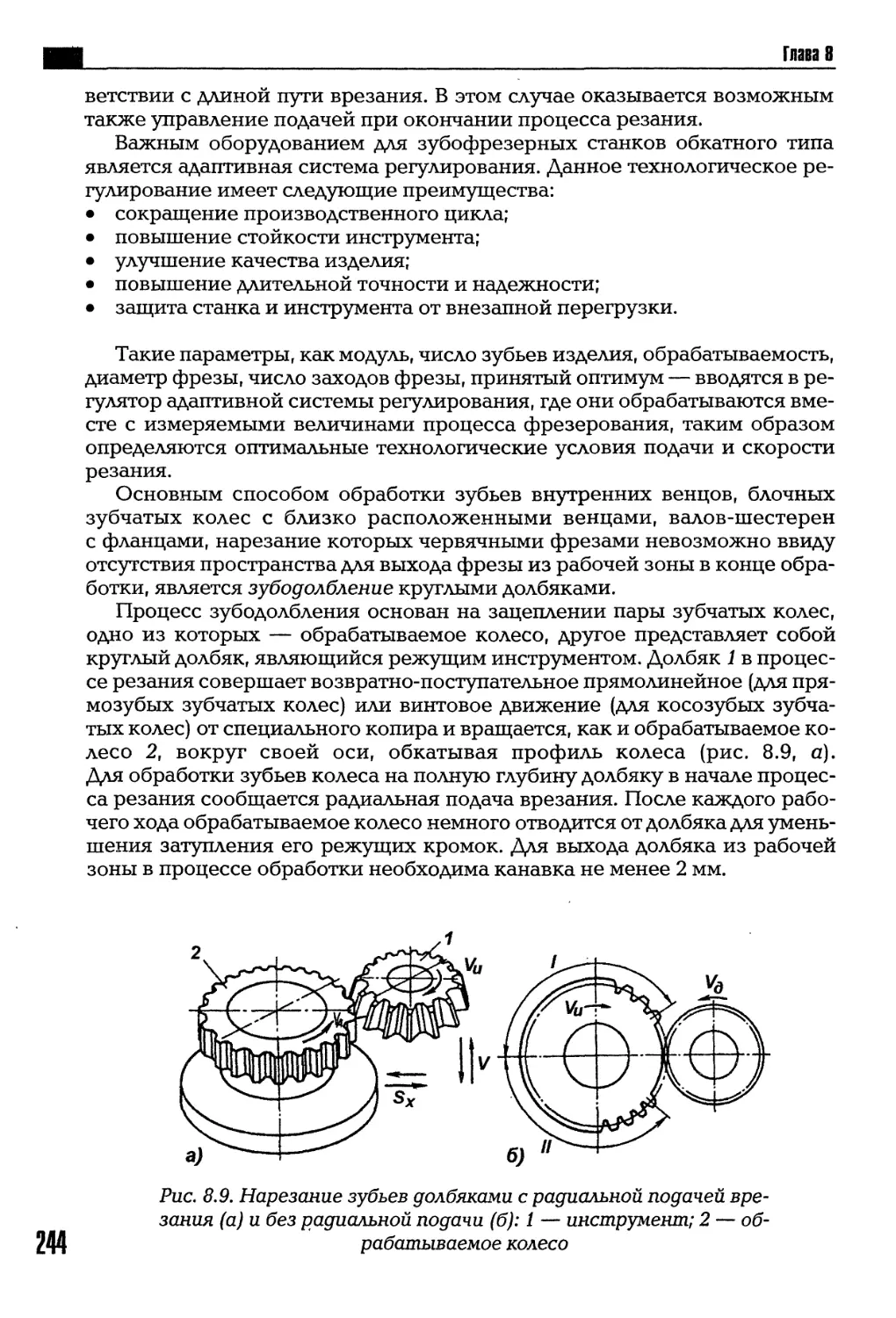
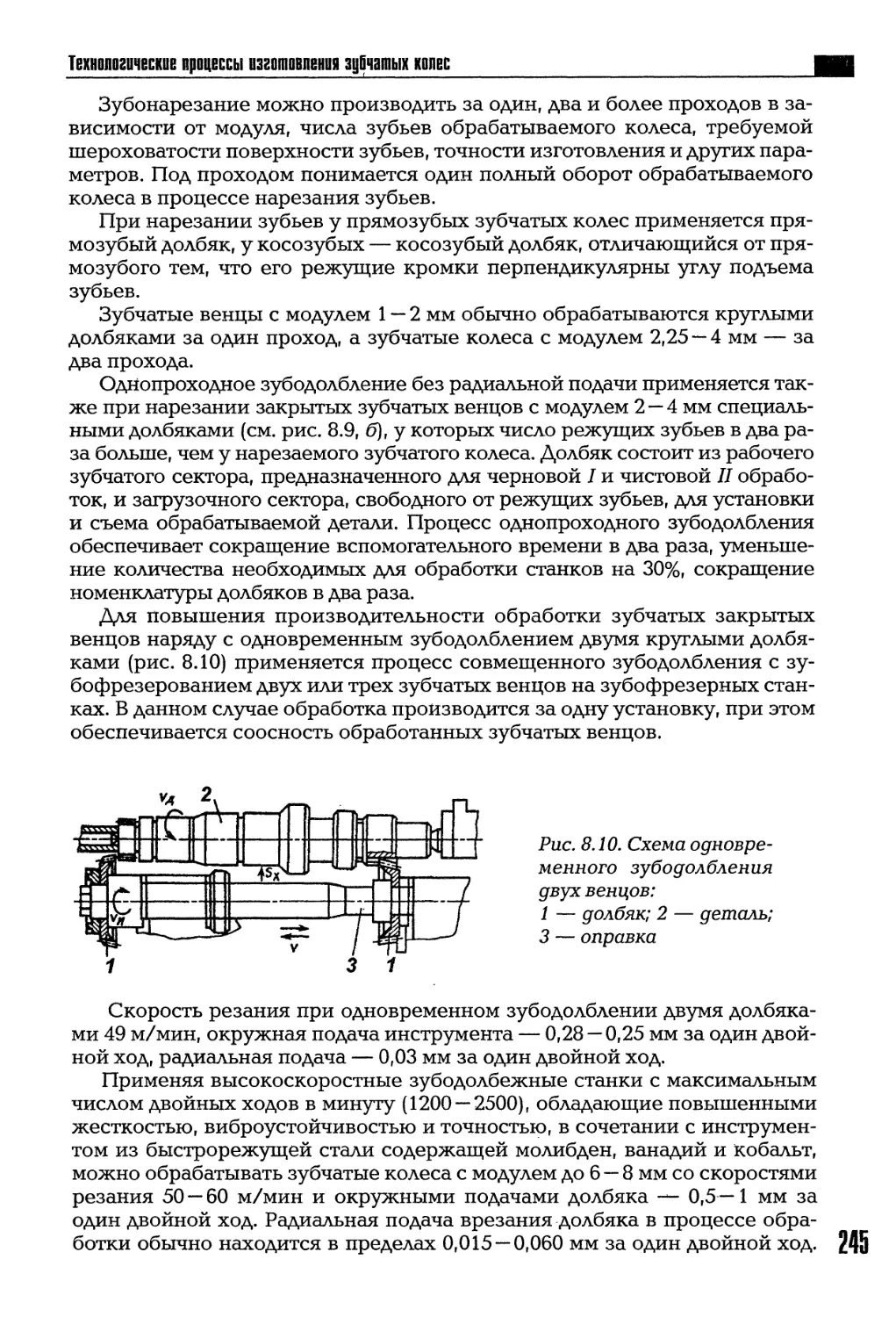
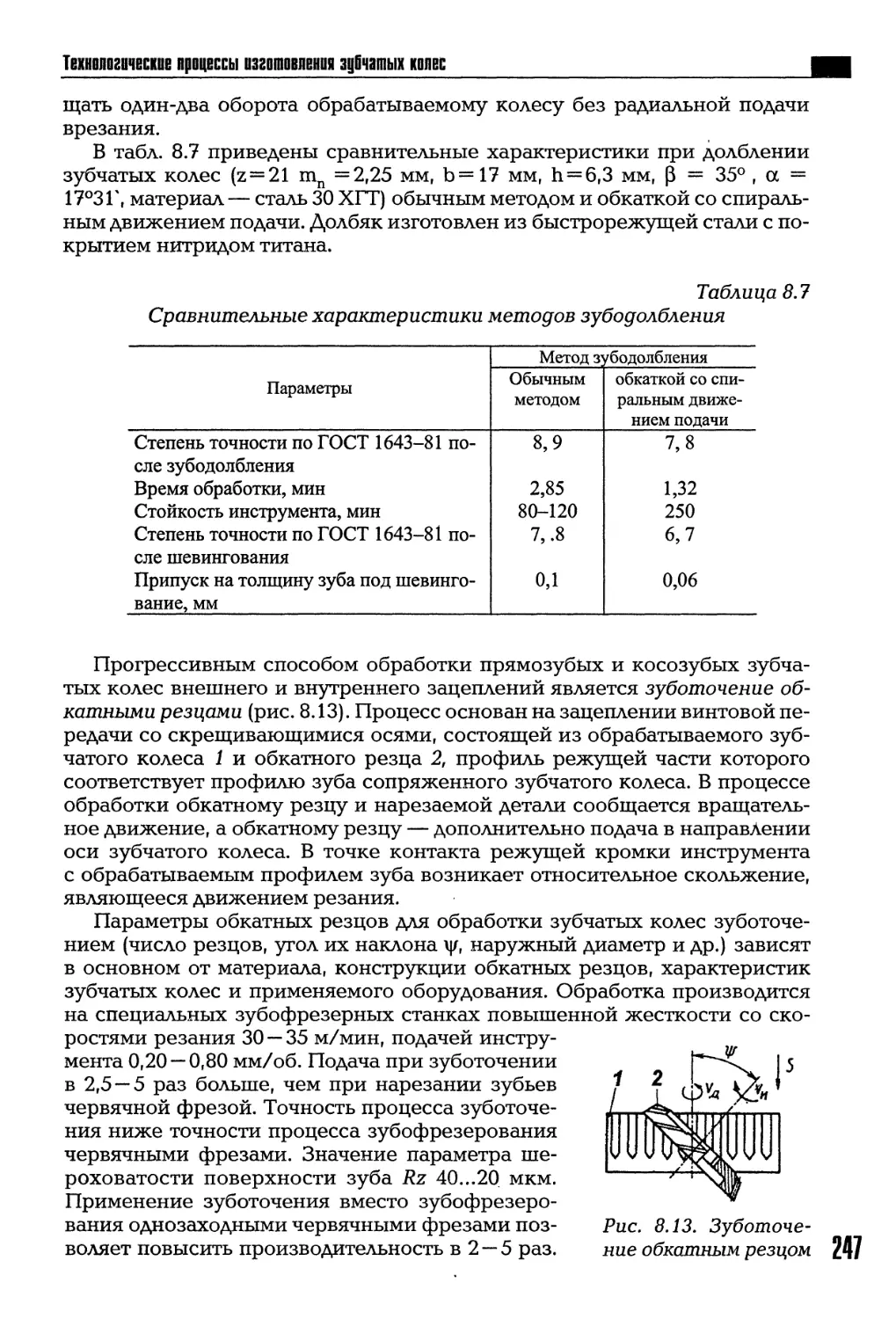
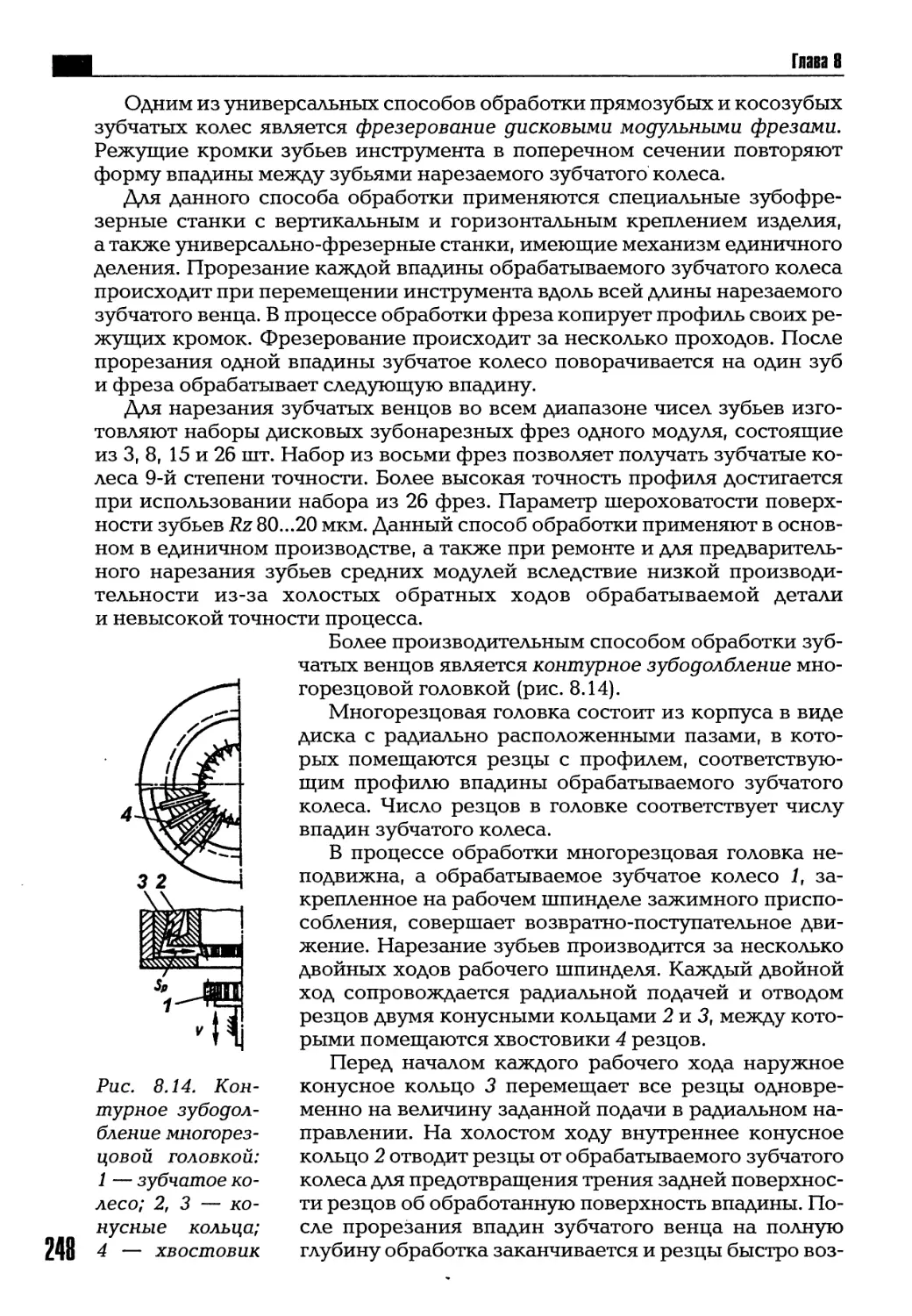
/











































































































































































































Автор: Карунин А.Л. Бузник Е.Н. Дащенко О.А.
Теги: наземные средства транспорта (кроме рельсовых) автодорожный транспорт автомобилестроение учебник для вузов
ISBN: 5-8291-0595-0
Год: 2005



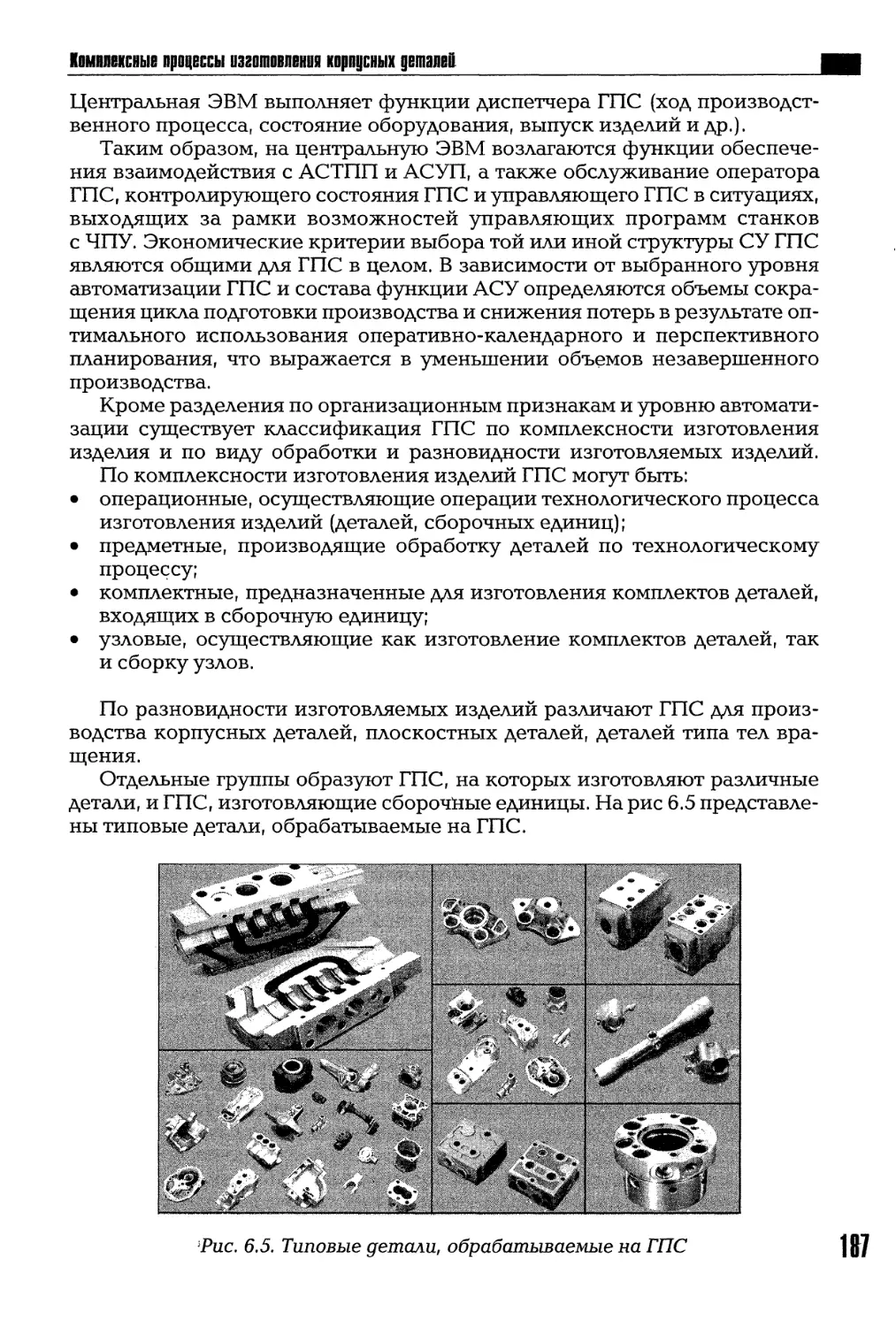
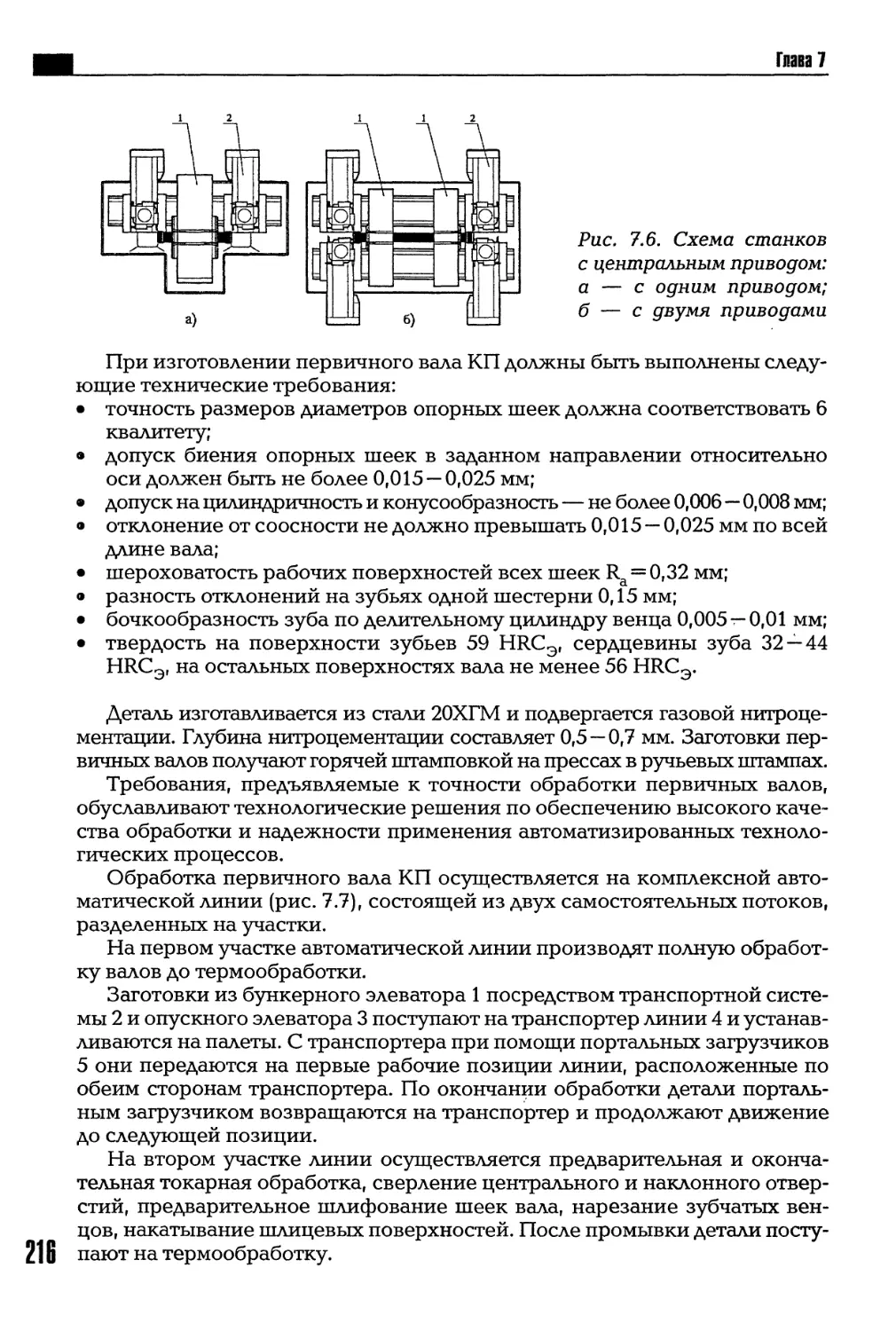
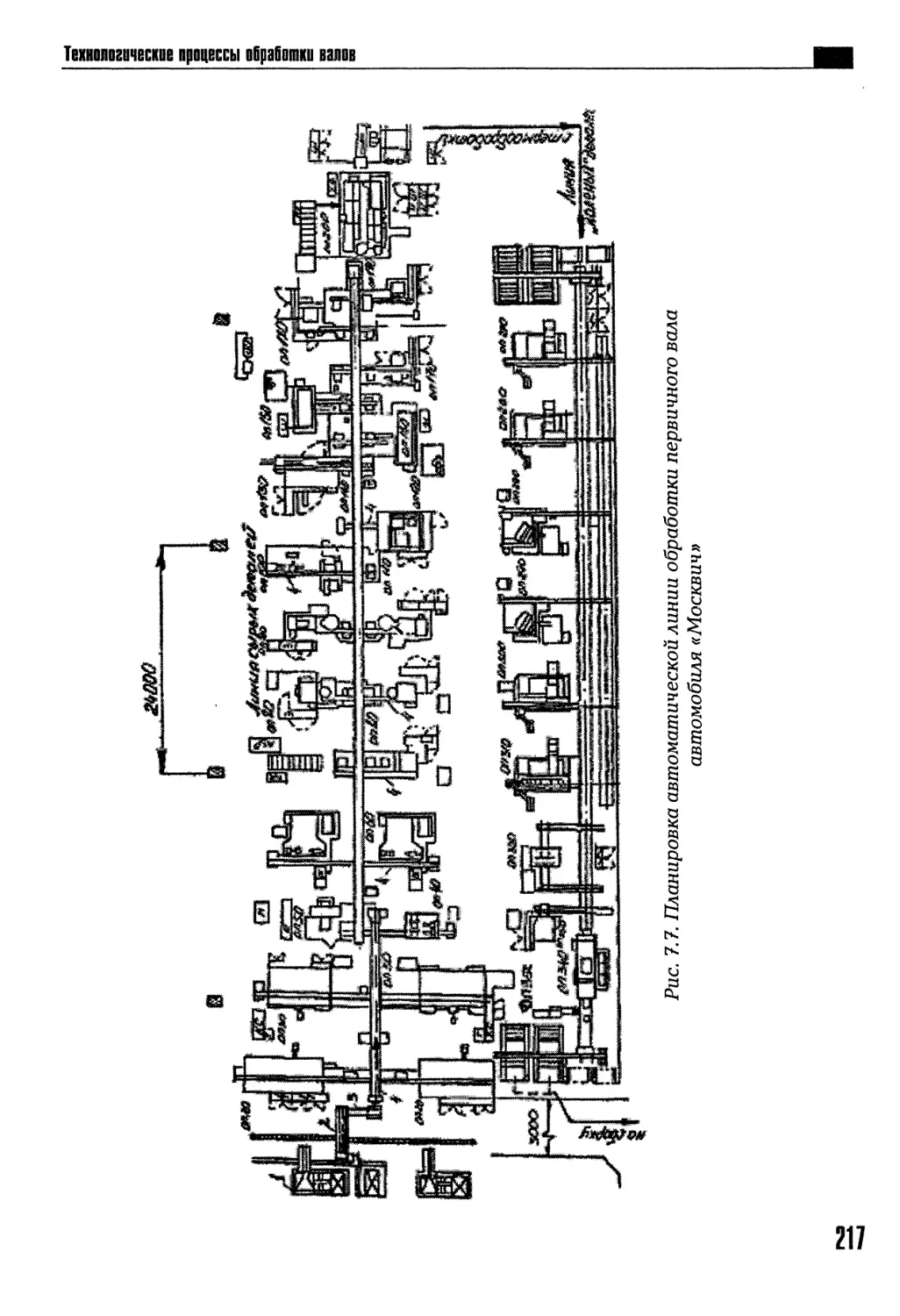
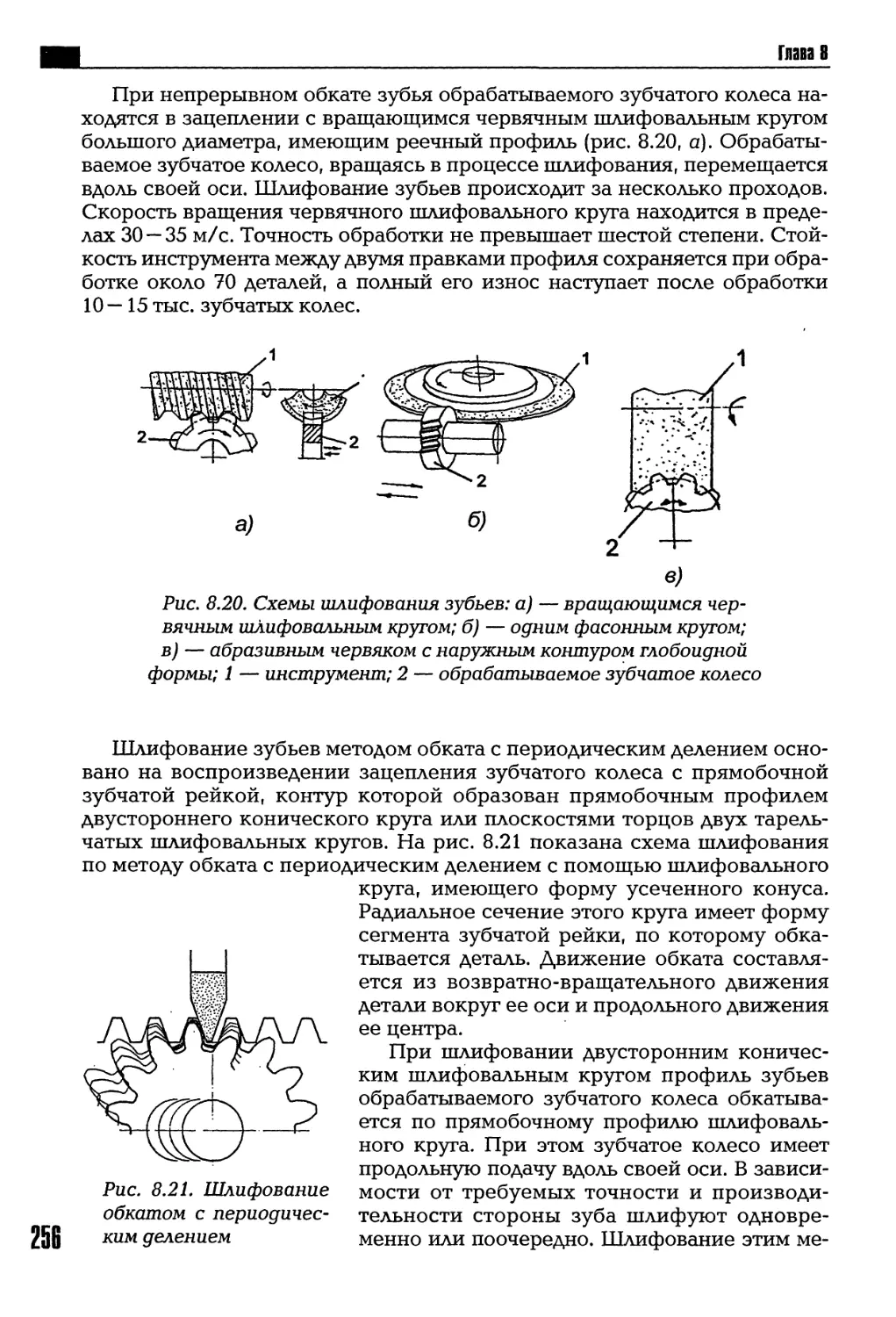
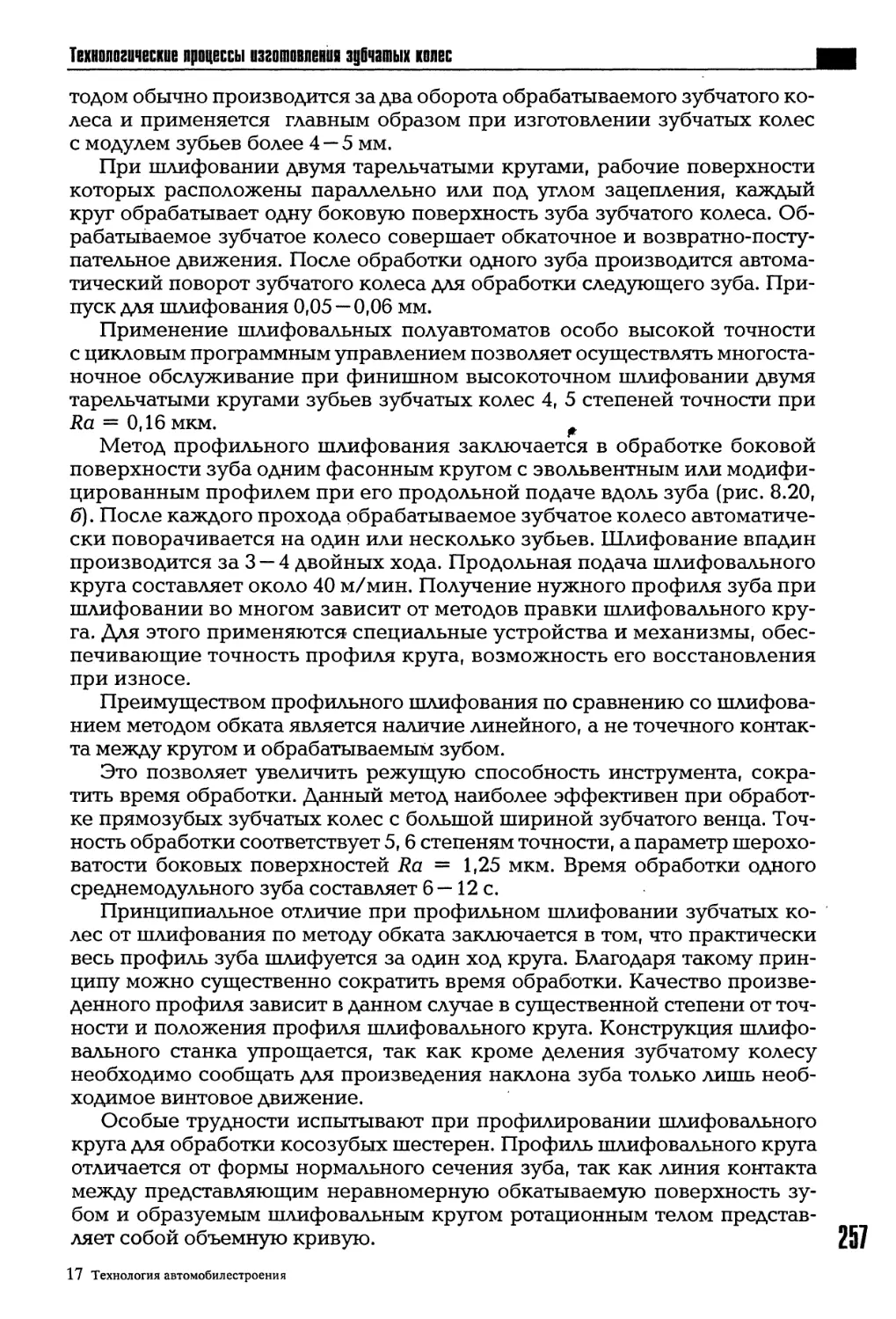
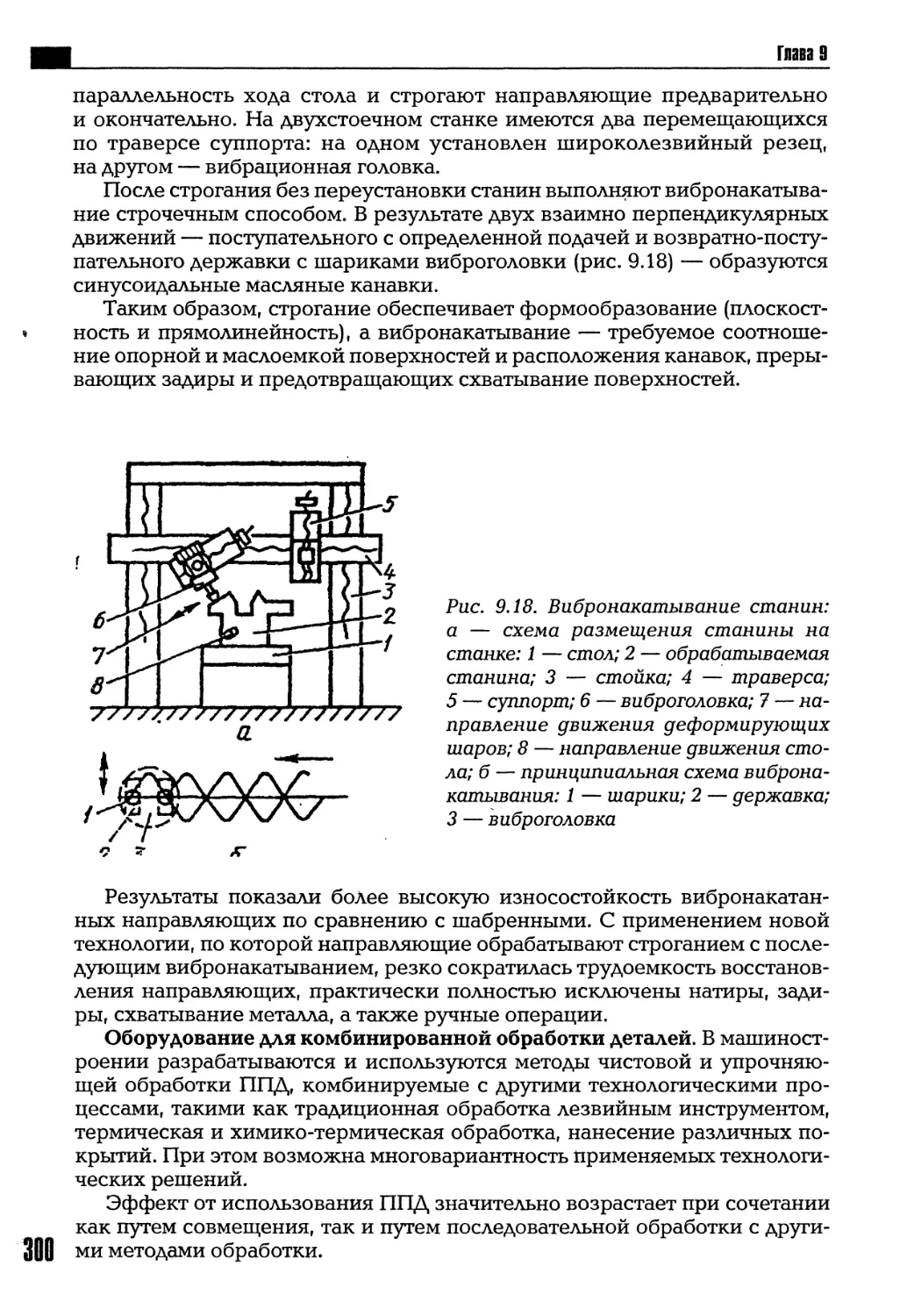
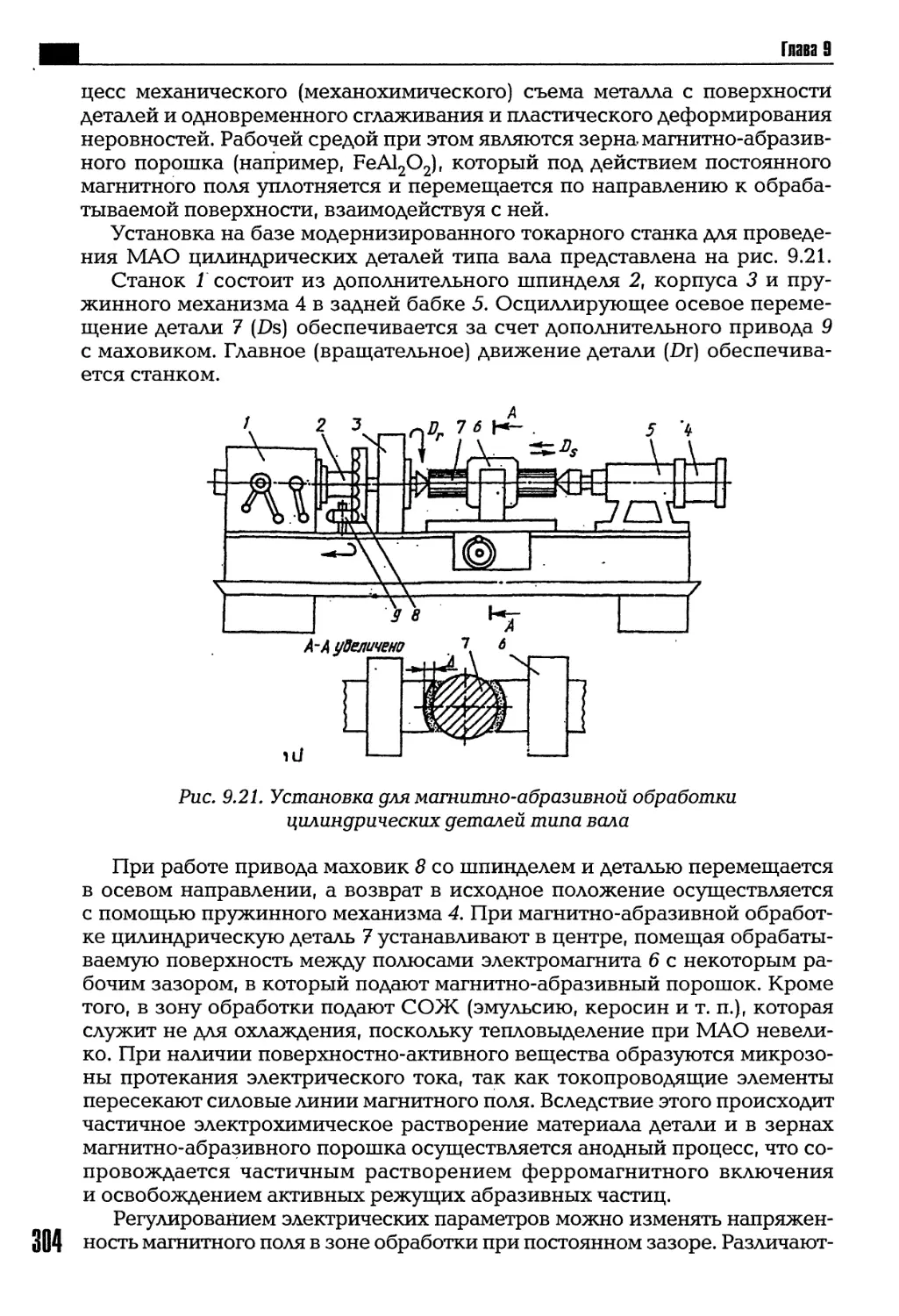
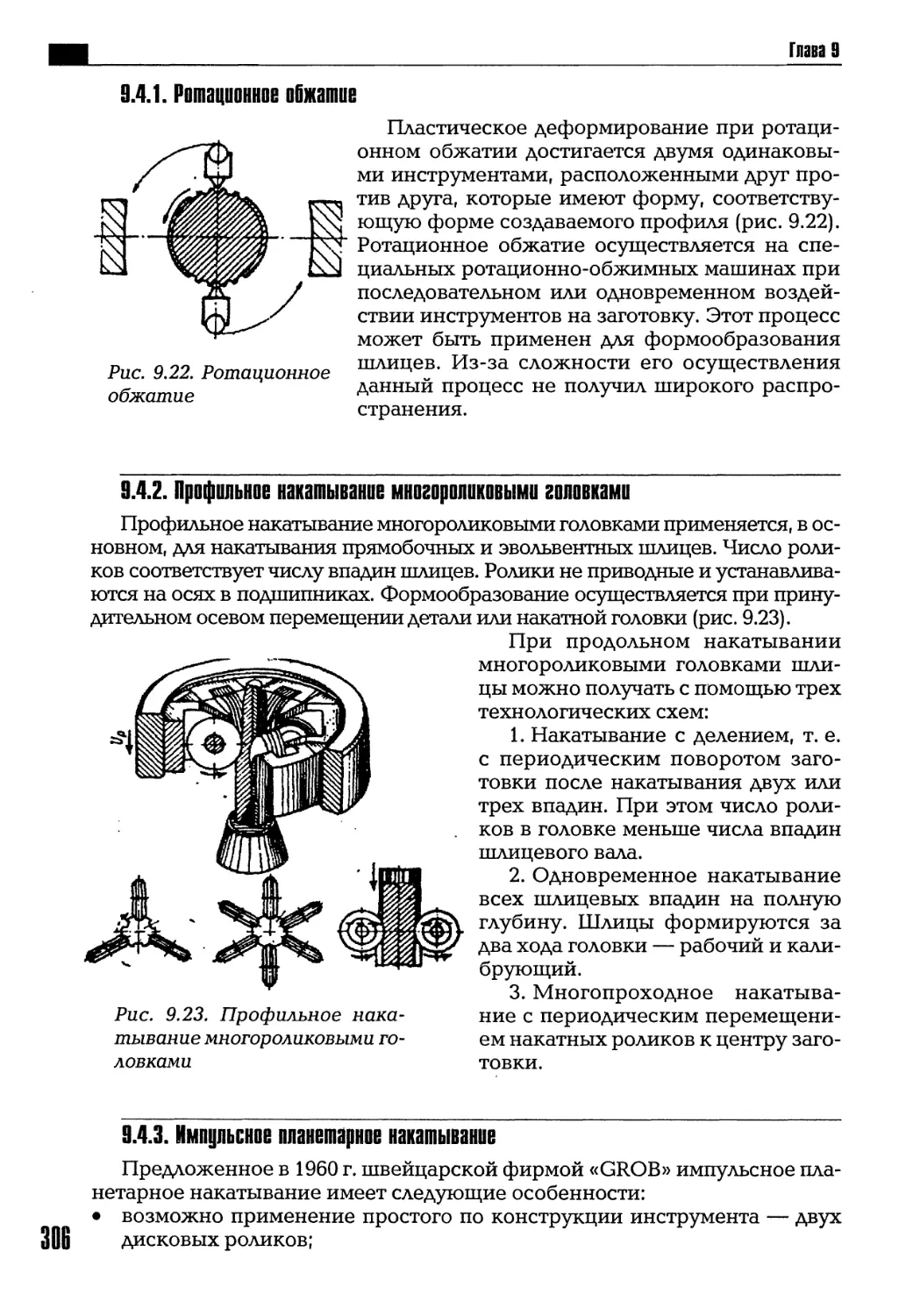
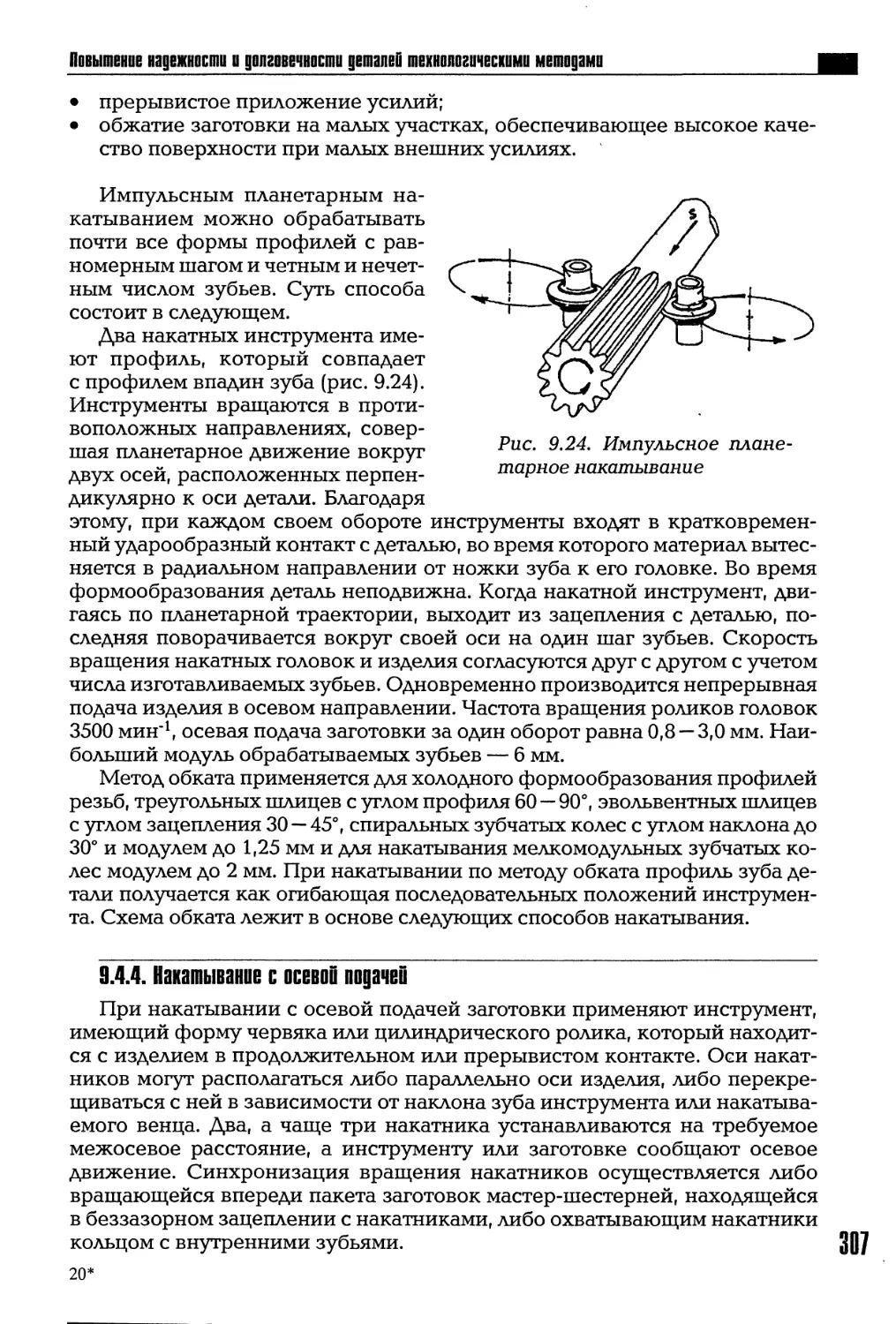
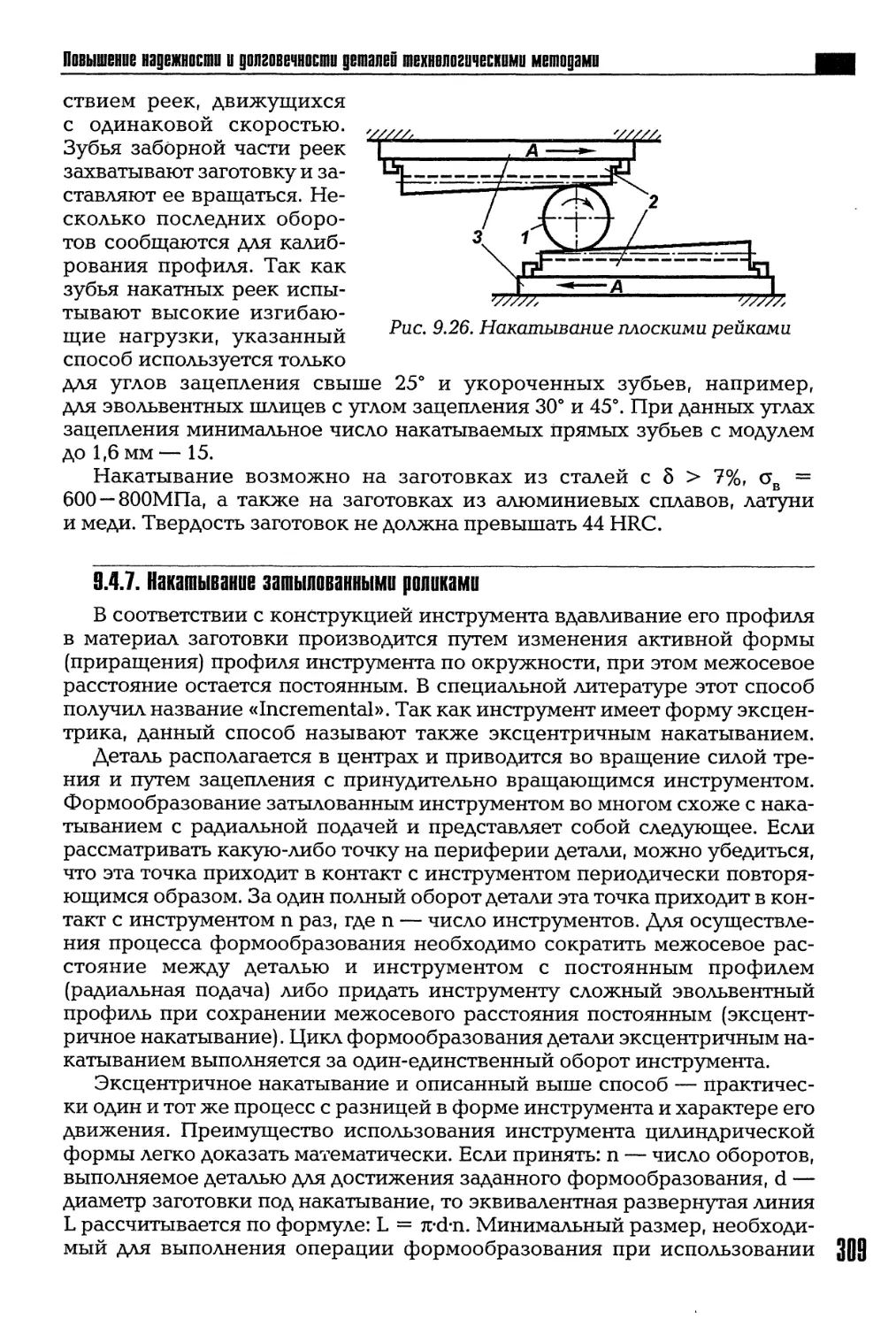
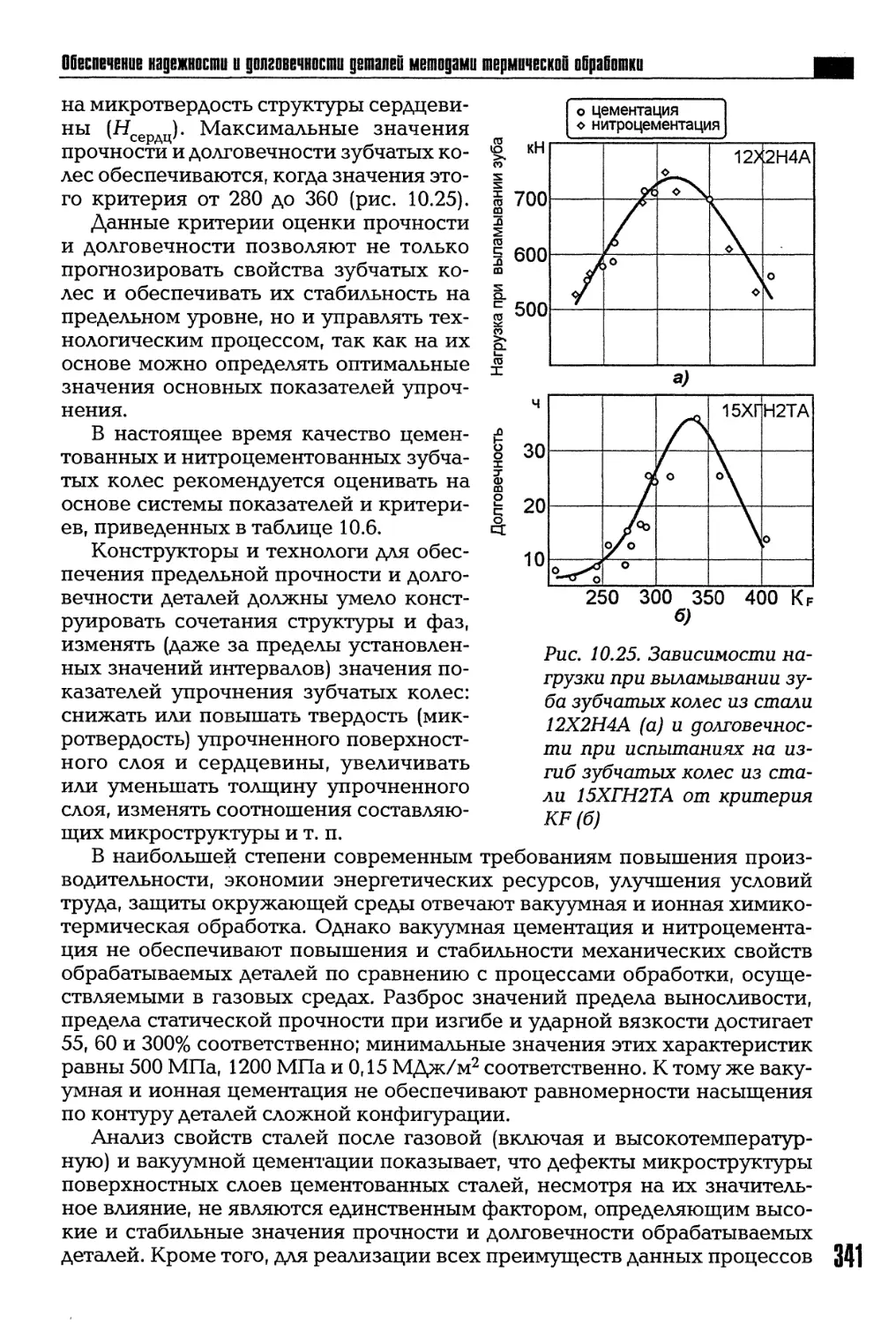
Текст
ТЕХНОЛОГИЯ АВТОМОБИЛЕСТРОЕОИЯ gaudeamus
Учебник для вузов
Технология автомобилестроения
В учебнике комплексно рассмотрены
процессы проектирования технологий
и процессы изготовления деталей, а так-
же сборки узлов автомобилей, включая
производство кузовов. Большое внима-
ние уделено обеспечению заданной
точности обработки деталей и качества
продукции в целом. Рассмотрены мето-
ды оптимизации производства и повы-
шения его эффективности. Учебник
окажет большую помощь в подготовке
квалифицированных инженеров для ав-
томобильной промышленности.
nog peg. А.И. Дащенко
ТЕХНОЛОГИЯ
АВТОМОБИЛЕСТРОЕНИЯ
Допущено Министерством образования РФ
в качестве учебника для студентов вузов,
обучающихся по специальности
«Автомобили и тракторы»
Москва
Триксша
2005
Москва
Академически!! Проект
2005
УДК 629.3
ББК 39.3
Т38
Рецензенты:
О.В. Таратынов, зав. кафедрой «Технология и металлорежущие
системы автомобилестроения» МГИУ, Заслуженный деятель на-
уки РФ, проф., д.т.н.;
А.С. Васильев, проф., д.т.н. (М1’ГУ им. Баумана).
Авторский коллектив: ,
А.Л. Карунин, Заслуженный деятель науки РФ, проф., д.т.н.;
Е.Н. Бузник, доц., к.т.н.; О А. Дащенко, к.т.н.; П.Е. Елхов проф., к.т.н.;
В.Н. Редин, проф., к.т.н.; В.Ф. Тетерин, доц., к.т.н.; Н.Ф. Шнунькин,
проф., к.т.н. (МГТУ «МАМИ»).
В.И. Гладков, проф., к.т.н.; И.К. Букин-Батырев, к.т.н.; В.М. Зин-
ченко, проф., д.т.н.; Ю.А. Перекатов, к.т.н. (ОАО «НИИТавто-
пром»)
Под редакцией
Заслуженного деятеля науки и техники РФ, проф., д.т.н., А.И. Дащенко
Т 38 Технология автомобилестроения: Учебник для вузов / Карунин А.Л.,
Бузник Е.Н., Дащенко О.А. и др. / Под ред. А.И. Дащенко. — М.: Ака-
демический Проект: Трикста, 2005. — 624 с., 16 с. цв. вкл. — («Фунда-
ментальный учебник»).
ISBN 5-8291-0595-0 (Академический Проект)
ISBN 5-902358-57-4 (Трикста)
Комплексно рассмотрены процессы проектирования технологий и
процессы изготовления деталей, а также сборки узлов автомобилей,
включая производство кузовов. Большое внимание уделяется обеспече-
нию заданной точности обработки деталей и качества продукции в целом.
Рассмотрены методы оптимизации производства и повышения его эф-
фективности. Учебник окажет большую помощь в подготовке квалифици-
рованных инженеров для автомобильной промышленности.
УДК 629.3
ББК 39.3
ISBN 5-8291-0595-0
ISBN 5-902358-57-4
© А.Л. Карунин, Е.Н. Бузник,
О А. Дащенко, П.Е. Елхов, В.Н. Редин,
В.Ф. Тетерин, Н.Ф. Шпунькин,
В.И. Гладков, И.К. Букин-Батырев,
В.М. Зинченко, Ю.А. Перекатов, 2005
© Академический Проект, 2005
© Трикста, 2005
СОДЕРЖДНИЕ
Введение.................................................... 9
Глава 1. Автомобильное производство и особенности его подготовки. 13
1 Л. Роль конструктора в технологическом обеспечении
качества автомобиля.................................. 13
1.2. Особенности и этапы конструкторско-технологической
подготовки производства автомобилей..................... 16
1.3. Методы, используемые при разработке технологических
процессов............................................... 19
1.4. Основные термины и определения производственного
процесса................................................ 21
1.4.1. Изделия...................................... 21
1.4.2. Производственный процесс..................... 23
1.4.3. Типы производства............:............... 24
1.4.4. Основные формы организации технологических
процессов........................................... 25
1.5. Информационные технологии в подготовке производства
автомобилей............................................. 26
1.6. Быстрое прототипирование (RPT) — пример использования
информационных технологий............................... 31
Вопросы для самопроверки............................ 37
Литература.......................................... 37
Глава 2. Материалы, применяемые в автомобилестроении....... 38
2.1. Стали............................................. 38
2.1.1. Классификация и сортамент.................... 38
2.1.2. Стали для холодной высадки и выдавливания.... 42
2.1.3. Стали для автоматно-токарной обработки ...... 42
2.1.4. Стали для листовой штамповки ................ 44
2.1.5. Стали для рессор и пружин.................... 44
2.1.6. Стали для подшипников качения................ 45
2.1.7. Литейные стали............................. 47
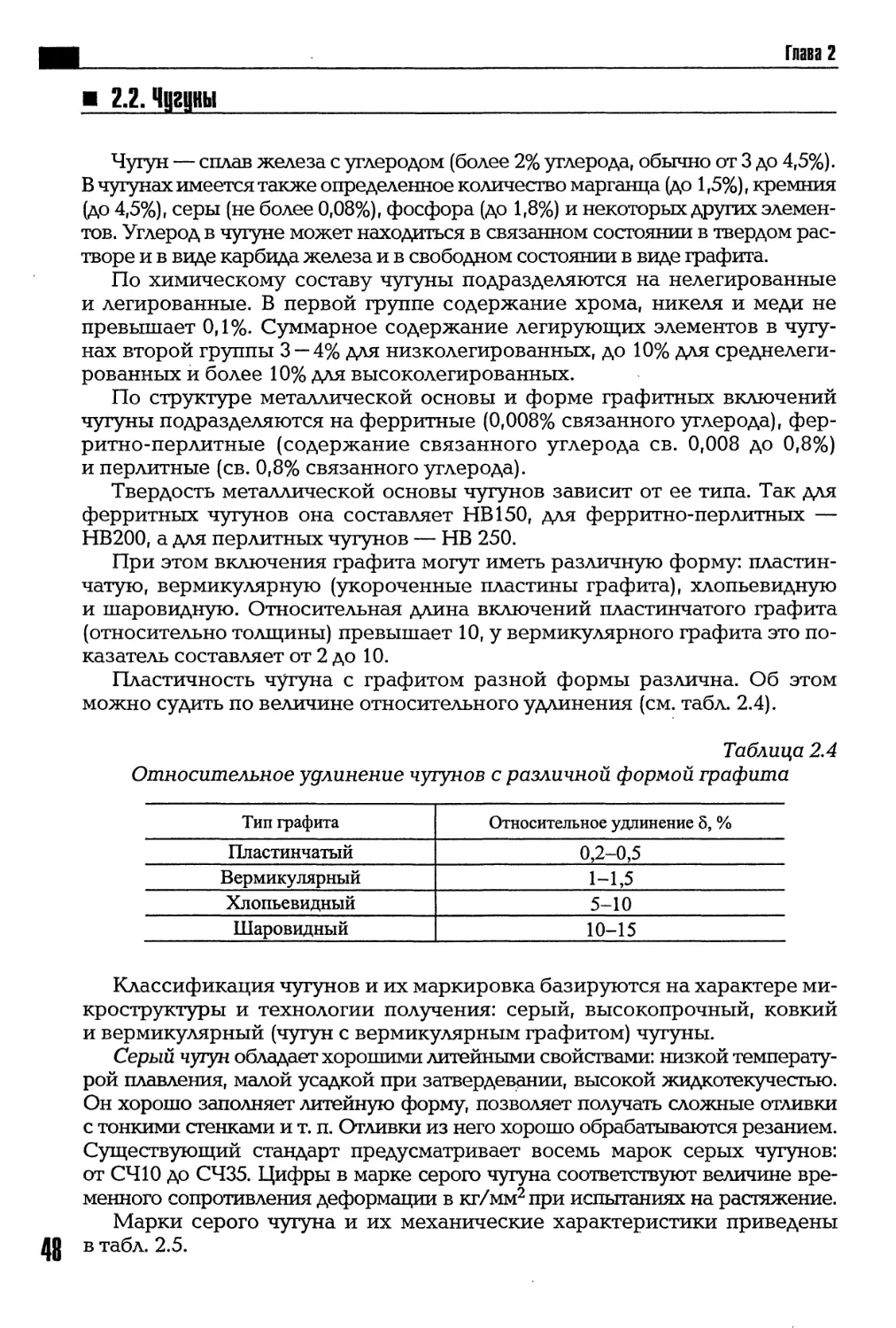
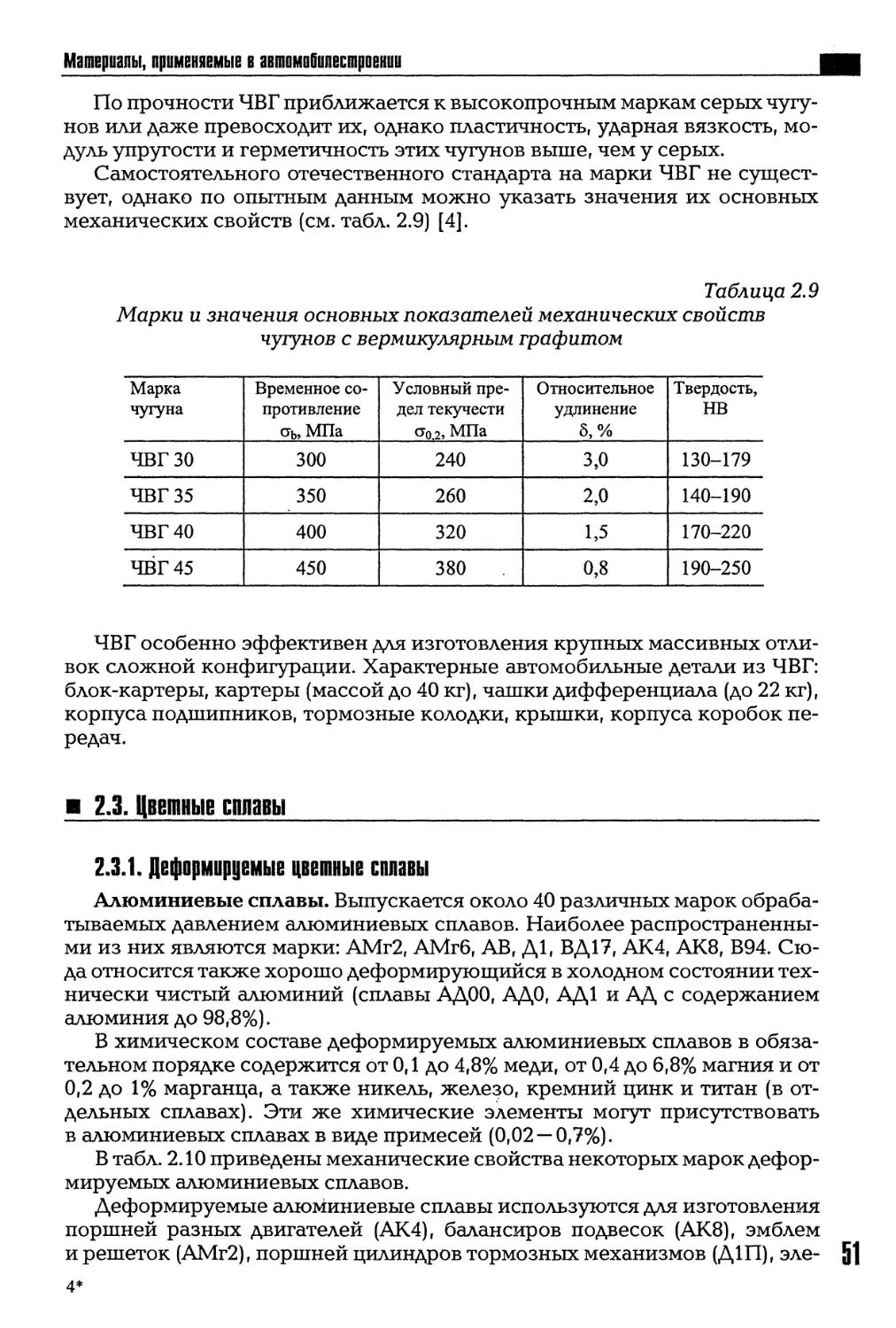
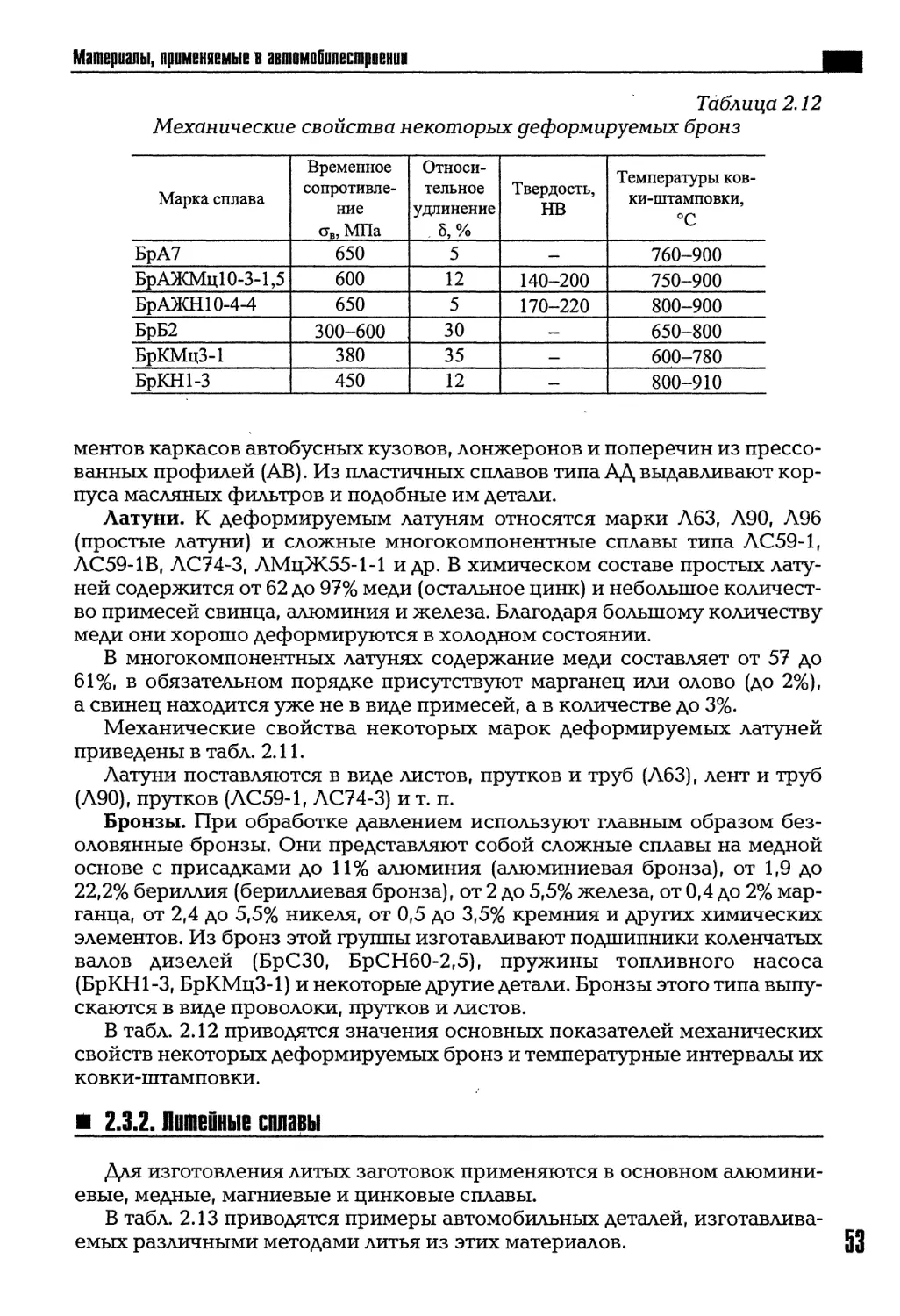
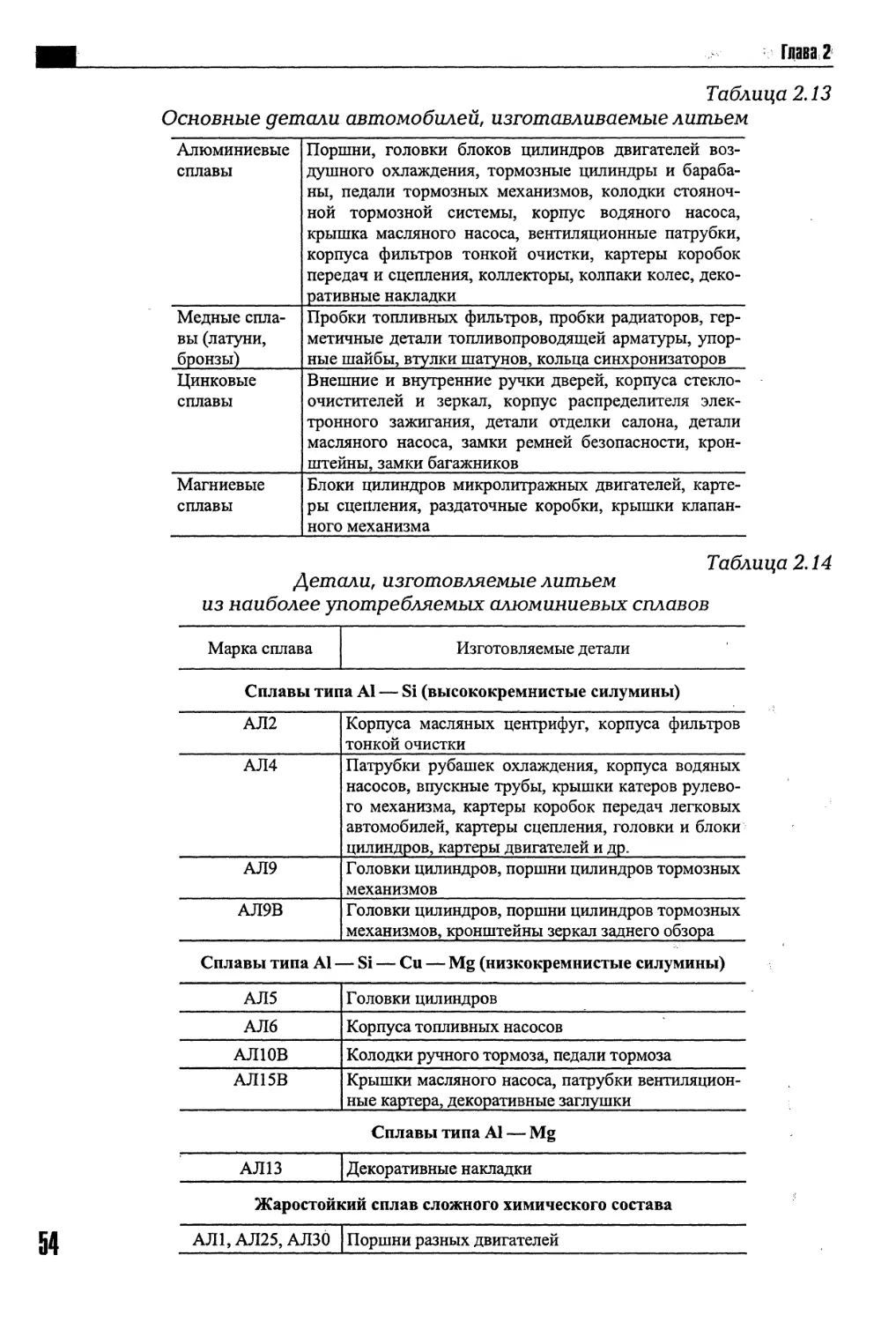
2.2. Чугуны............................................ 48
2.3. Цветные сплавы.................................... 51
2.3.1. Деформируемые цветные сплавы................. 51
2.3.2. Литейные сплавы.............................. 53
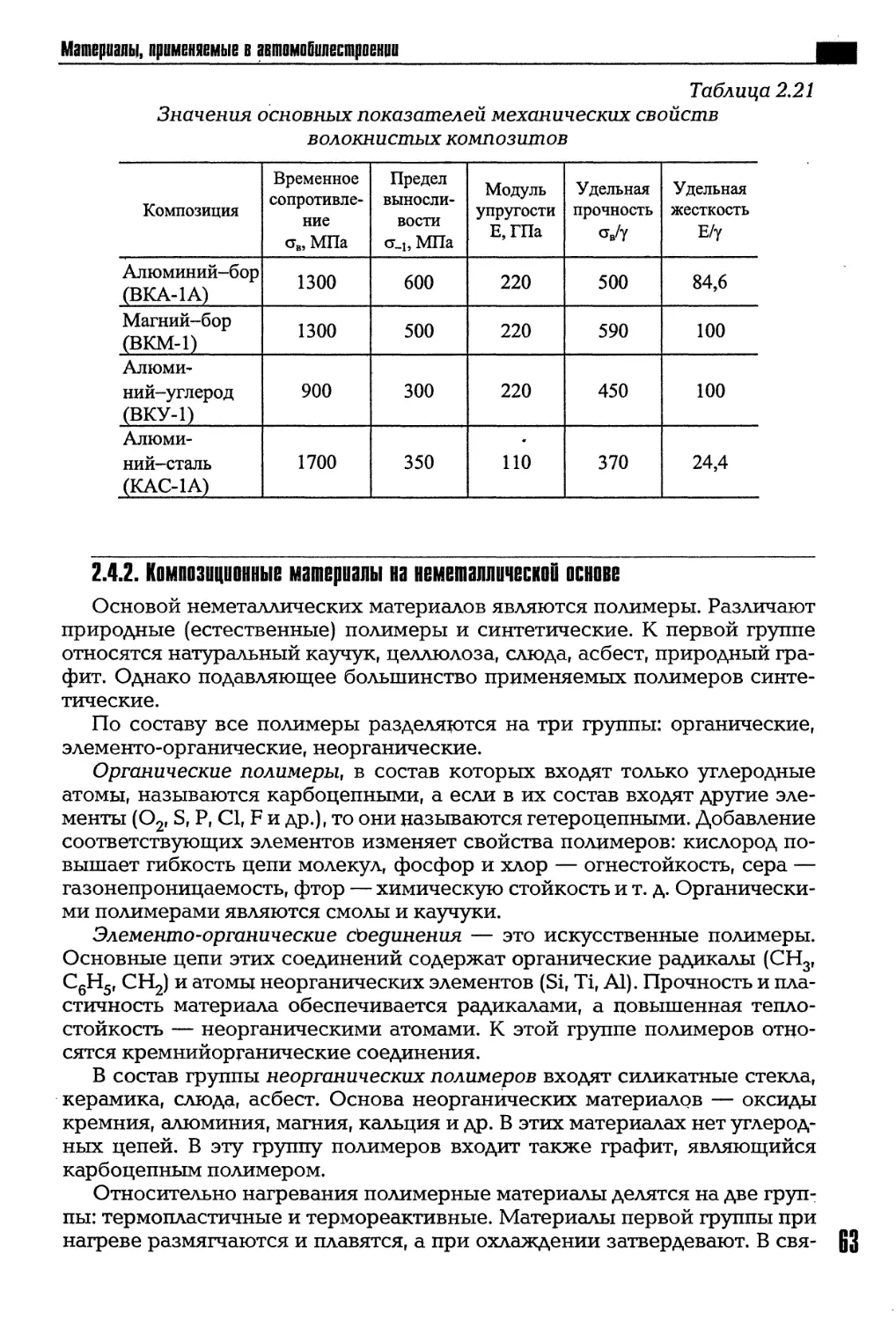
2.4. Композиционные материалы.......................... 58
2.4.1. Композиционные материалы на металлической основе.... 59
2.4.2. Композиционные материалы на неметаллической основе.... 63 J
Содержание
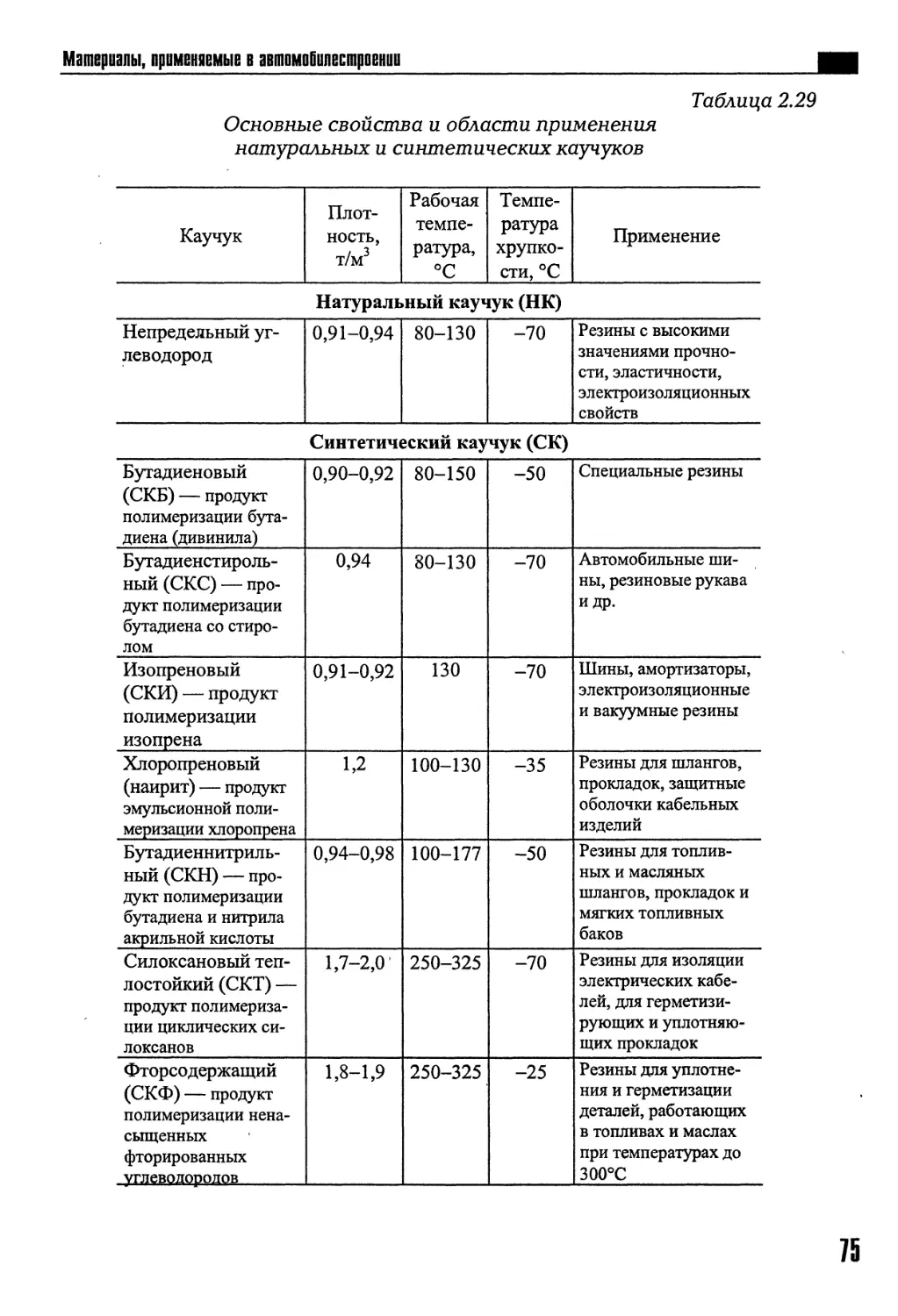
2.5. Материалы для подшипников скольжения.................... 70
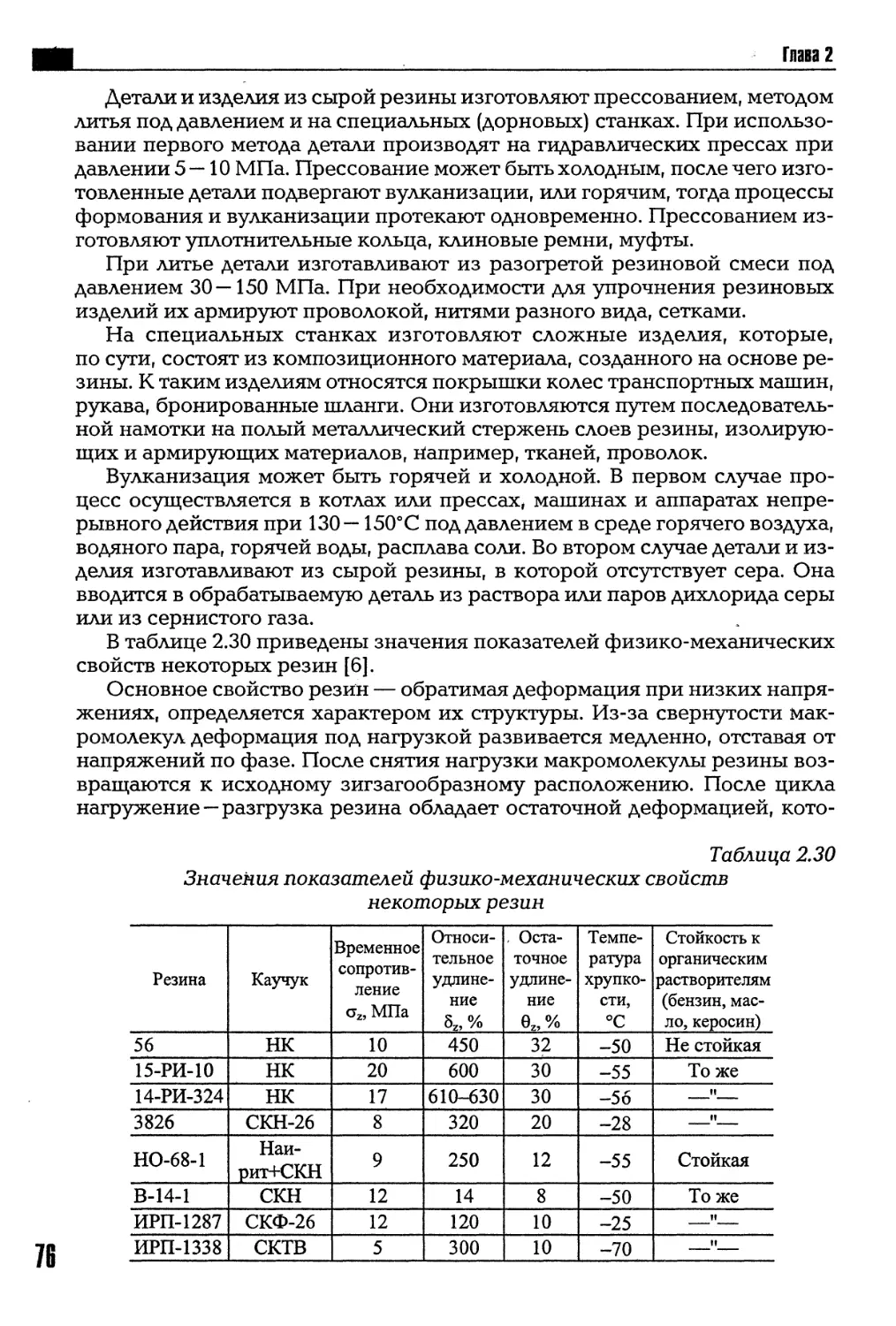
2.6. Резиновые материалы..................................... 73
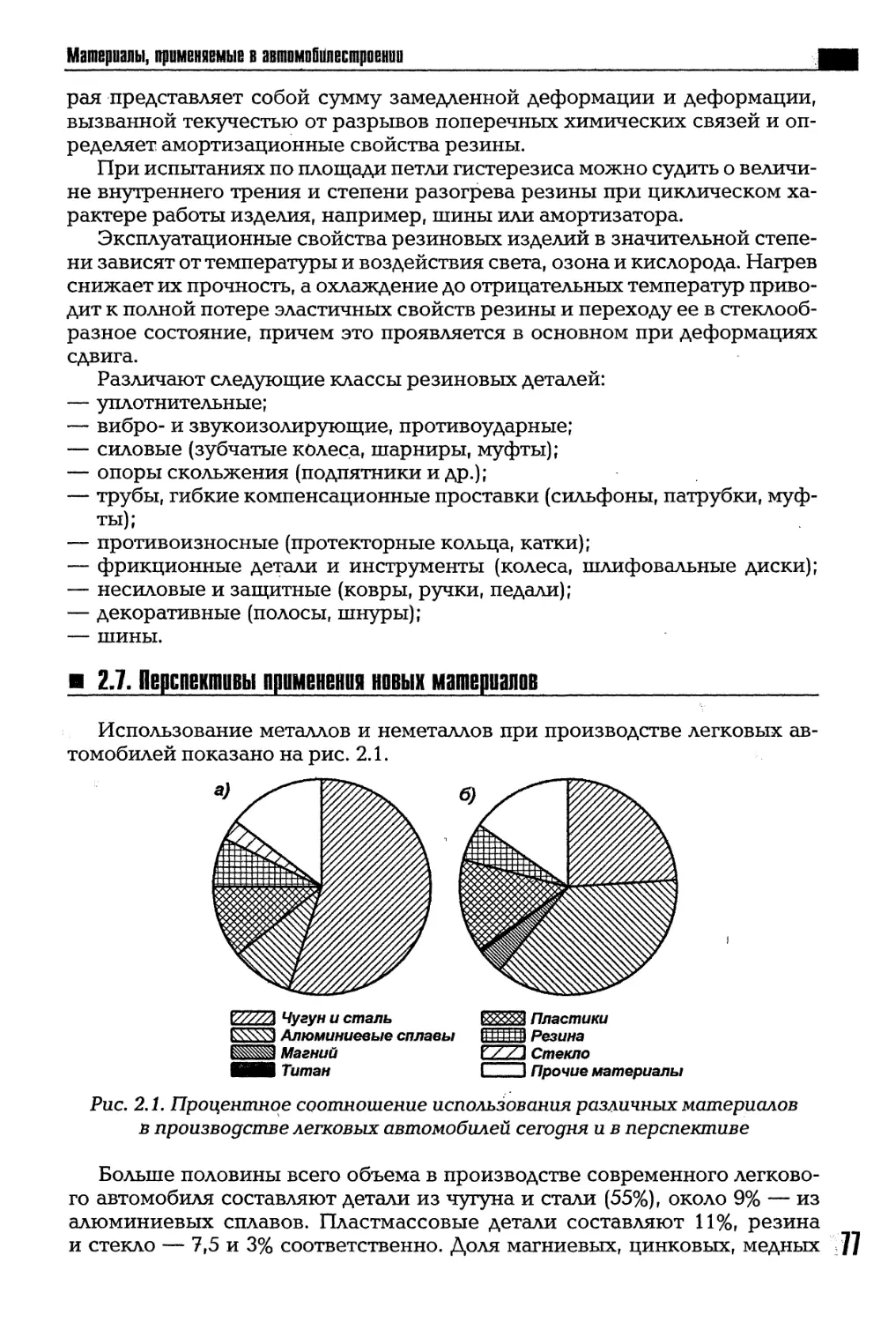
2.7. Перспективы применения новых материалов................. 77
Вопросы для самопроверки.................................. 78
Литература................................................ 78
Глава 3. Методы получения заготовок.............................. 80
3.1. Способы получения заготовок литьем...................... 80
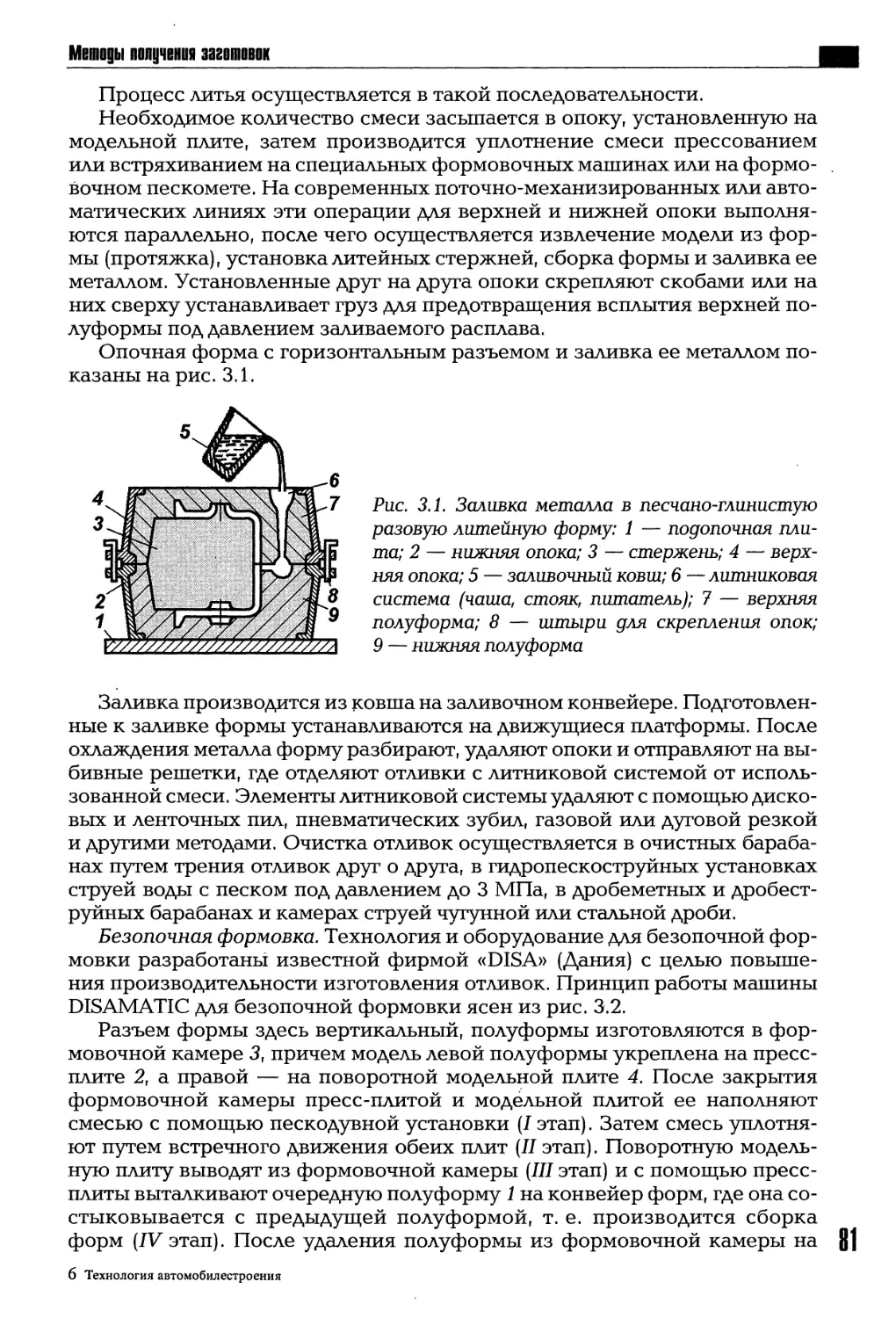
3.1.1. Литье в песчанснглинистые формы.................... 80
3.1.2. Литье в кокиль..................................... 83
3.1.3. Литье под давлением................................ 83
/ 3.1.4. Литье по выплавляемым моделям...................... 84
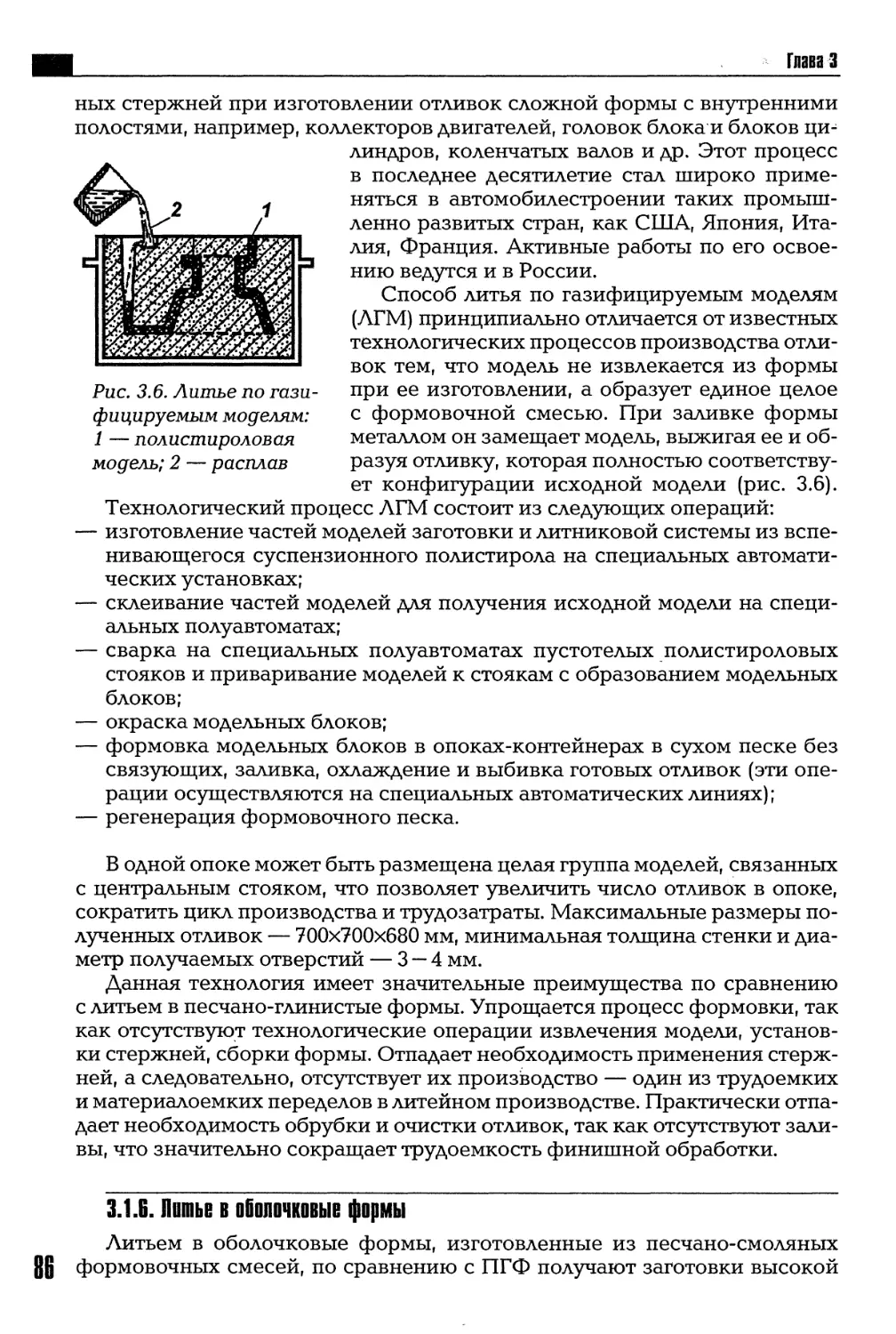
3.1.5. Литье по газифицируемым моделям.................. 85
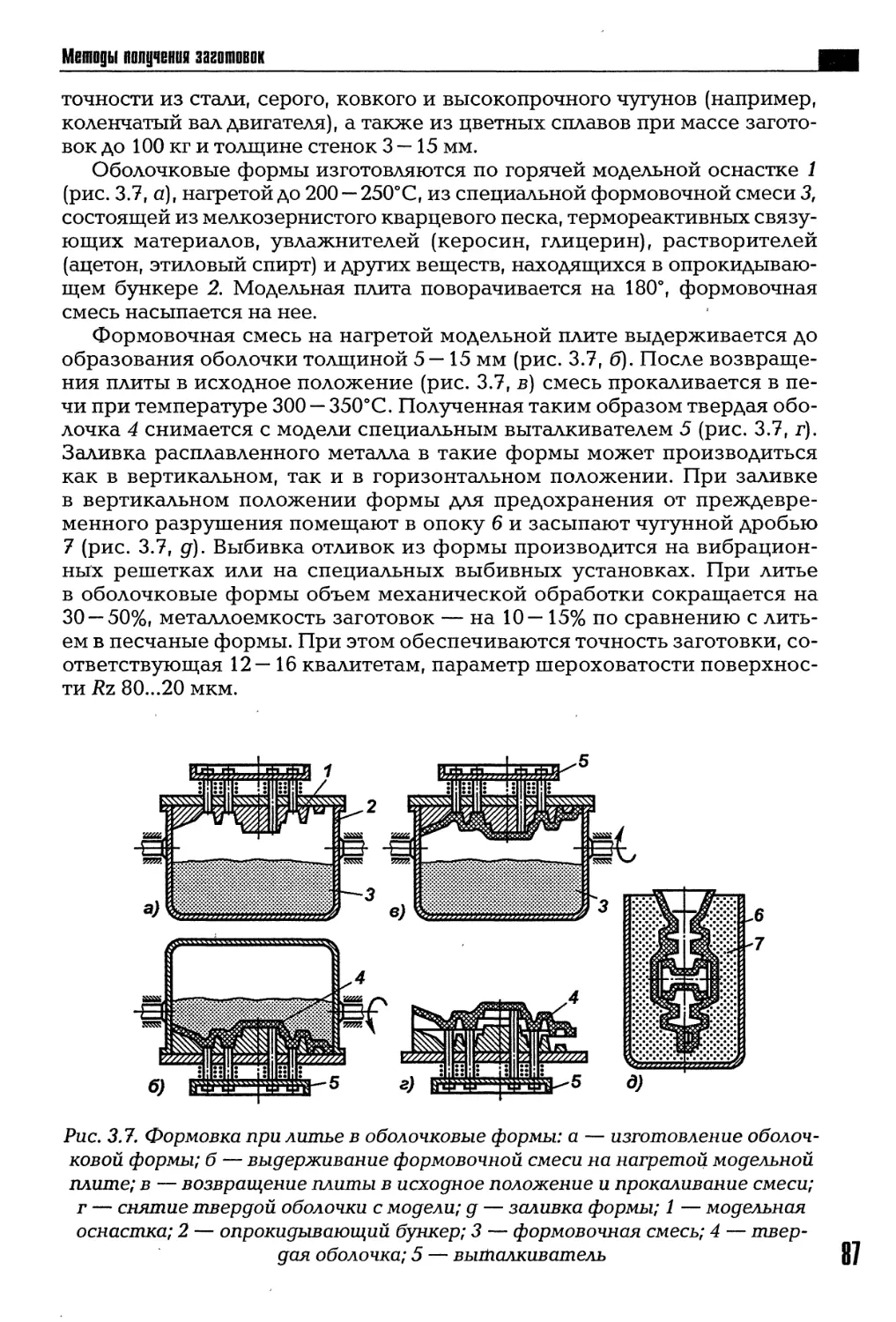
3.1.6. Литье в оболочковые формы.......................... 86
3.1.7. Центробежное литье................................. 88
3.1.8. Литье в вакууме на бестигельных установках......... 88
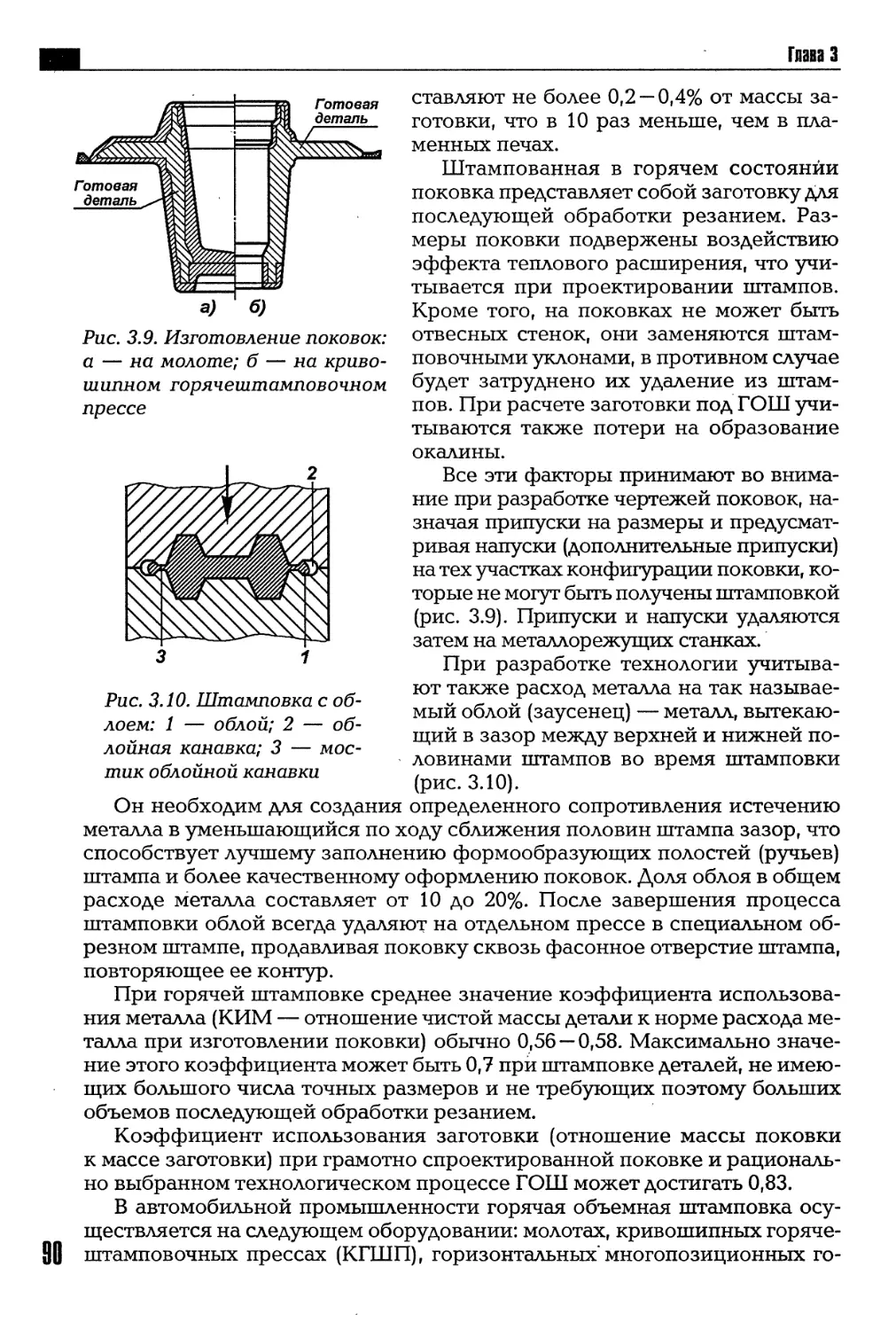
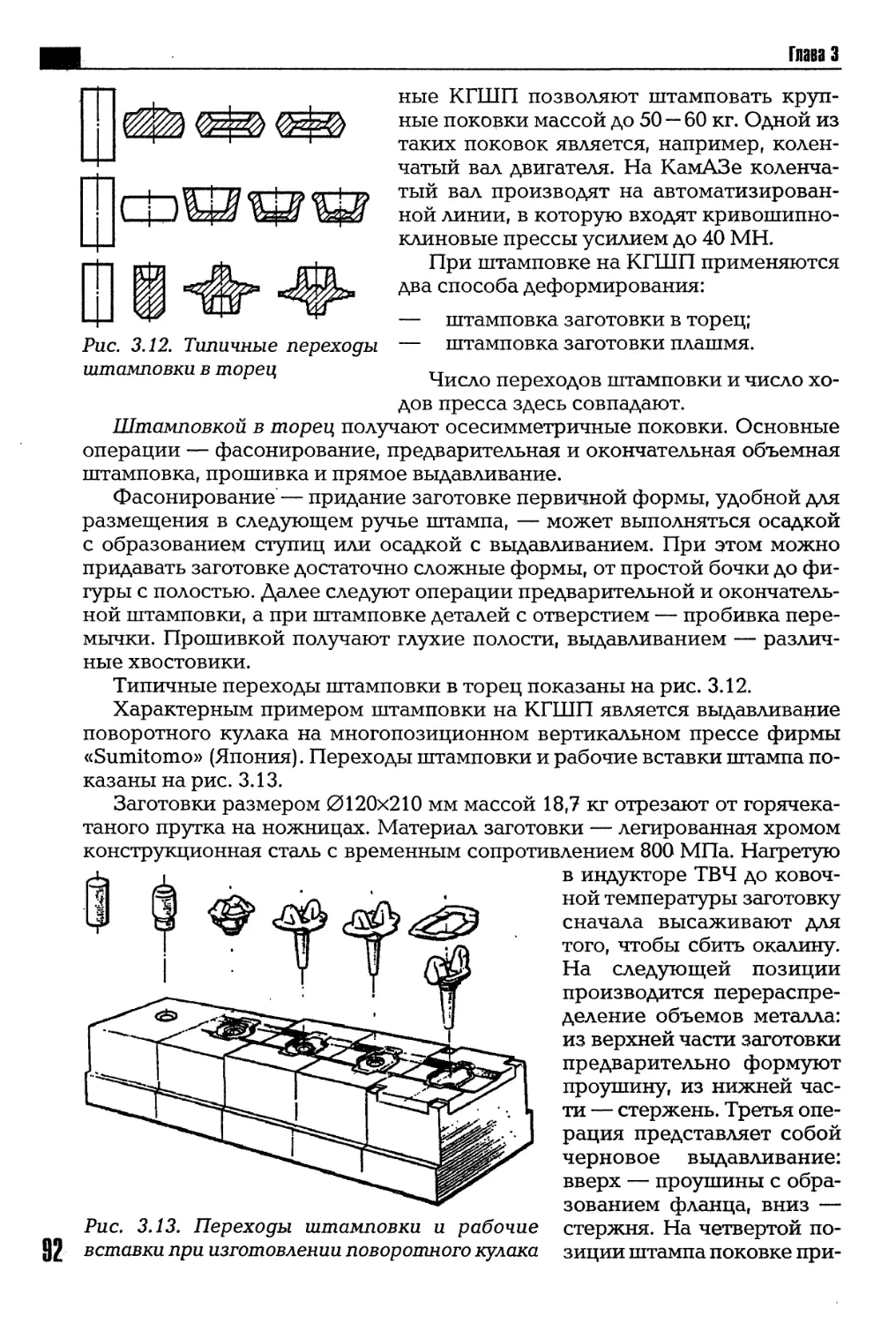
3.2. Получение заготовок методами обработки металлов давлением.... 89
3.2.1. Горячая объемная штамповка......................... 89
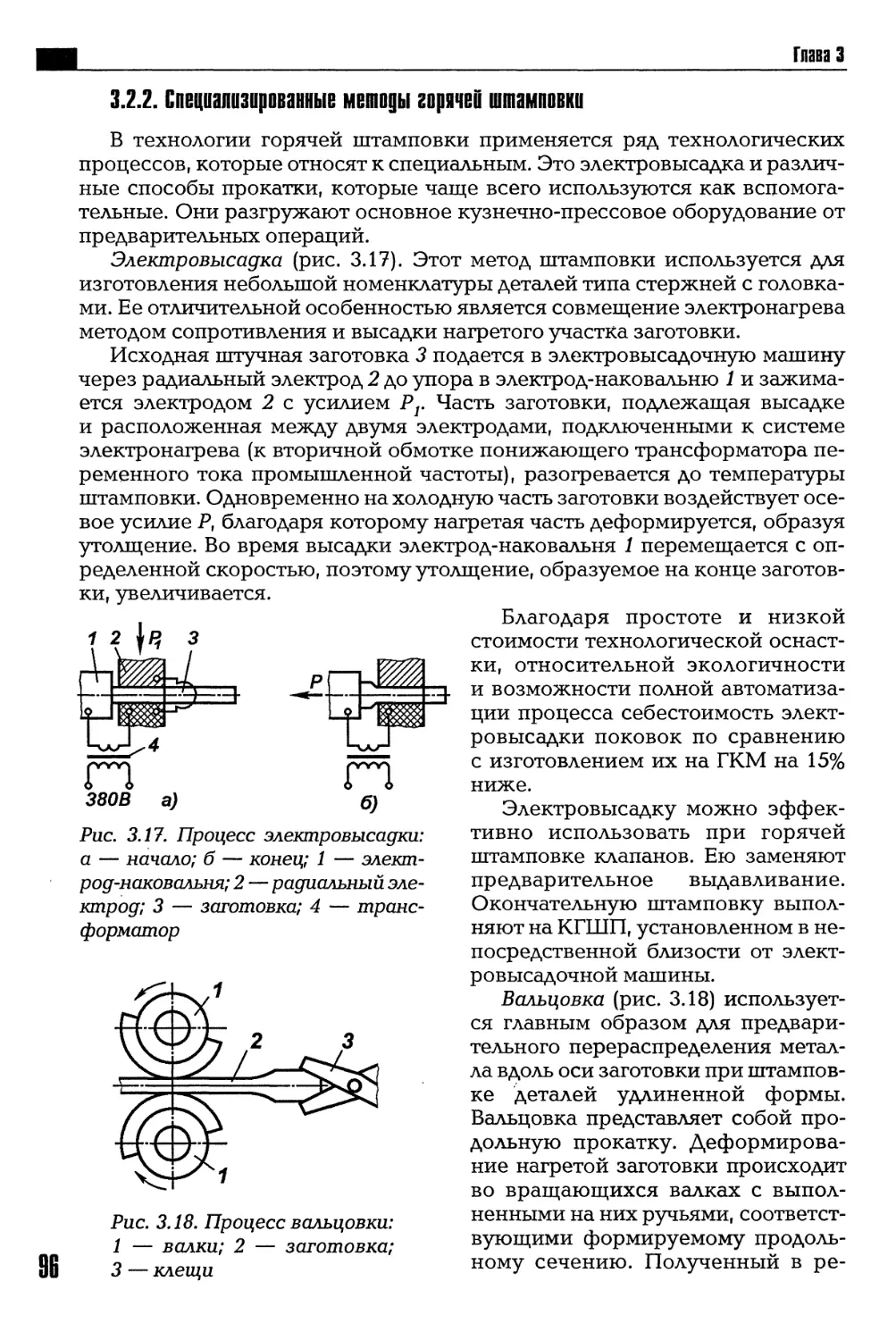
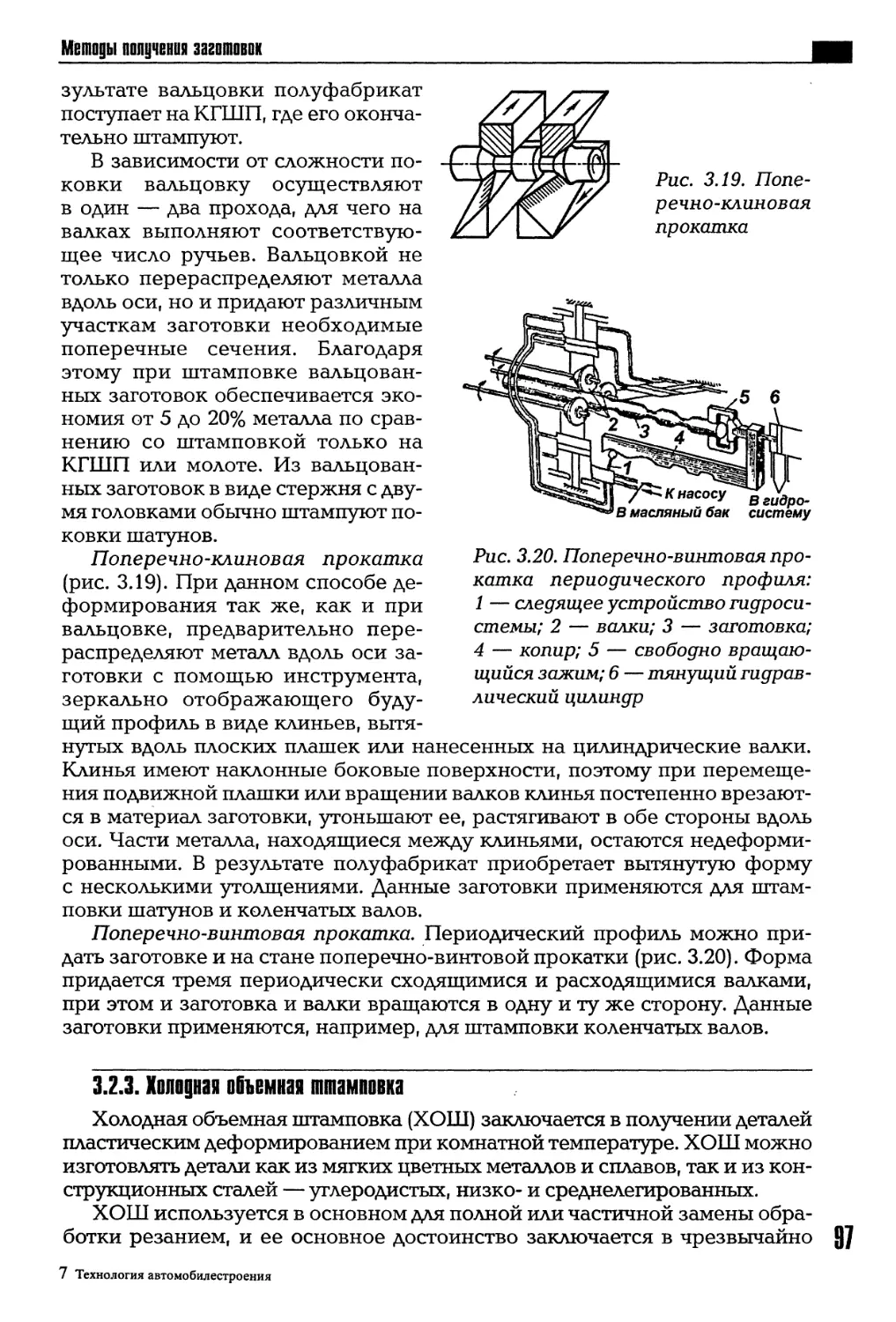
3.2.2. Специализированные методы горячей штамповки....... 96
3.2.3. Холодная объемная штамповка ....................... 97
3.2.4. Полугорячая объемная штамповка ................... 107
3.2.5. Сферодвижная штамповка............................ 109
3.3. Термическая обработка заготовок ................... 109
Вопросы для самопроверки................................. 111
Литература............................................. 112
Глава 4. Проектирование технологических процессов обработки деталей..... 113
4.1. Выбор баз при механической обработке деталей............ ИЗ
4.2. Припуски на механическую обработку..................... 118
4.3. Определение режимов резания и техническое нормирование. 120
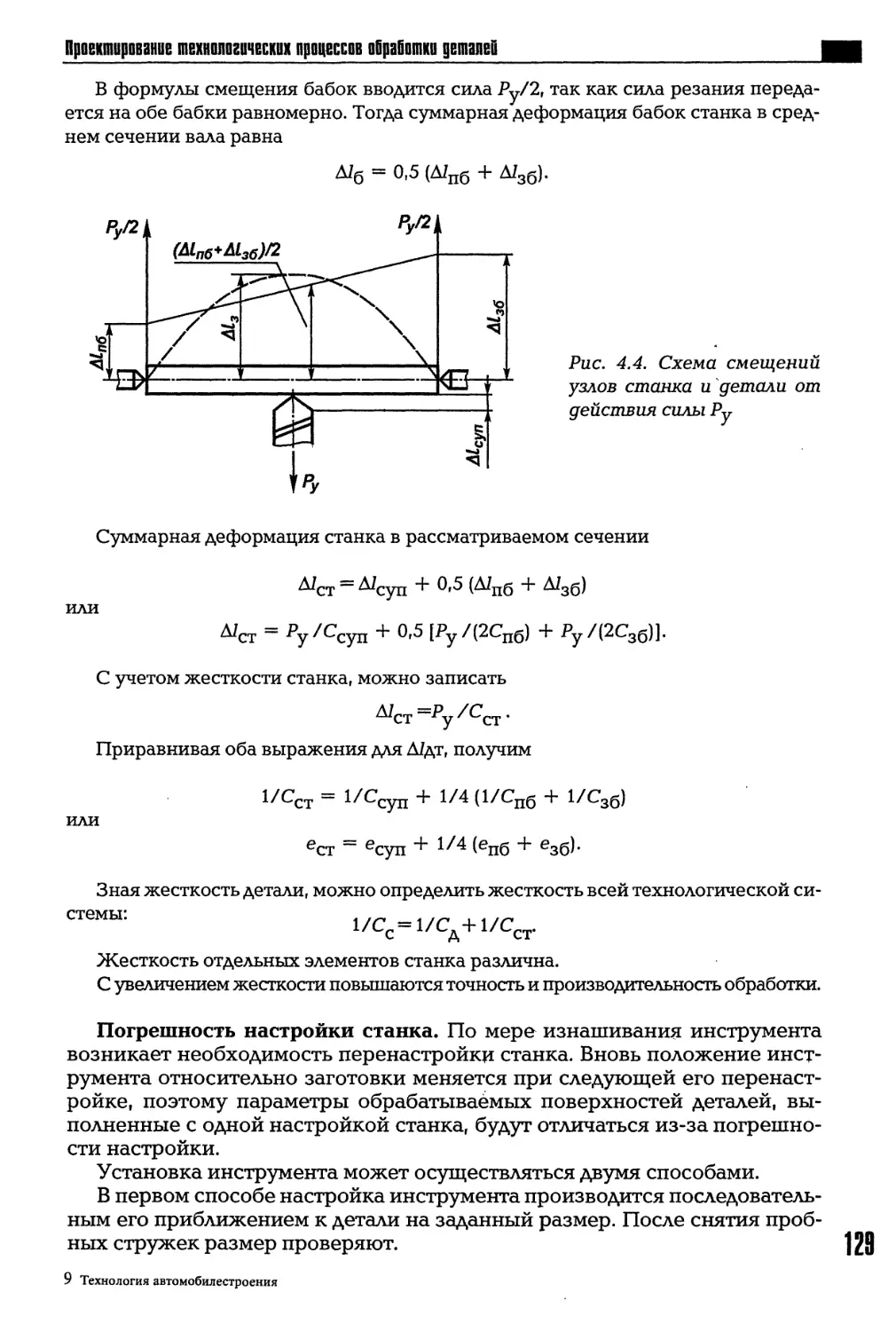
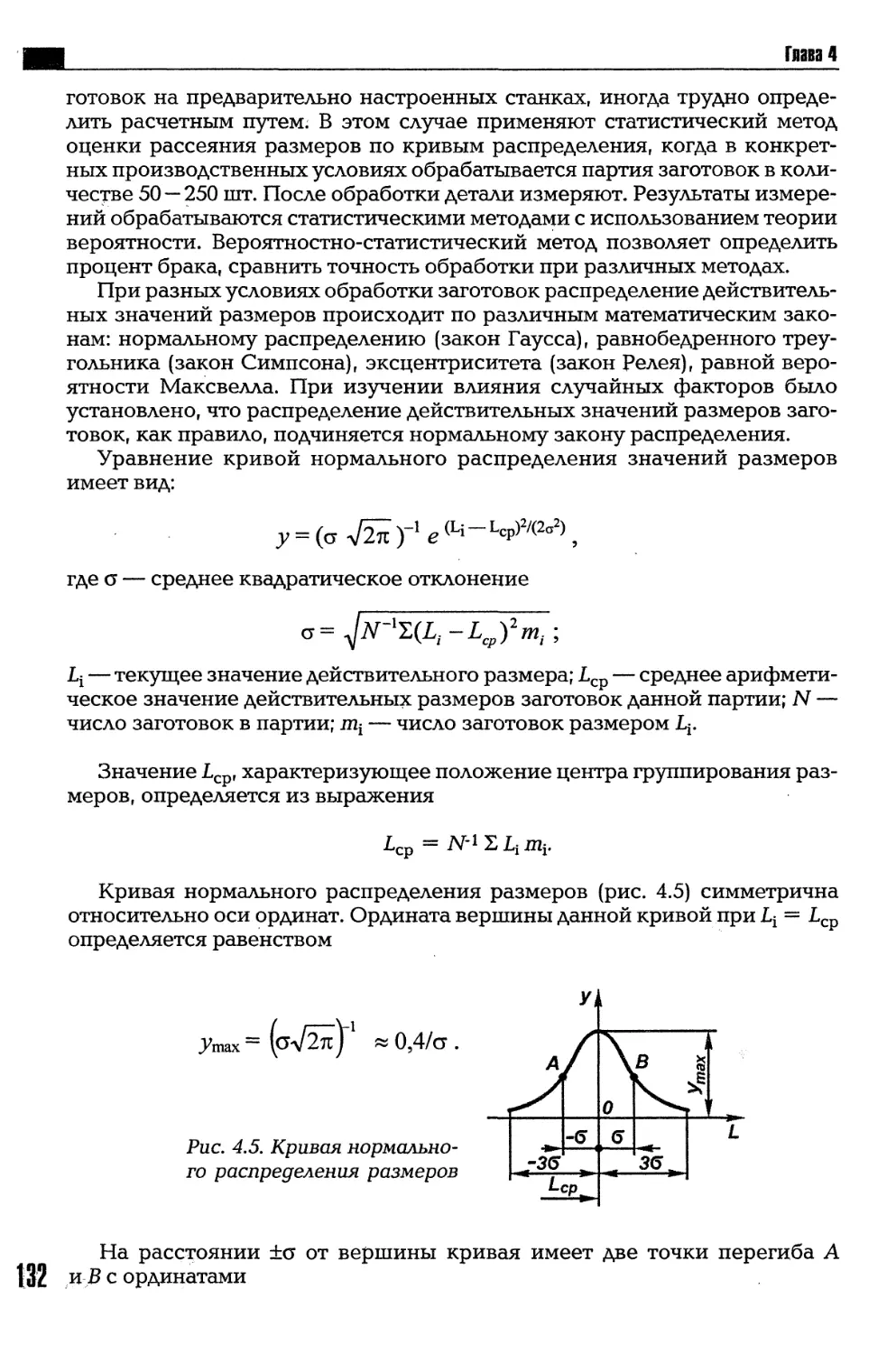
4.4. Точность механической обработки и ее обеспечение....... 124
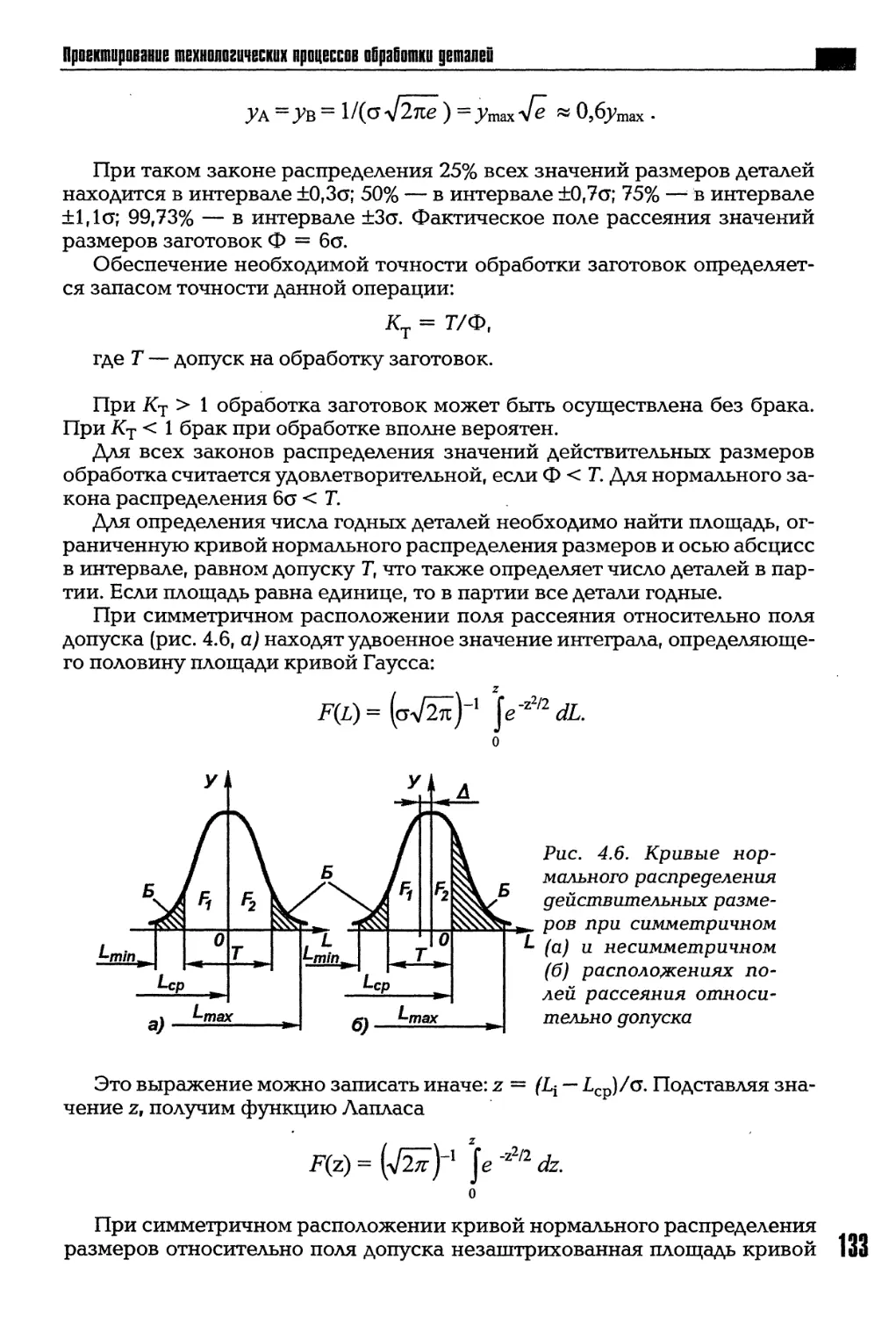
4.5. Контроль точности деталей.............................. 134
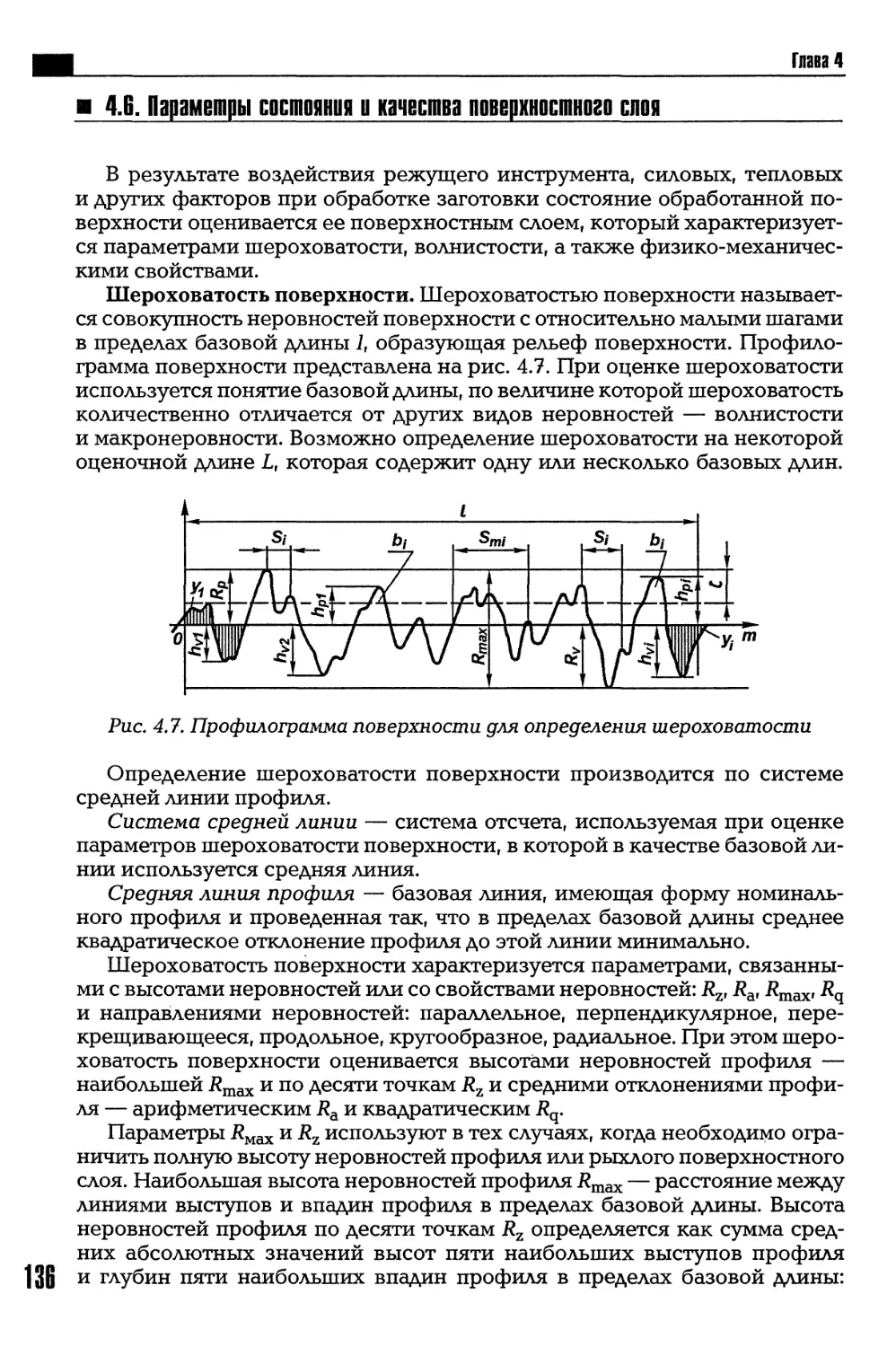
4.6. Параметры состояния и качества поверхностного слоя..... 136
4.8. Оценка эффективности технологических процессов ........ 143
Вопросы для самопроверки................................. 143
Глава 5. Методы и маршрдты обработки типовых поверхностей деталей... 145
5.1. Методы обработки отверстий и внутренних поверхностей
деталей................................................ 145
5.2. Обработка наружных цилиндрических поверхностей
деталей................................................ 153
5.3. Обработка плоских поверхностей......................... 160
5.4. Способы изготовления деталей с резьбой................. 162
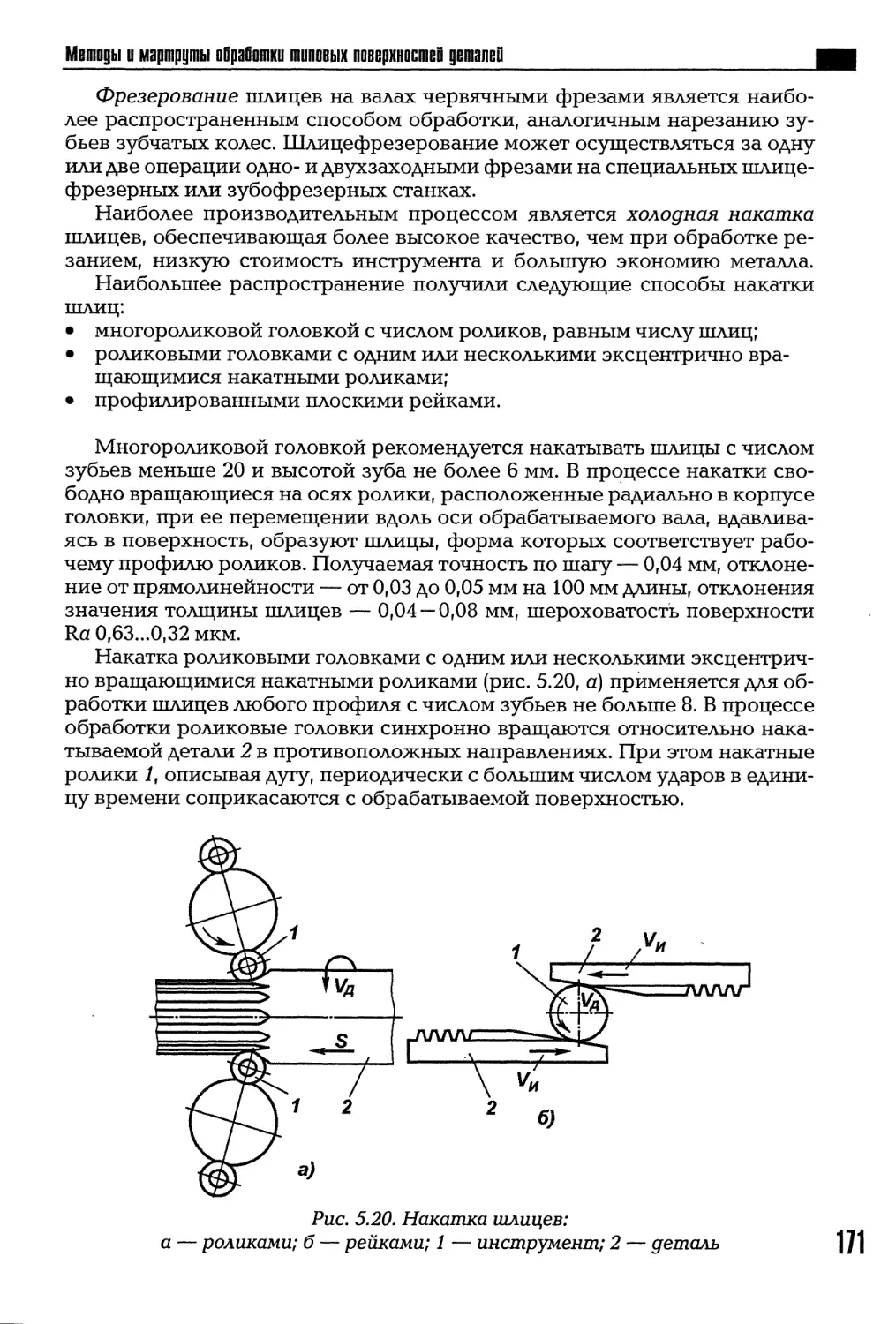
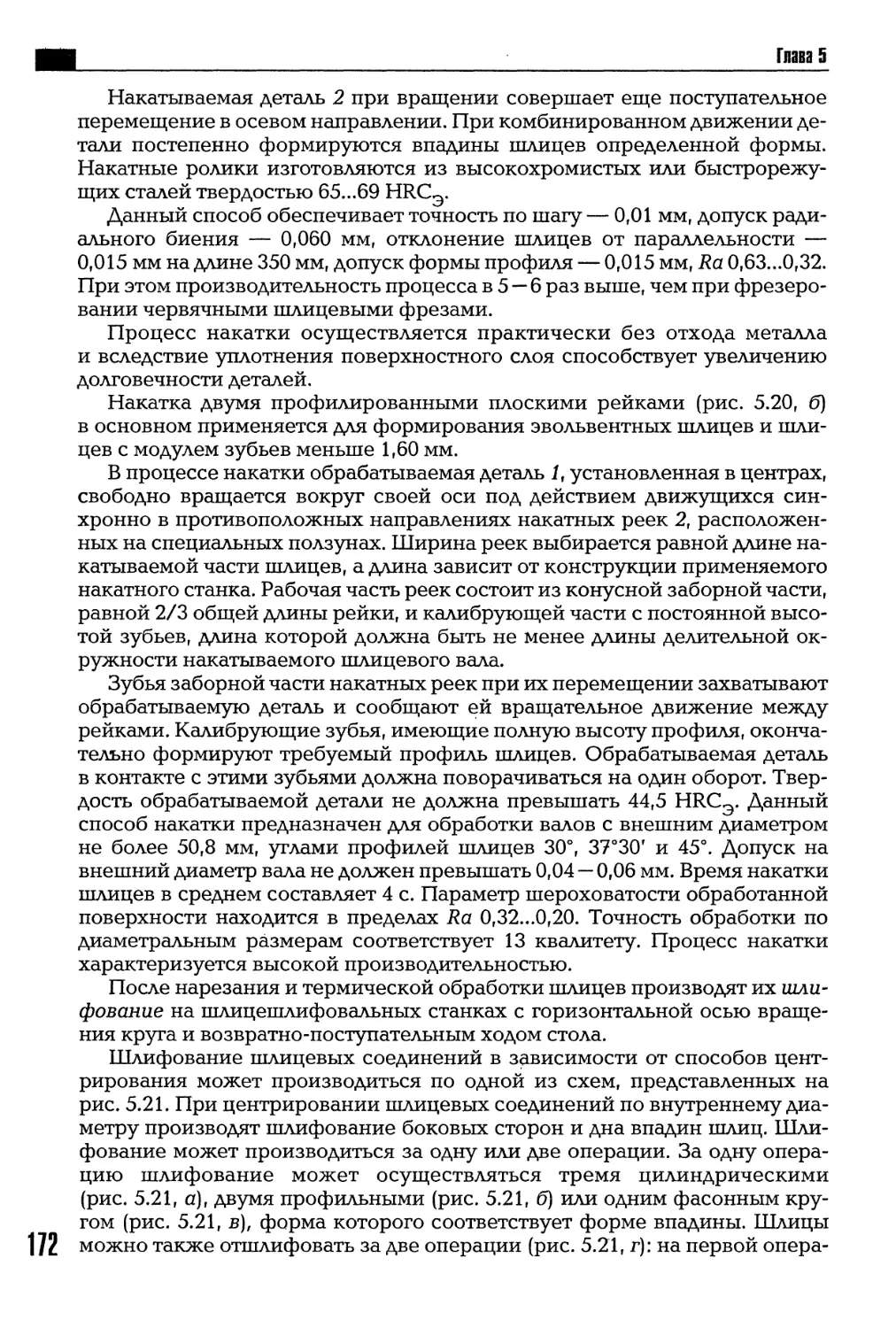
5.5. Обработка поверхностей шлицевых соединений............. 170
Вопросы для самопроверки................................. 173
4 Список литературы........................................ 173
Содержание
Глава 6. Комплексные процессы изготовления корпусных деталей_______ 174
6.1. Характерные особенности конструкций корпусных деталей
и основные требования к точности их изготовления......... 174
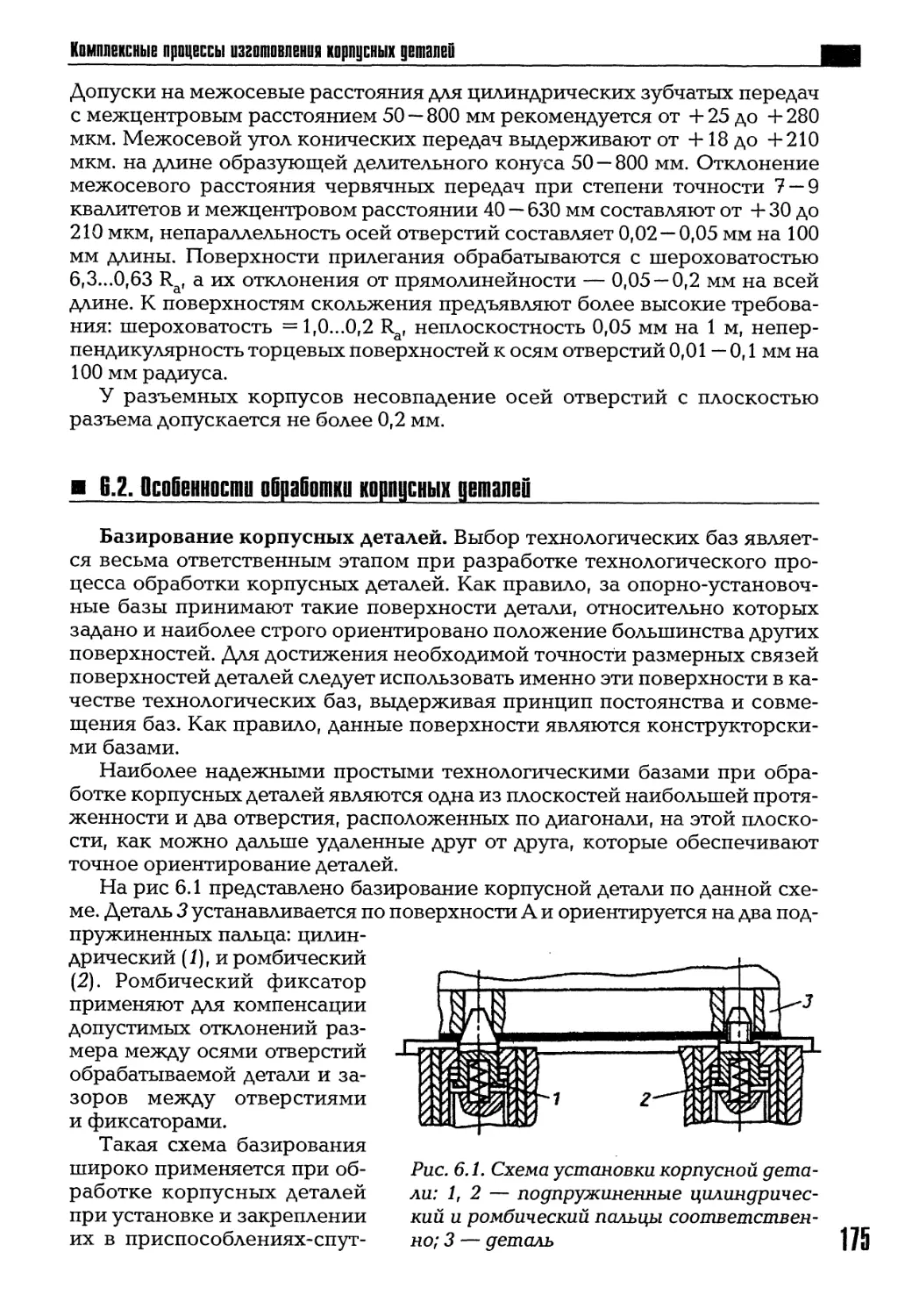
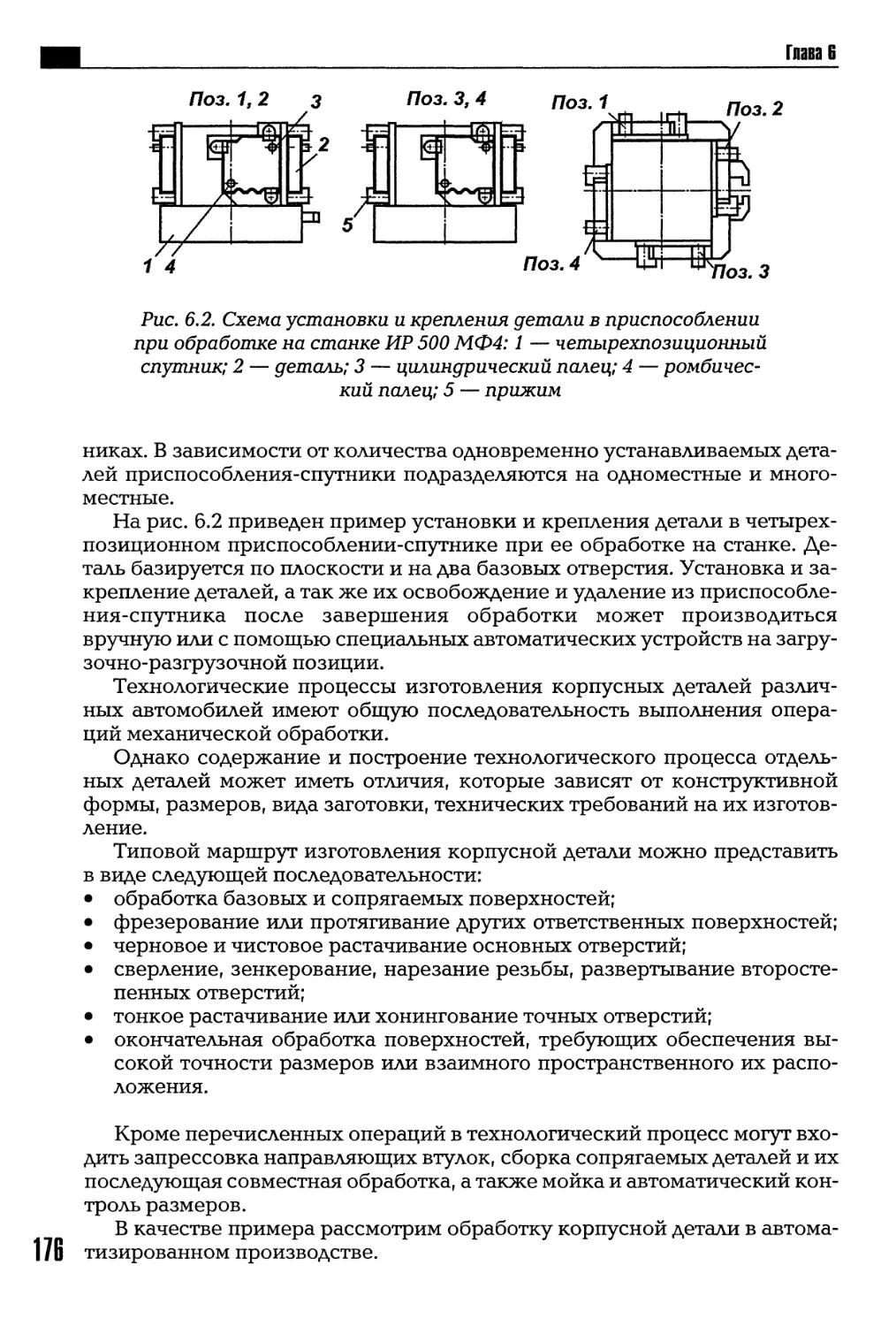
6.2. Особенности обработки корпусных деталей ........... 175
6.3. Обработка деталей на непереналаживаемых
(жестких)- линиях........................................ 177
6.4. Обработка корпусных деталей на гибких автоматических
линиях................................................. 184
6.5. Обработка деталей на реконфигурируемых линиях............. 202
Вопросы для самопроверки............................. 208
Глава 7. Технологические процессы обработки валив........... 209
7.1. Характерные особенности конструкций валов и основные
требования к точности их изготовления.................... 209
7.2. Типовые технологические процессы обработки валов
автомобилей.............................................. 210
7.3. Автоматизация технологических процессов обработки
валов.................................................... 215
7.4. Обработка полуосей заднего моста автомобиля КамАЗ......... 226
Вопросы для самопроверки............................. 228
Глава 8. Технологические процессы изготовления зубчатых колес...... 229
8.1. Особенности цилиндрических и конических зубчатых колес.... 229
8.2. Материалы для изготовления зубчатых колес и методы
получения заготовок...................................... 233
8.3. Особенности базирования зубчатых колес............. 235
8.4. Типовой технологический процесс обработки
одновенцовых зубчатых колес.............................. 236
8.5. Основные методы зубонарезания цилиндрических
зубчатых колес......................................... 240
8.6. Основные методы зубонарезания конических зубчатых
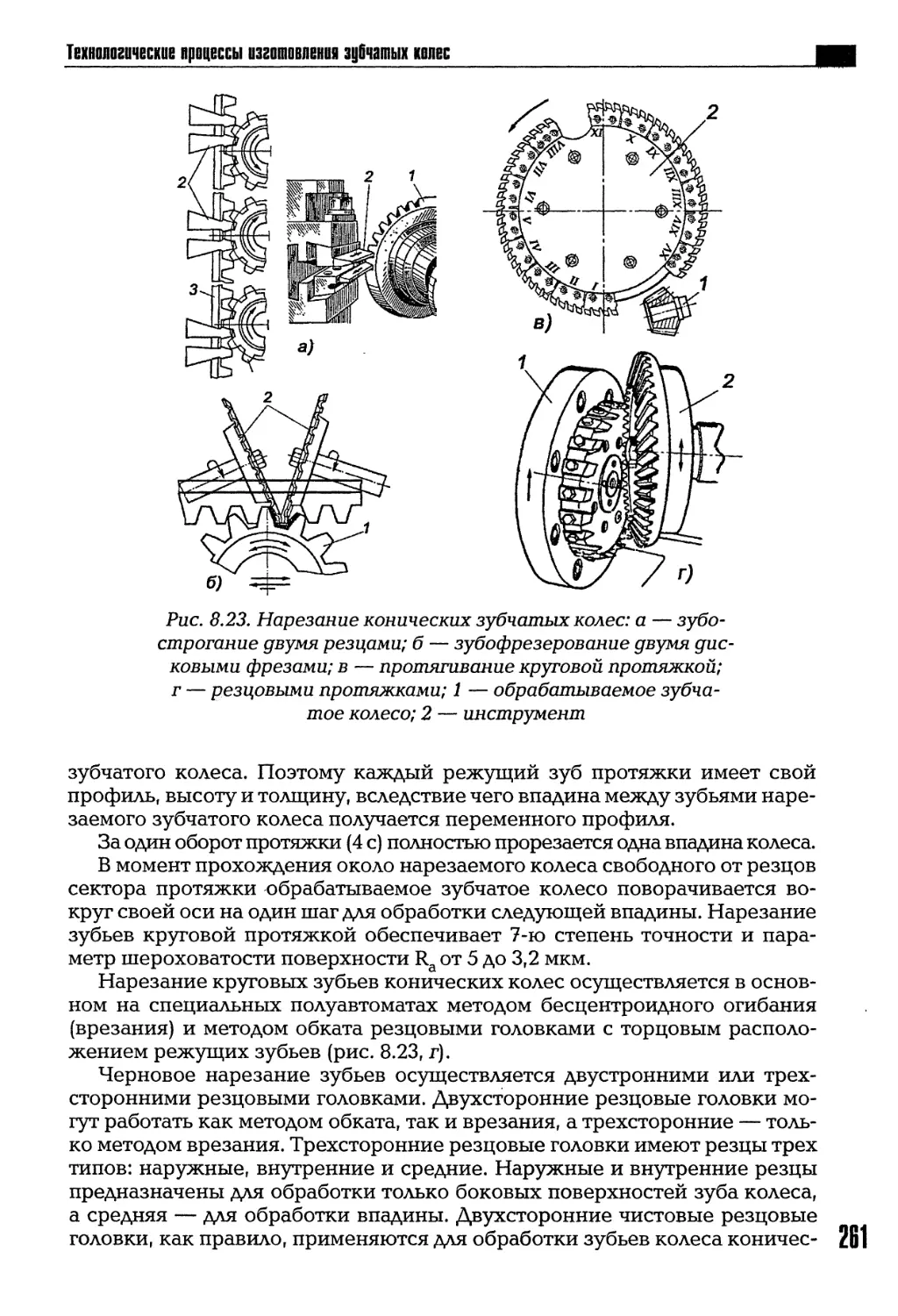
колес.................................................... 260
8.7. Особенности обработки многовенцовых зубчатых колес........ 265
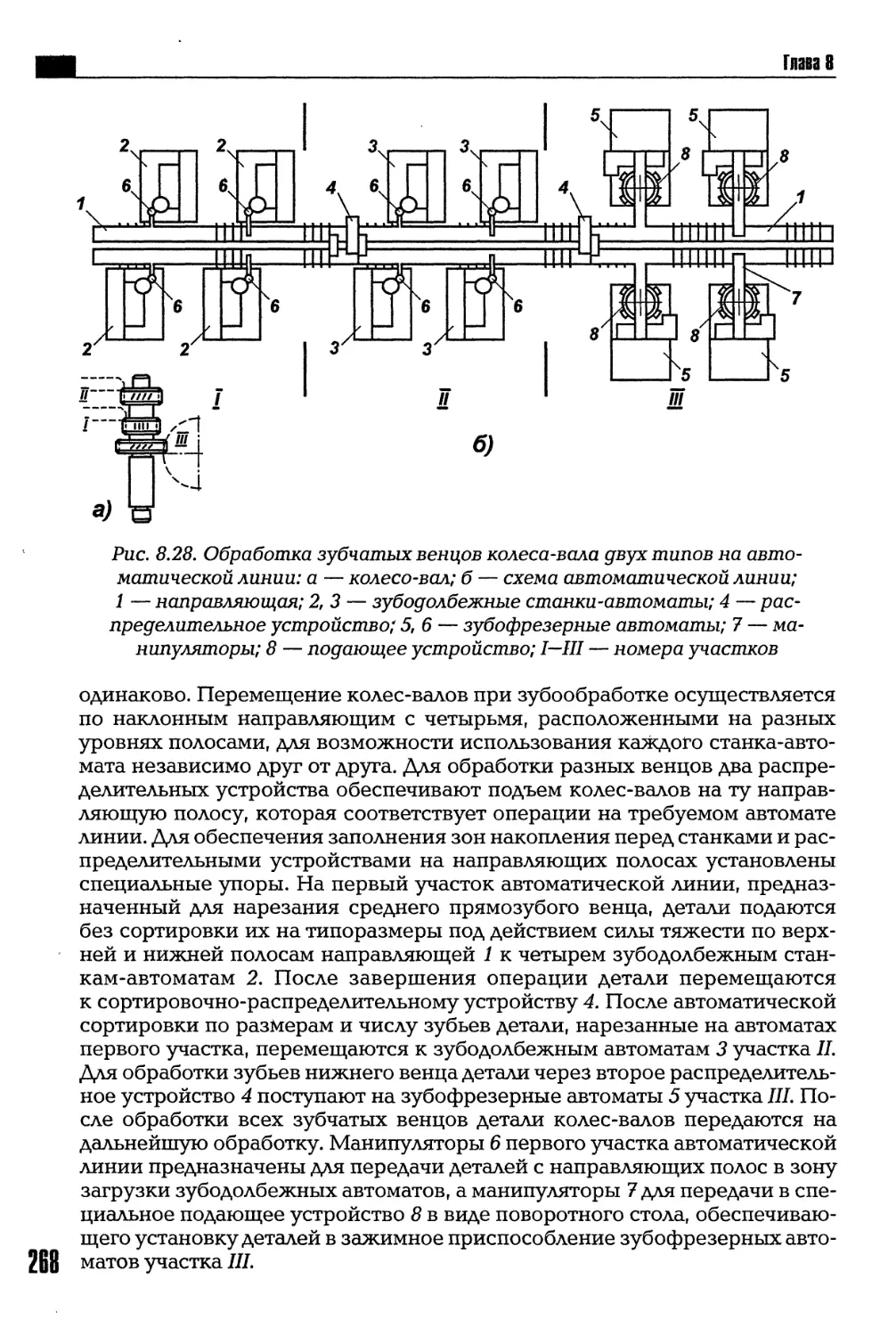
8.8. Автоматизация обработки зубчатых колес............. 269
8.8. Контроль зубчатых колес............................ 271
Вопросы для самопроверки............................. 273
Список литературы.................................. 273
Глава 9. Повышение надежности и долговечности деталей
технологическими методами__________________.__________ 274
9.1. Упрочнение поверхностей деталей машин.............. 274
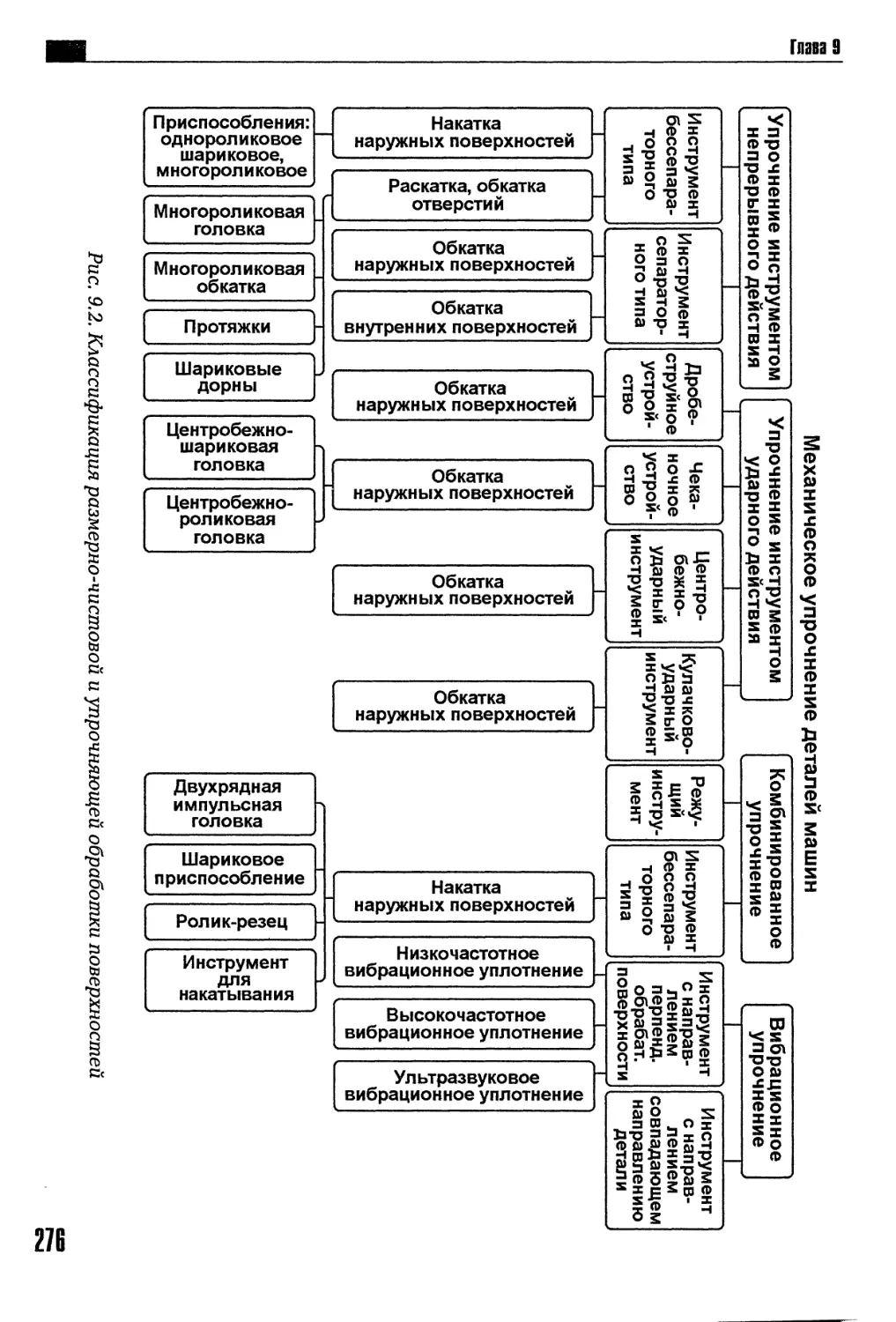
9.1.1. Классификация размерно-чистовой и упрочняющей
обработки............................................ 274
9.1.2. Процесс поверхностного пластического деформирования... 275 5
Содержание
9.1.3. Инструмент и приспособления для упрочняющей
обработки............................................... 280
9.2. Физико-механическое состояние поверхности деталей,
подвергнутых упрочняющей обработке......................... 288
9.2.1. Упрочнение металла (наклеп)...................... 290
9.2.2. Остаточные напряжения............................ 291
9.3. Технологические особенности упрочняющей обработки ... 293
9.4. Формообразование сложнопрофильных поверхностей
холодным пластическим деформированием...................... 305
9.4.1. Ротационное обжатие.............................. 306
/ 9.4.2. Профильное накатывание многороликовыми
головками.......................................... 306
9.4.3. Импульсное планетарное накатывание............... 306
9.4.4. Накатывание с осевой подачей..................... 307
9.4.5. Накатывание с радиальной подачей ................ 308
9.4.6. Накатывание плоскими рейками..................... 308
9.4.7. Накатывание затылованными роликами .............. 309
9.4.8. Накатывание с тангенциальной подачей............. 310
Вопросы для самопроверки................................ 311
Литература.............................................. 311
Глава 10. Обеспечение надежности и долговечности деталей методами
термической обработки.......................................... 312
10.1. Цели и задачи......................................... 312
10.2. Объемная термическая обработка........................ 318
10.3. Поверхностная термическая обработка................... 321
10.4. Химико-термическая обработка.......................... 332
10.5. Методы нанесения специальных покрытий................. 348
Вопросы для самопроверки................................ 352
Литература.............................................. 352
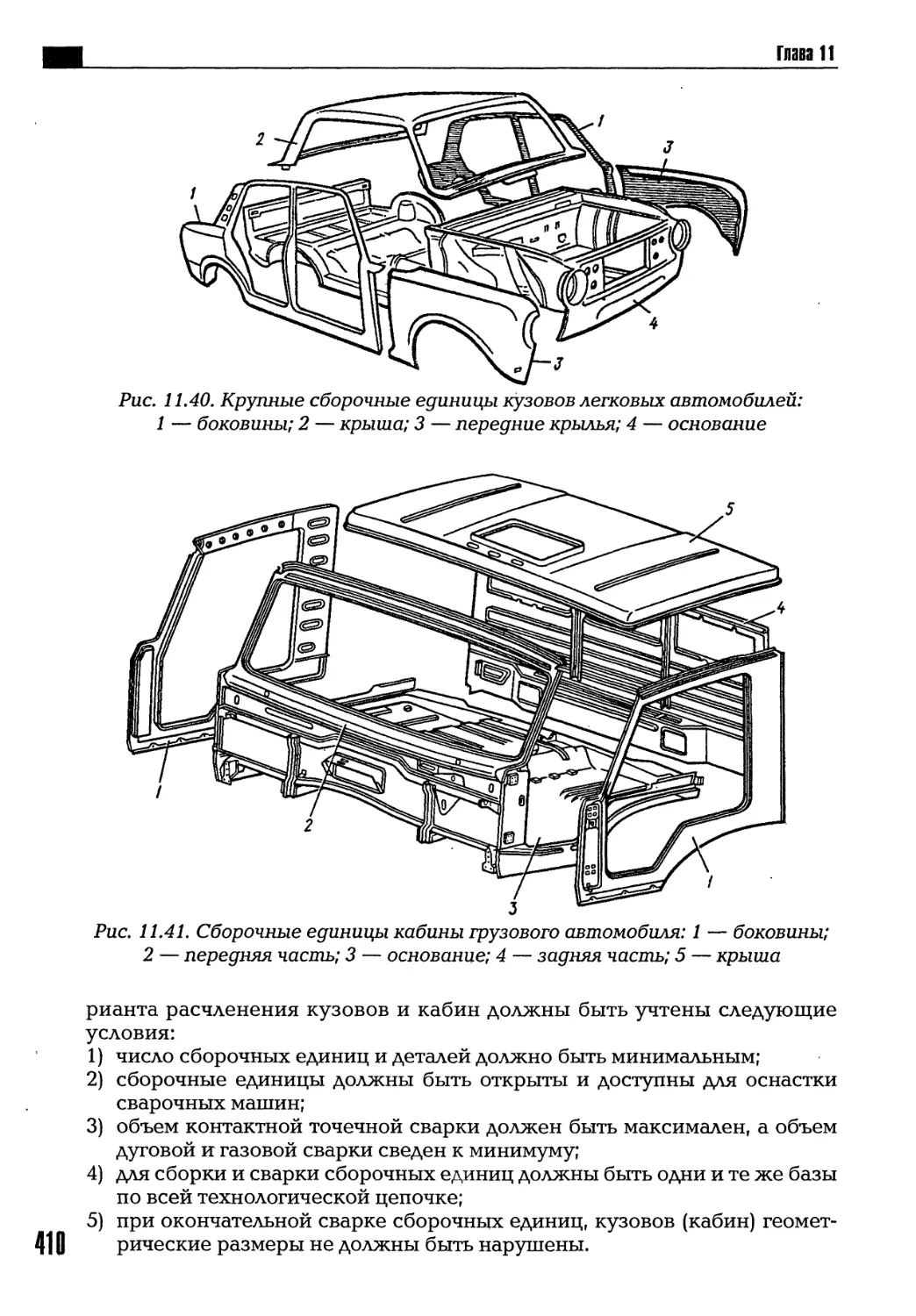
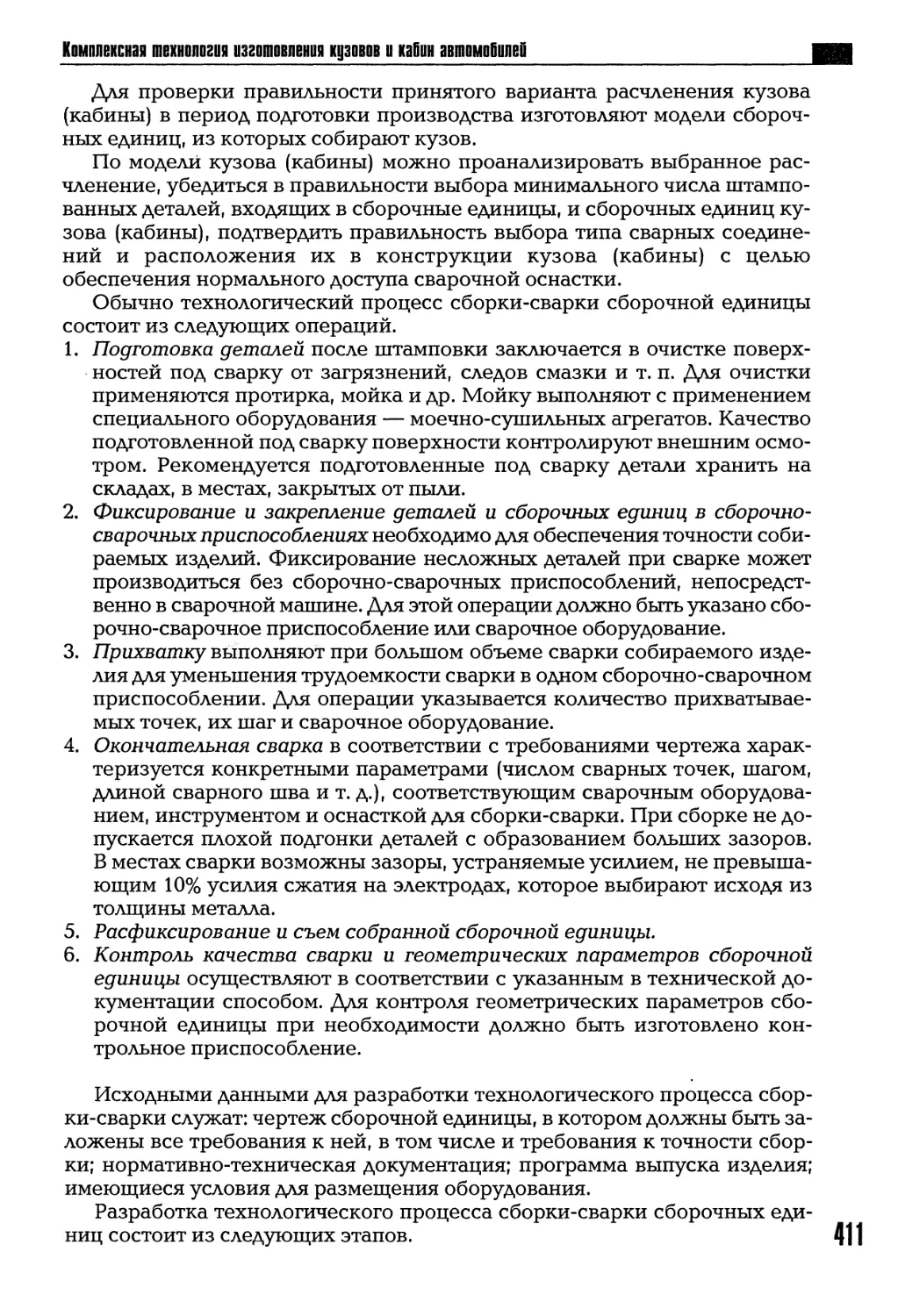
Глава 11. Комплексная технплогпя изготовления кузовов и кабин автомобилей.. 353
11.1. Штамповка кузовных деталей ........................... 355
11.1.1. Материалы, применяемые для изготовления
кузовных деталей....................................... 355
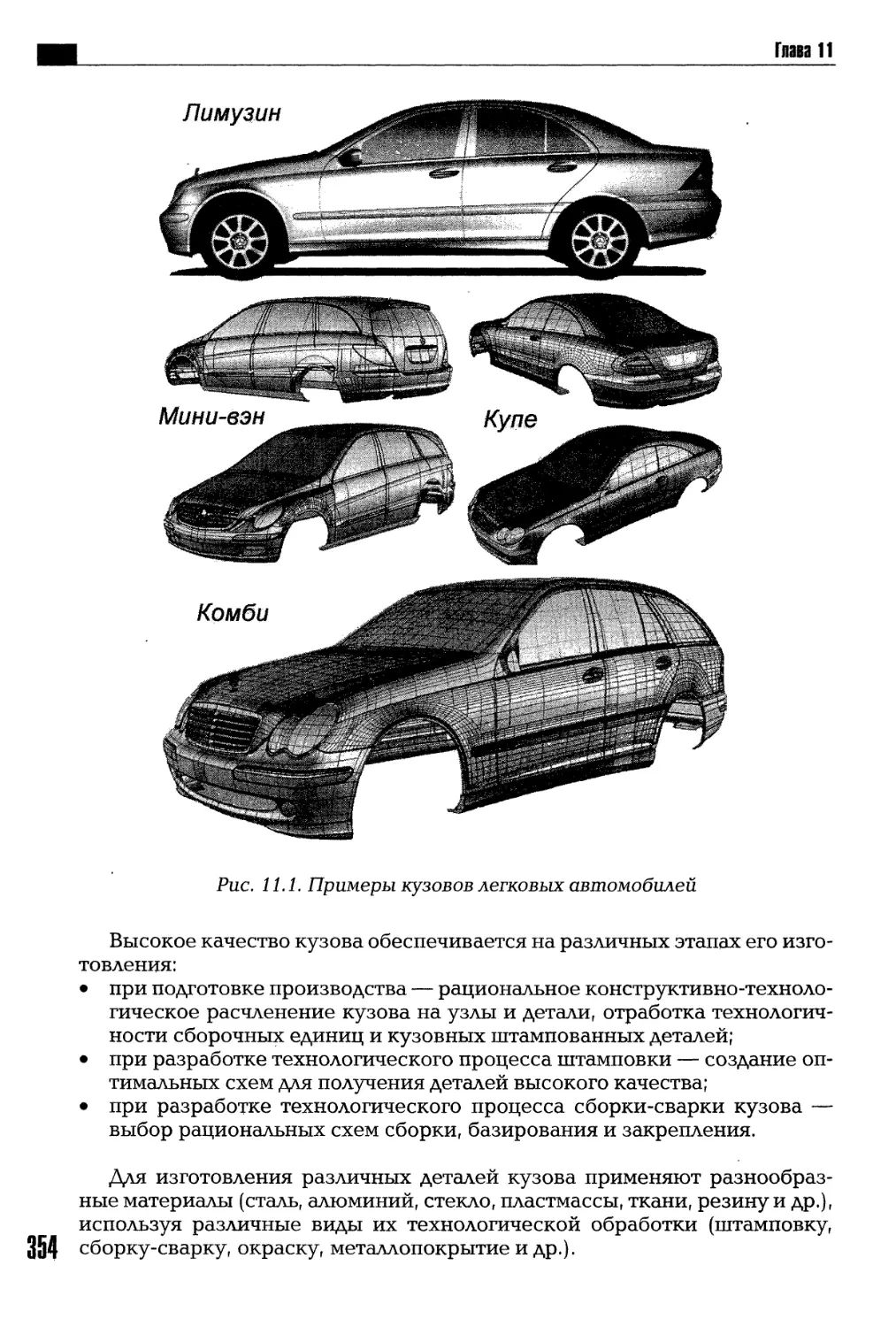
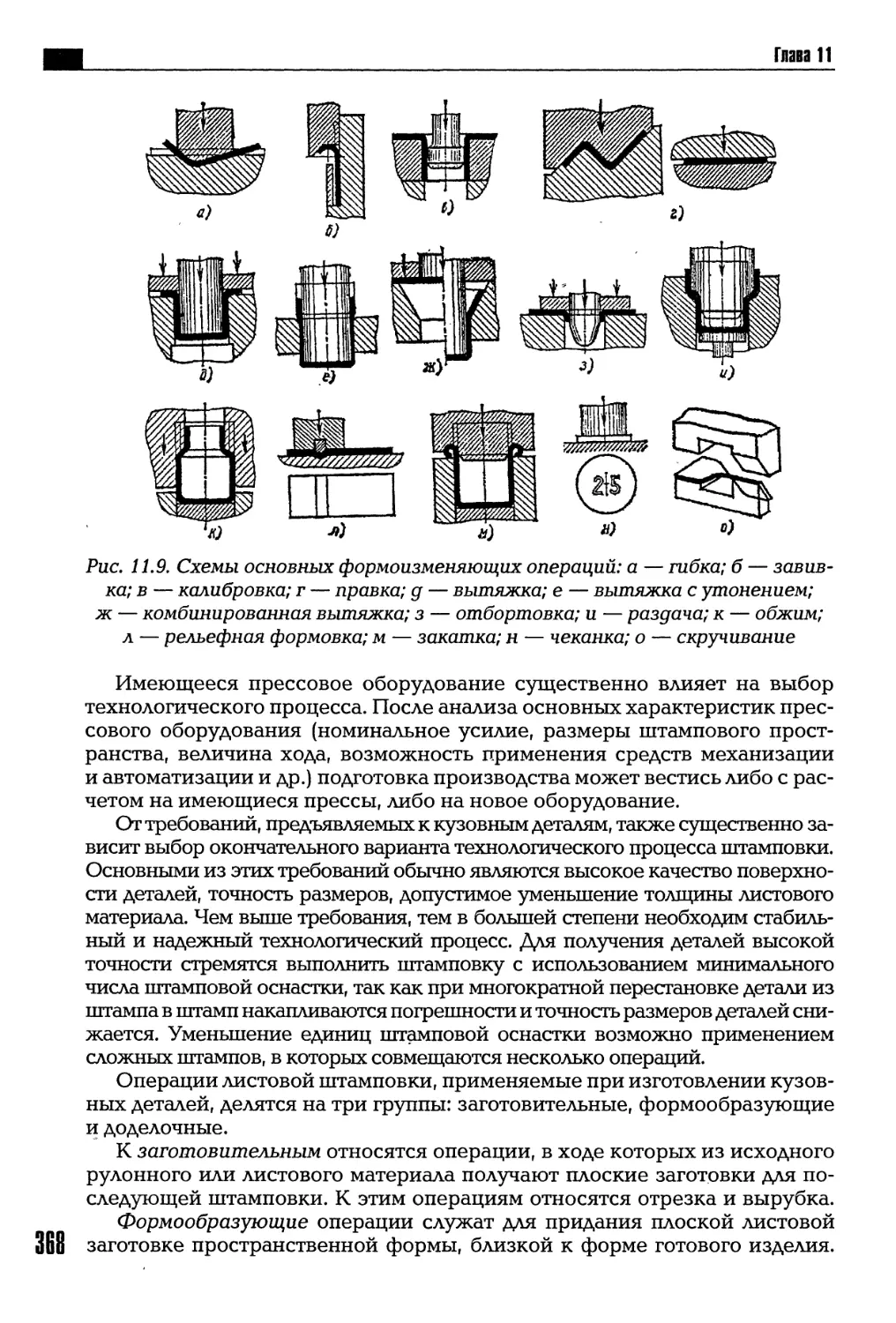
11.1.2. Общая характеристика кузовных деталей........... 360
11.1.3. Основы разработки технологических процессов
штамповки............................................... 366
11.1.4. Технология штамповки и применяемая штамповая
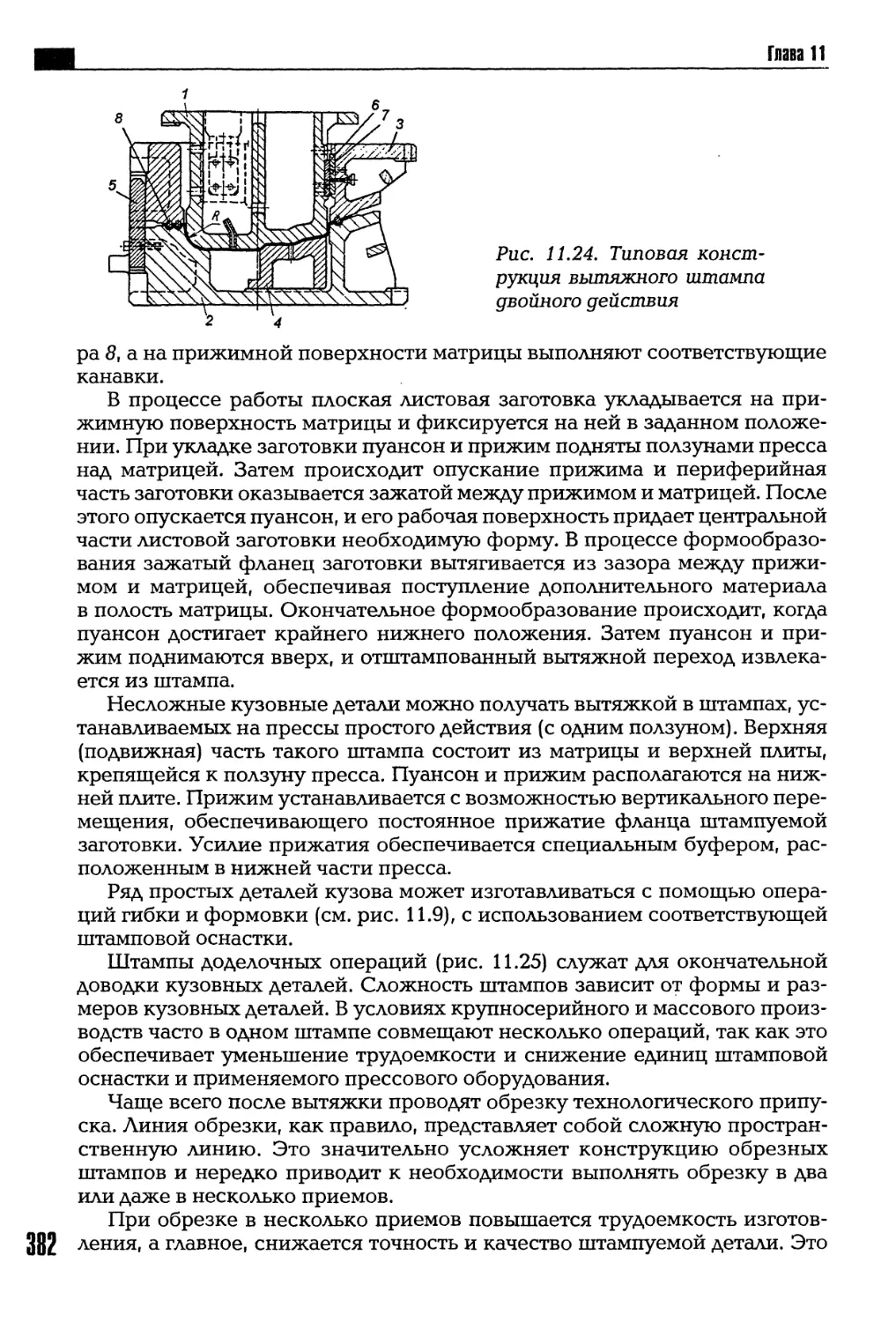
оснастка................................................ 379
11.1.5. Оборудование, средства механизации
и автоматизации.................................................................. 384
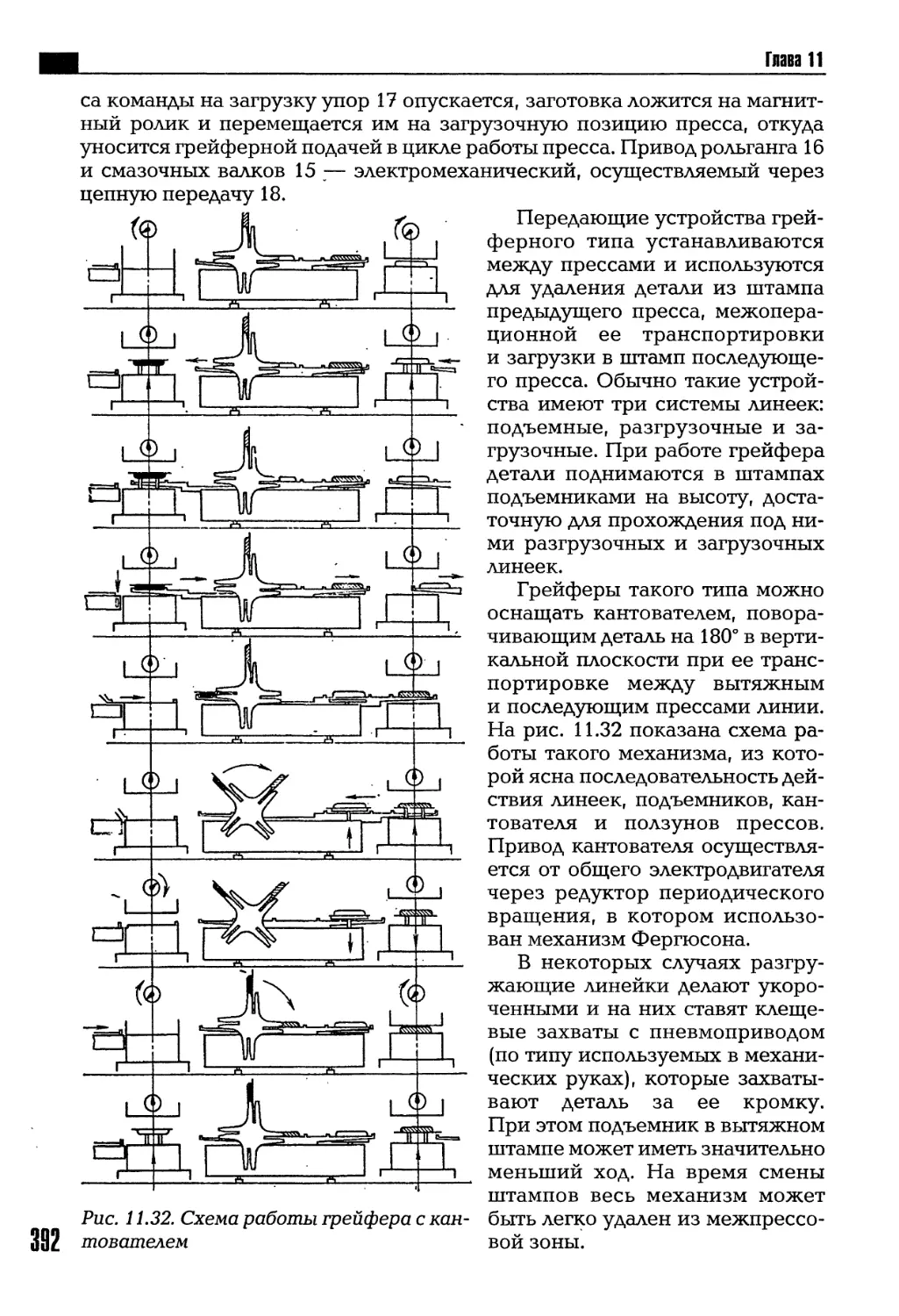
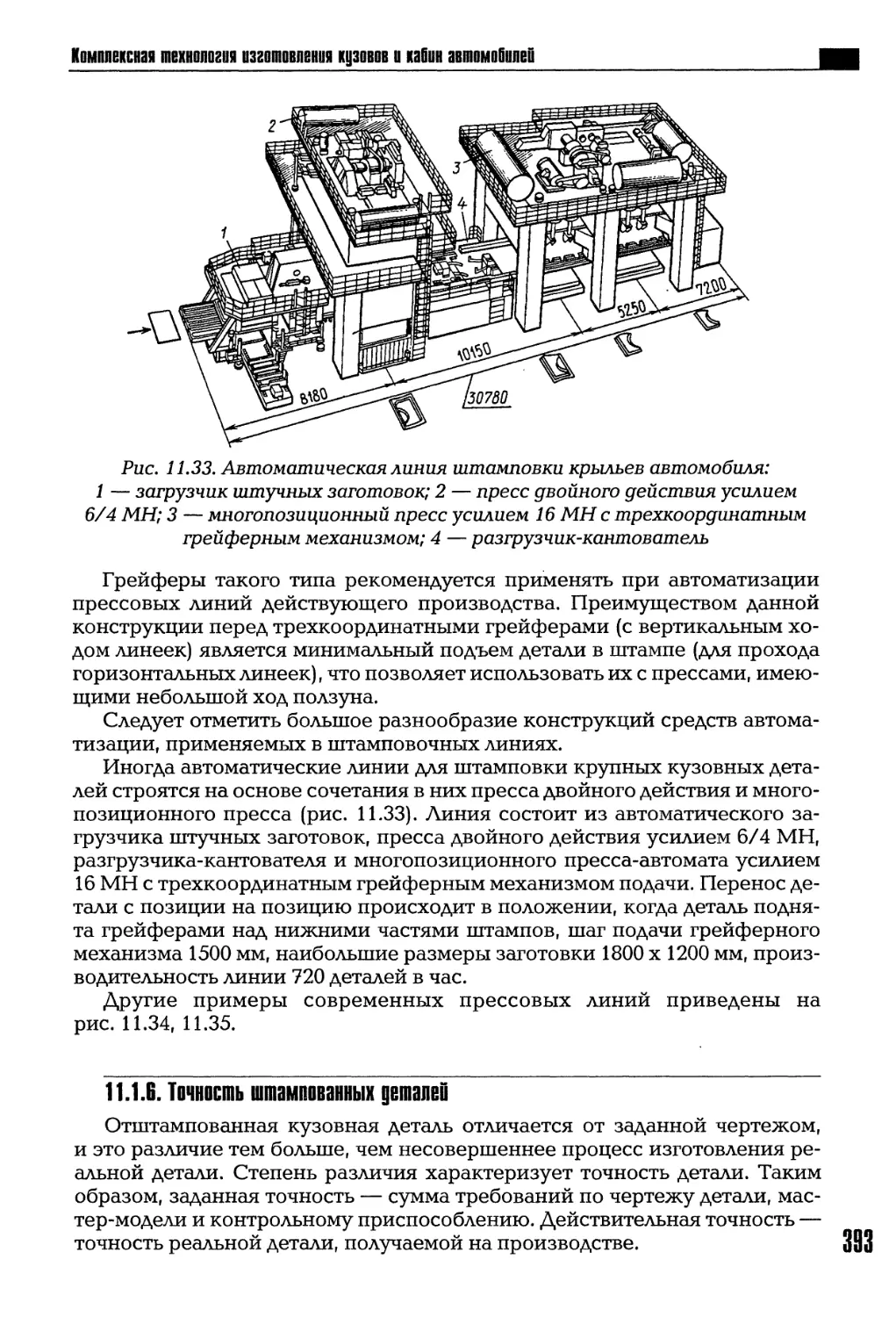
11.1.6. Точность штампованных деталей................... 393
6 11.1.7. Организация работ в прессовых цехах............. 397
Содержание
11.2. Сборка-сварка..................................... 400
11.2.1. Особенности соединений деталей в кузове
и виды сварки....................................... 400
11.2.2. Разработка технологических процессов
сборки-сварки....................................... 409
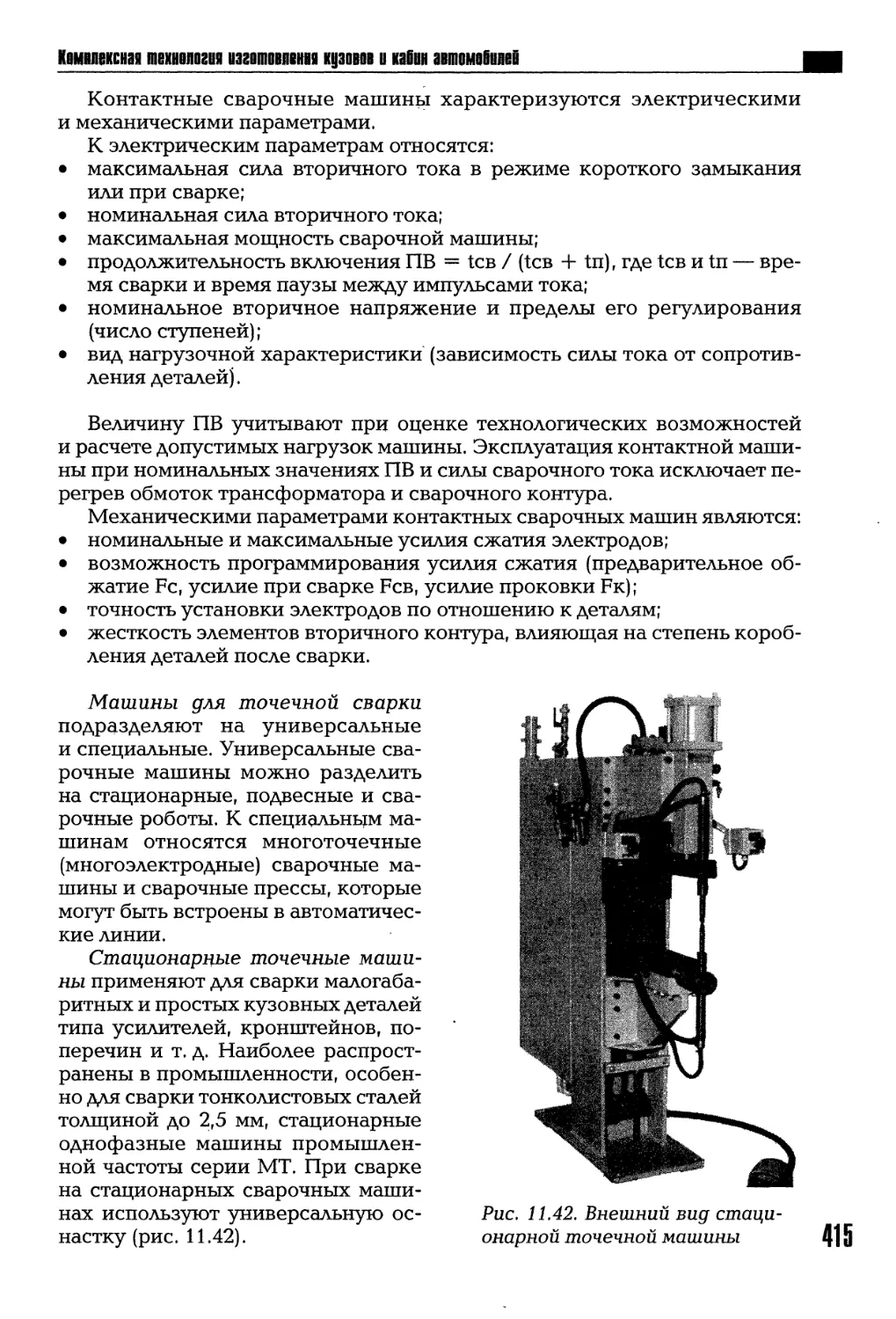
11.2.3. Оборудование и организация работ в цехах
сборки-сварки....................................... 414
11.2.4. Установка навесных сборочных единиц......... 436
11.2.5. Контроль качества........................... 440
11.3. Окраска и нанесение специальных покрытий.......... 443
11.3.1. Материалы покрытий.......................... 444
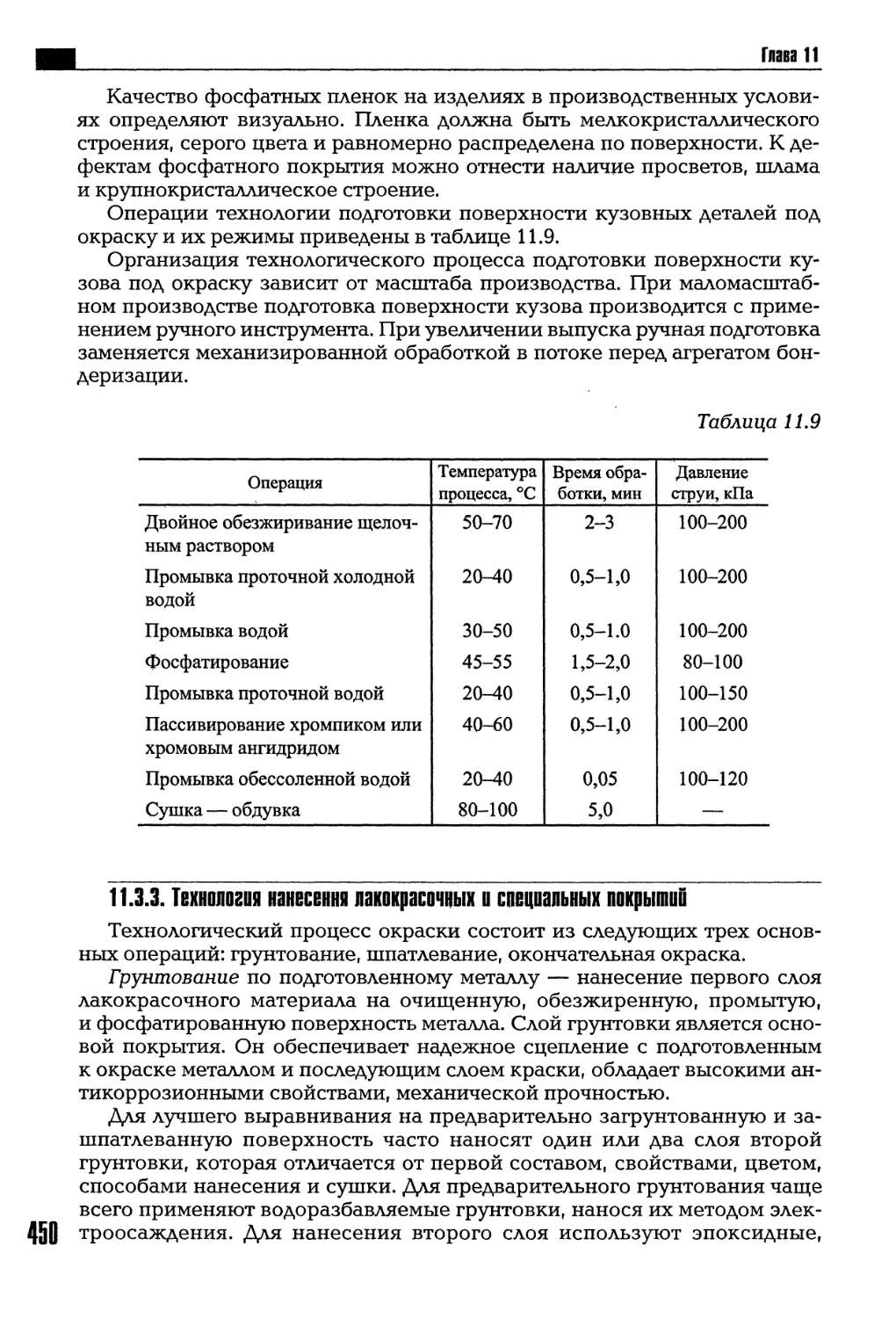
11.3.2. Подготовка к окраске........................ 447
11.3.3. Технология нанесения лакокрасочных
и специальных покрытий.............................. 450
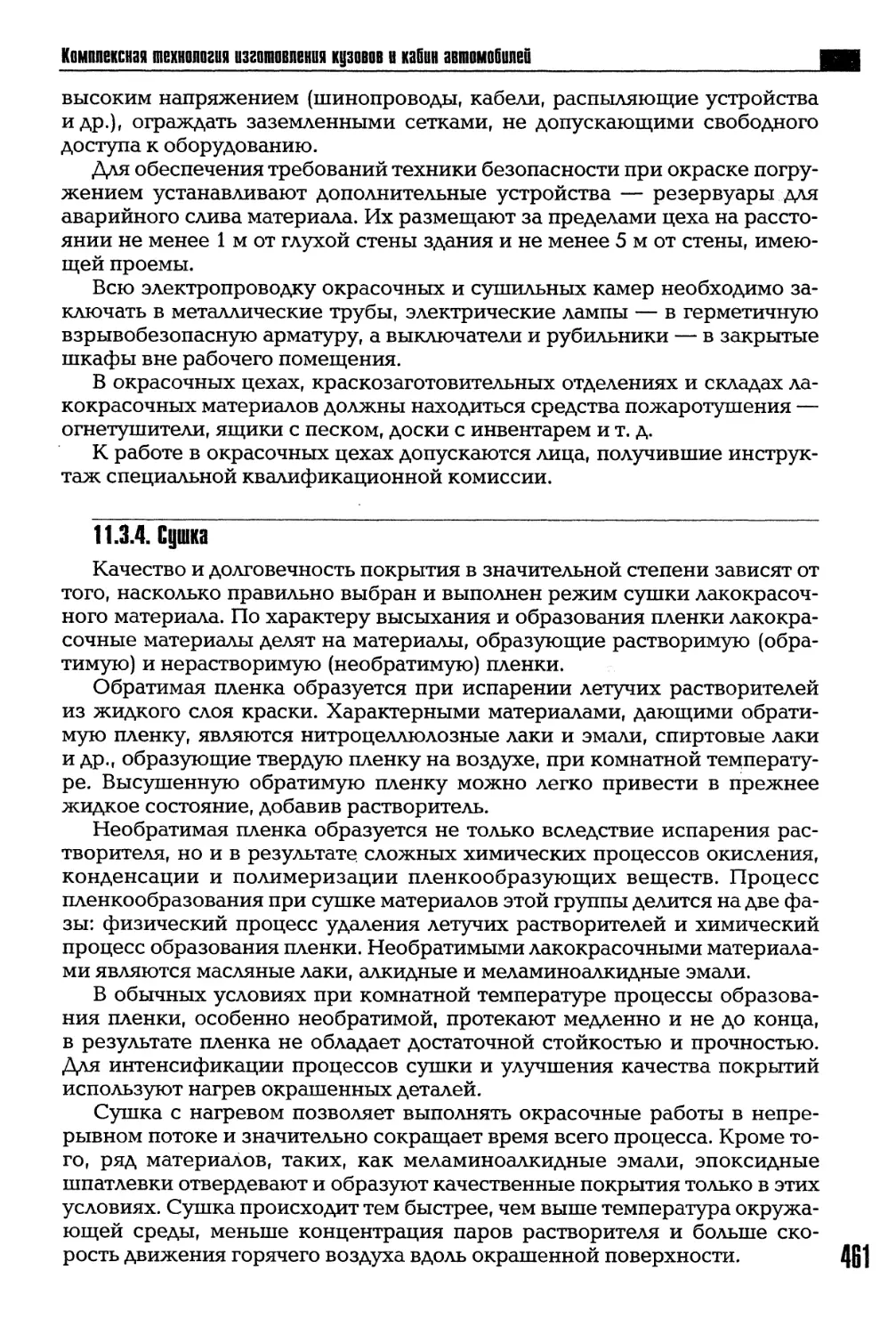
11.3.4. Сушка ...................................... 461
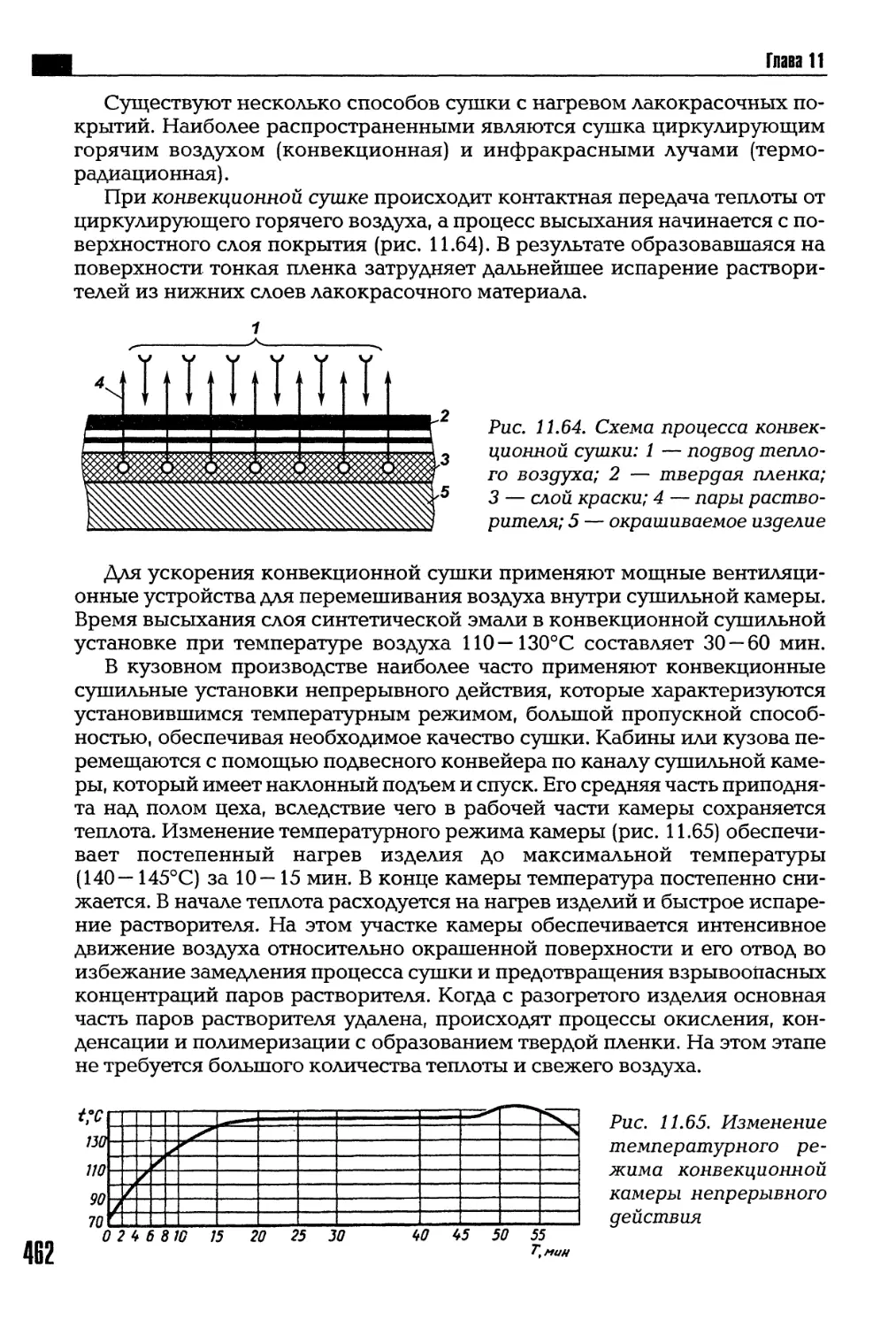
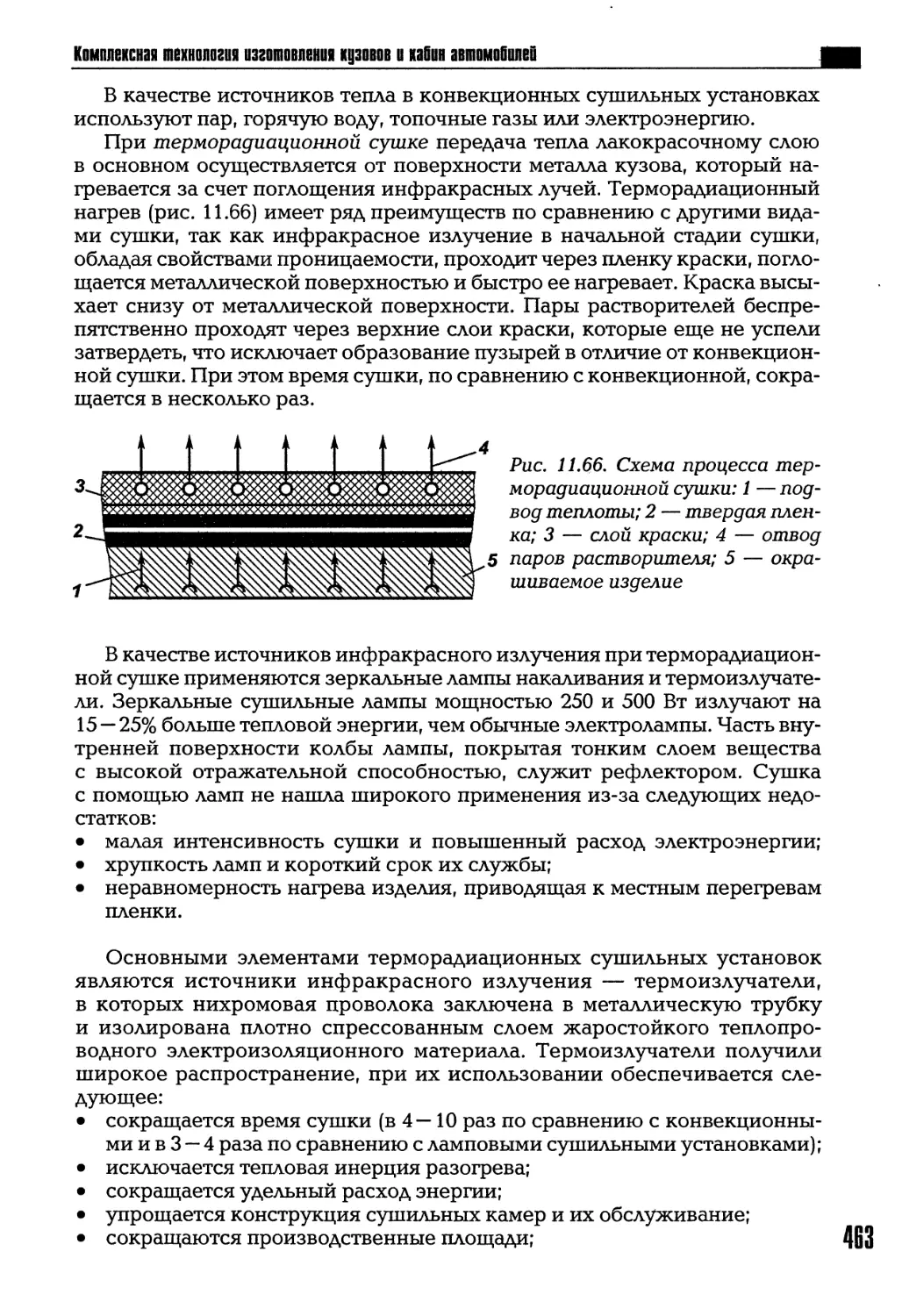
11.3.5. Контроль качества........................... 464
Вопросы для самопроверки............................ 466
Литература.......................................... 467
Глава 12. Проектирование технологических процессов сборки автомобилей
и их агрегатов...................................... 489
12.1. Сборка автомобилей как завершающий этап
их изготовления......................................... 469
12.2. Особенности сборочных процессов, методы обеспечения
заданного качества изделия.............................. 471
12.3. Виды сборочных соединений. Средства механизации
сборочных операций..................................... 475
12.4. Автоматизация сборочных процессов и агрегатно-
модульный метод компоновки оборудования................. 481
12.5. Основы проектирования автоматизированных процессов
сборки.................................................. 494
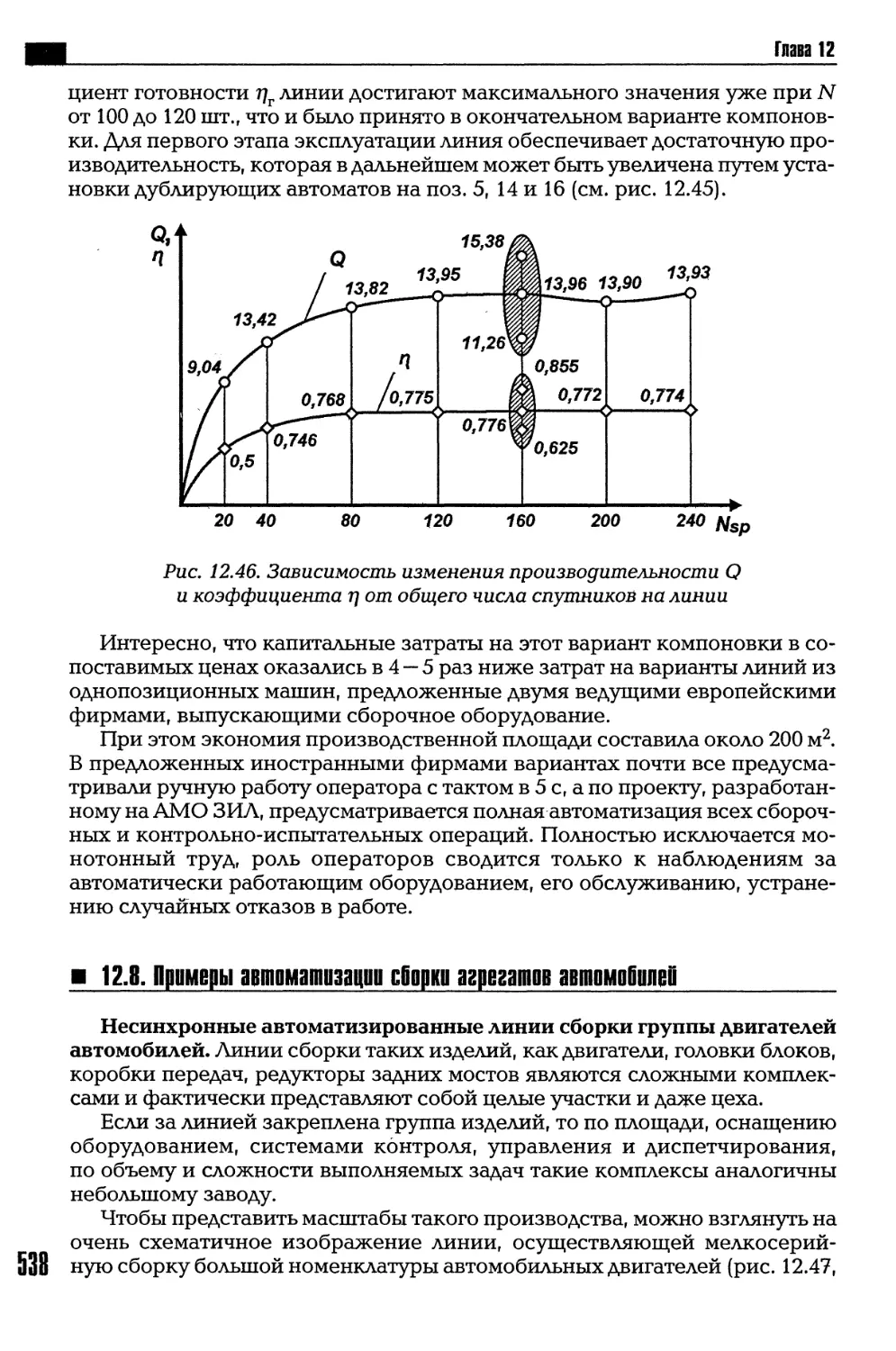
12.6. Расчет производительности и надежности сборочных линий
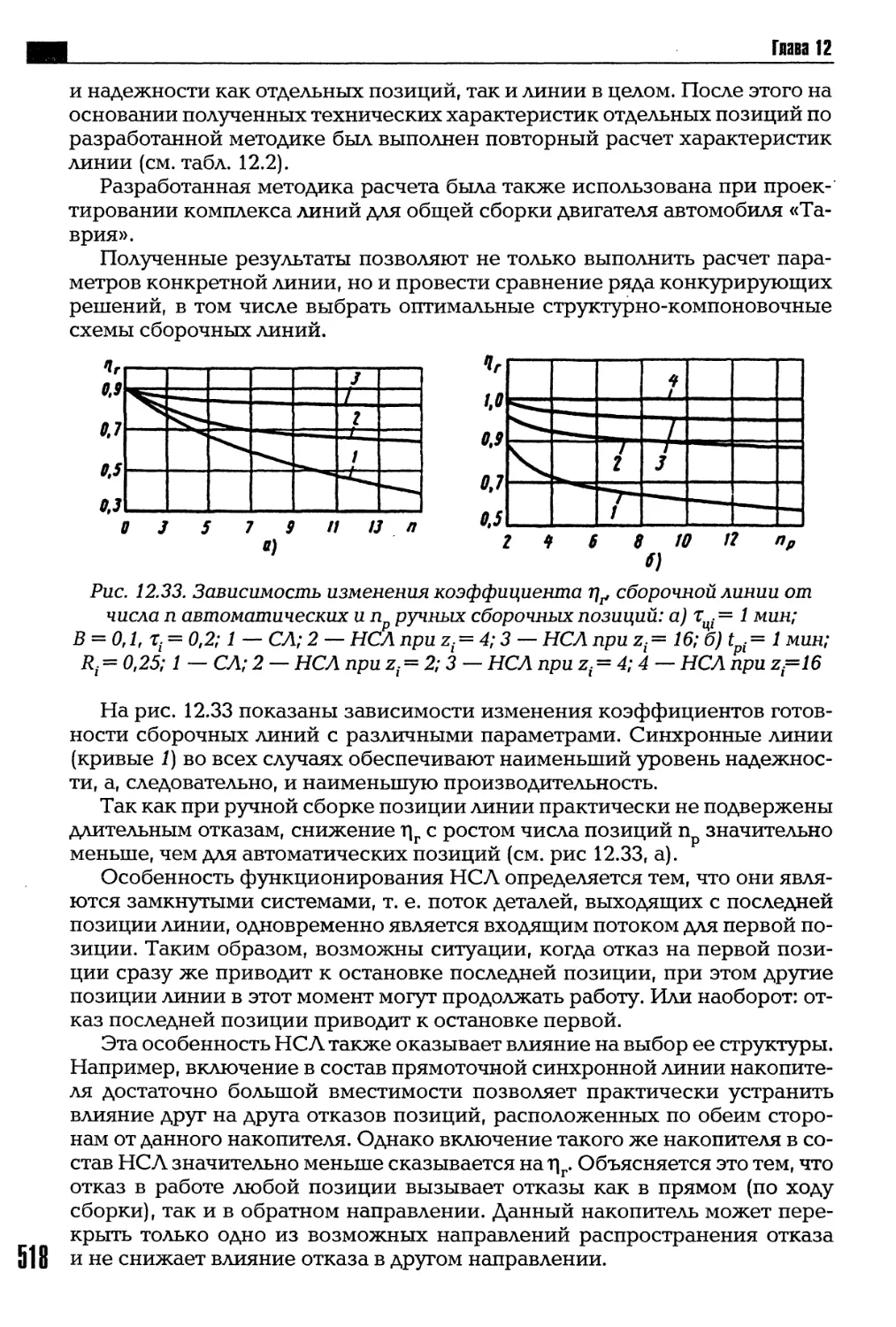
при сравнении вариантов их компоновок................... 510
12.7. Роботизация сборки агрегатов на пневмовихревом
оборудовании............................................ 520
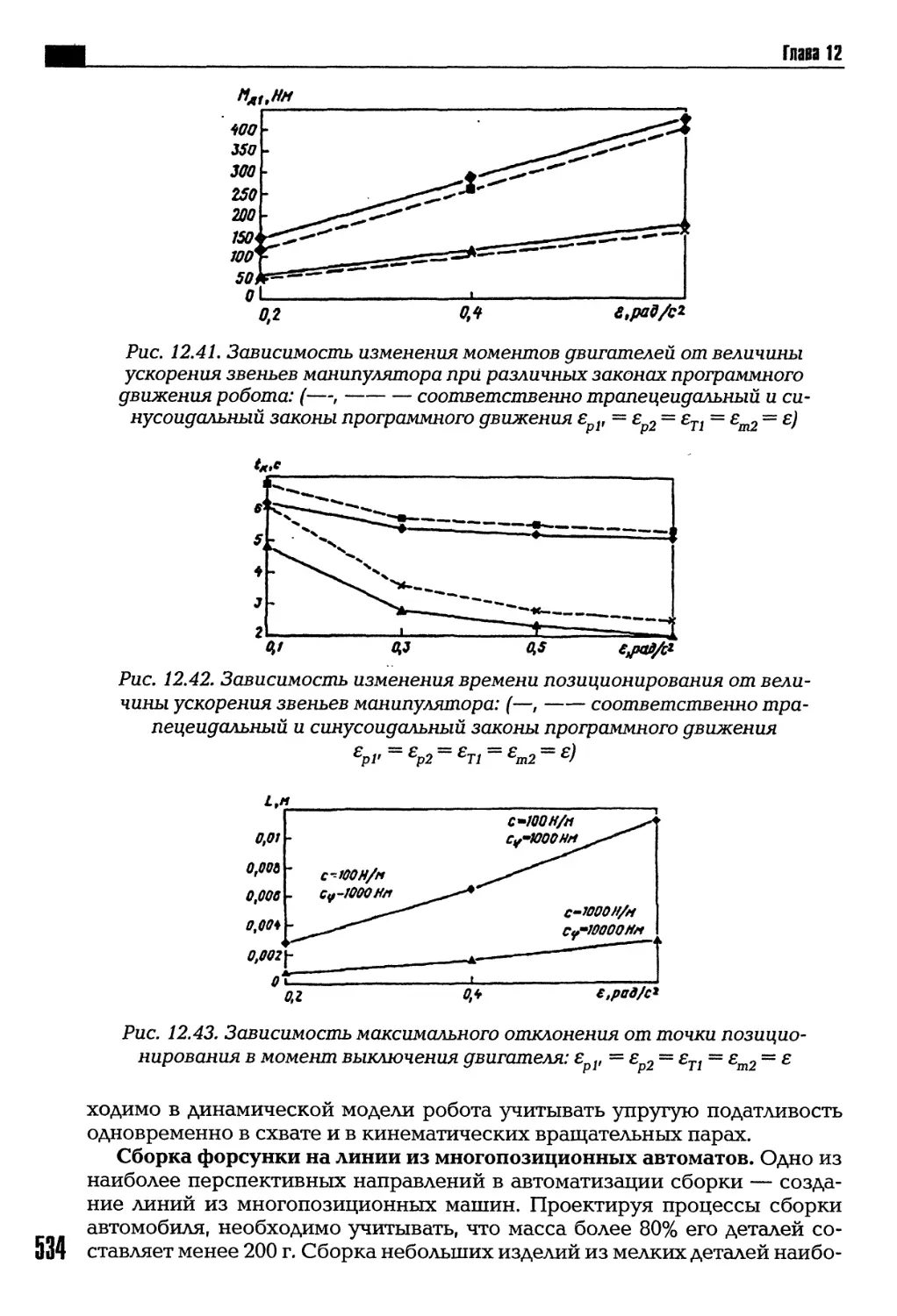
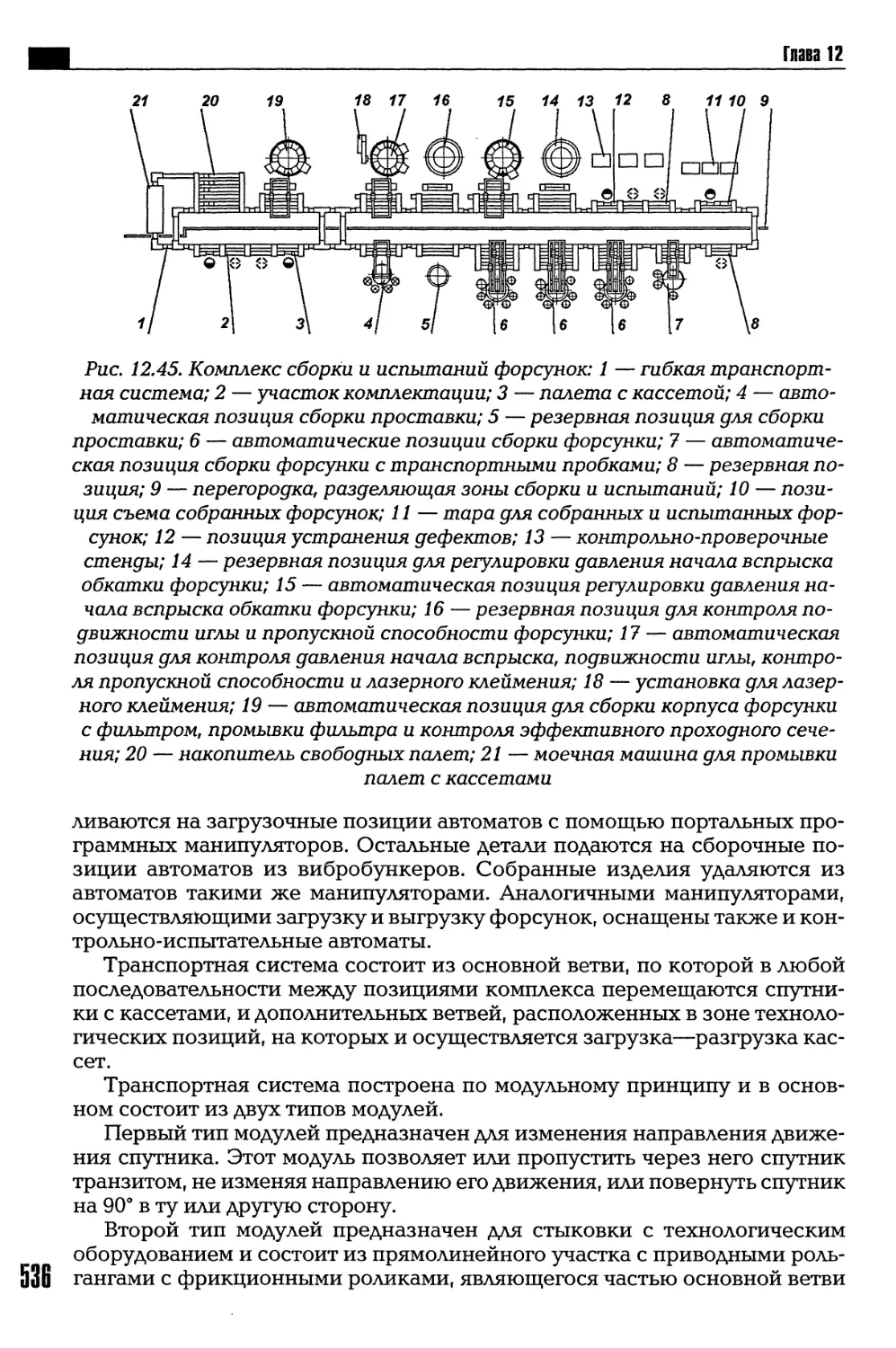
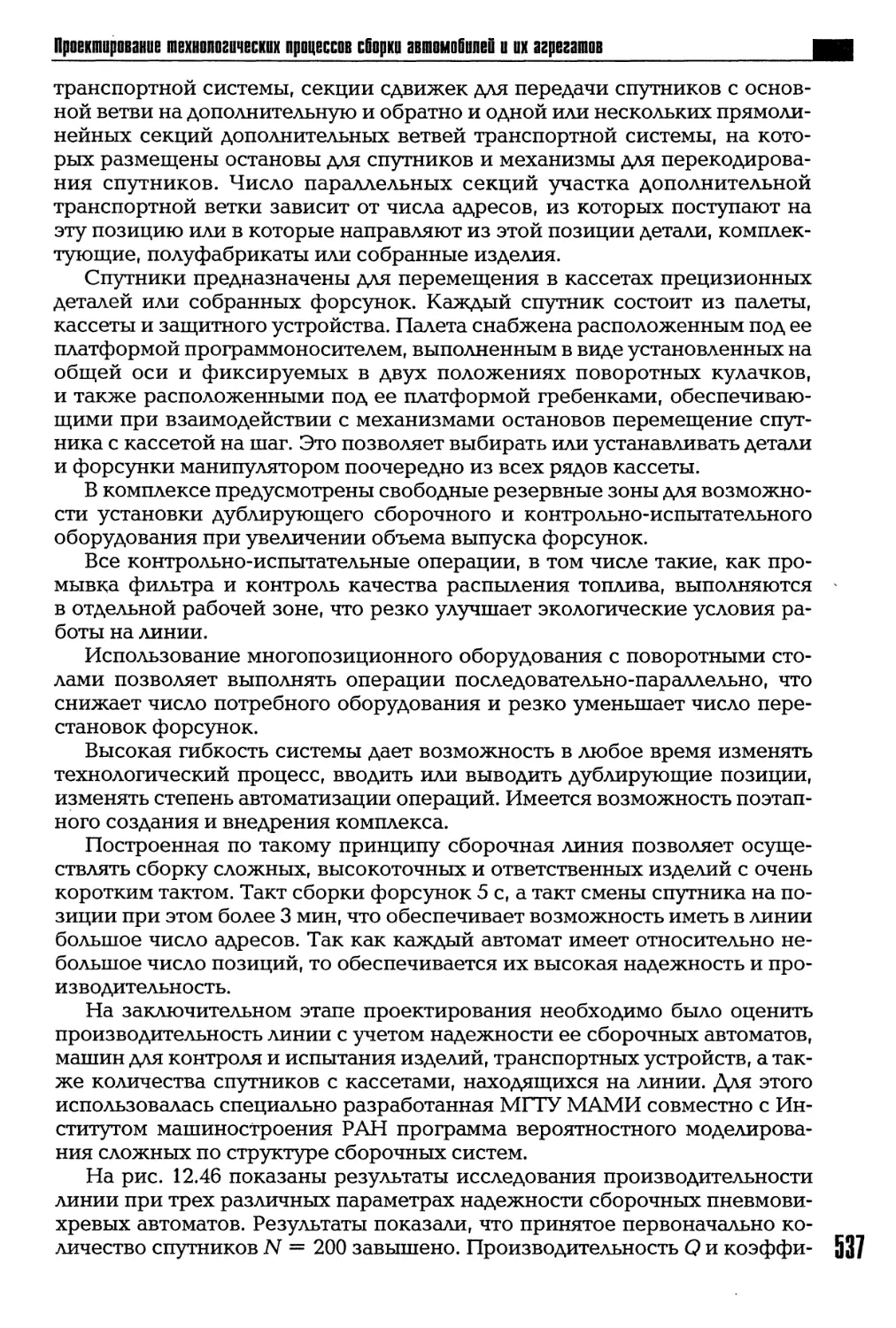
12.8. Примеры автоматизации сборки агрегатов автомобилей. 538
Вопросы для самопроверки............................ 545
Литература.......................................... 545
Глава 13. Размерный анализ конструкции сборочных единиц____ 547
13.1. Т очность сборки.................................. 547
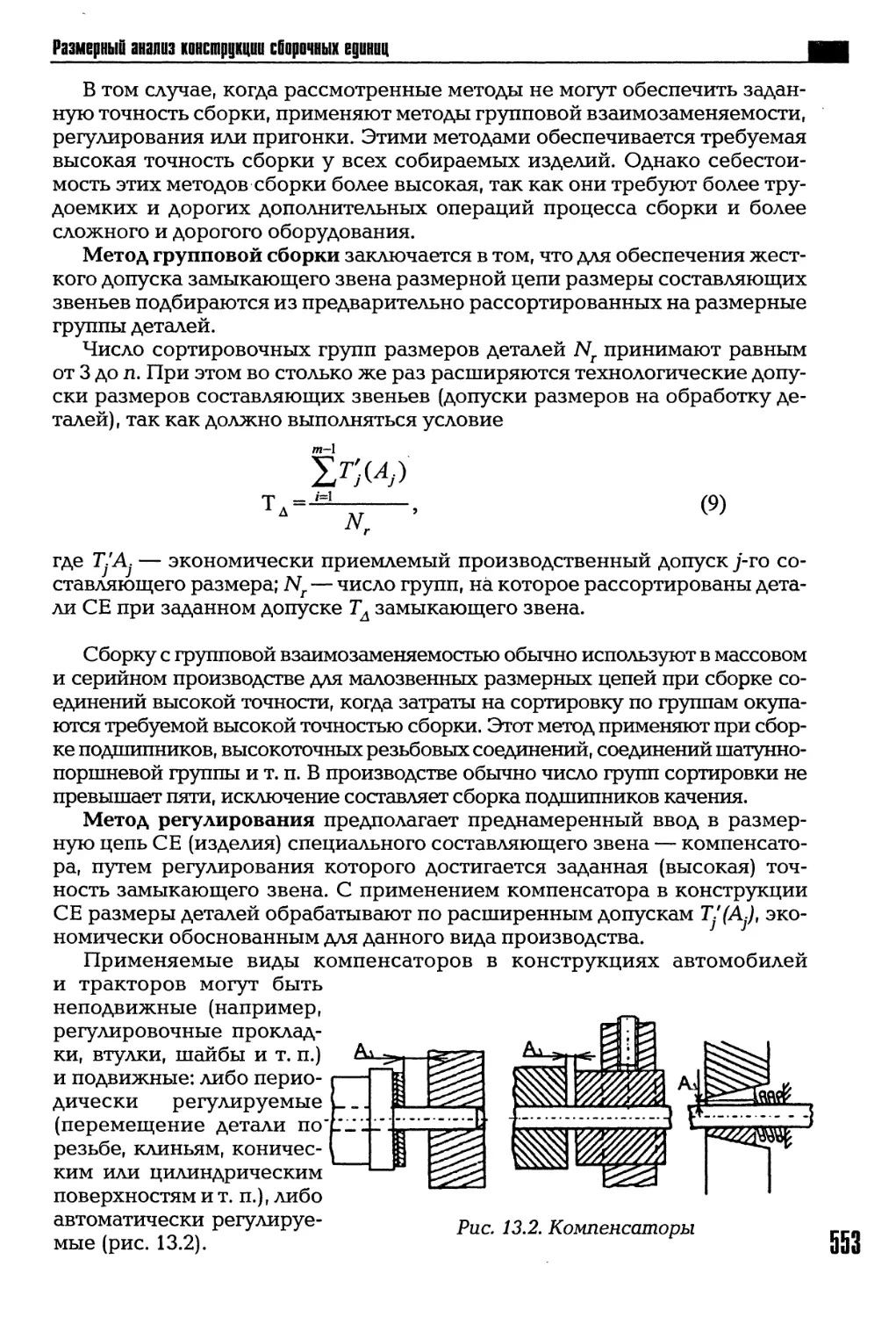
13.2. Методы достижения точности сборки................. 549
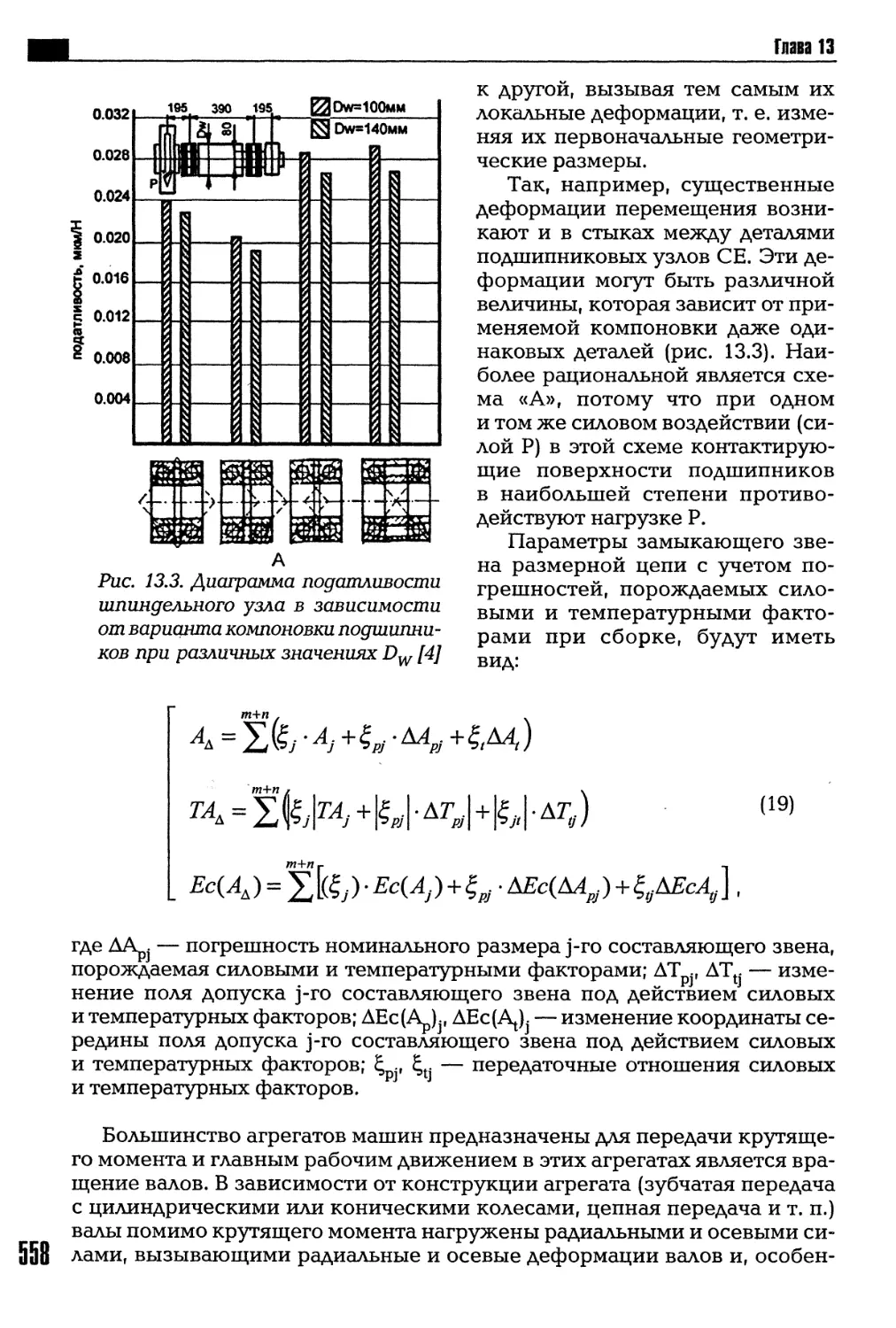
13.3. Экономическое обоснование метода достижения
заданной точности сборки................................. 556 J
Содержание
13.4. Особенности расчета размерных цепей силовых агрегатов
автомобилей............................................ 557
13.4.1. Основные положения......................... 557
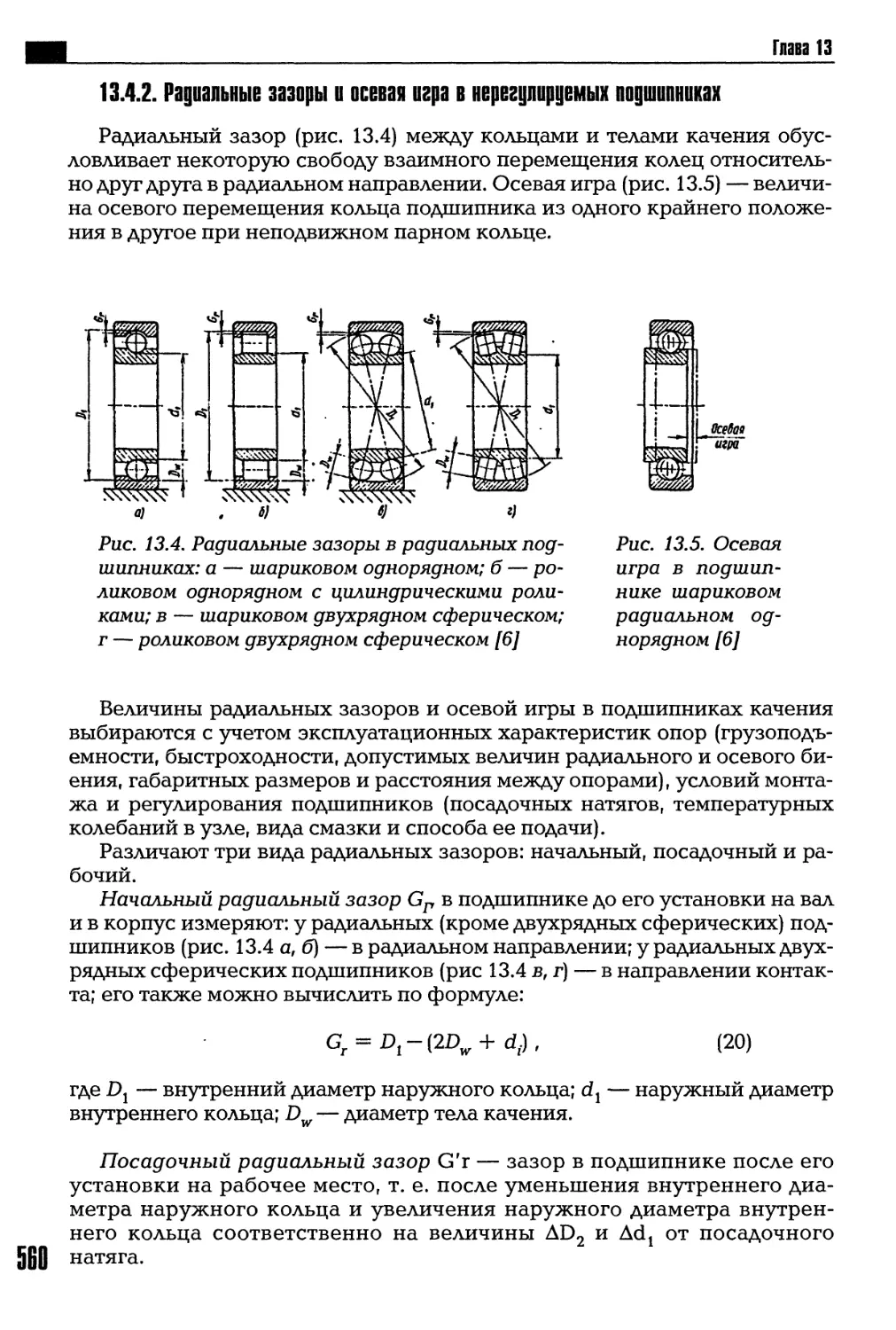
13.4.2. Радиальные зазоры и осевая игра в нерегулируемых
подшипниках................................. 560
13.4.3. Радиальные зазоры и осевая игра в регулируемых
подшипниках........................................ 561
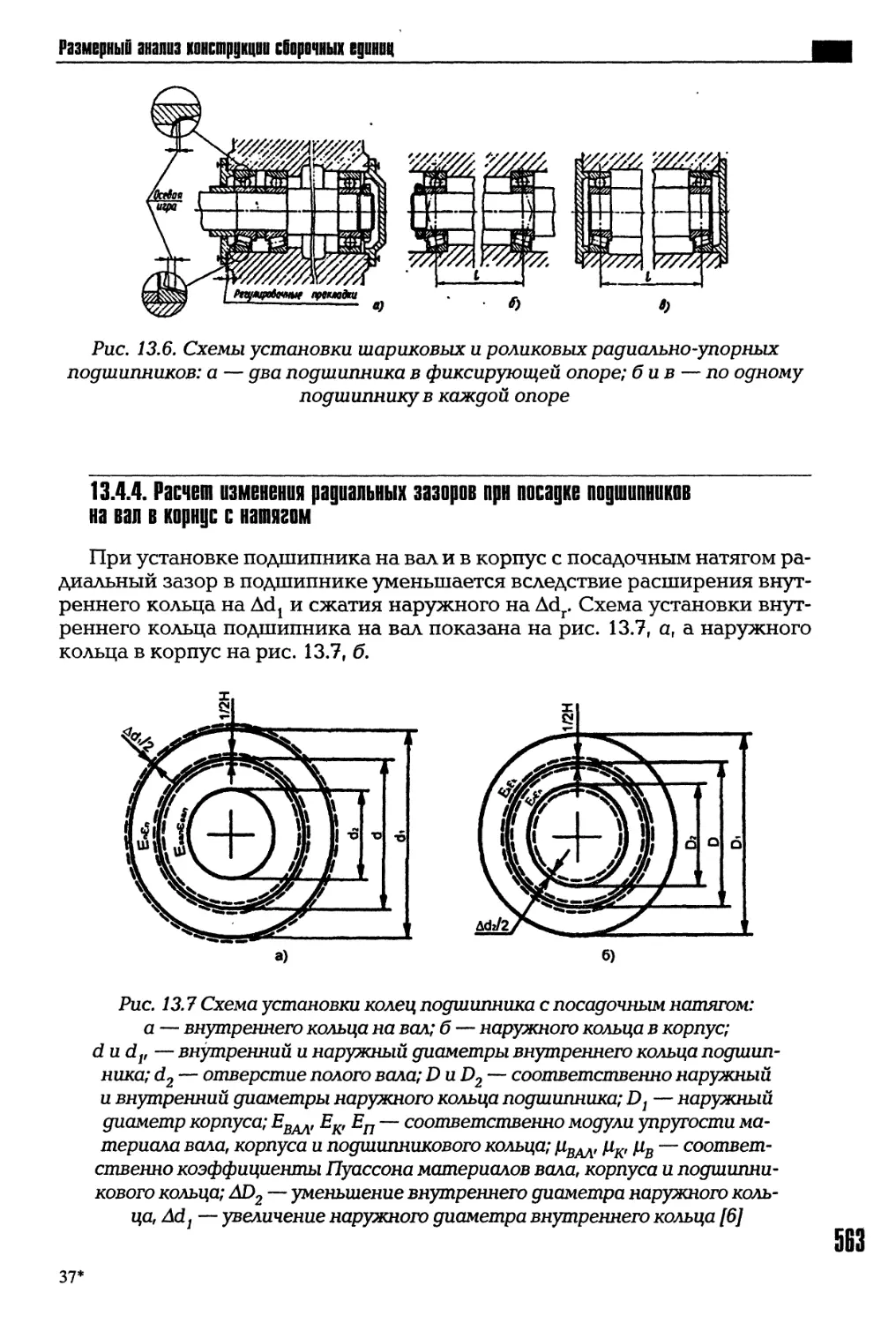
13.4.4. Расчет изменения радиальных зазоров при посадке
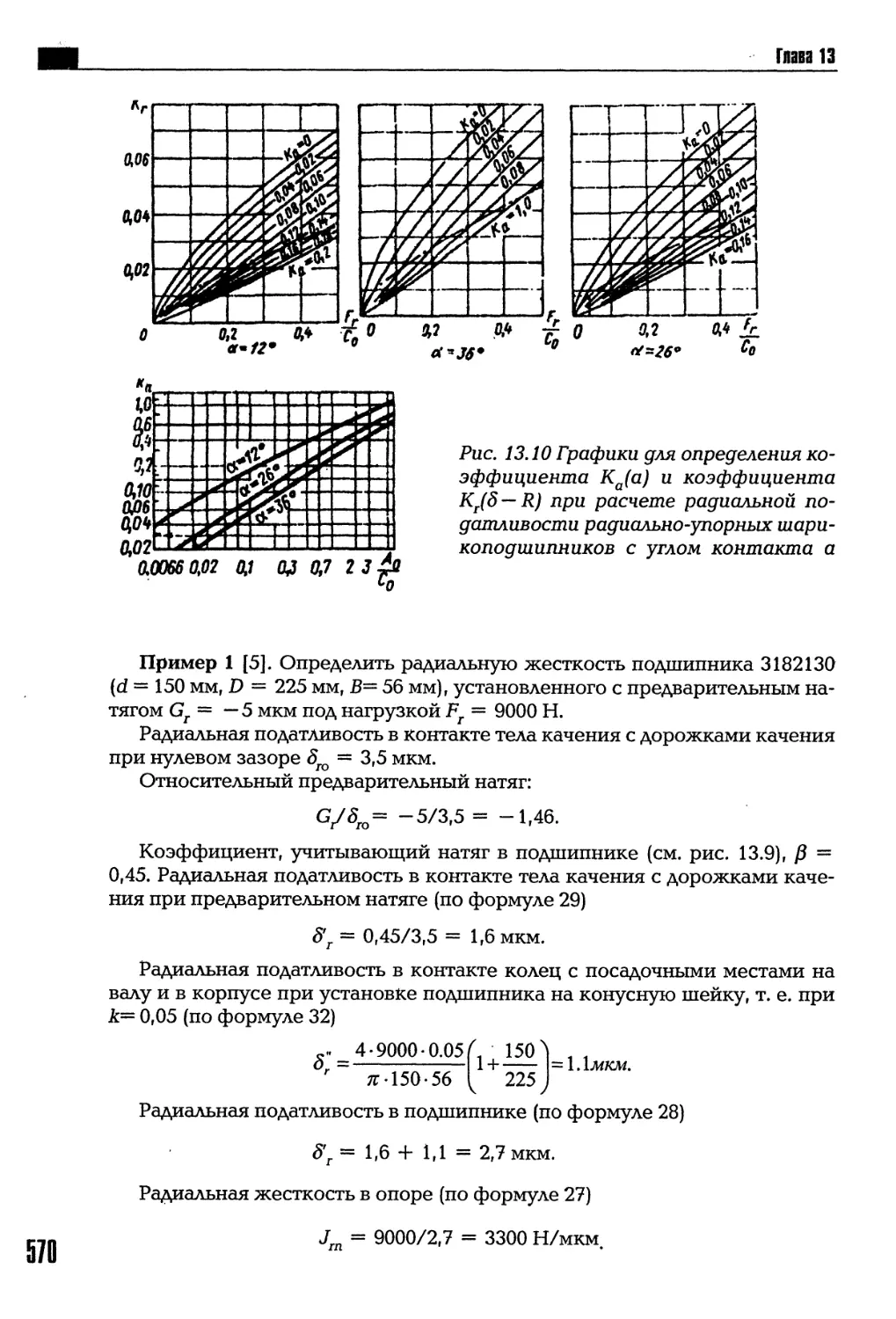
подшипников на вал в корпус с натягом.............. 563
13.4.5. Расчет изменения радиального зазора и осевой игры
при нагреве подшипников............................ 565
13.4.6. Расчет жесткости подшипников с учетом их посадок
на вал и в корпус.................................. 567
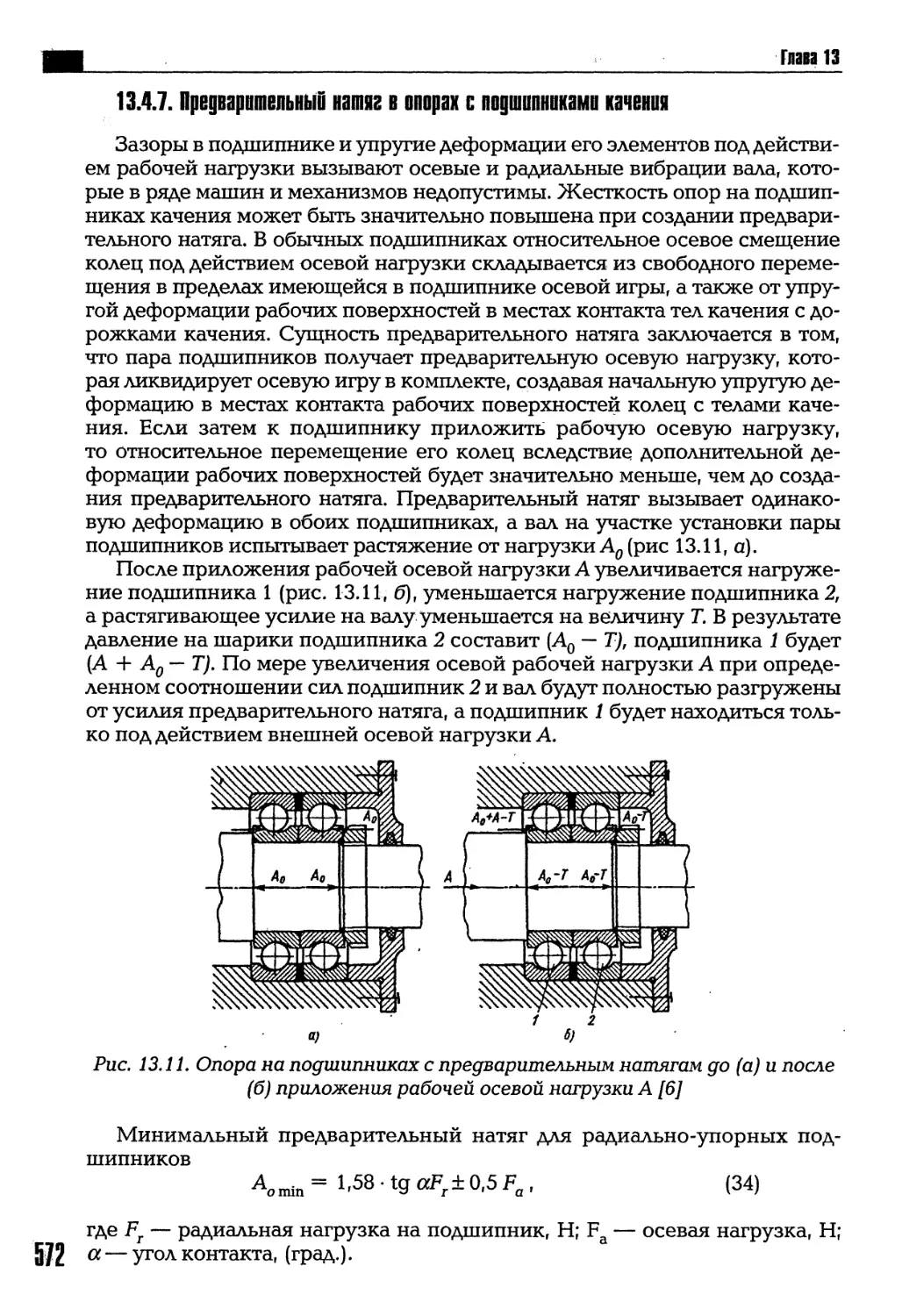
13.4.7. Предварительный натяг в опорах с подшипниками
качения............................................ 572
Вопросы для самопроверки........................... 575
Литература......................................... 575
Глава 14. Технологичность конструкций изделий и деталей... 576
14.1. Классификация ТКИ................................ 577
14.2. Показатели технологичности конструкции изделия......... 578
Вопросы для самопроверки........................... 594
Глава 15. Технологическое обеспечение долговечности автомобилей. 596
15.1. Основные этапы производственного процесса........ 597
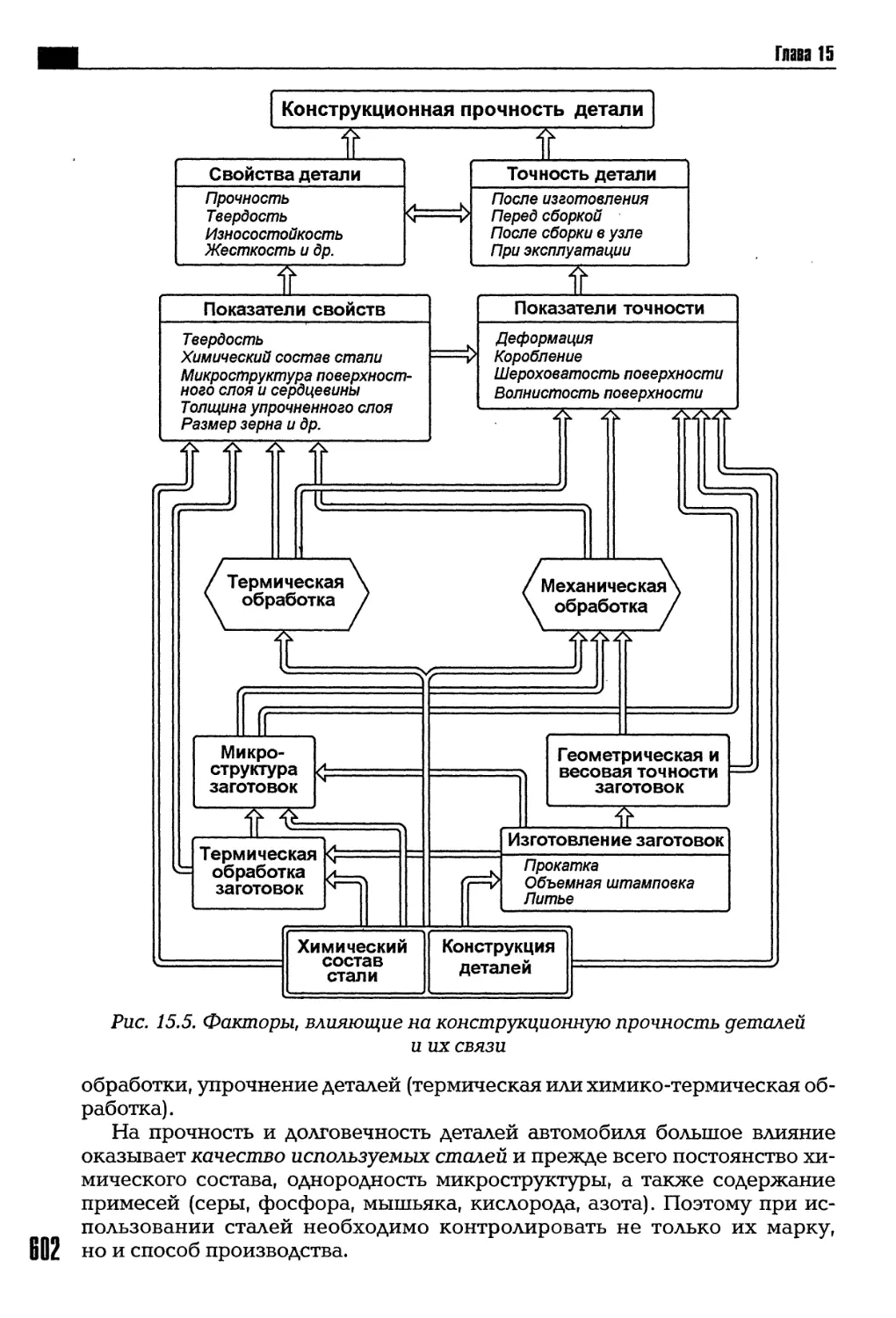
15.2. Конструкционная прочность........................ 599
15.3. Формирование свойств деталей
в процессе их изготовления............................. 601
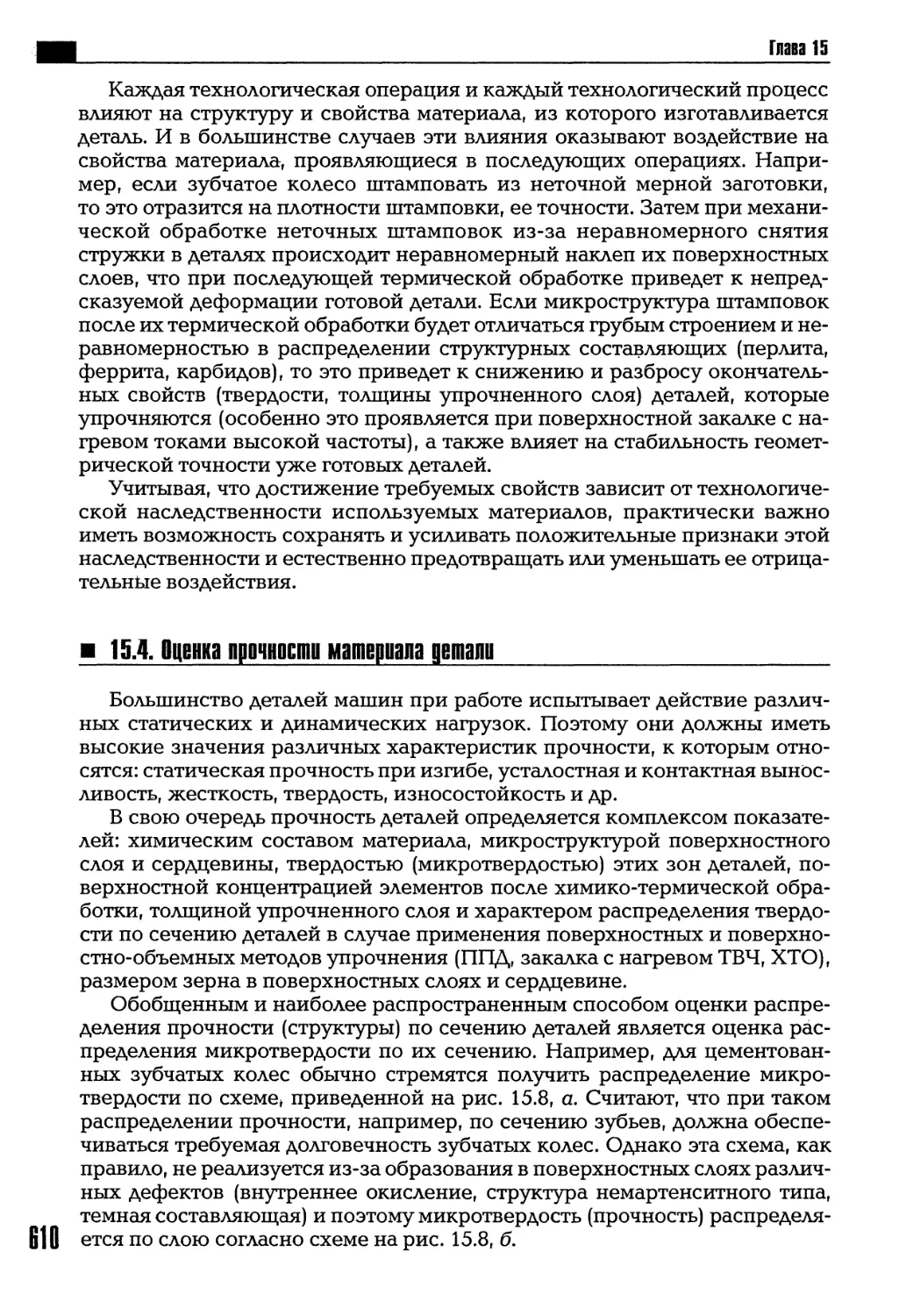
15.4. Оценка прочности материала детали................ 610
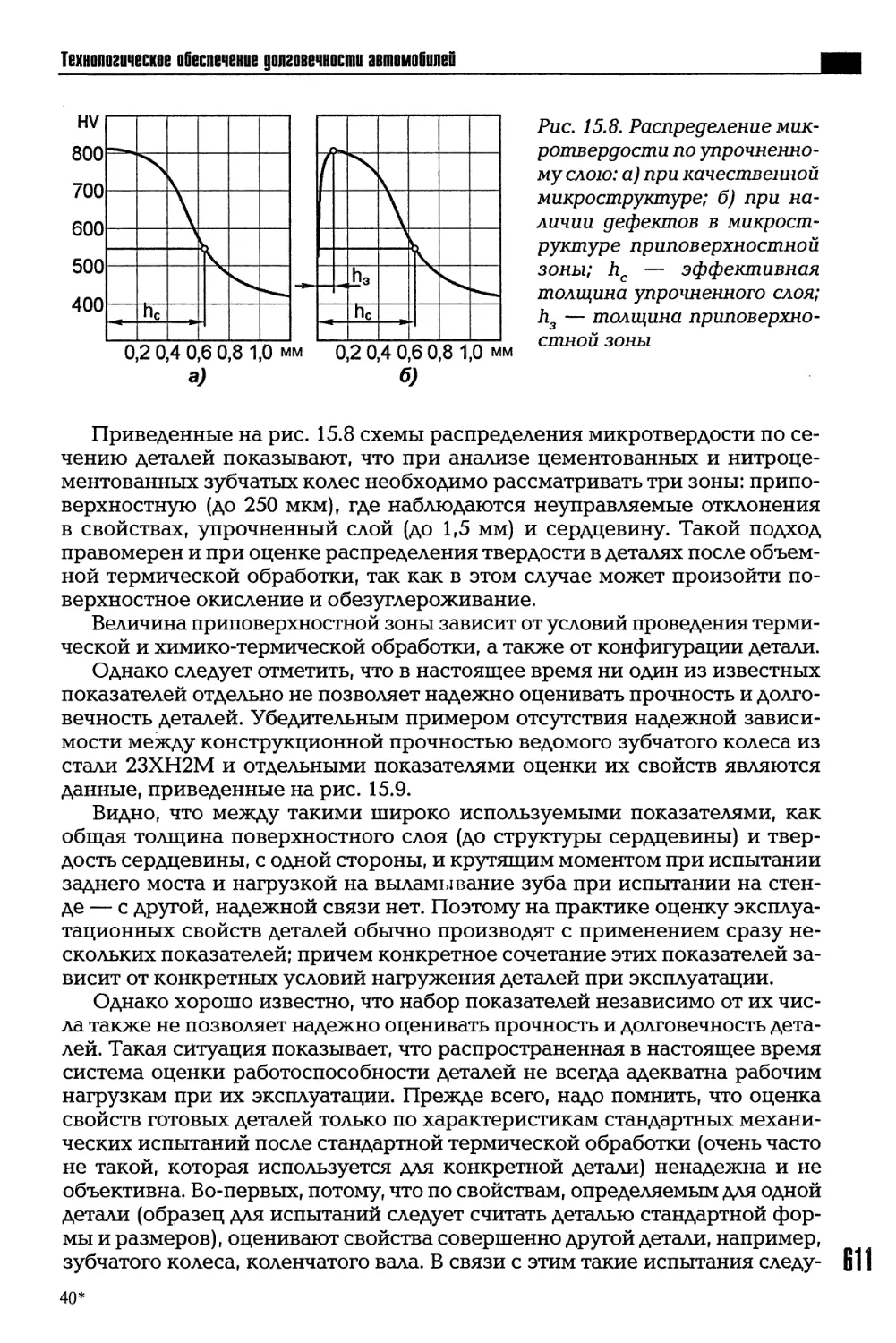
15.5. Оценка геометрической точности деталей........... 616
15.6. Пути повышения конструкционной прочности деталей....... 620
Вопросы для самопроверки .......................... 623
Литература......................................... 623
ВВЕДЕНИЕ
Автомобилестроение за рубежом и в России является ведущей отраслью
машиностроения, оказывающей существенное влияние на развитие ряда
смежных отраслей и экономику стран в целом. Такие отрасли промышлен-
ности, как металлургическая, нефтехимическая, приборостроительная,
электротехническая и электронная, текстильная, резинотехническая тесно
связаны с производством автомобилей, поэтому развитие автомобилестро-
ения способствует созданию новых рабочих мест, новых предприятий а,
следовательно, стимулирует технический прогресс в целом.
Сегодня в автомобилестроении занято свыше 35 млн чел. в мире, более
100 млн чел. работают в смежных производствах. В США, например, каж-
дый шестой, работающий в промышленности, а это примерно 12,5 млн
чел., прямо или косвенно связан с производством, продажей, эксплуатаци-
ей, техническим обслуживанием автомобилей. Ежегодные инвестиции
в автомобилестроение США превышают 10 млрд долл. США.
Именно автомобилестроение способствовало превращению США, Японии,
России, Франции, Италии, Англии, Южной Кореи в высокоразвитые промыш-
ленные страны. Сейчас по этому пути идут Китай, Испания и другие страны.
Производство автомобилей помимо занятости населения повышает то-
варооборот, укрепляет денежную систему, способствует созданию новых
товаров и услуг.
В России автомобилестроение имеет особое значение для развития эко-
номики. Одно рабочее место на автомобильном заводе создает как мини-
мум 8 рабочих мест в смежных отраслях. Учитывая, что в российском авто-
мобилестроении сейчас работает более 900 тыс чел., отечественная авто-
мобильная промышленность обеспечивает средства к существованию,
если принять средний состав семьи 3 — 4 чел., примерно 30 млн чел.
Таким образом, развитие автомобилестроения имеет не просто отрас-
левое, а государственное значение.
Автомобилестроение, также как авиакосмическая отрасль и военно-про-
мышленный комплекс, стало отраслью, где потребляются и разрабатывают-
ся наукоемкие технологии, а в условиях массового производства — автомо-
билестроение даже превосходит другие передовые отрасли производства.
Автомобилизация в России была и остается крайне недостаточной, она
не удовлетворяет потребности экономики и населения страны. На автомо-
бильные перевозки приходится лишь 8% грузооборота страны (в США —
25%, в Европе — 54%)*. Показатель пассажиро-километров на одного жите-
* Вся статистическая информация заимствована из опубликованных докладов
ведущих специалистов автомобилестроения России, представленных на нацио-
нальных и международных конференциях в 2002—2005 гг.
Введение
ля у нас в стране в 3,6 раза меньше, чем в Европе и Японии, и в 6 раз мень-
ше, чем в США. За последние 6 лет выпуск отечественных автомобилей со-
кратился более чем на 50%. Это обстоятельство используют конкуренты,
такие фирмы, как «Вольво», «Форд», «Мерседес-Бенц», «Ивеко», ряд япон-
ских предприятий, которые создают в России сборочные производства,
развитую сеть по продаже и техническому обслуживанию своих автомо-
билей, вытесняя российские автомобили как с внутреннего, так и с внеш-
него рынков. При этом Россия несет большие экономические и моральные
потери.
Главной причиной отставания, помимо снижения выпуска на многих
автозаводах (кроме предприятия ОАО «АвтоВАЗ», которое в 2004 г. изго-
товило 760 тыс. автомобилей), стало снижение надежности, безотказности
и качества машин в целом, включая экологическую безопасность, при су-
щественном увеличении цен, что сделало неконкурентоспособной отече-
ственную автомобильную продукцию. Успешная реализация продукции
на мировом рынке зависит от конструкции, эксплуатационных парамет-
ров и качества автомобилей, т. е. от технического уровня важнейшей от-
расли машиностроения. Поэтому усилия специалистов, работающих в ав-
томобилестроении России, должны быть направлены не только на увели-
чение выпуска, а прежде всего на обеспечение надежности, безопасности,
долговечности автомобилей, сокращение материалоемкости, трудоемкос-
ти и энергозатрат при изготовление, снижение себестоимости продукции,
повышение экологической безопасности при эксплуатации и последую-
щей утилизации машин.
Данные проблемы решаются путем разработки совершенных конст-
рукций автомобилей, применения совершенных технологий при их созда-
нии и рациональных методов организации и управления производствен-
ными процессами.
Совершенствование конструкций машин требует и непрерывного совер-
шенствования технологии их производства, применения современного вы-
сокопроизводительного оборудования, новейших средств механизации и ав-
томатизации производственных процессов. От технологии производства во
многом зависит надежность выпускаемой продукции и ее себестоимость.
Изучение и использование функциональных, конструктивных и техно-
логических параметров автотранспортных средств при проектировании
позволит конструкторам снизить трудоемкость их изготовления, сокра-
тить сроки освоения и постановки производства новой продукции.
Конструктор должен уметь использовать новейшие достижения науки
и техники для получения наилучших параметров изделия с наименьшими
затратами при его изготовлении. Для этого следует ориентироваться на ма-
лоотходные производства, применение современных технологий и авто-
матизированных средств подготовки производства.
Особенность автомобилестроения заключается в том, что при крупно-
серийном характере производства и многочисленности модификаций ма-
шин существует необходимость быстрой смены моделей для повышения
конкурентоспособности продукции, что следует учитывать еще на стадиях
проектирования технологических линий производства, разработки конст-
рукции автомобиля и его узлов.
’ Разделение задач проектирования и производства изделий уже не соот-
10 ветствует требованиям сегодняшнего дня, так как не может обеспечить ни
Введение
высокого качества проектов, ни современного уровня организации произ-
водства. Сейчас проектирование изделий, технологий их изготовления
и подготовка производства ведутся практически одновременно. В процес-
се проектирования изделий вычленяется основная информация, которая
одновременно используется для разработки технологических процессов,
подготовки и организации производства. Особенно этому способствует
использование компьютерной техники. Параллельная разработка различ-
ных этапов проектирования требует от проектанта хороших технологиче-
ских знаний. Возникает необходимость в подготовке высококвалифициро-
ванных специалистов по проектированию со знаниями технологической
науки.
В данном учебнике большое внимание уделяется вопросам взаимосвязи
конструкции изделий с методами обработки деталей и их сборки.
Учитывая быстроменяющиеся требования рынка необходимо обеспе-
чивать не только высокую производительность технологического оборудо-
вания, но и возможность его переналадки под следующее поколение раз-
рабатываемых автомобилей. В связи с этим сегодня большое внимание
уделяется созданию переналаживаемых и реконфигурируемых автомати-
зированных производственных систем. До появления гибких систем авто-
матизация производственных процессов ограничивалась, в основном, мас-
совым производством. Однако с уменьшением жизненного цикла изделий
в результате научно-технического прогресса и с увеличением номенклату-
ры изготовляемой продукции возникла необходимость в создании таких
производств, которые обеспечивали бы изготовление деталей небольшими
партиями при сохранении производительности, качества и себестоимости,
присущих крупносерийному производству, т. е. создавали бы условия для
развития реконфигурируемых производственных систем, на основе кото-
рых строились новые современные машиностроительные заводы.
Такие автоматизированные системы проектирования и изготовления
изделий особенно эффективны в условиях динамичного производства, со-
пряженного с многократными переналадками технологического оборудо-
вания.
Эти проблемы нашли отражение в данном учебнике.
Важность первоочередного развития автомобилестроения в России
подтверждается разработкой перспективных планов развития автомо-
бильной промышленности страны, которые убедительно показывают, что
существенное развитие автомобилестроения в ближайшие пять-семь лет
при соответствующей поддержке государства может оказать решающее
влияние на ускорение развития промышленности и экономики России
в целом. При инвестициях в 15 млрд долл. США для наращивания произ-
водственных мощностей и совершенствования технического уровня авто-
мобильных заводов и предприятий смежных отраслей общая эффектив-
ность составит не менее 200 млрд долл. США.
Кадровые и сырьевые ресурсы страны, а также огромный в России на-
учно-технический потенциал могут стать базой создания высокоэффек-
тивных конструкций автомобилей новых поколений, современных произ-
водственных и информационных технологий.
Уникальное географическое положение России создает предпосылки
создания транспортной системы высокорентабельных грузоперевозок из
Европы в страны Ближнего Востока, Азию и Америку на базе собственно- 11
Введение
го транспорта и развитой инфраструктуры: дорог, терминалов, портов,
гостиниц, станций технического обслуживания и пр. Реализация данного
проекта позволит не только привлечь дополнительные иностранные инве-
стиции, но и существенно увеличить занятость населения и повысить жиз-
ненный уровень в большинстве регионов России.
Предыдущий учебник, «Технология автотракторостроения», авторов
проф., д-ра техн, наук Ф.В. Гурина, проф., д-ра техн, наук В.Д. Клепикова
и доцента, канд. техн, наук В.В. Рейна, изданный в 1980 г., внес большой вклад
в подготовку инженеров-конструкторов для автомобилестроения. За 25 лет
со времени публикации этой книги произошли огромные изменения не толь-
ко в конструкциях автомобилей и технологиях их производства, но и в эконо-
мике страны в целом. Это было учтено создателями данного учебника — пре-
подавателями Московского государственного технического университета
«МАМИ» и специалистами Научно-исследовательского института техноло-
гии автомобильной промышленности (ОАО «НИИТавтопром»),
Материал книги между авторами распределяется следующим образом:
разделы 1.3, 1.4 и 1.5 главы 1, главы 4, 5, 6, 7, 8, 9, И, 12, 13 и 14 подготовле-
ны преподавателями МГТУ «МАМИ», разделы 1.1,1.2 и 1.5 главы 1, а также
главы 2, 3, 10 и 15 — сотрудниками ОАО «НИИТавтопром».
Авторы выражают благодарность рецензентам книги: Засл, деятелю на-
уки РФ, проф., д-ру техн, наук О.В. Таратынову и проф., д-ру техн, наук
А.С. Васильеву за добрые советы и полезные замечания. Будем признатель-
ны читателям за все замечания и пожелания, которые можно направлять по
адресу: 105839, Москва, Б. Семеновская ул., 38, МГТУ «МАМИ», ауд. А-425.
Глава 1
ДВТСМСБИПЬНОЕ ПРОИЗВОДСТВО И ОСОБЕННОСТИ ЕГО ПОДГОТОВКИ
1.1. Роль конетрвкшора в технологическом оВвспвченнн качества автомобиля
Современный автомобиль (рис. 1,1 на цветной вклейке [1J) — транс-
портное средство, которое воплощает в себе наилучшие достижения мно-
гих отраслей машиностроения и является синтезом передовых научных
идей, конструкторских и технологических разработок.
Технические, экономические и экологические показатели автомобиля
во многом зависят от профессионализма проектировщиков, изготовите-
лей и специалистов по эксплуатации. Значение каждого этапа жизненного
цикла машины определяет следующий постулат: надежность должна за-
кладываться при конструировании автомобиля, реализовываться при его
изготовлении и поддерживаться во время эксплуатации.
На стадии проектирования необходимые свойства будущего изделия
можно обеспечить применением современных методов компьютерного
проектирования и точных расчетов, оптимизацией параметров деталей,
приводящей к снижению веса и уровня рабочих напряжений, вибрации,
использованием конструкционных материалов высокого качества, техно-
логичных и эффективных способов изготовления и обработки деталей,
обеспечивающих повышение предельных допускаемых нагрузок и их
прочность.
В конструкцию автомобиля входят очень много сложных деталей
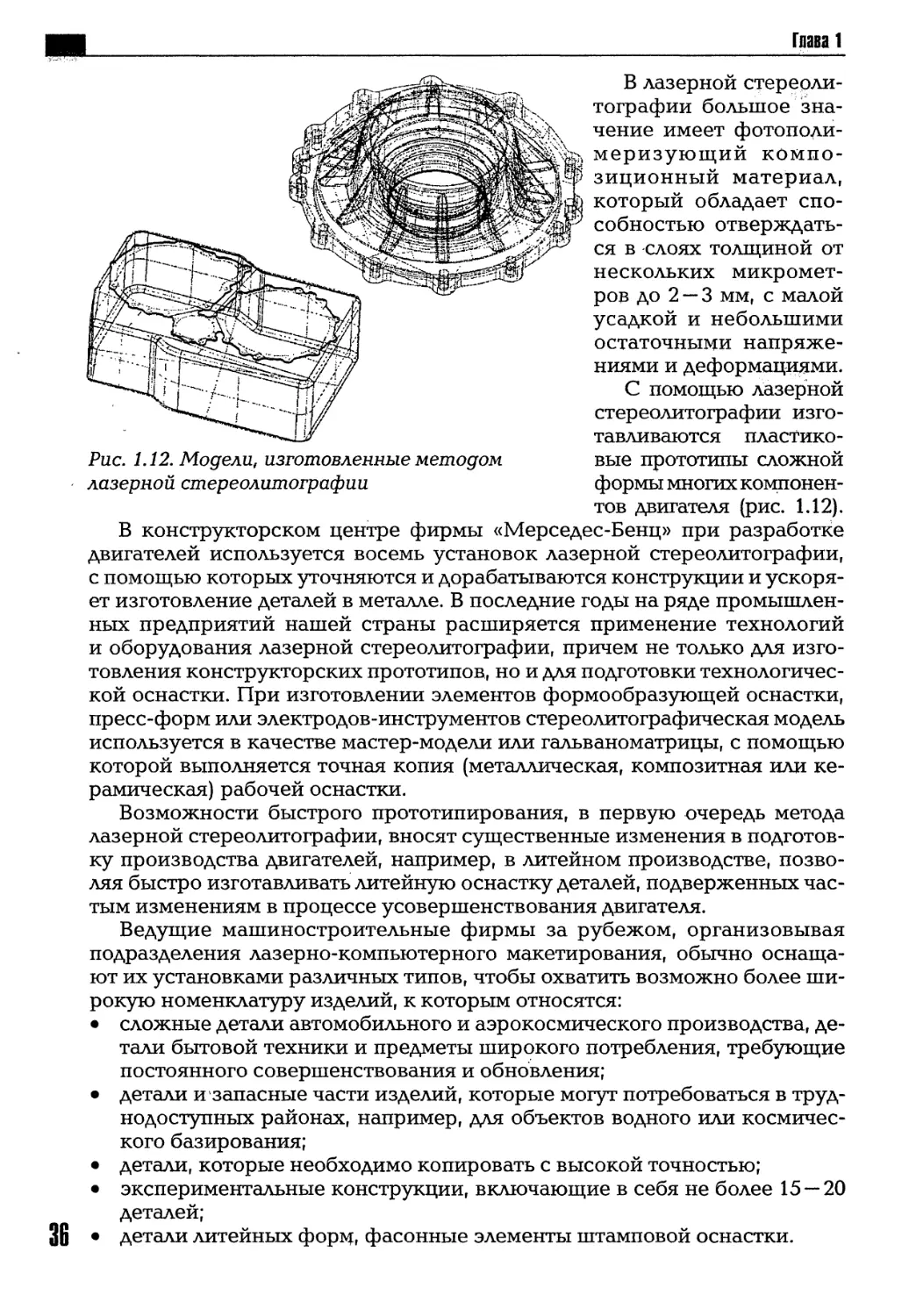
(рис. 1.2 на цветной вклейке [2]). Методы получения заготовок данных де-
талей, их обработки и сборки приводятся в данной книге и дают полное
представление о сложности производственных процессов при изготовле-
нии современного автомобиля.
Создание автомобиля включает в себя два взаимосвязанных этапа: кон-
струирование и изготовление с последующим испытанием.
Решения, принятые конструкторами, оказывают значительное влияние
на технологические вопросы создания автомобиля, так как конструктор,
выбирая материал детали на основе расчетов рабочих напряжений, опре-
деляя формы и размеры детали, разрабатывает требования по обеспече-
нию качества поверхностей, структурного состояния отдельных зон, проч-
ности и долговечности деталей, тем самым определет этапы технологичес-
ких процессов, начиная от заготовительных производств и заканчивая
сборкой всего изделия.
По окончании работ технологического проектирования приступают
к технологическому обеспечению производства: выбирают из типовых 13
Глава 1
или разрабатывают новые технологические процессы, например, изготов-
ление заготовок литьем или штамповкой, изготовление деталей методами
механической обработки, упрочнение деталей методами термической или
химико-термической обработками, подбирают соответствующее оборудо-
вание, разрабатывают весь производственный процесс с учетом времен-
ных, информационных и экономических связей. При этом учитываются
все особенности эксплуатации изготовляемых деталей.
В свою очередь, технологическая сторона создания автомобиля определя-
ет конструкторские задачи. Например, при расчетах предельно допустимых
рабочих напряжений должна учитываться технологическая неоднородность
готовых деталей, которая является причиной того, что долговечность их не
является постоянной. Технологическая неоднородность изготавливаемых де-
талей вызывается вероятностным характером формирования в них микрост-
руктуры, напряжений, комплекса механических свойств, и основными при-
чинами этого являются: изменение размеров и формы (деформация и короб-
ление) деталей при их изготовлении, упрочнении и сборке; дисперсия
свойств применяемых материалов; колебания технологических параметров,
приводящие к разбросу показателей свойств обрабатываемых деталей (ше-
роховатости поверхности, степени наклепа, соотношения составляющих ми-
кроструктуры, твердости, толщины упрочненного слоя и т. п.).
Таким образом, технологические и конструкторские проблемы созда-
ния автомобиля взаимосвязаны.
Поэтому при создании нового изделия уже на этапе его конструирова-
ния необходимо учитывать требования, связанные с его изготовлением.
Конструктор должен иметь представление о том, что можно использо-
вать и что еще необходимо разработать для технологического процесса из-
готовления сконструированной детали: новый материал, технологический
процесс, организацию производственного процесса, специальное техно-
логическое оборудование и т. д. При этом следует иметь в виду, что многие
уже имеющиеся технические и технологические решения не всегда мож-
но сразу использовать для новой конструкции машины (двигателя, автомо-
биля, трактора) в условиях существующего производства, так как техноло-
гическая база завода не в состоянии выполнить какие-то требования кон-
структора. Поэтому зачастую пропадают хорошие идеи конструкторов,
так как они непроизвольно уже на стадии проектирования закладывают
всевозможные отклонения от первоначального замысла. Например, имею-
щаяся технологическая база не может обеспечить требуемой точности из-
готовления деталей и необходимые определенные изменения в конструк-
ции элементов детали для повышения точности ее обработки.
Анализируя взаимосвязь конструкторского и технологического этапов
создания такой сложной машины, как автомобиль, была выявлена следую-
щая особенность. Конструктор, определяя оптимальное значение параме-
тра (например, твердость сердцевины зуба шестерни), стремится сокра-
тить интервал его изменения, а технолог, принимая во внимание техноло-
гические возможности оборудования, свойства используемого материала,
наоборот, старается расширить этот интервал. А чем больше интервал из-
менения значения параметра при упрочнении (твердость, толщина упроч-
ненного слоя и др.), тем больше дисперсия свойств используемого матери-
ала и ресурсов деталей. При эксплуатации автомобильной техники это ве-
14 дет к росту затрат на ее техническое обслуживание и ремонт, а на
Автомобильное производство и особенности его подготовки Щ
техническое обслуживание автомобиля требуется средств в девять раз
больше, чем на его изготовление. Трудоемкость же эксплуатации автомо-
биля в 30 раз превышает трудоемкость изготовления. Кроме того, автовла-
дельцы несут большие потери из-за простоев техники.
Поэтому приоритетным является качество создаваемого изделия, в том
числе его надежность и долговечность, даже если это связано с некоторым
повышением материальных, трудовых и энергетических затрат. В связи
с этим были определены три основные направления в повышении уровня
создания автомобильной техники: совершенствование критериев и мето-
дов расчета; оптимизация размеров и форм деталей, направленная на сни-
жение и стабилизацию рабочих напряжений в конструкциях; использова-
ние конструкционных материалов высокого качества и прогрессивных
технологических процессов изготовления и упрочнения, обеспечивающих
повышение предельно допустимых рабочих напряжений в деталях, высо-
кую стабильность характеристик их прочности и долговечности.
При совместной работе конструктора и технолога может возникнуть
ситуация, когда прочность и долговечность детали после термического уп-
рочнения не достигают уровней, заложенных в технической документа-
ции. Причины могут быть различные. Например, неправильный выбор па-
раметров упрочнения детали на стадии проектирования (например, для це-
ментованных и нитроцементованных зубчатых колес — это твердость
сердцевины, толщина эффективного слоя, твердость поверхности).
На практике возможно и такое, что при сочетании различных показателей,
которые соответствуют документации, обоснованность значения каждого
из них не вызывает сомнения, детали же оказываются недолговечными.
В этом случае конструктор и технолог должны совместно искать решение
данной проблемы. Конструктор, не снижая требований по прочности
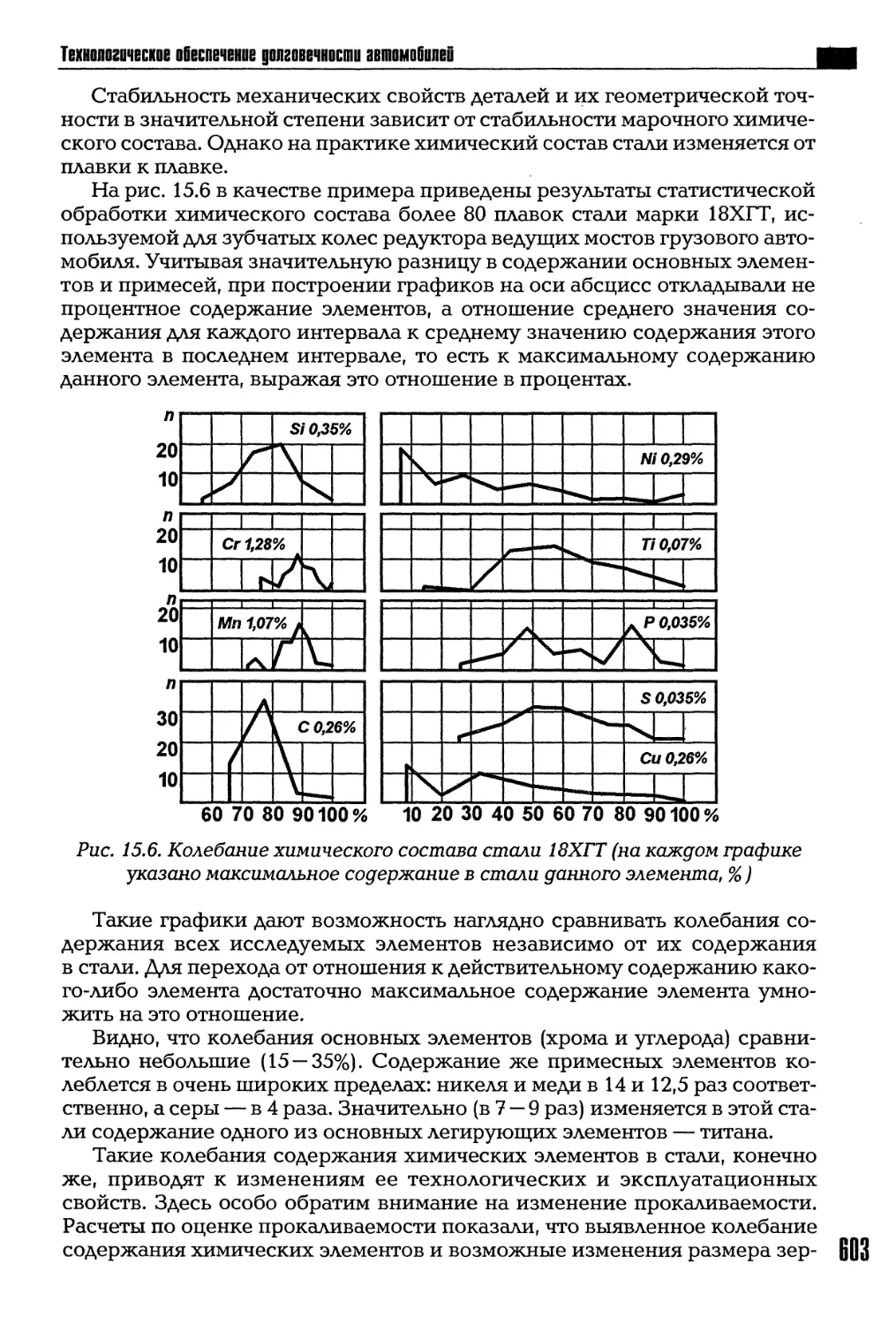
и долговечности, должен изменить значение показателей упрочнения:
твердость, толщину упрочненного слоя, соотношение составляющих в ми-
кроструктуре и т. п. Технолог же должен устранить возможные неточнос-
ти в технологических параметрах: температуру, скорость нагрева и охлаж-
дения, продолжительность отдельных стадий процесса и т. п.
Аналогичная ситуация может возникнуть и вследствие занижения зна-
чений расчетных напряжений (фактические напряжения выше), неудач-
ного выбора материала (низкая прокаливаемость, склонность к росту зер-
на, большие колебания в химическом составе и т. п.). Возможно и такое,
что в связи с повышением нагрузки при эксплуатации изделия выбранный
материал и технологический метод его упрочнения не могут обеспечить
требуемых свойств данной детали. Тогда следует переходить к более эф-
фективным методам упрочнения, использованию другого материала, из-
менению конструкции детали или даже узла, чтобы снизить напряжения.
Задача конструкторов и технологов — сделать все, чтобы сопрягаемые
детали работали в условиях, соответствующих расчетным, а фактические
нагрузки в контакте всегда были меньше значений параметров, характери-
зующих прочность поверхностных слоев этих деталей, с учетом неизбеж-
ного рассеяния значений прочности деталей, которое вызвано отклонени-
ями в их структуре, а также рассеяния значений фактических нагрузок,
обусловленного, прежде всего, неточностью изготовления деталей.
Таким образом, успешное создание современного автомобиля с высо-
кими показателями надежности, долговечности, экономичности, безопас- 15
Глава 1
ности зависит от многих факторов и успешной работы различных специа-
листов. Однако, не умаляя значения вклада технологов, организаторов
производства и других специалистов, следует отметить, что главная роль
принадлежит конструкторам.
Современность и технологичность конструкции является одним из
обязательных условий при разработке автомобиля. Другое обязатель-
ное условие — обеспечение качества выпускаемой продукции. Это под-
тверждает тот факт, что 60 — 70% отказов современных автомобилей
связано с недостаточно хорошим качеством отдельных деталей и агре-
гатов. Поэтому постоянное совершенствование технологии производ-
ства автомобилей является одним из приоритетных направлений авто-
строения.
Для успешной совместной работы конструкторов и технологов необхо-
димы знания и по смежным специальностям, так как они определяют весь
производственный процесс изготовления автомобиля еще на стадии про-
ектирования.
1.2. Особенности и этапы конструкторско-технологической подготовки
производства автомобилей
Современное автомобильное производство включает в себя прогрес-
сивные технологические процессы получения заготовок, обработки дета-
лей и сборки изделий, используя технологические методы обеспечения ка-
чества и долговечности автомобиля.
Сборочные единицы автомобиля состоят из большого числа деталей,
определенным образом связанных друг с другом. При работе автомобиля
большинство деталей воспринимает значительные статические и динами-
ческие нагрузки. Динамические нагрузки возникают, например, в резуль-
тате воздействия на поршень газов в цилиндрах двигателя, инерционных
сил в шатунно-поршневом механизме, при неточности сборки и наруше-
нии соосности сопряженных агрегатов, сборочных единиц или отдельных
деталей в результате движения автомобиля по неровному покрытию доро-
ги или при торможении. Многие детали испытывают знакопеременные на-
грузки и подвергаются усталостному разрушению. К таким деталям отно-
сятся, прежде всего, пружины, рессоры подвески, балки мостов и попере-
чины рам, лонжероны и стойки кузовов, рычаги подвески.
Поверхности сопряженных деталей испытывают большие удельные
давления, вызывающие их износ, особенно в тяжелых условиях работы.
Лишь немногие сборочные единицы автомобиля с сопряженными деталя-
ми работают в благоприятных условиях жидкостного трения (к ним отно-
сятся шатунные и коренные шейки коленчатых валов) или в условиях гра-
ничного трения — это подшипники и шестерни коробки передач, ведущих
мостов и двигателя. Многие детали работают с трением без смазочного ма-
териала, например, тормозные барабаны и колодки, диски сцепления
и т. п. При этом большинство деталей, кроме механического, подвергают-
ся и коррозионно-механическому изнашиванию (например, детали подве-
ски), а также изнашиванию при фиттинг-коррозии (сопряжения кузовов
и кабин, листовые рессоры).
Детали в зависимости от условий работы изготовляются из разных ма-
16 териалов с различным качеством обработки.
Автомобильное производствоi и особенности его подготовки
Приступая к проектированию автомобиля, необходимо иметь следую-
щие исходные данные:
1. исходя из назначения машины краткое описание ее работы и техниче-
ские требования;
2. рабочие чертежи автомобиля, его узлов и деталей;
3. объем и срок выпуска;
4, оснащенность завода всем необходимым для выпуска машин и возмож-
ность кооперации с другими предприятиями;
5. наличие кадров, перспективы их переподготовки.
Все это необходимо для детального проектирования технологических
процессов и их реализации.
Чем точнее определены исходные данные, тем быстрее и с меньшими
затратами решается поставленная задача. Изменения технических усло-
вий или конструкции влекут за собой пересмотр технологических процес-
сов, переделку технологической оснастки, изменения в оборудовании
и т. д. Сроки подготовки производства и освоения выпуска новых машин
увеличиваются, а следовательно, происходит удорожание выпускаемой
продукции.
В производственный процесс входят все действия по изготовлению
и сборке автомобилей, контролю их качества, хранению и перемещению
на всех этапах изготовления. Это и снабжение производства, и обслужива-
ние рабочих мест, управление производством, т. е. все работы по подготов-
ке производства. Рациональная организация производственного процесса
невозможна без тщательной технической подготовки производства.
Техническая подготовка производства включает в себя следующее:
1. Конструкторскую подготовку производства, т. е. разработку конструк-
ции и создание чертежей общей сборки изделия, сборочных единиц
и отдельных деталей изделий, запускаемых в производство, с оформле-
нием спецификаций и конструкторской документации.
2. Технологическую подготовку производства, т. е. совокупность взаимо-
связанных процессов, обеспечивающих технологическую готовность
предприятий к выпуску изделий заданного уровня качества при уста-
новленных сроках, объеме выпуска и минимальных затратах на изго-
товление данной продукции.
К технологической подготовке производства относятся обеспечение
технологичности конструкции изделия, разработка технологических
процессов, закупка или изготовление необходимого оборудования,
проектирование и изготовление средств технологического оснащения,
управление процессом технологической подготовки производства.
3. Календарное планирование производственного процесса изготовления из-
делия в определенные сроки, в установленных объемах выпуска и затрат.
Ответственной и трудоемкой частью технической подготовки произ-
водства является технологическое проектирование, трудоемкость которо-
го составляет (в процентах от общей трудоемкости технической подготов-
ки) в условиях мелкосерийного производства 30 — 40%, серийного —
40 — 50% и массового — 50 — 60%.
Рост трудоемкости проектирования технологических процессов с уве-
личением объема выпуска продукции объясняется тем, что при серийном ]]
2 Технология автомобилестроения
Глава 1
и массовом производствах разработка процессов производится более тща-
тельно, чем в мелкосерийном: усложняется технологическая оснастка, по-
дробнее разрабатывается документация.
Трудоемкость технологического проектирования в большинстве случа-
ев заметно превосходит трудоемкость конструирования машин. Для сни-
жения трудоемкости применяются информационные технологии и систе-
мы компьютерной поддержки.
В основу разработок технологических процессов положены два прин-
ципа: технический и экономический. В соответствии с техническим прин-
ципом проектируемый технологический процесс должен полностью обес-
печить выполнение всех требований рабочего чертежа и технических ус-
ловий на изготовление заданного изделия. Экономическим принцип —
йзготовление изделия должно вестись с минимальными затратами труда
и издержками производства. Технологический процесс изготовления из-
делия должен выполняться с использованием всех технических возможно-
стей средств производства при минимальной затрате времени и наимень-
шей себестоимости изделия.
Из нескольких возможных вариантов технологического процесса изго-
товления изделия, равноценных с позиций технического принципа проек-
тирования, выбирают наиболее эффективный, т. е. производительный
и рентабельный. При равной производительности сопоставляемых вари-
антов выбирают наиболее рентабельный, а при равной рентабельности —
наиболее производительный. При разных производительности и рента-
бельности выбирают наиболее рентабельный при условии, что производи-
тельность всех сравниваемых вариантов не ниже заданной. В исключи-
тельных случаях (срочный выпуск особо важной продукции, ликвидация
«узких» мест производства и пр.) в рамках данного завода и на определен-
ный период времени за основу может быть принят наиболее производи-
тельный вариант технологического процесса. Эффективность и рента-
бельность проектируемого процесса выявляют по всем составляющим,
из которых они складываются, либо определяют расчетом по укрупнен-
ным показателям.
Оптимизация технологического процесса заключается в том, что в уста-
новленный промежуток времени обеспечивают выпуск необходимого
числа изделий заданного качества при минимальной себестоимости их из-
готовления. В простейшем случае оптимизируют отдельные технологичес-
кие (обычно лимитирующие) операции. По установленным ограничениям
определяют наиболее выгодные режимы резания и другие условия обра-
ботки. Более сложная задача — оптимизация технологического процесса
в целом, которая решается методом математического программирования
с учетом влияния предыдущих операций на последующие, поэтому нельзя
изолированно по каждой операции принимать такое решение, при кото-
ром эффективность данной операции будет наибольшей. При оптимиза-
ции технологического процесса может измениться не только состав опера-
ций, но и их структура.
Оптимизацию вновь проектируемых и уже действующих технологиче-
ских процессов выполняют с учетом различных целевых функций. Чаще
оптимизацию производят для получения наименьшей себестоимости изго-
товления изделий. Также причиной оптимизации могут быть наибольшая
18 производительность или наивысшее качество изделия. Знание закономер-
Автомобильное производство и особенности его подготовки
ностей построения технологических процессов и математические методы
позволяют использовать компьютерное проектирование.
Цель проектирования технологических процессов механической обра-
ботки — дать подробное описание процессов изготовления детали с необ-
ходимыми технико-экономическими расчетами и обоснованиями приня-
того варианта. В результате составления технологической документации
инженерно-технический персонал и рабочие исполнители получают необ-
ходимые данные и инструкции для осуществления технологического про-
цесса на предприятии. Технологические разработки позволяют опреде-
лить необходимые средства производства для выпуска данного изделия,
трудоемкость и себестоимость его изготовления.
На основе спроектированного технологического процесса устанавлива-
ются исходные данные для организации снабжения основными и вспомо-
гательными материалами, календарного планирования, технического кон-
троля, оснащение инструментального и транспортного хозяйства.
Технологические процессы разрабатывают при проектировании новых
и реконструкции уже существующих заводов, а также при организации
производства новой продукции на действующих заводах. Кроме того, но-
вые технологические процессы нередко корректируются или разрабаты-
ваются на заводах при выпуске уже освоенной продукции. Это объясняет-
ся непрерывным усовершенствованием продукции и необходимостью
внедрения в действующее производство новейших достижений науки
и техники.
Технологические процессы делятся на единичные и типовые. Первые
разрабатываются на изделия одного наименования, типоразмера и испол-
нения независимо от типа производства, вторые — на группу изделий с об-
щими конструктивными признаками. Применяемые в промышленности
групповые технологические процессы разрабатываются на конструктив-
но и технологически сходные изделия.
При проектировании новых и реконструкции уже существующих заво-
дов разработанные технологические процессы являются основой проекта.
Они определяют необходимое оборудование, производственные площади
и энергетическое обеспечение цеха, транспортные средства, рабочую си-
лу, основные и вспомогательные материалы. От качества технологических
разработок в значительной степени зависят технико-экономические пока-
затели работы завода.
При организации нового производства на действующем заводе подго-
товительным и организационным работам предшествует разработка тех-
нологических процессов, на основе которой выявляют возможности ис-
пользования уже имеющегося и необходимость приобретения нового обо-
рудования, определяют потребное количество рабочей силы, инструмента,
транспортных средств, материалов и энергии.
1.3, Методы, используемые при разрабптке технологических процессов
В машиностроении используют два метода разработки технологичес-
ких процессов: дифференциации и концентрации операций.
Дифференцированный технологический процесс состоит из простых
операций с небольшим числом переходов, которые выполняются на уни-
версальных станках. 18
2*
Глава 1
При концентрированном технологическом процессе обработку деталей
производят на многоинструментальных станках (многорезцовых, много-
шпиндельных и пр.) и автоматических комплексах, обеспечивающих высо-
кую производительность. Степень концентрации определяется програм-
мой выпуска, характером обработки, размером и массой детали, наличием
необходимого оборудования. Концентрация операций осуществляется по-
следовательным, параллельным и смешанным способами при применении
оборудования, обрабатывающего несколько поверхностей детали, или объ-
единении нескольких инструментов, обрабатывающих одну деталь.
Для реализации концентрированного технологического процесса пред-
назначены различные станки по обработке деталей резанием: токарные
(автоматы и полуавтоматы последовательного и параллельного действия);
фрезерные, расточные и шлифовальные станки; одно- и многопозицион-
ные агрегатные автоматы и полуавтоматы, совмещающие различные виды
обработки; автоматические линии.
Проектирование и реализация технологических процессов методом
концентрации операций позволяют во много раз сократить станкоемкость
и трудоемкость изготовления деталей, увеличить производительность тру-
да, существенно уменьшить производственные площади, снизить себесто-
имость выпускаемой продукции.
Простые детали и сборочные единицы можно полностью изготовить на од-
ном многоинструментальном станке или многопозиционной сборочной маши-
не. Сложные детали и узлы при больших программах их выпуска требуют при-
менения сложных по конструкции и компоновке технологических комплексов.
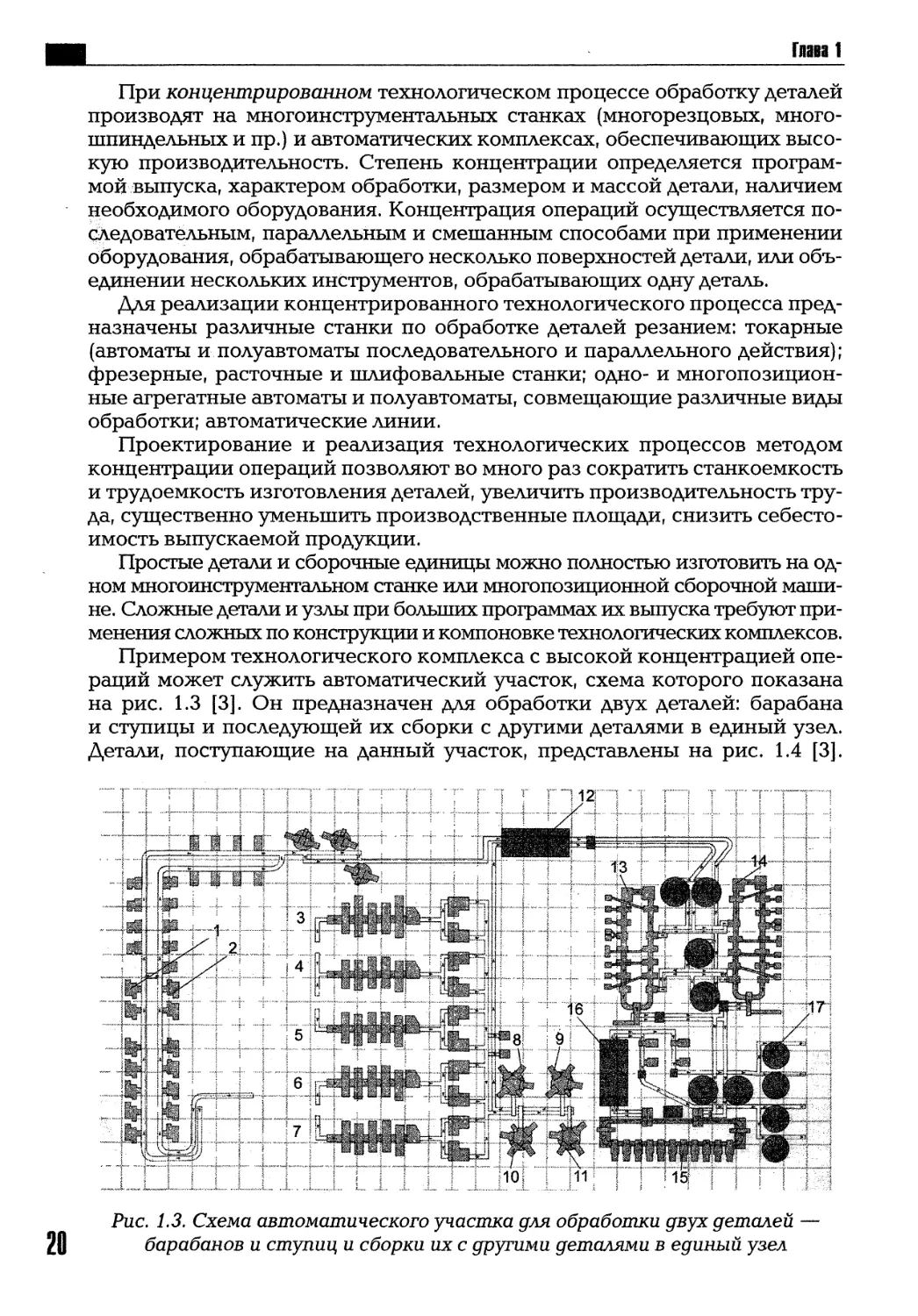
Примером технологического комплекса с высокой концентрацией опе-
раций может служить автоматический участок, схема которого показана
на рис. 1.3 [3]. Он предназначен для обработки двух деталей: барабана
и ступицы и последующей их сборки с другими деталями в единый узел.
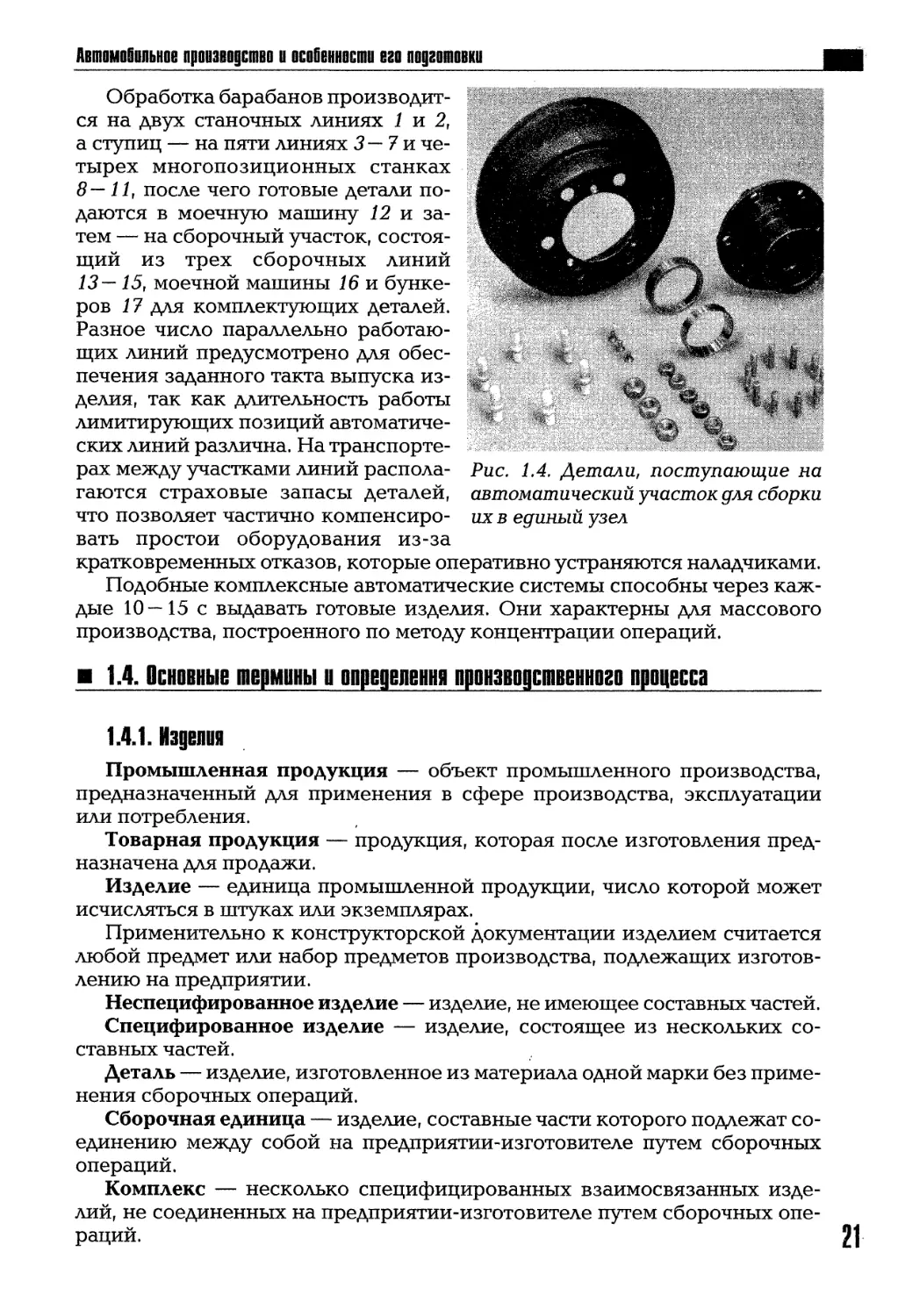
Детали, поступающие на данный участок, представлены на рис. 1.4 [3].
12
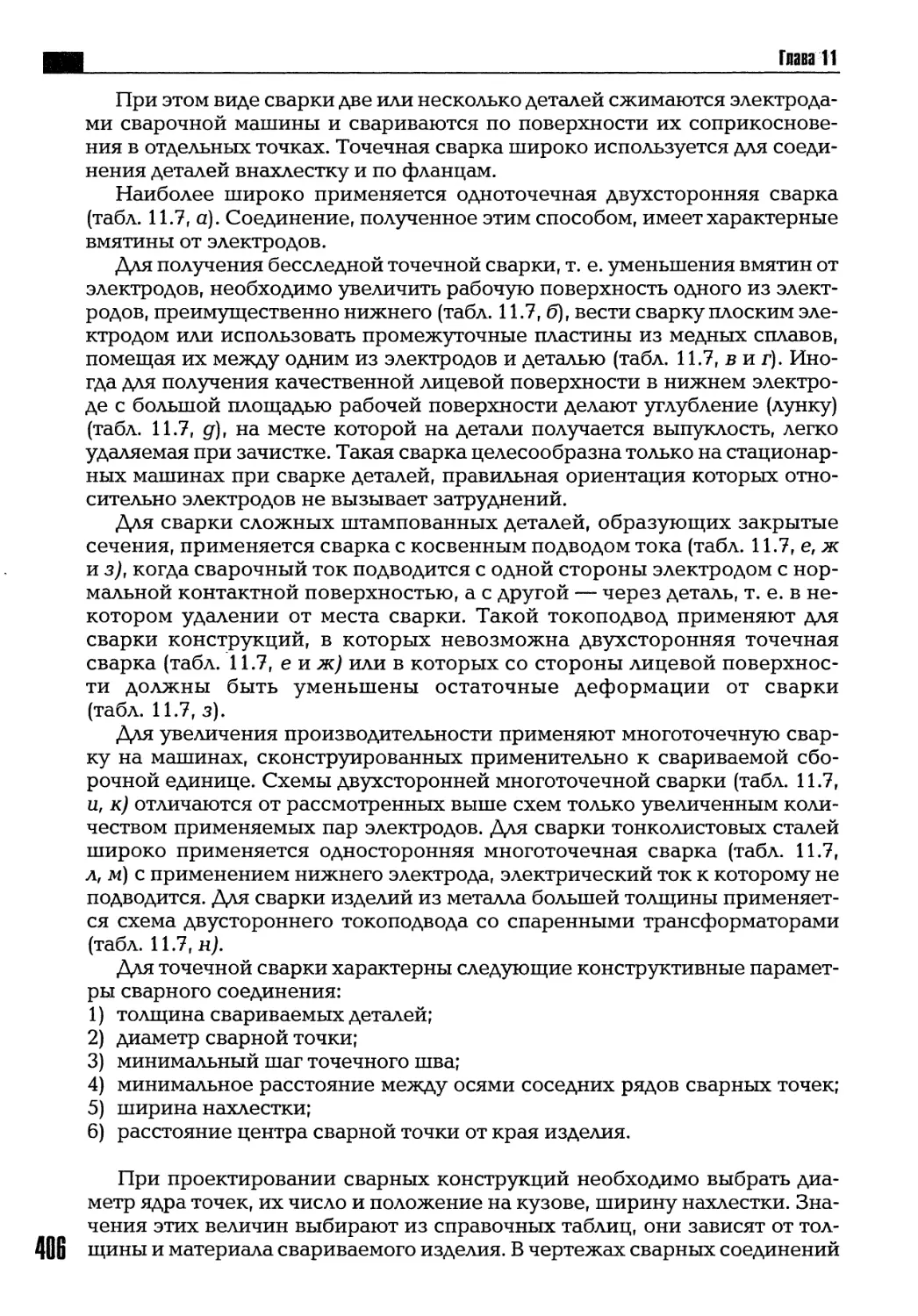
Рис. 1.3. Схема автоматического участка для обработки двух деталей —
20 барабанов и ступиц и сборки их с другими деталями в единый узел
Автомобильное производство и особенности его подготовки
Обработка барабанов производит-
ся на двух станочных линиях 1 и 2,
а ступиц — на пяти линиях 3—7 и че-
тырех многопозиционных станках
8—11, после чего готовые детали по-
даются в моечную машину 12 и за-
тем — на сборочный участок, состоя-
щий из трех сборочных линий
13—15, моечной машины 16 и бунке-
ров 17 для комплектующих деталей.
Разное число параллельно работаю-
щих линий предусмотрено для обес-
печения заданного такта выпуска из-
делия, так как длительность работы
лимитирующих позиций автоматиче-
ских линий различна. На транспорте-
рах между участками линий распола-
гаются страховые запасы деталей,
что позволяет частично компенсиро-
вать простои оборудования из-за
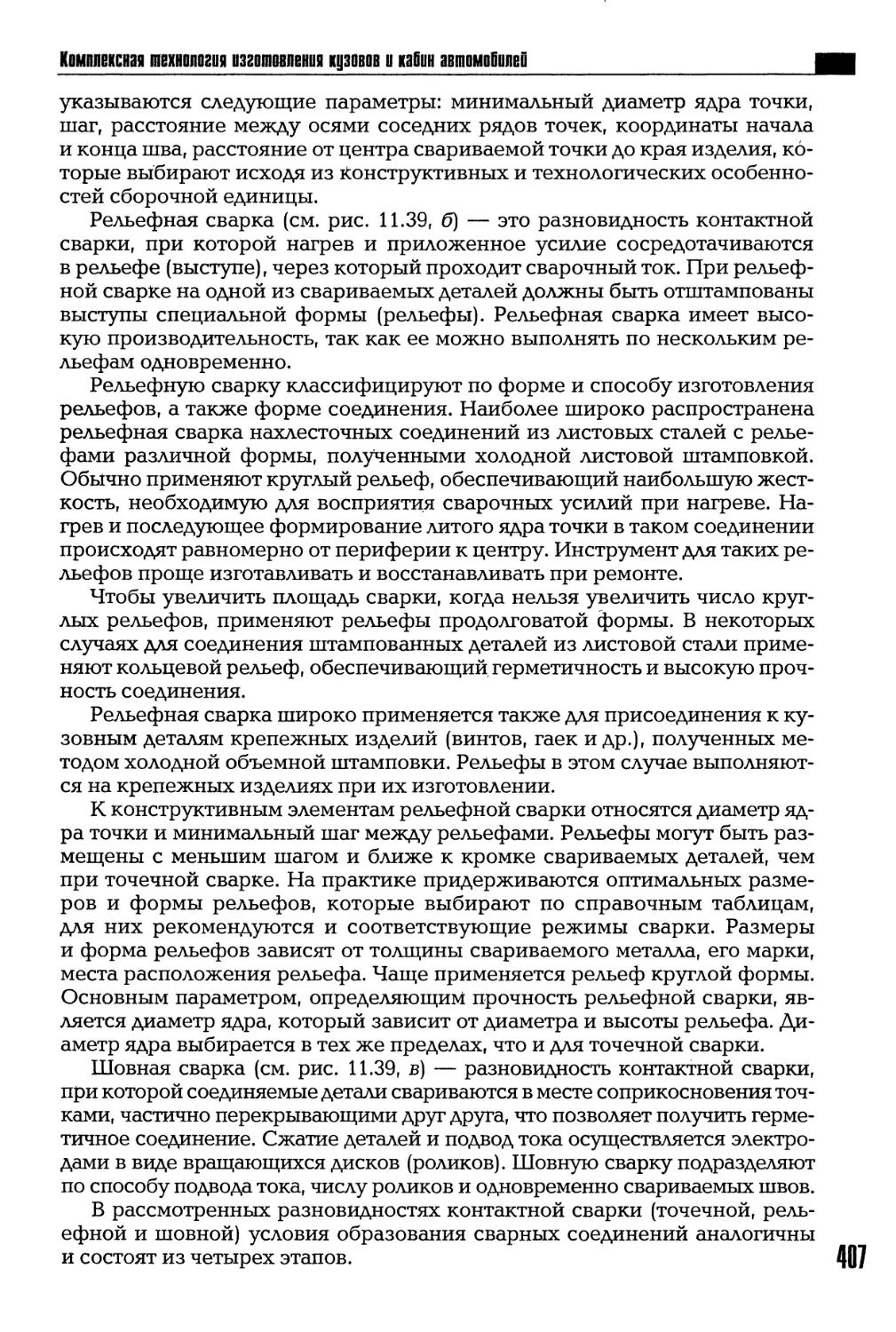
Рис. 1.4. Детали, поступающие на
автоматический участок для сборки
их в единый узел
кратковременных отказов, которые оперативно устраняются наладчиками.
Подобные комплексные автоматические системы способны через каж-
дые 10—15 с выдавать готовые изделия. Они характерны для массового
производства, построенного по методу концентрации операций.
1.4. Основные термины и определения пронзвпдственнпго процесса
1.4.1. Изделия
Промышленная продукция — объект промышленного производства,
предназначенный для применения в сфере производства, эксплуатации
или потребления.
Товарная продукция — продукция, которая после изготовления пред-
назначена для продажи.
Изделие — единица промышленной продукции, число которой может
исчисляться в штуках или экземплярах.
Применительно к конструкторской документации изделием считается
любой предмет или набор предметов производства, подлежащих изготов-
лению на предприятии.
Неспецифированное изделие — изделие, не имеющее составных частей.
Специфированное изделие — изделие, состоящее из нескольких со-
ставных частей.
Деталь — изделие, изготовленное из материала одной марки без приме-
нения сборочных операций.
Сборочная единица — изделие, составные части которого подлежат со-
единению между собой на предприятии-изготовителе путем сборочных
операций.
Комплекс — несколько специфицированных взаимосвязанных изде-
лий, не соединенных на предприятии-изготовителе путем сборочных опе-
раций. 21
Глава 1
Комплект — несколько изделий общего функционального назначения,
как правило, вспомогательного характера, не соединенных на предприя-
тии-изготовителе путем сборочных операций, например, комплект инст-
румента, комплект запасных частей.
Сборочный комплект — группа составных частей изделия, которые не-
обходимо подать на рабочее место для сборки данного изделия или его со-
ставной части.
Комплектующее изделие — изделие предприятия-поставщика, приме-
няемое как составная часть изделия, выпускаемого предприятием-изгото-
вителем.
Оригинальное изделие — впервые разработанное изделие, применен-
ное в конструкторской документации одного изделия.
Унифицированное изделие — изделие, примененное в конструктор-
ской документации нескольких изделий.
Стандартное изделие — изделие, применяемое по стандарту, полно-
стью и однозначно определяющему его конструкцию, показатели качест-
ва, методы контроля, правила приемки и поставки.
Типовое изделие — изделие, принадлежащее к группе изделий близкой
конструкции, обладающее наибольшим числом конструктивных и техно-
логических признаков этой группы.
Модернизированное изделие — изделие, разработанное взамен выпус-
каемого с целью улучшения значений основных показателей качества при
частичном изменении его конструкции.
Число машин, намечаемых к выпуску по чертежу, требует выбора наи-
более экономичного технологического процесса, оборудования, инстру-
мента, степени механизации и автоматизации процессов изготовления.
Рабочие чертежи деталей и машин в целом содержат необходимые про-
екции и сечения, размеры с допусками, сведения о шероховатости обраба-
тываемых поверхностей, допуски, данные о материале заготовок, припус-
ках на обработку и другие технические требования.
Принципиальные технологические решения определяют метод изго-
товления заготовок, который выбирают в зависимости от формы, разме-
ров и массы изготовляемой детали, объема выпуска, технологической ос-
нащенности заготовительных цехов и других факторов.
Точность заготовки в зависимости от метода ее изготовления определя-
ет не только технологию механической обработки, но и разделение на чер-
новые, чистовые и отделочные операции.
Важно также знать условия, в которых будет осуществляться технологи-
ческий процесс изготовления деталей и машины в целом. Существенное
влияние на это оказывает состояние оборудования, его загрузка и сроки
его эксплуатации. Моральный и физический изйос оборудования являются
тормозом технологического процесса на предприятии и влияют не только
на качество и точность выпускаемой продукции, но и на выполнение плана.
При проектировании технологических процессов изготовления дета-
лей машин необходимо учитывать новейшие достижения в области обра-
ботки металлов.
Основными направлениями развития технологии изготовления деталей
машин являются:
1. получение наиболее точных заготовок с приближением их по форме
22 и размерам к готовым деталям, что выгодно не только с точки зрения
Автомобильное производства и особенности его подготовки
экономии металла, но и значительного уменьшения трудоемкости обра-
ботки и сокращения расходов на производство готовой продукции;
2. применение автоматизированных станков и многолезвийных инстру-
ментов, обеспечивающих внедрение наиболее производительных мето-
дов обработки;
3. внедрение современных механических и термохимических методов уп-
рочнения, что способствует повышению эксплуатационных свойств де-
талей машин и значительно увеличивает их надежность и долговечность;
4. разработка оптимальных технологических процессов и более широкое
применение новых материалов в машиностроении;
5. внедрение информационных технологий, резко сокращающих сроки
и Повышающих качество проектирования.
1.4.2. Производственный процесс
Производственный процесс — совокупность всех действий людей
и орудий труда для изготовления или ремонта продукции на данном пред-
приятии.
Технологический процесс — часть производственного процесса, содер-
жащая целенаправленные действия по изменению и (или) определению
состояния предмета труда. В зависимости от требований, предъявляемых
к детали, технологический процесс может включать в себя различные опе-
рации: литье, штамповку, обработку резанием, сборку, испытание. Опера-
ции технологического процесса выполняются на рабочих местах с помо-
щью различных технических средств.
Рабочим местом называют элементарную единицу структуры предпри-
ятия, на которой размещены исполнители работы, обслуживаемое техно-
логическое оборудование, часть конвейера и предметы труда.
Технологическим оборудованием называются средства технологичес-
кого оснащения, в которых для выполнения определенной части техноло-
гического процесса размещаются материалы или заготовки, средства воз-
действия на них, а также технологическая оснастка. К технологическому
оборудованию относятся станки, штампы, литейные машины, печи, испы-
тательные стенды, гальванические ванны и т. п.
Операцией называется законченная часть технологического процесса,
выполняемая на одном рабочем месте. Операция является основным эле-
ментом производственного планирования и учета, поэтому на нее разраба-
тывается и выписывается вся учетная и технологическая документация.
Операция может выполняться за несколько установов.
При разработке технологических процессов необходимо стремиться
к уменьшению числа операций, что ведет к, уменьшению числа станков,
рабочих, сокращению межоперационного транспортирования и произ-
водственных площадей, следовательно, снижению себестоимости изготов-
ляемой детали.
Установ — часть технологической операции, выполняемая при неизмен-
ном закреплении обрабатываемых заготовок или собираемой сборочной еди-
ницы. Изменение положения заготовки относительно поверхности стола,
станка или приспособления означает новый установ. Например, обтачивание
вала с одного и другого конца до места зажима проводится за два установа, так
как вал в течение одной операции дважды устанавливают и закрепляют.
Глава 1
Позиция — фиксированное положение, занимаемое неизменно закреп-
ленной обрабатываемой заготовкой или собираемой сборочной единицей
совместно с приспособлением относительно инструмента или неподвиж-
ной части оборудования при выполнении определенной части операции.
Установ и позиция имеют некоторые сходства и различия. Сходство за-
ключается в том, что и в том, и в другом случае достигается новое взаимное
положение заготовки и инструмента. Различие обусловливается достиже-
нием каждого нового положения различными способами: при каждом но-
вом установе — перезакреплением заготовки, при каждой новой пози-
ции — перемещением или поворотом заготовки или инструмента в новое
положение. Замена установов на позиции сокращает время, так как пово-
рот приспособления с заготовкой занимает меньше времени, чем переза-
крепление заготовки.
Операция может состоять из нескольких переходов.
Переход — законченная часть технологической операции, выполняе-
мая одними и теми же средствами технологического оснащения при посто-
янных технологических режимах и установке.
Технологический переход может состоять из нескольких проходов,
или рабочих ходов.
Рабочим ходом называется законченная часть технологического пере-
хода, состоящая из однократного перемещения инструмента относительно
заготовки, сопровождаемого изменением формы, размеров, качества по-
верхности и свойств заготовки.
1.4.3. Типы производства
Тип производства в машиностроении определяется программой выпус-
ка одинаковых изделий и трудоемкостью их изготовления. Необходимость
четкого разграничения типов производства вызвана неформальным суж-
дением. В зависимости от числа изделий, выпускаемых предприятием в те-
чение года, определяется содержание проектируемых технологических
процессов их изготовления и выбор необходимого оборудования, инстру-
мента, приспособлений и т. д. Тип производства определяет характер ре-
шения таких важных вопросов, как автоматизация и механизация произ-
водственных процессов.
В машиностроении различают три типа производства: единичное, се-
рийное и массовое.
Единичное производство — характеризуется малым объемом выпуска
одинаковых изделий, повторное изготовление и ремонт которых, как пра-
вило, не предусматриваются.
Серийное производство — характеризуется изготовлением или ремон-
том изделий периодически повторяющимися партиями.
Массовое производство — производство больших объемов выпуска из-
делий, непрерывно изготовляемых или ремонтируемых продолжительное
время, в течение которого на большинстве рабочих мест выполняется одна
рабочая операция.
Тип производства определяет расположение оборудования на произ-
водственной площади. При единичном производстве универсальные стан-
ки устанавливают по групповому признаку, т. е. токарные, фрезерные,
24 сверлильные и т. д. При серийном производстве осуществляется принцип
Автомобильное производство и особенности его подготовки
поточной формы организации технологических процессов. Массовое про-
изводство отличается поточной формой организации технологических
процессов, строгим закреплением операций за определенными станками.
Тип производства характеризуется коэффициентом закрепления опе-
раций, который определяется по формуле
Кзо = Nq/Np,
где No — число операций; Np — число рабочих мест, на которых выполня-
ются различные операции.
Для разных типов производств Кзо имеет следующие значения:
Массовое 1
Крупносерийное Св. 1 до 10
Среднесерийное Св. 10 до 20
Мелкосерийное Св. 20 до 40
Единичное Св. 40
При выборе технологического оборудования, проектировании оснаст-
ки и инструмента необходимо учитывать тип производства. В единичном
производстве используют преимущественно универсальные станки, при-
способления и стандартный режущий инструмент, а также универсаль-
ный измерительный инструмент.
При серийном производстве универсальное оборудование применяет-
ся значительно реже, появляется возможность широкого использования
револьверных, многорезцовых специальных станков и полуавтоматов,
в том числе агрегатных. Применяются специальные приспособления и ин-
струменты, что позволяет значительно ускорить обработку и снизить себе-
стоимость продукции.
В массовом производстве в основном используют специальное обору-
дование, оснастку, режущие и измерительные инструменты. При этом
следует ориентироваться на оптимальные методы изготовления деталей
и сборки.
1.4.4. Основные формы организации технологических ирнцессов
В машиностроении различают две формы организации технологичес-
ких процессов: поточную и непоточную.
Поточное производство характеризуется:
• закреплением операций обработки деталей за соответствующими стан-
ками;
• расстановкой станков в последовательности, соответствующей требо-
ваниям технологического процесса;
• непрерывностью производства, т. е. передачей обрабатываемых дета-
лей от предыдущего станка к последующему без транспортировки их на
склад.
Непоточное производство ориентировано на обработку деталей на стан-
ках партиями (после каждой партии станки переналаживаются на другую
партию деталей), станки расставляют по операционным признакам (токар- 25
Глава 1
ные, фрезерные, шлифовальные и т. д.), после каждой операции детали транс-
портируют на склад до освобождения станков для следующей операции.
При изготовлении автомобильной техники в целом производство имеет
поточный характер. Непоточное производство находит применение в тя-
желом и специальном машиностроении при серийном и мелкосерийном
выпуске продукции.
Для единичного и мелкосерийного производства наиболее характерно
расположение оборудования по группам: организуются участки токарных,
фрезерных, шлифовальных и других станков.
При серийном производстве целесообразно применять групповую
форму организации производства (участки обработки валов, шестерен,
втулок). В этом случае каждый участок предназначен для изготовления од-
ной или нескольких однотипных деталей.
Специализация производства на одних и тех же изделиях обеспечивает
непрерывную загрузку оборудования заготовками, что позволяет широко
использовать специальные и специализированные станки и автоматы,
сложные специальные приспособления и автоматизированные устройства.
На современном предприятии массового производства механическая
обработка деталей производится при поточной форме организации техно-
логических процессов с широким применением автоматических линий
и сборочных конвейеров.
Поточная линия характеризуется тактом работы. Такт работы — ин-
тервал времени, через который периодически производится выпуск изде-
лий или заготовок определенного наименования, типоразмера и исполне-
ния. Он рассчитывается по формуле
Т = 60F-n/Nir
где F—действительный фонд времени работы оборудования в одну смену,
мин; п — число смен в рабочем дне; — число изделий, подлежащих
обработке на автоматической линии в смену.
При поточном производстве передача деталей от одного рабочего места
к другому осуществляется непрерывно, что обеспечивает параллельное од-
новременное выполнение всех операций. Если продолжительность какой-
либо операции больше такта, то ее делят на несколько операций, чтобы
продолжительность каждой была равна такту.
1.5. Информационные технологии в подготовке производства автомобилей
Информационные технологии применяются на всех этапах конструк-
торской и технологической подготовки производства, включая создание
новых технологий, технологического оборудования и процесса перестрой-
ки производственных участков на новые типы изделий.
Так как станкостроение не всегда может предложить технологическое
оборудование, наилучшим образом соответствующее требованиям произ-
водства изделия, в ряде случаев автомобильные заводы совместно со стан-
костроительными создают новые типы, конструкции и компоновки техно-
логических машин и их систем. Для этого также разрабатываются техни-
26 ческие задания, предложения, рабочие проекты и т. д.
Автомобильное производство и особенности его подготовке
Технологическая подготовка производства обычно значительно слож-
нее конструкторской, требует больше времени и затрат труда, разработки
и оценки большего количества вариантов для решения каждой технологи-
ческой задачи.
Особенность современного развития машиностроения состоит в интен-
сивном внедрении информационных технологий для повышения эффек-
тивности производства. Если раньше информационным технологиям отво-
дилась вспомогательная роль, то сейчас они являются ключевым фактором,
оказывающим существенное влияние на ускорение развития и повышение
эффективности других технологий, прежде всего машиностроительных.
При создании современных машин практика последовательной разра-
ботки конструкции автомобиля и технологии производства все более ши-
роко заменяется параллельным решением этих проблем (за рубежом это
направление получило название «Concurrent Engineering»), начиная с отра-
ботки конструкций каждого узла и детали на «технологичность» до совме-
стного решения многих проблем, определяющих качество конечного про-
дукта, себестоимость его изготовления, возможность максимального удов-
летворения индивидуальных требований потенциальных покупателей
и полного обеспечения спроса на каждый тип и модификацию автомобиля.
Институт стандартов и технологий США, более десяти лет ведущий ис-
следовательские работы и консультации работников промышленности
в области повышения эффективности производства, считает, что в совре-
менных условиях ведущими являются два направления:
а) проектирование конструкций изделий таким образом, чтобы они были
максимально подготовлены к производству без дальнейшей их доработ-
ки и внесения многочисленных изменений. Это направление получило
название «Конструирование для производства» (Design for Manufac-
turing) и очень интенсивно разрабатывается многими учеными и специ-
алистами. Российские специалисты этот этап конструкторско-техноло-
гической подготовки производства называют отработкой конструкции
изделия на технологичность (см. главу 14);
б) широкое применение метода параллельного проектирования изделий
с использованием компьютерных информационных технологий (СЕ).
Имеется в виду параллельное, с некоторым сдвигом по времени, созда-
ние конструкции машины (и ее элементов) и проектирование произ-
водственных процессов их изготовления (СЕ).
Следует отметить, что на многих зарубежных автомобильных заводах
нет отдельных технологических служб и понятия «инженер-технолог».
Проектирование технологических процессов выполняет инженер-произ-
водственник (Manufacturing Engineer), который хорошо знает конструк-
цию машины и технологию ее производства, а в целом проект разрабаты-
вается группами специалистов разного профиля.
По данным Института стандартов и технологий США, реализация этих
двух направлений уменьшает время на подготовку производства с 30 до
7%, снижает число вносимых изменений в проекты с 65 до 9%, многократ-
но растет качество проектных решений, а продуктивность проекттов уве-
личивается на 20 — 110%.
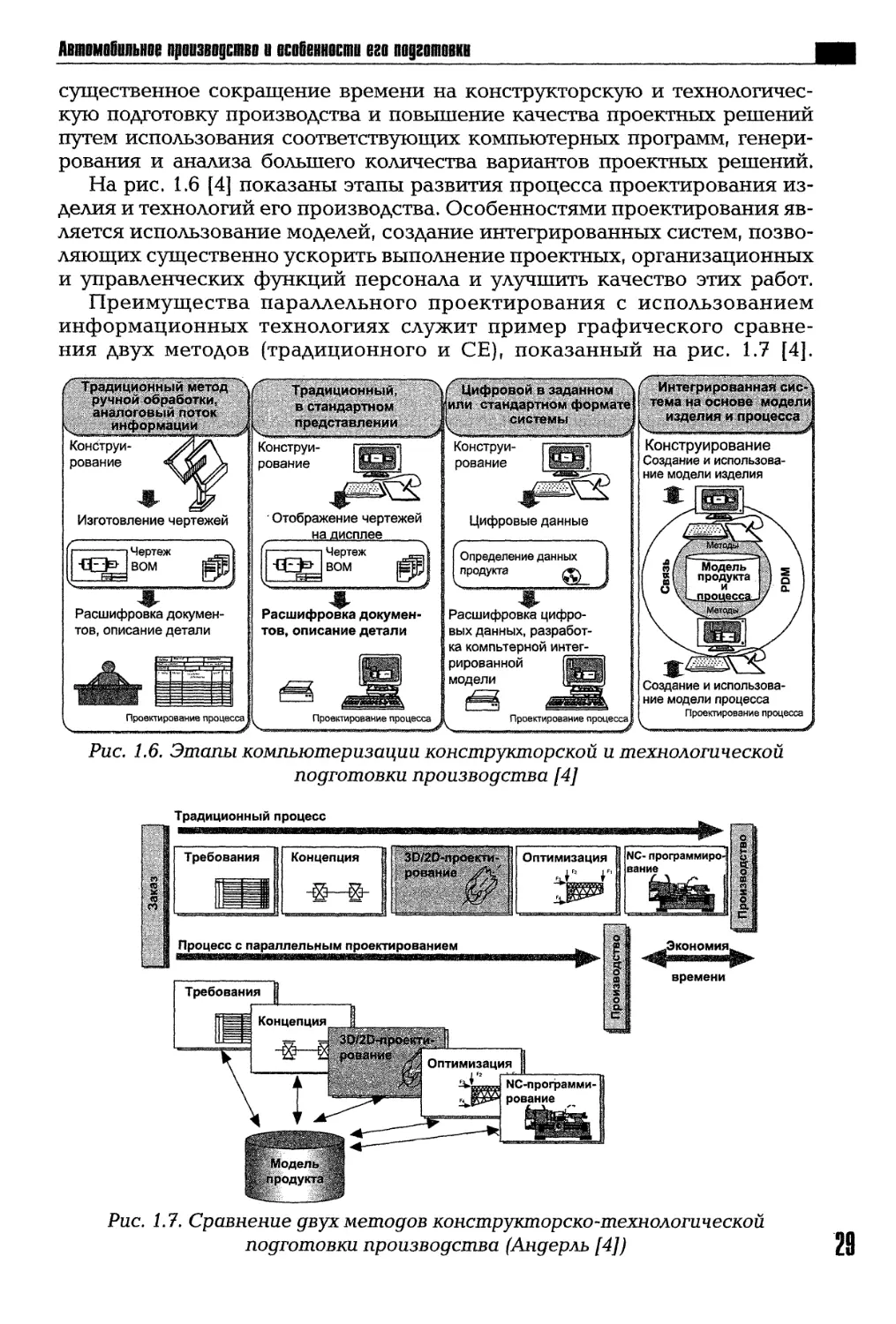
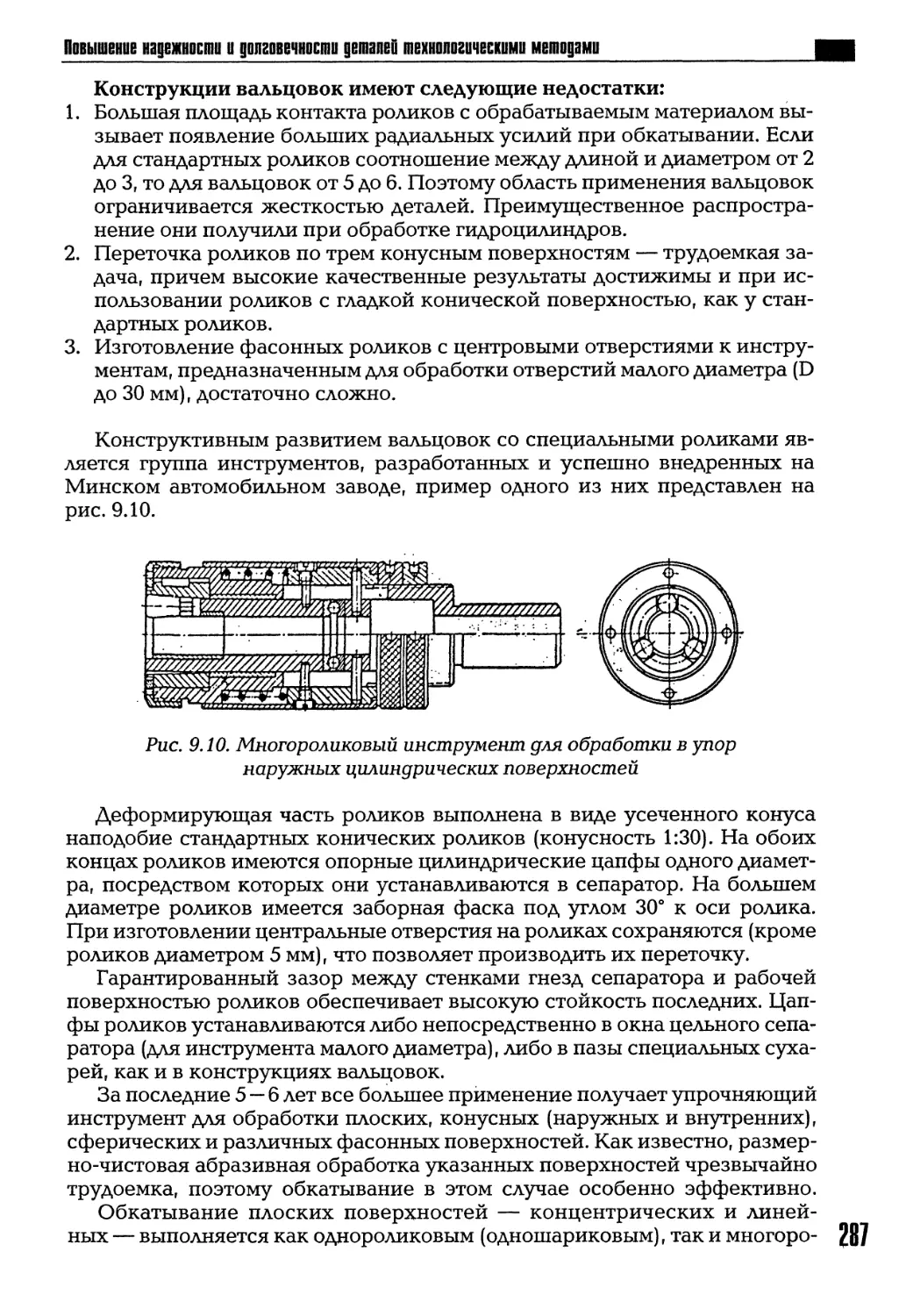
На рис. 1.5 (цветная вклейка [2]) показан процесс создания новой кон-
струкции автомобиля и технологии его производства, отображающий иде- 27
Глава 1
ологию фирмы «Com.au» (Италия). Параллельно с конструированием кузо-
ва и его элементов создаются штампы, прессформы; для изготовления де-
талей двигателя и трансмиссии — кокили и специальный инструмент; ве-
дется проектирование сварочно-сборочных линий для сборки и окраски
элементов и кузова в целом. Параллельно с разработкой конструкции дви-
гателя, коробки передач, рулевого управления, трансмиссии и других уз-
лов автомобиля осуществляется проектирование процессов изготовления
деталей и сборки этих узлов, разрабатываются процессы и оборудование
для общей сборки автомобиля. Большую роль играет опыт создания преды-
дущих конструкторско-технологических решений и их анализ, результаты
которого хранятся для дальнейшего использования.
Процесс проектирования конструкций, технологий производства, про-
ектирование технологической оснастки, инструмента, технологических
машин различного назначения, составление управляющих программ для
отдельных станков и гибких производственных участков, диагностика ин-
струментов и оборудования, планирование производства и ряд других за-
дач, связанных с реализацией жизненного цикла изделий, выполняется
с помощью компьютерных программ, используемых различными служба-
ми предприятия, объединенных в единую компьютерную сеть завода, по-
стоянно взаимодействующую с внешними службами.
Таким образом, главной особенностью информационных технологий
является построение и использование моделей разрабатываемых объек-
тов и процессов их изготовления, т. е. до начала реального производства
проектант имеет дело с виртуальными объектами и процессами, отобра-
жающими реальные объекты, создание и исследование которых требует
в сотни раз больших затрат времени и средств.
До начала проектирования нового изделия изучается рынок — анализи-
руется спрос на данное изделие и оценивается необходимая для этого про-
грамма выпуска.
Жизненный цикл изделия, как правило, включает в себя следующее:
1. Планирование продукта (Product Planning).
2. Конструирование изделия и его узлов (Design).
3. Проектирование производственных процессов (Planning Process).
4. Производство продукции (Manufacturing).
5. Маркетинг и распространение продукта (Marketing and Distribution).
6. Использование продукта (Product Usage).
7. Переработка и утилизация продукта (Product Recycling and Disposal).
Для подготовки производства автомобилей очень важными являются
этапы 2 и 3, рациональное осуществление которых обеспечивает возмож-
ность максимального удовлетворения запросов потребителей, эстетичес-
кую привлекательность, надежность, безопасность (в том числе экологиче-
скую), снижение стоимости автомобиля, т. е. те качества, которые обеспе-
чивают успех продукции на рынке. С другой стороны, этапы 2, 3 и 4
существенно влияют на успешное решение проблемы всех последующих
этапов. Поэтому только совместная работа конструктора и технолога мо-
жет обеспечить необходимый успех.
Широкое использование информационных технологий при конструиро-
вании автомобиля и проектировании процессов его изготовления — это не
28 дань современной моде, а насущная необходимость, которая обеспечивает
йвтвмвВвяьнве производства в ссоВенности его подгатсвкн
существенное сокращение времени на конструкторскую и технологичес-
кую подготовку производства и повышение качества проектных решений
путем использования соответствующих компьютерных программ, генери-
рования и анализа большего количества вариантов проектных решений.
На рис. 1.6 [4] показаны этапы развития процесса проектирования из-
делия и технологий его производства. Особенностями проектирования яв-
ляется использование моделей, создание интегрированных систем, позво-
ляющих существенно ускорить выполнение проектных, организационных
и управленческих функций персонала и улучшить качество этих работ.
Преимущества параллельного проектирования с использованием
информационных технологиях служит пример графического сравне-
ния двух методов (традиционного и СЕ), показанный на рис. 1.7 [4].
Г Традиционный метод Л
ручной обработки, ,
аналоговый поток
Традиционный,
встандартном
представлении
i Цифровой в заданном ?
ш стандартном формате
л с; системы j
Конструи-
рование
Изготовление чертежей
Чертеж
Конструи-
рование
Отображение чертежей
на дисплее
*ртвж
Конструи-
рование
Цифровые данные
Определение данных
продукта
Расшифровка докумен-
тов, описание детали
Расшифровка докумен-
тов, описание детали
Проектирование процесса
Проектирование процесса
Рис. 1.6. Этапы компьютеризации конструкторской и технологической
подготовки производства [4]
Проектирование процесса
Расшифровка цифро-
вых данных, разработ-
ка компьтерной интег-
рированной
модели
Л ИйтегрирРваяная сис^
тема на основе модели
изделия ипроцесса
Конструирование
Создание и использова-
ние модели изделия
Рис. 1.7. Сравнение двух методов конструкторско-технологической
подготовки производства (Андерль [4])
Глава 1
Здесь показано, что второй путь, основанный на компьютерном модели-
ровании процессов, за более короткое время приводит к тому же ре-
зультату, что и первый. Однако вследствие многократного увеличения
производительности проектных работ при использовании компьютер-
ных технологий имеется возможность проанализировать не одно,
а группу возможных решений поставленной задачи. Следовательно,
можно во втором случае разработать более эффективный вариант за
более короткое время.
В зависимости от поставленных задач компьютерные технологии мож-
но разделить по областям применения.
• CAD (computer aided design) — системы автоматизированного констру-
ирования изделий;
• САЕ (computer aided engineering) — расчетные системы для конструи-
рования изделий;
• САРР (computer aided process planning) — системы автоматизированно-
го планирования и проектирования технологических процессов изго-
товления изделий (проектирование маршрутов обработки или сборки,
расчеты времени выполнения технологических операций и производи-
тельности оборудования, управляющие программы для станков с про-
граммным управлением). Обычно САРР является составной частью
CAD;
• САМ (computer aided manufacturing) — системы для генерирования ци-
фровых данных, необходимых для числового управления станками
и станочными системами;
• CAR-systems (computer aided robotics) — системы для управления робо-
тотехникой, осуществляющие графическое моделирование операций,
выполняемых роботами;
• CAQ-systems (computer aided quality assurance and management) — сис-
темы обеспечения качества выпускаемой продукции. Содержат описа-
ния планов контроля деталей, диагностики оборудования и обеспечива-
ют управление процессом по результатам измерений;
• CAT-systems (computer aided testing) — системы для тестирования элек-
трических и электронных систем управления;
• DMU (digital mock-up) — дополнительная система к CAD-системам. Она
создает в трехмерном пространстве, в компьютерном виде, структуру
изделия для CAD-системы;
• RPT (rapid prototyping technologies) — системы для быстрого создания
физического прототипа на основе цифровой модели продукта;
• FEA-systems (fiite element analysis) — системы, основанные на методе
конечных элементов, позволяющие проводить расчеты на прочность
при анализе сложных пространственных конструкций и оценивать рас-
пределение напряжений в их элементах;
• MBS-systems (multi body simulation) — системы для описания, анализа
и моделирования работы механических систем в динамике, в частнос-
ти, в процессе сборки изделий;
• PDM-systems (product data management) — системы для слежения за ин-
формационными потоками о продукции, процессах проектирования,
управления технической документацией, реальными производствен-
ными потоками в процессах развития предприятий, для управления
30 производством с целью повышения его эффективности.
Автомобильное производство и особенности его подготовки
В книге [4] «Manufacturing Technologies for Machines of the Future»
(Springer Verlag, 2003) в главе 16 «Новые информационные технологии
в производственной деятельности предприятий» подробно описаны эти
системы и приведены примеры их применения.
Сегодня многие фирмы работают над созданием интегрированных
производств, сочетающих в себе информационные и производственные
технологии, так называемые кибернетические системы производства
(рис. 1.8 цветной вклейки [3]), где автоматизированы все элементы жиз-
ненного цикла изделий — от маркетинга, включая анализ требований за-
казчиков к будущей продукции (внешний доступ — off site access) до хра-
нения и сбыта продукции («sales department» и «on-line service and support
center»).
Цель кибернетической системы управления производством — миними-
зация времени поступления на рынок продукции высокого качества с мо-
мента заказа изделий. Вся конструкторская, технологическая, управленче-
ская и экономическая информация через центральную базу данных
моментально доступна всем отделам. Использование параллельного проек-
тирования обеспечивает минимальное время подготовки всех этапов про-
изводства и снижает себестоимость продукции.
Кибернетическая система управления производством способна посто-
янно совершенствоваться, в том числе с использованием Интернета для
ведения переговоров с субподрядчиками и поставщиками, с увеличением
возможностей внешнего центра обслуживания потребителей в выполне-
нии дистанционной диагностики машин потребителей и других функций
обслуживания в ближайшем будущем.
При таком управлении производством вся информация может быть
мгновенно получена любым отделом завода: инженерным, производствен-
ным, отделом сбыта, административным и другими — через центральную
базу данных
Использование информационных технологий и компьютерных моде-
лей позволяет минимизировать время от начала конструирования изделия
до его отгрузки заказчику, что повышает конкурентоспособность компа-
нии и укрепляет ее финансовое положение.
Имеется возможность постоянного совершенствования процесса уп-
равления и процесса получения изделий с использованием Интернета для
переговоров с субподрядчиками и поставщиками, а также для учета поже-
ланий будущих покупателей (анализ рынка), например, автомобилей.
При данной организации производства возможно дистанционное
диагностирование машин, которые уже находятся в эксплуатации, и обоб-
щенные результаты эксплуатации используются при разработке новых
конструкций машин. Планируется в ближайшем будущем выполнение
других функций.
1.6. Быстрое прототипирование [ЯРТ] - пример испппьзованин
информационных технологий
В последние годы в автомобильной промышленности при разработке
новых моделей автомобилей и двигателей и подготовке их производства
используется метод так называемого быстрого прототипирования (Rapid
Prototyping), который заключается в оперативном изготовлении физичес- 31
Глава 1
ких прототипов будущих деталей, узлов, агрегатов и мастер-моделей тех-
нологической оснастки по трехмерной математической (виртуальной) мо-
дели изделия, созданной с помощью компьютера. В России данный метод
получил название лазерно-компьютерное макетирование (ЛКМ) или тех-
нология послойного синтеза (ТПС).
Преимущество данной технологии заключается прежде всего в сокра-
щении сроков изготовления изделий в десятки раз путем быстрого и эко-
номичного преобразования виртуальной модели в физическое тело, что
повышает технологическую гибкость производства и способствует быст-
рому обновлению выпускаемой продукции.
• ЛКМ используют для решения трех основных задач:
• оперативное изготовление прототипов сконструированных деталей для
оценки их функциональных возможностей, отработка дизайна и внесе-
ние в конструкцию необходимых изменений;
• изготовление мастер-моделей для создания технологической оснастки
для получения отливок, изделий из пластмасс, композиционных мате-
риалов и порошков;
• изготовление литейных моделей для производства малых серий особо
сложных деталей методом литья по выжигаемым моделям.
ЛКМ основано на совместном использовании технологических лазеров
и информационных технологий, с помощью которых без оснастки проис-
ходит выращивание деталей любой формы из жидкого, порошкообразно-
го или листового материала (бумага, картон и др.), переводимые лазером
в твердое или условно твердое состояние, позволяющее сохранять форму
и геометрические размеры с достаточной точностью.
Общая для всех подобных технологий последовательность работы при
этом такова (см. рис. 1.9):
• с помощью компьютера и системы автоматизированного проектирова-
ния (САПР) создается объемная виртуальная модель будущего изделия,
которая программой декомпозиции разбивается на тонкие поперечные
слои;
• на компьютере подготавливаются управляющие команды, описываю-
щие контуры этих слоев (аналогично линиям равных уровней, отобра-
жающим рельеф местности на топографических картах) и передаю-
щие в систему управления технологической установки лазерно-ком-
пьютерного макетирования для изготовления прототипа требуемого
изделия;
• рабочий орган установки (лазер) по командам компьютера обходит об-
рабатываемый материал слой за слоем, прорисовывая на поверхности
очередного слоя соответствующую фигуру, и в результате физико-хи-
мических преобразований обрабатываемого материала (полимериза-
ция или деструкция) формирует изделие, при этом слои прочно соеди-
няются друг с другом.
Программа, управляющая процессом создания модели, позволяет запо-
минать, восстанавливать, преобразовывать (увеличивать или уменьшать)
модель изделия. Этими способами можно получать изделия очень сложной
формы, которые трудно, а зачастую и невозможно получить традиционны-
32 ми методами, например, обработкой резанием. Точность размеров моделей,
Автомобильное производство и особенности его подготовки
получаемых различ-
ными способами быс-
трого прототипирова-
ния, колеблется в диа-
пазоне 0,05 — 0,3 мм.
В настоящее время
существует несколь-
ко способов собствен-
но прототипирования
(рис. 1.10).
L ОМ-т ехн ология
(Laminated Object
Manufacturing) — по-
слойное вырезание
С02-лазером слоев из
специальной ламини-
рованной бумаги,
картона, фольги или
пластика по контуру
с последующим со-
единением их под-
прессовыванием ра-
зогретым валиком
(рис. 1.10, а). С помо-
щью этой технологии
хорошо получаются
односторонние
сплошные рельеф-
ные поверхности, на-
пример, мастер-мо-
дели литейных полу-
форм, оснастки для
листовой штамповки,
выкладки деталей из
композитов, вакуум-
ной формовки поли-
меров, литья пласт-
масс и др. Благодаря
использованию бума-
ги в качестве модель-
ного материала эта
технология является
одной из наиболее
Компьютер
САР-система |
Интерфейс
БД
моделей
ЛВС
Управляющий модуль
ЛКМ-системы
Система команд
ЛКМ-системы
3D
модели
Коды
команд
Технологический
модуль
ЧПУ Лазер
Заслонка
Оптика
Приводы noXYZ
Термостат
Другое
Рис. 1.9. Основные технологические переходы ЛКМ
Рис. 1.10. Различные способы ЛКМ
дешевых.
SLS-технология (Selectiv Laser Sintering) позволяет изготавливать из-
делия методом селективного спекания лучом лазера тонких слоев по-
рошкообразного композиционного материала (пластик, керамика, ме-
талл, песок). Слой порошка укладывается на плоскую поверхность, по-
догревается и раскатывается нагретым валиком. Спекается порошок
в монолит от СО2-лазера. Луч лазера, сканируя поверхность, проплавля- 33
3 Технология автомобилестроения
Глава 1
ет порошок на заданную глубину и последовательно формирует попе-
речные слои, которые при соединении образуют необходимую трех-
мерную форму (рис. 1.10, б). Готовая деталь извлекается из остатков не-
спеченного порошкообразного материала. Используя керамику и ме-
таллические порошки, можно получать готовые элементы литейных
форм и пресс-форм для пластмасс. Из песка — готовые литейные
формы.
PM-технология (Particle Manufacturing) заключается в последователь-
ном формообразовании слоев, на которые разбивается трехмерная вирту-
альная модель будущего изделия, путем напыления частиц термопластич-
ного материала (рис. 1.10, в). Напыление разогретого до пластического со-
стояния (до 120°С) материала осуществляется через экструдер, имеющий
от 1 до 300 отверстий, и происходит в границах сечений, повторяя их топо-
графию. Слой накладывается на слой, образуя необходимую фигуру, кото-
рая при охлаждении отверждается. Поскольку отверждение материала
происходит очень быстро, границы слоев остаются четкими. В случае не-
удовлетворительного результата изготовленный прототип может быть
снова расплавлен и вторично использован.
SL-технология (Stereolithography) использует в качестве исходного ма-
териала жидкие фотополимеры. Известны две схемы стереолитографии:
с отверждением материала световым потоком через специальные маски
(рис. 1.10, г) и с отверждением сканирующим лучом лазера (рис. 1.10, д).
Маски (фотошаблоны) представляют собой прозрачные пленки с нанесен-
ными на них с помощью принтера контурами соответствующих сечений.
Участки пленки, не относящиеся к сечению, затемнены. На жидкий фото-
полимер через подставляемые одна за другой маски воздействуют потоком
света, фотополимер на незатемненных участках отверждается. Цикл по-
вторяется до тех пор, пока не будут отверждены все слои, на которые раз-
делена синтезируемая деталь. По мере изготовления модель опускается
в ванну с фотополимером. Основной недостаток этого способа — размы-
тость краев модели из-за сложностей обеспечения равномерности свето-
вого потока по всему сечению.
Из всех технологий быстрого прототипирования наибольшее распрост-
ранение получил метод лазерной стереолитографии, запатентованный
американской фирмой «3D Systems». Данная технология используется
в отечественной промышленности, в том числе для изготовления прототи-
пов изделий двигателестроения.
Процесс лазерной стереолитографии сочетает в себе компьютерное
проектирование и управляемый процесс фотохимического фазового пре-
образования жидкого полимера под воздействием точно сфокусированно-
го лазерного луча.
Изготовление прототипа изделия состоит в этом случае из следующих
принципиальных стадий, типичных для ЛКМ:
• компьютерное проектирование объемной модели изделия;
• подготовка управляющей программы для технологии выращивания
прототипа из полимера;
• загрузка программы в бортовой компьютер стереолитографической ус-
тановки;
• изготовление прототипа изделия из полимерного материала на стерео-
34 литографической установке.
Автомобильное производство и особенности его подготовки
Принципиальная схема лазерной сте-
реолитографической установки показа-
на на рис. 1.11. В ее состав входят источ-
ник лазерного излучения с блоком пита-
ния, перенастраиваемый оптический
тракт передачи луча на материал, уст-
ройство изменения положения светово-
го пятна (погрешность не более 0,01 мм),
устройство вертикального перемещения
изделия, система поддержания уровня
полимера в емкости (при толщине слоя
0,1 — 0,2 мм), шкаф электроавтоматики
и система автоматического управления
на базе персонального компьютера.
В рабочую камеру 1 наливается жид-
кий фотополимер 2. Система поддержа-
ния уровня жидкости в камере обеспечи-
вает ее подпитку в автоматическом ре-
жиме. Под управлением компьютера 8
в соответствии с программой, описываю-
щей конструкцию изделия, ультрафио-
летовый луч 4 лазера 9, пройдя через оп-
тический тракт 7, фокусируется в виде
пятна малого диаметра (0,1 —0,3 мм) на
поверхности жидкого фотополимера.
Рис. 1.11. Схема установки лазер-
ной стереолитографии: 1 — ра-
бочая камера; 2 — фотополимер;
3 — платформа; 4 — лазерный
луч; 5 — элеватор; 6 — электро-
привод; 7 — оптический тракт;
8 — управляющий компьютер;
9 — лазер
Электропривод 6 обеспечивает сканирование лучом лазера поверхности фото-
полимера в горизонтальной плоскости. Энергия излучения лазера вызывает
в поверхностном слое локальную полимеризацию, приводящую к образованию
тонкого (0,1 —0,2 мм) твердого слоя. Далее затвердевший слой с помощью эле-
ватора 5 погружается в жидкий полимер на заданную глубину, равную толщи-
не слоя, и лазерный луч сканирует очертание очередного слоя детали. Таким об-
разом, на платформе 3 слой за слоем с погрешностью не более 0,01 мм последо-
вательно наращиваются слои отвердевшего материала, прочно соединяющиеся
друг с другом благодаря адгезионным свойствам полимера. В результате полу-
чается точное воспроизведение заданной компьютером виртуальной модели.
Типоразмерный ряд оборудования, выпускаемого фирмой «3D Systems»,
включает установки с размерами ванн 250, 350 и 500 мм. В случае, если раз-
мер требуемой модели превышают размер ванны, можно разбить компью-
терную модель на части, изготовить их по отдельности, а потом склеить.
Точность размеров и формы получаемого изделия при сравнении с его
математической моделью находится в пределах 0,1— 0,2 мм, что в большин-
стве случаев вполне допустимо.
В качестве рабочего инструмента в установках для стереолитографии
применяются ультрафиолетовые лазеры диапазоном излучения от 3320 до
640 нм. Мощность гелиево-кадмиевого (HeCd) лазера достигает 30 мВ, ар-
гоно-ионного (Аг + ) — 200 мВ, твердотельного Nd:YV04 —300 мВ.
Сканирующее устройство, управляющее перемещениями лазера, имеет
точность позиционирования ±0,06 мм и рабочую скорость перемещения до
2500 мм/с. Толщина слоя полимера, наращиваемая за один рабочий цикл,
от 0,05 — 0,1 мм.
35
3*
Глава 1
В лазерной стереоли-
тографии большое зна-
чение имеет фотоподи-
меризующий компо-
зиционный материал,
который обладает спо-
собностью отверждать-
ся в слоях толщиной от
нескольких микромет-
ров до 2 — 3 мм, с малой
усадкой и небольшими
остаточными напряже-
ниями и деформациями.
С помощью лазерной
стереолитографии изго-
тавливаются пластико-
Рис. 1.12. Модели, изготовленные методом вые прототипы сложной
лазерной стереолитографии формы многих компонен-
тов двигателя (рис. 1.12).
В конструкторском центре фирмы «Мерседес-Бенц» при разработке
двигателей используется восемь установок лазерной стереолитографии,
с помощью которых уточняются и дорабатываются конструкции и ускоря-
ет изготовление деталей в металле. В последние годы на ряде промышлен-
ных предприятий нашей страны расширяется применение технологий
и оборудования лазерной стереолитографии, причем не только для изго-
товления конструкторских прототипов, но и для подготовки технологичес-
кой оснастки. При изготовлении элементов формообразующей оснастки,
пресс-форм или электродов-инструментов стереолитографическая модель
используется в качестве мастер-модели или гальваноматрицы, с помощью
которой выполняется точная копия (металлическая, композитная или ке-
рамическая) рабочей оснастки.
Возможности быстрого прототипирования, в первую очередь метода
лазерной стереолитографии, вносят существенные изменения в подготов-
ку производства двигателей, например, в литейном производстве, позво-
ляя быстро изготавливать литейную оснастку деталей, подверженных час-
тым изменениям в процессе усовершенствования двигателя.
Ведущие машиностроительные фирмы за рубежом, организовывая
подразделения лазерно-компьютерного макетирования, обычно оснаща-
ют их установками различных типов, чтобы охватить возможно более ши-
рокую номенклатуру изделий, к которым относятся:
• сложные детали автомобильного и аэрокосмического производства, де-
тали бытовой техники и предметы широкого потребления, требующие
постоянного совершенствования и обновления;
• детали и запасные части изделий, которые могут потребоваться в труд-
нодоступных районах, например, для объектов водного или космичес-
кого базирования;
• детали, которые необходимо копировать с высокой точностью;
• экспериментальные конструкции, включающие в себя не более 15 — 20
деталей;
36 • детали литейных форэд, фасонные элементы штамповой оснастки.
Автомобильное производство и всобенности его подготовка
Вопросы для самопроверки
1. Что такое комплексный технологический процесс?
2. Что такое технологическая наследственность?
3. Какое влияние оказывает конструктор на состав комплексного техно-
логического процесса?
4. Как конструктор должен учитывать влияние технологии на прочность
детали?
5. Назовите методы быстрого прототипирования.
6. Что такое лазерная стереолитография?
Литература
1. Mersedes Magazine. 2001. Р. 12—13.
2. Информационные материалы Международной выставки ЕМО, Ганно-
вер, 12—19 сент., 2001.
3. Информационные материалы Международной выставки (METAV) по
металлообработке, Дюссельдорф, 04 — 08 июня, 2002.
4. Manufacturing Technologies for Machines of the Future. Berlin: Springer
Verlag, 2003. Chapter 16. P. 461 -513.
Глава 2
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В ДВТОМОБИЛЕСТРОЕНИИ
Для изготовления деталей автомобилей и их агрегатов используются
различные материалы, число которых постоянно растет, так как повыша-
ются требования к автомобильной технике. Многообразие материалов за-
трудняет их выбор.
Выбор материала должен осуществляться с учетом его эксплуатацион-
ных свойств, обеспечивающих максимальную долговечность деталей, и его
стоимости. Необходимо учитывать и его технологические свойства, так как
они позволяют применять наиболее экономичные и эффективные техноло-
гические процессы изготовления и упрочнения деталей, обеспечивая низ-
кие трудоемкость, себестоимость, энергопотребление и материалоемкость.
При выборе материала для конкретной детали следует руководство-
ваться следующими требованиями:
— достаточные по условиям эксплуатации механические свойства, обес-
печивающие способность детали выдерживать действующие механиче-
ские, монтажные и термические напряжения;
— хорошая обрабатываемость резанием и давлением;
— невысокая стоимость.
Основными материалами, используемыми в современном автомобиле-
строении, являются сплавы на железной основе — чугуны и стали. Их до-
ля в общем объеме материалов, применяемых в производстве автомоби-
лей, составляет 75 — 80%. Это объясняется такими свойствами чугунов
и сталей, как хорошая обрабатываемость различными способами, высокие
механические свойства и их способность к многократному использованию
(рециклированию). К тому же производства чугунов и стального проката
сравнительно дешевы.
Кроме сплавов на основе железа при производстве автомобилей исполь-
зуют алюминиевые, медные, цинковые и магниевые сплавы, а также раз-
личные неметаллические материалы — стекло, резину, пластмассы и др.
Рассмотрим наиболее известные и широко применяемые в автомобиле-
строении материалы.
2.1. Стали
2.1.1. Классификация и сортамент
Стали находят самое широкое применение в двигателестроении и пред-
ставлены большим числом марок. Они классифицируются по следующим
38 признакам: по химическому составу, способу производства, применению.
Материалы, применяемые в автимибилестрпении
По химическому составу классифицируются, в основном, конструкци-
онные стали. Различают стали углеродистые, хромистые и более сложные,
например, хромоникелевые, хромокремнистые, хромомарганцевотитано-
вые и т. д.
Следует отметить, что классификация по химическому составу весьма
громоздка и часто бывает нехарактерной. Многие стали, обладая различ-
ным химическим составом, имеют близкие свойства и применяются для
одних и тех же целей.
Общие технические условия, химический состав и механические свой-
ства качественных углеродистых сталей регламентируются ГОСТом.
Всего стандартами предусмотрено 32 марки таких сталей с содержани-
ем углерода от 0,05 до 0,9%. Содержание кремния ограничивается здесь
0,17 — 0,37%. Временное сопротивление после нормализации колеблется
у них в пределах от 330 до 1150 МПа.
Стандартом предусмотрены три вида проката: сортовой, калиброван-
ный и прокат со специальной отделкой поверхности.
Стандартом приняты условные обозначения марок этих сталей в виде
двузначных цифр, показывающих среднее содержание углерода в сотых
долях процента. Так, например, сталь марки 35 — это сталь, содержащая
0,35% углерода. У низкоуглеродистых сталей (до марки 20 включительно)
после цифр могут идти буквенные обозначения «кп» (кипящая) или «пс»
(полуспокойная). Например, 08кп или 15пс.
Согласно ГОСТу, легированные стали подразделяются на следующие
группы: хромистые (10 марок), марганцовистые (14 марок), хромомарган-
цевые (10 марок), хромокремнистые (3 марки), хромомолибденовые и хро-
момолибденованадиевые (8 марок), хромованадиевые (2 марки), никель-
молибденовые (2 марки), хромоникелевые и хромоникелевые с бором (И
марок), хромокремнемарганцевые и хромокремнемарганцовоникелевые
(6 марок), хромомарганцовоникелевые и хромомарганцовоникелевые с ти-
таном и бором (4 марки), хромоникельмолибденовые (9 марок), хромони-
кельмолибденованадиевые и хромоникельванадиевые (5 марок), хромо-
алюминиевая (1 марка) и хромоалюминиевая с молибденом (1 марка).
В маркировку легированных сталей входят буквы и цифры. Так же, как
у углеродистых сталей, первые две цифры указывают на среднее содержа-
ние углерода в сотых долях процента. Буквы за цифрами обозначают:
С — кремний, Г — марганец, Н — никель, М — молибден, X — хром,
К — кобальт, Т — титан, Ю — алюминий, В — вольфрам, Ф — ванадий,
Р — бор и т. д. Цифры после букв показывают среднее содержание легиру-
ющего элемента в процентах. Отсутствие цифры указывает на то, что со-
держание данного элемента может достигать 1,5%.
Наличие буквы А в конце марки указывает на сталь высокого качества.
Например, марка стали ЗОХГСА несет в себе следующую информацию:
сталь принадлежит к группе хромокремнемарганцевых сталей высокого
качества (А), среднее содержание углерода 0,3%, доли хрома (X), марганца
(Г) и кремния (С) — около 1 —1,2%. Сталь 12ХН2 относится к группе каче-
ственных хромоникелевых сталей и содержит 0,12% углерода, около 1%
хрома и около 2% никеля.
В маркировку стали особо высокого качества, полученной с помощью
электрошлакового переплава, входят условные обозначения, указываю-
щие на тип применявшегося при переплавке шлака. Так, например, мар- 39
Глава 2
кировка 50ГСШ говорит о том, что сталь относится к группе марганцови-
стых, среднее содержание углерода в ней 0,5%, содержание марганца мо-
жет достигать 1,5%, а получена она с использованием синтетического шла-
ка (СШ).
При классификации сталей по способу производства учитываются осо-
бенности изготовления сталей на металлургических заводах и, прежде все-
го, содержание в них вредных примесей.
Различают четыре группы сталей: обыкновенного качества, качествен-
ные, высококачественные, особо высококачественные.
Стали обыкновенного качества представляют собой углеродистые ста-
ли с содержанием до 0,6% углерода. Они выплавляются в конвертерах
и в больших мартеновских печах, разливаются в крупные слитки способом
непрерывной разливки, поэтому являются дешевыми. Для них характерно
повышенное содержание серы и фосфора; серы допускается до 0,06%
и фосфора до 0,07%. Эти стали характеризуются значительной ликвацией
и повышенным содержанием неметаллических включений.
Основным элементом, который влияет на прочность этих сталей, явля-
ется углерод: с увеличением его содержания прочность сталей повышает-
ся, а пластичность снижается.
Различают три группы сталей обыкновенного качества: А, Б, В. Стали
группы А (СтО — Стб) поставляются по механическим свойствам, группы Б
(БСтО — БСтб) — по химическому составу, группы В (ВСтО — ВСтб) — по
механическим свойствам и химическому составу.
Чем больше номер стали, тем больше в ней углерода, выше ее проч-
ность, но меньше пластичность.
Стали обыкновенного качества в автомобильной промышленности как
правило не применяются. Основное число используемых сталей относится
к категории качественных и высококачественных.
Для качественных сталей колебание содержания в них углерода не
должно превышать 0,08%, содержание серы и фосфора — 0,035%, а никеля
и меди — 0,25%. Неметаллических включений в них меньше, чем в сталях
обыкновенного качества. Повышенные требования к химическому соста-
ву обеспечиваются благодаря выплавке в конвертерах и основных марте-
новских печах.
Для высококачественных сталей диапазоны содержания углерода
и вредных примесей еще более сужены. Так, колебания содержания угле-
рода составляют не более 0,07%, содержание серы и фосфора не должно
превышать 0,025%. Выплавляются такие стали в электрических или кислых
мартеновских печах.
Особо высококачественные стали отличаются тем, что содержание се-
ры и фосфора в них не более 0,015% и содержание газов в таких сталях зна-
чительно ниже. Благодаря этому особо высококачественные стали отлича-
ются повышенной прочностью, ударной вязкостью и твердостью. Получа-
ют их в электрических печах с электрошлаковым переплавом или другими
методами.
По применению различают следующие классы сталей: строительные,
машиностроительные общего назначения, машиностроительные специа-
лизированные (автоматные, пружинные, подшипниковые, жаропрочные
и жаростойкие, криогенные и др.), инструментальные, с особыми физиче-
40 скими или химическими свойствами.
Материалы, применяемые в автомобилестроении
Сортамент конструкционных сталей. Стали поставляются металлурги-
ческими заводами в виде сортового проката, т. е. круглых, квадратных или
шестигранных прутков и проволоки в мотках (бунтах).
По технологии изготовления они подразделяются на стали горячеката-
ные, калиброванные и стали со специальной отделкой поверхности.
В общем объеме металла, перерабатываемого в автомобильной промы-
шленности, доля сортового проката составляет 25% при производстве лег-
ковых и 44% при производстве грузовых автомобилей.
Размеры сортового проката регламентируются рядом специальных
стандартов. Предусмотрен выпуск проката 90 разных диаметров — от 5 до
250 мм с высокой (А), повышенной (Б) и обычной (В) точностью. При пере-
ходе от класса к классу точности поле допуска на диаметр уменьшается на
10—14%.
Квадратный прокат выпускается 71-го типоразмера со стороной квад-
рата от 5 до 200 мм при трех классах точности.
Общее число типоразмеров горячекатаного шестигранного проката —
42, диаметром вписанной окружности от 8 до 100 мм.
Горячекатаная сталь используется преимущественно при горячей объ-
емной штамповке. Основной сортамент, перерабатываемый в кузнечных
цехах автозаводов, — прутки круглого поперечного сечения. Для некото-
рых поковок, например, для балки передней оси, шатуна и других приме-
няют заготовки квадратного сечения.
Длина горячекатаных прутков из качественной углеродистой и легиро-
ванной стали от 2 до 6 м.
Сортамент круглой калиброванной стали включает 139 типоразмеров,
диаметром от 3 до 100 мм. Предусмотрены 4 класса точности. От класса
к классу поле допуска на диаметр уменьшается приблизительно в два раза.
Квадратная калиброванная сталь выпускается 55 типоразмеров со сто-
роной квадрата от 3 до 100 мм и тремя классами точности.
Шестигранная калиброванная сталь выпускается 56 типоразмеров диа-
метром вписанной окружности от 3 до 100 мм и тремя классами точности.
У всех калиброванных сталей допуски на размер отрицательные.
Калиброванные стали применяются преимущественно при холодной
объемной штамповке. Причем основная масса металла перерабатывается
в специальных цехах для изготовления деталей крепежа. Металл для изго-
товления крепежа поставляется в мотках (бунтах). Оптимальные массы
мотков в зависимости от диаметра металла приведены в табл. 2.1.
Таблица 2.1
Масса стальной проволоки различного диаметра в мотках
Диаметр профиля, мм Масса мотка, кг
До 5 160
Св. 5 до 10 500-800
Св. 10 до 16 800-1000
Св. 16 до 22 1300-1800
Св. 22 2300-2500
41
Глава 2
Диаметр металла в мотках может достигать 36 мм.
Калиброванные прутки используются главным образом в цехах и на
участках холодной объемной штамповки различных фасонных деталей
или крупных деталей крепежа, например, гаек. Шестигранные прутки ис-
пользуется в некоторых случаях для изготовления гаек из стали с высоким
сопротивлением деформированию или гаек с большим размером под
ключ.
Холодную объемную штамповку ответственных деталей с высокими
показателями прочности и долговечности можно выполнять из круглой ка-
чественной стали со специальной отделкой поверхности. Стандартом пре-
дусмотрен выпуск 185 типоразмеров семи классов точности. По качеству
отделки поверхности сталь подразделяется на шесть групп: A—Ra<0,32;
Б —Ra<0,63; В —Ra<l,25; Г—Ra<2,5; Д — допускаются отдельные дефекты
механического происхождения глубиной не более допуска на диаметр;
Е — допускаются продольные риски глубиной, не превышающей полови-
ны предельного отклонения по диаметру.
2.1.2. Стали для холодной высадки и выдавливания
Большие объемы производства в автомобильной промышленности кре-
пежных деталей привели к разработке специального ГОСТа — «Сталь для
холодной высадки и выдавливания. Марки и технические требования».
В этот стандарт входят марки качественной углеродистой и легированной
стали со средним содержанием углерода не более 0,5%. Содержание крем-
ния в этих сталях понижено до 0,03% в сталях типа Юкп, до 0,2% в сталях 25,
40Х, 40ХН, 15ХФ, 20ХФ и ЗОХМА и до 0,17-0,3% в сталях марок 38ХА
и 20Г2.
Стали этого типа, изготовляемые на Оскольском электрометаллургиче-
ском комбинате (ОЭМК), практически не содержат кремния, так как в ос-
нове их производства лежит технология прямого восстановления железа.
Для большинства марок сталей ОЭМК принято дополнительное обозначе-
ние «ПВ», например, сталь 20-ПВ. Это означает, что данная сталь получена
методом прямого восстановления.
2.1.3. Стали для антаматнп-такарнид обработки
В автоматных цехах резанием на горизонтальных многошпиндельных
прутковых токарных автоматах изготовляют разнообразные фасонные де-
тали. Номенклатура таких деталей состоит из различных осей, гладких
и ступенчатых валиков, втулок, колец, пальцев, винтов, болтов, гаек и дру-
гих мелких деталей массового производства сложной формы, к которым
предъявляются повышенные требования по качеству поверхности и точ-
ности размеров. В качестве исходного материала используют калиброван-
ные прутки круглого и реже шестигранного сечения из так называемых
автоматных сталей.
Автоматные стали — углеродистые и легированные конструкционные
стали повышенной обрабатываемости, специально приспособленные для
токарной обработки в условиях массового и крупносерийного производст-
Д2 ва. Повышенная обрабатываемость заключается в резании с большой ско-
Материалы, применяемые в автомобилестроении
ростью, увеличенной стойкости инструмента и высоком качестве поверх-
ности.
Стандартом предусмотрено 6 марок: All, А12, А20, АЗО, А35 и А40Г. Ос-
новной особенностью их химического состава является повышенное со-
держание серы: от 0,08 до 0,2% у сталей марок А12, А20, АЗО и А35 и от 0,18
до 0,3% у сталей марки А40Г. В стали А12 увеличено содержание фосфора.
Для всех сталей этой группы характерно также повышенное содержание
марганца (0,7—1%). В стали А40Г марганца еще больше — 1,2— 1,55%. Бук-
ва «А», стоящая впереди в названии марки стали, означает, что сталь авто-
матная.
Сера в автоматной стали находится в виде включений сульфидов мар-
ганца MnS, вытянутых в направлении прокатки. Такая форма включений
способствует образованию короткой и быстро ломающейся стружки, что
облегчает ее удаление. Сульфиды марганца оказывают также смазываю-
щее действие, уменьшая трение между резцом и стружкой, что положи-
тельно влияет на стойкость режущего инструмента. Фосфор, повышая
хрупкость стали, также способствует образованию ломкой стружки. При-
сутствие в сталях серы и фосфора улучшает качество обработанных по-
верхностей.
К недостаткам сернистых автоматных сталей относятся большая анизо-
тропия механических свойств, склонность к хрупкому разрушению и по-
ниженный предел выносливости, поэтому они применяются для изготов-
ления неответственных деталей.
Стали, модифицированные свинцом, селеном или кальцием, обладая
повышенной обрабатываемостью, лишены вышеуказанных недостатков
сернистых сталей.
Свинецсодержащие стали содержат свинец в виде дисперсных частиц,
которые обеспечивают эффект образования короткой стружки. При этом
появляется возможность изготовления как углеродистых, так и легирован-
ных сталей. К углеродистым свинецсодержащим сталям относятся стали
марок АС 14...АС40, а также стали легированные хромом, никелем, молиб-
деном АС12ХН, АСЗОХМ, АС38ХГМ. В них содержится 0,15 — 0,30% свин-
ца. Свинец способствует ломкости стружки и работает так же, как смазка.
В настоящее время выпускается до 10 марок свинцовосодержащих сталей.
Из них вытачивают и ответственные детали.
Сернистосвинцовистые стали, содержащие 0,15 — 0,30% свинца
и столько же серы, имеют самую высокую обрабатываемость.
Селеносодержащие стали легированы небольшим количеством редко-
земельного элемента селена (0,04 — 0,10%) и серы (0,06 — 0,12%). Селен об-
разует довольно крупные включения в виде сульфоселенидов и селенидов,
благодаря чему в 1,5 — 2 раза увеличивается стойкость режущего инстру-
мента. В маркировке селеносодержащих сталей присутствует буква Е, на-
пример, А35Е.
Кальциевые стали получили в последнее время наибольшее распрост-
ранение из-за своей относительной дешевизны. Выпускаются углеродис-
тые стали марок АЦ20...АЦ60 и разнообразные легированные стали, на-
пример, АЦ45Х, АЦ40Г, АЦ20ХНЗ и др.
На токарных автоматах могут обрабатываться и обычные конструкци-
онные стали, однако при этом в основном используют стали с более высо-
ким содержанием углерода (марки 35 и 45). 43
Глава 2
2.1.4. Слали для листовой штамповки
Для изготовления кузовных деталей холодной листовой штамповкой ис-
пользуют холоднокатаные кипящие (низкокремнистые) стали, содержащие
0,05 — 0,11% углерода, марок 08кп, 08Фкп (с 0,02 — 0,04% ванадия) и 08Ю (ус-
покоенная 0,02 — 0,07% алюминия). Сталь типа 08кп склонна к естественно-
му старению, т. е. к повышению прочности и снижению пластичности при
длительной выдержке. На поверхности стали, в которой прошел процесс
старения, при штамповке образуются характерные поверхностные дефек-
ты, так называемые линии скольжения (линии Людерса — Чернова).
Для внешних облицовочных деталей кузова автомобиля это совершенно не-
приемлемо, поэтому стали данного типа подвергают микролегированию ва-
надием или алюминием, чтобы связать азот, находящийся в твердом раство-
ре и ответственный за процесс старения, в нитриды типа VN и A1N.
Тонколистовые качественные малоуглеродистые стали выпускаются
в основном толщиной 0,8 мм.
Внутренние детали кузова и другие разнообразные детали из листа,
при изготовлении которых не нужны большие деформации, а технологи-
ческий процесс штамповки сводится к неглубокой формовке, вырубке
и/или гибке, изготавливаются из тонколистовой качественной стали ма-
рок 08кп, 08, Юкп, 10, 15кп, 15, 20кп, 20, 25, 30, 35, 40, 45 и 50. Соответствен-
но среднее содержание в них углерода составляет от 0,08 до 0,51%, а отно-
сительное удлинение — от 35 до 14%. Согласно техническим условиям эти
стали выпускаются с толщиной от 0,4 до 2 мм.
По способности к вытяжке стали для листовой штамповки подразделя-
ются на три категории: ВГ — для весьма глубокой вытяжки, Г — для глубо-
кой вытяжки и Н — для нормальной вытяжки. По качеству поверхности
они разделяются на четыре группы: I — особо высокой отделки поверхно-
сти; II — высокой отделки поверхности; III — повышенной отделки поверх-
ности; IV — нормальной отделки поверхности. Для внешних кузовных де-
талей применяют стали с особо высокой и высокой отделкой поверхности.
Способность к вытяжке определяется относительным удлинением, ко-
торое у холоднокатаных листов из сталей группы 08 достигает 35%. Суще-
ствует также метод испытаний по Эриксену, заключающийся в измерении
максимальной глубины сферической лунки, полученной в ходе вытяжки
без разрушения.
Современные стали для листовой штамповки выпускаются в виде лис-
тов, полос, лент и рулонов.
2.1.5. Стали для рессор о пружин
Рессоры и пружины в процессе эксплуатации испытывают цикличес-
кие нагрузки. Поэтому стали, из которых они изготовляются, должны об-
ладать высоким пределом выносливости, высоким сопротивлением малым
пластическим деформациям, достаточным сопротивлением хрупкому раз-
рушению, а также релаксационной стойкостью. Кроме того, многие упру-
гие элементы должны обладать рядом специальных свойств, таких как кор-
розионная стойкость, теплостойкость, немагнитность и др.
Характерным для этих сталей является то, что отношение предела теку-
44 чести s0 2 к временному сопротивлению sB у них близко к единице. Так, зна-
Материалы, применяемые в автомобилестроении
чения sB для этих сталей находятся в пределах 1200—1900 МПа, a s02 —
в пределах 1100 — 1700 МПа.
Необходимый комплекс свойств рессор и пружин обеспечивается,
прежде всего, химическим составом применяемых сталей (содержанием
углерода и легирующих элементов) и режимами термической обработки.
Пружины малого сечения, испытывающие невысокие напряжения при
работе, изготовляются из углеродистых сталей 65, 70, 75, 85. Для изготовле-
ния деталей повышенной износостойкости, например, рессор, пружин
буксирного прибора и др., применяют стали легированные марганцем
(0,7 —1,2%), например, стали марок 60Г, 65Г и 70Г.
Широко применяются стали, содержащие кремний (1,5 — 2%), так как
этот химический элемент повышает их прокаливаемость, пределы их упру-
гости и текучести. Кремнистые стали 50С2, 55С2, 55С2А, 60С2А, а также
стали 50ГС и 60С2Г используют для изготовления рессор, пружин задней
и передней подвески, рычагов привода регулятора давления задних тормо-
зов, торсионов и т. п. Сталь 70СЗА применяют для изготовления пружин,
испытывающих повышенные нагрузки. Однако кремнистые стали облада-
ют большим недостатком. При нагреве до высоких температур для их об-
работки они склонны к обезуглероживанию и/или графитизации, что рез-
ко снижает характеристики упругости и выносливости.
С целью устранения дефектов и одновременно для повышения прока-
ливаемое™ и обеспечения мелкого зерна после термического упрочнения
применяют стали, в состав которых входят хром, марганец, вольфрам, ни-
кель: 60С2ХФА, 65С2ВА, 60С2Н2А. Из них изготовляют крупные высоко-
нагруженные пружины и рессоры.
Стали, не содержащие кремния, обладают более высокими технологи-
ческими свойствами, так как не подвержены перегреву и обезуглерожива-
нию. Относящиеся к этой группе стали 50ХГ и 50ХГА (0,9 — 1,2% Сг и Мп)
применяются для изготовления среднейагруженных рессор грузовых ав-
томобилей. Стали 50ХФА, 50ХГФА, 50ХСА — для изготовления пружин
нажимного диска сцепления, пальцев торсиона, рессор легковых автомо-
билей, иногда клапанных пружин. Сталь 70ХГФА применяется для изго-
товления пружин клапанов.
Сортамент этих сталей — калиброванные и шлифованные прутки, про-
волока, листы и полосы.
Для изготовления специальных упругих элементов используют высоко-
легированные стали различных типов, в том числе высокохромистые мар-
тенситные (30X13), мартенситностареющие (03Х12Н10Д2Т), аустенитные
нержавеющие, немагнитные, жаропрочные (12Х18Н9Т), аустенитно-мар-
тенситные (09X15Н8Ю) и др.
2.1.6. Стали для подшипников качения
Данные стали в соответствии с условиями эксплуатации должны обла-
дать высокими показателями твердости, износостойкости, контактной ус-
талости. Такими свойствами обладают высокоуглеродистые стали после
закалки и низкотемпературного отпуска или малоуглеродистые после це-
ментации, закалки и низкотемпературного отпуска. Поэтому для подшип-
ников, работающих без значительных динамических нагрузок, обычно ис-
пользуют сталь ШХ15, содержащую около 1% углерода и 1,5% хрома.
Глава 2
Для изготовления крупных колец, роликов и шариков подшипников боль-
ших сечений применяют стали с большей прокаливаемостью — ШХ15СГ
и ШХ20СГ. В последней марке стали содержание хрома увеличено до 2%.
В случае значительных динамических нагрузок используют цементуемые
стали 18ХГТ, 15Г1, 20Х2Н4А.
С целью обеспечения высокого сопротивления усталостному разру-
шению применяют стали с низким содержанием неметаллических вклю-
чений оксидов, сульфидов и др. В этом случае при производстве исполь-
Таблица 2.2
Основные марки шарикоподшипниковых сталей
и области их применения
Марка стали Термическая, химико- термическая обработка (температура) Твер- дость, HRC Область применения
ШХ15 ШХ15-Ш ШХ15-ШД Закалка 830-860°С, отпуск 150-165°С 61-64 Кольца сечением до 10 мм, ролики диаметром до 20 мм, шарики всех раз- меров
ШХ15СГ ШХ15СГ-Ш Закалка 820-845°С, отпуск 160-175°С 60-64 Кольца сечением свыше 10 мм, кольца диаметром свыше 200 мм, ролики диаметром свыше 20 мм
ШХ20СГ м 60-64 Кольца сечением свыше 35 мм, ролики диаметром свыше 55 мм
ШХ10 Закалка 830-860°С, отпуск 320-340°С 45-50 Ролики
50ХН Закалка 840-860°С, отпуск 150-160°С 53-60 Ролики
ШХ4 Закалка с нагревом ТВЧ 60 Кольца сечением 14-25 мм, ролики диамет- ром более 20 мм
18ХГТ Цементация' 960°С, закалка 820°С, отпуск 150-170°С 60-61 Наружные кольца
15Г1 п 61-65 Кольца карданных под- шипников
46 Коррозион- ностойкие: 95X18 95X18-Ш 110Х18-ШД Закалка (1040-1060°С), обработка холодом при минус 70°С (для подшипников, рабо- тающих при отрица- тельных температу- рах), отпуск: 150-160°С 400-420°С 58-60 >55 Шарики, ролики Кольца, шарики, ролики то же Для работы при обычных температурах . Для работы при повы- шенных температурах
Материалы, применяемые в автомобилестроении
зуют электрошлаковый и вакуумно-дуговой переплав, обеспечивающие
значительное уменьшение количества неметаллических включений.
В маркировку сталей вводят специальное обозначение: электрошлако-
вый переплав — Ш, вакуумно-дуговой — ВД. К подшипниковым сталям
также повышены требования по однородности микроструктуры, в част-
ности, по расположению карбидов. В микроструктуре подшипниковых
сталей после закалки и отпуска содержание остаточного аустенита долж-
но находиться в пределах 8— 15%, так как при большем его количестве
возможно изменение размеров подшипников (увеличение объема при
его превращении в мартенсит). Поэтому для стабилизации размеров пре-
цизионных подшипников применяют обработку холодом при температу-
ре от -70 до -80°С.
Для изготовления подшипников, работающих в агрессивных средах
(азотная кислота, ее пары, раствор NaCl, вода и др.), применяется в ос-
новном сталь 95X18 (0,95% С, 18% Сг); в некоторых случаях используется
также сталь 110Х18М (1,1% С, 18% Сг, 0,6% Мо). Сведения об основных
марках сталей, используемых для изготовления подшипников качения
(колец, шариков и роликов), и областях их применения приведены в таб-
лице 2.2.
2.1.7. ЛншеЙные стали
Из литейных углеродистых сталей изготовляют ступицы колес, чашки
дифференциалов, рычаги, вилки переключения передач, диски тормоз-
ные, муфты, кулачки, храповики, маховики, балансиры и др. При этом де-
тали, работающие под действием средних статических и динамических на-
грузок, изготавливают из сталей 15Л, 20Л, 25Л. Ответственные детали, ра-
ботающие в условиях износа, повышенных статических и динамических
нагрузок, изготовляют из сталей, содержащих большее количество углеро-
да — 45Л, 50Л.
Основные механические свойства литой стали в отливках с толщиной
стенки до 100 мм приведены в таблице 2.3.
Таблица 2.3
Значения показателей механических свойств литых сталей
и содержание углерода в них
Марка стали Предел текуче- сти ст, МПа Временное сопротив- ление св, МПа Относи- тельное удлинение 5, % Относи- тельное сужение у, % Ударная вязкость KCU, кДж/м2 Твер- дость, НВ Содержа- ние угле- рода, %
15JI 196 392 24 35 491 109-136 0,12-0,20
20JI 216 412 22 35 491 116-144 0,17-0,25
25Л 235 441 19 30 392 124-151 0,22-0,30
. ЗОЛ 255 471 17 30 343 131-157 0,27-0,35
35Л 275 491 15 25 343 137-166 0,32-0,40
40Л 294 520 14 25 294 146-173 0,37-0,45
45Л 314 540 12 20 294 153-179 0,42-0,50
50Л 334 569 11 20 245 159-190 0,47-0,55
47
Глава 2
2.2. Чугуны
Чугун — сплав железа с углеродом (более 2% углерода, обычно от 3 до 4,5%).
В чугунах имеется также определенное количество марганца (до 1,5%), кремния
(до 4,5%), серы (не более 0,08%), фосфора (до 1,8%) и некоторых других элемен-
тов. Углерод в чугуне может находиться в связанном состоянии в твердом рас-
творе и в виде карбида железа и в свободном состоянии в виде графита.
По химическому составу чугуны подразделяются на нелегированные
и легированные. В первой группе содержание хрома, никеля и меди не
превышает 0,1%. Суммарное содержание легирующих элементов в чугу-
нах второй группы 3 — 4% для низколегированных, до 10% для среднелеги-
рованных и более 10% для высоколегированных.
По структуре металлической основы и форме графитных включений
чугуны подразделяются на ферритные (0,008% связанного углерода), фер-
ритно-перлитные (содержание связанного углерода св. 0,008 до 0,8%)
и перлитные (св. 0,8% связанного углерода).
Твердость металлической основы чугунов зависит от ее типа. Так для
ферритных чугунов она составляет НВ150, для ферритно-перлитных —
НВ200, а для перлитных чугунов — НВ 250.
При этом включения графита могут иметь различную форму: пластин-
чатую, вермикулярную (укороченные пластины графита), хлопьевидную
и шаровидную. Относительная длина включений пластинчатого графита
(относительно толщины) превышает 10, у вермикулярного графита это по-
казатель составляет от 2 до 10.
Пластичность чугуна с графитом разной формы различна. Об этом
можно судить по величине относительного удлинения (см. табл. 2.4).
Таблица 2.4
Относительное удлинение чугунов с различной формой графита
Тип графита Относительное удлинение 5, %
Пластинчатый 0,2-0,5
Вермикулярный 1-1,5
Хлопьевидный 5-10
Шаровидный 10-15
Классификация чугунов и их маркировка базируются на характере ми-
кроструктуры и технологии получения: серый, высокопрочный, ковкий
и вермикулярный (чугун с вермикулярным графитом) чугуны.
Серый чугун обладает хорошими литейными свойствами: низкой температу-
рой плавления, малой усадкой при затвердевании, высокой жидкотекучестью.
Он хорошо заполняет литейную форму, позволяет получать сложные отливки
с тонкими стенками и т. п. Отливки из него хорошо обрабатываются резанием.
Существующий стандарт предусматривает восемь марок серых чугунов:
от СЧ10 до СЧ35. Цифры в марке серого чугуна соответствуют величине вре-
менного сопротивления деформации в кг/мм2 при испытаниях на растяжение.
Марки серого чугуна и их механические характеристики приведены
ОД в табл. 2.5.
Материалы, применяемые и автомобилестроении
Из серых чугунов изготовляют блоки и гильзы цилиндров карбюратор-
ных двигателей и дизелей (СЧ20, СЧ25), распределительные валы (СЧ25,
СЧЗО), диски тормозных механизмов, барабаны и нажимные диски сцеп-
ления, маховики (СЧ20, СЧ25), выпускные коллекторы (СЧ15, СЧ20) и др.
Ковкий чугун обладает достаточной прочностью и пластичностью, по-
скольку в его структуре имеется графит в хлопьевидной форме. По своим
механическим свойствам они ближе к высокопрочному чутуну. Благодаря
пониженному по сравнению с серыми чугунами содержанию кремния они
лучше обрабатываются резанием. Марка ковкого чугуна содержит инфор-
мацию о средней величине временного сопротивления sB в кг/мм2 и отно-
сительном удлинении d в %. Некоторые свойства наиболее распространен-
ных марок ковкого чутуна приведены в табл. 2.6.
Ферритные чутуны марок КЧ 30-6 и КЧ 33-8 используются для изготов-
ления разнообразных шкивов, крышек и кронштейнов, а также деталей
электрооборудования автомобилей, которые должны обладать малой оста-
точной индукцией и коэрцитивной силой. Чугуны марок КЧ 35-10
и КЧ 37-12 применяются для нагруженных деталей, таких как картеры,
Таблица 2.5
Значения основных показателей механических свойств
некоторых марок серых чугунов
Марка чугу- на Временное сопротив- ление сгв, МПа Проч- ность при сжатии <^сж, МПа Проч- ность при из- гибе ^изг? МПа Проч- ность при Кру- чении тв, МПа Предел вынос- ливости Q-ь МПа Мо- дуль упру- гости Е, ГПа Демп- фирую- щая способ- ность, %
образец без надреза образец с надре- зом
СЧ15 150 600 350 173 68 68 90 32
СЧ20 200 750 420 240 90 87 100 30
СЧ25 250 850 490 290 115 105 ПО 28
СЧЗО 300 960 560 345 135 122 130 25
СЧ35 350 1080 630 403 145 129 135 22
Таблица 2.6
Основные показатели механических свойств
некоторых марок ковких чугунов
Марка чугуна Временное сопро- тивление сгь МПа Относительное уд- линение 5, %. Твердость, НВ
КЧЗО-6 294 6 100-163
КЧ 33-8 323 8 . 100-163
КЧ 35-10 333 100-163
КЧ 37-12 362 12 100-163
КЧ 45-7 441 7 150-207
КЧ55-4 539 4 192-241
КЧ60-3 588 3 200-269
КЧ70-2 686 2 241-285
КЧ 80-1,5 784 1,5 270-320 дп
4 Технология автомобилестроения
Глава 2
кронштейны, крышки коренных подшипников, чашки дифференциала.
Из перлитных чугунов КЧ 60-3 и КЧ 70-2 производят шатуны, коленчатые
и распределительные валы, поршни.
Высокопрочный чугун (чугун с шаровидным графитом) отличается зна-
чительной пластичностью и вязкостью, которые обусловлены шаровидной
формой включений графита. Одновременно этот чугун отличается повы-
шенной прочностью, поэтому в его условное обозначение входят буквы
«ВЧ», что означает «высокопрочный чугун». Механические свойства ос-
новных марок высокопрочных чугунов приведены в табл. 2.7.
Высокопрочный чугун используется взамен литой и кованой стали, се-
рого и ковкого чугунов. Некоторые рекомендации по применению кон-
кретных марок ВЧ в автомобилестроении приведены в табл. 2.8.
Чугун с вермикулярным графитом (ЧВГ). Графит в вермикулярном чугу-
не подобно пластинчатому графиту имеет вид лепестков. Однако отноше-
ние длины лепестка к его толщине не превышает 2 — 10, форма кромок гра-
фитных включений более округлая. Необходимые эксплуатационные
свойства деталей из ЧВГ достигаются только, если содержание вермику-
лярного графита в структуре составляет не менее 80 — 90%. Содержание
пластинчатого графита вообще не допускается.
Таблица 2.7
Основные показатели механических свойств
некоторых марок высокопрочных чугунов
Марка чугуна Временное со- противление сгь, МПа, не менее Предел Текучести сг0>2, МПа, не менее Относительное удлинение 8, %, не менее Твердость, НВ
ВЧ40 400 250 15 140-202
ВЧ50 500 320 7 153-245
ВЧ60 600 370 3 192-277
ВЧ70 700 420 2 228-302
ВЧ80 800 480 2 248-351
ВЧ100 1000 700 2 270-360
Таблица 2.8
Применение некоторых марок высокопрочных чугунов
Марка высоко- прочного чугуна Детали
ВЧ60, ВЧ70 Распределительные и коленчатые валы карбюратор- ных двигателей и малофорсированных дизелей, крышки и корпуса подшипников, крышки коробок передач
ВЧ45, ВЧ50 Корпуса редукторов, барабаны, кронштейны, бугели, тормозные колодки, корпуса подшипников
ВЧ50 Картеры, головки блоков цилиндров, картеры махо- виков и задних мостов, корпуса коробок передач, вы- хлопные коллекторы
ВЧ40 Ступицы колес автомобилей, корпуса дифференциа- лов, корпуса подшипников
Материалы, применяемые в автимоОипестреении
По прочности ЧВГ приближается к высокопрочным маркам серых чугу-
нов или даже превосходит их, однако пластичность, ударная вязкость, мо-
дуль упругости и герметичность этих чугунов выше, чем у серых.
Самостоятельного отечественного стандарта на марки ЧВГ не сущест-
вует, однако по опытным данным можно указать значения их основных
механических свойств (см. табл. 2.9) [4].
Таблица 2.9
Марки и значения основных показателей механических свойств
чугунов с вермикулярным графитом
Марка чугуна Временное со- противление суь МПа Условный пре- дел текучести сго.2, МПа Относительное удлинение 8, % Твердость, НВ
ЧВГ 30 300 240 3,0 130-179
ЧВГ 35 350 260 2,0 140-190
ЧВГ 40 400 320 1,5 170-220
ЧВГ 45 450 380 0,8 190-250
ЧВГ особенно эффективен для изготовления крупных массивных отли-
вок сложной конфигурации. Характерные автомобильные детали из ЧВГ:
блок-картеры, картеры (массой до 40 кг), чашки дифференциала (до 22 кг),
корпуса подшипников, тормозные колодки, крышки, корпуса коробок пе-
редач.
2.3. Цветные сплавы
2.3.1. Деформируемые цветные сплавы
Алюминиевые сплавы. Выпускается около 40 различных марок обраба-
тываемых давлением алюминиевых сплавов. Наиболее распространенны-
ми из них являются марки: АМг2, АМгб, АВ, Д1, ВД17, АК4, АК8, В94. Сю-
да относится также хорошо деформирующийся в холодном состоянии тех-
нически чистый алюминий (сплавы АД00, АДО, АД1 и АД с содержанием
алюминия до 98,8%).
В химическом составе деформируемых алюминиевых сплавов в обяза-
тельном порядке содержится от 0,1 до 4,8% меди, от 0,4 до 6,8% магния и от
0,2 до 1% марганца, а также никель, железо, кремний цинк и титан (в от-
дельных сплавах). Эти же химические элементы могут присутствовать
в алюминиевых сплавах в виде примесей (0,02—0,7%).
В табл. 2.10 приведены механические свойства некоторых марок дефор-
мируемых алюминиевых сплавов.
Деформируемые алюминиевые сплавы используются для изготовления
поршней разных двигателей (АК4), балансиров подвесок (АК8), эмблем
и решеток (АМг2), поршней цилиндров тормозных механизмов (Д1П), эле- 51
4*
Глава 2
Таблица 2.10
Значения основных показателей механических свойств
деформируемых алюминиевых сплавов
Марка сплава Состояние сплава Временное сопротивление аь, МПа Относительное удлинение 5, % Твердость, НВ
АМг2 Отожженный 190 23 45
Нагартованный 250 6 60
АМгб Отожженный 340 20 —
АВ Отожженный 130 24 30
Закаленный 220 22 65
Закаленный и искус- ственно состарен- ный 330 16 95
Д1 Отожженный 210 18 45
Закаленный и есте- ственно состарен- ный 420 18 100
АК4 Закаленный и искус- ственно состарен- ный 420 10 120
АК8 Закаленный и искус- ственно состарен- ный 480 10 135
В94 Закаленный и искус- ственно состарен- ный 520 15 150
Таблица 2.11
Значения основных показателей механических свойств
некоторых марок деформируемых латуней
Марка сплава Временное сопротивление сгв, МПа Относительное удлинение 5, % Твердость, НВ
без отжига после отжига без отжига после отжига без отжига после отжига
Л63 600 330 3 49 164 56
Л90 480 260 4 45 136 53
Л96 450 240 2 50 137 59
ЛС59-1 650 400 16 45 140 90
ЛС74-3 650 350 4 50 — 60
ЛМцЖ55-1-1 700 450 — 17 160 88
52
Материалы, применяемые в аатомобипестриении
Таблица 2.12
Механические свойства некоторых деформируемых бронз
Марка сплава Временное сопротивле- ние сгв, МПа Относи- тельное удлинение . 5, % Твердость, НВ Температуры ков- ки-штамповки, °C
БрА7 650 5 — 760-900
БрАЖМц10-3-1,5 600 12 140-200 750-900
БрАЖН10-4-4 650 5 170-220 800-900
БрБ2 300-600 30 — 650-800
БрКМцЗ-1 380 35 — 600-780
БрКНЬЗ 450 12 — 800-910
ментов каркасов автобусных кузовов, лонжеронов н поперечин из прессо-
ванных профилей (АВ). Из пластичных сплавов типа АД выдавливают кор-
пуса масляных фильтров и подобные им детали.
Латуни. К деформируемым латуням относятся марки Л63, Л90, Л96
(простые латуни) и сложные многокомпонентные сплавы типа ЛС59-1,
ЛС59-1В, ЛС74-3, ЛМцЖ55-1-1 и др. В химическом составе простых лату-
ней содержится от 62 до 97% меди (остальное цинк) и небольшое количест-
во примесей свинца, алюминия и железа. Благодаря большому количеству
меди они хорошо деформируются в холодном состоянии.
В многокомпонентных латунях содержание меди составляет от 57 до
61%, в обязательном порядке присутствуют марганец или олово (до 2%),
а свинец находится уже не в виде примесей, а в количестве до 3%.
Механические свойства некоторых марок деформируемых латуней
приведены в табл. 2.11.
Латуни поставляются в виде листов, прутков и труб (Л63), лент и труб
(Л90), прутков (ЛС59-1, ЛС74-3) и т. п.
Бронзы. При обработке давлением используют главным образом без-
оловянные бронзы. Они представляют собой сложные сплавы на медной
основе с присадками до 11% алюминия (алюминиевая бронза), от 1,9 до
22,2% бериллия (бериллиевая бронза), от 2 до 5,5% железа, от 0,4 до 2% мар-
ганца, от 2,4 до 5,5% никеля, от 0,5 до 3,5% кремния и других химических
элементов. Из бронз этой группы изготавливают подшипники коленчатых
валов дизелей (БрСЗО, БрСН60-2,5), пружины топливного насоса
(БрКН1-3, БрКМцЗ-1) и некоторые другие детали. Бронзы этого типа выпу-
скаются в виде проволоки, прутков и листов.
В табл. 2.12 приводятся значения основных показателей механических
свойств некоторых деформируемых бронз и температурные интервалы их
ковки-штамповки.
2.3.2. Питейные сплавы
Для изготовления литых заготовок применяются в основном алюмини-
евые, медные, магниевые и цинковые сплавы.
В табл. 2.13 приводятся примеры автомобильных деталей, изготавлива-
емых различными методами литья из этих материалов. 53
Глава 2
Таблица 2,13
Основные детали автомобилей, изготавливаемые литьем
Алюминиевые сплавы Поршни, головки блоков цилиндров двигателей воз- душного охлаждения, тормозные цилиндры и бараба- ны, педали тормозных механизмов, колодки стояноч- ной тормозной системы, корпус водяного насоса, крышка масляного насоса, вентиляционные патрубки, корпуса фильтров тонкой очистки, картеры коробок передач и сцепления, коллекторы, колпаки колес, деко- ративные накладки
Медные спла- вы (латуни, бронзы) Пробки топливных фильтров, пробки радиаторов, гер- метичные детали топливопроводящей арматуры, упор- ные шайбы, втулки шатунов, кольца синхронизаторов
Цинковые сплавы Внешние и внутренние ручки дверей, корпуса стекло- очистителей и зеркал, корпус распределителя элек- тронного зажигания, детали отделки салона, детали масляного насоса, замки ремней безопасности, крон- штейны, замки багажников
Магниевые сплавы Блоки цилиндров микролитражных двигателей, карте- ры сцепления, раздаточные коробки, крышки клапан- ного механизма
Таблица 2,14
Детали, изготовляемые литьем
из наиболее употребляемых алюминиевых сплавов
Марка сплава Изготовляемые детали
Сплавы типа А1 — Si (высококремнистые силумины)
АЛ2 Корпуса масляных центрифуг, корпуса фильтров тонкой очистки
АЛ4 Патрубки рубашек охлаждения, корпуса водяных насосов, впускные трубы, крышки катеров рулево- го механизма, картеры коробок передач легковых автомобилей, картеры сцепления, головки и блоки цилиндров, картеры двигателей и др.
АЛ9 Головки цилиндров, поршни цилиндров тормозных механизмов
АЛ9В Головки цилиндров, поршни цилиндров тормозных механизмов, кронштейны зеркал заднего обзора
Сплавы типа А1 — Si — Си — Mg (низкокремнистые силумины)
АЛ5 Головки цилиндров
АЛ6 Корпуса топливных насосов
АЛ10В Колодки ручного тормоза, педали тормоза
АЛ15В Крышки масляного насоса, патрубки вентиляцион- ные картера, декоративные заглушки
Сплавы типа А1 — Mg
АЛ13 Декоративные накладки
Жаростойкий сплав сложного химического состава
54
АЛ1,АЛ25, АЛЗО
Поршни разных двигателей
Материалы, применяемые в автомобилестроении
Таблица 2.15
Значения основных показателей механических свойств
некоторых литейных алюминиевых сплавов,
применяющихся в автомобилестроении
Марка сплава Временное сопротивление сгь, МПа Относительное удлинение 5, %. Твердость, НВ
AJI2 140-160 2-3 50
AJI4 200-240 3 70
AJI9 190-210 2-4 50-60
АЛ9В 200-220 0,5 60-75
АЛ5 160-230 0,5 60-75
АЛ6 150 1,0 45
АЛ10В 150 — 80-90
АЛ15В 200-220 — 80-85
АЛ13 . 150-170 0,5-1 55
АЛ1 180-210 0,5-1 80-95
АЛ25, АЛЗО 190 - 90
Алюминиевые сплавы. В стандарт включено 35 марок литейных спла-
вов на алюминиевой основе. Области применения наиболее употребляе-
мых литейных алюминиевых сплавов приведены в табл. 2.14.
Основные показатели механических свойств сплавов, включенных
в табл. 2.14, приведены в табл. 2.15.
Заготовки деталей из алюминиевых сплавов изготовляются литьем
в землю или в металлические формы (кокили). Алюминиевые сплавы отли-
чаются высокой жидкотекучестью, малой склонностью к образованию го-
рячих трещин, небольшой литейной усадкой, хорошей герметичностью
и достаточно высокими механическими свойствами.
Литейные латуйи. В литейных латунях может содержаться до 81% меди,
от 0,5 до 7% алюминия, от 0,5 до 4% железа, от 0,6 до 4% марганца, 2,5—4,5%
кремния, от 0 до 2,5% олова, до 4% свинца. Остальное приходится на долю
цинка. В латунях имеются также незначительные количества примесей
сурьмы, фосфора и некоторых других элементов.
Значения основных показателей механических свойств некоторых ли-
тейных латуней даны в табл. 2.16.
Из латуни литьем в разовые земляные формы, в металлические формы
(кокили) и на центробежных литьевых машинах изготовляют такие дета-
ли, как пробки и заглушки.
Латунь для производства литейных сплавов поставляется в чушках.
Литейные бронзы. Стандартные оловянистые литейные бронзы марок БР.
ОЦС и БР. ОЦСН применяются для изготовления деталей трубопроводной ар-
матуры, втулок шкворней и шатунов, полуосевых и упорных шайб и т. д.; алю- 55
Глава 2
Таблица 2.16
Значения основных показателей механических свойств
некоторых литейных латуней
Марка сплава Временное сопротивление сгь, МПа Относительное удлинение 5, % Твердость, НВ
JIA67-2.5 300-400 15 90
ЛАЖМц66-6-3-2 650 7 160
ЛАЖ60-1-1Л 400 20 90
ЛК80-ЗЛ 300-460 15-20 95-110
ЛМцС58-2-2 300-420 20 70-90
ЛМцЖ52-4—1 500 15-22 100-140
ЛМцЖ5 5-3-1 500 20 90-120
ЛС59-1Л 200-420 40 80-90
Таблица 2.17
Значения основных показатели механических свойств
некоторых оловянистых литейных бронз
Марка сплава Временное сопро- тивление сгь, МПа Относительное удлинение 5, % Твердость, НВ
Бр. ОЦСНЗ-7-5-1 180/210 8/5 60/60
Бр. ОЦСЗ-12-5 180/210 8/5 60/60
Бр. ОЦС5-5-5 150/180 6/4 60/60
Бр. ОЦС4-4-17 —/150 5/6 60/60
Бр. ОЦСЗ,5-7-5 —/180 —/4 60/60
Примечание: в числителе приведены показатели при литье в землю, в зна-
менателе — при литье в кокиль.
миниевые и свинцовистые бронзы — для изготовления подшипников и раз-
личных втулок. Оловянистые бронзы представляют собой сплав меди с оловом
с присадками фосфора, цинка, свинца, никеля и других компонентов.
Все литейные бронзы отличаются малой объемной усадкой.
В литейных оловянистых бронзах содержится до 6% олова, до 15% цин-
ка и до 20% свинца.
Механические свойства некоторых оловянистых литейных бронз при-
ведены в табл. 2.17.
Магниевые и цинковые сплавы. Последние два десятилетия автомоби-
лестроители проявляют повышенный интерес к магниевым и цинковым
сплавам. Это связано с уменьшением массы автомобилей путем замены
56 ряда чугунных и стальных отливок более легкими.
Материалы, применяемые в автомобилестроении
Магний — самый легкий из металлов, применяемых в автомобильной
промышленности. Его плотность 1,74 г/см3, у алюминия 2,7 г/см3. Однако
он обладает отрицательным свойством возгорания, поэтому на производ-
стве, где используются магниевые сплавы, всегда применяют строгие ме-
ры безопасности. В литейном производстве расплавленный металл держат
под защитным слоем в виде углекислого газа, при обработке магниевых
сплавов резанием стараются получить крупную стружку, так как мелкая
стружка может самовозгореться. Кроме малой плотности магний обладает
способностью эффективно поглощать механические вибрации. Магние-
вые сплавы хорошо обрабатываются резанием и свариваются.
За рубежом из литейных магниевых сплавов изготовляют блоки цилин-
дров, картеры сцепления, поддоны, раздаточные коробки, крышки клапан-
ного механизма и др. В последние годы из магниевых сплавов стали отли-
вать колеса. Масса магниевого колеса автомобиля Porsche на 22% легче
алюминиевого. На 1,6 кг по сравнению с алюминиевым легче колесо авто-
мобиля Honda, изготовленное из магниевого сплава. Колеса отливают ли-
тьем под давлением в вакуумируемую пресс-форму. Для изготовления ко-
лес используют сплавы с высокой ударной прочностью и пластичностью.
В отечественном автомобилестроении магниевый сплав МЛ5 (Mg-Al-Zn-
Мп) применяют при изготовлении блока цилиндров двигателя МеМЗ-695.
В состав магниевых сплавов входят: алюминий (от 2,5 до 10%), марганец
(от 0,15 до 2%), цинк (от 0,1 до 6,5%), а также цирконий, кадмий и разнооб-
разные примеси.
Значения основных показателей механических свойств некоторых оте-
чественных литейных магниевых сплавов приведены в табл. 2.18.
Одним из основных преимуществ цинковых сплавов является их высо-
кая жидкотекучесть, позволяющая получать качественные тонкостенные
отливки литьем под давлением. Другим положительным эксплуатацион-
ным свойством цинковых сплавов является их низкая пористость, что для
получения тонкостенных отливок особенно важно, так как изделия изго-
тавливаются с высокой точностью размеров (не ниже 11 квалитета по ISO)
Таблица 2Л8
Значения основных показатели механических свойств
некоторых литейных магниевых сплавов
(без предварительной термообработки)
Марка сплава Временное сопро- тивление <ть> МПа Относительное уд- линение 5, % Твердость, НВ
Мл2 100 4 35
МлЗ 180 8 45
Мл4 180 . 5 50
Мл5 160 3 60
Млб 160 1,5 —
МлЮ 180 6 55
Мл11 130 3 60
Мл12 220 7 “ 57
Глава 2
и поверхностью высокого качества. При этом температура плавления не
превышает 500°С, а диапазон температур при литье под давлением состав-
ляет 390-448’С.
Цинковые литейные сплавы помимо цинка обычно содержат магний
(до 0,1%), медь (до 5%) и алюминий (до 12%), а также небольшие количест-
ва железа, свинца, олова, кадмия в виде примесей.
Основные показатели механических свойств некоторых отечествен-
ных цинковых сплавов приведены в табл. 2.19.
Таблица 2.19
Значения основных показателей механических свойств
некоторых литейных цинковых сплавов
Марка сплава Временное сопро- тивление сгь, МПа Относительное уд- линение 5, % Твердость, НВ
Ц AM 4-1 287 7 82
ЦАМ4 333 10 91
ЦАМ4-3 350 5 100
ЦАМ 9-1,5 300 1,5 95
В Англии и США в основном применяются цинковые сплавы с алюми-
нием (3,9 —4,3%) и магнием (0,04—0,06%). Остальные элементы содержатся
как примеси. Современные цинковые сплавы прочнее, чем большинство
алюминиевых, имеют высокую износостойкость, сравнимую с износо-
стойкостью бронзы и отличаются хорошей демпфирующей способностью.
Сплавы отличаются высокой коррозионной стойкостью.
2.4. Композиципнные материалы
Композиционными называются материалы, состоящие из двух и более
разнородных по химическому составу и структуре компонентов, целена-
правленно распределенных в объеме детали (изделия). Это дает возмож-
ность конструировать материалы с заданными свойствами. По прочности,
сопротивлению тепловому воздействию и особенно по надежности компо-
зиционные материалы превосходят любой из своих компонентов в отдель-
ности.
В природе существуют материалы с композиционным строением —
древесина и кости. Древесина представляет собой композицию целлюло-
зы и лигнина. Волокна целлюлозы прочны и гибки, лигнин их связывает
и сообщает всему дереву жесткость. Кости — это сочетание пластичного
белкового связующего с твердым и хрупким минералом апатитом.
В настоящее время во многих отраслях широко используются различ-
ные композиционные материалы. Наиболее распространенными материа-
лами являются железобетон, гетинакс, текстолит, стеклотекстолит. В авто-
мобилестроении применяются прессуемые и спекаемые порошковые ма-
териалы. Известны твердые сплавы, представляющие собой композиции
порошков карбидов тугоплавких металлов и кобальта, выполняющего
58 функцию связующего.
Материалы, применяемые в автомобилестроении
Существует два варианта создания деталей из композиционных мате-
риалов: первый — создается композиционный материал, из которого за-
тем изготовляют различные детали, второй — композиционный материал
создается в процессе изготовления детали. При этом можно получать дета-
ли с неравномерным распределением различных свойств, усиливая участ-
ки, которые подвергаются наибольшим нагрузкам.
Все композиционные материалы состоят из матрицы и наполнителя.
Матрицей называют компонент, служащий связующим материалом. Она
обеспечивает, прежде всего, форму деталей, и чаще всего определяет ме-
ханическую прочность материала. В матрицу включаются различные ком-
поненты, которые вводятся для обеспечения необходимых свойств, как
правило, для упрочнения материала.
Матрица бывает металлической и неметаллической. В качестве метал-
лической матрицы используют алюминий, магний, медь, железо, никель,
кобальт, титан. Неметаллическая матрица — полимерные, углеродные
и керамические материалы. Из полимерных компонентов наиболее рас-
пространены эпоксидные, фенолформальдегидные и полиамидные.
В качестве наполнителей используют металлы, технический углерод,
силикаты, кварц, стекло, полимеры, нитевидные кристаллы и др. Наполни-
тель может быть порошковым, волокнистым, пластинчатым.
Основное назначение матрицы — связывать частицы наполнителя,
а также она должна воспринимать и распределять нагрузки на наполни-
тель. Поэтому материал матрицы должен быть пластичным и обладать вы-
сокой прочностью контактного взаимодействия с поверхностью наполни-
теля, В качестве наполнителя, как правило, используют более прочное ве-
щество.
Композиционные материалы имеют более высокие значения времен-
ного сопротивления (sB) и предела выносливости (s4) — на 50—100% боль-
ше, чем обычные сплавы; у них более высокий модуль упругости (Е), удель-
ная жесткость (Е/g, где g — плотность материала) и удельная прочность
(sB/g); они обладают пониженной склонностью к трещинообразованию.
Применение композиционных материалов повышает жесткость конструк-
ции при одновременном снижении ее металлоемкости.
2.4.1. Композиционные материалы на металлической основе
Композиционные порошковые материалы. Здесь металлическая мат-
рица упрочняется равномерно распределенными частицами различных
материалов, размеры которых могут быть от 50 мкм до 0,01 мкм. Сочетание
компонентов различных размеров обеспечивает изотропность свойств
композиции.
Материалы с так называемым нуль-мерным наполнителем обычно изго-
товляются методом порошковой металлургии, основными этапами кото-
рой являются получение порошковой смеси, состоящей из материалов ма-
трицы и наполнителя, прессование порошковой смеси и спекание прессо-
ванных деталей. Из материалов этой группы рассмотрим порошковые
материалы на металлической основе и дисцерсно-упрочненные.
Порошковые спеченные материалы в зависимости от степени прессова-
ния и спекания подразделяются на пористые (10 — 30% пор) и компактные
(1 — 3% пор). Первые используют для изготовления деталей, обладающих 59
Глава 2
антифрикционными и фрикционными свойствами (накладок, сегментов,
фильтров, втулок), вторые — для изготовления зубчатых колес, кулачков,
корпусов подшипников, кранов и пр.
Детали из порошковых материалов применяются практически на всех
отечественных легковых и грузовых автомобилях (более 150 наименова-
ний) — на один автомобиль приходится в среднем от 30 до 60 таких дета-
лей. Например, в автомобилях марки «ВАЗ» применяется 59 деталей из по-
рошковых материалов, на автомобилях марки «КамАЗ» — 55.
Антифрикционные материалы обладают низким коэффициентом тре-
ния, хорошей износостойкостью, легко прирабатываются. Они могут ра-
ботать без принудительного смазывания, благодаря наличию специальных
составляющих, снижающих значение коэффициента трения.
Для изготовления подшипников применяют следующие антифрикци-
онные композиции:
— порошок железа и 1—7% графита (ЖГр1, ЖГрЗ, ЖГр7);
— порошок бронзы, содержащей 8 — 10% олова и 2 — 4% графита
(БрОГрЮ-2, БрОГр8-4 и др.).
В состав железографитовых материалов добавляют серу (0,8 —1,0%) или
сульфиды (3,5 —4,0%). Это приводит к образованию на трущихся поверх-
ностях сульфидной пленки, что улучшает прирабатываемость, снижает из-
нос и схватывание поверхностей сопрягаемых деталей.
Допустимые нагрузки подшипников из железографита не более
1000—1500 МПа, рабочая температура 100 —200°С; из бронзографита —
400 — 500 МПа и 200 —250°С соответственно. Коэффициенты трения при
смазывании для железографита равны 0,07 — 0,09, для бронзографита —
0,05-0,07.
Методом порошковой металлургии изготовляют также фрикционные
детали (диски сцепления, ленты, сегменты узлов тормозных механизмов).
Эти детали должны иметь достаточную прочность, высокие коэффициент
трения и износостойкость. Основой для данных материалов служат желе-
зо и медь. Для повышения коэффициента трения в состав материала вво-
дят карбиды кремния и бора, тугоплавкие оксиды, а также графит, свинец,
сульфиды и другие материалы. Коэффициент трения фрикционного мате-
риала на железной основе по чугуну без смазывания равен 0,18 — 0,40, а на
медной — 0,17 — 0,25.
Широкое применение нашли следующие композиции:
— сплав МК5, в состав которого входят 4% железа, 7% графита, 8% свинца,
9% олова, до 2% никеля, остальное — медь; рабочие нагрузки до 400
МПа, температуры и 300 — 350°С соответственно;
— ФМК содержит 15% меди, 9% графита, 3% асбеста, 3% корунда (S1O2),
6% барита (Ba2SO4), остальное — железо.
Порошковые материалы применяет также для изготовления различ-
ных фильтров в виде втулок, труб, пластин, выполненных из порошков ни-
келя, железа, титана, алюминия, нержавеющей стали, бронзы и др. Эти де-
тали имеют пористость 45 — 50% с размером пор 2 — 20 мкм. Их используют
для очистки различных газов и жидкостей, например, бензина.
Из порошковых материалов изготовляют также ряд фасонных деталей,
6Q имеющих пористость всего 1 — 3%. Например, зубчатые колеса, кулачки,
Материалы, применяемые в автомобилестроении
корпуса подшипников и др. Матрицами д ля этих композиционных матери-
алов являются порошки сталей, бронз, алюминия, титана и пр. Достоинст-
вом таких деталей является высокий коэффициент использования метал-
ла, обеспечиваемый точностью размеров.
Методом порошковой металлургии изготовляются следующие детали
автомобилей марки «КамАЗ»:
— детали амортизаторов (поршни, направляющие штока, корпуса клапа-
нов сжатия, ограничительные тарелки);
— антифрикционные детали из порошковых материалов на основе желе-
за (втулки валов вилок выключения сцепления, втулка отжимного ры-
чага, втулка шаровой опоры дистанционного управления коробки пере-
дач, опора штока);
— антифрикционные детали из порошковых материалов на медной осно-
ве (шайбы опорных подшипников, вкладыши наконечников реактив-
ных тяг).
Стоимость порошковых материалов значительно выше стоимости
обычного сортового проката.
Дисперсионно-упрочненные композиционные материалы. В промыш-
ленности нашли применение композиционные материалы на основе алю-
миния, упрочненные дисперсными частицами А12О3, в которых матрицей
является алюминиевая пудра, частицы которой имеют вид чешуек толщи-
ной около 1 мкм. Максимальное упрочнение достигается при размере час-
тиц А^Од 10 — 500 нм и среднем расстоянии между ними 100—150 нм. Доля
частиц в композиции составляет в среднем 5 —10% по объему.
Значения основных механических свойств дисперсионно-упрочнен-
ных материалов, обозначаемых САП (спеченная алюминиевая пудра), при-
ведены в табл. 2.20.
Механические свойства САП при комнатной температуре ниже
свойств высокопрочных алюминиевых сплавов, однако при температуре
выше 300°С они имеют явное преимущество. Так при температуре 500°С
сплавы Д19, Д20 имеют временное сопротивление 1—5 МПа, в то время
как аналогичный показатель САП-1 соответствует 80 МПа, САП-2 —
90 МПа, САП-3 — 120 МПа. При этом электропроводность и теплопровод-
ность материала САП-3 выше, чем у сплавов Д19, Д20 и составляют
70 — 75% от тех же показателей для технического алюминия.
Таблица 2.20
Значения основных показателей механических свойств
дисперсионно-упрочненных композитов
Марка Содержание А12О3,% Временное сопротивление ав, МПа Предел текучести ог0,2, МПа Относительное удлинение 8, % Модуль упругости Е, ГПа
САП-1 6-8 300 20Q 7-9 67
САП-2 9-12 320 230 4 71
САП-3 13-17 400 340 3 76
САП-4 18-22 450 370 1,5 L_1L_ si
Глава 2
САП технологичны: хорошо деформируются в горячем, а САП-1 —
и в холодном состоянии, легко обрабатываются резанием, удовлетвори-
тельно свариваются аргонодуговой и контактной сваркой. Поставляют-
ся они в виде листов, профилей, труб, фольги. Область применения
САП — авиастроение. Из них изготовляют лопатки компрессоров, вен-
тиляторов и турбин, поршневые штоки, обшивку гондол и жалюзи, рабо-
тающие в зонах повышенных температур. Однако не исключено, что
с развитием автомобилестроения эти материалы найдут применение
и здесь.
Технология изготовления порошковых деталей накладывает опреде-
ленные ограничения на их форму. Детали должны быть простыми и сим-
метричными, иметь небольшие размеры и массу, в них не должно быть
наклонных отверстий, выступов и внутренних полостей. Эти и другие тре-
бования вызваны необходимостью равномерного распределения и упроч-
нения порошков в пресс-форме, и обеспечения равномерности напряже-
ний и температур.
Волокнистые композиционные материалы. В данных материалах на-
полнитель (упрочнитель) имеет форму волокна, нити или проволоки. По-
этому их называют материалами с одномерными наполнителями. Различа-
ют дискретные волокна, когда отношение их длины к диаметру (1/d) от 10
до 1000, и непрерывные, когда l/d> 1000. Степень упрочнения прямо про-
порциональна этому отношению (1/d).
Дискретные волокна в матрицах располагаются хаотично. Непрерыв-
ные волокна могут быть расположены параллельно, но при этом разделены
матрицей, а также могут быть сотканы в ткань. Иногда непрерывные во-
локна образуют трехмерные структуры.
Свойства волокнистых композиционных материалов определяются
свойствами волокон. Роль матрицы — перераспределение напряжений
между волокнами. В связи с этим прочность и упругость волокон должна
быть максимальной. Для обеспечения полной работоспособности такой
композиции необходимо, чтобы каждое волокно было окружено матрицей
(доля матрицы должна составлять не менее 15 — 20%), кроме того, на стыке
матрица—волокно должна быть прочная связь, и волокна должны быть
инертными матрицы, т. е. не взаимодействовать с ней.
Для создания композиционных материалов на основе алюминия, маг-
ния и их сплавов используют борные, углеродные, карбидные и другие
волокна. Для композитов на основе титана и его сплавов в качестве на-
полнителя применяют молибденовую проволоку, волокна сапфира, кар-
бида кремния, борида титана. Эти материалы цмеют высокие значения
прочности, например, значения эвдля борных волокон находятся в пре-
делах 2500 — 3500 МПа, а показателя Е — 38 — 420 ГПа, для углеродных
волокон — 1400 — 3500 МПа и 160 — 450 ГПа соответственно, нитевидных
кристаллов из оксидов, нитридов, карбидов — 15000 — 28000 МПа
и 400-600 ГПа.
В табл. 2.21 приведены значения основных механических свойств неко-
торых волокнистых композиционных материалов.
Эти материалы обладают низкой пластичностью, однако, благодаря на-
личию в них волокон, уменьшается скорость распространения трещин
и практически исключается внезапное хрупкое разрушение. Волокнистые
С2 композиты мало чувствительны к концентраторам напряжений.
Материалы, применяемые в автомобилестроении
Таблица 2.21
Значения основных показателей механических свойств
волокнистых композитов
Композиция Временное сопротивле- ние ав, МПа Предел выносли- вости сг-ь МПа Модуль упругости Е, ГПа Удельная прочность <Vy Удельная жесткость Е/у
Алюминий-бор (ВКА-1А) 1300 600 220 500 84,6
Магний-бор (ВКМ-1) 1300 500 220 590 100
Алюми- ний-углерод (ВКУ-1) 900 300 220 450 100
Алюми- ний-сталь (КАС-1А) 1700 350 110 370 24,4
2.4.2. Композиционные материалы на неметаллической основе
Основой неметаллических материалов являются полимеры. Различают
природные (естественные) полимеры и синтетические. К первой группе
относятся натуральный каучук, целлюлоза, слюда, асбест, природный гра-
фит. Однако подавляющее большинство применяемых полимеров синте-
тические.
По составу все полимеры разделяются на три группы: органические,
элементо-органические, неорганические.
Органические полимеры, в состав которых входят только углеродные
атомы, называются карбоцепными, а если в их состав входят другие эле-
менты (О2, S, Р, Cl, F и др.), то они называются гетероцепными. Добавление
соответствующих элементов изменяет свойства полимеров: кислород по-
вышает гибкость цепи молекул, фосфор и хлор — огнестойкость, сера —
газонепроницаемость, фтор — химическую стойкость и т. д. Органически-
ми полимерами являются смолы и каучуки.
Элементо-органические соединения — это искусственные полимеры.
Основные цепи этих соединений содержат органические радикалы (СН3,
СбН5, СН2) и атомы неорганических элементов (Si, Ti, Al). Прочность и пла-
стичность материала обеспечивается радикалами, а повышенная тепло-
стойкость — неорганическими атомами. К этой группе полимеров отно-
сятся кремнийорганические соединения.
В состав группы неорганических полимеров входят силикатные стекла,
керамика, слюда, асбест. Основа неорганических материалов — оксиды
кремния, алюминия, магния, кальция и др. В этих материалах нет углерод-
ных цепей. В эту группу полимеров входит также графит, являющийся
карбоцепным полимером.
Относительно нагревания полимерные материалы делятся на две груп-
пы: термопластичные и термореактивные. Материалы первой группы при
нагреве размягчаются и плавятся, а при охлаждении затвердевают. В свя- G3
Глава 2
зи с тем, что структура макромолекул этих материалов линейная или
разветвленная, процессы, протекающие при нагреве и охлаждении, обра-
тимы.
При нагреве термореактивных полимеров их линейная структура в ре-
зультате химических реакций трансформируется в пространственную,
что сопровождается переходом из пластичного состояния в твердое.
При повторных нагревах и охлаждениях процессы, протекающие в поли-
мерах, уже необратимы, т. е. твердое состояние нельзя изменить на плас-
тичное.
На основе органических полимерных связующих получают искусст-
венные материалы, которые называются пластмассами (пластиками).
В зависимости от природы связующего из пластмассы с помощью механи-
ческого давления и термического воздействия (нагрев, охлаждение) мож-
но изготовлять детали различной конфигурации.
В зависимости от типа связующего пластмассы подразделяются на
термопластичные и термореактивные. Многие термопластичные пласт-
массы состоят из одного связующего, например, полиэтилен, органиче-
ское стекло. Однако для изготовления большинства типов пластмасс
кроме связующего необходим другой важный компонент — наполни-
тель. Путем изменения сочетания и количественного соотношения от-
дельных составляющих свойства пластмасс регулируются в весьма ши-
роких пределах.
По роду наполнителя пластмассы могут быть:
— порошковыми (древесная мука, графит, тальк);
— волокнистыми (очесы хлопка и льна, стеклянные волокна, волокна ас-
беста);
— слоистыми (листы бумаги; хлопчатобумажные, стеклянные, асбестовые
ткани; древесный шпон);
— газонаполненными (воздух, нейтральные газы).
Особенности пластмасс: малая плотность (1—2 т/м3), низкая тепло-
проводность (0,1 —0,3 Вт/м К), большое тепловое расширение (в 10 — 30
раз больше, чем у стали), высокая химическая стойкость, хорошие
электроизоляционные свойства, фрикционные и антифрикционные
свойства.
Термопластичные пластмассы. Обычно изготавливаются без напол-
нителя, то есть композиционными материалами не являются. Временное
сопротивление термопластов 10—100 МПа, модуль упругости —
(1,85 — 3,5) 103 МПа. Они обладают хорошим сопротивлением усталости,
их предел выносливости равен 0,2 —0,3 временного сопротивления.
Максимальная рабочая температура 60 —70°С, у теплостойких материа-
лов — 150 —250°С, термостойких — до 400^-500°С.
Термопласты подразделяются на две группы: неполярные и полярные.
Полярность определяется присутствием в материале разобщенных цент-
ров распределения положительных и отрицательных зарядов из-за нали-
чия полярных связей группировок — С1, — F, — ОН и асимметрией в их
структуре. В неполярных полимерах дипольные моменты связей атомов
взаимно уравновешиваются.
Некоторые свойства и области применения наиболее известных термо-
64 пластов приведены в таблицах 2.22 — 2.25.
Материалы, применяемые в автомобилестроении
Применяют также термопласты с наполнителем, являющиеся компози-
ционными материалами. В этом случае в качестве матрицы применяют
различные термопласты, а в качестве наполнителя используют стеклянное
волокно, асбест, органические волокна и ткани.
Широкое применение получили полиамиды и поликарбонаты с напол-
нителем из мелкорубленого стекловолокна. Эти материалы имеют времен-
ное сопротивление от 90 до 150 МПа, сопротивление на изгиб от 150 до
220 МПа, рабочие температуры от 60 до 180°С.
Капрон с наполнителем в виде стеклоткани обладает следующими свой-
ствами: sB от 400 до 430 МПа, sH3r от 450 до 500 МПа, ударная вязкость (КС)
от 250 до 300 кДж/м2, максимальная рабочая температура до 220°С.
Таблица 2.22
Некоторые свойства неполярных термопластов
Материал Плотность, кг/м3 Времен- ное со- против- ление ов, МПа Относи- тельное удлинение 8, % Ударная вязкость КС, кДж/м2 Рабочая тем- пература, °C
макси- мальная мини- мальная
Полиэтилен низкого давления высокого давления 913-929 949-953 10-17 18-35 50-600 250-1000 Не раз- рушает- ся 108 125 -70 -70
Полипропилен 900 25-40 200-800 33-80 150 -15
Полистирол 1050-1080 37-48 1-4 10-22 90 -20
Фторопласт-4 1900-2200 15-35 250-500 100 250 -269
Таблица 2.23
Применение неполярных термопластов
Материал Применение
Полиэтилен: низкого давления высокого давления Трубы, листы, шланги, жгут канта обивки сидений, втулка крепления, бачок для тормозной жидкости, электроизоляция Трубы, крышки, кнопки, осветительные плафоны, ручка фиксатора подголовника
Полипропилен Кожух вентилятора отопителя, бачок для тормоз- ной жидкости
Полистирол Кнопки, детали электроарматуры, гнездо пепель- ницы, детали для приборов, сосуды для воды и хи- микатов
Фторопласт Трубки, катушки, арматура, втулки, подшипники, вентили, краны, манжеты, сильфоны, уплотнения, электроизоляция PC
ba
5 Технология автомобилестроения
Глава 2
Таблица 2.25
Применение полярных термопластов
Материал Плотность, кг/м3 Вре- менное сопро- тивле- ние ов, МПа Отно- ситель- ное уд- лине- ние 8, % Удар- ная вяз- кость КС, кДж/м2 Твер- дость, НВ Рабочая темпе- ратура, °C
макси- мальная мини- маль- ная
Фторопласт 3 2090-2160 30-45 20-200 20-160 100-130 125 -195
Органическое стекло 1200 63-100 2,5-20 8-18 10-300 60 —
Поливинил- хлорид 1400 40-120 5-100 70-80 10-160 68-80 -40
Полиамиды (капрон, ней- лон, анид и др-) 1100-1400 38-60 70-280 80-125 74-150 60-110 -60
Поликарбо- нат, дифлон . 1200 70 — 150 80-160 130-140 -135
Полиариалат 1200 55-120 15-20 120 — 155-250 -100
Пентопласт 1400 80-110 5-10 12-16 — 150 20
Полифор- мальдегид 1140-1400 20-55 10-40 24-140 110-140 130 -60
Таблица 2.24
Некоторые свойства полярных термопластов
Материал Применение
Фторопласт 3 Трубы, шланги, клапаны, насосы, защитные по- крытия
Поливинилхлорид Трубы, шланги, пленки, изоляция кабелей, про- кладки
Полиамиды Зубчатые колеса, втулки, подшипники, болты, гайки, шкивы
Поликарбонат, дифлон Зубчатые колеса, подшипники, корпуса, крон- штейны, кулачковые механизмы
Полиариалат Подшипники, работающие в вакууме без смазки, уплотнители в буровой технике.
Пентопласт Трубы, клапаны, детали насосов и точных при- боров, емкости, пленки, защитные покрытия на металлах
Полиформальдегид Зубчатые колеса, подшипники, клапаны
Волокнистые термопласты используются для изготовления зубчатых
колес, труб, вентилей, емкостей для агрессивных сред и др.
Детали из термопластичных полимеров изготовляют литьем под давле-
нием, экструзией, вакуумным формованием, выдуванием и т. п.
Методом литья под давлением изготовляются детали из полистирола,
полиакрилата, полиамидов, поливинилхлорида, полиэтилена, полифор-
0G мальдегида, поликарбоната.
Материаль1,применяемыевавтомобипестроении
Основные операции этого метода: дозирование полимерного матери-
ала; нагрев и расплавление этой дозы до вязко-пластичного состояния;
впрыск порции расплавленного материала в форму; охлаждение в фор-
ме; извлечение детали из формы. Наибольшая производительность при
изготовлении деталей из термопластичных полимеров у термопластав-
томатов.
Детали из термопластов в виде лент, листов, труб, пленок, уголков полу-
чают экструзией, а крупногабаритные детали, например, двери холодиль-
ников, внутренние узлы кузовов автомобилей, — методом вакуумного
формования.
Термореактивные пластмассы. Матрицей в данных материалах явля-
ются термореактивные смолы: фенолформальдегидные, кремнийоргани-
ческие, эпоксидные, а также непредельные полиэфиры и их различные
модификации.
В зависимости от формы наполнителя термореактивные пластмассы де-
лят на порошковые, волокнистые и слоистые. Механические свойства тер-
мореактивных пластмасс, виды наполнителей и примеры их применения
приведены в табл. 2.26. Детали из реактопластов в основном изготавлива-
ются на гидравлических и механических прессах, а заготовки в виде раз-
нообразных профилей — прессованием.
В современном автомобилестроении существует устойчивая тенденция
максимального использования полимерных материалов и, прежде всего,
композиционных материалов на их основе. Это объясняется тем, что при-
менение данных материалов позволяет уменьшить массу автомобилей,
трудоемкость и материалоемкость деталей, повысить надежность и долго-
вечность, улучшить комфортность.
Все это возможно благодаря следующим свойствам полимеров:
— небольшой плотности (в среднем они легче алюминия в два раза, а цвет-
ных и черных металлов и сплавов на их основе — в 5 — 8 раз);
— высокой химической стойкости относительно кислот и щелочей (долго-
вечность деталей, узлов и агрегатов машин из полимерных материалов
при работе в агрессивных средах в многократно больше, чем металли-
ческих);
— высоким фрикционным и антифрикционным свойствам;
— диэлектрическим свойствам (пластмассы являются основным элект-
роизоляционным и конструкционным материалом в электротех-
нике);
— шумопоглощающей и изолирующей способности;
— вибростойкости.
Преимуществами полимерных материалов являются также небольшая
энергоемкость производства и изготовления из них деталей, возможность
изготовления деталей сложной формы, что позволяет уменьшить число де-
талей и сборочных операций.
Однако полимерным материалам присущи и серьезные недостатки:
высокая стоимость деталей, сложность утилизации и повторного исполь-
зования отходов производства и отработавших деталей, малая теплостой-
кость, низкая теплопроводность, небольшая твердость и малый модуль уп-
ругости.
5*
Глава 2
Таблица 2.26
Некоторые свойства термореактивных пластмасс
Наименование материала. Области применения Плот- ность, кг/м3 Макс, раб. т- ра, °C Ов, МПа ^изг> МПа 8, % КС, кДж/м2 Твер- дость НВ, МПа
1 2 3 4 5 6 7 8
С по] рошковым наполнителем
Наполнители: дре- весная мука, кварц, асбест, слюда, гра- фит и др. Несиловые конст- рукционные и элек- троизоляционные детали: корпуса приборов, ручки управления, разъемы 1400 110 30 60 0,3-0,7 4-6 300- 400
С волокнистым наполнителем
Волокниты 1400 ПО 30-60 50-80 1-3 9-10 260
Наполнитель — оче- сы хлопка. Рукоятки, стойки, фланцы, шкивы, ма- ховики и др. Асбоволокниты 1950 200 70 4-3 20 300
Наполнитель—асбест. Детали для тормо- зов, кислотоупорные емкости Стекловолокниты 1700- 280 80-500 120- 1-3 25-150
Наполнители: стек- ловолокна, стеклян- ные нити. Силовые электро- технические детали, уплотнения насосов, кузова, кабины ав- томобилей, лодки 1900 250
Со слоистым наполнителем
Гетинакс Наполнитель — лис- ты бумаги. Электротехнический Декоративный (об- лицовка кабин само- летов, вагонов, кают, в строительстве) 1300- 1400 150 80-100 80-100 1-3 12-25
G8
Материалы, применяемые в автомоВцпвстровнцц
Продолжение таблицы 2.26
1 2 3 4 5 6 7 8
Текстолит Наполнитель — хлопчатобумажные ткани. Конструкционный (зубчатые колеса, подшипники) Электротехниче- ский Графитизированный Прокладочный 1400 125 65-100 120- 160 1-3 30
Асботекстолит Наполнитель — ас- бестовая ткань. Лопатки ротацион- ных бензонасосов, фрикционные диски, тормозные колодки. 1600 190 55 20-25 186- 300
Стеклотекстолит Наполнитель — стеклянные ткани. 1600- 1900 300 250- 600 150- 420 — 50-200 —
СВ AM Наполнитель — стекловолокнистый анизотропный мате- риал. 1800- 2000 200 350- 1000 500- 700 180- 500
дсп Наполнитель — тон- кие листы древесно- го шпона. Зубчатые колеса, подшипники сколь- жения, шкивы, втул- ки 1350 140- 200 180- 300 140- 280 80-90
С наполнителем в виде высокомодульных волокон
Карбоволокниты, углепласты Наполнитель — уг- леродные волокна. Кузова гоночных машин, шасси, греб- ные винты, подшип- ники, панели ото- пления, спортивный инвентарь 1300- 1550 200- 300 380- 1000 800- 1200 0,4-0,6 44-84
61
Глава 2
Продолжение таблицы 2.26
1 2 3 4 5 6 7 8
Бороволокниты Наполнитель — борные волокна, иногда и стеклово- локно. Профили, панели, роторы и лопатки компрессоров, лопа- сти винтов и транс- миссионные валы _вертолетов Органоволокниты Наполнитель — син- тетические волокна. Трубы, емкости для реактивов, покрытия корпусов судов. 2000 100- 300 900- 1300 1250- 1550 0,3-0,4 80-110
С эластичным во- локном 1150- 1300 — 100- 190 100- 180 0,2-0,6 500- 600 —
С жестким волок- ном 1200- 1400 — 650- 700 400- 450 2,7 — —
2.5. Материалы для подшипников скольжения
Основная деталь подшипников скольжения — это вкладыши, которые
должны обладать рядом специфических свойств. Прежде всего они долж-
ны иметь низкий коэффициент трения, хорошую прирабатываемость, т. е.
способность принимать форму вала за счет своей пластической деформа-
ции и износа, обладать высокой задиростойкостью, износостойкостью,
высоким сопротивлением усталостному термическому разрушению и кор-
розии. Кроме того, эти материалы должны обладать высокой теплопровод-
ностью и большой теплоемкостью, легко адсорбировать и прочно удержи-
вать на своей поверхности слой смазочного материала, иметь низкую тем-
пературу плавления и низкую прочность при разрушении на срез.
Очень важно, чтобы эти материалы позволили получать высокие значе-
ния шероховатости поверхности при изготовлении деталей, которые су-
щественно влияют на общие потери при трении.
Оценивают материалы для подшипников по коэффициенту трения,
давлению в опорах (р), скорости скольжения (v), удельной мощности тре-
ния (pv) и максимальной температуре нагрева поверхностного слоя под-
шипника.
Необходимый комплекс свойств вкладышей подшипников обеспечива-
ется специфической гетерогенной микроструктурой используемых спла-
вов, которая представляет собой сочетание мягких и твердых участков.
Различают два типа гетерогенной структуры: с мягкой основой и тверды-
ми включениями, с твердой основой и мягкими включениями. Различная
износостойкость мягких и твердых участков является причиной образова-
70 ния специфической микротопографии на поверхности вкладыша. Благода-
Материалы, применяемые в автомобилестроении
ря большему износу мягкая составляющая вырабатывается и уносится из
зоны трения, образуя систему микроканалов, а твердая составляющая об-
разует систему выступов (островков), на которые опирается вал. Это обес-
печивает хорошие условия работы вкладыша — снижение коэффициента
трения путем уменьшения площади соприкосновения вала и вкладыша,
а также улучшение доступа смазочного материала в зону трения по выше-
упомянутым микроканалам. Кроме улучшения циркуляции смазочного
материала микроканалы способствуют выносу продуктов износа из зоны
трения.
Для подшипников скольжения используют различные материалы: баб-
биты — сплавы на оловянной и свинцовой основе с добавками сурьмы, ме-
ди и других элементов; оловянистые и свинцовистые бронзы; сплавы на
цинковой и алюминиевой основе (ЦАМ), антифрикционные чугуны. Так-
же применяют различные композиционные материалы: многослойные (из
двух, трех и более слоев), порошковые сплавы на медной и железной осно-
ве (см. подраздел 2.4.1), термореактивные пластмассы (текстолит и др.),
термопластичные пластмассы (капрон, амид, фторопласт 4).
В табл. 2.27 приведено процентное содержание химических элементов,
входящих в состав баббитов и их применение.
Баббиты обладают наилучшими антифрикционными свойствами среди
подшипниковых сплавов, но отличаются очень низким сопротивлением
усталости. Самые высокие антифрикционные свойства у оловянных баб-
битов, но они очень дорогие и поэтому применяются только для подшип-
ников ответственных машин — двигателей, турбин. Свинцовые баббиты
используют при изготовлении менее нагруженных подшипников.
Таблица 2.27
Процентное содержание химических элементов,
входящих в состав баббитов и их применение
Марка Химические элементы Применение
Sn | Sb | Си | Другие
Оловянные
Б88 88,0 7,5 3,0 1,0 Cd, 0,25 Ni Тяжело нагруженные машины, паровые тур- бины, турбонасосы
Б83 83,0 11,0 6,0
Свинцовые
БН 10,0 14,0 1,75 0,5 Cd, 0,3 Ni, 0,73 As, ост. Pb Машины средне на- груженные, автомо- бильные двигатели
Б16 16,0 16,0 1,75 Ост. Pb
БС6 6,0 6,0 0,2 То же
Кальциевые
БКА — — — 1,0 Са, 0,8 Na, 0,4 Al, ост. Pb Подшипники желез- нодорожных вагонов, тепловозных двигате- лей
БК2 2,0 - - 0,4 Са, 0,3 Na, 2 Sn, 0,8 Mg, ост. Pb
71
Глава 2
Свойства баббитов повышаются путем введения в их состав никеля,
кадмия и мышьяка. На железнодорожном транспорте получили распрост-
ранение кальциевые баббиты. Входящие в их состав натрий, кальций
и другие элементы повышают твердость.
Из-за низкой собственной прочности (sB от 60 до 120 МПа, НВ20...30)
баббиты наносятся на прочную основу (стальную, чугунную или бронзо-
вую) заливкой или плакированием.
Для изготовления подшипников скольжения широко используются
бронзы и латуни. Среди них наиболее известны: оловянистые бронзы
Бр.ОЮФ1 и Бр.ОЮЦ2; свинцовистая бронза Бр.СЗО; оловянно-цинково-
свинцовистые бронзы Бр.О5Ц5С5, Бр.ОбЦбСЗ; двухфазные латуни
ЛЦ16К4, ЛЦ38Мц2С2, ЛЦ49МцЗА.
Бронзовые монолитные подшипники применяют в турбинах, электро-
двигателях, компрессорах.
Латуни по антифрикционным свойствам уступают бронзе, поэтому их
следует рассматривать как заменители бронз в случае невысоких нагрузок
и малых скоростей скольжения.
В качестве антифрикционных применяются также цинковые сплавы,
например, ЦАМ10-5 и ЦАМ9-1,5, которые кроме цинка содержат 9,5% алю-
миния, 1,5% меди и 0,03 — 0,06% магния. Эти сплавы могут заменять брон-
зы, но при условии, что температура в узле трения не будет превышать
100 °C.
Широко известны алюминиевые подшипниковые сплавы. В их составе
основными компонентами являются Sn, Си, Ni и Si. Антифрикционные
свойства пропорционально зависят от содержания в них Sn. Однако в ли-
тых сплавах Sn не должно быть больше 10—12%, так как в противном слу-
чае образуется грубая сетка из олова, что приводит к снижению износо-
стойкости и усталости при повышенных температурах. Для деформируе-
мых сплавов такого ограничения нет.
Сплавы АОЗ-1 и АО9-2, где 3 и 9% Sn и 1 и 2% Си соответственно исполь-
зуют для изготовления втулок и вкладышей толщиной более 10 мм. Сплавы
АО20-1 и АН-2,5 (2,5% Ni, остальное А1) используют в виде биметалличес-
кой ленты (сталь + сплав).
Большое распространение в промышленности, в частности, в автост-
роении, получили многослойные подшипники скольжения. Основой
вкладышей таких подшипников является стальная лента, которая обеспе-
чивает прочность и жесткость вкладыша. Рабочий слой, обеспечиваю-
щий высокие антифрикционные свойства, изготавливают из разных ма-
териалов: олова, свинцово-оловянного сплава, бронзы и др. В ряде случа-
ев для повышения эксплуатационных свойств применяют вкладыши
с большим числом слоев. В автостроении используют трех- и четырех-
слойные вкладыши подшипников. Трехслойные (триметаллические)
вкладыши состоят из стальной ленты, пористого промежуточного медно-
никелевого или металлокерамического слоя и антифрикционного слоя из
свинцового сплава толщиной не более ОД мм. Четырехслойные вклады-
ши включают стальную ленту, слой бронзы БрСЗО толщиной 250 мкм,
слой из никеля или латуни толщиной 10 мкм и антифрикционный слой из
свинцово-оловянного сплава толщиной 25 мкм. Многослойные вкладыши
в виде свертных втулок изготавливают также из металлофторопластовой
72 ленты. Число слоев здесь четыре: первый — слой из фторопласта, запол-
Материалы, применяемые в автомобилестроении
Таблица 2.28
Характеристики некоторых материалов
для подшипников скольжения
Материал Коэффициент трения по стали Допустимый режим работы
без сма- зочного материала со смазоч- ным мате- риалом Давление в опорах Р, МПа Скорость скольжения V, м/с Удельная мощность трения pv, (МПа- м/с)
Баббиты
Б83 0,07-0,12 0,004-0,006 15 50 75
Б16 10 30 3
БК2 15 15 6
Бронзы
БрОЮФ1 0,1-0,2 0,004-0,009 15 10 15
БрО5Ц5С5 8 3 12,
БрСЗО 25 12 30
Латуни
ЛЦ16К4 0,15-0,24 0,009-0,016 12 2 10
ЛЦ38Мц2С2 10,6 1 10
Алюминиевые сплавы
АО9-2 | I 0,1-0,15 | 0,008 | 125 I L 20 1 | 100
Комбинированные материалы
Железо- графит 0,08-0,12 — 8 1 —
Бронза — графит 0,04-0,1 — 6 1 —
Металлофто- ропластовая лента (МФПл) 0,03-0,1 — — — 150
ненного дисульфидом молибдена в количестве 0,25%, толщиной
0,01 —0,05 мм; второй — из спеченной порошковой бронзы БрОЮЦ2, по-
ры которой наполнены смесью фторопласта и 20% РЬ, толщиной около
0,3 мм; третий — медный толщиной 0,1 мм для обеспечения прочного со-
единения второго слоя с четвертым; четвертый — стальная лента из ста-
ли 08кп толщиной 1—4 мм.
Кроме того, используют самосмазывающиеся подшипники, получае-
мые методом порошковой металлургии.
Характеристики типовых материалов для подшипников скольжения
приведены в табл. 2.28.
2.В. Резиновые материалы
Резины представляют собой пластические массы, в которых связующи-
ми являются высокопластичные полимеры — натуральные (НК) или син-
тетические (СК) каучуки. Чистый каучук, благодаря линейности и слабой
разветвленности его молекул, которые располагаются зигзагообразно, об- 73
Глава 2
ладает высокой пластичностью. При комнатной и особенно при повышен-
ной температуре каучук проявляет ползучесть, что не позволяет изготов-
лять детали непосредственно из него. Однако после специальной обработ-
ки — вулканизации — это становится возможным. При вулканизации в ка-
учук вводятся специальные вещества (сера, оксиды цинка или магния,
пероксиды, нитросоединения), которые образуют поперечные химичес-
кие связи между макромолекулами каучука. Таким образом, резина явля-
ется пластмассой с редкосетчатой молекулярной структурой. В зависимо-
сти от числа поперечных связей резина бывает мягкой, средней твердости
и твердой. В мягкой резине содержание вулканизаторов составляет 5 — 7%,
в твердой (эбоните) оно доходит до 30%.
Для ускорения процесса вулканизации используют тиурам, каптакс, ок-
сиды свинца. В связи с тем, что основным вулканизатором является сера,
резину определяют еще как продукт вулканизации смеси каучука и серы
с различными добавками.
Кроме вулканизаторов в состав резины входят: наполнители, пластифи-
каторы, противостарители и красители.
Активные наполнители (сажа, оксид кремния) повышают прочность,
твердость и износостойкость резины.
Инертные наполнители (тальк, мел и др.) вводят в состав резин с целью
их удешевления.
Пластификаторы добавляют для облегчения переработки, повышения
эластичности и морозостойкости резины. На долю пластификаторов при-
ходится 8 — 30% от общего объема резины. В качестве пластификаторов ис-
пользуют технический вазелин, парафин, стеариновую кислоту, мине-
ральные и растительные масла и т. д.
Противостарители препятствуют процессу присоединения к молеку-
лам каучука кислорода, в результате которого происходит укорочение
этих молекул и потеря эластичности резины. В результате резина охрупчи-
вается и на ее поверхности появляется сетка трещин. Поэтому применяют
противостарители химического и физического действия. Первые (альдоль,
неозон) взаимодействуют с кислородом и нейтрализуют его, вторые (пара-
фин, воск) затрудняют диффузию кислорода, образуя поверхностные
пленки.
Красители (охра, ультрамарин) наряду с выполнением декоративных
функций задерживают старение резины, вызываемое действием солнеч-
ного света.
Определяющая роль в основных свойствах резины принадлежит каучу-
кам. Натуральный каучук получают из сока каучуковых деревьев — латек-
са, в котором содержится 30 — 37% каучука. Синтетический каучук получа-
ют из спирта, природного газа, нефти, попутных газов нефтедобычи и т. д.
Основные свойства натуральных и синтетических каучуков, используе-
мых при производстве резины, приведены в табл. 2.29.
Технологический процесс изготовления резиновых смесей (сырой ре;
зины) включает следующие операции: подготовка ингредиентов, приго-
товление их смеси, получение полуфабрикатов. Резиновая масса проходит
каландрирование, в результате которого сырая резина приобретает форму
листов или лент определенной толщины. Срок хранения сырой резины
в таком виде при 5 — 20°С не более трех месяцев, специальных — шесть ме-
74 сяцев.
Материалы, применяемые в автомобилестроении
Основные свойства и области применения
натуральных и синтетических каучуков
Таблица 2.29
Каучук Плот- ность, т/м3 Рабочая темпе- ратура, °C Темпе- ратура хрупко- сти, °C Применение
Натуральный каучук (НК)
Непредельный уг- леводород 0,91-0,94 80-130 -70 Резины с высокими значениями прочно- сти, эластичности, электроизоляционных свойств
Синтетический каучук (СК)
Бутадиеновый (СКБ) — продукт полимеризации бута- диена (дивинила) 0,90-0,92 80-150 -50 Специальные резины
Бутадиенстироль- ный (СКС) — про- дукт полимеризации бутадиена со стиро- лом 0,94 80-130 -70 Автомобильные ши- ны, резиновые рукава и др.
Изопреновый (СКИ) — продукт полимеризации изопрена 0,91-0,92 130 -70 Шины, амортизаторы, электроизоляционные и вакуумные резины
Хлоропреновый (наирит) — продукт эмульсионной поли- меризации хлоропрена 1,2 100-130 -35 Резины для шлангов, прокладок, защитные оболочки кабельных изделий
Бутадиеннитриль- ный (СКН) — про- дукт полимеризации бутадиена и нитрила акрильной кислоты 0,94-0,98 100-177 -50 Резины для топлив- ных и масляных шлангов, прокладок и мягких топливных баков
Силоксановый теп- лостойкий (СКТ) — продукт полимериза- ции циклических си- локсанов 1,7-2,0' 250-325 -70 Резины для изоляции электрических кабе- лей, для герметизи- рующих и уплотняю- щих прокладок
Фторсодержащий (СКФ) — продукт полимеризации нена- сыщенных фторированных ..углеводородов 1,8-1,9 250-325 -25 Резины для уплотне- ния и герметизации деталей, работающих в топливах и маслах при температурах до 300°С
75
Глава 2
Детали и изделия из сырой резины изготовляют прессованием, методом
литья под давлением и на специальных (дорновых) станках. При использо-
вании первого метода детали производят на гидравлических прессах при
давлении 5—10 МПа. Прессование может быть холодным, после чего изго-
товленные детали подвергают вулканизации, или горячим, тогда процессы
формования и вулканизации протекают одновременно. Прессованием из-
готовляют уплотнительные кольца, клиновые ремни, муфты.
При литье детали изготавливают из разогретой резиновой смеси под
давлением 30—150 МПа. При необходимости для упрочнения резиновых
изделий их армируют проволокой, нитями разного вида, сетками.
На специальных станках изготовляют сложные изделия, которые,
по сути, состоят из композиционного материала, созданного на основе ре-
зины. К таким изделиям относятся покрышки колес транспортных машин,
рукава, бронированные шланги. Они изготовляются путем последователь-
ной намотки на полый металлический стержень слоев резины, изолирую-
щих и армирующих материалов, йапример, тканей, проволок.
Вулканизация может быть горячей и холодной. В первом случае про-
цесс осуществляется в котлах или прессах, машинах и аппаратах непре-
рывного действия при 130 — 150°С под давлением в среде горячего воздуха,
водяного пара, горячей воды, расплава соли. Во втором случае детали и из-
делия изготавливают из сырой резины, в которой отсутствует сера. Она
вводится в обрабатываемую деталь из раствора или паров дихлорида серы
или из сернистого газа.
В таблице 2.30 приведены значения показателей физико-механических
свойств некоторых резин [6].
Основное свойство резин — обратимая деформация при низких напря-
жениях, определяется характером их структуры. Из-за свернутости мак-
ромолекул деформация под нагрузкой развивается медленно, отставая от
напряжений по фазе. После снятия нагрузки макромолекулы резины воз-
вращаются к исходному зигзагообразному расположению. После цикла
нагружение —разгрузка резина обладает остаточной деформацией, кото-
Таблица 2.30
Значения показателей физико-механических свойств
некоторых резин
Резина Каучук Временное сопротив- ление о2, МПа Относи- тельное удлине- ние 52, % , Оста- точное удлине- ние 0г,% Темпе- ратура хрупко- сти, °C Стойкость к органическим растворителям (бензин, мас- ло, керосин)
56 НК 10 450 32 -50 Не стойкая
15-РИ-10 НК 20 600 30 -55 То же
14-РИ-324 НК 17 610-630 30 -56 н
3826 СКН-26 8 320 20 -28 п
НО-68-1 Наи- рит+СКН 9 250 12 -55 Стойкая
В-14-1 скн 12 14 8 -50 То же
ИРП-1287 СКФ-26 12 120 10 -25 п
ИРП-1338 СКТВ 5 300 10 -70 н
Материалы, применяемые в автомобилестроении
рая представляет собой сумму замедленной деформации и деформации,
вызванной текучестью от разрывов поперечных химических связей и оп-
ределяет амортизационные свойства резины.
При испытаниях по площади петли гистерезиса можно судить о величи-
не внутреннего трения и степени разогрева резины при циклическом ха-
рактере работы изделия, например, шины или амортизатора.
Эксплуатационные свойства резиновых изделий в значительной степе-
ни зависят от температуры и воздействия света, озона и кислорода. Нагрев
снижает их прочность, а охлаждение до отрицательных температур приво-
дит к полной потере эластичных свойств резины и переходу ее в стеклооб-
разное состояние, причем это проявляется в основном при деформациях
сдвига.
Различают следующие классы резиновых деталей:
— уплотнительные;
— вибро- и звукоизолирующие, противоударные;
— силовые (зубчатые колеса, шарниры, муфты);
— опоры скольжения (подпятники и др.);
— трубы, гибкие компенсационные проставки (сильфоны, патрубки, муф-
ты);
— противоизносные (протекторные кольца, катки);
— фрикционные детали и инструменты (колеса, шлифовальные диски);
— несиловые и защитные (ковры, ручки, педали);
— декоративные (полосы, шнуры);
— шины.
2.7. Перспективы применения новых материалов
Использование металлов и неметаллов при производстве легковых ав-
томобилей показано на рис. 2.1.
У//7/Л Чугун и сталь
Алюминиевые сплавы
Магний
НИВ Титан
Пластики
11 HI HU Резина
V//1 Стекло
11 Прочие материалы
Рис. 2.1. Процентное соотношение использования различных материалов
в производстве легковых автомобилей сегодня и в перспективе
Больше половины всего объема в производстве современного легково-
го автомобиля составляют детали из чугуна и стали (55%), около 9% — из
алюминиевых сплавов. Пластмассовые детали составляют 11%, резина
и стекло — 7,5 и 3% соответственно. Доля магниевых, цинковых, медных
Глава 2
и титановых сплавов мала и в совокупности не превышает 1% (на рис. 2.1
не показаны). Прочие материалы (фрикционные материалы, уплотнитель-
ные прокладки, лаки, краски, электрические провода, обивочные материа-
лы и т. п.) составляют 13,5%.
Стальные и чугунные детали отличаются высокой плотностью и повы-
шают массу автомобиля, что противоречит естественному стремлению
конструкторов к ее снижению.
Снижение массы автомобиля важно, так как позволяет повысить грузо-
подъемность транспортного средства, сократить расход топлива и вредные
выбросы в окружающую среду. Следует учитывать, что в конструкцию ав-
томобиля входят все новые и новые устройства и механизмы, повышаю-
щие его комфортабельность и безопасность, а это ведет к увеличению мас-
сы машины.
Рациональный выбор конструкционных материалов играет важную
роль в снижении массы автомобиля. В этом смысле наиболее перспектив-
ными материалами, способствующими существенному уменьшению мас-
сы, являются алюминиевые сплавы. Использование их в грузовых автомо-
билях позволяет увеличить грузоподъемность на 700 — 2000 кг. Замена ста-
ли и чугуна алюминиевыми сплавами позволяет снизить общую массу
тягача с прицепом на 3000 кг. Например, применение кованых колес из
алюминиевого сплава вместо стальных снижает массу каждого колеса
в среднем на 26 кг, алюминиевые детали двигателя облегчают конструк-
цию на 50 кг, картер коробки передач из алюминиевого сплава — на 75 кг,
подвеску — на 110 кг ит. д.
Широкое применение алюминиевых сплавов для изготовления не толь-
ко деталей кузова и двигателя легкового автомобиля, но и деталей шасси
позволяет уменьшить массу машины на 40%, в том числе и за счет так на-
зываемого вторичного уменьшения, например, применение менее мощно-
го и более легкого двигателя из-за использования легких материалов, уста-
новка топливного бака меньшей емкости за счет уменьшения расхода топ-
лива, использование пружин, амортизаторов и тормозных устройств
меньших размеров и масс и т. п.
Вопросы для самопроверки
1. Какие материалы используются в автомобилестроении?
2. Из каких материалов изготовляют детали кузова?
3. Какие детали автомобилей изготовляют из чугуна?
4. В каком виде поставляются потребителям конструкционные стлали?
5. Чем автоматные стали отличаются от обычных?
6. В чем преимущество композитных материалов?
7. Какие сплавы применяются для изготовления подшипников скольжения?
Питератдра
1. Геллер Ю.А., Рахштадт А.Г. Материаловедение. М.: Металлургия, 1989.
456 с.
2. Ксеневич И.П. Направления совершенствования мобильных наземных
машин (по материалам зарубежной печати) // Приводная техника.
/8 1999. № 5/6.
Материалы, применяемые в автомоВилЕстровнии
3. Лахтин Ю.М., Леонтьева В.П. Материаловедение. 3-е изд., перераб.
и доп. М.: Машиностроение, 1990. 528 с., ил.
4. Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волосникова, С.А. Вят-
кин и др.; под общей редакцией В.Г. Сорокина. М.: Машиностроение,
1989. 640 с.
5. Материаловедение и технология металлов: учебник для студентов ма-
шиностроит. спец, вузов / Г.П. Фетисов, М.Г. Карпман, В.М. Матюнин
и др. Под ред. Г.П. Фетисова. М.: Высшая школа, 2001. 638 с.
6. Материаловедение. Учебник для вузов / Б.Н. Арзамасов, В.И. Макаро-
ва, Г.Г. Мухин и др. Под общей редакцией Б.Н. Арзамасова и Г.Г. Мухи-
на. 3-е изд., переработ и доп. М.: Изд. МГТУ им. Н.Э. Баумана,
2001. 648 с., ил.
7. Металлы и сплавы. Справочник. СПб.: Профессионал: Мир и семья,
2003. С. 1090.
8. Термическая обработка в машиностроении. Справочник / Под ред.
Ю.М. Лахтина и А.Г. Рахштадта. М.: Машиностроение, 1980. 783 с.
9. Технология двигателестроения: Учебник для студентов вузов по специ-
альности «Двигатели внутреннего сгорания» / А.И. Дащенко, В.И. Глад-
ков, П.Е. Елхов и др.; под редакцией А.И. Дащенко. М.: МГГУ МАМИ,
2001.496 с., 200 ил.
10. Чугун. Справочник / Под ред. А.Д. Шермана и А.А. Жукова. М.: Метал-
лургия, 1991. 576 с.
Глава 3
МЕТОДЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
3.1. Способы получения заготовок литьем
В современном литейном производстве отливки изготовляют следую-
щими способами: опочным и безопочным литьем в песчано-глинистые
формы, литьем в металлическую форму — кокиль, литьем под давлением,
литьем по выплавляемым моделям, литьем по газифицируемым моделям,
литьем в оболочковые формы, центробежным и вакуумным литьем.
Выбор способа литья зависит от программы выпуска отливок, материа-
ла, требуемой точности размеров и конструкции отливаемой заготовки.
Технологический процесс литья состоит из следующих основных эта-
пов: изготовление моделей отливок и литниковой системы — совокупнос-
ти каналов, по которым жидкий металл подается в полость литейной фор-
мы, заполняет ее и питает отливки в процессе затвердевания; изготовле-
ние литейной формы; плавка металла; заливка металла в форму;
охлаждение, выбивка, очистка отливок.
В автомобильной промышленности с ее масштабами производства
большинство из перечисленных операций механизированы и автоматизи-
рованы.
3.1.1. Питье в песчапо-глеппстые формы
Для литья в песчано-глинистые формы (ПГФ) характерно разовое ис-
пользование литейной формы. При этом различают опочную и безопоч-
ную формовку. Литьем в песчано-глинистые формы получают отливки из
чугуна, стали, алюминиевых, магниевых и цинковых сплавов.
Опочная формовка. Формы под заливку жидким металлом создаются
в парных, верхней и нижней, опоках в специальной формовочной смеси
с помощью моделей будущих отливок и элементов литниковой системы,
размещенных на модельной плите. Разъем таких форм — горизонтальный.
Модели образуют в форме рабочие полости, соответствующие внешней
конфигурации будущей отливки. В связи с большими объемами производ-
ства в литейных цехах автомобильных заводов в формах стремятся разме-
стить как можно большее число отливок. По этой же причине применяют
и многоразовые металлические модели. Полости в отливке образуют по-
средством установки в форму литейных стержней, представляющих собой
слепки этих полостей. Стержни изготовляются из специальной смеси
в формах — стержневых ящиках на стержневых машинах с последующей
SO сушкой и отверждением.
Методы получения заготовок
Процесс литья осуществляется в такой последовательности.
Необходимое количество смеси засыпается в опоку, установленную на
модельной плите, затем производится уплотнение смеси прессованием
или встряхиванием на специальных формовочных машинах или на формо-
вочном пескомете. На современных поточно-механизированных или авто-
матических линиях эти операции для верхней и нижней опоки выполня-
ются параллельно, после чего осуществляется извлечение модели из фор-
мы (протяжка), установка литейных стержней, сборка формы и заливка ее
металлом. Установленные друт на друга опоки скрепляют скобами или на
них сверху устанавливает груз для предотвращения всплытия верхней по-
луформы под давлением заливаемого расплава.
Опочная форма с горизонтальным разъемом и заливка ее металлом по-
казаны на рис. 3.1.
Рис. 3.1. Заливка металла в песчано-глинистую
разовую литейную форму: 1 — подоночная пли-
та; 2 — нижняя опока; 3 — стержень; 4 — верх-
няя опока; 5 — заливочный ковш; 6 — литниковая
система (чаша, стояк, питатель); 7 — верхняя
полуформа; 8 — штыри для скрепления опок;
9 — нижняя полуформа
Заливка производится из ковша на заливочном конвейере. Подготовлен-
ные к заливке формы устанавливаются на движущиеся платформы. После
охлаждения металла форму разбирают, удаляют опоки и отправляют на вы-
бивные решетки, где отделяют отливки с литниковой системой от исполь-
зованной смеси. Элементы литниковой системы удаляют с помощью диско-
вых и ленточных пил, пневматических зубил, газовой или дуговой резкой
и другими методами. Очистка отливок осуществляется в очистных бараба-
нах путем трения отливок друг о друга, в гидропескоструйных установках
струей воды с песком под давлением до 3 МПа, в дробеметных и дробест-
руйных барабанах и камерах струей чугунной или стальной дроби.
Безопочная формовка. Технология и оборудование для безопочной фор-
мовки разработаны известной фирмой «DISA» (Дания) с целью повыше-
ния производительности изготовления отливок. Принцип работы машины
DISAMATIC для безопочной формовки ясен из рис. 3.2.
Разъем формы здесь вертикальный, полуформы изготовляются в фор-
мовочной камере 3, причем модель левой полуформы укреплена на пресс-
плите 2, а правой — на поворотной модельной плите 4. После закрытия
формовочной камеры пресс-плитой и модельной плитой ее наполняют
смесью с помощью пескодувной установки (/ этап). Затем смесь уплотня-
ют путем встречного движения обеих плит (II этап). Поворотную модель-
ную плиту выводят из формовочной камеры (III этап) и с помощью пресс-
плиты выталкивают очередную полуформу 1 на конвейер форм, где она со-
стыковывается с предыдущей полуформой, т. е. производится сборка
форм (IV этап). После удаления полуформы из формовочной камеры на 81
6 Технология автомобилестроения
Глава 3
I. Надув смеси
II. Прессование формы
с обеих сторон
III. Вытяжка поворотной
пресс-плиты
IV. Сборка формы и транспор-
тировка цепочки форм
VI. Закрывание формовочной
камеры
Рис. 3.2. Принцип
работы машины
для безопочной
формовки
DISAMATIC:
1 — полуформы;
2 — пресс-плита;
3 — формовочная
камера; 4 — пово-
ротная модель-
ная плита
обеих ее сторонах образуются полости для заливки металла. Поскольку по-
луформы одинаковы и выталкиваются на конвейер плотно прижатыми
друт к другу, каждая их пара образует готовую к заливке форму. Заливка
металла (V этап) начинается в тот момент, когда число форм, одновремен-
но находящихся на конвейере, достаточно для того, чтобы своей массой
удержать их от раскрытия. Одновременно производится отвод пресс-пли-
ты 2 в исходное положение. На заключительном VI этапе формовочную ка-
меру закрывают с левой стороны пресс-плитой, а с правой — поворотной
модельной плитой и рабочий цикл повторяется.
Если при изготовлении отливок требуется применение стержней для
формирования внутренней полости (полостей), то в заднюю сторону оче-
редной изготовленной формы проставляется стержень (стержни).
Формовочные и стержневые смеси. При использовании разовых литей-
ных форм важную роль играют формовочные и стержневые смеси. Основ-
ным компонентом обеих смесей является кварцевый (SiO2) или цирконие-
вый (ZrO2-SiO2) песок. Вторым основным компонентом смеси (до 16%) явля-
ется глина. Бентонитовые (на основе Al2O3-4SiO2-H2O + nH2O) или
каолиновые (на основе A12O3S1O2-2H2O) глины обладают высокой связую-
щей способностью, что обеспечивает прочность форм. В смеси вводят также
1,5 — 3% дополнительных связующих, таких как сульфитно-спиртовая барда,
битум, канифоль, цемент, жидкое стекло, термореактивные смолы и др.
К стержневым смесям предъявляются повышенные требования по ог-
неупорности, поверхностной твердости, низкой гигроскопичности, высо-
кой газопроницаемости и т. п. По способу отверждения стержневые смеси
подразделяются на две основные группы: требующие и не требующие теп-
Методы получения заготовок
ловой обработки. Первые — песчано-масляные, песчано-глинистые и пес-
чано-смоляные смеси; вторые, получающие в настоящее время широкое
применение, — специальные холоднотвердеющие смеси на синтетичес-
ких смолах.
3.1.2. Питье в кокиль
Широко применяется способ литья в постоянные металлические фор-
мы — кокили. Кокиль изготовляют из стали, модифицированного чугуна
и алюминиевых сплавов. Перед заливкой металла кокиль подогревают, за-
тем на его рабочие поверхности для уменьшения скорости затвердевания
и охлаждения заготовки наносят теплоизоляционные покрытия из огне-
упорных материалов (кварцевой муки, графита и др.) и связующего мате-
риала (жидкого стекла). При изготовлении сложных заготовок применяют
кокили с комбинированным разъемом.
Конструкции кокилей показаны на рис. 3.3.
Кокильное литье является полностью механизированным процессом
и позволяет по сравнению с литьем в песчаные формы повысить произво-
дительность труда в два — три раза, сократить производственные площа-
ди, в два раза снизить затраты на формовочные материалы и уменьшить
объем механической обработки заготовок. Этим способом получают заго-
товки с минимальной толщиной стенок 1,5 — 2 мм и массой 0,1— 500 кг (на-
пример, алюминиевые поршни, корпуса привода распределителя зажига-
ния, гильзы и др.). Степень точности размеров заготовки обычно соответ-
ствует 12—16 квалитетам, а шероховатость поверхностей Rz 80...40 мкм.
3.1.3. Питье nog давлением
Литье под давлением является наиболее высокопроизводительным спо-
собом получения литых заготовок.
Заливка расплавленного металла производится в металлическую форму
(обычно стальную) под давлением (около 100 МПа) с помощью специаль-
ной машины компрессорного или поршневого типа с холодной или горя-
чей Прессовальной камерой.
Этапы процесса изготовления заготовки на машине для литья под дав-
лением с холодной камерой прессования приведены на рис. 3.4. Порция
расплавленного металла подается в прессовальную камеру 1 (I этап), где
6*
ГлаваЗ
под действием поршня 2 через литниковые каналы заполняет полость ме-
таллической пресс-формы (Пэтап). После охлаждения и затвердевания ме-
талла извлекается стержень 4 (Ш этап) и вскрывается пресс-форма, одно-
временно из нее выталкивателем 3 удаляется отливка (IVэтап).
Рис. 3.4. Этапы процесса изготовления заготовки на машине для литья под
давлением с холодной камерой прессования: 1 — прессовальная камера;
2 — поршень; 3 — выталкиватель; 4 — стержень
Литьем под давлением получают отливки, в основном из цветных спла-
вов, по форме, массе и размерам наиболее соответствующие готовым дета-
лям (например, корпуса смесительной камеры, карбюратора и другие де-
тали корпусного или коробчатого типа). Этим способом можно изготов-
лять сложные тонкостенные отливки с толщиной стенок до 0,60 мм
и отверстиями диаметром до 1 мм с приливами, выступами, резьбой и т. д.
При литье под давлением степень точности размеров заготовки соответст-
вует И... 15 квалитетам, а параметры шероховатости поверхностей 20... 10
Rz, 1,25...0,60Яа.
3.1.4. Питье по выплавляемым моделям
Литье по выплавляемым моделям обычно используется для получения
небольших тонкостенных (до 0,3 мм) заготовок сложной формы, к точнос-
ти размеров которых предъявляются высокие требования.
Выплавляемые модели 1 формуют в разъемных пресс-формах 2
(рис. 3.5, а) из двух и более частей с вертикальным или горизонтальным
разъемом. Формовочная смесь, состоящая из воска, стеарина, модельного
состава РЗ, содержащего парафин, синтетический церезин, буроугольный
воск и кубовый остаток, а также другие материалы с температурой плавле-
ния 50 —70°С, подается под давлением в пресс-форму. После затвердева-
ния модельного состава и извлечения модели из пресс-формы модели со-
ЦД бирают в блоки 3 (рис. 3.5, б).
Методы получения заготовок|
Блок моделей покрывают жаропрочным слоем 4 при многократном оку-
нании в специальную сметанообразную смесь, состоящую из маршаллита
и связующего состава (этилсиликата или жидкого стекла) (рис. 3.5, в), с по-
следующими обсыпкой в три-десять слоев мелким кварцевым песком 5
(рис. 3.5, г) и отверждением на воздухе или в парах аммиака 6 (рис. 3.5, дг).
Затем производят выплавление модельного состава из полученной много-
слойной оболочковой формы и заформовывание последней в опоке путем
засыпки кварцевым песком 5 (рис. 3.5, е) с последующим прокаливанием
в печи 7 при температуре 850 — 950°С (рис. 3.5, ж). Прокаленную форму 8
заливают жидким металлом (рис. 3.5, з). После охлаждения формы отлив-
ки выбивают, очищают и отделяют от них элементы литниковой системы.
Рис. 3.5. Формовка при литье по выплавляемым моделям: а — изготовление
моделей; б — сборка моделей в блоки; в — покрытие блока моделей жаропроч-
ным слоем; г — обсыпка блока моделей кварцевым песком; д — отверждение
формы; е — выплавление моделей и засыпка формы кварцевым песком;
ж — прокаливание формы в печи; з — заливка формы жидким металлом;
1 — выплавляемые модели; 2 — разъемная пресс-форма; 3 — блоки моделей;
4 — жаропрочный слой; 5 — кварцевый песок; 6 — пары аммиака; 7 — печь для
прокаливания пресс-форм; 8 — прокаленная форма
Степень точности размеров отливки соответствует 11 — 15 квалитетам,
параметр шероховатости поверхностей Rz 40... 10 мкм. Литьем по выплав-
ляемым моделям изготовляют толкатели топливных насосов, крыльчатки
жидкостных насосов и другие детали.
3,1.5. Литье по газифицируемым миделям
Литье по газифицируемым пенополистироловым моделям — новый
технологический процесс для массового производства сложных отливок
из алюминия, чугуна и стали, позволяющий исключить применение литей- JJj
Глава 3
ных стержней при изготовлении отливок сложной формы с внутренними
полостями, например, коллекторов двигателей, головок блока и блоков ци-^
Рис. 3.6. Литье по гази-
фицируемым моделям:
1 — полистироловая
линдров, коленчатых валов и др. Этот процесс
в последнее десятилетие стал широко приме-
няться в автомобилестроении таких промыш-
ленно развитых стран, как США, Япония, Ита-
лия, Франция. Активные работы по его освое-
нию ведутся и в России.
Способ литья по газифицируемым моделям
(ЛГМ) принципиально отличается от известных
технологических процессов производства отли-
вок тем, что модель не извлекается из формы
при ее изготовлении, а образует единое целое
с формовочной смесью. При заливке формы
металлом он замещает модель, выжигая ее и об-
модель; 2 — расплав разуя отливку, которая полностью соответству-
ет конфигурации исходной модели (рис. 3.6).
Технологический процесс ЛГМ состоит из следующих операций:
— изготовление частей моделей заготовки и литниковой системы из вспе-
нивающегося суспензионного полистирола на специальных автомати-
ческих установках;
— склеивание частей моделей для получения исходной модели на специ-
альных полуавтоматах;
— сварка на специальных полуавтоматах пустотелых полистироловых
стояков и приваривание моделей к стоякам с образованием модельных
блоков;
— окраска модельных блоков;
— формовка модельных блоков в опоках-контейнерах в сухом песке без
связующих, заливка, охлаждение и выбивка готовых отливок (эти опе-
рации осуществляются на специальных автоматических линиях);
— регенерация формовочного песка.
В одной опоке может быть размещена целая группа моделей, связанных
с центральным стояком, что позволяет увеличить число отливок в опоке,
сократить цикл производства и трудозатраты. Максимальные размеры по-
лученных отливок — 700x700x680 мм, минимальная толщина стенки и диа-
метр получаемых отверстий — 3 — 4 мм.
Данная технология имеет значительные преимущества по сравнению
с литьем в песчано-глинистые формы. Упрощается процесс формовки, так
как отсутствуют технологические операции извлечения модели, установ-
ки стержней, сборки формы. Отпадает необходимость применения стерж-
ней, а следовательно, отсутствует их производство — один из трудоемких
и материалоемких переделов в литейном производстве. Практически отпа-
дает необходимость обрубки и очистки отливок, так как отсутствуют зали-
вы, что значительно сокращает трудоемкость финишной обработки.
3.1.6. Питье в оболочковые формы
Литьем в оболочковые формы, изготовленные из песчано-смоляных
86 формовочных смесей, по сравнению с ПГФ получают заготовки высокой
Мешвды получения заготовок|
точности из стали, серого, ковкого и высокопрочного чугунов (например,
коленчатый вал двигателя), а также из цветных сплавов при массе загото-
вок до 100 кг и толщине стенок 3—15 мм.
Оболочковые формы изготовляются по горячей модельной оснастке 1
(рис. 3.7, а), нагретой до 200 —250°С, из специальной формовочной смеси 3,
состоящей из мелкозернистого кварцевого песка, термореактивных связу-
ющих материалов, увлажнителей (керосин, глицерин), растворителей
(ацетон, этиловый спирт) и других веществ, находящихся в опрокидываю-
щем бункере 2. Модельная плита поворачивается на 180°, формовочная
смесь насыпается на нее.
Формовочная смесь на нагретой модельной плите выдерживается до
образования оболочки толщиной 5— 15 мм (рис. 3.7, б). После возвраще-
ния плиты в исходное положение (рис. 3.7, в) смесь прокаливается в пе-
чи при температуре 300 — 350°С. Полученная таким образом твердая обо-
лочка 4 снимается с модели специальным выталкивателем 5 (рис. 3.7, г).
Заливка расплавленного металла в такие формы может производиться
как в вертикальном, так и в горизонтальном положении. При заливке
в вертикальном положении формы для предохранения от преждевре-
менного разрушения помещают в опоку 6 и засыпают чугунной дробью
7 (рис. 3.7, д). Выбивка отливок из формы производится на вибрацион-
ных решетках или на специальных выбивных установках. При литье
в оболочковые формы объем механической обработки сокращается на
30 — 50%, металлоемкость заготовок — на 10— 15% по сравнению с лить-
ем в песчаные формы. При этом обеспечиваются точность заготовки, со-
ответствующая 12— 16 квалитетам, параметр шероховатости поверхнос-
ти Rz 80...20 мкм.
Рис. 3.7. Формовка прилитье в оболочковые формы: а — изготовление оболоч-
ковой формы; б — выдерживание формовочной смеси на нагретой модельной
плите; в — возвращение плиты в исходное положение и прокаливание смеси;
г — снятие твердой оболочки с модели; д — заливка формы; 1 — модельная
оснастка; 2 — опрокидывающий бункер; 3 — формовочная смесь; 4 — твер-
дая оболочка; 5 — выталкиватель
Глава 3
3.1.7. Центробежное литье
Рис, 3,8, Центробежное
литье: 1 — центробежная
изложница; 2 — расплав •
Центробежное литье применяется при из-
готовлении заготовок, имеющих форму тел
вращения с внутренними цилиндрическими
поверхностями (например, гильзы цилиндров,
зубчатые колеса). Заливка металла произво-
дится во вращающиеся металлические, а в не-
которых случаях и в комбинированные фор-
мы с нанесением на их поверхность формо-
вочных материалов. Формирование отливок
осуществляется под действием возникающих
при вращении центробежных сил до полного
затвердевания металла, после чего вращение
формы приостанавливается и из нее извлека-
ется готовая отливка (рис. 3.8).
При данном способе литья обеспечивается
хорошее заполнение форм металлом, снижа-
ется материалоемкость литниковых систем,
а также возможно получение комбинированных заготовок. Точность раз-
меров заготовки зависит от типа используемой формы (металлическая, ке-
рамическая, песчаная).
3.1.8. Литье в вакууме из бестнгельных установках
Для увеличения точности и качества отливок в НИИТавтопроме разра-
ботан усовершенствованный метод литья по выплавляемым и выжигае-
мым моделям с бестигельной плавкой и заливкой форм в вакууме. Для ре-
ализации данной технологии был создан комплект оборудования, состоя-
щий из линии для изготовления моделей и обжига форм и установки для
вакуумной плавки металла и заливки форм производительностью до 40
плавок в час.
В состав установки для литья в вакууме бестигельной (УЛВБ) входят:
плавильно-заливочный агрегат, генератор средней частоты, генераторы
высокой частоты (с механизмами подъема форм), гидростанция.
В качестве исходного материала (шихты) используется мерная цилинд-
рическая заготовка заданного химического состава диаметром до 32 мм
и длиной до 200 мм, полученная литьем в вакууме. Заготовка помещается
в прибыльную часть керамической формы непосредственно перед уста-
новкой последней на одну из рабочих позиций УЛВБ. Затем в вакууме осу-
ществляется направленная индукционная плавка мерной шихтовой заго-
товки, размещенной в верхней части формы, с последующим сливом рас-
плава в рабочую часть формы. Расплавляемой диафрагмой (пробкой),
предотвращающей преждевременное попадание металла в рабочую часть
формы, служит торец шихтовой заготовки, который расплавляется в по-
следнюю очередь. Установка обеспечивает полную автоматизацию и ста-
бильность процесса плавки металла и заливки форм в вакууме. Вручную
выполняются только вспомогательные операции — транспортировка фор-
мы с предварительно размещенной в ней шихтовой заготовкой к рабочему
88 столу УЛВБ и, если это необходимо, перенос залитой формы на позицию
Методы получения заготовок
кристаллизации, где предусмотрен подогрев прибыльной части отливок
для лучшего их питания при кристаллизации. По сравнению с традицион-
ными тигельными установками для литья в вакууме, УЛВБ обеспечивает
повышение производительности в 2 — 3 раза, снижение удельного расхода
электроэнергии в 1,5 раза, увеличение выхода годного литья в 2 — 2,5 раза.
Кроме того, на порядок уменьшается объем плавильных камер, упрощает-
ся вакуумная система и ее обслуживание, а отсутствие подвижных уст-
ройств в плавильной камере обеспечивает стабильность рабочего вакуума.
С помощью УЛВБ изготавливают колеса турбокомпрессора дизеля,
с помощью которого воздух всасывается, сжимается и подается под давле-
нием в цилиндры. В турбокомпрессоре находятся два колеса, оснащенных
крыльчатками и укрепленных на общем валу: колесо газовой турбины
и колесо турбокомпрессора. Колесо турбины приводится во вращение от-
работанными газами, в результате оно испытывает очень высокие терми-
ческие нагрузки и нагрузки от центробежных сил. Поэтому его заготовки
отливают из жаропрочных сплавов на никелевой основе, расплавляя ме-
талл и заливая его в вакууме в горячие керамические формы, изготовлен-
ные по выплавляемым моделям.
Данная технология может применяться не только для отливки колес
турбины, но и для литья других заготовок из разных металлов и сплавов,
включая титановые.
3.2. Подцчение заготовок методами пбработкн металлов давлением
3.2.1. Горячая объемная штамповка
При горячей объемной штамповке (ГОШ) металл предварительно на-
гревают до ковочной температуры (для конструкционных сталей от 1200
до 1300°С). Благодаря нагреву металл становится пластичным, сопротивле-
ние деформированию снижается на порядок по сравнению с прочностью
в холодном состоянии, под действием давления пресса нагретый металл
хорошо заполняет ручьи (полости) штампов, что позволяет получать весь-
ма сложные по форме поковки, используя широкую номенклатуру марок
сталей.
Наиболее характерными деталями автомобилей, заготовки для которых
изготавливают горячей штамповкой, являются коленчатые валы, поворот-
ные кулаки, цапфы поворотных кулаков, крестовины и вилки карданного
вала, шатуны, впускные и выпускные клапаны, зубчатые колеса коробок
передач и другие детали.
Различают два основных вида нагрева заготовок под штамповку: нагрев
в пламенных печах и электронагрев. Пламенные печи используют жидкое
или газообразное топливо и могут быть периодического или непрерывно-
го действия. В крупносерийном и массовом производстве применяют авто-
матизированные печи с непрерывной загрузкой (методические толкатель-
ные печи). Основной недостаток пламенных печей — интенсивное образо-
вание окалины на поверхности заготовок.
Электронагрев более производителен, может быть полностью автома-
тизирован и существенно сокращает потери металла на образование ока-
лины. Эти потери при индукционном и электроконтактном нагреве со- 89
Глава 3
Рис. 3.9. Изготовление поковок:
а — на молоте; б — на криво-
шипном горячештамповочном
прессе
Рис. ЗЛО. Штамповка с об-
лоем: 1 — облой; 2 — об-
лойная канавка; 3 — мос-
тик облойной канавки
ставляют не более 0,2 — 0,4% от массы за-
готовки, что в 10 раз меньше, чем в пла-
менных печах.
Штампованная в горячем состоянии
поковка представляет собой заготовку для
последующей обработки резанием. Раз-
меры поковки подвержены воздействию
эффекта теплового расширения, что учи-
тывается при проектировании штампов.
Кроме того, на поковках не может быть
отвесных стенок, они заменяются штам-
повочными уклонами, в противном случае
будет затруднено их удаление из штам-
пов. При расчете заготовки под ГОШ учи-
тываются также потери на образование
3 1
окалины.
Все эти факторы принимают во внима-
ние при разработке чертежей поковок, на-
значая припуски на размеры и предусмат-
ривая напуски (дополнительные припуски)
на тех участках конфигурации поковки, ко-
торые не могут быть получены штамповкой
(рис. 3.9). Припуски и напуски удаляются
затем на металлорежущих станках.
При разработке технологии учитыва-
ют также расход металла на так называе-
мый облой (заусенец) — металл, вытекаю-
щий в зазор между верхней и нижней по-
ловинами штампов во время штамповки
(рис. 3.10).
Он необходим для создания определенного сопротивления истечению
металла в уменьшающийся по ходу сближения половин штампа зазор, что
способствует лучшему заполнению формообразующих полостей (ручьев)
штампа и более качественному оформлению поковок. Доля облоя в общем
расходе металла составляет от 10 до 20%. После завершения процесса
штамповки облой всегда удаляют на отдельном прессе в специальном об-
резном штампе, продавливая поковку сквозь фасонное отверстие штампа,
повторяющее ее контур.
При горячей штамповке среднее значение коэффициента использова-
ния металла (КИМ — отношение чистой массы детали к норме расхода ме-
талла при изготовлении поковки) обычно 0,56 — 0,58. Максимально значе-
ние этого коэффициента может быть 0,7 при штамповке деталей, не имею-
щих большого числа точных размеров и не требующих поэтому больших
объемов последующей обработки резанием.
Коэффициент использования заготовки (отношение массы поковки
к массе заготовки) при грамотно спроектированной поковке и рациональ-
но выбранном технологическом процессе ГОШ может достигать 0,83.
В автомобильной промышленности горячая объемная штамповка осу-
ществляется на следующем оборудовании: молотах, кривошипных горяче-
90 штамповочных прессах (КГШП), горизонтальных* многопозиционных го-
Методы получения заготовок
рячештамповочных автоматах (ГША) и на горизонтально ковочных маши-
нах (ГКМ). Применяются также специализированные методы штамповки,
такие как вальцовка, поперечно-клиновая прокатка (ПКП) и поперечно-
винтовая прокатка (ПВП). В кузнечных цехах они чаще используются для
выполнения операций предварительного формирования заготовок, раз-
гружая основное штамповочное оборудование, но могут иметь и самосто-
ятельное назначение.
Основу оборудования современных кузнечных цехов составляют
КГШП, так как они технологически универсальны, достаточно легко авто-
матизируются, встраиваясь в механизированные и автоматические линии.
На ряде заводов отечественной автомобильной промышленности приме-
няют и различные молоты. Для штамповки деталей массового производст-
ва используют ГША, а для штамповки деталей в виде стержней с фланца-
ми или фасонными головками — ГКМ, в том числе и автоматические с го-
ризонтальным разъемом матриц.
Штамповка на молотах. На молоте для формирования поковки исполь-
зуют энергию его падающих частей, масса которых у современных паро-
воздушных молотов достигает 8 т. В силу особенностей энергетического
режима работы молотов и в связи с отсутствием у них выталкивателей из
штампов на них нельзя выполнять операции выдавливания или прошивки
глубоких полостей. Поэтому штамповочные уклоны и припуски на поков-
ках делают достаточно большими, что приводит к повышенному расходу
металла (см. рис. 3.9, а).
Преимущество молота заключается в том, что число наносимых ударов
не связано жестко с числом ручьев молотового штампа. Благодаря этому
в специальном ручье штампа можно выполнять операцию протяжки, удли-
няя заготовку до необходимого размера последовательными ударами. Кро-
ме того, при штамповке в последнем ручье можно нанести по поковке не-
которое число повторных ударов для лучшего ее оформления.
На молоте можно
выполнять операции
осадки в торец, про-
тяжки, гибки, предва-
рительной и оконча-
тельной штамповки.
Самая нагружен-
ная — последняя по-
зиция — обычно раз-
мещается посереди-
не, ближе к оси
действия деформи-
рующей силы. Кон-
струкция типичного
многоручьевого мо-
лотового штампа д ля
изготовления поков-
ки типа шатуна пока-
зана на рис. 3.11.
Штамповка на
КГШП. Современ-
3
Рис. 3.11. Конструкция молотового штампа: а — штамп
в разрезе по ручью 3 на поз. б (1 — сухарь; 2 — зеркало
штампа; 3 — хвостовик; 4 — крепежный клин; 5 — по-
лость штампа; 6 — подштамповая плита); б — вид на
нижнюю часть штампа (1 — протяжной ручей; 2 — под-
катной ручей; 3 — предварительный ручей; 4 — оконча-
тельный ручей; 5 — гибочный ручей) 91
Глава 3
Рис. 3.12. Типичные переходы
штамповки в торец
ные КГШП позволяют штамповать круп-
ные поковки массой до 50 — 60 кг. Одной из
таких поковок является, например, колен-
чатый вал двигателя. На КамАЗе коленча-
тый вал производят на автоматизирован-
ной линии, в которую входят кривошипно-
клиновые прессы усилием до 40 МН.
При штамповке на КГШП применяются
два способа деформирования:
— штамповка заготовки в торец;
— штамповка заготовки плашмя.
Число переходов штамповки и число хо-
дов пресса здесь совпадают.
Штамповкой в торец получают осесимметричные поковки. Основные
операции — фасонирование, предварительная и окончательная объемная
штамповка, прошивка и прямое выдавливание.
Фасонирование — придание заготовке первичной формы, удобной для
размещения в следующем ручье штампа, — может выполняться осадкой
с образованием ступиц или осадкой с выдавливанием. При этом можно
придавать заготовке достаточно сложные формы, от простой бочки до фи-
гуры с полостью. Далее следуют операции предварительной и окончатель-
ной штамповки, а при штамповке деталей с отверстием — пробивка пере-
мычки. Прошивкой получают глухие полости, выдавливанием — различ-
ные хвостовики.
Типичные переходы штамповки в торец показаны на рис. 3.12.
Характерным примером штамповки на КГШП является выдавливание
поворотного кулака на многопозиционном вертикальном прессе фирмы
«Sumitomo» (Япония). Переходы штамповки и рабочие вставки штампа по-
казаны на рис. 3.13.
Заготовки размером 0120x210 мм массой 18,7 кг отрезают от горячека-
таного прутка на ножницах. Материал заготовки — легированная хромом
конструкционная сталь с временным сопротивлением 800 МПа. Нагретую
в индукторе ТВЧ до ковоч-
ной температуры заготовку
сначала высаживают для
того, чтобы сбить окалину.
На следующей позиции
производится перераспре-
деление объемов металла:
из верхней части заготовки
предварительно формуют
проушину, из нижней час-
ти — стержень. Третья опе-
рация представляет собой
черновое выдавливание:
вверх — проушины с обра-
зованием фланца, вниз —
Рис. 3.13. Переходы штамповки и рабочие стержня. На четвертой по-
52 вставки при изготовлении поворотного кулака зиции штампа поковке при-
Методы получения заготовок
дают окончательные размеры, а на пятой обрезают образовавшийся в разъ-
еме штампа облой проталкиванием поковки через обрезную матрицу.
Штамповка поковок с вытянутой и изогнутой осью всегда осуществля-
ется с облоем и по содержанию формообразующих переходов отличается
от штамповки осесимметричных деталей. Здесь важную роль играют пред-
варительные ручьи штампа, называемые подкатными. Форма их полостей
представляет собой приближенные, сглаженные очертания будущей по-
ковки, что позволяет так перераспределить металл вдоль продольной оси,
чтобы исключить брак из-за недостаточно качественного заполнения.
Для деталей с изогнутой осью обязательна гибка, выполняемая в специаль-
ном ручье.
В ряде случаев штамповку в подкатных ручьях заменяют вальцовкой на
ковочных вальцах, или станах поперечно-клиновой прокатки установлен-
ных на участке штамповки. Для крупных деталей массового производства,
таких как, например, коленчатый вал двигателя иногда применяют в каче-
стве заготовки периодический прокат (см. ниже). Вальцовка и применение
периодического проката, благодаря которым осуществляется предвари-
тельное распределение металла вдоль оси будущей поковки, позволяют уп-
ростить и удешевить конструкцию ковочного штампа, сократить расход
металла и повысить общую производительность процесса ГОШ.
Прокатанные на станах периодической прокатки заготовки применя-
ются, в частности, для штамповки коленчатых валов.
Типичный технологический маршрут горячей штамповки на КГШП со-
стоит из следующих этапов: разделение исходного проката на заготовки на
ножницах (в холодном состоянии или с подогревом), нагрев заготовок до
ковочной температуры (от 1200 до 1300°С, в зависимости от марки стали)
в пламенных печах или ТВЧ и штамповка за 2 — 4 перехода. Обрезку облоя
вокруг поковки выполняют на отдельном обрезном прессе, продавливая ее
пуансоном через фигурное отверстие в матрице, соответствующее конту-
ру поковки. Штампы периодически смазывают технологической смазкой
на основе коллоидального графита.
В качестве примера штамповки сложной поковки с изогнутой осью по-
казаны переходы штамповки коленчатого вала (рис. 3.14).
Рис. 3.14. Переходы штамповки коленчатого вала: а — заготовка; б — гибка;
в — предварительная штамповка; г — окончательная штамповка; д — обрез-
ка облоя; е — высадка фланцев на ГКМ 03
Глава 3
После обрезки облоя и правки вал поступает на специальный гидравли-
ческий пресс для выкрутки шатунных шеек на необходимый угол. Далее
производится его правка, которая обеспечивает необходимое положение
коренных и шатунных шеек относительно главной оси (на рис. 3.14 не по-
казано).
Штамповка на ГКМ выполняется в разъемных матрицах, благодаря
чему можно получать сложные поковки типа стержней с концевыми
или смещенными утолщениями, а также полых поковок с несколькими
буртами. Основная формобразующая операция здесь высадка, т. е.
осадка части заготовки. Для получения полых поковок используют про-
шивку.
Существуют ГКМ с вертикальным и горизонтальным разъемом матриц.
На ГКМ с вертикальным разъемом матриц работа выполняется из прут-
ка, конец которого предварительно нагревается до ковочной температуры
в щелевой или очковой пламенной печи или специальном щелевом индук-
ционном нагревателе. Во время высадки пруток упирается в задний упор.
Поковка отделяется от прутка только на последнем переходе в специаль-
ном отрезном ручье. Возможна и штамповка из трубы.
Наиболее типичными автомобильными деталями, которые штампуют
на ГКМ являются блоки зубчатых колес коробки передач. Переходы штам-
повки комбинированного зубчатого колеса показаны на рис. 3.15.
Сначала в процессе зажима нагретой части прутка сходящимися по-
луматрицами выполняют пережим овального сечения. Затем следуют
Рис. 3.15. Переходы штамповки зубчатого колеса на ГКМ:
а — формирование пережима на заготовке полуматрицами;
б — предварительная высадка конуса и формирование шей-
ки; в — формирование фланца, прошивка и утонение пережи-
ма; г — окончательное формирование фланца и второго бур-
та, отделение поковки прошивкой
Методы получения заготовок
две высадки: первая — с набором конуса под передний бурт и форми-
рование шейки между буртами, вторая — с формированием фланца,
прошивкой глухой полости и утонением пережима на заготовке. На по-
следней операции окончательно формируют фланец и второй бурт
и прошивают поковку насквозь, тем самым отделяя ее от исходного
прутка.
ГКМ с горизонтальным разъемом полностью автоматизированы
и штампуют поковки из штучных заготовок.
Штамповка на ГША. Автоматы являются самым производительным ви-
дом оборудования, применяемым в ГОШ. Производительность их состав-
ляет от 70 до 180 деталей в минуту (меньшее значение относится к поков-
кам массой до 5 кг, большее — к поковкам массой до 0,9 кг).
Все операции, начиная от разделения проката на мерные заготовки
и кончая пробивкой перемычки, выполняются непосредственно автома-
том. Для разделения на заготовки прутки нагревают до ковочной темпера-
туры в индукторе ТВЧ, встроенном в автомат, отрезают мерную заготовку
и подают ее на первую позицию штамповки. Технологический процесс
включает от трех до четырех операций собственно горячей штамповки.
Во время штамповки рабочие вставки формообразующего инструмента
постоянно охлаждаются большим количеством воды (расход до 80 м3/ч).
Благодаря большой скорости штамцовки и потокам воды, охлаждающей не
только штамповочный инструмент, но и подающие ролики, соприкасаю-
щиеся с нагретым металлом, стойкость штампов выше, чем при штамповке
на КГШП. Кроме того, на поковках практически нет грубой окалины, они
имеют чистую поверхность.
Штамповка на автоматах осуществляется в закрытых штампах,
без горизонтального разъема, характерного для штампов на КГШП, по-
этому у них нет облоя и отсутствует операция его обрезки. На автомат-
ных поковках нет также и штамповочных уклонов. В связи с этим штам-
повка на автоматах обеспечивает более высокий КИМ, чем на КГШП (на
10-20%).
Типичные технологические переходы штамповки на автомате поковки
цилиндрического зубчатого колеса показаны на рис. 3.16.
Зубчатое колесо формируется за четыре перехода. Сначала выполняют
две осадки для приближения габаритных размеров в плане к размерам бу-
дущей поковки и обеспечения устойчивости, затем следуют штамповка
и пробивка.
Рис. 3.16. Технологические переходы штамповки зубчатого колеса на
ГША (фирма Hatebur, Швейцария)
95
Глава 3
3.2.2. Специализированные методы горячей штамповки
В технологии горячей штамповки применяется ряд технологических
процессов, которые относят к специальным. Это электровысадка и различ-
ные способы прокатки, которые чаще всего используются как вспомога-
тельные. Они разгружают основное кузнечно-прессовое оборудование от
предварительных операций.
Электровысадка (рис. 3.17). Этот метод штамповки используется для
изготовления небольшой номенклатуры деталей типа стержней с головка-
ми. Ее отличительной особенностью является совмещение электронагрева
методом сопротивления и высадки нагретого участка заготовки.
Исходная штучная заготовка 3 подается в электровысадочную машину
через радиальный электрод 2 до упора в электрод-наковальню 1 и зажима-
ется электродом 2 с усилием Рг Часть заготовки, подлежащая высадке
и расположенная между двумя электродами, подключенными к системе
электронагрева (к вторичной обмотке понижающего трансформатора пе-
ременного тока промышленной частоты), разогревается до температуры
штамповки. Одновременно на холодную часть заготовки воздействует осе-
вое усилие Р, благодаря которому нагретая часть деформируется, образуя
утолщение. Во время высадки электрод-наковальня 1 перемещается с оп-
ределенной скоростью, поэтому утолщение, образуемое на конце заготов-
ки, увеличивается.
3808 а)
б)
Рис. 3.17. Процесс электровысадки:
а — начало; б — конец; 1 — элект-
род-наковальня; 2 — радиальный эле-
ктрод; 3 — заготовка; 4 — транс-
форматор
Благодаря простоте и низкой
стоимости технологической оснаст-
ки, относительной экологичности
и возможности полной автоматиза-
ции процесса себестоимость элект-
ровысадки поковок по сравнению
с изготовлением их на ГКМ на 15%
ниже.
Электровысадку можно эффек-
тивно использовать при горячей
штамповке клапанов. Ею заменяют
предварительное выдавливание.
Окончательную штамповку выпол-
няют на КГШП, установленном в не-
посредственной близости от элект-
ровысадочной машины.
Вальцовка (рис. 3.18) использует-
ся главным образом для предвари-
тельного перераспределения метал-
ла вдоль оси заготовки при штампов-
ке деталей удлиненной формы.
Вальцовка представляет собой про-
дольную прокатку. Деформирова-
ние нагретой заготовки происходит
во вращающихся валках с выпол-
ненными на них ручьями, соответст-
вующими формируемому продоль-
ному сечению. Полученный в ре-
Рис. 3.18. Процесс вальцовки:
1 — валки; 2 — заготовка;
96 3 — клещи
Методы получения заготовок
зультате вальцовки полуфабрикат
поступает на КГШП, где его оконча-
тельно штампуют.
В зависимости от сложности по-
ковки вальцовку осуществляют
в один — два прохода, для чего на
валках выполняют соответствую-
щее число ручьев. Вальцовкой не
только перераспределяют металла
вдоль оси, но и придают различным
участкам заготовки необходимые
поперечные сечения. Благодаря
этому при штамповке вальцован-
ных заготовок обеспечивается эко-
номия от 5 до 20% металла по срав-
нению со штамповкой только на
КГШП или молоте. Из вальцован-
ных заготовок в виде стержня с дву-
мя головками обычно штампуют по-
ковки шатунов.
Поперечно-клиновая прокатка
(рис. 3.19). При данном способе де-
формирования так же, как и при
вальцовке, предварительно пере-
распределяют металл вдоль оси за-
готовки с помощью инструмента,
зеркально отображающего буду-
щий профиль в виде клиньев, вытя-
Рис. 3.19. Попе-
речно-клиновая
прокатка
Рис. 3.20. Поперечно-винтовая про-
катка периодического профиля:
1 — следящее устройство гидроси-
стемы; 2 — валки; 3 — заготовка;
4 — копир; 5 — свободно вращаю-
щийся зажим; 6 — тянущий гидрав-
лический цилиндр
нутых вдоль плоских плашек или нанесенных на цилиндрические валки.
Клинья имеют наклонные боковые поверхности, поэтому при перемеще-
ния подвижной плашки или вращении валков клинья постепенно врезают-
ся в материал заготовки, утоньшают ее, растягивают в обе стороны вдоль
оси. Части металла, находящиеся между клиньями, остаются недеформи-
рованными. В результате полуфабрикат приобретает вытянутую форму
с несколькими утолщениями. Данные заготовки применяются для штам-
повки шатунов и коленчатых валов.
Поперечно-винтовая прокатка. Периодический профиль можно при-
дать заготовке и на стане поперечно-винтовой прокатки (рис. 3.20). Форма
придается тремя периодически сходящимися и расходящимися валками,
при этом и заготовка и валки вращаются в одну и ту же сторону. Данные
заготовки применяются, например, для штамповки коленчатых валов.
3.2.3. Холодная объемная штамповка
Холодная объемная штамповка (ХОШ) заключается в получении деталей
пластическим деформированием при комнатной температуре. ХОШ можно
изготовлять детали как из мягких цветных металлов и сплавов, так и из кон-
струкционных сталей — углеродистых, низко- и среднелегированных.
ХОШ используется в основном для полной или частичной замены обра-
ботки резанием, и ее основное достоинство заключается в чрезвычайно J)
7 Технология автомобилестроения
Глава 3
экономном использовании металла. В грамотно построенных технологиче-
ских процессах коэффициент использования металла не опускается ниже
0,85 — 0,95, его величина существенно зависит от умения технолога пользо-
ваться всем арсеналом имеющихся в его распоряжении средств.
Характерным эффектом, сопровождающим холодное деформирование
любых металлов, является их упрочнение в процессе штамповки, т. е. по-
стоянное нарастание сопротивления деформированию. В ряде случаев при
изготовлении неответственных деталей это даже позволяет отказаться от
последующей термической обработки. В остальных случаях с деформаци-
онным упрочнением приходится бороться с помощью предварительных,
а иногда и промежуточных отжигов исходного металла, штучных загото-
вок или полуфабрикатов между операциями штамповки.
Наиболее распространенными деталями автомобилей, которые изго-
товляются с помощью ХОШ, являются: корпуса и вкладыши шарниров
равных угловых скоростей (ШРУС), корпуса гидравлических амортиза-
торов, шаровые пальцы рулевого управления и подвески, поршни гидрав-
лической тормозной системы, поршневые пальцы, корпуса и наконечни-
ки толкателей клапанов, тарелки и втулки пружин клапанов, муфты и на-
конечники шлангов высокого давления, корпуса и сердечники свечей
зажигания, шестерни стартеров, обоймы приводов стартеров, валы гене-
раторов, корпуса масляных фильтров и т. п. В последние годы к ним доба-
вились разнообразные валы массой до 15 кг, в том числе вал-шестерня
главной передачи, первичные и вторичные валы коробки передач и дру-
гие детали, которые изготовляются из различных материалов: от углеро-
дистых сталей марок 08кп, 10кп, 10, 20, 35 до легированных сталей 12ХН,
12ХН2, 15ХФ.
Поскольку ХОШ осуществляется без нагрева (при штамповке нет ока-
лины, не нужны штамповочные уклоны и т. п.), точность и качество по-
верхности штамповок получаются достаточно высокими и во многих слу-
чаях не требуют последующей обработки резанием.
Из опыта применения ХОШ в автомобильной промышленности извест-
но, что на каждую 1000 т изготовленных с ее помощью деталей приходит-
ся 700 — 800 т сэкономленного металлопроката, расход электроэнергии со-
кращается на 120 тыс. кВт-ч, высвобождается 10 многошпиндельных то-
карных автоматов.
Наибольший эффект применение ХОШ дает при изготовлении деталей
ступенчатой формы с заметным перепадом между ступенями, деталей
с фасонными полостями и т. п., так как при изготовлении данных деталей
резанием чрезвычайно велики отходы металла в стружку.
ХОШ является в основном технологией крупносерийного и массового
производства, так как только в этом случае удается достаточно быстро оку-
пить расходы на ее организацию. Однако при умелом использовании прес-
сового оборудования и соответствующей конструкции штампа можно ус-
пешно изготовлять детали и в меньших количествах. Существует опреде-
ленная зависимость между величиной партии изготавливаемых деталей
и массой детали: чем больше масса детали, тем меньше может быть про-
грамма выпуска. Размеры партий деталей колеблются в диапазоне от
50—100 тыс. шт. до нескольких миллионов в год.
Важным достоинством ХОШ является возможность изготовлять сбор-
08 ные или сварные конструкции цельными. Наиболее характерным приме-
Методы получения заготовок|
ром изготовления методом ХОШ является производство корпуса масляно-
го фильтра (рис. 3.21) и обоймы привода стартера (рис. 3.22).
Формообразование осуществляется в штампах, рабочими деталями ко-
торых являются пуансоны и матрицы, изготовленные из высокопрочных
инструментальных сталей Р18, Р6М5, Х12М, закаливаемых на предельную
прочность. Применяются также твердые сплавы.
В принципе формирование детали с помощью ХОШ осуществляется
всего двумя методами: уменьшением или увеличением поперечного сече-
ния исходной заготовки. Однако существует много способов их реализа-
ции (см. рис. 3.23 — 3.28).
Прежде всего это операции выдавливания, которые осуществляют
уменьшение поперечного сечения заготовки. Различают прямое (рис. 3.23)
и обратное (рис. 3.24) выдавливание. В первом случае пластическое тече-
Рис. 3.21. Замена стального корпуса масляного фильтра свар-
ной конструкции (а) цельной конструкцией, полученной с по-
мощью ХОШ (б). Фирма «Verson», США
Рис. 3.22. Обойма привода стартера составная (а) и цельная
(б), полученная с помощью ХОШ ЦЭ
7*
Глава 3
Рис. 3.23. Прямое выдавливание: а, б — открытое и закрытое
сплошной детали; в — детали с отверстием; г — стакана
Рис. 3.24. Обратное выдавли-
вание
Рис. 3.25. Вытяжка с утонени-
ем стенки
а)
Рас. 3.26. Осадка: а — открытая; б — закрытая осадка-калибровка
100
Рис. 3.27. Высадка
Рис. 3.28. Комбинированное
выдавливание
Методы получения заготовок
ние металла совпадает с направлением движения пуансона, во втором эти
направления противоположны.
Существуют два варианта исполнения прямого выдавливания: откры-
тое выдавливание, которое принято называть редуцированием (рис. 3.23,
а) и закрытое (рис. 3.23, б). Редуцирование осуществляют при степени де-
формации не более 30% в матрице с углом входного конуса не более 30°.
Благодаря этому удается обойтись без глубокой матрицы, характерной для
закрытого выдавливания.
Большие деформации получают при закрытом выдавливании, когда за-
готовку помещают в матрицу полностью. Здесь, в зависимости от марки
стали, можно достичь степени деформации 70 — 80% (для сталей марок 08,
10) и сформировать ступень весьма малого диаметра относительно исход-
ной заготовки.
При выдавливании используют схему всестороннего неравномерного
сжатия, благодаря которой помещенная в матрицу мерная заготовка вы-
тесняется движущимся пуансоном в отверстие в матрице (см. рис. 3.23)
или в зазор между пуансоном и матрицей (см. рис. 3.24), т. е. в сторону с
наименьшим сопротивлением деформированию.
Как видно из рис. 3.23, прямым выдавливанием изготовляют как сплош-
ные, так и полые детали, причем поперечное сечение выдавливаемой час-
ти может иметь достаточно сложный некруглый профиль, например, мно-
гогранный или даже зубчатый (шестерни стартера).
Обратным выдавливанием (см. рис. 3.24) получают детали типа стака-
нов. В этом случае поперечное сечение формируемой полости может быть
отличным по форме от круга. Эта операция позволяет изготовлять детали
с полостями не только круглого, но и более сложного поперечного сечения,
(квадратные, прямоугольные, многогранные, крестообразные и т. п.).
Преимущества схемы неравномерного всестороннего сжатия — в зна-
чительном повышении пластичности обрабатываемых материалов. Благо-
даря этому и можно получать сложные формы даже из сталей со сравни-
тельно невысокими относительными сужением и удлинением. Однако при
этом неизбежны высокие удельные нагрузки на инструмент, достигающие
2500 — 3000 МПа. Необходимую стойкость инструмента обеспечивают
комплексом средств, включая выбор инструментальных материалов, раз-
личные методы его упрочнения и др.
Заимствованная у листовой штамповки операция вытяжки с утонением
стенки (рис. 3.25) применяется в том случае, когда обратным выдавливани-
ем не удается получить стакан с необходимой глубиной полости и толщиной
стенки. В этом случае сначала получают более короткий и толстостенный
стакан, соответственно предельным возможностям обратного выдавлива-
ния, а затем доводят его до необходимых размеров проталкиванием через
одну или несколько матриц, воздействуя пуансоном на дно полуфабриката.
К способам, увеличивающим поперечное сечение заготовки, относятся
осадка (рис. 3.26) и высадка (рис. 3.27). Осадка может быть открытой (см.
рис. 3.26, а) или закрытой (см. рис. 3.26, б). Открытая осадка осуществляет-
ся сжатием цилиндрической мерной заготовки между плоскими парал-
лельными плитами. Критериями, ограничивающими этот способ, являют-
ся устойчивость осаживаемой заготовки (высота не более 1,5 диаметра за-
готовки) и допускаемое предельное увеличение диаметра заготовки (не
более двух исходных диаметров).
101
Глава 3
Закрытая осадка представляет собой сжатие заготовки, помещенной
в матрицу, подвижным и неподвижным пуансонами. Деформация здесь
невелика, однако этот метод обеспечивает выравнивание торцов заготов-
ки и образование бокового цилиндрического пояска, достаточного для
правильной фиксации заготовки в следующей матрице. ;
Высадка — открытая или закрытая осадка части заготовки (см.
рис. 3.27). Основной критерий высадки — предельная относительная дли-
на высаживаемой части заготовки \j—1/d, где 1 — длина высаживаемой ча-
сти, ad — ее диаметр. При \|/ < 2,25 высадка может быть осуществлена за
один переход, при 2,25< у < 3,5 — за два перехода, при 3,5< у < 6 — за три
перехода. При запредельном значении у стоит подумать о другом методе
изготовления данной детали, например, о прямом выдавливании.
Высадка используется для изготовления деталей типа стержней с кон-
цевыми головками или промежуточными утолщениями, а также для полу-
чения Т-образных фасонных заготовок.
Наибольший эффект достигается при комбинировании операций вы-
давливания (рис. 3.28). Этот способ отличается появлением у пластичес-
ки деформируемого металла дополнительных степеней свободы, одной
или более. Так, комбинированием операций прямого и обратного выдав-
ливания можно получать детали в виде стакана со стержнем, стакана
с двумя оппозитными глухими полостями, стакана с двойными стенками
и т. п.
Выше отмечалось, что процесс ХОШ сопровождается упрочнением
штампуемого материала. Благодаря упрочнению предел текучести матери-
ала увеличивается в два-четыре раза, предел прочности и твердость —
в полтора-два раза, относительное удлинение и сужение уменьшаются
в два-четыре раза.
Важным преимуществом деталей, получаемых ХОШ, является доста-
точно высокая точность диаметральных размеров и низкое значение ше-
роховатости поверхностей. Некоторые сведения о точности основных ти-
пов деталей, получаемых ХОШ, приведены в табл. 3.1.
Эллипсность внутреннего или наружного диаметра обычно составляет
0,2 —0,6% от номинала.
Таблица 3.1
Наибольшие отклонения диаметральных размеров деталей,
полученных ХОШ
Допуск на износ инст- румента Степень де- формации* Суммарное изменение, мм
размера вы- давленного стержня 020- 70 мм размера от- верстия у вы- давленных стаканов 020- 70 мм наружного размера вы- давленных стаканов 020- 70 мм
Квалитет 9 0,4 0,09-0,26 0,11-0,28 0,21-0,61
0,7 0,09-0,24 0,11-0,28 0,18-0,53
Квалитет 11 0,4 0,18-0,40 0,20-0,42 0,33-0,77
0,7 0,18-0,38 0,20-0,42 0,27-0,68
* Относительное уменьшение площади поперечного сечения заготов-
ки после выдавливания
102
Методы получения заготовок
Качество поверхности штампованных в холодном состоянии деталей
зависит от способа деформирования и поэтому неодинаково на разных
участках детали. Наименьшее значение шероховатости поверхности, до-
стигающая по Ra 1,6 мкм, имеет место в процессах выдавливания, то есть
там, где металл наиболее интенсивно течет вдоль стенок матрицы или
вдоль пуансона для обратного выдавливания. При высадке шероховатость
поверхности выше (не менее Ra=3,2 мкм).
Проектируя детали для ХОШ, необходимо учитывать особенности тече-
ния металла при холодном пластическом деформировании. Это прежде
всего относится к рациональному оформлению переходов между такими
элементами, как ступени у деталей типа стержней и переходы от внутрен-
них поверхностей к дну деталей типа стаканов (рис. 3.29).
Рис. 3.29. Примеры правильного конструирования переходных участков, изго-
тавливаемых ХОШ
В конструкциях данных деталей должны быть технологические пере-
ходные участки (рис. 3.29, а). При прямом выдавливании эти технологиче-
ские участки имеют коническую форму, причем угол раствора конуса за-
висит от степени деформации заготовки.
Если на деталях все же требуются резкие переходы, то они должны
быть скруглены (рис. 3.29, б). Для этого в технологический процесс вводит-
ся операция чеканки.
Следует также избегать таких нетехнологичных элементов, как глубо-
кие отверстия малого диаметра, поднутрения в виде обратных конусов
и канавок, мелких буртов и т. п. Эти элементы лучше получать последую-
щей обработкой резанием.
Различают два направления в производстве деталей ХОШ, каждое из
которых имеет свою специфику: штамповка на вертикальных прессах
и штамповка на горизонтальных автоматах. На прессах штампуют обычно
крупные детали массой от 1 кг и более или детали, требующие промежу- ЮЗ
Глава 3
точных отжигов для снятия упрочнения вследствие больших деформаций.
На автоматах изготавливают прежде всего стандартный крепеж (болты,
винты, шпильки, заклепки). Кроме того, их используют для производства
массовых фасонных деталей, например, шаровых пальцев рулевого управ-
ления и подвески легковых автомобилей, наконечников гибких шлангов
тормозных систем, корпусов свечей зажигания и др.
ХОШ на вертикальных прессах. Оборудованием для штамповки фасон-
ных деталей, особенно таких, как валы, корпуса ШРУСов и т. п., являются
вертикальные кривошипные, кривошипно-коленные и гидравлические
прессы, использующие мерные заготовки. Заготовки предварительно от-
жигают и фосфатируют. Производительность вертикальных прессов не
превышает 30 шт. в минуту, однако размеры и массы штампуемых деталей
здесь заметно больше и могут достигать 5 — 10 кг.
Технологический процесс ХОШ при штамповке на прессе состоит из
следующих операций:
• отрезка мерных заготовок (резка сдвигом в штампе);
• закрытая осадка заготовок для выравнивания торцов после резки;
• отжиг заготовок для снижения сопротивления деформированию и по-
вышения пластичности;
• фосфатирование и омыливание заготовок, т. е. создание покрытия, ко-
торое исключает сварку заготовки и инструмента под действием высо-
кого давления и снижало бы трение пластически текущего металла о ра-
бочие поверхности этого инструмента, при изготовлении сложных по
форме деталей из труднодеформируемых материалов применяются
промежуточные отжиги и фосфатирования;
• штамповка за один и более переходов в зависимости от сложности детали.
Штампы для ХОШ, в зависимости от сложности детали, количества пе-
реходов штамповки и типа применяемого пресса, могут быть одно- и мно-
гопозиционными.
Примером изготовления ХОШ крупной детали на вертикальном криво-
шипном прессе является штамповка шарового пальца задней подвески
грузового автомобиля (рис. 3.30).
Рис. 3.30. Шаровой па-
лец задней подвески гру-
зового автомобиля
Чертеж готового шарового пальца по-
казан на рис. 3.30. Масса чистовой дета-
ли — 2,1 кг. Материал — высокоуглеро-
дистая сталь марки 55ПП (пониженной
прокаливаемости). Традиционная техно-
логия изготовления таких деталей — го-
рячая штамповка в положении «плаш-
мя» в открытых штампах с образовани-
ем облоя и трудоемкой последующей
механической обработкой по всему кон-
туру на гидрокопировальных полуавто-
матах. Коэффициент использования ме-
талла в этом случае не превышает 0,65,
то есть 35% металла (больше 1 кг) уходит
в отход в виде облоя и стружки.
Опыт применения ХОШ показывает,
что детали типа пальцев со ступенчатым
104
Методы получения заготовок
стержнем и утолщением на конце получают обычно сочетанием операций
прямого выдавливания (для формирования стержня) и высадки (для фор-
мирования шаровой головки). В соответствии с этим составили чертеж
штампованной детали (рис. 3.30, г). Обратная коническая шейка под шаро-
вой головкой, которую сложно и дорого изготавливать штамповкой, была
заменена цилиндрическим участком. Поскольку на экваторе сферы распо-
лагается разъем штампа для высадки головки, были назначены припуски
на возможное несовпадение осей полусфер и колебания общего размера
сферы по высоте. На посадочный конус назначили припуски под шлифов-
ку, на резьбовой хвостовик — нет.
Основная проблема при решении данной задачи заключалась в мини-
мизации переходов штамповки, так как при ежегодной программе, состав-
ляющей несколько сотен тысяч штук, каждый лишний переход — это до-
полнительная единица мощного дорогостоящего кузнечно-прессового
оборудования. Анализ степеней деформаций при выдавливании стержня
и высадке головки показал, что каждая из этих операции может быть осу-
ществлена за один переход.
Технологический процесс состоит из следующих операций:
• отрезка мерной заготовки в штампе на кривошипном прессе (рис. 3.30, б);
• отжиг заготовок в печи с защитной атмосферой;
• фосфатирование и омыливание заготовок в линии фосфатирования;
• выдавливание посадочного конуса и резьбового хвостовика в штампе
на кривошипном прессе для холодного выдавливания усилием 4000 кН
(рис. 3.30, в);
• высадка шаровой головки в штампе на кривошипном прессе для холод-
ного выдавливания усилием 4000 кН (рис. 3.30, г).
Последующая обработка штампованных в холодном состоянии загото-
вок шаровых пальцев заключается в обтачивании сферы и протачивании
обратной конической шейки под ней на гидрокопировальном полуавтома-
те и в нарезании резьбы М32х1,5 на хвостовике. Далее штампованные де-
тали нормализуют, закаливают поверхность сферы с помощью ТВЧ и шли-
фуют сферу, шейку и конус в окончательный размер.
Коэффициент использования металла составляет 0,84.
ХОШ на горизонтальных автоматах. Детали крепежа и массовые фа-
сонные детали из-за огромных объемов выпуска изготавливают на гори-
зонтальных автоматах из проволоки, свернутой в бунты (мотки). Отжиг
и фосфатирование металла при этом производятся непосредственно в бун-
тах, а сам металл должен быть калиброванным. В зависимости от размера
и массы детали производительность может колебаться от 20 до 100 и более
шт. в минуту.
На метизных заводах, специализирующихся на производстве стандарт-
ного и нормализованного крепежа, сначала осуществляют подготовку ме-
талла, которая включает в себя следующие операции:
• отжиг исходного горячекатаного металла (подката) для повышения пла-
стичности и снижения сопротивления деформированию;
• травление отожженного металла для удаления окалины;
• фосфатирование с нейтрализацией (омыливание) для создания разде-
лительно-смазочного слоя;
• калибровка подката волочением на специальном стане из бунта в бунт. 105
Глава 3
Степень обжатия при волочении варьируется в пределах от 5 до 40%
в зависимости от программы выпуска деталей, типа изделий и марок ста-
лей, из которых изготавливается крепеж. Задача подготовительного про-
цесса состоит в обеспечении оптимального сочетания механических
свойств металла, толщины и качества фосфатного слоя, а также придания
металлу (и будущим заготовкам) необходимого диаметра.
Если отдельные автоматы используются непосредственно на автозаво-
де для изготовления фасонных деталей (не деталей крепежа), то процесс
подготовки металла может быть короче. Чаще всего используется калибро-
ванная проволока, подвергающаяся на заводе только отжигу и фосфатиро-
ванию. В отдельных случаях возможна также поставка отожженной и да-
же фосфатированной проволоки непосредственно с металлургического
завода.
Штамповка осуществляется на автомате, представляющем собой гори-
зонтальный кривошипный пресс, оснащенный рядом механизмов, обеспе-
чивающих его работу как компактной автоматической линии. В число этих
механизмов входят:
• правильно-задающее устройство (ПЗУ);
• механизм отрезки мерных заготовок сдвигом;
• система переноса заготовок и полуфабрикатов по позициям штампов-
ки, система удаления (выталкивания) штампуемых деталей;
• система технологической смазки, вентиляции, фильтрации и регенера-
ции паров смазки;
• шумоглушащий кожух, одновременно предотвращающий попадание
паров масла в атмосферу цеха и способствующий их сбору и регенера-
ции.
Рабочий инструмент автомата представляет собой наборы пуансонов
и матриц, располагающихся друг напротив друга. Пуансоны устанавлива-
ются в соответствующих гнездах на ползуне, матрицы — в гнездах стани-
ны напротив. Плит, направляющих колонок и втулок, характерных для
штампов применяющихся на вертикальных прессах, здесь нет. Тем не ме-
нее возможность регулирования взаимного расположение осей соответст-
вующих пар инструментов в конструкции автоматов заложена. В инстру-
менте предусматриваются выталкиватели (в матрицах) и съемники (в пу-
ансонах), которые удаляют получающиеся за каждый ход полуфабрикаты
и помещают их в захваты механизма переноса.
Механизм переноса заготовок располагается параллельно внешней
плоскости матриц и представляет собой подвижную каретку с располо-
женными на ней управляемыми клещевыми захватами. Число захватов на
единицу меньше числа рабочих позиций автомата. Ход каретки соответст-
вует расстоянию между осями матриц.
Работа всех узлов автомата строго синхронизирована путем чисто ме-
ханических связей в виде зубчатых передач, рычажных, кулачковых и дру-
гих механизмов.
Современные автоматы имеют также устройство для постоянного кон-
троля наиболее важных технологических параметров, таких как длина за-
готовки и усилия штамповки на каждом переходе. Устройство работает на
базе микропроцессора, в память которого в процессе наладки автомата
106 вводят эталонные значения упомянутых параметров. В случае существен-
Методы полцчения заготовок|
ных отклонений длины заготовки от номинала или превышения усилия
штамповки на той или иной позиции процесс штамповки прекращается.
Подготовленный металл заправляется в правильно-задающее устройст-
во (ПЗУ) штамповочного автомата, которое периодически за каждый ход
ползуна подает его на величину, соответствующую длине исходной заго-
товки в зону действия отрезного ножа.
Отрезка мерной заготовки осуществляется сдвигом. Далее заготовка
транспортируется по позициям автомата, на которых установлены дефор-
мирующие инструменты (пуансоны, матрицы, выталкиватели), и посте-
пенно превращается в деталь. Число позиций может достигать пяти. В хо-
де штамповки все позиции работают одновременно, поэтому за каждый
ход автомата получают деталь.
Примером штамповки на автомате может служить изготовление накид-
ной гайки М18х1,5 на пятипозиционном автомате (рис. 3.31). Исходным
материалом является стальная фосфатированная проволока в бунтах из
стали 10кп по ГОСТ 10702-78.
Рис. 3.31. Переходы при изготовлении накидной гайки с помощью ХОШ
(по материалам фирмы Hatebur)
Заготовку отрезают сдвигом с помощью ножа и подают на линию штам-
повки к захватам механизма переноса. Первая пара захватов передает за-
готовку на первую позицию автомата, где производят осадку, в ходе кото-
рой заготовка принимает вид усеченного конуса с небольшими углублени-
ями (наметками) для центрирования пуансонов на обоих торцах. Далее
комбинированным выдавливанием формируют предварительно две оппо-
зитные полости. Затем (на третьей позиции) выдавливанием углубляют
обе полости, причем одновременно с выдавливанием верхней из них фор-
мируется внешний шестигранник. Происходит также существенное уто-
нение перемычки между полостями, а высота детали приближается
к окончательной. На четвертой позиции пробивают перемычку, а на пятой
калибруют всю деталь до получения окончательных размеров.
Производительность такого процесса не менее 100 шт. в минуту, коэф-
фициент использования металла приближается к 0,95.
3.2.4. Полугорячая объемная штамповка
Полугорячая объемная штамповка (ПГШ) осуществляется при темпера-
турах от 760 до 800°С. Благодаря нагреву сопротивление деформации
и удельные усилия, необходимые для ее осуществления, снижаются на
40%. Кроме того, увеличиваются предельно допустимые деформации. Это
Глава 3
существенно расширяет диапазон штампуемых материалов. Наряду с кон-
струкционными углеродистыми сталями ПГШ можно штамповать практи-
чески весь спектр легированных сталей, шарикоподшипниковые, некото-
рые инструментальные и нержавеющие стали.
При нагреве в вышеприведенном строго ограниченном интервале тем-
ператур окалина на заготовках практически не образуется, поверхность
штампованных деталей достаточно чистая, точность диаметральных раз-
меров близка к точности при ХОШ. При ПГШ используют те же формо-
оборазующие операции, что и при ХОШ, но в ряде случаев число операций
может быть меньше.
Для осуществления ПГШ применяют то же оборудование, что и для
ХОШ, но основными являются вертикальные кривошипные прессы. Кон-
струкции штампов и материалы для изготовления рабочего инструмента
аналогичны — быстрорежущие стали и твердые сплавы.
Таким образом, ПГШ является альтернативой ХОШ при получении де-
талей из труднодеформируемых материалов, при повышенных деформа-
циях и т. п.
С помощью ПГШ успешно штампуют такие сложные детали, как корпу-
са шарниров равных угловых скоростей из улучшаемой стали с 0,53% С.
Технологический процесс ПГШ ШРУСов на пятипозиционном верти-
кальном кривошипном прессе с усилием 16000 кН состоит из следующих
операций (рис. 3.32):
• отрезка заготовок диаметром 45 мм и массой 2,5 кг;
• галтовка заготовок;
* нанесение технологической смазки;
• нагрев заготовок до температуры не более 760°С;
• прямое выдавливание (относительное обжатие 8 = 63%);
• предварительная высадка (г = 50%);
• окончательная высадка (г = 50%);
• обратное выдавливание чаши (г = 45%) и одновременное редуцирова-
ние ступени на стержне (г= 13%);
• редуцирование второй ступени на стержне (е= 14,8%).
Нагрев индукционный в кузнечном индукционном нагревателе. В каче-
стве смазки применяют коллоидальный графит, а также смазки в виде гра-
фито-меловой водной эмульсии и смазки на основе дисульфида молибде-
на. Последнюю применяют редко, так как это дорогой материал.
Рис. 3.32. Переходы при изготовлении полугорячей штамповкой корпуса шар-
108 пира равных угловых скоростей (по материалам фирмы SMG)
Методы получения заготовок
3.2.5. Сферодвижная штамповка
Сущность этого способа деформирования заключается в воздействии
на торец заготовки инструментом, совершающим круговые качающиеся
движения. Одновременно производится осевая подача заготовки снизу
вверх. В результате очаг пластической деформации существенно умень-
шается, что позволяет в 3 — 7 раз снизить потребное усилие штамповки.
Принципиальная схема сферодвижной штамповки и конструкция штам-
повочного инструмента показаны на рис. 3.33.
Основная операция, наиболее эффективно осуществляемая при этом
способе штамповки, — торцевая раскатка буртов и фланцев. Возможно
также выдавливание неглубоких полостей. Траектория движения качаю-
щегося инструмента может меняться от крута до многолепестковой фигу-
ры и качания в одной плоскости с боку на бок в зависимости от формы
штампуемой детали. Так, например, качание с боку на бок позволяет полу-
чать детали с прямоугольными головками.
Номенклатура штампуемых форм ограничена невысокими деталями
в виде колец с буртами и фланцами, торцевыми зубьями и т. п. Из автомо-
бильных деталей с наибольшим успехом штампуют этим способом кольца
синхронизаторов коробки передач из стали и латуни, а также сателлиты
дифференциала. Объем обработки резанием деталей, штампованных на
сферодвижных прессах, минимален.
Рис. 3.33. Схема сферодвижной штамповки (а) и конструкция штамповочного
инструмента (б): 1 — качающаяся головка; 2 — верхняя часть штампа;
3 — деталь; 4 — предохранительная пластина; 5 — нижняя часть штампа;
6 — выталкиватель; 7 — поршень выталкивателя; 8 — шток
(по материалам фирмы Heinrich Schmid)
Сферодвижная штамповка в основной выполняется без нагрева загото-
вок, поэтому подготовка последних к штамповке аналогична ХОШ.
3.3. Термическая обработка заготовок
После изготовления отливки и поковки имеют неравномерности рас-
пределения микроструктурных составляющих и фаз, повышенную твер- 109
Глава 3
дость, наличие остаточных внутренних напряжений, которые возникают
вследствие неравномерного охлаждения и структурных и фазовых пре-
вращений. Это в значительной степени осложняет последующую механи-
ческую обработку заготовок резанием и давлением, а также способствует
деформации готовых деталей, так как при удалении припуска равновесие
напряженного состояния заготовки нарушается и она начинает деформи-
роваться до тех пор, пока не достигнет нового состояния равновесия.
Причем, чем больше припуски, тем больше деформация детали. Поэтому
для устранения дефектов микроструктуры, для снижения уровня остаточ-
ных внутренних напряжений, уменьшения твердости, улучшения обраба-
тываемости, а также для повышения механических свойств отливки и по-
ковки подвергаются различным видам термической обработки: отжигу,
улучшению, нормализации, нормализации с высоким отпуском. В послед-
ние годы для этой цели, а также для снижения деформаций деталей после
окончательной термической или химико-термической обработки исполь-
зуется изотермический отжиг поковок. На современных автомобильных
заводах наблюдается следующее соотношение основных видов предвари-
тельной термической обработки: нормализация — 30 — 35%, нормализа-
ция с высоким отпуском — 3 — 5%, улучшение — 25 — 28%, изотермичес-
кий отжиг до 30%.
В табл. 3.2 и 3.3 приведены основные виды термической обработки чу-
гунных отливок и стальных поковок соответственно.
Таблица 3.2
Основные виды термической обработки чугунных отливок
Вид обработки Темпе- ратура, °C Скорость на- грева, °С/ч Выдерж- ка, ч Охлаждение, °C Назначение
Отжиг низко- температур- ный (искус- ственное ста- рение) 500-600, легирован- ный чугун до 630 70-100 2-8 (в зависимо- сти от массы и конфигура- ции) от 20-50 ч до 250 (медленное, с печью) Снятие внутренних напряжений, по- вышение вязкости, стабилизация раз- меров детали, сни- жение деформации
Отжиг низко- температур- ный 680-750 до 550 (для отливок сложной формы, мед- ленно) 1-4 (в зависимо- сти от тре- буемой мик- роструктуры) до 250 (для отливок сложной формы, мед- ленное) Обеспечение рав- номерности микро- структуры, сниже- ние твердости, улучшение обраба- тываемости
Отжиг высо- котемпера- турный 850-900 То же 0,5-5 С печью, ос- тановки при Aci Улучшение микро- структуры (полный распад свободного цементита), сниже- ние твердости, улучшение обраба- тываемости
Нормализа- ция 850-900 0,5-3 Увеличение угле- рода в матрице (связанного), по- вышение твердо- сти, прочности, из- носостойкости
110
Методы получения заготовок
Таблица 3.3
Методы и режимы термической обработки поковок
из конструкционных сталей
Метод обработки Марки стали Нормализация, закалка, отжиг Отпуск, изотермиче- ская выдержка
темпера- тура, °C время, мин темпера- тура, °C время, мин
Нормализация 20, 35, 40,45 840-870 180 — —
Нормализация + высокий отпуск 12ХНЗА, 38ХМЮА, 25ХГНМ, 20ХГНТР, 40ХГТР 850-880 160 600-700 120-180
Улучшение 40Х 840-860 90-120 550-650 120-180
Изотермический отжиг 20ХГНМТА, 12Х2Н4А, 12ХНЗА, 20ХГНР, 15ХГНТА 900-940 60-120 620-660 120-240
Среди множества факторов (новые режущие инструменты, смазочные
и охлаждающие жидкости, режимы резания) микроструктура обрабаты-
ваемых заготовок является основным фактором, влияющим на обрабаты-
ваемость, которая оценивается разными характеристиками: скоростью ре-
зания, видом стружки, чистотой поверхности и др. При этом для различ-
ных операций резания (точения, протягивания, сверления, расточки и др.)
и скоростей резания оптимальной является определенная структура.
В свою очередь, на обрабатываемость резанием влияет качество самой
микроструктуры, ее составляющих и равномерности их распределения по
объему детали. Качество микроструктуры определяется технологически-
ми режимами термической обработки (температура нагрева, скорость ох-
лаждения) и характером обработки (поштучная, групповая, однотипных,
разные по форме и массе детали и т. п.).
Оптимальная обрабатываемость резанием для различных сталей обес-
печивается разными режимами термической обработки, например,
для поковок из сталей 10, 20, 15Х — после ускоренного охлаждения до
950 — 970°С, из сталей 18ХГТ, 25ХГТ, 25ХГМ, 25ХГНМТ — после изотерми-
ческого отжйга, из сталей 12ХНЗА, 20Х2Н4А — после нормализации с по-
следующим отпуском при 640 — 680°С, из сталей 40, 45, 40Х, 40ХН — после
нормализации при 880 — 900°С.
Вопросы для самопроверки
1. Назовите основные методы изготовления отливок.
2. Назовите основные методы изготовления поковок.
3. Чем отличается холодная объемная штамповка от горячей?
4. Что такое сферодвижная штамповка и какие детали получают с ее по-
мощью?
5. Назовите основные методы термической обработки заготовок.
Глава 3
Литература
1. Материаловедение и технология металлов: учебник для студентов ма-
шиностроит. спец, вузов / Г.П. Фетисов, М.Г. Карпман, В.М. Матюнин
и др. Под ред. Г.П. Фетисова. М.: Высшая школа, 2001. 638 с.
2. Технология двигателестроения: Учебник для студентов вузов по специ-
альности «Двигатели внутреннего сгорания» / А.И. Дащенко, В.И. Глад-
ков, П.Е. Елхов и др.; под редакцией А.И. Дащенко. М.: МГТУ МАМИ,
2001.496 с., 200 ил.
3. Ковка и штамповка: Справочник: В 4 т. Т. 2. Горячая объемная штампов-
ка / Под редакцией Е.И. Семенова. М.: Машиностроение, 1986.592 с., ил.
4. Трофимов И.Д., Бухер Н.М. Автоматы и автоматические линии для горя-
чей объемной штамповки. М.: Машиностроение, 1981. 276 с., ил.
5. Алифанов A,B.f Захарович Л.В., Макушок Е.М, и др. Технологические
процессы пластического деформирования в машиностроении. Минск:
Наука и техника, 1989. 208 с., ил.
Глава 4
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ
4.1. Выбор баз при механической обработке деталей
При проектировании технологических процессов механической обра-
ботки деталей и сборки изделий для обеспечения заданной точности, про-
изводительности и экономичности большое значение имеет правильный
выбор баз.
Под базированием понимают придание детали или изделию требуемого
положения относительно выбранной системы координат.
Базой называют поверхность или сочетания поверхностей, ось, точку,
принадлежащие детали или изделию и используемые для базирования.
Любое твердое тело имеет в пространстве шесть степеней свободы: три
поступательных и три вращательных относительно трех взаимно перпен-
дикулярных осей координат. Для обеспечения неподвижности детали, рас-
сматриваемой как абсолютно твердое тело, в выбранной системе коорди-
нат необходимо и достаточно наложение на нее шести двусторонних гео-
метрических связей. Чтобы деталь обрела определенное число степеней
свободы, соответствующее число связей снимается.
Наложение шести связей, ограничивающих движение детали в шести
направлениях, может быть осуществлено шестью неподвижными опора-
ми, расположенными в трех взаимно перпендикулярных плоскостях.
Опорной точкой называется точка, символизирующая одну из связей
детали или изделия с избранной системой координат. Каждая опорная точ-
ка лишает деталь одной степени свободы. Распределение опорных точек
по поверхностям детали зависит от ее формы.
На рис. 4.1, а показана ориентация призматической детали относитель-
но трех координатных плоскостей. Наличие трех опорных точек (1, 2 и 3)
определяет положение детали относительно плоскости xOz и ограничивает
три ее степени свободы перемещения вдоль оси у и вращения вокруг осей,
параллельных осям х и z. Две опорные точки (4 и 5) определяют положение
детали относительно плоскости yOz и лишают ее возможности перемеще-
ния вдоль оси х и вращения вокруг оси, параллельной оси у, т. е. лишают
деталь еще двух степеней свободы. И, наконец, опорная точка 6 исключает
перемещение детали вдоль оси z, определяя положение детали относитель-
но плоскости хОу, Следовательно, при выполнении условия неотрывности
призматическая деталь лишается всех степеней свободы и положение ее
баз (/, IIf III) в пространстве является вполне определенным.
8 Технология автомобилестроения
113
Глава 4
Рис. 4.1. Схемы базирования деталей
Несколько иначе шесть опорных точек распределены по поверхности
у цилиндрических деталей (рис. 4.1, б). Опорные точки 1, 3f 4 и 5 на цилин-
дрической поверхности валика определяют его положение относительно
двух координатных плоскостей xOz и yOz и ограничивают четыре степени
свободы — вращения вокруг осей, параллельных осям х и у, и перемеще-
ния вдоль этих же осей. Опорная точка 6, фиксирующая торцовую поверх-
ность валика относительно координатной плоскости хОу, лишает валик пя-
той степени свободы — перемещения вдоль оси z. Ограничение возможно-
сти вращения валика вокруг собственной оси, параллельной оси z,
производится опорной точкой 2.
Для базирования цилиндрических деталей, длина которых относитель-
но диаметра меньше единицы, опорные точки 1, 2 и 3 целесообразно рас-
положить на одной из торцовых поверхностей (рис. 4.1, в) относительно
плоскости хОу, при этом деталь не может перемещаться вдоль оси z и вра-
щаться вокруг осей, параллельных осям хи у, Две опорные точки 4 и 5 оп-
ределяют положение детали относительно плоскостей соответственно xOz
и yOz и ограничивают ее перемещения вдоль осей у и х. Вращение детали
вокруг своей оси, параллельной оси z, можно предупредить опорной точ-
кой 6, фиксирующей одну из поверхностей шпоночного паза относитель-
но, например, координатной плоскости xOz. При этом деталь теряет по-
следнюю шестую степень свободы и, таким образом, окончательно опре-
деляется ее положение в пространстве.
По лишаемым степеням свободы при базировании в избранной системе
координат базы классифицируют на установочные, направляющие
и опорные.
Под установочной базой понимают базу, лишающую деталь или изде-
лие трех степеней свободы — перемещения вдоль одной координатной оси
и поворотов вокруг двух других осей.
Проектирование технологических ороцессов обработки деталей
Направляющая база — база, лишающая деталь или изделие двух степе-
ней свободы — перемещения вдоль одной координатной оси и поворота
вокруг другой оси. База, лишающая деталь или изделие четырех степеней
свободы — перемещений вдоль двух координатных осей и поворотов во-
круг этих осей, является двойной направляющей базой. .
Под опорной базой понимают базу, лишающую деталь или изделие од-
ной степени свободы — перемещения вдоль одной координатной оси или
поворота вокруг оси. База, лишающая деталь или изделие двух степеней
свободы — перемещений вдоль двух координатных осей, называется двой-
ной опорной базой.
Для обеспечения неизменного положения детали при базировании
в процессе обработки необходимо произвести ее закрепление. Под за-
креплением понимают приложение сил и пар сил к детали или изделию для
обеспечения постоянства их положения, достигнутого при базировании.
Процесс базирования и закрепления детали или изделия называется ус-
тановкой.
Процессы базирования являются общими для всех стадий создания из-
делия: конструирования, изготовления, сборки, а также испытания изде-
лия. В связи с этим по назначению базы разделяют на конструкторские,
технологические й измерительные.
Конструкторская база — база, используемая для определения положе-
ния детали или сборочной единицы в изделии.
В свою очередь, конструкторская база в зависимости от назначения мо-
жет быть основной и вспомогательной.
Основная база — конструкторская база, принадлежащая данной детали
или сборочной единице и используемая для определения ее положения
в изделии.
Вспомогательная база — конструкторская база, принадлежащая дан-
ной детали или сборочной единице и используемая для определения поло-
жения присоединяемого к ним изделия.
Конструкторские базы могут представлять собой воображаемые линии,
оси или точки.
Технологическая база — база, используемая для определения положе-
ния заготовки или изделия в процессе изготовления или ремонта. Техноло-
гическими базами в основном являются реальные поверхности. Напри-
мер, при зубофрезеровании и шевинговании цилиндрических зубчатых
колес за технологические базы принимают центральное отверстие и тор-
цы зубчатого венца.
Измерительной базой является база, используемая для определения от-
носительного положения детали или изделия и средств измерения.
По характеру проявления базы могут быть скрытыми и явными.
Скрытая база — база детали или изделия в виде воображаемой плоско-
сти, оси или точки.
Явная база — база детали или изделия в качестве реальной поверхнос-
ти, разметочной риски или точки пересечения рисок.
Для достижения требуемой точности обработки детали необходимо
придерживаться принципов совмещения и постоянства баз.
Принцип совмещения баз заключается в том, что в качестве технологи-
ческой базы выбирают поверхность, являющуюся измерительной базой.
При несоблюдении этого принципа точность обработки снижается и появ- Ц 5
8*
Глава 4
ляется специфическая погрешность, называемая погрешностью базирова-
ния. Лучшие результаты достигаются при совмещении технологической,
измерительной и конструкторской баз.
Принцип постоянства баз используется тогда, когда за технологичес-
кие базы на всех операциях технологического процесса принимаются од-
ни и те же поверхности. Каждая смена баз всегда сопровождается появле-
нием добавочных погрешностей базирования. Если поверхности детали
нельзя обработать при одной установке, за новую технологическую базу
выбирают более точно обработанную поверхность.
Соблюдение принципов совмещения и постоянства баз необходимо не
только при разработке технологического процесса, но и на стадии проек-
тирования детали для получения наибольшей точности обработки.
Правильный выбор технологических баз имеет особенно большое зна-
чение на первой операции разрабатываемого технологического процесса,
так как они влияют на точность обрабатываемой детали. При выборе тех-
нологической базы учитывается назначение детали согласно сборочному
и рабочему чертежам, а также техническим условиям изготовления.
На первой операции технологического процесса за установочную базу
принимают необработанные поверхности. На следующих операциях эти
поверхности заменяют обработанными, поэтому на первой операции ре-
комендуется обрабатывать те поверхности заготовки, которые в дальней-
шем будут приниматься за базовые*
Для повышения точности установки деталей за установочные базы вы-
бирают поверхности наибольших габаритных размеров. За базу на первых
операциях лучше принимать поверхность с наименьшим припуском на об-
работку или вообще необрабатываемые поверхности детали. В случае не-
обходимости для обеспечения надежного базирования допускается искус-
ственное увеличение размеров технологических баз или создание специ-
альных технологических баз путем приливов, бобышек и т. д.
Установочная база должна обеспечивать более равномерное снятие при-
пуска в процессе обработки и наиболее точное взаимное расположение
обработанных и необработанных поверхностей у готовых деталей.
Для достижения наибольшей точности обработки заготовки с одной ус-
тановки за технологическую базу лучше принимать необрабатываемые
поверхности по трем основным признакам: установочная база должна
иметь наибольшие габаритные размеры; направляющая база — наиболь-
шую протяженность; опорная база — наименьшие габаритные размеры.
В некоторых случаях технологическими базами являются сами обрабаты-
ваемые поверхности. Так, например, при обработке гладкого валика на
бесцентрово-шлифовальных станках часть его поверхности, соприкасаю-
щаяся с поверхностью ведущего круга и направляющего ножа, представ-
ляет собой двойную направляющую технологической базы, в то время как
другая его часть подвергается обработке.
Технологические базы также следует выбирать с учетом условий обес-
печения заданной жесткости установки и отсутствия деформации детали
под действием сил резания и закрепления.
Как отмечалось выше, при несовпадении технологической и измери-
тельной баз появляется погрешность базирования, представляющая собой
отклонение фактически достигнутого положения заготовки при базирова-
116 нии от требуемого.
Проектирование технологических процессов обработки деталей
На рис. 4.2 приведена схема для опреде-
ления погрешности базирования призмати-
ческой детали с пазом глубиной h при его
фрезеровании фрезой диаметром d на фре-
зерном станке. Инструмент относительно
направляющих опорных элементов приспо-
собления установлен на постоянный размер
Ви, а относительно установочных опорных
элементов — на постоянный размер А.
Из схемы видно, что независимо от коле-
баний размера С различных деталей одной
партии размер Вд = Ви каждой обработан-
ной детали остается постоянным. В этом слу-
чае технологическая направляющая II и из-
мерительная база совпадают. Погрешность
базирования еВд при выполнении размера
Вд равна нулю, так как отсчет производится
от измерительной базы. При выполнении
размера h измерительная и установочная I
s
Рис. 4.2. Схема для опреде-
ления погрешности бази-
рования
базы не совпадают. Погрешность базирования возникает при изменении
положения измерительной базы. Предельные значения смещений измери-
тельной базы (hj и hz) относительно установленного инструмента зависят
от отклонений значений размера Н в пределах установленного допуска.
Разность предельных значений h । и hz размера h является погрешностью
базирования eh и может быть определена из следующих соотношений:
^max ^2 -f^nrin
eh = hi - h2 = Hmax - Hmin или eh = TH,
где Hmjn и Hmax — предельные значения размера Н соответственно мини-
мальное и максимальное; TH — допуск размера Н заготовки.
При базировании цилиндрических деталей в жестких и плавающих
центрах, цанговых патронах, самоцентрирующихся призмах и патронах
погрешность базирования при обеспечении диаметральных размеров рав-
на нулю. Погрешность базирования детали также будет равна нулю, если
ее поверхности в процессе обработки являются направляющими базами
для применяемого инструмента, например, при бесцентровом шлифова-
нии наружных и внутренних поверхностей, при развертывании, протяги-
вании и хонинговании отверстий.
Вследствие неточности выполнения и расположения базовых поверх-
ностей деталей, неправильного приложения и нестабильности усилия за-
крепления деталей, неточности изготовления и износа опорных элементов
приспособления появляется специфическая погрешность обработки, на-
зываемая погрешностью установки.
Погрешность установки характеризуется отклонением фактически до-
стигнутого положения детали при установке от требуемого. Погрешность
установки еу определяют с учетом погрешностей базирования е, закрепле-
ния £3, изготовления и износа опорных элементов приспособления епр. Так
как данные погрешности являются случайными величинами, подчиняю-
117
Глава4
щимися закону нормального распределения, погрешность установки пред-
ставляет собой суммарное поле рассеяния погрешностей:
„ — L2 ( , 2
Sj, ^8
4.2. Припуски на механическую обработку
Для изготовления деталей автомобилей используют следующие виды
заготовок: прокат (фасонный или листовой), поковки, отливки и комбини-
рованные (штампосварные).
Выбор заготовки является сложной и ответственной задачей. Для эко-
номии материалов и уменьшения затрат времени и средств на механичес-
кую обработку целесообразно выбирать заготовки, которые по форме,
размерам, точности и состоянию поверхностного слоя соответствовали бы
параметрам готовой детали.
Основными факторами, определяющими вид заготовки, являются мате-
риал, конфигурация и габаритные размеры будущей детали. Во многих
случаях материал определяет вид заготовки: если это литейный сплав,
то заготовкой будет являться отливка; если деформируемый сплав — про-
кат или поковка. Большое значение при выборе заготовки имеют годовой
объем выпуска изделий и тип производства.
Для изготовления деталей необходимы материалы, обладающие различ-
ными свойствами (коррозионной стойкостью, теплопроводностью, изно-
состойкостью и т. д.).
При выборе материала учитываются его механические, физико-хими-
ческие, технологические и эксплуатационные показатели.
Технологические свойства металлов и сплавов определяют соответству-
ющий способ обработки (литье, ковка, сварка и резание).
Сначала определяют технологический процесс (например, литье) и спо-
соб технологии (например, литье под давлением), который подходит для
формообразования заготовки. Необходимо проверить возможность ра-
циональной комбинации различных технологических способов получения
заготовок (например, штамповки и сварки).
Из числа возможных заготовок выбирается заготовка, наиболее удовле-
творяющая необходимые требования к свойствам будущей детали.
Общая трудоемкость ТУ изготовления детали определяется комплексно:
Гг = Г3+£ти,
/=1
где Т3 — трудоемкость изготовления заготовки; У TMi — трудоемкость механи-
ческой обработки заготовки; п — число операций механической обработки.
Принимается такой тип заготовки, при котором суммарная себестои-
мость технологии в заготовительном и механическом цехах минимальна.
Часто на выбор материала детали оказывают решающее значение экс-
плуатационные условия. Например, материалом для выпускного клапана
ДВС, подвергающегося воздействию высоких температур, является жаро-
||S прочная сталь. Но так как стержень этого клапана работает в нормальных
Проектирование технологических процессов обработки деталей
условиях, то его можно изготовлять из углеродистой стали. Поэтому заго-
товка головки клапана подвергается высадке из сильхрома, приваренного
встык к стержню из углеродистой стали, тем самым достигается значи-
тельная экономия жаропрочной стали.
От размеров детали, вида заготовки, материала и требуемой точности
изготовления детали зависит величина припуска.
Припуск — слой материала, удаляемый с поверхности заготовки для до-
стижения заданных свойств обрабатываемой поверхности. Припуск со-
стоит из суммы операционных припусков и равен разности размеров ис-
ходной заготовки и готовой детали. Различают операционный и промежу-
точный припуски на обработку.
Операционным припуском называется Припуск, удаляемый при выпол-
нении одной технологической операции. Этот припуск необходимо рас-
считывать для каждого технологического перехода.
Промежуточный припуск — припуск, удаляемый при выполнении одно-
го технологического перехода.
Припуск должен быть достаточным для обеспечения требуемых пока-
зателей точности и качества после выполнения перехода.
Составляющими элементами припуска являются:
• допуск на точность выполнения рассматриваемой поверхности на пред-
шествующем переходе, То;
• высота неровностей профиля после обработки, 7?zo;
• глубина дефектного слоя поверхности после обработки, й0;
• суммарное значение пространственных отклонений заготовки или
предварительно обработанной детали перед обработкой на предшест-
вующем переходе, SA0;
• допуск на точность выполнения поверхности на данном технологичес-
ком переходе, 7\;
• погрешность установки заготовки на данном технологическом перехо-
де, £у{.
Минимальный промежуточный припуск, удаляемый при выполнении
технологического перехода, называется расчетным припуском, и опреде-
ляется в соответствии с видом обработки по следующим формулам:
— последовательная обработка противолежащих поверхностей (асиммет-
ричный припуск)
Zimin = -RzO + ho + SAo +£yi;
— параллельная обработка противолежащих поверхностей (симметрич-
ный припуск)
2 Zimin = 2 (7?zo + ho + SAo +£yi);
— обработка внутренних и наружных поверхностей тел вращения (сим-
метричный припуск) ________
2 Zimin = 2 (jRzo + ho + VzAo2 + £yi^).
Межоперационный припуск включает в себя расчетный припуск и до-
пуск на точность выполнения рассматриваемой поверхности на предшест-
вующем переходе: 118
Глава 4
^1' ~ -Zimin + Го t
Особенности расчета припусков:
после термообработки
2 Zimin = 2 (KzO + ZAo +£yi) (симметричный),
Zimin = RzO + ZAo 4-£yi (асимметричный);
под раскатку, суперфиниширование, обкатку и полирование
Zimin = 2 J?zO;
под развертывание плавающей разверткой й внутреннее протягивание
Zimin = 2 (7?z0 + ho).
В общем случае максимальный межоперационный припуск на обработ-
ку по формуле
Zlmax Zflmax (Ф)тах) 4” Zimin (^Imin) -Zimin 4- Tq 4- ,
где Zomax ^Omaxr Zimin, ^imin — предельные значения длин и диаметров по-
верхности до и после обработки соответственно на рассматриваемом пе-
реходе.
Под общим припуском на обработку понимают суммарный слой матери-
ала, срезаемый при механической обработке на всех переходах:
п п
Zsmax — 2^Zz.min ^Tj ->
z=l z=l
где n — число переходов обработки.
4.3. Определение режимов резания и техническое нормирование
Выбор режимов резания. Правильный выбор режимов резания (глуби-
на, подача, скорость резания) является одним из основных факторов тех-
нологического процесса, определяющих качество обрабатываемой по-
верхности, точность, производительность и себестоимость обработки. Ре-
жимы резания устанавливают в зависимости от особенностей
обрабатываемой заготовки, характеристик применяемого станка и режу-
щего инструмента.
При обработке резанием одним резцом сначала определяют глубину ре-
зания с условием, чтобы можно было удалить весь операционный припуск
на обработку за один рабочий ход. Если по технологическим причинам об-
работка производится за несколько рабочих ходов, то за первый рабочий
ход рекомендуется удалить наибольшую часть припуска с последующим
уменьшением ее значения на остальных рабочих ходах для обеспечения за-
данных точности и шероховатости обрабатываемой поверхности.
Величина подачи принимается максимально возможной в зависимости
120 от глубины резания, точности и шероховатости обрабатываемой поверх-
Проектирование технологических процессов обработки деталей
ности, мощности станка, режущих свойств инструмента, а также жесткос-
ти и динамической характеристики системы станок — приспособление —
инструмент — деталь. Расчетную или выбранную по нормативам подачу
согласовывают с паспортными данными станка. Скорость резания также
рассчитывают по формулам теории резания или выбирают из норматив-
ных таблиц в соответствии с выбранными значениями глубины резания,
подачи и стойкости режущего инструмента с учетом его формы и специ-
фики обрабатываемого материала.
По выбранной скорости резания определяют частоту вращения шпин-
деля станка (или число двойных ходов стола), которую согласовывают
с нормативным значением частоты вращения шпинделя станка по паспор-
ту. При этом рекомендуется для обеспечения стойкости режущего инстру-
мента выбирать ближайшее к расчетному меньшее значение и в соответ-
ствии с этим определяют действительные скорости резания.
По установленному режиму резания определяют силу резания, по кото-
рой при необходимости окончательно корректируют режимы резания
в соответствии с паспортными данными станка.
При обработке заготовки несколькими режущими инструментами ус-
тановление режимов резания осуществляется с учетом особенностей при-
меняемого оборудования и технологической оснастки и обеспечивается
одновременное функционирование всех режущих инструментов. Так, на-
пример, при обработке заготовки комплектом режущих инструментов, за-
крепленных в одном или нескольких инструментальных блоках (суппор-
тах, державках и т. п.) на многорезцовых токарных полуавтоматах, токар-
но-револьверных и расточных станках, глубина резания и подача
выбираются для каждого инструмента так же, как и в случае обработки за-
готовки одним резцом. Подача каждого инструментального блока прини-
мается наименьшей (лимитирующей) из допускаемых механизмом подачи
станка.
Продолжительность работы каждого блока, характеризуемая частотой
вращения шпинделя за рабочий ход блока, определяется отношением дли-
ны рабочего хода £р х к подаче So. Инструментальный блок, для которого
отношение £р.х/^о максимально, лимитирует продолжительность обра-
ботки. Для уменьшения продолжительности работы лимитирующего ин-
струментального блока следует уменьшать отношение Ip.x/^Or например,
путем перераспределениея нагрузки на режущие инструменты, увеличе-
ния числа инструментов или переноса обработки отдельных поверхнос-
тей детали на другие операции. При невозможности проведения выше-
указанного снижают подачу нелимитирующего блока, обеспечивая при-
мерно одинаковую продолжительность работы инструментальных
блоков. В этом случае для нелимитирующего блока корректируют подачу
So по формуле
50 = So'Lp'X/L'pX,
где Sq — подача лимитирующего блока; Lp х, 1'р.х — длины рабочего хода
нелимитирующего и лимитирующего блоков соответственно.
При последовательной работе инструментальных блоков подачи не
корректируются.
121
Глава 4
Скорость главного движения резания определяют по нормативным таб-
лицам для предположительно лимитирующих инструментов в соответст-
вии с их стойкостью. По наименьшей скорости резания, соответствующей
лимитирующему инструменту, рассчитывают частоту вращения шпинделя
с последующим ее уточнением по паспортным данным станка.
При обработке на многошпиндельных сверлильных, расточных и про-
дольно-фрезерных станках, когда комплект инструментов, закрепленных
в общем блоке (головке), имеет одинаковую минутную подачу, но работа-
ет с разными скоростями резания, после установления глубины tp резания
для каждого инструмента по нормативным таблицам выбирают подачу Sq
на один оборот шпинделя. Выбирают лимитирующие скорость резания ин-
струментов и определяют стойкость фактически лимитирующего инстру-
мента, как при многоинструментальной обработке. По значению стойкос-
ти, пользуясь нормативными таблицами, устанавливают скорости резания
и рассчитывают частоту вращения пщ инструментальных шпинделей.
Для некоторых инструментов (например, разверток) скорость резания оп-
ределяют в зависимости от требуемых точности и шероховатости обраба-
тываемой поверхности. Определив по минимальному отношению лимити-
рующую минутную подачу режущего инструмента
*^М Sq^ihi
корректируют частоту вращения шпинделей в соответствии с принятыми
значениями SM
Лш $М/
Скорость главного движения резания рассчитывают по формуле
v = тс сй1ш/1ООО,
где d — диаметр инструмента.
Определив результирующую силу резания, окончательно корректиру-
ют режимы резания по паспортным данным станка.
При обработке на продольно-строгальных станках комплектом режу-
щих инструментов, работающих с одинаковой скоростью главного движе-
ния резания, но с разной подачей, определение режимов резания осуще-
ствляется в той же последовательности. Установив для отдельных режу-
щих инструментов глубину резания и подачу, выбирают для каждого
инструментального блока лимитирующую подачу, а по наибольшей длине
резания определяют лимитирующие инструменты. Затем для всех блоков
по лимитирующему инструменту назначают скорость главного движения
резания. Подачу и скорость главного движения резания корректируют по
паспортным данным станка.
Особенность определения режимов резания при обработке на автома-
тических линиях и агрегатных станках заключается в выборе скорости
главного движения резания, при которой обеспечивается стойкость режу-
щих инструментов при работе не менее половины рабочей смены. В дан-
122 ном случае затупившиеся'*инструменты могут быть заменены в перерыве
Проектирование технологических процессов обработки деталей
между рабочими сменами, а малонагруженные инструменты — через одну
или несколько смен без простоя оборудования. Смена инструментов обыч-
но производится независимо от его износа.
Техническое нормирование. Определение производительности обору-
дования, осуществление календарного планирования производства, выяв-
ление возможности многостаночного обслуживания осуществляются на
основе технического нормирования.
Техническое нормирование — установление технически обоснованных
норм времени или норм выработки в единицу времени.
Технически обоснованная норма времени (штучное время) и техничес-
кая норма выработки являются критериями целесообразности операций
технологического процесса в определенных производственных условиях.
Штучное время определяется по формуле
^шт = + ^в + ^то + ^оов +
где to — основное (технологическое) время, в течение которого произво-
дится удаление стружки, т. е. происходит изменение формы, размеров
и качества поверхности обрабатываемой детали
*о ^р.х 5;
i — число проходов; — вспомогательное время, затрачиваемое на уста-
новку и снятие детали, включение и выключение станка, подвод и отвод
режущего инструмента, измерение размеров детали и др.; fTO — время
технического обслуживания, затрачиваемое на правку и смену затупивше-
гося инструмента, подналадку, регулирование станка и удаление стружки
в процессе работы. Время tTO станка зависит от типа оборудования, харак-
тера выполняемой работы и в условиях массового производства нормиру-
ется в процентном отношении к основному технологическому времени;
^ооб — время организационного обслуживания, затрачиваемое на прием-
ку и подготовку станка к работе (чистка, смазывание и др.), сдачу готовой
продукции, уборку рабочего места и передачу станка сменщику в конце
смены, зависит от типа станка и условий работы и выражается в процен-
тах от оперативного времени (fon = tQ + tB); tn — время перерывов на от-
дых, регламентируется конкретными условиями производства, а также
специфическими условиями работы на данном оборудовании и определя-
ется в процентном отношении к оперативному времени.
Норма выработки NB — регламентированный объем работы, который
должен быть выполнен в единицу времени в определенных организацион-
но-технических условиях одним или несколькими исполнителями соответ-
ствующей квалификации.
Норма выработки характеризуется числом изделий, которое по плану
должен изготовить рабочий за определенный период времени (обычно за
смену) NB (Nbcm) и используется при учете фактической производитель-
ности:
NB =1/ ИЛИ NbCM == ^с/W
где tc — продолжительность рабочей смены. 123
Глава 4
При обработке деталей партиями в серийном производстве, а также на
переналаживаемых групповых и автоматических линиях дополнительно
рассчитывают подготовительно-заключительное fn3 и штучно-калькуля-
ционное £шк время
^шк ~ fIUT +
где п — число деталей в партии.
Подготовительно-заключительное время затрачивается рабочим на оз-
накомление с чертежом, на подготовку и наладку оборудования, приспо-
соблений и инструмента, пробную обработку деталей, сдачу продукции,
а также приспособлений и инструмента после окончания работы и не за-
висит от числа деталей в партии. Это время устанавливается нормативны-
ми документами в зависимости от характера и объема подготовительных
работ и в норму штучного времени не входит.
4.4. Точность механической ойраОптки и ее обвспеченне
Точность механической обработки имеет большое значение для обеспе-
чения эксплуатационных характеристик изделия.
Вопросы точности решаются комплексно на стадиях проектирования
конструкции, производства деталей и сборки изделия. При этом устанав-
ливаются необходимые требования к точности изготовления сборочных
единиц и деталей, исходя из их функционального назначения, и обеспечи-
вается заданная точность соответствующей разработкой технологическо-
го процесса.
Точность технологического процесса — свойство технологического
процесса, обусловливающее близость действительных и номинальных
значений параметров по их распределению вероятностей. Вследствие воз-
никающих погрешностей при обработке действительные размеры и дру-
гие параметры обработанных деталей отличаются друг от друга. Погреш-
ности обработки возникают на всех этапах технологического процесса
и взаимосвязаны между собой. На точность изготовления деталей влияет
точность заготовок, так как проявляется их технологическая наследствен-
ность.
Погрешность обработки — отклонение, полученное при обработке
значения какого-либо размера детали от заданного.
Абсолютная погрешность выражается в единицах рассматриваемого
параметра:
А = Хд — хн ,
где хд и хн — действительное и номинальное значения параметра соответ-
ственно.
Отношение значения абсолютной погрешности к заданному номи-
нальному значению параметра называется относительной погрешно-
стью'.
124 £ = А/хн или £ = (А/*н) юо%.
Проектирование технологических процессов обработки деталей
Количественно точность характеризуется обратной величиной модуля от-
носительной погрешности:
е = lA/x^-1.
Точность обработки — степень приближения размеров, формы, взаим-
ного расположения, качества обработанных поверхностей к значениям,
заданным по чертежу.
При высоких требованиях к точности деталей регламентируют допусти-
мые отклонения размеров, форм и взаимного расположения поверхностей.
Точность формы имеет важное значение при работе сопряженных по-
верхностей.
Точность формы поверхности — степень ее соответствия геометрически
идеальным поверхностям. Для поверхностей вращения она характеризуется
отклонением от круглости поперечного сечения, конусообразностью и т. д.
Плоская поверхность может иметь допуски плоскостности и прямоли-
нейности.
К погрешностям взаимного расположения поверхностей относятся от-
клонения от соосности, параллельности плоскостей, перпендикулярности
осей детали к торцу, допуски радиального и торцового биения и др.
Точность формы и взаимного расположения поверхностей зависят от
различных технологических факторов. В большинстве случаев они опреде-
ляются точностью относительных перемещений инструментов, обрабаты-
вающих взаимосвязанные поверхности, точностью копирных устройств.
На точность механической обработки влияет ряд технологических фак-
торов: геометрические погрешности изготовления станка и изнашивание
его элементов; неточность изготовления и изнашивание инструмента; де-
формации обрабатываемой заготовки; погрешность установки заготовки;
жесткость технологической системы; погрешность настройки станка; по-
грешности, вызываемые тепловыми деформациями системы; остаточные
напряжения в материале заготовки; неточность средств и методов измере-
ний; вибрации технологической системы и др.
Рассмотрим основные факторы, вызывающие погрешность обработки.
Геометрическая погрешность изготовления станка и изнашивание его
элемейтов. Геометрическая погрешность изготовления станка возникает
вследствие неточностей при сборке и обработке его основных узлов.
Для каждой группы станков установлены нормы точности станков, которые
регламентируют точность изготовления и сборки деталей. Например, откло-
нение от прямолинейности, плоскостности и параллельности направляющих
должно быть 0,02 мм на длине 1000 мм. Допуск радиального биения шпинде-
лей должен составлять 0,01 — 0,05 мм, а торцового биения — 0,01 — 0,02 мм.
Геометрическая погрешность изготовления станка вызывает отклонения
значений размеров, формы и расположения обработанных поверхностей. Так,
например, при обработке консольно закрепленной заготовки отклонение от па-
раллельности оси шпинделя токарного станка относительно к направляющим
станины в горизонтальной плоскости характеризуется конусообразностью:
Д = Дл£/£,
кон Д з р'
где Ад — допустимое отклонение от параллельности оси шпинделя относи-
тельно направляющих станины токарного станка на длине £р; £3 — длина
обрабатываемой заготовки. 125
Глава 4
Неточность изготовления и изнашивание режущего инструмента. Не-
точность изготовления фасонных режущих инструментов непосредствен-
но влияет на точность обработки.
Такими инструментами являются сверла, развертки, метчики, протяж-
ки, фасонные резцы, фрезы. При изнашивании инструментов изменяются
размеры обрабатываемых поверхностей.
Износ инструмента измеряют в направлении нормали к обрабатывае-
мой поверхности. Линейный износ tR инструмента зависит от длины £р пу-
ти резания и определяется по формуле
= ^о(^р + ^доп)/1СКЮ»
где to — относительный износ инструмента для данных условий выполне-
ния операций, определяется по нормативным документам;
£р = (Ttd/lOOO) (£n/S),
где 7ДОП — дополнительный путь резания, учитывающий интенсивное на-
чальное изнашивание, d — диаметр обрабатываемой детали, £п — длина
прохода, S — подача.
Для увеличения стойкости инструмента применяют новые марки инст-
рументальных материалов для их изготовления, используют расчетные ре-
жимы резания алмазной заточкой и доводки, специальные смазочно-ох-
лаждающие жидкости (СОЖ), упрочняют инструмент электроискровым
методом, пленками нитрида титана
Деформации обрабатываемой заготовки. При установке и закрепле-
нии заготовки в станок для обработки она может деформироваться, т. е.
изменяются ее размер и форма. Например, при закреплении тонкостен-
ного кольца в трехкулачковом патроне кольцо деформируется, и при
снятии сил зажима, после растачивания внутренней поверхности вслед-
ствие упругой деформации наружная поверхность кольца примет ци-
линдрическую форму, а внутренняя ее потеряет. Поэтому при чистовой
обработке тонкостенных нежестких заготовок (колец, гильз, валов, кор-
пусных деталей) необходимо использовать приспособления, которые
обеспечивают равномерное распределение сил зажима по поверхности
заготовки. К таким приспособлениям относятся пневматические, гид-
равлические устройства, различные цанговые зажимы, разрезные втул-
ки, мембранные патроны и др. При обработке нежестких валов приме-
няют люнеты.
Погрешность установки заготовки. При установке заготовки в приспо-
собление определяется ее положение относительно режущего инструмен-
та. Однако вследствие погрешностей базирования и закрепления оно из-
меняется, что вызывает отклонение величины выполняемого размера
и взаимного положения обрабатываемых поверхностей. Погрешность ус-
тановки зависит от правильного выбора базовых поверхностей, точности
изготовления и износа приспособления, смещения измерительной базы
в направлении получаемого размера при закреплении заготовки, т. е. по-
грешность установки складывается из погрешности базирования (eg,) по-
126 грешности положения заготовки вследствие неточности изготовления
Проектирование технологических процессов обраОотхи деталей
приспособления и его износа (епр) и погрешности закрепления (£3.) По-
грешность базирования может равняться нулю, если технологическая база
совпадает с измерительной.
Жесткость технологической системы. Основным источником погреш-
ностей механической обработки является недостаточная жесткость систе-
мы станок — приспособление — инструмент — деталь, представляющую
собой замкнутую упругую систему, которая деформируется под действи-
ем сил резания.
Погрешности от упругих деформаций системы составляют в отдельных
случаях 80% общей погрешности механической обработки. Сила резания
действует как на заготовку так и режущий инструмент. Причем основное
влияние на величину деформации оказывает радиальная составляющая Ру
силы резания, направленная по нормали к обрабатываемой поверхности.
В процессе обработки сила резания вызывает упругие деформации эле-
ментов технологической системы, значения которых зависят от силы реза-
ния и жесткости элементов системы, т. е. от их способности противостоять
действующей силе. Неравномерность упругих деформаций обусловлена
нестабильностью силы резания вследствие неравномерной глубины реза-
ния, отклонениями размеров заготовок в партии, механических свойств
материала, износом инструмента. Форма и размеры заготовки при этом
изменяются.
Таким образом, точность обработанных поверхностей зависит от жест-
кости элементов технологической системы.
Под жесткостью какого-либо элемента технологической системы по-
нимают отношение радиальной составляющей Ру силы резания к смеще-
нию А/ лезвия инструмента в направлении действия этой силы:
С = Р/Ы.
Величина, обратная жесткости, называется податливостью:
е = Ы/Р .
у
В процессе обработки детали на технологическую систему влияют
и другие составляющие силы резания — Pz и Рх, однако при определении
жесткости эти силы не учитывают. Расчет жесткости системы основывает-
ся на определении жесткости заготовки, узлов станка, инструмента и при-
способления. Жесткость элементов технологической системы находят
экспериментально, а жесткости детали и некоторых инструментов опреде-
ляют аналитически.
Для определения жесткости вала при обработке его в центрах на токар-
ном станке используют формулу изгиба балки, свободно лежащей на двух
опорах:
f=P£B3/(48H),
где f — стрела прогиба; Р — нагрузка; £в длина вала; Е — модуль упруго-
сти; I — момент инерции.
Жесткость гладкого вала при расположении резца в середине вала вы-
числяется следующим образом:
Св = Ру/Д7в==48Е//£в3.
127
Глава 4
Для гладкого вала, консольно закрепленного в патроне,
СВ = ЗЕГ/£В3.
Если закрепленный вал в патроне поддерживается задним центром, то
Св = 110Е7/£в3.
Жесткость элементов технологической системы находят эксперимен-
тально-статическими методами, нагружая каждый элемент в точке прило-
жения и в направлении действия радиальной составляющей силы Ру.
При этом измеряют величину отжатия при каждом последующем нагру-
жении. Нагрузка изменяется от нуля до некоторого значения. После до-
стижения максимального значения нагрузки производят разгрузку, фик-
сируют деформацию и строят график зависимости Д7 = f (Ру) (рис. 4.3).
Кривые нагружения 1 и разгружения 2 не совпадают. Это объясняется
наличием зазоров в стыках узлов, потерей энергии на преодоление сил тре-
ния в сопряжениях и на контактные деформации. При повторных нагруже-
ниях (штриховые линии) и разгружениях (штрихпунктирные линии) петля
гистерезиса уменьшается. Кроме статического метода, применяют динами-
ческий метод определения жесткости элементов в процессе резания.
Нестабильность силы резания, неоднородная жесткость элементов тех-
нологической системы вызывают вибрации, которые влияют на шерохова-
тость обрабатываемой поверхности.
Рис. 4.3. Кривые на-
гружения и разгру-
жения суппорта то-
карного станка
Определение жесткости системы сводится к нахождению перемеще-
ний элементов системы. Известно, что деформация системы равна сумме
деформаций отдельных элементов этой системы, следовательно, суммар-
ная деформация системы будет
ДЕ = Л?! + A?2 + • • • + Д7П,
где Д7П — перемещение п-го элемента системы.
Пример расчета жесткости технологической системы. Рассмотрим систему
установки вала на токарном станке (рис. 4.4). Силы, действующие на инструмент
и деталь, направлены в противоположные стороны. Сила, действующая на инстру-
мент, вызывает смещение суппорта, а сила, приложенная к детали, — смещение
передней и задней бабок станка. Значения упругих деформаций элементов станка
определяются по формулам
128 ^суп ~ Ру/Ссуп; ^пб “ Ру7(2Спб); ^зб ^/(^зб)-
Проектирование технологических процессов обработки деталей
В формулы смещения бабок вводится сила Ру/2, так как сила резания переда-
ется на обе бабки равномерно. Тогда суммарная деформация бабок станка в сред-
нем сечении вала равна
Д^б = (Д/Пб + Д23б).
Рис. 4.4. Схема смещений
узлов станка и детали от
действия силы Ру
Суммарная деформация станка в рассматриваемом сечении
Д^ст ^суп (А^пб А^зб)
Д2СТ = Ру/Ссуп + 0,5 [Ру/(2Спб) + Ру/(2Сзб)].
С учетом жесткости станка, можно записать
^ст ~Ру ст ’
Приравнивая оба выражения для Д7дт, получим
1/Сст = 1/Ссуп + 1/4 (1/Спб + 1/Сзб)
или
ест ~ есуп + 1/4 (епб + е3б).
Зная жесткость детали, можно определить жесткость всей технологической си-
стемы: 1/Сс=1/Сд+ i/cCT.
Жесткость отдельных элементов станка различна.
С увеличением жесткости повышаются точность и производительность обработки.
Погрешность настройки станка. По мере изнашивания инструмента
возникает необходимость перенастройки станка. Вновь положение инст-
румента относительно заготовки меняется при следующей его перенаст-
ройке, поэтому параметры обрабатываемых поверхностей деталей, вы-
полненные с одной настройкой станка, будут отличаться из-за погрешно-
сти настройки.
Установка инструмента может осуществляться двумя способами.
В первом способе настройка инструмента производится последователь-
ным его приближением к детали на заданный размер. После снятия проб-
ных стружек размер проверяют.
9 Технология автомобилестроения
129
Глава 4
Во втором способе определяют значение и направление смещения ин-
струмента и установку инструмента производят по эталонам или с помо-
щью специальных приспособлений станка. При этом положение инстру-
мента регулируют таким образом, чтобы размеры всех заготовок в партии
находились в пределах поля допуска.
Установку инструмента для обработки пробных деталей осуществляют
с помощью лимбов, индикаторов и т. д. При этом погрешность Ан настрой-
ки инструмента включает в себя погрешности регулирования Др и измере-
ния Аиз параметров пробных деталей.
Так как Ан и Ар относятся к радиусу, а Аиз — к диаметру, тогда:
для поверхностей вращения
л,= 7(^д,)2+(^_л./2)2;
для плоских поверхностей
ДЯ=^(Х,Д,)2+(^Д„)2-
где К-p от 1,14 до 1,73 и Кн = 1 — коэффициенты, учитывающие отклоне-
ния значений величин Ар и Аиз соответственно от нормального закона рас-
пределения.
Настройка по эталону выполняется при неработающем станке.
При этом учитывают упругие силы отжатия технологической системы,
подбирая нужную толщину щупа между эталоном и инструментом. По-
грешность настройки по эталону складывается из погрешностей изготов-
ления эталона и установки инструмента.
Погрешность при тепловых деформациях системы. В процессе обра-
ботки элементы технологической системы нагреваются в результате тре-
ния подвижных частей станка. Различают два вида теплового состояния
системы: нестационарное (пуск станка до теплового равновесия системы)
и стационарное (окончание обработки). Нагрев деталей станка, детали, ин-
струмента, приспособления приводит к увеличениям их размеров. Проис-
ходит удлинение режущего инструмента, деталей станка и обрабатывае-
мой заготовки.
При черновой обработке нагрев заготовки больше, чем при чистовой.
Если чистовую обработку производить сразу после черновой, то погреш-
ности формы обработанной детали из-за температурных деформаций бу-
дут большими. Поэтому необходимо между черновой и чистовой обра-
ботками выдержать необходимый промежуток времени для остывания
детали.
Полную погрешность обработки SAt, связанную с температурными де-
формациями деталей станков, определить сложно. Только в некоторых
случаях, например, при равномерном нагреве деталей, можно вычислить
величину изменения размеров:
Ы = а£ At,
А А
где £д — размер детали; а — коэффициент линейного расширения матери-
13Q ала детали; At — изменение температуры детали.
Проектирование технологических процессов обработка деталеб
В остальных случаях погрешности, вызываемые температурными де-
формациями технологической системы, определяют следующей зависи-
мостью:
ХДТ = (0,10... 0,40) X Ад.
При шлифовании X Д-р составляет 30 — 40% суммарной погрешности об-
работки X Дд.
Суммарная погрешность механической обработки X Дм вычисляется по
формуле:
X Д^ == Д + £у + Дд + Дд + X Ду + X Дф,
где Д — погрешность выполняемого размера; £у — погрешность установки
детали; Дн — погрешность настройки станка; Дд — погрешность в резуль-
тате изнашивания инструмента; ХДТ — погрешность от тепловых деформа-
ций; ХДФ — сумма погрешностей формы.
Для более точного определения суммарной погрешности используют
формулу
X Ам = к ^A.1A2+X2sy + Х3Ал + Х4АИ + ХХ5Аг + 2Аф ,
где к — коэффициент риска, при к = 1 брак (Б) составляет 32%, при к = 2,
Б = 4,50%, при к = 3, Б = 0,27%; Ау — Х5 — коэффициенты, зависящие от
характера распределений значений размеров, для нормального закона
распределения Xi = А3 = 1/9.
При к = 3 и = Х5 = 1/3 получим
X Ам = 3 Д2 + гу + А„2 + 1/ЗА„2 + Х1/ЗАГ2 + ЕАФ2 .
Для обеспечения заданных размеров и формы необходимо, чтобы вы-
полнялось условие
^д = 2 дсис + 2 дсл,
где 7ТД — стандартный допуск на обработку детали; Z Дсис и
Е Дсл — суммы систематических и случайных погрешностей соответст-
венно.
Различают систематические постоянные погрешности, например, по-
грешности настройки станка, и переменные погрешности, закономерно
изменяющиеся, например, погрешности изнашивания инструмента, тем-
пературных деформаций. Случайные погрешности — это такие погрешно-
сти, определить значения и момент появления которых не представляется
возможным, например, изменение размеров заготовки в результате коле-
баний припуска или неравномерной твердости.
Разброс размеров обусловлен случайными погрешностями. Оценку
точности механической обработки производят аналитическим и статисти-
ческим методами. Погрешности, возникающие при обработке партии за- 131
9*
Глава 4
готовок на предварительно настроенных станках, иногда трудно опреде-
лить расчетным путем. В этом случае применяют статистический метод
оценки рассеяния размеров по кривым распределения, когда в конкрет-
ных производственных условиях обрабатывается партия заготовок в коли-
честве 50 — 250 шт. После обработки детали измеряют. Результаты измере-
ний обрабатываются статистическими методами с использованием теории
вероятности. Вероятностно-статистический метод позволяет определить
процент брака, сравнить точность обработки при различных методах.
При разных условиях обработки заготовок распределение действитель-
ных значений размеров происходит по различным математическим зако-
нам: нормальному распределению (закон Гаусса), равнобедренного треу-
гольника (закон Симпсона), эксцентриситета (закон Релея), равной веро-
ятности Максвелла. При изучении влияния случайных факторов было
установлено, что распределение действительных значений размеров заго-
товок, как правило, подчиняется нормальному закону распределения.
Уравнение кривой нормального распределения значений размеров
имеет вид:
у = (а Т2тс )-1 е(Ч “ Lcp)2/(2°2),
где о — среднее квадратическое отклонение
Li — текущее значение действительного размера; £ср — среднее арифмети-
ческое значение действительных размеров заготовок данной партии; N —
число заготовок в партии; nij — число заготовок размером Ц.
Значение £ср, характеризующее положение центра группирования раз-
меров, определяется из выражения
1ср = N’1 S I, Hij.
Кривая нормального распределения размеров (рис. 4.5) симметрична
относительно оси ординат. Ордината вершины данной кривой при Ц = 1ср
определяется равенством
=
« 0,4/g* .
.Утах
Рис. 4.5. Кривая нормально-
го распределения размеров
На расстоянии ±а от вершины кривая имеет две точки перегиба А
иВ с ординатами
Проектирование технологических процессов обработки деталей
Уа = Jb = 1/(сл/2яё) =Утж4е * 0,6утах .
При таком законе распределения 25% всех значений размеров деталей
находится в интервале ±0,За; 50% — в интервале ±0,7а; 75% — в интервале
±1,1а; 99,73% — в интервале ±3а. Фактическое поле рассеяния значений
размеров заготовок Ф = 6а.
Обеспечение необходимой точности обработки заготовок определяет-
ся запасом точности данной операции:
Кт = 77Ф,
где Т — допуск на обработку заготовок.
При Кт > 1 обработка заготовок может быть осуществлена без брака.
При Кт < 1 брак при обработке вполне вероятен.
Для всех законов распределения значений действительных размеров
обработка считается удовлетворительной, если Ф < Т. Для нормального за-
кона распределения 6а < Т.
Для определения числа годных деталей необходимо найти площадь, ог-
раниченную кривой нормального распределения размеров и осью абсцисс
в интервале, равном допуску Т, что также определяет число деталей в пар-
тии. Если площадь равна единице, то в партии все детали годные.
При симметричном расположении поля рассеяния относительно поля
допуска (рис. 4.6, а) находят удвоенное значение интеграла, определяюще-
го половину площади кривой Гаусса:
F(L) = (ал/2^)"1 ]e'z2/2 dL.
Рис. 4.6. Кривые нор-
мального распределения
действительных разме-
ров при симметричном
(а) и несимметричном
(б) расположениях по-
лей рассеяния относи-
тельно допуска
Это выражение можно записать иначе: z = (Ц — 1ср)/о. Подставляя зна-
чение и, получим функцию Лапласа
F(z) = |е ’z2/2 dz.
0
При симметричном расположении кривой нормального распределения
размеров относительно поля допуска незаштрихованная площадь кривой 133
Глава 4
равна Ft + F2 = 2F(z), а так как вся площадь равна единице, то процент
брака определяется по формуле
Б = [1 -2F(z)] 100.
При несимметричном расположении поля рассеяния значений разме-
ров середина поля допуска смещена на величину А (рис. 4.6, б), тогда про-
цент брака определяется выражением:
Б = [0,5 - F(z)[ 100,
при этом площади Ft и F2 определяются последовательно.
Однако данный метод анализа точности обработки не позволяет иссле-
довать изменение размеров деталей в процессе обработки. Для контроля
технологического процесса применяют статистический метод точечных
диаграмм, который заключается в измерении размеров небольшой партии
деталей и их фиксировании. По полученным графикам изменения значе-
ний размеров определяют момент появления брака и своевременно произ-
водят настройку или замену инструмента и поднастройку станка.
4.5. Контроль точности деталей
Неотъемлемой частью технологического процесса является контроль
качества деталей, узлов и агрегатов. При этом под словом «контроль» сле-
дует понимать проверку соответствия количественных и (или) качествен-
ных характеристик продукции установленным техническим требованиям.
Последние содержатся в технической документации на продукцию (черте-
жи, технология, технические условия, паспорта).
Практически во всех технологических переделах используются средст-
ва контроля и измерений как основополагающее условие для обеспечения
качества продукции.
На машиностроительных предприятиях количественно и по удельному
весу преобладают средства измерений линейно-угловых величин. Более 85%
времени, затрачиваемого на проведение контроля и измерений, связано
с применением средств контроля и измерений линейно-угловых величин.
Обычно контролируют линейные размеры (длины и диаметры), величи-
ны углов и конусов, формы и взаимное расположение поверхностей, ше-
роховатости поверхностей, толщины покрытий.
Приведем описание некоторых видов средств контроля и измерений
в последовательности, связанной не со значением их роли в производст-
венном процессе, а по сложности их конструктивного исполнения, точно-
стным и функциональным возможностям.
Наиболее простыми в конструктивном исполнении являются калибры.
Калибр — это мера, предназначенная для сравнения с ней размеров, фор-
мы, расположения поверхностей деталей с целью определения их годности.
Калибры для контроля гладких цилиндрических изделий (валов, втулок) на-
зывают скобами, а для контроля отверстий — пробками; Применяются ре-
гулируемые и нерегулируемые калибры, проходные и непроходные, рабо-
чие, приемные и другие калибры. Изделие признается годным, когда оно
134 проходит проходной и не проходит непроходной калибр, поэтому оно нахо-
ПрпЕктцрпванце шехнплагичвских процессов обработки деталей
дится в поле допуска. При этом проходной скобой контролируется наиболь-
ший размер вала, а непроходной скобой — наименьший. Рабочие калибры
применяют при изготовлении изделий на рабочих местах. Приемные кали-
бры (проходные и непроходные) применяются при приемке изделий.
К изготовлению калибров предъявляются высокие требования. Их нор-
мируемая погрешность нередко исчисляется в микрометрах. Однако кали-
бры не дают значения контролируемой величины изделия в виде числово-
го значения и их применение ограничено, если надо проводить высокоточ-
ные измерения.
Следующая большая группа средств измерительного контроля: штан-
генинструмент и микрометрический инструмент.
К штангенинструменту относятся штангенциркули, штангенглубино-
меры, штангенрейсмусы и др. Они предназначены для абсолютных изме-
рений линейных размеров и разметки деталей по принципу двух шкал —
основной и дополнительной. Основная шкала служит для сравнения изме-
ряемого размера; дополнительная шкала, называемая нониусом, — для по-
вышения точности отсчета долей деления основной шкалы. Метод отсчета
по нониусу основан на способности человеческого глаза оценивать совпа-
дение или несовпадение штрихов двух сомкнутых шкал.
Микрометрический инструмент предназначен для абсолютных измере-
ний и основан на использовании точной винтовой пары для преобразова-
ния вращательного движения микрометрического винта в поступательные.
При автоматизированном контроле применяются специальные уста-
новки. Например, используются автоматы электронного контроля порш-
ней по диаметру юбки, диаметру и овальности пальцевого отверстия, кото-
рые в ходе контроля сортируют поршни по диаметру юбки на размерные
группы и осуществляют маркировку по диаметру юбки или пальцевого от-
верстия. Электронная измерительная система одновременно управляет
автоматом и производит статистическую обработку результатов измере-
ния. Производительность данных автоматов до 700 деталей в час, предел
погрешности при контроле диаметра юбки 0,002 мм, диаметра и овальнос-
ти отверстия 0,001 мм.
Так же контролируют и сортируют поршневые пальцы по наружному
диаметру и отклонениям от цилиндричности. В основе измерения сравне-
ния с эталоном. Производительность автомата до 500 деталей в час, по-
грешность измерения 0,5 мкм. Производится сортировка на годные детали
(по четырем группам), детали с браком по диаметру и детали с браком по
отклонению от цилиндричности.
Существует так же автомат для электронного контроля игл распылите-
лей форсунок по диаметру и нецилиндричности наружной рабочей по-
верхности, в котором осуществляется сортировка деталей на 30 размер-
ных групп и отбраковка некондиционных деталей. Производительность
автомата до 700 деталей в час, предел погрешности 0,0004 мм.
Достижением в области создания контрольно-измерительной техники
можно считать многокоординатные измерительные машины, универсаль-
ность которых позволяет решать практически все задачи, связанные с из-
мерением. Они обеспечивают высокую точность и быстроту проведения
измерения, сокращение времени на базирование деталей. Использование
быстродействующих ЭВМ обеспечивает обмен информацией и управле-
ние технологическим процессом.
135
Глава 4
4.В. Параметры состояния и качества поверхностного слоя
В результате воздействия режущего инструмента, силовых, тепловых
и других факторов при обработке заготовки состояние обработанной по-
верхности оценивается ее поверхностным слоем, который характеризует-
ся параметрами шероховатости, волнистости, а также физико-механичес-
кими свойствами.
Шероховатость поверхности. Шероховатостью поверхности называет-
ся совокупность неровностей поверхности с относительно малыми шагами
в пределах базовой длины 1, образующая рельеф поверхности. Профило-
грамма поверхности представлена на рис. 4.7. При оценке шероховатости
используется понятие базовой длины, по величине которой шероховатость
количественно отличается от других видов неровностей — волнистости
и макронеровности. Возможно определение шероховатости на некоторой
оценочной длине L, которая содержит одну или несколько базовых длин.
Рис. 4.7. Профилограмма поверхности для определения шероховатости
Определение шероховатости поверхности производится по системе
средней линии профиля.
Система средней линии — система отсчета, используемая при оценке
параметров шероховатости поверхности, в которой в качестве базовой ли-
нии используется средняя линия.
Средняя линия профиля — базовая линия, имеющая форму номиналь-
ного профиля и проведенная так, что в пределах базовой длины среднее
квадратическое отклонение профиля до этой линии минимально.
Шероховатость поверхности характеризуется параметрами, связанны-
ми с высотами неровностей или со свойствами неровностей: Rz, Ra, Rmax, Rq
и направлениями неровностей: параллельное, перпендикулярное, пере-
крещивающееся, продольное, кругообразное, радиальное. При этом шеро-
ховатость поверхности оценивается высотами неровностей профиля —
наибольшей 7?тах и по десяти точкам Rz и средними отклонениями профи-
ля — арифметическим Ra и квадратическим Rq.
Параметры 7?мах и Rz используют в тех случаях, когда необходимо огра-
ничить полную высоту неровностей профиля или рыхлого поверхностного
слоя. Наибольшая высота неровностей профиля Ртах — расстояние между
линиями выступов и впадин профиля в пределах базовой длины. Высота
неровностей профиля по десяти точкам Rz определяется как сумма сред-
них абсолютных значений высот пяти наибольших выступов профиля
136 и глубин пяти наибольших впадин профиля в пределах базовой длины:
Проектирование технологических процессов обработки деталей
( 5 5 \ /
МЖ+Ж1 X-
к /=1 /=1 )
где hpi — высота z-ro наибольшего выступа профиля; — глубина z-й наи-
большей впадины профиля.
Среднее арифметическое отклонение профиля Ra представляет собой
среднее арифметическое абсолютных значений отклонений профиля
в пределах базовой длины:
i
7?а = Z"1
о
или
п
и’1 J|z|>
i=l
где п — число отклонений профиля в пределах базовой длины;
у- — отклонение профиля от средней линии.
Среднее квадратическое отклонение 7?q характеризуется как среднее
квадратическое значение отклонений профиля в пределах базовой длины:
I /
Kq= ХГ1 !у2(х^ •
1 о
Иногда используется среднее значение параметра шероховатости по-
верхности/7, которое определяется как среднее значение параметра шеро-
ховатости, определенное на всех длинах оценки:
______________________ к п
р = .
i=i ;=1
где к — число единичных длин оценки; п — число базовых длин на единич-
ной длине оценки; Rj — значение параметра, определенное на одной базо-
вой длине.
При исследованиях наиболее ответственных поверхностей использо-
вание вышеперечисленных параметров неровностей может оказаться
недостаточным, поэтому существует дополнительные параметры, свя-
занные со свойствами неровностей в направлении длины профиля и его
формой:
— сред ний шаг неровностей профиля по сред ней линии Sm;
— средний шаг местных выступов профиля £*.;
— средняя квадратическая длина волны профиля Xq;
— сред няя длина волны профиля Ха; *137
Глава 4
— длина растянутого профиля Lo;
— относительная длина профиля 10;
— плотность выступов профиля D;
— средний квадратический наклон профиля Aq;
— средний арифметический наклон профиля Да;
и
— опорная длина профиля ;
/=1
— относительная опорная длина профиля /р= r\3/L , где Т|з — опорная
длина профиля.
Параметры Sm и Sj характеризуют виброустойчивость и прочность
при циклических нагрузках, поэтому они нередко указываются на чер-
теже.
Параметр 7р комплексно характеризует высоту и форму неровностей,
фактическую площадь контакта поверхностей, способность микрорелье-
фа воспринимать нагрузку, износостойкость трущихся поверхностей,
контактную жесткость, герметичность соединений.
Для обеспечения требований к шероховатости поверхности необходи-
мо применять рациональные способы обработки заготовок, так как повы-
шение требований увеличивает трудоемкость изготовления деталей,
а в некоторых случаях их производство может оказаться нерентабельным.
Контроль параметров шероховатости может осуществляться прямы-
ми и косвенными методами.
Для косвенной оценки используют эталоны шероховатости и интег-
ральные методы. Оценка с помощью эталонов имеет субъективный харак-
тер. Интегральные методы позволяют оценить шероховатость поверхнос-
ти по расходу воздуха, проходящего между соплом пневматической изме-
рительной головки и данной поверхностью. При этом настройка приборов
производится по эталонным поверхностям.
При прямом методе применяют щуповые или оптические приборы.
Значения параметров шероховатости определяются по шкале приборов
(профилометров) или по увеличенному изображению записанной профи-
лограммы на профилографе. Основные характеристики приборов приве-
дены в табл. 4.1. Износостойкость сопрягаемых поверхностей значительно
зависит от их волнистости, так как ее увеличение приводит к уменьшению
площади контакта в 5 —10 раз.
Волнистость поверхности. Волнистостью называется совокупность
периодически повторяющихся неровностей поверхности, у которых отно-
шение Sw: 7iw, = 50 ... 1000, где Sw — шаг волны; 7iw,— высота волны.
Количественная оценка волнистости осуществляется по высоте волни-
стости Параметр является средним арифметическим значением
пяти значений высоты волнистости:
^wi + -^w2 + ^w3 “f" ^w4 +
Значения hwl... hw5 определяются на пяти одинаковых участках 7wl... 7w5
измерения волнистости как вертикальные расстояния между линиями, эк-
видистантными средней линии, которые проведены по наивысшим и наи-
1211 низшим точкам профиля одной полной волны (рис. 4.8).
Проектированиетехнологических процессов обрабоппшдеталей
Таблица 4.1
Основные технические характеристики приборов для определения
значений параметров шероховатости поверхностей
Прибор Измеряемый параметр шеро- ховатости по- верхности Предел измере- ния, мкм Базовая длина, мм
1 2 3 4
Профилограф-профилометр:
профилограф Ra 0,008-20 0,080; 0,250
Рz? Ртах. 0,025-100 0,800; 2500
$19 $т 0,003-12,5 8,000
10-90 %
профилометр R& 0,02-8 0,080; 0,250
Профилометр 253 R& 0,04-2,500 0,250; 0,800;
2,500
Профилограф-профилометр
252:
профилограф R& 0,050-60 0,080; 0,250;
P-Z9 Ртах 0,020-250 0,80; 2,50
$19 $т 0,003-12,5 8,00
h 10-90 %
профилометр Ра 0,020-100 0,080; 0,250
Прибор светового свечения:
ПСС-2 Rz9 Ртах 0,800^40 0,001
$19 $т 0,002-2,500 0,030
ОРИМ-1 Rz9 Ртах 0,400-40 0,080; 0,250
$19 $т 0,020-2,500 0,800; 2,500
ПТС-1 Rz9 Ртах 40-320 0,250; 0,080;
$19 $т 0,020-6,300 2,500; 8,000
Микроинтерферометр Rz9 Rmax 0,100-0,800 0,010; 0,030;
МИИ-4 $i9 $т 0,020-0,250 0,080; 0,250
Рис. 4.8. Профилограмма поверхности для определения волнистости
139
Глава 4
Базой для измерения волнистости служит средняя линия профиля вол-
нистости Шф. Волнистость характеризуется следующими параметрами:
— наибольшей высотой волнистости hwmax',
— средним шагом волнистости Sw — среднее арифметическое значе-
г=п
ние шагов S^, измеренных по mw: sw = n'1 .
i=l
Определение степени волнистости производят универсальными прибо-
рами — индикатором, оптиметром, проектором; для контроля отклонений
формы поверхности используют кругломер, профилометр-профилограф,
а также специальные приборы — волнографы и волномеры.
Механические свойства поверхностного слоя. Механические свойства
в основном характеризуются глубиной и степенью упрочнения, значени-
ем, знаком и характером распределения остаточных напряжений и микро-
структурой.
В результате комплексного воздействия силовых и тепловых факторов
механические свойства поверхности материала изменяются.
При обработке заготовки лезвийным инструментом основное влияние
оказывают силовые воздействия. При этом материал пластически дефор-
мируется, изменяется его структура, происходят повороты и смещения
кристаллов по плоскостям скольжения, увеличивается плотность дислока-
ций. В результате на плоскостях скольжения образуются дислокационные
барьеры, затрудняющие скольжение и создающие большие внутренние
напряжения. Образование дислокаций и измельчение зерен сопровожда-
ются повышением твердости поверхностного слоя. Упрочнение поверхно-
сти характеризуется степенью и глубиной наклепа.
Степень наклепа определяют по формуле
SH = (»о«р - Н„ех)/И„„.
где Нобр — твердость поверхностного слоя после упрочнения;
Нисх — твердость материала до упрочнения.
Глубина наклепа определяется прибором ПМТ-3, который измеряет ми-
кротвердость поверхностного слоя. Глубину наклепа и его микротвердость
по мере удаления от поверхности определяют по микрошлифу — косому
срезу под углом 0,5 — 2° к обработанной поверхности.
Глубина наклепа определяется по формуле
Ah = 1 sin а,
где I — длина наклепа по плоскости среза; а — угол косого среза.
Возникновение остаточных напряжений обусловлено следующими
факторами:
• неравномерность пластической деформации поверхностных слоев;
• неравномерность нагрева тонких поверхностных слоев;
• структурно-фазовые превращения, возникающие при воздействии си-
140 ловых и тепловых факторов..
Проектирование технологических процессов оОработко деталей
Различное влияние тех или иных факторов предопределяет образо-
вание растягивающих +а или сжимающих —о остаточных напря-
жений.
Для измерения остаточных напряжений наибольшее распространение
получили методы Н.Н. Давиденкова и Г. Закса, в, которых напряжения оп-
ределяют по деформации образца после снятия с него напряженного слоя.
Для тонких слоев используется рентгеновский метод, основанный на изме-
рении межатомных расстояний в напряженном и ненапряженном состоя-
ниях материала.
Каждому способу механической обработки соответствуют опреде-
ленный диапазон значений высот микронеровностей, их форма и на-
правление, величина и глубина наклепа, знак и величина остаточных на-
пряжений.
Направление неровностей при обработке поверхности определяется
кинематикой движения инструмента. Для строгания, протягивания, шли-
фования периферией круга характерно параллельное направление не-
ровностей. При хонинговании неровности представляют собой сетку из
перекрещивающихся спиралей. Произвольное направление неровнос-
тей характерно для операций притирки, шлифования торцом круга, по-
лирования.
Высота микронеровностей зависит от следующих факторов:
• обрабатываемого материала (обработанные поверхности из малоугле-
родистых сталей имеют большую высоту микронеровностей по сравне-
нию с высокоуглеродистыми сталями и чугуном);
• способа и режима обработки, при этом большое влияние на шерохова-
тость оказывают подача, скорость и сила резания;
• материала и формы режущего инструмента (обработка заготовки ин-
струментом из твердого сплава обеспечивает менее шероховатую по-
верхность по сравнению с обработкой инструментом из быстрорежу-
щей стали; при замене абразива алмазом также уменьшается шерохо-
ватость);
• жесткости технологической системы.
Значения шероховатости и волнистости зависят от вибрации элементов
технологической системы, под воздействием которой изменяется положе-
ние режущей кромки инструмента относительно обрабатываемой поверх-
ности, что приводит к образованию впадин и выступов.
Шероховатость поверхности также взаимосвязана с точностью и спо-
собом обработки. Значения шероховатости в зависимости от точности
и способа обработки приведены в табл. 4.2.
Каждому способу обработки соответствуют определенные профиль
шероховатости и свойства несущей поверхности. Точеная или расточен-
ная поверхности имеют островершинный профиль и небольшую несущую
способность. Большой несущей способностью обладает поверхность, об-
работанная методом пластической деформации, вследствие большего ра-
диуса скругления вершин микронеровностей и высокого коэффициента
заполнения микропрофиля металлом.
На величину и глубину наклепа также оказывают влияние силовые
и тепловые факторы, поэтому микротвердость по глубине поверхностного
слоя может быть различна. 141
Глава 4
Таблица 4.2
Способ обработки Ra, мкм Квалитет точности
1 2 3
Точение:
предварительное 12,50 12-14
чистовое 1,25-2,50 7-9
тонкое (алмазное) 0,32-0,63 6
Фрезерование цилиндрической фрезой:
черновое 25-50 12... 14
чистовое 3,20-6,30 11
тонкое 1,60 8-9
Фрезерование торцовой фрезой:
черновое 6,30-12,50 12-14
чистовое 3,20-6,30 11
тонкое 1,60 8-9
Сверление отверстий диаметром:
до 15 мм 6,3-12,50 12-14
свыше 15 мм 12,50-25 12-14
Рассверливание 12,50-25 12-14
Зенкерование:
черновое 2,50-25 12-15
чистовое 2,50-6,30 10-11
Развертывание:
предварительное 2,50-6,30 9... 10
чистовое 0,63-1,25 7... 8
тонкое 0,32 7
Растачивание:
черновое 50-100 15-17
получистовое 12,50-25 12-14
чистовое 1,60-3,20 8-9
тонкое 0,40-0,80 7
Протягивание:
получистовое 6,30-12,50 9-10
чистовое 1,60-3,20 7-8
тонкое 0,32-0,80 7
Шлифование круглое:
получистовое 3,20-6,30 8-11
чистовое 0,80-1,60 6-8
тонкое 0,20-0,40 5
Шлифование плоское:
получистовое 3,20 8-11
чистовое 0,32-0,63 6-8
тонкое 0,20-0,08 6-7
Обкатка и раскатка роликами и 0,40-1,60 6-9
шариками
Хонингование:
плоскостей 0,10-0,32 7-8
цилиндров 0,05-0,20 6-7
142
Проектирование технологических процессов обработки деталей
4.8. Оценка эффективности технологических процессов
При использовании высокопроизводительной оснастки и современно-
го оборудования снижаются затраты на обработку деталей.
Коэффициент Е экономической эффективности капитальных вложе-
ний выражает годовую экономию от применения нового технологическо-
го оборудования и оснастки:
Е = (Ct - С2) / (К2 - KJ,
где Ср С2 — себестоимости годового выпуска деталей при использовании
соответственно старой и новой технологий, руб.; Kv К2 — капитальные за-
траты, руб.
Для определения экономической целесообразности внедрения новой
техники установлен нормативный коэффициент экономической эффек-
тивности Ен, который определяет допустимый минимум годовой эконо-
мии, для автотранспортного производства Ен = 0,15.
Экономическая целесообразность дополнительных капитальных вло-
жений может быть определена при сравнении Е и Ен:
Е={Сх-С2}/(К2-Кх)>Еп,
При сравнении различных вариантов технологического процесса, тре-
бующих значительных капитальных вложений, подсчитывают приведен-
ные затраты на годовой выпуск деталей:
П1 = С^ + ВНКР
где — приведенные затраты на осуществление годового выпуска дета-
лей по z-му варианту, руб.; — себестоимость изготовления i-й детали,
руб.; N — годовой выпуск деталей, шт.; — капитальные вложения на
осуществление z-ro варианта технологического процесса, руб.
Приведенные затраты определяются для каждого варианта. Выбирает-
ся вариант с минимальными приведенными затратами. Годовой экономи-
ческий эффект от внедрения принятого варианта технологического про-
цесса определяется разностью приведенных затрат:
Э = Л,-ПГ
опросы ди самопрооери
1. Что такое производственный и техйологический процессы механичес-
кой обработки?
2. Назовите основные методы разработки технологических процессов,
применяемых в массовом и серийном производстве?
3. В чем заключается принцип совмещения и постоянства баз?
4. Какие поверхности рекомендуется использовать для установочных баз? 143
Глава 4
5. Что такое точность механической обработки?
6. Какие типы погрешностей и причины их возникновения Вы знаете?
7. Что такое жесткость и податливость технологической системы?
8. Какие существуют методы расчета точности механической обработки
деталей?
9. Какие параметры используются для определения состояния обработан-
ной поверхности?
10. Назовите особенности режимов резания при многоинструментальной
обработке?
Глава 5
МЕТОДЫ И МАРШРУТЫ ОБРАБОТКИ ТИПОВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
5.1. Методы оВраВотки отверстий и внутренних поверхностей деталей
Механическая обработка внутренних поверхностей производится лез-
вийным и абразивным инструментами путем снятия стружки и пластичес-
ким деформированием без удаления материала. Лезвийным инструментом
производят сверление, зенкерование, развертывание, растачивание и про-
тягивание; абразивным инструментом — операции шлифования, хонинго-
вания и полирования. Обработку основных отверстий заготовок корпусных
деталей диаметром от 15 до 400 мм выполняют преимущественно растачива-
нием однолезвийным инструментом на агрегатно-расточных станках.
При этом обеспечивают предельное отклонение размеров (IT6 — IT12); от-
клонения форм (прямоугольности, круглости) и расположения поверхнос-
тей от 0,2 до 0,5 от допуска на диаметральный размер; отклонения соосности
от 0,015 до 0,05 мм на длине до 500 мм; отклонения межосевого расстояния
осей отверстий от ±0,02 до ±0,10 мм; отклонения от параллельности осей от-
верстий 0,02 — 0,08 мм на длине 300 мм; отклонения от перпендикулярности
осей основных отверстий 0,03 — 0,05 мм ца длине 300 мм; шероховатость по-
верхности отверстий Ra 0,63...2,5 мкм. Растачивание и сверление для полу-
чения отверстий производятся путем вращения обрабатываемой детали или
режущего инструмента. Осевая подача может осуществляться перемещени-
ем как инструмента, так и обрабатываемой детали.
Растачивание ступенчатых соосных внутренних поверхностей выпол-
няется специальными резцовыми оправками (борштангами), на которых
закреплены одиночные резцы или расточные головки с несколькими рез-
цами, функционирующими одновременно.
Для повышения точности и устранения отклонений от соосности отвер-
стий при растачивании резцовыми оправками используются направляю-
щие втулки.
Отверстия на агрегатно-расточных станках обрабатывают борштанга-
ми, применяя два способа соединения со шпинделями: жесткое, с базиро-
ванием борштанги поверхностью вращения (выступ — шейка хвостовика
или отверстия) или плоскостью фланца, с закреплением через фланец
(рис. 5.1) и плавающее (рис. 5.2). В последнем случае хвостовик борштанги
5 устанавливают в плавающий патрон 2, а патрон — хвостовиком в шпин-
дель 1 с базированием борштанги специальными узлами направления.
Плавающий патрон допускает смещение борштанги на 0,5 —2,0 мм и пово-
рот ее оси на угол л. Плавающий патрон передает крутящий момент от
шпинделя борштанге и обеспечивает ее осевую фиксацию на агрегатно- 145
10 Технология автомобилестроения
Глава 5
Рис. 5.1. Схемы инструментальных наладок для растачивания
при жестком соединении инструмента со шпинделем:
а — без направления; б — с задним направлением
Рис. 5.2. Схема инструментальных наладок с одноопорным (передним)
направлением борштанги по вращающейся втулке при Dbhi > D:
1 — шпиндель; 2 — плавающий патрон; 3 — борштанга;
4 — направляющая втулка; 5 — шпонка; 6 — люнет
146
Методы о маршруты обработки типовых поверхностей деталей
расточных станках и в позициях АЛ. Существуют четыре способа направ-
ления борштанги:
1) заднее направление — дополнительная опора (направляющая втулка)
находится за обрабатываемой заготовкой;
2) переднее направление — дополнительная опора (втулка) установлена
перед заготовкой относительно направления подачи инструмента;
3) переднее и заднее направление (двухопорная схема) — дополнитель-
ные опоры находятся перед заготовкой и за ней;
4) многоопорное направление — кроме передней и задней опор имеются
одна или несколько промежуточных.
При обработке поверхностей с высокими требованиями к точности
и шероховатости применяют тонкое растачивание на специальных преци-
зионных станках инструментами из твердосплавных или синтетических
сверхтвердых материалов. Тонкое растачивание заменяет шлифовальную
операцию при обработке тонкостенных деталей из цветных металлов
и сплавов, а также из чугуна и стали. Оно характеризуется высокими ско-
ростями резания (100 — 1000 м/мин), малыми подачами (0,01 — 0,15 мм/об)
и глубиной резания (0,05 — 0,30 мм).
Данный способ обеспечивает обработку отверстий до шероховатости по-
верхности Ra 2,50...0,63 мкм и степени точности размеров до 5-го квалитета.
Для получения отверстий в сплошном металле на сверлильных, токар-
ных, агрегатных и револьверных станках используются спиральные свер-
ла диаметром 0,25 — 80 мм. Для одновременной обработки большого числа
внутренних поверхностей, расположенных в разных плоскостях, приме-
няют специальные многошпиндельные сверлильные головки. Наибольшее
распространение получили сверла из быстрорежущей стали.
Однако при обработке внутренней поверхности диаметром 12 — 20 мм
в деталях из закаленной стали, чугуна и труднообрабатываемых материа-
лов применяют сверла с припаянными твердосплавными пластинами,
а при обработке отверстий диаметром 20 — 60 мм и глубиной до 2D (D — ди-
аметр сверла) — сверла с механическим креплением твердосплавных пла-
стин, снабженных стружколомающими канавками. При удовлетворитель-
ных условиях заточки и охлаждения этими сверлами можно производить
обработку со скоростью резания до 150 м/мин и подачи до 0,30 мм/об.
Сверление обеспечивает степень точности диаметральных размеров от-
верстий в пределах 11 — 14 квалитетов. Более точные значения диаметров
отверстий получают зенкерованием, развертыванием, протягиванием или
растачиванием [1].
Сверление может производиться как при вращении детали на станках
токарной группы, так и при вращении инструмента относительно непо-
движной детали на станках сверлильной группы.
Для уменьшения увода оси отверстия при обработке на станках свер-
лильной группы обычно применяют кондукторные (направляющие) втул-
ки, а на токарных станках, где невозможна их установка, перед операци-
ей сверления производят центрование отверстия центровым коротким
сверлом.
Сверление отверстий большого диаметра в сплошном металле вследст-
вие недостаточной жесткости инструмента и значительных усилий при об-
работке сопряжено с рядом трудностей, поэтому сверление отверстий Ц7
10*
Глава 5
больших диаметров рекомендуется производить за две операции, причем
диаметр сверла на первой операции не должен превышать 30 мм.
При сверлении отверстйй глубиной более 2D применяют сверла из бы-
строрежущей стали с принудительной подачей охлаждающей жидкости.
Охлаждающая жидкость в зону резания подается поливом или под давле-
нием 0,10 — 0,20 МПа через каналы в сверлах.
При сверлении глубоких отверстий небольших диаметров, особенно
смазочных отверстий и каналов, применяются специальные удлиненные
пушечные эжекторные сверла и сверла с дополнительной подачей охлаж-
дающей жидкости. В большинстве случаев на автоматических линиях и аг-
регатных станках сверление отверстий выполняют с направлением сверл
по кондукторным втулкам (рис. 5.3). Спиральное сверло 4 с коническим
хвостовиком устанавливают в удлинитель 3, который помещают в отвер-
стие шпинделя 2 и крепят двумя винтами 8 с упором в наклонный скос.
Сверло направляется сменной втулкой 9, установленной в постоянной
втулке 10 кондукторной плиты 11. Крутящий момент от шпинделя переда-
ется удлинителю шпонкой. Гайка 7 предназначена для уд линителя регули-
ровки вылета LH сверла (после его переналадки) относительно торца шпин-
деля. Гайку 7 контрят гайкой 5 через замковую шайбу 6, выступ которой
входит в продольный паз хвостовика.
Рис. 5.3. Инструментальная наладка сверлильной позиции АЛ [2]:
1 — шпонка; 2 — шпиндель; 3 — удлинитель; 4 — сверло; 5,7 — гайки;
6 — замковая шайба; 8 — винты; 9 — сменная втулка; 10 — постоянная
втулка; И — кондукторная плита
Зенкерование применяется для предварительной обработки внутрен-
них поверхностей, полученных сверлением, ковкой, штамповкой или ли-
тьем, а также для окончательной отделки до 11 — 13 квалитетов точности
размеров и значения параметра шероховатости Rz 40...20 мкм.
Зенкер имеет большую режущую способность, чем сверло, так как
у зенкера больше режущих кромок (3 — 8), что обеспечивает ему лучшую
устойчивость при обработке внутренних поверхностей с неравномерно
распределенным припуском. Процесс зенкерования производится на том
же оборудовании, что и сверление отверстий. Для получения у заготовки 3
(рис. 5.4) отверстия с минимальным припуском под последующую обра-
ботку и исправления отклонения оси отверстия, которое происходит
вследствие увода инструмента, зенкеру 1 придается верхнее или нижнее
148 положение по направляющей втулке 2.
Методы и маршруты оОраВотки типовых поверхностеО деталей
Рис. 5.4. Схема зен-
керования внут-
ренней поверхнос-
ти детали: 1 —
зенкер; 2 — на-
правляющая втул-
ка; 3 — заготовка
V
Рис. 5.5. Схемы об-
работки внутрен-
ней поверхности
детали зенкерами
различной конст-
рукции
Применение твердосплавных зенкеров позволяет
обрабатывать детали из стали со скоростями резания
40 — 70 м/мин и подачами 0,45— 1,20 мм/об, из чугу-
на — со скоростями 40—130 м/мин и подачами
0,20 — 1,70 мм/об.
Кроме зенкеров, предназначенных для обработки
цилиндрических поверхностей, широко применяют
инструменты различной конструкции: зенковки —
для снятия фасок на внутренней поверхности
(рис. 5.5, а) и цековки — для обработки фасонных
(рис. 5.5, б) и торцовых поверхностей (рис. 5.5, в).
При снятии фасок на внутренней поверхности об-
рабатываемой детали с двух сторон за один рабочий
ход инструмента используют двусторонние пружин-
ные зенковки (рис. 5.6, а), а при снятии фасок на на-
клонных внутренних поверхностях — сферические
(рис. 5.6, 6) или веретенообразные вращающиеся
борфрезы. Чтобы получить из цилиндрических внут-
ренних поверхностей конические, необходимо их
сначала зенкеровать ступенчатыми коническими,
а затем гладкими коническими зенкерами.
< Развертывание является наиболее распростра-
ненным способом чистовой обработки отверстий
(степень точности размеров 6 — 9 квалитеты, Ra
2,5 —5,0 мкм). Развертывание производится обычно
на тех же станках, что и зенкерование. По конструк-
ции развертка аналогична зенкеру, но отличается от
него большим числом зубьев й наличием на них ци-
*)
Рис. 5.6. Схемы снятия фасок на внутренних поверх-
ностях деталей: а — пружинная зенковка: 1 — сня-
тие фаски с наружного торца; 2 — обработка цилин-
дрической поверхности (промежуточное положе-
ние); 3 — снятие фаски с внутреннего торца;
б — борфреза 149
Глава 5
линдрического направляющего пояска. Для обработки внутренних по-
верхностей деталей из черных металлов обычно применяют развертки
с прямыми канавками, при повышенных требованиях к точности и шеро-
ховатости, а также для отверстий, пересеченных пазами, — развертки
с винтовыми канавками. При этом направление канавок должно быть про-
тивоположно направлению вращения инструмента.
Развертки крепятся в качающихся или плавающих патронах, позволяю-
щих оси инструмента самоустанавливаться относительно оси отверстия.
Однако при наличии межцентрового расстояния и его отклонении до
0,005 мм для обработки применяют развертывание с использованием кон-
дукторных втулок.
Припуск под чистовое развертывание обычно оставляют в пределах
0,03 — 0,05 мм. Скорость резания при развертывании — 20 м/мин, пода-
ча — 1,2 мм/об. При использовании твердосплавных разверток скорость
резания может быть значительно увеличена.
Развертывание ступенчатых внутренних поверхностей осуществляют
комбинированными развертками.
Для последовательной обработки одной или нескольких поверхностей
применяются многоленточные комбинированные инструменты с череду-
ющимися зубьями: сверло — сверло (рис. 5.7, а), сверло — зенкер — раз-
вертка (рис. 5.7, б), зенкер — развертка (рис. 5.7, в), развертка — разверт-
ка (рис. 5.7, г).
Рис. 5.7. Комбинированные инструменты:
а — сверло—зенкер—развертка; б— сверло—сверло;
в — зенкер—развертка; г — развертка—развертка
Протягивание применяется для чистовой обработки круглых и фасон-
ных внутренних поверхностей на одно- и многошпиндельных горизон-
тальных и вертикальных станках многолезвийными инструментами, режу-
щие зубья которых, постепенно увеличиваясь в диаметре, последователь-
но удаляют слои металла. Последние 4 — 6 зубьев имеют постоянный
диаметр и являются калибрующими. Деталь в процессе обработки непо-
движна. Различные формы отверстий, выполненных протягиванием, пред-
ставлены на рис. 5.8.
Внутренним протягиванием обрабатывают также винтовые поверхнос-
ти. Д ля этого одновременно с главным движением резания деталь или ин-
струмент совершает вращательное движение с подачей, соответствующей
шагу резьбы.
Режущую часть инструмента изготовляют из быстрорежущих сталей
150 или твердосплавных материалов. Инструмент для протягивания может
Методы и маршруты обработки топовых поверхностей деталей
Рис. 5.8. Формы отверстий, выполненных протягиванием
быть цельным, предназначенным для получения отверстий диаметром
10 — 90 мм, и сборным — для обработки отверстий диаметром до 160 мм.
Протягивание при высоких требованиях к качеству поверхности (Ra 1,25
и менее) осуществляют многолезвийным инструментом, у которого кроме
режущих зубьев имеются твердосплавные выглаживающие кольца, упруго
и пластически деформирующие обрабатываемый поверхностный слой.
Деталь при обработке имеет жесткую опору, если ее торец подрезан
перпендикулярно к оси отверстия, или шаровую опору.
Скорость резания в зависимости от марки и твердости обрабатываемо-
го материала, жесткости детали и длины протягивания равна
10 — 22 м/мин, скорость обратного хода в 2 — 3 раза больше скорости реза-
ния. Точность обработки соответствует 6-му—7-му квалитетам, а шерохо-
ватость Ra 2,50...0,63 мкм.
Шлифование обеспечивает 5-й —7-й квалитеты точности и шерохова-
тость поверхности Ra 0,63...0,32 мкм.
Шлифовальную операцию выполняют на внутришлифовальном или
бесцентровошлифовальном станке.
При выполнении внутришлифовальной операции (рис. 5.9, а) деталь 2,
закрепленная в патроне или в специальном приспособлении 1, вращается,
Рис. 5.9. Схемы шли-
фования отверстий:
а — на внутришли-
фовальном станке;
б — на станке с пла-
нетарным движени-
ем шлифовального
круга; в — на бесцен-
трово-шлифоваль-
ном станке
151
Глава 5
Рис. 5.10. Хон:
1 — корпус;
2 — конусная
поверхность;
3 — подава-
тель; 4 — ко-
лодка; 5 — ал-
мазный бру-
сок; 6 — шток
а шлифовальный круг 3 кроме вращательного совершает возвратно-посту-
пательное продольное и поперечное движения, удаляя за каждый рабочий
ход тонкий слой металла.
Направления вращательных движений круга и обрабатываемой детали
должны быть противоположными. Для повышения точности обработки
несколько последних ходов шлифовального круга совершаются без попе-
речной подачи. Диаметр шлифовального круга обычно составляет 0,8 —0,9
диаметра обрабатываемого отверстия.
При шлифовании скорость вращения шлифовального круга 25 — 35 м/с,
скорость вращения детали 0,015 — 0,030 скорости круга. Продольная пода-
ча при чистовом шлифовании 0,20 — 0,30 мм высоты /Округа, поперечная —
0,003 — 0,015 мм за двойной ход.
Планетарное шлифование используется для обработки отверстий боль-
ших диаметров. При выполнении операции (рис. 5.9, б) деталь 2 неподвиж-
но крепится на столе станка, а шлифовальный круг 3, по-
мимо вращательного движения вокруг своей оси, выпол-
няет вращение вокруг оси отверстия и совершает
возвратно-поступательное и поперечное движения, осу-
ществляя продольную и поперечную подачи.
При бесцентрово-шлифовальной операции (рис. 5.9, в)
деталь с предварительно обработанной наружной по-
верхностью располагается между тремя роликами 1, один
из которых (большего диаметра) является ведущим, а два
других — опорными. Шлифовальный круг 3 располагает-
ся в отверстии консольно и совершает возвратно-посту-
пательное движение вдоль оси отверстия. Этот вид шли-
фования можно использовать при обработке деталей со
сквозными, глухими, цилиндрическими и коническими
отверстиями.
Хонингование применяется для отделочной обработки
отверстий после развертывания, шлифования или раста-
чивания с целью получения более высокой точности раз-
меров и малой шероховатости поверхности.
Обработка производится мелкозернистыми шлифо-
вальными брусками или брусками из технических алма-
зов, закрепленных в колодках хона (рис. 5.10), совершаю-
щего вращательное и возвратно-поступательное движе-
ния одновременно. Сочетание этих движений с разными
скоростями обеспечивает образование специфического
микропрофиля в виде сетки, являющейся следствием
воздействия абразивных зерен на обрабатываемую по-
верхность. Такой профиль обеспечивает удерживание на
стенках смазочного материала при работе сопряженных
деталей. В процессе хонингования шлифовальные брус-
ки контактируют с обрабатываемой поверхностью при
перемещении колодок в радиальном направлении с помо-
щью двух конусов, связанных со штоком гидравличес-
ким, пневматическим или механическим устройством.
Радиальное давление брусков находится в пределах
0,30-1,50 МПа.
152
Методы и маршруты обработки шиповых поверхностей деталей
Хонингование производится на специальных станках, обычно при пла-
вающем креплении инструмента или обрабатываемой детали.
В конце операции радиальная подача брусков прекращается и начина-
ется процесс «выхаживания» для окончательной обработки рельефа по-
верхности.
Для улучшения режимов хонингования и уменьшения удельного расхо-
да алмазного инструмента применяют совмещенное хонингование одно-
временно двух и более деталей в пакете. При этом лучшие результаты полу-
чаются при одновременном шарнирном креплении инструмента и обраба-
тываемых деталей. В зависимости от снимаемого припуска (0,05 — 0,20 мм)
процесс хонингования можно разделить на две операции — предваритель-
ную и окончательную. Предварительное хонингование предназначено для
удаления основной части припуска, а окончательное — для обеспечения за-
данных точности размеров и шероховатости поверхности.
Для обработки внутренних поверхностей используется плосковершин-
ное хонингование, при котором формируется микрорельеф, представляю-
щий собой сетку углубленных бороздок, способствующих образованию
масляной пленки на рабочей поверхности. Сетку углубленных бороздок
получают последовательным хонингованием вначале крупнозернистыми,
а затем мелкозернистыми алмазными брусками на двухшпиндельном
станке с поворотным столом или за одну установку детали на одношпин-
дельном станке с применением двухрядного хона.
При хонинговании широко применяются устройства активного контроля
размеров отверстия в процессе обработки. Скорость вращения хона
45 — 75 м/мин, скорость возвратно-поступательного движения 12—18 м/мин.
Достигаемая точность обработки соответствует 4 — 6 квалитетам,
Ra 0,32...0,02 мкм.
Полировальную операцию применяют при окончательной обработке
для уменьшения шероховатости наружных поверхностей.
Процесс заключается в полировании поверхности быстровращающим-
ся мягким крутом (войлок, фетр и т. д.) с применением паст ГОИ при воз-
вратно-поступательном перемещении детали. Скорость вращения крута
около 40 м/с.
Полированная поверхность имеет блестящий, зеркальный вид (Ra
0,02...0,01 мкм). Искажения геометрической формы отверстия полирова-
нием не устраняются.
При полировании внутренних поверхностей наиболее эффективно ис-
пользование алмазных брусков. Алмазным полированием снимается не-
значительный слой металла (1—4 мкм). Данная операция применяется при
обработке поверхностей с исходным значением Ra 1,20...0,32 мкм.
5.2. ОСраВошка наружных цилиндрических поввркностей деталей
Обработка тел вращения типа дисков производится в основном на вер-
тикальных и горизонтальных многошпиндельных токарных полуавтома-
тах. При работе на этих станках применяют твердосплавный инструмент
с механическим креплением пластин, специальные державки, головки
с плавающими ножами. Кроме обтачивания наружных поверхностей мож-
но выполнять сверление, зенкерование, развертывание центральных от-
153
Глава 5
верстий, обтачивание наружных и внутренних кольцевых канавок, фасок,
галтелей и ряд других операций. В серийном производстве при отсутствии
специального оборудования базовые поверхности валов обрабатывают на
токарном станке за два установа. Заготовку закрепляют в патроне, подре-
зают торец, центровым сверлом обрабатывают отверстия. После переза-
крепления переход повторяют. Смена баз и перезакрепление заготовки
приводят к погрешности расположения осей центровых отверстий отно-
сительно оси, из-за которой в процессе обработки заготовка будет базиро-
ваться по кромкам конических поверхностей, вызывая их смятие и по-
грешности формы. Создание базовых поверхностей таким способом ха-
рактерно для заготовок валов, осей, торсионов и требует для повышения
точности обработки введения в процесс дополнительных операций правки
и восстановления базовых поверхностей. Центровые отверстия по боль-
шому диаметру D конуса обрабатывают с допуском 0,2 — 0,5 мм, что вызы-
вает изменение глубины центрового отверстия на 0,17 — 0,43 мм. Такое из-
менение глубины при отсутствии опорной торцевой базы приводит к по-
грешности линейных размеров.
В крупносерийном и массовом производствах для обработки базовых
поверхностей применяют фрезерно-центровальные полуавтоматы МР-71,
МР-74, автоматы А981 и А982. Для обработки заготовку устанавливают
в призмы, в осевом положении базируют по торцевой поверхности, распо-
ложенной предпочтительно посредине вала с целью равномерного распре-
деления припуска по торцам. На первой позиции торцевой фрезой обраба-
тывают торцы, на второй — центровые отверстия. Для обеспечения шеро-
ховатости конической поверхности с параметром Ra 2,5 мкм центровому
сверлу обеспечивают подачу 0,05 — 0,06 мм/об. Соосность осей самоцент-
рирующих призм и шпинделей станка обеспечивает минимальную по-
грешность зацентровки.
В последнее время в крупносерийном и массовом производствах при-
меняют однопозиционные станки, оснащенные торцеподрезным инстру-
ментом. Такая конструкция инструмента обеспечивает идентичность глу-
бины центровых отверстий и соответственно стабильность точности обра-
ботки линейных размеров. Скорость резания ~ 70 м/мин для пластин и
~20 м/мин для сверл.
Вертикальные многошпиндельные токарные полуавтоматы в крупносе-
рийном производстве постепенно заменяются одношпиндельными и двух-
шпиндельными станками, которые обладают большими технологическими
возможностями, удобны в обслуживании и легко встраиваются в автома-
тические линии. Они оснащены крестовыми суппортами, в том числе ко-
пировальными с револьверной головкой, что позволяет производить ком-
плексную обработку деталей с точностью от 6 до 9 квалитетов. Обработка
может производиться на высоких режимах резания резцами, оснащенны-
ми твердосплавными пластинами. Скорость резания до 140 м/мин, а пода-
ча — 0,40 мм/об.
Обработка деталей типа валов производится на многорезцовых токар-
ных автоматах и полуавтоматах. На станках такого типа выполняется
черновое и чистовое обтачивание не только цилиндрических, фасонных
и торцовых поверхностей, но и кольцевых канавок, галтелей и фасок. На-
ладка резцов осуществляется по эталонной детали или специальному
154 шаблону.
Методы и маршруты обработки шиповых поверхностей деталей
При наладке резцы устанавливают и закрепляют относительно обраба-
тываемых поверхностей детали таким образом, чтобы можно было одно-
временно обработать несколько поверхностей. Для уменьшения времени
на обработку длинные ступени детали обтачивают одновременно несколь-
кими резцами. При этом каждый резец обрабатывает поверхность неболь-
шой длины за один рабочий ход по методу деления длины обрабатываемых
поверхностей. Однако число одновременно работающих резцов ограничи-
вается жесткостью обрабатываемой детали и мощностью станка. Основ-
ное время определяют по времени работы резца, обрабатывающего наибо-
лее длинный участок детали.
Точность обработки на многорезцовом полуавтомате в значительной сте-
пени зависит от положения резцов в наладке. Неодновременное начало
и окончание их работы вызывает изменение отжатий технологической сис-
темы, что приводит к возникновению погрешности формы обрабатываемых
поверхностей. В общем случае точность обработки достигает IT 10, IT И,
а точность линейных размеров, их стабильность выше, чем на обычных
станках. Более эффективно многорезцовые полуавтоматы применяют при
тонком обтачивании, обеспечивая точность IT 9.
Скорость резания вследствие значительных усилий, возникающих в про-
цессе обработки, небольшая — 30 — 50 м/мин. Валы нежесткой конструкции
обрабатывать одновременно несколькими резцами не рекомендуется.
Обработку ступенчатых валов в автомобилестроении производят на гид-
рокопировальных станках, оснащенных одним или несколькими гидроко-
пировальными суппортами и суппортами с револьверными головками, сис-
темами адаптивного регулирования подачи, приборами активного контроля.
Обтачивание ступенчатых валов на гидрокопировальных станках произ-
водится обычно одним резцом, закрепленным на заднем, перемещающемся
по копиру гидрокопировальном суппорте, а снятие фасок, проточка галте-
лей, резьбовых канавок, подрезание торцов — резцами, закрепленными на
переднем суппорте при поперечной подаче. Производительность при гидро-
копировальном обтачивании часто выше, чем при многорезцовом обтачива-
нии вследствие сокращения в 2 — 3 раза времени на наладку гидрокопиро-
вальных полуавтоматов и значительного увеличения скорости резания. Вре-
мя наладки и подналадки гидрокопировальных станков в 2 — 3 раза меньше
времени наладки многорезцовых станков и составляет в среднем 30 мин.
Точность обработки на гидрокопировальных станках соответствует
предельным отклонениям размеров IT 10.
Повышение точности размеров при гидрокопировальной обработке
обеспечивается двух- или трехкратным повторением цикла обтачивания
всего вала или отдельных его ступеней. Чистовая обработка на гидрокопи-
ровальных станках обеспечивает 9 квалитет точности.
Токарную обработку валов в серийном производстве выполняют на
станках с ЧПУ (16К20ФЗ, 16К20Т1.02, 1716ПФЗО) и других станках, рабо-
тающих по полуавтоматическому циклу. Оснащенные шести- и восьмипо-
зиционными инструментальными головками с горизонтальной осью пово-
рота или с магазином эти станки применяют для обработки заготовок со
сложным ступенчатым и криволинейным профилем, включая нарезание
резьб. Наличие в головке нескольких инструментов позволяет вести мно-
гопереходную обработку поверхностей, обеспечивая квалитет точности IT
10 и выше. Схема обтачивания вала на станке с ЧПУ приведена на рис. 5.11.
155
Глава 5
Рис. 5.11. Схема обтачивания вала на станке с ЧПУ:
а — чистовой проход; б — нарезание резьбы; 1—21 — точки цикла
Время обработки на станках с ЧПУ по сравнению со станками с ручным
управлением сокращается в 1,5 — 2 раза за счет сокращения вспомогатель-
ного времени и интенсификации режимов резания.
К отделочным операциям обработки наружных поверхностей отно-
сятся тонкое обтачивание, шлифование, суперфиниширование и поли-
рование.
Тонкое (алмазное) обтачивание применяется для повышения точности
размеров поверхности и уменьшения шероховатости предварительно об-
работанных поверхностей детали и производится резцами, оснащенными
твердосплавными пластинами, техническими алмазами или синтетически-
ми сверхтвердыми материалами. Данный способ обтачивания использует-
ся в основном при обработке деталей из цветных металлов и сплавов,
пластмасс и иногда при обработке деталей из стали и чугуна при замене
процесса шлифования.
Алмазное обтачивание характеризуется высокими скоростями резания
(свыше 100 — 1000м/мин) при малых подачах инструмента (0,01 —0,015 мм/об)
и глубине резания (0,05 — 0,3 мм).
Мелкая стружка, а вследствие этого небольшие площади контакта рез-
ца с поверхностью детали, малые усилия резания и небольшие выделения
теплоты в процессе обработки обеспечивают высокую точность размеров
и малую деформацию поверхностного слоя обрабатываемой детали.
Процесс тонкого обтачивания осуществляется на специальных преци-
зионных станках, к жесткости и точности изготовления которых предъяв-
ляются повышенные требования. Тонкое обтачивание обеспечивает до-
пуск размеров 0,005 — 0,080 мм, овальность и конусность не более 0,003 мм.
Важным условием для обеспечения высокой точности является последова-
тельное выполнение на одной позиции получистовой и чистовой обработки.
Шлифование применяют для повышения точности и снижения шерохо-
ватости поверхности предварительно обработанных деталей.
При обработке обточенных заготовок с припуском 1—2 мм предвари-
158 тельная обработка их поверхностей лезвийным инструментом заменяется
Методы и маршруты оВработки типовых поверхностей двталеи
обдирочно-шлифовальной операцией. Станки для данного способа обра-
ботки должны иметь жесткость, превосходящую в 3 — 5 раз жесткость
обычных круглошлифовальных станков, при этом должна предусматри-
ваться возможность применения широких кругов с общей шириной шли-
фования до 400 мм.
При обработке поверхностей, точность размеров которых должна соот-
ветствовать определенному квалитету, а параметр шероховатости Ra
1,25...0,32 мкм, используют обычное шлифование. Окончательная обработ-
ка поверхностей с точностью размеров, соответствующей 4 — 5 квалите-
там, и Ra < 0,08 мкм заключается в применении тонкой шлифовальной
операции.
При шлифовании с продольной подачей S (рис. 5.12, а) обрабатываемая
деталь 1 совершает возвратно-поступательное движение относительно
шлифовального круга 2, который после каждого двойного продольного хо-
да имеет поперечную подачу 5х от 0,005 до 0,2 мм. Продольная подача со-
ставляет 0,5 —0,8 мм/об высоты круга при предварительном шлифовании
и 0,2 —0,5 мм/об высоты круга при окончательном шлифовании. Процесс
шлифования выполняется до тех пор, пока не будет достигнут необходи-
мый размер обрабатываемой поверхности. Глубина резания при каждом
проходе составляет 0,005 — 0,02 мм. Для повышения точности и снижения
шероховатости поверхности несколько последних рабочих ходов детали
производятся без поперечной подачи Sx шлифовального круга.
При врезном шлифовании (рис. 5.12, б) обработка нередко ведется час-
то в автоматическом режиме широким шли-
фовальным кругом сразу по всей длине шли-
фуемой поверхности. Этот способ является
наиболее эффективным при совмещенном
шлифовании нескольких поверхностей на од-
ном станке.
У большинства кругло-шлифовальных стан-
ков скорость вращения шлифовального круга
составляет 30 м/с, а окружная скорость детали
зависит от ее диаметра — от 10 до 50 м/мин. Со-
временные шлифовальные станки для скорост-
ного шлифования допускают скорость резания
vr от 60 до 80 м/с. При этом для уменьшения теп-
лового контакта инструмента с обрабатываемой
поверхностью окружную скорость детали опре-
деляет отношение VK/VA “ 60 — 80. Наибольшая
эффективность достигается при использовании
в качестве смазочно-охлаждающей жидкости
(СОЖ) масла.
При обработке некоторых поверхностей
целесообразно использование упрочняющего
шлифования. Суть этого способа заключается
в концентрации теплоты и увеличении време-
ни его воздействия в области контакта шли-
фовального круга с деталью и быстрым ее ох-
лаждением после обработки. Упрочняющее
шлифование обеспечивает при обработке де-
Рис. 5.12. Шлифовальные
операции на круглошлифо-
вальном станке
а — с продольной подачей;
б — врезное шлифование;
1 — обрабатываемая де-
таль; 2 — шлифовальный
круг
157
Глава 5
талей из конструкционных сталей при исходной твердости 22 HRC3 твер-
дость 51,5 — 57 HRC3 на глубину до 1,3 мм с получением в упрочненном
слое структуры мелкодисперсного мартенсита. Процесс упрочняющего
шлифования с последующей обработкой обеспечивает точность обраба-
тываемых поверхностей до 9-го квалитета и Ra 2,5...0,63 мкм.
Наиболее широко упрочняющее шлифование применяется при обра-
ботке тонкостенных деталей, сквозное прокаливание которых недопусти-
мо, а также фасонных поверхностей, галтелей или радиусных сопряжений
и других элементов, когда закалка ТВЧ связана с технологическими труд-
ностями.
При обработке на бесцентрово-шлифовальных станках (рис. 5.13, а) де-
таль 2 не закрепляется, а свободно размещается на специальной опорной
линейке 3 со скосом между двумя абразивными кругами, из которых один
(большего диаметра) является шлифовальным, а другой (меньшего диамет-
ра) — ведущим. Сила трения между поверхностями ведущего круга и об-
рабатываемой детали больше, чем между поверхностями детали и шлифу-
ющего круга. Вследствие этого деталь увлекается во вращение ведущим
кругом со скоростью v , близкой к его окружной скорости. Шлифоваль-
ный и ведущий круги вращаются в одном направлении, но с разными ок-
ружными скоростями. Скорость шлифовального круга гшк от 30 до 35 м/с,
а ведущего vBK от 20 до 30 м/мин.
Рис. 5.13. Схемы бесцентрово-шлифовальной операции
Бесцентровое шлифование может осуществляться при продольной
и поперечной (рис. 5.13, б) подачах. Шлифование с продольной подачей
применяется при обработке деталей с гладкой цилиндрической поверхно-
стью, а шлифование с поперечной подачей — главным образом при обра-
ботке деталей с буртиками, фасонной поверхностью или деталей, имею-
щих форму конуса.
При шлифовании с продольной подачей ось ведущего круга в зависимо-
сти от требуемой шероховатости и величины продольного перемещения
детали устанавливается относительно оси шлифовального крута под углом
а (1—5°). Глубина резания t находится в пределах от 0,05 до 0,10 мм для
предварительных проходов и от 0,01 до 0,03 мм — для окончательных, по-
дача ведущего круга равной S от 0,003 до 0,02 мм на один оборот детали.
Применение при бесцентрово-шлифовальной операции шлифовальных
кругов шириной 500 — 800 мм позволяет по сравнению с обработкой круга-
ми шириной 150 мм сократить число проходов примерно в 2 раза, увеличить
скорость продольной подачи до 4,1 м/мин, снять припуск до 0,4 мм.
При шлифовании с поперечной подачей ведущий круг перемещается по
158 направлению к шлифующему до тех пор, пока не будет получен необходи-
Методы о маршруты обработки типовых поверхностеи деталеП
Рис. 5.14. Схема суперфинишной опера-
ции: 1 — головка; 2 — бруски; 3 — деталь
мый размер детали. Подача ведуще-
го круга 0,003 — 0,02 мм на один обо-
рот детали. Перед обработкой деталь
размещают на опорной линейке
сверху или сбоку. После завершения
шлифовальной операции ведущий
круг отводится и обработанная де-
таль удаляется из зоны резания.
При обработке фасонных по-
верхностей шлифовальный крут
выбирают и устанавливают в соот-
ветствии с профилем обрабатывае-
мой детали.
Суперфинишная операция является отделочной операцией и использу-
ется для уменьшения шероховатости поверхности после основной обра-
ботки. При этом поверхность получается чрезвычайно гладкой, что обес-
печивает удовлетворительную работу деталей в сопряжении.
Суперфинишная отделка осуществляется шлифовальными или алмаз-
ными брусками, закрепленными в специальной головке 1 (рис. 5.J4)»
при сочетании вращательного движения детали 3, возвратно-поступатель-
ного и колебательного движений брусков 2 с частотой колебаний
400— 1200 Гц и амплитудой 3 — 5 мм.
Окружная скорость вращения детали при черновой обработке
10— 13 м/мин, при чистовой — 26 м/мин. Толщина удаляемого слоя метал-
ла в зависимости от режимов обработки достигает 20 мкм. Давление брус-
ков на обрабатываемую поверхность 0,3 —0,4 МПа. Скорость продольного
перемещения брусков не превышает 10 — 20 м/мин. При выполнении су-
перфинишной операции необходимо применение СОЖ.
В процессе суперфиниширования значение параметра шероховатости
поверхности снижается до Ra 0,08 мкм, а площадь опорной поверхности
увеличивается до 70 — 90%.
Полировальная операция применяется для уменьшения шероховатости
поверхности и придания ей зеркального блеска. Процесс обычно осуществ-
ляется эластичными кругами, изготовленными из войлока, капрона, фетра
и других материалов с применением полировальных паст или мелкозерни-
стых абразивных порошков, смешанных со смазочным материалом.
Микрофиниширование также используется для полирования поверхнос-
тей. В качестве инструмента для чистовой микрофинишной операции приме-
няют алмазные бруски и алмазные ленты. В процессе обработки фактическое
давление резания определяется не силой прижима инструмента и формой об-
рабатываемой поверхности, а в основном упругостью связки. При этом воз-
никает амортизация алмазных зерен, поэтому инструмент подвергается воз-
действию низких или мало изменяющихся давлений, что обусловливает по-
вышенную стойкость алмазного инструмента по сравнению с абразивным.
В процессе алмазного полирования размер уменьшается на 1 — 4 мкм
и значение параметра шероховатости поверхности снижается с Ra
1,20...0,32 мкм до Ra 0,32...0,08 мкм.
Погрешности формы, а также местные дефекты (риски, раковины
и др.), оставшиеся от предшествующих обработок, при полировании не
удаляются.
Глава 5
5.3. Обработка плоских поверхностей
В автомобильной промышленности применяются такие высокопроиз-
водительные методы обработки плоских поверхностей, как фрезерование,
протягивание плоскими протяжками, шлифование.
В автотракторостроении фрезерование применяют, например, для об-
работки картера и крышки коробки передач.
При обработке поверхностей корпусных деталей наиболее широко исполь-
зуют торцевое фрезерование. Этот метод универсален, экономичен, легко вы-
полняется на автоматических и поточных линиях механической обработки.
Торцевое фрезерование осуществляется фрезами с механическим
креплением твердосплавных пластин. Инструменты такого типа имеют
ряд конструктивных особенностей, обусловленных требованиями к шеро-
ховатости обрабатываемой поверхности, износостойкости режущей
кромки и др. Данные фрезы применяются для чистовой обработки поверх-
ностей и оснащены твердосплавными пластинами из сплавов ВК-8
и Т14К8. При обработке заготовок на станках можно уменьшить основное
время (время обработки), повысив производительность путем концентра-
ции и совмещения технологических переходов построением схем обра-
ботки в зависимости от числа устанавливаемых для одновременной обра-
ботки заготовок (одно- и многоместные схемы), числа одновременно при-
меняемых инструментов (одно- и многоинструментальные схемы)
и порядка обработки поверхностей этими инструментами (последователь-
но, параллельно и параллельно-последовательно).
При различном сочетании составляющих процесса обработки получают
различные схемы обработки: наименее производительные — одноместные,
одноинструментальные, последовательных, и наиболее производитель-
ные — многоместные, многоинструментальные, параллельные и паралл-
лельно-последовательные. На рис. 5.15 показано торцевое фрезерование
Цикл силовой головки
ымзо
50 Г________
Рис. 5.15. Схема фрезерования открытых вертикальных плос-
костей заготовки коробки передач на автоматической линии:
РП — рабочая подача; БО — быстрый отвод; БОХ — быстрый
обратный ход; МП — медленная подача
РЛ450
Методы о маршруты обработки типовых поверхностей деталеб
открытых вертикальных плоскостей заготовки коробки передач автомоби-
ля как одноместная многоинструментальная двухсторонняя параллельная
схема обработки.
Значительно экономичнее способ фрезерования крупных литых дета-
лей сложной формы торцовыми фрезами. Стойкость инструмента здесь
значительно выше, режимы резания более высокие и заточка торцовых
фрез проще, чем наборных. Таким образом, фрезерование торцовыми
фрезами имеет преимущества перед фрезерованием наборами фрез. Этот
способ экономичен и менее трудоемок. Таким образом, для черновой об-
работки выгодно применять фрезерование торцовыми фрезами, в особен-
ности при большом объеме выпуска деталей, когда можно рационально ис-
пользовать многошпиндельные станки.
На заводах тяжелого машиностроения для обработки широких и длин-
ных плоскостей применяют фрезы больших диаметров. При использова-
нии фрезы диаметром 700 мм и более на расточном станке она крепится на
планшайбе станка болтами с гайками.
На многих заводах используют торцовые фрезы с минерало-керамиче-
скими пластинками марки ЦМ-332, изготовляемыми на основе оксида
алюминия.
Наружное протягивание плоских и фасонных поверхностей широко
применяется в массовом производстве, несмотря на высокую стоимость
оборудования и режущего инструмента. Основным преимуществом дан-
ного процесса является возможность получения высокой точности и каче-
ства поверхности за один рабочий ход инструмента. В массовом производ-
стве применяют карусельно-протяжные и тоннельно-протяжные станки
непрерывного действия. Эти станки имеют высокую жесткость и обеспе-
чивают возможность удалять за один проход припуски в 4 — 5 мм. Для это-
го применяют высокоэффективный метод протягивания. Режущие зубья
многолезвийного инструмента срезают металл не по всей ширине протя-
гиваемой поверхности, а узкими полосками, удаляя основную часть припу-
ска. Последние зубья выполнены цельными и срезают небольшой слой по
всей ширине обрабатываемой поверхности.
Шлифование используется для обработки твердых материалов, а также
при высоких требованиях к качеству поверхности.
Обработку плоских поверхностей производят периферией или торцом
шлифовального крута. При шлифовании периферией крута уменьшается
режущая способность инструмента, но обеспечивается более высокая точ-
ность, поэтому данный метод применяют при чистовом шлифовании точ-
ных поверхностей.
Более прогрессивным способом является шлифование торцом крута,
при котором значительно увеличивается площадь контакта с обрабатывае-
мой поверхностью, а следовательно и режущая способность абразивного
инструмента.
Крути больших диаметров, как правило, состоят из отдельных частей —
сегментов, установленных в металлическом корпусе.
При скоростном шлифовании производительность труда увеличивает-
ся на 15 — 20%, сохраняется до 40% абразивов и уменьшается шерохова-
тость поверхности. Однако внедрение скоростного шлифования возмож-
но при наличии специального оборудования и абразивных кругов, соот-
ветствующих повышенным требованиям к прочности на разрыв. *| 61
11 Технология автомобилестроения
Глава 5
Шлифование плоских поверхностей применяется как для обдирочной,
так и для черновой и чистовой обработки. Обдирочное шлифование плоско-
стей может быть предварительной или окончательной операцией, если не
требуется большой точности и малых значений шероховатости поверхности.
Припуск для обдирочного шлифования должен быть значительно мень-
ше, чем для фрезерования. При больших припусках обдирочное шлифова-
ние оказывается неэкономичным. Обдирочное шлифование плоскостей
применяется в том случае, когда наличие твердой корки на поверхности
детали или большая твердость материала затрудняют фрезерование. Оно
применяется также при обработке плоских поверхностей деталей с малой
жесткостью.
Обдирочное шлифование применяется для чугунных отливок, поковок
и сварных конструкций и реже — для стальных отливок.
Черновое и чистовое шлифование плоскостей производится для получе-
ния большой точности и малой шероховатости поверхности, когда не пред-
ставляется возможным достигнуть этого фрезерованием или строганием.
Круги больших диаметров для шлифования изготовляют составными из
отдельных частей — брусков и сегментов, прикрепленных к металлическо-
му диску. При работе такими кругами уменьшается выделение тепла, улуч-
шается удаление пыли и мелкой стружки, образующихся при шлифова-
нии, повышается безопасность шлифовальных работ.
Чистовое шлифование плоскостей производится мелкозернистыми,
большей частью цельными кругами. Шлифование производится торцевой
частью круга и периферией круга. При шлифовании торцевой частью кру-
га применяют круги чашечной или тарельчатой формы. В этом случае из-
нашивается только та часть крута, которая находится в соприкосновении
с обрабатываемой поверхностью, и поэтому отпадает необходимость пра-
вить всю поверхность круга. Кроме того, при такой форме различность
скоростей вращения отдельных точек торца круга меньше влияет на точ-
ность и качество обработки поверхности.
Плоскошлифовальные станки изготовляются для обдирочного, черно-
вого и чистового (точного) шлифования.
Станки для обдирочного шлифования бывают односторонними (для об-
работки с одной стороны) с горизонтальным или вертикальным располо-
жением шпинделя и двусторонними (для обработки с двух сторон) — двух-
шпиндельные с горизонтальным расположением шпинделей.
Станки для чернового и чистового (точного) шлифования изготавлива-
ются для работы торцевой частью круга с прямоугольным и круглым сто-
лом, одношпиндельные и двухшпиндельные — для работы периферией
круга с прямоугольным и круглым столом.
Для шлифования пластин, торцев колец и подобных тонких деталей ис-
пользуют плоскошлифовальные станки с магнитным столом или с приме-
нением магнитных плит, обеспечивающие малую шероховатость поверх-
ности и высокую точность.
5.4. Способы изготовления деталей с резьбой
Детали с резьбой являются распространенными крепежными деталя-
*162 ми. В автомобиле используется свыше двух тысяч крепежных деталей —
Методы о маршруты обработки типовых поверхнистви деталей
винтов, болтов, шпилек, гаек и др. В машиностроении применяются стан-
дартные цилиндрические и конические резьбы разных типов, отличаю-
щихся друг от друга назначением и параметрами: метрическая, трубная,
цилиндрическая, трубная коническая, трапецеидальная, упорная и др.
Чаще в крепежных деталях используется метрическая резьба.
Чем меньше точность резьбы, тем легче ее изготовление. Но чем мень-
ше точность резьбы, тем больше зазоры в резьбовом соединении, а это
снижает выносливость соединения при знакопеременных нагрузках.
Метрические резьбы по точности делятся на точные, средние и грубые.
В соответствии с этим устанавливаются отклонения размеров (табл. 5.1
и 5.2). Для метрической резьбы установлены основные отклонения, обо-
значаемые для внутренних резьб (гаек) Е, F, Н, G; для наружных (бол-
тов) — h, g, f, е, d — допуски устанавливаются в степенях точности резьб
и в соответствии с ними устанавливаются поля допусков.
Класс точности резьбы определяет способ изготовления резьбы и каче-
ство применяемого инструмента.
Существуют различные способы получения резьбы. Основные способы
формирования резьбы приведены в табл. 5.3.
Резьбонарезан ие резцами или гребенками обычно выполняется на то-
карно-винторезных и револьверных станках. В процессе обработки резец,
закрепленный в резцедержавке, перемещается вдоль оси нарезаемой по-
Таблица 5.1
Поля допусков наружных резьб
Класс точ- ности Длина резьбы
короткая нормальная длинная
Точная (3h3h) 4g 4h (5h4h)
Средняя 5g6g (5h6h) 6d бе 6f 6g 6h (7e6e) 7g6g (7h6h)
Грубая 8g (8h*) 9g8g
* Только для резьбы с шагом Р > 0,8 мм. Для резьбы с шагом Р < 0,8 мм при-
меняется поле допуска 8h6h.
Примечание. Поля допусков, заключенные в квадратные скобки, следует
применять предпочтительно. Применение полей допусков, заключенных
в круглые скобки, следует по возможности ограничить.
Поля допусков внутренних резьб Таблица 5.2
Класс точ- Длина резьбы
ности короткая нормальная длинная
Точная 4Н 4Н 5Н 6Н 6Н
Средняя (5G) 5Н 6G 6Н (7G) 7Н
Грубая 7G 7Н 8G 8Н
Примечание. То же, что в табл. 5.1. 163
11*
Глава 5
Таблица 5.3
Способы формирования резьбы [3]
Способ формирова- ния резьбовой по- верхности Инструмент Класс точ- ности Шероховатость поверхности Ra, мкм
Резьбонарезание Накатка поверхности: Резец, гребенка Плашка Резьбонарезная головка Фреза Шлифовальный круг Метчик Средний, грубый Грубый Точный, средний Средний, грубый Точный Точный, средний, грубый 3,20... 1,25 12,50... 2,50 2,50... 1,25 3,20... 1,25 6,30... 2.50 1,25 ...0,32 3,20... 1,25 6,30... 3,20
наружной Плашка нешлифованная Ролик нешлифованный Плашка, ролик шлифован- ные Средний, грубый Средний Точный 3,20... 1,25 2,50.. .0,63 1,25... 0,32
внутренней Метчик, раскатник Средний 2,50... 0,63
верхности, осуществляется один шаг резьбы за один оборот детали. Про-
филь резца соответствует профилю нарезаемой резьбы. Резьбонарезание
обычно производится за несколько проходов, число которых зависит от
диаметра детали, требуемой точности и твердости обрабатываемого мате-
риала. Многониточными резьбовыми гребенками резьба может быть на-
резана за один проход при условии наличия сбега резьбы. Гребенка имеет
резьбу неполного профиля, выполняющую основную функцию калибрую-
щих зубьев. Иногда резьбы с большим шагом нарезают резьбовым блоком.
Нарезание резьбы резцом на токарно-винторезном станке применяется
главным образом для точных и длинных винтов, при нестандартном профи-
ле резьбы, а также в случаях, когда применение или изготовление специ-
ального инструмента затруднено. При этом используется более простой ин-
струмент и достигается большая точность, чем на резьбофрезерном станке.
Недостатками данного способа являются низкая производительность
и необходимость высокой квалификации исполнителей.
Более высокую производительность получают на резьбо-токарных
станках, снабженных гидрокопировальным суппортом. При этом исполь-
зование резцов с механическим креплением профильных твердосплавных
пластин особенно эффективно в тех случаях, когда необходима высокая
концентричность и перпендикулярность резьбовой поверхности.
Наиболее эффективным способом получения резьбы является скорост-
ное нарезание вращающимися резцами (вихревое нарезание).
Вихревое нарезание можно осуществлять как внешним (рис. 5.16, а),
так и внутренним (рис. 5.16, б) касаниями инструмента обрабатываемой
поверхности детали.
Нарезание резьбы данным способом может осуществляться на токар-
164 ных и резьбонарезных станках.
Методы о маршруты обработки типовых поверхностей деталеб
Рис. 5.16. Схемы вихревого нарезания резьбы
а — внешнее; б — внутреннее; 1 — резцовая
головка; 2 — деталь
Главное движение в про-
цессе резания сообщается
резцовой головке 1, в кото-
рой может быть закреплено
несколько резцов, армиро-
ванных твердым сплавом.
Ось резцовой головки накло-
нена к оси обрабатываемой
детали под определенным уг-
лом для обеспечения одина-
ковых условий работы про-
режущих кро-
мок резцов и устранения
подрезания профиля резьбы.
За каждый оборот медленно вращающейся детали 2 резцовая головка
перемещается на один шаг нарезаемой резьбы. Нарезание всей резьбы
производится за один проход, при этом процесс резания протекает преры-
висто. При внутреннем касании кривизна траектории вершин резцов
близка к кривизне обрабатываемой поверхности, поэтому резцы при уда-
лении очередной стружки врезаются плавно. При данном способе нареза-
ния резьбы возникают меньшие ударные нагрузки и вибрация, чем при
внешнем касании.
Для обеспечения высокой стойкости резцов и качества поверхности
резьбы инструмент и нарезаемая деталь должны вращаться в одном на-
правлении при внешнем касании и в противоположных направлениях при
внутреннем касании. Оптимальная скорость резания, соответствующая
главному движению резания резцовой головки, ги от 200 до 320 м/мин,
круговая подача детали S от 0,2 до 0,8 мм/об.
Нарезание резьбы при внутреннем касании целесообразно использо-
вать для нарезания треугольных, а также мелких и средних трапецеидаль-
ных резьб, при внешнем касании — для крупных трапецеидальных резьб.
На токарно-револьверных станках и автоматах резьба нарезается глав-
ным образом плашками и резьбонарезными головками при совмещении
нарезания резьбы с обработкой других поверхностей изделий.
При нарезании резьбы круглыми плашками получают средний и гру-
бый класс точности. При обработке плашки закрепляют в специальных
державках на револьверных станках и автоматах. Основным недостатком
нарезания резьбы плашками является необходимость реверсирования хо-
да, что увеличивает на 30 — 40% время обработки и ухудшает качество
резьбы.
Резьбонарезание самораскрывающимися головками с радиальными,
тангенциальными и круглыми плашками является наиболее распростра-
ненным способом при обработке цилиндрических и конических резьб ди-
аметром до 64 мм. При этом производительность в 6 — 8 раз выше по срав-
нению с нарезанием круглыми плашками. Схемы нарезания резьбы резь-
бонарезными головками представлены на рис. 5.17.
Процесс нарезания резьбы резьбонарезными головками осуществляет-
ся на болторезных, сверлильных, револьверных и агрегатных станках, од-
но- и многошпиндельных токарных автоматах, вертикальных многошпин-
дельных токарных полуавтоматах. При этом нарезание производится в ос- *165
Глава 5
Рис. 5.17. Схемы нарезания резьбы резьбонарезными го-
ловками различными плашками: а — радиальными плоскими;
б — тангенциальными; в — круглыми; 1 — плашка; 2 — обра-
батываемая деталь
новном с принудительной осевой подачей головки, равной шагу резьбы.
Однако в некоторых случаях допускается процесс самозатягивания,
при котором принудительная подача используется только в начальный пе-
риод резьбонарезания. В конце рабочего хода плашки автоматически раз-
двигаются и резцовая головка свободно сходит с нарезанной поверхности.
Сближение плашек происходит при отводе головки в исходное положение.
Наиболее распространены резьбонарезные головки с круглыми плаш-
ками, так как при их применении допускается наибольшее число перето-
чек. Использование головок с числом плашек более четырех обеспечивает
резьбонарезание деталей с лысками и шпоночными пазами без последую-
щего снятия заусенцев, скорость резания при этом Vy от 14 до 18 м/мин.
Фрезерование резьб осуществляется дисковой или групповой фрезой.
Дисковые фрезы в основном применяются для нарезания резьб с большим
шагом, а групповые фрезы — для получения коротких резьб с малым ша-
гом. В процессе обработки ось дисковой фрезы 2 располагается относи-
тельно оси обрабатываемой детали 1 под утлом, равным углу наклона вит-
ка резьбы (рис. 5.18, а). Профиль дисковой фрезы соответствует профилю
нарезаемой резьбы. При нарезании резьбы фреза, вращаясь, перемещает-
ся вдоль оси обрабатываемой детали на один шаг за один оборот детали.
Дисковые фрезы обычно применяются при черновой обработке винтов
и червяков.
Рис. 5.18. Схемы фрезерования резьбы различными фрезами:
а — дисковой; б — групповой
166
Методы и маршруты обработки типовых поверхностей двтапвП
Групповые фрезы представляют собой наборы отдельных дисковых
фрез, собранных на одной оправке. Ширина фрезы на 2 — 3 шага больше
длины нарезаемой части резьбы. Нарезание этими фрезами обычно осу-
ществляется на резьбофрезерных станках при параллельном расположе-
нии осей инструмента и обрабатываемой детали (рис. 5.18, б). Полное фор-
мирование профиля резьбы осуществляется за 1 — 2 оборота детали, при-
чем 0,2 оборота детали необходимы для врезания фрезы на глубину резьбы
и перекрытия участка врезания на каждой из ниток резьбы. Во время пол-
ного оборота детали фреза перемещается на один шаг резьбы. Скорость
резания 35 — 65 м/мин, круговая подача 0,02 — 0,06 мм/зуб фрезы.
Фрезерование резьбы целесообразно применять при больших партиях
деталей, так как этот способ более производителен, чем нарезание на то-
карном станке. При фрезеровании резьбы квалификация рабочего может
быть ниже, и он может работать на нескольких станках одновременно.
Накатка резьбы является высокопроизводительным процессом, обес-
печивающим увеличение усталостной прочности до 25% по сравнению
с резьбовой деталью, полученной путем удаления стружки. Резьба накаты-
вается на деталях из любого пластичного материала в холодном состоянии.
В массовом производстве используется материал, твердость которого не
превышает 34 HRC3. Резьбу можно накатывать тремя способами при раз-
личных видах подач — радиальной, тангенциальной или осевой (рис. 5.19)
на специальных резьбонакатных станках.
Накатка резьбы при радиальной подаче осуществляется одним
(рис. 5.19,1а), двумя (рис. 5.19, II а) или тремя роликами (рис. 5.19, III а). Наи-
более широко распространена накатка резьбы двумя роликами. Оба роли-
ка 1 вращаются синхронно, а деталь 2, установленная на опорном ноже 3,
Рис. 5.19. Схемы накатки резьбы различными способами
167
Глава 5
свободно обкатывается между ними. Одному из роликов сообщается ради-
альное перемещение для вдавливания в металл накатываемой детали на
полную глубину с последующей выдержкой на постоянном упоре. В неко-
торых случаях при накатке деталей, установленных в центрах или на оп-
равках, используются симметричные перемещения двух роликов в ради-
альном направлении.
В зависимости от диаметра накатываемой резьбы, точности обработки
и материала детали скорость роликов может быть от 12 до 100 м/мин. Накатка
с радиальной подачей в основном применяется для формирования профиля
коротких резьб на деталях простой конструкции. Накатка резьб с тангенциаль-
ной подачей может производиться плоскими и сегментными плашками или
двумя цилиндрическими роликами с постоянным межосевым расстоянием.
При накатке резьбы плоскими плашками (рис. 5.19, б) одна из них непо-
движна, а другая, установленная на ползуне, может совершать прямоли-
нейное возвратно-поступательное движение. На плашках имеются рифле-
ния с профилем и углом подъема, соответствующими профилю и углу
подъема накатываемой резьбы.
В конце рабочего хода накатанная деталь свободно выходит из зоны об-
работки, не затягиваясь обратно при возвращении подвижной плашки
в первоначальное положение, так как неподвижная плашка несколько ко-
роче подвижной. Плоскими плашками в основном накатываются резьбо-
вые поверхности диаметром 2 — 25 мм и длиной до 125 мм. Подвижная
плашка в зависимости от материала и твердости накатываемой детали вы-
полняет от 120 до 180 двойных ходов в минуту.
Накатка сегментной плашкой и непрерывно вращающимся роликом
(рис. 5.19, в) осуществляется на планетарных резьбонакатных автоматах.
В рабочей зоне одновременно находятся несколько деталей, на которых
формируется профиль резьбы, что обеспечивает высокую производитель-
ность процесса.
Накатка резьбы при тангенциальной подаче (рис. 5.19, г) может также
осуществляться двумя резьбонакатными роликами различных или одинако-
вых диаметров, затылованными роликами или специальной роликовой дер-
жавкой. При накатке двумя роликами различных диаметров и с постоянным
межосевым расстоянием формирование профиля резьбы (до М5) осуществ-
ляется в результате самозатягивания (протаскивания) обрабатываемой де-
тали между роликами вследствие различия их окружных скоростей. Тот же
эффект может быть достигнут при использовании роликов одинаковых ди-
аметров, но вращающихся с различными окружными скоростями.
Накатка резьбы при тангенциальной подаче может также осуществ-
ляться в автоматическом режиме непрерывно вращающимися затылован-
ными роликами, имеющими загрузочный, заборный, калибрующий
и сбрасывающий секторы (рис. 5.19, д). Производительность процесса при
одноцикличной накатке резьбы с частотой вращения роликов 25 мин'1
позволяет изготовить до 25 деталей в минуту. Увеличение производитель-
ности может быть достигнуто путем применения различных режимов на-
катки и увеличения частоты вращения роликов. Накатка специальными
двухроликовыми державками при тангенциальной подаче (рис. 5.19, е)
осуществляется преимущественно при формировании короткого профиля
резьбы на многошпиндельных токарных автоматах у деталей со стороны
168 свободного конца или со стороны отрезки.
Методы о маршруты обработки топовых поверхностей деталеб
Накатка резьбы при осевой подаче осуществляется несколькими равно-
мерно расположенными по окружности роликами, снабженными забор-
ными частями при неизменном межосевом расстоянии (рис. 5.19, ж). В за-
висимости от типа применяемых роликов с винтовыми или кольцевыми
нитками их оси относительно оси накатываемой детали могут быть парал-
лельными или находиться под углом со, равным углу ц подъема резьбы.
Этим способом можно накатывать резьбы неограниченной длины. Ско-
рость накатки в зависимости от материала детали от 30 до 90 м/мин. Нака-
тывание резьбы применяется в крупносерийном и массовом производстве
ввиду высокой производительности данного способа получения при доста-
точной точности.
Резьбонарезание на внутренних поверхностях деталей больших диаметров
выполняется резцом, групповой фрезой или раздвижными плашками анало-
гично нарезанию наружной резьбы. Однако гораздо чаще нарезать резьбу не-
обходимо в отверстиях малого диаметра. В этом случае наиболее распростра-
ненным и производительным является способ нарезания резьбы метчиками.
Метчики бывают ручные (одно-, двух- и трехкомплектные), машинные
и гаечные.
Резьбонарезание машинными метчиками сопровождается принуди-
тельным вращением инструмента или детали при ручной или автоматиче-
ской подаче. Для совпадения осей нарезаемого отверстия и метчика инст-
румент крепится в плавающем патроне станка.
Нарезание обычно производится с реверсированием, т. е. с изменением на-
правлений вращения и подачи после окончания рабочего хода специальным
реверсивным механизмом, при этом частота вращения значительно больше,
чем на рабочем ходу, что позволяет экономить время на вывинчивание.
При обработке глухих отверстий для предотвращения поломок метчика
при его упоре в дно отверстия или при заклинивании применяют предо-
хранительные патроны, которые с помощью специальных пружин или
дисков трения настраиваются на величину крутящего момента.
Нарезание резьб в отверстиях диаметром более 35 мм и с шагом не бо-
лее 3 мм производят резьбонарезными головками с убирающимися в кон-
це рабочего хода плашками. Рекомендуется скорость резания при работе
машинными метчиками в зависимости от материала обрабатываемой дета-
ли от 4 до 25 м/мин, подача инструмента выбирается в соответствии с ша-
гом нарезаемой резьбы.
Для нарезания резьбы в гайках без реверсирования обычно использу-
ются гаечные метчики с длинным прямым хвостовиком при условии их
быстрой замены в патроне сверлильного станка.
Производительность нарезания резьб в гайках повышают при исполь-
зовании гайкорезных автоматов с метчиками, имеющими изогнутый хвос-
товик, вставленный в разъемный патрон с каналом соответствующей фор-
мы. Современные одношпиндельные гайкорезные автоматы, работая со
скоростями резания до 100 м/мин, могут при нарезании резьбы М10 в гай-
ках обеспечить производительность до 300 шт./мин.
Винтовые поверхности резьбы закаленных деталей обычно шлифуют
однониточным или многониточным кругом на специальных резьбошлифо-
вальных станках. Профиль шлифовального круга должен соответствовать
профилю впадины резьбы. Процесс обработки аналогичен процессу резь-
бофрезерования. *169
Глава 5
Мелкие резьбы с шагом до S = 1,5 мм получают шлифованием без пред-
варительной обработки, а резьбы с большим шагом, трапецеидальные, ша-
риковые и т. п. — только после их нарезания до термической обработки.
Шлифование однониточным кругом при продольном перемещении его
вдоль оси детали обеспечивает получение резьбы высокой точности. Шли-
фование многониточным кругом с поперечным врезанием применяют
преимущественно при обработке коротких резьб с малым шагом. Данный
процесс более производителен, но обеспечивает меньшую точность по
сравнению со шлифованием однониточным кругом.
Длинные резьбы шлифуют многониточным кругом, имеющим ко-
нусную заборную и цилиндрическую части, при продольном его пере-
мещении вдоль оси обрабатываемой детали. Окончательная отделка
профиля резьбы в данном случае производится профилем цилиндриче-
ской части шлифовального крута. При этом достигаемая точность не-
сколько выше, чем при шлифовании многониточным кругом с врезной
подачей.
Шлифование резьбы применяется главным образом для резьбового ре-
жущего и измерительного инструмента, так как данным способом можно
получить весьма точную резьбу на закаленной поверхности.
Методы контроля резьбы. Точность резьбовой поверхности определя-
ет точность следующих параметров основных элементов резьбы: 1) утла
профиля резьбы, 2) шага резьбы, 3) среднего диаметра резьбы, 4) наружно-
го диаметра резьбы и 5) внутреннего диаметра резьбы. Основным являет-
ся точность среднего диаметра.
Контроль резьбы деталей производится предельными резьбовыми
кольцами и скобами для наружной резьбы и предельными резьбовыми
пробками — для внутренней резьбы. Для менее точного определения шага
резьбы применяются резьбовые шаблоны.
5.5. Обработка поверхностей шпицевых соединений
Шлицевые соединения наиболее широко применяются для передачи
крутящих моментов и фиксации положений отдельных деталей. Наиболь-
шее распространение получили три основные формы профилей шлице-
вых соединений — прямобочная, эвольвентная и треугольная. Эти соеди-
нения классифицируются по способу центрирования:
• по наружному диаметру шлицев вала;
« по внутреннему диаметру шлицев вала;
• по боковым поверхностям шлицев.
В зависимости от способа центрирования сопряженных деталей выби-
раются методы механической обработки шлицевых поверхностей. Обра-
ботку шлицев на валах можно осуществлять:
• фрезерованием червячными шлицевыми или дисковыми фрезами;
• долблением круглыми долбяками или многорезцовой головкой;
• точением обкатными резцами;
• протягиванием многолезвийным инструментом;
• накаткой;
ПО • шлифованием.
Методы о маршруты обработки типовых поверхностей деталей
Фрезерование шлицев на валах червячными фрезами является наибо-
лее распространенным способом обработки, аналогичным нарезанию зу-
бьев зубчатых колес. Шлицефрезерование может осуществляться за одну
или две операции одно- и двухзаходными фрезами на специальных шлице-
фрезерных или зубофрезерных станках.
Наиболее производительным процессом является холодная накатка
шлицев, обеспечивающая более высокое качество, чем при обработке ре-
занием, низкую стоимость инструмента и большую экономию металла.
Наибольшее распространение получили следующие способы накатки
шлиц:
• многороликовой головкой с числом роликов, равным числу шлиц;
• роликовыми головками с одним или несколькими эксцентрично вра-
щающимися накатными роликами;
• профилированными плоскими рейками.
Многороликовой головкой рекомендуется накатывать шлицы с числом
зубьев меньше 20 и высотой зуба не более 6 мм. В процессе накатки сво-
бодно вращающиеся на осях ролики, расположенные радиально в корпусе
головки, при ее перемещении вдоль оси обрабатываемого вала, вдавлива-
ясь в поверхность, образуют шлицы, форма которых соответствует рабо-
чему профилю роликов. Получаемая точность по шагу — 0,04 мм, отклоне-
ние от прямолинейности — от 0,03 до 0,05 мм на 100 мм длины, отклонения
значения толщины шлицев — 0,04 — 0,08 мм, шероховатость поверхности
Ra 0,63...0,32 мкм.
Накатка роликовыми головками с одним или несколькими эксцентрич-
но вращающимися накатными роликами (рис. 5.20, а) применяется для об-
работки шлицев любого профиля с числом зубьев не больше 8. В процессе
обработки роликовые головки синхронно вращаются относительно нака-
тываемой детали 2 в противоположных направлениях. При этом накатные
ролики 1, описывая дугу, периодически с большим числом ударов в едини-
цу времени соприкасаются с обрабатываемой поверхностью.
Рис. 5.20. Накатка шлицев:
а — роликами; б — рейками; 1 — инструмент; 2 — деталь
171
Глава 5
Накатываемая деталь 2 при вращении совершает еще поступательное
перемещение в осевом направлении. При комбинированном движении де-
тали постепенно формируются впадины шлицев определенной формы.
Накатные ролики изготовляются из высокохромистых или быстрорежу-
щих сталей твердостью 65...69 HRC3.
Данный способ обеспечивает точность по шагу — 0,01 мм, допуск ради-
ального биения — 0,060 мм, отклонение шлицев от параллельности —
0,015 мм надлине 350 мм, допуск формы профиля — 0,015 мм, Ra 0,63...0,32.
При этом производительность процесса в 5 — 6 раз выше, чем при фрезеро-
вании червячными шлицевыми фрезами.
Процесс накатки осуществляется практически без отхода металла
и вследствие уплотнения поверхностного слоя способствует увеличению
долговечности деталей.
Накатка двумя профилированными плоскими рейками (рис. 5.20, б)
в основном применяется для формирования эвольвентных шлицев и шли-
цев с модулем зубьев меньше 1,60 мм.
В процессе накатки обрабатываемая деталь I, установленная в центрах,
свободно вращается вокруг своей оси под действием движущихся син-
хронно в противоположных направлениях накатных реек 2, расположен-
ных на специальных ползунах. Ширина реек выбирается равной длине на-
катываемой части шлицев, а длина зависит от конструкции применяемого
накатного станка. Рабочая часть реек состоит из конусной заборной части,
равной 2/3 общей длины рейки, и калибрующей части с постоянной высо-
той зубьев, длина которой должна быть не менее длины делительной ок-
ружности накатываемого шлицевого вала.
Зубья заборной части накатных реек при их перемещении захватывают
обрабатываемую деталь и сообщают ей вращательное движение между
рейками. Калибрующие зубья, имеющие полную высоту профиля, оконча-
тельно формируют требуемый профиль шлицев. Обрабатываемая деталь
в контакте с этими зубьями должна поворачиваться на один оборот. Твер-
дость обрабатываемой детали не должна превышать 44,5 HRC3. Данный
способ накатки предназначен для обработки валов с внешним диаметром
не более 50,8 мм, углами профилей шлицев 30°, 37°30' и 45°. Допуск на
внешний диаметр вала не должен превышать 0,04 — 0,06 мм. Время накатки
шлицев в среднем составляет 4 с. Параметр шероховатости обработанной
поверхности находится в пределах Ra 0,32...0,20. Точность обработки по
диаметральным размерам соответствует 13 квалитету. Процесс накатки
характеризуется высокой производительностью.
После нарезания и термической обработки шлицев производят их шли-
фование на шлицешлифовальных станках с горизонтальной осью враще-
ния крута и возвратно-поступательным ходом стола.
Шлифование шлицевых соединений в зависимости от способов цент-
рирования может производиться по одной из схем, представленных на
рис. 5.21. При центрировании шлицевых соединений по внутреннему диа-
метру производят шлифование боковых сторон и дна впадин шлиц. Шли-
фование может производиться за одну или две операции. За одну опера-
цию шлифование может осуществляться тремя цилиндрическими
(рис. 5.21, а), двумя профильными (рис. 5.21, б) или одним фасонным кру-
гом (рис. 5.21, в), форма которого соответствует форме впадины. Шлицы
172 можно также отшлифовать за две операции (рис. 5.21, г): на первой опера-
Методы и маршруты oGpaGnniKU типовых поверхностей деталей
ции шлифуют только боковые стороны шлицев двумя цилиндрическими
кругами, а на второй — внутреннюю цилиндрическую поверхность впади-
ны одним шлифовальным кругом. После каждого двойного хода стола об-
рабатываемая деталь автоматически с помощью специальных делительных
устройств поворачивается вокруг своей оси. Таким образом, шлифоваль-
ный круг обрабатывает шлицы постепенно один за другим.
а) б) в) г)
Рис. 5.21. Схемы шлифования шлицев: а — тремя
цилиндрическими кругами; б — двумя профильными кругами;
в — одним фасонным кругом; г — за две операции
цилиндрическими кругами
При центрировании шлицев по наружному диаметру шлифуют только
наружную поверхность вала на обычных круглошлифовальных станках.
Вопросы для самопроверки
1. Назовите основные способы формирования резьбы?
2. Назовите особенности резьбонарезания самораскрывающимися голов-
ками?
3. Перечислите способы образования шлицевых поверхностей?
Список литературы
1. Справочник технолога-машиностроителя: В 2 т. / Под ред. А.Г. Косило-
вой, Р.К. Мещерякова. М.: Машиностроение, 1985.
2. Технология машиностроения: В 2 т. / Под ред. Т.Н. Мельникова. М.:
МГТУ им. Н.Э. Баумана, 1998.
3. Краткий справочник металлиста / Под ред. А.Н. Малова. 1980.
4. Технология двигателестроения / Под ред. А.И. Дащенко. 2001.
Глава
КОМПЛЕКСНЫЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
6.1. Характерные особенности конструкций корпусных уеталей
и основные требования к точности их изготпвления
Корпусные детали в большинстве случаев являются базовыми деталя-
ми, на которые монтируются отдельные сборочные единицы. К ним отно-
сятся: корпуса коробок передач, редукторов, блоки цилиндров, картеров
и др. Для корпусных деталей характерно наличие точно обработанных от-
верстий, координированных между собой относительно базовых поверх-
ностей. Материалом для изготовления корпусных деталей обычно служит
серый чутун марок СЧ24-44; СЧ15-32; КЧ35-10 или алюминиевый сплав ма-
рок АА4, АЛ6, АЛ9.
Корпусные детали ввиду их конструктивной сложности, как правило,
изготовляют в виде отливок литьем в песчаные и металлические формы
или литьем под давлением. Отливки должны обеспечивать герметичность
корпуса. Твердость отливок из серого чугуна должна быть 160 — 240 НВ,
а отливок из алюминиевых сплавов — 50 — 70 НВ.
При этом основные требования предъявляются к точности размеров
и взаимного расположения поверхностей, являющихся установочными
базами, поэтому на данных поверхностях недопустимо расположение лит-
ников, прибылей, плоскостей разъема литейных форм, а также наличие
окалины, заусенцев, раковин и пригоревших остатков формовочной сме-
си. Значительные литейные дефекты на поверхности отливок могут суще-
ственно повлиять на точность установки деталей и работоспособность ав-
томатической линии для их обработки. Точность размеров заготовок, фи-
зико-механические свойства их материала и величина припусков
существенно влияют не только на последовательность выполнения всех
операций, но и на качество обрабатываемых поверхностей и конечную
точность размеров детали.
При обработке корпусных деталей должна быть обеспечена точность
расположения поверхностей, т. е. выдержаны допуски форм и расположе-
ния поверхностей в заданных пределах: параллельность и перпендикуляр-
ность осей основных отверстий относительно друг друга и базовых по-
верхностей; их соосность, круглость; прямолинейность и перпендикуляр-
ность поверхностей.
Отверстия под подшипники выполняют со степенью точности по 8 — 7
квалитетам с шероховатостью 2,5 — 0,25Ra. Несоосность отверстий допус-
кается в пределах половины допуска на диаметр меньшего отверстия, а их
конусообразность и овальность не более 0,3...0,5 поля допуска на диаметр.
Комплексные процессы изготовления корпусныхдеталеи
Допуски на межосевые расстояния для цилиндрических зубчатых передач
с межцентровым расстоянием 50 — 800 мм рекомендуется от 4- 25 до + 280
мкм. Межосевой угол конических передач выдерживают от +18 до +210
мкм. на длине образующей делительного конуса 50 — 800 мм. Отклонение
межосевого расстояния червячных передач при степени точности 7 — 9
квалитетов и межцентровом расстоянии 40 — 630 мм составляют от + 30 до
210 мкм, непараллельность осей отверстий составляет 0,02 — 0,05 мм на 100
мм длины. Поверхности прилегания обрабатываются с шероховатостью
6,3...0,63 Ra, а их отклонения от прямолинейности — 0,05 — 0,2 мм на всей
длине. К поверхностям скольжения предъявляют более высокие требова-
ния: шероховатость = 1,0...0,2 Ra, неплоскостность 0,05 мм на 1 м, непер-
пендикулярность торцевых поверхностей к осям отверстий 0,01 —0,1 мм на
100 мм радиуса.
У разъемных корпусов несовпадение осей отверстий с плоскостью
разъема допускается не более 0,2 мм.
В.2. ОсоВвнности обработки корпусных деталей
Базирование корпусных деталей. Выбор технологических баз являет-
ся весьма ответственным этапом при разработке технологического про-
цесса обработки корпусных деталей. Как правило, за опорно-установоч-
ные базы принимают такие поверхности детали, относительно которых
задано и наиболее строго ориентировано положение большинства других
поверхностей. Для достижения необходимой точности размерных связей
поверхностей деталей следует использовать именно эти поверхности в ка-
честве технологических баз, выдерживая принцип постоянства и совме-
щения баз. Как правило, данные поверхности являются конструкторски-
ми базами.
Наиболее надежными простыми технологическими базами при обра-
ботке корпусных деталей являются одна из плоскостей наибольшей протя-
женности и два отверстия, расположенных по диагонали, на этой плоско-
сти, как можно дальше удаленные друг от друга, которые обеспечивают
точное ориентирование деталей.
На рис 6.1 представлено базирование корпусной детали по данной схе-
ме. Деталь 3 устанавливается по поверхности А и ориентируется на два под-
пружиненных пальца: цилин-
дрический (I), и ромбический
(2). Ромбический фиксатор
применяют для компенсации
допустимых отклонений раз-
мера между осями отверстий
обрабатываемой детали и за-
зоров между отверстиями
и фиксаторами.
Такая схема базирования
широко применяется при об-
работке корпусных деталей
при установке и закреплении
их в приспособлениях-спут-
Рис. 6.1. Схема установки корпусной дета-
ли: 1, 2 — подпружиненные цилиндричес-
кий и ромбический пальцы соответствен-
но; 3 — деталь
175
Глава 6
Рис. 6.2. Схема установки и крепления детали в приспособлении
при обработке на станке ИР 500 МФ4:1 — четырехпозиционный
спутник; 2 — деталь; 3 — цилиндрический палец; 4 — ромбичес-
кий палец; 5 — прижим
никах. В зависимости от количества одновременно устанавливаемых дета-
лей приспособления-спутники подразделяются на одноместные и много-
местные.
На рис. 6.2 приведен пример установки и крепления детали в четырех-
позиционном приспособлении-спутнике при ее обработке на станке. Де-
таль базируется по плоскости и на два базовых отверстия. Установка и за-
крепление деталей, а так же их освобождение и удаление из приспособле-
ния-спутника после завершения обработки может производиться
вручную или с помощью специальных автоматических устройств на загру-
зочно-разгрузочной позиции.
Технологические процессы изготовления корпусных деталей различ-
ных автомобилей имеют общую последовательность выполнения опера-
ций механической обработки.
Однако содержание и построение технологического процесса отдель-
ных деталей может иметь отличия, которые зависят от конструктивной
формы, размеров, вида заготовки, технических требований на их изготов-
ление.
Типовой маршрут изготовления корпусной детали можно представить
в виде следующей последовательности:
• обработка базовых и сопрягаемых поверхностей;
• фрезерование или протягивание других ответственных поверхностей;
• черновое и чистовое растачивание основных отверстий;
• сверление, зенкерование, нарезание резьбы, развертывание второсте-
пенных отверстий;
• тонкое растачивание или хонингование точных отверстий;
• окончательная обработка поверхностей, требующих обеспечения вы-
сокой точности размеров или взаимного пространственного их распо-
ложения.
Кроме перечисленных операций в технологический процесс могут вхо-
дить запрессовка направляющих втулок, сборка сопрягаемых деталей и их
последующая совместная обработка, а также мойка и автоматический кон-
троль размеров.
В качестве примера рассмотрим обработку корпусной детали в автома-
17В тизированном производстве.
Комплексные процессы изготовления корпусных деталей
G.3. Обработка деталей на непереналажцваемых (жестких] линиях
Обработка картера редуктора среднего моста грузового автомобиля
КамАЗ. Картер редуктора грузового автомобиля является базовой дета-
лью заднего моста и представляет сложную по конструкции и трудоемко-
сти изготовления корпусную деталь, поэтому к ней предъявляются высо-
кие требования по точности изготовления и шероховатости основных со-
прягаемых поверхностей. Так, например, при изготовлении картера
редуктора автомобиля КамАЗ необходимо обеспечить следующие техни-
ческие условия:
• точность отверстий под подшипники от 0,035 до 0,04 мм;
• неперпендикулярность осей под подшипники главной передачи не бо-
лее 0,05 мм;
• биение опорных торцев относительно оси ведущей шестерни не более
0,05 мм;
• шероховатость основных поверхностей 1,6 Ra.
Картер редуктора изготовляют из чугуна марки КЧ35-10 с твердостью
163...210 НВ. Заготовка картера — отливка с припуском по наружной по-
верхности фланца 3 — 5 мм, по промежным отверстиям 3 — 5 мм, по торцам
5 — 7 мм.
Для изготовления картеров грузовых автомобилей ЗИЛ, ГАЗ, МАЗ до
сих пор применяются частично автоматизированные поточные линии.
Для механической обработки картера автомобиля КамАЗ, сборки и по-
следующей его обработки с крышками в сборе используется комплекс-
ная автоматическая линия (рис. 6.3), которая состоит из двух потоков.
Каждый поток включает в себя один горизонтально-фрезерный станок,
один шестипозиционный фрезерно-сверлильный агрегатный станок,
шесть автоматических линий из агрегатных станков с жесткой связью
и моечную машину проходного типа, соединенных между собой транс-
портерами-накопителями емкостью 50 дет., что обеспечивает часовой за-
пас работы линии.
В конце линии оба потока объединяются и изделия подвергаются сто-
процентному контролю на контрольном автомате фирмы «Marposs».
В начале каждого из двух потоков картеры устанавливаются в ориенти-
рованном положении на специальные подгоны и с помощью приводного
роликового транспортера-накопителя автоматически передаются на пер-
вую операцию обработки с помощью манипулятора-кантователя (опера-
ция 10).
На данной операции базирование картера производят по черновым по-
верхностям 1 и 2, на которых обрабатывают поверхность А (позиция 2) и ко-
торую используют как главную базу на операции 20. На этой операции фре-
зеруют поверхность Б, сверлят, зенкеруют и развертывают два базовых от-
верстия 0 18,5. Поверхность Б и два точных отверстия затем используют
в качестве чистовых технологических баз на последующих операциях.
Применяемые в линии фрезерные и расточные головки оснащены
твердосплавными пластинками с механическим креплением, в том числе
с износостойким покрытием, обеспечивающим повышение стойкости ин-
струментов в 2 — 3 раза.
Основные операции обработки картера представлены в табл. 6.1. 177
12 Технология автомобилестроения
Глава 6
24000
Рис. 6.3. Схема комплексной автоматической линии
on. 10 — специальный трехпозиционный горизонтально-фрезер-
ный станок; on. 20 — специальный шестипозиционный семнадца-
тишпиндельный фрезерно-сверлильный агрегатный станок;
on. 30 — одиннадцатипозиционная автоматическая линия для
токарных, сверлильных и резьбонарезных операций; on. 40 —
пятнадцатипозиционная автоматическая линия для фрезерных,
сверлильных операций и монтажа крышек; on. 50 — четырнадца-
типозиционная автоматическая линия для фрезерования, свер-
ления, подрезания торцев; on. 60 — тринадцатипозиционная ав-
томатическая линия для сверления, зенкования и нарезания резь-
бы; on. 70 — четырехпозиционная автоматическая линия для
тонкого фрезерования; on. 80 — девятипозиционная автомати-
ческая линия для чистого растачивания и нарезания резьб;
on. 90 — моечно-сушильная машина; on. 100к — контрольный ав-
томат фирмы «Marposs»
Таблица 6.1
Последовательность обработки картера автомобиля КамАЗ
s
Д'
S
о
С
Содержание опе-
рации
Эскиз обработки
Оборудование,
режимы реза-
ния
ю
Загрузка картера
на позицию
Предварительное
фрезерование по-
верхности А стьйса
с крышками
Разгрузка
Трехпозицион-
ный горизон-
тально-
фрезерный
станок
V=88,l м/мин,
S=6,75 мм/об.
178
Комплексные процессы изготовления корпусных деталей
12*
20
30
Загрузка на специ-
альный 6-ти пози-
ционный
17-шпиндельный
фрезерно-
сверлильный агре-
гатный станок
Фрезерование по-
верхности для
крепления реак-
тивного рычага и
технологической
базовой поверхно-
сти Б
Сверление отвер-
стий 8 мм базовой
поверхности и от-
верстия под резь-
бовую пробку
Зенкерование,
развертывание
Развертывание ба-
зовых отверстий
под диаметр 18,5
Разгрузка
1 Загрузка на 11-ти
позиционный уча-
сток линии
Обтачивание на-
ружной поверхно-
сти В фланца
Предварительное
обтачивание
фланца центри-
рующего выступа
Г, снятие фаски
Специальный
6-ти позицион-
ный
17-шпиндель-
ный фрезерно-
сверлильный
агрегатный
станок
V=20,5 м/мин,
S=3,43 мм/об.
V=17,8 м/мин,
S=0,225 мм/об.
Вертикальный
агрегатный
станок с охва-
тывающими
резцовыми го-
ловками.
V=87,8 м/мин,
S=0,64 мм/об.
V=116 м/мин,
S=0,7 мм/об.
V=63 м/мин,
S=0,66 мм/об.
179
Глава 6
30
4 Предварительное растачивание по- луокружностей и радиусных выто- чек Д по указан- ным размерам
5 Предварительное растачивание от- верстий под про- межуточный вал с подрезанием тор- ца, фрезерование радиусной выбор- ки
6 Чистовое обтачи- вание выступа фланца с одновре- менным подреза- нием торца Ж
7 Сверление 4-х от- верстий на плос- костях стыка, зен- керование двух базовых отверстий на фланце 017
8 Досверливание 4-х отверстий, сверле- ние 16-ти отвер- стий, развертыва- ние базовых от- верстий
9 Контроль, продув-
ка отверстий и на- резание в них резьбы
1 Загрузка на 15-ти позиционный уча- сток
2-5 Свободная
3^1 Предварительное фрезерование тор- ца отверстия 3 под вторичный вал
5 Чистовое обтачи- вание выступа И с одновременным подрезанием торца фланца.
6 Зачистка плоско- сти стыка, кон- троль и продувка резьбовых отвер- стий
V=7O м/мин,
S=0,75 мм/об.
V=ll,8 м/мин,
S=0,7 мм/об.
V=19,5 м/мин,
S=0,22 мм/об.
15-ти позици-
онный участок
линии
V=71 м/мин,
S=2,8 мм/об.
V=110 м/мин,
S=0,28 мм/ об.
180
Комплексные процессы изготовления кпрпцсных деталей
7 8 9 10 Сборка картера с крышками Обтачивание крышек подшип- ников К и выступа на фланце Обдув и оконча- тельный контроль крышек подшип- ников и выступа фланца Разгрузка н к
ц । и'
V=122 м/мин,
S=0,22 мм/об.
50 1 Загрузка
2 Свободная
3 Предварительное фрезерование тор- цов отверстий под ведущий вал
5-6 Свободные
7-8 Предварительное растачивание от- верстий Н под стакан подшипни- ка и под подшип- ник заднего вала с одновременным подрезанием тор- ца; окончательное растачивание ко- нуса, радиусной выточки, на двух приливах плоско- сти картера
9-10 Свободные
11-12 Получистовое рас- тачивание отвер- стий О под стакан и под подшипник заднего вала
13 Разгрузка
14-ти позици-
онный участок
линии
V=71 м/мин,
S=l,8 мм/об.
V=122 м/мин,
S=0,22 мм/об.
V=110 м/мин,
S=0,28 мм/об.
181
Глава 6
60
1 Загрузка
2 Сверление отвер- стий на торцах под стакан и 6 отвер- стий под подшип- ник заднего вала
3 Зенкерование от- верстий, снятие фасок
4 Нарезание резьбы в 16 отверстиях
5 Сверление двух отверстий под ве- дущий вал и на- клонного отвер- стия в полости картера
6 Свободная
7 Досверливание отверстий на тор- цах под стакан, цекование и свер- ление отверстий во внутренней по- лости картера
8 Свободная
9 Сверление 10 от- верстий
10 Зенкерование от- верстий 010,8 мм
11 Нарезание резьбы
12 Снятие фаски 012 мм
13 Разгрузка
1 Загрузка
2 Чистовое фрезеро- вание торца отвер- стия под подшип- ник
3 Чистовое фрезеро- вание торцов от- верстий под вал
4 Разгрузка
-JL
Л
182
Комплексные процессы изготовления корпцсных деталей
80
1
2
3
4
5
7
8
9
90
99
Загрузка
Тонкое растачива-
ние отверстий под
стакан, под под-
шипник ведущей
шестерни и под
подшипник задне-
го вала
Автоматический
контроль обрабо-
танных отверстий
Получистовое рас-
тачивание отвер-
стий под подшип-
ник дифференциа-
ла, под резьбу и
под подшипник
вторичного вала
Чистовое растачи-
вание отверстия
под резьбу и под-
резание торца от-
верстия под под-
шипник вторично-
го вала со снятием
фасок
Свободная
Чистовое растачи-
вание отверстий Т
под подшипники
Автоматический
контроль
Нарезание резьбы
Ml45x1,5 в семь
проходов
Промывка, обез-
жиривание, сушка
100%-й автомати-
ческий контроль
по 34 параметрам
9-позиционный
участок линии.
Расточные
станки
V=112 м/мин,
S=0,23 мм/об.
V=122 м/мин,
S=0,22 мм/об.
V=112 м/мин,
S=0,2 Мм/об.
V=112 м/мин,
S=0,2 мм/об
V=4,5 м/мин
183
Глава 6
6.4. ОВраАотка корпусных деталей на гийкик автоматических линиям
Функциональное назначение и область применения гибких производ-
ственных систем. Основным направлением технического прогресса со-
временного производства является создание организационного техноло-
гического производства, обеспечивающего быструю переналадку для вы-
пуска широкой номенклатуры изделий.
Данными свойствами обладают гибкие производственные системы
(ГПС), способные к быстрой перенастройке за счет применения обору-
дования с ЧПУ, автоматизированных средств межоперационного
транспортирования и накопления, систем автоматизированного управ-
ления.
Определения и классификационные признаки ГПС. ГПС — совокуп-
ность в различных сочетаниях оборудования с ЧПУ, роботизированных
технологических комплексов (РТК), гибких производственных модулей
(ГПМ), отдельных единиц технологического оборудования и систем обес-
печения их функционирования в автоматическом режиме в течение задан-
ного интервала времени, обладающая свойством автоматизированной пе-
реналадки при производстве изделий произвольной номенклатуры в уста-
новленных пределах их характеристик.
ГПС предназначена для обработки и сборки деталей и сочетает в себе
высокую производительность, переналаживаемость, автоматизацию не
только процессов обработки и сборки, но и межоперационного транспор-
тирования, загрузки и разгрузки деталей, контроля точности обработки,
замену инструмента и контроля его износа, диагностики оборудования
и других устройств системы.
ГПС характеризуются рядом признаков, определяющих их функцио-
нальное назначение. По данным признакам различают следующие виды
ГПС:
• Гибкий производственный модуль (ГПМ) — единица технологического
оборудования для производства изделий произвольной номенклатуры
в установленных пределах значений их характеристик с программным
управлением, автономно функционирующая, автоматически осуществ-
ляющая все функции, связанные с их изготовлением, имеющая воз-
можность встраивания в ГПС. Средства автоматизации ГПМ могут
включать в себя накопители, спутники, устройства загрузки и выгруз-
ки, устройства замены технологической оснастки, устройства удаления
отходов, устройство автоматизированного контроля, включая диагнос-
тирование.
• Робототехнический комплекс (РТК) представляет собой совокупность
единицы технологического оборудования, промышленного робота
и средств оснащения, автономно функционирующая и осуществляю-
щая многократные циклы. РТК, предназначенные для работы в ГПС,
должны иметь автоматизированную переналадку и возможность встра-
ивания в систему. Средствами оснащения РТК могут быть устройства
накопления, ориентации и другие устройства, обеспечивающие функ-
ционирование РТК.
Основными характеристиками ГПМ и РТК являются: способность ра-
ботать автономно или некоторое время без участия оператора; автома-
тически выполнять все основные и вспомогательные операции; обла-
184
КомплЕксныепроцессыизготовления корпусных деталей
дать гибкостью, удовлетворяющей требованиям мелкосерийного про-
изводства; высокой степенью завершенности обработки деталей с од-
ного установа.
• Гибкие автоматизированные участки (ГАУ) — производственная систе-
ма, состоящая из одного или нескольких ГПМ, объединенных автомати-
зированной системой управления производством, и обеспечивающая
автоматизированный переход на изготовление новых изделий.
Функциональные системы ГПС. Системы обеспечения функциониро-
вания ГПС представляют собой совокупности связанных автоматизиро-
ванных систем, обеспечивающих проектирование изделий, технологичес-
кую подготовку их производства, управление ГПС с помощью ЭВМ и авто-
матическое перемещение предметов производства и технологической
оснастки. Они могут работать в автоматическом или в автоматизирован-
ном режиме. Функциональные системы ГПС включают в себя следующие
структурные элементы:
• Автоматизированную систему научных исследований (АСНИ).
• Систему автоматизированного проектирования (САПР) новых изделий.
• Автоматизированную систему технологической подготовки производ-
ства (АСТПП) — комплекс автоматизированных средств, программно-
го обеспечения, электронных банков данных для разработки и расчета
технологии изготовления изделий, необходимой технологической осна-
стки, инструмента, выбора заготовок и пр.
• Автоматизированную транспортно-складскую систему (АТСС) — сис-
тему взаимно увязанных автоматизированных транспортных и склад-
ских устройств для складирования, хранения, временного накопления
и доставки предметов труда, технологической оснастки к ГПМ, РТК или
другому технологическому оборудованию и удалению отходов.
• Автоматизированную систему инструментального обеспечения
(АСИО) — взаимосвязанные устройства, оборудование и система уп-
равления, включая участки подготовки и настройки инструмента, его
транспортировки, накопления, смены и контроля качества, обеспечи-
вающие подготовку, хранение, автоматическую замену инструмента
в магазинах на станках и другом технологическом оборудовании.
Наиболее совершенные АСИО имеют также автоматическую систе-
му слежения за износом и поиском инструмента и автоматическую
систему наладки и переналадки инструмента на станке в процессе об-
работки.
• Автоматизированную систему удаления отходов (АСУО) — устройства
с системой управления для удаления стружки и других отходов из зоны
ГПМ, РТК и другого оборудования, включенного в ГПС.
• Автоматизированную систему обеспечения качества (АСОК), которая
обеспечивает контроль заданных параметров изделий в процессе обра-
ботки или сбора, анализ причин брака.
• Автоматическую систему управления ГПС (АСУ ГПС) — комплекс
ЭВМ, микропроцессорной техники.
В систему управления ГПС могут вводиться связи передачи данных
между ЭВМ одного уровня, например, связь между ЭВМ транспортной си-
стемы и ЭВМ, управляющей складом, т. е. используются сетевые средства. 185
Глава Б
Функциональная схема управления ГПС на уровне линии, участка
представлена на рис. 6.4. В данном случае исполнительный комплекс ГПС
состоит из трех основных систем:
1. совокупность ячеек, объединяющая обрабатываемые модули, номен-
клатура которых определяется технологией производства, реализуемой
данной производственной единицей;
2. транспортная система, состоящая из автоматических транспортных
средств, программно-управляемых системой управления ТС;
3. автоматический склад, программно-управляемый системой управле-
ния АС.
АСТПП
АСУП
заготовки
оснастка
Рис. 6.4. Функциональная схема управления ГПС
Как правило, каждая ячейка, транспортная система и автоматический
склад управляются автономными ЭВМ, которые реализуют функции уп-
равления оборудованием на основе заложенных в них программ управле-
ния и формируют сообщения о завершении операции или особых ситуа-
циях, возникающих при работе управляемого им оборудования. Совмест-
ное функционирование ячеек производства, транспортной системы
и склада обеспечивается системой управления (СУ) ГПС, которая включа-
ет в себя центральную ЭВМ и дополнительные устройства для обслужива-
ния операторов, контролирующих работу ГПС.
СУ ГПС может быть информационно связана с АСТПП и АСУП.
АСТПП обеспечивает подготовку программ функционирования ГПС для
каждого изделия. Подготовка программ начинается с разработки марш-
рутов движения материалов (заготовок) и изделий в процессе их обра-
ботки между секциями автоматического склада и ячейками с определе-
нием номенклатуры инструмента и составления технологического про-
цесса.
АСУП обеспечивает календарное и оперативное планирование произ-
водства, учет продукции, использование производственного оборудова-
ния, комплектацию материалами, заготовками, инструментом и т. д. Дан-
18В ные передаются по линиям связи ЭВМ АСУП и центральной ЭВМ ГПС.
Комплексные процессы изготовления корпусных деталей
Центральная ЭВМ выполняет функции диспетчера ГПС (ход производст-
венного процесса, состояние оборудования, выпуск изделий и др.).
Таким образом, на центральную ЭВМ возлагаются функции обеспече-
ния взаимодействия с АСТПП и АСУП, а также обслуживание оператора
ГПС, контролирующего состояния ГПС и управляющего ГПС в ситуациях,
выходящих за рамки возможностей управляющих программ станков
с ЧПУ. Экономические критерии выбора той или иной структуры СУ ГПС
являются общими для ГПС в целом. В зависимости от выбранного уровня
автоматизации ГПС и состава функции АСУ определяются объемы сокра-
щения цикла подготовки производства и снижения потерь в результате оп-
тимального использования оперативно-календарного и перспективного
планирования, что выражается в уменьшении объемов незавершенного
производства.
Кроме разделения по организационным признакам и уровню автомати-
зации существует классификация ГПС по комплексности изготовления
изделия и по виду обработки и разновидности изготовляемых изделий.
По комплексности изготовления изделий ГПС могут быть:
• операционные, осуществляющие операции технологического процесса
изготовления изделий (деталей, сборочных единиц);
• предметные, производящие обработку деталей по технологическому
процессу;
• комплектные, предназначенные для изготовления комплектов деталей,
входящих в сборочную единицу;
• узловые, осуществляющие как изготовление комплектов деталей, так
и сборку узлов.
По разновидности изготовляемых изделий различают ГПС для произ-
водства корпусных деталей, плоскостных деталей, деталей типа тел вра-
щения.
Отдельные группы образуют ГПС, на которых изготовляют различные
детали, и ГПС, изготовляющие сборочйые единицы. На рис 6.5 представле-
ны типовые детали, обрабатываемые на ГПС.
Рис. 6.5. Типовые детали, обрабатываемые па ГПС
ш
Глава 6
Оборудование, применяемое в ГПС. Для обработки корпусных деталей
в основном применяют многоцелевые станки фрезерно-расточной группы
с ЧПУ типа обрабатывающего центра (ОЦ). Такое оборудование имеет авто-
матизированную загрузку и разгрузку заготовок, снабжены одним или дву-
мя инструментальными магазинами. Данное оборудование должно легко
встраиваться в ГПС и гарантировать возможность его работы со средствами
автоматизации, вспомогательных процессов и возможность получения ин-
формации, необходимой для управления производственным процессом.
На рис 6.6 представлен гибкий производственный модуль модели ИС
500 ПМ 1Ф4-01, предназначенный для обработки корпусных деталей из чу-
гуна, стали, алюминиевых и магниевых сплавов в диапазоне размеров от
50x50x50 до 700x700x700.
Рис. 6.6. Гибкий
производствен-
ный модуль Ива-
новского завода
тяжелого станко-
строения модели
ИС 500 ПМ 1Ф4-
01: 1 — шпиндель-
ная бабка; 2 — цеп-
ной инструмен-
тальный магазин;
3 — устройства
для закрепления
обрабатываемых
деталей
Станок снабжен шпиндельной бабкой 1 с двигателем, позволяющим
бесступенчатое изменение частоты вращения шпинделя, который имеет
возможность перемещаться в трех взаимно перпендикулярных направле-
ниях. Цепной инструментальный магазин 2 расположен на своем фунда-
менте. Манипулятор смены инструмента 3 установлен на корпусе магази-
на. Предусмотрена установка многошпиндельных и угловых головок с пе-
ременным кодированием инструмента. Имеется две модификации
магазина: на 64 и 100 инструментов.
Это позволяет производить обработку плоских поверхностей, гладких
и резьбовых отверстий, а также обточку торцев корпусных деталей, ци-
линдрических выступов, выточек, наружных канавок. ГПМ ИС 500 ПМ
1Ф4-09 (глобус-центр) позволяет осуществлять фрезерование сложных
профилей с использованием линейной и круговой интерполяции. Наличие
шлифовальной головки диаметром до 150 мм значительно расширяет тех-
нологические возможности, так как позволяет выполнять финишные опе-
рации. Обрабатываемые детали устанавливаются на палеты (спутники).
Ивановский завод тяжелого машиностроения разработал новую гамму
*188 высокопроизводительных станков ИС 630 (супер-центр) с четырьмя одно-
Комплексные процессы изготовления корпусных детален
временно управляемыми осями, предназначенный для обработки особо
сложных корпусных деталей, позволяющих повысить производительность
обработки в три раза по сравнению с обычными обрабатывающими цент-
рами.
На рис 6.7 представлены различные схемы ГПМ, которые могут приме-
няться как для обработки отдельных деталей, так и для групповой обработ-
ки. Эффективность применения ГПМ определяется годовыми затратами
Рис. 6.7. Схемы гибких производственных модулей: а — с двумя челночными рабочи-
ми столами: 1 — магазин с инструментами; 2 — ОЦ; 3 — рабочий стол; б — с авто-
матизированным загрузочным устройством; 1 — магазин с инструментами;
2 — ОЦ; 3 — стол станка; 4 — автоматизированное загрузочное устройство (ша-
говый конвейер-накопитель палет); в — ОЦ 1 с промышленным роботом 2; 3 — кас-
сета с заготовками; 4 — конвейер-накопитель; 5 — робокар; г — с круговым транс-
портным накопителем; 1 — магазин с инструментами; 2 — ОЦ; 3 — палеты;
4 — накопитель; д — со стендовым накопителем веерного типа; 1 — ОЦ; 2 — пово-
ротный стол-перегружатель; 3 — накопитель; е — с наращиваемым линейным на-
копителем; 1 — магазин с инструментом; 2 — ОЦ; 3 — палеты; 4 — накопитель;
ж — со стендовым наращиваемым накопителем веерного типа; 1 — магазин с ин-
струментом; 2 — ОЦ; 3 — палеты; 4 — накопитель; з — с автоматизированными
системами смены инструмента из магазина 1 в шпиндельные головки из накопите-
ля 3; 2 — ОЦ; 4 — перегружатель головок; 5 — поворотный стол станка; 6 — рельсо-
вая тележка-загружатель заготовок; 7 — стенд-накопшпель палет с заготовками
Глава 6
Рис. 6.8. Зависимость годовых
приведенных затрат на обра-
ботку группы деталей от сте-
пени концентрации переходов
на станках и суммарной про-
граммы выпуска: 1 — N= 50 000;
2 — N = 130 000;3 — N=475 000
на изготовление деталей и зависит от
годовой программы выпуска.
На рис 6.8 представлены зависимос-
ти годовых производственных затрат
на групповую обработку деталей от сте-
пени концентрации переходов на стан-
ках и программы выпуска.
С увеличением программы выпуска
годовые затраты возрастают. Первый
вариант характеризуется применением
одношпиндельных обрабатывающих
центров (ОЦ) простой компоновки.
Второй вариант предусматривает обра-
ботку на многошпиндельном ОЦ с при-
менением сменных многошпиндельных
инструментальных коробок или на мно-
гопозиционных агрегатных станках.
Наивыгоднейший третий вариант пре-
дусматривает обработку деталей на
гибкой станочной линии, состоящей из
двух многопозиционных пёреналажи-
ваемых станков и объединенной еди-
ной транспортной системой, автоматизированными устройствами смены
палет и инструментов, автоматизированной системой управления, позво-
ляющей осуществлять автоматизированный переход на изготовление но-
вых изделий с помощью ЭВМ.
Обработка корпусных деталей на гибких производственных участках.
Объединение нескольких ГПМ, связанных между собой общим загрузоч-
ным транспортным устройством и устройствами для автоматической сме-
ны заготовок и инструментов, управляемых ЭВМ, позволяют получить
гибкий производственный участок (ГПУ). На рис. 6.9 представлен ГПУ, со-
стоящий из четырех обрабатывающих центров (ОЦ) с ЧПУ. Он предназна-
Рис. 6.9. Гибкий производственный участок: 1, 2 — обрабатыва-
ющие центры; 3 — портальный робот; 4 — роботы для загруз-
ки деталей; 5 — позиция консервации
190
Комплексные процессы изготовления кдрпцсных деталей|
чен для одновременной обработки двух одноименных корпусных деталей.
Загрузка на позиции обработки станков 1 и 2 производится параллельно
с помощью портальных роботов 3. После обработки портальный робот 4
передает детали на позицию консервации 5.
Особый интерес представляют многофункциональные ГПУ, позволяю-
щие обрабатывать различные по конструкции корпусные детали. На рис
6.10 представлен многофункциональный ГПУ, на котором изготовляют ги-
дравлические клапаны одной группы, отдельные партии которых состоят
от 16 до 3000 деталей. Все детали имеют одинаковые габаритные размеры,
но отличаются технологическими процессами обработки, точностью обра-
батываемых поверхностей и размерами. Обработка деталей производится
максимально с пяти сторон и включает в себя сверлильные, фрезерные
и расточные операции.
з
Рис. 6.10. Многофункциональный ГПУ: 1 — роликовый транспортер;
2 — ротор; 3 — станок
Обрабатываемые детали с центрального склада с помощью портального
робота подаются на роликовый транспортер 1. Направление движения де-
талей показано стрелками. На входе ГПУ имеется считывающее устройст-
во, которое идентифицирует каждую деталь, имеющую определенный ин-
декс, в соответствии с которым задается программа обработки в ЧПУ обра-
батывающего станка. Затем робот 2 в соответствии с заданной программой
распределяет детали по позициям обработки станков 3.
После обработки на первых операциях производятся контрольные из-
мерения диаметра и овальности отверстий; по оценке результатов измере-
ния портальный робот соответственно распределяет детали по следующим
позициям их обработки. При этом отдельные позиции станков полностью
автоматизированы и могут работать независимо, однако на данных ГПУ
можно обрабатывать детали одного наименования.
Для обработки широкой номенклатуры деталей в мелкосерийном про-
изводстве применяют гибкие автоматизированные линии (ГАЛ). На рис
6.11 представлена ГАЛ для обработки 43 типов крышек автомобильных ге-
нераторов.
Время переналадки данной линии на обработку другой крышки, изго-
товленной из алюминиего сплава, составляет 10 мин, цикл обработки дета-
ли в среднем составляет 6 с. При беспрерывной работе линия обеспечива- 1Я1
Глава 6
Рис. 6.11. Планировка гибкой автоматизированной линии для об-
работки 43 типов крышек автомобильных генераторов: 1 — од-
нокоординатные силовые головки с ЧПУ (7 шт.); 2 — трехкоор-
динатные силовые головки с ЧПУ (9 шт.); 3 — автооператоры
для автоматической замены инструментов; 4 — спутник с де-
талями; 5 — станция установки заготовок и снятия готовых
деталей; 6 — магазины с 80 заменяемыми инструментами
ет обработку 600 деталей в час. Инструменты заменяют два портальных ро-
бота. Каждый из них доставляет из магазина в зону обработки необходи-
мый им инструмент и устанавливает его на силовой головке по заданной
программе управления ГАЛ.
Особый интерес представляют многофункциональные ГАЛ комбиниро-
ванной (переменной) структурой (рис 6.12). Используемые модули и обла-
дающая высокими возможностями управляющая система позволяют до-
стигнуть оптимальной гибкости применительно к таким специфическим
требованиям, как число заготовок, обрабатываемых в единицу времени,
различный объем партий заготовок и различное время цикла обработки.
В каждом случае используется наиболее рациональная структура техноло-
гического процесса и методы обработки деталей. На одном уровне исполь-
зования ГАЛ работает как гибкая станочная линия с рабочим тактом поточ-
ной линии. Этот уровень используется для обработки большой партии из-
делий с коротким циклом обработки. В этом случае система работает как
обычная автоматическая линия. На другом уровне ГАЛ работает в гибком
режиме загрузки модулей, используемых как отдельные станки. Этот уро-
вень используется, когда обрабатывают мелкие партии заготовок и необхо-
димо более продолжительное время их обработки. В этом случае гибкие мо-
дули работают автономно и при неисправности одного из модулей другие
могут продолжать работу. Линия состоит из трех ГПМ 1, моечной машины
и автоматической трехкоординатной измерительной позиции. Портальный
робот 2, оснащенный тремя руками с захватами и автоматическим устрой-
ством смены захватов, предназначен для транспортировки заготовок 3, па-
лет 4 и инструментальных головок 5 на станцию загрузки 6. Со станции за-
грузки индуктивная робототележка 7 перемещает их на станцию загрузки
ЗГПМ.
Управление гибкой системой осуществляется следующим образом.
Внутри линии все функции управления: транспортировка палет и загото-
132 вок, работа портального робота и смена заготовок, работа склада загото-
Комплексные процессы изготовления корпдсных деталей
Рис. 6.12. Гибкая автоматическая линия с переменной структу-
рой: 1 — ГПМ; 2 — портальный робот; 3 — заготовки; 4 — пале-
ты; 5 — инструментальные заготовки; 6 — станция загрузки;
7 — робототележка; 8 — станция разгрузки
вок, их транспортировка — выполняются системой управления высшего
уровня с программой, хранящейся в памяти. Кроме того, робототележка
также получает команды от системы управления и выдает подтверждения
об их выполнении. Система управления включает функции выбора, кото-
рые определяют, какие заготовки, когда и где будут обрабатываться, выда-
ет сигнал о пуске ГПМ и начале обработки. По окончании обработки ГПМ
запрашивают новые данные. На экране центрального пульта управления
системы можно вызвать следующую информацию: загруженность нако-
пительных позиций, сигнализацию неисправностей, данные о станках,
программу автоматического режима работы транспортных устройств.
Для того, чтобы обеспечить обработку всех поверхностей деталей на
станках типа ОЦ, включая сложные, расположенные под различными уг-
лами в пространстве, взаимных перемещениях деталей и инструментов
в трех перпендикулярных направлениях (и одного вращательного движе-
ния, которое, как правило, совершает режущий инструмент) оказалось не-
достаточным. Возникла необходимость усложнить структуру процесса об-
работки за счет дополнительных движений и элементов системы станок —
приспособление — инструмент — деталь. Были созданы ОЦ с расширен-
ными технологическими возможностями, где инструмент помимо главно-
го — вращательного движения и движения подачи вдоль своей оси мог со-
вершать перемещения по двум осям в плоскости, перпендикулярной на-
правлению его подачи. При этом обрабатываемая деталь получила
возможность вращаться на необходимый угол относительно собственной
оси. При этом приспособление, в котором крепится деталь, так же может
устанавливать ее под нужным углом к инструменту (рис. 6.13). 193
13 Технология автомобилестроения
Глава 6
Рис 6.13. Сочетание движений элементов станочных систем, обеспечиваю-
щих обработку поверхностей деталей на ОЦ фирмы Stama (Германия) при
использовании различных методов обработки поверхностей
Возможность обработки различных поверхностей без перестановки де-
тали на станке существенно повысила непрерывность процесса, однако ра-
бота велась, как и ранее, каждым инструментом последовательно. Вместе
с тем ранее отмечалось, что серийное и массовое производство обеспечива-
ет высокую экономическую эффективность при параллельно-последова-
тельной обработке, так как при построении технологических процессов на
основе совмещения, концентрации выполнения многих технологических
переходов одновременно на одном станке или станочной системе.
В последние годы спроектированы и применяются рядом зарубежных
фирм ОЦ для одновременной обработки нескольких деталей. В 2002 г. на
международной выставке станков в Дюссельдорфе (ФРГ) демонстриро-
вался двухшпиндельный ОЦ (рис 6.14) с автоматической загрузкой загото-
вок, который обрабатывал одновременно как одинаковые, так и разные
корпусные детали.
Палеты с предварительно установленными заготовками доставляются
на станции загрузки-выгрузки, которая выполнена в виде отдельного мо-
дуля. Портальный манипулятор переносит заготовку в спутник, где она ба-
зируется и закрепляется перед подачей спутника в зону обработки. В зави-
194 симости от типа заготовок спутник автоматически устанавливается и фик-
Комплексные процессы изготовления корпусных деталей
Рис 6.14. Станочный центр фирмы «Alfing» (ФРГ) для одновремен-
ной обработки двух одинаковых или разных деталей: 1 — загрузоч-
но-разгрузочный модуль; 2 — палеты с заготовками; 3 — порталь-
ный манипулятор; 4 — двухшпиндельный ОЦ; 5 — спутник с ори-
ентированными и закрепленными заготовками; 6 — рабочие
шпиндели; 7 — инструментальные магазины; 8 — система управ-
ления ОЦ; 9 — информационно-диагностический центр
сируется в одной из рабочих позиций, где осуществляется его обработка
необходимыми инструментами по соответствующей программе.
После того, как на одной из рабочих позиций полностью заканчивается
процесс обработки, готовые детали снимаются со спутника, транспорти-
руются на сборочный участок (или на склад), а в спутник устанавливаются
новые заготовки для обработки.
За один и тот же промежуток времени (например, за рабочую смену),
эффективность работы такого ОЦ повышается примерно вдвое путем па-
раллельной обработки двух деталей, а степень гибкости не снижается по
сравнению с одношпиндельной компоновкой такого же ОЦ.
В связи с тем, что затраты вспомогательного времени на таких станках
минимальны (время между окончанием обработки предыдущей поверхно-
сти и началом обработки следующей, с учетом замены инструмента, т. е.
время «от стружки до стружки», составляет 1,5 —2,5 с, а скорости резания
достаточно высоки), затраты на полную обработку сложных деталей, на-
пример, корпусных, приемлемы. При крупносерийном производстве авто-
мобилей на автоматических линиях используют несколько одинаковых,
параллельно работающих ОЦ. Однако для получения массового выпуска
путем увеличения числа параллельно работающих одинаковых ОЦ стоит
дорого, а возможности их автоматической переналадки используют очень
мало. Высокая цена автоматического оборудования и незначительное ис-
пользование возможностей его переналадки при массовом производстве
13*
Глава 6
Рис. 6.15. Обрабатыва-
ющий центр для парал-
лельно-последователь-
ной обработки деталей
на нескольких позициях:
1 — поворотный стол;
2 — зажимные приспо-
собления; 3 — много-
шпиндельные головки;
4 — одношпиндельная
головка; 5 — пульт уп-
равления
снижают экономическую эффективность его применения. Поэтому даже
при проектировании обрабатывающих центров некоторые фирмы начи-
нают использовать принципы многоинструментальной и даже многопози-
ционной обработки деталей на одном станке и при этом не снижать суще-
ственно возможности его автоматической переналадки на обработку дру-
гих деталей путем применения мехатронных устройств числового
программного управления.
Пример такой разработки (рис 6.15) демонстрировали на международ-
ных станкостроительных выставках в Ганновере (ФРГ) в 2001 г. и Чикаго
(США) в 2002 г.
Основу компоновки такого ОЦ составляет четырехпозиционный пово-
ротный стол 1 с установленными на нем зажимными приспособлениями 2,
которые могут использоваться как стационарные и вращаться во время об-
работки деталей.
На каждой рабочей позиции установлены обрабатывающие много-
шпиндельные головки 3 или одношпиндельные головки 4 с инструментами
для обработки деталей в горизонтальном и вертикальном направлениях.
Использование на станке двигателей постоянного тока с регулируемой ча-
стотой вращения й гидравлических механизмов подачи позволяет бессту-
пенчато изменять режимы обработки при переходе на изготовление новой
детали. Револьверные головки дают возможность использовать разные ин-
струменты для различных деталей, обрабатываемых на станке.
Гибкость такого оборудования существенно меньше, чем одношпин-
дельных ОЦ, но эффективность их применения при обработке группы по-
добных деталей серийного или переналаживаемого крупносерийного про-
изводства более высокая из-за концентрации операций обработки деталей
на станке. Такого типа оборудование может в будущем найти широкое
11В применение в автомобильной промышленности, сочетая в себе гибкость
Комплексные процессы изготовления кпрпусных деталей
Рис. 6.16. Кинематическая схема трипоида (а)
и гексапоида (б)
одношпиндельных обрабатывающих центров и эффект параллельно-по-
следовательной концентрации операций, характерный для многошпин-
дельных станков и многопозиционных линий серийного и массового про-
изводства.
Для обработки сложных корпусных деталей, таких как блоки цилинд-
ров, картеры КПП, корпусов компрессоров, корпусов газотурбинных дви-
гателей особенно эффективно применение станков следующего поколе-
ния: трипоидов и гексапоидов. Особенностью этих станков является то,
что они снабжены тремя (трипоид) или шестью (гексапоид) шарнирно со-
единенными телескопическими штангами со встроенными линейно-изме-
рительными системами. Шпиндель-мотор с инструментом устанавливает-
ся на телескопические штанги. Таким образом, станки позволяют одновре-
менно обрабатывать несколько поверхностей. Кроме того, станки
снабжены инструментальными магазинами. Смена инструментов произ-
водится автоматически. Кинематические схемы трипоида и гексапоида
приведены на рис. 6.16 и 16.17.
У трипоида стол станка
неподвижен, а телескопи-
ческие штанги со шпинде-
лями — моторами концен-
трично перемещаются по
круговой траектории от-
носительно стола с закреп-
ленной на нем заготовкой.
Такая компоновка позво-
ляет обеспечивать наклон
шпинделей вплоть до полу-
чения горизонтального по-
ложения и осуществлять
обработку с управлением
по пяти осям координат.
Гексапоид снабжен
шестью телескопически-
ми штангами. Общий вид
станка, изготовленного на
Самарском станкозаводе,
представлен на рис. 6.17.
Шестистержневая систе-
ма удерживает в рабочем
пространстве платформу
с инструментами, переме-
щая ее одновременно
и согласованно по шести
степеням свободы (отно-
сительно осей x,y,z с по-
воротом вокруг каждой
оси). На платформе все
шесть стержней связаны
посредством безлюфто-
вых шарниров. Опорой
Рис. 6.17. Общий вид гексапоида Самарского
станкозавода 13/
Глава 6
каждого стержня служит силовая рама с фрикционно-безлюфтовыми
приводами. Перемещение каждого стержня отслеживается лазерными
интерферометрами с дискретностью 1 мкм. Данные передаются в ком-
пьютер, который в реальном режиме управляет приводом. Работа штоков
на сжатие и растяжение обеспечивает высокую жесткость при обработ-
ке изделий.
Постоянная база в виде точечных шарниров, использование лазерной
интерферометрической системы, выполнение измерений от конструк-
торских и технологических баз обеспечивают высокоточную обработку
деталей.
Точность позиционирования шпиндель-моторов относительно обраба-
тываемых поверхностей по осям x,y,z — 0,005 мм, а кругового — от 3° до 7°.
Особенности создания ГПС при групповом методе обработки.
При разработке ГПС необходимо учитывать следующие факторы, влияю-
щие на эффективность ее работы:
• выбор наиболее целесообразной номенклатуры деталей;
• разработка оптимального технологического процесса;
• определение оптимального по технологическим возможностям ком-
плекта оборудования;
• определение наиболее целесообразного уровня автоматизации произ-
водственных процессов;
• выбор необходимых и достаточных заданному уровню автоматизации
средств и систем оснащения ГПС (транспорт, склад, погрузочно-раз-
грузочные устройства и др.).
Следует также учитывать программу выпуска деталей, их серийность,
которые определяют размеры партий деталей, число пусков и обуславли-
вает технико-экономическую целесообразность обработки на многоцеле-
вых станках.
Выбор номенклатуры деталей тесно связан с вопросом повышения их
технологичности. Оценка технологичности конструкции деталей является
важным этапом технологической подготовки гибкого производства.
Комплекс критериев технологичности деталей, обрабатываемых на
станках с ЧПУ в ГПС, условно можно разделить на две группы.
Первая группа критериев определяет общие требования к детали. Сюда
относятся: обоснованный выбор материала детали; обеспечение достаточ-
ной жесткости конструкции; наличие или создание искусственных техно-
логических баз, используемых при обработке или захвате заготовки про-
мышленным роботом; сокращение до минимума числа установок заготов-
ки при обработке; обеспечение высокой жесткости технологической
системы «заготовка — приспособление — инструмент»; возможность об-
работки максимального числа поверхностей с одной установки.
Во вторую группу входят критерии технологичности, относящиеся к об-
рабатываемой поверхности. Конструкции деталей характеризуются боль-
шим многообразием размерных параметров аналогичного функциональ-
ного назначения, относительное сокращение которых позволит повысить
технологичность конструкции деталей и обеспечить обработку выбранной
номенклатуры на одной ГПС.
Особенностью обработки конструкции деталей на технологичность
*198 применительно к условиям ГПС является требование сквозной унифика-
Комплексные процессы изготовления корпусных деталеО
ции обрабатываемых и базовых поверхностей для всей номенклатуры как
единого целого, а не для каждой детали в отдельности.
Все это позволит сократить многообразие инструмента, использовать ти-
повые подпрограммы, т. е. сократить затраты на подготовку производства.
Особенности построения технологических процессов в условиях ГПС.
Одним из наиболее важных факторов, влияющих на эксплуатационную
эффективность ГПС, является разработка оптимального варианта техно-
логического процесса под подобранную номенклатуру деталей. При разра-
ботке технологии обработки деталей решают ряд задач, начиная от форми-
рования структуры и состава операций и переходов и кончая определени-
ем значений режимов резания и нормирования операций.
Групповой технологический процесс должен иметь общий технологи-
ческий маршрут или набор технологических деталеопераций, обеспечива-
ющих обработку любых деталей; единство технологических баз; оптималь-
ную загрузку оборудования; минимальные потери на переналадку при пе-
реходе с одной детали (группы деталей) на другую. ГПС для групповой
обработки корпусных деталей разрабатывают в несколько этапов.
На первом этапе анализируют номенклатуру деталей, обрабатываемых
в цехе, и группируют их. Критерий отбора — классификационные призна-
ки, позволяющие обрабатывать эти детали в ГПС (их технологичность).
В свою очередь критериями технологичности деталей с точки зрения реа-
лизации групповой технологии в конкретных производственных условиях
для деталей одной группы принимают размеры базовых поверхностей;
одинаковые схемы установки; унификацию размеров обрабатываемых по-
верхностей; возможность применения унифицированной технологичес-
кой оснастки; общность применяемых при выполнении каждой деталеопе-
рации методов обработки и инструмента, наладки оборудования для всех
деталей, входящих в данную деталеоперацию; возможность разработки
единой управляющей программы для станков с ЧПУ. Все это позволяет со-
кратить многообразие обрабатываемых поверхностей, число режущих ин-
струментов, унифицировать ряд деталеопераций.
На втором этапе детали кодируют по конструктивно-технологическим
признакам, разделяют на группы и разрабатывают групповые технологи-
ческие процессы.
При выделении групп корпусных деталей для обработки на многоцеле-
вых станках необходима дополнительная информация о признаках, наибо-
лее существенно влияющих на группирование обрабатываемых деталей,
построение процесса обработки и выбор технологических возможностей
оборудования.
Таких признаков в общем случае шесть: число обрабатываемых сторон,
число основных (классных) отверстий, чисто крепежных и гладких не-
основных отверстий, число сторон их размещения, наличие специальных
поверхностей (наружных цилиндрических, фасонных, расположенных
под определенным утлом), годовая программа выпуска деталей.
С учетом кода классификационных групп деталей основных признаков
и шести предложеных признаков МГТУ МАМИ совместно с НИИТавто-
промом была разработана структура кода, позволяющая объективно,
с учетом технологических возможностей оборудования, применяемого
в гибких переналаживаемых системах, решать задачу группирования дета-
лей. Коды деталей являются исходной информацией для их группирования 199
Глава Б
Рис. 6.18. Чертеж детали-представителя
с помощью ЭВМ. Выявлений деталей с подобным признаком позволяет не
только объединить их в группы, но и определить деталь-представитель
каждой группы, которая имеет основные конструктивно-технологические
признаки всей группы (рис. 6.18).
Выделение деталей-представителей дает возможность разработать
групповые технологические процессы их полного изготовления на ГПС.
При этом все детали, входящие в группу, имеют общий маршрут обработ-
ки, а каждая операция построена по принципу групповой технологии. Од-
нако могут быть разновидности построения деталеопераций, когда отдель-
ные детали пропускают ряд операций по маршруту или отдельные опера-
ции являются общими для нескольких групп деталей. При этом не
исключается возможность выполнения индивидуальных (выносных) опе-
раций.
На третьем этапе формируют состав и производственно-технологичес-
кую структуру ГПС, т. е. определяют оптимальный по технологическим
возможностям комплект оборудования и типаж, выбирают наиболее целе-
сообразный уровень автоматизации производственного процесса, средст-
ва и системы оснащения ГПС.
Таким образом была сформирована производственно-технологическая
структура комплекса для обработки 26 наименований корпусных деталей
автомобиля БелАЗ, разработанная НИИТавтопромом совместно с МГТУ
МАМИ (рис. 6.19).
Комплекс состоит (рис 6.19) из автоматизированного склада 1, откуда
заготовки с помощью штабелера 2 грузоподъемностью 0,5 т подаются на
двухсекционный промежуточный накопитель 3. Отсюда они перемещают-
200 ся робототележкой 4 на односекционный накопитель 5. Затем манипуля-
Комплексные процессы изготовления корпусных деталей
Рис. 6.19. Структура комплекса для обработки корпусных деталей
тор 6 подает заготовки на станции загрузки 7 к приставочному накопите-
лю 8 и к ленточному транспортеру 9, который подает их на позиции обра-
ботки, где установлено пять станков 10 типа ОЦ с ЧПУ, моечная машина 11
и контрольное оборудование 12. Инструмент в магазины станков автома-
тически подается с приставочных накопителей 13, обработанные детали
поступают на транспортер 14 и станцию разгрузки 19.
Затем манипулятор 16 перемещает их на односекционный накопитель
готовых деталей 17, откуда они подаются на промежуточный накопитель
18 и на склад готовых деталей.
Работой станков и транспортными системами управляет ЭВМ, разме-
щенная в специальном помещении. Эффективность использования ГПС
определяется рядом критериев. Для гибкого производства особый интерес
представляют критерии, позволяющие оценивать совокупные затраты на
переналадку оборудования и незавершенное производство. Первые опре-
деляются по трудоемкости переналадок на партию заготовок, заработной
плате наладчика, годовой программе выпуска деталей и размеру партии их
выпуска. Вторые рассчитываются с учетом цикловых заделов (детали и за-
готовки, находящиеся на рабочих позициях, транспортерах, пунктах кон-
троля), и складских заделов (заготовки и детали, находящиеся на складе и
ожидающие обработки или сборки). Затраты на переналадку оборудова-
ния и затраты в незавершенном производстве зависят прежде всего от
размера партии деталей.
Основным критерием выбора оптимальной партии запуска деталей
следует считать минимум совокупных суммарных затрат на переналадку
оборудования и незавершенное производство. Анализ показывает, что
для конкретных деталей этот минимум может составлять до 40 деталей
в партии. 201
Глава 6
Размер партии деталей влияет также на продолжительность производ-
ственного цикла, а число партий в группе — на последовательность запус-
ка деталей в обработку и выпуска их на сборку.
Для рассматриваемой ГПС данная задача решалась применительно к та-
ким корпусным деталям, как тройник маслопровода, корпус обратных кла-
панов, корпус распределителя, корпус редуктора и т. д.
Гибкие производственные системы с управлением ЭВМ следует рас-
сматривать как один из этапов на пути создания комплексно-автоматизи-
рованных производств, а в перспективе — автоматизированных заводов,
работающих в ночное время по безлюдной технологии.
В.5. Обработка деталей на рекпнфигцрирцемых линиях
ГПС, широко применяемые для корпусных и других типов деталей,
имеют значительное преимущество по сравнению с традиционными авто-
матическими линиями, созданными для автомобильных заводов с массо-
вым и крупносерийным выпуском продукции. Каждая ГПС позволяет вес-
ти обработку не одной, а большой группы разнообразных деталей, часто
существенно отличающихся по размерам, форме, методам и маршрутам
обработки поверхностей. Переналадка с одной детали на другую происхо-
дит автоматически и требует минимального времени. Однако в силу того,
что в подавляющем большинстве случаев на каждом обрабатывающем
центре (ОЦ) ГПС инструменты работают последовательно, заменяя друг
друга в рабочей зоне, производительность таких систем оказывается су-
щественно ниже, чем традиционных (жестких) автоматических линий, где
на каждой позиции деталь обрабатывается многошпиндельными головка-
ми с одной, двух и трех сторон и линии состоят из небольшого числа стан-
ков, обеспечивая высокую производительность. Для повышения штучной
производительности в смену в ГПС включают по несколько одношпин-
дельных параллельно работающих одинаковых ОЦ, что существенно
усложняет их компоновку и в десятки раз повышает стоимость оборудо-
вания.
Обладая очень большой гибкостью, ГПС в каждый конкретный момент
использует небольшую ее часть. С другой стороны, высокопроизводитель-
ная линия из многошпиндельных, трудно переналаживаемых на другие де-
тали станков часто не позволяет вносить изменения в конструкции дета-
лей при совершенствовании или создании новых моделей.
Учитывая, что сейчас автомобильный рынок становится все более дина-
мичным, конструкции многих узлов и деталей изменяются через 3 — 4 года,
а срок службы линий — 10—12 лет и более, необходимо создание таких
станочных и сборочных систем для машиностроения, которые обеспечи-
вали бы многоинструментальную высокопроизводительную обработку,
как жесткие линии, и в то же время позволяли периодически перекомпо-
новывать, изменять методы и маршруты обработки на отдельных позици-
ях станочных систем при изменении деталей.
Решающим для такой реконфигурации системы является дальнейшее
развитие метода агрегатирования станочного и сборочного оборудования,
существенное повышение уровня стандартизации и унификации узлов
202 и элементов, из которых они компонуются.
Комплексные процессы изготовления корпусных деталей
Одним из важнейших направлений унификации должно стать обеспе-
чение возможности замены узлов разного назначения: многошпиндель-
ных головок с разным количеством шпинделей, силовых головок, встраи-
ваемых автоматических загрузочных, измерительных и других компонен-
тов при реконфигурации станочных и сборочных систем. Для этого
сменные узлы должны иметь унифицированные установочные размеры
с базовыми узлами, например, станинами. Тогда время на их замену может
быть минимизировано при периодических перекомпоновках оборудова-
ния, при переходе на изготовление новой продукции.
На рис. 6.20 (цветная вклейка) показана схема модульного построения
обрабатывающих центров фирмы «Сотаи» (Италия) для реконфигурируе-
мых станочных линий. Структуру и технологические возможности ОЦ
можно изменять (сохраняя базовые элементы станка) путем установки тех
узлов-блоков, которые необходимы для решения новых технологических
задач.
Термин «реконфигурируемые системы» широко используется за рубе-
жом, но не является общепринятым. Российские специалисты называют
такие линии линиями с переменной структурой.
В табл. 6.2, предложенной проф. И. Кореном (Мичиганский универси-
тет, США), сделана попытка сравнения трех типов автоматизированного
оборудования по нескольким важнейшим признакам.
Таблица 6.2
Различные типы базовых производственных систем
и их признаки
Базовые производственные системы
Признак жесткие реконфигурируе- мые ГПС
Структура: системы машины постоянная постоянная приспосабливаемая приспосабливаемая приспосабливаемая постоянная
Гибкость — заказанная общая
Увеличение произ- водительности: системы станка — возможно возможно возможно возможно
Одновременная ра- бота инструментов на станке возможно возможно —
В табл. 6.2 не включен очень важный признак сравнения этих систем,
который может быть решающим при выборе типа системы, а именно воз-
можность резкого увеличения выпуска продукции при росте рыночного
спроса, что ГПС могут обеспечить только путем ввода в действие дублиру-
ющих участков, если позволяют площади цеха. Два других типа могут об-
ладать запасом производительности, или она может быть повышена за
счет добавления станков только на лимитирующих позициях.
Качественная оценка возможностей трех базовых систем (табл. 6.2)
позволяет судить о том, что PC занимает как бы промежуточное положе- 203
Глава 6
ние, сочетая достоинства жестких и гибких. Однако окончательный выбор
типа оборудования для заданной конкретной детали (или группы) и про-
граммы выпуска необходимо выполнять на основе количественной оценки
вариантов по технико-экономическим показателям.
Можно ожидать, что в связи с ускорением сроков замены моделей и из-
менением рыночного спроса на продукцию реконфигурируемые системы
могут оказаться очень перспективными для машиностроения в ближай-
шем будущем. Прототипы рассматриваемых систем, обладающие возмож-
ностью многоинструментной обработки деталей в каждой позиции (что
резко сокращает число необходимых позиций или станков) при обеспече-
нии возможности быстрой переналадки и перекомпоновки системы (в том
числе автоматически) в последнее десятилетие создавались рядом фирм,
при этом каждая из них стремилась использовать в максимальной степени
свое серийно выпускаемое оборудование. Оснащение станков (и сбороч-
ных машин) многошпиндельными револьверными головками или много-
шпиндельными коробками с механизмом автоматической их замены было
очень существенным шагом в создании реконфигурируемых систем.
На рис. 6.21 (цветная вклейка) показана восьмипозиционная револь-
верная головка, позволяющая вести одно- и многоинструментную обра-
ботку при повороте ее на необходимую позицию. Возможна последова-
тельная обработка разных деталей или обработка их партиями. При соче-
тании нескольких типов таких головок (см. рис. 6.22, цветная вклейка)
с подвижными столами для установки детали и ее рабочих перемещений
можно получить достаточно большое количество комбинаций для широ-
кого круга технологических задач. Замена револьверных головок и столов
для получения новых сочетаний не требует большого времени для пере-
компоновки позиции.
Если реконфигурируемая система создается для обработки семейства
деталей, необходима автоматическая система замены многошпиндельных
коробок с инструментами палет (спутников), в которых крепятся детали.
На рис. 6.23, аиб показаны схемы замены многошпиндельных коробок на
позиции линии, а на рис. 6.24 (цветная вклейка) — фото позиции замены
коробки на действующей линии. Используются два метода: двухпозицион-
ные поворотные устройства (а) и последовательная замена (б). Время заме-
ны — от 5 до 15 сек. в зависимости от конструкции механизма.
Фото автоматической линии Comau со сменными головками для обра-
ботки коробки передач автомобиля «Lanchia» (Италия) показана на
рис. 6.25 (цветная вклейка). Применение многошпиндельных автоматичес-
ки сменяемых коробок существенно сократило количество станков в ли-
нии, создало предпосылки для изменения структуры процесса и возмож-
ности быстрой реконфигурации линии для обработки следующей конст-
рукции коробки передач (или другой корпусной детали).
Использование станочных систем с автоматически заменяемыми мно-
гошпиндельными коробками в сочетании с обрабатывающими центрами,
встроенными в такую систему, может быть эффективным решением для
серийного группового производства корпусных деталей с возможностью
замены отдельных деталей в группе и групп деталей в целом. Такие станоч-
ные системы (см., например, автоматический участок фирмы «Heller»,
ФРГ — рис. 6.26, цветная вклейка) сочетают свойства гибких и реконфигу-
204 рируемых систем. Для последовательной одношпиндельной обработки не-
Комплексные процессы изготовления корпцсных деталей
Рис. 6.23. Схемы механизмов автоматической замены
многошпиндельных коробок на позиции станка
повторяющихся поверхностей деталей используются четыре одношпин-
дельных ОЦ в каждой из двух технологических линий, с магазинами авто-
матически заменяемых инструментов, (рис. 6.26), а для групп одинаковых
и разных отверстий — многошпиндельные автоматически заменяемые ко-
робки и агрегатные станки с ЧПУ. Программы управления станками поз-
воляют осуществлять параллельную обработку как одинаковых, так и раз-
ных деталей. Длительность последовательной обработки сторон деталей на
агрегатных стенках синхронизирована с работой ОЦ. 285
Глава 6
Другое компоновочное решение, предложенное фирмой «Сотаи», по-
казано на рис. 6.27 (цветная вклейка). Станочная система из многопозици-
онных станков предназначена для многошпиндельной многопозиционной
обработки корпусных деталей меньших по размеру, чем обрабатываемые
на системе «Heller».
В правой части транспортера, имеющего две параллельные трассы, ус-
танавливаются заготовки, подаваемые к загрузочным позициям станков.
У каждого станка установлен робот для снятия обработанной детали и за-
грузки следующей. Обработанные последовательно на двух станках (шес-
ти рабочих позициях) детали поступают на станцию очистки от стружки
и выборочный контроль в левой части транспортера.
Такая компоновка системы обеспечивает большую производитель-
ность, чем предыдущая, но гибкость ее меньше, а перестройка на другие
детали сложнее.
Оригинальная компоновка реконфигурируемой линии для гибкого про-
изводства корпусных деталей грузовых автомобилей создана фирмой
«Burkhardt + Weber» (ФРГ).
На рис. 6.28 (цветная вклейка) показана компоновка линии для обработ-
ки двух деталей «а» и «б». Эта линия включает семь станков, транспортную
систему для деталей, устанавливаемых в спутники, позицию загрузки заго-
товок и схему готовых деталей. Одношпиндельный обрабатывающий
центр 1 выполняет черновую обработку деталей фрезерованием и раста-
чиванием. Станок 2 со сменными многошпиндельными коробками пред-
назначен для выполнения специальных сверлильных и фрезерных опера-
ций. Обрабатывающие центры 3, 4 и 5 выполняют традиционную для кор-
пусных деталей обработку отверстий, но они приспособлены для
206
Рис. 6.29. Семейство деталей для обработки на линии
Комплексные процессы изготовления корпусных деталей
использования небольших многошпиндельных сверлильных коробок. Ста-
нок 6 выполняет чистовую расточку отверстий в корпусах в трех направле-
ниях. Финишную обработку отверстий в двух направлениях выполняет
станок 7. На загрузочной позиции 8 осуществляется установка в палеты 9
заготовок и съем готовых деталей после обработки. Транспортно-конвей-
ерное устройство 10 передает обрабатываемые детали с палетами от стан-
ка к станку. Устройство 11 для кодирования и считывания информации
о детали, поступающей на обработку, передает эту информацию в систему
управления 12 линией для соответствующего изменения циклов обработ-
ки детали на каждом станке. Станки могут работать независимо, каждый
над своей деталью. Устройство 13 для визуального контроля (мониторинга)
линии позволяет главному оператору отслеживать процесс обработки на
каждом станке и контролировать работу станочной систему в целом.
Требуемый заказчиком выпуск — 60 деталей в день (при двухсменной
работе) — выполняется линией и при соответствии размеров новых (не
представленных на рис. 6.29) деталей возможностям станков линии номен-
клатура их для обработки может быть существенно расширена.
Более детально с одним из примеров линий в работе можно познако-
миться, посмотрев видеофильм, прилагаемый к этой книге. На СД показа-
но устройство и работа реконфигурируемой ГПС фирмы Hiiller Hille (ФРГ)
сборки блоков автомобильных двигателей.
Как видно из рассмотренных в данной главе примеров, сложное и очень
дорогое автоматическое оборудование для обработки деталей в процессе
работы должно взаимодействовать с редом служб цеха для обеспечения
ритмичного выпуска продукции. Необходима организация подачи загото-
вок на линии и доставка обработанных деталей на склад готовых деталей.
Отработавшие свой срок режущие инструменты должны быть достав-
лены на участок их заточки и контроля, а затем — на инструментальный
склад, откуда они по мере необходимости вновь доставляются на линии.
В определенные периоды на линиях могут понадобиться сменные палеты
(спутники) для установки, закрепления и передачи транспортерами линий
обрабатываемых деталей новых групп. Для этого в условиях цеха должна
действовать автоматическая или автоматизированная транспортная систе-
ма, связывающая отдельные этапы производственного процесса в единый
комплекс.
В качестве одного из вариантов решения этой проблемы здесь кратко
рассматривается использование автоматических тележек с индуктивным
управлением, которые иногда в технической литературе называются робо-
карами. Многолетнее использование их на машиностроительных заводах
подтвердило возможности реализации гибких транспортных потоков при
сравнительно небольших (по сравнению со стоимостью технологического
оборудования) денежных затратах, возможность программировать траек-
тории движения тележек, что исключает применение сложных подвесных
или напольных конструкций транспортеров. Транспортные тележки с ин-
дуктивным управлением используются не только как средство связи меж-
ду линиями и складом, но и как технологический транспорт. В цехах свар-
ки кузовов и сборки автомобилей разных моделей и модификаций объект
производства устанавливается и крепится на верхней поверхности тележ-
ки, которая затем перемещается к сварочным или сборочным ячейкам це-
ха (каждый объект производства — к своей ячейке), где выполняются не-
207
Глава 6
обходимые технологические операции. На рис. 6.30 (цветная вклейка) по-
казано фото одной из таких тележек, используемых на автомобильных за-
водах, а на рисунке 6.31 (цветная вклейка) — схема производственного
участка, рабочие места которого обслуживаются робокарами по заданной
программе.
Приведенные в главе примеры обработки корпусных деталей — наибо-
лее сложных деталей автомобиля — показывают, насколько сложна техно-
логическая подготовка производства в автомобилестроении. Обеспечение
заданного выпуска деталей с высоким качеством и точностью обрабатыва-
емых поверхностей требует анализа большого количества вариантов тех-
процесса и выбора технологических, транспортных систем и систем уп-
равления, обеспечивающих высокую производительность и качество про-
дукции, необходимую гибкость производства при минимальных затратах
ресурсов, в первую очередь финансовых.
В заключении хотелось бы еще раз подчеркнуть сложность тех задач,
которые необходимо решать при технологической подготовке производст-
ва, прежде всего необходимость разрабатывать и оценивать большое чис-
ло вариантов решения технологических задач для выявления и реализации
оптимального решения.
Вопросы для самопроверки
1. В чем заключаются особенности технологии изготовления корпусных
деталей?
2. Каковы характерные базовые поверхности корпусных деталей?
3. Какие схемы установки спутников с гарантированным прижимом при-
меняют на ГПС?
4. В чем заключается гибкость автоматизированных производств?
5. По каким признакам определяют уровень автоматизации ГПС?
6. Какие автоматизированные системы обеспечивают технологическую
подготовку производства и функционирования ГПС?
7. Какое оборудование применяют при разработке ГПС, интеграции ГПС
в зависимости от их компоновки?
8. В каких случаях эффективно использовать оборудование второго поко-
ления: трипоиды и гексапоиды?
9. Почему ГПС рентабельно использовать при групповой обработке дета-
лей?
Глава 7
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ВАЛОВ
7.1. Характерные особенности конструкций ванов и основные требования
к точности их изготовления
Валы коробок передач автомобилей работают в напряженных условиях
повышенных нагрузок и частоты вращения, что обуславливает высокие
требования к их конструкциям. Конструкции валов обычно имеют слож-
ную форму и представляют собой сочетания гладких шеек, резьб, фланцы,
зубчатых венцов и т. д. Осевые отверстия после обработки могут быть
гладкими, ступенчатыми и фасонной формы. Кроме того, большинство ва-
лов имеют радиальные отверстия для смазывания трущихся поверхностей.
Наибольшее распространение получили ступенчатые валы. При пере-
ходе от одной ступени к другой предусмотрены канавки или переходные
поверхности.
К точности размеров валов предъявляются высокие требования по гео-
метрической форме и взаимному расположению отдельных поверхностей.
Некоторые валы должны быть статически и динамически сбалансиро-
ваны. Дисбаланс валов не должен превышать 12 — 40 г-мм.
С целью повышения износостойкости рабочих поверхностей валов их
подвергают термической обработке. Валы, изготовляемые из низкоуглеро-
дистых сталей, цементируют или нитроцементируют на глубину 0,7 — 1,2 мм
и после закалки и отпуска получают упрочненную поверхность на глубину
не менее 0,30 — 0,35 мм, обеспечивая твердость рабочих поверхностей 66
HRCa. Термическая обработка валов, изготавливаемых из высокоуглероди-
стых сталей, заключается в объемной или поверхностной закалке с последу-
ющим низким отпуском.
Валы в основном изготовляют из конструкционных и легированных
сталей (40, 45, 35Х, 40Х, 25ХГМ, 20ХГНМ, 19ХГН, 15ХГНТ2А), к которым
предъявляют высокие требования: по сопротивлению усталости, износо-
стойкости, обрабатываемости.
Выбор рационального метода изготовления заготовок определяется
трудоемкостью их получения и последующей механической обработкой.
Наиболее экономичными являются такие методы, которые позволяют по-
лучать заготовки, приближающиеся по форме, размерам и массе к готовой
детали.
Прогрессивными методами изготовления заготовок валов являются:
штамповка в закрытых штампах, высадка на горизонтально-ковочных ма-
шинах, горячее выдавливание, поперечно-винтовая прокатка, объемная
холодная штамповка, радиальная ковка, редуцирование в жестких матри-
14 Технология автомобилестроения
209
Глава 7
цах, электровысадка. Эти методы позволяют получить коэффициент ис-
пользования материала 0,7 и выше.
Применение поперечно-клиновой прокатки при изготовлении вторич-
ного вала коробки передач автомобиля ЗИЛ-431410 вместо штамповки
обеспечило повышение коэффициента использования материала с 0,88 до
0,94. Высокая точность процесса позволила уменьшить припуски на меха-
ническую обработку с 2 — 2,5 до 1 — 1,5 мм и в ряде случаев заменить точе-
ние обдирочным шлифованием.
Заготовки гладких и ступенчатых валов с небольшим переходом ступе-
ней изготовляют из горячекатаного или калиброванного проката. Штампу-
ют заготовки на прессах или на горизонтально-ковочных машинах. Штам-
повочные уклоны для наружных поверхностей должны быть в пределах
3 — 7°, а для внутренних — 10—15°. Для повышения точности размеров
и формы производят калибрование заготовок валов на кривошипно-чека-
ночных прессах.
После пластического деформирования для снятия внутренних напря-
жений производят термическою обработку заготовок валов. Способ тер-
мообработки обуславливается материалом заготовки. Для низкоуглероди-
стых сталей рекомендуется нормализация: для сталей марки 35Х — отжиг,
для сталей марок 45, 40Х — улучшение.
Заготовки чугунных валов изготовляют литьем. Литье в оболочковые
формы позволяет получить заготовки валов высокой точности, исключить
токарные операции и ограничиться только шлифованием.
7.2. Типовые технологические процессы обработки валов автомобилей
Несмотря на большое разнообразие размеров и конструктивных форм,
валы подвергаются одинаковым процессам обработки. Типичными уста-
новочными базами являются центровые конусные отверстия. На некото-
рых операциях обработки при воздействии изгибающих сил резания, на-
пример, при фрезеровании плоскостей, сверлении радиальных отверстий,
в качестве установочных баз используют обработанные шейки.
В зависимости от конструкций технологический процесс изготовления
валов может отличаться только последовательностью обработки или вве-
дением дополнительных операций.
В табл. 7.1 приведены технологические процессы обработки первичных
и вторичных валов грузовых и легковых автомобилей. Анализ показывает,
что ступенчатые шлицевые валы и валы с зубчатыми венцами обрабатыва-
ются по единой технологической схеме. Основное отличие при изготовле-
нии — у шлицевого вала фрезеруют или накатывают шлицы, у вала — ше-
стерни нарезают зубчатый венец.
При изготовлении первичного вала автомобиля марки «ВАЗ» проводит-
ся ряд сборочных операций: установка медного кольца, диска, запрессов-
ка зубчатого венца. Эти операции не отражены в таблице, так как они ха-
рактерны только для данной детали. Для обеспечения заданной точности
и шероховатости отдельных поверхностей детали вводят ряд доводочных
операций: микрофиниширование или полирование, например, при обра-
ботке первичного вала коробки передач грузового автомобиля ЗИЛ-431410
210 и вторичного вала легкового автомобиля марки «ВАЗ».
Технологические процессы обработки валов
Таблица 7.1
Операция механической обработки Первичный вал Вторичный вал Промежу- точный вал
20ХГМ (ЗИЛ) 35Х (АЗЛК) 20ХГНМ (ВАЗ) 20ХГНМ (ВАЗ) 40Х (АЗЛК) 15ХГНТ2А (КамАЗ)
Центровальная + + + + + +
Черновая токарная + + + + + +
Чистовая токарная + + + + + +
Правка — — — + + —
Черновое шлифование шеек под + + — + + —
подшипник
Токарная + + — — — —
Нарезание шлицев + + н + + —
Накатывание рифлений — — — + — —
Фрезерование зубьев + — + — — +
Долбление зубьев — + — — — +
Закругление зубьев + + + +
Шевингование зубьев + + + — — +
Калибрование зубьев — + + — — —
Сверление отверстий + + + + + +
Фрезерование шпоночных пазов — — — + + +
Нарезание резьбы — + — + + +
Т ермообработка + + + + + +
Зачистка центров — — + + — +
Правка — — + + + +
Окончательное шлифование + + + + + +
шеек
Шлифование отверстия под + + + — — —
подшипник
Хонингование отверстия под + — п — — —
подшипник
Микрофиниширование шеек + — — П п —
вала
Хонингование зубьев венцов + — — — — +
Обкатка с эталонной шестерней + + + — — +
Промывка + + + + + +
Окончательный контроль + + + + + +
Примечание. Знаком « + » обозначено выполнение операции, знаком
«—» — недопустимость ее применения. Знаком «Н» обозначена опе-
рация накатывания, знаком «П» — полировальная.
Типовой процесс обработки валов автомобилей можно представить
в такой последовательности:
• подготовка технологических баз — подрезание торцов и центрирова-
ние (эту операцию выполняют на центровальных и фрезерно-центро-
вальных станках двухстороннего или барабанного типа);
• черновая токарная обработка концов вала, подрезание торцов и усту-
пов; 211
14*
Глава 7
• чистовая токарная обработка производится в той же последовательнос-
ти, что и черновая;
• черновое шлифование шеек вала, служащих дополнительными базами
при фрезеровании, сверлении, растачивании отверстий на одном из
концов вала;
• правка стержня при обработке нежестких валов;
• черновая и чистовая обработка фасонных поверхностей — нарезание
шлицев, зубчатых венцов, фрезерование кулачков и др.;
• выполнение второстепенных операций — сверления, развертывания,
нарезания резьбы, фрезерования лысок, шпоночных канавок;
• термическая обработка всей детали или отдельных поверхностей;
• правка вала;
• черновое и чистовое шлифование наружных поверхностей, торцев, от-
верстий;
• доводка особо точных поверхностей.
Оборудование для выполнения типового процесса может быть различ-
ным, но порядок и характер операций при обработке валов должны оста-
ваться неизменными.
Рассмотрим выполнение отдельных операций на примере первичного
вала автомобиля марки «ВАЗ». На рис. 7.1 показана схема обработки тех-
нологических баз. Установка детали производится по черновым поверхно-
стям на две самоцентрирующие призмы с осевой фиксацией упором 3 по
торцу головки. Подрезка торцов с одновременным сверлением центровых
отверстий выполняется головками 1 и 2, оснащенными комбинированным
инструментом. Скорость резания центровых сверл 23,2 м/мин, пласти-
ны — 71,5 м/мин, подача головки 57,2 мм/мин.
Рис. 7.1. Схема обработки технологических баз
Полная токарная обработка вала со стороны наружного диаметра шестер-
ни постоянного зацепления осуществляется на многорезцовом гидрокопиро-
вальном станке. На рис. 7.2 показана схема обтачивания вала на многорезцо-
вом станке. Деталь устанавливается в центрах. Осевое положение вала опре-
деляется по торцевой поверхности головки вала, которая служит для передачи
крутящего момента с помощью специального поводкового патрона.
Черновая обработка контура и чистовое обтачивание хвостика вала
212 осуществляется резцом 3. Резцами 2 и 9 подрезают торцевые поверхности
Технологические процессы обработки валив
Рис. 7.2. Схема обтачивания
вала на многорезцовом станке
1, 4, 6, 7 — каретки соответ-
ственно левая верхняя, правая
верхняя, правая нижняя, левая
нижняя; 2, 3, 5, 8 и 9 — резцы
Рис. 7.3. Схема одно-
временного шлифова-
ния пяти поверхнос-
тей детали шлифо-
вальным кругом
головки вала, а резцом 8 прорезают канавку под стопорное кольцо. Резец 5
служит для чистовой обточки поверхности под шлицы. Стрелками обозна-
чены схемы движения резцов.
Из шлифовальных операций наибольший интерес представляет одно-
временная обработка пяти поверхностей. Шлифование выполняется ши-
роким кругом, расположенным под углом 30° к оси детали. Скорость круга
34 м/с; черновая подача 2 мм/мин, чистовая подача 0,4 мм/мин. Профиль
крута выполняется правкой алмазным роликом (рис. 7.3).
Базирование детали производится в центрах, осевая ориентация —
по выточке под стопорное кольцо. Деталь подвергается многократному
операционному контролю. После окончательного контроля и испыта-
ний на шум первичный вал направляется на операцию сборки коробки
передач.
В табл. 7.1 приведены технологические процессы, применяемые для об-
работки валов данной группы. Применение типовых процессов позволяет
устранить разнообразие в технологии изготовления однотипных валов,
способствует снижению трудоемкости и использованию высокопроизво-
дительного оборудования.
Перспективным направлением повышения производительности обра-
ботки валов является применение малоотходных технологий получения
заготовок, которые обеспечивают изготовление точных заготовок с припу-
ском на механическую обработку 1—2 мм, что позволяет иногда исклю-
чить черновые токарные операции и заменить их обдирочным шлифова-
нием. Примером изготовления валов с применением малоотходной техно-
логии может служить новый технологический процесс обработки
вторичного вала коробки передач автомобиля ЗИЛ-4331410. 213
Глава 7
По существующей технологии заготовку вторичного вала получают ме-
тодом горячей штамповки. Заготовка, минуя чистовые токарные опера-
ции, шлифуется широкими кругами на торцекруглошлифовальных стан-
ках. В начале шлифуют левый конец вала на ширине 252 мм, а затем — пра-
вый конец вала на ширине 224 мм. Скорость шлифовального круга —
60 м/с. Правка шлифовального круга производится автоматически фасон-
ным алмазным роликом.
На рис. 7.4 представлена схема совмещенного чистового шлифования
шеек и кольцевых канавок.
Рис. 7.4. Схема совмещенного
шлифования шеек и кольцевых
канавок вторичного вала ко-
робок передач
Валы шлифуют последовательно в три операции. На первой операции
кругами шлифуют кольцевые стопорные канавки, отклонение от прямой
оси которых должно быть не более 0,1 мм. Точное расположение между
двумя канавками обеспечивается прецизионной установкой кругов
и правкой их алмазными роликами. Осевое положение обеспечивается
осевым локатором относительного базового торца детали. Канавки шири-
ной 3,3 мм и глубиной 1,5 мм шлифуются кругом с подачами при черновой
обработке 10 мм/мин и чистовой — 2 мм/мин, скорость круга — 60 м/с.
На второй операции шлифование — осуществляется одним кругом для
одновременного шлифования двух шеек и узким кругом для совмещенно-
го шлифования шейки торца.
На третьей операции широким профильным кругом шлифуются одно-
временно три расположенные рядом шейки и прилегающий торец. Точ-
ность обработки контролируется скобой, установленной по наиболее точ-
ной гладкой шейке. Опорный торец, прилегающий к этой шейке, исполь-
зуется для осевой установки вала.
Совмещенное прецизионное шлифование разных поверхностей преду-
сматривает три ступени рабочих подач по операциям: на черновой —
1,2 мм/мин, на которой снимается 65% припуска; получистовой — 0,4
мм/мин, на которой снимается 20% припуска, и чистовой — 0,1 мм/мин,
на которой снимается остальной припуск.
При замене раздельного шлифования шеек вторичного вала совмещен-
ным было достигнуто повышение точности взаимного расположения шеек
и увеличение производительности обработки в три раза. Совмещенное
шлифование широко применяется для обработки валов на бесцентрово-
214 шлифовальных станках.
Технологические процессы иОраОишки вапов
7.3. Двтоматизация технологических процессов оВраВотки валов
Механическая обработка валов коробок передач (КП) осуществляется
на автоматических и поточных линиях, состоящих из различных специаль-
ных, специализированных и агрегатных станков.
Эти линии оснащены средствами механизации, приборами активного
контроля размеров в процессе обработки, устройствами д ля автоматической
подналадки инструмента. Характерной особенностью современных автома-
тических линий является их комплексность, что позволяет в автоматическом
цикле выполнять все виды обработки, предусмотренные технологическим
процессом: черновые и финишные операции резанием, термообработку,
мойку, контроль, сборку, балансировку, уборку стружки.
Автоматизация охватывает все стадии обработки, включая и вспомога-
тельные операции, связанные с транспортировкой, загрузкой и выгрузкой
обрабатываемых деталей, смену и настройку инструментов.
Межоперационное транспортирование валов осуществляется с помо-
щью подвесных контейнеров, толкающих, тяговых, качающихся, ленточ-
ных и других транспортеров.
Загрузка и выгрузка деталей, перемещение их на позицию обработки
производится автооператорами, портальными загрузчиками или промыш-
ленными роботами.
На рис 7.5 представлена схема загрузки двух различных деталей: при-
водного вала 4 и фланца 6 на двухпозиционный токарный станок. Робот 1
в начале операции подает заготовку вала 3 в зону его обработки. Обрабо-
танный вал робот снимает и передает на позицию измерения 7, где произ-
водится контроль основных параметров вала.
Затем на обработку поступает фланец. Робот захватывает заготовку
фланца 5 и после обработки его обе детали подаются им на подгоны 6 на
последующие операции.
Валы имеют сложную конструктивную форму. Они относятся к разряду
нежестких и нетехнологичных деталей с точки зрения их механической об-
работки. При значительной длине такие валы обрабатывают с применением
станков с центральным прижимом.
На рис. 7.6 представлены две схемы
таких станков для обработки валов
длиной до 638 мм. Они могут иметь
один (рис 7.6, а) или два (рис. 7.6, б)
центральных привода в зависимости
от длины обрабатываемых деталей.
К таким нежестким деталям от-
носится первичный вал коробки
передач автомобиля Москвич 2141,
который относятся к разряду не-
технологичных деталей с точки
зрения механической обработки
вследствие наличия большого чис-
ла опорных шеек малого диаметра,
зубчатых венцов и шлицевых по-
верхностей.
Рис. 7.5. Схема загрузки дета-
лей с помощью робота
215
Глава 7
Рис. 7.6. Схема станков
с центральным приводом:
а — с одним приводом;
б — с двумя приводами
При изготовлении первичного вала КП должны быть выполнены следу-
ющие технические требования:
• точность размеров диаметров опорных шеек должна соответствовать 6
квалитету;
® допуск биения опорных шеек в заданном направлении относительно
оси должен быть не более 0,015 — 0,025 мм;
• допуск на цилиндричность и конусообразность — не более 0,006 — 0,008 мм;
о отклонение от соосности не должно превышать 0,015 — 0,025 мм по всей
длине вала;
• шероховатость рабочих поверхностей всех шеек Ra = 0,32 мм;
о разность отклонений на зубьях одной шестерни 0,15 мм;
• бочкообразность зуба по делительному цилиндру венца 0,005 — 0,01 мм;
• твердость на поверхности зубьев 59 HRC3, сердцевины зуба 32 — 44
HRC3, на остальных поверхностях вала не менее 56 HRC3.
Деталь изготавливается из стали 20ХГМ и подвергается газовой нитроце-
ментации. Глубина нитроцементации составляет 0,5 — 0,7 мм. Заготовки пер-
вичных валов получают горячей штамповкой на прессах в ручьевых штампах.
Требования, предъявляемые к точности обработки первичных валов,
обуславливают технологические решения по обеспечению высокого каче-
ства обработки и надежности применения автоматизированных техноло-
гических процессов.
Обработка первичного вала КП осуществляется на комплексной авто-
матической линии (рис. 7.7), состоящей из двух самостоятельных потоков,
разделенных на участки.
На первом участке автоматической линии производят полную обработ-
ку валов до термообработки.
Заготовки из бункерного элеватора 1 посредством транспортной систе-
мы 2 и опускного элеватора 3 поступают на транспортер линии 4 и устанав-
ливаются на палеты. С транспортера при помощи портальных загрузчиков
5 они передаются на первые рабочие позиции линии, расположенные по
обеим сторонам транспортера. По окончании обработки детали порталь-
ным загрузчиком возвращаются на транспортер и продолжают движение
до следующей позиции.
На втором участке линии осуществляется предварительная и оконча-
тельная токарная обработка, сверление центрального и наклонного отвер-
стий, предварительное шлифование шеек вала, нарезание зубчатых вен-
цов, накатывание шлицевых поверхностей. После промывки детали посту-
21 б пают на термообработку.
г\э
Рис. 7.7. Планировка автоматической линии обработки первичного вала
автомобиля «Москвич»
ТЕХНОлагичвскив процессы пВраОптки валов
Глав? 7
На втором потоке автоматической линии выполняют отделочные опе-
рации: чистовое шлифование и суперфиниширование шеек валов и окон-
чательный контроль обработанной детали.
Рассмотрим особенности выполнения отдельных операций, последова-
тельность которых представлена в таблице 7.2.
Таблица 7.2
Номер операции Переходы Операция Эскиз обработки
1 2 3 4
10 1 Загрузка детали на палету —
20
1
2
3
4-5
Токарная
Проточить предва-
рительно середину
вала по внешнему
контуру
Проточить канавку
Проточить торец
Z=13, фаски Z15°
Проточить оконча-
тельно шейку 025,5
мм, наружный венец
Z=13hZ=14
30
2
3
Левая головка
Центровать отвер-
стие
Расточить отверстие
Проточить хвосто-
вик вала предвари-
тельно
Проточить хвосто-
вик вала по наруж-
ному контуру окон-
чательно
218
Техмпппгическив процессы обработки валов
1 2 3
30 Токарная
1 Правая головка Зацентровать пра- вый конец вала
2 Расточить центро- вое отверстие
3 Проточить предва- рительно хвостовик вала
4 Проточить оконча- тельно хвостовик вала по внешнему контуру
40
Агрегатная
1 Сверлить ступенча-
тое отверстие
2 Нарезать резьбу
М8х1-Н7
3 Сверлить отверстие
02,5 мм под углом
42°
50
60
Правка___________
Шлифовальная
Шлифовать одно-
временно семь шеек
219
Глава 7
140 1 2 Шлиценакатная
Накатать Z=20 на длине 18 мм. Про- вернуть деталь Накатать Z=20 на длине 31мм
150 1 Накатать Z=20 на длине 18 мм
160 1 Шевинговальная
Шевинговать зубча- тый венец Z=14
170 1 Шевинговать зубча- тый венец Z=13
180 1 Шевинговать зубча- тый венец Z=20
220
190
Промывка
Технологические процессы обработки валов
210
220
230
240
Контрольная
1 Проверка основных
размеров, радиаль-
ного и торцевого
биения ответствен-
____ных поверхностей
Термообработка
1 Нитроцементация
2 Закалка
Отпуск
250
260
270
Контрольная
Проверка биения
шеек вала________
Контроль твердости
Шлифовальная
Шлифовать одно-
временно пять шеек,
торец Z=20 и торец
под шестерню 4-ой
передачи.
280 1
Шлифовать одно-
временно пять кана-
290 1
221
Глава 7
i
300
310
3_________________
Зачистная
Зачистить торцы
шлиц Z=37_________
Очистить деталь от
эмульсии
320
Суперфинишная
Суперфиниширо-
вать четыре шейки
вала
330
340
350 1
Промывка
Комплексный кон- 5
троль зубчатых
зацеплений
На первой токарной операции (оп. 20) заготовки снимаются с палеты
портальным загрузчиком и подаются в зону обработки на два токарных
станка с ЧПУ, расположенных по обеим сторонам транспортера. Первич-
ный вал относится к нежестким деталям, он легко прогибается и закручи-
вается под действием сил резания, поэтому данные станки снабжены дву-
сторонним приводом. Схема базирования и закрепления детали представ-
лена в таблице 7.2: заготовка фиксируется в осевом направлении по
неподвижному упору 1, а в радиальном направлении по упору 2 и закреп-
ляется кулачками патронов 3 и 4. На этой операции производят обработку
средней части вала, которую используют как базу на последующей токар-
ной операции 30.
Станок снабжен револьверной головкой, в которой закреплены режу-
щие инструменты (А, Б, В, Г и Д).
На предварительном переходе 1 резец А протачивает деталь по внешне-
му контуру, при этом он совершает сложное движение (см. циклограмму
222 резца А). На втором переходе резец Б протачивает канавку (см. выноску Л).
Технологические процессы обработки валов
На третьем переходе резец В протачивает шейку (см. выноску I) и торец
венца z = 13. На четвертом переходе резец Г протачивает шейку диаметром
25,5 мм. На пятом переходе резец Д протачивает наружный диаметр вен-
цов г=13иг=14и среднюю часть вала диаметром 21 мм.
В циклограммах движения резцов сплошной линией показан рабочий,
а пунктиром — холостые ходы инструментов. Круговой стрелкой обозна-
чен поворот револьверной головки. Деталь имеет частоту вращения
2200 мин4. Скорость резания изменяется от 180 до 300 м/мин. Подача рез-
ца А составляет 0,55 мм/об, резца Б — 0,08 мм/об, резца В — 0,4 мм/об, рез-
ца Г— 0,27 мм/об и резца Д — 0,45 мм/об.
На следующей токарной операции 30 обрабатывают как правый, так
и левый хвостики вала, поэтому на данной операции применяют станки
с центральным приводом.
Деталь базируют в осевом направлении по неподвижному упору 1 и за-
крепляют кулачками патрона 2. При обработке правой револьверной го-
ловкой выполняют ряд переходов. Вначале производят зацентровку детали
центровым сверлом А диаметром 8,5 мм и подрезают торец пластиной
Б. Частота вращения шпинделя 1500 мин4, подача 0,08 мм/об, скорость ре-
зания центровки 45 м/мин, а пластины — 125 м/мин. На втором переходу
производят расточку центрового отверстия инструментом В до диаметра
И мм. Расточку выполняют при частоте вращения детали 1500 мин4, ско-
рость резания 52 м/мин и подача 0,1 мм/об. После обработки центрового
отверстия деталь поджимается центром. Предварительная обточка хвосто-
вика выполняется инструментом Г. При этом вначале резец проходит по
сечению 1 (см. циклограмму резца Г) при частоте вращения детали
2000 мин4, скорости резания 260 м/мин и подаче 0,54 мм/об, а затем по се-
чению 2 при частоте вращения шпинделя 2600 мин4, скорости резания
180 м/мин и подаче 0,35 мм/об. Изменение режимов производится по про-
грамме станка. Окончательная обработка хвостовика выполняется инстру-
ментом Д. При этом при обработке диаметра 21 мм частота вращения
шпинделя составляет 2600 мин4, скорость резания 171 м/мин, а при обта-
чивании диаметра 39 мм частота вращения детали увеличивается до
286 м/мин. Подача инструмента 0,33 мм/об не меняется в течение цикла
обработки. Кроме того, резец Д протачивает канавки (см. выноски I и II}.
Обработка левой части детали выполняется в той же последовательнос-
ти, что и правой. Причем первые два перехода совершенно аналогичны.
Предварительная обточка вала производится инструментом Г в три пере-
хода. Частота вращения шпинделя станка на каждом переходе составляет
2600 мин4, а подача — 0,45 мм/об.
Окончательная обработка хвостовика выполняется инструментом Г и Д
при частоте вращения детали 2600 мин4 и подаче 0,2 об/мин (см. операцию
30, переходы 1—4).
Сверления отверстий и нарезание резьбы (операция 40) сразу у двух де-
талей производят на трехпозиционном агрегатном станке. Детали устанав-
ливают в неподвижные люнеты 4, фиксируются в осевом направлении по-
движным упором 1 и неподвижным упором 2 и закрепляются зажимами 3.
На первой позиции станка сверлят ступенчатое отверстие комбинирован-
ным инструментом А на следующих режимах: частота вращения шпинделя
760 мин4, скорость резания 20 м/мин и подача 0,08 мм/об; на второй пози-
ции нарезают резьбу М8х1-Н7 при частоте вращения метчика (Б) 40 мин4,
223
Глава 7
скорости резания 6м/минг подача 1,0 мм/об; на третьей позиции сверлят
косое отверстие диаметром 2,5 мм под углом 42° на следующих режимах:
частота вращения сверла (В) 2300 мин"1, скорость резания 18 м/мин и пода-
ча 0,01 мм/об.
После механической обработки предусмотрена правка вала (операция
50), которая осуществляется на правильном автомате. Биение обработан-
ных шеек не должно превышать 0,06 мм.
Одновременное шлифование семи шеек (операция 60) вала выполняют
на специальном восьмикруговом автомате, снабженным локатором авто-
матической установки вала в осевом направлении приборами 3 активного
контроля.
Деталь устанавливается в центрах 1 и неподвижный люнет 4. Привод
детали осуществляется поводковым патроном 2. Шпиндель с набором кру-
гов представляет собой автономный съемный узел, что позволяет произво-
дить установку и балансировку кругов вне станка. Расстояние между кру-
гами регулируют промежуточными кольцами. Шлифование выполняют на
трех режимах: черновая обработка, чистовая и выхаживание. Частота вра-
щения кругов составляет 1600 мин"1, скорость резания — 45 м/с, минутная
подача при черновом шлифовании — 20 мм/мин, чистовом — 5 мм/мин
и при выхаживании — 2,5 мм/мин.
Нарезание зубчатых венцов z=14hz=13c модулем 2,25 мм произво-
дится на зубодолбежных станках (операции 80 и 90) в три прохода. Черно-
вой проход выполняется при радиальной подаче 0,035 мм за один двойной
ход, получистовой — при 0,025 мм за один двойной ход и чистовой — 0,005
мм за один двойной ход. Скорости резания составляют соответственно 53,
73 и 83 м/мин, а число двойных ходов долбяка z= 13(100), z= 14(1260) и при
чистовом проходе 1400 двойных ходов. Кроме того, резец Б снимает за-
усенцы на выходе долбяка А.
Базирование детали осуществляется в центрах 1 и 2. Головка 3 служит
для точного позиционирования детали, неподвижный люнет 5 повышает
ее жесткость. Привод детали осуществляется поводковым патроном 4.
При зубонарезании венца z = 20 (операция 100) применяется такая же
схема установки детали, что и при зубодолблении. Операция выполняется
червячной фрезой Р6М5 при скорости резания 90 м/мин и круговой пода-
чи 5 мм/об. Резец Б снимает заусенцы на выходе фрезы А.
После промывки детали (операция ПО) производят стопроцентный
контроль (операция 120) колебания межосевого расстояния на всех зубча-
тых венцах по эталонным шестерням с допуском 0,02 мм на одном зубе.
Накатывание фасок (операция 130) по торцевому профилю зубьев од-
новременно на всех венцах производят на специальном зубофасочном
станке. При этом угол прикатки на всех зубчатых венцах различный:
на венце z = 20 он составляет 16°, на z= 13 и z= 14 — 34° и 25° соответст-
венно.
Операция выполняется специальными накатными головками 3 с одно-
временным снятием заусенцев резцами 4. Схема установки детали пред-
ставлена на эскизе.
Накатывание шлиц (операция 140) производят на шлиценакатанных ав-
томатах. Вначале накатывают шлицы z = 20 на длине 18 мм, затем деталь пе-
ревертывают и накатывают шлица на длине 31 мм. Накатывание шлиц
224 z = 37 на длине 15 мм выполняют на отдельной операции (операция 150).
Технологические процессы обработки напое
Схема установки детали одинакова на всех операциях и показана на эски-
зе. Скорость накатывания 50 м/мин.
Заключительной операцией обработки зубчатых венцов является ше-
вингование (операции 160—180). Шевингование производят на зубоше-
винговальных автоматах. Базирование детали осуществляется в центрах 1,
а для повышения жесткости детали применяют неподвижный люнет 2
и опоры 3. Шевингование выполняют при окружной скорости шевера от
14—16 м/мин, продольной подачи от 0,4 мм на ход стола, при съеме припу-
ска от 0,03 — 0,06 мм. После промывки (операция 190) и контроля на пятно
контакта (операция 200) и комплексного контроля основных размеров
(операции 210 — 230) деталь поступает на термообработку (операция 240),
где подвергается нитроцементации на глубину 0,5 — 0,7 мм, закалке и отпу-
ску до НБСэ = 56.
Из заключительных операций наибольший интерес представляет сов-
мещенное шлифование пяти шеек одновременно (операция 270).
Выполняется операция на кругошлифовальном станке набором шлифо-
вальных кругов. Деталь базируют в центрах 1. Привод детали осуществля-
ют поводковым патроном 2. Для повышения жесткости применяют непо-
движные опоры 3 и 4 и плавающий люнет 5. Осевое положение детали оп-
ределяется индикаторным устройством 10. Станок снабжен устройством
активного контроля 9.
Шлифование осуществляется кругами 23А25СМ1К6 при скорости кру-
га 45 м/с. Правку кругов производят автоматически алмазной гребенкой 7.
Допуск на размер шлифовальных шеек от 0,008 — 0,02 мм, шероховатость
поверхностей Ra = 0,63 мкм.
На следующей операции (операция 280) одновременно шлифуют пять
канавок при скорости круга 60 м/с и радиальной подаче 0,6 мкм/об. Бие-
ние канавок не должно превышать 0,025 м/м, а шероховатость торцевых
поверхностей Ra= 121,5 мкм.
На операции 290 производят одновременное шлифование трех шеек на
длине 25,17 и 21,5 мм. Деталь базируют в центрах 1, а привод детали осуще-
ствляется поводковым патроном 2. Для повышения жесткости применяют
неподвижные опоры 3, люнеты 5 и подвижный люнет 6. Станок снабжен
устройствами активного контроля 4. Скорость кругов составляет 45 м/с,
а радиальная подача 20 мкм/об.
Заключительной отделочной операцией является суперфиниширова-
ние четырех шеек детали (операция 320). Обработка производится абра-
зивными брусками 4 24А12СМ1К5. Шероховатость поверхности Ra не
должна превышать 0,2 — 0,32 мкм.
Промывка деталей (операция 330) осуществляется содовым раство-
ром или перхлорэтиленом при температуре 50 —60°С. Обработанные
детали подвергаются стопроцентному контролю по основным точност-
ным параметрам (операция 340), а также комплексному контролю зуб-
чатых венцов (операция 350). При контроле деталь устанавливается
в роликовые вращающиеся центра 1 и в роликовые люнеты 2. Эталон-
ные шестерни 3, 4 и 5 вводятся в зацепление с соответствующими зуб-
чатыми венцами.
Весь процесс обработки и контроля первичного вала автоматизирован.
Смена и подналадка инструмента производится наладчиком по данным
ЭВМ, которые считываются с дисплея.
15 Технология автомобилестроения
225
Глава 7
7.4. ИбраВпшка полуосей заднего моста автомоДиля КАМАЗ
Полуоси изготавливаются из ст. 45РП. Заготовки полуосей получают го-
рячей штамповкой в открытых штампах. Твердость исходной заготовки
должна составлять НВ 163-229. После предварительной токарной обработ-
ки стержень полуоси подвергаются закалке на установке ТВЧ до твердос-
ти HRC3 52-58.
Механическая обработка полуосей осуществляется на комплексной ав-
томатической линии (рис. 7.8), состоящей из двух параллельных потоков,
объединяющихся в середине в один общий поток. На первом потоке обра-
батывается длинная полуось, на втором — короткая. На третьем потоке
производится окончательная обработка обеих полуосей.
Рис. 7.8. Схема комплексной автоматической линии фирмы «G. Fisher»
для механической обработки правой и левой полуосей
На позиции 1 автоматической линии производится правка заготовок
как правой, так и левой полуосей на роликовом автомате, что обеспечива-
ет уменьшение коробления заготовки с 6 мм до величины, не превышаю-
щей 1 мм. После закалки ТВЧ полуоси подвергаются вторичной правке.
Биение шлицевой шейки не должно превышать 0,3 мм, биение нерабочих
шеек допускается до 1 мм.
На операциях механической обработки применяются неперетачивае-
мые твердосплавные пластинки с износостойким покрытием. Настройка
инструментов на размер производится вне станка. На позиции К произво-
дится активный контроль размеров.
Последовательность выполнения операций на автоматической линии
фирмы «G. Fisher» представлена в табл. 7.3.
Установленное на производственной линии оборудование связано ав-
томатической транспортной системой с накопителями и механизмами за-
грузки и разгрузки деталей на позициях обработки.
22В
Технологические процессы обработки валов
Операция
Эскиз обработки
Таблица 7.3
Оборудование,
режимы резания
J_____________2
1 Правка заготовки
полуоси
2 Подрезание торцов
фланца и хвостови-
ка, центрирование
двух отверстий
Подрезание наруж-
ного торца фланца и
снятие фаски_______
Подрезание внут-
реннего торца и
обтачивание наруж-
ной поверхности
фланца; обтачивание
в два прохода шейки
хвостовика под
накатывание шлицев
и конусной шейки,
снятие фасок______
Накатывание 16-ти
_______4
Двухцилиндро-
вый роликовый
автомат_______
Двухсторонний
двухшпиндель-
ный центро-
вально-подрез-
ной автомат
V=70 м/мин
S=0,13...0,06
мм/об_________
Токарный гид-
рокопироваль-
ный автомат
V=100-200
м/мин
So=O,3 мм/об
V=120-130
м/мин
So=O,25-O,5
мм/об
эвольвентных шлиц
6 Промывка полуосей
7 Закалка стержня и
зоны галтели на ТВЧ
8 Правка полуосей
9 Ориентирование
полуосей фланцами
по ходу линии_________
10 Окончательное под-
резание торца флан-
ца в размер 12 мм
Шлиценакатной
автомат
Моечная маши-
на____________
Пятипозицион-
ная закалочная
установка_____
Правильный
роликовый ав-
томат_________
Ориентирующая
установка
Двухшпиндель-
ный подрезной
автомат
V=96-153 м/мин
So=O,29 мм/об
227
15*
Глава 7
Таблица 7.3
11 Сверление 12 отвер- стий одновременно у двух деталей Г—f f“P 24-шпиндельный агрегатно- сверлильный автомат V=12,5 м/мин So=O,233 мм/об
12 Зенкование 12 от- верстий во фланце фасок под углом 45° со стороны торца Т и сверление двух отверстий под резь- бу последовательно у двух деталей г Л иХ у .у L. r i-b-fc: Агрегатно- сверлильный автомат с 14-шпиндельной головкой V=15-18 м/мин So=O,2 мм/об
13 Зенкерование 12 отверстий с образо- ванием конуса 39° одновременно у двух деталей 24-шпиндельный агрегатно- сверлильный автомат V=8,3-12 м/мин So=O,288 мм/об
14 Последовательное зенкование фаски под углом 45° и нарезание резьбы Ml2x1,25 в двух отверстиях одно- временно у двух деталей 8-шпиндельный агрегатно- сверлильный автомат V=8 м/мин
15 Мойка деталей Моечная маши- на
Вопросы для самопроверки
1. Назовите основные требования, предъявляемые к точности обработки
валов КП?
2. Какие марки материалов применяют при изготовлении валов КП, мето-
ды повышения износостойкости рабочих поверхностей?
3. Какие типовые процессы применяют для получения заготовок валов
КП, влияние точности изготовления заготовок на трудоемкость механи-
ческой обработки?
4. Какие существуют способы базирования и установки валов при обра-
ботке?
5. Какие преимущества дает совмещенное шлифование по сравнению
с раздельным шлифованием?
6. Как производят контроль зубчатых венцов валов КП?
Глава
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
8.1. Особенности цилиндрических и конических зубчатых колес
Широкое применение в конструкциях различных узлов автомобилей
получили зубчатые колеса: это и коробки передач, редукторы отбора мощ-
ности, дифференциалы и другие ответственные узлы и механизмы.
Различные типы зубчатых передач приведены в табл. 8.1.
Таблица 8.1
Типы зубчатых передач
Взаимное располо- жение осей валов Зубчатые передачи
Параллельное Прямозубые цилиндрические с внешним и внут- ренним зацеплением Косозубые цилиндрические с внешним и внут- ренним зацеплением Шевронные цилиндрические с внешним и внут- ренним зацеплением Реечные
Пересекающееся Прямозубые конические передачи Конические с косыми зубьями Конические с нулевым углом наклона зубьев Конические с криволинейными зубьями
Скрещивающееся Винтовые Гипоидные Спироидные Глобоидные и цилиндрические червячные
Стандартом установлены 12 степеней точности для цилиндрических
зубчатых колес. Для каждой степени точности установлены три нормы
точности: кинематическая, норма плавности работы и норма пятна контак-
та. В автотракторной промышленности в основном применяются зубчатые
колеса 7-й, 8-й степеней точности.
Для различной окружной скорости предусматриваются разные степени точ-
ности и параметры шероховатости Ra обработанных зубьев колес (табл. 8.2).
Цилиндрические зубчатые колеса могут быть одновенцовыми — без
ступицы или с короткой ступицей, многовенцовыми, вал-шестернями
и зубчатыми венцами. Для улучшения физико-механических свойств зуб- 229
Глава 8
чатые колеса, как правило, подвергаются различным видам термической
и химико-термической обработки.
В зависимости от твердости боковых поверхностей зубьев зубчатые ко-
леса делятся на две группы:
• с низкой и средней твердостью (НВ < 270);
• с высокой твердостью (50...63 HRC3).
Зубчатые колеса, относящиеся к первой группе, окончательно проходят
термообработку до механической обработки, а зубчатые колеса второй
группы проходят химико-термическую обработку и закалку в процессе
механической обработки.
Таблица 8.2
Рекомендуемые степени точности и параметры шероховатости Ra
для окружной скорости
Окружная скорость, м/с Степень точности Ra, мкм
до 2,5 8 2,5.„1,25
2,5-6 7,8 0,63...2,5
6-16 6,7 0,63.„1,25
16-40 5,6 0,32... 1,25
Таблица 8.3
Основные виды цилиндрических зубчатых колес
Зубчатые колеса Эскиз Количество ти- поразмеров, %
Одновенцовые плоские ы 14-25
Одновенцовые с одной сту- 40-45
пицей
Одновенцовые с двумя сту- 27-23
пицами
Двухвенцовые (различных 8-4
конфигураций)
Трехвенцовые (различных 0,6-1,2
конфигураций)
Многовенцовые (различных 0,4... 1,7
конфигураций)
230
Технологические процессы изготввпения зубчатых шве
В зубчатых передачах автомобилей применяются в основном цилиндриче-
ские зубчатые колеса, обладающие высоким КПД, компактностью и надеж-
ностью в эксплуатации. Доля цилиндрических зубчатых колес в конструкци-
ях автомобильных коробок передач самая большая. В основном это цилиндри-
ческие колеса средних модулей. Основные их виды приведены в таблице 8.3.
Стандартизация и унификация зубчатых колес способствуют значитель-
ному снижению станкоемкости изготовления и повышению качества этих
деталей. Центральные посадочные отверстия в зубчатых колесах изготавли-
Таблица 8.4
Технологические характеристики цилиндрических зубчатых колес
Тип зубчатого колеса Эскиз Применяемое обо- рудование для обработки
С малым числом зубьев (шестерни) и с отверстием: цилиндрическим (гладким или шлицевым) конусным Обрабатываются на станках с гори- зонтальной осью
Вал-шестерня: односторонняя двусторонняя г+] rh Обрабатываются на станках с гори- зонтальной осью
Насадные: со ступицей и выточками с шейками Обрабатываются, особенно при большом диамет- ре зубчатого вен- ца, на станках с вертикальной осью
Плоское Обрабатываются, особенно при большом диамет- ре зубчатого вен- ца, на станках с вертикальной осью
Составные: со ступицей
с венцовым колесом
231
Глава 8
вают гладкими, шлицевыми, коническими и со шпонками. Технологическая
характеристика формы цилиндрических зубчатых колес дана в таблице 8.4.
На выбор технологического процесса изготовления зубчатого колеса
влияют следующие факторы:
• форма зубчатого колеса определяет выбор оборудования и базирова-
ние при механической обработке;
• форма и расположение зубчатого венца предопределяют выбор метода
зубообработки и выбор баз на этих операциях;
* число зубчатых венцов на блоке шестерен и их расположение влияет на
число операций зубообработки и их характер;
• материал колеса влияет на режимы обработки и методы получения за-
готовок; »
• точность зубчатого венца определяет выбор операций зубоотделки
и окончательной обработки посадочных поверхностей.
Точность базовых поверхностей цилиндрических колес приведена
в таблице 8.5.
Таблица 8.5
Точность базовых поверхностей цилиндрических колес
Номинальный диа- метр заготовки, мм До 25 От 25 до 100 От 100 до 200 От 200 до 300
Биение торца, мм 0,008-0,013 0,010-0,020 0,015-0,030 0,025-0,050
Допуск на диаметр отверстия, мм 0,008-0,015 0,013-0,025 0,020-0,030 0,025-0,038
Конусность отвер- стия на длине 25 мм 0,005-0,008 0,005-0,008 0,005-0,008 0,005-0,008
Отклонение диа- метра отверстия, мм 0,005-0,008 0,008-0,013 0,010-0,015 0,013-0,018
Допуск на наруж- ный диаметр, мм 0,108 0,130 0,130 0,130
Биение по наруж- ному диаметру, мм 0,080 0,130 0,130 0,130
Конические зубчатые колеса изготовляются с прямыми и круговыми
зубьями. По ГОСТ 1758-81 установлено 12 степеней точности, в которых
приведены нормы кинематической точности, нормы плавности и нормы
контакта зубчатых колес.
Зависимость вида сопряжений, обозначаемых в порядке убывания гаран-
тированного бокового зазора буквами А, В, С, D, Е и Н, и степени точности на
нормы плавности работы зубчатой передачи представлена в таблице 8.6.
Таблица 8.6
Соотношение вида сопряжений и степени точности
Вид сопряжения А В С D Е н
232 Степень точно- сти 4-12 4-11 4-9 4-8 4-7 4-7
Техндпогическив процессы изгдтпвпвния зубчатых кол вс щ
По конструкции конические зубчатые колеса делятся в основном на
три типа: колеса со ступицей, колеса венцового типа, колеса-валы.
8.2. Материалы для изготовления зубчатых колес и методы получения заготовок
Материал для изготовления зубчатых колес выбирается в зависимости
от их назначения, передаваемых ими нагрузок и условий эксплуатации.
При этом необходимо учитывать следующие требования к материалу: хо-
рошая обрабатываемость резанием, наименьшее коробление при термо-
обработке, низкая стоимость. Зубчатые колеса чаще всего изготавливают-
ся из комплекснолегированных сталей, разнообразных по химическому
составу, механическим и технологическим свойствам.
В соответствии с основными эксплуатационными требованиями высо-
кой прочности, износостойкости, долговечности и с учетом технологичес-
ких требований для производства зубчатых колес применяются следую-
щие конструкционные стали: углеродистые (40, 45, 50); углеродистые по-
ниженной прокаливаемости (55ПП); хромистые (20Х, 35Х, 40Х, 50Х);
хромоникелевые (12ХН, 12ХНЗА, 12Х2Н4А, 20ХНЗА, 20Х2Н4А, 20ХН,
40ХН); хромоникелевые с бором (20ХНР), с молибденом (20ХНМ,
20ХН2М, 18Х2Н4МА); хромомарганцевые (18ХГ), хромомарганцевые с ти-
таном (18ХГТ, 25ХГТ, ЗОХГТ), с никелем (14ХГН, 19ХГН), с молибденом
(25ХГМ); хромомолибденовые (20ХМ); хромомолибденоалюминиевые
(38ХМЮА, 38Х2МЮА); хромомарганцевоникелевые с титаном (15ХГНТА,
15ХГН2ТА), с бором (20ХГНР), с титаном и бором (20ХГНТР), с молибде-
ном и титаном (25ХГНМТ).
Основными недостатками зубчатых колес, изготовленных из углероди-
стых сталей, являются относительно низкая прочность и большое коробле-
ние при термообработке.
Стали с содержанием хрома, никеля, молибдена и других легирующих
элементов используются для изготовления высоконагруженных зубчатых
колес. В связи с малым содержанием углерода поверхностный слой зубча-
тых колес, изготовленных из легированных сталей, подвергается цемента-
ции и нитроцементации, а среднеуглеродистые — азотированию. После
химико-термической обработки зубчатые колеса из этих сталей имеют вы-
сокие износостойкость, ударную вязкость, сопротивление усталости.
Стоимость материала для зубчатых колес массового производства
обычно составляет 50—55% общей стоимости зубчатого колеса. Во многих
случаях экономически целесообразнее изготовлять зубчатые колеса из
высококачественных легированных сталей, повышая их срок службы и на-
дежность в эксплуатации.
Значительно реже для зубчатых колес используются серый чугун,
пластмассы, слоистые пластики и металлокерамические материалы.
Из серого чугуна изготовляются зубчатые колеса, работающие при ма-
лых окружных скоростях и передающие небольшие усилия. Зубчатые ко-
леса из таких пластиков, как текстолит, нейлон и другие, работающие при
высоких окружных скоростях (40 — 50 м/с), отличаются низким уровнем
шума при работе, плавностью передачи и способностью гасить вибрации.
При этом они входят в зацепление с зубчатыми колесами, изготовленными
из стали или твердого чугуна. 233
Глава 8
В качестве материала &ля конических зубчатых колес применяются угле-
родистые закаливаемые стали 40, 45, цементируемые — сталь 15, сталь 20,
легированные закаливаемые — 40 X, легированные цементируемые — 20 X,
хромоникелевые — 12 ХНЗА; 20 ХН; 40 ХН, хромомарганцовйстые — 18 ХГ,
хромомарганцовистые с титаном — 18 ХГТ, 25 ХГТ, 30 ХГТ, хромомолибде-
новые — 20 ХМ, хромоалюминиевые с молибденом — 38 ХМЮА, хромони-
кельмолибденовые — 18 Х2Н4МА и др.
Расход металла на изготовление зубчатого колеса и трудоемкость его
изготовления в значительной степени зависят от метода получения загото-
вок. Заготовки большинства цилиндрических зубчатых колес в зависимо-
сти от их конструктивных особенностей и программы выпуска могут быть
получены прокатом, горячей и холодной штамповкой на молотах и прес-
сах, поперечно-клиновой прокаткой, горячим накатыванием с одновре-
менным образованием зубьев, литьем и прессованием.
Технологический процесс получения заготовки зубчатого колеса дол-
жен обеспечивать мелкозернистую структуру и наилучшее расположение
волокон материала. К основным технологическим процессам получения
заготовок зубчатых колес относятся: свободная ковка; штамповка на кри-
вошипных ковочно-штамповочных прессах, горизонтально-ковочных ма-
шинах; поперечно-клиновая прокатка; холодная штамповка; горячая вы-
садка на многопозиционных автоматах; спекание из Порошковых смесей
в закрытых штампах. Степень точности заготовок зубчатых колес, полу-
ченных свободной ковкой на ковочном молоте, соответствует 16, 17 квали-
тетам, шероховатость поверхности Ra 100... 12,50 мкм.
При серийном производстве зубчатых колес сложной конфигурации
и одновенцовых зубчатых колес поковки получают штамповкой в подклад-
ных штампах со степенью точности 14—16 квалитетов, припуск на после-
дующую обработку составляет 3 — 4 мм на сторону. В крупносерийном
и массовом производстве заготовки большинства цилиндрических зубча-
тых колес изготовляют на кривошипных горячештамповочных прессах,
многопозиционных горячештамповочных автоматах, горизонтально-ко-
вочных машинах и молотах в закрытых штампах.
Поковки, полученные в закрытых штампах, имеют большую точность
(11 — 14 квалитеты), меньшие шероховатость поверхностей и припуски.
Если центральное отверстие поковок .имеет диаметр 25 мм и выше, то оно
прошивается.
Перед штамповкой заготовки нагревают ТВЧ в пламенных и индукци-
онных печах.
При нагревании в пламенных печах на заготовках образуется значи-
тельная окалина, увеличивающая отходы металла и снижающая срок
службы штампов. Нагревание в индукционной печи протекает fe 13 —15 раз
быстрее, чем в пламенной, а при применении нейтральной среды исключа-
ется окалина на заготовках.
Для снятия напряжений и улучшения обрабатываемости откованные
или отштампованные заготовки независимо от оборудования, на кото-
ром они получены, подвергаются термообработке — нормализации или
отжигу.
После термообработки заготовки очищают от окалины и проходят кон-
троль по основным размерам, расположению внешних поверхностей от-
234 носительно центрального отверстия и твердости.
Технологические процессы изгошовленоя зуВчатых колес
В последнее время получило широкое распространение изготовление
заготовок зубчатых колес с предварительным формированием зубчатого
венца, что позволяет сэкономить материал, снизить трудоемкость механи-
ческой обработки и улучшить расположение волокон материала.
Предварительное формообразование зубчатого венца осуществляется
штамповкой или горячим и холодным накатыванием зубьев. Полученные
заготовки для снятия внутренних напряжений и улучшения их обрабаты-
ваемости подвергаются термообработке — нормализации или отжигу.
Стальные зубчатые колеса малых наружных диаметров обычно изго-
товляются из пруткового материала.
Коэффициент использования материала при изготовлении зубчатых
колес от 0,40 до 0,75.
В зависимости от программы выпуска заготовки конических колес по-
лучают штамповкой, ковкой или в виде круглого проката.
Используются также заготовки со штампованным зубом или с горячей
накаткой зубьев, не требующих чернового зубонарезания. Под чистовое
зубонарезание на данных заготовках оставляют припуск 0,4 —0,8 мм на
каждую сторону зуба.
8.3. ОсоВенносши базирования зубчатых колес
При изготовлении зубчатых колес выбор баз зависит от формы, разме-
ра и точности зубчатого колеса. Наиболее целесообразно все операции,
связанные с обработкой и контролем зубьев, производить от конструктор-
ских баз, что позволяет уменьшить погрешности, вызванные несовмеще-
нном технологических и конструкторских баз. Однако вследствие специ-
фичности обработки цилиндрических зубчатых колес, особенно закален-
ных, полное совмещение технологических и конструкторских баз на всех
операциях практически неосуществимо.
При изготовлении насадных шестерен с цилиндрическим гладким Или
шлицевым отверстием в качестве технологических баз при зубообработке
используются посадочное отверстие и торец.
При изготовлении закаленных зубчатых колес во время окончательной
обработки посадочных отверстий после термообработки в качестве техно-
логической базы используется зубчатый венец с опорой на базовый торец
зубчатого венца (рис. 8.1). Большое внимание уделяется подготовке базо-
вых поверхностей под зубообработку. Так, базовые отверстия хонингуют-
ся, подвергаются тонкому растачиванию отверстия и подрезанию базово-
го торца.
В качестве опорного торца, если это возможно, выбирается торец, име-
ющий наибольший диаметр, обрабатываемый за один установ с отверсти-
ем. Если базовое отверстие шлицевое, то для более простого и экономич-
ного базирования необходимо использовать внутренний диаметр шлицев
с установкой на гладкой оправке. В этом случае независимо от способа
центрирования зубчатого колеса, имеющего шлицевое отверстие, с сопря-
женной деталью, необходимо, чтобы шлицы по внутреннему диаметру бы-
ли обработаны (протянуты) концентрично базовым поверхностям шлице-
вого отверстия. Это достигается одновременным протягиванием всех по-
верхностей шлицев специальной протяжкой.
235
Глава 8
Рис. 8.1. Установка и центрирование зубчатого колеса при
шлифовании в нем отверстия: а — роликами; б — шестернями
8.4. Типовой технологический процесс оВраВоткп однввенцовык зубчатых колес
Конструктивные особенности одновенцовых цилиндрических зубча-
тых колес состоят в том, что их наружный диаметр больше высоты, цент-
ральное отверстие имеет гладкую поверхность или шлицы.
Технологическая схема обработки заготовок для всех одновенцовых
цилиндрических зубчатых колес одинакова и представляет собой такую
последовательность:
1. Обработка центрального отверстия и одного из торцев.
2. Обработка детали по наружному контуру — черновая и чистовая (тех-
нологическая наладка обработки зубчатого колеса на одношпиндель-
ном полуавтомате приведена на рис. 8.2.
3. Нарезание зубьев наружного и внутреннего венцов.
4. Зубозакругление и снятие фасок на зубьях.
5. Зубошевингование (зубья наружного венца).
6. Термообработка.
7. Чистовая обработка центрального отверстия и базовых торцов.
8. Чистовая отделка зубьев зубчатых колес.
Схема технологического процесса обработки зубчатых колес коробки
передач автомобиля приведена в рис. 8.3.
В автоматических линиях, предназначенных для обработки зубчатых ко-
лес, применяются серийные станки, в которых специально предусмотрена ав-
томатическая загрузка заготовок или возможность ее осуществления. Почти
все станки можно быстро переналадить на обработку однотипных деталей.
Для всех линий характерно удобное для эксплуатации расположение
оборудования. Увеличение площадей и связанное с этим некоторое повы-
шение амортизационных расходов окупаются ростом производительнос-
ти, удобством технического обслуживания и ремонта.
Рассмотрим схему технологического процесса обработки зубчатых ко-
236 лес первой передачи легкового автомобиля.
Технологические процессы изготовления зубчатых колес
Рис. 8.2. Технологическая наладка обработки зубчатого ко-
леса на одношпиндельном многорезцовом полуавтомате
токарная
обработка
сверление
снятие
фасок
вание
внутреннее
шлифование
хонингование
отверстия
шлифование
конуса
Рис 8.3. Последовательность технологического процесса
обработки зубчатого колеса коробки перемены автомобиля
237
Глава 8
Заготовки делают из стали 19ХГН методом горячей штамповки. Припу-
ски под механическую обработку по наружным и внутренним поверхнос-
тям составляют 2,5 — 3,5 мм, по торцам — 2,5 — 3,0 мм. Допуски на оконча-
тельно обработанное зубчатое колесо следующие: накопленная погреш-
ность окружного шага — 0,015 мм, погрешность профиля — 0,015 мм,
погрешность направления зуба — 0,02 мм и эксцентричность не более 0,04
мм, что соответствует 6-й, 7-й степени точности.
Изготовление зубчатого колеса первой передачи производится на от-
дельных поточных линиях. Предварительное обтачивание со стороны сту-
пицы с подрезанием внутреннего торца большого венца выполняется на
токарном восьмишпиндельном горизонтальном двухиндексном автомате,
а протягивание отверстия — на протяжном вертикальном двухплунжер-
ном скоростном (24 м/мин) станке.
Установка деталей при протягивании осуществляется на жесткой или
шаровой опоре (рис. 8.4), если торец детали не подрезан (черная необрабо-
танная поверхность). Затем следует окончательное обтачивание наруж-
ных поверхностей, полуокончательное подрезание торцов венца и ступи-
цы на токарном автомате. Окончательное протачивание двух торцов венца
и ступицы и кольцевой канавки выполняется на токарном горизонтальном
двухшпиндельном станке.
Приспособление для закрепления зубчатых колес показано на рис. 8.5.
Базирование детали на зубофрезерной операции производится по отвер-
стию разжимной оправкой 4 (рис. 8.5), обеспечивающей радиальное и тор-
цовое биения зубчатого колеса не более 0,01 мм. В кронштейне 10 приспо-
собления закреплен вал 3 с установленным на нем торцевым подшипни-
ком 9 и оправкой 4.
Д ля закрепления двух деталей на оправке 4 имеется кольцо 8 и кулач-
ки 5 и 7. Окончательно зубчатые колеса 6 поджимают штоком 1 через за-
хваты 2.
После токарной обработки нарезаются зубья малого венца на зубодол-
бежных станках, фрезеруются скосы на торцах зубьев на зубозакругляю-
Рис. 8.4. Установка деталей
при протягивании:
а — на жесткой опоре: 1 — лобовая
часть станка; 2 — опорная шайба; 3 — обра-
батываемая деталь; 4 — протяжка; б — на шаро-
вой опоре: 1 — пружина; 2 — опорная шайба; 3 — ша-
ровая опора; 4 — обрабатываемая деталь; 5 — протяжка
б)
238
Технологические процессы изготовления зубчатых колес
5 и7 — кулачки; 6 — зубча-
тые колеса; 8 — кольцо;
9 — торцевой подшипник;
10 — кронштейн
щем станке, сверлятся радиальные отверстия и фрезеруются на шестипо-
зиционной автоматической линии масляные пазы с двух сторон: один — на
торце ступицы и два — на торце венца. Затем фрезеруются зубья большо-
го венца одновременно двух деталей на зубофрезерных станках, снимают-
ся фаски на зубьях и зачищаются заусенцы по торцам венца на специаль-
ном двухшпиндельном станке, а заусенцы по кольцевой канавке — на то-
карном. Зубья большого венца обрабатываются на шевинговальных
станках, после чего детали промывают, контролируют на вращение с эта-
лонным зубчатым колесом, зачищают заусенцы металлическими щетками
на станке с вращающимся столом.
Зубообрабатывающие станки оснащены устройствами автоматической
загрузки деталей и накопителями. После термообработки шлифуются от-
верстия и торцы ступицы зубчатых колес на внутришлифовальном станке
с базированием по зубу. Предварительная ориентация по зубу произво-
дится подпружиненными шариковыми фиксаторами, окончательный за-
жим — жестким клиновым штырем мембранного патрона. Торец венца
шлифуется на плоскошлифовальном станке. Далее зубчатые колеса посту-
пают на промывку, затем на контроль и фосфатирование. Следует отме- 239
Глава 8
тить, что в рассматриваемом процессе исключена операция хонингования
отверстия перед зубонарезанием. Зубчатые колеса других передач обраба-
тываются по аналогичной технологии.
При изготовлении косозубых цилиндрических зубчатых колес применя-
ется способ фрезерования (иногда называемый способом наклонного фрезе-
рования), заключающийся в следующем. Направляющие салазок суппорта
фрезы устанавливаются под углом, эквивалентным углу наклона фрезеруе-
мых зубьев. Подача фрезерных салазок осуществляется по направлению на-
клона зубьев. При этом способе непрерывно смещается поле зацепления
червячной фрезы. При выборе ширины фрезерования необходимо учиты-
вать соотношение между углом наклона зубьев и шириной фрезы. При таком
фрезеровании сокращается машинное время, так как время врезания и вре-
мя, затрачиваемое на выход фрезы при фрезеровании косозубых зубчатых
колес, меньше, чем при обкатном способе: она проходит по направлению зу-
бьев, а не по направлению обката изделия. Станки не имеют дифференциа-
ла, что сокращает кинематическую цепь и повышает жесткость станков.
При зубофрезеровании благодаря использованию станков с высокой
жесткостью и применению высококачественного инструмента скорости
резания достигают 75 м/мин. Специальная конструкция червячных фрез
с большим числом зубчатых реек (до 15) позволяет повысить подачу без
увеличения шероховатости поверхности зубьев. Зубчатые колеса других
передач обрабатываются по аналогичной технологии.
8.5. Основные методы здбонарезания цилиндрических зубчатых колес
Обработку прямозубых и косозубых зубчатых колес вследствие уни-
версальности производят зубофрезерованием червячными фрезами.
Фреза представляет собой одно- или многозаходный червяк с продоль-
ными стружечными канавками, образующими отдельные зубья прямоли-
нейного профиля, у которых в процессе изготовления формируются перед-
ние и затылованные задние углы, необходимые для обработки резанием.
В процессе обработки (рис. 8.6, а) червячная фреза 1 и нарезаемое зуб-
чатое колесо 2 получают вращательные движения относительно друг дру-
га. При этом фреза перемещается вдоль оси обрабатываемого зубчатого
колеса. Ось фрезы относительно оси детали расположена под углом, рав-
ным алгебраической сумме или разности углов подъема винтовой линии
инструмента и наклона линии зуба обрабатываемого зубчатого колеса.
Однозаходные червячные фрезы применяют для чистовой обработки
и чернового зубофрезерования перед операцией шевингования.
Многозаходные червячные фрезы с некратным отношением числа за-
ходов к числу зубьев нарезаемых зубчатых колес рекомендуется использо-
вать при зубофрезеровании под последующее шевингование.
Нарезание зубьев зубчатых колес осуществляется попутным или
встречным зубофрезерованием (вращение червячной фрезы в направле-
нии или против подачи).
Червячные фрезы имеют сборную конструкцию. Корпуса фрез выпол-
няют из углеродистой стали, а режущие рейки — из быстрорежущей стали
марок Р6М5, Р6М5К5 или Р9М4К8, закаленной до твердости 65...68 HRC3.
240 В процессе зубофрезерования с применением данных фрез скорость реза-
Технологические процессы изготовления зубчатых хилее
Рис. 8.6. Зубофрезерование зубьев червячной фрезой
с видами подачами: а) — осевой; б) — переменно-осевой;
в) — радиально-осевой; г) — диагональной
ния достигает 65 — 80 м/мин, подача — до 6 мм/об. При использовании твер-
досплавных червячных фрез скорость резания 120—160 м/мин, подача —
2 мм/об. Зубофрезерование может производиться при следующих подачах:
осевой, переменно-осевой, радиально-осевой и диагональной.
Зубофрезерование при переменно-осевой подаче, когда величина пода-
чи возрастает только при входе и выходе червячной фрезы из зоны реза-
ния, применяется для обработки зубчатых колес с модулем зубьев до 5 мм
и углом наклона линии зуба, при котором путь врезания достаточно велик.
Данный вид зубофрезерования позволяет увеличить производительность
процесса на 20 — 35%.
Зубофрезерование при радиально-осевой подаче (рис. 8.6, в) также осу-
ществляется червячной фрезой, которая в начале процесса резания вреза-
ется на полную глубину зуба, а затем получает осевую подачу. Данный спо-
соб обработки осуществляется на специальных зубофрезерных станках.
Для уменьшения нагрузок, возникающих в процессе резания, и увеличе-
ния стойкости инструмента отношение значения радиальной подачи к зна-
чению осевой подачи должно быть 1 : 2 или 1 : 2,5. Производительность
процесса при радиально-осевой подаче на 10—15% выше, чем при осевой
вследствие сокращения времени на врезание. Зубофрезерование с ради-
ально-осевой подачей применяется при обработке косозубых зубчатых ко-
лес с большим углом наклона линии зуба, с закрытым зубчатым венцом,
при использовании червячных фрез большого диаметра, а также при двух-
проходном зубофрезеровании.
Зубофрезерование при диагональной подаче (рис. 8.6, г) осуществляет-
ся на специальных зубофрезерных станках при подаче червячной фрезы
под углом к оси обрабатываемого зубчатого колеса. При этом осевая пода- 241
16 Технология автомобилестроения
Глава 8
ча совмещается с непрерывным перемещением червячной фрезы вдоль
своей оси. Перемещение составляет 0,2 мкм за один оборот фрезы.
Автоматическое перемещение червячной фрезы может быть шаговое,
при котором фреза перемещается на определенное расстояние в осевом
направлении после обработки каждого зубчатого колеса, пакета или пар-
тии зубчатых колес.
При диагональном зубофрезеровании по сравнению с осевым сущест-
венно повышается стойкость червячных фрез вследствие более равномер-
ного износа зубьев по рабочей длине фрезы, обеспечивается малая шеро-
ховатость поверхности профиля зуба обрабатываемого зубчатого колеса,
улучшается сопрягаемость профилей зубьев прямозубых зубчатых колес.
Зубофрезерование при диагональной подаче используется для обра-
ботки нескольких зубчатых колес одновременно, зубчатых колес с широ-
ким зубчатым венцом и повышенной твердости. При данном способе зу-
бофрезерования целесообразно использовать более длинные червячные
фрезы.
Двухпроходное фрезерование зубчатых колес в автоматическом режи-
ме отличается от других видов фрезерования повышенной режущей спо-
собностью червячных фрез и высокой стойкостью инструмента. При двух-
проходном фрезеровании (рис. 8.7) обработка производится за один
установ заготовки. Первый и второй проходы червячной фрезой осуще-
ствляются последовательно, причем при втором проходе глубина резания
составляет 0,5—1 мм. Первый проход обычно производится при попутной
подаче, второй — при встречной. Режимы резания при переходе от перво-
го ко второму проходу автоматически изменяются. На первом Проходе
значения скорости резания и подачи обусловлены стойкостью червячных
фрез и жесткостью технологической системы. На втором проходе, сопро-
вождающемся удалением незначительного припуска, значения скорости
резания и осевой подачи инструмента увеличиваются по сравнению с пер-
вым проходом.
Двухпроходное зубофрезерование рекомендуется применять при на-
резании зубьев зубчатых колес с модулем выше 4 — 5 мм и малым числом
зубьев.
Чистовая обработка цилиндрических зубчатых колес средних модулей
однозаходными червячными фрезами обеспечивает 7-й, 8-й степени точ-
ности и Rz от 20 до 10 мкм.
Прямозубые двухвенцовые колеса одного модуля и угла профиля могут
обрабатываться червячной фрезой по схеме, приведенной на рис. 8.8, а.
Рис. 8.7. Схема двухпроходного зу-
бофрезерования: I—II — ускорен-
ный подвод фрезы; II—III — мед-
ленная подача фрезы; III—IV— ра-
бочая подача первого прохода;
IV—VI — ускоренные отвод и под-
вод фрезы; VII—VIII — рабочая по-
дача второго прохода; VIII—I — ус-
коренный отвод фрезы
242
Технологическиепроцессыизготавлениязубчатыхколес
Рис. 8.8. Схемы зубофрезерования червячными фрезами: а) — пря-
мозубого двухвенцового зубчатого колеса одного модуля и угла
профиля; б) — одновенцового зубчатого колеса в два прохода;
в) — двухвенцового зубчатого колеса; 1—10 — точки цикла
Широкое распространение при обработке цилиндрических зубчатых
колес в автоматических линиях получили зубофрезерные станки с ЧПУ.
Схема зубофрезерования одновенцовых колес в два прохода и двухвенцо-
вых зубчатых колес представлена на рис 8.8, б и 8.8, в.
Точка 1 является началом координат х, у, автоматический выход в ко-
торую обеспечивается перед началом цикла, а остальные точки (2 —10)
соответствуют последовательности перемещения червячной фрезы
в процессе обработки. Циклы зубофрезерования задаются следующими
параметрами:
• расстоянием, на которое перемещается червячная фреза на ускорен-
ном ходу;
• длиной ее врезания;
• значением и направлением перемещения фрезы при первом и втором
рабочем ходе;
• расстоянием между венцами зубчатых колес (рис. 8.8, в).
Микропроцессорная система станка обеспечивает программное регу-
лирование подачи инструмента как при рабочем, так и при вспомогатель-
ных ходах, что позволяет значительно уменьшить машинное время обра-
ботки, так как величина подачи изменяется в зависимости от нагрузки при
резании.
Для сокращения основного машинного времени зубофрезерный станок
обкатного типа можно комплектовать устройством, позволяющим изме-
нять величину подачи при врезании. В зависимости от исполнения устрой-
ства величину подачи можно задать постоянной величиной или непрерыв-
но изменяющейся. В первом случае в течение врезания всей фазы действу-
ет постоянная подача, которая при начале полного резания автоматически
переключается на другую предварительно выбранную величину подачи.
В ходе непрерывного изменения величины подачи движением подачи
управляют с помощью шаблона. Подача непрерывно изменяется в соот- 243
16*
Глава 8
ветствии с длиной пути врезания. В этом случае оказывается возможным
также управление подачей при окончании процесса резания.
Важным оборудованием для зубофрезерных станков обкатного типа
является адаптивная система регулирования. Данное технологическое ре-
гулирование имеет следующие преимущества:
• сокращение производственного цикла;
• повышение стойкости инструмента;
• улучшение качества изделия;
• повышение длительной точности и надежности;
• защита станка и инструмента от внезапной перегрузки.
Такие параметры, как модуль, число зубьев изделия, обрабатываемость,
диаметр фрезы, число заходов фрезы, принятый оптимум — вводятся в ре-
гулятор адаптивной системы регулирования, где они обрабатываются вме-
сте с измеряемыми величинами процесса фрезерования, таким образом
определяются оптимальные технологические условия подачи и скорости
резания.
Основным способом обработки зубьев внутренних венцов, блочных
зубчатых колес с близко расположенными венцами, валов-шестерен
с фланцами, нарезание которых червячными фрезами невозможно ввиду
отсутствия пространства для выхода фрезы из рабочей зоны в конце обра-
ботки, является зубодолбление круглыми долбяками.
Процесс зубодолбления основан на зацеплении пары зубчатых колес,
одно из которых — обрабатываемое колесо, другое представляет собой
круглый долбяк, являющийся режущим инструментом. Долбяк 1 в процес-
се резания совершает возвратно-поступательное прямолинейное (для пря-
мозубых зубчатых колес) или винтовое движение (для косозубых зубча-
тых колес) от специального копира и вращается, как и обрабатываемое ко-
лесо 2, вокруг своей оси, обкатывая профиль колеса (рис. 8.9, а).
Для обработки зубьев колеса на полную глубину долбяку в начале процес-
са резания сообщается радиальная подача врезания. После каждого рабо-
чего хода обрабатываемое колесо немного отводится от долбяка для умень-
шения затупления его режущих кромок. Для выхода долбяка из рабочей
зоны в процессе обработки необходима канавка не менее 2 мм.
Рис. 8.9. Нарезание зубьев долбяками с радиальной подачей вре-
зания (а) и без радиальной подачи (б): 1 — инструмент; 2 — об-
рабатываемое колесо
244
Технологические процессы изготовления зуДчатых колес
Зубонарезание можно производить за один, два и более проходов в за-
висимости от модуля, числа зубьев обрабатываемого колеса, требуемой
шероховатости поверхности зубьев, точности изготовления и других пара-
метров. Под проходом понимается один полный оборот обрабатываемого
колеса в процессе нарезания зубьев.
При нарезании зубьев у прямозубых зубчатых колес применяется пря-
мозубый долбяк, у косозубых — косозубый долбяк, отличающийся от пря-
мозубого тем, что его режущие кромки перпендикулярны углу подъема
зубьев.
Зубчатые венцы с модулем 1 — 2 мм обычно обрабатываются круглыми
долбяками за один проход, а зубчатые колеса с модулем 2,25 — 4 мм — за
два прохода.
Однопроходное зубодолбление без радиальной подачи применяется так-
же при нарезании закрытых зубчатых венцов с модулем 2 — 4 мм специаль-
ными долбяками (см. рис. 8.9, б), у которых число режущих зубьев в два ра-
за больше, чем у нарезаемого зубчатого колеса. Долбяк состоит из рабочего
зубчатого сектора, предназначенного для черновой I и чистовой II обрабо-
ток, и загрузочного сектора, свободного от режущих зубьев, для установки
и съема обрабатываемой детали. Процесс однопроходного зубодолбления
обеспечивает сокращение вспомогательного времени в два раза, уменьше-
ние количества необходимых для обработки станков на 30%, сокращение
номенклатуры долбяков в два раза.
Для повышения производительности обработки зубчатых закрытых
венцов наряду с одновременным зубодолблением двумя круглыми долбя-
ками (рис. 8.10) применяется процесс совмещенного зубодолбления с зу-
бофрезерованием двух или трех зубчатых венцов на зубофрезерных стан-
ках. В данном случае обработка производится за одну установку, при этом
обеспечивается соосность обработанных зубчатых венцов.
Рис. 8.10. Схема одновре-
менного зубодолбления
двух венцов:
1 — долбяк; 2 — деталь;
3 — оправка
Скорость резания при одновременном зубодолблении двумя долбяка-
ми 49 м/мин, окружная подача инструмента — 0,28 — 0,25 мм за один двой-
ной ход, радиальная подача — 0,03 мм за один двойной ход.
Применяя высокоскоростные зубодолбежные станки с максимальным
числом двойных ходов в минуту (1200 — 2500), обладающие повышенными
жесткостью, виброустойчивостью и точностью, в сочетании с инструмен-
том из быстрорежущей стали содержащей молибден, ванадий и кобальт,
можно обрабатывать зубчатые колеса с модулем до 6 — 8 мм со скоростями
резания 50 — 60 м/мин и окружными подачами долбяка -i- 0,5—1 мм за
один двойной ход. Радиальная подача врезания долбяка в процессе обра-
ботки обычно находится в пределах 0,015 — 0,060 мм за один двойной ход. 245
Глава 8
Точность процесса зубодолбления зубчатых венцов соответствует 7, 8
степеням точности, параметр шероховатости поверхности Rz 20... 10 мкм.
Зубодолблением ведется также обработка шевронных колес (рис 8.11,
а) на специальных горизонтальных и вертикальных зубодолбежных стан-
ках двумя спаренными косозубыми долбяками. Процесс осуществляется
с теми же движениями, что и косозубых колес. Правый и левый долбяки
работают попеременно при возвратно-поступательном движении. Каж-
дый из них производит обработку венца до середины:
• правый долбяк нарезает венец с левым направлением зуба;
• левый долбяк нарезает венец с правым, что создает непрерывный шев-
ронный зуб колеса.
Расширенными технологическими возможностями обладает зубодолб-
ление венцов цилиндрических колес на станках с ЧПУ.
Схема обработки двухвенцового прямозубого блочного колеса за один
Рис. 8.11. Зубодолбление шев-
ронных колес: 1 — долбяк;
2 — зубчатое колесо
Рис. 8.12. Схема обработки
двухвенцового прямозубого
блочного колеса за один ус-
танов: 1 — долбяк; 2 — зубча-
тое колесо; I и II — номера
246 венцов и долбяков
установ показана на рис. 8.12. Наре-
зание зубьев верхнего венца осуще-
ствляется при перемещении долбяка
сверху вниз, а нижнего — снизу
вверх.
Для улучшения условий резания
и характера стружкообразования
применяется зубодолбление методом
обката со спиральным движением
инструмента с постоянной и умень-
шающейся радиальной подачей на
специальных зубодолбежных стан-
ках с ЧПУ.
При спиральном методе зубодолб-
ления сход стружки и ее толщина, па-
раметры режимов резания согласуют
между собой и определяют в зависи-
мости от материала режущей части
инструмента с помощью ЭВМ. В про-
цессе обработки инструмент за не-
сколько оборотов зубчатого колеса
при спиральном движении подачи
постепенно врезается на установлен-
ную глубину зуба. По сравнению
с обычным методом зубодолбления
с радиальной подачей (5рад =
0,02 — 0,04 мм/двх) и окружной пода-
чей (So6k = 1 мм/дв ход), при обработ-
ке со спиральным движением инст-
румента применяются большие пода-
чи обката до So6k = 10 мм/дв ход
и малые радиальные подачи (Spe3 —
0,002 — 0,003 мм/дв ход). Для умень-
шения погрешностей зубонарезания
рекомендуется дополнительно сооб-
Технологические процессы изготовления зцВчатых колес|
щать один-два оборота обрабатываемому колесу без радиальной подачи
врезания.
В табл. 8.7 приведены сравнительные характеристики при долблении
зубчатых колес (z = 21 mn =2,25 мм, b=17 мм, h = 6,3 мм, р = 35° , а =
17°ЗГ, материал— сталь 30 ХГТ) обычным методом и обкаткой со спираль-
ным движением подачи. Долбяк изготовлен из быстрорежущей стали с по-
крытием нитридом титана.
Таблица 8.7
Сравнительные характеристики методов зубодолбления
Параметры Метод зубодолбления
Обычным методом обкаткой со спи- ральным движе- нием подачи
Степень точности по ГОСТ 1643-81 по- сле зубодолбления 8,9 7,8
Время обработки, мин 2,85 1,32
Стойкость инструмента, мин 80-120 250
Степень точности по ГОСТ 1643-81 по- сле шевингования 7, .8 6,7
Припуск на толщину зуба под шевинго- вание, мм 0,1 0,06
Прогрессивным способом обработки прямозубых и косозубых зубча-
тых колес внешнего и внутреннего зацеплений является зуботочение об-
катными резцами (рис. 8.13). Процесс основан на зацеплении винтовой пе-
редачи со скрещивающимися осями, состоящей из обрабатываемого зуб-
чатого колеса 1 и обкатного резца 2, профиль режущей части которого
соответствует профилю зуба сопряженного зубчатого колеса. В процессе
обработки обкатному резцу и нарезаемой детали сообщается вращатель-
ное движение, а обкатному резцу — дополнительно подача в направлении
оси зубчатого колеса. В точке контакта режущей кромки инструмента
с обрабатываемым профилем зуба возникает относительное скольжение,
являющееся движением резания.
Параметры обкатных резцов для обработки зубчатых колес зуботоче-
нием (число резцов, угол их наклона \|/, наружный диаметр и др.) зависят
в основном от материала, конструкции обкатных резцов, характеристик
зубчатых колес и применяемого оборудования. Обработка производится
на специальных зубофрезерных станках повышенной жесткости со ско-
ростями резания 30 — 35 м/мин, подачей инстру-
мента 0,20 — 0,80 мм/об. Подача при зуботочении
в 2,5 — 5 раз больше, чем при нарезании зубьев
червячной фрезой. Точность процесса зуботоче-
ния ниже точности процесса зубофрезерования
червячными фрезами. Значение параметра ше-
роховатости поверхности зуба Rz 40...20 мкм.
Применение зуботочения вместо зубофрезеро-
вания однозаходными червячными фрезами поз-
воляет повысить производительность в 2 — 5 раз.
Рис. 8.13. Зуботоче-
ние обкатным резцом
247
Глава 8
Одним из универсальных способов обработки прямозубых и косозубых
зубчатых колес является фрезерование дисковыми модульными фрезами.
Режущие кромки зубьев инструмента в поперечном сечении повторяют
форму впадины между зубьями нарезаемого зубчатого колеса.
Для данного способа обработки применяются специальные зубофре-
зерные станки с вертикальным и горизонтальным креплением изделия,
а также универсально-фрезерные станки, имеющие механизм единичного
деления. Прорезание каждой впадины обрабатываемого зубчатого колеса
происходит при перемещении инструмента вдоль всей длины нарезаемого
зубчатого венца. В процессе обработки фреза копирует профиль своих ре-
жущих кромок. Фрезерование происходит за несколько проходов. После
прорезания одной впадины зубчатое колесо поворачивается на один зуб
и фреза обрабатывает следующую впадину.
Для нарезания зубчатых венцов во всем диапазоне чисел зубьев изго-
товляют наборы дисковых зубонарезных фрез одного модуля, состоящие
из 3, 8, 15 и 26 шт. Набор из восьми фрез позволяет получать зубчатые ко-
леса 9-й степени точности. Более высокая точность профиля достигается
при использовании набора из 26 фрез. Параметр шероховатости поверх-
ности зубьев Rz 80...20 мкм. Данный способ обработки применяют в основ-
ном в единичном производстве, а также при ремонте и для предваритель-
ного нарезания зубьев средних модулей вследствие низкой производи-
тельности из-за холостых обратных ходов обрабатываемой детали
и невысокой точности процесса.
Более производительным способом обработки зуб-
чатых венцов является контурное зубодолбление мно-
горезцовой головкой (рис. 8.14).
Многорезцовая головка состоит из корпуса в виде
диска с радиально расположенными пазами, в кото-
рых помещаются резцы с профилем, соответствую-
щим профилю впадины обрабатываемого зубчатого
колеса. Число резцов в головке соответствует числу
впадин зубчатого колеса.
В процессе обработки многорезцовая головка не-
подвижна, а обрабатываемое зубчатое колесо 1, за-
крепленное на рабочем шпинделе зажимного приспо-
собления, совершает возвратно-поступательное дви-
жение. Нарезание зубьев производится за несколько
двойных ходов рабочего шпинделя. Каждый двойной
ход сопровождается радиальной подачей и отводом
резцов двумя конусными кольцами 2 и 3, между кото-
рыми помещаются хвостовики 4 резцов.
Перед началом каждого рабочего хода наружное
конусное кольцо 3 перемещает все резцы одновре-
менно на величину заданной подачи в радиальном на-
правлении. На холостом ходу внутреннее конусное
кольцо 2 отводит резцы от обрабатываемого зубчатого
колеса для предотвращения трения задней поверхнос-
ти резцов об обработанную поверхность впадины. По-
сле прорезания впадин зубчатого венца на полную
глубину обработка заканчивается и резцы быстро воз-
3 2
Рис. 8.14. Кон-
турное зубодол-
бление многорез-
цовой головкой:
1 — зубчатое ко-
лесо; 2, 3 — ко-
нусные кольца;
4 — хвостовик
248
Технологические процессы изготовления зубчатых колес
вращаются в исходное положение. Максимально допустимая радиальная
подача резцов 0,50 мм за один двойной ход, минимальная — 0,05 мм за один
двойной ход, что соответствует толщине срезаемого слоя на боковых по-
верхностях зубьев 0,015 — 0,020 мм. Значение скорости резания находится
в диапазоне 8—12 м/мин.
По сравнению с процессом зубодолбления дисковыми долбяками про-
цесс контурного зубодолбления в 10—12 раз производительнее. Точность
процесса обработки соответствует 7-й, 8-й степеням точности, параметр
шероховатости Rz 40...20 мкм. Данный процесс в основном применяется
при предварительной обработке зубьев закрытых венцов зубчатых колес.
Наиболее производительными процессами обработки зубчатых венцов
являются кругодиагональное протягивание и фрезопротягивание дисковы-
ми протяжками, разработанное в МГТУ «МАМИ».
Кругодиагональная протяжка (рис. 8.15) состоит из корпуса 1, разме-
щенного в его пазу ползуна 2 и режущих блоков 4 и 5, расположенных по
ее периферии. Во время работы протяжка вращается вокруг своей оси,
а ползун кроме вращательного совершает возвратно-поступательное пря-
молинейное движение в направлении его продольной оси симметрии, про-
ходящей через ось вращения протяжки. Это движение ползуну сообщает
механизм, расположенный в шпинделе станка.
Рис. 8.15. Кругодиаго-
нальное протягива-
ние зубчатых колес:
1 — корпус; 2 — пол-
зун; 3 — зубчатое ко-
лесо; 4, 5 — режущие
блоки
За один цикл протяжка обрабатывает полностью одну впадину меж-
ду смежными зубьями колеса 3. В процессе прорезания впадины заготов-
ка и ось инструмента неподвижны. При прохождении мимо заготовки
сектора протяжки, свободного от резцов, между первым и последним
резцами происходит поворот обрабатываемого зубчатого колеса на один
зуб и начинается новый цикл без прекращения вращения протяжки. Ра-
бочие циклы следуют один за другим при непрерывном вращении про-
тяжки до тех пор, пока не будут обработаны все зубья нарезаемого зуб-
чатого колеса.
Кругодиагональная протяжка имеет две группы режущих блоков: для
предварительной — режущий блок 4 и окончательной — режущий блок 5,
обработки впадин между зубьями. Блоки, расположенные на корпусе про-
тяжки, производят черновую обработку впадины круговым протягивани-
ем; блоки, расположенные на ползуне, — чистовую обработку впадины
кругодиагональным протягиванием. Окончательная калибровка зубьев
осуществляется последним резцом протяжки.
Резцы для черновой обработки выполняют резание периферийными
кромками, постепенно врезаясь во впадину зуба колеса. При этом каждый 249
Глава 8
последующий резец расположен несколько выше предыдущего. Резцы для
чистовой обработки исправляют седлообразный профиль.
Скорость резания при нарезании среднемодульных зубьев 25 — 35 м/мин.
Подача при черновой обработке зубьев зубчатых колес из стали средней
твердости составляет 0,06 — 0,20 мм, при чистовой — 0,03—0,06 мм/зуб.
Кругодиагональное протягивание применяется при обработке откры-
тых венцов с модулем 3 — 6 мм и шириной венца до 35 мм. Точность, дости-
гаемая в процессе обработки, соответствует 6-й — 7-й степеням точности,
Rz 40...10 мкм. Время обработки одной впадины среднемодульного зубча-
того колеса составляет 2 — 4 с. Производительность процесса в 2 — 3 раза
выше, чем при зубофрезеровании червячными фрезами.
Фрезопротягиванием цилиндрических зубчатых колес (рис. 8.16) осу-
ществляется черновая и чистовая обработка впадин между соседними зу-
бьями за один оборот.
Рис. 8.16. Фрезопротягива-
ние цилиндрических зубча-
тых колес: 1 — фрезопро-
тяжка; 2 — зубчатое колесо
Фрезопротяжка представляет собой диск 1, на периферии которого
расположено несколько секций режущих блоков для чистовой и черновой
обработки. Каждая секция выполняет определенную функцию при обра-
ботке боковых поверхностей зубьев нарезаемого зубчатого колеса. В про-
цессе резания фрезопротяжка вращается с равномерной угловой скоро-
стью, а обрабатываемое зубчатое колесо 2 перемещается из положения /
в положение Я, а затем, изменяя направление движения на противополож-
ное, перемещается из положенйя Я в положение III. После этого происхо-
дит перемещение зубчатого колеса вдоль своей оси в исходное положение
I. В момент прохождения свободного от резцовых блоков сектора протяж-
ки нарезаемое зубчатое колесо поворачивается на один зуб.
После прорезания всех впадин обрабатываемое зубчатое колесо выво-
дится из рабочей зоны.
При повороте протяжки на угол а, осуществляется черновое прореза-
ние впадины между зубьями на полную глубину. Обрабатываемое зубча-
тое колесо в момент резания находится в неподвижном положении.
Когда начинают функционировать режущие блоки сектора а2, обраба-
250 тываемая деталь при рабочей осевой подаче перемещается в крайнее ле-
Технологические процессы изготовления зубчатых колес
вое положение II при повороте протяжки на угол а2. На этом завершается
черновая обработка режущими блоками, осуществляющими резание спо-
собом встречного фрезерования. При повороте протяжки на угол а3 начи-
нается процесс чистовой обработки предварительно прорезанных впадин.
Обрабатываемое зубчатое колесо в момент резания остается неподвиж-
ным, а режущие блоки производят чистовую обработку способом фасон-
ного протягивания.
При дальнейшем повороте протяжки на угол а4 происходит чистовое
фрезерование впадин с попутной подачей. Обрабатываемая деталь пере-
мещается вдоль своей оси в крайнее правое положение III, затем быстро
возвращается в исходное положение I и поворачивается на один зуб при
повороте протяжки на угол а5.
Фрезопротягивание может применяться для обработки прямозубых
и косозубых зубчатых колес. При нарезании зубьев у косозубых зубчатых
колес обрабатываемая деталь кроме перемещения в процессе обработки
вдоль своей оси совершает дополнительный поворот в соответствии с про-
филем винтовой линии. При этом ось нарезаемого зубчатого колеса распо-
лагается под углом наклона винтовой линии на делительном цилиндре
к плоскости симметрии резцовых блоков инструмента.
Скорость резания при протягивании стальных зубчатых колес от 25 до
35 м/мин. Подача резцов при черновой обработке около 0,2 мм на один зуб,
продольная подача при черновом и чистовом фрезерованиях 1,5 — 2 мм на
один резец блоков. Точность обработки зубчатых колес соответствует 7-й,
8-й степеням точности, Rz от 40 до 20 мкм.
Накатка зубьев зубчатых колес основана на пластической деформации
поверхностного слоя материала заготовки в холодном состоянии для зуб-
чатых колес с малым модулем зуба или в нагретом — для зубчатых колес
среднего и большого модулей. В процессе накатки зубья инструмента, вне-
дряясь в заготовку, формируют впадину, а вытесненный ими металл обра-
зует головку зуба зубчатого колеса. Инструмент представляет собой зубча-
тые колеса с модулем, соответствующим модулю накатываемого зубчатого
колеса. Материалом режущих зубьев являются хромоникелемолибдено-
вые стали твердостью 51,5...59 НЁСЭ.
Накатка зубчатых колес осуществляется в основном двумя методами:
при радиальной подаче инструмента и осевой подаче заготовки или ин-
струмента. В первом случае процесс происходит при изменении меж-
осевого расстояния между заготовкой и двумя зубчатыми колесами ин-
струмента, во втором — расстояние между этими осями не изменяется,
а заготовки или инструмент располагаются вдоль своих осей. Для обра-
зования симметричного профиля зубьев накатка производится сначала
в одном, а затем в обратном направлениях с ускоренным обратным вра-
щением.
Процесс горячей накатки осуществляется на специальных станах
с предварительным подогревом ТВЧ обрабатываемой заготовки индукто-
ром до температуры 1100 — 1200°С.
При осевой подаче накатывают зубья с модулем до 4 мм и диаметром до
200 мм на длинных штангах с последующей разрезкой их на отдельные
зубчатые колеса или на нескольких заготовках, скрепленных в пакет.
При радиальной подаче на отдельных заготовках накатывают зубья
с модулем более 4 мм. 251
Глава 8
Для горячей накатки (рис. 8.17) при радиальной подаче заготовку 3 уста-
навливают между двумя стаканами 4, 7 зажимного приспособления, нагре-
вают ТВЧ до необходимой температуры и, прокатывая между гладкими ро-
ликами 1, 6, калибруют по наружной поверхности и ширине зубчатого вен-
ца до требуемых размеров под накатку. Затем заготовка в зажатом
состоянии вместе с индуктором перемещается гидроцилиндром в положе-
ние для накатки зубьев. После вторичного прогрева заготовки производит-
ся накатка зубьев венца шестерни зубчатыми колесами 2, 5. Форму и раз-
меры заготовки под накатку рассчитывают и корректируют таким обра-
зом, чтобы объем металла, вытесненный из впадин, был равен объему
металла для заполнения вершин зубьев. При этом диаметр заготовки дол-
жен быть меньше диаметра накатанного зубчатого колеса приблизительно
на величину двух модулей.
Рис. 8.17. Схема горячей накатки зубьев: 1, 6 — гладкие ро-
лики; 2,5 — зубчатые колеса; 3 — заготовка; 4,7 — ста-
каны зажимного приспособления
Точность процесса накатки зубьев соответствует 8-й, 9-й степеням точ-
ности, Rz 80...20 мкм.
При использовании процесса накатки зубьев обеспечиваются повыше-
ние производительности, уменьшение расхода металла, сокращение обо-
рудования, расходов на металлорежущий инструмент, производственных
площадей, а также повышение прочности зубьев на 15 — 35% вследствие
уплотнения волокон материала в процессе обработки.
Наиболее распространенными и эффективными способами чистовой
обработки зубьев прямозубых и косозубых термически необработанных
зубчатых колес с твердостью не более 34 HRC3 являются шевингование
и холодная прикатка, а закаленных зубчатых колес — зубошлифовальная
и зубохонинговальная операции.
Шевингование (рис. 8.18) является наиболее распространенным и эф-
фективным способом, применяемым для чистовой обработки зубьев пря-
мозубых и косозубых термически необработанных зубчатых колес с твер-
достью не более 34HRC3. В процессе шевингования шевер и обрабатывае-
мое зубчатое колесо находятся в зацеплении без зазора, представляющем
252 собой винтовую передачу со скрещенными осями. Шевер представляет со-
Технологические процессы изготовления зубчатых колес
бой закаленное зубчатое колесо, на поверхности зубьев которого имеются
канавки. Вследствие скрещивания осей при совместном вращении шевера
и обрабатываемого зубчатого колеса возникает скольжение их профилей,
являющееся движением резания, при котором острые кромки канавок зу-
бьев шевера срезают с поверхностей зубьев зубчатого колеса тонкие воло-
совидные стружки толщиной 1 —5 мкм.
В зависимости от ширины обрабатываемого зубчатого венца существу-
ют четыре способа шевингования: продольное, диагональное, касательное
(тангенциальное) и врезное.
При обработке зубчатых колес с шириной зубчатого венца свыше 50 мм
применяют продольное шевингование, со средней шириной (не более
50 мм) зубчатого венца — диагональное, с узким зубчатым венцом (до
30 мм) — касательное или врезное.
Шевингование при продольной подаче (рис. 8.19, а) обрабатываемого
зубчатого колеса 1 осуществляется при возвратно-поступательном движе-
нии колеса в направлении своей оси и перемещении его в конце каждого
рабочего хода радиально на шевер с подачей 0,025 — 0,040 мм за один двой-
ной ход. После окончания каждого рабочего хода шевер 2 получает враще-
ние в обратную сторону для обработки другой стороны зуба.
Последние несколько рабочих ходов совершаются без радиальной по-
дачи. Угол у скрещивания осей шевера и зубчатого колеса рекомендуется
выбирать от 5 до 15°. Возвратно-поступательное перемещение зубчатого
колеса соответствует ширине зубчатого венца обрабатываемого колеса
плюс один модуль.
В настоящее время при продольном шевинговании последние калибру-
ющие ходы увеличивают до 0,05 мм межосевое расстояние между шеве-
ром и зубчатым колесом. Это позволяет устранить следы, образованные
зубчиками шевера, а следовательно, уменьшить шероховатость поверхно-
стей зубьев обрабатываемого зубчатого колеса.
Рис. 8.18. Шевингова-
ние зубьев дисковым
шевером
Рис. 8.19. Шевингование зубчатых колес с раз-
личной подачей: а) — продольной; б) диагональ-
ной; в) врезной; г) — касательной (тангенциаль-
ной); 1 — зубчатое колесо; 2 — шевер 253
Глава 8
Для обработки используют также черновое и чистовое шевингование,
которое позволяет сократить до 25% времени процесса. При черновой об-
работке значение подачи, осуществляемой на первых нескольких рабочих
ходах, в 1,5 —2 раза выше значения подачи при чистовой обработке.
При диагональном шевинговании (рис. 8.19, б) движение подачи осуще-
ствляется под углом е (20 — 60) относительно оси обрабатываемого зубчато-
го колеса. Этот вид шевингования позволяет сократить длину рабочего хо-
да, уменьшить технологическое время обработки, повысить стойкость ше-
вера на 50 — 80% вследствие равномерного износа его зубьев, увеличить
производительность процесса до 50%. Диагональное шевингование также
может быть черновым и чистовым.
При касательном шевинговании (рис. 8.19, в) движение подачи направле-
но перпендикулярно к оси обрабатываемого зубчатого колеса. Данный вид
шевингования применяется для удаления небольшого припуска на обработ-
ку при постоянном межосевом расстоянии между деталью и шевером.
Ширина В шевера должна быть больше ширины b зубчатого венца об-
рабатываемого колеса, так как касательное шевингование применяется
для обработки закрытых зубчатых венцов или зубчатых колес с узким зуб-
чатым венцом. Режущие канавки на боковых поверхностях зубьев шевера
располагаются по винтовой линии, что позволяет обрабатывать зубчатые
колеса без продольной подачи. При касательном шевинговании режущая
способность инструмента выше, чем при продольном и диагональном.
При врезном шевинговании (рис. 8.19, г) вместо продольной подачи ин-
струмента вдоль оси обрабатываемого зубчатого колеса осуществляется
радиальная. Для обеспечения полного охвата поверхности зубьев зубчато-
го колеса, также как и при касательном шевинговании, используются ше-
веры с винтовым расположением режущих кромок. Рабочая часть шевера
должна быть больше ширины обрабатываемого зубчатого венца. Специ-
фической особенностью шеверов, применяемых при данном виде шевин-
гования, является вогнутость формы их зубьев в продольном направлении
для лучшего прилегания к поверхности зуба обрабатываемого зубчатого
колеса. Обработка врезным шевингованием позволяет повысить произво-
дительность в 2 —4 раза по сравнению с производительностью при других
способах шевингования.
Бочкообразная форма зуба обрабатываемого зубчатого колеса может
быть получена при качательном движении детали во время ее возвратно-
поступательного перемещения относительно шевера (продольное и диаго-
нальное шевингование) или при использовании облегающего шевера, зу-
бья которого в среднем сечении имеют вогнутый профиль (касательное
и врезное шевингование).
Шевингование обеспечивает повышение точности обработки зубьев
и параметра шероховатости обработанной поверхности Ra от 2,50 до
1,25 мкм. Припуск на обработку зуба в зависимости от модуля от 0,03 до
0,06 мм. Средняя окружная скорость шевера составляет 120 м/мин, про-
дольная подача — 0,15 — 0,30 мм/об, при диагональном шевинговании сред-
нее значение продольной подачи 1 мм/об. Радиальная подача от 0,02 до
0,06 мм на ход стола. Число рабочих ходов зависит от снимаемого припуска
и составляет от 6 до 10. Последние два-четыре хода осуществляются при от-
сутствии радиальной подачи для повышения точности и уменьшения шеро-
254 ховатости поверхности зубьев обрабатываемого зубчатого колеса.
Технологические процессы изготовления зубчатых колес
Холодная прикатка применяется для окончательной обработки боковых
поверхностей зубьев незакаленных зубчатых колес вместо шевингования.
Процесс осуществляется без снятия стружки — пластическим деформиро-
ванием металла специальным инструментом, имеющим форму цилиндри-
ческого зубчатого колеса 4, 5 степени точности. Инструмент изготовляется
из стали марок Р18, Р6М5, Х12Ф1 и других твердостью 59...61 HRC3.
Прикатка может осуществляться одним, двумя или тремя зубчатыми
накатниками. Наиболее широко в условиях массового производства при-
меняется прикатка двумя зубчатыми колесами, расположенными горизон-
тально или вертикально. Преимущество данного способа заключается
в том, что силы, создаваемые зубчатыми колесами в процессе обработки,
взаимно уравновешиваются. Обрабатываемое зубчатое колесо устанавли-
вается на одну оправку между зубчатыми колесами. Оси инструмента
и зубчатого колеса параллельны. Зубчатые колеса инструмента синхронно
вращаются независимо друг от друга. В процессе обработки расстояние
между инструментом и зубчатым колесом постепенно уменьшается, и при
достижении беззазорного зацепления начинается процесс прикатки с оп-
ределенным усилием. Припуск под прикатку должен быть 0,02 — 0,04 мм,
т. е. в 1,5—2 раза меньше, чем при шевинговании. В противном случае на
боковых поверхностях зубьев образуются складки и местные скопления
металла.
Ддя уменьшения усилий при обработке зубчатых колес одним инстру-
ментом на боковых поверхностях его зубьев наносят зубчики, похожие на
зубчики шевера, расположенные по винтовой линии последовательными
группами по окружности инструмента. В процессе обработки узкие поло-
ски зубчиков деформируют отдельные участки поверхности боковых про-
филей зубьев зубчатого колеса. Такая форма зубьев инструмента позволя-
ет уменьшить усилие прикатки на 1/3 —1/5 по сравнению с инструментом,
обладающим гладкой боковой поверхностью зубьев.
Процесс прикатки по сравнению с зубошевингованием позволяет уве-
личить производительность в 4 — 5 раз, уменьшить уровень шума при рабо-
те зубчатых колес на 2 — 3 дБ, снизить значения параметра шероховатости
поверхностей зубьев до Ra = 0,16 мкм, повысить твердость и износостой-
кость профилей зубьев. Точность обработки зубчатых колес может быть
повышена на 1, 2 степени точности. Основное время обработки зубьев
с модулем 2,5 мм и числом зубьев не более 35 составляет 4 — 8 с. Колеса, из-
готовленные прикаткой, в процессе термообработки вследствие более од-
нородной структуры деформируются меньше, чем зубчатые колеса, изго-
товленные шевингованием.
Шлифование зубьев является одним из способов, при котором достига-
ется высокая точность зубьев закаленных зубчатых колес. По сравнению
с другими способами чистовой обработки зубьев оно позволяет устранить
не только неточности предварительной обработки, но и неизбежные ко-
робления при термообработке. Существуют два способа шлифования зу-
бьев, отличающихся методами получения профиля.
Шлифование зубьев методом обката производится непрерывно шлифо-
вальным червячным кругом, с периодическим делением двумя шлифоваль-
ными кругами или двусторонним шлифовальным кругом. При этом наи-
большая производительность достигается при непрерывном обкате, одна-
ко наибольшая точность — при обкатке периодическим делением.
255
Глава 8
При непрерывном обкате зубья обрабатываемого зубчатого колеса на-
ходятся в зацеплении с вращающимся червячным шлифовальным кругом
большого диаметра, имеющим реечный профиль (рис. 8.20, а). Обрабаты-
ваемое зубчатое колесо, вращаясь в процессе шлифования, перемещается
вдоль своей оси. Шлифование зубьев происходит за несколько проходов.
Скорость вращения червячного шлифовального круга находится в преде-
лах 30 — 35 м/с. Точность обработки не превышает шестой степени. Стой-
кость инструмента между двумя правками профиля сохраняется при обра-
ботке около 70 деталей, а полный его износ наступает после обработки
10—15 тыс. зубчатых колес.
Рис. 8.20. Схемы шлифования зубьев: а) — вращающимся чер-
вячным шлифовальным кругом; б) — одним фасонным кругом;
в) — абразивным червяком с наружным контуром глобоидной
формы; 1 — инструмент; 2 — обрабатываемое зубчатое колесо
Шлифование зубьев методом обката с периодическим делением осно-
вано на воспроизведении зацепления зубчатого колеса с прямобочной
зубчатой рейкой, контур которой образован прямобочным профилем
двустороннего конического крута или плоскостями торцов двух тарель-
чатых шлифовальных кругов. На рис. 8.21 показана схема шлифования
по методу обката с периодическим делением с помощью шлифовального
круга, имеющего форму усеченного конуса.
Радиальное сечение этого круга имеет форму
сегмента зубчатой рейки, по которому обка-
тывается деталь. Движение обката составля-
25В
Рис. 8.21. Шлифование
обкатом с периодичес-
ким делением
ется из возвратно-вращательного движения
детали вокруг ее оси и продольного движения
ее центра.
При шлифовании двусторонним коничес-
ким шлифовальным кругом профиль зубьев
обрабатываемого зубчатого колеса обкатыва-
ется по прямобочному профилю шлифоваль-
ного круга. При этом зубчатое колесо имеет
продольную подачу вдоль своей оси. В зависи-
мости от требуемых точности и производи-
тельности стороны зуба шлифуют одновре-
менно или поочередно. Шлифование этим ме-
Технологические процессы изготовления зубчатых колес
тодом обычно производится за два оборота обрабатываемого зубчатого ко-
леса и применяется главным образом при изготовлении зубчатых колес
с модулем зубьев более 4 — 5 мм.
При шлифовании двумя тарельчатыми кругами, рабочие поверхности
которых расположены параллельно или под углом зацепления, каждый
круг обрабатывает одну боковую поверхность зуба зубчатого колеса. Об-
рабатываемое зубчатое колесо совершает обкаточное и возвратно-посту-
пательное движения. После обработки одного зуба производится автома-
тический поворот зубчатого колеса для обработки следующего зуба. При-
пуск для шлифования 0,05—0,06 мм.
Применение шлифовальных полуавтоматов особо высокой точности
с цикловым программным управлением позволяет осуществлять многоста-
ночное обслуживание при финишном высокоточном шлифовании двумя
тарельчатыми кругами зубьев зубчатых колес 4, 5 степеней точности при
Ra = 0,16 мкм.
Метод профильного шлифования заключается в обработке боковой
поверхности зуба одним фасонным кругом с эвольвентным или модифи-
цированным профилем при его продольной подаче вдоль зуба (рис. 8.20,
б). После каждого прохода обрабатываемое зубчатое колесо автоматиче-
ски поворачивается на один или несколько зубьев. Шлифование впадин
производится за 3 — 4 двойных хода. Продольная подача шлифовального
круга составляет около 40 м/мин. Получение нужного профиля зуба при
шлифовании во многом зависит от методов правки шлифовального кру-
га. Для этого применяются специальные устройства и механизмы, обес-
печивающие точность профиля круга, возможность его восстановления
при износе.
Преимуществом профильного шлифования по сравнению со шлифова-
нием методом обката является наличие линейного, а не точечного контак-
та между кругом и обрабатываемым зубом.
Это позволяет увеличить режущую способность инструмента, сокра-
тить время обработки. Данный метод наиболее эффективен при обработ-
ке прямозубых зубчатых колес с большой шириной зубчатого венца. Точ-
ность обработки соответствует 5,6 степеням точности, а параметр шерохо-
ватости боковых поверхностей Ra = 1,25 мкм. Время обработки одного
среднемодульного зуба составляет 6 —12 с.
Принципиальное отличие при профильном шлифовании зубчатых ко-
лес от шлифования по методу обката заключается в том, что практически
весь профиль зуба шлифуется за один ход круга. Благодаря такому прин-
ципу можно существенно сократить время обработки. Качество произве-
денного профиля зависит в данном случае в существенной степени от точ-
ности и положения профиля шлифовального круга. Конструкция шлифо-
вального станка упрощается, так как кроме деления зубчатому колесу
необходимо сообщать для произведения наклона зуба только лишь необ-
ходимое винтовое движение.
Особые трудности испытывают при профилировании шлифовального
круга для обработки косозубых шестерен. Профиль шлифовального круга
отличается от формы нормального сечения зуба, так как линия контакта
между представляющим неравномерную обкатываемую поверхность зу-
бом и образуемым шлифовальным кругом ротационным телом представ-
ляет собой объемную кривую.
17 Технология автомобилестроения
257
Глава 8
Профильное шлифование целесообразно применять при высоких тре-
бованиях к обработке, а также в сочетании с методами получения заготовок
зубчатых колес пластическим деформированием для сокращения оборудо-
вания. Наиболее эффективным способом обработки закаленных зубчатых
колес является шлифование непрерывной профильной обкаткой абразив-
ным червяком 1 с наружным контуром глобоидной формы, который охва-
тывает обрабатываемое колесо 2 на определенной части окружности
(рис. 8.20, в). Шлифование боковых профилей и впадины зуба колеса осу-
ществляется одновременно с обеспечением плавного перехода от ножки
зуба к впадине. Непрерывность процесса обработки обеспечивает высо-
кую точность по шагу и радиальному биению обрабатываемых зубчатых
колес. Время шлифования составляет 1 — 3 с в зависимости от числа заходов
абразивного червяка. Профилирование абразивных червяков осуществля-
ется автоматически в течении 2 — 3 с после обработки 20 — 25 деталей роли-
ком с алмазным покрытием, размеры которого близки к размерам обраба-
тываемых зубчатых колес. Таким образом учитывается профильная и про-
дольная модификация зуба колеса для получения требуемого пятна
контакта.
Широкое применение при данном виде обработки находят шлифоваль-
ные круги из эльбора (кубического нитрида бора), не требующие правки
и обладающие высокой износостойкостью и точностью. Изношенный
шлифовальный круг восстанавливают заменой старого покрытия новым
путем нанесения однослойного покрытия из эльбора на профильную часть
закаленного стального корпуса круга.
Хонингование зубьев применяется для чистовой обработки зубьев зака-
ленных прямозубых и косозубых зубчатых колес. В процессе хонингова-
ния обрабатываемое зубчатое колесо, введенное в плотное зацепление
с абразивным зубчатым хоном, выполненным в виде цилиндрического зуб-
чатого колеса, вращается и совершает возвратно-поступательное переме-
щение. Направление вращения хона меняется на каждом рабочем ходу
стола. Угол скрещивания осей инструмента и обрабатываемого зубчатого
колеса принимается 10—15°. Хонингование зубьев применяется главным
образом для уменьшения значения параметра шероховатости поверхнос-
ти до Ra 0,32...1,25 мкм, удаления забоин и заусенцев до 0,25 мм с боковых
поверхностей зубьев закаленных зубчатых колес, обработанных шевинго-
ванием, снижения уровня шума на 2 — 4 дБ. Помимо уменьшения уровня
шума обеспечивается снижение нагруженности зубьев на 15 — 20%, что
позволяет повысить их долговечность примерно в 1,5 раза. В процессе хо-
нингования с обрабатываемых поверхностей зубьев удаляется слой метал-
ла около 0,01—0,03 мм. Специальный припуск для хонинговальной опера-
ции не назначается.
Хонингование может осуществляться двумя методами: с радиальным
нагружением при беззазорном зацеплении хона и обрабатываемого зубча-
того колеса и с окружным нагружением, когда хон и зубчатое колесо име-
ют боковой зазор при постоянном межосевом расстоянии. Наибольшее
распространение в автомобилестроении получил первый метод.
Зубчатый хон изготовляют с тем же модулем зубьев, что и обрабатыва-
емое зубчатое колесо, но большего диаметра. Диаметр хона выбирается от
220 до 250 мм при активной ширине венца 25 мм. Число зубьев хона не
258 должно быть кратным числу зубьев обрабатываемого зубчатого колеса.
Технологические процессы изготовления зубчатых колес
Хонингование зубьев осуществляется хонами на эпоксидной основе и хо-
нами, изготовленными на стальной основе с гальваническим покрытием
зубьев алмазными и другими порошками. Процесс хонингования осуще-
ствляется с частотой вращения хона 180 — 200 мин'1, продольной подачей
25—150 мм/мин при числе рабочих ходов стола 4 — 6. Среднее время хо-
нингования одного зубчатого колеса 30 — 60 с. Параметр шероховатости
обработанных поверхностей зубьев Ra от 1,25 до 0,32 мкм. Число обраба-
тываемых деталей 1,5 — 3 тыс.
Для облегчения зацепления и увеличения долговечности торцам зубьев
переключаемых зубчатых колес придается определенная форма. Наиболь-
шее распространение получили сфероидальная и остроугольная формы.
Закругление торцов зубьев производится пальцевой, чашечной, торцо-
вой, дисковой фасонными фрезами и др.
В процессе закругления торцов пальцевой фрезой (рис. 8.22, а) обраба-
тываемое зубчатое колесо 1 непрерывно вращается, а инструмент 2 кроме
вращения получает дополнительную возможность синхронного перемеще-
ния вдоль зуба вверх и вниз по специальному копиру, профиль которого со-
ответствует закругленной форме. За один оборот копира закругляется про-
филь одного зуба. Торцы зубьев с модулем до 3 мм закругляют за один про-
ход, с модулем более 3 мм — за два прохода и более. Частота вращения
фрезы — 780—1500 мин'1. Время обработки одного торца зуба — 1 — 3 с.
Более эффективным методом закругления зубьев является обработка
фасонными чашечными двухзубыми и трехзубыми фрезами (рис. 8.22, б).
Чашечные фрезы снимают металл внутренними криволинейными или
прямолинейными режущими кромками. В процессе обработки вращаю-
щаяся фреза 2, установленная под углом к обрабатываемому зубчатому ко-
лесу 1 (неподвижному), совершает возвратно-поступательные перемеще-
ния вдоль своей оси. После обработки одного зуба зубчатое колесо автома-
тически поворачивается на один зуб, затем цикл обработки повторяется.
Время закругления чашечной фрезой зубьев с модулем т = 3 мм и числом
зубьев зубчатого колеса z = 18 за два прохода составляет 14 с.
Снятие фасок и заусенцев с острых кромок торцов зубьев чаще всего
производится двумя одновитковыми многозубыми фрезами (рис. 8.22, в)
Рис. 8.22. Закругления
и снятие фасок на торцах
зубьев различными фасон-
ными фрезами: а — паль-
цевой; б — чашечной тор-
цовой; в — дисковой фа-
сонной; 1 — зубчатое
колесо; 2 — боковые режу-
щие колеса
17;
259
Глава 8
на специальном станке методом непрерывного деления. Фрезы имеют раз-
личные осевые шаги, направление винтовой линии и углы рабочего про-
филя зуба.
Для повышения производительности при снятии фасок с одновремен-
ным удалением заусенцев с зубьев одновенцовых и блочных цилиндриче-
ских колес применяются зубофасочные автоматы, которые могут исполь-
зоваться в автоматических линиях. Время обработки на станке с автомати-
ческим циклом работы 10 — 20 с. Обработка торцев зубьев и снятие с них
фасок и заусенцев производится до отделки зубьев.
8.6. Основные методы зцВонарезания конических зуОчатых колес
Для нарезания конических зубчатых колес с прямыми зубьями приме-
няется зубострогание двумя резцами, зубофрезерование двумя дисковы-
ми фрезами и протягивание круговой протяжкой.
Зубострогание двумя резцами осуществляется в две операции: черно-
вое и чистовое. Схема чистового нарезания прямозубых конических колес
на специальном зубострогальном станке приведена на рис 8.23, а.
Обрабатываемое зубчатое колесо 1, вращаясь, воспроизводит зацепле-
ние с зубьями воображаемого плоского венца 3, образованными режущи-
ми кромками движущихся резцов инструмента 2. В процессе резания рез-
цы совершают возвратно-поступательное движение и одновременно пере-
мещаются вверх в плоскости, касательной к поверхности внутреннего
конуса. По окончании обката обрабатываемое зубчатое колесо выходит из
зацепления с инструментом и, возвращаясь в исходное положение, пово-
рачивается для обработки следующего зуба. Точность обработки данным
методом соответствует 8-й степени точности, а параметр шероховатости
боковой поверхности Ra от 2,5 до 1,5 мкм. Зубчатые колеса с модулем более
3 мм необходимо обрабатывать за два прохода.
Более высокой производительностью по сравнению с зубостроганием
обладает метод зубофрезерования двумя дисковыми фрезами (рис. 8.23, б)
вследствие применения многолезвийного инструмента, работающего на
высоких скоростях резания. Каждая фреза 2, вращаясь вокруг своей оси,
наклоненной к вертикальной плоскости под углом, близким к углу зацеп-
ления, обрабатывает одну сторону профиля зуба зубчатого колеса 1,
при этом режущие зубья одной фрезы в процессе резания входят в проме-
жутки между режущими зубьями другой фрезы. Так как процесс обработ-
ки осуществляется без перемещения инструмента вдоль нарезанных зубь-
ев, дно впадины зубчатого колеса имеет некоторую вогнутость. Отвод
и подвод зубчатого колеса в зону обработки осуществляется путем его воз-
вратцо-поступательного перемещения.
Наиболее производительным методом нарезания прямозубых коничес-
ких колес является протягивание круговой протяжкой. В процессе обра-
ботки зубчатое колесо 1 (рис 8.23, в) неподвижно, а режущий инструмент
2 вращается с окружной скоростью 20 — 40 м/мин и совершает возвратно-
поступательное перемещение параллельное образующей конуса впадины
колеса. Скорость и характер перемещения протяжки определяется конфи-
гурацией копира в зависимости от схемы резания. Каждый режущий зуб
280 протяжки профилирует определенный участок впадины между зубьями
Технологические процессы изготовления зубчатых колес
Рис. 8.23. Нарезание конических зубчатых колес: а — зубо-
строгание двумя резцами; б — зубофрезерование двумя дис-
ковыми фрезами; в — протягивание круговой протяжкой;
г — резцовыми протяжками; 1 — обрабатываемое зубча-
тое колесо; 2 — инструмент
зубчатого колеса. Поэтому каждый режущий зуб протяжки имеет свой
профиль, высоту и толщину, вследствие чего впадина между зубьями наре-
заемого зубчатого колеса получается переменного профиля.
За один оборот протяжки (4 с) полностью прорезается одна впадина колеса.
В момент прохождения около нарезаемого колеса свободного от резцов
сектора протяжки обрабатываемое зубчатое колесо поворачивается во-
круг своей оси на один шаг для обработки следующей впадины. Нарезание
зубьев круговой протяжкой обеспечивает 7-ю степень точности и пара-
метр шероховатости поверхности Ra от 5 до 3,2 мкм.
Нарезание круговых зубьев конических колес осуществляется в основ-
ном на специальных полуавтоматах методом бесцентроидного огибания
(врезания) и методом обката резцовыми головками с торцовым располо-
жением режущих зубьев (рис. 8.23, г).
Черновое нарезание зубьев осуществляется двустронними или трех-
сторонними резцовыми головками. Двухсторонние резцовые головки мо-
гут работать как методом обката, так и врезания, а трехсторонние — толь-
ко методом врезания. Трехсторонние резцовые головки имеют резцы трех
типов: наружные, внутренние и средние. Наружные и внутренние резцы
предназначены для обработки только боковых поверхностей зуба колеса,
а средняя — для обработки впадины. Двухсторонние чистовые резцовые
головки, как правило, применяются для обработки зубьев колеса коничес- 2В1
Гяава 8
кой передачи большего по диаметру. Чистовые резцовые головки бывают
двухсторонними и односторонними, праворежущими и леворежущими,
с наружными или внутренними резцами.
Чистовые односторонние режущие головки применяются для обработ-
ки вогнутой стороны зуба конического зубчатого колеса, а внутренние —
для нарезания выпуклой стороны.
Схема типового технологического процесса изготовления конических
колес с круговыми зубьями приведена на рис 8.24.
Нарезание зубьев колес обычно выполняют за две операции — черно-
вую и чистовую, а зубьев шестерен — за три операции: черновую и две чи-
стовых, причем каждая сторона кругового зуба нарезается на отдельном
станке односторонней головкой.
Черновое нарезание зубьев шестерни осуществляется методом обката
двухсторонней резцовой головкой, а зубьев колес — трехсторонней голов-
262
Рис. 8.24. Схема типового технологического процесса из-
готовления конических колес с круговыми зубьями
Технологические процессы изготовления зубчатых шее
кой методом врезания, период стойкости которой на 50% выше, чем двух-
сторонней.
При нарезании зубчатых колес с передаточным отношением до 3:1 чис-
товая обработка осуществляется двухсторонней резцовой головкой мето-
дом обката, а при отношении более 3:1 желательно применение метода ко-
пирования (врезания) резцовой головкой-протяжкой, который производи-
тельнее метода обкатки в 3 — 5 раз.
Головка-протяжка снабжена внутренними и наружными резцами
с промежутком для поворота обрабатываемого зубчатого колеса на один
зуб после прорезания каждой впадины без отвода инструмента в про-
цессе работы. Радиус расположения боковых режущих кромок внутрен-
них резцов, начиная с первого, равномерно уменьшается, а радиус на-
ружных резцов, наоборот, равномерно увеличивается. Последние два
резца головки-протяжки являются калибрующими и вступают в процесс
обработки поочередно, после того, как предшествующий закончил про-
цесс резания.
Широкое распространение получила также обработка конических зуб-
чатых колес с круговыми зубьями (как с переменной, так и постоянной вы-
сотой зуба) двухсторонним методом за одну операцию в целой заготовке
на зуборезных станках с ЧПУ, характеризующихся высокой экономично-
стью и производительностью и обеспечивающих необходимое качество
зубчатых зацеплений.
Достигаемая точность конических зубчатых колес с круговыми зубья-
ми, нарезаемых резцовыми головками, соответствует 6-й, 7-й степени-точ-
ности при шероховатости боковых поверхностей зубьев Ra от 2,5 до 1,25
мкм методом обката, и Ra от 2,5 до 0,63 мкм — при методе копирования.
Для чистовой обработки оставляется припуск 0,5— 1 мм на две сторо-
ны зуба.
Время прорезания одной впадины составляет при чистовой обработке
методом обката 15 —42 с.
На рис 8.25 показана автоматическая линия для нарезания круговых зу-
бьев ведущей гипоидной шестерни (mc = 11,2 мм, Z = 6 мм, сталь 18 ХГТ).
Линия состоит из четырех зуборезных станков-автоматов, цепного кон-
вейера, магазинов накопителей, перегружателей и манипуляторов, пере-
дающих обработанные зубчатые колеса с конвейера в зону обработки. Ма-
газины-накопители, установленные между зуборезными автоматами, поз-
воляют бесперебойно осуществлять технологический процесс при замене
резцовых головок. Полная обработка зубьев конического зубчатого коле-
са 1 резцовой головкой 2 на автоматической линии выполняется за пять
операций — черновая, получистовая, снятие фасок с опорных кромок зу-
бьев, две чистовые. Каждая сторона обрабатываемой впадины — вогнутая
или выпуклая — обрабатывается на отдельном зуборезном станке-автома-
те односторонней резцовой головкой. На первой операции производится
черновое прорезание впадины методом врезания с неполной обкаткой при
съеме около 75% металла. Обработка осуществляется на станке-автомате
С1. Вторая операция предназначена для получистовой обработки методом
двойной обкатки на автомате С2, обладающим возможностью выполнять
получистовое нарезание зубьев в двух направлениях — вверх и вниз. Сна-
чала нарезается одна сторона впадины при качании люльки станка вверх,
другая — при качании люльки вниз с изменением установок станка-авто- 263
Глава 8
Рис. 8.25. Схема автоматической линии для нарезания круговых зубьев веду-
щей гипоидной шестерни: С1 — С5 — станки; Тр — транспортер; 1 — зубча-
тое колесо; 2 — инструмент
мата. С автомата С2 обрабатываемое зубчатое колесо поступает по конвей-
еру Тр на зубофасочный автомат СЗ, где с острых кромок зубьев на опера-
ции 30 снимаются фаски. Далее зубчатые колеса с предварительно наре-
занными зубьями и снятыми фасками через накопитель направляются
к автоматам С4 и С5 для чистового нарезания зубьев. Сначала на автомате
С4 нарезается вогнутая сторона зуба (операция 40), затем манипулятор пе-
редает зубчатое колесо на операцию 50 автомата С5 для нарезания выпук-
лой стороны зуба. Зубчатые колеса после операций зубонарезания переда-
ются по конвейеру Тр для последующей обработки.
Особое внимание необходимо уделить обработке базовых поверхнос-
тей после термообработки.
Так, у прямозубых конических колесах с малым числом зубьев базовые
поверхности — отверстие и опорный торец — шлифуют за один установ
на внутришлифовальных станках в кулачковых или мембранных патронах
с установкой на три и более конических или сферических пальца, контак-
тирующих с боковыми поверхностями зубьев по делительному конусу.
Конические зубчатые колеса с круговым зубом по ступице подвергается
шлифованию опорного установочного торца и отверстия, а в колесах типа
дисков после термообработки шлифуют только отверстие. В качестве от-
делочных операций обработки зубьев конических колес применяют об-
катку, притирку и шлифование.
Для улучшения качества поверхности боковых поверхностей зубьев
и уменьшения шума при работе после чистового зубонарезания произво-
дится обкатка на обкатных станках при беззазорном зацеплении с зака-
ленным колесом при обильной смазке.
Притирку колес производят после термической обработки и подбора
пар зубчатых колес по пятну контакта и уровню шума на специальных
притирочных станках с предварительной установкой требуемого бокового
зазора между зубьями. В процессе притирки кроме вращательного движе-
284 ния создается относительное скольжение зубьев колеса и сопряженной
Технологические процессы изготовления зубчатых колес
шестерни под небольшой нагрузкой торможением с одновременной пода-
чей абразивной жидкости (масло с абразивом) в зону зацепления. Каждая
боковая сторона зубьев притирается отдельно. В результате притирки
уменьшается шероховатость поверхности зубьев до Ra= 2 мкм, улучшает-
ся форма и расположение пятна контакта и снижается уровень шума ко-
нической передачи на 4 — 6 дБ, а гипоидной — на 10 —15 дБ. Время притир-
ки пары гипоидных конических колес легкового автомата составляет
4 — 6 мин, а грузового — 8—12 мин. Шлифование зубьев закаленных пря-
мозубых конических колес осуществляется на специальных зубошлифо-
вальных станках по методу обката одним или двумя дисковыми кругами
с плоской или конической рабочей поверхностью, а колес с круговыми зу-
бьями — цилиндрическим чашечным кругом с конической рабочей по-
верхностью. Окружная скорость круга 25—35 м/с, время обработки одно-
го зуба — 1 — 3 с при припуске на две стороны зуба — 0,25 — 0,35 мм. Зубо-
шлифование обеспечивает 4-ю и 5-ю степень точности.
8.7. Особенности пВработки многовенцовых зцВчатых кппес
Блоки зубчатых колес, применяемые в коробках передач автомобилей,
выполняются в виде зубчатых колес-валов (входные и промежуточные ва-
лы) и с центральными внутренними обрабатываемыми отверстиями (блок
зубчатых колес заднего хода).
Технологический процесс механической обработки зубчатых колес-
валов не отличается от обработки ступенчатых валов. Обработку блоков
зубчатых колес, имеющих внутренние полости, начинают с фрезерова-
ния торцов и протягивания, сверления, зенкерования центрального от-
верстия. В дальнейшем осуществляется токарная обработка по контуру на
гидрокопировальных станках с базированием по отверстию или центро-
вым фаскам.
Зубья зубчатых венцов обрабатывают на зубофрезерных и зубодол-
бежных станках (если расстояние между зубчатыми венцами не позволяет
применить зубофрезерование и если модуль т меньше 2,5 мм).
На рис. 8.26 показана производственная линия с гибким межопераци-
онным транспортом для обработки блок-шестерни коробки перемены
передач легкового автомобиля. На показанном производственном участ-
ке выполняются при помощи шести зубофрезерных и шести зубодол-
бежных станков обкатного типа пять различных операций. Между стан-
ками установлены по одному элеватору с последующим спиральным на-
копителем.
Приспособление для закрепления блоков зубчатых колес на зубодол-
бежных станках в условиях массового производства приведено на
рис. 8.27. Центрирование зубчатого колеса 3 осуществляется по централь-
ному отверстию двумя пальцами 2 и 4. Нижний палец 4 жестко закреплен
в планшайбе 5 трехкулачкового патрона 8. Верхний палец 2 свободно вра-
щается в шариковой втулке 1 поддерживающего кронштейна. Для переда-
чи крутящего момента блоку зубчатых колес последний зажимается кулач-
ками 8 трехкулачкового патрона, связанными с тягой 7 гидроцилиндра.
Для равномерного зажима детали всеми кулачками тяга 7 действует на ры-
чаги кулачков 8 через шариковую опору 6.
265
Глава 8
зубо-
долбл.
вого автомобиля
Рис. 8.27. Приспособление для за-
крепления блоков зубчатых колес
на зубодолбежном станке:
1 — шариковая втулка; 2 — верх-
ний палец; 3 — зубчатое колесо;
4 — нижний палец; 5 — планшай-
ба; 6 — шариковая опора; 7 — тя-
266 га; 8 — кулачки
Рассмотрим технологический про-
цесс обработки блока зубчатых колес
заднего хода коробки передач легко-
вого автомобиля.
Блок шестерен промежуточного
вала изготовляется из горячекатаной
нитроцементируемой Прутковой ста-
ли 19ХГН диаметром 80 мм методом
горячей штамповки на прессах усили-
ем 20 кН в три перехода с последую-
щим изотермическим отжигом до
твердости 115... 150 НВ и очисткой за-
готовок от окалины стальной дробью.
Припуски на механическую обработ-
ку по наружным поверхностям от 2,5
до 3,6 мм. Токарная обработка, зубо-
нарезание и шевингование зубчатых
колес до термообработки произво-
дятся на трех участках в автоматичес-
ких линиях с гибкой связью, а после
термообработки — на отдельном уча-
стке автоматизированной линии.
Подрезание торцев, центрование,
сверление и нарезание резьбы, а так-
же токарная обработка поверхностей
осуществляются на автоматических
линиях, состоящих из агрегатных
станков с поворотным столом и то-
карных гидрокопировальных стан-
ков, с шлифованием шеек под под-
Технологические процессы изготовления зубчатых колес
шипники на четырехкруговых шлифовальных станках с автоматической
загрузкой деталей (первый участок). Зубья венцов обрабатываются на ав-
томатических линиях, состоящих из зубодолбежных и зубофрезерных
станков (второй участок). Режим работы на зубофрезерных станках: ско-
рость резания 74 м/мин, подача 48 мм/мин; на зубодолбежных станках:
скорость резания 20 м/мин, подача (окружная) 170 мм/мин. После снятия
заусенцев и образования фасок на станках специальными дисковыми ро-
ликами детали передаются на автоматические линии для шевингования
зубьев венцов (третий участок). Режим работы станков на этом участке:
скорость резания шевера 120 м/мин, продольная подача 114 мм/мин.
Зубья обрабатываются за три двойных хода. В процессе шевингования
оператор выборочно по приборам проверяет: погрешность соседних ок-
ружных шагов, эвольвенту (радиальное биение), Направление спирали
и соответствие размеров нормам.
Транспортирование деталей от одной автоматической линии к другой
осуществляется подвесным круговым конвейером.
После шевингования зубчатых венцов детали поступают на автомати-
ческую моечную машину и далее на термообработку, где производится ни-
троцементация на глубину О,5ОО+0'200 мм и закалка до твердости 59...63
HRC3.
Точность изготовления зубчатых венцов блока зубчатых колес указана
в табл. 8.8.
Таблица 8.8
Точность изготовления зубчатых венцов блока зубчатых колес
Контролируемый параметр Точность, мм, после
зубофрезерования шевингования
Разность окружных шагов Погрешности: 0,025 0,015
профиля 0,050 0,015
направления спирали 0,030 0,020
Радиальное биение венца 0,060 0,050
После термообработки шлифуются центры и правятся (при необходи-
мости) детали на прессах. Далее они передаются на автоматическую ли-
нию, состоящую из четырех шлифовальных станков для окончательного
шлифования посадочных диаметров и опорных торцов подшипников
и зубчатых колес заднего хода (четвертый участок). Режим работы: ско-
рость резания — 20 м/с, радиальная подача — 0,302 мм/мин. Точность об-
работки диаметров — 0,021 мм.
Одновременное нарезание трех зубчатых венцов колеса-вала двух ти-
пов на автоматической линии, состоящей из трех участков, представлено
на рис. 8.28.
Первый участок I (рис. 8.28, б) предназначен для обработки среднего
зубчатого венца 1 (рис. 8.28, а) на зубодолбежных автоматах, второй учас-
ток II — для зубодолбления верхнего косозубого венца. На третьем участ-
ке III осуществляется нарезание косозубого венца червячной фрезой на
зубофрезерных автоматах. Время обработки каждого венца примерно 267
Глава 8
Рис. 8.28. Обработка зубчатых венцов колеса-вала двух типов на авто-
матической линии: а — колесо-вал; б — схема автоматической линии;
1 — направляющая; 2, 3 — зубодолбежные станки-автоматы; 4 — рас-
пределительное устройство; 5, 6 — зубофрезерные автоматы; 7 — ма-
нипуляторы; 8 — подающее устройство; 1—Ш — номера участков
одинаково. Перемещение колес-валов при зубообработке осуществляется
по наклонным направляющим с четырьмя, расположенными на разных
уровнях полосами, для возможности использования каждого станка-авто-
мата независимо друг от друга. Для обработки разных венцов два распре-
делительных устройства обеспечивают подъем колес-валов на ту направ-
ляющую полосу, которая соответствует операции на требуемом автомате
линии. Для обеспечения заполнения зон накопления перед станками и рас-
пределительными устройствами на направляющих полосах установлены
специальные упоры. На первый участок автоматической линии, предназ-
наченный для нарезания среднего прямозубого венца, детали подаются
без сортировки их на типоразмеры под действием силы тяжести по верх-
ней и нижней полосам направляющей 1 к четырем зубодолбежным стан-
кам-автоматам 2. После завершения операции детали перемещаются
к сортировочно-распределительному устройству 4. После автоматической
сортировки по размерам и числу зубьев детали, нарезанные на автоматах
первого участка, перемещаются к зубодолбежным автоматам 3 участка II.
Для обработки зубьев нижнего венца детали через второе распределитель-
ное устройство 4 поступают на зубофрезерные автоматы 5 участка III. По-
сле обработки всех зубчатых венцов детали колес-валов передаются на
дальнейшую обработку. Манипуляторы 6 первого участка автоматической
линии предназначены для передачи деталей с направляющих полос в зону
загрузки зубодолбежных автоматов, а манипуляторы 7 для передачи в спе-
циальное подающее устройство 8 в виде поворотного стола, обеспечиваю-
щего установку деталей в зажимное приспособление зубофрезерных авто-
268 матов участка III.
Технологические процессы изготовления зубчатых колес
8.8. Автоматизация обработки зубчатых колес
Технологический процесс полной обработки на комплексной автомати-
ческой линии зубчатых колес двух наименований планетарной передачи
легкового автомобиля приведен на рис. 8.29.
Рис. 8.29. Технологический процесс полной обработки на комплексной
автоматической линии: Ht — Н3 — накопители; Ct — С7 — станки;
Kj — К5 — контрольные устройства; Тр — транспортер; Mt — М2 —
моечные машины; ТУ — установка термической обработки; ПУ — при-
емное устройство; ЭК — пульт управления
На линии применен гравитационный транспорт — на первом участке
линии до операции зубонарезания детали катятся по плоскости лотка,
на втором — после зубонарезания — торцовой поверхностью по роликам.
На первом участке зубчатые колеса из накопителя с помощью гравита-
ционной системы Тр подаются к трем токарным автоматам и после сто-
процентного контроля основных параметров обработки (биения базового
торца, размера отверстия и внешнего диаметра) на приборах контроля
через накопитель Н2 направляются на второй участок линии.
На последующих двух параллельно работающих станках-автоматах С2
производится зубофрезерование зубьев колес. Пройдя стопроцентный
автоматический контроль на приборах К2 по величине припуска остав-
ленного под шевингование зубьев, погрешности колебания межцентро-
вого расстояния и направления зуба, годные зубчатые колеса поступают
на автомат С3 для снятия фасок и заусенцев с острых кромок зубьев од-
новременно с обеих сторон. Далее зубчатые колеса из накопителя Н3 че-
рез моечную машину попадают на операцию шевингования профиля
зубьев, осуществляемую на двух зубошевинговальных станках С4. Прой-
дя термическую обработку в установке ТУ, закаленные зубчатые колеса
подвергаются притирке торцев на станке-автомате С5 с последующим ав- 26Э
Глава 8
тематическим контролем зубчатого зацепления и сортировкой их на ус-
тановке К3.
После хонингования отверстия на многошпиндельном автомате С6 зуб-
чатые колеса поступают на операцию холодного прикатывания на станке
С?. Прикатывание осуществляется тремя специальными прикатными зуб-
чатыми колесами с зубьями различной формы. Два прикатных колеса об-
рабатывают профиль зуба колеса в разных зонах (один ближе к ножке,
другой — к головке зуба), а третье — в зоне фаски вершины зуба.
Перед окончательным контролем прикатанные зубчатые колеса про-
мывают в моечной машине М2 и через накопитель Н3 подают в прибор К4
для контроля параллельности торцев после притирки. После окончатель-
ного автоматического контроля в устройстве К5 и сортировки в зависимо-
сти от наличия брака обработанные зубчатые колеса направляются в соот-
ветствующие желоба приемного устройства ПУ. Все измерительные уст-
ройства и контрольные приборы автоматической линии составляют
единую систему, управляемую от ЭВМ. Данные контроля высвечиваются
на экране ЭК. Производительность автоматической линии при восьмиде-
сятипроцентной загрузке составляет 680 шт. в час.
На рис. 8.30 представлена схема автоматической линии зубофрезерова-
ния одновенцового зубчатого колеса (z = 35, m п = 4 мм, в = 26.5 мм, р —
22° 10'51") коробки передач грузового автомобиля.
Автоматическая линия состоит из трех специальных зубофрезерных
станков, транспортной системы и двухпоточной моечной машины. Детали,
поступающие с токарно-хонинговальной автоматической линии, через мо-
ечную машину 1 по лотку через отсекатель 2 подаются в подъемник 3, а за-
тем перемещаются в подъемно-раздающее устройство 4. Подъемно-разда-
ющее устройство 4 и 10 через отсекатель 2 обеспечивают передачу деталей
5 по лотку скольжения в накопитель каждого из трех зубофрезерных авто-
матов 9, 10 и 12. Накопитель 6, соединяя по две детали в пакет, направляет
их на операцию зубофрезербвания. Зубонарезание производится в авто-
матическом цикле двухзаходной червячной фрезой из стали Р9К10 за один
рабочий ход со скоростью 60 м/мин и подачей S0 = 2,28 мм/об. После цик-
ла зубофрезерования зубчатые колеса поочередно через кантователи 7 и 8
с зубофрезерных автоматов поступают на ленточный конвейер 18, а затем
Рис. 8.30. Схема зубофрезерования на автоматической линии одно-
венцового зубчатого колеса: 1, 16 — моечные машины; 2 — отсека-
тель; 3 — подъемник; 4, 10, 14 — подъемно-раздающее устройство;
5 — детали; 6, 15 — накопитель; 7,8 — кантователи; 9, 11, 12 — зу-
бофрезерные автоматы; 13 — ленточный конвейер
270
Технологические процессы изготовления зубчатых колес
через подъемно-раздающее устройство 14, отсекатель 2 попадают в нако-
питель и в моечную машину 16. После мойки зубчатые колеса направляют-
ся на операцию шевингования. Контроль параметров зубьев обработан-
ных колес осуществляется выборочно за пределами автоматической ли-
нии. Производительность линии составляет 39 шт/час при коэффициенте
загрузки 0,75.
8.8. Контроль зубчатых колес
Высокое качество зубчатых колес достигается при их систематическом
контроле на протяжении всего технологического процесса изготовления.
Важнейшими поверхностями зубчатых колес являются базовые поверхно-
сти и зубчатый венец. Высокие требования к точности размеров, форме
деталей и шероховатости поверхностей предопределяют следующие виды
технологического контроля зубчатых колес:
• операционный контроль, который осуществляется наладчиками и рабо-
чими непосредственно на рабочих местах в течение смены, после заме-
ны инструмента и наладки станка;
• межоперационный выборочный контроль, выполняемый работниками
ОТК на специально отведенных контрольных постах, в объеме 3 — 20%
выпуска;
• окончательный контроль, производимый работниками ОТК перед от-
правкой деталей в термический цех или на сборку.
Контроль основных параметров зубьев зубчатых колес производится
в измерительных лабораториях после смены инструмента или наладки
станка. Для каждой степени точности зубчатых колес установлены нормы
кинематической точности, плавности работы и контакта зубьев в переда-
че, а также допуски на боковой зазор в сопряжении. Для контроля зубча-
тых колес завод-изготовитель может выбирать любое комбинирование
норм исходя из условий работы передачи, требуемой точности измери-
тельных средств, размеров зубчатых колес. Типовые погрешности цилин-
дрических зубчатых колес указаны на рис. 8.31.
Расположение пятна контакта в зацеплении показано на рис. 8.32.
Перспективным на заводах массового производства является примене-
ние для контроля цилиндрических зубчатых колес автоматических линий.
Одна из них показана на рис. 8.33. Линия состоит из трех измерительных
приборов. На первом (прибор 9) контролируют колебание межосевого
расстояния в плотном двухпрофильном зацеплении измерительного и про-
веряемого зубчатого колеса при повороте его на один оборот и на одном
зубе; на втором (прибор 14) — кинематическую погрешность при номи-
нальном межосевом расстоянии и при однопрофильном зацеплении про-
веряемого и измерительного зубчатых колес.
Контроль формы и расположения пятна контакта на зубьях при зацеп-
лении со специальным измерительным колесом осуществляется на треть-
ем приборе 19. Зубчатые колеса по конвейеру 1 поступают в моечный аг-
регат 2 и обкатное устройство 3 с тремя зубчатыми колесами для снятия за-
боин и заусенцев. Затем зубчатые колеса поштучно через отсекатель 4
поступают на толкатель 5, который перемещает их в захват 6 робота 7. По- 271
Глава 8
Рис. 8.31. Типовые погрешности цилиндрических зубчатых колес
Рис. 8.32. Расположение пятна контакта:
а — правильное; б — неправильное
Рис. 8.33. Автоматическая линия для контроля зубчатых колес:
1 — конвейер; 2 — моечный агрегат; 3 — обкатное устройст-
во; 4 — отсекатель; 5 — толкатель; 6, 8, 1 lt 13f 16, 18 — захва-
ты; 7, 12, 17 — роботы; 9, 14, 19 — измерительные приборы;
212 Ю, 15 — накопители; 20 — сортировочное устройство
Технологические процессы изготовления здбчатых колес|
еле поворота захвата с деталью на 90° деталь перемещается в прибор 9 для
измерения колебания межосевого расстояния. После измерения захват 8
устанавливает зубчатое колесо в накопитель 10, откуда с помощью анало-
гичных манипуляций робота 12 с захватами И и 13, накопителя 15, робота
17 с захватами 16 и 18 зубчатое колесо устанавливается на прибор 14 для
контроля кинематической точности при однопрофильном зацеплении и на
прибор 19 для проверки пятна контакта на экране телевизора.
Проверенные зубчатые колеса захватом 18 передаются в сортировоч-
ное устройство 20 с наклонными желобами, где колеса разделяются на год-
ные и бракованные. Все три прибора управляются одним миникомпьюте-
ром, с помощью которого осуществляются измерение, сортировка и ана-
лиз полученной информации. Время контроля, включая время на
установку и снятие зубчатого колеса, — 30 с.
Вопросы для самопроверки
1. Назовите основные виды цилиндрических зубчатых колес.
2. В чем заключаются особенности обработки составных цилиндрических
колес?
3. Назовите основные технологические операции обработки цилиндриче-
ских зубчатых колес.
4. В чем особенности обработки многовенцовых зубчатых колес?
5. Как осуществляется контроль формы и расположения пятна контакта
на зубьях?
6. В каких случаях применяется шевингование зубьев зубчатых колес?
7. В чем заключается процесс диагонального зубофрезерования?
8. В чем заключается процесс зуботочения обкатными резцами?
9. В чем отличие процесса круглодиагонального протягивания от фрезо-
протягивания цилиндрических зубчатых колес?
10. Что представляет собой операция горячей накатки, в чем заключаются
ее особенности?
11.В чем заключается метод шевингования зубчатых колес?
Список лшператдры
1. Производство зубчатых колес: Справочник / Под ред. Б.А. Тайца и др.
М.: Машиностроение, 1990.
2. Калашников С.Н., Калашников А.С. Изготовление зубчатых колес. М.:
Высшая школа, 1980.
3. Технология двигателестроения / Под ред. А.И. Дащенко. М.: МГТУ
МАМИ, 2001.
18 Технология автомобилестроени:
Глава
ПОВЫШЕНИЕ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ ДЕТАПЕЙ
ТЕХНОЛОГИЧЕСКИМИ МЕТОДАМИ
0.1. Упрочнение поверхностей деталей машин
0.1.1. Классификация размерно-чистовой и упрочняющей обработки
Повышение требований, предъявляемых к качеству деталей и узлов ма-
шин, требует применения на окончательных операциях, таких методов об-
работки, которые впоследствии оказывают положительное влияние на
эксплуатационные показатели машин и агрегатов в целом. Особенно, ког-
да речь идет о деталях машин, работающих с динамическими нагрузками.
Применяемые в настоящее время способы механической обработки на
окончательных операциях обеспечивают высокие показатели точности
и шероховатость поверхностей, однако некоторые из них обладают суще-
ственными недостатками:
• низкая производительность и высокая трудоемкость при обработке де-
талей из мягких, вязких и труднообрабатываемых металлов;
• высокая стоимость обработки на финишных операциях;
• возникновение при обработке абразивными кругами шаржирования;
• нарушение целостности волокон металла;
• значительное тепловыделение при резании;
• использование высококвалифицированного труда при чистовой обра-
ботке прецизионных деталей.
В последние время в развитии технологии финишной обработки дета-
лей наметились три перспективных направления:
• усовершенствование чистовых процессов резания лезвийным и абра-
зивным инструментом;
• замена резания процессами тонкого пластического деформирования;
• замена резания химическими, электрохимическими процессами и об-
работкой в магнитном поле ферромагнитными порошками.
Наиболее перспективным с точки зрения технико-экономических по-
казателей является второе направление, так как значительно превосходит
по многим показателям абразивные и другйе виды чистовой обработки
На рис. 9.1 приведены данные, характеризующие сравнительную стои-
мость обкатывания тремя роликами на специальных станках фирмы
274 «Hegenscheidt» (ФРГ) с применением различных видов обработки.
Повышение надежности и долговечности деталей шехнопогическими методами
Рис. 9.1. Сравнительная диаграмма стоимости различных видов
обработки в зависимости от высоты неровностей (Rz, мкм)
Упрочняющая обработка деформированием осуществляется без снятия
стружки, так как основана на пластическом деформировании тонкого по-
верхностного слоя, с использованием пластических свойств металла.
При этом обеспечивается высокий показатель шероховатости, упрочне-
ние поверхностного слоя металла, сопровождающееся увеличением твер-
дости, пределов упругости, текучести, прочности, что способствует улуч-
шению эксплуатационных свойств деталей, таких как усталостная и кор-
розионно-усталостная прочность, износостойкость, прочность прессовых
посадок, контактная жесткость соприкасающихся поверхностей дета-
лей — комплекс таких факторов приводит к росту долговечности и надеж-
ности. Увеличение срока службы деталей означает сокращение расхода
запасных частей, снижение массы машин, замену дорогостоящих легиро-
ванных сталей на менее дефицитные стали и уменьшает расход металла.
В настоящее время появилось большое число методов чистовой обра-
ботки металлов поверхностным деформированием. Классификация по ме-
тоду упрочнения, взаимодействию инструмента с поверхностью детали,
видами обрабатываемой поверхности, основным движениям, особеннос-
тям кинематических схем, рациональная область применения показаны на
рис. 9.2.
9.1.2. Процесс поверхносйшого пластического деформирования
Большинство материалов, применяемых в автомобилестроении (угле-
родистые и легированные стали, чугуны, металлокерамика и т. д.), с успе- 275
18*
Глава 9
27В
Рис, 9,2. Классификация размерно-чистовой и упрочняющей обработки поверхностей
Повышение надежности а долговечности деталей технологическими методами |
хом могут быть подвергнуты поверхностному пластическому деформиро-
ванию (ППД) в холодном состоянии без разрушения.
Существующие методы ППД наружных, внутренйих и фасонных поверх-
ностей являются технически и экономически оправданными для чистовой
обработки вышеперечисленных материалов, кроме этого в настоящее время
применяется обработка таких сплавов, как титановые и алюминиевые, маг-
ниевые, а также производится обработка закаленных стальных деталей.
Исследовательские работы по изучению размерно-чистовой и упрочня-
ющей обработки деталей поверхностным деформированием имеют в ос-
новном два направления:
• получение упрочняющего эффекта в поверхностном слое;
• получение высоких показателей шероховатости и точности размеров.
Сущность размерно-чистовой и упрочняющей обработки состоит
в том, что тонкий слой поверхности металла пластически деформируется
инструментом, к которому прикладывается нагрузка (статическая или ди-
намическая). В местах контакта инструмента с поверхностью детали воз-
никает контактное давление, превосходящее предел текучести материала.
В результате, имеющиеся микронеровности в месте контакта с инструмен-
том деформируются и растекаются в разные стороны.
Наряду с осадкой неровностей наблюдается и течение металла из ос-
новной массы к поверхности. При этом гребешки неровностей утолщают-
ся, а материал впадин выдавливается вверх навстречу ролику. При упроч-
няющем обкатывании пластическое деформирование охватывает и глу-
бинные слои металла. Однако провести резкую границу между двумя
видами обработки (размерно-чистовой и упрочняющей) не представляет-
ся возможным, так как обе они представляют собой комбинированный
процесс. Только в редких случаях высокая степень упрочнения и создание
в поверхностном слое значительных по величине остаточных напряжений
позволяет идти на некоторое ухудшение показателей шероховатости по-
верхности.
Процесс размерно-чистовой и упрочняющей обработки в результате
сглаживающего действия деформирующих элементов (роликов, шариков)
сопровождается образованием новой поверхности со значительно мень-
шей высотой микронеровностей. Это дает основание рассматривать дан-
ную обработку как финишную операцию, применение которой позволяет
повысить производительность по сравнению с абразивной отделкой
в среднем в 5 —10 раз, а при обработке, например, длинных цилиндров —
в несколько десятков раз.
Схемы образования микропрофиля поверхности для различных мето-
дов упрочняющей обработки отличаются между собой лишь величиной
подачи на один деформирующий элемент и его формой. Применение раз-
личных способов упрочняющей обработки в промышленности привело
к созданию многочисленных конструкций, оборудования, инструмента
и схем обработки. Выбор рациональной схемы обработки и оптимальной
конструкции инструмента определяет технико-экономические показатели
процесса и зависит от множества факторов, важнейшим из которых явля-
ются тип производства (серийность), назначение обработки (отделка, ка-
либрование, упрочнение), жесткость, размеры и конструкция обрабатыва-
емой детали, точность ее изготовления.
277
Глава 9
Существуют различные методы упрочняющей обработки, различаю-
щиеся по принципу действия и характеру образования поверхности в за-
висимости от применяемого упрочняющего инструмента, а именно: удар-
ного, импульсного и комбинированного действия.
Непрерывное обкатывание поверхности. Процесс обкатывания инст-
рументом непрерывного действия характеризуется постоянством контак-
та деформирующих роликов и обрабатываемой поверхности. Металл по-
верхностного слоя, попадая под деформирующую часть ролика, находится
в состоянии всестороннего сжатия. Следуя закону наименьшего сопротив-
ления, металл течет из области максимального давления в область мини-
мального давления, т. е. в область, не подвергающуюся действию ролика.
Течение металла принципиально возможно как в направлении подачи ин-
струмента, так и в направлении обкатываемой поверхности.
Очевидно, что образование волны металла сзади ролика является край-
не нежелательным вследствие возникновения волнистости и ухудшения
шероховатости поверхности детали. Ограничение угла вдавливания роли-
ка и применение формы ролика, обеспечивающей каплевидный отпеча-
ток, исключают течение металла в сторону обкатываемой поверхности.
Образование волны пластически деформированного металла впереди ро-
лика, которая перемещается как в осевом, так и в окружном направлени-
ях, в большинстве случаев неизбежно (рис. 9.3).
Высота h волны при больших нагрузках на ролик может достигать зна-
чительной величины (порядка нескольких миллиметров). В этом случае ее
легко можно наблюдать невооруженным глазом.
Рис. 9.3. Образование волн при пластическом деформировании металла впе-
реди ролика в направлениях подачи (а) и обкатывания (б)
С увеличением твердости материала обрабатываемой детали высота
волны уменьшается, что служит причиной снижения осевых сил при обка-
тывании материалов с большей твердостью. Связь между высотой волны
в осевом и окружном направлениях и формой ролика проявляется по-раз-
ному: если в осевом направлении основное влияние оказывает деформи-
рующий радиус ролика #деф. то в окружном большее значение приобрета-
ет диаметр ролика d (рис. 9.4).
Зависимость высоты волны от величины припуска показывает, что высо-
та волны в окружном направлении (при постоянном диаметре обработки)
больше, чем в осевом. Объясняется это явление различием путей, проходи-
мых роликом в указанных направлениях: в осевом направлении деформиру-
ющая часть ролика контактирует с каждой точкой обрабатываемой поверх-
ности 3—5 раз (сглаживающий конус ролика не оказывает влияния на осе-
278 вое течение металла), тогда как в окружном направлении это число
Повышение надежности и долговечности деталей технологическими методами
определяется отношением длины линии контакта ролика и обрабатываемой
поверхности к величине подачи и составляет около 40—70 раз и более. Боль-
шая кратность приложения нагрузки соответствует и большей степени пла-
стической деформации металла в окружном направлении.
Рис. 9.4. Поперечные профилограммы волн металла, образующихся
перед роликом при различных условиях обкатывания (h — высота волны,
В — основание волны, Р — удельное давление: 1 — Р=1 ПО Н/мм;
2 — Р=2220 Н/мм; 3 — Р=2780 Н/мм; 4 — Р =3330 Н/мм).
Инструмент непрерывного действия обладает следующими недостат-
ками:
• при упрочняющей обработке в зоне контакта инструмента (шарика,
ролика) с обрабатываемой поверхностью создаются высокие давле-
ния, превосходящие предел текучести детали, а, следовательно, высо-
кие усилия, приводящие к нарушению жесткости системы инстру-
мент-деталь;
• возникающая волна пластически деформированного металла увеличи-
вает степень деформации поверхностных слоев, возникает опасность
перенаклепа, особенно при обработке поверхности значительной про-
тяженности. Кроме этого волна приводит к появлению гуртов на торцах
обрабатываемой детали;
• непрерывность контакта инструмента с обрабатываемой поверхностью
усложняет процесс теплооотвода.
Все это не обеспечивает стабильность получения высокой размерной
точности и шероховатости поверхности при обработке неравножестких
деталей, особенно в таких отраслях промышленности, как тракторе-, авто-
мобиле-, станкостроение.
В настоящее время все большее распространение получает инструмент
импульсного (ударного) действия, особенностью которого является отсут-
ствие непрерывного контакта при обработке. Данный инструмент можно
разделить на два вида: инструмент центробежно-ударного и кулачково-
ударного действия. 27Я
Глава 9
9.1.3. Инструмент н приспособления для упрпчняющеи обработки
Инструмент для размерно-чистовой и упрочняющей обработки можно
разделить на три группы:
• инструмент непрерывного действия,
• инструмент ударного (импульсного) действия,
• инструмент комбинированного действия.
Размерно-чистовая и упрочняющая обработка инструментом непре-
рывного действия. По конструкции инструмент непрерывного действия
можно разделить на две большие группы: инструмент бессепараторного
типа, инструмент сепараторного типа.
Обе группы инструмента отличаются специфическими особенностями,
определяющими область их применения. Инструмент для упрочняющей
обработки сепараторного типа может быть выполнен по схеме простого
или планетарного обкатывания.
Инструмент бессепараторного типа. Характерным конструктивным
признаком всякого простого обкатывающего инструмента бессепаратор-
ного типа — однороликового или многороликового, является наличие
вспомогательной поверхности у рабочего ролика, посредством которой
он удерживается в приспособлении и воспринимает основное усилие де-
формации. В рассматриваемом ниже инструменте рабочие ролики вы-
полнены в виде втулок, посаженных на подшипники качения или сколь-
жения, что существенно затрудняет выбор правильного соотношения
между диаметрами ролика и обрабатываемой детали. К достоинствам ин-
струмента бессепараторного типа можно отнести простоту конструкции
и дешевизну в изготовлении, возможность обработки большого класса
изделий, отличных по форме и размерам, быстроту и удобство перена-
ладки.
Данный инструмент может быть изготовлен в виде одно-, двух-, трех-
и четырехроликовых приспособлений для обработки валов или в виде мно-
гороликовых головок преимущественно для обработки отверстий. По ха-
рактеру нагружения рабочих роликов обкатывающие приспособления
подразделяются на механические (с упругим контактом — пружинные,
с жестким контактом — винтовые), пневматические, гидравлические
и комбинированного действия (пневмогидравлические, пневмопружин-
ные и т. д.).
Приспособления с механической системой нагружения отличаются
простотой изготовления и независимостью привода, однако обладают
и существенными недостатками:
• низкая точность контроля величины обкатывающего усилия (по осадке
тарированной пружины);
• сложность выполнения обкатывания со строго постоянным давлением
и невозможность обкатывания конических, фасонных поверхностей,
галтелей валов и т. п., так как радиальное перемещение ролика (осадка
пружины) вызывает увеличение усилия обкатывания;
• сложность автоматизации процесса обработки в силу указанных выше
причин.
Пневматические приспособления в условиях массового и серийного
280 производства наиболее приемлемы, так как для питания привода позво-
Повышение надежности и долговечности деталеО технологическими методами
ляют использовать централизованную систему подачи сжатого воздуха
на предприятиях. Недостатком пневматического привода является его
относительная громоздкость при необходимости создания больших
усилий вследствие постоянства давления в сети сжатого воздуха (около
0,4 МПа).
В отличие от пневматических, гидравлические приспособления обла-
дают большей компактностью при создании высоких рабочих усилий. Од-
нако для работы гидравлической системы приспособления требуется обя-
зательное наличие отдельной насосной станции. Сложность конструкции
и большие затраты на изготовление — основной недостаток гидравличес-
ких устройств.
К общим достоинствам пневматических и гидравлических приспособ-
лений относятся:
• удобство контроля и регулировки рабочего усилия процесса обкатыва-
ния по показаниям манометра;
• возможность быстрого нагружения (в начале процесса) и разгружения
(в конце рабочего хода) деформирующих роликов;
• универсальность приспособлений, т. е. возможность обработки деталей
различной формы (цилиндрической, конической, фасонной) и широ-
кий диапазон регулировки рабочих размеров;
• возможность автоматизации и программирования процесса обкаты-
вания.
В комбинированных обкатывающих устройствах совмещаются осо-
бенности, свойственные различным видам приспособлений. Например,
пневмогидравлическое приспособление имеет значительно большие габа-
ритные размеры, чем пневматическое, обладая всеми преимуществами по-
следнего; механическое пружинное приспособление с гидравлической си-
лоизмерительной головкой отличается удобством контроля и регулировки
обкатывающего усилия и т. д.
Конструкции однороликовых инструментов для обработки наружных
цилиндрических и плоских поверхностей наиболее просты, универсальны
и требуют наименьших затрат в изготовлении. Однороликовые приспо-
собления обычно снабжены механической системой нагружения, что уп-
рощает конструкцию и эксплуатацию инструмента. Для получения высо-
кокачественной однородной поверхности в конструкцию приспособления
вводится упругий элемент, обеспечивающий в процессе обкатывания по-
стоянное давление в контактной зоне.
Конструкции однороликовых приспособлений показаны на рис. 9.5,
шариковых — на рис. 9.6.
Приспособления для обкатывания цилиндрических и плоских поверх-
ностей одним роликом или шариком являются наиболее рациональными.
Кроме этого, такие приспособления эффективны при упрочнении галте-
лей. В ряде случаев использование двух- и трехроликовых приспособле-
ний не оправдано из-за громоздкости. Вместе с тем недостатком однороли-
ковых и шариковых приспособлений является незамкнутая система сил,
так как одностороннее радиальное усилие вызывает быстрый износ шпин-
дельного узла и направляющих станка, а это приводит к ухудшению раз-
мерной точности деталей. Поэтому такие приспособления применяют для
отделочной обработки. 281
Глава 9
Рис. 9.5. Общий вид однороликовых приспособлений для обка-
тывания наружных цилиндрических поверхностей: а — на
шарикоподшипниках: 1 — корпус; 2 — пружина; 3 — держав-
ка; 4 — ролик; б — на роликоподшипниках
Рис. 9.6. Общий вид шариковых приспособлений для обкаты-
вания наружных цилиндрических поверхностей: а — с опо-
рой шарика на один подшипник; б — с опорой шарика на два
подшипника
282
Повышение надежности и долговечности деталеП технологическими методами
Более сложны по конструкции, но в то же время удобны и надежны
в эксплуатации обкатывающие приспособления с несколькими ролика-
ми: двух-, трех-, реже четырехроликовые приспособления, для которых ха-
рактерна замкнутая система сил.
Наличие нескольких роликов в приспособлении позволяет повысить
производительность процесса за счет увеличения допустимой подачи и ис-
ключает воздействие возникающих при обкатывании нагрузок на узлы
станка. На рис. 9.7 показано трехроликовое приспособление.
Рис. 9.7. Механическое трехроликовое приспособление:
1 — винт; 2 — коромысло; 3 — палец; 4 — ролик; 5 — рабочий ролик;
6 — корпус; 7 — пружина; 8 — индикатор
Наиболее точный контроль и плавное регулирование рабочих усилий
возможны при обкатывании деталей в пневматических и гидравлических
приспособлениях. При обработке достаточно жестких деталей в мелкосе-
рийном производстве целесообразно применение универсальных одноро-
ликовых приспособлений. Для обработки полых деталей чаще применяют-
ся многороликовые приспособления — многороликовые раскатники, ре-
же применяются однороликовые и двухроликовые раскатники, так как
полые детали обладают меньшей жесткостью, чем оси и валы, в результате
чего возникает опасность искривления оси детали из-за одностороннего
приложения нагрузки. Трех- и четырехроликовые приспособления приме-
няют для сглаживающего накатывания тонких труб и других изделий вме-
сто полирования. Причем чаще данные приспособления применяются для
деталей небольшого диаметра (20 — 50 мм) без ограничения длины.
Разгрузка обрабатываемой детали от изгибающего момента и повыше-
ние производительности процесса обеспечивается при применении двух- 283
Глава 9
и многороликовых приспособлений. При упрочняющем и отделочном об-
катывании для получения однородной, равномерно наклепанной поверх-
ности упрочняющий инструмент обычно выполняется с подпружиненны-
ми рабочими роликами, которые прижимаются к обрабатываемой поверх-
ности при постоянном давлении, с перемещением по радиальному
направлению для компенсации неравномерного припуска под обработку.
Обработка фасонных поверхностей связана с необходимостью соот-
ветствующего профилирования роликов инструмента. Существуют го-
ловки для обкатывания сферических поверхностей, для равномерного об-
катывания всей поверхности необходимо полное прилегание ролика к де-
тали. Исследование обкатывания широкими самоустанавливающимися
роликами свидетельствует о высокой эффективности процесса, особенно
при чистовой обработке на низких скоростях (крупные детали в тяжелом
машиностроении). Обкатывание грубо обточенных поверхностей значи-
тельно улучшает шероховатость поверхности. Так, при обкатывании по-
верхности с предварительной обработкой с параметром шероховатости
Rz =240 мкм получают поверхность с Ra от 5 до 8 мкм).
Обкатка широкими самоустанавливающимися роликами за счет увели-
чения допустимой подачи (S от 6 до 16 мм/об) в 3 — 8 раз производительнее
обкатки роликами криволинейного профиля и в 2 —15 раз производитель-
нее обточки широкими самоустанавливающимися резцами. Наилучшие
условия для протекания пластического деформирования и сглаживания
исходной шероховатости получаются при развороте цилиндрического ро-
лика на небольшой угол относительно обрабатываемой поверхности
(рис. 9.8).
Каплевидный отпечаток характерен для роликов, имеющих форму ко-
нуса с малым углом при вершине. Он может быть получен и путем поворо-
та образующей цилиндрического ролика относительно обрабатываемой
Рис. 9.8. Гидравлическое приспособление для обкатывания валов
самоустанавливающимся роликом: 1 — рабочий ролик; 2 — го-
ловка; 3 — опорный ролик; 4 — корпус; 5 — пиноль; 6 — пружина;
7 — цилиндр; 8 — винт
284
Повышение надежности о долговечности деталей технологическими методами
Рис. 9.9. Каплевидная форма пятна
контакта между роликом и обраба-
тываемой поверхностью
поверхности. Однако каплевидная форма пятна контакта ограничивает до-
пустимую подачу, которая не превышает 0,5 мм. Поэтому для упрочняю-
щего инструмента с малым числом роликов (п = 1,2,3 и 4) каплевидная
форма пятна контакта почти не применяется. При простом обкатывании
чаще используются эллиптическая (сферический профиль ролика) и паль-
цевидная (цилиндрический профиль) формы отпечатка.
Такая установка ролика изменяет
форму пятна контакта с обрабатыва-
емой поверхностью. Установлено,
что форма капли с хвостом, вытяну-
тым в направлении, противополож-
ном осевой подаче, является опти-
мальной (рис. 9.9).
С увеличением диаметра ролика
возрастает поперечный размер пят-
на контакта, что при постоянном
усилии обкатывания означает сни-
жение давления в контактной зоне
и уменьшение деформирующей спо-
собности ролика. Поэтому для обес-
печения требуемой шероховатости
и степени упрочнения поверхности при минимальных усилиях следует
выбирать диаметр ролика минимальным, исходя из условия размещения
подшипников.
Инструмент сепараторного типа. Практически весь упрочняющий ин-
струмент можно разделить по форме деформирующего элемента на шари-
ковый и роликовый. Хотя обработка шариковым или роликовым инстру-
ментом одинакова, тем не менее каждая группа инструмента имеет свои
особенности, обусловленные геометрией деформирующего элемента.
Характерная особенность шарикового инструмента — отсутствие при-
нудительной оси вращения шара, его самоустанавливаемость, что почти
полностью исключает проскальзывание между щаром и обрабатываемой
поверхностью, обеспечивая высокое качество поверхности. На основе та-
кого инструмента разработана нормаль на шариковые упрочняющие дор-
ны для чистовой обработки отверстий диаметром от 40 до 300 мм.
Значительно меньшая по сравнению с роликом площадь контакта
шарика с обрабатываемой поверхностью позволяет создавать высокие
контактные давления при сравнительно небольших условиях обкатыва-
ния. Это дает возможность обрабатывать с большой точностью детали
типа тонкостенных втулок, цилиндров, шатунов и т. п., а также обеспе-
чивать высокую эффективность процесса при обкатывании закален-
ных сталей.
Рациональной областью использования шарикового инструмента сле-
дует считать чистовое раскатывание чугунных цилиндров, так как приме-
нение роликового инструмента в этом случае нецелесообразно вследствие
малой пластичности и повышенной склонности чугуна к перенаклепу, не-
однородности его структуры и наличия в нем свободного углерода. Возни-
кающие при обкатывании роликовым инструментом высокие радиальные
усилия (табл. 9.1) вызывают либо шелушение поверхности, либо искаже-
ние формы отверстия, а нередко и геометрии самой детали.
285
Гяава 9
Таблица 9.1
Силовая и технологическая характеристика размерно-чистового
и упрочняющего инструмента
Шерохо- ватость после об- катыва- ния Роликовые инструменты Шариковые инструменты
Диа- метр ролика, мм, или угол а Исход- ная ше- рохова- тость, Ra Подача, мм/об. Уси- лие на ролик, кН Диа- метр шари- ка, мм Исход- ная ше- рохова- тость, Ra Пода- ча, мм/об. Усилие на ша- рик, кН
2,5 12,45 40 0,14 0,21 0,7 1,8 2,5 6,0 10 1,25 0,06 0,75
5 0°40' 40 0,14 0,21 0,7 3,0 3,6 20 1,25 0,06 1,0
10 2°30' 40 0,14 0,21 0,37 5,5 7,0 30 1,25 0,06 3
Вместе с тем роликовый инструмент в сравнении с шариковым за счет
увеличения допустимой подачи повышает производительность процесса
в 6—10 раз, что обуславливает его преимущественное распространение.
Роликовый сепараторный инструмент можно разделить на две большие
группы: инструмент с подшипниковыми коническими или цилиндричес-
кими рабочими роликами и инструмент со специальными фасонными ро-
ликами.
Инструмент со стандартными подшипниковыми роликами использу-
ется часто из-за простоты конструкции и эксплуатации. Вследствие вза-
имозаменяемости и дешевизны подшипниковых роликов отпадает необ-
ходимость их переточки. Подобные многороликовые жесткие раскатки
предназначены для чистовой обработки отверстий диаметром от 25 до
250 мм.
При обработке изделий, точность которых не выше 8-го квалитета, ре-
комендуется применять копирующие инструменты, конструкция которых
отличается поджимом деформирующих роликов (шариков) к обрабатыва-
емой поверхности с помощью упругих элементов (нажимных пружин, гид-
равлических устройств и т. д.).
Усилие обкатывания, действующее на каждый ролик (шарик), в процес-
се обработки остается практически постоянным, поэтому неизменной по-
лучается и величина сминаемого поверхностного слоя.
Копирующие инструменты обеспечивают получение качественной по-
верхности (высокий класс шероховатости, однородность наклепа), но не
исправляют ее геометрию.
С применением специальных роликов появляется возможность выбо-
ра их оптимальной геометрии, размеров в зависимости от конкретных
условий обработки. Применение сухариков позволяет избежать трения
рабочих поверхностей роликов о стенки гнезд сепаратора, что упроща-
ет его конструкцию и повышает долговечность как роликов, так и сепа-
286 ратора.
Повышение надежности и долговечности деталей технологическими методами
Конструкции вальцовок имеют следующие недостатки:
1. Большая площадь контакта роликов с обрабатываемым материалом вы-
зывает появление больших радиальных усилий при обкатывании. Если
для стандартных роликов соотношение между длиной и диаметром от 2
до 3, то для вальцовок от 5 до 6. Поэтому область применения вальцовок
ограничивается жесткостью деталей. Преимущественное распростра-
нение они получили при обработке гидроцилиндров.
2. Переточка роликов по трем конусным поверхностям — трудоемкая за-
дача, причем высокие качественные результаты достижимы и при ис-
пользовании роликов с гладкой конической поверхностью, как у стан-
дартных роликов.
3. Изготовление фасонных роликов с центровыми отверстиями к инстру-
ментам, предназначенным для обработки отверстий малого диаметра (D
до 30 мм), достаточно сложно.
Конструктивным развитием вальцовок со специальными роликами яв-
ляется группа инструментов, разработанных и успешно внедренных на
Минском автомобильном заводе, пример одного из них представлен на
рис. 9.10.
Рис. 9.10. Многороликовый инструмент для обработки в упор
наружных цилиндрических поверхностей
Деформирующая часть роликов выполнена в виде усеченного конуса
наподобие стандартных конических роликов (конусность 1:30). На обоих
концах роликов имеются опорные цилиндрические цапфы одного диамет-
ра, посредством которых они устанавливаются в сепаратор. На большем
диаметре роликов имеется заборная фаска под углом 30° к оси ролика.
При изготовлении центральные отверстия на роликах сохраняются (кроме
роликов диаметром 5 мм), что позволяет производить их переточку.
Гарантированный зазор между стенками гнезд сепаратора и рабочей
поверхностью роликов обеспечивает высокую стойкость последних. Цап-
фы роликов устанавливаются либо непосредственно в окна цельного сепа-
ратора (для инструмента малого диаметра), либо в пазы специальных суха-
рей, как и в конструкциях вальцовок.
За последние 5 — 6 лет все большее применение получает упрочняющий
инструмент для обработки плоских, конусных (наружных и внутренних),
сферических и различных фасонных поверхностей. Как известно, размер-
но-чистовая абразивная обработка указанных поверхностей чрезвычайно
трудоемка, поэтому обкатывание в этом случае особенно эффективно.
Обкатывание плоских поверхностей — концентрических и линей-
ных — выполняется как однороликовым (одношариковым), так и многоро- 287
Глава 9
ликовым (многошариковым) инструментом. Конструкции однороликовых
инструментов чрезвычайно просты.
Многороликовые инструменты вследствие принудительной оси враще-
ния ролика применяются только для обработки торцовых поверхностей
тел вращения. Для этого случая характерно отсутствие поступательного
перемещения инструмента в направлении, параллельном обрабатываемой
поверхности, поэтому длина ролика должна превышать протяженность
поверхности в радиальном направлении.
Обработка инструментом комбинированного действия. Комбиниро-
ванная упрочняющая обработка представляет собой сочетание резца и об-
катывающего ролика (шарика), резцовой и роликовой (шариковой) голо-
вок. Такая комбинация создает широкие перспективы для совершенство-
вания существующих и создания новых конструкций инструмента,
которая одновременно использует преимущества различных технологиче-
ских процессов и инструментов. Вследствие такого искусственного соче-
тания режущих и деформирующих элементов, работающих по различным
кинематическим схемам, им присущ ряд недостатков:
1. отсутствует отвод стружки из зоны обработки, при этом попадание
стружки под деформирующий элемент приводит к производственному
браку;
2. использование различных кинематических схем делает устройство для
обработки сложным и громоздким;
3. доя обеспечения равномерного припуска по длине отверстия или вала
в качестве предварительной обработки применяют шлифование, а это
снижает производительность и экономичность производства.
Перспективные процессы ППД и их особенности. Поверхности обра-
ботанных деталей вследствие неоднородной пластической деформации
нерегулярны и хаотичны, что затрудняет, а чаще всего делает невозмож-
ным решение задачи оптимизации микрорельефа поверхности. Поэтому
одной из важнейших задач является изыскание методов обработки, обес-
печивающих возможность образования на поверхностях деталей регуляр-
ных, управляемых, аналитически рассчитываемых микрорельефов.
К таким методам относится обработка с применением вибрации. Виб-
рационные колебания могут быть подведены как к обрабатываемой дета-
ли, так и к инструменту. Из-за простоты осуществления и универсальнос-
ти чаще подводятся к инструменту. В зависимости от частоты подводимых
колебаний различают три вида вибрационного упрочнения: низкочастот-
ное, высокочастотное, ультразвуковое.
9.2. Физико-механическое состояние поверхности деталей,
подвергнутых упрочняющей обработке
Поверхностное пластическое деформирование при упрочняющей об-
работке изменяет структуру поверхностного слоя. Слой же основного ме-
талла претерпевает незначительные изменения, так как обработка проте-
кает при температуре, значительно меньшей температуры плавления. По-
верхностный пластически деформированный слой отличается от
288 основного металла: при начальном нагружении происходит дробление зе-
Повышение надежности и долговечности деталей технологическими методами
рен металла, а затем, вследствие наличия сдвиговых напряжений, проис-
ходит образование новых, значительно измельченных зерен. При этом
структура принимает волокнистый характер, возникают искажения крис-
таллической решетки, кристаллическое строение не обнаруживается. Из-
менение структуры поверхностного слоя металла зависит от материала
и режимов обкатывания и по мере удаления от поверхности степень на-
клепа постепенно уменьшается.
Упрочняющая обработка сопровождается образованием поверхности
с меньшими микронеровностями относительно исходной поверхности,
так как имеет место закатывание отдельных микронеровностей. Схема об-
разования микрорельефа при обкатывании цилиндрической поверхности
инструментом, ролики которого имеют коническую форму, представлена
на рис. 9.11.
Последовательное изменение микропрофиля исходной поверхности
вплоть до полного сглаживания микрогребешков иллюстрируется профи-
лограммами обкатанной поверхности, полученными при различном числе
проходов инструмента (рис. 9.12).
С каждым последующим проходом инструмента гребешки сглажива-
ются, закругляются, а их остроконечная форма заменяется формой усе-
ченных конусов. Впадины постепенно заполняются металлом и, наконец,
почти исчезают. Однако расстояние между впадинами, равное величине
подачи при токарной обработке, остается неизменным, что свидетельству-
ет о том, что при упрочняющей обработке металл перераспределяется в ос-
новном в объемах микровыступов в радиальном и симметрично в осевых
направлениях. Наилучший класс шероховатости поверхности соответст-
вует моменту заполнения впадин микрорельефа, т. е. моменту полного
сглаживания исходного микропрофиля.
При обкатывании роликом с небольшим профильным радиусом (или ша-
риком) на поверхности детали иногда образуется волнистость. При обработ-
ке вязких пластичных металлов
впереди деформирующего элемен-
та возникает движущаяся волна
выдавленного металла, оказываю-
щая сопротивление перемещению
инструмента. Если это сопротивле-
ние превышает радиальное усилие
обкатывания (обработка с упругим
контактом), то ролик перескакива-
ет через волну, нарушая как мак-
ро-, так и микроструктуру поверх-
ности. При последующем обкаты-
вании процесс повторяется через
определенные промежутки време-
ни: возникающая поверхность
имеет ярко выраженный волнис-
тый характер. Для исключения
волнистости рекомендуется умень-
шить усилие обкатывания или про-
фильный радиус ролика. В резуль-
тате уменьшается степень пласти-
Рис. 9.11. Схема образования микро-
рельефа поверхности при обкаты-
вании роликом с закругленной и ко-
нической деформирующей частью 289
19 Технология автомобилестроения
Глава 9
Рис. 9.12. Изменение микропрофиля поверхности в зависимости от
числа проходов ротационного инструмента: а — исходная поверх-
ность, Rz = 60 мкм; б — после одного прохода, Rz = 40 мкм; в — после
второго прохода, Rz — 16 мкм; г — после четвертого прохода,
Rz = 9 мкм; д — после шестого прохода, Rz = 1,5 мкм; е — после седьмо-
го прохода, Rz = 0,23 мкм; ж — после восьмого прохода, Rz= 1 мкм
ческой деформации, величина движущейся волны и улучшается качество
поверхности. При этом необходимая шероховатость поверхности достига-
ется путем уменьшения подачи или увеличения числа проходов.
В общем случае волнистость возникает при неравномерной пластичес-
кой деформации поверхностного слоя, появление которой в свою очередь
обуславливается неравномерностью усилий в процессе обкатывания, виб-
рациями станка, детали, биением роликов, их неточной установкой отно-
сительно детали, неравномерной твердостью материала детали, плохим ка-
чеством предварительной обработки и т. д. Шаг волны не зависит от скоро-
сти и усилия обкатывания, но связан с величиной подачи.
9.2.1. Упрочнение металла [наклей]
Пластическое деформирование металла в холодном состоянии сопро-
вождается наклепом. При этом металл упрочняется: повышаются показа-
тели сопротивления металла деформированию, твердость, предел пропор-
циональности, предел прочности, предел упругости, предел текучести,
снижаются показатели пластичности (относительное удлинение, сужение
и ударная вязкость). С увеличением наклепа пределы пропорциональнос-
ти и текучести постепенно приближаются к пределу прочности. Зона уп-
ругих деформаций расширяется за счет сокращения зоны пластических
деформаций, т. е. металл становится более хрупким.
При достижении определенной степени предварительной деформации
290 разрушение металла произойдет без пластического течения (хрупкое раз-
Повышение надежности и долговечности деталей технологическими методами|
рушение). Процесс упрочнения ограничен определенной максимально
возможной для данного металла степенью деформации, превышение кото-
рой вызывает перенаклеп, разрушение поверхностных слоев детали.
Для углеродистых сталей и сталей перлитного класса перенасыщение
металла и его последующее разрушение наступает при деформации соот-
ветствующей 40 — 45%, для сталей аустенитного класса — при 60 — 70%.
Механизм пластического деформирования одинаков как для черновой
формообразующей, так и для чистовой обработки металлов давлением в хо-
лодном состоянии. Характерным отличием последней следует считать срав-
нительно малую глубину ее воздействия на поверхностные слои металла.
При упрочняющей обработке наклепу подвергаются лишь тонкие по-
верхностные слои детали. Большая же часть металла обладает высокой
вязкостью, что наряду с частичным сохранением способности обкатанно-
го поверхностного слоя к последующему пластическому деформированию
обуславливает и сохранение достаточно высоких пластических свойств де-
тали в целом.
Глубина упрочненного слоя при обкатывании зависит от условий и на-
значения обработки. Если при чистовой и упрочняющей обработке глуби-
на наклепа исчисляется десятыми долями миллиметра, то при упрочняю-
щей обработке она на порядок выше и равна нескольким миллиметрам.
Пластическое деформирование предварительно наклепанного металла
вследствие повышения его прочностных характеристик требует приложе-
ния большей нагрузки, чем это необходимо при деформировании этого же
металла с отожженной структурой.
Процесс возрастания сопротивляемости металла после возникновения
текучести называют вторичным упрочнением.
9.2.2. Остаточные напряжения
Упрочняющая обработка методами ППД отличается резкой неоднород-
ностью наклепа различных слоев металла. Наклеп, вызывая значительный
рост плотности дислокаций, сопровождается снижением плотности метал-
ла. Например, при холодной прокатке меди со степенью деформации 80%
ее плотность уменьшается с 8,95 до 8,89 г/см3. Уменьшение плотности ме-
талла при холодном пластическом деформировании объясняется массо-
вым развитием дислокаций и вакансий, способствующих образованию
микропор и микропустот в деформированном, объеме.
Разная степень пластического деформирования обуславливает и нерав-
номерность изменения объема различных слоев металла обкатанной дета-
ли, что и является причиной возникновения остаточных напряжений при
поверхностном наклепе. Поверхностные пластически деформированные
слои металла расширяются, стремясь занять больший объем. Этому пре-
пятствуют нижние упругодеформированные слои. После снятия нагрузки
поверхностные слои металла несколько удлиняются, растягивая в силу
сплошности металла внутри лежащие слои. В результате такого взаимо-
действия в наружном наклепанном слое возникают сжимающие напряже-
ния, а в сердцевине — напряжения растяжения. Наружный сжатый слой
составляет лишь небольшую долю всего объема металла, поэтому напря-
жения сжатия в нем значительно превышают напряжения растяжения
внутренней зоны сечения. 281
19*
Глава 9
Кроме остаточных напряжений первого порядка, охватывающих мик-
рообъемы металла, при обкатывании возникают и остаточные напряже-
ния второго порядка, уравновешивающиеся в пределах одного или группы
зерен (в дальнейшем будем рассматривать остаточные напряжения перво-
го порядка). Причиной возникновения остаточных напряжений второго
порядка является различие физических свойств структурных составляю-
щих металлов и их сплавов, имеющих поликристаллическое строение.
К примеру, углеродистые конструкционные стали имеют ферритно-пер-
литную структуру, составляющие которой (феррит й перлит) обладают
различными механическими свойствами. Так как феррит пластичнее,
то при равных напряжениях степень пластической деформации зерен
феррита гораздо выше, чем зерен перлита. После снятия нагрузки, вслед-
ствие взаимной связанности отдельных структурных компонентов, зерна
феррита получают остаточные напряжения сжатия, а зерна перлита — ос-
таточные напряжения растяжения. Кроме того, на возникновение напря-
жений второго порядка оказывает влияние и анизотропия механических
свойств одного и того же кристалла в различных кристаллографических
плоскостях.
Таким образом, деталь после размерно-чистовой и упрочняющей обра-
ботки находится в сложном остаточно-напряженном состоянии, которое
в сочетании с упрочнением поверхностного слоя можно уподобить состо-
янию детали после поверхностной закалки.
При обкатывании различных материалов наблюдается идентичность
характера распределения остаточных напряжений по сечению образцов.
В поверхностных слоях возникают основные напряжения сжатия, направ-
ленные вдоль оси образца: тангенциальные (окружные) напряжения сжа-
тия в плоскости перпендикулярной оси образца и незначительные ради-
альные растягивающие напряжения у самой поверхности, равные нулю.
Радиальные остаточные напряжения растяжения в 4 —10 раз (в зависимо-
сти от материала и режимов обкатывания) меньше сжимающих остаточ-
ных напряжений, из которых осевые обычно в 1,5 — 2 раза превышают тан-
генциальные. Остаточные напряжения, возникающие в результате по-
верхностного пластического деформирования, отличаются высоким
градиентом, что позволяет в некоторых случаях получать остаточные на-
пряжения, превышающие предел текучести для данного материала, опре-
деленный при одноосном растяжении. По абсолютной величине макси-
мальные сжимающие остаточные напряжения при обкатывании стали мо-
гут составлять 500 — 980 мН/мм2 в зависимости от материала и режимов
обкатывания. Для алюминиевых сплавов осевые остаточные напряжения
могут быть доведены до 330 — 380 мН/мм2. При этом тангенциальные оста-
точные напряжения оказываются на 10 — 20% ниже.
При обкатывании с осевой подачей роликов имеет место два вида эпюр
распределения остаточных напряжений по сечению детали. Для первого
вида характерно расположение максимума остаточных напряжений сжа-
тия не на поверхности образца, а на некотором расстоянии от нее —
2 — 4 мм. Отношение глубины залегания максимальных остаточных напря-
жений сжатия к толщине деформированного слоя составляет для углеро-
дистой стали равно 0,2 —0,3, для легированной — 0,3 —0,6. С увеличением
усилия обкатывания растет и глубина залегания этих напряжений. При за-
2Э2 вышенных усилиях или чрезмерной кратности приложения нагрузки
Повышение надежности и долговечности деталей технологическими методами
в тонких поверхностных слоях возможен переход к растягивающим на-
пряжениям. Следовательно, упрочнение металла в процессе размерно-чи-
стовой и упрочняющей обработки заключается как в повышении его проч-
ности, так и в возникновении в поверхностном слое остаточных сжимаю-
щих напряжений, что обуславливает высокую эффективность процесса
с точки зрения повышения выносливости деталей машин.
8.3. Технологические особенности упрочняющей обработки
С развитием технологии процессов обработки деталей способом по-
верхностного пластического деформирования в мировой и отечественной
практике создана достаточно широкая гамма специализированного обору-
дования и его инструментального оснащения.
Следует отметить, что разработки в области технологических процес-
сов и их инструментального обеспечения в значительной степени влияют
на технологические возможности, конструкции, уровень автоматизации,
а следовательно, и на производительность создаваемого оборудования для
поверхностной упрочняющей обработки.
Поверхностное пластическое деформирование достаточно широко
применяется при обработке деталей в поточных и автоматических линиях.
Раскатывание и обкатывание многороликовыми инструментами. Об-
работка ППД с применением многороликовых инструментов применяется
в целях:
• снижения шероховатости и создания нового микрорельефа поверхности;
• повышения усталостной прочности и износостойкости;
• стабилизации остаточных напряжений;
• повышения качества прессовых посадок.
В зависимости от материала детали, предшествующей обработки и ус-
ловий осуществления операции поверхностного пластического деформи-
рования достигается снижение шероховатости на 1 — 4 класса, при этом
наибольший эффект в этом направлении наблюдается при обработке бо-
лее пластичных материалов.
Обработка многороликовыми инструментами применяется при изго-
товлении деталей из конструкционных сталей с твердостью больше
40HRC, чугунов, сплавов цветных металлов. В ряде случаев обработка ППД
позволяет заменить такие операции, как хонингование, суперфиниширо-
вание, полирование, тонкое точение, развертывание.
Заданная точность детали должна обеспечиваться на предшествующих
операциях, так как при обработке многороликовыми инструментами поле
рассеивания размеров и геометрическая точность обрабатываемых по-
верхностей практически не изменяются.
При упрочняющей обработке ППД, проводимой с целью повышения
предела выносливости деталей, режимы обработки устанавливаются с уче-
том их влияния на величину остаточных напряжений и степень наклепа.
На заводах автомобильной отрасли наибольшее распространение полу-
чили многороликовые инструменты сепараторного типа с роликами, обла-
дающими достаточной деформирующей способностью и высокой произ-
водительностью.
293
Глава 9
Высокая стойкость многороликовых инструментов и стабильность до-
стижения качества обработки при их использовании позволяют автомати-
зировать процесс и применять специальное высокопроизводительное обо-
рудование.
Обработка ППД производится на универсальных и агрегатных станках,
токарных автоматах, а также на специальных полуавтоматах и автоматах.
На автомобильных заводах освоено более 1500 операций ППД, на кото-
рых обрабатываются такие детали, как клапаны, штоки и цилиндры амор-
тизаторов, коленчатые валы, гильзы и плунжеры гидроподъемников, кар-
теры коробок передач и картеры редукторов, поворотные кулаки, шаро-
вые пальцы, ступицы колес, сателлиты и чашки дифференциала заднего
моста, шаровые опоры и др.
Зарубежными фирмами, российскими предприятиями и организация-
ми создана широкая гамма специализированного оборудования для обра-
ботки ППД как наружных, так и внутренних поверхностей при изготовле-
нии деталей автомобилей, тракторов и сельскохозяйственных машин.
На Кременчугском автомобильном заводе создан станок для бесцентро-
вого обкатывания наружных цилиндрических поверхностей валиков, што-
ков, осей, втулок. Станок позволяет обкатывать детали диаметром от 6 до
60 мм и длиной до 600 мм.
Разработан автоматический станок, который обеспечивает бесцентровое
обкатывание после шлифования стержней клапанов диаметром 6—15 мм
и длиной 70 —150 мм с производительностью до 550 деталей в час.
Для бесцентрового обкатывания предназначены станки фирмы «Недеп-
scheidt» (Германия), на которых производится обкатывание методом ради-
ального обжатия наружной поверхности поршня из алюминиевого сплава
пневмогидравлического усилителя, а также обкатывание методом радиаль-
ного обжатия и продольной подачи — шейки стального коленчатого вала
компрессора и обкатывание профильными деформирующими роликами
толкателя клапана с формообразованием на поверхности наружной канавки.
Фирмой «Hegenscheidt» разработан полуавтомат для обкатывания на-
ружных поверхностей, предназначенный для чистовой и упрочняющей
обработки поверхностей, валиков, рычагов, цапф поворотных кулаков, ко-
жухов полуосей (рис. 9.13).
Обкатывание цилиндрической поверхности диаметром 55 мм и длиной
17 мм производится с продольной подачей инструмента при усилии на
каждый ролик 1,2 Кн, галтель обкатывается без подачи с усилием на ролик
3,0 Кн. При обработке ролики с профилирующим радиусом 6 мм устанав-
ливаются под утлом 65° к оси детали. Обкатывание галтелей повышает пре-
дел выносливости поворотных кулаков в 1,6 раза.
Институтом «НИИтракторосельхозмаш» созданы станки и разработана
технология для упрочняющего и чистового обкатывания галтелей коленча-
тых валов. На этих станках осуществляется упрочнение всех галтелей ко-
ренных и шатунных шеек коленчатых валов двигателей внутреннего сго-
рания, что обеспечивает повышение усталостной прочности в 1,5 раза,
долговечности валов и улучшение шероховатости поверхности галтелей,
тем самым повышается надежность. При этом повышается запас прочнос-
ти валов по пределу выносливости при увеличении мощности серийных
двигателей путем их форсирования различными методами, обеспечивает-
284 ся уменьшение размеров вновь проектируемых валов.
Повышение надежности и долговечности деталей технологическими методами
Фирмой «Hegenscheidt» также со-
здан полуавтомат для обкатывания
галтелей коленчатых валов, на кото-
ром производится одновременное чи-
стовое и упрочняющее бесцентровое
обкатывание всех галтелей коренных
и шатунных шеек после шлифования.
Окончательное шлифование поверх-
ностей коренных шеек выполняется
после обкатывания галтелей, что
обеспечивает биение коренных шеек
не более 0,05 мм и поднутрение галте-
лей до 0,15 мм.
Обкатывание галтелей коленчатых
верхностей поворотного кулака
на станке фирмы «Hegenscheidt»
валов дизельных двигателей ЯМЗ
обеспечило повышение усталостной
прочности валов на 15%.
Существует станок для обкатки ободьев колес грузовых автомобилей,
ца котором осуществляется обкатка буртика и канавки обода колеса. Про-
цесс обкатки вызывает появление благоприятных остаточных радиальных
напряжений, которые значительно улучшают усталостную выносливость
ободьев колес. На станке могут обкатываться ободья колес диаметром от
380 до 610 мм, шириной от 152 до 420 мм.
Оборудование для обработки внутренних поверхностей. Специаль-
ный пятишпиндельный трехсторонний раскатной станок, созданный на
АМО «ЗИЛ» используется для одновременного раскатывания пяти отвер-
стий диаметром от 130 до 140 мм под подшипники в чугунном картере ре-
дуктора заднего моста. Производительность станка до 15 деталей в час.
Станок работает в автоматическом режиме и обрабатывает отверстия по-
сле растачивания жесткими многороликовыми раскатками.
Другой станок — двухшпиндельный полуавтомат — станок, предназ-
наченный для одновременного раскатывания двух отверстий под под-
шипники в ступицах автомобильных колес, работает в автоматическом
цикле, оснащен приспособлением для автоматического крепления, фик-
сирования и перемещения деталей и гидравлической системой подачи
головок.
На Горьковском автозаводе создан двухсторонний раскатной станок
(рис. 9.14), предназначенный для одновременного раскатывания поверх-
ностей отверстий под подшипники в картере коробки передач, изготов-
ленном из серого чугуна.
В России разработан автомат для раскатывания внутренних цилиндри-
ческих поверхностей корпусов гидроцилиндров. В данном автомате произ-
водится раскатывание при осевом перемещении деформирующего инст-
румента после растачивания труб диаметром 100 мм и длиной 250 мм с про-
изводительностью до 90 деталей в час.
На российских заводах применяется и оборудование зарубежных фирм,
например, автомат для раскатывания внутренних цилиндрических поверх-
ностей цилиндров, который обеспечивает обработку деталей диаметром
150 и 168 мм при толщине стенок цилиндров 5 мм с производительностью до
60 деталей в час. Для раскатывания применяются многороликовые гидрав-
295
Глава 9
Рис. 9.14. Двухсторонний раскатной станок мод. МС-1149
лические раскатки с радиальным разжимом роликов. Обработка произво-
дится с осевой подачей инструмента. На данном автомате выполняют рас-
катку цилиндров под подшипники в ступицах колес для увеличения площа-
ди контакта для сепараторов подшипников, что обеспечивает уменьшение
разбалтывания сепаратора и повышает срок службы подшипника.
Другой автомат производительностью до 900 деталей в час обеспечива-
ет раскатку отверстия штуцера диаметром 15 мм.
Алмазное выглаживание представляет собой процесс пластического
деформирования поверхности скользящим инструментом, оснащенным
кристаллом алмаза, применяется для обработки наружных, внутренних
и торцовых поверхностей деталей. Возможна также обработка прерывис-
тых поверхностей (наличие выходов отверстий, пазов и др.). Алмазное вы-
глаживание вводится в технологический процесс как дополнительная опе-
рация или взамен отделочных операций (суперфиниширования, полиро-
вания и т.п.).
При обработке цветных металлов и сплавов, а также сталей с твердос-
тью до 65HRC достигается уменьшение шероховатости поверхности от 2
до 6 раз.
Алмазное выглаживание обеспечивает улучшение физико-механичес-
ких свойств поверхностного слоя (по микротвердости, микроструктуре,
напряженному состоянию) и эксплуатационных свойств деталей.
Заданная размерная точность должна обеспечиваться на предшествую-
щей операции.
Инструментом для выглаживания являются наконечники, оснащенные
кристаллом природного или синтетического алмаза типа баллас (АСБ)
и карбонадо (АСПК).
При назначении скорости выглаживания (50 — 200 м/мин) необходимо
296 учитывать возможность возникновения вибраций.
Повышение надежности и долговечности деталей технологическими методами
Рис. 9.15. Алмазное
выглаживание ку-
лачков распредели-
тельного вала
Усилие выглаживания устанавливается в пределах от 50 до 30 Н. При
обработке деталей из цветных металлов и сплавов, незакаленных сталей
усилие не должно превышать 150 Н.
В зависимости от способа внедрения при обработке алмазным инстру-
ментом различают жесткое и упругое выглаживание, при этом в производ-
ственных условиях в основном применяется упругое выглаживание.
Разработаны различные универсальные и специальные устройств для
алмазного выглаживания цилиндрических, сферических, профильных,
торцовых, прерывистых поверхностей и глубоких отверстий.
В автотракторном машиностроении используется
специальное оборудование для алмазного выглажива-
ния, например, полуавтомат для алмазного выглажива-
ния кулачков распределительных валов двигателей
(рис. 9.15), применяемого вместо полирования, где осу-
ществляется одновременное выглаживание поверхно-
стей всех кулачков вала бескопирным способом в ав-
томатическом режиме. Число выглаживающих голо-
вок равно количеству кулачков вала. Конструкция
выглаживающих головок обеспечивает равномерную
обработку всего профиля. Станок может быть встроен
в автоматическую линию. Также созданы станки для
бесцентрового алмазного выглаживания поршневых
пальцев и цилиндрических деталей типа штоков и ва-
ликов диаметром 5 — 30 мм и длиной до 250 мм.
Вибрационное обкатывание. Существуют раз-
личные способы образования регулярного микроре-
льефа поверхности с заданными характеристиками,
такие как пористое хромирование, накатывание дис-
кретных углублений, а также резание и шлифова-
ние. Однако каждый из этих способов имеет опреде-
ленные недостатки.
Кольцевые или спиральные канавки, образованные на поверхности
трения резанием или шлифованием, имеют следующие недостатки:
• наличие острых кромок канавок, которые могут приводить к наруше-
нию целостности масляной пленки на деталях, подверженных местным
локальным деформациям, обуславливаемые силовым воздействием
и вибрацией, возникающими при эксплуатации изделий;
• отсутствие равномерного охвата всей поверхности трения резервуара-
ми для запаса смазки.
Были разработаны следующие методы создания регулярного микроре-
льефа пластическим деформированием:
• вибрационное накатывание (вибровыглаживание);
• центробежно-ударное накатывание дискретных углублений;
• выглаживание вращающимся вокруг своей оси инструментом;
• пластическое деформирование сферической поверхности вращением
инструмента и детали вокруг своих осей, расположенных под углом
друг к другу;
• накатывание поверхности роликом с зеркально отображенным микро-
рельефом. 297
Глава 9
Создание регулярного микрорельефа заданной глубины является виб-
рационным обкатыванием (вибровыглаживанием), которое обеспечива-
ет образование однородного микрорельефа поверхности и возможность
регламентирования микронеровностей по размерам, форме и взаиморас-
положению.
Вибрационное обкатывание заключается в пластическом деформиро-
вании обрабатываемой поверхности шаром или алмазным наконечником
при взаимном относительном перемещении детали и инструмента. Инст-
рументу дополнительно сообщается возвратно-поступательное движение
по поверхности обрабатываемой детали.
Накатывание микрорельефа возможно как на наружных, так и на внут-
ренних цилиндрических, плоских и сферических поверхностях.
В качестве инструмента используются стандартные шарики диаметром
4—10 мм и наконечники со сферической рабочей частью из природных
и синтетических алмазов, твердого сплава.
В результате вибрационного обкатывания на поверхности образуется
синусоидальная канавка, являющаяся следом инструмента, которая накла-
дывается на винтовую линию, образованную в результате вращения дета-
ли и перемещения инструмента с определенной подачей. Различные соче-
тания соседних канавок создают разнообразные системы (сетки) кана-
вок — (рис. 9.16) новый микрорельеф поверхности, который обеспечивает
увеличение маслоемкости в контактных поверхностях деталей.
Рис. 9.16. Вибрационное обкатывание
Варьирование формы, размеров и расположения микронеровностей
достигается путем изменения режимов обработки (частоты вращения де-
тали, подачи инструмента, амплитуды и частоты его осцилляции, усилия
поджима инструмента к детали, а также радиуса сферической части инст-
румента).
Глубина канавок при обработке деталей из материалов с высокой твер-
достью (HRC 30...50) — 20 — 40 мкм.
При использовании виброобкатывания улучшаются следующие экс-
плуатационные свойства деталей:
• снижаются потери на трение;
• снижается контактная жесткость;
• повышается прочность неподвижных соединений;
• повышается сопротивление ползучести;
• повышается сопротивление усталости;
• повышается коррозийная стойкость;
• повышается плавность хода в сопряженных парах и их износостой-
кость;
298 • повышается гидроплотность;
Повышение надежности и долговечности деталей технологическими методами
• улучшается склеиваемость, электрическая прочность, прирабатывае-
моемость и сокращается время приработки;
• сохраняются эксплуатационные свойства соединений при длительном
хранении и транспортировке;
• исключаются интенсивные виды износа — натиры, задиры, схватыва-
ние.
В результате повышаются надежность и долговечность машин, прибо-
ров и оборудования, а в некоторых случаях удается заменить ручное поли-
рование и шабрение на виброобкатывание.
На рис. 9.17 показано вибрационное обкатывание, которое использует-
ся в полуавтомате, предназначенном для образования регулярного микро-
рельефа на рабочей поверхности гильз цилиндров диаметром 130 мм.
Перед виброобкатыванием гильзы хонингуются мелкозернистыми ал-
мазными брусками до шероховатости Ra = 0,2 и разбиваются по внутрен-
нему диаметру на размерные группы. Каждая позиция станка оснащена
шпиндельной бабкой с устройством гидравлического зажима гильзы и ее
вращения. Виброобкатывание осуществляется головкой с осциллирую-
щим устройством и механизмом, создающим необходимое усилие на де-
формирующие шарики. Каждая головка снабжена тремя оправками, рас-
положенными под углом 120°. Диаметр деформирующего шарика — 4 мм.
Глубина канавок — 0,012 — 0,020 мм. Площадь, занимаемая канавками, со-
ставляет в среднем 27% площади рабочей поверхности гильзы.
Метод вибронакатывания используется также при ремонте направляю-
щих станин станков.
По старой технологии ремонта точность формы незакаленных направ-
ляющих станин восстанавливали шабрением, в том числе:
• предварительным, снимая большую часть припуска;
• чистовым, добиваясь точности формы (плоскостности и прямолиней-
ности);
• декоративным, обеспечивая
необходимое соотношение
несущей и удерживающей
смазку поверхностей (число
«пятен» на единицу площа-
ди и масляные «карманы»).
Все три перехода при шаб-
рении трудоемки, однообразны
и утомительны, более того, их
выполнение требует высокой
квалификации исполнителей.
Соответственно велика и стои-
мость такого метода ремонта
станков.
При вибронакатывании ре-
монтируемую станину устанав-
ливают на продольно-строгаль-
ный станок, выверяют по неиз-
ношенным поверхностям на
Рис. 9,17. Виброобкатывание рабочей
поверхности гильз цилиндров: 1 — са-
модействующая головка; 2 — оправка;
3 — шарики
290
Глава 9
параллельность хода стола и строгают направляющие предварительно
и окончательно. На двухстоечном станке имеются два перемещающихся
по траверсе суппорта: на одном установлен широколезвийный резец,
на другом — вибрационная головка.
После строгания без переустановки станин выполняют вибронакатыва-
ние строчечным способом. В результате двух взаимно перпендикулярных
движений — поступательного с определенной подачей и возвратно-посту-
пательного державки с шариками виброголовки (рис. 9.18) — образуются
синусоидальные масляные канавки.
Таким образом, строгание обеспечивает формообразование (плоскост-
♦ ность и прямолинейность), а вибронакатывание — требуемое соотноше-
ние опорной и маслоемкой поверхностей и расположения канавок, преры-
вающих задиры и предотвращающих схватывание поверхностей.
Рис. 9.18. Вибронакатывание станин:
а — схема размещения станины на
станке: 1 — стол; 2 — обрабатываемая
станина; 3 — стойка; 4 — траверса;
5 — суппорт; 6 — виброголовка; 7 — на-
правление движения деформирующих
шаров; 8 — направление движения сто-
ла; б — принципиальная схема виброна-
катывания: 1 — шарики; 2 — державка;
3 — виброголовка
Результаты показали боЛее высокую износостойкость вибронакатан-
ных направляющих по сравнению с шабренными. С применением новой
технологии, по которой направляющие обрабатывают строганием с после-
дующим вибронакатыванием, резко сократилась трудоемкость восстанов-
ления направляющих, практически полностью исключены натиры, зади-
ры, схватывание металла, а также ручные операции.
Оборудование для комбинированной обработки деталей. В машиност-
роении разрабатываются и используются методы чистовой и упрочняю-
щей обработки ППД, комбинируемые с другими технологическими про-
цессами, такими как традиционная обработка лезвийным инструментом,
термическая и химико-термическая обработка, нанесение различных по-
крытий. При этом возможна многовариантность применяемых технологи-
ческих решений.
Эффект от использования ППД значительно возрастает при сочетании
как путем совмещения, так и путем последовательной обработки с други-
300 ми методами обработки.
Повышение надежности и долговечности деталей технологическими методами
Определенное развитие получили обработка совмещенными в одном
цикле резанием и ППД. Этому способствали следующие факторы:
• ППД позволяет осуществлять выглаживающую обработку (для умень-
шения шероховатости поверхности) с производительностью, более
чем в три раза превышающей производительность обработки абразив-
ными методами, с обеспечением стабильного параметра шероховатос-
ти Ra = 0,1 мкм;
• инструменты и устройства для обработки ППД просты, надежны в ра-
боте, удобны для механизации и автоматизации, обладают достаточно
высокой стойкостью, схемы обработки ППД позволяют повысить жест-
кость технологической системы;
• радиальные составляющие усилий резания в 5 — 20 раз меньше радиаль-
ных усилий на деформирующих элементах;
• СОЖ, используемые для лезвийной обработки, пригодны и для процес-
сов ППД;
• совмещение процессов резания и ППД многороликовыми планетарны-
ми деформирующими головками дает возможность устранить вибра-
ции при резании, повысить стойкость режущего инструмента, при этом
производительность обработки лимитируется эксплуатационными ха-
рактеристиками режущего инструмента;
• потребляемая мощность при совмещении процессов при прочих рав-
ных условиях в 30—100 раз меньше мощности, расходуемой при абра-
зивной обработке.
Следовательно — совмещение процессов резания лезвийным инстру-
ментом и ППД многороликовыми планетарными устройствами техничес-
ки возможно и целесообразно, так как позволяет усовершенствовать мето-
ды токарной обработки, создать новые процессы, превосходящие абразив-
ную обработку по точности, производительности и энергоемкости.
Остановимся на оборудовании, обеспечивающим совмещение процес-
сов механической обработки резанием и ППД методом обкатывания и рас-
катывания.
Таким оборудованием является станок фирмы «Hegenscheidt» для сов-
мещенной обработки труб. На станке производится обработка труб диаме-
тром 30 — 250 мм и длиной от 300 до 4000 мм растачиванием с последующей
раскаткой. Обработка осуществляется комбинированным инструментом,
включающим в себя головку чистового растачивания, оснащенную плава-
ющей твердосплавной расточной пластиной для снятия широкой сливной
стружки — и жесткую многороликовую раскатку.
ОАО «НИИТавтопром» был разработан технологический процесс
и специальная комбинированная оснастка для совмещенной обработки
резанием с поверхностным пластическим деформированием труб гидро-
цилиндров самосвальной техники. Такой метод обработки труб обеспечи-
вает по сравнению с традиционным повышение качества отверстия по ге-
ометрическим параметрам и шероховатости поверхности, в первую оче-
редь путем специальной конструкции инструмента, а также повышение
производительности в 2 — 3 раза.
Для осуществления совмещенной обработки был использован универ-
сальный токарный станок со специальным комбинированным инструмен-
том (рис. 9.19), состоящим из расточной головки и раскатной роликовой 301
Глава 9
головки, между которыми установлена зачистная упругая шайба, предо-
храняющая от попадания стружки под ролики.
Рис. 9.19. Комбинированный инструмент для совмещенной обработки
отверстий труб гидроцилиндров
Расточная головка состоит из корпуса 1, плавающего резцового блока 2
и направляющих — виброгасителей 3. Резание осуществляется двумя рез-
цами, расположенными строго напротив друг друга в резцовом блоке, ко-
торый плавает перпендикулярно оси отверстия. Такой инструмент позво-
ляет сохранить ось, полученную на предшествующей операции и испра-
вить эллипсность и конусность отверстия. Раскатка, следующая за
расточной головкой, имеет ряд конических роликов 4, расположенных
в сепараторе 5. Конструкция раскатки позволяет производить точную на-
стройку в пределах 1 мм на диаметр. При прямом рабочем ходе происходит
растачивание и раскатывание, при обратном холостом ходе ролики сбра-
сываются с целью исключения контакта инструмента с деталью; автомати-
ческая настройка на размер осуществляется за счет пружины перед нача-
лом рабочего хода.
Данный инструмент позволил осуществлять совмещенную обработку го-
рячекатаных труб из стали 45 с предварительно расточенным отверстием.
Применение совмещенного метода резания с ППД обеспечило повыше-
ние производительности не только путем совмещения двух операций (рас-
тачивания и раскатывания), но и за счет увеличения подач по сравнению
с существующими методами чистовой расточки отверстий. При этом до-
стигается шероховатость поверхности в пределах Ra от 0,2 до 0,32; улучша-
ется геометрия отверстия, уплотняется поверхностный слой и увеличивает-
ся его твердость, что способствует повышению долговечности деталей.
Станок фирмы «Hegenscheidt» для совмещенной обработки шеек ко-
ленчатых валов обеспечивает в автоматическом режиме одновременно чи-
стовое обтачивание торцовых поверхностей коренных шеек коленчатых
валов и протачивание углубленных галтелей. Станок оснащен дополни-
тельным суппортом для обкатывания торцевых поверхностей шеек колен-
вала и устройством автоматического контроля расстояния между торцами
шеек.
В МГТУ «МАМИ» разработан станок для размерного совмещенного об-
катывания наружных цилиндрических поверхностей деталей типа што-
ков. Первый образец был изготовлен на базе токарно-винторезного стан-
ка и использован для обкатывания штоков гидроцилиндров диаметром
302 55 мм и длиной 610 мм.
Повышение надежности и долговечности деталей технологическими методами|
Также разработаны модули оборудования и процессы для комбиниро-
ванной обработки иглофрезерованием и обкатыванием, которую реко-
мендуют применять, например, в качестве механической подготовки по-
верхностей деталей перед нанесением гальванических покрытий.
При обработке деталей могут использоваться и другие варианты комби-
нирования процессов, например, электромеханическая обработка (ЭМО).
ЭМО основана на сочетании термического и силового совмещенного
воздействия на поверхностный слой обрабатываемой детали. Данный спо-
соб основан на том, что в процессе обработки через место контакта инст-
румента с деталью проходит ток большой силы и низкого напряжения,
в результате чего выступы поверхности нагреваются, деформируются
и сглаживаются под давлением инструмента, поверхностный слой металла
упрочняется.
Другим примером является совмещение электрохимической обработ-
ки с поверхностным наклепом, при котором величина наклепа регулиру-
ется величиной продольного усилия калибрующего инструмента, а сте-
пень наклепа — скоростью электрохимического процесса. При этом ос-
новная часть припуска снимается электрохимическим способом,
а оставшаяся часть, определяемая в соответствии с требуемым накле-
пом, — инструментом для калибрующего протягивания.
Схема одного из комбинированных процессов обработки, основанного
на нанесении металлического покрытия путем электрохимического нати-
рания и ППД, показана на рис. 9.20.
Рис. 9.20. Схема комбиниро-
ванной обработки электро-
химическим натиранием
и упрочнением ППД: 1 — де-
таль; 2 — притир; 3 — фа-
сонный электрод; 4 — источ-
ник постоянного напряжения
При комбинированном процессе деталь 1 вращается и подключена к ис-
точнику технологического напряжения 4, другой полюс источника постоян-
ного напряжения подключен к фасонному токопроводящему электроду 3.
В отличие от традиционных методов электрохимического нанесения
покрытий, процесс натирания не требует особо тщательной подготовки
поверхностей детали и позволяет наносить покрытие локально в условиях
постоянного механического воздействия на поверхность притиром 2. Ме-
таллическое покрытие в этом случае компактно и хорошо сцеплено с ос-
новной.
Среди заслуживающих внимания методов комбинированной поверх-
ностной обработки можно также отметить метод магнитно-абразивной
обработки (МАО), который представляет собой достаточно сложный про- 303
Глава 9
цесс механического (механохимического) съема металла с поверхности
деталей и одновременного сглаживания и пластического деформирования
неровностей. Рабочей средой при этом являются зерна, магнитно-абразив-
ного порошка (например, FeAl2O2), который под действием постоянного
магнитного поля уплотняется и перемещается по направлению к обраба-
тываемой поверхности, взаимодействуя с ней.
Установка на базе модернизированного токарного станка для проведе-
ния МАО цилиндрических деталей типа вала представлена на рис. 9.21.
Станок Г состоит из дополнительного шпинделя 2, корпуса 3 и пру-
жинного механизма 4 в задней бабке 5. Осциллирующее осевое переме-
щение детали 7 (Ds) обеспечивается за счет дополнительного привода 9
с маховиком. Главное (вращательное) движение детали (От) обеспечива-
ется станком.
Рис. 9.21. Установка для магнитно-абразивной обработки
цилиндрических деталей типа вала
При работе привода маховик 8 со шпинделем и деталью перемещается
в осевом направлении, а возврат в исходное положение осуществляется
с помощью пружинного механизма 4. При магнитно-абразивной обработ-
ке цилиндрическую деталь 7 устанавливают в центре, помещая обрабаты-
ваемую поверхность между полюсами электромагнита 6 с некоторым ра-
бочим зазором, в который подают магнитно-абразивный порошок. Кроме
того, в зону обработки подают СОЖ (эмульсию, керосин и т. п.), которая
служит не для охлаждения, поскольку тепловыделение при МАО невели-
ко. При наличии поверхностно-активного вещества образуются микрозо-
ны протекания электрического тока, так как токопроводящие элементы
пересекают силовые линии магнитного поля. Вследствие этого происходит
частичное электрохимическое растворение материала детали и в зернах
магнитно-абразивного порошка осуществляется анодный процесс, что со-
провождается частичным растворением ферромагнитного включения
и освобождением активных режущих абразивных частиц.
Регулированием электрических параметров можно изменять напряжен-
304 ность магнитного поля в зоне обработки при постоянном зазоре. Различают-
Повышение надежности и дппгавечности детапвО технологическими методами
ся два основных режима МАО. При большой напряженности магнитного
поля параметры процесса близки к параметрам процесса обработки шлифо-
ванием связанным абразивом (съем металла 0,1 — 0,5 мм на диаметр; Ra — от
0,08 до 0,12мкм). При невысокой напряженности показатели процесса близ-
ки к показателям процесса обработки свободным абразивом (съем материа-
ла детали— 0,02 — 0,08 мм на диаметр; Ra— от 0,01 до 0,08 мкм).
Достоинством метода МАО является то, что не происходит засаливания
абразивного инструмента. Поэтому возможна эффективная обработка де-
талей из относительно мягких, вязких материалов (нержавеющих и леги-
рованных сталей, сплавов титана, алюминия, меди и т. п.). Время обработ-
ки невелико — 0,5 —2,0 мин.
Производительность и качество МАО определяются, главным образом,
абразивными, магнитными и прочностными свойствами порошков. Наи-
более эффективны магнитно-абразивные порошки на основе железа и ту-
гоплавких композиций (молибдена, ванадия и др.).
МАО обеспечивает достаточно высокие стабильные качественные по-
казатели (Ra от 0,02 до 0,04 мим), но более низкую производительность, чем
другие виды обработки.
Для реализации МАО важно оценить ее технологические возможности
по сравнению с возможностями других способов финишной обработки.
Эффективными являются также процессы комплексного упрочнения
электроискровым легированием или лазерной обработкой или ионным
азотированием и ППД, причем ППД можно использовать и как оконча-
тельную операцию.
Из приведенных примеров видно, что применение методов ППД в соче-
тании с другими видами обработки получает достаточно широкое разви-
тие для решения актуальных вопросов повышения эффективности техно-
логических процессов и качества изготавливаемых деталей, что в первую
очередь приводит к увеличению долговечности, надежности и конкурен-
тоспособности машиностроительной продукции.
9.4. Формообразование сложнопрофильных поверхностей холодным
пластическим деформированием
В нашей стране и за рубежом разработано большое число способов пла-
стического формообразования сложных профилей, в первую очередь зубь-
ев и шлицев на деталях машин. Рассмотрим способы холодного накатыва-
ния, которые прошли промышленную проверку и внедрены в производство.
Формообразование шлицевых и зубчатых профилей холодным пласти-
ческим деформированием осуществляется двумя методами: копировани-
ем и обкатываем (огибанием) профиля. Кроме этих двух методов применя-
ется также метод образования зубьев в матрице.
Метод копирования применяется для образования прямобочных, треу-
гольных и эвольвентных шлицев со значительной высотой профиля, а также
зубчатых колес модулем до 6 мм. При накатывании по методу копирования
профиль впадин получаемых шлицев полностью копирует профиль формо-
образующей части накатного инструмента. Рассмотрим основные методы
копирования, такие как: ротационное обжатие, профильное накатывание
многороликовыми головками и импульсное планетарное накатывание.
20 Технология автомобилестроения
305
Глава 9
9.4.1. Ротационное обжатие
Пластическое деформирование при ротаци-
онном обжатии достигается двумя одинаковы-
ми инструментами, расположенными друг про-
Рис. 9.22. Ротационное
обжатие
тив друга, которые имеют форму, соответству-
ющую форме создаваемого профиля (рис. 9.22).
Ау Ротационное обжатие осуществляется на спе-
, циальных ротационно-обжимных машинах при
последовательном или одновременном воздей-
ствии инструментов на заготовку. Этот процесс
может быть применен для формообразования
шлицев. Из-за сложности его осуществления
данный процесс не получил широкого распро-
странения.
9.4.2. Профильное накатынание многороликовыми головкамо
Профильное накатывание многороликовыми головками применяется, в ос-
новном, для накатывания прямобочных и эвольвентных шлицев. Число роли-
ков соответствует числу впадин шлицев. Ролики не приводные и устанавлива-
ются на осях в подшипниках. Формообразование осуществляется при прину-
дительном осевом перемещении детали или накатной головки (рис. 9.23).
При продольном накатывании
Рис. 9.23. Профильное нака-
\%%\
многороликовыми головками шли-
цы можно получать с помощью трех
технологических схем:
1. Накатывание с делением, т. е.
с периодическим поворотом заго-
товки после накатывания двух или
трех впадин. При этом число роли-
ков в головке меньше числа впадин
шлицевого вала.
2. Одновременное накатывание
всех шлицевых впадин на полную
глубину. Шлицы формируются за
два хода головки — рабочий и кали-
брующий.
3. Многопроходное накатыва-
ние с периодическим перемещени-
тывание многороликовыми го-
ловками
ем накатных роликов к центру заго-
товки.
9.4.3. Импульсное планетарное накатывание
Предложенное в 1960 г. швейцарской фирмой «GROB» импульсное пла-
нетарное накатывание имеет следующие особенности:
• возможно применение простого по конструкции инструмента — двух
дисковых роликов;
306
Повышение надежности и дппговечнасти детапвй технологическими методами
• прерывистое приложение усилий;
• обжатие заготовки на малых участках, обеспечивающее высокое каче-
ство поверхности при малых внешних усилиях.
Импульсным планетарным на-
катыванием можно обрабатывать
почти все формы профилей с рав-
номерным шагом и четным и нечет-
ным числом зубьев. Суть способа
состоит в следующем.
Два накатных инструмента име-
ют профиль, который совпадает
с профилем впадин зуба (рис. 9.24).
Инструменты вращаются в проти-
Рис. 9.24. Импульсное плане-
тарное накатывание
воположных направлениях, совер-
шая планетарное движение вокруг
двух осей, расположенных перпен-
дикулярно к оси детали. Благодаря
этому, при каждом своем обороте инструменты входят в кратковремен-
ный ударообразный контакт с деталью, во время которого материал вытес-
няется в радиальном направлении от ножки зуба к его головке. Во время
формообразования деталь неподвижна. Когда накатной инструмент, дви-
гаясь по планетарной траектории, выходит из зацепления с деталью, по-
следняя поворачивается вокруг своей оси на один шаг зубьев. Скорость
вращения накатных головок и изделия согласуются друг с другом с учетом
числа изготавливаемых зубьев. Одновременно производится непрерывная
подача изделия в осевом направлении. Частота вращения роликов головок
3500 мин'1, осевая подача заготовки за один оборот равна 0,8 — 3,0 мм. Наи-
больший модуль обрабатываемых зубьев — 6 мм.
Метод обката применяется для холодного формообразования профилей
резьб, треугольных шлицев с углом профиля 60 — 90°, эвольвентных шлицев
с углом зацепления 30 — 45°, спиральных зубчатых колес с углом наклона до
30° и модулем до 1,25 мм и для накатывания мелкомодульных зубчатых ко-
лес модулем до 2 мм. При накатывании по методу обката профиль зуба де-
тали получается как огибающая последовательных положений инструмен-
та. Схема обката лежит в основе следующих способов накатывания.
9.4.4. Накатывание с осевой подачей
При накатывании с осевой подачей заготовки применяют инструмент,
имеющий форму червяка или цилиндрического ролика, который находит-
ся с изделием в продолжительном или прерывистом контакте. Оси накат-
ников могут располагаться либо параллельно оси изделия, либо перекре-
щиваться с ней в зависимости от наклона зуба инструмента или накатыва-
емого венца. Два, а чаще три накатника устанавливаются на требуемое
межосевое расстояние, а инструменту или заготовке сообщают осевое
движение. Синхронизация вращения накатников осуществляется либо
вращающейся впереди пакета заготовок мастер-шестерней, находящейся
в беззазорном зацеплении с накатниками, либо охватывающим накатники
кольцом с внутренними зубьями.
307
20*
Глава 9
Накатывание зубчатых венцов возможно на прутках с последующей
разрезкой на отдельные колеса либо на отдельных заготовках, набирае-
мых предварительно в пакет на оправку.
9.4.5. Накатывание с радиальной подачей
Накатывание зубчатыми роликами с радиальной подачей инструмента
осуществляется за счет его перемещения к оси заготовки, т. е. межосевое
расстояние в станочном зацеплении
Рис. 9.25. Накатывание с радиаль-
ной подачей
переменно, что является важным
фактором, который будет оце-
нен ниже при сравнительном
анализе различных способов.
При рассматриваемом способе
оси заготовки и инструмента
параллельны (рис. 9.25). После
формирования профиля произ-
водится калибрование при по-
стоянном межосевом расстоя-
нии. Накатывание может произ-
водиться одним, двумя или
тремя накатниками. Накатыва-
ние возможно только на единич-
ных заготовках. В промышлен-
ности используется, в основном,
схема с двумя накатниками.
Процесс формирования такого профиля начинается с момента касания на-
катниками заготовки. Дальнейшее уменьшение межосевого расстояния
в станочном зацеплении заставляет зубья накатника внедряться в металл
заготовки и на ней формировать профиль.
Течение металла заготовки на торцы предотвращают ограничительные
реборды, прижатые болтами к накатникам. Можно использовать инстру-
мент открытого или закрытого профиля. Данным способом производится
накатывание резьбы, треугольных и эвольвентных шлицев с небольшим
шагом, мелкомодульных зубчатых колес из материалов высокой пластич-
ности.
9.4.6. Накатывание плоскими рейками
Накатывание плоскими рейками разработано фирмой «Michigan Tool
Со» (США) более полувека назад (рис. 9.26). Модели станков и способ по-
лучили название ROTO-FLO. Данный способ отличается высокой произво-
дительностью по сравнению с процессом зубофрезерования червячной
фрезой.
Накатные рейки 2, закрепленные на поступательно движущихся ползу-
нах 3, перемещаются навстречу друг другу. Закрепленная в центрах заго-
товка 1 прокатывается между ними, и на ней формируются зубья венца.
Внедрение зубьев рейки в заготовку происходит потому, что высота зубь-
ев инструмента имеет некоторый прирост. Конструкция инструмента су-
щественно влияет на кинематическую схему зубонакатного станка. Цент-
308 Ры позволяют заготовке свободно вращаться вокруг своей оси под воздей-
Повышение надежности в долговечности деталей технологическими методами
ствием реек, движущихся
Рис. 9.26. Накатывание плоскими рейками
с одинаковой скоростью.
Зубья заборной части реек
захватывают заготовку и за-
ставляют ее вращаться. Не-
сколько последних оборо-
тов сообщаются для калиб-
рования профиля. Так как
зубья накатных реек испы-
тывают высокие изгибаю-
щие нагрузки, указанный
способ используется только
для углов зацепления свыше 25’ и укороченных зубьев, например,
для эвольвентных шлицев с углом зацепления 30’ и 45°. При данных углах
зацепления минимальное число накатываемых прямых зубьев с модулем
до 1,6 мм — 15.
Накатывание возможно на заготовках из сталей с 5 > 7%, <тв =
600 —800МПа, а также на заготовках из алюминиевых сплавов, латуни
и меди. Твердость заготовок не должна превышать 44 HRC.
9.4.7. Накатывание затылованными роликами
В соответствии с конструкцией инструмента вдавливание его профиля
в материал заготовки производится путем изменения активной формы
(приращения) профиля инструмента по окружности, при этом межосевое
расстояние остается постоянным. В специальной литературе этот способ
получил название «Incremental». Так как инструмент имеет форму эксцен-
трика, данный способ называют также эксцентричным накатыванием.
Деталь располагается в центрах и приводится во вращение силой тре-
ния и путем зацепления с принудительно вращающимся инструментом.
Формообразование затылованным инструментом во многом схоже с нака-
тыванием с радиальной подачей и представляет собой следующее. Если
рассматривать какую-либо точку на периферии детали, можно убедиться,
что эта точка приходит в контакт с инструментом периодически повторя-
ющимся образом. За один полный оборот детали эта точка приходит в кон-
такт с инструментом п раз, где п — число инструментов. Для осуществле-
ния процесса формообразования необходимо сократить межосевое рас-
стояние между деталью и инструментом с постоянным профилем
(радиальная подача) либо придать инструменту сложный эвольвентный
профиль при сохранении межосевого расстояния постоянным (эксцент-
ричное накатывание). Цикл формообразования детали эксцентричным на-
катыванием выполняется за один-единственный оборот инструмента.
Эксцентричное накатывание и описанный выше способ — практичес-
ки один и тот же процесс с разницей в форме инструмента и характере его
движения. Преимущество использования инструмента цилиндрической
формы легко доказать математически. Если приняты п — число оборотов,
выполняемое деталью для достижения заданного формообразования, d —
диаметр заготовки под накатывание, то эквивалентная развернутая линия
L рассчитывается по формуле: L = rc-d-n. Минимальный размер, необходи-
мый для выполнения операции формообразования при использовании
309
Глава 9
прямолинейного инструмента: Ег = 2L + d. В таких же условиях мини-
мальный размер, необходимый для выполнения той же операции формо-
образования при использовании двух круглых инструментов с такой же
развернутой поверхностью будет:
2 L
Ес- +d
7Г
Тогда разница в размерах
7Г 2
Er-Ec = 2L-— = L(2--) = 1,36L
Я Я
Таким образом, при той же производительности использование кругло-
го инструмента обеспечивает компактность станка.
Способ эксцентричного накатывания, благодаря своей универсальнос-
ти, позволяет обрабатывать на цилиндрических заготовках большую но-
менклатуру: резьбы, кольцевые канавки, червяки, эвольвентные и треу-
гольные шлицы, прямые и спиральные зубья мелкомодульных зубчатых
колес модулем до 1,5 мм. Возможно использование комбинированного на-
катывания, т. е. накатывания в одну операцию сразу нескольких фасон-
ных поверхностей.
9.4.8. Накалывание с тангенциальной подачей
Накатывание с тангенциальной подачей заготовок производится зубча-
тыми роликами с постоянным профилем. Накатывание с тангенциальной
подачей может быть осуществлено тремя способами: тангенциальным (ос-
новной), дифференциальным и бесцентровым. При тангенциальном нака-
тывании (рис. 9.27, а) заготовка 6, закрепленная на одном валу с делитель-
ным эталонным зубчатым колесом 2, перемещается в тангенциальном на-
правлении между зубчатыми роликами 5 и 7, межосевое расстояние
которых неизменно. Вращение от колеса 3 ведущего ролика 5 через зубча-
тое колесо 2 передается колесу 1, установленному на одном валу с ведомым
Рис. 9.27. Схемы способов накатывания с тангенциальной подачей:
а — тангенциальный; б — дифференциальный; в — бесцентровый
310
Повышение надежнпстп и допгавечностп деталей техноппгнческими методами
роликом 7. При неподвижном ползуне 4 угловые скорости роликов равны
(cE>t = со2). Перемещение ползуна с заготовкой и эталонным колесом в на-
правлении тангенциальной подачи со скоростью ds изменяет угловую ско-
рость (o)j > со2), ведет к уменьшению межосевого расстояния инстру-
мент — заготовка. Вследствие этого ролик внедряется в заготовку и на ней
формируются зубья.
При дифференциальном накатывании (рис. 9.59, б) заготовка 6, свобод-
но висящая на пальце ползуна 4, принудительно вводится между ролика-
ми, вращающимися с различными окружными скоростями. Зубчатые ко-
леса 1 — 3 составляют гитару дифференциальной подачи, осуществляю-
щую понижение угловой скорости со2. При этом отпадает необходимость
в эталонном колесе, так как ведущий механизм колес 1— 3 потерял функ-
цию делительного и лишь синхронизирует вращение роликов.
При бесцентровом накатывании (рис. 9.59, в) заготовка 6 свободно па-
дает на вращающиеся с различными скоростями роликами 5 и 7. Ролики
затягивают заготовку и в процессе накатывания сами перемещают ее
в тангенциальном направлении. Для обеспечения устойчивого захвата за-
готовки требуется создание определенных скоростей роликов. Скорость
перемещения заготовки us зависит от передаточного отношения зубчатых
колес, а также от скорости со и диаметров роликов. В соответствии с зало-
женным технологическим процессом формообразование зубьев разбива-
ется на три этапа: этап деления, где заготовка должна быть разделена на за-
данное число зубьев, этап формообразования, где зубчатый венец форми-
руется вчерне с оставлением небольшого припуска под калибрование,
этап калибрования, после которого зубчатый венец соответствует задан-
ным техническим требованиям.
Этим способом могут обрабатываться дисковые зубчатые колеса диамет-
ром 20 —100 мм, шириной 2—5 мм, с центральным отверстием от 4 до 12 мм, мо-
дулем от 0,4 до 1 мм из сталей марок 10, 20, 45, латуни, алюминиевых сплавов.
Вопросы для самопроверка
1. Какие основные преимущества метода ППД по сравнению с механиче-
ской обработкой?
2. В чем заключается физическая сущность ППД?
3. Какие факторы процесса ППД влияют на качество поверхностного
слоя детали?
4. Как влияет исходная шероховатость поверхности на качество обрабо-
танной поверхности?
Литература
1. Смелянский В.М. Механика упрочнения поверхностного слоя деталей
машин при обработке ППД // Вестник машиностроения. 1982. № И.
2. Шнейдер Ю.Г. Эксплуатационные свойства деталей с регулярным мик-
рорельефом. А.: Машиностроение, 1982.
3. Кудрявцев И.В. Внутреннее напряжение как резерв прочности в маши-
ностроении. М.: Металлургия, 1981.
4. Лапин В.В., Писаревский М.И., Самсонов В.В. и др. Накатывание резьб,
червяков, шлицев и зубьев. А.: Машиностроение, 1986.
311
Глава 10
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ ДЕТАПЕЙ
МЕТОДАМИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
10.1. Цепи и задачи
Термин «термическая обработка» имеет два значения: область техноло-
гии металлов и технологический процесс. В первом случае термическая об-
работка — это совокупность методов и средств, использующих тепловое
воздействие с целью изменения свойств заготовок и деталей. Во многих
случаях для обеспечения требуемых свойств материала вместе с тепловым
воздействием осуществляют и химическое воздействие на поверхность
обрабатываемых деталей, которое путем диффузионного насыщения при-
водит к изменению химического состава материала в поверхностном слое.
В этом случае происходит химико-термическая обработка детали. В насто-
ящее время в промышленности, в том числе и в автомобилестроении, при-
меняется большое число различных методов данной обработки. Во втором
случае термическая обработка — совокупность технологических опера-
ций теплового воздействия (нагрев, выдержка, охлаждение); последова-
тельное или одновременное их выполнение обеспечивает получение тре-
буемых свойств деталей.
Термическая обработка на автомобильных заводах осуществляется
в цехах и отделениях различных производств: термических цехах, терми-
ческих отделениях кузнечного, литейного, токарно-автоматного и механо-
обрабатывающего производств. В последнем случае в основном установки
для термической обработки (как правило, с нагревом ТВЧ) встраиваются
в автоматические линии изготовления деталей.
Основная цель термической обработки — целенаправленное измене-
ние механических, физико-химических и технологических свойств. Тер-
мическая обработка — основной способ повышения прочности, износо-
стойкости, долговечности деталей машин.
Многочисленные и разнообразные методы термической обработки ос-
нованы на изменении свойств детали путем соответствующего изменения
структуры материала.
Возможности изменения свойств металлов и сплавов путем термической
и химико-термической обработок велики. Например, механические свойст-
ва стального литья, проката и поковок после нормализации, одного из про-
стейших видов термической обработки, повышаются на 50 —100%; при заме-
не обработки путем улучшения (закалки и высокого отпуска) цементацией
предельно допустимые контактные напряжения на активных поверхностях
зубьев зубчатых колес возрастают в среднем с 700 до 1500 МПа, что увеличи-
312 вает нагрузочную способность зубчатых колес в 4,5 раза.
Обеспечениенадежностиодолговечности деталей методамитермическоиобрабопнш
На рис. 10.1 показаны изменения твердости сталей в зависимости от со-
держания в них углерода при различных значениях температуры закалки,
а на рис. 10.2 от температуры отпуска при различном содержании углерода.
Рис. 10.1. Изменения твердости сталей
(HRC) в зависимости от содержания
в них углерода (С) при различных значе-
ниях температуры закалки: 1 — нагрев
выше Ас3; 2 — нагрев выше Act (770 °C)
Рис. 10.2. Изменения твердо-
сти сталей в зависимости
от температуры отпуска
при различном содержании
в них углерода (Cf %)
Термическая и химико-термическая обработки являются важнейшими
этапами комплексного технологического маршрута изготовления деталей.
Конструкторы проектируют детали, технологи-кузнецы и механики изго-
товляют, а технологи-термисты их упрочняют, т. е. обеспечивают требуе-
мые эксплуатационные свойства деталей.
В настоящее время все ответственные детали машин, в том числе и ав-
томобилей, проходят термическую обработку. При этом, чем больше на-
гружена машина, агрегат, узел, тем больше в их составе должно быть уп-
рочненных деталей.
Термическая обработка применяется для упрочнения различных ма-
териалов: сталей, чугунов, бронз, алюминиевых, титановых и других
сплавов. Учитывая, что в автомобиле для изготовления деталей в основ-
ном используют стали, рассмотрим различные методы их термической
обработки.
Методы и режимы термической обработки применяют в зависимости
от вида нагружения деталей при эксплуатации и используемого материала
(марки стали). Так, например, если необходимо обеспечить общую проч-
ность детали, применяют объемную термическую обработку, в результате
которой структура материала изменяется по всему объему детали одина-
ково. Данная обработка состоит из закалки и низко-, средне- или высоко-
температурного отпуска. Однако, как показывает практика, объемная тер-
мическая обработка во многих случаях не обеспечивает требуемых
свойств деталей, так как структура материала после такой обработки,
а значит и свойства деталей, не соответствуют напряженному состоянию
деталей при их эксплуатации. 313
Глава 10
Поверхностный слой деталей при эксплуатации нагружен более интен-
сивно. Детали воспринимают действующие нагрузки в первую очередь по-
верхностным слоем, в котором возникает нестационарность напряженно-
деформированного и теплового состояния, обусловленная действием сил
трения, инерции, температуры и т. п. Кроме того, напряженность матери-
ала в поверхностном слое деталей увеличивается из-за действия различно-
го рода концентраторов напряжений, контактного нагружения, концент-
рации нагрузки.
В то же время свойства поверхностного слоя детали заметно ниже
свойств материала внутри детали. Это объясняется тем, что при ее изготов-
лении в поверхностном слое образуются различные многочисленные де-
фекты: волнистость, шероховатость, неравномерная пластическая дефор-
мация и наклеп, наличие остаточных внутренних растягивающих напря-
жений. Поэтому более высокие эксплуатационные свойства многих
деталей обеспечиваются различными методами поверхностного и объем-
но-поверхностного упрочнения, в результате которых достигается соот-
ветствие градиента прочности структуры материала поверхностного слоя
и распределения рабочих напряжений в детали. Для этого применяют за-
калку с нагревом ТВЧ, химико-термическую обработку (цементацию, нит-
роцементацию, азотирование и др.) и комплексные методы термической
обработки.
На автомобильных заводах в основном применяют объемную термиче-
скую обработку (около 30% от общего объема упрочняемых деталей), по-
верхностную закалку с нагревом ТВЧ (40 — 45%), химико-термическую об-
работку (в основном цементация, нитроцементация, азотирование;
30 — 35%). Для некоторых деталей, например, зубчатых колес, пружин
и рессор, после основного упрочнения используется дополнительное уп-
рочнение дробью (дробенаклеп).
Кроме перечисленных методов, ставших традиционными, на заводах
применяются и другие методы, которые отличаются или типом оборудова-
ния (закалка в вакууме), или типом воздействия (лазерная закалка, лазер-
ное легирование, ионное азотирование).
В табл. 10.1 приведены обобщенные характеристики типовых методов
упрочнения.
В основе всех методов термического упрочнения (объемного, поверх-
ностного с нагревом ТВЧ, объемно-поверхностного с изменением химиче-
ского состава поверхности деталей путем насыщения углеродом, азотом
и другими элементами) лежит закалка. Поэтому рассмотрим два главных
показателя, определяющих качество операции закалки, — закаливаемость
и прокаливаемость материала.
Закаливаемостью называется способность стали приобретать высокую
твердость в результате закалки, которая оценивается максимальным зна-
чением твердости, достигаемым при закалке данной марки стали. Закали-
ваемость определяется содержанием в стали углерода, точнее — содержа-
нием углерода в мартенсите (см. рис. 10.1).
Прокаливаемость — способность стали образовывать мартенситную
структуру (закаливаться) на определенную глубину. Несквозная прокали-
ваемость детали объясняется различной скоростью охлаждения материала
по объему детали: на поверхности она максимальна, в центре — минималь-
314 на. Образование мартенситной структуры происходит до зоны, где ско-
Обеспечениенадежностивдолговечностидеталейметодамитермическойобработки
Таблица 10.1
Выбор основных методов упрочнения
Требуемые свойства Метод упрочнения Примеры упрочняемых деталей
Твердость и прочность по всему объему дета- лей, износостойкость, контактная прочность и выносливость Объемная закалка, низкотемпературный отпуск Шарики, ролики, кольца под- шипников качения, иглы рас- пылителей форсунок, валики топливных насосов, клапаны и седла клапанов
Упругость и сопротив- ление хрупкому разру- шению Объемная закалка, среднетемператур- ный отпуск Пружины, упругие элементы различной формы, рессоры
Изгибная и контактная прочность и выносли- вость, сопротивление ударным нагрузкам, фреттинг-коррозии Объемная закалка, высокотемператур- ный отпуск Валы, оси, шатуны, коленчатые и распределительные валы, ры- чаги сцепления, зубчатые коле- са и валы коробок передач
Изгибная и контактная прочность и выносли- вость, износостойкость, задиростойкость, со- противление фреттинг- коррозии Поверхностная за- калка с нагревом ТВЧ (толщина слоя 2-5 мм) Валы из стали с содержанием 0,4- 0,5 % С, в т.ч. и специаль- ные зубчатые колеса, шлицевые валы из стали с содержанием 0,55-0,65 % С, детали подшип- ников качения, детали с высо- кими износо- и задиростойко- стью
То же Цементация (толщи- на слоя 0,5-2,0 мм) и нитроцементация (толщина слоя 0,15-1,0 мм) Зубчатые колеса коробок пере- дач, поршневые пальцы, шли- цевые валы, распределительные валы
То же Азотирование, в т.ч. карбонитрирование, низкотемпературная нитроцементация (толщина слоя 0,1-0,5 мм) Плунжеры, валики водяных на- сосов, гильзы цилиндров, ко- ленчатые валы, распредвалы, зубчатые колеса, поршневые пальцы
Выносливость, долго- вечность, сопротивле- ние фреттинг-коррозии Наклеп поверхности после термической обработки (толщина слоя 0,1-0,2 мм) Пружины, рессоры, торсионные валы, полуоси, коленчатые ва- лы, зубчатые колеса
рость охлаждения материала меньше критической, т. е. в этой зоне уже не
обеспечиваются условия для закалки.
Прокаливаемость увеличивается при легировании, повышении темпе-
ратуры закалки и скорости охлаждения. Она уменьшается при наличии
в стали карбидов, нитридов, неметаллических включений, уменьшении
размеров зерна и др. В связи с этим прокаливаемость стали одной марки,
но разных плавок не одинакова. Поэтому для каждой марки стали строят
полосу прокаливаемости, которая характеризует интервал значений про-
каливаемое™ от минимального до максимального. На рис. 10.3 приведены
полосы прокаливаемое™ некоторых марок сталей. Любая плавка данной
марки стали по прокаливаемое™ не должна выходить за пределы данной
полосы. 315
Глава 10
Рис. 10.3. Полосы прокаливаемости не-
которых марок сталей
Значение прокаливаемос-
ти иллюстрирует рис. 10.4, где
приведены глубина закален-
ной структуры и распределе-
ние механических свойств
после отпуска в образцах ста-
лей с различной прокаливае-
мостью. В образцах с несквоз-
ной прокаливаемостью свой-
ства по сечению детали
распределяются неравномер-
но при заметном снижении
их в сердцевине, в образце со
сквозной прокаливаемостью
свойства одинаковы по всему
сечению.
Таким образом, д ля обеспе-
чения максимальных свойств
материала необходима сквоз-
ная прокаливаемость деталей.
Именно прокаливаемость оп-
ределяет выбор стали для
конкретной детали, так как
механические свойства раз-
личных среднеуглеродистых
сталей с содержанием углеро-
да 0,3 — 0,5%, которые обычно
подвергаются объемной тер-
мической обработке, в случае
сквозной прокаливаемости
близки, т. е. лучше выбрать
Рис. 10.4. Влияние глубины закалки (за-
штрихованная зона) на механические
свойства закаленных и отпущенных
сталей различной прокаливаемости
сталь с большей прокаливае-
мостью. Например, из сталей
40 и 40Х следует предпочесть
последнюю, так как, благода-
ря легированию хромом, она
обладает лучшей прокаливае-
мостью. При этом следует обращать внимание на то, что большая прокали-
ваемость стали 40Х (как и всех легированных сталей) позволяет применять
менее интенсивное охлаждение — вместо воды используют минеральное
масло, а это, как будет показано ниже, имеет большое значение при обес-
печении высоких механических свойств и точности размеров деталей.
При оценке прокаливаемости конструкционных сталей используют
специальную характеристику — критический диаметр, который представ-
ляет собой максимальный диаметр цилиндрического образца (заготовки),
прокаливающегося насквозь в данном охладителе (для углеродистых ста-
лей обычно это вода, для легированных — масло). Определить границу, где
кроме мартенсита находится небольшое количество троостита, очень
трудно как по микроструктуре, так и по твердости. Значительно легче
и быстрее этого можно достичь при использовании полумартенситной
316
Обеспечение надежности и долговечности деталей методами термической обработки
структуры (50% мартенсита и 50% троостита), так как ее твердость надеж-
но определяется содержанием в стали углерода (табл. 10.2).
Затем определяют критический диаметр при условии прокаливаемости
с обеспечением 95% мартенсита. Он примерно на 25% меньше диаметра,
определенного по полумартенситной структуре. Критический диаметр
при полной прокаливаемое™ (99,9% мартенсита) примерно в два раза
меньше, чем при его оценке по полумартенситной структуре.
В табл. 10.3 приведены минимальные значения критаческого диаметра
при прокаливаемое™ с полученным в сердцевине 95% мартенсита для ря-
да сталей, содержащих минимальное для данной марки количество угле-
рода и легирующих элементов. Для полной реализации свойств выбран-
ной стали необходимо, чтобы критический диаметр был больше диаметра
детали.
При термической обработке целенаправленных изменений размеров
и форм деталей не происходит. Изменение размеров и формы деталей, ко-
торое возникает в процессе осуществления термической обработки само-
произвольно, называется деформацией. Часто под словом деформация по-
нимают только изменение размеров, а изменение формы деталей называ-
ют короблением. Предотвращение и снижение деформации деталей при
термической обработке является важной и сложной задачей конструкто-
ров и технологов.
Таблица 10.2
Твердость полумартенситной структуры сталей, HRC
Содержание углерода, % Сталь
Углеродистая Легированная
0.08-0,17 — 25
0,18-0,22 25 30
0,23-0,27 30 35
0,28-0,32 35 40
0,33-0,42 40 45
0,43-0,52 45 50
0,53-0,62 50 55
Таблица 10.3
Критический диаметр улучшаемых конструкционных сталей
Марка стали Критический диаметр, мм Марка стали Критический диаметр, мм
40 10 40ХН 25
45 12 40ХНР 35
40Х 15 40ХГНР 40
40ХР 20 40ХНМ 40
ЗОХМ 20 42ХМФ 40
ЗОХГС 25 ЗОХНЗ 50
40ХГ 25 30ХН2ВФ 100
40ХГР 30 38ХНЗМФ ™ 317
Глава 10
10.2. Объемная термическая обработка
Для упрочнения всего объема детали обычно используют закалку с по-
следующим отпуском. Изменяя температуру отпуска, можно обрабаты-
вать детали, работающие в различных условиях (табл. 10.4).
Качество упрочненных деталей зависит от правильного выбора темпе-
ратур нагрева, продолжительности выдержки при этих температурах
и скорости охлаждения. В общем случае при оптимальных значениях этих
параметров детали будут иметь необходимую микроструктуру, обеспечи-
вающую требуемые свойства деталей при минимальной деформации.
Температура нагрева при закалке определяется химическим составом
сталей и прежде всего содержанием углерода. Для конструкционных ста-
лей, содержащих 0,3 — 0,5% углерода, температура закалки должна быть на
30—50°С выше температуры, соответствующей критической точке (Ас3) на
диаграмме железо — углерод, выше которой сталь находится в однофаз-
ном (аустенитном) состоянии, обычно это 870 — 820°С. Чем меньше углеро-
да в стали, тем выше температура закалки.
Время выдержки деталей при температуре закалки рассчитывается в зави-
симости от площади их сечения: обычно принимается 1 мин на 1 мм диаметра.
При охлаждении деталей с температуры закалки необходимо обеспе-
чить получение мартенсита во всем их объеме. В качестве охлаждающих
сред обычно используют воду (для углеродистых сталей) и минеральное
масло (для легированных сталей). Применяются также водные растворы
солей, щелочей и полимеров.
Таблица 10.4
Основные марки сталей, подвергаемые
объемной термической обработке
Марка стали Типовые детали
Закалка и низкотемпературный отпуск
ШХ15, ШХ15СГ, ШХ20СГ Шарики, ролики, кольца подшипников качения
Р18,40X10, 40Х10С24, 9ХС, ХВГ Распылители форсунок, валики топливных насо- сов, клапаны, золотники, плунжеры
Закалка и среднетемпературный отпуск
65, 70, 75, 80 Круглые и плоские пружины, пружинные шайбы
60Г, 65Г, 70Г, 55ГС, 55С2А, 60С2Г, 50ХФА, 50ХСА Пружины, рессоры
Закалка и высокотемпературный отпуск
35,40,45, 50 Оси, валы, роторы, штоки, зубчатые колеса, бол- ты (максимальный размер по сечению 15 мм)
35Г2,45Г2,35Х, 40Х Коленчатые валы, оси, шатуны
45ХН, 3.0ХС, 40ХС, 40ХФА Зубчатые колеса (максимальный размер по сече- нию 35 мм)
40ХН, 35ХМ Валы, зубчатые колеса, болты, шпильки (макси- мальный размер по сечению до 75 мм)
30XH3A, 40ХН2М 318 Валы, штоки, зубчатые колеса, оси (максималь- ный размер по сечению до 120 мм)
ОЕеспечение надежности и дллглвечндстп деталей методами термическвО оБработки
Вода имеет большую скорость охлаждения, но ее охлаждающая способ-
ность резко снижается при повышении температуры. Так, в интервале
температур 650 — 550°С скорость охлаждения уменьшается от 600°/с при
температуре воды 18°С до 100°/с при нагреве ее до 50°С, т. е. в шесть раз.
Поэтому результаты закалки (твердость, прокаливаемость) из-за непосто-
янства температуры закалочной ванны нестабильны.
Охлаждающая способность водных растворов солей, щелочей, соды
в 1,5 — 2 раза выше, чем охлаждающая способность воды.
Скорость охлаждения деталей в минеральном масле значительно мень-
ше, чем в воде. Например, в интервале температур 600 — 550°С скорость ох-
лаждения в индустриальном масле 20 равна 150°С/с, т. е. в 4 раза медлен-
нее, чем в воде, имеющей температуру 18°С, а в интервале 300 — 200°С (при
мартенситном превращении) эта разница составляет 9 раз (30°С/с в масле
против 270°С/с в воде).
Водные растворы полимеров по охлаждающей способности занимают
промежуточное положение между водой и маслом.
В настоящее время наиболее надежной средой охлаждения, обеспечиваю-
щей необходимые структуру и свойства закаливаемых деталей без значитель-
ной их деформации, являются минеральные масла. Для закалки применяют
следующие масла: индустриальное (И-12А, И-20А, И-ЗОА, И-45А, И-50А), авиа-
ционное МС-20, специальные масла МЗМ-16, МЗМ-26, МЗМ-120.
При термической обработке возможно появление различных дефектов.
Под воздействием высоких температур при обработке в воздушной среде
происходят окисление и обезуглероживание поверхностного слоя дета-
лей, при превышении температуры закалки увеличивается размер зерна,
при недогреве образуется неравномерная микроструктура, при наруше-
нии условий охлаждения в деталях возникают большие внутренние оста-
точные напряжения, которые являются причиной деформации и коробле-
ния деталей и даже появления микротрещин. Также возможно образова-
ние немартенситной структуры с низкими механическими свойствами
(твердостью и пластичностью).
Для защиты деталей от отрицательного воздействия химически активной
воздушной среды широко используют защитные или нейтральные газовые
среды, а также разреженную воздушную среду (вакуумная термообработка).
В зависимости от химического состава сталей и характера производст-
ва используют следующие газовые среды:
— эндотермическая, которая приготовляется путем сжигания метана
(природного газа) при недостатке воздуха (коэффициент избытка воз-
духа а=0,25) в присутствии катализатора. Используется при нормали-
зации и закалке конструкционных и инструментальных легированных
сталей; состав среды: СО — 17,5 — 26%, Н2 — 36,5 — 44%, СН4<2%,
СО2<1,5%, Н2О — 0,1 —2,3%, остальное N2;
— экзотермическая (богатая), получаемая частичным сжиганием метана
(природного газа) при коэффициенте избытка воздуха а=0,6; примене-
ние — то же, что и в случае эндотермической атмосферы; состав среды:
СО — 8—12%, СО2 — 0,1 —6,0%, Н2 — 15 — 20%, остальное N2;
— экзотермическая (бедная), получаемая при полном сжигании метана
при а=0,9; она используется при нагреве низкоуглеродистых конст-
рукционных и инструментальных сталей; состав среды: СО — 1 — 2%,
Н2— 1,5 — 4%, СО2 — 0,2— 12%, остальное N2. 318
Глава 10
Эффективность защитного действия разреженной газовой среды опре-
деляется как степенью разряжения, так и ее составом. Степень разряже-
ния находится в пределах от 150 — 200 Па до 0,133 Па; обычно давление не
ниже 0,133 Па. Остаточная атмосфера содержит обычно кислород, азот,
пары воды и органических веществ. Однако хорошая герметичность уста-
новки обеспечивает концентрацию активных компонентов среды при дав-
лении 1,33 Па, соизмеримую с содержанием их в высокочистых инертных
газах. При этих условиях происходит безокислительный нагрев и наблю-
дается осветление поверхности металлов из-за разрушения имеющейся до
обработки окисной пленки.
Существенным преимуществом вакуумной термообработки является
процесс дегазации обрабатываемых деталей и удаление с поверхности за-
грязнений (например, масляной пленки).
Важной проблемой термической обработки в вакуумных печах являет-
ся регулирование скорости охлаждения деталей. Так как охлаждение
в разреженной среде происходит медленно, сначала в печах осуществля-
ли операции, не требующие высокой скорости охлаждения (пайку, спека-
ние, отжиг). Затем для увеличения скорости охлаждения деталей в камере
нагрева стали производить интенсивную циркуляцию инертного газа
(обычно азота), что позволило осуществлять закалку деталей небольшого
размера из высоколегированных сталей. Эффективность охлаждения за-
висит от состава газа, давления, скорости циркуляции и мощности тепло-
обменников.
Современные вакуумные печи позволяют также осуществлять закалку
в воде и масле. Среди вакуумных печей со встроенным масляным баком
имеются такие, у которых в одном отсеке смонтированы камера нагрева,
камера газового охлаждения и масляный бак, и такие, у которых камера
нагрева отделена от масляного бака и камеры газового охлаждения герме-
тичной дверцей.
В настоящее время вакуумные печи стали обычным оборудованием
многих термических цехов. Их используют как вместо печей с контроли-
руемой атмосферой, так и для операций, требующих специальных режи-
мов обработки.
Высокое качество поверхностного слоя деталей, достигаемое благодаря
отсутствию образования окалины, внутреннего окисления и обезуглеро-
живания, его однородность и равномерность упрочнения, включая глухие
отверстия, способствуют повышению механических свойств деталей.
При вакуумной термической обработке не происходит выделения ток-
сичных веществ.
К недостаткам вакуумных печей следует отнести их сложность, высо-
кие капитальные затраты, необходимость в персонале высокой квалифи-
кации.
Внутренние напряжения (растягивающие и сжимающие) в закаленной
стали возникают в результате неравномерного охлаждения поверхности
и сердцевины деталей (термические) и неодновременного превращения
аустенита в мартенсит в тех же областях деталей (структурные). Оконча-
тельный характер остаточных напряжений определяется соотношением
величин напряжений сжатия и растяжения.
Величина и характер остаточных напряжений предопределяют прежде
320 всего точность размеров деталей и их долговечность. Растягивающие на-
Обеспечение надежности и долговечности деталей методами термической обработки|
пряжения нежелательны, так как могут привести даже к возникновению
микротрещин и разрушению деталей.
Поскольку растягивающие напряжения возникают из-за структурных
напряжений, то необходимо их уменьшать путем снижения скорости ох-
лаждения в интервале температур мартенситного превращения и оптими-
зации температуры закалки (исключать перегрев). Основной путь к сни-
жению напряжений — применение легированных сталей и соответствую-
щих охлаждающих сред: минеральных масел, водных растворов
полимеров. Известно, что остаточные напряжения в деталях после их за-
калки в масле в 4 — 6 раз меньше, чем при использовании воды, а при ох-
лаждении на воздухе — до 10 раз. При применении горячих сред вместо
холодного масла остаточные напряжения в закаленных деталях уменьша-
ются в 3 — 4 раза.
С целью уменьшения остаточных напряжений и таким образом сниже-
ния деформации и коробления деталей применяют различные виды закал-
ки (рис. 10.5): в двух охлаждающих средах (прерывистую), ступенчатую
и изотермическую.
Рис. 10.5. Режимы охлаждения при закалке:
1 — в одном охладителе (простая закол-
ка); 2 — в двух охладителях (прерывис-
тая); 3 — ступенчатая; 4 — изотермиче-
ская; 5 — с подстуживанием; 6,7 — нача-
ло и конец перлитного превращения;
8, 9 — начало и конец бейнитного превра-
щения; Мн — начало мартенситного пре-
вращения; I — аустенит; II — аустенит
и феррит; III — перлит; IV — бейнит;
V — мартенсит
Различные виды объемной термической обработки и их характеристи-
ки приведены в табл. 10.5.
10.3. Поверхностная термическая обработка
Для упрочнения деталей, которые должны обладать высокой твердос-
тью поверхности, износостойкостью, применяют поверхностную закалку.
По виду нагрева можно выделить три основных варианта данной обработ-
ки: газопламенная закалка, индукционная закалка (с нагревом токами вы-
сокой частоты) и закалка с использованием высококонцентрированных
источников энергии (лазерное или электронное излучение).
При газопламенной закалке нагрев поверхности деталей в течение
10 —15 с осуществляется пламенем обычных сварочных горелок при сгора-
нии ацетилена в кислороде. Последующее охлаждение деталей произво-
дится в зависимости от марки стали, массы деталей и других факторов
сжатым воздухом, водяным душем, с использованием растворов солей, 321
21 Технология автомобилестроения
Глава 10
Таблица 10.5
Виды объемной термической обработки,
их назначение и характеристики
Обработка Назначение Температура, °C Охлаждение Микрострук- тура
Закалка в одном ох- ладителе Обеспечение требуемых эксплуатаци- ей механиче- ских свойств (совместно с отпуском) деталей НаЗО-5О°С выше Ас3 для доэвтекто- идных ста- лей и Aci для заэвтектоид- ных Быстрое в воде масле, в водных растворах со ско- ростью, обеспе- чивающей пре- вращение аусте- нита в мартенсит Мартенсит и остаточный аустенит — в доэвтектоид- ных сталях, мартенсит, цементит, зернистый и остаточный аустенит — в заэвтектоид- ных
Закалка ступенча- тая Уменьшение деформаций и остаточных внутренних напряжений в деталях То же В расплавленных солях или в масле при изотермиче- ской выдержке выше температу- ры Мн (начало мартенситного превращения) в течение времени, достаточного для выравнивания температуры по сечению деталей, но до начала рас- пада аустенита с последующим охлаждением в закалочной среде То же
Закалка изотерми- ческая (для леги- рованных сталей) 322 Обеспечение высокой проч- ности с доста- точной пла- стичностью и малой дефор- мацией То же В расплавленных солях (например, 55%KNOh45% NaNO2) и щело- чах (например, 20%ЫаОНи80% КОН) при изо- термической вы- держке выше Мн в течение време- ни, достаточного для превращения аустенита в ниж- ний бейнит Нижний бей- нит и оста- точный ау- стенит (10-20%)
Обеспечение надежиосши а доягпвечнпсти деталей метдами термической обработки
Отпуск низкотем- ператур- ный Снижение остаточных внутренних напряжений, сохранение высокой твер- дости и изно- состойкости деталей 150-220°С На воздухе или в масле Мартенсит отпуска
Отпуск средне- темпера- турный Снижение остаточных внутренних напряжений, обеспечение повышенной твердости, прочности, упругости и вязкости ма- териала 300-450°С То же Троостит от- пуска
Отпуск высоко- темпера- турный Обеспечение высоких зна- чений преде- лов прочности и текучести материала при максимальной вязкости 450-670°С На воздухе и в масле для сталей, обладающих от- пускной хрупко- стью Сорбит от- пуска
Холодом Повышение твердости (по сравнению с закалкой), благодаря превращению остаточного аустенита в мартенсит; стабилизация свойств и размеров де- талей Мк (конец мартенсит- ного пре- вращения) Медленно с це- лью предотвра- щения возникно- вения больших напряжение при загрузке деталей в холодную ка- меру Мартенсит
323
21
Глава 10
эмульсии, масла. Толщина закаленного слоя может быть 1 — 10 мм при
твердости поверхности 58...60 HRC.
Этот метод упрочнения может быть использован для обработки таких
деталей, как звездочки, цапфы, валы, оси и др. Метод прост и доступен, од-
нако из-за трудности регулирования температуры нагрева и скорости ох-
лаждения результаты закалки нестабильны, поэтому на автомобильных за-
водах он не применяется. Газопламенную закалку используют в единич-
ном производстве и при ремонте.
Закалка с нагревом токами высокой частоты (ТВЧ) или индукционная
закалка на автомобильных заводах применяется очень широко и для раз-
личных деталей: коленчатых и распределительных валов, цапф картера
заднего моста, полуосей, осей балансирной подвески, крестовин кардан-
ного вала, тяг управления, вилок переключения передач, опор рессор,
фланцев ведущих валов и др.
Этот вид упрочнения характеризуется высокой производительностью,
его легко автоматизировать и встраивать в общие технологические линии
изготовления деталей в механообрабатывающих цехах.
Различают два вида термообработки деталей с нагревом ТВЧ: поверхно-
стную и поверхностно-объемную закалку. В первом случае изменения
свойств деталей происходят в результате изменения структурного состоя-
ния материала только в поверхностных слоях, во втором — свойства дета-
лей изменяются путем одновременного изменения структуры деталей как
в поверхностных слоях, так и во внутренних объемах.
Схема индукционного нагрева показана на рис. 10.6.
Рис. 10.6. Схема индукционного
нагрева: а — распределение маг-
нитного потока в индукторе;
б — направление токов в индук-
торе и детали; 1 — нагреваемая
деталь; 2 — виток индуктора;
3 — магнитные силовые линии;
4 — направление тока в индук-
торе; 5 — направление тока в де-
тали
При прохождении переменного тока высокой частоты в индукторе 2
в нем возникает переменное электромагнитное поле, силовые линии кото-
рого 3 проникают в деталь 1. В результате в поверхностном слое детали
возникают вихревые токи (токи Фуко), нагревающие этот слой. Глубина
проникновения тока в деталь в мм определяется по формулам:
30
при температуре до760 °C — 8 к-— ;
? 509
при температуре 760°С и выше — о ~ .
324
Обеспечение надежности и долговечности деталей методами термической обраВоткц
Резкое увеличение 3 при температуре 768°С (точка Кюри) вызвано рез-
ким уменьшением магнитной проницаемости при переходе стали из фер-
ромагнитного в парамагнитное состояние. Глубина проникновения тока
в деталь зависит от его частоты (f). Чем больше частота тока, тем меньше
глубина его проникновения в деталь. Для обеспечения толщины упрочнен-
ного слоя в 1 мм частота тока составляет 50000 — 60000 Гц, для слоя 4 мм —
4000 Гц.
Для получения тока высокой частоты применяют машинные генерато-
ры (до 10000 Гц), ламповые (до 100000 Гц), тиристорньщ (до 10000 Гц).
Для поверхностной закалки с толщиной упрочненного слоя более 3 мм,
следует использовать машинные и тиристорные генераторы.
Одним из основных элементов индукционных закалочных установок
является индуктор. Он разрабатывается для каждой детали индивидуаль-
но. В зависимости от конфигурации детали применяют различные виды
индукторов (рис. 10.7). Максимальная эффективность нагрева наблюдает-
ся при использовании индукторов, которые охватывают нагреваемый уча-
сток детали.
Рис. 10.7. Индукторы для закалочных установок:
а — для одновременной закалки наружных цилиндрических поверхнос-
тей; б — петлевой для нагрева цилиндрических поверхностей при вра-
щении деталей; в — многовитковый для одновременной закалки внут-
ренних поверхностей (на радиочастоте); г — для непрерывно-последо-
вательной закалки внутренних цилиндрических поверхностей
диаметром больше 40 мм (1 — активный виток; 2 — магнитопровод);
д — индуктор для одновременной закалки плоских поверхностей
Распределение температуры по объему нагреваемой детали (рис. 10.8)
определяется глубиной проникновения тока, теплопроводностью стали,
скоростью нагрева, температурой поверхности и размерами детали. 325
Глава 10
Рис. 10.8. Распределение
температуры и микрост-
руктуры при нагреве (а),
микроструктуры и твер-
дости после охлаждения
(б) в образце из доэвтек-
тоидной стали, подверга-
емом закалке при поверх-
ностном нагреве:
I — аустенит; II — аусте-
нит+феррит; III — фер-
рит+перлит; IV — мар-
тенсит; V — мартен-
сит+феррит
При индукционной закалке скорость нагрева (50 — 350°С/с) значитель-
но выше скорости нагрева деталей в печах (1,5 — 3°С/с). Поэтому структур-
ные превращения перлита в аустенит при этом виде нагрева сдвигаются
в область более высоких температур, чем при нагреве в печах. В связи
с этим температуры закалки деталей при индукционном нагреве должны
быть значительно выше, чем при обычной закалке. Например, если для
стали с 0,4% С при нагреве в печах температура закалки равна 840 — 860°С,
то при закалке с нагревом ТВЧ со скоростью нагрева 250°С/с она состав-
ляет 880 — 920°С, а при скорости 500°С/с — 980 — 1020°С. При таких темпе-
ратурах произойдет необходимое превращение перлита в аустенит, а за-
тем при охлаждении — аустенита в мартенсит и обеспечатся необходимые
свойства: высокая твердость, износостойкость и др.
На рис. 10.9 приведена диаграмма для выбора температуры закалки в
зависимости от скорости нагрева.
Перегрев и недогрев приводят к формированию в поверхностном слое
нежелательных микроструктур: в первом случае — крупноигольчатого
мартенсита (из-за роста зерна) и значительного количества остаточного
аустенита, во втором — включений феррита. В обоих случаях наблюдают-
ся пониженная твердость, низкая износостойкость, малая усталостная
прочность детали.
После закалки твердость по сечению детали распределяется согласно
распределению температуры и скорости охлаждения (см. рис. 10.8, б).
Охлаждение детали после нагрева производят двумя способами: в во-
дяном душе, в потоке воды или окунанием детали в закалочный бак. В ка-
честве охлаждающего вещества в первом случае применяется вода,
во втором — различные водные растворы полимеров (например, Османил
Е2), эмульсин (например, Акванол Д), водный раствор на основе триэтано-
ламина и нитрата натрия (Тосол 043), масла, вода. Выбором соответствую-
щей охлаждающей среды можно обеспечивать качественную закалку де-
326 талей с учетом их химического состава, сложности формы, массы, нали-
Обеспечение надежности и долговечности детален методами термическом обработки
Рис. 10.9. Диаграмма для
выбора температуры
нагревания стали У10:
I — скоростной элек-
тронагрев; Ц — медлен-
ный нагрев в печах
Рис. 10.10. Непрерывная
(а) и непрерывно-после-
довательная (б) закал-
ки: 1 — деталь; 2 — за-
каленная зона; 3 — ин-
дуктор, совмещенный
со спреером (душевым
устройством); 4 — упо-
ры для фиксации дета-
ли в индукторе; 5 — на-
гретая зона; 6 — струя
воды
чия различных концентраторов напряжений (отверстий, пазов, резких
переходов).
В зависимости от формы и массы деталей применяют следующие виды
закалки:
— нагрев и охлаждение всей поверхности упрочняемой детали (использу-
ется для обработки небольших деталей типа валиков, пальцев и др.),*
— нагрев и охлаждение упрочняемых поверхностей детали по частям с пе-
ремещением детали относительно индуктора (применяется для обра-
ботки шеек коленчатых валов, зубьев крупномодульных зубчатых ко-
лес, кулачков распределительных валов и др.);
— непрерывно-последовательный нагрев и охлаждение с перемещением
детали вдоль индуктора и охлаждающего устройства (используют для
упрочнения длинномерных деталей типа валов, осей и др.).
На рис. 10.10 приведены непрерывная и непрерывно-последовательная
закалки.
После закалки для уменьшения остаточных напряжений детали подвер-
гают низкотемпературному отпуску при температуре 160 —200°С в обыч-
ных печах или самоотпуску. В последнем случае охлаждение деталей при
закалке проводят не до конца, что обеспечивает сохранение некоторого 327
Глава 10
количества теплоты, необходимой
для осуществления низкотемпера-
турного отпуска.
На свойства деталей, упрочнен-
ных закалкой с нагревом ТВЧ, боль-
шое влияние оказывает толщина за-
Pua 10.11, Различные варианты кон-
фигурации закаленного слоя на шей-
ках коленчатого вала: а — граница
закаленного слоя совпадает с гал-
телью; б — граница закаленного
слоя не доходит до галтели; в — за-
калённый слой охватывает галтель
Рис. 10.12. Распределение скоро-
сти охлаждения и микрострукту-
ра стального образца, подвергае-
мого объемно-поверхностной за-
калке: von — скорость охлаждения
поверхности; vok — критическая
скорость охлаждения; voc — ско-
рость охлаждения сердцевины;
I — мартенсит; II — мартен-
сит+троостит; III — троостит
заколки; IV— сорбит закалки
каленного слоя и его расположение
по контуру детали. Толщина зака-
ленного слоя — расстояние от по-
верхности до расположения задан-
ной микроструктуры (например, ис-
ходной; до первых ферритных
участков; до полумартенситной зо-
ны, состоящей из 50% мартенсита
и 50% троостита) или заданной ус-
ловной твердости в образце (напри-
мер, 0,8 от значения поверхностной
твердости), вырезанном из детали,
а также на макрошлифе, вырезан-
ном из детали и протравленном реак-
тивом.
От величины упрочненного слоя,
характера его распределения по се-
чению детали, его расположения,
в зависимости от формы детали, со-
отношения значений твердости по-
верхности и сердцевины детали
в значительной степени зависит дол-
говечность упрочненных деталей,
так как этими факторами определя-
ется благоприятное или неблагопри-
ятное распределение остаточных
напряжений. Из представленных на
рис. 10.11 конфигураций закаленно-
го слоя в шейках коленчатого вала
первый вариант недопустим, так как
в переходной зоне от шейки к щеке
возникают остаточные напряжения
растяжения, которые приводят
к преждевременному разрушению
вала. Второй вариант, когда граница
закаленного слоя не доходит до гал-
тели, в настоящее время наиболее
распространен, но не оптимален. Наилучшим вариантом упрочнения шеек
коленчатого вала является третий вариант — охватывание галтели закален-
ным слоем. Это повышает усталостную прочность вала в 1,5 —2 раза.
Этот вариант упрочнения коленчатого вала используется на КамАЗе.
Для закалки шатунных и коренных шеек и цапф используется полностью
автоматизированная установка, состоящая из трех блоков, встроенных
в автоматическую линию механической обработки.
328
Обеспечение надежности и долговечности деталей методами термической обработки
Для упрочнения ответственных тяжело нагруженных деталей в послед-
нее время используется метод объемно-поверхностной закалки при ин-
дукционном нагреве, предложенный К.З. Шепеляковским. При использо-
вании этого метода детали нагревают более медленно, чем при поверхно-
стной закалке (20—180°С/с) на глубину, не менее чем в 2 раза
превышающую требуемую толщину упрочненного слоя.
Характерной особенностью данного метода является использование ста-
лей с малой прокаливаемостью, которые при глубоком нагреве и резком ох-
лаждении обеспечивают образование мартенситной структуры только в по-
верхностном слое деталей, в то время как в более глубоких слоях и в сердце-
вине детали образуются структуры сорбита или троостита закалки.
На рис. 10.12 показано распреде-
ление скоростей охлаждения в обра-
батываемой детали после сквозного
нагрева и интенсивного охлаждения
потоком воды.
В результате обработки детали
приобретают композиционное стро-
ение: поверхностный слой с твердос-
тью не ниже 62 HRC и сердцевину
с твердостью 30 — 45 HRC. При этом
в поверхностных слоях упрочненных
деталей возникают остаточные внут-
ренние сжимающие напряжения
(300 — 700 МПа), что обеспечивает
значительное повышение усталост-
ной и контактно-усталостной проч-
ности деталей. Размеры деталей
и прокаливаемость стали выбирают
таким образом, чтобы толщина слоя
составляла 0,15 — 0,25 от диаметра
или толщины сечения деталей.
Этот метод применяют для специ-
альных сталей, обладающих регла-
ментированной (по верхнему и ниж-
нему значениям) прокаливаемостью
(РП) и пониженной прокаливаемос-
тью (ПП). Наиболее широко метод
применяется для стали 55ПП (зубча-
тые колеса среднего модуля, кресто-
вина кардана грузовых автомоби-
лей, рис. 10.13) и другие детали
толщиной 10 — 20 мм), 47ГТ (для по-
луосей грузовых автомобилей диа-
метром 45 — 50 мм, рис. 10.14).
Поверхностное упрочнение дета-
лей с применением высоко-концент-
рированных источников энергии.
Для обеспечения поверхностного уп-
рочнения используют три вида излу-
Рис. 10.13. Крестовина карданно-
го вала, изготовленная из стали
60ПП и подвергнутая объемно-
поверхностной закалке
Рис. 10.14. Полуось грузового ав-
томобиля, изготовленная из
стали 47ГТ и подвергнутая объ-
емно-поверхностной закалке 329
Глава ID
Рис. 10.15. Поверхностное упрочнение расфокуси-
рованным лазерным лучом. (а) и сканированием (б)
чения: лазерное, электронное и световое. Эти методы упрочнения нахо-
дятся на разных стадиях развития.
При упрочнении детали выбранный участок поверхности вначале нагре-
вают в течение 1 — 3 с до необходимой температуры, а затем луч или перехо-
дит на другой участок, или отводится от детали вообще. От нагретого участ-
ка теплота из-за теплопроводности отводится в глубь детали. Так как при та-
ком охлаждении небольших объемов металла обеспечивается скорость
охлаждения больше, чем критическая, то закалка поверхностных слоев про-
исходит без применения специальных охлаждающих сред. Поверхностное
упрочнение с помощью лазерного луча приведено на рис. 10.15.
Преимуществами этих методов упрочнения являются: отсутствие ко-
робления деталей; локальное упрочнение труднодоступных мест деталей
сложной формы; чистота процесса; самозакаливание, позволяющее отка-
заться от использования закалочных сред; обеспечение заданного профи-
ля упрочненного слоя; возможность использования более дешевых и лег-
кообрабатываемых материалов.
Упрочняющая обработка с использованием лазерного излучения. В на-
стоящее время разработаны различные способы упрочнения поверхност-
ных слоев с помощью лазерного луча:
— лазерное плакирование, при котором луч лазера расплавляет предвари-
тельно нанесенный на поверхность материал, растекающийся по ней,
а затем быстро затвердевающий при охлаждении;
— лазерное легирование, в процессе которого расплавляются поверхност-
ный слой металла и добавляемые легирующие элементы, что позволяет
в локализованных объемах изменить химический состав и свойства по-
верхностного слоя;
— остекловывание поверхности путем создания слоя с чрезвычайно мел-
ким зерном;
— ударное упрочнение, создаваемое ударной волной, возникающей из-за
испарения самых верхних слоев металла при чрезвычайно кратковре-
менном воздействии на поверхность луча очень высокой мощности.
Наиболее простым является способ, связанный с фазовыми превраще-
330 ниями в поверхностных слоях. Он разработан для сталей и чугунов и полу-
Обеспечение надежности и долговечности деталей методами термической обработки
чил в настоящее время широкое распространение. При поглощении луча
поверхностью ее температура и толщина формирующегося упрочненного
наружного слоя возрастают со скоростью, пропорциональной квадратно-
му корню времени облучения, а скорость охлаждения почти пропорцио-
нальная отношению температуры слоя ко времени его облучения. Толщи-
на слоя зависит также от коэффициента теплопроводности, т. е. от свойств
обрабатываемого материала. При перемещении луча с постоянной скоро-
стью вдоль обрабатываемой поверхности рост температуры поверхност-
ного слоя и скорость его охлаждения связаны с размерами поперечного се-
чения луча, скоростью его перемещения и мощностью лазера. Следова-
тельно, изменяя названные параметры, можно изменить температуру
и толщину слоя. Значения прочностных параметров зависят от степени
равномерности распределения падающей энергии по обрабатываемому
участку поверхности. После того как лазерный луч перестает действовать
на поверхность, происходит ее самозакаливание. При локальном упрочне-
нии заданные участки покрывают специальными веществами, способству-
ющими более эффективному поглощению лазерного луча.
Для термообработки могут быть использованы лазеры различных сис-
тем, отличающиеся переходами, генерирующими когерентный световой пу-
чок, мощностью на выходе и эффективностью. По типу рабочей среды раз-
личают твердотельные и газовые лазеры. В лазерах первого типа в качестве
рабочей среды используют искусственный рубин, стекло с присадкой нео-
дима или алюмоиттриевый гранат, в лазерах второго типа используется
смесь углекислого газа, азота и гелия в соотношении 1:3:10. Твердотельные
лазеры работают в импульсном режиме с частотой 0,1 —10 Гц и длительнос-
тью импульса 0,5 — 7 мс. Газовые лазеры (СО2) работают в непрерывном ре-
жиме. Коэффициент полезного действия твердотельных лазеров не больше
3%, газовых — 5—10%. Мощность газовых лазеров составляет 1 — 15 кВт.
Наиболее эффективными для всех видов упрочнения (кроме упрочне-
ния ударной волной) считают лазеры непрерывного действия на СО2, ис-
пускающие когерентный монохроматический пучок света. Мощный сфо-
кусированный луч лазера обеспечивает высокую производительность про-
цесса упрочнения и с экономической точки зрения может конкурировать
с индукционной закалкой, а также с цементацией, азотированием и пла-
менной закалкой.
Преимущества лазерной термообработки особенно очевидны при фор-
мировании слоев толщиной около 1 мм. Обычно получают слой толщиной
0,5—1,0 мм твердостью 500—1000 HV.
Очень большие скорости нагрева (от 106 до 107°С/с) и охлаждения
(6000 —7000°С/с) вызывают ряд особенностей структуры и свойств стали
и чугуна после лазерной обработки. Прежде всего, следует отметить, что
структурные составляющие (аустенит, мартенсит) обладают повышенной
дисперсностью, искажением кристаллической решетки и ярко выражен-
ной химической микронеоднородностью. В результате быстротечности
фазовых и структурных превращений при нагреве и охлаждении в поверх-
ностных слоях деталей формируются гетерогенные промежуточные фазы
и структуры с более высоким сопротивлением износу и схватыванию.
При обработке с оплавлением возможно образование метастабильного со-
стояния, которое не может характеризоваться кристаллическим строени-
ем и уже близко к аморфному.
331
Глава 10
Лазерное термическое упрочнение уже используется в промышленно-
сти. С использованием лазеров упрочняют такие детали, как картер руле-
вого управления, гильзы цилиндров дизелей, втулки и седла клапанов, ку-
лачки распределительных валов, поршневые кольца, подшипники каче-
ния, зубчатые колеса.
Лазерная обработка применяется и в отечественной автомобильной
промышленности. На ОАО «Москвич» было внедрено лазерное упрочне-
ние опорных поверхностей чугунного корпуса коробки дифференциала,
на АМО ЗИЛ — головки блока из алюминиевого сплава и штамповой осна-
стки, в ОАО «НИИТавтопром» разработан технологический процесс уп-
рочнения поршней.
Упрочняющая обработка с использованием электронного луча. Процесс
может быть осуществлен в условиях вакуума, инертного газа и даже на
воздухе, однако оптимальные результаты достигаются при использовании
в качестве защитной среды вакуума. Кроме того, для термообработки мо-
гут быть использованы установки, в которых вакуум создается только в зо-
не воздействия луча на поверхность детали.
При таком упрочнении обычно используют метод, при котором электрон-
ный луч сканирует обрабатываемую поверхность, переходя от точки к точке.
Толщина упрочненного слоя зависит от мощности электронного луча и про-
должительности его воздействия и обычно составляет 0,75—1,5 мм. На обра-
ботку площади 480 мм2 требуется 2—2,5 с. Твердость слоя при этом методе об-
работки обычно на 2 — 3 единицы выше, чем при обычных способах закалки.
В настоящее время на автомобильных заводах электронно-лучевые ус-
тановки используются для упрочнения стальных и чугунных деталей: пор-
шневых колец, деталей инжектора, седел клапанов, кулачковых валов, тол-
кателей клапанов и др.
Электронно-лучевые установки более надежны, мощнее (до 50 кВт),
чем лазерные, сравнительно недорогие, требуют невысоких капитальных
и эксплуатационных затрат, потребляют меньше энергии, чем лазеры
(КПД электронных пушек 85%). Однако лазерные установки по сравнению
с электронно-лучевыми не нуждаются в вакуумных камерах и насосах
и в защитных устройствах от возникающего рентгеновского излучения.
Особенности данных методов обработки: экономия энергоресурсов
благодаря высокой производительности, исключение затрат электроэнер-
гии на разогрев всего изделия и сведение к минимуму финишных опера-
ций (шлифования, хонингования).
1В.4. Химико-тврмнчЕская обработка
Химико-термическая обработка (ХТО) представляет собой обширную
группу разнообразных методов, сочетающих тепловое и химическое воз-
действие на детали, что позволяет целенаправленно изменять их химичес-
кий состав, структуру и свойства. На автомобильных заводах широко ис-
пользуются такие методы ХТО, как цементация (насыщение углеродом),
нитроцементация (насыщение углеродом и азотом совместно) и азотиро-
вание (насыщение азотом). В ряде случаев применяют борирование (насы-
щение бором), алитирование (насыщение алюминием), цинкование (насы-
332 щение цинком) и др.
Обеспечение надежности и долговечности деталей методами термической обработки
Методы ХТО эффективны только в сочетании с объемным упрочнени-
ем с помощью закалки и отпуска. Так, при цементации и нитроцементации
после насыщения деталей углеродом или совместно углеродом и азотом
осуществляют закалку и низкотемпературный отпуск (180 —200°С), а при
азотировании — закалку и высокотемпературный отпуск (550 —650°С),
т. е. улучшение выполняют перед насыщением деталей азотом. Поэтому
цементация и азотирование являются методами поверхностно-объемного
упрочнения, так как окончательные свойства деталей формируются здесь
путем целенаправленного композиционного сочетания структуры
и свойств поверхностных слоев и внутренних объемов (сердцевины) дета-
лей. Максимальный уровень необходимых эксплуатационных свойств де-
талей достигается только оптимальным сочетанием объемной термичес-
кой обработки с изменением химического состава поверхностных слоев
деталей за счет диффузионного насыщения.
На рис. 10.16 приведены графики теплового и химического воздействия
при ХТО.
На рис. 10.16, а представлен график простой химико-термической обра-
ботки, при которой происходит изменение структуры поверхностных сло-
ев деталей в результате изменения химического состава вследствие диф-
фузионного насыщения (хромирование, алитирование, силицирование
и др.). На рис. 10.16, б, в показаны графики поверхностно-объемной хими-
ко-термической обработки (цементации и азотирования).
Цементация и нитроцементация. Характер упрочнения деталей при це-
ментации и нитроцементации одинаков и основан на мартенситном пре-
вращении. Этапы этих процессов также одинаковы: нагрев, насыщение,
Рис. 10.16. Графики теплового и химического воздействия при
ХТО: а — без специальной термической обработки; б — с по-
следующей упрочняющей термической обработкой; в — с пред-
варительной упрочняющей термической обработкой; I — диф-
фузионное насыщение; II — науглероживание (цементация);
III — закалка; IV—низкотемпературный отпуск; V— высоко-
температурный отпуск; VI — азотирование
333
Глава 10
закалка, низкотемпературный отпуск. Диффузионное насыщение деталей
происходит при температурах, когда сталь находится в однофазном (аусте-
нитном) состоянии и заканчивается образованием твердого раствора угле-
рода или углерода и азота в аустените. При выборе между этими двумя тех-
нологическими процессами учитываются, как правило, технико-экономи-
ческие показатели.
Рис. 10.17. Структурная схема автома-
тизированного камерного агрегата для
ХТО: 1 — загрузочный стол; 2 — загрузоч-
но-разгрузочное устройство; Зи4 — пе-
чи для термической и химико-термичес-
кой обработки; 5 — моечная машина;
6 — печь низкого (высокого) отпуска;
7 — разгрузочный стол; 8 — вспомога-
тельный стол
Рис. 10.18. Структурная схема печи
с загрузочным устройством для ХТО:
1 — загрузочное устройство; 2 — тол-
катель; 3 — поддон с деталями перед
загрузкой в печь; 4 — первая заслонка
в положении «Низ»; 5 — первая заслон-
ка в положении «Верх»; 6 — вторая за-
слонка в положении «Верх»; 7 — вторая
заслонка в положении «Низ»; 8 — под-
дон с деталями в печи; 9 — стол с под-
доном и деталями в положении «Верх»;
10 — стол в положении «Низ»; И — под-
334 дон с деталями в закалочном баке
Методы цементации и нит-
роцементации отличаются друг
от друга:
— видом оборудования (камер-
ные или шахтные печи, агрега-
ты периодического или непре-
рывного действия); рис. 10.17
и рис. 10.18;
— агрегатным состоянием на-
сыщающей среды — карбю-
ризатора (твердая, газовая,
жидкая);
— способом приготовления га-
зовой атмосферы (безгенера-
торный или генераторный;
в первом случае атмосфера
вводится в печь без предвари-
тельной обработки, во вто-
ром — после обработки в спе-
циальных установках — гене-
раторах);
— температурой стадии диф-
фузионного насыщения (для
нитроцементации 820 —860° С,
для цементации 920 —940°С,
для вакуумной и ионной цемен-
тации 1000—1040°С);
— режимами последующей тер-
мической обработки деталей.
Самыми распространенными
методами ХТО являются газовая
цементация и нитроцементация,
осуществляемые в шахтных, ка-
мерных и барабанных печах, ка-
мерных и проходных безму-
фельных агрегатах. Эти методы
широко используются в массо-
вом и крупносерийном произ-
водстве и прежде всего в автомо-
бильной и тракторной промыш-
ленности.
Широко используются так-
же твердая цементация, цемен-
Обеспечение надежности и долговечности деталей методами термической обработки
тация и нитроцементация с применением жидких карбюризаторов (керо-
сина, синтина, уайт-спирита и др.) и необработанного природного газа.
В последнее время ведутся работы по созданию технологических про-
цессов вакуумной и ионной цементации и нитроцементации, процессов
с использованием азотных сред и кипящего слоя.
Технологический процесс ХТО деталей из различных сталей, состоит
из следующих операций:
— мойка и сушка перед насыщением;
— насыщение углеродом гели углеродом и азотом (соответственно цемен-
тация или нитроцементация);
— закалка после насыщения;
— мойка и сушка;
— отпуск.
Мойка и сушка. Детали перед ХТО про-
мываются в горячем трех-пятипроцент-
йом содовом растворе для полного удале-
ния грязи, масла, охлаждающих жидкос-
тей, применяемых при механической
обработке, затем сушатся, что повышает
качество обработки.
Загрязненные детали со следами кор-
розии, масла, эмульсии могут привести
к неравномерному насыщению (пятнис-
тая цементация), а в насыщающей среде
будут образовываться СО2 и О2, что будет
затруднять регулирование состава печной
атмосферы, снижать качество обрабаты-
ваемых деталей и увеличивать длитель-
ность процесса цементации и нитроце-
ментации.
Температурные режимы. Необходи-
мые свойства деталей достигаются при
осуществлении технологических процес-
сов цементации или нитроцементации,
включающих в себя такие операции, как
насыщение, закалка и отпуск.
На рис. 10.19 приведены режимы про-
цессов цементации и нитроцементации.
Режимы ХТО выбираются прежде все-
го с учетом химического состава приме-
няемых сталей. Основная часть деталей
обрабатывается в режимах, приведенных
на рис. 10.19, а и б, когда после насыщения
углеродом или углеродом и азотом произ-
водится непосредственная закалка (при
цементации — обычно после подстужива-
ния до некоторой температуры), так как
в сталях 18ХГТ, 25ХГТ, ЗОХГТ, 15ХГН2ТА
в процессе насыщения не происходит
Рис. 10.19. Различные режимы
процессов цементации и нит-
роцементации: а — цемента-
ция, подстуживание, закалка,
отпуск; б — цементация с по-
вторным нагревом под закал-
ку, отпуск; в — цементация,
высокий отпуск, закалка с по-
вторным нагревом, отпуск;
г — цементация, изотермиче-
ская выдержка, нагрев под за-
калку, отпуск; д — нитроце-
ментация, закалка, отпуск 335
Глава 10
значительного роста зерна, а высокие свойства зубчатых колес обеспечи-
ваются без повторной перекристаллизации.
Максимальная прочность деталей из стали 12Х2Н4А, 20Х2Н4А,
18Х2Н4МА, 12ХНЗА, 20ХНЗА достигается применением более сложной
ХТО:
— охлаждение после цементации, закалка, низкий отпуск (рис. 10.19, в);
— охлаждение после цементации до температуры цеха, высокий отпуск,
закалка, низкий отпуск (рис. 10.19, г);
— охлаждение после цементации до 450 — 600°С, выдержка при этой тем-
пературе в течение 4 — 6 часов, нагрев под закалку, закалка, низкий от-
пуск (рис. 10.19, gr).
Диффузионное насыщение сталей. Насыщение сталей углеродом или
углеродом и азотом одновременно происходит при высоких температурах
из угдеродо- и азотосодержащих сред, чаще всего из газовых атмосфер.
Атмосферы, в состав которых входит углерод, получают из природного
и светильного газов, пропана, бутана, метана и др. путем сжигания их в ге-
нераторах. Для цементации и нитроцементации можно использовать так-
же чистые углеводороды, метанол, бензол и другие вещества, содержащие
углерод, без предварительного сжигания, непосредственно вводя их в печ-
ное пространство.
Чаще для приготовления науглероживающей атмосферы применяется
природный газ. Атмосфера на его основе содержит в своем составе 20%
СО, 40% Н2, 1% (СО2+Н2О), 1—2% СН4, остальное — азот. Так как атмо-
сфера приготавливается с поступлением тепла извне, она получила назва-
ние эндотермической.
Для характеристики насыщающей способности атмосферы использу-
ют такой показатель, как углеродный потенциал, определяющий процент-
ное содержание углерода в образце при его сквозном насыщении.
Для регулирования углеродного потенциала атмосферы используют
приборы, работающие на основе поглощения инфракрасного излучения
СО2, определения содержания Н2О (по точке росы) и определения содер-
жания кислорода в печной атмосфере (кислородные датчики).
Эндотермическая атмосфера (эндогаз) обладает низкой науглерожива-
ющей способностью, поэтому при цементации и нитроцементации в печь
добавляют 2—3% природного газа. При нитроцементации в печь дополни-
тельно вводят аммиак (NH3), при разложении которого в поверхностные
слои деталей диффундирует азот, что обеспечивает насыщение деталей
и углеродом, и азотом.
Структура поверхностных слоев деталей и их прочность в значитель-
ной степени зависят от углеродного потенциала атмосферы и его измене-
ний в процессе их диффузионного насыщения. Наиболее распространен-
ными режимами цементации являются прямой и ступенчатый (рис. 10.20).
При проведении прямого режима углеродный потенциал атмосферы под-
держивается постоянным в течение всего цикла насыщения. При проведе-
нии ступенчатого режима на первой стадии насыщения поддерживается
высокий углеродный потенциал (1,1 —1,3% С), на второй стадии (диффузи-
онной) углеродный потенциал снижается до оптимальной концентрации
0,8 —0,9% С. Применение ступенчатых режимов цементации приводит
336 к сокращению длительности насыщения на 20—30%.
Обеспечение надежности и допгавечности деталей методами термический обработка
В последние годы применяются режимы цементации с программируе-
мым увеличением углеродного потенциала в течение диффузионного на-
сыщения стальных деталей (рис. 10.20), что позволяет обеспечить опти-
мальное содержание в поверхностном слое углерода и формирование мар-
тенситно-аустенитной микроструктуры без дефектов, и это в свою
очередь приводит к получению максимальных для газовой цементации
значений прочности и долговечности обработанных деталей.
Нитроцементацию осуществляют в таком режиме, чтобы в течение всего
процесса насыщения углеродный потенциал атмосферы был постоянным.
Количество аммиака при этом изменяют в зависимости от продолжительно-
сти процесса от 1 до 7%; чем больше толщина поверхностного слоя, тем мень-
ше аммиака. При нитроцементации применяется также ступенчатый режим
насыщения, когда углеродный потенциал атмосферы понижается в конце
процесса, при этом иногда уменьшается и азотный потенциал (рис. 10.21).
Область применения данной ХТО постоянно расширяется. Так, в авто-
мобилестроении 40—45% всех деталей, подвергаемых ХТО, упрочняют ни-
троцементацией. Это объясняется рядом достоинств данного метода уп-
рочнения: невысокой температурой насыщения и небольшой продолжи-
тельностью, при этом получение высокой прочности деталей.
Нитроцементация имеет и недостатки. Основными считаются невоз-
можность использования нитроцементации при толщине поверхностного
слоя более 1 мм из-за интенсивного развития дефектов микроструктуры
поверхностных слоев и значительного разброса значений параметров
прочности и долговечности обработанных деталей.
Эти недостатки устранены в новом способе нитроцементации со сту-
пенчатым повышением углеродного потенциала в течение процесса от
0,6 —0,8% на первой стадии до 0,9—1,0% на второй (рис. 10.21). Добавка ам-
миака должна находиться в течение всего процесса в пределах 1 — 3%.
При использовании данного режима насыщения механические свойства
стали значительно увеличиваются.
Рис. 10.20. Прямые и ступенчатые режимы цементации
и нитроцементации
22 Технология автомобилестроения
337
Глава 10
Рис 10.21. Режимы цементации и нитроцементации
с программируемым повышением углеродного потенциала
Закалка цементованных и нитроцементованных деталей. Закалка де-
талей после насыщения углеродом обычно производится с температуры
подстуживания 840 —860°С. Закалка нитроцементованных деталей произ-
водится непосредственно с температуры насыщения стали углеродом
и азотом, т. е. с 850 —870°С.
Температура закалочного масла изменяется от 50 — 80 до 160—180°С
и выбирается с учетом следующих факторов: химического состава стали,
конфигурации и массы детали, массы садки, конструктивных особеннос-
тей закалочного бака и т. п. При этом не всегда следует стремиться к повы-
шению температуры закалочного масла, так как не для всех сталей это сни-
жает деформации обрабатываемых деталей.
Для закалки цементованных и нитроцементованных деталей рекомен-
дуются Специальные закалочные масла МЗМ-16, МЗМ-26 и МЗМ-120, со-
держащие антиокислительную, моющую и антипенную присадки. Рабочая
температура масла МЗМ-16 — 50 —70°С, масла МЗМ-26 — 80— 120’С, мас-
ла МЗМ-120 — 160- 180°С.
Отпуск цементованных и нитроцементованных деталей. После закал-
ки для снятия внутренних напряжений детали проходят низкотемператур-
ный отпуск. Температура и длительность отпуска определяются маркой
стали, твердостью поверхностного слоя и сердцевины деталей и некоторы-
ми другими факторами. Обычно отпуск проводится при температурах
160 —200°С в течение 1,5 —4 ч.
Показатели прочности и надежности цементованных и нитроцемен-
тованных деталей. Цементации и нитроцементации подвергаются многие
и разнообразные детали. Однако в наибольшей степени эти методы эффек-
тивны при упрочнении зубчатых колес и особенно транспортных машин.
Необходимые твердость, износостойкость, контактная и усталостная
выносливость, статическая прочность при изгибе цементованных и нитро-
338 цементованных деталей обеспечиваются в том случае, если структура их
Обеспечение надвжиоспга и долговечялспш деталей методами термической обработке
поверхностных слоев состоит из мартенсита, равномерно распределенно-
го остаточного аустенита и изолированных мелких, не выявленных при
стократном увеличении, карбидов и карбонитридов.
Микроструктура и свойства поверхностных слоев зубчатых колес зави-
сят от концентрации углерода и азота и характера их распределения. Мак-
симальные значения таких показателей, как статическая прочность при
изгибе, предел выносливости и ударная вязкость цементованных сталей
соответствуют определенному содержанию углерода для каждой марки
стали: для стали 25ХГТ — 0,75-0,9, 25ХГМ — 0,75-0,95, 20ХН2М —
0,8—1,0%, уменьшение и увеличение концентрации углерода в поверхно-
стном слое относительно указанных значений приведет к снижению пока-
зателей.
Максимальные значения перечисленных выше показателей для нитро-
цементованных сталей достигаются при определенном суммарном содер-
жании углерода и азота в твердом растворе, например, для сталей 25ХГТ,
25ХГМ и 20ХН2М оно соответствует 0,85 — 0,95% (C + N). Большое значе-
ние имеет форма существования азота в нитроцементованных сталях:
в твердом растворе, в нитридах и карбонитридах, в порах (молекулярная).
На прочность и долговечность цементованных и нитроцементованных
зубчатых колес значительное влияние оказывают толщина упрочненного
слоя рабочей поверхности зубьев и впадин между ними, микротвердость
поверхностной зоны во впадине и количество остаточного аустенита
в этой зоне (рис. 10.22).
10
0,8 0,9 1,0 1,1 1,2 мм 0,6 0,7 0,8 0,9 1,0 1,1 мм
Толщина слоя на рабочей поверхности Толщина слоя во впадине зубьев
Рис. 10.22. Зависимости долговечности от толщины упрочненного
слоя на рабочей поверхности зубьев (а) и во впадине между ни-
ми (б), микротвердости поверхностной зоны во впадине (в) и со-
держания остаточного аустенита в этой зоне (г), полученные при
контактных испытаниях зубчатых колес из стали 15ХГН2ТА
339
22
Глава 10
Рис. 10.23. Зависимости долговечности от микротвердости
сердцевины зубьев (а) и разброса значений микротвердости (б)
зубчатых колес коробок передач из стали 15ХГН2ТА при испы-
тании на усталость при изгибе
На прочность и долговечность зубчатых колес в условиях работы на ус-
талость и статический изгиб значительное влияние оказывают микрост-
руктура сердцевины и ее однородность (рис. 10.23). Микроструктура серд-
цевины зубьев должна состоять из малоуглеродистого мартенсита,
или троостомартенсита, или троостоорбита (в зависимости от прокаливае-
мости стали и эффективности охлаждения при закалке). Кроме того, мик-
ротвердость должна быть одинаковой: разброс значений микротвердости
не должен превышать 25...30 HV.
К основным показателям, определяющим прочность и долговечность це-
ментованных и нитроцементованных зубчатых колес, относятся: в условиях
контактной и усталостной выносливости — эффективная толщина слоя во
впадине между зубьями и микротвердость тонкой поверхностной зоны
в этом месте; в условиях циклической и статической прочности при изгибе —
эффективная толщина слоя во впадине между зубьями, микротвердость
структуры сердцевины и степень неоднородности структуры сердцевины.
Для оценки контактной и усталостной выносливости рекомендуется
критерий
Рис. 10.24. Зависимость дол-
говечности от критерия КН,
полученная при стендовых
испытаниях зубчатых колес
из стали 15ХГН2ТА на кон-
340 тактную усталость
представляющий собой произведение ми-
кротвердости тонкой поверхностной зо-
ны во впадине зубьев (Нвп) на эффектив-
ную толщину слоя во впадине (Лвп). Меж-
ду этим критерием и долговечностью
установлена прямопропорциональная за-
висимость (рис. 10.24).
Для оценки циклической и статичес-
кой прочности при изгибе рекомендуется
использовать критерий
^F ^сердц * -^вп '
представляющий собой произведение эф-
фективной толщины слоя во впадине (hBn)
Обеспечение надежности и долговечности деталей методами термической обработки
на микротвердость структуры сердцеви-
ны (Нсердц). Максимальные значения
прочности и долговечности зубчатых ко-
лес обеспечиваются, когда значения это-
го критерия от 280 до 360 (рис. 10.25).
Данные критерии оценки прочности
и долговечности позволяют не только
прогнозировать свойства зубчатых ко-
лес и обеспечивать их стабильность на
предельном уровне, но и управлять тех-
нологическим процессом, так как на их
основе можно определять оптимальные
значения основных показателей упроч-
нения.
В настоящее время качество цемен-
тованных и нитроцементованных зубча-
тых колес рекомендуется оценивать на
основе системы показателей и критери-
ев, приведенных в таблице 10.6.
Конструкторы и технологи для обес-
печения предельной прочности и долго-
вечности деталей должны умело конст-
руировать сочетания структуры и фаз,
изменять (даже за пределы установлен-
ных значений интервалов) значения по-
казателей упрочнения зубчатых колес:
снижать или повышать твердость (мик-
ротвердость) упрочненного поверхност-
ного слоя и сердцевины, увеличивать
или уменьшать толщину упрочненного
слоя, изменять соотношения составляю-
щих микроструктуры и т. п.
15ХГ Н2ТА
, о о\
о/о О
—СТ о о
250 300 350 400 Kf
б)
Рис. 10.25. Зависимости на-
грузки при выламывании зу-
ба зубчатых колес из стали
12Х2Н4А (а) и долговечнос-
ти при испытаниях на из-
гиб зубчатых колес из ста-
ли 15ХГН2ТА от критерия
KF (б)
В наибольшей степени современным требованиям повышения произ-
водительности, экономии энергетических ресурсов, улучшения условий
труда, защиты окружающей среды отвечают вакуумная и ионная химико-
термическая обработка. Однако вакуумная цементация и нитроцемента-
ция не обеспечивают повышения и стабильности механических свойств
обрабатываемых деталей по сравнению с процессами обработки, осуще-
ствляемыми в газовых средах. Разброс значений предела выносливости,
предела статической прочности при изгибе и ударной вязкости достигает
55, 60 и 300% соответственно; минимальные значения этих характеристик
равны 500 МПа, 1200 МПа и 0,15 МДж/м2 соответственно. К тому же ваку-
умная и ионная цементация не обеспечивают равномерности насыщения
по контуру деталей сложной конфигурации.
Анализ свойств сталей после газовой (включая и высокотемператур-
ную) и вакуумной цементации показывает, что дефекты микроструктуры
поверхностных слоев цементованных сталей, несмотря на их значитель-
ное влияние, не являются единственным фактором, определяющим высо-
кие и стабильные значения прочности и долговечности обрабатываемых
деталей. Кроме того, для реализации всех преимуществ данных процессов
341
Глава 10
Таблица 10^6
Показатели и критерии оценки прочности и долговечности
зубчатых колес[5]
Показатель Значение
Твердость, HRC: поверхности сердцевины 58-62 32-40
Толщина упрочненного слоя, мм Назначается в зависи- мости от модуля
Количество остаточного аустенита, % при цементации при нитроцементации 30-50 40-60
Содержание углерода в поверхностной зоне слоя, % (по массе) 0,75-1,05
Содержание азота в поверхностной зоне слоя, % (по массе) молекулярного в нитридах <0,2 0,1-0,2
Суммарное содержание углерода и азота в твердом растворе в поверхностной зоне слоя, % (по массе) 0,85-0,95
Микротвердость поверхностной зоны во впади- не зубьев, HV 550-750
Микротвердость сердцевины, HV 350-400
Критерий Кн 400-500
Критерий KF 270-350
необходимы большие капитальные вложения на создание сложного обо-
рудования, использование новых или дефицитных материалов (молибде-
на, графита и т. п.), наличие высококвалифицированного обслуживающе-
го персонала. Поэтому новые методы ХТО будут внедряться в производст-
во постепенно и широкого применения в отечественном машиностроении
в ближайшее время не получат. Основными технологическими процесса-
ми ХТО таких деталей, как зубчатые колеса коробок передач и ведущих
мостов автомобилей и тракторов будут газовая цементация и нитроцемен-
тация, хотя данные процессы обработки не обеспечивают стабильных вы-
соких свойств обрабатываемых сталей. Максимальные значения предела
выносливости, предела прочности при изгибе и ударной вязкости отлича-
ются от их минимальных значений на 25 — 30, 35 — 40 и 150 — 300% соответ-
ственно, минимальные их значения 600 МПа, 1500 МПа и 0,1 МДж/см2 со-
ответственно.
Использование режимов цементации и нитроцементации с программи-
рованным увеличением углеродного и азотного потенциалов в течение
диффузионного насыщения деталей позволяет обеспечить оптимальное со-
держание в поверхностном слое углерода и азота и формирование мартен-
ситно-аустенитной структуры без дефектов, что повышает прочность
и долговечность обработанных деталей. Для цементованных деталей пре-
342 дел усталости находится в интервале 820 — 940 МПа, предел прочности при
Обеспечение надежности и долговечности деталей методами термической обработки
изгибе — 1850—2000 МПа, ударная вязкость 0,25—0,36 МДж/м2; для нитро-
цементованных — 830—1080 МПа, 1600 — 2460 МПа и 0,20 — 0,50 МДж/м2
соответственно.
Методы газовой цементации и нитроцементации имеют перспективы
развития.
В табл. 10.7 приведены механические свойства цементованных и нитро-
цементованных сталей после различных методов ХТО. Анализ получен-
ных данных показывает, что ни один из известных методов насыщения уг-
леродом и углеродом и азотом одновременно не имеет значительного пре-
имущества по максимальному уровню прочности обработанных сталей.
Так, максимальное значение предела выносливости (900... 1000 МПа),
предела прочности при изгибе (2000...2200 МПа) и ударной вязкости
(0,4 — 0,5 МДж/м2) можно достичь при нитроцементации, газовой цемента-
ции с повышением углеродного потенциала в течение процесса насыще-
ния и вакуумной цементации.
Существенное различие наблюдается в минимальных значениях пока-
зателей прочности упрочненных сталей. Самые нйзкие значения предела
выносливости, предела прочности при изгибе и ударной вязкости стали
имеют после вакуумной цементации — 550 МПа, 1000 МПа и 0,10 МДж/м2
соответственно. Значительное преимущество мйнимальных значений
этих показателей наблюдается после газовой цементации с повышением
углеродного потенциала в течение процесса насыщения и нитроцемента-
ции: предел выносливости 820 — 850 МПа, предел прочности при изгибе —
1800...1850 МПа, ударная вязкость — 0,2 — 0,25 МДж/м2.
Сравнение минимальных и максимальных значений предела выносли-
вости, предела прочности при изгибе и ударной вязкости показывает, что
при газовой цементации и нитроцементации с повышением углеродного
потенциала в течение процесса насыщения разброс <5.t и аизг составляет
10 — 20%, а после вакуумной цементации он достигает 40 — 65%. Разброс
значений ударной вязкости значителен при всех видах обработки —
Таблица 10.7
Механические свойства цементованных и нитроцементованных
сталей после ХТО различными методами
ХТО di, МПа сизг, МПа КС, МДж/м2
Газовая цементация в эндотермиче- ской атмосфере при 930°С при угле- родном потенциале: постоянном ступенчато понижающемся ступенчато повышающемся 700-650 630-730 820-900 1550-2000 1550-2000 1850-2000 0,15-040 0,10-0,45 0,25-0,45
Газовая высокотемпературная цемен- тация с закалкой с повторного нагрева 750 — 0,2-0,35
Вакуумная цементация с повторной закалкой 550-900 1000-1800 0,1-0,25
Нитроцементация в эндотермической среде при 850°С при углеродном по- тенциале: ступенчато понижающемся ступенчато повышающемся 900-950 970-1080 1900-2100 2170-2460 0,20-0,25 0,35-0,45 ОДО
Глава 10
80 — 250% (при минимальном разбросе после газовой цементации с повы-
шением углеродного потенциала).
Таким образом одним выбором метода цементации и нитроцементации
(газовая, вакуумная, ионная, в азотных средах и т. п.) обеспечение высо-
ких и стабильных свойств обрабатываемых сталей не решается. Для реше-
ния этой задачи в полном объеме необходимы специальные исследования
по определению факторов, значительно влияющих на весь комплекс
свойств цементованных и нитроцементованных сталей.
Азотирование является одним из эффективных методов химико-терми-
ческой обработки. При оптимальном выборе марки стали и технологичес-
кого процесса диффузионного насыщения азотом обеспечиваются высо-
кие эксплуатационные свойства деталей:
— твердость поверхности (до 800... 1200 HV);
— износостойкость и противозадирные свойства;
— циклическая прочность деталей сложной формы с концентраторами
напряжения (в 1,5 — 2 раза более высокая, чем после улучшения);
— теплостойкость азотированной поверхности (500 — 550°С вместо 200°С
при цементации и поверхностной закалке с нагревом ТВЧ);
— коррозионная стойкость, сравнимая со стойкостью гальванических по-
крытий (хром, цинк);
— незначительная деформация деталей (из-за низкой температуры про-
цесса обработки и благодаря отсутствию структурных превращений
при охлаждении).
Азотирование применяется для деталей и инструментов, работающих
в условиях знакопеременных нагрузок, воздействия повышенных темпе-
ратур, агрессивных сред и с высокими требованиями по сопротивлению
изнашиванию. Такими деталями являются: коленчатые валы, гильзы ци-
линдров, плунжера и втулка насоса высокого давления; впускные и выпу-
скные клапаны; зубчатые колеса привода механизмов.
В настоящее время азотирование осуществляется с использованием
различных насыщающих сред. Для упрочнения деталей в основном приме-
няются газовые среды. Классическим вариантом является азотирова-
ние — в среде аммиака.
Температура диффузионного насыщения деталей находится в интерва-
ле 500 — 600°С. Температура азотирования определяется прежде всего хи-
мическим составом стали и условиями эксплуатации деталей.
Продолжительность стадии диффузионного насыщения зависит от
марки стали, требуемой толщины упрочненного слоя и температуры азо-
тирования. Обычно толщина слоя от 0,1 до 0,4 мм, максимальное значение
не более 0,6 мм.
Эксплуатационные свойства азотированных деталей формируются
в результате комплексного технологического процесса, Процесс изготов-
ления азотированных деталей, состоящий из термической обработки заго-
товок, механической обработки и азотирования, обусловлен рядом осо-
бенностей метода ХТО.
Окончательные структуры и эксплуатационные свойства цементован-
ных и нитроцементованных деталей, прежде всего их поверхностная твер-
дость и прочность, формируются на стадии закалки и низкотемпературно-
344 го отпуска. В этом случае повышение свойств деталей обеспечивается пу-
Обеспечение надежности и долговечности деталей методами термический обработки
тем мартенситного упрочнения. При азотировании механизм упрочнения
иной: повышение свойств деталей происходит благодаря нитридному уп-
рочнению, которое осуществляется на стадии диффузионного насыщения
деталей при температуре азотирования 500 — 600°С и при охлаждении де-
талей до комнатной температуры (причем интенсивного охлаждения не
требуется).
Таким образом, если при цементации и нитроцементации после диффу-
зионного насыщения углеродом или углеродом и азотом детали необходи-
мо закалить и только в этом случае обеспечивается максимальная поверх-
ностная твердость деталей, то при азотировании максимальная твердость
поверхностных слоев деталей обеспечивается уже при диффузионном на-
сыщении и закалка в этом случае не нужна.
Кроме того, после азотирования упрочненный слой детали меньше, чем
после цементации и нитроцементации (0,1 —0,5 вместо 0,5 —1,5 мм). Соче-
тание высокой твердости упрочненного слоя (700... 1100 HV) и малой тол-
щины диктует упрочнение внутренних объемов деталей предотвращения
продавливания поверхностного слоя детали при эксплуатации. Упрочне-
ние обеспечивается предварительной термической обработкой перед азо-
тированием.
С учетом особенностей нагруженных азотированных деталей схема
комплексного процесса их изготовления осуществляется следующим об-
разом:
1. Термическая обработка заготовок — закалка и высокотемпературный
отпуск, при этом температура отпуска должна быть выше, чем темпера-
тура азотирования (обычно 550 —680°С).
2. Механическая обработка деталей. Учитывая минимальную деформа-
цию при азотировании механическая обработка выполняется с припус-
ком на финишные операции (шлифование, доводки).
3. Подготовка поверхностей деталей для азотирования — очистка от мас-
ла, эмульсии, пленок окислов и защита отдельных участков от насыще-
ния азотом (жидким стеклом, оловом).
4. Азотирование.
5. Окончательная обработка (шлифование, доводка).
Азотирование в аммиаке обеспечивает высокие свойства деталей. Од-
нако широкому распространению данного метода в автомобилестроении,
препятствовали значительные недостатки: хрупкость поверхностного
слоя, продолжительность процесса насыщения (до 70—90 часов), необхо-
димость использования легированных сталей.
С целью устранения недостатков классического газового азотирования
были разработаны различные процессы кратковременного газового азоти-
рования, при которых насыщение деталей осуществляется в атмосферах, со-
стоящих из аммиака и углеродосодержащих газов, плазме тлеющего разряда
(ионное азотирование), каталитической аммиачно-воздушной атмосфере.
Кратковременное газовое азотировалие в среде аммиака и углеродосо-
держащих газов имеет следующие особенности:
— повышенные температуры насыщения (до 570 — 580°С вместо обычных
500-540’С);
— комплексное насыщение сталей: азот + углерод, азот + кислород,
азот + кислород + углерод;
345
Глава 10
— небольшая продолжительность насыщения (6 — 24 я);
— повышенная пластичность поверхностного слоя, так как вместо хруп-
кой азотистой е-фазы с 9—10% азота образуется карбонитридная или
карбооксинитридная зона, обладающая определенной пластичностью
(ее толщина 7 — 25 мкм);
— расширение номенклатуры азотируемых сплавов: наряду со сложноле-
гированными сталями типа 38Х2МЮА применяются стали 45, 40Х,
40ХФА, 35ХМидр.
Наиболее часто при данном азотировании используют газовые атмо-
сферы, содержащие аммиак и природный газ или аммиак и эндогаз или ам-
миак и экзогаз.
Методы кратковременного газового азотирования применяют для уп-
рочнения кулачковых и коленчатых валов, зубчатых колес и др.
Каталитическое газовое азотирование (разработано в ОАО «НИИТав-
топром») отличается от классического газового азотирования в аммиаке
тем, что приготовление печной атмосферы происходит путем неполного
каталитического окисления аммиака с использованием специальных ката-
лизаторов, а также непрерывным управлением с использованием кисло-
родного датчика процесса насыщения сталей азотом. Процесс осуществ-
ляется в серийных шахтных печах для азотирования (рис. 10.26).
Рис. 10.26. Схема КГА в шахт-
ной печи газового азотирова-
ния: 1 — выходные сигналы кис-
лородного зонда (мВ); 2 — кис-
лородный зонд «Оксимесс»;
3 — вентилятор; 4 — садка де-
талей; 5 — муфель; 6 — печь;
7 — каталитическое устрой-
346 ство «Оксикан»
Данный процесс позволяет в 2 — 3
раза сократить длительность насыще-
ния по сравнению с газовым азотирова-
нием в аммиаке, получить толщину уп-
рочненного слоя 0,2—1,2 мм при
500 — 670°С за 20 — 24 ч, повысить корро-
зионную стойкость, расширить номен-
клатуру азотируемых сплавов, включая
теплостойкие стали, порошковые мате-
риалы, быстрорежущие стали и др.
Ионное азотирование (в тлеющем
разряде). Схема установки для ионного
азотирования приведена на рис. 10.27.
Ионная ХТО, в том числе и азотирова-
ние, заключается в том, что в разрежен-
ной газовой среде между катодом (дета-
лью) и анодом (стенки вакуумной каме-
ры) возбуждается тлеющий разряд,
отличающийся малой плотностью тока
на катоде и большим падением напря-
жения на катоде. Положительные ио-
ны, ускоряясь вблизи катода, непре-
рывно бомбардируют его поверхность
(деталь) и выбивают из него электроны.
При этом поверхность катода излучает
голубое люминесцентное свечение
(тлеющая кромка), имеющее форму по-
верхности детали, включая пазы и от-
верстия.
Обеспечение надежности и долгавечнасти деталей методами термической обработки
Рис. 10.27. Схема установки для ионно-
го азотирования [3]: 1 — герметизиро-
ванный вакуумный контейнер; 2 — азо-
тируемые детали (катод); 3 — вакуум-
ная система; 4 — газобаллонная
станция; 5 — приборы контроля и регу-
лирования температуры; 6 — блок эле-
ктропитания
В результате бомбардировки катода положительно заряженными иона-
ми происходит следующее:
— катодное распыление, в результате которого осуществляется очистка
всей поверхности детали;
— нагревание поверхности деталей до температуры 500 — 580°С за счет ки-
нетической энергии ионов и частичного ее перехода в тепловую;
— диффузионное насыщение.
При использовании этого метода азотирования благодаря регулированию
давления и состава насыщающей среды можно управлять структурой и фа-
зовым составом поверхностных слоев деталей. Так, добавлением к аммиаку
аргона возможно предотвратить образование на поверхности сплошной ни-
тридной зоны; добавлением углеродосодержащего компонента, например
пропана, в поверхностных слоях деталей формируется карбонитридная зона.
Ионное азотирование позволяет сократить время обработки по сравне-
нию с азотированием в аммиаке в 1,5 —2 раза, обеспечивает высокую чисто-
ту поверхности, сокращает расход электроэнергии и технологических газов.
Ионное азотирование используется для упрочнения коленчатых и рас-
пределительных валов, впускных и выпускных клапанов и др.
Многочисленные и различные методы азотирования затрудняют их вы-
бор. В связи с этим дадим общую характеристику применяемых методов
азотирования.
При азотировании возможно насыщение деталей только одним азотом
(собственно азотирование), и наряду с азотом другими элементами, напри-
мер, азотом и углеродом — углеродоазотирование (карбонитрирование),
азотом и кислородом — оксиазотирование (оксинитрирование), азотом,
углеродом и кислородом — оксиуглеродоазотированйе (оксикарбонитри-
рование), азотом и серой — сульфоазотирование (сульфонитрирование).
При выборе конкретного метода азотирования для упрочнения тех или
иных деталей необходимо учитывать прежде всего следующие факторы:
обеспечение стабильности, качества обрабатываемых деталей; экономич-
ность (расходы на технологические материалы, капитальные затраты, об-
служивание); экологичность (степень загрязнения окружающей среды).
В промышленности наиболее широко применяют методы газового азо-
тирования и карбонитрирования, которые осуществляются в печах раз-
личных конструкции (шахтных, камерных, проходных агрегатах). Этому
способствовали прежде всего удовлетворительное качество деталей, ма-
лые капитальные затраты, простота обслуживания. Появление каталити- 347
Глава 10
ческого газового азотирования (карбонитрирования) подвысило уровень
этих методов благодаря стабильности высоких эксплуатационных свойств,
значительного сокращения (в 1,5 — 2 раза) потребления технологических
газов (аммиака, природного газа, эндогаза) и электроэнергии, а также зна-
чительного повышения производительности (в 1,5 — 2 раза).
Широко применяется ионное азотирование. Этот метод обеспечивает
хорошее качество обработки и практически не ухудшает экологическую
обстановку в цехе. Однако установки с тлеющим разрядом являются более
сложным оборудованием по сравнению с печами для газового азотирова-
ния. Поэтому требуются большие капитальные затраты и наличие высоко-
квалифицированного обслуживающего персонала. Производительность
этого метода сопоставима с производительностью газового азотирования.
Жидкостные методы азотирования, карбонитрирования, оксикарбонитри-
рования, которые осуществляются в расплавах солей, широкого применения не
получили из-за токсичности (применения цианид-цианатных, цианидных солей)
и взрывоопасности (возможность попадания влаги в расплавленную ванну).
Таким образом, в настоящее время перспективными являются методы
газового и ионного азотирования (карбонитрирования). Однако, учитывая
значительные капитальные затраты и необходимость квалифицированно-
го обслуживания, предпочтительно газовое азотирование (карбонитриро-
вание) осуществлять в обычных печах.
111.5, Методы нанесвния специальных покрытий.
Существуют многочисленные методы создания на поверхности деталей
слоев различного функционального назначения. При этом размеры дета-
лей увеличиваются на толщину наносимого слоя (покрытия).
По назначению покрытия делятся на износостойкие, коррозионностой-
кие, антифрикционные, теплозащитные, жаростойкие и др.
По используемым материалам — металлические (из металлов и спла-
вов), керамические (из оксидов, нитридов, боридов, карбидов), полимер-
ные, композиционные.
По строению — однослойные и многослойные, а по фазовому соста-
ву — однофазные и гетерофазные.
Покрытия бывают также упрочняющими (обеспечивающие повыше-
ние механических свойств), защитными (обеспечивающие повышение
коррозионной стойкости) и декоративными.
По агрегатному состоянию наносимого материала различают три боль-
шие группы методов: газофазные, жидкофазные и твердофазные.
В первой группе материал поставляется в газовом состоянии. Сюда от-
носятся такие методы нанесения покрытий, как вакуумная металлизация,
электронно-лучевое распыление, газофазное осаждение и др.
Во второй группе материал доставляется к поверхности обрабатывае-
мых деталей из расплавов металлов, солей плазменным, газоплазменным
и детонационным методами.
В третьей группе методов наносимый материал находится в твердом со-
стоянии. Создание слоя осуществляется плакированием, диффузионной
сваркой и др.
Для всех названных покрытий характерным является наличие четкой
348 границы между слоем и основным металлом (нет диффузионного слоя),
Обеспечение надежности и допговечности детапей методами термическяО оВраВотки
поэтому прочность покрытия определяется величиной адгезионных и ко-
гезионных сил.
В промышленности используются разнообразные варианты износо-
стойких покрытий, которые различаются использованнием материалов,
толщиной слоев, их числом (одно-, двух- и многослойные), технологией.
В условиях незначительного нагружения деталей при эксплуатации для
покрытия используют антифрикционные высокопластичные металличес-
кие материалы: бронзы, баббиты. Для упрочнения фрикционных узлов ис-
пользуют боридные покрытия, которые отличаются удачным сочетанием
таких свойств, как твердость, коррозионная стойкость, жаростойкость.
Кроме того, они исключают схватывание трущихся поверхностей и обес-
печивают их продолжительную работу в расплавах металлов.
При средних нагрузках и температурах эксплуатации 600— 1000°С по-
крытия изготавливают из никеля, хрома, алюминия, их сплавов и соедине-
ний (NiAl, NLjAl и др.). При более высоких температур эксплуатации ис-
пользуют оксиды А12О3, Cr2O3, TiO2.
В условиях высоких нагрузок и температур для создания покрытий применя-
ют металлокерамические композиции, состоящие из тугоплавких металлов (Nb,
Mo, W) и оксидов (A^Og, ZrO2, НЮ2 и др.). В частности, эти композиции приме-
няют в авиационных фрикционных парах, работающих в агрессивных средах.
Одним из самых распространенных методов создания покрытий явля-
ется плазменный, при котором наносятся слои из различных материалов:
металлических (алюминий, медь, цинк, сталь) и керамических (карбиды,
окислы, нитриды). Данный метод обладает высокой производительностью.
При плазменном методе порошок или проволока напыляемого материа-
ла, попадая в плазменную струю, расплавляется и наносится на поверхность
детали, где после соударения растекается и затвердевает, образуя слой по-
крытия. Прочное соединение слоя и поверхности детали обеспечивается пу-
тем одновременного действия температуры и высокого давления, возника-
ющего в результате соударения частиц материала, движущегося со скоро-
стью 100 —150 м/с и более, и поверхности детали. Температура плазменной
струи 20 000°С, время нахождения частиц материала в ней 10'4 —10'2 с.
Качество покрытий зависит от состава плазмообразующего газа, расхо-
да газа и порошка, мощности разряда, расстояния сопла плазмотрона от
поверхности детали, размеров порошковых частиц, состояния поверхнос-
ти детали (шероховатость, чистота) и др.
В качестве плазмообразующих газов при плазменном напылении в ос-
новном используют аргон, азот, водород и их смеси. Обычно к аргону добав-
ляют 20% водорода или до 40% азота. Дистанция напыления от 70 до 150 мм.
При этом следует учитывать то, что если под срезом сопла температура плаз-
мы 11000°К, то на расстоянии 8 мм от него она снижается до 8000°К.
При взаимодействии частиц напыляемого материала с плазмой в ре-
зультате химических реакций и термической диссоциации в материале
происходят различные изменения, часто нежелательные. Например, окис-
ление и растворение газов. В результате покрытие обладает повышенной
хрупкостью и недостаточными механическими свойствами. Это исключа-
ется использованием вакуума или защитной газовой среды. При этом по-
крытия обладают большей плотностью.
Для повышения качества покрытия и прежде всего прочности сцепле-
ния с основным материалом детали применяют специальную подготовку 349
Глава 10
поверхности детали: пескоструйная, дробеструйная, электроискровая, хи-
мическая обработка, тщательное обезжиривание.
Одним из распространенных методов повышения прочности сцепле-
ния покрытий с поверхностью деталей является нанесение промежуточно-
го слоя из молибдена, алюминия или других металлов. Для этого применя-
ют предварительный нагрев поверхности деталей. Значительное влияние
на качество покрытий имеет согласование коэффициентов термического
расширения материалов покрытий и деталей.
Толщина покрытий в большинстве случаев составляет 0,2 —0,3 мм.
С увеличением толщины покрытия снижается его прочность из-за повы-
шения остаточных напряжений.
Примерами применения данного метода являются разработанные' в ОАО
«НИИТавтопром» комплексные технологические процессы упрочнения ша-
ровых пальцев грузовых автомобилей, поршневых колец дизелей, вилок пере-
ключения коробок передач легковых и грузовых автомобилей. Комплексный
процесс упрочнения шаровых пальцев включает в себя следующие этапы: дро-
беструйная обработка, плазменное напыление порошкового материала, шли-
фование, оплавление при нагреве ТВЧ и горячего калибрования. В результате
такой обработки износостойкость шаровых пальцев повышается в 5 раз.
Другим примером эффективного применения плазменного напыления
является молибденирование поршневых колец дизеля марки «ЯМЗ». На-
несение молибденового покрытия на цилиндрические поверхности трения
поршневых колец осуществлялось на автоматизированной установке, где
предусмотрены операции подготовки поверхности колец, сборки — раз-
борки колец на оправке, плазменного напыления. Долговечность колец по-
вышается в 1,5 раза, расход масла «на угар» уменьшается на 30 — 50%.
Для повышения долговечности вилок переключения коробок передач ис-
пользуется нанесение на лапки вилок однослойного или двухслойного по-
крытия. В качестве промежуточного слоя используется сплав, состоящий из
80% никеля и 20% алюминия, в качестве внешнего слоя — бронза Бр.АЖ-10-
1,5. Срок службы вилок коробки передач при этом увеличился в 3 раза.
Плазменный метод нашел применение для упрочнения деталей, изготов-
ленных из легированных чугунов. В ОАО «НИИТавтопром» разработаны
метод и оборудование для упрочнения распределительных валов и коромы-
сел клапана двигателя производства Мелитопольского моторного завода.
Упрочнение достигается в результате локального нагрева поверхностного
слоя детали сжатой плазмой, его расплавления на глубину до 2,5 мм и после-
дующего охлаждения за счет естественного отвода тепла в центральные
объемы детали. В результате на поверхности детали образуется износо-
стойкий слой со структурой отбеленного чугуна с твердостью 52...54 HRC3,
обеспечивающей значительное повышение долговечности деталей.
Перспективным является нанесение различных покрытий детонацион-
ным методом, при котором происходит взаимодействие частиц напыляемого
металла с газообразными продуктами экзотермической химической реакции,
близок к методу газопламенного напыления. Суть детонационного напыления
покрытий состоит в импульсном (взрывном) воздействии (до 800 м/с) удар-
ных волн (до 2,9—4,9 МН/м2) и температуры (2500—6000°К) на частицы нано-
симого материала. В результате детонации газовой смеси, в которой находит-
ся порция порошка, частицы (порошинки) движутся к поверхности детали,
350 при столкновении с которой эти частицы образуют плотное покрытие. Про-
Обеспечение надежности и долговечности деталеб методами термической обработки
цесс нанесения происходит импульсами (выстрелами); при каждом импульсе
образуется слой толщиной 1 — 7 мкм на площади 20— 30 мм2. Толщина покры-
тия от 20 мкм до 1 мм, твердость оксидных и карбидных покрытий составляет
12000... 15000 МПа; пористость покрытий не более 0,5%.
Области применения детонационных покрытий различны. Для повы-
шения износостойкости деталей, работающих в условиях трения в паре
с деталями из мягких материалов (резина, фторопласт и др.), используе-
мых для уплотнительных узлов, а также в паре с деталями из твердых мате-
риалов в подшипниках скольжения и во фрикционных парах применяют
покрытия из оксида алюминия. Данные покрытия являются также тепло-
изолирующими и электроизолирующими, а в некоторых случаях и корро-
зионностойкими. К деталям, на которых была показана эффективность де-
тонационных покрытий (повышение износостойкости в 2 и более раз), от-
носятся тормозные диски «Багги», диски сцепления спортивных игровых
мотоциклов, штоки тормозной системы автобуса «Икарус», опорный то-
рец корпуса подшипника водяного насоса грузового автомобиля, плунжер
насоса высокого давления, ручьи алюминиевых шкивов, чашки дифферен-
циала и фланцы заднего моста троллейбуса.
Наряду с покрытиями из оксида алюминия используют также покрытия
из оксидов хрома, вольфрама, титана и др.
В ОАО «НИИТавтопром» разработана установка «Корунд» для упроч-
нения различных деталей при использовании в качестве наносимых мате-
риалов различных металлов, оксидной керамики, пластмасс.
Одним из перспективных способов создания поверхностных покрытий яв-
ляется вакуумное ионно-плазменное напыление. На отечественных автомо-
бильных заводах получил распространение процесс нанесения износостой-
ких покрытий на установках типа «Булат» (на базе электродуговых испарите-
лей) и установках типа «Пуск» (на базе холловских торцевых испарителей).
Покрытие, состоящее из нитрида титана, толщиной в несколько мкм
в 2—3 раза повышает стойкость режущего и штампового инструмента из
быстрорежущей стали и твердых сплавов.
В настоящее время метод ионно-плазменного нанесения покрытий в ос-
новном применяют для упрочнения инструментов. Однако ведутся работы
по применению этого метода и для упрочнения автомобильных деталей.
Для этого стараются повысить стабильность обработки с помощью:
— легирования нитрида титана различными элементами (в основном это
металлы IV—VI групп периодической системы элементов);
— получения многослойных нитридных, карбидных и карбонитридных
покрытий, благодаря применению титанового катода и двух газов (на-
пример, азота и ацетилена);
— осуществления нанесения в одной камере композиций различных ме-
таллов (например, титана, меди, хрома).
Повышение качества покрытий может быть достигнуто применением
импульсного дугового разряда, что снижает температуру нагревания обра-
батываемых деталей.
В настоящее время используются ионно-плазменные покрытия на таких
автомобильных деталях, как поршневые кольца (покрытие из нитрида мо-
либдена), лопасти ротора насоса гидроусилителя руля (покрытие из нитри-
да молибдена), прецизионные жиклеры и иглы для топливной аппаратуры. 351
Глава 10
Для создания поверхностных слоев со специфическими свойствами исполь-
зуется электроискровая обработка, т. е. локальное упрочнение поверхности
детали на основе использования электрической эрозии и переноса материала
анода (электрода) на катод (деталь). Перенос материала электрода (легирование
поверхности в локальном месте) осуществляется в результате импульсных раз-
рядов (10‘3—10'6 с) в газовой среде. Химический состав и структура формирую-
щегося защитного слоя определяется материалом электрода, в качестве которо-
го может использоваться твердый сплав, молибден, бронза и др.
Электроискровая обработка формирует на поверхностях деталей по-
крытия смешанного типа, так как наряду с образованием белого слоя (вы-
является с помощью микроскопа) под ним образуется переходная зона,
структура которой формируется под воздействием термического влияния
разрядов и благодаря диффузионному перемещению химических элемен-
тов электрода. Этот метод позволяет наносить твердые покрытия из туго-
плавких металлов, а также мягкие покрытия: антифрикционные, жаро-
стойкие, коррозионностойкие, токопроводящие, декоративные и др.
Для электроискровой обработки сталей разработаны различные уста-
новки. Так на установке ЭИЛВ-7А можно обрабатывать поверхности ко-
ленчатых и распределительных валов, детали коробок передач и топлив-
ной аппаратуры после традиционной термической и химико-термической
обработки. После нанесения самоприрабатывающихся композиционных
покрытий износостойкость и противозадирная стойкость закаленного вы-
сокопрочного чугуна повышается до уровня быстрорежущей стали.
Вопросы дпя самопроверки
1. Какие методы упрочнения применяются на автомобильных заводах?
2. В чем состоит различие между объемной и поверхностной термической
обработкой?
3. Какие детали упрочняются закалкой с нагревом ТВЧ?
4. Какие методы химико-термической обработки используют для упроч-
нения деталей автомобилей?
5. В чем особенности упрочнения деталей при нанесении покрытий.
liumepanigpa к главе 10
1. Геллер Ю.А., Рахштадт А.Г. Материаловедение. М.: Металлургия, 1989.
456 с.
2. Гуляев А.П. Металловедение. М.: Металлургия, 1986. 544 с.
3. Термическая обработка в машиностроении: Справочник / Под ред.
Ю.М. Лахтина и А.Г. Рахштадта. М.: Машиностроение, 1980. С. 783.
4. Технология термической обработки / Башнин Ю.А., Ушаков Б.К., Се-
кей А.Г. М.: Металлургия, 1986. 424 с.
5. Зинченко В.М. Инженерия поверхности зубчатых колес методами хи-
мико-термической обработки. М.: МГТУ им. Н.Э. Баумана, 2001.
6. Контроль качества термической обработки стальных полуфабрикатов
и деталей: Справочник / Под ред. В.Д. Кальнера. М.: Машиностроение,
352 1984. 384 с.
Глава 11
КОМПЛЕКСНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КУЗОВОВ
И КАБИН АВТОМОБИЛЕЙ
Совершенствование автомобилей, возрастающие требования потреби-
телей, экологические требования и другие факторы обуславливают необ-
ходимость разработок различных кузовов с учетом эргономики, современ-
ных направлений дизайна и т. д.
В начале развития автомобилестроения использовалась рамная конст-
рукция кузовов. Рама предназначалась для крепления кузова и всех меха-
низмов автомобиля, являлась самостоятельным узлом, воспринимающим
нагрузки, возникающие при движении автомобиля. Автомобили с рамной
несущей конструкцией кузова имели различные варианты формы, в зави-
симости от их функционального назначения и не ограничивалась жестко-
стными требованиями к кузову.
Поворотным шагом в развитии конструкций кузовов явилось создание
в 50-х гг. прошлого столетия безрамного автомобиля с несущим кузовом.
Кузов стал важнейшей частью автомобиля, а для легковых автомобилей
и автобусов — одним из самых трудоемких агрегатов. Трудоемкость изго-
товления кузова легкового автомобиля составляет до 60% всей трудоемко-
сти изготовления автомобиля.
Компоновка, форма, конструкция и технология производства кузова
оказывает большое влияние на техническую характеристику автомобиля,
его тягово-скоростные характеристики и топливную экономичность, безо-
пасность движения и, что особенно важно, во многом определяет срок
службы автомобиля.
Большинство требований по пассивной безопасности обеспечиваются
конструкцией кузова.
Характерными особенностями кузовных конструкций являются их от-
носительно малая жесткость, большие размеры и сложность пространст-
венных форм деталей. Эти особенности и требования взаимозаменяемос-
ти обусловливают сложную систему проектирования и производства кузо-
вов, изготовления мастер-моделей, штампов, сборочно-сварочных
приспособлений и контрольной оснастки.
Различные конструкции кузовов легковых автомобилей показаны на
рис. 11.1.
Качество кузова определяется не только его конструкцией, но и техно-
логией изготовления, включающей в себя изготовление составляющих его
деталей, их соединение и нанесение лакокрасочных и специальных по-
крытий, улучшающих его декоративный вид, повышающих долговечность
и другие эксплуатационные характеристики. 353
23 Технология автомобилестроения
Глава 11
Рис. 11.1. Примеры кузовов легковых автомобилей
Высокое качество кузова обеспечивается на различных этапах его изго-
товления:
• при подготовке производства — рациональное конструктивно-техноло-
гическое расчленение кузова на узлы и детали, отработка технологич-
ности сборочных единиц и кузовных штампованных деталей;
• при разработке технологического процесса штамповки — создание оп-
тимальных схем для получения деталей высокого качества;
• при разработке технологического процесса сборки-сварки кузова —
выбор рациональных схем сборки, базирования и закрепления.
Для изготовления различных деталей кузова применяют разнообраз-
ные материалы (сталь, алюминий, стекло, пластмассы, ткани, резину и др.),
используя различные виды их технологической обработки (штамповку,
354 сборку-сварку, окраску, металлопокрытие и др.).
Комплексная технология изготовления кузовов п кабин автомобилей
Каждая новая модель автомобиля — это новый кузов (новая кабина).
Непрерывное совершенствование внешних форм автомобиля, снижение
массы и повышение эксплуатационных характеристик — основные зада-
чи, стоящие перед конструкторами, технологами и производственным
персоналом кузовного производства. Для обеспечения массового выпуска
автомобилей необходима организация поточного производства для всех
технологических процессов от изготовления отдельных кузовных деталей
до сборки и отделки кузова в целом.
Очень важно, чтобы конструкторы кузовов знали основы технологиче-
ских процессов их изготовления, а технологи — основы их проектирова-
ния. Только в этом случае конструкции кузовов, сборочных единиц и дета-
лей будут более технологичными, а технология изготовления кузова — со-
вершеннее.
11.1. Штамповка кровных деталей
11.1.1. Материалы, применяемые для изготовпенпя кузовных деталей
Для изготовления деталей кузовов и кабин автомобилей в основном
применяются листовые материалы.
Выбор материала является важным фактором, обеспечивающим каче-
ство кузовов автомобилей. К листовым материалам предъявляются следу-
ющие требования:
• материал должен обеспечивать прочность детали в узле и обладать не-
обходимыми пластическими свойствами для штамповки детали задан-
ной формы;
• толщина материала должна быть достаточной для обеспечения необхо-
димой прочности детали после пластического деформирования при
штамповке;
• материал должен обеспечивать качественное выполнение других тех-
нологических процессов изготовления кузовов и кабин (сварка, окрас-
ка и т. п.);
• номенклатура толщин, марок и размеров применяемого листового и ру-
лонного материала должна быть возможно меньшей.
Основным кузовным материалом является тонколистовая низкоуглеро-
дистая качественная сталь, изготавливаемая методом холодной прокатки.
Преобладающие толщины используемых сталей находятся в диапазоне
0,6 —1,5 мм. Марки, свойства и сортамент сталей регламентируются следу-
ющими стандартами:
1. ГОСТ 9045-93. Прокат тонколистовой холоднокатаный из низкоуглеро-
дистой качественной стали для холодной штамповки. Технические ус-
ловия;
2. ГОСТ 16523-97. Прокат тонколистовой из углеродистой стали качест-
венной и обыкновенного качества общего назначения. Технические ус-
ловия;
3. ГОСТ 19904-90. Прокат листовой холоднокатаный. Сортамент.
Листовая сталь по ГОСТ 9045 — 93 применяется для наиболее сложных
и ответственных деталей, в том числе и для облицовочных (наружных) де-
талей кузова. Стальной прокат подразделяют: 355
23*
Глава 11
1) по виду продукции;
2) по нормируемым характеристикам;
3) по качеству отделки поверхности;
4) по способности обрабатываться штамповкой-вытяжкой.
По виду продукции прокат подразделяется на листы и рулоны.
По нормируемым характеристикам прокат делится на пять категорий,
каждая из которых определяет характеристики механических свойств,
регламентируемые при поставке проката по данной категории.
К нормируемым характеристикам относятся предел текучести от, вре-
менное сопротивление ав, относительное удлинение 8, твердость по Рок-
веллу, глубина сферической лунки, формуемой на листовом образце до его
разрушения специальным инструментом (испытание по методу Эриксена).
По качеству отделки поверхности листового проката выделены три
группы: I — особо высокой отделки, II — высокой отделки, III — повышен-
ной отделки. Прокат I группы может выпускаться с глянцевой поверхнос-
тью (Ra < 0,6 мкм); с матовой поверхностью (Ra от 0,6 до 1,6 мкм); с шеро-
ховатой поверхностью (Ra >1,6 мкм).
По способности к обработке штамповкой-вытяжкой прокат делится на
следующие виды: ВОСВ, ВОСВ-Т — для весьма особо сложной вытяжки,
ОСВ — для особо сложной вытяжки, СВ — для сложной вытяжки, ВГ —
для весьма глубокой вытяжки.
В соответствии с ГОСТ 9045 — 93 выпускаются стали марок 08Ю, 08кп,
08пс. Основной маркой является сталь 08Ю, она может выпускаться всех
видов по способности к вытяжке. Стали марок 08кп, 08пс выпускаются
только вида ВГ.
Категории проката и их способность к вытяжке в зависимости от нор-
мируемых показателей приведены в таблице 11.1.
Механические свойства проката должны соответствовать требованиям
таблицы 11.2.
Таблица 11.1
Категория проката
1 2 3 4 5
Нормируемые характеристики Предел текуче- сти — — — + +
Временное со- противление — + + + +
Относительное удлинение — + + + +
Твердость — — — — +
Глубина сфе- рической лунки + — + + +
Способность к вытяжке св, ВГ св, вг, ОСВ ОСВ, св, вг ВОСВ, ОСВ, ВОСВ-Т, св ВОСВ, ОСВ, ВОСВ-Т, св
Толщина проката, мм до 2,0 ДО 3,9 ДО 2,0 до 2,0 до 2,0
356
Комплексная технология изготовления кузовов о кабин автомобилей
Таблица 11.2
Способность к вытяжке восв ВОСВ-Т осв СВ ВГ
Предел текучести От, Н/мм2, не более 185 175 195 205 —
Временное сопротивление 0в, Н/мм2. 250-350 250-320 250-350 250-380 250-390
Относительное удлинение 5, %, не менее, при тол- щине проката Менее 0,7 мм 38 40 34 32 26
От 0,7 до 1,5 мм включ. 40 42 36 34 28
Св. 1,5 до 2,0 мм включ. 42 44 40 38 29
Св. 2,0 до 3,9 мм включ. — — 42 40 30
Твердость, не более HR15T При толщине про- ката Св. 0,5 до 0,8 мм включ. 76 75 76 78 —
HR30T Св. 0,8 до 1,7 мм включ. 51 45 51 53 —
HRB Св. 1,7 до 2,0 мм включ. 46 43 46 . 48 —
ГОСТ 9045-93 регламентирует также химический состав приведенных
выше марок сталей.
Для ряда внутренних неответственных деталей кузовов и кабин приме-
няется листовой прокат по ГОСТ 16523-97, подразделяемый по способу
производства на холоднокатаный и горячекатаный. Из-за невысокого ка-
чества поверхности горячекатаный листовой прокат в автокузовном про-
изводстве практически не применяется. В соответствии с этим стандартом
прокат подразделяют:
1) по минимальному значению временного сопротивления (в обозначе-
нии указано буквой «В») на группы прочности: К260В, К270В, ОКЗООВ,
КЗ 10В, КЗЗОВ, К350В, ОК360В, ОК370В, К390В, ОК400В, К490В. Буквы в на-
чале обозначают: К — сталь качественная, ОК — сталь обыкновенного ка-
чества; цифры указывают минимальное значение временного сопротивле-
ния ов в Н/мм2;
2) по способности к вытяжке на два вида: Г — для глубокой вытяжки,
Н — для нормальной вытяжки. Способность к вытяжке регламентируется
только для холоднокатаного проката толщиной до 2 мм групп прочности
К260В, К270В, К310В, КЗЗОВ, К350В.
Подразделение по видам продукции и по качеству отделки поверхности
такое же, как проката по ГОСТ 9045-93.
Марки стали для каждой группы прочности приведены в табл. 11.3. 357
Глава 11
Таблица 11.3
Группа прочности Марка стали
К260В К270В КЗ 10В КЗЗОВ К350В К390В К490В ОКЗООВ 08кп 08пс, 08, Юкп, Юпс, 10 15кп, 15пс 15,20кп 20пс, 20 25,30 35,40, 45, 50 Ст1, Ст2 (всех степеней раскисления)
ОК360В ОК370В ОК400В СтЗ (всех степеней раскисления) СтЗпс, СтЗсп Ст4 (всех степеней раскисления),Ст5пс, Ст5сп
Стандарт на сортамент (ГОСТ 19904-90) распространяется на листовой
холоднокатаный прокат шириной 500 мм и более, изготавливаемый в лис-
тах толщиной от 0,35 до 5,0 мм и рулонах толщиной от 0,35 до 3,5 мм. Стан-
дарт устанавливает ряд размеров проката по толщине, ширине и длине,
предельные отклонения этих размеров, плоскостность проката, характер
кромки (обрезная, необрезная) и регламентирует другие характеристики
проката (волнистость, серповидность, телескопичность и др.).
Важной характеристикой листовых низкоуглеродистых сталей являет-
ся штампуемость, т. е. способность материала пластически деформиро-
ваться до заданных степеней деформации, приобретая требуемую форму
и не разрушаясь при этом. Из перечисленных выше характеристик, опре-
деляемых стандартами, наибольшее влияние на штампуемость стали ока-
зывает ее способность к вытяжке, химический состав, структура, качество
поверхности, толщина.
Содержание углерода в стали оказывает значительное влияние на ее
штампуемость. При увеличении количества углерода возрастает проч-
ность и снижается пластичность стали, штампуемость при этом ухудшает-
ся. Поэтому для случаев особо сложной вытяжкй содержание углерода
в стали не должно превышать 0,1%, а для неглубокой вытяжки и гибки мо-
жет достигать 0,15 — 0,2% и более.
Из неметаллических включений наибольшее негативное влияние на
штампуемость оказывает структурно-свободный цементит, располагаю-
щийся по границам ферритных зерен и вызывающий разрывы стали при
штамповке. ГОСТ 9045 — 93 регламентирует размер ферритных зерен и со-
держание в стали структурно-свободного цементита.
В последнее время для снижения массы автомобиля все большее распро-
странение находят стали повышенной прочности. Это низкоуглеродистые
стали, у которых значение временного сопротивления разрыву выше 400
МПа. Вместе с тем пластичность этих сталей достаточно высока (5 > 20%),
что обеспечивает их хорошую штампуемость. По суммарному содержанию
358 легирующих элементов стали повышенной прочности можно отнести
Комплексная технология изготовления кузовов и кабин автомобилей
к низколегированным сталям. В состав данных сталей входят марганец,
кремний, алюминий, ванадий, ниобий, титан, никель, медь, азот в незначи-
тельных количествах. Оптимальный уровень механических свойств обес-
печивается комплексным легированием, когда в состав стали входит не-
сколько легирующих элементов.
В кузовостроении наибольшее применение нашли стали 08ГСЮТ,
08ГСЮФ, 07ГСЮФ. Химический состав и механические свойства этих
сталей приведены в табл. 11.4.
Таблица 11.4
Марка стали Химический состав, % Механические свойства
С Si Мп Ti Al Сг V От, Мпа Ов, МПа 8, % Твер- дость, HRB
08ГСЮТ 0,08 0,45 0,9 0,06 0,05 0,1 — 350 450 28 55-74
08ГСЮФ 0,08 0,45 0,9 0,06 0,05 0,1 0,06 300 400 28 55-72
07ГСЮФ 0,07 0,4 0,75 0,06 0,05 0,3 0,04 300 292- 440 26 55-74
В состав данных сталей входят также никель (-0,1 %) и медь (-0,15 %).
Отдельную группу сталей повышенной прочности составляют двух-
фазные (ферритно-мартенситные) стали. Химический состав и механиче-
ские свойства некоторых двухфазных сталей в исходном состоянии при-
ведены в табл. 11.5. Для сравнения приведены механические свойства ста-
ли 08кп.
Таблица 11.5
Марка стали Химический состав, % Механические свойства Оу/Ов
С Мп Si Al V Cr От, МПа Ов, МПа 3, %
06Г2СЮ 0,06 1,7 0,5 0,03 — — 295 570 22,0 0,51
06Г2СФЮ 0,06 1,7 0,5 0,03 0,06 — 330 620 18,0 0,53
06ХГСЮ 0,06 1,0 0,6 0,03 — 1,0 300 615 17,0 0,48
ОЗХГЮ 0,03 1,0 0,2 0,03 — 1,0 260 520 20,5 0,5
08кп 0,08 — — — — — 243 387 32 0,62
Основными преимуществами этих сталей являются повышенная
(при данной прочности) пластичность и высокие показатели деформа-
ционного упрочнения. Они имеют низкие значения отношения предела 359
Глава 11
текучести ст к пределу прочности св, обладают способностью к упроч-
нению при незначительных (-5%) степенях деформации. Для этих ста-
лей характерен широкий интервал прочности — от 400 до 1000 МПа.
Низкое значение отношения ст/св для исходного состояния сталей оп-
ределяет их хорошую штампуемость, соответствующую категориям
ОСВ, СВ и ВГ.
Стоимость двухфазных сталей на 35 —40 % выше, чем обычных листо-
вых сталей.
В последнее время, в автомобилестроении, увеличивается применение
алюминиевых сплавов, что объясняется их малым удельным весом, хоро-
шими прочностными характеристиками, коррозионной стойкостью, удов-
летворительными технологическими свойствами.
В автокузовостроении в основном применяются алюминиевые сплавы си-
стем А1 — Си, А1 — Mg, А1 — Мд — Si, Al — Мд — Мп, выпускаемые в виде
листов, лент, профилей. Ведущие автомобильные фирмы используют алюми-
ниевые сплавы при изготовлении кузовов автомобилей, выпускаемых малы-
ми сериями. Широкое применение алюминиевых сплавов сдерживается их
относительно высокой стоимостью и рядом технологических трудностей.
11.1.2. Общая характеристика кузовных уетапей
Кузовные детали представляют собой пространственные оболочки из
тонколистового металла, характеризующиеся большими габаритными
размерами, разнообразием форм.
По характеру сопряжения поверхности кузовной детали делятся на ос-
новные, вспомогательные и свободные.
Основными поверхностями детали называются поверхности, входящие
в механический контакт с другими деталями и определяющие положение
детали в кузове.
Они располагаются обычно по периметру детали или по контуру про-
емов, в этом случае они называются фланцами. Фланцы, как правило, рас-
полагаются под некоторым утлом к свободным поверхностям или отделе-
ны от них уступами.
Вспомогательными поверхностями детали называются поверхности,
с помощью которых присоединяются другие детали и которые определяют
их положение.
Свободными называются поверхности, которые не входят в контакт
с поверхностями других деталей и служат, в основном, для придания дета-
ли законченной объемной формы.
Изображение кузовных деталей на чертежах имеет ряд особенностей.
На основных проекциях чертежа деталь изображается в рабочем положе-
нии, т. е. в том положении, которое она занимает в кузове после сборки. Чер-
теж детали должен давать представление о месте расположения детали в кузо-
ве. Для этого основные проекции чертежа выполняются с применением коор-
динатной сетки (обычно с шагом 100 или 200 мм), перенесенной с плазового
чертежа кузова, т. е. чертежа кузова в сборе, выполненного в масштабе 1:1. Ли-
нии координатной сетки на проекциях чертежа являются следами семейств
взаимно перпендикулярных координатных плоскостей, в которых произво-
дится построение кузова. Плоскостями отсчета при этом являются: горизон-
3fi0 тальная плоскость, совпадающая с уровнем пола кузова, вертикальная про-
Комплексная технология изготовления кузовов и кабин автомобилеО
45’
Рис. 11.2. Фрагмент чертежа кузовной де-
тали
дольная плоскость, совпадающая с плоскостью симметрии кузова, и верти-
кальная поперечная плоскость, проходящая через ось передних колес*.
Размеры, определяющие положение кузовной детали в пространстве,
привязываются на чертеже к линиям координатной сетки. На чертеже ко-
ординатная сетка показывается тонкими линиями, оканчивающимися ок-
ружностями, внутри которых стоят цифры, указывающие расстояние
в миллиметрах до соответствующих плоскостей отсчета.
Особенностью листоштампованных деталей является отсутствие четких
линий пересечения поверхностей. Каждая поверхность переходит в дру-
гую посредством скругления с постоянным или переменным радиусом. По-
этому линии пересечения кузовных деталей хотя и показываются на черте-
же, но являются условными. При обозначении размеров выносные линии
проводят от условных линий пересечения поверхностей (рис. 11.2).
Сложная форма кузовных
деталей не позволяет одно-
значно задать с помощью раз-
меров каждую точку поверх-
ности. Обычно на поверхнос-
ти детали выделяется ряд
характерных линий, на кото-
рых также выбирается ряд ха-
рактерных точек, координаты
которых определяются тремя
размерами. В качестве таких
характерных линий могут
быть использованы как услов-
ные линии пересечения между
собой поверхностей детали,
так и линии пересечения по-
верхности детали с координат-
ными плоскостями.
Условно считается, что. кузовная деталь имеет постоянную толщину,
равную толщине исходной листовой заготовки, хотя на самом деле толщи-
на детали при штамповке изменяется. Для упрощения чертежа иногда ку-
зовные детали изображают в виде оболочки, не имеющей толщины.
Если листовая штамповка при изготовлении мелких деталей в автомобиле-
строении практически не отличается от аналогичных операций в других отрас-
лях промышленности, то технология изготовления крупных кузовных деталей,
конструкции штампов и организация производства имеет свою специфику.
Поэтому производство автокузовных деталей выделяется в обособленное про-
изводство, непрерывное совершенствование технологии которой способству-
ет совершенствованию форм и конструкций кузовов автомобилей.
Автокузовные детали можно классифицировать по габаритным разме-
рам, назначению, внешнему виду, технологическим признакам.
Классификация кузовных деталей по размерам:
Особокрупные — наружные и внутренние панели боковин, панели кры-
ши и пола;
Применяются и другие положения плоскостей отсчета.
361
Глава 11
Крупные — панели крыльев, дверей, капотов, щитки передка, арки ко-
лес и т. п.;
Средние — лонжероны пола, усилители пола, усилители стоек бокови-
ны, поперечины и т. п.;
Мелкие — детали, максимальный размер которых не превышает
300 — 350 мм.
На автомобильных заводах крупные и особо крупные детали штампу-
ются в цехах крупной штамповки, а средние и мелкие — соответственно
в цехах средней и мелкой штамповки. Эти цехи характеризуются опреде-
ленным типажом применяемого прессового оборудования. Однако такое
деление условно, так как некоторые средние кузовные детали могут штам-
поваться в цехе крупной штамповки, если их сложная форма соответству-
ет технологическим процессам, типичным для цехов крупной штамповки.
Классификация кузовных деталей по назначению:
Наружные детали, образующие наружную оболочку кузова и опреде-
ляющие внешний вид автомобиля и его аэродинамические свойства.
В большинстве своем имеют пологую форму без резких изломов и пересе-
чений. К ним предъявляются высокие требования по качеству их поверх-
ности.
Внутренние — усилители наружных панелей, а также большинство де-
талей, образующих пространственный каркас кузова или кабины. Внут-
ренние детали должны обладать высокой жесткостью и точностью разме-
ров, поэтому они имеют сложную пространственную форму, характеризу-
ющуюся наличием изломов, выштамповок, ребер жесткости и т. п.
Каркасные — лонжероны, поперечины основания пола, стойки, рас-
порки и другие подобные детали. Каркасные детали воспринимают основ-
ные нагрузки от ходовой части. Имеют, как правило, П-образную (швел-
лерную) форму, изготавливаются из листового металла повышенной тол-
щины.
Классификация деталей по требованиям к внешнему виду:
1. Лицевые детали, определяющие внешний вид и аэродинамику кузо-
ва — наружные панели капота, крышки багажника, дверей, крылья, кры-
ша и т. п. К ним предъявляют самые высокие требования по качеству по-
верхности и по геометрии. На лицевой поверхности панелей не допуска-
ются гофры, волнистость, следы от перетекания листа по инструменту,
риски, забоины и т. п. Даже незначительные дефекты поверхности вызы-
вают после окраски кузова излом световых линий и ухудшают внешний
вид автомобиля. Лицевые детали должны обладать достаточной жесткос-
тью, т. е. иметь минимальные упругие деформации после штамповки, со-
хранять форму и не допускать вибраций при эксплуатации.
2. Лицевые детали, поверхность которых окрашивается в черный мато-
вый цвет, что скрадывает дефекты: пороги боковины, панели задка, цент-
ральные стойки, рамки дверей.
3. Детали интерьера салона: внутренние панели дверей, боковин, стоек
и т. п. Это детали, видимые в салоне автомобиля и при открывании дверей.
Требования, предъявляемые к внешнему виду данных деталей, не такие
382 жесткие, как для лицевых деталей.
Комплексная технология озготовленоя кузовов о кабил автомоболеб
4. Детали в моторном и багажном отсеках — внутренние панели капо-
та и крышки багажника, лонжероны, брызговики и т. п., детали, видимые
при открывании люка бензобака. К качеству их поверхностей не предъяв-
ляются высокие требования, допускаются недостаточно четкие линии
и волнистость.
5. Внутренние детали, невидимые в кузове, — панели переднего и зад-
него пола, лонжероны пола, усилители, поперечины и т. п. Допускается
волнистость, деформации, риски, в отдельных случаях — гофры, если это
не влияет на качество сборки и прочность кузова.
Классификация деталей по технологическим признакам:
Классификация по технологическим признакам отражает возможность
получения детали посредством основной формообразующей операции —
вытяжки, при которой плоская листовая заготовка превращается в пере-
ходную деталь, геометрия которой приближается к форме готовой кузов-
ной детали. Переходная деталь является полуфабрикатом, который назы-
вают вытяжным переходом. Для получения окончательной детали вытяж-
ной переход подвергается дополнительной обработке путем доделочных
штамповочных операций.
Основными технологическими признаками, по которым обычно произ-
водится классификация деталей, являются симметричность, глубина и ее
неравномерность.
Симметричность кузовных деталей важна для определения пространст-
венного положения детали в процессе выполнения основной формообра-
зующей операции — вытяжки. Положение детали при выполнении опера-
ции вытяжки, как правило, не совпадает с ее расположением в кузове или
кабине автомобиля, так как формообразование при вытяжке кузовных де-
талей осуществляется вертикально перемещающимся инструментом. По-
этому, если деталь имеет стенки, то их расположение при вытяжке должно
быть вертикальным или близким к нему.
По признаку симметричности детали делятся на три группы:
Первая группа — детали, имеющие две плоскости симметрии и, как пра-
вило, вертикальные боковые стенки. К ним относятся корпус бензобака,
панель заднего пола, крыша и т. п. При вытяжке существует единственно
возможное положение, при котором плоскости симметрии и боковые
стенки совпадают с направлением вытяжки.
Вторая группа — детали, имеющие одну плоскость симметрии. Плос-
кость симметрии при этом всегда занимает вертикальное положение. Это
наружные и внутренние панели капота и крышки багажника, панель пе-
редка и т. п. Особенностью вытяжных переходов этой группы является
возможность поворота их в плоскости симметрии при выборе оптимально-
го положения детали в штампе.
Третья группа — сложные асимметричные детали: передние крылья лег-
ковых и грузовых автомобилей, задние крылья легковых автомобилей,
брызговики и т. п. Поиск наиболее благоприятного положения при вытяжке
осуществляют их поворотом в двух взаимно перпендикулярных плоскостях.
По глубине вытяжки кузовные детали подразделяют на глубокие (более
100 мм), средние (50— 100 мм) и мелкие (до 50 мм).
Технологическую сложность панелей оценивают не только глубиной
вытяжки, но и перепадом глубины между сечениями. Равномерность глу- ЗВЗ
Глава 11
бины можно оценить укрупненно отношением разницы глубины к длине
участка перепада глубины (рис. 11.3а).
N = АН / L,
где N — неравномерность глубины; АН= Hj — Н2 — разница глубины меж-
ду сечениями; L — длина участка перепада.
О 10 20 30 40 50 SOL,мм
б)
Рис. 11.3. Неравномерности глубины
деталей: а — перепады глубины внут-
ренней панели двери; б — оценка не-
равномерности глубины
В зависимости от неравномер-
ности глубины различают детали:
• равномерной глубины (рис. 11.3 б,
зона I); обычно при штамповке
этих деталей не возникает серьез-
ных проблем;
• средней неравномерности глуби-
ны (зона II), возможно появление
волнистости поверхности в мес-
тах сопряжения глубоких и мел-
ких зон;
• большой неравномерности глу-
бины (зона III), неизбежно появ-
ление волнистости поверхности,
а нередко и гофр.
Лицевые детали не должны
иметь резких перепадов глубины,
так как при этом невозможно полу-
чить качественную поверхность.
Для получения изделия высокого качества с заданными техническими ха-
рактеристиками и с минимальными затратами необходимо обеспечить техно-
логичность его конструкции. Для этого уже на этапе проектирования изделия
следует согласовать конструкторские идеи с требованиями и возможностями
производства. В ходе отработки технологичности конструкции определяются
оптимальные соотношения элементов изделия, вид и механические свойства
исходного материала и другие параметры. При этом необходимо учитывать
технологические возможности и особенности штамповочных операций, уро-
вень технической оснащенности и состояние оборудования штамповочного
и инструментального производств, используемый материал для штампов. Все
это определяет понятие «технологичность изделия».
Применительно к кузовным штампованным деталям основными крите-
риями их технологичности могут служить следующие показатели:
• возможность получения детали листовой штамповкой;
• число операций, их производительность и трудоемкость;
• расход материала;
• количество и качество оборудования;
• число штампов;
• затраты и сроки на подготовку производства;
364 • стойкость штампов.
Комплексная технология изготовления кузовов и кабин автомобилей
Получить наилучшие значения всех показателей невозможно вследст-
вие их сложной взаимосвязи, так как, например, уменьшение числа опера-
ций может привести к снижению стойкости штампов, а повышение стой-
кости штампов — к увеличению расхода материалов.
Основным показателем технологичности конструкции является наи-
меньшая себестоимость детали. В большинстве случаев основным крите-
рием технологичности конструкции кузовных деталей является наиболее
экономное расходование металла при наименьшем числе операций и ми-
нимальной трудоемкости.
В условиях мелкосерийного производства требования к технологичности де-
тали могут быть менее жесткими, чем при крупносерийном и массовом произ-
водстве. При малом выпуске деталей можно допустить некоторое увеличение
расхода металла, снижение стойкости штампов и производительности труда.
Разрабатывая кузовную деталь, конструктор вместе с технологом долж-
ны провести проработку чертежа на технологичность. В результате выби-
рается наиболее рациональный вариант, позволяющий создать технически
совершенный и экономически целесообразный процесс ее изготовления.
Большая часть технологических требований к конструкции кузовных
деталей сводится к обеспечению возможности протекания основной фор-
мообразующей операции — вытяжки.
При конструировании кузовных деталей необходимо предусматривать
следующее:
• минимально возможную глубину формообразования;
• максимально возможные радиусы сопряжения вертикальных стенок
детали с дном и фланцами (рис. 11.4, радиусы Rn и Rm);
• максимально возможные радиусы сопряжения боковых стенок (пре-
имущественно в углах), образующие контур вытяжного перехода дета-
ли в плане (рис. 11.5);
• возможность объединения двух или нескольких деталей в одну или раз-
деления одной детали на несколько частей для получения лучших усло-
вий формообразования;
• придание отдельным участкам детали более плавной формы скруглени-
ем резких переходов и сопряжений (рис. 11.6).
Размеры отверстий, пазов, перемычек и других элементов, выполняе-
мых с применением разделительных операций, имеют ограничения для
обеспечения высокой стойкости рабочих частей штампов.
Нетехнологичная форма бортов и фланцев кузовных деталей затрудня-
ет их получение на наружных криволинейных выпуклых и вогнутых уча-
стках. Излишек металла, возникающий при выполнении борта на выпук-
лом участке, приводит к образованию складок (рис. 11.7, а), недостаток ме-
талла на вогнутом участке — к образованию разрывов (рис. 11.7, б).
Важным показателем технологичности кузовной детали является рас-
ход листового металла. После установления возможности получения дета-
ли вытяжкой необходимо оценить технологичность конструкции по расхо-
ду металла. Для этого определяют коэффициент использования металла,
который равен отношению массы готовой детали к норме расхода листо-
вого металла на эту деталь.
В ряде случаев различные требования к технологичности конструкции
могут входить в противоречие друг с другом. Например, для достижения 365
Глава 11
Рис. 11.4. Радиусы сопряжений
при вытяжке
Рис. 11.6. Поперечное сечение
панели приборов легкового ав-
томобиля со скруглением рез-
ких сопряжений
Рис. 11.5. Внутренняя
панель двери легкового
автомобиля с макси-
мально возможными ра-
диусами сопряжения бо-
ковых стенок
Рис. 11.7. Примеры конструктивных решений, обеспечивающих
получение качественных бортов и фланцев
благоприятных условий вытяжки иногда значительно увеличивают расход
металла. В таком случае технолог должен найти оптимальное решение, от-
давая предпочтение наиболее важным требованиям, обеспечивающим ус-
тойчивый технологический процесс изготовления детали с учетом эконо-
мической стороны вопроса.
11.1.3. Основы разработки технологических нроцессон штамповки
Кузовные детали получают с помощью листовой штамповки, т. е. обра-
боткой давлением изделий из листового проката. Определение штампо-
вочных операций приведено в ГОСТ 18970 — 84. В соответствии с этим
стандартом штамповочные операции подразделяются на разделительные
и формоизменяющие.
К разделительным операциям относятся операции, при которых заго-
товка в процессе деформирования доводится до разрушения.
К формоизменяющим операциям относятся операции, при которых пла-
стическое деформирование заготовки не сопровождается разрушением.
Схемы основных разделительных операций показаны на рис. 11.8.
Большинство разделительных операций листовой штамповки основано на
сдвиге одной части листа относительно другой. Исключение составляют
366 операции проколки, зачистки, высечки и просечки.
Комплексная технология озготовленоя кузовов о кабон автомобилеи
Схемы основных формообразующих операций показаны на рис. 11.9.
Основными факторами, определяющими технологию штамповки авто-
кузовной детали, являются:
• заданный объем производства;
• имеющееся оборудование;
• требования, предъявляемые к детали.
Заданным объемом производства во многом определяется окончатель-
ный вариант разрабатываемого технологического процесса штамповки.
При малых объемах производства целесообразно до минимума сокращать
затраты на штампы путем значительного их упрощения. С помощью штам-
пов выполняют только те операции, которые не могут быть выполнены
с помощью более простой технологической оснастки.
Массовое и крупносерийное производство предопределяет необходи-
мость максимального сокращения трудоемкости операций. Это достигает-
ся применением сложных совмещенных штампов, позволяющих одновре-
менно выполнять несколько технологических операций и использовать
при штамповке средства механизации и автоматизации.
Рис. 11.8. Схемы основных разделительных операций: а — отрезка; б — раз-
резка с отходом; в — разрезка без отхода; г — вырубка; д — надрезка;
е — проколка; ж — пробивка; з — обрезка; и — зачистка; к — высечка;
л — просечка (1 — упор; 2 — пуансон; 3 — прижим; 4 — исходная заготовка;
5 — матрица; 6 — заготовка; 7 — отход; 8 — выталкиватель; 9 — подклад-
ная плита; 10 — съемник) зе?
Глава 11
Рис. 11.9. Схемы основных формоизменяющих операций: а — гибка; б — завив-
ка; в — калибровка; г — правка; д — вытяжка; е — вытяжка с утонением;
ж — комбинированная вытяжка; з — отбортовка; и — раздача; к — обжим;
л — рельефная формовка; м — закатка; н — чеканка; о — скручивание
Имеющееся прессовое оборудование существенно влияет на выбор
технологического процесса. После анализа основных характеристик прес-
сового оборудования (номинальное усилие, размеры штампового прост-
ранства, величина хода, возможность применения средств механизации
и автоматизации и др.) подготовка производства может вестись либо с рас-
четом на имеющиеся прессы, либо на новое оборудование.
От требований, предъявляемых к кузовным деталям, также существенно за-
висит выбор окончательного варианта технологического процесса штамповки.
Основными из этих требований обычно являются высокое качество поверхно-
сти деталей, точность размеров, допустимое уменьшение толщины листового
материала. Чем выше требования, тем в большей степени необходим стабиль-
ный и надежный технологический процесс. Для получения деталей высокой
точности стремятся выполнить штамповку с использованием минимального
числа штамповой оснастки, так как при многократной перестановке детали из
штампа в штамп накапливаются погрешности и точность размеров деталей сни-
жается. Уменьшение единиц штщшювой оснастки возможно применением
сложных штампов, в которых совмещаются несколько операций.
Операции листовой штамповки, применяемые при изготовлении кузов-
ных деталей, делятся на три группы: заготовительные, формообразующие
и доделочные.
К заготовительным относятся операции, в ходе которых из исходного
рулонного или листового материала получают плоские заготовки для по-
следующей штамповки. К этим операциям относятся отрезка и вырубка.
Формообразующие операции служат для придания плоской листовой
368 заготовке пространственной формы, близкой к форме готового изделия.
Комплексная технология изготовления кузовов и кабин автомобилей
Основной формообразующей операцией при изготовлении кузовных де-
талей является вытяжка.
Вытяжка — операция, при которой из плоской листовой заготовки по-
лучают полое пространственное изделие (а чаще — полуфабрикат) путем
втягивания пуансоном в полость матрицы части материала, находящегося
за контуром ее проема, и растяжения другой части материала, находящей-
ся внутри контура.
Доделочными операциями полуфабрикат доводится до изделия. В ходе
этих операций может проводиться как разделение материала, так и допол-
нительное формоизменение отдельных элементов детали. К этим операци-
ям относятся обрезка технологического припуска, пробивка отверстий,
разрезка, правка, фланцовка, формовка и др.
Разработка технологического процесса штамповки включает в себя
следующие этапы.
1. Определение на основе анализа конструкции детали оптимальной по-
следовательности операций.
2. Определение положения детали при проведении основной формообра-
зующей операции и формы вытяжного перехода.
3. Определение формы и размеров заготовки, вида исходного материала
(лист, лента, рулон), наиболее экономного раскроя его на заготовки, ко-
эффициента использования материала.
4. Определение технологических схем штампов для каждой операции
с предварительной проработкой вопросов подачи и фиксации заготов-
ки, съема детали, удаления отходов и т. п.
5. Выбор технологического оборудования (типы прессов, их техническая
характеристика).
6. Нормирование процесса с расчетом основных и вспомогательных вре-
мен изготовления деталей и производительности оборудования.
7. Расчет затрат на обработку и себестоимости детали.
Для подготовки производства необходимо иметь объемную модель ку-
зовной детали, точно воспроизводящую ее поверхность со всеми имеющи-
мися на ней выступами, отверстиями, вырезами и другими конструктив-
ными элементами.
Объемная модель детали, выполненная из твердого материала в нату-
ральную величину, называется мастер-моделью.
Мастер-модель дает полное представление о форме детали и вза-
имном сопряжении образующих ее поверхностей (рис. 11.10). На ма-
стер-модели, так же как и на чертеже, могут быть нанесены линии
координатной сетки. Ее по-
верхность служит эталоном
для изготовления штампов,
контрольных и сборочных
приспособлений, а также
для проверки штампов при
эксплуатации и их ремонте,
при котором производится
восстановление первона-
чальной формы изношен-
ных рабочих поверхностей.
24 Технология автомобилестроения
Рис. 11.10. Мастер-модель (а) и чертеж
(б) кузовной детали 369
Глава 11
При создании нового автомобиля изготовление комплекта мастер-мо-
делей кузовных деталей начинают с деталей, образующих наружную по-
верхность кузова. Перед этим выполняется макет наружной поверхности
кузова или кабины (рис. 11.11, 11.12).
Рис. 11.11. Макет кузова легкового автомобиля
Рис. 11.12. Макет кабины грузового автомобиля
Для сокращения сроков подготовки производства широко используют-
ся математические модели кузовных деталей, которые создаются с приме-
нением графических компьютерных систем трехмерного моделирования,
называемых CAD-системами.
Математические модели поверхностей, созданные с помощью совре-
менных CAD-систем, позволяют получить полное представление о форме
370 кузовной детали. Поскольку в математической модели (CAD-модели) зало-
Комплексная технология изготовления кдзовпв и кабин автомобилей
Линия обрезки /Линия прижима
Рис. 11.13. Вытяжной переход пе-
редней части крыши кабины гру-
зового автомобиля
жена исчерпывающая информация о координатах любой точки поверхно-
сти, ее используют для тех же целей, что и мастер-модель.
Однако даже при наличии CAD-модели кузовной детали часто возника-
ет необходимость в модели, выполненной из твердого материала. Возмож-
ность быстрого изготовления мастер-модели дают методы быстрого прото-
типирования, в том числе — лазерная стереолитография (см. главу 1).
Применение лазерной стереолитографии позволяет сократить сроки
изготовлении моделей в десятки раз путем быстрого экономного преобра-
зования результатов автоматизированного проектирования в пластико-
вую модель изделия.
Как уже отмечалось ранее, наиболее сложной задачей при разработке
технологического процесса штамповки является построение такой формы
вытяжного перехода, которая обеспечивала бы надежное протекание опе-
рации вытяжки. На рис. 11.13 показан вытяжной переход передней части
крыши кабины грузового автомобиля.
При разработке вытяжного пере-
хода к контуру кузовной детали (на
рис. 11.13 — линия обрезки) добав-
ляется технологический припуск,
поскольку без этого при вытяжке
невозможно получить деталь высо-
кого качества. Форма кузовной де-
тали в вытяжном переходе также
подвергается некоторым изменени-
ям. Процесс проведения таких изме-
нений называется отработкой фор-
мы детали в вытяжном переходе.
Применяются различные способы разработки вытяжного перехода.
1. Построение вытяжного перехода по гипсовой модели матрицы вытяж-
ного штампа. Гипсовую модель выполняют в натуральную величину по
мастер-модели. По гипсовой модели решают все технологические зада-
чи, связанные с формой вытяжного перехода. На гипсовую модель на-
носят контурные линии обрезки и отгибки фланцев детали (фланцов-
ки). Отработанную модель матрицы используют при проектировании
вытяжного штампа и штампов для доделочных операций, она является
также эталоном формы при подготовке производства штампов.
2. Построение вытяжного перехода по образцу детали, изготовленной по
упрощенной технологии в экспериментальном цехе. Этот способ при-
меняют в случае, когда к началу проектирования штампов еще не изго-
товлены мастер-модели.
3. Построение вытяжного перехода по чертежу детали. Этот способ назы-
вают графическим и используют его для отработки вытяжных перехо-
дов простых симметричных деталей.
4. Использование специальных компьютерных систем, предусматриваю-
щих возможность отработки вытяжного перехода на основе Математи-
ческой модели кузовной детали. Пользуясь пространственным изобра-
жением детали и ее сечениями, технолог-оператор определяет опти-
мальное положение детали при штамповке, строит технологические
припуски и выполняет все необходимые элементы отработки формы
детали в вытяжном переходе.
371
24*
Глава 11
Определение формы вытяжного перехода для кузовных деталей прово-
дят следующим образом:
• выбирают способ разработки вытяжного перехода;
• находят правильное положение детали в вытяжном штампе;
• вносят необходимые технологические изменения в форму детали в вы-
тяжном переходе;
• определяют величину и расположение технологических припусков;
• определяют необходимость технологических вырезов и надрезов, их
число, место расположения и размеры;
• отрабатывают прижимную поверхность вытяжного перехода;
• выбирают форму, число и место расположения перетяжных (тормоз-
ных) элементов;
• выбирают способ фиксации вытяжного перехода на последующих (до-
делочных) операциях.
Рассмотрим подробнее перечисленные работы.
Положение детали в вытяжном переходе имеет существенное значение
для обеспечения устойчивого процесса вытяжки.
Первым и главным требованием должно быть отсутствие в вытяжном
переходе местных поднутрений с тем, чтобы пуансон при своем верти-
кальном перемещении мог свободно входить в матрицу и выходить из нее.
Устранение поднутрений производится поворотом детали, как показано на
рис. 11.14.
Рис. 11.14. Деталь, у которой
поднутрение можно исключить
разворотом: а — сечение дета-
ли; б — сечение вытяжного пе-
рехода
Вторым требованием к положению детали в вытяжном штампе являет-
ся обеспечение такого положения, при котором глубина вытяжки будет
минимальной и наиболее равномерной на разных участках перехода.
С уменьшением глубины вытяжки снижается возможность разрыва
металла во время вытяжки, и процесс становится более устойчивым.
Уменьшить глубину вытяжки можно в основном максимальным прибли-
жением поверхности прижима к линии обрезки детали, при этом необхо-
димо сохранить плавность поверхности прижима.
Течение металла из-под прижима должно быть примерно одинаковым
для различных участков перехода. Этого добиваются, изменяя положение
детали в штампе или конструкцию штампа.
Заготовка, уложенная в вытяжной штамп и прижатая прижимным
кольцом к поверхности матрицы, в начальный момент вытяжки должна
иметь наибольшую поверхность соприкосновения с пуансоном. Лучшим
вариантом расположения детали является такой, при котором нижняя по-
верхность пуансона заканчивается горизонтальной площадкой. Чем мень-
ше поверхность соприкосновения, тем больше вероятность возникнове-
ния разрывов и складок при вытяжке.
При определении положения детали в штампе, а также положения
372 и формы прижимной поверхности следует проанализировать последова-
Комплексная технология изготовления кузовов и кабан автомобилей
тельность постепенного формообразования детали, при котором листовая
заготовка последовательно вступает в контакт со все новыми участками
рабочих поверхностей пуансона и матрицы.
Необходимо установить, на каких участках заготовка будет легче вытя-
гиваться из-под прижима и на каких труднее, где будет вытянуто больше
металла и где меньше, в какой последовательности заготовка будет обтяги-
вать пуансон. При этом надо стремиться к такому расположению детали
в штампе, чтобы во время ее вытяжки на каждом участке проема матрицы
из-под прижима вытягивалось столько металла, сколько необходимо для
обтяжки пуансона. Если на одном участке из-под прижима будет вытяги-
ваться меньше металла, чем требуется, а на противоположном, наоборот,
больше, то металл будет перетягиваться через гребень пуансона, что сни-
зит качество поверхности детали и приведет к разрыву металла.
Для установки кузовных деталей в штампе в положение, благоприятное
для вытяжки, их поворачивают из положения, заданного чертежом, в од-
ной или двух взаимно перпендикулярных плоскостях. В зависимости от ха-
рактера поворота рассматриваемые детали включены в ту или иную груп-
пу в соответствии с классификацией.
Часто положение детали в вытяжном штампе определяется формой од-
ного из ее участков, например, проема окна, стенки которого расположе-
ны вертикально (рис. 11.15). Вытяжка данной детали в другом положении
невозможна.
Рис. 11.15. Сечение вытяжного штам-
па, в котором положение детали оп-
ределяется вертикальными стенка-
ми проема
Положение детали в вытяжном штампе задают на чертеже перехода ус-
тановочными и начальными размерами. Установочные размеры определя-
ют положение детали в пространстве относительно какой-либо горизон-
тальной плоскости. Начальными размерами задается положение детали от-
носительно осевых линий вытяжного штампа.
Если форма детали недостаточно технологична для операции вытяжки,
то в нее вносят необходимые технологические изменения, которые затем
устраняются на доделочных операциях.
Форма вытяжного перехода должна допускать все последующие
операции. Поэтому уже во время отработки формы вытяжного перехо-
да должна быть полная ясность о характере и последовательности все-
го технологического процесса от вытяжки до получения законченной
детали.
Для улучшения технологичности вытяжного перехода необходимо вы-
полнить следующее:
а) привести резкие переходы в форме детали к более плавным и увели-
чить малые радиусы закруглений;
б) развернуть поднутренные фланцы до положений, при которых возмож-
но их предварительное формообразование в вытяжном переходе
(рис. 11.16, а); 373
Глава 11
в) закрыть в вытяжном переходе проемы окон и других отверстий детали,
причем технологические поверхности на этих участках должны плавно
переходить в форму основных поверхностей вытяжного перехода
(рис. 11.16, б).
Рис. 11.16. Варианты улучшения технологичности вытяжного перехода:
а — разворот поднутренного фланца; б — закрытие проемов; 1 — линия об-
резки; 2 — окончательное положение фланца; 3 — вытяжной переход;
4 — окончательная форма детали; 5 — окно
Вытяжные переходы с указанными отступлениями от основных форм
готовых деталей доштамповывают затем в формовочных, отбортовочных,
обрезных и других штампах. Разработка технологического процесса штам-
повки каждой кузовной детали вызывает определенные трудности, свя-
занные с увязкой формы вытяжного перехода и возможностью выполне-
ния последующих доделочных операций.
Технологичность кузовных деталей ухудшается при наличии у них рез-
ких выступов или перепадов, острых, недостаточно закругленных сопря-
жений пересекающихся поверхностей. Часто в этих местах во время вы-
тяжки происходят разрывы металла. Для устранения причины возникно-
вения разрывов увеличивают радиус закругления кромки пуансона.
Обычно внутренний радиус закругления в местах отгибки фланцев, полок,
а также на участках перехода от местных углублений (выштамповок) к ос-
новной поверхности детали выполняется не менее 1 — 2 мм.
Для получения качественной кузовной детали надо правильно выбрать
величину и расположение технологических припусков.
Выбор формы и размеров технологических припусков, обеспечиваю-
щих нормальное формообразование и минимальный расход металла, име-
ет первостепенное значение при разработке вытяжного перехода.
Величина технологических припусков зависит от формы прижимной
поверхности и перетяжных элементов, а на отдельных участках вытяжно-
го перехода — от прочности режущей секции будущего обрезного штампа
и выбранного варианта фиксации детали в обрезном штампе.
374
Рис. 11.17. Варианты технологических припусков
Комплексная технология изготовления кузовов о кабин автомиОилеВ
На рис. 11.17 приведены три возможных варианта технологических
припусков, у которых линия обрезки проходит: а) по донной части вытяж-
ного перехода; б) по поверхности боковых стенок; в) по фланцу.
Длина технологического припуска складывается из длин следующих
элементов (см. рис. 11.17):
• пояса (размер К), являющегося продолжением поверхности детали
и образующего окантовку;
• закругления (радиус Rn), образуемого на листовом металле скруглен-
ным участком вытяжного пуансона;
• боковой стенки (размер М);
• закругления (радиус Rm) , образуемого на листовом металле скруглен-
ным участком вытяжной матрицы;
• фланца вытяжного перехода (размер N).
Длина каждого из этих элементов не постоянна, она изменяется в неко-
торых пределах в зависимости от формы детали.
Пояс предохраняет поверхность детали от нарушения формы в резуль-
тате изменения (увеличения) радиуса скругления пуансона в процессе от-
ладки вытяжного штампа, а также при износе скругления. Размер К опре-
деляется также прочностью деталей обрезного штампа и не должен быть
меньше 5 мм.
Радиус Rn должен быть 3—10 мм.
Размер боковой стенки вытяжного перехода колеблется от 10 до 20 мм
и определяется следующими факторами:
1. глубиной и формой штампуемой детали;
2. фиксацией вытяжного перехода в обрезном штампе;
3. формой прижимной поверхности;
4. прочностью рабочих частей обрезного штампа;
5. необходимостью максимального увеличения обтяжки пуансона заго-
товкой.
Желательно, чтобы фланец вытяжного перехода, а следовательно,
и прижимная поверхность вытяжного штампа, были параллельны контуру
обрезки. Однако часто, учитывая условия построения прижимной поверх-
ности, высота стенок различна и на отдельных участках может быть боль-
ше указанной величины.
Условия обтяжки пуансона заготовкой зависят от формы штампуемой
детали. Рассмотрим два варианта обтяжки пуансона заготовкой.
В первом случае (рис. 11.18, а) обтяжка пуансона продолжается до по-
следнего момента вытяжки. Пуансон касается металла в крайней точке
А в конце своего хода вниз, при этом велика опасность образования волн,
которые невозможно устранить на последующих операциях.
На рис. 11.18, б показан более благоприятный случай обтяжки. Пуансон
достигает металла в крайней точке А, а заготовка продолжает перемещать-
ся вертикально. Наличие в вытяжном переходе вертикального участка
стенки гарантирует полную обтяжку пуансона. В этом случае устраняется
появление волн на поверхности детали, располагающейся правее точки А.
Радиус скругления матрицы выбирают в зависимости от глубины вы-
тяжки, а также от формы перетяжных элементов. В случае применения пе-
ретяжных ребер (см. рис. 11.17) принимают следующие радиусы матриц: 375
Глава 11
А а
а) 5)
Рис. 11.18. Варианты обтяжки
пуансона заготовкой в вытяж-
ном штампе при неправильно (а)
и правильно (б) разработанном
вытяжном переходе
а) для неглубоких и небольших дета-
лей — Rm — (4 — 6) s;
б) для крупных и глубоких деталей —
Rm = (8-10) s,
где s — толщина штампуемого метал-
ла, мм.
В процессе отладки нового вытяжно-
го штампа радиус закругления матрицы
корректируют.
Ширина фланца вытяжного перехо-
да N зависит от формы детали и необхо-
димой интенсивности торможения
фланца заготовки под прижимом, а так-
же от принимаемой конструкции пере-
тяжного элемента. Окончательный размер фланца определяется только во
время отладки нового вытяжного штампа.
Радиус пуансона Rn не должен быть менее 3 мм на прямолинейных уча-
стках и 4 мм на угловых.
Для облегчения удаления вытяжного перехода из матрицы технологи-
ческий припуск на участке М располагают под углом 6 —12° к вертикали.
Технологические надрезы и вырезы применяются для деталей с про-
емами, находящимися внутри выштамповок. Если необходимую глубину
выштамповки не удается получить путем местного растяжения листового
металла, то непосредственно в ходе формообразующей операции произво-
дят надрезку металла, находящегося в зоне проема (т. е. идущего в отход).
После выполнения такого разгрузочного надреза (рис. 11.19, а, б) форми-
рование стенки проема происходит уже не путем растяжения, а путем втя-
гивания металла со стороны надрезанной кромки. Тем самым устраняется
опасность разрывов на поверхности детали. В случае небольшой общей
глубины вытяжки детали и относительно большой площади проема могут
применяться технологические вырезы, т. е. предварительная пробивка
в необходимых местах плоской заготовки отверстий (рис. 11.19, в), служа-
щих для того же, что и надрезы.
Форму, размеры, расположение надрезов и вырезов, а также момент
начала надрезки корректируют при отладке формообразующего штампа.
При определении формы прижимной поверхности вытяжного перехода
стремятся максимально уменьшить глубину вытяжки и размеры технологи-
ческих припусков, обеспечить необходимый изгиб заготовки при зажиме ее
Рис. 11.19. Типовые формы технологических
надрезов (а и б) и вырезов (в)
376
Комплексная технология изготовления кузовов и каОин автомобилей
прижимным кольцом штампа и создать благоприятные условия для макси-
мальной обтяжки пуансона заготовкой. Поверхность прижима должна быть
достаточно плавной, допускающей полное прилегание листовой заготовки.
Необходимо стремиться к тому, чтобы заготовка после зажатия ее при-
жимом приняла форму, как можно более близкую к форме рабочей по-
верхности пуансона. Это обеспечит наибольшую площадь соприкоснове-
ния пуансона с заготовкой и улучшит условия его обтяжки.
Для создания благоприятных условий вытяжки форма поверхности
прижима должна быть такой, чтобы в процессе деформации под прижим-
ным кольцом не образовывались волны и складки, которые могут в даль-
нейшем перейти на поверхность вытягиваемой детали. Это требование вы-
полняется, если заготовка в процессе прижима изгибается без растяжения
и сжатия, т. е. если прижимная поверхность является развертывающейся.
Обычно при проектировании прижимной поверхности применяют плавно
сопряженные между собой участки плоских, цилиндрических и коничес-
ких поверхностей (рис. 11.20).
На практике не всегда возможно выдержать эти условия, поэтому что-
бы не допустить чрезмерный расход металла и большой перепад глубины
вытяжки в ряде случаев допускаются складки и изломы поверхности зажа-
той прижимом заготовки, если они расправляются в процессе вытяжки.
Иногда для этого в конструкцию детали вводятся специальные технологи-
ческие элементы в виде углублений различной формы и размеров.
Чтобы уменьшить глубину вытяжки, часто отдельные участки прижим-
ной поверхности располагают с большим наклоном (рис. 11.21). Угол на-
клона 7 который влияет на формообразование и на прочность прижимно-
го кольца, не должен превышать 45°.
Расположение прижимной поверхности относительно детали опреде-
ляется положением ее контура (линией обрезки) и возможностью обеспе-
чения обрезки технологического припуска.
При вытяжке сложных кузовных деталей часто на прижимной поверх-
ности устанавливают перетяжные элементы, позволяющие регулировать
интенсивность течения металла заготовки из-под прижима. Применяются
следующие перетяжные элементы:
• полукруглое перетяжное ребро (рис. 11.22, а);
• прямоугольное перетяжное ребро (рис. 11.22, б);
• перетяжной порог (рис. 11.22, в).
Рис. 11.20. Наиболее распространенные
формы прижимной поверхности
Рис. 11.21. Участок при-
жимной поверхности вы-
тяжного штампа: 1 — при-
жимное кольцо; 2 — пуан-
сон; 3 — матрица
Глава 11
Рис. 11.22. Перетяжные элементы: полукруглое (а) и прямоугольное
(б) перетяжные ребра; в — перетяжной порог
Перетяжные ребра могут устанавливаться как на матрице, так и на при-
жиме вытяжного штампа. Они располагаются на некотором удалении от кон-
тура проема вытяжной матрицы в один или несколько (не более трех) рядов.
Перетяжные пороги устанавливаются (или выполняются) непосредст-
венно на контуре проема матрицы, вследствие чего технологические при-
пуски сводятся до минимума, чем достигается экономия листового метал-
ла. Однако обеспечиваемая ими повышенная интенсивность торможения
фланца сдерживает их применение для вытяжки глубоких деталей.
При разработке вытяжного перехода должен быть выбран способ фикса-
ции его на последующих технологических операциях. Способ фиксации
связан с формой вытяжного перехода и с конструкцией вытяжного штампа.
Существуют два принципиально различных способа фиксации вытяж-
ного перехода. При первом способе используют боковые стенки или от-
дельные рельефы вытяжного перехода (рис. 11.23, а), при втором — специ-
альные технологические отверстия, которые получают проколкой или
пробивкой на вытяжной операции (рис. 11.23, б). Иногда вместо отверстий
выполняют технологические пазы.
По удобству и затрате времени на закладывание и съем вытяжных пере-
ходов в штампы лучшим способом фиксации является первый. Его приме-
няют на механизированных и автоматических линиях штамповки. Более
точным способом фиксации является второй, при котором вытяжной пере-
ход надевается технологическими отверстиями на специальные фиксато-
ры. Обычно в вытяжном переходе пробивают два фиксационных отвер-
стия, располагая их возможно дальше друг от друга в тех местах технологи-
ческого припуска, которые обрезаются на наиболее поздних операциях.
При разработке технологического про-
Рис. 11.23. Способы фиксации
вытяжного перехода: а — по
форме; б — проколкой фикса-
ционных отверстий
цесса штамповки распространенным техно-
логическим приемом является объединение
двух кузовных деталей в одном вытяжном пе-
реходе. Такое объединение наиболее целесо-
образно для симметричных деталей кузовов
и кабин (например, левая и правая панели
дверей и т. п.). При этом снижается расход
листового металла, увеличивается произво-
дительность, уменьшается число штампов,
высвобождается прессовое оборудование,
сокращается количество работающих.
378
Комплексная техноппгия изгптовления кузовов о кабин автомобилей
Наиболее эффективно технологическое объединение в том случае, ког-
да окончательное разделение деталей происходит на последней штампо-
вочной операции. Широкое использование этого технологического при-
ема обусловлено тем, что в кузовах и кабинах автомобилей много симмет-
ричных деталей.
После отработки вытяжного перехода определяется форма и размеры
плоской листовой заготовки для вытяжки.
В большинстве случаев производства кузовных деталей особых требо-
ваний к точности соблюдения размеров заготовки для вытяжки не предъ-
является. В основу расчета формы и размеров заготовки положено равен-
ство площадей поверхности заготовки и вытяжного перехода. Ориентиро-
вочно размеры заготовки для вытяжки кузовной детали определяют
следующим образом:
а) условно считают, что заготовка представляет собой прямоугольник;
б) пренебрегают возможным увеличением поверхности заготовки во вре-
мя вытяжки из-за местного утонения или растяжения металла;
в) по чертежу детали находят длину образующей ее наибольшего продоль-
ного сечения (иногда ее определяют по элементам нескольких сече-
ний), таким же образом определяют ширину прямоугольной заготовки
по длине развертки поперечного сечения;
г) к длинам разверток сечений детали прибавляют ориентировочные зна-
чения технологических припусков.
Ориентировочные размеры фигурной заготовки можно определить по
размерам ряда продольных и поперечных сечений с учетом необходимых
технологических припусков. Затем, как и в первом случае, форма и разме-
ры заготовки подвергаются уточнению во время отладки нового вытяжно-
го штампа. Только после утверждения контура заготовки создается шаб-
лон для изготовления вырубного штампа или установки ножей, обрезаю-
щих углы заготовки в вытяжном штампе.
При определении формы и размеров заготовки необходимо предвари-
тельно прорабатывать вопросы, касающиеся вида исходного материала
(лист, рулон), оптимального его раскроя на заготовки, коэффициента ис-
пользования материала.
После этого определяются технологические схемы штампов, выбирает-
ся технологическое оборудование и выдается задание на проектирование
технологической оснастки.
11.1.4. Технология штамповки о применяемая штамповая оснастка
Процесс изготовления сложной кузовной детали может содержать
до 10 штамповочных операций. Процесс штамповки начинается с полу-
чения заготовки, затем заготовка подвергается основной формообразу-
ющей операции — вытяжке, в ходе которой детали придается форма,
близкая к форме готового изделия. Далее выполняются доделочные
операции.
Примеры технологических процессов изготовления некоторых кузов-
ных деталей приведены в табл. 11.6.
Рассмотрим основные схемы штамповой оснастки, применяемые для
выполнения заготовительных, формообразующих и доделочных операций. 379
Глава 11
Таблица 11.6
_________Описание операций______
Переднее крыло легкового автомобиля
Вырубка заготовки
Вытяжка
Обрезка детали по контуру, пробивка
отверстий
Предварительная фланцовка передней
стороны, фланцовка задней и боковых
сторон детали
Пробивка фасонного отверстия, пазов в
передней части детали и других отвер-
стий
Окончательная фланцовка передней сто-
роны детали
Внутренняя панель капота
Вытяжка
Обрезка по контуру и пробивка отвер-
стий
Фланцовка наружных кромок, правка
участков для фары и подфарника
Эскиз детали после операции
380
Комплексная технология изготовления кузовов о кабин автомобилей
Пробивка проемов фары, подфарника и
пробивка отверстий
Фланцовка верхней кромки и переднего
язычка, окончательная правка зоны под-
фарника
Правка фланцев проема арки колеса и
фары, фланцовка задней кромки
Получение прямоугольных заготовок для вытяжки, как правило, не тре-
бует специальной оснастки. Их получают отрезкой от листа или рулона на
специальных ножницах. При необходимости используют штампы для вы-
рубки.
Формообразование сложных кузовных деталей осуществляется на вы-
тяжных штампах. Типовая конструкция вытяжного штампа, устанавливае-
мого на пресс двойного действия, показана на рис. 11.24. Основными дета-
лями штампа являются пуансон 1, матрица 2 и прижим (кольцо) 3. Матри-
ца 2 неподвижно закрепляется на столе пресса. Пуансон 1 и прижим 3
крепятся соответственно к внутреннему и наружному ползунам пресса,
которые имеют возможность вертикального возвратно-поступательного
перемещения. Таким образом, пуансон и прижим во время работы штампа
также перемещаются вертикально.
Крупногабаритные рабочие части (пуансон, матрица, прижим) вытяж-
ных штампов в большинстве случаев получают литьем из чугуна марок не
ниже СЧ25 или из чугуна специальной модификации. В особых случаях
для этих деталей применяют стальное литье. Матрица вытяжного штампа
может быть выполнена как цельной, так и составной, с использованием
вкладыша 4. Использование вкладышей для матриц, имеющих глубокую
полость и сложную форму рабочей поверхности, повышает технологич-
ность их изготовления и снижает трудоемкость. Точное центрирование
пуансона относительно матрицы при штамповке обеспечивается направ-
ляющими элементами штампа. Прижим относительно матрицы центриру-
ется направляющими призмами 5, крепящимися на матрице и входящими
в соответствующие пазы прижима. В свою очередь пуансон относительно
прижимного кольца центрируется с помощью закрепляемых на них на-
правляющих планок б и 7. Для повышения интенсивности торможения
фланца заготовки на прижимном кольце устанавливают перетяжные реб- 381
Глава 11
Рис. 11.24. Типовая конст-
рукция вытяжного штампа
двойного действия
ра 8, а на прижимной поверхности матрицы выполняют соответствующие
канавки.
В процессе работы плоская листовая заготовка укладывается на при-
жимную поверхность матрицы и фиксируется на ней в заданном положе-
нии. При укладке заготовки пуансон и прижим подняты ползунами пресса
над матрицей. Затем происходит опускание прижима и периферийная
часть заготовки оказывается зажатой между прижимом и матрицей. После
этого опускается пуансон, и его рабочая поверхность придает центральной
части листовой заготовки необходимую форму. В процессе формообразо-
вания зажатый фланец заготовки вытягивается из зазора между прижи-
мом и матрицей, обеспечивая поступление дополнительного материала
в полость матрицы. Окончательное формообразование происходит, когда
пуансон достигает крайнего нижнего положения. Затем пуансон и при-
жим поднимаются вверх, и отштампованный вытяжной переход извлека-
ется из штампа.
Несложные кузовные детали можно получать вытяжкой в штампах, ус-
танавливаемых на прессы простого действия (с одним ползуном). Верхняя
(подвижная) часть такого штампа состоит из матрицы и верхней плиты,
крепящейся к ползуну пресса. Пуансон и прижим располагаются на ниж-
ней плите. Прижим устанавливается с возможностью вертикального пере-
мещения, обеспечивающего постоянное прижатие фланца штампуемой
заготовки. Усилие прижатия обеспечивается специальным буфером, рас-
положенным в нижней части пресса.
Ряд простых деталей кузова может изготавливаться с помощью опера-
ций гибки и формовки (см. рис. 11.9), с использованием соответствующей
штамповой оснастки.
Штампы доделочных операций (рис. 11.25) служат для окончательной
доводки кузовных деталей. Сложность штампов зависит от формы и раз-
меров кузовных деталей. В условиях крупносерийного и массового произ-
водств часто в одном штампе совмещают несколько операций, так как это
обеспечивает уменьшение трудоемкости и снижение единиц штамповой
оснастки и применяемого прессового оборудования.
Чаще всего после вытяжки проводят обрезку технологического припу-
ска. Линия обрезки, как правило, представляет собой сложную простран-
ственную линию. Это значительно усложняет конструкцию обрезных
штампов и нередко приводит к необходимости выполнять обрезку в два
или даже в несколько приемов.
При обрезке в несколько приемов повышается трудоемкость изготов-
382 ления, а главное, снижается точность и качество штампуемой детали. Это
Комплексная технология изготовления кузовов о кабин автомвбилеи
Рис. 11.25. Верхние и нижние части штампов для доделочных операций
изготовления кузовных деталей
связано с тем, что жесткость кузовной детали значительно снижается по-
сле обрезки, частично восстанавливаясь только после операции отгибки
фланцев (фланцовки), которая обычно проводится на завершающей ста-
дии технологического процесса. Утратившая жесткость после обрезки ку-
зовная деталь может вследствие пружинения изменять свою форму, и ее
трудно зафиксировать при выполнении следующих операций. Деталь мо-
жет также потерять форму и изменить размеры при межоперационной
транспортировке. Следовательно, чем меньше обрезных операций, тем
выше качество штампуемой детали.
В случае, если часть линии обрезки находится на вертикальной или на-
клонной стенке детали, применяют сложные клиновые штампы. В этих
штампах обрезные секции расположены на подвижных ползушках, кото-
рые приводятся в действие вертикально перемещающимися клиньями, за-
крепленными на верхней части штампа. Клиновой механизм преобразует
вертикальное перемещение ползуна пресса в горизонтальное или наклон-
ное перемещение обрезных секций штампа. Таким же образом могут при-
водиться и пуансоны для пробивки отверстий в вертикальных и наклон-
ных стенках деталей.
Контур обрезки кузовных деталей, как правило, нельзя рассчитать точ-
но, поэтому его находят опытным путем до изготовления обрезных штам-
пов. Деталь обрезают вручную после ориентировочного расчета и прове-
ряют правильность контура обрезки при отладке штампов последующих
доделочных операций. Только после того, как будет отработан контур об- 383
Глава 11
резки и создан эталон детали с этим контуром, приступают к окончатель-
ному изготовлению обрезного штампа.
В штампах для правки осуществляется придание кузовным деталям на-
иболее устойчивой формы и максимальное приближение их к чертежу.
Необходимость операции правки часто обусловлена тем, что при проекти-
ровании вытяжного перехода в его конструкцию по сравнению с черте-
жом детали вводятся изменения, например, увеличиваются радиусы
скруглений. В этом случае операцию правки осуществляют непосредст-
венно после вытяжки. Наиболее сложно определить необходимость при-
менения и месторасположение операции правки в технологическом про-
цессе в случае, если правка должна быть применена для устранения откло-
нений формы детали вследствие пружинения и других дефектов,
возникающих при штамповке.
Практически все кузовные детали имеют фланцы, располагающиеся по
периметру детали или по контуру проемов. Фланцы служат для увеличе-
ния жесткости детали и для соединения ее в кузове с другими деталями
(преимущественно, с помощью контактной точечной сварки). Получить
готовые фланцы в процессе операции вытяжки, как правило, невозможно
(см. рис. 11.16, а), поэтому в технологический процесс вводят операцию по-
лучения фланцев — фланцовку. Линии фланцовки (т. е. линии пересече-
ния фланца с поверхностью детали) имеют такую же сложную форму, как
и линии обрезки. Для одновременной отгибки фланцев сложной кузовной
детали требуется движение рабочих частей штампа в различных направле-
ниях, поэтому в штампах для фланцовки также широко применяется кли-
новой привод.
11.1.5. Оборудование, средства механизации о автоматизации
В цехах, штамповки кузовных деталей в крупносерийном и массовом
производстве в качестве основного технологического оборудования при-
меняют кривошипные механические прессы простого, двойного и тройно-
го действия, многопозиционные прессы-автоматы, а также комплексно
механизированные и автоматические линии на базе этих прессов.
Листоштамповочные прессы простого действия предназначены для вы-
полнения доделочных операций (обрезка, пробивка, правка, фланцовка
и др.), а также для вытяжки несложных деталей.
Современные листоштамповочные прессы оснащаются различными
дополнительными механизмами, призванными повысить надежность
и производительность машины и обеспечить качество изготавливаемых
деталей. К таким устройствам и механизмам относятся:
• верхние пневматические выталкиватели, обеспечивающие удаление
отштампованной детали из верхней части штампа;
• приводной механизм регулирования закрытой высоты, т. е. расстояния
от верхней плоскости стола пресса до нижние плоскости ползуна, нахо-
дящегося в крайнем нижнем положении; изменение закрытой высоты
дает возможность устанавливать на пресс штампы с различными габа-
ритными размерами по высоте;
• гидропневматические подушки, служащие для обеспечения усилия вы-
талкивания детали из нижней части штампа, а также прижима фланца
384 детали при вытяжке;
Комплексная технология изготовления кузовов п каВин автомобилей
• уравновешиватели, устанавливаемые для устранения или снижения
ударных нагрузок в шарнирных сочленениях главного исполнительно-
го механизма пресса за счет односторонней выборки зазоров;
• приводной выдвижной стол, позволяющий повысить удобство и сокра-
тить время установки штампов на пресс;
• быстродействующие захваты для быстрого крепления верхней части
штампа к ползуну пресса.
Кроме того, листоштамповочный пресс может быть оснащен предохра-
нителем по усилию, тормозом маховика, указателями величины усилия,
навесными пультами управления и т. п.
Станина пресса выполняется сварной. Она состоит из нижней травер-
сы (основания), стоек и верхней траверсы, которые стягиваются четырь-
мя стяжными шпильками. Прессы с подобной конструкцией станины,
у которых штамповое пространство открыто только с двух сторон, назы-
ваются закрытыми (у открытых прессов доступ к штамповому простран-
ству имеется с трех сторон). Закрытые прессы простого действия изготов-
ляются в одно-, двух- и четырехкривошипном исполнении. Обычно эти
прессы имеют простой кривошипно-ползунный главный исполнительный
механизм. Количество точек подвеса ползуна зависит от размеров штам-
пового пространства (габаритов ползуна) и технологического назначения
пресса.
Для вытяжки сложных деталей значительной глубины применяются
механические прессы двойного действия, оснащенные двумя ползунами.
В соответствии со своим технологическим назначением ползуны распола-
гаются один внутри другого, причем внутренний ползун служит для креп-
ления пуансона вытяжного штампа (рис. 11.24), а наружный — прижимно-
го кольца.
Крупный листоштамповочный пресс двойного действия с установлен-
ным на нем штампом для вытяжки показан на рис. 11.26.
Для штамповки особо сложных кузовных деталей применяются прессы
тройного действия, представляющие собой пресс двойного действия, до-
полненный третьим (нижним) ползуном. Дополнительный ползун устанав-
ливается в столе пресса и двигается при штамповке навстречу верхним
ползунам. С его помощью на кузовной детали можно выполнить углубле-
ния (выштамповки) в направлении, обратном направлению вытяжки верх-
ним внутренним ползуном.
Многопозиционные прессы-автоматы обладают наиболее широкими
технологическими возможностями и обеспечивают выполнение полного
цикла изготовления сложных по форме изделий, начиная от самых мелких
и кончая крупногабаритными кузовными деталями. В рабочем пространст-
ве пресса-автомата одновременно на нескольких позициях устанавлива-
ются штампы, обеспечивающие выполнение всех операций технологичес-
кого процесса. Заготовка для штамповки отделяется от ленты или полосы
на первой позиции штамповки или же вырубается предварительно на дру-
гом прессе. Эта заготовка затем последовательно перемещается по пози-
циям обработки из штампа в штамп при помощи автоматического транс-
портирующего механизма, называемого грейфером. Схема этого процесса
(вид сверху) наглядно изображена на рис. 11.27. В зависимости от способа
получения исходных заготовок при работе пресса могут использоваться 385
25 Технология автомобилестроения
Глава 11
Рис. 11.26. Листоштамповочный, пресс двойного действия
валковые подачи ленты или механизмы для питания пресса штучными за-
готовками.
Все устройства, обеспечивающие автоматический режим штамповки,
должны быть синхронизированы с ходом ползуна пресса. Взаимодействие
механизмов автоматических подач у многопозиционных прессов-автома-
тов показано на цикловой диаграмме, изображенной на рис. 11.28.
Передача движения линейкам и захватам грейфера производится пре-
имущественно при помощи различных механизмов от основного привода
пресса. Однако у крупных многопозиционных прессов-автоматов для пе-
386 редачи движения грейферу необходимы значительные усилия, и меха-
Комплексная технология изготовления кузовов и кабин автомобилей
Рис. 11.27. Схема работы транспортирующего (грейферного) механизма мно-
гопозиционного пресса-автомата: 1 — операция вырубки заготовки;
2—8 — операции формообразования изделия; 9 — сброс готового изделия;
10 — валковая подача для ленты; 11 — механизм подачи заготовок к грейфе-
ру; 12 — грейфер; а — сближение захватов грейфера; b — перенос изделия на
следующую позицию обработки; с — разжатие захватов грейфера; d — воз-
врат грейфера в исходное положение
Ползун
Валкобая подача
Ход б низ-
Механизм раскры-
тия грейфера
Механизм продоль-
ного перемещения
грейфера х
чхххххххххххх^ Выдержка б раскрытом
fauetym положении 135 0 тие'Ьбу
__________- ....................,
ВыВержка Выдержка кх.„,..'
впереди 77° сзади 77* $пер&>
h-----------J - с fernd
чержка
Рис. 11.28. Цикловая диаграмма многопозиционного пресса-автомата
387
25
Глава 11
низм привода грейфера получается сложным и громоздким. Кроме того,
в быстроходных прессах-автоматах сказываются инерционные силы, ве-
дущие к нарушению точности работы механизма грейфера и быстрому из-
носу. По этим причинам в крупных многопозиционных прессах часто при-
меняется независимый привод грейферного механизма. Независимый
привод может быть как электрическим с реверсивными электродвигателя-
ми, способными изменять величину крутящего момента и число оборотов
в разные периоды цикла, управляемыми конечными включателями и рабо-
тающими по электрической схеме с амплитудным регулированием, так
и гидравлическим.
Схема работы грейферов, используемых при штамповке кузовных де-
талей, может быть двухкоординатной, обеспечивающей перемещение
штампуемой детали в одной (горизонтальной) плоскости (рис. 11.27),
и трехкоординатной, в которой кроме горизонтального перемещения
обеспечивается также подъем и опускание линеек и захватов грейфера
вместе со штампуемой деталью.
Для штамповки средних и крупных кузовных деталей применяют блоч-
но-секционные многопбзиционные прессы-автоматы (рис. 11.29), у кото-
рых отдельные секции имеют независимые ползуны. В первых секциях
выполняются обычно заготовительные и формообразующие операции,
в последней, с использованием одного ползуна, выполняются все доделоч-
ные операции.
Применение многопозиционных прессов позволяет повысить произво-
дительность труда, т. к. один подобный пресс позволяет заменить собой
целую линию прессов обычного типа. При этом сокращается потребность
в производственных площадях, снижается расход электроэнергии, сжато-
го воздуха и других энергоносителей. Однако до настоящего времени
прессы-автоматы для изготовления крупных кузовных деталей использу-
ются недостаточно широко.
Наиболее распространена штамповка деталей кузовов и кабин на меха-
низированных, автоматизированных и автоматических линиях прессов.
Головным прессом линии является обычно пресс двойного или тройного
действия, далее располагаются несколько прессов простого действия.
На механизированных линиях, как правило, механизируется укладка
заготовок в вытяжной штамп с помощью листоукладчика, оборудованного
подъемной гидравлической платформой; съем деталей со штампов с помо-
щью встроенных в него механизмов или навешиваемых на пресс механи-
ческих рук; передача деталей от пресса к прессу с помощью конвейеров;
уборка отходов с использованием специальных лотков, по которым отходы
перемещаются в приемные люки системы уборки отходов.
На автоматизированных поточных линиях вручную выполняются лишь
некоторые операции, например, подача заготовок в листоукладчик, навес-
ка отштампованных деталей на подвесной конвейер; остальные операции
выполняются автоматически.
На автоматической поточной линии все операции выполняются без
участия рабочего.
Листоукладчики, применяемые в механизированных линиях, обычно
требуют присутствия рабочего, который отделяет верхний лист от стопы
заготовок и перемещает его на листоукладчик. Дальнейшее перемещение
388 заготовки и укладка ее в штамп производится листоукладчиком.
Комплексная технология изготовления кузовов о кабин автомобилей
Рис. 11.29. Блочно-секционный многопозиционный пресс-автомат
и технологические переходы штампуемых на нем деталей
Съем детали со штампа с использованием механической руки произво-
дится в такой последовательности:
1. захват отштампованной детали за фланец;
2. подъем детали на требуемую высоту с тем, чтобы она могла свободно
перемещаться в раскрытом штампе;
3. вынос детали за пределы штампа;
4. сбрасывание детали на конвейер. 389
Глава tt
Наибольшее распространение получили вертикальные механические руки,
используемые для съема деталей значительной жесткости (например, полуфа-
брикатов после операции вытяжки). Их устанавливают на прессы с помощью
каретки, по которой они могут быть отведены в сторону во время переналадки
пресса на штамповку новой детали, или на специальном кронштейне.
Для межоперационного транспортирования деталей, а также транспор-
тирования от последней операции к месту складирования на линии приме-
няют конвейеры. В зависимости от размеров деталей, типов прессов и их
взаимного расположения конвейеры имеют различные размеры. Конструк-
ция конвейера позволяет изменять его высоту и угол наклона (в зависимос-
ти от высоты приема и подачи деталей в штампы). Если деталь своевремен-
но не снята с конвейера, то она нажимает на флажок узла конечного выклю-
чателя и конвейер останавливается. Специальная педаль, подключенная
к электросхеме, позволяет произвести пуск или остановку конвейера ногой.
На линиях, где вытяжная операция выполняется на прессе двойного
или тройного действия, деталь после вытяжки необходимо не только пере-
местить к прессу для первой доделочной операции, но и перевернуть ее на
180° в вертикальной плоскости в положение, при котором осуществляется
эта и последующие операции. В этом случае применяется комбинирован-
ные транспортирующие устройства — конвейеры-кантователи.
Автоматизированные и автоматические линии штамповки крупных
и средних кузовных деталей широко распространены на современных ав-
томобильных предприятиях.
Пример автоматизированной линии штамповки кузовной детали при-
веден на рис. 11.30.
В состав такой линии наряду с прессами входят следующие устройства:
1) листоукладчик, устанавливаемый перед первым прессом линии;
2) кантователь, устанавливаемый после головного пресса двойного или
тройного действия;
3) механизмы для съема вытянутой детали из штампа для первой опера-
ции и передачи ее в кантователь, а также для захвата детали после ее по-
ворота кантователем и укладки в штамп для последующей операции;
4) передаточные механизмы для съема детали со штампа, передачи ее
к прессу последующей операции и укладки в штамп.
Рис. 11.30. Автоматическая линия штамповки панелей дверей: 1 — расклад-
чик листов; 2 — листоукладчик; 3 — передающее устройство с кантовате-
лем; 4 — передающие устройства; 5 — пресс двойного действия усилием
5/4 МН(500/400 тс); 6 — прессы простого действия усилием 8 МН(800 тс);
390 7 — прессы простого действия усилием 4 МН (500 тс)
Комплексная технология изготовления кузовов н кабин автомобилей
В качестве передаточных механизмов, перечисленных в пунктах 3, 4,
часто используются грейферы, аналогичные по принципу действия приме-
няемым в многопозиционных прессах-автоматах.
На автоматизированной линии, представленной на рис 11.30, работают
два оператора: один на подаче заготовок в листоукладчик, другой — на съе-
ме готовых деталей и навеске их на подвесной конвейер.
Наряду с листоукладчиками, обслуживаемыми оператором, применя-
ются и полностью автоматические устройства для подачи листовых загото-
вок в вытяжной штамп. Листоукладчик (рис. 11.31) выполнен в виде свар-
ной конструкции 1, имеющей возможность перемещения с помощью ко-
лес 2 для установки в требуемом месте. На передвижной тележке 3
имеются две позиции с регулируемой системой фиксаторов 5 для кассет 4
с. заготовками 6. На рабочей позиции к стопе 6 заготовок подводятся кон-
такты 7 магнитного распушителя на постоянных магнитах, служащего для
облегчения отделения заготовки от стопы. Привод контактов осуществля-
ется пневмоцилиндром 8.
Рис. 11.31. Листоукладчик
Траверса 9 с вакуумными присосами 10 опускается на стопу пневмоци-
линдром И посредством речно-шестеренной передачи 12. Захваченная
верхняя заготовка удерживается неприводным магнитным рольгангом 13,
по которому заталкивателем 14 она перемещается в зону смазывающих
валков 15, проходя по пути механизм для контроля числа подаваемых заго-
товок (на рис. 11.31 не показан).
Далее заготовка поступает на приводной рольганг 16, первый и послед-
ний ролики которого являются магнитными. Этот рольганг доводит заго-
товку до переднего упора 17 с пневмоприводом. При поступлении от прес- 391
Глава 11
са команды на загрузку упор 17 опускается, заготовка ложится на магнит-
ный ролик и перемещается им на загрузочную позицию пресса, откуда
уносится грейферной подачей в цикле работы пресса. Привод рольганга 16
и смазочных валков 15 — электромеханический, осуществляемый через
цепную передачу 18.
Г®
Рис. 11.32. Схема работы грейфера с кан-
392 тователем
Передающие устройства грей-
ферного типа устанавливаются
между прессами и используются
для удаления детали из штампа
предыдущего пресса, межопера-
ционной ее транспортировки
и загрузки в штамп последующе-
го пресса. Обычно такие устрой-
ства имеют три системы линеек:
подъемные, разгрузочные и за-
грузочные. При работе грейфера
детали поднимаются в штампах
подъемниками на высоту, доста-
точную для прохождения под ни-
ми разгрузочных и загрузочных
линеек.
Грейферы такого типа можно
оснащать кантователем, повора-
чивающим деталь на 180° в верти-
кальной плоскости при ее транс-
портировке между вытяжным
и последующим прессами линии.
На рис. 11.32 показана схема ра-
боты такого механизма, из кото-
рой ясна последовательность дей-
ствия линеек, подъемников, кан-
тователя и ползунов прессов.
Привод кантователя осуществля-
ется от общего электродвигателя
через редуктор периодического
вращения, в котором использо-
ван механизм Фергюсона.
В некоторых случаях разгру-
жающие линейки делают укоро-
ченными и на них ставят клеще-
вые захваты с пневмоприводом
(по типу используемых в механи-
ческих руках), которые захваты-
вают деталь за ее кромку.
При этом подъемник в вытяжном
штампе может иметь значительно
меньший ход. На время смены
штампов весь механизм может
быть легко удален из межпрессо-
вой зоны.
Комплексная технология изготовления кузовов и каОин автомобилей
Рис. 11.33. Автоматическая линия штамповки крыльев автомобиля:
1 — загрузчик штучных заготовок; 2 — пресс двойного действия усилием
6/4 МН; 3 — многопозиционный пресс усилием 16 МН с трехкоординатным
грейферным механизмом; 4 — разгрузчик-кантователь
Грейферы такого типа рекомендуется применять при автоматизации
прессовых линий действующего производства. Преимуществом данной
конструкции перед трехкоординатными грейферами (с вертикальным хо-
дом линеек) является минимальный подъем детали в штампе (для прохода
горизонтальных линеек), что позволяет использовать их с прессами, имею-
щими небольшой ход ползуна.
Следует отметить большое разнообразие конструкций средств автома-
тизации, применяемых в штамповочных линиях.
Иногда автоматические линии для штамповки крупных кузовных дета-
лей строятся на основе сочетания в них пресса двойного действия и много-
позиционного пресса (рис. 11.33). Линия состоит из автоматического за-
грузчика штучных заготовок, пресса двойного действия усилием 6/4 МН,
разгрузчика-кантователя и многопозиционного пресса-автомата усилием
16 МН с трехкоординатным грейферным механизмом подачи. Перенос де-
тали с позиции на позицию происходит в положении, когда деталь подня-
та грейферами над нижними частями штампов, шаг подачи грейферного
механизма 1500 мм, наибольшие размеры заготовки 1800 х 1200 мм, произ-
водительность линии 720 деталей в час.
Другие примеры современных прессовых линий приведены на
рис. 11.34, 11.35.
11.1.6. Точность штампованных деталей
Отштампованная кузовная деталь отличается от заданной чертежом,
и это различие тем больше, чем несовершеннее процесс изготовления ре-
альной детали. Степень различия характеризует точность детали. Таким
образом, заданная точность — сумма требований по чертежу детали, мас-
тер-модели и контрольному приспособлению. Действительная точность —
точность реальной детали, получаемой на производстве. 393
Глава 11
394
Рис. 11.34. Линия прессов
Рис. 11.35. Автоматизированная прессовая линия
Комплексная технология изготовления кузовов и кабин автомобилем
Обеспечение точности кузовных деталей — один из главных вопросов
разработки технологического процесса их производства. Степень точнос-
ти геометрических размеров деталей кузовов и кабин влияет на себестои-
мость их производства и на технологический процесс сборки-сварки.
Для производства кузовных деталей наибольшее значение имеет не
предельно достижимая точность, а так называемая экономическая, под ко-
торой следует понимать технически осуществимую и наивыгоднейшую
точность деталей с учетом предельно допустимого износа штампов.
Допустимые отклонения заданных геометрических параметров, харак-
теризующие требуемую точность изготовления, устанавливают в черте-
жах соответствующими допусками. Если допуски не обозначены на черте-
же, то отклонения на соответствующие параметры должны находиться
в пределах, которые установлены специальными техническими условия-
ми. Для деталей автомобильных кузовов и кабин, получаемых на штампах,
изготовленных с использованием мастер-моделей, на автомобильных за-
водах имеются специальные положения о точности, в которых регламен-
тируются допуски формы, расположения и размеров.
Точность кузовных штампованных деталей зависит от большого числа
производственных факторов, являющихся причиной появления отклоне-
ний. Такими факторами являются следующие:
1) упругие и пластические свойства металла, от которых зависят упругие
деформации и погрешности линейных размеров деталей, получаемых
гибкой и вытяжкой;
2) неоднородность листового металла по толщине и по механическим
свойствам;
3) линейные размеры деталей, с увеличением которых возрастают абсо-
лютные величины отклонений;
4) способ фиксации заготовки или полуфабриката в штампе, вызываю-
щий отклонения вследствие неточностей установки;
5) число и последовательность операций, с увеличением которых отклоне-
ния возрастают;
6) конструкция штампов и качество их изготовления, от которых зависит
начальная (так называемая достижимая) точность деталей;
7) износ штампа, зависящий от конструкции, предусмотренной возмож-
ности ремонта и восстановления рабочих частей; износ штампа опреде-
ляет конечную точность деталей;
8) состояние пресса и соответствие его усилия необходимому для прове-
дения конкретной штамповочной операции.
Во время разработки технологического процесса изготовления кон-
кретной кузовной детали в комплексе решают вопросы штамповой оснаст-
ки, оборудования, подбора металла и контроля качества.
Основой для разработки метода контроля качества является чертеж де-
тали, мастер-модель, карта контроля. Кроме того, выясняют назначение
детали (с какими деталями и как сопрягается, какие места будут приняты
за базу при установке ее на сборке и др.). При разработке метода контро-
ля определяют порядок проверки геометрии детали, номенклатуру кон-
трольной оснастки, необходимой в технологическом процессе (контроль-
ные приспособления, шаблоны, калибры для проверки взаиморасположе-
ния группы отверстий, пробки и др.). Одновременно с заданием на 395
Глава 11
проектирование штамповой оснастки выдают задание на проектирование
контрольной оснастки.
Контрольные приспособления и прочую контрольную оснастку изго-
товляют раньше соответствующего комплекта штампов, так как отладку
новых штампов проверяют по качеству получаемой детали, ее соответст-
вию контрольной оснастке.
Контрольные приспособления должны воспроизводить условия уста-
новки и работы детали в кузове или кабине. Базой для установки детали
в контрольном приспособлении являются основные поверхности детали,
т. е. поверхности, по которым она сопрягается в кузове с другими деталя-
ми, а также поверхности, размеры и форма которых обеспечивается в про-
цессе изготовления наиболее стабильно. Свободные поверхности, находя-
щиеся вне зоны сопряжений, контрольными приспособлениями, как пра-
вило, не проверяют.
Контроль качества штампованных деталей осуществляют в процессе под-
готовки производства, утверждения эталона и при производстве деталей.
Отладку нового комплекта штампов на кузовную деталь, как правило,
производят на специальной прессовой линии опытные высококвалифици-
рованные слесари-инструментальщики.
Вначале отлаживают вытяжной штамп. При этом могут быть обнаруже-
ны неточности изготовления штампа, недостатки его конструкции, упуще-
ния технологического процесса и выявлены элементы нетехнологичности
штампуемой детали. После внесения необходимых изменений производят
пробную штамповку с отработкой контура и размеров необходимой заго-
товки. У удовлетворительного вытяжного перехода проверяют геометри-
ческие размеры^ окрашивают его черным лаком для проверки качества по-
верхности. Если переход признается годным, то приступают к отладке
штампов на доделочные операции, подготовленных к этому времени для
опробования на детали.
Как правило, все фланцовочные и отбортовочные штампы отлаживают
раньше разделительных. Во время отладки этих штампов опытным путем
отрабатывают контуры разделительных штампов. После получения каче-
ственной детали осуществляют ее обмер и проверку соответствия кон-
трольному приспособлению, после чего утверждают карту обмера детали
с допускаемыми отклонениями размеров.
После оформления и утверждения карты обмера на прессы устанавлива-
ют комплект штампов и штампуют пробную партию деталей в количестве не
менее 50 шт. После проверки постоянства качества деталей, работоспособ-
ности штампов и соблюдения условий и правил техники безопасности отби-
рают деталь для эталонирования. Эталон рассматривают и утверждают в ус-
тановленном на заводе-изготовителе порядке.
Эталон детали предназначен для характеристики ее внешнего вида, сте-
пени деформирования, совпадения и прилегания отдельных элементов де-
тали (фланцев, кромок, отверстий и т. п.) к контрольному приспособлению
и является критерием требований, предъявляемых к детали.
При первичной отладке штампов на деталь практически исключают все
факторы, которые в производстве являются причиной появления отклоне-
ний, поэтому точность эталонной детали есть предельная точность детали.
В дальнейшем производстве нужно стремиться к достижению точности де-
396 тали, полученной при отладке штампов.
Комплексная технология азгошовления кузовов н кабин автомобилеВ
При штамповке производственной партии контроль качества кузовных
деталей осуществляют в соответствии с одним из следующих методов кон-
троля за ходом производства.
Стопроцентный контроль применяют для контроля поверхности основ-
ных лицевых деталей кузова легкового автомобиля, таких, как крыша,
крылья, наружные панели дверей. Стопроцентный контроль иногда уста-
навливают временно, когда при производстве обнаруживаются бракован-
ные детали, которые нужно исключить из общего потока.
Выборочный контроль устанавливают иногда также временно. Этот ме-
тод заключается в том, что из партии отштампованных деталей проверяют
какое-то количество деталей и в случае обнаружения недопустимых откло-
нений все их бракуют. Это бывает в тех случаях, когда обнаружено откло-
нение на сборке.
Периодический контроль — основной метод контроля, применяемый
в цехах штамповки кузовных деталей. Качество штампуемой деталь пери-
одически проверяют, например, через каждые 2 или 3 часа. Отштампован-
ную деталь устанавливают на контрольное приспособление и в соответст-
вии с картой контроля проверяют геометрические параметры, а также
форму и внешний вид детали на соответствие утвержденному эталону.
При обнаружении каких-либо отклонений немедленно принимают меры
по устранению причин.
В кузовной штамповке нашел широкое применение метод контроля,
при котором в соответствии с разработанными картами и установленной
периодичностью проводят обмер нескольких деталей от каждой партии
штамповки с использованием контрольного приспособления с занесением
результатов в карту замеров. В случае отклонений, близких к предельно
допустимым, предусмотренных в карте контроля, технологи разрабатыва-
ют мероприятия по устранению этих отклонений на основе анализа дан-
ных, приведенных в карте замеров.
11.1.7. Организация работ в прессовых цехах
Основными видами организации работ на штамповочных линиях явля-
ются штамповка потоком и в задел.
Если на прессах линии установлены, закреплены и отлажены все штам-
пы технологического процесса штамповки детали, расставлено предусмо-
тренное число работающих и штамповка идет на всех прессах при непре-
рывном перемещении детали с первой операции на последующую и т. д.
с одинаковым тактом без создания межоперационных заделов, то такую
форму организации штамповки детали называют штамповкой потоком.
Если на прессы установлены штампы только части операций технологиче-
ского процесса, а все остальные операции выполняют через какой-то про-
межуток времени, то это — штамповка деталей в задел.
Крупные и средние кузовные детали необходимо штамповать потоком,
так как только при такой организации можно получить их заданное каче-
ство. В планировке цехов штамповки кузовных деталей не предусматрива-
ют обычно площадей для укладки такого количества межоперационного
задела незавершенных деталей.
Мелкие детали, как правило, штампуют не потоком, а в задел. Это объ-
ясняется тем, что при существующих программах их выпуска для рацио- 397
Глава 11
нального использования мелких прессов большой производительности
приходится принимать для них значительную номенклатуру деталей. По-
этому даже при самом тщательном подборе мелких деталей по признаку
технологической однородности очень трудно добиться такого положения,
когда все закрепленные за группой прессов детали проходят строго в од-
ной и той же последовательности единым потоком. Количество выполня-
емых технологических операций обычно значительно превышает число
установленных мелких прессов. Таким образом, только незначительное
число мелких деталей штампуют потоком. Для сложных деталей (в соот-
ветствии с технологическим процессом их изготовления) создают линии,
основная же масса мелких деталей штампуется в задел. Для складирова-
ния тары с незавершенными мелкими деталями предусматривают специ-
альные площадки.
При штамповке потоком норму времени и производительность опреде-
ляют по самой малопроизводительной операции и принимают равной для
всех операций потока.
Наибольшей универсальностью в пределах возможностей оборудова-
ния с точки зрения штамповки различных деталей обладают немеханизи-
рованные поточные линии, а наименьшей — автоматические линии, так
как применяемые средства автоматизации накладывают свои ограничения
на технологические характеристики деталей, которые можно штамповать
на линии. Например, автоматический листоукладчик ограничивает диапа-
зон толщин заготовок, транспортирующее устройство линии определяет
наибольшие и наименьшие размеры деталей и т. п. Вместе с тем автомати-
ческие поточные линии обладают наибольшей производственной гибкос-
тью (в пределах технологических возможностей линии), переход от штам-
повки одной детали к штамповке другой детали на современных автомати-
ческих линиях, оснащенных электронными системами управления,
осуществляется в десятки раз быстрее, чем на немеханизированных по-
точных линиях.
Для организации работ на поточных линиях, кроме рассмотренных вы-
ше вопросов подачи деталей в штамп, удаления их из штампа и межопера-
ционной транспортировки, должны быть решены вопросы:
— подачи заготовок к головному прессу линии;
— перестановки штампов;
— транспортирования и складирования деталей и штампов;
— уборки отходов;
— техники безопасности.
Перестановка (переналадка) штампов на прессах при переходе от
штамповки одной детали к штамповке следующей кузовной детали от-
нимает много времени. Например, переналадка штампов на прессовой
линии, за которой закреплено производство до 10 наименований дета-
лей, составляет около 20% эффективного годового фонда времени рабо-
ты оборудования. Затраты времени резко увеличиваются с ростом числа
закрепленных за линией деталей, поэтому мероприятия по уменьшению
продолжительности времени переналадки штампов имеют большое зна-
чение.
В современных листоштамповочных прессах с выдвижными столами
398 замену штампов механизируют, при этом пресс оснащают специальными
КомплекснаятехнологияизготовлениякузововикаПинавтомобилей
быстродействующими гидравлическими зажимами для быстрого крепле-
ния штампов.
В зависимости от конструкции применяемых прессов возможны раз-
личные схемы замены крупных штампов.
Одним из наиболее производительных способов является замена штам-
пов с помощью выдвижных столов через боковые окна пресса. Пока один
стол со штампом находится в прессе, на другом столе, находящемся за пре-
делами рабочей зоны, производится установка и подготовка к работе ново-
го штампа. Столы перемещаются по рельсам с помощью колес, приводимых
электродвигателями. При замене штампов один стол выдвигается из пресса,
другой — с новым штампом — закатывается в пресс, автоматически уста-
навливается в нужное положение, опускается на неподвижное основание
пресса и крепится к нему гидрозажимами. После этого верхняя часть штам-
па также автоматически крепится к ползуну пресса гидрозажимами.
Замена штампов в автоматическом режиме занимает около 10—15 мин.
Транспортирование деталей в цехах штамповки кузовных деталей осу-
ществляется электропогрузчиками, тягачами с прицепными тележками,
подвесными конвейерами (обычными и толкающими). Ответственные ку-
зовные детали транспортируют и подают на промежуточные склады под-
весными конвейерами. Наиболее универсальными являются конвейеры
периодического действия (толкающие), которые обеспечивают автомати-
ческое транспортирование деталей на подвесках и обратных пустых под-
весок, а также дают возможность устраивать подвесные склады деталей.
Крупногабаритные детали транспортируют и хранят на складах в спе-
циальных контейнерах, которые можно устанавливать в несколько ярусов
или ставить на стеллажи. Для установки унифицированной тары или кон-
тейнеров в ярусы используют обычно авто- или электропогрузчики или
краны-штабелеры. Мелкие и средние кузовные детали также транспорти-
руют на многоярусные склады и хранят там.
Современные цехи штамповки кузовных деталей оснащаются автома-
тическими многоярусными складами с управлением от ЭВМ, что позволя-
ет за счет оптимизации перемещений штабелеров и загрузки стеллажей
обеспечить необходимый темп приемки тары с деталями непосредственно
с автоматических линий штамповки. Отгрузка тары с деталями с автомати-
ческих линий традиционными методами вызывает производственные
сложности в связи с высокой производительностью этих линий.
Крупные и средние штампы транспортируют электромостовыми кра-
нами. Мелкие штампы транспортируют электропогрузчиками. Грузоподъ-
емность электромостового крана должна обеспечивать транспортирова-
ние всех штампов, закрепленных за линиями прессов, обслуживаемых
краном.
Складируют крупные и средние штампы в два-три яруса на отведенных
для этого площадях цеха, мелкие штампы складируют в стеллажах.
Важное значение в прессовых цехах имеет рациональная организация
уборки возникающих при штамповке отходов. Среднее количество листо-
вых отходов в цехах, изготовляющих детали автомобильных кузовов и кабин,
составляет 25 — 35% от общей массы перерабатываемого листового проката.
В настоящее время распространен метод уборки отходов подземными
конвейерами. В тоннелях или подвальных помещениях располагают систе-
му конвейеров с резиновой, стальной или пластинчатой лентой для транс- 399
Глава 11
портирования отходов от прессов до места их пакетирования. Трасса кон-
вейеров зависит от принятой планировки цеха. Вдоль линий прессов в тон-
нелях движутся продольные конвейерные ленты. Отходы с продольных
конвейеров поступают на один или два поперечных, которые собирают
все отходы, образующиеся в цехе, и передают их на участок пакетирова-
ния. При расположении конвейера под линией прессов люки для сброса
отходов удобно помещать с фронта и тыла прессов.
Средства, обеспечивающие безопасность работы на прессах, обычно
в зависимости от назначения делят на непосредственно влияющие на безо-
пасность работы (подвижные и неподвижные решетки различной конструк-
ции, фотоэлементная защита, органы управления, защитные ограждения
движущихся механизмов прессов и штампов) и способствующие безопас-
ности работы (устройства, конструктивно обеспечивающие нормальную ра-
боту пресса и предохраняющие от поломок, а также средства механизации
и автоматизации).
Механизация и автоматизация раскроя металла, укладки заготовок
в прессы, удаления деталей и отходов со штампов — наиболее эффективный
метод исключения травматизма и улучшения условий труда в производстве
деталей кузовов и кабин. При невозможности введения механизации обору-
дование следует оснащать устройствами, защищающими от травм.
11.2. Сборка-сварка
Основным способом соединения штампованных деталей в кузовах и ка-
бинах автомобилей является сварка. Применяются и другие способы со-
единений (резьбовые, заклепочные, штампосборочные, клеевые), однако
по сравнению со сваркой их применение занимает гораздо меньший объ-
ем. Перед проведением сварочных операций детали и узлы кузова необхо-
димо установить и зафиксировать в требуемом положении. Для этого при-
меняются различные сборочные устройства и приспособления. Поэтому
процесс соединения деталей для получения кузова или кабины носит на-
звание «сборка-сварка».
11.2.1. Особенности соединений детален в кузове и виды сварки
Для кузовов легковых автомобилей, кабин грузовых автомобилей, кузо-
вов автобусов характерны следующие конструктивные и технологические
особенности:
• сложность пространственных форм наружной поверхности и высокие
требования, предъявляемые к ней, в частности, недопустимость на ней
следов от сварки;
• большое число сварных соединений, выполняемых как при сборке от-
дельных деталей в узлы, так и при соединении узлов в более крупные
сборочные единицы;
• наличие деталей, изготавливаемых методом холодной штамповки из
тонколистового проката, которые вследствие невысокой жесткости мо-
гут изменять свои размеры при сборке;
• существенное повышение прочности и жесткости после соединения
деталей в узлы, допускающее их механизированное транспортирова-
400 ние без деформаций.
Комплексная технология изготовления кузовов о кабин автомобилей
Большое значение для обеспечения качества имеют взаимозаменяемость
конструкций, контролепригодность и инструментальная доступность.
Взаимозаменяемость обеспечивается, если детали изготовлены в пределах
заданных допусков. В этом случае их сборка в узлы не вызывает трудностей,
так как они легко подходят одна к другой и не требуют доработки-подгонки.
Контролепригодность кузовов (кабин) и их сборочных единиц заключа-
ется в возможности контроля на всех стадиях их изготовления.
Инструментальную доступность применительно к кузовным конструк-
циям следует понимать как возможность свободно использовать свароч-
ную оснастку и сварочный инструмент в местах сварки. Эти требования
относятся и к контрольно-измерительному инструменту.
Технологичность конструкции в процессе сборки и сварки должна
обеспечивать требования последующего процесса окраски, сборки и мон-
тажа приборов, агрегатов, механизмов и других сборочных единиц, а так-
же сборки автомобиля или автобуса в целом.
Применение допусков, методов и средств измерений общего машино-
строения при сборке-сварке кузовов невозможно вследствие того, что ку-
зовные детали не имеют достаточной жесткости и в зависимости от их по-
ложения в пространстве при сборке-сварке с другими деталями могут из-
менять свои размеры и форму.
Технологичность конструкций кузовов (кабин) отрабатывается на ста-
дии конструкторско-технологического проектирования, а собираемость —
в период подготовки производства при изготовлении и наладке штамповой,
сборочно-сварочной, контрольной и другой инструментальной оснастки.
Собираемость кузовных конструкций — совокупность свойств конст-
рукции и технологии изготовления, обеспечивающих получение геомет-
рических параметров в заданных пределах на всех этапах подготовки
и в действующем производстве.
Отработка конструкции на технологичность достигается конструк-
тивными и технологическими мероприятиями:
1) укрупнением входящих в кузов (кабину) сборочных единиц, в частности,
получением деталей с цельноштампованными проемами окон и дверей;
2) обеспечением возможности проведения сварки на прямолинейных уча-
стках;
3) уменьшением объема газовой и дуговой сварки;
4) исключением, по возможности, наружных швов и соединений, так как
их необходимо обрабатывать;
5) получением деталей с открытыми и удобными для сварки соединениями;
6) исключением, по возможности, специальных технологических при-
емов или сложного сварочного инструмента;
7) получение деталей с соединениями, легко поддающимися уплотнению
с целью предохранения от проникновения воды и пыли.
Укрупнением сборочных единиц, входящих в кузов (кабину), можно
получить более технологичную конструкцию, так как при этом снижается
трудоемкость сборочно-сварочных операций. На старых моделях кузовов
(кабин) устанавливались сварные боковины, которые не обеспечивали
точности проемов дверей и требовали применения различных видов свар-
ки. Замена сварных боковин на цельноштампованные позволила значи-
тельно сократить номенклатуру входящих деталей, получить стабильные 401
26 Технология автомобилестроения
Глава 11
по геометрическим параметрам проемы дверей, уменьшить объем свароч-
ных и доводочных работ.
Расположение сварных соединений должно быть рациональным.
При размещении сварных точек на наклонных и криволинейных участках
возможно возникновение неплотностей в сопряжениях и больших зазоров.
На рис. 11.36, а показано технологичное соединение на прямом участке, а на
рис. 11.36, б нетехнологичное соединение, так как оно расположено на на-
клонной плоскости. На рис. 11.36, в стрелками показаны места, не рекомен-
дуемые для сварки. Рациональность соединения, показанного на рис. 11. 36.
а, достигается введением подштамповки в одной из деталей на толщину ме-
талла другой, которая обеспечивает единый уровень поверхностей деталей.
Отработку технологичности конструкции рассмотрим на примере
(рис. 11.37).
На старых моделях кузовов соединение крыши с водосточным желобком
было нетехнологичным (рис. 11.37, а). Сложность приварки водосточного
желобка к крыше заключалась в затрудненности доступа сварочного инстру-
мента к месту сварки. Крыша соединялась с закрытым профилем усилителя
рейки по отогнутому внутрь фланцу. Крышу и водосточный желобок при за-
крытом профиле сваривали с косвенным подводом тока к месту сварки.
На современных моделях кузовов легковых автомобилей применена
более технологичная конструкция, обеспечивающая свободный доступ
сварочного инструмента к месту сварки (рис. 11.37, б).
Рис. 11.36. Расположение сварных соединений на различных участках дета-
лей: а — на прямом участке; б — на наклонной плоскости; в — на криволиней-
ном участке
Рис. 11.37. Соединение крыши с водосточным желобком: а — сечение крыши
и водосточного желобка на старых конструкциях кузовов; б — соединение
крыши и водосточного желобка на современных кузовах; 1 — усилитель рейки
крыши; 2 — рейка крыши; 3 — крыша; 4 — водосточный желобок; 5 — схема
402 подвода сварочного тока
Комплексная технология изготовления кузовов и кабин автомобилей
Из приведенного примера следует, что технологичность сварных соеди-
нений определяется правильным подбором соответствующих сечений де-
талей кузова (кабины) и правильным выбором конструкторских и техноло-
гических баз. Большое значение имеет также вид и конфигурация соеди-
нений, обеспечивающая легкость доступа к ним.
Технологические требования, предъявляемые к кузовным конструкци-
ям, сводятся к оптимизации следующих факторов:
1) формы деталей;
2) способа соединений деталей;
3) приемов сборки и вида сварки д ля конкретного типа соединения;
4) технологического процесса сборки-сварки;
5) оборудования и оснастки.
Окончательная конструкция деталей должна быть установлена после
проработки технологии их изготовления и анализа их соединения в сбо-
рочные единицы. Способ соединения сборочных единиц должен быть вы-
бран в зависимости от предъявляемых к ним требований, например, необ-
ходимости создания несущих элементов кузова (кабины), элементов, обес-
печивающих герметичность и т. д. При сварке не рекомендуется
применять соединения, состоящие более чем из трех деталей. Соотноше-
ние толщин свариваемых листов не должно быть больше 3:1.
Соединения с точки зрения удобства двухстороннего подвода свароч-
ного инструмента при контактных видах сварки можно разделить на от-
крытые, полузакрытые и закрытые. В открытых соединениях (рис. 11.38, а)
может быть обеспечен свободный подвод электродов к месту сварки. Та-
кие соединения позволяют вести сварку в любой последовательности.
Для полузакрытых соединений (рис. 11.38, б) не всегда обеспечивается
свободный подвод, и поэтому необходимо установить один из электродов
в наклонном положении или применять специальные электроды и приспо-
собления. К закрытым соединениям (рис. 11.38, в) невозможно подвести
электроды, что значительно затрудняет процесс контактной сварки.
Важным условием сборки-сварки кузовных конструкций является воз-
можность ее выполнения при горизонтальном положении свариваемых
поверхностей, упрощающем расположение сварочных инструментов,
приспособлений и подвижных устройств.
26*
Рис. 11.38. Виды соединений: а — открытые; б — полузакрытые; в — закрытые
в)
403
Глава 11
Выбранный технологический процесс должен обеспечивать рациональ-
ный порядок сборки и сварки, предусматривающий минимальное число
переворотов изделия, сварку в удобном положении и получение сбороч-
ных единиц с минимальными деформациями и стабильными геометричес-
кими параметрами.
При размещении сварных точек и швов на изделии помимо обеспече-
ния необходимой прочности соединения необходимо также предусматри-
вать максимальную возможность применения автоматизированных спо-
собов сварки.
В производстве кузовов и кабин автомобилей применяют следующие ви-
ды соединений: фланцевые, нахлесточные, стыковые, угловые и торцовые.
Фланцевые соединения являются наиболее предпочтительными, так
как при этом можно применять производительные виды контактной свар-
ки: точечную и шовную.
Нахлесточные соединения с подштамповкой одной из кромок (см.
рис. 11.36, а) находят широкое применение в производстве. Кроме обеспече-
ния единого уровня поверхностей деталей подштамповка придает соедине-
нию дополнительную жесткость. При нахлесточном соединении без под-
штамповки можно несколько смещать детали при сборке (для соблюдения
общего размера) и тем самым компенсировать неточности их изготовления.
Недостатками нахлесточного соединения являются повышенный рас-
ход металла и необходимость дополнительной защиты металла от корро-
зии в местах нахлеста.
В случаях применения нахлесточных соединений на лицевых поверхностях
на места соединений наносят слой припоя или специальной пластмассы. Ино-
гда эти соединения закрывают специальными декоративными накладками.
Стыковые, угловые и торцовые соединения требуют повышенной точ-
ности изготовления деталей, их выполнение более трудоемко из-за невоз-
можности применения контактных видов сварки.
При изготовлении кузовов и кабин применяются следующие виды
сварки:
• электрическая контактная (или сварка сопротивлением); наиболее ши-
роко в кузовостроении применяются три разновидности контактной
сварки: точечная, рельефная и шовная (рис. 11.39);
• электрическая дуговая (преимущественно, в среде защитных газов);
• газовая.
Рис. 11.39. Основные виды контактной сварки:
а — точечная; б — рельефная; в — шовная
404
Комплексная технология изготовления кузовов о кабин автомобилей
Контактная сварка основана на нагреве металла при прохождении че-
рез него электрического тока. При контактной сварке ток проходит через
участки двух или нескольких соприкасающихся (контактирующих) друг
с другом деталей. Наиболее интенсивно металл нагревается в зоне контак-
та деталей, имеющей наибольшее электрическое сопротивление и худшие
условия для отвода тепла. Количество теплоты Q, выделяющейся в зоне
контакта, определяется законом Джоуля-Ленца в интегральной форме
Q = Jlc2B(t) R(t)dt ,
где I — мгновенное значение сварочного тока; R — общее сопротивление
участка деталей, заключенного между электродами (роликами), и сущест-
венно изменяющееся при сварке за время t.
Классификация основных способов точечной сварки приведена в таб-
лице 11.7.
Таблица 11.7.
Тип
Схема
Одноточечная
Двусторон-
няя
(нормальная)
Двусторонняя
ддухточечная
со спаренны-
ми транссрор-
маторами
С косденным
токопод-
додам
Бесследная
Ддусто-
ронняя
Односто-
ронняя
Многоточечная
Глава 11
При этом виде сварки две или несколько деталей сжимаются электрода-
ми сварочной машины и свариваются по поверхности их соприкоснове-
ния в отдельных точках. Точечная сварка широко используется для соеди-
нения деталей внахлестку и по фланцам.
Наиболее широко применяется одноточечная двухсторонняя сварка
(табл. 11.7, а). Соединение, полученное этим способом, имеет характерные
вмятины от электродов.
Для получения бесследной точечной сварки, т. е. уменьшения вмятин от
электродов, необходимо увеличить рабочую поверхность одного из элект-
родов, преимущественно нижнего (табл. 11.7, б), вести сварку плоским эле-
ктродом или использовать промежуточные пластины из медных сплавов,
помещая их между одним из электродов и деталью (табл. 11.7, в и г). Ино-
гда для получения качественной лицевой поверхности в нижнем электро-
де с большой площадью рабочей поверхности делают углубление (лунку)
(табл. 11.7, д), на месте которой на детали получается выпуклость, легко
удаляемая при зачистке. Такая сварка целесообразна только на стационар-
ных машинах при сварке деталей, правильная ориентация которых отно-
сительно электродов не вызывает затруднений.
Для сварки сложных штампованных деталей, образующих закрытые
сечения, применяется сварка с косвенным подводом тока (табл. 11.7, е, ж
из), когда сварочный ток подводится с одной стороны электродом с нор-
мальной контактной поверхностью, а с другой — через деталь, т. е. в не-
котором удалении от места сварки. Такой токоподвод применяют для
сварки конструкций, в которых невозможна двухсторонняя точечная
сварка (табл. 11.7, е и ж) или в которых со стороны лицевой поверхнос-
ти должны быть уменьшены остаточные деформации от сварки
(табл. 11.7, з).
Для увеличения производительности применяют многоточечную свар-
ку на машинах, сконструированных применительно к свариваемой сбо-
рочной единице. Схемы двухсторонней многоточечной сварки (табл. 11.7,
и, к) отличаются от рассмотренных выше схем только увеличенным коли-
чеством применяемых пар электродов. Для сварки тонколистовых сталей
широко применяется односторонняя многоточечная сварка (табл. 11.7,
л, м) с применением нижнего электрода, электрический ток к которому не
подводится. Для сварки изделий из металла большей толщины применяет-
ся схема двустороннего токоподвода со спаренными трансформаторами
(табл. 11.7, н).
Для точечной сварки характерны следующие конструктивные парамет-
ры сварного соединения:
1) толщина свариваемых деталей;
2) диаметр сварной точки;
3) минимальный шаг точечного шва;
4) минимальное расстояние между осями соседних рядов сварных точек;
5) ширина нахлестки;
6) расстояние центра сварной точки от края изделия.
При проектировании сварных конструкций необходимо выбрать диа-
метр ядра точек, их число и положение на кузове, ширину нахлестки. Зна-
чения этих величин выбирают из справочных таблиц, они зависят от тол-
406 щины и материала свариваемого изделия. В чертежах сварных соединений
Комплекснаятехнология изготовлениякузововикабинавтомобилей
указываются следующие параметры: минимальный диаметр ядра точки,
шаг, расстояние между осями соседних рядов точек, координаты начала
и конца шва, расстояние от центра свариваемой точки до края изделия, ко-
торые выбирают исходя из Конструктивных и технологических особенно-
стей сборочной единицы.
Рельефная сварка (см. рис. 11.39, б) — это разновидность контактной
сварки, при которой нагрев и приложенное усилие сосредотачиваются
в рельефе (выступе), через который проходит сварочный ток. При рельеф-
ной сварке на одной из свариваемых деталей должны быть отштампованы
выступы специальной формы (рельефы). Рельефная сварка имеет высо-
кую производительность, так как ее можно выполнять по нескольким ре-
льефам одновременно.
Рельефную сварку классифицируют по форме и способу изготовления
рельефов, а также форме соединения. Наиболее широко распространена
рельефная сварка нахлесточных соединений из листовых сталей с релье-
фами различной формы, полученными холодной листовой штамповкой.
Обычно применяют круглый рельеф, обеспечивающий наибольшую жест-
кость, необходимую для восприятия сварочных усилий при нагреве. На-
грев и последующее формирование литого ядра точки в таком соединении
происходят равномерно от периферии к центру. Инструмент для таких ре-
льефов проще изготавливать и восстанавливать при ремонте.
Чтобы увеличить площадь сварки, когда нельзя увеличить число круг-
лых рельефов, применяют рельефы продолговатой формы. В некоторых
случаях для соединения штампованных деталей из листовой стали приме-
няют кольцевой рельеф, обеспечивающий герметичность и высокую проч-
ность соединения.
Рельефная сварка широко применяется также для присоединения к ку-
зовным деталям крепежных изделий (винтов, гаек и др.), полученных ме-
тодом холодной объемной штамповки. Рельефы в этом случае выполняют-
ся на крепежных изделиях при их изготовлении.
К конструктивным элементам рельефной сварки относятся диаметр яд-
ра точки и минимальный шаг между рельефами. Рельефы могут быть раз-
мещены с меньшим шагом и ближе к кромке свариваемых деталей, чем
при точечной сварке. На практике придерживаются оптимальных разме-
ров и формы рельефов, которые выбирают по справочным таблицам,
для них рекомендуются и соответствующие режимы сварки. Размеры
и форма рельефов зависят от толщины свариваемого металла, его марки,
места расположения рельефа. Чаще применяется рельеф круглой формы.
Основным параметром, определяющим прочность рельефной сварки, яв-
ляется диаметр ядра, который зависит от диаметра и высоты рельефа. Ди-
аметр ядра выбирается в тех же пределах, что и для точечной сварки.
Шовная сварка (см. рис. 11.39, в) — разновидность контактной сварки,
при которой соединяемые детали свариваются в месте соприкосновения точ-
ками, частично перекрывающими друг друга, что позволяет получить герме-
тичное соединение. Сжатие деталей и подвод тока осуществляется электро-
дами в виде вращающихся дисков (роликов). Шовную сварку подразделяют
по способу подвода тока, числу роликов и одновременно свариваемых швов.
В рассмотренных разновидностях контактной сварки (точечной, рель-
ефной и шовной) условия образования сварных соединений аналогичны
и состоят из четырех этапов.
407
Глава 11
На первом (подготовительном) этапе происходит сжатие свариваемых
поверхностей. Поверхности входят в соприкосновение, происходит де-
формация микронеровностей в местах контакта и частичное разрушение
оксидных пленок. Уменьшаются и стабилизируются контактные сопро-
тивления.
Второй этап начинается с момента включения сварочного тока и закан-
чивается началом расплавления металла в контактной области (началом
образования литого ядра). Во время этого этапа металл нагревается и рас-
ширяется в месте соединения. С нагревом металла развиваются пластиче-
ские деформации, под влиянием которых металл вытесняется в зазор и об-
разуется поясок, уплотняющий ядро.
Третий этап начинается с возникновения расплавленной зоны и ее уве-
личения до номинального диаметра литого ядра. На этом этапе происходит
дробление и разрушение оксидных пленок, которые перемешиваются
в расплавленном металле ядра. Действие электродинамических сил спо-
собствует этому процессу и приводит к интенсивному перемешиванию
жидкого металла и выравниванию состава ядра при сварке разнородных
металлов. При таком перемешивании нерастворимые частицы оксидных
пленок и загрязнений концентрируются на периферии расплавленного
металла.
Четвертый этап начинается с момента выключения сварочного тока.
Во время этого этапа происходит охлаждение и кристаллизация в зоне
сварки при сохраняющемся (а иногда и возрастающем) усилии сжатия
электродов, которое необходимо для предотвращения усадочных дефек-
тов. Сжатие с повышенным усилием (проковка) на стадии охлаждения
применяется для предотвращения возникновения трещин в склонных
к этому материалах.
В результате термомеханических процессов в зоне сварки протекают
сопутствующие процессы: появляются остаточные напряжения и дефор-
мации, происходят структурные изменения в околошовной зоне, изменя-
ется объем металла при нагреве и охлаждении, окисляются и взаимодейст-
вуют металлы в контакте электрод—деталь и др.
К основным параметрам режима точечной, рельефной и шовной свар-
ки относят силу сварочного тока 1св, усилие сжатия FCB электродов и время
прохождения импульса сварочного тока tCB. Кроме того, для точечной
и шовной сварки важное значение имеют размеры и форма рабочих по-
верхностей электродов.
Силу тока и усилие сжатия устанавливают постоянными или изменяют
по определенному закону в течение цикла сварки одной точки. Характер
их изменения (схема цикла) определяется видом и толщиной материала
свариваемых деталей, а также применяемым оборудованием.
Дуговая сварка в среде защитных газов применяется в кузовостроении
там, где невозможно или нецелесообразно применение контактной свар-
ки, например, при выполнении стыковых соединений. Нагрев и расплавле-
ние металла свариваемых изделий при этом виде сварки происходит за
счет горения сварочной дуги, возникающей между электродом и изделием
и представляющей собой установившейся разряд тока в газовой среде.
В качестве защитного газа чаще всего применяется углекислый газ. Защи-
та места сварки с помощью газовой среды повышает качество сварного со-
408 единения, исключая или уменьшая взаимодействие нагретого металла
Комплексная технология изготовления кузовов о кабин автомобилей
с кислородом воздуха. В качестве плавящегося электрода используется
сварочная проволока различной толщины, непрерывно подаваемая в зону
сварки. Дуговая сварка в среде защитных газов обеспечивает качествен-
ное соединение тонколистовых кузовных деталей, имеет приемлемую про-
изводительность.
Газовая сварка основана на нагреве свариваемых изделий пламенем,
возникающим при сгорании горючих газов в смеси с кислородом. В каче-
стве горючего газа чаще всего применяется ацетилен. Недостатком газо-
вой сварки является коробление кузовных деталей и низкая производи-
тельность. В настоящее время этот вид сварки в кузовостроении практиче-
ски вытеснен дуговой сваркой в среде защитных газов.
11.2.2. Разработка технологических процессов сборки-сварки
Перед проектированием технологического процесса изготовления ку-
зовов (кабин) автомобилей следует правильно расчленить их на сбороч-
ные единицы, определить последовательность их сборки и сварки, вы-
брать базы фиксации, которые не менялись бы в течение всей сборки
и сварки.
В последнее время наметилась тенденция укрупнения сборочных еди-
ниц, на которые расчленяется более крупная сборочная единица. Разбивка
технологического процесса изготовления крупных сборочных единиц на
отдельные операции упрощает конструкцию приспособлений и оснастки
сварочных машин, обеспечивает лучший доступ к местам сварки и выбор
наиболее рационального способа сварки. Специализация каждого рабоче-
го места должна обеспечивать наиболее полное использование оборудова-
ния, высокую производительность труда и экономию производственных
площадей.
При большом объеме сварки сборочной единицы в процессе ее сборки
сваривают только часть точек для создания достаточной жесткости конст-
рукции, остальной объем работ выполняют без фиксирующих приспособ-
лений. При сварке таких изделий на многоэлектродных машинах приме-
няют только поддерживающие приспособления. Доступ к местам сварки
облегчается, и сварочные работы становятся более производительными.
При массовом и крупносерийном производстве кузова и кабины авто-
мобилей разбивают на несколько основных сборочных единиц. Например,
кузов современного легкового автомобиля содержит четыре такие едини-
цы (рис. 11.40). Иногда основание кузова, в свою очередь, разбивается на
две или три части, например, передняя часть (мотоотсек), задняя часть
и собственно основание.
Для кабин современных грузовых автомобилей при расположении ка-
бины над двигателем характерно наличие пяти основных сборочных еди-
ниц (рис. 11.41); то же относится к кузовам автобусов. Для окончательного
изготовления к ним добавляют навесные сборочные единицы (двери,
крышку багажника, капот и др.), требующие значительного объема сбо-
рочных и сварочных работ.
С целью облегчения процесса сборки-сварки кузова (кабины)
и обеспечения наименьшей длительности его производственного цик-
ла, параллельности сборки и сварки сборочных единиц, а также меха-
низации и автоматизации этих процессов при выборе оптимального ва- 409
Глава 11
Рис. 11.40. Крупные сборочные единицы кузовов легковых автомобилей:
1 — боковины; 2 — крыша; 3 — передние крылья; 4 — основание
Рис. 11.41. Сборочные единицы кабины грузового автомобиля: 1 — боковины;
2 — передняя часть; 3 — основание; 4 — задняя часть; 5 — крыша
рианта расчленения кузовов и кабин должны быть учтены следующие
условия:
1) число сборочных единиц и деталей должно быть минимальным;
2) сборочные единицы должны быть открыты и доступны для оснастки
сварочных машин;
3) объем контактной точечной сварки должен быть максимален, а объем
дуговой и газовой сварки сведен к минимуму;
4) для сборки и сварки сборочных единиц должны быть одни и те же базы
по всей технологической цепочке;
5) при окончательной сварке сборочных единиц, кузовов (кабин) геомет-
410 рические размеры не должны быть нарушены.
Комплексная технология изготовления кузовов и кабин автомобилей
Для проверки правильности принятого варианта расчленения кузова
(кабины) в период подготовки производства изготовляют модели сбороч-
ных единиц, из которых собирают кузов.
По модели кузова (кабины) можно проанализировать выбранное рас-
членение, убедиться в правильности выбора минимального числа штампо-
ванных деталей, входящих в сборочные единицы, и сборочных единиц ку-
зова (кабины), подтвердить правильность выбора типа сварных соедине-
ний и расположения их в конструкции кузова (кабины) с целью
обеспечения нормального доступа сварочной оснастки.
Обычно технологический процесс сборки-сварки сборочной единицы
состоит из следующих операций.
1. Подготовка деталей после штамповки заключается в очистке поверх-
ностей под сварку от загрязнений, следов смазки и т. п. Для очистки
применяются протирка, мойка и др. Мойку выполняют с применением
специального оборудования — моечно-сушильных агрегатов. Качество
подготовленной под сварку поверхности контролируют внешним осмо-
тром. Рекомендуется подготовленные под сварку детали хранить на
складах, в местах, закрытых от пыли.
2. Фиксирование и закрепление деталей и сборочных единиц в сборочно-
сварочных приспособлениях необходимо для обеспечения точности соби-
раемых изделий. Фиксирование несложных деталей при сварке может
производиться без сборочно-сварочных приспособлений, непосредст-
венно в сварочной машине. Для этой операции должно быть указано сбо-
рочно-сварочное приспособление или сварочное оборудование.
3. Прихватку выполняют при большом объеме сварки собираемого изде-
лия для уменьшения трудоемкости сварки в одном сборочно-сварочном
приспособлении. Для операции указывается количество прихватывае-
мых точек, их шаг и сварочное оборудование.
4. Окончательная сварка в соответствии с требованиями чертежа харак-
теризуется конкретными параметрами (числом сварных точек, шагом,
длиной сварного шва и т. д.), соответствующим сварочным оборудова-
нием, инструментом и оснасткой для сборки-сварки. При сборке не до-
пускается плохой подгонки деталей с образованием больших зазоров.
В местах сварки возможны зазоры, устраняемые усилием, не превыша-
ющим 10% усилия сжатия на электродах, которое выбирают исходя из
толщины металла.
5. Расфиксирование и съем собранной сборочной единицы.
6. Контроль качества сварки и геометрических параметров сборочной
единицы осуществляют в соответствии с указанным в технической до-
кументации способом. Для контроля геометрических параметров сбо-
рочной единицы при необходимости должно быть изготовлено кон-
трольное приспособление.
Исходными данными для разработки технологического процесса сбор-
ки-сварки служат: чертеж сборочной единицы, в котором должны быть за-
ложены все требования к ней, в том числе и требования к точности сбор-
ки; нормативно-техническая документация; программа выпуска изделия;
имеющиеся условия для размещения оборудования.
Разработка технологического процесса сборки-сварки сборочных еди-
ниц состоит из следующих этапов.
411
Глава 11
1. Анализ исходных данных о сборочной единице применительно к типу
производства, ознакомление с ее конструкцией и назначением в кузове
(кабине), изучение чертежей и способов соединений в аналогах.
2. Выбор метода изготовления сборочной единицы, т. е. способ и вид свар-
ки. Выбор производится на основе изучения современных методов
сборки однотипных сборочных единиц и прогрессивных способов свар-
ки. Способ сварки определяют исходя из конструктивных особенностей
сборочной единицы, а также с учетом толщины свариваемых деталей.
3. Предварительное определение последовательности сборки сборочной
единицы и применяемых средств технологического оснащения.
4. Назначение технологических баз для фиксации каждой из собираемых
деталей. Для получения точных и стабильных по геометрическим пара-
метрам сборочных единиц важно соблюдение принципа единства баз,
т. е. базы при сборке-сварке деталей должны быть аналогичны базам,
выбранным при изготовлении (штамповке) деталей.
5. Подбор типовых технологических процессов на основании анализа
аналогов.
6. Окончательный выбор последовательности сборочно-сварочных опера-
ций с созданием наилучших условий для выполнения сварки и обеспече-
нием возможности проверки размеров и исправления допущенных от-
клонений на любой стадии сборки. При разработке последовательности
сборочно-сварочных операций стремятся выбрать минимальное число
поворотов деталей, сварку соединений в наиболее удобном положении
и предусмотреть возможность уменьшения возникающих от сварки де-
формаций.
7. Анализ различных типов оборудования.
8. Расчет режимов сварки.
9. Нормирование технологического процесса.
10. Выбор современного оборудования, оснастки и средств механизации
и автоматизации.
И. Непосредственная разработка технологических операций. Для каждой
конкретной технологической операции выбирается оборудование. Ис-
ходя из способа сварки, толщины свариваемых деталей по справочным
таблицам выбираются режимы сварки и подсчитываются их парамет-
ры. К сварочному оборудованию подбираются соответствующие осна-
стка и инструмент. На этом этапе также прорабатываются принципи-
альные схемы приспособлений для сборки-сварки собираемого изде-
лия. Для каждой конкретной технологической операции сборки-сварки
разрабатывается эскиз, характеризующий последовательность сборки.
Разработанный технологический процесс записывается в технологиче-
ских картах пооперационно в строгой последовательности. Разработка
технологических процессов при изготовлении кузовов и кабин ведется на
каждую сборочную единицу.
Основными требованиями при построении технологического процесса
сборки-сварки являются:
• точность сборки изготовляемых сборочных единиц;
• возможность наименьшей продолжительности сборки;
• максимальное облегчение условий труда и обеспечение безопасности
412 работ.
Комплексная технология изготовления кдзовов и кабин автомобилей
Технологический процесс изготовления мелких и несложных сбо-
рочных единиц, у которых к основной детали приваривается одна или
несколько других деталей, как правило предусматривает их изготовле-
ние на стационарных сварочных машинах, имеющих специальную или
универсальную оснастку. Сварка при этом ведется обычно с примене-
нием самофиксации по предварительно отштампованным в деталях уг-
лублениям, выступам, отверстиям и т. п. Межоперационное транспор-
тирование осуществляют тележками или подвесным замкнутым кон-
вейером.
Технологический процесс изготовления средних сборочных единиц
включает в себя вначале последовательную сборку входящих в их состав
мелких сборочных единиц, затем их пооперационную сборку с чередова-
нием сборочно-сварочных операций на кондукторах подвесными свароч-
ными машинами со сваркой на многоточечных машинах. Самые современ-
ные технологические процессы изготовления мелких и средних сбороч-
ных единиц осуществляются с применением роботизированных
технологических комплексов (РТК), позволяющих автоматизировать пода-
чу и съем собранных изделий.
Для сборки-сварки крупных сборочных единиц, в том числе кузовов
(кабин) в целом, характерно следующее построение технологического
процесса: сборка-сварка отдельных входящих сборочных единиц; общая
сборка крупных сборочных единиц в кузов (кабину).
Технологический процесс сборки-сварки крупных сборочных единиц
может быть построен двумя способами:
• с одновременной закладкой в сборочно-сварочное приспособление
(кондуктор) всех входящих в сборочную единицу деталей и последую-
щей их сборкой, а затем окончательной операцией — сваркой всей кон-
струкции;
• по типу постепенного наращивания конструкции при невозможности
или труднодоступности одновременной сварки всей сборочной еди-
ницы.
По первому способу выполняется обычно сборка-сварка оснований ку-
зовов, каркасов кузовов автобусов. По второму способу строятся техноло-
гические процессы сборки-сварки боковин, дверей, кузовов (кабин) авто-
мобилей.
Технологический процесс сборки-сварки кузовов (кабин) может быть
построен с созданием сразу жесткой конструкции или с первоначальным
созданием полужесткой конструкции и последующим доведением ее до
жесткой. На современных автомобильных заводах в условиях массового
и крупносерийного производства технологический процесс сборки-свар-
ки кузовов (кабин) организуется таким образом, что вначале создается по-
лужесткая конструкция. Для ее создания выполняют прихватку сбороч-
ных единиц в определенном объеме. Сборка обычно начинается с укладки
в кондуктор основания (пола) в сборе, а затем и всех остальных сборочных
единиц. Сборка производится таким образом, чтобы соединение, опреде-
ляющее базовый размер, сваривалось последним. Это делается для того,
чтобы все недостатки, вызванные предыдущими операциями, компенси-
ровались в этом соединении. Последние соединения обычно выполняют
внахлестку.
413
Глава 11
11.2.3. Оборудование и организация работ о цехах сборки-сварки
Рациональный выбор сварочного оборудования в значительной мере
определяет совершенство технологического процесса сборки-сварки
и оказывает решающее влияние на его технико-экономические показате-
ли. Критериями для выбора оборудования служат следующие показатели:
технические возможности, обеспечивающие наиболее рациональный
цикл и режим сварки, а также высокую производительность; минималь-
ные размеры вторичного (сварочного) контура; высокая эксплуатацион-
ная надежность и относительная простота обслуживания; возможно мень-
ший срок окупаемости для данного производства.
При производстве кузовов в основном используют контактную сварку,
поэтому основными видами оборудования являются точечные машины
(составляющие 70% всего оборудования, включая многоэлектродные ма-
шины и роботы для точечной сварки), машины для рельефной и шовной
сварки. Выбор сварочного оборудования для конкретных деталей опреде-
ляется методом сварки, видом и маркой материала, размерами, формой
и толщиной детали, требованиями к качеству сварки, производительности
ит. д.
Машины для точечной, рельефной и шовной сварки можно классифи-
цировать:
• по назначению — универсальные, специальные;
• по способу подвода тока к месту сварки — двусторонний и односторон-
ний;
• по форме импульса сварочного тока — непрерывный, прерывистый;
• по направлению движения электродов — поступательное и радиальное;
• по приводу механизмов сжатия — пневматический, гидравлический,
механический;
• по числу одновременно свариваемых соединений — одноточечные,
многоэлектродные (многоточечные), рельефные;
• по характеру перемещения деталей при сварке—постоянное, переменное;
• по способу установки — стационарные, подвесные и передвижные.
Универсальное сварочное оборудование подбирают по каталогам,
а специальное проектируется применительно к конструкции сборочной
единицы.
Основные технические требования к машинам для контактной сварки
регламентированы ГОСТом 297-80 «Машины электросварочные контакт-
ные». Тип оборудования и некоторые данные можно определить по услов-
ному обозначению оборудования, состоящему из нескольких букв и цифр.
Первая буква обозначения характеризует изделие: М — машина, А—ав-
томат, П — полуавтомат, У — установка.
Вторая буква указывает вид сварки: Т — точечная, Р — рельефная,
Ш — шовная.
Третья буква, иногда входящая в обозначение, дает дополнительные
сведения: М — многоэлектродная, В — с выпрямлением тока во вторичном
контуре и т. д.
В числовой части обозначения первые две (иногда три) цифры указыва-
ют максимальную силу вторичного тока в килоамперах, а вторые две — но-
414 мер конструктивного исполнения данного типа машины.
Комялексная технология изготовления кузовов и кабин автомибияеВ|
Контактные сварочные машины характеризуются электрическими
и механическими параметрами.
К электрическим параметрам относятся:
• максимальная сила вторичного тока в режиме короткого замыкания
или при сварке;
• номинальная сила вторичного тока;
• максимальная мощность сварочной машины;
• продолжительность включения ПВ = tCB / (tcB + tn), где tCB и tn — вре-
мя сварки и время паузы между импульсами тока;
• номинальное вторичное напряжение и пределы его регулирования
(число ступеней);
• вид нагрузочной характеристики (зависимость силы тока от сопротив-
ления деталей).
Величину ПВ учитывают при оценке технологических возможностей
и расчете допустимых нагрузок машины. Эксплуатация контактной маши-
ны при номинальных значениях ПВ и силы сварочного тока исключает пе-
регрев обмоток трансформатора и сварочного контура.
Механическими параметрами контактных сварочных машин являются:
• номинальные и максимальные усилия сжатия электродов;
• возможность программирования усилия сжатия (предварительное об-
жатие Fc, усилие при сварке Fcb, усилие проковки Fk);
• точность установки электродов по отношению к деталям;
• жесткость элементов вторичного контура, влияющая на степень короб-
ления деталей после сварки.
Машины для точечной сварки
подразделяют на универсальные
и специальные. Универсальные сва-
рочные машины можно разделить
на стационарные, подвесные и сва-
рочные роботы. К специальном ма-
шинам относятся многоточечные
(многоэлектродные) сварочные ма-
шины и сварочные прессы, которые
могут быть встроены в автоматичес-
кие линии.
Стационарные точечные маши-
ны применяют для сварки малогаба-
ритных и простых кузовных деталей
типа усилителей, кронштейнов, по-
перечин и т. д. Наиболее распрост-
ранены в промышленности, особен-
но для сварки тонколистовых сталей
толщиной до 2,5 мм, стационарные
однофазные машины промышлен-
ной частоты серии МТ. При сварке
на стационарных сварочных маши-
нах используют универсальную ос-
настку (рис. 11.42).
Рис. 11.42. Внешний вид стаци-
онарной точечной машины 415
Глава 11
Подвесные точечные машины применяют при сварке крупногабарит-
ных сборочных единиц типа боковин, крыльев, которые затруднительно
сваривать с применением стационарных точечных машин. Они подразде-
ляются на подвесные машины со встроенными трансформаторами и ма-
шины с трансформаторами, расположенными отдельно, но связанными
с рабочим элементом машины (клещами) гибким кабелем большого сече-
ния. В машинах подобного типа применяются гибкие кабели длиной до
3000 мм, сечением до 300 мм2, навитые из тонкой медной проволоки диаме-
тром 0,08 — 0,15 мм. Для предотвращения перегрева и повышения плотнос-
ти тока их охлаждают проточной водой. Клещи подвесной машины имеют
пневматический или гидравлический привод. Конструкции применяемых
клещей весьма разнообразны, так как они зависят от формы свариваемых
кузовных деталей. Пневматическая, гидравлическая и электрическая ап-
паратура монтируется обычно на кожухе трансформатора.
В подвесных машинах со встроенным трансформатором последний
размещен вместе с клещами и представляет с ними единую конструкцию.
Благодаря малым размерам вторичного контура и незначительному его со-
противлению существенно снижаются мощность и масса сварочного
трансформатора, отпадает необходимость в водяном охлаждении вторич-
ного контура.
Специальные многоэлектродные сварочные машины применяют в мас-
совом производстве при сварке крупногабаритных сборочных единиц
с большим количеством сварных точек. Эти машины снабжены системой
электродов и механизмов создания усилия сжатия деталей в месте сварки.
Применение многоэлектродных машин позволяет автоматизировать про-
цесс точечной сварки и сократить время проведения сварочных операций.
Одновременно улучшаются условия труда, повышается точность размеще-
ния сварных соединений и их качество, снижается себестоимость. На со-
временных автомобильных заводах (в частности, на ВАЗе) многоэлектрод-
ные сварочные машины все шире используют для сварки узлов кузова.
Для упрощения конструкции многоэлектродных машин необходимое
количество точек сварки распределяют между несколькими машинами,
41В
^•—13
Рис. 11.43. Схема многоэлектродной маши-
ны с электромеханической системой подъ-
ема стола: 1 — основание; 2 — подвижный
стол; 3 — транспортирующее устройст-
во; 4 — свариваемая деталь; 5 — сварочные
пистолеты; 6 — шатуны механизма подъе-
ма стола; 7 — верхняя плита; 8, 13 — реси-
веры; 9 — пневмоаппаратура; 10 — элект-
родвигатель; И — компрессор дожития;
12 — редуктор; 14 — рычаг механизма
подъема стола; 15 — сварочные трансфор-
маторы; 16 — пневмоцилиндры; 17 — контр-
электроды; 18 — колонны станины
Комплексная технология изготовления кузовов и кабин автомобипеО
установленными в линию. При наличии труднодоступных для сварки на
многоэлектродных машинах мест на линии предусматривают подвесные
точечные машины со специальной оснасткой. Производительность совре-
менных многоэлектродных машин составляет 500 сборочных единиц в час
и выше.
Принципиальная схема многоэлектродной машины с электромеханиче-
ской системой подъема стола показана на рис. 11.43.
Свариваемая деталь 4 транспортирующим устройством 3 переносится
и укладывается на контрэлектроды 17, установленные на подвижном сто-
ле 2. Затем посредством электродвигателя 10 через редуктор 12, рычаги 14
с эксцентриковыми дисками и шатуны 6 производится подъем стола 2 с де-
талью 4, которая подводится под электроды сварочных пистолетов 5. Необ-
ходимая плавность хода стола обеспечивается уравновешивающими пнев-
моцилиндрами 16. Сварочные пистолеты 5 представляют собой пневмоци-
линдры различных конструктивных исполнений, на штоках которых
установлены подвижные сварочные электроды. При подаче сжатого воз-
духа в полости пистолетов подвижные электроды перемещаются вниз, за-
жимают свариваемую деталь и, взаимодействуя с контрэлетродами, про-
изводят сварку одновременно в нескольких точках. Сварочные пистолеты
приводятся в действие сжатым воздухом повышенного давления, которое
создается воздушным компрессором дожатая И.
Для точечной сварки сложных сборочных единиц применяются также
многоэлектродные сварочные машины прессового типа, которые имеют
некоторые аналогичные узлы с прессами для листовой штамповки. Эти ма-
шины имеют повышенную величину хода подвижного стола, что позволя-
ет использовать их для сварки деталей произвольной формы с расположе-
нием сварных соединений в различных пространственных положениях.
На них возможно применение сменной оснастки (сварочных штампов) для
сварки различных сборочных единиц, что увеличивает загрузку оборудо-
вания и расширяет область его эффективного использования.
Для обеспечения высокой производительности оборудования и получе-
ния качественного сварного соединения при работе на контактной маши-
не должен быть установлен оптимальный режим сварки. Основными пара-
метрами режима, как уже указывалось, является сила сварочного тока 1св,
усилие сжатия FCB электродов и время прохождения импульса сварочного
тока tCB. Для точечных машин применяемые режимы условно разделяют на
мягкие и жесткие. В основе такого деления лежат плотность тока (отноше-
ние силы тока к площади контактной поверхности) и продолжительность
импульса. Большее значение плотности тока и меньшая продолжитель-
ность импульса соответствуют более жестким режимам. В таблице 11.8
приведены несколько вариантов жестких режимов, получивших распро-
странение в автомобильной промышленности.
В условиях массового или крупносерийного производства применение
мягких режимов нецелесообразно, т. к. производительность их ниже, рас-
ход электроэнергии больше и значительны остаточные деформации.
Из приведенных в таблице режимов режим А является основным, он при-
меняется для чистых, хорошо прилегающих кромок двух деталей толщи-
ной до 1,5 мм. Его относят к группе особо жестких. Режимы Б и В менее же-
сткие. На режимах Б и В сваривают детали с максимально допустимыми
зазорами, с недостаточно хорошо подготовленной под сварку поверхнос- 417
27 Технология автомобилестроения
Глава 11
Таблица 11.8.
Толщи- на ме- талла S, мм. Диаметр контактной поверхности электрода d,, мм Режим А Режим Б Режим В Режим Г
Рсв, кН 1св, кА 1св, сек Fcb, кН 1св, кА 1св, сек Fcb, кН 1св, кА 1св, сек FCb, кН 1св, кА 1св, сек
0,6 4,0 1,25 7 0,1 1 6 0,1 1 5,5 0,2 — — —
0,8 4,5 1,8 9 0,12 1,25 8,5 0,12 1,25 7 0,26 1,5 9,5 0,08
ГО 5,0 2,25 10,5 0,16 1,5 9,5 0,2 1,5 7,5 0,32 1,8 10,5 0,08
1,2 6,0 3 11,5 0,2 1,8 10 0,26 1,8 8 0,4 2 11,5 0,11
1,5 6,5 3,5 13 0,24 2,3 11 0,34 2,3 9,2 0,48 2,7 13,5 0,14
2,0 8,0 — — — 3,5 12,5 0,48 3,5 11 0,68 — — —
2,5 8,0 — — 3,5 13,5 0,6 3,5 11,5 0,8 — — —
тью, а также детали толщиной свыше 1,5 мм. Режим Г рекомендуется для
скоростных методов сварки на подвесных и стационарных точечных ма-
шинах, укомплектованных современной электропневмоаппаратурой
с точными отсчетами параметров. Режим Г относится к особо жестким, од-
нако время прохождения сварочного тока сокращено в целях повышения
производительности. Для этого режима свариваемые кромки должны быть
чистыми и хорошо прилегать одна к другой.
Сварочные машины для рельефной сварки отличаются от машин для то-
чечной сварки повышенной жесткостью станины и кронштейнов, высо-
кой точностью перемещения верхней электродной части, небольшим вы-
летом и имеют плиты с Т-образными пазами для закрепления электродов
и приспособлений.
Привод механизма сжатия машины обычно выполняется пневматичес-
ким с направляющим устройством на подшипниках качения, что позволя-
ет обеспечить достаточно высокие показатели динамической характерис-
тики привода.
Для рельефной сварки в автомобилестроении также в основном приме-
няются жесткие режимы, сходные с режимами точечной сварки.
Машины для шовной сварки отличаются от машин для точечной сварки
конструкцией электродов, наличием скользящих контактов во вторичном
контуре и приводом вращения электродов (рис. 11.44).
К специальным машинам для шовной сварки относят многороликовые
машины, для сварки крупногабаритных изделий применяют подвесные
шовные машины.
Для обеспечения необходимых параметров режима сварки, задания
требуемой схемы цикла и выполнения других функций контактные маши-
ны оснащаются аппаратурой управления. С помощью этой аппаратуры
выполняется: включение и выключение сварочного тока, регулирование
его силы, продолжительности и формы импульса; регулирование последо-
вательности отдельных этапов цикла сварки; стабилизация параметров ре-
418 жима сварки; включение, выключение и регулирование усилия сжатия
Комплексная технология озготовленоя кузовов о кабин автомобнлеб
Рис. 11.44. Внешний вид машины для шовной сварки
электродов; изменение скорости вращения роликов (для шовных машин)
и др. Аппаратура управления является важнейшей частью современного
оборудования контактной сварки, за последнее время она существенно ус-
ложнилась. От нее в значительной мере зависит производительность ма-
шин, их технологические возможности и качество сварных изделий.
Контакторы предназначены для включения и выключения тока пер-
вичных обмоток трансформаторов контактных машин. Наиболее эконо-
мичны и эффективны тиристорные контакторы.
Регуляторы цикла сварки обеспечивают определенную последователь-
ность и регулирование продолжительности операций сварочного цикла.
Многие современные регуляторы позволяют регулировать величину
и время прохождения сварочного тока, осуществлять его модуляцию.
Синхронные прерыватели предназначены для синхронного включения
и выключения тока первичных обмоток трансформаторов контактных ма-
шин, регулирования его величины и продолжительности прохождения.
Пневматическая и гидравлическая аппаратура осуществляет управление
работой пневматического и гидравлического приводов контактных машин.
Производство штампо-сварных узлов кузова, имеющих разнообразную
форму, требует большого количества инструментальной оснастки. К инет- 419
27*
Глава 11
рументу контактных сварочных машин относятся консоли, электрододер-
жатели, электроды, а также сварочные клещи и пистолеты.
Консоли, электрододержатели и электроды являются частью вторично-
го контура стационарных машин для точечной сварки, через них произво-
дится подвод тока к месту сварки.
Консоли кроме этого служат для воспринятая усилия сжатия сваривае-
мых деталей и должны иметь достаточную жесткость. На конце консоли
имеется болтовое крепление для электрододержатели. Консоли изготавли-
вают из меди марки Ml или из сплавов на медной основе.
Электрододержатели служат для крепления электродов и в зависимости
от способа этого крепления имеют различную конструкцию. Их изготавли-
вают из различных марок бронз (хромовой — БрХ, кадмиевой — БрКд и др.)
Электроды являются наиболее нагруженным инструментом сварочных
машин. Непосредственно контактируя со свариваемым изделием, они вос-
принимают как температурное, так и силовое воздействие и поэтому наи-
более быстро изнашиваются. Для изготовления электродов применяются
различные марки бронз (чаще всего хромовая — БрХ). Электроды должны
отвечать следующим требованиям:
1) высокая тепло- и электропроводность при нормальной и повышенной
температурах;
2) достаточная прочность, необходимая для передачи больших давлений,
и высокое сопротивление смятию;
3) высокая стойкость к окислению при нормальной и повышенной темпе-
ратурах;
4) отсутствие свариваемости с металлом изделия и малая прочность при-
липания брызг расплавленного металла;
5) высокая температура разупрочнения;
6) хорошая обрабатываемость материала электрода и низкая себестои-
мость.
Разнообразие конструкций электродов обусловлено способом контакт-
ной сварки, конфигурацией изделий в месте соединения, толщиной дета-
лей, формой и размерами контактной поверхности, способом крепления
в электрододержателе, необходимостью подвода охлаждающей жидкости
и другими факторами.
Электроды тачечных машин в большинстве случаев соединяются с
электрододержателями с использованием конической посадочной поверх-
ности. Коническая резьба применяется редко вследствие затрудненного
съема электродов из-за возможного смятия резьбы. Для подвода воды, ох-
лаждающей рабочую поверхность, в электродах выполняются специаль-
ные каналы.
Для рельефной сварки применяют электроды, конструкция которых за-
висит от типа соединения и формы изделия. Размер их рабочей поверхно-
сти обычно не имеет существенного значения, так как площадь контакта
определяется формой свариваемых поверхностей в месте соприкоснове-
ния. При многорельефной сварке важно обеспечить параллельность рабо-
чих поверхностей электродов для равномерного распределения тока и уси-
лия по рельефам.
Электроды шовных машин изготавливаются в виде дисков (роликов),
4211 диаметр которых находится в пределах 100 — 400 мм. Рабочая поверхность
Комплексная технология изготовления кузовов и кайин автомобилей
электродов выполняется цилиндрической или тороидальной. Ширину ци-
линдрической рабочей поверхности в зависимости от толщины детали s
определяют из соотношения b = 2s+2мм. Общую толщину диска электро-
да принимают обычно равной 2Ь.
Материалы для электродов рельефных и шовных машин те же, что и для
электродов точечных машин.
Сборочно-сварочная оснастка служит для базирования и взаимного
ориентирования частей сборочных единиц относительно сварочного инст-
румента (электродов, сварочных клещей и т. д.). С ее использованием вы-
полняются операции прихватки и сварки деталей в сборочной единице.
Применение сборочно-сварочной оснастки сокращает время выполнения
технологических операций, обеспечивает заданную точность геометриче-
ских размеров и качество сборки-сварки, облегчает труд операторов и по-
вышает безопасность выполнения работ.
Оснастка состоит из стандартизованных и специальных элементов, ко-
торые разрабатываются применительно к форме и размерам каждой кон-
кретной детали и сборочной единицы. К специальным элементам конст-
рукции оснастки относятся основание (плита, пластины, сварной каркас),
опорные элементы (стойки), закрепляющие, фиксирующие и вспомога-
тельные устройства.
Оснастка в зависимости от сложности конструкции подразделяется на
приспособления, шаблоны и кондукторы.
Сборочно-сварочным приспособлением называется устройство, исполь-
зуемое для следующих операций: установки собираемых деталей в поло-
жение с наилучшим доступом сварочного инструмента; взаимного ориен-
тирования частей сборочной единицы в удобное для выполнения сбороч-
ных и отделочных (зачистка, правка, выравнивание) операций положение;
ориентирования свариваемых поверхностей относительно электродов; со-
здания обратного прогиба собираемых деталей для исключения образова-
ния при сварке недопустимых деформаций; формирования поверхности
шва; подачи к месту сварки и удаления от него сварочного инструмента;
рабочих и вспомогательных перемещений свариваемой сборочной едини-
цы и др. Сборочно-сварочные приспособления можно использовать при
любом производстве сварных конструкций, они входят в механизирован-
ные и автоматические линии.
По характеру выполняемых операций приспособления могут быть сбо-
рочными, сборочно-сварочными и сварочными; в зависимости от назначе-
ния — универсальными и специальными; в зависимости от способа монта-
жа и характера работы — стационарными, передвижными, поворотными;
с ручным и механизированным приводом.
Универсальные сборочно-сварочные приспособления чаще всего приме-
няют в мелкосерийном и единичном производстве, когда создавать специ-
альные приспособления нецелесообразно. Их используют для изготовле-
ния однотипных изделий различных размеров. Преимуществами этих
приспособлений являются возможность их переналадки при смене выпус-
каемой продукции, относительная простота конструкции, незначительные
затраты на изготовление, а недостатком — менее производительная рабо-
та, чем при использовании специальных приспособлений. С помощью уни-
версальных приспособлений решают основную задачу — установку и за-
крепление деталей, перемещение или вращение свариваемых изделий. 421
Глава 11
В их состав входят наборы фиксирующих и зажимных элементов (винто-
вые струбцины, пружинные зажимы, ручные тиски и т. д.).
Специальные приспособления применяют в основном в крупносерийном
и массовом производстве. В мелкосерийном производстве их используют,
когда невозможно собрать сборочную единицу с необходимой точностью
по разметке или в универсальном приспособлении. Специальные приспо-
собления обеспечивают высокое качество и производительность труда.
По способу перемещения сборочно-сварочные приспособления подраз-
деляются на стационарные, постоянно установленные относительно рабоче-
го места оператора или сварочного инструмента, и перемещающиеся, к кото-
рым относятся: передвижные, установленные с возможностью поступатель-
ного перемещения относительно рабочей зоны сварочного инструмента,
и поворотные, имеющие возможность поворота вокруг координатных осей.
Стационарные приспособления предназначены для работы со стацио-
нарными и подвесными сварочными машинами. Их выполняют в виде сто-
ла с фиксирующими (базирующими) и зажимными элементами, постоян-
но закрепленными относительно баз сборочной единицы в целом или ее
составных частей. Наиболее простыми являются приспособления для под-
весных машин, наиболее сложными — для многоэлектродных машин.
Поворотные приспособления — легкие кантователи или устройства,
позволяющие фиксировать пространственное положение сборочных еди-
ниц (позиционеры), — предназначены для случаев, когда сборку-сварку
необходимо вести с различных сторон сборочной единицы. Фиксирующие
и зажимные элементы таких приспособлений монтируются на поворот-
ном столе с вертикальной (реже наклонной) осью вращения или на балке
(раме) с возможностью вращения вокруг горизонтальной оси.
Приспособления с установленными в них изделиями могут иметь одно-
временно поступательное и вращательное перемещения на конвейере или
челночное (возвратно-поступательное) перемещение относительно рабо-
чей зоны сварочной машины. При применении перемещающихся приспо-
соблений повышается производительность труда за счет использования
узкоспециализированной и более удобной инструментальной оснастки
и сокращается количество необходимого сварочного оборудования
По отношению к сварочной машине сборочно-сварочные приспособле-
ния могут быть выполненными отдельно от нее, установленными на сва-
рочной машине и встроенными в нее. Мелкие приспособления часто мон-
тируются на элементах вторичного контура сварочных машин.
Шаблоны — простейшие устройства для выполнения сборочно-свароч-
ных операций, которые предназначаются для взаимного ориентирования
и сварки деталей и сборочных единиц с малогабаритными несложными по
конструкции деталями и сборочными единицами, имеющими малую кри-
визну поверхности. Шаблоны используют при сварке, когда требования
к точности взаимного расположения составных частей сборочных единиц
невысокие. Шаблоны могут быть переносными (ручными), а также совме-
щенными с оснасткой универсальных сварочных машин и встроенными
в сборочно-сварочную оснастку.
Кондукторы — это относительно сложные устройства, характеризующи-
еся наличием направляющих механизмов, обеспечивающих соединение де-
талей и сборочных единиц в определенном положении, приводных механиз-
422 мов, которые позволяют установить свариваемые детали и сборочные едини-
Комплексная технология изготовления кузовов и кабин автомобилей
цы в удобное (для оператора или оборудования) положение, и механизмов
съема сборочных единиц и изделий. Кондукторы применяют для сборки,
прихватки и сварки средних и крупных сборочных единиц кузовов и кабин.
В зависимости от этого кондукторы подразделяются на средние и крупные.
Крупные кондукторы, предназначенные для окончательного формирова-
ния кузова или кабины, называются главными кондукторами. Главные кон-
дукторы, включающие в себя встроенные шаблоны и сварочное оборудова-
ние, работающее в автоматическом режиме, позволяют с использованием
точечной сварки подготовить кузов (кабину) для окончательной сварки
в свободном состоянии без нарушения ее геометрических параметров. Они
состоят обычно из сложного основания (станины), на котором закреплены
фиксаторы различной конструкции и необходимое количество зажимов.
Для сборки-сварки каркасов кузовов автобусов и их крупных сбороч-
ных единиц применяют крупные сборочно-сварочные стенды (стапели),
которые могут быть стационарными и передвижными.
Качество сборки-сварки сборочных единиц кузова (кабины) во многом
зависит от правильности расположения фиксаторов, зажимов, упорных
устройств в сборочно-сварочной оснастке, от тщательности подгонки
контрэлектродов и встроенных приспособлений в многоточечных маши-
нах. Размеры фиксаторов, упорных устройств, зажимов кондукторов из-
меняются вследствие износа опорных поверхностей, ослабления крепле-
ний и других причин. Особенно значительно изнашиваются рабочие по-
верхности электродов и встроенных в приспособления медных пластин,
применяемых для бесследной сварки, которые требуют частой подгонки.
При большом числе фиксаторов, установленных в различных пространст-
венных положениях, усложняется их подгонка. Для этих целей применяют
мастер-макеты, по которым производят наладку сборочно-сварочной ос-
настки во время ее изготовления и ремонта. Они представляют собой объ-
емные конструкции, точно воспроизводящие сопрягаемые поверхности
деталей и сборочных единиц. Номенклатуру мастер-макетов устанавлива-
ют во время подготовки производства новых моделей кузовов (кабин). Ма-
стер-макеты и кондукторы должны иметь единые установочные базы.
При наладке кондуктора мастер-макеты устанавливают в него на специ-
альные фиксирующие упоры, предварительно, если необходимо, демонти-
руют части кондуктора, такие, как пневмоцилиндры, поддерживающие
стойки, блочки и т. д. После этого выполняют проверку и наладку всех ра-
бочих частей кондуктора. Отклонение рабочих поверхностей оснастки,
изготовленных по мастер-макету, должно быть в пределах ±0,5 мм.
В последнее время при изготовлении и наладке сборочно-сварочных кон-
дукторов вместо мастер-макетов используют измерительные трехкоординат-
ные машины. Подвижные измерительные элементы таких машин позволяют
производить измерительно-разметочные операции с точностью ±0,05 мм.
В сборочно-сварочной оснастке широко используются фиксирующие и за-
жимные устройства. При их выборе исходят из формы и размеров собирае-
мых деталей, необходимых усилий сжатия, требований безопасности работ.
В крупносерийном и массовом производстве для фиксации средних
и крупных деталей и сборочных единиц применяются упоры, фиксаторы
и штыри. Упоры могут быть различного типа: плоские, круглые и фигур-
ные. Если по условиям сборки требуется неоднократный съем изделия
в процессе сборки-сварки с приспособления, то применять жестко уста- 423
Глава 11
новленные фиксирующие элементы нельзя, в этом случае используют по-
движные фиксаторы или откидывающиеся упоры.
Особым разнообразием различаются конструкции зажимных уст-
ройств. Привод зажимных устройств может быть ручным (клиновые, вин-
товые, эксцентриковые, рычажные и другие зажимы), электромеханичес-
ким, пневматическим, гидравлическим, электромагнитным. Эти приводы
применяют в зависимости от формы и размеров составных частей сбороч-
ных единиц, требуемых точностных характеристик изделия и усилий сжа-
тия, а также от вида производства.
Для межоперационного транспортирования деталей и сборочных еди-
ниц в цехах сборки-сварки используют различные транспортирующие ус-
тройства: тележки, склизы, конвейеры различных конструкций, кран-бал-
ки и мостовые краны. Вид межоперационной тары зависит от формы
и массы свариваемых деталей, а также от программы выпуска. Для переда-
чи сборочных единиц в механизированных линиях применяют напольные
и подвесные конвейеры, а также устройства для передачи деталей и сбо-
рочных единиц из межоперационных накопителей.
В современных производствах кузовов и кабин в качестве основного тех-
нологического оборудования широко применяются промышленные робо-
ты. Промышленный робот представляет собой автоматический манипуля-
тор, снабженный системой управления. Рабочий орган робота (рука) имеет
от трех до шести степеней свободы. Его назначением является перемещение
объекта по определенной траектории в заданную точку и ориентирование
в определенном положении. Система управления обеспечивает устройству
необходимую память и переналадку в другой цикл операций, допускает объ-
единение роботов в группу, а также возможность управления от ЭВМ.
Для точечной сварки при производстве кузовов (кабин) автомобилей
широкое применение нашли роботы фирм «Юнимейт» (США), «Аро»
(Франция), «Кавасаки» (Япония), «Кука» (Германия), различающиеся сис-
темами привода, расположением сварочных клещей и трансформаторов.
В настоящее время для контактной и точечной сварки стали применя-
ются и отечественные роботы ПР 161/60, ПР 601/60 и др. Конструктивная
схема промышленного робота
ПР 601/60, изготовленного
ВАЗом, показана на рис 11.45.
Робот имеет шесть степеней
свободы (I—VI), производи-
тельность его при точечной
сварке — 60 точек в минуту.
Робот ПР 601/60 рассчитан на
нагрузку на руке 600 Н при
нормальной скорости работы.
На рис. 11.46 изображена
гибкая технологическая линия
сварки кузова с применением
роботов.
Примеры роботизированных
участков сварки кузовов и ка-
бин приведены на рис. 11.47,
11.48, 11.49.
Рис. 11.45. Конструктивная схема робота
для точечной сварки ПР 601/60:1 — осно-
вание; 2 — колонна; 3 — рычаги; 4 — рука;
5 — поворотная головка
424
Комплексная технология изготовления кузовов и кабин автомобилей
Рис. 11.46. Гибкая технологическая линия с применением роботов и подвиж-
ных платформ для сварки кузова: 1 — позиция прихватки; 2 — сварочные по-
зиции с роботами; 3 — подвижные платформы; 4 — позиции загрузки
Рис. 11.47. Роботизированный участок сварки кузова
425
Глава 11
Рис. 11.48. Роботизированный участок сварки кузова
Рис. 11.49. Роботизированный участок окончательной сварки
кабины грузового автомобиля
426
Комплекснаятехнологияизготовлениякузовови кабин автомобил ей
В кузовостроении в сборочно-сварочных цехах используют две основ-
ные формы сборки изделий: стационарную и поточную.
Стационарная сборка осуществляется при неподвижном объекте, т. е.
без перемещения сборочной единицы. Она характерна для единичного
и мелкосерийного производства, для сборки-сварки кузовов автомобилей
представительского класса, кузовов автобусов и их сборочных единиц.
В массовом и крупносерийном производстве стационарная сборка ис-
пользуется для изготовления мелких и средних сборочных единиц,
при этом могут использоваться роботизированные технологические ком-
плексы (РТК).
Сборочные единицы средней сложности в стационарных условиях сва-
риваются в приспособлениях или кондукторах с использованием подвес-
ных или на многоточечных сварочных машинах. Крупная стационарная
узловая и общая сборка осуществляется на стендах и кондукторах, распо-
ложенных поочередно в последовательности выполнения операций техно-
логического процесса.
Непрерывно-поточная сборка характерна для крупносерийного и мас-
сового производства. Время выполнения отдельных сборочно-сварочных
операций при этом должно быть примерно одинаковым или кратным так-
ту линии. Непрерывно-поточные линии предполагают синхронизацию
операций технологического процесса. Конвейерные линии также относят-
ся к непреривно-поточным, так как сборка-сварка выполняется без съема
изготовленных сборочных единиц с конвейера, служащего одновременно
средством поддержания на линии заданного ритма. Непрерывно-поточная
сборка характерна для изготовления крупных сборочных единиц и непо-
средственно кузовов (кабин) современных автомобилей. Наиболее совер-
шенной формой непрерывно-поточной работы являются сборочно-сва-
рочные линии, которые могут быть механизированными, автоматизиро-
ванными и автоматическими.
Механизированная сборочно-сварочная линия — это поточная линия,
на рабочих местах которой сборочные единицы сваривают с помощью
механизированного инструмента, оборудования и оснастки в порядке сле-
дования операций технологического процесса. Межоперационное транс-
портирование сборочных единиц осуществляют универсальным или мало-
специализированным транспортом. Комплексная механизированная
линия — это поточная линия, на которой работающие в порядке, опреде-
ленном операциями технологического процесса, помимо сборки и сварки
выполняют другие различные операции с помощью специализированного
механизированного инструмента.
Автоматическая сборочно-сварочная линия — это комплекс основного
и вспомогательного оборудования, на котором без непосредственного уча-
стия человека выполняется определенная часть производственного про-
цесса сборки-сварки. Линия имеет систему общего автоматического уп-
равления, обеспечивающего взаимодействие всех механизмов, устройств
и аппаратуры. Функции обслуживающего персонала сводятся к наблюде-
нию за работой линии и ее наладке. В отдельных случаях начальные загру-
зочные и конечные разгрузочные операции и некоторые сборочные опе-
рации выполняются рабочими вручную или с помощью неавтоматических
механизмов и устройств. Такие линии носят название автоматизирован-
ных или полуавтоматических. 427
Глава 11
Применяемые для сборки-сварки поточные линии оснащаются обычно
следующими механизированными и автоматизированными устройствами:
1) автоматическими или ручными устройствами закладки деталей и съема
собранных сборочных единиц;
2) устройствами фиксации (подвижными столами, подвижными платфор-
мами и т. д.);
3) конвейерами различного типа;
4) многоточечными сварочными машинами и сварочными роботами;
5) поворотными устройствами и кантователями для осуществления свар-
ки в удобном положении.
Для предупреждения остановок сварочных комплексов в автоматичес-
ких линиях на их стыке встраиваются автоматические склады-накопители
штабелерного или элеваторного типов, обеспечивающие работу в течение
3 часов.
Механизированные, автоматизированные и автоматические линии, со-
держащие жестко связанную между собой цепочку многоточечных свароч-
ных машин, роботов, специализированных машин с системой загрузочно-
разгрузочных и транспортирующих устройств и накопителей, относятся
к жестким линиям. Основным недостатком этих линий является невозмож-
ность их переналадки для сборки-сварки различных модификаций кузовов
автомобилей. Для значительного сокращения периода освоения новой про-
дукции, уменьшения материально-производственных затрат и увеличения
коэффициента использования оборудования в настоящее время внедряют-
ся гибкие автоматические линии, которые обеспечивают переналадку на
изготовление нескольких модификаций кузовов с минимальными затрата-
ми и в сжатые сроки. Применение в таких линиях роботов с возможностью
их быстрого перепрограммирования позволяет осуществлять сварку сбо-
рочных единиц в труднодоступных местах с большой точностью, обеспечи-
вать постоянство числа сварных точек и большую механическую прочность
сварки. Преимущество роботов перед многоточечными сварочными маши-
нами заключается в их универсальности и возможности за счет переналад-
ки и минимального изменения в элементах их конструкций сваривать раз-
личные соединения в узлах кузовов новых моделей автомобилей. Примене-
ние межоперационных накопителей сборочных единиц способствует
бесперебойной работе линии и позволяет обеспечить нормальную работу
всего производственного цикла.
Рассмотрим особенности сборки-сварки Основных сборочных единиц
кузовов (кабин) автомобйлей.
Панель крыши в некоторых случаях представляет собой одну цельно-
штампованную деталь, но чаще состоит из основной панели, соединенной
точечной сваркой с усиливающими ее деталями.
Крыша составляет часть лицевой поверхности кузова (кабины), поэто-
му при любых вариантах технологии изготовления ее наружную сторону
укладывают на электрод большой площади или медную пластину для обес-
печения бесследной сварки. В зависимости от типа производства и конст-
рукции возможны три варианта организации сборки-сварки. При малых
объемах выпуска сборку-сварку крыши производят на стационарных кон-
дукторах (стендах) подвесными сварочными машинами. При массовом
428 и крупносерийном производстве для сварки крыши применяют многоэле-
Комплексная технология изготовления кузовов и кабин автомобилеО
ктродные сварочные машины в составе автоматической линии. В послед-
нее время для сборки-сварки узла крыши применяют линии с использова-
нием роботов.
Пол, конструкция которого зависит от класса автомобиля и его общей
конструкции, наиболее сложен у легковых автомобилей с несущим кузо-
вом безрамной конструкции, более простая конструкция у пола кабины
грузовых автомобилей. Пол кузова легкового автомобиля, как правило, со-
бирают из двух или трех основных частей, образующих панель пола, кото-
рая затем соединяется с каркасом.
Для сборки-сварки этого изделия применяют различные варианты. Ва-
риант сборки-сварки основания кузова легкового автомобиля подвесными
сварочными машинами в стационарных приспособлениях очень трудо-
емок и поэтому применим только для мелкосерийного производства.
При небольшой программе выпуска пол можно получать также сваркой на
специальных машинах распорными пистолетами с пневмоприводом
с окончательной сваркой на поворотном кондукторе.
Для массового и крупносерийного производства характерна сборка-
сварка пола на многоточечных сварочных машинах, вмонтированных в ме-
ханизированные, автоматизированные и автоматические линии, органи-
зационное построение которых различно. Линия может состоять из едино-
го сварочного комплекса, включающего сборку каркаса основания
и соединение его затем с панелями пола, и отдельных участков для сборки-
сварки составляющих элементов основания, связанных между собой сис-
темой конвейеров или накопителей.
Пол кабины грузового автомобиля представляет собой цельноштампо-
ванную деталь, которая соединяется с рядом мелких деталей и каркасом
пола. Автоматизированная линия изготовления пола кабины автомобиля
КамАЗ-5320, показанная на рисунке 11.50, состоит из двух участков сбор-
ки-сварки панели пола и сборки-сварки пола в сборе.
Первый участок состоит из восьми позиций, три из которых сварочные.
Отштампованные панели пола подаются на загрузочную платформу 1,
на которой установлены два поддона. Подвесным перегрузчиком 2 панель
пола перекладывается на выкатную тележку 3, куда двумя операторами ук-
Рис. 11.50. Автоматизированная линия сборки-сварки пола
автомобиля КамАЗ-5320
429
Глава 11
ладываются и входящие детали. Тележка подается на многоточечную сва-
рочную машину 4, где производится сварка в шестидесяти точках за четы-
ре цикла. Затем панель конвейером 5 подается в кантователь 6, перевора-
чивающий панель на 180° и укладывающий ее на выкатную тележку 7,
на которую двумя операторами загружаются подсобранные отдельно на
многоточечной сварочной машине 8 входящие сборочные единицы. После
этого тележка подается в многоточечную сварочную машину 9, где произ-
водится сварка в восьмидесяти точках за четыре цикла. Сваренный узел
подается на сварочную машину 10. На выкатную тележку 11 этой машины
два оператора укладывают входящие детали, затем тележка направляется
в сварочную машину 10, где на нее укладывается панель и производится
сварка подсобранных деталей с панелью в тридцати точках за три цикла.
После этого сваренная панель конвейером 12 передается к погрузчику 13,
который направляет ее на сборочную позицию второго участка линии, где
происходят сборка и сварка панели с каркасом пола.
Второй участок состоит из шести позиций, четыре из которых свароч-
ные. Сборочные единицы каркаса свариваются на отдельно стоящих мно-
готочечных машинах 14 и 15 и стационарной одноточечной машине 16.
Подсобранные сборочные единицы каркаса двумя операторами загружа-
ются на выкатную тележку 17, которая подается в сварочную машину 18,
где каркас сваривается в тридцати пяти точках за три цикла. Сваренный
каркас конвейером 19 подается на сборочную позицию 20, где на него ус-
танавливается сваренная на первом участке панель пола. Собранная сбо-
рочная единица сваривается многоточечными сварочными машинами
21 — 23 окончательно за несколько циклов в 211 точках. Сваренный пол пе-
регрузчиком 24 подается на ленточный конвейер 25, где осуществляется
доварка пропущенных или дефектных точек подвесными сварочными ма-
430
Рис. 11.51. Гибкая автоматическая линия для сварки пола автомобиля
Комплексная технология изготовления кузовов и кабин автомобилей
Рис. 11.52. Фрагмент гибкой автоматической линии
для сварки пола автомобиля
шинами 26. Прошедшие контроль полы кабины направляются подвесным
толкающим конвейером (ПТК) 28 на линию сборки кабин, полы с дефекта-
ми по подвесному конвейеру 27 поступают на участок устранения дефек-
тов. Производительность линии — 42 основания в час.
Гибкая автоматическая сварочная линия на базе роботов фирмы «Ку-
ка» (Германия) для сварки пола представлена на рис. 11.51. Гибкость таких
линий заключается в возможности внедрения в производство новых моде-
лей без дополнительных затрат, а также в возможности одновременного
производства различных типов изделий. На рис. 11.52 показан отдельный
участок линии.
Левую и правую боковины выделяют как самостоятельные сборочные
единицы. В настоящее время боковины изготовляют с цельноштампован-
ными проемами дверей. Боковина легкового автомобиля в сборе кроме ос-
новной панели может включать крылья и различные усилители, а грузово-
го автомобиля — основную панель, усилители и другие мелкие детали
(планки, кронштейны).
В мелкосерийном производстве боковины, зафиксированные в стацио-
нарных приспособлениях, сваривают подвесными сварочными машина-
ми. В крупносерийном и массовом производстве для изготовления боко- 431
Гяава 11
вин применяют конвейерные автоматизированные линии. Сначала выпол-
няют подсборку всех входящих в боковину сборочных единиц на стацио-
нарных сварочных машинах, а затем общую сборку. Автоматизированные
линии сборки — сварки правой и левой боковин аналогичны и представля-
ют собой цепочку многоточечных машин с системой конвейеров, обеспе-
чивающих перемещение свариваемого объекта. Число сварочных постов
выбирают в зависимости от конфигурации боковины и числа свариваемых
точек.
В настоящее время для изготовления боковин применяют также РТК
и гибкие автоматические линии.
Двери и другие навесные сборочные единицы собираются одинаково
для всех автомобилей. Сначала производится подсборка наружной и внут-
ренней панелей дверей, а затем зафланцовка и окончательная сварка пане-
лей между собой.
Зафланцовка представляет собой соединение панелей с применением
штамповой оснастки. В процессе сборки фланец наружной панели снача-
ла подвергается предварительной (на 45°), а затем окончательной подгибке
(рис. 11.53).
При небольшой программе выпуска изделий для сборки-сварки дверей
используют универсальные точечные машины для внутренних панелей
дверей и стационарные поворотные приспособления с подвесными сва-
рочными машинами. При массовом и крупносерийном производстве сбор-
ку-сварку дверей осуществляют на многоточечных машинах, вмонтиро-
ванных в автоматические или механизированные линии. Линия может со-
стоять как из единого сварочного комплекса, включающего
первоначальную сборку-сварку внутренних панелей, а затем их общую
сборку с наружными панелями, собранными отдельно от линии, так и из
участков (сборки-сварки внутренних и наружных панелей и дверей в
целом), связанных между собой системой конвейеров и накопителей.
Изготовление левой и правой дверей производят, как правило, на от-
дельных линиях. В настоящее время для изготовления дверей применяют
и гибкие роботизированные линии.
Окончательная сборка-сварка кабин грузовых автомобилей имеет отли-
чия от аналогичного процесса для кузовов легковых автомобилей. Это связа-
но с тем, что кабины не являются несущими конструкциями, их закрепляют
на раме, воспринимающей основную нагрузку. Общий объем сварки для них
Рис. 11.53. Схема сборки с приме-
нением зафланцовки наружной
и внутренней панелей дверей
в 2 — 3 раза меньше, чем для кузовов
легковых автомобилей. Применяемый
для окончательной сборки-сварки тех-
нологический процесс зависит от мас-
штабов производства.
Типовой процесс сборки-сварки
кабин для массового производства
включает в себя следующие опера-
ции:
1) сборка всех основных сборочных
единиц, составляющих кабину;
2) сборка-сварка кабины;
3) завершающая операция — до-
варка.
432
Комплексная технология изготовления кузовов в кабин автомобилей
Рис. 11.54. Автоматическая линия сборки-сварки кабины
грузового автомобиля
ДА51 массового производства наиболее совершенным процессом являет-
ся сборка-сварка кабин на автоматических линиях с широким применени-
ем многоточечных машин и роботов.
Рассмотрим организацию процесса сборки-сварки кабины грузового
автомобиля, состоящей из пола, боковин, передней и задней частей, кры-
ши и четырех кронштейнов обивки крыши, на автоматической линии
(рис. 11.54) с применением роботов.
Линия состоит из участка, где производится прихватка кабины, и участ-
ка ее окончательной сварки (доварки). Загрузка пола в сборе происходит
автоматически с помощью двух опускных секций 1 на подъемник 2. После
загрузки пола в сборе на него с помощью робота 3 наносят защитную мас-
тику. Загрузка передней и задней частей кабины производится с навесно-
го конвейера кантователем 4, поворачивающим их на 90° и устанавливаю-
щим их на поворотный стол, который автоматически по салазкам 5 вдвига-
ется со сборочными единицами на линию. Здесь производится прихватка
передней и задней частей с полом в четырнадцати точках с помощью кача-
ющихся сварочных пистолетов.
На следующих позициях роботы 6 выполняют автоматическую сварку
в сорока и двадцати двух точках. На конвейер 7 с помощью опускных секций
укладываются боковины, Где на них наносится защитная мастика. С помо-
щью двух кантователей 8 производится установка боковин на кабину в ли-
нии. Специальное приспособление 9 базирования и зажима выполняет ори-
ентировку предварительно загруженных узлов. Затем производится автома-
тическая сварка с помощью четырех роботов в пятидесяти шести точках.
На отдельной ветке линии происходит автоматическая загрузка крыши из
контейнера 10 с помощью робота 11 и ее установка на позицию. Из двух ви- 433
28 Технология автомобилестроения
Глава 11
бробункеров 12 подаются кронштейны, которые с помощью двух клещей, ус-
тановленных на салазках, привариваются в четырех точках к крыше. На сле-
дующей позиции из вибробункеров автоматически загружаются другие
кронштейны, привариваемые к крыше в восьми точках. Сваренную крышу
подают на пластинчатый конвейер 13, который направляет ее на межопера-
ционный склад-накопитель 14 элеваторного типа. Затем крышу переклады-
вают на конвейер 15 и направляют для сварки с кабиной. Предварительно
с помощью робота наносят защитную мастику. С помощью барабана 16 про-
изводится поворот крыши на 180° и затем загрузка крыши на линию.
Специальные фиксирующие и зажимные приспособления обеспечива-
ют ориентацию крыши относительно кабины. На следующих позициях про-
изводится сварка крыши с помощью двух роботов в пятидесяти шести точ-
ках. Затем выполняют зафланцовку крыши на 45° и 90° вначале передней ча-
сти, после чего передней боковой части. Подъемники снимают кабину, и она
перемещается на линию окончательной сварки, состоящую из двух веток.
Две опускные секции устанавливают кабину на доварку. Шестнадцать робо-
тов выполняют доварку кабины в 484 точках. С помощью опускных секций
производятся съем кабин с линий и передача их на конвейер 17 для пред-
ставления на контроль. Производительность линии — 85 кабин в час.
На сварочных линиях иногда имеется необходимость поворота кузова
на 90° для передачи его на следующие сварочные позиции. Эта задача ре-
шается с помощью специальных поворотных устройств, устанавливаемых
на линиях (рис. 11.55).
Рис. 11.55. Устройство для поворота кузова на 90° перед подачей его на еле-
434 дующие позиции сварки
Комплексная технология изготовления кузовов и кабин автомобилей
Рис. 11.56. Кондуктор для сварки кузова легкового автомобиля
Рис. 11.57. Кондуктор для сварки кабины грузового автомобиля
Часто сборку и предварительную сварку кузовов и кабин осуществля-
ют в кондукторах (рис. 11.56, 11.57), а окончательную сварку — на автома-
тических роботизированных линиях. 435
28*
Глава 11
На рис. 11.58 показана роботизированная автоматическая линия окон-
чательной сварки кузовов легковых автомобилей, состоящая из семи пози-
ций с расположением сварочных роботов на различных уровнях.
Рис. 11.58. Роботизированная автоматическая линия окончательной сварки
кузова легкового автомобиля с расположением роботов на различных уров-
нях: 1— транспортная тележка; 2—4 — сварочные роботы
Предварительно прихваченный кузов устанавливается на транспорт-
ную тележку 1, которая предназначена для перемещения кузова между по-
зициями сварочных роботов. Шесть сварочных роботов 2 установлены на
уровне нулевой отметки пола, два робота 4 ниже уровня нулевой отметки
и три робота 3 установлены на антресоли. Такое расположение сварочных
роботов позволяет производить точечную сварку кузова со всех сторон
и в более полном объеме. Движение тележки между роботами осуществля-
ет гидропривод транспортного средства. Кузов, проходя последовательно
между роботами, сваривается в 615 точках.
Сборочные единицы кузовов автобусов соединяют точечной и дуговой
сваркой в среде защитных газов. Организационное построение сборочно-
сварочных операций аналогичное.
Для производства платформ грузовых автомобилей в настоящее время
также начали применяться автоматические линии.
11.2.4. Установка навесных сборочных единиц
После окончательной сборки-сварки кузова он укомплектовывается
навесными сборочными единицами, такими, как двери, крышка багажни-
ка, капот, а в ряде случаев передними и задними крыльями, крышками лю-
ков и др. Кузов с навесными сборочными единицами, подготовленный
к окраске, называют «черным».
«Черные» кузова (кабины) изготовляют в соответствии с разработан-
ными технологическими картами и заводскими инструкциями, содержа-
43В щими дополнительные требования к их изготовлению. По качеству они
Комплексная технология изготовления кузовов и кабин автомобилвй|
должны соответствовать утвержденным контрольным образцам. От этого
в дальнейшем зависит и качество автомобиля, поэтому к ним предъявля-
ются высокие требования: обеспечение герметичности, не допускающей
проникновения пыли и влаги; прочность их соединений, позволяющая
воспринимать нагрузки и напряжения с наименьшими деформациями; со-
ответствие внешнего вида контрольному образцу.
Для каждой конкретной модели кузова (кабины) устанавливают опре-
деленные значения видимых зазоров навесных сборочных единиц, напри-
мер, между дверями и дверными проемами. Допустимая неравномерность
зазоров должна составлять не более 3 мм.
В качестве примера на рис. 11.59 показаны зазоры кузова автомобиля
ГАЗ-3102.
Рис. 11.59. Кузов автомобиля ГАЗ-3102 с размерами зазоров
После навески передних и задних дверей и регулировки их положения
должны выдерживаться допустимые зазоры.
Допустимые размеры зазоров для каждой конкретной модели кузова
(кабины) задаются с учетом обеспечения хорошей герметичности проемов
дверей, капота, крышки багажника и определяются конструктивными осо-
бенностями соединений.
Кроме требований, предъявляемых к монтажу навесных сборочных
единиц на кузовах (кабинах), должны соблюдаться требования по обеспе-
чению нормальной установки стекол и их герметичности в проемах ветро-
вого и заднего окон. Это относится к фланцам, образующим проем, по-
верхности их прилегания, точности контура. По всему контуру фланцев не
допускаются заусенцы и неровности, ухудшающие качество монтажа сте-
кол. Для кузовов легковых автомобилей эти требования выше, чем для ка-
бин грузовых автомобилей. 437
Глава 11
Перед установкой навесных сборочных единиц выполняют ряд подго-
товительных операций. Кузов, поступивший с линии окончательной свар-
ки, подвергают визуальному контролю с целью выявления вмятин, выпле-
сков в местах точечной сварки и других дефектов. В случае обнаружения
дефектов их устраняют зачисткой лицевой поверхности кузова, а также
проведением отдельных рихтовочных и подгоночных операций. Рихтовке
и зачистке при необходимости подвергают и поступившие на сборку на-
весные сборочные единицы.
Затем выполняются следующие операции:
• подгонка по специальным шаблонам проемов ветровых, задних, а также
боковых окон на кузовах типа «универсал»;
• соединение с кузовом петель капота и крышки багажника, а также дру-
гих деталей, которые легче и удобнее закрепить перед установкой на-
весных сборочных единиц.
Установку и регулировку крышки багажника по зазорам и сопряжению
поверхностей выполняют в первую очередь, независимо от конструкции
кузова, так как крышка багажника имеет свой отдельный проем. Крышка
багажника должна обеспечивать хорошую герметичность, надежно удер-
живаться в открытом положении, легко и свободно запираться замком,
а совпадение поверхности ее в закрытом положении с прилегающими по-
верхностями кузова должно соответствовать допускам по чертежу и техни-
ческим условиям. Правильное положение крышки багажника, при котором
между ней и кромками проема выдерживаются равномерные зазоры, до-
стигается регулировкой положения петель на крышке и на кузове и рабо-
той замка. Чтобы установка крышки багажника на кузове была правиль-
ной, ее положение имитируют, используя для регулировки установочные
детали и блочки, которые устанавливают в паз уплотнителя багажника.
В закрытом положении проверяют наружный зазор, а также сопряже-
ние с поверхностью проема, а в открытом — надежное удерживание
крышки и величину раскрытия, т. е. размер от нижней кромки проема до
нижней задней кромки поднятой крышки.
После окончательной подгонки и контроля установочные детали
и блочки демонтируют.
Установку и регулировку дверей по зазорам и сопряжению наружных по-
верхностей на кузове с приварными задними крыльями начинают с задних
дверей, их навешивают на кузов и предварительно регулируют. Базой для
регулировки по зазорам являются контур задних крыльев, пороги боковин
и водосточных желобков, а по сопряжению — их наружные поверхности.
Для определения правильности установки дверей относительно оси ку-
зова на задние кромки дверей в месте крепления замков надевают двусто-
ронние установочные блочки, повторяющие номинальные и максималь-
ные размеры фальцевого зазора. В данном случае установочные блочки
выполняют функции замков дверей и щеколд. Их установка и снятие —
трудоемкие операции. Чтобы обеспечить возможность регулировки две-
рей, болты и винты окончательно не затягивают.
Одновременно с присоединением и регулировкой задних дверей на ку-
зов устанавливают передние крылья, но не закрепляют их окончательно,
чтобы отрегулировать по зазорам после установки передних дверей, так
438 как в противном случае передние крылья неудобно навешивать на кузов.
Комплексная технология изготовления кузовов и кабин автомобилей
Базой для предварительной установки передних крыльев являются за-
зоры между крылом и верхней панелью передка, между крылом и порогом
боковины, а также совпадение наружных поверхностей крыла и порога.
После этого передние двери навешивают и регулируют по зазорам анало-
гично задним. Базой для регулировки служат зазоры между дверями, поро-
гами боковин и водосточных желобков, а по сопряжению — задние двери
и пороги боковин.
В случае необходимости окончательно регулируют двери по зазорам и со-
пряжению поверхностей, после чего петли прикрепляют к кузову и дверям.
При этом установочные блочки выполняют функции ограничителей откры-
вания дверей для фиксации их в определенном положении. Передние кры-
лья закрепляют в соответствии с установочными зазорами, а также с учетом
зазора между окончательно установленными передними дверями. При нали-
чии приваренных передних крыльев, например, в кузове автомобиля
ВАЗ-2109, можно сначала устанавливать и регулировать передние двери.
В последнее время широкое распространение получила конструкция
дверей с приварными петлями, что упрощает регулировку дверей, но тре-
бует высокого качества дверных проемов и точности размеров дверей.
На ряде зарубежных автомобильных заводов приварка петель к дверям
и подгонка дверей к кузову автоматизированы, а контроль этой операции
осуществляется ЭВМ.
Установка и регулировка капота по зазорам завершает укомплектова-
ние кузова навесными элементами. Для этого капот предварительно кре-
пят к кузову, не затягивая болты, регулируют по зазорам относительно по-
верхности нижней панели передка и стойки верхней панели облицовки
радиатора, что обеспечивает его правильное положение. Для регулировки
используют установочные передние (задние) и боковые блочки, ввертыва-
ют штырь замка капота и фиксируют его контргайкой. Изменяя положе-
ния установочных блочков и замка капота, окончательно регулируют ка-
пот по зазорам с сопрягаемыми деталями, и затем устанавливают его.
При этом проверяют работу петель (они должны открываться одновремен-
но), замка и штыря капота. Капот должен легко открываться и закрывать-
ся и сохранять в закрытом положении требуемые зазоры и сопряжение по
поверхности с другими деталями.
По завершении укомплектования навесными сборочными единицами
выполняется операция рихтовки лицевой поверхности кузова (кабины),
образованной после установки крышки багажника, капота, дверей и на-
весйых крыльев. Если для обеспечения качества лицевой поверхности по-
сле рихтовки требуется выравнивание, то должно быть предусмотрено
применение припоя или пластмасс.
Снижения трудоемкости операций укомплектования и рихтовки кузо-
вов являются актуальными направлениями совершенствования техноло-
гии и организации производства.
Для установки навесных сборочных единиц применяют электрические
и пневматические резьбозавертывающие машины, гаечные и специализи-
рованные крепежные ключи, отвертки и другой сборочный инструмент.
Для рихтовочных работ используют различный инструмент: рихтовоч-
ные молотки и пилы, комплекты оправок, лотки, бородки, выколотки, зу-
била, шаберы, напильники и др., а также электрические и пневматические
шлифовальные машинки.
439
Глава 11
11.2.5. Контроль качества
Для обеспечения высокого качества сварных соединений и точности
размеров сборочных единиц и кузова (кабины) в целом необходим кон-
троль на всех этапах производственного процесса. Объем и последователь-
ность контроля по операциям устанавливаются в соответствии с технологи-
ческим процессом, исходя из чертежа изделия и технических требований.
Качество сборочной единицы характеризуется прежде всего качеством
выполненных соединений. Качество соединений, получаемых точечной
сваркой, определяется статической прочностью каждой сварочной точки,
которая зависит от размеров ее ядра при условии отсутствия дефектов
в самом ядре и зоне термического влияния.
В зависимости от воспринимаемых сварными соединениями нагрузок
при эксплуатации автомобиля к ним предъявляются различные требова-
ния по качеству сварки.
К прочностным показателям сварки относятся прочность сварочной
точки, число точек, их шаг и расположение в соединении. Прочность точ-
ки считается удовлетворительной, если диаметр ядра или прочность соеди-
нения на срез будет не ниже установленных пределов. Сварная точка счи-
тается качественной, если образуется ядро чечевицеобразной формы за-
данного диаметра и требуемой глубины проплавления.
Соединения, расположенные на лицевой поверхности, должны иметь
минимальные следы сварки. Размеры вмятин от электродов не должны
превышать допустимых пределов.
Качество сварки сборочных единиц зависит также от ширины фланцев
или размера их перекрытия. При малой ширине фланцев или недостаточ-
ном перекрытии могут происходить выплески металла, что ослабляет со-
единение, ухудшает внешний вид изделия. Минимальная ширина фланцев
и перекрытия для точечной сварки должна быть 12—14 мм. Это позволяет
в любых пространственных положениях применять современные методы
сварки, используя высокопроизводительное оборудование и оснастку.
Для осуществления роботизированной точечной сварки необходимо уве-
личить ширину фланцев деталей до 16—17 мм.
Применяются следующие способы контроля качества сварки.
1. Визуальный контроль и измерение размеров. При данном контроле прове-
ряют расположение сварных точек, наличие наружных дефектов, величину
деформации сборочных единиц. Координаты сварных точек контролируют-
ся универсальными средствами измерений по отпечаткам от электродов.
2. Выборочное разрушение сварных соединений готовых сборочных еди-
ниц. Проверяется наличие литого ядра и его размер, определяемый
в плоскости соединения деталей. Допускается эллипсная форма литого
ядра. В этом случае контролируется его минимальный размер. Увеличе-
ние диаметра литого ядра сверх допустимого не считается браком, если
это не приводит к ухудшению качества по другим показателям.
3. Контроль по технологической пробе проводят при определении нового
режима сварки и переналадке сварочной машины. После корректиров-
ки режима сварки проводят пробную сварку на образцах, по которой
судят о качестве сварного соединения.
4. Измерение параметров режима сварки. Способ контроля указывается
в технологической карте.
440
Комплексная технология изготовления кузовов и кабин автомобилей
Дефекты сварных соединений кузова (кабины) делятся на наружные
(прожоги, наружные выплески металла, вмятины от электродов и неровно-
сти по ширине и высоте сварных швов) и внутренние (непровары, трещи-
ны, газовые и шлаковые включения, внутренние выплески и т. д.).
Непровары при контактной сварке могут возникнуть в результате недо-
статочной силы сварочного тока и большого усилия сжатия электродов,
а также при недостаточном времени сварки и при износе рабочих поверх-
ностей электродов. Чтобы избежать непровара, необходимо следить за
всеми параметрами режима сварки.
Прожоги возникают при плохой очистке поверхностей кромок деталей, а так-
же при недостаточно плотном их контакте в местах сварки, особенно на криво-
линейных поверхностях. Кроме того, причинами прожогов могут быть сварка
электродами с загрязненными рабочими поверхностями, увеличение силы сва-
рочного тока, неисправность электроаппаратуры сварочного оборудования.
Глубокие вмятины на поверхности деталей могут образовываться при
малом радиусе рабочей поверхности электродов, увеличенной силе сва-
рочного тока, завышении времени сварки, неправильной установке элект-
родов, а также при перекосе деталей в процессе выполнения сварки.
Наружные и внутренние выплески металла в местах точечной и шовной
сварки могут возникать при сварке деталей с загрязненной поверхностью,
а также вследствие пониженной силы сжатия электродами, плохого приле-
гания поверхностей. Для предотвращения выплесков свариваемые по-
верхности должны быть очищены от грязи, продуктов коррозии, смазоч-
ных материалов, применяемых при штамповке. В процессе сварки необхо-
димо следить за постоянством усилия сжатия электродов, которое часто
зависит от общего давления в пневмосистеме и должно находиться в пре-
делах, указанных в документации технологического процесса.
Пережог в зоне сварочной точки связан с продолжительностью нагрева,
так как в результате ее превышения окисление развивается по границам зе-
рен аустенита. Образующаяся пленка окислов резко снижает пластические
свойства соединения. Причина дефекта — излишнее выделение тепла при
сварке, связанное с превышением времени прохождениея сварочного тока.
Трещины — опасный дефект, снижающий как статическую, так и динами-
ческую прочность соединения. Трещины могут располагаться в самой сварной
точке и околошовной зоне. Причина их появления — чрезмерная скорость ох-
лаждения точки в результате применения слишком жестких режимов сварки,
недостаточное усилие проковки и несвоевременное его приложение.
Большинство перечисленных дефектов может быть обнаружено визу-
ально. Наружный выплеск характерен образованием около сварной точки
острых выступов-коронок. Внутренние выплески между свариваемыми
кромками, возникающие вследствие неплотного прилегания свариваемых
поверхностей, можно обнаружить по просвету между свариваемыми по-
верхностями с торцов свариваемых кромок.
Непровар определяют по виду и форме отпечатков от электродов. Отпе-
чаток сварной точки при этом слабо заметен, изменение цвета металла
(цвета побежалости) и вмятины отсутствуют. Наиболее точно непровар
может быть определен при выборочном разрушении сварных соединений.
При полном непроваре сварные точки легко разъединяются, так как ме-
талл несплавлен. При частичном непроваре на тонком металле одной из де-
талей может произойти вырыв, при относительно большой толщине —
441
Глава 11
срез металла ядра, По размерам вырывов и срезов можно судить о величи-
не непровара.
Прожоги в местах сварки легко обнаруживают визуально, так как мест-
ные или сквозные проплавления металла в виде грубых неравномерных уг-
лублений или отверстий хорошо видны. Пережог выявляется обычно по
внешнему виду соединения, которое характеризуется большой зоной цве-
тов побежалости и глубокими вмятинами от электродов.
Более точный контроль соединения достигается технологическими про-
бами. Для этого три—пять комплектов пластинок из стали той же марки
и толщины, что и детали, сваривают в режиме с заданными технологами
параметрами, а затем образцы подвергают механическому разрушению.
Таким способом определяются размеры и форма места проплавления, на-
личие или отсутствие трещин, непровар и другие дефекты. При необходи-
мости исследуют микроструктуру сварочной точки и околошовной зоны.
При изготовлении сборочных единиц на линиях сборки-сварки выпол-
няют стопроцентную визуальную проверку качества сварки. Результаты
контроля (число и характеристики дефектов) заносятся в специальную
контрольную карту.
Обычно при сварке изделий из малоуглеродистой стали все обнаружен-
ные дефекты можно исправить. Так, например, выплески можно устранить
механической зачисткой, прожоги — зачисткой и последующей точечной,
газовой или дуговой сваркой в среде углекислого газа, непровары — свар-
кой дополнительных точек, которые следует размещать между дефектными.
Качество сварных соединений зависит от надежности сварочных машин,
обеспечения ими заданных параметров режима сварки. Для обеспечения ра-
боты машин с заданными параметрами необходим систематический контроль
и уход за механизмами и электрооборудованием. Периодичность контроля
параметров режима сварки зависит от ответственности свариваемых сбороч-
ных единиц, типа сварочного оборудования и характера производства.
Особое внимание уделяется состоянию электродов машин, в частности,
поддержанию необходимой формы их рабочей поверхности и снятию
с него слоя окисленного и загрязненного металла. Необходимость зачист-
ки и восстановления электродов определяется визуально по степени за-
грязнения и износа рабочей поверхности.
Для проверки точности размеров сборочных единиц используются спе-
циальные контрольные приспособления, которые должны иметь конст-
рукцию, обеспечивающую свободный и удобный доступ к измеряемым
элементам детали. Приспособления включают в себя совокупность изме-
рительных средств, служащих для проверки формы и размеров конструк-
ционных элементов деталей.
Контрольные приспособления представляют собой сборные конструк-
ции, состоящие из определенного числа базовых блочков, измерительных
пробок, шаблонов и других элементов, размещенных в соответствии с кон-
фигурацией сборочной единицы на специальной плите. Проверку осуще-
ствляют в соответствии с картой контроля, разработанной с учетом мест
базирования сборочной единицы на контрольном приспособлении.
Места базирования сборочных единиц в контрольных приспособлени-
ях должны соответствовать базированию в технологической оснастке. Не-
обходимо стремиться к сохранению баз во всей технологической цепочке
442 производства с учетом рабочего положения сборочной единицы. Допусти-
Комплексная технология изготовления кузовов о кабин автомобилей
мые отклонения размеров сборочных единиц устанавливаются для мест
сопряжения по результатам анализа собираемости кузова (кабины) с уче-
том требований чертежа. В картах контроля указываются также места рас-
положения прижимов и контрольных блочков.
Контроль качества изготовления «черных» кузовов (кабин) должен
включать в себя проверку выполнения всех требований технических усло-
вий, включающих в себя качество лицевой поверхности, сварки, нанесе-
ния пластмасс, применяемых для выравнивания лицевой поверхности.
Проемы и места сопряжения проверяют контрольными шаблонами.
При обнаружении отклонений составляют дефектную ведомость, по кото-
рой отлаживают технологический процесс сборки-сварки.
В современном автомобилестроении применяются лазерные измери-
тельные системы, которые определяют правильность формы и размеров
проемов дверей, капота, окон. Полученная информация обрабатывается
и при превышении допустимых отклонений (с точностью 0,1 мм) система
остановит сборочную линию.
Для статистического контроля на современных автомобильных заводах
кузова и кабины измеряют по всем параметрам кузовоизмерительными
трехкоординатными машинами с выдачей контрольных карт. Статистиче-
ский контроль геометрических параметров кузовов (кабин) позволяет пре-
дупредить появление отклонений и систематически проводить профилак-
тический ремонт и наладку сборочно-сварочной и штамповой оснастки.
Д ля определения качества сборки и выявления степени износа техноло-
гической оснастки проводятся контрольные сборки кузовов (кабин) авто-
мобилей. При этом по полученным значениям компоновочных зазоров
и качеству сопряжения деталей проверяют соблюдение технологического
процесса сборки-сварки, анализируют причины возникновения отклоне-
ний и намечают возможности их устранения.
Контрольные сборки проводятся и в период подготовки производства но-
вых и модернизации выпускаемых моделей автомобилей, тем самым отраба-
тывается технологичность деталей и сборочных единиц, их собираемость,
инструментальная доступность и контролепригодность. Моделируется тех-
нологический процесс сборки-сварки, определяется возможность сборки
без изменения установочных баз, выбираются способы сварки и т. д.
11.3. Окраска и нанесение специальных покрытий
Внешний вид автомобиля и срок службы его кузова в значительной сте-
пени зависят от качества нанесения лакокрасочных и специальных покры-
тий. Надежная защита кузова от коррозии обеспечивается только при хо-
рошей подготовке поверхности и качественном нанесении покрытий/
На автомобили при эксплуатации воздействуют различные неблагопри-
ятные природные факторы: атмосферные осадки, солнечная радиация, пе-
репад температур, влажность и др. К ним добавляются факторы, связан-
ные с результатами человеческой деятельности: смог, задымленность в ус-
ловиях больших транспортных потоков, химические средства борьбы
с гололедом и т. п. Чтобы противостоять воздействию всех этих факторов
лакокрасочные материалы, применяемые в автомобилестроении, должны
иметь высокое качество и стойкость, а сам процесс окраски должен быть
проведен тщательно, с соблюдением всех требований технологии. 443
Глава 11
Покрытие кузовов (кабин) представляет собой слои материалов различ-
ного назначения (грунтовка, шпатлевка, эмаль).
При различных масштабах автомобильного производства процессы окрас-
ки кузовов остаются неизменными, однако их организация различна. Так,
при малом выпуске автомобилей все работы ведутся без механизации, приме-
няются окрасочные и сушильные тупиковые камеры, отсутствует конвейерно-
транспортная связь между операциями. С увеличением масштаба производст-
ва используется механизация и автоматизация производственных процессов,
основная часть которых выполняется с использованием поточных линий.
Главной задачей, определяющей долговечность кузова (кабины), явля-
ется тщательная защита всех наружных и внутренних поверхностей
(включая закрытые полости) от коррозии. Достаточно небольшого оголен-
ного до металла участка, чтобы он в процессе эксплуатации стал очагом
коррозии. Конструкции кузовных деталей должны обеспечивать: возмож-
ность нанесения грунтовок на все наружные и внутренние, в том числе
и закрытые, поверхности кузова; сток моющих жидкостей и грунтовок,
применяемых в процессе окраски; возможность покрытия защитными ма-
стиками всего основания кузова и сварных соединений.
11.3.1. Материалы покрытий
При определении класса необходимого лакокрасочного покрытия в ку-
зовном производстве учитывают классы автотранспортных средств,
которые делятся на следующие группы:
• кузова легковых автомобилей высшего (представительского) класса;
• кузова прочих легковых автомобилей;
• кабины грузовых автомобилей, кузова автобусов;
• платформы грузовых автомобилей.
Лакокрасочные покрытия характеризуется большим числом показате-
лей, основными из которых являются степень блеска, количество инород-
ных включений, волнистость, наличие потеков, разнооттеночность, неод-
нородность рисунка.
По степени блеска покрытия делят на глянцевые, полуглянцевые и ма-
товые. Степень блеска зависит как от лакокрасочного материала, так и от
применяемого технологического процесса.
Лакокрасочные материалы подразделяют на основные (краски, эмали,
грунтовки, шпатлевки, лаки) и вспомогательные (растворители, разбавите-
ли, смывки, составы для подготовки поверхностей к окраске, средства для
ухода за покрытиями и др.).
Обозначение регламентируются ГОСТом. В обозначении лакокрасоч-
ных материалов отражается следующее:
• вид материала;
• его химический состав (род пленкообразующего вещества);
• назначение.
Для обозначения используются система из пяти групп буквенно-циф-
ровых знаков.
Первая группа знаков определяет вид лакокрасочного материала: лак,
444 эмаль, шпатлевка и т. п.
Комплексная ШЕХнологця изготовления кузовов о кабин автомобилей
Вторая группа знаков определяет род пленкообразующего вещества
и обозначается двумя буквами: НЦ — нитроцеллюлозные, МА — меламин-
ные (меламиноалкидные), ГФ — глифталевые, ФЛ — фенольные, ЭП —
эпоксидные, БТ — битумные, ЭФ — эпоксиэфирные, МС — масляности-
рольные и алкидностирольные, ПФ — пентафталевые, УР — полиуретано-
вые, ВА — поливинилацетатные, МА — масляные и др.
Для обозначения ряда лакокрасочных материалов перед второй груп-
пой знаков ставятся одна или две буквы, определяющие разновидность ма-
териала: Б — без растворителя, В — водоразбавляемые, ВД — воднодис-
персионные, ОД — органодисперсионные, П — порошковые. От второй
группы знаков они отделяются дефисом.
Третья группа знаков отделяется от второй также дефисом,
применяется при обозначении лаков, красок и эмалей и определяет назна-
чение этих покрытий: 1 — атмосферостойкие, 2 — ограниченно атмосфе-
ростойкие, 3 — консервационные, 4 — водостойкие, 5 — специальные, 6 —
маслобензостойкие, 7 — химически стойкие, 8 — термостойкие, 9 — элек-
троизоляционные и электропроводные. В обозначении грунтовок вместо
третьей группы знаков ставится цифра 0, для шпатлевок — цифры 00.
В обозначении масляных густотертых красок перед третьей группой зна-
ков, обозначающей назначение материала, ставится цифра 0.
Четвертая группа знаков определяет порядковый номер, присвоенный дан-
ному лакокрасочному материалу, и обозначается одной, двумя или тремя циф-
рами. В обозначении масляных красок вместо порядкового номера в четвертой
группе знаков ставится цифра, определяющая наименование олифы, на осно-
ве которой изготовлена краска: 1 — олифа натуральная, 2 — олифа оксоль, 3 —
олифа глифталевая, 4 — олифа пентафталевая, 5 — олифа комбинированная.
После порядкового номера могут стоять буквы, определяющие особен-
ности материала: ВЭ — содержащий воду, эмульгированную в полимере;
ГС, ХС — горячей и холодной сушки; М, ПМ — матовый и полуматовый;
ПГ — пониженной горючести и т. п.
В пятой группе записывается цвет лакокрасочного материала. В обозна-
чении лаков этой группы знаков нет.
Примеры обозначений лакокрасочных материалов
ЛакБТ-783 БТ — химический состав: битумный; 7 — назна- чение: химически стойкий; 83 — порядковый но- мер.
Грунтовка ЭФ-083 серая ЭФ — химический состав: эпоксиэфирная; 0 — грунтовка; 83 — порядковый номер.
Шпатлевка ЭП-0010 красно-коричневая ЭП—химический состав: эпоксидная; 00 — шпат- левка; 10 — порядковый номер.
Краска ВД-ВА-17 белая ВД — воднодисперсионная; ВА — химический состав: поливинилацетатная; 1 — назначение: ат- мосферостойкая; 7— порядковый номер.
Эмаль МЛ-197 синяя МЛ — химический состав: меламиноалкидная; 1 — назначение: атмосферостойкая; 97 — поряд- ковый номер. 445
Глава 11
Основными лакокрасочными материалами, применяемыми при окрас-
ке кузовов (кабин) автомобилей, являются грунтовки, шпатлевки и эмали.
Грунтовки служат для образования связующего слоя между металлом
кузова и последующими слоями покрытий. Грунтовка должна обладать вы-
сокой адгезией (сцепляемостью), обеспечивать хорошую защиту металла
от коррозии, иметь достаточную механическую прочность. Грунтовки
представляют собой суспензию пигментов и наполнителей в лаках или
олифах. При необходимости тз грунтовки дополнительно вводят раствори-
тели, сиккативы, стабилизаторы и другие добавки.
При производстве кузовов и кабин применяются такие грунтовки, как
водоразбавляемые В-КЧ-0207, В-КФ-093, В-ЭП-0190, ФЛ-093, эпоксидная
ЭП-0228, глифталевая ГФ-073, эпоксиэфирная ЭФ-083 и многие другие.
Шпатлевки используются для выравнивания мелких дефектов (рисок,
забоин, вмятин и др.) на загрунтованных поверхностях и представляют со-
бой пастообразную вязкую смесь пигментов и наполнителей с пленкооб-
разующим веществом. Иногда шпатлевки применяются в жидком состоя-
нии, для этого их разводят разбавителями. Качество шпатлевки оценивает-
ся по технологическим показателям: удобство обработки, полноте
заполнения дефектов, продолжительности и температуре высыхания, ве-
личине усадки, способности к шлифованию.
Для шпатлевания кузовов применяют алкидностирольную шпатлевку
МС-006, высыхающую в естественных условиях и образующую стойкую
пленку с хорошей адгезией к слою грунтовки; нитроцеллюлозную НЦ-008,
также высыхающую в естественных условиях; эпоксидную ЭП-0010, нано-
симую в смеси со специальным отвердителем на загрунтованные поверх-
ности или непосредственно на металл, которая высыхает как в естествен-
ных условиях, так и при повышенной температуре.
Эмали наносятся на завершающей стадии окраски кузовов и кабин.
Полученные с помощью эмалей поверхности отличаются разнообразием
цветов, повышенным блеском, способностью длительное время сохра-
нять декоративный вид при эксплуатации автомобиля в различных кли-
матических условиях. Наиболее широко при производстве кузовов и ка-
бин применяются меламиноалкидные синтетические эмали МЛ-12,
МЛ-197, МЛ-1110, которые обеспечивают высокие физико-механичес-
кие свойства и качество покрытия. Меламиноалкидные эмали изготавли-
вают на основе смесей меламиноформальдегидной и алкидной смол. Вы-
сыхание эмалей происходит в результате испарения растворителей и по-
ликонденсации смол. Для полного высыхания требуется повышенная
температура (120 — 140°С), при которой образуется необратимая пленка.
Для получения высокого качества покрытия требуется нанесение не ме-
нее двух слоев.
Для окраски кузовов применяются также нитроцеллюлозные эмали
НЦ-11, НЦ-511 и др. Они являются суспензиями пигментов в нитролаках
с добавлением пластификаторов и смол. Высыхание нитроцеллюлозных
эмалей происходит вследствие испарения растворителей при комнатной
температуре. При высыхании образуется обратимая пленка, способная
вновь растворяться при воздействии на нее растворителей. Применением
нитроцеллюлозных эмалей можно достичь более высокого качества окра-
шенной поверхности. Однако такие покрытия дороже меламиноалкидных
446 из-за более высокой стоимости материала и повышенной трудоемкости
Комплексная технология изготовления кузовов и кабин автомобилей
его нанесения, так как покрытие должно быть многослойным (не менее пя-
ти-шести слоев) и требует многократного шлифования.
Иногда для улучшения декоративных свойств и повышения стойкости
покрытия на кузов поверх эмали наносится бесцветный лак.
11.3.2. Подготовка к окраске
Важнейшим условием получения хорошего качества окраски является
правильная подготовка поверхности, которая заключается в очистке окра-
шиваемых поверхностей кузовных деталей и кабин от продуктов коррозии,
жировых загрязнений, смазочных материалов. Если поверхность не будет
правильно подготовлена, не произойдет надежного соединения покрытия
с металлом, что приведет к преждевременному разрушению и отслаиванию
образовавшейся лакокрасочной пленки. Методы подготовки и очистки по-
верхности выбираются в зависимости от степени их загрязнения.
Подготовка металлических поверхностей перед окраской для деталей
и сборочных единиц регламентируется ГОСТом, устанавливающим техни-
ческие требования к качеству поверхности, методы и технологию. Наибо-
лее распространенными способами подготовки являются механический,
химический и смешанный.
При механическом способе очистки поверхности применяют щетки,
шлифовальные шкурки, электрические или пневматические шлифоваль-
ные машинки, тип которых выбирается в зависимости от условий обра-
ботки.
Химические способы подготовки являются наиболее распространенны-
ми. К ним относятся травление, обезжиривание, фосфатирование и пасси-
вирование. Химические способы подготовки поверхности кузовных дета-
лей применяют на механизированных комплексах окраски деталей и агре-
гатах подготовки кузовов к окраске.
Травление применяют при необходимости удаления продуктов корро-
зии на небольших участках кузовных деталей. Для этого используют рас-
творы, содержащие фосфорную кислоту. Одним из таких растворов явля-
ется состав 1120, процентное содержание его составляющих следующее:
Фосфорная кислота 30-35
Гидрохинол 1
Бутиловый спирт 5
Этиловый спирт 20
Вода 39-44
После нанесения состава на поверхность и выдерживания в течение
3 — 5 минут его смывают водой. Остатки кислоты нейтрализуют слабым
щелочным раствором из моющего средства типа КМ — 1 (концентрация не
более 0,1%).
Обезжиривание применяют для деталей кузова, загрязненных мине-
ральными маслами, смазочными материалами, используемыми для кон-
сервации и при штамповке. Способ обезжиривания выбирают исходя из
вида и степени загрязнения. Обезжиривание совмещают с процессами
подготовки деталей к сборке-сварке и подготовки поверхности кузовов
к нанесению лакокрасочных покрытий на автоматических линиях. 447
Глава 11
При небольшом и среднем загрязнении поверхность обезжиривают
щелочными растворами. В случае толстого слоя смазочного материала
производят промывку органическими растворителями (уайт-спирит, бен-
зин, скипидар, дихлорэтан и др.). Из щелочей применяют едкий натр, каль-
цинированную соду, тринатрийфосфат, которые хорошо смывают жиры
и масла, превращая их в легко удаляемые эмульсии. Для улучшения обра-
зования эмульсий в растворы щелочей добавляют некоторое количество
эмульгаторов: мыла, жидкого стекла и др.
При введении в водные щелочные растворы поверхностно-активных
веществ (ПАВ) резко повышается их моющее действие, так как ПАВ спо-
собны адсорбироваться на поверхности металла. Содержание ПАВ не
должно превышать 10%. Чаще всего применяют сульфанолы натрия ОП-7
и ОП-Ю. Процентное содержаниие одного из моющих средств для обез-
жиривания кузовов и кузовных деталей следующее:
Карбонат натрия Тринатрийфосфат Триполифосфат натрия Сульфанол Синтапол ДТ-7 22,5 18,9 50,6 2,3 5,7
Концентрация моющего средства в рабочем растворе составляет
5 —10 г/л. Расход моющего средства зависит от вида и степени загрязне-
ния. Так, расход моющего средства марки КМ-1, выпускаемого в виде по-
рошка, находится в пределах 2—5 г/м2.
Распространенным способом обезжиривания является разбрызгива-
ние с помощью форсунок моющих растворов при температуре 50 — 70°С
в специальных моечных камерах, которые могут быть как периодического
действия, так и встроенными в конвейер с окрасочными камерами. Моеч-
ная камера состоит из ванн и системы труб с разбрызгивающими форсун-
ками, расположенными по периметру камеры с таким расчетом, чтобы
подаваемая из форсунок жидкость омывала все обрабатываемые поверх-
ности. Растворы подаются центробежным насосом. После промывки рас-
твором щелочей в течение 1—2 мин производится промывка в воде или
пассивирующем растворе.
Фосфатирование — обработка хорошо очищенной поверхности метал-
ла раствором фосфорнокислых солей. При этом на поверхности образует-
ся тонкая защитная пленка нерастворимых в воде фосфатов, имеющая
кристаллическое пористое строение и обладающая хорошей адгезией к ла-
кокрасочным покрытиям. Применяют фосфатирование с целью получе-
ния покрытия, обладающего (после нанесения лакокрасочных материа-
лов) повышенной антикоррозионной стойкостью. Коррозия металла про-
исходит лишь на участке повреждения покрытия и не распространяется
под ним. Фосфатированию подвергают как отдельные кузовные детали,
так и кузова в сборе.
Поверхность обрабатывается разбавленными растворами первичных
фосфорнокислых солей цинка, марганца и железа при наличии свободной
фосфорной кислоты, вследствие чего происходит реакция
448 Me + 2Н?РО, = Me (Н,РО4), + Н,.
Я iw О тх ' лл £ £
КАМПлексная шехнология изготовления кузовов и кабин автомобилей
В результате образуются растворимый первичный фосфат металла, во-
дород и частично свободная фосфорная кислота. Первичные фосфаты ме-
талла легко гидролизуются:
Ме(Н9РО,)9 = МеНРО, + HJPO,;
' 4л 4л “X О
ЗМеНРО4 = Ме3(РО4)2 + Н3РО4;
ЗМе(НРО4)2 = Ме3(РО4)2 + 4Н3РО4.
Полученная в результате реакции фосфорная кислота снова реагирует
с металлом, а третичные фосфаты осаждаются на поверхности металла
и создают прочное неэлектропроводное покрытие. Большое значение име-
ет соотношение свободной и связанной фосфорной кислоты. При повы-
шенном содержании свободной кислоты гидролиз и образование пленки
из третичных фосфатов сильно затормаживаются. При недостаточном ко-
личестве свободной кислоты увеличивается образование нерастворимых
фосфатов, которые выпадают в раствор в виде осадка (шлама). Процесс
фосфатирования проводится при температуре 45 — 55°С. При более высо-
кой температуре образование шлама может увеличиваться.
Фосфатирование бывает нормальное и ускоренное. Ускоренное фос-
фатирование и улучшение фосфатной пленки достигаются путем введе-
ния в раствор фосфатов марганца и железа, а также различных добавок,
к которым относятся оксиды меди, соли никеля, медные соли, азотнокис-
лый натрий, марганец, цинк и др. Ускоренное фосфатирование (бондери-
зация) проходит за 2 — 5 мин. Толщина пленки, получаемой при бондериза-
ции, не должна превышать 3 мкм, иначе при механическом воздействии на
изделие происходит отслаивание.
После фосфатирования поверхность промывают деминерализованной
водой. Это вызвано тем, что фосфатная пленка легко адсорбирует раство-
римые соли, содержащиеся в обычной воде, что может стать причиной об-
разования пузырей в лакокрасочном покрытии при его эксплуатации в ус-
ловиях повышенной влажности.
Основным условием хорошей подготовки поверхности является чисто-
та растворов и правильное соотношение их компонентов.
При распылении растворов под давлением находящиеся в них посто-
ронние включения оседают на поверхности металла и, проступая через
фосфатный слой, нарушают его целостность и создают напряжения в эма-
левых пленках, что приводит к их разрушению и возникновению очагов
коррозии. Высокая чистота растворов обеспечивает бесперебойную рабо-
ту распылителей, быстрое прохождение реакции и получение качествен-
ной фосфатной пленки. Для очистки растворов используют полотняные
или бумажные фильтры.
Пассивирование применяется для повышения защитных свойств фос-
фатного покрытия и заключается в промывке фосфатированных поверх-
ностей раствором хромпика или хромового ангидрида. Необходимость
пассивирования обусловлена тем, что на фосфатном покрытии, получен-
ном методом бондеризации, имеются поры, занимающие примерно 0,2%
фосфатированной поверхности, в которых металл находится в активном
состоянии. Пассивирующие растворы готовят на основе деминерализо-
ванной воды. Обработку кузовов проводят при температуре 40 —60°С.
29 Технология автомобилестроения
449
Глава 11
Качество фосфатных пленок на изделиях в производственных услови-
ях определяют визуально. Пленка должна быть мелкокристаллического
строения, серого цвета и равномерно распределена по поверхности. К де-
фектам фосфатного покрытия можно отнести наличие просветов, шлама
и крупнокристаллическое строение.
Операции технологии подготовки поверхности кузовных деталей под
окраску и их режимы приведены в таблице 11.9.
Организация технологического процесса подготовки поверхности ку-
зова под окраску зависит от масштаба производства. При маломасштаб-
ном производстве подготовка поверхности кузова производится с приме-
нением ручного инструмента. При увеличении выпуска ручная подготовка
заменяется механизированной обработкой в потоке перед агрегатом бон-
деризации.
Таблица 11.9
Операция Температура процесса, °C Время обра- ботки, мин Давление струи, кПа
Двойное обезжиривание щелоч- ным раствором 50-70 2-3 100-200
Промывка проточной холодной водой 20-40 0,5-1,0 100-200
Промывка водой 30-50 0,5-1.0 100-200
фосфатирование 45-55 1,5-2,0 80-100
Промывка проточной водой 20-40 0,5-1,0 100-150
Пассивирование хромпиком или хромовым ангидридом 40-60 0,5-1,0 100-200
Промывка обессоленной водой 20-40 0,05 100-120
Сушка — обдувка 80-100 5,0 —
11.3.3. Технология нанесения лакокрасочных н специальных покрытий
Технологический процесс окраски состоит из следующих трех основ-
ных операций: грунтование, шпатлевание, окончательная окраска.
Грунтование по подготовленному металлу — нанесение первого слоя
лакокрасочного материала на очищенную, обезжиренную, промытую,
и фосфатированную поверхность металла. Слой грунтовки является осно-
вой покрытия. Он обеспечивает надежное сцепление с подготовленным
к окраске металлом и последующим слоем краски, обладает высокими ан-
тикоррозионными свойствами, механической прочностью.
Для лучшего выравнивания на предварительно загрунтованную и за-
шпатлеванную поверхность часто наносят один или два слоя второй
грунтовки, которая отличается от первой составом, свойствами, цветом,
способами нанесения и сушки. Для предварительного грунтования чаще
всего применяют водоразбавляемые грунтовки, нанося их методом элек-
450 троосаждения. Для нанесения второго слоя используют эпоксидные,
Комплексная технология изготовления кузовов и кабин автомобилей
эпоксиэфирные и другие виды грунтовок, применяя различные методы
распыления.
Каждый слой нанесенной грунтовки просушивается в соответствии
с техническими требованиями. Затем поверхность подвергается шли-
фованию абразивными водостойкими шкурками при обильном смачи-
вании поверхности водой. Шлифование производится вручную или
с помощью специальных шлифовальных машинок. При массовом
и крупносерийном производстве с целью снижения трудоемкости и по-
вышения качества отделки поверхности операция шлифования механи-
зируется.
Затем производится подгрунтовка сошлифованных до металла участ-
ков. Обычно для этого применяются грунтовки, быстро высыхающие при
комнатной температуре.
Водоразбавляемые грунтовки, применяемые для предварительного
грунтования, сушат при температуре 180— 190°С, грунтовки для второго
и последующих слоев сушат при температуре около 160°С.
Шпатлевание — процесс выравнивания выявленных мелких дефектов
на предварительно загрунтованных поверхностях кузова. В качестве ос-
новного инструмента для выполнения этой операции применяются рези-
новые, пластмассовые, деревянные и металлические шпатели. Для нанесе-
ние жидких шпатлевок применяют распылители. Толщина слоя шпатлев-
ки, наносимой на загрунтованную поверхность, не должна превышать
0,5 мм. Исключение составляют эпоксидные шпатлевки, которые можно
наносить как на загрунтованные, так и на металлические поверхности
с толщиной слоя до 15 мм.
Окончательная окраска производится по загрунтованной, зашпатле-
ванной и отшлифованной поверхности кузова (кабины). Вследствие высо-
кой стойкости при эксплуатации и меньшей трудоемкости нанесения наи-
большее распространение получили синтетические эмали марок МЛ. Син-
тетические эмали допускают различные способы нанесения, однако для
получения высокого качества поверхности эмали рекомендуется наносить
пневматическим распылением или распылением в электрическом поле вы-
сокого напряжения. Важным показателем, определяющим качество и срок
службы лакокрасочного покрытия, является общая толщина пленки. Тон-
кое покрытие неустойчиво к истиранию, не обеспечивает требуемой за-
щиты от коррозии, не дает необходимого блеска. Чрезмерно толстое по-
крытие становится хрупким и теряет свои свойства при резких сменах
температуры. Оптимальной считается общая толщина покрытия от 80 до
120 мкм.
Существуют различные способы нанесения лакокрасочных покрытий.
Ручная окраска кистями применяется при окончательной отделке, когда
требуется подкраска небольших дефектов на нелицевой поверхности ку-
зова, сборочной единицы или детали.
Окраска погружением получила широкое распространение в промыш-
ленности. Деталь погружается в ванну с лакокрасочным материалом, за-
тем извлекается из нее, выдерживается некоторое время над ванной для
стока излишков краски с поверхности и сушится. В массовом производст-
ве окраску погружением производят с использованием подвесных конвей-
еров, снабженных подвесками различной формы в виде крючков, елочек,
граблей и др.
29*
451
Глава 11
Окраска деталей погружением имеет следующие преимущества:
• легко механизируется и не требует затрат высококвалифицированного
труда, поскольку все операции (подготовка к окраске, окраска, сток из-
лишков краски, сушка, съем деталей) производятся при движущемся
конвейере;
• проста в исполнении и не требует сложного оборудования;
• обеспечивает минимальные потери лакокрасочных материалов вследст-
вие стекания излишков краски с окрашиваемого изделия обратно в ванну;
• полностью окрашивает все наружные и внутренние поверхности дета-
лей, что обеспечивает необходимую защиту от коррозии.
К недостаткам данного способа относятся:
• окрашивание деталей на каждой установке только в один цвет;
• образование наплывов или потеков краски на деталях, скапливание кра-
ски в углублениях (особенно в деталях сложной формы, в которых при-
ходится предусматривать технологические отверстия для стока краски).
При окраске погружением можно использовать любые лакокрасочные
материалы за исключением быстросохнущих, однако сложность получе-
ния этим способом высокого качества покрытия не позволяет применять
его для лицевых деталей кузова. В ряде случаев погружением окрашивают
детали, монтируемые внутри кузова.
Струйный облив — нанесение лакокрасочного материала на поверх-
ность изделия струями ламинарного типа (без разбрызгивания), после че-
го для повышения качества покрытия изделие выдерживается в парах рас-
творителей. Данный способ получил широкое распространение в машино-
строении, так как по сравнению с окраской погружением имеет
некоторые преимущества, основным из которых является улучшение
внешнего вида изделия. К недостаткам данного процесса относятся: повы-
шенный расход растворителей, возможность окраски на одной установке
только в один цвет, потребность в больших производственных площадях
для размещения оборудования.
Пары растворителя, в которых выдерживается окрашенная деталь, за-
медляют его испарение из нанесенного слоя, в результате чего повышает-
ся равномерность толщины слоя, уменьшается количество наплывов, поте-
ков и других дефектов. Однако данный способ не применяется для окрас-
ки лицевых деталей кузова.
Окраску струйным обливом с последующей выдержкой в парах раство-
рителя применяют в массовом производстве при нанесении грунтовок или
эмалей на нелицевые детали и детали запасных частей. Для этого исполь-
зуют различные материалы, в том числе грунтовки В-МЛ-0143, ПФ-099,
эмали В-ФЛ-1199, ПФ-133 и др.
Лакокрасочные материалы способом струйного облива наносят в спе-
циальных установках непрерывного действия. Детали конвейером пода-
ются в зону облива, проходя через специальные трубчатые контуры с соп-
лами, куда под давлением поступает лакокрасочный материал. При движе-
нии конвейера детали обливаются струями краски, которая проникает
в полости, сопряжения и другие труднодоступные для окрашивания места.
Избыток краски стекает в поддон, а затем в бак, откуда насосом опять по-
452 дается в трубчатые контуры для повторного использования.
Комплексная технология изготовпЕния кузовов и кабин автомобилей
Окрашенные детали, двигаясь далее по конвейеру, поступают в тон-
нель, заполненный парами органического растворителя, высокая концент-
рация которого задерживает испарение его из нанесенного слоя, в резуль-
тате чего уменьшается число потеков, наплывов и других дефектов. Деталь
движется по тоннелю в течение 10—15 мин при температуре не выше
18 —20°С. Из тоннеля окрашенные детали попадают в камеру для сушки.
Окраска электроосаждением (электрофорез) получила широкое рас-
пространение при нанесении первого слоя лакокрасочных покрытий на
автомобильные кузова.
В процессе электроосаждения на изделие из водного раствора краски
под действием постоянного тока наносится пленкообразующее вещество.
Изделие является электродом и подсоединено к одному из полюсов источ-
ника постоянного тока. Другим электродом является металлический кор-
пус ванны или металлические пластины, специально опущенные в ванну.
Процесс электроосаждения может быть анодным (анафорез) или катод-
ным (катафорез) в зависимости от того, где происходят осаждение крас-
ки — на аноде или на катоде.
Анодное электроосаждение водорастворимых лакокрасочных материа-
лов заключается в образовании осадка на аноде (окрашиваемом изделии)
в результате химических реакций в пленкообразующем веществе под дей-
ствием электрического тока. При катодном электроосаждении частицы
пленкообразующего вещества под действием электрического тока ионизи-
руются и притягиваются к катоду, т. е. к окрашиваемому изделию. Процесс
катодного электроосаждения протекает в кислой среде при pH от 3.5 до 6.
При катодном электроосаждении исключается электрохимическое рас-
творение окрашиваемого металла и окисление связующего, обеспечивается
лучшая щелочестойкость и водостойкость покрытия, что приводит к повы-
шению защитных свойств покрытий по сравнению с анодными пленками.
Формирование покрытия при катафорезе происходит с индивидуальным
осаждением каждой структурной единицы полимерного материала, что
приводит к образованию в пленке мелкой структуры и дополнительно повы-
шает декоративные и защитные свойства покрытий.
Достоинством катодного электроосаждения является также и то, что
к предварительной химической подготовке поверхности кузова предъяв-
ляются менее жесткие требования.
На рис. 11.60 приведена схема установки для нанесения водоразбавляе-
мых лакокрасочных материалов способом электроосаждения, которая
включает в себя конвейер 2 с навешиваемыми на него изделиями 3, ванну
электроосаждения 4 с системой электроснабжения, установку ультра-
фильтрации И, секции мойки и обдува горячим воздухом.
Кузов, предварительно подготовленный к окраске (промытый, обезжи-
ренный, фосфатированный), подается конвейером в ванну, наполненную
электропроводящей водоразбавляемой грунтовкой. К изделию подводят
постоянный ток, под действием которого идет осаждение пленкообразую-
щего материала из водного раствора на окрашиваемое изделие. Для улуч-
шения процесса осаждения к участкам изделия, наиболее удаленным от
наружной поверхности (внутренние поверхности, карманы, коробчатые
сечения и др.), подводят дополнительные электроды.
В первую очередь окрашиваются те места кузова (кабины), где плот-
ность тока больше. По мере увеличения толщины покрытия в этих местах 453
Глава II
и соответствующего повышения в них электрического сопротивления
плотность тока на этих участках падает, в результате чего замедляется
и наращивание покрытия. Но возрастает интенсивность осаждения плен-
кообразующего материала в тех местах, где вначале плотность тока была
меньше. В результате на кузове (кабине) образуется равномерный по тол-
щине слой покрытия.
Рис. 11.60. Схема установки для нанесения водоразбавляемых лакокрасочных
материалов способом электроосаждения: 1 — тамбур; 2 — конвейер; 3 — из-
делие; 4 — ванна; 5 — сливной карман; 6 — контур промывки ультрафильт-
ратом; 7 — контур промывки обессоленной водой; 8 — контур обдува горя-
чим воздухом; 9 — бак с водой; 10 — бак для ультрафильтрата; И — уста-
новка ультрафильтрации; 12 — насосно-фильтрующее устройство;
13 — теплообменник
В процессе осаждения частиц краски на кузов уменьшается концентра-
ция раствора и pH возрастает. При достижении нижнего предела концен-
трации раствора ванна дополняется водорастворимой краской. Поддержи-
вать необходимую концентрацию раствора можно с помощью установок
ультрафильтрации, которые позволяют почти полностью исключить поте-
ри краски в процессе ее электроосаждения.
Ультрафильтрация — это молекулярное разделение раствора на состав-
ные части при похождении через полупроницаемые мембраны (фильтру-
ющие элементы установки). Фильтрующие элементы изготавливают из
пористых полимеров в виде труб, поверхность которых покрывают ультра-
фильтрационной пленкой. Краска из ванны электроосаждения насосами
подается в фильтрующие элементы. Часть воды, органических раствори-
телей и нейтрализаторов, проходя через мембрану, образует беспигмент-
ный ультрафильтрат, используемый в качестве воды для промывки. Обога-
щенная грунтовка возвращается в ванну. Таким образом обеспечивается
контроль процесса электроосаждения и одновременно решается проблема
очистки сточных вод.
В процессе электроосаждения с 1 м2 окрашиваемой металлической по-
верхности выделяется до 838 кДж теплоты. Поэтому в установке предусмо-
трены теплообменники 13, работающие на охлаждение находящегося
454 в ванне раствора. Раствор при помощи насоса внешней системы циркуля-
Комплексная технология изготовления кузовов и кабин автомобилей
ции пропускают через теплообменники, в межтрубном пространстве кото-
рых циркулирует вода температурой 8— 15°С.
В установке предусмотрена система контроля и регулирования следую-
щих технологических параметров: температуры рабочего раствора, pH,
электропроводности, содержания сухого остатка, количества органичес-
ких растворителей, а также электрического напряжения и силы тока, сте-
пени засорения фильтров и др.
После нанесения покрытия изделие проходит через контур 6 промывки
ультрафильтратом. Промывка осуществляется над специальным сливным
карманом 5, примыкающим к ванне 4 электроосаждения. Сливной карман
предназначен для отбора рабочего раствора из ванны с целью контроля его
расхода и сбора пены, которая образуется в ванне при перемешивании
раствора. Затем изделие промывается в контуре 7 обессоленной водой.
При этом смывается лакокрасочный материал который попал на покры-
тие при погружении и извлечении изделия, электроосажденное покрытие
при этом не повреждается. Далее изделие обдувается в контуре 8 горячим
воздухом и транспортируется в сушильные камеры.
В настоящее время электроосаждение (катафорез) с использованием
ультрафильтрации является основным методом грунтования кузовов и ка-
бин автомобилей. Широкому распространению метода способствовали
следующие его преимущества:
• высокое качество покрытия, характеризуемое отсутствием непрокра-
шенных мест (включая острые кромки и углы), наплывов и потеков,
равномерностью толщины покрытия;
• полная автоматизация технологического цикла;
• улучшенные санитарно-гигиенические условия труда и снижение по-
жароопасности вследствие применения водоразбавляемых лакокрасоч-
ных материалов;
• высокая производительность;
• экономное использование лакокрасочных материалов;
• автоматическая очистка сточных вод.
К недостаткам данного способа следует отнести:
• возможность получения только однослойного покрытия;
• необходимость в больших производственных площадях (длина установ-
ки электроосажденця может достигать 100 м).
Водоразбавляемые грунтовки, применяемые в качестве основного ма-
териала для электроосаждения в производстве кузовов и кабин, имеют
следующие значения параметров: рабочая концентрация раствора 8 —15%,
температура 18 —25°С, pH раствора 3,5 — 7, напряжение осаждения
100-250 в, плотность тока 10-50 А/м2, продолжительность процесса
осаждения 0,5 — 2 мин.
Пневматическое распыление — широко применяемый в промышлен-
ности метод нанесения лакокрасочных покрытий путем интенсивного
распыления на мельчайшие частицы сжатым воздухом с помощью спе-
циальной аппаратуры. Данный метод окраски применим в любых произ-
водственных условиях при наличии сети сжатого воздуха и вытяжной
вентиляции. При этом используется несложное по конструкции и на-
дежное в эксплуатации оборудование, обеспечивающее высокую произ-
водительность. Возможно применение лакокрасочных материалов с раз- 455
Глава 11
личным временем высыхания, а также одновременная многоцветная ок-
раска.
К недостаткам окраски пневматическим распылением следует отнести:
1. высокий удельный расход лакокрасочных материалов вследствие поте-
ри краски на туманообразование (до 50 %);
2. большой расход растворителей для обеспечения необходимой вязкости
применяемого лакокрасочного материала;
3. необходимость в специальных окрасочных камерах с приточно-вытяж-
ной вентиляцией для удаления и очистки загрязненного распыленной
краской воздуха;
4. необходимость в высококвалифицированном персонале.
В комплект аппаратуры для нанесения красок методом пневматическо-
го распыления (рис. 11.61) входят:
• краскораспылитель;
• красконагнетательный бак, представляющий собой герметически закры-
тый сосуд с крышкой, на которой установлены мешалка для перемешива-
ния краски и редуктор, регулирующий давление воздуха 80—100 кПа
в системе подач краски и 300 — 600 кПа в краскораспылителе;
• масловодоотделитель, предназначенный для очистки воздуха, подавае-
мого к красконагнетательному баку и к краскораспылителю, от воды
и масла.
Рис. 11.61. Схема ус-
тановки для нанесе-
ния красок методом
пневмат и ч еского рас-
пыления: 1 — шланг по-
дачи воздуха в бак;
2 — масловодоотделитель;
3 — красконагнетательный
бак; 4 — шланг подачи возду-
ха к распылителю; 5 — шланг
подачи краски к краскораспыли-
телю; 6 — краскораспылитель
В краскораспылителях обычно используют сжатый воздух из общеза-
водской сети, редко — от индивидуального компрессора.
По принципу подачи краски краскораспылители делятся на две группы:
распылители с подачей краски от красконагнетательного бачка, которые
отличаются высокой производительностью и применяются при больших
объемах окрасочных работ, и распылители с подачей краски самотеком из
прикрепленного сверху стаканчика, применяются при небольших объе-
мах работ в случае исправления дефектов окрашенной поверхности, что
требует небольшого расхода краски.
Наиболее эффективной является окраска пневматическим распылени-
ем с применением подогретых красок.
Метод безвоздушного распыления отличатся от пневматического рас-
456 пыления тем, что распыление краски происходит не под действием сжато-
Комплексная шехнология изготовления кузовов и кабин автомабилеи
Рис. 11.62. Схема эле-
ктромеханических
распылителей для
окрашивания дета-
лей в электрическом
поле высокого напря-
жения с чашечным
(а) электродом и эле-
ктродом в виде гриб-
ка (б): 1 — изделие;
2 — распылитель
го воздуха, а под действием высокого гидравлического давления. Краска
под давлением 2100 — 4200 кПа, создаваемым насосом, через фильтр посту-
пает к распылителю и направляется на изделие. При этом установка долж-
на создавать постоянное давление лакокрасочного материала и обеспечи-
вать подачу краски в требуемом количестве.
По сравнению с пневматическим распылением этот метод позволяет
снизить потери лакокрасочных материалов на туманообразование, однако
качество покрытий получается невысоким.
Окраска в электрическом поле высокого напряжения широко применя-
ется при производстве кузовов и кабин автомобилей и заключается в сле-
дующем: между изделием, движущимся по заземленному конвейеру,
и краскораспыляющим устройством создается электрическое поле высо-
кого напряжения; частицы краски, получая отрицательный заряд, притя-
гиваются к положительно заряженному изделию, движущемуся по кон-
вейеру.
При окраске в электрическом поле высокого
напряжения мя подачи краски используют элек-
тромеханические вращающиеся распылители.
К ним подводится лакокрасочный материал, ко-
торый постоянно циркулирует в системе «резер-
вуар с краской — насос — распылитель — резер-
вуар». Распылители-электроды в зависимости от
условий окрашивания могут иметь форму чаши
или грибка (рис. 11.62).
При окрашивании изделия 1 краска подается
в центр быстро вращающейся распыляющей го-
ловки 2, к которой подведен высокий отрицатель-
ный потенциал. Под действием центробежных
сил краска равномерно сбрасывается с кромок
распыляющих головок в виде мелких капель. Од-
новременно распылению краски способствуют
электростатические силы отталкивания, которые
возникают в каплях при получении ими одно-
именного отрицательного заряда при непосред-
ственном контакте с распылителем. Острые края
распылителя выполняют функции коронирую-
щего электрода. Частицы распыленной краски
попадают в межэлектродное пространство в за-
ряженном состоянии и под действием электро-
статических сил притягиваются к окрашиваеому
изделию. Потери краски при этом способе окрашивания значительно
меньше, чем при пневматическом распылении.
Чашечные распылители обеспечивают более мелкое распыление крас-
ки, заряд ее частиц увеличивается и улучшается качество покрытия, чему
способствует и направленность факела распыляемой краски.
Распыляющие головки в форме грибка просты в изготовлении, удобны
для очистки и имеют достаточную производительность, однако они обра-
зуют более рассеянный факел краски.
Кроме распылителей в состав оборудования для окраски в электричес-
ком поле высокого напряжения входят: устройства мя монтажа распыли- 457
Глава 11
телей, которые могут быть неподвижными, качающимися или перемещаю-
щимися; источник высокого напряжения с выпрямителем и другой элект-
роаппаратурой; дозирующее устройство для подачи в распылитель строго
определенного количества лакокрасочного материала (обычно на основе
шестеренчатого насоса, обеспечивающего надежное объемное дозирова-
ние); искропредупреждающее устройство для автоматического отключе-
ния высокого напряжения при возникновении аварийной ситуации.
При окраске в поле высокого напряжения применяются также электро-
статические пневмораспылители с игольчатым электродом. В отличие от эле-
ктромеханических распылителей распыление краски в них Производится
с помощью сжатого воздуха. При этом в результате взаимодействия с иголь-
чатым электродом частицы краски приобретают отрицательный заряд,.
На современных автомобильных заводах этот метод широко использу-
ется как для нанесения на кузов второго слоя грунтовки, так и для оконча-
тельной окраски эмалями. В условиях крупносерийного и массового про-
изводства окраска кузовов в электростатическом поле производится на ав-
томатических окрасочных линиях с помощью перемещающихся роботов
с распылителями.
На рис. 11.63 показан участок такой линии для нанесения одного слоя
эмали на лицевую поверхность кузова. На участке установлено восемь ро-
ботов; из них четыре оборудованы верхними распылителями, четыре —
боковыми. Каждый робот быстро переналаживаемый, с программным уп-
равлением. На рабочем органе (руке) робота установлен распылитель, ко-
торый совершает в соответствии с заданной программой циклически по-
вторяющиеся движения, обеспечивающие нанесение равномерного слоя
лакокрасочного материала на внешнюю поверхность кузова. Участок рас-
считан на окраску кузовов при скорости конвейера 3—6 м/мин.
Рис. 11.63. Схема участка автоматической окраски кузовов в электростати-
ческом поле при помощи перемещающихся роботов с распылителями:
1, 2 — отражатели; 3, 4 — фонари; 5, 6, 18, 19 — роботы с верхними распыли-
телями; 7, 8, 20, 21 — роботы с боковыми распылителями; 9 — генератор вы-
сокого напряжения; 10 — блок управления электростатическим распылением;
И — насосы подачи краски; 12 — пульт управления; 13 — блок опознания кон-
тура кузова; 14—17 — фотоэлементы; 22 — кузов
После завершения программы на каждый распылитель подается коман-
да прекращения подачи краски до начала цикла окраски следующего кузо-
ва. Кузов, окрашенный первым слоем, перемещается на следующий, ана-
логичный, участок. В его начале находится фотоэлемент, который посыла-
458 ет импульс на включение следующей программы. Таким образом, кузов,
Комплексная технология изготовления кдзовов и кабин автомобилей
пройдя через два участка, окрашивается слоем, толщина которого достига-
ет 40 — 50 мкм. Окрашенный кузов поступает в камеру «растекания», где
при температуре 30 —40°С нанесенное покрытие приобретает необходи-
мую толщину и равномерность перед поступлением на сушку.
Окраска в электрическом поле высокого напряжения имеет следующие
преимущества перед пневматическим распылением:
• меньше расход лакокрасочных материалов, так как практически вся
распыленная краска под действием электрического поля осаждается на
окрашиваемое изделие;
• использование простых устройств для вентиляции окрасочных камер
и снижение их стоимости;
• возможность полной автоматизации процесса окраски;
• высокая производительность;
• улучшение санитарно-гигиенических условий труда вследствие исклю-
чения необходимости пребывания обслуживающего персонала в зоне
распыления краски.
К недостатку данного метода следует отнести невозможность нанесе-
ния покрытий на внутренние поверхности кузова, что заставляет предус-
матривать ручную или автоматизированную окраску этих участков мето-
дом пневматического распыления.
В поточных линиях окраски кузовов применяют также камеры для на-
несения лакокрасочных материалов методом пневматического распыле-
ния с помощью роботов.
Кроме лакокрасочных на кузов (кабину) наносятся также специальные
покрытия. Целью нанесения специальных покрытий является герметиза-
ция соединений, шумоизоляция, теплоизоляция, а также дополнительное
предохранение от коррозии.
На участке герметизации и шумоизоляции (обычно после грунтования
и шлифования) перед прохождением кузова через сушильную камеру все
сварные швы герметизируют нанесением на них методом выдавливания
мастики на основе поливинилхлорида («Пластизоль Д-4А» и др.)
В процессе сушки кузова в камере при температуре свыше 140°С в те-
чение 30 мин мастика теряет текучесть, становится эластичным материа-
лом и надежно герметизирует щели в сварных соединениях. Благодаря
своей эластичности мастика обеспечивает герметичность соединений
и при эксплуатации автомобиля, когда в результате вибрации происходит
некоторое смещение деталей кузова.
Для защиты днища кузова от коррозии, абразивного воздействия пыли
и песка, а также для дополнительной тепло- и шумоизоляции нижнюю
часть кузова и внутренние части крыльев покрывают битумной мастикой
БПМ-1, которую наносят слоем 1 — 1,5 мм методом пневматического напы-
ления в проходной камере. Воздух в камере очищается приточно-вытяж-
ной вентиляцией с гидрофильтрами. Очистка воды гидрофильтров осуще-
ствляется методом естественного осаждения (с возвратом очищенной во-
ды). В конце камеры располагается тамбур, в котором с лицевой
поверхности кузова удаляют частицы мастики, попавшие на нее при напы-
лении покрытия на днище. После мокрого шлифования мастику подсуши-
вают при температуре 130°С в течение 6 мин. Полная полимеризация мас-
тики заканчивается в камере сушки эмали при температуре 140°С. После 459
Глава 11
сушки мастика должна представлять собой однородный слой без вздутий,
трещин и потеков.
Салон кузова шумоизолируют специальными прокладками на битум-
ной основе. Их устанавливают на пол кузова, а также на внутренние по-
верхности крыши, наружных панелей дверей, крышки багажника. После
прохождения сушильных камер прокладки прочно соединяются с панеля-
ми салона, образуя хороший шумоизолирующий слой.
Закрытые полости кузова, наиболее подверженные коррозии, обраба-
тываются защитными антикоррозийными материалами типа «Тактил-
МЛ». Они наносятся с помощью установок безвоздушного распыления,
оборудованных пистолетом с гибкими наконечниками с распылительны-
ми головками, рабочее давление — 250 кПа. Установка обеспечивает полу-
чение сплошной пленки на внутренней поверхности полостей кузова. Об-
работка производится в специальной камере с приточно-вытяжной венти-
ляцией непосредственно на сборочном конвейере. Защитное действие
заключается в том, что материал обеспечивает механическую защиту ме-
таллической поверхности, а содержащийся в нем ингибитор замедляет
процесс коррозии.
Точное соблюдение технологии окраски, наклейки прокладок, нанесе-
ния защитных и антикоррозийных покрытий, применение высококачест-
венных материалов позволяют обеспечивать высокий уровень герметиза-
ции, шумоизоляции и коррозийную стойкость.
При выполнении окрасочных работ особое внимание должно уделяться
выполнению правил техники безопасности.
Все работы должны проводиться в помещениях, оборудованных при-
точно-вытяжной вентиляцией, обеспечивающих допустимое содержание
вредных веществ в воздухе. Должен осуществляться постоянный контроль
содержания в воздухе рабочих помещений вредных паров, газов и пыли.
Лица, работающие с лакокрасочными материалами, должны быть обеспе-
чены спецодеждой и средствами индивидуальной защиты.
Сточные воды перед спуском в канализацию должны быть очищены до
допустимых норм содержания вредных веществ. Очистка сточных вод
осуществляется фильтрацией и нейтрализацией вредных химических ве-
ществ. Наиболее эффективным способом является ультрафильтрация
с использованием полимерных мембран.
Для каждого способа нанесения лакокрасочных материалов существу-
ют специфические требования по технике безопасности и особенно про-
тивопожарным мерам.
При нанесении материалов способом пневматического распыления для
установок и распылительных камер предусматриваются местные вентиля-
ционно-вытяжные системы, агрегаты которых соединены с устройствами,
подающими к распылителю материал или сжатый воздух. Это позволяет
предотвратить образование пожаро- и взрывоопасных смесей и их попада-
ние (в виде тумана) в рабочую зону.
Особенностью нанесения лакокрасочных материалов в электростати-
ческом поле является применение электрического тока высокого напря-
жения. При эксплуатации стационарных установок для нанесения матери-
алов данным методом помимо обеспечения общих требований по технике
безопасности, пожаробезопасности и санитарно-гигиенических требова-
460 ний необходимо все основное оборудование установок, находящееся под
Комплексная технология изготовления кузовок н кабан автомобилей
высоким напряжением (шинопроводы, кабели, распыляющие устройства
и др.), ограждать заземленными сетками, не допускающими свободного
доступа к оборудованию.
Для обеспечения требований техники безопасности при окраске погру-
жением устанавливают дополнительные устройства — резервуары для
аварийного слива материала. Их размещают за пределами цеха на рассто-
янии не менее 1 м от глухой стены здания и не менее 5 м от стены, имею-
щей проемы.
Всю электропроводку окрасочных и сушильных камер необходимо за-
ключать в металлические трубы, электрические лампы — в герметичную
взрывобезопасную арматуру, а выключатели и рубильники — в закрытые
шкафы вне рабочего помещения.
В окрасочных цехах, краскозаготовительных отделениях и складах ла-
кокрасочных материалов должны находиться средства пожаротушения —
огнетушители, ящики с песком, доски с инвентарем и т. д.
К работе в окрасочных цехах допускаются лица, получившие инструк-
таж специальной квалификационной комиссии.
11.14. Сушка
Качество и долговечность покрытия в значительной степени зависят от
того, насколько правильно выбран и выполнен режим сушки лакокрасоч-
ного материала. По характеру высыхания и образования пленки лакокра-
сочные материалы делят на материалы, образующие растворимую (обра-
тимую) и нерастворимую (необратимую) пленки.
Обратимая пленка образуется при испарении летучих растворителей
из жидкого слоя краски. Характерными материалами, дающими обрати-
мую пленку, являются нитроцеллюлозные лаки и эмали, спиртовые лаки
и др., образующие твердую пленку на воздухе, при комнатной температу-
ре. Высушенную обратимую пленку можно легко привести в прежнее
жидкое состояние, добавив растворитель.
Необратимая пленка образуется не только вследствие испарения рас-
творителя, но и в результате, сложных химических процессов окисления,
конденсации и полимеризации пленкообразующих веществ. Процесс
пленкообразования при сушке материалов этой группы делится на две фа-
зы: физический процесс удаления летучих растворителей и химический
процесс образования пленки. Необратимыми лакокрасочными материала-
ми являются масляные лаки, алкидные и меламиноалкидные эмали.
В обычных условиях при комнатной температуре процессы образова-
ния пленки, особенно необратимой, протекают медленно и не до конца,
в результате пленка не обладает достаточной стойкостью и прочностью.
Для интенсификации процессов сушки и улучшения качества покрытий
используют нагрев окрашенных деталей.
Сушка с нагревом позволяет выполнять окрасочные работы в непре-
рывном потоке и значительно сокращает время всего процесса. Кроме то-
го, ряд материалов, таких, как меламиноалкидные эмали, эпоксидные
шпатлевки отвердевают и образуют качественные покрытия только в этих
условиях. Сушка происходит тем быстрее, чем выше температура окружа-
ющей среды, меньше концентрация паров растворителя и больше ско-
рость движения горячего воздуха вдоль окрашенной поверхности. Д61
Глава 11
Существуют несколько способов сушки с нагревом лакокрасочных по-
крытий. Наиболее распространенными являются сушка циркулирующим
горячим воздухом (конвекционная) и инфракрасными лучами (термо-
радиационная) .
При конвекционной сушке происходит контактная передача теплоты от
циркулирующего горячего воздуха, а процесс высыхания начинается с по-
верхностного слоя покрытия (рис. 11.64). В результате образовавшаяся на
поверхности тонкая пленка затрудняет дальнейшее испарение раствори-
телей из нижних слоев лакокрасочного материала.
1
Рис. 11.64. Схема процесса конвек-
ционной сушки: 1 — подвод тепло-
го воздуха; 2 — твердая пленка;
3 — слой краски; 4 — пары раство-
рителя; 5 — окрашиваемое изделие
Для ускорения конвекционной сушки применяют мощные вентиляци-
онные устройства для перемешивания воздуха внутри сушильной камеры.
Время высыхания слоя синтетической эмали в конвекционной сушильной
установке при температуре воздуха НО—130°С составляет 30 — 60 мин.
В кузовном производстве наиболее часто применяют конвекционные
сушильные установки непрерывного действия, которые характеризуются
установившимся температурным режимом, большой пропускной способ-
ностью, обеспечивая необходимое качество сушки. Кабины или кузова пе-
ремещаются с помощью подвесного конвейера по каналу сушильной каме-
ры, который имеет наклонный подъем и спуск. Его средняя часть приподня-
та над полом цеха, вследствие чего в рабочей части камеры сохраняется
теплота. Изменение температурного режима камеры (рис. 11.65) обеспечи-
вает постепенный нагрев изделия до максимальной температуры
(140— 145°С) за 10—15 мин. В конце камеры температура постепенно сни-
жается. В начале теплота расходуется на нагрев изделий и быстрое испаре-
ние растворителя. На этом участке камеры обеспечивается интенсивное
движение воздуха относительно окрашенной поверхности и его отвод во
избежание замедления процесса сушки и предотвращения взрывоойасных
концентраций паров растворителя. Когда с разогретого изделия основная
часть паров растворителя удалена, происходят процессы окисления, кон-
денсации и полимеризации с образованием твердой пленки. На этом этапе
не требуется большого количества теплоты и свежего воздуха.
462
Рис. 11.65. Изменение
температурного ре-
жима конвекционной
камеры непрерывного
действия
Комплексная технология озготооленоя хдзовов о кабин автомобилей
В качестве источников тепла в конвекционных сушильных установках
используют пар, горячую воду, топочные газы или электроэнергию.
При терморадиационной сушке передача тепла лакокрасочному слою
в основном осуществляется от поверхности металла кузова, который на-
гревается за счет поглощения инфракрасных лучей. Терморадиационный
нагрев (рис. 11.66) имеет ряд преимуществ по сравнению с другими вида-
ми сушки, так как инфракрасное излучение в начальной стадии сушки,
обладая свойствами проницаемости, проходит через пленку краски, погло-
щается металлической поверхностью и быстро ее нагревает. Краска высы-
хает снизу от металлической поверхности. Пары растворителей беспре-
пятственно проходят через верхние слои краски, которые еще не успели
затвердеть, что исключает образование пузырей в отличие от конвекцион-
ной сушки. При этом время сушки, по сравнению с конвекционной, сокра-
щается в несколько раз.
В качестве источников инфракрасного излучения при терморадиацион-
ной сушке применяются зеркальные лампы накаливания и термоизлучате-
ли. Зеркальные сушильные лампы мощностью 250 и 500 Вт излучают на
15 — 25% больше тепловой энергии, чем обычные электролампы. Часть вну-
тренней поверхности колбы лампы, покрытая тонким слоем вещества
с высокой отражательной способностью, служит рефлектором. Сушка
с помощью ламп не нашла широкого применения из-за следующих недо-
статков:
• малая интенсивность сушки и повышенный расход электроэнергии;
• хрупкость ламп и короткий срок их службы;
• неравномерность нагрева изделия, приводящая к местным перегревам
пленки.
Основными элементами терморадиационных сушильных установок
являются источники инфракрасного излучения — термоизлучатели,
в которых нихромовая проволока заключена в металлическую трубку
и изолирована плотно спрессованным слоем жаростойкого теплопро-
водного электроизоляционного материала. Термоизлучатели получили
широкое распространение, при их использовании обеспечивается сле-
дующее:
• сокращается время сушки (в 4 —10 раз по сравнению с конвекционны-
ми и в 3 — 4 раза по сравнению с ламповыми сушильными установками);
• исключается тепловая инерция разогрева;
• сокращается удельный расход энергии;
• упрощается конструкция сушильных камер и их обслуживание;
• сокращаются производственные площади; 463
Глава 11
• повышается безопасность эксплуатации и срок службы излучателя
вследствие надежной изоляции всех токопроводящих частей;
• появляется возможность использования наряду с электрической других
источников энергии (например, тепла, выделяющегося при сгорании
горючих газов).
Вместе с тем терморадиационный способ сушки имеет и недостатки, ог-
раничивающие область его применения:
• при сушке изделий сложной конфигурации расстояние отдельных уча-
стков окрашенной поверхности от термоизлучателя различно, в резуль-
тате чего участки, удаленные от него, могут не досыхать, а более близ-
кие — пересыхать;
• невозможно сушить светлые эмали, так как белые пигменты, входящие
в их состав, склонны к пожелтению.
Используются также комбинированные терморадиационно-конвекци-
онные сушильные установки, в которых на начальной стадии терморадиа-
ционным методом осуществляют интенсивный нагрев кузова и предвари-
тельную подсушку нижней части слоя лакокрасочного покрытия, а завер-
шается процесс конвекционным нагревом, позволяющим быстро
закончить сушку изделия.
Другие методы сушки (индукционный нагрев, сушка в естественных ус-
ловиях) не нашли применения в автомобилестроении.
При сушке лакокрасочных материалов основным требованием техники
безопасности является обеспечение в сушильных камерах допускаемых
противопожарными нормами концентраций паров растворителей, для че-
го используют мощные вентиляционные установки.
11.3.5. Контроль качества
На предприятиях с крупносерийным и массовым выпуском продукции
существует три вида контроля качества окраски кузовов (кабин).
1. Контроль в заводской лакокрасочной лаборатории качества поступаю-
щих лакокрасочных и вспомогательных материалов, используемых при
окрасочных работах.
2. Контроль мастерами и наладчиками исполнения окраски в цехе.
3. Контроль работниками отдела технического контроля качества окра-
шенных кузовов, сборочных единиц и деталей на контрольных постах.
При проверке качества используемого материала в лаборатории испы-
тываются пленки лакокрасочных материалов, нанесенные на пластинки
из стали, жести, стекла и т. п. в соответствии с нормативными документа-
ми на методы испытаний.
Подготовку поверхности пластинок, окраску, сушку и определение тол-
щины пленок проводят в соответствии с требованиями ГОСТов или ТУ на
материал.
Качество лакокрасочных покрытий определяют следующие основные
показатели: цвет, чистота, блеск, твердость пленки, прочность при ударе
и изгибе, толщина пленки, стойкость пленки к действию различных агентов
464 (воды, масла, растворителей, солей, кислот, щелочей и др.), адгезия и др.
Комплексная технология изготовления кузовов и кабин автомобилей
Цвет пленки определяют, нанося лакокрасочный материал на подлож-
ку до полного укрытия и сравнивая его после сушки с цветовыми эталона-
ми, каждый из которых имеет свой номер и соответствует цвету опреде-
ленного лакокрасочного материала.
Цвет также можно определить по международной колориметрической
системе на фотоколориметре.
Чистоту лакокрасочного материала определяют визуально по одному
слою, нанесенному на подложку методом налива.
Блеск лакокрасочного покрытия оценивают фотоэлектрическим мето-
дом, измеряя величину тока при попадании на светочувствительный слой
фотоэлемента пучка света, отраженного лакокрасочной пленкой. Данные
сравниваются со значением параметра для специального стекла, принято-
го за эталон в процентном соотношении. Результатом считается среднее
арифметическое значение трех измерений на различных участках поверх-
ности детали. Для измерения блеска применяются фотоэлектрические
приборы — блескомеры.
Твердость пленки определяют по времени затухания колебаний маят-
ника, установленного на поверхности лакокрасочной пленки в сравнении
со временем затухания колебаний маятника, установленного на пластинке
из стекла. Она должна соответствовать 0,5 —0,8 условным единицам.
Твердость покрытия определяют и другими методами, например, мето-
дом царапания специальным резцом.
Прочность при изгибе определяют с помощью устройства, содержаще-
го набор стержней различного диаметра. Образцы из жести толщиной
0,2 —0,3 мм с нанесенным на них покрытием изгибают на 180° так, чтобы
образец охватывал стержень, а лакокрасочное покрытие находилось сна-
ружи. Испытание проводят, переходя от стержней больших диаметров
к стержням меньшего диаметра, до появления на пленке механических
разрушений, растрескивания или отслаивания. Значение прочности опре-
деляет стержень минимального диаметра, при изгибе на котором лакокра-
сочное покрытие осталось неповрежденным. Прочные пленки выдержи-
вают без разрушения изгиб вокруг стержня диаметром 1 мм.
Прочность при ударе определяют по максимальной высоте, с которой
груз массой 1 кг, падая на лакокрасочную пленку, не вызывает ее механи-
ческого разрушения.
Толщина пленки покрытия может быть измерена различными способа-
ми, например, с помощью магнитного измерителя толщины покрытий
ИТП-1. Действие прибора основано на изменении силы притяжения маг-
нита к ферромагнитной подложке в зависимости от толщины немагнитной
пленки.
Стойкость пленки к действию различных агентов определяют следую-
щими способами.
1. Влагостойкость покрытия измеряют в камере влажности (гидроста-
те) при температуре 40°С и относительной влажности 100%. Окрашенные
образцы закрепляют в штативе из коррозионно-стойкого материала и по-
мещают в гидростат. Осматривая образцы через 1, 3, 5, 10, 15, 20, 25, 30 су-
ток, отмечают изменения внешнего вида покрытия, образование пузырей,
отслоение и другие виды разрушения.
2. Устойчивость покрытия к солевому туману оценивают с помощью
герметичной камеры со средой солевого тумана, образующегося в резуль- 465
30 Технология автомобилестроения
Глава 11
тате распыления форсунками трехпроцентного раствора хлористого на-
трия при температуре до 40°С. Осмотр образцов проводят аналогично ос-
мотру при определении влагостойкости и отмечают время до нарушения
целостности покрытия.
3. Устойчивость покрытия при одновременном, воздействии ультра-
фиолетового излучения, воды и теплоты проводят в ванночке с дистилли-
рованной водой при температуре 50°С. Облучение производят на расстоя-
нии 240 мм от образца ртутно-кварцевой лампой ПРК-2.
4. Стойкость покрытия к воздействию в различных климатических ус-
ловиях определяют ускоренным методом в аппарате искусственной пого-
ды (везерометре). Аппарат оборудован специальными устройствами, элек-
тродуговыми, ртутно-кварцевыми, ксеноновыми и другими лампами для
создания различных условий — повышенной влажности, перепадов темпе-
ратур, имитации атмосферных осадков, т. е. имитируют условия умерен-
но-континентального, субтропического иЛи других климатов.
Адгезию лакокрасочных покрытий к металлу оценивают методом ре-
шетчатого надреза. На испытуемом образце острым лезвием делают
пять—семь параллельных надрезов до основного металла на расстоянии
1 — 2 мм в зависимости от толщины покрытия и столько же надрезов пер-
пендикулярно первым. В результате образуется решетка с квадратными
ячейками. Поверхность очищают кистью и производят оценку по четырех-
балльной системе — по шкале оценки адгезии покрытия методом решетча-
того надреза:
Отслаивание кусочков покрытия не наблюдается — 1 балл
Незначительное отслаивание до 5% площади решетки — 2 балла
Отслаивание вдоль линии надрезов до 35% площади решетки — 3 балла
Отслаивание более 35% площади решетки — 4 балла
Более точно адгезионные свойства покрытия определяют методом от-
рыва наклеенной на покрытие специальной липкой ленты. Надрезка по-
крытия при этом выполняется в виде параллельных линий на расстоянии
1 мм друг от друга.
Для контроля технологического процесса в цехах с большим объемом
лакокрасочных работ создаются экспресс-лаборатории, в которых лабо-
ранты систематически проверяют состояние технологического процесса
по специально созданным схемам.
После окраски кузова (кабины) качество покрытия оценивается кон-
тролерами отдела технического контроля визуально. Устанавливается сов-
падение тона поверхности с эталоном, отсутствие разнотонности и непро-
крашенных мест, загрязнений, пятен, трещин, вздутий, отслаивания и др.
Визуальному осмотру подвергается 100% изделий. Затем покрытие прове-
ряется специальными контрольными приборами. Изучаются причины воз-
никновения дефектов лакокрасочных покрытий.
Вопросы для самопроверка
1. Как классифицируются детали кузовов и кабин автомобилей?
2. Какие операции листовой штамповки применяются при изготовлении
48G автокузовных деталей?
Комплексная технология изготовления кузовов о кабин автомобилей
3. Какое оборудование используется для штамповки автокузовных дета-
лей?
4. Какие виды сварки применяются при изготовлении кузовов и кабин ав-
томобилей?
5. За счет чего происходит нагрев металла при контактной точечной
сварке?
6. Какие лакокрасочные материалы применяются при окраске кузовов и
кабин?
7. Что такое «электрофорез» и на каком этапе нанесения лакокрасочных
материалов применяется эта операция?
Список литературы
1. Павловский Я. Автомобильные кузова. Пер. с польского. М.: Машиност-
роение, 1977.
2. Технология изготовления автомобильных кузовов: Учебное пособие
для техникумов / Д.В. Горячий и др.: Под общ. ред. Д.В. Горячего. 1-е
изд. М.: Машиностроение, 1979.
3. Технология изготовления автомобильных кузовов: Учебное пособие
для техникумов / Д.В. Горячий и др.: Под общ. ред. Д.В. Горячего. 2-е
изд. М.: Машиностроение, 1990.
4. Ананченко И.Ю. Классификация автокузовных панелей для оценки тех-
нологичности. Кузнечно-штамповочное производство. 1990, № 8.
5. Ковка и штамповка: Справочник: В 4 т. Т. 4. Листовая штамповка / Под
ред. А.Д. Матвеева. М.: Машиностроение, 1987.
6. Нефедов А.П. Конструирование и изготовление штампов. М.: Машино-
строение, 1973.
7. Серепьев В.В. Опыт построения вытяжных переходов для облицовоч-
ных деталей автомобилей. М., Машгиз, 1958.
8. Сорокин Б.В. Штампы для облицовочных деталей автомобилей. М.,
Машгиз, 1951.
9. Проектирование штампов для деталей кузовов и кабин автомобилей.
Руководящий технический материал РТМ 37.002.0019-71. М.: НИИТав-
топром, 1971.
10. Справочник конструктора штампов: Листовая штамповка / Под общ.
ред. Л.И. Рудмана. М.: Машиностроение, 1988.
11. Конструирование штампов листовой штамповки. Руководящий доку-
мент РД 37.002.0490-86. Часть 1. М.: НИИТавтопром, 1987.
12. Кухтаров В.И. Холодная штамповка. М.: Машгиз, 1962.
13. Автоматизация листовой штамповки. Руководящий технический мате-
риал РТМ 37.002.0259-79. М.: НИИТавтопром, 1980.
14. Розен Г.М., Убрятов А.А., Петин А.А. Механизация и автоматизация ли-
стовой штамповки в автомобилестроении. М.: Машиностроение, 1983.
15. Эксплуатация и обслуживание оборудования и технологической осна-
стки для листовой штамповки / А.М. Гришков, Л.И. Рудман и др. М.: Ма-
шиностроение, 1984.
16. Кривошипные кузнечно-прессовые машины / В.И. Власов, Я.А. Борзы-
кин, И.К. Букин-Батырев и др.; под ред. В.И. Власова. М.: Машиностро-
ение, 1982. 457
30*
Глава 11
17. Тынянов В.Н., Федоркевич В.Ф., Филькин И.Н. Эксплуатация кривошип-
ных прессов двойного действия. М.: Машиностроение, 1968.
18. Ровинский Г.Н., Злотников С.А. Листоштамповочные механические
прессы. М.: Машиностроение, 1968.
19. Сагателян Л.С. Средства техники безопасности и механизации в холод-
ноштамповочном производстве. М., Машиностроение, 1973.
20. Сварка и свариваемые материалы: Справочник: В 3 т. М.: Издательство
МГТУ им. Н.Э. Баумана, 1997.
21. Гуляев А.И. Технология точечной и рельефной сварки сталей в массо-
вом производстве. М.: Машиностроение, 1978.
22. Гуляев А.И. Технология и оборудование контактной сварки: Учебник
для машиностроительных техникумов. М.: Машиностроение, 1985.
Глава 12
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ АВТОМОБИЛЕЙ И ИХ АГРЕГАТОВ
12.1. Сборка автомоВиявй как завершающий этап их изготовления
Современное автомобилестроение выпускает широкую номенклатуру
изделий, отличающихся функциональными свойствами, техническими
и экономическими параметрами. При этом явно просматриваются две тен-
денции развития производства: увеличение номенклатуры выпускаемых
изделий для обеспечения всех требований потребителя и сокращение сро-
ков их обновления.
В первом случае поставленные задачи решаются созданием конструк-
ций изделий по блочно-модульному принципу, позволяющему из набора
типовых узлов компоновать машины с различными потребительскими
свойствами. Для решения задач второго направления создаются техноло-
гии, обеспечивающие выпуск различных изделий с минимальными затра-
тами ресурсов и времени на переход от одной модели к другой. При этом
конструктивная сложность изделий машиностроения возрастает примерно
вдвое каждые 15 — 20 лет, растут требования к их качеству и надежности.
Анализ машиностроительного производства показал, что имеющиеся
значительные диспропорции в развитии технологических процессов явля-
ются тормозом для комплексной автоматизации производства. Если в заго-
товительном, механообрабатывающем и других производствах произошли
очень большие изменения в структуре парка технологического оборудова-
ния, что привело к существенному сокращению ручного труда и повыше-
нию качества продукции путем внедрения сотен тысяч полуавтоматов, ав-
томатов, автоматических линий и участков, то в сборочном производстве
ручной труд остался преобладающим.
Качество сборочного процесса непосредственно влияет на качество го-
товой продукции и лучше всего обеспечивается автоматической сборкой.
Другое преимущество автоматизированной сборки — исключение моно-
тонной, а иногда физически тяжелой ручной работы, т. е. гуманизация
производственных процессов. Казалось бы, эти два обстоятельства долж-
ны способствовать широкой автоматизации сборочных процессов, однако
и по сей день уровень автоматизации остается низким. На машинострои-
тельных заводах промышленно развитых стран в среднем каждый четвер-
тый рабочий занят на сборочных операциях, причем большая часть рабо-
ты выполняется вручную.
Совсем недавно необходимость в автоматизации сборочных процессов
диктовалась дефицитом рабочей силы. Люди не хотели заниматься моно-
тонным, напряженным трудом, не требующим высокой квалификации, да- 469
Глава 12
же при относительно высоких заработках. Однако сегодня, в условиях из-
бытка рабочей силы, при комплектовании сборочных участков рабочими-
операторами остаются те же проблемы.
Опыт промышленно развитых стран показывает, что из-за проблем
с обеспечением сборочных производств квалифицированными кадрами
предприятия вынуждены искать новые организационные формы сборки
или проводить комплексную автоматизацию.
Детальный анализ процессов сборки и различных аспектов ее автомати-
зации позволил выявить главные проблемы в этой области производства:
• неприспособленность конструкций машин и их частей к требованиям
автоматической сборки;
• неэффективность замены механизмами ручных операций сборки без
коренного изменения их содержания;
• жесткие требования к точности автоматических сборочных машин и их
высокая стоимость;
• трудности в обеспечении быстрой переналадки, гибкости, надежности
сборочного оборудования.
Есть немало примеров эффективного решения этих проблем. Однако
при автоматизации сборки риск неудачного решения намного выше, чем,
например, в области обработки деталей. Может быть, поэтому в мире чис-
ло фирм, занятых изготовлением сборочных машин и линий, в десятки, да-
же сотни раз меньше, чем станкостроительных.
Технология и автоматизация процессов сборки — это наиболее науко-
емкая область машиностроения.
Сборка — заключительный этап производственного процесса в маши-
ностроении, однако технологические процессы механической обработки
всегда оказываются подчиненными технологии сборки, поэтому техноло-
гия производства любого изделия начинается с проработки технологии
сборки. Только рассматривая двигатель как законченный агрегат, можно
определить назначение каждой отдельной детали, установить для нее тре-
буемые точности размеров и шероховатость, определить требования к по-
верхностному слою, т. е. назначить технические условия на изготовление
и сборку агрегата. Изучив технологию сборки машины и работу узлов и от-
дельных деталей, назначают допуски размеров на сопрягаемые поверхно-
сти и определяют метод сборки.
Трудоемкость сборки составляет 25 — 35% общей трудоемкости изготов-
ления изделий; при большом объеме пригоночных работ (единичное и мел-
косерийное производство) она может достичь 40 — 50%.
Основные направления повышения производительности сборки — уст-
ранение пригоночных работ, рациональное построение технологического
процесса, механизация и автоматизация. Конструкция машины должна
обеспечивать ее сборку из предварительно собранных узлов, что позволя-
ет осуществлять параллельную сборку и испытание узлов, сокращает про-
должительность цикла сборки. В технических условиях указывают точ-
ность сборки, качество сопряжения, их герметичность, жесткость стыков,
моменты затяжки резьбовых соединений, точность балансировки враща-
ющихся частей и другие сведения. А также назначают метод выполнения
соединений, последовательность сборки, методы промежуточного и окон-
470 нательного контроля изделия. На основе анализа конструкции изделия
Прпетрпвание технологическихпроцессовсборкиавтомобилейиихагрегатов
предусматривают конструктивные изменения, упрощающие сборку. Про-
гнозируют перспективность производства изделий, так как от этого зави-
сит степень механизации и автоматизации сборки.
Конструктор определяет методы обеспечения заданной точности замы-
кающих звеньев размерных цепей, которые могут быть изменены, если
технолог предложит более рациональный метод сборки. Уменьшение чис-
ла деталей и узлов, а также использование стандартных деталей и узлов
снижают стоимость изготовления машины. Нормализация крепежных
и других деталей сокращает номенклатуру сборочных инструментов и поз-
воляет более эффективно использовать средства механизации сборочных
работ. Необходимо обеспечивать удобный подвод механизированного
сборочного инструмента к местам соединения деталей и легкость захвата
их грузоподъемными устройствами.
12.2. Особенности сборочных процессов, методы обеспечения
заданного качества изделия
Технологический процесс сборки проектируется на основании сбороч-
ных чертежей изделия, технических условий его приемки, учитывая про-
грамму выпуска изделия. Изучаются рекомендации по улучшению техно-
логичности конструкций данного изделия, каталоги сборочного и подъем-
но-транспортного оборудования, альбомы сборочной технологической
оснастки, нормативы по нормированию сборочных работ, рассматривают-
ся примеры сборки аналогичных изделий.
Цель технологических разработок — подробное описание процессов
сборки изделия, определение необходимых средств производства, площа-
дей, рабочих, трудоемкости и себестоимости сборки изделия. Технологиче-
ские процессы разрабатывают при проектировании новых и реконструк-
ции уже существующих заводов, при организации выпуска новых изделий.
Завершается разработка составлением технологических схем общей
и узловой сборки (рис 12.1), которые в наглядной форме отражают марш-
рут сборки изделия и его составных частей. Технологические схемы сбор-
ки составляются на основании сборочных чертежей изделия. Наличие об-
разца изделия облегчает составление технологических схем. В этом случае
оптимальная последовательность сборки может быть установлена путем
его пробной разборки. Элементы, снимаемые в неразобранном виде, пред-
ставляют собой части изделия, на которые далее составляют технологиче-
ские схемы узловой сборки; детали, снимаемые отдельно, являются эле-
ментами, непосредственно входящими в общую сборку изделия.
Затем составляются технологичес-
кие схемы общей и узловых сборок.
При этом изделие раскладывают на
сборочные единицы.
Деталь — первичный элемент изде-
лия. Его характерный признак — отсут-
ствие в нем разъемных и неразъемных
соединений.
Базовым элементом называют деталь
(узел), с которого начинают сборку.
пппиипп
Базовая Изделие
уда
Рис. 12.1. Схема общей сборки
изделия 471
Глава 12
В современном машиностроении сборка расчленяется на общую и уз-
ловую.
Каждый элемент изделия условно обозначен на схеме прямоугольни-
ком, разделенным на три части. В верхней части указывают наименование
элемента, в левой нижней части — его индекс, в правой нижней части —
число собираемых элементов.
Индексы элементов соответствуют номерам деталей и узлов на черте-
жах и в спецификациях.
На основе выбранных маршрутов разрабатываются технологические
схемы узловых и общей сборок изделия.
Технологические схемы сборки отражают структуру и порядок ком-
плектования изделия и его узлов упрощают разработку процессов сборки
и позволяют оценить технологичность конструкции изделия в части пол-
ноты соблюдения принципа узловой сборки. Технологические схемы
сборки могут содержать дополнительные надписи о содержании операций
(приварить, совместно сверлить и развернуть, регулировать зазор и т. п.).
Если изделие имеет несколько размерных цепей, то сборку следует на-
чинать с наиболее сложной и ответственной цепи, звенья которой являют-
ся составляющими других более простых цепей. Завершают сборку поста-
новкой элементов, которые образуют замыкающее звено размерной цепи.
Окончательные варианты схем сборки уточняются на стадии разработ-
ки маршрутов.
Если допуск на замыкающее звено данной размерной цепи равен или
больше суммы допусков на все остальные звенья, то применяют наиболее
производительный метод сборки — метод полной взаимозаменяемости.
При многозвенной цепи и небольших значениях допуска на замыкаю-
щее звено иногда предусматривают сборку методом частичной (непол-
ной) взаимозаменяемости, допуская определенный процент риска получе-
ния брака при сборке.
При риске брака менее 1% и числе звеньев более шести допуски на со-
ставляющие звенья можно расширить в 1,5 — 2 раза. В этом случае эконо-
мия от снижения точности обработки деталей может превосходить из-
держки производства на разборку и доводку небольшого числа неконди-
ционных изделий.
При высокой точности замыкающего звена и малозвенной цепи приме-
няют метод групповой взаимозаменяемости.
Если перечисленные методы неприемлемы, то сборку выполняют по-
средством пригонки или регулировки. В первом случае в чертежах изде-
лия оговаривают, по каким поверхностям производят пригонку. Во втором
случае в конструкции предусматривают соответствующий компенсатор.
Пригоночные и регулировочные работы повышают трудоемкость сборки.
Темп сборки и тип производства. По технологическим схемам узлов
и общей сборке изделия выявляют основные сборочные операции, а затем
определяют необходимое для их выполнения время. Далее рассчитывают
календарный темп общей и узловой сборки по формуле
t = F/N ч/шт.,
где F — годовой фонд рабочего времени; N — годовая программа выпуска изде-
472 лий (узлов). При односменной работе F = 2070 ч, при двухсменной F = 4140 ч.
Проектирование технологических процессов сборки автомпВилей и их агрегатов
Если темп сборки значительно превосходит среднюю продолжитель-
ность операций, то сборку ведут по принципу серийного производства,
На одном рабочем месте периодически (партиями) собирают прикреп-
ленные к нему различные изделия и узлы. Если темп близок или меньше
средней продолжительности операций, то сборку ведут по принципу мас-
сового производства, закрепляя за каждым рабочим местом определен-
ную сборочную операцию. В этом случае сборка выполняется поточным
методом.
Построение сборочных операций. Следует стремиться к тому, чтобы на
каждом рабочем месте выполнялась по возможности однородная по свое-
му характеру и технологически законченная операция. Это способствует
повышению специализации рабочих и производительности труда.
При детальном проектировании сборочных операций уточняют ранее
намеченное содержание, выявляют последовательность и возможность
совмещения переходов сборки во времени, определяют схемы установки
и закрепления базового элемента изделия, устанавливают условия выпол-
нения соединений, выбирают оборудование, инструменты и приспособле-
ния или составляют технические задания на их конструирование, устанав-
ливают режимы работы сборочного оборудования, определяют нормы
времени на операции и квалификацию рабочих, составляют схемы нала-
док сборочного оборудования, назначают технические условия на сборку
элементов изделия.
Проектируя сборочную операцию, стремятся к уменьшению штучного
времени. Этого достигают применением высокопроизводительных инст-
рументов и приспособлений с быстродействующими установочно-зажим-
ными устройствами.
Большой эффект дает единовременное использование нескольких сбо-
рочных инструментов (многоинструментные схемы) и приспособлений
для закрепления нескольких собираемых объектов (многоместные схемы).
В зависимости от порядка использования инструментов применяют схемы
последовательного, параллельного и параллельно-последовательного вы-
полнения технических переходов; сочетание указанных признаков дает
ряд схем от наименее производительных: одноместных, одноинструмент-
ных, последовательных — до наиболее производительных: многоместных,
многоинструментных, параллельных.
Значительному повышению производительности труда способствует
применение механизированных сборочных инструментов (винто- и гайко-
вертов, пневмомолотков, переносных устройств для запрессовки и др.).
В крупносерийном и массовом производстве находит применение вы-
сокопроизводительное сборочное оборудование (сборочные автоматы
и полуавтоматы, автоматические и полуавтоматические линии). Путем
концентрации технологических переходов производительность повыша-
ется в 5 раз и более и в 2 — 3 раза сокращается потребность в производст-
венных площадях.
На основе технологических расчетов устанавливают условия выполне-
ния сборочных операций (усилие запрессовки, клепки, температуру на-
грева) , определяют основные характеристики и размеры сборочного обо-
рудования и оснастки (тоннаж пресса, температуру и объем рабочего про-
странства нагревательных устройств, мощность сборочных установок
и др.), назначают режим работы сборочного оборудования.
473
Глава 12
Нормы времени на сборочные операции определяют по переходам
сборки, учитывая возможность совмещения переходов и приемов. Про-
должительность переходов устанавливают по нормативам оперативного
времени с учетом времени на обслуживание рабочего места и перерывов
в работе.
Организация сборки. При построении маршрута и операций сборки
решаются вопросы организации процесса сборки. Сборка может быть по-
точной и непоточной. Поточная сборка более производительная. При по-
точной сборке сокращаются циклы производства и межоперационные за-
делы деталей, повышается специализация рабочих, появляется возмож-
ность механизации и автоматизации производства, уменьшается
трудоемкость изделий.
Перемещение собираемого объекта от одного рабочего места к другому
при поточной сборке может осуществляться:
• вручную (по верстаку, по рольгангу, на тележках);
• посредством механических транспортирующих устройств, которые ис-
пользуются исключительно для межоперационного перемещения изделий;
• на конвейере с периодической остановкой для выполнения сборки;
• на непрерывно движущемся конвейере.
Поточная сборка может осуществляться и при неподвижном объекте.
При этом рабочие выполняют операции, последовательно переходя от од-
ного неподвижного стенда к другому. Данную организацию сборки целе-
сообразно применять в серийном производстве при значительном штуч-
ном времени, особенно для сборки тяжелых машин, перемещение кото-
рых затруднено.
Темп при сборке определяется по формуле
Т = (Тем — Тоб — Tn) / Ncm ,
где Тем — продолжительность рабочей смены; Тоб — время обслуживания
рабочих мест; Тп — время перерывов для отдыха; Ncm — число выпускае-
мых изделий в смену.
При поточной сборке с неподвижным собираемым объектом и при пе-
ремещении собираемого объекта от одного рабочего места к другому вруч-
ную, или с помощью механических трансцортирующих устройств,
или конвейеров с периодической остановкой, сумма оперативного време-
ни и времени, затрачиваемого на переход рабочих от одного стенда к дру-
гому или на перемещение собираемого объекта от одного рабочего места
к другому, не должна превышать действительного темпа сборки.
При сборке на непрерывно движущемся конвейере скорость конвейе-
ра обычно составляет 0,25 — 3,5 м/мин.
При этом конструкция изделия должна быть тщательно отработана и со-
ответствовать технологическим условиям поточного производства. Необ-
ходимо обеспечивать бесперебойное, увязанное с темпом сборки снабже-
ние сборочной линии деталями и узлами. Слесарно-пригоночные работы
допускаются лишь в том случае, если они регламентированы по времени
и увязаны с темпом сборки. В случае индивидуальной пригонки элементов
474 изделия необходимо, чтобы таковые поступали на сборку совместно.
Проектирование технологических процессов сборки автпмпВнлец и их агрегатов
Поточная сборка повышает производительность труда.
Технический контроль. При сборке проверяют правильность взаимно-
го расположения элементов изделия, качество выполненных соединений
(момент затяжки резьбовых соединений, сила запрессовки, зазоры в со-
пряжениях, герметичность соединений, качество пригонки стыкуемых
поверхностей и др.), правильность постановки деталей, массу узлов и из-
делия в целом, уравновешенность вращающихся частей изделия и др. В ка-
честве средств технического контроля используют универсальные инстру-
менты (щупы, индикаторы, динамометрические ключи и др.), а также спе-
циальные контрольно-измерительные устройства и приспособления.
Контроль делится на приемочный и промежуточный. При приемочном
контроле проверяются все собранные изделия и наиболее ответственные
узлы. Промежуточный контроль (сплошной или выборочный) производит-
ся после выполнения наиболее сложных операций и тех операций, где вы-
сока вероятность брака.
Испытание. Заключительной контрольной операцией технологичес-
кого процесса изготовления машины является испытание. Испытания
могут быть приемочными, контрольными и специальными производст-
венными.
Приемочные испытания производят для определения фактических экс-
плуатационных характеристик машин (производительность, мощность,
расход топлива, точность размеров и пр.), проверки правильности работы
механизмов и узлов.
Машина, поступающая на испытательную станцию, должна иметь со-
проводительную карту, в которую заносятся данные о результатах провер-
ки отдельных узлов в процессе сборки.
При испытании создают условия, близкие к условиям эксплуатации,
проверяют правильность действия органов управления, точность и надеж-
ность работы механизмов, отсутствие самопроизвольных смещений, за-
еданий, провертывания и пр.
12.3. Виды сборочных соединенно. Средства механизации сборочных операций
Соединения бывают подвижные разъемные, подвижные неразъемные,
неподвижные разъемные, неподвижные неразъемные. Наиболее распро-
странены разъемные соединения, однако в последнее время доля неразъ-
емных соединений увеличивается в связи с ростом перемонтируемых сбо-
рочных единиц.
Соединения неразъемные неподвижные выполняют путем пластичес-
кой деформации (развальцовывание, обжимка, постановка шплинтов
ит. д.) или упругой деформации соединяемых деталей (запрессовка, тепло-
вое воздействие).
Кроме того, большое распространение получили механические разъем-
ные соединения с помощью стопорных упругих колец, разрезных шайб,
защелок, пружинных фиксаторов, клемм и упругих элементов. На рис. 12.2
приведены примеры таких соединений.
Неподвижные соединения выполняются с помощью сварки, пайки, пу-
тем склеивания и запрессовки. Они, как правило, осуществляются на про-
межуточных этапах механической обработки.
475
Глава 12
Основными средствами при слесарно-пригоночных работах являются
ручные машины.
Ручные машины — механизированный инструмент со встроенными
двигателями, масса которых полностью или частично воспринимается ру-
ками оператора, управляющего машиной. Масса ручных машин 1,5 —10 кг.
Рис. 12.2. Виды соединений:
а — с разрезным стопорным кольцом 1; б — клапан с разрезными сухариками
1 и пружиной 2; в — с подпружиненным развальцованным шариком; г — пор-
шень-кольцо; д — крышка 1 с корпусом 2, собранные с помощью упругой за-
щелки 3; е — откидная крышка 1 с пружинной защелкой 2; ж — упругий нако-
нечник 1 с крышкой 2; з — дюритовый шланг 1 с металлическим патрубком 2
Для приведения в действие рабочего органа в ручных машинах исполь-
зуют пневматические (ротационные лопастные, турбинные, поршневые),
электрические (постоянного тока, однофазные, трехфазные), реже гид-
равлические (ротационные лопастные, поршневые, винтовые) приводы.
По назначению различают ручные машины общего применения (свер-
лильные, шлифовальные и полировальные, фрезерные), для слесарно-до-
водочных работ (развальцовочные, развертывающие, зенковальные, опи-
ловочные, ножницы, кромкорезы, шаберы, пилы по металлу, зачистные
и рубильные молотки), для сборочных работ (резьбозавертывающие, резь-
бонарезные, клепальные молотки, скобозабивные).
Сверлильная машина может использоваться не только для сверления,
но и для зачистки, шлифования и полирования при установке в шпиндель
соответствующего рабочего инструмента. По функциям сверлильные ма-
шины делят на прямые и угловые (для работы в труднодоступных местах).
Сверлильные машины могут иметь несколько скоростей вращения рабо-
чего органа или плавную регулировку частоты вращения.
Шлифовальные машины применяют для снятия наплывов металла, уда-
ления литников, зачистки сварных швов и заусенцев, а также полирова-
ния. Шлифовальные машины могут быть прямыми и угловыми. Наиболее
распространенными являются прямые шлифовальные машины с абразив-
ными цилиндрическими кругами. Ддя зачистки, отрезки и полирования
используют угловые шлифовальные машины с различными насадками: ча-
476 шечными абразивными кругами, металлическими щетками, абразивными
Проектирование технологических процессов сборки автомобипеё и их агрегатии
дисками и подкладными эластичными кругами со шлифовальной шкур-
кой. Для обработки больших поверхностей применяют ленточно-шлифо-
вальные машины с ленточной шлифовальной шкуркой. Для обработки
плоских или металлических поверхностей небольшой кривизны использу-
ют плоскошлифовальные машины с рабочим органом — платформой, ко-
торая совершает круговое плоскопараллельное движение. Рабочий инст-
румент у этих машин — шлифовальная шкурка.
В автомобилестроении применяют клепальные и рубильные молотки.
С помощью клепальных молотков производят клепку диаметром 3 — 32 мм.
Применяя различные наконечники, можно выполнять и другие работы, на-
пример, запрессовывать детали, зачищать, срубать старые заклепки и т. д.
С помощью пневматических рубильных молотков выполняют рубку ме-
талла, чеканку, очистку отливок от литников, вырубку раковин, зачистку
сварных швов и др.
Ножницы предназначены для прямолинейной и фигурной резки листо-
вого материала из стали, сплавов цветных металлов, пластмасс, резины
и т. п. Различают ножницы ножевые, вырубные, дисковые и рычажные.
Наибольшее распространение получили ножевые и вырубные ножницы.
У ножевых ножниц одно лезвие подвижно, другое неподвижно, а у выруб-
ных ножниц материал последовательно просекается пуансоном.
При вырезании отверстий и деталей сложной конфигурации удобнее
использовать вырубные ножницы, так как они не деформируют заготовку.
Фрезерные машины используются для выполнения пазов, гнезд, раз-
личных углублений в металлических, пластмассовых и деревянных дета-
лях. Для этих же работ применяются механические шаберы и напильники,
рубанки.
Для сборочных работ используют много- и одношпиндельные гайковер-
ты. Основой многошпиндельных гайковертов являются резьбозавертыва-
ющие шпиндели (силовые головки), собираемые по агрегатному принципу
совместно с пусковой и контролирующей аппаратурой. Многошпиндель-
ные гайковерты применяют для резьбовых соединений М3 — МЗО с момен-
тами затяжек 20—500 Н-м.
Многошпиндельные гайковерты компонуют на базе резьбозавертыва-
ющих силовых головок, которые снабжаются встроенными двигателями
(пневматическими, электрическими, гидравлическими). Для встраивания
в многошпиндельные гайковерты корпуса силовых головок имеют специ-
альные фланцы или посадочные пояски. Многошпиндельные гайковерты
оснащаются различными устройствами, обеспечивающими отключение
соответствующего шпинделя при достижении заданного вращающего мо-
мента с точностью 12—15%.
Некоторые зарубежные фирмы выпускают пневматические двухско-
ростные силовые головки. Во время завертывания гайки по стержню бол-
та шпиндель вращается с большой скоростью и малым моментом. При со-
прикосновении торца гайки с деталью начинается затяжка, момент сопро-
тивления на шпинделе увеличивается, срабатывает специальный
механизм, и шпиндель начинает вращаться с малой частотой и большим
моментом. Это позволяет уменьшить расход воздуха, мощность двигателя
и габаритные размеры силовой головки.
Во многих силовых головках шпиндель связан с приводом через муфту
ограничения вращающего момента, которую можно настраивать в неболь- 477
Глава 12
ших пределах. К таким муфтам относятся магнитные, кулачковые, шари-
ковые, фрикционные.
На рис. 12.3 показана типовая пневматическая силовая головка. В кор-
пусе головки смонтированы планетарный редуктор и пневмодвигатель.
На шпинделе установлен подпружиненный патрон, для крепления головки
предусмотрен фланец.
Для завертывания шпилек с помощью многошпиндельных установок
выпускают пневматические силовые головки-шпильковерты (рис. 12.4). Го-
ловка предназначена для резьбы М14. Наибольший вращающий момент на
шпинделе — 48 Н-м, расход воздуха — 1,2 м3/мин, масса головки — 2,1 кг.
Рис. 12.3. Пневматическая силовая головка:
1 — патрон; 2 — фланец для крепления головки; 3 — планетарный редуктор;
4 — корпус головки; 5 — пневмодвигатель
Вращающий момент от ротора передается шпинделю через двухступен-
чатый планетарный редуктор и механизм реверса. Каждая ступень редукто-
ра имеет ведущее зубчатое колесо с внутренними зубьями и водило с двумя
сателлитами. На резьбовом конце водила установлено вращающееся зубча-
тое колесо с внутренними зубьями, являющееся ведущим в механизме ре-
верса. Паразитные колеса, сидящие на осях в неподвижном корпусе, зацеп-
ляются с центральным колесом, свободно вращающимся на шпинделе.
1 23 4 5
6 7 8 9 10 11 12
Рис. 12.4. Пневматическая силовая головка-шпильковерт:
1 — центральная ось; 2 — ось сателлитов; 3 — сателлиты; 4 — зубчатое ко-
лесо; 5 — механизм реверса; 6 — патрон; 7 — шпиндель; 8 — центральное ко-
лесо; 9 — неподвижный корпус; 10 — водило; 11 — редуктор; 12 — ротор
При осевой нагрузке шпиндель, двигаясь назад, соединяется с кулачками
выходного вала (водила) редуктора, получая правое вращение для завертыва-
ния шпильки. При прекращении нажатия он под действием пружины переме-
щается вперед и входит в зацепление с зубчатым колесом механизма реверса,
получая левое ускоренное вращение, и патрон вывертывается со шпильки.
Распространенным средством механизации процесса сборки резьбо-
478 вых соединений являются ручные одношпиндельные резьбозавертываю-
Проектирование технологических процессов сборка автомобилей о их агрегатов
щие машины (гайковерты, винтоверты, шуруповерты, шпильковерты,
муфтоверты и др.). Ручные машины выпускают с пневматическими рота-
ционными и электрическими высокочастотными двигателями, а также
с однофазными коллекторными двигателями нормальной частоты.
При сборке резьбовых соединений с помощью ударно-вращательных
импульсов в основном используют ударные гайковерты, выполненные
в виде ручных машин. Отсутствие реактивного момента при работе удар-
ных гайковертов позволяет применять их для сборки соединений больших
размеров. Ударные гайковерты имеют высокую производительность, их
используют при моментах затяжки свыше 50 Н-м.
По сравнению с гайковертами вращательного действия в ударных гай-
ковертах используются приводные двигатели меньшей мощности, что поз-
воляет создавать легкие и портативные машины. Вместе с тем ударные гай-
коверты имеют низкую долговечность и повышенные уровень вибрации
и шума.
Для соединений с пластическим деформированием применяют прессы
для запрессовки, напрессовки и клепки.
Выбор пресса обусловлен расчетной силой запрессовки с коэффициен-
том запаса 1,5 — 2, размерами собираемых изделий и экономичностью.
Большие значения коэффициента запаса применяют для прессов неболь-
шой мощности, меньшие — для мощных.
Прессы по степени специализации делятся на универсальные и специ-
альные; по типу привода — на ручные и приводные. В качестве силового
привода у ручных применяют реечные, эксцентриковые й винтовые меха-
низмы, у приводных — пневматические, пневмогидравлические, гидрав-
лические, механические и электромагнитные приводы.
Сила, развиваемая одностоечными универсальными реечными пресса-
ми верстачного типа, достигает 30 кН, двухстоечными винтовыми пресса-
ми напольного типа — до 50 кН.
При сборке изделий небольших размеров широкое применение полу-
чили пневматические прессы прямого или рычажного действия. У пневма-
тических прессов прямого действия силовой цилиндр устанавливают на
верхний фланец станины и крепят шпильками. При необходимости полу-
чить большую силу на штоке применяют сдвоенный цилиндр. По таким
схемам разработаны прессы силой 30, 60, 100 кН.
При большей силе запрессовки применяют гидравлические прессы.
В массовом и крупносерийном производстве применяют прессы специ-
ального назначения.
В сборочных цехах поточно-массового и поточно-серийного производ-
ства для межоперационного перемещения изделий широко применяют
конвейеры и транспортеры различных типов.
Подвесные конвейеры бывают трех видов: грузонесущие, толкающие
и грузоведущие. Для размещения подвесных конвейеров не требуется до-
полнительной производственной площади, а их большая протяженность
обусловливает возможность использования этих конвейеров не только
в качестве межоперационного транспорта, но и для межцехового, межкор-
пусного транспортирования грузов.
Грузоподъемность кареток составляет 250, 500 и 800 кг, что позволяет
перемещать собираемые объекты массой до 2000 кг при подвеске на четы-
ре каретки.
479
Глава 12
Подвесные толкающие конвейеры отличаются от грузонесущих тем,
что грузовая каретка не соединена непосредственно с тяговой цепью и пе-
ремещается по отдельному (нижнему) пути. Грузовые тележки приводятся
в движение толкателями, связанными с тяговой цепью. Опорные ролики
толкателей и тяговой цепи перемещаются по верхнему пути. Благодаря
этому возможен автоматический перевод грузовой каретки с одного уча-
стка конвейера на другой и обратно с помощью стрелочных переводов, ис-
пользование отдельных участков конвейера в качестве накопителей (под-
весных складов), а также осуществление передачи тележек с одной высо-
ты на другую с помощью опускных и подъемных секций.
Стрелочными переводами управляют с помощью адресоносителей, рас-
положенных на грузовых тележках, воздействующих на конечные выклю-
чатели при подходе к стрелке, а также с помощью ЭВМ с централизован-
ным управлением.
Подвесные грузоведущие конвейеры применяют для транспортирова-
ния собираемых изделий на напольной тележке, которая приводится в дви-
жение от подвесного конвейера с помощью захвата или толкателя. В послед-
нем случае обеспечивается возможность автоматического адресования.
Ленточные конвейеры применяют при сборке легких и мелких изделий
в массовом производстве. Несущим органом является текстильная проре-
зиненная лента шириной 200—1000 мм, которая скользит по гладкому де-
ревянному или металлическому настилу. Нерабочая часть ленты опирает-
ся на ролики. Скорость ленточных конвейеров 6 — 30 м/мин.
Пластинчатые конвейеры применяют при сборке изделий, не требую-
щих специального базирования. Несущая часть их между приводными це-
пями покрыта металлическими пластинами. Длина пластинчатых конвейе-
ров достигает 200 м при ширине настила от 400 до 1600 мм, их скорость
1—5 м/мин. Пластинчатые конвейеры используют для сборки различных
изделий: мелких и сравнительно тяжелых. Пластинчатые конвейеры вы-
полняются вертикально замкнутыми; при этом их рабочая часть распола-
гается на уровне пола (при общей сборке автомобилей) или выше него
(мелкие и средние изделия), а нерабочая часть находится в траншее ниже
уровня пола.
Роликовые конвейеры (рольганги) применяют для межоперационного
транспортирования в сборочных и механических цехах. Их часто использу-
ют также в качестве складов-накопителей. Рольганги могут быть непривод-
ные и приводные. В конструкциях рольгангов могут быть предусмотрены
прямые и поворотные секции. Для поворота изделий, а также для передачи
изделий с одного участка конвейера на другой применяются поворотные
столы. В местах разветвления технологических потоков устанавливаются
стрелки, управление которыми может быть автоматизировано.
Грузоведущие напольные конвейеры могут быть непрерывно или перио-
дически движущимися. Их применяют для сборки крупных изделий, имею-
щих собственную ходовую часть или располагаемых на транспортных тележ-
ках. Изделия или тележки с помощью захватов присоединяются к цепному
транспортеру, расположенному в траншее ниже уровня пола. Грузоведущие
конвейеры могут быть прямолинейными или замкнутыми. Замкнутые грузо-
ведущие конвейеры более предпочтительны для сборки изделий на транс-
портных тележках, так как при сборке на прямолинейном конвейере необхо-
480 димо предусматривать параллельный путь для возврата тележек.
Проектирование технологических процессов сборке автомоболеО о ох агрегатов
12.4. Автоматизация сборочных процессов о агрегатно-модульный метод
компоновки оборудования
Рост выпуска машин, а следовательно запасных частей к ним, требуют
повышения производительности сборочного оборудования, которое мож-
но удовлетворить путем создания специальных высокопроизводительных
машин и линий сборки одного или нескольких родственных типов изде-
лий. Однако постоянное совершенствование, модернизация и частое об-
новление объектов производства обуславливают необходимость примене-
ния гибкого и, в определенной степени, универсального оборудования, что
препятствует концентрации сборочных переходов и, соответственно, до-
стижению высокой производительности.
Для удовлетворения таких противоречивых требований необходимо,
чтобы автоматизированное оборудование с оптимальной концентрацией
операций обеспечивало возможность переналадки, в том числе и автомати-
ческой, (при достаточно высокой производительности), небольшие сроки
изготовления, его невысокую стоимость и приемлемые сроки окупаемости.
В наибольшей степени этим требованиям удовлетворяет принцип агре-
гатирования оборудования, т. е. создание сборочных машин и линий из
стандартных (унифицированных) узлов.
Агрегатное оборудование, как и специальное, обеспечивает высокую
производительность, имеет более простую конструкцию, чем аналогичное
специальное, позволяет легко автоматизировать как основные, так и вспо-
могательные операции. При необходимости перехода на сборку нового из-
делия требуются относительно небольшие затраты на переналадку агре-
гатного оборудования.
Преимуществом агрегатирования сборочных машин и линий является
следующее:
1. Появляется возможность создания оборудования по оптимальному тех-
нологическому процессу, поскольку в этом случае вначале разрабаты-
вается наивыгоднейший процесс сборки, а затем компонуется оборудо-
вание из готовых узлов. При этом нет необходимости приспосабливать
технологический процесс под возможности ранее спроектированного
оборудования, как это имеет место при использовании специальных
или универсальных сборочных машин.
2. Сроки проектирования и сроки изготовления оборудования сокращают-
ся в 6 —10 раз по сравнению с созданием специальных сборочных машин.
3. Обеспечивается многократное использование большинства узлов сбо-
рочных машин при смене объекта производства, что способствует быс-
трой перестройке производства и совершенствованию конструкции со-
бираемых изделий.
4. Появляется возможность постоянного совершенствования конструк-
ций узлов сборочного оборудования, поэтапной автоматизации процес-
са путем встраивания новых, более совершенных исполнительных ме-
ханизмов и устройств автоматизации.
5. Агрегатирование позволяет выполнять различные операции сборки,
сварки, обработки, контроля, регулирования и другие операции в одной
сборочной машине, создавая тем самым возможности для комплексной
автоматизации производства.
31 Технология автомобилестроения
481
Глава 12
6. Компоновка различных сборочных машин и линий из ограниченного на-
бора узлов и деталей повышает серийность изготовления этих узлов, поз-
воляет применять высокопроизводительное оборудование при их изго-
товлении, что существенно снижает стоимость сборочного оборудования.
Поэтому агрегатно-модульный принцип создания сборочных машин
и линий становится одним из основных направлений автоматизации сбо-
рочного производства.
Полуавтомат с унифицированными узлами и устройствами для завер-
тывания резьбовых шпилек, предназначенный для сборки крышки рас-
пределительных зубчатых колес со шпильками, показан на рис. 12.5.
Технические характеристика:
Время цикла, с..........................14
Крутящий момент, Н-м....................20 — 60
Число одновременно завертываемых шпилек....8
Шпильки.................................М8х18, М8х22, М8х40
Габаритные размеры, мм..................2000x1390x1600
Масса, кг...............................2900
Рис. 12.5. Сборочный полуавтомат из унифицированных элементов:
1 — силовой стол; 2 — пневмогайковерт; 3 — механизм выключения враще-
ния шпинделей; 4 — вибробункер; 5 — шпиндель; 6 — патрон; 7 — механизм
ориентации шпилек по шагу резьбы; 8 — механизм ориентации шпилек по
длине резьбовых концов и шагу резьбы; 9 — кулачковый захват; 10 — меха-
низм подачи захватов; И — поворотный стол; 12 — клещевой захват;
482 13 — механизм для поворота захватов
Проектирование технологических процессов сборки автомобилей и их агрегатов
Крышка устанавливается и снимается вручную, шпильки подаются из
вибробункеров, ориентируются по длине и с помощью пневмошпилько-
вертов заворачиваются в крышку. Полуавтомат может быть перекомпоно-
ван для другого изделия.
Применение данного оборудования позволило в 1,5 раза повысить про-
изводительность труда, обеспечить высокое качество сборки, надежность
работы сборочных машин, улучшить условия труда рабочих-сборщиков.
Сборочные агрегатные машины могут быть как однопозиционными,
так и многопозиционными с поворотными столами и предназначены для
сравнительно несложных по конструкции изделий, для выполнения не-
большого числа сборочных переходов.
Использование унифицированных элементов позволяет в короткие
сроки создавать сборочно-конвейерные линии для изделий простых
и средней сложности, с помощью механизированного инструмента или
вручную ведется серийная и массовая сборка небольших изделий. В слу-
чае необходимости такую линию очень быстро можно перестроить для
сборки других изделий.
Для сборки более сложных изделий, состоящих из многих десятков де-
талей, проектируют сборочные линии с различными видами транспорт-
ных устройств. Сборочные линии являются сегодня наиболее совершен-
ным видом сборочного оборудования.
Вначале сборочные линии строились по тем же принципам, что и авто-
матические линии для механической обработки деталей и, как правило,
из тех же конструктивных элементов: станин агрегатных станков, силовых
столов, силовых головок, которые вместо режущих инструментов оснаща-
лись механизмами для выполнения сборочных операций.
В качестве транспорта использовались механизмы шагового перемеще-
ния. Такт линий — одинаковый (синхронный) для всех позиций, а компо-
новка — простая, линейная. Постепенно компоновка сборочных линий
стала усложняться.
С ростом выпуска изделий вместо линейных однопоточных линий все
шире стали применять линии, состоящие из одинаковых параллельно ра-
ботающих потоков.
Однако дублировать все позиции, включая те, которые обеспечивают
рост выпуска изделий, дорого. Поэтому потоки обрабатываемых деталей
и собираемых изделий начали разделять в соответствии с длительностью
работы позиций. Появились линии с ветвящимися (параллельно-последо-
вательными) потоками.
Необходимо подчеркнуть преимущества модульного метода проекти-
рования сборочного оборудования. Линия, которая показана на
рис. 12.6, — это часть общей сборочной системы. Первоначально для про-
стого изделия и небольшого выпуска их была создана небольшая линия.
По мере развития производственных задач была возможность усложнять
и «наращивать» сложную сборочную систему (рис. 12.7) [14].
Однако автоматизировать в сборочной линии все операции не всегда
возможно, а зачастую и нецелесообразно, с точки зрения надежности или
экономичности сборки. Поэтому в автоматизированные сборочные линии,
наряду с автоматическими позициями, включают позиции, где ряд опера-
ций выполняется рабочими вручную. Так как автоматические операции
обычно выполняются быстрее, чем ручные, то такт линии определяют по- 483
31*
Глава 12
зиции с ручными операциями. При этом такт зависит от готовности рабо-
чих к сборке, т. е. очередное перемещение собираемых изделий происхо-
дит только после того, как каждый рабочий закончит весь набор перехо-
дов. В результате линия работает с тактом лимитирующей в данный мо-
мент позиции, что приводит к снижению ее производительности.
Избавиться от этого недостатка позволили сборочные линии с несин-
хронным тактом — несинхронные сборочные линии (НСЛ). Появление
НСЛ стало микрореволюцией в сборочной автоматизации. Эти линии со-
здаются на основе тех же структурных схем, что и синхронные линии
(СЛ).
Гибкие связи между позициями в НСЛ дают возможность в одном пото-
ке успешно сочетать сборочные операции, выполняемые как автоматичес-
ки, так и вручную. Как правило, такие линии состоят из отдельных (мо-
дульных) рабочих позиций, соединенных между собой замкнутым, непре-
Рис. 12.6. Сборочная линия для минимального количества операций [14]
Рис. 12.7. Сборочная линия для максимального числа сборочных операций
(встроенный в линию первоначальный вариант компоновки выделен пункти-
484 ром в правой части рисунка) [ 14]
Проектирование технологических процессов сПорки автомоВилеи п их агрегатов
Рис. 12.8. Различные компоновки несинхронных сборочных линий фирмы «Bosch» [3J:
а — с конвейером, замкнутым в вертикальной плоскости; б — с вертикально
замкнутым конвейером и вынесенными позициями ручной сборки; в — с гори-
зонтально замкнутым конвейером; г — с горизонтально замкнутым конвейе-.
ром и вынесенными позициями ручной сборки
рывно движущимся транспортным устройством с «плавающими» приспо-
соблениями-спутниками, на которых размещаются собираемые изделия.
Отсутствие жесткой связи между приспособлением-спутником и транс-
портером, наличие свободного пространства между рабочими позициями
позволяют создавать небольшие запасы собираемых изделий, обеспечива-
ющие независимую (несинхронную) работу позиций. В качестве движу-
щего элемента используют цепь или ленту, иногда приводные и гравитаци-
онные лотки (см. рис 12.8).
Применение НСА улучшает условия труда, так как исключает непо-
средственную синхронизацию действий рабочего с работой механизмов,
тем самым снижая его утомляемость и нервное напряжение, вызванное
опасением не выполнить операцию за отведенное время. 485
Глава 12
Однако основным преимуществом НСЛ является производительность,
которая на 10 — 30% выше, чем у синхронных линий. Объясняется это тем,
что на НСЛ собираемые изделия между позициями перемещаются сразу
же после окончания выполнения каждой операции, независимо от степе-
ни готовности операций на других позициях, а ритмичность работы дости-
гается путем использования межпозиционных накопителей (небольшого
числа спутников с собираемыми изделиями, которые находятся между по-
зициями). Другими словами, при остановке или задержке в работе какой-
либо позиции остальные продолжают работать еще некоторое время (до
опустошения предыдущего накопителя или до заполнения последующего).
Производительность НСЛ может изменяться в довольно широких пре-
делах и зависит от величин и соотношения параметров, определяющих ее
компоновочные характеристики: числа рабочих позиций, их надежности,
рассеяния времени выполнения отдельных выполняемых вручную опера-
ций, емкости межоперационных накопителей и т. п. Таким образом, очень
важно оценить производственные возможности НСЛ уже на стадии про-
ектирования, так как ошибки в определении ожидаемой производительно-
сти могут повлечь за собой дополнительные расходы средств и времени
для внесения изменений по результатам промышленных испытаний, либо
неоправданное завышение стоимости линии из-за усложнения ее структу-
ры, неполной загрузки оборудования увеличения габаритных размеров,
производственных площадей и металлоемкости конструкции. Важно так-
же выбрать рациональную структуру и параметры линии, обеспечиваю-
щие заданную программу выпуска изделий требуемого качества с наи-
меньшими затратами.
На надежность работы НСЛ также оказывает влияние число приспо-
соблений-спутников, используемых на линии.
Развитие транспортных систем линий сборки. Необходимость созда-
ния межпозиционных запасов потребовала изменения транспортных уст-
ройств для перемещения собираемых изделий. На'смену периодически
включаемым механизмам шагового перемещения пришли механизмы не-
прерывного перемещения без жесткой кинематической связи между
транспортером и собираемыми изделиями или спутниками, на которых
они собираются. Такая конструкция позволила останавливать изделия или
спутники перед позициями НСЛ без остановки транспортного устройства.
Наибольшее распространение в НСЛ получили транспортные устрой-
ства с приводными рольгангами с фрикционными роликами; устройства
с полиамидными лентами, проскальзывающими под спутниками при их
остановках; устройства с цепями с трехрядными роликами, крайние из ко-
торых катятся по направляющим, а средний проворачивается и катится
при остановке спутника по нижней направляющей.
НСЛ, несмотря на существенные преимущества, имеют ряд недостатков:
• микрозаделы истощаются быстрее, чем удается устранить отказ, и тог-
да линия останавливается;
• продолжительность какой-либо операции, не поддающейся дифферен-
циации, превышает такт, рассчитанный из условий необходимой про-
изводительности;
• введение дублирующих позиций обычно конструктивно сложно;
• продолжительность ручной операции иногда значительно меньше так-
486 та (недостаточная загрузка рабочего-сборщика).
Проектирование технологических процессов сборки автомобилей и их агрегатов
Усложнение структур и компоновок НСЛ. Для устранения недостат-
ков НСЛ были использованы более эффективные компоновки автомати-
зированных сборочных линий [1].
Примером такой линии является автоматизированная линия, созданная
на АМО ЗИЛ для сборки верхнего корпуса карбюратора, в которой кроме
традиционно выполняемых сборочных операций автоматически осуще-
ствляются подача и приклепывание кронштейна троса воздушной заслон-
ки, установка фибровых шайб, пневмовихревое наживление клапана по-
дачи топлива и завинчивание его с регламентируемым усилием и контро-
лем положения торца, наживление и завинчивание штуцера с конической
резьбой, лазерная сварка воздушной заслонки, контроль герметичности
собранного изделия. Характерной особенностью данной линии является
ее транспортная система, состоящая из основной ветви, по которой в лю-
бой последовательности движутся спутники с собираемыми изделиями,
и параллельных ей дополнительных ветвей, на которых расположены по-
зиции для выполнения технологических операций.
Транспортная система линии горизонтально замкнута с приводными
рольгангами и фрикционными роликами.
Спутники, находящиеся на основной ветви транспортной системы, за-
кодированы в соответствии с кодом следующей операции и обеспечивают
передачу собираемых изделий в заданной последовательности между тех-
нологическими позициями, а также являются носителями межоперацион-
ных заделов.
При остановках спутников на секциях транспортной системы ролики,
благодаря радиальному зазору, не вращаются, а пробуксовывают на посто-
янно вращающихся приводных осях. Тяговое усилие роликов определяет-
ся усилием натяжения пружины, расположенной между ними.
Для передачи спутников с основной ветви транспортной системы на до-
полнительную и обратно предусмотрены секции передачи со сдвижными
каретками.
Для изменения направления движения спутника по транспортной сис-
теме предусмотрены секции, которые обеспечивают движение спутника
всегда одной и той же стороной вперед, что упрощает конструкцию рабо-
чих позиций и устройств системы кодирования спутников. На сдвижных
и поворотных каретках, на секциях транспортной системы и на технологи-
ческих позициях расположены остановы для спутников.
Каждый спутник имеет программоноситель, выполненный в виде блока
переключаемых кулачков. Также имеются считывающие устройства на
транспортной системе и устройства для перекодирования на технологиче-
ских позициях.
При этом спутник получает код, соответствующий адресу следующей
технологической позиции, куда он должен быть направлен. После выпол-
нения технологической операции спутник расфиксируется и с помощью
секции передачи спутников, расположенной за технологической позици-
ей, выдается на основную ветвь транспортной системы.
Технологические позиции в линии могут располагаться в любой после-
довательности. Продолжительность выполнения операций на той или
иной позиции может быть любой, и если она больше такта работы линии,
то вводятся дублирующие позиции, расположение которых в линии также
не регламентируется последовательностью выполнения технологических 487
Глава 12
операций. При этом спутник может заходить на одну и ту же позицию не-
сколько раз. Все это обеспечивает высокую гибкость технологического
процесса сборки. Конструкция транспортной системы и значительный
объем памяти программоносителя спутника позволяют собирать одновре-
менно несколько различных изделий, соединять линии с другими подоб-
ными линиями, передавать спутники с одной линии на другую, создавая
тем самым гибкие автоматизированные производства.
Модульный принцип — основа создания сборочных линий. Дальней-
шее развитие описанной несинхронной модульной транспортной системы
привело к объединению модулей в функциональные блоки. При этом оп-
ределились два основных блока-модуля: технологическая станция и стан-
ция передачи спутников между основной и дополнительной ветвями
транспортной системы. Эти модули полностью автономны, каждый имеет
свою станину и свою систему управления, включаемую поступающим на
станцию спутником с соответствующим кодом.
Модуль «технологическая станция» (рис. 12.9) имеет расположенную
на общей сваренной из труб прямоугольного сечения станине секцию ос-
новной ветви транспортной системы для перемещения по ней транзитных
Рис. 12.9. Модуль «Технологичес-
кая станция» [3]:
1 — секция основной ветви
транспортной системы; 2 — сек-
ция дополнительной ветви
транспортной системы; 3 — ме-
ханизм для подъема, фиксации
и перекодирования спутников;
4 — механиз для остановки спут-
ника; 5 — система управления
спутников и секцию дополнительной
ветви транспортной системы, на кото-
рой расположен механизм для подъе-
ма, фиксации и перекодирования
спутников и механизмы для остановки
спутника перед технологической пози-
цией и на ней.
На этой же секции имеются базиру-
ющие элементы-гнезда для установки
различных технологических, ориенти-
рующих, силовых или контрольно-ис-
пытательных устройств. Здесь же, как
правило, устанавливается система уп-
равления, включающая программиру-
емый контроллер и блок управляющих
пневмораспределителей.
Модуль «станция передачи спутни-
ков (рис. 12.10) между основной и до-
полнительной ветвями транспортной
системы» имеет расположенную по-
средине сдвижную каретку с ролика-
ми, перемещаемую между основной
и дополнительной транспортными вет-
вями. На каретке расположены спа-
ренные остановы с Г-образными рыча-
гами, раскрываемые в крайних поло-
жениях каретки.
На ней располагается система уп-
равления и силовая установка для при-
вода участка транспортной системы,
состоящего обычно из нескольких тех-
нологических и передающих станций.
488
Проектирование технологических процессов сборки автомобилей и их агрегатов
Справа и слева от каретки расположе-
ны роликовые секции основной и до-
полнительной транспортных ветвей.
На секциях слева имеются устройства
для считывания кода спутника и для ос-
тановки спутника на той или иной ветви
перед кареткой.
Секция дополнительной ветви поз-
воляет создать микрозадел спутников
перед технологической позицией, рас-
положенной после станции передачи
спутников, имеет конечный выключа-
тель, контролирующий наличие на ней
спутника. Как только спутник перемес-
тится на технологическую станцию, ко-
нечный выключатель включает считы-
вающее устройство на секции основной
ветви транспортной системы. При этом
происходит поиск спутника с нужным
кодом в потоке движущихся по ней
в любой последовательности спутников.
Таким образом, станция осуществля-
ет функции транзитного перемещения
спутника по основной ветви транспорт-
ной системы, пропуск спутника по до-
полнительной ветви от одной техноло-
гической станции к другой, располо-
женной по соседству, передачу
спутника с основной ветви транспорт-
ной системы на дополнительную, также
с дополнительной ветви транспортной
Рис, 12.10. Модуль «передачи
спутников между основной и до-
полнительной ветвями транс-
портной системы» [3]:
1 — секция основной ветви транс-
портной системы; 2 — секция до-
полнительной ветви транспорт-
ной системы; 3 — сдвижная ка-
ретка; 4 — спаренные остановы;
5 — система управления; 6 — сило-
вая установка
системы на основную.
В качестве дополнительных блок-модулей в транспортную систему мо-
жет включаться станция д ля изменения направления движения спутников
с поворотной кареткой и промежуточная станция, устанавливаемая между
расположенными рядом технологическими станциями. Промежуточная
станция служит для удобства работы на технологических станциях,
для удобства их обслуживания или для установки элементов привода
транспортной системы либо системы управления, расположенной рядом
с технологической станцией.
Примером автоматизированной сборочной линии, построенной из та-
ких модульных станций, может служить линия для сборки автомобильно-
го компрессора, спроектированная и изготовленная на АМО ЗИЛ. Гори-
зонтально замкнутая линия включает в себя несколько участков, каждый
из которых состоит из технологических станций и имеет на входе и вы-
ходе станции для передачи спутников между ветвями транспортной сис-
темы.
Расположение участков не соответствует технологической последова-
тельности, а обусловлено удобством обслуживания, подачи комплектую-
щих деталей, а также выделением из зоны сборки или обработки кон-
489
Глава 12
трольных и контрольно-испытательных автоматов. В эту линию кроме
станции для выполнения сборочных и контрольно-испытательных опера-
ций включены также станции для операций механической обработки, ко-
торые выполняются между сборочными операциями. Предусмотрены ре-
зервные позиции для возможности работы в ручном режиме при отказах
какого-либо автоматического оборудования или для возможности изме-
нения технологического процесса при сборке каких-либо не предусмот-
ренных проектом модификаций собираемого изделия. В линии имеется 16
автоматических позиций для выполнения операций механической обра-
ботки и сборки, 2 полуавтоматические позиции, 7 автоматических кон-
трольно-испытательных позиций, 6 ручных позиций, 4 резервные и 2 по-
зиции для устранения дефектов. Предусмотрены 18 станций для передачи
спутников с основной ветви транспортной системы на дополнительную
и обратно.
Особенно эффективно использование таких линий при запуске новых
изделий, так как имеется возможность поэтапной автоматизации операций.
Вначале, при небольшом объеме выпуска изделий, сборка может выпол-
няться на ручных позициях. По мере увеличения объема выпуска, по мере
необходимости могут включаться автоматические позиции. При этом доста-
точно только изменить адрес, и спутник с собираемым изделием будет на-
правлен уже не на позицию ручной сборки, а на автоматическую.
Данное сборочное оборудование предназначено для одного изделия
или нескольких однотипных, но компоновка его позиций из унифициро-
ванных элементов позволяет быстро перестраивать линии на изделия дру-
гой номенклатуры.
Область применения данного оборудования — Массовое и крупносе-
рийное производство.
Гибкие сборочные центры для серийного и мелкосерийного производ-
ства. Для сборки изделий серийного и мелкосерийного производства со-
здаются гибкие линии, а также отдельные сборочные центры. В качестве
основных технологических агрегатов используются сборочные роботы.
Варианты сборочных центров для изделий массой до 1 кг, габарит-
ными размерами до 120x100x100 мм, встраиваемых в гибкие сборочные
линии (могут работать и автономно), на базе роботов фирмы «Nokia»
(Финляндия), показаны на рис. 12.11. Они выполняют следующие
функции: прием, распознавание и фиксацию спутников, перемещае-
мых по конвейеру, установку в спутники предварительно ориентиро-
ванных базовых деталей изделия, установку и закрепление деталей,
нанесение смазочного материала, склеивание, контроль действующих
сил и моментов при закреплении деталей, запоминание результатов,
расфиксацию и съем спутников, контроль качества сборки и сортиров-
ку изделий.
Робот имеет напольное и подвесное исполнения, шесть степеней по-
движности, сервопривод постоянного тока, точность позиционирования
±0,1 мм, грузоподъемность 2,5 кг, массу 54 кг.
В создании ряда узлов для таких центров участвовали российские при-
боростроители. Пример применения центров с роботами «Nokia» приве-
ден на рис. 12.54 цветной вкейки.
Сборочный центр другой компоновки, разработанный фирмой «Bosch»
490 (ФРГ), показан на рис. 12.12. Спутники 1 с базовой деталью подаются кон-
Проектирование технологических процессов сборки автомобилей и их агрегатов
Рис. 12.11. Компоновка сборочных центров на базе роботов фирмы «Nokia»,
встраиваемых в гибкие сборочные системы
вейером 2. Установку сопрягаемых
деталей, подаваемых вибробунке-
рами 3, осуществляет робот 4, име-
ющий механизмы 5, 6, 7 прямоли-
нейного перемещения по трем ко-
ординатам и ротационный блок 8
Мя поворота руки робота на 360°.
Центр может оснащаться система-
ми технического зрения и техни-
ческими датчиками мя распозна-
вания расположения детали, кон-
троля за их поступлением на
сборку, а также контроля разме-
ров сопрягаемых деталей. Благода-
ря широким возможностям робота
и системы управления сборочный
центр легко перепрограммируется
на сборку различных изделий.
Для последовательной гибкой
сборки сложных изделий создана
сборочная ячейка из двух объеди-
ненных центров.
Рис. 12.12. Сборочный центр фирмы
«Bosch» на базе роботов, переме-
щаемых по трем осям координат:
1 — спутники; 2 — конвейер; 3 — ви-
бробункер; 4 — робот; 5—7 — меха-
низмы линейных перемещений по
трем координатам; 8 — блок рота-
ции 491
Глава 12
Рис. 12.13. Механизированное рабочее место сборщика и элементы,
из которых оно компонуется
Из унифицированных элементов могут агрегатироваться не только ли-
нии, но и механизированные места сборщиков, как это показано на
рис. 12.13. В условиях мелкосерийного производства такое решение, ис-
пользующее достижения эргономики, требующее минимальных капитало-
вложений и существенно облегчающее труд сборщиков, в ряде случаев яв-
ляется наиболее экономичным.
Систематизировать сборочное оборудование по ряду общих признаков
можно на основе классификации, предложенной фирмой «Bosch» (рис. 12.14).
С помощью классификации можно проанализировать качественные
изменения таких параметров сборочного процесса, как затраты на обору-
дование (капитальные и связанные с обслуживанием), серийность выпус-
ка и степень сложности изделия, гибкость производства, удельные расхо-
ды на зарплату и др. Такой подход в первом приближении позволяет тех-
нологу осуществить укрупненный выбор при решении конкретных задач
автоматизации сборки, но при этом необходимы дальнейшие расчеты
и обоснования. По диаграмме рис. 12.15 область рационального использо-
вания некоторых видов сборочного оборудования может быть уточнена
492 с учетом требуемой степени гибкости производства и программы выпуска.
Проектирование технологических процессов сборки автомобилей и их агрегатов
Рис. 12.14. Классификация сборочного оборудования в зависимости от уровня
автоматизации операций и числа сборочных позиций, предложенная фирмой
«Bosch»
Рис. 12.15. Области примене-
ния сборочных машин и ди-
ний различных типов:
1 — ручная сборочная стан-
ция; 2 — ручные сборочные
линии с автоматическим
транспортированием;
3 — гибкие сборочные линии;
4 — специальные сборочные
автоматы; 5 — специальные
сборочные автоматические
линии; 6 — гибкие сборочные
линии
493
Глава 12
12.5. Основы пряектпроваиия автоматизированных проденем сВирки
Выбор рационального маршрута сборки. Проектирование эффектив-
ных сборочных процессов с высоким уровнем автоматизации операций
является сложной многовариантной задачей. Процесс решения данной за-
дачи включает в себя ряд взаимосвязанных этапов (рис. 12.16) — от отра-
ботки конструкции изделия на технологичность до синтеза компоновок
сборочных машин и линий с последующим компьютерным моделировани-
ем нескольких близких к оптимальному вариантов компоновок линий для
детального анализа их работы в условиях, близких к производственным.
I____________Ввод______________I
________ Ф____________________________
Анализ и отработка на технологичность
_________________________________________для автоматизированной сборки____________
_________________________________________—,_. -.Ф— ... . . ..ZZ
Деление изделия на сборочные единицы
, . —....... ...... . Ф... -.— —
Разработка вариантов маршрута сборки изделия
.. . _______ —Ф— .............=
Оценка уровня автоматизации сборочного перехода
, ......-... .. .... - .Ф-.. .. _ . , —
Формирование сборочных позиций
..... .. ___—„ ..Ф.._................ ZZZ
Выбор сборочного агрегатного оборудования
.. . . . -------- Ф .., ............... .
Оптимизация технологического процесса
сборки изделия и компоновки оборудования
ф
Графическое построение структурно-компоновочной
схемы сборочного агрегатного оборудования
, — .................Ф_______ -.... .... .. -,
Стохастическое моделирование вариантов
компоновки линий, близких к оптимальному
| Вывод на печать ~~|
X
JQ
I
I
<
т
<
Рис. 12.16. Структурная схема комплексной системы проектирования про-
цессов сборки изделий и компоновочных схем сборочного оборудования
С этой целью рядом фирм и организаций разрабатываются алгоритмы
и программы, сочетающие математические методы с опытом технологов-
проектантов. Одним из этапов является выбор рационального маршрута
сборки изделия, который служит основой дальнейшего процесса проекти-
рования.
Математические методы осуществления этого этапа сейчас разработа-
ны в наименьшей степени, и чаще всего задача решается только на основе
опыта технолога.
Сложность задачи связана прежде всего с тем, что процесс сборки мно-
говариантен — при сборке одного и того же изделия допустимы различные
маршруты сборки с использованием всевозможных приспособлений, уст-
ройств и инструмента. Противоречивость требований и наличие целого
ряда неопределенностей, с которыми неизбежно сталкивается технолог,
приводит к тому, что неформальный анализ и поиск компромиссных реше-
ний занимают значительное место в процессе проектирования. Использо-
вание компьютеров при проектировании технологических процессов
сборки позволяет преодолеть некоторые трудности, но обращаться за по-
494 мощью к ним технолог может только после того, как технологические за-
Проектирование технологических процессов сборки автомобилей я их агрегатов
дачи формализованы, созданы математические модели. Кроме того,
для проектирования оптимальных вариантов технологических процессов
необходима разработка эффективных методик и алгоритмов поиска таких
вариантов.
Из-за трудностей полной формализации процесса проектирования тех-
нологий сборки и отсутствия разработанных математических моделей
процесс проектирования строят, используя режим диалога «Проектант —
компьютер» на основе систем компьютерной поддержки, принимаемых на
ранних стадиях проектирования решений.
Выбор рационального маршрута сборки изделия. Проектирование
технологических процессов механосборочного производства, обеспечива-
ющих высокую экономическую эффективность, является сложной много-
вариантной задачей, успешное решение которой возможно только на ос-
нове сочетания строгих математических методов с опытом и знаниями
технологов-проектантов.
Проектирование технологических процессов — это многоуровневая за-
дача, включающая несколько этапов и имеющая целью создание иерархи-
чески сложной производственной системы с оптимальными технико-эко-
номическими параметрами.
Применительно к созданию сборочных машин и линий схема решения
такой задачи включает ряд взаимосвязанных этапов — от отработки кон-
струкции изделия на технологичность до синтеза компоновок сборочных
систем и стохастического моделирования нескольких близких к оптималь-
ному вариантов компоновок линий для детального анализа их работы в ус-
ловиях, близких к производственным.
Издано несколько работ [2 — 9], в которых рассматривается задача гене-
рирования маршрутов сборки изделий. Общепринято описывать сбороч-
ный чертеж изделия на языке теории графов, записывая при этом условия
базирования и условия свободного доступа деталей изделия к месту их ус-
тановки с помощью символики математической логики. Это требует от
технолога определенного навыка и, по меньшей мере, знания основ дис-
кретной математики. Используемые в указанных работах методики разли-
чаются в основном полнотой учитываемых условий, определяющих допус-
тимые варианты маршрутов сборки, а также тем, как эти условия оформ-
ляются.
Предлагается формальный метод синтеза схем сборки изделий с приме-
нением ЭВМ, который просто и эффективно реализуется на практике.
Здесь представлены оригинальные методика и алгоритмы, отличающи-
еся от уже известных подходов тем, что они позволяют учесть и компакт-
но, с единых позиций, на языке теории графов записать практически все
ограничения и запреты, с которыми сталкивается технолог при проектиро-
вании процесса сборки, не требуя от него при этом знания специальных
разделов математики. Такой подход во многом упрощает составление про-
грамм для ЭВМ. Эта методика может быть обобщена и использована и при
генерировании допустимых маршрутов при групповой сборке нескольких
изделий [9].
Суть предлагаемой методики в следующем.
Вначале конструкция изделия расчленяется на составные части (элемен-
ты изделия), на каждую из которых при генерировании маршрутов сборки
можно смотреть как на одно целое. Это позволяет решать задачу наиболее 495
Глава 12
экономным способом. Сопрягаемые элементы изделия, определяемые по
сборочному чертежу, представляют граф сопряжений. Затем, после выбо-
ра базового элемента изделия, по определенному алгоритму строится граф
базирования, указывающий для каждого элемента изделия те элементы, со-
прягаемые с ним, установка которых должна непосредственно предшест-
вовать установке этого элемента. Далее, в режиме диалога технолог — ЭВМ
формируется граф ограничений, учитывающий условия, выполнение кото-
рых гарантирует возможность качественной сборки изделия в целом. Он
призван заблокировать установку элементов изделия, допустимую по усло-
виям базирования, в тех случаях, когда это может затруднить выполнение
последующей сборки или если при этом может быть нарушено качество
уже выполненных соединений. Завершается первый этап задачи объедине-
нием графа базирования и графа ограничений, в результате чего приходим
к графу допустимых переходов. Этот граф включает в себя все условия и ог-
раничения, которые технолог считает нужным принимать во внимание при
генерировании маршрутов сборки.
На втором этапе разрабатывается алгоритм, позволяющий преобразо-
вать граф допустимых переходов в дерево сборки изделия. Вершины дерева
сборки соответствуют возможным состояниям процесса сборки, а его вися-
чие вершины определяют искомые допустимые маршруты сборки изделия.
На заключительном этапе решения задачи из всех допустимых маршру-
тов производится отбор только тех, которые более всего отвечают требова-
ниям, предъявляемым как к готовому изделию, так и к процессу сборки
этого изделия. В результате получается множество рациональных маршру-
тов сборки изделия.
Переходим к более подробному изложению предлагаемой методики.
Решение задачи генерирования допустимых маршрутов сборки изде-
лия начинается с изучения и анализа его конструкции по сборочным чер-
тежам и техническим условиям сборки. В результате такого анализа долж-
ны быть выявлены взаимосвязь частей изделий, условия их соединяемос-
ти и функционирования, отмечены процессы, оказывающие влияние на
качество сборки.
Число возможных вариантов последовательности сборки изделия до-
статочно велико и резко возрастает с увеличением числа составляющих
деталей. Если число деталей превысит определенный уровень, то даже са-
мые эффективные методы генерирования таких вариантов начнут «про-
буксовывать». В этом случае спасти положение может только декомпози-
ция задачи и представление ее наиболее экономным способом. Поэтому
изучение конструкции изделия следует начинать с анализа ее состава.
Так как крепежные, изолирующие и другие вспомогательные детали на
выбор варианта схемы сборки влияния не оказывают, то на данном этапе
они во внимание не принимаются. Кроме того, целесообразно своевре-
менно расчленить конструкцию изделия на автономные части, исследова-
ния которых можно было бы проводить независимо друг от друга.
При этом в дальнейшем на каждую из них допустимо смотреть как на одно
целое. Такие части будем называть элементами изделия. В первую очередь
к элементам изделия необходимо отнести его сборочные единицы, сборка
и контроль которых могут производиться отдельно от самого изделия. За-
тем следует выделить и отнести к элементам изделия те его части, последо-
496 вательность комплектования которых одновариантна по конструктивным
Проектирование технологических нроцессов сборки автомобилей и их агрегатов
или иным соображениям и их сборка проводится не прерываясь. Элемен-
тами изделия могут быть и отдельные его детали.
Предполагается, что изделие собираемо и все его сборочные единицы
собираются отдельно. Так как сборочная единица изделия в определенном
смысле может рассматриваться как самостоятельное изделие, то далее
речь будет идти только о его сборке.
Изделие будем представлять моделью v — <А, S>, носитель которой А =
{аг с^,..., ап} — это множество элементов изделия, а сигнатура S = {Rt,
... ЙДэто множество отношений на множестве элементов изделий, отража-
ющие выявленные при анализе конструкции изделия взаимосвязи его эле-
ментов и условия их соединяемости и функционирования. Ниже эти соот-
ношения будут представлены графами сопряжений, базирования, запре-
тов и допустимых переходов. Они и определяют осуществимость того или
иного варианта маршрута сборки.
Процесс сборки изделия на данном этапе проектирования будем рас-
сматривать как некоторую последовательность элементарных шагов, ког-
да на каждом шаге устанавливается лишь один элемент. Порядок установ-
ки элементов задается вектором р = (it, i2,..., in), где ik — номер элемента,
устанавливаемого на k-ом шаге (к = 1,..., п). При этом все промежуточные
состояния сборки изделия описываются векторами, размерность которых
равна числу уже установленных элементов.
Конкретизацию отношений сигнатуры модели изделия начнем с отноше-
ния сопряжений элементов изделия или, что тоже самое, с соответствующего
ему графа сопряжений G = <А, Е>. Геометрическое изображение этого графа
по сути есть не что иное, как модифицированный сборочный чертеж изделия.
Граф сопряжений — неориентированный граф, вершины которого
представляют элементы изделия, а ребра {af, а;.} е Е (Е — множество ребер
графа G) тогда и только тогда, когда элементы az, и а;. в собранном изделии
сопрягаются, т. е. они указывают элементы изделия, относительное поло-
жение которых характеризуется соприкосновением их поверхностей
и (или) зазором между ними. Вершины графа идентифицируются номера-
ми их элементов.
Взаимосвязь элементов изделия, которую призван отражать граф со-
пряжений, можно в какой-то мере количественно оценить, определяя для
каждой его вершины, во-первых, степень р, равную числу ребер, инцин-
дентных этой вершине, во-вторых, число р' — сумму степеней всех вер-
шин ей смежных и, в-третьих, число К, совпадающее с числом поверхнос-
тей контакта элемента, стоящего за данной вершиной. Первые два числа
характеризуют уровень взаимодействия вершин графа, а третье позволяет
судить о возможности ведения параллельной сборки с разных сторон.
В качестве примера рассмотрим автомобильный генератор переменно-
го тока G-222 для автомобилей ВАЗ-2105 и ВАЗ-2107 (рис. 12.17). Он содер-
жит девять элементов, три из которых включают в себя несколько деталей.
Граф сопряжений элементов, входящих в состав генератора G-222,
представлен на рис. 12.18. Числа без скобок возле каждой вершины обо-
значают степень р, в скобках — р'.
Формирование маршрута сборки начинается с выбора базового элемента
изделия. Он первый в маршруте. Для этого прежде всего необходимо сфор-
мулировать требования, предъявляемые к таким элементам. Очевидно, необ-
ходимо, чтобы фиксация базового элемента изделия не вызвала затруднений 497
32 Технология автомобилестроения
Глава 12
Рис. 12.17. Общий вид автомобильного генератора G-222:
1 — резиновое кольцо; 2 — задний подшипник; 3 — конденсатор; 4 — корпус «0»-
вывода; 5 — щеточный узел; 6 — задняя крышка; 7 — выпрямительный блок;
8 — вывод «+»; 9 — статор; 10 — ротор; И — дистанционное кольцо; 12 — пер-
вая крышка подшипника; 13 — передний подшипник; 14 — передняя крышка;
15 — вторая крышка подшипника; 16 — шпонка (крепежные детали не указаны)
и проводилась удобным и надежным способом, а его масса должна быть до-
статочно большой. Важно иметь возможность подвода с разных сторон при-
соединяемых элементов и сборочного инструмента, сборку желательно вес-
ти сверху вниз. Кроме того, следует учитывать возможность автоматизации
и необходимость изменения баз при сборке. Выбору базового элемента изде-
лия должны способствовать и числа р, р', К, для этого и введенные.
Далее, выявив все элементы, имеющие основание претендовать на роль
базового элемента изделия, необходимо расставить их в порядке предпочти-
тельности. Пусть av OLj,..., ak — критерии, которые определяют возможность
элемента стать базовым. Предполагается, что эти критерии упорядочены по
своей значимости, т. е. соответствие критерию с меньшим номером более
важно, чем соответствие критерию с большим номером. Основанием для
Рис. 12.18. Граф сопряжений
генератора: а—(6); а2—(5);
а3-(8,3); а4-(7); а5-(9); а6-(4);
ay-fl, 2, 10, И); а8—(14, 13, 12,
498 15);ад-(16)
этого могут служить экспертные оценки,
учитывающие имеющиеся возможности
производства. Элементы, претендующие
на роль базового, взвешиваются по всем
критериям (экспертная оценка) и каждому
элементу приписывается вектор, компо-
ненты которого определенны выше. Лекси-
кографическое упорядочение полученных
векторов позволяет расставить потенци-
ально возможные базовые элементы изде-
лия в порядке предпочтительности.
В данном случае в качестве базового
элемента изделия выбран элемент cq —
задняя крышка.
Все элементы изделия занимают отно-
сительно друг друга строго определенное
Проектирование технологических процессов сборки автомобилей и их агрегатов
положение, т. е., говоря другими словами, в изделии имеет место опреде-
ленность базирования каждого его элемента, что существенно регламен-
тирует последовательность их установки. Установка элемента ар не явля-
ющегося базовым элементом изделия, невозможна до тех пор, пока не бу-
дут установлены все те сопрягаемые с ним элементы а/2, ..., а/п, которые
обеспечивают ему определенность базирования и благодаря которым он
может занимать требуемое положение в конструкции изделия. Множест-
во таких элементов, обозначим его B(af), будем называть множеством эле-
ментов базирования элемента называя при этом сам элемент а базиру-
емым элементом. Множество таких элементов В (a) (i = 1,.... п) зависит от
того, какой элемент выбран в качестве базового.
Отношение, реализующее определенность базирования элементов из-
делия, будем задавать графом базирования В = <А, U>. Это ориентирован-
ный граф, вершины которого соответствуют элементам изделия и иденти-
фицируются номерами этих элементов, a U — множество всех дуг, направ-
ленных от вершин элементов изделия к выбранным базовым элементам.
Из определения графа базирования следует, что его можно получить из
графа сопряжений, ориентируя некоторые из его ребер и изымая осталь-
ные. Ориентированию подлежат те ребра графа G, которые отражают «ак-
тивные» сопряжения по базовым поверхностям, реализующие отношения
базирования. Изымаются те ребра, за которыми стоят «пассивные» сопря-
жения, когда в контакте находятся безразличные (с точки зрения последо-
вательности сборки) друг к другу элементы — установка или неустановка
одного из них никак не сказывается на возможности установки другого.
Это, прежде всего, функциональные сопряжения, основное назначение
которых заключается в выполнении рабочих функций (контакт шестерен
й т. п.). Разработан алгоритм, позволяющий проводить преобразование
графа сопряжений в граф базирования в режиме диалога технолог—ЭВМ.
Граф базирования для генератора G-222 представлен на рис. 12.19.
Условия базирования могут разрешить установку элемента изделия даже
в том случае, если в результате этого сборка не сможет быть доведена до кон-
ца. Поэтому при формировании маршрутов сборки необходимо принимать во
внимание условия, выполнение которых является гарантией того, что изделие
будет собрано, причем качественно. Условия такого рода и будет представлять
граф ограничений (рис. 12.20). Отношение, им реализуемое, не допустит уста-
новку элемента, разрешенную графом базирования, если при этом затрудня-
ется выполнение последующей сборки или
нарушится уже выполненное соединение.
Часть ограничений на последователь-
ность сборки, представляемых графом огра-
ничений, записаны в технических условиях
сборки или следуют из различных инструк-
ций и руководящих нормативных докумен-
тов. Другая часть ограничений формируется
технологом исходя из особенностей собира-
емого изделия и требований к выполнению
операций. Это может быть и требование об
установке легко повреждаемых элементов
в конце сборки и ограничения, появившие-
ся в результате анализа размерных цепей
Рис. 12.19. Граф базирова-
ния для генератора G-222 499
32*
Глава 12
и т. п. Установка элемента возможна только в том случае, если имеется сво-
бодный доступ к месту, предназначенному ему конструкцией изделия. Ус-
ловия свободного доступа определяют при анализе взаимосвязей частей из-
делия, и их тоже должен содержать в себе граф ограничений.
Пусть <р: А—>С — соответствие между множеством А элементов изделия
и множеством С методов силового замыкания, используемых в сборочных
операциях при сборке изделия. Состав множества С следует подвергнуть
анализу, чтобы выявить имеющиеся связи, частично упорядочивающие
множество С. Через соответствие <р это упорядочивание переносится и на
множество А, что приводит к определенным затратам на сборку, отраже-
ййе которых тоже входит в компетенцию графа ограничений.
Таким образом, граф ограничений D = <A', V> — ориентированный
граф, множество вершин которого состоит из элементов изделия (не обяза-
тельно всех) или их подмножеств, а дуга (i, j) е V только тогда, когда условия
базирования позволяют установить элемент а;. раньше, чем av но такая его
установка делает по каким-либо соображениям установку в дальнейшем
элемента а,, невозможной или крайне нежелательной. Случай соответствия
вершин графа D подмножеству А с А представляет ситуацию, когда эле-
менты, номера которых принадлежат этому подмножеству, препятствуют
установке некоторого элемента а;. только вместе взятые, в то время как по-
рознь они для установки оу помехой не являются. Из таких вершин дуги мо-
гут только исходить, и направлены они к вершинам, соответствующим от-
дельным элементам изделия, установке которых они препятствуют.
Разработан алгоритм формирования графа органичений в режиме диа-
лога технолог—ЭВМ. Для диалога нужен граф базирования и банк необхо-
димых технологических данных.
Основой для генерирования допустимых маршрутов сборки изделия
является граф допустимых переходов Н, определяемый как суграф графа
BoD у которого удаляются все транзитивно замыкающие дуги. Определе-
ние графа Н в виде объединения графов базирования и ограничений гово-
рит б том, что граф допустимых переходов берет на себя обязательство
предоставлять всю информацию, заключенную в этих двух графах, ибо
удаление транзитивно замыкающих дуг только минимизирует граф Н без
какого-либо ущерба для содержащейся в нем информации. Таким обра-
зом, имея граф допустимых переходов, можно приступать к решению
главной задачи исследования — формированию множества допустимых
маршрутов: элемент а(. может быть установлен на каком-то шаге процесса
сборки в том и только в том случае, если все дуги графа Н, входящие в вер-
шину (1), исходят из вершин с номерами уже установленных элементов.
В частности, для рассматриваемого примера граф органичений
(рис. 12.20) включает в себя следующие условия:
— установка щеточного узла 5 (с^) должна быть осуществлена на заднюю крыш-
ку 6 (eq) только после установки ротора 10 (oQ и передней крышки 14 (оу);
— ротор 10 (ос7) может быть установлен в крышку 6 (aj после статора 9 (а5)
и выпрямительного блока 7 (а4);
— корпус вывода «0» 4 (а6) к моменту монтажа статора 9 (а5) должен уже
быть установлен на нем; вывод « + » 8 и конденсатор 3 (а3) и выпрями-
тельный блок 7 (а4) должны ставиться перед установкой ротора 10 (оу).
Его объединение с графом базирования после удаления транзитивно
500 замыкающих дуг дает граф допустимых переходов (рис. 12.21).
Проектирование технологических процессов сборки автомобилей и их агрегатов
Рис. 12.20. Граф ограничений
для генератора G-222
Рис. 12.21. Граф допустимых переходов для
генератора G-222
Вышеописанный принцип реализуется в алгоритме, который позволяет по
графу допустимых переходов выявить все состояния процесса сборки. В ре-
зультате получим граф, представляющий собой ориентированное дерево, ко-
торое будем называть деревом сборки. Вершины дерева сборки Pki е Ф соот-
ветствуют всевозможным допустимым состояниям процесса сборки,
при этом корень соответствует начальному состоянию (установлен базовый
элемент), а его висячие вершины — конечному состоянию (допустимые мар-
шруты сборки). Дуги дерева сборки направлены от корня и представляют воз-
можные переходы из одного состояния в другое. Каждая из дуг может быть
взвешена. В этом случае ей предписывается вес — некоторое положительное
число, меньшее или равное единице, показывающее, насколько удачен тот
или иной переход. Единица ставится в том случае, когда установка данного
элемента в данный момент не вызывает никаких затруднений или замечаний,
а наименьший вес дуга получает тогда, когда предписываемый ею переход
хоть и допустим, но по каким-либо соображениям крайне нежелателен.
Дерево сборки изделия строится поэтапно. На каждом этапе «прорисо-
вываются» все вершины, за которыми стоят векторы Pki одной размернос-
ти. Само дерево сборки по заданному графу допустимых переходов может
быть построено ЭВМ без вмешательства технолога. Диалог технолог—ЭВМ
нужен лишь для взвешивания дуг дерева Т.
Дерево сборки д ля трафа допустимых переходов генератора G-222 приведе-
но на рис. 12.22. Оно содержит десять маршрутов сборки. Теперь задача заклю-
чается в том, чтобы выбрать из этого множества тот маршрут или маршруты
сборки, которые обладают какими-либо преимуществами относительно других.
Висячие вершины дерева сборки задают множество допустимых маршру-
тов сборки изделия, из которых необходимо выделить рациональные маршру-
ты и маршруты к ним близкие. Действия при выборе таких маршрутов во мно-
гом напоминают действия при выборе базового элемента изделия. Вначале
формулируются условия, которые отличают рациональные маршруты, а за-
тем выбранные маршруты располагают в порядке их предпочтительности.
При этом существенно могут помочь веса дуг дерева сборки изделия.
Вначале следует выявить элементы изделия, от установки которых более
всего зависит качество и точность сборки, и определить им режим «наи-
большего благоприятствования». Далее, при прочих равных условиях, вы-
бираются те маршруты, у которых среди весов их дут больше единиц
и меньше минимальных оценок. Имеет значение и общий вес всех дут мар-
шрута — чем он больше, тем лучше. Кроме того, предпочтительнее марш- 501
Глава 12
ai
1
0,9
I Qi, оц | | «1, «6, оц |
1| 0,9] 11
I (Xi, оц, аз J | Qi, оц, ag | | «1, Об, оц I
| a,, Cte, cu, Оз~|
0,8|
| a,, 04 Об. аП
| 01,04, 06,05 I
0,9|
0,9|
| Q|, ОЦ, Оз, Об |
0,8|
0,9|
I Qi, Об, CC4, Ct5 I
0,9|
ai, оц, аз, Об, а5 ai, оц, оц, а3, а5 аъ оц, осе, as, аз ai, осе, ад, а3, 05 ai, осе, оц, as, о7
11 И 1| 1|
ai, оц, аз, оц, ai, оц, оц, а3, ai, оц, осе, as, ai, осе, оц, а3, ai, оц, оц, as,
cfs, а7 а5, а7 аз, а7 а5, а7 а7, а5
1| 1| 1| 1| 1J
ai, оц, аз, оц, ai, оц, оц, а3, О1, ОЦ, ОСб, 05, ai, осе, оц, а3, аъ осе, а4, а5,
СС5, а7, а8 as, а7, оц а3, а7, а8 as, а7, осе 07, а5, осе
1 0.91 1| 0,9| 1| 0,9| 11 0.9I 1| 0,9|
ои, он, ai, аъ О1, ai, ai, ai, ai, ai,
оц, оц, оц, оц, оц, оц, Об, ОСб, ОСб, ОСб,
аз, а3, Об, Об, Об, ОСб, оц, оц, оц. оц,
ОСб, Об, аз, а3, Оз, аз, 0С5, аз, а5, а5,
as, as, а5, а7, 0С5, 05, аз, а5, аз, аз,
а7, а7, а7, осе, а7, а7, а7, а7, а7, а7,
оц, оц, ОСб, ОСд ОСб, ОСб ОСб, ОСв, а8, ОСб,
а9 а? аэ а9 аэ а2 а2 а9 а2
1| 1| 1| 1| 1| 1| 1| 1| 1| 1|
ai, a1f ai, ai, аь a1t О1, аь О1, О1,
оц, оц, оц, оц, оц, оц, Об, ОСб, ОСб, ОСб,
аз, аз, «б, Об, Об, Об, оц, оц, оц, оц,
Об, оц, а3, а3, Оз, Оз, 05, Оз, 05, 05,
а5, as, as, а5, а5, а5, аз, а5, аз, аз,
а7, а7, а7, а7, а7, оц, а7, а7, а7, а7,
оц, а8, Об, ОСв, осе, а9, аз, а8, а8, а8,
аэ, а2, аэ, а9 а9, а2 а2, а2, а9, а2,
а2 а9 02 02 аэ аэ 02 аэ
JL | | | | | | | |
7,7 7,6 7,6 7,5 7,7 7,6 | 7,9 7,8 7,7 7,6
Рис. 12.22. Дерево сборки для генератора G-222
руты сборки, допускающие параллельную сборку как можно большего
числа элементов изделия. Следует принимать во внимание также и свобо-
ду подвода к месту установки присоединяемых элементов и сборочных ин-
струментов с разных сторон, и возможность вести сборку сверху вниз,
имеет значение и уровень возможной автоматизации.
Большое значение при выборе маршрутов сборки имеет анализ после-
довательности установки элементов изделия с точки зрения требований,
предъявляемых к оборудованию, используемому при сборке. Здесь учиты-
вается потребность в специальном оборудовании и специфические усло-
вия сборки (сварка, склеивание, клепка на прессах и т. п.).
Если ар с^, ..., an — критерии, по которым отбираются рациональные
маршруты сборки, записанные в порядке их значимости, то, оценив (взве-
сив) каждый маршрут по этим критериям, например, с помощью эксперт-
ной оценки, маршруту тем самым ставится в соответствие вектор, коорди-
502 наты которого представляют собой определенные выше веса. Далее, про-
Проектирование технологических процессов сборки автомобипеД и их агрегатов
изведя лексикографическое упорядочение этих векторов, допустимые
маршруты сборки расставляются в порядке предпочтительности, что поз-
воляет отобрать среди них наиболее рациональные маршруты сборки.
На полученном дереве д ля каждого ребра расставлены веса, позволяю-
щие судить о преимуществах присоединения того или другого элемента.
Веса расставлялись исходя из двух критериев, один из которых позволяет
оценить доступность к месту сборки как вручную, так и механизирован-
ным и автоматизированным инструментом, а второй дает возможность су-
дить о необходимости смены инструмента, осуществляющего сборку, либо
перебазирования собираемого изделия относительно инструмента (что не
обязательно влечет смену основных технологических баз сборки).
Если для оценки маршрутов посчитать сумму весов всех ребер, входя-
щих в ветвь, то наивысшую оценку — 7,9 единиц имеет маршрут сборки
6—4—7—8—3—9—1—2—10—11—14—13—12—15—16—5.
Определив нижнюю допустимую границу оценки, например, 7,7 еди-
ниц, можно выделить группу маршрутов для дальнейшей проработки, а ос-
тальные отбросить как менее рациональные.
Важно отметить, что предложенные критерии позволили упорядочить
полученные маршруты в соответствии с характеристиками изделия, опи-
сываемыми данными критериями. Если за основу принять другие характе-
ристики, описываемые своими критериями, то отобранные маршруты бы-
ли бы другими, однако методика формализованного проектирования мар-
шрутов сборки при этом остается неизменной.
Выбор уровня автоматизации процесса сборки и структурно-компоно-
вочных схем оборудования. Любая автоматизированная система машин,
в том числе и сборочная, может быть построена по многим вариантам, раз-
личающимся методами и последовательностью выполнения операций, сте-
пенью дифференциации и концентрации операций технологического про-
цесса, типами и конструкцией применяемых механизмов, видами межагре-
гатной связи, структурно-компоновочными схемами.
Построение агрегатных сборочных машин по различным схемам, объе-
динение разного числа элементарных операций в каждой из них, измене-
ние уровня автоматизации приводят к изменению трудоемкости сборки
изделия, надежности и стоимости сборочных автоматов, занимаемой ими
производственной площади, числа рабочих-сборщиков, себестоимости
сборки и других характеристик процесса. В конечном итоге степень кон-
центрации операций, выбранные схемы сборочного оборудования и уро-
вень автоматизации оказывают решающее влияние на экономическую эф-
фективность сборочных процессов.
На рис. 12.23 показана одна из характерных зависимостей годовых за-
трат 3j на сборку топливного насоса дизеля автомобиля марки «КамАЗ» от
уровня автоматизации операций (кривая 1) и степени их концентрации
(объединения) на сборочных позициях (машинах), кривые 2—5.
На затраты 3^ в наибольшей степени влияет уровень автоматизации
процесса. Анализ вариантов процесса и схем сборочных машин показыва-
ет, что для рассматриваемого на рис. 12.23 примера трудоемкость сборки
насоса уменьшается в 7 раз, число рабочих — в 5 раз, стоимость оборудо-
вания — в 27 раз, годовые затраты на сборку — в 3,5 раза.
Очевидно, что поиск оптимального решения существенно затрудняется
не только из-за большого числа вариантов, которые необходимо рассмот- 503
Глава 12
Рис. 12.23. Зависимости изменения
приведенных затрат 3j от уровня
автоматизации процессов сборки
и степени концентрации сборочных
операций:
Процессы сборки: 1 — ручные; 2—ме-
ханизированные; 3 — полуавтомати-
ческие; 4 — автоматические
реть, но и из-за большого числа параметров, которые необходимо рассчи-
тать для оценки каждого варианта.
Решение этой задачи традиционным методом, т. е. сравнением двух-трех
конкурирующих вариантов, выбранных на основе опыта и интуиции проек-
танта, не всегда эффективно, так как оптимальный вариант может и не попасть
в число рассматриваемых. Полный перебор всех возможных решений нецеле-
сообразен даже с использованием компьютера, так как исходные данные по
каждому варианту могут быть получены только после их подробной проработ-
ки, что существенно увеличивает трудоемкость проектных работ.
Следовательно, необходима разработка такого метода направленного
поиска наилучшего варианта, который позволил бы на самой ранней ста-
дии проектирования технологического процесса при минимальном числе
исходных данных определить необходимую совокупность технически це-
лесообразных вариантов схем сборочного оборудования с эффективным
уровнем автоматизации, а затем путем их отбора выбрать тот, который
обеспечивает заданную программу выпуска и качество сборки изделия
с наилучшими экономическими показателями.
Разработанный в МГТУ «МАМИ» метод основан на применении дис-
кретного математического программирования, на пошаговом способе оп-
тимизации. В большинстве случаев наилучшее решение находим уже на
третьем шаге поиска. Расчет критерия оценки вариантов на каждом из
трех шагов ведется по формулам, которые связывают главные параметры
технологического процесса (трудоемкость, производительность, надеж-
ность, стоимость сборочного оборудования, себестоимость сборки и др.)
с затратами 3j на годовой выпуск продукции.
= Nr £ [(Р+8) 5О„ Тф + (a-Ji-aW] + Д £ аЖ,
/=1 1=1
где Nr — заданная годовая программа выпуска; М — общее число операций
сборки изделия; Д 8 — коэффициенты, характеризующие тип производ-
ства; Son — тарифная ставка рабочего-сборщика с учетом начислений;
Тф — трудоемкость выполнения операций; a — процент амортизационных
отчислений; Aj — стоимость оборудования; —число одинаковых станков
на z-ой операции; Е — нормативный коэффициент экономической эф-
504 фективности.
Проектирование технопягическнх процессов сборки автомобилей и их агрегатов|
При направленном поиске система оценок критерия 3. построена таким
образом, что с увеличением числа шагов возрастает число учитываемых па-
раметров, повышается точность их расчета. Поэтому для одного и того же
варианта значение 3j от шага к шагу только увеличивается. Вместе с тем на
каждом шаге параметры процесса определяются так, что обеспечивают по-
лучение наименьшего значения оценки для каждого рассматриваемого ва-
рианта. Это позволяет вести направленный поиск по результатам анализа
одного варианта-представителя, выбранного по определенному правилу,
исключать из рассмотрения (или, наоборот, оставлять для дальнейшего ана-
лиза) другие варианты рассматриваемого класса схем сборочных машин.
Метод направленного поиска состоит в том, что все множество допусти-
мых решений вначале разбивается на группы (группа характеризует уро-
вень автоматизации процесса), а затем каждая группа — на классы. Классы
(рис. 12.24) характеризуют степень концентрации элементарных сборочных
Рис. 12.24. Классификация структурно-компоновочных схем
сборочного агрегатного оборудования
505
Глава 12
операций. Оценивая по приведенным формулам один вариант-представи-
тель группы (на первом шаге) или класса (на втором шаге) и сравнивая эту
оценку с оценками других групп, оставляем для дальнейшего поиска ту об-
ласть, в которой значение критерия на данном шаге минимально. Таким об-
разом, в каждой группе, каждом классе и подклассе схем прорабатываются
и оцениваются не все варианты, а лишь один представитель, который позво-
ляет получить минимальное значение критерия для своей области. Вследст-
вие этого на каждом шаге область поиска сужается, исключается из рассмо-
трения все большее число возможных, но не достаточно эффективных ре-
шений, а поиск в конечном итоге (обычно это бывает на третьем шаге
оптимизации) приводит к варианту с наименьшим значением критерия 3^
Но не может ли оказаться наилучший вариант в области, которая на одном
из шагов исключается из рассмотрения? Ответ на этот вопрос проектант полу-
чает в конце процедуры поиска, сравнивая значение 30пт для оптимального ва-
рианта со всеми остальными значениями затрат, подсчитанными в результате
поиска. Если Зопт < 3j, то найденный вариант оптимальный. Если есть область,
где Зопт > 3^ необходимо к ней вернуться, уточнить оценку конкурирующего
варианта и, сравнив результаты, принять окончательное решение.
Таким образом, разработанный метод поиска требует проработки и оцен-
ки минимально возможного числа вариантов для того, чтобы найти опти-
мальный; подробно прорабатываются два-три варианта только на последнем
шаге решения задачи. По сравнению с методом полного перебора в десятки
раз уменьшается трудоемкость расчетно-проектных работ. Использование
персонального компьютера в режиме диалога «проектант—компьютер» поз-
воляет избавить специалиста-технолога от однообразной расчетной работы,
оставив за ним только творческую ее часть: разработку и анализ вариантов,
принятие окончательного решения.
Численный пример оптимизации технологического процесса и структур-
но-компоновочных схем агрегатного сборочного оборудования для топлив-
ного насоса дизеля автомобиля «КамАЗ» приведен на рис. 12.25. Вариант,
обеспечивающий минимальные затраты 3. на сборку 300 тыс. насосов в год,
найден по результатам анализа девяти вариантов из нескольких десятков
возможных. При этом детальная проработка и точная оценка потребовались
только для двух вариантов на третьем шаге решения задачи, т. е. оптималь-
ное решение получено при минимальной трудоемкости проектных работ.
Использование компьютера способствует накоплению и обобщению
опыта предыдущих решений (в памяти накапливаются данные об опти-
мальных процессах сборки изделий и соответствующих им схемах сбороч-
ного оборудования для различных программ выпуска изделий), что в даль-
нейшем еще более сокращает область поиска.
Разработка вариантов при оптимизации осуществляется на основе
классификации процессов по уровню механизации и автоматизации опе-
раций сборки (таблица 12.1) и классификации структурных схем агрегат-
ного сборочного оборудования. Все схемы подразделены на три класса:
KI — оборудование для сборки в одной позиции; КП — многопозиционное
оборудование (сборочные машины с поворотными столами или линии
с жесткой связью между позициями); КШ— сборочные системы из много-
позиционных автоматов или линий, гибко связанных между собой.
Каждый класс включает в себя три подкласса в зависимости от последо-
506 вательной (Пс), параллельной (Пр) или параллельно-последовательной
Проектирование технологических процессов сборки автомоВапеО в их агрегатов
Па
А
Р
М
К
К
К
К
К
К16) KK18
К12
К14
К4
К7
Кб
Ki
б)
Ki3) (К15) (К17
К19) IK21) {К23
Кз
Кп
Шаг1
Уровень
автома-
тизации
К
Па
А
М
Вариант 16
3j = 40100
Вариант 22
3j = 48200
Вариант К10
3j= 54400
Вариант К4
3j = 88500
Шаг 2
Класс схем
оборудования
ШагЗ
Тип
транспорта
Вариант 14
3j= 57400
Вариант 18
3j = 40900
Вариант 16
3j = 44200
Вариант 17
3j= 44000
Вариант 18
3j= 41200
Рис. 12.25. Дерево возможных вариантов (а) процесса сборки и схема
направленного поиска на компьютере оптимального варианта (б)
Таблица 12.1
Уров- Процессы
ни сборки
I Ручные
II
III
IV
V
Частично
механизи-
рованные
Механизи-
рованные
Полуавто-
матические
Автомати-
ческие
Элементы сборочных операций Оборудование для сборки
I II III IV V
Р Р Р Р Р Верстаки, слесарный инструмент, приспособления
Р Р Р М Р Ручной механизированный инст- румент
Р Р Р м м Прессы
Р М М м м Отдельные сборочные машины с
М м М м р автоматическим циклом, но с ручным кассетированием соби- раемых деталей. Ручной механи- зированный инструмент с автома- тической подачей крепежных де- талей
А А А А А Отдельные сборочные машины с автоматическим циклом, включая ориентацию и подачу собираемых деталей
Примечание. Р — вручную; М — механизмами; А — автоматическая: I — ориента-
ция и подача деталей; II — поштучная выдача деталей к рабочему столу; III — сопря-
жение собираемых элементов; IV — закрепление собираемых элементов; V — по-
дача исполнительного механизма.
507
Глава 12
(ПрПс) систем концентрации операций сборочного процесса. Иерархия
построения классификации такова, что каждый последующий класс мо-
жет включать схему любого из трех предыдущих подклассов. Кроме того,
каждая из представленных в классификации схем имеет модификации.
Кроме сборки одного изделия в каждой позиции, возможна одновремен-
ная сборка одинаковых изделий, последовательная сборка разных изделий
с переналадкой позиции и одновременная сборка разных изделий на пози-
ции. При таком построении классификация систематизирует по признаку
концентрации операций не только существующие, но и возможные, еще
не реализованные схемы сборочного оборудования.
Первичной информацией для разработки вариантов структуры сборочно-
го процесса и схем сборочного оборудования служат чертежи изделия и его
составных элементов (рис. 12.26), программа выпуска, технические характе-
ристики оборудования, нормативы времени на выполнение операций и др.
Элементарные сборочные операции, выполняемые с каждой стороны
изделия, обозначены соответствующими кодами, проанализированы огра-
ничения на одновременное и последовательное выполнение операций, це-
лесообразные схемы базирования изделий при сборке. На рис. 12.26 пред-
ставлена информация о необходимых сборочных переходах до полной
Таблица элементарных операции
Поверх Собираемые детали Допустимые варианты объединения механиз-
мости 1 2 3 4 5 6 7 8 9 10 11 12 мое в параллельно работающие блоки
А Зв Зв Зп Кл IA1A21 |ДЗ| |Д4|
В Зп Зп Зп Зп [В1В2ВЗВ4В5]
С Зв Зв |CfC2|
D Зв Зв Зв Зв Зв Зв Зв Зв |Р7РЗР5Р7| |Р2Р4Р6РЗ|
Е Зп Зв Зв Зв Зв Зв Зв Зв Ус Зп Зп Кл 1E1E3E5E7I IE2E4E6E8I [ЁЭ] lE1OE1ll Iff21
F Зп IHI
Зв •завинчивание; Зп- запрессовка; Кд - клеймение; Ус •установка
Варианты технологического процесса, сравниваемые на втором шаге
Вариант 14
Вариант 16
Вариант 17
Вариант 18
D1D3D5
D7E1E3
Е5Е7
В1 В2
ВЗ В4
АЗ F1
Е12 8/8781 А1А2
А4 8481А1 С1С2
в)
•«2J
| ® I
D1D3D5
D7E1E3
Е5Е7
А1А2
D2D4D6
D8E2E4
Е6Е8
С1С2
D1D3D5
D7E1E3
Е5Е7
• F1>
D2D4D6
D8E2E4
Е6Е8
Al А2
С1 С2
Eh
D2D4D6
D8E2E4
Е6Е8
BIB? 81 \ к
М8581 1
Рис. 12.26. Генерирование вариантов структуры процесса
сборки топливного насоса: а — схема сборки топливного насо-
са; б — таблица элементарных операций сборки; в — вариан-
508 ты технологического процесса, сравниваемые на втором шаге
Прпвкширпвание технологических процессов сборки автомобилей и их агрегатов|
сборки изделия, даны варианты структуры сборочного процесса, необхо-
димые для оптимизации процессов по уровню механизации и автоматиза-
ции операций сборки (см. табл. 12.1) и классификации структурных схем
агрегатного сборочного оборудования.
Рассматриваемые варианты в виде схем и пошаговая последователь-
ность оптимизации приведены на рис. 12.27. На первом шаге рассмотрен
один вариант схем КП (сборка на многопозиционном оборудовании с мак-
симальной концентрацией операций) и проведена оценка этого варианта
применительно к четырем уровням автоматизации для определения наи-
более целесообразного. В результате оценены четыре варианта: 4 — сбор-
ка на конвейере; 10 — на поточной механизированной линии; 16 — на по-
луавтоматической линии и 22 — на автоматической линии.
Наилучшим оказался вариант 16. На втором шаге в выбранной группе
дополнительно к варианту 16 рассматривали еще варианты из соседних
классов К1и КШ. Подсчитанное значение критериев 3^ для этих трех вари-
антов оказалось больше значения 3j для варианта 16 первого шага. Поэто-
му вновь возвратились к анализу результатов второго шага поиска, но уже
в группе полуавтоматических процессов. Сравнение на втором шаге вари-
антов сборки на отдельных станках-полуавтоматах, жестко сблокирован-
ной полуавтоматической линии и линии с гибко связанными, последова-
тельно работающими позициями (варианты 14, 16 и 18) позволило выбрать
для дальнейшего рассмотрения перспективный класс схем (Kill). Сравне-
ние на третьем шаге проработанных двух вариантов исполнения линии,
состоящей из двух участков с одним межоперационным накопителем
большой вместимости (вариант 17) и с несинхронным конвейером между
отдельными позициями (вариант 18), позволило найти оптимальное реше-
ние 3j = 41200 у.е. = min {ЗД.
Аналогично решалась задача о выборе оптимального варианта сбороч-
ной системы для генераторов легковых автомобилей, маршруты сборки
которых приведены выше.
Рациональные маршруты для групповой сборки трех автомобильных
генераторов выбирались так же с помощью графов.
Вариант 4 Вариант 10
ппшсп 3J = 54400
QQQQQQQ 3j = 88500
Вариант 14 Q 3j= 57400 Вариант 16 Е=УП
i V jr -to? 1 3j = 44000
t Вариант 17
Вариант 16 Вариант 22
3j = 40100 3j = 48200
Вариант 18 . p j g _ 3j = 40800
V 3j = 44200
T —СаЗ ) Вариант 18 3j = 41200
Рис. 12.27. Последовательность синтеза схем сборочного
оборудования при выборе оптимального варианта
509
Глава 12
12.6. Расчет производительности и надежности сборочных линий
при сравнении вариантов ил компоновок
Производительность и надежность сборочных автоматов и синхрон-
ных сблокированных линий.
Производительность сборочных машин и линий, как и любого другого
автоматизированного оборудования, определяется количеством изделий,
собранных в единицу времени. Однако в связи с тем, что оборудование не
может работать непрерывно и после определенного периода работы насту-
пает период простоя по тем или иным причинам, необходимо дифферен-
цированно подходить к понятию производительности.
Производительность сблокированных (синхронных) линий при отсут-
ствии простоев, когда работа их заключается в периодическом повторении
всех рабочих и вспомогательных движений механизмов в заданной после-
довательности, т. е. в периодическом повторении рабочего цикла, называ-
ют цикловой производительностью. Она может быть реализована только
при стопроцентной отдаче линии и определяется (пгг./ч) по формуле
Q4=60/T4=60/(to+tB),
где Тц = to + tB — длительность цикла работы линии, где t0 — основное вре-
мя, tB — вспомогательное время.
Основное время t0, определяемое по лимитирующей позиции, расходу-
ется непосредственно на сборку (сопряжение), а вспомогательное время
tB — на подвод и отвод инструментов, транспортирование изделий от пози-
ции к позиции, включая фиксацию и закрепление спутников перед сбор-
кой, расфиксацию и открепление, подачу деталей на сборку.
Затраты вспомогательного времени относят к цикловым потерям.
Для повышения производительности необходимо максимально сокращать
вспомогательное время.
В связи с тем, что сборочная линия после определенного периода безот-
казной работы останавливается для выполнения ремонтных или профи-
лактических работ по обслуживанию инструментов или механизмов, про-
изводительность ее, подсчитанная за продолжительный промежуток вре-
мени, будет отличаться от цикловой за счет этих внецикловых потерь
(простоев). При анализе производительности линий необходимо в первую
очередь учитывать простои по техническим причинам, т. е. потери на ре-
монт, регулировку и отладку различных механизмов (ХТ0), а также из-за
несобираемости некоторых деталей (ЕТД).
Отказы по первой причине называют функциональными, по второй—параме-
трическими. Данные отказы существенно зависят от степени концентрации сбо-
рочных переходов на линии и влияют на эффективность работы оборудования.
Если обоснованные нормативами потери времени на устранение отказов, опре-
деленные за достаточно длительный период (ЕТ0) эксплуатации линии, отнести
к одному изделию, то можно подсчитать техническую производительность:
где Lt0 = ET0/Q; ад=ЕТд/О, где Q — число изделий, собранных за период
510 ST (например, за месяц).
Проектирование технологических процессов сборки автомобилей и их агрегатов
При минимальных цикловых и внецикловых потерях времени техниче-
ская производительность — максимальная производительность линии, ко-
торая может быть достигнута в реальных условиях.
Вместе с тем при эксплуатации оборудования помимо внецикловых
простоев по техническим причинам могут быть внецикловые потери STopr
по организационным причинам: из-за отсутствия деталей, электроэнер-
гии, рабочего и т. д.
В ряде случаев линии простаивают часть рабочего времени вследствие
недогрузки. Зная потери по организационным причинам, можно подсчи-
тать фактическую производительность:
Очевидно, что
Q. < О < Q .
ф т ц
Эффективность автоматической линии, а также эффективность ее исполь-
зования определяют коэффициенты: коэффициент технического использова-
ния т|та, коэффициент общего использования т]ои, коэффициент готовности цг.
Коэффициент технического использования линии Т1ти = От/Оц, харак-
теризует долю времени, в течение которого линия простаивает из-за пла-
новых и внеплановых ремонтов механизмов, параметрических отказов.
Коэффициент т|та зависит от продолжительности внецикловых потерь вре-
мени по техническим причинам:
г« = 1
n™’7«+2/1+2>4’i+s,,+V
где ВО=Е1О/ТЦ — удельная длительность устранения отказов механизмов
линии; Вд = £1д/Тц — удельная, т. е. отнесенная к 1 мин работы линии, дли-
тельность устранения параметрических отказов.
Зная Т|ти и Эц, можно определить QT:
бт ~ 1 + » Ц+ /? = ^Ц^ти*
1 + Я д + Яо
Кроме Т|ти для характеристики надежности линии часто используют ко-
эффициент готовности Т|г. Его рассчитывают аналогично т]^, но учиты-
ваю только простои, связанные с устранением случайных отказов. Таким
образом, т|г характеризует вероятность того, что в любой заданный момент
времени линия находится в работоспособном состоянии.
Коэффициент общего использования линии цх=Оф/Оц учитывает, какую
часть действительного фонда времени линия работает. Величина 1 — т|£ оп-
ределяет время, соответствующее простоям по техническим и организаци-
онным причинам. ।
Пе =---------------,
1 + + Во + Ворг
где Ворг — относительные (отнесенные к 1 мин работы линии) потери вре-
мени по организационным причинам. 511
Глава 12
Фактическая производительность определяется по формуле
бф = 1+d .d = бцПх-
1 + а д + ь 0 + ь орг
При отсутствии потерь времени по организационным причинам
П2=П2тниОф= От-
Коэффициент цти, существенно влияя на производительность линии,
зависит от числа и типов механизмов, сложности компоновки, надежнос-
ти каждого узла и механизма, надежности линии в целом. При расчете Т]ти
на стадии проектирования для раздельно работающих сборочных машин
и автоматических линий сблокированного типа, с жесткой связью рабочих
позиций необходимо знать параметры надежности всех составляющих
элементов (узлов) проектируемых линий, которые обычно определяются
на основе статистических исследований этих элементов в лабораторно-
производственных условиях и оформляются в виде табличного материала.
Расчет надежности несинхронных сборочных линий. Несинхронные
сборочные линии получили широкое распространение благодаря следую-
щим преимуществам:
• возможность производить сборку нескольких модификаций в произ-
вольном порядке на одной линии;
• возможность при большой разнице в длительности отдельных опера-
ций создания участка из дублирующих позиций без введения специаль-
ных разветвляющихся транспортных систем;
• возможность встраивания дополнительной позиции в уже действую-
щие линии, что позволяет осуществлять переход от ручной сборки к ав-
томатической или увеличивать производительность линии путем дубли-
рования лимитирующих позиций;
• невысокая стоимость по сравнению с синхронными линиями, так как не
требуется высокая точность взаимного расположения позиций и исклю-
чается необходимость применения традиционных схем блокировок;
• улучшаются условия труда, так как исключается непосредственная
синхронизация действий рабочего с темпом работы механизмов, что
снижает утомляемость и нервное напряжение оператора, вызванное
опасением не выполнить определенный комплекс работ за отведенное
время.
Основным преимуществом НСЛ является более высокая производи-
тельность (на 10 — 30%), чем у СЛ, вследствие того, что перемещение соби-
раемого изделия с позиции на позицию осуществляется только после
окончания операций на всех позициях и задержка выполнения операции
на одной позиции ведет к задержке работы всей линии. Как правило, воз-
никновение таких задержек связано с рассеянием времени выполнения
ручных операций, а также с отказами механизмов на автоматических по-
зициях. Это объясняется тем, что производительность сборщиков зависит
от множества факторов, часть из которых постоянно изменяется: степени
усталости, настроения, квалификации рабочих, условий их труда, качест-
ва собираемых деталей и т. д.
На НСЛ перемещение собираемых изделий между позициями осуще-
ствляется сразу же после окончания выполнения операции, независимо от
степени готовности операций на двух позициях, а ритмичность работы до-
512 стигается путем использования межоперационных заделов (небольшого
Проектирование технологических процессов сборки автомобилей и их агрегатов
П1 П2
Рис. 12.28. Схема син-
хронной сборочной
линии (а) и цикло-
грамма ее работы (б):
П1—П4 — рабочие
позции: t1—t3 — дли-
тельность i-ro цикла
сборки изделий; тп,
т'п — длительность
собственного и до-
полнительного (нало-
женного) простоев
соответственно
б)
33 Технология автомобилестроения
Рис. 12.29. Схема не-
синхронной сбороч-
ной линии (а) и цикло-
грамма ее работы (б):
Б1—Б4 — межопера-
ционные запасы со-
бираемых изделий;
Л — дополнительный
простой из-за за-
держки на предыду-
щей позиции; П1—
П4 — рабочие позции:
— длитель-
ность i-ro цикла сбор-
ки изделий; гп, т'п —
длительность соот-
ветственно собст-
венного простоя и до-
полнительного (нало-
женного) простоя
Глава 12
числа спутников с собираемыми изделиями, которые находятся между по-
зициями): при остановке или задержке и работе какой-либо позиции ос-
тальные продолжают работать еще некоторое время (до истечения запасов
в предыдущем накопителе или до заполнения последующего).
Возможность получения большей производительности при использова-
нии НСЛ, чем при использовании СЛ при одной и той же продолжительно-
сти выполнения элементарных сборочных операций иллюстрируется цик-
лограммами работы линий двух типов (рис. 12.28 и 12.29).
Очевидно, что за один и тот же фонд времени То при одном и том же ко-
личестве и длительности тц простоев позиций НСЛ выполнила 12 рабочих
циклов, т. е. на четыре цикла больше, чем СЛ за счет сокращения дополни-
тельных простоев т'п.
Рассмотренные циклограммы относятся к линиям с автоматическим вы-
полнением операций сборки на всех рабочих позициях П1—П4. В случае
применения на отдельных позициях операций, выполняемых вручную, из-
за рассеяния времени на ручных операциях циклограммы более сложные.
На рис. 12.30 показана типичная кривая распределения времени tp вы-
полнения операции ручной сборки на одной из позиций линии. Как показы-
вают результаты обследования ряда сборочных линий, экспериментальные
данные хорошо аппроксимируются теоретическим распределением Гаусса.
Во всех случаях, когда tpi > ?р, СЛ будут простаивать, а на НСЛ большая часть
этих простоев будет скомпенсирована за счет межоперационных запасов.
Эксплуатация НСЛ в России и за рубежом показала, что фактическая
производительность линии может изменяться в широких пределах и зави-
сит от значений и соотношения параметров, определяющих ее компоно-
вочные характеристики: количества рабочих позиций, их надежности,
рассеяния и времени выполнения отдельных ручных операций, емкости
межоперационных накопителей и т. п.
Разработан универсальный графоаналитический метод расчета* надеж-
ности НСЛ как наиболее сложных АЛ, который позволяет уже нц самой
ранней стадии проектирования с минимальными затратами времени
и средств, но с достаточной точностью проводить оценку производитель-
ности и надежности НСЛ.
Данный метод основан на
допущении, что удельные
наложенные простои BHi, пе-
редаваемые с рассматривае-
мой позиции на лимитирую-
щую, — величина постоянная,
зависящая только от техниче-
ских характеристик рассмат-
риваемых позиций и суммар-
ной вместимости накопите-
лей, расположенных между
ними, и не зависит от количе-
ства, расположения и техни-
ческих характеристик других
рабочих позиций, входящих
в состав линии.
Рис. 12.30. Распределения времени (tp) выпол-
нения операций ручной сборки: 1 — теоре-
тическое; 2 — экспериментальное; tp — сред-
нее значение случайной величины t
514 * Метод расчета разработан МГТУ «МАМИ» и ОАО «НИИТавтопром».
Проектирование технологических нроцессов сборке автомобпяеб и их агрегатов
Величина BHi = ЗД / Lt, где ЗД — суммарное время простоев лимитиру-
ющий позиции из-за отказов i-ой позиции; Lt — общее время работы.
Результаты исследований подтвердили правильность выдвинутой гипо-
тезы. Разность значений BHi при самых разнообразных вариантах построе-
ния НСЛ не превышала 0,01.
Коэффициент готовности НСЛ по графоаналитическому методу рас-
считывают по формуле
1
- п ’
1+5,+Ж+5")
1=1
где Bz — удельная длительность восстановления лимитирующей позиции
линии; п — количество рабочих позиций в линии; B'Ki, В^ — удельные коэф-
фициенты наложения потерь i-ой позиции на лимитирующую.
Расчет надежности и производительности проектируемой НСЛ состоит
из нескольких этапов.
Вначале определяют лимитирующую позицию линии. Лимитирующей
будет позиция, имеющая наибольшую удельную длительность восстановле-
ния В. Если таких позиций несколько, то за лимитирующую принимают по-
зицию, около которой располагаются накопители с меньшей вместимостью.
Поскольку НСЛ имеет замкнутую структуру, отказ рассматриваемой
позиции может накладываться на лимитирующую z-ю позицию, вызывая
отказы как в прямом (по ходу сборки), так и в обратном направлении. По-
этому для каждой позиции по приведенным ниже формулам подсчитыва-
ют значения z'. и z", равные суммарной вместимости накопителей, отделя-
ющих позицию от лимитирующей позиции:
при 1<1
при i>l
при 1=1
при i<l
при i>l
при i—l
Далее для автоматических позиций подсчитывают значения обобщен-
ного коэффициента запаса изделий aj и а" по формуле
k^J.jTyZj,
где к( — коэффициент заполнения накопителя; — параметр потока вос-
становлений i-ой позиции; Тц — время цикла работы линии. 515
33*
Глава 12
По подсчитанным и Вн/ на основании графиков (рис. 12.31) определя-
ют значения Вн/, для всех автоматических позиций.
При этом величина BHf (см. рис. 12.29) — сумма B'ni и B'^v определяемых
для а\ и а".
Для ручных позиций Вн/ также сумма В\ и В'\. Она определяется, исходя
из подсчитанных z\ и z", а также R. — коэффициента рассеяния времени вы-
полнения операции на позиции. Коэффициент R. определяется эксперимен-
тально, i?. = <VTpi*
Зависимости, приведенные на рис. 12.31, 21.32, были получены в ре-
зультате анализа результатов статистического моделирования работы бо-
лее 1500 вариантов сборочных линий, различающихся как структурно-
компоновочными схемами, так и значениями основных параметров.
Для проектируемой линии подсчитывают Тц, Bv Rv z'v av по соответствую-
щим графикам определяют цг для расчета производительности линии. Ме-
тод обеспечивает высокую точность на стадии проектирования, завися-
щую только от точности данных.
Сравнение результатов расчета, моделирования и хронометража рабо-
ты линии на заводе после ее внедрения показало, что погрешность опреде-
ления цг не превышает 1 —1,5% (табл. 12.2).
Таблица 12.2
Расчетные и экспериментальные данные для несинхронной линии,
предназначенной для сборки топливного насоса
Но- мер по- зи- ции Вид пози- ции* Стадии проектирования Стадии внедрения**
Технические характеристики рабо- чих позиций Расчетные значения Технические характеристики рабочих позиций Расчетные значения Фактические значения
Zj Т, в. Hi Ri Пг Qr, ШТ/Ч Zj Т( Bi Hi Ri Пг Qr, _ шт/ч Пг Qr. шт/ч
1 Р 36 0.60 — 0,30 ю о со о 74.32 36 0.60 — — 0,18 0.826 76.2 со со о 75.52
2 А 1 0.50 0,06 0.46 — 1 0.50 0.075 0.317
3 А 4 0.23 0,04 0.06 — 4 0.23 0.093 0.209 —
4 А 9 0.27 0,09 0.22 — 9 0.27 0.111 0.248 —
5 А 5 0.65 0,17 0.42 — 5 0.65 0.106 0.270 —
6 А 5 0.65 0,17 0.42 — 5 0.65 0.111 0.303 —
7 Р 5 0.60 — — 0,30 5 0.43 — — 0,23
*Р, А — соответственно позиции ручной и автоматической сборки “Технические характеристики получены в результате наблюдения за линией после ее внедрения.
Разработанная методика расчета была апробирована при проектирова-
нии автоматизированной несинхронной линии для сборки топливного на-
соса высокого давления двигателя автомобиля марки «КамАЗ».
На данной линии выполняются следующие операции:
• ручная загрузка корпуса в приспособление-спутник, установка таблички
и жиклера, укладка деталей в перегружатели к пуансонам пресса (поз. 1);
• автоматическая запрессовка трех штифтов и трех осей (поз. 2);
• автоматическое клеймение порядкового номера в двух плоскостях (поз. 3);
• автоматическое завертывание четырех резьбовых пробок (поз. 4);
• автоматическое завертывание 16 шпилек (поз. 5 и 6);
• ручной съем подсобранного корпуса и загрузка шпилек в кассеты (поз. 7).
Исходные технические характеристики автоматических позиций, ис-
516 пользуемые при расчете, вначале были назначены по аналогии с характе-
Проектирование технологических процессов сВоркц автомоВцлеи и их агрегатов
Рис. 12.31. Зависимости изменения наложенных простоев (BRi)
автоматических позиций от запаса а. изделий (для лимитирую-
щей позиции с Bt == 0,25)
Рис. 12.32. Зависимость изменения наложенных простоев (BHi)
позиций ручной сборки от штучного запаса изделий (zj: Ri — ко-
эффициент рассеяния времени выполнения операций на i-ой по-
зиции ручной сборки
ристиками используемого в производстве оборудования, а затем — на ос-
новании лабораторных испытаний механизмов линии.
Параметры, характеризующие работу ручных позиций (среднее время
выполнения операций и коэффициент рассеяния), были получены на осно-
вании хронометража отдельных переходов, проведенного как в лаборатор-
ных, так и в производственных условиях на постах действующего конвейера.
После внедрения линии на заводе было проведено ее обследование, ко-
торое позволило выявить фактические показатели производительности 517
Глава 12
и надежности как отдельных позиций, так и линии в целом. После этого на
основании полученных технических характеристик отдельных позиций по
разработанной методике был выполнен повторный расчет характеристик
линии (см. табл. 12.2).
Разработанная методика расчета была также использована при проек-
тировании комплекса линий для общей сборки двигателя автомобиля «Та-
врия».
Полученные результаты позволяют не только выполнить расчет пара-
метров конкретной линии, но и провести сравнение ряда конкурирующих
решений, в том числе выбрать оптимальные структурно-компоновочные
схемы сборочных линий.
Рис. 12.33. Зависимость изменения коэффициента Т]^ сборочной линии от
числа п автоматических и пр ручных сборочных позиций: а) тц1= 1 мин;
В = 0,1, Ti = 0,2; 1 — СЛ; 2 — НСЛ при z( — 4; 3 — НСЛ при zt = 16; б) t-= 1 мин;
R, = 0,25; 1 — СЛ; 2 — НСЛ при z(. = 2; 3 — НСЛ при zf =4; 4 — НСЛ при zf=16
На рис. 12.33 показаны зависимости изменения коэффициентов готов-
ности сборочных линий с различными параметрами. Синхронные линии
(кривые 1) во всех случаях обеспечивают наименьший уровень надежнос-
ти, а, следовательно, и наименьшую производительность.
Так как при ручной сборке позиции линии практически не подвержены
длительным отказам, снижение т|г с ростом числа позиций пр значительно
меньше, чем для автоматических позиций (см. рис 12.33, а).
Особенность функционирования НСЛ определяется тем, что они явля-
ются замкнутыми системами, т. е. поток деталей, выходящих с последней
позиции линии, одновременно является входящим потоком для первой по-
зиции. Таким образом, возможны ситуации, когда отказ на первой пози-
ции сразу же приводит к остановке последней позиции, при этом другие
позиции линии в этот момент могут продолжать работу. Или наоборот: от-
каз последней позиции приводит к остановке первой.
Эта особенность НСЛ также оказывает влияние на выбор ее структуры.
Например, включение в состав прямоточной синхронной линии накопите-
ля достаточно большой вместимости позволяет практически устранить
влияние друг на друга отказов позиций, расположенных по обеим сторо-
нам от данного накопителя. Однако включение такого же накопителя в со-
став НСЛ значительно меньше сказывается на т|г. Объясняется это тем, что
отказ в работе любой позиции вызывает отказы как в прямом (по ходу
сборки), так и в обратном направлении. Данный накопитель может пере-
крыть только одно из возможных направлений распространения отказа
518 и не снижает влияние отказа в другом направлении.
Проектирование технологических процессов сборки автомобилей и их агрегатов
На коэффициент готовности НСЛ также оказывает влияние число при-
способлений-спутников (Nc), используемых в линии (рис. 12.34).
Рис. 12.34. Зависимость коэффициента Г)г сборочной линии от коэффициен-
та заполнения линии приспособлениями-спутниками NOT
На рис. 12.34 коэффициент
#от “
где Nc — общее число спутников на линии; — общее число мест на
конвейере линии.
Изменение Т|г в зависимости NOT можно разделить на три фазы:
1. при увеличении NOT от 1 до N'OT величина цг также увеличивается, затем
т|г достигает максимально возможного значения и в интервале [N'OT,
1У"ОТ] практически не изменяется;
2. начиная с N"OT т|г уменьшается из-за того, что в первой фазе для запол-
нения всех межоперационных накопителей приспособлений-спутни-
ков не хватает и на линии преобладают дополнительные простои из-за
отсутствия деталей на позициях;
3. приспособления-спутники переполняют межоперационные накопите-
ли, снижая их эффективность.
Таким образом, чтобы достичь максимально возможной производи-
тельности НСЛ необходимо, чтобы число используемых на линии приспо-
соблений-спутников находилось в пределах [N'OT — ЛГ'ОТ]. Координаты N'OT
и ЛГОТ в значительной степени зависят от и других параметров.
Выбор числа приспособлений-спутников оказывает значительное влия-
ние на стоимость линии.
Проведенные исследования позволили сделать следующие выводы:
Глава 12
• в состав НСЛ целесообразно включать не более 8—10 автоматических
позиций, при большем числе необходимо предусматривать накопитель
для компенсации простоев;
• удельная длительность настройки Bj большинства автоматических по-
зиций, входящих в состав лилии, должна быть не более 0,10 — 0,15.
При этом конструкция сборочных машин должна быть такой, чтобы
обеспечивать минимальное время на устранение отказов;
• межоперационные накопители необходимо равномерно размещать
вдоль линии, а их вместимость должна быть рассчитана на три—пять
изделий. Такая вместимость позволяет почти полностью исключить вза-
имное влияние позиций ручной сборки и значительно снизить допол-
нительные простои автоматических позиций практически без увеличе-
ния габаритных размеров линии. В случае наличия в линии автоматиче-
ских позиций с низким коэффициентом технического использования
целесообразно вместимость накопителей, расположенных по обе сто-
роны от этих позиций, увеличить до семи—десяти изделий;
• число приспособлений-спутников, используемых на линии ориентиро-
вочно должно составлять 35 — 55% суммарной вместимости всех нако-
пителей, входящих в состав линии. Меньшие значения берутся для
НСЛ с вертикально-замкнутым конвейером;
• производительность НСЛ с вертикально-замкнутым конвейером на
3 — 5% выше, чем производительность аналогичной горизонтально-за-
мкнутой НСЛ из-за наличия в ней конвейера для возврата приспособле-
ний-спутников, одновременно служащего для накопления межопера-
ционных заделов.
12.7. Роботизация сборки агрегатов на пневмовихреввм оборудовании
Одной из главных задач автоматизации сборки должно быть обеспече-
ние ее гибкости, в том числе в массовом и крупносерийном производстве.
Операция обработки сложных деталей на станках или станочных лини-
ях требуют около 20 — 30 с, однако автоматическая сборка таких деталей
выполняется за 2 — 3 с. Поэтому для быстрой окупаемости затрат на авто-
матизацию необходимо, чтобы машина собирала несколько различных из-
делий, т. е. обеспечивала бы групповую или гибкую сборку. Роботы на
сборке являются хорошим средством обеспечения гибкости процесса. Од-
нако чаще всего они выполняют операции транспортировки деталей, пода-
чи их в рабочую зону и т. д., но не сборку непосредственно. Вместе с тем
опыт показывает, что большую экономическую эффективность дает ис-
пользование робота для выполнения основных операций (взаимная ориен-
тация и соединение деталей). В этом случае робот — технологическая ма-
шина, т. е. главный компонент автомата для сборки изделия. Однако при
этом точность робота (точность позиционирования) должна быть выше,
чем точность сопрягаемых деталей. Такой робот стоит дорого, и это отри-
цательно влияет на экономическую эффективность автоматизации.
Как же разрешить это противоречие? Необходимы новые технологиче-
ские решения, которые позволят упростить конструкции сборочных ма-
шин и снизить их стоимость, при этом повысив качество и производитель-
520 ность сборочного процесса.
Проектированиетехнологических процессов сборки автомобилей и их агрегатов
4 5 6
Рис. 12.35. Сборочный
пневмовихревой модуль
(конструкция В.М. Бедри-
на): 1 — сопло; 2 — втулка;
3 — стержень; 4 — тарел-
ка; 5 — гнезда для ориен-
тируемых деталей; 6 — де-
таль
Одним из таких решений является разработанный на АМО ЗИЛ вибро-
генератор, использующий энергию воздушного вихря, — пневмовихревой
(ПВ) ориентирующе-сборочный модуль.
Главным преимуществом пневмовихревых методов являются возмож-
ность ориентирования и сборки деталей при значительном первоначаль-
ном рассогласовании их осей без предъявления к деталям дополнительных
требований по точности и качеству. Деталь помещают на тарелку, совер-
шающую сложные движения, которые создаются с помощью пневмових-
ревого генератора (рис. 12.35). Он представляет собой втулку 2 с соплами
1, направленными тангенциально к ее внутренней поверхности, и стержня
3, расположенного с зазором в этой втулке и жестко связанного с тарелкой
4, имеющей в центре ряд гнезд 5, соответствующих по форме и размерам
собираемым деталям.
Под воздействием направленных колеба-
ний каждая деталь 6, подаваемая на тарелку,
перемещается по поверхности фланца от
периферии к центру и ориентируется в цен-
трально расположенном гнезде 5. Метод
обеспечивает ориентирование и сборку де-
талей из различных материалов и форм
(дисков, шайб, мембран, деталей без фасок,
некруглой формы), при рассогласовании
осей, превышающем в несколько раз габа-
ритные размеры собираемых деталей. Воз-
можна многопредметная сборка как одина-
ковых по форме и размерам, так и различ-
ных деталей.
Применение пневмовихревых методов
сборки в робототехнических комплексах
(РТК) и оснащение промышленных роботов
пневмовихревыми генераторами колебаний
позволяют использовать более простые и де-
шевые промышленные роботы, которые
в этих условиях являются основным техно-
логическим оборудованием. Пневмовихре-
вой метод сборки дает возможность осуще-
ствить в сборочных устройствах ориента-
цию и сборку деталей без применения
механизмов с жесткими кинематическими
связями, что делает такие сборочные авто-
маты полностью безопасными для наладчи-
ков и операторов и исключает возможность
их поломки при попадании некондиционных
деталей.
Область применения данной технологии — массовое и серийное (пере-
налаживаемое) производство средних и мелких изделий машиностроения
и приборостроения: генераторы, стартеры и другое электрооборудование
автомобилей, карбюраторы, масляные и жидкостные насосы, плунжерные
пары, роботизированная сборка электротехнических изделий и приборов,
товаров народного потребления.
521
Глава 12
Основные преимущества пневмовихревой сборки:
• снижение требований к точности срабатывания механизмов ориента-
ции собираемых деталей;
• повышение надежности сборки (собираемости), в частности, высоко-
точных (практически беззазорных) соединений (например, плунжер-
ных пар, лопастей с роторами и др.), при этом на ряде собираемых дета-
лей наличие фасок, обычно облегчающих сборку, не допускается;
• упрощение конструкции сборочных машин и уменьшение стоимости
автоматизации сборки;
• повышение производительности сборочного оборудования;
• обеспечение гибкости сборки путем замены базовых элементов ПВ мо-
дулей — вращающихся плоских тарелок с гнездами под собираемые де-
тали.
Однако для надежного функционирования пневмовихревого сборочно-
го оборудования необходимо выбрать в каждом конкретном случае наибо-
лее рациональные параметры процесса. Эксперименты в производствен-
ных условиях, связанные с изменениями и доводкой конструкции сбороч-
ного оборудования при его изготовлении, требуют много времени и стоят
дорого. Поэтому необходимы теоретический анализ динамики работы си-
стемы «ПВ модуль—робот», разработка теории пневмовихревых сбороч-
ных комплексов, позволяющие еще на стадии проектирования выполнить
структурную и параметрическую оптимизацию процесса, основанного на
пневмовихревой технологии*.
Основной частью сборочной ячейки является робот, в схвате которого
помещен ПВ модуль. Рабочие движения робота — вращение первых двух
звеньев вокруг вертикальных осей, поступательное перемещение третьего
звена в вертикальном направлении. Система, состоящая из робота
и ПВ модуля, имеет шесть степеней свободы, а деталь, перемещающаяся
по тарелке, — две.
В качестве обобщенных координат робота выбираются параметры, опре-
деляющие соответственно перемещение последующего звена робота отно-
сительно предыдущего. Заданный закон программных движений звеньев
робота определяет характер изменения обобщенных координат во времени.
Представляет особый интерес частный случай, когда ПВ-модуль не пе-
ремещается в пространстве (однопозиционные сборочные машины). На-
пример, в созданной на АМО ЗИЛ машине с ПВ модулем для сборки рото-
ра насоса с плоскими лопастями эти лопасти подаются вертикально по уз-
кому лотку к ротору, устанавливаемому манипулятором в центр тарелки.
Зазор между пазами ротора и лопастями составляет около 1 мкм. При этом
фаски, обычно облегчающие сборку, отсутствуют. При ручной сборке на
один ротор затрачивается 24 —27 с, машина с ПВ модулем собирает ротор
за 6 —7 с. Таким образом, эта модификация модели может использоваться
для анализа процесса сборки на однопозиционных сборочных машинах,
а также для моделирования движения детали по тарелке у ячейки с робо-
том, если робот останавливается у каждого вибробункера на время, необ-
ходимое для перемещения детали к центру тарелки и ее ориентации.
См. статью: Дащенко А.И., Елхов П.Е. Анализ процессов пневмовихревой сбор-
522 ки деталей // Техника машиностроения. 2000. № 2. С. 40 — 47.
Проектирование технологических процессов сборки автомсВилеи и ох агрегатов
Данная модель может быть использована для анализа параметров сбо-
рочного процесса на многопозиционных машинах с поворотными стола-
ми, на которых установлено несколько ПВ модулей. В этом случае после
поворота на одну позицию стол периодически фиксируется для ориента-
ции деталей в каждом ПВ модуле в целях соединения их на последней по-
зиции специальным механизмом.
Для этого случая составляются дифференциальные уравнения движе-
ния детали по тарелке. Анализ движения детали по тарелке позволяет оп-
ределить область допустимых частот колебаний тарелки, при которых де-
таль движется к центру:
Jg(f-O)/r + af0<a>2^g(f-0)/r ,
гр,ед— ускорение свободного падения; f— коэффициент трения при дви-
жении детали по тарелке; а — расстояние от центра детали до центра та-
релки; о — частота колебаний тарелки; г — конструктивный параметр
стержня тарелки [12]; 0 — угол между осью втулки и осью стержня.
Для решения поставленных задач и математического моделирования
процесса сборки на основе полученных динамических моделей была раз-
работана программа для персонального компьютера, позволяющая вос-
производить на дисплее траекторию движения детали в зависимости от
всех влияющих на нее факторов.
Математическая модель работы системы с ориентирующе-сборочным
модулем в схвате робота позволяет решить следующие задачи.
Для режима работы, когда робот останавливается на каждой позиции
на время ориентации и сборки деталей, осуществляется:
• воспроизведение траектории движения собираемых деталей по тарел-
ке ПВ модуля, оценка влияния геометрических и динамических параме-
тров (в частности, угловой скорости тарелки со стержнем, а также час-
тоты и амплитуды колебаний тарелки) на траекторию движения дета-
лей;
• выявление области, в которой параметры ПВ модуля могут измениться
без изменения характера движения детали по тарелке, и обеспечение
надежной ориентации (или процесса сборки деталей).
Для режима, когда перемещение деталей по тарелке происходит во вре-
мя движения робота, производится:
• оценка влияния скорости и закона движения звеньев робота на траек-
торию перемещения деталей по тарелке и их взаимную ориентацию
и определение допустимых значений скорости.
На рис. 12.36 показана фотограмма движения детали по тарелке при ра-
боте ПВ модуля на специальном стенде в лаборатории АМО ЗИЛ. Деталь
перемещается по спирали, попадая при этом за минимальное время
в центр тарелки для совмещения с другими собираемыми деталями. Лабо-
раторные эксперименты также показали, что при изменении, например,
зазора между стержнем 3 и втулкой 2 (см. рис. 12.35) или при изменении
режима работы деталь не попадают в центр, а вылетает за пределы тарел-
ки. Экспериментальный подбор параметров модуля для каждого конкрет- 523
Глава 12
Рис. 12.36. Фотограмма траек-
тории движения детали по
тарелке при работе ПВ модуля
ного случая, при которых надежно выпол-
нялась бы ориентация и сборка деталей,
является очень трудоемкой и дорогостоя-
щей работой. Математическая модель поз-
воляет за 1,5 — 2 с получить на дисплее тра-
екторию движения детали с заданными
параметрами ПВ модуля и оценить их эф-
фективность до изготовления модуля.
Моделирование большого числа вариан-
тов сборки с остановкой в каждой позиции
позволило определить области изменения
параметров ПВ модуля, где обеспечивается
надежная ориентация и соединение деталей.
На рис. 12.37 показаны области рациональ-
ных значений параметров ПВ модуля при из-
менении зазоров и коэффициентов трения.
Таким образом, анализ процесса ПВ сборки и элементов сборочного
оборудования для его осуществления позволяет обеспечить стабильность
выполнения сборочных операций. Однако результаты данного анализа не-
достаточны для обеспечения высокой экономической эффективности сбо-
рочного процесса в целом. Помимо параметрической оптимизации требу-
ется структурная оптимизация процесса сборки.
Для данной задачи может быть использован метод направленного поиска
оптимальных структурно-компоновочных решений [12].
Рис. 12.37. Области рациональных значений параметров ПВ модуля:
I — процесс неустойчив из-за недостаточной силы для подъема
и вращения тарелки или недостаточны скорость вращения и ампли-
туда колебаний тарелки; II — устойчивое перемещение собираемых
деталей; III — выброс деталей из-за больших амплитуд колебаний;
524 — деталь движется от центра тарелки с подпрыгиванием
Проектирование технологических процессов сборки автомобилей и их агрегатор
Однако целесообразно решать задачу
комплексно, т. е. одновременно выбирать
и метод выполнения операций сборки,
и структуру процесса (например, сравнивая
традиционные и пневмовихревые методы
сборки). Рис. 12.38 иллюстрирует последова-
тельность направленного поиска оптималь-
ной компоновки сборочного оборудования
и наиболее эффективного метода сборки из-
делия по критерию общих затрат на годовой
выпуск продукции, выраженных в условных
единицах. Сборка может выполняться тради-
ционными (Тр) и пневмовихревыми (ПВ) ме-
тодами. Выбирается и оценивается класс
оборудования, с использованием которого
выполняется сборка (KI— однопозиционные
и КП — многопозиционные сборочные ма-
шины). Так как вариант KI (ПВ) по суммар-
ным денежным затратам на одно изделие
меньше, его прорабатывают более детально
Уровень f -г
автоматизации V'P
3(= [ 65500 |
Класс
оборудования
32= | 52400
| 42450 |
к
[ 84800 |
Тип
транстпорта
З3= | 57650 | р90070] [ 57450 ]
Рис. 12.38. Схема направлен-
ного поиска оптимальной
компоновки РТК, обеспечи-
вающей минимум затрат на
сборку изделий при задан-
ной программе выпуска
//Ы \КшрПс
путем рассмотрения подклассов KI с последовательным (Пс), параллельным
(Пр) и комбинированным (ПсПр) выполнением элементарных сборочных
операций. При этом оценка затрат на сборку каждого изделия соответствен-
но возрастает из-за дополнительных затрат, которые можно оценить при бо-
лее детальной проработке вариантов. Подкласс с наименьшей на данном
шаге оценкой (в нашем случае К1ПрПс) разрабатывается детально (одна или
две его модификации). Затраты на сборку изделия рассчитываются с учетом
всех составляющих, которые можно учесть на этом этапе проектирования.
Вариант с минимальными затратами считается оптимальным.
Результатом анализа ПВ метода сборки и синтеза структуры процесса
явилось создание нескольких роботизированных сборочных РТК, разра-
ботанных на АМО ЗИЛ. Один из них описан ниже.
Сборочный РТК создавался прежде всего для решения двух задач:
• проверки возможности производить последовательную сборку доста-
точно сложных изделий непосредственно в руке робота;
• проверки возможности применения ПВ метода для ориентации и сбор-
ки не только плоских, но и длинных (типа втулок, осей) деталей, когда
сложные колебательные движения (прецессия) тарелки ПВ модуля
с предварительно установленных в них корпусом (втулкой) использу-
ются для поиска положения втулки, при котором она наилучшим обра-
зом соединяется с осью. Последняя специальным манипулятором сво-
бодно удерживается над отверстием втулки.
Данный вариант ПВ метода сборки успешно используется, например,
для сборки плунжерных пар с зазором 0,5 мкм. При этом фаски отсутству-
ют как у оси, так и у отверстия втулки.
Сборочный РТК (рис. 12.39) предназначен для сборки крана управления
давлением воздуха системы накачки шин грузовых автомобилей. Техноло-
гическая последовательность сборки соответствует технологическим пе-
реходам: 525
Глава 12
Рис. 12.39. Планировка РТК для изделий двух модификаций
1 — установка корпуса крана в ПВ модуль; 2 — установка тарелки-спут-
ника на ориентатор; 3 — установка кольца распорной манжеты; 4 — пред-
варительная установка манжеты крана; 5 — окончательная установка ман-
жеты; 6 — установка распорной втулки; 7 — подача смазочного материала;
8 — установка собранного золотника крана; 9 — подача и предварительное
завинчивание направляющей золотника; 10 — окончательное завинчива-
ние направляющей золотника.
Затем робот возвращается на вторую позицию, где происходит съем та-
релки-спутника, а на первой позиции собранный кран снимается и уста-
навливается в кассету.
Кроме робота в данном РТК имеется отдельный манипулятор для уста-
новки корпуса крана из кассеты в ПВ модуль и удаления собранного крана
из модуля для установки в кассету. Транспортная система подает кассеты
с корпусами в рабочую зону и кассеты с готовой продукцией в зону загруз-
ки-разгрузки. Сборочно-ориентирующий модуль данного РТК имеет ори-
гинальную конструкцию, более сложную, чем показана на рис. 12.35.
Для установки корпуса крана модуль снабжен съемной тарелкой-спутни-
ком, которая автоматически с помощью манипулятора устанавливается
в модуль и на этой же позиции снимается манипулятором для удаления из
модуля полностью собранного изделия.
Данный РТК прошел лабораторные испытания. Было собрано более
10 тыс. изделий. При этом не было зарегистрировано ни одного отказа из-
за несобираемости деталей.
Сочетание новых методов сборки, основанных на физических эффек-
тах, с использованием роботов в сборочных машинах позволяет успешно
решить проблему гибкости при большей экономической эффективности
автоматизации сборки.
Опыт АМО ЗИЛ в области создания и эксплуатации сборочного обору-
дования, основанного на применении нетрадиционной технологии и ис-
пользованного, помимо РТК, в одно- и многопозиционных сборочных ма-
526 шинах показал, что, если параметры процесса выбраны правильно, отказы
Проектирование технологических процессов сборки автомобилеО и их агрегатов
из-за несобираемости деталей практически отсутствуют. Работа всех ма-
шин характеризуется высокой функциональной надежностью, так как
в них не используются механизмы с жесткими кинематическими связями.
Например, многопозиционные поворотные столы вращаются на воздуш-
ной подушке с помощью воздушного вихря, как и тарелки в ПВ модулях.
Однако общая работоспособность и экономическая эффективность
этих машин существенно зависит от их параметров, структуры и компо-
новки оборудования. Поэтому наряду с развитием практики применения,
необходимо совершенствование теории проектирования и методов дина-
мического анализа сборочных роботов.
Повышение быстродействия роботов и расчет их динамики. Сбороч-
ные операции в машиностроении, где затраты ручного труда имеют наи-
больший удельный вес, являются наиболее удачной областью применения
роботов. При этом йаилучшие результаты достигаются там, где роботы ис-
пользуются не только для транспортирования и ориентации собираемых
деталей, но и для непосредственного выполнения операций сборки. В этом
случае робот является технологическим агрегатом, выполняющим основ-
ные и вспомогательные элементы операций, а также повышающим гиб-
кость производства благодаря программированию его работы.
К сожалению, по своему быстродействию промышленный робот (ПР)
в ряде случаев уступает широко используемым специальным автоматичес-
ким устройствам, а иногда и ручной сборке. Поэтому повышение быстро-
действия практически всех типов роботов в несколько раз является одной
из наиболее важных задач в современной робототехнике.
Затрудняет автоматизацию сборки с помощью ПР и недостаточная точ-
ность позиционирования. Результаты исследований показывают, что сме-
щение руки робота под действием динамической нагрузки может в не-
сколько раз снижать гарантированную заводом-изготовителем точность
его Позиционирования. Для сопряжения деталей с помощью ПР в этих ус-
ловиях применяются активные и пассивные средства адаптации (пассив-
ные и активные адаптивные сборочные головки).
Операции сборки с помощью ПР выполняются в несколько этапов: под-
вод детали, поиск положения сопряжения и собственно сборка. Для значи-
тельного повышения быстродействия ПР необходимо уменьшить время
выполнения операций на каждом этапе сборки. На первом этапе — транс-
портировании детали к месту монтажа — быстродействие ПР можно повы-
сить, обеспечив одновременность движения всех звеньев манипулятора
и увеличив их скорость. При этом необходимо учитывать взаимовлияние
механизмов ПР как при его проектировании, так и при настройке системы
управления, а также при выборе законов движения. Для учета взаимовли-
яния механизмов ПР необходимо разработать его динамическую модель,
построив идеализированную расчетную схему механизма и ее математи-
ческое описание. Расчетная схема выбирается для проведения конкрет-
ных исследований и основывается на некоторых допущениях и экспери-
ментальных данных. При разработке динамической модели робота необ-
ходимо учитывать колебания звеньев манипулятора, неизбежно
возникающие при быстром разгоне и торможении, влияние этих колеба-
ний на точность позиционирования рабочего органа.
Анализ большого числа конструкций существующих ПР показал, что
упругая податливость звеньев манипулятора пренебрежимо мала по срав- 527
Глава 12
нению с упругой податливостью элементов приводов (редукторов), кото-
рые, как правило, расположены вблизи соответствующих осей кинемати-
ческих пар. При этом экспериментально установлено, что упругую подат-
ливость механизмов приводов необходимо учитывать для вращательных
движений исполнительных звеньев и можно ею пренебречь для поступа-
тельных движений с приводами, расположенными на подвижных звеньях
упругомеханических передач (гидро- и пневмоцилиндров). Кроме того,
при использовании пассивной адаптивной сборочной головки необходимо
учитывать также упругие связи в схвате, так как в этом случае программ-
ные движения звеньев манипулятора могут вызвать колебания упругоза-
крепленной детали относительно схвата, что повлияет на точность пози-
ционирования. Обычно при построении динамических моделей манипуля-
торов ПР отдельно учитывается упругая податливость в кинематических
парах и в схвате.
Затем предлагается динамическая модель промышленного робота для
первого этапа сборки при одновременном учете упругой податливости ме-
ханизмов приводов (вращательных кинематических пар) и схвата. Кроме
того, исследуются диссипативные силы, всегда имеющиеся в реальной ме-
ханической системе, свободные затухающие колебания в системе после
позиционирования и законы движения звеньев манипулятора, влияющие
на точность позиционирования и быстродействие робота. Поскольку тре-
бования к точности и быстродействию являются противоречивыми, они
рассматриваются совместно путем решения оптимизационной задачи.
На кинематической схеме типового робота (рис. 12.40) показаны систе-
мы координат (i=lf 2, 3), неразрывно связанных с соответствующи-
ми звеньями робота, а также неподвижная система координат Pxyz. Испол-
нительный механизм робота имеет три подвижных звена. Рабочими дви-
жениями робота являются вращение первых двух звеньев вокруг
вертикальных осей и поступательное перемещение третьего звена, несу-
щего схват, по вертикали. Схват может также совершать вращательное
движение вокруг собственной вертикальной оси (рассматривается случай,
когда это движение осуществляется только после окончания транспорти-
рования детали к месту сборки).
Рис. 12,40, Кинематические схемы
робота и его схвата
При учете упругой податливости
первых двух вращательных кинема-
тических пар манипулятор будет
иметь пять степеней свободы.
За обобщенные координаты мани-
пулятора приняты параметры (р1Г ф2,
qlr ^2r Чз> где и % — углы поворота
роторов соответственно первого
и второго двигателей, приведенные
к выходным звеньям редуктора,
а параметры qv q2, q3 характеризу-
ют перемещение соответствующего
звена манипулятора относительно
предыдущего звена. Дифференци-
альные уравнения движения мани-
пулятора представлены в форме
уравнений Лагранжа второго рода:
528
Проектирование технологических процессов сборки автомобилей о он агрегатов
d дТ ЭТ п .. . _ „
-------Ч—= б;’О=1’ 2’ 3)’
at dqj dqj
d дт ЭТ
J Л • -J — Qi+з ’ (J — 1» 2’ 3)’
dt aq)j o(Pj
(1)
где T — кинетическая энергия рассматриваемой механической системы;
Qt (i = 1, 2,5) — обобщенные силы, соответствующие выбранным обоб-
щенным координатам. Кинетическая энергия манипулятора может быть
представлена в следующем виде:
У — 2 [(<2ц+^ц)?1 + 2(а12 + bx^)qxq2 +
+ (а22 + Ь22 )^2 + азз^з 1 (2)
О] ] = + J\2 + + /и2/] + Wj (/] + Z2)+ 2Z>13 cos q2 >
д12 = т312 + Z>13 cos</2 + J^2 + J\3 ,
a22 = Jzi dz3 + ^3^2 > азз = тз > = h ** dp) >
bn =hdp\ b13 — ^2|y2C2|Z1 + tMj/j/j, b22 =Z2*Zp\ (3)
В выражениях (3) введены следующие обозначения: m2, m3 — массы со-
ответственно второго звена и третьего звена со схватом; lv 12 — длины пер-
вых двух звеньев; 1р2С21 — расстояние центра тяжести второго звена от его
собственной оси вращения; J Jp(2) — моменты инерции роторов соот-
ветствующих двигателей относительно их собственных осей вращения; i;,
i2 — передаточные числа первого и второго редукторов; dz3<3) —
моменты инерции соответствующих звеньев относительно неразрывно
связанных с ними осей координат zz (i = 1, 2, 3), являющихся их главными
осями инерции.
Обобщенные силы, соответствующие выбранным обобщенным коор-
динатам, могут быть определены по формулам
ЭЯ ЭФ _ дП ЪФ
’ 2 ^2 ^2
дп дФ дп дФ
- • м дП дФ
5-/2 Эф2 Эф2
где Мд1, Мд2 и Рд3 — моменты и усилие, развиваемые соответствующими
двигателями; П и Ф — соответственно потенциальная и диссипативная
функция рассматриваемой механической системы, рассчитываемые по
формулам
34 Технология автомобилестроения
529
Глава 12
П = | [с, tai - <Р1 )2 + с2 (q2 - (р2 )2 ]+
+ |С1(*5 -*4)2 +6>5 ~уЛ +(z5 -ZJ2] +
+ ^Ь>5 “fei +42)]2 ~^5s(.z5 -z^+m2gq3,
ф = | к tel - Ф1 )2 + b2 (q2 ~ ф2 )2 ]+
+ ^[fe -Х4)2 +6>5 -Л)2 +tes -Z4)2]+
-tei +42)]2>
(5)
(6)
где: Cj, с2 — жесткость соответственно первой и второй кинематических пар;
Ьг Ь2 — коэффициенты демпфирования в этих упругих элементах; с, — ко-
эффициенты жесткости упругих элементов в схвате; Ь, — коэффициенты
демпфирования в этих упругих элементах; х4, у4, z4 и х5, у5, z5 — координаты
соответственно центра масс схвата и транспортируемой детали; т5 — масса
детали; (р5 — абсолютный угол поворота детали вокруг вертикальной оси.
Таким образом, на основании уравнений (1) с учетом формул (2) — (6) си-
стема дифференциальных уравнений движения манипулятора примет вид
«n4i +al2q2 +b12(p2 -26,3 sin?2^2-bl3 sin^ +
+ citei-<Pi)+*itei-<Pi) =
= с(х5 - х4)[/, cos qt +12 cos(<7j + q2 )]+
+ с(у5 ~ У4 fc sin qt +12 sintei + <h)]+
+ b>5 - tel + Я 2)]+ b(x5 - X4 Xz, cos q1 +12 costa, + )]+
+ b(ys - y4sin q, +12 sintai + q2 )]+
+Ц& -tei +42)1 (7)
«12^1 + a22q2 + 6,3 sinq2q* + c2(q2 -<р2)+Ь2(д2-ф2) =
= c(x5 -x4X costa! +?г)+«6;5 -T4X sintei +22)+
+ [<p5 - tai + <h)]+ b(x5 - x4 X costal + 42)+
+ b{y5 - у4 \ sintai + q2)+[ф5 - tai + q2 )J
тзЪ = рдз + c(z5 - z4)+ b(z5 - z4 )- g(w?3 + m5 \
ЬцФ^- Cj tai - Ф1)- bj (qt - Ф1) = 1{Мд1;
Ъ22ф2 +^i24i — сг(?2 “Ф2)—b2(q2 ~Ф2) = i2M&•
530
Прпектирование юехнолпгических процессов сборки автомоВилей и ик агрегатов
Дифференциальные уравнения движения упругозакрепленной детали, по-
лученные на основании теорем динамики механической системы, примут вид
= ~с(х5 -х4)-Ч*5 ~х4\
т5у5 =-с(у5-у4У-ъ(у5-у4\
m5z5 = -c(z5 -z4)-Z>(z5-z4\
J&5 = -C? [ф5 - fal + 02 )]- bv [ф5 - fel + <?2 )] (8)
где /д — момент инерции детали относительно ее вертикальной оси симметрии.
Координаты центра масс схвата могут быть выражены через обобщен-
ные координаты:
х4 = /, sinqv +12 sin^ +q2\
У4 = "ti cosqi +l2 cosfo + ?2)J
z4 = q3—l3 — |С4.Рз| (9)
где IC^pJ — расстояние центра масс схвата от точки 13—длина третьего звена.
Таким образом, система дифференциальных уравнений (7) — (8) с уче-
том уравнений (9) полностью описывает движение рассматриваемой меха-
нической системы.
Следует отметить, что важным этапом динамического анализа промыш-
ленного робота является определение динамических ошибок для двигате-
лей с идеальными характеристиками, что позволяет оценить предельные
возможности повышения динамической точности ПР путем увеличения
жесткости характеристик двигателя. Предположение об идеальности ха-
рактеристик двигателей равносильно предположению, что выходные зве-
нья двигателей точно воспроизводят программируемое движение, т. е.
cp^q^ (/ = 1,2), (10)
т3^и) = Рд3 - g(m3 + т5) (11)
В качестве примеров рассмотрим случаи «трапецеидального» закона из-
менения программы скоростей и «синусоидального» закона ускорения зве-
ньев манипулятора. Обозначим tpj, tTJ, tkj (j= 1,2,3) — соответственно время
разгона, начала торможения и позиционирования j-ro звена, ан (/ = 1,2,3) —
установившаяся постоянная скорость /-го звена. Решая совместно первые
три уравнения системы (7) и четыре уравнения системы (8) при учете соотно-
шений (9) — (11), можно определить для заданного закона программного дви-
жения робота q(n7z = 1, 2, 3) характер изменения параметров q{ (i= 1, 2, 3), х5,
у5, zs (р5 по времени и, следовательно, найти динамические ошибки:
аг=?, -^(и) (/ = 1,2,3),
УЛ = *5 ~Х4\ ^2 = Уз ~Ул\ ¥з = Z3
V'4=«>j-(<71<")+??>) (12)
гдех^Ч zl4n) (/=1,2,3) определяются по формулам (9) при qrz= q/n) (/=1,2,3).
Два последних уравнения системы (7) и (11) дают возможность найти усилие
и моменты двигателей, необходимые для реализации заданного движения. 531
34*
Глава 12
После окончания позиционирования (t > fk) выходные звенья всех дви-
гателей являются заторможенными. В манипуляторной системе при этом
происходят свободные затухающие колебания, вызываемые упругими де-
формациями, возникающими в процессе движения робота. Изучение сво-
бодных колебаний дает возможность оценить продолжительность их зату-
хания до допустимого уровня, определяемого точностью позиционирова-
ния, и тем самым определить реальное быстродействие робота.
Дифференциальные уравнения свободных колебаний в области поло-
жения позиционирования робота (q(n^= q(^,j=l,2,3) могут быть получены
на основании систем уравнений (7) — (9) с учетом того, что значения обоб-
щенных координат программного движения в положении позиционирова-
ния q$(j — 1, 2, 3) постоянны. Начальные условия при изучении свободных
колебаний определяют значения обобщенных координат и скоростей сис-
темы в момент позиционирования (t = tk). Момент окончания рабочего
цикла (tn) будет определяться условием
’ I^TsImax — 0,5Д ,
Wmax 0,5Дф ,
(13)
где |Дг5|тах — максимальное отклонение центра масс детали в положении
позиционирования модуля от запрограммированного значения при ее за-
тухающих колебаниях; Д — заданная точность позиционирования робота;
Дф — допустимый угол поворота детали вокруг вертикальной оси в случае
сборки несимметричных тел.
Условие (13) может быть представлено в виде
^тах+Фзтах+Фзшах^р
< Дф
max *2 ’
(14)
где Ytmax (i== 1 ’ 2« 3) — максимальные отклонения соответствующих координат
центра масс детали от их требуемых значений в точке позиционирования
(амплитуды затухающих колебаний в направлении осей координат х, у, z).
Таким образом, построенная динамическая модель ПР, учитывающая
упругую податливость в кинематических парах и в схвате, позволяет оце-
нить влияние жесткостных характеристик упругих элементов, а также за-
данных законов программного движения звеньев манипулятора на по-
грешность позиционирования и на быстродействие робота. На основании
данной модели была разработана программа численного решения постав-
ленной задачи при следующих исходных данных:
т2 = 23,5 кг, т3 = 7 кг, m5= 1 кг,
= 19,7 кгм2, = 9 кг-м2,
= 0,01 кг-м2, JW = j(2) = 0,01 кгм2,
ij = 242, i2 = 157,= 0,63 м, 12 = 0,4 м,
532
Проектирование технологических процессов сборки автомобилей в вх агрегатов
| С2 р2|= 0,28 м, qty = qty = тс/6 рад,
Ср = 3-105Н-м, с2 = 14-105Н-м,
Ь; = 1088 Н-м-с, Ь2== 1258 Н-м-с,
с = 100 Н/м, су= 1000 Н-м,
5 = 4 Н-с/м, bj = 40 Н-м-с и т. д.;
максимально возможные скорости, развиваемые двигателями
<?/Х=;-05РаА/с- д^ах= 1м/с;
точность позиционирования робота Д = 0,05 мм.
На рис. 12.41 показаны зависимости изменения моментов, развиваемых
двигателями, от ускорения звеньев манипулятора соответственно при си-
нусоидальном и трапецеидальном законах движения. Зависимость изме-
нения времени позиционирования от ускорения звеньев при этих же зако-
нах движения представлена на рис. 12.42.
Для решения задачи по выбору оптимальных параметров при заданных
моментах двигателей необходимо по зависимостям max Мд1, max Мд2 от gj
определить то значение е^, при котором выполняются условия:
max Мд1< max Ч1(заданный),
max Мд2< max Мд2(заданный),
а по зависимостям точности позиционирования (рис. 12.43) от 8^ опреде-
лить то значение 82, при котором максимальное отклонение от точки пози-
ционирования L<L3agaHHOe. Из двух полученных значений 8t и 82 выбрать ми-
нимальное и определить для него время позиционирования по рис. 12.42.
В случае необходимости определения оптимального закона движения
с большей точностью, чем дает графический метод, может быть использова-
на программа численного решения, основанная на методе Нелдора-Мида.
Анализ численного решения задачи показал:
• максимальные значения моментов двигателей для приводов, необходи-
мых в заданном движении, практически прямо пропорциональны уско-
рениям звеньев манипулятора, что справедливо и при трапецеидальном
и при синусоидальном законах движения;
• существенное влияние на погрешность позиционирования оказывают
жесткостные характеристики как упругих элементов в схвате, так
и в кинематических парах. Увеличение в 10 раз жёсткости упругих эле-
ментов кинематических пар приводит к уменьшению погрешности по-
зиционирования во столько же раз. При этом увеличение жесткости
упругих элементов в схвате в 10 раз уменьшает погрешность позицио-
нирования (см. рис. 12.43);
• время убывания погрешности позиционирования до требуемого уров-
ня определяется не 'Только законом программного движения, но и жест-
костными характеристиками как упругих элементов схвата, так и кине-
матических пар.
Таким образом, при выборе закона движения звеньев манипулятора на
первом этапе сборки (транспортирования детали к месту монтажа) необ- 533
Глава 12
Рис. 12.41. Зависимость изменения моментов двигателей от величины
ускорения звеньев манипулятора при. различных законах программного
движения робота: (—,------соответственно трапецеидальный и си-
нусоидальный законы программного движения £р1, = £р2 = £Т1 = £т2 = £)
Рис. 12.42. Зависимость изменения времени позиционирования от вели-
чины ускорения звеньев манипулятора: (—,--соответственно тра-
пецеидальный и синусоидальный законы программного движения
£рГ = £р2 “ £Т1 ~ £т2 = £)
Рис. 12.43. Зависимость максимального отклонения от точки позицио-
нирования в момент выключения двигателя: £р1, = £р2 = £Т1 — ет2~ £
ходимо в динамической модели робота учитывать упругую податливость
одновременно в схвате и в кинематических вращательных парах.
Сборка форсунки на линии из многопозиционных автоматов. Одно из
наиболее перспективных направлений в автоматизации сборки — созда-
ние линий из многопозиционных машин. Проектируя процессы сборки
автомобиля, необходимо учитывать, что масса более 80% его деталей со-
534 ставляет менее 200 г. Сборка небольших изделий из мелких деталей наибо-
Проектирование технологических процессов сборки автомоОилеО и их агрегатов|
лее эффективна на многопозиционных автоматах, которые позволяют
сконцентрировать больше операций, чем однопозиционные, позиции ме-
нее металлоемки, занимают меньшую площадь и, что очень важно, автома-
тизация сборки с их применением стоит в несколько раз меньше, чем при
использовании линии из однопозиционных машин для этих же изделий.
Рис. 12.44. Общий вид форсунки (а) и граф последовательности ее сборки (б)
Более сложная конструкция многопозиционных автоматов снижает об-
щий уровень гибкости (переналаживаемости) оборудования, если произ-
водство изделий является серийным.
Необходимость в гибких линиях для сборки изделий с очень небольшим
тактом привела к созданию линии, где и испытание изделий выполняются
на отдельных многопозиционных автоматах, а их транспортировка между
автоматами осуществляется по гибкой транспортной системе, аналогично
описанной выше, на спутниках с многоместными кассетами. Передача со-
бираемых изделий из кассеты в автомат и обратно выполняется програм-
мируёмыми портальными манипуляторами.
Такая система позволяет иметь короткий такт сборки на автоматах и до-
статочно большой такт перемещения спутника с кассетой по гибкой транс-
портной системе, число позиций которой при коротких тактах обычно ог-
раничено.
Примером такой системы может служить разработанный на АМО ЗИЛ
автоматизированный комплекс сборки с применением пневмовихревых
автоматов и испытания форсунок (рис. 12.45) дизельных двигателей.
Комплекс включает в себя гибкую транспортную систему со спутника-
ми, на которых установлены кассеты с деталями и собранными форсунка-
ми. Спутники с кассетами перемещаются по транспортной системе между
сборочными и контрольно-испытательными автоматами. Так как система
позволяет расположить оборудование не в технологической последова-
тельности, то контрольно-испытательное оборудование, использующее
в качестве испытательной жидкости дизельное топливо, и сборочное обо-
рудование установлены в разных, изолированных друг от друга зонах.
Транспортная система связывает с зоной сборки и испытания располо-
женную на складе зону комплектации, а также позиции съема готовых из-
делий и позиции устранения дефектов, выявленных в процессе сборки
и испытания форсунок.
Прецизионные детали (корпус форсунки, проставка, распылитель
в сборе) подаются к сборочным автоматам со склада в кассетах и устанав- 535
Глава 12
Рис. 12.45. Комплекс сборки и испьипаний форсунок: 1 — гибкая транспорт-
ная система; 2 — участок комплектации; 3 — палета с кассетой; 4 — авто-
матическая позиция сборки проставки; 5 — резервная позиция для сборки
проставки; 6 — автоматические позиции сборки форсунки; 7 — автоматиче-
ская позиция сборки форсунки с транспортными пробками; 8 — резервная по-
зиция; 9 — перегородка, разделяющая зоны сборки и испьипаний; 10 — пози-
ция съема собранных форсунок; 11 — тара для собранных и испытанных фор-
сунок; 12 — позиция устранения дефектов; 13 — контрольно-проверочные
стенды; 14 — резервная позиция для регулировки давления начала вспрыска
обкатки форсунки; 15 — автоматическая позиция регулировки давления на-
чала вспрыска обкатки форсунки; 16 — резервная позиция для контроля по-
движности иглы и пропускной способности форсунки; 17 — автоматическая
позиция для контроля давления начала вспрыска, подвижности иглы, контро-
ля пропускной способности и лазерного клеймения; 18 — установка для лазер-
ного клеймения; 19 — автоматическая позиция для сборки корпуса форсунки
с фильтром, промывки фильтра и контроля эффективного проходного сече-
ния; 20 — накопитель свободных палет; 21 — моечная машина для промывки
палет с кассетами
ливаются на загрузочные позиции автоматов с помощью портальных про-
граммных манипуляторов. Остальные детали подаются на сборочные по-
зиции автоматов из вибробункеров. Собранные изделия удаляются из
автоматов такими же манипуляторами. Аналогичными манипуляторами,
осуществляющими загрузку и выгрузку форсунок, оснащены также и кон-
трольно-испытательные автоматы.
Транспортная система состоит из основной ветви, по которой в любой
последовательности между позициями комплекса перемещаются спутни-
ки с кассетами, и дополнительных ветвей, расположенных в зоне техноло-
гических позиций, на которых и осуществляется загрузка—разгрузка кас-
сет.
Транспортная система построена по модульному принципу и в основ-
ном состоит из двух типов модулей.
Первый тип модулей предназначен для изменения направления движе-
ния спутника. Этот модуль позволяет или пропустить через него спутник
транзитом, не изменяя направлению его движения, или повернуть спутник
на 90° в ту или другую сторону.
Второй тип модулей предназначен для стыковки с технологическим
оборудованием и состоит из прямолинейного участка с приводными роль-
536 гангами с фрикционными роликами, являющегося частью основной ветви
Проектирование технологических процессов сборки авшомобилеб и их агрегатов
транспортной системы, секции сдвижек для передачи спутников с основ-
ной ветви на дополнительную и обратно и одной или нескольких прямоли-
нейных секций дополнительных ветвей транспортной системы, на кото-
рых размещены остановы для спутников и механизмы для перекодирова-
ния спутников. Число параллельных секций участка дополнительной
транспортной ветки зависит от числа адресов, из которых поступают на
эту позицию или в которые направляют из этой позиции детали, комплек-
тующие, полуфабрикаты или собранные изделия.
Спутники предназначены для перемещения в кассетах прецизионных
деталей или собранных форсунок. Каждый спутник состоит из палеты,
кассеты и защитного устройства. Палета снабжена расположенным под ее
платформой программоносителем, выполненным в виде установленных на
общей оси и фиксируемых в двух положениях поворотных кулачков,
и также расположенными под ее платформой гребенками, обеспечиваю-
щими при взаимодействии с механизмами остановов перемещение спут-
ника с кассетой на шаг. Это позволяет выбирать или устанавливать детали
и форсунки манипулятором поочередно из всех рядов кассеты.
В комплексе предусмотрены свободные резервные зоны для возможно-
сти установки дублирующего сборочного и контрольно-испытательного
оборудования при увеличении объема выпуска форсунок.
Все контрольно-испытательные операции, в том числе такие, как про-
мывка фильтра и контроль качества распыления топлива, выполняются
в отдельной рабочей зоне, что резко улучшает экологические условия ра-
боты на линии.
Использование многопозиционного оборудования с поворотными сто-
лами позволяет выполнять операции последовательно-параллельно, что
снижает число потребного оборудования и резко уменьшает число пере-
становок форсунок.
Высокая гибкость системы дает возможность в любое время изменять
технологический процесс, вводить или выводить дублирующие позиции,
изменять степень автоматизации операций. Имеется возможность поэтап-
ного создания и внедрения комплекса.
Построенная по такому принципу сборочная линия позволяет осуще-
ствлять сборку сложных, высокоточных и ответственных изделий с очень
коротким тактом. Такт сборки форсунок 5 с, а такт смены спутника на по-
зиции при этом более 3 мин, что обеспечивает возможность иметь в линии
большое число адресов. Так как каждый автомат имеет относительно не-
большое число позиций, то обеспечивается их высокая надежность и про-
изводительность.
На заключительном этапе проектирования необходимо было оценить
производительность линии с учетом надежности ее сборочных автоматов,
машин для контроля и испытания изделий, транспортных устройств, а так-
же количества спутников с кассетами, находящихся на линии. Для этого
использовалась специально разработанная М1ТУ МАМИ совместно с Ин-
ститутом машиностроения РАН программа вероятностного моделирова-
ния сложных по структуре сборочных систем.
На рис. 12.46 показаны результаты исследования производительности
линии при трех различных параметрах надежности сборочных пневмови-
хревых автоматов. Результаты показали, что принятое первоначально ко-
личество спутников N = 200 завышено. Производительность Q и коэффи- 537
Глава 12
циент готовности г/т линии достигают максимального значения уже при N
от 100 до 120 шт., что и было принято в окончательном варианте компонов-
ки. Для первого этапа эксплуатации линия обеспечивает достаточную про-
изводительность, которая в дальнейшем может быть увеличена путем уста-
новки дублирующих автоматов на поз. 5, 14 и 16 (см. рис. 12.45).
Рис. 12.46. Зависимость изменения производительности Q
и коэффициента г) от общего числа спутников на линии
Интересно, что капитальные затраты на этот вариант компоновки в со-
поставимых ценах оказались в 4 — 5 раз ниже затрат на варианты линий из
однопозиционных машин, предложенные двумя ведущими европейскими
фирмами, выпускающими сборочное оборудование.
При этом экономия производственной площади составила около 200 м2.
В предложенных иностранными фирмами вариантах почти все предусма-
тривали ручную работу оператора с тактом в 5 с, а по проекту, разработан-
ному на АМО ЗИЛ, предусматривается полная автоматизация всех сбороч-
ных и контрольно-испытательных операций. Полностью исключается мо-
нотонный труд, роль операторов сводится только к наблюдениям за
автоматически работающим оборудованием, его обслуживанию, устране-
нию случайных отказов в работе.
12.8. Примеры автоматизации сборки агрегатов автомобилей
Несинхронные автоматизированные линии сборки группы двигателей
автомобилей. Линии сборки таких изделий, как двигатели, головки блоков,
коробки передач, редукторы задних мостов являются сложными комплек-
сами и фактически представляют собой целые участки и даже цеха.
Если за линией закреплена группа изделий, то по площади, оснащению
оборудованием, системами контроля, управления и диспетчирования,
по объему и сложности выполняемых задач такие комплексы аналогичны
небольшому заводу.
Чтобы представить масштабы такого производства, можно взглянуть на
очень схематичное изображение линии, осуществляющей мелкосерий-
538 ную сборку большой номенклатуры автомобильных двигателей (рис. 12.47,
Проектирование твшлогичвских ароцессав сборки автомобилей а их агрегатов
цветная вклейка). На заднем плане расположен автоматизированный
склад собираемых деталей и готовых узлов, которые по мере необходимо-
сти запрашиваются, загружаются в специальную тару, установленную на
робототележках, и доставляются к позиции сборки соответствующего ти-
па двигателя. Одновременно работает 37 робокар.
Сборка выполняется на одиннадцати многопозиционных линиях, каж-
дая из которых связана с соответствующим накопителем заделов, которые
имеются перед началом и после конца линий.
При прохождении вдоль участков спутники загружаются наиболее гро-
моздкими деталями для их последующей сборки, отбираемыми из смеж-
ных складов-накопителей. На каждой позиции одиннадцати линий имеет-
ся несколько рабочих мест, оборудованных двумя сборочными стеллажа-
ми для деталей, подлежащих сборке.
Каждое рабочее место обслуживается оператором-сборщиком, кото-
рый выполняет операции, переходя от одного стенда к другому.
Кроме общего управляемого склада, связанного непосредственно робо-
карами с раздаточными стеллажами, комплекс включает в себя участок
для зарядки аккумуляторных батарей робокар, два межоперационных на-
копителя для головок цилиндров и валов двигателей, а также по три сбо-
рочных линии для автоматической и полуавтоматической сборки.
Каждая из 37 робокар оборудована подъемником для спутников и за
один рейс транспортирует до двух двигателей, обслуживая несколько ра-
бочих мест и автоматически выполняя операции отборки со стендов и ук-
ладки на них собранных или подлежащих сборке агрегатов.
Работа всего комплекса, включая робокары, все склады, входные и вы-
ходные грузопотоки, управляется системой микропроцессоров, что обес-
печивает высокую оперативность управления (одновременно собирается
до 100 типоразмеров двигателей), при этом нет необходимости согласовы-
вать время сборочных операций с общим тактом потока.
На участке собирается 26 деталей, 15 деталей — с применением методов
распознавания ее типа. Производится запрессовка и завертывание с тари-
рованным крутящим моментом, раскатывание, калибровка, контроль раз-
меров, отвертывание болтов крепления крышек коренных подшипников
и другие операции.
На участке расположены также позиции ручной сборки шатунов, пор-
шней, установки уплотнений крышек и наживления винтов.
Производительность участка — 100 двигателей в час при загрузке 80%.
Планировка гибкой автоматической линии «Grob» (ФРГ) для сборки го-
ловок блоков цилиндров, а также сама головка, установленная и закреп-
ленная на палете, показана на рис. 12.48, цветная вклейка.
На данной автоматической линии собираются три типа головок, она
состоит из 21 автоматической позиции, 13 резервных (две из которых
для резьбовых соединений). Показаны также три рабочих позиции ли-
нии (на верхней осуществляется установка двух кулачковых валов);
на средней позиции — подача и сборка гидравлического толкающего ме-
ханизма, подача и регулировка клапанов (с наклонной подачей их в голо-
вке цилиндров).
Некоторые сборочные линии фирмы «Сошаи» (Италия) состоят из ро-
ботов или манипуляторов, запрограммированных на выполнение узкого
круга задач. Почти все сборочные линии выполняют наряду с технологиче- 539
Глава 12
скими информационные функции. Линия для головок блоков имеет на
спутниках специальные перепрограммируемые кодировочные устройства
для получения и хранения производственной информации. Собираемые
головки блоков могут различаться типами распределительных валов, кла-
панами, толкателями, всасывающими и выпускными коллекторами. Голо-
вки цилиндров отбираются в межоперационном накопителе, распознают-
ся на входе, после чего происходит автоматическая установка тех деталей,
которые соответствуют данной модификации. Запоминается не только ко-
личество и коды выполненных операций, но и общее количество собран-
ных изделий. Резервные позиции с выполнением сборки вручную, преду-
смотренные на линии, вводятся в действие при отказе автоматических по-
зиций. Имеются также специальные позиции на линии, где устраняются
дефекты сборки, обнаруженные автоматическим путем.
Линия обеспечивает сборку 160 изделий в час при стопроцентной за-
грузке, но рекомендуемая загрузка — 80%. Собирается 35 типов головок
блоков. Одновременно в работе находится 250 спутников. На рис. 12.49,
кроме фото, дана планировка сборочной линии.
Роботизация сборки традиционных агрегатов автомобилей, а также ме-
ханические устройства электрических и электронных устройств, исполь-
зуемые в автомобилях для различных целей, получают все большее рас-
пространение в промышленности.
Ниже приводятся два примера автоматизации монотонных, однообраз-
ных и тяжелых физических операций — роботизированная ячейка для
сборки петель с дверьми автомобилей, а также роботизированная пози-
ция для автоматической установки и крепления колес на автомобиле
(рис. 12.50 и 12.51, цветная вклейка). В обоих случаях используются робо-
ты «Smart» с шестью осями.
На первой установке робот, на котором смонтировано специальное
приспособление, снимает с первой ячейки последовательно пару петель,
уже собранных с винтами. Второй спутник, на котором размещается до 15
д верей, выполняет пошаговое перемещение рядом с роботом, при этом по-
грешность перемещения спутника не лимитируется.
Установленные рядом с роботом микропроцессор с телекамерой рас-
познают отверстия на каждой двери и определяют координаты их центров,
передавая эту информацию роботу, который к этому времени уже завер-
шил первый этап (траекторию перемещения). Параметры второй, завер-
шающей траектории, варьируются в зависимости от местоположения две-
ри на спутнике. После позиционирования винтов по осям отверстий, ро-
бот осуществляет их завинчивание.
Двойное измерение момента затяжки и конечного угла вращения поз-
воляет последовательно (винт за винтом) контролировать правильность
выполнения сборки.
Если операция выполнена неправильно, то на дверь крепится соответ-
ствующая этикетка для дальнейшего исправления дефекта вручную.
Работа ведется с тремя типами дверей одновременно, при переходе на
новые типы автомобилей изменяется управляющая программа и оснастка.
Цикл работы робота — 12,1 сек., суточная производительность (при
д вухсменной работе) — 3450 дверей.
Установка и крепление колес на автомобилях особенно монотонны д ля
540 рабочих и физически утомительны. Роботизированная позиция сборки
Проектирование технаиогичесш процессов сборки авпшмобипей а вх агрегатов
(рис. 12.51) также использует «Smart» и две телекамеры для двухкоорди-
натного «видения» ступицы колеса с отверстиями. Подающая система по-
ставляет в рабочую зону колёса в комплекте с колпаками и болтами креп-
ления.
В то время, как робот захватывает колесо, телекамеры обнаруживают
ступицу колеса. Микропроцессор обрабатывает информацию, получен-
ную от телекамер и определяет положения в пространстве центров отвер-
стий, передавая команду роботу. Последний по этим данным позициони-
рует колесо до совпадения его отверстий с отверстиями в ступице, завин-
чивает болты, контролируя точность их затяжки. При установке колеса на
ступицу допускаются линейные отклонения трех базовых осей не более
+2 см и угловые отклонения вокруг двух оставшихся осей не более ±10%.
Цикл установки одной пары колес составляет 48 сек., суточная производи-
тельность (2 смены) — 1125 автомобилей.
Линии фирмы «Bosch» для сборки барабанных тормозных механиз-
мов автомобилей «Volkswagen» и «Audi». При создании этих линий осо-
бое внимание уделялось доработке на технологичность конструкции дета-
лей и механизма в целом, которые показаны на рис. 12.52. Конструкции
всех элементов так тщательно оптимизировались, что при проектирова-
нии нового сборочного оборудования потребовались минимальные его из-
менения.
Сборочная линия скомпонована из трех главных участков (рис. 12.53):
• для щита тормозного механизма,
• для тормозных колодок,
• для окончательной сборки механизма, включая контроль.
Сборка выполняется на спутниках трех разных типов. Для компенса-
ции возможных простоев предусмотрены конвейеры для накапливания
спутников. На плите каждого спутника имеются координирующие устрой-
ства для передачи информации о состоянии сборки на линиях в систему
управления.
Условием для сборки с высокой степенью автоматизации является вы-
полнение собираемой детали с учетом требований сборки с самого начала,
т. е. она должна быть «удобна для сборки». В определенном смысле это но-
вое требование, так как раньше при конструировании изделия решающую
роль играла функциональность. С новым барабанным тормозным меха-
низмом (см. рис. 12.52) заднего колеса, который используется в разных мо-
делях автомобилей фирм «Volkswagen» и «Audi», сделан шаг в этом на-
правлении. Функциональность и удобное для производства выполнение
данного изделия были так оптимизированы, что при создании новой сбо-
рочной установки потребовалось изменить только некоторые отдельные
детали.
В зависимости от степени сложности между главными секциями преду-
смотрены линейные накопители для возможности работы в или из накопи-
теля в случае небольших неисправностей. На плите-спутнике (ПС) имеют-
ся дополнительные кодирующие головки для передачи информации о со-
ответствующем состоянии сборки на ПС.
Сборка начинается с подачи, ориентации, отсекания, ввода и соедине-
ния двух заклепок, одного комплекта деталей опоры и одной опоры тор-
мозных колодок на плите-спутнике на автоматических станциях (поз. 1—3). 541
Глава 12
Рис. 12.52. Барабанный тормозной механизм заднего колеса
Участок сборки щита тормозного механизма
Участок сборки тор-
мозных колодок
Участок окончательной сборки
Рис. 12.53. Автоматическая линия сборки барабанного
тормозного механизма заднего колеса
542
Проекшираванпе технолпгических прццесспв сборки автпмобилей и их агрегатов
Поз. 4 является сборочным автоматом с платформой, на который пода-
ются и собираются или заклепываются шесть латунных заклепок, щит тор-
мозного механизма и предварительно собранный тормозной цилиндр. За-
тем осуществляется передача изделия на плиту-спутник.
Далее производятся склепывание, соединение тормозного цилиндра
винтами, подача и установка заглушки (поз. 5, б). С выполнением этих опе-
раций заканчивается предварительная сборка щита тормозного механиз-
ма. Затем осуществляется поворот щита тормозного механизма на 180°
в новое положение сборки (поз. 7), и передача на третий участок на окон-
чательную сборку.
Перед началом окончательной сборки производится сборка тормозных
колодок на трех параллельных местах (ручная сборка) (поз. 9—11), а затем
их передача на другую плиту-спутник.
Использование ручной сборки вызвано тем, что число и конфигурация
деталей, а также некоторые сложно автоматизируемые рабочие операции,
как, например, подвешивание нескольких пружин, означали бы слишком
большой технический риск. Здесь был бы запрограммирован источник по-
стоянных неисправностей.
После установки щита тормозного механизма на третью плиту-спут-
ник (поз. 7) осуществляется одновременное смазывание в 10 местах на
поз. 8. В поз. 10 из ПС автоматически вынимаются тормозные колодки,
предварительно собранные на поз. 9.1—9.3, и вдвигаются в щит тормозно-
го механизма. При этом необходимо выполнение соединительных опера-
ций на нескольких уровнях, из-за длительности такта поз. Пи 12 располо-
жены параллельно. На стойки, которые уже находятся в ПС (поз. 16), под-
водятся по одной пружине сжатия и одной опорной тарелке. Фиксация
производится скручиванием этой тарелки на 90°. Таким образом щит тор-
мозного механизма и тормозные колодки собираются в одну сборочную
единицу.
После установки пружины в поз. 13 с помощью трех телекамер в поз. 14
производится автоматический контроль на комплектность.
По окончании контроля барабанные тормозные механизмы заднего ко-
леса снимают с плиты-спутника вручную или подаются к месту доработки
(поз. 15 и 17), разгруженные и снабженные в поз. 16 двумя стойками ПСIII
возвращаются к поз. 7.
Сборочный центр для небольших изделий. На рис. 12.54 (цветная
вклейка) показан центр, способный перестраиваться на сборку изделий
весом не более 1 кг и габаритами не более 120x120x100 мм. Количество
деталей в изделии не больше 10. Эти центры выполняют следующие
функции:
• прием, распознавание и фиксация спутников, поступающих по конвейеру;
базирование ориентированных заранее базовых компонентов на спут-
ники;
установку на базовый компонент (деталь) присоединяемых деталей;
сборка деталей склеиванием или деформированием (при необходимости);
• нанесение смазочного материала;
контроль сил и моментов при сопряжении и закреплении деталей;
запоминание результатов сборки изделий;
• расфиксация и съем со спутников бракованных и годных изделий
и раздельная их укладка.
543
Глава 12
Пульт управления служит для обмена данными между оператором, кон-
тролером и системой управления, а также для управления конвейером, пе-
рекладчиками, пневмоманипуляторами и пневматическим столом.
В системах управления имеются пневматические платформы под кассе-
ты для деталей и компонентов, сменные схваты для робота и магазины для
них, а также многоинструментальная сборочная головка (на рис. 12.54 рас-
положена справа внизу за роботом). Для перестановки спутников имеют-
ся межъярусные перекладчики.
Такое оснащение обеспечивает широкие технологические возможнос-
ти роботизированных центров.
Комплексные роботизированные производства. В последние годы ряд
машиностроительных фирм, выпускающих оборудование для производст-
ва изделий машиностроения, включая автомобильную промышленность,
начали создавать полностью автоматизированные производства для неко-
торых видов продукции. В цехах нет рабочих-операторов, сборщиков или
контролеров. Все виды работ выполняются автоматически, а в случае появ-
ления отказа автоматически вызывается наладчик для его устранения и пу-
ска оборудования.
Одним из лидеров в этой области является японская фирма «Fanuc», ко-
торая сначала производила роботы различных типов, а затем, используя
собственную продукцию, приступила к созданию цехов для выпуска элек-
трических, электронных и мехатронных изделий.
Цехи-автоматы работают, как правило, в три смены. Благодаря трех-
сменной работе, минимальному числу работающих и использованию ро-
ботов и некоторых станков собственного производства, продукция фирмы
«Fanuc» стоит дешевле, чем у конкурентов, а качество ее выше.
На рис. 12.55 (цветная вклейка) показана автоматическая позиция сбор-
ки узла робота «Fanuc» интеллектуальным двуруким роботом той же фир-
мы, а на рис. 12.56 (цветная вклейка) — полигон, где проходят испытания
одновременно 120 роботов «Fanuc» различного назначения.
Из производственных объектов фирмы особый интерес представляет
фабрика (рис. 12.57, цветная вклейка) для серводвигателей. Фабрика обо-
рудована наиболее совершенными сборочными, контрольными, упаковоч-
ными и другими роботами. Все процессы от получения комплектующих де-
талей, которые хранятся на складах-автоматах и автоматически подаются
на нужную сборочную позицию, до отправления заказчику автоматизиро-
ваны с использованием роботов.
Производительность фабрики — 50 000 двигателей в месяц, при этом
более чем 2 000 типов и модификаций.
В России еще не созданы высокоавтоматизированные автосборочные заво-
ды, однако технические и технологические решения в этой области, опробо-
ванные на АМО ЗИЛ, а также сборочные системы, разработанные в последние
годы ОАО «НИИТавтопром» (г. Москва), АО «Автопромсборка» (г. Минск)
и другими организациями, создают основу для работы над их созданием.
Анализ путей развития автоматизации сборки показал, что в целом воз-
можно сокращение трудоемкости сборки в машиностроении на 50 — 55%
путем улучшения технологичности конструкции собираемых изделий
(17 — 20%), повышения уровня автоматизации сборочных процессов
(15—17%), использования новых технологий (10—12%), совершенствова-
544 ния организационных форм сборки (около 10%).
Прцемтирпвание технологических процессов сборки автомобилей и их агрегатов
При этом возникают не только экономические, но и кадровые пробле-
мы. Необходима широкая подготовка инженеров-сборщиков и переподго-
товка специалистов.
Что же касается технологических вопросов сборки, здесь можно отме-
тить два главных направления:
а) развитие, наряду с традиционными, новых технологий сборки, (исполь-
зование воздушно-вихревого метода, применение электромагнитных
полей, вибраций, применение температурных режимов и пр.);
б) совершенствование и оптимизация процессов, структурно-компоно-
вочных схем и параметров сборочного оборудования.
Совершенствование технологии и автоматизация сборки позволит
обеспечить выпуск продукции высокого качества, отвечающей требова-
ниям потребительского рынка при минимальной себестоимости произ-
водства.
Вопросы для самопроверки
1. Каково значение технологичности конструкции изделия при сборке?
2. Расскажите о влиянии качества сборки на надежность и долговечность
двигателя.
3. В чем заключаются трудности механизации и автоматизации сбороч-
ных процессов?
4. Перечислите основные этапы проектирования техпроцессов сборки
изделия.
5. Как выбирается оптимальная компоновка сборочного оборудования?
6. Расскажите о роли роботов в сборочном производстве.
Литература
1. Бердин В.М., Дащенко А.И. Развитие автоматизации сборки: от автома-
тизированных линий к сборочному заводу-автомату // Наука — произ-
водству. 1999. № 10. С. 37 — 46.
2. Машиностроение. Энциклопедия, том III-5, Технология сборки в маши-
ностроении, М.: Машиностроение, 2001. 638 с.
3. Дащенко А.И., Золотаревский Ю.М., Ламин И.И., Алпатов Ю.Л. Техно-
логические основы агрегатирования сборочного оборудования. М.: Ма-
шиностроение, 1991. 236 с.
4. Дащенко А.И., Божкова Л.В., Бердин В.М., Дащенко О А. Сборка в руке
робота // Машиностроитель. 1997. № 12. С. 18 — 23.
5. Дащенко А.И., Золотухин А.И. Оптимизация компоновочных схем не-
синхронных сборочных линий на основе анализа их производительно-
сти и надежности // Вестник машиностроения. 1984. № 7. С. 45—49.
6. Божкова Л.В., Дащенко О.А. Повышение производительности промыш-
ленного робота с пневмоприводом // Вестник машиностроения. 1992.
№ 5. С. 30-33.
7. Божкова Л.В., Дащенко О.А. Динамика сборочных роботов // Наука —
производству. 1997. № 1. С. 41 — 45. 545
35 Технология автомобилестроения
Глава 12
8 .Дащенко О.А., Матяш В.И. Выбор рационального маршрута сборки из-
делий // Наука — производству. 1998. № 7. С. 37 — 43.
9 .Дащенко О.А., Матяш В.И. Проектирование маршрутов групповой
сборки изделий с помощью PC // Вестник машиностроения. 1990.
№ 10. С. 56-61.
10 . Новиков М.П. Основы технологии сборки машин и механизмов. М.: Ма-
шиностроение, 1980.
И.Сборка и монтаж изделий в машиностроении: Справочник / Под ред.
В.С. Корсакова и В.К. Замятина. М.: Машиностроение, 1983. Т. 1.
12 .Дащенко А. И., Бедрин В.М., Елхов П.Е., Редин В.Н. Нетрадиционные ме-
тоды сборки с использованием вихревых эффектов // Грузовик. 1999.
№ 8. С. 34-38.
^.Информационные материалы международной выставки ЕМО, Ганно-
вер, 12—19 сент. 2001 г.
14. Информационные материалы международной выставки (METAV) по
металлообработке, Дюссельдорф, 4 — 8 июня 2002 г.
Глава 13
РАЗМЕРНЫЙ ДИДЛИЗ КОНСТРУКЦИИ СБОРОЧНЫХ ЕДИНИЦ
13.1. Точность сборки
Надежность и точность работы изделия машиностроения зависит от
следующих его параметров:
• величины зазоров или натягов в сопряжениях;
• взаимное расположение поверхностей деталей;
• траектории перемещения исполнительных элементов.
Допустимые значения данных параметров оговариваются соответству-
ющими требованиями в технической документации на изделие (или его
сборочные единицы). Обеспечение требуемой точности машины, т. е. со-
ответствие действительных значений вышеуказанных параметров задан-
ным, осуществляется только непосредственно при сборке изделия.
Точность является одним из важнейших технических показателей каче-
ства машины. Она существенно влияет на технические и экономические
показатели. Значения параметров, характеризующих точность изделия
(или его элементов), устанавливаются исходя из их служебного назначе-
ния, причем для каждого конкретного соединения оптимальной является
та точность, которая обеспечивает заданную надежность работы изделия
при рациональных затратах производства. Чрезмерное повышение точно-
сти может стать причиной увеличения трудоемкости механической обра-
ботки и сборки и, следовательно, себестоимости изделия.
В процессе сборки размерный параметр, от которого зависит надеж-
ность и точность работы машины, обычно ставится последним, замыкаю-
щим последовательную размерную цепочку соединения деталей в изде-
лии. Например, боковой зазор в зубчатой передаче при сборке коробки пе-
редач, осевая игра вала, величина зазора (натяга) в соединении
«вал—отверстие» и т. п.
Допустимые пределы размера замыкающего звена, обеспечивающие
заданную надежность сборочной единицы СЕ, устанавливаются конструк-
тором еще на этапе проектирования изделия посредством аналитических
расчетов и комплекса проводимых испытаний. На этом же этапе определя-
ются размеры и ориентировочные величины допусков на размеры тех де-
талей, от которых зависит точность замыкающего звена.
В ходе проектирования сборки изделия перед технологом в содружест-
ве с конструктором ставятся следующие задачи: выбрать рациональный
метод сборки СЕ, окончательно установить технически и экономически
целесообразные допуски размеров деталей, влияющие на точность сборки 547
35*
Глава 13
(с учетом затрат на механическую обработку и сборку СЕ); разработать
и согласовать мероприятия по изменению конструкции СЕ (если это необ-
ходимо) для обеспечения заданной точности сборки; обосновать ввод до-
полнительных мощностей производства при необходимости применения
специальных методов сборки СЕ.
Решаются поставленные задачи проведением размерного анализа СЕ,
основанного на теории размерных цепей.
Размерной цепью называется цепочка линейных и угловых размеров —
звеньев, расположенных по замкнутому контуру. В ней выделяют одно
функционально важное звено — замыкающее Ад. Остальные звенья Aj —
составляющие. Звенья размерной цепи могут располагаться как в одной
плоскости, так и в пространстве. Отсюда различают плоские и пространст-
венные размерные цепи. Степень влияния изменения размера составляю-
щего звена на изменение замыкающего оценивается коэффициентом
называемым передаточным отношением звена:
£ = cos а,
где а — угол между составляющим размером и замыкающим звеном раз-
мерной цепи.
В размерной цепи различают также увеличивающие и уменьшающие
звенья. Для увеличивающих звеньев, с увеличением которых размер замы-
кающего звена увеличивается, £>0; для уменьшающих, с увеличением ко-
торых замыкающее звено уменьшается, £<0. В плоских размерных цепях,
звенья которых расположены параллельно, коэффициент = |1|.
По области применения различают конструкторские и технологичес-
кие размерные цепи. Первые — составляются и решаются в ходе проекти-
рования машины, вторые — при ее изготовлении, когда оперируют реаль-
ными размерами элементов изделия.
С помощью размерного анализа конструкции СЕ обоснованно может
быть выбран метод сборки, обеспечивающий при целесообразных затра-
тах заданную точность сборки. Это решается в ходе проведения размерно-
го анализа посредством прямой задачи, когда по заданным параметрам за-
мыкающего звена определяются номинальные размеры и допустимые от-
клонения (допуски) размеров составляющих звеньев. Проверочные
расчеты ведутся с помощью обратной задачи, когда по известным параме-
трам составляющих звеньев определяются номинальный размер и воз-
можные предельные отклонения замыкающего звена размерной цепи. Ре-
шение прямой и обратной задач может проводиться двумя методами:
1) методом максимума-минимума, при котором учитываются только пре-
дельные значения размеров звеньев: А^^ и А^;
2) вероятностным методом, при котором учитываются законы рассеяния
размеров А^ деталей и случайный характер их сочетания при сборке СЕ.
В соответствии с ГОСТом 16320-80 размер каждого звена размерной це-
пи определяется тремя параметрами: номинальным размером — А, полем
допуска — ТА и координатой середины поля допуска относительно номи-
нального размера звена — Ес (А).
При выборе метода сборки необходимо учитывать функциональное на-
548 значение СЕ, ее конструктивные и технологические особенности, тип про-
Размерный анализ шсшрдщив сборочных единиц।
изводства, условия сборки и т. п. Заданная точность замыкающего звена
должна достигаться наименьшими затратами производства.
В процессе сборки достижение заданной точности замыкающего звена
обеспечивается методами полной, неполной и групповой взаимозаменяе-
мости, а также методами компенсации (регулирования, пригонки).
Наименее трудоемким и наиболее экономичным является метод полной
взаимозаменяемости. Однако в большинстве случаев при «жестких» допу-
сках на замыкающий размер этот метод не обеспечивает заданную точ-
ность замыкающего звена. Методы компенсации (особенно пригонки)
обеспечивают любую заданную точность сборки. Но они весьма трудоем-
ки и, следовательно, повышают стоимость работ.
13.2. Методы достижения точности сборки
Под методом сборки понимается совокупность правил для достижения
заданной точности замыкающего звена размерной цепи при сборке СЕ.
Выбору метода сборки должен предшествовать размерный анализ
и расчет размерных цепей СЕ (изделия).
Метод сборки с полной взаимозаменяемостью обеспечивает точность
сборки путем соединения собираемых деталей в любом сочетании их раз-
меров, без каких-либо дополнительных работ (подбора, регулировки, при-
гонки и т. п.). При этом расчет линейной сборочной размерной цепи про-
водится методом максимума-минимума, при котором должны выполняться
следующие условия:
/и—1
>1
m-i. .
МА=^,|-Ч
т-1
Ec^TAi -ECjW.
1
где Ал, Aj — номинальные размеры соответственно замыкающего и j-ro со-
ставляющего звеньев; — передаточное отклонение j-ro составляющего
звена; т — число звеньев размерной цепи; (т-1) — число составляющих зве-
ньев; ТАЛ, ТА. — допуск соответственно замыкающего и составляющего j-ro
звена размерной цепи; Ес(Ал), Ес(А.) — координаты середины поля допуска
соответственно замыкающего и составляющего f-го звена размерной цепи.
es(A)+ei(A)
------~г---- . (2)
где es(A), ei(A) — соответственно верхнее и нижнее предельные отклоне-
ния размера звена от номинального значения А.
Если хотя бы одно из условий (1) не выполнено, то размерная цепь не
решена (не замкнута). 549
Глава 13
Параметры звеньев размерной цепи [А; ТА; £с(А)] с их предельными
размерами связаны следующими формулами:
ТА
А max =А+ es(A)=A+Ec(A)+~
ТА (3)
Amin= А+ ei(A)=A+Ec(A)——
Сборкой с полной взаимозаменяемостью наиболее просто и экономич-
но достигается точность замыкающего звена, упрощается организация по-
точной сборки, обеспечивается возможность широкой кооперации пред-
приятий, упрощается обеспечение запасными частями автопредприятий.
Метод полной взаимозаменяемости наиболее полно отвечает требова-
ниям автоматизированной сборки. Он широко применяется при малом
числе звеньев размерной цепи: при сборке резьбовых, шлицевых, шпоноч-
ных, большинства гладких цилиндрических соединений и т. п.
Однако при высокой требуемой точности замыкающего звена допуски
составляющих звеньев по этому методу будут весьма «жесткие», что уве-
личит затраты на механическую обработку и, следовательно, может значи-
тельно увеличить себестоимость изделия. В этом случае проверяется воз-
можность достижения требуемой точности СЕ другим методом, обеспечи-
вающим рациональные затраты производства.
Метод неполной взаимозаменяемости учитывает законы распределе-
ния размеров деталей при обработке и вероятность их сочетания при сбор-
ке. Известно, что в партии деталей плотность распределения обрабатывае-
мого размера неодинакова: наибольшее количество деталей будет иметь
размеры, близкие к среднему значению поля рассеяния размеров Аср. Ко-
личество деталей с предельными размерами будет мало, а их возможное
сочетание на сборке одной СЕ — весьма маловероятно. Предположим, что
в конструкции СЕ десять деталей влияют на точность сборки, а одна из де-
сяти деталей каждого типа, поступающих на сборку, имеет предельные
размеры. Тогда возможное появление одной СЕ с предельными размерами
замыкающего звена будет при сборке 1О10 сборочных единиц. При выпус-
ке 106 СЕ в год пройдет около 10 000 лет прежде, чем будет собрана вновь
СЕ такого типа. Таким образом,-если запланировать возможный риск по-
явления Р, в процентах, на сборке СЕ, не отвечающих требуемой точности,
то можно расширить допуски на размеры составляющих звеньев в полто-
ра-два раза и более.
Этот метод более дорогой, чем предыдущий, так как в процесс сборки
необходимо введение дополнительных операций:
1) СЕ, не соответствующие требуемой точности, разбираются (Р), а ком-
плектующие их детали вновь направляются на сборку СЕ с новым соче-
танием размеров;
2) контрольные и контрольно-сортировочные операции, чтобы исключить
отказы оборудования из-за деталей, размеры которых выходят за пре-
делы допуска, и брак при сборке.
Однако затраты на дополнительные операции в сборочном процессе
значительно ниже, чем затраты на механическую обработку деталей с уз-
550 кими («жесткими») допусками.
Размерный анализ конструкции сборочных единиц
Этот метод широко применяется при выпуске больших объемов изде-
лий (в серийном или массовом производствах) или при большом количест-
ве составляющих звеньев размерной цепи.
По методу сборки с неполной взаимозаменяемостью расчет линейной
размерной цепи осуществляют вероятностным методом, при котором
Р т-1
7’А='«Д«У)2-ЛгПЛ-)2;
Ес(Л) = ^у(Ес(Л,)+а,^-,
где tA — коэффициент, учитывающий принятый процент риска Р сборки
СЕ, не соответствующих заданной точности;
— коэффициент относительного рассеяния размеров j-ro звена [2]:
— для нормального закона распределения размеров Л;2 = 1/9;
— для закона треугольника Л/ =1/6;
— для закона равной вероятности Л;2 = 1/3;
aj — коэффициент относительной асимметрии размеров j-ro звена.
Значение коэффициента tA при нормальном законе распределения разме-
ров замыкающего звена для различного процента риска Р следующее [1,2]:
л % 0,01 0,1 0,27 0,5 1 2 3 5 10
3,89 3,29 3 2,81 2,57 2,32 2,17 1,96 1,65
Обычно принимают процент риска Р не более 3 — 5%. Коэффициент от-
носительной асимметрии а учитывает смещение центра группирования
размеров деталей ABj. относительно среднего размера Аср из-за различных
погрешностей, возникающих при обработке (износ инструмента, тепловые
деформации технологической системы и ее податливость и т. п., рис. 13.1).
Коэффициент dj в зависимости от метода обработки может принимать
значения от —0,2 до +0,3.
Рис. 13.1. Определение
координаты середины
поля допуска звена Ес
размерной цепи по ме-
тоду неполной взаимо-
заменяемости 551
Глава 13
Предельные размеры замыкающего звена в партии изделий,
собранных по методу неполной взаимозаменяемости, определяются по фор-
мулам (3), но с учетом найденных по формулам (4) значений Ал, Т(А)Л, Ес(Ад).
В процессе проектирования изделия и технологии его изготовления на-
иболее часто конструктору и технологу требуется выбирать метод сборки
и при этом решать прямую задачу. При решении такого типа задач, чтобы
определить допуски составляющих звеньев для обеспечения заданной точ-
ности сборки, ориентируются либо на среднюю величину допуска ТАср, ли-
бо на средний квалитет допусков составляющих звеньев — I Тср.
Среднее значение допуска составляющих звеньев находят по фор-
мулам:
— при расчете методом «максимума—минимума»
(5)
— при вероятностном методе расчета
— ТА
ТАср=—к/.........’ (6)
где ТАД — заданный допуск замыкающего звена; ТАср — средний допуск
составляющих звеньев размерной цепи.
Средний квалитет ТТср, по которому определяют допуски составляю-
щих звеньев, устанавливается на основании среднего количества единиц
допуска аср по формуле [ 1 ]:
— при расчете методом «максимума—минимума»
— при вероятностном методе расчета
аср — ,— -----------, (о)
/т-1
где ij — единица допуска, зависящая от величины размера j-го звена.
С учетом расчетных значений ТАср или аср (1Тср) в соответствии с Единой
системой допусков и посадок назначают такие значения допусков (производ-
ственные) TAj и координаты середин полей допусков ЕС(А}) составляющих зве-
ньев, чтобы при выбранном методе сборки выполнялись условия (1) или (4).
Решение обратной задачи сводится к проверке правильного назначе-
ния параметров составляющих звеньев. В ходе решения обратной задачи
определяют в соответствии с формулами (1) — (4) параметры замыкающего
552 звена размерной цепи и сравнивают их с заданными параметрами.
Размерами анализ конструкции сИорцчных единиц
В том случае, когда рассмотренные методы не могут обеспечить задан-
ную точность сборки, применяют методы групповой взаимозаменяемости,
регулирования или пригонки. Этими методами обеспечивается требуемая
высокая точность сборки у всех собираемых изделий. Однако себестои-
мость этих методов сборки более высокая, так как они требуют более тру-
доемких и дорогих дополнительных операций процесса сборки и более
сложного и дорогого оборудования.
Метод групповой сборки заключается в том, что для обеспечения жест-
кого допуска замыкающего звена размерной цепи размеры составляющих
звеньев подбираются из предварительно рассортированных на размерные
группы деталей.
Число сортировочных групп размеров деталей Nr принимают равным
от 3 до п. При этом во столько же раз расширяются технологические допу-
ски размеров составляющих звеньев (допуски размеров на обработку де-
талей), так как должно выполняться условие
т-1
Ж)
— (9)
где Tj'Aj — экономически приемлемый производственный допуск j-ro со-
ставляющего размера; Nr — число групп, на которое рассортированы дета-
ли СЕ при заданном допуске Тл замыкающего звена.
Сборку с групповой взаимозаменяемостью обычно используют в массовом
и серийном производстве для малозвенных размерных цепей при сборке со-
единений высокой точности, когда затраты на сортировку по группам окупа-
ются требуемой высокой точностью сборки. Этот метод применяют при сбор-
ке подшипников, высокоточных резьбовых соединений, соединений шатунно-
поршневой группы и т. п. В производстве обычно число групп сортировки не
превышает пяти, исключение составляет сборка подшипников качения.
Метод регулирования предполагает преднамеренный ввод в размер-
ную цепь СЕ (изделия) специального составляющего звена — компенсато-
ра, путем регулирования которого достигается заданная (высокая) точ-
ность замыкающего звена. С применением компенсатора в конструкции
СЕ размеры деталей обрабатывают по расширенным допускам Tj(Aj), эко-
номически обоснованным для данного вида производства.
Применяемые виды компенсаторов в
и тракторов могут быть
неподвижные (например,
регулировочные проклад-
ки, втулки, шайбы и т. п.)
и подвижные: либо перио-
дически регулируемые
(перемещение детали по
резьбе, клиньям, коничес-
ким или цилиндрическим
поверхностям и т. п.), либо
конструкциях автомобилей
Рис. 13.2. Компенсаторы
автоматически регулируе-
мые (рис. 13.2).
553
Глава 13
Расчет размерных цепей при методе сборки регулированием прово-
дится методом максимума-минимума или вероятностным методом
(1) —(4). Номинальный размер компенсирующего звена определяют из
выражения
т-1
-4д = » (IQ)
1=1
где Ак — номинальный размер компенсатора; £к — передаточное отноше-
ние компенсатора размерной цепи.
Наибольшее возможное поле компенсации
(И)
где /Ад, ТАд — соответственно расширенное и заданное поле допуска за-
мыкающего звена размерной цепи; /Ад определяется в зависимости от
выбранного метода решения по одной из формул (1) или (4), с учетом при-
нятых расширенных допусков T/Aj составляющих звеньев.
Число ступеней неподвижного компенсатора NK равно:
где ТКОМП — допуск на изготовление неподвижного компенсатора (от 10 до
25% от ТАД); Nk — принятое число ступеней компенсатора.
Размер регулировочной прокладки ААк (точность регулирования) с уче-
том формулы (11) равен:
(13)
Обеспечение замкнутости размерной цепи связано также с определе-
нием координаты середины поля допуска компенсации Ec(Vk), значение
которой может быть вычислено по следующим формулам:
— по методу максимума—минимума:
т-1
(14а)
— по теоретико-вероятностному методу:
т
Ec(Vk}+ak-^
т
= Еск+а^
- +а,.
(146)
где ак — коэффициент относительной асимметрии размеров компен-
сатора; осд — коэффициент относительной асимметрии замыкающего
554 звена.
Размерный анализ кинстрдкции сборочных единиц
Предельные размеры компенсатора равны:
у 115)
4т,. = Л+««) = 4+^)-^-
где es(Vk), ei(Vk) — предельные отклонения поля компенсации относитель-
но номинального размера компенсатора, Ак.
В компенсаторах собираемой группы СЕ количество прокладок равной
толщины (Sj = ДАк) может устанавливаться от одной до Nk. Причем толщи-
на первой прокладки S] = Ak mjn.
Чтобы уменьшить количество прокладок: 1) корректируют номиналь-
ные размеры звеньев так, чтобы Akmin = 0; 2) применяют прокладки раз-
ной толщины, т. е. Sj = 2(i'1)-AAk, при I = 1...П.
При сборке регулированием в технологический процесс вводят допол-
нительно операции измерения и подбора компенсатора.
При автоматизированной сборке с регулированием необходимо встраи-
вать в структуру сборочного оборудования контрольно-измерительные уст-
ройства и относительно сложные системы управления технологическим обо-
рудованием для подбора размера компенсатора и его установки в изделие.
В автотехнике этим методом регулируют допустимое осевое перемеще-
ние вращающихся деталей, зацепление конических зубчатых колес веду-
щих мостов, тепловые зазоры в газораспределительных механизмах двига-
телей и т. п.
Метод пригонки заключается в том, что заданная точность замыкающего
звена Ал достигается путем обработки (пригонки) размера одного из состав-
ляющих звеньев детали. При этом для выполнения операции обработки (при-
гонки) на поверхности одной из деталей СЕ предусматривается припуск Ак,
достаточный для достижения заданной точности сборки (Ал, Тл, ЕСЛ).
Преимущество данного метода в том, что обеспечивается высокая точ-
ность сборки, упрощается конструкция СЕ (нет компенсатора), допуски Т\
составляющих звеньев расширенные и назначаются из технико-экономи-
ческих соображений производства.
К недостаткам метода относятся значительная трудоемкость и себесто-
имость пригоночных работ, необходимость введения в технологический
процесс сборки изделия дополнительных операций пригонки и контроля.
При методе сборки с пригонкой расчет размерных цепей ведется ме-
тодом максимума—минимума или вероятностным методом. Наибольшая
возможная величина компенсации определяется из условия (см. форму-
лу(П))
At-rd-Td. (16)
Данный метод применяют в единичном и мелкосерийном производст-
ве. Для достижения высокой точности сборки детали обрабатывают либо
притиркой, либо перед пригонкой их рассортировывают на группы, чтобы
уменьшить снимаемый припуск, или комплектуют в пары и проводят сов-
местную обработку сопрягаемых размеров деталей. 555
Глава 13
Этим методом, например, изготавливают плунжерные пары форсунок
топливных насосов высокого давления.
13.3. Экономическое обоснование метода достижения заданной точности сборки
Оптимальный метод сборки определяется исходя из технико-экономи-
ческого сравнения вариантов обеспечения заданной точности.
Так при решении размерной цепи по методу сборки с полной взаимоза-
меняемостью получаем наиболее «жесткие» допуски на размеры составля-
ющих звеньев. При этом себестоимость механической обработки наиболь-
шая, а сборки — наименьшая
^=(CMex+Cc6)-Nr. (17)
где Сг — суммарная себестоимость изготовления сборочных единиц в те-
чение года (руб); Смех, Ссб — соответственно, себестоимость механической
обработки деталей и сборки сборочной единицы (руб/шт); Nr — годовая
программа выпуска СЕ.
При методе сборки с неполной взаимозаменяемостью затраты на механи-
ческую обработку снижаются, так как за счет принятого риска допуски на
размеры составляющих звеньев расширены. Однако затраты при сборке уве-
личиваются из-за того, что при риске Р часть изделий, не соответствующих
требуемой точности, нужно разобрать, а детали вновь направить на сборку.
Себестоимость в этом случае равна:
4 =(С„-кт +СЙ +2^-Сл')-№, , (18)
где C'z— суммарная себестоимость изготовления сборочных единиц в тече-
ние года, собираемых по методу неполной взаимозаменяемости; кт— коэф-
фициент, учитывающий трудоемкость механической обработки в зависи-
мости от числа и точности размеров.
Значение коэффициента кт определяется по формуле
где а^, а^ — соответственно, число единиц допуска j-ro звена размерной
цепи при сравниваемых методах сборки (1ом и 20М) с учетом принятого ри-
ска (Р%); п — показатель степени; значения п находятся в пределах от 0,5
до 0,8; большие значения п соответствуют единичному производству [3].
Задавая различные значения риска (Р%), получаем разные значения до-
пусков размеров сборочной единицы и, следовательно, в соответствии
556 с формулой (18) разные суммарные годовые затраты.
Размерный анализконсшрдкции сборочных единиц
Следует отметить, что при методах групповой взаимозаменяемости,
пригонки и регулирования в формуле (18) необходимо учитывать затраты
на дополнительные операции, связанные либо с сортировкой деталей на
размерные группы, либо с механической обработкой-пригонкой, либо
с изготовлением и подбором компенсатора.
13.4. ОсвВенносши расчета размерных цепей силовых агрегатов автомобилей
13.4.1. Основные положения
В процессе сборки производится соединение физических объектов —
деталей, которые имеют отклонения размеров, форм и взаимного располо-
жения. Эти отклонения могут быть весьма малыми и связаны с особеннос-
тями технологических процессов обработки. На операциях же сборки дей-
ствуют объективные закономерности, которые необходимо учитывать при
обеспечении заданной точности СЕ. Эти физические законы: силовые
и температурные факторы, применяемые в процессе сборки, — вызывают
деформации (упругие и пластические) деталей.
Эти факторы в ходе сборки и эксплуатации агрегатов оказывают влия-
ние на параметры составляющих звеньев, размерных цепочек. Они могут
вызывать значительные отклонения параметров звеньев от допустимых
значений, что ухудшает эксплуатационные показатели машин. Такие фак-
торы должны быть выявлены и учтены до производства машины, еще на
этапе ее проектирования при проведении размерного анализа конструк-
ции машины.
Силовые и температурные факторы вызывают при сборке деформации
различных видов. Наиболее часто встречаются деформации растяжения
и сжатия, а также изгиба. Например, растягивается кольцо, устанавливае-
мое с натягом на вал, уменьшается диаметр отверстия во втулке, запрессо-
вываемой в корпус.
Деформации деталей могут вызвать относительные перемещения их
поверхностей и, следовательно, относительные перемещения (линейные
и угловые) деталей в изделии.
Причиной деформации могут быть также силы трения на участках со-
прягаемых поверхностей (например, при сборке с натягом, за счет нагре-
ва и (или) охлаждения), а также структурные превращения в материалах
собираемых деталей. Эти изменения структуры могут изменять размер-
ную стабильность материала. Так превращение однопроцентного аусте-
нита в мартенсит приводит к изменению линейных размеров детали из
стали на 10 мкм на каждые 100 мм размера детали и соизмеримо с допус-
ками на размер.
Большое внимание при сборке необходимо уделять контактным дефор-
мациям. Это связано с тем, что наиболее податливыми звеньями СЕ явля-
ются стыки поверхностей сопрягаемых деталей [4,5]. Речь идет о деформа-
циях микровыступов поверхностей и подповерхностных слоев. Фактичес-
кая площадь контакта сопрягаемых шлифованных поверхностей
составляет в начальный момент 25 — 30% расчетной, что может увеличи-
вать существенно удельное давление против номинального. Причем его
значения могут изменяться от одной точки сопрягаемых поверхностей 557
Глава 13
Рис. 13.3. Диаграмма податливости
шпиндельного узла в зависимости
от варианта компоновки подшипни-
ков при различных значениях Dw [4]
к другой, вызывая тем самым их
локальные деформации, т. е. изме-
няя их первоначальные геометри-
ческие размеры.
Так, например, существенные
деформации перемещения возни-
кают и в стыках между деталями
подшипниковых узлов СЕ. Эти де-
формации могут быть различной
величины, которая зависит от при-
меняемой компоновки даже оди-
наковых деталей (рис. 13.3). Наи-
более рациональной является схе-
ма «А», потому что при одном
и том же силовом воздействии (си-
лой Р) в этой схеме контактирую-
щие поверхности подшипников
в наибольшей степени противо-
действуют нагрузке Р.
Параметры замыкающего зве-
на размерной цепи с учетом по-
грешностей, порождаемых сило-
выми и температурными факто-
рами при сборке, будут иметь
вид:
А
4 = £ (4 4 + Д4, ★Им)
иЛ|ф,
&(4) = X[g;) • Ec(Aj)+ ЬЕс(Мр1) +
где AApj — погрешность номинального размера j-ro составляющего звена,
порождаемая силовыми и температурными факторами; ATpj, ATt]. — изме-
нение поля допуска j-ro составляющего звена под действием силовых
и температурных факторов; AEc(Ap)j, AEcjAJ. — изменение координаты се-
редины поля допуска j-ro составляющего звена под действием силовых
и температурных факторов; ^pj, £t]. — передаточные отношения силовых
и температурных факторов.
Большинство агрегатов машин предназначены для передачи крутяще-
го момента и главным рабочим движением в этих агрегатах является вра-
щение валов. В зависимости от конструкции агрегата (зубчатая передача
с цилиндрическими или коническими колесами, цепная передача и т. п.)
валы помимо крутящего момента нагружены радиальными и осевыми си-
558 лами, вызывающими радиальные и осевые деформации валов и, особен-
РазмеркыО анализ конструкции сварочных единиц
но, деформации в узлах опор валов, существенно влияют на значения па-
раметров замыкающих звеньев зубчатых зацеплений. Следовательно, из-
меняются величина и положение пятна контакта на рабочих поверхнос-
тях зубьев колес, величины бокового зазора в зацеплении и др. Это при-
водит к нарушению рационального распределения нагрузки между
телами (агрегата), повышению вибраций и шумности при работе, нару-
шению нормальных условий их работы и, как следствие, к возможному
значительному снижению надежности работы агрегата. Эти изменения
в агрегатах машин усугубляются температурными факторами в процессе
их сборки и работы.
По типу опоры валов агрегаты делят на две группы:
1. с опорой валов на подшипниках скольжения;
2. с опорой валов на подшипниках качения.
У агрегатов первой группы высокая жесткость, а точность вращения ва-
ла зависит от точности изготовления деталей опор. При этом задачи про-
цесса сборки — не нарушить целостность материалов контактирующих
поверхностей и сохранить их форму.
Ко второй группе относятся в основном агрегаты трансмиссий автомо-
билей. Валы этих агрегатов работают в опорах на подшипниках качения,
кольца которых, как правило, устанавливаются неподвижно относительно
вала и корпуса.
В процессе сборки при установке колец подшипников с натягом изме-
няются их первоначальные параметры: размеры и геометрическая форма
поверхностей качения, величины зазора, осевой и радиальной игры, кото-
рые в еще большей степени изменяются при действующих на подшипни-
ковый узел рабочих нагрузках. Поэтому стремятся разрабатывать такие
конструкции агрегатов и, в частности, узлы опор валов, чтобы радиальные
и осевые смещения валов были бы минимальны, а происходящие смеще-
ния валов в процессе работы выводили бы замыкающие звенья агрегата на
оптимальные положения.
Для этого на стадии проектирования уточняются размеры составляю-
щих звеньев с учетом возможных их деформаций при действии силовых
и температурных факторов. При этом величины этих деформаций могут
быть уменьшены путем рациональных конструктивно-технологических
решений при формировании соединений агрегата.
Практическим результатом оптимального решения этой проблемы для
производства (в сборке) является определение не только допустимых пре-
дельных размеров составляющих звеньев размерных цепей, но и опреде-
ление сил затяжки резьбовых соединений и последовательность их затяж-
ки, величины зазоров и натягов в соединениях.
Говоря о силовых факторах и деформациях, сборку и регулирование
осевой и радиальной игры в опорах валов агрегатов целесообразно прово-
дить при нагружении их сборочными осевыми и радиальными нагрузка-
ми, соответствующими величинам рабочих нагрузок. Необходимо также
обращать внимание на то, чтобы напряжения в деталях были бы не толь-
ко незначительными, но и распределялись равномерно, так как неравно-
мерность напряжений способствует их более интенсивному изменению
во времени и, следовательно, более интенсивным деформациям деталей
агрегата.
559
Глава 13
13.4.2. Радиальные зазоры и осевая игра в нерегулируемых подшипниках
Радиальный зазор (рис. 13.4) между кольцами и телами качения обус-
ловливает некоторую свободу взаимного перемещения колец относитель-
но друг друга в радиальном направлении. Осевая игра (рис. 13.5) — величи-
на осевого перемещения кольца подшипника из одного крайнего положе-
ния в другое при неподвижном парном кольце.
Рис. 13.4. Радиальные зазоры в радиальных под-
шипниках: а — шариковом однорядном; б — ро-
ликовом однорядном с цилиндрическими роли-
ками; в — шариковом двухрядном сферическом;
г — роликовом двухрядном сферическом [6]
Рис. 13.5. Осевая
игра в подшип-
нике шариковом
радиальном од-
норядном [6]
Величины радиальных зазоров и осевой игры в подшипниках качения
выбираются с учетом эксплуатационных характеристик опор (грузоподъ-
емности, быстроходности, допустимых величин радиального и осевого би-
ения, габаритных размеров и расстояния между опорами), условий монта-
жа и регулирования подшипников (посадочных натягов, температурных
колебаний в узле, вида смазки и способа ее подачи).
Различают три вида радиальных зазоров: начальный, посадочный и ра-
бочий.
Начальный радиальный зазор Gr в подшипнике до его установки на вал
и в корпус измеряют: у радиальных (кроме двухрядных сферических) под-
шипников (рис. 13.4 а, б) — в радиальном направлении; у радиальных двух-
рядных сферических подшипников (рис 13.4 в, г) — в направлении контак-
та; его также можно вычислить по формуле:
Gr^Dl-(2Dw+di), (20)
где £>j — внутренний диаметр наружного кольца; dj — наружный диаметр
внутреннего кольца; Dw — диаметр тела качения.
Посадочный радиальный зазор G'r — зазор в подшипнике после его
установки на рабочее место, т. е. после уменьшения внутреннего диа-
метра наружного кольца и увеличения наружного диаметра внутрен-
него кольца соответственно на величины AD2 и ДсЦ от посадочного
560 натяга.
Размерный анализ инструкции сборочных единиц
При этом в подшипнике либо сохраняется некоторый зазор:
G'r = Gr-(AD2 + At71)>0 (21а)
либо образуется натяг:
G'r = Gr -(ДГ>2 + AJ,) <0. (216)
Во время эксплуатации механизма при установившемся темпера-
турном режиме в подшипниковом узле образуется рабочий радиаль-
ный зазор:
G>Gr-(AD2+Ad1)± AGrt+<5r, (22)
где AGr( — уменьшение (при tB > tK) или увеличение (при tB < tK) зазора
вследствие перепада температуры (tB и tK — соответственно рабочая тем-
пература вала и корпуса, °C); 8Г — радиальное смещение от упругой дефор-
мации в контакте наиболее нагруженного тела качения с дорожками каче-
ния внутреннего и наружного колец.
Как видно из уравнений (20 — 22), посадочный зазор G'r всегда меньше
начального зазора вследствие изменения диаметров колец подшипника
при их установке с посадочным натягом, а рабочий зазор G’r уменьшается
или увеличивается под влиянием перепада температур и увеличивается
под действием приложенной нагрузки.
Между радиальным зазором Gr и осевой игрой Go у шарикоподшипни-
ков взаимосвязь следующая:
G0=2j(2T-D,)-Gr
где г — радиус желоба; Dw — диаметр шарика.
Взаимосвязь между начальными, посадочным и рабочим зазорами
справедлива лишь для нерегулируемых подшипников и не относится
к подшипникам, у которых радиальный зазор и осевая игра регулируются
при сборке узла.
Подшипники, предназначенные для нормальных условий эксплуата-
ции, должны иметь радиальный зазор, соответствующий основному —
нормальному ряду. Допустимый начальный радиальный зазор в нерегули-
руемых подшипниках регламентируется стандартами и зависит от точнос-
ти подшипника [6].
13.4.3. Радиальные зазоры и осевая игра в регулируемых подшипниках
В радиально-упорных подшипниках регулируемых типов, а также
в упорных подшипниках требуемая осевая игра достигается путем осевого
перемещения колец подшипника.
Примерные величины осевой игры для этих подшипников приведены
в табл. 1 и 2, а схема установки данных подшипников приведена на
рис. 13.6. Эти величины соответствуют нормальным условиям эксплуата-
ции подшипников, когда температура внутренних колец радиально-упор-
ных подшипников не превышает температуру наружных колец более чем
на 10°С, а разность температур вала и корпуса составляет =10 — 20°С. 5В1
37 Технология автомобилестроения
Размерный анализ конструкции сборочных единиц
При этом в подшипнике либо сохраняется некоторый зазор:
G'r = Gr - (AD2 + Дб/,) > О (21а)
либо образуется натяг:
G'r = Gr-(AD2 + At/,)<0. (216)
Во время эксплуатации механизма при установившемся темпера-
турном режиме в подшипниковом узле образуется рабочий радиаль-
ный зазор:
G; = Gr - (AD2 + Ad,) ± AGrt + 8t, (22)
где ДСГ( — уменьшение (при tB > tK) или увеличение (при tB < tK) зазора
вследствие перепада температуры (tB и tK — соответственно рабочая тем-
пература вала и корпуса, ° С); 8Г — радиальное смещение от упругой дефор-
мации в контакте наиболее нагруженного тела качения с дорожками каче-
ния внутреннего и наружного колец.
Как видно из уравнений (20 — 22), посадочный зазор G'r всегда меньше
начального зазора вследствие изменения диаметров колец подшипника
при их установке с посадочным натягом, а рабочий зазор G'r уменьшается
или увеличивается под влиянием перепада температур и увеличивается
под действием приложенной нагрузки.
Между радиальным зазором Gr и осевой игрой Go у шарикоподшипни-
ков взаимосвязь следующая:
G0=2-V(2r-Dw)Cr
где г — радиус желоба; Dw — диаметр шарика.
Взаимосвязь между начальными, посадочным и рабочим зазорами
справедлива лишь для нерегулируемых подшипников и не относится
к подшипникам, у которых радиальный зазор и осевая игра регулируются
при сборке узла.
Подшипники, предназначенные для нормальных условий эксплуата-
ции, должны иметь радиальный зазор, соответствующий основному —
нормальному ряду. Допустимый начальный радиальный зазор в нерегули-
руемых подшипниках регламентируется стандартами и зависит от точнос-
ти подшипника [6].
13.4.3. Радиальные зазоры и осевая огра в регулируемых подшипниках
В радиально-упорных подшипниках регулируемых типов, а также
в упорных подшипниках требуемая осевая игра достигается путем осевого
перемещения колец подшипника.
Примерные величины осевой игры для этих подшипников приведены
в табл. 1 и 2, а схема установки данных подшипников приведена на
рис. 13.6. Эти величины соответствуют нормальным условиям эксплуата-
ции подшипников, когда температура внутренних колец радиально-упор-
ных подшипников не превышает температуру наружных колец более чем
на 10°С, а разность температур вала и корпуса составляет =10 — 20°С. 581
37 Технология автомобилестроения
Глава 13
Таблица 13.1
Рекомендуемая осевая, мкм, игра для радиально-упорных однорядных
шарикоподшипников
Номинальный диаметр отверстия подшипника d, мм Угол контакта а° Примерное рас- стояние между подшипниками при установке по одному подшип- нику в каждой опоре
12 26 и 36
Свыше До Ряд 1 Ряд 2 Ряд 1
— 30 20/40 30/50 10/20 8d
30 50 30/50 40/70 15/30 7d
50 80 40/70 50/100 20/40 6d
80 120 50/100 60/150 30/50 5d
120 180 80/150 100/200 40/70 4d
180 260 120/200 150/250 50/100 (3-6)d
Таблица 13.2
Рекомендуемая осевая игра, мкм, для конических однорядных роликовых
подшипников
Номинальный диаметр отверстия подшипника d, мм Угол контакта а° Примерное рас- стояние между подшипниками при установке по одному подшип- нику в каждой опоре
10-16 25-29
Свыше До Ряд 1 Ряд 2 Ряд 1
— 30 20/40 40/70 — 14d
30 50 40/70 50/100 20/40 12d
50 80 50/100 80/150 30/50 lid
80 120 80/150 120/200 40/70 10d
120 180 120/200 200/300 50/100 9d
180 260 160/250 250/350 80/150 6,5d
260 360 200/300 — — —
360 400 250/350 — — —
Примечание: В числителе даны наименьшие допустимые значения, в знамена-
теле — большие.
582
Размерный анализ конструкции сВорочных единиц
Рис. 13.6. Схемы установки шариковых и роликовых радиально-упорных
подшипников: а — два подшипника в фиксирующей опоре; бив — по одному
подшипнику в каждой опоре
13.4.4. Расчет изменения радиальных зазоров при посадке подшипников
на ван в кпрндс с натягам
При установке подшипника на вал и в корпус с посадочным натягом ра-
диальный зазор в подшипнике уменьшается вследствие расширения внут-
реннего кольца на ДсЦ и сжатия наружного на Adr. Схема установки внут-
реннего кольца подшипника на вал показана на рис. 13.7, а, а наружного
кольца в корпус на рис. 13.7, б.
Рис. 13.7 Схема установки колец подшипника с посадочным натягом:
а — внутреннего кольца на вал; б — наружного кольца в корпус;
d и dJf — внутренний и наружный диаметры внутреннего кольца подшип-
ника; d2 — отверстие полого вала; D и D2 — соответственно наружный
и внутренний диаметры наружного кольца подшипника; Dt — наружный
диаметр корпуса; ЕВАЛ, Ек, ЕП — соответственно модули упругости ма-
териала вала, корпуса и подшипникового кольца; рВАЛ, рк, рв — соответ-
ственно коэффициенты Пуассона материалов вала, корпуса и подшипни-
кового кольца; AD2 — уменьшение внутреннего диаметра наружного коль-
ца, Ad. — увеличение наружного диаметра внутреннего кольца [6]
5ВЗ
37=
Глава 13
Эффективный посадочный натяг рассчитывается по формуле
Н=Нср- (АН, +ДН2),
где Н — средний посадочный натяг, равный Нср = 0,5(Ниаиб + Ннацм);
здесь Ннаиб, Ннацм — соответственно наибольшие и наименьшие натяги,
подсчитанные по таблицам посадок; АНг — уменьшение натяга вследствие
сокращения высоты неровностей на посадочных поверхностях вала и кор-
пуса при установке подшипника (высота неровностей уменьшается при-
мерно на 60%, табл. 13.3); ДН2 — уменьшение посадочного натяга при на-
греве элементов подшипникового узла.
Таблица 13.3
Величина потерь натяга в зависимости
от параметра шероховатости Ra при установке подшипников
Параметр шероховатости Rg, мкм Уменьшение натяга ДНЬ мкм
2,5-1,25 12
1,25-0,63 8
0,63-0,32 4
Для валов и корпусов, изготовленных из стали и чугуна, величиной АН2
можно пренебречь, но при использовании металла с значительно отличаю-
щимся коэффициентом линейного расширения (при изготовлении корпуса
из более легкого металла или сплава) ДН2 целесообразно учитывать, исполь-
зуя уравнения: для соединения «подшипник—вал» ДН^^1 (Ап — Ав) tBd;
для соединения «подшипник—корпус» ДН2К= (А.к — A^t^D. Здесь А^, А^,
А^, — коэффициенты линейного расширения для материалов подшипника,
вала и корпуса соответственно; tB и tK — повышение температуры вала
и корпуса соответственно при установившемся режиме работы узла.
Уменьшение радиального зазора вследствие разности температур вала
и корпуса при работе подшипника (см. формулу 22):
AGrt = ЛП- (d.-tn — D9-1„).
Расширение внутреннего кольца по наружному диаметру сЦ при посад-
ке на вал с натягом (мм) (рис. 13.7);
Если у материалов вала и кольца модули упругости Е и коэффициенты
5G4 Пуассона равны (Еп = Ев и рп = дв), то
РазмерныД анализ конструкции сборочных едшц
Для сплошного вала (d2 = 0):
М,=НВ
где Нв — величина натяга в соединении внутреннее кольцо—вал.
Сжатие наружного кольца по внутреннему диаметру при посадке с на-
тягом в корпус, (мм) (рис. 13.7, б].
Если у корпуса и кольца подшипника Ек= Еп и = дп, то
Для достаточно жесткого корпуса, т. е. в том случае, когда Dt значитель-
но больше D, можно принять
AD2=HK. -£
l^2 J
где Нк — величина натяга в соединении наружное кольцо—корпус, мм.
13.4.5. Расчет изменения радиального зазора и осевой игры нри нагреве подшипников
При нагреве подшипников в процессе работы имеет место перепад тем-
ператур между внутренними и наружными кольцами, что вызывает изме-
нения радиального зазора и осевой игры в них.
Изменение радиального зазора в радиальном подшипнике в результате
перепада температур
где Л — термический коэффициент линейного расширения; для стали Л =
11-Ю-6; Do — средний диаметр подшипника; tB и tK — соответственно тем- 565
Глава 13
пература вала и корпуса при установившемся режиме работы узла.
При tB > tK радиальный зазор в подшипнике уменьшается, а при tB < tK уве-
личивается.
Изменение в шарикоподшипнике радиального зазора Gr изменяет осе-
вую игру Go в нем в соответствии с формулой (23).
Суммарное изменение осевой игры EAS при перепаде температур вала
и корпуса в опорах I и II с однорядными радиально-упорными подшипни-
ками, установленными в распор (рис. 13.8)
<9 f)
Рис. 13.8. Схемы установки в распор радиально-упорных подшипников [6]
для схемы a: S AS = AS i + AS2+AS3 +AS4 ;
(25)
для схемы 6: Е AS = AS1-AS2-AS3 +AS4 ,
где AS j — изменение осевой игры от радиального теплового расширения
вала;
. _ .dj-vD, d„+D„ ч. .
А?! = ( 4 ctSai + " ' 4 • ctgan )ЛвД/в ,
AS2 — изменение осевой игры от радиального теплового расширения кор-
пуса:
ДХ2 = ;
AS3 — уменьшение (для схемы а) или увеличение (для схемы б) осевой иг-
ры от осевого теплового расширения вала:
Д53 = AAeAte ;
AS4 — увеличение (для схемы а) или уменьшение (для схемы б) осевой иг-
ры от осевого теплового расширения корпуса:
AS4 = AXKAtK,
где dj,Dj, otj и dn,Dn, ссп — соответственно внутренний, наружный диа-
метр (мм) и угол контакта (град.) подшипников, установленных в опорах
I и II; — коэффициенты линейного расширения материала вала
и корпуса; AtB и AfK — соответственно изменение температуры вала
и корпуса при работе механизма; А — расстояние между подшипника-
ми, мм.
566
Размерный анализ конструкции сборочных единиц
При изготовлении вала и корпуса из материалов, имеющих одинаковое
линейное расширение, т. е. при Лв = Лк = Л, для схемы а:
ZAS = (A + B)A(tB-y ; (26а)
для схемы б:
(266)
где в=ctga, + — ^>,! • ctga„
Пользуясь приведенными выше уравнениями (формулы 25 и 26) при
проектировании опор, можно выбрать оптимальные для данных условий
типоразмеры подшипников, расстояния между ними и схему установки.
Так, для опор механизма, требующего по условиям работы жесткой осевой
фиксации вала относительно корпуса при tB > tK, более предпочтительна
схема а, обеспечивающая в определенных условиях (при Лв = Лк и А = В)
постоянство осевой игры при любых перепадах температур tB—tK.
13.4.6. Расчет жесткости подшипников с дчетом их носадок на вап и в корпус
При проектировании подшипникового узла часто возникает необходи-
мость в определении его жесткости. Такой расчет позволяет, например,
оценить, в какой мере податливость (деформация) принятого к установке
подшипника отразится на точности вращения вала и, следовательно,
на долговечности и точности работы зубчатой передачи. При этом учиты-
вается не только деформация подшипника в контакте тел качения с дорож-
ками качения, но и деформация в контакте посадочных поверхностей под-
шипника с сопрягаемыми элементами опоры.
Радиальная жесткость подшипника в узле, Н/мкм, равна:
Т Fr
J'-=T’ (27)
Г
где Fr — радиальная нагрузка на опору, Н; <5Г — радиальная податливость
(деформация) подшипника под нагрузкой, мкм:
8=8Г+8'Г, (28)
где 8Г — радиальная податливость в контакте наиболее нагруженного тела
качения с дорожкой качения, мкм; 8"Т — радиальная податливость в контак-
те колец подшипника с посадочными поверхностями вала и корпуса, мкм.
Радиальная податливость в контакте наиболее нагруженного тела каче-
ния с дорожкой качения в подшипнике:
с предварительным натягом
<5'Г = М. (29)
с радиальным зазором G^ мкм,
8г = р8г0-Gr/2, (30)
где <5г0 — радиальная податливость в контакте наиболее нагруженного тела
качения с дорожкой качения при нулевом зазоре, мкм; /3— коэффициент,
учитывающий натяг или зазор в подшипнике. 5В7
Глава 13
Величину 8т0 (мкм) для подшипников различных типов можно опреде-
лить из уравнений (табл. 13.4) в зависимости от чисто радиальной нагруз-
ки, воспринимаемой наиболее нагруженным телом качения:
zZcosa’
(31)
где z — число рядов тел качения; Z — число тел качения в одном ряду; а —
угол контакта; FT — радиальная нагрузка, Н.
Таблица 13.4
Формулы для расчета радиального и осевого перемещений колец относи-
тельно друг друга в зоне наиболее нагруженного тела качения при нуле-
вом зазоре в подшипниках различных типов.
Тип подшипника Перемещение колец подшипника, мкм
Радиальное 8ГО Осевое 8оа
Шариковый радиаль- ный однорядный 4-10~4^ IsL Dw —
Шариковый радиаль- но-упорный одноряд- ный 4-Ю-4:1ёГ cosa \DW 4 IO-4 3 sin a Qi
Шариковый радиаль- ный двухрядный сфе- рический 7-IO’4 з cosa SL Dw 7-io-j Ж sina у Dw
Роликовый радиаль- ный двухрядный сферический 2 IO"4 VgF sin a 21Q-4 УёГ sina
Радиальный с корот- кими цилиндриче- скими роликами hv —
Радиально-упорный конический 8 IQ-5 g00!> cosa I™ 8 10~5 Q°09 sina I™
Шариковый упорный однорядный — 5-IO"4 3 sina Mr
Qo — усилие, воспринимаемое наиболее нагруженным телом качения,
Н; Dw — диаметр шарика, мм; lw — рабочая длина ролика, мм;
а — угол контакта подшипника
Коэффициент /3 определяется по графику, приведенному на рис. 13.9
для радиальных подшипников.
568
Размерный аиаяиз шстр|вди сборочныхЕдиниц
Рис. 13.9 Графики для определения величины коэффициента Р для радиально-
го подшипника: а — шарикового; б — с цилиндрическими роликами
Радиальная податливость 8'г в контакте колец подшипника с посадоч-
ными поверхностями вала и корпуса
^=^(1+1),
г Ж1В DJ
(32)
где к = 0,05 — 0,25 (меньшие значения следует принимать при повышен-
ной точности изготовления посадочных мест, при больших посадочных
натягах, а также при установке подшипников на конусную шейку); d, D
и В — соответственно внутренний, наружный диаметры и ширина под-
шипника, мм.
Радиальную податливость пары радиально-упорных шарикоподшипни-
ков, установленных с предварительным натягом, можно ориентировочно
определить, найдя следующие величины:
• коэффициент осевой податливости Ка (рис. 13.10, а) в зависимости от
отношения Ао / Со (Ао — усилие осевого предварительного натяга, Н;
Со — статическая грузоподъемность подшипника, Н) и утла контакта
в подшипнике а;
• коэффициент радиальной податливости Кг (рис. 13.10, б—в) в зависимо-
сти от F/ С„ и К„;
г о а'
• радиальную податливость <5'г, мкм, пары радиально-упорных шарико-
подшипников, скомплектованных с предварительным натягом, по фор-
муле:
8'r = Q,03DwKr.
(33)
569
Глава 13
Пример 1 [5]. Определить радиальную жесткость подшипника 3182130
(d = 150 мм, D = 225 мм, В= 56 мм), установленного с предварительным на-
тягом Gr = —5 мкм под нагрузкой Fr = 9000 Н.
Радиальная податливость в контакте тела качения с дорожками качения
при нулевом зазоре 8ГО = 3,5 мкм.
Относительный предварительный натяг:
G/<Sro = -5/3,5 = —1,46.
Коэффициент, учитывающий натяг в подшипнике (см. рис. 13.9), /3 =
0,45. Радиальная податливость в контакте тела качения с дорожками каче-
ния при предварительном натяге (по формуле 29)
8'г = 0,45/3,5 = 1,6 мкм.
Радиальная податливость в контакте колец с посадочными местами на
валу и в корпусе при установке подшипника на конусную шейку, т. е. при
0,05 (по формуле 32)
<?;=
4 >9000-0.05 Л i 150
7Г-150-56 ( 225
1.1 мкм.
Радиальная податливость в подшипнике (по формуле 28)
<5'г = 1,6 + 1,1 = 2,7 мкм.
Радиальная жесткость в опоре (по формуле 27)
570
Jm = 9000/2,7 = 3300 Н/мкм
Размерный анализ кинстрднции сборочных единиц
Пример 2. Определить жесткость пары радиально-упорных шарико-
подшипников 46208 (d = 40 мм; D = 80 мм; В = 18 мм; Д = 26°, Dw= 12,7 мм;
Со = 2100 Н), установленных с предварительным натягом Ао = 400 Н и вос-
принимающих радиальную нагрузку Fr = 1000 Н.
Коэффициент осевой податливости (рис. 13.10) приА0/С0 = 400 : 2100 =
1,9 • IO"2 = 0,028.
Коэффициент радиальной податливости при' F/Co = 1000:2100 = 4,8 •
IO"2 и Ка = 0,028 (см. рис. 13.10) Кг = 0,008.
Радиальная податливость пары подшипников (по формуле 33)
8Т =0,03Dw = 0,03 • 12,7 • 0,008 = 3 мкм.
Радиальная податливость в контакте колец подшипника с посадочными
поверхностями вала и корпуса при к = 0,25 (по формуле 32)
4-1000-0.25Л 40) л„
5. =---------- 1+— = 0.7 мкм.
г я-40-18 80
Радиальная податливость подшипников (по формуле 28)
Зг = 3 + 0,7 = 3,7 мкм.
Радиальная жесткость подшипников (по формуле 27)
Jm = 1000/3,7 = 270 Н/мкм.
Осевая жесткость подшипников (Н/мкм) установленных с предвари-
тельным натягом определяется по формуле
с осевой игрой — по формуле
Ja = Fa/(8a+2S),
где Fa — осевая нагрузка на подшипник, Н; Ао — усилие предварительного
натяга, Н; 8а — осевая податливость подшипника, мкм; 2S — полная осевая
игра в подшипнике, мкм.
Значение 8а (мкм) для подшипников различных типов можно опреде-
лить из уравнений (табл. 13.4) в зависимости от чисто осевой нагрузки Fa,
воспринимаемой телом качения;
Zsina
Осевая податливость 8а определяется только в контакте тел качения
с дорожками качения (осевая податливость в контактах торцовых поверх-
ностей колец подшипника с валом и корпусом в данном случае не учиты-
вается).
571
Глава 13
13.4.7. Предварительный натяг в опорах с подшипниками качения
Зазоры в подшипнике и упругие деформации его элементов под действи-
ем рабочей нагрузки вызывают осевые и радиальные вибрации вала, кото-
рые в ряде машин и механизмов недопустимы. Жесткость опор на подшип-
никах качения может быть значительно повышена при создании предвари-
тельного натяга. В обычных подшипниках относительное осевое смещение
колец под действием осевой нагрузки складывается из свободного переме-
щения в пределах имеющейся в подшипнике осевой игры, а также от упру-
гой деформации рабочих поверхностей в местах контакта тел качения с до-
рожками качения. Сущность предварительного натяга заключается в том,
что пара подшипников получает предварительную осевую нагрузку, кото-
рая ликвидирует осевую игру в комплекте, создавая начальную упругую де-
формацию в местах контакта рабочих поверхностей колец с телами каче-
ния. Если затем к подшипнику приложить рабочую осевую нагрузку,
то относительное перемещение его колец вследствие дополнительной де-
формации рабочих поверхностей будет значительно меньше, чем до созда-
ния предварительного натяга. Предварительный натяг вызывает одинако-
вую деформацию в обоих подшипниках, а вал на участке установки пары
подшипников испытывает растяжение от нагрузки Ао (рис 13.11, а).
После приложения рабочей осевой нагрузки А увеличивается нагруже-
ние подшипника 1 (рис. 13.11, б), уменьшается нагружение подшипника 2,
а растягивающее усилие на валу уменьшается на величину Т. В результате
давление на шарики подшипника 2 составит (Ао — Т), подшипника 1 будет
(А + Ао — Т). По мере увеличения осевой рабочей нагрузки А при опреде-
ленном соотношении сил подшипник 2 и вал будут полностью разгружены
от усилия предварительного натяга, а подшипник 1 будет находиться толь-
ко под действием внешней осевой нагрузки А.
1 2
6)
Рис. 13.11. Опора на подшипниках с предварительным натягам до (а) и после
(б) приложения рабочей осевой нагрузки А [6]
Минимальный предварительный натяг для радиально-упорных под-
шипников
А>пип= 1-58 • tgaFr± 0,5 Fa, (34)
где Fr — радиальная нагрузка на подшипник, Н; Fa — осевая нагрузка, Н;
а — угол контакта, (град.).
572
Размерный анализ констрцкции сборочных единиц|
Знак «+» относится к подшипнику, воспринимающему действующую
осевую нагрузку; знак «-» — к подшипнику, который под действием внеш-
ней осевой нагрузки разгружается от усилий предварительного натяга.
Усилие предварительного натяга выбирают по наибольшему из двух
полученных значений.
Пример 1 [5]. Определить минимальный предварительный натяг в ком-
плекте, состоящем из двух подшипников шариковых радиально-упорных
однорядных. Радиальная нагрузка на каждый подшипник Fr === 2000 Н. Осе-
вая нагрузка, воспринимаемая одним из подшипников, Fa = 1000 Н. Угол
контакта а = 26°.
По формуле (34) найдем:
AOmin == * 2000 • tg 26° + °’5 ‘ 1000 = 2040 Н
А - = 1,58 • 2000 • tg 26° - 0,5 • 1000 = 1040 Н.
о min ' '
Принимаем Ао min = 2040 Н.
Минимальный предварительный натяг для радиальных однорядных ша-
рикоподшипников и сферических двухрядных роликоподшипников
Aomin= 1.58- tg «Л ±0,5 -Ра,
где а0 — свободный, угол контакта, зависящий от величины радиального
зазора дг и определяемый у ненагруженных подшипников при максималь-
ном осевом смещении на величину S внутреннего кольца относительно на-
ружного.
Свободный угол контакта:
— у радиального однорядного шарикоподшипника (рис. 13.12, а)
а, = arccos 1-----
В = W'
гв и rh — радиусы качения беговых дорожек внутреннего и наружного ко-
лец подшипника,
г г
где D — диаметр шариков, мм, ;fa;
Dw Dw
— у сферического роликоподшипника (рис. 13.12, б)
ас = arccos 1
где а— начальный угол контакта, град; Gr — радиальный зазор, мм.
573
Глава 13
Рис. 13.12. Свободный угол контакта в радиальном, однорядном шарикоподшип-
нике (а) и в радиальном сферическом роликоподшипнике (б)
Пример 2. Определить свободный угол контакта у подшипника шариково-
го радиального однорядного, собранного с радиальным зазором Gr = 0,1 мм.
Диаметр шариков Dw = 22,225 мм. Радиусы дорожек качения внутреннего
и наружного колец в направлении, перпендикулярном качению, г = гв = гн ==
11,64 мм. Определим вспомогательные величины:
11,64
22,225
= 0,5237
В=( fB-fH-l)-Z>w =(0,5237+0,5237-1) -22,225 = 1,0535 мм
ас = arccos
2В
=arccos 1—
0,1
2-1,0535
=17e44'
7
Пример 3. Определить свободный угол контакта у подшипника радиаль-
ного роликового сферического двухрядного 3617, собранного с радиаль-
ным зазором Gr = 0,1 мм. Радиус дорожек качения внутреннего и наружно-
го колец в направлении, перпендикулярном качению, г = гв = гн = 81,58 мм.
Угол контакта а = 12°.
Свободный угол контакта
Ii Gr
а = arccos 11-----—
I 2-r
= arccos (1----—— |- cos 12°
I 2-81,58 1
= 12°10'.
Предварительный натяг подшипников обычно заключается в принуди-
тельном смещении одного из колец подшипника в осевом направлении от-
носительно другого кольца на величину, соответствующую требуемому
предварительному натягу. Это достигается приложением постоянной
574 предварительной нагрузки.
Размерный анализ конструкции сборочных единиц
С предварительным натягом устанавливают подшипники шариковые
радиальные, радиально-упорные, роликовые конические, а также подшип-
ники с короткими цилиндрическими роликами типа 3182000, монтируе-
мые на конусную шейку вала с натягом, способным вызвать расширение
внутреннего кольца и полностью ликвидировать в подшипнике радиаль-
ный зазор.
Основные методы выполнения предварительного натяга у радиальных
и радиально-упорных шарикоподшипников: при помощи прокладок или
втулок разной длины; путем установки в опорах сдвоенных радиально-
упорных шарикоподшипников, у которых сопрягаемые торцы колец со-
шлифовывают на величину, необходимую для получения заданного пред-
варительного натяга после осевого сжатия друг с другом наружных
и внутренних колец; с помощью пружин, опирающихся на кольцо под-
шипника; регулирующей гайкой или крышкой, доведенной до соприкос-
новения с кольцом подшипника, а затем довернутой на заранее установ-
ленный угол или по крутящему моменту, необходимому для прокручива-
ния вала.
Вопросы ря самопроверки
1. Что такое точность параметра, точность сборочной единицы и точность
сборки?
2. Какие методы достижения точности сборки применяют в автомобиле-
строении?
3. Каковы основные условия замыкания размерной цепи (при расчете)?
4. В чем особенности метода неполной взаимозаменяемости?
5. В чем особенности расчета размерных цепей при сборке с жестким
компенсатором?
6. В каких случаях применяют методы групповой (селективной) сборки
и пригонки?
7. Что такое силовые и температурные факторы?
8. Как учитываются при проведении размерного анализа деформации де-
талей от силовых и температурных факторов?
Пшнералдра
1. Допуски и посадки: Справочник / Под ред. Мягкова В.Д., М.: Машино-
строение, 1978. Т. 1 — 2.
2. ГОСТ 16320 — 80. Цепи размерные. Расчет плоских цепей. М.: Издатель-
ство стандартов, 1982.
3. Амиров Ю.Д. и др. Технологичность конструкции изделия. Справочник.
М.: Машиностроение, 1990.
4. Дольский А.М., Кулешова З.Г. Сборка высокоточных соединений в ма-
шиностроении. М.: Машиностроение, 1988.
5. Решетников Д.Н., Левина З.Н. Контактная жесткость машин. М.: Маши-
ностроение, 1971.
6. Перель Л.Я., Филатов А.А. Подшипники качения: Справочник. М.: Ма-
шиностроение, 1992. 575
Глава 14
ТЕХНаЛИГИЧНОСТЬ КОНСТРУКЦИЙ ИЗДЕЛИЙ И ДЕТАЛЕЙ
Создание новой техники сопровождается совершенствованием конст-
рукций с целью повышения технических характеристик изделий.
При этом расширяется номенклатура, изменяется их конструкция, повы-
шаются требования к качеству поверхностей и сопряжений между ними.
Кроме таких основных характеристик, как функциональность (способ-
ность реализовывать основную функцию для достижения заданного тех-
нического эффекта), надежность, безопасность, эргономичность, нельзя
забывать и о технологичности конструкции.
Под технологичностью конструкции изделия (ТКИ) понимают совокуп-
ность свойств, определяющих приспособленность к достижению опти-
мальных затрат ресурсов при его производстве, эксплуатации и ремонте
для заданных показателей качества, объема выпуска и условий выполне-
ния работ.
ТКИ определяет его конструктивные особенности: схему устройства,
взаимное расположение его составных частей, форму и расположение по-
верхностей деталей, их состояние, размеры, материалы и т. п.
Различают производственную, эксплуатационную и ремонтную ТКИ.
Для каждой из этих областей разрабатывается комплекс мероприятий по
совершенствованию конструкций изделия, отработка его технологичнос-
ти. Производственной технологичности уделяется особое внимание, так
как она предопределяет стоимость выпускаемой продукции.
Отработка конструкции изделия на технологичность является непре-
рывным и необходимым процессом, который начинается с первых этапов
проектирования, продолжается как в период подготовки производства, так
и в период серийного или массового выпуска изделия и прекращается
с окончанием его выпуска.
На первых этапах проектирования конструктор должен учитывать осо-
бенности и условия его изготовления: объем выпуска, темп, техническое
оснащение производства и т. п.
Поэтому в проектировании изделия принимают участие технологи
и работники ОТК. В результате создается конструкция, позволяющая ис-
пользовать наиболее прогрессивные и экономичные процессы обработки
и сборки, применять механизированное и автоматизированное оборудова-
ние, промышленные роботы и гибкие производственные модули, что опти-
мизирует производственные затраты на изготовление единицы продук-
ции. Технологичность изделия зависит от профессионального уровня кон-
структоров и технологов: чем уровень выше, тем меньше изменений
576 вносится в конструкцию изделия при постановке его на производство.
Технологичность констрдкций изделий в деталей
14.1. Классификация ТКИ
Технологичность конструкции изделия определяется тремя основ-
ными факторами: методами воздействия, областью проявления и за-
тратами [1].
При создании изделия для серийного или массового выпуска решают
две основные задачи:
• конструкция должна удовлетворять всем техническим требованиям,
обеспечивающим нормальное функционирование изделия;
• затраты на производство должны быть минимизированы.
Существуют такие понятия, как преемственность и технологическая
рациональность конструкции изделия.
Преемственность конструкции изделия — совокупность свойств изде-
лия с точки зрения единства повторяемости и изменяемости принятых
в ней решений. При этом различают конструктивную и технологическую
преемственность. Первая характеризует повторяемость составных частей
изделия и его модификаций и использование в них новых составных час-
тей, обусловленных изменением требований к изделию по функциональ-
ному назначению, условиям производства и эксплуатации. Вторая — един-
ство повторяемости и изменяемости технологических методов выполне-
ния, поддержания и восстановления элементов изделия, учитываемых при
его конструировании.
Преемственность конструкции изделия — один из главных принци-
пов высокой эффективности технологической подготовки производства
(ТПП), который обеспечивает преемственность технологических про-
цессов и средств технического оснащения, рациональную организацию
процесса конструкторского и технологического проектирования, макси-
мальное использование уже проверенных достижений науки и произ-
водства.
Технологическая рациональность конструкции изделия — совокуп-
ность свойств изделия с точки зрения соответствия принятых конструк-
тивных решений условиям производства, эксплуатации и ремонта.
Технологическая рациональность конструкции изделия регулируется
составом конструктивных элементов, выбором используемого материала,
схем соединений элементов и т. п.
По области проявления ТКИ подразделяются на производственные,
эксплуатационные и ремонтные и характеризуют приспособленность
конструкции изделия к сокращению материальных и производствен-
ных затрат: на технологическую подготовку производства, изготовле-
ние, сборку и монтаж изделия, на техническое обслуживание и ре-
монт.
По производственным затратам ТКИ характеризуют эффективность
изделия по следующим показателям:
• материалоемкость (расход материальных ресурсов, при изготовлении,
эксплуатации и ремонте изделия);
• трудоемкость изготовления изделия;
• энергоемкость изделия (расход топливно-энергетических ресурсов
в возможных областях проявления ТКИ);
• хроноемкость изделия (затраты ресурсов в единицу времени). 577
38 Технология автомобилестроения
Глава 14
14.2. Показатели технологичности конструкции изделия
При создании изделия конструктор практически всегда сталкивается
с проблемой выбора варианта из ряда технических решений. Выбор луч-
шего варианта конструкции, который позволяет применять наиболее про-
грессивную технологию производства, эксплуатации и ремонта изделия,
является сложной задачей.
При этом конструктор использует качественные и количественные
оценки ТКИ. При отработке изделия на технологичность его конструкция
анализируется на нескольких уровнях: от изделия в целом до элементов
поверхностей и материалов (деталей).
Качественная оценка ТКИ проводится при анализе вариантов конст-
руктивных решений и выражается рекомендациями типа: «хорошо—пло-
хо»; «лучше—хуже»; «технологично—не технологично» и т. п. Она позво-
ляет на ранних этапах отбросить бесперспективные варианты, сократить
сектор поиска и оставить один — технологичный — либо несколько вари-
антов решения, подвергаемых дальнейшему анализу, как правило, количе-
ственной оценке.
Количественная оценка ТКИ основана на расчетных методах, посредст-
вом которых определяются значения показателей ТКИ. Основными пока-
зателями являются трудоемкость Т и себестоимость (технологическая) С,
дополнительным является коэффициент унификации Ку и стандартизации
Кс, точности Kjy и шероховатости Кш.
Для проектируемого изделия определяются прогнозируемые показате-
ли ТКИ, наиболее распространенные методы расчета которых основаны
на следующих видах оценки:
— абсолютные
— удельные
— относительные
— разностные
- Т, С, К;
— Су= Сп/Р; Ту= Тп/Р;
-Т0=Тс/Та;С0=Сп/Са-,
-ДС = |Сп-Са|;ДГ=|Гп-Га|.
где Сп, Тп — прогнозируемые показатели соответственно себестоимости
и трудоемкости проектируемого изделия; Са, Та — соответственно себе-
стоимость и трудоемкость изделия-аналога; Р — технический показатель
проектируемого изделия или аналога (например, мощность, масса
и т. п.).
При оценке технологичности изделия могут применяться частные пока-
затели — К. (вышеприведенные).
Прогнозируемая общая трудоемкость механической обработки и сбор-
ки проектируемого изделия Тпопределяется по формуле [1]:
Tn=TA.KCA.KT.KF.
где Та — общая трудоемкость изготовления изделия-аналога; Ксл — коэф-
фициент, отражающий сложность конструкции проектируемого изделия;
Кт — коэффициент снижения трудоемкости; KF — коэффициент, учиты-
вающий изменение трудоемкости Т в зависимости от программы выпуска
570 изделия.
Текнологпчность конструкций изделий и деталей
В параметре Та учитывается трудоемкость изготовления элементов
и сборка изделия-аналога:
Т = S Т.п + JC Т - к,
a io leu'
где S Тю, S Tjc6 — суммарные трудоемкости соответственно механической
обработки деталей и сборки и испытания сборочных единиц, в нормо-часах.
Коэффициент отражает изменение одного из технических парамет-
ров разрабатываемого изделия Рпи аналога Ра:
^=Pn/Pa-
В расчетах принимают также параметры, которые наиболее полно
и точно отражают характеристики конструкции. К таким параметрам
можно отнести: мощность Nn, Na; грузоподъемность F^ Fa; массу сухих из-
делий П, Ма; силу тяги и др.
Коэффициент > 1, так как при модернизации изделия обычно ус-
ложняется его конструкция.
Коэффициент Kj. учитывает степень совершенствования производства
с момента начала выпуска изделия и определяется по выражению:
Кт =[---—----]•/,
т Кпт+\№
где Кпт — планируемый среднегодовой рост производительности труда
в процентах; t — период времени полной подготовки производства к выпу-
ску изделия.
С увеличением программы выпуска изделия происходят изменения
технологических факторов, влияющих на величину трудоемкости Т. Для
определения KF пользуются эмпирической формулой
F
KF=(—S~)a ,
F Ч
где Fan Fn — годовая программа выпуска изделия-аналога и проектируемо-
го изделия.
Среднее значение а для автомобильной промышленности для укруп-
ненных расчетов Т можно принять равным 0,20 — 0,25.
Технологичность может определяться по удельным показателям. Так,
удельные показатели трудоемкости, отнесенные к единице мощности про-
ектируемого изделия и изделия-аналога, определяются по формулам:
Т Л"-60- т =T°'6Q-
уи Nn ’ У° Na ’
где Nn Na — мощность двигателя автомобиля проектируемого и аналога.
В ряде случаев определение трудоемкости изделия (особенно деталей
и сборочных единиц) может быть определено по методу учета изменения
масс проектируемого изделия и аналога:
38*
579
Глава 14
т„=тА + к„
(1)
где Км — коэффициент учета различия масс сопоставляемых конструк-
ций; t,Mnn ^МА — суммарные массы сравниваемых конструкций.
Повышение требований к точности размеров и шероховатости поверх-
ностей детали увеличивает трудоемкость ее изготовления.
Для изделий одной типовой группы прогнозируемая трудоемкость об-
работки детали (с учетом изменения точности и качества обработки) мо-
жет быть определена аналогично формуле (1), т. е.
Тп ?а ' Ксло ^а^-ш ‘ '
где Кк — коэффициенты, учитывающие изменение трудоемкости об-
работки детали в зависимости от изменения по сравнению с аналогом, тре-
бований соответственно по шероховатости и точности обработки.
Значения коэффициентов К для обработки резанием по рекомендаци-
ям [1] можно принять следующие:
Квалитет Аср 6 7 8 11 12 13 14
Кк 1,3 1,2 1,1 1,0 0,9 0,8 0,75
а коэффициента Кш соответственно:
Ra, мкм 20 10 5 2,5 1,25 0,63
Кщ 0,90 0,95 1,0 1,1 1,2 1,4
Значение коэффициентов Кш и Кк определяют по средним величинам
шероховатости RA и квалитета точности обработки Аср
R. = (дт)
ml+m2+m3+m4+...
— ^Atni 5га2+6и3+7и4+...
Аср — —---------------\^вС1ЛиТП€1Т1) г
2_,nt nt+n2+n}+...
где Rai — шероховатость поверхности, мкм; А. — квалитет точности размера
поверхности; ш{ — количество поверхностей детали, имеющих шероховатость
поверхности 7?а; п{ — количество размеров соответствующего квалитета А..
Одним из основных показателей ТКИ является прогнозируемая себе-
стоимость изготрвления проектируемого изделия, которая приближенно
может быть определена по формуле:
580
(Сма “* ^-Пка) %МС + ^З/Па + ^НРа)'^ТС>
Техиомгичносшь ковсшрдшб изделий и деталей
где СМа, СПКа, С3/Пи СНра — соответственно стоимость материалов, покуп-
ных элементов на изделие-аналог, зарплата основных производственных
рабочих и накладные расходы при изготовлении аналога; Кмс и Ктс — ко-
эффициенты, характеризующие соотношение сухих масс проектируемого
изделия и аналога и их трудоемкостей изготовления.
КМа = МЛ/М0;КГа=Тп/Та.
Наиболее точно характеризующий технологичность конструкции детали
или сборочной единицы является технический показатель — коэффициент
использования материала:
К им = '
где Zmf—масса сборочной единицы; Zm3i — масса материала, расходуемая
на получение заготовок деталей.
Прогрессивной конструкцией детали или сборочной единицы считает-
ся та, для которой Ким > 0,75. В частности, при использовании заготовок,
получаемых литьем в оболочковые формы, по выплавляемым моделям, по-
рошковой металлургией, из профильного проката Ким = 0,8...0,95.
Степень унификации характеризует преемственность конструкции:
использование в изделии стандартных, унифицированных и специфичных
деталей и сборочных единиц. Она выражается коэффициентом унифика-
ции:
Ку= (Ey+Dy)/(E + D), (2)
где Еу= Еуз+ Еуп + Еуст — число унифицированных сборочных единиц в из-
делии; Dy = Dy3 + + Dycm — число унифицированных деталей в изделии;
Е , — соответственно число заимствованных унифицированных сбо-
рочных единиц и деталей; Е^, — соответственно число покупных уни-
фицированных сборочных единиц и деталей; Ест, Dcm — соответственно
число стандартных сборочных единиц и деталей; Е = Еу+ Еор — число сбо-
рочных единиц в изделии; D = Dy + Dop — число деталей в изделии; Еор,
Dop — соответственно число оригинальных сборочных единиц и деталей.
Значение Ку проектируемого изделия сравнивается с показателем
унификации изделия-аналога. Степень унификации современных изде-
лий достаточно высока. Так, степень унификации семейства дизельных
двигателей автомобиля КамАЗ составляет 90 — 95%, легковых автомоби-
лей — до 80%.
Коэффициент унификации деталей изделия определяется по формуле:
где Dy, D — соответственно число унифицированных и общее количество
деталей изделия (кроме крепежных).
По аналогии с формулой (2) определяются коэффициент стандартизации де-
талей Код, а также коэффициент унификации конструктивных элементов КуЭ.
Мероприятия по отработке изделия на технологичность
Отработка ТКИ производится на всех этапах проектирования и изго-
товления изделия и заканчивается с прекращением его выпуска. Эта рабо- 581
Глава 14
та ведется в содружестве с технологами. При этом конструкция изделия
и его элементов отрабатывается на таких его уровнях, как:
• изделие в целом;
• сборочная единица;
• соединение;
• деталь;
• поверхность;
• контур поверхности;
• материал.
Для каждого уровня конструкции изделия определяются факторы, вли-
яющие на ТКИ, разрабатываются мероприятия и предложения по совер-
шенствованию технологичности конструкции. При этом учитывают следу-
ющее:
• виды и методы получения заготовок деталей;
• виды, методы и технологические процессы обработки;
• виды, методы и технологические процессы сборки соединений, сбороч-
ных единиц;
• виды, методы и технологические процессы контроля элементов изделия
и испытание сборочных единиц изделия;
• возможность механизации и автоматизации процессов изготовления
изделия.
Уменьшение трудоемкости как основного показателя ТКИ изготовле-
ния изделия достигается при использовании:
• прогрессивных методов (литье в оболочковые формы, по выплавляе-
мым моделям, объемная штамповка, выдалбливание, высадка и т. д.),
позволяющих получать заготовки максимально приближенные по фор-
ме и размерам к параметрам детали (с минимальными припусками);
• широкой унификации и стандартизации деталей и сборочных единиц,
снижение числа типоразмеров и номенклатуры;
• оптимальных технологических процессов изготовления и сборки (ком-
плексная механизация и автоматизация), процессов обработки заготовки.
Уменьшение материалоемкости изделий осуществляется применением
новых, более экономичных видов материалов, сплавов, изделий порошко-
вой металлургии, сварных конструкций вместо монолитных; материалов
с повышенными эксплуатационными свойствами; современных методов
металлических и неметаллических покрытий, твердых смазок, современ-
ных методов термической и химико-термической обработки материалов.
Сборочное производство
Независимо от типа производства конструкция изделия должна иметь
простую компоновку и состоять из отдельных четко разграниченных сбо-
рочных единиц и агрегатов. Это снижает трудоемкость сборки изделия,
так как сборка, контроль и испытание сборочных единиц могут произво-
диться независимо (параллельно) друг от друга. Такое расчленение должно
быть максимально возможным. Декомпозиция изделия на сборочные еди-
ницы возможна по поверхностям разъема. Желательно иметь разъемы
582 в виде плоскостей, которые должны быть перпендикулярны главным осям
Технолпгпчнвсть квнстрдкцпВ издепвП и деталей
симметрии; места разъема должны иметь свободный доступ сборочного
инструмента, присоединительные поверхности должны быть универсаль-
ными, исключающими механическую обработку и пригоночные работы
при сборке.
Изделие должно иметь одну базовую сборочную единицу, которая слу-
жила бы основой для всех остальных сборочных единиц.
Число деталей собираемого изделия должно быть минимальным. Слож-
ные изделия, состоящие из большого числа деталей, следует конструиро-
вать по блочному типу (агрегатному). Лучшими считаются агрегаты, состо-
ящие из 6 —12 деталей.
Сокращение числа деталей (на 10 — 30%) достигают путем объединения
нескольких деталей в одну исключением ряда деталей, рационализацией
конструкции изделия.
Для объединения нескольких деталей используют современные методы
получения заготовок литьем под давлением, пластмассовые детали слож-
ной формы.
Исключать ряд деталей можно заливкой нескольких деталей пластмас-
сой или легким металлом или соединив детали прошивными зажимами
и стопорами различного типа.
Например, при традиционном способе закрепления диодов в электрон-
ных системах используются пружинные шайбы на теплоотводе, который
затем закрепляют винтом на печатной плате (рис 14.1, а). В модернизиро-
ванной конструкции диод вворачивается в резьбовое отверстие теплоотво-
да и затем одновременно в отверстия в плате устанавливают диод (высту-
пом) и теплоотвод и паяют методом обдувки нагретым газом (рис 14.1, б}.
На рис. 14.2 представлены два варианта конструкции опор червяка чер-
вячного редуктора.
Применение конических подшипников в опорах червяка вместо шари-
ковых позволило не только уменьшить число элементов конструкции,
но и сделать ее более простой и комплектной.
Рис. 14.2. Узел опоры червяка редуктора с шариковыми (а)
и коническими (б) подшипниками [1]
Рис. 14.1. Установка си-
лового диода на печат-
ную плату: а — старая;
б — модифицированная
[2]
583
Глава 14
Важным требованием производства (особенно автоматического) явля-
ется кинематическая (силовая) замкнутость отдельных узлов и изделия
в целом, при которой манипулирование ими не приводит к распаду изде-
лия на части. Для возможности манипулирования кинематически разомк-
нутыми узлами в процессе сборки в их конструкции вводят временные
связи в виде специальных зажимов, фальшдеталей и т. п.
Следует стремиться к конструкции изделия, при которой обеспечивает-
ся установка комплектующих деталей на базовую деталь простейшими
движениями (поступательным, вращательным) и с минимального числа на-
правлений: лучше с одного и сверху вниз (рис. 14.3).
Необходимо стремиться к уменьшению числа крепежных деталей или
применению более простых видов соединений, упрощающих процесс
сборки. Время сборки уменьшается при фиксации деталей прессованием,
точечной сваркой, температурными методами сборки, заливкой, гибкой,
расклейкой (рис. 14.3), применением упругих элементов (рис. 14.4, 14.5).
Рис, 14.3, Виды механического крепления деталей (а — д), различающихся
сложностью их выполнения [2]
Рис. 14.4. Примеры сокраще-
ния числа деталей: а — объе-
динение соединительных эле-
ментов (коромысло карбюра-
тора с литым шарниром);
б — применением эластично-
го замка для фиксации
Рис. 14.5. Соединительные
элементы, в которых ис-
пользованы упругие свойст-
ва материалов: а — упругие
пистоны; б — расточные
кольца вместе с упругими
пистонами (используются
в качестве стержней) [2]
Технологичность констрдкцнй издвпиЛ н деталей|
Следует избегать применения трудновыполнимых способов соедине-
ний, например, скручиванием проволокой.
Детали, входящие в СЕ, должны иметь простые формы (цилиндры,
призмы) и явно выраженные базовые поверхности: цилиндрические, пло-
ские кольцевые и т. п., облегчающие ориентацию, транспортировку
и обеспечение точности сборки соединений.
Детали, сопрягаемые движением в осевом направлении, по кромкам по-
верхностей должны иметь конструктивные элементы (фаски, расточки
и т. п.), облегчающие центрирование поверхностей и точность сборки. Уг-
лы конусности фасок на валу и в отверстии не должны отличаться более
чем на 5 —15°. Предпочтительны углы фасок в отверстиях — 45°, на валу —
30 — 40°, высота фасок должна быть 2 — 6 мм. Фаски на резьбовых поверх-
ностях нужны как для облегчения сборки, так и улучшения условий рабо-
ты резьбонарезного инструмента.
Расположенные соосно диаметры ступеней в отверстии или на валу це-
лесообразно выполнять ступенчато по мере уменьшения размеров, что
позволяет проводить обработку с одной установки заготовки на высоко-
производительном оборудовании.
Установка деталей на разные соосно расположенные посадочные по-
верхности должна быть не одновременной, а последовательной (рис. 14.6).
При сборке следует избегать механической обработки для доделки от-
дельных деталей или совместной доделке сопрягаемых деталей. Это увели-
чивает трудоемкость сборки и исключает взаимозаменяемость деталей.
Высокий уровень взаимозаменяемости при сборке характеризует вы-
сокий уровень ТКИ.
Назначать допуски на размеры сопрягаемых поверхностей следует из
технико-экономических соображений. Шероховатость и ее характер
должны быть также технически обоснованы.
Следует избегать длинных соединений (особенно при посадке с натя-
гом, рис. 14.7, а). Из трех вариантов установок подшипников на вал наибо-
лее целесообразен вариант на рис. 14.1,6— с распорной втулкой.
Конструкцию узлов следует разрабатывать с учетом особенностей об-
работки сопрягаемых деталей и достигаемой при этом точностью сопря-
жения. Например, взаимное фиксирование деталей при установке их на
плохо хорошо
Рис. 14.6. Установка вала
в корпус: а — нетехнологич-
ная; б — технологичная [1]
Рис. 14.7. Установка подшипников на вал:
а — через всю шейку вала; б — распорной
втулкой; в — на шейке разных диаметров 585
Глава 14
плоскость можно осуществить с помощью выступа на одной из них и впа-
дины на другой, либо с помощью третьей детали — шпонки, устанавливае-
мой в пазах сопрягаемых поверхностей.
Первый способ (рис. 14.8, а) сложен и трудоемок и менее точен в изго-
товлении, так как раздельно обрабатываются плоскости, расположенное
по обе стороны выступа и поверхности выступа. Предпочтительнее второй
вариант, несмотря на введение в узел еще одной детали (рис. 14.8, б).
Рис. 14.8. Соединение деталей на
плоскости: а — нетехнологично;
б — технологично [1 ]
Фиксация от поворота при установке деталей на валу осуществляется
следующими приемами (перечислено по предпочтительности):
о призматическими или сегментными шпонками;
® на шлицах;
® установкой детали на конус (низкая точность в осевом положении);
® установкой детали на валик с лыской (низкая угловая точности располо-
жения деталей);
о коническим штифтом (требует совместной обработки — трудоемко
и невзаимозаменяемые детали);
® установочным винтом — слабая прочность соединения;
® установкой детали на деталь квадратного сечения (сложность изготов-
ления фасонных поверхностей деталей).
Для удобства транспортирования детали и ее подготовки к присоедине-
нию должны выполняться следующие требования:
® конструкция и Материал детали должны обладать прочностью и жестко-
стью, исключающие ее повреждение при транспортировке и ориента-
ции;
» деталь должна иметь достаточное число осей или плоскостей симмет-
рии для простоты ориентации в пространстве;
® если нельзя избежать асимметрии конструкции детали, то она должна
быть усилена (рис. 14.9);
® детали, подаваемые из бункера, не должны сцепляться, вставляться или
каким-либо другим образом соединяться друг с другом (особенно это
касается пружин, стаканов, рычагов и т. п.);
• деталь должна содержать ярко выраженные базовые поверхности
и элементы для надежной ориентации.
Нетехнологично Технологично
°) ^0'
Рис. 14.9. Элементы конструкции
деталей, облегчающце ориента-
цию в пространстве: а — асим-
метричность; б — наличие вы-
ступа [2]
Технологичность конструкции изделий и деталей
При проектировании изделия необходимо выбирать конструкторские
базы исходя из особенностей сборки: учитывать принцип постоянства баз
или принцип совмещения конструкторских баз с технологическими и из-
мерительными.
Заготовительное производство
В серийном и массовом производстве заготовительное производство
имеет большое значение, так как позволяет получать заготовки наиболее
приближенные по размерам к размерам деталей, с минимальными припу-
сками на обработку, что значительно повышает технико-экономическую
эффективность производства.
Заготовки, получаемые методами литья, отрабатываются на техноло-
гичность с учетом [ 1 ...3]:
1. использования передовых методов литья;
2. плоскости разъемов формы и технологические уклоны выбираются та-
ким образом, чтобы обеспечивалось свободное извлечение заготовок
(без разрушения формы);
3. определяются базовые поверхности отливок, максимально совпадаю-
щие с технологическими базами для механической обработки;
4. определяются необходимое число стержней (для формирования пустот
в отливках), их форма и размеры;
5. устраняются резкие перепады в толщинах стенок и мест скопления металла;
6. устанавливаются допуски на размеры отливок.
Основные параметры отливок (минимальная толщина стенок, радиусы
сопряжений, площади стенок, точность размеров и т. д.) зависят от метода
литья, материала формы и жидкотекучести литейных материалов.
Заготовка, а следовательно и деталь,
должна иметь простую форму (без рез-
ких углов, перепадов стенок, высоких
ребер и выступов) и минимальное число
внутренних полостей. Ее конструкция
должна обеспечивать направленное за-
твердевание металла и достаточную со-
противляемость усадке и термическим
напряжениям, предусматривать техно-
логические уклоны.
Технологичность конструкции ли-
той заготовки должна проверяться ме-
тодом световых теней: при расположе-
нии ее в форме выступы и поднутрения
на внешних и внутренних поверхнос-
тях не должны давать теней (рис. 14.10).
В правильно сконструированной от-
ливке отношение площадей стенок при
переходе от одного сечения к другому
не должно быть более 4 : 1, а внутрен-
ние стенки должны быть на 20% тонь-
ше наружных. Это исключает коробле-
нии и образование трещин.
Рис. 14.10. Проверка отливок ме-
тодом световых теней: а — не-
технологичные; б — техноло-
гичные 587
Глава 14
Рис. 14.11. Предотвращение об-
разования раковин введением
ребра
неправильно правильно
Рис. 14.14. Изменение располо-
жения ребер в чугунных деталях
с учетом внешней нагрузки
неправильно правильно
Рис. 14.13. Исключение коробле-
ния изменением формы детали
неправильно
правильно
Рис. 14.12. Предотвращение об-
разования раковин изменением
сопряжения поверхностей
-н—!—Г-,
Рис. 14.15. Изменение конструкции
детали с внешними привалами
Таблица 14.1
Значения минимальных диаметров отверстий и толщин стенок
для различных методов литья
Метод литья Ra, мкм d (мм) S (мм) Уклоны а
В песчаные формы 40-80 18 10 1°30'
Литье под давлением Сплавы алюминия и маг- ния Медные сплавы 2,5-0,63 2,5 5 1 2 ЗО'-1°ЗО' внутренние Ю'-ЗО' наружные
В кокиль Чугун Сталь Сплавы алюминия, маг- ния, бронза 5-2,5 8 6-7 8 3-6 20-3°
По выплавляемым моделям 2,5-0,63 3 1-2 0-30'
В оболочковые формы 5-2,5 8 1,5-2 1°
588
Техишгишсшь конструкций издепий а деталей
Ребра жесткости должны иметь уклон в 10 — 36°, а их высота не должна
превышать пяти толщин стенки.
Примеры исключения образования усадочной раковины путем введе-
ния ребра жесткости приведены на рис. 14.11; примеры устранения изме-
нений металла в сопряжении — на рис. 14.12; придания крышкам, подвер-
гающимся термовоздействиям, сферической формы с ребрами — на
рис. 14.13; расположение ребер с учетом внешней нагрузки — на
рис. 14.14; конструирование деталей, имеющих бобышки, объединенных
на единой полке —на рис. 14.15.
В отливках, получаемых литьем в постоянные формы (в кокиль, под дав-
лением) необходимо исключать впадины и глубокие поднутрения, что ус-
ложняет изготовление формы.
Кромки литых окон должны упрочняться отбортовкой (утолщением
кромок).
Не рекомендуются в отливке слишком глубокие отверстия, для которых
отношение длины отверстия к его диаметру d было бы более трех.
Минимальные диаметры отверстий (d) и толщины стенок (ребер) S', по-
лучаемые различными способами литья, приведены в табл. 14.1.
Радиусы сопряжений между стенками следует выполнить одного номи-
нального размера.
Заготовки, получаемые обработкой металлов давлением
В автомобильной промышленности широко применяется обработка
металлов давлением (ОМД) на молотах, прессах, горизонтально-ковочных
машинах (ГКМ), в вальцах. Обработка материала ведется в горячем или
холодном состоянии.
При конструировании деталей необходимо учитывать технологические
особенности способов ОМД получения заготовок.
Заготовка должна иметь рациональную форму, при которой элементы
конструкции простой геометрии имеют плавные сопряжения между собой.
При выборе технологически рациональной формы штампуемой заго-
товки следует учитывать следующие требования:
1) Рациональным является одностороннее расположение ребер, бобышек
и других выступов, что позволяет повысить точность заготовок, снизить
расход металла, упростить обработку заготовки.
2) Следует избегать резких переходов по сечению заготовки: площадь по-
перечного сечения по длине заготовки не должна изменяться более чем
в 3 раза.
3) Нежелательно, чтобы ребра заготовки имели бы переменную толщину
по длине.
4) Толщина элементов заготовки должна быть достаточной для предот-
вращения быстрого их остывания, ведущего к снижению стойкости
штампа.
5) Сложно, фасонные цельные заготовки со значительными выступами
следует разделять на простые отдельные элементы с последующей их
сваркой (заменять цельноштампованные заготовки на штампосварные
конструкции).
6) При выдавливании полостей необходимо избегать излишних ступеней,
кромок, пазов, переходов, а глубокие полости должны иметь уклоны бо-
ковых поверхностей. 589
Глава 14
плоскость разъема
штампа
Рис. 14.16. Примеры рациональной
(а) и нерациональной (б) конфигу-
рации заготовок, получаемых го-
рячей штамповкой
Рис. 14.17. Примеры рациональных
конфигураций заготовок, получае-
мых на ГКМ
При штамповке на молотах
и прессах заготовка должна легко
извлекаться из штампа в направле-
нии, перпендикулярном плоскости
разъема штампа. Для этого сечение
заготовки должно уменьшаться по
мере удаления от плоскости разъема
штампа. Следует избегать резких
переходов в сечениях заготовок
и стремиться к симметричным кон-
струкциям, чтобы избежать боко-
вых усилий на штампы.
Площадь проекции штампа (за-
готовки) на плоскость разъема
должна быть максимальной. Это уп-
рощает трудоемкость изготовления
штампа, исключает глубокие полос-
ти в нем.
На рис. 14.16 показаны примеры
рациональных и нерациональных
конструкций заготовок, получаемых
горячей штамповкой.
При штамповке на ГКМ заготов-
ки имеют формы тел вращения
с утолщениями или фланцами, рас-
положенными односторонне на
один из торцов заготовки (рис.
14.17). Штампованные уклоны у это-
го типа поковок могут быть не более
0,5 — 3°, а радиусы сопряжений
1,5 — 2 мм.
Механическая обработка
Трудоемкость обработки на металлорежущих станках составляет
35 — 55% общей трудоемкости изготовления изделия. Поэтому резание ис-
пользовать следует только в тех случаях, когда другие методы не обеспечи-
вают заданные требования на поверхности деталей: отверстия, шлицы, резь-
бы, фасонные поверхности и т. д., а также когда они более экономичные.
Технологичность детали, обрабатываемой резанием, зависит от рацио-
нальной заготовки, материала, формы детали, правильно выбранных базо-
вых поверхностей и простановки размеров, правильно назначенных точ-
ности и шероховатости поверхностей.
Материалы вязкие и пластичные после обработки резанием имеют более
грубую поверхность (повышенную шероховатость), чем материалы с повы-
шенной твердостью. Однако последние имеют повышенную сопротивляе-
мость резанию (снижается коэффициент обрабатываемости), поэтому для
деталей из углеродистых сталей с содержанием углерода до 0,3% (Ст2кп,
СтЗкп, 08кп) не следует назначать шероховатость менее R < 6,3 мкм; средне-
590 углеродистые стали (35, 40, 45) лучше обрабатывать после улучшения
Техноппгичнасшь кинсшрдкццй изделий и деталей
(HRCa = 25...30), а высокоуглеродистые (У8, У10, У12) — в отожженом со-
стоянии, алюминиевые сплавы хуже обрабатываются после закалки и ста-
рения.
Выбор рациональных базовых поверхностей предопределяет техноло-
гичность детали. Целесообразно применять при выборе баз принцип посто-
янства или принцип совмещения баз (совмещать конструктивные, техноло-
гические и измерительные базы). Несоблюдение этих условий приводит
к ужесточению допусков на составляющие звенья технологических и изме-
рительных цепей и, следовательно, к удорожанию производства деталей.
Конструкция технологической детали должна максимально позволять
использовать производительные методы обработки. Форма детали должна
отвечать следующим основным требованиям:
1) иметь простые формы поверхностей, подвергающихся механической
обработке;
2) содержать унифицированные элементы поверхностей: цилиндры, пло-
скости, резьбы, канавки и т. п. легко обрабатываемые на современных
станках;
3) удобное и легкодоступное расположение поверхностей для обработки
и контроля;
4) формы и размеры обрабатываемых поверхностей должны соответство-
вать параметрам стандартных инструментов;
5) необходимо предусматривать возможность свободного выхода инстру-
мента в конце обрабатываемой поверхности или обработку поверхнос-
тей на проход;
6) следует обеспечивать достаточную жесткость детали для достижения
заданных параметров точности и качества поверхностей при обработке
(предусматривать ребра жесткости);
7) деталь должна иметь надежные базы.
Помимо общих требований к технологичности, к каждому типу деталей
предъявляются специальные требования. Так, у корпусных деталей при
отсутствии надежных баз необходимо предусматривать специальные при-
ливы (рис. 14.18, а).
В конструкции корпусных деталей необходимо учитывать следующее:
• следует избегать отверстий глубиной более 8—10 диаметров;
• соосные отверстия должны располагаться по убывающим диаметрам
(это позволяет производить обработку отверстий с одной установки,
повышает точность);
• точные отверстия должны быть сквозными (рис. 14.18, б], в глухих от-
верстиях должны быть предусмотрены канавки для выхода инструмен-
та (рис. 14.18, в);
• отверстия должны располагаться перпендикулярно поверхностям дета-
лей — это исключает поломку сверла при входе и выходе (рис. 14.18, е);
• площадки для крепления детали должны иметь четко ограниченные об-
рабатываемые поверхности (рис. 14.18, г);
• бобышки, выступы или плашки, расположенные на одной стороне дета-
ли, должны быть на одном уровне — это позволяет производить обра-
ботку за один проход (рис. 14.18, д);
• отверстия должны располагаться на расстоянии 30 — 45 мм, что допуска-
ет многошпиндельную обработку. 591
Глава 14
Нетехнологично
Технологично Нетехнологично
Рис. 14.18. Примеры технологичных и нетехнологичных конструкций
При заработке рычагов, шатунов, кронштейнов необходимо учитывать
следующие требования:
• предусматривать надежные базы;
• избегать ступенчатого расположения обрабатываемых поверхностей
(см. рис. 14.18, б);
• конструктивные формы деталей должны быть по возможности пря-
мыми.
592
Технологичность конструкций изделий и деталей
Рис 14. 19. Примеры технологических конструкций деталей,
обрабатываемых резанием
Такие детали, как втулки, диски, кольца должны отвечать следующим
требованиям:
• технологически рациональны должны быть заготовки типа круглый
прокат, трубы, а также изделия порошковой металлургии;
• конструкция должна предусматривать обработку отверстий с одной ус-
тановки;
• фланцы на втулках должны быть круглой формы;
• втулки большой высоты, имеющие полузакрытый торец, следует изго-
товлять комбинированным методом — мехобработка дна и втулки от-
дельно с последующей их сваркой (рис. 14.19, а);
• сложные фасонные отверстия (шлицы, зубчатый венец, пазы) следует
делать сквозными, так как это позволяет применять высокопроизводи-
тельный метод — протягивание — или предусматривать канавку для
выхода инструмента (рис. 14.19, в). 593
39 Технология автомобилестроения
Глава 14
При изготовлении валов и осей необходимо учитывать следующее:
• в конструкциях валов надо предусматривать центровые отверстия как
технологические базы;
• ступенчатые валы должны иметь небольшие перепады диаметров (это
уменьшит отходы металла при обработке);
• на поверхностях детали следует избегать выступов и гребней, крайне
усложняющих процесс обработки;
• пазы на валах предпочтительнее обрабатывать дисковой фрезой, хотя
обработка паза пальцевой фрезой более точная, но менее производи-
тельная (рис. 14.19, в);
• следует избегать отверстий, пересекающих зоны термообработки (это
снижает напряженность материала и исключает образование трещин).
Конструкции зубчатых колес должны отвечать следующим требова-
ниям:
• для надежного базирования при зубонарезании необходимо предусма-
тривать опорный торец;
• изготовление больших плоских зубчатых колес за одно целое со ступи-
цей не целесообразно;
• параметры зубчатого венца следует согласовывать с параметрами стан-
дартного зубообрабатывающего инструмента;
• шестерни, изготавливаемые за одно целое с валом, в мелкосерийном
производстве должны иметь концевую часть с резьбой д ля закрепления
на станке.
Требования к шкивам:
• шкивы из легких сплавов и пластмасс должны быть армированы цент-
ральной стальной или чугунной втулкой;
• для обеспечения возможности обработки шкивов клиноременных пе-
редач на многошпиндельных токарных автоматах необходимо предус-
матривать углубление (рис. 14.19, г), так как трудно получить впадины
цилиндрической формы;
• балансировку шкивов лучше выполнять клепкой. Если необходима ба-
лансировка со снятием стружки, то следует предпочитать сверление.
У пружин, торцы которых обрабатываются резанием, концевые вит-
ки должны быть осажены до соприкосновения друг с другом
(рис. 14.19, д).
Особое внимание следует уделять резьбовым поверхностям. Резьбы
должны быть нормализованы. В крупных деталях следует избегать резьб
малого диаметра (до 6 мм) из-за частой поломки метчиков. При нарезании
резьб в отверстиях и на валах следует предусматривать заходную фаску.
В глухих отверстиях и на валах, если не выполняется канавка для выхода
инструмента, при нарезании должен быть предусмотрен сбег резьбы.
Вопросы доя самопроверки
1. Что такое технологичность конструкции изделия?
594 2. Назовите критерии оценки технологичности конструкции изделия.
Технопцгцчнпсть конструкций издепнй и деталей|
3. На каких уровнях конструирования изделия отрабатывается техноло-
гичность?
4. Какие требования к конструкции детали предъявляются заготовитель-
ными производствами: литейным, кузнечно-прессовым?
5. Какие мероприятия должны проводиться при отработке конструк-
ции детали на технологичность для условий механообработки, сбор-
ки?
Литература
1. Амиров Ю.Д. и др. Технологичность конструкции изделия: Справочник.
М.: Машиностроение, 1990.
2. ГПС для сборочных работ / Под ред. Б.И. Чернакова. М.: Высшая шко-
ла, 1989.
3. Балабанов А.Н. Технологичность конструкций машин. М.: Машиност-
роение, 1987.
39
Глава 15
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ДОЛГОВЕЧНОСТИ ДВТОМОБИПЕЙ
В главе 1 было отмечено, что для обеспечения прочности, надежности
и долговечности автомобилей необходимо выполнить два условия: пер-
вое — создать оптимальную конструкцию автомобиля и второе — обеспе-
чить высокое качество его изготовления.
Проблема обеспечения высокого уровня потребительских свойств автомо-
бильной техники, в том числе ее прочностных свойств и долговечности, не-
прерывно обостряется, и, надо полагать, именно надежность, прочность и дол-
говечность все в большей мере будут определять судьбу отечественных авто-
мобилей в условиях конкуренции как внутри страны, так и со стороны
зарубежных производителей. Между тем решение этой проблемы — дело
трудное, поскольку оно зависит от большого числа факторов, в том числе и от
результатов деятельности многих специалистов. И прежде всего — конструк-
торов. Именно они в первую очередь отвечают за малый ресурс, поломки
и другие дефекты автомобильной техники. В то же время хорошо известно,
что даже успешная работа конструкторов на стадии проектирования не обес-
печивает автоматически такие же успехи в эксплуатации. Об этом свидетель-
ствует, в частности, большой разброс долговечности деталей одного и того же
наименования и механических свойств различных сталей. Например, ресур-
сы зубчатых колес автомобилей различаются в 8 —10 раз и более; пределы ус-
талостной выносливости цементованных и нитроцементованных сталей из-
меняется от 550 до 1100 МПа, предел прочности при статическом изгибе — от
1500 до 2400 МПа, ударная вязкость — от 0,1 до 0,5 МДж/м2; износостойкость
и контактная выносливость таких сталей тоже изменяются в несколько раз.
Значит, можно говорить, что на стадии изготовления замыслы конст-
рукторов реализуются не в полной мере. Другими словами, приведенные
данные свидетельствуют, что в создании автомобильной техники, обеспе-
чении ее высоких эксплуатационных свойств, прежде всего прочности
и долговечности, велика роль технологии.
В главах 2—14 рассмотрены вопросы отдельных технологических ста-
дий изготовления автомобиля, на основе которых можно выбрать конкрет-
ный материал для деталей, разработать технологические процессы изго-
товления заготовок и деталей, назначить режимы разупрочняющей и уп-
рочняющей термической обработки, выбрать метод сборки, определить
степень его автоматизации и роботизации. Особенностью указанных глав
является концентрация внимания на вопросах, связанных с конкретной
технологией: ковкой и штамповкой, механической обработкой, термичес-
кой и химико-термической обработками, сваркой и др.
Однако известно, что эти технологии являются только частью всей
596 технологической цепочки, начиная от выбора марки материала для кон-
Технпппгичесхов пВеспечение долговечности автомоВилей
кретной детали и кончая сборкой автомобиля. Также известно, что от-
дельные технологии влияют на другие технологии, входящие в состав
комплексного процесса изготовления деталей, и зависят от них. Напри-
мер, марка стали влияет на все последующие техпроцессы (штамповку,
термическую обработку поковок, термическую обработку деталей); изго-
товление поковок зависит от марки стали и влияет на механическую об-
работку и т. д.
Данная глава посвящена вопросам взаимосвязи и взаимовлияния между
отдельными стадиями комплексного технологического процесса изготовле-
ния деталей, то есть вопросам последовательного формирования свойств го-
товых деталей на протяжении производственного цикла. Основная цель этой
главы состоит в том, чтобы показать, как формируются окончательные свой-
ства деталей и изделия на протяжении всего производственного процесса.
15.1. Основные этапы производственного процесса
Процесс изготовления изделий в крупносерийном и массовом машино-
строительном производстве, к которому относится и автомобилестроение,
состоит из четырех основных этапов:
• конструирование изделия и составляющих его узлов и деталей;
• технологическая подготовка производства, то есть разработка методов
изготовления отдельных деталей, сборки их в узлы и общей сборки из-
делия, выбор соответствующего станочного и другого оборудования,
проектирование и изготовление обрабатывающего инструмента;
• собственно изготовление деталей и узлов;
• сборка изделия.
В общем виде последовательность осуществления производственного
процесса на отечественных автомобильных заводах показана на рис. 15. Г.
Изготовление деталей может быть осуществлено:
• механической обработкой заготовок сложной формы, полученных ли-
тьем и объемной штамповкой;
• механической обработкой непосредственно из прутков (преимущест-
венно деталей типа тел вращения);
• штамповкой деталей кузова и рамы из тонкого и толстого листа (дета-
лей кузовов, кабин и рам).
Литые и штампованные горячей объемной штамповкой заготовки про-
ходят сначала термическую обработку для снятия напряжений и улучше-
ния обрабатываемости резанием. Затем на специальных автоматах и полу-
автоматах, поточных или автоматических линиях осуществляется их меха-
ническая обработка, в ходе которой часть припусков удаляется полностью,
а другая часть, подлежащая еще и финишным операциям, остается. Обра-
ботанные таким образом полуфабрикаты поступают на термическую
и/или химико-термическую обработку. После шлифования детали, полу-
чившие окончательные размеры, поступают на сборку.
* Данную схему не следует отождествлять с классификацией технологических
процессов. 587
Глава 15
Детали, полученные на прутковых токарных автоматах, поступают да-
лее на упрочняющую термическую и/или химико-термическую обработ-
ку, проходят финишные операции, в основном, в виде шлифования, и по-
даются на сборку узлов и агрегатов.
Штамповка деталей из тонкого и толстого металлического листа необ-
ходима преимущественно для изготовления деталей кабин и кузовов гру-
зовых и легковых автомобилей, а также рам грузовиков. Здесь на прессах
вырубают заготовки и формуют из них детали, из которых затем на авто-
матических линиях сваривают кабины и рамы грузовиков и кузова лег-
ковых автомобилей. Сваренные кабины, кузова и рамы окрашивают.
Детали и узлы, а также многочисленные комплектующие транспорти-
руются на главный конвейер, где и производится окончательная сборка.
598 Рис. 15.1. Структура производственного процесса на автомобильном заводе
Технологическое оВвспечЕние долговечности автомобилей
Схема на рис. 15.1 отражает структуру основного производства, прису-
щую отечественным автозаводам. Однако следует иметь в виду, что ряд си-
стем и агрегатов изготавливаются на отдельных специализированных
предприятиях. К таковым обычно относятся: заводы двигателей, агрегат-
ные заводы (для изготовления компрессоров, домкратов, амортизаторов
и др.), карбюраторные заводы, заводы автотракторного электрооборудо-
вания (для производства стартеров, электрогенераторов и др.), метизные
заводы для изготовления деталей крепежа (болтов, винтов и гаек), заводы
по производству рессор и пружин. На этих заводах полностью или частич-
но воспроизводится все тот же технологический процесс, показанный на
рис. 15.1.
15.2. Констрцкционная прочность
Автомобиль, его узлы и агрегаты будут длительно работать с высокими
показателями по надежности, безопасности, экономичности и т. п., если
их детали будут также длительно сохранять высокие значения прочности
(при изгибе, кручении, усталости), твердости, износостойкости и другие
необходимые свойства.
Таким образом, основная цель стадий проектирования и изготовления
автомобиля состоит в обеспечении сопротивления деталей разрушению
и деформации при внешнем воздействии различных факторов, т. е. их
прочности. Различают теоретическую, техническую и конструкционную
прочность.
Теоретическая прочность представляет собой величину, рассчитанную
на основе учета сил межатомного взаимодействия в материале; для стали
она равна примерно 0,1 Е, где Е — модуль упругости.
Техническая прочность — прочность реальных материалов, опреде-
ляемая на образцах; она равна 0,1 — 0,01 от теоретической прочности.
Испытания механических свойств характеризуют поведение материа-
лов при воздействии внешней нагрузки в зависимости от размеров
и формы образцов. Поэтому для исключения влияния масштабного
фактора все механические испытания проводят на стандартных образ-
цах. Это значит, что техническая прочность — это прочность материала
в определенном образце и, таким образом, стандартные испытания не
учитывают форму конкретных деталей и условия их будущей эксплуа-
тации.
Конструкционная прочность — прочность материала детали (конструк-
ции) в условиях испытания или эксплуатации. Она представляет совокуп-
ность свойств детали (например, твердость, износостойкость, выносли-
вость и др.), обеспечивающих длительную и надежную их работу при экс-
плуатации. Таким образом, конструкционная прочность есть комплексное
понятие, включающее сочетание прочности, надежности и долговечности.
Она ниже технической прочности из-за наличия концентраторов напря-
жений, концентрации нагрузки, присутствия различных дефектов метал-
лургического, технологического, конструкторского характера, наличия ос-
таточных внутренних напряжений растяжения. Влияние надреза и пере-
коса (иными словами, точности) образцов на распределение в них
напряжения хорошо видно на рис. 15.2. 599
Глава 15
Рис. 15.2. Влияние концентрато-
ра и точности изготовления на
распределение напряжений при
растяжении образцов: а) точного
без концентратора; б) точного
с концентратором; в) неточного
с концентратором
Рис. 15.3. Зависимость напряжения при
изгибе зуба зубчатого колеса от перекоса
в зацеплении
Рис. 15.4. Влияние перекоса зубьев зубча-
того колеса в зацеплении на контактную
долговечность
Таким образом, конструк-
ционная прочность определя-
ется одновременно свойства-
ми материала детали, ее геоме-
трической формой и реальной
геометрической точностью.
Снижение прочности матери-
ала приводит к снижению дол-
говечности деталей непосред-
ственно из-за уменьшения их
сопротивления действующим
при эксплуатации нагрузкам,
снижение геометрической
точности деталей приводит
к уменьшению их долговечно-
сти из-за значительного повы-
шения фактических напряже-
ний в сопрягаемых деталях
(рис. 15.3).
На рис. 15.4 показано, что
при перекосе зубьев в зацеп-
лении больше 0,005 рад долго-
вечность улучшенных зубча-
тых колес резко снижается из-
за интенсивного выкрашивания материала, вызванного локальным
повышением контактных напряжений.
Известны и другие примеры исключительного влияния геометрической
точности деталей на их долговечность: снижение уровня погрешности ра-
бочих поверхностей подшипников с 2,5 до 1,0 мкм повышает их контакт-
ную выносливость примерно в три раза, а повышение точности формы ше-
ек коленчатого вала с 10 до 6 мкм увеличивает срок службы вкладышей
подшипников в 2,5 —4 раза; при снижении средней погрешности направ-
ления боковых поверхностей зубьев с 50 до 2 мкм нагрузочная способ-
ность улучшенных зубчатых колес по контактной прочности увеличивает-
ся в 2,7 раза. Эти данные показывают, что обеспечение высокой точности
деталей при использовании материалов в высокопрочном состоянии (по-
сле термической и химико-термической обработки) более предпочтитель-
QQI) но, чем повышение прочности за счет использования новых материалов,
Технологическое обеспечение долговечности автомобилей
так как позволяет обеспечить необходимую конструкционную прочность
деталей при использовании традиционных материалов и технологий их уп-
рочнения. Это показывает, что превосходство техники высокого качества
в основном обеспечивается именно точностью изготовления деталей и уз-
лов. Таким образом, многие детали автомобиля и двигателя следует рас-
сматривать как прецизионные с соответствующим отношением к выбору
материалов и разработке технологических процессов изготовления и уп-
рочнения.
15.3. Нормирование свойств деталей в процессе их изготовления
При изготовлении деталей автомобилей применяются различные соче-
тания отдельных технологических процессов. Необходимое число этих
технологических процессов и их последовательность составляют ком-
плексный технологический процесс изготовления деталей. Структура
комплексного технологического процесса каждой детали зависит от мно-
гих факторов: формы, материала, условий нагружения, технологической
базы завода, наличия энергоресурсов и т. п. Так, если деталь изготавлива-
ют из чугуна методом литья, то в структуру комплексного процесса входят
такие отдельные процессы, как плавка чугуна, изготовление отливки в ли-
тейном цехе, термическая обработка отливки, механическая обработка,
сборка. Если же деталь изготавливается давлением (ковкой, штамповкой),
то в состав комплексного технологического процесса ее изготовления не-
обходимо включать процессы изготовления мерной заготовки, поковки,
разупрочняющей термической обработки поковок д ля улучшения их обра-
батываемости резайием, механической обработки, упрочняющей терми-
ческой или химико-термической обработки, финишные операции механи-
ческой обработки, сборки. При осуществлении всего комплексного про-
цесса в результате целенаправленных воздействий (механических,
термических, металлургических) происходит последовательное измене-
ние формы и структуры заготовки материала. В результате в соответствии
с изменением формы и структуры материала формируются и окончатель-
ные геометрические и механические свойства деталей.
В связи с этим при анализе влияния основных технологических факто-
ров на конструкционную прочность деталей будем рассматривать ком-
плексный технологический процесс как многостадийный процесс их изго-
товления и упрочнения. Поэтому и формирование свойств деталей следу-
ет рассматривать как многостадийный процесс, а окончательный
результат — необходимый комплекс механических свойств и геометриче-
ская точность деталей — зависит от качественного выполнения отдельных
этапов этого комплексного процесса. Связи между конструкционной
прочностью конкретной детали и факторами, действующими при ее изго-
товлении и упрочнении, показаны на рис. 15.5.
Видно, что конструкционная прочность деталей определяется их свой-
ствами и геометрической точностью, причем влияние механических
свойств и геометрической точности взаимосвязано.
При рассмотрении процесса изготовления детали и формирования ее
свойств особо выделим следующие этапы: выбор исходного материала,
производство заготовок, изготовление деталей методами механической 6|И
Глава 15
Рис. 15.5. Факторы, влияющие на конструкционную прочность деталей
и их связи
обработки, упрочнение деталей (термическая или химико-термическая об-
работка).
На прочность и долговечность деталей автомобиля большое влияние
оказывает качество используемых сталей и прежде всего постоянство хи-
мического состава, однородность микроструктуры, а также содержание
примесей (серы, фосфора, мышьяка, кислорода, азота). Поэтому при ис-
пользовании сталей необходимо контролировать не только их марку,
602 но и способ производства.
Технопогическое оВеспечение долговечности автомоВилей|
Стабильность механических свойств деталей и их геометрической точ-
ности в значительной степени зависит от стабильности марочного химиче-
ского состава. Однако на практике химический состав стали изменяется от
плавки к плавке.
На рис. 15.6 в качестве примера приведены результаты статистической
обработки химического состава более 80 плавок стали марки 18ХГТ, ис-
пользуемой для зубчатых колес редуктора ведущих мостов грузового авто-
мобиля. Учитывая значительную разницу в содержании основных элемен-
тов и примесей, при построении графиков на оси абсцисс откладывали не
процентное содержание элементов, а отношение среднего значения со-
держания для каждого интервала к среднему значению содержания этого
элемента в последнем интервале, то есть к максимальному содержанию
данного элемента, выражая это отношение в процентах.
Рис. 15.6. Колебание химического состава стали 18ХГТ (на каждом графике
указано максимальное содержание в стали данного элемента, %)
Такие графики дают возможность наглядно сравнивать колебания со-
держания всех исследуемых элементов независимо от их содержания
в стали. Для перехода от отношения к действительному содержанию како-
го-либо элемента достаточно максимальное содержание элемента умно-
жить на это отношение.
Видно, что колебания основных элементов (хрома и углерода) сравни-
тельно небольшие (15 — 35%). Содержание же примесных элементов ко-
леблется в очень широких пределах: никеля и меди в 14 и 12,5 раз соответ-
ственно, а серы — в 4 раза. Значительно (в 7 — 9 раз) изменяется в этой ста-
ли содержание одного из основных легирующих элементов — титана.
Такие колебания содержания химических элементов в стали, конечно
же, приводят к изменениям ее технологических и эксплуатационных
свойств. Здесь особо обратим внимание на изменение прокаливаемости.
Расчеты по оценке прокаливаемости показали, что выявленное колебание
содержания химических элементов и возможные изменения размера зер- 603
Глава 15
на от 6 до 10 баллов приводят к изменениям прокаливаемости (по величи-
не критического диаметра) стали 18ХГТ до 8 раз, а стали 12Х2Н4А до 4 раз
(обратим внимание на преимущество более легированной стали).
Такие изменения прокаливаемости привели к различному характеру
деформации цилиндрических косозубых зубчатых колес (ш = 6 мм, z=49):
если в партии колес, изготовленных из одной плавки стали 18ХГТ, посадоч-
ное отверстие в большинстве случаев сужалось (оно изменялось от 90 до
300 мкм), то в партии колес, изготовленных из другой плавки, оно в основ-
ном расширялось, изменяясь от 150 до 300 мкм.
Кроме деформации колебание прокаливаемости вызывает изменение
твердости сердцевины и толщины упрочненного слоя. Например, в девяти
плавках стали 35Х, используемой для вторичных валов раздаточной короб-
ки, содержание основных элементов находилось в пределах, заданных
ГОСТом: 0,30 — 0,36% С, 0,61 — 0,86% Мп, 0,87—1,01% Сг. Однако это, атак-
же неучтенное колебание различных примесей, приводит к изменению
прокаливаемости в 1,5 раза, твердости в основании зубьев от 33 до 48 HRC
и толщины упрочняемого слоя после нитроцементации от 0,4 до 0,5 мм.
Также было установлено, что чем больше прокаливаемость, тем меньше
непараллельность зубьев вторичного вала, то есть деформация зубчатого
венца уменьшается.
В общем случае колебания прокаливаемости марки стали от плавки
к плавке вызывают колебания ее механических свойств после окончатель-
ной термической или химико-термической обработки в 1,5 — 2 раза, а неко-
торых характеристик (ударной вязкости, износостойкости) — в 5 —8 раз.
Это составляет значительный вклад в дисперсию долговечности деталей.
При анализе влияния поплавочного колебания химического состава оп-
ределенной марки стали внимательно надо следить за изменением содер-
жания в стали примесей, не ограничиваясь при этом рассмотрением толь-
ко количества серы и фосфора; необходимо обращать внимание также
и на содержание других элементов, которые в данной стали являются при-
месями, например меди, никеля и др.
На рис. 15.7 приведены результаты исследования зависимости контакт-
ной долговечности цементованного зубчатого колеса из стали 20Х2Н4А от
суммы примесей, куда включили содержание серы, фосфора и меди. Кри-
вая 1 этого рисунка хорошо показывает, что с увеличением суммарного со-
держания данных элементов долговечность колес резко уменьшается: ес-
ли сумма примесей повышается от 0,12 до 0,15%, всего на 0,03%, то долго-
вечность снижается от 160 до 35 часов, т. е. в 4,5 раза.
Отрицательное влияние примесей можно в определенной степени
уменьшить путем оптимизации структуры и фазового состава зубчатых
колес при химико-термической обработке. Об этом свидетельствует кри-
вая 2 на этом же рисунке. В случае оптимизации содержания остаточного
аустенита, величины зерна, толщины упрочненного слоя, твердости слоя
и сердцевины можно обеспечить достаточно высокую долговечность и при
повышенном содержании примесей, но только до определенного значе-
ния. Так, долговечность в 160 час можно обеспечить при содержании при-
месей 0,15%, когда при неоптимальной структуре она составляет только 35
час. Однако и в этом случае с дальнейшим ростом содержания примесей
долговечность также резко снижается: при повышении содержания при-
604 месей до 0,17% долговечность составляет 35 час, а при 0,18% — меньше 20
Технопогическае обеспечение долговечности автомобилей
Рис. 15.7. Зависимость контактной долговечности цементованных
зубчатых колес из стали 20Х2Н4А от количества примесей: 1 — при
неоптимальной микроструктуре после ХТО; 2 — при оптимальной ми-
кроструктуре после ХТО
час. Таким образом, улучшением качества химико-термической обработки
можно в какой-то степени компенсировать влияние примесей в сумме
0,02 — 0,03% и не больше. Это еще раз подчеркивает значение качества ме-
талла, поступающего на машиностроительные заводы.
В связи с этим необходимо стремится к постоянству поставщиков, спосо-
ба производства стали (если он удовлетворяет требованиям), химического
состава стали. Здесь обратим внимание на непривычное требование: надо
ограничивать не только верхний предел примесей, но и нижний. Например,
как будет показано далее, устранение серы приводит к нежелательному ре-
зультату.
Можно сказать, что материал (сталь) является носителем всех свойств
детали, начиная от исходных, задаваемых химическим составом, включая
свойства, приобретаемые в процессе изготовления заготовок (штамповка,
термическая обработка), при упрочнении деталей и при их сборке.
При этом выбранная для конкретных условий сталь должна быть техноло-
гичной на всем протяжении процесса изготовления и упрочнения деталей.
В заключение отметим, что выбор марки стали, способа ее производст-
ва требует самого внимательного рассмотрения, так как их влияние на
свойства и деформацию деталей значительно и разнообразно. Прежде все-
го, следует обратить внимание на то, что сталь, выбираемая для конкрет-
ной детали, должна обладать достаточной прокаливаемостью, надежно
обеспечивающей сквозную закалку данной детали. Это позволит снизить
или даже исключить непредсказуемое влияние на стабильность свойств
и геометрической точности случайных колебаний химического состава,
а также влияние факторов, действующих в технологическом процессе из-
готовления деталей (наклеп, групповая загрузка при термической обработ-
ке и др.).
На механические свойства и геометрическую точность деталей замет-
ное влияние оказывает стадия изготовления поковок. Такие факторы, как
скорость охлаждения поковок после их изготовления, тип печи для терми-
605
Глава 15
ческой обработки и ее вид (отжиг, нормализация) заметно влияют на мик-
роструктуру поковок, ее дисперсность и равномерность. Особенности ми-
кроструктуры и точность поковок (геометрическая и массовая) влияют на
величину и характер наклепа при механической обработке, что, в свою
очередь, оказывает влияние на геометрическую точность готовых деталей.
Например, после нормализации поковок в конвейерной печи посадочное
отверстие цилиндрического косозубого колеса (ш=6 мм) из стали 18ХГТ
сузилось по диаметру на 45 мкм, а после нормализации в толкательной пе-
чи — только на 23 мкм.
Важность этого этапа производства заключается в том, что здесь закла-
дываются основы надежности и долговечности деталей, так как от свойств
заготовок зависят и прочностные свойства деталей и их геометрическая
точность, то есть конструкционная прочность деталей. Если свойства заго-
товок низкие, то это, как правило, трансформируется в низкие свойства
деталей, так как при последующей обработке дефекты, возникшие на ста-
дии производства заготовок, исправить не удается. Однако это учитывает-
ся только при оценке структуры и механических свойств. В то же время
это утверждение справедливо и в части обеспечения геометрической точ-
ности деталей. Следует помнить, что из неточной заготовки можно сде-
, лать, как правило, только неточную деталь. Дело в том, что детали, изготов-
ленные из неточных заготовок, обладают нестабильными размерами и точ-
ными они являются только сразу после изготовления (см. 15.5).
Такие детали никогда не будут обладать стабильностью размеров
и формы. Дело в том, что при механической обработке неточных поковок
и отливок в деталях формируются остаточные напряжения, которые рас-
пределяются в объеме деталей неравномерно. При хранении, транспорти-
ровке, последующих технологических операциях (например, при нагреве
во время термической обработки) эти напряжения релаксируют тоже не-
равномерно, что вызывает неравномерное изменение размеров и формы
деталей, то есть деформацию и коробление.
Например, неточность поковок для цилиндрического зубчатого колеса
редуктора ведущего моста грузового автомобиля (сталь 18ХГТ, модуль
6 мм) увеличивает биение торцов в 4 раза, непараллельность торцов в 1,5
раза, эллипсность отверстия в 1,4 раза, биение МЦР — в 1,3 раза.
Поэтому при обеспечении геометрической точности деталей не следует
полагаться только на применение высокоточных станков — это ошибка.
Размеры и форма деталей зависят от многих факторов, действующих
в производстве и, в частности, при изготовлении заготовок.
Необходимую точность и микроструктуру поковок можно обеспечить
соблюдением точности массы и геометрии их мерных заготовок, стабиль-
ности температурных режимов нагрева и охлаждения поковок, правиль-
ным выбором числа переходов при штамповке и стойкостью штампа.
В частности, следует применять регулируемое ускорение охлаждения
поковок после их изготовления и термической обработки, при этом ис-
пользовать сборные емкости малых размеров, для обработки поковок од-
ного наименования использовать однотипные печи. Все это должно обес-
печивать минимальный припуск на механическую обработку, достижение
оптимальной и стабильной микроструктуры поковок, в результате чего
в готовых деталях будет незначительный наклеп, а значит и их деформа-
606 ция будет меньше и стабильнее.
Технологическое обеспечение долговечности автомобилей
различных методов
0,2-0,5
— 0,05
0,2-0,5
~~ 0,1
0,14
~ 0,12
— 0,15
— 0,2
— 0,02-0,03
Безусловно, обеспечение высокого качества деталей невозможно без
постоянного совершенствования методов и оборудования для механичес-
кой обработки, применения прогрессивного инструмента.
При механической обработке в поверхностных слоях деталей в резуль-
тате разрушения и пластической деформации происходит изменение
структуры стали, которое сопровождается возникновением микронапря-
жений и упрочнением (наклепом) металла поверхностных слоев деталей.
На степень и равномерность этих процессов существенное влияние ока-
зывает химический состав стали, в частности, содержание серы, микрост-
руктура и точность поковок, метод обработки, состояние режущего инст-
румента и станков. А.М. Дальский приводит средние значения толщин де-
формированных слоев стальных деталей пос
обработки (мм):
— точение и растачивание (черновое/чистовое)
— фрезерование торцовое (черновое/чистовое)
— зубодолбление (черновое/чистовое)
— сверление, зенкерование
— развертывание
— шлифование закаленных деталей
Наличие пластической деформации и наклепа в поверхностных слоях
деталей влияет на структурные и фазовые превращения, что отражается
на величине и стабильности объемных изменений, а также на характере
микроструктуры поверхностных слоев деталей после окончательной хи-
мико-термической и термической обработки. Изменения строения
и свойств поверхностных слоев изготавливаемых деталей, возникающие
при механической обработке, оказывают заметное влияние как на механи-
ческие свойства деталей, так и на их геометрическую точность, так как
в процессе их последующей термической обработки и при хранении под
действием остаточных внутренних напряжений в большинстве случаев
происходит упругая и пластическая деформация деталей, приводящая
к изменениям размеров и форм деталей, то есть к деформации. Например,
в некоторых типах зубчатых колес после механической обработки поса-
дочное отверстие приобретает бочкообразную и эллипсную форму, меж-
центровое расстояние часто превышает поле допуска. Изменение содер-
жания серы от 0,19 до 0,004% привело к резкому ухудшению обрабатывае-
мости и соответственно к ухудшению геометрической точности зубчатых
колес, в частности, к изменению межцентрового расстояния в 1,4 раза,
а диаметра посадочного отверстия — на 27%.
При механической обработке отрицательно влияют также неточности
базирования заготовки, например, при центрировании, способ закрепле-
ния заготовок в патрон. В первом случае происходит неравномерное сня-
тие поверхностного слоя при резании, что приводит к неравномерному
распределению остаточных напряжений; во втором — к волнистости по-
верхности обрабатываемой детали. 607
Глава 15
Таким образом, на стадии механической обработки требуется обеспе-
чивать такие условия, чтобы изготавливаемые детали обладали необходи-
мой точностью размеров в формы не только сразу после их изготовления,
а также и после последующей временной выдержки. Последнее требова-
ние означает, что в поверхностных слоях деталей при их изготовлении не
должно возникать существенного наклепа и заметных остаточных внут-
ренних напряжений. Достижению этих целей будут способствовать опти-
мизация режимов, применение высокостойкого инструмента, оптимиза-
ция микроструктуры поковок.
Необходимый комплекс эксплуатационных свойств деталей достигается
при осуществлении технологических процессов термической или химико-
термической обработки, состоящих из целого ряда операций: нагрева, изо-
термической выдержки или диффузионного насыщения, закалки и отпуска.
Основная трудность в достижении этой цели заключается в большой
дисперсии свойств изготавливаемых деталей. В связи с тем, что термичес-
кая и химико-термическая обработка связана с нагревом, диффузионным
насыщением и охлаждением деталей, в последних всегда происходят
структурные и фазовые превращения, приводящие к объемным измене-
ниям и формированию остаточных напряжений. Практической задачей
при этом является умелое использование этих явлений для обеспечения
одинаковых условий для всех обрабатываемых деталей.
Однако на машиностроительных заводах такие условия по объектив-
ным причинам создать очень трудно. Прежде всего, это связано с группо-
вой обработкой деталей, когда на поддоне в печи размещаются от несколь-
ких штук до нескольких десятков и даже сотен деталей. Такой характер об-
работки создает условия для различий в скорости нагрева отдельных
деталей, неравномерности насыщения (углеродом, азотом и др.), а также
и неравномерности охлаждения как отдельных деталей, так и их частей.
В качестве примера приведем данные, показывающие влияние конфи-
гурации детали и интенсивности охлаждения цементованных зубчатых ко-
лес при их закалке. Максимальная скорость охлаждения наблюдается
в вершине зубьев и она равна: 75 — 90°С/с при спокойном масле
и 140— 180°С/с при его перемешивании насосами. Рабочая поверхность
зубьев и впадина между зубьями охлаждаются более медленно: 60 — 85°С/с
и 90— 130°С/с соответственно. Минимальную скорость охлаждения имели
поверхностные участки посадочного отверстия зубчатого венца:
5— 10°С/с и 20 — 30°С/с соответственно.
Различие в скорости охлаждения приводит к различию толщины упроч-
ненного слоя зубчатых колес. Так, при обработке зубчатых колес с модулем
4 мм в безмуфельном агрегате вершины зубьев охлаждаются в два раза бы-
стрее впадин и в 6—8 раз быстрее посадочного отверстия. Соответственно
уменьшается и толщина упрочненного слоя: от 0,8 — 0,85 мм на вершине зу-
бьев до 0,75 — 0,80 мм на рабочей поверхности и до 0,45 — 0,60 мм в слое по-
садочного отверстия.
При групповой обработке деталей производительность и экономич-
ность применяемых процессов упрочнения выше, поэтому в настоящее
время трудно представить альтернативный вариант. Надо искать такие ре-
шения, которые, не затрагивая способа обработки, устраняли бы отмечен-
ные неравномерности. Одним из главных направлений здесь следует счи-
608 тать обеспечение равномерности нагрева, диффузионного насыщения
Техншгичесюе обеспечение |олговечности автомобилей
и охлаждения стальных деталей, так как это значительно влияет на процес-
сы, протекающие на стадиях закалки и отпуска (структурообразование,
объемные изменения) и, в конце концов, на однородность микрострукту-
ры, фазового состава и толщины упрочненных слоев деталей, а также на
величину и равномерность деформации этих деталей.
Из изложенного видно, что при осуществлении комплексного техноло-
гического процесса изготовления детали в результате различных воздейст-
вий на материал (прежде всего механических и термических) в последнем
происходят неоднократные структурные и фазовые превращения, которые
сопровождаются объемными изменениями и возникновением остаточных
напряжений в заготовках и деталях. В результате готовые детали характе-
ризуются определенным структурным и напряженно-деформированным
состояниями. Практической задачей является здесь умелое использование
явлений, протекающих в материале деталей при их изготовлении.
Анализируя связи между различными факторами, можно сделать вы-
вод, что многие из них находятся в сложной зависимости между собой
и конструкционной прочностью деталей. Видно, что факторы, действую-
щие на первом этапе, влияют на факторы, действующие на последующих
этапах. Например, от химического состава стали зависят температуры
штамповки и термической обработки поковок, их микроструктура, кото-
рая, в свою очередь, влияет на показатели оценки качества деталей и их
геометрическую точность.
Большое влияние на процессы формирования свойств и геометрической
точности деталей оказывает их конструктивная форма. Она проявляется
всегда и на протяжении всего технологического процесса изготовления де-
талей. Поэтому уже при проектировании новых деталей надо стремиться
к тому, чтобы они были технологичны: не имели бы резких переходов, не об-
ладали значительной разностью толщины, имели максимальную жесткость
и т. п. Это будет способствовать стабильному получению высокого качества
изготовления на всем протяжении технологического процесса изготовле-
ния деталей: при производстве заготовок, при их механической обработке,
при упрочнении деталей термической обработкой, при сборке.
Таким образом, при изготовлении и упрочнении деталей действует тех-
нологическая наследственность. Под технологической наследственнос-
тью надо понимать зависимость свойств готовых деталей от свойств мате-
риала, формируемых на всех предшествующих операциях его обработки.
Она является основой формирования всех свойств деталей: и механичес-
ких, и геометрических. Можно уверенно говорить, что любое производст-
во базируется на технологической наследственности.
Однако технологическая наследственность в основном привлекает вни-
мание в связи с ее отрицательным влиянием на окончательную структуру
и свойства деталей, в том числе и геометрическую точность.
И конструкторы, и технологи всех специальностей, участвующие в изготов-
лении и упрочнении деталей, должны всегда помнить, что окончательные
свойства деталей и изделий в целом формируются на протяжении всего произ-
водственного процесса, начиная от выбора материала, изготовления мерной
заготовки, кончая сборкой. Наследственность имеет очень глубокие корни, са-
мое раннее ее проявление начинается с месторождения используемых руд,
элементы которых присутствуют в металле: повышенное содержание серы
и фосфора, некоторые легирующие элементы (хром, ванадий, никель) и т. д. 609
40 Технология автомобилестроения
Глава 15
Каждая технологическая операция и каждый технологический процесс
влияют на структуру и свойства материала, из которого изготавливается
деталь. И в большинстве случаев эти влияния оказывают воздействие на
свойства материала, проявляющиеся в последующих операциях. Напри-
мер, если зубчатое колесо штамповать из неточной мерной заготовки,
то это отразится на плотности штамповки, ее точности. Затем при механи-
ческой обработке неточных штамповок из-за неравномерного снятия
стружки в деталях происходит неравномерный наклеп их поверхностных
слоев, что при последующей термической обработке приведет к непред-
сказуемой деформации готовой детали. Если микроструктура штамповок
после их термической обработки будет отличаться грубым строением и не-
равномерностью в распределении структурных составляющих (перлита,
феррита, карбидов), то это приведет к снижению и разбросу окончатель-
ных свойств (твердости, толщины упрочненного слоя) деталей, которые
упрочняются (особенно это проявляется при поверхностной закалке с на-
гревом токами высокой частоты), а также влияет на стабильность геомет-
рической точности уже готовых деталей.
Учитывая, что достижение требуемых свойств зависит от технологиче-
ской наследственности используемых материалов, практически важно
иметь возможность сохранять и усиливать положительные признаки этой
наследственности и естественно предотвращать или уменьшать ее отрица-
тельные воздействия.
15А Оценка прочности материала детали
Большинство деталей машин при работе испытывает действие различ-
ных статических и динамических нагрузок. Поэтому они должны иметь
высокие значения различных характеристик прочности, к которым отно-
сятся: статическая прочность при изгибе, усталостная и контактная вынос-
ливость, жесткость, твердость, износостойкость и др.
В свою очередь прочность деталей определяется комплексом показате-
лей: химическим составом материала, микроструктурой поверхностного
слоя и сердцевины, твердостью (микротвердостью) этих зон деталей, по-
верхностной концентрацией элементов после химико-термической обра-
ботки, толщиной упрочненного слоя и характером распределения твердо-
сти по сечению деталей в случае применения поверхностных и поверхно-
стно-объемных методов упрочнения (ППД, закалка с нагревом ТВЧ, ХТО),
размером зерна в поверхностных слоях и сердцевине.
Обобщенным и наиболее распространенным способом оценки распре-
деления прочности (структуры) по сечению деталей является оценка рас-
пределения микротвердости по их сечению. Например, для цементован-
ных зубчатых колес обычно стремятся получить распределение микро-
твердости по схеме( приведенной на рис. 15.8, а. Считают, что при таком
распределении прочности, например, по сечению зубьев, должна обеспе-
чиваться требуемая долговечность зубчатых колес. Однако эта схема, как
правило, не реализуется из-за образования в поверхностных слоях различ-
ных дефектов (внутреннее окисление, структура немартенситного типа,
темная составляющая) и поэтому микротвердость (прочность) распределя-
610 ется по слою согласно схеме на рис. 15.8, б.
Технологическое обеспечение долговечности автомобилей
а)
б)
Рис. 15.8. Распределение мик-
ротвердости по упрочненно-
му слою: а) при качественной
микроструктуре; б) при на-
личии дефектов в микрост-
руктуре приповерхностной
зоны; hc — эффективная
толщина упрочненного слоя;
h3 — толщина приповерхно-
стной зоны
Приведенные на рис. 15.8 схемы распределения микротвердости по се-
чению деталей показывают, что при анализе цементованных и нитроце-
ментованных зубчатых колес необходимо рассматривать три зоны: припо-
верхностную (до 250 мкм), где наблюдаются неуправляемые отклонения
в свойствах, упрочненный слой (до 1,5 мм) и сердцевину. Такой подход
правомерен и при оценке распределения твердости в деталях после объем-
ной термической обработки, так как в этом случае может произойти по-
верхностное окисление и обезуглероживание.
Величина приповерхностной зоны зависит от условий проведения терми-
ческой и химико-термической обработки, а также от конфигурации детали.
Однако следует отметить, что в настоящее время ни один из известных
показателей отдельно не позволяет надежно оценивать прочность и долго-
вечность деталей. Убедительным примером отсутствия надежной зависи-
мости между конструкционной прочностью ведомого зубчатого колеса из
стали 23ХН2М и отдельными показателями оценки их свойств являются
данные, приведенные на рис. 15.9.
Видно, что между такими широко используемыми показателями, как
общая толщина поверхностного слоя (до структуры сердцевины) и твер-
дость сердцевины, с одной стороны, и крутящим моментом при испытании
заднего моста и нагрузкой на выламывание зуба при испытании на стен-
де — с другой, надежной связи нет. Поэтому на практике оценку эксплуа-
тационных свойств деталей обычно производят с применением сразу не-
скольких показателей; причем конкретное сочетание этих показателей за-
висит от конкретных условий нагружения деталей при эксплуатации.
Однако хорошо известно, что набор показателей независимо от их чис-
ла также не позволяет надежно оценивать прочность и долговечность дета-
лей. Такая ситуация показывает, что распространенная в настоящее время
система оценки работоспособности деталей не всегда адекватна рабочим
нагрузкам при их эксплуатации. Прежде всего, надо помнить, что оценка
свойств готовых деталей только по характеристикам стандартных механи-
ческих испытаний после стандартной термической обработки (очень часто
не такой, которая используется для конкретной детали) ненадежна и не
объективна. Во-первых, потому, что по свойствам, определяемым для одной
детали (образец для испытаний следует считать деталью стандартной фор-
мы и размеров), оценивают свойства совершенно другой детали, например,
зубчатого колеса, коленчатого вала. В связи с этим такие испытания следу- Bl 1
40*
Глава 15
Рис. 15.9. Влияние общей толщины упрочненного слоя на рабочей по-
верхности и твердости сердцевины на разрушающий крутящий мо-
мент и нагрузку при выламывании зуба (ведомое зубчатое колесо —
сталь 23ХН2М)
ет рассматривать только как оценку качества исходного материала деталей.
Во-вторых, материал детали в процессе ее изготовления и упрочнения ис-
пытывает многократные изменения и его конечные свойства принципиаль-
но отличаются от исходных свойств. При этом трудной задачей является
обеспечение стабильности микроструктуры и свойств деталей (сегодня ре-
сурс одинаковых деталей может различаться в 10 и более раз).
Поэтому снижение разброса свойств деталей является одним из основ-
ных и реальных путей повышения надежности и долговечности деталей,
узлов, агрегатов и всего автомобиля. При решении этого вопроса следует
помнить, что дисперсия свойств деталей объясняется вероятностным ха-
рактером формирования структуры, напряженного состояния, комплекса
физико-механических свойств (см. раздел 1.1).
Основными причинами этой дисперсии являются:
• разброс исходных свойств используемых материалов;
• нестабильность параметров упрочнения деталей (микроструктуры,
твердости, толщины упрочненного слоя и т. п.).
В таблице 15.1 в качестве примера приведены данные, характеризующие
разброс основных показателей цементованной стали 20ХН2М. Видно, что
он достаточно высок, особенно это касается ударной вязкости. Между тем,
012 последняя характеристика очень широко используется для оценки свойств
Технвпдгичвское пбеспечение долговечности автомобилей|
сталей и во многих случаях является определяющей при выборе конкретной
марки стали (особенно для деталей, работающих при низких температурах).
Существенно зависит она и от режимов химико-термической обработки
(см. табл. 15.2). Видно, что ударная вязкость цементованных и нитроцемен-
тованных сталей значительно изменяется и по сравнению с ее исходным
значением, и в зависимости от режимов химико-термической обработки.
Эти данные свидетельствуют, что величина ударной вязкости для ука-
занных сталей изменяется в широких пределах — до 10 раз. При этом зна-
чение ударной вязкости сталей после окончательной химико-термической
обработки во много раз меньше исходного значения. Это показывает, что
выбор марки стали только по значению ее ударной вязкости в исходном
состоянии может быть ошибочным.
Таблица 15.1
Разброс значений основных характеристик
цементованной стали 20ХН2М
Свойство макс. МИН. (макс. - мин.)/мин.%
о_1, МПА 830 680 22
оизг, МПа 2550 1620 57
KCU, МДж/см2 0,28 0,13 . 415
HRCn0B 59 56 5
HRC^. 43 35 23
Н50серд. 458 344 33
Величина зерна в сердце- вине, балл 1,3 8,9 в 4 раза
Количество остаточного аустенита в слое 0,025 мм 43 10 330
Таблица 15.2
Изменение ударной вязкости сталей
после химико-термической обработки
Марка стали Ударная вязкость, МДж/см2
Исходная Цементация, непосредст- венная за- калка, низ- кий отпуск Цементация, мед- ленное охлажде- ние, закалка с по- вторного нагрева, низкий отпуск Нитроцемента- ция, непосредст- венная закалка, низкий отпуск
20ХН2М 0,79 0,23 0,42
20ХГР 0,79 0,23 0,58
12Х2Н4А 0,88 0,1-0,43 0,37 0,09 0,8; 0,51; 0,37 0,09 (~»%NH3)
15ХГН2ТА 1,00 0,1-0,43 —2^— 613
Глава 15
Готовая деталь обладает определенным характером распределения
свойств материала в связи с распределением его микроструктуры. Это
справедливо для всех деталей, но особенно это очевидно в случае примене-
ния химико-термической обработки. Распределение свойств по зонам де-
тали (конструкции) называют полем сопротивления (Я.Б. Фридман) [5].
В полной мере оценить это поле по набору отдельных показателей, в том
числе и с использованием оценки распределения микротвердости по сече-
нию готовой детали, не удается. Определенным шагом в этом направлении
является использование наиболее значимых показателей с учетом их сов-
местного влияния. Это позволяет в количественной форме оценивать
свойства материала детали в объеме, который наиболее нагружен при оп-
ределенном эксплуатационном режиме. Рассмотрим такой подход на при-
мере цементованных и нитроцементованных автомобильных зубчатых ко-
лес. Как уже отмечалось в главе 10, к основным показателям, определяю-
щим прочность и долговечность зубчатых колес, относятся: в условиях
контактной и усталостной выносливости — эффективная толщина слоя во
впадине между зубьями и микротвердость тонкой поверхностной зоны
в этом месте; в условиях циклической и статической прочности при изги-
бе — эффективная толщина слоя во впадине между зубьями, микротвер-
дость структуры сердцевины и степень неоднородности последней.
Для оценки контактной и усталостной выносливости зубчатых колес,
то есть оценки сопротивления их поверхностных слоев внешней нагрузке,
рекомендуется критерий Кн = Нвпх hBn (см. рис. 10.24), а для оценки цик-
лической и статической прочности при изгибе, когда в сопротивлении
внешнему нагружению участвуют и внутренние объемы деталей, реко-
мендуется критерий KF = Нсердцх hBn (см. рис. 10.25).
Применение указанных критериев позволило повысить надежность
оценки свойств зубчатых колес. Так, при контактных испытаниях колес на
стенде коэффициент корелляции между долговечностью и такими показа-
телями, как толщина упрочненного слоя на рабочей поверхности зубьев
и во впадине между зубьями, а также микротвердость поверхностной зоны
во впадине равен 0,5, 0,77 и 0,67 соответственно (см. рис. 10.22), а между
долговечностью и критерием Кн он уже 0,915 (рис. 10.24).
Данные критерии оценки прочности и долговечности позволяют не
только прогнозировать свойства зубчатых колес и обеспечивать их ста-
бильность на предельном уровне, но и управлять технологическим процес-
сом, так как на их основе можно определять оптимальные значения основ-
ных показателей упрочнения. В общем случае, чем выше микротвердость
поверхностного слоя и сердцевины зубьев, тем меньше должна быть тол-
щина упрочненного слоя. Предлагаемые критерии учитывают не только
влияние исходного химического состава стали, но и влияние технологии
упрочнения, то есть реальное распределение свойств по зонам деталей.
Новые показатели и критерии свидетельствуют, что свойства материа-
ла в переходной зоне профиля зубьев и во впадине между ними определя-
ют прочность зубьев при изгибе и в значительной степени влияют на кон-
тактную прочность поверхности зубьев.
В настоящее время стремятся к обеспечению равномерности толщины
слоя и его твердости по всему контуру зубчатого колеса. Однако на прак-
тике эти показатели во впадине между зубьями, как правило, на 15 — 20%
614 меньше, чем на вершине зубьев, и это считается крупным недостатком.
Технологическое обеспечение долговечности автомобилей
Как следует из новых критериев, толщина упрочненного слоя во впади-
не между зубьями и на активных участках профиля зубьев должна быть
различной. В первом случае согласно КР толщина слоя должна иметь огра-
ничения, свыше которых усталостная прочность зубьев понижается;
во втором случае такого ограничения нет и там, согласно Кн, толщина слоя
должна быть больше.
Поэтому наблюдаемую на практике неравномерность толщины слоя
(меньше во впадине между зубьями и больше на рабочей поверхности) не
следует считать отрицательным явлением, а, наоборот, к такому распреде-
лению толщины слоя по контуру зубчатого колеса надо стремиться. Толь-
ко при таком неравномерном распределении толщины (и микрострукту-
ры) могут быть обеспечены одновременно высокие значения контактной
и усталостной прочности зубчатых колес. Следует обратить внимание на
важность обеспечения требуемых свойств также и сердцевины зубчатых
колес (величины и распределения твердости и микроструктуры).
Оценку реального распределения структуры и свойств материала по зо-
нам детали необходимо проводить для всех деталей независимо от вида уп-
рочняющей обработки. Так, при оценке работоспособности рессор и пру-
жин следует определять толщину и степень обезуглероженности их по-
верхностных слоев, так как при наличии этого дефекта резко (в 1,5 — 2
раза) снижается предел выносливости. Важность характера распределе-
ния поверхностного упрочненного слоя после закалки с нагревом ТВЧ от-
мечалась ранее (см. рис. 10.11).
В связи с этим основные показатели качества деталей должны нахо-
диться в динамическом равновесии: изменение одних должно сопровож-
даться изменением других. Например, повышение твердости сердцевины
должно сопровождаться уменьшением толщины упрочненного слоя. Су-
ществующее же сейчас положение, когда показатели качества деталей, со-
ответствуя технической документации, находятся в фиксированных ин-
тервалах значений (часто весьма широких) и их значения в отдельности
кажутся обоснованными, не способствует обеспечению высоких и ста-
бильных значений прочности и долговечности деталей.
Поэтому конструктор, не снижая требований по прочности и долговеч-
ности, должен изменять (даже за пределы ранее установленных интерва-
лов) значения показателей упрочнения деталей: снижать или повышать
твердость (микротвердость) слоя и сердцевины, увеличивать или умень-
шать толщину упрочненного слоя, изменять соотношения составляющих
в микроструктуре и т. п. Рекомендуемые показатели и критерии качества
деталей позволяют делать это обоснованно и целенаправленно, а также со-
здают надежную основу для стабилизации свойств деталей на высоком
уровне путем уточнения и оптимизации значений показателей качества их
упрочнения. Следует особо отметить, что эти критерии дают возможность
оценивать взаимодействие поверхностного слоя (в том числе и поверхно-
стной зоны) и сердцевины не только на финишной части обработки дета-
лей (закалки), но и на стадии диффузионного насыщения при химико-тер-
мической обработке. Весьма важно отметить, что они позволяют оцени-
вать качество упрочнения деталей целенаправленно с учетом условий
будущей эксплуатации.
При разработке основных показателей и критериев оценки прочности
и долговечности конкретных деталей в максимальной степени надо учиты- Щ 5
Глава 15
вать действующие нагрузки, ибо качество материала определяется не на-
бором отдельных свойств, а в значительной степени его работоспособнос-
тью в конструкции и при определенных условиях нагружения. Так пре-
имущество по износостойкости высокопрочного чугуна перед серым чугу-
ном при испытаниях на машине возвратно-поступательного действия
в 25 — 30% полностью исчезает при наложении вибрации. При наличии ви-
брации износостойкость гильз цилиндров ДВС в условиях неустановив-
шихся нагрузочных и скоростных режимов уменьшается в 8—10 раз
(В.Е. Канарчук).
15.5. Оценка геометрической точности деталей
Геометрическая точность деталей характеризуется деформацией (из-
менением размеров), короблением (изменением формы), чистотой по-
верхности (в основном шероховатостью, волнистостью). При анализе гео-
метрической точности деталей (см. рис. 15.5) следует различать ее разно-
видности: сразу после изготовления, перед сборкой, в сборочной единице
(в узле) и при эксплуатации. Такая градация вызвана тем, что деформация
и коробление готовых деталей не являются постоянными, а изменяются
в ходе комплексного технологического и производственного процессов,
а также при эксплуатации.
Первая разновидность точности деталей — это точность сразу после
изготовления; она в основном определяется точностью механической об-
работки (состоянием станков, инструментов, приспособлений, режимами
резания). Наблюдения показывают, что после механической обработки
многие размеры характеризуются высокой точностью и стабильностью,
их отклонения постоянно находятся в допуске. Кроме того, на точность де-
тали сразу после ее изготовления также влияют химический состав мате-
риала деталей, в том числе и наличие постоянных примесей (серы, фосфо-
ра) и случайных примесей (различных элементов, в том числе хрома, мо-
либдена, ванадия и др.), которые не вводятся как легирующие.
Значительно влияет на размерную точность и микроструктура заготовок
(полосчатость, равномерность распределения перлита, феррита, карбидов,
нитридов и др.).
Введение второй разновидности точности деталей — перед сбор-
кой — обусловлено изменением размеров и формы деталей (особенно не-
жестких) после их изготовления с течением времени. Изменение геомет-
рических размеров деталей (их деформация) на этом отрезке производст-
венного процесса происходит по двум причинам. Во-первых, из-за
релаксации остаточных внутренних напряжений, возникающих на стадии
литья, обработки давлением, механической обработки. Во-вторых, из-за
пластической деформации, возникающей под действием временных на-
грузок при механической обработке, транспортировке, загрузке и раз-
грузке деталей в тару.
Особенностью остаточных напряжений является то, что их действие,
реализуемое в виде упругой и пластической деформации, приводящей
к изменениям размеров и формы детали, проявляется со значительным
опозданием во времени. Это приводит к тому, что детали (например, типа
616 гильзы) точные сразу после финишных операций механической обработ-
Технологическое обеспечение долговечности автомобилей
ки, перестают быть таковыми через определенное время и на сборку по-
ступают уже с отклонениями размеров и формы. При этом следует по-
мнить, что величина и характер остаточных напряжений зависят не толь-
ко от условий механической обработки, но также от факторов, действую-
щих на предыдущих стадиях комплексного технологического процесса.
К этим факторам относятся: весовая и геометрическая точность заготовок
под штамповку и самих поковок, равномерность толщин стенок отливок,
микроструктура поковок и отливок, режимы термической и химико-тер-
мической обработки деталей, микроструктура и твердость поверхностных
слоев и сердцевины деталей, размер зерна в этих зонах, толщина упроч-
ненного слоя и другие показатели упрочнения. Влияние этих факторов на
деформацию деталей на этом этапе производства в случае оптимальных
условий механической обработки может быть весьма заметным.
В связи с этим еще раз отметим, что остаточные напряжения любого про-
исхождения — предпосылка д ля неуправляемого самопроизвольно протека-
ющего во времени изменения размеров и формы готовых деталей, обуслов-
ленного релаксацией этих напряжений. В связи с этим в производственном
процессе изготовления деталей, особенно высокоточных, обязательно
должны быть предусмотрены технологические процессы для снятия оста-
точных напряжений, которые возникают при литье, штамповке, черновой
механической обработке, а также меры для предупреждения их возникно-
вения на окончательных операциях механической обработки (например,
шлифовании). При этом надо помнить, что из заготовки (отливки, поковки),
которая далека от равновесного состояния из-за наличия остаточных внут-
ренних напряжений, невозможно изготовить деталь, обладающую стабиль-
ностью своей геометрии даже при использовании самого точного техноло-
гического оборудования и совершенных процессов механической обработ-
ки. Это вызвано тем, что при механической обработке нарушается
установившееся равновесие остаточных напряжений в заготовке, а для ус-
тановления нового равновесия напряжений уже в детали требуется время.
При этом следует помнить, что на коробление, т. е. изменение формы дета-
лей, особо влияет неравномерность изменения остаточных напряжений.
Следует отметить, что кроме перераспределения остаточных напряже-
ний при механической обработке заготовок на изменение формы готовых
деталей (особенно это заметно на нежестких деталях, например, типа
гильз) влияют остаточные напряжения, возникающие при резании в по-
верхностном слое деталей (0,05 — 0,2 мм).
Третья разновидность геометрической точности готовых деталей воз-
никает при сборке. Здесь изменение формы детали есть результат дейст-
вия и остаточных, и внешних (монтажных) напряжений. Действие суммы
этих напряжений усиливает коробление деталей; причем чем выше уро-
вень остаточных напряжений, тем больше коробление под действием од-
ной определенной внешней нагрузки. Это показывает, что остаточные на-
пряжения действуют двояко: через релаксацию и через действие времен-
ных напряжений. Следует отметить, что напряжения, возникающие на
стадии сборки, часто сопоставимы с остаточными и рабочими напряжени-
ями при эксплуатации.
Показательным примером влияния сборки на точность деталей в узлах
является поведение гильзы цилиндров. При монтаже в блок в подавляющем
большинстве случаев гильзы приобретают овальную форму; причем в верх- 011
Глава 15
ней части большая ось овала ориентирована в плоскости качания шатуна,
а в нижней — эта ось находится в плоскости коленчатого вала; в средней ча-
сти овальность гильз отсутствует. При установке головки блока овальность
гильз увеличивается дополнительно на 25 — 30% без изменения ее характера.
Таким образом, деформация деталей при сборке возникает в результате
совместного действия остаточных внутренних напряжений, временных на-
пряжений из-за внешней нагрузки и прочности материала. Это свидетель-
ствует о том, что детали в сборочной единице (узле) во многом теряют свою
индивидуальность и уже участвуют в работе данного узла кооперативно
с другими деталями. При этом многие параметры отдельных деталей изме-
няются в процессе сборки. Например, биение шпинделя прецизионного зу-
борезного станка увеличивается с 2 до 10 мкм. При сборке под действием
сил затягивания и при наличии различных геометрических погрешностей
(например, непараллельности и неперпендикулярности торцов) происхо-
дит искривление осей валов, что снижает качество работы всего узла
и прежде всего подшипников качения и/или подшипников скольжения из-
за нарушения режимов смазки и движения шариков и роликов. На успеш-
ную работу всего узла значительное влияние оказывает качество поверхно-
стных слоев собираемых деталей (шероховатость, волнистость), так как оно
заметно изменяет жесткость узла. Таким образом, окончательно оценивать
способность детали сохранять геометрическую точность на этапах созда-
ния техники (в нашем случае — автомобилей) необходимо не только при
измерении их деформации после изготовления, но и после сборки, когда
можно учитывать влияние как остаточных, так и временных внешних на-
пряжений, а также механические свойства материала детали.
Четвертая разновидность геометрической точности деталей прояв-
ляется при эксплуатации машин. На этом этапе своего жизненного цикла
детали испытывают неравномерную упругую деформацию, в их поверхно-
стных слоях накапливается микропластическая деформация. Под одновре-
менным действием механического, теплового, а часто и химического на-
гружения в результате изменений фазового и структурного состояний
снижается прочность материала деталей. Все это приводит к нарушению
расчетных условий эксплуатации, концентрации нагрузки, повышению
удельных напряжений, возрастанию динамических нагрузок и вибрации,
что в значительной степени способствует деформации и преждевременно-
му разрушению деталей.
Примером отрицательного влияния деформации деталей в процессе экс-
плуатации на их долговечность служит овализация гильз цилиндров двигате-
лей. В процессе эксплуатации она растет и достигает 85 мкм; максимальное
значение, отмечаемое в литературе, равно 120 мкм. При овализации больше
30 мкм долговечность гильз цилиндров уменьшается в 1,5 — 2 раза.
К изменениям, возникающим при сборке, добавляются искажения вну-
треннего диаметра гильз при их нагреве в процессе работы двигателя. Так
как верхняя часть гильз нагревается до более высоких температур, чем
нижняя, то сужение внутреннего диаметра гильз максимально в их верх-
ней части. Это приводит к появлению другого вида искажения гильз: боч-
кообразное™ или конусности внутреннего отверстия.
Следует обратить внимание на то, что изменение формы и взаимного
расположения поверхностей сопрягаемых деталей во время эксплуатации
618 машин, станков и агрегатов не всегда определяется износом и релаксаци-
ТехнплпгическоЕ пйвспеченив долговечности автомобилей
ей напряжений. Одной из причин этого, как указывает А.М. Дальский, яв-
ляется разрегулирование узлов машин, которое связано с изменением ше-
роховатости контактирующих поверхностей, их пластическим деформи-
рованием при эксплуатации и другими причинами. Исключению данной
причины сокращения срока надежной эксплуатации машин будут способ-
ствовать выбор оптимальной шероховатости поверхностей, термическая
обработка, оптимизация конструктивных форм деталей и др.
Заканчивая описание разновидностей деформации готовых деталей,
отметим, что первые три разновидности зависят от факторов, действую-
щих на стадии их производства, а четвертая определяется в основном
свойствами материала деталей, их точностью и условиями работы. Это
значит, что деформация на первых трех этапах является мерой стабильно-
сти технологических процессов, а деформация при эксплуатации выступа-
ет в качестве меры стабильности структуры и свойств материала деталей.
Особо следует отметить, что на заключительной стадии изготовления
деталей — термической и химико-термической обработке — доля дефор-
мации не основная. Большая доля деформации приходится на начальные
этапы производства: выбор материала и условия производства поковок.
Например, количественная оценка деформации цементованных и нитро-
цементованных зубчатых колес заднего моста грузовых автомобилей поз-
волила оценить ее доли на различных этапах: 30% общей деформации свя-
зано с химико-термической обработкой, 30% — с механической обработ-
кой и 40% — с технологическими свойствами стали, условиями штамповки
и термической обработкой штамповок. Отсюда и основные резервы сни-
жения и стабилизации деформации должны быть связаны с совершенст-
вованием технологии этих этапов производства деталей.
Одна из главных задач на этих этапах изготовления деталей — это миними-
зация остаточных напряжений. Например, точность поковок обеспечивается
массовой и геометрической точностью их мерных заготовок, оптимальными
температурными режимами нагрева последних и охлаждения готовых поко-
вок, правильным выбором числа переходов штамповки, стабильностью раз-
меров штампов. Точность отливок обеспечивается за счет точности литейной
формы и стержней, оптимизацией и стабилизацией металлургических пара-
метров (температур плавки и заливки, химического состава шихты и др.).
Большое значение при обеспечении стабильности размеров и формы
готовых деталей имеет снижение припусков при механической обработке.
Во многих случаях, например, при обработке отливок имеется прямая про-
порциональная зависимость между короблением и толщиной снимаемого
при механической обработке слоя.
Для уменьшения и стабилизации деформации готовых деталей целесооб-
разно использовать термическую обработку заготовок (отливок, поковок,
проката), а также после различных стадий механической обработки (прежде
всего после черновой обдирки). Это будет обеспечивать почти полное устра-
нение остаточных напряжений, возникающих на предыдущих операциях,
и способствовать значительному снижению уровня напряжений в готовых
деталях перед сборкой. Термическую обработку следует рассматривать как
эффективный метод обеспечения геометрической точности готовых деталей.
Таким образом, деформация готовых деталей не является константой.
На ее величину влияет не только форма и размеры деталей и марка исполь-
зуемой стали, но также и характер производства. Можно утверждать, что Ц19
Глава 15
деформация одной и той же детали будет разной, если ее изготавливать на
разных заводах, отличающихся значительно применяемыми технология-
ми и оборудованием. Отсюда видно, что деформация, ее величина и ста-
бильность зависят также от состояния технологической базы и совершен-
ства технологических процессов. В связи с этим одним из направлений
снижения и стабилизации деформации деталей является механизация
и автоматизация технологических процессов изготовления и упрочнения
деталей машин. Можно утверждать, что деформация деталей является ос-
новным критерием оптимальности действующих технологических про-
цессов и что стабильность деформации деталей характеризует стабиль-
ность всего производственного процесса, а количественные характеристи-
ки деформации являются показателями их стабильности.
Поэтому при выяснении причин деформации конкретных деталей не-
обходимо наряду с исследованием структурного состояния готовых дета-
лей выяснять условия и процессы формирования этих структур на протя-
жении всего цикла изготовления. И при исследовании причин деформа-
ции необходимо выяснить, как в процессе изготовления деталей
формируется ее склонность к деформации. При этом задача технологов
состоит в том, чтобы найти общие закономерности в зависимости конеч-
ных структур и точности деталей от предыдущих состояний материала
и установить устойчивые связи.
15.6. Пцти повышения конструкционной прочности деталей.
Действующие при эксплуатации нагрузки, форма и размеры деталей
определяют их напряженное и деформированное состояние. Совокуп-
ность напряженных состояний в разных объемах детали создает поле на-
пряжений (Я.Б. Фридман).
В свою очередь деталь обладает комплексом свойств, который обеспе-
чивается механическими свойствами материала детали, ее размерами
и формой. Распределение свойств по зонам детали в связи с характером ее
упрочнения (улучшение, ХТО, закалка с нагревом ТВЧ и др.) создает поле
сопротивления (Я.Б. Фридман).
Взаимодействие полей напряжений и сопротивлений в деталях и опре-
деляет их конструкционную прочность. Рациональным изменением полей
напряжений и сопротивления и их согласованием можно обеспечить зна-
чительное повышение прочности и долговечности деталей. Таким обра-
зом, материал конкретной детали следует рассматривать как взаимодейст-
вующую систему полей сопротивления и напряжений, а не как вещество,
обладающее определенными свойствами (Н.М. Скляров).
Назовем некоторые направления повышения конструкционной проч-
ности:
• оптимизация размеров и формы деталей, обеспечивающая снижение
и стабилизацию рабочих напряжений в них;
• использование конструкционных материалов высокого и стабильного
качества;
• применение технологических процессов изготовления и упрочнения,
обеспечивающих высокую стабильность структуры и свойств материа-
620 ла деталей и их геометрическую точность.
Технологическое обеспечениедолговечности автомобилей
Реализация этих направлений должна сопровождаться решением следую-
щих задач. Во-первых, необходимо определять напряженное состояние мате-
риала и всей детали в условиях эксплуатации. При этом на стадии проектиро-
вания необходимо учитывать по возможности все изменения нагрузок, даже
если они действуют очень короткое время, поскольку именно они могут при-
вести дефектность материала к критической степени, после достижения ко-
торой процесс разрушения деталей становится неизбежным. Как правило,
необходимо учитывать максимальное число действующих нагрузок.
Второй задачей является разработка системы конструкторских и техно-
логических показателей оценки качества готовых деталей, отражающей
зависимость функциональных свойств деталей от их структурного состоя-
ния в различных зонах и прежде всего в поверхностном слое. При этом не-
обходимо в максимальной степени увязать все показатели оценки качест-
ва деталей с условиями их эксплуатации, подчинив первые вторым.
При этом, при расчетах предельно допустимых рабочих напряжений в де-
талях, конструкторы должны учитывать технологическую неоднородность
готовых деталей, которая является одной из основных причин того, что
долговечность деталей не константа. Технологическая неоднородность де-
талей вызывается многовариантностью сочетания действующих в процес-
се изготовления деталей факторов, т. е. вероятностным характером фор-
мирования структуры и свойств деталей.
При решении этой задачи очень важным становится уточнение состава
показателей оценки качества деталей, их значений, обоснованной связи
между ними, то есть инженерное обеспечение (расчет) конструирования
структуры в различных зонах деталей в соответствии с характером их на-
гружения при эксплуатации. Учитывая, что разрушение деталей начинает-
ся с поверхности, это уточнение необходимо выполнять прежде всего при-
менительно к поверхностным слоям деталей. В настоящее время это уточ-
нение осуществляется на основе инженерии поверхности, под которой
следует понимать совокупность методов целенаправленного конструиро-
вания композиционного строения поверхностного слоя с учетом его
свойств и свойств сердцевины деталей. Применение данного термина по-
казывает, что в настоящее время решение вопросов стабилизации прочно-
сти и долговечности различных деталей на предельном уровне может быть
достигнуто только на основе инженерных расчетов, увязывающих в еди-
ную систему различные показатели и критерии конструкторского и техно-
логического характера.
При реализации повышения свойств деталей на основе инженерии по-
верхности следует:
• уметь конструировать многозонную, по существу композиционную,
структуру по толщине упрочненного слоя;
• уметь управлять толщиной этих зон в зависимости от условий работы
деталей;
• уметь находить оптимальное соотношение между толщиной и твердос-
тью поверхностного слоя и твердостью сердцевины.
В связи с тем, что геометрическая точность детали (точность относи-
тельного расположения поверхностей) формируется в процессе ее изго-
товления и упрочнения, ее достижение является особой задачей инжене-
рии поверхности.
621
Глава 15
Важными этапами реализации принципов инженерии поверхности яв-
ляются также:
• выбор или разработка технологических процессов, обеспечивающих
принципиальную возможность достижения требуемых структур
и свойств в различных зонах деталей;
• создание технологической базы для выполнения требований предыду-
щих этапов (технологического оборудования, средств контроля и уп-
равления параметрами технологически процессов).
Изложенное показывает, что наиболее эффективным направлением по-
вышения конструкционной прочности является одновременное улучшение
показателей прочности материала деталей и их геометрической точности.
В этом случае благодаря повышению свойств материала увеличивается по-
ле сопротивления работающих деталей, а благодаря высокой геометричес-
кой точности деталей обеспечиваются расчетные условия их работы,
то есть поле рабочих напряжений (действительных) не повышается.
Обеспечение стабильности механических и геометрических свойств
деталей является многофакторной задачей. Поэтому при разработке тех-
нических и технологических мероприятий, направленных на повышение
и стабилизацию эксплуатационных свойств деталей, при выявлении при-
чин различных отклонений в микроструктуре и свойствах используемых
материалов, а так же в геометрии деталей, необходимо исследовать строе-
ние и свойства материала не только применительно к готовым деталям,
то есть на финишных технологических операциях, но наряду с этим насто-
ятельно необходимо выяснить условия и процесс формирования этих
структур и свойств на протяжении всего цикла изготовления, так как при
этом происходит неоднократная перестройка структуры, что, конечно же,
приводит к изменениям всех структурно чувствительных свойств готовых
деталей: твердости, пределов прочности при растяжении, изгибе, вынос-
ливости, ударной вязкости и т. д. Структура и свойства готовых деталей
имеют свою историю, от которой в значительной степени зависят надеж-
ность и долговечность деталей, узлов и механизмов машин, станков, при-
боров. Другими словами можно сказать, что материал в процессе изготов-
ления деталей «живет» и, откликаясь на все воздействия, изменяет форму,
размеры и структуру. При этом во многих случаях до финиша сохраняет
структуру и свойства, приобретенные им на разных стадиях обработки.
Это и является причиной зависимости окончательных свойств деталей от
влияния предыдущих стадий технологического процесса, включая и самые
ранние, например, способ производства и химический состав стали. По-
этому одной из важнейших задач конструкторов и технологов является оп-
ределение и учет общих закономерностей в зависимости окончательных
свойств и точности деталей от предыдущих состояний материала в связи
с его обработкой на всех этапах изготовления деталей, то есть технологи-
ческой наследственности. Только в этом случае можно целенаправленно
управлять процессом формирования свойств деталей, исключая или пре-
дотвращая отрицательное воздействие технологической наследственнос-
ти, сохраняя и усиливая ее положительное влияние.
Об оптимальности и стабильности технологических процессов изготов-
ления деталей следует судить по стабильности свойств деталей, определя-
622 емых при стендовых и дорожных испытаниях. Быстрее и в то же время на-
Технологическое обвспечвние долговечности автпмобипеП|
дежно это можно сделать, анализируя точность изготовляемых деталей:
минимальная и стабильная деформация (коробление) их и будет мерой оп-
тимальности и управляемости используемых технологических процессов.
Поэтому нестабильность свойств деталей, в том числе и точности их, явля-
ется мерой нашего незнания о технологических процессах и большой раз-
брос (дисперсия) свойств деталей — сигнал к дальнейшему совершенство-
ванию технологического производства.
Вопросы для самоороверки
1. Назовите основные этапы процесса создания автомобиля.
2. Что такое конструкционная прочность?
3. Назовите основные группы факторов, определяющих конструкцион-
ную прочность.
4. Что такое технологическая наследственность? Приведите примеры по-
ложительного и отрицательного ее влияния на свойства деталей.
5. На каких этапах формируется геометрическая точность деталей?
Литература
1. Блантер М.Е. Теория термической обработки. М.: Металлургия, 1984.
328 с.
2. Зинченко В.М. Инженерия поверхности зубчатых колес методом хими-
ко-термической обработки. М.: МГТУ им. Н.Э. Баумана, 2001. 303 с.
3. Канарчук В.Е. Долговечность и износ двигателей при динамических ре-
жимах работы. Киев: Наукова Думка, 1978. 256 с.
4. Кораблев А.И., Решетов Д.Н. Повышение несущей способности и дол-
говечности зубчатых передач. М.: Машиностроение. 1968. 288 с.
5. Скляров Н.М. ВИАМ и материаловедение. Металловедение и термичес-
кая обработка металлов. 2002. № 7. С. 3 — 6.
6. Технологическая наследственность в машиностроительном производ-
стве / А.М. Дальский, Б.М. Базров, А.С. Васильев и др. / Под ред.
А.М. Дальского. М.: МАИ, 2000. 364 с., ил.
7. Фридман Я.Б. Механические свойства металлов: В 2 т. Механические
испытания. Конструкционная прочность. М.: Машиностроение, 1974.
Т. 2. 368 с.
Учебное издание
Анатолий Леонидович Карунин
Евгений Никитич Бузник
Олег Анатольевич Дащенко
Петр Евдокимович Елхов
Владимир Николаевич Редин
Василий Федорович Тетерин
Николай Фомич Шпунькин
(МГТУ «МАМИ»)
Вадим Исаакович Гладков
Игорь Константинович Букин-Батырев
Валентин Митрофанович Зинченко
Юрий Алексеевич Перекатов
(ОАО «НИИТавтопром»)
ТЕХНОЛОГИЯ
АВТОМОБИЛЕСТРОЕНИЯ
Редактор Анатолий Иосифович Дащенко
Оригинал-макет подготовил К.Ф. Федоров
Корректор: О.Е. Наумова
ООО «Академический Проект»
Изд. лиц. № 04050 от 20.02.01.
111399, Москва, ул. Мартеновская, 3.
Санитарно-эпидемиологическое заключение
Департамента государственного
эпидемиологического надзора
№ 77.99.02.953.Д.0071.76.12.04 от 24.12.2004 г.
ООО «Трикста»
111399, Москва, ул. Мартеновская, 3
По вопросам приобретения книги
просим обращаться в ООО «Трикста»:
111399, Москва, ул. Мартеновская, 3.
Тел.: (095)305 3702,305 6092; факс: 305 6088.
E-mail: aproject@ropnet. ru
www.aprogect.ru
Подписано в печать с готовых диапозитивов 22.07.05.
Формат 70 хЮО /б. Гарнитура Балтика.
Бумага газетная пухлая. Печать офсетная. Усл. печ. л. 50,3.
Тираж 3000 экз. Заказ № 551.
ISEN 5-902358-57-4
9*785902 358572
Отпечатано с готовых диапозитивов в ОАО ИПП «Уральский рабочий»,
620219, г. Екатеринбург, ул. Тургенева, 13
http://www.uralprint.ru; e-mail: book@uralprint.ru
622