращается мед-
ленно, а при вспомогательных — быстро, с постоянной угловой
скоростью. Распределительный вал состоит из двух валов XXI
и XI, соединенных шлицевой втулкой. На валу XXI расположены
барабаны с кулачками зажима и подачи прутка, диск с кулачками
фиксации, устройство поворота шпиндельного блока. На валу XI
расположены барабаны подачи продольного суппорта, барабаны
устройств с независимой подачей, диск с кулачками для привода
верхних поперечных суппортов, зубчатое колесо привода коман-
доаппарата. Дополнительные распределительные валы XXXI
и XXXII имеют диски с кулачками, управляющими движением
нижних поперечных суппортов; с валом XXI эти валы связаны ко-
„ 30
ническои передачей -gg-..
Рабочее вращение распределительного вала происходит от ос-
новных шпинделей через центральный вал IV, червячную пару -ну,
1 в 41 „
сменные зубчатые колеса передачу при включенной
25
электромагнитной муфте Ms, конические колеса и далее через
35 1
передачи -gg- и
Частота вращения распределительного вала на рабочем ходу
43 3 I g 41 25 35 1
«раб. р. в — «шл 48 24 ) h 49 25 56 40 '
Вращение распределительного вала при вспомогательных ходах
осуществляется от электродвигателя Ml при включении электро-
магнитной муфты ТИ4. Частота вращения распределительного вала
на холостом ходу
1ЛСЛ 190 л пос 22 35 1 1л -1
«всп. р. в = 1460 -ggg- 0,985 -gj- -56-40 = 10 мин \
Время вспомогательного хода равно 3,5 с.
Вращение в наладочном режиме распределительный вал полу-
чает от электродвигателя М2 через зубчатые колеса -Ц-,
35 1
вал IX, передачи -gg- и При этом муфты Ма—М5 должны
быть выключены, а муфта Мевключена.При выключении наладоч-
ного привода муфта Мъ включается и тормозит распределительный
193
chipmaker.ru
вал. Частота вращения распределительного вала при наладочнбм
режиме
гсп 16 46 35 1 Q
«нал. р. в — 950 56 » 3 мин .
Поворот шпиндельного блока осуществляется от распредели-
тельного вала с помощью пятипазового мальтийского механизма
и зубчатых передач -gg- и -jgg-. За один оборот распределительного
вала шпиндельный блок повернется на */в оборота.
Следовательно, 1о6. „ в -к--нс--г5к = ~ё~ об. шпиндельного блока.
„ „ „ . 1 90 90 1 й
При двойной индексации 1сб. р. в -tqp- = -5- об. шпин-
1 и ОО 1 UU О
дельного блока. Одновременно со шпиндельным блоком через
135 20 ,
передачу -?==- получает вращение блок, поддерживающий тру-
бы. Перед поворотом шпиндельный блок расфиксируется и под-
нимается над опорами по команде от кулачка, находящегося на
распределительном валу.
Схема механизма подъема шпиндельного блока показана на
рис. 10.22. При эксплуатации станка необходимо следить, подни-
мается ли блок перед поворотом. Если нет, то нужно отрегулиро-
вать разрезную гайку / на тяге 2, соединяющей верхний 3 и ниж-
ний 4 рычаги механизма подъема.
Поперечные суппорты. Суппорты 1 (рис. 10.23) приводятся
в движение рычажной системой 2 от дисковых кулачков 3 распре-
делительного вала 4. Величина
рабочего хода при данном ку-
лачке устанавливается пере-
ставной тягой 5.
Привод винтового конвейе-
ра осуществляется от электро-
Рис. 10.22. Схема подъема шпин-
дельного блока
Рис. 10.23. Схема привода попе-
речных суппортов с постоянными
кривыми
194
двигателя М3 (еда. рис. 10.21) (N = 1,1 кВт; п = 1400 мин-1) через
редуктор Устройство для смазывания получает вращение от
28
цепной передачи -jy.
§ 10.8. МНОГОШПИНДЕЛЬНЫЕ ПОЛУАВТОМАТЫ
Горизонтальные многошпиндельные полуавтоматы пред-
назначены для изготовления деталей из штучных заготовок (по-
ковок, штамповок, отливок и заготовок из отрезков проката) в усло-
виях массового и крупносерийного производства. Горизонтальные
многошпиндельные полуавтоматы изготовляют обычно на базе
многошпиндельных прутковых автоматов. Основным отличием
полуавтоматов является то, что установку новой заготовки и снятие
готовой детали производят вручную. В загрузочной позиции при
снятии детали и установке заготовки шпиндель не вращается.
Все остальные шпиндели в это время вращаются. Когда заготовка
закреплена, вращение получает шпиндель и в загруженной позиции.
В загрузочной позиции имеются устройства для включения и вы-
ключения вращения шпинделя и зажима заготовки в патроне.
У многошпиндельных полуавтоматов отсутствуют механизмы по-
дачи и зажима прутка.
Вертикальные многошпиндельные полуавтоматы предназна-
чены для обработки в патроне деталей сравнительно больших раз-
меров в условиях массового производства. Эти станки высокопро-
изводительны, занимают мало места, удобны для компоновки тех-
нологических поточных линий. Их подразделяют на полуавтоматы
последовательного и параллельного действия. Принципиальная
схема полуавтомата последовательного действия показана на
рис. 10.24, а. На основании 1 установлена неподвижная шести-
гранная колонна 2, вокруг которой периодически поворачивается
стол 3 с шестью шпинделями 4. Пять суппортов 6 обслуживают
одновременно пять шпинделей. Заготовку устанавливают в загру-
зочной позиции, и после поворота стола на 1/6 оборота шпиндель
получает вращение. Начинается обработка в позиции /, а продол-
жается в позициях II—V. В каждой позиции выполняется один
или несколько переходов. Привод станка состоит из электродви-
гателя 7, редуктора 8 и механизма подач 5.
Принципиальная схема полуавтомата параллельного действия
приведена на рис. 10.24, б. На основании I установлена неподвиж-
ная вертикальная колонна 2, вокруг которой непрерывно враща-
ются стол, несущий шпиндели 5, и шестигранная гильза 3 с шестью
суппортами 4, представляющие собой единое целое (карусель).
При повороте гильзы 3 суппорты перемещаются по ее вертикаль-
ным направляющим от неподвижного барабана 6, с которым они
связаны тягами 7. У полуавтомата каждый шпиндель имеет свой
суппорт, с которого обрабатывается деталь во время вращения
карусели. За один полный оборот карусели на каждом шпинделе,
195
chipmaker.ru
Рис. 10.24. Принципиальные схемы полуавтоматов последовательного (с) и
параллельного (б) действия
проходящем загрузочную зону, заканчивается обработка детали.
В этой зоне сначала автоматически выключается вращение шпин-
деля и освобождается деталь, соответствующий суппорт быстро
отходит в верхнее положение, снимается готовая деталь и уста-
навливается новая заготовка. Затем происходит автоматический
зажим заготовки, шпинделю сообщается вращение, а суппорт бы-
стро подводится к заготовке.
Рассмотрены схемы полуавтоматов на шесть шпинделей. Сов-
ременные полуавтоматы этого типа имеют 4—16 и более рабочих
шпинделей.
§ 10.9. ВОСЬМИШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ 1К282
Станок 1К282 предназначен для черновой и чистовой
обработки деталей в патроне в условиях крупносерийного и мас-
сового производства. На нем можно осуществлять обтачивание,
растачивание, сверление,зенкерование и развертываниеотверстий.
Обработка на станке может производиться последовательным (одна
загрузочная позиция) или параллельно-последовательным мето-
дом (две загрузочные позиции). Станок выпускают в силовом и
скоростном исполнениях. Все узлы и механизмы полуавтомата
1К282 смонтированы на основании 18 (рис. 10.25), которое служит
также резервуаром для масла гидросистемы В нишах основания
размещены семь синхронизаторов 21 привода вращения шпин-
196
21 20 19 18 17
Рис. 10.25. Компоновка основных узлов по-
луавтомата 1К282
6 скоростей и подач, редуктор 11 и
делей и тормоз 19 шпинде-
ля загрузочной позиции.
В зоне загрузочной пози-
ции основания расположен
механизм 17 поворота и
фиксации стола. На тумбе
стола закреплены пустоте-
лая колонна 13, которая
является основной несу-
щей частью полуавтомата,
и распределительный фла-
нец гидросистемы. На
нижнем конце колонны,
имеющем коническую по-
верхность, вращается стол
16 с рабочими шпинделя-
ми /5 полуавтомата. Ос-
тальная часть колонны
имеет грани, на кото-
рых во всех рабочих по-
зициях закреплены на-
правляющие 3 суппортов.
На верхней части ко-
лонны 13 укреплен ниж-
ний венец 12, на котором
установлены семь коробок
стойка 9 со встроенными в нее гидроцилиндрами привода тяги 14
с рычагами 20 включения синхронизаторов 21 и тормоза 19 и дву-
мя вращающимися вокруг стойки центральными раздаточными
зубчатыми колесами 7. На фланце этой же стойки установлен кол-
лектор системы смазывания.
К корпусу редуктора 11 через переходной фланец и верхний
венец 8 крепится главный электродвигатель 10 привода вращения
шпинделей и подачи суппортов. От коробки скоростей и подачи
через валы 4, установленные внутри колонны на каждой рабочей
позиции, вращение передается на шпиндели полуавтомата. Снизу
к нижнему венцу 12 крепят командоаппараты 5, связанные
с соответствующими коробками скоростей и подач и управляющие
их работой.
Верхний венец 8, представляющий собой сварной диск, имеет
отверстия, необходимые для осмотра и ремонта узлов, находящихся
на нижнем венце 12. Электрооборудование полуавтомата смонти-
ровано в специальном шкафу 2. Станок оснащен гидропанелью 1.
Техническая характеристика станка
Наибольший диаметр обрабатываемой ааготовки, мм....... 250
Число частот вращения шпинделя:
в низком ряду....................................... 28
в высоком ряду ..................................... 25
197
chipmaker.ru
Частота вращения шпинделя, мин-1:
при силоном исполнении . :............................. 42—628
при скоростном исполнении................................ 66—980
Чнсло подач..................................................... 38
Подача, мм/об:
при силовом исполнении..................................... 0,064—4,05
при скоростном исполнении................................0,041—3,44
Движения в станке. Кинематическая схема полуавтомата 1К282
(рис. 10.26) состоит из пяти кинематических цепей: цепи привода
главного движения, двух цепей привода подачи суппортов (ра-
бочей и ускоренной), цепи привода вращения командоаппарата и
цепи привода механизма поворота стола.
Рис. 10.26. Кинематическая схема полуавтомата 1К282
198
Главное движение. Рабочие шпиндели VIII получают вращение
от электродвигателя Ml (N = 10 кВт; п = 1460 мин-1) через
16 39 118 . .
передачу -gg- -pg- -gp (в высоком ряду частот вращения) или
через передачу -Ц- -Ц- -Ц- ~П$~ ~5Г (в низком РЯДУ часто!
вращения) и далее с вала V через сменные колеса -g-, цилиндриче-
35 37 ,
ские пары колес и -gg- (а при скоростном исполнении — через
37 \ „ ,
пару колес ). После каждой индексации стола шпиндели приоб-
ретают частоту вращения той позиции, в которую они перешли.
Синхронизаторы обеспечивают плавное безударное начало вра-
щения шпинделю в каждой позиции. Каждый шпиндель, находя-
щийся в рабочей позиции, имеет индивидуальную цепь привода,
начиная с вала V.
Рабочая подача суппортов осуществляется от вала VI через
1 в Д
червячную передачу -=х-, гитару сменных зубчатых колес -=•
Л ° oZ / с
35 .
и далее через зубчатые колеса (при включении электромагнит-
ной муфты ЭМХ) или через колеса -Ц- (при включении электро-
магнитной муфты ЭМ2) на вал XIII. С этого вала через конические
зубчатые колеса -gg- вращение передается на гайку ходового винта
суппорта (/?х. в = 12 мм). Переключением муфт ЭМХ и ЭМ2
можно устанавливать автоматически в процессе обработки заго-
товки две рабочие подачи суппорта (мелкую и крупную).
Ускоренная подача суппорта осуществляется от вала V через
, 20 70
конические зубчатые колеса -gg-, пару цилиндрических колес -^g-
на вал X. Дальше при ускоренном подводе суппорта к обрабатывае-
мой заготовке (включена электромагнитная муфта ЭМ3) вращение
57 38 27
передается через передачу -gg- -gg--gg- на гайку ходового винта
суппорта. При ускоренном отводе суппорта (включена электро-
магнитная муфта «ЭТИ4) вращение на гайку ходового винта переда-
« 58 31 38 27
ется через зубчатые колеса Чо- -хх-.
01 ОЙ жЭУ оо
Вращение командоаппарата КА осуществляется от вала XIII
18 1
через винтовую зубчатую передачу -yg- и червячную пару -gg-.
КА управляет рабочими и вспомогательными ходами суппорта
в автоматическом и наладочном циклах. В корпусе КА размещены
конечные выключатели, кулачковый вал, рычаги.
Поворот стола осуществляется от электродвигателя М2 (N —
= 2 кВт; п — 1300 мин-1) через червячную передачу зубча-
199
chipmaker.ru
тые колеса -j^g- и мальтийский крест. На ступице зубчатого ко-
11)0
леса г = 105 установлена планка с двумя роликами, при повороте
которой ролики входят в паз на нижней части стола, повора-
чивая его. При повороте планки на 180° стол поворачивается на
одну позицию (1/8 часть оборота), а при повороте на 360° —
сразу на две позиции часть оборота).
Управление механизмом поворота к фиксации стола осуществ-
ляется путем воздействия двух кулачков на конечные выключа-
тели. Кулачки установлены на валу XXII, который через передачу
105 4
-jg--2g- получает периодическое вращение.
ГЛАВА 11
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
§ 11.1. ТИПЫ СВЕРЛИЛЬНЫХ СТАНКОВ
Сверлильные станки предназначены для сверления
отверстий, нарезания в них резьбы метчиком, растачивания и при-
тирки отверстий, вырезания дисков из листового материала и
т. д. Эти операции выполняют сверлами, зенкерами, развертками
и другими подобными инструментами.Существуют следующие типы
универсальных сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки для обра-
ботки отверстий малого диаметра. Станки широко применяют
в приборостроении. Шпиндели этих станков вращаются с большой
частотой.
2. Вертикально-сверлильные станки (основной и наиболее рас-
пространенный тип) применяют преимущественно для об-
работки отверстий в деталях сравнительно небольшого размера.
Для совмещения осей обрабатываемого отверстия и инструмента
на этих станках предусмотрено перемещение заготовки относи-
тельно инструмента.
3. Радиально-сверлильные станки используют для сверления
отверстий в деталях больших размеров. На этих станках совме-
щение осей отверстий и инструмента достигается перемещением
шпинделя станка относительно неподвижной детали.
4. Многошпиндельные сверлильные станки обеспечивают зна-
чительное повышение производительности труда по сравнению
с одношпиндельными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков можно также отнести центро-
вальные станки, которые служат для получения в торцах загото-
вок центровых отверстий. Основными размерами сверлильных стан-
ков являются наибольший условный диаметр сверления, размер
конуса шпинделя, вылет шпинделя, наибольший ход шпинделя,
наибольшие расстояния от торца шпинделя до стола и до фунда-
ментной плиты и др.
§ 11.2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Н135
На станине 1 вертикально-сверлильного станка
(рис. 11.1) размещены основные части станка. Станина имеет вер-
тикальные направляющие, по которым перемещаются стол 9
и сверлильная головка 3, несущая шпиндель 7 и двигатель 2.
Управление коробками скоростей и подач осуществляется руко-
ятками 4, ручная подача — штурвалом 5. Глубину обработки конт-
ролируют по лимбу 6. В нише размещены электрооборудование и
противовес. В некоторых станках электрооборудование выносят
201
chlpmaker.ru
в отдельный шкаф 12. Фундаментная плита 11 служит оперой
станка. Стол 9 станка перемещают по направляющим с помощью
бинтового механизма маховичком 10. Охлаждающая жидкость
подается электронасосом по шлангу 8.
Техническая характеристика стайка
Наибольший диаметр сверления, мм............... За
Конус шпинделя.'.........' Морзе № 4
Наибольшее осевое перемещение шпинделя, мм . ,. 250
Вылет шпинделя, мм............................. 3DD
Расстояние от конца шпинделя до сюда, мм ...... 30—750
Частота вращения шпинделя, мин-*-..............31,6—1400
Число частот вращения шпинделя.................... 12
Подача, мм/об.................................. 0,1—1,2
Число подач........................................ у
Мощность электродвигателя главного движения, кВт . 4,5
Частота вращения вала электродвигателя, мин-1.... 1450
Станок является универсальным вертикально-сверлильным и
относится к конструктивной гамме вертикально-сверлильных
Рис. 11.1. Вертикально-сверлильный
станок
станков средних размеров
2НИ8, 2Н125, 2Н135 и 2Ш50
с условным диаметром сверле-
ния соответственно 18, 25, 35
и 50 мм. Станки этой гаммы
широко унифицированы между
собой. Агрегатная компоновка
и возможность автоматизации
цикла обеспечивают создание
на их базе специальных стан-
ков.
Движения в станке
(рис. 11.2). Главное движение
(вращение шпинделя) осуществ-
ляется от вертикально располо-
женного электродвигателя
М. (А =4,5 кВт; п«1450 мин-1)
через зубчатую передачу -^g-
и коробку скоростей (рис. 11.2).
Коробка скоростей с помощью
одного тройного блока зубча-
тых колес и двух двойных бло-
ков сообщает шпинделю 12
различных значений частот
вращения шпинделя. Послед-
ний вал коробки скоростей
представляет собой полую гиль-
зу, шлицевое отверстие кото-
рой передает вращение шпин-
делю станка.
202
Рис.
11,2. Кинематическая схема станка 2Н135
203
chipmaker.ru
Уравнений кинематической цепи для максимальной частоты вра-
щения шпинделя!
1 а сп 35 35 25 50 . . пп
«шах — 1450 25 35 50 25 — 1400 мин .
Движение подачи передается от шпинделя через зубчатые ко-
34 - 19 ,
леса -эд-, зубчатую передачу коробку подач, червячную пару
и реечную передачу (г = 13, т = 3) на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Уравнение кинематической цепи для максимальной подачи!
Stnax = 1 об. шпинделя -^77 -gT -rg- -ос -zx- 3,14-3-13= 1,6 мм/об.
Вспомогательные движения. Коробки скоростей и подач, шпин-
дель и механизмы подач смонтированы внутри сверлильной
головки, имеющей возможность перемещаться вдоль колонны при
вращении соответствующей рукоятки через червячную
и реечную (z =14; т = 3) пары. Вертикальное перемещение
стола можно производить также вручную поворотом рукоятки
через коническую и винтовую пары.
§ 11.3. РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55
Станок (рис. 11.3) предназначен для сверления, зен-
керования и развертывания отверстий и нарезания резьбы в за-
готовках крупных деталей при единичном и серийном производстве.
Техническая характеристика станка
Наибольший диаметр сверления, мм............................. 50
Конус шпинделя.................................................Морзе № 5
Вылет шпинделя (расстояние от оси шпинделя до наружной по-
верхности колонны), мм ...................................... 375—1600
Частота вращения шпинделя, мин-1........................... 20—2000
Подача, мм/об................................................ 0,056—2,5
Мощность электродвигателя главного движения, кВт.................. 4
Масса, кг....................................................... 4700
Обрабатываемую заготовку устанавливают на приставном сто-
ле 6 или непосредственно на фундаментной плите 1. Инструмент
закрепляют в шпинделе станка, а затем устанавливают относи-
тельно обрабатываемой заготовки, поворачивая траверсу 4 вместе
с поворотной наружной колонной 2 и перемещая шпиндельную
головку 5 по траверсе. В зависимости от высоты заготовки тра-
верса может быть поднята или опущена. Станок имеет механизи-
рованные зажимы шпиндельной головки, траверсы и поворотной
наружной колонны.
Движения в станке. Главным движением в радиально-свер-
лильных станках является вращение шпинделя, а движением по-
204
Рис. 11.3. Радиальносверлиль-
ный станок 2М55:
/ — фундаментная плита; 2 — поворот-
ная наружная колонна; 3 — механизм
перемещения и зажима траверсы; 4 —
траверса; 5 — шпиндельная головка;
6 — приставной стол
Рис. 11.4. Переносной радиально-свер-
лильный станок
дачи — осевое перемещение шпинделя вместе с пинолью (гиль-
зой). К вспомогательным движениям относятся: поворот траверсы
вместе с поворотной наружной колонной и последующее закрепле-
ние на неподвижной внутренней колонне, вертикальное переме-
щение по наружной колонне и закрепление траверсы на нужной
высоте, перемещение и закрепление шпиндельной головки
на траверсе, переключение скоростей и подач шпинделя и
т. д.
Горизонтальное перемещение шпиндельной головки по траверсе
вручную производят с помощью маховичка и реечной передачи.
Механическое вертикальное перемещение траверсы по поворотной
колонне осуществляется отдельным электродвигателем. Закре-
пление траверсы по окончании перемещения, а также освобожде-
ние траверсы перед началом перемещения происходит автома-
тически.
Закрепление поворотной наружной колонны на неподвижной
внутренней, а также закрепление шпиндельной головки на направ-
ляющих траверсы происходит с помощью гидромеханизмов, уп-
равляемых кнопками. Нажим на одну кнопку вызывает закрепле-
ние колонны и головки, нажим на другую— их освобождение.
Сила закрепления регулируется продолжительностью нажи-
ма на кнопку. Траверсу с полой колонной поворачивают вруч-
ную.
Выпускают переносные радиально-сверлильные станки
(рис. 11.4),
которые допускают обработку отверстий в различно
раположенных плоскостях.
205
chipmaker.ru
206
§ ПЛ. МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ
И СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
Многошпиндельные сверлильные станки. Существуют
три основных вида многошпиндельных сверлильных стан-
ков:
а) станки с расположением шпинделей в один ряд
(рис. 11.5, а) для последовательного сверления в одной детали
отверстий различного диаметра или для обработки одного отвер-
стия различными инструментами;
б) станки с головками колокольного типа с переставными шар-
нирными шпинделями (рис. 11.5, б) для одновременной обработки
нескольких отверстий;
в) агрегатные многошпиндельные станки для массового произ-
водства.
Станки для глубокого сверления (токарно-сверлильные) пред-
назначены для сверления и рассверливания отверстий, длина ко-
торых во много раз превосходит их диаметр. Конструкция станков
зависит от длины и диаметра обрабатываемого отверстия, длины и
массы заготовки, а также от масштаба производства. Станки мо-
гут быть одно- и двусторонними, т. е. предназначенными для об-
работки отверстий с одной или с обеих сторон одновременно.
В. станках для сверления отверстий малого диаметра при длине
не больше 1000 мм вращается обрабатываемая заготовка
(рис. 11.5, в). Большие, тяжелые заготовки остаются во время
обработки неподвижными, а инструмент (специальное сверло и
борштанга с расточными резцами) получает вращение и осевую
подачу (рис. 11.5, г).
§ 11.5. РАСТОЧНЫЕ СТАНКИ
На расточных станках можно сверлить, рас-
сверливать, зенкеровать, растачивать и развертывать от-
верстия, подрезать торцы резцами, фрезеровать поверхности
и пазы, нарезать резьбу метчиками и резцами и т. д.
(рис. 11.6).
Расточные станки подразделяют на горизонтально-расточные,
координатно-расточные и алмазно-расточные (отделочно-расточ-
ные). Алмазно-расточные станки применяют для тонкой (алмазной)
обработки, на них можно растачивать отверстия с отклонением
поверхности от цилиндричности в пределах 3—5 мкм. Ко-
ординатно-расточные станки предназначены для обработ-
ки точных отверстий в тех случаях, когда нужно полу-
чить точные межцентровые расстояния или расстояния осей
отверстий от базовых поверхностей (в пределах 0,005—
207
chipmaker.ru
Рис. 11.6. Работы, выполняемые на горизонтально-расточных станках:
а — растачивание цилиндрических отверстий; б — сверление отверстий; е — обработка
вертикальной поверхности торцовой фрезой; г — обработка горизонтальных плоских и
фасонных поверхностей; д — обработка торца резцом; е — нарезание внутренней резьбы
резцом
§ 11.6. УНИВЕРСАЛЬНЫЙ ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ
СТАНОК 2620В
Станок (рис. 11.7) предназначен для обработки дета-
лей больших размеров и массы. На нем можно растачивать, свер-
лить, зенкеровать и развертывать отверстия, нарезать наружную
и внутреннюю резьбы, цековать и фрезеровать поверхности. На
станке целесообразно обрабатывать детали, у которых нужно
растачивать несколько параллельно расположенных отверстий
с точным расстоянием между их осями. Станок имеет неподвижную
переднюю стойку, поворотный стол с продольным и поперечным
перемещением относительно оси шпинделя и планшайбу с радиа-
льным суппортом.
Техническая характеристика станка
Диаметр выдвижного шпинделя, мм . . . . ..... . 90
- Размеры стола, мм:
длина........................................................ 1250
ширина.................................................... 1120
Наибольшие перемещения стола, мм:
поперечное................................................. 1000
продольное................................................ 1090
208
209
Рис, 11.7. Универсальный горизонтально-расточный станок 2620В:
1 — задняя стойка; 2 — люнет; 3 — станина; 4 — продольные салазки стола; 5 — поперечные салазки стола; 6 — поворотный стол; 7 —
планшайба; S — радиальный суппорт; 9 — шпиндельная бабка; 10 — передняя стойка; И — шкаф электрооборудования; 12 — электро-
машинный агрегат
chipmaker.ru
Наибольшее вертикальное перемещение шпиндельной бабки, мм
Наибольшая масса устанавливаемой заготовки, кг.............
Наибольшее осевое перемещение выдвижного шпинделя, мм. . .
Частота вращения, мин-х:
шпинделя...............................................
планшайбы......................................
Осевая подача шпинделя, мм/мии.............................
Мощность электродвигателя главного движения, кВт ......
Масса станка, т............................................
1000
2000
710
12,5—1600
8—200
2,2—1760
8,5/10
12,5
Принцип работы станка заключается в следующем. Инстру-
мент крепят в шпинделе или в суппорте планшайбы, он получает
главное движение — вращение. Заготовку устанавливают непо-
средственно на столе или в приспособлении. Столу сообщается
продольное или поперечное поступательное движение. Шпиндель-
ная бабка перемещается в вертикальном направлении по перед-
ней стойке (одновременно с ней вертикально перемещается опор-
ный люнет на задней стойке). Расточный шпиндель получает по-
ступательное перемещение (при растачивании отверстий, нареза-
нии внутренней резьбы и т. п.). Суппорт планшайбы перемещается
по планшайбе в радиальном направлении. Все эти движения яв-
ляются движениями подач.
Движения в станке (рис. 11.8). Главное движение — враще-
ние шпинделя и планшайбы. Шпиндель н планшайба станка вра-
щаются от двухскоростного электродвигателя мощностью 2V =
» 8,5/10 кВт через коробку скоростей с двумя тройными блоками
зубчатых колес Бг и Б2. Планшайба 4 начинает вращаться при
включении муфты Мг, которая приводит в движение зубчатое ко-
лесо 21, свободно посаженное на валу IV. От вала IV через пере-
21
дачу -j-g- получает вращение пустотелый вал VII и закрепленная
на нем планшайба 4.
Уравнение кинематической цепи для минимальной частоты
вращения планшайбы:
пга1п шг = 1500 4 -Й- 4г (^1) # ~ 8 мшг».
30
Шпиндель 6 получает вращение через колеса -gg- (как пока-
» «г 47
зано на схеме) или через зубчатые колеса в зависимости от
положения муфты Л/2.
Уравнение кинематической цепи для минимальной частоты
вращения шпинделя:
1СЛЛ 18 19 19 30 юк . -1
^rmninn ' 1500 yg 6g gj gg Л? 12,5 МИН .
Подачи и быстрые установочные перемещения рабочих органов
станка осуществляются от регулируемого электродвигателя М2
мощностью N ~ 2,1 кВт, работающего в системе генератор —
двигатель. Подача и скорость установочных перемещений регули-
210
Й1 II
Ряс. 11.8. Кинематическая схема станка 2620В
chlpmaker.ru
руются в широких пределах путем бесступенчатого изменения
частоты вращения вала электродвигателя. Движение рабочих
органов станка реверсируется также электродвигателем.
От этого электродвигателя могут осуществляться следующие
механические подачи и установочные движения рабочих органов:
осевая подача расточного шпинделя 6 и радиальная подача суп-
порта 5, вертикальное перемещение шпиндельной бабки 3 и одно-
временное перемещение люнета /, поперечная и продольная по-
дачи стола 2.
Осевое перемещение расточного шпинделя может осуществля-
ться механически и вручную. Осевая подача расточного шпинделя
сообщается от электродвигателя постоянного тока М2 мощностью
N = 2,1 кВт через цилиндрическую пару -Ц-, электромагнитную
, 60 54
муфту /ИБ, коническую пару -^g-, цилиндрические колеса-^-,
SO ..
коническую передачу -^g-, муфту Мв, цилиндрические колеса
54 62 44
-gg-, -gj- и ходовой винт с шагом р — 20 мм.
При нарезании резьбы необходимо, чтобы за один оборот шпин-
деля осевое перемещение его было равно шагу нарезаемой резьбы.
Расчетная кинематическая цепь при нарезании резьб начинается
от шпинделя 6 и заканчивается его осевым перемещением. Необ-
ходимый шаг нарезаемой резьбы обеспечивается подбором сменных
зубчатых колес -yjj-*
Радиальное перемещение суппорта планшайбы осуществляется
через планетарный механизм. Корпус планетарного механизма
вращается от вала VII планшайбы через косозубую передачу-gj-.
Кроме того, центральное зубчатое колесо z = 16 этого механизма
4
вращается от вертикального вала через червячную пару ,
64
муфту Ме и цилиндрическую пару -gg-. Планетарный механизм,
суммируя оба эти движения, вращает вал с зубчатым колесом
z = 35 и через зубчатую передачу -jgg- -§g-, конические колеса
17
-jy- и червячно-реечную передачу перемещает радиальный суп-
порт планшайбы.
Суппорт расположен на планшайбе, которая может вращаться
с различной частотой и'. Это усложняет механизм подач суппорта.
Для осуществления движения суппорта на планшайбу свободно
насажено зубчатое колесо z — 100, которое получает вращение от
зубчатого колеса z = 35, посаженного на левом ведомом
валу планетарной передачи. У этой передачи для данного станка
ведущими являются корпус (водило) и вал с зубчатым колесом
z — 16. Обозначим частоту вращения вала с колесом z = 16
212
через nlt частоту вращения корпуса (водила) п0, а частоту вращения
ведомого вала через п4. Для определения частоты вращения валов
планетарной передачи используют формулу Виллиса:
п1 по _ 2224 /__| \т
•Ч — По 212з ' ' '
где tn — число наружных зацеплений (для данного случая т =
= 2).
Подставив в формулу Виллиса значения чисел зубьев зубча-
тых колес Zj, z2, z3 и z4, получим
ni — по 32-23 23
п4—«о 16-16 8
Отсюда выводим формулу для определения частоты вращения
ведомого вала:
8 , 15
— 23 П1 + 23 П°"
Теперь находим частоту вращения зубчатого колеса z = 100
при выключенном механизме подач, т. е. при nt — 0 и при план-
шайбе, вращающейся с частотой п':
15 , 92 .
«4 — "2з” ^о» — « "21" ’
15 92 , 20 ,
~ 23 21 П ~ 7 П ’•
35 20 , 35
тогда П1оо = «4-ioo- ==~п W0 = п •
Следовательно, частота вращения зубчатого колеса z = 100
при выключенном механизме подач будет совпадать с частотой вра-
щения планшайбы, т. е. зубчатое колесо г = 100 будет вращаться
синхронно с планшайбой и суппорт не будет иметь радиального
перемещения. Для определения величин радиального перемещения
суппорта необходимо знать передаточное отношение /-передачи
от вала с зубчатым колесом z = 16 до вала с колесом z — 23:
при п0 — 0 п4 = -^-пъ т. е. » = =
Тогда уравнение кинематической цепи подачи радиального
суппорта будет иметь вид
О 16.., ,60 4 ..., 64 8 35 100 17 1С
рад min Ндв 77 (Л^б) 4g 2g (^s) 23 100 23 17 ММ/МИН.
Вертикальное перемещение шпиндельной бабки осуществля-
ется вертикальным ходовым винтом с шагом р = 8 мм при вклю-
ченной муфте Л43.
Вертикальное перемещение люнета производится ходовым вин-
том с шагом р = 6 мм одновременно и синхронно с вертикальным
перемещением шпиндельной бабки. Точное положение люнета
213
chipmaker.ru
относительно оси шпинделя по высоте корректируют вручную,
вращая гайку, перемещающую люнет.
Продольное перемещение стола осуществляется ходовым вин-
том с шагом р = 10 мм при включенной муфте Л34, поперечное
перемещение стола — от электродвигателя N = 2,1 кВт с помо-
щью винта с шагом р = 8 мм. Стол поворачивается либо от от-
дельного электродвигателя М3 мощностью N — 1,5 кВт, либо
вручную.
§ 11.7. АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
На алмазно-расточных станках выполняют тонкое рас-
тачивание точных цилиндрических и конических отверстий, а
при наличии дополнительной оснастки их используют также для
обработки торцов, канавок, фасонных поверхностей вращения
и т. п. Алмазно-расточные станки подразделяют на вертикальные и
горизонтальные, одно- и многошпиндельные. Горизонтальные стан-
ки могут быть односторонними и двусторонними.
На алмазно-расточных станках обрабатывают детали при вы-
соких скоростях резания (до 1000 м/мин), малых подачах (0,01 —
0,1 мм/об) и малых глубинах резания (0,05—0,5 мм). В качестве
инструментов применяют алмазные и твердосплавные резцы.
Движения в станке (рис. 11.9). Главным движением в алмаз-
но-расточных станках является вращение шпинделя с инструмен-
том. Вертикальные одношпиндельные алмазно-расточные станки
имеют разделенный привод главного движения, т. е. вращение
шпинделю от коробки скоростей передается через ременную пере-
дачу. В горизонтальных алмазно-расточных станках, предназна-
а) . в)
Рис. 11.9. Алмазно-расточные станки:
а — вертикальный; б *— горизонтальный
214
ченных для более точных работ, коробка скоростей отсутствует;
электродвигатель расположен вне станка, и шпинделям расточных
головок вращение сообщается только с помощью ременной пере-
дачи. Необходимая частота вращения шпинделя настраивается
ступенчатыми или сменными шкивами.
Движение подачи в вертикальных одношпиндельных станках
сообщается шпинделю, в горизонтальных односторонних и дву-
сторонних станках — столу с установленным приспособлением
для закрепления заготовки. Стол совершает сложный цикл рабо-
чих и быстрых перемещений, подавая заготовку то к одним, то
к другим шпиндельным головкам, установленным на мостиках.
В специализированных алмазно-расточных станках движение по-
дачи сообщается шпиндельным головкам, а заготовка остается не-
подвижной. Для получения подач чаще всего используют гид-
равлический привод, бесступенчато регулирующий подачу.
Точность вращения шпинделя в значительной степени определя-
ет выходную точность обработки. Шпиндели монтируют на вы-
сокоточных подшипниках качения или скольжения. Вращение
на шпиндель для получения малых параметров шероховатости
обрабатываемой детали передается ременной передачей. Шпиндель
и закрепленные на нем детали обычно уравновешивают. Приме-
нение гидравлической установки дает возможность не только при-
менять бесступенчатое регулирование подачи, но также автомати-
зировать цикл перемещения стола и другие вспомогательные опе-
рации. Электродвигатели, насосы и другие механизмы станка вы-
носят за пределы станка, что также способствует повышению точ-
ности и уменьшению тепловых деформаций базовых деталей станка.
Тонкое (алмазное) растачивание имеет следующие достоин-
ства: в порах обработанной поверхности отсутствуют абразивные
зерна, наблюдаемые при обработке абразивным инструментом
(шлифованием и хонингованием); высокая точность обработки
отверстий, отклонение от круглости 0,003—0,005 мм и параметр
шероховатости поверхности Ra == 0,16 ... 0,63 мкм.
§ П.8. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
На координатно-расточных станках можно размечать
и центровать, сверлить, развертывать и окончательно растачивать
отверстия, обрабатывать фасонные контуры, фрезеровать торцы
бобышек и др. Станки этого типа применяют для обработки точ-
ных отверстий в тех случаях, когда расстояния между их осями
или расстояния их осей до базовых поверхностей детали должны
быть выдержаны с очень высокой точностью.
Точные расстояния между осями обработанных отверстий и
принятыми базовыми поверхностями получают на этих станках
без применения каких-либо приспособлений для направления
инструмента. Для точного отсчета перемещений подвижных уз-
лов станка координатно-расточные станки имеют специальные
215
chipmaker.ru
Рис. 11.10. Координатно-расточ-
ный станок 2А450:
1 — станина; 2 — стойка; 3 — шпин-
дельная бабка; 4 — стол
устройства: точные ходовые
винты с лимбами и нониуса-
ми, жесткие и регулируемые
концевые меры вместе с ин-
дикаторными устройствами,
точные линейки в сочетании
с оптическими приборами и
индуктивные проходные вин-
товые датчики. При этом
применяют механические, оп-
тико-механические, оптиче-
ские, оптико-электрические и
электрические системы.
Координатно - расточные
станки бывают одно- и двух-
стоечные. Одностоечные ко-
ординатно-расточные станки
обычно снабжают крестовым
столом, который может перемещаться в двух взаимно перпенди-
кулярных направлениях (продольном и поперечном). Шпиндель
имеет вращательное движение и движение подачи в осевом направ-
лении. У двухстоечных координатно-расточных станков стол мо-
жет перемещаться только в продольном направлении, а попе-
речное перемещение по траверсе получает головка со шпинделем.
Координатно-расточные станки можно использовать как из-
мерительные машины для проверки размеров деталей и особо точ-
ных разметочных работ. Во избежание температурных влияний
окружающей среды на точность работы эти станки необходимо
устанавливать в изолированном помещении, где поддерживается
температура 20 °C.
Основной особенностью одностоечного координатно-расточного
станка 2А450 (рис. 11.10) является то, что он оборудован оптиче-
скими устройствами, позволяющими отсчитывать целую и дроб-
ную части размера. Поэтому точность отсчета перемещений стола
не зависит от механизмов, перемещающих стол, и не нарушается
даже при изнашивании этих механизмов. В условиях нормальной
эксплуатации станок обеспечивает точность установки межцент-
ровых расстояний в прямоугольной системе координат 0,001 мм,
в полярной системе — 5 угл. с.
Координаты отсчитывают с помощью точных масштабных зер-
кальных валиков и оптических приборов. Зеркальные валики
представляют собой стержни из коррозионно-стойкой стали,
на которых нанесены тонкие винтовые риски с точным шагом.
Поверхность валиков доведена до зеркального блеска. Коорди-
216
наты устанавливают по точным шкалам при наблюдении через
специальные микроскопы. Зеркальный валик размещают на столе
станка и перемещают вместе с ним. На рис. 11.11 показана схема
хода лучей при наблюдении продольно расположенного размера.
От осветительного элемента 5 на поверхность валика 2 направля-
ется пучок света, который отражается от валика и, проходя через
ряд призм и линз, попадает в микроскоп /. В микроскоп видна
освещенная поверхность валика и риска 5. Риска может быть
в положениях Sj, % или s3. Для правильного отсчета положений
стола его надо передвигать до тех пор, пока риска 5 не располо-
жится точно между двумя неподвижными линиями 4 ви-
зира (эти линии нанесены на тонкую стеклянную пластинку).
Следовательно, если риска 5 видна в положениях Sj или s3,
то стол нужно сдвинуть так, чтобы риска заняла положе-
ние s2.
Перемещения измеряют с помощью шкал зеркальных валиков.
Перемещения, равные целым миллиметрам, отсчитывают по
масштабным линейкам с миллиметровыми делениями. Перемеще-
ния, составляющие доли миллиметров, отсчитывают по лимбам,
закрепленным на валиках со шкалами. Точность отсчетов зависит
от точности шага рисок масштабного валика.
Сущность индуктивного метода отсчета координат, который
применяют на некоторых координатно-расточных станках, состоит
в следующем. На станке имеется индуктивный винтовой механизм
(рис. 11.12), который содержит винт-якорь 5 и датчик, состоящий
из проходных гаек 1 и 2 с шагом 5 мм. Шаг винта-якоря
также равен 5 мм. Датчик прикреплен к столу и переме-
щается вместе с ним. Гайки являются сердечниками, на
которые намотаны катушки, создающие в гайках магнитный по-
ток при прохождении тока. Между наружной поверхностью винта
и внутренней поверхностью гайки имеется радиальный зазор 0,3—
0,4 мм.
Каждая из гаек-сердечников смещена относительно другой на
полшага. Суммарные воздушные зазоры между торцами витков
Рис. 11.11. Оптическая система
ДЛЯ отсчетов положения стола
Рис. 11.12. Индуктивный винтовой
механизм
217
chipmaker.ru
гаек 1 и 2 и винта-якоря 5 будут равны и минимальны лишь в од-
ном относительном положении. Это положение повторяется на каж-
дом шаге винта-якоря. Во всех других случах при перемещении
в пределах шага увеличение зазоров в одном полудатчике сопро-
вождается уменьшением их в другом. Это приводит к изменению
силы тока в цепи электроиндикатора (микроамперметра со шка-
лой ±100 мкА). Когда зазоры в обоих полудатчиках равны, сила'
тока в цепи электроиндикатора будет равна нулю. Таким образом,
при перемещении датчика вместе со столом относительно винта
будет фиксироваться точное положение стола через каждые
5 мм.
Установка точного положения стола в пределах меньше 5 мм
(до 0,001 мм) достигается следующим образом. При наборе коорди-
нат винт-якорь 5 поворачивают вокруг оси маховичком 9 через
конические колеса 16—17 и цилиндрическую передачу 18—7.
Величину поворота винта-якоря наблюдают по лимбу. Затем при
работе станка, когда стол движется, датчик точно фиксирует ну-
левое положение.
Таким образом, создается непрерывная индуктивная шкала от-
счета координат. Учитывая, что датчик при движении со столом
фиксирует каждый шаг винта-якоря, т. е. каждые 5 мм, необходи-
мо, чтобы электроиндикатор включался только перед требуемым
витком. Для этого служит передвижной упор 21, который устанав-
ливают при наборе координат в соответствии с требуемым разме-
ром напротив заданного витка винта-якоря. Упор 21 закреплен на
гайке 19, находящейся на вспомогательном винте 6. Винт 6 вра-
щается от маховичка 9 через конические колеса 16—17.
На датчике закреплены два микропереключателя 4 и 3, ко-
торые последовательно срабатывают при нажатии на упор 22 во
время движения стола. Микропереключатель 4 за 2,5—3 мм до
требуемой координаты выключает быстрый ход стола или салазок
и одновременно включает медленную рабочую подачу. Микропере-
ключатель 3 срабатывает за 0,8—1,2 мм до заданной координаты,
подготовляя реле для подачи команды «Стоп» электродвигателю
привода стола, а также включает электроиндикатор и его сиг-
нальную лампочку. При достижении столом заданного размера дат-
чик подает сигнал поляризованному реле, а от него через про-
межуточное реле магнитному пускателю, отключающему электро-
двигатель привода подачи, и стол автоматически останавливается.
Точность останова зависит от скорости движения стола и состав-
ляет ±0,02 мм.
Для наладки на требуемую координату служит лимб 10, при-
водимый во вращение маховичком 9 через червячную пару и пока-
зывающий величину в миллиметрах, лимб 11, указывающий доли
миллиметров, и нониусный лимб 15, с помощью которого устанав-
ливают тысячные доли миллиметров. Точно винт 5 и его лимбы
устанавливают рукояткой 13 через зубчатые колеса 12
и 14.
218
После обработки первого базового отверстия лимб 11 устанав-
ливают в нулевое положение. Отключают лимб 11 фрикционной
муфтой. Лимб 10 связывается с червячным колесом 8 фрикционными
пальцами, находящимися под воздействием пружин. Благодаря
этому лимб можно также установить в нулевое положение. Поло-
жение стола определяют по линейке 20.
Для автоматического исправления ошибок отсчетного меха-
низма (неточность шага и биение винта-якоря, неточность электри-
ческой системы механизма) имеется специальный корригирующий
диск, который через рычажную систему в соответствии с заранее
обнаруженными ошибками поворачивает нониусный лимб. Кон-
струкция и принцип работы датчика для набора и установки по-
перечных координат аналогичны рассмотренным.
chipmaker.ru
ГЛАВА 12
ФРЕЗЕРНЫЕ СТАНКИ И ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
§ 12.1. КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
На фрезерных станках можно обрабатывать наружные
и внутренние поверхности различной конфигурации, прорезать
прямые и винтовые канавки, нарезать наружные и внутренние
резьбы, обрабатывать зубчатые колеса и т. п. (рис. 12.1). Разли-
чают станки: консольно-фрезерные (горизонтальные, вертикаль-
ные, универсальные и широкоуниверсальные), вертикально-фре-
зерные бесконсольные, продольно-фрезерные (одно- и двухстоеч-
ные), фрезерные непрерывного действия (карусельные и барабан-
ные), копировально-фрезерные (для контурного и объемного фре-
зерования), гравировально-фрезерные, специализированные
(резьбофрезерные, шпоночно-фрезерные, шлицефрезерные и др.).
В современных фрезерных станках применяют разделенные при-
воды главного движения и подач, механизмы ускоренных переме-
щений стола (во всех направлениях), однорукояточное управле-
ние изменения скоростей подач. В станках узлы и детали широко
унифицированы.
Станки называют консольными потому, что стол станка уста-
новлен на консоли, перемещающейся вверх по направляющим ста-
нины. К консольно-фрезерным станкам относят горизонтально-
фрезерные, вертикально-фрезерные, универсальные и широкоуни-
версальные станки. Основным размером фрезерных станков об-
щего назначения является размер рабочей поверхности стола.
У горизонтальных консольно-фрезерных станков ось шпинделя
расположена горизонтально, и стол передвигается в трех взаимно
перпендикулярных направлениях.
Универсальные консольно-фрезерные станки (рис. 12.2) внешне
почти не отличаются от горизонтальных станков, но имеют по-
Рис. 12.1 Фрезы:
а — цилиндрическая; б — торцовая; е — дисковые; е — прорезные (отрезные); д — кон-
цевые; е — угловые; ж — фасонные; з — шпоночная при работе иа станках с маятни-
ковой подачей; и — шпоночная при работе на вертикально-фрезерных станках; t — глу-
бина резания; В ширина фрезерования
220
Рис. 12.2. Универсальный
консольно-фрезерный ста-
нок 6Р82:
1 — станина; 2, 6 — кнопочная
станция; 3 — коробка переклю-
чения скоростей; 4 — электро-
двигатель главного движения;
5 — лимб частоты вращения
шпинделя; 7 — коробка скоро-
стей (в корпусе станины); 3 —
хобот; 9 — шпиндель; 10 — под-
вески; 11 — рукоятка включе-
ния продольной подачи; 12 —*
стол; 13 — поворотная часть;
14 — поперечные салазки; 15 —
консоль; 16 — фундаментная
плита; 17 — рукоятка переклю-
чения подач; /3 — лимб с вели-
чинами подач; 19 — механизм
переключения подач; 20 — ко-
робка подач
воротный стол, который помимо возможности перемещения в трех
взаимно перпендикулярных направлениях может быть повернут
вокруг своей вертикальной оси на ±45°. Это позволяет обрабаты-
вать на станке винтовые канавки и нарезать косозубые колеса.
Вертикальные консольно-фрезерные станки (рис. 12.3) по
внешнему виду отличаются от горизонтальных вертикальным рас-
Рис. 12.3. Общий вид вертикального
консольно-фрезерного станка 6Р12
Рис. 12.4. Широкоуниверсальный
консольно-фрезерный станок
221
chipmaker.ru
положением оси шпинделя и отсутствием хобота. Хобот у гори-
зонтальных станков служит для закрепления кронштейна, поддер-
живающего конец фрезерной оправки.
Широкоуниверсальные консольно-фрезерные станки (рис. 12.4)
в отличие от универсальных имеют дополнительный шпиндель, по-
ворачивающийся вокруг вертикальной и горизонтальной осей.
Имеются также широкоуниверсальные станки с двумя шпинде-
лями (горизонтальным и вертикальным) и столом, поворачиваю-
щимся вокруг горизонтальной оси. В широкоуниверсальных фре-
зерных станках шпиндель может быть установлен под любым
углом к обрабатываемой заготовке.
Горизонтально-, вертикально- и универсально-фрезерные
станки являются основными модификациями консольно-фрезер-
ных станков и представляют собой станки общего назначения.
§ 12.2. УНИВЕРСАЛЬНЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ
СТАНОК 6Р82
Универсальный консольно-фрезерный станок 6Р82 пред-
назначен для выполнения разнообразных фрезерных работ, в том
числе для фрезерования винтовых канавок, для чего стол может
поворачиваться вокруг своей вертикальной оси. Станок исполь-
зуют в условиях единичного и крупносерийного производства.
Техническая характеристика станка
Размеры рабочей поверхности стола, мм:
ширина..................................................... 320
длина...................................................... 1250
Наибольшие перемещения стола, мм:
продольное................................................ 800
поперечные:
механическое.............................................. 240
от руки................................................... 250
вертикальное:
механическое.............................................. 360
от руки................................................... 380
Наибольший угол поворота стола............................... ±45°
Число частот вращения шпинделя............................... 18
Частота вращения, мнн-1 ..................................31,5—1600
Число подач стола............................................. 18
Подача, мм/мин:
продольная ........................;.................... 25—1250
поперечная ............................................. 25—1250
вертикальная ........ . .............. . . 8,3—416,6
Движения в станке (рис. 12.5). Главное движение — вращение
шпинделя фрезы осуществляется от электродвигателя Л4/ (У =
= 7,5 кВт; п = 1460 мин-1), который через коробку скоростей
сообщает шпинделю 18 различных частот вращения. Уравнение
кинематической цепи главного движения для минимальной ча-
стоты вращения шпинделя:
wrr, 27 16 17 19
«шт — 1460 53 gg 46 69 —31,5 мин .
222
Рис. 12.5. Кинематическая схема универсального консольно-фрезерного стайка
6Р82
Изменение направления вращения шпинделя осуществляется
реверсированием электродвигателя.
Движение подачи производится от электродвигателя М2 (N —
= 2,2 кВт; п = 1430 мин-1). Коробка подач станка позволяет
осуществлять механическое перемещение стола в трех направле-
ниях: продольном (перпендикулярно оси шпинделя), поперечном
(параллельно оси шпинделя) и вертикальном. Специальные бло-
кировочные устройства обеспечивают невозможность одновре-
менного включения нескольких движений.
Восемнадцать продольных подач осуществляются по схеме:
электродвигатель М2, постоянная передача -gg- тройной пере-
ДВИЖНОИ блок (-gg- ; -27-; -jg- ), второй тройной блок 1-эд- -37^ -34-) >
вал X. С вала X движение может передаваться либо на вал XI,
либо непосредственно через колеса -эд- (муфта Л12 включена),
либо через перебор -^- (муфта М2 выключена). Далее дви-
жение передается по схеме: вал XI, передача -—, вал XII, пере-
223
chipmaker.ru
18 33 18 18 . сп
дачи -33--37- “ie" “jg-» ходовой винте шагом 6 мм. Поперечные и
вертикальные перемещения стола осуществляются аналогичным
путем двумя другими ходовыми винтами.
Уравнения кинематических цепей для максимального и мини-
мального значений продольной подачи:
с 26 26 36 24 40 28 18 33 18 18 с |ос„
Stnax — 1430 Бо 57 18 эд 40 35 33 37 16 18 6 — 1250 мм/мин,
с 1ЛОЛ 26 26 18 18 13 18 40 28 18 33 18 18 л
^min — ИЗО 50 57 36 4() 45 4() 40 зз 37 16 18 6 — мм, мин.
Быстрое перемещение стола во всех трех направлениях осу-
ществляется от того же электродвигателя без коробки подач,
, 26 50 67
непосредственно через зубчатую передачу фрикцион-
OU О/ оо
ную муфту Мл на валу XI и далее по кинематическим цепям ра-
бочих подач. Кулачковая муфта Ms в этом случае выключена,
а фрикционная муфта Мй включена.
На рис. 12.6 показаны муфты последнего вала XI коробки
подач станка. Стева на валу находится шариковая предохрани-
тельная муфта 1 с зубчатым венцом (z = 40). Рабочая подача осу-
ществляется при включении кулачковой муфты 7 в крайнее левое
положение, когда ее кулачки сцепляются с кулачками предохра-
нительной шариковой муфты. В этом случае движение от зубча-
того колеса 8 (г ~ 40) передается на зубчатый венец предохрани-
тельной муфты и далее на кулачковую муфту 7, которая установ-
лена на валу XI на скользящей шпонке.
При передвижении муфты 7 вправо ее кулачки разъединяются
с кулачками предохранительной муфты, и рабочая подача прекра-
щается. При дальнейшем перемещении вправо муфта 7 включает
фрикционную муфту 6, и вал XI получает быстрое вращение от
Рабочая подача
Рис. 12.6. Муфты вала коробки подач станка 6Р82
224
Рис. 12.7. Механизм переключения подач станка 6Р82:
А, В, С — передвижные блоки; Du В? — диски переключения; I — лимб; 2 — рукоятка
переключения; 3 — фиксатор; 4 — диск; 5 — упорное кольцо
колеса 5 (z = 67) через зубчатое колесо 4 (z = 33), корпус 3
фрикционной муфты и сжатые фрикционные диски 2.
Коробка подач имеет однорукояточное селективное управле-
ние (рис. 12.7). Переключение подач осуществляется передвиже-
нием зубчатых блоков или отдельных зубчатых колес с помощью
вилок, закрепленных на соответствующих рейках. Рейки полу-
чают продольное перемеще-
ние от двух дисков с отверс-
тиями, закрепленных на
одной оси с рукояткой пере-
ключения. Рейки, переме-
щающие блоки, могут за-
нимать три различных поло-
жения относительно дисков.
На рис. 12.8 показана схема
работы этого механизма на
примере переключения трой-
ного блока зубчатых колес.
В положении / рейка 1 упи-
рается в диск 3, а рейка 2
проходит через отверстия
обоих дисков 3 и 4. В поло-
жении II обе рейки входят
в отверстия диска 3. Положе-
ние /// является обратным
относительно положения /.
Между рейками имеется зуб-
чатое колесо 5, которое обес-
печивает согласованное дви-
жение реек.
Для установки требуемой
Подачи рукоятку переключе-
Рис. 12.8. Схема работы механизма пе-
реключения подач
225
chipmaker.ru
ния с дисками сначала выдвигают из коробки подач, затем повора-
чивают вправо или влево вокруг оси в требуемое положение до сов-
падения выбираемой подачи на лимбе рукоятки со стрелкой-указа-
телем на корпусе коробки подач. После этого рукоятку вдвигают
обратно и, толкая выступающие концы реек дисками, переме-
щают рейки, а значит, и включаемые зубчатые колеса в положе-
ния, обеспечивающие выбранную подачу.
Станок автоматизирован; может быть осуществлена наладка
на следующие циклы работы (движения стола): 1) полуавтомати-
ческие скачкообразные — быстро вперед — подача — быстро
назад — стоп; быстро вперед — подача — быстро назад — стоп;
2) полуавтоматические чередующиеся — быстро вперед — по-
дача — быстро вперед — подача — быстро назад — стоп; 3) ав-
томатический маятниковый — быстро вправо — подача вправо—
быстро влево — подача влево и т. д.
Автоматизация рабочих и установочных движений стола осу-
ществляется с помощью механизма автоматического цикла, рас-
положенного в салазках, и кулачков, набор которых прилагается
к станку. Кулачки, установленные в соответствии с выбранным
циклом на столе, при его перемещении в нужные моменты повора-
чивают звездочку, посаженную на оси рукоятки включения про-
дольного хода. Эти движения звездочки передаются механизму
автоматического цикла, который осуществляет автоматическое
переключение с ускоренного хода на рабочую подачу и обратно.
§ 12.3. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ
БЕСКОНСОЛЬНЫЕ СТАНКИ
Бесконсольные вертикально-фрезерные станки (вер-
тикально-фрезерные станки с крестовым столом) применяют для
фрезерования крупных деталей с большой толщиной срезаемого
слоя. Бесконсольные станки имеют большую мощность, высокие
частоты вращения шпинделя и
подачи стола. Шпиндельная
бабка с расположенной в ней
коробкой скоростей перемеща-
ется в вертикальном направле-
нии по направляющим станины.
Вращение шпинделя осуществ-
ляется от отдельного электро-
двигателя. У некоторых стан-
ков можно устанавливать ось
шпинделя под углом. Стол имеет
движения по двум взаимно перч
пеидикулярным направлениям
в горизонтальной плоскости.
Рис. 12.9. Вертикально-фрезерный ста-
нок с крестовым столом 6А59
226
Вертикально-фрезерные бесконсольные станки выпускают в ос-
новном со столом шириной 630, 800 и 1000 мм. Станком управляют
обычно с подвесного пульта. На базе основных исполнений стан-
ков изготовляют различные модификации (с поворотной шпин-
дельной бабкой, со встроенным круглым столом, копировальные
и др-)-
Вертикально-фрезерный бесконсольный станок 6А59 показан
на рнс. 12.9.
Техническая характеристика станка
Размер рабочей поверхности стола, мм:
ширина........................................................... 1000
длина............................................................ 2500
Перемещение стола, мм:
продольное....................................................... 2000
поперечное........................................................ 950
Расстояние от торца шпинделя до поверхности стола, мм......... 100—1000
Частота вращения шпинделя, мин-1.............................. 25—1250
Подача (бесступенчатое регулирование), мм/мин.................... 20—1500
Мощность электродвигателя главного движения, кВт.................. 22
Alacca, т.......................................................... 23,6
Станок применяют для фрезерных работ, используя различные
виды быстрорежущего и твердосплавного инструмента, а также
для простых расточных и сверлильных работ с вертикальной по-
дачей фрезерной бабки.
§ 12.4. ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Продольно-фрезерные станки предназначены для об-
работки горизонтальных, вертикальных, наклонных и фасонных
поверхностей деталей торцовыми, цилиндрическими и фасонными
фрезами. Станки выпускают одно- и двухстоечными, с одним или
несколькими шпинделями. Продольно-фрезерные станки имеют
рабочий стол, совершающий только продольное перемещение.
Главным движением в продольно-фрезерных станках является
вращательное движение шпинделя бабок, а движениями подач —
продольное движение стола и соответствующие перемещения шпин-
дельных бабок. Кроме рабочих движений станки имеют обычно
следующие установочные движения: быстрые продольные пере-
мещения стола; быстрые перемещения шпиндельных бабок; бы-
стрый подъем или опускание траверсы; перемещение гильз шпин-
делей каждой шпиндельной бабки для точной установки фрез
на нужную толщину срезаемого слоя; поворот любой из шпиндель-
ных бабок для установки фрезы нод нужным углом (у станков
с поворотными шпиндельными бабками). Ширина стола продольно-
фрезерных станков находится в пределах 320—5000 мм, а длина
1000—12 500 мм и более. Каждый шпиндель приводится в движе-
ние от отдельного электродвигателя.
Современные продольно-фрезерные станки имеют высокую про-
изводительность. Машинное время при обработке сокращается
227
chipmaker.ru
Рис. 12.10. Двухстоечный про-
дольно-фрезерный станок
Рис. 12.11. Одностоечный про-
дольно-фрезерный станок
6)
Рис. 12.12. Схемы компоновок продольно-фрезерных станков:
а — одностоечных; б — двухстоечных с неподвижными шпиндельными бабками; в —» двух»
стоечных с поворотными шпиндельными бабками
228
в результате высоких скоростей шпинделей, высоких подач,
больших тяговых сил приводов подач и достаточных мощностей
шпиндельных бабок. Вспомогательное время сокращается в ре-
зультате механизации вспомогательных операций, при примене-
нии дистанционного управления станком с одного подвесного
пульта. В конструкциях станков предусмотрены возможность на-
ладки с пульта управления любого режима работы, дистанцион-
ное бесступенчатое регулирование подач (для станков с шириной
стола 500 мм и более), зажим и отжим перемещаемых узлов, их
перемещение, механизированная уборка стружки из зон резания
и другие виды механизации.
У продольно-фрезерных станков неподвижная станина яв-
ляется основанием, к которому у двухстоечных станков крепят
две стойки без поперечины или с поперечиной, а у одностоечных —
одну стойку, несущую консольную траверсу.
Двухстоечный продольно-фрезерный станок с неповоротными
шпиндельными бабками показан на рис. 12.10, одностоечный ста-
нок с неповоротной шпиндельной бабкой — на рис. 12.11. Схемы
компоновок одностоечных и двухстоечных станков приведены
на рис. 12.12.
§ 12.5. ШПОНОЧНО-ФРЕЗЕРНЫЕ СТАНКИ
Шпоночно-фрезерные станки предназначены для фре-
зерования шпоночных пазов. Фрезерование ведется по схеме,
приведенной на рис. 12.13, б. Принцип работы вертикального
229
chipmaker.ru
одношпиндельного шпоночно-фрезерного станка (рис. 12.13, с) за-
ключается в следующем. Шпиндель с фрезой получает вращатель-
ное главное движение и прямолинейную подачу вдоль оси паза,
а в конце хода и вертикальную подачу. Обрабатываемую заго-
товку крепят на столе 8. На основании / станка размещены ста-
нина 2 с головкой 3, шпиндельная каретка 5, получающая от ги-
дропривода продольное перемещение по направляющим 4\ кон-
соль 7 со столом 8 может перемещаться в вертикальном направле-
нии по направляющим 6 станины. Рукоятка 9 предназначена для
сообщения столу поперечных перемещений. Вертикальная подача
шпинделя в конце каждого хода каретки осуществляется авто-
матически. Станок работает по полуавтоматическому циклу.
§ 12.6. ФРЕЗЕРНЫЕ СТАНКИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
При работе на фрезерных станках непрерывного дей-
ствия заготовки на столах устанавливают и закрепляют без оста-
новки движения. Производительность таких станков велика, их
применяют в крупносерийном и массовом производстве. Фрезер-
ные станки непрерывного действия делят на карусельные и бара-
банные (рис. 12.14). На карусельном станке (рис. 12.14, а) заго-
товки устанавливают в приспособлениях на вращающемся столе 2,
затем их пропускают для снятия припуска под одной или двумя
фрезами 1 и снимают со стола. Цикл обработки детали может быть
выполнен и за несколько оборотов стола. В этом случае после
каждого оборота стола заготовку поворачивают для обработки
другой поверхности.
Барабанный станок для непрерывной работы (рис. 12.14, б)
применяют для обработки сравнительно крупных заготовок од-
новременно с двух стерон. Заготовку крепят в приспособлениях,
которые устанавливают на периферии медленно вращающегося
Рис. 12.14. Фрезерные станки непрерывного действия:
а — карусельный; б — барабанный
230
массивного барабана 2. Обработку ведут фрезами 1. Устанавли-
вают заготовки и снимают детали в процессе работы станка с про-
тивоположной относительно фрезы стороны.
§ 12.7. ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
Делительные головки применяют при работе на кон-
сольно-фрезерных станках для установки заготовки под требуе-
мым углом относительно стола станка, поворота ее на определен-
ный угол, деления окружности на нужное число частей, а также
для непрерывного вращения заготовки при фрезеровании винто-
вых канавок.
Различают делительные головки для непосредственного деле-
ния (делительные приспособления), оптические делительные го-
ловки и универсальные делительные головки. Универсальные
делительные головки делят на лимбовые и безлимбовые. Наибо-
лее распространены лимбовые головки. Универсальные делитель-
ные головки могут быть использованы для простого и дифферен-
циального деления.
Делительные головки для непосредственного деления приме-
няют для деления на малое число частей. Они имеют корпус, в ко-
тором вращается шпиндель. На шпиндель насажен делительный
диск, с помощью которого осуществляется отсчет при делении.
Так как отсчет происходит непосредственно по диску, а деление
производят без промежуточного механизма, то такое деление на-
зывают непосредственным. Делительные головки для непосред-
ственного деления могут быть вертикальными и горизонтальными;
они предназначены для деления на 2, 3, 4, 6, 8, 12 и 24 частей.
Их применяют при фрезеровании поверхностей и канавок режу-
щих инструментов, для обработки простых деталей массового
производства, имеющих грани, и т. д.
Лимбовая универсальная делительная головка (рис. 12.15).
Шпиндель 5 лимбовой универсальной делительной головки пе-
риодически поворачивают вращением рукоятки 1 через червяч-
ную передачу, расположенную в корпусе 4. Рукоятку 1 пово-
Рис. 12.15. Лимбовая универсальная делительная головка
231
chipmaker, ru
Рис. 12.16. Лимбовая уни-
версальная делительная го-
ловка:
1 — делительный диск; 2 — ру-
коятка; 3 — шпиндель дели-
тельной головки; 4 — червяч-
ное колесо (z — 40); 5 •— шейки
для посадки зубчатых колес;
6 — червяк (Z = 1); 7 нож-
ка сектора
рачивают на нужный угол, который устанавливают с помощью
лимба 3, имеющего несколько рядов отверстий, равномерно рас-
положенных на концентрических окружностях. Фиксатор 2
можно вставлять в любое из этих отверстий. Заднюю бабку 6
применяют для работы в центрах. Деталь можно крепить также
в патроне, который навертывают на резьбовой конец шпинделя.
Применяют следующие способы наладки универсальных дели-
тельных головок: для простого деления, для дифференциального
деления и на нарезание винтовых канавок.
Способ простого деления заключается в том, что, вращая ру-
коятку (рис. 12.16), поворачивают шпиндель на заданный угол.
Схема наладки универсальной делительной головки на простое
деление показана на рис. 12.17, а. Уравнение кинематического
баланса для определения числа оборотов рукоятки 2 составляют
из условия, что за п оборотов рукоятки шпиндель должен повер-
нуться на оборота, где г — число частей, на которое требуется
разделить окружность. Расчетные перемещения:
п об. рукояткиоб. шпинделя.
Уравнение кинематического баланса:
п = zJzZ.
1 Z 1
п-1 — — —, откуда
Z
Рис. 12.17. Схемы наладок универсальной делительной головки
232
Для выпускаемых делительных головок число заходов чер-
вяка Z = 1 и в большинстве случаев число зубьев червячного
ил 40
колеса г0 = 40, тогда п —
Величину, обратную передаточному отношению червячной
пары, называют характеристикой делительной головки и обозна-
чают буквой 2V. Следовательно, N — г0 и n = -у-.
Для поворота рукоятки на нужное число оборотов, выражен-
ное смешанным числом или дробью, головки снабжены делитель-
ными дисками (рис. 12.18).
При z<W п = -^- = Л 4--^-,
где А — число целых (полных) оборотов рукоятки; b — число
шагов (расстояние между соседними отверстиями) ряда отверстий,
на которое должна быть повернута (дополнительно к А целым
оборотам) рукоятка 2 (см. рис. 12.17); а — число отверстий в од-
ном из рядов отверстий делительного диска.
При простом делении делительный диск 1 остается неподвиж-
ным; его крепят специальной защелкой к корпусу головки.
Во избежание ошибок при сравнительно больших отсчетах де-
лительный диск имеет раздвижной сектор, состоящий из двух
раздвижных ножек 1 (см. рис. 12.18), которые служат для фикса-
ции определенного угла поворота.
Пример. Требуется на заготовке зубчатого колеса нарезать 37 зубьев. Число
оборотов рукоятки головки
40 40 , . 3 ,
" = —= -з7==,+'з7 оборота-
Для фрезерования 37 зубьев на такой заготовке нужно взять диск, на кото-
ром имеется делительный круг с 37 отверстиями. Рукоятку устанавливают на-
против ряда в 37 отверстий и после фрезерования каждой впадины поворачивают
на одни полный оборот и три отверстия. Для деления удобно пользоваться раз-
движным сектором.
Сектор устанавливают в следующем порядке; с помощью от-
вертки освобождают винт, скрепляющий ножки сектора, раздви-
гают ножки сектора так, чтобы между ними было три отверстия
и одно отверстие, занимаемое штифтом рукоятки, а затем винт
закрепляют. Во избежание ошибки отсчет необходимо произво-
дить так, как указано на рис. 12.19. После каждого деления
ножки сектора передвигают до упора в штифт рукоятки. В отвер-
стии сектора имеется пружинка, которая удерживает ножки от
произвольного смещения во время деления.
Способ дифференциального деления применяют в тех случаях,
когда простое деление осуществить невозможно, т. е. когда нельзя
подобрать диск с нужным для простого деления числом отвер-
стий.
233
chipmaker.ru
Рис. 12.18. Делительный диск
(лимб) с раздвижным сектором:
/ — раздвижные ножки сектора;
2 — делительный диск
Рис. 12.19. Пример отсчета с
помощью раздвижного сектора
Метод дифференциального деления заключается в следующем.
Требуемый поворот шпинделя делительной головки получается
как совокупность двух поворотов: поворота рукоятки 2 (см.
рис. 12.17, б) относительно делительного диска / и поворота
самого делительного диска, которому это движение сообщается
принудительно от шпинделя делительной головки через сменные
зубчатые колеса гитары. При дифференциальном делении
делительный диск следует освободить, вынув стопорящий его фик-
сатор. В зависимости от наладки делительный диск может вра-
щаться в ту же сторону, что и рукоятка, или в противоположную.
Следовательно, действительный поворот рукоятки будет больше
или меньше видимого ее поворота по делительному диску.
Число оборотов рукоятки 2 головки настраивают так же, как
при простом делении, но не на требуемое число делений г, а на
близкое к нему число делений которое позволяет подобрать
диск с нужным для деления на г$ частей числом отверстий. По-
грешность такой наладки компенсируется наладкой дифферен-
циальной гитары. Так как действительный поворот рукоятки со-
стоит из поворота рукоятки относительно лимба и поворота са-
мого лимба, то уравнение кинематического баланса для определе-
ния передаточного отношения дифференциальной гитары будет
иметь вид
/ Zq . 1 а с X 11
\ гф * г b d / 40 г ’
где — число оборотов рукоятки относительно лимба; X
2ф *
X --------число оборотов лимба.
Сумма, взятая в скобки, выражает действительное число обо-
ротов, которое нужно сделать рукояткой, при дифференциаль-
ном делении.
234
Из приведенной формулы можно определить передаточное от-
ношение сменных зубчатых колес дифференциальной гитары!
ас гп , , ас N . .
или ТУ = ^(г^4
Удобнее принимать гф > z, так как в этом случае лимб дол-
жен вращаться в сторону вращения рукоятки, и поэтому не надо
ставить в гитару дополнительное паразитное зубчатое колесо
(гф может быть любое составное число, по абсолютной величине
близкое к г, и лучше, если оно будет делиться на г).
Пример. Требуется нарезать зубчатое колесо, имеющее 227 зубьев. Нужно
подобрать сменные колеса гитары, делительный диск и определить число оборо-
тов рукоятки.
Пусть гф == 220. Тогда число оборотов рукоятки головки при простом де-
лении
40_____40_____2_____1£
П~ гф ~ 220 ~ 11 ~ 66 ’
Выбирают делительный диск, имеющий окружность с 66 отверстиями, и
устанавливают ножки раздвижного сектора на 12 отверстий этой окружности
(считая первым отверстие, расположенное рядом с отверстием, занятым защел-
кой рукоятки).
Передаточное отношение сменных колес гитары
а с 40 (гф — г) 40(220 — 227) 40-7
b d ~ гф ~ 220 ~ 220 ~
2-7 14 14-5 70
~ 11 ~ 11 ~ 11-5 “ 55 '
„ г, , 1 / г0 , 1 а с
Проведем проверку. В формулу — == 1 —— ---------------т- —
г \ z и &
подставим
данные и получим
1 _ ( 40
227 ~ \ 220
1 70 \ 1
227 55 ) 40 ’
т. е. равенство справед-
ливо, значит наладка выполнена правильно.
Нужно взять сменные колеса, имеющие 70 и 55 зубьев Ставят их на гитару
делительной головки так, чтобы колесо г = 70 (ведущее) оказалось на шпинделе,
а колесо г = 55 (ведомое) — на валике привода делительной головки. Так как
передаточное отношение получилось отрицательным, то в гитару необходимо
ввести паразитное колесо.
Наладка на фрезерование спиральных канавок. При фрезеро-
вании винтовых (спиральных) канавок заготовке сообщается
сложное винтовое движение, состоящее из поступательного прямо-
линейного (вдоль ее оси) и вращательного (вокруг той же оси).
Поступательное движение заготовка получает вместе со столом,
а вращательное от ходового винта стола станка через сменные зуб-
чатые колеса. Стол станка при фрезеровании винтовых канавок
поворачивают по отношению к осп шпинделя на угол <о, равный
углу наклона винтовой канавки. При нарезании левой винтовой
канавки стол поворачивают на угол о по часовой стрелке
(рис. 12.20), а при нарезании правой винтовой канавки — против
часовой стрелки.
235
chlpmaker.ru
Рис. 12.20. Схема фрезерования винтовых канавок:
1 делительная головка; 2 деталь
Угол поворота стола
, л©
<о = arctg-p—,
где D — диаметр обрабатываемой заготовки; Рр — шаг винтовой
канавки.
Если винтовая линия задана углом подъема а, то стол необхо-
димо повернуть на угол 90° — а. Медленное вращение шпин-
делю делительной головки передается от продольного ходового
винта станка по кинематической цепи, показанной на рис. 12.17, в.
Уравнение кинематического баланса этой цепи для наладки ги-
тары сменных колес составляют из условия, что за один
оборот заготовки стол станка переместится на шаг РГ1 нарезаемой
канавки:
1 А. 1.1.1 п == Р
1 Z 1 11 bi di Р^в ГР-
С учетом того, что Z = 1, имеем
ai ci _ ру
bi i!i г0Рх. Б ’
где рх. ц — шаг ходового винта стола станка, мм.
Безлимбовая универсальная делительная головка (рис. 12.21)
не имеет делительного диска; на ней можно производить как про-
стое, так и дифференциальное деление. Головка имеет стопорный
штифт 1, рукоятку 3 и пружинный штифт 2 для фиксирования пол-
ного оборота по диску 4, на котором имеется только одно отверстие.
При простом делении используют только гитару деления -у -у,
а вторую гитару отключают. Диск 4 должен быть застопорен.
В этом случае вращение шпинделю от рукоятки передается через
. ас
сменные зубчатые колеса -у у и червячную пару.
236
Рис. 12.21. Кинематическая схема безлимбовой
универсальной делительной головки
Расчетные перемещения: п об. дели-
тельной рукоятки -> — об. шпинделя.
Уравнение кинематической цепи для
простого деления:
а с Z 1
п-г-—.----= —,
b d г,, г
откуда при Z = 1 и z0 = N
а с г0 _ N
Ь d nzZ nz
Дифференциальное деление применяют в тех случаях, когда
в наборе нет зубчатых колес, позволяющих налаживать гитару
на простое деление. При дифференциальном делении стопорный
штифт 1 освобождают, и при вращении рукоятки 3 диск 4 полу-
- а' с'
чает вращение от шпинделя через сменные зубчатые колеса
и коническую пару с передаточным отношением I = 1. При на-
ладке головки в этом случае требуется определение сменных зуб-
чатых колес двух гитар. Гитару простого деления налажи-
вают на некоторое произвольно выбранное число делений z$,
по значению близкое к заданному, что позволяет подобрать смен-
ные зубчатые колеса. Диску 4 сообщается движение через зубча-
с' с' 1 -
тые колеса -р- За расчетные перемещения принимают — обо-
рота шпинделя и число п оборотов делительной рукоятки.
Уравнение кинематической цепи для дифференциального де-
ления:
J d fc , 1 1 = „
z Z с а г b’ d'
Подставив вместо выражение и учтя, что Z = 1, полу-
1 пгл, , I а' с' а' с' . .
ЧИМ — Zo_3L4-_- —— = п, откуда-£7--^- = п(2 — 2ф).
При гф< г добавочное вращение диска должно происходить
в направлении, противоположном направлению вращения ру-
коятки, а при > г добавочное вращение диска должно совпа-
дать с направлением вращения рукоятки.
Пример. Произвести наладку делительной головки на нарезание зубчатого
колеса z = 83, число зубьев червячного колеса г0 = 40.
Для наладки головки примем = 84; тогда .
237
chipmaker.ru
Рис. 12.22. Оптическая дели-
тельная головка
Примем, что делительный
поворот шпинделя выполняется
за один оборот рукоятки, т. е.
при п = 1; тогда
ас 40 8-5
b ~d'~~84~~~L2^7~
40 50 .
“60 70 *
® t I 1 /о о
-р- —= n(z —?ф) = 1 (83 —
50 20
— 25 40 ’
Оптические делитель-
ные головки (рис. 12.22)
применяют для особо точ-
ного деления, а также для проверки точности нанесенных кру-
говых шкал. Принцип работы головок заключается в следующем.
Шпиндель головки приводится во вращение рукояткой через
червячную пару 6—5. На валу шпинделя закреплен стеклян-
ный диск 4, имеющий шкалу с ценой деления 1°. Сверху на
корпусе расположена оптическая система с окуляром 1, в который
наблюдают за шкалой на диске 4. Шкала освещается естественным
светом через окно 2 с помощью зеркала 3. Деления диска 4 про-
ектируются на шкалу, помещенную в окуляре с ценой деления,
равной 1 мин, по которой отсчитывают градусы и минуты.
Недостаток оптических делительных головок—невозможность
использования их при фрезеровании винтовых канавок. Кроме
того, при последовательных поворотах углы суммируются, и поэ-
тому возникает необходимость предварительного составления
полной таблицы углов для всех поворотов шпиндельной головки.
ГЛАВА 13
РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ
§ 13.1. МЕТОДЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
Основными методами изготовления резьб являются:
а) нарезание резьбы на токарных станках резьбовыми резцами и
гребенками (рис. 13.1); б) нарезание резьбы метчиками, круглыми
плашками и резьбонарезными головками (рис. 13.2); в) фрезеро-
вание резьбы (рис. 13.3); г) шлифование резьбы однониточными
и многониточными шлифовальными кругами (рис. 13.4); д) хо-
лодное накатывание резьбы плоскими плашками и круглыми ро-
ликами (рис. 13.5); е) горячее накатывание резьбы круглыми ро-
ликами.
Правильный выбор способа получения резьбы в каждом от-
дельном случае зависит от размеров резьбы, ее точности и пара-
метров шероховатости поверхности, формы и размеров обрабаты-
ваемой заготовки, на которой нарезают резьбу, материала заго-
товки, вида производства и других условий.
Из перечисленных способов получения резьбы резьбофрезеро-
вание занимает одно из ведущих мест. Различают следующие ос-
новные виды резьбофрезерования, получившие наибольшее рас-
пространение: фрезерование коротких резьб гребенчатыми (груп-
повыми) фрезами, фрезерование резьб профильными фрезами и фре-
зерование резьб резцовыми головками (иначе его называют скоро-
стным или вихревым фрезерованием резьбы).
При скоростном нарезании резьбы (вращающимися резцами)
(рис. 13.6) заготовка 1 вращается с небольшой частотой. Резец,
установленный в специальной головке 2 на суппорте, вращается
с большой скоростью в направлении, противоположном вра-
щению заготовки, причем ось вращения резца не совпадает с осью
вращения заготовки, и поэтому получается прерывистое резание.
Плоскость, в которой вращается резец, наклонена к вертикальной
плоскости под углом подъема винтовой линии нарезаемой резьбы.
Рис. 13.1. Нарезание
резьбы па токарных стан-
ка*:
о — стержневым резьбовым
резцом; б — призматическим
резьбовым резцом; в — резь-
бовой гребенкой; г — круг-
лой резьбовой гребенкой (А),
стержневым отогнутым
резцом (II) и резьбовым рез-
цом в оправке (III)
239
chipmaker.ru
Рис. 13.2. Нарезание резьбы:
а — метчиком; б — круглой плашкой; в — резьбонарезной головкой
Рис. 13.3. Фрезерование резьбы фрезой:
а — профильной; б, в — гребенчатой
Рис. 13.4. Резьбошлифование дисковым кругом;
с — однониточным; б — многониточным с винтовыми канавками; в — многониточным
с кольцевыми нитками
Рис. 13.5. Накатывание резьбы:
о — роликами; б — плашками
Рис. 13.6. Скоростное
нарезание резьбы
240
Суппорт станка во время вращения резца перемещается параллель-
но оси детали на шаг резьбы за каждый оборот детали. Нареза-
ние резьбы осуществляется за один рабочий ход на токарно-вин-
торезном станке.
§ 13.2. РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК 5Б63
Станок предназначен для фрезерования коротких на-
ружных и внутренних резьб гребенчатыми фрезами в условиях
крупносерийного и массового производства.
Техническая характеристика станка
Наибольший диаметр заготовки, устанавливаемой над станиной, мм 450
Наибольшее расстояние между торцами шпинделей, мм............ 400
Максимальный наружный диаметр фрезеруемой резьбы, мм......... 80
Частота вращения шпинделя фрезерной головки, мин-1 .......... 160—2500
Фреза, установленная в шпинделе XXI (рис. 13.7) фрезерной
головки В, получает главное вращательное движение. Каретка
фрезерной головки перемещается по горизонтальным направляю-
щим станины А. Заготовке, закрепленной в патроне бабки из-
делия Б, сообщается круговая подача. Фрезерная головка имеет
поперечную подачу для врезания в направлении к заготовке.
Цикл работы станка — полуавтоматический. В цикл входит
быстрое продольное перемещение каретки к заготовке от двига-
Рис. 13.7. Кинематическая схема резьбофрезерного станка 5Б63
241
chipmaker.ru
теля М3; медленное ее перемещение от того же двигателя при под-
ходе упора 3 каретки к копиру 1; продольное перемещение ка-
ретки от копира 1 на шаг нарезаемой резьбы и одновременное
врезание фрезы в заготовку на глубину резьбы от копира 2; на-
резание полной глубины резьбы; отвод фрезы (копирами) от заго-
товки в поперечном и продольном направлениях; быстрое возвра-
щение каретки в исходное положение; останов станка. Цикл обра-
ботки осуществляется за один оборот копиров 1 и 2. Все автомати-
ческие переключения осуществляются с помощью кулачков и ко-
нечных выключателей.
Кинематическая схема станка. Главное движение сообщается
шпинделю фрезы от электродвигателя Ml (Лг = 3 кВт; п —
112
= 1425 мин”1) через клиноременную передачу -jgg-, гитару смен-
R а с е 33 60
ных зубчатых колес -у -у и зубчатую передачу -gg- -gg-.
Уравнение кинематической цепи главного движения:
. 112 п пос а с 33 60
«Ф — 1425 lg0 0,985 b d 60 36 ,
а с п& ,
откуда — '800 6'’ где — частота вращения фрезы.
Зубчатое колесо z = 23 на валу XVII приводит в действие
насос для подачи смазочного материала.
Круговая подача детали осуществляется от электродвига-
теля М2 (N = 1,5 кВт; п = 1400 мин”1) через клиноременную
90 , 18
передачу -ggg-, зубчатую пару -gg-, гитару сменных зубчатых ко-
«1 с, 20 1
лес у-у, коническую передачу и червячную пару
Уравнение кинематической цепи вращения шпинделя (обра-
батываемой заготовки):
п — про 60 о 985 18 Д1 - 20 1
«шт. заг — 236 и.уоа gg 25 52 ,
откуда
°1 _ «шп. заг
dj 2,2 '
Изменение направления вращения шпинделя заготовки осу-
ществляется реверсированием электродвигателя.
Копиры продольного 1 и поперечного 2 перемещений фрезер-
ной головки получают вращения от шпинделя заготовки.
За один оборот копиров заготовка совершает 1,31 оборота:
нШп. заг = 1 оборот вала X =1,31 оборота
. , 49 37 46 37 43 . ,
и пшв. заг = 1 оборот вала XIII -у -gg- -gg- = 1,31 оборота.
242
Полный оборот заготовки необходим на формирование полного
профиля резьбы, а 0,31 оборота на врезание фрезы в заготовку.
Продольный копир — сменный; он осуществляет перемещение
фрезерной головки на шаг нарезаемой резьбы при неподвижном
ходовом винте XXVII. Вал копира 1 отключается от приводной
цепи муфтой Мг и электромагнитом при возвращении копира
висходное положение (один оборот копира).При реверсе вала шпин-
деля VII вал X постоянно вращается в одну и ту же сторону вслед-
ствие переключения паразитного колеса г = 32 на валу VIII.
Копир 2 поперечного перемещения для определенного диапазона
шагов резьб—сменный открытого типа. Рабочее перемещение ка-
ретки на глубину нарезаемой резьбы осуществляется от копира 2
через рычаг, а ее установочное перемещение — от винта XV
с шагом р = 5 мм.
Ускоренные подвод и отвод фрезерной головки осуществ-
ляются от асинхронного электродвигателя М3 (N = 1,1 кВт;
п = 1400 мин-1). Быстрое перемещение ходовой винт XXVII
получает при включении электромагнитной муфты М2 по следую-
щей кинематической цепи:
38 67 33 30 70 1О ,
v= 1400-==--==--==- -==-—==—12-0,001 = 4 м/мин.
о/ до /□ ZU Ь0
При подходе копира 1 к упору 3 включается муфта Л43 и вы-
ключается муфта ТИ2. Каретка фрезерной головки получает за-
медленное перемещение:
&= 1400<><<-^I2-0’001 = 0’26 *
§ 13.3. РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ
Резьбошлифовальные станки предназначены для чи-
стовой обработки резьб повышенной точности, предварительно
нарезанных на других станках (шлифование резьбы без предвари-
тельной обработки можно применять лишь при шаге до 2 мм).
На этих станках шлифуют резьбы на метчиках, резьбовых калиб-
рах, точных винтах, резьбовых фрезах, червяках и т. п.
На рис. 13.4 приведены схемы резьбошлифования дисковым
кругом на резьбошлифовальных станках. Выпускают резьбошли-
фовальные станки 5К821В, 5К822В, 5К823В, 5896, 5К881 и др.
Станки позволяют шлифовать резьбы на заготовках диаметром
от 125 до 320 мм и длиной от 200 до 950 мм.
§ 13.4. БОЛТОНАРЕЗНЫЕ СТАНКИ
Болтонарезные станки предназначены для нарезания
резьб на болтах и других деталях. На одношпиндельном болто-
нарезном станке (рис. 13.8) заготовку устанавливают в тисках 4
и закрепляют маховиком 5. Тиски установлены на суппорте 3,
243
chipmaker.ru
Рис. 13.8. Кинематическая схема болтонарезного станка
который перемещается от ходового винта рх в = 6 мм, вращающе-
127 с „
гося от шпинделя через передачу —Суппорт перемещается
вместе с заготовкой навстречу резьбонарезной самооткрывающейся
головке 1 с тангенциальными резцами, т. е. резцами, расположен-
ными по касательной к нарезаемой поверхности.
Продольное перемещение суппорта включается поворотом ру-
коятки 6, замыкающей маточную гайку на ходовом винте. Ру-
коятку удерживает в повернутом положении подпружиненная
собачка 7. Автоматическая подача выключается, когда собачка
упирается в регулируемый упор 8. Плашки разжимают рыча-
гом 13. При движении суппорта влево кронштейн 10 находит на
упор 12, который закреплен в необходимом месте на тяге 11, и
вместе с рычагом 13 передвигает кольцо 14 влево. Кольцо освобож-
дает плашки резьбонарезной головки 1, и они автоматически раз-
двигаются. В конце обратного хода суппорта кронштейн 10,
воздействуя на упор 9, перемещает тягу 11 вправо и через рычаг 13
и кольцо сдвигает плашки головки в рабочее положение. Рыча-
гом 2 можно открывать и закрывать резьбонарезную головку
вручную. Резьбонарезная головка вращается от электродвига-
теля мощностью 3,5 кВт через ременную передачу и коробку ско-
ростей.
§ 13.5. РЕЗЬБОНАКАТНЫЕ СТАНКИ
Резьбонакатные станки делят на станки с плоскими
и круглыми плашками. Станки с плоскими плашками произво-
дительны и дают возможность получать точную резьбу. Подвиж-
ная плоская плашка 9 (рис. 13.9) получает возвратно-поступа-
тельное движение от электродвигателя 1 через клиноременную
244
4
Рис. 13.9. Схема резьбонакат-
кого станка с плоскими плаш-
ками
Рис. 13.10. Схема накатыва-
ния резьбы круглыми плашками
передачу -~р, пару зубчатых колес ~ и кривошипный меха-
низм 3. Заготовки из бункера 4 попадают в зону обработки по
направляющему желобу 10 с помощью толкателя 6, который при-
водится в действие от электродвигателя по кинематической цепи,
аналогичной цепи для привода подвижной плашки, и далее через
пару колес
предохранительную муфту 2 и кривошипный ме-
ханизм 5. Толкатель 7 непосредственно
подает заготовки в пространство между
подвижной 9 и неподвижной 8 плаш-
ками.
В станках с круглыми плашками
заготовку 2 (рис. 13.10, о) размещают
на упоре 4 между неподвижной 1 и
подвижной 3 круглыми плашками (ро-
ликами). Плашка 3 быстро подводится
к заготовке и прижимает ее к ролику /;
происходит накатывание резьбы, кото-
рое заканчивается после нескольких
оборотов заготовки (рис. 13.10, б). Оба
ролика вращаются от одного электро-
двигателя через механическую переда-
чу, а прямолинейное перемещение под-
вижного ролика осуществляется обыч-
Рис. 13.11. Схема гайкона-
резного автомата
245
chipmaker.ru
но от гидропривода. Существуют и другие методы накатывания
резьбы.
Преимуществами метода накатывания являются высокая про-
изводительность, относительно низкая себестоимость, большая
прочность и износостойкость накатанных резьбовых изделий по
сравнению с прочностью и износостойкостью нарезанных.
§ 13.6. ГАЙКОНАРЕЗНЫЕ СТАНКИ
Нарезание резьбы в гайках при крупносерийном и
массовом производстве осуществляют на гайконарезных полуавто-
матах и автоматах машинными метчиками с прямыми или изогну-
тыми хвостовиками. Принципиальная схема двухшпиндельного
гайконарезного автомата, работающего метчиками с изогнутым
хвостовиком, показана на рис. 13.11. Метчик 1 вместе со спе-
циальной головкой 2 получает вращение от шпинделя 3. Нарезае-
мые гайки из бункера 4 подаются к вращающемуся метчику и тол-
кателем 5 прижимаются к нему. Толкатель 5 получает движение
от эксцентрика 6. Гайка перемещается по метчику и по изогнутому
хвостовику сбрасывается в зону готовых изделий.
ГЛАВА 14
СТАНКИ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
§ 14.1. НАЗНАЧЕНИЕ И РАЗНОВИДНОСТИ
СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ
На строгальных и долбежных станках обрабатывают
плоские поверхности, прямолинейные канавки, пазы, различные
выемки, фасонные линейчатые поверхности и т. д. Эти станки де-
лят на поперечно-строгальные (односуппортные и двухсуппорт-
ные), продольно-строгальные (одностоечные, двухстоечные и кром-
кострогальные) и долбежные.
Поперечно-строгальные станки всех размеров изготовляют
с механическим приводом главного движения, а станки с ходом
ползуна 700 и 1000 мм также и с гидравлическим приводом.
Станки имеют автоматические подачи стола и резцового суппорта;
управляют ими с центральной кнопочной станции и удобно рас-
положенными рукоятками. Схема строгания на поперечно-стро-
гальном станке показана на рис. 14.1, а. Возвратно-поступатель-
ное движение резца — главное движение, а периодическое по-
перечное (или вертикальное) перемещение стола с заготовкой на
величину подачи S — движение подачи.
Продольно-строгальные станки одностоечные и двухстоечные
являются станками общего назначения. Главным движением
в этих станках является возвратно-поступательное прямолинейное
движение стола с заготовкой. Стол обычно приводится в движение
от электродвигателя постоянного тока через механическую ко-
робку скоростей, что позволяет наряду с бесступенчатым регу-
лированием скорости движения обеспечивать также плавное вре-
зание резца в заготовку и замедленный выход его в конце рабочего
хода. Основными движениями станков управляют с подвесной
кнопочной станции. Схема строгания на продольно-строгальном
станке приведена на рис. 14.1, б.
На базе продольно-строгальных станков общего назначения
изготовляют специализированные станки и станки, в которых стро-
Рис. 14.1. Схемы строгания на станках:
° — поперечно-строгальном; б •- продольно-строгальном;
е — долбежном
247
chipmaker.ru
ганке сочетается с фрезерованием, растачиванием, шлифованием
и т. д.
Долбежные станки с ходом долбяка 100, 200 и 320 мм имеют
механический привод, с ходом 320 и 500 мм — гидравлический,
а с ходом 1000 и 1400 мм — привод от электродвигателя постоян-
ного тока с возможностью бесступенчатого регулирования ско-
рости. Дистанционное управление работой станков с ходом дол-
бяка 320 мм и более осуществляется с подвесной кнопочной стан-
ции. При применении соответствующей оснастки долбежные станки
общего назначения используют для обработки фасонных поверх-
ностей с использованием копировального устройства и плоского
шаблона (при этом возможна обработка но замкнутому контуру
при наружном п внутреннем долблении). Схема работы при долб-
лении приведена на рис. 14.1, в. Стол станка может иметь пере-
мещение в продольном, поперечном направлениях или вращаться.
§ 14.2. ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК 7ES5
На станке 7Е35 обрабатывают плоские и фасонные по-
верхности деталей, а также прорезают прямоугольные пазы,
канавки и выемки в условиях единичного и мелкосерийного про-
изводства.
Техническая характеристика станка
Наибольший ход ползуна, мм..................................... 500
Размеры рабочей поверхности стола, мм:
ширина...................................................... 360
длина.......................................................... 500
Число двойных ходов ползуна в минуту.......................... 13,2—150
Мощность электродвигателя привода главного движения, кВт. . . 5,5
Кинематическая схема станка приведена на рис. 14.2. Глав-
ное движение — прямолинейное возвратно-поступательное пере-
мещение ползуна с резцом от электродвигателя Ml (N ~ 5,5 кВт;
и = 1450 мин'1) через клиноременную передачу -ggg-, ннлиндри-
84 ,
ческую пару колес восьмиступенчатую коробку скоростей.
Далее вращение передается колесу z = 102 кулисы, в направляю-
щих 1 которой находится палец 2 с кулисным камнем 3. При
вращении колеса кулиса получает качательное движение, пере-
даваемое через винт 4 ползуна 5. Длину хода ползуна регулируют
винтом 6, изменяя радиус положения пальца 2. Это осуществляется
вручную через вал XV посредством зубчатой передачи и ко-
17
нической пары колес
Движение подачи — прерывистое горизонтальное и вертикаль-
ное перемещение стола. Это движение передается от зубчатого ко-
248
Рис. 14.3. Суппорт
стайка 7Е35
Z-25 Й г~16
Рис. 14.2. Кинематическая схема по еречно-сгрогального стайка 7Е 35
леса z = 102 кулачку 7 и храповому механизму z ~ 60, г ~ 30,
г = 96. Меняя амплитуду качания собачки, изменяют число зубьев
храпового колеса г ~ 96,“захватываемого собачкой, а следова-
тельно, и подачу. Затем движение передает-
ся валам XI, ХШ и XIV и далее через
so D
цилиндрическую передачу на винт о вер-
30
тикальнои подачи или через колеса и ко-
18 л
ническую пару на винт 9 горизонталь-
ной подачи.
На рис. 14.3 показан суппорт станка. Он
перемещается в направляющих корпуса /,
закрепленного в конце ползуна. В суппор-
те 2 смонтирована откидная планка 4 с рез-
цедержателем 5. Во время рабочего хода (вле-
во) нланка упирается в опорную плоскость,
при обратном ходе она свободно откиды-
249
chipmaker.ru
вается, качаясь вокруг пальца 3. Положение суппорта 2 относи-
тельно оси ползуна можно регулировать и закреплять в нужном
положении болтом 6.
§ 14.3. ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
Продольно-строгальные станки (рис. 14.4) предназна-
чены для обработки плоских поверхностей различных деталей.
На них можно производить черновое, чистовое, а также отделоч-
ное строгание. Эти станки применяют в основном в условиях еди-
ничного и мелкосерийного производства, а также в ремонтных
цехах. Установленной на столе заготовке при обработке сооб-
щается прямолинейное возвратно-поступательное движение. При
рабочем ходе происходит процесс резания, при обратном ходе
резец (или резцы) несколько приподнимается, чтобы задняя по-
верхность его не касалась заготовки. Подача происходит за ход
стола обычно во время реверсирования его с вспомогательного
хода на рабочий, т. е. перед началом рабочего хода стола.
У продольно-строгальных станков привод стола осуществляется
от электродвигателя постоянного тока, который наряду с бес-
ступенчатым регулированием скорости движения обеспечивает
плавное врезание резца в заготовку и замедленный выход его
в конце рабочего хода. Скорость обратного хода стола регули-
руется независимо от скорости рабочего хода. Механизм установки
длины хода стола обеспечивает минимальный перебег стола на
всем диапазоне скоростей движения стола.
Основными размерами продольно-строгальных станков яв-
ляются наибольшие длина и ширина строгания, а также наиболь-
Рис. 14.4. Продольно-строгальный станок 7212:
1 — станина; 2 — стол*. 3 — траверса (поперечина): 4 — вертикальные суппорты; 5 —
подвеска пульта управления; 6 — портал; 7 — коробки подач вертикальных и боковых
суппортов; 8 — привод стола*, 9 — боковой суппорт
250
шая высота подъема поперечины (траверсы) с суппортами. В за-
висимости от устройства поперечин различают двухстоечные
станки, у которых поперечина поддерживается двумя стойками,
и одностоечные станки.
Техническая характеристика продольно-строгального
двухстоечного станка 7212
Наибольшие размеры обрабатываемой заготовки, мм:
ширина . ...................................................... 1250
высота......................................................... 1120
длина рабочей поверхности стола............................... 4000
Скорость хода стола, м/мин:
рабочего ...................................................... 4—80
обратного.................................................. 12—80
Подача вертикальных суппортов на двойной ход, мм:
горизонтальная............................................... 0,5—25
вертикальная ..............................................0,25—12,5
Мощность электродвигателя привода стола, кВт...................... 1С0
Главное движение — прямолинейное возвратно-поступатель-
ное движение стола совместно с обрабатываемой заготовкой.
Движения подач — прерывистые поступательные перемещения
вертикальных суппортов в поперечном, вертикальном и наклон-
ном направлениях и бокового суппорта в вертикальном и гори-
зонтальном направлениях.
Вспомогательные движения — механизированные быстрые
и ручные перемещения суппортов в указанных направлениях,
подъем и опускание траверсы и т. п.
Стол станка получает движение от электродвигателя постоян-
ного тока через механическую коробку скоростей. Автоматиче-
ский цикл движения стола состоит из медленного врезания резца
в обрабатываемую заготовку; разгона стола до установленной
скорости резания, рабочего хода с этой скоростью; уменьшения
скорости стола перед выходом резца из металла; быстрого возврата
стола с установленной скоростью обратного хода.
Станок имеет один боковой суппорт и два вертикальных, рас-
положенных на траверсе. Вертикальные суппорты приводятся
в движение электродвигателем, помещенным на траверсе. Суп-
порты могут получать установочное перемещение или рабочую
периодическую подачу в горизонтальном или вертикальном на-
правлении. Вертикальные суппорты можно перемещать и вруч-
ную посредством съемной рукоятки с лимбом (для отсчета переме-
щений суппортов).
Ползуны вертикальных суппортов могут быть повернуты на
угол ±60° для обработки поверхностей под углом. Боковой суп-
порт станка может перемещаться вертикально по направляющим
стойки, а его салазки — горизонтально. Боковой суппорт приво-
дится в движение также от отдельного электродвигателя через
свою коробку подач.
251
chipmaker.ru
§ 14.4. ДОЛБЕЖНЫЙ СТАНОК 7А420
Станок предназначен для долбежной обработки плос-
ких и фасонных, наружных и внутренних поверхностей, выре-
зов, канавок в конических и цилиндрических отверстиях, а также
штампов в условиях единичного и мелкосерийного производства.
Техническая характеристика станка
Ход ползуна (долбяка), мм ...................................... 20—200
Диаметр рабочей поверхности стола, мм........................... 500
Наибольшее расстояние от наружной плоскости резцедержателя
до станины, мм.................................................. 480
Наибольшее расстояние от плоскости стола до нижнего конца направ-
ляющих долбяка, мм .............................................. 320
Число двойных ходов долбяка, дв. ход/мин................ 40—163
Мощность электродвигателя главного движения, кВт ....... 3
Обрабатываемая деталь может получать продольную, попереч-
ную и круговую подачи. Для этого на основном столе станка, рас-
положенном на горизонтальных направляющих станины, поме-
щен другой вращающийся круглый стол с делительным механиз-
мом. Резец закреплен в ползуне, установленном на вертикальных
направляющих станины, и ему сообщается возвратно-поступатель-
ное движение в вертикальном направлении.
В станине 1 расположены все механизмы станка (рис. 14.5).
В ее вертикальных направляющих движется ползун 2, совер-
шающий вниз рабочий ход и вверх вспомогательный ход. В резце-
держателе 3 крепят резец. Деталь устанавливают на столе 4,
перемещающемся в направляющих 5. Стол, кроме того, может
вращаться.
Рис. 14.5. Долбежный станок 7А420
252
§ 14.5. ПРОТЯЖНЫЕ
СТАНКИ
Протяжные станки пред-
назначены для точной обработки
внутренних и наружных поверхно-
стей различного профиля. Некото-
рые контуры поверхностей, обра-
батываемых на протяжных станках,
приведены на рис. 14.6. Протяжные
станки делят по следующим призна-
кам: а) по назначению — для внут-
реннего и наружного протягивания;
б) по степени универсальности —
на станки общего назначения и спе-
циальные; в) по направлению и
характеру рабочего движения — на
горизонтальные, вертикальные, не-
прерывного действия с прямолиней-
ным конвейерным движением, с кру-
Рис. 14.6. Виды работ, выпол-
няемых на протяжных станках
говым движением протяжки или
заготовки, с комбинацией различных одновременных движе-
нийзаготовки и протяжки; г) по числу кареток или пози-
ции — с одной, двумя или несколькими каретками; однопо-
зиционные (обычные) и многопозиционные (с поворотными сто-
лами).
Наиболее распространены горизонтально-протяжные станки
для внутреннего протягивания, вертикально-протяжные для на-
ружного и внутреннего протягивания и горизонтально-протяж-
ные для непрерывного протягивания. Главное движение у про-
тяжных станков — движение инструмента (протяжки). Механизм
подачи у протяжных станков отсутствует, поскольку подача обес-
печивается подъемом зубьев протяжки. Основными параметрами,
характеризующими протяжные станки, являются наибольшая
сила протягивания; она может достигать 290—390 кН у средних
ставков и 1170 кН у крупных станков; максимальная длина хода
протяжки; для средних станков она колеблется в пределах 350—
2300 мм.
Обычно протяжные станки работают по полуавтоматическому
циклу; они имеют, как правило, гидравлический привод; однако
выпускают высокоскоростные протяжные станки, у которых при-
меняют электромеханический привод от электродвигателя по-
стоянного тока.
Горизонтально-протяжной станок 7Б55 (рис. 14.7) предназна-
чен для протягивания внутренних поверхностей различной гео-
метрической формы и размеров деталей из черных и цветных ме-
таллов и сплавов.
253
chipmaker.ru
Рис. 14.7. Горизонтально-протяжной станок 7Б55
Техническая характеристика станка
Номинальная сила протягивания, кН .............................. 98
Наибольшая длина рабочего хода салазок, мм. . .................. 1600
Диаметр отверстия в планшайбе, мм................................ Ю0
Скорость рабочего хода, м/мин.............................. 1,5______11,5
Скорость обратного хода, м/мин.................................20____2б'
Мощность электродвигателя привода гидравлического насоса, кВт 17
Масса, кг........................................ . . . ’. . 6900
В полой части сварной станины 1 коробчатой формы смонтиро-
ваны основные агрегаты гидравлического привода, являющегося
основным для этого вида станков. Слева расположен силовой
цилиндр 2. Шток поршня связан с рабочими салазками, которые,
перемещаясь в направляющих вдоль оси станка, служат допол-
нительной опорой. На конце штока насажена втулка с патроном
для закрепления левого конца протяжки 5; правый конец ее за-
жат во вспомогательном патроне 4. Приспособление для установки
заготовки и сама заготовка упираются в неподвижный корпус 5
станины. Правая часть станины приставная и служит для монтажа
устройства автоматического подвода и отвода протяжки. Необ-
ходимые движения осуществляются вспомогательным силовым
цилиндром, смонтированным в правой части станка. Происходит
это следующим образом. При рабочем ходе влево салазки вспомо-
гательного патрона 4 сопровождают протяжку до тех пор, пока
не коснутся жесткого упора. При этом свяаь между протяжкой
и патроном прерывается подпружиненным кулачком. После этого
происходит рабочий ход, осуществляемый силовым цилиндром 2.
При обратном ходе задний хвостовик протяжки снова входит во
вспомогательный патрон и толкает его вправо в исходное поло-
жение.
Станок работает как полуавтомат, но при оснащении его авто-
матизированными приспособлениями для подачи заготовки и
съема детали может работать в автоматическом цикле и может
быть встроен в автоматические линии. Станок используют в круп-
носерийном и массовом производстве, а с учетом простой пере-
наладки его можно использовать и в единичном и мелкосерийном
производстве.
254.
Движение протяжки на станке осуществляется с помощью ги-
дропривода, имеющего два насоса. Один из них с подачей 200 л/мин
служит для подвода масла в основной (рабочий) гидроцилиндр;
другой с подачей 25 л/мин нагнетает масло во вспомогательный
гидроцилиндр. Гидропривод позволяет осуществлять три цикла
работы: полный, простой и наладочный. При полном цикле при-
меняют длинные протяжки (1200—1300 мм) с задним хвостови-
ком. Протяжку устанавливают хвостовиком во вспомогательный
патрон, получающий движение от штока вспомогательного ци-
линдра. Протяжка, поддерживаемая роликом, перемещается к ра-
бочему патрону. Патрон захватывает передний хвостовик про-
тяжки, перемещает ее вместе со вспомогательным патроном до его
раскрытия от копира, осуществляет рабочий и обратный ходы,
после которых вспомогательный патрон захватывает задний хво-
стовик протяжки, и отводит ее в исходное положение.
При простом цикле применяют короткие протяжки. В этом
случае протяжку закрепляют вручную в патроне, смонтирован-
ном на салазках, получающих горизонтальное перемещение от
основного гидроцилиндра по направляющим станины. Переме-
щения вспомогательных салазок при этом цикле не происходит.
/Наладочный режим кссюльзуктг при ивлвдке стзккз. Этот ре-
жим включает необходимые для подготовки процесса протягива-
ния движения инстру-
мента.
Протяжные станки для
наружного протягивания
и непрерывного действия*
Рис. 14.8. Вертикально-протяжной ста-
нок для наружного протягивания
Рис. 14.9. Протяжные станки
непрерывного действия
255
chipmaker.ru
Рис. 14.10. Типы хвостовиков
протяжек
Рис. 14.11. Патрон для закреп-
ления шпоночной протяжки
Протяжные станки для наружного протягивания (рис. 14.8)
бывают вертикального и горизонтального исполнения с одним,
двумя или несколькими ползунами, несущими протяжки.
Станки для наружного протягивания в отличие от вертикально-
протяжных станков для внутреннего протягивания имеют иную
конструкцию каретки и стола и не имеют вспомогательной ка-
ретки. Заготовку закрепляют в приспособлении, устанавливае-
мом на столе 1. Протяжку закрепляют с помощью инструменталь-
ной плиты на каретке 2, перемещающейся по вертикальным на-
правляющим станины 3. Движение протяжки осуществляется
с помощью гидропривода.
Схема работы цепного протяжного станка непрерывного дей-
ствия для наружного протягивания приведена на рис. 14.9, а.
Станок применяют в серийном и массовом производстве. Обраба-
тываемые заготовки устанавливают в специальных приспособле-
ниях, расположенных на бесконечной цепи. Проходя между про-
тяжкой и направляющей плитой, они обрабатываются и после
обработки автоматически освобождаются из зажимных приспо-
соблений.
Станок, показанный на рис. 14.9, б, служит для непрерывного
протягивания поверхностей, представляющих собой часть по-
верхности кругового цилиндра. Протяжки могут быть располо-
жены либо в центральной части, либо по периферии вращающегося
стола.
Способы закрепления протяжек. Для закрепления протяжек
на станке предусмотрены специальные хвостовики. Конструкция
хвостовика зависит от типа протяжки и конструкции патрона,
в который ее устанавливают. Хвостовики, показанные на
рис. 14.10, а—д, называют цилиндрическими (их применяют для
протяжек, обрабатываемых в центрах), а на рис. 14.10, е — к —
призматическими (плоскими).
Патрон, показанный на рис. 14.11, служит для закрепления
шпоночной протяжки большого размера. Он состоит из корпуса /,
внутри которого на оси качаются кулачки 2, удерживаемые сверху
256
Рис. 14.12. Патрон для закрепления протя-
жек клином
Рис. 14.13. Быстросменный па-
трон для закрепления шпоноч-
ных протяжек
планками 3. Толкатели под действием пружин сводят кулачки
вместе, последние заходят в выточку хвостовика протяжки и за-
хватывают ее.
Патрон для протяжек (рис. 14.12), закрепляемых клином
(см. хвостовик на рис. 14.10, а, ё), представляет собой корпус 1,
в который вставляют сменную втулку 3. Протяжку вставляют
вручную хвостовиком в отверстие втулки и закрепляют кли-
ном 2. Форма и размеры отверстия втулки зависят от формы и
размеров хвостовика протяжки.
Патрон, показанный на рис. 14.13, применяют для внутренних
протяжек типа шпоночных (см. хвостовик на рис. 14.10, ж).
Он представляет собой корпус 1, в окнах которого находятся ку-
лачки 2, поджимаемые один к другому пружиной 3. После уста-
новки заготовки хвостовик протяжки вставляют в направляющий
паз приспособления (адаптера). При продвижении протяжки
вследствие скосов ее передней части кулачки отжимаются, и ра-
бочий может свободно перемешать ее во внутреннюю полость па-
трона. Как только уступы передней замковой части пройдут за
пределы кулачков, последние под действием пружин войдут
в углубления хвостовика, и протяжка зажмется. Это позволит
переместить протяжку при включении рабочего хода каретки про-
тяжного станка. После выполнения рабочего хода протяжку ос-
вобождают, перемещают вверх и выводят из контакта с кулач-
ками переднюю замковую часть протяжки. При протягивании
шпоночного паза за несколько проходов одной протяжкой не тре-
буется вертикального перемещения суппорта каретки протяж-
ного станка.
Патрон этой конструкции можно использовать для закреп-
ления протяжек с различными размерами замковой части. Это
очень важно в условиях мелкосерийного производства, когда на
протяжном станке выполняют операции протягивания нескольких
заготовок различными протяжками.
257
chipmaker.ru
Рис. 14.14. Быстросменные патроны для протяжек
Л
Рис. 14.15. Универсаль-
ный патрон для закреп-
ления протяжек
258
На рис. 14.14, а показан быстросменный патрон, управляемый
вручную, а на рис. 14.14, б— автоматический. В автоматическом
патроне хвостовик протяжки захватывается кулачками 3, которые
сходятся под действием гильзы 2 и удерживаются пружиной 1.
В конце обратного хода каретки станка гильза 2 упирается в то-
рец опорного приспособления 4 (или другой неподвижный
упор) и смещается, вследствие чего кулачки раздвигаются.
Аналогичным образом работает и патрон, управляемый ру-
кояткой.
Универсальный патрон для закрепления протяжек (рис. 14.15)
имеет рычажно-кулачковый зажим для закрепления протяжек
диаметром 16—32 мм на вертикально-протяжных станках. Хво-
стовик корпуса 2 с помощью шпонки и гайки 1 закреплен в пол-
зуне 3 станка. В пазах 7 корпуса на осях 9 шарнирно закреплены
кулачки 8, соединенные шарнирными тягами 6 с кронштейнами 5.
В крайнем верхнем положении конусная часть стола 13, преодоле-
вая усилие пружины 4, нажимает на гильзу 10, а тяга 6 разводит
кулачки. При движении ползуна вниз (рис. 14.15, б) пружина 4
(см. рис. 14.15, а) разжимается и, действуя на гильзу 10 и тягу 6,
зажимает хвостовик кулачками 8. Для центрирования протяжки
в патроне служат сменные кулачки 11, которые крепят вин-
том 12.
chipmaker.ru
ГЛАВА 15
СТАНКИ ШЛИФОВАЛЬНО-ПРИТИРОЧНОЙ ГРУППЫ
§ 15.1. ОБЛАСТЬ ПРИМЕНЕНИЯ И РАЗНОВИДНОСТИ
ШЛИФОВАЛЬНЫХ СТАНКОВ
Шлифовальные станки предназначены для обработки
деталей шлифовальными кругами. На них можно обрабатывать
наружные и внутренние цилиндрические, конические и фасонные
поверхности и плоскости, разрезать заготовки, шлифовать резьбу
и зубья зубчатых колес, затачивать режущий инструмент и т. д.
В зависимости от формы шлифуемой поверхности и вида шлифо-
вания шлифовальные станки общего назначения подразделяют
на круглошлифовальные, бесцентрово-шлифовальные, внутри-
шлифовальные, плоскошлифовальные и специальные.
Главным движением у всех шлифовальных станков является
вращение шлифовального круга, окружная скорость ок' которого
измеряется в м/с. Существуют следующие движения подач.
1. Для круглошлифовальных станков (рис. 15.1, а) движение
подачи — вращение детали (круговая подача Хкр); возвратно-
поступательное движение стола с обрабатываемой деталью (про-
дольная подача Хг) и поперечное периодическое перемещение
шлифовального круга относительно детали (поперечная подачаХ2).
Круглошлифовальные станки, работающие методом врезания
(рис. 15.1, б), имеют поперечную подачу X, и круговую подачу Хкр;
кроме того, шлифовальная бабка или стол могут совершать коле-
бательное осевое движение с подачей Х2.
2. Для внутришлифовальных станков (рис. 15.1, в) движение
подачи — вращение детали (круговая подача Хкр); возвратно-
поступательное движение детали или шлифовального круга (про-
дольная подача Х±) и периодическое поперечное перемещение
бабки шлифовального круга (поперечная подача Х2). Планетар-
ные внутришлифовальные станки (рис. 15.1, г) имеют круговую
подачу Хкр (вращение оси шлифовального круга относительно
оси обрабатываемого отверстия), периодическую поперечную по-
дачу Х2, а также продольную подачу Xv
3. Для плоскошлифовальных станков с прямоугольным столом,
работающих периферией круга (рис. 15.1, б), движение подачи —
возвратно-поступательное движение стола (продольная подача X),
периодическое поперечное перемещение (подача XJ шлифоваль-
ной бабки за один ход стола и периодическое вертикальное пере-
мещение шлифовального круга (подача Х2) на толщину срезаемого
слоя. Плоскошлифовальные станки с круглым столом (рис. 15.1, е)
имеют подачу Xj шлифовального круга или стола и движение кру-
говой подачи X стола. Вертикальное перемещение стола или шлифо-
вальной бабки является вертикальной подачей.
260
Рис. 15.1. Схемы движений в шлифовальных станках
4. Для плоскошлифовальных станков с прямоугольным столом,
работающих торцом круга (рис. 15.1, ж), движение подачи —
продольное перемещение стола (подача S) и периодическое верти-
кальное перемещение (подача круга на толщину срезаемого
слоя. Аналогичные плоскошлифовальные станки с круглым сто-
лом (рис. 15.1, в) имеют вращательное движение стола (подача S)
и периодическую подачу круга.
§ 15.2. КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ЗМ151
Круглошлифовальные станки предназначены для на-
ружного шлифования цилиндрических, конических или торцо-
вых поверхностей тел вращения. При обработке на станке детали
устанавливают в центрах или закрепляют в патроне. Для обра-
ботки на центровых станках необходимо обеспечить вращение
шпинделя круга, вращение обрабатываемой заготовки, продоль-
ное перемещение стола, непрерывную или периодическую подачу
на толщину срезаемого слоя. Детали, длина которых меньше ши-
рины круга, шлифуют без продольного перемещения заготовки
методом врезания.
261
chipmaker.ru
Техническая характеристика станка
Наибольшие размеры устанавливаемой заготовки, мм:
диаметр.................................................... ... 200
длина.............................................................. 700
Высота центров, мм................................................... 125
Частота вращения заготовки, мин-1 ............................... 50—500
Мощность электродвигателя привода шлифовального круга, кВт ... !0
Скорость перемещения стола от гидропривода, м/мпн.............0,05—5
Масса, кг.................................. ..................... 6032
Движения в станке (рис. 15.2). Главное движение — вращение
шлифовального круга, круговая подача — вращение обрабаты-
ваемой заготовки, продольная подача — прямолинейное воз-
вратно-поступательное движение стола с заготовкой, поперечная
подача — периодическое радиальное перемещение шлифоваль-
ной бабки за один ход стола; вспомогательные движения — руч-
ное продольное перемещение стола, ручное поперечное переме-
щение шлифовальной бабки, ручное перемещение пиноли задней
бабки, а также установочные перемещения рабочих органов станка
с помощью гидропривода.
При работе станка заготовку устанавливают в центрах перед-
ней и задней бабок, расположенных на поворотной плите стола.
При обработке цилиндрических деталей ось центров бабок парал-
лельна направляющим стола, а при шлифовании конических де-
талей она расположена под углом, равным половине угла конус-
ности детали.
Рис. 15.2. Кинематическая схема круглошлифовального станка ЗМ151:
/ — передняя бабка; // — устройство для правки; III — механизм подач; /V —• шли-
фовальная бабка; V — задняя бабка; V/ — механизм быстрого подвода; VII — механизм
ручного перемещения стола
262
Вращение шлифовального круга осуществляется от электро-
двигателя М2 мощностью /V ~ 10 кВт через клиноременную пере-
дачу -Цу-- Шпиндель 1 шлифовальной бабки (рис. 15.3) установ-
лен в двух гидродинамических подшипниках скольжения. Под-
шипники имеют потри одинаковых вкладыша 8, которые представ-
ляют собой отдельные сегменты. Вкладыши сферическими лун-
ками опираются на винты 6 со сферическими головками, в резуль-
тате чего вкладыши самоустанавливаются по шейкам шпинделя.
Конструкция вкладышей обеспечивает масляный клин 7 между
шейкой шпинделя 1 и вкладышами 8, что предотвращает их изна-
шивание и нагрев. Винтами 6 регулируют диаметральный зазор
между вкладышами 8 и шпинделем 1 и положение оси шпинделя
относительно направляющих стола. Шпиндель шлифовальной
бабки фиксируют в осевом направлении двумя сферическими брон-
зовыми кольцами 2 и 3, прижимаемыми с двух сторон к торцам
бурта шпинделя гайкой 4 с контргайкой 5.
Круговая подача — вращение обрабатываемой заготовки —
производится от регулируемого постоянного тока электродвига-
теля М1 (см. рис. 15.2) мощностью N = 0,8 кВт через две клино-
ременные передачи. Круговая подача = п8л-0,985/лйд,
где i — передаточное отношение клиноременных передач. Шпин-
дель передней бабки неподвижен, а заготовка получает вращение
от поводка, закрепленного на планшайбе.
Механизм поперечных подач обеспечивает быстрое установоч-
ное перемещение шлифовальной бабки относительно ходового
винта, ручные поперечные подачи шлифовальной бабки, непрерыв-
ные автоматические поперечные подачи шлифовальной бабки,
периодические автоматические подачи шлифовальной бабки, толч-
ковые периодические подачи шлифовальной бабки. Механизм по-
дач установлен на корпусе шлифовальной бабки.
Ручные поперечные подачи шлифовальной бабки осуществ-
ляют поворотом маховика 1 (см.рис. 15.2) при включенной электро-
39
магнитной муфтеЭМ1, через коническую передачу-^-, вертикаль-
- 2
ныи вал, червячную пару и на винтовую передачу поперечных
подач.
Быстрое установочное перемещение передается от гидродви-
гателя М3 при выключенной электромагнитной муфте ЭМ1,
Движение от вала гидродвигателя передается через пару цилин-
35 39
дрических зубчатых колес -gg- конической передаче -gg- и далее
на винтовую пару поперечных подач шлифовальной бабки.
Непрерывные автоматические подачи — от гидродвигателя М4
при включенной муфте ЭМ2 через червячную пару -gg-, маховик 1
(он застопорен на втулке, на которой находится червячное ко-
263
264
chipmaker.ru
Рис, 15,3. Шлифовальная бабка круглошлифовального станка ЗМ151
лесо z — 50), муфту ЭМ1, коническую передачу и далее, на
винтовую передачу поперечных подач бабки.
Периодические автоматические подачи осуществляются по
кинематической цепи, рассмотренной выше. Для этого электро-
магнитная муфта ЭМ2 включается только на период осуществле-
1
ния подачи, а затем выключается, и движение червячной пары -эд-
прекращается.
Стол перемещают вручную от маховика 2 через ряд механиче-
ских передач. Механизм ручного перемещения стола сблокирован
с гидросистемой станка.
Гидропривод станка выполняет следующие функции: продоль-
ное реверсивное перемещение стола с рабочей скоростью или со
скоростью правки; регулируемое по скорости перемещение стола
при отведенной шлифовальной бабке; осциллирующее движение
стола; быстрый подвод и отвод шлифовальной бабки; заданное
перемещение шлифовальной бабки; отвод пиноли задней бабки
при отведенной шлифовальной бабке; блокировку механизма руч-
ного перемещения стола; непрерывную подачу шлифовальной
бабки до касания круга с заготовкой; поперечные подачи шлифо-
вальной бабки, непрерывные при шлифовании врезанием и пе-
риодические при продольном шлифовании; доводочную микро-
подачу (толчковую микроподачу); автоматический отвод бабки
после достижения заданного размера; подачу команд на электри-
ческий счетчик ходов стола при выхаживании; перемещение суп-
порта и каретки при правке по гладкому или ступенчатому ко-
пиру; подачу алмазного карандаша прибора правки; компенса-
цию припуска, снятого при правке; перемещение скобы измери-
тельного управляющего устройства;перемещение цилиндров ши-
рокодиапазонного измерительного прибора; подачу смазочного
материала в подшипники шпинделя шлифовальной бабки, на-
правляющих стола и опоры винта поперечных подач.
Прибор для автоматической правки круга (рис. 15.4). Прибор
устанавливают на шлифовальной бабке. Копировальная система
обеспечивает правку наружной поверхности круга по заданному
профилю. Прибор включается или автоматически от срабатывания
реле счета обработанных деталей, или вручную — при нажатии
на кнопку. Прибор смонтирован на каретке 3, перемещаемой вдоль
круга по роликовым направляющим 2 корпуса бабки 1 штоком 20
гидроцилиндра. Скорость движения штока регулируется бессту-
пенчато дросселем. К каретке 3 привинчены поперечные ролико-
вые направляющие 8, несущие суппорт 13 с пинолью 18 и установ-
ленный в ней алмазодержатель 19 с алмазом. Каретка пружинами
прижимается к копиру 15, неподвижно укрепленному па корпусе /.
Копир можно точно выставить винтами 16, 17. Пиноль 18 переме-
щается в суппорте 13 (поперечная подача) от ходового винта 12,
получающего вращение от маховика, далее — от электродвига-
265
chipmaker.ru
Рис. 15.4 Прибор для автоматической правки шлифовального круга
теля через вал 14 и пару зубчатых колес 7, 5 или от храпового
колеса 6, периодически поворачиваемого собачкой гидравличе-
ского плунжера 4. Зазор в резьбе между ходовым винтом 12 и
полутайками 9, 11, выбирается пружиной 10.
Самозажимной плавающий патрон. Для привода вала на цен-
тровых круглошлифовальных станках применяют зажимные па-
троны плавающего типа (рис. 15.5, а). При зажиме заготовка под
действием задней бабки перемещается и упирается в концы ры-
чагов 3. Планшайба 2, несущая три рычага 3 и три кулачка 6,
перемещается влево, сжимая пружины 8. Одновременно рычаги 3
начинают поворачиваться на осях 4 и сухарями 5 смещают ку-
лачки 6 к центру до тех пор, пока они не зажмут заготовку. Сме-
щение планшайбы в радиальном направлении, необходимое для
надежного закрепления заготовки всеми тремя кулачками, обес-
печивается зазором между планшайбами и направляющими вин-
тами 9. После зажима заготовки кулачками поворот рычагов
прекращается, и при дальнейшем движении заднего центра заго-
товка досылается до переднего центра 7. При движении центра
задней бабки вправо деталь выталкивается пружиной, рычаги 3
верхними плечами упираются в крышку 1 и поворачиваются про-
тив часовой стрелки, при этом кулачки 6 перемещаются от центра
и освобождают деталь. Усилие трех пружин 8 обеспечивает пере-
мещение детали в осевом направлении вправо на 10—15 мм от пе-
редней плоскости кулачков.
2G6
1 2 3
Рис. 15.5 Патроны:
а — самозажимной плавающий: б — с роликовым зажимом
Патрон с роликовым зажимом (рис. 15.5, б) служит для за-
жима цилиндрических деталей по наружной поверхности. Кор-
пус 1 патрона имеет фланец с центрирующим пояском 15 и отвер-
стиями 14 для крепления патронов к планшайбе. Рабочая часть
патрона имеет наружную конусную поверхность 2 и строго кон-
центричное с пояском 15 отверстие 4, в которое вставляют обра-
батываемую заготовку 8. Зажимное кольцо 5 расточено на конус 6
в соответствии с конусностью корпуса. Между корпусом 1 и за-
жимным кольцом 5 находится сепаратор 12 с роликами 11, распо-
ложенными под небольшим углом к оси патрона. Для предохра-
нения роликов от попадания грязи и жидкости с обеих сторон
сепаратора предусмотрены фетровые кольца 10, удерживаемые
металлическими разрезными кольцами 3, 7, 9 и 13. Разрезные
кольца, между которыми заключен (с некоторым зазором) сепа-
ратор, препятствуют самопроизвольному снятию зажимного
кольца 5.
§ 15.3. БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ
На бесцентрово-шлифовальных станках можно шлифо-
вать наружные и внутренние поверхности цилиндрических дета-
лей, не имеющих центровых отверстий. Схема шлифования на бес-
центровом круглошлифовальном станке наружной поверхности
детали с продольной подачей напроход приведена на рис. 15.6.
Деталь 3, поддерживаемая опорной призмой 4, располагается
между двумя кругами 1 и 2, из которых шлифовальный 1 снимает
припуск с заготовки, а ведущий круг 2 сообщает заготовке вра-
вдние (круговую подачу) и продольное перемещение (осевую по-
Продольная подача сообщается шлифуемой заготовке ведущим
кругом в результате установки его под некоторым углом а к оси
267
chipmaker.ru
Рис. 15.6. Схемы шлифования на бес-
цент рово- шлифовальном станке
шлифовального круга или при
наклоне опорной призмы на
угол а. При обдирочном шли^
фовании угол а = 1,5 ... 6°, а
при чистовом а = 0,5 ... 1,5°.
В обоих случаях продольную
подачу определяют как произ-
ведение окружной скорости
ведущего круга v2 на синус угла
наклона а оси круга или приз-
мы:
^заг — Og Sin СС*
Для обеспечения цилиндрич-
ности ось шлифуемой заготовки
должна быть выше центров шлифовального и ведущего кругов
примерно на 0,15—0,25 диаметра детали, но не более чем на 10—
12 мм (во избежание вибраций).
При шлифовании по методу врезания оси шлифовального и ве-
дущего кругов устанавливают параллельно друг другу. Деталь,
опирающаяся на призму, только вращается (осевая подача отсут-
ствует), а поперечная подача на толщину срезаемого слоя произво-
дится перемещением ведущего или шлифующего круга в направ-
лении, перпендикулярном к оси обрабатываемой заготовки, точ-
ным ходовым винтом.
Для шлифования наружных поверхностей выпускают универ-
сальные и специальные бесцентрово-шлифовальные станки. В за-
висимости от расположения линии центров кругов бесцентрово-
шлифовальные станки бывают с горизонтальным расположением
линии центров (рис. 15.7, а), применяемым в большинстве стан-
ков средних и малых моделей; с наклонным расположением ли-
нии центров (рис. 15.7, б), применяемым в станках крупных мо-
делей, предназначенных для обработки крупногабаритных де-
талей, а также при обдирочной обработке (угол наклона линии
центров в этих станках обычно равен 30°); с вертикальным распо-
ложением линии центров (рис. 15.7, в). Эти станки получили ог-
раниченное применение.
Рис. 15.7. Схемы расположения линии
центров
Рис. 15.8. Схемы базирования детали:
а — на опорной призме; б — на башмаках;
шлифовальный круг; 2 рщальч 3 —•
ведущий круг; 4 опорная призма; 5
башмаки
268
о
Рис. 15.9. Кинематическая схема бесцентрово-шлифовального стайка ЗМ184
В зависимости от способа поперечной подачи бесцентрово-
шлифовальные станки бывают с перемещением ведущего круга
и суппорта с опорной призмой относительно неподвижно закреп-
ленной на станке шлифовальной бабки; с перемещением суппорта
с опорной призмой и шлифующего круга по отношению к непод-
вижно закрепленной на станине бабке ведущего круга; с переме-
щением шлифующего и ведущего кругов относительно неподвижно
закрепленного на станке суппорта с опорной призмой; подача на
толщину срезаемого слоя и компенсация изнашивания шлифоваль-
ного круга в этом случае осуществляются перемещением шлифо-
вальной бабки; бабка ведущего круга подается только при на-
ладке на новый размер детали.
По конструкции привода ведущего круга различают станки со
ступенчатым и с бесступенчатым регулированием частоты враще-
ния ведущего круга. По методу базирования детали (рис. 15.8)
различают станки с базированием на призме и на башмаках.
Базирование на башмаках получило распространение при шлифо-
вании роликовых дорожек подшипниковых колец.
Бесцентрово-шлифовальный станок ЗМ184 (рис. 15.9) пред-
назначен для шлифования гладких, ступенчатых, конических и
фасонных поверхностей.
Техническая характеристика станка
Наибольший диаметр шлифования, мм............................... 80
Наибольшая длина шлифования, мм:
сквозного .... 250
врезного 1 ’ 145
Частота вращения шлифовального круга, мин-1................... 1370
частота вращения ведущего круга, мин-* ....................От 11 до 150
мощность электродвигателя главного движения, кВт............... 13
Масса, кг....................................................... 6850
269
chipmaker.ru
Шлифовальная бабка 2 установлена на роликовых направляю-
щих со стальными калеными планками с левой стороны станины.
Боковые направляющие также роликовые. Асинхронный электро-
двигатель Ml, осуществляющий через клиноременную передачу 1
привод шлифовального круга, установлен отдельно от станка на
плите с индивидуальным фундаментом.
Шпиндель круга установлен на подшипниках скольжения
с гремя самоустанавливающимися вкладышами ЛОН-34. На шлифо-
вальной бабке смонтированы механизмы ручной подачи и компен-
сации износа шлифовального круга. От маховика 8 через червяч-
ную пару движение передается к шариковой гайке 7 ходового
винта; опора ходового винта смонтирована в механизме врезной
подачи 9, который оснащен гидроцилпндром 10 для ускоренных
перемещений шлифовальной бабки и гидроцилиндром 12 для ра-
бочих подач. Рабочие врезные подачи осуществляются копиром 11,
связанным с ходовым винтом. Механизм врезания обеспечивает
следующий цикл обработки: форсированную подачу; черновую
подачу; чистовую подачу — выхаживание — ускоренный от-
вод.
Электродвигатель М5, связанный через пару зубчатых цилин-
дрических колес с червячным механизмом подачи, предназначен
для осуществления быстрого перемещения шлифовальной бабки
по винту при наладке. Бабка 5 ведущего круга установлена на
направляющих скольжения. Подшипники шпинделя ведущего
круга аналогичны подшипникам шпинделя шлифовального круга.
Бабка ведущего круга вместе с суппортом опорного ножа может
поворачиваться в горизонтальной плоскости. Ведущий круг вра-
щается от электродвигателя постоянного тока М2 через червячный
редуктор 3 и эластичную муфту.
Устройства для правки шлифовального и ведущего кругов 6
и 4 конструктивно выполнены одинаково, оба расположены под
углом к горизонтальной плоскости. Продольные каретки пра-
вящих устройств приводятся в движение электродвигателями по-
стоянного тока М3 и М4 через две пары зубчатых колес и пару
ходовой винт—гайка. Такой привод обеспечивает более плавное
перемещение и меньшую скорость правки. Поперечная каретка
перемещается от копира. Обе каретки и пиноль для поперечной
подачи правящего инструмента перемещаются по направляющим
качения.
§ 15.4. ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ЗК228В
Внутришлифовальные станки по виду круговой подачи
выпускают обычными (простыми) и планетарными. Обычные
станки применяют для шлифования отверстий в деталях, которые
можно закреплять в патроне и которым можно сообщать враща-
тельное движение. Такие станки получили наибольшее распростра-
нение. Для шлифования отверстий в тяжелых деталях, а также
270
в деталях несимметричной формы используют планетарные внутри-
шлифовальные станки (см. рис. 15.1, г).
Станок ЗК228В (рис. 15.10) является универсальным внутри-
шлифовальным станком (простым). Он предназначен для шлифо-
вания цилиндрических и конических отверстий (диаметром 50—
200 мм и длиной до 200 мм) в мелко- и среднесерийном произ-
водстве. На станке предусмотрено торцешлифовальное устройство
11 для обработки с одной установки кругом 8 торца заготовки.
Станок состоит из станины 18, на направляющих которой смонтиро-
ван стол 17 со шлифовальной бабкой 15, шпинделем и кругом 12.
Шлифовальная бабка на столе перемещается по поперечным верх-
ним направляющим качения механически или вручную от махо-
вика 21. С левой стороны на станине на салазках 5 моста 3 уста-
новлена бабка изделия 6 со шпинделем и патроном 10. Бабка из-
делия установлена на салазках и имеет установочное поперечное
перемещение от винта 4, а также при необходимости может пово-
рачиваться на угол для шлифования конических отверстий.
Продольное перемещение стола осуществляется от гидропри-
вода.» расположенного в станине и управляемого рукояткой 20.
Вручную в продольном направлении стол перемещается махови-
ком 19. Торцешлифовальное устройство, установленное на бабке
изделия, может поворачиваться из верхнего положения в рабочее
механически нли маховиком 7. Ручная подача круга (на вреза-
ние) от маховика 9. Охлаждающая жидкость подается электро-
насосом 2 из бака 1. Электроаппаратура с пультом управления 14
расположена в электрошкафу 16.
271
chipmaker.ru
Рис. 15.11. Кинематическая схема внутришлифовального станка ЗК228В
В процессе шлифования вращаются заготовка и шлифоваль-
ный круг при одновременном его возвратно-поступательном пере-
мещении вместе со шлифовальной бабкой и столом. Шлифоваль-
ной бабке периодически сообщается поперечная подача. Работа
торцешлифовального устройства происходит при вращении заго-
товки и шлифовального круга и подачей круга вдоль оси. Размер
шлифуемого отверстия контролируют на станке или по лимбу 13
механизма поперечной подачи шлифовальной бабки, или по из-
мерительному прибору. В этом случае лапка прибора вводится
в отверстие и по мере снятия припуска по индикатору можно на-
блюдать за ходом шлифования и прекратить обработку при дости-
жении размера.
Движения в станке (рис. 15.11). Главное движение — враще-
ние шлифовального круга бабки В — осуществляется от электро-
двигателя М3 через плоскоременную передачу со сменными шки-
вами. Вращение круга торцешлифовального устройства Б про-
исходит от электродвигателя М2 с помощью ременной передачи.
Круговая подача — вращение шпинделя бабки А с обрабатывае-
мой заготовкой — производится от электродвигателя Ml с бессту-
пенчатым регулированием частоты вращения через клиноремен-
90
ную передачу .
Продольная подача — возвратно-поступательное движение
шлифовального круга — осуществляется от гидропривода с гидро-
цилиндром Ц2. Скорость стола Д бесступенчато регулируется
в пределах 0,1 — 12 мм/мин. Ручное перемещение стол получает
272
22 22
от маховика МхЗ механизма Е через зубчатые колеса -gg-, -gg- и
реечную пару (г — 18; т = 2,5). Гидравлическое и ручное пере-
мещения стола сблокированы. При осуществлении гидравличе-
ской подачи зубчатое колесо z = 60 с помощью гидроцилиндра
выводится из зацепления с широким колесом z = 22.
Поперечная подача шлифовального круга бабки В осуществ-
ляется с помощью механизма подачи Ж- Механизм обеспечивает:
а) ручное перемещение за один оборот маховика Мх4\ б) ускорен-
ное 1 -^g- -£g- 5 — 5 мм и медленное 1 -jyg- -^g- 5 = 0,5 мм перемеще-
ния; в) дозированное перемещение, при котором посредством ка-
чания рукоятки Рк1 через рычажную систему Р и собачку С1 осу-
ществляется поворот храпового колеса z = 250. В этом случае
при повороте колеса на один зуб поперечная подача составляет
1 = W = °’002 мм/кг™е-
При одном качании рукоятки собачка может повернуть храпо-
вое колесо на один—шесть зубьев или обеспечить подачу от 0,002
до 0,014 мм/качание; автоматическую поперечную подачу шлифо-
вальной бабки за один двойной ход стола при срабатывании ги-
дрораспределителя ЦЗ. В этом случае золотник через рычаг воз-
действует на собачку С2, соприкасающуюся с зубьями храпового
колеса. Подача устанавливается рукояткой Рк2, изменяющей
положение собачки С2 относительно храпового колеса z = 250
(через сектор).
Продольное и круговое перемещение торцешлифовального уст-
ройства Б. Ручное продольное перемещение производится враще-
нием маховика Мх1. За один его оборот торцовый круг подается
на 1 16-3-3,14 = 53 мм. Поворот устройства с верхнего поло-
жения в нижнее (рабочее) осуществляется цилиндром Ц1.
Подача торцешлифовального устройства на врезание выпол-
няется вращением маховика Мх2 через червячную и винтовую
передачи. Подача 0,1 мм/оборот маховика. Установочное попереч-
ное перемещение бабки изделия 1 выполняют винтом 2.
Правка шлифовального круга. Наладочное перемещение алмаза
для правки шлифовального круга происходит при движении всего
механизма правки Г. Подача осуществляется при вращении махо-
вика Мх5. Торцешлифовальный круг правят вручную при кача-
тельном движении оправки, несущей алмаз.
На базе универсального внутришлифовального станка ЗК228В
(а также серии ЗК) выпускают различные модификации станков,
включая полуавтоматы и автоматы. Работа полуавтомата заклю-
чается в следующем. После установки и закрепления в патроне
заготовки и подвода к ней измерительного устройства включается
вращение шлифовального круга и заготовки, а также включается
возвратно-поступательное перемещение стола и поперечную подачу
273
chipmaker.ru
шлифовальной бабки. Шлифовальная бабка быстро подходит к за-
готовке, и включается обдирочная подача. При оставлении на
детали припуска на чистовую обработку по команде измеритель-
ного устройства стол на замедленном ходу отводит шлифовальный
круг от заготовки, и в это время происходит правка круга. После
правки выполняется чистовое шлифование. Команда на прекраще-
ние поперечной подачи дается от измерительного устройства.
§ 15.5. ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
В зависимости от конструкции различают следующие
типы плоскошлифовальных станков: с горизонтальным шпинде-
лем, прямоугольным столом и крестовым суппортом; с горизон-
тальным шпинделем и прямоугольным столом общего назначения;
с вертикальным шпинделем и прямоугольным столом; с горизон-
тальным шппделем и круглым столом; с вертикальным шпинделем
и выдвижным круглым столом; с вертикальным шпинделем и
круглым столом непрерывного действия; продольно-шлифоваль-
ные одностоечные с подвижным столом и с подвижной стойкой;
продольно-шлифовальные двухстоечные; двусторонние торцешли-
фовальные с горизонтальным шпинделем; двусторонние торце-
шлифовальные с вертикальным шпинделем.
Плоско шлифовальные станки с горизонтальным шпинделем,
прямоугольным столом и крестовым суппортом предназначены
для шлифования поверхностей периферией круга. В пределах,
допускаемых кожухом круга, возможно шлифование торцовых
поверхностей. Эли станки применяют в основном в инструмен-
тальном производстве. В станках этой гаммы предусмотрено 14
моделей, отличающихся размерами обрабатываемых деталей и
классом точности выпускаемых станков; три модели для профиль-
ного шлифования и шесть моделей с ЧПУ; базовой моделью яв-
ляется ЗЕ711В.
К конструктивным особенностям станков этой гаммы, обеспе-
чивающим повышение жесткости соединений и увеличение точ-
ности и долговечности сганка, относится применение направляю-
щих качения крестового суппорта, стола и шлифовальной бабки.
Шпиндель шлифовального круга смонтирован на высокоточных
подшипниках качения, что обеспечивает высокую жесткость, ма-
лую мощность вспомогательного хода, незначительный нагрев и
малые температурные деформации. Для снижения инерционных
сил, действующих на суппорт в момент реверса стола, он имеет
жесткую направляющую, собранную с предварительным натягом.
Эти станки оснащены широким комплексом приспособлений,
что расширяет их технологические возможности. Отдельные моди-
фикации станков этой группы предназначены для профильного
шлифования (ЗЕ711В-1). Для этого в станке предусмотрены меха-
низмы отсчета поперечных и вертикальных перемещений и меха-
низмы фиксации стола и суппорта. В станке ЗЕ721В-1 для глубин-
274
Рис. 15.12. Станок ЗД722
него шлифования предусмотрена также малая скорость перемеще-
ния стола (от 0,01 м/мин).
Плоскошлифовальные станки с прямоугольным столом общего
назначения выпускают с горизонтальными и вертикальными шпин-
делями. По сравнению со станками с крестовым суппортом станки
этой группы имеют повышенную жесткость, оснащены шлифоваль-
ными кругами больших размеров и электродвигателями большой
мощности. Эти станки обеспечивают высокую производительность
и достаточно высокую точность обработки.
По степени автоматизации станки этого типа выпускают в двух
исполнениях: неавтоматизированные и полуавтоматы с приборами
активного контроля. В гамму этих станков входят 10 моделей
станков с горизонтальным шпинделем, являющихся базовыми,
три модели с ЧПУ и восемь моделей станков с вертикальным шпин-
делем, из них одна модель с ЧПУ. В станках гаммы принята сле-
дующая компоновка (рис. 15.12). На тумбе, расположенной в цен-
тре станка и отлитой за одно целое со станиной 1, закреплена ко-
лонна 3, представляющая собой жесткую литую раму с проемом
в средней части; по обе стороны проема расположены вертикаль-
ные направляющие 4, по которым перемещается каретка 2, име-
ющая горизонтальные направляющие для поперечного (ручного
или гидравлического) перемещения шлифовальной бабки. Разме-
щение каретки и шлифовальной бабки между направляющими
повышает жесткость станка. Короткие кинематические цепи (вер-
тикальные направляющие и винт—гайка качения) обеспечивают
точные стабильные подачи.
275
chipmaker.ru
Вертикальное перемещение каретки с© шлифовальной бабкой
может быть ручное или прерывистое автоматическое, осуществляе-
мое механизмом вертикальной подачи, который закреплен на
передней стенке станины. Ускоренные перемещения обеспечивают
механизм ускоренных вертикальных перемещений, который уста-
новлен на задней стенке тумбы станины.
Возвратно-поступательное перемещение стола осуществляется
по направляющим станины от двух гидроцилиндров. Для станков
класса А применяют гидростатические направляющие, повышаю-
щие точность перемещения стола. В станках предусмотрены ди-
станционное управление столом и шлифовальной бабкой, огражда-
ющие устройства, различные виды блокировок, аварийный отход
шлифовальной бабки. Слева за станком расположен агрегат охла-
ждения, справа — гидроагрегат и электрический шкаф 5. Сзади
станка за тумбой расположена установка для смазывания шпинделя.
На базе станка ЗД722 выпускают станок ЗЕ722, предназначен-
ный для скоростного шлифования. На станке установлен двухско-
ростной электродвигатель шлифовальной бабки мощностью
11,5/14,5 кВт. Скорость шлифовального круга 70 м/с, что значи-
тельно расширяет технологические возможности станка.
Разновидностью станка ЗД722 является станок ЗД722Ф2, кото-
рый оснащен системой программного управления. Станок работает
с двумя скоростями шлифовального круга (35 и 60 м/с) от двух-
скоростного электродвигателя мощностью 11/14 кВт. Применение
ЧПУ позволяет быстро переналаживать станок. Станки с верти-
кальным шпинделем выполнены на базе станков с горизонтальным
шпинделем и отличаются лишь кареткой, на которой закреплена
шлифовальная бабка. Станки снабжены специальным механизмом
с дистанционным управлением для наклона бабки на угол до 1°
для уменьшения контакта круга с обрабатываемой поверхностью.
На базе станка ЗД732 выпускают станок 3H732, предназначен-
ный для силового шлифования. Скорость шлифовального круга
60 м/с. В станке предусмотрен широкий диапазон изменения ско-
рости продольного перемещения стола (от 0,2 до 45 м/мин), элек-
тродвигатель главного привода имеет мощность 40 кВт.
Плоскошлифовальные станки с круглым столом и горизонталь-
ным шпинделем выпускают как неавтоматизированными, так
и полуавтоматизированными. Станки имеют наклонный стол, что
позволяет шлифовать плоские, выпуклые, вогнутые и конусные
поверхности. Станок ЗД741ЛВ (рис. 15.13) входит в гамму стан-
ков, состоящих из 12 моделей с диаметрами столов от 250 до 1000 мм
п одной модели с ЧПУ.
Станки этой гаммы имеют следующую компоновку. На станине
1, представляющей собой массивную чугунную отливку коробча-
той формы, по направляющим которой перемещается стол 2, за-
креплена колонна 3 с проемом, в который может вдвигаться стол.
Шлифовальная бабка 4 перемещается в замкнутых прямоуголь-
ных направляющих качения, расположенных под проемом ко-
276
Рис. lb.13. Станок ЗД741ЛВ
лонны, что обеспечивает минимальный вылет шпинделя относи-
тельно направляющих. В качестве опор шпинделя применяют
гидродинамические подшипники. Привод шпинделя осущест-
вляется плоским ремнем. Вращение стола осуществляется от
электродвигателя постоянного тока с помощью клиноременной
передачи через шарнирный четырехзвенник и коническую пере-
дачу с круговым зубом.
Особенностью конструкции является автоматическое регули-
рование частоты вращения и скорости перемещения стола по мере
изменения расстояния от центра его вращения до оси шлифоваль-
ного круга. При продольном перемещении стола поворачивается
сельсин-датчик, установленный на плите, изменяющий частоту
вращения двигателя привода, а копир, закрепленный на тягах
четырехзвенника, изменяет скорость подачи стола. Это увеличи-
вает производительность и улучшает качество обработки.
Станок ЗЕ740, позволяющий работать при скорости круга
60 м/с, отличается от станков этого типа повышенной мощностью
двигателя, возможностью применения высоких подач, специаль-
ной системой охлаждения, включающей два бака вместимостью
300 л, два насоса, коммуникацию охлаждения, электрокоммуни-
кацию, а также усиленным охлаждением шлифовального круга.
Охлаждающая жидкость перекачивается из нижнего бака в верх-
ний, при этом происходит ее очистка. Насосы обеспечивают давле-
ние 2500 кПа и объемную подачу 25 и 70 л/мин. Первый насос пред-
назначен для подачи жидкости на шлифовальный круг для его
очистки, второй — для подачи жидкости в рабочую зону.
277
chipmaker.ru
§ 15.6. ПРИТИРОЧНЫЕ СТАНКИ
Притирка осуществляется притирами, на поверхность
которых наносят мелкозернистый абразивный порошок, смешан-
ный со смазочным материалом или пастой. Притиры могут быть
чугунные, стальные, бронзовые, свинцовые из твердых пород
дерева и т. п. В качестве абразивного порошка используют наж-
дак, электрокорунд, алмазную пыль, карбид кремния и др., а в ка-
честве пасты — окись хрома, окись алюминия, крокус, венскую
известь и др. Во время притирки абразивный порошок смачивают
керосином или скипидаром. На притирку оставляют припуск, при-
мерно равный 0,005—0,02 мм.
На притирочных станках (рис. 15.14) можно обрабатывать
различные наружные и внутренние поверхности, в том числе и
плоские, притирать шейки коленчатых валов, кулачки распреде-
лительных валиков, концевые меры, пробки-калибры, зубчатые
колеса и т. п. В корпусе станины 1 помещен привод притира 5.
Притир 3, соединенный со шпинделем станка, помещенным в ко-
лонне 2, получает вращательное движение и перемещение по вер-
тикали.
Притирка деталей осуществляется притирами 3 и 5, между ко-
торыми помещен сепаратор 4. Обрабатываемые заготовки свободно
помещаются в гнездах сепаратора, который расположен либо экс-
центрично относительно осей притиров, либо концентрично. В пер-
вом случае сепаратор свободно насажен на ось, которая вращается
в направлении притира 5. Во втором случае сепаратор получает
колебательное возвратно-поступательное движение от отдельного
привода.
Сепараторный диск (рис. 15.15, а) имеет поперечное перемеще-
ние для изменения эксцентриситета е его оси относительно оси
вращения металлических притиров; это необходимо для обеспече-
ния равномерного изнашивания притиров. Примерная относи-
тельная траектория заготовки во время обработки показана на
рис. 15.15, б.
Рис. 15.14. Притирочный станок, ра-
ботающий металлическими дисками
Рис. 15.15. Сепаратор-
ный диск
278
5
б
п
\Н=7,8кВт
= 1440МШГг
Н0 J52 0 *
z=40
Z=4C
z=86
Рис. 15.16. Кинематическая схема
притирочного станка 3816
ЗП ’Э,
Универсальный притироч-
ный станок 3816 (рис. 15.16)
предназначен для обработки
плоских и цилиндрических по-
верхностей. Шпиндель 5 станка
вращается, от электродвигателя
(Д' = 7,8 кВт) через клиноре-
1Б0
менную передачу червяч-
4
ную передачу карданный
вал II с двумя универсальными
шарнирами и клиноременную
передачу -|||-. В результате
этого притир 2 также получает
вращательное движение. Вра-
щение нижнему диску 1 пере-
дается от того же электродвига-
теля через вал III, червячную
4 с
передачу и втулку о.
При обработке плоских по-
верхностей сепаратору сообща-
ется принудительное колебательное движение от кривошипного
пальца 3. Палец 3 укреплен в шайбе7, и его можно радиально пере-
мещать для изменения эксцентриситета, что позволяет изменять
величину колебательного движения сепаратора. Шайба'7 вращается
4
от вала III через червячную передачу цилиндрические пары
40 34 ,
”80”’ *86” и вал 1' “₽и пРитиРке цилиндрических поверхностей
во избежание завала их концов сепаратор остается во время ра-
боты неподвижным, для чего выключают муфту 9. Подвод и при-
жим притира 2 к обрабатываемым заготовкам осуществляется
гидромеханизмом, работающим от шиберного насоса, который ра-
ботает от отдельного электродвигателя мощностью 1 кВт (насос и
электродвигатель на схеме не показаны). Гидромеханизм имеет
гидроцилиндры 4 и 6, поршневые штоки которых соединены с па-
троном притира 2. Станок снабжен механизмом для автоматиче-
ского останова после окончания притирки, продолжительность
которой задается.
§ 15.7. ХОНИНГОВАЛЬНЫЕ СТАНКИ
Хонингование выполняют специальным инструментом—
хонинговальной головкой (хоном), оснащенной мелкозернистыми
абразивными брусками. Головка (рис. 15.17) совершает одновре-
менно вращательное и возвратно-поступательное движения в не-
279
chipmaker.ru
Рис. 15.17. Хонинговаль-
ная головка
Рис. 15.18. Вертикальный хонинго-
вальный станок:
1 — станина; 2 колонна; 3 — электро-
двигатель главного движения; 4 — подвиж-
ная каретка; 5 — заготовка; 6 — стол
подвижном отверстии. Хонингованием можно получать высоко-
качественную поверхность, а также исправлять некоторые де-
фекты отверстий (конусность, овальность и др.). При хонинговании
в качестве смазочно-охлаждающей жидкости применяют эмульсию
или керосин.
Бруски 4 хонинговальной головки получают радиальное пере-
мещение с помощью конусов 2 и 5, насаженных на стержень 3 с вин-
товой резьбой и имеющих возможность сближаться или удаляться
друг от друга при вращении стержня 3. При сближении конусы
2 и 5 через пальцы 1 раздвигают абразивные бруски 4, а при уда-
лении — сдвигают. Таким образом устанавливают бруски на
нужный диаметр перед началом обработки. У автоматической хо-
нинговальной головки радиальное перемещение брусков 4 для
возможности самоустановки в обрабатываемом отверстии произ-
водится автоматически, для чего головку соединяют со шпинде-
лем станка универсальными шарнирами. После каждого двойного
хода головки стержень 3 поворачивается и сближает конусы
2 и 5.
В зависимости от вида обработки хонинговальные станки под-
разделяются на станки для хонингования отверстий и наружных
поверхностей, а по расположению и числу шпинделей — на верти-
кальные и горизонтальные, одно- и многошпиндельные.
Вращение шпинделя у хонинговальных станков (рис. 15.18)
осуществляется обычно от электродвигателя через механическую
280
коробку скоростей. Возвратно-поступательное перемещение шпин-
деля у вертикальных хонинговальных станков обычно произ-
водится с помощью гидравлического привода. В горизонтальных
станках для этого используют электромеханический или гидрав-
лический привод.
§ 15.8. СТАНКИ ДЛЯ СУПЕРФИНИШИРОВАНИЯ
Суперфиниширование применяют для обработки на-
ружных и внутренних цилиндрических поверхностей. Суперфи-
ниширование производят абразивными брусками, совершающими
колебательные возвратно-поступательные движения с большой
частотой и малым ходом по поверхности вращающейся заготовки
(рис. 15.19). Мягкие, мелкозернистые абразивные бруски во время
работы прижимаются к обрабатываемой поверхности пружинами
или гидравлическим устройством. При суперфинишировании в ка-
честве смазочно-охлаждающей жидкости применяют смесь керо-
сина с маслом. Припуск на обработку не оставляют, поскольку
процесс заключается в снятии микронеровностей, оставшихся от
предыдущей обработки. Процесс снятия металла автоматически
прекращается при удалении гребешков и увеличении площади
соприкосновения брусков с основной поверхностью детали, когда
сила прижима оказывается недостаточной для разрыва масляной
пленки на поверхности детали.
На станке для суперфиниширования цилиндрических поверх-
ностей деталей колеблящимися брусками (рис. 15.20) заготовку
устанавливают в центрах между передней 1 и задней 4 бабками.
II
Рис 15.19. Схемы движений при су-
перфинишировании:
“ поб₽а^отк® вала; б — при обрабсгг-
поверхности; в — при обра-
ботке плоскостей; I — возвратно-nocrvna-
прКатр6 дв,|>кеи,|е инструмента; И — ко-
ЙЙГ ^Х^Г^^^а^нГе
SSIiXSL V ~ к^ателнноеРд^Же-
Рис. 15.20. Станок для суперфини-
ширования цилиндрических поверх-
ностей
281
chipmaker.ru
Заготовка получает вращение от поводкового патрона 2, как и на
обычном токарном станке. Абразивные бруски крепят в специаль-
ных державках 3, которые получают осевое возвратно-поступа-
тельное движение по обрабатываемой поверхности. Движение осу-
ществляется с помощью гидропривода, служащего также для под-
вода брусков к заготовке и легкого прижима их к ее поверхности.
Колебательное движение бруски получают по специальным на-
правляющим от отдельного электродвигателя посредством экс-
центрика.
Скорость вращения детали составляет 2—20 м/мин, продоль-
ная подача 0,1—0,15 мм/об, а число колебательных движений бру-
сков в минуту 500—1800.
ГЛАВА 16
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
§ 16.1. ОСНОВНЫЕ МЕТОДЫ НАРЕЗАНИЯ ЗУБЧАТЫХ
КОЛЕС И КЛАССИФИКАЦИЯ СТАНКОВ
В зависимости от метода образования профиля зуба
нарезание цилиндрических зубчатых колес осуществляют либо
методом копирования, либо методом обкатки.
Метод копирования. При нарезании методом копирования
каждая впадина между зубьями на заготовке обрабатывается ин-
струментом, имеющим форму, полностью соответствующую про-
филю впадины колеса Инструментом в этом случае обычно яв-
ляются фасонные дисковые и пальцевые фрезы. Обработку произ-
водят на фрезерных станках с применением делительных головок.
Для получения теоретически точного профиля зуба при обра-
ботке каждого зубчатого колеса с определенным числом зубьев
и модулем необходимо иметь специальную фрезу. Это требует боль-
шого числа фрез, поэтому обычно используют наборы из восьми
дисковых фасонных фрез для каждого модуля зубьев, а для более
точной обработки — набор из 15 или 26 фрез. Каждая фреза на-
бора предназначена для обработки зубчатых колес с числом зубьев
в определенных пределах, но ее размеры рассчитывают по наи-
меньшему числу зубьев этого интервала, поэтому при обработке
колес с большим числом зубьев фреза срезает лишний материал.
Если бы расчет вели по среднему числу зубьев данного интервала,
то при фрезеровании колес меньшего диаметра их зубья получи-
лись бы утолщенными, что привело бы к заклиниванию колес
при работе.
Из сказанного следует, что метод нарезания зубчатых колес
фасонными дисковыми и пальцевыми фрезами недостаточно точен
и, кроме того, малопроизводителен, так как много времени затра-
чивается на процесс деления. Поэтому этот метод применяют срав-
нительно редко, чаще в ремонтных цехах, а также для черновых
операций. В настоящее время зубчатые колеса нарезают в основ-
ном методом обкатки.
Метод обкатки обеспечивает высокую производительность,
большую точность нарезаемых колес, а также возможность наре-
зания колес с различным числом зубьев одного модуля одним и
тем же инструментом. При образовании профилей зубьев методом
обкатки режущие кромки инструмента, перемещаясь, занимают
относительно профилей зубьев колес ряд последовательных поло-
жений, взаимно обкатываясь; при этом инструмент и заготовка
воспроизводят движение, соответствующее их зацеплению. Из
инструментов, используемых для нарезания цилиндрических зуб-
чатых колес методом обкатки, наибольшее распространение полу-
чили долбяки и червячные фризы.
283
chipmaker.ru
Наряду с указанными методами для производства цилиндри-
ческих зубчатых колес применяют также следующие высокопро-
изводительные методы обработки: а) одновременное долбление всех
впадин зубьев заготовки специальными многорезцовыми голов-
ками; в таких головках число резцов равно числу впадин на обра-
батываемом колесе, а форма режущих кромок является точной
копией профилей впадин зубьев; б) протягивание зубьев колес;
в) образование зубьев без снятия стружки волочением или на-
каткой; г) холодную и горячую прокатку зубьев; д) прессование
зубчатых колес (из синтетических материалов).
Разновидности зубообрабатывающих станков. Зубообрабаты-
вающие станки можно классифицировать по следующим призна-
кам: а) по назначению — станки для обработки цилиндрических
колес с прямыми и винтовыми зубьями; станки для нарезания ко-
нических колес с прямыми и криволинейными зубьями; станки для
нарезания червячных и шевронных колес, зубчатых реек; специ-
альные зубообрабатывающие станки (зубозакругляющие, прити-
рочные, обкаточные и др.); б) по виду обработки и инструмента —
зубодолбежные, зубофрезерные, зубострогальные, зубопротяж-
ные, зубошевинговальные, зубошлифовальные и др.; в) по точно-
сти обработки — станки для предварительного нарезания зубьев,
для чистовой обработки и для доводки рабочих поверхностей зубьев.
§ 16.2. ЗУБОДОЛБЕЖНЫЙ СТАНОК 5122
Принцип нарезания зубьев заключается в следующем.
Долбяк 1 (рис. 16.1) получает возвратно-поступательное движение
(по стрелке 7) (движение скорости резания) и медленное враща-
тельное движение (по стрелке III), согласованное с вращением
заготовки (по стрелке II) (круговая подача). Заготовке сообщают
радиальное перемещение по стрелке IV в период врезания (ра-
диальная подача). У некоторых станков это движение сообщается
долбяку.
При движении долбяка режущие кромки его зубьев воспроиз-
водят в пространстве медленно
Рис. 16.1. Схема нарезания зубчатых
колес долбяками
вращающееся «производящее ко-
лесо» 2, в зацеплении с кото-
рым находится обрабатывае-
мая заготовка. При каждом
движении сверху вниз долбяк
удаляет определенную часть
металла из впадин, придавая
зубьям заготовки требуемую
форму. Для предотвращения
трения задних поверхностей
зубьев долбяка о заготовку
при обратном его ходе долбяк
(или заготовка) получает ра-
диальный отвод по стрел-
ке V.
284
Станок 5122 (рис. 16.2)
предназначен для нареза-
ния прямозубых цилинд-
рических колес наружного
в внутреннего зацепления,
приспособлен для нареза-
ния блоков зубчатых ко-
лес. При наличии спе-
циальных винтовых на-
правляющих на станке
можно нарезать зубчатые
колеса с винтовыми зу-
бьями.
Заготовку устанавли-
вают на станке так, чтобы
ее ось располагалась вер-
тикально. Установка меж-
осевого расстояния, а так-
же врезание на глубину
зуба осуществляются пе-
ремещением стола с заго-
товкой. Зазор между долбяком и нарезаемым колесом при вспо-
могательном ходе долбяка создается отводом долбяка в напра-
влении линии, соединяющей центры осей долбяка и заготовки.
При нарезании зубчатых колес с винтовыми зубьями с увеличен-
ными круговыми подачами при вспомогательном ходе долбяка
происходит затирание его зубьев по нарезанному зубу заготовки.
Для ликвидации этого явления необходимо сместить стойку с суп-
портом вправо или влево на расстояние до 200 мм. Направление
смещения стойки при нарезании колес внешнего и внутреннего
зацепления показано на рис. 16.3. Смещение I может быть опреде-
лено аналитически, однако на практике оно выявляется при проб-
ных рабочих ходах постепенным смещением стойки до того момента,
пока на зубьях нарезаемого колеса не исчезнут следы затирания.
Станок 5122 состоит из станины 1 (см. рис. 16.2), внутри кото-
рой находятся резервуары для охлаждающей жидкости, и гидро-
привода, а также емкость для сбора стружки. Сверху на станине
закреплен промежуточный корпус 12 (называемый прокладкой)»
Рис. 16.3. Смещение стойки
при нарезании колес внеш-
него (в) и внутреннего (б) за-
цепления на станке 5122
285
chipmaker.ru
несущий на себе стойку 9. В прокладке размещены механизм вре-
зания с гидроцилиндрами клиновой ползушки подвода стола,
а также поворотный корпус с зубчатым колесом, реверсирующим
вращение стола. Стол 3, устанавливаемый на направляющие ста-
нины, имеет червячную делительную передачу со шпинделем из-
делия. В столе также расположен механизм наладки на межосевое
расстояние, выполненный в виде винта и передвижного упора.
Лимб 2 наладки не межосевое расстояние находится сбоку стола.
Стойка 9, установленная на верхней плоскости прокладки 12, мо-
жет быть смещена в поперечном направлении и зажата на про-
кладке винтами в Т-образных пазах.
На верхней плоскости стойки смонтирован главный привод,
доступ к которому возможен при снятии крышки 10. Под дверкой
5 расположен кулисный механизм, передающий движение штос-
селю суппорта, а под дверкой 11 — механизмы гитары подач.
Пульт управления 8 находится с правой стороны стойки, а ква-
дратный конец 4 вала ручного поворота приводного вала с левой.
Сверху на стойке укреплены суппорт 7 и коробка круговых подач
6. В суппорте находятся штоссель с червячной делительной пере-
дачей и пружина штосселя. Коробка круговых подач содержит
зубчатые колеса цепи подач и сменные колеса гитары подач. Пере-
ключение с черновых подач на чистовые производится электромаг-
нитными муфтами. Гидростанция 14 расположена с правой сто-
роны станка, а электрический шкаф 13 — сзади.
Техническая характеристика станка
Наибольший диаметр обрабатываемого колеса, мм.............. 2С0
Наибольшая ширина венца нарезаемого колеса, мм............. БО
Наибольший модуль нарезаемых зубчатых колес, мм............ 5
Номинальный диаметр устанавливаемого долбяка, мм .......... 1С0
Частота движения долбяка, дв. ход/мин...................... 200—850
Подача, мм/дв. ход:
круговая.................................................... 0,16—1,6
радиальная .............................................. 0,003—0,286
Мощность главного привода, кВт................................ 2,1'3
Масса станка, т. . . .............................. 4,4
Движения в станке (рис. 16.4). Возвратно-поступательное
движение долбяка 2 осуществляется от двухскоростного двига-
теля М (п = 940/1440 мин-1; N = 2,1/3 кВт) через клиноремен-
ную передачу и приводной вал с кулисным механизмом 1, от
которого движение передается штосселю, осуществляющему воз-
вратно-поступательное движение долбяка.
Расчетные перемещения:
п мин-1 электродвигателя ->п дв. ход/мин долбяка.
Число двойных ходов долбяка в минуту
_ IQOOfcp
п — 21 •
286
Рис. 16.4. Кинематическая схема зубодолбежного станка 5122
где t>cp — выбранная средняя скорость резания, м/мин; I =
= b + с — длина хода долбяка, мм (рис. 16.5); b — ширина заго-
товки, мм; с — пробег на выход долбяка в обе стороны, мм.
Частота движения штосселя соответствует частоте вращения
приводного вала. Уравнение кинематического баланса цепи глав-
ного движения:
Dt
пэп ~гт~ = п ДВ- ход/мин долояка.
^2
Вращение долбяка — круговая подача. В зубодолбежных стан-
ках под круговой подачей SFp понимают длину дуги поворота
долбяка по делительной окружности за один его двойной ход.
Следовательно, цепь подачи соединяет вращение долбяка и пере-
мещение штосселя.
Расчетные перемещения цепи подачи:
1 дв. ход долбяка мм/дв. ход.
На станке 5122 цепь круговых подач разделена на цепь чер-
новых подач и цепь чистовых подач. Во время осуществления
черновых подач в гитаре подач работают сменные колеса
(см. рис. 16.4), а во время чистовых — все колеса гитары
Переключение с черновых подач на чистовые производится элек-
тромагнитными муфтами ЭМ1 и ЭМ2.
Схема цепи черновых подач следующая: кулисный механизм /,
цилиндрические передачи , коническая передача —,
287
chipmaker.ru
Рис. 16.5. Схема хода долбяка
Рис. 16.6. Долбяк для нареза-
ния колес с винтовыми зубьями:
1 — подвижная часть направляю-
щего копира; 2 — долбяк; 3 — за-
готовка
а ои
сменные колесагитары подач, цилиндрические передачи-^-,
50 50 39 39 1
’ЙТ’ "ЗЭ"’ "кГ’ чеРвяЧная передача Так как одному двой-
ному ходу долбяка соответствует один оборот вала с кулисным
механизмом, то уравнение кинематического баланса цепи черно-
, 50 80 15 с
вых круговых подач начинается от этого вала: I -gg- -g- х
х W -§ -fr W W л/?г2д = 5нр- ф°РмУла наладки гитары
черновых подач:
а 420$Кр
Ъ птга *
где т — модуль долбяка; гд — число зубьев долбяка.
Формула наладки гитары цепи чистовых подач:
с с _ 420Skp = 133,7S,ф
b d птгд тгл
Для данного станка а + b = 100; с + d = 100.
Вращение заготовки — движение деления. При повороте дол-
бяка на — заготовка 3 должна повернуться также на один зуб .
гя г
Расчетные перемещения:
— об. долбяка об. заготовки.
ед г
283
Уравнение кинематического баланса цепи деления:
1 90 65 39 50 21 21 с, 32 1 _ 1
ед 1 39 39 50 21 21 Ьг 40 120 ~ г ’
, С. С. Zn
откуда формула наладки гитары деления = -£ •
При определении числа зубьев сменных колес необходимо учи-
тывать следующие условия их сцепляемости; q с 96; 4- Ьг =
= 120; сг 4- 107 при нулевом смещении стойки; сг 4- dr с
с 102 при крайнем левом смещении стойки; ct 4- dr 115 при
крайнем правом смещении стойки.
При нарезании зубчатых колес внутреннего зацепления между
сменными колесами q и dt устанавливают дополнительное колесо
с числом зубьев еи удовлетворяющим требованию dx 4- er 121.
При этом заготовка и долбяк будут иметь одинаковое направле-
ние вращения.
В руководстве по эксплуатации станка 5122 приведена таб-
лица наладки гитары деления на число нарезаемых зубьев (10—
204), причем на каждое значение числа зубьев приведены два ва-
рианта наладки, зависящие от числа зубьев используемого дол-
бяка. В одном варианте число зубьев сменного колеса сг равно
числу зубьев долбяка (сг = гд), а во втором в 2 раза больше его
(сх = 2хд). Выбор варианта зависит от обеспечения условия сцеп-
ляемости по сумме чисел зубьев колес сг и dt.
Нарезание зубчатых колес с винтовыми зубьями производят
долбяками с винтовыми зубьями (рис. 16.6). В суппорте вместо
прямых направляющих устанавливают специальные винтовые
направляющие, шаг которых должен быть равен шагу винтовой
линии зуба долбяка, применяемого для нарезания данного колеса.
Винтовые направляющие состоят из двух частей: подвижной, за-
крепленной на шпинделе долбяка, и неподвижной, монтируемой
в гильзе червячного колеса z = 90 (см. рис. 16.4). Неподвижная
часть вращается вместе с червячным колесом, а подвижная во
время возвратно-поступательного движения вместе со шпинделем
долбяка получает принудительное дополнительное вращение.
§ 16.3. МЕТОДЫ ОБРАБОТКИ
НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
Нарезание цилиндрических колес с прямыми зубьями
(рис. 16.7). Заготовка при обработке находится в зацеплении с во-
ображаемой производящей движущейся зубчатой рейкой, которая
воспроизводится в пространстве режущими кромками фрезы 1 при
ее вращательном 1 и поступательном II движениях. При нареза-
нии цилиндрических колес с прямыми зубьями червячная фреза
вращается с частотой
1000t)
Ифр — J •
* 1Ыфр
Нарезаемая заготовка также получает вращение, которое
должно быть точно согласовано с вращением фрезы. При нареза-
289
chipmaker.ru
a — схема процесса; 6 — установка фрезы
нии прямозубых колес за один оборот Z заходной фрезы заготовка
должна сделать Z/г оборотов, где г — число зубьев нарезаемого
колеса. Для образования формы зубьев колеса по длине червяч-
ной фрезе одновременно с вращением сообщается движение по-
дачи параллельно оси заготовки.
Червячную фрезу устанавливают следующим образом. При
горизонтальном положении один из зубьев фрезы совмещают
с центром стола для получения правильного профиля зубьев. Это
особенно важно при нарезании колес с малым числом зубьев и
большим модулем, в остальных случаях центрование не обяза-
тельно. При фрезеровании прямозубых колес ось червячной фрезы
должна быть наклонена под углом подъема витков фрезы к торцо-
вой плоскости заготовки.
Нарезание цилиндрических зубчатых колес с винтовыми зубь-
ями. В этом случае ось фрезы к торцу заготовки устанавливают
под углом б = р ± X, где Р — угол наклона зубьев нарезаемого
колеса. Знак «плюс» берут ври разноименных направлениях вин-
товых линий зубьев нарезаемого колеса и фрезы, знак «минус» —
при одноименных направлениях.
Схемы установки фрезы ври нарезании винтовых зубьев колес
для различных вариантов показаны на рис. 16.8. Для получения
винтового зуба необходимы четыре движения: вращение фрезы,
вращение заготовки, вертикальная подача фрезы и дополнитель-
ное вращение заготовки. Первые три движения такие же, как и
при нарезании прямозубых цилиндрических колес. Необходи-
мость сообщения дополнительного выражения заготовке видна
из схем, показанных на рис. 16.9.
При нарезании зубьев колес фрезе сообщают движение вдоль
оси заготовки независимо от того, нарезают прямые или винтовые
зубья. Поэтому при нарезании винтовых зубьев колес возникает
необходимость сообщения заготовке дополнительного вращения,
вызванная несовпадением направления вертикальной подачи
фрезы с направлением зуба колеса. Предположим, что за некото-
290
рое число оборотов фреза опустилась вертикально на некоторую
величину Хв и оказалась (для всех четырех случаев) в точке F
вместо точки G, лежащей на винтовой линии зуба. Тогда, для
того чтобы фреза постоянно находилась в контакте с нарезаемым
зубом и не срезала его, следует заготовку дополнительно повер-
нуть на длину дуги FG в направлении к точке F (направление до-
полнительного вращения показано штриховыми линиями). До-
полнительное вращение совпадает с направлением основного
вращения, если направление винтовых линий колеса (угол на-
клона Р) и фрезы (угол подъема Л) одноименно (рис. 16.9 б, в) и
противоположно при разноименных направлениях винтовых ли-
ний (рис. 16.9, а, г).
Таким образом, для получения винтовых зубьев необходимо
за время опускания фрезы на шаг Т винтовой линии зуба нарезае-
мого колеса сообщить заготовке один дополнительный оборот по
ходу основного вращения или в противоположном направлении.
Для сообщения дополнительного вращения заготовке в зубофре-
зерных станках применяют дифференциал.
Станок при нарезании колес с винтовым зубом можно налажи-
вать и без дифференциала. Для этого необходимо соответствующим
образом согласовать вращение фрезы и заготовки. Если фреза
опустится на шаг зуба колеса, то при нарезании прямых зубьев
Т
при подаче 5В заготовка должна сделать оборота, а фреза за
Т г л
этот же период у--у оборота.
Для получения винтовых зубьев необходимо за тот же период
либо добавить заготовке один оборот, либо уменьшить число обо-
ротов фрезы на z/Z, не изменяя частоты вращения заготовки.
Рис. 16.8. Схемы установки чер-
вячной фрезы при нарезании вин-
товых зубьев
Рис. 16.9. Схемы сообщения дополни-
тельного вращения заготовке при наре-
зании винтовых зубьев
10*
291
chipmaker, r u
Таким образом, для получения винтовых зубьев следует согласо-
вать вращение фрезы и заготовки в следующей зависимости: за
Т г z , Т л
7=—y ± -у оборотов фрезы заготовка должна получить у- обо-
ротов, т. е. за один оборот заготовки фреза должна получить
(2 . 2 \ - ,
оборотов (минус — при одноименных направле-
ниях винтовых линий, плюс — при разноименных).
§ 16.4. ЗУБОФРЕЗЕРНЫЙ СТАНОК 53А50
Зубофрезерный универсальный станок 53А50 является
полуавтоматом, работает по методу обкатки и предназначен для
нарезания зубьев цилиндрических и червячных колес в условиях
мелко- и среднесерийного производства. В качестве инструмента
используют червячные фрезы. Полуавтомат выполнен по верти-
кальной компоновке с неподвижной инструментальной стойкой
и подвижным в горизонтальном направлении столом.
Полуавтомат 53А50 (рис. 16.10) состоит из станины 1, в кото-
рой размещены гидропривод, привод для подвода смазочного
материала, конвейер для отвода стружки, коробка главного при-
Рис. 16.10. Зубофрезерный станок 53А50
292
вода, а также резервуары гидросистемы и системы охлаждения.
С левой стороны станины наверху жестко закреплена стойка 10,
в которой находятся механизмы гитар деления и дифференциала.
По вертикальным призматическим направляющим стойки переме-
щается каретка 12 с фрезерным суппортом 14. К передней стенке
корпуса стойки прикреплены коробка распределения движений 4
и пульт управления 7. На передней стенке станины слева распо-
ложена коробка скоростей 2 со сменными зубчатыми колесами ги-
тары скоростей, а справа — коробка 23 с конечными выключате-
лями и сигнальными лампами.
Стол 17 служит для установки заготовки. На корпусе стола,
перемещаемом по горизонтальным направляющим станины, уста-
новлена стойка 16 с контрподдержкой 15 для оправки. Управление
станком осуществляется рукоятками и кнопками, расположен-
ными на пульте управления 7. На коробке 4 находятся рукоятка 3
включения вертикальной подачи, квадрат 6 валика ручного пере-
мещения каретки и кнопка включения 5 гидрораспределителя для
подачи смазочного материала в ползушку суппорта. На стойке 10
расположены рукоятка 9 реверса тангенциальной подачи и ру-
коятка 11 переключения блока тангенциальной подачи. Суппорт
на заданный угол поворачивается при вращении валика 13 за ква-
дратный конец. На переднюю стенку задней стойки 16 выведена
рукоятка 18, при повороте которой происходит перемещение контр-
поддержки. На корпусе стола ниже задней стойки расположены
рукоятка 19 ручного насоса подачи смазочного материала, конец
валика 20,при вращении которого происходит перемещение стола,
и рукоятка 21 перемещения упора стола. Ход каретки 12 ограни-
чивает упор 8, а ход стола 17 — упор 22.
Техническая характеристика станка
Наибольший диаметр нарезаемых колес, мм.................... 500
Наибольший модуль зубьев нарезаемых колес, мм.............. 8
Наибольший угол наклона зубьев нарезаемых колес, град.... ±60
Наибольший вертикальный ход фрезы, мм...................... 360
Наибольший диаметр фрезы, установленной в суппорте, мм . . . 180
Осевое перемещение фрезы, мм................................... 200
Частота вращения шпинделя фрезы, мин~* .................... 40—405
Подача, мм/об:
вертикальная ..............................................0,75—7,5
радиальная .............................................. 0,2—2,25
осевая...................................................0,13—2,6
Мощность главного электродвигателя, кВт.................... 8/10/12,5
Масса, т . . . .... ........................... 9,7
Нарезание прямозубых цилиндрических колес. При нарезании
прямозубых колес должно быть получено главное движение —
вращение фрезы, вращение заготовки, согласованное с вращением
фрезы, а также движение подачи — вертикальное перемещение
суппорта с фрезой.
293
chipmaker.ru
Рис. 16.11. Кинематическая схема зубофрезерного станка 53А50
Цепь главного движения (рис. 16.11) связывает вращение трех-
скоростного электродвигателя Ml (N = 8/10/12,5 кВт; п =
= 735/985/1470 мин-1) с вращением червячной фрезы 1. Расчетные
перемещения для непи главного движения:
п мин-1 электродвигателя -> мин'1 фрезы.
Уравнение кинематического баланса цени главного движения:
31 56 а3 29 29 29 20 а3 о ллр
Плв'5б"б2”^Г^9'"^'^9"8б‘''ОТКУда Т3
Сменные зубчатые колеса а3 и Ь3 устанавливают на валы с по-
стоянным межосевым расстоянием, при этом ай + Ь3 = 87.
Делительную цепь (связывает фрезу и заготовку) налаживают
подбором сменных колес За один оборот фрезы 1 зато-
^2 “2
товка 2 должна повернуться на — оборота (где Z — число захо-
дов фрезы). Расчетные перемещения делительной цепи:
2
1 об. фрезы-э—— об. заготовки.
294
Уравнение кинематического баланса для делительной цепи:
80 29 29 27 27 27 58 е с2 с2 33 35 1 Z
1 20 29 29 27 27 27 58 f b.± d2 33 35 96 “ г •
Зубчатые колеса е и f, служащие для расширения диапазона
регулирования сменных колес гитары деления, подбирают сле-
дующим образом:
при 2^161 — = 1; z> 161 — = -^-=~2">
1 с* 1 ^2 242 1 с 1 482
откуда при 2^161 = —. при 2 > 161 —-^- = —.
Цепь вертикальной подачи фрезы. Расчетные перемещения для
цепи вертикальной подачи:
1 об. заготовки -> Хв мм вертикального перемещения фрезы.
Уравнение кинематического баланса цепи вертикальной по-
дачи:
, 96 35 33 2 at . 50 45 1 1П с
1 1 35 33 26 bt Е 45 45 24 “ г>в’
откуда Хв = 3,42iK „ , где iK.B— передаточное отношение
к оробки подач.
При одной установке сменных зубчатых колес гитары подач
за счет различного сочетания цилиндрических колес коробки
передач, включаемых электромагнитными муфтами, можно полу-
чить четыре различных значения подачи (iK. п — 0,441; tK. п =
== 0,538; 1к. п = 0,886; »в.п = 1,08). Ускоренные вертикальные
перемещения фрезы осуществляются от отдельного электродви-
гателя М2 (N = 4 кВт; п — 1500 мин-1) через цепную передачу
16
20 ’
Уравнение перемещения для цепи ускоренной вертикальной
подачи:
5У = 1500 -g-g-g-JL 10« 555 мм/мин.
Нарезание цилиндрических колес с винтовым зубом. При
наладке станка с применением дифференциала исходят из следую-
щих расчетных перемещений:
п мин-1 электродвигателя -> п мин-1 фрезы;
1 об. фрезыоб. заготовки;
1 об. заготовки -> Хв мм вертикального перемещения фрезы;
±1 об. заготовки —Т мм вертикального перемещения фрезы.
Первые три кинематические цепи налаживают так же, как и
станок на нарезание прямозубых цилиндрических колес. Для
295
chipmaker, ru
четвертого расчетного перемещения уравнение кинематического
баланса имеет вид
, . 96 35 33 d2 fc2 / 58 . 45 27 at ct 22 1 1Г1
I 35 33 cs c2 e 68 1диФ i 27 77'5" 33 "2Г 1U ~ 1 ‘
Учитывая, что для этого случая = Т = ,
w Z S1I) р
с2 с2 24Z t
а также что для гитары деления =--------------—, после подста-
С>2 1*2 z е
новки данных в уравнение баланса получим
«1 Cj___ 7,95775 sin ft
fct dj mBZ ’
где P — угол наклона зуба; mH — нормальный модуль нарезае-
мого колеса, мм; Z — число заходов червячной фрезы.
Бездифференциальная наладка зубофрезерного станка. Диффе-
ренциал в этом случае выключают, т. е. 1диф = 1, а кинематиче-
скую наладку делительной цепи производят в соответствии со сле-
дующими расчетными перемещениями:
1 об. заготовки -> ± об. фрезы.
Уравнение кинематического баланса делительной цепи:
. 96 35 33 d2 t2 f 58 . 27 29 29 20 _ г z S„
1 1 35 33 с2 с2 е 58 1диФ 27 29 29 80 ~ Z Z Т ’
с2 с2 24Z / Т
откуда . л =--------— .
Ь2 d2 2 е 7 ± Sb
При встречном методе зубонарезания знак «минус» ставят при
одноименных, а знак «плюс» — при разноименных направлениях
винтовых линий фрезы и детали.
Нарезание червячных колес. На станке 53А50 можно нарезать
червячные колеса методами радиальной подачи, осевой (танген-
циальной) подачи, а также летучим резцом.
Метод радиальной подачи. Ось фрезы устанавливают строго
горизонтально (рис. 16.12, а). Расчетные перемещения:
п мин-1 электродвигателя -*• п мин-1 фрезы;
2
1 об. фрезыоб. заготовки;
1 об. заготовки ->SP мм радиального перемещения заготовки.
Движение радиальной подачи в этом случае сообщается столу
с заготовкой. Уравнение кинематического баланса цепи радиаль-
ной подачи (см. рис. 16.11)
. 96 35 33 2 . 45 34 1 .р _ о
1 1 35 33 36 1к~ “ 50 61 36 ~
Метод осевой подачи (рис. 16.12, б) заключается в том, что фрезу
устанавливают относительно заготовки на полную глубину зуба и
296
Рис. 16.12. Схемы нарезания червячных колес методом:
« — радиальной подачи; б —• осевой подачи; в — летучим резцом
подача So осуществляется за счет ее осевого перемещения.Чтобы
осуществить нарезание колеса этим методом, необходимы следую-
щие движения: вращение фрезы, вращение заготовки, осевая
подача фрезы, дополнительное вращение заготовки, вызываемое
осевым перемещением фрезы.
Нарезание червячных колес летучим резцом (рис. 16.12, в) при-
меняют при единичном производстве. Этим способом нарезают
зубья при осевой подаче инструмента. Наладку станка произво-
дят по формулам гитар, т. е. так же, как и при нарезании червяч-
ных колес методом тангенциальной подачи.
§ 16.5. НАРЕЗАНИЕ ШЕВРОННЫХ КОЛЕС
Схемы основных способов нарезания шевронного зуба
приведены на рис. 16.13. Способ образования раздельного шеврон-
ного зуба путем последовательной обработки обеих половин
Рис. 16.13. Схемы нарезания шевронных колес
297
chipmaker.ru
обода зубчатого колеса без применения специального станка
показан на рис. 16.13, а. Такие колеса можно изготовить на уни-
версально-фрезерном станке дисковой фрезой, на зуборезном
станке — червячной фрезой и на вертикально-фрезерном станке —
пальцевой фрезой. Эти методы в основном применяют в единичном
производстве.
Схема формообразования сплошного шевронного зуба с закруг-
ленной вершиной тремя резцами на специальном зубострогаль-
ном станке, а также траектория движения инструмента показаны
на рис. 16.13, б. Схема формообразования шевронного зуба долбя-
ками по методу обкатки дана на рис. 16.13, в. На рис. 16.13, г
показан принцип формообразования шевронного зуба методом об-
катки зубчатой пары рейка — зубчатое колесо. Метод обработки
двойных шевронных зубьев пальцевой фрезой изображен на
рис. 16.13, д.
§ 16.6. МЕТОДЫ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
Нарезание можно производить фасонным инструментом
методом копирования, остроконечным резцом по шаблону и ин-
струментом с прямолинейными режущими кромками методом об-
катки (рис. 16.14). При нарезании зубьев конических колес диско-
вой модульной фрезой (рис. 16.14, о) используют следующие дви-
жения: / — вращение фрезы (главное движение); II — подача
фрезы вдоль зуба; /// — быстрый возврат фрезы в исходное поло-
жение; IV — деление (поворот заготовки на зуб). Этот способ при-
меняют при нарезании небольших зубчатых колес на универсаль-
ных фрезерных станках в основном для червячного нарезания с по-
следующей обработкой на зубострогальных станках.
При обработке по шаблону (рис. 16.14, б) резец 1 совершает
возвратно-поступательные движения (главное) / по направляю-
щим инструментальной головки, которая перемещается относи-
тельно заготовки по шаблону 2, вращаясь вокруг осей и 003
(движение подачи II). После завершения обработки профиле зуба
происходит быстрый отвод инструмента в исходное положение
(движение ///) и деление (движение IV). Таким методом нарезают
крупные прямозубые конические колеса с длиной образующей на-
чального конуса примерно 250—2500 мм.
Рис. 16.14. Схемы обработки прямозубых конических колес
2S8
Рис. 16.15. Производящее колесо:
а — плоское; б — плосковершинное
Описанные методы, однако, низкопроизводительны и не обес-
печивают необходимой точности нарезания колес. Наиболее точ-
ным и производительным является метод обкатки. Прямозубые
конические колеса методом обкатки (рис. 16.14, в) можно нарезать
двумя резцами с прямолинейными режущими кромками. Основ-
ными движениями в этом случае являются движение скорости
резания / — возвратно-поступательное движение резцов; движе-
ние обкатки — сложное движение, состоящее из вращения / / рез-
цов вокруг оси 00 и вращения III заготовки, согласованного
с вращением резцов. Кроме этого, периодически происходит
деление (поворот заготовки на один зуб). Этим методом наре-
зают прямозубые конические колеса модулем до 20 мм и длиной
образующей начального конуса до 650 мм.
При нарезании конических колес методом обкатки на станке
воспроизводится зацепление нарезаемого конического колеса
с воображаемым производящим колесом 3 (круговой рейкой),
зубья которого образуются в пространстве движущимися режу-
щими кромками инструмента. Производящее колесо (рис. 16.15)
может быть плоским и плосковершинным. Станки, у которых про-
изводящее колесо является плоским (половинный угол начального
конуса этого колеса равен 90°), по конструкции сложнее станков
с плосковершинным производящим колесом, половинный угол на-
чального конуса которого равен 90° — у (где у — угол ножки
зуба).
Применение в станках плосковершинного производящего ко-
леса вызвано тем, что изготовить резцовую головку, в которой вер-
шины резцов должны двигаться по траектории всегда перпенди-
кулярно оси производящего колеса, намного проще, чем головку
с движением вершин резцов по траектории, угол которой по отно-
шению к оси производящего колеса должен изменяться в зависи-
мости от размеров зуба нарезаемого колеса.
При использовании в качестве производящего колеса с поло-
винным углом начального конуса 90° или 90° — у требуется срав-
нительно простой по форме инструмент (с прямолинейными ре-
жущими кромками).
299
chipmaker.ru
Для наладки зубострогальных станков необходимо знать число
зубьев производящего колеса z', которое подсчитывают следующим
образом. Известно, что у двух конических колес, находящихся
в зацеплении, число зубьев прямо пропорционально синусам поло-
вин углов начальных конусов, т. е.
г' sin (90ь — -у) _ cos -у
г sin ф sin ф *
, cos -у
откуда z = z .
J sm ф
Так как угол у мал, то cos у = 1. Поэтому можно принять
г
Z = —----,
sin ф *
где z — число зубьев нарезаемого колеса; <р — половина угла
начального конуса нарезаемого колеса.
Это выражение называют обкаточным отношением.
§ 16.7. ЗУБОСТРОГАЛЬНЫЙ СТАНОК 5Т23В
Станок предназначен для нарезания прямозубых кони-
ческих колес в условиях серийного и массового производства.
Техническая характеристика станка
Наибольший диаметр нарезаемых зубчатых колес, мм........... 125
Наибольший модуль нарезаемых колес, мм..................... 1,5
Число двойных ходов резцов в минуту........................210—С-20
На станине 1 (рис. 16.16) слева расположена стойка люльки 2
с планшайбой 3, в радиальных направляющих которой установ-
лены ползуны 4 с резцами. Ползуны с резцами попеременно совер-
Рпс. 16.16. Зубострогальный станок 5Т23В
шают возвратно-поступа-
тельное движение навстре-
чу друг другу- Планшайба
3 смонтирована в круговых
направляющих и при об-
катке вращается вокруг
горизонтальной оси, ими-
тируя производящее коле-
со. В продольных направ-
ляющих станины смонти-
рован стол 5, несущий
бабку изделия 6. На оправ-
ку ее шпинделя насажи-
вают нарезаемую заготовку
и закрепляют с помощью
гидрозажима. Бабка изде-
лия 6 может поворачива-
ться вокруг вертикальной
оси для установки оси
шпинделя (заготовки) под
300
Рис. 16.17. Схема работы двух
резцов при нарезании прямого
конического зуба
необходимым углом к оси планшайбы (производящего колеса). На
станке осуществляются следующие движения: возвратно-посту-
пательное движение резцов (скорости резания), сложное движение
обкатки, состоящее из вращательных движений люльки с ползу-
нами и заготовки (движение подачи).
Движение обкатки продолжается до тех пор, пока не будет
обработана одна впадина. После этого рабочий ход заканчивается,
заготовка отводится от резцов, люлька с ползунами реверсируется
и движется в обратном направлении до исходного положения.
Заготовка при этом продолжает вращаться в том же направлении,
что и во время нарезания. В результате происходит деление, т. е.
поворот заготовки на несколько зубьев (за время одного качания
люльки заготовка поворачивается, на целое число зубьев zj
Затем процесс повторяется.
Время, затраченное на рабочий и вспомогательный ход люльки,
т. е. время полного качания люльки, называют временем цикла.
При черновом нарезании методом врезания зубья обрабатываются
последовательно, т. е. zt — 1, причем движение обкатки не выклю-
чается совсем, а лишь сильно замедляется, так что оно почти не
оказывает влияния на форму профиля нарезаемого зуба, который
в этом случае близок к прямолинейному.
При нарезании прямого конического зуба (рис. 16.17) заго-
товка / и люлька 2 получают согласованное обкаточное движение,
а резцы 3 — возвратно-поступательное движение.
Движения в станке (рис. 16.18). Главное движение — воз
вратно-поступательное движение ползунов с резцами — осущест-
вляется от электродвигателя Ml (N = 0,6 кВт; п ~ 1350 мин-1)
80
через клиноременную передачу -^g-, цилиндрические пары колес
33 31 а
и -g§-, сменные зубчатые колеса -у гитары скорости резания,
95
цилиндрическую передачу и кривошипные диски /, от которых
с помощью рычажной системы ползуны с резцами получают ука-
занное движение. За один оборот дисков ползуны с резцами со-
вершают одно возвратно-поступательное движение.
801
chipmaker.ru
Рис. 16.18. Кинематическая схема зубострогального станка 5Т23В
Цепь главного движения налаживают сменными колесами а и Ь,
которые определяют из уравнения кинематического баланса
1 чкп 80 о сек 33 31 ° 95 _ „
208 0’9® 67 6у b 25 г>
а п
откуда
Число двойных ходов в минуту
V1000
П — --оК--.
2п *
где v — скорость резания, м/мин; h — ход инструмента, мм.
Цикловая подача — это скорость движения обкатки, которую
при работе станка циклами удобно выражать временем нарезания
одного зуба (временем цикла). Механизм подачи получает движе-
ние от электродвигателя Л42 постоянного тока с изменяющейся
частотой вращения от 300 до 3000 мин*1 через клиноременную
140 20 30 ,,,
передачу -jgg, цилиндрические пары -gg- и -gg-, вал ///, цилиндри-
50 50 1
ческую передачу -етг-етг и червячную пару -77г, далее движение
передается распределительному» валу /, который делает один обо-
рот за время нарезания одного зуба. Синхронно с валом / вра-
щается вал XIV. Кулачок Л3 на валу XIV используют для наре-
302
зания колес при комбинированном резании. Расположенные на
валу / кулачки К* и К2 предназначены для переключения гидро-
распределителей цилиндров отвода резцов и счетчика циклов, а ку-
лачок Л.1 воздействует на путевой выключатель, дающий команду
на рабочую и ускоренную частоту вращения электродвигателя М2.
Для наладки необходимого времени цикла вращают рукоятку
потенциометра до тех пор, пока тахометр не покажет частоту
вращения, соответствующую заданному рабочему времени /р (на
один зуб) в карте наладки. Таблица соответствия частоты вращения
электродвигателя подачи (п мин-1) рабочему времени цикла tP
дана в паспорте станка.
Уравнение кинематической цепи, связывающей электродвига-
тель М2 и распределительный вал 7,
140 ппос 20 30 50 50 I (
«ал 18g и.УЙО 65 35 5() 5() № Zp — 1 О0.
Цепь деления (вращение заготовки) — кинематическая цепь,
связывающая распределительный вал со шпинделем изделия.
Одному обороту распределительного вала / соответствует нареза-
ние одного зуба. Следовательно, цепь деления увязывает два дви-
жения: вращение вала / и вращение заготовки.
Для данного случая уравнение кинематического баланса цепи
составляют, учитывая, что за время одного цикла обрабатываемое
колесо поворачивается на гг зубьев, т. е. за один оборот распреде-
лительного вала заготовка должна повернуться на zjz оборота,
где Zj — число зубьев, пропускаемых при делении, не имеющее
общих множителей с числом зубьев нарезаемого колеса. Это усло-
вие необходимо для того, чтобы инструмент после каждого цикла
попадал в новую впадину. Однако оно не является достаточным,
так как нужно, чтобы в процессе нарезания люлька поворачива-
лась на угол, требующийся для обкатки всего профиля.
Расчетные перемещения цепи деления:
1 об. распред. вала->-у- об. заготовки.
Уравнение кинематического баланса:
. 60 БО 50 20 23 25 at с, 1 _ zf
1 1 50 50 20 23 25 bt 180 ~ z ’
откуда формула наладки гитары деления
щ q = Згг
bi dj z
Цепь обкатки — кинематическая цепь, связывающая люльку
с заготовкой. Люлька получает качательное движение от вала V
через зубчатые цилиндрические колеса z = 61, z = 62, z = 61
и ведущее колесо z = 20, установленное на валу IX реверсивного
механизма. Колесо z = 20 зацепляется попеременно с наружным и
внутренним венцами реверсивного колеса 2, заставляя его вра-
303
chipmaker.ru
гцаться то в одну, то в другую сторону. И далее вращение люльке
передается через ведомое колесо z — 24, сменные зубчатые колеса
~ ар Со 1
гитары обкатки и червячную передачу
Реверсивное колесо 2 состоит из двух участков. Первый уча-
сток целый, кольцеобразный, с наружным венцом zH = 120 и
внутренним zB = 80 зубьев. Второй участок составной, подково-
образный. Зубья наружного 2 и внутреннего 3 венцов служат про-
должением зубьев первого участка и соединены между собой полу-
шестернями 4, образуя подкову.
Вал IX ведущего колеса находится на рычаге, который может
поворачиваться относительно оси вала и перемещаться вдоль
нее для осуществления необходимого зацепления с реверсивным
колесом. Зубчатое колесо z = 20 во время рабочего хода зацеп-
ляется с наружным венцом zH = 120 реверсивного колеса и, после
того, как это колесо совершит пять полных оборотов, переме-
щается вдоль зуба под действием кулачка Ks на валу XIV, входя
в зацепление с составным участком. Затем по полушестерне 4 зуб-
чатое колесо z = 20 входит в зацепление с внутренним венцом
колеса 3 и, наконец, перемещаясь вдоль зуба, с его целым участ-
ком.
После того, как реверсивное колесо сделает пять оборотов
в обратную сторону (вспомогательный ход), зубчатое колесо z =
= 20 перемещается вдоль зуба на составной участок и по полуше-
стерне 4 на его наружный венец 2. Затем колесо z = 20 переме-
щается вдоль зуба на наружный венец целого участка реверсив-
ного колеса, и цикл начинается снова.
Частота вращения за цикл ведущего колеса z = 20 реверсив-
ного механизма
% = V- Пр. X + ПЕ. X + - ---? Г а- + 1,
где zB, г,. — полное число зубьев соответственно наружного и
внутреннего венцов; z2, z3, z4 — число зубьев соответственно на-
ружного, внутреннего венцов и переходной полушестерни под-
ковы; Пр. х. нв. х— полное число оборотов реверсивного колеса
во время рабочего и вспомогательного ходов.
В числовом выражении получим
120 г . 80 с . 96 + 64 + 20 . . ,.п ,,
н5 = ~20~ 5 + ”20"5 -----20-----k 1 = 60 об/цикл.
Таким образом, за один цикл обработки ведущая шестерня
реверсивного колеса 5 совершает 60 оборотов.
Уравнение кинематического баланса цепи обкатки составляется
с учетом того, что воображаемое производящее колесо и заготовка
находятся как бы в зацеплении, т. е. за время поворота люльки
на один зуб 1/Zj производящего колеса заготовка должна повер-
нуться на один зуб 1/z нарезаемого колеса. При работе по методу
304
обкатки уравнение кинематического баланса цепи обкатки имеет
вид
1 175 d2 b2 24 120 61 62 20 23 25 о4 с4 1 1
"7 Г- с2 а2 120 20 62 61 20 23 25 Ь, d2 180 ~ z '
Отсюда получаем формулу наладки гитары обкатки (с учетом, что
С1 ______ 3Z; \ .
If dt ~ г )'
G2 С2 __ g g Zi
^2 ^2 ’ 2
_ , 2 Ct2 c2 о r Zi Sin (p
Так как z , то = 3,5 * .
sin <p ’ b2 d2 2
Число Zi зависит от угла качания люльки 6. Угол качания
люльки 6, необходимый для полной обкатки профиля зуба наре-
заемого колеса, зависит от параметров этого колеса. Он должен
быть таким, чтобы резцы начинали снимать стружку сразу же
после подвода стола в рабочее положение и заканчивали съем
стружки до начала отвода стола. Если этого не получается и
люлька качается в одну сторону от среднего положения на недо-
статочный угол, а в другую сторону на избыточный, то следует
изменить угол качания люльки. Если же угол качания люльки не-
достаточный, то надо увеличить число zf, взяв следующее большее
число, не имеющее общих множителей, с числом зубьев нарезае-
мого зубчатого колеса, и затем пересчитать соответственно смен-
ные зубчатые колеса гитар деления и обкатки. Чтобы люлька ка-
чалась в обе стороны на одинаковый угол, ее устанавливают на
нуль при положении распределительного вала в центре обкатки.
При работе методом врезания гг — 1.
Полуавтоматический цикл работы станка. При нажатии на
кнопку «Пуск» включаются электродвигатели Ml и М2 (см.
рис. 16.18). По окончании обработки зуба кулачок /Съ установ-
ленный на распределительном валу /, переключает золотник ги-
дрораспределителя Г4. Происходит подача масла в правую по-
лость цилиндра Ц2, и резцы отводятся. Одновременно кулачок К2
переключает золотник гидрораспределителя Г2. Масло поступает
в правую полость цилиндра Цг счетчика циклов, и он срабатывает.
После этого кулачок К3 на распределительном валу XIV переве-
дет рычаг Р реверсивного механизма вниз. Зубчатое колесо 5
войдет в зацепление с наружным венцом 2 составного подковооб-
разного участка и, как только пройдет полушестерню 4 (начало
обратного хода люльки) и войдет в зацепление с внутренним вен-
цом 3 подковообразного участка, кулачок Кя переведет колесо 5
в зацепление с внутренним венцом 3 целого участка колеса 2,
а кулачок /С4 нажмет на переключатель 6 и переключит электро-
двигатель М2 на 2000 об/мин; после этого начнется ускоренный
ход люльки.
В конце вспомогательного хода кулачок /С4 нажмет на пере-
ключатель 6 и переключит электродвигатель М2 на частоту вра-
305
chipmaker.ru
щения, устанавливаемую потенциометром. Одновременно кула-
чок К3 переведет рычаг Р вниз и введет колесо 5 в зацепление с вну-
тренним венцом 3 подковообразного участка. После прохождения
полушестерни 4 (начало прямого хода люльки) она войдет в за-
цепление с наружным венцом 2 подковообразного участка. Затем
кулачок Кз переведет колесо 5 в зацепление с наружным венцом 2
целого участка реверсивного колеса. Одновременно кулачок Ki
отпустит золотник гидрораспределителя Гг. Произойдет подача
масла в левую полость цилиндра Ц2, и резцы будут подведены.
После этого начнется новый цикл.
Гидропривод служит для подвода, отвода, зажима заготовки
и разжима готовой детали, отводов резцов, управления счетчиком
циклов, охлаждения инструмента и подачи смазочного материала
в части станка.
§ 16.8. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Конические прямозубые колеса имеют недостатки по
сравнению с колесами с криволинейными зубьями. Передачи из
колес с криволинейными зубьями имеют хорошую плавность хода,
бесшумны, компактны, выдерживают гораздо большие нагрузки
при одинаковых размерах. Криволинейные зубья конических
колес нарезают пальцевой модульной фрезой; торцовой резцовой
головкой методом врезания инструмента в заготовку, методом
кругового протягивания; торцовой головкой с резцами, имеющими
прямолинейные режущие кромки, методом обкатки при периоди-
ческом делении; торцовой головкой с резцами, имеющими прямо-
линейные режущие кромки, методом обкатки при непрерывном
делении; конической червячной фрезой методом обкатки при не-
прерывном делении.
Пальцевой фасонной фрезой (рис. 16.19, а) нарезают зубья по
архимедовой спирали и шевронные зубья любого профиля. Ос-
новные движения: 1 — вращение фрезы (движение скорости реза-
ния); II — подвод фрезы в рабочее положение; III — движение
фрезы вдоль образующей конуса, согласованное с вращением VII
заготовки, что необходимо для образования спирального или шев-
ронного зуба (движение подачи); IV — отвод фрезы назад; V —
отвод фрезы вдоль образующей в исходное положение; VI — де-
ление (производится во время отвода в направлении И).
При нарезании конических колес методом врезания
(рис. 16.19, б) получают круговые зубья с прямолинейным или
близким к прямолинейному профилем. Основные движения: / —
вращение резцовой головки (движение скорости резания); // — дви-
жение врезания — поступательное движение инструмента (или
заготовки); /// — быстрый отвод инструмента (или заготовки); IV—
деление (поворот заготовки на следующий зуб). Этот метод при-
меняют при черновом нарезании зубчатых колес с круговыми зубь-
306
Рис. 16.19. Основные способы нарезания криволинейных зубьев конических
колес:
1 — пальцевая фреза; 2, 4 — резцовая головка; 3 — резцы для предварительной обра-
ботки; 5 — внутренний калибрующий резец; 6 — наружный калибрующий резец; 7 —
обкатная люлька; 8 — воображаемое производящее колесо; 9 — шпиндель; 10 — шпин*
дель инструмента
ями при угле начального конуса выше 45°, а также прн нарезании
колес при передаточном отношении больше трех для передачи
небольшого модуля.
Метод кругового протягивания зубьев конических колес
(рис. 16.19, в) применяют для чистового нарезания колес с круго-
выми зубьями в условиях массового производства. Основные дви-
жения: / — вращение резцовой головки — главное движение;
II — деление, т. е. поворот заготовки на следующий зуб, проис-
ходящий во время прохождения мимо заготовки участка головки,
на котором нет резцов.
Торцовой резцовой головкой с резцами, имеющими прямоли-
нейные режущие кромки (или очерченные по дугам окружности)
(рис. 16.20, а), нарезают круговые зубья конических колес с углом
наклона зуба (углом спирали) 0—60° методом обкатки при перио-
дическом делении. Этот способ применяют для чернового нареза-
ния зубчатых колес с углом начального конуса до 45° и для чи-
стового нарезания колес модулем 0,5—3 мм с длиной образующей
начального конуса 8—800 мм. Основные движения: / — вращение
резцовой головки вокруг своей оси — главное движение; II —
вращение люльки, согласованное с вращением /// заготовки; это
сложное движение обкатки является в станке движением подачи.
307
cNprnaker.ru
Деление происходит после обработки каждого зуба при повороте
заготовки.
Торцовой резцовой головкой с резцами, имеющими прямоли-
нейные режущие кромки (рис. 16.19, д), можно нарезать кониче-
ские колеса, зубья которых очерчены в продольном направлении
по циклическим кривым. В этом случае движение, необходимое
для образования зуба по длине, является одновременно движе-
нием деления и происходит непрерывно. Этот способ применяют
для нарезания конических зубчатых колес с длиной образующей
начального конуса до 450 мм и модулем (нормальным) до
18 мм.
Вращение / резцовой головки и вращение /// заготовки согла-
сованы между собой так, что последовательно расположенные
группы резцов непрерывно обрабатывают впадины зубьев вращаю-
щейся заготовки по циклической кривой (например, удлиненной
эпициклоиде). Для образования профиля зубьев требуется также
обкаточное движение, состоящее из вращения 11 люльки станка и
согласованного с ним вращения IV заготовки, которое склады-
вается с делительным вращением III.
Конической червячной фрезой (при непрерывном делении)
нарезают криволинейные зубья, очерченные в продольном направ-
лении по эвольвентам (рис. 16.19, е). Основные движения: I —
вращение фрезы вокруг своей оси, согласованное с вращением ///
заготовки для образования формы зуба по длине; II — вращение
люльки, согласованное с вращательным движением IV заготовки,
16.1. Основные технические характеристики станков для нарезания
коничасиях колес с криволинейными зубьями
Модель станка Наибольшие размеры колеса, мм Диаметр резцовых голосок, мм Частота вр аще- ния ин- струмен- та, ми а””1 Вр емя цикла, с/зуб Мощ- ность главного привода, кВт
“ Диаметр Модуль Ширина венца Длина образу- ющей
5П23А, 5С23П 125 2,5 20 63 20—90 137—820 2,4—4,9 1,7
5240 250 8 40 125 40—225 — 4—80 4,5
5С26В, 5С26П 320 8 50 160 — 30—200 3
527В, 500 12 80 265 — 50—150 — 4
5С27П 5С280П 800 16 125 360 20—127 7,5
525, 525П 500 10 65 250 150—300 25—325 5—76 4,5
5А27С4, 5С270П 500 10 65 250 150—300 35—218 5—76 4,5
5С27П 500 12 80 220 160—400 20—155 10—120 6
528С, 528СП 800 15 100 400 150—460 21—300 8—240 10
5Л284 1600 30 235 800 450—900 8—63 24—1250 13
308
которое складывается с движением III. Вращения люльки и заго-
товки создают в станке движение подачи.
Основные технические характеристики отечественных станков
для нарезания конических колес с криволинейными зубьями при-
ведены в табл. 16.1
§ 16.9. ЗУБООТДЕЛОЧНЫЕ ОПЕРАЦИИ
Для получения точной формы и размеров зубьев,
а также уменьшения шероховатости их рабочих поверхностей
зубчатые колеса после нарезания на соответствующих зуборезных
станках подвергают чистовой обработке на зубоотделочных стан-
ках методом обкатки, притирки, шевингования, шлифования и
зубохонингования-
Обкатка — процесс образования гладкой поверхности профиля
зубьев незакаленных зубчатых колес. Обработка ведется за счет
давления, возникающего при вращении обрабатываемого колеса и
закаленного шлифованного колеса (обкаточного эталонного ко-
леса).
Притирка — доводочный процесс придания зубьям колес чи-
стой и гладкой поверхности путем искусственного изнашивания
зубьев обрабатываемого колеса посредством притира и абразив-
ного порошка. Притир представляет собой тщательно изготовлен-
ное чугунное зубчатое колесо. Притирку применяют для предва-
рительно термически обработанных зубчатых колес. Процессом
притирки можно увеличивать поверхность контакта по длине и
высоте зубьев и уменьшать параметры шероховатости поверхности
зубьев.
Притирка осуществляется по двум схемам: оси притира и зуб-
чатого колеса параллельны между собой; оси притиров и зубча-
того колеса скрещиваются, образуя винтовую зубчатую передачу.
В первом случае притирку производят одним притиром,которому
сообщается наряду с вращательным движением возвратно-посту-
пательное движение. Во втором случае притирку производят
двумя или тремя притирами; возвратно-поступательное движение
при этом получает притираемое колесо. При обработке тремя при-
тирами оси двух из них скрещиваются с осью притираемого ко-
леса, а ось третьего параллельна ей (рис. 16.20).
Притирку можно вести враспор и методом торможения. Если
притирка производится враспор, то зубья инструмента (притира)
устанавливают в контакт с обеими сторонами зуба обрабатывае-
мого колеса и в процессе притирки осуществляется постепенное
сближение осей притира и колеса. При работе методом торможения
контакт имеет место лишь по одному боковому профилю зуба обра-
батываемого колеса. Необходимое давление контакта создается
притормаживанием обрабатываемого колеса. После обработки
зубьев с одной стороны производят реверсирование вращения при-
тира и обрабатывают зубья с другой стороны.
309
chlpmaker.ru
Шевингование применяют для уменьшения волнистости на
поверхности зубьев цилиндрических зубчатых колес с помощью
специального инструмента — шевера, соскабливающего с поверх-
ности профиля зуба стружку толщиной 0,005—0,1 мм. Во время
шевингования основное движение получает шевер, от которого
приводится во вращение обрабатываемое колесо, свободно вра-
щающееся с оправкой в центрах бабок рабочего стола; кроме этого,
шевингуемое колесо имеет возвратно-поступательное движение.
После каждого двойного хода стола зубчатому колесу сообщается
вертикальная подача. У некоторых моделей станков продольное
движение сообщается инструменту.
Шлифование необходимо для повышения точности изготовления
зубчатых колес и устранения отклонений, вызываемых термической
обработкой. Шлифование может осуществляться двумя методами—
копированием и обкаткой.
При шлифовании зубьев по методу копирования шлифоваль-
ный круг имеет профиль, соответствующий профилю впадины зуб-
чатого колеса. Шлифовальный круг профилируют с одной или
с двух сторон (рис. 16.21).
Шлифование зубьев цилиндрических колес методом обкатки
основано на копировании зацепления колеса с зубчатой рейкой,
роль одного зуба которой выполняет профилированный шлифо-
вальный дисковый круг или пара тарельчатых кругов. На
рис. 16.22 показаны схемы шлифования зубчатых колес методом
обкатки дисковым кругом и двумя тарельчатыми кругами. По
схеме, показанной на рис. 16.22, а, главное движение получает
дисковый круг. Он вращается вокруг оси и получает возвратно-
поступательное движение (движение продольной подачи) по
стрелке S.
Шлифуемое колесо вращается вокруг своей оси со скоростью
Uj и прямолинейно перемещается со скоростью v2. Эти два движе-
ния связаны между собой и образуют сложное движение обкатки.
В это время обрабатывается одна сторона зуба. После реверси-
рования движения обрабатыва-
Рис. 16.20. Схема притирки
Рис. 16.21. Профилированный
шлифовальный круг:
« — односторонний; 6 — двусто-
ронний
310
Рис. 16.22. Схемы шлифования зубчатых колес методом обкатки
вальный круг выводится из впадины, и производится деление —
поворот колеса на один зуб. В зависимости от типа станка могут
быть обработаны одна (рис. 16.22, а) или две боковые стороны
впадины одновременно (рис. 16.22, б). Шлифование двумя та-
рельчатыми кругами показано на рис. 16.22, в.
Зубохонингование применяют для обработки зубчатых колес
после зубошевингования и термической обработки. Обработку
производят зубчатым хоном, представляющим собой зубчатое ко-
лесо, изготовленное из пластмассы с абразивной смесью, зерни-
стость (40, 60, 80) которой выбирают в зависимости от марки стали,
твердости и требуемых параметров шероховатости поверхности
зубьев.
Относительные движения при зубохонинговании те же, что и
при шевинговании. Станки для хонингования зубчатых колес
аналогичны шевинговальным станкам. Зубохонингование проис-
ходит при окружной скорости хона, примерно в 2 раза превышаю-
щей окружную скорость шевера.
§ 16.10. ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК 5702А
Станок (рис. 16.23) предназначен для окончательной
обработки цилиндрических зубчатых колес шеверами (закаленное
зубчатое колесо, зубья которого снабжены канавками, образу-
ющими режущие кромки).
Вращение шевера (рис. 16.24) осуществляется от электродви-
гателя Ml [N — 2,8 кВт; п = 1275 мин-1) через червячную пере-
з
дачу сменные зубчатые колеса гитары скорости резания, ко-
30 32 35 30
нические пары колес и -gg-, цилиндрическую передачу .
Гитара обеспечивает десять ступеней частоты вращения шпин-
деля шевера в пределах 49—389 мин-1.
311
chipmaker.ru
2
Рис. 16.23. Зубошевинговаль-
иый станок 5702А:
1 — станина; 2 — консоль с меха-
низмом продольной и радиальной
подач; 3 — стол; 4 — шевинговаль-
ная головка
Продольная подача стола с обра-
батываемым колесом производится от
электродвигателя М2 через червяч-
ную пару сменные зубчатые ко-
леса гитары подач, конические коле-
15 24
са -32“ и винтовую пару с шагом
р — 6 мм. На станке можно получать
13 подач в пределах 17,6—273 мм/мин.
Радиальная подача осуществляет-
ся вертикальным перемещением кон-
соли стола с помощью гидропривода.
Станок работает следующим образом.
Одновременно с включением электро-
двигателя насоса Н включается
электромагнит ЭМЗ направляющего
гидрораспределителя Г2, и масло от
насоса через фильтр 1, редукцион-
ный клапан 2, левую позицию направ-
ляющего гидрораспределителя Г2 и
правую позицию направляющего
гидрораспределителя Г1 поступает в
штоковую полость гидроцилиндра пиноли; происходит отвод пи-
ноли. После загрузки заготовки переключением направляющего
гидрораспределителя Г1 в левую позицию производится подвод
пиноли. В конце ее хода срабатывает конечный выключатель КВ5,
который выключает электромагнит ЭМ5 направляющего гидро-
распределителя
магнит ЭМЗ.
вера, стола и
направляющего
Бремени.
ГЗ и через реле времени выключает электро-
Кнопкой «Пуск» включаются приводы ше-
охлаждения, а также электромагнит ЭМ1
гидрораспределителя Г4 вместе с его реле
Масло от насоса через фильтр 1 и левую позицию направляю-
щего гидрораспределителя Г4 после перемещения поршня ци-
линдра 5 вправо и поворота поводка собачки поступает через об-
ратный клапан 4 в цилиндр 3 радиальной подачи. Происходит
быстрый подвод консоли стола. Через промежуток времени, рав-
ный времени быстрого подвода консоли и одной радиальной по-
дачи, реле времени выключает электромагнит ЭМ1. Поршень
гидроцилиндра под действием пружины отходит в исходное поло-
жение. В конце хода стола в любую сторону с помощью конечного
выключателя КВ2 реверсируются приводы шевера и стола, вклю-
чаются электромагнит ЭМ1 и его реле времени; происходит оче-
редная радиальная подача. В начале последнего калибрующего
прохода с помощью выключателей КВ4 и КВ2 (в правом положе-
нии стола) выключаются приводы шевера, стола и охлаждения,
включается электромагнит ЭМ2 направляющего гидрораспредели-
312
Рис. 16.24. Гидрокинематическая схема зубошевинговальиого станка
5702А
теля Г4 и выключается электромагнит ЭМ 5. Консоль
стола и копир подачи возвращаются в исходное положе-
ние. В конце возврата копира с помощью КВЗ включается
электромагнит ЭМЗ. Переключением направляющего гидро-
распределителя Г1 в правую позицию отводится пи-
ноль.
313
chiprriaker.ru
§ 16.11. СТАНКИ ДЛЯ ЗУБОЗАКРУГЛЕНИЯ#
СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ
В тех случаях, когда зубчатые колеса используют в ме-
ханизмах в качестве переключаемых колес, необходимо, чтобы
торны зубьев этих колес были закруглены. Закругления, снятие
фасок и заусенцев можно выполнять концевой (пальцевой) фре-
зой с осью вращения в плоскости, параллельной или перпендику-
лярной к плоскости торца зубчатого колеса, охватывающей фа-
сонной (трубчатой) фрезой, резцовой головкой, фасонной червяч-
ной фрезой, фасонной дисковой фрезой, абразивным инструментом.
Для получения той или иной формы (рис. 16.25) используют
соответствующие станки. Широкое распространение получили
станки, работающие с непрерывным делением и синхронным воз-
вратно-поступательным движением концевой фрезы вдоль оси
заготовки, осуществляемым от копира (рис. 16.26, а). В некоторых
станках возвратно-поступательное движение сообщается не фрезе,
а обрабатываемому колесу вдоль его оси (рис. 16.26, б). Имеются
станки, работающие с периодическим делением на каждый зуб об-
рабатываемого колеса при вращении и возвратно-колебательном
движении концевой фрезы по радиусу вокруг зуба (рис. 16.26, в).
При закруглении торцов зубьев дисковой фасонной фрезой
(рис. 16.27) торцы зубьев получают бочкообразную форму. При
работе ось дисковой фрезы расположена в плоскости, параллель-
ной торцу зубчатого колеса, и перпендикулярна радиальной пло-
скости. Цикл обработки одного зуба состоит из следующих дви-
жений: врезания в торец колеса на полную глубину закругления
(участок а)- обработки поверхности торца вдоль высоты зуба ко-
леса по радиусу г, осуществляемой во время перемещения центра
фрезы по дуге Ь; быстрого отвода фрезы от обрабатываемого ко-
леса (участок с); возврата фрезы в исходное положение по дуге d
Рис. 16.25. Формы торцов зубьев переключаемых колес:
г. — конусная, б — бочкообразная: я — вогнутая: г — выпуклая; д — заостренная
Рис. 16.26. Схемы закруглении юрца зуба с помощью концевой фрезы
314
с одновременным поворотом заготовки
для обработки следующего зуба.
Обработка торцов зубьев колес
дисковой фасонной фрезой в неско-
лько раз производительнее обработки
концевой фрезой и обеспечивает хо-
рошее качество поверхности.
§ 16.12. НАКАТЫВАНИЕ ЗУБЬЕВ
Рис. 16.27. Схема закругления
торцов зубьев дисковой фасон-
ной фрезой
Зубья цилиндрических зубча-
тых колес можно накатывать по сле-
дующим схемам. Заготовка 1
(рис. 16.28, а) прокатывается между
двумя зубчатыми колесами — инструментами 2, имеющими кони-
ческую приемную часть. Инструментальным шпинделям сообща-
ется вращательное движение, а заготовке — осевая подача. Инстру-
ментальные шпиндели устанавливают относительно заготовки
на размер, равный межосевому расстоянию.
Накатывание зубьев по схеме, приведенной на рис. 16.28, б,
происходит сразу по всей длине. Оси инструмента 2 и заготовки /
в процессе обработки сближаются до заданного межосевого рас-
стояния. На рис. 16.28, в показана схема накатывания зубьев на
заготовке 1 с помощью инструментальных реек 2. Накатка проис-
ходит за один рабочий ход.
Мелкомодульные колеса ст < 1,5 мм накатывают в холодном
состоянии, а при т > 1,5 мм — в горячем состоянии. Накатыва-
ние зубьев колес повышает их долговечность. Это объясняется
тем, что при таком методе волокна в материале не прорезаются и
поверхность зубьев наклепывается.
Рис. 16.28. Схема накатывания зубьев колес
315
chlpmaker.ru
ГЛАВА 17
АГРЕГАТНЫЕ СТАНКИ
§ 17.1. ОБЩИЕ СВЕДЕНИЯ
Агрегатными называют специальные станки, изго-
товляемые из стандартных и нормализованных узлов, не свя-
занных между собой ’кинематически. Их применяют в крупно-
серийном и массовом производстве для сверления, растачивания,
резьбонарезания и фрезерования. Чаще всего на них обрабаты-
вают корпусные детали и валы, которые в процессе обработки
остаются неподвижными. Применение нормализованных эле-
ментов в конструкциях агрегатных станков сокращает сроки
их проектирования, облегчает процесс производства, дает возмож-
Рис. 17.1. Типовые компоновки агрегатных станков со стационарным приспо-
соблением
316
Рис. 17.2. Типовые компоновки агрегатных станков с поворотным делитель-
ным столом
ность широко унифицировать детали и упрощать технологию
их изготовления, а также позволяет создавать самые разнообраз-
ные компоновки агрегатных станков с минимальным числом
оригинальных элементов.
Агрегатные станки компонуют по
различным схемам. Типовые компо-
новки однопозиционных агрегатных
станков, в которых детали обраба-
тывают в одном положении с закреп-
лением их в стационарном приспособ-
лении 1, показаны на рис. 17.1. Раз-
личия станков в том, что обработка
на них ведется с одной (рис. 17.1, а),
двух (рис. 17.1, б, в) и трех сто-
рон (рис. 17.1, г—ж) силовыми
головками 2. Станки такого ти-
Рис. 17.3. Типовая компоновка
агрегатного станка с централь-
ной колонной
317
chipmaker.ru
Рис. 17.4. Типовые компонов-
ки агрегатных станков с пово-
ротным делительным барабаном
па применяют для многосторонней обработки крупных дета-
лей.
Многопозиционные станки проектируют для деталей, по-
верхности которых необходимо обрабатывать за несколько пере-
ходов, причем эти поверхности расположены в различных
плоскостях. Типовые компоновки таких агрегатных станков могут
быть вертикальными (рис. 17.2, а, в), горизонтальными
(рис. 17.2, б, г, ё), вертикально-горизонтальными (рис. 17.2, д).
На этих станках деталь обрабатывают последовательно с одной,
двух и трех сторон на нескольких позициях в приспособлениях 1,
установленных на поворотном делительном столе 2. Благодаря
этому вспомогательное время, связанное с загрузкой-выгрузкой и
зажимом-разжимом обрабатываемой заготовки, совмещается со вре-
менем обработки; несовмещенным остается время поворота стола.
Типовая компоновка агрегатного станка с центральной ко-
лонной 2 и движением заготовок 4 вокруг нее в горизонтальной
плоскости приведена на рис. 17.3.
Круговое перемещение заготовок
обеспечивает стол 1 карусельного
типа. Силовые головки 3 располо-
жены под различными углами к
обрабатываемой заготовке.
Типовые компоновки агрегат-
ных станков с круговым движе-
нием заготовок в вертикальной
плоскости выполнены односторон-
ними (рис. 17.4, а), двусторонними
(рис. 17.4, б) и трехсторонними
(рис. 17.4, в). Это станки барабан-
Рис. 17.5. Типовая компоновка
агрегатного станка с прямолиней-
ным перемещением заготовок
318
ЗРП загрузочно-разгрузочная позиция
319
chipmaker.ru
Рис. 17.7. Схема обработки на агрегатном станке:
2—V— рабочие позиции; i — 9 — операции
°)
Рис. 17.8. Барабанный агре-
] с) гатный станок (а) и обрабаты-
ваемая деталь (б)
320
Рис. 17.9. Схема обработки заготовки на агрегатном станке
кого типа, у которых зажимные приспособления 2 смонтированы
на поворотном барабане 1, а обработка ведется с одной, двух и
трех сторон.
Типовая компоновка агрегатного станка с прямолинейным
движением заготовок 2 от позиции к позиции приведена
на рис. 17.5. Характерным для станков такого типа является
прямолинейное перемещение стола 3 относительно силовых
головок 1.
Агрегатные станки чаще всего используют для работы в полу-
автоматическом цикле, реже их снабжают загрузочными и раз-
грузочными устройствами, в этом случае станки работают как
автоматы. Агрегатные станки могут работать индивидуально или
входить в автоматические линии Девятишпиндельный горизон-
тальный агрегатный станок с шестипозиционным поворотным сто-
лом (рис. 17.6) предназначен для сверления, зенкерования и нареза-
ния резьбы в корпусной детали. Каждая силовая головка (/—5)
служит для вращения и подачи одного инструмента. На рабочих
позициях /—IV установлено по две силовые головки. Обраба-
тываемые детали закрепляют в приспособлениях 10 с пневмати-
ческим приводом, к которым сжатый воздух поступает через
центральный пневмораспределитель 11. Схема обработки корпус-
ной детали на этом агрегатном станке приведена на рис. 17,7.
В агрегатном 12-шпиндельном станке барабанного типа
(рис. 17.8) вместо делительного стола имеется поворотный барабан,
на гранях которого размещают приспособления с обрабатываемыми
заготовками. Как правило, на таких станках обрабатывают отверс-
тия, торны и наружные цилиндрические поверхности у деталей,
имеющих плоскость симметрии, с двух сторон одновременно;
барабан с обрабатываемыми заготовками размещен в двух вер-
321
chipmaker.ru
тикальных стойках 3. Силовые головки 1 несут шпиндельные
коробки 2 с шестью инструментами каждая. На схеме, приведен-
ной на рис. 17.9, изображены по три инструмента левой и правой
силовой головки. Остальные шесть инструментов являются дубли-
рующими — на каждой рабочей позиции одновременно обраба-
тывают по две одинаковые заготовки.
На рис. 17.10 показаны два варианта компоновки быстро-
переналаживаемых агрегатных станков. Силовые сверлильные
2, фрезерные 7 и другие головки устанавливают на унифициро-
ванных кронштейнах 5, закрепленных на направляющих круг-
лой 8 или прямоугольной 4 станины. Изменяя число головок и их
Рис. 17.10. Переналаживаемые агрегатные станки;
а — с прямолинейным столом; б — с круглым столом
322
взаимное расположение перестановкой по пазам станины, можно
быстро переналадить станок на обработку новой партии загото-
вок. Заготовки устанавливают на круглом 6 или прямоугольном 3
делительном столе в универсально-сборных или универсально-
наладочных приспособлениях. Станки оснащены устройством
программного управления, размещенным в блоке управления 1.
Нормализованные узлы (станины, силовые головки и столы,
шпиндельные коробки, элементы гидропривода и т. д.) имеют
разновидности как по своей конструкции, так и по типоразмерам,
что вызвано условиями компоновки станка, его размерами, харак-
тером обработки и т. д.
Специальные узлы (зажимные приспособления и кондукторы,
которые проектируются в зависимости от конфигурации обраба-
тываемой детали, ее размеров и т. п.) также имеют отдельные
нормализованные элементы: эксцентрики и ручки для быстро-
действующих эксцентриковых зажимов, ппевмоцилиндры,
штоки, пневмораспределительные устройства для автоматического
зажима и отжима обрабатываемых заготовок, патроны для за-
крепления инструмента, кондукторные втулки и т. п.
§ 17.2. СИЛОВЫЕ ГОЛОВКИ И СТОЛЫ
Силовая головка является самостоятельным узлом аг-
регатного станка и предназначена для вращения рабочих шпин-
делей и осуществления продольной подачи инструмента. Силовые
головки делят на самодействующие и несамодействующие. Само-
действующие силовые головки имеют встроенный привод для
осуществления вращательного движения и движения подачи
инструмента. У несамодействующих головок имеется только
привод вращения шпинделей; головку устанавливают неподвижно
на перемещающемся силовом столе, который имеет привод подачи,
находящийся вне головки.
Самодействующие головки могут иметь механический, пневма-
тический, гидравлический и пневмогидравлический приводы
подачи. У головки с механической подачей (рис. 17.11) продольная
подача осуществляется цилиндрическим кулачком 7 с винтовым
пазом, который вращается от электродвигателя 5 через червячную
передачу 3—2, сменные зубчатые колеса 4 и червячную пару 1 и 9.
Ролик 8 жестко связан с салазками 10 головки и при ее движении
остается неподвижным. Положение ролика вместе с ползушкой,
к которой он прикреплен, регулируют винтом 6. Головка имеет
предохранительную фрикционную муфту 11. Шпиндель 12 вра-
щается через две пары зубчатых колес от электродвигателя 5.
Большое распространение в агрегатных станках получили
силовые головки с гидравлическим приводом. Корпус головки
(рис. 17.12) служит резервуаром для масла, которое гидронасосом
подается в панель управления, а оттуда поступает в наружные
трубопроводы для подвода к передней и задней полостям цилин-
323
ctiiprnaker.ru
Рис. 17.11. Самодействующая головка с механической подачей
дра. У пневмогидравлических силовых головок подача шпинделя
осуществляется с помощью пневмоцилиндра с гидравлическим
регулированием.
В электромеханической самодействующей головке с подачей
ходовым винтом (рис. 17.13) от главного электродвигателя М/
через вал / и зубчатые колеса 3 и 4 движение передается валу 5,
соединенному со шпиндельной коробкой. От вала / через червяч-
ную передачу 2 вращение сообщается валу 7, на котором имеются
две электромагнитные муфты 6 и 8. Когда включена муфта 6,
движение рабочей подачи передается валу 11 через сменные ко-
леса при включении муфты 8—через сменные колеса
Рис. 17.12. Самодействующая гидравлическая силовая головка:
— электродвигатель; 2 — зубчатая передача; 3 — выходной вал для передачи враще-
ния инструментам; 4 — зубчатая пара для вращения пластинчатого насоса; 5 —• гидро*
Цилиндр
324
Рис. 17.13. Электромеханическая самодействующая силовая головка
Вал 11 через предохранительную муфту 9 и червячную пере-
дачу 10 вращает гильзу 13, в которой закреплена гайка 14 ходо-
вого винта 12. При рабочей подаче, а также при выключении
ускоренного хода головки привод ходового винта заторможен
тормозом 15. Ускоренно головка перемещается от реверсивного
электродвигателя М2, который вращает ходовой винт 12 при
неподвижных гайке 14 и гильзе 13, удерживаемых самотормозя-
щейся червячной передачей 10.
Гамма нормализованных агрегатных самодействующих сило-
вых головок показана на рис. 17.14.
Силовые столы широко применяют в агрегатных станках.
Устанавливаемые на силовые столы бабки и коробки могут быть
использованы при сверлильных, расточных или фрезерных рабо-
тах. Столы бывают одно- и многошпиндельными. Кроме того, на
столы могут быть установлены зажимные приспособления с об-
рабатываемыми заготовками для осуществления рабочих циклов
с прямолинейным перемещением. Столы можно применять для
автоматизации сборочных операций.
Применение силовых столов позволяет совершенствовать прин-
цип агрегатирования и расширить технологические возможности
агрегатных станков. На их базе создают станки для выполнения
большинства операций механической обработки резанием деталей
различных классов.
Электромеханические силовые столы (рис. 17.15, а) состоят
из собственно силового стола 2 (рис. 17.15, а) и привода подачи 1.
В виде отдельного узла выполнен блок упоров управления 3.
325
chipmaker.ru
Рис. 17.14. Агрегатные самодействующие силовые головки с гидравлической (а)
и плоскокулачковой (б) подачей
Несущей частью силового стола является корпус с одной плоской
и одной призматической направляющими, по которым с помощью
винтовой пары перемещается платформа, причем винт установлен
на опорах качения в корпусе стола, а гайка закреплена на плат-
форме. Вращение винту передается от электродвигателя через
редуктор привода подачи. Привод подачи имеет два электродви-
гателя, из которых один (меньшей мощности) предназначен для
осуществления рабочей подачи, а второй (большей мощности) —
для ускоренных вспомогательных перемещений.
Столы выпускают нескольких исполнений в зависимости от
длины хода (два или три исполнения), способа установки — гори-
зонтальный и вертикальный (два исполнения), точности изготовле-
ния — нормальной или повышенной (два исполнения). Привод
агрегата в зависимости от рабочей подачи налаживают на опре-
деленный диапазон (три исполнения). Блок упоров управления
можно устанавливать справа или слева на силовом столе.
Силовой стол с гидравлическим приводом подачи (рис. 17.15, б)
состоит из платформы 4, установленной на корпус 5 с направля-
ющими и закрепленным внутри гидроцилиндром 12, шток 13
которого крепится к платформе. В передней части корпуса стола
установлен регулирующий «жесткий» упор 7. Упоры 1 блока
управления закреплены на платформе; на боковой поверхности
корпуса стола установлена плита 2 с бесконтактными электри-
ческими преобразователями 3. Гидроцилиндр с одной стороны
крепят к корпусу винтами посредством фланца 16 и полуколец 15,
с другой стороны он входит в расточенное отверстие кронштейна 9.
Шток крепят к платформе гайкой 8 и ориентируют в определенном
326
положении винтом 'll. В штоке имеются каналы для выпуска
воздуха из штоковой полости гидроцилиндра. С одной стороны
шток направлен поршнем 14 по внутренней поверхности гидро-
цилиндра, а с другой — бронзовой втулкой, установленной
в крышке 10.
Столы можно устанавливать как в горизонтальном, так и
в вертикальном или наклонном положении. При направлении
рабочей подачи сверху вниз подвижные части уравновешиваются
противовесом. Для этого имеются специального исполнения сило-
вые столы, у которых платформа снабжена серьгами для крепле-
ния цепей противовеса. Во избежание перемещения платформы по
направляющим корпуса во время транспортирования предусмо-
трено крепление ее к корпусу в исходном положении прихва-
тами 6.
и гидравлическим (б)
327
chipmaker.ru
§ 17.3. ГИДРОПАНЕЛИ
Для управления циклом работы силовой головки при-
меняют гидропанели. Различают гидропанели с электромехани-
ческим и электрическим управлением. Гидропанель с электро-
механическим управлением для силовых головок агрегатных
станков (рис. 17.16) обеспечивает быстрый подвод, две рабочие
подачи, быстрый отвод в исходное положение и остановку силовой
головки. Для обеспечения двух различных рабочих подач на
гидропанели имеется два дросселя. Силовые головки, обслужива-
емые гидропанелью, имеют дифференциальный цилиндр, у кото-
рого площадь поперечного сечения поршня в 2 раза больше
площади поперечного сечения штока.
Панель работает от сдвоенного нерегулируемого шиберного
насоса (насоса рабочих подач высокого давления и насоса быстрых
ходов низкого давления). При таком положении направляющего
гидрораспределителя 5, как это показано на рис. 17.16, а, будет
осуществляться рабочая подача /. При положении «Останов»
направляющий гидрораспределитель 5 займет крайнее правое
положение (рис. 17.16, б). В этом случае масло под действием
насоса 16 низкого давления поступает через предохранительный
клапан 17, подпорный клапан 12 и направляющий гидрораспре-
делитель 5 обратно в бак. Масло под действием насоса 15 высокого
давления также, пройдя через направляющий гидрораспредели-
тель 5, будет сливаться в бак.
Для пуска головки необходимо включить соленоид подвода 2,
который переместит запорно-регулирующий элемент <3 вниз и
откроет доступ масла под действием насоса низкого давления 16
в правую полость направляющего гидрораспределителя 5. Запор-
но-регулирующий элемент этого гидрораспределителя сместится
в крайнее левое положение, соответствующее быстрому подводу.
Масло под действием обоих насосов будет поступать в гидропи-
линдр 1, и поршень со штоком будет быстро перемещаться влево.
Вытесняемое масло из левой задней полости цилиндра будет
поступать в его правую переднюю полость, способствуя увеличе-
нию подачи насосов. При таком положении силовая головка будет
быстро перемещаться вперед до тех пор, пока рычаг 7 переключе-
ния найдет на упор, который его повернет В результате этого
рычаг переключения приподнимет фиксатор 6, и направляющий
гидрораспределитель 5 под действием пружины сместится на одно
деление вправо — в положение «Первая рабочая подача». Масло
под действием насоса 16 низкого давления через предохрани-
тельный клапан 17, подпорный клапан 12 и направляющий гидро-
распределитель 5 сливается в бак, а масло под действием насоса 15
высокого давления, пройдя через предохранительный клапан 13,
дозирующий клапан 18, фильтр 21, дроссель 20 первой рабочей
подачи и направляющий гидрораспределитель 5, будет поступать
в переднюю полость гидроцилиндра. Из задней полости гидро-
328
Рис. 17.16. Гидропанель:
/ — быстрый подвод; // — вторая рабочая подача; II/ — быстрый отвод; IV —• останов;
А — подача из нас< са низкого давления и из задней полости цилиндра; Б — подача в пе-
реднюю полость цилиндра; В — подача из насоса высокого давления; Г — подача в дрос-
сель; Д — подача в заднюю полость цилиндра; Ж — подача в бак; 3 — подача из насоса
низкого Давления; И — подача в бак и переднюю полость цилиндра; 1 — гидроцилиндр;
2 — соленоид подвода; 3 — пусковой запорно-регулирующий элемент; 4 — соленоид
отвода; 5 — направляющий гидр ора определитель; 6 — фиксатор; 7 — рычаг переключе-
ния; 8 — рычаг ручного управления; 9 — манометр; 10 — обратный клапан; 11 — кла-
пан противодавления; 12 — подпорный клапан; 13, 17 — предохранительные клапаны;
14 — регулятор давления предохранительного клапана; 15 — насос высокого Давления;
16 — иасос Низкого давления; 18 — дозирующий клапан; 19 — дроссель второй рабочей
подачи (2Л); 20 — дроссель первой рабочей подач н (1П); 21 — фильтр
329
chipmaker.ru
цилиндра масло будет сливаться в бак, проходя через кла-
пан 11 противодавления и направляющий гидрораспредели-
тель 5.
При дальнейшем движении головки рычаг переключателя 7
опять приподнимет фиксатор 6, и направляющий гидрораспре-
делитель 5 сместится еще на одну ступень вправе. Масло будет
распределяться, как и в предыдущем случае, только в переднюю
полость гидроцилиндра оно будет поступать, пройдя дроссель 20
первой и дроссель 19 второй рабочих подач. Это будет соответство-
вать положению «Вторая рабочая подача».
При перемещении направляющего гидрораспределителя 5,
аналогично предыдущим случаям, на очередную ступень вправо
масло из обоих насосов, пройдя гидрораспределитель 5, минуя
клапан противодавления И, откроет обратный клапан и поступит
в заднюю полость рабочего цилиндра, а из передней полости,
пройдя направляющий гидрораспределитель 5, будет сливаться
в бак — положение «Быстрый отвод». Крайнее правое положение
направляющего гидрораспределителя будет соответствовать
позиции «Останов».
Для быстрого отвода силовой головки необходимо включить
соленоид отвода 4, который приподнимает фиксатор 6, и направля-
ющий гидрораспределитель 5 займет положение, соответствующее
быстрому отводу. Рычагом ручного управления 8 вручную регу-
лируют работу поршня. Манометром 9 измеряют давление масла
в панели.
§ 17.4. ШПИНДЕЛЬНЫЕ КОРОБКИ
Шпиндельная коробка предназначена для размещения
рабочих шпинделей и зубчатых передач, передающих вращение
шпинделям от приводного вала головки; ее монтируют на корпусе
силовой головки. Различают шпиндельные коробки со шпинде-
Рис. 17.17. Шпиндельная коробка
£30
лями, расстояние между осями которых остается постоянным,
и коробки с раздвижными шпинделями, расстояние между кото-
рыми можно изменять. Шпиндельные коробки первого типа при-
меняют значительно чаще коробок второго типа, так как они
более жесткие.
Шпиндельная коробка (рис. 17.17) состоит из нормализован-
ных деталей. Основными частями ее являются корпус 4, про-
межуточная плита 2, задняя плита /, передняя крышка 5 и верх-
няя крышка 3. В качестве опор шпинделей часто используют
конические роликоподшипники, а при очень малом расстоянии
между шпинделями передние опоры устанавливают в игольчатые
роликоподшипники или подшипники скольжения.
chipmaker.ru
ГЛАВА 18
РАЗНЫЕ СТАНКИ
§ 18.1. СТАНКИ ДЛЯ ОБРАБОТКИ УЛЬТРАЗВУКОМ
Ультразвук — упругие волны с частотой колебаний
от 20 кГц до 1 ГГц. Для получения ультразвуковых колебаний
инструмента чаще всего применяют магнитострикционные пре-
образователи. Работа ультразвуковых установок основана на
использовании способности железа, никеля, кобальта и их спла-
вов изменять длину под действием электрического или магнитного
поля, а при снятии поля восстанавливать первоначальные раз-
меры. Это явление называют магнитострикцией.
Работа ультразвукового станка заключается в следующем.
В зону между заготовкой и вибрирующим пуансоном (инструмен-
том), который очень близко подходит к заготовке, но не касается
ее, поступает абразивный порошок, находящийся в жидкости
во взвешенном состоянии. От воздействия вибратора (преобразо-
вателя) абразивные зерна с большой силой ударяются о поверх-
ность заготовки и с большой скоростью выбивают частицы мате-
риала (стружку). Одновременно пуансон постепенно опускается
в выдолбленное таким способом пространство, и процесс продол-
жается.
Принцип работы головки магнитострикционного преобразова-
теля (рис. 18.1) заключается в том, что через катушку возбужде-
ния 2 пропускается ток высокой частоты, который создает пере-
менное магнитное поле такой же частоты, действующее на сердеч-
ник 1 вибратора. Для лучшего использования магнитострик-
ционных свойств вибратора создают постоянное магнитное поле
двумя катушками подмагничивания 4 и их сердечниками 3. Ко-
лебания, возникающие на вибраторе, передаются на трансформа-
тор скорости 6, заключенный между двумя скобами 5, и, усилен-
ные им, сообщаются инструменту 7. Монтажную панель уста-
навливают на салазки, вместе с которыми она перемещается по
направляющим станины.
Универсальный настольный прошивочный ультразвуковой ста-
нок 4770 (рис. 18.2) предназначен для обработки деталей из твер-
дых и хрупких материалов: стекла, керамики, полупроводниковых
материалов, камня, твердых сплавов и т. п. На станке можно
выполнять круглые и фасонные отверстия и полости, вырезать
заготовку, гравировать, разрезать и др. Во время работы инстру-
мент колеблется с ультразвуковой частотой в направлении его
подачи. Одновременно центробежным насосом под торец инстру-
мента подается абразивная суспензия.
Стол 2 станка имеет координатные установочные перемещения
в горизонтальной плоскости по направляющим типа ласточкина
хвоста Ходовые винты снабжены лимбами с ценой деления
332
Рис. 18.1. Головка магнито-
стрикционного преобразователя
ультразвуковой установки
Рис. 18.2. Кинематическая схе-
ма универсального ультразву-
кового прошивочного стан-
ка 4770
0,02 мм. Ползуну Б вручную сообщают перемещение по шариковым
направляющим станины 1 через реечную передачу гх — гй или
механически от регулируемого двухфазного асинхронного элек-
тродвигателя 8 через редуктор — и реечную передачу. Элек-
тродвигатель работает на заторможенном режиме, развивая кру-
тящийся момент в соответствии с силой подачи инструмента. Пол-
зун вместе с укрепленной на нем головкой уравновешен грузом 11,
подвешенным на ленте 10, намотанной на барабан 9 валика при-
вода ручной подачи. Для плавности хода ползуна имеется масля-
ный демпфер, цилиндр 4 которого крепят к корпусу каретки 7,
а шток 6 — к ползуну. Скорость ползуна регулируется иглой,
перекрывающей пропускное отверстие в штоке. Для ускоренного
отвода поршня имеется обратный клапан.
Основной частью станка является акустическая головка 3,
которая сообщает инструменту колебательное движение. В го-
ловке применен двухстержневой никелевый магнитострикционный
вибратор (преобразователь).
Техническая характеристика стайка
Диаметр обрабатываемого отверстия (сплошным инструмен-
том) .мм .................................................
Наибольшая глубина обработки, мм..........................
Продольное перемещение стола, мм .........................
Ход ползуна, мм...........................................
Перемещение головки по ползуну, мм........................
Чувствительность механизма подачи, Н .....................
Рабочая частота, кГц................................. . .
Мощность генератора, кВт ..........................
0,5—10
(2—5) d
80
100
по
(686—980) 10-3
18—19
0,25
333
chipmaker.ru
§ 18.2. ЭЛЕКТРОИСКРОВЫЕ СТАНКИ
Основу электроискрового метода обработки металлов
составляет процесс электроэрозии металлов. Сущность его заклю-
чается в том, что под воздействием коротких искровых разрядов,
посылаемых источником электрического тока, металл разру-
шается При обработке на электроискровом станке для прошивки
отверстий (рис. 18.3, а) заготовку 2 погружают в бак с жидкостью
и соединяют с положительным полюсом, выполняющим функции
анода. Электрод (инструмент) 4, являющийся катодом, соединяют
с отрицательным полюсом и укрепляют на ползуне 5, имеющем
вертикальное перемещение по направляющим 6. Заготовка 2,
стол /, на котором ее закрепляют, корпус бака и станина станка
электрически соединены между собой и заземлены, так что их
электрический потенциал всегда равен нулю. Это необходимо
для безопасности работы на станке.
Если, опустив ползун 5, прикоснуться электродом 4 к заго-
товке 2, то в электрической цепи пойдет электрический ток от
отрицательной клеммы 7 генератора Г к положительной клемме 8.
В электрическую цепь включен резистор 11. Это катушка из
длинной тонкой проволоки. Изменяя сопротивление, можно регу-
лировать силу тока, контролируя ее по амперметру 10.
Для того чтобы получить импульсные разряды, непрерывно
следующие друг за другом, между электродом 4 и заготовкой 2
в электрическую схему станка включается конденсаторная бата-
рея 12. Ее включают параллельно заготовке 2 и электроду 4.
Если замкнуть выключатель электрической цепи при разведенных
электродах станка, то в первый момент стрелка амперметра 10
резко отклонится и постепенно возвратится на 0. Стрелка вольт-
метра 9, наоборот, плавно отклонится от того значения напря-
жения, которое создается генератором. Это означает, что про-
изошла зарядка конденсаторов. Теперь можно приблизить элек-
трод к заготовке. Как только расстояние между ними станет
небольшим, произойдет электрический разряд. При этом вся
энергия, накопленная в конденсаторах, разрядится в промежутке
Рис. 18.3. Станок для электроискровой прошивки огверстий (а) и соленоидный
регулятор (б)
334
между электродом и заготовкой, и чем больше запас энергии, тем
больше будет электрическая эрозия анода (заготовки).
После разряда электрический ток между электродом и деталью
исчезнет, так как вся энергия, накопленная в конденсаторах,
израсходована, и снова начинается зарядка конденсаторной ба-
тареи. Следующий разряд произойдет как только конденсаторы
зарядятся. Этот процесс происходит непрерывно, импульсные
разряды следуют один за другим до тех пор, пока не закончится
обработка.
Во время обработки электрод 4 не должен касаться заготовки,
иначе произойдет короткое замыкание Между электродом 4
и заготовкой всегда должен поддерживаться небольшой, так
называемый искровой промежуток. Это достигается с помощью
различных устройств. Наиболее простое устройство — соленоид-
ный регулятор (рис. 18.3, б). К верхнему концу ползуна 5 при-
креплен стальной стержень-сердечник 13, который входит внутрь
катушки (соленоида) 14, присоединенной к основной цепи. При-
соединение сделано по разным сторонам резистора 11 так, что
концы проводов 15 находятся под разными потенциалами.
Когда электрод 4 прикоснется к заготовке, электрическая
цепь станка замкнется и в ней потечет электрический ток. Тогда
на концах катушки 14 создается разность потенциалов, и в ней
также потечет электрический ток. Сердечник 13 намагнитится
и втянется в катушку 14, т. е. поднимется, поднимая вместе с со-
бой ползун 5 и электрод 4. Искровой промежуток 3 между элек-
тродом 4 и заготовкой 2 восстановится, и основная электрическая
цепь окажется разорванной — ток в ней исчезнет. Одновременно
исчезнет ток и в катушке соленоида. Сердечник 13 размагни-
тится, перестанет втягиваться в катушку и под действием соб-
ственной массы опустится. Вместе с ним опустятся ползун 5 и
электрод 4. Между электродом и заготовкой снова произойдет
электрический разряд. По мере углубления отверстия электрод
будет опускаться под действием силы тяжести.
Так будет продолжаться, пока идет процесс прошивки отвер-
стия. Соленоидный регулятор автоматически постепенно опускает
электрод по мере увеличения глубины отверстия. Если электрод
можно сравнить с инструментом, то соленоидный регулятор может
быть уподоблен механизму подачи. Электроды, применяемые при
электроискровой прошивке, делают из мягкой латуни. Электрод
должен иметь профиль, подобный профилю прошиваемого отвер-
стия. Если диаметр отверстия больше 6 мм, то электрод лучше
делать пустотелым.
Электроискровой прошивкой удается изготовлять отверстия
с криволинейной осью (рис. 18.4). Электрод 2 из латунной про-
волоки изогнут по дуге окружности, радиус которой равен ра-
диусу закрепления оси отверстия. Электрод укреплен в держа-
теле 3, который может поворачиваться вокруг оси 1. Держатель 3
вокруг оси 1 поворачивается с помощью шнура 4, верхний конец
335
chipmaker.ru
Рис. 18.4. Прошивка отверстий
с криволинейной осью
Рис. 18.5. Универсальный элек-
троискровой станок
которого прикреплен к соленоидному регулятору. В остальном
процесс совершается так же, как и при прошивке отверстий
с прямолинейной осью.
Универсальные электроискровые станки обычно имеют вер-
тикальную компоновку (рис. 18.5). Автоматический регулятор
подач 7 сообщает вертикальные перемещения электроду-инстру-
менту 8. Ванну 4 с заготовкой 9, установленной на столе 3, можно
перемещать в вертикальном направлении с помощью электро-
двигателя. Суппорт 5 при обработке отверстий с криволинейной
осью поворачивается вокруг горизонтальной оси. Поперечный
суппорт 6 перемещается по направляющим продольного суппорта.
Продольный суппорт 5 установлен на направляющих 2 станины.
Механизмы станка находятся внутри корпуса /.
§ 18.3. ЭЛЕКТРОИМПУЛЬСНЫЕ СТАНКИ
Электроискровый метод обработки металлов вытес-
няется электроимпульсной обработкой. Это объясняется тем, что
электроискровая обработка имеет ряд серьезных недостатков:
производительность сравнительно низка; износ электрода-
инструмента относительно большой (например, износ латунных
электродов составляет 25—30 % объема металла, снятого с за-
готовки), что значительно удорожает этот вид обработки и затруд-
няет получение необходимой точности. Кроме того, электро-
искровая обработка требует большого расхода электроэнергии.
Электроимпульсный способ обработки металлов не лишен пол-
ностью недостатков электроискрового метода, однако является
более производительным.
В электрической схеме (рис. 18.6) электроимпульсного станка
отсутствуют конденсаторы, которые были нужны в электроискро-
вом станке для получения импульсных разрядов. В электро-
импульсном станке импульсные разряды, необходимые для элек-
836
трической эрозии, создаются
(генерируются) в специаль-
ном генераторе импульсов.
Роль такого генератора им-
пульсов играют преобразова-
тель 1 и селеновый выпрями-
тель 2. Преобразователь 1
изменяет (преобразует) на-
пряжение и частоту перемен-
ного тока; его подключают
к заводской сети (напряже-
ние 380 В, частота 50 Гц).
На выходных зажимах пре-
Рис. 18.6. Станок иля электроимпульс-
ной обработки
образователя получают ток
с более низким напряжением (50 В) и повышенной частотой
(490 Гц). Селеновый выпрямитель 2 пропускает ток только в одном
направлении. Таким образом, в течение 1 с получают 490 импуль-
сов. При этом между электродом 3 и заготовкой 4 происходят
электрические разряды. Заготовке сообщается колебательное дви-
жение в направлении подачи, что предохраняет электроды от
короткого замыкания.
В отличие от электроискровой обработки при электроимпульс-
ном процессе заготовка соединена с катодом электрической цепи,
а инструмент — с анолом. Обработку ведут в жидкой среде (в мас-
лах низкой вязкости: индустриальное 12, трансформаторное,
а также в керосине и др.). Электроды изготовляют из меди, алю-
миния, чугуна, графита и г. д. Процесс электроимпульсной об-
работки основан на расплавлении малых объемов металла электро-
дов в тех местах, где между ними проскакивают электрические
разряды Каждый разряд снимает очень небольшое количество
металла, но так как разряды происходят очень часто, один за дру-
гим, то общий объем металла достаточно велик. По мере съема
металла электрод-инструменту сообщается подача.
Электроимпульсный метод позволяет производить обработку
на небольших площадях (до 180 см2) с высокой производитель-
ностью (4000 мм8/мин).
§ 18.4. АНОДНО-МЕХАНИЧЕСКИЕ СТАНКИ
При анодно-механической резке (рис. 18.7) электрод-
инструмент делают обычно в виде диска, быстро вращающегося
вокруг своей оси В пространство между обрабатываемой заготов-
кой / и вращающимся электродом-диском 2 подается по трубке 3
электролит. Электрод-диск, изготовленный из мягкой стали,
и заготовка присоединены, как при электроискровой обработке,
к генератору постоянного тока 4 (диск — к отрицательному,
а деталь — к положительным клеммам) В отличие от электро-
искровой обработки жидкость, которая находится между электро-
337
chlpmaker.ru
Рис. 18.7. Схема анодно-меха-
нической резки
Рис. 1Ь.8. Процессы, происходящие
при анодно-механической обработке:
а — электрохимическое растворение;
б — электрическая эрозия
дом-диском и заготовкой, проводит электрический ток. Из-за
соприкосновения диска с заготовкой и наличия электролита
между диском и заготовкой непрерывно проходит электрический
ток. При анодно-механической резке диск имеет медленную
поперечную подачу.
Сущность процесса состоит в следующем. Жидкость-электро-
лит, которая подается в пространство между диском 1 и заготов-
кой 2, растворяет под действием тока металл, образуя на поверх-
ности заготовки тонкую пленку 3 (рис. 18.8, а). Тонкая пленка,
имеющая низкую прочность, легко соскабливается быстро вра-
щающимся диском На ее месте вновь образуется пленка, которая
вновь счищается диском при дальнейшем его вращении. Таким
образом, непрерывно происходит электрохимическое разъедание
поверхности детали.
Вершины неровностей на поверхности заготовки (рис. 18.8, б)
отделены от диска очень небольшим промежутком, через который
легко проскакивает разряд, и подвергаются электрической эрозии:
они расплавляются и частички выносятся вращающимся диском
из места разреза в виде снопа искр. Таким образом, при анодно-
механической обработке происходят одновременно два процесса:
электромеханическое разъедание поверхности и электрическая
эрозия. В качестве рабочей жидкости-электролита применяют
водный раствор жидкого стекла.
Анодно-механическая обработка получила наибольшее рас-
пространение при резке металлических заготовок и заточке
режущих инструментов; эту обработку можно использовать и для
чистовой доводки поверхностей. Для анодно-механической резки
применяют станки различных конструкций. Разрезаемый пру-
ток 10 (рис. 18.9) зажимают в тисках 9. Диск 3 из листовой стали
укреплен на оси, расположенной в маятнике 4, который может
поворачиваться вокруг оси 6. Поворотом маятника обеспечивается
необходимая подача. Подача регулируется гидравлическим регу-
лятором 5. Диск вращается от электродвигателя 7 с помощью
338
Рис. 18.9. Анодно-механический станок
ременной передачи 8. Рабочая жидкость подается насосом 11
к соплу 2. Отработанная жидкость собирается в коробке 1. Ско-
рость вращения диска обычно равна 15—25 м/с, напряжение тока
20—30 В. Силу тока выбирают в зависимости от диаметра раз-
резаемого прутка. При диаметре 40 мм сила тока равна 80 А,
а при диаметре 200—250 мм — 300—350 А. Плоскость реза полу-
чается достаточно чистой и не требуется никакой дополнительной
обработки. Если заменить диск стальной бесконечной лентой
толщиной 0,8—1,2 мм и шириной 12—20 мм, то можно осуще-
ствить фигурную резку.
При анодно-механической заточке инструмент 3 (рис. 18.10)
закрепляют в тисках 4, которые присоединяют к положительному
зажиму генератора постоянного тока. Заточка производится
быстр обращающимся диском 1, изготовленным из меди, чугуна
или низкоуглеродистой стали. В зону соприкосновения затачи-
ваемого инструмента с диском подается через сопло 2 рабочая
жидкость (водный раствор жидкого стекла).
Анодно-механическую заточ-
ку и доводку производят за три
перехода: обдирка, шлифование
и доводка. Все эти переходы
выполняют на одном и том же
станке за одну установку зата-
чиваемого инструмента, изме-
няют только электрические
режимы обработки. Обдирку
ведут при напряжении 20 В,
шлифование — при напряжении
15 В; при доводке напряжение
Рабочая жиЗ:'сапь
Рис. 18.10. Схема анодно-механиче-
ской заточки инструмента
339
chipmaker.ru
снижают до 10 В. В результате изменения напряжения меняется
и характер обработки. При обдирке снимается большой слой
металла (1—1,5 мм). Это необходимо для того, чтобы придать
инструменту требуемую форму. При шлифовании глубина сни-
маемого слоя не превышает 0,1 мм. Доводкой снимается незна-
чительный по толщине слой, составляющий всего 0,01—0,03 мм.
§ 18.5. ЭЛЕКТРОННО-ЛУЧЕВАЯ И ЛАЗЕРНАЯ ОБРАБОТКА
Электронно-лучевая обработка основана на использо-
вании кинетической энергии сфокусированного пучка электронов.
Большие скорости электронам сообщают с помощью высоких
ускоряющих напряжений в среде, имеющей достаточный вакуум.
Сущность процесса состоит в испарении вещества из зоны касания
электронного луча. Этот вид обработки применяют для вырезания
микродиодов, изготовления тонких пленок и сеток из медной
фольги и т. д. Такой обработкой можно получать очень малые
отверстия и прорези шириной до 0,01 мм Установка для элек-
тронно-лучевой обработки (рис. 18.11) состоит из электронной
пушки, в которой образуется мощный электронный луч, вакуум-
ной или рабочей камеры (вместе с
устройствами для точной установ-
ки и перемещения заготовки), ва-
куумных насосов, контрольной
схемы, управляющей электронным
Рис. 18.12. Схема светолу-
чевой обработки:
1 — отражатель; 2 — импульс-
ный источник излучения; 3 —
активное вещество; 4 — линза;
5 — обрабатываемая заготовка;
6 — батарея конденсатор он;
7 — источник питания для за-
рядки конденсатора
Рис. 18.11. Схема установ-
ки для электронно-лучевой
обработки:
1 — генератор импульсов; 2 —
импульсный 1рансформатор;
3 — источник напряжении воз-
буждения я накала; 4 —
5 — источник высокого напря-
жения; 6 — электромагнитная
юстировка; 7 — Диафрагма; 8 —
корректор изображения; 9 —
магнитная лннза; 10 — источ-
ник питания линзы; 11 — кон-
трольный контур; 12 — катод-
ный осциллоскоп; 13 — обраба-
тываемая заготовка; 14 — ра-
бочий стол
840
лучом и его траекторией высоковольтного источника энергии,
приборов для контроля и наблюдения за ходом процесса. Для
уменьшения энергии, рассеиваемой в материале детали, приме-
няют импульсный режим работы.
Лазерная обработка — обработка сфокусированным световым
лучом. Ее применяют для разрезки, сварки, получения отверстий
и т. п. Лазеры работают в импульсном режиме. Энергия их свето-
вого импульса невелика, но она сфокусирована в луче диаметром
около 0,01 мм и выделяется в миллионные доли секунды. При
такой концентрации энергии и ее мгновенном выделении материал
обрабатываемой заготовки нагревается до высоких температур,
плавится и испаряется.
Оптический квантовый генератор состоит из трех основных
элементов: активного вещества, являющегося источником инду-
цированного излучения, источника возбуждения (подкачки),
который снабжает энергией активное вещество, и резонансной
системы. Когда энергия импульса источника излучения превышает
определенную величину, наблюдается увеличение интенсивности
излучения в 1000 раз; с помощью линзы оно фокусируется в узкий
пучок (рис. 18.12). Оптическая подкачка осуществляется одним
или несколькими источниками излучения (вспышками), снабжен-
ными рефлекторами-отражателя ми. Резонансной системой
служит стержень из рубина или неодимового стекла, торцы кото-
рого отполированы и представляют собой зеркала, причем один
торец покрыт плотным непрозрачным слоем серебра, а другой,
также посеребренный, имеег коэффициент пропускания около8 %.
Оптический квантовый генератор работает следующим об-
разом. При разряде конденсатора происходит возбуждение свето-
вых колебаний: появляется вспышка света продолжительностью
около 0,001 с. Свет отражателем фокусируется на стержень,
в результате чего его атомы переходят в возбужденное состояние.
Когда больше половины атомов приходит в возбужденное состо-
яние, то равновесие становится неустойчивым и вся запасенная
в кристалле энергия одновременно освобождается, и кристалл
испускает ослепительно яркий свет.
chlpmaker.ru
ГЛАВА 19
СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 19.1. ОБЩИЕ СВЕДЕНИЯ
Металлорежущие станки с программным управлением
представляют собой разнообразную и наиболее совершенную
группу машин, в которой широко используют средства автоматики
и электроники, электрические, механические, гидравлические,
пневматические и другие устройства. Программное управление
станками за сравнительно короткий срок бурно развивалось
и стало основным направлением автоматизации металлообработки.
Оно обеспечивает возможность более быстрой переналадки станка,
чем в случае, когда на автоматизированном станке требуется за-
мена кулачков или копиров, перестановка упоров и конечных
выключателей и пр. В принципе кулачковые автоматы, копиро-
вальные станки и тому подобные автоматы тоже являются про-
граммными, однако их переналадка сложна. Поэтому станки
с такими системами автоматического управления выгодно исполь-
зовать лишь в массовом и крупносерийном производстве.
Основное отличие и преимущество станков с программным
управлением заключаются в простота переналадки, что дает воз-
можность создавать экономически выгодные системы автомати-
зации для мелкосерийного и единичного производства.
По виду управления станки с программным управлением
делят на станки с системами циклового программного управления
и станки с системами числового программного управления.
В основном распространены станки с числовым программным
управлением (ЧПУ). Применение станков с числовым программ-
ным управлением — одно из наиболее прогрессивных направлений
автоматизации металлообработки на промышленных пред-
приятиях, повышающее производительность в 3—6 раз и более.
Дальнейшее развитие станков с ЧПУ привело к созданию много-
целевых станков. Отличительной особенностью этих станков
является возможность комплексной обработки деталей (точение,
сверление, фрезерование, резьбонарезание и т. д.) без их пере-
базирования с автоматической сменой режущих инструментов.
Внедрение новых видов преобразователей энергии (тиристоров,
транзисторов, современных интегральных схем и микропроцес-
сорной техники) позволяет унифицировать системы управления
станками с ЧПУ. Широко применяют металлорежущие станки,
оснащенные оперативной системой программного управления.
Она позволяет рабочему вести диалог со встроенным управля-
ющим устройством — многопроцессорной мини-ЭВМ. Оперативная
система избавляет от необходимости обращаться к услугам спе-
циалистов вычислительных центров для составления программы.
Программа вводится прямо на станке с пульта управления. Бла-
342
годаря этому открывается реальная возможность использования
таких станков на предприятиях с мелкосерийным и единичным
характером производства.
Отработанная программа хранится в оперативной памяти
мини-ЭВМ (или переносится в кассету внешней памяти на дли-
тельное хранение). Это позволяет рабочему при обработке деталей
работать в автоматическом цикле. На новых станках с ЧПУ
устанавливают регулируемый привод постоянного тока, что дает
возможность отказаться от шестеренной коробки скоростей.
§ 19.2. СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО
УПРАВЛЕНИЯ
Числовое программное управление станком — управ-
ление обработкой заготовки на станке по управляющей про-
грамме, в которой данные заданы в цифровой форме. Совокупность
функционально взаимосвязанных и взаимодействующих техни-
ческих и программных средств, обеспечивающих числовое про-
граммное управление станком, называют системой числового
программного управления.
Числовое программное управление станками по технологи-
ческим признакам подразделяют на позиционное, контурное,
адаптивное и групповое.
Позиционное управление — числовое программное управление
станком, при котором перемещение его рабочих органов проис-
ходит в заданные точки, причем траектории перемещения не
задаются. Такое управление применяют в основном в сверлильных
и расточных станках для обработки плоских и корпусных деталей
с большим числом отверстий.
Контурное управление — числовое программное управление
станком, при котором перемещение его рабочих органов проис-
ходит по заданной траектории и с заданной скоростью для полу-
чения необходимого контура обработки. ЧПУ для контурной
обработки позволяет осуществлять непрерывное управление ско-
ростями рабочих движений инструмента относительно заготовки
и обеспечивает их заданные положения в каждый момент времени
в соответствии с профилем детали, т. е. обеспечивает автомати-
ческий обход режущего инструмента по заданному контуру де-
тали. Для обработки плоских деталей используют системы кон-
турной двухкоординатной, а для объемных деталей — трехкоор-
динатной обработки.
Адаптивное управление — числовое программное управле-
ние, при котором обеспечивается автоматическое приспособление
процесса обработки заготовки к изменяющимся условиям обра-
ботки по определенным критериям.
Групповое управление — числовое программное управление
группой станков от ЭВМ, имеющей общую память для хранения
управляющих программ, распределяемых по запросам от станков.
343
chipmaker.ru
Рис. 19.1. Схема движения
инструмента между опорными
точками при линейной (а) и кру-
говой (б) интерполяции
Одним из основных элементов
контурных ЧПУ является интерпо-
лятор — вычислительное устройство
для определения координат точки,
непрерывно движущейся по кривой с
заданными параметрами. Интерпо-
лятор является важнейшим узлом
всей системы числового управления,
остальные ее узлы подготовляют для
интерполятора информацию и пре-
образуют выдаваемые интерполято-
ром электрические импульсы в сиг-
налы управления приводами рабочих
органов станка по соответствующим
координатам. Интерполятор за время
отработки одного кадра выдает по
управляемым координатам опреде-
ленное программой число импульсов.
Другими словами, любой интерполя-
тор интерполирует и обеспечивает
взаимосвязь перемещений по коорди-
натам. На каждый импульс интер-
полятора привод соответствующей
координаты осуществляет переме-
щение рабочего органа станка на величину одной дискреты.
Для большинства станков дискретность равна 0,01 мм/импульс
или 0,005 мм/импульс. На перфоленте траектория перемещения
инструмента относительно заготовки задается значениями ко-
ординат отдельных точек А, В, С, ..., которые называют опор-
ными (рис. 19.1). Характер движения инструмента между со-
седними опорными точками зависит от вида интерполяции.
В современных системах ЧПУ применяют в основном интерпо-
ляторы двух типов: линейные, обеспечивающие перемещение
инструмента между соседними опорными точками по прямым
линиям, расположенным под любыми углами (рис 19.1, и},
и линейно-круговые, реализующие такой характер управления,
при котором инструмент между соседними опорными точками
может перемешаться как по прямым линиям, так и по дугам
окружностей (рис. 19.1, 6). Для выполнения кругового движения
в программе кроме координат опорных точек должны быть заданы
координаты центров дуг окружностей.
В современных контурных системах ЧПУ команды на пере-
мещение рабочих органов выдаются дискретно, в виде единичных
кратковременных управляющих воздействий (управляющих им-
пульсов). Интерполятор обеспечивает такое распределение во
времени поступающих импульсов между приводами подач, при
котором инструмент перемещается с максимальным приближением
к заданной прямой (при линейной интерполяции) или к дуге
344
окружности (при круговой интерполяции) с определенными ша-
гами (участки ВС на рис. 19.1). Минимальное перемещение или
угол поворота рабочего органа станка, контролируемое в процессе
управления, называют дискретностью отработки перемещений.
При разработке программ для станков с линейными интер-
поляторами криволинейный контур, заданный на чертеже, за-
меняют ломаной линией (линия ABCD на рис. 19.1, о). Такую
замену называют аппроксимацией контура. При аппроксимации
точки ломаной должны как можно меньше отклоняться от задан-
ного контура. Однако уменьшение этих отклонений приводит
к увеличению числа опорных точек, а следовательно, к возраста-
нию объема вычислений по определению их координат, к увели-
чению числа кадров на перфоленте. Возрастает общая длина пер-
фоленты, которая может превысить допустимое значение для
данного устройства ЧПУ, повышается вероятность возникновения
ошибок при чтении перфоленты в процессе обработки и др. На
практике число опорных точек принимают минимально допусти-
мым, с тем чтобы их максимальное отклонение от заданного кон-
тура не превышало допуска 6 на аппроксимацию. Обычно в —
== (0,1 ... 0,3) А, где Д — чертежный допуск на размеры заданного
контура.
Программирование для станков с линейно-круговыми интер-
поляторами более простое, поскольку в кадре программы записы-
вают лишь координаты конечных точек дуги каждого радиуса
и координаты центров этих дуг (например, точки В и С и Ot и О2
на рис. 19.1,6). Однако круговая интерполяция достаточно про-
сто может быть использована только в том случае, если обрабаты-
ваемый контур задан участками дуг окружностей известных
радиусов. Если же участок не является дугой окружности, то
приходится или использовать линейную интерполяцию с аппрокси-
мацией контура ломаной линией, или выполнять аппроксимацию
криволинейного контура (например, параболы) участками дуг
окружностей.
Системы автоматического управления (САУ) делят на разо-
мкнутые, замкнутые и комбинированные.
Разомкнутые системы (рис. 19.2, а) характеризуются наличием
только одного потока информации, направленного от устройства,
считывающего программы, к исполнительному устройству. При
вводе программоносителя в считывающее устройство на выходе
его появляется командные сигналы. После необходимых пре-
образований электронный блок управляет шаговым двигателем
и исполнительным устройством, которое перемещает рабочий орган
станка в заданное положение. Соответствие действительного
перемещения заданному при этом не контролируется. Звенья
разомкнутой системы не охвачены обратной связью.
Замкнутые системы (рис. 19.2, 6) имеют два потока информа-
ции: один — от считывающего устройства, другой — от датчика
действительного перемещения или положения рабочего органа.
345
chipmaker.ru
Рис. 19.2. Структурные схемы систем
автоматического управления:
а — разомкнутая: 1 — считывающее уст-
рой ство; 2 — программоноситель (перфо-
лента); 3 — электронный кодовый преобра-
зователь; 4 — шаговый двигатель: 5 —
дросселирующий распределитель; 6 — гид-
равлический двигатель; 7 — редуктор; Ь —
стол стайка; б — замкнутая: / — считы-
вающее устройство; 2 — программоноси-
тель: 3 — электронный кодовый преобра-
зователь; 4 — сравнивающее устройство;
5 — дешифратор и усилитель; 6 — испол-
нительный двигатель; 7 — датчик обратной
связи
При считывании программы на выходе считывающего устройства
появляются командные сигналы. После необходимых преобразо-
ваний блок согласования направляет соответствующий сигнал
в сравнивающее устройство замкнутой системы. Замкнутая си-
стема состоит из сравнивающего устройства, в которое поступают
задающие сигналы и сигналы обратной связи, дешифратора
и усилителя, исполнительного двигателя и датчика обратной
связи. Роль датчика заключается в том, чтобы измерить действи-
тельное перемещение или положение рабочих органов и пре-
образовать его в соответствующие сигналы обратной связи.
В сравнивающем устройстве сигналы обратной связи, характери-
зующие действительное перемещение, сопоставляются с сигна-
лами, соответствующими заданию программы. При наличии рас-
согласования между ними на выходе сравнивающего устройства
появляется сигнал, который после преобразования его, например,
в напряжение поступает к двигателю и исполнительному устрой-
ству. Последнее перемещает рабочий орган станка в нужном
направлении. Как только величина действительного перемещения
станет равной величине заданного перемещения (рассогласование
равно нулю), сигнал на выходе сравнивающего устройства исче-
зает и движение прекращается.
§ 19.3. ПРОГРАММНОЕ ЦИКЛОВОЕ УПРАВЛЕНИЕ
Цикловые системы ПУ обеспечивают управление после-
довательностью перемещений суппорта с инструментом, выбором
и переключением частоты вращения шпинделя и подач суппорта,
включением и отключением охлаждающей жидкости, поворотом
револьверной головки. В отличие от систем ЧПУ в этих системах
геометрия детали и ее размеры представляют не в виде числовой
346
информации, а устанавливают с помощью путевых упоров, кулач-
ков, копиров.
Последовательность перемещений и других команд задают
соответствующей установкой штекеров и переключателей.
В цикловой системе управления (рис. 19.3) все левые полу-
кольца /, в которые вставляют штекеры каждого вертикального
ряда, присоединены к общему проводу 2, подключенному к об-
мотке соответствующего реле Р, управляющего каким-либо испол-
нительным механизмом станка или выполняющего какие-либо
команды. Все правые полукольца 3 каждой горизонтальной строки
присоединены к другому общему проводу 6, который подклю-
чается через конечный выключатель ПВ к соответствующему
контакту А дискретного переключателя 5. Последний поочередно
подключает контакты А различных строчек к цепи питания,
осуществляя выполнение различных переходов обработки. Если
контакт А подключен к сети, в одно из гнезд которой вставлен
штекер 4, то соответствующее реле получает питание и осуще-
ствляет перемещение суппорта до тех пор, пока установленный
соответственно этому переходу упор не разомкнет контакт конеч-
ного выключателя ПВ. После этого дискретный переключатель
подключает другую горизонтальную строку и т. д.
Цикловые системы ПУ проще по конструкции (применяют их
только при обработке ступенчатых валов с прямолинейным про-
филем), имеют небольшую точность и большую трудоемкость
наладки. Для облегчения и устранения погрешности в установке
штекеров применяют перфокарты (шаблоны с заранее пробитыми
отверстиями). Такую перфокарту накладывают на пульт управле-
ния, и в пробитые отверстия устанавливают штекеры.
347
chlpmaker.ru
§ 19.4. ОБЩИЕ СВЕДЕНИЯ О ПРОГРАММОНОСИТЕЛЯХ,
КОДИРОВАНИИ И ПРЕОБРАЗОВАНИИ ИНФОРМАЦИИ
В станках с ЧПУ все элементы программы: направле-
ние, величина и скорости заданных рабочих и вспомогательных
перемещений, порядок работы исполнительных органов и другие
элементы цикла (например, автоматическая смена режущего
инструмента) задаются в цифровой форме, т. е. в виде чисел,
расположенных в определенном порядке и записанных опреде-
ленным образом с помощью какого-либо кода. Код представляет
собой условную запись числа или действия, позволяющую доста-
точно простым способом получить изображение этого числа (дей-
ствия) в форме, удобной для использования в системах программ-
ного управления. Различные коды, применяемые в станках с ЧПУ,
характерны тем, что любое число, представляющее заданное
перемещение исполнительного органа, изображается в виде какой-
либо комбинации, состоящей только из двух различных цифр 1 и 0.
Главным достоинством такой записи является удобство пре-
образования информации. Для автоматической записи или вос-
произведения какого-либо сигнала в этом случае можно исполь-
зовать широко применяемые в автоматике реле. Реле имеет два
состояния: включено и выключено. Принимая одно из состояний
реле (например, включенное) за единицу, а другое — за ноль,
можно с помощью наборов реле записывать пли воспроизводить
любые цифровые команды. Естественно, что можно кодировать
не только длины перемещений исполнительных органов, но и их
направление, скорость, последовательность и другие команды.
В общем случае всякий код, применяемый в системах числового
программного управления, складывается из двух основных эле-
ментов: кода перемещений и кода вспомогательных команд.
При этом способ кодирования в общей программе может быть
различным для перемещении и вспомогательных команд. Напри-
мер, заданные перемещения можно изображать комбинацией цифр
(например, 1 и 0), а вспомогательные команды (технологические
и логические) — буквами. Однако проще всего механически или
автоматически записывать и воспроизводить программу в том
случае, если все команды будут закодированы с использованием
одних и тех же условных знаков, например 1 и 0. Для этого до-
статочно условиться, что определенное сочетание единиц и нулей
означает команду «рабочая подача вперед», другое сочетание —
команду «включение подачи охлаждающей жидкости», третье
сочетание — команду «смена режущего инструмента» и т. д. По-
этому большинство кодов, применяемых в системах числового
программного управления, в том числе и так называемые бук-
венно-цифровые коды, являются по существу цифровыми кодами.
При использовании современных электронных систем управле-
ния оператор может вводить исходную информацию непосред-
ственно в память запоминающего устройства. В этом случае память
348
становится программоносителем. Программа также может быть
записана на внешнем программоносителе заранее. Такая ин-
формация считывается и затем преобразуется в управляющие
команды, воздействующие в заключение на различные исполни-
тельные приводы объектов управления.
При использовании перфолент в качестве программоносителей
и выборе кодов для записи информации об обработке применяют
восьмидорожковую ленту шириной 25,4 мм (1 дюйм) и между-
народный код ISO-7 bit, в основу которого положена двоичная
система счисления (1 бит соответствует одной единице информа-
ции). В некоторых случаях программоносителями могут быть
магнитные ленты, гибкие магнитные диски или блоки памяти
с клавишным вводом информации. Наличие сигнала записывается
на программоносителе пробивкой отверстия, магнитным «штри-
хом» или состоянием ячейки памяти и соответствует единице
кодовой информации. Минимальный объем информации, занима-
ющий несколько поперечных строк на ленте (например, скорость,
номер кадра или информация, определяющая одно перемещение),
составляет слово. Несколько слов, содержащих полную информа-
цию любого законченного технологического перехода (например,
обработка участка, детали каким-либо инструментом с определен-
ными режимами резания), обозначается кадром. Условная запись
структуры (длины слов) и расположения слов в кадре управля-
ющей программы с максимальным числом слов устанавливается
форматом кадра. Для кодирования цифр, знаков и заглавных
букв всего латинского алфавита, а также признаков всех состав-
ляющих частей кода ISO-7 bit использованы семь двоичных
разрядов (7 бит). Запись числовой части информации произво-
дится в двоично-десятичной системе счисления (каждый разряд
десятичного числа представлен двоичным числом). Признаками
записи чисел или букв являются пробивки отверстий на 5, 6 и
7-й дорожках. При записи информации на ленту применяется
адресный способ и запись производится участками переменной
длины вдоль ленты — кадрами. При этом способе записи число-
вому значению информации предшествует знак адреса, определя-
ющий принадлежность этой информации, соответствующей
команде управления. В каждом кадре программы записывается
только та информация, которая изменяется по отношению к пре-
дыдущему кадру.
Для проверки правильности информации каждая строка ленты
(одна кодовая комбинация, располагаемая поперек ленты) автома-
тически и на многих стадиях передачи информации контроли-
руется на четность числа единиц (пробивок на ленте). Для кон-
троля четности используется восьмая дорожка ленты, на которой
в случае «нечетной» кодовой комбинации автоматически проби-
вается дополнительное отверстие. Между третьей и четвертой
дорожками при перфорировании ленты пробиваются отверстия
меньшего диаметра. Эту дорожку называют транспортной, или
349
chipmaker.ru
дорожкой синхросигнала (тактирующей), обеспечивающего более
четкое чтение информации. Каждому направлению перемещений
рабочих органов станков присваивают заранее определенные
координаты и соответствующий адресный символ, например X,
Y, Z, W и т. д. Поэтому очень важно, чтобы станки, в какой бы
стране их не выпускали, имели одинаковые значения направления
перемещений и символику. Это позволяет применять единый знак
программирования.
Для обеспечения единства трактовки международный стан-
дарт 1SO-R 841 и отечественный отраслевой устанавливают но-
менклатуру и единое направление осей координатных систем
металлорежущих станков, обязательные для всех изготовителей.
На рис. 19.4 приведены некоторые типы станков с указанием
положения и направления осей их координатных систем: станки
токарно-револьверный (рис. 19.4, а), лоботокарный (рис. 19.4, б),
токарно-карусельный (рис. 19.4, в), консольно-фрезерные вер-
тикальный (рис. 19.4, г) и горизонтальный (рис. 19.4, б), про-
дольно-фрезерные вертикальный (рис. 19.4, е), двухстоечный
(рис. 19.4. ж) и с подвижным порталом (рис. 19.4, з), фрезерный
с поворотным столом и поворотной бабкой (рис. 19.4, и), горизон-
тально-расточные с неподвижной (рис. 19.4, к) и продольно-
подвижной передней стойкой (рис. 19.4, л), продольно-стро-
гальный (рис. 19.4, м), кругло- (рис. 19.4, н) и плоскошлифоваль-
ный (рис. 19.4, о), а также дыропробивной пресс с револьверной
головкой (рис. 19.4, п), намоточная машина (рис. 19.4, р), газо-
резательная машина (рис. 19.4, с) и графопостроитель
(рис. 19.4, т).
Стандартом ISO-R841 принято положительным направлением
перемещения элемента станка считать то направление, при кото-
ром обрабатывающий инструмент (его держатель) и заготовка
отступают друг от друга. Из сказанного следует, что в процессе
сверления, растачивания, обтачивания перемещения инструмента
или заготовки осуществляются в отрицательных направле-
ниях.
Считанная с первоисточника информация по мере ее продвиже-
ния по каналам связи и блокам устройства управления претерпе-
вает ряд превращений: считывание информации с чертежа и ввод
ее оператором в блок записи программы; при оперативных систе-
мах управления ввод непосредственно в устройство управления
осуществляется в привычной для человека десятичной системе
счисления. Далее используется чаще всего двоичная система
счисления, как наиболее экономичная для записи в память и
удобная при различных действиях с числами. Затем информация
преобразуется в унитарный код, как наиболее простой для управ-
ления двигателями.
Унитарный код представляет собой единичную систему счисле-
ния. Он удобен тем, что любому числу, характеризующему пере-
мещение, соответствует эквивалентное число единичных сигналов
350
Рис.
19.4. Расположение осей
координат в оборудовании с ЧПУ
£51
chipmaker.ru
(импульсных посылок). Преобразование кодированной информа-
ции в унитарный код обычно осуществляется интерполяторами.
Если управление приводами ведется непрерывным (аналого-
вым) сигналом, например напряжением, то дискретная (числовая)
информация преобразуется в соответствующую форму сигнала,
необходимую для управления.
В зависимости от вида применяемого датчика пути (дискрет-
ного или аналогового) форма информации, поступающей от него,
изменяется так, чтобы ее можно было сравнить с сигналами,
поступающими от программы, или наоборот. Для этого предназна-
чены блоки-преобразователи «цифра — аналог» и «аналог —
цифра». Вся перекодировка сигналов совершается автоматически
на разных стадиях движения потоков информации управления.
§ 19.5. СТАНКИ С ЧПУ
В зависимости от основных операций обработки станки
с ЧПУ объединены в различные технологические группы.
Токарные станки с ЧПУ являются наиболее многочисленной
группой в парке станков с ЧПУ. Их выпускают в следующих
исполнениях: центровые, патронные, патронно-центровые и кару-
сельные. В основном токарные станки имеют горизонтально рас-
положенную ось шпинделя. Исключение составляют двухсуппорт-
ные станки и карусельные станки для обработки крупных деталей.
По расположению направляющих суппорта токарные станки
с ЧПУ выпускают с горизонтальным, вертикальным или наклон-
ным расположением.
Станки с вертикальными и наклонными направляющими ори-
гинальны в своем исполнении и имеют следующие преимущества:
удобство обслуживания, облегчение схода и удаления стружки,
расположение ходового винта станка между направляющими, что
способствует повышению точности перемещения суппорта.
Токарные станки имеют две управляемые координаты: Z —
вдоль оси шпинделя; X — перпендикулярно этой оси. Перемеще-
ние по оси Z осуществляется кареткой станка, вдоль оси X —
поперечными салазками суппорта. На поперечных салазках уста-
новлены либо резцедержатель (при смене инструмента из мага-
зина), либо револьверная поворотная инструментальная головка.
Головка может иметь два различных положения оси поворота:
совпадающее по направлению с осью Z и перпендикулярное пло-
скости XZ. Существует тенденция оснащения станков не одной,
а двумя револьверными головками (рис. 19.5). Одна головка 2
имеет ось поворота, совпадающую по направлению с осью Z
и используемую для обработки наружных поверхностей. Другая
головка 8 имеет ось поворота, перпендикулярную плоскости XZ,
и инструменты, закрепленные в ней, предназначены для обработки
внутренних поверхностей. Располагают головки по разные сто-
роны от оси шпинделя с некоторым сдвигом относительно друг
352
J 4
Рис. 19.5. Токарный станок с ЧПУ с двумя револьверными головками
друга: головка 2 установлена на поперечные салазки 4 ближе
к переднему торцу шпинделя 1, а головка 3 удалена от него. Такое
размещение способствует лучшему доступу инструментов к об-
рабатываемой заготовке. На станках с двумя головками в работе
могут участвовать 10—16 режущих инструментов.
Расточные и сверлильные станки. Расточные станки с ЧПУ
можно разделить на две основные группы: с горизонтальным
или вертикальным расположением шпинделя.
На расточных станках фрезеруют плоскости и пазы, сверлят
и зенкеруют отверстия, растачивают отверстия, подрезают торцы,
нарезают резьбу метчиками.
На расточных станках с вертикальным расположением шпин-
деля целесообразно обрабатывать плоские заготовки (планки,
плиты, фланцы, рычаги и др.), на горизонтально-расточных —
корпусные детали. Для обработки заготовки с разных сторон
на станках с вертикальным шпинделем необходимо иметь различ-
ные ее установы. Обработку с четырех боковых сторон на гори-
зонтально-расточном станке можно выполнять при одной уста-
новке заготовки, осуществляя поворот стола.
Сверлильные станки с ЧПУ изготовляют в двух исполнениях:
вертикально-сверлильные и радиально-сверлильные. На них
можно выполнять разнообразные работы: сверление, зенкование,
зенкерование, развертывание, нарезание резьб, фрезерование
и т. д. Наличие крестового стола, возможность работать последо-
вательно несколькими инструментами, а в некоторых случаях
и многоинструментальными головками значительно расширяют
возможности станка.
Фрезерные станки с ЧПУ компонуют по типу вертикальных и
горизонтальных консольных и бесконсольных одно- и двухстоеч-
ных станков. Горизонтально-фрезерные станки оснащают
поворотным столом, управляемым по программе.
На фрезерных станках с вертикальным шпинделем преиму-
щественно изготовляют плоскостные и коробчатой формы детали
353
chlpmaker.ru
небольших габаритных размеров, а также сложные поверхности '
плоских и объемных кулачков, шаблонов и других деталей. На
станках с горизонтальным шпинделем обрабатывают поверхности
корпусных деталей, расположенные в различных плоскостях.
Многоцелевые станки обеспечивают выполнение большой но-
менклатуры технологических операций без перебазирования
детали и с автоматической сменой инструмента. Режущий инстру-
мент расположен в специальных инструментальных магазинах
большой емкости, что дает возможность в соответствии с принятой
программой автоматически устанавливать в шпинделе станка
любой инструмент, требуемый для обработки соответствующей
поверхности детали. Такая смена инструмента станка произ-
водится в течение 3—5 с. На некоторых станках вместо смены
инструмента в рабочем шпинделе осуществляется замена шпин-
делей вместе с вставленными в них инструментами.
В соответствии с классификацией систем управления принята
следующая система обозначения моделей станков с ПУ. К основ-
ному обозначению модели станка добавляют один из следующих
индексов: Ц — станки с цикловым управлением; Ф1 — станки
с цифровой индексацией положения, а также станки с цифровой
индексацией и ручным вводом данных; Ф2 — станки с позицион-
ными СЧПУ; ФЗ — станки с контурными СЧПУ; Ф4 — станки
со смешанными системами ЧПУ.
Кроме того, введены индексы, отражающие конструктивные
особенности станков, связанные с автоматической сменой инстру-
мента: Р — смена инструмента поворотом револьверной головки;
М — смена инструмента из магазина. Индексы Р и М записывают
перед индексами Ф2 и ФЗ: например, РФ2 — станки с позицион-
ной СЧПУ с револьверной инструментальной головкой; МФЗ —
станки с контурной СЧПУ со сменой инструмента из магазина;
МФ4 — станки со смешанными системами управления и мага-
зином инструментов.
Некоторые модели станков с ЧПУ имеют и другую индекса-
цию; например, у ранее выпускавшихся моделей станков после
основного обозначения стоят индексы П или ПР. В других случаях
(особенно для специальных станков) применяют буквенные ин-
дексы заводов-изготовителей с указанием порядкового номера
модели: СМ-213 — станок Минского завода автоматических линий;
ОФ-46 — станок Одесского завода фрезерных станков и т. д.
§ 19.6. ТОКАРНЫЙ СТАНОК С ЧПУ 16К20ФЗ
Станок 16К20ФЗ (рис. 19.6) патронно-центровой пред-
назначен для токарной обработки наружных и внутренних поверх-
ностей деталей типа тел вращения со ступенчатым и криволиней-
ным профилями в один или несколько проходов в замкнутом
полуавтоматическом цикле, а также для нарезания крепежных
резьб (в зависимости от возможностей системы ЧПУ). Станок
используют в единичном, мелко- и среднесерийном производстве.
354
Рис. 19.6. Станок 16К20ФЗ:
I — станина; ? — автоматизированная коробка скоростей; 3, 5 — пульты программного
управлении; 4 — электрошкаф; 6 — шпиндельная бабка; 7 — защитный экран; 8 —
задняя бабка; S — гидроусилитель; to — гидростанция
Техническая характеристика станка
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной....................................-............. 400
над суппортом ....................................... ..... 220
Наибольшая длина обрабатываемой заготовки, мм . . ... . 1000
Чайота вращения шпинделя, мин-1 .............................. 35—1600
Число автоматически переключаемых скоростей................... 9
Скорость быстрых перемещений суппорта, мм/мин:
продольного.................................................. 4800
поперечного.................................................... 2400
Скорость подачи, мм/мин:
продольного хода..............................................3—1200
поперечного хода............................................3—500
Перемещение суппорта на один импульс, мм:
продольного............................ -.................. 0,01
поперечного................................................. 0,005
Программу перемещений инструмента и вспомогательные
команды записывают на перфоленте.
Движения в станке (рис. 19.7). Главное движение — вращение
шпинделя — осуществляется от электродвигателя (N = 10 кВт;
126
п = 1460 мин-1) через клиноременную передачу автомати-
ческую коробку скоростей (АКС), клиноременную передачу
и коробку скоростей шпиндельной бабки /.
Автоматическая коробка скоростей имеет шесть электромагнит-
ных муфт ЭМ1 — ЭМ6, включением которых в разных комбина-
циях можно получить на выходном валу 111 коробки девять
различных частот вращения.
355
chlprriaker.ru
Наличие в шпиндельной бабке блока зубчатых колес z = 43
и z = 60, переключаемого вручную, позволяет получить на
шпинделе двенадцать различных частот вращения в диапазонах
35—560 мин-1 и 100—1600 мин-1 (шесть частот вращения одного
диапазона совпадают с шестью частотами вращения другого
диапазона). В каждом диапазоне получаем по девять автомати-
чески переключаемых частот вращения шпинделя.
Продольная подача каретки осуществляется от дискретного
электрогидравлического привода (шаговый электродвигатель
30
М2 — гидроусилитель 2) через передачу -jgg- и ходовой винт
с р — 10 мм винтовой пары качения.
Поперечная подача суппорта с поворотным резцедержателем
осуществляется аналогично от дискретного электрогидравличе-
24
ского привода через зубчатые колеса и ходовой винт с р —
= 5 мм винтовой пары качения.
В конструкции станка предусмотрена возможность установки
в качестве приводных двигателей продольного и поперечного
перемещения электродвигателей постоянного тока с одновремен-
ной установкой на ходовых винтах датчиков обратных связей.
В этом случае станок оснащают системой ЧПУ замкнутого типа.
Шестипозиционный резцедержатель поворачивается от отдель-
но
него электродвигателя М4 через зубчатую передачу -gg- и чер-
1
вячную пару -gg-.
Рис. 19.7. Кинематическая схема станка 16К20ФЗ
356
Устройство для нарезания резьбы. При нарезании резьб не-
обходимо согласование величины продольной подачи, т. е. частоты
вращения ходового винта, с частотой вращения шпинделя. Так
как привод продольной подачи на токарном станке с ЧПУ яв-
ляется независимым, имеющим свой шаговый электродвигатель,
то такое согласование возможно только в том случае, если на время
нарезания резьбы вращение вала электродвигателя происходит
от электрических импульсов, посылаемых аппаратом, непосред-
ственно связанным с вращением шпинделя. Таким аппаратом,
согласовывающим число импульсов, посылаемых за один оборот
шпинделя, оборудован токарно-винторезный станок с ЧПУ. Ап-
парат согласования по командам программы действует в одном
из трех возможных диапазонов числа импульсов на один оборот
шпинделя и в зависимости от запрограммированного шага резьбы
(т. е. требующегося числа импульсов за один оборот шпинделя)
посылает управляющие импульсы шаговому двигателю.
Вращение датчика нарезания резьбы ВЕ-51 осуществляется
от шпинделя через беззазорную зубчатую передачу Датчик
нарезания резьбы устанавливают в передней бабке. Разрешающая
способность датчика — 1000 импульсов на оборот шпинделя
и один нулевой импульс для отметки «нулевого» положения
шпинделя при вводе в нитку при нарезании резьбы в несколько
проходов.
Привод продольной подачи (рис. 19.8, а). Вращение на ходо-
вой винт 3 передается от дискретного электрогидравлического
привода 1 (он состоит из шагового электродвигателя и гидро-
усилителя крутящих моментов) через зубчатую пару 2. В приводе
подачи применена винтовая пара качения (рис. 19.8, б), в которой
гайка состоит из двух полугаек 3 и 4, установленных в корпусе 8.
Полугайки защищены от попадания грязи уплотнителями 1,
поддерживаемыми крышками 7 и 9. Для устранения зазора в пере-
даче винт — гайка обе полугайки смещаются в осевом направле-
нии при их повороте относительно друг друга с созданием опре-
деленного предварительного натяга.
Для регулирования величины предварительного натяга от-
ворачивают винты 2 и снимают крышку 7. Сегмент 6 выводят из
зацепления с полугайкой 3 и сектором 5 и переставляют на опре-
деленное число зубьев, отсчитываемое от риски, соответствующей
нулевому значению предварительного натяга. Специальным клю-
чом полугайку 3 доворачивают в нужную сторону, после чего
сегмент 6 вводят в зацепление с полугайкой 3 и сектором 5. После
окончательного регулирования величины предварительного
натяга устанавливают крышку 7 и затягивают ее винтами 2.
Поворотный шестипозиционный резцедержатель с горизон-
тальной осью вращения (рис. 19.9) расположен на поперечном
суппорте. Резцедержатель предназначен для установки на ин-
струментальной головке и поворота ее в заданную позицию.
357
chipmaker.ru
Рис. 19.9. Поворотный резцедержатель станка 16К20ФЗ
В этой специальной инструментальной головке устанавливают
шесть резцов-вставок или три инструментальных блока. Съемную
инструментальную головку устанавливают на выходном валу /
резцедержателя. Головка связана с подвижной частью 2 плоско-
зубой муфтой. Резцедержатель поворачивается электродвигате-
лем 10 через зубчатые колеса, червячную передачу и кулачковую
муфту 4, часть 5 которой жестко связана с валом резцедержателя.
В начальный момент движения этой кулачковой муфты вал 1
перемещается влево; происходит расцепление плоскозубой муфты
2—3 и поворот в нужную позицию. Поворот определяется сигна-
лами, поступающими от соответствующих конечных выключа-
телей 8, замыкаемых упорами 7, установленными на кольце 6.
Затем происходит реверсирование электродвигателя. Муфта 4
начинает вращаться в другую сторону. Подвижная часть 2 плоско-
зубой муфты с инструментальной головкой удерживается от
поворота фиксатором 9, Кулачки полумуфты 5 сжимают пружину
11, и подвижная часть 2 плоскозубой муфты фиксируется на
зубьях неподвижной полумуфты. От конечного выключателя 13
зажима подается сигнал на отключение приводного электродвига-
теля и начало рабочего цикла обработки. Для поворота и зажима
359
chipmaker.ru
Рис. 19.10. Инструментальная головка:
/—VI — позиции головки
резцедержателя вручную при наладке станка на валу 12 имеется
головка под ключ.
Инструментальная головка (рис. 19.10) предназначена для
установки в ней резцовых вставок или инструментальных блоков.
Резцовые вставки, заранее настроенные на размер, устанавливают
в пазы головки и базируют винтами 1 и упорами 2.
Гидропривод станка состоит из гидростанции 7,5/1500 Г48-44
и двух гидроусилителей крутящих моментов приводов продоль-
ного и поперечного перемещений каретки и суппорта. В состав
гидростанции входят резервуар для масла, регулируемый насос
с приводным электродвигателем, элементы фильтрации и охлажде-
ния рабочей жидкости, контрольно-регулирующая аппаратура.
Работа гидропривода происходит в соответствии с подачей
электрических команд к шаговым электродвигателям гидроусили-
телей. Работа гидроусилителей моментов поперечного хода суп-
порта и продольного хода каретки осуществляется с помощью
шаговых электродвигателей, входные валы которых муфтами
жестко соединены с входными валами гидроусилителей. При
сообщении шаговым электродвигателем какого-то числа электри-
ческих импульсов происходит поворот входного вала и смещение
дросселирующего гидрораспределителя на соответствующую вели-
чину. Масло под давлением через щели дросселирующего гидро-
усилителя и распределительный диск воздействует на поршни
ротора гидроусилителя, который поворачивает выходной вал
пропорционально величине открытия щелей Электрические сиг-
налы малой мощности, поступающие на вход шагового электро-
двигателя, многократно усиливаются и преобразуются в синхрон-
ное (по отношению к валу шагового электродвигателя) вращение
выходного вала гидроусилителя с крутящим моментом, необхо-
димым для перемещения рабочих органов. При этом угол поворота
выходного вала гидроусилителя зависит от числа поданных
импульсов, а скорость — от частоты их следования.
зсо
Рис. 19.11. Гидропривод с шаговым электродвигателем и гидроусилителем мо-
ментов осевого типа
Привод состоит из шагового электродвигателя и гидравли-
ческого усилителя момента (рис. 19.11). Шаговый двигатель М
отрабатывает импульсы, поступающие из системы ЧПУ. При
обработке импульса вал 1, поворачиваясь, через редуктор 2
заставляет вращаться винт 3, ввернутый в гайку 4, жестко соеди-
ненную с ротором гидромотора 5. При неподвижном гидромоторе
поворот винта переместит соединенный с ним запорно-регулиру-
ющий элемент 6, например, вправо от среднего положения, в ре-
зультате чего в магистрали 7, идущей от направляющего гидро-
распределителя к гидромотору, давление повысится, а в ма-
гистрали 8 понизится, и образовавшийся перепад давлений соз-
даст крутящий момент на гидромоторе. Поворачиваясь, ротор
гидромотора повернет гайку 4, которая через винт 3 возвратит
запорно-регулирующий элемент в среднее положение. При не-
прерывной подаче импульсов на шаговый двигатель вал гидро-
мотора будет вращаться со скоростью, пропорциональной частоте
импульсов, а запорно-регулирующий элемент будет смещен из
среднего положения на величину, обеспечивающую пропуск
расхода масла, необходимого для вращения мотора.
§ 19.7. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК
С ЧПУ 2Р135Ф2
Станок (рис. 19.12) предназначен для сверления, зен-
керования, развертывания, нарезания резьбы, торцового под-
резания деталей и т. д. в условиях мелко- и среднесерийного
производства. Наличие на станке шестипозиционной револьвер-
ной головки 3 для автоматической смены режущего инструмента
и крестового стола 2 позволяет осуществлять координатную
обработку деталей типа крышек, фланцев, панелей и других без
предварительной разметки и без применения кондукторов.
Техническая характеристика станка
Наибольший диаметр сверления, мм............................. 35
Наибольший диаметр нарезаемой резьбы....................... М24
Число инструментов............................................ 5
361
chi pmaker.ru
Число частот вращения шпинделя:
общее...................................... ... .... 12
по программе ................. . .................. 12
Частота вращения шпинделя, мшг1 ... ................31,5—14С0
Число подач по оси Z .......................... ........... 18
Рабочая подача по оси Z, мм/мин........................... 10—500
Скорость быстрого перемещения по осям координат, мм/мин:
X'Y'..................................................... 3800
Z........................................................... 3850
Рабочая поверхность стола, мм................................ 400X630
Станок оснащен устройством числового программного управле-
ния «Координата С70-3», число управляемых координат — три;
одновременное управление может осуществляться при позициони-
ровании по двум координатам X' и У'; задание размеров в про-
грамме — в абсолютных координатах. В качестве программо-
носителя применяют восьмидорожковую перфоленту шириной
25,4 мм. Кодирование — по ISO-7 bit. Скорость ввода про-
граммы — не менее 45 строк/с. Максимальная величина линей-
ных перемещений по X' — 1999,99 мм, по У' — 999,99 мм, ди-
скретность задания перемещений 0,01 мм.
Движения в станке (рис. 19.13). Главное движение — враще-
ние шпинделей револьверной головки — осуществляется от асин-
хронного электродвигателя Л41 (N — 4 кВт; п — 1000 мин-3)
следующим образом. С вала / на вал 7/ (полый) движение пере-
42 36 30
дается через передачи в зависимости от включения
электромагнитных муфт Mlt М2, Ms. С вала II на вал III дви-
Рис. 19.12. Вертикально-сверлильный станок 2Р135Ф2:
1 — основание; 2 — крестовый стол; 3 — револьверная головка; 4 — стойка; 5 — элек-
тродвигатель поворота револьверной головки; б — подвесной пульт управления; 7
шкаф с электрооборудованием станка; 8 — шкаф с У ЧП У
362
Рис. 19.13. Кинематическая схема вертикально-сверлильного станка 2Р135Ф2
363
chipmaker.ru
жение можно передать через передачу -^g- включением муфты Mf
42
или через передачу -gg- включением муфты Л14.
От вала 111 при включенной муфте Мв движение передается
21
валу V п далее через передачу -gp валу VI, с которого через
35 .... 35
передачу -gg---валу \ II, от которого через передачу -ц-
движение передается на вал VIII, с вала VIII через передачу
31 49
на вал IX, с вала IX посредством передачи на вал X,
с вала X через передачу на один из работающих шпинделей
(XXIII—XXIX), так как на каждом из них установлено ко-
лесо z = 35. Таким образом шпиндель станка получает шесть
высших значений частот вращения (1400, 1000, 710, 500, 355
и 250 мин-1).
Для получения нижнего диапазона частот вращения шпинделя
необходимо выключить муфту Мв и включить муфту М7. Движе-
ние в этом случае будет передаваться с вала 111 на вал IV через
24 14
передачу а с вала /V на вал V через передачу -gg- и далее
21 35 35 31 49 47 D „
через передачи-gj-, -gg-, и -gg-. В общей слож-
ности шпиндель получает 12 частот вращения в пределах 31,5—
1400 мин-1.
Уравнение кинематической цепи для минимальной частоты
вращения шпинделя:
,ААА 30 24 24 14 21 35 35 31 49 47 О1 с
«тш — Ю00 42 4g 4g 56 21 3- 44 49 4у —31,5 МИН .
Вертикальная подача суппорта с револьверной головкой осу-
ществляется от электродвигателя постоянного тока М2 (N =
= 1,3 кВт; п = 52 — 2600 мин-1), установленного на валу XXX;
13
через передачу' -g„- при включенной муфте Ме движение пере-
©V
37 37
дается на вал XXXI, затем через передачи на вал
4
XXXII и далее через червячную передачу -^g- на ходовой винт
XXXIII с шагом р = 8 мм.
Минимальная вертикальная подача револьверной головки:
о со 13 37 37 4 о ,А ,
Smin = 52 -gg- -gy- -gy- -gg- 8 Af 10 ММ/МИН.
На валу' XXXII установлена тормозная электромагнитная
муфта Л41о для торможения ротора электродвигателя при ревер-
сировании. Быстрое перемещение суппорта осуществляют от
ЗС4
электродвигателя М2 через передачу при включенной муфте
4
/1-18, червячную пару и ходовой винт XXXIII.
Поворот револьверной головки осуществляется от электро-
двигателя М3 (N = 0,7/0.9 кВт; п = 1400/2700 мин-1) через
20 л 1
передачу -gg- при включенной муфте /И1Ъ червячную пару
17
вал XIX, передачу -gg-, которая поворачивает револьверную
головку. Прежде чем произвести поворот револьверной головки,
ее необходимо расфиксировать, так как она закреплена под-
пружиненными тягами суппорта, находящимися в пазах револь-
верной головки. При включении электродвигателя червяк Z = 1
на валу XIII будет вывертываться из червячного колеса г = 28
и движением вниз через реечную передачу с колесом г = 27 моду-
лем т = 2 мм повернет вал XX с эксцентриком Э1, который через
систему рычагов освободит револьверную головку; одновременно
второе реечное колесо г = 27 перемещает рейку на валу XVI
и тем самым выводит колесо г = 47 на валу X из зацепления.
Таким образом освобождается револьверная головка и разры-
вается кинематическая цепь, соединяющая привод вращения со
шпинделем револьверной головки. После этого червяк доходит
до жесткого упора и начинает вращать револьверную головку
через передачу меняя инструмент (прямее вращение).
Одновременно с вращением револьверной головки через пере-
17 30
дачу -gg-, вал XVIII и передачу вращается позиционный
командоаппарат, установленный на валу XVII, который оста-
навливает прямое вращение револьверной головки реверсом
электродвигателя, предварительно уменьшив частоту его враще-
ния до 1400 мин-1. При обратном вращении револьверная головка
доходит до жесткого упора суппорта и останавливается; при этом
червяк Z = 1, вывертываясь из червячного колеса z = 28, дви-
жется вверх. Вал XX вращается в обратном направлении, зуб-
чатое колесо г = 47 вводится в зацепление с колесом z — 35
шпинделя револьверной головки. Головка фиксируется, и шпин-
дель начинает вращаться. Последовательность работы шпинделей
револьверной головки выбирают на пульте. Всего предусмотрено
шесть циклов обработки.
Выпрессовка инструмента из шпинделей револьверной головки
20
происходит от электродвигателя М3 посредством передач
69 1
-gg- при включенной муфте М12, червячной передачи передачи
21
-gj-, вала XXII и эксцентрика Э2, смонтированный в пазу оси
поворота револьверной головки.
365
chipmaker.ru
Смазывание револьверного суппорта. Вал плунжерного насоса,
подающего масло к суппорту, приводится во вращение от элек-
тродвигателя М3 посредством передач -gg-, -gg-, -^g-, вала X V,
на котором расположен эксцентрик ЭЗ.
Позиционирование осуществляют перемещением стола и сала-
зок. Редукторы продольного и поперечного перемещений одина-
ковы по конструкции и обеспечивают сначала быстрое, а затем
медленное перемещение стола и салазок при подходе к заданной
точке за счет применения электропривода со ступенчатым регули-
рованием.
Перемещение салазок. Быстрое перемещение салазок проис-
ходит при включении муфты 7И13 по следующей кинематической
цепи. От электродвигателя М5 (N = 0,6 кВт; п — 1380 мин-1)
32 26 34 16 55
через передачи -^g-, -jg-, -gg-, движение передается
на ходовой винт качения XL1 с шагом р — 6 мм. Скорость бы-
строго перемещения
32 26 34 16 55 с „ссп ,
V = 1о80 -Jo- -55-Г5- -EF- 6 = <^850 мм/мин.
4о о4 о/
Медленное перемещение салазок происходит при включении
муфты Ми. Тогда движение от электродвигателя М5 передается
, 17 25 25 16 16
ходовому винту XLI через передачи -gg-, -gg-, -g^-, -gg-,
55
-gy- На ходовом винте расположен электромагнитный тормоз
М1в, а на валу XXXIX перегрузочная муфта 7WJ6. Ходовой винт
качения соединен с кодовым преобразователем через муфту ТИ17
186
и передачу -gp-
Стол перемещается от электродвигателя М4 (N = 0,6 кВт;
п = 1380 мин-1). Кинематика стола такая же, как и кинематика
салазок.
Резьбонарезная головка служит для нарезания резьбы машин-
ным метчиком и может быть установлена в любую позицию ре-
вольверной головки. При нарезании резьбы используют копир,
винт-гайку с шагами 1,0; 1,25; 1,5; 1,75; 2,0; 3,0 мм, набор смен-
ных цанг для закрепления метчиков, переходные квадраты. В го-
ловке имеется механизм для настройки работы резьбонарезной
головки по циклу: прямой ход (резьбонарезание) — реверс (вы-
вертывание метчика после нарезания). Полный цикл работы
с суппортом обеспечивается электросхемой станка.
§ 19.8. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК
С ЧПУ 6Р13РФЗ
Станок предназначен для обработки плоских и про-
странственных деталей сложного профиля (штампов, пресс-форм,
кулачков и т. д.) в единичном и мелкосерийном производстве
366
торцовыми и концевыми фрезами, а также сверлами, зенкерами
и развертками, установленными в револьверной головке.
Техническая характеристика станка
Рабочая поверхность стола, мм:
длина ... ...................................
ширина.............................................
Число инструментов в револьверной головке............
Число частот вращения шпинделя . . , .............
Частота вращения шпинделя, мин-1 ....................
Регулирование .......................................
Рабочая подача по осям координат, мм/мин:
Х'.У'.............. ...............................
Z'.................................................
Скорость быстрого перемещения по осям координат X',
У', 7.’, мм/мин..............................» . . . .
Устройство ЧПУ.................... ..................
Дискретность отсчета по осям координат, мм ...........
1600
400
5
18
40—2000
Бесступенчатое
8—1200
8—800
4000
Контурное
Н331 или Н331М
0,01
По программе осуществляется автоматический поворот револь-
верной головки с инструментом, выбор частоты вращения каждого
шпинделя головки, зажим консоли и т. д.
Движения в станке (рис. 19.14). Главное движение—враще-
ние шпинделей револьверной головки — осуществляется от элек-
Рис. 19.14. Кинематическая схема вертикально-фрезерного станка с ЧПУ
6Р13РФЗ
367
chipmaker.ru
тродвигателя постоянного тока Ml (N = 7,8 кВт; п — 575 ...
2270 мин-1) через упругую соединительную муфту и зубчатые
колеса механизма коробки скоростей и револьверной головки.
Разную частоту вращения шпинделя получают путем изменения
задающего напряжения для тиристорного преобразователя по
программе, а также передвижением зубчатых блоков Б1 и Б 2
с помощью гидроцилиндров. В результате, шпинделю сообщают
18 частот вращения в пределах 40—2000 мин-1, переключаемых
в автоматическом цикле. Уравнение кинематической цепи для
минимальной частоты вращения шпинделя:
„ 27 22 27 19 34 22 .п
nmin 575 Б3 32 37 69 34 22 “ МИН *
К валу II присоединен шестеренный насос для подачи смазоч-
ного материала в коробку скоростей и револьверную головку.
Пятишпиндельная револьверная головка состоит из основа-
ния, к которому полукольцами прижата поворотная плита.
К торцу поворотной плиты привернуты пять шпиндельных кор-
пусов. Центральный вал VI поворотной плиты крестовой муфтой
соединен с выходным валом V коробки скоростей. На валу VI
закреплено ведущее колесо г = 34 с направляющим зубчатым
диском. Вращение от этого колеса через передачу и кони-
СТ*
22 / 20 \
ческую пару -^-(или получает лишь шпиндель VIII,
который находится в исходном для работы положении; остальные
четыре шпинделя выключены. Поворот плиты в требуемую по-
зицию осуществляется от гидродвигателя М2 через зубчатые
передачи и -Ц-, вал XII и мальтийский механизм. С на-
ружной стороны каждого шпиндельного корпуса имеется гнездо,
в которое входит фиксатор, выдвигаемый по команде от конечных
выключателей. В продольном отверстии шпинделя вмонтирован
шомпол IX для крепления оправки с инструментом. Передний
конец шомпола имеет резьбу, а на заднем его конце насажено
коническое колесо г = 20, с которым может зацепляться кониче-
ское колесо z = 20 вала X при креплении оправки.
Продольная, поперечная и вертикальная подачи и ускоренные
перемещения стола по трем осям X', Y', Z' осуществляются
от шаговых электродвигателей с гидроусилителями моментов.
Винт XVI с шагом р = 8 мм шариковой винтовой пары попереч-
ной подачи получает вращение от электродвигателя М3 через
20 21
передачи цилиндрических зубчатых колес и -gg-.
Вертикальная подача стола осуществляется от электродви-
27 39
гателя М4 через передачи -g^-, -gg- и винт XXIII с шагом р —
= 8 мм шариковой винтовой пары. В кинематическую цепь
вертикальной подачи встроена пружинная гидравлическая муфта
868
предохраняющая консоль стола от самопроизвольного опу-
скания при остановке станка. Консоль имеет зажимное устрой-
ство, работающее по программе и действующее при отсутствии
вертикального перемещения.
Продольная подача осуществляется от электродвигателя Л45
27 26
через беззазорный редуктор и винт-гайку качения XX
с шагом р — 8 мм. Величина продольного хода ограничена ку-
лачками. Кинематические цепи ускоренных перемещений стола
те же, что и цепи рабочих подач.
Гидропривод станка обеспечивает перемещение рабочих орга-
нов по трем осям координат, разгрузку, зажим и блокировку
консоли, фиксацию и зажим револьверной головки, переключе-
ние передвижных блоков коробки скоростей.
§ 19.9. МНОГОЦЕЛЕВЫЕ СТАНКИ
Многоцелевые станки (МЦ) — станки с числовым про-
граммным управлением и автоматической сменой инструмента
для выполнения нескольких различных видов обработки реза-
нием. Кроме МЦ существуют и другие станки с ЧПУ с автома-
тической сменой режущих инструментов, которые не называют
многоцелевыми. В чем же различие между ними?
Многоцелевые станки отличаются особо высокой концентра-
цией обработки. На них производят черновую, получистовую и
чистовую обработку сложных корпусных заготовок, содержащих
десятки обрабатываемых поверхностей, выполняют самые разно-
образные технологические переходы: фрезерование плоскостей,
уступов, канавок, окон, колодцев; сверление, зенкерование,
развертывание, растачивание гладких и ступенчатых отверстий;
растачивание отверстий инструмента с тонким регулированием
на размер; обработку наружных и внутренних поверхностей и др.
Для осуществления этих операций на станке необходимо иметь
большой запас металлорежущих инструментов. У станков с ЧПУ
и автоматической сменой инструмента запас инструментов соз-
дается обычно в револьверных головках. Среди них фрезерные
и сверлильные станки, предназначенные для изготовления глав-
ным образом таких корпусных и плоских деталей, для обработки
которых достаточно иметь пять—десять различных инструментов.
Многоцелевые станки имеют инструментальные магазины с за-
пасом в 15—30, а при необходимости в 50—100 и более инстру-
ментов.
Еще одна важная особенность большинства многоцелевых
станков — наличие стола или делительного приспособления с пе-
риодическим или непрерывным (по программе) делением. Это
обязательное условие для обработки заготовки с нескольких
сторон без переустановки. Станки новых конструкций оснащают
дополнительными столами и устройствами для автоматической
369
chipmaker.ru
смены заготовок. Заготовки предварительно закрепляют на при-
способлении-спутнике, и вместе с ним они попадают с дополни-
тельного стола на основной. Установку заготовки в спутник
и снятие обработанной детали производят во время работы станка.
Таким образом, вспомогательное время, затрачиваемое на за-
грузку станка, сводится к минимуму.
Л1ногоцелевые станки имеют чаще всего контурную систему
управления, позволяющую обрабатывать разнообразные криво-
линейные поверхности, фрезеровать отверстия и т. д. Они отли-
чаются широким диапазоном бесступенчатого регулирования ча-
стоты вращения шпинделя (заготовки) и подач, высокими (до
8—12 м/мин) скоростями быстрых (вспомогательных) ходов, особо
высокой жесткостью и надежностью.
Многоцелевые станки для обработки корпусных деталей можно
разделить на две группы, характеризуемые расположением оси
шпинделя относительно рабочей поверхности стола: с перпенди-
кулярным (вертикальным) расположением шпинделя к поверх-
ности стола; с параллельным (горизонтальным) расположением
шпинделя относительно зеркала стола (рис. 19.15). Вертикальный
шпиндель станков первой группы обеспечивает доступ инстру-
ментов к одной стороне заготовки. Такие станки выгодно при-
менять для обработки деталей, у которых объем обработки с одной
стороны превышает объемы обработки с других сторон. Можно
успешно обрабатывать на них за одну операцию несколько сто-
рон, используя переналаживаемые многопозиционные приспособ-
ления. Станки с горизонтальным расположением шпинделя чаще
всего снабжают поворотным столом, который создает условия
для обработки детали с разных сторон.
Рис. 19.15. Компоновки многоцелевых станков
370
Рис. 19.16. Многоцелевой станет
В конструкции современных МЦ наблюдается тенденция к пере-
ходу от дискретности задания перемещений в 0,01 мм к дискрет-
ности в 0,001 мм и от чувствительности (наименьшего отрабаты-
ваемого перемещения) в 0,005 мм к чувствительности 0,001—
0,002 мм. Дискретность и чувствительность станка в 0,001 мм
удовлетворяют по точности отсчета размеров любым потребно-
стям современного машиностроения.
Принцип построения станка с программным управлением и
автоматической сменой инструментов можно рассмотреть на при-
мере станка, изображенного на рис. 19.16. По внешнему виду
(рис. 19.16, б) он напоминает расточный станок с колонной 5
и выдвижным шпинделем. Но в отличие от обычного станка на
шпиндельной бабке установлен крупный магазин 6 с набором
инструментов. Каждый инструмент вставлен в гнездо магазина
так, что его ось параллельна оси магазина (барабана). Инстру-
мент меняется специальной механической рукой. Цикл действий
механической руки представлен на рис. 19.16, в. В исходном
положении рычаг 10 руки расположен вертикально и не мешает
работе инструмента, закрепленного в шпинделе 9, и периодиче-
скому повороту магазина 11. При смене инструмента корпус 8
механической руки поворачивается на 90° вокруг вертикальной
оси влево; одновременно поворачивается также на 90° гнездо
магазина с очередным инструментом. Рычаг руки поворачивается
в горизонтальное положение, схваты рук 12 и 13 зажимают ин-
струменты, находящиеся в шпинделе и в гнезде барабана. После
раскрепления инструмента в шпинделе рычаг руки смещается
371
chipmaker.ru
вдоль своей оси, вытаскивает оба инструмента (из шпинделя и
из гнезда магазина), поворачивается на 180е и, двигаясь вдоль
своей оси, меняет инструменты местами: устанавливает новый
инструмент в шпиндель, а отработавший — в освободившееся
гнездо магазина. Схваты отпускают инструменты, рычаг руки
поворачивается в вертикальное положение, а вся рука на 90°
вправо, т. е. в исходное положение. Одновременно поворачивается
вправо и гнездо со сменным инструментом.
В магазине можно разместить до 30 различных инструментов,
создавая их запас для группы деталей. При этом не обязательно,
чтобы инструменты размещались в гнездах магазина в таком по-
рядке, в каком они будут использованы. Выбор нужного инстру-
мента производится так же, как и смена, автоматически по про-
грамме. Каждый инструмент предварительно вставляется в спе-
циальную оправку с десятью кольцами (рис. 19.16, а). Кольца 14
имеют разный диаметр и образуют своеобразный код инстру-
мента. При повороте магазина оправка проходит мимо десяти-
позиционного переключателя (датчика), замыкая своими кольцами
его контакты. В тот момент, когда комбинация колец (код инстру-
мента) совпадает с кодом, записанным на перфоленте, вращение
магазина прекращается и нужный инструмент готов к подаче
в шпиндель. Поиск нужного инструмента происходит при выпол-
нении очередного перехода и поэтому не влияет на общее время
обработки.
Обрабатываемая заготовка 4 (рис. 19.16, б) закрепляется на
плите 2 приспособления, которая может перемещаться по направ-
ляющим среднего 3 и боковых 1 и 7 столов. При обработке за-
готовка находится на среднем столе, который может периодически
поворачиваться на заданный угол в соответствии с программой.
В зависимости от принятой технологии в каждом положении (по-
зиции) стола выполняется или полная обработка всех поверх-
ностей (плоскостей, отверстий и т. д.), или вначале фрезеруются
поверхности, а затем обрабатываются отверстия.
Так как вся обработка детали ведется автоматически по про-
грамме, то за это время оператор устанавливает в приспособление
левого стола / станка другую заготовку. По окончании обработки
плита с приспособлением и обработанной заготовкой передви-
гается на правый свободный стол 7, а ее место занимает другая
плита с уже закрепленной заготовкой. На станке можно обра-
батывать сложные детали (рис. 19.16, с).
Многоцелевой станок с магазином большой емкости (рис. 19.17)
предназначен для обработки корпусных деталей. Обрабатывае-
мую заготовку 13 закрепляют в приспособлении 5, установлен-
ном на поворотном столе, что позволяет при необходимости вести
обработку с двух—четырех сторон без переустановки. Режущий
инструмент закрепляют в шпинделе 7. Для создания запаса ин-
струментов имеется цепной магазин И. В гнездах цепи поме-
щается до 60 инструментов. Для перемещения инструмента из
372
л
Рис. 19.17. Многоцелевой станок с магазином большой емкости
магазина в шпиндель и обратно служит механическая рука 10
с двумя захватами. Подготовка к смене инструмента производится
во время работы станка. Схват руки 2 (рис. 19.18) выдвигается
из корпуса 1 и захватывает оправку с инструментом 4. При пере-
мещении корпуса вдоль оси оправка с инструментом вытаски-
вается из гнезда 5 магазина. По окончании очередного перехода
свободный схват 3 механической руки подводится к шпинделю
Рис. 19.18. Устройство для смены инструмента
373
chipmaker.ru
соответствующим поворотом и осевым перемещением корпуса
руки.
Для перемещения механической руки и ее схватов служат
гидроприводы. Все инструменты устанавливаются непосред-
ственно или с помощью переходных втулок в одинаковые конус-
ные оправки 6 и настраиваются на размер вне станка. Оправки
пронумерованы, что облегчает расстановку инструментов по
гнездам магазина в соответствии с программой обработки.
На станке выполняют операции сверления, зенкерования,
развертывания, резьбонарезания, фрезерования и т. п. Привод
шпинделя станка осуществляется регулируемым электродвига-
телем через коробку скоростей. Для движений подачи и быстрых
перемещений служат электрогидравлические приводы, что поз-
воляет получать подачи по осям X, Y и Z. Рабочие и установочные
перемещения выполняются шпиндельной коробкой 8 (см. рис. 19.17)
по оси Y, стойкой 9 — по оси Z и столом 12 — по оси X.
Для сокращения простоев станка, связанных по сменой об-
рабатываемых заготовок и подготовкой к обработке новой партии,
предусмотрены две загрузочно-разгрузочные позиции / и 2 (см.
рис. 19.17), базовые плиты 3 и 5 и унифицированные детали уста-
новочно-зажимных приспособлений 6. В положении, показанном
на рисунке, плита 5 с закрепленным на ней приспособлением
и обрабатываемой заготовкой находится в рабочей позиции на
подвижном столе станка. Вторая плита 3 свободна; на ней можно
во время работы станка монтировать приспособление для закреп-
ления других заготовок. Для перемещения плиты с приспособле-
нием в рабочую позицию стол станка автоматически подводится
к соответствующей загрузочно-разгрузочной позиции. Плита пере-
двигается по направляющим 14. При обработке крупных корпус-
ных деталей их можно устанавливать непосредственно на базовые
площадки 4 стола.
§ 19.10. МНОГОЦЕЛЕВОЙ СТАНОК ИР500МФ4
Станок предназначен для сверления, зенкерования,
развертывания, растачивания отверстий в корпусных деталях,
фрезерования по контуру, нарезания резьб метчиками в условиях
серийного производства. Помимо автоматической смены инстру-
ментов станок имеет автоматическую смену столов-спутников.
Емкость магазина — 30 инструментов.
Станок имеет вертикально-подвижную шпиндельную бабку 3
(рис 19.19), расположенную внутри подвижной стойки 4, и по-
воротный стол 1. На верхнем торце стойки расположен магазин 6
барабанного типа, а у бокового торца станины на отдельном
основании 10 смонтирована поворотная (на 180°) платформа 9
для двух столов-спутников 2 и 8. Поворот магазина осуществ-
ляется от высокомоментного двигателя 7. Номера гнезд магазина
закодированы.
374
Рис. 19.19. Многоцелевой станок ИР500МФ4
На переднем торне стойки установлен манипулятор 5 (авто-
матическая двухзахватная рука), осуществляющий смену ин-
струментов. Манипулятор имеет механизмы вертикального пере-
мещения, поворота руки на 180° и выдвижения руки. Вертикаль-
ное перемещение позволяет обходиться без смещения шпиндель-
ной бабки вверх в позицию смены. Захват инструментальных
оправок выполняют губки, стянутые двумя цилиндрическими пру-
жинами.
Техническая характеристика станка
Размеры рабочей поверхности стола, мм:
длина......................................................... 500
ширина......................................................... 500
Перемещения подвижных частей, мы
поперечное передвижение стола ................................ 800
вертикальное — шпиндельной бабки .............................. 500
продольное — подвижной стойки.................................. 500
Частота вращения шпинделя, мин-1.............................. 21—3000
Подача стола, шпиндельной бабки, стойки, мм/мин............... 1—2000
Движения в станке (рис. 19.20). Главное движение — враще-
ние шпинделя с закрепленным в нем инструментом. Движения
подачи: по оси X' — перемещение стола с заготовкой, по оси У —
вертикальное перемещение шпиндельной бабки, по оси Z— гори-
зонтальное перемещение стойки. Вращение шпинделя 2 обеспечи-
вается электродвигателем Ml 2ПФ-80Г постоянного тока мощ-
ностью 14 кВт (номинальная частота вращения 1000 мин-1, номи-
нальное напряжение 220 В). Изменение частоты вращения шпин-
375
chipmaker.ru
деля обеспечивается регулированием двигателя и двухступенча-
той коробкой скоростей. Для переключения механических диапа-
зонов служит подвижный блок зубчатых колес г 23—56, который
может входить в зацепление с зубчатыми колесами г = 33 или
z = 66, закрепленными на общей ступице и связанными со шпин-
делем зубчатой муфтой, размещенной в отверстии ступицы. По-
движный блок может занимать два положения, соответствующие
первому и второму диапазону. Блок перемещается гидроцилин-
дром и вилкой (на схеме не показаны). При включении первого
механического диапазона возможно получение частоты вращения
шпинделя 21,2—1000 мин-1 при большом постоянном крутящем
моменте (700 Н-м). Второй диапазон обеспечивает частоту враще-
ния шпинделя 1000—3150 мин-1 при постоянной мощности 14 кВт.
Изменение направления вращения достигается реверсированием
электродвигателя.
Перемещение шпиндельной бабки (по оси F), стойки (по оси Z)
и стола (по оси X') обеспечивается одинаковыми высокомомент-
ными электродвигателями М2—М4 с возбуждением от постоян-
ных магнитов. Мощность каждого двигателя 2,8 кВт (при п =
= 1000 мин-1). Установленные электродвигатели позволяют без
применения коробки подач получать по любой из координат ра-
бочую подачу 1—2000 мм/мин и быстрые установочные переме-
щения со скоростью 8000 или 10 000 мм/мин (последняя зависит
от принятой системы ЧПУ).
Наибольшая сила подачи стола и стойки — 8 кН, шпиндель-
ной бабки — 4 кН. Такие же электродвигатели использованы для
вращения поворотного стола 1 (двигатель М5) инструменталь-
ного магазина 3 (двигатель Мб).
Инструментальный магазин устроен следующим образом
(рис. 19.21). Корпус 19 магазина с гнездами 20 для инструмен-
тальных оправок 21 размещен на верхнем торце стойки 2 станка
и может поворачиваться относительно центральной оси. Сопря-
жение корпуса магазина с основанием происходит по направ-
ляющим 3—5, изготовленным из полимерного материала. Для
поворота магазина служит высокомоментный электродвигатель 10
с возбуждением от постоянных магнитов. На валу двигателя на
шпонке закреплено зубчатое колесо 12, входящее в зацепление
с зубчатым венцом 18, привернутым к корпусу магазина. Угол
поворота магазина задается с помощью конечных выключателей,
установленных на неподвижном кронштейне 13. Один из них
(14) взаимодействует с упором 17, фиксирующим нулевое поло-
жение магазина, другой 15 служит для отсчета гнезд магазина.
Напротив каждого гнезда имеется такой же упор 16, взаимодей-
ствующий с конечным выключателем 15 при повороте магазина.
Для того чтобы гнездо после очередного поворота на заданный
угол останавливалось точно в положении смены инструмента,
предусмотрено фиксирующее устройство. На валу электродви-
гателя с помощью муфты закреплен диск 11 с двумя полукруглыми
376
пазами 25. При подходе инструментального гнезда с позиции
селены ролик 9 штоком гидроцилиндра 6 вводится в паз диска.
Отключается электродвигатель 10, и происходит точная фикса-
ция магазина. Бесконтактный выключатель 8 сигнализирует об
этом в систему управления После этого вступает в работу' меха-
низм автоматической смены инструмента.
Перед последующим поворотом ролик фиксатора выводится
из зацепления с диском (шток гидроцилиндра смещается влево).
Бесконтактный выключатель 7 формирует сигнал, разрешающий
выключение электродвигателя поворота магазина.
Инструментальные оправки 21 удерживаются в гнездах от
выпадения фиксаторами 24 и шариками 23 с пружинами 22. Сила
прижатия фиксаторов к хвостовику оправки невелика и не пре-
пятствует вытаскиванию автооператором оправки из гнезда
магазина. Контроль наличия оправки в гнезде обеспечивает бескон-
тактный выключатель 1.
При наладке станка каждая оправка с инструментом уста-
навливается в гнездо магазина в строго определенном угловом
положении так, чтобы паз во фланце оправки совпал с направля-
ющей шпонкой гнезда магазина. Это необходимо для того, чтобы
при переносе оправки автооператором в шпиндель станка пазы
оправки совпали со шпонками шпинделя. При смене инструмента
шпиндель всегда останавливается автоматически также в опре-
деленном угловом положении.
3'77
chipmaker.ru
§ 19.11. ПУТИ ТЕХНИЧЕСКОГО РАЗВИТИЯ
МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ С ЧПУ
Современное состояние металлорежущего оборудова-
ния с программным управлением предусматривает следующие
основные типы этого оборудования и управляющих систем.
1. Станки с оперативными системами программного управле-
ния, обеспечивающими подготовку управляющей программы не-
посредственно на рабочем месте, на основе широкого использова-
ния типовых технологических циклов обработки, хранящихся
в памяти устройства. Эта группа станков должна заменить наи-
более распространенные универсальные токарные, фрезерные,
сверлильные станки.
Станки с оперативными системами управления рассчитаны на
обслуживание рабочим, способным в режиме диалога с системой
j правления сформировать управляющую программу, вводя кон-
кретные значения в стандартный технологический цикл обработки.
На станках этой группы обрабатывают партии деталей в полу-
автоматическом режиме; при работе на них производительность
повышается в 1,5—2 раза по сравнению с универсальным обору-
дованием.
2. Многоцелевые станки оснащают многопроцессорными, про-
дуктивными системами управления, обеспечивающими резкое
упрощение формирования управляющей программы, введение
необходимых коррекций на отклонение заготовки, инструментов,
режимов обработки, предусматривающих наличие устройства для
диагностики состояния всех основных систем станка, предупреж-
дение брака и другие функции. Эта группа станков ориентирована
на серийное производство деталей и обеспечивает рост произво-
дительности в 2—3 раза по сравнению с универсальными станками
с ручным управлением.
3. Для обработки наиболее сложных и дорогих деталей,
в первую очередь деталей тяжелого машиностроения, предусмотрен
выпуск станков, характеризующихся наличием универсальных
систем программного управления со встроенными ЭВМ и свобод-
ным программированием необходимых алгоритмов обработки,
повышением роли системы управления в коррекции погрешностей
механических сборочных единиц станка и измерительных систем.
В эту группу входят крупногабаритные фрезерно-расточные,
карусельные станки, станки для фрезерования и шлифования
деталей со сложными поверхностями и т. п.
4. Станки с программным управлением для выполнения опе-
раций зубонарезания, шлифования, электроэрозионной и элек-
трохимической обработки, снабженные ориентированными на эти
операции целевыми системами управления, позволяющими уско-
рить переналадку станков, обеспечить автоматическое протекание
цикла обработки и повышение производительности станка не
менее чем в 2 раза.
378
5. Оборудование с функциональными системами программного
управления, обеспечивающими управление режимом обработки
(главным приводом и приводом подач), последовательностью
работы механизмов станка, предельными перемещениями по осям
координат. К этой группе относятся автоматические линии для
механической обработки, у которых повышается коэффициент
использования за счет применения электронного управления
циклами работы, счетчиков работы инструментов с одновремен-
ным использованием центральной ЭВМ для диагностики и пла-
нирования работы всего комплекса; автоматы и агрегатные станки
с переналаживаемыми циклами работы, пригодные к использова-
нию в крупносерийном производстве; токарно-револьверные станки
с автоматическим циклом работы, задаваемым электронной си-
стемой управления.
6. Гибкие производственные системы на основе совместного
использования станков с программным управлением и промыш-
ленных роботов для комплексной обработки широкой номенкла-
туры деталей, а также выполнения ряда сборочных операций.
7. Высокоавтоматизированные, гибкие производственные мо-
дули с программным управлением, требующие ограниченного
вмешательства обслуживаемого персонала, способные автономно
функционировать в течение одной-двух смен и предназначенные
для обработки деталей типа тел вращения и корпусных деталей.
chipmaker.ru
ГЛАВА 20
АВТОМАТИЧЕСКИЕ ЛИНИИ,
АВТОМАТИЗИРОВАННЫЕ УЧАСТКИ И ПРОИЗВОДСТВА
§ 20.1. КЛАССИФИКАЦИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
Автоматические линии представляют собой совокуп-
ность технологического оборудования, установленного в соответ-
ствии с технологическим процессом и соединенного автоматиче-
ским транспортом. Они предназначены для изготовления деталей
в условиях крупносерийного и массового производства.
Автоматические линии подразделяют в зависимости от объема
выпуска деталей на однопоточные (последовательного действия) и
многопоточные (параллельно-последовательного действия); от типа
станков — на линии, образованные из станков, специально по-
строенных для данной линии (полуавтоматов и автоматов общего
назначения, агрегатных станков, модернизированных универ-
сальных станков); от способа передачи обрабатываемых заготовок
со станка на станок — на линии со сквозным транспортированием
с проходом детали сквозь места зажима, применяемые при об-
работке корпусных деталей на агрегатных станках, с верхним
транспортированием — горизонтальным в продольном направле-
нии и вертикальном в поперечном, с боковым (фронтальным)
продольно-поперечным транспортированием, с комбинированным
транспортированием, с роторным транспортированием, применяе-
мым в роторных линиях; по расположению оборудования — на
замкнутые и незамкнутые.
Замкнутые линии бывают круговые и прямоугольные. У круго-
вых имеется небольшое число позиций и используется поворотный
стол (например, станки-комбайны). Большинство автоматических
линий имеет незамкнутое расположение оборудования — прямо-
линейное, Г-образное, П-образное, Ш-образное, зигзагооб-
разное.
Основными факторами, влияющими на тип автоматической
линии, являются вид детали и технологический процесс ее обра-
ботки. По виду обрабатываемых деталей различают автоматиче-
ские линии для корпусных деталей, для валов, для деталей в форме
дисков (зубчатых колес и др.), для колец шарикоподшипников,
для мелких деталей (винтов, штифтов, роликов и т. п.).
§ 20.2. ОБОРУДОВАНИЕ АВТОМАТИЧЕСКИХ ЛИНИЙ
В состав автоматической линии помимо станков входят
транспортная система и система управления. Транспортная си-
стема состоит из устройства для перемещения деталей, загрузоч-
ных, поворотных, ориентирующих устройств, приспособлений
380
Рис. 20.1. Конвейеры
для установки и закрепления обрабатываемых заготовок, уст-
ройств для отвода стружки и накопителей заделов.
Устройства для перемещения деталей. В автоматических ли-
ниях для перемещения обрабатываемых заготовок с одной рабочей
позиции на другую применяют различные транспортные сред-
ства — конвейеры, механические руки, а также лотки и трубы
и т. в. Например, для перемещения корпусных деталей, а также
деталей, закрепленных в приспособлениях-спутниках, приме-
няют качающиеся конвейеры. Кроме качающихся конвейеров
в автоматических линиях применяют цепные, ленточные и другие
конвейеры.
Качающийся конвейер с собачками показан на рис. 20.1, а.
При перемещении заготовок 2 эти конвейеры совершают воз-
вратно-поступательное движение вдоль линии. Качающиеся
штанговые конвейеры с флажками (рис. 20.1, б) обеспечивают
точное перемещение и базирование заготовок на рабочих позициях
станков линии. Качающиеся конвейеры с флажками совершают
прямолинейное возвратно-поступательное движение и враща-
тельное движение штанги 3 с флажками / вокруг своей оси. Заго-
товки 2 перемещаются только при движении штанги вперед.
У качающегося грейферного конвейера с флажками
(рис. 20.1, в) штанга 3 при перемещении заготовок на линии по-
следовательно выполняет два возвратно-поступательных движе-
ния (в горизонтальном и вертикальном положениях). Заготовки 2
перемещаются флажками /.
На толкающих качающихся конвейерах (рис. 20.1. г) обраба-
тываемые заготовки 2 перемещаются штоком 3 гидро- или пневмо-
цилиндра, который давит на заготовку, находящуюся в соприкос-
новении со штоком. При движении штока вперед все находя-
щиеся на конвейере обрабатываемые заготовки перемещаются
одновременно.
Цепные конвейеры (рис. 20.1, д) применяют на многих линиях,
где требуется непрерывное перемещение заготовок в процессе их
381
chipmaker.ru
обработки. В качестве качающихся цепные конвейеры почти не
применяют. Это объясняется тем, что точное перемещение обра-
батываемых заготовок для их фиксации при базировании и за-
жиме на рабочих позициях цепной конвейер не обеспечивает.
Приспособления для установки и закрепления заготовок на
автоматических линиях применяют двух видов: стационарные
и приспособления-спутники. Стационарные приспособления пред-
назначены только для выполнения определенной операции обра-
ботки на одном определенном агрегате (станке). Эти приспособ-
ления выполняют следующие функции: предварительное ориен-
тирование заготовки, базирование, окончательное ориентирование
и фиксирование ее в этом положении, закрепление и раскрепле-
ние, направление режущих инструментов при обработке. В ста-
ционарных приспособлениях заготовки устанавливаются автома-
тически. Это осуществляется специальными питателями, которые
могут совершать относительно простые пространственные переме-
щения заготовок. Следовательно, подача заготовок с конвейера
в стационарное прпспосбление, установка их на базовые поверх-
ности, фиксация, закрепление, раскрепление и перемещение из
рабочей зоны станка на конвейер должны осуществляться про-
стыми транспортными движениями питателя. Стационарные при-
способления используют на автоматических линиях в основном
для заготовок, неподвижных при обработке (головки и блоки
цилиндров двигателей и т. д.).
На многих автоматических линиях применяют приспособле-
ния-спутники. Они служат для закрепления заготовок сложной
конфигурации, не имеющих удобных поверхностей для надежного
базирования при транспортировании и обработке. Эти приспособ-
ления сохраняют ориентацию при транспортировании и легко
базируются, фиксируются и закрепляются в рабочих позициях
линии. Установку и закрепление заготовок в таких приспособ-
лениях, а также освобождение и удаление готовых деталей осу-
ществляют вручную или автоматически с помощью специальных
устройств, установленных в начале линии.
Накопительные устройства. Для уменьшения потерь рабочего
времени, связанного с наладкой отдельных станков автоматиче-
ской линии, ее разделяют на отдельные участки, каждый из ко-
торых при остановке других может работать самостоятельно.
Чтобы каждый участок линии мог работать независимо от других,
перед началом каждого из участков создают межоперационные
заделы. Для приема, хранения и выдачи деталей из межопера-
ционных заделов на линиях применяют специальные автоматиче-
ские накопители. Накопительные устройства делятся на два вида:
транзитные (проходные) и тупиковые. Транзитные накопители
устроены так, что заготовки перемещаются в них при нормаль-
ной работе линии, т. е. для выдачи из накопителя одной заго-
товки необходимо перемещать все заготовки, находящиеся в нем.
Тупиковые накопители сконструированы так, что при бесперебой-
382
ной работе двух смежных участков линии поток деталей с преды-
дущего участка поступает на последующий, минуя накопитель.
Накопитель включается в работу только в случае остановки пре-
дыдущего участка линии.
Система управления автоматическими линиями. Для последо-
вательной работы всех механизмов автоматических линий приме-
няют комплекс автоматического управления, включающий: а) си-
стему управления всеми движениями и очередностью работы основ-
ных и вспомогательных механизмов; б) систему блокирования,
обеспечивающую безаварийность работы машин, механизмов и
инструментов; в) систему регулирования, служащую для под-
наладки станков и инструментов; г) систему контроля, служа-
щую для контроля размеров обрабатываемых заготовок; д) си-
стему сигнализации, облегчающую обслуживание линии; е) про-
граммируемые контроллеры.
В перечисленных системах автоматического управления при-
меняют электрические, гидравлические и пневматические уст-
ройства связи. Устройства связи (цепи управления), в свою оче-
редь, подразделяют на внешние, внутренние, промежуточные и
вспомогательные.
Внешние связи управления обеспечивают согласованную ра-
боту нескольких независимых друг от друга участков автомати-
ческой линии. Промежуточные связи обеспечивают согласован-
ную работу отдельных станков какого-либо участка. Внутренние
связи представляют собой цепи управления, обеспечивающие
последовательную работу отдельных механизмов станков, входя-
щих в автоматическую линию. Вспомогательные связи управ-
ляют последовательностью фаз работы отдельных агрегатов с други-
ми системами управления. Внешние и вспомогательные связи почти
всегда бывают электрическими, а промежуточные— комбинирован-
ными (электромеханическими, электрогидравлическими или элек-
тропневматическими). Внутренние связи —механические, электри-
ческие, пневматические, гидравлические или комбинированные.
На автоматических линиях применяют различные системы
управления последовательностью фаз работы основных и вспомо-
гательных агрегатов (централизованные, децентрализованные и
смешанные), которые выбирают в зависимости от назначения
и состава оборудования, размера линии, а также длительности
цикла ее работы.
Удаление стружки. В автоматических линиях применяют
следующие способы удаления стружки: механический — с по-
мощью скребков, щеток, винтовых конвейеров и т. п.; гравита-
ционный, когда стружка подается на наклонную плоскость и ска-
тывается в специальный стружкосборник; смывание стружки
струей жидкости; сдувание стружки сжатым воздухом; с по-
мощью электромагнитов.
Снабжение автоматических линий смазочно-охлаждающими
жидкостями может осуществляться несколькими способами:
383
chipmaker.ru
а) централизованным от общезаводской системы; б) от специально
изготовленной для данной линии станции очистки и подачи сма-
зочно-охлаждающих жидкостей к отдельным станкам (применяют
при отсутствии централизованного способа снабжения); в) от
местных станций для очистки и подачи смазочно-охлаждающих
жидкостей (станции установлены на тех станках линии, обра-
ботку на которых производят с охлаждением).
§ 20.3. ВИДЫ АВТОМАТИЧЕСКИХ ЛИНИЙ
Автоматические линии из агрегатных станков приме-
няют для обработки корпусных деталей. Агрегатные станки авто-
матических линий имеют свыше 70 % нормализованных узлов,
поэтому они получили широкое распространение. На рис. 20.2
показана типовая схема автоматической линии из агрегатных
станков. Обрабатываемые заготовки, последовательно проходя
через все позиции обработки, не снимаются с транспортера.
В каждой рабочей позиции заготовки фиксируются и зажимаются
в стационарных приспособлениях.
Автоматические роторные линии состоят из роторных станков,
связанных между собой конвейером и единым приводом. Они
имеют высокую производительность, легко переналаживаются и
могут быть использованы в серийном и массовом производстве.
Роторные линии компонуют по принципу непрерывного действия.
В роторных линиях частично или полностью совмещены по вре-
мени процессы обработки и транспортирования деталей.
На рис. 20.3 показана схема автоматической роторной линии,
на которой достигнуто полное совмещение времени обработки и
транспортирования деталей. На таких линиях инструмент и за-
Рис. 20.2. Автоматическая линия из агрегатных станков:
1 — пульт управления; 2, 14, 21 — подставки; 3 — приспособления; 4 — несамодей-
ствующая силовая головка; 5 — вертикальная станина; 6 — барабан; 7 — наклонные
подставки; 8 — салазкн; 9, И, 18 — самодействующие силовые головки; 10 — цилиндр
важима заготовки; 12 — привод транспортирования стружки; 13 — приточная гидро-
аппаратура; 15 — гидростанция; 16 — насос для подачи смазочного материала; 17 —>
станина-подставка; 19 — поворотный стол; 20 — конвейер
384
Рис. 20.3. Схема автоматической роторной линии:
I — рабочие шпиндели; 2 — ротор сверления; 3 — транспортный ротор; 4 — ротор раз-
вертывания; 5 — ротор закалки
готовка в процессе обработки одновременно двигаются и вра-
щаются вокруг центральной оси. Заготовка на ходу передается
с рабочих (2, 4) на транспортные (3) роторы.
Группа станков автоматической роторной линии показана на
рис. 20.4. Необходимое вращение инструменту, заготовке, рабо-
чему и транспортному роторам сообщается от электродвигателя
через систему зубчатых, червячных или других видов передач.
Поступательное движение инструмент или заготовка получает
либо от соответствующих копиров, либо от гидросистемы.
Рис. 20.4. Группа станков автоматической роторной линии:
1 — роторный станок; 2 — путь, проходимый обрабатываемой заготовкой по станкам
и конвейерам линии; 3 — клещи (захваты) конвейерного ротора для захвата детали; 4 —
конвейерный ротор для перемещения обрабатываемых заготовок; 5 — блок инструмента;
6 — копир для продольного -перемещения инструмента
385
chipmaker.ru
§ 20.4. АВТОМАТИЗИРОВАННЫЕ УЧАСТКИ
И ПРОИЗВОДСТВА
Для современного этапа научно-технической револю-
ции характерна комплексная автоматизация производства на
базе машин-автоматов. Из станков с ЧПУ создают автоматические
линии, участки и целые производства.
Автоматическая линия из станков с ЧПУ — совокупность
автоматических станков (машин) с ЧПУ, установленных в соот-
ветствии с технологическим процессом; загрузку, разгрузку и
межоперационное перемещение обрабатываемых заготовок от
станка к станку осуществляет автоматическая транспортная
система с программным управлением, включающая накопитель
первичной загрузки; смена инструмента автоматизирована; работой
всего оборудования управляет единая программа.
Автоматический участок из станков с ЧПУ — совокупность
станков с ЧПУ с единой системой управления загрузкой станков.
Для участка характерны наличие общего автоматизированного
склада для заготовок, полуфабрикатов и готовых изделий, меха-
низированных или автоматизированных, например, с помощью
промышленных роботов, средств доставки от станков к складу
и обратно заготовок и полуфабрикатов, общей системы подго-
товки инструмента и приспособлений. Управление работой всего
оборудования осуществляется по взаимно увязанным программам.
Автоматическое производство — совокупность нескольких ав-
томатических линий или участков из станков с ЧПУ.
На основе использования оборудования с ЧПУ и средств вы-
числительной техники созданы типовые комплексно автомати-
зированные участки для механической обработки деталей, выпу-
скаемых мелкими и средними сериями, позволяющие обеспечить
повышение производительности труда в 4—5 раз. Основным на-
правлением в области совершенствования станочных комплексов
является их гибкость с обязательным наличием роботов на базе
трудосберегающей (безлюдной) технологии. Автоматические ста-
ночные комплексы могут состоять из нескольких станков (много-
целевых, универсальных и др.), а также роботов, травспортно-
накопительной системы, системы автоматического контроля,
склада и др. Их можно переналаживать на обработку определен-
ной номенклатуры деталей.
Автоматизированный участок АСВР-01 (рис. 20.5) предназна-
чен для обработки валов электродвигателей длиной от 500 до
1400 мм, диаметром до 140 мм и массой до 160 кг. Валы изготов-
ляют из резаного проката. Заготовки подвозят электрокаром и
загружают на подающий конвейер, с которого манипулятор их
забирает и раскладывает в ячейки начального накопителя 3.
Участок укомплектован фрезерно-центровальным станком МР179
и двумя токарными станками 1Б732ФЗ, на которых производятся
подрезка торцов, центрование и токарная обработка валов 30
386
13
12
Рис. 20.5. Автоматизированный участок АСВР-01 для обработки валов электро-
двигателей:
1 — конвейер подачи заготовок; 2 — фрезерно-центровальный станок МР179; 3 — на-
чальный накопитель; 4 — устройство для измерения длины заготовки; 5 — заготовка;
6, 10 — промежуточный накопитель; 7 — стойка устройства фотозащиты; В — позиция
ожидания; S, 13 — токарный станок 1Б732ФЗ; 11 — выходная позиция участка (нако-
питель готовых деталей); 12 — позиция ожидания; 14 — подвижная каретка с рукой
манипулятора; 15 — монорельс
типоразмеров. Обслуживание станков роботом осуществляется
по их вызовам. При одновременном поступлении двух заявок
выбирают станок с наибольшим циклом обработки. Между стан-
ками расположены промежуточные накопители 6 и 10 деталей.
Манипулятор, снабженный тактильным щупом, осуществляет
поиск заготовки в накопителе 5, измеряет ее диаметр и с помощью
устройства 4 измеряет ее длину, уравнивая припуск на обработку
торцов.
Если длина или диаметр заготовки выходит за пределы до-
пусков, она бракуется. Манипулятор также обеспечивает загрузку
и разгрузку станков, межстаночное транспортирование загото-
вок, их перебазирование, промежуточное складирование на на-
копителях 6 и 10, а также на позициях ожидания 8 и 12, распо-
ложенных перед токарными станками. После обработки манипу-
лятор кладет детали в магазин на выходной позиции 11 уча-
стка. Безопасность работы обеспечивается системой фотодатчиков,
расположенных в стойках 7. Сзади станков проходит стружко-
уборочный конвейер. Участок обслуживает один оператор.
Автоматизированный участок АСВР-10 (рис. 20.6) укомплек-
тован фрезерно-центровальным 2 и двумя токарными 3 станками,
обслуживаемыми манипуляторами. Заготовка (резаный прокат)
укладывается на двухручьевой роликовый конвейер 8 с помощью
387
chipmaker.ru
Рис. 20.6. Автоматизированный участок АСВР-Ю токарной обработки деталей
типа тел вращения массой до 40 кг:
1 — электроталь; 2 — фрезерно-центровальный станок; 3 — токарные гатронно-центро*
вне станки с ЧПУ; 4 — подвижная каретка манипулятора; 5 — монорельс; 6 — пере-
настраиваемые промежуточные накопители для хранения валов илн фланцев: 7 — кон-
трольные позиции; 3 — двухручьевой роликовый конвейер
электротали 1. На участке производится подготовка баз, фрезе-
рование торцов и полная токарная обработка валов массой до
40 кг. Между станками расположены промежуточные накопи-
тели 6. В зависимости от программы каждую деталь после обра-
ботки на станке манипулятор подает на позицию 7 для проверки
ее оператором. Обработанные детали робот укладывает на второй
ручей роликового конвейера 8, откуда они забираются общеце-
ховым транспортом. В остальном функции манипулятора и орга-
низация работы на участке такие же, как на участке АСВР-01.
ГЛАВА 21
ПРОМЫШЛЕННЫЕ РОБОТЫ
§ 21.1. ОБЩИЕ ПОНЯТИЯ
Промышленный робот (ПР) — автоматическая машина,
стационарная или подвижная, состоящая из исполнительного
устройства в виде манипулятора, имеющего несколько степеней
подвижности, и перепрограммируемого устройства программного
управления для выполнения в производственном процессе дви-
гательных и управляющих функций.
Манипулятор — управляемое устройство для выполнения дви-
гательных функций, аналогичных функциям руки человека при
перемещении объектов в пространстве, оснащенное рабочим
органом.
Под перепрограммируемостью робота понимается его свойство
заменять управляющую программу автоматически или при по-
мощи человека-оператора.
К промышленным роботам с программным управлением отно-
сят роботы, управляющая программа которых обладает совокуп-
ностью следующих признаков: а) содержит команды исполнитель-
ному устройству, относящиеся только к его движениям, непо-
средственно связанным с выполнением роботом функций согласно
его назначению; б) команды исполнительному устройству пред-
ставляют собой заранее установленные задания, регламентиру-
ющие его движения по степеням подвижности; в) последователь-
ность выполнения команд исполнительным устройством является
постоянной или изменяется в функции от контролируемых пара-
метров внешней среды.
К промышленным роботам с адаптивным управлением отно-
сятся роботы, снабженные измерительными устройствами для
восприятия внешней среды, и с управляющей программой, обла-
дающей каким-либо из следующих признаков или их совокуп-
ностью: а) содержит команды исполнительному устройству, свя-
занные не только непосредственно с выполнением функций ро-
бота согласно назначению, но и с целью приспособления к изме-
няющимся условиям выполнения технологического процесса (на-
пример, обхода нерегулярно появляющихся препятствий); б) со-
держит команды, определяющие правила формирования заданий,
регламентирующих движения исполнительного устройства, по
информации о текущем состоянии внешней среды; в) последова-
тельность выполнения команд исполнительному устройству может
изменяться в зависимости от состояния внешней среды, иден-
тифицируемого с помощью специальных алгоритмов обработки
информации с соответствующих измерительных устройств.
Структурная схема промышленного робота представлена на
рис. 21.1.
389
chipmaker.ru
Рис. 21.1. Структурная схема промышленного робота; основные элементы кон-
струкции и виды движений рабочих органов:
1— путепровод; 2 — основание; 3 — корпус; 4 — рука; 5 — захватное устройство;
6 — рабочая вона и система координат основных движений робота; XX — направление
движения рукн вдоль продольной осн; YY — направление движения корпуса робота
по путепроводу; ZZ — направление движения руки вверх-вниз; Фд-у — угол поворота
корпуса робота вокруг вертикальной оси Z; tPyjp —• угол поворота руки в вертикальной
плоскости; 4>yz Угол поворота захвата относительно оси Х\ 6 — направление движе-
ния захвата (зажима) детали; С и tyyz — направление ориентирующих движений; XXt
ZZ, ^ZX — направления транспортирующих движений
§ 21.2. ЗАХВАТНЫЕ УСТРОЙСТВА
Принципы действия и конструкции захватных устройств
различны и зависят от объекта манипулирования, включая его
размеры, форму и физико-химические свойства. Захватные уст-
ройства можно классифицировать по следующим признакам:
а) по способу захвата и удержания объекта; б) по наличию уст-
ройств очувствления. По первому признаку захватные устройства
делят на механические, вакуумные, электромагнитные и комби-
нированные; по второму признаку — на неочувствленные и очув-
ствленные.
Механические захватные устройства состоят из приводного
устройства, механизма зажима и захватывающих элементов (губок
схвата). По виду используемого привода механические схваты
подразделяют на электромеханические, пневматические и гидрав-
390
лические, а по виду движения губок — на схваты с поступатель-
ным и поворотным движениями губок, осуществляемыми соответ-
ствующими механизмами зажима.
Вакуумные захватные устройства — это в основном вакуум-
присосы, удерживающие предмет за счет разрежения воздуха,
создаваемого между поверхностью предмета и вакуум-присосом.
Электромагнитные захватные устройства, основной частью
которых являются электромагниты, используют для манипулиро-
I ания с ферромагнитными предметами.
Схват с электромаханпческим приводом приведен на рис. 21.2,а.
Плоскопараллельное движение губок 1 и 2 схвата осуществляется
с помощью электродвигателя М, зубчатой передачи 4 и передачи
винт—гайка 3.
У схвата, показанного на рис. 21.2, б, плоскопараллельное
движение губок 1 и 2 обеспечивают параллелограммные меха-
низмы 3, которые приводятся в движение от приводного вала 5
Нис. 21,2. Захватные устройства
391
chipmaker.ru
с помощью конической передачи 4. Для обеспечения легкосъем-
ности схват связан с последним звеном 6 манипулятора специаль-
ным замком 7. Соединение фиксируется двумя рычажками 8,
проходящими через пазы втулки 9 схвата и входящими своими
концами в канавки звена 6. Рычажки подпружинены пружи-
нами 10.
Схват с приводом от пневмоцилиндра одностороннего дей-
ствия представлен на рис. 21.2, в. Губки 1 и 2 схвата через си-
стему рычагов 3 и 4 приводятся в движение с помощью пневмо-
цилиндра 5, закрепленного на последнем звене манипулятора,
и пружины 6.
У схвата с пневмоцилиндром двойного действия (рис. 21.2, а)
приводное устройство губок 1 и 2 представляет собой сдвоенную
реечную пару 3, связанную с параллелограммными механиз-
мами 4, обеспечивающими плоскопараллельное перемещение
губок
Схват для взятия плоских деталей, выполненный в виде ва-
куум-присоса изображен на рис. 21.2, д. Разряжение между
поверхностью заготовки и резиновой прокладкой 1, приклеен-
ной к чашке 2, создается при отсосе воздуха через штуцер 4.
Для компенсации погрешности позицианирования при опускании
манипулятора чашка может перемещаться в вертикальном на-
правлении в корпусе 3. Возврат в исходное положение осуще-
ствляется пружиной 5.
В электромагнитном схвате (рис. 21.2, е) три электромагнита 1
закреплены на крестообразном основании 2, которое крепится
к звену 3. В основании звена видны пазы, используемые для уста-
новки электромагнитов на заданный размер заготовки.
На схватах промышленных роботов, если это необходимо по
условиям технологического процесса, устанавливают чувстви-
тельные элементы, дающие информацию об объекте и внешней
среде, в которой функционирует робот.
§ 21.3. ПНЕВМАТИЧЕСКИЙ ПРОМЫШЛЕННЫЙ РОБОТ МП-3
Робот МП-3 (рис. 21.3) предназначен для обслужива-
ния окрасочных автоматов, прессового и металлорежущего обо-
рудования, а также может быть использован при автоматизации
сборочных работ.
Техническая характеристика робота
Число степеней подвижности........................................ 3
Переносные степени подвижности:
по съем (движение /), мм....................................... 125
скорость подъема, мм/с........................................ 100
поворот (движение ///).“...................................... 90
скорость поворота, °/с......................................... 90
выдвижение (движение //) схватов, мм ........................ 100
скорость выдвижения схватов, мм/с ........................... 100
Число манипуляторов . . .'........................................ 4
392
Грузоподъемность одного
манипулятора, кг ... . 0,5
Тип управляющего устрой-
ства ................Цикловое
Число кадров в цикле . . 40
Число входов от внешнего
оборудования ............. 14
Число выходов на внешнее
оборудование ........... 7
Масса, кг.................. 40
Характерные особенности
робота МП-3—наличие четырех
манипуляторов с попарно не-
зависимым управлением приво-
дами выдвижения захватов и
то, что его конструкция выпол-
нена по модульному принципу.
У него имеются модули подъ-
ема, поворота и выдвижения
схвата с соответствующими ме-
ханизмами . Независимое попар-
ное выдвижение схватов обес-
Рис. 21.3. Схема робота МП-3
печивает преимущественное его применение для обслуживания
одновременно двух единиц оборудования. В этом случае два схва-
та забирают заготовки от магазинов, а другие два снимают об-
работанные детали со станков. После поворота на 00° два схвата
возвращают обработанные изделия в магазины, а другие два
устанавливают заготовки на станки для обработки.
Устройства подъема, поворота и выдвижения схвата снабжены
пневмоцилиндрами для осуществления соответствующих движе-
ний. Схват имеет пневмокамеру одностороннего действия.
Для исключения выпадания заготовок при падении давления
в магистрали сжатого воздуха зажим осуществляется пружиной,
а разжим — за счет энергии сжатого воздуха.
§ 21.4. ГИДРАВЛИЧЕСКИЙ ПРОМЫШЛЕННЫЙ
РОБОТ «УНИВЕРСАЛ-50М»
Робот «Универсал-50М» (рис. 21.4) предназначен для
обслуживания литья под давлением, штамповки, ковки, механи-
ческой обработки, упаковки и других технологических процес-
сов (рис. 21.5).
Техническая характеристика робота
Число степеней подвижности........................................ 5
Переносные степени подвижности:
поворот ^движение /), °.......................................... 50
скорость поворота, °/с ........................................ 20
поворот (движение 77), °...................................... 340
скорость поворота, °/с ........................................ 70
393
chipmaker.ru
Рис. 21.4. Робот «Уннверсил-50М»
выдвижение (движение ///), мм . .
скорость выдвижения, мм/с.......
Ориентирующие степени подвижности:
900
10G0
поворот (движение /V), °
скорость поворота, с/с
вращение (движение V), °
скорость вращения, °/с
Грузоподъемность, кг . . .
Точность позиционирова-
ния, мм..................
Тип управляющего устрой-
ства ...................1
Число кадров в цикле. . .
Число команд в цикле . . .
Масса, кг ...............
200
90
360
90
50
3
Позиционное
50
12
1500
Рис. 21.5. Схема робота «Универ-
сал-50М»
Приводными устройствами
звеньев манипулятора служат ги-
дроусилители, к золотникам управ-
ления которых вращение передает-
ся от электродвигателей постоян-
ного тока по командам управляю-
щего устройства. Робот «Универ-
сал-50М» является представителем
группы гидравлических роботов,
работающих в сферической системе
координат.
Конструктивная компоновка
механизмов выдвижения и ориен-
тирующих перемещений схвата
представлена на рис. 21.6. На
корпусе 2 установлены унифици-
394
3 4
Рис. 21.6. Компоновка механизмов выдвижения и ориентирующих перемещений схвата робота «Уииверсал-50М»
chipmaker.ru
рованный привод 9, дифференциальный редуктор 8, переходный
редуктор 7, привод 3 выдвижения кисти, а также гидропанель 10.
Внутри корпуса 2 перемещается каретка 1, к которой прикреп-
лена дифференциальная головка 6, имеющая сменный схват 5. От
унифицированного привода 9 через дифференциальный редуктор 8
и переходный редуктор 7 крутящий момент передается на два
вала 4 квадратного сечения и далее на дифференциальную голов-
ку 6. От привода 3, осуществляющего выдвижение захватного
устройства 5, через реечную зубчатую пару крутящий момент
передается на каретку 1, заставляя ее выдвигаться из корпу-
са 2.
Управляющее устройство, предназначенное для управления
манипулятором и технологическим оборудованием в автоматиче-
ском и ручном режимах, выполнено в виде отдельного шкафа
и состоит из блоков питания, панелей управления приводами,
фотоусилителей, тиристоров, блоков считывания, панелей задат-
чиков и записи программы, панелей управления и пульта ручного
управления. Программу набирают на штекерном барабане и на
задатчиках (потенциометрах). Запись программы производится
по первому циклу. Способ считывания построчный, фотоэлек-
трический.
§ 21.5. ЭЛЕКТРОМЕХАНИЧЕСКИЙ
ПРОМЫШЛЕННЫЙ РОБОТ МП-4
На основании 1 (рис. 21.7) закреплен коробчатый кор-
пус, внутри которого расположены механизмы подъема руки и
поворота ее вокруг вертикальной оси. Поворот осуществляется
от двигателя-редуктора 3 через выходное зубчатое колесо 5,
находящееся в зацеплении с колесом 4, которое жестко закреп-
лено на трубе 6, соединенной с барабаном 7. На наружной по-
верхности барабана выполнены Т-образные пазы с флажками,
входящими при повороте в пазы бесконтактных переключате-
лей 8, обеспечивающих команду на останов Точная доводка до
позиции обеспечивается штоком пневмоцилиндра 9, воздейству-
ющим на жесткий упор, закрепленный на барабане. Механизм
подъема состоит из электродвигателя 18, который через червяч-
ную пару 19 и зубчатое колесо 20 связан с рейкой, выполненной
заодно с трубой 6. Промежуточных позиций механизм подъема
не имеет и работает от упора до упора. Рука робота крепится
к трубе 6. В продольном направлении рука, расположенная
в защитном кожухе 16, перемещается от электродвигателя 10
через реечную передачу 11. На корпусе руки закреплена на-
кладка 12 с Т-образными пазами, в которых устанавливают пере-
движные флажки 13 для грубой остановки перемещения с по-
мощью бесконтактных переключателей. Точная остановка осу-
ществляется пневмоцилиндром 14, вилка которого входит в кон-
такт с роликовыми упорами, установленными на накладке 12.
39G
Рис. 21.7. Кинематическая схема промышленного робота МП-4
Захватное устройство выполнено в виде вакуумного присоса 17,
к которому подводится принудительное разрежение. Положение
робота относительно оборудования выверяется четырьмя вин-
тами 2. Цифрой 15 обозначена головка робота. Робот оснащен
цикловой системой программного управления.
chipmaker.ru
ГЛАВА 22
ЭКСПЛУАТАЦИЯ СТАНКОВ
§ 22.1. ОБЩИЕ СВЕДЕНИЯ
Наличие в достаточном количестве различного, даже
первоклассного, оборудования еще не решает задачу высокопро-
изводительной ритмичной работы предприятия. Кроме надлежа-
щей организации производства исключительно важное значение
имеет правильная эксплуатация оборудования.
Задачей правильной эксплуатации является получение от
станка наибольшей производительности при обеспечении его
долговечности и точности. Наибольшую производительность от
станка получают в результате правильного выбора и высокого
качества режущего инструмента, назначения необходимых ре-
жимов резания, правильной наладки станка.
Станки должны обеспечивать устойчивую высокопроизводи-
тельную работу во все время их эксплуатации. Требования пра-
вильной эксплуатации станков включают точное и правильнее
осуществление упаковки, транспортирования, установки в цехах,
эксплуатации, паспортизации, ремонта и модернизации станков.
Правильные упаковка и транспортирование исключают порчу
и поломку станков. Соблюдение всех условий правильной уста-
новки станка способствует качественной его работе. Испытание
станков необходимо обычно для проверки статической и динами-
ческой точности, проверки на мощность, жесткость и виброустой-
чивость станка и т. д.
Производственная эксплуатация станков включает мероприя-
тия по чистке и смазыванию станков, выбору смазочно-охлаж-
дающих жидкостей, сбору и восстановлению отработанных сма-
зочных и обтирочных материалов и т. п. Паспорт позволяет
правильно использовать станок по всем его показателям и назна-
чению.
Своевременный и качественный ремонт оборудования является
важным условием ритмичной работы предприятий. Устаревшие
станки следует модернизировать, что значительно увеличивает
срок использования станков до окончательного морального их
изнашивания. При эксплуатации станков большое значение имеют
мероприятия по технике безопасности. Однако главным в успеш-
ном использовании станочного оборудования является высокая
общая и техническая грамотность работников заводов, занима-
ющихся эксплуатацией станков. Для этого все рабочие должны
знать устройство станка, правильно ухаживать за станком, ре-
гулировать узлы и т. д. Знания по эксплуатации станков также
необходимы и инженерно-техническим работникам предприя-
тий.
398
§ 22.2. НАЗНАЧЕНИЕ И СОДЕРЖАНИЕ ПАСПОРТОВ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Документ, содержащий необходимые кинематические,
динамические и конструктивные сведения, а также ряд общих
данных о станке, называют паспортом станка. Наличие паспортов
у станков позволяет технологам разрабатывать наиболее рацио-
нальные технологические процессы при правильном и эффек-
тивном использовании станочного парка; механикам — заранее
готовиться к ремонту станков и быстро производить исправления
при случайных поломках; нормировщикам — правильно назна-
чать технически обоснованные нормы и т. д. Кроме паспорта,
завод-изготовитель прилагает к станку руководство или инструк-
цию по уходу и обслуживанию, содержащую необходимые сведе-
ния о правильной эксплуатации станка.
Паспорта станков составляют по специальным разработан-
ным формам, а при отсутствии утвержденной формы для данного
типа станка — по форме, наиболее похожей на утвержденную
форму на сходные по типу станки. В паспорт вписывают: общие
сведения о станке, общий вид станка с обозначением органов
управления, спецификацию органов управления, основные дан-
ные о станке, габаритные размеры рабочего пространства, поса-
дочные и присоединительные базы станка, габаритные размеры
станка в плане, сведения о ремонте станка, данные о комплек-
тации и т. д.
§ 22.3. ТРАНСПОРТИРОВАНИЕ ОБОРУДОВАНИЯ
Основными требованиями, предъявляемыми к таре для
перевозки станков и другого оборудования, являются: прочность,
простота конструкции, возможность выполнения погрузочно-раз-
грузочных работ как вручную, так и с применением средств ме-
ханизации, обеспечение сохранности при транспортировании и
длительном хранении. Степень защиты оборудования от повреж-
дений определяется видом упаковки, предохраняющей оборудо-
вание от ударов, толчков и воздействия атмосферной среды.
Основным и наиболее универсальным видом упаковки для
оборудования, перевозимого по железной дороге, речным, мор-
ским и автомобильным транспортом, являются ящики деревян-
ные, плотные или решетчатые, разового или многоразового ис-
пользования, выполненные в соответствии с ГОСТ 10198—78.
Транспортирование оборудования на короткие расстояния (до
300 км) автомобильным транспортом можно производить без
упаковки. В этом случае оборудование укрывают специальным
чехлом или пленкой.
Для отгрузки крупногабаритных станков применяют облег-
ченную упаковку «под колпаком». Яри такой конструкции тары
основную нагрузку несет не упаковка, а сам станок. Ящик только
предохраняет станок от механических повреждений и коррозии.
399
chipmaker.ru
В этом случае в станину станка ввертывают рым-болты, которые
выводят за упаковку. За них зачаливают при погрузочно-разгру-
зочных работах.
§ 22.4. МЕТОДЫ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ
СТАНКА НА ФУНДАМЕНТЕ
Установка станка на фундамент Влияет на основные
показатели его работоспособности. Наиболее распространена уста-
новка станков на фундаменты грех видов (рис. 22.1): бетонные
полы первого этажа (общая плита цеха); утолщенные бетонные
ленты (ленточные фундаменты); специально Проектируемые мас-
сивные фундаменты (индивидуальные или групповые), фунда-
менты обычного типа (опирающиеся на естественное основание),
свайные и виброизолированные (на резиновых ковриках или
пружинах).
Станки на фундаментах (рис. 22.2) устанавливают: с креп-
лением анкерными болтами — на клиньях с заливкой опорной
поверхности станины цементным раствором или на регулируемых
опорных элементах (винтовых или клиновых) без заливки; без
крепления болтами с заливкой опорной поверхности станины
цементным раствором; без крепления болтами и без заливки на
Рис. 22.1. Фундаменты под станки:
а —• пол (общая плита); б — ленточный (сечение в плоскости* перпендикулярной к оси
лепты); в — обычного типа; г — свайный; д — на резиновых ковриках; е — на пружинах
Рис. 22.2. Установка станков на фундаментах:
at е — с заливкой опорной поверхности станины цементным раствором; б — без заливки
раствором (с креплением болтами); г — на жестких регулируемых опорах; д — на резм-
иометаллических опорах (без крепления болтами)
400
22.1. Общие рекомендации по установке станков нормальной точности средних размеров (масса до 15 т)
на полу первого этажа
Тип станка Установка
с креплением анкерными болтами без крепления болтами с заливкой опорной поверхности станины цементным раствором без крепления болтами и без заливки опорной поверхности станины на упругих (в частности, на резинометаллических) опорах
Токарные, револьверные Станки, не требующие перестановки и используе- мые для различных работ (в том числе обдирочных), на работах с ударными на- грузками, для обработки неуравновешенных деталей. Станки с длинными ста- нинами, используемые для работы в условиях повы- шенной нагрузки Станки, ие требующие частой перестановки илн с длинными станинами, используемые для работы в нормальных условиях Станки, требующие частой перестановки, с относительно не- длинными станинами. Для повышения жест- кости станины на нож- ках могут устанавли- ваться на опоры вместе с промежуточной ме- таллической рамой, связывающей ножки Станки, устанавливае- мые на нежестких пере- крытиях или в условиях интенсивных колебаний основания. Можно уста- навливать относительно небольшие станки (D С 400 мм; расстояние между центрами меиее 1000 мм), требующие ча- стой перестановки, ис- пользуемые для обра- ботки уравновешенных деталей для работы в нормальных условиях
Вертикально- сверлильные о Станки, устанавливаемые в зонах работы мостовых кранов в условиях повы- шенной нагрузки Станки, устанавливае- мые вне зон работы мо- стовых кранов, не требу- ющие частой перестановки или используемые для ра- боты в условиях повышен- ной нагрузки Станки, устанавли- ваемые вне зон работы мостовых кранов, тре- бующие частой переста- новки, используемые для работы в нормаль- ных условиях —
Продолжение1 табл. 22.1
402
Тип станка Установка
с креплением анкерными болтами без крепления болтами с заливкой опорной поверхности станины цементным раствором бея крепления болтами и без заливки опорной поверхности станины на упругих (в частности, на резинометаллических) опорах
Радиально- сверлильные Основная часть станков — — —
Горизонтально- расточные (с крестовым столом) Основная часть станков (так как станины нужно периодически выверять, в качестве опорных элемен- тов, как правило, исполь- зуют клиновые башмаки) Небольшие станки, тре- бующие перестановки, ис- пользуемые для операций относительно невысокой точности —
Консольно- и бесконсольно- фрезерные Станки, не требующие перестановки, используемые для различного вида работ (в том числе обдирочных). Станки, предназначенные для работы в условиях по- вышенной нагрузки Основная часть станков, не требующих частой пе- рестановки; станки, требу- ющие перестановки, ис- пользуемые для работы в условиях повышенной нагрузки Станки, требующие частой перестановки, используемые для ра- боты в условиях повы- шенной нагрузки Станки, устанавливае- мые на нежестких пере- крытиях; станки, требу- ющие частой перестанов- ки, если на них не дол- жна производиться обра- ботка в условиях повы- шенной нагрузки
Зубофрезерные То же То же Станки, требующие частой перестановки, используемые на опера- циях относительно не- высокой точности или для работы в нормаль- ных условиях То же
chipmaker.ru
Тип стайка
с креплением анкерными болтами
Поперечно- строгальные, долбежные Станки, используемые для различного вида работ (в том числе обдирочных) или для точных работ
Протяжные Основная часть станков
Зубострогаль- ные, зубо- долбежные Станки, используемые для работы в условиях по- вышенной нагрузки или для точных работ
Продолжение табл. 22.1
Установка
без крепления болтами с заливкой опорной поверхности станины цементным раствором без крепления болтами н без заливки опорной поверхности станины на упругих (п частности, на резинометяллических) опорах
Станки, требующие пе- рестановки, используемые для работы в нормальных условиях нли на опера- циях относительно невы- сокой точности, устанав- ливаемые на жестких пе- рекрытиях — Станки, устанавлива- мые на недостаточно жестких перекрытиях или б непосредственной близости от высокоточ- ных станков
Станки, используемые для работы в нормальных условиях или на опера- циях относительно невы- сокой точности — —
То же — —
chipmaker.ru
жестких металлических регулируемых опорных элементах; на
упругих (в частности, на резинометаллических) опорах.
Указанную установку станков можно разделить на жесткую
и упругую. К жесткой относят установку станка на жестких (ме-
таллических) опорах с креплением или без крепления, у которых
фундаментом служит плита или бетонный блок, опирающиеся на
естественное основание или перекрытие. К упругой относят все
виды установки станка на упругих опорах и установки на же-
стких опорах, у которых фундаментом служит бетонный блок,
спирающийся на упругие опорные элементы (резиновые ков-
рики, пружины и т. п.).
Общие рекомендации по установке станков разных типов на
полу первого этажа приведены в табл. 22.1. При установке стан-
ков на перекрытиях применяют те же опорные элементы и такое
же крепление станков, как и при установке на полу первого
этажа. Установку с креплением болтами применяют только в том
случае, когда в помещении предусмотрены специальные устрой-
ства для крепления болтов (заделаны швеллеры, металлические
плиты и т. п.).
§ 22.5. ИСПЫТАНИЕ СТАНКОВ
И ПРОВЕРКА ИХ НА ТОЧНОСТЬ
Каждый станок после изготовления или ремонта дол-
жен удовлетворять определенным техническим условиям. Согласно
действующим общим техническим условиям приемочные испыта-
ния станков должны включать:
а) испытание станка на холостом ходу, проверку работы
механизмов и проверку паспортных данных;
б) испытание станка в работе под нагрузкой, а специальных
станков — и на производительность;
в) проверку станка на геометрическую точность, шерохова-
тость поверхности и точность обрабатываемой детали;
г) испытание станка на жесткость;
д) испытание на виброустойчивость при резании.
Испытания станка должны проводиться в указанной после-
довательности. Проверку шероховатости поверхности и точности
обрабатываемой детали допускается проводить одновременно с ис-
пытанием станка в работе и до проверки геометрической точности.
Проверка станков на точность заключается в проверке их
геометрической точности, шероховатости поверхности и точности
обработки. При проверке на геометрическую точность нужно
проверить прямолинейность направляющих, плоскостность сто-
лов; горизонтальность или вертикальность установки стоек,
направляющих колонн и плит; положение и точность вращения
шпинделей; параллельность или перпендикулярность осей между
собой или соответствующим направляющим; погрешности ходо-
вых винтов, делительных устройств и т. д. Геометрическую точ-
404
ность проверяют в соответствии со стандартом для данного типа
станков.
Одних геометрических проверок для станков недостаточно,
так как при этом учитывают (или недостаточно учитывают) же-
сткость деталей станка, качество их обработки и сборки, не го-
воря уже о влиянии жесткости системы станок — приспособле-
ние— инструмент—заготовка на точность обработки. Государ-
ственными стандартами предусмотрена обязательная проверка
точности станка путем обработки образца и одновременно про-
верка шероховатости поверхности обрабатываемой детали. Про-
верку следует проводить после предварительной обкатки станка
вхолостую или после испытаний в работе, причем главные эле-
менты станка должны достичь рабочих установившихся темпе-
ратур. Вид образца, его материал и характер обработки для
различных станков указаны в соответствующих стандартах.
§ 22.6. ПОВЫШЕНИЕ НАДЕЖНОСТИ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Проблема обеспечения надежности оборудования ком-
плексная. Каждый из этапов создания станков и условия их
эксплуатации оказывают на решение этой проблемы определен-
ное влияние. Надежность станков закладывается при проекти-
ровании, обеспечивается при изготовлении и реализуется при
эксплуатации.
Современные металлорежущие станки — сложная электро-,
электронно-, гидро-, пневмомеханическая система, надежность
которой определяется большим числом различных по принципу
действия элементов и механизмов. И все же исходя из главного
параметра надежности любого станка — обеспечения строго рег-
ламентированных показателей качества обработки, — основную
нагрузку несет механическая часть станка.
Непреложное требование к конструкции станков — обеспе-
чение высокой жесткости, от которой зависят точность и произво-
дительность обработки. Высокая статическая жесткость станка
является своего рода необходимым, но недостаточным условием
высокого качества обработки на нем. Для этого необходимо обес-
печить высокие динамические характеристики станка.
В станках при работе на холостом ходу под нагрузкой воз-
никают вынужденные колебания и автоколебания. Автоколеба-
ния при установочных перемещениях (фрикционные автоколеба-
ния) и при резании отрицательно сказываются на точности пози-
ционирования, шероховатости и волнистости обработанной по-
верхности, а при уровне автоколебаний выше определенного про-
цесс обработки вообще невозможен из-за потери устойчивости
технологической системы. Поэтому практический интерес пред-
ставляет определение условий, при которых установочные пере-
мещения и процесс резания будут сохранять устойчивость. На-
405
chipmaker.ru
рушение работоспособности станков во многих случаях вызы-
вается изнашиванием наиболее ответственных деталей. Тради-
ционными способами повышения износостойкости является выбор
оптимального вида и режима смазывания узлов трения, их за-
щита от окружающей среды.
В настоящее время в станкостроении наметилась тенденция
к комплексной автоматизации станков с ЧПУ, которые могут
длительное время (как правило, не менее одной смены) работать
в режиме трудосберегающей технологии. Одновременно ужесто-
чаются режимы резания, что приводит к резкому увеличению
производительности съема металла. В таких условиях решающим
фактором обеспечения надежности оборудования становится ре-
шение проблемы эффективного удаления стружки из зоны обра-
ботки. Для обеспечения надежности изготовляемых станков тех-
нологический процесс должен предусматривать строгое выпол-
нение всех технических требований, предъявляемых к основным
деталям и механизмам станков.
Проблему эксплуатационного обеспечения надежности стан-
ков в целом может решить лишь система технической диагностики
(СТД). При создании СТД преследуют следующие основные цели:
круглосуточное многосменное использование технологиче-
ского оборудования с ограниченным числом обслуживающего
персонала, т. е. организацию трудосберегающей технологии; в этом
случае должны быть автоматизированы все без исключения опе-
рации, выполняемые для этого обслуживающим персоналом;
исключение или снижение процента бракованных деталей;
это достигается путем дооперационного контроля заготовок,
результаты которого являются исходной базой при выборе си-
стемой управления технологического режима обработки, а также
внутриоперанионного контроля большого числа параметров, ока-
зывающих влияние на качество обрабатываемых деталей, и,
наконец, послеоперационного контроля размеров, микро- и мак-
рогеометрии обработанных деталей; результаты внутри- и после-
операционного контроля служат основой для коррекции техно-
логического режима обработки;
снижение времени простоев из-за неполадок в станке; для
решения этой задачи сигналы со стандартных элементов электро-
автоматики станка (датчики давления и расхода, конечные вы-
ключатели и т. п.), а также его специальных датчиков (например,
износа, температуры, уровня вибраций и т. п.) подаются на
устройство, предназначенное для своевременного останова станка,
подачи сигнала об этом и определения места нахождения дефекта,
вызвавшего останов.
Существенно повысить надежность станков в процессе эксплуа-
тации можно за счет оснащения их системами активного контроля,
адаптивного управления и диагностики. Причем наиболее пер-
спективными являются системы активного контроля с бесконтакт-
ными датчиками на базе оптоэлектроники, так как они позволяют
406
производить измерения, не прерывая процесса обработки. В си-
стемах диагностики должны быть предусмотрены функции профи-
лактики. Системы адаптивного управления оптимизируют ре-
жимы обработки.
§ 22.7. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ РАБОТЕ НА СТАНКАХ
Основные правила безопасной эксплуатации металло-
обрабатывающих станков для рабочих всех профессий заклю-
чаются в следующем.
Общие требования перед началом работы. 1. Проверить, хо-
рошо ли убрано рабочее место, и при наличии неполадок в работе
станка в течение предыдущей смены ознакомиться с ними и с при-
нятыми мерами по их устранению.
2. Привести в порядок рабочую одежду. Застегнуть обшлага
рукавов, убрать волосы под головной убор.
3. Проверить состояние решетки под ногами, ее устойчивость
на полу.
4. Проверить состояние ручного инструмента: ручки напиль-
ников и шабера должны иметь металлические кольца, предохра-
няющие их от раскалывания; гаечные ключи должны быть ис-
правными, и при закреплении болтов (гаек) размер их зева дол-
жен соответствовать размеру головки болта (гайки); не допу-
скается применение прокладок и их удлинение с помощью труб.
5. Привести в порядок рабочее место: убрать все лишнее,
подготовить и аккуратно разложить необходимые инструменты
и приспособления так, чтобы было удобно и безопасно пользо-
ваться ими (то, что надо брать левой рукой, должно находиться
слева, а то, что правой, — справа); уложить заготовки в пред-
назначенную для них тару, а саму тару разместить так, чтобы
было удобно брать заготовки и укладывать обработанные детали
без лишних движений рук и корпуса.
6. При наличии местных грузоподъемных устройств прове-
рить их состояние. Приспособления массой более 16 кг устанав-
ливать на станок только с помощью этих устройств.
7. Проверить состояние станка: убедиться в надежности креп-
ления стационарных ограждений, в исправности электропро-
водки, заземляющих (зануляющих) проводов, рукояток и махо-
вичков управления станком.
Разместить шланги, проводящие СОЖ, электрические провода
в другие коммуникации, так, чтобы была исключена возмож-
ность их соприкосновения с движущимися частями станка или
вращающимся инструментом.
8. Подключить станок к электросети, включить местное осве-
щение и отрегулировать положение светильника так, чтобы рабо-
чая зона была хорошо освещена и свет не слепил глаза.
9. На холостом ходу проверить исправность кнопок «Пуск»
и «Стоп», действие и фиксацию рычагов и ручек включения ре-
407
chipmaker.ru
жимов работы станка, системы принудительного смазывания,
а также системы охлаждения. Далее произвести или проверить
наладку станка в соответствии с технологической документацией.
10. Подготовить средства индивидуальной защиты и проверить
их исправность. Для предупреждения кожных заболеваний при необ-
ходимости воспользоваться средствами дерматологической защиты.
11. 0 всех обнаруженных недостатках, не приступая к работе,
сообщить мастеру.
Общие требования во время работы. 12. Масса и габаритные
размеры обрабатываемых заготовок должны соответствовать па-
спортным данным станка.
13. При обработке заготовок массой более 16 кг устанавли-
вать и снимать с помощью грузоподъемных устройств, причем не
допускать превышения нагрузки, установленной для них. Для
перемещения применять специальные строповочно-захватные при-
способления. Освобождать обработанную деталь от них только
после надежной укладки, а при установке—только после на-
дежного закрепления на станке.
14. При необходимости пользоваться средствами индивидуаль-
ной защиты. Запрещается работать в рукавицах и перчатках,
а также с забинтованными пальцами без резиновых напальчни-
ков, на станках с вращающимися обрабатываемыми заготовками
или инструментами.
15. Перед каждым включением станка убедиться, что его
пуск ни для кого не опасен; постоянно следить за надежностью
крепления станочного приспособления, обрабатываемой заго-
товки, а также режущего инструмента.
16. При работе станка не переключать рукоятку режимов
работы, измерений, регулировки и чистки. Не отвлекаться от
наблюдения за ходом обработки самому и не отвлекать других.
17. Если в процессе обработки образуется отлетающая
стружка, установить переносные экраны для защиты окружа-
ющих и при отсутствии на станке специальных защитных уст-
ройств надеть защитные очки или предохранительный щиток из
прозрачного материала. Следить за своевременным удалением
стружки как со станка, так и с рабочего места, остерегаться нама-
тывания стружки на заготовку или инструмент, не удалять
стружку руками, а пользоваться для этого специальными уст-
ройствами; запрещается с этой целью обдувать сжатым воздухом
обрабатываемую заготовку и части станка.
18. Правильно укладывать обработанные детали, не загро-
мождать подходы к станку, периодически убирать стружку и сле-
дить за тем, чтобы пол не был залит охлаждающей жидкостью и
маслом, обращая особое внимание на недопустимость попадания
их на решетку под ноги.
19. При использовании для привода станочных приспособле-
ний сжатого воздуха следить за тем, чтобы отработанный воздух
отводился в сторону от станочника.
408
20. Постоянно осуществлять контроль за устойчивостью от-
дельных деталей или штабелей деталей на местах складирования,
а при размещении деталей в таре обеспечивать устойчивое поло-
жение их, а также самой тары. Высота штабелей не должна пре-
вышать для мелких деталей 0,5 м, для средних — 1 м, для круп-
ных — 1,5 м.
21. Обязательно выключать станок при уходе даже на корот-
кое время, при перерывах в подаче электроэнергии или сжатого
воздуха, при измерении обрабатываемой детали, а также при
регулировке, уборке и смазывании станка.
22. При появлении запаха горящей электроизоляции или
ощущения действия электрического тока при соприкосновении
с металлическими частями станка немедленно остановить станок
и вызвать мастера. Не открывать дверцы электрошкафов и не
производить какую-либо регулировку электроаппаратуры.
Общие требования по окончании работы. 23. Выключить ста-
нок и привести в порядок рабочее место. Разложить режущий,
вспомогательный и измерительный инструмент по местам хране-
ния, предварительно протерев его.
24. Стружку смести в поддон или на совок щеткой; трудно-
доступные места очистить кистью или деревянной заостренной
палочкой, обернутой ветошью. Во избежание несчастного случая
и попадания стружки в механизмы запрещается для чистки
станка использовать сжатый воздух.
25. Проверить качество уборки станка, выключить местное
освещение и отключить станок от электросети.
26. О всех неполадках в работе станка, если они имели место
на протяжении смены, сообщить сменщику или мастеру.
27. Осуществить санитарно-гигиенические мероприятия.
Кроме указанного, каждый станочник обязан:
работать только на том станке, к эксплуатации которого он
допущен, и выполнять ту работу, которая поручена ему адми-
нистрацией цеха;
без разрешения мастера не допускать к работе на станке
других лиц;
заметив нарушение правил по охране труда со стороны дру-
гих станочников, предупредить их и потребовать соблюдения
требований безопасности;
в обязательном порядке требовать от администрации цеха
проведения внепланового инструктажа при переводе на эксплуа-
тацию станка другой модели или при привлечении к разовым
работам, не входящим в круг обязанностей станочника;
о всяком несчастном случае немедленно ставить в известность
мастера и обращаться в медицинский пункт;
уметь оказывать первую помощь пострадавшему, применять
первичные средства пожаротушения и проводить работы по
устранению последствий аварийных ситуаций или пожара.
chipmaker.ru
СПИСОК ЛИТЕРАТУРЫ
1. Ачеркан Н. С. Расчет и конструирование металлорежущих станков.
74.: Машгиз 1952. 746 с.
2. Барбашов Ф. А., Сильверстов Б. Н. Фрезерные и зуборезные ра-
боты. М.: Высшая школа. 1983. 287 с.
3. Промышленная робототехника/Пол ред. Я. А Шифрина. М.: Маши-
ностроение 1982. 415 с.
4. Бирюков Б. Н. Электрофизические и электрохимические методы раз-
мерной обработки. М.: Машиностроение, 1981. 128 с.
5. Владзиевскмй А. П., Белоусов А. П. Основы автоматизации производства
в машиностроении. М.: Высшая школа, 1974 252 с.
6. Власов С. Н., Годович Г. М., Черпаков Б. И. Устройство, наладка и
обслуживание металлообрабатывающих станков и автоматических линий.
М.: Машиностроение, 1983. 439 с.
7. Дерябин А. Л. Программирование технологических процессов для стан-
ков с ЧПУ М.: Машиностроение, 1984. 223 с.
8. Зазерский Е. И., Жолнерчик С. И. Технология обработки деталей на
станках с программным управлением. М.—Л.: Машиностроение, 1975. 208 с.
9. Каминская В. В., Решетов Д. Н. Фундаменты и установке металло-
режущих станков. М.: Машиностроение, 1975. 208 с.
10. Камь!шный Н. И., Стародуб В. С. Конструкции и наладка токарных
автоматов п полуавтоматов. М.: Высшая школа, 1982. 272 с.
11. Кацев П. Г. Протяжные работы. М.: Высшая школа, 1968. 162 с.
12. Кедрмнским В. Н., Писманник К. М. Станки для обработки конических
колес. М.: Машиностроение, 1967. 584 с.
13. Козырев Ю. Г. Промышленные роботы. М.: Машиностроение, 1983.
375 с.
14. Колев Н. С., Красниченко Л. В., Никулин Н. С. Металлорежущее
станки. М.: Машиностроение, 1980. 500 с.
15. Колка И. А., Кувшинский В. В. Многооперационные станки. М.:
Машиностроение, 1983. 136 с.
16. Кувшинский В. В. Основы автоматизации технологических процессов
в машиностроении. М.: Машиностроение, 1972. 272 с.
17. Кузнецов В. Г. Приводы станков с программным управлением. М.:
Машиностроение, 1983. 248 с.
18. Лещенко В. А. Гидравлические следящие приводы станков с програм-
мным управлением. М.: 1ашиностроенне, 1975. 288 с.
19. Локтева С. Е. Станки с программным управлением. М.: Машино-
строение, 1979. 288 с.
20. Лоскутов В. В. Сверлильные и расточные станки. М.: Машинострое-
ние, 1981. 151 с.
21. Лурье Г. Б., Комиссаржевская В. Н. Устройство шлифовальных стан-
ков. М.: Высшая школа, 1983. 215 с.
22. Масловский В. В. Доводочные и притирочные работы. М.: Высшая
школа, 1971. 256 с.
23. Марголит Р. Б. Наладка станков с программным управлением. М.:
Машиностроение, 1983. 253 с.
24. Металлорежущие станкн/Под ред. Н. С. Ачеркана. М.: Машинострое-
ние, 1965. 764 с,
410
25. Металлорежущие станки/Под ред. В. К. Тепинкичиева. М.: Машино-
строение, 1973. 472 с.
26. Модзелевский А. А., Соловьев А. В., Лонг В. А. Многооперационные
станки. М.: Машиностроение, 1981. 216 с.
27. Овумян Г. Г., Адам Я. И. Справочник зубореза. М.: Машинострое-
ние, 1983. 223 с.
28. Рыкалин Н. Н-, Углов А. А., Кокора А. Н. Лазерная обработка мате-
риалов. М.: Машиностроение, 1975. 296 с.
29. Сандаков М. В. Таблицы для подбора шестерен. 5-е изд., доп. М.:
Машиностроение. 1982. 559 с.
30 Смирнов В. К- Токарь-расточник. М.: Высшая школа, 1973. 302 с.
31. Тарзимаиов Г. А. Проектирование металлорежущих станков. М.: Маши-
ностроение, 1972. 500 с.
32. Теплицкий Б. М., Мазо Г. И. Делительные механизмы. М.—Л.: Машино-
строение, 1974. 280 с.
33. Токарные станки/А. А. Модзелевский, А. А. Мущинкин, С. С. Кедров
и др. М.: Машиностроение, 1973. 280 с.
34. Устройство промышленных роботов/Е. И. Юревич, Б. Г. Аветиков,
О. Б. Корытко и др. М.—Л.: Машиностроение, 1980. 333 с.
35. Харизоменов И. В. Электрооборудование и электроавтоматика металло-
режущих станков. М.: Машиностроение, 1975. 264 с.
36. Чернов Н. Н. Металлорежущие станки. — 3-е изд. перераб. и доп.
М.: Машиностроение, 1978. 389 с.
411
chipmaker.ru
ОГЛАВЛЕНИЕ
Предисловие.......................................................... 3
Глава 1. Общие сведения о металлорежущих станках..................... 5
§ 1.1. Классификация металлорежущих станков............. 5
§ 1.2. Движения в металлорежущих станках................ 6
§ 1.3. Кинематические схемы станков и условные обозначе-
ния их элементов ....................................... 8
§ 1.4. Определение передаточных отношений и перемещений
в различных видах передач........................... 13
§ 1.5. Передаточные отношения кинематических цепей. Рас-
чет частоты вращения н крутящих моментов ... . 14
§ 1.6. Ряды частот вращения шпинделей, двойных ходов
и подач в станках...................................... 15
Глава 2. Типовые детали и механизмы металлорежущих станков. . 22
§ 2.1. Станины и направляющие.......................... 22
§ 2.2. Приводы станков................................. 25
§ 2.3. Кинематический расчет коробок скоростей......... 29
§ 2.4. Шпиндели и их опоры................... . . 35
§ 2.5. Коробки подач................................. 38
§ 2.6. Бесступенчатые приводы.......................... 41
§ 2.7. Механизмы прямолинейного движения............... 42
§ 2.8. Храповые и мальтийские механизмы................ 45
§ 2.9. Муфты....................................... - 47
§ 2.10. Реверсивные механизмы...................... . 51
§ 2.11. Планетарные передачи ... . .... . 52
§ 2.12. Тормозные устройства ... . .................. 55
§2.13. Кривошипно-кулисные механизмы. ... . . 56
§ 2.14. Элементы систем управления станками............ 57
§ 2.15. Блокировочные устройства, ограничители хода и
устройства для предохранения станка от перегрузок 59
§ 2.16. Системы смазывания и охлаждения ............... 61
§2.17. Коэффициент полезного действия привода станка . . 64
Глава 3. Электрооборудование металлорежущих станков................. 65
§ 3.1. Асинхронные электродвигатели........ ... 65
§ 3.2. Электродвигатели постоянного тока... . . 69
§ 3.3. Система генератор — электродвигатель............ 72
§ 3.4. Шаговые и высокомоментные электродвигатели ... 73
§ 3.5. Аппаратура ручного управления .................. 75
§ 3.6. Аппаратура контакторного управления ... . 77
§ 3.7. Автоматическое управление в функции пути........ 78
§ 3.8. Электромагнитные устройства..................... 80
Глава 4. Гидрооборудование металлорежущих станков................... 82
§ 4.1. Общие сведения.................................. 82
§ 4.2. Насосы ......................................... 85
§ 4.3. Распределительная гидроаппаратура............... 89
§ 4.4. Регулирующая гидроаппаратура ................... 91
412
§ 4.5. Гидроцилиндры и гидромоторы..................... 94
§ 4.6. Схемы гидравлических приводов с объемным и дрос-
сельным регулированием скорости движения.... 99
Глава 5. Общая методика наладки металлорежущих станков............. 101
§ 5.1. Последовательность наладки ..................... 101
§ 5.2. Подбор чисел зубьев сменных зубчатых колес.... 103
Глава 6. Токарно-винторезные станки................................. ПО
§ 6.1. Общие сведения................................... ПО
§ 6.2. Основные узлы и их назначение................... 111
§ 6.3. Токарно-винторезный станок 16К20................ 117
§ 6.4. Наладка станков на различные операции........... 124
§ 6.5. Стандартизованные приспособлеиня к станкам . . . 127
§ 6.6. Технико-экономические показатели работы......... 131
Глава Т. Токарно-затыловочные станки................................ 133
§ 7.1. Основные сведения о затыловании.................. 133
§ 7.2. Универсальный токарно-затыловочный станок 1Б811 136
Глава 8. Лобовые токарные и карусельные станки...................... 143
§ 8.1. Лобовые токарные станки ......................... 143
§ 8.2. Карусельные станки............................... 144
Глава 9. Токарно-револьверные станки ............................... 149
§ 9.1. Общие сведения................................... 149
§ 9.2. Зажимные устройства ............................. 150
§ 9.3. Токарно-револьверные станки с вертикальной осью
револьверной головки ................................... 151
§ 9.4. Токарно-револьверный станок 1Г340П............... 152
Глава 10. Токарные полуавтоматы и автоматы.......................... 159
§ 10.1. Общие сведения.................................. 159
§ 10.2. Многорезцовые токарные полуавтоматы............. 159
§ 10.3. Токарные копировальные полуавтоматы............. 163
§ 10.4. Фасонно-отрезные и фасонно-продольные автоматы 168
§ 10.5. Одношпиндельный токарно-револьвериый автомат
1Б140 ................................................... 169
§ 10.6. Схемы работы многошпиндельных автоматов.... 187
§ 10.7. Токарный шестишпнндельный автомат 1Б265-6К- - 189
§ 10.8. Многошпиндельные полуавтоматы .................. 195
§ 10.9. Восьмишпиндельный полуавтомат 1К282............. 196
Глава 11. Станки сверлильно-расточной группы........................ 201
§ 11.1. Типы сверлильных станков ....................... 201
§ 11.2. Вертикально-сверлильный станок 2Н135 ........... 201
§ 11.3. Радиально-сверлильиый станок 2М55 .............. 204
§ 11.4. Многошпиндельные сверлильные станки и станки
для глубокого сверления .............................. 207
§ 11.5. Расточные станки............................ 207
§ 11.6. Универсальный горизонтально-расточный станок
2620В ......................................... 208
§ 11.7. Алмазно-расточные станки ....................... 214
§ 11.8. Координатно-расточные станки................ 215
Глава 12. Фрезерные станки и делительные головки.................... 220
§ 12.1. Консольно-фрезерные станки.................. 220
§ 12.2. Универсальный консольно-фрезерный станок 6Р82 222
§ 12.3. Вертикально-фрезерные бесконсольные станки . . . 226
§ 12.4. Продольно-фрезерные станки.................. 227
§ 12.5. Шпоночно-фрезерные станки................... 229
413
chipmaker.ru
§ 12.6. Фрезерные станки непрерывного действия....... 230
§ 12.7. Делительные головки............................ 231
Глава 13. Резьбообрабатывающие станки............................... 239
§ 13.1. Методы изготовления резьб...................... 239
§ 13.2. Резьбофрезерный станок 5Б63 ................... 241
§ 13.3. Резьбошлифовальные станки...................... 243
§ 13.4. Болтонарезные станки........................... 243
§ 13.5. Резьбонакатные станки ......................... 244
§ 13.6. Гайконарезные станки........................... 246
Глава 14. Станки строгально-протяжной группы....................... 247
§ 14.1. Назначение и разновидности строгальных и долбеж-
ных станков ........................................ 247
§ 14.2. Поперечно-строгальный станок 7Е35 .......... 248
§ 14.3. Продольно-строгальные станки . . .......... 250
§ 14.4. Долбежный станок 7А420 .... .......... 252
§ 14.5. Протяжные станки .............................. 253
Глава 15. Станки шлифовально-притирочной группы................... 260
§ 15.1. Область применения и разновидности шлифоваль-
ных станков ......................................... 260
§ 15.2. Круглошлифовальный станок ЗМ151 ...... 261
§ 15.3. Бесцентрово-шлифовальные станки................ 267
§ 15.4. Внутришлифовальный станок ЗК228В.......... . 270
§ 15.5. Плоскошлифовальные станки...................... 274
§ 15.6. Притирочные станки ............................ 278
§ 15.7. Хонинговальные станки.......................... 279
§ 15.8. Станки для суперфиниширования . . .......... 281
Глава 16. Зубообрабатывающие станки................................. 283
§ 16.1. Основные методы нарезания зубчатых колес и клас-
сификация станков..................... . . 283
§ 16.2. Зубодолбежный станок 5122 284
§ 16.3. Методы обработки на зубофрезерных станках . . . 289
§ 16.4. Зубофрезерный станок 53А50 ... , . 292
§ 16.5. Нарезание шевронных колес................. 297
§ 16.6. Методы нарезания конических колес......... 298
§ 16.7. Зубострогальный станок 5Т23В.............. 300
§ 16.8. Нарезание конических колес с криволинейными
зубьями............................................ 306
§ 16.9. Зубоотделочные операции................... 309
§ 16.10. Зубошевинговальнып станок 5702А.......... 311
§ 16.11. Станки для зубозакрутления, снятия фасок и зау-
сенцев ......................... . ......... 314
§ 16.12. Накатывание зубьев............................ 315
Глава 17. Агрегатные станки......................................... 316
§ 17.1. Общие сведения................................. 316
§ 17.2. Силовые головки и столы........................ 323
§ 17.3. Гидропанели.................................... 328
§ 17.4. Шпиндельные коробки............................ 330
Глава 18. Разные станки.................................. .... 332
§ 18.1. Станки для обработки ультразвуком.............. 332
§ 18.2. Электроискровые станки......................... 334
§ 18.3. Электроимпульсные станки ...................... 336
§ 18.4. Анодно-механические станки..................... 337
§ 18.5. Электронно-лучевая и лазерная обработка........ 340
414
Глава 19. Станки с программным управлением......................... 342
§ 19.1. Общие сведения ................................. 342
§ 19.2. Системы числового программного управления . . . 343
§ 19.3. Программное цикловое управление................. 346
§ 19.4. Общие сведения о программоносителях, кодирова-
нии и преобразовании информации........................ 348
§ 19.5. Станки с ЧПУ.................................... 352
§ 19.6. Токарный станок с ЧПУ 16К20ФЗ................... 354
§ 19.7. Вертикально-сверлильный станок с ЧПУ 2Р135Ф2 361
§ 19.8. Вертикально-фрезерный станок с ЧПУ 6Р13РФЗ 366
§ 19.9. Многоцелевые станки........................... 369
§ 19.10. Многоцелевой станок ИР500МФ4................... 374
§ 19.11. Пути технического развития металлорежущего обо-
рудования с ЧПУ........................................ 378
Глава 20. Автоматические линии, автоматизированные участки и произ-
водства .......................................................... 380
§ 20.1. Классификация автоматических линий............. 380
§ 20.2. Оборудование автоматических линий............. 380
§ 20.3. Виды автоматических линий....................... 384
§ 20.4. Автоматизированные участки и производства .... 386
Глава 21. Промышленные роботы...................................... 389
§ 21.1. Общие понятия................................... 389
§ 21.2. Захватные устройства............................ 390
§21.3. Пневматический промышленный робот МП-3. . . 392
§ 21.4. Гидравлический промышленный робот «Универ-
сал-50М»............................................... 393
§ 21.5. Электромеханический промышленный робот МП-4 . . 396
Глава 22. Эксплуатация станков .................................... 398
§ 22.1. Общие сведения.................................. 398
§ 22.2. Назначение и содержание паспортов металлорежу-
щих станков ........................................... 399
§ 22.3. Транспортирование оборудования ................. 399
§ 22.4. Методы установки и закрепления станка на фунда-
менте ................................................. 400
§ 22.5. Испытание станков и проверка нх на точность .... 404
§ 22.6. Повышение надежности металлорежущих станков . . 405
§ 22.7. Техника безопасности при работе на станках .... 407
Список литературы................................................. 410
chipmaker.ru
УЧЕБНОЕ ИЗДАНИЕ
Чернов Николай Николаевич
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Редактор Н. П. Гурвич
Художественный редактор А. С. Вершинкин
Технический редактор Т. С. Старых
Корректоры И. М. Еорейша и Л. Е. Сонюшкина
ИБ ДЪ 1823
Сдано в набор 27.10.86. Подписано в печать 12.11.87. Т-21533.
Формат 60XSQ,/ie- Бумага типографская № 2. Гарнитура литератур»
пая. Печать высокая. Усл. печ. л. 26,0. Ус.п. кр.-отт. 26,0.
Уч.-изд. л. 28,1. Тираж 165000 экз. (2-й зарод 40001—165000 экз.).
Заказ 301. Цепа 1 р. 20 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»
107076, Москва, Стромынский пер., 4
•Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая кииг0» им. Евгении Соколовой
Союзполигра^прома при Государственном комитете СССР
По делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.