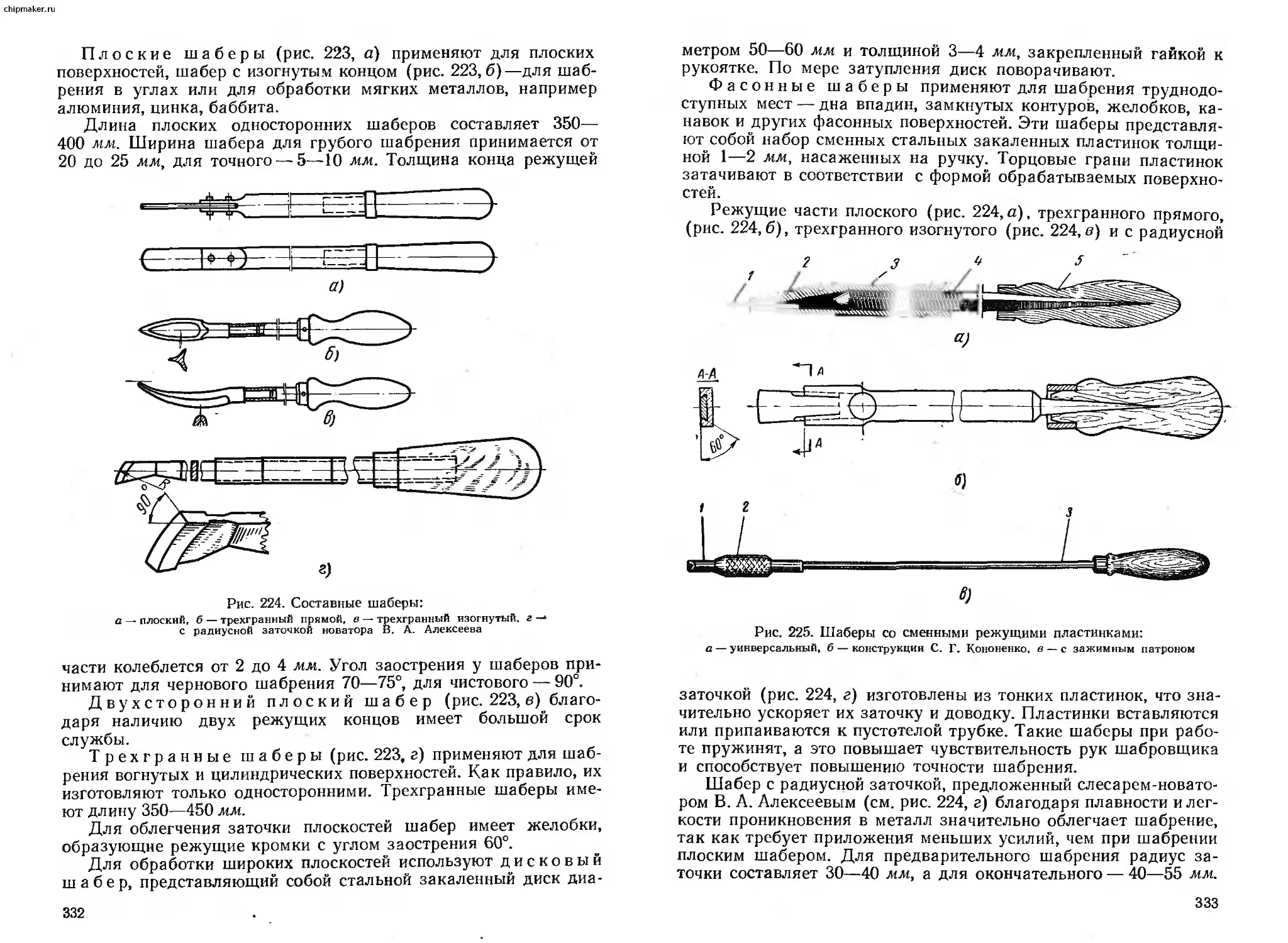
/









































































































































































































Автор: Макиенко Н.И.
Теги: железные скобяные изделия слесарное дело розлив напитков лампы с горючими веществами и горелки печи металлы
Год: 1968



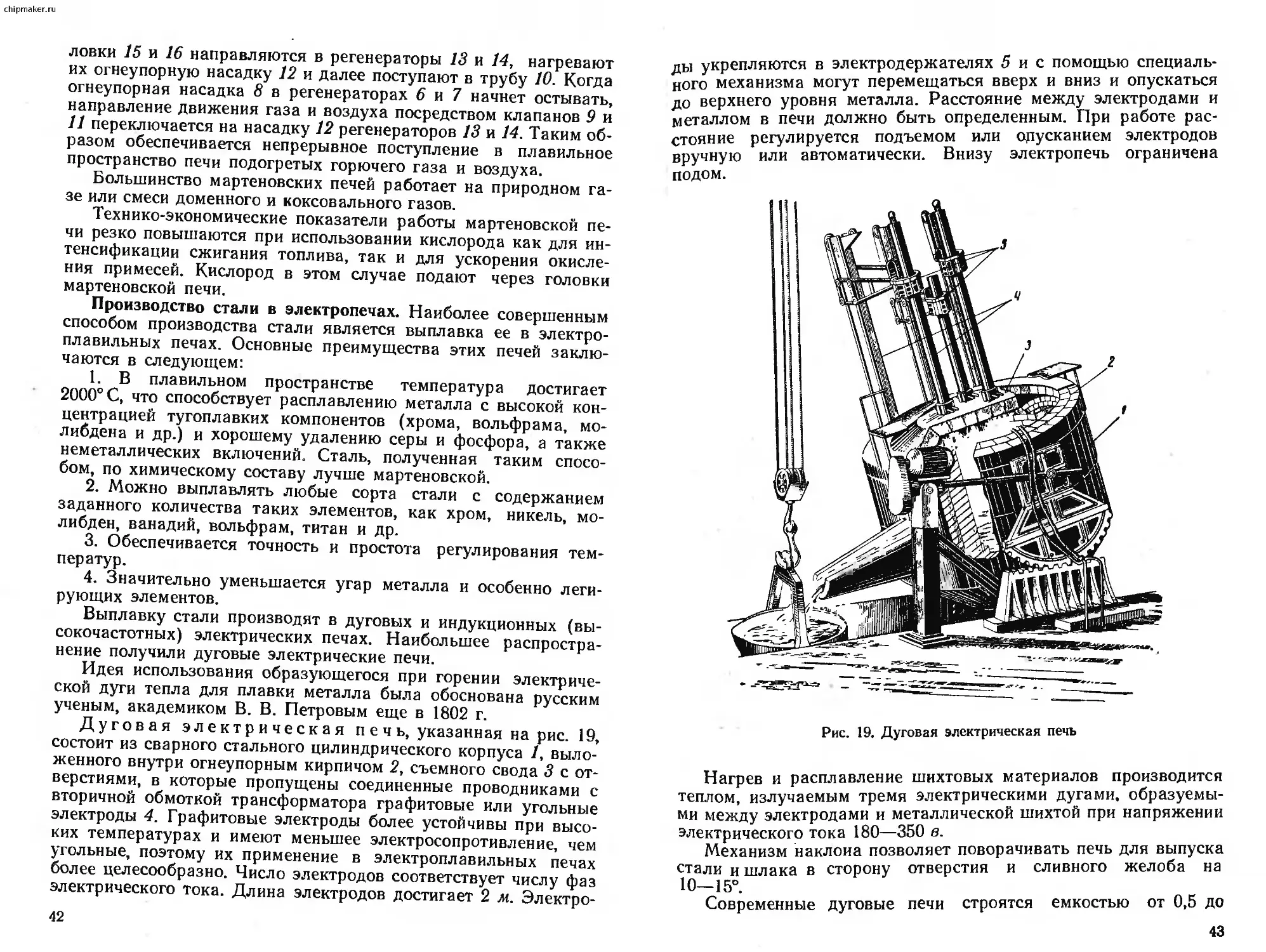
Текст
iipmaker.ru
Н.И. МАКИ ЕН КО
СЛЕСАРНОЕ
ДЕЛО
chipmaker.ru
Н. И. МАКИЕНКО
СЛЕСАРНОЕ
ДЕЛО
ИЗДАНИЕ 3-е
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено Ученым советом Госу-
дарственного комитета Совета
Министров СССР по профессио-
нально-техническому образованию
s качест&е учебника д.а.ч .подготов-
ки рабочих на производстве
Chipmaker.ru
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва —1968
chipmaker.ru
6П4.7
№15
УДК 683.3
Слесарное дело. Н. И. Макиенко. «Высшая школа», 1968,
400 стр.
В книге описаны слесарные операции, приведены сведения о
назначении и применении оборудования, инструментов и приспо-
соблений, изложены приемы выполнения слесарных работ и спо-
собы их механизации. В ней также освещены вопросы рациональ-
ной организации рабочего места, техники безопасности и противо-
пожарных мероприятий; для каждой слесарной операции рассмот-
рены виды, причины и меры предотвращения брака.
Дана классификация средств измерения, применяемых при
слесарной обработке, описаны контрольно-измерительные инстру-
менты с указанием точности измерения; изложены приемы измере-
ний и сведения о допусках и посадках.
Книга содержит также сведения о получении чугуна и стали,
их физических, механических и технологических свойствах, испы-
таниях и термической обработке, а также сведения о коррозии и
способах борьбы с ней. Отдельная глава посвящена пластическим
массам, изоляционным, прокладочным, уплотнительным и набивоч-
ным материалам.
Приведены основные понятия о типах производства, произ-
водственном и технологическом процессах, технологической дис-
циплине и документации.
Книга предназначается в качестве учебника для индивидуаль-
ной и бригадной подготовки рабочих слесарных специальностей,
обучающихся на производстве, и может быть использована уча-
щимися профессионально-технических и технических училищ.
Табл. 11, илл. 254, библ. 7.
Отзывы и замечания просим направлять по адресу: Москва,
К-51, Неглинная ул., 29/14, издательство «Высилая школа».
3—12—7
БЗ—61/4—67
Внедрение в промышленность и сельское хозяйство новой
техники, эксплуатация современных машин, механизмов, прибо-
ров и аппаратов требуют высокой квалификации рабочих, спо-
собных освоить и полностью использовать все виды техническо-
го оснащения.
Чем дальше будет развиваться промышленность по пути
технического прогресса, тем сложнее и совершеннее будут маши-
ны, тем выше будут требования, предъявляемые к их качеству,
т. е. точности, долговечности, износостойкости.
В нашей стране подготовка квалифицированных рабочих для
всех отраслей народного хозяйства производится в плановом по-
рядке, а именно путем обучения молодых рабочих в профессио-
нально-технических училищах, а также на производстве методом
индивидуально-бригадного обучения.
Профессия слесаря на современном предприятии является
одной из наиболее распространенных профессий, и ее значение
с ростом механизации и автоматизации процессов возрастает,
так как в значительной мере качество и бесперебойная работа,
например автоматических линий и устройств, зависят от слеса-
рей-сборщиков, слесарей-наладчиков, слесарей-инструменталь-
щиков, обслуживающих эти автоматические линии.
Слесарь должен владеть основными слесарными приемами и
уметь выполнять слесарные работы 3—4-го разрядов в соответ-
ствии с установленными техническими требованиями и нормой
выработки.
Для выполнения слесарных работ необходимо знать свойства
и особенности обрабатываемых металлов и сплавов. Слесарь
3
chipmaker.ru
должен уметь пользоваться механизмам11’ с помощью которых
ручной труд на трудоемких работах заменяется механизиро-
ванным.
При подготовке пособия к переиздан!110 автором приняты и
учтены рекомендации работников предприятий> учебных и кур-
совых комбинатов, а также педагогических работников профес-
сионально-технических училищ и многих читателей, приславших
автору свои пожелания и замечания, наРРавленные на улучше-
ние книги.
Автор глубоко признателен всем, кто участвовал в подготовке
настоящего учебного пособия.
Автор
ВВЕДЕНИЕ
В жизни нашей страны, в развитии ее народного хозяйства
огромную роль играют производство и обработка металлов и их
сплавов. В машиностроении широко применяются сплавы желе-
за с углеродом — сталь и чугун (черные сплавы), а также цвет-
ные металлы (медь, алюминий и др.) и их сплавы (дюралюминий,
латунь, бронза и др.), поэтому важнейшая задача нашей про-
мышленности состоит в том, чтобы в первую очередь развивать
черную и цветную металлургию и на этой базе обеспечить не-
прерывный рост машиностроения.
На рис. 1 показан тракторный двигатель, изготовленный из
различных металлов и сплавов.
Правильно выбрать металлы и сплавы для изготовления того
или иного изделия, определить их качество помогает наука о ме-
таллах и их сплавах—металловедение.
Металловедение — наука, изучающая состав, внутреннее
строение и свойства металлов и сплавов в их взаимосвязи, а так-
же закономерности их изменения при тепловом, химическом и
механическом воздействии. Эта наука не только объясняет внут-
реннее строение и свойства металлов и сплавов, но и устанавли-
вает закономерную зависимость между внутренним строением
сплава и его свойствами, а также изыскивает наилучший состав,
метод изготовления и обработки сплава для получения требуе-
мых физических и механических свойств.
Простейшие сведения о металлах были получены еще в да-
леком прошлом. Но эти сведения не носили научного характера
вплоть до XIX в. Только с развитием физики, химии и других
наук учение о металлах приобрело стройную систему и достигло
современного высокого научного уровня.
В развитии науки о металлах исключительно большие заслу-
ги имеют многие наши соотечественники. Среди них выдающая-
ся роль принадлежит русскому металлургу П. П. Аносову, кото-
рый в 1831 г. впервые применил микроскоп для исследования
структуры сплавов. Он же разработал и описал процесс газовой
цементации и открыл секрет производства булатной стали.
5
chipmaker.ru
Русский инженер и уче-
ный Д. К. Чернов углубил
научные методы изучения
металлов и положил начало
металлографии — науке о
внутреннем строении метал-
лов, которая является осно-
вой металловедения.
В дальнейшем развитии
металловедения большие за-
слуги имеют советские уче-
ные Н. С. Курнаков, А. А.
Байков, А. А. Бочвар, С. С.
Штейнберг и многие другие. W
Выдающаяся роль в разра- ’fj;
ботке теории и практики про-
изводства металлов принад-
лежит академикам М. А. Па-
влову, И. П. Бардину и дру-
гим деятелям науки и про-
изводства.
Знание металловедения
П. П. Аносов (1797—1851)
имеет огромное практическое значение, так как позволяет пра-
вильно решать вопросы о способах обработки металлов и их ис-
пользования для различных целей.
Слесарные работы встречаются во всех отраслях промышлен-
ности. Круг их настолько велик, что слесари, как правило, спе-
циализируются по одному из видов работы. Но основой работ
слесарей-сборщиков, слеса-
рей-ремонтников, слесарей-
инструментальщиков, слеса-
рей-лекальщиков, слесарей-
водопроводчиков является
выполнение слесарных опе-
раций — разметки, рубки,
правки и гибки, резки, опи-
ливания, сверления,зенкеро-
вания и развертывания от-
верстий, нарезания резьбы,
шабрения, притирки и до-
водки, клепки и пайки.
Описанию устройства этого
инструмента, способам и
приемам выполнения слесар-
ных операций и посвящена
настоящая книга.
chipmaker.ru
В СССР с 1 января 1963 г. введен в действие ГОСТ 9867—61,
которым устанавливается применение Международной системы
единиц (СИ) как предпочтительной во всех областях науки и тех-
ники и народного хозяйства. В связи с тем что на промышленных
предприятиях в настоящее время еще не внедрена Международ-
ная система измерения, в настоящей книге использована техни-
ческая система единиц.
Система единиц СИ предусматривает установление единооб-
разия в единицах измерения и содержит шесть основных единиц
и две дополнительные.
Основными единицами установлены: метр (л;) —для измере-
ния длины, килограмм (кг)—для измерения массы, секунда
(сек) — для измерения времени, градус Кельвина (° К) — для
измерения температуры, ампер (а) —для измерения силы элект-
рического тока, свеча (се) —для измерения силы света.
Дополнительными единицами установлены радиан (рад) —
для измерения плоских углов и стерадиан (стер) —для измере-
ния телесных углов.
В системе единиц СИ нагрузка, сила резания и т. д. измеря-
ются в ньютонах. Ньютон (н)—это сила, которая массе в 1 кг
сообщает ускорение, равное 1 м/сек (1 кг=9,80665 «).
Давление, прочность на растяжение, твердость и т. д. изме-
ряются в ньютонах на квадратный метр (н/лг2).
В системе единиц СИ работа любой машины измеряется в
джоулях, а мощность — в ваттах. Джоуль — это работа, совер-
шаемая силой в 1 н при перемещении точки ее приложения по
направлению действия силы на расстояние 1 м (1 кГм=
=9,80665 дж).
Для измерения плоского угла, в том числе и угла резания
и др. принят радиан. Радиан (рад) — это угол между двумя ра-
диусами круга, вырезающий по его окружности дугу, длина ко-
торой равна радиусу (1 рад = 57° 17'44,8").
Для измерения температуры в системе СИ принята термоди-
намическая шкала Кельвина, в которой для температуры трой-
ной точкой воды установлено значение 273,16° К (по Цельсию
0,01°С). Под тройной точкой воды понимают точку равновесия
воды в твердой, жидкой и газообразной форме. По этой шкале
нулевым значением температуры является абсолютный нуль
(—273°С). Температуру по Цельсию обозначают ГС, по Кель-
вину— Т. Связь между числовыми значениями температуры, вы-
раженными в градусах Кельвина (° К) и Цельсия (°C), может
быть представлена следующим образом:
T°K = t°C + 273,15; t°C = Т°К — 273,15.
Подробно о Международной системе единиц следует ознако-
миться в книге М. Г. Богуславского и др. «Таблицы перевода
единиц измерений», Стандартгиз, 1963.
ЧАСТЬ ПЕРВАЯ
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Глава I
ПОНЯТИЕ О СТРУКТУРЕ МЕТАЛЛОВ
И ИХ СПЛАВАХ
§ 1. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛАХ И ИХ СПЛАВАХ
Твердые, жидкие и газообразные вещества, которые встреча-
ются в природе, состоят из простых веществ, называемых хими-
ческими элементами-, в настоящее время известно 104 элемента.
Изучение свойств химических элементов позволило разделить их
на две группы: металлы и неметаллы. Примерно две трети всех
известных элементов являются металлами.
Металлами называются химические элементы, обладающие
характерными признаками: непрозрачностью, хорошей проводи-
мостью тепла и электрического тока, характерным «металличес-
ким» блеском в изломе, а также способностью поддаваться ков-
ке, прокатке, волочению, литью и обработке резанием.
При нормальной комнатной температуре все металлы, кроме
ртути, являются твердыми веществами.
Все металлы и металлические сплавы в твердом состоянии яв-
ляются телами кристаллическими.
В машиностроении химически чистые металлы используют-
ся редко.
Применяемые в технике металлические материалы делятся на
две группы: технически чистые металлы и сплавы.
Технически чистые металлы — это металлы, в состав которых,
кроме химически чистого элемента, в небольших количествах
входят и другие элементы.
Сплавы — это сложные по.составу металлические тела, обра-
зовавшиеся в результате затвердевания жидкого раствора, со-
стоящего из двух или нескольких металлов или металлов и не-
металлов.
9
В связи с тем, что сплавам можно придать более высокие, по
сравнению с технически чистыми металлами, механические, тех-
нологические, физические и химические свойства, они применя-
ются чрезвычайно широко.
В последнее время благодаря развитию химического произ-
водства наряду с металлами большое значение приобрели неме-
таллы. Неметаллы — это простые вещества, не обладающие
свойствами, характерными для металлов: не имеют «металличе-
ского» блеска, плохо проводят тепло и электрический ток. Неко-
торые из неметаллических веществ при обычных условиях газо-
образны, например кислород, фосфор, сера, водород, азот и др.
§ 2. ВНУТРЕННЕЕ СТРОЕНИЕ МЕТАЛЛОВ И СПЛАВОВ
Изучение внутреннего строения металлов и сплавов позволи-
ло ученым сделать вывод: изменения свойств металлов и сплавов
определяются особенностями их внутриатомного строения. По сов-
Рис. 2. Элементарные кристалличе-
ские решетки:
а — кубическая объемно-центрирован-
ная, б — кубическая гранецентрирован-
ная, в — гексагональная
ременной теории строения атомов
каждый атом состоит из положи-
тельно заряженного ядра и дви-
жущихся вокруг него с огромной
скоростью отрицательно заряжен-
ных электронов.
Ядро, несмотря на незначи-
тельный его размер по сравнению
с размерами атома, сосредоточи-
вает в себе 99,98% всей массы
атома. Ядро атома состоит из по-
ложительно заряженных элемен-
тарных частиц — протонов и ней-
тральных элементарных частиц —
нейтронов.
Электроны вращаются по ор-
битам, находящимся на разном
расстоянии от ядра. Наибольшее
влияние на свойства элементов
оказывают электроны, вращаю-
щиеся по внешней орбите, опреде-
ляющие собой валентность эле-
мента, почему эти электроны и по-
лучили название валентных. Чис-
ло их на орбите может изменять-
ся от 0 до 8.
В металлах свободные элек-
троны непрерывно перемещаются
между ионами, но не покидают
поверхность металла.
10
В металлах и сплавах атомы объединяются в кристалличес-
кие решетки и располагаются в них в определенном порядке.
Тела, в которых атомы расположены хаотически, т. е. в бес-
порядке, называются аморфными. К ним относятся клей, пласт-
массы, стекло, смолы и др.
Кристаллические решетки металлов могут быть различных
типов. На рис. 2 показано расположение атомов (ионов) в эле-
ментарных кристаллических решетках трех типов: кубической
объемно-центрированной, кубической гранецентрированной и
гексагональной.
Кубическая объемно-центрированная решетка представляет
собой центрированный куб с девятью атомами, из которых во-
семь атомов размещены в вершинах куба и один в центре
(рис. 2, а).
Кубическая с центрированными гранями решетка имеет че-
тырнадцать атомов, расположенных по углам решетки и в цент-
ре каждой грани (рис. 2, б).
Гексагональная решетка (рис. 2, е) имеет семнадцать атомов,
из которых двенадцать размещены в вершинах шестигранной
призмы, два — в центре оснований и три — в среднем сечении.
Размеры кристаллической решетки характеризуются ее пара-
метрами. Размер кубических кристаллических решеток опреде-
ляется одним параметром — длиной ребра а куба, размер гекса-
гональной кристаллической решетки — двумя параметрами а и с
с
или отношением —.
Многократная повторяемость кристаллических решеток обра-
зует кристалл.
§ 3. ПРОЦЕСС КРИСТАЛЛИЗАЦИИ
Свойства металлов и сплавов зависят от формы кристаллов,
от числа частиц, составляющих отдельные кристаллы, от расстоя-
ния между частицами в кристаллах, от взаимного расположения
кристаллов.
Большое влияние на свойства металлов и сплавов оказывают
также особенности процесса кристаллизации, т. е. явления, со-
путствующие переходу металлов и сплавов из жидкого состоя-
ния в твердое.
Температура, при которой металл или сплав переходят из
жидкого состояния в твердое, называется критической темпера-
турой, или критической точкой.
Схема образования кристаллических зерен изображена на
Рис. 3. При определенной для каждого металла температуре в
жидком металле или сплаве появляются центры кристаллизации
(рис. 3, а).
По мере охлаждения появляются новые центры и происходит
рост старых (рис. 3, б, в, г, д). На этой стадии в жидком металле
11
chipmaker.ru
могут образоваться кристаллы правильной геометрической фор-
мы, так как формированию их не препятствуют соседние
кристаллы.
Перед полным затвердеванием свободный рост кристаллов
прекращается и форма их искажается вследствие взаимного дав-
ления (рис. 3, е). Таким образом, в изломе застывшего металла
образуются кристаллы уже неправильной формы, называемые
зернами. Темные извилистые линии обозначают границы зерен.
Рис. 3. Схема образования кристаллических зерен:
о — группы кристаллов (центры кристаллизации), б, в, г, д — рост возник-
ших групп и появление новых центров, е — искажение формы кристаллов
Процесс образования зерен имеет большое практическое зна-
чение, так как от их расположения, формы и особенно от вели-
чины зависят свойства металла. Это впервые обнаружил
Д. К. Чернов. Он установил, что в местах разрыва стволов артил-
лерийских орудий сталь имеет крупнозернистое строение и от-
личается меньшей прочностью по сравнению с мелкозернистой
сталью.
О величине зерен, или зернистости, по излому металлов мож-
но судить только приблизительно. Правильное представление о
зернах дает металлографическое исследование шлифа метал-
лов *. Шлифом называется тщательно отполированная и про-
травленная особым составом поверхность металла. Величина зе-
рен выражается их числом на 1 см2 поверхности шлифа.
* Исследование с помощью металлографического или электронного микро-
скопа.
12
в)
в)
Рис. 4. Схема изменения микроструктуры:
а — кристаллическая структура, б — структура
до деформации, е — пластически деформиро-
ванный металл, г — структура после рекрнс-
Металлы и сплавы, имеющие мелкозернистое строение, обла-
дают большей прочностью, более высокой твердостью и лучшей
обрабатываемостью, нежели металлы и сплавы с крупным
зерном.
В производстве черных и цветных сплавов широко практику-
ют искусственное изменение размера и формы зерен введением
в расплавленные металлические сплавы незначительных доз мо-
дификаторов — веществ, почти не меняющих химические соста-
вы самих сплавов, но способ-
ствующих кристаллизации и
получению сплавов с улуч-
шенными механическими
свойствами.
Величину и форму зерен
сплава можно изменить об-
работкой давлением, ковкой,
штамповкой, прокаткой, во-
лочением и другими способа-
ми, вызывающими в металле
пластическую деформацию,
т. е. деформацию, остаю-
щуюся после снятия на-
грузки.
В результате пластической деформации металлическое изде-
лие упрочняется, при этом зерна его размельчаются и вытягива-
ются в’направлении приложенной; силы (рис. 4). Для того чтобы
снять напряжения в металле, возникшие в результате обработки
давлением, его подвергают нагреванию; возникают новые зерна
с недеформированной кристаллической решеткой. Этот процесс
называется рекристаллизацией. Итак, свойства металлов и спла-
вов зависят от их внутреннего строения.
chipmaker.ru
Глава II
СВОЙСТВА МЕТАЛЛОВ И ИХ СПЛАВОВ
В зависимости от назначения изготовляемых изделий метал-
лы и сплавы должны обладать определенными свойствами. Что-
бы судить о том, будет ли данный металл или сплав пригоден
для изготовления той или иной детали, нужно знать, какие свой-
ства он имеет.
Свойства металла разделяют на физические, химические, ме-
ханические и технологические.
§ 1. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
К физическим свойствам относятся: удельный вес, температу-
ра плавления (плавкость), тепловое расширение, электропровод-
ность, электросопротивление, теплопроводность, теплоемкость,
способность намагничиваться и др.
Удельным весом металла или сплава называется вес 1 сл:3
его, выраженного в граммах.
Наименьший удельный вес из всех металлов имеет литий
(0,53 Г/см2), магний (1,74 Г/см3), цезий (1,83 Г/см3) и алюминий
(2,7 Г/см3).
Тепловое расширение — это способность металлов и сплавов
расширяться, т. е. изменять объем и линейные размеры при на-
гревании.
Способность металла изменять объем и линейные размеры
в процессе нагревания и охлаждения нужно учитывать при кон-
струировании и изготовлении точных измерительных инструмен-
тов, при горячей штамповке металлов, застывании отливок и во
многих других случаях.
Увеличение (приращение) единицы объема металла при по-
вышении его температуры на 1°С называется коэффициентом
объемного расширения.
Увеличение (приращение) единицы длины металла при по-
вышении его температуры на 1°С называется коэффициентом
линейного расширения.
Температурой плавления называется температура, при кото-
рой металл при нагревании переходит из твердого состояния в
жидкое. Каждый металл в чистом виде имеет свою определен-
ную температуру плавления. В зависимости от температуры
плавления металлы и сплавы делятся на тугоплавкие, обладаю-
щие высокой температурой плавления, и легкоплавкие, имеющие
низкую температуру плавления.
Температуру плавления металлов учитывают при плавке ме-
таллов, изготовлении отливок и нагревающихся в работе деталей
машин (например, подшипников скольжения и др.), при паянии,
лужении, сварке.
14
Электропроводностью называется способность металлов и
сплавов проводить электрический ток. Сплавы, как правило, об-
ладают меньшей электропроводностью, чем чистые металлы.
Электросопротивлением называется способность металлов
сопротивляться прохождению через них электрического тока, ха-
рактеризуется удельным сопротивлением в омах, показывающим
величину сопротивления прохождению тока по проводнику дли-
ной 1 м и сечением 1 мм2.
Теплопроводность — свойство металла проводить тепло. Луч-
шие проводники электрического тока являются вместе с тем и
лучшими проводниками тепла. Теплопроводность металлов и
сплавов измеряется количеством тепла, которое проходит по ме-
таллическому стержню сечением I см2 за одну минуту.
Удельная теплоемкость — это количество тепла, необходимое
для повышения температуры 1 кг металла на 1°С.
Некоторые металлы и сплавы обладают магнитными свойст-
вами. Способность металла намагничиваться оценивается вели-
чиной, называемой магнитной проницаемостью. Магнитная про-
ницаемость воздуха принята за единицу, а у железа она состав-
ляет 2000—3000 единиц. У меди и алюминия магнитная
проницаемость близка к единице.
К химическим свойствам м е т а л л о в и их сплавам
относятся окисляемость, растворяемость и коррозионная стой-
кость. Особенно важна коррозионная стойкость для деталей,
приборов и машин, работающих в агрессивных средах (кислоты,
щелочи, растворы солей и дрЛ.
Коррозии, т. е. разрушению в результате действия внешней
среды — воздуха, влаги, химических веществ и т. д.,— подвер-
жено в большей или меньшей степени большинство металлов и
сплавов, кроме так называемых благородных металлов (золото,
платина и некоторые другие). Виды коррозии и меры борьбы с
ней изложены в главе VIII.
§ 2. МЕХАНИЧЕСКИЕ СВОЙСТВА
К механическим свойствам относят совокупность свойств, ха-
рактеризующих способность металлов и сплавов сопротивляться
воздействию внешних сил. Основными показателями, характери-
зующими механические свойства металлических материалов, яв-
ляются прочность, пластичность, твердость, ударная вязкость.
Внешние силы, или, как их принято называть, нагрузки, могут
иметь самый разнообразный характер.
По характеру действий нагрузки делятся на статические и
динамические.
Статической нагрузкой называют нагрузку, возрастающую
медленно от нуля до некоторого максимального значения и да-
лее остающуюся постоянной или меняющуюся незначительно.
15
Динамической нагрузкой называют нагрузку, возникающую
в результате удара, когда действие нагрузки исчисляется малы-
ми долями секунды.
Виды деформации
Изменение формы твердого тела под действием приложен-
ных к нему внешних сил (нагрузок) называется деформацией
тела.
Деформации, исчезающие после снятия нагрузки (т. е. мате-
риал принимает первоначальные размеры и форму), называют
упругими-, деформации, не исчезающие после снятия нагрузки
(т. е. материал получил
удлинение, форма его из-
менилась), называют ос-
таточными, или пластиче-
скими.
Различают следующие
основные виды деформа-
ций: сжатие, растяжение,
сдвиг (срез), кручение, из-
гиб (рис. 5).
Сжатие. Это дефор-
мация, состоящая в умень-
шении объема тела под
действием сдавливающих
его сил. Сжатие испыты-
вают колонны, на которые
опираются своды, фунда-
менты машин, котлов.
Растяжение. Это
деформация, состоящая в
увеличении длины тела (стержня), когда к обоим его концам при-
ложены силы, равнодействующие которых направлены вдоль оси
тела (стержня). Растяжение испытывают тросы, к которым под-
вешены грузы, болты, крепящие детали и механизмы, приводные
ремни и т. д.
Кручение. Это деформация тела (стержня, бруска) с од-
ним закрепленным концом под действием пары сил (две равные
противоположно направленные силы), плоскость которых перпен-
дикулярна к оси тела (например, валы станков, двигателей).
Произведение силы, вызывающей скручивание, на расстояние
между обеими силами называется крутящим моментом.
Сдвиг (срез). Если две силы направлены друг другу на-
встречу, а направление сил, действующих на тело, лежит не на
одной прямой, но близко друг к другу, то при достаточной вели-
чине сил происходит срез. На срез работают заклепки, стяжные
болты и т. п.
16
Деформация, предшествовавшая срезу и заключающаяся в пе-
рекашивании прямых углов элементарных параллелепипедов,
называется сдвигом. При сдвиге соседние сечения детали сдви-
гаются одно относительно другого, оставаясь параллельными.
Изгиб. Деформация бруса (балки) под действием внешних
сил, сопровождающаяся изменением кривизны деформируемой
детали, называется изгибом.
Изгиб испытывают балки, на которые подвешены тали для
подъема груза, стрелы подъемных кранов, рельсы под тяжестью
поезда, валы машин и т. д.
Длинные и сравнительно тонкие детали, находящиеся на двух
опорах (валы, трубы, брусья, балки) подвергаются также дефор-
мации изгиба и без приложения груза, а только от собственного
веса, если расстояние между опорами больше допустимых пре-
делов для данного сечения детали.
Прочность
Под прочностью металла или сплава понимают его свойство
сопротивляться разрушению под действием внешних сил. В за-
висимости от характера действия этих сил различают прочность
на растяжение, сжатие, из-
гиб, кручение, усталость и
ползучесть.
Для испытания на растя-
жение из металла или спла-
ва изготовляют образцы,
форма и размеры которых
установлены государствен-
ным стандартом (рис. 6).
Расчетная длина образ-
цов равна десятикратному
или пятикратному диаметру,
образец диаметром 20 мм
принято называть нормаль-
ным.
Головки образцов, поме-
щаемые в захваты машины,
а также закругления пере-
ходной части, не участвую-
щие в испытании, имеют так-
же установленные размеры.
Если профиль металла не
позволяет изготовить образ-
цы круглого сечения (например, из листового металла), для ис-
пытания берут плоские образцы. Испытание прочности труб, тон-
ких прутков и проволоки производится в натуральном виде, т. е.
без изготовления образцов.
Рис. 6. Образцы для испытания на растя-
жение:
а — цилиндрический, б — плоский, D — диа-
метр головки, В — ширина головки, d0 — на-
чальный диаметр рабочей части, в0 — началь-
ная толщина рабочей части, h — длина голов-
ки, h\ — длина перехода от рабочей части к
головке, h2 — конусная часть, L — общая дли-
на образца, I — длина рабочей части образца,
1о — начальная расчетная длина рабочей части
образца
17
chipmaker.ru
Испытание на растяжение производится на разрывных маши-
нах (рис. 7). Мощность этих машин различна и достигает 50 Т.
Все узлы машины крепятся к станине 2. В верхний и нижний за-
хваты 4 машины закрепляют головки образца 3. Верхний захват
Рис, 7. Разрывная машина
закреплен неподвижно, а нижний
захват с помощью особого механиз-
ма медленно опускается, растягивая
образец до его разрыва.
Нагрузка (растягивающая сила),
которой подвергается образец при
испытании, отмечается на шкале 1.
При испытании на растяжение
показатели прочности могут быть
получены из так называемой диаг-
раммы растяжения, которая автома-
тически вычерчивается на барабане
некоторых конструкций разрывных
машин.
Эта диаграмма характеризует
поведение материала при разных на-
грузках. Условная диаграмма растя-
жения для мягкой углеродистой ста-
ли изображена на рис. 8. По гори-
зонтальной линии диаграммы откла-
дывается абсолютное удлинение об-
разца в миллиметрах, а по верти-
кальной линии — нагрузка в кило-
граммах.
Как видно из диаграммы до точ-
ки Рр — увеличение нагрузки вызы-
вает пропорциональное удлинение образца: если, например, на-
грузка увеличилась в два раза, то и длина образца также уве-
личилась в два раза. Нагрузка, соответствующая точке Рр назы-
вается нагрузкой предела пропорциональности.
Plljfjyill
нагрузка, юоо
900
Нагрузка ООО-
предела про 700
порциональ
мости
<<
Рис. 8. Диаграмма растяжения
18
Наибольшее напряжение, до которого деформации в металле
растут прямо пропорционально нагрузке, называется пределом
пропорциональности ор (а — сигма). Образец при этом испыты-
вает напряжения, которые вызывают упругую деформацию, т. е.
деформацию, которая исчезает после снятия нагрузки, и образец
принимает свою первоначальную длину. Очень точные измерения
показали, что весьма упругие металлические материалы даже
при самой небольшой нагрузке получают остаточные деформа-
ции; но практического значения они не имеют, так как величина
их очень мала.
При увеличении нагрузки растут и остаточные деформации.
Пределом упругости ау называют такое напряжение, при кото-
ром образец получает остаточное удлинение, равное 0,005% пер-
воначальной длины образца. Практически величина предела уп-
ругости, например стали, очень близка к пределу пропорцио-
нальности.
На диаграмме несколько выше предела пропорциональности
образуется участок, на котором удлинение образца начинает ра-
сти без заметного увеличения нагрузки, металл, как говорят в
этом случае, «течет».
Нагрузка, при которой металл начинает течь, называется
нагрузкой предела текучести Ps. Образец после снятия этой на-
грузки уже не может принять первоначальную длину. Отноше-
ние нагрузки предела текучести к площади поперечного сечения
образца называется пределом текучести os.
После перехода за предел текучести образец снова начинает
оказывать сопротивление растяжению, но удлинение образца уже
начинает расти быстрее напряжений, возникающих в образце.
Затем сечение образца начинает сужаться (образуется шейка)
при падении нагрузки и в точке Рь образец разрывается.
Наибольшая нагрузка Рь, при которой у образца появляется
шейка, называется нагрузкой предела прочности при растяже-
нии, а напряжение, соответствующее наибольшей нагрузке, на-
зывается пределом прочности при растяжении и обозначается
буквой Оь- Предел прочности металла определяется как отноше-
ние наибольшей нагрузки Рь к первоначальной площади попе-
речного сечения образца Fo, т. е.
аь = кПмм2.
Fo
где Рь — наибольшая нагрузка, при которой образец разруша-
ется, кГ;
Ро — площадь поперечного сечения образца до разрыва, мм.
Предел текучести и предел прочности являются важнейшими
характеристиками, они применяются в расчет прочности
Детали,
19
Пластичность
Пластичностью называют свойство металлов и сплавов
под действием нагрузки изменять форму, не разрушаясь, и со-
хранять принятую форму после прекращения действия нагрузки.
О пластичности металлического материала судят по величине
удлинения образца и уменьшения его поперечного сечения при
испытании на растяжение; чем больше удлиняется образец, тем
более пластичен металл. Пластичные металлы и сплавы подда-
ются ковке, прессованию и другим способам обработки дав-
лением.
Хрупкие металлы при испытании на разрыв не получают уд-
линения или оно незначительно. Такими металлами являются
чугун и закаленная сталь и другие металлы и сплавы.
Характеристикой пластичности металлов являются относи-
тельное удлинение и относительное сужение.
Относительным удлинением 6 (дельта) называется отноше-
ние величины приращения длины образца после разрыва к его
первоначальной длине, выраженное в процентах.
Таким образом, общее выражение для расчета величины от-
носительного удлинения имеет следующий вид
8 = . Ю0%,
где 1\ — длина после разрыва, мм\
10— первоначальная длина расчетной части образца, мм.
Относительное сужениеф (пси) — отношение умень-
шения площади поперечного сечения образца после испытания к
первоначальной площади его поперечного сечения, выраженное
в процентах
Ф = /?0~Л -100%,
Р9
где Fo — площадь поперечного сечения образца до начала испы-
тания, мм2;
Fx — площадь поперечного сечения в месте разрыва образца
после испытания, луи2.
Ударная вязкость
Ударной вязкостью называется способность металлов и спла-
вов оказывать сопротивление действию ударных нагрузок.
Ударная вязкость является важной характеристикой материа-
ла деталей, которые в процессе работы машины испытывают
ударную нагрузку (например, коленчатые валы, оси колес и
другие детали).
20
Для испытания материала на ударную вязкость изготовляют
образцы в виде брусков с квадратным сечением и определенных
размеров. Испытание производят на машинах, называемых маят-
ликовыми копрами. Один из таких копров показан на рис. 9.
Маятник 1 весом 10; 15 или 30 кГ, укрепленный на станине 2,
поднимают на высоту Н и закрепляют в этом положении защел-
Рис. 9. Маятниковый копер (а), образец для испытания (б)
кой. После освобождения маятник падает и производит удар по
образцу 3 со стороны, противоположной надрезу.
Разрушение образцов имеет различный характер. У хрупких
металлов образцы разрушаются без изменения формы, у вязких
металлов они подвергаются значительному изгибу в месте
излома.
Чтобы измерить ударную вязкость металла, сначала вычис-
ляют, какая работа А> затрачена грузом маятника на излом об-
разца. Эта работа определяется по формуле:
А = Р (Н — h), кГм,
где Р — вес маятника, кГ;
Н — высота подъема маятника до удара, ж;
h — высота подъема маятника после удара, м.
21
chipmaker.ru
Мерой ударной вязкости служит отношение величины ука-
занной работы А к площади поперечного сечения образца Fo в
месте надреза. Полученная таким путем величина ударной вяз-
кости обозначается буквой ан:
ан = — кГм/см2.
Fo
Величина ударной вязкости ан в кГ1см2-. для чугуна 0,5—1,
стали 2—7, меди 5—5,5, никеля 18—18,5, цинка 0,6—0,7.
При испытании на маятниковом копре следует строго соблю-
дать следующие правила техники безопасности:
1. Установку образца на опоры необходимо производить при
малой высоте подъема маятника и обязательном использовании
предохранительного приспособления. Установка образца, когда
маятник поднят на полную высоту, категорически запрещается.
2. При испытании стоять сбоку (перед шкалой), а не спере-
ди или сзади маятника.
3. Защелку отводить правой рукой только за специальную
рукоятку.
Твердость
Твердостью называется свойство металла оказывать сопро-
тивление проникновению в него другого, более твердого тела, не
получающего остаточных деформаций.
Твердость тесно связана с такими основными характеристи-
ками металлов и сплавов, как прочность, износоустойчивость, и
является важной характеристикой металла при выборе режущих
инструментов (напильников, резцов, метчиков, сверл и др.).
Часто по измеренной твердости металла судят о его способно-
сти сопротивляться износу, например, чем тверже сталь, тем
меньше она изнашивается, и наоборот.
В настоящее время имеется несколько методов определения
твердости, особенно широкое распространение получили следую-
щие методы испытаний твердости:
а) вдавливанием шарика из твердой стали (метод Бринел-
ля), ГОСТ 9012—59;
б) вдавливанием вершины алмазного конуса или закаленно-
го шарика (метод Роквелла), ГОСТ 9013—59;
в) вдавливанием вершины алмазной пирамиды (метод Вик-
керса), ГОСТ 2999—59.
Для измерения твердости применяют приборы: стацио-
нарные (ГОСТ 7038—63) и переносные (ГОСТ 9030—64).
Метод Бринелля заключается в том, что шарик из закален-
ной шарикоподшипниковой стали под действием нагрузки Р
вдавливается в металл.
Диаметр шарика D, нагрузку Р и время выдержки при этой
нагрузке выбирают в зависимости от твердости и толщины испы-
22
туемого материала, например, для черных металлов твердостью
НВ 140—450 и толщиной испытуемого образца от 6 до 3 мм при-
нимают шарик диаметром 10 мм, нагрузку 3000 кГ и время вы-
держки 10 сек; образцы толщиной менее 2 мм испытывают шари-
ком диаметром 2,5 мм; для цветных металлов твердостью
НВ 35—130 и толщиной образца от 6 до 3 мм принимают шарик
диаметром 5 мм, нагрузку 250 кГ и время выдержки 30 сек.
Испытание на твердость металла по методу Бринелля вдав-
ливанием стального шарика производят на приборе ТБ
Рис. 10. Определение твердости по Бринеллю
а — пресс: 1 — шпиндель, 2 — испытуемый образец, 3 — сто-
лик, 4 — маховик, 5 — электродвигатель, 6 — груз; б — схема
испытания
(рис. 10, а). Стальной шарик крепят в шпинделе 1 прибора. Ис-
пытуемый образец 2 ставят на предметный столик 5, который
подводят к шарику вращением маховика 4. При включении
электродвигателя 5 груз 6 опускается и стальной шарик с помо-
щью рычажной системы вдавливается в образец. Сначала вдав-
ливание производится медленно, затем постепенно нагрузка уве-
личивается и выдерживается для получения точных границ от-
печатка (рис. 10, б).
Исследуемый образец снимают со столика и измеряют диа-
метр полученного отпечатка (лунки) при помощи специальной
лупы с ценой деления шкалы 0,1 мм.
Твердость по Бринеллю обозначается буквами НВ и опреде-
ляется как отношение нагрузки Р в кГ, приходящееся на 1 мм2
сферической поверхности отпечатка F, по формуле:
23
chipmaker.ru
НВ = — кГ 1мм2,
F
где Р — величина нагрузки, кГ;
F — площадь сферической поверхности отпечатка, мм2.
Поверхность испытуемого образца обрабатывается в виде
Рис. 11. Определение твердости
по Роквеллу:
а — прибор TP: 1 — маховик, 2 —
столик» 3 — алмазный конус, 4
шпиндель, 5 — испытуемый образец,
6 — индикатор, показывающий вели-
чину вдавливания, 7 — ручка, 8 —
грузы, 9 — подъемный винт; б — схе-
ма испытания вдавливанием алмаз-
ного конуса: /—/—углубление кону-
са под действием предварительной
нагрузки, 2—2 — углубление конуса
под действием полной нагрузки, 3—
3 — углубление конуса при умень-
шении полной нагрузки до зиачеиия
предварительной нагрузки
плоскости так, чтобы края отпечат-
ка были достаточно отчетливы для
измерения его диаметра с требуе-
мой точностью. Поверхность испыту-
емого образца должна быть свобод-
на от окалины и других посторонних
веществ.
Метод Роквелла отличает-
ся от метода Бринелля тем, что из-
меряется не диаметр отпечатка
(лунки), а его глубина. Чем больше
глубина вдавливания, тем меньше
твердость испытуемого образца.
Алмазный конус с углом конуса
120° и радиусом при вершине 0,2 мм
(или стальной шарик диаметром
1,59 мм) вдавливается в испытуе-
мый образец под действием двух
последовательно прилагаемых на-
грузок — предварительной нагрузки,
равной 10 кГ, а затем полной (пред-
варительная плюс основная) нагруз-
ки 60 кГ (шкала А) или 150 кГ
(шкала С).
Испытание производится на при-
боре ТР (ГОСТ 7038—63). Алмаз-
ный конус (или стальной шарик) 5
крепят в шпинделе 4 прибора
(рис. 11). Испытуемый образец 5
устанавливают на предметный сто-
лик 2 и поднимают при помощи
подъемного винта 9 вращением ма-
ховичка 1. Ручкой 7 освобождают
груз 8, который создает усилие для
вдавливания алмазного конуса (или
стального шарика) 5 в металл. Ве-
личину вдавливания определяют
непосредственно по шкалам А, В
и С циферблата индикатора 6
(без измерения отпечатка и рас-
четов).
24
При измерении твердости стандартной нагрузкой 150 кГ зна-
чение твердости HR отсчитывается по наружной черной шкале С
индикатора, причем к обозначению твердости добавляется ин-
декс шкалы С, т. е. HRC.
При измерении твердости тонкого образца и поверхностного
слоя металла со стандартной нагрузкой 60 кГ отсчет ведется по
черной шкале А; к обозначению твердости добавляется индекс
шкалы, т. е. HRA.
При измерении твердости мягких металлов (цветных метал-
лов, отожженной стали) стальным шариком со стандартной на-
Рис. 12. Определение твердости по Виккерсу
грузкой 100 кГ отсчет ведется по внутренней красной шкале В и
в обозначение твердости добавляется индекс шкалы, т. е. HRB.
Метод Виккерса применяется для испытания металлов
и сплавов высокой твердости, деталей малых сечений и твердых
тонких поверхностных слоев — цементированных, азотирован-
ных и др.
При испытании твердости методом Виккерса на стационар-
ном приборе ТВ в образец под нагрузкой до 100 кГ вдавливает-
ся вершина алмазной четырехгранной пирамиды с углом между
гранями 136°, затем при помощи микроскопа, присоединенного
к прибору, определяется размер диагонали отпечатка квадрат-
ной формы.
На рис. 12 изображен прибор для испытания твердости вдав-
ливанием вершины алмазной пирамиды, наконечник четырех-
гранной алмазной пирамиды и схема измерения диагонали от-
печатка квадратной формы, оставленного вершиной алмазной
пирамиды на поверхности испытуемого металла.
25
Твердость металла HV в кГ)мм2 вычисляется отношением на-
грузки Р в кГ, создаваемой прибором, к площади отпечатка
(в мм-), вычисленного по его диагоналям.
Обычно твердость по Виккерсу определяется по специальным
таблицам по значению длины диагонали отпечатка.
Нашей промышленностью выпускаются также твердомеры
ТК-3, широко используемые в заводской практике (рис. 13).
Твердомер ТК-3 предназначен для определения твердости
металлов методом вдавливания алмазного конуса или стально-
Рис. 13. Твердомер ТК-3
го шарика.
Глубина, на которую про-
никает алмазный конус или
стальной шарик под дейст-
вием двух последовательно
приложенных нагрузок, ха-
рактеризует твердость испы-
туемого металла.
На приборе рекомендует-
ся производить испытания
твердости металлов в сле-
дующих пределах: по шкале
С от 20 до 70, по шкале В от'
25 до 100.
Прибор имеет основание
/ и корпус /3, скрепленные
между собой двумя стойка-
ми 14. На основании смон-
тирована втулка 2, в которой
с помощью маховика 3 пере-
мещается подъемный винт 4.
На винт устанавливается
предметный столик 5 для
испытуемых деталей.
В корпусе 13 монтирует-
ся рычажная система 12 при-
бора, узел шпинделя 8 и ин-
дикатор 10. В шпиндель
вставляется алмазный нако-
нечник 6 или оправка со стальным шариком диаметром 1,59 мм.
Предварительная нагрузка создается винтом, который поджи-
мает испытуемый образец к наконечнику. Полная нагрузка пе-
редается на наконечник от груза 15
Приложение нагрузки осуществляется поворотом рукоятки
11 от себя, а плавность приложения нагрузки обеспечивается
масляным амортизатором 9. Величину нагрузки определяют по
индикатору 10. Цена деления шкалы индикатора соответствует
углублению наконечника (конуса, шарика) на 0,002 мм.
26
На испытуемой и опорной поверхностях не должно быть тре-
щин, грубых следов обработки, царапин, выбоин, грязи, смазки
или каких-либо покрытий.
По выбранной шкале подбирают грузы, устанавливают и за-
крепляют винтом 7 соответствующий наконечник. На стол поме-
щают испытуемый образец и вращением маховичка 3 по часовой
стрелке поджимают его к наконечнику до тех пор, пока малая
стрелка индикатора не станет против красной точки, а боль-
шая— в пределах пяти делений от вертикальной оси.
Вращая шкалу индикатора, нужно установить ноль шкалы С
(черной шкалы) против конца большой стрелки индикатора.
Каждую деталь рекомендуется подвергать испытанию не
менее трех раз. Первые два испытания после смены шарика или
алмаза в расчет не принимаются. При более высокой твердости
испытание шариком становится недостаточно точным, ввиду ма-
лой глубины проникновения шарика в металл (меньше 0,06 мм).
Кроме того, при испытании твердых поверхностей шарик может
деформироваться.
Усталость
В практике наблюдаются случаи разрушения металлов под
действием нагрузок, не достигающих предела прочности этих
металлов.
Усталость металлов — это состояние металла или сплава, на-
ходящегося под многократным воздействием знакопеременных
или однозначных, нередко вибрирующих нагрузок. Усталость
металла развивается постепенно и при продолжении воздейст-
вия нагрузок может привести к разрушению металлического из-
делия.
Свойство металлов сопротивляться разрушению от усталости
называется выносливостью. Выносливость металлов и сплавов
зависит от их природы, характера обработки, состояния поверх-
ности, условий работы и т. п.
Причиной разрушения металлов от усталости является хруп-
кое состояние, которое объясняется появлением в слабых местах
металла и постепенно увеличивающихся микротрещин. В ре-
зультате этого, разрушение наступает при напряжениях, мень-
ших предела упругости.
Данное явление необходимо учитывать в связи с примене-
нием в технике сильно нагруженных и быстроходных машин;
усталостному разрушению под действием часто повторяющихся
переменных нагрузок подвержены такие детали, как шатуны
двигателей, коленчатые валы, пальцы, поршни и др.
Испытание на усталость (выносливость) производится на раз-
личных специальных машинах. Образцы подвергаются много-
кратной переменной нагрузке до 10 и более миллионов циклов
27
chipmaker.ru
или смен нагрузки, т. е. растяжению и сжатию, переменному по
направлению изгибу, переменному по направлению кручению
и др.
§ 3. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
При выборе металлов и сплавов для изготовления деталей
машин и конструкций большое значение имеют технологические
свойства, под которыми понимают способность металла подвер-
гаться различным видам обработки.
Из технологических свойств наибольшее значение имеют
обрабатываемость резанием, свариваемость, ковкость, прокали-
ваемость, жидкотекучесть.
Обрабатываемость— комплексное свойство материала, в
частности металла, характеризующее способность его подвер-
гаться обработке резанием. Обычно обрабатываемость опреде-
ляется по скорости резания, по усилию резания и по чистоте
обработки.
Испытание по скорости и усилию резания производится пу-
тем сравнения показателей, полученных при обработке данного
металла, с показателями обрабатываемости определенной марки
стали (автоматная сталь марки А12).
Показатель чистоты обработанной поверхности определяется
измерением высоты неровностей, образующихся на поверхности
металла после снятия стружки режущим инструментом.
Свариваемость — свойство металла давать доброкачествен-
ное соединение при сварке, характеризующееся отсутствием тре-
щин и других пороков металла в швах и прилегающих к шву зо-
нах. Хорошей свариваемостью обладает малоуглеродистая сталь,
значительно худшей свариваемостью обладают чугун, медные и
алюминиевые сплавы.
Свариваемость специальных сталей (за исключением хромис-
тых), цветных металлов и сплавов, а также чугуна удовлетвори-
тельная при соблюдении определенных технологических ус-
ловий.
Ковкость — способность металлов и сплавов без разрушения
изменять свою форму при обработке давлением. Железо, медь,
никель, алюминий, цинк, олово, свинец, сталь, латунь и многие
другие металлические материалы обладают достаточно хорошей
ковкостью, что позволяет подвергать их прессованию, прокатке,
протяжке, ковке и штамповке.
Хорошей ковкостью обладает сталь в нагретом состоянии,
а в холодном состоянии — латунь и алюминиевые сплавы; пони-
женной ковкостью характеризуется бронза.
Прокаливаемость — способность стали воспринимать закалку
на определенную глубину от поверхности. Прокаливаемость ста-
ли зависит от присутствия легирующих элементов в стали и раз-
меров зерен стали. Прокаливаемость стали определяется экспе-
28
риментально, путем измерения твердости в сечении закаленного
образца, а также рядом других методов, например, с помощью
торцевой закалки образцов.
Жидкотекучесть — способность металла или сплава в рас-
плавленном состоянии заполнять литейную форму. Определение
жидкотекучести металла производится с помощью специальных
отливок в виде стержней, спиралей, решеток, клиньев и т. п.
проб.
Для повышения жидкотекучести металлов и сплавов к ним
добавляют легирующие компоненты, например, фосфор — к мед-
ным сплавам и чугуну, кремний — к алюминию.
Усадкой называется уменьшение объема или линейных раз-
меров расплавленного металла или сплава при его застывании
и охлаждении до комнатной температуры. Соответствующее из-
менение линейных размеров, выраженное в процентах, называет-
ся линейной усадкой.
На степень усадки влияют многие факторы: химический со-
став металла, скорость охлаждения и др.
§ 4. ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
Технологическими пробами называются испытания металлов,
выполняемые несложными способами и без тщательного измере-
ния наблюдаемых свойств.
Такие испытания имеют целью выявить способность металла
к тем или иным деформациям, которым он подвергается при ра-
боте или при обработке в холодном или горячем состоянии.
Удовлетворительность или неудовлетворительность металла
по технологическим пробам определяется по внешнему виду пос-
ле испытания (отсутствие надрывов, трещин, расслоения или
излома свидетельствует о том, что металл выдержал пробу).
Некоторые технологические пробы стандартизованы, т. е. ис-
пытания производятся по определенным правилам.
Этими правилами установлены размеры и формы образцов
испытуемых металлов, инструментов и приспособлений для вы-
полнения пробы.
Рассмотрим наиболее часто встречающиеся в практике
пробы.
Проба на загиб (ОСТ 1683) служит для определения
способности металла (листов, прутков, различных профилей
и т. д.) принимать заданный по размерам и форме загиб без над-
рывов и трещин.
Проба на загиб применяется для пластических металлов при
толщине не более 30 мм и производится в нагретом или холод-
ном состоянии.
Различают загиб на определенный угол, до параллельности
загнутых сторон (рис. 14, с) или до соприкосновения сторон. Тот
29
и другой вид загиба должен быть оговорен в технических усло-
виях.
Для проведения испытания на загиб применяют специальные
машины, прессы, тиски с закругленными губками. Образцы, вы-
державшие пробу, не должны иметь после загиба надлома, над-
рывов или трещин.
Проба на перегиб (ОСТ 1688) служит для определения
способности металла выдерживать повторный загиб и разгиб и
применяется при испытании качества полосового и листового
6)
Рис. 14. Технологические пробы:
а — на загиб, б — иа навивание проволоки, в — на сплющивание труб, г —
на загиб труб
материала длиной 100—150 мм, шириной до 20 мм и толщиной
до 5 мм, а также проволоки и прутков диаметром от 0,8 до 7 мм.
Проба проводится только в холодном состоянии. Проба сос-
тоит в загибе и разгибе образца в плоскости, перпендикулярной
к линии взаимного касания губок прибора, в котором образец
зажимается в вертикальном положении.
Загиб образца производится попеременно в правую и левую
сторону на 90° с равномерной скоростью не более 60 перегибов
в минуту до определенного числа перегибов, указанного в тех-
нических условиях.
Проба на перегиб имеет важное значение для оценки способ-
ности к деформированию проволоки, при испытании которой на
разрыв невозможно определить это свойство.
Проба на навивание проволоки (ГОСТ 10447—63)
позволяет определить способность проволоки диаметром до 6 мм
принимать заданную форму. Кусок проволоки (рис. 14, б) нави-
вают на круглый стержень (оправку) 5—10 витками. Качество
проволоки определяется способностью выдерживать без повреж-
30
дений навивание и развивание в холодном состоянии, плотно
прилегающими витками на стержень. Чем пластичнее проволока,
тем плотнее будет ее прилегание к стержню.
Проба труб на сплющивание (рис. 14,в) произво-
дится по ГОСТ 8695—58 для определения качества труб по их
свойству сплющиваться без повреждений под давлением пресса,
молота или от ударов молотка до предела, установленного тех-
ническими условиями. Длина образца выбирается равной диа-
метру трубы. В зависимости от технических условий испытание
может производиться в холодном и горячем состояниях. Приз-
наком того, что образец выдержал испытание, служит отсутствие
в нем после сплющивания трещин или надрывов.
Проба труб на загиб (ГОСТ 3728—47) применяется
для определения способности образца трубы загибаться без по-
вреждений. Испытание состоит в том, что заполненную сухим
чистым речным песком трубу изгибают вокруг оправки на угол
90°. После загиба (рис. 14, г) труба не должна иметь надрывов,
трещин, отслоений и других дефектов. Диаметр оправки опре-
деляется техническими требованиями.
Проба стали на искру производится для приблизи-
тельного определения состава стали по цвету и форме искр.
Определение марки стали по искре производится на наждач-
ном круге. При нажатии проверяемого образца металла на
быстро вращающийся наждачный круг образуется сноп искр,
которые отличаются друг от друга по форме и цвету. Чем боль-
ше в стали содержится углерода, тем больше в ее искрах свет-
лых звездочек. Присутствие в стали вольфрама можно устано-
вить по красному цвету искр, хрома — по оранжевому и т. д.
(рис. 15 между стр. 32 и 33). Таким образом, при известном на-
выке проба на искру позволяет приблизительно судить о химиче-
ском составе стали. Более точное определение химического со-
става стали производится в специальных заводских лабораториях.
Этот метод определения состава стали применяют лишь в
исключительных случаях и при наличии станков с соответствую-
щими абразивными кругами и специальных образцовых этало-
нов, которые используют для сравнения характера искр.
chipmaker.ru
Глава III
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ О ПОЛУЧЕНИИ ЧУГУНА
Чугуном называется сплав железа с углеродом, содержащий
углерода от 2 до 6,67%. Это один из основных материалов, при-
меняемых в машиностроении.
Чугун получают из железных руд в доменных печах. Совре-
менные доменные печи строят высотой более 30 м с диаметром
горна до 10 м, в них выплавляют до 4800 т чугуна в сутки. С мо-
мента задувки печь работает непрерывно в среднем 5—8 лет.
В качестве исходных’материалов используют железную и мар-
ганцевую руды, в качестве топлива — кокс; для понижения тем-
пературы плавления пустой породы руд и образования с пустой
породой и золой топлива легкоплавких смесей, называемых
шлаком, в доменную печь загружают флюсы. В качестве флюса
обычно используется известняк.
Железные руды. Железными рудами называют горные
породы, содержащие металл. Обычно в руде содержится металл
в таком количестве, которое позволяет экономично и выгодно
извлекать металл из руды.
Железные руды представляют собой главным образом сое-
динения с кислородом (окись железа) и пустой породой (землис-
той примесью в виде песка, глины и известняка).
Пригодность железной руды к плавке определяется содер-
жанием в ней железа, составом пустой породы и количеством
вредных примесей (сера, фосфор и др.).
В производстве чугуна используются только те руды, в кото-
рых железа содержится не менее 30%. Из железных руд, имею-
щих особенно большое промышленное значение, можно назвать
следующие: магнитный, красный и бурый железняк.
Магнитный железняк (магнезит) представляет собой магнит-
ную окись железа (РезО4). Это минерал черного цвета, обладаю-
щий магнитными свойствами. Содержание железа в нем дости-
гает 70—72% при очень небольшом количестве вредных приме-
сей— серы и фосфора.
Красный железняк (гематит) представляет собой окись же-
леза (Ре20з). Это минерал вишнево-красного цвета, содержащий
в среднем до 60% железа. Это одна из лучших руд, в ней со-
держится небольшое количество вредных примесей (фосфора и
серы); кроме того, эта руда весьма удобна для производства чу-
гуна, так как железо восстанавливается легче.
Бурый железняк (лимонит) — минерал бурого цвета, содер-
жащий от 30 до 60% железа в виде водной окиси, имеет зна-
чительное количество примесей — серы, фосфора.
32
chipmaker.ru
Мягкая
углеродистая
сталь (О,12°оС|
Углеродистая
сталь (0,5%С)
Углеродистая
сталь (0.9%С)
У глеродистая
<-таль (1.2%С)
Марган-
цовистая сталь
(10—14%Мп)
в!
БыЛрорежу-
ш 1 сталь
(lO'SAT; 4% Ст
I ,7%С)
Во.т храмовая
стал* (l,3?flW)
инистая
1таль
Х;< «истая
таль
X омони-
кел* >ая сталь
(3->4%Ni и
>оСг)
Рис. 15
chipmaker.ru
Топливо. Топливо является не только источником тепла
для расплавления руды, но также участвует в химических реак-
циях, протекающих в доменной печи при выплавке чугуна.
Применяемое в доменном процессе топливо тем ценнее, чем
больше в нем углерода и меньше влаги, на испарение которой
затрачивается тепло. Качество топлива также тем выше, чем
меньше в нем серы и золы, так как наличие серы вызывает обра-
зование раковин в чугуне, неоднородность состава, густоплав-
кость и ломкость в нагретом состоянии, а зола обладает высокой
температурой плавления и сама по себе не может расплавиться.
В качестве топлива при доменном процессе используется
каменноугольный кокс, древесный уголь, реже торфяной кокс и
антрацит.
Кокс — продукт сухой перегонки специальных, так называе-
мых коксующихся углей, в особых коксовальных камерах, в ко-
торых уголь нагревают без доступа воздуха. Это легкое, порис-
тое и достаточно прочное топливо.
Древесный уголь — искусственное твердое топливо, получен-
ное нагреванием без доступа воздуха различных древесных по-
род (березы, осины, сосны и др.). Достоинством древесного угля
является его небольшая зольность и незначительное количество
серы, ухудшающей качество металла. Однако высокая стои-
мость и невысокая прочность ограничивают его применение. Дре-
весный уголь применяется только при выплавке высококачест-
венных чугунов.
Флюсы. Это различные минеральные вещества, добавляе-
мые в доменную печь для понижения температуры плавления
пустых пород, удаления золы и серы, а также остатков сгорев-
шего топлива.
Флюсы образуют с пустой породой и золой топлива легко-
плавкие сплавы, которые отделяются от металла в виде шлака.
Способствуя образованию шлаков, флюсы тем самым дают воз-
можность отделить от металла пустую породу.
При наличии в руде песчано-глинистых примесей в качестве
флюса применяют известняк, а при известковистом составе пус-
той породы флюсом служат вещества, содержащие кремнезем,
кварц и песчаник.
В качестве флюсов в металлургии цветных металлов приме-
няют те же материалы, что и в металлургии черных металлов,
причем наиболее распространенными являются кварц, плавико-
вый шпат, алюмосиликаты и др.
Ход доменного процесса. Доменную печь загружают
сверху через колошниковое отверстие слоями рудой, коксом, из-
вестняком, а снизу в нее вдувают через отверстия (фурмы)
воздух.
Материалы в доменной печи постепенно опускаются вниз и,
встречаясь с газовым потоком при различных температурах, пре-
33
chipmaker.ru
терпевают соответствующие изменения в составе и свойствах.
При движении материалов в направлении сверху от колош-
ника вниз к горну происходит сушка материала, разложение
плавильных материалов, восстановление железа и других эле-
ментов из окислов, науглероживание восстановленного железа и
образование чугуна, образование шлака.
Продукты доменного процесса. Продуктами домен-
ного процесса являются чугун, шлак, доменный газ и колошни-
ковая пыль.
Чугун является основным и главным продуктом доменного
процесса.
Доменный шлак в настоящее время используется в качестве
строительных материалов в виде шлакового кирпича, шлакобе-
тона. Из шлака древесноугольных печей может быть получена
стеклянная вата, являющаяся хорошим теплоизоляционным ма-
териалом.
Доменный газ используется как ценное газообразное топливо
для воздухонагревателей, коксовальных и нагревательных печей,
в паровых котлах и Других целей.
Колошниковая пыль, которая выносится из печи с отходящи-
ми газами, поступает в специальные пылеуловители, затем на-
правляется для спекания в виде кусков и идет обратно в шахту
доменных печей.
§ 2. КЛАССИФИКАЦИЯ ЧУГУНОВ
В зависимости от химического состава и назначения домен-
ные чугуны делятся на передельные, литейные и специальные.
Передельный чугун предназначается для переработки
на сталь в плавильных агрегатах, называемых конверторами, а
также мартеновских и электрических печах. В зависимости от
способа переработки он называется мартеновским (МА, бессеме-
ровским (Б), томасовским (Т).
Литейный чугун предназначается главным образом для
производства литых заготовок (литья). Он поступает в литейные
цехи в виде небольших слитков (чушек) весом до 25 кг.
Специальные чугуны (ферросплавы) выплавляют с
высоким процентом кремния или марганца, применяют в каче-
стве специальных добавок при выплавлении стали.
В зависимости от характера соединения углерода с железом
чугуны разделяют на белые и серые.
Белые чугуны характеризуются тем, что у них весь угле-
род находится в химически связанном состоянии — в виде цемен-
тита, очень твердого и хрупкого соединения, называемого кар-
бидом железа (FejC). Излом такого чугуна имеет матово-белый
цвет. Белые чугуны практически не обрабатываются, их исполь-
зуют для переделки в сталь и в ковкий чугун.
34
В серых чугунах весь углерод или часть его находится в
свободном состоянии, в виде графита, который придает чугуну
в изломе серый или темно-серый цвет. Серый чугун широко при-
меняют в машиностроении, он дешев, хорошо обрабатывается
режущим инструментом, имеет высокие литейные свойства, поэ-
тому широко применяется для изготовления отливок самого раз-
нообразного назначения.
Буквы СЧ в марке обозначают серый чугун, первое двухзнач-
ное число указывает предел прочности при растяжении, второе —
предел прочности при изгибе. Например, СЧ 12-28, СЧ 15-32,
СЧ 18-36.
К группе серых чугунов относятся модифицированные, высо-
копрочные и ковкие чугуны.
Модифицированный чугун обладает повышенными
физико-механическими, химическими и технологическими свой-
ствами по сравнению с обычным серым чугуном. Его получают
путем добавления в жидкий серый чугун (на желоб вагранки, в
ковш или литниковую чашу) модификаторов — силикокальция,
ферросилиция, силикоалюминия, магния или его сплавов и др.,
которые изменяют структуру чугуна, а следовательно, и его свой-
ства. Марки: СЧ 28-48, СЧ 32-52, СЧ 38-60 и др.
Модифицированный чугун используют для изготовления от-
ветственных деталей, работающих на износ, например, зубчатых
колес, тормозных барабанов, втулок, коленчатых валов, отли-
вок сложной конфигурации с тонкими стенками и др.
Высокопрочный чугун является важным конструкци-
онным материалом, в котором сочетаются многие ценные свой-
ства стали и чугуна. Его получают из серого чугуна путем при-
садки в ковш перед разливкой в формы магния, в результате
чего получается чугун с шаровидным графитом, обладающий хо-
рошими литейными, механическими свойствами.
Марки высокопрочного чугуна с шаровидным графитом по
ГОСТ 7293—54: ВЧ 45-0, ВЧ 45-5, ВЧ 40-10, ВЧ 50-1,5, ВЧ 60-2.
Буквы ВЧ обозначают высокопрочный чугун, первые две цифры
указывают предел прочности при растяжении, а последняя — ве-
личину относительного удлинения.
Высокопрочный чугун применяется для изготовления деталей,
работающих с ударными и переменными нагрузками и на износ
(коленчатые валы, зубчатые колеса, поршневые кольца и др.).
Ковкий чугун получают длительным отжигом белого чу-
гуна в специальных печах.
Такой чугун применяют для изготовления литых деталей
сложной формы — вентили, тройники, краны; деталей, работаю-
щих на износ — тяговые сцепления, втулки, зубчатые колеса,
звенья цепей, пальцы собачки, тормозные колодки и др.
Марки ковких чугунов по ГОСТ 1215 — 59: КЧ 30-6, КЧ 33-8,
КЧ 35-10, КЧ 37-12 и др. Буквы КЧ означают ковкий чугун, пер-
35
chipmaker.ru
вые две цифры указывают предел прочности при растяжении,
последние цифры — относительное удлинение при растяжении.
Антифрикционные чугуны получают путем присад-
ки в серый чугун легирующих элементов или термической обра-
боткой белого чугуна. Антифрикционный чугун характеризуется
малым коэффициентом трения, поэтому находит широкое приме-
нение для изготовления различных трущихся деталей в машинах
и механизмах (втулки, подшипники и др.).
Специальные чугуны или ферросплавы выплавляют с
повышенным процентом содержания одного из элементов, на-
пример, кремния, марганца, хрома и др.
Углерод является важнейшим элементом, определяющим
как структуру, так и все свойства чугуна. Углерод благоприятно
влияет на жидкотекучесть чугуна, что имеет большое значение
для производства тонкостенного и сложного по конфигурации
литья.
Кремний увеличивает жидкотекучесть чугуна при заливке.
Содержание кремния в чугунах колеблется в широких пределах
от 0,3—0,5 до 3—5%. Изменяя содержание кремния, можно по-
лучать чугуны совершенно с различными свойствами и струк-
турой.
Марганец в отличие от кремния препятствует графитиза-
ции, как говорят, способствует отбеливанию чугуна, т. е. увели-
чивает твердость чугуна, ухудшает литейные свойства.
Сера является наиболее вредной примесью, ухудшает ли-
тейные свойства, в частности снижает жидкотекучесть, способ-
ствует образованию газовых пузырей в отливках. Поэтому содер-
жание серы в чугуне ограничивают: до 0,08% для мелкого литья
и до 0,1—0,12% для более крупного литья, когда можно допус-
тить несколько худшую жидкотекучесть.
Фосфор также понижает прочность и увеличивает хруп-
кость чугуна. При небольших количествах улучшает жидкотеку-
честь чугуна. Это качество крайне ценно при изготовлении худо-
жественного и тонкостенного литья.
Фосфор повышает твердость и износоустойчивость, но снижа-
ет пластичность и вызывает хладноломкость (хрупкость при по-
ниженной температуре). Содержание фосфора в ответственных
отливках допускается до 0,1%, в менее ответственных — до 1,2%.
Кроме вышеуказанных примесей, в чугун вводят и другие
элементы. Такие чугуны называются легированными.
§ 3. ОСНОВНЫЕ СВЕДЕНИЯ О ПОЛУЧЕНИИ СТАЛИ
Сталью называют железоуглеродистый сплав, содержащий
углерода до 2%, кремния до 0,35%, марганца 0,8,% фосфора
до 0,07% и серы до 0,06%.
В сравнении с чугуном сталь обладает более высокой проч-
ностью, вязкостью, ковкостью, хорошей обрабатываемостью,
36
свариваемостью, способностью изменять свои свойства в широ-
ких пределах в зависимости от химического состава и вида тер-
мической обработки.
Благодаря хорошему сочетанию механических и технологи-
ческих свойств сталь получила исключительно широкое приме-
нение во всех отраслях народного хозяйства. Ранее было сказа-
но, что основным сырьем для производства стали является пе-
Рис. 16. Устройство бессемеровского конвертора
редельный чугун. Около 90% всего получаемого в доменных пе-
чах чугуна перерабатывается в сталь.
Сущность процесса переработки чугуна в сталь сводится к
удалению из чугуна избытка углерода, серы, фосфора, кремния,
марганца и других примесей.
Примеси при высокой температуре соединяются с кислородом
быстрее, чем железо. Углерод чугуна, соединяясь с кислородом,
превращается в газ. Кремний и марганец превращаются в скис-
лы, которые вследствие меньшего удельного веса всплывают на
поверхность и образуют шлак.
Состав, свойства и качество стали в значительной степени
зависят от способа ее производства.
В настоящее время в промышленности Советского Союза ос-
новными способами получения стали являются конверторный
(бессемеровский и томасовский), мартеновский и плавка в элек-
тропечах.
Конверторный (бессемеровский) способ. Способ заклю-
чается в том, что через расплавленный доменный чугун, заливае-
37
мый в конвертор, продувается воздух в течение 15—20 мин Кис-
лород, находящийся в воздухе, вступает в реакцию с углеродом,
кремнием, марганцем, фосфором и другими примесями и окис-
ляет их. В результате этого процесса получается сталь.
Конвертор (рис. 16) представляет собой вращающийся со-
суд 2 грушевидной формы, кожух которого сварен из толстой
листовой стали и футерован внутри кремнекислым огнеупорным
материалом (динасовым кирпичом) 10. Снаружи кожух опоя-
сан литым стальным поясом 11.
Конвертор имеет два цилиндрических выступа (цапфы) 1 и
3, служащие для опоры, и зубчатую передачу 9 для поворота
Рис. 17. Схема работы конвертора:
а — заливка чугуна, б — продувка, в — выпуск стали
конвертора. Одна из цапф сделана полой и соединяется с возду-
хопроводом 4. От цапфы к днищу 8 воздух подводится по тру-
бе 6 в воздушную коробку 7. В отъемном днище конвертора име-
ются фурмы 5, через которые под давлением 3,0—3,5 ат воздух
подается в конвертор.
Перед началом процесса конвертор при помощи зубчатой
передачи наклоняют в положение, показанное на рис. 17, а, и че-
рез горловину заливают жидкий чугун. После этого подают дутье,
затем поворачивают конвертор в вертикальное положение
(рис. 17, б). Продуваемый воздух проходит через весь чугун. Ре-
акция горения кремния, марганца и железа происходит с боль-
шим выделением тепла, и температура сплава повышается с
1200—1300°С до 1700°. Для выпуска стали конвертор наклоняет-
ся в положение, показанное на рис. 17, в.
Емкость современных конверторов —25—65 Т жидкого чу-
гуна.
Конверторный (томасовский) способ. Огнеупорные материа-
лы, применяемые для футеровки, оказывают большое влияние
на состав и свойства получаемой стали. При бессемеровском
способе фосфор не может быть удален из чугуна, так как из-
весть, необходимая для удаления фосфора, разрушает кремне-
38
кислый огнеупор. Поэтому при переработке на сталь доменных
чугунов, содержащих значительное количество фосфора (до
2,2%), бессемеровский способ не пригоден, и в этом случае при-
меняется томасовский способ. Особенностью конвертора (тома-
совского) является основная, доломитовая футеровка, а отли-
чием самого процесса — загрузка в конвертор вместе с жидким
чугуном определенного количества свежеобожженной извести.
Присутствие извести приводит к образованию шлаков и уда-
лению из чугуна фосфора и серы.
Марки конверторной стали обозначают начальными буква-
ми Б и Т, что значит бессемеровская и томасовская сталь (по
именам изобретателей Бессемера и Томаса).
Преимуществами конверторного способа получения стали -
являются высокая производительность, компактность и просто-
та устройства оборудования, а также выплавка с помощью воз-
душного дутья (без топлива), благодаря чему стоимость стали
невысока.
Сталь, полученная конверторным способом, легко обрабаты-
вается резанием и давлением, хорошо сваривается, обладает
повышенным сопротивлением износу.
Для строительства конверторов требуется менее сложное
оборудование и примерно на 30—40% меньше капитальных за-
трат, чем при строительстве мартеновских печей такой же про-
изводительности.
К серьезным недостаткам конверторного способа получения
стали относятся значительный угар металла, необходимость при-
менения только жидкого чугуна, сложность регулировки про-
цесса из-за кратковременности его протекания, ограниченное ко-
личество переплавляемого металла, сильное загрязнение стали
шлаковыми включениями, потери части металла в шлаке и вы-
плесках, возможность передела чугунов только определенного
химического состава.
Конверторная сталь не отличается высоким качеством вслед-
ствие окисления значительного количества железа при дутье и
невозможности последующего полного восстановления железа
из образовавшейся закиси железа. Присутствие же закиси желе-
за делает сталь ломкой при прокатке и вызывает ряд других не-
достатков. К тому же конверторный способ не создает условий
для получения стали определенного состава вследствие большой
скорости процесса, а также значительного уменьшения в стали
вредных элементов — фосфора и серы.
Поэтому конверторная сталь используется главным образом
Для производства изделий, к механическим свойствам которых
не предъявляются высокие требования, например, для изготов-
ления неответственных строительных изделий, листового железа,
балок, труб, болтов, проволоки, гвоздей, шурупов, а также стя-
жек тяг, ключей и т. п.
39
Применение кислорода. В настоящее время при вы-
плавке стали конверторным способом широко применяется обо-
гащенное кислородом дутье или чистый кислород; в этом случае
реакция окисления примесей происходит интенсивней, качество
стали значительно улучшается, производительность работы по-
вышается. Применение дутья с подачей большого количества
кислорода позволяет перерабатывать малофосфористые чугуны,
т. е. непригодные для томасовского процесса, получать сталь, не
уступающую по качеству мартеновской.
Мартеновский процесс. Выше уже указывалось, что одним из
недостатков конверторного способа является повышенное содер-
жание в стали кислорода, ухудшающее ее механические свойст-
ва. Поэтому для изготовления многих ответственных изделий
(инструментов, пружин, деталей, работающих на удар, и т. д.)
конверторная сталь непригодна. Кроме этого, существовавшие
ранее способы конверторного производства стали не решали за-
дач переработки отходов (стальной лом, стружка, скрап
и т. п.). В 1864 г. П. Мартеном было предложено производство
стали в пламенной (мартеновской) регенеративной печи. В мар-
теновских печах окисление осуществляется воздухом, проходя-
щим через шлак, который изолирует расплавленный металл от
непосредственного воздействия кислорода воздуха, что умень-
шает угар металла и способствует улучшению качества стали.
Для выплавки стали в мартеновских печах применяется белый
чугун, железная руда, лом, флюсы (известняк, обожженная из-
весть, бокситы, плавиковый шпат).
В зависимости от состава шихты в мартеновских печах раз-
личают следующие разновидности процесса выплавки стали:
скрап-процесс, чугунно-рудный и скрап-рудный процессы.
Скрап-процесс применяется на машиностроительных
заводах, не имеющих доменных печей и располагающих боль-
шим количеством всевозможных отходов производства в виде
стального лома (скрапа), пакетированной стружки, пришедших
в негодность деталей машин как чугунных, так и стальных.
В качестве добавки применяется чушковый чугун и известняк.
Скрап-рудный процесс применяется на заводах, осна-
щенных доменными печами, 60—70% шихты составляет жидкий
чугун, остальная часть — стальной лом. Для окисления приме-
сей чугуна применяют значительное количество руды.
Наиболее широко распространены скрап-процесс и скрап-
рудный процесс.
Мартеновский способ производства стали является самым
распространенным.
Мартеновские печи. По конструкции мартеновские
печи делятся на стационарные (неподвижные) и качающиеся.
В качающихся печах рабочее пространство заключено в метал-
лический кожух, рама которого опирается на катки, позволяю-
40
щие наклонять печь на определенный угол при помощи электри-
ческого или гидравлического механизма.
Мартеновская печь (рис. 18). Мартеновская печь представ-
ляет собой сложное сооружение, оснащенное совершенными ме-
ханизмами для загрузки шихты и уборки продуктов плавки. Она
оборудована автоматическими приборами для регулирования
Рис. 18. Схема мартеновской печи:
1 — окно. 2 — свод, 3 — плавильное пространство, 4, 5, 15, 16 — головки, 6,
7. 13, 14 — регенераторы, 8, 12 — насадки, 9, 11 — клапаны, 10 — труба
процесса горения и температуры в печи. Мартеновская печь со-
стоит из рабочего (плавильного) пространства 3, ограниченного
сверху сводом 2, а снизу — подом 17. Передняя стенка имеет
завалочные окна 1, через которые загружают шихтовые мате-
риалы. В задней стенке имеются отверстия для выпуска стали
и шлака. В торцах печи расположены головки 4 и 5, 15 и 16, со-
единяющие плавильное пространство 3 с регенераторами 6 и 7,
13 и 14.
Горючий газ и необходимый для его сжигания воздух перед
поступлением в плавильное пространство предварительно про-
ходят через нагретую до температуры около 1200° насадку 8 ре-
генераторов 6 и 7. Подогретый в регенераторах газ и воздух
выходят затем по вертикальным каналам в правые головки 4 и
5, смешиваются между собой в плавильном пространстве 3 и
вступают в реакции горения. В результате горения газа темпера-
тура под сводом 2 повышается до 1650—1760°. Газообразные
продукты горения из плавильного пространства через левые го-
41
chipmaker.ru
ловки 15 и 16 направляются в регенераторы 13 и 14, нагревают
их огнеупорную насадку 12 и далее поступают в трубу 10. Когда
огнеупорная насадка 8 в регенераторах 6 и 7 начнет остывать,
направление движения газа и воздуха посредством клапанов 9 и
11 переключается на насадку 12 регенераторов 13 и 14. Таким об-
разом обеспечивается непрерывное поступление в плавильное
пространство печи подогретых горючего газа и воздуха.
Большинство мартеновских печей работает на природном га-
зе или смеси доменного и коксовального газов.
Технико-экономические показатели работы мартеновской пе-
чи резко повышаются при использовании кислорода как для ин-
тенсификации сжигания топлива, так и для ускорения окисле-
ния примесей. Кислород в этом случае подают через головки
мартеновской печи.
Производство стали в электропечах. Наиболее совершенным
способом производства стали является выплавка ее в электро-
плавильных печах. Основные преимущества этих печей заклю-
чаются в следующем:
1. В плавильном пространстве температура достигает
2000° С, что способствует расплавлению металла с высокой кон-
центрацией тугоплавких компонентов (хрома, вольфрама, мо-
либдена и др.) и хорошему удалению серы и фосфора, а также
неметаллических включений. Сталь, полученная таким спосо-
бом, по химическому составу лучше мартеновской.
2. Можно выплавлять любые сорта стали с содержанием
заданного количества таких элементов, как хром, никель, мо-
либден, ванадий, вольфрам, титан и др.
3. Обеспечивается точность и простота регулирования тем-
ператур.
4. Значительно уменьшается угар металла и особенно леги-
рующих элементов.
Выплавку стали производят в дуговых и индукционных (вы-
сокочастотных) электрических печах. Наибольшее распростра-
нение получили дуговые электрические печи.
Идея использования образующегося при горении электриче-
ской дуги тепла для плавки металла была обоснована русским
ученым, академиком В. В. Петровым еще в 1802 г.
Дуговая электрическая пе чь, указанная на рис. 19,
состоит из сварного стального цилиндрического корпуса 1, выло-
женного внутри огнеупорным кирпичом 2, съемного свода 3 с от-
верстиями, в которые пропущены соединенные проводниками с
вторичной обмоткой трансформатора графитовые или угольные
электроды 4. Графитовые электроды более устойчивы при высо-
ких температурах и имеют меньшее электросопротивление, чем
угольные, поэтому их применение в электроплавильных печах
более целесообразно. Число электродов соответствует числу фаз
электрического тока. Длина электродов достигает 2 м. Электро-
42
ды укрепляются в электродержателях 5 и с помощью специаль-
ного механизма могут перемещаться вверх и вниз и опускаться
до верхнего уровня металла. Расстояние между электродами и
металлом в печи должно быть определенным. При работе рас-
стояние регулируется подъемом или опусканием электродов
вручную или автоматически. Внизу электропечь ограничена
подом.
Рис. 19. Дуговая электрическая печь
Нагрев и расплавление шихтовых материалов производится
теплом, излучаемым тремя электрическими дугами, образуемы-
ми между электродами и металлической шихтой при напряжении
электрического тока 180—350 в.
Механизм наклона позволяет поворачивать печь для выпуска
стали и шлака в сторону отверстия и сливного желоба на
10—15°.
Современные дуговые печи строятся емкостью от 0,5 до
43
chipmaker.ru
180 7". Наибольшее распространение имеют печи емкостью до
80 Т. Продолжительность "'плавки в печах 3—6 ч.
Электрические печи потребляют много электроэнергии, по-
этому они используются, как правило, для получения только вы-
сококачественной стали.
В целях повышения производительности электрических печей
и снижения стоимости стали предусмотрено производство элек-
тростали с помощью дуплекс-процесса, заключающегося в вы-
плавке металла последовательно в двух плавильных агрегатах:
основном конверторе и электропечи или в мартеновской печи и
электропечи. Экономическая и технологическая целесообраз-
ность расплавления и предварительного удаления вредных при-
месей в первом агрегате и окончательная переработка металла
во втором агрегате очевидны: повышается производительность,
улучшается качество стали и уменьшается расход электро-
энергии.
Индукционная печь высокой частоты состоит из огне-
упорного тигля, окруженного тепловой изоляцией и находящего-
ся внутри змеевика в виде медной трубки, по которой циркули-
рует вода для охлаждения. При прохождении по змеевику пере-
менного тока высокой частоты в металле, находящемся в тигле,
образуются вихревые токи большой силы, быстро нагревающие
металл до плавления. Вихревые токи способствуют хорошей
циркуляции металла и очищению его от примеси.
Недостатком этих печей является большая стоимость их, а
также высокие требования, предъявляемые к стойкости н проч-
ности тиглей, изготовление которых сложно. Высокочастотные
печи применяют только для изготовления наиболее ценных и от-
ветственных сортов сталей.
§ 4. ОБЩАЯ КЛАССИФИКАЦИЯ СТАЛИ
Сталь — это сплав железа с углеродом, содержащий угле-
рода до 2%.
По химическому составу стали делят на углеродис-
тые и легированные.
Углеродистые стали, кроме углерода, содержат до;
0,35% кремния, 0,8% марганца, 0,06% серы, 0,07% фосфора.
Легированными называют такие стали, в состав кото-
рых специально введены легирующие элементы (хром, никель,
вольфрам, ванадий, молибден, кобальт и др.) для сообщения
стали требуемых свойств.
К легированным сталям относятся также стали, содержащие
повышенное количество марганца и кремния (марганцовистые и
кремнистые стали).
По назначению стали разделяют на конструкционные,
инструментальные и стали с особыми физическими свойствами.
44
Конструкционные стали в свою очередь делят на строитель-
ные и машиностроительные.
По способу выплавки различают сталь обыкновенного
качества, сталь качественную и сталь высококачественную.
Сталь обыкновенного качества выплавляют в
бессемеровских конверторах или больших мартеновских печах,
такая сталь содержит 0,06—0,62% углерода.
Качественную сталь изготовляют в мартеновских и элек-
трических печах, в основных конверторах с продувкой кислоро-
дом сверху, она содержит меньше вредных примесей, чем сталь
обыкновенного качества.
Высококачественную сталь выплавляют в кислых
и основных мартеновских печах и в электрических печах, она со-
держит очень ограниченное количество серы и фосфора, имеет
более суженные пределы содержания марганца и кремния по
сравнению с качественной сталью, обладает высокой чистотой в
отношении неметаллических включений и строго регламентиро-
ванными механическими свойствами. В конце марки высокока-
чественной стали ставится буква А, например, У8А, У9А, 15ХА,
ЗОХГСА.
§ 5. УГЛЕРОДИСТЫЕ СТАЛИ
В углеродистых сталях углерод является важнейшим элемен-
том, определяющим как структуру, так и свойства стали. С по-
вышением содержания углерода возрастают прочность и твер-
дость стали, но понижается пластичность. Углерод благоприят-
но влияет на жидкотекучесть стали.
Марганец повышает твердость и прочность стали, увеличи-
вает ее вязкость после термической обработки. Кремний повы-
шает твердость, прочность и упругость стали и незначительно
снижает ее пластичность. Фосфор снижает пластичность и вызы-
вает хладноломкость (хрупкость) стали, а сера снижает литей-
ные свойства, препятствует выходу газов из жидкой стали, что
ведет к образованию газовых пузырей (раковин) в отливке, вы-
зывает ломкость и повышает твердость стали.
Углеродистая сталь обыкновенного качест-
в а предназначается для производства проката. По ГОСТ 380—
60 эта сталь подразделяется на три группы А, Б и В
Сталь группы А поставляется с гарантированными механи-
ческими свойствами (предел прочности, предел текучести и отно-
сительное удлинение) и маркируется буквами Ст., за которыми
следует цифра: 0; 1; 2 и т. д. до 7. Чем больше цифра в марке,
тем', больше содержание углерода, тем выше предел прочности
и тем ниже относительное удлинение.
Сталь группы А поступает с металлургических заводов в ви-
де проката (балки, прутки, ленты, проволока и т. д.) и исполь-
45
зуется для неответственных деталей машин, металлических кон-
струкций, арматуры, топочных устройств и других изделий, не
подвергающихся термической обработке.
Сталь группы Б поставляется с гарантией по химическому
составу. В марке буквами указывается способ выплавки: буквой
М — мартеновская сталь, буквой Б — бессемеровская, бук-
вой К — конверторная, полученная продувкой металла кислоро-
дом сверху; цифра в марке представляет число, характеризую-
щее химический состав стали, а буква кп — сталь кипящая, пс —
сталь полуспокойная, сп— сталь спокойная.
Сталь группы Б изготовляется следующих марок: мартенов-
ская— МСт. О, МСт. 1, МСт. 2, МСт. 3, МСт. 4, МСт. 5, МСт. 6,
МСт. 7; конверторная — КСт. О, КСт. 1, КСт. 2, КСт. 3, КСт. 4,
КСт. 5, КСт. 6, КСт. 7; бессемеровская — БСт. О, БСт. 3, БСт. 4,
БСт. 5 и БСт. 6.
Из стали группы Б изготовляют сварные конструкции, раз-
личные резервуары, бандажи и оси вагонных колес, железнодо-
рожные рельсы, пружины, рессоры общего назначения; при из-
готовлении этих изделий применяется ковка, поверхностная за-
калка и другие виды обработки.
Сталь группы В поставляется с гарантированным пределом
прочности, пределом текучести, относительным удлинением и
химическим составом; марки сталей этой группы начинаются с
буквы В, затем следуют элементы обозначения те же, что и
группы сталей А и Б.
Сталь группы В изготовляется следующих марок: мартенов-
ская — ВМСт. 2, ВМСт. 3, ВМСт. 4 и ВМСт. 5; конверторная —
В КСт. 2, В КСт. 3, В КСт. 4 и В КСт. 5.
Из сталей группы В изготовляют сварные конструкции, неот-
ветственные детали машин, валы, оси и т. д.
Сталь марок Ст. 1, Ст. 2, Ст. 3 и Ст. 4 всех трех групп изго-
товляется кипящая, полуспокойная и спокойная. Сталь марок
Ст. 5, Ст. 6 и Ст. 7 изготовляется только полуспокойная и спо-
койная. Поэтому марки стали после цифры могут иметь индекс
«кп» или «пс», либо «сп», указывающие соответственно, что
сталь кипящая или полуспокойная, либо спокойная.
Углеродистая качественная сталь применяет-
ся для изготовления ответственных деталей, различных машин и
механизмов (шатуны, шпиндели, зубчатые колеса, валы, оси и
т. п.). Качественная конструкционная углеродистая сталь поста-
вляется по ГОСТ 1050—60 с гарантированными механическими
свойствами и химическим составом в виде обжатых болванок,
слитков, листов, прутков, полос, лент и др.
Качественная углеродистая сталь делится на две груп-пы:
I — с нормальным содержанием и II — с повышенным содержа-
нием марганца (0,7—1,2%). Сталь группы I маркируется циф-
рами 05кп, Юкп, 15кп, 20 и далее до 85. Цифры в марке
46
показывают среднее содержание углерода в сотых долях про-
цента. В стали группы II после чисел, выражающих содержание
углерода, ставят букву Г (например, 15Г, 20Г, 25Г и далее до
70Г).
Углеродистые инструментальные стали де-
лятся на качественные и высококачественные. Содержание угле-
рода в сталях, от величины которого во многом зависят свойст-
ва стали, составляет 0,65—1,35%.
Из этих сталей изготовляют режущий, измерительный и
штамповочный инструмент.
Инструмент из углеродистой инструментальной стали после
соответствующей термической обработки выдерживает темпера-
туру нагрева лишь до 200—250°С; при большей температуре на-
грева твердость инструмента резко снижается.
Углеродистые качественные инструментальные стали по
ГОСТ 1435—54 изготовляют следующих марок У7, У8, У9 и т. д.
до У13. Буква У указывает, что сталь углеродистая, а цифра —
содержание углерода в десятых долях процента. В марке высо-
кокачественной углеродистой инструментальной стали ставят
букву А, например У7А, У8А и т. д.
§ 6. ЛЕГИРОВАННЫЕ СТАЛИ
Для изготовления различных машин, инструментов, аппара-
тов, приборов, металлических конструкций и другого оборудова-
ния широко применяются легированные стали, обладающие вы-
сокими механическими, физическими и химическими свойствами.
Элементы, специально вводимые в сталь для получения тре-
буемых свойств, называются легирующими.
Влияние легирующих элементов на свойства стали
Основные цели легирования:
а) повысить прочность стали без применения термической
обработки;
б) увеличить прокаливаемость стали, повысить прочность,
твердость и ударную вязкость;
в) придать стали специальные свойства: жаропрочность, ока-
линостойкость, коррозионную устойчивость, магнитные свойст-
ва и др.
Хром (Сг) повышает твердость, прочность и пластичность,
сохраняет вязкость, увеличивает сопротивляемость стали кор-
розии, повышает прокаливаемость, позволяет производить закал-
ку в масле, что значительно снижает возможность деформации
деталей.
Вольфрам (W) повышает твердость, прочность, красностой-
кость и текучесть, не снижая вязкости, позволяет получать
сквозную прокаливаемость и осуществлять закалку на воздухе.
47
chipmaker.ru
Никель (Ni) повышает прочность, вязкость, жаропрочность,
уменьшает коробление детали при закалке; сталь, содержа-
щая 36% никеля, обладает минимальным коэффициентом рас-
ширения и имеет постоянный, не зависящий от повышения тем-
пературы, модуль упругости.
Молибден (Мо) повышает прочность при высоких темпера-
турах и текучесть, не снижая вязкости, увеличивает сопротивле-
ние ползучести *, позволяет получить сквозную прокаливае-
мость, уменьшает склонность к отпускной хрупкости.
Ванадий (Va) способствует повышению прочности при вы-
соких температурах и красностойкости, уменьшает склонность
стали к перегреву, что облегчает проведение термической обра-
ботки.
Марганец (Мп) при содержании его в стали свыше 1 % повы-
шает твердость, износоустойчивость, стойкость при ударных на-
грузках без снижения пластичности, увеличивает прокаливае-
мость, но делает сталь более чувствительной к перегреву при
термической обработке.
Кремний (Si) повышает износостойкость, увеличивает жаро-
стойкость, если ввести его в сталь совместно с хромом, повыша-
ет электросопротивление и магнитную проницаемость.
Кобальт (Со) повышает окалиностойкость (способность со-
противляться окислению при высоких температурах), магнитные
свойства, увеличивает сопротивление удару.
Титан (Ti) увеличивает прочность и плотность стали, повы-
шает обрабатываемость и сопротивление коррозии.
Ниобий (Nb) повышает сопротивление коррозии.
Бор (В) значительно повышает прокаливаемость и прочность
при высоких температурах, не снижая заметно пластичности и
вязкости.
Алюминий (А1) повышает окалиностойкость, совместное вве-
дение с кремнием способствует коррозионной стойкости.
Классификация и маркировка легированных сталей
По назначению легированные стали делят на три груп-
пы: конструкционные, инструментальные и стали с особыми
свойствами.
По содержанию легирующих элементов леги-
рованные стали делят также на три группы:
1. Низколегированные стали, содержащие легирующих эле-
ментов до 2,5%, выпускаются по ГОСТ 5058—65. По механиче-
ским свойствам эти стали превосходят углеродистую сталь, хо-
рошо свариваются, лучше сопротивляются коррозии, широко
* Ползучесть — свойство металла, медленно н непрерывно деформиро-
ваться при постоянной нагрузке (особенно при высоких температурах).
48
применяются в машиностроении, судостроении, в строительстве
гражданских и промышленных сооружений.
2. Среднелегированные, содержащие легирующих элементов
от 2,5 до 10%.
3. Высоколегированные, содержащие легирующих элемен-
тов более 10%.
По химическому составу и механическим
свойствам легированные стали делятся на качественные и
высокока чествен н ые.
Легированные конструкционные стали
Легированные конструкционные стали выплавляют в марте-
новских и электропечах. Основным требованием, предъявляемым
к этим сталям, является сочетание высокой прочности, твердости
и вязкости; кроме того, эти стали должны обладать хорошими
технологическими и эксплуатационными свойствами, а также
быть дешевыми.
Конструкционные легированные стали делят на строитель-
ные и машиностроительные. Первые применяются для изготов-
ления стальных конструкций зданий и сооружений, вторые ши-
роко используются в различных отраслях машиностроения —
автомобильной, авиационной, автотракторной, станкостроитель-
ной и др.
Ниже приводится несколько примеров обозначений и исполь-
зования некоторых марок легированных конструкционных сталей:
10Г2, 40Г2, 50Р2—марганцовистая сталь, используется для изго-
товления вагонных осей, шатунов, карданных валов и др.
15Х, 20Х, 35ХРА — хромистая сталь, используется для изго-
товления шестерен, валов, болтов, кривошипов и др.
ЗОХГСА, ЗОХГСНА — хромокремнемарганцевая сталь, исполь-
зуется для изготовления деталей тракторов, гусениц, кривошип-
ных валов и т. д.
20ХНЗА, ЗОХНЗА — цементируемые детали повышенной проч-
ности (шестерни, валы, штоки, кривошипы).
В марках легированных сталей первые две цифры обозначают
среднее содержание углерода в сотых долях процента, следую-
щие за ними буквы русского алфавита указывают на наличие в
стали легирующих элементов, при этом буква А означает азот,
Б — ниобий, В — вольфрам, Г—марганец, Д — медь, Е — селен,
Л — бериллий, М — молибден, Н — никель, П — фосфор, Р —
бор, С — кремний, Т — титан, Ф — ванадий, Ц — цирконий,
Ю — алюминий; цифра, стоящая после буквы, указывает (при-
близительно) содержание легирующего элемента в процентах,
если содержание его больше 1%; если легирующего элемента в
стали содержится менее 1%, то цифра не ставится; буква А в
конце марки указывает, что сталь высококачественная.
49
r.ru
Легированные инструментальные стали
По назначению легированные инструментальные стали делят
на две группы: 1) для режущего и измерительного инструмента,.
2) для штампового инструмента.
Легированные стали для режущего инстру-
мента характеризуются высокой износостойкостью и твердо-
стью, не снижающейся при высоких температурах, имеют доста-
точную вязкость.
Для изготовления режущих инструментов наиболее широко
применяют стали марок: X, 9ХС, ХВ5, ХВГ.
К группе легированных инструментальных сталей относится
быстрорежущая сталь, предназначенная для изготовления инст-
румента, работающего с высокими скоростями резания и боль-
шими подачами, (токарные резцы, сверла, фрезы, зенкеры
и др.). Эта сталь сохраняет высокую твердость при температуре
до 600° С.
Быстрорежущие стали, кроме незначительного количества
примесей фосфора, серы, кремния, содержат 0,7—1,55% углеро-
да и легирующие элементы: хром, вольфрам, ванадий, кобальт,
молибден и никель.
Марки этих сталей: Р18, Р9, Р12, Р9Ф5, Р6МЗ, Р14Ф4, Р18Ф2,
Р9К5, Р9КЮ, Р10К5Ф5, Р18К5Ф2. В марке стали буква Р обоз-
начает, что сталь быстрорежущая, следующая за ней цифра ука-
зывает среднее содержание вольфрама в процентах, цифра пос-
ле букв Ф и К указывает соответственно среднее содержание
ванадия и кобальта.
Стали для штампов делятся на три группы: а) для штампов
холодной штамповки; б) для штампов горячей штамповки;
в) для ударного инструмента.
Стали для изготовления штампов холодной штамповки дол-
жны обладать высокой твердостью, износоустойчивостью при
достаточной вязкости и хорошо прокаливаться; к ним относятся
марки У10, У10А, У12, У12А, а также легированные — 9Х, Х6ВФ,
Х12, Х12М, Х12Ф1 и др.
Стали для штампов горячей штамповки должны иметь высо-
кие механические свойства при повышенных температурах, вы-
держивать многократные нагревы (термическая стойкость), вы-
сокую прокаливаемость, не давать трещин при местном нагреве,
сохранять стабильные размеры.
К этим сталям относятся: 5ХГМ, 5ХНВ, 5ХНСВ, 4Х8В2, 4ХС,
4Х5В2ФС и др.
Стали для измерительных инструментов
должны обладать высокой твердостью, износоустойчивостью и
сохранять свои размеры в процессе работы.
Измерительные инструменты изготовляют из следующих ста-
лей: X, ХГ, 9ХВГ, ХВГ — для калибров и плиток высокой точ-
50
ности; 38ХВФЮА, 120ХГ — для калибров — колец; X — для ле-
кал сложной формы; 4X13, Х18 — для инструментов, устойчивых
против коррозии.
Стали с особыми свойствами
К легированным сталям с особыми свойствами относятся
коррозионностойкие (нержавеющие), жаростойкие (окалино-
стойкие) и жаропрочные, стали с особыми магнитными свойст-
вами, сплавы с высоким электросопротивлением и др.
Коррозионностойкие стали применяются для изго-
товления деталей, работающих в средах, вызывающих коррозию:
в пресной и морской воде, атмосфере воздуха и водяного пара,
разных газов, в растворах кислот и солей и т. п.
Стойкость против коррозии обеспечивается введением в сталь
значительного количества хрома (от 6 до 28%), никеля, титана
и др.
Высокая стойкость против коррозии высокохромистых сталей
обеспечивается образованием на их поверхности тонкой и проч-
ной пленки окиси хрома.
Наиболее широко применяют коррозионностойкие стали
0X13, 1X13, 2X13, 9X18, Х17, Х28, Х25Т, Х18Н10Т, Х18Н9 и др.
(ГОСТ 5632—61).
Жаростойкие стали (окалиностойкие) характеризуют-
ся способностью сопротивляться образованию окалины и меха-
ническому разрушению при высоких температурах.
Эти стали, получаемые введением хрома, никеля, кремния,
алюминия, образуют на поверхности детали при высоких темпе-
ратурах плотную, прочную пленку, обладающую хорошими за-
щитными свойствами против образования окалины.
Из жаростойких сталей изготовляют клапаны выпуска- для
двигателей внутреннего сгорания (марки 4Х9С2, 4Х10С2М,
3X13H7C2, 1Х12СЮ), детали котельных установок и трубы
(Х6СЮ, Х25Н20С2, Х23Н13), печные конвейеры, ящики для це-
ментации (Х20Н14С2, 4Х18Н25С2), детали газовых систем, ап-
паратуру (ХН60Ю, ХН75МБТЮ, ХН70Ю) и другие изделия и
детали, работающие при высоких температурах.
Особую группу составляют окалиностойкие стали с высоким
омическим электросопротивлением (ГОСТ 9232—59), содержа-
щие хром и алюминий (Х13Ю4, 0Х23Ю5, 0Х27Ю5А), никель и
хром (Х20Н80, Х15Н60). Их используют для изготовления про-
волоки и лент нагревательных бытовых приборов, лабораторных
печей и реостатов.
Жаропрочные стали предназначаются для изготовления де-
талей, работающих в условиях высоких температур и длитель-
ных постоянных или переменных нагрузок. К таким деталям от-
носятся лопатки и диски газовых и паровых турбин и реактив-
61 .
ctiipmaker.ru
ных двигателей, детали выхлопных систем, трубы печей;
аппаратов нефтеперерабатывающих заводов, крепежные детали;
работающие при высоких температурах. *
Применяются следующие марки жаропрочных сталей: X5Mi
Х5ВФ, Х6СМ, 4Х10С2М, 1Х12Н2ВМФ, 1Х11МФ, 1X113, 2X13
Х12Н22ТЗМР и многие другие.
Магнитные стали (ГОСТ 6862—54)—стали, имеющие высо4
кие магнитные свойства; применяются для изготовления элект-
рических машин и аппаратов.
Различают магнитомягкие стали и магнитотвердые.
Магнитомягкие стали обладают высокой магнитной проница-
емостью, из них изготовляют электромагниты, сердечники транс-
форматоров и якоря электромашин. К этой группе относятся
электротехнические стали (ГОСТ 802—58), представляющие
сплав углерода (не более 0,1%) и кремния (0,8—4,8%). Эта
сталь поставляется в виде листов (марки Э12, Э13, Э21, Э42 и
др.). В марке буква Э означает, что сталь электротехническая,
первая за буквой цифра (1, 2, 3, 4) показывает среднее содержа-
ние кремния 8 процентах; вторые цифры за буквой характери-
зуют средние потери при перемагничивании.
Магнитотвердые стали применяют для изготовления посто-
янных магнитов; к ним относятся стали EX, ЕХЗ, ЕХ5К5, Е7В6,
ЕХ9К15М.
Глава IV
ТВЕРДЫЕ СПЛАВЫ
В зависимости от способа получения твердых сплавов их
можно подразделить на две группы: металлокерамические (по-
лученные спеканием) и литые (наплавочные).
Металлокерамические сплавы изготовляют спе-
канием порошка карбидов вольфрама, титана и другого туго-
плавкого металла и связующего порошка кобальта.
Металлокерамические твердые сплавы относятся к группе
материалов, обладающих большой твердостью, красностойко-
стью (до температуры 1200°С), высокими свойствами резания
металлов (при обработке стали марки 45 до 2700 м/мин, алюми-
ния выше 5000 м!мин) и сопротивлением истиранию.
В отличие от углеродистой стали металлокерамические твер-
дые сплавы никакой термической обработки не требуют.
Металлокерамические твердые сплавы широко применяются
для обработки металлов резанием (изготовление режущих инст-
рументов), давлением (при волочении, штамповке, калиброва-
нии и др.); металлические твердые сплавы используются также
для изготовления зубьев врубовых машин, бурильных молотков,
сверл, а также в ряде других отраслях техники.
Основой твердых металлокерамических сплавов являются
карбиды (химические соединения с углеродом вольфрама, тита-
на и кобальта).
Форма пластин — самая разнообразная и зависит от конст-
рукции режущего инструмента. Пластины твердых сплавов слу-
жат для оснащения резцов, фрез, шаберов, сверл, зенкеров и
других режущих инструментов.
Металлокерамические твердые сплавы делятся на три груп-
пы (ГОСТ 3882—61):
I) вольфрамовые твердые сплавы, состоящие из зерен кар-
бида вольфрама, сцементированных кобальтом: ВК, ВК8, ВК10,
ВКЗО и др.;
2) титановольфрамовые твердые сплавы, состоящие из зе-
рен твердого раствора карбида вольфрама, сцементированных
кобальтом, или только из зерен твердого раствора карбида воль-
фрама в карбиде титана, сцементированных кобальтом: Т5К10,
Т15К6, Т14К8 и др.;
3) титанотанталовольфрамовые твердые сплавы, состоя-
щие из зерен твердого раствора карбида титана, карбида танта-
ла, карбида вольфрама и избыточных зерен карбида вольфра-
ма, сцементированных кобальтом, марка ТТ7К12.
Буквы в марках твердого сплава означают: В — карбид воль-
фрама, К — кобальт, Т — карбид титана; цифры, стоящие после
букв, показывают процентное содержание данного металла в
S3
chipmaker.ru
сплаве. Например, марка ВК2 расшифровывается следующим
образом: вольфрамокобальтовый сплав с содержанием 2% ко-
бальта, остальное — карбид вольфрама; Т15К6— титанововоль-
фрамовый сплав с содержанием 15% карбида титана и 6% ко-
бальта, остальное — карбид вольфрама.
Вольфрамовые твердые сплавы ВК применяются при обра-
ботке хрупких материалов: чугуна, бронзы, стекла, фарфора
и др.
Титановые сплавы ТК — для вязких материалов: стали, ла-
туни и др.
Титанотанталовые сплавы ТТК— для черновой обработки
стальных заготовок с ударами и загрязненные коркой.
Наплавочные твердые сплавы применяются для
наплавки (покрытия) в расплавленном состоянии (с помощью
газа или дуги) рабочих поверхностей быстроизнашивающихся
деталей машин, приспособлений, инструментов с целью повыше-
ния их износоустойчивости и коррозионной стойкости.
Наплавочные сплавы делятся на три группы: литые, элект-
родные и зернообразные.
Литые сплавы получают в виде прутков диаметром 5—
7 мм, длиной 200—300 мм, которые затем при помощи газа на-
плавляют на режущие кромки или поверхности деталей, подвер-
гающихся износу.
Минералокерамические сплавы в отличие от ме-
таллокерамических сплавов весьма дешевы, не содержат воль-
фрама, титана, кобальта и железа. Изготовляются они на осно-
ве окиси алюминия (А12О3)—корунда путем тонкого размола,
прессования и спекания. В настоящее время выпускаются мине-
ралокерамические материалы марок ЦВ (термокорунд) и ЦМ
(микролит), из которых изготовляют пластинки (марки ЦВ-13,
ЦВ-18, ЦМ-332), используемые в качестве заменителя быстро-
режущей стали и твердого сплава при чистовом и получистовом
точении чугуна, стали и цветных металлов.
Керамические материалы имеют достаточную прочность на
сжатие (до 500 кГ1мм2, высокую твердость (HRA 89—95), теп-
лостойкость (около 1200° С) и износостойкость, что позволяет
вести обработку металла на высоких скоростях резания (до
3700 м/мин при чистовом обтачивании чугуна).
Однако в связи с чрезвычайной хрупкостью минералокера-
мические пластинки широкого практического применения пока
не нашли.
Глава V
ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
В современном машиностроении цветные металлы и их спла-
вы находят широкое применение, а в некоторых областях, на-
пример самолетостроении, радио- и электротехнике, являются
основными материалами. Чаще всего применяются сплавы из
меди, свинца, олова, алюминия, магния, цинка.
§ 1. МЕДЬ И ЕЕ СПЛАВЫ
Медь по своему значению в машиностроении является наи-
более ценным техническим материалом. Она хорошо сплавляет-
ся с большинством металлов. Медь в чистом виде имеет крас-
ный цвет, чем больше в ней примесей, тем грубее и темнее из-
лом. Температура плавления меди 1083° С, удельный вес
8,92 Г/сл3.
Медь хорошо проводит электричество и тепло, уступая в этом
отношении только серебру, ее используют для изготовления
электрических проводов, деталей электрооборудования, холо-
дильных установок и т. д.; отличается хорошей коррозионной
стойкостью, поэтому широко применяется в химическом маши-
ностроении и теплотехнике. Медь — очень вязкий металл, труд-
но поддается обработке резанием, так как стружка налипает на
режущий инструмент. Для изготовления деталей машин чистая
медь почти не применяется из-за низкой механической проч-
ности.
В зависимости от чистоты предусмотрено пять марок меди:
МО, Ml, М2, М3, М4 (ГОСТ 859—41). В наиболее чистой меди
(марка МО) общее количество примесей не должно превышать
0,05%. Наибольшее количество примесей (до 1%) содержит
медь марки М4.
Медь марки МО (электролитическая) предназначается для
изготовления проводников тока и сплавов высокой чистоты,
М3 — для проката и литейных медных сплавов (кроме бронзы),
а медь марки М4 — для литейных бронз и паяния.
Значительная часть меди используется для изготовления
сплавов на медной основе: латуни, бронзы, медно-никелевых
сплавов. Эти сплавы прочнее чистой меди, их часто применяют
в технике (коррозионностойкие детали).
Латунь представляет собой сплав меди с цинком. Процент-
ное содержание цинка в сплаве может колебаться в широких
пределах и оказывает влияние как на механические свойства,
55
chipmaker.ru
так и на цвет латуни. С увеличением содержания цинка до 45%
механические свойства латуни улучшаются, предел прочности
возрастает до 32—65 кГ]мм2, а относительное удлинение — до
65%.
Температура плавления латуней колеблется в пределах
800—1099° С. Чем больше в латуни цинка, тем ниже температу-
ра ее плавления.
В состав латуней, кроме меди и цинка, вводят алюминий, ни-
кель, железо, марганец, олово и кремний. Такие латуни называ-
ются специальными, эти добавки сообщают сплавам латуни по-
вышенную прочность, твердость, антикоррозионную стойкость,
улучшают литейные свойства.
По ГОСТ 1019—47 для них приняты следующие буквенные
обозначения: Л — латунь, С — свинец, А — алюминий, Ж — же-
лезо, Н — никель, М—марганец, О — олово, К—кремний. Циф-
рами обозначается среднее процентное содержание меди; напри-
мер в латуни марки Л96 содержится 96% меди; в марке Л062-1
содержится 62% меди и примерно 1% олова, остальное цинк.
Свинцовистые латуни марок ЛС59-1, ЛС60-1, ЛС63-3, ЛС64-2,
ЛС74-3 обладают высокими механическими свойствами, хорошо
обрабатываются резанием и штампуются; ЛС62-1, ЛС70-1 обла-
дают высокими антикоррозионными свойствами в морской воде,
хорошо обрабатываются в горячем состоянии. Эти латуни нахо-
дят широкое применение в судостроении.
Бронзы представляют собой сплавы меди с любым другим
металлом — свинцом, алюминием, кремнием, оловом, марган-
цем, никелем, железом, кроме цинка.
Бронзы обладают хорошими литейными и антифрикционны-
ми свойствами, высокой прочностью и твердостью, коррозионной
стойкостью и хорошо обрабатываются резанием; при небольшом
содержании легирующих элементов бронзы обрабатываются
давлением.
В зависимости от состава бронзы делятся на оловянные и
безоловянные (специальные), к которым относятся алюминие-
вая, кремнистая, свинцовистая и другие бронзы.
Маркировка бронз та же, что и для латуней: буквы Бр. —
бронза, дальше начальные буквы названий тех основных элемен-
тов, которые входят в состав сплава, а цифры, стоящие за бук-
вами, соответственно обозначают их процентное содержание в
бронзе. Например, Бр.0Ф6,5-4 обозначает марку оловянисто-фос-
фористой бронзы, содержащей 6—7% олова и около 4% фосфо-
ра. Фосфористая бронза применяется для изготовления вклады-
шей подшипников, червячных колес, а также деталей, находя-
щихся в соприкосновении с морской водой.
Бронза Бр.ОЦС-6-6-3 применяется для изготовления машин-
ной, водяной и паровой арматуры, а также гаек, втулок, порш-
ней насосов и т. д.
56
§ 2. АЛЮМИНИЙ И ЕГО СПЛАВЫ
Алюминий — легкий металл серебристо-белого цвета, удель-
ный вес 2,7 Г/см3, температура плавления 660° С. Механические
свойства алюминия невысокие, поэтому в качестве конструкци-
онного материала применяется редко.
Алюминий характеризуется высокой пластичностью, хорошо
штампуется, легко прокатывается и прессуется, хорошо сварива-
ется газовой и контактной сваркой, литейные свойства его низ-
кие, обрабатываемость резанием плохая.
Важнейшим свойствам алюминия является устойчивость
против коррозии благодаря образованию на его поверхности
прочной защитной пленки — окиси алюминия.
Алюминий обладает высокой электро- и теплопроводностью
(но несколько худшей, чем медь), поэтому наибольшее примене-
ние он нашел в электротехнической промышленности для изго-
товления проводов, кабелей, обмоток и т. п. Кроме этого, алю-
миний используется в химической промышленности, в приборо-
строении, а также для получения алюминиевых сплавов.
К неупрочняемым термической обработкой относят сплавы
алюминия с марганцем — АМц и алюминия с магнием — АМг,
АМгЗ, АМг5В, АМг5П, АМгб. Эти сплавы обладают высокой пла-
стичностью, коррозионной стойкостью, хорошо свариваются и
штампуются, но имеют невысокую прочность, которую можно
повысить нагартовкой, из них изготовляют бензиновые баки, про-
волоку, заклепки и другие детали путем гибки и глубокой вытяж-
ки, а также сварные резервуары для жидкостей и газов.
Дур алюмины — это сплавы, имеющие сложный химиче-
ский состав, основу которого представляют алюминий, медь и
магний; для повышения коррозионной стойкости добавляют
марганец. Дуралюмины характеризуются небольшим удельным
весом, высокой прочностью, достаточной твердостью и вязкос-
тью; для повышения механических свойств их подвергают терми-
ческой обработке.
Дуралюмины не обладают достаточной стойкостью против
коррозии, поэтому их подвергают плакитированию (покрытие
поверхности) тонким слоем алюминия.
Основная часть алюминия используется для изготовления
сплавов, которые можно разделить на две группы: деформиру-
емые и литейные.
Деформируемые алюминиевые сплавы сравни-
тельно легко обрабатываются в горячем и холодном состоянии
(прокаткой, прессованием, волочением, ковкой, штамповкой
и др.), из них изготовляют прутки, листы, проволоку, прессован-
ные профили, поковки и т. д.
Деформируемые алюминиевые сплавы делятся на не упроч-
няемые и упрочняемые термической обработкой.
57
chipmaker.ru
К деформируемым алюминиевым сплавам относятся также
сплавы марок АК2, АК4, АК6, АК8, в состав которых входят,
кроме алюминия, медь, марганец, магний, кремний и в неболь-
шом количестве никель. Из этих сплавов ковкой и штамповкой
изготовляют крупные фасонные и высоконагруженные детали —
поршни, лопасти винтов, крыльчатки насосов и т. д.
Высокопрочные алюминиевые сплавы облада-
ют более высокой прочностью, чем дуралюмины повышенной
прочности. Основу этих сплавов составляют цинк, медь, магний.
Наиболее широко применяется сплав В95, прочность его после
термической обработки выше, а пластичность и коррозионная
стойкость ниже, чем у дуралюмина Д16, хорошо обрабатывается
резанием и поддается точечной сварке.
Из сплава В95 изготовляют высоконагруженные элементы
конструкции — детали каркасов, обшивку и т. д.
Литейные алюминиевые сплавы применяются
при производстве деталей методом отливки. Такие сплавы обла-
дают высокой жидкотекучестью, позволяющей получать тонко-
стенное, плотное литье со сравнительно малой усадкой, без тре-
щин, с высокой прочностью, коррозионной стойкостью, тепло- и
электропроводностью, хорошей обрабатываемостью резанием.
Наибольшее распространение получили литейные сплавы
алюминия с кремнием — АЛ2, АЛ4, АЛ9, называемые силумина-
ми. Они обладают высокой жидкотекучестью, хорошей герметич-
ностью, не дают горячих трещин и характеризуются небольшой
усадкой при литье, достаточно высокой прочностью, хорошо об-
рабатываются резанием, хорошо свариваются, сопротивляются
коррозии и при изготовлении отливок не дают горячих трещин.
Сплав АЛ2 применяется для изготовления деталей агрегатов,
приборов, тонкостенных деталей сложной формы при литье в
землю; сплав АЛ4 — для изготовления высоконагруженных де-
талей ответственного назначения; сплав АЛ9 — для изготовле-
ния деталей средней нагруженности, но сложной конфигурации,
а также для деталей, подвергающихся сварке. Недостатком спла-
ва АЛ9 является склонность к газовой пористости.
Сплавы на основе алюминия и магния обла-
дают наиболее высокой коррозионной стойкостью и более высо-
кими механическими свойствами после термической обработки
по сравнению с другими алюминиевыми сплавами, но литейные
свойства их низкие. Наиболее распространены марки АЛ8 и А13.
Из них изготовляют высоконагруженные детали, подверженные
коррозионным воздействиям (детали для морских судов), а так-
же детали, работающие при высоких температурах (головки ци-
линдров мощных двигателей воздушного охлаждения).
Сплавы на основе алюминия и меди (марки
АЛ7, АЛ 12, АЛ 19) обладают невысокими литейными свойствами
и пониженной коррозионной стойкостью, но высокими механи-
58
ческими свойствами. Эти сплавы применяются для изготовления
отливок несложной формы, работающих с большими напряже-
ниями (марка АЛ7), для отливки головок цилиндров маломощ-
ных двигателей воздушного охлаждения.
Сплавы на основе алюминия, меди и кремния
характеризуются хорошими литейными свойствами, но коррози-
онная стойкость их невысокая. Эти сплавы широко применяют
для изготовления отливок корпусов, арматуры и мелких дета-
лей (сплавов АЛЗ), отливок ответственных деталей, обладаю-
щих повышенной теплоустойчивостью и твердостью (сплав
АЛ4), отливок карбюраторов и арматуры двигателей
(сплав АЛ6).
К сплавам на основе алюминия, цинка и кремния относится
сплав АЛ 11 (цинковый силумин), обладающий высокими литей-
ными свойствами, а для повышения механических свойств под-
вергается модифицированию; удельный вес его сравнительно вы-
сок— 2,9 Г/см3. Из этого сплава изготовляют отливки сложной
конфигурации — картеры, блоки двигателей.
К жаропрочным сплавам относится литой сплав АЛ 1,
предназначенный для изготовления головок цилиндров, порш- .
ней, работающих при высоких температурах — до 300° С.
§ 3. МАГНИЙ И ЕГО СПЛАВЫ
Магний представляет собой легкий металл серебристого цве-
та, удельный вес его 1,74 Г1см3, температура плавления 650° С.
При температуре, несколько превышающей температуру плав-
ления, легко воспламеняется и горит ярко-белым пламенем.
В связи с малой прочностью и слабой стойкостью против кор-
розии магний в качестве конструкционного материала не приме-
няется, в основном он используется для получения магниевых
сплавов.
Магниевые сплавы являются весьма легкими конструкцион-
ными материалами, поэтому они находят широкое применение в
авиационной и других отраслях промышленности.
По технологическому признаку магниевые сплавы делятся на
деформируемые и литейные.
Деформируемые магниевые сплавы применяют
для изготовления полуфабрикатов — прутков, полос, труб, лис-
тов и т. д., а также штамповок и поковок марок MAI, МА2, МАЗ,
МА5, МА8.
Литейные магниевые сплавы нашли широкое при-
менение для производства фасонного литья. Удельный вес этих
сплавов колеблется в пределах 1,75—1,83 Г 1см3, они хорошо об-
рабатываются резанием, но литейные свойства их ниже литей-
ных свойств алюминиевых сплавов. К недостаткам литейных
магниевых сплавов следует отнести пониженную коррозионную
59
chipmaker, ru
стойкость во влажной среде, поэтому литейные, как и деформи-
руемые магниевые сплавы, защищают оксидными пленками и
лакокрасочными покрытиями. Марки литейных магниевых спла-
вов: МЛ2, МЛЗ, МЛ4, МЛ5, МЛ6.
Маркировка магниевых сплавов состоит из буквы, обознача-
ющей соответствующий сплав, буквы, указывающей способ по-
лучения (А — для деформируемых, Л — для литейных) и циф-
ры, обозначающей порядковый номер сплава.
§ 4. ТИТАН И ЕГО СПЛАВЫ
Титан — металл серебристо-белого цвета, имеющий темпера-
туру плавления около 1680° С, удельный вес 4,5 Г few?, механиче-
ские свойства изменяются в зависимости от чистоты титана, кор-
розионная стойкость на воздухе и в морской воде очень высо-
кая, не уступает стойкости нержавеющей стали и платины.
Титан характеризуется высокой пластичностью при горячей
деформации (куется, прессуется, прокатывается), хорошо свари-
вается дуговой сваркой с применением защитной атмосферы и
контактной сваркой без применения защитной атмосферы, удов-
летворительно обрабатывается резанием.
Титан используют для изготовления деталей, работающих
при температурах до 350° С (в основном в химической промыш-
ленности), а его сплавы в авиационной промышленности, судо-
строении и специальном машиностроении.
Титановые сплавы стали применять в промышленности сов-
сем недавно. Однако благодаря высоким механическим свойст-
вам, малому удельному весу, высоким антикоррозионным свой-
ствам и теплостойкости производство их непрерывно растет.
Титановые сплавы получают легированием титана алюмини-
ем, хромом, ванадием, молибденом, оловом, марганцем, железом
и другими элементами. Титановые сплавы прочнее алюминиевых
в 2—3 раза, магниевых в 5 раз и прочнее некоторых легирован-
ных сталей. Предел прочности титановых сплавов достигает
150 кГ/мм2, многие эти сплавы подвергаются термической обра-
ботке. Титановые сплавы поддаются сварке и пайке в защитной
или нейтральной среде.
Титановые сплавы применяют в виде листов, лент, прутков,
поковок и штамповок, а также в виде фасонного литья.
По назначению титановые сплавы подразделяются на спла-
вы общего назначения (ВТ6), сплавы для листов (ОТ4, ВТ4,
ВТ5) и жаропрочные сплавы (ВТЗ, ВТЗ-1, ВТ8),
Глава VI
ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Необходимые механические свойства металлов, обеспечиваю-
щие надежную работу современных деталей машин и инстру-
мента, могут быть получены путем изменения химического сос-
тава или строения (структуры) металла. Структуру металлов
можно изменить термической (тепловой) обработкой.
Термической обработкой называется процесс изменения внут-
реннего строения (структуры) металлов и сплавов, находящихся
в твердом состоянии, путем нагрева до определенной темпера-
туры, выдержки при этой температуре и последующего охлажде-
ния.
В машиностроительном производстве наибольшее практиче-
ское применение находит термическая обработка стали.
В основе термической обработки стали лежат процессы на-
грева и охлаждения. Изменяя температуру и продолжитель-
ность нагрева, температуру и продолжительность выдержки и
скорость охлаждения можно сообщить стали одного и того же
химического состава самые разнообразные свойства, т. е. де-
лать ее твердой или мягкой, в различной степени пластичной,
хрупкой и т. п.
Совокупность этих условий называется режимом термичес-
кой обработки.
Основными операциями термической обработки являются от-
жиг, нормализация, закалка и отпуск.
§ 1. ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
Оборудование термических цехов разделяется на основное,
дополнительное и вспомогательное.
Основное оборудование предназначается для непосредствен-
ного выполнения технологических процессов термической обра-
ботки. К нему относятся нагревательные печи и ванны, уста-
новки для нагрева токами высокой частоты, закалочные
средства.
Дополнительное оборудование используется для операций,
выполняемых после закалки и отпуска: моечные машины и про-
мывные баки, правильные установки, очистные устройства.
Вспомогательное оборудование включает установки для при-
готовления твердого и жидкого карбюризаторов газовых атмос-
фер, воздуходувки, подъемно-транспортное оборудование (руч-
ные и электрические тали, монорельсы, рольганги и т. п.).
Для измерения и регулирования температуры в нагреватель-
ных печах, установках и соляных ваннах применяют контрольно-
измерительные приборы: термометры, пирометры, термопары,
милливольтметры, потенциометры и т. п.
61
chipmaker.ru
Нагревательное оборудование
По конструктивному принципу печи делят на камерные пе-
риодического действия и непрерывного действия.
В зависимости от потребляемой тепловой энергии различают
печи нефтяные, газовые и электрические.
Нефтяные печи относятся к нагревательным пламенным
печам, в качестве топлива для них используют мазут, поступаю-
щий через форсунки.
В нефтяной камерной печи камера сгорания находится под
подом печи. Детали укладываются на поду и нагреваются горя-
чими газами и теплом, излучаемым подом, стенками и сводом
печи.
Печи непрерывного действия по сравнению с ка-
мерными более производительны. Здесь тепловой режим в зонах
рабочего пространства постоянный. Нагреваемые детали, уло-
женные на поддон, непрерывно, с одинаковыми интервалами
передвигаются толкателем. Температура в зонах нагрева и вы-
держки регулируется автоматическими приборами.
Газовые нагревательные печи по конструкции поч-
ти ничем не отличаются от нефтяных. Горючий газ подают в печь
через инжекторные горелки.
В настоящее время печи, работающие на жидком и газовом
топливе, применяются редко.
Нагревательная ванна (печь) представляет собой тигель,
изготовленный из жароупорного материала (хромистая или хро-
моникелевая нержавеющая сталь). В тигель загружаются и на-
греваются соли, легкоплавкие металлы (свинец) или машинное
масло в зависимости от необходимой рабочей температуры.
В ваннах обеспечивается равномерный нагрев металла, что важ-
но для деталей сложной конфигурации.
В свинце детали нагревают до 600° С, так как при более вы-
сокой температуре свинец начинает испаряться.
Соли, расплавленные металлы и горячие масла удаляются
через специальное отверстие в нижней части ванны. Нагрева-
тельные ванны используют для нагрева деталей до температуры
850—900°.
Электрические печи получили наиболее широкое рас-
пространение, допускают нагрев до 1350°С, точность регулиро-
вания температур ±5°.
Процессы термической обработки в настоящее время механи-
зированы и автоматизированы. Применяются механизированные
поточно-действующие печи, снабженные автоматикой, позволяю-
щей поддерживать необходимую температуру, дозировать пода-
чу топлива и воздуха и электроэнергии, перемешивать среду на-
грева и охлаждения, перемещать детали в печи с определенной
скоростью, быстро передавать их в охлаждающую среду и т. д.
62
Закалочные средства
К закалочным средствам относятся простые или механизиро-
ванные баки, закалочные прессы и закалочные машины; в них
содержатся вода, водяные растворы солей и щелочей, минераль-
ные масла и другие охлаждающие среды, предназначаемые для
закалки нагретых деталей.
Масляные и соляные ванны используют для низкого отпуска
и других процессов в термической обработке.
Приборы для измерения температуры нагрева
Правильное определение температуры нагрева стали при тер-
мической обработке имеет очень большое значение.
При нагревании стали необходимо помнить, что разные марки
ее имеют различную температуру нагрева. Для измерения тем-
ператур при термической обработке пользуются специальными
приборами — пирометрами. Наибольшее распространение полу-
чили термоэлектрические пирометры.
Рис. 20. Термоэлектрический пирометр
Термоэлектрический пирометр (рис. 20) состоит из термопа-
ры 1 и милливольтметра (гальванометра) 2. Термопара пред-
ставляет собой прибор, в котором имеются две проволоки (про-
водники) 3 из разнородных металлов или сплавов, сваренных в
точке 7. Каждая из проволочек заключена в фарфоровую тру-
бочку 5. Трубочки помещены в кожух 4. Свободные концы про-
волочек соединены с гальванометром с помощью зажимов.
Если термопару местом «горячего» спая поместить в печь,
температуру которой определяют, то в проводниках 6 возникнет
термо-э. д. с. Чем выше будет температура «горячего» спая, тем
выше будет величина термо-э. д. с., которая вызывает отклоне-
ние стрелки милливольтметра.
63
chipmaker.ru
Рис. 21. Оптический пирометр:
1 — электрическая лампочка, 2 — оку-
ляр, 3 — раскаленный металл, 4 — реос-
тат, б — аккумулятор, б — стрелка, 7 —
шкала
Температуру раскаленного металла можно определить и при
помощи оптического пирометра, который применяется для изме-
нения температур свыше 6006С.
Объектив пирометра (рис. 21) направляют на раскаленный
предмет. Внутри термометра име-
ется электрическая лампочка 1,
питаемая постоянным током от
аккумулятора 5.
Через окуляр 2 видны одно-
временно нить накала и раска-
ленный металл 3. Изменяя с по-
мощью реостата 4 силу тока, под-
бирают такую его величину, что-
бы яркость нити накала электри-
ческой лампочки 1 и раскаленно-
го металла 3 были одинаковы.
В зависимости от величины тока
стрелка 6 прибора отклонится по'
шкале 7 на определенный угол.
По отклонению стрелки гальва- .
нометра в зависимости от величи-
ны тока определяют температуру
нагретого металла.
Ориентировочное (приближен-
ное) значение температур нагре-
ва металла может быть определе-
но по цветам каления, т. е. по от-
тенку, который принимает раска-
ленная сталь. Чем выше темпера-
тура нагрева, тем ярче и светлее цвет каления. Последователь-
ность появления цветов каления приведена на рис. 22.
§ 2. СКОРОСТЬ НАГРЕВА
Допускаемая скорость нагрева металла при термической об-
работке зависит от типа нагревательного устройства, веса одно-
временно нагреваемого металла, его химического состава, тепло-
проводности, степени однородности и чистоты, а также формы
размеров деталей и температуры нагрева.
Увеличение скорости нагрева сокращает длительность терми-
ческой обработки, повышается производительность оборудова-
ния, уменьшается угар металла и т. д.
Чем больше в стали углерода и легирующих элементов, чем
сложнее форма и больше размеры детали, тем медленнее дол-
жен осуществляться нагрев во избежание возникновения боль-
ших внутренних напряжений, которые вызовут коробление и
даже образование трещин в деталях.
64
chipmaker.ru
°C
Темно-коричневый 530-580
Коричнево-красный 580-650
Темно-красный 650-730
Теми о-вишнево-красный 730-770
Вишнево-красный 770-800
Светло-вишнево-красный 800-830
Светло-красный 830-900
Оранжевый 900-1050
Т емно-желтый 1050-1150
Светло- желтый 1150-1250
Ослепительно-белый 1250-1300
1
2
3
4
5
6
7
8
1 9
1 10
1 11
Рис. 22.
Цвет Темпе рату- ра, "X Какие изделия отпускаются
Светло- желтый 220 Шаберы
Соломенно- желтый 240 Резцы, сверла, развертки
Коричнево- желтый 255 Плашки, калибры
Красно- коричневый 265 Метчики, спиральные сверла для мягкого чугуна и стали
Пурпурно- 1 красный 275 Метчики и сверла для желе- за, стали и алюминия
Фиолетовый 285 Зубила, бородки, кернеры, отвертки
Васильково- синий 295 Режущий инструмент по де- реву, гладилки и чеканки в котельном деле
Светло- синий 315 Ручные зубила по мягкой стали
Серый 330 Пилы для дерева, спираль- ные и плоские пружины
Рис. 28.
chipmaker.ru
Для медленного нагрева детали загружают в холодную печь
(медленный нагрев вместе с печью). При загрузке деталей в
печь, имеющую температуру заданного режима термообработки,
достигается высокая скорость нагрева. Таким методом главным
образом нагревают мелкие детали — пружины, шпильки, гайки
и т. п.
Медленно нагревают детали до температуры 500—600°С,
затем процесс нагрева ускоряют, так как внутренние напряже-
ния в деталях из-за разности температур уже не будут возникать.
Время нагрева инструментальных углеродистых и средне-
легированных конструкционных сталей больше, чем конструк-
ционных углеродистых сталей на 25—50%, а высоколегирован-
ных на 50—100%.
После нагрева до заданной температуры детали выдержива-
ют в течение определенного промежутка времени для выравни-
вания температуры по всему сечению детали и завершения струк-
турных превращений.
§ 3. ОТЖИГ И НОРМАЛИЗАЦИЯ
Отжигом называется операция термической обработки, при
которой путем нагрева, выдержки и последующего медленного
охлаждения в стали образуется устойчивая структура, свобод-
ная от остаточных напряжений.
Различают следующие основные виды отжига.
Полный отжиг применяют с целью получения мелкозер-
нистой структуры, снятия внутренних напряжений, сталь стано-
вится мягкой и вязкой. Полный отжиг осуществляется путем
нагрева стали на 30—50° выше линии GSK. (точка Ас3)
(рис. 23), выдержки при этой температуре и последующего мед-
ленного охлаждения вместе с печью. Время выдержки при на-
греве должно быть достаточным для прогрева изделий по всему
сечению.
Неполный отжиг применяют для снятия внутренних на-
пряжений, снижения твердости и улучшения обрабатываемости
стали. Детали при таком отжиге нагревают на 30—50°С выше
линии PSK (точки Лс,), выдерживают при этой температуре и
медленно охлаждают. Неполному отжигу подвергают стали с со-
держанием углерода более 0,8%.
Изотермический отжиг заключается в нагреве стали
на 30—50°С выше точки Ас3 (конструкционные стали) или выше
точки Ас, на 50—100°С (инструментальные стали), охлаждении
до температуры ниже точки Аг, на 30—100°С и выдержке при
этой температуре и последующем охлаждении на воздухе.
Основное преимущество изотермического отжига состоит в
том, что он позволяет сократить длительные циклы, применяе-
65
chipmaker.ru
мне при указанных отжигах изделий из легированной стали,
которые требуют очень медленного охлаждения для снижения
твердости.
Диффузионный отжиг применяют для выравнивания
химического состава слитков из легированных сталей и крупных
фасонных стальных отливок.
°с
1200
Диффузионный с
тэкиг
нормализация
768
723
700
X' 5 1000
Й 900
п I -
Полный, отжиг
и закалка
*<J100
500
ООО
вЫ со кии
отпуск
5J
, Низкотемпературный
отжиг
--------------’fcA'c^Ar,)
Отжиг на зернистый
Iх 600
ы?еполн
перлит
8W
<3
5!
300
200
Низкий отпуск
100
0,2 ОД 0,6 0.8 1.0
Рис. 23. Оптимальные интервалы нагрева стали для от-
жига, нормализации, закалки и отпуска
При диффузионном отжиге сталь нагревают до высокой тем-
пературы (1050—1150°С), выдерживают при этой температуре
10—15 ч, а затем медленно охлаждают в печи.
Низкотемпературный отжиг применяют для снятия
внутренних напряжений, например у навитых холодным спосо-
бом пружин для клапанов. Этот отжиг осуществляют путем на-
грева детали до температуры 300—400°С.
66
Отжиг на зернистый перлит применяют для сталей,
содержащих более 0,65% углерода, с целью понизить их твер-
дость и улучшить обрабатываемость резанием. Сталь медленно
нагревают до температуры 740°С, выдерживают при этой тем-
пературе 3—5 ч, затем медленно охлаждают до температуры
ниже точки Arh
Рекристаллизационный или низкий отжиг при-
меняют для исправления искажений кристаллической решетки,
полученных при холодной прокатке, волочении или холодной
штамповке. Отжиг производят нагреванием стали до температу-
ры ниже точки Aci (650—680°С) с выдержкой при этой темпера-
туре и медленным охлаждением, в результате чего вместо дефор-
мированной (вытянутой) структуры получают мелкозернистую,
равноосную, мягкую и вязкую структуру.
Нормализацией называется операция нагрева стали на
30—50°С выше линии GSE (точки Лс3 — для конструкционной
стали или Аст — для инструментальной стали) с выдержкой при
этой температуре и последующем охлаждении на воздухе.
Нормализации подвергаются штампованные и кованые заго-
товки. как из углеродистой, так и легированной стали. Цель нор-
мализации— улучшение микроструктуры стали, повышение ме-
ханических свойств и подготовка к последующей термической
обработке. Нормализацией можно исправить структуру после
ковки и штамповки деталей, уничтожить перегрев после сварки
деталей и снять напряжения в сварном шве. После нормализа-
ции отливки имеют высокий предел текучести и прочности, а
также повышенную ударную вязкость. Для некоторых марок
углеродистых и специальных сталей нормализация является
окончательной операцией термической обработки, так как в ре-
зультате нормализации эта сталь приобретает требуемые свой-
ства.
§ 4. ЗАКАЛКА
При закалке конструкционные стали нагревают на 20—40°С
выше линии GS (точки Ас3), а инструментальные стали — на
30—50°С выше линии PSK (точки /IcJ, выдерживают в течение
времени, необходимого для выравнивания температуры по всему
сечению детали и быстро охлаждают.
Цель закалки — получение высокой прочности и твердости.
Пластические свойства и ударная вязкость после закалки низ-
кие.
В качестве закалочных сред чаще всего используют 5—10%-
ный раствор едкого натра или поваренной соли, расплавленные
соли с низкой температурой плавления, воду, минеральное масло.
В практике применяют следующие основные способы закалки.
67
chipmaker.ru
1. Закалка в одном охладителе состоит в погружении нагре
тых изделий в жидкость (вода — для углеродистых сталей, мас-
ло— для легированных), где оставляют их до полного охлажде-
ния. Такой способ закалки применяется для закалки изделий
простой формы.
Недостаток его заключается в том, что в результате большой
разницы в температурах нагретого металла и охлаждающей сре-
ды в деталях возникают большие внутренние напряжения, назы-
ваемые термическими, которые вызывают трещины и коробления
и другие дефекты.
2. Закалка в двух средах или прерывистая закалка состоит
в следующем. Нагретые детали сначала быстро охлаждают в
воде до температуры 200—300°С, а затем быстро переносят для
полного охлаждения в масло. Такую закалку применяют обычно
для высокоуглеродистых инструментальных сталей. Недостаток
прерывистой закалки состоит в том, что трудно установить вре-
мя пребывания детали в первой среде, так как оно очень мало
(1 сек на каждые 5—6 мм сечения детали). Излишняя выдерж-
ка в воде вызывает коробление и появление трещин.
3. Ступенчатая закалка, предложенная русским ученым —
металлургом Д. К. Черновым, заключается в том, что нагретые
детали сначала охлаждают в расплавленной соли или в масле
(температура которых должна быть 150—300°С), выдерживают
в этой среде, а затем переносят для окончательного охлаждения
на воздух.
Ступенчатую закалку широко применяют в массовом произ-
водстве, особенно при изготовлении инструмента с небольшим
сечением, требующего высокой твердости. Этот способ дает
закалку с минимальными внутренними напряжениями, а следо-
вательно, уменьшает опасность коробления и растрескивания
деталей.
Наиболее хорошо поддаются ступенчатой закалке глубоко
прокаливающиеся углеродистые и легированные стали 9ХС, ХГ,
ХВГ и др.
4. Закалка с подстуживанием применяется для уменьшения
разницы в температурах металла и закалочной среды, если
нагрев детали приведен до температуры, значительно превышаю-
щей температуру закалки данной стали.
Нагретую деталь перед погружением в закалочную среду вы-
держивают (подстуживают) некоторое время на воздухе. При
подстуживании необходимо, чтобы температура детали не опус-
калась ниже точки Аг3 для конструкционных сталей и ниже точ-
ки Art — для инструментальных. Цель этого способа закалки —
уменьшение внутренних напряжений и коробления деталей, осо-
бенно цементованных.
5. Закалка самоотпуском состоит в том, что нагретую деталь
выдерживают в охлаждающей среде не до полного охлаждения;
68
иногда в закалочную среду погружают только часть детали, для
которой требуется высокая твердость.
В некоторый момент охлаждение прерывают, чтобы сохра-
нить в сердцевине детали тепло, за счет которого осуществляется
отпуск. Этот момент устанавливается опытным путем, качество
закалки в этом случае зависит от мастерства термиста.
Контроль за температурой отпуска при этом способе закалки
осуществляется по так называемым цветам побежалости, возни-
кающим на поверхности детали при температуре 200—300°С.
6. Изотермическая закалка — наиболее прогрессив-
ный способ закалки, его применяют в том случае, когда нужно
изготовить деталь с максимальной прочностью, достаточной
пластичностью и вязкостью. Сталь, нагретую на 20—30°С выше
линии GSK (точка Лс3), быстро охлаждают в соляной ванне,
имеющей температуру 250—300°С, выдерживают в этой горячей
среде (изотермическая выдержка), а затем деталь охлаждают
на воздухе.
Этот способ закалки позволяет снизить термические напря-
жения, так как после изотермической выдержки структурные из-
менения в стали уже не происходят. Изотермическую закалку
применяют для пружин, рессор, болтов, труб и других изделий.
При обычном охлаждении закаливаемых деталей необходимо
соблюдать следующие правила:
1) количество охлаждающей жидкости должно быть доста-
точным, чтобы температура ее мало изменялась во время охлаж-
дения закаливаемых деталей;
2) перед погружением нагретой детали охлаждающую среду
(воду, масло) необходимо тщательно перемешать для выравни-
вания температуры;
3) для удаления образующейся вокруг погружаемой в жид-
кость детали паровой рубашки, препятствующей свежему прито-
ку воздуха, обрабатываемую деталь следует перемещать в вер-
тикальном и горизонтальном направлениях;
4) тонкие длинные детали во избежание коробления нельзя
охлаждать, опуская в жидкость плашмя, так как нижние слои
металла, охлаждаясь первыми, сжимаются. Детали с неодина-
ковым сечением следует погружать более толстой частью вниз.
Приемы погружения деталей при закалке показаны на рис. 24.
На образование трещин оказывает влияние форма углов у дета-
ли. Поэтому углы, особенно острые, необходимо закруглять и
тщательно обрабатывать.
Угольник с прямым углом при закалке также дает трещины,
если не просверлить во внутреннем углу отверстия и не сделать
подрезки. Например, зубья шлицевого валика охлаждаются
быстрее сердцевины и уменьшаются в объеме быстрее, чем стер-
жень. Поэтому в углах зубьев создаются сильные напряжения,
вызывающие трещины.
69
I chipmaker.ru
Детали. Правильно Неправильно
Длинные детали (Сверла, нон ре- вне фрезы,раз- вертки, напиль ники) M
I1 I
-с, - -а с
Цили ндпи чес к не изделия (цилиндрические Фрезы) 2 lU
ffl* _L 1
Щ1 lui ll’l ki IlH
Дисковые детали (дисковые фре зы. дисковые пилы, пластины и пр.) <4 Й in! -
_— ~~3—~ ГЖ_ L_Z~> r=
Топоры, зубила, отвертки 1 I
zz~
Обжимки, штампы &==
TS— -Ж- — • -
Матрицы И Hi
Мелкие штампы mui11111 л i'l'lipi Millii l 1АИ Hx 11 "l II1 i nil bill
Рис. 24. Приемы погружения деталей при закалке
Поверхностная закалка
Часто требуется, чтобы деталь машины имела очень твердую
износостойкую поверхность, но чтобы ее сердцевина при этом
оставалась вязкой, прочной, хорошо переносила удары и знако-
переменные нагрузки. К таким деталям относятся зубчатые ко-
леса, шейки коленчатых валов и другие стальные тяжелые де-
тали.
Из существующих способов поверхностной закалки наиболь-
шее промышленное применение имеют: пламенная закалка, вы-
сокочастотная закалка токами высокой частоты (ТВЧ), закалка
в электролитах.
Рис. 25. Схема установки горелки
и охлаждающей трубки при нагре-
ве поверхности металла для за-
калки
Рис. 26. Схема закалки в
электролите
Пламенная закалка. Поверхность стального или чу-
гунного изделия подвергается нагреву кислородно-ацетиленовым
пламенем или более дешевым газокислородным.
Для пламенной закалки поверхности применяются самые раз-
нообразные устройства от простой ручной горелки, до сложных
автоматов. Обычная кислородно-ацетиленовая горелка непри-
годна, поэтому применяют щелевые или форсуночные горелки,
состоящие из большого количества сопел, или же горелки, имею-
щие смесительную камеру и несколько отверстий. В горелках
сжигают ацетилен или светильный газ, оба газа применяют в
смеси с кислородом.
Охлаждающим средством служит вода. Если только закали-
ваемая деталь не слишком тонка или не имеет сложной конфи-
гурации, то нет опасности образования трещин, поскольку одно-
временно закаливаются обычно малые поверхности.
Качество пламенной закалки поверхности зависит прежде
всего от температуры пламени и правильного охлаждения стру-
ей воды. Глубина и температура нагрева регулируются скоро-
стью перемещения горелки и расстоянием горелки от изделия.
На рис. 25 приведена схема пламенной закалки. Горелку /
перемещают вдоль поверхности нагреваемого изделия со скоро-
стью 120—200 мм] мин. При такой скорости поверхностный слой
металла нагревается до температуры 850°.
71
Расстояние пламени горелки до поверхности изделия зависит
от мощности горелки, обычно оно составляет 8—15 мм. Охлаж-
дается нагретый слой изделия водой из трубки 2, следующей за
горелкой с такой же скоростью. Глубина закаленного слоя 3
обычно равна 2,5—4,5 мм.
Достоинствами этого способа закалки являются: возмож-
ность включения термической обработки в общий поток изго-
товления деталей, почти полное отсутствие обезуглероживания
и окисления поверхности, просто-
та практического осуществления;
недостатками: трудность регули-
рования температуры нагрева и
глубины закаленного слоя, воз-
можность перегрева поверхност-
ного слоя.
Закалка в электрод и-
т е. При этом способе, предло-
женном советским инженером
И. 3. Ясногородским, изделие по-
мещают в электролит 4 (50%-ный
раствор Na2SC>3). Корпус 5 (рис.
26) ванны является анодом, де-
таль 1 служит катодом. Постоян-
ный ток поступает от генерато-
ра 3. При прохождении через
электролит тока напряжением
250—350 в и плотностью 3—
4 а!см2 выделяется водород, кото-
рый осаждается на поверхности
детали. Оседание пузырьков 2 во-
дорода резко повышает электро-
сопротивляемость изделия и по-
верхность детали сильно нагре-
вается. После этого ток выклю-
чают, а деталь закаливают в
самом электролите или в зака-
лочном баке.
Рис. 27. Схема индукционного на-
грева (а), формы индукторов (б)
Закалка в электролите проста по устройству, позволяет на-
гревать отдельные места детали, например торцы, дает возмож-
ность автоматизировать процесс. К недостаткам этого способа
относятся ограниченное число деталей, поддающихся закалке и
необходимости предохранения их от коррозии.
Высокочастотная закалка токами высокой
частоты. Высокочастотной закалкой называется процесс, при
котором поверхность изделия нагревается индуктированным
электрическим током, после чего охлаждают водяной струей.
В зависимости от частоты применяемого тока и продолжи-
72
тельности его действия металл может расплавиться (индукцион-
ная плавка), или деталь лишь прогреется по всему сечению (для
ковки), или же нагреется только поверхность, которую требуется
закалить.
Для поверхностного нагрева изделие 2 помещают внутрь
катушки индуктора (рис. 27, а), представляющего собой один
или несколько витков медной трубки /, охлаждаемой изнутри
водой.
Через индуктор пропускается ток большой силы и высокой
частоты — до 10 тыс. гц от машинного или до 400 тыс. гц лам-
пового генераторов. Нагрев поверхности изделия происходит в
течение нескольких секунд за счет теплового действия вихревых
токов, возбуждающихся в зоне индуктора, после чего деталь сра-
зу же охлаждается водой, пропускаемой через трубки.
В зависимости от конфигурации закаливаемых изделий ин-
дукторы имеют самую различную форму, только тогда изделие
закалится на одну и ту же глубину по всему сечению (рис. 27,6).
Преимущества обработки деталей токами высокой частоты:
высокая производительность и большая экономичность, более
высокая твердость по сравнению с другими способами поверх-
ностной закалки, возможность точного регулирования глубины
закаленного слоя, отсутствие окалины и меньшее коробление за-
каленных деталей, возможность автоматизации процесса и вклю-
чения его в общий технологический поток изготовления изделий,
улучшение условий труда рабочих и др.
Недостатками этого способа закалки являются: необходи-
мость изготовления специального индуктора для каждой отли-
чающейся формой детали, сложность наладки режима нагрева и
охлаждения и сравнительно высокая стоимость оборудования,
что не позволяет применять индукционный нагрев в индивиду-
альном производстве.
Обработка холодом
Обработка холодом заключается в том, что детали после за-
калки подвергают охлаждению до отрицательных температур
(ниже нуля). Ее в основном производят для сталей как углеро-
дистых, так и легированных, содержащих более 0,6—0,7 углеро-
да и предназначенных для изготовления режущих инструментов
с целью повышения красностойкости и твердости, а также для
измерительных инструментов, подшипников и других деталей с
Целью стабилизации размеров.
Обработку холодом осуществляют в специальных холодиль-
ных установках, создающих отрицательную температуру в пре-
делах от —70 до —195° С.
После обработки холодом стойкость режущего инструмента
повышается на 20—40%.
73
chipmaker.ru
§ 5. ОТПУСК
Отпуском называется процесс термической обработки, при-
меняемый после закалки стали с целью устранения внутренних
напряжений, уменьшения хрупкости, понижения твердости, уве-
личения вязкости и улучшения обрабатываемости.
Отпуск заключается в нагреве стали до температуры ниже
линии PSK (точки /ci) выдержке при этой температуре с после-
дующим медленным охлаждением в воде, масле или другой
среде.
В зависимости от температуры нагрева различают низкий,
средний и высокий отпуск.
Низкий отпуск (150—200°С) снимает внутренние напря-
жения и уменьшает хрупкость деталей, которые должны обла-
дать высокой твердостью HRC 60 и износостойкостью. Низкому
отпуску подвергаются преимущественно детали, не испытываю-
щие ударных нагрузок, например режущие инструменты: сверла,
метчики и др.
Средний отпуск (350—450°С) повышает прочность, уп-
ругость, вязкость деталей при сохранении достаточной твердости
(HRC 35—45). Среднему отпуску подвергаются главным обра-
зом детали, испытывающие ударные нагрузки, например зубила,
молотки, пружины, рессорные листы и т. д.
Высокий отпуск (500—650°С) применяется с целью пол-
ностью снять внутренние напряжения, придать деталям высокую
вязкость при сохранении достаточной твердости (HRC 207—281).
Высокому отпуску подвергаются детали машин из конструк-
ционной стали, которые работают при больших напряжениях и
ударах: зубчатые колеса, валы, шатуны и т. д.
Закалку и отпуск инструментов простых форм (бородков,
кернеров, зубил и т. д.) обычно осуществляют с одного нагрева
(закалкой с самоотпуском). Нагретый под закалку инструмент
охлаждают не весь, а «замачивают» только его рабочую часть
и, не вынимая из закалочной среды, перемещают в вертикальном
направлении. Этим достигается равномерное изменение свойств
металла. Отпуск рабочей части происходит после того, как инст-
румент вынут из охлаждающей жидкости за счет тепла, сохра-
нившегося в неохладившейся внутренней части инструмента.
Рабочую часть инструмента быстро зачищают старым напиль-
ником, куском обломанного шлифовального круга или шлифо-
вальной шкуркой. При появлении на поверхности рабочей части
цвета побежалости, соответствующего необходимой температуре,
инструмент вновь погружают в закалочную среду до полного
охлаждения.
Цвета побежалости и приблизительно соответствующие им
температуры приведены на рис. 28 (см. между стр. 64 и 65). Та-
ким образом, сердцевина инструмента, подвергнутого самоотпус-
74
ку, будет иметь вязкость, необходимую, например, для зубила,
которое должно выдерживать ударные нагрузки, испытываемые
при рубке.
Стальные детали очищают от солей, масла и грязи в горячем
3%-ном растворе каустической соды или 10%-ном растворе каль-
цинированной соды. Температура раствора должна быть 80—
90°С. От окалины очищают детали в дробеструйных аппаратах и
травильных ваннах.
§ 6. СТАРЕНИЕ ЗАКАЛЕННОЙ СТАЛИ
При низкотемпературном отпуске большая часть внутренних
напряжений в закаленной стали остается. С течением времени
они постепенно исчезают, в результате чего в металле наступает
полное структурное равновесие. Самопроизвольное исчезновение
внутренних напряжений при комнатной температуре весьма дли-
тельно и сопровождается изменением формы и размеров зака-
ленных деталей. Этот процесс называют естественным старени-
ем. Изменение размеров в процессе естественного старения неве-
лико и измеряется в микронах. Для деталей машин и режущего
инструмента изменения размеров не имеют практического значе-
ния, поэтому их обычно не учитывают. Однако при изготовлении
сверхточных машин, например координатно-расточных станков,
измерительных калибров, даже такие небольшие изменения недо-
пустимы. Чтобы размеры деталей и инструмента не изменялись с
течением времени и оставались стабильными, их подвергают ис-
кусственному старению.
Сущность искусственного старения состоит в том, что зака-
ленные и отпущенные при низкой температуре детали и инстру-
мент после предварительного шлифования сначала подвергают
нагреву до 100—150°С, затем выдерживают при этой темпера-
туре в течение 18—35 час. При таком нагреве и выдержке все
процессы, вызывающие изменение размеров стали, протекают
значительно быстрее, чем при комнатной температуре. Поэтому
после старения размеры деталей и инструмента стабилизируются.
Искусственное старение чаще всего производится в масляных
ваннах. При отсутствии в цехе масляных ванн искусственное ста-
рение производят в кипящей воде, с выдержкой в течение 36 час.
[chlpmaker.ru
Глава VII
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Химико-термической обработкой называется процесс измене-
ния химического состава, структуры и свойств поверхностных
слоев стальных деталей.
Такой обработке часто подвергают детали с целью повыше-
ния твердости, износоустойчивости и коррозионностойкости по-
верхностного слоя при сохранении вязкой и достаточно прочной
сердцевины.
В зависимости от элементов, насыщающих поверхность дета-
ли, различают следующие виды химико-термической обработки:
цементацию, азотирование, алитирование, цианирование, хроми-
рование. Из всех перечисленных видов химико-термической об-
работки самым распространенным является цементация.
§ I. ЦЕМЕНТАЦИЯ
Цементацией называется процесс насыщения поверхностного
слоя малоуглеродистой стали при высоких температурах (850—
900° С) углеродом в углеродсодержащей среде, способной отда-
вать свой углерод металлу.
Цель цементации — повышение твердости или прочности по-
верхности детали после закалки при сохранении вязкой сердце-
вины.
Насыщенный углеродом поверхностный слой называется це-
ментированным слоем.
Цементируют детали из углеродистой стали (иногда и леги-
рованных), содержащих 0,1—0,3% углерода и подвергающихся
при работе одновременно износу и динамическим нагрузкам.
В зависимости от условий работы детали глубина цементи-
рованного слоя может составлять от 0,5 до 2 мм и более с дове-
дением содержания углерода в поверхностном слое до
0,75-1,2%.
Процесс науглероживания производится в твердой среде,
жидкой и газообразной. Среда, в которой осуществляется цемен-
тация, называется карбюризатором.
Цементация в твердой среде. Состав карбюризато-
ра может быть самый различный. Наиболее часто применяется
карбюризатор, имеющий следующий состав: углекислый барий
около 20—25% по весу, углекислый кальций от 3,5 до 5% по весу,
остальное—порошкообразный древесный березовый уголь. До-
бавление к древесному углю углекислых солей ускоряет процесс
цементации.
Процесс цементации заключается в следующем: поступившую
после механической обработки деталь (с припуском на последу-
76
деталь, а затем дополнительно
Рис. 29. Схема цементации
ющую обработку) перед цементацией тщательно очищают от
окалины, грязи, ржавчины, следов масла и просушивают. По-
верхности, не подлежащие цементации, покрывают огнеупорной
глиной с 5—10% асбестового порошка или же слоем меди в
гальванических ваннах.
Если нельзя предохранить поверхность указанными выше
способами, цементируют всю
закаливают те места, кото-
рые должны обладать высо-
кой твердостью или износо-
устойчивостью.
Обрабатываемые детали
укладывают в специальный
ящик (рис. 29), изготовлен-
ный из жаростойкой стали в
следующем порядке: на дно
ящика 1 насыпают слой по-
рошкообразного карбюриза-
тора 5 толщиной 25—30 мм
и плотно утрамбовывают.
На карбюризатор укладываются детали 4 на расстоянии 15—-
30 мм друг от друга, а затем снова насыпают карбюризатор сло-
ем толщиной 15—20 мм и утрамбовывают; после этого уклады-
вают второй ряд деталей и т. д.
Одновременно с укладкой обрабатываемых деталей в ящик
помещают контрольные прутки 3 диаметром 6—10 мм из такого
же материала, как и материал детали. Эти прутки называются
свидетелями. В дальнейшем по излому прутков определяют глу-
бину науглероженного слоя.
Толщина верхнего слоя карбюризатора 30—40 мм. Ящик
плотно закрывают металлической крышкой 2, места между
крышкой и стенками ящика промазывают огнеупорной глиной 6,
ставят в холодную печь и постепенно нагревают до температуры
800—900° С; более высокая температура может вызвать чрезмер-
ное науглероживание поверхности, низкая температура
замедляет процесс. Цементация при температуре выше 950° С,
но не более 1000° допускается только для легированных
сталей.
Длительность выдержки и температура зависят от требуемой
глубины науглероживаемого слоя, например цементация стали
при температуре 900°С в течение 5 ч дает науглероженный слой
глубиной 1 мм, а в течение 10 ч —1,5 мм.
По окончании цементации ящики выгружают из печей, ох-
лаждение деталей производится медленно, вместе с ящиками.
После цементации детали подвергают обязательной термиче-
ской обработке: закалке в воде при температуре 760—780°С и
низкому отпуску при температуре 160—180°С.
77
chipmaker.ru
Одним из существенных недостатков цементации в твердом
карбюризаторе является большая длительность процесса. Для
сокращения продолжительности цементации в качестве карбю-
ризатора применяют пасты, имеющие различный состав, напри-
мер, кокса 50%, углекислого натрия или калия 40%, щавелево-
кислого натрия или калия 10% и др.
Разведенную пасту наносят на детали и «свидетели» окуна-
нием или кистью до получения слоя покрытия толщиной 2—3 мм,
а затем высушивают при температуре 100—120°, после чего де-
тали и «свидетели» укладывают в ящики.
Цементация в жидкой среде осуществляется путем
погружения деталей в расплавленные соли, содержащие карбид
кремния и поваренную соль. Процесс ведется при температуре
870—900°С в течение 0,5—2 ч. За 40—50 минут глубина цементи-
рованного слоя не превышает 0,2 мм.
Жидкой цементации подвергают мелкие детали, глубина це-
ментированного слоя не должна превышать 0,5—0,6 мм.
Преимуществом цементации в соляных ваннах является рав-
номерность нагрева и возможность непосредственной закалки
после выемки из цементационной ванны. Процесс проходит быст-
рее, чем при цементации в твердой среде.
Газовая цементация заключается в насыщении по-
верхности стальных деталей углеродом в атмосфере углеродсо-
держащих газов.
Газовую цементацию (в окиси углерода) впервые применил
П. П. Аносов в 1837 г.
Газовую цементацию стальных деталей осуществляют в гер-
метически закрытых камерах (муфелях) печей периодического
или непрерывного действия путем нагрева при температуре
930—950° в среде углеродсодержащих газов, например естест-
венных, состоящих в основном из метана СН4, или искусствен-
ных, являющихся продуктом разложения керосина, бензола,
масла и т. п.
Продолжительность процесса устанавливается в зависимости
от требуемой глубины цементуемого слоя.
Нагрев в газовом карбюризаторе и процесс насыщения по-
верхностного слоя является более прогрессивным и экономич-
ным по сравнению с твердой цементацией.
§ 2. АЗОТИРОВАНИЕ
Азотированием называется процесс насыщения поверхностно-
го слоя стальных деталей азотом путем нагревания их в атмо-
сфере аммиака NH3. Цель азотирования—повысить твердость,
износостойкость, выносливость и коррозионную стойкость по-
верхностного слоя.
78
Азотирование осуществляют в специальных печах, в которые
подают под давлением аммиак. При температуре 480—650° С
аммиак разлагается на азот и водород. Атомы азота поглощают-
ся поверхностью металла, диффундируют вглубь и, соединяясь с
атомами железа, образуют твердое соединение — нитрид.
Введение в сталь легирующих элементов — алюминия, хрома,
молибдена значительно повышает твердость азотированного
слоя.
Для повышения коррозионной стойкости деталей из углеро-
дистой и конструкционной сталей процесс азотирования прово-
дят при более высоких температурах 600—700°С в течение
0,5—1 ч.
Глубина азотированного слоя зависит от температуры и дли-
тельности процесса азотирования, а также от химического и
структурного состава стали; например, для получения слоя глу-
биной от 0,25—0,3 мм при температуре 500—520° С требуется
24 ч, а для слоя глубиной 0,4 мм — 48 ч.
Азотированию обычно подвергают детали, предварительно
подвергнутые закалке, отпуску и механической обработке, вклю-
чая шлифование; к таким деталям относятся гильзы цилиндров
двигателей, зубчатые колеса, валы, клапаны и седла для клапа-
нов, шпиндели и ходовые винты станков, измерительные инстру-
менты и т. п.
§ 3. ЦИАНИРОВАНИЕ
Цианированием называется процесс одновременного насыще-
ния поверхностного слоя стали углеродом и азотом на глубину
0,1—0,2 мм (иногда до 2 мм) и выше с целью повышения твер-
дости, износостойкости и выносливости поверхностного слоя.
Этот процесс может производиться в твердых, жидких и газо-
вых средах. Наибольшее распространение получило цианирова-
ние в жидких и газовых средах.
В зависимости от температур, при которых осуществляют про-
цесс, цианирование может быть высокотемпературным (750—
950°С) и низкотемпературным (550°С).
Цианирование в твердой среде осуществляется
аналогично твердой цементации, при этом в карбюризатор добав-
ляют цианистые соли. Такое цианирование применяется главным
образом для повышения механических свойств режущего инстру-
мента. Цианирование придает металлу большую износостой-
кость, чем цементация.
Жидкое высокотемпературное цианирование
применяют для повышения твердости и износостойкости поверх-
ности деталей из конструкционной и углеродистой стали (упор-
ные и регулировочные болты, винты, валики, зубчатые колеса).
Процесс ведут при 900—950° С в расплавленных цианистых со-
79
chipmaker.ru
лях в течение 1—5 ч; глубина цианированного слоя 0,5—1,5 мм.
После цианирования детали подвергают закалке и низкому от-
пуску.
Низкотемпературное жидкое цианирование
применяют для повышения износостойкости и красностойкости
режущего инструмента из легированных инструментальных ста-
лей— быстрорежущих и высокохром истых.
Процесс ведется в расплавленных цианистых солях, имеющих
температуру 550—570° С в течение 60—80 мин, глубина слоя
0,05—0,03 мм.
Газовое цианирование (нитроцементация) — процесс
поверхностного насыщения деталей смесью, состоящей из науг-
лероживающего (70—80%) и азотирующего газов (30—20%).
При высокотемпературной нитроцементации
детали нагревают в газовой среде до 850—870° С и выдерживают
в течение 3—4 ч, глубина слоя получается равной 0,4—0,6 мм.
Такой способ цианирования применяют для мелких и сложной
конфигурации деталей.
После нагрева в газовой среде детали сразу же закаливают.
Низкотемпературная нитроцементация при-
меняется для режущих инструментов из инструментальной
стали.
Детали предварительно подвергают закалке и отпуску, а за-
тем нагревают до температуры 550—570° С, глубина упрочненно-
го слоя 0,02—0,04 мм. При этом способе нитроцементации закал-
ка не производится. Продолжительность низкотемпературной
нитроцементации 1,5—3 ч.
По сравнению с жидким цианированием основное преимуще-
ство нитроцементации состоит в том, что позволяет регулировать
глубину цианированного слоя.
Оксидированием называют процесс насыщения поверх-
ностного слоя стали кислородом. Оксидирование производится
для защиты изделий из стали от коррозии. Оксидирование про-
изводится в ваннах, наполненных смесью растворов едкого натра,
натриевой селитры и нитрида натрия в определенных процентных
соотношениях при температуре 130—145°С в течение 1—2 ч и
более. После оксидирования поверхность детали для повышения
коррозионной стойкости покрывают жировым веществом или
лаком.
Фосфатированием называется процесс покрытия сталь-
ных деталей пленкой путем погружения в раствор сернокислого
железа и марганца при температуре 100° С. Продолжительность
процесса 1—2 ч. Фосфатирование применяют и для подготовки
поверхности под лакокрасочное покрытие.
К выполнению операций термической и химико-термической
обработки допускаются только лица, изучившие инструкцию по
технике безопасности и прошедшие специальный инструктаж.
80
§ 4. ДИФФУЗИОННАЯ МЕТАЛЛИЗАЦИЯ
Диффузионной металлизацией называется процесс насыщения
поверхностного слоя стальных изделий алюминием, хромом,
кремнием, бором и другими элементами с целью придания ему
окалиностойкости, коррозионной стойкости, износостойкости и
твердости.
В настоящее время в производство внедрены процессы насы-
щения поверхностного слоя алюминием — алитирование, хро-
мом — хромирование, кремнием — силицирование и бором — бо-
рирование.
Алитированием называется процесс насыщения поверх-
ности стальных и чугунных деталей алюминием, он основан на
диффузии алюминия в железо. Алитированию подвергают дета-
ли, работающие при высоких температурах (выхлопные коллек-
торы, колосниковые решетки, сопловые головки паровых котлов,
камеры сгорания газогенераторных тракторов, цементационные
ящики и т. п.), для повышения окалиностойкости.
Существуют три способа алитирования: в твердой, жидкой и
газообразной среде.
Наибольшее распространение получило алитирование в т ве р-
дых порошках. Детали для алитирования помещают в чу-
гунные или стальные ящики и пересыпают порошком, состоящим
из 49% ферроалюминия, 49% окиси алюминия и 2% нашатыря;
плотно закрывают и нагревают в печи при температуре 950—
1000° С в течение 4—16 ч; затем охлаждают вместе с печью; в
результате этого процесса на поверхности детали образуется али-
тированный слой глубиной 0,3—1 мм.
При жидком алитировании детали погружают в рас-
плавленный алюминий, в который добавляют 6—8% железа. При
температуре ванны 700—800° С в течение 1 ч образуется алитиро-
ванный слой глубиной 0,2—0,3 мм.
Газовое алитирование осуществляют в атмосфере
хлористого алюминия в закрытой реторте.
Все три способа алитирования повышают хрупкость поверх-
ностного слоя, которую устраняют диффузионным отжигом при
900—1150° С.
Хромированием называют процесс насыщения поверх-
ностного слоя изделий хромом с целью повышения коррозионной
стойкости и кислотоупорности малоуглеродистых сталей; у сред-
не- и высокоуглеродистых сталей одновременно повышается
твердость и износостойкость.
Хромирование осуществляют в твердой, жидкой или газовой
среде.
Для хромирования в твердой среде изделия поме-
шают в ящик с порошкообразной смесью, состоящей из 50% фер-
рохрома, 45% глинозема и 5% хлористого аммония, и нагревают
S1
chipmaker.ru
в печах при температуре 1000°С 8—10 ч. Глубина хромирован-
ного слоя 0,10—0,12 мм.
Жидкое хромирование проводят нагреванием изделий
до 900—1100° в ванне, состоящей из расплавленных хлористых
солей бария, магния и кальция с добавкой 15—30% хлористого
хрома или 15—25% феррохрома.
Газовое хромирование осуществляют нагреванием
изделий в атмосфере паров хлористого хрома при температуре
950—1050° С в течение 3—4 ч; в результате чего образуется хро-
мированный слой 0,05—0,1 мм.
Силицированием называется процесс насыщения по-
верхностного слоя стали и чугуна кремнием для повышения из-
носостойкости, коррозионной стойкости против окисления при вы-
соких температурах (до 800°С) и действия кислот.
Борированием называют процесс поверхностного насы-
щения стали бором с целью повышения твердости, теплостойко-
сти, износостойкости (особенно абразивной) и коррозионной
стойкости. Борирование стали осуществляется электролизным
методом в расплавленной буре (деталь—катод, графит—анод).
Процесс ведут в течение 6—8 ч при температуре 950° С, глу-
бина борированного слоя 0,15—0,25 мм.
Борирование применяют при изготовлении турбобуров и вту-
лок грязевых насосов, втулок, траков и тракторов и т. п. Хруп-
кость борированного слоя препятствует широкому использованию
этого процесса.
Глава VIII
КОРРОЗИЯ МЕТАЛЛОВ И СПЛАВОВ
§ 1. ПОНЯТИЕ О КОРРОЗИИ
Почти все металлы (за исключением так называемых благо-
родных — золото, платина, серебро) и сплавы под действием ок-
ружающего воздуха, влаги, газа, растворов кислот, щелочей и
высоких температур подвергаются химическим изменениям (раз-
рушению) : железо ржавеет, медь покрывается зеленым нале-
том углекислой меди, свинец тускнеет и т. д.
Разрушение металлов и сплавов вследствие химического или
электрохимического взаимодействия их с внешней средой назы-
вается коррозией.
Наиболее сильно подвергаются коррозии сталь и чугун.
Убытки от коррозии металлов для народного хозяйства чрез-
вычайно велики. Большое количество сооружений, машин, ме-
ханизмов становится негодным из-за разрушающих действий
коррозии, поэтому борьба с коррозией имеет очень важное народ-
нохозяйственное значение.
Производство коррозионностойких сплавов (например, высо-
кохромовой и хромоникелевой стали) само по себе уже является
способом борьбы с коррозией, причем наиболее эффективным.
Нержавеющие сталь и чугун, так же как и коррозионностой-
кие сплавы цветных металлов, являются наиболее ценным конст-
рукционным материалом, однако применение таких сплавов не
всегда возможно по причине их высокой стоимости или техниче-
ским соображениям.
Различают два вида коррозии: химическую и электрохими-
ческую.
Химическая коррозия происходит под действием су-
хих газов или жидкостей неэлектролитов (бензин, масло и Др.),
а также при соприкосновении металлов с газами при высоких
температурах.
Электрохимическая коррозия происходит при вза-
имодействии металлов и сплавов с жидкостями — электролита-
ми, проводящими электрический ток (вода, пар, водные растворы
солей, щелочи, кислоты и т. п.). Сюда относится также коррозия
в атмосфере (атмосферная коррозия), так как воздух всегда со-
держит некоторое количество влаги. По характеру разрушения
металла различают коррозию:
а) равномерную (сплошную), которая характеризуется
разрушением металла по всей поверхности изделия равномерно
(рис. 30, а), этот вид коррозии наиболее часто наблюдается у чис-
тых металлов;
S3
chipmaker.ru
б) местную (рис. 30, б), при которой разрушение начинает-
ся на отдельных участках поверхности металла, иногда очень не-
а)
Рнс. 30. Виды
коррозии:
а — равномерная,
б — местная, в —
межкристаллитная
больших и распространяется в глубь металла;
в) межкристаллитную (интеркри-
сталлитная), которая распространяется в
глубь металла по границам кристаллов
(рис. 30, в), не вызывая заметных изменений
на поверхности, и зачастую приводит к мгно-
венной поломке деталей в условиях эксплуа-
тации.
В технике применяют различные способы
борьбы с коррозией, основные из них:
1) вводят в состав металлического мате-
риала компоненты, повышающие коррозион-
ную стойкость, или удаляют вредные примеси,
ускоряющие процесс коррозии;
2) рациональное конструирование изде-
лий, т. е. выбор таких форм, при которых в па-
зах, углах, зазорах, щелях не задерживалась
бы влага;
3) защитные покрытия (металлические, не-
металлические, химические).
§ 2. МЕТАЛЛИЧЕСКИЕ ПОКРЫТИЯ
Металлические покрытия применяют для зашиты металлов
от коррозии и с декоративной целью посредством покрытия по-
верхности одного металла слоем другого металла более корро-
зионностойкого.
Металлические покрытия наносятся разными способами: го-
рячим, гальваническим, диффузионным и металлизацией.
Горячий способ применяется главным образом для
стальных изделий и полуфабрикатов (лист, проволока), которые
покрывают тонким слоем легкоплавких металлов — оловом (лу-
жение), цинком (цинкование) или свинцом (свинцевание).
Очищенное изделие погружают в ванну с расплавленным ме-
таллом, который осаждается на поверхность защищаемого из-
делия.
Лужение используется в основном при изготовлении посуды
(котлов, кастрюль и др.); цинкование — для кровельной стали,
проволоки, труб, свинцевание — для химической аппаратуры и
труб.
Недостатки этого способа: трудность регулирования толщины
покрытия, неравномерность покрытия по толщине, невозмож-
ность защиты этим способом закаленных деталей во избежание
их отпуска в процессе самого покрытия.
Гальванический способ заключается в нанесении на
изделие цинка, меди, кадмия, олова, свинца, никеля, хрома и
£4
других металлов; применяется чаще, так как позволяет наносить
необходимую толщину защитного слоя металла, экономно расхо-
довать цветные металлы, не требует нагрева ванны и дает защит-
ные покрытия хорошего качества.
Защита протекторами основана на том, что при контакте двух
различных металлов, погруженных в электролит (например, в
морскую воду, являющуюся проводником электрического тока),
металл с более низким электродным потенциалом (протектор)
служит анодом и разрушается, защищая тот металл, который яв-
ляется катодом. В таких условиях протектор будет постепенно
Рис. 31. Пистолет для нанесения металлическо-
го покрытия
разрушаться, защищая тем самым поверхность изделия. После
разрушения протектора его заменяют другим. С помощью цин-
кового протектора защищают от коррозии в морской воде под-
водные части судов, винты и киль.
Металлизация заключается в нанесении расплавленного
и распыленного металла на поверхность, подлежащую покрытию.
Разбрызгивание капель расплавленного защитного металла по
поверхности изделия производится с помощью специального ап-
парата-пистолета.
Защитный металл (нержавеющая сталь или цветные метал-
лы) в виде проволоки подается в пистолет (рис. 31), где расплав-
ляется ацетилено-кислородным пламенем или электрической ду-
гой и сжатым воздухом выбрасывается в виде мельчайших ка-
пель на поверхность изделия.
Металлизация удобна для защиты больших изделий и полу-
чения односторонних покрытий, недостаток ее — не обеспечивает
сплошного слоя покрытия.
85
§ 3. НЕМЕТАЛЛИЧЕСКИЕ ПОКРЫТИЯ
Защита металлов от коррозии посредством нанесения на по-
верхность красок, лаков, эмали является самым распространен-
ным методом.
Масляные краски изготовляются растиранием сухих
красок минерального или органического происхождения на высы-
хающих или полувысыхающих маслах или олифах.
Лаки представляют собой смолы, растворенные в маслах
или других растворителях при определенных температурах. Ла-
кокрасочные покрытия составляют около 70% всех антикоррози-
онных покрытий.
Эмали очень стойки против атмосферной коррозии, воздейст-
вия воды, минеральных и органических кислот, растворов солей
и т. д. и очень хрупки. Эмалевое покрытие наносят на поверх-
ность химической аппаратуры и пищевой посуды.
Смазки служат защитным средством при хранении и пере-
возках металлических изделий.
При транспортировке и хранении металлических изделий ши-
роко применяются следующие смазки: а) технический вазелин —
для механизмов, машин и отдельных деталей, стойкость такой
смазки 6—8 месяцев; б) ружейная смазка — для смазывания
обрабатываемых деталей, кратковременного предохранения от
коррозии стрелкового оружия; в) пушечная смазка — для дета-
лей оборудования, подшипников, предметов вооружения; г) ан-
тикоррозионная смазка — для стальных деталей (запасных час-
тей).
Гуммирование — покрытие металла резиной или эбони-
том является очень стойким способом предохранения от корро-
зии аппаратуры химической промышленности и системы химво-
доочистки.
§ 4. ХИМИЧЕСКИЕ ПОКРЫТИЯ
Химическое покрытие металлических материалов заключается
в том, что на их поверхности искусственно создают оксидные
пленки — плотные, держащиеся на основном металле окислы,
хорошо сопротивляющиеся коррозии.
Стали для этой цели подвергают оксидированию или фосфа-
тированию.
Глава IX
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Наряду с металлами и их сплавами в машиностроении ши-
роко используют различные неметаллические материалы, полу-
чаемые на основе органических и неорганических веществ.
К органическим веществам относятся пластические массы,
резина, кожа, бумага, фибра и др.; к неорганическим — стекло,
асбест, слюда и др.
Неметаллические материалы используют как в качестве за-
менителей дорогих и дефицитных металлов и сплавов, так и в
качестве самостоятельных конструкционных материалов, обла-
дающих в ряде случаев более высокими показателями свойств,
чем металлы и сплавы.
§ 1. ПЛАСТИЧЕСКИЕ МАССЫ
Пластическими массами называются органические материа-
лы, получаемые на основе искусственных и естественных смол,
являющихся связующими веществами, в связи с древесной мукой,
очесами хлопка или другими материалами, называемыми напол-
нителями.
Пластические материалы (пластики) обладают пластично-
стью и в то же время достаточной жесткостью для сохранения
приданной формы. Пластические массы способны при определен-
ных температурах и давлении (прессовании, литье под давлени-
ем и т. п.) формоваться.
Искусственные смолы, называемые полимерами, представля-
ют собой соединение гигантских молекул, состоящих из большого
числа обычных молекул. Искусственные смолы получают из
продуктов переработки каменного угля, нефти и другого естест-
венного сырья.
Для производства пластических масс применяют смолы тер-
монеобратимые, затвердевающие при нагревании (термореактив-
ные) и термообратимые, размягчающиеся при нагревании (тер-
мопластические) .
Термообратимые смолы при нагревании не переходят
в неплавкое и нерастворимое состояние. Изделия, полученные
на основе этих смол, извлекаются из форм лишь после охлажде-
ния. Изделия из термообратимых пластических масс можно под-
вергать повторному формованию.
Термонеобратимые смолы при нагревании легко переходят в
вязкотекучее состояние, но с увеличением длительности дейст-
вия повышенных температур превращаются в твердую стеклооб-
разную или резиноподобную массу, не переходящую вновь в
пластическое состояние. Изделия из термонеобратимых пластиче-
ских масс не поддаются повторной переработке.
87
chipmaker.ru
Пластические массы делятся на порошкообразные (порошко-
вые), волокнистые и слоистые.
Некоторые пластические массы (органическое стекло) состо-
ят только из чистых смол.
Пластические массы отличаются высокой коррозионной стой-
костью. Большинство из них устойчиво к действию кислот и ще-
лочей, обладает диэлектрическими свойствами, что дает возмож-
ность применять их в качестве электроизоляционных материалов.
Наиболее распространенными видами пластических масс яв-
ляются фенопласты и аминопласты.
Фенопласты — это пластические массы, изготовляемые
на основе фенолформальдегидной смолы. Фенопласт, в котором
наполнителем является хлопчатобумажная ткань, известен под
названием текстолит. Фенопласт с наполнителем из бумаги носит
название гетинакс.
Пластические массы на основе фенолформальдегидных смол
и фенопластов используются преимущественно в качестве кон-
струкционно-поделочных материалов в машиностроении и в элек-
тротехнике.
Аминопласты — это пластические массы, изготовляемые-
на основе мочевинно-формальдегидных смол с различными на-
полнителями и присадками. Аминопласты легко окрашиваются
в светлые тона и хорошо сохраняют цвет. Благодаря безвредно-
сти мочевинно-формальдегидных смол пластические массы из
этих смол используют для изготовления пищевой тары. Амино-
пласты применяются также для изготовления деталей яркой
окраски простого и сложного профилей, от которых не требуется
высоких электроизоляционных свойств (корпуса измерительных
приборов, осветительной арматуры и т. п.).
Полиэфирные смолы используются в качестве связую-
щего при изготовлении стеклопластиков, применяемых в машино-
строении, а также для изготовления волокнистых материалов и
лакокрасочных покрытий. Из волокнообразующих полиэфирных
смол изготовляют волокна, известные под названием лавсан или
терилен. Они прочны, устойчивы к действию кислот, упруги и
сохраняют стойкость до 150°С, используются для изготовления
транспортерных лент, шлангов и т. п. Из ненасыщенных поли-
эфирных смол изготовляются весьма прочные материалы, и в
частности стеклопластики.
Стеклопластики наряду с высокими свойствами обладают хи-
мической стойкостью и ценными технологическими свойствами.
Эпоксидные смолы обладают ценными физическими,,
механическими, химическими свойствами. Они хорошо соединя-
ются с металлами, стеклом и другими материалами. Поэтому их
используют в качестве клея, защитных покрытий, связующего
вещества для стеклопластиков и для изготовления различных
заливочных смесей. Из армированной металлом эпоксидной смо-
88
ды изготовляют штампы, матрицы, модели и т. п. Эпоксидная
смола и вводимые в нее отвердители часто бывает токсична
(ядовита) и может вызывать кожные заболевания, поэтому ра-
ботать с ними необходимо при усиленной вентиляции и в рези-
новых перчатках.
Полиамидные смолы служат для изготовления пласти-
ческих масс, известных под названием капрона, нейлона, перло-
на. Из полиамидных смол изготовляют волокнистые и литые из-
делия. Полиамидные смолы плавятся при температуре
210—280° С. Тонкие пленки полиамидов можно наносить на ме-
таллические детали способом огневого напыления или путем
обсыпания деталей порошком полиамида с последующим рас-
плавлением его в атмосфере азота или углекислого газа. Дета-
ли из полиамидных смол можно склеивать и сваривать. Мате-
риалы из полиамидных смол отличаются высокой износоустойчи-
востью, что позволяет использовать их в изнашивающихся
деталях машин. Из полиамидов изготовляют бесшумно работаю-
щие зубчатые колеса, а из полиамидной пряжи — приводные
ремни.
В зависимости от наполнителя различают следующие слои-
стые пластические массы;
Текстолит — хлопчатобумажная ткань, пропитанная фе-
нолформальдегидной смолой и спрессованная под большим дав-
лением и при определенной температуре.
Поделочный текстолит (ГОСТ 5—52) обладает хоро-
шими механическими и электроизоляционными свойствами, хо-
рошо обрабатывается резанием, выпускается в виде труб и
стержней.
Электротехнический текстолит (ГОСТ 2910—54)
используется в машиностроении, электро- и радиотехнике. Из
него изготовляют детали с повышенной механической прочно-
стью (зубчатые колеса, работающие почти без шума и при высо-
ких скоростях, вкладыши для подшипников, прокладки и другие
детали). Текстолитовые подшипники, работающие на водяной
смазке, износоустойчивее, чем бронзовые.
Гетинакс (ГОСТ 2718—66)—прессованная пластическая
масса на бумажной основе, пропитанная фенолформальдегидной
смолой, изготовляется в виде листов размером 400X400 и более
и толщиной от 0,2 до 50 мм разных марок, предназначенных для
использования в различных средах, при различных температурах.
Гетинакс обладает хорошими диэлектрическими свойствами и
используется для изготовления электротехнических деталей и как
изоляционный материал.
Стеклотекстолит (ГОСТ 10292—62) — прессованная
ткань, пропитанная фенолформальдегидными или другими ис-
кусственными смолами. Стеклотекстолит обладает высокими
электроизоляционными свойствами, жаростойкостью и влаго-
89
стойкостью, имеет большой предел прочности при растяжении и
хорошо поглощает вибрационные нагрузки. Стеклотекстолит
используется в качестве электроизоляционного и конструкцион-
ного материала.
Органическое стекло (плексиглас) изготовляется из
специальных смол в виде прозрачных листов различной толщи-
ны и размеров, прутков, труб. Органическое стекло эластично,
не разбивается при ударах, поддается окраске в различные цве-
та, устойчиво против воды, бензина, масла и щелочей, растворя-
ется в серном эфире, выдерживает температуру до 100°С. Орга-
ническое стекло широко используется в самолетостроении.
Асбестотекстолит получают горячим прессованием на
основе асбестовой ткани, пропитанной спиртовым раствором фе-
нолформальдегидных смол. Использование в качестве наполни-
теля асбестовой ткани дает возможность сочетать в асбестотек-
столите высокую прочность к динамическим нагрузкам с повы-
шенной термо- и кислотостойкостью. Асбестотекстолит обладает
большим сопротивлением трению. Из асбестотекстолита изготов-
ляют различные прокладки, а также детали тормозных устройств
и механизмов сцепления.
Капрон — пластическая масса, изготовляемая из поли-
амидных смол в виде синтетического волокна путем выдавлива-
ния расплавленного поликапролактама через узкие отверстия
(фильеры) и последующего охлаждения. Капрон отличается вы-
сокой прочностью на разрыв, малым влагопоглощением, боль-
шим относительным удлинением и химической стойкостью. Из
капрона изготовляют искусственное волокно, бесшумно работа-
ющие зубчатые колеса. Капрон используют в качестве защитных
покрытий деталей, подвергающихся трению.
Нейлон, как и капрон,— пластическая масса, изготовляе-
мая из полиамидных смол; обладает хорошей вязкостью при низ-
ких температурах, малым коэффициентом трения, высокой со-
противляемостью и прочностью. Нейлон обладает самосмазы-
вающими свойствами, легко формуется. Из нейлона изготовляют
зубчатые колеса, вкладыши подшипников, крылчатки насосов,
Прокладки и т. п.
Пенопласт— газонаполненная пластмасса, получаемая
из искусственных смол. В зависимости от технологического про-
цесса производства пенопласты изготовляются как в твердом,
так и в мягком виде. Пенопласты характеризуются малым объ-
емным весом, хорошо противостоят проникновению через них
различных газов, высокими звуке-, тепло- и электроизоляцион-
ными показателями. Пенопласты нашли широкое применение в
самолетостроении и машиностроении, а также в производстве
предметов широкого потребления.
Целлулоид (ГОСТ 428—53) получают из нитроцеллюло-
зы с добавлением пластификаторов, пигментов и красителей.
00
Поделочный целлулоид изготовляется трех марок: А — для изго-
товления изделий методом выдувания в прессформах в разогре-
том состоянии; Б — для' изготовления изделий обработкой реза-
нием, тиснением, а также прессованием в разогретом состоянии;
выпускается в виде полированных и неполированных листов;
В — предназначается для изготовления обработкой резанием,
выпускается в виде полированных и неполированных листов.
Технический прозрачный целлулоид (ГОСТ 576—41) изготов-
ляется из коллоксилина с добавлением к нему пластификаторов,
фосфорно-кислого натрия и органических красителей, применя-
ется для остекления машин, измерительных приборов, изготов-
ления планшетов и других изделий; изготовляется трех марокх
Tj, Т2 и Т3. Под действием солнечных лучей целлулоид желтеет
и теряет окраску.
Винипласт — термопластический материал, изготовляе-
мый в виде листов, плит и отдельных изделий. Это непрозрачная
пластическая масса коричневого цвета. Винипласт листовой вы-
пускается трех марок: ВН—непрозрачный или окрашенный;
ВП — прозрачный, бесцветный или окрашенный, ВИТ — неток-
сичный, используется в тех случаях, когда он соприкасается с
продовольственными продуктами. Винипласт имеет высокие
антикоррозионные и электроизоляционные свойства. Хорошая
химическая стойкость винипласта против кислот и щелочей и
способность при нагревании приобретать пластичность позволя-
ет изготовлять из него горячим прессованием трубы, конструк-
ции и детали химической арматуры. Винипласт не горит, обла-
дает малой теплостойкостью; хорошо поддается резанию, сверле-
нию, шлифованию, полированию.
§ 2. ИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
В машиностроении широко используются различного рода
изоляционные материалы, из них наибольшее распространение
получили следующие.
Резина (ГОСТ 7338—65)—продукт химической перера-
ботки каучуков во взаимодействии с вулканизирующими веще-
ствами (сера, натрий), получаемый путем горячей или холодной
вулканизации. Резина характеризуется эластичностью, вибро-
стойкостью, повышенной химической стойкостью и устойчиво-
стью к истиранию.
Резина широко применяется в качестве электроизоляционно-
го материала (изоляционной ленты, оболочки для электрических
проводов). При нагреве до 60—70°С и при низкой температуре
резина становится неэластичной и трескается.
Эбонит (твердая резина)—продукт черного цвета иногда
с коричневым оттенком, получаемый продолжительным нагрева-
нием резиновой смеси, содержащей от 25 до 50% серы (от веса
91
chipmaker.ru
каучука). Изделия из эбонита обладают значительной механиче-
ской прочностью и твердостью, хорошими электроизоляционны-
ми свойствами и высокой стойкостью против действия кислот,
щелочей, масел, едких паров. Эбонит выпускается по ГОСТ
2748—52.
Эбонит хорошо обрабатывается резанием и штамповкой
(в подогретом виде при толщине пластин до 5 мм). К недостат-
кам эбонита следует отнести его низкую теплостойкость. Эбонит
широко применяют в электротехнической, авиационной и хими-
ческой промышленностях.
Лента прорезиненная (изоляционная лента) изготов-
ляется из узких полос хлопчатобумажной ткани с нанесением на
них слоя резиновой смеси. Прорезиненная лента применяется для
изоляции электрических проводов.
Картон водонепроницаемый (ГОСТ 6659—63) изготовляется
из небеленой сульфидной целлюлозы, бумажной мануфактуры
и битумной эмульсии, выпускается в листах, широко применяет-
ся в автомобильной промышленности и в кораблестроении.
Картон электроизоляционный изготовляется из
сульфитной целлюлозы и тряпичного волокна, обладает высоки-
ми электроизоляционными свойствами и термостойкостью, гиг-
роскопичностью и долговечностью. Электроизоляционный картон
группы ЭМ (ГОСТ 4194—62) используется для работы в транс-
форматорном масле при температуре 95°С. Картон группы ЭВ
(прессшпан) применяется при работе в воздушной среде, для
пазовой изоляции в электромашинах, корпусов катушек, для
изготовления шайб.
Картон прокладочный применяется в нефте- и бензо-
проводах, бензиновых двигателях, холодильниках, обладает вы-
сокой сжимаемостью и эластичностью.
Слюда является важнейшим из природных минеральных
электроизоляционных материалов, обладает способностью рас-
щепляться на очень тонкие гибкие, упругие пластинки, термо-
стойка, не горит, нагревостойка, имеет высокие механические
свойства. По назначению слюда разделяется на щипаную, пред-
назначенную для производства магмиканитов (твердых элект-
роизоляционных материалов, изготовляемых путем склеивания
щипаной слюды при помощи лаков) и конденсаторную, пред-
назначенную для производства деталей для электронных ламп.
Температура плавления слюды 1200°С.
§ 3. ПРОКЛАДОЧНЫЕ, УПЛОТНИТЕЛЬНЫЕ И НАБИВОЧНЫЕ
МАТЕРИАЛЫ
В машиностроении широко применяются различные прокла-
дочные, уплотнительные и набивочные материалы.
Асбест (ГОСТ 7—60)—волокнистый минерал, обладаю-
щий способностью расщепляться на тонкие гибкие волокна, до-
92
пускающие при достаточной их длине скручивание в нить.
Асбест обладает высокой огнестойкостью, малой электро- и теп-
лопроводностью, кислото- и щелочеустойчивостью, широко ис-
пользуется в технике в качестве уплотняющих сальниковых на-
бивок и прокладок, для изоляции горячих труб, аппаратов и
печей. Из длинных асбестовых волокон изготовляют нити и
шнуры, из коротких—асбестовый картон.
Фибра (ГОСТ 6910—59)—твердый гибкий и эластичный
материал, получаемый из пористой спрессованной бумаги, она
хорошо поддается механической обработке, гнется, склеивается,
склепывается; основной ее недостаток—высокая гигроскопич-
ность. Фибра применяется в качестве прокладочного материала
в паровых турбинах, кислородном оборудовании, гидравлических
прессах, карбюраторах, бензо- и маслопроводах.
П а р о н и т (ГОСТ 481—58) — листовой прокладочный мате-
риал серого цвета, изготовляемый из асбеста, каучука с добав-
лением наполнителей, применяется для уплотнения мест соеди-
нения металлических поверхностей, работающих в среде воды
и пара до 450° и давлении до 50 к.Г)см2, в нефтяных продуктах
до 400° и давлении до 70 кПсм2, при жидком и газообразном кис-
лороде до минус 182° и давлении до 2,5 кГ1см.
Кожа техническая (ГОСТ 1898—48) состоит из двух
основных слоев внутреннего и наружного, лицевая сторона име-
ет блестящий вид, внутренняя — негладкую и неблестящую по-
верхность, называемую бахтармой, эта кожа применяется для
изготовления прокладок, приводных ремней и других изделий.
Войлок технический изготовляют из низких сортов
шерсти с добавлением растительных волокон и клейстера. Раз-
личают грубошерстный (ГОСТ 6418—61), полугрубошерстный
(ГОСТ 6308—61) и тонкошерстный (ГОСТ 288—61). В зависимо-
сти от назначения войлок каждой группы разделяется на войлок
для сальников, для прокладок, для фильтров.
ЧАСТЬ ВТОРАЯ
СЛЕСАРНОЕ ДЕЛО
Глава X
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТЕХНИКА БЕЗОПАСНОСТИ.
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
§ 1. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ
Рабочим местом называется часть производственной площа-
ди цеха или мастерской, закрепленная за данным рабочим или
бригадой рабочих и оснащенная оборудованием, приспособлени-
ями, инструментом и материалами, необходимыми для выполне-
ния определенного производственного задания.
Обеспечение высокой производительности труда в значитель-
ной мере зависит от правильной организации рабочего места.
Организация рабочего места является важнейшим звеном
организации труда. Правильный выбор и размещение оборудо-
вания, инструментов и материалов создают наиболее благоприят-
ные условия работы.
Правильно организованным считается такое рабочее место,
на котором при наименьшей затрате сил и средств благодаря
рациональной и культурной организации труда достигаются наи-
высшая производительность, высокое качество продукции и обес-
печиваются безопасные условия работы.
Площадь рабочего места должна определяться, исходя из
необходимости размещения всех составляющих рабочее место
слесаря элементов (верстак, стеллажи для хранения заготовок,
деталей и т. д.) и выделения места (площади) для постоянной
позиции рабочего и его передвижения в процессе работы.
Конкретно величина площади рабочего места слесаря опре-
деляется: характером выполняемых работ, габаритами и коли-
чеством основного оборудования и вспомогательной оснастки,
а также формами организации труда и производства.
94
При организации рабочего места необходимо создать такую
обстановку на самом рабочем месте, чтобы рабочий имел воз-
можность, не сходя со своего постоянного места у верстака и не
меняя при этом положения (позы) корпуса, взять или положить
на место нужный ему инструмент, заготовку, деталь и т. д. од-
ним движением рук.
Во время работы на рабочем месте должны находиться толь-
ко те предметы, которые необходимы для выполнения данного
задания.
Рис. 32. Расположение инструмента на слесарном верстаке
Инструмент и заготовки должны располагаться на рабочем
месте на строго закрепленных за ними местах. При этом те пред-
меты, которыми рабочий пользуется чаше, следует класть бли-
же, на площади, ограниченной дугами радиусом 350 мм, т. е. в
пределах досягаемости при движении свободно вытянутых рук
(рис. 32). Предметы, которыми рабочий пользуется реже, класть
дальше, но не далее чем в пределах площади, ограниченной дуга-
ми, образованными радиусом 550 мм, т. е. в пределах досягае-
мости при движении свободно вытянутых рук при небольшом
наклоне корпуса вперед по направлению к верстаку.
Режущий или ударный инструмент, который берут правой
рукой, кладут с правой стороны; тот, который берут левой ру-
кой — с левой стороны.
95
chipmaker.ru
Приспособления, материалы и готовые детали нужно распо-
лагать в специальных ящиках (таре), находящихся на отведен-
ных для них местах.
Измерительные инструменты должны храниться в специаль-
ных футлярах или же деревянных коробках.
Режущие инструменты (напильники, метчики, сверла, раз-
вертки и др.) следует предохранять от ударов и загрязнения и
хранить на деревянных подставках (планшетах).
После окончания работы весь инструмент и приспособления,
применяемые при работе, необходимо очистить от грязи и масла
и протереть. Поверхность верстака очистить щеткой от стружки
и мусора.
Рабочее место слесаря может быть организовано по-разному,
в зависимости от характера производственного задания. Одна-
ко большинство рабочих мест оборудуется слесарным верстаком,
на котором устанавливают тиски и раскладывают необходимые
в процессе работы инструменты, приспособления, материалы;
на специальных планшетах размещают документацию — техно-
логические карты, чертежи и т. д.
Расстояние между отдельными рабочими местами, а также
проходы между слесарными верстаками устанавливаются (1,5—
1,6 лг) в зависимости от технических и технологических требова-
ний и условий техники безопасности.
Рабочие места должны иметь хорошее индивидуальное осве-
щение. Свет должен падать на обрабатываемый предмет, а не
лицо рабочего. Желательно, чтобы свет был рассеянным и не
создавал бликов, мешающих работать.
Слесарный верстак представляет собой специальный стол, на
котором выполняются слесарные работы. Он должен быть проч-
ным, устойчивым. Каркас верстака сварной конструкции из чу-
гунных или стальных труб, стального профиля (уголка). Крышку
(столешницу) верстаков изготовляют из досок толщиной 50—
60 мм (из твердых пород дерева).
Столешницу, в зависимости от характера выполняемых на
ней работ, покрывают листовым железом толщиной 1—2 мм.
В качестве покрытия используют также линолеум, листы из
алюминиевых сплавов или фанеру. Спереди и с боков сто-
лешницы устанавливают бортики, чтобы с нее не скатывались
детали.
Под столешницей верстака находятся выдвижные ящики (не
менее двух), разделенные на ряд ячеек для хранения инструмен-
тов, мелких деталей и документации.
Слесарные верстаки бывают одноместные и многоместные.
Рдноместные слесарные верстаки имеют длину 1200—
1500 мм, ширину 700—800 мм, высоту 800—900 мм, а многоме-
стные— длину от 2800 до 3500 мм (в зависимости от числа ра-
ботающих); ширину ту же, что и у одноместных верстаков.
96
Многоместные слесарные верстаки имеют существенный не-
достаток: когда один рабочий выполняет точные работы (раз-
метку, опиливание, шабрение), а другой в это время производит
рубку или клепку, то в результате вибрации верстака наруша-
ется точность работ, выполняемых первым рабочим.
Тиски на верстаке устанавливают на определенной высоте в
соответствии с ростом работающего (рис. 33, а]. При выборе вы-
Рис. 33. Установка тисков по высоте:
а — при опиловке, б — при работе на параллельных тисках, в — при
рубке в стуловых тисках
соты, на которую должны быть установлены параллельные тис-
ки, нужно локоть руки поставить на губки тисков так, чтобы
концы выпрямленных пальцев руки касались подбородка
(рис. 33,6).
Стуловые тиски должны устанавливаться на такую высоту,
чтобы поставленная локтем на их губки рука касалась подбород-
ка согнутыми в кулак пальцами (рис. 33,в).
При малом росте рабочего следует использовать специаль-
ные подставки (решетки) под ноги.
Слесарный верстак (рис. 34), применяемый на заводах, со-
стоит из металлического каркаса 1 и верстачной доски (столеш-
ницы) 2, защитного экрана (металлическая сетка с очень мел-
кими отверстиями или стекло — плексиглаз) 4.
На верстаке располагаются слесарные тиски 3, планшет для
размещения чертежей 5, индивидуальное освещение 6, крон-
штейн с полочкой для измерительного инструмента 7, планшет
для рабочего инструмента 8.
Под столешницей имеются четыре ящика 9 с отделениями
Для хранения инструмента и две полки для хранения деталей и
заготовок 10. К ножке верстака крепится откидное сиденье И.
97
chipmaker.ru
Рис, 34. Одноместный слесарный верстак
Рис. 35. Слесарный верстак с регулируемыми по высоте тисками:
4»-винт подъема. 2 — каркас. 3 — труба. 4— сетка, 5—полочка, 6— планшет. 7— рамка
0011 I L-O I 000
Широкое применение в мастерских профессионально-техниче-
ских училищ получил верстак, исключающий применение под-
ставок и допускающий регулирование подъема тисков на нужную
высоту (рис. 35). К каркасу 2 этого верстака прочно закрепле-
на толстостенная труба 3, внутрь которой свободно входит
стальной хвостовик. Тиски поднимаются вращением винта 1,
соединенного с хвостовиком.
Верстак снабжен защитной металлической сеткой 4 высотой
1 л с ячейками не более 3 мм или прозрачного плексиглаза,
полочкой 5 для измерительного инструмента, планшетами 6 для
°)
Рис. 36. Переносный ящик с набором инструмента (а),
инструментальная сумка (б)
99
chipmaker.ru
рабочего инструмента, которые вместе с инструментом уклады-
ваются в ящик. У верстака вместо бортиков имеется рамка 7 из
алюминиевого уголка.
Для работы механизированным инструментом к верстаку
подводится силовая электрическая линия и магистраль сжатого
воздуха.
Для выполнения слесарных работ непосредственно у машин
широко применяют передвижные верстаки, передвигающиеся на
роликах.
Когда слесарю приходится перемещаться по фронту работы,
он пользуется переносными инструментальными ящиками с на-
Рис. 37. Стуловые тиски
бором слесарного инструмента (рис. 36, с) или инструменталь-
ными сумками (рис. 36,6).
Слесарные тиски. Слесарные тиски представляют собой за-
жимные приспособления для удержания обрабатываемой дета-
ли в нужном положении. В зависимости от характера работы
применяют стуловые, параллельные и ручные тиски.
Стуловые тиски свое название получили от способа за-
крепления их на деревянном основании в виде стула, в дальней-
шем они были приспособлены для закрепления на верстаках.
Стуловые тиски (рис. 37) изготовляются из кованой стали.
На рабочую часть губок наваривается слой инструментальной
стали марки У8А или же привертываются закаленные пластины
100
из этой же стали, что обеспечивает их высокую прочность. Внут-
ренняя рабочая поверхность имеет насечку, способствующую
более прочному закреплению детали в тисках. Эти тиски не при-
годны для точных работ и применяются в кузнечных цехах и при
выполнении таких работ, как рубка, клепка, гибка и пр.
Стуловые тиски (ГОСТ 7225—54) имеют ширину губок 100,
130, 150, 180 мм, наибольшее раскрытие губок 90, 130, 150 и
180 мм.
Стуловые тиски состоят из подвижной 4 и неподвижной 3 гу-
бок. На конце неподвижной части находится лапа 1 для крепле-
ния тисков к столу, а ее удли-
ненный стержень 8 заделывают
в деревянное основание и за-
жимают скобой. Губки сдви-
гаются вращением рукоятки 6
винта 5, имеющего прямоуголь-
ную резьбу, а раздвигаются с
помощью плоской пружины 7
при вывинчивании из втулки
гайки 2 винта 5.
Преимуществами стуловых
тисков являются простота кон-
струкции и высокая прочность.
Недостатком стуловых тисков
является то, что рабочие по-
верхности губок не во всех по-
ложениях параллельны друг
другу, вследствие чего при за-
жиме узкие обрабатываемые
предметы захватываются толь-
ко верхними краями губок, а
широкие — только нижними,
что не обеспечивает прочности
закрепления. Кроме того, губ-
ки тисков при зажиме врезают-
ся в деталь, образуя на ее по-
верхности вмятины.
В настоящее время стуло-
вые тиски применяются редко,
Рис. 38. Параллельные тиски:
а — поворотные, б — неповоротные; / — не-
подвижный круг, 2, 5 — рукоятки, 3 — пово-
ротная плита, 4 — основание, 6 — подвиж-
ная губка, 7 — накладные губки (закре-
пленные пластины с насечкой), 8—непод-
вижная губка, 9 — гайка, 10 — ходовой винт„
11 — Т-образный круговой паз
только для выполнения грубых
работ.
Параллельные тиски по устройству разделяются на поворот-
ные и неповоротные, губки у этих тисков перемещаются парал-
лельно одна другой.
Поворотные параллельные тиски (рис. 38, а) мо-
гут поворачиваться на любой угол. Они состоят из основания 4,
неподвижной 8 и подвижной 6 губок. Неподвижный круг 1 кре-
пится к верстаку.
101
chipmaker, ru
Перемещается подвижная губка вращением ходового винта
10, входящего в неподвижно закрепленную гайку 9 при повороте
рукоятки 5. Основание устанавливается на поворотной плите 3
и соединяется с ней осью. В Т-образный круговой паз 11 входит
болт. Поворотом рукоятки 2 можно освободить этот болт и по-
вернуть тиски в требуемое положение.
Тиски изготовляют из серного чугуна. Для увеличения срока
службы к рабочим частям губок двумя винтами привинчиваются
из стали У8 закаленные пластины — накладные губки 7, на по-
верхности которых нанесена крестообразная насечка.
Тиски должны иметь нагубники из мягкого металла. Нагуб-
ники надевают на губки тогда, когда в тисках зажимают уже
обработанную деталь. Без нагубников разрешается зажимать
только те детали или заготовки, поверхности которых будут в
дальнейшем подвергаться станочной или ручной обработке.
К верстаку тиски прикрепляют болтами, проходящими через
отверстия в плите (основания) тисков.
Поворотные параллельные тиски по ГОСТ 4045—57 изготов-
ляют с шириной губок 80 и 140 мм и наибольшим раскрытием
(разводом) их 95 и 180 мм.
У неповоротных параллельных тисков (рис.
38, б) основание закрепляется непосредственно на крышке вер-
стака болтами, проходящими через отверстия в основании тисков
или в неподвижной губке.
Неповоротные тиски по ГОСТ 4045—57 изготовляют с наи-
большим раскрытием губок 45, 65, 95, 180 мм и шириной их 60, 80,
100 и 140 мм.
Несмотря на достоинства параллельных тисков, обеспечиваю-
щих прочное крепление их к верстаку, они имеют существенный
недостаток, заключающийся в малой прочности губок. Поэтому
для тяжелых работ эти тиски не пригодны.
Пневматические тиски обеспечивают быстрый и на-
дежный зажим деталей с постоянным усилием без применения
физической силы. Время зажима составляет 2—3 сек. Усилие
зажима на губках тисков достигает 3000 кГ.
Пневматические тиски с диафрагменным зажимом (рис. 39)
состоят из основания 1, поворотной части 2, закрепляемой в
нужном положении болтами 3, подвижной губки 4, помещенной
в пазе поворотной части 2, и неподвижной губки 5, скрепленной
с этой поворотной частью. Внутри поворотной части 2 перемеща-
ется каретка 6, соединенная регулировочным винтом 7 с подвиж-
ной губкой 4. Регулировочный винт позволяет менять расстояние
между обеими губками тисков. В том случае, когда воздух не
поступает в тиски, их губки находятся в крайнем раздвинутом
положении под действием пружины 8. Когда же сжатый воздух
под давлением 5—6 ат поступает в камеру тисков,-шток 9 опу-
скается и поворачивает находящийся в каретке рычаг 10, кото-
J02
рый нажимает на каретку своим коротким плечом через толка-
тель 11 и тянет подвижную губку, зажимающую деталь.
Воздушная камера этих тисков образуется стенками основания
1 и резиновой диафрагмой 12. Воздух через диафрагму давит на
опорное кольцо 13 штока и создает рабочее усилие.
Рис. 39. Пневматические слесарные тиски
При работе на тисках следует соблюдать следующие пра-
вила:
1) перед началом работы осматривать тиски, обращая осо-
бое внимание на прочность их крепления к верстаку;
2) не выполнять на тисках грубых работ (рубки, правки или
гибки) тяжелыми молотками, так как это приводит к быстрому
разрушению тисков;
3) при креплении деталей в тисках не допускать ударов по
рукоятке, что может привести к срыву резьбы ходового винта
или гайки;
4) по окончании работы очищать тиски волосяной щеткой от
стружки, грязи и пыли, а направляющие и резьбовые соедине-
ния смазывать маслом;
5) после окончания работ не сводить плотно губки тисков,
так как это вызывает излишние напряжения в винтовых соеди-
нениях; необходимо оставлять между губками зазор 4—5 мм.
Специальные тиски (рис. 40) находят широкое приме-
нение благодаря удобству и точности крепления. В этих тисках
зажимают поршни, а также различные короткие цилиндрические
детали диаметром от 80 до 165 мм.
103
Ручные слесарные тиски применяются для закреп-
ления деталей или заготовок небольших размеров при опилива-
нии или сверлении, которые неудобно или опасно держать ру-
ками.
По ГОСТ 7226—54 ручные тиски изготовляют двух типов:
тиски с пружиной и шарнирным соединением с шириной губок
36; 40 и 45 мм и наибольшим
раскрытием губок — 29; 30 и
40 мм (рис. 41, а) и для мел-
ких работ с шириной губок
6; 10 и 15 мм (рис. 41, б).
При работе ручные тис-
ки держат в руке или же их
неподвижную губку зажи-
мают в параллельные сле-
сарные тиски.
Рис. 40. Специальные тиски
Рис. 41. Ручные тиски:
а — с пружиной, б — для мелких работ»
в — угловые
§ 2. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ
СЛЕСАРНЫХ РАБОТ
Охрана труда в СССР — государственное дело. Коммунисти-
ческая партия и правительство Советского Союза уделяют ис-
ключительно большое внимание созданию здоровых, безопасных
и культурных условий труда на производстве. Но безопасность
работы в значительной степени зависит и от того, насколько са-
ми работающие соблюдают правила техники безопасности.
Каждый слесарь должен не только хорошо знать, но и стро-
го соблюдать все правила техники безопасности и меры предо-
сторожности при всех слесарных работах, знать причины, кото-
рые могут вызвать при работе несчастные случаи.
104
Несчастные случаи на производстве — ушибы, ранения и т. д.
называются промышленным травматизмом, который чаще всего
происходит по двум причинам: 1) вследствие недостаточного
освоения работающими производственных навыков и отсутствия
необходимого опыта в обращении с инструментом и оборудова-
нием; 2) из-за невыполнения правил техники безопасности и пра-
вил внутреннего распорядка.
Основными условиями безопасной работы при выполнении
слесарных операций являются правильная организация рабочего
места, пользование только исправными инструментами, строгое
соблюдение производственной дисциплины и правил техники бе-
зопасности.
Каждый рабочий должен хорошо знать и обязательно соблю-
дать все правила техники безопасности, изложенные в памятках,
специальных инструкциях и плакатах по технике безопасности.
Все вращающиеся части станков и механизмов, а также обра-
батываемые детали с выступающими частями должны иметь за-
щитные ограждения.
Опасность представляет внутризаводской автомобильный и
безрельсовый электротранспорт, ручные вагонетки, тележки, а
также движение рабочих в узких проходах или на путях, где
работает грузоподъемный транспорт.
Для движущегося транспорта устанавливают различные сиг-
налы: звуковые (звонки, сирены), световые (различные цвета
ламп — красный, желтый, зеленый), которые нужно знать и
соблюдать.
При непосредственном прикосновении к токоведущим частям
(выключателям, рубильникам и т. п.) или металлическим пред-
метам, случайно оказавшимся под напряжением, возникает
опасность поражения электрическим током. В местах, где име-
ются электрические установки, вывешивают предупредительные
надписи (например, «опасно!», «под током!») или же ставятся
условные знаки.
Электроинструменты, кроме инструментов со встроенными
двигателями с напряжением 36 в, должны присоединяться к
электрической сети при помощи шлангового кабеля, имеющего
специальную жилу, служащую для заземления и зануления, че-
рез штепсельную розетку, одно гнездо которой соединено с зем-
лей или с нулевым проводом. На штепсельной вилке контакт
для соединения корпуса электроинструмента с землей делается
более длинным, чем остальные токоведущие контакты. Благода-
ря такому устройству при включении электроинструмента снача-
ла происходит заземление или. зануление, а потом включаются,
токоведущие контакты.
При работе с электроинструментами следует применять инди-
видуальные средства защиты: резиновые перчатки и калоши,,
резиновые коврики, изолирующие подставки и т. п.
105.
chipmaker.ru
Ниже приводятся краткие правила по технике безопасности.
До начала работы необходимо:
1) надев спецодежду, проверить, чтобы на ней не было сви-
сающих концов. Рукава надо застегнуть или закатать выше
локтя;
2) подготовить рабочее место: освободить нужную для ра-
боты площадь, удалив все посторонние предметы, обеспечить
достаточную освещенность. Заготовить и разложить в соответ-
ствующем порядке требуемые для работы инструмент, приспо-
собления, материалы и т. п.;
3) проверить исправность инструмента, правильность его за-
точки и заправки; инструмент должен быть прочно закреплен
на ручках и не иметь поврежденных мест;
4) проверить слесарный верстак, который должен быть проч-
ным и устойчивым, соответствовать росту рабочего. Слесарные
тиски должны быть исправны, прочно закреплены на верстаке;
винт должен вращаться в гайке легко, губки тисков иметь хо-
рошую насечку;
5) при проверке инструмента обратить внимание на то, чтобы
молотки имели ровную, слегка выпуклую поверхность, были хо-
рошо насажены на ручки и укреплены клином; зубила и крейц-
мейсели не должны иметь зазубрин на рабочей части и острых
ребер на гранях, а напильники и шаберы прочно закреплены в
ручках;
6) проверить исправность оборудования, на котором придется
работать, и его ограждение;
7) перед поднятием тяжестей проверить исправность подъем-
ных приспособлений (блоки, домкраты и др.); все подъемные
механизмы должны иметь надежные тормозные устройства, а
вес поднимаемого груза не должен превышать грузоподъемность
механизма. Грузы необходимо надежно привязывать прочными
стальными канатами или цепями. Нельзя оставлять груз в под-
вешенном состоянии после работы. Запрещается стоять и про-
ходить под поднятым грузом. Предельные нормы веса для пере-
носки вручную: для мужчин — 80 кг, женщин — 20 кг, юношей
16—18 лет — 16,4 кг, для девушек 16—18 лет— 10,25 кг.
Если вес груза превышает 50 кг, то подъем его на спину груз-
чика и съем со спины производится с помощью других грузчиков.
Во время работы необходимо:
1) прочно зажимать в тисках деталь или заготовку, а во вре-
мя установки или снятия ее соблюдать осторожность, так как
при падении деталь может нанести травму;
2) удаление опилок с верстака или с обрабатываемой детали
производить только щеткой;
3) при рубке металла зубилом учитывать, в какую сторону
безопаснее для окружающих направить отлетающие частицы и
установить с этой стороны защитную сетку; работать только в
106
защитных очках. Если по условиям работы нельзя применить за-
щитные сетки, то рубку нужно производить так, чтобы отрубае-
мые частицы отлетали в ту сторону, где нет людей;
4) не пользоваться при работах случайными подставками или
неисправными приспособлениями;
5) не допускать загрязнения одежды керосином, бензином,
маслом.
Во время работы пневматическими инструмен-
тами необходимо соблюдение следующих требований:
1) при присоединении шланга к инструменту предваритель-
но проверить его и продуть сжатым воздухом;
2) не держать пневматический инструмент за шланг или ра-
бочую часть;
3) во время работы не разъединять шланги;
4) включать подачу воздуха только после установки инстру-
мента в рабочее положение.
По окончании работы необходимо:
1) тщательно убрать рабочее место;
2) уложить инструмент, приспособления и материалы на со-
ответствующие места;
3) во избежание самовозгорания промасленных тряпок и
концов и возникновения пожара убрать промасленные концы и
тряпки в специальные металлические ящики.
§ 3. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Случайная искра, попавшая на горючие производственные
отходы (масляные тряпки, паклю, бумагу и другие легко вос-
пламеняющиеся материалы), самовозгорание твердого мине-
рального топлива, курение в запрещенных местах, короткое за-
мыкание неисправных проводов, электроприборов, а также при
небрежном обращении с ними и другие причины могут вызвать
пожар.
Для предупреждения пожаров необходимо постоянно содер-
жать рабочее место в чистоте и порядке, осторожно обращаться
с огнем, нагревательными приборами и легко воспламеняющими-
ся материалами. Нельзя оставлять у рабочего места легко вос-
пламеняющиеся производственные отходы, их необходимо уби-
рать в специальные железные ящики с крышками. Сосуды с мас-
лом, керосином, бензином и другими легко воспламеняющимися
веществами необходимо после пользования вынести в места, спе-
циально отведенные для их хранения.
По окончании работы следует проверить, выключены ли элек-
трорубильники, все электроприборы и осветительные точки.
При возникновении пожара необходимо немедленно вызвать
пожарную команду и до прибытия ее принять участие в тушении
107
chipmaker, ru
пожара имеющимися на производственном участке средствами-
огнетушителями, песком и т. п.
Горящий бензин, керосин, нефть, смазочные масла следует
тушить пенными огнетушителями. При пожаре нельзя выбивать
стекла в окнах, так как от этого создаются сквозняки, увеличива-
ющие очаг пожара.
Во время пожара чрезвычайно важно соблюдение спокойст-
вия и беспрекословное выполнение распоряжений руководите-
лей производства.
§ 4. ПРОМЫШЛЕННАЯ САНИТАРИЯ И ЛИЧНАЯ ГИГИЕНА
Задачами промышленной санитарии является охрана здо-
ровья трудящихся и оздоровление условий труда. Это достига-
ется устройством душа, вентиляции, комнат отдыха, поддержи-
ванием чистоты и порядка, нормальной температуры (16—18°С)
в цехах и на участках, обеспечением хорошим естественным и
искусственным освещением. Кроме того, в задачи промышлен-
ной санитарии входит обеспечение рабочих столовыми, бесплат-
ным лечением, домами отдыха, санаториями и т. д.
Большое значение для сохранения здоровья и повышения
производительности труда имеет также личная гигиена рабочего.
Под личной гигиеной рабочего понимаются меры сохранения
здоровья, предупреждения и устранения условий, вредно отра-
жающихся на здоровье. Утомление в зависимости от условий
труда и может наступать быстрее и медленнее. Если в процессе
рабочего дня приходится часто нагибаться или высоко поднимать
руки (слишком высокий или низкий верстак, станок и т. д.), ра-
ботать в неудобной позе, утомляемость наступает быстрее, и
производительность труда значительно снижается.
В результате продолжительной работы человек утомляется.
Короткие перерывы и отдых во время работы предупреждают
наступление утомляемости. Если рабочий работает стоя, необ-
ходимо отдыхать сидя;, тот, кто работает сидя, должен отдыхать
стоя. При работе рекомендуется также время от времени менять
положение корпуса. Если это не делать, то у слесаря постепен-
но может развиваться боковое искривление позвоночника и суту-
лость, а иногда и сгорбленность. Для восстановления сил и для
борьбы с утомляемостью и сутулостью рекомендуется занимать-
ся производственной гимнастикой и спортом. Утренняя зарядка
и физические упражнения в процессе рабочего дня способству-
ют более совершенной работе нервно-мышечного аппарата, по-
вышают работоспособность организма.
Во время работы пыль, грязь и масло могут попадать на ли-
цо и руки. Пот и грязь забивают поры, кожа грубеет и трескает-
ся, на ней появляются гнойнички, раздражения, поэтому после
108
работы необходимо водой с мылом тщательно вымыть лицо,
шею и руки или принять душ. Перед приемом пищи следует
тщательно мыть руки с мылом.
Источником многих заболеваний является грязь, неопрят-
ность.
Большое значение для предупреждения заболеваний имеет
правильный уход за спецодеждой. Спецодежду нужно просуши-
вать и регулярно стирать.
Вопросы для самопроверки
1. Проверьте, правильно ли оборудовано ваше рабочее место.
2. Проверьте ваши параллельные тиски. Какие неисправности они имеют?
3. Каковы преимущества и недостатки стуловых, параллельных и пневма-
тических тисков? В каких случаях применяют каждые из них?
4. Какие правила техники безопасности нужно соблюдать при выполнении
слесарных операций?
chipmaker.ru
Глава XI
ОСНОВЫ ИЗМЕРЕНИЯ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Под измерениями в машиностроении обычно понимается
сравнение данной величины с другой величиной такого же рода,
принятой за образец (длины с длиной, площади с площадью,
угла с углом и т. д.).
В современном машиностроении технические измерения яв-
ляются одной из важнейших основ производства, ни одна тех-
нологическая операция не выполняется без измерений размеров.
Детали машин и механизмов изготовляются в разных цехах,
а иногда и на разных заводах, а в процессе сборки эти детали
должны сопрягаться одна с другой без дополнительной обработ-
ки, что требует высокой точности изготовления, которую без пра-
вильного и точного измерения осуществить невозможно.
Состояние производства измерительных средств характери-
зуется резким увеличением выпуска высокоточных (прецизион-
ных) приборов и инструментов для автоматического контроля
размеров. Выпускаются оригинальные конструкции пневматиче-
ских, электрических и оптических измерительных приборов, в том
числе и контрольные автоматы.
В большинстве случаев в машиностроении требуемая точ-
ность измерений колеблется в пределах от 0,1 до 0,001 мм. В со-
ответствии с этим разработаны и конструкции измерительных
инструментов и приборов.
§ 2. КЛАССИФИКАЦИЯ СРЕДСТВ ИЗМЕРЕНИЯ
Наиболее целесообразна классификация измерительных
средств по методу измерения. По этому признаку измерительные
средства подразделяются на следующие четыре основные
группы:
1) инструменты с непосредственным отсчетом измеряемого
размера, к ним относятся штриховые меры длины и штангенин-
струменты, имеющие шкалы;
2) инструменты для измерения методом сравнения, называе-
мые калибрами; их применяют для проверки диаметров валов и
отверстий, шлицевых сопряжений и других поверхностей. В на-
стоящей книге эти средства измерения не рассматриваются,
3) плоскопараллельные концевые меры, которые можно было
бы отнести к первой и второй группам измерительных инстру-
ментов, но ввиду того, что они имеют особо важное значение и
широко применяются, их выделяют в отдельную группу;
ПО
4) измерительные приборы и аппараты, подразделяющиеся
На механические, оптико-механические, оптические, электриче-
ские, пневматические и жидкостные.
§ 3. ТОЧНОСТЬ И ПОГРЕШНОСТЬ ИЗМЕРЕНИЯ
Ни одно измерение не может быть проведено абсолютно точ-
но. Между измеренным значением величины и ее действитель-
ным значением существует всегда некоторая разница, которая
называется погрешностью измерения. Чем меньше погрешности
измерения, тем, естественно, выше точность измерения.
Точность измерения характеризует ту ошибку, которая не-
избежна при работе самым точным измерительным инструментом
или прибором определенного вида. На точность измерения ока-
зывают влияние свойства материала измерительного инструмен-
та и конструкция его. Точность измерения может быть достигну-
та только при условии, если измерение производят по правилам.
Основными причинами, понижающими точность измерения,
могут быть:
1) неудовлетворительное состояние инструмента: поврежден-
ные грани, загрязненность, неправильное положение нулевой
отметки, неисправность;
2) нагрев инструмента;
3) неточность установки инструмента или измеряемой детали
относительно инструмента;
4) разность температур, при которых производится измерение
(нормальная температура, при которой следует производить из-
мерения, 20°С);
5) незнание устройства измерительного инструмента или не-
умение пользоваться им, неправильный выбор инструмента для
измерения.
Повышения точности измерения можно добиться повторным
измерением с последующим определением среднего арифметиче-
ского, полученного в результате нескольких измерений.
Приступая к измерению, необходимо хорошо знать средства
измерения, правила обращения с инструментом и владеть при-
емами пользования им.
§ 4. ШТРИХОВЫЕ МЕРЫ ДЛИНЫ
Штриховые меры определяются расстояниями между штри-
хами, нанесенными на плоской протяженной поверхности. К ним
относятся металлические линейки, складные метры, гибкие лен-
ты (рулетки), применяемые для грубого измерения.
Штриховыми мерами можно измерять изделия различных
форм и размеров, поэтому такой инструмент относится к кате-
гории многомерного.
111
chipmaker.ru
Металлическая линейка (ГОСТ 427—56) предна-
значена для определения линейных размеров различных загото-
вок и изделий с точностью, не превышающей ±0,5 мм. Линейки
изготовляют длиной 150; 200; 300; 500; 750; 1000 мм.
Складные металлические метры (ГОСТ 7253—
54) применяют для грубых, предварительных линейных измере-
ний. Складной метр состоит из десяти стальных упругих пластин
(звеньев), шарнирно соединенных между собой. На линейках
нанесены миллиметровые, полусантиметровые и сантиметровые
деления.
Длина складных метров равна 1 м и иногда 2 м, длина звена
100 мм. Точность измерения до 1 мм.
§ 5. ШТАНГЕНИНСТРУМЕНТЫ
Штангенинструменты являются наиболее распространенными
в машиностроении видами измерительного инструмента. Их при-
меняют для измерения наружных и внутренних диаметров, длин,
толщин, глубин и т. д.
Все штангенинструменты основаны на применении нониусов,
по которым отсчитывают дробные доли делений основных шкал.
/ .2 Л ч 5 6
Рис. 42. Штангенциркуль типа ШЦ-1
Штангенциркули. В машиностроении применяют три типа
штангенциркулей: ШЦ-I, ШЦ-Ц и ШЦ-Ш. Штангенциркули по
ГОСТ 166—63 изготовляют с пределами измерений 0—125 мм
(ШЦ-1), 0—200 и 0—320 мм (ШЦ-Ц), 0—500, 250—710,
320—1000, 500—1400, 800—2000 мм (ШЦ-Ш) и с величиной от-
счета 0,1 мм (ШЦ-1 и ШЦ-Ш), 0,05—0,1 мм (ШЦ-П).
Наиболее широко применяются штангенциркули ШЦ-1 и
ШЦ-П.
Штангенциркуль ШЦ-1 применяется для измерения
наружных и внутренних поверхностей, диаметров, глубины глу-
хих отверстий, выточек; величина отсчета — 0,1 мм.
Основной частью штангенциркуля является штанга / (рис.
42) с миллиметровыми делениями, на одном конце которой име-
112
ются неподвижные измерительные губки 2, а на другом —ли-
нейка 6 для измерения глубины отверстий. По штанге может
передвигаться рамка 3, имеющая губки 2. Рамка в процессе из-
мерения закрепляется на штанге зажимом 4. На скошенной гра-
ни рамки нанесена шкала 5, называемая нониусом.
Нижние губки служат для измерения наружных размеров де-
тали, а верхние — для внутренних.
Шкала нониуса длиной 19 мм разделена на 10 равных частей;
следовательно, каждое деление нониуса равно 19:10=1,9 мм,
т. е. оно короче расстояния между каждыми двумя делениями,
нанесенными на шкале штанги на 0,1 мм (2,0—1,9=0,1). При
сомкнутых губках начальные деления нониуса совпадают с ну-
левым штрихом шкалы штангенциркуля, а последний — десятый
штрих нониуса — с девятнадцатым штрихом шкалы. При пере-
движении рамки деления нониуса могут совпасть с делениями
штанги через одно. Например, первое от нуля деление нониуса
совпадает со вторым делением шкалы, второе — с четвертым
и т. д.
При измерении штангенциркулем ШЦ-1 деталь берут в ле-
вую руку, а штангенциркуль — в правую, и нажатием на выступ
большим пальцем перемещают подвижную рамку 3 по штанге
Рис. 43. Штангенциркуль типа ШЦ-П
До тех пор, пока рабочие поверхности губок не будут плотно при-
легать к поверхностям измеряемой детали. После этого рамку
закрепляют зажимом 4.
Штангенциркуль ШЦ-П (рис. 43) с величиной отсчета
по нониусу 0,05 мм позволяет производить измерения с большей
точностью, верхние губки заострены и могут быть использованы
Для разметочных работ. Этот штангенциркуль для облегчения оп-
ределения размера и создания необходимого усилия измерения
снабжен микрометрической подачей.
113.
Деления на штанге 1 нанесены через один миллиметр. Шкала
нониуса 5 длиной 39 мм разделена на 20 равных частей. Следо-
вательно, каждое деление нониуса равно 1,95 мм (39:20=1,95),
т. е. короче расстояния между каждыми двумя делениями, нане-
сенными на шкале штанги, на 0,05 мм (2—1,95 = 0,05).
Перед измерением детали необходимо прежде всего прове-
рить совпадение нулевого штриха нониуса с нулевым штрихом
штанги.
Для грубых измерений рамку 3 перемещают по штанге до
плотного прилегания губок 2 к поверхности измеряемой детали
Рис. 44. Штангенглубиномер
и после закрепления зажимом 4 производят отсчет. Для точной
установки штангенциркуля и точных измерений пользуются ми-
крометрической подачей, которая работает так. Освобождают
зажим 4, закрепляющий рамку 3 и закрепляют движок 7 зажи-
мом 6; затем вращением гайки 8 заставляют рамку 3 медленно
перемещаться до полного соприкосновения губок 2 с измеряемой
поверхностью.
Чтобы определить размер, показываемый штангенциркулем,
необходимо:
1) установить, какое деление штанги прошло пулевое деление
(или начальный штрих) нониуса, т. е. отсчитывают целое число
миллиметров;
2) определить, какое деление нониуса точно совпадает с деле-
нием штанги (установить, сколько десятых или сотых долей мил-
114
диметра, в зависимости от конструкции нониуса, надо прибавить
к величине, определенной по пункту первому);
3) сложить результаты отсчетов.
При измерении штангенциркулем необходимо наблюдать за
правильной установкой губок штангенциркуля по отношению к
измеряемой плоскости.
Штангенглубиномер (ГОСТ 162—64). Служит для из-
мерения высот, глубины глухих отверстий, канавок, пазов, вы-
ступов. Штангенглубиномеры изготовляются с пределами измере-
ний 0—200; 0—320 и 0—500 мм и величиной отсчета по нониусу
0,1 и 0,05 мм.
Штангенглубиномер (рис. 44) состоит из основания 1 с рам-
кой 2, нониусом 3, зажимом 4, штанги 7 с миллиметровой шка-
лой, механизма микрометрической подачи с движком 6, зажи-
мом 5, винтом 8, гайкой 9.
Измерительными поверхностями штангенглубиномера служат
плоское основание и торец штанги.
При измерении штангенглубиномером основание его ставят
па поверхность детали, от которой начинают измерение, а штан-
гу выдвигают до упора в измеряемую поверхность (например, в
дно отверстия, паза и т. п.), после чего движок микрометриче-
ской подачи стопорят зажимом. Затем вращают гайку и рамку
стопорят зажимом. Отсчет ведут по основной шкале (целые мил-
лиметры) и по нониусу (дробные части миллиметров).
В некоторых случаях для измерения труднодоступных мест
применяют штанги с изогнутым концом.
Ш т а н ге н з у б о м е р с нониусами (ГОСТ 163—41).
Применяется для измерения толщины зубьев зубчатых колес и
реек. Штангензубомеры выпускаются двух типов: для зубчатых
колес с модулем от 1 до 18 мм и от 5 до 36 мм, величина отсчета
по нониусу 0,02 мм.
Штангензубомер (рис. 45) имеет две штанги 1 и 2, располо-
женные по отношению одна к другой под прямым углом. По
штанге 2, имеющей губку 4 перемещается высотная линейка 6 с
рамкой, а по штанге 1 — рамка с подвижной губкой 5. Высотная
линейка и подвижная губка точно устанавливаются микрометри-
ческой подачей и закрепляются зажимами 3.
При измерении высотную линейку 6 совмещают с делением
штанги 2, соответствующим высоте головки зуба, и закрепляют
зажимным винтом. После этого штангензубомер устанавливают
высотной линейкой на контролируемый зуб шестерни. Показание
штангензубомера отсчитывают по шкале штанги 1 и нониусу 7.
Ш т а н г е н р е й с м а с (ГОСТ 164—64). Предназначается
главным образом для измерения высоты (рис. 46, а) и для точ-
ной разметки деталей размером до 2500 лои (рис. 46, б).
В отличие от штангенциркуля штангенрейсмас имеет массив-
ное основание /, перпендикулярно которому установлена и за-
115
креплена штанга 5 с делениями. По штанге перемещается рамка
6 с нониусом 7 и движок с микрометрической подачей 4. К рам-
ке хомутиком 3 крепится сменная ножка 2.
К штангенрейсмасу прилагается комплект из пяти сменных
ножек: одна острозаточенная для разметки, две с измеритель-
Рис. 45. Штангензубомер:
1, 2 — штанги, 3 — зажим рамки, 4 — губка, 5 — рамка с
подвижной губкой, 6 — высотная линейка, 7 — иониусы
ными поверхностями и три ножки-шпильки для измерения глу-
бин и высот.
Штангенрейсмасы изготовляют с нижним и верхним предела-
ми измерений: 0—250; 40—400; 60—630; 100—1000; 600—1600;
1500—2500 мм и величиной отсчета по нониусу 0,1 и 0,05 мм.
Перед использованием для проверки нулевого отсчета штан-
генрейсмас устанавливают на проверочную плиту и рамку опу-
скают вниз до соприкосновения измерительной поверхности
ножки с плитой; при этом нулевой штрих нониуса должен сов-
падать с нулевым штрихом шкалы. Если же штангенрейсмас
имеет нижние пределы измерения выше 40 мм, то проверка про-
изводится установкой под ножку плоскопараллельных плиток,
размер которых должен быть равен нижнему пределу измерения.
При измерении подвижную ножку сначала подводят к поверх-
ности, затем доводят микрометрической подачей до полного
соприкосновения нижней части ножки с проверяемой поверх-
ностью. Проверяют соприкосновение ножки штангенрейсмаса с
деталью перемещением их относительно друг друга.
Отсчет показаний по штангенрейсмасу ведется так же, как
по штангенциркулю. При измерении высоты верхней измеритель-
ной плоскостью необходимо к полученному размеру прибавить
высоту ножек.
При разметке подвижную ножку устанавливают на требуе-
мую высоту, а затем, перемещая штангенрейсмас вдоль детали,
острием ножки наносят риски (см. рис. 46,6).
116
Рис. 46. Штангенрейсмас:
измерение с помощью контрольных плиток, б — разметка
chipmaker.ru
Правила обращения со штангенинструмен-
т а м и:
1) при измерении изделия не допускать сильного зажима:
может возникнуть перекос движка, и показания будут невер-
ными; перед измерением стопорный винт должен быть освобож-
ден;
2) категорически запрещается применять штангенинструмен-
ты для измерения детали на работающем станке или пользовать-
ся ими как скобой;
3) не допускать ослабления посадки и качки движка на ли-
нейке — это приводит к перекосу ножек и к ошибкам измерения;
4) точность штангенинструмента надо регулярно проверять;
5) по окончании работы штангенинструменты должны быть
тщательно протерты, смазаны и уложены в футляры;
6) при хранении в футляре измерительные поверхности штан-
генинструмёнта должны быть разъединены, а стопорные винты
ослаблены.
§ 6. МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
Микрометр. Микрометр служит для измерения наружных
размеров с ценой деления 0,01 мм. Изготовляют следующие типы
микрометров (ГОСТ 6507—60):
МК—микрометры гладкие для измерения наружных размеров
изделий;
Рис. 47, Микрометр
МЛ — микрометры листовые с циферблатом для измерения тол-
щины листов и лент;
МТ — микрометры трубные для измерения толщины стенок труб;
М3 — микрометры зубомерные для измерения длины общей
нормали зубчатых колес.
Микрометры типа МК выпускаются с пределами измерений:
0—25; 25—50; 50—75; 75—100; 100—125; 125—150; 150—175;
175—200; 200—225; 225—250; 250—275; 275—300; 300—400;
400—500; 500—600 мм.
118
Микрометры с верхним пределом измерений более 300 мм
снабжаются соединительными гильзами к установочным мерам,
обеспечивающими возможность измерения любого размера
(в пределах измерений данного микрометра).
Микрометры с верхним пределом измерений 50 мм и более
снабжаются установочными мерами.
Рис. 48. Приемы измерения микрометром и чтение размеров
Микрометр (рис. 47) состоит из скобы 1, имеющей на одном
конце пятку 2, а на другом втулку-стебель 5, внутрь которой
ввернут микрометрический винт 3. Торцы пятки и микрометриче-
ского винта являются измерительными поверхностями. На на-
ружной поверхности стебля проведена продольная линия, ниже
которой нанесены миллиметровые деления, а выше ее — полу-
миллиметровые деления. Винт 3 жестко связан с барабаном 6,
на конической части барабана нанесена шкала (нониус) с 50 де-
лениями.
119
chipmaker.ru
На головке микрометрического винта имеется устройство,
обеспечивающее постоянное измерительное давление, называе-
мое трещоткой 7. Трещотка соединена с-винтом так, что при уве-
личении измерительного усилия свыше 900 Г, она не вращает
винт, а проворачивается. Для фиксирования полученного раз-
мера детали 8 служит стопор 4.
Шаг микрометрического винта 3 равен 0,5 мм. Так как на
скосе барабана имеется 50 делений, то при одном полном оборо-
те барабана продольное перемещение равно шагу винта 0,5 мм,
а цена одного деления 0,01 мм (0,5: 50=0,01).
При измерении (рис. 48) микрометр берут левой рукой за
скобу 1, а измеряемую деталь 3 помещают между пяткой 2 и тор-
цом микрометрического винта 4. Плавно вращая трещотку, при-
жимают торцем микрометрического винта 4 деталь 3 к пятке 2
до тех пор, пока трещотка 5 не начнет провертываться и издавать
пощелкивание.
Целые миллиметры отсчитывают по нижней шкале, полумил-
лиметры — по числу делений верхней шкалы стебля, сотые доли
миллиметра — по конической части барабана (какой штрих сов-
падает с продольной риской на стебле).
Пример 1. Под продольной линией на стебле восемнадцать
полных делений шкалы— 18,0 мм; над продольной линией виден
штрих правее правого штриха нижней шкалы — 0,5 мм, с про-
дольной линией на стебле совпадает штрих пятого деления на
конической части барабана — 0,05 мм. Отсчет равен 18,0+0,5+
+0,05= 18,55 мм.
Пример 2. Под продольной линией на стебле шестнадцать
полных делений— 16 мм; над продольной линией не видно штри-
ха правее правого штриха нижней шкалы — 0 мм; с продольной
линией на стебле совпадает штрих тринадцатого деления —
0,13 мм. Отсчет равен 16+0+0,13=16,13 мм.
Пример 3. Под продольной линией на стебле нет ни одного
полного деления шкалы —0 мм; над продольной линией виден
штрих правее правого штриха нижней шкалы — 0,5 мм; с про-
дольной линией совпадает штрих девятнадцатого деления —
0,19 мм. Отсчет равен 0 + 0,5 + 0,19 = 0,69 мм.
Резьбовой микрометр со вставками (ГОСТ
4380—63). Применяют для измерения метрической и дюймовой
резьб. Он отличается от обычного микрометра только наличием
отверстий в пятке 1 и микрометрическом винте 2 (рис. 49, а),
в которые вставляются сменные вставки: призматические, кони-
ческие, конические укороченные, плоские, шаровые (рис. 49,6).
К каждому микрометру прилагается комплект таких вставок,
они предназначаются для измерения резьбы с шагом 1—1,75;
1,75—2,5; 3—4,5 и 5—6 мм.
Угол профиля вставок должен соответствовать углу профиля
проверяемой резьбы.
120
Резьбовые микрометры с пределами измерений выше 25 мм
устанавливаются на ноль по установочным мерам, прилагаемым
к каждому микрометру (рис. 49, а). Средний диаметр резьбы де-
тали 3 проверяют призматической вставкой 4, устанавливаемой
на один из витков резьбы; с другой стороны, перпендикулярно
оси резьбы во впадину резьбы вставляется конусная вставка 5.
Рис. 49. Резьбовой микрометр:
а — общий вид. б — сменные вставки, в — прием измерения
Правила обращения с микрометрами.
1. Не разрешается измерять микрометром черные, грубооб-
работанные поверхности и особенно детали, покрытые наждач-
ной или металлической пылью.
2. Запрещается измерять микрометром нагретые детали и не
следует продолжительное время держать его в руке, так как при
этом показания будут неточными. Измерения следует произво-
дить при температуре 20°С.
3. В процессе измерения барабан трещотки следует вращать
плавно и не слишком быстро. Резкая подача микрометрического
винта и сильный зажим измеряемой детали вызывают непра-
вильные показания и преждевременный износ винта. Перед ис-
пользованием микрометра надо освободить стопор.
4. Не пользоваться микрометром, как скобой. Такой способ
измерения приводит к быстрому износу измерительных поверх-
ностей.
5. При пользовании микрометром его надо класть на сухую,
чистую поверхность.
6. По окончании работы микрометр следует тщательно про-
тереть, стопоры ослабить, измерительные поверхности немного
развести.
' 7. Хранить микрометры нужно в деревянном футляре. Для
Длительного хранения микрометр следует промыть в чистом
121
авиационном бензине, насухо протереть и смазать техническим
вазелином. Нельзя хранить микрометры в сырых помещениях и
при резких колебаниях температуры.
Микрометрический глубиномер (ГОСТ 7470—
55). Презназначается для измерения глубин пазов, отверстий и
высоты уступов до 100 мм, с точностью измерения до 0,01 мм.
В отличие от микрометра вместо скобы он имеет основание 1
Отсчет 6 мм *0,30мм-Б.ЗБмм
Рис. 50. Прием измерения микрометрическим
глубиномером:
/ — основание, 2 — измерительный стержень
(рис. 50) с измерительным стержнем 2. Сменные стержни позво-
ляют производить измерения в пределах 0—25; 25—50; 50—75;
75—100 мм.
При измерении необходимо левой рукой прижать основание
глубиномера к верхней поверхности детали, а правой при по-
мощи трещотки в конце хода довести измерительный стержень до
соприкосновения с другой поверхностью детали. Затем застопо-
рить микровинт и прочитать размер. Перед началом измерения
глубиномер необходимо проверить. Отсчитывают измерения по
шкалам глубиномера.
Микрометрический нутромер (ГОСТ 10—58).
Предназначен для измерения внутренних размеров. Микромет-
рические нутромеры изготовляют с пределами измерений 50—75;
75—175; 75—600; 150—1250; 800—2500; 1250—4000; 2500—6000
122
и 4000—10000 мм. Шаг резьбы микрометрической винтовой па-
ры равен 0,5 мм. Микрометрический нутромер имеет стебель 2,
(рис. 51) в отверстие которого вставлен микрометрический винт
4. Концы стебля и микровинт имеют сферические измерительные
поверхности 1. На винт насажен барабан 5 с установочной гай-
кой 6. В установленном положении микровинт закрепляется сто-
пором 3. При перемещении микрометрического винта в стебле
Рис. 51. Микрометрический нутромер (а), удлинитель (б)
изменяется расстояние между измерительными поверхностями 1
от 50 до 63 мм.
Для измерения отверстий размером более 63 мм используют
удлинительные стержни (рис. 51,6) с размерами: 13; 25; 50; 100;
150; 200 и 600 мм. Это дает возможность увеличить предел изме-
рения до 1500 мм и даже более. Перед навинчиванием удлините-
ля со стебля свинчивают гайку, а после присоединения удлините-
ля ее навинчивают на резьбовой конец последнего стержня.
Измерение нутромером отверстий производят по двум взаим-
но перпендикулярным диаметрам. Левой рукой прижимают
измерительный наконечник к одной поверхности, а правой рукой
вращают барабан до легкого соприкосновения с другой поверх-
ностью (рис. 52). Отыскав наибольший размер в плоскости, пер-
пендикулярной оси изделия, и наименьший размер в плоскости,
проходящей через ось изделия, нужно стопором закрепить мик-
ровинт и прочитать размер. Во время работы микрометрический
нутромер следует периодически проверять с помощью концевых
плиток или же точным микрометром.
Для отсчета показаний на стебле нутромера имеется шкала
Длиной 13 мм с полумиллиметровыми и миллиметровыми деле-
ниями. Вторая шкала нанесена на конической части барабана.
Она имеет 50 делений по окружности. По этой шкале и отсчиты-
вают сотые доли миллиметра.
123
chipmaker.ru
Рис. 52. Приемы измерения микрометрическим нутромером
Отсчет размера по шкалам нутромера производят так же,
как у микрометра. К показанию, прочитанному на нутромере,
прибавляют размер удлинителей, если они были использованы
при данном измерении.
§ 7. ШАБЛОНЫ
Для проверки сложных профилей применяются шаблоны, изго-
товляемые из листовой или полосовой стали толщиной 0,5—6 лии
с содержанием углерода не менее 0,5%. Иногда шаблоны делают
из высоко углеродистых сталей У7А и У8А.
Шаблоны могут иметь самую разнообразную форму, которая
зависит от формы и профиля проверяемой детали.
Проверяют детали шаблонами двумя способами:
1) шаблон прикладывают к проверяемой поверхности (рис.
53, а) и по величине просвета судят о точности и правильности
изготовления изделия. Точность такой проверки примерно
0,01 мм, а при наличии опыта даже выше;
2) когда нет возможности проверить на просвет, прибегают
к проверке на краску, например, при контроле выемок, глухих
мест и т. д. В этом случае проверяемые места покрывают тон-
ким слоем краски, затем накладывают шаблон на проверяемую
поверхность. По следам краски, остающимся на поверхности
шаблона, определяют правильность обработки детали.
Резьбовые шаблоны (ГОСТ 519—41) являются сорти-
рующим прикладным инструментом для определения шага и
профиля резьбы (рис. 53, б, в, г). Они представляют собой за-
крепленные в обоймы наборы тонких стальных пластин толщи-
124
ной 1 мм с точными зубьями резьбы. Шаблоны комплектуются
в два набора: для метрической резьбы с углом 60°, для дюймовой
резьбы с углом 55°. Набор № 1 для определения шага метричес-
кой резьбы по ГОСТ 8724—58 состоит из 20 резьбовых пластин
с шагом: 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1,0; 1,25; 1,5; 1,75;
2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0 мм. Набор № 2 для опреде-
ления шага дюймовой резьбы по ОСТ НК'ГП 1260 и трубной по
Рис. 53. Шаблоны:
а — профильные, б, в, г — резьбовые, д — радиусные
ГОСТ 6357—52 состоит из 16 резьбовых шаблонов с числом ниток
на один дюйм: 28; 20; 19; 18; 16; 14; 12; 11; 10; 9; 8; 7; 6; 5; 4V2 и 4.
На каждой пластине указана величина шага или количество
ниток на дюйм, а на накладке обоймы обозначена резьба метри-
ческая (60°) или дюймовая (55°).
Пластины поочередно прикладывают к проверяемой резьбе
До тех пор, пока резьба пластинки точно (без просветов) не сов-
падает с резьбой детали.
Радиусные шаблоны (ГОСТ 4126—66) служат для из-
мерения отклонения размеров выпуклых и вогнутых поверхно-
стей деталей. Эти шаблоны (рис. 53, д) состоят из набора тонких
125
стальных пластин с различными радиусами закруглений на кон-
цах. Набор № 1 соответствует радиусам 1—6,5 мм; набор № 2—
радиусам 7—14,5 мм; набор № 3 — радиусам 15—25 мм. Каж-
дый набор состоит из 32 шаблонов (16 выпуклых и 16 вогнутых).
Величина радиуса закруглений определяется совпадением то-
го или другого шаблона с проверяемым профилем (на просвет).
§ 8. ЩУПЫ
Щупы представляют собой набор заключенных в обойму
стальных, точно обработанных пластинок (рис. 54, а) толщиной
0,02; 0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1; 0,15; 0,2; 0,25; 0,3;
0,35; 0,4; 0,45; 0,5; 0,55; 0,6; 0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95;
а — общий вид, б — приемы измерения, в — клиновый щуп
1 мм и длиной 100 и 200 мм. Толщина пластинок в наборе от
0,02 до 1 мм с интервалами 0,01 мм и от 0,1 до 1,0 с интерва-
лом 0,05 мм. На каждой пластинке указана ее толщина.
ГОСТ 882—64 предусмотрено изготовление четырех наборов
№ 1, 2, 3, 4, отличающихся друг от друга количеством пластинок
и их толщиной.
Щупы применяются для проверки величины зазоров между
поверхностями детали или сопряженными деталями (рис. 54,6).
126
Можно использовать как одну, так и несколько сложенных вмес-
те пластинок.
Для определения величины зазора пластинки вводятся пооче-
редно по одной (или по две) до тех пор, пока какая-нибудь из
них не окажется по толщине подходящей.
Клиновый щуп, или калиброванный клин (рис. 54, в), пред-
назначен для измерения глубоких зазоров. Он представляет со-
бой стальную клиновидной формы пластину, на которой нанесе-
на шкала с делениями. Точность отсчета по такой шкале 0,1 мм.
Пределы измерения этими щупами колеблются от 1 до 9 мм.
Клиновым щупом пользуются вместе со скользящим по его
базовым поверхностям движком, а в случае отсутствия движка
щуп покрывают краской и величину зазора определяют по окра-
шенным местам.
§ 9. СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ
Наряду с измерительными инструментами, предназначенны-
ми для проверки размеров деталей, применяются инструменты
для определения чисел оборотов деталей машин, прослушивания
шума в машинах во время работы и т. д.
К таким инструментам относятся: тахометры и стетоскопы.
Тахометры. Для измерения чисел оборотов шпинделей, ва-
лов и других вращающихся деталей (при испытании и сборке
машин) используют тахометры. Выступающий шпиндель тахо-
метра с резиновым наконечником прижимают к центровому от-
верстию вращающейся детали; число оборотов в минуту читается
непосредственно против указателя на шкале прибора. Острый
наконечник можно заменять роликом определенного диаметра,
который прижимается к цилиндрической поверхности вращаю-
щейся детали. В этом случав на шкале прибора указывается
окружная скорость вращения. Зная диаметр детали в месте из-
мерения, определяют число оборотов в минуту по формуле
10001/ t
п =-------- ooImuh,
гс D
где п — число оборотов,
мин;
D — диаметр вращаю-
щейся детали, мм;
л = 3,14;
V — скорость, М[М11Н.
Существует много
принципиальных разно-
видностей тахометров, не
говоря уже о разнообра-
зии конструктивного офор-
Рис. 55. Тахометр с часовым регулятором
127
мления их (центробежные, магнитные, с часовым регулятором).
Тахометры с часовым регулятором являются сочетанием
счетчика оборотов с секундомером (рис. 55). Первый ряд цифр
на шкале соответствует измерениям чисел оборотов в минуту, а
второй со значениями в десять раз меньшими —измерениям ли-
Рис. 56. Стетоскопы:
а — стержневой. 1 — наушник, 2 — стержень; б — мемб^
ранный / — коробочка. 2 — слуховые гибкие трубки, 3 —
наконечник звукопроводящего стержня
нейных скоростей в метрах в минуту, которые получаются при
пользовании дисковым наконечником.
Прибором можно измерять скорости до 10 000 об!мин или до
1000 м/мин.
Стетоскопы. Эти приборы применяются для определения на
слух неисправностей в механизмах, машинах (зубчатых колесах,
подшипниках, клапанах).
Существуют стержневые и мембранные стетоскопы.
Стержневой стетоскоп (рис. 56, а) состоит из пласт-
массового наушника 1 и металлического звукопроводящего со-
ставного стержня 2.
128
Мембранный стетоскоп (рис. 56,б) состоит из коро-
бочки /, внутри которой находится чувствительная пластина —
мембрана, слуховых гибких трубок 2 и наконечника звукопрово-
дящего стержня 3.
§ 10. ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
Плоскопараллельные концевые меры длины (ГОСТ 9038—
59)—измерительные плитки — применяются для точных изме-
рений при разметке деталей, проверке измерительных инстру-
ментов— микрометров, штангенциркулей, калибров-скоб и др.
В отдельных случаях, когда требуется особо высокая точность,
этими плитками пользуются при проверке и точной установке
Рис. 57. Плоскопараллельные концевые меры:
а — набор плиток, б — блок плиток, в — наложение плиток
деталей, а также при установке и регулировке различных при-
боров и станков.
Плоскопараллельные плитки представляют собой обработан-
ные с высокой точностью закаленные пластинки прямоугольного
сечения с двумя взаимно параллельными измерительными плос-
костями, изготовленные из легированной инструментальной
стали X, ХГ.
129
В зависимости от предельных отклонений от плоскопарал-
лельности плитки разделяются на классы: 0, 1, 2 и 3-й. Самым
точным является 0-й класс.
Плитки выпускаются наборами (рис. 57, а). Набор № 1 со-
стоит из 87 мер; № 2— из 42 мер; № 3 — из 116 мер; № 4, 5, 6, 7
и 8—из 10 мер каждый; № 9 — из 12 мер; № 13 — из 20 мер;
№ 14 — из 7 мер; № 15 — из 4 мер (из твердых сплавов).
Наиболее распространенными являются наборы № 1, состоя-
щие из 87 и № 2 из 42 плиток. Путем различных комбинаций пли-
Рис. 58. Использование плоскопараллельных концевых
мер:
а — для разметки окружности, б — для измерения внутренних
диаметров, е — для контроля точности показаний микрометра
ток можно получить любые размеры в пределах от 1 до 200 мм
через каждые 0,001 мм. Размер плитки обозначен на широкой
ее плоскости.
Особым свойством контрольных плиток является их способ-
ность плотно прилегать (притираться) одна к другой, причем
для их разъединения требуется значительное усилие. Это свой-
ство позволяет при помощи державок соединять несколько пли-
ток в один блок (рис. 57, б) и получать таким образом любой
размер, нужный для измерения.
Основным требованием при пользовании плитками является
их правильное складывание. Плитки накладывают друг на дру-
130
га под прямым углом (крест-накрест), а затем одну из них с лег-
ким нажимом поворачивают до полного совпадения одной с дру-
гой (рис. 57,в). Приемы пользования плитками показаны на
рис. 58.
Правила обращения с плоскопараллельными
концевыми мерами длины
1. Необходимо предохранять плитки от коррозии и механиче-
ских повреждений. Поврежденные поверхности плиток теряют
способность притираться одна к другой, плитки становятся не-
годными к употреблению.
2. Не следует брать плитки грязными или потными руками,
руки должны быть тщательно вымыты и насухо вытерты; плитку
надо брать специальными щипцами.
3. Во время работы плитки необходимо класть только на де-
ревянный подносик, покрытый чистой бумагой.
4. По окончании работы плитки нужно промыть в бензине,
протереть насухо, смазать бескислотным вазелином и уложить в
порядке размеров, указанных в ячейках футляра. При смазке и
укладке плитки следует держать за нерабочие поверхности паль-
цами, смазанными вазелином.
§ 11. РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
Принцип действия рычажно-механических приборов (инстру-
ментов) основан на использовании специального передаточного
механизма, который преобразует незначительные перемещения
измерительного стержня в увеличенные и удобные для отсчета
перемещения стрелки по шкале. К наиболее известным в практи-
ке типам рычажно-механических приборов относятся индикаторы,
рычажные скобы, рычажные микрометры и миниметры.
Рассмотрим наиболее часто применяемые в слесарной практи-
ке рычажно-механические приборы.
Индикаторы. Индикаторы предназначаются для относитель-
ного или сравнительного измерения и проверки отклонений от
формы, размеров, а также взаимного расположения поверхно-
стей детали. Этими инструментами проверяют горизонтальность
и вертикальность положения плоскостей отдельных деталей (сто-
лов, станков и т. п.), а также овальность, конусность валов, ци-
линдров и др. Кроме того, индикаторами проверяют биение
зубчатых колес, шкивов, шпинделей и других вращающихся де-
талей.
Индикаторы бывают часового и рычажного типа. Наибольшее
распространение имеют индикаторы часового типа, которые в со-
четании с нутромерами, глубиномерами и другими инструмен-
тами используются для измерения внутренних и наружных раз-
меров, параллельности, плоскостности и т. д.
131
chipmaker.ru
к шкале.
Индикаторы типа
Рис. 59. Индикаторы ча-
сового типа:
1 — корпус, 2 — стопор, 3 —
циферблат, 4 — ободок. 5 —
стрелка, 6 — указатель пол-
ных чисел оборотов, 7 —
гильза, 8 — стержень, 9 — на-
конечник» 10 — шарик, 11 —»
головка
Индикаторы часового типа с ценой деления 0,01 мм (ГОСТ
577—60) изготовляются двух типов:
I — с перемещением измерительного стержня параллельно
шкале;
II — с перемещением измерительного стержня перпендикулярно
I имеют пределы измерений 0—5 ц
0—10 мм- 0—2 и 0—3 мм, а индикаторы
типа II — пределы измерений 0—2 и
0—3 мм.
Конструкция часового индика-
тора основана на применении зубчатых
зацеплений, преобразующих поступатель-
ное движение измерительного стержня 8
(рис. 59) во вращательное движение
стрелки 5.
Полный оборот большой стрелки по
этой шкале соответствует 1 мм вертикаль-
ного перемещения стержня, а поворот
стрелки на одно деление соответствует
перемещению стержня на 0,01 мм. Пере-
мещение стержня на целые миллиметры
отмечается стрелкой на указателе числа
оборотов 6. На ноль индикатор устанав-
ливают поворотом ободка 4 циферблата
или головки 11 измерительного стержня
(при неподвижном циферблате).
При измерении индикатор устанавли-
вают (рис. 60, а) на передвижной штан-
ге 1, которая закрепляется на стойке 2.
Стойка соединена с призмой 5 и закреп-
ляется гайкой 4. Такое устройство дает
возможность устанавливать индикатор в любой точке измеряе-
мой детали 3. Измерительную поверхность шарика прижимают к
проверяемой поверхности (рис. 60, б) и, перемещая деталь или
индикатор, определяют отклонение по шкале.
На рис. 61 показана изготовленная заводом «Красный инст-
рументальщик» индикаторная стойка с магнитным
основанием, предназначенная для установки индикатора
часового типа в исследуемой части станка или прибора с целью
выполнения необходимых измерений. Стойка 1 посредством
встроенного в нее основания постоянного магнита 4 притягивает-
ся к стальным и чугунным деталям, что позволяет устанавливать
ее на наклонных и вертикальных плоскостях, а также на цилинд-
рических поверхностях, без дополнительного крепления.
Основание состоит из двух стальных частей 2, разделенных
латунной прокладкой 3. Магнит может перемещаться в корпусе
132
0,Of
1
Рис 60. Приемы измерения индикатором:
а - в центрах, б - небольших Деталей
Рис 61 Индикаторная стоПка с магнитным осно-
ги ' ванием
chipmaker.ru
и занимать два положения: крайнее правое положение соответст
вует включению стойки, при этом силовые линии замыкаются ч
рез деталь, на которой стойка установлена; крайнее левое поло
жение соответствует выключению стойки, при этом силове.
линии замыкаются через стальной корпус стойки. Сила притя
Рис. 62. Индикаторный нутромер и приемы измерения}
а — общий вид, б — приемы измерения
жения стойки к плоскости не менее 14 кГ, пределы измерения по
высоте 0—200 мм.
Индикаторные нутромеры предназначены для изме-
рения диаметров глубоких отверстий. Пределы измерения инди-
каторными нутромерами по ГОСТ 868—63:6—10; 10—18; 18—35;
35—50; 50—100; 100—160; 160—250; 250—450; 450—700 и
700—1000 мм.
Индикаторный нутромер (рис. 62) имеет корпус 4, в который
вставлена направляющая втулка 2. С одной стороны втулки
помещен неподвижный измерительный стержень 1, а с другой —
подвижный измерительный стержень 3.
В процессе измерения стержень 3 перемещается, и его дви-
жение через толкатель 5 передается установленному в трубке 7
вертикальному штоку 6, к которому прижимается наконечник 8
индикатора 9. Прибор снабжается комплектом сменных непо-
движных стержней 10.
134
Рис. 63. Индикаторный
глубиномер:
1 — основание, 2 — державка,
3 индикатор, 4 — винт для
крепления индикатора, 5 —
сменный измерительный стер-
жень
Для измерения прибор осторожно вводят в отверстие
(рис. 62, б) и слегка покачивают: крайнее правое отклонение
Стрелки индикатора соответствует проверяемому значению диа-
метра отверстия.
Индикаторные глубиномеры с ценой деления
0,01 мм (рис. 63) предназначены для измерения глубины пазов,
отверстий, высоты уступов и т. д. Эти
приборы по ГОСТ 7661—55 изготовляют
с верхним пределом измерения до 100 мм.
Они снабжены набором измерительных
стержней, позволяющих производить из-
мерения от: 0—10; 10—20; 20—30; 30—40;
40—50; 50—60; 60—70; 70—80; 80—90 и
90—100 мм.
Б 12. СРЕДСТВА КОНТРОЛЯ ПЛОСКОСТНО-
СТИ И ПРЯМОЛИНЕЙНОСТИ
Работоспособность соприкасающихся
между собой поверхностей деталей машин
в значительной степени определяется не
только заданными размерами, но и откло-
нением от прямолинейности и плоскост-
ности.
При измерении плоскостности опреде-
ляют, насколько отклоняется поверхность
обработанной детали от идеальной плос-
кости.
Наиболее распространенными средствами измерений прямо-
линейности являются проверочные линейки (ГОСТ 8026—64),
которые подразделяются на следующие типы:
1. Лекальные линейки; с двухсторонним скосом (ЛД), трех-
гранные (ЛТ), четырехгранные (ЛЧ).
2. Линейки с широкой рабочей поверхностью: прямоугольно-
го сечения (ШП), двутаврового сечения (ШД), мостики (ШМ).
3. Линейки угловые: трехгранные клинья (УТ).
Лекальные линейки (рис. 64,а) с двухсторонним ско-
сом (ЛД) изготовляются из инструментальной легированной
стали с высокой точностью и имеют тонкие рабочие поверхности,
называемые ребрами или лезвиями с радиусом закругления не
более 0,1—0,2 мм, благодаря чему можно весьма точно опреде-
лять отклонения от прямолинейности.
ГОСТ 8026—64 предусматривает два класса точности линеек:
0 и 1-й, причем 0-й класс более точный.
Проверка лекальной линейкой производится методом свето-
вой щели. На проверяемую поверхность накладывают острым
Ребром линейку и держат ее вертикально строго на уровне глаз.
135
chipmaker.ru
в)
Рис. 64. Лекальные линейки:
а — с двухсторонним скосом
(ЛД), б —с широкой рабочей
поверхностью — мостик (ШМ),
в — трехгранная угловая — клин
(УТ)
наблюдая за просветом между линейкой и поверхностью в разных
местах по длине линейки. Наличие просвета между линейкой и
деталью свидетельствует об отклонении от прямолинейности.
При достаточном навыке такой способ контроля позволяет уло-
вить просвет от 0,003 до 0,005 мм.
Линейки с широкой рабочей поверхностью—
мостики ШМ (рис. 64,6) по ГОСТ 8026—64 изготовляются
длиной 400; 630; 1000; 1600; 2500; 4000 мм, 0, 1 и 2-го классов
точности. Они применяются для проверки плоскостности методом
линейных отношений и «на краску».
Первый метод заключается в опреде-
лении зазора между рабочим ребром
линейки и проверяемой плоскостью.
При помощи тонких пластинок щупа
или папиросной бумаги, полоски кото-
рой толщиной не более 0,02 мм подкла-
дывают под линейку равномерно в не-
скольких местах, измеряют величину
зазора.
Большую точность дает проверка
на краску. Рабочую поверхность линей-
ки равномерно покрывают тонким сло-
ем краски (сажа, сурик) и затем ее
плавно без нажима перемещают двумя,
тремя круговыми движениями по про-
веряемой поверхности, после чего ли-
нейку осторожно снимают и по распо-
ложению и количеству пятен на поверх-
ности судят о прямолинейности изде-
лия. При идеальной плоскостности
поверхность детали покрывается крас-
кой равномерно. Однако любая поверх-
ность имеет чередующиеся выступы и
впадины, а следовательно, краска ло-
жится на выступающие части.
Трехгранные угловые л и-
служат для проверки на краску плоско-
н е й к и — клинья (УТ) _ „ г—...... г^аску плоско-
стей, находящихся под углом друг к другу, и часто применяются
при ремонте машин.
Трехгранные угловые линейки (рис. 64, в) по ГОСТ 8026—64
делаются с рабочими углами 45; 55 и 60° и длиной 250; 500; 750;
1000 мм, четырехгранные — длиной 630 и 1000 мм. Проверка
этими линейками производится на краску.
Вертикальность и горизонтальность поверхности обычно из-
меряются отвесом или уровнем. При измерении отвесом или
уровнем нужно, чтобы измеряемые детали и средства измерения
находились в покое.
Уровни предназначены для проверки горизонтального и
вертикального положения поверхностей элементов машин при
монтаже.
Брусковые уровни (рис. 65) применяют для контроля
отклонений от горизонтального положения поверхностей. Метал-
лический корпус уровня имеет длину 100; 150; 200 (250) и 500 мм,
внутри его помещена стеклянная продольная трубка — ампула 2
Рис. 65. Брусковый уровень:
1 — корпус, 2 — продольная ампула, 3 — поперечная ам-
пула
Рис. 66. Рамный уровень:
I — корпус, 2 — продольная
ампула. <3 — поперечная ам-
пула
и установочная (поперечная) ампула 3. В ампулы заливают
этиловый эфир или этиловый спирт с таким расчетом, чтобы
образовался пузырек. На ампуле 2 нанесена шкала.
При цене деления шкалы основной ампулы 2 перемещение
пузырька на одно деление свидетельствует о разности уровней
этих точек, равной 0,02 мм. Под ценой де-
ления уровня понимается наклон его, со-
ответствующий перемещению пузырька
основной ампулы на одно деление шкалы,
выраженное в мм на 1 м.
При пользовании уровень накладыва-
ют на проверяемую поверхность и, пере-
двигая его в продольном и поперечном на-
правлениях, определяют по шкале ампу-
лы 2 величину отклонения от горизон-
тального положения.
Рамные уровни (рис. 66) предназ-
начены для контроля горизонтального и
вертикального положения поверхностей.
Длина рабочей поверхности рамных уров- 1
ней 100; 150; 200 и 300 мм.
Рамный уровень состоит из корпуса /,
основной (продольной) 2 и установочной 3 (поперечной) ампул.
По основной шкале определяют величину и направление от-
клонения.
Точность уровня определяют на проверочной плите. Пузырек
основной ампулы должен показывать одинаковое положение при
повороте уровня в горизонтальной плоскости на 180°,
136
137
chipmaker, ru
§ 13. ИНСТРУМЕНТЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
При слесарной обработке широко применяются угольники, ур.
ломеры, шаблоны угловые и угловые меры (плитки).
Угольники 90° (ГОСТ 3749—65) предназначены для про-
верки и разметки прямых углов, для контроля взаимно перпен-
дикулярного расположения поверхностей деталей при монтаже
различных видов оборудования и для проверки точности станков.
Угольники изготовляют из инструментальной легированной
Рис. 67. Угольники:
а — специальный; б - лекальные: / — плос-
кий, 2 — с широким основанием, 3 — с
уровнем; в—приемы измерения угольником
угла и плоскости
стали ХГ и X, углеродистой стали марок 10; 15; 20 и 50, а также
из инструментальной углеродистой стали марки У8.
Промышленность выпускает угольники с углами 45; 60; 90
и 120° и специальные угольники с углами 30; 45; 90; 120 и 135°
(рис. 67, а). Если требуются угольники с другими углами, то их
изготовляют в виде шаблонов, например для проверки углов
сверл, резьбы, шаблон типа «ласточкина хвоста» и др.
По ГОСТ 3749—65 угольники выпускаются четырех классов
точности 0, 1, 2, 3-й. Наиболее точные — угольники класса 0.
Точные угольники с фасками называются лекальными. Уголь-
ники l-ro класса точности применяют в инструментальном про-
изводстве для особо точных работ, 2-го класса — для выполнения
слесарных работ повышенной точности, 3-го класса — для гру-
бых работ.
Применяют следующие типы лекальных угольников (рис.
67, б): плоский 1, с широким основанием 2, с уровнем 3.
У лекальных угольников края длинной стороны скошены с
обеих сторон. Скосы дают возможность точнее обработать уголь-
138
ник. Таким угольником удобно определять отклонения в углах
проверяемого изделия методом световой щели (на просвет).
Угольники с широким основанием (аншлажные) предназна-
чены для проверки прямого угла у изделия при установке его на
проверочной плите.
При проверке внутренних углов угольник прикладывают к
поверхности детали наружной частью (рис. 67, в), а при провер-
Рис. 68. Угломер типа I (о), прием измерения фаски
клапана (б)
ке наружного угла — внутренней частью. По просвету между
угольником и проверяемой деталью на глаз (а иногда шупом)
определяют отклонение угла.
Угломеры с нониусом (ГОСТ 5378—66) применяют для
измерения углов контактным методом с отсчетом по угловому
нониусу. В настоящее время широко распространены угломеры
типа I (УН) и величиной отсчета по нониусу 2' (2 мин) и 5'
(5 мин).
Угломер типа I (рис. 68, а), предназначенный для измерения
наружных углов от 0 до 180° и внутренних углов от 40 до 180°,
139
chipmaker.ru
состоит из полукруглого основания (диска) 5, скрепленного
со съемной линейкой 4. Подвижная линейка 10 вращается ца
оси 2 вместе с сектором 3, на котором закреплен нониус 8. Микро-
метрическая подача 6 подвижной линейки 10 осуществляется гай-
кой 7, после чего линейка 10 закрепляется стопором 9.
Измерение углов от 0 до 90° производится с помощью уголь-
ника /, углы более 90° измеряются без угольника 1. На шкале
Рис. 69. Угломер типа II
нониуса нанесено 30 делений; каждое деление соответствует 2 ми-
нутам.
Угломер накладывают на проверяемую деталь так, чтобы ли-
нейки 10 и 4 были совмещены со сторонами измеряемого угла.
Целое число градусов отсчитывают по шкале диска до нулевого
штриха нониуса. Затем определяют штрих нониуса, совпадаю-
щий со штрихом основной шкалы. После следует определить на
нониусе число минут, обозначенное ближайшим меньшим чис-
лом, совпадающим со штрихом нониуса. Показания градусов и
минут складываются, причем минуты нужно умножить на точ-
ность отсчета.
Прием измерения угломером показан на рис. 68, б.
Угломер типа II (УМ) предназначается для измерения на-
ружных углов от 0 до 180° (рис. 69) с величиной отсчета по но-
ниусу 15' (15 мин).
Угломер состоит из полукруглого основания 1, на котором
закреплена линейка 2. Сектор 3 с нониусом 8 перемещается по
основанию 1 и после установки закрепляется винтом 4. К секто-
ру 3 при помощи державки 7 крепится угольник 5, а к нему при-
соединяется съемная линейка 6. Этим угломером можно изме-
рить не только наружные, но и внутренние углы.
140
Проверку погрешности показаний угломеров следует произ-
вОдить по угловым плиткам в пяти — семи точках, равномерно
расположенных по основной шкале нониуса.
Рис. 70. Набор угловых плиток (а), прием проверки угла (б)
Более точно углы проверяются при помощи угловых призма-
тических плиток (ГОСТ 2875—62), которые подбираются в блоки
(рис. 70).
Вопросы для самопроверки
1. Чем отличается устройство резьбового микрометра от гладкого, как резь-
бовой микрометр устанавливается на нуль и как этим микрометром изме-
ряется средний диаметр резьбы?
2, Составьте из плоскопараллельных плиток малого набора блоки следую-
щих размеров: 28,04; 4,32, 3,35; 3,29; 2,08 мм.
3. Установите микрометр на следующие размеры: 10,15; 15,23; 8,56; 12,42;
12,92 мм Покажите установки на эти размеры преподавателю или мастеру.
4. Измерить микрометром средний диаметр резьбы на болтах М12, М18.
5. Определить с помощью резьбометра систему и шаг резьбы на нескольких
деталях.
6. Установите угломер на размеры углов: 30°30'; 60°22'; 132’24';
140’18'.
Глава XII
ДОПУСКИ И ПОСАДКИ
§ I. ТОЧНОСТЬ ОБРАБОТКИ
Назначение любого вида обработки состоит в том, чтобы из-
готовить детали с заданной точностью. Под точностью обработки
понимают соответствие размеров, формы и взаимного располо-
жения участков обрабатываемых поверхностей заданной точно-
сти, а также чистоты обработки поверхности детали требованиям
чертежа и техническим условиям.
Долговечность машин, работающих с большими скоростями
и нагрузками, зависит во многом от качества поверхности
трущихся деталей. Несмотря на большую точность и высокое со-
вершенство современного металлорежущего оборудования, не-
возможно получить абсолютно точных размеров или формы де-
талей в соответствии с требованиями, заданными чертежом. По-
этому все изготовленные детали будут иметь некоторые откло-
нения (погрешности).
Величина погрешностей при изготовлении деталей зависит от
многих причин:
1) точности станков (станки не могут быть абсолютно точны-
ми и изготавливаются с установленными отклонениями);
2) точности изготовления и износа режущего инструмента
(режущий инструмент изготавливается с допуском на точность);
3) температуры проверяемой детали. При повышении темпе-
ратуры детали размер ее будет отличаться от размера, измерен-
ного при нормальной температуре (20°С);
4) исправности измерительного инструмента;
5) умения рабочего пользоваться измерительным инстру-
ментом.
Погрешности измерения могут быть уменьшены многократ-
ным измерением детали. Для этой цели деталь измеряют в од-
ном и том же месте тем же самым инструментом несколько раз.
Результаты измерения складывают и делят на число измерений.
§ 2. ЧИСТОТА ПОВЕРХНОСТИ
При любом методе обработки металлов резанием (сверление,
развертывание, строгание, опиливание, шабрение, притирка
и т. д.) не получится идеально гладкой и ровной поверхности де-
талей, всегда остаются следы в виде шероховатостей, впадин, на-
диров и другие неровности, называемые гребешками.
Даже поверхности, кажущиеся совершенно гладкими, после
шабрения, притирки, развертывания и т. д. имеют мелкие неров-
142
Рис. 71. Действительный профиль микро-
неровностей
лости, не видимые невооруженным глазом, но отчетливо различа-
емые с помощью приборов.
Чем чище требуется обработка, тем ниже должны быть гре-
бешки. Высота гребешков и глубина впадин (микрогеометрия)
колеблются в значительных пределах — от десятых долей милли-
метра до сотых долей микрона.
Высота и глубина микронеровностей зависит от способа об-
работки, степени вязкости металла обрабатываемой детали, кон-
струкции режущего инстру-
мента, режима механической
обработки (скорости реза-
ния, подачи и др.). При опи-
ливании высота гребешков
получается больше, чем при
шабрении или притирке.
При изготовлении дета-
лей обработку необходимо
вести с соблюдением уста-
новленных для них классов
чистоты.
Критериями оценки ше-
роховатости поверхности установлены два следующих параметра:
среднее арифметическое отклонение профиля Ra — среднее
значение расстояний точек измеренного профиля до его средней
линии;
высота неровностей Rz— среднее расстояние между находя-
щимися в пределах базовой линии длины I (длина участка по-
верхности, выбираемая для измерения шероховатости) пятью
высшими точками выступов и пятью низшими точками впадин,
измеренное от линии, параллельной средней линии (рис. 71).
В зависимости от величины Ra и Rz ГОСТ 2789—59 устанав-
ливает 14 классов чистоты поверхности.
Для обозначения всех классов чистоты поверхности уста-
навливается один знак — равносторонний треугольник V, ря-
дом с ним указывается номер класса и разряд, например: V7,
V76.
Шероховатость поверхностей грубее 1-го класса обозначается
знаком , над которым указывается высота неровностей в мик-
ронах, например, .
Все поверхности по чистоте можно примерно разделить на
следующие четыре группы:
1-я группа — грубая со следами обдирки драчевым напильни-
ком или грубой станочной обработки — точения, сверления, фре-
зерования, и т. д.; V 1— V 3;
2-я — получистая с малозаметными следами обработки лич-
ным напильником, развертыванием, а также получистовым то-
чением, фрезерованием, строганием и пр.; V 1—V 6;
143
chipmaker.ru
3-я — чистая, полученная чистовой опиловкой бархатными
напильниками, шабрением, развертыванием или обработкой на
станках — шлифовальных, протяжных и др.; V 7— V 9;
4-я — весьма чистая, полученная опиливанием бархатными
напильниками (очень мелких номеров), притиркой; V 10—V Ц.
Чистоту обработанной поверхности определяют различными
методами.
Современная измерительная техника располагает различны-
ми средствами контроля микронеровностей. В зависимости от
Рис. 72. Профилометр:
/ — алмазная игла, 2 —датчик, 3 — электроизмерительный прибор, 4 — прове*
ОЯРМЯЧ ПАТЯ-ПЖ-
методов измерения приборы делятся на две основные группы:
для непосредственного измерения чистоты поверхности и для
косвенного определения чистоты поверхности.
Непосредственное измерение основано на контактном спосо-
бе и осуществляется с помощью профилометра.
Косвенное определение производится с помощью микроскопа.
Этот способ является наиболее точным и применяется для конт-
роля поверхностей высокого класса чистоты.
На рис. 72 показан электродинамический профилометр.
Игла 1 с радиусом закругления до 0,015 мм движется по прове-
ряемой поверхности детали 4 с постоянной скоростью. Колебание
иглы передается электромагнитным способом на датчик 2. Коли-
чественное значение непосредственно средних квадратичных от-
клонений определяется по шкале электроизмерительного прибо-
ра 3. С помощью электродинамического профилографа проверя-
ют поверхности с чистотой 5—12 классов.
Профилометры применяются главным образом в измеритель-
ных лабораториях. В производственных условиях, особенно на
небольших предприятиях, где при контроле чистоты поверхностей
не требуется количественной оценки микронеровностей, применя-
ются специально изготовляемые заводом «Калибр» образцы (эта-
Рис. 73. Набор эталонов для проверки
чистоты поверхности (а), прием провер-
ки (б)
10ны), служащие для глазомерного определения чистоты поверх-
ности. Эталонные образцы изготовляются из тех же металлов
(чугун, сталь, алюминий, бронза и т. д.), что и проверяемые де-
тали, так как поверхности деталей, обработанные одинаковым
способом и имеющие один и тот же класс чистоты, будут иметь
разные следы обработки, если они выполнены из разных ме-
таллов.
Наборы эталонных образцов (рис. 73) хранятся в пеналах.
В каждом держателе имеются четыре образцовые пластины. При
проверке чистоты поверхно-
сти берут эталонные образ-
цы соответствующей формы,
изготовленные из такого же
металла и обработанные та-
ким же способом, что и про-
веряемая деталь, и прикла-
дывают к проверяемой дета-
ли. Сравнивая обработан-
ную поверхность проверяе-
мой детали с эталонным об-
разцом, устанавливают класс
чистоты обработки.
Описанный способ срав-
нения дает правильные ре-
зультаты при проверке дета-
лей с чистотой поверхности с
1 по 7-й класс. Недостатком
этого метода является субъ-
ективность оценки. Кроме то-
го, при этом методе необхо-
димо иметь большое количество образцов, различных по форме,
материалам, способу обработки. Вместе с тем образцы подвер-
жены коррозии, что снижает их точность.
§ 3. ВЗАИМОЗАМЕНЯЕМОСТЬ ДЕТАЛЕЙ
Важнейшей предпосылкой, обеспечивающей экономичность
производства и эксплуатацию машин, механизмов и приборов с
минимальными простоями, а также ускорение их ремонта, явля-
ется взаимозаменяемость деталей.
Готовые детали, которые можно использовать без дополни-
тельной обработки (пригонки) при сборке узла или машины, а
также для замены изношенных деталей, называются взаимоза-
меняемыми.
Взаимозаменяемость деталей исключает необходимость тру-
доемкой работы по пригонке деталей при монтаже, позволяет
обеспечивать высокие темпы сборки на конвейере. Кроме того,
144
145
взаимозаменяемые детали в процессе обработки легко устанав-
ливать в приспособления.
Взаимозаменяемость стала основой не только поточной сбор,
ки, но и необходимой предпосылкой комплексной механизации
и автоматизации цехов и заводов.
Различают взаимозаменяемость полную и неполную (ограни-
ченную).
Полная взаимозаменяемость деталей (соответственно узлов)
определяется их способностью занимать свои места в узле, ме-
ханизме, машине, приборе при сборке или ремонте без какой-
либо механической или ручной пригонки и после установки на
место выполнять свои функции с соблюдением необходимых тех-
нических требований.
Неполная, или ограниченная, или частичная, взаимозаменяе-
мость характеризуется частичным или групповым подбором де-
талей по месту, либо сортировкой по размерам и группам, либо
дополнительной обработкой в процессе сборочных операций од-
ной из деталей, входящих в комплект соединения.
Взаимозаменяемость обеспечивается изготовлением деталей
с известными отклонениями от расчетных (номинальных) разме-
ров. Обязательным условием взаимозаменяемости является, как
мы уже говорили, изготовление деталей с определенной степенью
точности в пределах допустимых отклонений. Эти отклонения
обусловливаются Государственными стандартами.
§ 4. НОМИНАЛЬНЫЕ, ДЕЙСТВИТЕЛЬНЫЕ И ПРЕДЕЛЬНЫЕ
РАЗМЕРЫ
При изготовлении деталей практически нельзя получить абсо-
лютной точности размеров, но в этом и нет необходимости. Из-
вестно, что если отклонения размеров не выходят за определен-
ные величины, то все детали с такими размерами будут одинако-
во годными для работы в машинах или механизмах. Во многих
случаях нет необходимости добиваться высокой точности обра-
ботки, так как это увеличивает ее стоимость.
Размеры, указываемые на чертежах, бывают номинальные и
предельные (рис. 74).
Номинальным размером называется размер, полученный из
расчета на прочность, жесткость ит. п., исходя из конструктивных
и технологических соображений, согласованный с соответствую-
щим стандартом и проставляемый на чертежах. Номинальные
размеры принимают по ГОСТ 6636—62, от них отсчитываются
отклонения.
Действительным размером называется размер, полученный в
результате непосредственного измерения с наивысшей практиче-
ски допустимой точностью.
146
Действительный размер готовой детали всегда будет отли-
чаться от номинального, он бывает больше или меньше номи-
нального. Однако разность между номинальным и действитель-
ным размерами не может превышать определенной величины.
Рис. 74. Графическое изображение размеров и отклонений и
допусков (а), пример обозначений (б)
Предельными размерами называются два предельных значе-
ния размера, между которыми может колебаться действительный
Размер. Большее из них называется наибольшим предельным
размером, меньшее — наименьшим предельным размером.
6*
147
chipmaker.ru
Предельными размерами ограничиваются действительные раз-
меры годных деталей, полученные измерением с допустимой по-
грешностью.
§ Б. ПОНЯТИЕ О ДОПУСКЕ
Допуском размера называется разность между наибольшим и
наименьшим предельными размерами. Величина допуска обо-
значается в десятых, сотых долях миллиметра, микронах
(0,001 мм). Допуск указывают в виде двух отклонений от номи-
нального: верхнего и нижнего.
Верхним предельным отклонением называется алгебраическая
разность между наибольшим предельным размером и номиналь-
ным, а нижним предельным отклонением — алгебраическая раз-
ность между наименьшим предельным размером и номинальным.
Правильный выбор допуска имеет решающее значение для
экономичности изготовления детали. Чем меньше допуск, тем
сложнее изготовление деталей, выше стоимость станков и инстру-
ментов для их обработки и контроля. Выбирают такие допуски,
которые обеспечивают надежную работу детали.
При графическом изображении допусков и посадок пользу-
ются нулевой линией.
Нулевой линией называется линия, соответствующая номи-
нальному размеру. Положительные отклонения в микронах от-
кладываются вверх от нулевой линии, отрицательные — вниз.
Полем допуска называется интервал значений размеров меж-
ду верхним и нижним отклонениями. Верхняя граница поля до-
пуска соответствует наибольшему предельному размеру, нижняя
граница —наименьшему предельному размеру.
Величина поля допуска зависит от назначения детали и от
величины номинального размера. Размер готовой детали (дей-
ствительный размер) должен лежать внутри поля допуска, т. е.
между наибольшим и наименьшим. предельными размерами.
Если это требование не соблюдено, то деталь не соответствует
предъявленным к ней требованиям и бракуется.
На чертежах номинальный размер обозначается целыми
числами, а отклонения в виде десятичной дроби проставляются
рядом с номинальным размером одно над другим: верхнее —
вверху, нижнее — внизу. Перед цифрой положительного отклоне-
ния ставится знак плюс ( + ), перед цифрой отрицательного от-
клонения знак минус (—).
Например
ол+0.03
0,02 •
Как видно из примера, номинальный размер будет равен
30 мм, верхнее отклонение +0,03, нижнее —0,02. Отсюда наи-
больший предельный размер 30 + 0,03=30,03 мм, наименьший
предельный размер 30—0,02 = 29,98 мм. Следовательно, допуск в
данном случае равняется: 30,03—29,98 = 0,05 мм.
Графическое изображение допусков показано на рис. 74, б.
§ 6. ПОСАДКИ, ЗАЗОРЫ И НАТЯГИ
В соединении двух деталей, входящих одна в другую, разли-
чают внешнюю охватывающую и внутреннюю ох-
ватываемую поверхности соединения. Если охватывающая
и охватываемая поверхности соединения являются круглыми, ци-
линдрическими поверхностями, то соединение называется глад-
ким цилиндрическим. Если охватывающая и охватываемая по-
верхности образованы двумя параллельными плоскостями каж-
а)
На/ляг-ЦРмн
Рис. 75. Соединения деталей:
а —зазоры, б — натяги
Дая, то соединение называется плоским с параллельными пло-
скостями.
У цилиндрических соединений охватывающую поверхность
обычно называют отверстием, а охватываемую — валом. Назва-
ния «отверстие» и «вал» условно применимы также и к другим
охватывающим и охватываемым поверхностям.
Посадкой называется характер соединения деталей, опреде-
ляемый величиной получающихся в нем зазоров или натягов.
Посадка характеризует большую или меньшую свободу отно-
сительного перемещения соединяемых деталей или степень со-
противления их взаимному смещению.
149
148
chipmaker.ru
Зазором называется положительная разность между диамет-
рами отверстия и вала (при условии диаметр отверстия больше
диаметра вала), создающая свободу относительного движения
сопрягаемых деталей (рис. 75, а).
Натягом называется отрицательная разность между диамет-
ром вала и отверстия до сборки деталей (размер вала больше
размера отверстия), характеризующая степень неподвижности
соединения сопрягаемых деталей (рис. 75, б).
В связи с тем, что размеры охватываемой и охватывающей
поверхности деталей могут быть больше или меньше номиналь-
ного размера, зазоры и натяги могут быть наибольшими и наи-
меньшими.
Самый большой зазор получится в том случае, если соединить
между собой втулку (отверстие), имеющую самый большой диа-
метр, с валом наименьшего диаметра. Наибольшим зазором на-
зывается положительная разность между наибольшим предель-
ным размером отверстия и наименьшим предельным размером
вала.
Самый малый зазор получится в том случае, если соединить
втулку с самым малым диаметром с валом самого большого диа-
метра. Следовательно, наименьшим зазором называется положи-
тельная разность между наименьшим предельным размером от-
верстия и наибольшим предельным размером вала.
Средний зазор—-это среднее арифметическое между наи-
большим и наименьшим зазорами.
Самый большой натяг получится в том случае, если соеди-
нить вал, имеющий самый большой диаметр, с отверстием наи-
меньшего диаметра. Следовательно, наибольшим натягом назы-
вается отрицательная разность между наибольшим предельным
размером вала и наименьшим предельным размером отверстия.
Самый малый натяг получится в том случае, если соединить
вал, имеющий самый малый диаметр, и втулку наибольшего диа-
метра. Таким образом, наименьшим натягом называется отрица-
тельная разность между наименьшим предельным размером ва-
ла и наибольшим предельным размером отверстия.
Средний натяг — это среднее арифметическое между наиболь-
шим и наименьшим натягами.
В зависимости от взаимного расположения полей допусков
отверстия и вала посадки подразделяются на три группы:
а) посадки с зазором (подвижные), при которых обеспечи-
вается зазор в соединении (рис. 76, а);
б) посадки с натягом (неподвижные), при которых обеспечи-
вается натяг в соединении (рис. 76, б);
в) переходные посадки, при которых соединения могут осу-
ществляться как с зазором, так и с натягом (рис. 76, в).
К посадкам с зазором относятся посадки, у которых поле до-
пуска отверстия расположено над допуском вала, в том числе и
150
скользящие посадки, у которых нижняя граница поля допуска
отверстия совпадает с верхней границей поля допуска вала.
Посадки с зазором применяются тогда, когда детали в сопря-
жении должны свободно перемещаться одна относительно
другой.
К посадкам с натягом относятся посадки, у которых поле
допуска вала расположено
К переходным посад-
кам относятся посадки, у
которых поля допусков от-
верстия и вала перекры-
ваются.
Допуском посадки на-
зывается разность между
наибольшим и наимень-
шим зазорами (в посад-
ках с зазором) или наи-
большим и наименьшим
над полем допуска
отверстия.
б) посадки с
натягом
в) переходные посадки
поле допуска | \-поле допуска
отдерстия вала
Рис. 76. Посадки:
натягами (в посадках с
натягом).
В переходных посад-
ках допуск посадки равен
алгебраической разности
а — с зазором (подвижные), б — с натягом (не*
подвижные), в — переходные
между наибольшим и наи-
меньшим натягами или сумме наибольшего натяга и наиболь-
шего зазора.
Каждой посадке дано название и соответствующее обозначе-
ние (табл. 1).
Таблица 1
Виды посадок
Неподвижные посадки
(посадки с натягом)
Переходные посадки
Подвижные посадки
(посадки с зазором)
Горячая Гр
Прессовая Пр
Легкопрессовая Пл
Глухая Г
Тугая Т
Напряженная Н
Плотная П
Скользящая С
Движения Д
Ходовая X
Легкоходсвая Л
Шнрокоходовая Ш
Посадки неподвижные характеризуются наличием гарантиро-
ванного натяга, т. е. при этих посадках наименьший натяг боль-
ше нуля. Следовательно, для получения неподвижной посадки
необходимо, чтобы диаметр сопрягаемого вала был больше диа-
метра сопрягаемого отверстия.
Горячая посадка (Гр) применяется в соединениях, ко-
торые никогда не должны разбираться, например бандажи же-
лезнодорожных колес, стяжные кольца н др. Для получения та-
151
chipmaker, ru
кой посадки деталь с отверстием нагревается до температуры
400—500° С, после чего производится насадка на вал.
Прессовая посадка (Пр) применяется для прочного
соединения деталей. Эта посадка осуществляется под значитель-
ным усилием гидравлического или механического пресса или
специального приспособления. Примером такой посадки может
служить посадка втулок, зубчатых колес, шкивов и пр.
Легкопрессовая посадка (Пл) применяется в тех
случаях, когда требуется возможно более прочное соединение,
и в то же время недопустима сильная запрессовка из-за нена-
дежности материала или из-за опасения деформировать детали.
Такая посадка осуществляется под легким давлением пресса.
Переходные посадки не гарантируют натяга или зазора, т. е.
одна пара деталей, соединенных с одной из переходных посадок,
может иметь натяг, а другая пара, сопряженная с такой же по-
садкой, зазор. Чтобы повысить степень неподвижности деталей,
соединенных с переходными посадками, применяется дополни-
тельное крепление винтами, штифтами и т. п. Чаще всего эти по-
садки применяются при необходимости обеспечить соосность,
т. е. совпадение осевых линий двух деталей, например вала и
втулки.
Глухая посадка (Г) применяется для соединения дета-
лей, которые при всех условиях работы должны быть связаны
прочно и могут быть собраны или разобраны при значительном
давлении. При таком соединении детали дополнительно крепят
шпонками, стопорными винтами, например зубчатые колеса, ко-
торые вследствие износа нужно заменить, планшайбы на шпин-
делях токарных станков, неразрезные подшипниковые втулки,
золотниковые и круглые втулки и пр. Осуществляется эта по-
садка сильными ударами молотка.
Тугая посадка (Т) применяется для часто разбираемых
соединений, детали которых должны прочно соединяться и мо-
гут быть собраны или разобраны со значительным усилием.
Напряженная посадка (Н) применяется для соедине-
ния таких деталей, которые при работе должны сохранять свое
относительное положение и могут быть собраны или разобраны
без значительных усилий с помощью ручного молотка или съем-
ника. Чтобы соединенные с такой посадкой детали не провора-
чивались и не сдвигались, их закрепляют шпонками или стопор-
ными винтами. Эта посадка, осуществляемая ударами молотка,
применяется для соединения зубчатых колес, часто сменяющихся
втулок подшипников, которые при разборке машин вынимаются,
подшипников качения на валах, шкивах, сальниковых втулок,
маховиков на кривошипных и иных валах, фланцах и т. п.
Плотная посадка (П) применяется для соединения та-
ких деталей, которые собирают или разбирают вручную или же
при помощи деревянного молотка. С такой посадкой соединяют-
152
ся детали, требующие точной центровки: поршневые штоки, экс-
центрики на валах, ручных маховичках, шпинделях, сменных зуб-
чатых колесах, установочных кольцах и т. п.
Подвижные посадки характеризуются наличием гарантиро-
ванного зазора, т. е. при этих посадках наименьший зазор боль-
ше нуля; применяются для свободных соединений, т. е. когда
между валом и отверстием должен быть зазор.
Скользящая посадка (С) применяется для соединения
деталей, которые при наличии смазки могут перемещаться отно-
сительно друг друга от руки, но имеют точное направление.
С такой посадкой соединяются сменные зубчатые колеса на
станках, фрезы на оправках, шпиндели на задних бабках токар-
ных станков, различные золотники в приборах регулирования и
распределения, шариковые подшипники в корпусах машин. Сое-
динения со скользящей посадкой должны иметь самый малый
зазор.
Посадка движения (Д) является самой точной из по-
движных посадок; она применяется для соединения деталей с
небольшим, но определенным зазором, например, подшипников,
шпинделей сверлильных станков, ползунов долбежных станков,
передвижных зубчатых колес и т. д.
Наружные кольца шариковых и роликовых подшипников мо-
гут устанавливаться в корпус также с посадкой движения.
Посадка ходовая (X) применяется для соединения дета-
лей, которые должны перемещаться одна в другой с более за-
метным зазором, чем при посадке движения. Ходовая посадка
широко распространена в тракторостроении и комбайностроении.
Шейки коленчатых валов в подшипниках, поршни в цилиндрах,
звездочка контрпривода комбайна на валу и многие другие со-
пряжения имеют ходовые посадки.
Легкоходовая посадка (Л) применяется для соедине-
ния деталей, которые должны перемещаться с большим зазором
одна в другой, например длинных валов в подшипниках сколь-
жения.
Легкоходовую посадку имеют также многие детали масля-
ных насосов, например палец во втулке ведомого зубчатого ко-
леса, валик во втулке маслонасоса, валик привода маслонасоса
во втулке кронштейна и др.
Широкоходовая посадка (Ш) является самой сво-
бодной и имеет самый большой зазор. Предназначена для соеди-
нения деталей, которые должны свободно перемещаться одна от-
носительно другой, например подшипники в сельскохозяйствен-
ных машинах.
Широкоходовая посадка применяется также в особых случа-
ях, например для соединения деталей, которые при работе на-
греваются до значительных температур. Широкоходовую посад-
ку имеют стержни клапанов в направляющих втулках.
153
chipmaker.ru
§ 7. ОБЩЕСОЮЗНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИИ
Системой допусков и посадок определяется строгий порядок
условий изготовления и приема деталей в отношении допустимых
отклонений их действительных размеров и форм от заданных.
Система допусков—это закономерная планово построенная
совокупность допусков и посадок, обеспечивающая взаимозамен
няемость деталей.
а — система отверстия, б — система вала
Введение системы допусков и посадок потребовало от про-
мышленности изготовления взаимозаменяемых деталей.
В связи с тем, что существует международная торговля ма-
шинами, приборами и прочими предметами машиностроительно-
го производства, создана единая международная система
допусков.
Система допусков и посадок подразделяется на две основные
системы: систему отверстия и систему вала.
Системой отверстия называется совокупность посадок, в ко-
торых предельные отклонения отверстий одинаковы (при одном
и том же классе точности и одном и том же номинальном раз-
мере), а различные посадки достигаются путем изменения пре-
дельных отклонений валов (рис. 77, а). Во всех стандартных по-
садках системы отверстия нижнее отклонение отверстий равно
нулю. Такое отверстие называется основным. Поля допусков
основных отверстий обозначаются буквой А.
154
Системой вала называется совокупность посадок, в которых
предельные отклонения валов одинаковы (при одном и том же
классе точности и одном и том же номинальном размере), а
различные посадки достигаются путем изменения предельных от-
клонений отверстий (рис. 77, б). Во всех стандартных посадках
системы вала верхнее отклонение вала равно нулю. Такой вал
называется основным. Поля допусков основных валов обознача-
ются буквой В.
ГОСТ 7713—62 приняты система вала и система отверстия.
Предприятия выбирают ту или иную систему, исходя из экономи-
ческой целесообразности.
Система отверстия имеет некоторые преимущества перед си-
стемой вала и наиболее распространена на заводах, производя-
щих станки для обработки металлов, дерева, небольшие точные
станки и приборы, различные двигатели и т. п. При работе по
системе отверстия требуется меньше режущего и измерительного
инструмента, так как все отверстия обрабатываются инструмен-
том, который не требует настройки станка на размер обрабаты-
ваемого отверстия. Кроме того, пригонка вала к отверстию значи-
тельно проще и дешевле, чем пригонка отверстия к валу. Одна-
ко в некоторых случаях более целесообразно применять
систему вала.
§ 8. КЛАССЫ ТОЧНОСТИ
В зависимости от величины допусков отверстий и валов ряды
допусков и посадок группируются по классам точности. По стан-
дартам посадки установлены в следующих классах точности
(в порядке убывания точности):
для размеров от 0,1 до 1 и от 1 до 500 мм: 1; 2; 2а; 3; За;
4 и 5;
для размеров свыше 500 до 10 000 мм: 2; 2а; 3; За; 4 и 5;
для размеров менее 0,1 мм (по ГОСТ 8809—58) установлены
лишь ряды допусков в классах точности 01; 0; 1; 2; 2а; 3; За;
4 и 5.
Для случаев, когда нет необходимости в допусках, преду-
смотренных для валов и отверстий стандартных посадок, уста-
новлены «большие допуски»:
для размеров от 0,1 до 1 мм — классы 6 и 7 по ГОСТ 3047—66;
для размеров от 1 до 500 мм — классы 7; 8 и 9 по ОСТ 1010;
для размеров свыше 500 до 10 000 мм — классы 7; 8; 9; 10 и
11 по ГОСТ 2689—54.
В зависимости от назначения детали изготовляют по тому
или иному классу точности.
По 1-му классу точности изготовляют особо точные детали,
например, детали приборов, измерительных инструментов, коль-
ца шарикоподшипников. Этот класс точности вследствие чрезвы-
чайно небольшого предела отклонения от номинального размера
155
chipmaker.ru
имеет ограниченное Применение, так как для получения такой
точности требуются специальные особо точные приборы и при-
емы обработки.
2-й класс точности является основным и применяется в точ-
ном машиностроении. По этому классу точности обрабатывают
наиболее ответственные детали металлорежущих станков, авто-
мобилей, тракторов, комбайнов, текстильных, обувных и многих
других машин и механизмов.
3-й класс точности широко применяется в тяжелом машино-
строении, тракторостроении и комбайностроении. По этому клас-
су точности обрабатываются, например, рабочие поверхности
гильз цилиндров.
Класс точности 2а является промежуточным между 2 и
3-м классами, а класс точности За — промежуточным между 3 и
4-м классами. Промежуточные классы точности находят приме-
нение в некоторых отраслях промышленности, где не требуется
высокая точность.
4-й класс точности довольно широко распространен и приме-
няется при изготовлении деталей с относительно большими до-
пусками, например, неответственных деталей сельскохозяйствен-
ных машин, паровозов и др.
5-й класс точности применяется при грубой обработке дета-
лей. По этому классу обрабатываются многие детали сельскохо-
зяйственных машин и некоторые детали тракторов и комбайнов
и различных грубых механизмов.
6-й класс точности ГОСТ 3047—66 установлен для деталей
небольших размеров (менее 1 мм) и применяется редко.
7; 8; 9; 10 и 11-й классы точности имеют самые большие до-
пуски на изготовление, поэтому отклонения фактических разме-
ров детали от номинального размера могут быть весьма значи-
тельными. С такими классами точности изготовляются детали, не
имеющие сопряжений, т. е. заготовки, поковки и литье.
§ 9. ОБОЗНАЧЕНИЕ ДОПУСКОВ НА ЧЕРТЕЖАХ
ГОСТ 3047—66 предусматривает определенный порядок обо-
значений размеров, отклонений, посадок, классов точности на ра-
бочих и сборочных чертежах.
На чертежах деталей предельные отклонения указываются
непосредственно после номинального размера. При этом обычно
на рабочих чертежах отклонения указываются цифрами, а на
сборочных чертежах — условными обозначениями — символами
(буквами), присвоенными той или иной посадке с добавлением
индекса, указывающего класс точности сопряжения. Числовые
значения отклонений, проставляемые на рабочих чертежах, вы-
писываются из таблиц.
156
Допустим, что на чертеже проставлен размер 50^°’^ . Он
читается так: номинальный размер диаметра равен 50 мм, наи-
больший предельный размер диаметра равен: 50 + 0,05 = 50,05 мм,
наименьший предельный размер: 50—0,03=49,97 мм. Все детали,
изготовленные с действительными размерами диаметра, колеб-
лющимися в пределах от 49,97 до 50,05 мм, окажутся годными.
Буквенные обозначения, относящиеся к отверстию, пишутся
над чертой дроби, а относящиеся к валу — под чертой дроби,
например 25 -2а . Такая запись означает, что сопряжение имеет
Вз
номинальный размер 25 и выполняется по системе вала В (основ-
ной деталью является вал), а сопрягаемая деталь (отверстие)
изготовляется с допуском, соответствующим плотной (П) посад-
ке. Отверстие выполняется по 2а классу точности, а вал —
по 3-му.
Для определения абсолютных отклонений пользуются табли-
цами допусков, которые составлены для каждого класса точно-
сти по системе вала и по системе отверстия отдельно.
Для выбора отклонений необходимо знать номинальный раз-
мер сопряжений, систему посадки, класс точности и посадки.
Если обработка производится по системе отверстия А, отклоне-
ния размеров диаметра отверстия и вала находят по таблицам
для системы отверстия соответствующего класса точности. При
обработке по системе вала В отклонения вала и отверстия нахо-
дят по таблицам системы вала соответствующего класса точ-
ности.
Вопросы для самопроверки
1. Определите предельные размеры:
9п+0,030. >о—0,020. ок-|-0,25 . ол . оп+0,85.
2U-i-0,008> 1 °—0,008' z0 • •’U—0,05 > ^-О.гб’
2. Определите величины допусков:
9д+0,006 . to . on—0,010. no-f-O.lOS . оп+0,02
z4 • 0,020 > си—0,060 > DZ+0,075 ' 0,0Г
3. Диаметр отверстия 60Х3, Определите предельные размеры и отклонения.
4. Охарактеризуйте посадки с зазором, с натягом и переходные.
5. Как проверяется чистота обработанной поверхности?
chipmaker.ru
Глава XIII.
РАЗМЕТКА
§ 1. ПОНЯТИЕ О РАЗМЕТКЕ. ВИДЫ РАЗМЕТКИ
Заготовки поступают на обработку в виде отливок (получают
из металла, заливаемого в предварительно подготовленные фор-
мы— земляные, металлические и т. п.), поковок (получают ков-
кой или штамповкой), либо в виде кусков прокатного материа-
ла— листов, прутков и т. д. (получают путем пропуска металла
между вращающимися в разные стороны валиками, имеющими
профиль, соответствующий получаемому прокату).
Размеры заготовки всегда больше размеров будущего изде-
лия. При обработке с поверхности заготовки удаляется опреде-
ленный слой металла (припуск), в результате чего уменьшаются
ее размеры.
Чтобы не допустить ошибки при изготовлении детали на за-
готовке откладывают точно по чертежу размеры детали и отме-
чают их линиями (рисками), обозначающими границы обработки,
до которых следует снимать слой металла.
Операция по нанесению на поверхность заготовки линий, оп-
ределяющих форму и размеры детали называется разметкой.
Разметка применяется преимущественно в индивидуальном
и мелкосерийном производстве. На заводах крупносерийного и
массового производства надобность в разметке отпадает благо-
даря использованию специальных приспособлений — кондукто-
ров, упоров и т. п.
В настоящее время применяют три основные группы размет-
ки: машиностроительную, котельную и судовую. Машинострои-
тельная разметка является самой распространенной операцией
слесарной обработки. Котельная и судовая разметки имеют неко-
торые особенности, и им посвящена специальная литература.
В зависимости от формы размечаемых заготовок и детален
разметка бывает плоскостная и пространственная (объемная).
Плоскостная разметка — это нанесение рисок на поверхности
плоских деталей, листовом и полосовом металле, а также на по-
верхностях литых и кованых деталей.
При пространственной разметке разметочные линии наносят
в нескольких плоскостях или на нескольких поверхностях.
Применяют различные способы разметки: по чертежу, шабло-
ну, образцу и по месту. Выбор способа разметки определяется
формой заготовки, требуемой точностью и количеством изделий,
подлежащих изготовлению.
Точность выполнения разметки в значительной мере влияет
на качество обработки. Степень точности разметки колеблется
158
в пределах 0,25—0,5 мм. Ошибки, допущенные при разметке,
обычно приводят к браку и порче ценного материала.
На машиностроительных заводах разметку осуществляют ра-
бочие разметчики, однако и слесарю часто приходится вы-
полнять ее.
§ 2. РАЗМЕТОЧНЫЕ ПЛИТЫ
На разметочной плите (ГОСТ 10905—64) устанавливают под-
лежащие разметке детали и располагают все приспособления
и инструмент. Разметочная плита отливается из серого мелко-
зернистого чугуна, в нижней части она имеет ребра жесткости,
которые предохраняют плиту от возможного прогиба под тя-
жестью собственного веса и
размечаемых деталей. Верх-
нюю, рабочую поверхность и
боковые стороны плиты точно
обрабатывают на строгальных
станках и затем шабрят.
На рабочей поверхности
больших плит иногда делают
продольные и поперечные ка-
навки на равных расстояниях
одна от другой (200—250 мм),
образующие равные квадраты.
Канавки имеют глубину 2—
3 мм, ширину 1—2 мм, они об-
легчают установку на пли-
те различных приспособле-
ний.
Размер плиты выбирают
так, чтобы ее ширина и длина
были на 500 мм больше соот-
ветствующих размеров разме-
ну
Рис. 78. Разметочные плиты:
а — на подставке, б — на столе
чаемой заготовки.
Большие плиты имеют размер: 1500X3000; 3000X5000;
4000X6000 и 6000X10 000 мм; средние: 500 X 800; 750X1000 и
1000X1500 мм и небольшие плиты: 100X200; 200X200; 200X300;
300X300; 300 X 400 ; 400X400; 450X600. Плиты очень больших
размеров, например 6000X10 000 мм, изготовляются составными
из двух или четырех плит, которые скрепляют болтами и шпон-
ками.
Небольшие плиты устанавливают на столах (рис. 78) или
чугунных тумбах, более тяжелые ставят на кирпичные фундамен-
ты или на домкраты, размещенные на фундаменте. Расстояние
от рабочей поверхности небольших плит до пола должно быть
равно 800—900 мм и 700—800 мм — для плит большого размера.
159
Плиты размещают в наиболее светлой части помещения или
под световым фонарем, в местах, где на них не может влиять
вибрация от работающих станков.
Верхняя плоскость плиты должна устанавливаться по уров-
ню строго горизонтально. Горизонтальное положение небольших
плит достигается установкой клиньев, а больших — с помощью
домкратов или двойных клиньев с винтом.
Поверхность плиты всегда должна быть сухой и чистой. Пос-
ле работы плиту следует обмести щеткой, тщательно протереть
тряпкой, смазать маслом для предохранения от коррозии и на-
крыть деревянным щитом. Не менее одного раза в неделю плиту
следует промывать скипидаром или керосином. Нельзя передви-
гать по плите размечаемые заготовки во избежание появления
забоин и царапин.
Необработанные заготовки устанавливают на специальные
подкладки или на домкраты.
Применяемые при разметке инструменты и приспособления
следует передвигать по плите плавно. Рабочую поверхность пли-
ты рекомендуется натирать графитовым порошком.
Для особо крупных деталей целесообразно устанавливать
несколько разметочных плит рядом и на одном уровне.
Проверка точности плиты. Проверяется плоскост-
ность разметочных плит при помощи точной поверочной линейки
и щупа. Линейку прикладывают ребром к рабочей поверхности
разметочной плиты. Зазор между этими поверхностями контро-
лируют щупом. Толщина щупа, который проходит в щель между
линейкой и разметочной плитой, не должна превышать 0,03—
0,06 мм (в зависимости от размера плиты).
Рабочие поверхности шабреных плит, предназначенных для
точной разметки, проверяют на краску поверочной линейкой.
Число пятен в квадрате 25x25 мм должно быть не меньше 20.
§ 3. ИНСТРУМЕНТЫ ДЛЯ ПЛОСКОСТНОЙ РАЗМЕТКИ
Чертилки (иглы) служат для нанесения линий (рисок) на
размечаемой поверхности при помощи линейки, угольника или
шаблона. Изготовляются чертилки из инструментальной стали
У10 или У12. Для разметки на стальной хорошо обработанной
поверхности применяют чертилки из латуни, а на алюминии рис-
ки наносят остро заточенным карандашом.
В практике находят применение в основном три вида чер-
тилок:
1. Круглая чертилка представляет собой стальной стержень
длиной 150 и 200 мм и диаметром 4—5 мм. один конец которого
закален на длине 20—30 мм и заострен, а другой согнут в коль-
цо диаметром 25—30 мм (рис. 79, а).
160
2. Чертилка — стальной стержень, заостренный с двух сто-
рон, один конец которого отогнут под углом 90° (рис. 79, б).
Средняя часть чертилки утолщена, чтобы ее удобнее было дер-
жать в руке. Загнутым концом наносят риски в труднодоступных
местах.
а)
Рис. 79. Чертилки:
а — с концом, согнутым в кольцо, б — с загнутым концом, в — с вставной иглой: I —
вставная игла, 2 —гайка, 3 — место для запасных иголок. 4 — пробка
3. Чертилка со вставной иглой (рис. 82, в) выполнена по ти-
пу часовых отверток; в качестве вставной иглы могут быть ис-
пользованы патефонные иглы.
Чертилки должны быть остро заточенными. Чем острее ра-
бочая часть их, тем тоньше будет разметочная линия и тем,
следовательно, выше точность разметки. Затачивают чертилки на
заточных станках, их прижимают к образивному кругу и рав-
номерно вращают.
Для нанесения прямых линий применяют линейки. Линей-
ки со скошенными ребрами (кромками) обеспечивают более вы-
сокую точность разметки.
Разметочные циркули (рис. 80) бывают трех типов,
обыкновенные, со сменными иглами и пружинные. Разметочные
циркули применяются для разметки окружностей, дуг, деления
углов и окружностей, перенесения размеров и других геометри-
ческих построений. Концы ножек разметочных циркулей на дли-
не 20—30 мм закалены.
Рейсмас служит для нанесения на заготовки рисок на
определенном расстоянии от рабочей поверхности плиты.
На стальном (или чугунном) основании рейсмаса шарнирно
закреплена вертикальная стойка, на которой перемещается муф-
та с установленной на ней чертилкой. Муфта может перемещать-
ся по стойке и закрепляться на любой высоте винтом. Но такая
конструкция рейсмаса не обеспечивает точной установки чертил-
ки на размер, вследствие чего разметка бывает не совсем точной.
161
Для точной разметки, часто применяется штангенрейсмас,
устройство которого описано в главе XI, и разметочный штан-
Рис. 80. Разметочные цнркули:
а — простой, б — со сменными иглами, в —
пружинный
Рис. 81. Приемы разметки разме-
точным штангенциркулем
Перенос размеров с одной плоскости на другую, проведение
концентричных окружностей и радиусных кривых, разметку де-
талей с бобышками и т. п. трудно выполнять простыми инстру-
ментами. Для такой разметки применяется усовершенствованный
162
разметочный штангенциркуль (рис. 82). Он имеет штангу 9 с
утолщенным концом, в который устанавливается резец 2.
По штанге перемещается рамка 6 с нониусом 3. В нижней части
рамки находится центр 13, в отверстие которого вставляется
сменная центрирующая коническая опора, закрепляемая за-
жимом 12.
Рамка 6 при помощи микрометрического винта 11 соединяет-
ся с хомутиком 8. Перемещается рамка 6 по штанге вручную и
закрепляется зажимом 4. Микрометрическая подача рамки осу-
ществляется поворотом гайки 10 при закрепленном хомутике
винтом 7.
При разметке вначале устанавливают центрирующую опору
соответствующую базовому отверстию, затем на плоскость раз-
мечаемой детали ставят резец. После этого проверяют горизон-
тальное положение штангенциркуля по уровню 5, закрепляют ре-
зец стопорным зажимом 1 и производят разметку.
Кернер применяется для нанесения углублений (кернов)
на предварительно размеченных линиях. Углубления делаются
для того, чтобы линии были отчетливо видны и не стирались в
процессе обработки детали. Изготовляют кернеры из инструмен
тальной углеродистой стали марок У7А, а также У7, У8 и У8А.
Острие кернера затачивается на шлифовальном круге под
углом 60°. При более точной разметке пользуются малыми кер-
нерами с острием, заточенным под углом 30—45°.
У кернеров для разметки центров отверстий, подлежащих
сверлению, острие затачивается под углом 75°.
Кернер обыкновенный (рис. 83, а) представляет собой
стальной стержень длиной 90; 100; 125 и 150 мм и диаметром 8;
10; 12 и 13 мм (ГОСТ 7212—54); боек кернера имеет сферичес-
кую поверхность, ударная часть кернера закаливается на длине
15—20 мм; средняя часть имеет накатку для того, чтобы кернер
удобно было держать.
Кернер указанной конструкции вследствие неодинаковой си-
лы удара молотком наносит керны различной глубины. Кроме
того, в момент удара он может быть сдвинут с риски и кернение
будет неточным. Этих недостатков нет у пружинных и электри-
ческих кернеров.
Пружинный кернер (рис. 83, б) имеет корпус 5, в ко-
тором помещаются две пружины 5 и 7, стержень 2 с кернером 1,
ударник 8 со смещающимся сухарем 10 и плоской пружиной 4.
При нажатии на гайку 6 конец стержня 2 упирается в сухарь 10,
в результате чего ударник 8 перемещается и сжимает пружину 7.
Упершись в ребро заплечника 9, сухарь сдвигается в сторону и
кромка его сходит со стержня 2. В этот момент ударник под дей-
ствием силы сжатой пружины 7 наносит по концу стержня 2
удар, после этого пружина 3 возвращает ударник в исходное по-
ложение.
163
chipmaker.ru
Электрический кернер (рис. 83, в) состоит из кор-
пуса 6, пружины 2 и 5, ударника 3, катушки 4, кернера 1. При
нажатии установленным на риске острием кернера электрическая
цепь замыкается и ток, проходя через катушку, создает магнит-
б)
Рис. 83. Кернеры:
а — простой, б — пружинный, в — электрический
ное поле, ударник мгновенно втягивается в катушку и наносит
удар по стержню кернера. Во время переноса кернера в другую
точку пружина 5 размыкает цепь, а пружина 2 возвращает удар-
ник в исходное положение.
Электрический кернер отличается высокой производитель-
ностью.
§ 4. ТЕХНИКА РАЗМЕТКИ
Требования к разметке
От качества разметки в значительной мере зависит точность
изготовления детали, а следовательно, и качество изделия в це-
лом. Разметка должна отвечать следующим основным требо-
ваниям:
1) точно соответствовать размерам, указанным на чертеже;
2) размечаемые линии (риски) должны быть хорошо видны и
не стираться в процессе обработки детали;
164
3) не портить внешний вид детали, т. е. глубина рисок и
керновых углублений должна соответствовать техническим тре-
бованиям, предъявляемым к детали.
При разметке заготовок необходимо:
1. Тщательно осмотреть заготовку, при обнаружении рако-
вин, пузырей, трещин и т. п. их следует точно измерить и,
составляя план разметки, принять меры к удалению этих де-
фектов в процессе дальнейшей обработки (если это воз-
можно) .
2. Изучить чертеж размечаемой детали, выяснить особенно-
сти и размеры детали, ее назначение; мысленно наметить план
разметки (установку детали на плите, способ и порядок размет-
ки), особое внимание обратить на припуски на обработку. При-
пуски на обработку в зависимости от материала и размеров де-
тали, ее формы, способа установки при обработке берут из спра-
вочников.
Все размеры заготовки должны быть тщательно рассчитаны,
чтобы после обработки на поверхности не осталось дефектов.
3. Определить поверхности (базы) заготовки, от которых сле-
дует откладывать размеры в процессе разметки. При плоскост-
ной разметке базами могут служить обработанные кромки за-
готовки или осевые линии, которые наносят в первую очередь.
За базы также удобно принимать приливы, бобышки, платики.
4. Подготовить поверхности к окрашиванию.
Для окраски используют различные составы. Мел, разве-
денный в воде. На 8л воды берут 1 кг мела. Состав доводят
до кипения, затем в него добавляют жидкий столярный клей из
расчета 50 г на 1 кг мела. После добавления клея состав еще раз
кипятят. Во избежание порчи состава (особенно в летнее время)
в раствор можно добавить немного льняного масла и сиккатива.
Такой краской покрывают черные необработанные заготовки.
Окрашивание производится малярными кистями, однако этот
способ малопроизводителен. Поэтому, когда это возможно, окра-
шивание следует выполнять с помощью распылителей (пульве-
ризаторов), которые, кроме ускорения работы, обеспечивают рав-
номерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечае-
мые поверхности. Окраска получается менее прочной. Этим спо-
собом окрашивают необработанные поверхности мелких неот-
ветственных заготовок.
Раст,вор медного купороса. На стакан воды берут
три чайные ложки купороса и растворяют его. Очищенную от
пыли, грязи и масла поверхность покрывают раствором купороса
кистью. На поверхности заготовки осаждается тонкий слой меди,
на котором хорошо наносятся разметочные риски. Этим способом
окрашивают только стальные и чугунные заготовки с предвари-
тельно обработанными под разметку поверхностями.
165
Спиртовой лак. В раствор шеллака в спирте добавляют
фуксин. Этот способ окраски применяют только при точной раз-
метке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для по-
крытия поверхностей больших обработанных стальных и чугун-
ных отливок. Цветные металлы, горячекатаный листовой и про-
фильный стальной материал лаками и красками не окраши-
вается.
Нанесение рисок
Риски наносят в такой последовательности: сначала проводят
все горизонтальные риски, затем — вертикальные, после этого —
наклонные и последними — окружности, дуги и закругления.
При нанесении рисок пользуются чертилкой, плотно прижи-
мая к линейке или угольнику (рис. 84) с небольшим наклоном в
Рис. 84. Приемы нанесения рисок:
а — с помощью линейки, б — с помощью угольника, в — установка
чертнлкн
сторону от линейки и в направлении перемещения чертилки. Угол
наклона должен составлять 75—80° и не должен изменяться в
процессе нанесения рисок, в противном случае риски будут не-
параллельны линейке.
Вторичное проведение линии не разрешается. На небольших
заготовках риски проводятся по угольнику, а на больших — по
линейке. .
В том случае когда разметочная линия в процессе обработки
может исчезнуть, на расстоянии 5—-10 мм от нее наносят конт-
рольные риски. Для контроля правильности обработки отверстия
(увод сверла) вокруг него проводят контрольную окружность
радиусом, большим на 2—8 мм. Контрольные риски не накер-
ниваются.
166
Накернивание разметочных линий
При работе кернер берут тремя пальцами левой руки, ставят
острым концом точно на разметочную риску так, чтобы острие
кернера было строго на середине риски (рис. 85).
Сначала наклоняют кернер в сторону от себя и прижимают
к нужной точке, затем быстро ставят в вертикальное положение,
Рис. 85. Установка кернера (а), кернение (б)
после чего по нему наносят легкий удар молотком весом
100—200 г.
Центры кернов должны располагаться точно на разметочных
линиях, чтобы после обработки на поверхности детали остава-
лись половины кернов. Обязательно ставят керны на пересечени-
ях рисок и закруглениях. На длинных линиях (прямых) керны
наносятся на расстоянии от 20 до 100 мм, на коротких линиях,
перегибах, закруглениях и в углах—на расстоянии от 5 до 10 мм.
Линию окружности достаточно накернить в четырех местах — в
местах пересечений осей. Керны, нанесенные неравномерно, а
также не на самой риске, не обеспечивают возможности контроля.
На обработанных поверхностях деталей керны наносят только
на концах линий. Иногда на чисто обработанных поверхностях
риски не накернивают, а продолжают их на боковые грани и
накернивают там.
Приемы разметки
Разметка по чертежу. Разметку гаечного ключа
(рис. 86) выполняют в такой последовательности:
1) изучают чертеж;
2) проверяют заготовку;
167
chipmaker.ru
3) окрашивают места разметки купоросом или мелом;
4) забивают в зев ключа планку;
5) проводят осевую линию вдоль ключа;
6) наносят окружность и делят ее на шесть частей;
7) выполняют эти же операции для второй головки ключа;
Толщина 05 мм
Рис. 86. Разметка гаечного ключа по чертежу
Рис. 87. Разметка по шаблону
8) переносят все размеры, указанные на чертеже.
Разметка по шаблону. Для разметки даже малых пар-
тий сложных изделий целесообразно пользоваться шаблонами
(рис. 87).
Шаблоны изготавливаются по одному или серией из листово-
го цинка толщиной 0,5—1 мм или тонкой листовой стали, а в тех
168
случаях, когда деталь имеет сложную форму или ряд различных
отверстий, — толщиной 3—5 мм.
При разметке шаблон накладывают на окрашенную заготов-
ку и проводят чертилкой риску вдоль контура шаблона.
Иногда шаблон служит кондуктором, по которому деталь
обрабатывают без разметки. Для этого шаблон накладывают на
заготовку, затем сверлят отверстия и обрабатывают боковые по-
верхности.
Целесообразность применения шаблона состоит в том, что
разметочная работа, на которую затрачивается много времени,
выполняется только один раз при изготовлении шаблона. Все
последующие операции разметки представляют собой только ко-
пирование очертания шаблона. Разметочные шаблоны могут так-
же использоваться и для контроля детали после обработки.
Разметка карандашом. Такая разметка производится
как и чертилкой по линейке на заготовках из алюминия и дюр-
алюминия. Размечать алюминиевые и дюралюминиевые детали
при помощи чертилки не разрешается, так как при нанесении
рисок разрушается защитный слой и создаются условия для по-
явления коррозии.
Точная разметка выполняется теми же приемами, как и обыч-
ная разметка, но применяют более точные измерительные и раз-
меточные инструменты. Поверхности размечаемых заготовок тща-
тельно очищают и покрывают тонким слоем раствора медного
купороса. Мел применять для окраски не рекомендуется, так как
он быстро стирается, прилипает к рукам и загрязняет инстру-
мент.
При нанесении рисок пользуются штангенрейсмасом с точно-
стью 0,05 мм, а установку и выверку заготовок производят по
индикатору. Более точную установку можно получить, применяя
плоскопараллельные меры длины (плитки), закрепляя их в спе-
циальные державки. Риски проводят неглубокие, а накернива-
ние производят острозаточенным кернером с тремя ножками, рас-
положенными под углом 90°.
Брак при разметке
Наиболее частыми видами брака при разметке являются:
1) несоответствие размеров размеченной заготовки данным
чертежа, что происходит из-за невнимательности разметчика или
неточности разметочного инструмента;
2) неточность установки рейсмаса на нужный размер. При-
чиной такого брака является невнимательность или неопытность
разметчика, грязная поверхность плиты или заготовки;
3) небрежная установка заготовки на плите в результате не-
точной выверки плиты;
4) установка заготовки на невыверенную плиту.
169
chipmaker.ru
Техника безопасности
Необходимо надежно устанавливать плиту. После работы на
чертилки рейсмасов должны быть надеты защитные пробки,
пользоваться исправными приспособлениями.
Вопросы для самопроверки
1. Как выбирают базы при разметке?
2. Составьте план для разметки заготовки по рабочему чертежу.
3. Как при разметке отверстий в литых заготовках найти центр отверстия?
4. Когда применяют разметку по шаблону?
Глава XIV
РУБКА
§ 1. ПОНЯТИЕ О РУБКЕ
Рубкой называется слесарная операция, при которой с по-
мощью режущего инструмента (зубила) с заготовки или детали
удаляются лишние слои металла или заготовка разрубается на
части.
Рубка производится в тех случаях, когда по условиям произ-
водства станочная обработка трудно выполнима или нерацио-
нальна и когда не требуется высокой точности обработки.
Рубка применяется для удаления с заготовки больших неров-
ностей, снятия твердой корки, заусенцев, острых углов кромок на
литых и штампованных деталях, для вырубания шпоночных па-
зов, канавок, для разделки трещин в деталях под сварку (раз-
делка кромок). Кроме того, рубка применяется тогда, когда не-
обходимо от пруткового, полосового, или листового материала
отрубить какую-то часть.
Заготовку перед рубкой закрепляют в тиски. Крупные за-
готовки рубят на плите или наковальне, а особо крупные на том
месте, где они находятся.
В зависимости от назначения обрабатываемой детали рубка
может быть чистовой и черновой. В первом случае зубилом
за один проход снимают слой металла толщиной от 0,5 до 1 мм,
во втором — от 1,5 до 2 мм. Точность обработки, достигаемая
при рубке, составляет 0,4—1,0 мм.
§ 2. СУЩНОСТЬ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛОВ
При рубке инструмент срезает стружку или разрезает металл
на части. Прежде чем рассмотреть операции рубки, необходимо
кратко ознакомиться с некоторыми сведениями о процессе реза-
ния металлов. Знание основных законов резания металлов по-
может слесарю эффективно использовать слесарные металлоре-
жущие инструменты.
На обрабатываемой заготовке различают следующие поверх-
ности: обрабатываемую, обработанную и поверхность резания.
Обрабатываемой поверхностью называется поверхность, с ко-
торой будет сниматься слой материала (стружка).
Обработанной поверхностью называется поверхность, с кото-
рой снят слой металла (стружка).
Поверхностью резания называется поверхность, образуемая
на обрабатываемой заготовке непосредственно режущей кром-
кой. Поверхность резания является переходной между обраба-
тываемой и обработанной поверхностями.
171
chipmaker.ru
Рис. 88. Клин:
а — нож, б — работа ножа, в — зубило
сторонами, тем меньшее усилие
Плоскостью резания называется плоскость, касательная к по-
верхности резания и проходящая через режущую кромку инстру-
мента.
Форма режущей части (лезвия) любого металлорежущего
инструмента представляет собой клин, заточенный с определен-
ными углами (зубило, резец), или несколько клиньев (ножовоч-
ное полотно, метчик, плашка, фреза, напильник).
Если посмотреть на острие ножа (рис. 88, а), которым стро-
гают деревянный колышек (рис. 88, б), то будет видна клинооб-
разная форма, которая образу-
ется боковыми поверхностями
ножа. Угол между двумя по-
верхностями ножа составляет
примерно 5°.
Зубило представляет собой
простейший режущий инстру-
мент, в котором форма клина
особенно четко выражена (см.
рис. 88, в).
В зависимости от того, как
будет заострен режущий клин,
как он будет установлен по от-
ношению к плоскости (поверх-
ности) детали и как будет на-
правлена сила, двигающая
клин в слое металла, можно по-
лучить наибольший или наи-
меньший выигрыш в затрате
труда, в качестве обработки, а
также в количестве израсходо-
ванных инструментов.
Чем острее клин, т. е. чем
меньше угол, образованный его
потребуется для его углубления
в материал.
Теорией и практикой резания установлены определенные углы
заострения режущих инструментов для различных металлов.
Элементы и геометрическая форма режущей части зубила изоб-
ражены на рис. 89.
Поверхность, по которой сходит стружка, называется перед-
ней поверхностью (гранью).
Поверхность зубила, обращенная к обработанной заготов-
ке, называется задней поверхностью.
Линия, находящаяся на пересечении передней и задней по-
верхностей, называется режущей кромкой (лезвием).
Угол а, заключенный между обработанной поверхностью и
задней поверхностью инструмента, называется задним углом.
172
Этот угол уменьшает трение задней поверхности инструмента об
обработанную поверхность.
Угол р между передней и задней поверхностями инструмента
называется углом заострения. Величину угла заострения выбира-
ют в зависимости от твердости обрабатываемого материала и
инструмента.
Рис. 89. Углы клииа:
а — задний угол, 3 — угол заострения, Y — передний угол,
б — угол резания
Если инструмент будег иметь угол заострения, не соответству-
ющий твердости обрабатываемого металла, то он будет ломаться
(крошиться) или мять, а не резать металл.
Угол у, заключенный между перпендикуляром к обрабатыва-
емой поверхности и передней поверхностью инструмента, назы-
вается передним углом. Чем больше передний угол у инструмен-
та, тем меньше угол заострения и тем, следовательно, меньше
будет усилие резания, но менее прочной будет режущая его часть.
Таким образом, при резании основное значение имеет угол меж-
ду передней поверхностью и обработанной поверхностью, назы-
ваемый углом резания 6, он равен сумме угла заострения и зад-
него угла. Для обработки твердых металлов угол резания дол-
жен быть больше, чем для обработки мягких металлов.
Задний угол инструмента должен быть очень небольшим,
чтобы не ослабить его режущую часть. Для зубил он равен при-
мерно 5°. Если зубило наклонить под большим углом, оно вре-
жется в обрабатываемую поверхность, при меньших углах — зу-
било скользит, не производя резания.
Действие клинообразного инструмента на обрабатываемый
металл изменяется в зависимости от положения клина и от на-
правления действия силы Р.
Различают два основных вида работы клина:
1. Ось клина и направление действия силы Р перпендикуляр-
ны к поверхности заготовки. В этом случае заготовка разру-
бается.
173
chipmaker.ru
2. Ось клина и направление действия силы Р образуют с по-
верхностью заготовки угол меньше 90°, в этом случае с заготовки
снимается стружка.
При работе клина его передняя поверхность сжимает нахо-
дящийся перед нею слой металла, отдельные его частицы смеща-
ются относительно друг друга; когда напряжение в металле
превысит прочность металла, происходит сдвиг, скалывание его
частиц, в результате чего образуется стружка.
Различают следующие виды стружки:
сливная, которая образуется при обработке вязких ме-
таллов (мягкая сталь, медь, алюминий) и имеет вид непрерыв-
ной завивающейся в спираль ленты без зазубрин; скалыва-
ния (ступенчатая) образуется при обработке более твердых
сплавов металлов (сталь) и имеет вид ленты, ее одна сторона,
обращенная к обработанной поверхности, гладкая, блестящая, а
противоположная — с ярко выраженными отдельными и прочно
связанными между собой элементами; надлома образуется
при обработке хрупких и твердых материалов — чугуна, бронзы
н т. п., состоит из отдельных, как бы выломанных элементов, раз-
нообразных по форме и не связанных или очень слабо связанных
между собой.
§ 3. ИНСТРУМЕНТЫ ДЛЯ РУБКИ
Слесарное зубило. Слесарное зубило представляет со-
бой металлический стержень, изготовленный из инструменталь-
ной углеродистой стали У7А, иногда
состоит из
из стали У7 и У8А. Зубило
средней и ударной (рис.
Рабочая часть 2
представляет со-
о
А
трех частей: рабочей,
1 А-А
В)
6]
а)
Рнс. 90. Слесарные зубила:
а — зубило, б — крейцмейсель, 0 канавочннк
90, а).
зубила
бой стержень с клиновид-
ной режущей частью 1 на
конце, заточенной под оп-
ределенным углом. Удар-
ная часть 4 сделана сужи-
вающейся кверху, верши-
на ее закруглена. Угол за-
острения (угол между бо-
ковыми гранями) выбира-
ется в зависимости ог
твердости обрабатываемо-
го металла. За среднюю
часть 3 зубило держат
при рубке. Рекомендуе-
мые углы заострения зу-
била для некоторых мате-
риалов по ГОСТ 7211 —
54:
174
для твердых материалов (твердая сталь, бронза,
чугун) ...................................... 70°
для материалов средней твердости (сталь) . . . 60°
для мягких материалов (медь, латунь).......... 45°
для алюминиевых сплавов....................... 35°
для титановых сплавов......................... 45°
Зубило изготовляют длиной 100; 125; 150; 175 и 200 мм, ширина
режущей кромки соответственно равна 5; 10; 15; 20 и 25 мм.
Рабочая часть зубила на длине 0,3—0,5 мм L закаливается
и отпускается до твердости HRC 52—57, а ударная часть на
длине 15—25 мм — до твердости HRC 32—40.
При испытании зубила на прочность и стойкость им отруба-
ют зажатую в тиски стальную полосу марки Ст. 6 толщиной
3 мм и шириной 50 мм. После испытания на лезвии зубила не
должно быть вмятин, выкрошенных мест и заметных следов
затупления.
Степень закалки зубила можно определить личным напильни-
ком, которым проводят по закаленной части зубила. Если при
этом напильник не снимает стружку с закаленной части зубила
(на ней остаются лишь едва заметные риски), закалка зубила
выполнена хорошо.
Крейцмейсель. Крейцмейсель отличается от зубила бо-
лее узкой режущей кромкой, предназначен для вырубания узких
канавок и шпоночных пазов, срубания заклепок и т. п. Однако
довольно часто им пользуются для срубания поверхностного слоя
с широкой чугунной плиты: сначала крейцмейселем прорубают
канавки, а оставшиеся выступы срубают зубилом. Материалы
для изготовления крейцмейселя и углы заострения, твердость
рабочей и ударных частей те же, что и для зубила.
Для вырубания профильных канавок — полукруглых, дву-
гранных и т. п. применяют специальные крейцмейсели, называе-
мые канавочниками (рис. 90, в), отличающиеся от крейц-
мейселя только формой режущей кромки. Канавочники изготов-
ляют из стали У8А длиной 80; 100; 120; 150; 200; 300 и 350 мм.
Заточка зубил и крейцмейселей производится на обычном за-
точном станке (рис. 91). Для заточки зубило или крейцмейсель
накладывают на подручник 1 и с легким нажимом медленно
передвигают по всей ширине абразивного круга, периодически
поворачивая инструмент то одной, то другой стороной. Следует
не допускать сильных нажимов на затачиваемый инструмент, так
как это приводит к перегреву режущей кромки, в результате чего
лезвие теряет первоначальную твердость.
Заточку лучше всего вести с охлаждением водой, в которую
добавлено 5% соды, или на мокром круге. Несоблюдение этого
условия вызывает повышенный нагрев, отпуск и уменьшение
твердости инструмента, а следовательно, и стойкости в работе.
Боковые грани после заточки должны быть плоскими, одинаковы-
175
chipmaker.ru
ми по ширине и с одинаковыми углами наклона. Величина угла
заострения проверяется шаблоном, представляющим собой пла-
стинку с угловыми вырезами 70; 60; 45°.
Рис. 91. Заточка зубила (о), зазор между подручником и
кругом (б)
Запрещается затачивать на станке инструмент без подручни-
ка и с открытым кожухом 3. При заточке защитный экранчик 2
д)
Рис. 92. Молотки:
а — с квадратным бойком, б — с круг-
лым бойком, в — с вставками из мяг-
кого металла, г — деревянный (киянка),
д — расклинивание ручек молотка; / —
ударная часть (боек), 2— клин, 3 — ио-
сок, 4 — рукоятка
должен быть опущен.
Иногда делают двойную за-
точку зубила, т. е. одна грань
затачивается под углом 35°, а
вторая—под углом 70°. При та-
кой заточке можно рубить
мягкий и твердый металл.
Зйкалка зубил и крейцмей-
селей, изготовленных из стали
У7А, осуществляется нагревом
до 780—800° С и с охлаждением
в воде или масле; с последую-
щим отпуском при температуре
160—180°С.
Слесарные молотки.
Молоток является ударным ин-
струментом для нанесения уда-
ров при рубке, правке, гибке и
других слесарных операциях.
Слесарные молотки изготов-
ляются (ГОСТ 2310—54) двух
типов: тип А — с квадратным
бойком (рис. 92, а) и тип Б — с
круглым бойком (рис. 92, б).
Основной характеристикой
молотка является его вес. Мо-
лотки типа А изготовляют ве-
176
сом 200; 400; 500; 600; 800 и 1000 г, а молотки типа Б — весом
50; ЮО; 200; 500; 600; 800 и 1000 г.
При неточных ударах молоток с квадратным бойком оставля-
ет вмятины на поверхности обрабатываемого материала, но из-
готовление их проще, чем молотков с круглым бойком.
Изготовляются молотки из стали марок 50 и 40Х и инструмен-
тальной углеродистой стали марок У7 и У8. В средней части
молотка имеется отверстие овальной формы, служащее для креп-
ления рукоятки.
Рабочие части молотка — боек квадратной или круглой формы
и носок клинообразной формы термически обрабатывают до
твердости HRC 49—56.
Молотки с квадратным бойком 50; 100; 200 г применяются
для выполнения разметочных, инструментальных работ, 400 и
500 г — для слесарных работ и 600; 800; 1000 г — для ремонтных
работ. Для тяжелых работ применяют молотки весом от 4 до
16 кг, называемые кувалдами.
Рукоятки молотка по ГОСТ 2309—54 делают из наиболее
твердых и упругих пород дерева (березы, бука, кизила, рябины,
дуба, клена, граба и др.). Рукоятки должны быть без сучков и
трещин, а поверхность ручки — гладкой, без бугорков и неров-
ностей.
Рукоятка имеет овальное сечение, отношение малого сечения
к большому 1 : 1,5, т. е. свободный конец в 1,5 раза толще конца,
на который насаживается молоток.
В зависимости от веса молотка рекомендуются следующие
длины рукояток:
для легких молотков до 400 г; 200; 250; 300 мм;
для средних молотков 500—600 г : 320; 360 мм;
для тяжелых молотков 800—1000 г : 360; 400; 500 мм.
Конец, на который насаживается молоток, расклинивается
деревянным клином, смазанным столярным клеем, или же метал-
лическим клином, на котором делают насечки (ерши). Толщина
клиньев 2—6 мм. Если отверстие молотка имеет только боковое
расширение, забивают один продольный клин, если же расшире-
ние идет вдоль отверстия, то забивают два клина (рис. 92, д) и,
наконец, если расширение отверстия направлено во все стороны,
забивают три стальных или три деревянных клина, располагая
два параллельно, а третий перпендикулярно к ним. Правильно
насаженным считается такой молоток, у которого ручка образу-
ет прямой угол с осью молотка.
Помимо обычных стальных молотков, в некоторых случаях,
например, при сборке машин, употребляются так называемые
мягкие молотки со вставками из красной меди, фибры или
свинца (рис. 92, в). При ударах, наносимых мягким молотком,
поверхность материала заготовки не повреждается.
177
В некоторых случаях, в особенности при изготовлении изде-
лий из тонкого листового железа, применяются деревянные мо-
лотки — киянки (рис. 92, г).
§ 4. ТЕХНИКА РУБКИ
Для рубки следует выбирать возможно более прочные и тя-
желые тиски (предпочтительно стуловые) с шириной губок не
менее 130—150 мм. Правильное держание (хватка) инструмента
при рубке имеет большое значение.
Рис. 93. Положение работающего:
а — положение корпуса, б — положение ног
Зубило берут в левую руку на расстоянии 20—25 мм от конца
ударной части (рис. 93, а). Левая рука должна только держать
зубило в определенном положении, сильно сжимать в руке зубило
не следует.
Зубило нужно держать с наклоном, под углом 25—30° по от-
ношению к обрабатываемой поверхности, а лезвие должно ле-
жать на линии слоя металла, намеченного к снятию. При мень-
шем угле наклона зубило будет скользить, а не резать, а при
большем — углубляться в металл и давать большую неровность.
Левая нога выставляется на полшага вперед так, чтобы ступ-
ни образовали бы угол 70° (рис. 93, б).
Стоять у тисков нужно прямо, не сгибаясь, вполоборота к
тискам. Во время рубки смотреть нужно на режущую часть зу-
била, а не на боек, как это часто делает ученик-слесарь, и сле-
дить за правильным положением лезвия зубила. Удары должны
наноситься по центру бойка сильно, уверенно и метко.
Молоток берут правой рукой за рукоятку на расстоянии
15—30 мм от ее конца. Рукоятку охватывают пятью пальцами
и крепко прижимают к ладони, большой палец накладывают на
178
указательный. Все пальцы остаются в этом положении как при
замахе, так и при ударе (см. рис. 93, а).
При другом способе рубки в начале замаха, когда рука дви-
жется вверх, рукоятка молотка обхватывается всеми пальцами, а
при дальнейшем подъеме руки вверх мизинец, безымянный и
средний пальцы постепенно немного разжимают, поддерживая
наклоненный назад молоток; затем при движении руки вниз сно-
ва их сжимают. В результате получается сильный, резкий удар
молотком.
Сила удара молотка по зубилу зависит от веса молотка, ве-
личины замаха и скорости движения руки. Тяжелый молоток
увеличивает силу удара по зубилу, но быстро утомляет рабочего.
Молоток выбирают в зависимости от размера зубила и толщины
снимаемой стружки (обычно толщина стружки составляет
1—2 мм) из расчета 40 г веса молотка на 1 мм ширины лезвия
зубила. При работе крейцмейселем вес молотка выбирают из рас-
чета 80 г на 1 мм ширины лезвия.
При выборе молотка учитывают также и физическую силу
рабочего. Вес молотка для ученика должен быть 400 г, для мо-
лодого рабочего 16—17 лет — 500 г, для взрослого рабочего—•
600—800 г.
Первое время, пока нет достаточного навыка, начинающий
рабочий, опасаясь промахнуться и не попасть по ударной части,
боится наносить сильные удары (особенно после первого удара
молотком не по зубилу, а по руке). Поэтому первоначально нуж-
но добиться, чтобы удар по зубилу был метким, т. е. таким, при
котором центр бойка молотка попадает в центр ударной части,
а рукоятка молотка образует прямой угол с осью зубила. Несоб-
людение этого правила ослабляет силу удара и способствует ко-
сому удару, при котором молоток соскальзывает с ударной части
и может повредить руку.
Вначале ученик должен делать не более 40 ударов в минуту,
постепенно доводя до 60.
Существенное влияние на качество и производительность руб-
ки оказывает характер удара молотком. Удар может быть кистет
вым, локтевым или плечевым (рис. 94).
Кистевой удар производят силой движения кисти руки.
Такой удар применяют при легкой рубке: снятии тонких слоев
металла, удалении небольших неровностей и т. д.
Локтевой удар производят силой локтевого движения
руки. Это обычный вид удара, который применяется при снятии
большого слоя металла (прорубание канавок, пазов и т. п.), раз-
рубании прутков.
При плечевом ударе локоть правой руки во время за-
маха не сгибают, руку поднимают вверх так, чтобы кисть дохо-
дила до уровня уха. В конце замаха расслабляют пальцы и удар
завершают распрямлением кисти, причем одновременно с этим
179
сжимают пальцы. Удар должен осуществляться не за счет из-
лишних мускульных усилий, ведущих к быстрому утомлению, а
вследствие ускоренного падения молотка. В момент нанесения
удара рукоятка молотка должна быть прочно зажата пальцами;
слабо удерживаемый молоток при неточном ударе будет отска-
кивать в сторону.
Рис. 94. Замах молотка при рубке:
а — кистевой, б — локтевой, в — плечевой
Этот удар является самым сильным и применяется при сруба-
нии слоя стружки большого сечения, разрубания прутков и т. п.
Производительность рубки зависит от сечения срубаемого
слоя материала за один проход, твердости обрабатываемого
материала, силы рабочего и веса молотка.
С целью повышения производительности и устранения воз-
можности брака при рубке необходимо выполнять следующие
правила:
1) слой большого сечения следует срубать в два приема, сна-
чала предварительно (грубо) 1,5—2 мм, а затем окончательно
0,5—1 мм;
2) при рубке широкой поверхности вначале нужно прорубить
канавки крейцмейселем, а затем срубить материал между канав-
ками зубилом;
3) при рубке хрупких металлов (например, чугуна, бронзы)
следует предупредить возможность откалывания края детали.
Для этого рекомендуется перед рубкой сделать на детали со
всех сторон фаски или же производить рубку легкими ударами
от края к середине;
4) при рубке вязких материалов (медь, мягкая сталь и т. п.)
лезвие зубила периодически нужно обтирать тряпкой, смазанной
машинным маслом, или же охлаждать мыльной водой. Хрупкие
металлы следует рубить без смазки;
5) перед концом рубки необходимо ослаблять силу удара.
180
Рис. 95. Рубка металла:
а — по уровню губок тисков, б — по ра»-
меточным рискам
При рубке металла по уровню губок тисков
материал крепко зажимают в тисках так, чтобы срубаемый слой
был расположен параллельно и немного выше губок тисков. Зу-
било устанавливается под углом 25—30° по отношению к губкам
тисков (рис. 95, а). После снятия первого слоя металла обраба-
тываемая деталь переставляется
выше губок тисков на 1,5—2 мм
и срубает следующий слой и т. д.
Рубка по разметочным
рискам (рис. 95, б) является
более трудной операцией. На за-
готовке предварительно наносят
риски, а на двух противополож-
ных торцах делают скосы (фаски
под углом 45°), которые облегча-
ют установку зубила и преду-
преждают откалывание края при
рубке хрупких материалов. Заго-
товку зажимают в тисках так, что-
бы были видны разметочные рис-
ки. Рубку производят в несколько
приемов — первый удар наносится
при горизонтальном положении
зубила; дальнейшая рубка выпол-
няется при наклоне зубила на
25—30°. Толщина срубаемого
каждого слоя 1,5—2 мм, толщина
последнего чистового слоя 0,5 мм.
Рубка широких плоскостей (рис. 96) осуществляется в два
приема: сначала крейцмейселем прорубают канавки, а затем
зубилом срубают оставленные выступы. На заготовке предвари-
тельно у двух противоположных сторон делают скосы под углом
Рис. 96. Рубка широких поверхностей:
— прорубание канавок крейцмейселем, б — срубание выступов
зубилом
181
chipmaker.ru
30—45°, а на ее поверхности наносят риски, расстояние между
которыми равно ширине режущей кромке крейцмейселя.
Затем крейцмейселем предварительно прорубают узкие ка-
навки, а зубилом срубают оставшиеся между канавками выступы.
После срубания выступов производят окончательную обработку.
Такой способ (предварительное прорубание канавок на широких
деталях) значительно облегчает и ускоряет процесс рубки. На
заготовках из чугуна, бронзы и других хрупких металлов во из-
бежание откалывания краев
делают фаски на расстоянии
0,5 мм от разметочной
риски.
Разрубание пруткового
материала производится на
плите (рис. 97, о). На прутке
мелом наносят круговые рис-
ки, указывающие место раз-
руба. Зубило ставят на рис-
ку вертикально. Сначала
легкими ударами молотка по
зубилу надрубают пруток, а
затем сильным ударом ру-
Рнс. 97. Рубка круглого металла («),
рубка листового металла (б)
бят с одной стороны, перево-
рачивают пруток на 180° и рубят с другой стороны. После того
как большая часть сечения надрублена, пруток обламывают.
Рубку толстого полосового материала осуществляют также
сначала с одной стороны, а потом с другой. После этого металл
ломают, изгибая его то в одну, то в другую сторону.
Вырубание заготовок из листового материала (рис. 97, б)
выполняют в такой последовательности: сначала по шаблону или
по чертежу детали на листе наносят риски, после этого лист кла-
дут на плиту. Листовой металл толщиной до 2 мм обычно раз-
рубают с одного удара, поэтому под него надо подкладывать
прокладку из мягкой стали. Вырубание из листа толщиной 3 мм
ведут в три приема: 1) делают надрубку контура заготовки,
2) вторично рубят заготовку по контуру, нанося по зубилу силь-
ные удары, 3) лист поворачивают другой стороной и по ясно обо-
значенному контуру окончательно вырубают заготовку.
При толщине листового металла свыше 8 мм вырубить заго-
товку описанными способами очень трудно. В этом случае по
контуру сверлят отверстия. Линию разреза проводят рядом с
линией чистовой обработки на расстоянии немного больше поло-
вины диаметра сверла. На линии разреза кернером намечают
центры на расстоянии друг от друга на 0,5—1 мм больше диамет-
ра сверла и по ним сверлят отверстия.
Вырубание криволинейных смазочных канавок и пазов
(рис. 98) производится следующим образом. Сначала на поверх-
182
ности наносят риски, затем крейцмейселем за один проход про-
рубают канавки глубиной 1,5—2 мм. Образованные после рубки
неровности устраняют канавочником, придавая канавкам одина-
ковую ширину и глубину по всей длине заготовки.
При рубке цветных сплавов рекомендуется зубила слегка
смачивать мыльной водой или протирать промасленной тряп-
кой, а при рубке алюми-
ния — скипидаром. Это
способствует увеличению
срока службы зубила до
переточки.
Перерубание чугунных
труб производят зубилом
или крейцмейселем. Сна-
чала на трубе наносят ли-
нию переруба, затем кла-
дут трубу на деревянные
подкладки (рис. 99, а).
Строго воспрещается пе-
рерубать трубы на весу,
так как в этом случае в
местах рубки могут по-
явиться продольные тре-
Рис. 98. Вырубание:
а — криволинейных канавок, б — шпоночных пазов
щины.
При перерубании тру-
бу постепенно поворачивают вокруг оси. После нескольких пол-
ных оборотов надрубленная часть трубы легко отделяется.
Рис. 99. Перерубание чугунных труб:
а — на деревянной подкладке, б — с деревянными пробками
(клиньями)
183
r.ru
При перерубании чугунных труб больших диаметров сначала
рекомендуется обозначить линию переруба, по которой затем на
равных расстояниях одно от другого наносят керны и сверлят
сквозные отверстия. В отверстия забивают деревянные пробки
(клинья) (рис. 99, б). Затем зубилом или крейцмейселем переру-
бают все перемычки, поворачивая трубу вокруг оси.
§ 5. МЕХАНИЗАЦИЯ ПРОЦЕССА РУБКИ
Ручная рубка — трудоемкая и малопроизводительная опера-
ция. К ней следует прибегать тогда, когда нельзя применить
станочную обработку (строгание, фрезерование и др.).
Для механизации процесса рубки используют пневматические
или электрические рубильные молотки; специальные инструмен-
ты и приспособления; специальные станки, на которых операция
рубки выполняется в 8—10 раз быстрее, чем вручную.
При рубке пневматический мо-
лоток держат двумя руками:
правой рукой за рукоятку, а ле-
вой за конец ствола, направляя
зубило по линии рубки (рис. 100).
Включать молоток в работу сле-
дует после того, как инструмент
режущей кромкой нажат на обра-
батываемую поверхность.
В качестве инструмента для
рубки пневматическим молотком
применяют специальные зубила. Производительность рубки при
пользовании механизированным инструментом повышается в
4—5 раз.
В электрических молотках вращение вала электродвигате-
ля, вмонтированного в корпус, преобразуется в возвратно-посту-
пательное движение ударника, на конце которого закреплено
зубило или другой инструмент.
Наша промышленность выпускает различные типы пневмати-
ческих рубильных молотков. Молоток МР-4 предназначен для
легкой рубки: число ударов в минуту — 3500, мощность—0,54кет,
ход ударника — 41 мм. МР-5 используют для средней рубки: чис-
ло ударов в минуту — 2200, мощность — 0,43 кет, ход ударника —
71 мм. МР-6 применяют для тяжелой рубки: с числом ударов
1600, ход ударника — 106 мм, мощность — 0,42 кет.
Рис. 100. Рубка пневматическим
молотком
Правила техники безопасности
При рубке металлов следует выполнять следующие правила
техники безопасности-
1) рукоятка молотка должна быть хорошо закреплена и не
должна иметь трещин;
184
2) при рубке зубилом и крейцмейселем слесарю необходимо
пользоваться защитными очками;
3) при рубке твердого и хрупкого металла следует обяза-
тельно использовать ограждение: сетку, щиток;
4) для предохранения рук от повреждений (при неудобных
работах, а также в период обучения) на зубило следует наде-
вать предохранительную резиновую шайбу, а на кисть руки —
предохранительный козырек.
Вопросы для самопроверки
1. Как затачиваются слесарное зубило и крейцмейсель для рубки различ-
ных материалов?
2. Перечислите правила техники безопасности при рубке.
3. Как влияет угол заострения, задний и передний углы на процесс рубки?
4. Какие механизированные инструменты при рубке применяются в вашей
мастерской?
Глава XV
ПРАВКА И ГИБКА
§ 1. ПРАВКА
Поступающие для обработки заготовки из полосового, прут-
кового или листового материала бывают погнутые, кривые, поко-
робленные или имеют выпучины, волнистость и т. д. Слесарная
операция, при которой таким заготовкам или детали ударами мо-
лотка или давлением пресса придают правильную геометриче-
скую форму, называется правкой.
Править можно заготовки или детали из пластичных металлов
и сплавов (сталь, медь, латунь и т. д.). Заготовки или детали
из хрупких металлов править нельзя. Правят также заготовки
или детали после термической обработки, сварки и паяния.
Листовой материал и заготовки из него могут быть покороб-
лены как по краям, так и в середине, иметь изгибы и местные
неровности в виде вмятин и выпучин различных форм. При рас-
смотрении деформированных заготовок легко заметить, что во-
гнутая сторона их короче выпуклой. Волокна на выпуклой сторо-
не растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагре-
том состоянии. Выбор способа зависит от величины прогиба, раз-
меров изделия, а также характера материала. Правку в нагре-
том состоянии производят в интервале температур 800—1000°С
(для Ст. 3) и 350—470°С (для дюралюминия). Выше нагрев не
допускается, так как может привести к пережогу металла.
Правка с нагревом детали до 140—150° называется правкой
с подогревом.
Правка может выполняться ручным способом — на стальной
или чугунной плите, или на наковальне и машинным — на пра-
вильных вальцах, прессах.
Правильная плита. Правильная плита должна быть до-
статочно массивной. Вес плиты должен быть не менее, чем в 80—
160 раз больше веса молотка.
Правильные плиты изготовляются из стали или серого чугуна
монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 X 400; 750X1000;
1000X1500; 1500-Х2000; 2000 x 2000; 1500X3000 мм. Рабочая по-
верхность плиты должна быть ровной и чистой.
Устанавливают плиты на металлических или деревянных под-
ставках, которые должны обеспечить, кроме устойчивости, и го-
ризонтальность положения.
Молотки. Для правки применяют молотки с круглым глад-
ким полированным бойком (см. рис. 92, б).
186
Для правки закаленных деталей (рихтовки) применяются мо-
лотки с квадратным бойком (весом 400—500 г) из стали
У10. Хорошо зарекомендовали себя рихтовальные молотки, осна-
щенные твердым сплавом, корпус которого выполняется из ста-
ли У7 и'У8. В рабочие концы молотка вставляют пластинки твер-
дого сплава ВК8 и ВК6. Рабочая часть бойка затачивается и до-
водится по радиусу 0,05—0,1 мм.
Молотки с вставными бойками из мягких металлов (см.
рис. 92, в). Такие молотки применяются при правке деталей с
окончательно обработанной поверхностью и деталей или загото-
вок из цветных металлов и сплавов. Вставные бойки могут быть
медные, свинцовые, а также деревянные.
Гладилки (деревянные или металлические бруски) приме-
няются при правке тонкого листового и полосового металла.
Техника правки
Кривизну деталей проверяют на глаз или же по зазору между
плитой и уложенной на нее деталью. Изогнутые места отмечают
мелом.
При правке нужно правильно выбирать места, по которым
следует наносить удары. Удары должны быть по силе, соразмер-
ны с величиной кривизны и постепенно уменьшаться по мере пе-
рехода от наибольшего изгиба к наименьшему. Правка счи-
тается законченной, когда все неровности исчезнут и деталь ста-
нет прямой, что можно определить наложением линейки.
Править деталь нужно на плите или надежных подкладках, ис-
ключающих возможность соскальзывания детали при ударе.
Правка полосового металла. Осуществляется в сле-
дующем порядке. Обнаруженный изгиб отмечают мелом, после
чего искривленную деталь берут за конец левой рукой и кладут
на плиту или наковальню выпуклой частью кверху. В правую
руку берут молоток и наносят сильные удары по наибольшей вы-
пуклости, уменьшая их по мере выпрямления полосы, и заканчи-
вают правку легкими ударами (рис. 101, а).
При правке полосу по мере необходимости надо поворачи-
вать с одной стороны на другую, а закончив правку широкой
стороны, приступать к правке ребра. Для этого поворачивают по-
лосу на ребро и наносят вначале сильные удары, а по мере устра-
нения кривизны — все слабее и слабее в направлении от вогну-
той части к выпуклой. После одного-двух ударов полосу следует
поворачивать с одного ребра на другое.
Результаты правки (прямолинейность заготовки) проверяют
на глаз, а более точно — на разметочной плите по просвету или
наложением линейки на полосу.
Выправленный материал может иметь дефекты, в основном
из-за неправильного определения места, по которому наносились
187
удары, из-за неравномерной силы удара, отсутствия меткости .
удара.
Края заготовок, отрезанных на станках, обычно имеют короб-
ления и волнистую форму. Перед правкой покоробленные места
обводят мелом или простым карандашом. После этого заготовку
кладут на плиту, прижимают ее левой рукой, а правой наносят
удары молотком рядами по всей длине полосы, постепенно пере-
ходя от нижней кромки к верхней. Сначала наносят сильные
удары, а по мере перехода к верхнему краю с меньшей силой,
но чаще.
Рис. 101. Приемы правки металла:
а — полосового, б — листового, в — тонких листов молотками
(киянками), г — гладилками
Правка листового металла. Это более сложная опе-
рация. Выпуклости чаще всего имеются на всей поверхности лис-
та или же находятся в середине, поэтому при правке нельзя на-
носить удары молотком по выпуклому месту, так как от этого
выпуклости не только не уменьшатся, а, наоборот, еще больше
увеличатся.
Перед тем как приступить к правке листовых заготовок с
выпучинами, нужно установить, где больше вытянут металл, и вы-
пуклые места обвести карандашом или мелом. После этого поло-
жить заготовку на опорную плиту так, чтобы она лежала всей
поверхностью на плите и края ее не свешивались. Затем, поддер-
живая лист левой рукой, правой наносят удары молотком от края
листа в направлении к выпуклости, как показано стрелками на
рис. 101, б. Ровная часть листа будет вытягиваться, а выпук-
лость постепенно исчезать. По мере приближения к выпуклости
удары должны наноситься все чаще и слабее.
188
Во время правки необходимо следить за тем, улучшается ли
поверхность листа, не остаются ли на нем следы от ударов мо-
лотка и уменьшается ли выпуклость.
Тонкие листы правят легкими деревянными молотками-киян-
ками (рис. 101, в), медными, латунными или свинцовыми молот-
ками, а очень тонкие листы кладут на ровную плиту и выглажи-
вают гладилками — металлическими или деревянными брусками
(рис. 101, г).
Правка пруткового материала. Короткие прутки
правят на правильных плитах, нанося молотком удары по выпук-
лым местам и искривлениям. Устранив выпуклости, добиваются
прямолинейности, нанося легкие удары по всей длине прутка и
поворачивая его левой рукой. Прямолинейность проверяется на
глаз или по просвету между плитой
Сильно пружинящие, а также
очень толстые заготовки правят
на двух призмах, нанося удары
через мягкую прокладку во избе-
жание забоин на заготовке. Если
же усилия, развиваемые молот-
ком, недостаточны для правки, то
применяют ручные или механичес-
кие прессы. В этом случае заго-
товку устанавливают на призмы
выпуклой частью вверх.
Правка с подогревом.
Профильный металл (уголки,
швеллера, тавры, двутавры), пу-
стотелые валы, толстую листовую
сталь, поковки правят с нагревом
изогнутого места (выпуклости)
паяльной лампой или сварочной
горелкой до вишнево-красного
цвета; окружающие же выпук-
лость слои металла охлаждают
сырым асбестом или мокрыми
тряпками.
Правка (рихтовка) за-
каленных деталей. После
закалки стальные детали иногда
коробятся. Правка закаленных
деталей называется рихтовкой.
Точность рихтовки может быть
достигнута в пределах 0,01—
0,05 мм.
В зависимости от характера
рихтовки применяют различные
и прутком.
Рис. 102, Приемы правки (рих-
товки):
а — тонких деталей, б — угольника при
изменении угла меньше 90°, в — уголь-
ника при изменении угла больше 90°
189
chipmaker.ru
молотки. При рихтовке точных деталей, на которых следы уда-
ров молотка не допустимы, используют мягкие молотки (из меди,
свинца). Если же при рихтовке приходится вытягивать, удлинять
металл, применяют стальные молотки весом от 200 до 600 г с за-
Рис. 103. Механизация правки:
а — на ручных вальцовках, б — правильных вальцах,
в — валки для сортового материала; 4 — верхняя тра-
sepca, 2 — верхние опорные ролики, 3 — рабочие вал-
ки, 4 — нижние опорные ролики, 5 — нижняя траверса
каленным бойком или специальные рихтовальные молотки с за-
кругленной узкой стороной бойка. Деталь при этом лучше распо-
лагать не на плоской плите, а на рихтовальной бабке.
Изделия толщиной не менее 5 мм, если они закалены не на-
сквозь, а только на глубину 1—2 мм, имеют вязкую сердцевину,
поэтому рихтуются сравнительно легко; их нужно рихтовать, как
сырые детали, т. е. наносить удары по выпуклым местам.
190
Изделия тоньше 5 мм всегда закаливают насквозь, поэтому
рихтовать их нужно не по выпуклым, а, наоборот, по вогнутым
местам (рис. 102, а). Волокна вогнутой части детали растягива-
ются, удлиняются от ударов молотка, а волокна выпуклой части
сжимаются, и деталь выпрямляется.
На рис. 102, б показана правка угольника, у которого после
закалки изменился угол между полками. Если угол стал меньше
90°, то удары молотком наносят у вершины внутреннего угла,
если же угол стал больше 90° (рис. 102, в), то удары наносят у
вершины наружного угла.
В случае коробления изделия по плоскости и по узкому
ребру рихтовку выполняют отдельно — сначала, по плоскости, а
потом по ребру.
Механизация правки. Ручная правка является мало-
производительной операцией, и к ней прибегают в тех случаях,
когда правят небольшие партии деталей. В основном на пред-
приятиях применяется машинная правка, выполняемая на руч-
ных вальцовках (рис. 103, а), правильных вальцах и прессах, а
также на специальных приспособлениях.
Правильные вальцы (рис. 103, б) имеют валки, кото-
рые вращаются в разные .стороны. Заготовка подается в валки,
затягивается и, проходя между ними, выпрямляется.
Для правки листового металла применяют вальцы с круглы-
ми валками, для правки сортового материала (угольников, швел-
леров и т. n.j используют валки с ручьями по профилю выпрям-
ляемого металла (рис. 103, в).
Правильные прессы применяются для правки металла
толщиной до 25 мм. Пруток или полосу укладывают в опорную
колодку выпуклостью вверх. Правку производят пуансоном, уста-
новленным на ползуне, который получает движение от механиче-
ского или гидравлического привода.
§ 2. ГИБКА
Слесарю часто приходится изгибать полосы, прутки, изготов-
лять угольники, петли, скобы и т. п. под определенным углом и
радиусом загиба.
Как правило, длина заготовки указывается на чертеже. В тех
случаях, когда длина заготовки не указана, профиль следует раз-
бить на участки, определить длину каждого из них и суммиро-
вать. Например, нужно определить длину заготовки из полосово-
го металла для угольника. Длина угольника состоит из трех
участков — двух прямолинейных и криволинейного. Длина пря-
молинейных участков определяется по чертежу, а длину криво-
линейного находят по формуле
__ ~га.°
~ 180°~’
191
chipmaker.ru
на плите и опиловки по
Рис. 104. Гибка двойного
угольника в тисках:
I — заготовка, 2 — тиски, 3 —
нагубннки, 4 — подкладка
где г — радиус загиба, мм;
а — угол загиба, град;
л = 3,14.
Длину заготовки для кольца с наружным диаметром 100 мм
определяют по формуле
I = r.d = 3,14 X 100= 314 мм.
Гибка двойного угольника (рис. 104). Операция про-
изводится после разметки листа, вырубки заготовки, правки ее
ширине в размер по чертежу. Подготов-
ленную таким образом заготовку 1 за-
жимают в тисках 2 между нагубниками
3 и загибают первую полку угольника,
а затем заменяют один нагубник брус-
ком-подкладкой 4 и загибают вторую
полку . По окончании гибки концы
угольника опиливают напильником в
размер и снимают заусеницы.
Гибка деталей под углами,
не равными 90°. Такие детали под-
вергают гибке на специальных оправ-
ках, размеры и форма которых соответ-
ствуют размерам и форме детали.
Гибка скобы. В этом случае используют оправку цилинд-
рической формы. Диаметр оправки должен соответствовать раз-
меру паза скобы. Удары при гибке должны наноситься по верх-
ней плоскости скобы.
Гибка втулки. Последовательность переходов при гибке
цилиндрической втулки на оправке такая: сначала изгибается
одна сторона детали по втулке, а потом удары наносятся по
второй, а затем соединяют оба конца.
Гибка в приспособлениях значительно сокращает время и за-
трату ручного труда и улучшает качество обработки.
Гибку под углом 90° детали типа скобы из тонкой про-
волоки производят круглогубцами, а из проволоки диаметром
более 3 мм — в тисках на оправке. Заготовку устанавливают в
вертикальное положение и ударами молотка загибают. Форма и
размеры оправки соответствуют форме и размерам скобы.
Гибка ушка круглогубцами. Ушко со стержнем из
тонкой проволоки изготовляют с помощью круглогубцев. Длина
заготовки должна быть на 10—15 мм больше, чем требуется по
чертежу. Удерживая заготовку за один конец, второй конец из-
гибают, постепенно переставляя круглогубцы в местах изгиба.
После того как ушко будет загнуто соответственно заданным раз-
мерам, ему придают нужную форму с помощью плоскогубцев.
После этого лишний конец стержня удаляют кусачками.
192
Ручные приемы гибки малопроизводительны и применяются
в тех случаях, когда обрабатывается небольшая партия де-
талей.
В производственных условиях гибка металла выполняется на
гибочных и растяжных машинах различных конструкций. На
рис. 105 показана одна из таких машин — трехроликовый станок
и приемы гибки профильного материала на этом станке, а на
рис. 106 изображены приемы гибки на прессе.
Рис. 105. Гибка профильного металла на трехро-
ликовом станке
Трубы гнут ручным и механизированным способом в горячем
и холодном состоянии с наполнителями и без наполнителей. Это
зависит от диаметра трубы, размера угла загиба и материала
труб.
Гибка труб в горячем состоянии. При горячей
гибке с наполнителем трубу отжигают, размечают, а затем один
конец закрывают деревянной или металлической пробкой. Для
предупреждения смятия, выпучивания и появления трещин при
гибке трубу через воронку наполняют мелким сухим просеянным
через сито песком, так как наличие крупных камешков может
привести к продавливанию стенки трубы. Слабая набивка при-
водит к сплющиванию трубы в месте изгиба, поэтому песок не-
обходимо уплотнять обстукиванием трубы снизу до верху. После
193
chipmaker.ru
заполнения песком второй конец трубы нужно забить деревянной
пробкой, у которой должны быть отверстия или канавки для вы-
хода газов, образующихся при нагреве.
Иногда в качестве наполнителя применяют воду, которую в
трубе замораживают.
Для каждой трубы, в зависимости от ее диаметра и материа-
установлен минимально допустимый радиус
изгиба. Радиус закругления при гибке труб
берется не меньше трех диаметров трубы,
а длина нагреваемой части зависит от угла
изгиба и диаметра трубы. Если трубу изгибают
под углом 90°, то нагревают участок, равный
шести диаметрам трубы; если гнут под уг-
лом 60°, то нагревают участок, равный четы-
рем диаметрам трубы; если под углом 45°—
трем диаметрам и т. д.
Длина нагреваемого участка трубы опреде-
ляется по формуле
ла, должен
Рис. 106.
гибки на
Приемы
прессе
станины
где L—длина нагреваемого участка, мм;
I а»—угол изгиба трубы, град;
d. — наружный диаметр трубы, мм;
15 — постоянный коэффициент.
При гибке наружная сторона трубы вытяги-
вается, а внутренняя сжимается. Тонкостенные
трубы небольших диаметров вокруг цилиндра
выбранного размера гнутся без особых затруд-
нений и заметных изменений формы сечения.
Гибка труб диаметром 10 лои и больше требует
применения специальных приспособлений.
Трубы диаметром 12—15 мм изгибают в
приспособлении (рис. 107, а), состоящем из
•кного ролика 2, ролика-шаблона 3, скобы 4,
рукоятки 5 и хомутика 6.
Наименьший радиус изгиба определяется радиусом подвиж-
ного ролика 2. Изгибаемую трубу 7 вставляют кбнцом в хомут,
пропускают между роликами, надевают обрезок трубы и пово-
ротом рукоятки загибают трубу.
Сварные трубы со швом вдоль образующей нужно распола-
гать при гибке так, чтобы шов был сбоку и снаружи, иначе он
может разойтись.
Тонкостенные трубы диаметром 30 мм и больше с малым ра-
диусом изгиба гнут только в нагретом состоянии с наполнителя-
ми (рис. 107, б).
Выполняется эта операция по заранее заготовленным шабло-
194
нам. В процессе гибки трубу проверяют по месту или по изготов-
ленному из проволоки шаблону.
При засыпке трубы песком перед гибкой в торце одной из
пробок необходимо сделать отверстие для выхода газов, иначе
может разорвать трубу. При гибке труб в горячем состоянии их
Рис. 107. Гибка труб:
а — в приспособлении, б — вручную
следует поддерживать только в рукавицах во избежание ожогов
РУК.
Трубы нагревают паяльными лампами в горнах или пламенем
газовых горелок до вишнево-красного цвета на длине, равной ше-
сти диаметрам. Топливом в горнах может быть древесный уголь
и дрова. Лучшим топливом является древесный уголь, который
не содержит вредных примесей и дает более равномерный на-
грев.
195
chipmaker.ru
В случае перегрева трубу до гибки следует охладить до виш-
нево-красного цвета. Трубы рекомендуется гнуть с одного нагре-
ва, так как повторный нагрев ухудшает качество металла.
При нагреве следует обращать особое внимание на прогрев
песка. Нельзя допускать излишнего перегрева отдельных участ-
ков; в случае перегрева трубу охлаждают водой. От достаточно
нагретой части трубы отскакивает окалина. После нагрева трубу
изгибают по шаблону или копиру вручную.
По окончании гибки выколачивают или выжигают пробки и
высыпают песок. Плохое, неплотное заполнение трубы, недоста-
точный или неравномерный прогрев перед гибкой приводит к об-
разованию складок или разрыва.
Гибка медных и латунных труб. Подлежащие гиб-
ке в холодном состоянии медные или латунные трубы заполняют
расплавленной канифолью. Порядок гибки аналогичен описан-
ному ранее. Канифоль после гибки следует выплавлять, начиная
с концов трубы, нагрев середины трубы, наполненной канифолью,
разрывает трубу.
Медные трубы, подлежащие гибке в холодном состоянии,
нужно отжечь при 600—700° С и охладить в воде. Наполнитель
при гибке медных труб в холодном состоянии — канифоль, а в на-
гретом — песок.
Латунные трубы, подлежащие гибке в холодном состоянии,
предварительно отжигают при 600—700° С и охлаждают на
воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350—
400° С и охлаждают на воздухе.
Механизация гибки труб. При массовом изготовле-
нии деталей из труб применяются ручные трубогибочные приспо-
собления и рычажные трубогибы, а для гибки труб больших диа-
метров (диаметром до 350 мм) —специальные трубогибочные
станки и прессы.
В последнее время широко используются новые способы гиб-
ки труб — гибка с растяжением заготовки и гибка с нагревом
токами высокой частоты.
Первый способ заключается в том, что заготовку подвергают
растягивающим напряжениям, превышающим предел текучести
металла, а затем в растянутом состоянии гнут. Этот процесс осу-
ществляется на гибочно-растяжных машинах с поворотным сто-
лом. Гнутые этим способом детали имеют высокую прочность и
значительно меньший вес. Этот способ применяют при изготовле-
нии труб для самолетов, автомашин, морских и речных су-
дов и др.
При гибке труб с нагревом токами высокой частоты нагрев,
гибка и охлаждение происходят непрерывно и последовательно в
специальной высокочастотной установке типа трубогибочных
станков. Установка допускает гибку труб диаметром от 95 до
196
300 мм. Она состоит из двух частей: механической и электриче-
ской; механическая часть представляет собой станок для гибки
труб, а электрическая состоит из электрооборудования и высоко-
частотной установки.
Указанный способ имеет ряд преимуществ: обеспечивается
меньшая овальность в месте изгиба трубы, высокая производи-
тельность (4—5 раз выше других способов), процесс механизи-
рован.
Правильно изогнутыми считаются трубы, не имеющие вмятин,
выпучин и складок.
Виды и причины брака при правке и гибке
При правке основными видами брака являются вмятины,
следы от бойка молотка, забоины на обработанной поверхности
от ребер молотка. Указанные виды брака являются следствием
неправильного нанесения ударов, применения молотка, на бой-
ках которого имеются забоины и выщербины.
При гибке металла брак чаще всего проявляется в косых за-
гибах и механических повреждениях обработанной поверхности,
как результат неправильной разметки или закрепления детали
в тисках выше или ниже разметочной линии, а также неправиль-
ного нанесения ударов.
Вопросы для самопроверки
1. Как должна производиться правка листового, круглого, полосового ме-
талла? В чем особенности правки закаленных изделий?
2. Как рихтуют закаленный угольник при короблении по внутреннему и на-
_ ружному углу?
3. Как гнут скобы в тисках?
4. Как производится гибка трубы в горячем состоянии?
5. Как определить длину заготовки кольца диаметром 120 мм из проволо-
ки диаметром 5 мм?
Глава XVI
РЕЗКА
Резкой называется слесарная операция, при которой металл
разделяют на части.
В зависимости от формы и размеров деталей и заготовки рез-
ка может производиться ручными инструментами, на механиче-
ских станках, на анодно-механических станках и ацетилено-кис-
лородным пламенем.
§ 1. ИНСТРУМЕНТЫ для РУЧНОЙ резки
Острогубцы (кусачки). Предназначены для резания
(откусывания) стально'й мягкой проволоки диаметром до 5 мм,
заклепок и т. п. Изготовляют острогубцы по ГОСТ 7282—54 из
Рис- 108. Резка металла:
а —острогубцами (кусачками), б — ручными ножницами;
1 — левый иож. 2 — заготовка, 3 — правый нож
инструментальной углеродистой стали марок У7 и У8 или марок
60 и 70. Острогубцы состоят из двух шарнирно соединенных дуго-
образных рычагов-ручек, на концах которых имеются закален-
ные заточенные губки (рис. 108,а). Размеры острогубцев стан-
дартизованы. Ширина режущих губок 26; 30; 36 и 40 мм; длина
125; 150; 175 и 200 лии.
Ножницы (ГОСТ 7210—54). Предназначены для разреза-
ния листового металла, вырезания отверстий, изготовления дета-
лей с криволинейными контурами и т. п. Ножницы разделяются
на ручные и стуловые.
Ручные ножницы (рис. 108,6) применяются для разре-
зания листов из черного металла толщиной 0,5—1,0 мм и цвет-
198
ного металла толщиной до 1,5 мм. Их изготовляют из стали ма-
рок 65; 70; У7; У8. Боковые поверхности лезвий закалены до
HRC 52—58, отшлифованы и остро заточены.
Ручные ножницы изготовляются с прямыми и кривыми режу-
щими лезвиями. В зависимости от расположения режущих кро-
мок лезвия различают правые и левые ножницы.
Длина ножниц (ГОСТ 7210—54) 200; 250; 320; 360 и 400 мм,
а режущей части (от острых концов до шарнира) 55—65; 70—82;
90—105; 100—120; 110—
130 мм. При разрезании
на широкие полосы листо-
вой материал закладыва-
ют между лезвиями нож-
ниц и, нажимая всеми
пальцами правой руки на
ручки ножниц, а левой ру-
кой отжимая часть листа,
разрезают его.
Большое давление, ко-
торое испытывают лезвия
ножниц при резании, тре-
бует особенно большого
угла заострения. Его ве-
личина обычно составляет 65—85°. Чем тверже металл, тем угол
заострения лезвий р ножниц больше: для мягких металлов (медь
и др.) он равен 65°, для металлов средней твердости 70—75° и
для твердых 80—85°. Для уменьшения трения лезвий о разрезае-
мый металл им придается небольшой задний угол а от 1,5 до 3°.
Стуловые ножницы (рис. 109) отличаются от ручных
большими размерами и применяются при разрезании листового
металла толщиной до 5 мм. Нижняя ручка жестко зажимается
в слесарных тисках или крепится (вбивается) на столе или на
другом жестком основании.
Стуловые ножницы малопроизводительны, при работе требу-
ют значительных усилий, поэтому для разрезания большой пар-
тии листового металла, рекомендуется применять механические
ножницы.
Рычажные ножницы (рис. 110) используются для раз-
резания листового металла толщиной 1,5—2,5 мм с пределом
прочности 45—50 кГ/мм2 (сталь, дюралюминий и т. д.). Этими
ножницами можно резать металл значительной длины.
Режущей частью ножниц являются два длинных ножа, верх-
ний / имеет криволинейную, режущую кромку с углом заостре-
ния 75—85°. Противовес 7 не допускает самопроизвольное опу-
скание верхнего ножа, а также обеспечивает равномерность на-
жима на разрезаемый металл.
199
Этими ножницами металл разрезают при помощи упора или
по разметочным линиям. В первом случае разрезаемый металл
прижимают к установленному на заданный размер упору 5, во
втором случае на разрезаемом листе наносят разметочные линии
Рис. 110. Резка металла рычажными ножницами:
1 — верхний иож, 2 — нижний нож, 3 — прижимная план-
ка, 4 — рычаг, 5 — упор, 6 — стол, 7 — противовес
и лист укладывают на стол 6 с прижимной планкой 3 так, чтобы
линия реза совпадала с лезвием нижнего ножа 2. Прижав лист,
сильным движением опускают рычаг 4 с ножом 1.
Ручная ножовка. Применяется для разрезания толстых
листов полосового, круглого и профильного металла размером
60—70 мм в поперечнике. Ножовка (рис. 111, а) состоит из стан-
ка 1, ножовочного полотна 2 (режущая часть) и ручки 4. Полот-
но вставляют концами в прорези головки <?, закрепляют штифта-
ми 5 и натягивают винтом 6 с барашком 7.
Ножовочные рамки изготовляют либо цельными (для ножо-
вочного полотна одной определенной длины), либо раздвижными
(рис. 111,6), допускающими закрепление ножовочного полотна
различной длины.
Ручное ножовочное полотно представляет собой полосу, изго-
товленную из инструментальной углеродистой стали Р9, Х6ВФ, на
одной стороне которой по всей длине нарезаны зубья.
Размер ручного ножовочного полотна определяется по рас-
стоянию между центрами отверстий под штифты. Наиболее часто
применяют ножовочные полотна длиной 250—300 мм, высотой
13 и 16 лои и толщиной 0,65 и 0,8 мм (ГОСТ 6645—59).
Каждый отдельный зуб ножовочного полотна имеет форму
резца (клина). На зубе, как и на резце, различают задний угол а,
200
угол заострения р, передний угол у и угол резания б (рис. 112,а).
При резании стружка размещается между двумя соседними
зубьями (в стружечном пространстве) до тех пор, пока острие
зуба не выйдет из пропила. Величина стружечного пространства
Рис. 111. Ножовки:
а — жесткие, б — с раздвижной рамкой
зависит от величины заднего угла а, переднего угла у и шага t
зуба. В зависимости от разрезаемого материала задний угол а
принимается 40—45°. Угол заострения должен обеспечить
достаточную прочность зуба, чтобы преодолеть сопротивление
материала резанию и при этом не сломаться. Обычно этот угол
принимается равным 50°; при более твердых материалах величи-
на угла несколько больше.
Передний угол у для зубьев ножовочного полотна обычно при-
нимается от 0 до 10°. Производительность резания у ножовочных
полотен с передним углом 0° ниже, чем у полотен с передним уг-
лом больше 0°.
Шаг ножовочного полотна выбирают в зависимости от разре-
заемого материала. Для разрезания чугуна, мягкой стали, асбес-
та используют полотно с шагом 1,6 мм, для разрезания профиль-
ного стального проката, труб, цветных металлов — полотно с ша-
гом 1,25 мм, для разрезания кабелей, тонкостенных труб, тонкого
профильного проката берут полотно с шагом 1,0 мм, для разреза-
ния листового железа, тонкостенных заготовок — полотно с ша-
гом 0,8 мм. Чем больше шаг полотна, тем крупнее зубья, тем
больше, следовательно, объем стружечного пространства.
201
chipmaker.ru
Ручной ножовкой можно разрезать материалы размером до
60—70 мм в поперечном сечении. Чем толще разрезаемый мате-
риал, тем крупнее должны быть зубья ножовочного полотна.
Чем больше шаг, тем крупнее зубья, а следовательно, тем боль-
ше объем стружечного пространства (рис. 112, б). Шаг зубьев
для резки мягких и вязких металлов (медь, латунь) принимается
равным 1 мм, чугуна и твердой стали— 1,5 мм, мягкой стали —
1,2 мм. Обычно для слесарных работ применяются полотна
с шагом 1,5 мм.
Для того чтобы полотно не защемлялось
в пропиле, зубья разводят. Применяют два
способа разводки: по зубу и волнистая.
Разводка по зубу может выполнять-
ся тремя вариантами: разводка по каждому
зубу (один зуб отгибается влево, следую-
щий— вправо и т. д.), разводка через зуб
(один зуб отгибают влево, второй не разво-
дят, третий — вправо и т. д.), разводка двух
смежных зубьев через один (один зуб отги-
бают влево, второй — вправо, третий не
разводят и т. д.). Разводку по зубу приме-
няют для полотен с шагом 1,25 и 1,6 мм.
При волнистой разводке ряду зубьев
придают волнообразное положение с шагом,
равным 8s (s — шаг ножовочного полотна),
при этом полотно остается плоским. Высота
разводки должна быть не более удвоенной
высоты зуба. Этот способ разводки приме-
няют для полотен с шагом 0,8 мм (допуска-
ется и для шага 1 мм).
Разводку у ножовочных полотен с круп-
ным зубом (шагом) выполняют по зубу —
один зуб отгибают вправо, а другой — вле-
во; 2—3 зуба отводят влево, 2—3 зуба — вправо. Такие полотна
менее производительны и быстро изнашиваются. У ножовочных
полотен со средним зубом разводку делают тоже по зубу, но один
зуб отгибают влево, другой — вправо, а третий оставляют нераз-
веденным.
Ножовочные полотна имеют условные обозначения на нера-
бочей части полотна. По ГОСТ 6645—59 ножовочные полотна с
межцентровым расстоянием I, равным 300 мм, шириной полотна
13 мм и шагом зуба s 0,8 мм обозначают так: 13x300x0,8.
§ 2. ОСНОВНЫЕ ПРИЕМЫ РЕЗКИ НОЖНИЦАМИ
Вырезание углов. Заготовку размечают и в углах впа-
дин просверливают отверстия для выхода лезвий ножниц. Диа-
метр сверла зависит от толщины разрезаемого материала, при
Рис. 112. Геометрия
зуба ножовочного по-
лотна
202
резке лезвия ножниц должны сходиться в просверленном отвер-
стии. Острые или надрезанные углы вызывают появление трещин
на листе.
Вырезание деталей с криволинейными конту-
рами. Обрезать деталь ножницами нужно по риске в направ-
лении движения часовой стрелки, при этом ножницы не должны
закрывать риски. При передвижении заготовки нужно плотно
прижимать ножницы к концу прореза, чтобы не образовывались
заусенцы.
Вырезание отверстий и внутренних контуров.
Для вырезания отверстия и внутренних контуров, криволинейно-
го очертания предварительно в материале вырубают зубилом
отверстие для прохода лезвий ножниц, а затем выполняют опе-
рацию по риске. Отверстия следует вырезать ножницами с кри-
волинейными лезвиями.
§ 3. ОСНОВНЫЕ ПРИЕМЫ РЕЗКИ НОЖОВКОЙ
Разрезаемый металл прочно закрепляется в слесарных тис-
ках. Расстояние между тисками и корпусом работающего долж-
но быть таким, чтобы при исходном положении ножовки перед
Рис. 113. Работа ручной ножовки:
а — положение корпуса, б — положение ног, в — захват ручки правой рукой.
г — захват ручки левой рукой
резкой плечевая часть правой руки располагалась вертикально,
корпус рабочего должен быть прямым. Правое плечо должно на-
ходиться против винта тисков, корпус развернут вправо под уг-
лом 45° (рис. 113, а). Упор надо делать на левую ногу, правая
нога принимает на себя всю тяжесть тела. Ступни располагают
под углом 60—70° одна к другой (рис. 113,6).
Рукоятку ножовки захватывают пальцами правой руки (боль-
шой палец накладывают на нее сверху вдоль ручки, остальными
пальцами поддерживают ее снизу), конец ручки упирают в ла-
203
chipmaker.ru
день (рис. 112,в). Не следует вытягивать указательный палец
вдоль ручки и слишком развертывать кисть вправо или влево. Не
следует делать глубокий захват ручки, при котором конец ее
торчит из кисти, а не упирается в центр ладони. Левой рукой сле-
дует держать рамку ножовки, так как показано на рис. 112, г.
Нажимать на станок нужно обеими руками, но наибольшее
усилие давления должно производиться левой рукой, а правой
рукой осуществляется главным образом возвратно-поступатель-
ное движение ножовки.
Процесс резки состоит из двух ходов: рабочего, когда ножов-
ка перемещается вперед от работающего, и холостого хода, ког-
да ножовка перемещается назад по направлению к работаю-
щему.
При холостом ходе на ножовку не нажимают, в результате
чего зубья только скользят, а при рабочем ходе обеими руками
создают легкий нажим так, чтобы ножовка двигалась прямоли-
нейно. При работе ножовкой необходимо выполнять следующие
правила:
1) выбирать ножовочное полотно, сообразуясь с разрезае-
мым материалом (твердостью, размерами, формой материала);
2) вставлять полотно в прорези рамки так, чтобы острие
зубьев было направлено от рукоятки. Полотно не следует натя-
гивать слишком сильно или слабо;
3) при длинных пропилах надо выбирать ножовочное полотно
с крупным шагом зубьев, а при коротких пропилах — с мелким
шагом;
4) короткие заготовки следует резать по наиболее широкой
их стороне. При резании проката углового, таврового и швеллер-
ного профилей лучше изменить положение заготовки, чем резать
по узкой стороне;
5) в работе должно участвовать все ножовочное полотно;
6) работать ножовкой следует не спеша, плавно, без рывков,
делая не более 30—60 двойных ходов в минуту. При более быст-
рых темпах скорее наступает утомляемость и, кроме того, полот-
но нагревается и быстрее тупится;
7) не доходя до конца распила, следует ослабить нажим на
ножовку, так как при сильном нажиме ножовочное полотно не
отрезает, а ломает металл и может сломаться;
8) при резке не давать полотну нагреваться. Для уменьше-
ния трения полотна о стенки пропила детали рекомендуется пе-
риодически смазывать полотно минеральным маслом или графи-
товой смазкой, особенно при резке вязких металлов;
9) латунь и бронзу следует разрезать только новыми полот-
нами, так как даже мало изношенные полотна не режут, а сколь-
зят;
10) в случае поломки или выкрашивания хотя бы одного зуба
работу следует немедленно прекратить, удалить из пропила ос-
204
татки сломанных зубьев и заменить полотно новым, либо сточить
на точиле еще 2—3 соседних зуба и только после этого продол-
жать работу.
Резка круглого металла. На разрезаемой заготовке
предварительно делают разметочную риску. Зажимают в тисках
в горизонтальном положении и для направления ножовки трех-
гранным напильником по риске делают неглубокий пропил.
Установив в пропил ножовку, производят отрезку без отламы-
вания отрезаемой части. Отламывание допускается в том случае,
Рис. 114. Приемы резки заготовок с широкими сторо-
нами
если торцы заготовки будут подвергаться обработке (опилива-
нию). В этом случае в прутке делают надрезы с двух-четырех
сторон, а затем его отламывают либо зажав в тисках, либо с
помощью молотка, которым наносят удары по прутку, заготовка
при этом устанавливается на подкладки.
Резка полосового и квадратного металла. За-
готовку закрепляют в тиски и в месте будущего реза трехгран-
ным напильником делают неглубокий пропил для лучшего на-
правления ножовки. В начале операции ножовку немного накло-
няют в сторону от себя (вперед). По мере врезания наклон
постепенно уменьшают до тех пор, пока рез не дойдет до проти-
воположной кромки заготовки. Затем заготовку разрезают при
горизонтальном положении ножовки (рис. 114).
Более рациональным считается резка полосового материала
не по широкой, а по узкой стороне. Это, однако, можно сделать
только в том случае, когда ширина стороны больше, чем 2,5 шага
зубьев полотна.
При резке полосы вдоль и при глубоких резах ножовочному
полотну в рамке придают боковое положение (рис. 115, а). Для
этого полотно переставляют в боковые прорези головок рамки.
При таком положении ножовки работать нужно очень осторож-
но, так как при перекосе рамки ножовочное полотно адожет сло-
маться.
205
Резка тонкого листового и профильного ме-
талла. Заготовки детали из тонкого листового материала за-
жимают между деревянными брусками по одной или по несколь-
ку штук и разрезают вместе с брусками (рис. 115, б).
Резка по криволинейным контурам. При резке
по криволинейным контурам ножовочное полотно стачивают до
Рис. 115. Резание металла:
а — ножовкой глубоких прорезей, б — ножовкой тон-
ких листов, в —лобзиком криволинейных и угловых
прорезей
ширины 8—10 мм и закрепляют в рамке, придав ему предвари-
тельно такое же боковое положение, как и при выполнении глу-
боких резов (рис. 115,в). Пользуются также пилками для лоб-
зика.
Чтобы вырезать в металле (листе) фасонное окно (отверстие)
просверливают или вырубают отверстия диаметром, равным
ширине полотна ножовки или пилы лобзика. Пропустив через
такое отверстие полотно, закрепляют его в рамке и производят
резку по заданному направлению.
206
Шлицы более крупных размеров прорезают обыкновенными
ножовками с одним или двумя сцепленными вместе полотнами
(в зависимости от ширины шлицев).
§ 4. РЕЗКА ТРУБ
Перед резкой труб производится разметка места разреза по
шаблону, изготовленному из жести, изогнутой по трубе. Шаблон
накладывают на место реза и чертилкой по окружности трубы
наносят разметочные риски.
Трубы разрезают ножов-
ками и труборезами.
Резка труб ножов-
кой. Трубу зажимают в па-
раллельных тисках в гори-
зонтальном положении и ре-
жут по риске. Тонкостенные
трубы и трубы с чисто обра-
ботанной поверхностью не-
обходимо зажимать в тис-
ках между специальными
деревянными накладками
(рис. 116, а).
При разрезании трубы
ножовку следует держать
горизонтально, а по мере
врезания полотна в трубу
слегка наклонять ножовку
на себя.
В случае защемления по-
лотна необходимо вынуть
ножовку из прореза, повер-
нуть трубу от себя на 45—60°
жимая на полотно. Если
Рис. 116. Резка труб:
а — ножовкой, б — труборезом
и продолжать операцию, слегка на
ножовку увело в сторону от разметоч-
ной риски, трубу необходимо повернуть вокруг оси и начать
резание по риске в новом месте.
Резка труборезом. Резка труборезами (рис. 116,6) зна-
чительно производительнее, чем ножовками.
Труборезы выполняются трех размеров: № 1—для разреза-
ния труб диаметром 'Д"—3/4"; №2— 1—2\/2"; № 3 — 3—4". Тру-
бы более мелких размеров и тонкостенные разрезаются труборе-
зами, снабженными только одним режущим роликом.
Разрезаемая труба зажимается в трубный прижим 2, а тру-
борез 5 устанавливают на трубу 4. Вращением (покачиванием)
рукоятки / вокруг трубы режущий ролик 3 подводится к поверх-
ности трубы. Вращением трубореза 5 вокруг трубы и постепен-
ным вдавливанием ролика в металл производят разрез.
207
r.ru
Трубу при резке можно зажимать в тисках, имеющих рифле-
ные сухари. Тонкостенные трубы режут труборезом с одним ро-
ликом. Трубы толстостенные разрезают труборезами с тремя ро-
ликами, трубы очень больших диаметров режут труборезом с
цепью, на которой укреплено шесть роликов. Наличие несколь-
ких роликов дает возможность значительно ускорить процесс
разрезания. Если надо получить ровную, без значительных зау-
сенцев поверхность в месте реза, применяют труборез конструк-
ции новатора А. С. Мисюта. Это обычный трехроликовый трубо-
рез, между роликами которого на рычаге в специальной оправке
укреплен резец (вылет его можно регулировать). Резец ускоряет
процесс резания.
§ 5. МЕХАНИЗИРОВАННАЯ РЕЗКА
Механизированная резка осуществляется применением раз-
личных механических, электрических и пневматических ножовок
и ножниц, дисковых пил и другого универсального и специаль-
ного оборудования.
Рис. 117. Приводная ножовка
Механическая приводная ножовка (рис. 117).
Представляет собой металлорежущий станок, имеющий станину
1 и стол 2, на котором устанавливаются машинные тиски 3 для
закрепления заготовки 6. На станине смонтирована рамка 4, в
которой крепится ножовочное полотно 5. Ножовка приводится в
действие от электродвигателя 8.
208
В целях предупреждения нагрева полотна при резании при-
меняется охлаждение маслом, эмульсией и водой. Охлаждающая
жидкость подается через трубопровод 7 на место реза.
Электромеханическая ножовка. Находит широкое
применение при выполнении слесарно-сборочных работ.
Рис. 118. Электромеханическая ножовка
В корпусе 2 ножовки (рис. 118) встроен электродвигатель, на
валу его укреплен барабан 3 с замкнутым спиральным криволи-
нейным пазом 4, по которому ходит палец 6 ползуна 7 с ножо-
вочным полотном 1.
При вращении барабана ножовочное полотно получает воз-
вратно-поступательное
движение и осуществляет резание метал-
ла. Во время работы ножов-
ка упирается скобой в за
готовку и поддерживается за
рукоятку 5.
Пневматическая
ножовка (рис. 119). Со-
стоит из шланга /, рукоят-
ки 2, пусковой кнопки <?, но-
жовочного полотна 4, пово-
ротного барабана 5, преоб-
разователя движения 6,
пневматического двигате-
ля 7. Максимальная толщи-
на разрезаемого металла
5 мм. Наименьший радиус
50 мм, скорость резания
Рис. 119. Пневматическая ножовка
20 м!мин.
Ручные электрические и пневматические
ножницы. Находят широкое применение в промышленности
электрические и пневматические ручные ножницы, которыми
вырезают прямые, криволинейные и фигурные профили.
Ручные электрические ножнипны И-31 (рис. 120) предназна-
чены для резания листовой стали толщиной до 2,7 мм. В корпус
/ вмонтирован электрический двигатель мощностью 370 вт, а в
картер 2 — ножевая головка. Вал двигателя через червячную
передачу вращает эксцентрик 3, на котором жестко закреплен
209
chipmaker.ru
Рис. 120. Ручные электрические ножницы
И-31
кулачок. Нижний неподвиж-
ный нож 8 крепится к ско-
бе 9. При вращении эксцент-
рика 3 кулачок 4 заставляет
качаться сидящий на пальце
5 ножевой рычаг 6 с верхним
ножом 7 и разрезать металл.
Производительность элект-
роножниц И-31 до 3 м!мин.
Пневматические
ножницы предназначены
для прямолинейной и криво-
линейной резки металла и приводятся в действие пневматическим
роторным двигателем. Наибольшая толщина разрезаемого сталь-
ного листа средней твердости — 3 мм, наибольшая скорость реза-
ния — 2,5 м/мин, число двойных ходов ножа в минуту — 1600.
Пресс-ножницы предназначены для резки профильного
проката (пруток квадрат, уголок, швеллер) и листов, а также
пробивки отверстий.
Пневматическая пила (рис. 121) применяется для
резки труб непосредственно на месте сборки трубопроводов.
Пила имеет редуктор 1, червячное колесо которого смонтировано
на одной оси со специальной дисковой фрезой 3. Закрепляется
труба специальным зажимом 2, который установлен на хвосто-
вике 5. Зажим крепится шар-
нирно к рукоятке 4.
При использовании пневма-
тической пилы на разрезаемых
поверхностях труб не образует-
ся наплывов и заусенцев.
Пневматическая пила допу-
скает разрезание труб диамет-
Рис. 122. Дисковая пила
Рис. 121. Пневматическая пила
210
ром до 50—64 мм. Диаметр фрезы 190—220 мм, число оборотов
фрезы 150—200 об/мин.
Дисковые пилы. Эти пилы делятся на универсальные,
маятниковые и пилы трения. Универсальной дисковой пилой
(рис. 122) разрезают профильный металл различных сечений под
любым углом, выполняют продольные разрезы, надрезы или
вырезы. На чугунной станине 1 пилы укреплена вертикальная
колонка 2, на которой смонтирован поворотный кронштейн 5 с
направляющими 8. По направляющим перемещается электро-
двигатель, на валу 7 которого установлен режущий диск 10.
Кронштейн можно поворачивать вокруг колонки и опускать или
поднимать на необходимую высоту. Подача электродвигателя с
режущим диском осуществляется поворотом рукоятки 9. Уста-
новка режущего диска при работе в зависимости от профиля и
размера материала выполняется рукоятками 3, 4 и 6.
Широкое применение находят электрические и газовые спо-
собы резки металла.
В СССР впервые в мире были разработаны анодно-механи-
ческий, электроискровой и электродуговой способы резки ме-
талла.
Анодно-механический способ разрезания металла
основан на использовании электрической эрозии, т. е. разруше-
ния электрическими разрядами.
Применение указанного способа дает возможность разрезать
металл любой твердости, в том числе и твердые сплавы.
Электроискровой способ так же, как анодно-меха-
нический способ, основан на использовании явления электриче-
ской эрозии.
При резке металла необходимо выполнять следующие пра-
вила техники безопасности:
1) прочно и правильно закреплять ножовочные полотна, так
как при слабом креплении полотно может выскочить из рамки,
а туго натянутое — лопнуть, в результате чего рабочий может
получить травму;
2) крепко и надежно закреплять в тисках разрезаемую де-
таль;
3) нельзя работать ножовкой без ручки или с треснувшей
ручкой;
4) в конце резки уменьшать нажим на ножовку и поддержи-
вать отрезаемую часть, чтобы она не упала на ноги;
5) не выдувать стружку из пропиленного места, так как
стружка может попасть в глаза;
6) систематически убирать обрезки и заготовки у рабочего
места;
7) рабочее место должно быть чистым, на полу не должно
быть масла.
211
chipmaker.ru
Вопросы для самопроверки
1. Чем следует руководствоваться при выборе инструмента для резки ма-
териала?
2. Какое влияние оказывает материал заготовки и длина пропила иа выбор
ножовочного полотна?
3. Как правильно установить ножовочное полотно в станке? Куда должны
быть направлены зубья в установленном в рамку полотне?
4. Какое значение имеет шаг зуба?
Глава XVII
ОПИЛИВАНИЕ
§ 1. СУЩНОСТЬ И НАЗНАЧЕНИЕ ОПИЛИВАНИЯ
Опиливанием (опиловкой) называется снятие слоя с поверх-
ности обрабатываемой заготовки посредством режущего инст-
румента — напильника. Напильник представляет собой стальной
закаленный стержень определенного профиля с большим количе-
ством мелких режущих зубьев, образующих насечку.
Ручная обработка напильником в настоящее время в значи-
тельной степени заменена опиливанием на специальных станках,
но полностью ручное опиливание эти станки вытеснить не могут,
так как пригоночные работы при сборке и монтаже оборудова-
ния часто приходится выполнять вручную.
С помощью напильника слесарь придает деталям требуемую
форму и размеры, производит пригонку деталей друг к другу,
подготовляет кромки деталей под сварку и выполняет другие
работы.
§ 2. НАПИЛЬНИКИ
У напильников различают носок 1, ребро 2, грань 3 с насеч-
кой, пяту 4, хвостовик 5, рукоятку 6 (рис. 123).
Напильники изготовляют из стали марок У12, У12А, У13,
У13А, ШХ6, ШХ9 и ШХ15 с длиной насеченной части 100; 125;
160; 200; 250; 315; 400 мм.
Рис. 123. Напильник:
/ — носок, 2 — ребро, 3 — грань, 4 — пята. 5 — хвостовик. б — рукоятка
Виды насечек. Насечки на поверхности напильника обра-
зуют зубья, которые снимают стружку с обрабатываемого ма-
териала. Зубья напильников получают на пилонасекательных
станках при помощи специального зубила, на фрезерных стан-
ках— фрезами, на шлифовальных станках — специальными шли-
фовальными кругами, а также путем накатывания, протягивания
на протяжных станках — протяжками и на зубонарезных стан-
ках. Каждым из указанных способов насекается свой профиль
зуба.
Каждый зуб имеет задний угол а, угол заострения ₽, перед-
ний угол у и угол резания б (рис. 124).
213
chipmaker.ru
Наилучшие результаты при опиливании достигаются при
следующих значениях углов напильника:
для напильника с насеченными зубьями: а = 20—30°, £ = 60—
70°, у=0—15°, 6=90—115°, т. е. угол резания больше 90°, перед-
ний угол отрицательный; в результате этого зуб соскабливает
с заготовки тонкую стружку;
для напильников с фрезеро-
ванными и шлифованными зу-
бьями: а=20-=-25о, р = 60=65°,
у=2= 10°, 6=80=88°;
для напильников, зубья у
которых получают протягива-
нием: а=40°, р = 55°, у=5°,
6=90°. Протянутый зуб имеет
впадину с плоским дном. Эти
зубья лучше врезаются в обра-
Рис. 125. Виды насечек на-
пильников:
а — одинарная, б — двойная, в —
рашпильная, г — дуговая
Рис. 124. Геометрия зубьев на-
пильника
батываемый металл, что значительно повышает производитель-
ность труда. Кроме того, напильники с такими зубьями более
стойки, так как зубья не забиваются стружкой.
Чем меньше насечек на 1 см длины напильника, тем крупнее
зуб. Различают напильники с одинарной, или простой, насечкой
(рис. 125, а), с двойной, или перекрестной (рис. 125, б), с раш-
пильной (рис. 125, в) и дуговой (рис. 125, г).
Напильники с одинарной насечкой могут сни-
мать широкую стружку, равную длине всей насечки. Их приме-
няют при опиливании мягких материалов (латуни, цинка, бабби-
та, свинца, алюминия, бронзы, меди и т. п.) с незначительным
сопротивлением резанию. Кроме того, эти напильники использу-
ют для заточки пил, ножей, а также для обработки дерева и
пробки. Одинарная насечка наносится под углом 70—80° к оси
напильника.
Напильники с двойной насечкой применяют для
опиливания стали, чугуна и других твердых материалов с боль-
шим сопротивлением резанию. Практикой установлено, что наи-
214
большую производительность при наименьшем сопротивлении
обеспечивают напильники с насечками, образующими угол
125—130°.
В напильниках с двойной насечкой одна насечка называется
нижней, или основной, а другая — верхней, или вспомогательной.
Нижняя насечка делается под углом 55°, а верхняя — под углом
70—80° к оси напильника.
Рашпильная насечка выполнена в виде расположен-
ных в шахматном порядке пирамидальных выступов и канавок,
образующих сравнительно крупные и редкие зубья. Напильники
с такой насечкой применяются для опиливания баббита, свинца,
цинка, а также кожи, дерева, каучука, резины, кости и т. п. Эти
напильники изготовляют из стали У7, У10, У12.
Напильники с дуговой насечкой (фрезерованные) имеют боль-
шую стойкость, так как изнашиваются по всей длине равно-
мерно.
Расстояние между соседними зубьями насечки называется
шагом. У основной насечки шаг больше, чем у вспомогательной..
Имеются также напильники, у которых шаг верхней насечки
изменяется неравномерно, постепенно увеличиваясь или умень-
шаясь.
Вследствие различной величины шага насечки отдельные
зубья будут снимать крупную или мелкую стружку, благодаря
чему напильник работает более равномерно. Поверхность заго-
товки какого бы размера она ни была, обрабатывается таким
напильником значительно лучше.
По характеру выполнения работ напильники делят на пять
групп: 1) слесарные общего назначения, 2) надфили, 3) рашпи-
ли, 4) специальные, 5) машинные.
Слесарные напильники общего назначения. В зависимости от
величины зуба, насечки и числа зубьев, приходящихся на 1 см
длины, эти напильники изготовляют с насечкой шести номеров:
0; 1; 2; 3; 4; 5: № 0 — драчевые напильники, у которых на 1 см
длины приходится 5—13 зубьев (крупная насечка); № 1—лич-
ные напильники, у которых на 1 см длины приходится 13—25 зу-
бьев (средняя насечка); № 2; 3; 4; 5 — бархатные напильники
с числом зубьев на 1 см длины 25—80 (самая мелкая насечка).
Драчевые напильники №0 применяют при грубой
обработке, когда требуется снять большой слой материала (не
менее 0,25 мм). Припуск, подлежащий снятию Драчевым на-
пильником, зависит от характера обрабатываемой поверхности
и равен 0,5—1,0 мм. Напильник с драчевой насечкой за один ход
снимает слой толщиной 0,05—0,1 мм и дает точность обработки
0,1—0,15 мм.
Личные напильники № 1 применяют после того, как
основной слой материала уже снят драчевым напильником. Для
обработки личным напильником"обычно оставляется припуск не
215
более 0,15—0,35 мм. Личной напильник снимает слой толщиной
0,02—0,08 мм, при этом достигается довольно высокая точность
обработки — 0,025—0,05 мм.
Бархатные напильники № 2; 3; 4; 5 применяют толь-
ко для самой точной отделки, подгонки, доводки деталей и шли-
Рис. 126. Формы сечения напильников:
а — плоские, б — квадратные, в — трехграииые, г — полукруглые, д —
круглые, е — ромбические, ж — ножовочные
фования поверхностей. Эти напильники снимают очень неболь-
шой слой металла толщиной 0,0025—-0,05 мм и дают высокую
точность обработки — 0,01—0,05 мм.
В зависимости от формы обрабатываемой детали применяют-
ся напильники различных профилей.
Плоские тупоносые и остроносые напильни-
к и (рис. 126, а) применяются для опиливания наружных или
внутренних плоских поверхностей. У тупоносого напильника
только одно ребро имеет насечку, это позволяет опиливать одну
плоскость и не портить другую, сопряженную с ней под уг-
лом 90°.
216
Квадратные напильники (рис, 126,6) используют
для распиливания квадратных, прямоугольных и многоугольных
отверстий, а также для опиливания узких плоских поверхно-
стей.
Трехгранные напильники (рис. 126, в) служат для
опиливания острых углов, как с внешней стороны детали, так и
в пазах, отверстиях и канавках.
Полукруглые напильники (рис. 126, г) применяются
для выпиливания закруглений в углах, пазах сложного профиля,
а также углов менее 60°. Плоской стороной опиливают поверх-
ности, а полукруглой — вогнутые (полукруглые выемки).
Круглые напильники (рис. 126,д) используются для
распиливания круглых или овальных отверстий и вогнутых по-
верхностей.
Ромбические напильники (рис. 126, е) применяются
для опиливания зубьев шестерен, зубчатых дисков и звездочек,
а также для зачистки заусенцев с зубьев этих деталей после
обработки их на станках.
Ножовочные напильники (рис. 126, ж) служат для
опиливания внутренних углов, зубьев шестерен, клиновидных ка-
навок, узких пазов, плоскостей в трехгранных, квадратных и пря-
моугольных отверстиях.
Рашпили. Применяются для опиливания дерева, кожи, кости
и других мягких материалов. Крупные зубья и вместительные
канавки рашпиля позволяют опиливать мягкие металлы и спла-
вы — свинец, цинк, баббит и т. п.
По ГОСТ 6876—54 рашпили изготовляются из стали ма-
рок У7, У10, У12.
Рашпили общего назначения выпускают четырех видов —
плоские, тупоносые и остроносые, круглые и полукруглые. Длина
рашпилей 250 и 350 мм.
Надфили. Небольшие напильники называют надфилями, их
применяют для выпиливания отверстий небольших размеров, об-
работки пазов и других небольших и точных поверхностей, не-
доступных для обработки слесарными напильниками. Надфили
имеют насечку на ’/г или */з своей длины и в зависимости от чис-
ла насечек на 1 пог. см разделяются на шесть классов: 1-й класс —
драчевые, 2-й класс — личные, 3—6-й классы — бархатные.
Длина надфиля 120; 160 мм, а длина нарезанной части 40;
60; 80 мм.
По форме сечения различают надфили (рис. 127) круглые,
полукруглые, плоские остроносые, овальные, ножовочные, квад-
ратные, трехгранные обыкновенные, плоские тупоносые, трех-
гранные односторонние, пазовые, ромбовидные (ГОСТ 1513—-53).
Надфили изготовляются из стальной проволоки марки У13А,
У13, У12 и У12А диаметром 2; 2,5; 3,5 мм. Длина надфилей —
120 и 160 мм.
217
Машинные напильники. Значительный объем опиловочных
работ в сборочных, ремонтных и инструментальных цехах выпол-
няются опиловочными станками и машинками. Некоторые конст-
рукции опиловочных станков и машинок описаны в § 5 настоя-
Рис. 127. Надфили:
а — круглые, б — полукруглые, в — плоские остроносые, г — овальные, д — но-
жовочные, е — квадратные, ж — трехгранные обыкновенные, з — плоские тупо-
носые, и — трехгранные односторонние, к — пазовые, л — ромбовидные
щей главы. По конструкции машинные напильники подразделя-
ются на стержневые, дисковые, пластинчатые и фасонные го-
ловки.
Стержневые напильники (рис. 128, а) на станках
получают возвратно-поступательное движение. Для крепления в
станке они имеют два хвостовика или один хвостовик и конус.
Дисковые напильники (рис. 128,6) применяются для
зачистки отливок, поковок, снятия заусенцев. В станке они кре-
пятся с помощью оправок и получают вращательное движение.
Диск изготовляют диаметром 150—200 лш и толщиной 10—
20 мм. Зубья фрезерованные или насеченные.
Пластинчатые напильники представляют собой бру-
ски прямоугольного, овального или полукруглого сечения. Они
21В
предназначаются для станков с гибким валом, с непрерывно дви-
жущейся лентой, к которой они крепятся заклепками.
Фасонные головки (рис. 128, в) применяют для опилива-
ния и зачистки криволинейных отверстий, пазов, фасонных уг-
лублений, а также снятия заусенцев. Они изготовляются цельны-
ми (с хвостовиком) и насад-
ными и крепятся на конце
гибкого валика опиловочно-
го станка.
Специальные напильни-
ки. Для обработки фасонных
поверхностей и труднодо-
ступных мест, например
крупных колец, впадин
овальной формы, ручьев
штампа, прерывистых по-
верхностей и т. п., использу-
ют специальные напильники,
изготовляемые по заводским
нормалям. Насечка, форма
и размеры таких напильни-
ков очень разнообразны.
Производительность труда
Рис. 128. Машинные напильники:
а — стержневые, б — дисковые, в — фасонные
головки
специальными напильниками вы-
ше в 1,5—2 раза по сравнению с обработкой обычными напиль-
никами.
на его хвостовик насаживают дере-
Рис. 129. Насадка рукоятки напильника
(а), снятие рукоятки (б)
Насадка рукояток напильников. Для того чтобы удобнее дер-
жать напильник при работе,
вянную рукоятку, изготов-
ленную из клена, ясеня,
березы, липы или прессо-
ванной бумаги.
Поверхность рукоятки
должна быть гладкой, от-
полированной. Длина ру-
коятки должна соответст-
вовать величине напиль-
ника. Размеры рукояток
приводятся в справочни-
ках.
Диаметр отверстия ру-
коятки не должен быть
больше ширины средней
части хвоста напильника,
а глубина отверстия дол-
жна соответствовать длине
просверливают или выжигают, а чтобы рукоятка не раскалыва-
хвоста. Отверстие для напильника
лась, на ее конец насаживают стальное кольцо.
Чтобы насадить напильник, хвостовик его вставляют в отвер-
219
chipmaker.ru
стие рукоятки, и правой рукой не очень сильно ударяют голов-
кой рукоятки о верстак (рис. 129, а). Чтобы снять рукоятку с на-
пильника, левой рукой крепко обхватывают рукоятку, а правой
рукой молотком наносят два-три несильных удара по верхнему
краю кольца (рис. 129, б), после чего напильник легко выходит
из отверстия.
Запрещается работать напильником с треснувшей рукояткой,
обмотанной проволокой, хвостовик может выйти из рукоятки и
ранить руку рабочего.
Рис. 130. Напильник со сменными полотнами и навинчивающейся
рукояткой
Безопасны в работе напильники с рукояткой, навинчиваемой
на хвостовик (рис. 130). Конструкция такого напильника допус-
кает использование сменных полотен, имеющих на двух сторо-
нах различные насечки и допускающие быструю смену их.
Правила обращения с напильниками. Под действием снимае-
мой стружки зубья напильника выкрашиваются, стираются, кро-
ме того, между зубьями напильника набивается мелкая стружка
(опилки) и инструмент теряет свою режущую способность.
Напильники могут преждевременно износиться и вследствие
небрежного обращения.
Для предохранения напильника от забивания стружкой при
опиливании мягких и вязких металлов рекомендуется натирать
напильник мелом, а при опиливании алюминия — стеарином.
Нужно предохранять напильники даже от незначительных
ударов, которые могут повредить зубья. Хранить напильники
следует на деревянных подставках и при этом следить, чтобы
они не соприкасались между собой и не покрывались коррозией.
Быстрый износ зубьев напильника вызывает опиливание чу-
гунных заготовок, по корке или поковок с окалиной. Перед опи-
ливанием корку или окалину необходимо срубить зубилом.
Надо также следить за тем, чтобы на напильники не попада-
ло масло, оно снижает режущую способность напильника. По
этой же причине нельзя допускать попадания на них грязи и пы-
ли, особенно абразивной. Не следует протирать напильник и опи-
ливаемую поверхность рукой.
Новый драчевый напильник следует сначала использовать для
опиливания мягких материалов (бронзы, меди, латуни) и только
220
после этого обрабатывать твердые материалы (чугун и сталь).
Это увеличит срок службы напильника.
Опытные слесари пользуются одной стороной напильника, а
второй опиливают лишь после затупления первой.
Зубья напильника очищают стальными кордовыми щетками
(рис. 131, а), при отсутствии их используют скребки из алюми-
ния, латуни или другого мягкого металла (рис. 131, б).
Рис. 131. Очистка напильников:
а — кордовыми щетками, б — скребками из мягкого ме-
талла
Твердая стальная или медная проволока для этой цели не
годится, так как стальная портит насечку, а медная — омедняет
зубья.
Напильники, забитые опилками дерева, эбонита, резины, фиб-
ры, пластмасс, очищают скребками из стальной или латунной
проволоки с расплющенным концом или погружают на 15—
20 мин в горячую воду, а затем очищают кордовой щеткой.
Очистку производят вдоль насечек. Личные напильники рекомен-
дуется очищать скребками, а не кордовыми щетками.
Очистка замасленных (засаленных) напильников произво-
дится натиранием куском твердого березового угля вдоль рядов
насечки, а затем металлической щеткой.
Выбор напильников. Приступая к работе, слесарь должен вы-
брать тип напильника, подобрать его длину и номер насечки.
Тип напильника определяется формой обрабатываемой
заготовки или изделия. Для опиливания плоских поверхностей
выбирают плоские напильники; для опиливания пазов прямо-
угольного сечения — квадратные; для обработки внешних углов—
плоские; для внутренних углов 90° — плоские, квадратные; для
углов свыше 60° — трехгранные.
Выбор длины напильника сообразуют с величиной
221
;er.ru
обрабатываемой поверхности. При опиливании следует исполь-
зовать всю рабочую поверхность напильника.
Часто при выборе напильников руководствуются следующим:
длина напильника должна быть на 150 лои больше длины обра-
батываемой поверхности; например, при размере опиливаемой
поверхности не более 50 мм применяют напильники длиной
200—250 мм, для поверхности 50—100 мм — напильники длиной
250—300 мм. Для доводки и опиливания тонких пластин необ-
ходимо брать короткие напильники (100—160 лм<), так как на-
сечка у них мельче. Если нужно снять большой припуск, выбира-
ют напильник длиной 300—400 мм. У них насечка крупнее и об-
работка будет осуществляться значительно быстрее.
По номеру насечки выбирают напильник в зависимости
от величины снимаемого припуска.
Для черновой обработки используют напильники с насечкой
№ 0 и 1, для чистовой — № 2, для окончательного опиливания,
отделки и доводки — № 3; 4 и 5.
Личным напильником нельзя опиливать мягкие металлы
(медь, олово и т. п.), так как стружка быстро забивается в ка-
навки между зубьями и напильник не снимает стружку, а сколь-
зит по поверхности.
Не следует использовать личный напильник для снятия
большого припуска. Это потребует значительного времени для
обработки. Изготовление личных напильников дороже драчевых.
§ 3. ТЕХНИКА И КОНТРОЛЬ ОПИЛИВАНИЯ
Качество и производительность опиливания зависят от пра-
вильного выбора напильника, положения корпуса, ног и рук сле-
саря; большое значение имеет прочное крепление заготовки, а
также равномерные движения напильника и нажим инструмента.
Заготовку, как правило, зажимают в тиски так, чтобы обраба-
тываемая поверхность ее выступала над губками тисков не бо-
лее 5—8 мм. В этом случае, чтобы не допускать вмятин на чис-
тообработанных поверхностях от губок тисков, применяют нагуб-
ники или подкладки из мягкого металла. Для зажима
небольших заготовок применяют ручные тисочки.
Наиболее удобным следует считать положение, когда слесарь
стоит вполоборота к тискам на расстоянии примерно 200—300 мм
от верстака.
Высота тисков должна быть такой, чтобы при наложении
руки с напильником на губки тисков образовался прямой угол
между локтевой и плечевой частью руки (рис. 132).
При опиливании корпус должен быть прямым и развернутым
под углом в 45° к осевой линии тисков (рис. 132, б).
Левая нога должна быть выдвинута в сторону рабочего дви-
жения напильника на расстоянии 150—200 мм от переднего края
222
верстака, а правая нога отставлена от левой на 200—300 мм в
сторону таким образом, чтобы стопы образовали угол 60—70°
(рис. 132, в).
При рабочем ходе напильником (от себя) основная нагрузка
приходится на левую ногу, а при обратном (холостом) ходе —
на правую ногу, поэтому мышцы ног будут попеременно от-
дыхать.
При снятии напильником толстых слоев металла, когда при-
ходится нажимать на напильник с большой силой, правую ногу
Рис. 132. Положение работающего при опиливании:
а — положение корпуса, б — вид сверху, в — положение
йог
необходимо отставлять от левой назад на 500—700 мм, так как
в этом случае она является основной опорой. При слабом нажи-
ме на напильник, например при доводке или отделке поверхно-
сти детали, стопы ног следует располагать почти рядом.
Положение рук (хватка напильника) имеет чрезвычайно
важное значение. Слесарь берет в правую руку напильник так,
чтобы рукоятка упиралась в ладонь руки, четыре пальца захва-
тывали рукоятку снизу, а большой палец помещался сверху
(рис. 133). Ладонь левой руки накладывают поперек напильника
на расстоянии 20—30 мм от его носка. При этом пальцы должны
быть слегка согнуты, но не свисать; они не поддерживают, а
только прижимают напильник. Локоть левой руки должен быть
немного приподнят. Правая рука от локтя до кисти должна со-
ставлять с напильником прямую линию.
При опиливании должна соблюдаться координация усилий
нажима (балансировка), заключающаяся в правильном увели-
чении нажима правой руки на напильник во время рабочего хода
223
и при одновременном уменьшении нажима левой руки (рис. 134).
Движение напильника должно быть строго горизонтальным, по-
этому нажимы на рукоятку и нос напильника должны изменять-
ся в зависимости от положения точки опоры напильника на обра-
батываемой поверхности. При рабочем движении напильника
нажим левой рукой необходимо постепенно уменьшать. Регули-
руя нажимы на напильник, добиваются получения ровной опи-
ливаемой поверхности без завалов по краям.
Рис. 133. Положение рук пря опиливании:
а — захват рукоятки напильника, б — положение левой
руки
[Начало |
| Конец |
Усилие, создаваемое
правой 'рукой. посте
пенно увеличивается
виэнени
Движение
’правой руки
Усилие, создаваемое
левой рукой, посте
пенно уменьшается
Рис. 134. Распределение усилия нажима на правую и левую
руки при опиливании
В случае ослабления нажима правой руки и усиления левой
может произойти завал вперед. При усилении нажима правой
руки и ослабления левой руки получится завал назад.
Прижимать напильник к обрабатываемой поверхности необ-
ходимо только при рабочем ходе (от себя). При обратном ходе
не следует отрывать напильник от поверхности детали. Во время
обратного хода напильник должен лишь скользить. Чем грубее
обработка, тем больше должно быть усилие при рабочем ходе.
При чистовом опиливании нажим на напильник должен быть
значительно меньше, чем при черновом. В этом случае левой
224
рукой нажимают на нос напильника не ладонью, а лишь боль-
шим пальцем.
При опиливании зубья напильника оставляют на обрабаты-
ваемой поверхности следы, называемые штрихами. Направление
движения напильника, а следовательно, и положение штрихов,
может быть продольное и перекрестное.
При работе продольным, косым штрихом (рис.
135, а) трудно получить чистую поверхность и достигнуть высо-
Рис. 135. Опиливание горизонтальных поверх-
ностей:
з — продольным, косым штрихом, б — перекрестным
штрихом
кой производительности. Опиливать рекомендуется перекрестным
штрихом (рис. 135, б).
Для контроля опиленных поверхностей пользуются повероч-
ными линейками, штангенциркулями, угольниками и поверочны-
ми плитами.
Поверочную линейку надо выбирать в зависимости от длины
проверяемой поверхности, т. е. поверочная линейка по длине
должна перекрывать проверяемую поверхность.
Проверка качества опиливания поверхности поверочной ли-
нейкой производится «на просвет» (рис. 136, а). Для этого де-
таль освобождают из тисков и поднимают на уровень глаз; по-
верочную линейку берут правой рукой за середину и приклады-
вают ребро поверочной линейки перпендикулярно к проверяемой
поверхности.
225
Для проверки поверхности во всех направлениях сначала ли-
нейку ставят по длинной стороне в 2—3 местах, затем по корот-
кой— также в 2—3 местах, и, наконец, по одной и по другой
диагонали. Если просвет между линейкой и проверяемой по-
верхностью узкий и равномерный, значит плоскость обработана
удовлетворительно.
Во избежание износа линейку не следует передвигать по по-
верхности, ее необходимо каждый раз отнимать от проверяемой
поверхности и переставлять в нужное положение.
Рис. 136. Определение параллельности плоскостей:
а — поверочной линейкой, б — кронциркулем, в — штангенциркулем
В тех случаях, когда поверхность должна быть опилена особо
тщательно, проверка точности опиливания производится с по-
мощью поверочной плиты «на краску». В этом случае на рабо-
чую поверхность поверочной плиты с помощью тампона (сверну-
той тряпочки) наносится тонкий равномерный слой краски
(синька, сажа или сурик, разведенный в масле).
Затем поверочную плиту накладывают на проверяемую по-
верхность (если деталь громоздкая), делают несколько круго-
вых движений, после этого плиту снимают. На недостаточно точ-
но обработанных (выступающих) местах детали остается крас-
ка. Эти места опиливают дополнительно до тех пор, пока не
будет получена поверхность с равномерными пятнами краски по
всей поверхности.
Параллельность двух плоскостей может быть проверена при
помощи кронциркуля или штангенциркуля (рис. 136, б, в).
226
§ 4. ВИДЫ ОПИЛИВАНИЯ
Опиливание наружных плоских поверхнос-
тей. Опиливание обычно начинается с проверки припуска на
обработку, который мог бы обеспечить изготовление детали в
соответствии с чертежом.
Следует отметить, что выполнение этого вида работы являет-
ся наиболее трудным. Если слесарь научится правильно опили-
вать прямолинейные поверхно-
сти, то он точно сумеет опилить
и другие поверхности.
При опиливании плоских
поверхностей используют плос-
кий напильник — драчевый и
личной. Сначала опиливают
одну широкую плоскость (она
" " е. исходной
дальнейшей
вторую па-
и т. д. Сле-
тому, чтобы
б)
Рис. 137. Виды опиливания:
а — плоской плитки, б — угольника 90°.
в — крепление угольника в тисках
В Заготовка
является базой, т.
плоскостью для
обработки), затем
раллельно первой
дует стремиться к
опиливаемая плоскость всегда
находилась в горизонтальном'
положении. Опиливание нужно
вести перекрестными штриха-
ми. Параллельность сторон
проверяют кронциркулем или
штангенциркулем.
Качество опиливания по-
верхности проверяют повероч-
ной линейкой в различных по-
ложениях (вдоль, поперек, по
диагонали).
Рассмотрим последователь-
ность опиливания поверхностей
у стальной плитки (рис. 137, а)
с точностью 0,5 мм.
Сначала опиливают широкие
необходимо:
зажать плитку в тиски поверхностью А вверх и так, чтобы
обрабатываемая поверхность выступала над губками тисков не
более чем на 4—6 лои;
опилить поверхность А плоским драчевым напильником;
опилить поверхность А плоским личным напильником и про-
верить прямолинейность поверхности линейкой;
установить плитку поверхностью Б вверх;
опилить поверхность Б плоским драчевым напильником;
опилить поверхность Б плоским личным напильником и про-
поверхности плитки, для чего
227
r. ru
верить прямолинейность поверхности линейкой, а параллельность
поверхностей А и Б кронциркулем.
Закончив обработку широких поверхностей, переходят к опи-
ливанию узких поверхностей плитки, для чего необходимо:
надеть на губки тисков нагубники и зажать в тиски плитку
поверхностью 2 вверх;
опилить поверхность 2 плоским драчевым напильником;
опилить поверхность 2 плоским личным напильником, прове-
рить прямолинейность поверхности линейкой, а перпендикуляр-
ность опиленной поверхности к поверхности А проверить уголь-
ником;
зажать в тисках плитку поверхностью 4 вверх:
опилить поверхность 4 плоским драчевым и затем личным на-
пильником и проверить прямолинейность обрабатываемой по-
верхности линейкой, перпендикулярность к поверхности А уголь-
ником и параллельность с поверхностью 2 кронциркулем или
штангенциркулем;
зажать в тисках плитку поверхностью 1 вверх;
опилить поверхность 1 плоским драчевым напильником по
угольнику;
опилить поверхность I плоским личным напильником и про-
верить ее перпендикулярность к поверхности А и поверхности 2
по угольнику;
зажать в тисках плитку поверхностью 3 вверх;
опилить поверхность 3 плоским драчевым напильником и про-
верить угольником ее перпендикулярность сначала к поверхно-
сти А, а затем к поверхности 2;
опилить поверхность 3 плоским личным напильником и про-
верить угольником ее перпендикулярность к другим поверх-
ностям;
снять заусенцы со всех ребер плитки;
окончательно проверить все размеры и качество обработки
плитки по линейке, угольнику, кронциркулю или штанген-
циркулю.
Опиливание поверхностей, расположенных
под прямым углом. Опиливание сопряженных поверхно-
стей, связанное с пригонкой внутреннего угла, сопряжено с неко-
торыми трудностями.
Выбрав одну из поверхностей в качестве базовой (обычно
принимают ббльшую), опиливают ее начисто, а затем обрабаты-
вают вторую поверхность под прямым углом к базовой.
Правильность опиливания второй поверхности проверяют по-
верочным угольником, одну полку которого прикладывают к ба-
зовой поверхности.
Опиливание поверхностей по внутреннему прямому углу ве-
дут так, чтобы ко второй поверхности было обращено ребро на-
пильника, на котором нет насечки.
228
В качестве примера обработки плоскостей, сопряженных под
углом 90°, рассмотрим последовательность изготовления уголь-
ника 90° (рис. 137, б), для этого необходимо:
закрепить заготовку угольника в тисках в деревянном брус-
ке (рис. 137, в);
опилить последовательно широкие плоскости 1 и 2 сначала
плоским драчевым, а затем плоским личным напильниками;
проверить качество опиливания поверочной линейкой, парал-
лельность поверхностей — кронциркулем, а толщину — штанген-
циркулем;
заменить деревянный брусок нагубниками, зажать угольник
опиленными поверхностями и опилить последовательно ребра
угольника под углом 90°. Для обеспечения точности обработки
сначала следует обработать наружное ребро 3 до получения
прямого угла между этим ребром и широкими поверхностями
1 и 2 угольника. Затем в такой же последовательности обрабо-
тать ребро 8, проверяя его угольником относительно ребра 3;
в вершине внутреннего угла просверлить отверстие диамет-
ром 3 мм, а затем ножовкой сделать прорезь к нему шириной
1 мм;
опилить последовательно внутренние ребра 5 и 6 под углом
90°, выдерживая при этом параллельность ребра 5 с ребром 3 и
ребра 6 с ребром 8, добиваясь, чтобы внутренний угол между
ребрами 5 и 6 и наружный между ребрами 3 и 8 были прямыми;
опилить последовательно торцы 4 и 7, выдерживая размеры
по чертежу (125 и 80 мм);
снять заусенцы с ребер;
отшлифовать наждачной бумагой все ребра и поверхности
угольника, на отшлифованных поверхностях и ребрах не должно
быть царапин и рисок.
Приведенный порядок обработки угольника обеспечивает
плоскостность каждой поверхности и перпендикулярность ребер
между собой и по отношению к поверхностям.
Опиливание квадрата на конце стержня. Эту
работу начинают с опиливания первой грани, размер которой
контролируют штангенциркулем. Затем параллельно ей опили-
вают вторую грань, при этом контролируют размер головки
квадрата. Третью грань опиливают под углом 90° к опиленным
граням и проверяют угольником. Четвертую грань опиливают по
размеру и параллельно третьей грани.
Опиливание цилиндрических заготовок. Опи-
ливание цилиндрического стержня на меньший диаметр выпол-
няют в такой последовательности. Цилиндрический стержень
(рис. 138) сначала опиливают на квадрат, в размер его сторон
должен входить припуск на последующую обработку. Затем у
квадрата опиливают углы и получают восьмигранник, из которо-
го опиливанием получают шестнадцатигранник; в процессе даль-
229
нейшей обработки получают цилиндрический стержень требуемо-
го диаметра. Слой металла до получения четырех и восьми гра-
ней необходимо снимать драчевым напильником, а восьмигранник
и шестнадцатигранник опиливают уже личным напильником. Про-
верку правильности опиливания производят штангенциркулем в
нескольких местах.
Рис. 138. Опиливание цилиндрических деталей:
1 — цилиндр, U — квадрат, III — восьмигранник, IV —
многогранник
Опиливание вогнутых и выпуклых криволи-
нейных поверхностей. Многие детали машин имеют вы-
пуклую и вогнутую форму.
При опиливании и распиливании криволинейных поверхно-
стей необходимо выбрать наиболее рациональный способ удале-
ния лишнего металла.
В одном случае требуется предварительное выпиливание но-
жовкой, в другом — высверливание, в третьем — вырубка и т. д.
Слишком большой припуск на опиливание ведет к большому рас-
ходу времени на выполнение задания, а оставление слишком
малого припуска часто ведет к порче детали.
Опиливание вогнутых поверхностей. Вначале на
заготовке размечают необходимый контур детали. Большую
часть металла в данном случае можно удалить ножовкой, впади-
не в заготовке нужно придать форму треугольника (рис. 139,а).
Затем квадратным или трехгранным напильником опиливают
грани и спиливают выступы полукруглым или круглым драчевым
напильником до нанесенной риски. Профиль сечения круглого или
полукруглого напильника выбирают таким, чтобы его радиус был
меньше, чем радиус опиливаемой поверхности.
Не доходя примерно 0,3—0,5 мм до риски, драчевый напиль-
ник заменяют личным. Правильность формы распиливания про-
веряют по шаблону на просвет, а перпендикулярность опилен-
ной поверхности к торцу заготовки проверяют угольником.
230
Опиливание выпуклых поверхностей рассмот-
рим на примере опиливания носка слесарного молотка
(рис. 139, б).
После разметки ножовкой срезают углы заготовки, и она при-
нимает пирамидообразную форму. С помощью драчевого напиль-
Рис. 139. Опиливание поверхностей:
а — вогнутой, б — выпуклой
ника снимают слой металла,
не доходя до риски на 0,8—
1,0 мм, а затем личным на-
пильником окончательно ос-
торожно снимают оставлен-
ный припуск.
Изготовление шпо-
нок. Для примера рассмот-
рим изготовление сегмент-
ной шпонки (рис. 140), за-
ключающееся в выполнении
следующих операций:
Рис. 140. Изготов-
ление шпонки
отмеряют на стальной полосе и отрезают ножовкой нужную
длину заготовки для шпонки согласно чертежу;
опиливают начисто плоскость А, затем размечают и опилива-
ют поверхности 1 и 2, проверку на перпендикулярность выполня-
ют по угольнику;
размечают поверхности 3 и 4 согласно чертежу (длину, шири-
ну, радиусы закругления);
опиливают поверхности 3 и 4, проверяя размер штангенцирку-
лем, а перпендикулярность поверхностей — угольником;
подгоняют опиливанием шпонку к соответствующему пазу;
шпонка должна входить в паз без нажима, легко и садиться плот-
но без качки;
опиливают поверхность С, выдерживая размер 16 мм.
231
chipmaker, ru
Опиливание тонких пластинок. Опиливать тонкие
пластинки обычными приемами опиливания нецелесообразно, так
как при рабочем ходе напильника пластинка изгибается и воз-
никают «завалы».
Не рекомендуется для опиливания тонких пластинок зажи-
мать их между двумя деревянными брусками (планками), так
как при этом насечка напильника быстро забивается древесной
л металлической стружкой и его приходится часто чистить.
Рис. 141. Опиливание в рамках
В целях повышения производительности труда при этом опи-
ливании тонких пластинок прибегают к склепыванию 3—10 таких
деталей в пакеты. Приемы опиливания ребер в пакете те же,
что и при опиливании плитки с широкими ребрами.
Можно обойтись без склепывания тонких деталей, а использо-
вать приспособления, называемые наметками. К таким приспо-
соблениям относятся раздвижные рамки, плоскопараллельные
наметки, копирные приспособления (кондукторы) и т. д.
Обработка в рамках. Простейшее приспособление пред-
ставляет металлическую рамку 1 (рис. 141), лицевая сторона ко-
торой тщательно обработана и закалена до высокой твердости.
Обрабатываемая пластинка 2 закладывается в прорезь рамки и
зажимается болтами 3. Затем рамку зажимают в тисках, и обра-
ботку ведут до тех пор, пока напильник не коснется верхней
плоскости рамки. Поскольку эта плоскость рамки обработана с
большой точностью, то и опиливаемая плоскость не требует до-
полнительной проверки при помощи линейки.
Универсальная наметка (параллели) состоит из двух
брусков / прямоугольного сечения, скрепленных между собой
двумя направляющими планками 2 (рис. 142). Один из брусков
жестко соединен с направляющими планками, а другой может
передвигаться вдоль этих планок параллельно неподвижному
бруску.
232
Сначала в слесарные тиски устанавливают раздвижную рам-
ку, а затем заготовку 3. После совмещения разметочной линии
с верхней плоскостью рамки заготовку вместе с планками зажи-
мают в тисках.
Обработка в плоскопараллельных наметках.
Наиболее распространенными являются плоскопараллельные на-
метки (рис. 143), которые имеют точно обработанные плоскости
и выступы 1, которые дают возможность обрабатывать плоскос-
Рис. 142. Опиливание в универсальных на-
метках
Рис. 143. Опиливание
в плоскопараллельных
наметках
ти, расположенные под прямым углом, без контроля угольником
во время опиливания. На опорной плоскости 2 наметки имеется
несколько резьбовых отверстий. С помощью винтов к этой пло-
скости можно прикрепить направляющие линейки, или угольник,
которые дают возможность опиливать де-
тали с заданным углом.
Обрабатываемую пластинку 4 закла-
дывают в наметку 3, упирая ее базовую
кромку в выступ 1. Легкими ударами
молотка по пластине подводят ее к раз-
Рис. 144. Опиливание
по копиру
меченной риске до совпадения с верхней
поверхностью наметки, после чего оконча-
тельно зажимают наметку с пластинкой
в тисках и производят опиливание.
При помощи наметки можно опиливать различные профиль-
ные пластины как с выпуклыми, так и с вогнутыми участками.
Обработка в кондукторах. Наиболее производитель-
ным является опиливание заготовок, имеющих криволинейный
профиль, по копиру (кондуктору).
По копиру 1 (рис. 144) опиливают заготовку 2. Рабочие по-
верхности копира обработаны с точностью от 0,05—0,1 мм, зака-
лены и отшлифованы.
233
Заготовку 2 вместе с копиром зажимают в тиски и опилива-
ют до уровня рабочих поверхностей копира.
Применение таких кондукторов целесообразно при обработке
большого количества одинаковых деталей, которые можно обра-
батывать как по одной, так и пакетом в несколько штук.
Отделка поверхностей. Выбор способа отделки и последова-
тельность отдельных переходов зависит от обрабатываемого ма-
териала и требований к качеству поверхности, ее состояния, кон-
Рис. 145. Зачистка опиленной поверхности:
а. — абразивной шкуркой, б — напильником со шкуркой, в — зачистка вогнутой по-
верхности
струкции, размеров детали и величины припуска, которые обыч-
но составляют 0,05—0,3 мм.
Ручная зачистка шлифовальной шкуркой. В тех
случаях, когда требуется высокая точность обработки, поверх-
ности после опиливания подвергают окончательной отделке бар-
хатными напильниками, полотняной или бумажной абразивной
шкуркой и абразивными брусками. При отделке меди и алюми-
ния шкурку натирают стеарином.
При отделке поверхностей пользуются деревянными бруска-
ми с наклеенной на них абразивной шкуркой (рис. 145,а). В неко-
торых случаях полоску шкурки накладывают на плоский напиль-
ник, придерживая при работе концы рукой (рис. 145, б). Для от-
делки криволинейных поверхностей шкурку навертывают на
напильник в несколько слоев (рис. 145, в). Зачистку ведут сна-
чала грубыми шкурками, а затем более тонкими.
Ручная зачистка является малопроизводительной операцией.
234
Зачистка и полирование шлифовальными
шкурками с помощью универсальных переносных машинок.
Шлифовальную шкурку склеивают в виде колец и закрепляют на
эластичном основании специальных разжимных головок, которые
устанавливаются на рабочих концах шпинделей универсальных
электрических и пневматических машинок.
Для закрепления шкурки в оправке из инструментальной
стали прорезают шлиц размером 0,6Х (25-5-30) мм. в который
вводится конец полотна шкурки. Затем шкурку навертывают на
оправку, после 1,5—2 оборотов конец шкурки косо завертывают
и хвостовиком напильника прижимают к торцу оправки. Таким
образом, шкурка надежно закреплена на оправке.
Отделочные операции производятся шлифовальными шкурка-
ми с помощью специальных ручных механизированных инстру-
ментов (дисковых шлифовальных машинок), ручными механизи-
рованными инструментами с абразивными лентами или на спе-
циальных ленточно-шлифовальных станках.
§ 5. МЕХАНИЗАЦИЯ ОПИЛОВОЧНЫХ РАБОТ
Опиливание ручным напильником — трудоемкая и тяжелая
операция, поэтому для повышения точности обработки и произ-
водительности труда, а также для облегчения трудоемкой работы
на заводах применяют опиловочные электрические станки, элект-
рические шлифовальные машинки с жестким и гибким валами,
а также различные пневматические шлифовальные и ручные ма-
шинки.
Применяются два типа опиловочных станков: с возвратно-
поступательным движением и вращательным движением, чаще
всего с гибким валом (станки типа ОЗС). На станках первого
типа применяются напильники различного профиля с крупной
и мелкой насечкой.
В опиловочных станках для обработки закаленных деталей
(штампов и т. п.) применяют специальный алмазный инстру-
мент.
Станки с гибким валом и вращающимися напильниками осо-
бенно удобны при изготовлении штампов, прессформ, металли-
ческих моделей и т. п.
Опиловочные станки бывают стационарные и переносные.
Стационарный опиловочный станок завода
«Ко м м у н а р» (рис. 146) имеет станину 1, на которой закреплена
стойка 4 с нижним 3, верхним 5 кронштейнами и штоком 6. Сту-
пенчатый шкив (закрыт кожухом) 2, позволяет регулировать
скорость движения напильника. Обрабатываемая деталь 8 за-
крепляется на поворотном столе 9. Установка стола на нужный
угол достигается при помощи винта 10.
Напильник 7 закрепляют в верхнем кронштейне 5, после чего
верхний кронштейн опускают, при этом нижний конец напиль-
235
chipmaker.ru
ника должен войти в конусное углубление нижнего кронштей-
на 3. Правильность установки напильника между верхним и ниж-
ним кронштейнами проверяют угольником. В вертикальное поло-
жение напильник устанавливают при помощи винтов, имеющихся
в верхнем кронштейне. Пуск и останов станка осуществляется
нажимом на педаль 11.
При обработке деталей, не требующих высокой точности,
эти станки обеспечивают повышение производительности труда
Рис. 147. Электрический напильник
Рис. 146. Опиловочный ста-
нок завода «Коммунар»
в 4—5 раз по сравнению с ручной обработкой. На них можно об-
рабатывать детали различной формы (круглые, трехгранные,
квадратные и т. п.), а также поверхности, расположенные под
разными углами.
Стационарные опиловочные станки не позволяют произво-
дить обработку в труднодоступных местах. В этом случае при-
меняют переносные электрические и пневматические машинки.
Электрический напильник конструкции Д. И. Судаковича
(рис. 147) предназначен для выполнения различных слесарных и
сборочных работ. Длина хода напильника 12 мм, число двойных
ходов в минуту 1500, мощность электродвигателя 120 вт, рабочее
напряжение тока 127 и 220 в.
Напильник работает следующим образом. Нажимом на кноп-
ку 7 включается электродвигатель 6. Вращение ротора электро-
двигателя через зубчатую пару 5 передается коленчатому валу 4,
236
на кривошипной шейке которого насажен шатун 3. При враще-
нии вала шатун получает возвратно-поступательное движение,
которое передается через шток напильнику 1, закрепленному в
патроне 2.
Особенностью данного электронапильника является то,
что его приводной механизм выполнен с двумя шатунами, один
из которых шарнирно соединен через шток с напильником, а
другой — с балансиром, причем кривошип коленчатого вала при-
вода расположен таким образом, что поступательному переме-
щению напильника в одном
направлении соответствует
перемещение балансира в
обратном направлении. Бла-
годаря такому устройству’
достигается взаимное пога-
шение инерционных сил, вы-
зываемых возвратно-посту-
пательным движением на-
пильника и балансира и
устранение вибрации корпу-
са инструмента при его
работе.
Применение электрона-
Рис. 148. Пневматический напильник
пильника повышает произво-
дительность труда примерно в пять раз по сравнению с работой,
выполняемой обычным ручным напильником.
Пневматический напильник имеет двигатель ротационного ти-
па, работающий от сжатого воздуха, подаваемого под давлением
5—6 ат.
Пневматический напильник состоит из рабочего инструмен-
та 1 (рис. 148), головки для его закрепления 2, преобразователя
движения 3, редуктора 4 и двигателя 5. Длина хода напильни-
ка 12 мм, число двойных ходов в минуту 1500. Применение пнев-
матического напильника повышает производительность опили-
вания в 2—3 раза.
Передвижной опил овочно-зачи стной станок
(рис. 149, а) имеет стойку 1 с вилкой 3, в которой закреплен
электродвигатель 5 с кнопочным пультом. Шарниры 4 позволяют
электродвигатель с укрепленной на нем головкой 2 поворачивать
в удобное для работы положение. Инструмент закрепляется в
патроне, смонтированном на конце гибкого вала 6, и получает
вращательное движение.
Станок ОЗС имеет следующие приспособления: инструменто-
держатель № 1 со сменными цангами для крепления инструмента
с хвостовиками диаметром 6; 8 и 10 мм; инструментодержа-
тель № 2, служащий для крепления инструмента с конусным хво-
стовиком № 0 и 1; угловую державку, предназначенную для шли-
237
фования и полирования инструментов и снятия заусенцев; пи-
столет, превращающий вращательное движение гибкого валика
в поступательное движение; напильник и ножовочное полотно;
абразивный брусок или шабер.
К станку ОЗС прилагаются круглые напильники, пальцевые
фрезы, абразивные шлифголовки диаметром от 8 до 42 мм, вой-
Рис. 149. Опиловочно-зачистной станок (а), набор инструментов (б), в — де-
тали, обрабатываемые иа станке ОЗС
лочные, резиновые и другие полировальные головки диаметром
от 6 до 35 мм, сверла, развертки, зенковки и т. п.
Станок ОЗС в нормальном исполнении имеет четыре скоро-
сти от 760 до 3600 об/мин. Мощность электродвигателя 0,52 кет,
число оборотов 1405 в минуту.
На рис. 157, б показаны инструменты для опиловочно-зачист-
ного станка, а на рис. 157, в — детали, которые обрабатывают на
этом станке.
238
Широкое распространение получила шлифовальная машинка
И-54А (рис. 150). Машинка имеет электродвигатель 1 и шпин-
дель, к которому крепится гибкий валик 2 с державкой 3 для
закрепления рабочего инструмента. Машинка работает от элект-
росети переменного тока. Вес машинки с подставкой и гибким
валом 15 кг, мощность электродвигателя 1 кет, число оборотов
2850 в минуту. Длина гибкого валика 3200 мм.
Рис. 150. Электрическая шлифовальная машина И-54:
1 — электродвигатель, 2 — гибкий валик, 3 — державка с рабочим
инструментом. 4—использование угловой державки
Сменные державки позволяют производить опиловку, шлифов-
ку в труднодоступных местах и под разными углами.
В зависимости от условий производства ручное опиливание
заменяют обработкой на строгальных, фрезерных и шлифоваль-
ных станках.
На ряде заводов вместо опиливания применяют метод кон-
турного травления деталей. Этим методом осуществляют глубо-
кое травление на деталях тех мест, которые раньше подвергались
опиливанию. Детали предварительно очищают и обезжиривают,
а затем места, не подлежащие обработке, покрывают защитным
составом. Процесс этот очень простой и не требует высокой ква-
лификации рабочего. Точность обработки достигается ±0,05 мм,
а высота гребешков (неровностей) от 1,25 до 1,5 мк, что исклю-
239
chipmaker.ru
чает зачистку. Контурное травление деталей является высоко-
производительным процессом, который может заменить многие
ручные опиловочные работы.
Виды и причины брака при опиливании
Наиболее частыми видами брака при опиливании являются:
неровности поверхностей (горбы) и завалы краев заготовки, как
результат неумения пользоваться напильником;
вмятины или повреждение поверхности заготовки в результа-
те неправильного зажима ее в тисках;
неточность размеров опиленной заготовки вследствие непра-
вильной разметки, снятия очень большого или малого слоя ме-
талла, а также неправильности измерения или неточности изме-
рительного инструмента;
задиры, царапины на поверхности детали, возникающие в
результате небрежной работы и неправильно выбранного на-
пильника.
Техника безопасности при опиливании
При опиловочных работах необходимо выполнять следующие
правила техники безопасности;
при опиливании заготовок с острыми кромками нельзя под-
жимать пальцы левой руки под напильник при обратном ходе;
образовавшуюся в процессе опиливания стружку необходимо
сметать с верстака волосяной щеткой. Строго запрещается сбра-
сывать стружку обнаженными руками, сдувать ее или удалять
сжатым воздухом;
при работе следует пользоваться только напильником с проч-
но насаженными ручками. Запрещается работать напильниками
без ручек или напильниками с треснувшими, расколотыми руч-
ками.
Вопросы для самопроверки
1. По какому принципу нужно выбирать напильники?
2. Что нужно принимать но внимание при опиловке, чтобы обеспечить пря-
молинейность и чистоту обработки?
3. Чем различаются напильники № 0; 1; 2; 3?
4. Какие особенности обработки выпуклых и вогнутых криволинейных по-
верхностей?
5. Охарактеризуйте основные способы отделки поверхностей.
Глава XVIII
РАСПИЛИВАНИЕ И ПРИПАСОВКА
§ 1. РАСПИЛИВАНИЕ
Распиливанием называется обработка отверстий с целью при-
дания им нужной формы. Обработка круглых отверстий произ-
водится круглыми и полукруглыми напильниками; трехгранных
отверстий — трехгранными, ножовочными и ромбическими на-
пильниками; квадратных — квадратными напильниками.
Рис. 151. Распиливание и припасовка:
а — распиливание отверстия в заготовке воротка, б — распилива-
ние трёхгранного отверстия, в — проверка выработкой, г — при-
пасовка вкладыша и проймы, д — припасовка косоугольных
вкладышей
Распиливание в заготовj£e воротка квадрат-
ного отверстия. Вначале размечают квадрат, а в нем — от-
верстие (рис. 151, а); затем просверливают отверстие сверлом,
диаметр которого на 0,5 мм меньше стороны квадрата. В про-
сверленном отверстии пропиливают четыре угла квадратным на-
пильником, не доходя 0,5—0,7 мм до разметочных рисок, после
чего распиливают отверстие до разметочных рисок в следующей
последовательности: вначале пропиливают стороны 1 и 3, затем
2 и 4 и производят подгонку отверстия по метчику так, чтобы он
входил в отверстие только на глубину 2—3 мм.
241
Дальнейшую обработку сторон производят до тех пор, пока
квадратная головка легко, но плотно не войдет в отверстие.
Распиливание в заготовке трехгранного от-
верстия. Размечают контур треугольника, а в нем — отвер-
стие и сверлят его сверлом, не касаясь разметочных рисок тре-
угольника (рис. 151, б). Затем в круглом отверстии пропиливают
три угла и последовательно распиливают стороны 1, 2 и 3, не до-
ходя 0,5 мм до разметочной риски, после чего обрабатывают сто-
роны треугольника; точность обработки проверяют вкладышем.
При подгонке следует следить за тем, чтобы вкладыш входил
в распиливаемое отверстие свободно, без перекоса и плотно. За-
зор между сторонами треугольника и вкладышем при проверке
щупом должен быть не более 0,05 мм.
Правильность опиливания проверяют специальными шабло-
нами, которые называются выработками (рис. 151, в).
§ 2. ПРИПАСОВКА
Припасовкой называется взаимная пригонка двух деталей,
сопрягающихся без зазора. Припасовывают как замкнутые, так
и полузамкнутые контуры. Припасовка характеризуется большой
точностью обработки. Из двух припасовываемых деталей отвер-
стие принято называть проймой, а деталь, входящую в пройму,—
вкладышем.
При изготовлении и припасовке шаблонов с полукруглыми на-
ружным и внутренним контуром вначале изготовляют деталь с
внутренним контуром — пройму (рис. 151, г). К обработанной
пройме припасовывают вкладыш.
Обработку проймы ведут в следующем порядке. Сначала точ-
но опиливают широкие плоскости как базовые поверхности, за-
тем начерно — ребра 1; 2, 3 и 4, после чего размечают цирку-
лем полуокружность, вырезают ее ножовкой (как показано пунк-
тиром на рисунке); производят точную опиловку полукруглой
выемки и проверяют точность обработки по шаблону, а также
на симметричность по отношению к оси с помощью штанген-
циркуля.
При обработке вкладыша сначала опиливают широкие по-
верхности, а потом ребра 1, 2 и 3. Далее размечают и вырезают
ножовкой углы. После этого производят точное опиливание и
припасовку ребер 5 и 6. Затем выполняется точное опиливание
и припасовка вкладыша к пройме. Точность припасовки считает-
ся достаточной, если вкладыш входит в пройму без перекоса,
качки и просветов.
При изготовлении и припасовке косоугольных вкладышей и
пройм «ласточкин хвост», изображенных на рис. 151, д, сначала
обрабатывают вкладыш (обработка и проверка его проще).
Вкладыш обрабатывают в следующем порядке. Вначале точ-
но опиливают широкие плоскости как базовые поверхности, за-
242
тем все четыре узких ребра 1, 2, 3 и 4. Далее размечают острые
углы, вырезают их ножовкой и точно опиливают. Сначала опи-
ливают ребра 5 и 6 в плоскости, параллельной ребру /, затем
ребра 7 и 8 по линейке и под углом 60° к ребру 4. Острый угол
(60°) измеряют угловым шаблоном.
Пройма обрабатывается в следующем порядке. Вначале точ-
но опиливаются широкие плоскости, после чего опиливаются все
четыре ребра.
Далее производится раз-
метка, вырезка ножовкой па-
за (на рисунке показано пунк-
тиром) и опиливание ребер 5;
6 и 7. Сначала ширина паза
делается меньше требуемой
на 0,05—0,1 мм при сохране-
нии строгой симметричности
боковых ребер паза по отноше-
нию к оси проймы, глубина же
паза выполняется сразу точной
по размеру. Затем при припа-
совке вкладыша и проймы ши-
рина паза получает точный
размер по форме выступа вкла-
дыша. Точность припасовки
считается достаточной, если
вкладыш входит в пройму туго
руки, без просветов, качки и
перекосов.
Применением специальных инструментов и приспособлений
добиваются повышения производительности распиливания и
припасовки. К числу таких инструментов и приспособлений отно-
сятся ручные напильники со сменными пластинками и напильни-
ки из проволоки, покрытые алмазной крошкой, опиловочные
призмы, опиловочные наметки и т. п.
Ручной напильник со сменными пластинками
имеет корпус, выполненный из легкого сплава, в котором прочно
закрепляются сменные вставки из высококачественной углеро-
дистой стали. Пластинки имеют насечки. Под каждым зубом на-
ходится отверстие, через которое продавливается снятая струж-
ка, что предохраняет зубья от забивания стружкой.
Такой напильник применяется для обработки стали, алюми-
ния, меди, а также дерева, кожи, резины и других материалов.
После износа пластинки меняют. Опыт показал, что сборный на-
пильник значительно производительнее обычных.
Опиловочная призма (рис. 152, а) состоит из двух
пластинок 1 с направляющими 2 и 3. Боковая поверхность пла-
стинки имеет резьбовые отверстия 7 для закрепления болтом
прижимной планки 4, прямоугольника 5 и линейки 6. Заготовку
243
chipmaker.ru
устанавливают между направляющими 2 и 3 так, чтобы слой ме-
талла, подлежащий снятию, выступал над плоскостями направ-
ляющих, и прочно закрепляют прижимной планкой 4. Призму
закрепляют в слесарных тисках (рис. 152, б). Угольники 5 и
линейка 6 используются для проверки правильности установки
обрабатываемой детали.
Раздвижная рамка является разновидностью опило-
вочной призмы и имеет такое же назначение. Она представляет
собой два металлических прямоугольных бруска, имеющих по
краям пазы, в которые входят две соединяющие эти бруски на-
правляющие планки.
Прямоугольный брусок наглухо соединен винтами с одним
концом направляющих планок. Такое устройство допускает уста-
новку в раздвижной раме заготовок разных размеров (в преде-
лах длины направляющих планок).
Рамку устанавливают в слесарные тиски, после чего в ней за-
жимают обрабатываемую деталь, которую затем опиливают.
Вопросы для самопроверки
1. Какие особенности, приемы и правила припасовки?
2. Как произведйтся распиловка и припасовка трехгранных отверстий?
3. Какие приспособления используются для распиливания и припасовки?
Глава XIX
СВЕРЛЕНИЕ
§ I. СУЩНОСТЬ И НАЗНАЧЕНИЕ СВЕРЛЕНИЯ
Сверлением называется процесс образования отверстий в
сплошном материале режущим инструментом — сверлом.
Сверление применяется:
для получения неответственных отверстий, невысокой степе-
ни точности и чистоты, например под крепежные болты, заклеп-
ки, шпильки и т. д.;
для получения отверстий под нарезание резьбы, развертыва-
ние и зенкерование.
Рассверливанием называется увеличение диаметра уже имею-
щегося отверстия.
Сверлением отверстий диаметром до 10 мм достигается 4-й
класс точности и 1—3-й классы чистоты, а при больших диамет-
рах отверстия — 5-й класс точности. Для обеспечения более
высокой точности и чистоты поверхности отверстие подвергается
дополнительной обработке — зенкерованию и развертыванию.
Точность сверления в отдельных случаях может быть повы-
шена за счет тщательного регулирования станка, правильно за-
точенного сверла или сверления через специальное приспособ-
ление, называемое кондуктором.
§ 2. СВЕРЛА
По конструкции и назначению различают сверла: а) спи-
ральные и б) специальные (перовые или плоские, для кольцево-
го сверления, ружейные, комбинированные с другими инструмен-
тами, центровочные и др.).
Рис. 153. Части и элементы спирального сверла
245
chipmaker.ru
Рис. 154. Геометрические параметры ре-
жущей части сверла
Наибольшее распространение в промышленности получили
спиральные сверла. Спиральное сверло состоит из хвостовика
с лапкой, шейки и рабочей части.
Хвостовик конический (рис. 153, а) или цилиндрический
(рис. 153, б) служит для крепления сверла в шпинделе станка
или патроне.
Лапка хвостовика у сверл с коническим хвостовиком не
позволяет сверлу провертываться в шпинделе и служит упором
при выбивании сверла из гнезда шпинделя.
Шейка сверла — про-
межуточная часть, соединя-
ющая рабочую часть сверла
с хвостовиком.
Рабочая часть свер-
ла представляет собой ци-
линдрический стержень с
двумя профрезерованными
спиральными (винтовыми)
канавками, образующими
два рабочих зуба (пера).
Рабочая часть включает ре-
жущую и направляющую ча-
сти с двумя ленточками.
Ленточки служат для направления сверла и способству-
ют уменьшению трения между сверлом и стенками отверстия.
Уменьшение трения сверла о стенки просверливаемого отвер-
стия достигается также и тем, что рабочая часть сверла имеет
обратный конус, т. е. диаметр сверла у режущей части больше,
чем на другом конце, около шейки. Разность в величине
этих диаметров составляет 0,04—0,09 мм на каждые 100 мм
длины сверла.
Канавки на сверлах имеют специальный профиль, обеспе-
чивающий правильное образование режущих кромок сверла и
необходимое пространство для выхода стружки. Ширина и угол
наклона ы винтовой канавки должен соответствовать толщине
и форме стружки. Узкие винтовые канавки, которые образуют-
ся при больших передних углах и малых углах заострения, от-
водят стружку лучше, чем более широкие канавки, образующие-
ся при малом переднем угле и большом угле заострения.
Режущая часть сверла (рис. 154) представляет со-
бой конус, на котором имеются две режущие кромки, перемыч-
ка (поперечная кромка), две задние и две передние поверхно-
сти. В поперечном сечении сверла между двумя винтовыми ка-
навками остается сердцевина, создающая жесткость сверлу.
Передний угол у сверла в каждой точке режущей
кромки является величиной переменной и по мере приближения
к центру сверла уменьшается и в- самом центре равен нулю (на-
246
а)
б)
в)
Рис. 155. Сверла, оснащенные пластинка-
ми из твердого сплава (а, б), сверла с
отверстиями для охлаждения (в)
пример, если у наружного диаметра передний угол у=25-е30°,
то у перемычки он близок к 0°). Непостоянство величины перед-
него угла относится к недостаткам спирального сверла и явля-
ется одной из причин неравномерного и быстрого его износа.
Задний угол а сверла предназначается для уменьшения
трения задней поверхности о поверхность обрабатываемого от-
верстия. Величина заднего угла а также изменяется по направ-
лению от периферии к центру сверла. Если в точке, взятой на
наружной поверхности свер-
ла а = 8ч-12°, то у оси сверла
а = 20-г26° (для сверл сред-
них диаметров).
Спиральные сверла изго-
товляются из стали Р9, Р18,
9ХС.
Сверла, оснащен-
ные пластинками из
твердых сплавов
(рис. 155, а и б), находят
широкое применение при
сверлении и рассверливании
чугуна, закаленной стали,
пластмасс, стекла, мрамора
и других твердых материалов.
По сравнению со сверлами, изготовленными из инструмен-
тальных углеродистых сталей, они имеют значительно меньшую
длину рабочей части, больший диаметр сердцевины и меньший
угол наклона винтовой канавки. Эти сверла обладают высокой
стойкостью и обеспечивают высокую производительность труда.
Существует несколько типов сверл, оснащенных твердыми
сплавами:
1. Сверла с прямыми канавками применяют при
сверлении отверстий глубиной до 3—4 мм в чугуне и других
хрупких металлах. Для сверления глубоких отверстий эти свер-
ла применять нельзя: затрудняется выход стружки из отвер-
стия.
2. Сверла с винтовыми канавками, обеспечивают
значительно лучший выход стружки из отверстий, особенно при
сверлении вязких металлов. Это достигается благодаря тому,
что на длине 1,5—2 диаметра сверла винтовая канавка прямая,
а далее к хвостовой части сверла — винтовая.
3. Сверла с косыми канавками применяют для
сверления неглубоких отверстий, так как длина канавок для вы-
хода стружки у них очень мала. Длина рабочей части таких
сверл составляет примерно 1,5 диаметра.
4. Твердосплавные монолитные сверла пред-
назначены для обработки жаропрочных сталей. Эти типы сверл
247
могут быть применены для работы на сверлильных машинах
(материалом служит твердый сплав марки ВК15М) и для рабо-
ты на станках (твердый сплав марки ВКЮМ).
Корпуса твердосплавных сверл изготавливаются из стали
Р9, 9ХС, 40Х, 45Х. В сверлах прорезается паз под пластинку
твердого сплава.
Сверла с отверстиями для охлаждения
(рис. 155, в) имеют повышенную стойкость, так как охлаждаю-
щая жидкость, подаваемая под давлением 10—20 ат в простран-
Рис. 156. Перовые сверла:
а — двухстороннее, б — одностороннее
ство между наружным диаметром стебля и стенками отверстия
обеспечивает охлаждение режущих кромок и облегчает удале-
ние стружки.
Сверло крепится в специальном патроне, обеспечивающем
подвод охлаждающей жидкости к отверстию в хвостовой части
сверла. Эти сверла особенно эффективны при работе с жаро-
прочными материалами.
При резании сверлами с отверстиями для охлаждения режи-
мы резания повышаются в два-три раза, а стойкость инструмен-
та — в пять-шесть раз. Сверление таким способом осуществляют
на специальных станках.
Перовые сверла (рис. 156, а) наиболее просты в изго-
товлении, применяются для сверления неответственных отвер-
стий диаметром до 25 мм. Эти сверла изготовляются из инстру-
ментальной углеродистой стали марок У10, У12, У10А и У12А, а
чаще всего из быстрорежущей стали марок Р9 и Р18.
Перовые сверла подразделяются на двухсторонние и одно-
сторонние (рис. 156, б). Наиболее распространенными являют-
ся двухсторонние перовые сверла. Угол резания одностороннего
перового сверла принимается: для стали в пределах 75—90°, а
248
для цветных металлов 45—60°. Угол резания двухстороннего пе-
рового сверла принимается 120—135°.
Перовые сверла не допускают высоких скоростей резания и
непригодны для сверления больших отверстий, так как струж-
ка из отверстия не отводится, а вращается вместе со сверлом
и царапает поверхность отверстия.
Кроме того, в процессе работы свер-
ло быстро тупится, изнашивается те-
ряет свои режущие качества и ухо-
дит в сторону.
Центровочные сверла
(рис. 157) служат для получения
центровых отверстий в различных
заготовках. Они изготавливаются
без предохранительного конуса и с
предохранительным конусом.
Комбинированные свер-
л а, например сверло-зенковка, свер-
Рис. 157. Центровочные свер-
ла
ло-развертка, сверло-метчик, применяются для одновременного
сверления и зенкования, сверления и развертывания или сверле-
ния и нарезания резьбы.
§ 3. ЗАТАЧИВАНИЕ СВЕРЛ
Для образования режущей части сверло затачивают на спе-
циальных заточных станках, а при отсутствии станков — вруч-
ную на точилах абразивным кругом.
Угол заточки существенно влияет на режим резания, стой-
кость сверла и, следовательно, на производительность работы.
Угол заточки при вершине сверла выбирается в зависимости
от твердости обрабатываемого материала:
сталь и чугун средней твердости . . 116—118°
стальные поковки и закаленная сталь 125°
латунь и бронза................... 130—140°
медь красная . ................... 125°
алюминий.......................... 140°
силумин........................... 90—100°
магниевые сплавы.................. ПО—120°
эбонит ........................... 85— 90°
мрамор и другие хрупкие материалы 80°
пластмассы ....................... 50— 60°
Износ сверла проявляется прежде всего в округлении режу-
щих кромок и угла, а затем в истирании задней грани.
Износ сверла в первой стадии может быть обнаружен по рез-
ко скрипящему звуку. Опытный рабочий безошибочно по звуку
устанавливает момент, когда сверло начинает затупляться. При
работе изношенным сверлом температура резания резко возра-
стает и сверло быстро изнашивается. Сверло надо перетачивать
своевременно.
249
При ручной заточке сверла получить правильную симметрич-
ную форму и углы довольно трудно, поэтому сверла должны
затачиваться, как правило, централизованно в заточном . отде-
лении, где имеются квалифицированные заточники и специаль-
ные станки. Однако каждый квалифицированный слесарь дол-
жен уметь заточить сверло вручную.
При заточке вручную сверло берут за рабочую часть левой
рукой, возможно ближе к режущей части, правой рукой несиль-
но прижимают ее заднюю грань к периферии абразивного круга,
правой рукой берутся за хвостовик (рис. 158) и плавным движе-
Рис. 159. Проверка качества заточки
сверла:
а — шаблоном, б — прибором .
Рис. 158. Ручная заточка сверла
нием медленно покачивают и поворачивают сверло, добиваясь,
чтобы его задняя поверхность получила правильный наклон.
Снимать небольшие слои металла следует при слабом нажиме
сверлом на абразивный круг. Необходимо следить за тем, чтобы
режущие кромки имели одинаковую длину и были заточены под
одинаковыми углами.
Окружная скорость вращения круга при заточке должна со-
ставлять 25 м!сек. Круги применяют алундовые на керамиче-
ской связке зернистостью 60—80, твердостью СМ1 или СМ2.
Сверла затачивают с охлаждением содовым раствором.
Рабочую часть круга надо систематически править. Сверло
должно иметь режущие кромки одинаковой длины, заточенные
под одинаковыми углами. После затачивания задней поверхно-
сти сверла режущие кромки его должны быть прямолиней-
ными.
Качество заточки сверла проверяют по специальным шабло-
нам (рис. 159, а). Одна сторона шаблона служит для проверки
250
положения поперечной кромки, вторая — для проверки угла на-
клона винтовой линии, третья — для проверки угла при вершине
сверла и для измерения длины режущей кромки.
Наиболее совершенной конструкцией для измерения углов за-
точки режущих инструментов и их элементов является прибор
(рис. 159, б), состоящий из диска 1 с градуированной шкалой 2,
имеющей деления от 25 до 180°, и шкалой <3, служащей для из-
мерения длины режущих кромок спиральных сверл.
Преимуществом этого прибора является его универсаль-
ность, допускающая измерение углов заточки и элементов раз-
Рис. 160. Заточка сверл:
а — по методу В. И. Жирова, б — по методу В. Я. Костыря, в — по методу
В. Я. Карасева, г — по методу А. П. Медикова, д — со стружколомными канавками
личных режущих инструментов: сверл, зубил и др. Применение
его исключает необходимость изготовления большого количе-
ства специальных шаблонов, ускоряет процесс проверки и т. д.
По методу сверловщика В. И. Жирова (рис. 160, а) перемыч-
ка перерезается канавкой на глубину 0,15 D, в результате чего
облегчается врезание сверла в обрабатываемый металл. При
такой заточке усилие подачи уменьшается в 2 раза, а произво-
251
chipmaker.ru
дительность сверления отверстий увеличивается в 2—2,5 раза.
Заточка по методу В. Я. Костыря характеризуется особой
формой перемычки в наиболее прочном сечении двух перьев
(рис. 160, б). При сверлении отверстий в вязкой стали угол за-
точки равен 130°, а серого чугуна — 118—120°.
Ступенчатая заточка по методу В. Я. Карасева (рис. 160, в)
обеспечивает повышенную точность обработки и чистоты по-
верхности, а также позволяет работать на высоких скоростях
резания при больших подачах.
Сверло конструкции А. П. Медикова (рис. 160, г) со струж-
коломной канавкой на передней грани применяют при сверле-
нии вязких металлов (латунь, мягкая сталь), оно позволяет уве-
личить величину подачи в 2,5—3 раза.
Сверло со стружколомными канавками (рис. 160, д) приме-
няют для облегчения работы сверла диаметром от 20 мм и более.
На главных режущих кромках делаются канавки, распо-
ложенные в шахматном порядке так, что выступ одной режу-
щей кромки снимает материал, оставляемый впадиной, распо-
ложенной на другой режущей кромке. Канавки бывают прямо-
угольные, угольные или полукруглые; начинаясь у режущей
кромки, они идут по задней поверхности переднего конуса свер-
ла, способствуют размельчению стружки, облегчая тем самым
ее отвод.
§ 4. РУЧНОЕ И МЕХАНИЗИРОВАННОЕ СВЕРЛЕНИЕ
В слесарных мастерских сверление производится в основном
на сверлильных станках. В тех случаях, когда деталь невозмож-
но установить на станок или когда отверстия расположены в
труднодоступных местах, сверление ведут при помощи ручных
дрелей, коловоротов, трещоток, электрических и пневматиче-
ских машинок.
Ручная дрель (рис. 161, а) применяется для сверления
отверстий диаметром до 10 мм.
На шпинделе 1 установлено коническое зубчатое колесо 8,
которое может соединяться с коническим колесом 3. В этом
случае при вращении вала 2 шпиндель 1 получает одно число
оборотов, а при соединении зубчатого колеса 7 с зубчатым коле-
сом 6 и вращении рукоятки 5 шпиндель будет иметь другое
число оборотов; поэтому эта дрель называется двухскоростной.
При сверлении дрелью необходимо следить, чтобы сверло
располагалось перпендикулярно поверхности детали, поэтому
надо периодически прерывать работу и проверять вертикаль-
ность отверстия.
К концу сверления сквозного отверстия нажим на дрель
нужно уменьшать. При сильном нажиме остающийся тонкий
слой металла продавливается, сверло застревает и может сло-
маться.
252
Рис. 161. Ручное сверление:
а — ручная дрелц / — шпиндель, 2 — вал; 3, 8 — конические зубчатые
колеса, 4 — упор, 5 — рукоятка, 6, 7 — цилиндрические зубчатые ко-
леса; б — прием сверления при низком расположении детали; в —
прием сверления детали, расположенной на высокой подставке;
е прием сверления при вертикальном расположении детали
Трещотки применяются при сверлении отверстий боль-
шого диаметра — от 20 до 40 мм, а также при обработке детали
в неудобных местах или в тех случаях, когда нельзя применять
сверлильный станок или электрическую сверлильную машину.
Ручные сверлильные электрические машины приме-
няют при монтажных, сборочных и ремонтных работах для
сверления и развертывания отверстий. Они бывают:
а) легкого типа, предназначенные для сверления отверстий
диаметром до 8—9 мм., Корпус таких машинок обычно имеет
форму пистолета;
Рис 162. Ручная сверлильная
электрическая машинка
Рис. 163. Сверлильная элек-
трическая установка
б) среднего типа, обычно имеющие одну замкнутую рукоят-
ку на задней части корпуса; используются для сверления отвер-
стий диаметром до 15 мм\
в) тяжелого типа, обычно имеющие две рукоятки на корпу-
се или две рукоятки и грудной упор. Такие машинки применяют
для сверления в стальных деталях отверстий диаметром до
20—30 мм\
г) угловые, применяемые для сверления отверстий в трудно-
доступных местах.
Ручные сверлильные электрические машины (рис. 162) мо-
гут работать как от сети постоянного, так и переменного тока
напряжением в 127; 220 и 36 в.
В алюминиевый корпус 5 вмонтирован электродвигатель; на
конце вала 1 электродвигателя имеется коническое отверстие,
254
в которое вставляется сверло 6 или патрон. Удерживают ручную
сверлильную электрическую машину во время работы обеими
руками за рукоятки 3, жестко соединенные с корпусом, и уста-
навливают ее так, чтобы центр сверла точно совпадал с наме-
ченным центром будущего отверстия; затем нажимают на спе-
циальный упор 4, расположенный в верхней части корпуса, и
кнопкой 2, помещенной в рукоятке 3, включают электродвига-
тель. Сверлильные машины могут быть использованы в качест-
ве сверлильной установки (рис. 163). В этом случае сверлильная
машина 2 закрепляется на стойке 4, снабженной поворотным
Рис, 164, Высокочастотная сверлильная Рис. 165. Электрическая машина с
машина угловой насадкой (а), многошпин-
дельная сверлильная машина (б)
поднимающимся вверх и вниз столом /, на котором закрепля-
ется деталь. Подача на сверло производится рычагом 3.
При сборочных работах для удобства и облегчения пользо-
вания ручные сверлильные электрические машины укрепляют
на подвесках, представляющих собой легкие двух- или четырех-
колесные тележки, установленные на монорельсе. Монорельс
располагают над рабочим местом.
Высокочастотные электрические сверлильные машины И-53
(рис. 164) напряжением 36 и 220 в обеспечивают безопасность
работы, скорость вращения шпинделя до 1300 об!мин. Их при-
меняют для сверления отверстий диаметром 5—8 мм.
На рис. 165, а показана угловая сверлильная машина.
Применяются также ручные электрические машины для одно-
временного сверления двух и более отверстий (рис. 165, б).
Меры предосторожности при работе ручными
электрическими машинами: 1) работать только в
резиновых перчатках и калошах: при отсутствии калош под ноги
необходимо подкладывать резиновый коврик. Корпус ручных
сверлильных электрических машин должен быть заземлен
(рис. 166);
255
chipmaker.ru
2) перед включением ручной сверлильной электрической ма-
шины необходимо сначала убедиться в исправности проводки и
изоляции и соответствует ли напряжение в сети напряжению, на
которое рассчитана данная сверлильная машина;
3) выключение ручной сверлильной электрической машины
можно производить только при вынутом из просверленного от-
Рис. 166. Безопасная работа свер-
лильной электрической машины
ниевых и магниевых сплавов
верстия сверла, так же как и вы-
нимать сверло из патрона можно
только после выключения свер-
лильной машины.
Ручные сверлильные
пневматические машины
по сравнению с электрическими
имеют небольшие размеры и вес.
Привод ручной сверлильной
пневматической машины допус-
кает плавное регулирование чис-
ла оборотов при нажиме на пус-
ковой крючок. При перегрузке
машина автоматически останав-
ливается, чем предотвращается
поломка сверла; перегрузка свер-
лильной электрической машины
приводит к перегоранию ее об-
мотки, т. е. к порче машины
Для сверления отверстий в де-
талях, изготовленных из алюми-
и мягких сталей, применяются
ручные сверлильные пневматические машины со скоростью вра-
Рис. 167. Ручная пневматическая сверлильная
машина Д-2:
/ — рукоятка, 2 — курок, 3 — корпус машины, 4 —.
корпус шпинделя, 5 — трехкулачковый патрон. 6 —
штуцер для присоединения шланга
256
щения шпинделя до 3500 об/мин, а для сверления отверстий в де-
талях из легированных сталей применяются пневматические ма-
шины со скоростью вращения шпинделя до 1000 об/мин.
На рис. 167 показана ручная сверлильная пневматическая ма-
шина Д-2. Эта машина весит 1,8 кг, скорость вращения шпинде-
ля 2500 об/мин при давлении воздуха в сети в 5 ат.
Пневмодвигатель машины Д-2 роторного типа. Ротор распо-
ложен в статоре эксцентрично и образует при этом серповидную
камеру. Сжатый воздух поступает в камеру между ротором и
статором и давит на рабочие лопатки, заставляя ротор вра-
щаться.
Рис. 168. Пневматическая машина PC с угловой
насадкой:
/ — корпус, 2 — трубка, 3 — сверло, 4 — барашек
При давлении воздуха в сети в 5 ат ротор вращается со ско-
ростью 12 000 об/мин, а редуктор понижает скорость вращения
до 2500 об/мин.
С помощью удлиненных угловых и кондукторных насадок, за-
крепляемых на корпусе машины, можно производить сверление
в труднодоступных местах.
На рис. 168 показана пневматическая сверлилка РС-8 с на-
садкой, расположенной под углом 20°. Корпус 1 этой насадки за-
крепляется на сверлилке барашком 4. В трубке 2 насадки разме-
щен шарнирный вал, который вращает цанговую оправку со
сверлом 3.
§ 5. СВЕРЛИЛЬНЫЕ СТАНКИ
На сверлильных станках могут быть выполнены следующие
работы:
а) сверление сквозных и глухих отверстий (рис. 169, а);
б) рассверливание отверстий на большие диаметры (рис.
169, б);
в) зенкерование, позволяющее получить более высокие клас-
сы точности обработки и чистоты поверхности отверстий по срав-
нению со сверлением (рис. 169, в);
г) растачивание отверстий, осуществляемое резцом на свер-
лильном станке (рис. 169, г);
257
chlpmaker.ru
д) зенкование, выполняемое для получения у отверстий ци-
линдрических и конических углублений (рис. 169, д);
е) развертывание отверстий, применяемое для получения не-
обходимой точности и чистоты (рис. 169, е);
ж) проглаживание, производимое специальными роликовыми
оправками, или развальцовывание, имеющее назначение уплот-
нения (сглаживания гребешков на поверхности отверстия после
развертывания деталей из дюралюминия (рис. 169, ж);
з) нарезание внутренней резьбы метчиком (рис. 169, з);
а) б) в) г)
Рис. 169. Работы, выполненные на сверлильных
станках:
а — сверление сквозных и глухих отверстий, б — рас-
сверливание небольших отверстий на большие диа-
метры, в — зеикерование отверстий, г — растачива-
ние, д — зеиковаиие. е — развертывание отверстий,
ж — проглаживание, з — нарезание внутренней резь-
бы. и — цекование
и) цекование — подрезание торцов наружных и внутренних
приливов и бобышек (рис. 169, и).
Этими основными видами работ не исчерпываются возможно-
сти сверлильных станков, на которых можно выполнять и другие
операции.
Сверлильные станки могут быть подразделены на следующие
основные группы: настольные, вертикальные, многошпиндельные,
радиально-сверлильные, горизонтально-сверлильные. Рассмот-
рим наиболее часто встречающиеся в практике слесарных работ
сверлильные станки.
258
Настольно-сверлильные станки НС-10, НС-12Б и др. применя-
ются для сверления отверстий небольших диаметров. Буквы НС
обозначают настольно-ёверлильный станок, а цифры — макси-
мальный диаметр сверления.
На рис. 170 показан общий вид настольно-сверлильного стан-
ка НС-12Б. В верхней части колонны 4 смонтирован электро-
двигатель 10 и два шкива с клиноременной передачей. Число
оборотов шпинделя изменя-
ется в зависимости от поло-
жения ремня на шкиве. По-
дача сверла осуществляется
поворотом рукоятки 8. Де-
таль 1 устанавливают и за-
крепляют на столе, распо-
ложенном на плите 3.
На рис. 171 показан од-
ношпиндельный вертикаль-
но-сверлильный станок
2150. На станине 8, отлитой
заодно с плитой 10, укрепле-
ны электродвигатель 5, ко-
робка скоростей 6 и коробка
подач 3, при помощи кото-
рых шпиндель 4 получает
шесть скоростей от 46 до
475 об/мин и десять подач
от 0,15 до 0,30 мм за один
оборот шпинделя.
Детали при сверлении
Рис. 170. Настольно-сверлильный станок
НС-12Б:
1 — деталь, 2 — стол, 3 — плита, 4 — колоний,
5 — хобот, 6 — гильза шпинделя, 7 — шпиндель,
8 — рукоятка подачи, 9 — рейка, 10 — электро-
двигатель
устанавливают и закрепляют на столе 1. Подача сверла 2 на этом
станке может осуществляться вручную — поворотом штурвала 7
или автоматически — при помощи коробки скоростей и коробки
подач. Поднимается и опускается стол вращением рукоятки 9
Уход за сверлильными станками. Сверлильные станки будут
работать с требуемой точностью, производительно и безотказно
длительное время лишь в том случае, если за ними будет соот-
ветствующий уход.
Перед работой необходимо смазать все трущиеся части стан-
ка и залить масло в масленки.
Во время работы проверяют рукой степень нагрева подшип-
ников. Во избежание несчастного случая перед проверкой сте-
пени нагрева подшипников электродвигатель следует остановить
и проверку производить при неработающей ременной или зубча-
той передаче.
По окончании работы стол станка и его пазы должны быть
тщательно очищены от грязи и стружки, протерты и смазаны тон-
ким слоем масла.
259
chipmaker.ru
to
a)
Вал, ось,
---- стеЬжень
и Подшипник
----А скольжения
2. Подшипник качд
----§ ния на Валу
—S- Винт с гайкой
___п Зубчатое коле
и со на шпонке
п—п блок из двух
U__LT зубчатых колес
> Зацепление коничее
' "f , кого зубчатого коле
зацепление
Рис. 171. Одношпнндельиый вертикально-сверлильный станок
2150 (о), кинематическая схема его (б)
§ 6. УСТАНОВКА И КРЕПЛЕНИЕ ДЕТАЛЕЙ
ДЛЯ СВЕРЛЕНИЯ
Для установки и закрепления обрабатываемых деталей на
столе сверлильного станка применяются различные приспособ-
ления, наиболее распространенными из них являются: прихваты
с болтами, тиски машинные (винтовые, эксцентриковые и пневма-
тические), призмы, упоры, угольники, кондукторы, специальные
приспособления и др.
Прихваты с болтами. В Т-образные канавки стола 2
сверлильного станка или плиты станка устанавливают зажимные
болты 1 с четырехугольной головкой (рис. 172). На болт надева-
ется прижимная планка 6, которая одной стороной ложится на
край закрепляемой заготовки 7, а другой — на упор 3. Гайка 5,
упирающаяся в шайбу 4, прижимает заготовку с помощью при-
жимной планки к верхней плоскости стола. Прихваты применя-
ются разных форм и размеров.
Мелкие детали при сверлении отверстий диаметром до 10 мм
закрепляются в ручных тисочках. При сверлении отверстий диа-
метром свыше 10 мм обрабатываемые детали необходимо точно
и прочно закреплять в машинных тисках, а крупные детали — не-
посредственно на столе станка.
Машинные тиски. Машинные тиски наиболее часто ис-
пользуются для крепления небольших деталей. Они могут быть
поворотными и неповоротными.
Неповоротные тиски (рис. 173) состоят из основания 7, .при-
вертываемого к столу станка болтами 6, выполненного за одно
целое с неподвижной губкой 5, подвижной губки 3, прижимных
планок 4, винта 2 и упора 8.
Винт при помощи рукоятки 1 ввертывается или вывертывает-
ся из гайки, укрепленной или нарезанной в теле подвижной
губки.
261
chipmaker.ru
Рис. 174. Простой
угольник
Перед тем как установить деталь или тиски, стол станка необ-
ходимо тщательно протереть. Затем протереть и слегка смазать
маслом поверхность основания тисков, которая соприкасается со
станком. Тиски следует установить посредине стола, развести
губки на ширину зажимаемой детали, протереть губки и дно тис-
ков, прижимные планки, а деталь установить на подклад-
ки и затем прижать деталь к неподвижной губке. Планки по
высоте надо выбирать так, чтобы обрабаты-
ваемая деталь выступала над поверхностью
губок на 6—10 мм.
После установки детали в тиски ее надо
легкими ударами молотка осадить, проверить,
насколько плотно к подкладке прилегла де-
таль, и еще раз зажать винтом.
Угольники применяются для крепления
таких заготовок, которые нельзя установить
для обработки отверстий на столе станка, в
тисках и в других устройствах. Угольники бы-
вают простые и универсальные.
Простые угольники имеют обычно две точ-
но обработанные полки (рис. 174). Одна
сторона служит для установки на стол станка,
а другая — для установки и крепления детали.
Универсальные угольники используются для установки раз-
нообразных заготовок под различными углами к столу станка.
Обе полки универсального угольника соединены между собой
шарнирной осью и могут устанавливаться под любым углом от-
носительно одна другой. Заготовку крепят к установочной плос-
кости угольника при помощи прижимных планок, накладок
и болтов, вставляемых в Т-образные пазы отверстия или про-
рези.
Цилиндрическую деталь небольших размеров устанавливают
на призме и прижимают планкой, а длинные цилиндрические де-
тали, в которых сверлят отверстия больших диаметров, размеща-
ют на двух призмах и закрепляют сверху планками (рис. 175, а).
Широко используются универсальные столы с приставными
гидравлическими зажимами. Одно из таких приспособлений по-
казано на рис. 175, б.
При большом количестве одинаковых деталей и в тех случаях,
когда требуется высокая точность, сверление производят в спе-
циальных приспособлениях, называемых кондукторами.
Способ сверления отверстий по кондуктору значительно точ-
нее и производительнее, чем по разметке, так как исключается
сам процесс разметки, необходимость выверки при установке и
креплении детали.
Кондукторы в зависимости от формы деталей бывают различ-
ные: закрытые (коробчатые), накладные и др.
262
Рис. 175. Крепление деталей:
а—на призмах, б — гидравлическими зажимами; / — прижим, Зе-шток,
3 — уплотнительные кольца
а)
Рис. 176. Кондукторы:
а — коробчатой формы, б — накладной
На рис. 176, а показан кондуктор коробчатой формы с крыш-
кой /. Обрабатываемую деталь закладывают в кондуктор и за-
жимают крышку винтами 3. Сверло 4 вводят в направляющую
„ втулку 2 и сверлят отверстие.
На рис. 176, б показана конструкция накладного кондуктора.
Обрабатываемую деталь 5 устанавливают на основание кондук-
тора 6'. Крышку кондуктора 1 накладывают на деталь и прижи-
Рис. 177. Нормализованные элементы универсально-сборочных при-
способлений:
а — базовые квадратные плиты, б — направляющие детали, в — втулки и кре-«
нежные детали, г — применение приспособлений
мают к ней винтами 3. Затем в втулку 2 вводят сверло 4 и свер-
лят отверстие.
Инженерами-конструкторами В. С. Кузнецовым и В. А. Поно-
маревым разработаны универсально-сборочные приспособления
УСП, которые используются для выполнения различных слесар-
ных работ.
Сущность системы универсально-сборочных приспособлений
заключается в том, что из отдельных нормализованных элемен-
тов собирают необходимое приспособление, например, зажимное
приспособление для закрепления деталей при сверлении, при опи-
ливании и т. д. После выполнения той или иной операции приспо-
собление разбирается на составные элементы и в новой компо-
264
новке эти элементы могут быть использованы для сборки друго-
го приспособления, совершенно отличного от предыдущего.
Описываемая система УСП основана на полной взаимозаме-
няемости элементов этих приспособлений. Простота конструкции
сборных элементов обеспечивает высокую производительность в
работе.
В универсально-сборочные приспособления входят следую-
щие нормализованные элементы:
базовые квадратные плиты (рис. 177, а) размером 120X180 и
360 X 720 льи, на рабочей поверхности которых имеются прямо-
угольные канавки, Т-образные пазы, и круглые плиты диаметра-
ми 320 и 440 мм, имеющие на рабочей поверхности радиальные
и Т-образные пазы;
установочные детали — шпонки, пальцы, диски и т. д., служа-
щие для фиксации элементов между собой при соединении;
опорные детали — подкладки, угольники с различными паза-
ми, предназначенные для установки и соединения технологиче-
ских баз;
направляющие детали (рис. 177, б), предназначенные для
точного направления инструмента, кондукторные втулки и т. п.;
прижимные детали, имеющие самые различные конструктив-
ные формы (прихваты);
крепежные детали: болты, гайки, винты, шайбы, шпильки
и т. д. для соединения деталей (рис. 177, в);
нормализованные детали.
Наличие указанных деталей позволяет собрать до 150 раз-
личных приспособлений. Применение приспособлений показано
на рис. 177, г. Использование универсально-сборных приспособ-
лений дает большую экономию времени и материальных средств.
§ 7. КРЕПЛЕНИЕ СВЕРЛ
Крепление сверл, разверток, зенкеров и зенковок на сверлиль-
ных станках осуществляют тремя способами: непосредственно в
коническом отверстии шпинделя, переходных конических втул-
ках, в сверлильном патроне (рис 178). В коническом отверстии
шпинделя конический хвостовик удерживается силой тре-
ния, возникающей между коническими поверхностями. Лапка
хвостовика входит в паз шпинделя и предохраняет хвостовик от
проворачивания. Этот способ установки режущего инструмента
наиболее простой, удобный.
Но не всегда коническое гнездо шпинделя может быть ис-
пользовано для непосредственного крепления конического хвос-
товика инструмента. Когда конус хвостовика инструмента мень-
ше конуса гнезда шпинделя, применяют переходные конические
короткие и длинные втулки (рис. 178, б). Иногда применяют нё-
265
chipmaker.ru
сколько переходных втулок, которые вставляют одну в другую
(рис. 178, г). Однако следует избегать крепления инструмента в
нескольких переходных коротких втулках, так как точность обра-
ботки при этом значительно снижается.
Из конического отверстия шпинделя инструмент выталкива-
ется при помощи клина через прорезь (рис. 178, д).
Рис. 178. Установка и крепление режущего инструмента:
а — непосредственно в шпиндель станка, б — в переходной втулке, в—*
в сверлильном патроне, г — переходные втулки, д — выталкивание свер-
ла с помощью клина
Номера переходных втулок выбираются по размерам конусов
режущего инструмента.
Сверла с цилиндрическим хвостовиком крепятся в сверлиль-
ных патронах (рис. 178, в). Существует несколько конструкций
сверлильных патронов, основные из них следующие.
Двухкулачковый патрон (рис. 179, а) имеет цилинд-
рический корпус 1, в пазы которого вставлены два стальных за-
каленных кулачка 2, 3. Кулачки при вращении винта 4 сдвига-
ются, зажимая хвостовик инструмента, или раздвигаются, осво-
бождая инструмент. Винт вращают ключом, который вставляется
в квадратное отверстие 5. В патроне закрепляют режущий инст-
румент диаметром от 3 до 14 мм.
266
Рис. 179. Сверлильные патроны:
На рис. 179, б показан трехкулачковый патрон для
закрепления сверл диаметром от 2 до 12 мм с коническим хвосто-
виком. На резьбовую часть хвостовика 1 навинчена втулка 2 с
наружной резьбой, на которую навернут корпус 5 патрона, име-
ющий внутренний конус. При повороте корпуса по часовой стрел-
ке три кулачка 4, прижатые к нему пружинами <?, сходятся и
зажимают сверло.
Трехкулачковый патрон с наклонно располо-
женными кулачками (рис. 179, в) обеспечивает более
точное и прочное закрепление сверла. Обойма 1 прочно насажена
Рис. 180. Быстросменный патрон:
а — устройство, б—последовательность установки ин-
струментов
на гайку 2, на внутреннем конусе которой имеется резьба, а на
торце — конические зубья. В пазах корпуса патрона находятся
три расположенных наклонно кулачка 3, на внешних сторонах их
тоже нарезана резьба, которая соединена с резьбой гайки 2. При
повороте обоймы специальным ключом, имеющим на конце кони-
ческие зубья и вставляемым в отверстие 4, кулачки сходятся или
расходятся, зажимая или освобождая сверло.
Заводы выпускают три типоразмера патронов с наклонными
кулачками: ПС-6, ПС-9, ПС-15 (цифра в марке указывает наи-
больший диаметр сверла).
Цанговый патрон (рис. 179, г) используют для зажима
сверл небольшого диаметра с цилиндрическим хвостовиком в
268
сверлильных станках. Цанговые патроны обеспечивают надежное
и точное закрепление инструмента.
Корпус 2 цангового патрона имеет хвостовик / для закрепле-
ния в конусе шпинделя станка и резьбовую часть 3, на которую
навинчена гайка 6, имеющая на боковой стороне лыски для гаеч-
ного ключа. Зажимная цанга 5 устанавливается в конус 4. При
навинчивании гайки 6 на резьбовую часть 3 цанга сжимается и
закрепляет хвостовик сверла.
Быстросменные патроны применяют в тех случаях,
когда при обработке отверстий требуется частая смена режуще-
го инструмента без остановки станка.
Быстросменный патрон (рис. 180) закрепляется в шпинделе
станка коническим хвостовиком. В коническое отверстие сменной
втулки 3 вставляют хвостовик режущего инструмента /, после
чего втулку вводят в цилиндрическое отверстие корпуса патрона.
При опускании кольца 2 вниз два шарика 5 входят в выточку 4
сменной втулки, прочно зажимая ее вместе с инструментом в кор-
пусе патрона и фиксируется в этом положении кольцом 6.
Для смены втулки с инструментом при работе станка нужно
поднять вверх кольцо 2, шарики 5 выйдут из выточки 4 втулки 3
и, войдя в выточку кольца, освободят втулку: после чего опуска-
ют кольцо 6 вниз и снимают инструмент.
§ 8. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ ПРИ СВЕРЛЕНИИ
При сверлении режущий инструмент — сверло 1 (рис. 181, а)
получает одновременно вращение со скоростью v и поступатель-
ное движение вдоль оси, т. е. подачу S. Заготовка 2 при этом за-
креплена.
Основными элементами резания при сверлении являются: ско-
рость v и глубина резания t, подача S, толщина а и ширина
стружки Ь (рис. 181, б).
Скорость резания v — это путь, проходимый в единицу вре-
мени точкой режущей кромки, наиболее удаленной от оси сверла.
Скорость резания выбирается в зависимости от величины по-
дачи, диаметра сверла, его стойкости, материала обрабатываемой
детали. Эти данные приведены в специальных справочниках.
Скорость резания подсчитывают по формуле:
п Dn ,
V — ---- м!мин,
1000
где л — постоянное число, равное 3,14;
п — заданное число оборотов шпинделя (инструмента) в ми-
нуту;
D — диаметр режущего инструмента, мм.
От скорости резания зависит стойкость режущего инструмен-
та, т. е. время непрерывной работы его между двумя переточка-
269
chipmaker.ru
ми. Чем выше скорость резания, тем больше выделяется тепла
при образовании стружки и тем быстрее режущая кромка ту-
пится.
По найденной скорости резания подсчитывают число оборотов
шпинделя станка по формуле:
п =
у-1000
71» D
об/мин,
а)
которое корректируют по кинематическим данным станка.
Подачей S называется величина перемещения режущего ин-
струмента или детали вдоль оси вращения за один оборот.
Так как у сверла две режущие кромки, то подача, приходя-
щаяся на каждую из них,
\ = — мм/об.
Правильный выбор подачи имеет большое значение для стой-
кости режущего инструмента. Всегда выгоднее работать с боль-
шой подачей и меньшей скоростью
резания, в этом случае сверло изна-
шивается медленнее.
Однако при сверлении отверстий
малых диаметров величина подачи
ограничивается прочностью сверла.
С увеличением диаметра сверла
прочность его возрастает, позволяя
увеличивать подачу; следует учесть,
что увеличение подачи ограничивает-
ся прочностью станка.
При выборе режимов резания в
первую очередь подбирают наиболь-
шую подачу в зависимости от каче-
ства обрабатываемой поверхности,
прочности сверла и станка и других
факторов (по таблицам, приводи-
мым в справочниках) и корректиру-
ется по кинематическим данным
станка (берется ближайшая мень-
шая), а затем устанавливают такую
максимальную скорость резания,
при которой стойкость инструмента
между переточками будет наиболь-
шей.
Режимы сверления в зависимости от диаметра отверстия, об-
рабатываемого материала, материала сверла и других факторов
приведены в справочниках.
Рис. 181. Движения инстру-
мента при сверлении (а) и
элементы резания (6)
270
Подготовка и наладка станка
Перед началом работы на сверлильном станке необходимо
прежде всего проверить исправность его заземления, протереть
стол, отверстие шпинделя, проверить наличие ограждения, прове-
рить вхолостую вращение, осевое перемещение шпинделя и рабо-
ту механизма подачи, закрепление стола.
Подготовка станка к работе заключается в установке и за-
креплении режущего инструмента и детали и в определении ре-
жима резания (скорости и подачи).
Сверло выбирается в соответствии с заданным диаметром от-
верстия и в зависимости от обрабатываемого материала.
Выбирая диаметр сверла, следует помнить, что при работе
сверлом в результате биения отверстие получается несколько
большего диаметра, чем сверло. Средние величины разработки
отверстия:
диаметр сверла, мм....... 5 10 25 50
диаметр полученного отверстия, мм 5,08 10,12 25,2 50,28
Точность сверления в отдельных случаях можно повысить
тщательной регулировкой станка, правильной заточкой сверла
или применением кондукторной втулки.
В зависимости от того, какой хвостовик имеет сверло — ци-
линдрический или конический, подбирают сверлильный патрон
или соответствующую переходную втулку.
Исходя из того, какую форму и размеры имеет обрабатывае-
мая деталь, выбирают то или иное приспособление для закрепле-
ния ее при сверлении.
Прежде чем установить патрон или переходную втулку, необ-
ходимо чисто протереть как хвостовик, так и отверстие шпинде-
ля. Запрещается протирание шпинделя при его
вращении.
Сверло вводят в отверстие шпинделя легким толчком руки.
При установке сверла в патрон необходимо следить за тем, что-
бы хвостовик сверла упирался в дно патрона, иначе при работе
сверло может переместиться вдоль своей оси. Затем устанавли-
вают приспособление или деталь на столе станка, предваритель-
но очистив как поверхность стола, так и упорную плоскость при-
способления или самой детали.
Если необходимо сверлить сквозное отверстие, то во избежа-
ние повреждения стола под деталь помещают подкладку (если
стол не имеет отверстия).
Зная диаметр и материал сверла, а также материал обраба-
тываемой детали, налаживают станок на определенное число
оборотов и подачу.
Порядок наладки станка на определенное число оборотов и
подачу зависит от конструкции станка. В одних станках это про-
изводится путем переброски ремня с одной ступени шкива на
271
другую или переключением с помощью рукояток зубчатых колес
в коробке скоростей и коробке подач. Многие станки, особенно
предназначенные для сверления отверстий малого диаметра, не
имеют механической подачи, и перемещение сверла на таких
станках осуществляется вручную.
Для повышения стойкости режущего инструмента и получения
чистой поверхности отверстия при сверлении металлов и спла-
вов следует использовать охлаждающие жидкости.
Таблица 2
Причины неполадок при сверлении и способы их устранения
Вид неполадки Причины Способы устранения
Поломка рабочей Работа тупым сверлом Своевременно затачивать сверло
части сверла Малая скорость резання при большой подаче Малый задний угол Большой люфт шпинделя в подшипниках Забивание спиральной канавки сверла струж- кой Увеличить скорость резания или уменьшить подачу Увеличить задний угол пере- точкой сверла Проверить и отрегулировать положение шпинделя в под- шипниках Правильно затачивать сверло, увеличить скорость резания, чаще выводить сверло из от- верстия для удаления стружки
Поломка лапки Плохая пригонка хво- Исправить переходную втулку
хвостовика стовика к конусной пе- реходной втулке илн в гнезде шпинделя Грязь и заусенцы в пе- реходной втулке или гнезде шпинделя нли заменить новой Очистить и тщательно проте- реть переходную втулку, от- верстие шпинделя и хвосто- вик сверла
Выкрашивание ре- жущих кромок Наличие твердых включе- ний в обрабатываемой детали Слишком большая ско- рость резания Недостаточное охлажде- ние сверла или при- менение неподходящей жидкости Вырубить твердые включения Уменьшить скорость резания Увеличить охлаждение сверла, правильно выбирать охлаж- дающую жидкость
.Затупление режу- Слишком большая подача Уменьшить подачу
щей кромки Неправильная заточка сверла Сверло провертывается в патроне Плохая прнгонка конус- ных поверхностей хво- стовика сверла и пе- реходной втулки Правильно затачивать сверло Надежно закрепить сверло Заменить переходную втулку
Быстрый износ ре- жущих кромок Слишком большая ско- рость сверления Уменьшить скорость сверления
272
Выбор охлаждающих жидкостей зависит от марки обрабаты-
ваемого металла и сплава:
Обрабатываемый Рекомендуемая охлаждающая
материал жидкость
Сталь............Мыльная эмульсия илн смесь
минерального и жирных масел
(касторовое, сурепное)
Чугун............Мыльная эмульсия или всухую
Медь.............Мыльная эмульсия нли суреп-
ное масло
Алюминий . . . Мыльная эмульсия или всухую
Дюралюминий . Мыльная эмульсия, керосин с
касторовым или сурепным мас-
лом
Силумин . . . Мыльная эмульсия или смесь
спирта со скипидаром
Неправильный выбор режима резания, неточная заточка свер-
ла, сверление без охлаждения вызывают преждевременный износ
сверла и являются причиной брака (табл. 2).
§ 9. ВИДЫ СВЕРЛЕНИЯ
Сверление по разметке. По разметке сверлятся оди-
ночные отверстия. Для этого отверстие предварительно размеча-
ют: проводят осевые линии, намечают и накернивают центр его
(керновое отверстие центра надо делать глубже, чтобы дать
предварительное направление сверлу).
Для того чтобы убедиться в правильном направлении делают
пробное засверливание на глубину '/3 режущей части. Убедив-
шись, что сверло идет по центру, включают механическую подачу.
Во избежание поломки сверла перед концом сверления меха-
ническую подачу выключают и досверливают ручной подачей. Ес-
ли же сверло увело в сторону, прорубают крейцмейселем не-
сколько канавок в том месте отверстия, куда сверло надо смес-
тить.
Сверление глухих отверстий на заданную глу-
бину. Обрабатываемую деталь устанавливают на столе станка и
выверяют, затем подводят сверло к поверхности детали так, что-
бы оно касалось ее. При этом положении детали устанавливают
на нуль имеющуюся на станке линейку (рис. 182, а). В процессе
сверления по линейке наблюдают, насколько углубилось сверло
в материал.
Другой способ сверления на заданную глубину состоит в ус-
тановке и закреплении на сверле втулки-упора 1 (рис. 182, б).
Когда втулка дойдет до поверхности детали 2, это значит, что
отверстие просверлено на требуемую глубину.
Сверление неполных отверстий. Отверстие, име-
ющее в поперечном сечении дугу, равную половине окружности
или меньше полуокружности, называют неполным, например от-
273
chipmaker.ru
верстие, расположенное у края детали. Неполное отверстие свер-
лят следующим образом. К обрабатываемой детали приставля-
ют пластинку из такого же материала, зажимают в тиски
(рис. 182, в) и сверлят полное отверстие, затем пластинку отбра-
сывают.
Сверление отверстий в плоскостях, распо-
ложенных под углом (рис. 182, г). Чтобы сверло не от-
Рис. 182. Приемы сверления:
а — по линейке, б — по втулке-упору, в — неполных отверстий, г
отверстий под углом к плоскости, д — отверстий на цилиндрической
поверхности, е — отверстий в полых деталях
клонилось в стороны и не ломалось, сначала подготавливают
площадку перпендикулярно к оси просверливаемого отверстия
(фрезеруют или зенкуют) между плоскостями вставляют дере-
вянные вкладыши или подкладки, затем сверлят отверстие обыч-
ным путем.
Сверление отверстий на цилиндрической по-
верхности. Сначала перпендикулярно оси сверления на ци-
линдрической поверхности делают площадку, накернивают центр,
после чего сверлят отверстие обычным путем (рис. 182, 5).
Сверление отверстий в листовом металле.
Сверлить отверстие в тонком листовом металле обычными свер-
лами очень трудно, так как глубина сверления меньше длины за-
борного конуса: режущие кромки сверла будут цепляться за об-
274
рабатываемый материал и рвать его. Отверстия в листовом ме-
талле сверлят перовыми сверлами. Чаще всего отверстия в тон-
ком листовом металле пробивают на дыропробивных прессах
Сверление полых деталей. При сверлении полых
деталей полость забивают деревянной пробкой (рис. 182, е).
Сверление глубоких отверстий. Для сверления
глубоких отверстий (глубина больше 6—8 диаметров сверла) бе-
рут сверло, длина рабочей части которого больше глубины свер-
ления.
В процессе сверления нужно время от времени выводить
сверло из отверстия для охлаждения его и удаления стружки
струей охлаждающей жидкости, магнитом или переворачивая
деталь.
При сверлении отверстий очень большой глубины необходимо
сначала просверлить отверстие по заданному диаметру на глуби-
ну, равную длине рабочей части сверла, а затем сверлом мень-
шего диаметра (примерно в 1,5 раза) сверлить насквозь. После
этого окончательно отверстие сверлят перовым сверлом. При та-
ком способе сверления стружка будет удаляться через просвер-
ленное ранее отверстие. Сверлить отверстие большой глубины с
двух сторон не рекомендуется.
Сверление точных отверстий. Для получения точ-
ных отверстий сверление производят в два прохода. Первый про-
ход делают сверлом, диаметр которого меньше на 1—3 мм диа-
метра отверстия, а второй— сверлом необходимого диаметра.
Для получения более чистых отверстий сверление ведут с ма-
лой автоматической подачей при обильном охлаждении и непре-
рывном отводе стружки.
Сверление отверстий в пластмассах произ-
водится сверлами со специальными углами заточки. Органиче-
ское стекло сверлится спиральными сверлами с углом при вер-
шине 50—60°.
Сверление отверстий небольших диаметров
производят на станках повышенной точности соответствующими
подачами или же ультразвуковым и электроискровым способами.
Сверление отверстий больших диаметров про-
изводится кольцевыми сверлами, в корпусе которых закреплены
ножи.
Причины брака при сверлении и меры его предупреждения
приведены в табл.3.
При работе на сверлильном станке следует соблюдать следу-
ющие правила техники безопасности:
правильно устанавливать, надежно закреплять заготовки на
столе станка и не удерживать их руками в процессе обработки;
не оставлять ключа в сверлильном патроне после смены ре-
жущего инструмента;
275
chipmaker, ru
Причины и меры предупреждения брака при сверлении
пуск станка производить только тогда, когда есть твердая уве-
ренность в безопасности работы;
следить за работой насоса и количеством охлаждающей жид-
кости, поступающей к месту обработки;
не браться за вращающийся режущий инструмент и шпин-
дель;
не вынимать рукой сломанных режущих инструментов из от-
верстия, пользоваться для этого специальными приспособле-
ниями;
не нажимать сильно на рычаг подачи при сверлении загото-
вок на проход, особенно при сверлении сверлами малого диа-
метра;
подкладывать деревянную подкладку на стол станка, под
шпиндель при смене патрона или сверла;
пользоваться специальным ключом, клином для удаления
сверлильного патрона, сверла или переходной втулки из шпин-
деля;
постоянно следить за исправностью режущего инструмента и
устройств крепления заготовок и инструмента;
не передавать и не принимать каких-либо предметов через ра-
ботающий станок;
не работать на станке в рукавицах;
не опираться на станок во время его работы.
Обязательно останавливать станок в случае:
а) ухода от станка даже на короткое время;
б) прекращения работы;
в) обнаружении неисправностей в станке, принадлежностях,
приспособлениях и режущем инструменте;
г) при смазывании станка;
д) установки или смены режущего инструмента и приспособ-
лений, принадлежностей и т. д.;
е) уборки станка, рабочего места и стружки с инструмента,
патрона и заготовки.
§ 10. ЗЕНКЕРОВАНИЕ. ЗЕНКОВАНИЕ. ЦЕКОВАНИЕ
Зенкерованием называется процесс обработки зенкерами ци-
линдрических необработанных отверстий, полученных литьем,
ковкой или штамповкой или предварительно просверленных от-
верстий с целью увеличения диаметра, улучшения чистоты их по-
верхности, повышения точности (уменьшения конусности, оваль-
ности, разбивки).
Зенкерование является либо окончательной обработкой отвер-
стия, либо промежуточной операцией перед развертыванием от-
верстия, поэтому при зенкеровании оставляют еще небольшие
припуски для окончательной отделки отверстия разверткой (так
же, как и при сверлении оставляют припуск под зенкерование).
277
Зенкерование обеспечивает точность обработки отверстий в
пределах 3—5-го классов точности, шероховатость обработанной
поверхности в пределах 4—6-го классов.
Зенкерование — операция более производительная, чем свер-
ление, так как при равных (примерно) скоростях резания подача
при зенкеровании допускается в 2,5—3 раза больше, чем при
сверлении.
Зенкер так же, как и сверло, совершает вращательное движе-
ние вокруг оси и поступательное вдоль оси отверстия. Он обычно
состоит из рабочей части, шейки и хвостовика.
Зенкеры изготовляют из
Рис. 183. Виды зенкеров (а, б, в, г), при-
меры обработки (й, е, ж)
быстрорежущей стали Р18,
легированной стали 9ХС или
инструментальной углероди-
стой стали У12А.
По конструкции зенкеры
бывают цилиндрические и
конические.
Цилиндрические зенкеры
применяют для более точной
обработки отверстий в заго-
товках, полученных отлив-
кой, штамповкой, а также
после сверления.
Цилиндрические зенкеры
бывают цельные (рис. 183,
а, б), насадные (рис. 183, в)
и со вставной твердосплав-
ной пластинкой (рис. 183,г).
Примеры применения ци-
линдрических зенкеров при-
ведены на рис. 183, д, е, ж.
По количеству зубьев (перьев) зенкеры бывают трехперые и
четырехперые. Цельный зенкер имеет три или четыре режущие
кромки, а насадные — четыре режущие кромки.
Для обработки отверстий диаметром 12—35 мм применяют
зенкеры цельной конструкции, а для обработки отверстий диа-
метром в пределах 24—100 мм — насадные зенкеры.
Сменные зенкеры соединяются с оправкой при помощи высту-
па на оправке и выреза в зенкере или же закрепляются винтом.
Для снятия фасок у отверстий, получения конических и ци-
линдрических углублений под головки винтов и заклепок и т. п.
применяют зенкование.
Зенковки цилиндрические (рис. 184, а) применяют для обра-
ботки гнезд с плоским дном. Для достижения соосности с точно
обработанными отверстиями зенковки имеют направляющую
цапфу.
278
Зенковки конические (рис. 184, б) применяют для обработки
конусных гнезд центровых отверстий. Конусная часть зенковки
может быть заточена под углом 60; 90 и 120°.
Цекование производится цековками для зачистки торцо-
вых поверхностей. Цековки обычно выполняются в виде насад-
ных головок, имеющих четыре торцовых зубца. Цековками произ-
водят обработку бобышек под шайбы, упорные кольца, гайки
(рис. 184, в).
Рис. 184. Зенковки:
« — цилиндрическая, б — коническая, в —торцовая (це-
ковка)
Зенкерование выполняют на сверлильных станках.
Крепление зенкеров ничем не отличается от крепления сверл.
Скорость резания при зенкеровании и зенковании должна
быть примерно в полтора раза меньше, чем при сверлении свер-
лом такого же диаметра.
При зенковании стружку следует удалять сильной струей
сжатого воздуха или воды, или опрокидывая деталь, если она не
тяжелая. При зенковании деталей из стали, меди, латуни, дюра-
люминия применяют охлаждение мыльной эмульсией.
Для получения правильного и чистого отверстия припуски на
зенкерование должны составлять: для зенкеров диаметром до
25 мм — 1 мм, для зенкеров диаметром от 26 до 35 мм — 1,5 мм,
для зенкерования зенкерами диаметром от 35 до 45 мм— 2 мм.
При зенковании и зенкеровании необходимо соблюдать те же
правила техники безопасности, что и при сверлении.
§ 11. РАЗВЕРТЫВАНИЕ
Отверстия, полученные сверлением, не отличаются высокой
чистотой обработанной поверхности, точностью, поэтому их под-
вергают дополнительной обработке путем развертывания.
279
chipmaker.ru
Развертывание можно производить как на сверлильных и то-
карных станках, так и вручную специальными инструментами,
называемыми развертками.
Развертка в отличие от сверла и зенкера снимает очень не
большой слой металла (припуск под развертку), в пределах де-
сятых долей миллиметра.
Развертки изготовляют из стали марок У10А, У12А. 9ХС, Р9
и Р18.
Развертки, применяемые для станочного развертывания, на-
зываются машинными, а для ручного — ручными.
Обработка отверстий развертками позволяет получить точ-
ность 2—3-го классов и чистоту поверхности 7—9-го классов.
Отверстия 2-го класса точности диаметром более 6 мм обра-
батывают двумя развертками: черновой и чистовой. Отверстия
3-го класса точности получают одной разверткой.
По своей конструкции и назначению развертки разделяются
на следующие виды:
Развертки ручные цилиндрические изготовля-
ются диаметром 3—50 мм и используются для обработки отвер-
стий 2—3-го классов точности. Развертывание производится с по-
мощью воротка.
Развертки машинные с цилиндрическим хвос-
товиком применяются для обработки отверстий 2—3-го
классов точности. Они изготовляются диаметром 3—10 мм. Раз-
вертки закрепляются в самоцентрирующих патронах станков.
Развертки машинные с коническим хвосто-
виком изготовляются с диаметром от 10 до 32 мм и более
короткой рабочей частью. Эти развертки закрепляются в шпин-
деле станка.
Развертки машинные насадные изготовляются
диаметром 25—80 мм. Этими развертками обрабатываются от-
верстия 1-го класса точности.
Развертки машинные с квадратной голов-
кой изготовляются диаметром 10—32 мм и предназначены для
обработки отверстий по 2-му классу точности, закрепляются в
патронах, допускающих покачивание и самоцентрирование раз-
верток в отверстиях.
Развертки со вставными ножами (насадные)
имеют то же назначение, что и предыдущие, и изготовляются ди-
аметром 40—100 мм.
Развертки машинные, оснащенные пластин-
ками из твердых сплавов, служат для обработки от-
верстий больших диаметров с высокой скоростью и большой
точностью.
Для обработки цилиндрических отверстий применяются ци-
линдрические развертки, а для обработки конических отвер-
стий— конические. По конструктивному признаку развертки
280
подразделяются на цельные, у которых рабочая часть изготовля-
ется из одного куска металла, и раздвижные, у которых рабочая
часть делается отдельно и насаживается на оправку.
Цельные цилиндрические развертки делаются с правыми и ле-
выми спиральными канавками, с прямым и спиральным зубом,
диаметром от 3 до 50 мм.
Цилиндрическая ручная развертка состоит из трех частей: ра-
бочей, шейки и хвостовика (рис. 185, а). В свою очередь рабочая
Рис. 185. Части и углы цельной ручной развертки (а), угловой
шаг ручной и машинной разверток (б)
часть развертки состоит из режущей и калибрующей частей. Ре-
жущая или заборная часть развертки делается в виде конуса и
выполняет основную работу — снимает стружку в отверстии. Ка-
либрующая часть является продолжением заборной части и име-
ет цилиндрическую форму, она почти не производит резания, а
направляет развертку в отверстии. Канавки между зубьями об-
разуют режущие кромки, в них размещается стружка.
В целях предупреждения возникновения продольных рисок
(граней) в обрабатываемом отверстии и достижения заданной
чистоты поверхности и точности обработки зубья разверток раз-
полагаются по окружности с неравномерным шагом. Если бы
шаг развертки был равномерным, то при каждом повороте ворот-
ком зубья останавливались бы в одних и тех же местах, что неиз-
бежно привело бы к получению волнистой поверхности. Поэтому
при ручном развертывании применяются развертки с неравномер-
ным шагом зубьев, а машинные развертки изготовляются с
равномерным шагом зубьев (рис. 185, б). Число зубьев делается
четным от 6 до 14.
При работе разверткой со спиральным зубом поверхность по-
лучается более чистая, чем при обработке с прямым зубом. Одна-
281
chipmaker.ru
ко изготовление и особенно заточка разверток со спиральным
зубом очень сложны, и поэтому такие развертки применяются
только при развертывании отверстий, в которых имеются пазы
или канавки.
Как конические, так и цилиндрические развертки изготовля-
ются комплектами из двух или трех штук (рис. 186, а). В комп-
лекте из двух штук одна развертка предварительная, а вторая
чистовая. В комплекте из трех штук первая развертка черновая,
или обдирочная, вторая — промежуточная и третья — чистовая,
придающая отверстию окончательные размеры и требуемую чис-
тоту.
Конические развертки работают в более тяжелых условиях,
чем цилиндрические, поэтому у конических разверток на прямо-
линейных зубьях делаются поперечные прорези для снятия
стружки не всей длиной зуба, что значительно уменьшает усилия
при резании. Причем, поскольку черновая развертка снимает
большой припуск, ее делают ступенчатой, в виде отдельных зубь-
ев, которые при работе дробят стружку на мелкие части. На про-
межуточной развертке, которая снимает значительно меньшую
стружку, прорези делаются меньше и другого профиля. Чистовая
развертка никаких стружколомательных канавок не имеет.
У машинных разверток, применяемых при развертывании от-
верстий на станках, в отличие от ручных, рабочая часть более ко-
282
роткая (рис. 186, б). Кроме того, у них имеются некоторые кон-
структивные особенности, связанные с работой на более высоких
скоростях резания и с большими напряжениями. Машинные раз-
вертки чаще всего делаются насадными со вставными ножами из
твердых сплавов и раздвижными.
Раздвижные (регулируемые) развертки (рис. 186, в)
применяются при развертывании отверстий диаметром от 24 до
80 мм. Они допускают увеличение диаметра на 0,25—0,5 мм.
Регулируемые развертки получили наибольшее распростра-
нение. Они состоят из корпуса, который служит довольно долго,
и изготовляются из сравни-
тельно недорогих конструк-
ционных сталей и вставных
ножей простой формы. Но-
жи делают из тонких пла-
стинок, на них расходуется
небольшое количество доро-
гостоящего металла. Их
можно переставлять или раздвигать на больший диаметр, регу-
лируя или затачивая до нужного размера. Когда ножи стачива-
ются и уже не обеспечивают надежного крепления, их заменяют
новыми.
Для развертывания сквозных отверстий широко применяются
разжимные развертки (рис. 187), ножи в которых крепятся или
Подача на Развернутая
Тол шт на о 0оpoms' 1пооерхность
среза '
Глубина
резания
Поверхность резания
Рис. 188. Элементы резания при развертывании
винтами, или в точно пригнанных пазах прижимаются к дну паза
конусными выточками концевых гаек, или же винтами, разжи-
мающими корпус.
Элементы резания при развертывании приведены на рис. 188.
§ 12. ТЕХНИКА РАЗВЕРТЫВАНИЯ
Перед развертыванием отверстие предварительно просверлива-
ют и припуск на развертывание оставляют в пределах десятых
долей миллиметра. Существуют два способа развертывания: ма-
шинный и ручной.
283
Машинное развертывание. Производится так же,
как и сверление, т. е. развертка жестко закрепляется с помощью
патрона или переходных втулок в конус шпинделя станка. При
этом наряду с прочным закреплением развертки следует обеспе-
чить совпадение осей шпинделя и развертки.
Ручное развертывание. Приступая к развертыванию,
прежде всего следует выбрать соответствующую конструкцию и
размер разверток, затем тщательно осмотреть, чтобы не было вы-
крошенных зубьев или забоин на режущих кромках.
После выбора и проверки разверток следует проверить вели-
чину припуска, оставленного на развертывание. При этом нужно
Рис. 189. Развертывание отверстий:
а — развертывание отверстий в труднодоступных
местах, б — последовательность развертывания:
/—сверление, II — зенкероваиие, III—черновое
развертывание, IV — чистовое развертывание
иметь в виду, что для от-
верстий диаметром не бо-
лее 25 мм оставляют при-
пуск под черновое развер-
тывание 0,1—0,15 мм, под
чистовое — 0,05—0,02 мм.
Отверстия диаметром
меньше 25 мм следует об-
рабатывать сначала чер-
новой разверткой, затем
чистовой. Отверстия диа-
метром свыше 25 мм об-
рабатываются предвари-
тельно зенкером, затем
черновой и чистовой раз-
вертками.
Для развертывания
деталь надо надежно за-
крепить в тисках. Круп-
ные детали не закрепля-
ют. Значительное влия-
ние на чистоту и точность
развертываемого отвер-
стия оказывает смазка и
охлаждение. При отсутст-
вии охлаждения и смазки
происходит разбивка от-
верстия: оно получается
неровным шероховатым и, кроме того, возникает опасность за-
щемления и поломки развертки. Поэтому при развертывании
стальных деталей развертку смазывают минеральным маслом,
медных — эмульсией с маслом, алюминиевых — скипидаром с ке-
росином, дуралюмнниевых — сурепным маслом. Отверстия в де-
талях из бронзы и чугуна развертывают всухую.
Развертку (рис. 189, а) в отверстие надо устанавливать осто-
рожно и проверять ее положение по угольнику 90°. Убедившись в
284
перпендикулярности оси развертки 1 к оси обрабатываемого от-
верстия, на головку развертки насаживают вороток 3. В случае
развертывания отверстий в труднодоступных местах детали 4
применяют специальные удлинители 2.
После установки воротка развертку медленно вращают в
одну сторону — по часовой стрелке, одновременно производя
плавную подачу вдоль ее оси. Вращение развертки в обратном
направлении, против часовой стрелки — не допускается, так как
имеющаяся между зубьями стружка может повредить зуб и в
отверстиях получатся задиры.
Обработка отверстий по 2; 3 и 4-му классам точности связана
с применением различных инструментов, которые надо выбирать
с таким расчетом, чтобы оставался припуск на
последующую обработку.
Примеры последовательности развертывания
отверстий диаметром 30 мм показаны на
рис. 189, б.
При работе разверткой на станке часто бы-
вают случаи, когда при жестко закрепленной
развертке ось ее не совпадает с осью обрабаты-
ваемого отверстия, и поэтому развернутое отвер-
стие получается неправильной формы. Это про-
исходит при неисправном станке, ось вращения
шпинделя не совпадает с осью отверстия (бие-
ние шпинделя).
Для повышения качества обработки и во из-
бежание брака при развертывании отверстий
применяют качающиеся оправки (рис. 190).
Качающаяся оправка закрепляется в шпин-
деле станка коническим хвостовиком 1. В отвер-
стии корпуса 4 крепится штифтом 5 с зазором ка-
чающаяся часть оправки 6, которая упирается
шариком 3 в подпятник 2. Благодаря такому
устройству качающаяся оправка с разверткой
может легко принимать положение, совпадающее
Рис. 190. Качаю-
щаяся оправка
с осью развертываемого отверстия.
Для получения высокой точности отверстия применяют пла-
вающие развертки, представляющие собой пластины, вставлен-
ные в точно обработанные пазы цилиндрической оправки.
Наружные ребра пластины заточены так же, как и у зуба разверт-
ки. Для обеспечения регулирования пластины делают составны-
ми. При работе плавающими развертками не нужна точная соос-
ность обрабатываемого отверстия и шпинделя станка и, кроме
того, точное отверстие получается даже при биении шпинделя.
так как пластина своими ленточками центрируется по стенкам от-
верстия, перемещаясь в пазу оправки в поперечном направлении.
Применение рациональной конструкции разверток не только обе-
285
Таблица 4
Неполадки при развертывании и способы их устранения
Вид неполадки Причина Способ устранения
Не выдержан раз- мер отверстий Неправильно выбран ди- аметр развертки Биение развертки Заменить развертку Применить качающуюся оправку
Нечистая поверх- ность отверстия Недостаточен припуск под развертывание Грубая обработка отвер- стия под развертыва- ние Увеличить припуск Улучшить поверхность отвер- стия под развертывание
Следы дробления Вращение развертки Плавно, равномерно вращать
на поверхности рывками развертку
отверстия Увеличенный припуск Неправильно заточена развертка Неправильно закреплена развертка Уменьшить припуск Заменить развертку Правильно закрепить развертку
Надиры на повер- Вращение развертки в Вращать развертку только в
хности разные стороны Затупленная развертка Большой припуск Неправильно выбрана ох л ажда юща я жид- кость, ее количество мало правую сторону Заточить развертку Уменьшить припуск Заменить жидкость или увели- чить ее количество
спечивает высокое качество работы, но и значительно повышает
производительность труда.
Й) б)
На некоторых машиностроительных заво-
дах при развертывании конических отверстий
на конусную часть развертки ставят ограничи-
вающее стопорное кольцо, что исключает за-
трату времени на измерение.
Для уменьшения нагрузки на развертку в
процессе работы увеличивают длину ее забор-
ной части в два раза. Это позволяет отказать-
ся от применения второй развертки и повысить
производительность и точность обработки
Широко применяют комбинированный ин-
струмент для одновременного сверления и зен-
кования отверстия (рис. 191).
Сверло-зенкер, сверло-зенковка, сверло-
развертка, зенкер-развертка позволяют сов-
Рис. 191. Комбинированные инструменты
а — зеикер-развертка, б — сверло-зенковка
286
местить две операции и получить отверстие заданной формы, точ-
ности и чистоты.
В табл. 4 рассмотрены неполадки при развертывании и указа-
ны причины и способы их устранения.
Вопросы для самопроверки
1. Какие наиболее важные для процесса резания углы имеются на режу-
щей части спирального сверла?
2. Какие средства используют для закрепления сверла в шпиндель свер-
лильного станка?
3. Как выбирают сверла в зависимости от обрабатываемого металла?
4. Назначение, виды и конструктивные особенности разверток.
5. Как сверлят отверстия глухие, неполные и под углом?
6. Какие требования техники безопасности нужно соблюдать при работе
механизированными инструментами для сверления?
chipmaker.ru
Г л з в я XX
НАРЕЗАНИЕ РЕЗЬБЫ
§ 1. ЭЛЕМЕНТЫ РЕЗЬБЫ
Резьбой называется винтовая поверхность, образованная
на телах вращения, широко применяется в технике как средство
соединения, уплотнения или обеспечения заданных перемещений
деталей машин, механизмов, приборов и т. п.
Нарезание резьбы — операция получения на заготовке
винтовой резьбы совершается вручную либо на различных
станках.
Резьба нарезается на станках либо вручную резьбонарезными
инструментами — метчиками и плашками.
Резьба бывает наружная — на стержне и внутренняя — в от-
верстии.
У всякой резьбы различают следующие основные элементы:
профиль, угол профиля, шаг, глубину, наружный, средний и внут-
ренний диаметры (рис. 192, а).
Профилем резьбы называются очертания впадин и выступов
(в продольном сечении).
Ниткой (витком) называется часть резьбы, образуемая при
одном полном обороте профиля.
Углом профиля резьбы а называется угол, заключенный меж-
ду боковыми сторонами профиля резьбы, измеряемый в плоскос-
ти, проходящий через ось болта.
Шагом резьбы S называется расстояние (мм) между верши-
нами двух соседних витков, измеряемое параллельно оси. У тре-
угольной резьбы шагом является расстояние между вершинами
двух витков.
Высотой профиля резьбы называется расстояние от вершины
резьбы до основания профиля, измеряемое перпендикулярно оси
болта.
Основанием резьбы (впадиной) называется участок профиля
резьбы, находящийся на наименьшем расстоянии от оси.
Глубиной резьбы t называется расстояние от вершины резь-
бы до ее основания, т. е. высота уступа.
Наружным диаметром г/0 резьбы называется наибольший диа-
метр, измеряемый по вершине резьбы — перпендикуляр оси.
Средним диаметром dcp называется расстояние между двумя
линиями, проведенными по середине профиля резьбы между
дном впадины и вершиной нитки параллельно оси винта.
Внутренним диаметром резьбы ф называется наименьшее
расстояние между противоположными основаниями резьбы, из-
меренное в направлении, перпендикулярном оси болта.
Профиль резьбы зависит от формы режущей части инстру-
мента, при помощи которого нарезается резьба. Чаще всего при-
288
меняется цилиндричес-
кая треугольная резь-
ба (рис. 192, а), обычно назы-
вают крепежной; такую резьбу
нарезают на крепежных де-
талях, например на шпильках,
болтах и гайках.
Помимо цилиндрических,
треугольные резьбы бывают
конические, которые дают
возможность получить плотное
соединение; такие резьбы встре-
чаются на конических проб-
ках, в арматуре, иногда в мас-
ленках.
Прямоугольная резь-
ба (рис. 192, б) имеет прямо-
угольный профиль (квадрат-
ный). Она не стандартизована,
трудна в изготовлении и при-
меняется редко.
Трапецеидальная
резьба (рис. 192, в) имеет
сечение в форме трапеции с уг-
лом профиля 30°. У нее малый
коэффициент трения, а потому
применяется эта резьба для
передачи движения или боль-
ших усилий: ходовые винты ме-
таллорежущих станков, в дом-
кратах, прессах и т. п. Витки
трапецеидальной резьбы имеют
наибольшее сечение у корня,
что обеспечивает высокую
прочность ее и удобство при
нарезании. Основные элемен-
ты трапецеидальной резьбы
стандартизованы (ГОСТ
9484—60).
Упорная резьба
(рис. 192, г) имеет профиль в
виде неравнобокой трапеции с
рабочим углом при вершине
30°. Основания витков закруг-
лены, что обеспечивает в опас-
ном сечении очень прочный
профиль. Поэтому данная резь-
Рис. 192. Профили резьб:
а — треугольная, б — прямоугольная,
в — трапецеидальная, г — упорная, д —
круглая
289
r.ru
ба применяется в тех случаях, когда винт должен передавать
большое одностороннее усилие (в винтовых прессах, домкратах
и т. п.).
По ГОСТ 10177—62 все упорные резьбы делятся на упорную
крупную резьбу диаметрами 22—400 мм и шагами 8—48 мм,
упорную нормальную диаметрами 22—300 мм и шагами 5—
24 мм и упорную мелкую резьбу диаметрами 10—650 лии и шага-
ми 2—48 мм.
Круглая резьба (рис. 192, д) имеет профиль, образован-
ный двумя дугами, сопряженными с небольшими прямолинейны-
ми участками и углом 30°; в машиностроении используется редко.
Применяется в соединениях, подвергающихся сильному износу,
в загрязненной среде (арматура пожарных трубопроводов, в ва-
гонных стяжках, на крюках грузоподъемных машин и т. п.). Эта
резьба не стандартизована.
Резьбы бывают правые и левые. У правых резьб (см.
рис. 193, г) винтовая линия поднимается слева направо (по ча-
совой стрелке), а у левых (см. рис. 193, д)—справа налево
(против часовой стрелки).
В машиностроении применяются чаще всего правые резьбы.
Кроме этого, резьбы бывают: однозаходные (одноходовые)
и многозаходные (см. рис. 193, е).
Уоднозаходной резьбы на торце винта или гайки ви-
ден только один конец витка, а у многозаходных — два, три
и больше витков.
Однозаходные резьбы имеют малые углы подъема винтовой
линии и большое трение (малый к. п. д.). Они применяются там,
где требуется надежное соединение — для крепежных резьб.
У многозаходных резьб по сравнению с однозаходными угол
подъема винтовой линии значительно больше. Такие резьбы при-
меняются в тех случаях, когда необходимо быстрое перемещение
по резьбе при наименьшем трении, при этом за один оборот вин-
та (или гайки) гайка (или винт) переместится на величину хода
винтовой линии. Многозаходные резьбы используются в механиз-
мах, служащих для передачи движения. Ход резьбы равен ша-
гу, умноженному на число заходов. В однозаходной резьбе ход
резьбы равен шагу.
§ 2. СИСТЕМЫ РЕЗЬБ
В машиностроении в основном применяются три системы
резьб: метрическая, дюймовая и трубная.
Метрическая резьба (рис. 193. а) имеет треугольный
профиль и характеризуется следующими элементами: угол про-
филя у нее 60° (см. рис. 192, а), диаметры и шаг резьбы выража-
ются в метрической системе мер — миллиметрах, профиль резь-
бы плоскосрезанный.
290
Все метрические резьбы делятся на резьбы с крупным шагом
(для диаметров 1—68 мм) и резьбы с мелким шагом (диаметры
1—600 мм).
Резьбы с крупным шагом применяются в тех случаях, когда
на соединение действуют значительные нагрузки.
При небольших нагрузках применяются резьбы с мелким
шагом. Эти резьбы имеют меньшую высоту витков, следователь-
но, их легче нарезать и они меньше ослабляют сечение болта.
Рис. 193. Система резьб:
а — метрическая, б — дюймовая, в — трубная, г — левая, д — правая, е — однозаход-
ная и многозаходная
Метрические резьбы с крупным шагом обозначают так:
М64 кл. 1, М64 кл. 3, где М указывает, что резьба метрическая,
цифра 64 — диаметр резьбы, кл. 3 — третий класс точности. Для
резьб с мелким шагом после указания диаметра ставится
знак X, затем ставят цифру, обозначающую шаг резьбы, и ука-
зывают класс точности; например М64 X 3 кл. 2.
Резьба дюймовая (рис. 193, б) имеет угол профиля 55°;
наружный диаметр измеряют в дюймах, а шаг — числом витков
(ниток), приходящихся на 1 дюйм. Один дюйм обозначается 1"
и равен приблизительно 25,4 мм. ОСТ НКТП 1260 предусматри-
вает эти резьбы диаметром от 3/16" до 4" и числом ниток 24—3
на 1". Например, дюймовая резьба диаметром полтора дюйма
обозначается так: 1*/г" (шаг — 6 ниток на 1").
Дюймовая резьба применяется преимущественно в старых ма-
шинах, а также в машинах некоторых иностранных фирм и не
применяется при проектировании новых изделий.
291
chipmaker.ru
Трубная резьба (рис. 193, в) измеряется также в дюймах
и характеризуется числом ниток резьбы, приходящихся на 1".
Угол профиля у нее равен 55°.
У трубной резьбы за диаметр условно принимается диаметр
отверстия трубы, на наружной поверхности которой нарезается
резьба. Вершины резьбы у винта и гайки с трубной резьбой вы-
полняются с плоскими или закругленными срезами. Плоскосре-
занный профиль более прост в изготовлении и применяется для
резьб обычных трубных соединений. Обозначение труб 1 " ука-
зывает, что данная резьба выполнена на трубе, внутренний диа-
метр которой равен 1". Трубная резьба применяется для соеди-
нения труб, работающих под давлением и обеспечивает доста-
точную герметичность соединения.
Трубная резьба по ГОСТ 6357—52 выполняется диаметрами
от 1/8" до 6" и с числом ниток на 1" от 28 до 11.
§ 3. ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
Резьбу на деталях можно получать методом нарезания со
снятием стружки и накатыванием, т. е. методом пластических
деформаций.
Для нарезания внутренней резьбы в качестве инструмента
используют метчики, а для нарезания наружной резьбы — плаш-
ки, прогонки и другие инструменты.
нитка (биток)
Рис. 194. Метчик
Инструментом для накатывания резьбы служат накатные
плашки, накатные ролики и накатные головки.
Метчики. В зависимости от назначения метчики делятся на
ручные, машинно-ручные, гаечные, плашечные и маточные.
В зависимости от профиля нарезаемой резьбы метчики разде-
ляются на пять типов: для метрической резьбы, дюймовой резь-
бы, трубной резьбы,трапецеидальной резьбы и конической резьбы.
По конструкции метчики разделяются на цельные, со встав-
ными перьями и специальные.
Метчик (рис. 194) состоит из двух основных частей: рабочей
и хвостовой.
292
Рабочая часть представляет собой винт с несколькими
продольными прямыми или винтовыми канавками. Направление
канавок может быть правым (метчик с левой резьбой) и левым
(метчик с правой резьбой). Рабочая часть метчика служит для
нарезания резьбы. Метчики с винтовыми канавками применяются
для нарезания точных резьб.
Рабочая часть метчика состоит из заборной и калибрующей
частей.
Заборная (или режущая) часть обычно делается в виде
конуса, она производит основную работу при нарезании резьбы.
Калибрующая часть служит для зачистки резьбы, имеет
цилиндрическую форму с обратным конусом и направляет мет-
чик при нарезании.
Режущие зубья (перья) метчика выполнены в форме
резцов, расположенных по окружности. Зубья метчика имеют все
режущие элементы. Число зубьев по окружности метчика опре-
деляется наличием числа канавок.
Канавки — углубления между режущими зубьями пред-
назначаются для образования режущих кромок, а также выхода-
стружки, образующейся при нарезании резьбы.
Метчики диаметром до 20 мм обычно изготовляют с тремя,,
а диаметром от 22 до 52 мм с четырьмя канавками. Специаль-
ные метчики не имеют канавки на калибрующей части.
Хвостовая часть метчика выполнена в виде стержня с
квадратом на конце, она служит для закрепления метчика в
патроне или воротке.
Ручные метчики применяются для нарезания резьбы
вручную.
Ручные метчики для метрической и дюймовой резьбы стан-
дартизированы по ГОСТ 9522—60 и изготовляются комплектом
из 2 шт. для резьбы с шагом до 3 мм включительно (для основ-
ной метрической резьбы диаметром от I до 52 мм и для дюймо-
вой резьбы диаметром от ’Д ДО 1") и комплектом из 3 метчиков
для резьбы с шагом свыше 3 мм (для метрической резьбы от 30
до 52 мм и для дюймовой резьбы диаметром от 1*/в до 2").
В комплект, состоящий из трех метчиков, входит черновой,
средний и чистовой метчики (рис. 195) или 1, 2, 3-й. Все метчики
комплекта имеют разный диаметр.
Первый (черновой) метчик нарезает черновую резьбу, снимая
при этом до 60% металла; второй (средний) метчик дает уже
более точную резьбу, снимая до 30% металла; третий (чистовой)
метчик снимает до 10% металла, имеет полный профиль резьбы
и используется для окончательного, точного нарезания резьбы и
ее калибровки. Чтобы определить, какой метчик является черно-
вым, какой средним, а какой чистовым, на хвостовой части дела-
ют соответственно одну, две или три круговые риски (кольца)
или же ставят соответствующий номер. На хвостовой части про-
293-
ставляют размер резьбы, для нарезания которой предназначен
этот метчик.
Комплект ручных метчиков из двух штук изготовляют путем
удлинения заборного конуса и некоторого увеличения диаметра
первого метчика.
По конструкции режущей части метчики бывают цилиндри-
ческие и конические.
При цилиндрической конструкции метчиков все три инстру-
мента комплекта имеют разные диаметры. У чистового метчика
Средний.
Рис. 195. Комплект метчиков
полный профиль резьбы, диаметр среднего метчика меньше нор-
мального на 0,6 глубины нарезки, а диаметр чернового метчика
меньше диаметра резьбы на полную глубину нарезки. У черно-
вого метчика длина заборной части равна 4—7 ниткам, у средне-
го — 3—3,5 и у чистового — 1,5—2 ниткам.
При конической конструкции метчиков все три инструмента
комплекта имеют одинаковый диаметр и полный профиль резьбы
с различной длиной заборных частей. Резьба в пределах забор-
ной части делается конической и дополнительно срезается по вер-
шинам зубьев на конус.
В конических метчиках заборная часть равна: у чернового
метчика — всей длине рабочей части, у среднего — половине
этой длины, у чистового — двум ниткам.
Конические метчики применяются обычно для нарезания
сквозных отверстий. Глухие отверстия нарезаются цилиндри-
ческими метчиками.
Машинно-ручные метчики применяются для нарезания мет-
рической, дюймовой и трубной цилиндрической и конической
294
резьб машинным способом всех размеров и для нарезания вруч-
ную резьб с шагом до 3 мм включительно.
Машинно-ручные метчики для цилиндриче-
ской резьбы (рис. 196, а) согласно ГОСТ 3266—60 изготов-
ляются двух видов: одинарные для нарезания резьбы в сквозных
и глухих отверстиях и комплектные из 2 шт.
Одинарные метчики для нарезания сквозных отверстий име-
ют на заборной части 6 ниток, а для нарезания глухих отвер-
стий — три нитки.
Рис. 196. Виды метчиков:
а — цилиндрические, б — конический, в — гаечный, г — плашечный, д — маточный
Машинно-ручные метчики для конической
резьбы (рис. 196, б) предназначаются для нарезания кониче-
ской резьбы с углом профиля 60° и для трубной конической резь-
бы. В отличие от метчиков для цилиндрической резьбы эти мет-
чики работают не только заборным конусом, но и всей поверх-
ностью резьбовой части; поэтому длина метчика зависит от
длины нарезания.
Гаечные метчики (рис. 196, в) служат для нарезания
сквозных отверстий в гайках за один проход вручную или на
станках. Они изготовляются по ГОСТ 1604—60 с удлиненным
хвостовиком для собирания на нем нарезанных гаек.
Плашечные метчики (рис. 196, г) отличаются от гаеч-
ных наличием большого заборного конуса и предназначаются
для предварительного нарезания резьбы в плашках за один
проход.
Маточные метчики (рис. 196,6) применяют для зачист-
ки резьбы в плашках после нарезания плашечным метчиком, а
также зачистки резьбы в плашках, находящихся в работе. В ма-
точных метчиках канавки делают с правой спиралью.
Специальные метчики составляют большую группу, в
которую входят ненормализованные конструкции метчиков: бес-
295
chipmaker.ru
канавочные, комбинированные, метчик-сверло, с винтовыми ка-
навками, метчик-протяжка.
Метчики бесканавочные (рис. 197, а) применяются
для нарезания сквозных резьб диаметром до 10—12 мм.
Длина заборной части метчика такая же, как и у обычных
машинных. Длина канавки (с выходом) на 3—5 ниток больше
длины заборной части. Бесканавочные метчики гораздо прочнее
обычных. Благодаря длинной резьбовой части метчик можно
перетачивать несколько раз. Высокая производительность труда
Рис. 197. Специальные метчики:
а — бесканавочный, б — комбинированный, в — метчик-
сверло, г — с винтовыми канавками
при нарезании резьбы является главным достоинством бескана-
вочных метчиков. Они иногда используются для нарезания резь-
бы и в глухих отверстиях.
Комбинированные метчики состоят из двух частей,
разделенных шейкой (рис. 197, б).
Первая часть служит для предварительного нарезания резь-
бы, а вторая — для окончательного (чистового) нарезания резь-
бы, комбинированный инструмент — сверло-метчик (рис. 197, в),
позволяющий совместить сверление и нарезание резьбы в одну
операцию, что значительно повышает производительность. При-
менение сверла-метчика возможно при нарезании сквозных от-
верстий без принудительной подачи при условии, что метчик всту-
пает в работу после выхода вершины сверла из отверстия. В про-
тивном случае сверло вынуждено работать с подачей, равной
шагу нарезаемой резьбы.
296
Применяют и другие комбинированные инструменты: метчик-
развертка, зенкер-развертка-метчик и др.
Замена нескольких инструментов одним комбинированным
позволяет значительно сократить вспомогательное время, затра-
чиваемое на смену инструмента.
Недостатком комбинированного режущего инструмента явля-
ется сложность и высокая стоимость его изготовления.
Метчики с винтовыми канавками (рис. 197, г) имеют угол на-
клона канавки 35°, что обеспечивает свободный выход стружки
по спирали и исключает возможность срыва резьбы. Метчиком
можно нарезать резьбу на высоких скоростях. Один метчик с вин-
товой канавкой равноценен комплекту обычных метчиков.
Применение этих метчиков для обработки деталей из чугу-
на, латуни, нержавеющей стали и других материалов позволи-
ло повысить производительность труда в 3 раза.
Метчики изготовляются из инструментальной стали марок
У8, У12 и Р18.
Плашки применяют для нарезания наружной резьбы как
вручную, так и на станках.
В зависимости от конструкции плашки подразделяются на
круглые, накатные, раздвижные (призматические).
Круглые плашки (ГОСТ 9740—62) изготовляются цель-
ными, разрезными.
Цельные плашки (рис. 198, а) представляют собой сталь-
ную закаленную гайку /, в которой через резьбу 2 прорезаны
сквозные продольные отверстия, образующие режущие кромки
и служащие для выхода стружки. С обеих сторон плашки имеют-
ся заборные части 3 длиной Р/г—2 нитки. Эти плашки применя-
ют при нарезании резьбы диаметром до 52 мм за один
проход.
Типы и диаметры цельных круглых плашек предусмотрены
ГОСТ 9740—62 для основной метрической — от 1 до 52 мм для
дюймовой резьбы —от ‘А до 2"; для трубной —от '/в До I'A"
Круглые плашки при нарезании резьбы вручную закрепляют
в специальном воротке.
Разрезные плашки (рис. 198, б) в отличие от цельных
имеют прорезь (0,5—1,5 мм), позволяющую регулировать диа-
метр резьбы в пределах 0,1—0,25 мм. Вследствие пониженной
жесткости нарезаемая этими плашками резьба имеет недостаточ-
но точный профиль.
Раздвижные (призматические) плашки в отличие от
круглых состоят из двух половинок, называемых полуплашками
(рис. 198, д). На каждой из них указан размер наружной резь-
бы и цифры 1 или 2 для правильного закрепления в приспособ-
лении (клуппе). На наружной стороне полуплашек имеются уг-
ловые канавки (пазы), которыми они устанавливаются в высту-
пы клуппа.
297
chipmaker.ru
Рис. 198. Плашки:
й — цельные: 1 — гайка, 2 — резьба, 3 — заборная часть; б — разрез*
ные; в, г — резьбонакатиые; д — раздвижная
Рис. 199. Косой клупп
Для равномерного распределения давления винта на полу-
плашки во избежание перекоса между полуплашками и винтом
помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплек-
тами по 4—5 пар в каждом; каждую пару по мере необходимое-
298
ти вставляют в клупп. Раздвижные плашки изготовляют для мет-
рической резьбы (ГОСТ 9150—59) диаметром от Мб до М52 мм,
для дюймовой (ОСТ НКТП 1260) — от '/4 до 2" и для трубной
резьбы (ГОСТ 6357—52)—от '/г
до 3". Раздвижные плашки за-
крепляют в клуппе (рис. 199), ко-
торый состоит из косой рамки 1
с двумя ручками 2 и зажимно-
го винта 5. Полуплашки 3 встав-
ляют в выступы рамки, затем
вводят сухарь 4 и закрепляют
винтом 5. Клуппы, в которые ус-
танавливают призматические
плашки, изготовляют шести раз-
меров — от № 1 до № 6.
Раздвижные трубные плашки
(гребенки) применяют для наре-
зания трубных резьб диаметром
Рис. 200. Клупп для нарезания
трубной резьбы
от >/2 до 3" (ГОСТ 6357—52).
Клупп (ГОСТ 6956—54) для за-
крепления раздвижных (труб-
ных) плашек показан на рис. 200.
В корпус 3 вставлены четыре резь-
бовые плашки 2 (гребенки), сбли-
жающиеся или раздвигающиеся при повороте планшайбы 7 с по-
мощью рукоятки 1. Установка плашек на нужный диаметр произ-
водится по шкале 5 вращением червяка 6. При работе клупп
держат за рукоятки 4.
§ 4 ТЕХНИКА НАРЕЗАНИЯ РЕЗЬБЫ
Нарезание внутренней резьбы. Просверленное от-
верстие, в котором нарезают резьбу метчиком, должно быть об-
работано зенкером или же проточено. При нарезании резьбы ма-
териал частично «выдавливается», поэтому диаметр сверла дол-
жен быть несколько больше, чем внутренний диаметр резьбы.
Изменение величины отверстия при нарезании резьбы у твердых
и хрупких металлов меньше, чем у мягких и вязких металлов.
Если просверлить под резьбу отверстие диаметром, точно со-
ответствующим внутреннему диаметру резьбы, то материал, вы-
давливаемый при нарезании, будет давить на зубья метчика,
отчего они в результате большого трения сильно нагреваются и
к ним прилипают частицы металла. Резьба может получиться
с рваными нитками, а в некоторых случаях возможна поломка
метчика. При сверлении отверстия слишком большого диаметра
резьба получится неполной.
299
chipmaker.ru
При определении диаметра сверла под нарезание метричес-
кой и трубной резьбы пользуются специальными таблицами, ко-
торые имеются в справочниках.
Диаметр отверстия под метрическую резьбу приближенно
можно вычислить по формуле:
D = d— 1,6/,
где D — диаметр отверстия, мм;
d —диаметр нарезаемой резьбы, лии;
t — глубина резьбы, мм.
Размеры воротка для закрепления метчика выбирают в зави-
симости от диаметра нарезаемой резьбы. Примерная длина во-
ротка может быть определена по формуле:
L =20D + 100 мм,
Рис. 201. Нарезание резьбы:
а — метчиком, б — плашкой
где D — диаметр резьбы, мм.
После подготовки отверстия под резьбу и выбора воротка
заготовку закрепляют в тисках и в ее отверстие вставляют вер-
тикально (без перекоса)
метчик.
Прижимая левой ру-
кой вороток к метчику
правой поворачивают его
вправо до тех пор, пока
метчик не врежется на не-
сколько ниток в металл и
не займет устойчивое по-
ложение, после чего воро-
ток берут за рукоятки
двумя руками и вращают
с перехватом рук через
каждые пол-оборота
(рис. 201).
В целях облегчения
работы вороток с метчи-
ком вращают не все вре-
мя по направлению часо-
вой стрелки, а один-два
оборота вправо и пол-обо-
рота влево и т. д. Благо-
даря такому возвратно-
вращательному движению
метчика стружка ломается, получается короткой (дробленой),
а процесс резания значительно облегчается.
Закончив нарезание, вращением воротка в обратную сторо-
ну вывертывают метчик из отверстия, затем прогоняют его
насквозь.
300
Метчиком вручную изготовляют резьбу по 2 и 3-му классам
точности.
Правила нарезания резьбы метчиком:
1. При нарезании резьбы в глубоких отверстиях, в мягких и
вязких металлах (медь, алюминий, баббиты и др.) метчик не-
обходимо периодически вывертывать из отверстия и очищать ка-
навки от стружки.
2. Нарезать резьбу следует полным набором метчиков. Наре-
зание резьбы сразу средним метчиком без прохода черновым,
а затем чистовым не ускоряет, а, наоборот, затрудняет работу;
резьба в этом случае получается недоброкачественной, а метчик
может сломаться. Средний и чистовой метчики вводят в отвер-
стие без воротка и только после того, как метчик пройдет пра-
вильно по резьбе, накладывают вороток и продолжают нарезание
резьбы.
3. Глухое отверстие под резьбу нужно делать на глубину, не-
сколько большую, чем длина нарезаемой части, с таким расче-
том, чтобы рабочая часть метчика немного вышла за пределы
нарезаемой части. Если такого запаса не будет, резьба получит-
ся неполной.
4. В процессе нарезки необходимо тщательно следить за тем,
чтобы не было перекоса метчика; для этого надо через каждые
2—3 нарезанные нитки проверять с помощью угольника положе-
ние метчика по отношению к верхней плоскости изделия. Особен-
но осторожно нужно нарезать резьбу в мелких и глухих отвер-
стиях.
5. На качество резьбы и на стойкость инструмента влияет
правильный выбор смазочно-охлаждающей жидкости.
Чтобы получить чистую резьбу с правильным профилем и не
испортить метчик, нужно применять при нарезании резьбы сма-
зочно-охлаждающие жидкости, например, разведенную эмуль-
сию (1 часть эмульсии на 160 частей воды).
Кроме разведенной эмульсии, можно применять при нареза-
нии внутренней резьбы в деталях из стали и латуни льняное мас-
ло, из алюминия — керосин, из красной меди — скипидар. На-
резание резьбы в деталях из бронзы, а также из чугуна следует
производить всухую.
Ни в коем случае нельзя при нарезании резьбы употреблять
машинные и минеральные масла, так как они значительно увели-
чивают сопротивление, которое метчик или плашка должны пре-
одолевать во время работы, отрицательно влияют на чистоту по-
верхностей отверстий и способствуют быстрому износу инстру-
мента.
Нарезание наружной резьбы. При нарезании резь-
бы плашкой надо иметь в виду, что в процессе образования про-
филя резьбы металл изделия, особенно сталь, медь и др. «тя-
нется», диаметр стержня увеличивается. Вследствие чего усилива-
301
chipmaker.ru
ется давление на поверхность плашки, что приводит к ее нагреву
и прилипанию частиц металла, поэтому резьба получается
рваной.
При выборе диаметра стержня под наружную резьбу следует
руководствоваться теми же соображениями, что при выборе от-
верстий под внутреннюю резьбу. Хорошее качество резьбы мож-
но получить в том случае, если диаметр стержня несколько мень-
ше наружного диаметра нарезаемой резьбы. Если диаметр стерж-
ня будет значительно меньше требуемого, то резьба получится
неполной; если же диаметр стержня будет больше, то плашка
или не сможет быть навинчена на стержень и конец стержня бу-
дет испорчен, или во время нарезания зубья плашки вследствие
перегрузки могут сломаться.
Диаметр заготовки должен быть на 0,3—0,4 мм меньше на-
ружного диаметра резьбы. Диаметры заготовок выбирают по
справочникам.
При нарезании резьбы плашкой вручную стержень закрепля-
ют в тисках так, чтобы выступающий над уровнем губок конец
его был на 20—25 мм больше длины нарезаемой части. Для
обеспечения врезания на верхнем конце стержня снимается фас-
ка. Затем на стержень накладывают закрепленную в клупп плаш-
ку и с небольшим нажимом вращают клупп так, чтобы плашка
врезалась примерно на 1—2 нитки. После этого нарезаемую часть
стержня смазывают маслом и вращают клупп с равномерным
давлением на обе ручки точно так, как при нарезании метчиком,
т. е. один-два оборота вправо и пол-оборота влево (рис. 201, б).
Для предупреждения брака и поломки зубьев плашки необ-
ходимо следить за перпендикулярным положением плашки по от-
ношению к стержню: плашка должна врезаться в стержень без
перекоса.
Проверка нарезанной внутренней резьбы производится резь-
бовыми калибрами-пробками, а наружной — резьбовыми микро-
метрами или резьбовыми калибрами-кольцами и резьбовыми
шаблонами.
Плашками вручную нарезают резьбу по 3-му классу точности.
§ 5. МЕХАНИЗАЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ
Нарезание резьбы вручную является малопроизводительной
и трудоемкой операцией. Существуют различные способы меха-
низации нарезания резьбы:
1. Применение приспособлений с ручным приводом, к числу
которых можно отнести нарезание резьбы с помощью ручных
электрических дрелей, повышающих производительность нареза-
ния, по сравнению с ручным способом (воротком) в 3—4 раза.
Этим способом можно нарезать резьбу диаметром до 6 мм. Для
нарезания резьбы метчик зажимают в патроне дрели. При наре-
я
S
ч
хо
302
chipmaker.ru
зании резьбы небольших диаметров (до 4 мм) следует работать
на большой скорости, а при нарезании резьб диаметром больше
4 мм — на малой скорости.
2. Применение резьбонарезательных машинок, типа свер-
лильных машинок электрического и пневматического действия.
Резьбонарезательные машинки позволяют повысить производи-
тельность нарезания резьбы в 8—10 раз по сравнению с нареза-
нием резьбы вручную. Использование резьбонарезательных ма-
шинок позволяет нарезать резьбы диаметром до 20 мм. Суще-
ствуют различные конструкции предохранительных патронов: с
кулачковыми муфтами, шариковыми муфтами и др.
3. Применение резьбонакатных самозакрывающихся головок,
выпускаемых московским заводом режущих инструментов «Фре-
зер» им. М. И. Калинина. Головки обеспечивают получение резь-
бы 1-го и 2-го классов точности на различных материалах.
В табл. 5 приведены наиболее часто встречающиеся виды бра-
ка, причины его появления и способы предотвращения.
При нарезании резьбы метчиком на станке следует руковод-
ствоваться правилами техники безопасности при работе на свер-
лильных станках. При нарезании резьбы вручную в деталях с
сильно выступающими острыми частями надо следить за тем,
чтобы при повороте воротка не поранить руки.
Вопросы для самопроверки
1. Какие основные элементы резьбы?
2. Чем отличается конструкция конических метчиков от цилиндрических и
когда применяются конические метчики?
3. Как обозначают резьбу на чертежах?
4. Какие величины надо определять при измерении резьбы?
5. Как выбрать диаметр отверстия под резьбу?
6. Какие правила надо выполнять при работе метчиком?
7. Какую смазку надо применять при нарезании резьбы в различных ме-
таллах?
Глава XXI
КЛЕПКА
§ 1. ОБЩИЕ СВЕДЕНИЯ
Клепкой называется процесс соединения двух или нескольких
деталей при помощи заклепок. Этим способом получают неразъ-
емные соединения, которые разъединяют путем разрушения за-
клепок.
Заклепочные соединения широко применяют при изготовле-
нии металлических конструкций мостов, ферм, рам, балок, а так-
же в котлостроении, самолетостроении.
Процесс клепки состоит из следующих основных операций:
образование отверстия в соединяемых деталях сверлением
или пробивкой;
вставка в отверстия заклепок, состоящих из стержня с заклад-
ной головкой;
образование замыкающей головки заклепки, т. е. собственно
клепка, которая бывает холодная и горячая.
Холодная клепка осуществляется заклепками со стерж-
нем диаметром до 10 лии. При клепке в холодном состоянии от-
верстие под заклепку сверлят (пробивают) на 0,1—0,2 мм боль-
ше диаметра стержня заклепки. Холодная клепка широко при-
меняется в самолетостроении.
Горячая клепка применяется при использовании закле-
пок диаметром свыше 10 мм. При горячей клепке стержень за-
клепки нагревается до определенной температуры и расклепы-
вается в горячем состоянии. При этом диаметр стержня должен
быть на 0,5—1 мм меньше диаметра отверстия.
Преимущество горячей клепки заключатеся в том, что стер-
жень лучше заполняет отверстие в склепываемых деталях, а при
охлаждении заклепка лучше стягивает их. Образование замы-
кающей головки может происходить при быстром (ударная клеп-
ка) и при медленном (прессовая клепка) действии сил.
Клепка может быть ручная, при которой используется слесар-
ный молоток, механизированная, когда применяются пневматиче-
ские клепальные молотки, и машинная с использованием стацио-
нарных клепальных машин (прессов).
Однако клепаные соединения имеют ряд существенных недос-
татков, основными из которых являются увеличение веса кле-
паных конструкций; ослабление склепываемого материала в мес-
тах образования отверстий под заклепки; значительное число
технологических операций, необходимых для выполнения закле-
почного соединения (сверление или пробивка отверстий, зенкова-
ние или штамповка гнезд под потайную головку, вставка закле-
пок и собственно клепка); значительный шум и вибрации (коле-
305
бания) при работе ручными пневматическими молотками, вредно
влияющие на организм человека, и др.
Поэтому, кроме совершенствования самого процесса клепки,
применяют и другие способы получения неразъемных соединений,
например электрической и газовой сваркой, соединением метал-
лов термостойкими клеями марок ВК-32-200; ВК-32-250; ИП-9
и др. Так, например, детали мостов через реку Москву в районе
Фили-Шелепиха и через реку Дон в Ростове-на-Дону соединены
эпоксидным клеем.
Однако в ряде отраслей машиностроения, например в авиа-
строении, в производстве слесарно-монтажного инструмента
клепку еще широко применяют, особенно для соединения конст-
рукций, работающих при высоких температурах и давлениях.
§ 2. ТИПЫ ЗАКЛЕПОК
Заклепка — это цилиндрический металлический стержень с
головкой (закладной) на одном конце. Соединение деталей осу-
ществляется деформированием (расклепыванием) выступающе-
го стержня заклепки, из которого образуется другая головка
(замыкающая).
По форме головок различают: заклепки с полукруглой
головкой (рис. 202, а) с диаметром стержня от 2 до 36 мм и
Рис. 202. Типы заклепок:
а — с полукруглой головкой, б — с полукруглой низкой голёвкой,
в — с плоской головкой, г — с потайной головкой, д — с полупо-
тайной головкой, е — взрывная двухкамерная, ж — с сердечником
длиной от 2 до 180 мм (ГОСТ 10299—62); заклепки с полу-
круглой низкой головкой (рис. 202, б) со стержнем диа-
метром от 2 до 10 мм и длиной от 4 до 80 мм (ГОСТ 10302—62);
заклепки с плоской головкой (рис. 202, в, слева) со
стержнем диаметром от 2 до 36 мм и длиной от 4 до 180 мм и
306
(рис. 210, в, справа) со стрежнем диаметром от 2 до 36 мм и дли-
ной от 4 до 50 мм (ГОСТ 10303—62); заклепки с потайной
головкой (рис. 202, г) со стержнем диаметром от 1 до 36 мм
и длиной от 2 до 180 мм (ГОСТ 10300—62) изаклепки с по-
лутайной головкой (рис. 202, д) со стержнем диаметром
от 2 до 36 мм и длиной от 3 до 210 мм (ГОСТ 10301—62).
Указанные типы заклепок изготовляются из углеродистой ста-
ли 10 кп и 20 кп, легированной стали 09Г2, нержавеющей стали
Х18Н9Т, цветных металлов и сплавов Л62, М3, АД1 и Д18П.
Как правило, заклепки должны быть из того же материала,
что и соединяемые детали, в противном случае возможно появле-
ние коррозии и разрушение места соединения.
Наиболее широкое применение в машиностроении получили
заклепки с полукруглой головкой. В некоторых случаях приме-
няют специальные типы заклепок — взрывные (АН-1504)
и с сердечником (АН-831) и др.
Заклепки взрывные (рис. 202, е) имеют в свободном
конце стержня углубление (камеру), заполненное взрывчатым
веществом, которое защищено от проникновения атмосферной
влаги слоем лака. Взрывные заклепки изготовляются диамет-
ром 3,5; 4; 5 и 6 мм из проволоки марки Д18П. Длина стержня
взрывных заклепок от 6 до 20 мм, толщина склепываемого паке-
та от 1,6—2,5 до 14,1—15 мм.
Заклепки с сердечником (рис. 202, ж) имеют полый
стержень (пистон) /, в который помещен сердечник 2 с утолщен-
ной частью 3 на конце. При втягивании сердечника утолщенная
часть «раздает» конец стержня заклепки, образуя замыкающую
головку, после чего сердечник «откусывается» инструментом.
Заклепки с сердечником изготовляют двух типов: с потайной
и полукруглой головками. Наружный диаметр пистона от 3,5 до
5 лии. Этот тип заклепок применяют для соединения деталей,.под-
вергающихся незначительной нагрузке.
§ 3. ВИДЫ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Один или несколько рядов заклепок, расположенных в опре-
деленном порядке для получения неразъемного соединения, на-
зывается заклепочным швом.
В зависимости от характера и назначения заклепочного сое-
динения заклепочные швы делятся на три вида: прочные, плот-
ные и прочно-плотные.
Прочный шов применяют для получения соединений повы-
шенной прочности. Прочность шва достигается тем, что он имеет
несколько рядов заклепок. Эти швы применяются при клепке ба-
лок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плот-
ной и герметичной конструкции.
307
chipmaker.ru
Соединения с плотным швом выполняют обычно холодной
клепкой. Для достижения необходимой герметичности шва при-
меняют различного рода прокладки из бумаги, ткани, пропитан-
ные олифой или суриком, или подчеканку шва. Эти швы приме-
няют при изготовлении резервуаров, не подвергающихся высо-
ким давлениям (открытые баки для жидкости), некоторых других
изделий.
Прочно-плотный шов применяют для получения проч-
ного и вместе с тем непроницаемого для пара, газа, воды и дру-
Рис. 203. Соединения и заклепочные швы:
а — внахлестку однорядный, б — встык с накладкой двух-
рядный, в — внахлестку двухрядный шахматный
гих жидкостей соединения, например в паровых котлах и раз-
личных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помо-
щи клепальных машин с последующей подчеканкой головок за-
клепок и кромок листов.
В зависимости от характера расположения соединяемых дета-
лей различают:
соединения внахлестку (рис. 203, а), в которых край одно-
го листа накладывается на край другого;
соединения встык (рис. 203, б), которые характеризуются
тем, что соединяемые детали своими торцами плотно примыкают
друг к другу и соединяются с помощью одной или двух накладок
(рис. 203, в).
В каждом заклепочном соединении заклепки располагают в
один, два и более рядов. В соответствии с этим заклепочные швы
делятся на однорядные, двухрядные, многорядные, параллель-
ные и шахматные.
308
§ 4. ИНСТРУМЕНТЫ ДЛЯ РУЧНОЙ КЛЕПКИ
Различают клепку ручную и механизированную, при которой
применяют пневматические клепальные молотки, и машинную,
выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки, поддерж-
ки, обжимки, натяжки и чеканки.
Слесарные молотки для клепки имеют квадратный боек. Вес
молотка выбирается в зависимости от диаметра заклепки.
Поддержки являются опорой при расклепывании стержня
заклепок. Форма и размеры поддержек зависят от конструкции
склепываемых деталей и диаметра стержня заклепки, а также от
выбранного метода клепки (прямой или обратный). Поддержка
должна быть в 3—5 раз тяжелее молотка.
Обжимки служат для придания замыкающей головке за-
клепки после осадки требуемой формы.
Натяжка представляет собой бородок с отверстием на кон-
це. Диаметр отверстия обычно делается на 0,2 мм больше диа-
метра стержня заклепки.
Чекан представляет собой слесарное зубило с плоской
рабочей поверхностью и применяется для создания герметичнос-
ти заклепочного шва, достигаемой обжатием (подчеканкой) за-
мыкающей головки и края листа.
§ 5. ПРОЦЕСС РУЧНОЙ КЛЕПКИ
Независимо от применяемых инструментов и приспособлений
•склепываемые детали располагают таким образом, чтобы заклад-
ные головки заклепок находились сверху. Это позволяет встав-
лять заклепки предварительно.
Необходимое количество, диаметр и длину заклепок опреде-
ляют расчетным путем. Длину стержня заклепки выбирают в за-
висимости от толщины склепываемых листов (пакета) и формы
замыкающей головки. Длина части стержня заклепки для обра-
зования замыкающей потайной головки должна быть 0,8—1,2,
а для замыкающей полукруглой 1,2—1,5 диаметра заклепки.
Расстояние от центра заклепки до края склепываемых листов
должно быть не менее 2,5 мм.
В зависимости от диаметра заклепки отверстия сверлят или
пробивают. Диаметр отверстия должен быть больше диаметра
заклепки. Диаметры отверстий в зависимости от диаметра за-
клепок:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр отверстия, мм 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
Различают два вида клепки: с двухсторонним подходом, ког-
да имеется свободный доступ как к замыкающей, так и заклад-
309
chipmaker.ru
ной головкам, и с односторонним подходом, когда доступ к за-
мыкающей головке невозможен.
В связи с этим различают два метода клепки: открытый, или
прямой, и закрытый, или обратный.
Прямой метод клепки начинается со сверления отвер-
стия под заклепку (рис. 204, а). Затем в отверстие вводят снизу
стержень заклепки и под закладную головку ставят массивную
Рис. 204. Процесс клепки:
а — сверление отверстия, б — осаживание склепываемых листов при
помощи натяжки, е — осаживание стержня заклепки, г — придание
формы замыкающей головке при помощи молотка, д — окончатель-
ное оформление замыкающей головки при помощи обжимки; 7 —
натяжка, 2 — поддержка, 3 — обжимка
поддержку 2. Склепываемые листы осаживают (уплотняют) при
помощи натяжки 1 (рис. 204, б), которую устанавливают так,
чтобы выступающий конец стержня вошел в ее отверстие. Ударом
молотка по вершине натяжки осаживают листы и таким образом
устраняют зазор между ними.
После этого расклепывают стержень заклепки. Так как при
расклепывании металл упрочняется, стремятся к возможно мень-
310
шему числу ударов. Поэтому сначала несколькими ударами мо-
лотка осаживают стержень (рис. 204, в), затем боковыми удара-
ми молотка придают полученной головке необходимую форму
(рис. 204, г), после чего обжимкой окончательно оформляют за-
мыкающую головку (рис. 204, д).
При выполнении шва с потайными головками под закладную
головку ставят плоскую поддержку. Молотком ударяют точно по
оси заклепки.
Во избежание образования неровностей клепку выполняют не
подряд, а через два-три отверстия, начиная с крайних, после чего
производят клепку по остальным отверстиям.
Обратный метод клепки применяют при затруднен-
ном доступе к замыкающей головке. При работе по этому методу
стержень заклепки вводят
сверху, поддержку ставят
под стержень. Молотком
ударяют по закладной
головке, формируя при
помощи поддержки за-
мыкающую головку. Ка-
чество клепки по этому
методу несколько ниже,
чем по прямому.
Клепку по обратному
методу выполняют также
взрывными и трубчатыми
заклепками (особые виды
клепки).
Клепка взрывны-
ми заклепками за-
ключается в том, что в
отверстие вставляют за-
клепку, в свободном конце
стержня которой имеется
камера, заполненная
взрывчатым веществом.
Легким ударом молотка
(в холодном состоянии)
заклепку осаживают. За-
тем на закладную головку
накладывают наконечник
электрического нагрева-
теля (рис. 205, а). В тече-
ние 2—3 сек заклепка
а — взрывными заклепками: I — электрический на-
греватель, 2 — заклепка до взрыва, 3 — заклепка
после взрыва; б—трубчатыми заклепками: 1 —
заклепка до развальцовки, 2 — заклепка после
развальцовки, 3 — лнстоница, 4 — крючок для
формирования нижней головки заклепки
нагревается, и при температуре 130—160° С заряд взрывается,
при этом конец стержня сильно расширяется и образует замыка-
ющую головку.
311
chipmaker.ru
Клепка трубчатыми заклепками заключается в
том, что в отверстие устанавливают заклепку с полым стержнем
(пистоном), затем специальным инструментом-пистонницей
(рис. 205, б) заклепку осаживают, подтягивают склепываемые
детали друг к другу и расклепывают. Качество расклепывания
(развальцовки) свободного конца стержня для образования за-
мыкающей головки зависит от конструкции, формы и размеров
крючка пистонницы, который подбирается по размерам заклад-
ной головки, а также от силы нажима.
§ 6. МЕХАНИЗАЦИЯ КЛЕПКИ
Ручная клепка слесарным молотком — трудоемкий и мало-
производительный процесс. Поэтому при большом объеме работ
ручную клепку выполняют механизированным способом.
Средствами механизации клепки яртяются пневматические
клепальные молотки и клепальные прессй.
Пневматические клепальные молотки применя-
ют для заклепок диаметром до 25 мм, они приводятся в действие
сжатым воздухом и бывают одноударные и многоударные, а
также прямые и угловые (по форме ударника).
Производительность труда и качество работы при механизи-
рованной клепке в значительной мере зависят от того, насколько
правильно выбраны инструменты — молоток, обжимки и под-
держки.
Обжимка при механизированной клепке вставляется во втул-
ку пневматического молотка. Рабочая поверхность обжимки мо-
жет быть выпуклей или вогнутой. Форма и размеры обжимок к
пневматическим молоткам зависят от конструкции склепываемых
деталей, от диаметра и типа заклепки, применяемого пневмати-
ческого молотка и степени доступности к месту клепки.
Натяжка является той же обжимкой, на рабочей поверхнос-
ти которой имеется прорезь шириной, соответствующей диаметру
головки заклепки. Прорезь в обжимках указанного типа позволя-
ет одним и тем же вставным инструментом выполнять две опера-
ции: натяжку материала (склепываемого пакета) и расклепы-
вание стержня.
Поддержка служит опорой при выполнении клепки пневмати-
ческим молотком. Форма, размеры и вес поддержки зависят от
конструкции склепываемых деталей, диаметра заклепки и мето-
да клепки. Вес поддержки, применяемой при прямом методе
клепки, выбирают в зависимости от диаметра.
Более совершенным является машинный способ клепки, вы-
полняемой на прессах одиночной и групповой клепки.
При использовании одноударных молотков для осуществле-
ния каждого удара необходимо нажимать спусковой курок. Од-
ним-двумя ударами можно поставить заклепку. В зависимости
312
от размера заклепки силу удара можно изменять. Шум при рабо-
те этих молотков незначителен.
При работе многоударными пневматическими молотками за-
клепки расклепываются 10—30 ударами, в зависимости от мощ-
ности молотка, диаметра и металла заклепки. Многоударные
пневматические молотки наносят удары до тех пор, пока нажат
Рис. 206. Пневматический клепальный молоток
спусковой курок. Эти молотки создают большие шумы. Рабочим
инструментом является обжимка, вставляемая во втулку мо-
лотка.
Для приведения молотка (рис. 206) в действие следует на-
жать курок 1, который откроет доступ сжатому воздуху. Сжатый
Рис. 207. Общий вид кле- .
пальмой машины
Рис. 208. Схема действия
клепальной машины
313
воздух по гибким шлангам через штуцер 4 подается в полость
рукоятки 2 молотка, при этом выступ курка / отжимает пружи-
ну 3 и воздух поступает по каналу 5 через золотниковое устрой-
ство 6 в рабочую полость, заставляя боек 7 наносить удары по
ударнику 8, имеющему форму обжимки.
Пневматические молотки делают в минуту до 6000 ударов.
Во избежание преждевременного износа ходовых частей нельзя
допускать проникновения во внутреннюю полость молотка вместе
Рис. 209. Поддерживающие устройства
для клепки
с воздухом песка, пыли и грязи, для чего между штуцером и кла-
паном должна быть поставлена сетка.
Перед работой молоток продувают воздухом, а 2—3 раза в
месяц смазывают, заливая в ниппель негустеющее масло и рас-
пыляя его сжатым воздухом.
Клепка изделий чаще всего выполняется двумя рабочими
(клепальщиком и подручным). Пневматические молотки для об-
легчения клепки при работе подручного рабочего иногда закреп-
314
ляют на специальном приспособлении, представляющим стацио-
нарную клепальную установку, состоящую из плиты, стойки,
кронштейна, шпинделя, пневматического клепального молотка,
зубчатого колеса, педали и пружины.
Широкое применение находят электромеханические молотки,
в которых сила удара создается электродвигателем. Клепка осу-
ществляется также специальными машинами (рис. 207).
В клепальных машинах необходимое усилие сжатия стержня
создается сжатым воздухом, действующим на поршень 1
(рис. 208), который расположен в цилиндре 2. К штоку 3 поршня
прикреплен клин 4, который при перемещении поршня отжимает
ролик 5 и тем самым передает давление на обжимку 6. Эти ма-
шины относятся к группе машин прессового действия.
Применяются также клепальные машины ударного действия.
Для удобства и облегчения клепки в некоторых конструкциях
молотков делаются специальные скобы, поддерживающие скле-
пываемые детали.
Для облегчения клепки громоздких деталей клепальные маши-
ны снабжаются поддерживающими устройствами — кронштей-
нами, монорельсами и т. п. (рис. 209).
Выбор приспособления или прессов для клепки зависит от
материала заклепок и толщины материала склепываемых дета-
лей. Маломощные клепальные машины или молотки не обеспечи-
вают нужной производительности, высокого качества клепки, а
слишком мощные молотки разбивают заклепку.
Виды и причины брака клепки
Наиболее распространенные виды брака при клепке приведе-
ны в табл. 6.
У плохо поставленной заклепки срубают головку, а затем бо-
родком выбивают стержень. Заклепку мож«о также высверлить.
Для этого закладную головку накернивают и сверлят на глуби-
ну, равную высоте головки. Диаметр сверла берут немного мень-
ше диаметра заклепки. Недосверленную головку надламывают
бородком, затем выбивают заклепку.
Способы проверки качества с о е д и н е н и я. После
сборки заклепочные соединения подвергают тщательному на-
ружному осмотру: проверяют состояние головок заклепок и скле-
панных деталей. Плотность прилегания соединенных деталей оп-
ределяют щупом. Головки заклепок и расстояние между ними
проверяют шаблонами.
Заклепочные соединения, требующие герметичности, подвер-
гают гидравлическим испытаниям путем нагнетания насосом
жидкости под давлением, превышающим нормальное на 5—20%.
Места соединения, дающие течь, подчеканивают.
315
chipmaker.ru
Таблица &
Виды и причины брака при клепке
Характеристика брака
Смещение замыкающей
головки
Прогиб материала
Смещение обеих голо-
вок заклепки
Изгиб замыкающей го-
ловки
Расклепывание стержня
между листами
Подсечка (зарубка) го-
ловки
Недотянутая головка
Мала замыкающая го-
ловка
Неплотное прилегание
замыкающей головки
Рваные края головки
Причина брака
Скошен или неровно обре-
зан торец стержня за-
клепки
Диаметр отверстия мал
Отверстие просверлено косо
Длинный стержень заклеп-
ки; поддержка установле-
на не по оси заклепки
Клепка произведена при
иеприжатых листах
Обжимка при отделке го-
ловки была поставлена
косо
Неплотная посадка заклад-
ной головки при клепке
Недостаточна длина высту-
пающей части стержня
заклепки
Перекос обжимки
Плохое качество металла
заклепки
§ 7. ЧЕКАНКА
Процесс чеканки состоит в следующем. Специальным инстру-
ментом — чеканом при помощи молотка часть металла вдоль
кромки шва и по периметру заклепочных головок осаживают,
вследствие чего получается полоса уплотненного металла. Чекан-
ку выполняют в такой последовательности: сначала пробивают
316
!Ыш тем
В
3
S)
Рис. 210. Способы чеканки:
а — одним чеканом, б — двумя чека-
нами
канавку по кромке шва, а затем металл осаживают ниже канав-
ки и сглаживают кромки.
Чекан служит для подчеканки заклепочных прочно-плотных
швов и заклепочных головок с целью обеспечения герметичности
клепаных соединений в резервуарах, сосудах и других конструк-
циях, используемых для хранения жидкостей и газов.
На практике чеканку обычно производят двумя способами.
При чеканке первым спосо-
бом (рис. 210, а) пользуются че-
каном с острыми рабочими кром-
ками. Чекан прикладывают к
нижнему листу, сильными удара-
ми молотка осаживают на не-
сколько миллиметров материал
по кромке шва, а затем, повернув
чекан другой стороной, «подби-
рают» весь материал в нижней
части листа.
При чеканке вторым способом
(рис. 210, б) сначала работают
чеканом с закругленным борти-
ком на рабочей кромке, которым
вдоль кромки листа делают полу-
круглую канавку; подборка ма-
териала и отделка кромки производится другим чеканом с при-
тупленным концом.
Второй способ чеканки имеет следующие преимущества перед
первым: уплотнение материала получается более глубоким, что
обеспечивает высокую плотность шва; применение тупого инстру-
мента вызывает меньшую концентрацию напряжений у кромки
шва, исключается возможность повреждения поверхности ниж-
него листа острым инструментом.
Закладные и замыкающие заклепочные головки чеканят за-
кругленным по контуру головки чеканом. Сначала удаляют зау-
сенцы и излишек металла головки, а затем уплотняют металл по
втшш чешем
окружности ГОЛОВКИ.
Надо иметь в виду, что чеканка обеспечивает уплотнение за-
клепочного шва лишь при толщине стали более 4 мм. При тол-
щине стали 4 мм и менее чеканку не производят и шов уплотня-
ют парусиновой прокладкой, пропитанной свинцовым суриком на
натуральной олифе. Поверхность листов в местах шва тщательно
очищают от грязи и ржавчины.
Техника безопасности при клепке
При клепке следует выполнять общие требования техники без-
опасности (работать исправным инструментом, на рабочем месте
не должно быть ничего лишнего и т. д.).
317
chipmaker, ru
Для защиты от шума при клепке пневматическими молотками
применяют два типа противошумных наушников: ПН-2К для кле-
пальщиков (рис. 211, а) и ПН-ЗВЧШ для защиты клепальщиков
и слесарей-медников от высокочастотного шума (рис. 211, б).
Наушники ПН-2К и ПН-ЗВЧШ состоят из чашечки 1, изго-
товленной нз алюминия толщиной 1,5 мм холодной штамповкой,
и заполнителя 2 из звукопоглощающего материала — поро-
Рис. 211. Противошумные наушники:
а — ПН-2К для клепальщиков, б — ПН-ЗВЧШ для клепальщиков
и медников при работе в условиях высокочастотного шума
пласта (ВТУ 188—60); уплотнителя 3 из бестканевой полихлор-
виниловой окантовочной пленки толщиной 0,3—0,4 мм, заполнен-
ного дистиллированным глицерином; обжимного кольца 4, вы-
полненного из той же пленки и служащего для крепления уплот-
нителя к наушникам.
Наушники крепятся на голове при помощи плотной хлопча-
тобумажной или резиновой тесьмы, или металлической фурниту-
ры (мягкое крепление), или двух охватывающих голову метал-
лических дуг, изготовленных из пружинной проволоки диамет-
ром 3 мм (ГОСТ 9389—60) и полихлорвиниловой профилирован-
ной ленты толщиной 1,5 мм.
Вопросы для самопроверки
1. Какие существуют способы клепки?
2. Как надо выбирать заклепки по длине, диаметру, материалу?
3. Как выполняется и чем отличается клепка прямым и обратным ме-
тодами.
4. Какие основные причины брака при клепке и меры его предупреждения
и способы исправления?
Глава XXII
ПРОСТРАНСТВЕННАЯ РАЗМЕТКА
Пространственная разметка имеет существенное отличие от
плоскостной. Если при плоскостной разметке разметочные линии
наносят в одной плоскости, то при пространственной разметке
разметочные линии наносят в разных плоскостях и под разными
углами.
§ 1. ПРИСПОСОБЛЕНИЯ ДЛЯ ПРОСТРАНСТВЕННОЙ
РАЗМЕТКИ
Прежде чем приступить к разметке, заготовку устанавливают
и выверяют на разметочной плите, пользуясь для этого различ-
ными опорными подкладками, призмами и домкратами различ-
ных конструкций, разметочными ящиками и др.
П одк ладки служат для обеспечения правильной установки
деталей при разметке, а также для предохранения разметочных
плит от царапин и забоин. В зависимости от назначения под-
кладки бывают разных конструкций. Самыми простыми подклад-
ками являются плоские опорные (рис. 212, а), подклад-
ки больших размеров выполняются пустотелыми или дву-
таврового сечения.
Призматические подкладки применяют при уста-
новке заготовок цилиндрической формы. Подкладки имеют точно
обработанные наружные поверхности с призматическими выре-
зами. Чаще всего применяются подкладки длиной 50—250 мм,
шириной и высотой 50—100 мм. Для установки длинных цилинд-
рических заготовок используют комплекты подкладок одинако-
вых размеров.
Наиболее усовершенствованной конструкцией является приз-
ма, применяемая разметчиком-новатором П. А. Щербаковым.
Преимущество указанной призмы (рис. 212,6) состоит в том, что
боковые стороны скобы 1 не выступают за грани призмы 2; это
позволяет производить разметку горизонтальных и вертикальных
линий на детали 3 путем ее перекантовки. В обычных призмах со
скобой (рис. 212, в) стороны скобы выступают за грани призмы,
вследствие чего нельзя производить разметку в горизонтальной и
вертикальной плоскостях без перестановки детали.
Клиновидные подкладки (рис. 212,г) представляют
собой два соединенных, точно обработанных стальных клина
/ и 2. Размечаемая заготовка устанавливается на верхней поверх-
ности клина 2. Подъем и опускание заготовки производятся вра-
щением винта 3, находящегося в теле клина 1. Имея набор клинь-
ев разной толщины, можно регулировать положение размечае-
мых заготовок по высоте. На боковой поверхности нижнего кли-
319
chipmaker.ru
a)
Рис. 212. Приспособления для разметки:
а —подкладки, б —призма разметчика Щербак^ва’ 6 обычная приз-
ма, г — клиновидные подкладки, д — призма дл^ разметки деталей под
углом
на нанесена шкала, позволяющая контролировать и точно регу
лировать высоту клина.
Призма 1 для разметки деталей под углом (рис. 212, д)
устанавливается на нужный угол по отношению к основанию 4
по градуированному диску 2. Деталь при разметке крепится ско-'
бой 5. Положение призмы фиксируется гайкой-барашком 3.
Угольники (рис.
213, а) изготовляют из серо-
го чугуна. На обеих полках
угольника имеются отвер-
стия. Отверстия в горизон-
тальной полке дают возмож-
ность крепить угольник к
разметочной плите с Т-об-
разными пазами; с помо-
щью отверстий на верти-
кальной полке к угольнику
крепят размечаемые заго-
а) б)
Рис. 213. Угольник (а), кубик (б)
товки.
Р шжк "Sqhssx обра-
ботанные плоскости и большое количество отверстий для уста-
новки и крепления деталей при помощи болтов с прихватами,
планок и т. п.
Разметочные ящики (рис. 214,а) изготовляют из чугу-
на (для облегчения отливаются пустотелыми с толщиной стеной
Рис. 214. Разметочные ящики:
а — разметка при помощи одного разметочного ящика, б — разметка при
помощи разметочных ящиков без поворота детали
8—12 мм и с ребрами жесткости внутри), все стороны тщательно
пришабриваются. Особое внимание при их изготовлении обра-
щается на точность сопряжения граней (углы 90°). Ящики при-
меняются для крепления на их сторонах размечаемых заготовок-
321
chipmaker, ru
Рис. 216. Домкраты, применяемые для разметки:
а— обыкновенный, б —с шариковой опорой, в — с призмати-
ческой опорой, г — с роликовой опорой, д — выдвижной центр,
е — разметка с помощью раздвижного центра
Магнитные поворотные плиты (рис. 215) применяют-
ся для разметки стальных изделий небольшого веса, которые
удерживаются на них без дополнительного крепления. Плита 1
поворачивается при помощи штурвала 2 вместе с закрепленной
деталью для нанесения рисок под разными углами.
Домкраты применяют для установки громоздких и тяже-
лых заготовок, они позволяют выверять и регулировать положе-
ние размечаемых заготовок по высоте. На рис. 216, а показан
обыкновенный домкрат, в корпусе которого имеется отверстие с
прямоугольной резьбой для ввертывания винта. На верхнем
конце винта закрепляются головки различной формы, шариковая
(рис. 216, б) для установки необработанных деталей, призматиче-
ская (рис. 216, в) для установки цилиндрических деталей.
Подъем и опускание заготовки осуществляется вращением
винта.
Роликовый домкрат (рис. 216, г) дает возможность
не только регулировать положение заготовки по высоте, но и сво-
бодно поворачивать ее в горизонтальной плоскости, что имеет
важное значение при разметке тяжелых заготовок. Домкрат со-
стоит из корпуса 5 с широким основанием и отверстием с резьбой,
в которое ввертывается винт 4. На винте установлена плита 1 с
кронштейнами 3, в которых вращаются шлифованные закален-
ные бочкообразные ролики 2. Ролики можно сдвигать и раздви-
гать соответственно размерам размечаемых деталей (заготовок).
Для разметки больших цилиндрических деталей применяются
выдвижные центры.
Выдвижной центр (рис. 216,6) при помощи зубчатого
колеса 3 и зубчатой рейки 4 имеет возможность выдвигаться на
высоту до 400 мм по отношению к основанию 1. В нужном поло-
жении площадка 5 фиксируется зажимным болтом 2.
При помощи выдвижной площадки создаются «необходимые
условия и удобства для разметки окружностей, расположенных
на разных высотах (рис. 216, е).
§ 2. ИНСТРУМЕНТЫ ДЛЯ ПРОСТРАНСТВЕННОЙ
РАЗМЕТКИ
При выполнении пространственной разметки, кроме разметоч-
ного инструмента, применяемого при плоскостной разметке, ис-
пользуют следующие инструменты.
Рейсмас (рис. 217) служит для нанесения на размечае-
мых заготовках горизонтальных рисок на определенном расстоя-
нии от рабочей поверхности плиты. Его также используют для
проверки положения заготовок во время их установки на разме-
точной плите или станке.
Наиболее широко применяется рейсмас, предложенный нова-
тором К. Ф. Крючковым, ускоряющий процесс (рис. 218).
323
chipmaker.ru
Рис. 217. Рейсмас:
/ — плаика, 2 — основание, 3 — винт, 4—
чертилка, Б — стойка, 6 — винт с гай-
кой, 7 — муфта
Рис. 218. Высокопроизводительные рейсмасы: (
а — многоиголъчатый, б — усовершенствованный, в — центрирующий штангенрейсмас
Рис. 219. Кериер-
цеитроискатель:
/ — кернер, 2 — коло-
кол, 3 — пружина,
4 — головка, 5 — фла-
нец
Этот рейсмас имеет четыре чертилки (иглы), каждую из кото-
рых можно установить на необходимый размер и высоту. Рейсмас
позволяет провести одновременно несколько рисок.
На рис. 218,6 показана другая конструкция комбиниро-
ванного рейсмаса. Рейсмас состоит из основания 1, верти-
кальных стоек 6 и соединяющих их планок 5 и
9. Риски наносят чертилками 2, 3, 7 и 8, кото-
рые закрепляют винтами 4.
Центрирующий штангенрейсмас
(рис. 218, в) представляет собой обычную
стойку штангенрейсмаса, на которую надета
каретка центроискателя, имеющая вид стрел-
ки, составленной из двух равных треугольни-
ков. Биссектриса большого треугольника оп-
ределяет центр заготовки, центровая линия на-
носится острием стрелки.
Кернер-центроискатель (рис. 219)
применяется для нанесения центров на ци-
линдрических деталях диаметром до 40 мм.
Он имеет обыкновенный кернер 1, помещен-
ный в воронке (колоколе) 2. В воронку встав-
лен фланец 5 с отверстием, в котором легко
скользит кернер.
Разметка заключается в том, что воронку
прижимают к торцу изделия и молотком уда-
ряют по головке кернера. Под действием пружины 3 кернер
всегда находится в верхнем положении.
§ 3. ПРИЕМЫ И ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗМЕТКИ
Подготовка к разметке. Прежде чем приступить к раз-
метке, внимательно проверяют заготовку: нет ли на ней раковин,
трещин, отбитых углов и других дефектов. Затем заготовку очи-
щают от грязи и пыли. Далее подробно изучают чертеж будущей
детали и намечают порядок разметки: определяют, в каких поло-
жениях деталь будет устанавливаться на плите и в какой после-
довательности будут наноситься разметочные линии.
Для того чтобы избрать правильный путь разметки, необходи-
мо отчетливо представлять назначение размечаемой детали, ее
роль в машине. Поэтому следует, кроме чертежа размечаемой де-
тали, также изучить сборочный чертеж и ознакомиться с техно-
логией изготовления детали.
Выбор базы при разметке. Правильный выбор баз при
разметке предопределяет качество разметки. Выбор разметоч-
ных баз зависит от конструктивных особенностей и технологии
изготовления детали.
325
chipmaker.ru
Базу выбирают, руководствуясь следующими правилами:
если на заготовке имеется хотя бы одна обработанная поверх-
ность, ее и принимают за базу;
если обрабатываются не все поверхности, то за базу прини-
мают необработанную поверхность;
если наружные и внутренние поверхности не обработаны, то
за базу принимают наружную поверхность;
при разметке все размеры наносят от одной поверхности или
от одной линии, принятой за базу.
После того как наметят базу, определяют порядок разметки,
расположение и установку размечаемой детали на плите и выби-
рают необходимые разметочные инструменты и приспособления.
Установка заготовки на разметочной плите.
Перед установкой заготовки на разметочной плите те места заго-
товки, где будут наноситься разметочные риски, окрашивают ме-
лом, краской, лаком или медным купоросом. При установке толь-
ко первое положение заготовки на плите является независимым,
а все остальные положения зависят от первого. Поэтому первое
положение заготовки необходимо выбирать так, чтобы было
удобно начать разметку от поверхности или центровой линии,
принятой за базу. Заготовку устанавливают на плите не в про-
извольном положении, а таким образом, чтобы одна из главных
ее осей была параллельна плоскости разметочной плиты.
Таких осей на заготовке обычно бывает три: по длине, шири-
не и высоте.
Детали больших размеров, которые нельзя переворачивать,
размечают при помощи рейсмасов и разметочных угольников.
Устанавливают рейсмас на разметочную плиту и, перемещая его,
наносят разметочные линии.
Приемы нанесения разметочных рисок. При
пространственной разметке заготовок приходится наносить гори-
зонтальные, вертикальные и наклонные риски. Эти наименования
рисок сохраняются и при поворотах заготовки в процессе размет-
ки. Если, например, риски при первоначальном положении за-
готовки были проведены горизонтально, то, хотя они при поворо-
те заготовки на 90° стали вертикальными, чтобы не было путани-
цы, их продолжают называть горизонтальными.
Кроме основных разметочных рисок, параллельно им на рас-
стоянии 5—7 мм проводят контрольные риски, которые служат
для проверки установки заготовки при дальнейшей обработке, а
также для возможности обработки в тех случаях, когда разметоч-
ная риска почему-либо исчезла.
При разметке на плите горизонтальные риски прочерчивают
рейсмасом, установленным на соответствующий размер. Рейсмас
перемещают параллельно плоскости разметочной плиты, слегка
прижимая его основанием к плите. При этом игла рейсмаса долж-
на быть направлена наклонно к размечаемой плоскости в сторо-
326
ну движения под углом 75—80°. Нажим иглы на заготовку дол-
жен быть равномерным.
Разметка вертикальных рисок может выполняться тремя спо-
собами: разметочным угольником, рейсмасом с поворотом заго-
товки на 90°, рейсмасом от разме-
точных призм без поворота заго-
товки.
Наклонные линии наносят чер-
тилкой путем поворота, детали по
угломеру, установленному на необ-
ходимый угол.
Разметка отверстий. При
разметке пустотелых деталей (рис.
220) в них забивают деревянную
центровую планку, а затем на нее
набивают металлическую планку из
латуни или свинца для опоры ножки
циркуля. Если планка из дерева
твердой породы, то можно металли-
ческую планку не набивать. Размет-
ку дальше ведут обычным способом.
Разметка деталей ци-
Рис. 220. Разметка отверстий линдрической формы. Заго-
товку укладывают на плите на од-
ной или двух призмах и проверяют горизонтальность образую-
щей цилиндрической поверхности относительно поверхности
разметочной плиты (рис.
221). Короткие цилиндри-
ческие детали устанавли-
вают на одной призме.
Разметку шпоночной
канавки на валике необ-
ходимо выполнять в та-
ком порядке: изучить чер-
теж; проверить заготов-
ку; зачистить размечае-
мые места на валике;
окрасить купоросом торец
валика и часть боковой
поверхности, на которой
будут наноситься риски;
найти центр на торце с
Рис. 221. Разметка шпоночной канавки с
применением плоскопараллельных концевых
мер длины (плиток):
1 — измерительная поверхность, 2 — блок плиток,
3 — измерительная ножка, 4 — зажимный винт, 5—
чертилка. 6 — микрометрический винт. 7 — призма
помощью центроискателя;
установить валик на приз-
му и проверить его гори-
зонтальность; нанести на
торне валика рейсмасом
327
chipmaker.ru
горизонтальную линию, проходящую через центр; повернуть ва-
лик на 90° и проверить вертикальность прочерченной линии по
угольнику; нанести на торце валика рейсмасом горизонтальную
линию; прочертить рейсмасом линию на боковой поверхности
валика; прочертить две линии на боковой поверхности, соответст-
вующие ширине шпоночной канавки, а на торце на глубину ка-
навки; повернуть валик шпоночными рисками вверх и прочер-
тить на торце линию, указывающую глубину шпоночной канав-
ки; накернить контуры шпоночной канавки.
Разметка по образцу. Применяется в случае износа
или поломки детали и при отсутствии чертежа для изготовления
новой. В таких случаях об-
разцом является изношен-
ная или сломанная деталь.
Если деталь плоская, то
после тщательной очистки
ее накладывают на заготов-
ку и по ней обводкой нано-
сят разметочные линии.
В тех случаях когда на-
ложить образец на заготов-
ку нельзя, его устанавлива-
ют рядом и переносят все
размеры с него на заготов-
Рис. 222. Разметка партии деталей од- Ку рейсмасом. При СНЯТИИ
ним рейсмасом размеров с образца следует
учитывать износ образца
(старой детали), а также проверить, не повреждена ли, не поко-
роблена ли она, не отломаны ли выступы р т. п.
Разметка по месту. Производится в тех случаях, когда
по характеру соединений требуется собирать детали на месте.
Для этого одну из деталей размечают, в ней сверлят отверстия;
во второй детали отверстия сверлят после наложения на нее
первой, которая является как бы шаблоном по отношению ко
второй.
Рациональные приемы разметки. При работе
рейсмасом каждая установка чертилки по высоте требует боль-
шой затраты времени.
При разметке партии одинаковых деталей пользуются нес-
колькими рейсмасами, заранее установленными на определен-
ный размер. Чертилки нужно установить в определенное положе-
ние только один раз, а затем последовательно переносить их на
размечаемую заготовку. Время от времени установку чертилки
надо проверять.
Если в распоряжении слесаря имеется только один рейсмас,
то рекомендуется сначала перенести иа все заготовки один уста-
новленный размер (рис. 222), затем второй, третий и т. д.
328
Брак при разметке. Наиболее частыми видами брака
при пространственной разметке являются:
неточность разметки вследствие неправильной и неточной
установки размечаемой детали;
неправильная установка размечаемой детали и несоблюдение
правил выбора разметочных баз;
несоблюдение точности разметки в соответствии с размерами
чертежа;
неисправность разметочного инструмента, которая неизбежно
приводит к неточности разметки.
Вопросы, для самопроверки
1. Чем отличается пространственная разметка от плоскостной?
2. Для чего проводят контрольные риски?
3. Какие особенности разметки по образцу?
4. Когда применяют разметку по месту?
chipmaker.ru
Глава XXIII
ШАБРЕНИЕ
§ 1. СУЩНОСТЬ И НАЗНАЧЕНИЕ ШАБРЕНИЯ
Шабрением называется окончательная отделочная обработка
поверхности деталей снятием (соскабливанием) с отдельных уча-
стков тонкого слоя металла специальным режущим инструмен-
том — шабером. Шабрение по своему характеру относится к той
же группе работ, что и шлифование, тонкое точение, доводка,
притирка.
Шабрению предшествует чистовая механическая обработка
резанием.
В общем машиностроении шабрение применяется при обра-
ботке поверхностей скольжения и направляющих поверхностей,
чтобы обеспечить в трущейся паре наименьшие потери на трение
и наибольшую точность прилегания деталей. Так, шабрению под-
вергают направляющие станин, столов, кареток, суппортов, а
также поверхности подшипников скольжения. Шабрение часто
применяют для обработки рабочих поверхностей измерительных
инструментов и точных опорных поверхностей контрольно-изме-
рительных приборов.
Объем ручного шабрения в настоящее время значительно
сокращается за счет применения шлифования.
По сравнению с поверхностью, обработанной абразивными ма-
териалами (например, шлифованной), шабренная поверхность
обладает большей износостойкостью, так как не имеет остатков
абразивных зерен, ускоряющих износ, лучше удерживает смазку
благодаря «разбивке» — наличию рисок.
Шабером снимают очень тонкие стружки толщиной 0,002—
0,005 мм, поэтому припуск на шабрение должен быть небольшим.
Эти припуски зависят от ширины и длины обрабатываемой
поверхности или диаметра и длины обрабатываемого отвер-
стия.
Шабрение является трудоемкой операцией, производитель-
ность, а также качество шабрения в значительной мере зависят
от предварительной обработки детали.
Большие поверхности перед шабрением обрабатывают на
строгальных, фрезерных или шлифовальных станках, а неболь-
шие поверхности—напильниками. Шабрению отверстий подшип-
ников обычно предшествует их расточка.
Хорошо подготовленной считается такая поверхность, у кото-
рой высота неровностей при проверке линейкой на просвет не пре-
вышает 0,1 мм у деталей длиной до 500 мм и 0,2—0,3 мм у дета-
лей большей длины.
330
§ 2. ШАБЕРЫ
Шаберы — металлические стержни различной формы с режу-
щими кромками на конце. Изготовляют шаберы из инструмен-
тальной углеродистой стали У10 и У12А. Режущий конец шабера
закаливают без отпуска до твердости HRC 56—64.
По форме рабочей режущей поверхности шаберы подразделя-
ются на плоские, трехгранные, фасонные; по числу режущих кон-
Рис. 223. Конструкции шаберов:
а — плоский односторонний, б — с изогнутым концом, в — плоский двух-
сторонний, г — трех- и четырехгранные, д — углы заточки
цов (граней) — на односторонние и двухсторонние; по конструк-
ции — на цельные и со вставными пластинками.
По форме режущих концов шаберы разделяют на прямые и
изогнутые.
Односторонние шаберы, подобно напильникам, снаб-
жаются ручками, двухсторонние ручек не имеют.
331
chipmaker.ru
Плоские шаберы (рис. 223, а) применяют для плоских
поверхностей, шабер с изогнутым концом (рис. 223,6)—для шаб-
рения в углах или для обработки мягких металлов, например
алюминия, цинка, баббита.
Длина плоских односторонних шаберов составляет 350—
400 мм. Ширина шабера для грубого шабрения принимается от
20 до 25 мм, для точного — 5—10 мм. Толщина конца режущей
Рис. 224. Составные шаберы:
а — плоский, б — трехгранный прямой, в — трехгранный изогнутый, г —-
с радиусной заточкой новатора В. А. Алексеева
части колеблется от 2 до 4 мм. Угол заострения у шаберов при-
нимают для чернового шабрения 70—75°, для чистового — 90°.
Двухсторонний плоский шабер (рис. 223, в) благо-
даря наличию двух режущих концов имеет большой срок
службы.
Трехгранные шаберы (рис. 223, а) применяют для шаб-
рения вогнутых и цилиндрических поверхностей. Как правило, их
изготовляют только односторонними. Трехгранные шаберы име-
ют длину 350—450 мм.
Для облегчения заточки плоскостей шабер имеет желобки,
образующие режущие кромки с углом заострения 60°.
Для обработки широких плоскостей используют дисковый
шабер, представляющий собой стальной закаленный диск диа-
332
метром 50—60 мм и толщиной 3—4 мм, закрепленный гайкой к
рукоятке. По мере затупления диск поворачивают.
Фасонные шаберы применяют для шабрения труднодо-
ступных мест — дна впадин, замкнутых контуров, желобков, ка-
навок и других фасонных поверхностей. Эти шаберы представля-
ют собой набор сменных стальных закаленных пластинок толщи-
ной 1—2 мм, насаженных на ручку. Торцовые грани пластинок
затачивают в соответствии с формой обрабатываемых поверхно-
стей.
Режущие части плоского (рис. 224,а), трехгранного прямого,
(рис. 224,6), трехгранного изогнутого (рис. 224, в) и с радиусной
Рис. 225. Шаберы со сменными режущими пластинками:
а — универсальный, б — конструкции С. Г. Кононенко, в — с зажимным патроном
заточкой (рис. 224, г) изготовлены из тонких пластинок, что зна-
чительно ускоряет их заточку и доводку. Пластинки вставляются
или припаиваются к пустотелой трубке. Такие шаберы при рабо-
те пружинят, а это повышает чувствительность рук шабровщика
и способствует повышению точности шабрения.
Шабер с радиусной заточкой, предложенный слесарем-новато-
ром В. А. Алексеевым (см. рис. 224, г) благодаря плавности и лег-
кости проникновения в металл значительно облегчает шабрение,
так как требует приложения меньших усилий, чем при шабрении
плоским шабером. Для предварительного шабрения радиус за-
точки составляет 30—40 мм, а для окончательного — 40—55 мм.
333
chipmaker.ru
На рис. 225,а показан универсальный шабер со смен-
ными режущими пластинками. Он состоит из корпуса
3, держателя 2, рукоятки 5, зажимного винта 4, сменной режу-
щей пластинки 1 из быстрорежущей стали или твердого сплава.
Пластинка, вставленная в держатель, зажимается винтом при
вращении ручки шабера по направлению часовой стрелки (для
снятия пластинки ручку вращают против часовой стрелки).
Усовершенствованный шабер, сконструированный С. Г. Коно-
ненко, состоит из трех частей: державки, деревянной рукоятки и
Рис. 226. Шабер-кольцо (а), его заточка (б), до-
водка (в) и работа им (г)
сменной пластинки (рис. 225,6). Сменная пластинка с хвостови-
ком типа «ласточкин хвост» вставлена в паз державки, это обес-
печивает надежное ее крепление.
На рис. 225, в показан наиболее совершенный шабер, состоя-
щий из сменной пластинки 1, зажимного патрона 2 и стержня 3.
Пластинки таких шаберов изготовляют размером 3X16X50 мм
из стали У12А, а стержень — из стали 45.
Если шабер предназначен для работы по белому чугуну или
другому твердому металлу, то применяют пластинки из твердого
сплава, например, ВК6 или Т15К6. Замена затупленной пластин-
ки производится путем поворота рукоятки (стержня), так как
губка зажимной части патрона соединена с корпусом шарнирно.
Такая конструкция шабера допускает применение комплекта
пластинок, заточенных под разными углами.
Для ускорения процесса шабрения подшипников за счет
уменьшения количества переточек и доводок шабера вместо трех-
гранного шабера и изогнутого шабера применяют наружное коль-
цо или часть конического изношенного роликового подшипника
334
(рис. 226,а). Кольцо затачивают на наждачном и доводят на
мелкозернистом круге (рис. 226,6, в). Работа шабером-кольцом
показана на рис. 226, г.
§ 3. ЗАТОЧКА И ДОВОДКА ШАБЕРОВ
£=75:90
(£15-25
а)
£*90’-.11Ю°
(£=15'25
Для чугуна
и ОраНЗЬ!
жшшжит А-™стги1и
б)
£*35-40'
а*зо°_____
Рис. 227. Геометрия заточки
шаберов для обработки:
а — чугуна и бронзы, б — стали, в —
мягких металлов
Часто величину угла заострения р режущей части шабера
принимают равной примерно 90° в связи с тем, что при установ-
ке шабера под углом а=15—25° угол резания б равен 105—125°.
Такой угол заострения обеспечивает наиболее легкое снятие
стружки, так как шабер излишне не врезается в металл. Однако
в ряде случаев целесообразно
величину углов выбирать в
зависимости от характера ра-
боты, твердости обрабатывае-
мого металла и формы шабера.
На рис. 227, а показана за-
точка шабера для обработки
чугуна и бронзы, а на рис.
227, б — для обработки стали.
Заточка шабера под углом
35—40° (рис. 227, в) для чер-
нового шабрения мягких ме-
таллов, предложенная В. С.
Горбуновым и Н. И. Пахневым
(Станкостроительный завод
им. Орджоникидзе), позволяет
увеличить толщину снимаемой
стружки до 0,1 лл вместо
0,01 мм.
Затупленные шаберы затачивают на заточном станке с ко-
рундовым кругом зернистостью не крупнее 60 и твердостью
СМ1 или СМ2. Заточку ведут торцом круга или периферийной
его частью у плоского шабера. Сначала затачивают боковые по-
верхности (рис. 228, а), а затем торцовую (рис. 228, б). Затачи-
ваемый шабер располагают перпендикулярно поверхности круга.
При заточке давление на шабер должно быть небольшим,
чтобы шабер не нагревался. Заточку ведут с охлаждением. На
рис. 228, в показана заточка трехгранных шаберов.
После заточки на лезвии шабера получаются заусенцы и не-
ровности, поэтому лезвие после заточки правят (доводят), при-
чем так, чтобы на нем нельзя было обнаружить под лупой (уве-
личение в 2,5 раза) неровности, снижающие качество шабрения.
Шабер доводят на абразивных брусках зернистостью 90 и вы-
ше. Поверхность бруска смазывают тонким слоем машинного
масла. Вместо оселка при заправке шаберов можно применять
ровную чугунную плитку, которую покрывают жидкой пастой
335
chipmaker.ru
Рис. 228. Заточка и заправка шаберов:
заточка: а—боковой поверхности плоского шабе-
ра, б — торцовой поверхности плоского шабера.
в — трехгранного шабера; заправка: г — торцовой
поверхности шабера, д — боковой поверхности
на оселке
из наждачного 60-минут-
ного порошка с машин-
ным маслом. Оселок во
время заправки помещают
на деревянную неподвиж-
ную подкладку, в которой
вырезано гнездо по раз-
меру оселка.
Сначала заправляют
торцовую поверхность ша-
бера. Для заправки ша-
бер устанавливают тор-
цовой частью на брусок
(рис. 228, г) и перемеща-
ют его вдоль бруска. Дви-
жение осуществляют по-
качиванием шабера с
целью получения криво-
линейной режущей кром-
ки. Затем заправляют
боковые поверхности, пе-
ремещая шабер вдоль ре-
жущей кромки, плотнее
прижимая его к плите во
избежание завалов (рис.
228, д). Доводку на брус-
ке ведут с водой и мас-
лом. Для окончательной
доводки режущей части
шабера (получения зер-
кальной поверхности)
применяют пасты ГОИ
(Государственного опти-
ческого института). За-
точку пластинок с твердо-
сплавным лезвием ведут
на заточном круге из
зеленого карбида крем-
ния.
Пластинки из твердых
сплавов доводят на чу-
гунной плите, покрытой мелкозернистым абразивным порошком,
или на мелкозернистых абразивных брусках.
Повторно шабер заправляют сразу, как только почувствуют
небольшое затупление. В среднем за 7 ч работы шабер заправ-
ляют 4—6 раз, в зависимости от характера шабрения и от обра-
батываемого материала.
336
Необходимое качество заточки шаберов может быть достиг-
нуто только при полной исправности заточного станка и оснаще-
ния его соответствующими кругами.
§ 4. ШАБРЕНИЕ ПРЯМОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ
Краски для шабрения. После подготовки поверхно-
сти к шабрению выявляют неровности путем окрашивания по-
верхности краской. Шабровочная краска представляет собой
Рис. 229. Окрашивание поверхности при шабрении:
о — окрашивание плиты, б — перемещение детали по плнте, в — окрашенная де-
таль, г — перемещение плнты по детали, д — тампон
смесь машинного масла с лазурью и реже с суриком и ультра-
марином (синька), которые в отличие от лазури плохо смеши-
ваются с маслом и нечетко видны на детали.
Лазурь можно заменить сажей, замешенной на смеси автола
с керосином.
337
chipmaker.ru
Краску измельчают так, чтобы между пальцами не ощуща-
лось зерен. Затем краску насыпают в баночку (металлическую
или стеклянную) и вливают туда масло. Количество машинного
масла в смеси должно быть таким, чтобы краска имела консис-
тенцию пасты, но не жидкой, так как излишек масла будет рас-
плываться по контрольной плите и проверяемая поверхность при
наложении ее на плиту вся покроется краской.
Окрашивание поверхности. Краску наносят на по-
верхность плиты тампоном (рис. 229) из чистых льняных тря-
пок, сложенных в несколько слоев. Удобно наносить краску так-
же мешочком, изготовленным из чистого полотна (холста), в
который накладывают краску.
Мешочек и тампоны в паузах между окрашиваниями кладут
в чистую стеклянную посуду или жестяную баночку. Ни в коем
случае не следует класть в мешочек сухую краску и обмаки-
вать его в масло.
Перед окрашиванием с поверхности детали удаляют стружку
и грязь волосяной щеткой или чистой тряпкой, деталь осто-
рожно накладывают обрабатываемой поверхностью на поверх-
ность плиты и медленно передвигают. Для достижения равно-
мерного износа плиты необходимо использовать всю ее поверх-
ность.
После двух-трех круговых движений по плите деталь осто-
рожно снимают. На хорошо обработанных поверхностях краска
ложится равномерно по всей поверхности, на плохо подготов-
ленных— неравномерно. В небольших углублениях краска бу-
дет скапливаться, а в местах более углубленных ее вообще не
будет. Так возникают белые пятна — наиболее углубленные мес-
та, не покрытые краской; темные пятна — менее углубленные,
в них скопилась краска; серые пятна — наиболее выступающие,
на них краска ложится тонким слоем.
При определении неровностей на поверхностях тяжелых де-
талей, не снимаемых с места, закрашенный проверочный инст-
румент— плиту или линейку — перемещают по контролируемым
поверхностям.
Легкие детали (изделия) при шабрении устанавливают на
слесарном верстаке, а крупные и тяжелые — на козлах.
Процесс шабрения заключается в постепенном снятии
металла с окрашенных участков (серые пятна). Шабер держат
правой рукой за рукоятку, а левой нажимают на конец шабера
(рис. 230, а). По отношению к обрабатываемой поверхности
шабер устанавливают под углом 25—30°, при этом угол резания
получается тупой (30°4-90°= 120°). Металл снимают скоблени-
ем. Рабочим ходом при шабрении является движение вперед,
т. е. от себя, а при работе плоским шабером с отогнутым вниз
концом — движение назад, т. е. на себя. При движении назад
(холостой ход) шабер приподнимают.
338
Прием шабрения от себя имеет следующие недостатки:
недостаточно устойчив при рабочем ходе шабер, вследствие
чего стружка неодинакова по сечению, поверхность получается
неровной и рваной;
в конце каждого движения шабер оставляет заусенцы, кото-
рые приходится снимать дополнительно.
Шабер конструкции А. А. Барышникова отличается от обыч-
ных большей длиной (до 500 мм), что позволяет шабрить при-
емом «на себя».
При работе этим приемом шабер берут за среднюю часть
обеими руками в обхват и устанавливают к обрабатываемой по-
верхности не под углом 30°, как это делается при шабрении при-
емом «от себя», а пбд углом 75—80° (рис. 230, б). Верхний конец
шабера, на котором имеется деревянная ручка, упирается в пле-
чо рабочего.
fl ®
Рис. 230. Приемы шабрения:
а — «от себя», б и в — «на себя» г — чистовое шабрение
Преимущества этого приема шабрения:
увеличенная длина шабера позволяет использовать, кроме
рук, также и плечо работающего, шабер оказывается более ус-
тойчивым. Помимо этого, длинный шабер пружинит, поэтому
режущая часть его врезается в металл и выходит из металла
плавно: поверхность при этом получается более ровная, без рва-
нин, а в конце штриха не остается заусенцев;
339
chipmaker.ru
прием шабрения «на себя» в 1,5—2 раза производительнее
приема шабрения «от себя».
Для получения поверхности высокого качества последова-
тельно выполняют черновое, получистовое и чистовое шабрение.
Черновое шабрение (предварительное) заключается в
грубой обработке поверхности: удаляют следы и риски преды-
дущей обработки. Работу выполняют шабером шириной 20—
30 мм при длине рабочего хода 10—15 мм. Направление шабера
непрерывно меняют так, чтобы последующий штрих шел под
углом 90° к предыдущему.
За один ход ' шабера снимают стружку толщиной 0,02—
0,05 мм. Шабрят до тех пор, пока не исчезнут видимые риски.
Качество шабрения проверяют на краску, которую наносят на
поверочную плиту. После наложения и движения (плиты или
детали) обнаруженные выступающие места снова шабрят.
П олучистовое шабрение (точечное) заключается в
снятии только серых, т. е. наиболее выступающих мест, выявля-
емых проверкой на краску. Работу выполняют плоским узким
(12—15 мм) шабером при длине рабочего хода от 5 до 10 мм;
за один ход шабера снимают стружку толщиной 0,01—0,02 мм.
Чистовое шабрение (отделочное) применяют для по-
лучения очень высокой точности поверхности. При легком на-
.жиме на шабер снимают тонкую (8—10 мк) стружку. Применя-
ют шаберы шириной от 8 до 10 мм (рис. 230, г) при длине ра-
бочего хода 4—5 мм (мелкие штрихи).
Точность шабрения и контроль качества.
Шабрением можно получить высокие точность (0,003—0,01 мм)
и чистоту обработки.
Качество шабрения определяют по числу пятен (точек), при-
ходящихся на единицу обработанной поверхности. Чем больше
это число, тем выше точность обрабо-
танной поверхности. Для определения
степени точности служит квадратная
рамка 25x25 мм (рис. 231), которую на-
кладывают на пришабренную поверх-
ность и определяют число пятен в ней.
Шабрение заканчивают при следую-
щих числах пятен на поверхности, огра-
ниченной рамкой 25x25 мм: черновое
4—6, получистовое 8—16, чистовое
20—25.
Например, шабрение заканчивают при
Рис. 231. Контроль качестваСЛедующих числах пятен: детали метал-
шабрения проверочной Рам’ЛОреЖущИХ станков (станины, столы, ка-
ретки, суппорты и т. д.) 8—16, повероч-
ные плиты и линейки 20—25, инструменты и измерительные при-
боры 25—30.
340
§ 5. ШАБРЕНИЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ
Шабрение криволинейных поверхностей, например подшип-
ников, выполняют следующим образом. На вал или шейку вала
(рис. 232, а), с которым должен сопрягаться подшипник, равно-
мерно наносят тонкий слой краски, вал накладывают на вкла-
дыш подшипника или вкладыш подшипника на шейку вала и
легким нажимом поворачивают его, после чего снимают вал
Рис. 232. Шабрение криволинейных поверхностей:
а — вал, б — вкладыш подшипника, в — прием шабрения, г — шаб-
лон-сетка
(рис. 232, б) и шабрят трехгранным шабером выступающие мес-
та (рис. 232, в).
Шабер 2 наклоняют так, чтобы металл снимала средняя
часть режущей кромки. Шабер удерживают за ручку правой ру-
кой, слегка вращая, а левой рукой прижимают его к обрабаты-
ваемой поверхности. Шабрение продолжают до тех пор, пока не
получат необходимое количество пятен, которое определяют
шаблоном-сеткой 1 (рис. 232, г).
Шабрение плоскостей, расположенных под
острыми углами — суппортов, кареток, консолей, станин и
других частей металлорежущих станков, представляющих собой
341
chipmaker.ru
сопряжения типа «ласточкин хвост», выполняют трехгранными
шаберами.
При шабрении направляющих типа «ласточкин хвост»
(рис. 233) трехгранной линейкой, покрытой краской, выявляют
выступающие места. Шабрят плоскости, расположенные под ост-
рыми углами, так же, как и параллельные. Иногда выявление
неровностей осуществляют при помощи сопрягаемой детали, по-
крытой краской. После нескольких движений закрашенной де-
тали обозначаются выступаю-
щие места, которые и шабрят.
Шабрение крупных
плит. Большие плиты (1000Х
X1500 мм и более) нельзя
шабрить по одной контрольной
плите. Поэтому перед шабре-
нием их устанавливают на
фундамент, выверяют по ли-
нейке и уровню и заливают
цементом.
Основным поверочным ин-
Рис. 233. Шабрение направляющих
типа «ласточкина хвоста»
струментом служит повероч-
ная линейка, а вспомогательным — поверочная плита, облегча-
ющая выявление неровностей по краске. Размеры поверочных
плит по ГОСТ 10905—65 следующие: 250 X 250; 400x400; 630Х
Х400; 1000X630; 1600X1000; 2500X1600; 4000X1600 мм.
Поверочная линейка должна быть короче диагонали приша-
бриваемой плиты.
Покрыв краской рабочую поверхность поверочной линейки,
накладывают линейку по обеим диагоналям плиты и делают не-
сколько движений от угла к углу. После съема линейки границы
выпуклости становятся на плите ясными. Чтобы обнаружить не-
ровности на самой выпуклости, берут поверочную плиту какого-
либо из указанных выше размеров, наносят на нее краску, укла-
дывают на выпуклость шабруемой плиты и перемещают по ней.
Обозначившиеся бугорки затем сшабривают. Окрашенную пли-
ту еще 2—3 раза накладывают на обрабатываемую плиту, шаб-
рят снова и проверяют линейкой.
Шабрение по методу трех плит. Контрольные пли-
ты, как и линейки, при отсутствии контрольного эталона шабрят
комплектом из трех штук. Плиты должны иметь одинаковые
размеры и вес, а также должны пройти естественное или искусст-
венное старение. Плиты перед шабрением строгают, а при нали-
чии неровностей, превышающих 0,05 мм, опиливают.
На каждую плиту наносят клеймо: на первую № 1, на вторую
№ 2 и на третью № 3 (рис. 234).
После указанной подготовки плиты начинают шабрить в та-
кой последовательности:
342
I переход — плиту № 1 пришабривают по плите № 2;
II переход — плиту № 1 пришабривают по плите № 3;
III переход — плиту № 2 пришабривают по плите № 3;
IV переход — плиту № 2 пришабривают по плите № 1;
V переход — плиту № 3 пришабривают по плите № 1;
VI переход — плиту № 3 пришабривают по плите № 2;
VII переход — плиту № 1 пришабривают по плите № 2.
После второго перехода уко-
рачивают ход шабера и уменьша-
ют давление на него. В процессе
шабрения плиты перекантовыва-
ют. Краску на плиты наносят тон-
ким слоем.
Шабрение наружных
конических поверхнос-
тей — конических валов, пробок
и других деталей типа вала —
значительно труднее, чем обра-
ботка сопрягаемых с ними внут-
Рис. 234. Шабрение по методу
трех плит
ренних поверхностей.
Поэтому шабрят не наружные, а внутренние конические по-
верхности сопрягаемых с валами, пробками деталей (втулок,
корпусов). Для этого деталь, например пробку, покрывают крас-
кой (рис. 235, а), вставляют в отверстие и несколько раз пово-
рачивают. Окрашенные места затем шабрят трехгранным или
ложкообразным шабером. Качество подгонки проверяют так: на
деталь мелом наносят продольную риску. Вставив пробку в от-
Рис. 235. Шабрение конических поверхностей:
а— окрашивание внутренней конической поверхности при помощи пробки, б —
прием шабрения
верстие, поворачивают ее, затем вынимают и смотрят, как стерся
мел. Если мел стерся равномерно по всей длине пробки, значит
деталь пришабрена хорошо.
Более точный результат дает проверка пробкой, на которую
риска нанесена не мелом, а карандашом.
Опыт показывает, что при шабрении хрупких и твердых мате-
риалов (чугун, бронза) угол резания может быть наибольшим —
343
chipmaker.ru
105—125°, а шабер устанавливаться под углом 15—25° к обра-
батываемой поверхности.
При шабрении стали угол резания принимается 90—115°,
а шабер устанавливают под углом 15—25°. Обработку мягких
металлов целесообразно вести при угле резания 65—70°, а шабер
устанавливать под углом 30°.
§ 6. МЕХАНИЗАЦИЯ ШАБРЕНИЯ
Процесс шабрения требует затраты больших физических уси-
лий, весьма трудоемок и удлиняет цикл производства, поэтому
механизация процесса шабрения — это один из путей повышения
производительности труда.
Пневматический шабер. Мелкие работы, связанные
с опиловкой и пришабриванием, выполняют пневматическим ша-
бером (рис. 236), состоящим из шабера-напильника 1, цангового
патрона 2, поршня 3, поворотной втулки 4, поршневой коробки 5,
Рис. 236. Пневматический шабер-напильник
шланга 6, турбинки (под крышкой 7) и пускового крючка 8. Дли-
на шабера-напильника 200 мм, он делает от 500 до 5000 двойных
ходов в минуту.
Пневматический шабер работает мягче (без резких толчков),
чем электромеханический.
Электромеханический шабер. На рис. 237, а пока-
зан электромеханический шабер, который приводится в действие
от электродвигателя /, подвешенного на тележке 2 к монорельсу.
Электродвигатель через редуктор 3, с которым соединен гибкий
вал 4, приводит в движение кривошип 5, последний сообщает
возвратно-поступательное движение инструменту 6. Электроме-
ханический шабер может перемещаться по монорельсу вдоль ма-
стерской, а при другом варианте монтажа тележки — по полу.
В электромеханическом шабере вращательное движение гиб-
кого вала, получаемое от электродвигателя, преобразовывается
344
в возвратно-поступательное движение инструмента. Рабочий
левой рукой давит на шабер, прижимая его к обрабатываемой
поверхности, а правой рукой поддерживает шабер за рукоятку.
Рис. 237. Средства механизированного шабрения:
а — электромеханический шабер: / — электродвигатель, 2 — тележка,
3 — редуктор, 4 — гибкий вал, 5 — кривошип, 6 — инструмент; б —
стационарная установка с шабровочной головкой: 1 — электродви-
гатель, 2 — кронштейн, 3 — станина, 4 — головка, 5 — гибкий вал, 6 —
клиноременная передача
Установка с шабровочной головкой. На рис.
237, б показана стационарная установка для шабрения. Она
имеет электродвигатель 1 мощностью до 0,6 кет, установленный
в кронштейне 2 станины 3.
Клиноременная передача 6 передает вращательное движение
от электродвигателя с помощью гибкого вала 5 шабровочной го-
345
chipmaker.ru
ловке 4. Применение ступенчатых шкивов в клиноременной пере-
даче позволяет получать разное число ходов инструмента.
Электромеханический и пневматический шаберы, а также
установка с шабровочной головкой имеют существенные недо-
статки, ограничивающие их применение: трудность регулировки
движения их, сравнительно сильные толчки, невозможность регу-
лировки усилия, передаваемого инструменту.
§ 7. ЗАМЕНА ШАБРЕНИЯ ДРУГИМИ ВИДАМИ ОБРАБОТКИ
Шабрение заменяют другими видами обработки — тонким
строганием, шлифованием, протягиванием, что значительно об-
легчает труд и повышает его производительность.
При тонком строгании, применяя соответствующие ре-
жимы резания широколезвийным резцом из твердого сплава или
быстрорежущей стали, снимают стружку толщиной менее 0,1 мм.
Обработку ведут на больших подачах при очень малой глубине
Рис. 238 Самодвижущая шлифовальная головка:
/, 2 — электродвигатели, 3 — шлифовальный круг
резания. При тонком строгании обеспечивается получение чисто-
ты поверхности 7—8-го классов и выдерживается допуск прямо-
линейности и неплоскостности 0,02/1000 мм.
Недостатком этого вида обработки является большая затрата
времени на установку деталей на станке, а также на их выверку,
крепление, а затем снятие.
После тонкого строгания поверхность обрабатывают на шли-
фовальных станках с глубиной резания не более 0,005 мм. Шли-
фование выполняют несколькими способами на специальных
346
Брак при шабрении и его предупреждение
Способы предупреждения Шабрить после доброкачественной пред- варительной обработки Производить шабрение в различных на- правлениях, перекрещивая штрихи под углом 40—60° Добиваться нормального нажима на шабер, не делать длинных рабочих ходов (при черновом шабрении не более 10—15 мм, а при чистовом — 5— 10 мм) Подготавливать деталь к шабрению пред- варительным опиливанием и черновым шабрением, снимать шабером стружку небольшой толщины
Причины Недоброкачественная предваритель- ная обработка поверхности Шабрение в одном направлении Шабрение длинными штрихами или сильный нажим на шабер Плохо подготовлена поверхность к шабрению Сильный нажим на шабер
Виды брака Окрашивание середины или края Блестящие полосы Неравиомериое расположение пятен Глубокие впадииы
chipmaker.ru
станках, на продольно-строгальных станках специальными голов-
ками и универсальными переносными приспособлениями, закреп-
ляемыми непосредственно на крупных деталях.
Недостатком шлифования на станках является необходимость
установки, снятия и перемещения детали. Но этот недостаток
можно устранить применением самодвижущейся шлифовальной
головки, сконструированной на Уральском турбомоторном заво-
де. Самодвижущаяся шлифовальная головка перемещается
вдоль шлифуемой поверхности, а деталь стоит неподвижно.
Самодвижущаяся головка показана на рис. 238. Вращение
шлифовального круга 3 и перемещение головки производится от
электродвигателей 1 и 2, смонтированных на приспособлении.
Виды брака и техника безопасности
при шабрении
Наиболее распространенные виды брака при шабрении и
меры его предупреждения приведены в табл. 7.
При шабрении необходимо выполнять следующие правила по
технике безопасности:
обрабатываемая деталь должна быть надежно установлена
и прочно закреплена;
не допускается работа неисправными шаберами (без ручек
или с треснувшими ручками);
при выполнении работ шлифовальными головками соблюдать
правила электробезопасности.
Вопросы, для самопроверки
1. Почему черновое шабрение выполняют при меньшем угле установки ша-
бера, а чистовое шабрение — при большем угле?
2. В чем сущность шабрения разъемного вкладыша подшипника?
3. По каким причинам при шабрении возникает брак?
4. В чем сущность шабрения по методу трех плит?
Глава XXIV
ПРИТИРКА
§ 1. СУЩНОСТЬ И НАЗНАЧЕНИЕ ПРИТИРКИ
Притиркой называется обработка поверхностей деталей при
помощи шлифующих порошков и паст с целью получения плот-
ных герметичных разъемных и подвижных соединений.
Притирке подвергают краны, клапаны, золотники и т. д.
Разновидностью притирки является доводка, служащая для
получения не только требуемых форм и чистоты поверхности, но
и заданных размеров детали с высокой точностью.
Применяют два способа притирки:
притирка сопрягаемых деталей непосредственно друг к дру-
гу при помощи абразивных порошков и паст, наносимых на при-
тираемые поверхности;
притирка поверхности при помощи специального инструмен-
та — притира, в поверхность которого вдавливается абразивный
материал.
Сущность процесса притирки состоит в механическом или хи-
мико-механическом удалении с обрабатываемой поверхности
частиц металла притирочными (абразивными) материалами.
Притиркой достигают точность размеров 1-го класса и шеро-
ховатость поверхности 10—14-го классов.
При притирке снимается тончайший слой металла (за один
ход притира 0,002 мм), поэтому перед притиркой поверхности
должны быть отшлифованы и припуск на притирку оставлен не
более 0,01—0,02 мм. Большие припуски делают процесс притир-
ки малопроизводительным.
Перед притиркой детали подвергают предварительной обра-
ботке (тонкому точению, чистовому шлифованию, тонкому фре-
зерованию, хонингованию), обеспечивающей точность не ниже
2-го класса.
§ 2. АБРАЗИВНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ПРИТИРКИ
Абразивными материалами называются кристаллические мел-
козернистые или порошкообразные вещества высокой твердости,
служащие для обработки металлов. Эти вещества характеризу-
ются одновременным участием в процессе резания большого ко-
личества случайно ориентированных граней абразивных зерен.
Различают природные (естественные) абразивы (алмаз, ко-
рунд, наждак, гранит, кварц) и искусственные, или синтетические
(карбид бора, карбид кремния, электрокорунд, измельченное
стекло, крокус).
349
r.ru
Абразивы применяются в виде порошков, шлифовальных кру-
гов и брусков, точильных камней, шкурок, полировальных и до-
водочных паст.
По твердости абразивные материалы, применяемые для при-
тирки, можно разбить на две группы: твердые и мягкие. К твер-
дым абразивным материалам относятся материалы, имеющие
твердость выше твердости закаленной стали; к ним относятся
алмазная пыль, наждак, электрокорунд, карбид бора, карбид
кремния и др.
К мягким абразивным материалам относятся материалы,
имеющие твердость ниже твердости закаленной стали. К ним от-
носятся: порошки окисей хрома, железа (крокус), а также пасты
ГОИ и др.
Зернистость абразива. Абразивные порошки разли-
чаются по величине зерна. В зависимости от этого они делятся
на три группы: шлифзерно, шлифпорошки и микропорошки.
В пределах каждой группы абразивы различаются по но-
мерам.
Номер зернистости для шлифзерна и шлифпорошков указы-
вает величину зерна в сотых долях миллиметра. В обозначении
микропорошков цифра показывает размер зерна в микронах
(0,001 мм).
Для грубой притирки применяют шлифпорошки с номерами
зернистости 3 и 4; для чистовой притирки — микропорошки М28;
М20; для отделочной — М14; MIO; М7.
Из мягких абразивных материалов наиболее широко приме-
няют пасты ГОИ. В их состав входят абразивные материалы
и поверхностно активные вещества.
Пасты ГОИ изготовляют трех сортов:
грубая паста с абразивной способностью 45; 40; 35; 30;
25 и 18 мк, темно-зеленого, почти черного цвета; эта паста остав-
ляет заметные штрихи и матовость;
средняя паста с абразивной способностью 17; 15; 10 и
8 мк, темно-зеленого цвета;
тонкая паста с абразивной способностью 7; 6; 4 и 1 мк,
светло-желтого цвета; эта паста позволяет получить зеркаль-
ный блеск.
Абразивная способность паст выражается в микронах и опре-
деляется толщиной слоя металла, снимаемого с детали пастой
при прохождении ею пути, равного 40 м.
В состав паст ГОИ входят абразивные материалы (окись хро-
ма), связующие вещества (силикагель, стеарин, олеиновая кис-
лота, расщепленный жир, керосин).
Различают пасты: электрокорунд, карбид бора и окись хрома.
Электрокорунд имеет светло-желтый цвет, зернистость 270;
320, применяется для грубой предварительной притирки.
350
Карбид бора имеет черный цвет, зернистость 270; 320; М28;
М20; Ml4; MIO; М7, применяется для предварительной и окон-
чательной притирки.
Окись хрома имеет серо-зеленый цвет. Грубая паста М40;
М35; МЗО; М25 применяется для получистовой притирки и поли-
рования, а паста, имеющая темно-зеленый цвет, является сред-
ней пастой М17; М15; MIO; М8, применяемой для получистовой
притирки и полирования. Паста светло-зеленого цвета является
тонкой пастой М7; Мб; М4; Ml и применяется для окончатель-
ной притирки и наведения глянца.
Применение паст ГОИ при притирке по сравнению с другими
абразивными материалами повышает производительность труда
в 1,5—2 раза и улучшает качество поверхности.
При притирке применяют грубую пасту, гораздо реже сред-
нюю. После шабрения наносят разведенную керосином пасту на
поверочную плиту, накладывают последнюю на поверхность
детали и начинают притирку. Притирку ведут до тех пор, пока
паста из зеленой не превратится в черную массу. Вытерев на-
чисто пришабриваемую поверхность, снова наносят пасту и по-
вторяют процесс притирки 3—4 раза.
§ 3. ИНСТРУМЕНТЫ И МАТЕРИАЛЫ. ПРИМЕНЯЕМЫЕ
ДЛЯ ПРИТИРКИ
Притиры. Притирку выполняют специальным инструментом—
притиром, форма которого должна соответствовать форме при-
тираемой поверхности.
По форме притиры делятся на четыре основные группы: плос-
кие, цилиндрические (стержни и кольца), резьбовые и специаль-
ные (шаровые, асимметричные и неправильной формы).
Притиры могут быть подвижными и неподвижными. Подвиж-
ной притир при притирке перемещается, а деталь остается непо-
движной или перемещается относительно притира. Такими при-
тирами являются цилиндры, диски, конусы и др.
При использовании неподвижного притира перемещается
только обрабатываемая деталь. Такими притирами являются
бруски, плиты и др.
Плоские притиры представляют собой чугунные плиты,
на которых доводят плоскости. Плоский притир для предвари-
тельной отработки имеет канавки глубиной и шириной 1—2 мм
(рис. 239, а), в которых собираются остатки абразивного мате-
риала. Притиры для окончательной притирки делаются гладки-
ми (рис. 239, б).
Цилиндрические притиры применяются для притир-
ки цилиндрических отверстий. Такие притиры бывают нерегули-
руемые (рис. 239, в) и регулируемые (рис. 239, г); последние
представляют собой разрезную втулку 3, насаженную на кони-
351
hipmaker.ru
ческую оправку 2. Регулирование диаметра притира осуществля-
ют гайками 1 и 4.
Резьбовые притиры представляют собой нерегулируе-
мые и регулируемые резьбовые валики (для доводки внутренней
резьбы) (рис. 239, д) или регулируемые резьбовые кольца для
доводки наружной резьбы (рис. 239, е).
о
1 2 J
Рис. 239. Притиры:
а — с канавками, б — гладкий, в — цилиндрический, г — регу-
лируемый, д — резьбовой валик, е — резьбовое кольцо
Конические отверстия доводят коническими притира-
ми, представляющими собой чугунные (реже медные) оправки.
Притир для предварительной обработки имеет спиральную
канавку для удержания абразивно-притирочного материала.
Притир для обработки наружной конической поверхности
представляет собой коническую втулку.
Специальные притиры применяют для притирки по-
верхностей различной формы и труднодоступных поверхностей
небольших размеров.
Материалы притиров. Притиры изготовляют из чугу-
на, бронзы, красной меди, свинца, стекла, фибры и твердых по-
род дерева — дуба, клена и т. п.
352
При выборе материала для притиров необходимо учитывать
возможность его шаржирования, вдавливания абразивных зерен
в притир. При слишком мягком металле зерна «утопают» в нем,
в результате чего теряется возможность использования их режу-
щей способности. Если притир очень твердый, зерна не вдавлива-
ются и дробятся. Отделка поверхности обрабатываемой детали
становится неравномерной (редкие штрихи).
Наиболее часто притиры изготовляют из чугуна и меди, обла-
дающих необходимыми качествами для удовлетворительного
вдавливания абразивов: средней твердостью, плотностью, хоро-
шей износоустойчивостью. Медь труднее обрабатывается и явля-
ется дорогостоящим материалом, поэтому для доводки и притир-
ки стальных деталей рекомендуется изготовлять притиры из чу-
гуна средней твердости (НВ 140—200).
Предварительной притиркой снимается большой слой метал-
ла, поэтому надо применять притиры из мягких металлов — из
меди. Они удерживают крупный абразив гораздо лучше, чем
серый чугун. Для окончательной притирки, когда снимается не-
большой слой металла, надо применять чугунные притиры. Они
удерживают в основном самые мелкие зерна и благодаря твердо-
сти облегчают обработку. Стальные притиры изнашиваются при-
мерно в 1,5, а медные в 3 раза быстрее, чем чугунные.
Для окончательной притирки пастами ГОИ с целью получе-
ния зеркальной поверхности следует применять притиры, изго-
товленные из стекла «пирекс» или зеркального литого стекла,
которое не должно иметь пузырьков, а также глубоких царапин
и раковин.
Шаржирование притиров твердым абразив-
ным материалом. Существуют два способа покрытия прити-
ров абразивным порошком: прямой и косвенный.
При прямом способе абразивный порошок вдавливается в
притир до работы. Плоский притир шаржируют с помощью сталь-
ного закаленного бруска или ролика.
Круглый притир диаметром более 10 мм шаржируют на твер-
дой стальной плите, на которую насыпают тонким, ровным слоем
абразивный порошок. Притир прокатывают с помощью другой
плиты до тех пор, пока абразив не будет вдавлен в притир рав-
номерно по всей поверхности.
После шаржирования с притира удаляют остаток абразивно-
го порошка, притир слегка смазывают и применяют в работе без
добавок свободного абразивного материала до тех пор, пока
притир не перестанет обрабатывать деталь.
Прямой способ шаржирования притиров имеет ряд преиму-
ществ: притир шаржируется больше, при притирке более круп-
ные зерна абразива размельчаются или вдавливаются в плиту,
точность доводки притиром, шаржированным прямым способом,
выше, чем при косвенном способе.
353
chipmaker.ru
Косвенный способ шаржирования заключается в покрытии
притира слоем смазки и посыпании его абразивным порошком.
В процессе доводки зерна абразива вдавливаются в материал
притира, так как он более мягкий.
Работают притиром до полного его затупления. Прибавлять
новый абразивный порошок во время работы (особенно перед
окончанием притирки) не следует, так как это ведет к снижению
точности обработки.
Смазывающие вещества для притирки. Смазывающие вещест-
ва оказывают существенное влияние на производительность и
качество притирки. Смазывающие вещества также способствуют
охлаждению поверхности детали, что предохраняет наружные
слои от коробления.
Выбирают смазывающие вещества в зависимости от приме-
няемого абразивного материала и материала притира (табл. 8).
Таблица 8
Смазывающие вещества, применяемые при работе абразивными материалами
Абразивный материал Материал притира Смазывающее вещество
Карбид кремния Корунд Окись хрома Окись железа Чугун Мягкая сталь Медь Чугун Медь Чугун тигельный Мягкая сталь Сплав меди и алюминия Газолин, керосин, скипидар, лярдовое масло Лярдовое масло, машинное масло Лярдовое масло, скипидар, машинное масло Газолин, лярдовое масло Содовая вода, скипидар Винный спирт Скипидар Керосин
§ 4. ТЕХНИКА ПРИТИРКИ
Для производительной и точной притирки необходимо пра-
вильно выбирать и строго дозировать количество абразивных ма-
териалов, а также смазки. Излишнее количество абразивного
порошка или смазки препятствует соприкосновению притирае-
мых поверхностей, в связи с чем производительность и качество
притирки снижаются.
При окончательной притирке повышение производительности
и качества притирки достигается путем покрытия притира тон-
ким слоем абразивного порошка с тончайшим слоем стеарина,
разведенного в бензине.
При притирке необходимо учитывать усилие давления на при-
тир. При повышении давления между притиром и деталью уве-
354
личивается скорость доводки, но только до известных пределов.
При очень большом давлении зерна абразивов раздавливаются,
поверхность детали получается с задирами и иногда приходит в
негодность. Обычно давление при притирке для различных слу-
чаев составляет 1,5—4 кГ/см2. При окончательной притирке дав-
ление на притир надо уменьшить.
Притирка плоских поверхностей. Притирка плос-
ких поверхностей обычно производится на неподвижных чугун-
ных притирочных плитах. Форма и размеры плит выбираются в
Рис. 240. Притирка плоских поверхностей
зависимости от величины и формы притираемых деталей. На
поверхность притирочной плиты наносят шлифующий порошок.
Операция притирки обычно подразделяется на предварительную
притирку (черновую) и окончательную (чистовую).
Изделие или притир передвигают круговыми движениями.
Притирку ведут до тех пор, пока притираемая поверхность не
будет иметь матовый цвет или зеркальный вид. Для получения
блестящей поверхности притирку заканчивают на притире из
твердого дерева, покрытом разведенной в спирте венской из-
вестью.
Притирка на плитах дает очень высокие результаты. Поэтому
на них притираются детали, требующие высокой точности обра-
ботки (шаблоны, калибры, плитки и т. п.).
Чтобы плита изнашивалась равномерно, притираемую деталь
перемещают по всей ее поверхности (рис. 240). Во избежание
коробления при притирке необходимо следить, чтобы обрабаты-
ваемая деталь сильно не нагревалась. Если деталь нагрелась,
притирку следует прекратить, дать детали остынуть и после это-
го продолжить обработку. Для быстрого охлаждения деталь
кладут на чистую массивную металлическую плиту.
Абразивный порошок (или паста) срабатывается после 8—
10 круговых движений по одному и тому же месту, после чего
его удаляют с плиты чистой тряпкой и заменяют новым.
Предварительную притирку ведут на плите с канавками.
Окончательную притирку выполняют на гладкой плите, на одном
355
chipmaker.ru
Рис. 241. Притирка при
помощи бруска:
а — тонких деталей, б — скоб
пакетом, в — детали со сфе-
рическим ребром
масле, используя лишь остатки порошка, сохранившегося на де-
тали от предыдущей операции.
Притирка тонких и узких деталей (например, шаблонов,
угольников, линеек) ведется с помощью чугунных или стальных
направляющих брусков (кубиков) и призм. К бруску или призме
прикладывают притираемую деталь и вместе перемещают по
притирочной плите (рис. 241, а).
Одновременную обработку нескольких деталей, соединенных
при помощи заклепок в пакет, выполняют при помощи бруска, к
которому прижимают пакет при пере-
мещении по притирочной плите (рис.
241, б). В этом случае обеспечивается
высокая производительность и отпадает
необходимость в дополнительных при-
способлениях.
Притирка детали со сферическим
ребром показана на рис. 241, в.
Притирка угольников. Для
притирки широких плоскостей уголь-
ник (рис. 242, а) закрепляют на дере-
вянном бруске мелкими гвоздями, за-
тем вместе с деревянным бруском пе-
ремещают по плите.
Притирка поршневого
кольца. На кольцо прорезями на-
кладывают деревянную планку, при
помощи которой ведут притирку (рис.
242, б) обычным способом.
Приемы притирки внутренних по-
верхностей различных деталей приве-
дены на рис. 243.
Притирка конических по-
верхностей. Притирку конических
поверхностей приходится выполнять
при ремонте кранов, клапанов, гнезд
под клапаны и т. п.
Притирку внутренних конических
при помощи конического притира-
пробки (рис. 244). Он имеет винтовые канавки для удержания
абразивно-притирочного материала. На квадратный хвостовик
надевается вороток для вращения притира-пробки.
На притир-пробку наносят ровным слоем абразивно-прити-
рочный материал, затем вводят его в притираемое отверстие и
при помощи воротка делают неполные обороты то в одну, то в
другую сторону и затем делают почти полный оборот.
После 15—18 оборотов притир вынимают, насухо протирают
тряпкой, наносят на него абразивно-притирочный материал и
поверхностей выполняют
356
Рис. 242, Приемы притирки:
а — угольника, б — поршневого кольца
Рис. 243. Притирка внутренних поверхностей:
а — шаблона с полукруглой выемкой, б — шаблона-высо-
томера, в — углового шаблона; / — шаблон, 2 — направ*
ляющая призма (брусок), 3 — притир
Рис, 244. Притирка внутренних кониче-
ских поверхностей
chipmaker.ru
снова вводят в притираемое отверстие, продолжая притирку до
тех пор, пока обрабатываемая поверхность не станет матовой.
Подобным образом притирают наружные конические поверх-
ности, используя для этой цели специальные притиры в виде ко-
лец с коническим отверстием, соответствующим притираемому
конусу. Арматура, пробки, фланцы, клапаны, а также краны спе-
циальных притиров не требуют. После изготовления их соприка-
Рис. 245. Притирка клапана к седлу при по-
мощи коловорота
сающиеся рабочие поверхности взаимно притираются друг к
другу (клапан с гнездом, пробка с краном и т. д.).
Арматуру (например, краны) рекомендуется притирать сле-
дующим образом. Сопрягаемые поверхности корпуса крана и
пробки протачивают на станке так, чтобы следы резца почти не
были заметны. Перед притиркой проверяют, соответствует ли
конус корпуса крана конусу пробки. Для этой цели на пробке
делают 2—3 долевые черты мелом или цветным карандашом.
Вставляют пробку в корпус крана и поворачивают ее 2—3 раза.
Затем вынимают пробку. Если конус пробки соответствует ко-
нусу корпуса крана, то с сопрягающихся поверхностей нанесен-
ные полоски будут стерты равномерно; в местах, где полосы ос-
танутся, имеется зазор между корпусом и пробкой. Этот зазор
не должен быть более 0,05 мм\ если он больше, то перед притир-
кой требуется дополнительная обработка.
При ручной притирке обычно корпус крана закрепляют в
тисках. Чтобы не повредить корпус, между губками тисков и
корпусом крана ставят прокладки. Притирку ведут так же, как
было описано выше. Качество притирки проверяют мелом или
цветным карандашом.
358
о
Рис. 246. Притирочный ста-
нок
Во избежание брака небходимо следить, чтобы в притироч-
ный порошок не попали крупные зерна, которые оставляют на
притираемых поверхностях царапины.
Притирку конических поверхностей можно выполнять, при-
меняя коловорот или ручную дрель (рис. 245). На рисунке по-
казана также правильно и неправильно выполненная притирка
клапана.
Притирка резьбовых деталей,
притирают резьбовыми кольцами, а
резьбовыми оправками (если отвер-
стие малого диаметра), изготовляемы-
ми из серого чугуна. Резьбу больших
диаметров притирают сменными регу-
лируемыми кольцами, устанавливае-
мыми на разжимной стальной оправке.
Притирка деталей из твер-
дых сплавов. Высокая твердость
сплавов не позволяет вести притирку
их обычными абразивами. В качестве
абразивов для притирки твердых спла-
вов применяют алмаз, карбид бора,
карбид кремния и некоторые другие
материалы; лучшим из них является
алмаз, который обеспечивает высокое
качество отделки поверхности.
Исходным материалом для мелких
алмазных порошков является измель-
ченная и просеянная алмазная крошка.
Алмазной пылью посыпают либо
притир, либо ролик. Шаржирование
металлического диска осуществляют
путем вдавливания в него алмазной
пыли. При этом следят за тем, чтобы
ролик легко и свободно вращался, ина-
че вместо шаржирования притира он
будет шлифоваться последним. При
первом шаржировании притира алмаз-
ной пыли берут в два раза больше, чем
в последующие. Алмаз вследствие его дефицитности рекоменду-
ется применять только в тех случаях, когда требуется весьма вы-
сокая производительность или при выполнении высококачествен-
ных отделочных работ.
Более производительной, а также менее утомительной для
рабочего является притирка на притирочных станках. Наряду со
специальными станками для механизированной притирки могут
быть соответствующим образом приспособлены и металлорежу-
щие станки — сверлильные, строгальные и др.
Наружную резьбу
внутреннюю — цельными
359
’chipmaker.ru
Притирочный станок (рис. 246) имеет два чугунных диска:
верхний 2 и нижний 4, которые притерты друг к другу. Обраба-
тываемые детали устанавливают в гнезда обоймы 3. Диски по-
лучают вращение в противоположных направлениях от электро-
двигателя.
Верхний диск шарнирно укреплен на шпинделе, что позволя-
ет ему самоустанавливаться относительно притираемых деталей.
К нижнему диску притираемые детали прижимаются верхним
диском. Верхний диск при помощи штурвала 1 поднимается и
опускается при установке и снятии притираемых деталей на
обоймы.
Контроль притирки. Качество притираемых поверхнос-
тей проверяют на краску. На хорошо притертых поверхностях
краска равномерно ложится по всей поверхности. Плоскостность
при притирке проверяют лекальной линейкой с точностью
0,001 мм.
Параллельность плоскостей проверяют микрометром, инди-
катором или другим рычажно-механическим прибором.
Заданный профиль поверхности проверяют шаблонами, ле-
калами по методу световой щели.
Углы проверяют угольниками, угломерами, угловыми плит-
ками, шаблонами.
При измерении следует иметь в виду, что во избежание оши-
бок при контроле все измерения надо проводить при темпера-
туре 20° С. Поэтому перед измерением контролируемую поверх-
ность охлаждают до указанной температуры.
Брак при притирке. Наиболее распространенные виды
брака, его причины и меры предупреждения приведены в табл. 9.
Таблица 9
Виды, причины и меры предупреждения брака при притирке
Виды брака Причины Меры предупреждения
Негладкая и нечис- Применение крупнозер- Применять соответствующие
тая поверхность нистых абразивных порошков, неправиль- ный подбор смазки абразивные порошки и смазки
Неточность размеров, Применение неточных Изготовлять притиры точно
искажение геомет- рической формы по размерам и форме притиров Неправильная установка притира или детали Большие припуски на притирку по размерам и форме Внимательно устанавливать деталь на притир или притир на деталь Предварительной обработ- кой обеспечить необходи- мые припуски на притирку
Коробление тонких деталей Нагрев детали Не допускать нагрева дета- ли свыше 50°С
360
В процессе выполнения притирочных работ необходимо обра-
батываемую поверхность очищать не рукой, а тряпкой (вето-
шью); пользоваться защитными устройствами для отсасывания
абразивной пыли; осторожно обращаться с пастами, так как они
содержат кислоты.
Вопросы для самопроверки
1. Какие инструменты, приспособления и материалы нужны для притирки
и в какой последовательности выполняют притирку угольника и узких поверх-
ностей (внутреннего угла шаблона или угольника)?
2. Какие виды брака возможны при притирке и как его предупредить?
3. Какие меры предосторожности следует соблюдать при притирке?
chipmaker.ru
Глава XXV
ПАЯНИЕ И ЛУЖЕНИЕ
§ 1. СУЩНОСТЬ И НАЗНАЧЕНИЕ ПАЯНИЯ
Паянием называется способ получения неразъемного соеди-
нения двух одинаковых или разных металлов при помощи рас-
плавленного сплава, называемого припоем. От сварки отличает-
ся тем, что кромки основного металла не подвергаются расплав-
лению и нагреваются только до температуры плавления припоя.
В основном применяется для образования неразъемного со-
единения и заделки щелей, отверстий и трещин путем заливки
их припоем.
Паяние широко применяется в разных отраслях промышлен-
ности. В машиностроении паяние применяется при изготовлении
лопаток и дисков турбин, трубопроводов, радиаторов, ребер дви-
гателей воздушного охлаждения, рам велосипедов, сосудов про-
мышленного назначения, газовой аппаратуры и т. д. В электро-
промышленности и приборостроении паяние является в ряде
случаев единственно возможным методом соединения деталей.
Паяние применяется при изготовлении электро- и радиоламп, те-
левизоров, деталей электромашин, плавких предохранителей
и т. д.
К преимуществам паяния относятся: незначительный нагрев
соединяемых частей, что сохраняет структуру и механические
свойства металла; чистота соединения, не требующая в большин-
стве случаев последующей обработки; сохранение размеров и
форм детали; достаточно высокая прочность соединения.
Современные способы позволяют паять углеродистые, леги-
рованные и нержавеющие стали, цветные металлы и их сплавы.
§ 2. МАТЕРИАЛЫ ДЛЯ ПАЯНИЯ
Основными материалами, применяемыми при паянии, явля-
ются припои и флюсы.
Припои. Припоями называются металлы или сплавы метал-
лов, при помощи которых выполняют паяние.
Припои должны обладать следующими физико-химическими,
механическими и технологическими свойствами:
более низкой температурой плавления, чем температура ме-
таллического материала, подвергаемого пайке;
хорошей жидкотекучестью и высокой смачивающей способ-
ностью;
хорошей диффузионной способностью, что обеспечивает вы-
сокую прочность и плотность соединения;
362
небольшой окисляемостью, коррозионной стойкостью и необ-
ходимой электропроводностью (если они используются при пая-
нии проводников) и др.
В зависимости от химического состава и требований, предъ-
являемых к паяным соединениям, подбираются и соответствую-
щие по свойствам припои. К основным припоям могут быть отне-
сены оловянно-свинцовые, медь, медно-цинковые, серебря-
ные и др.
Припои стандартизованы и по температуре плавления делят-
ся на две группы: мягкие и твердые.
К мягким припоям относятся сплавы, которые в своей
основе содержат олово и свинец и отличаются низкой темпера-
турой плавления (ниже 500°С).
При пайке мягкими припоями свойства соединяемых метал-
лов не изменяются или почти не изменяются.
Мягкие припои служат для пайки стали, меди, цинка, свин-
ца, олова и их сплавов, серого чугуна, алюминия, керамики и
стекла.
Пайку мягкими припоями применяют в тех случаях, когда по
каким-либо соображениям нельзя нагреть материал до высокой
температуры или если большая прочность паяного соединения
не нужна. Соединения, паянные мягкими припоями, достаточно
герметичны.
Наиболее распостраненным типом мягких припоев являются
сплавы олова со свинцом.
Различные количественные соотношения олова и свинца оп-
ределяют свойства припоев. Оловянно-свинцовые припои по
сравнению с другими обладают рядом преимуществ: высокой
смачивающей способностью, хорошим сопротивлением коррозии,
удобством применения. В целях повышения температуры плав-
ления припоев или ее снижения в сплав добавляют различные
металлы, например сурьму и серебро, которые повышают тем-
пературу плавления, а кадмий снижает ее.
В табл. 10 приведены состав и применение наиболее употре-
бительных мягких припоев.
Мягкие припои выпускаются в виде чушек, проволоки, литых
прутков, зерен, лент фольги, трубок (с внутренней набивкой ка-
нифолью) диаметром от 2 до 5 мм, а также в виде порошков и
паст из порошка с флюсом.
Мягкие припои можно приготовить и непосредственно в цехе
или мастерской. Для этого в металлических ковшах расплавля-
ют олово и старый припой, затем добавляют небольшие кусочки
свинца, хорошо размешивают.
Для того чтобы припой не выгорал, поверхность посыпают
толченым древесным углем.
Низкотемпературные (легкоплавкие) припои относятся к
группе мягких припоев, они обладают очень низкой температу-
363
chipmaker.ru
Таблица 10
Состав и применение мягких (оловянно-свинцовых) припоев (ГОСТ 1499—54)
Марка припоев Химический состав % Темпера- тура плав- ления, °C Материал соединяемых де- талей и назначение
олово сурьма свииед
пос 90 89—90 <0,15 Остальное 222 Латунь, железо, медь. Пайка внутренних швов пищевой посу- ды и медицинской ап- паратуры
пос 61 59—61 <0,8 То же 182 Пайка радио-и электро- аппаратуры, деталей, не подвергающихся значительному нагре- ву. Чистое паяние
пос 50 49—50 <0,8 » 182 То же
пос 40 39—40 1,5—2,0 » 235 Лату нь, железо, медь. Пайка радиаторов, электро-и радиоаппа- рату ры, проводов, оцинкованного желе- за
пос 30 29—30 1,5—2,0 » 256 Цинк, железо, сталь, латунь, медь. Пайка изделий ширпотреба, лужение подшипни- ков
пос 18 17—18 2,0—2,5 277 Свинец, железо, латунь, оцинкованное железо, сталь,луженая жесть. Пайка изделий шир- потреба
ПОС4 —6 3—4 5—6 » 265 Лужение железа и ме- ди, пайка латуни, меди при понижен- ных требованиях к прочности шва
Примечание. Буквы в обозначении марки припоя указывают: П—
припой, ОС-оловянно-свинцовый, цифры — среднее содержание в припое
олова в процентах.
рой плавления. В их состав входят свинец, олово, кадмий, сурь-
ма, висмут, индий, ртуть и другие металлы.
Припои на основе свинца — олова — висмута плавятся при
температуре 96°С, припой марки Л70 на висмутовой основе пла-
вится при температуре 70° С, а припой марки Л47 — при темпе-
ратуре 45° С.
Низкотемпературные припои применяют при паянии тонких
оловянных предметов, при паянии стекла с металлической арма-
турой, деталей, которые особенно чувствительны к нагреву, а
364
также в тех случаях, когда припой должен Выполнять роль тем-
пературного предохранителя (в электрических тепловых прибо-
рах) и др.
Твердые припои с температурой плавления выше 500°С
применяются для соединений, которые должны быть прочными
при высоких температурах, вязкими, стойкими против усталости
и коррозии. Этими припоями можно паять сталь, чугун, медь,
никель и их сплавы, а также другие металлы и сплавы с высокой
температурой плавления. Твердые припои делятся на две основ-
ные группы: медно-цинковые и серебряные (табл. 11).
Таблица 11
Состав и применение твердых припоев
Химический состав, %
Марка припоя медь циик серебро Температу плавления. Материал соединяемых деталей и применение
Медно-цинковые припои (ГОСТ 1534—42)
ПМЦ 36 34—38 Остальное — 825 Латунь с содержани-
ПМЦ 48 ПМЦ 54 46—50 52—56 То же » — 865 880 ем меди до 68%. Тонкая пайка по бронзе Медные сплавы с со- держанием меди свыше 68% Бронза, медь, латунь, сталь
ПСр 70 ПСр 65 ПСр 45 ПСр 25 ПСр 12М С( 25,5—26,5 19,5—20,5 29,5—30,5 39,0—41,0 51,0—53,0 :ребряные пр 3,0—5,0 13,5—16,0 23,5—26,0 33,0—36,5 34,0—37,5 ипои (ГОСТ 69,5—70,5 64,5—65,5 44,5—45,5 24,7—25,3 11,7—12,3 8190— 755 740 725 775 825 56) Медь, латунь, сереб- ро. Пайка проводов и деталей с высо- кой электропровод- ностью Медь, латунь, нер- жавеющая сталь. Пайка деталей при- боров Сталь, медь, медные сплавы. При необ- ходимости повышен- ной прочности я коррозионной стой- кости Латунь с содержани- ем меди 58% и бо- лее
Примечание. Буквы в обозначении марки припоя указывают: П —
припой, МЦ —медноцинковый, Ср — серебро, цифры — среднее содержание
в припое меди или серебра в процентах.
365
chipmaker.ru
Припои медно-цинковые поставляются в форме зерен разме-
рами 0,2—3 мм (класс А) или 3—5 мм (класс Б).
Серебряные припои выпускаются в виде полос и проволоки.
Они представляют собой сплав серебра, меди, цинка и некото-
рых других элементов. Серебряные припои применяют для пая-
ния черных и цветных металлов и сплавов. Они обеспечивают
довольно высокую прочность, а также коррозионную стойкость
паяного шва.
Наиболее употребительные серебряные припои ПСр70,
ПСр45, ПСр25 и ПСр12М.
Флюсы. С повышением температуры скорость окисления по-
верхности спаиваемых деталей значительно возрастает, в резуль-
тате чего припой не пристает к детали. Для удаления окисла
применяют химические вещества, называемые флюсами. Флюсы
в момент нагрева, соединяясь с окислами, образуют шлак, всплы-
вающий на поверхность припоя. Такое действие флюса обеспе-
чивает непрерывное смачивание и растекаемость припоя по мес-
ту спая и создает условия, необходимые для получения высоко-
качественного соединения. Различают флюсы для мягких и
твердых припоев, а также для пайки алюминиевых сплавов, не-
ржавеющих сталей и чугуна.
Флюсы для мягких п р и п о е в. В качестве флюсов для
мягких припоев применяют соляную кислоту, хлористый цинк,
нашатырь, канифоль и пасты.
Соляная кислота применяется при пайке цинка и оцинкован-
ного железа. Техническую соляную кислоту (дымящуюся) до-
бавляют в воду небольшими порциями. Соляная кислота требу-
ет очень осторожного обращения. Попадая на тело, она вызыва-
ет ожоги, разрушает ткань одежды, пары ее вредно действуют
на дыхательные органы. При составлении водных растворов не-
обходимо вливать кислоту в воду. Категорически запрещается
вливать воду в кислоту, ввиду опасности внезапного выброса
кислоты.
Хлористый цинк применяется при мягком паянии латуни, ме-
ди, стали и т. п. Хлористый цинк можно приготовить, растворив
мелкие куски цинка в соляной кислоте крепостью 16—20°
по Боме.
Для того чтобы хлористый цинк в меньшей степени способ-
ствовал коррозии паяного шва, к нему добавляют нашатырный
спирт, вливая его в хлористый цинк тонкой струей до исчезнове-
ния молочного цвета.
Нашатырь (хлористый аммоний) — белая горько-соленая на
вкус соль, хорошо растворяющая жировые пятна. Нашатырь ис-
пользуется в виде кусков или порошка. При нагревании наша-
тырь разлагается с выделением вредного для здоровья белого
газа, поэтому при пайке рекомендуется применять не чистый
нашатырь, а его водный раствор.
366
Канифоль — вещество, получаемое при сухой перегонке сос-
новой смолы. Флюсирующие свойства канифоли значительно сла-
бее этих свойств других веществ, но она обладает тем преиму-
ществом, что не вызывает коррозии паяного шва. Благодаря
этому канифоль преимущественно применяется для пайки элект-
ро- и радиоаппаратуры.
Канифоль используется в виде порошка или раствора в спир-
те или глицерине.
Довольно энергичным является следующий флюс (состав
в %): хлористого цинка — 25—20, нашатыря — 5—20, воды —
70—30.
Флюсы для твердых припоев. При пайке твердыми
припоями в качестве флюсов используют буру, борную кислоту
и некоторые другие вещества.
Буру применяют в виде порошка, для чего ее толкут в ступе
и просеивают. Чтобы при нагревании бура не пенилась, перед
применением ее прокаливают. Бура легко впитывает влагу из
воздуха, поэтому ее следует хранить в банке с притертой проб-
кой. Рекомендуется применять безводную буру, так как иначе
флюс при нагреве теряет воду, набухает, трескается и вследст-
вие этого затрудняется процесс пайки.
Недостатком буры является то, что после остывания она ос-
тавляет на шве весьма прочную пленку. Для понижения темпе-
ратуры плавления в буру иногда добавляют хлористый цинк.
Борная кислота представляет собой белые, на ощупь жирные
чешуйки. По своим флюсирующим свойствам борная кислота
лучше буры, но применяется реже, так как стоимость ее выше.
Флюсы для пайки алюминиевых сплавов. В ка-
честве флюсов при пайке алюминиевых сплавов применяют
сложные по химическому составу смеси, состоящие из фтористо-
го натрия, хлористого лития, хлористого калия, хлористого цин-
ка и др. Хлористые соли обладают способностью растворять
окислы алюминия, поэтому их роль во флюсах является основ-
ной. Хлористый литий и хлористый калий вводят в состав флю-
сов с целью понижения температуры плавления.
При пайке алюминия мягкими припоями можно применять
один из трех следующих флюсов (состав в %):
хлористого цинка — 85, хлористого аммония—10, фтористо-
го натрия — 5;
хлористого цинка — 90, хлористого аммония — 8, фтористого
натрия — 2;
хлористого цинка — 95, фтористого натрия — 5.
При пайке алюминиевых сплавов твердыми припоями приме-
няют следующий флюс (состав в %):
фтористого калия или фтористого натрия—10±1, хлористо-
го цинка — 8 ±2, хлористого лития — 32 ±3, хлористого калия —
остальное.
367
chipmaker.ru
Приготовляют этот флюс в следующем порядке. Компонен-
ты флюса вначале прокаливают для удаления из них влаги. За-
тем после взвешивания все компоненты, кроме хлористого цинка,
тщательно перемешивают, помещают в фарфоровую посуду и
нагревают в печи до 700°С. В расплавившуюся смесь вводят
предварительно нагретый до жидкого состояния хлористый цинк.
Полученную смесь тщательно размешивают и выливают на
стальную или чугунную поверхность. Флюс затвердевает, после
его дробят, превращая в пудру. Этот флюс очень гигроскопичен,
поэтому его надо хранить в герметически закрывающихся со-
судах.
Для паяния алюминия и его сплавов широко используется
также флюс 34А, состоящий из 10% фтористого натрия, 8%
хлористого цинка, 32% хлористого лития, 50% хлористого калия.
Флюсы для пайки нержавеющей стали. Одним
из таких флюсов является пастообразная смесь буры и борной
кислоты (поровну), замешанная в насыщенном растворе хло-
ристого цинка. Применяют также флюс 200, состоящий из 70%
борной кислоты, 21% буры, 9% фтористого калия. Этот флюс
пригоден для паяния конструкционных и нержавеющих сталей,
а также жаропрочных сплавов латунью и твердыми припоями.
Флюсом для паяния чугуна (серого или ковкого)
служит бура (60%) с добавкой хлористого цинка (38%) и мар-
ганцовокислого калия (2%>). В флюс, кроме того, входит пере-
кись марганца или хлорат калия, способствующие выгоранию
графита с поверхности металла и тем самым обеспечивающие по-
лучение чистой, хорошо смачиваемой припоем поверхности.
Для паяния свинцовых сплавов флюсом может служить
стеарин.
§ 3. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЯНИЯ
При паянии применяются инструменты: паяльники, паяльные
лампы, электрические плитки, напильники, щетки, сосуды для
хранения флюсов и т. д.
Паяльники. Являются основным инструментом, применяемым
для нагрева места пайки, а также расплавления припоя при пая-
нии мягкими припоями. В зависимости от способа нагрева па-
яльники делятся на обыкновенные (простые), электрические,
бензиновые и газовые.
Рис. 247. Обыкновенный паяльник
При паянии твердыми
припоями детали нагре-
вают паяльной лампой
или в кузнечном горне.
Обыкновенн ы й
(простой) паяльник
(рис. 247), представляет
368
собой медный стержень 1 молоткообразной формы со скошен-
ным в виде клина рабочим концом, который закрепляется на же-
лезном стержне 2 с деревянной ручкой 3. Недостатками этой
конструкции паяльника являются непостоянная температура
при паянии, необходимость многократного нагрева, загрязнение
медного стержня копотью.
Электрический паяльник (рис. 248) обеспечивает
постоянную температуру при паянии. Он применяется для пая-
Рис. 248. Электрический паяльник с внутренним нагревателем:
/ — медный стержень, 2 — нагреватель. 3 — кольцо, 4 — стальные спицы,
5 — крепящее кольцо, 6 — рукоятка, 7 — слюда, 8 — фарфоровая трубка,
9 — нихромовая проволока
Рис. 249. Паяльники:
а — газовый, б — бензиновый
ния мягкими припоями, так как наибольшая температура его на-
грева составляет 400° С.
Газовый паяльник (рис. 249, а) нагревается ацетилено-
кислородной горелкой, к которой прикреплен медный стержень.
Температуру пламени регулируют вентилями.
Бензиновый паяльник (рис. 249, б) представляет со-
бой паяльную лампу 2, к которой прикреплен медный стержень
1 простого паяльника. Таким паяльником нагревают крупные
детали.
Паяльные лампы. Паяльная лампа при паянии мягки-
ми припоями служит для нагрева паяльника. Температура пла-
369
chipmaker.ru
мени лампы достигает 1000° С. Лампы различаются по емкости
топливного резервуара, по виду применяемого топлива (кероси-
новые, бензиновые и спиртовые). По внешнему виду паяльные
керосиновые лампы отличаются от бензиновых расположением
змеевика.
На рис. 250, а показана паяльная лампа, которая может ра-
ботать на бензине, спирте или керосине.
Рис. 250. Нагревательные приборы и приспособления, применяемые при
паянии:
а — паяльная лампа: 1 — предохранительный стержень, 2 — резервуар для горюче-
го, 3 — воздушное пространство, 4— нагревательная ванночка (чашечка), 5 — ка-
налы смесителя, 6 — труба, 7 — смесительная труба, 8—сопло, 9 — защитное уст-
ройство от ветра, 10 — вентиль, 11 — крышка заливного отверстия, 12 — насос; б —
защитное устройство для розжнга паяльной лампы, в — керосиновая горелка
Несмотря на то что паяльная лампа является несложным
приспособлением, неправильная ее эксплуатация может приве-
сти к несчастным случаям, поэтому необходимо выполнять сле-
дующие основные правила безопасности:
хранить бензин, необходимый для разжигания паяльной лам-
пы, в отдельном сосуде;
заправлять паяльную лампу только в безопасном в пожарном
отношении месте; заливать горючее только из сосуда, имеющего
тонкую сливную трубку или через небольшую воронку, на про-
тивне; количество залитого горючего не должно превышать 3/4
объема резервуара;
заправлять паяльную лампу разрешается только тем горю-
чим, для которого она предназначена;
370
заправка цеостывшей паяльной лампы категорически запре-
щается;
разжигание паяльной лампы производить только горючим, за-
ливаемым при закрытом вентиле из отдельного флакона в ча-
шечку под горелкой; разжигание паяльной лампы горючим, вы-
пускаемым через форсунку, ведет к быстрому засорению ее.
Перед разжиганием лампы вентиль должен быть закрыт, воз-
дух из резервуара выпущен через воздушный клапан, имеющий-
ся в заливной пробке. После выпуска воздуха воздушный клапан
закрывается. Затем зажигают бензин, налитый в чашечку, и про-
гревают змеевик горелки. К моменту полного сгорания бензина
в чашечке накачивают воздух в резервуар, слегка открывают
вентиль и подносят лампу к защитному устройству (рис. 250, б).
Воспламенившееся распыленное горючее окончательно прогре-
вает горелку до появления синеватого пламени. После этого нуж-
но отрегулировать вентилем интенсивность горения. При неус-
тойчивом пламени необходимо прочистить форсунку иглой. Для
этого прикрывают вентиль и через боковое отверстие прочища-
ют форсунку; если при этом пламя погаснет, горелку следует
снова поджечь подготовленным заранее факелом; гасить паяль-
ную лампу, работающую под давлением, следует только путем
закрытия вентиля. Когда лампа остынет, выпускают воздух, от-
винчивая воздушный клапан; паяльник нужно нагревать только
на удобных и хорошо укрепленных подставках; на случай вос-
пламенения разлитого горючего нужно иметь вблизи рабочего
места сухой песок для тушения огня.
Лучшим способом нагрева паяльников является нагрев на
обыкновенной электрической плитке, в которую надо поставить
две включенные параллельно спирали вместо одной. Для более
быстрого нагрева паяльника и уменьшения потерь тепла можно
использовать сделанную из жести защитную коробочку. Пре-
имущество нагрева паяльника на электроплитке состоит в том,
что паяльник не соприкасается с пламенем и равномерно на-
гревается.
Паяльники можно нагревать также на керосиновой горелке
(рис. 250, в), при этом паяльник не соприкасается с пламенем и
равномерно нагревается.
§ 4. ТЕХНИКА ПАЯНИЯ
Паяние мягкими припоями. Процесс паяния мягки-
ми припоями состоит из подготовки деталей к паянию, собствен-
но паяния и обработки деталей после паяния.
Основным условием получения высококачественного паяния
является чистота соединяемых поверхностей. Поэтому соединяе-
мые поверхности деталей вытирают насухо тряпкой и очищают
371
chipmaker.ru
от грязи, ржавчины и жиров шаберами, напильниками, металли-
ческими или кордовыми щетками.
Паяние мягкими припоями бывает кислотное и бескислотное.
При кислотном паянии в качестве флюсов употребляют хлорис-
тый цинк или техническую соляную кислоту; при бескислотном
паянии — флюсы, не содержащие кислот: канифоль, терпентин,
стеарин, паяльную пасту и др. Соответствующие флюсы наносят
после очистки и подгонки поверхностей.
''' XJ
Рис. 251. Техника паяния мягкими при-
поями:
а — нагрев обушка паяльника, б — зачистка паяльника, в—очище-
ние паяльника от окалины хлористым цинком, г — захват припоя,
д — облужнвание паяльника на кусковом нашатыре, е — протравли-
вание места паяния, ж — прием паяния
372
Паяние выполняют паяльником, нагретым в горне или паяль-
ной лампой (рис. 251, а).
При паянии мелких деталей температура паяльника должна
быть 300—350° С, а при паянии крупных деталей 350—400° С.
Если паяльник недостаточно нагрет, то припой на спаивае-
мых поверхностях быстро остывает и превращается в кашеоб-
разную массу. Такая пайка очень непрочна, так как ухудшается
смачиваемость металла припоем. С другой стороны, нельзя до-
пускать перегрева паяльника, так как может произойти окисле-
ние меди и припоя, который будет покрываться темной пленкой
окислов, не прилипая к паяльнику. Признаком перегрева явля-
ется быстрое сгорание канифоли с выделением дыма вместо ее
плавления.
Нагретый паяльник зажимают в слесарные тиски (рис.
251, б) и зачищают напильником рабочую часть. После зачистки
паяльник снова нагревают.
Когда паяльник нагрет до требуемой температуры, его быст-
ро снимают с огня и очищают от окалины погружением рабочей
части в хлористый цинк (рис. 251, в), после чего рабочей частью
паяльника захватывают 1—2 капли припоя (рис. 251, г) и трут
по куску нашатыря (рис. 251, д) до тех пор, пока рабочая часть
не покроется ровным его слоем. Место спайки протравляют кис-
лотой (рис. 251, е). Затем паяльник с прилипшими к нему кап-
лями припоя накладывают на шов спаиваемых деталей, кото-
рые прижимают металлическим бруском, и как только шов про-
греется до температуры плавления припоя, паяльник медленно
и равномерно перемещают по шву. Расплавленный припой сте-
кает с паяльника и заполняет зазор между спаиваемыми поверх-
ностями (рис. 251, ж).
Детали больших размеров таким способом паять нецелесооб-
разно, поэтому изделия, имеющие большие соединяемые поверх-
ности, после подготовки погружают в раствор флюса, а затем в
ванну с большим количеством припоя. В этом случае припой
быстро нагревает соединяемые детали.
Паяние твердыми припоями. Твердые припои при-
меняют тогда, когда нужно получить прочные и термостой-
кие швы.
Перед паянием поверхности подгоняют друг к другу припи-
ливанием, тщательно очищают от грязи, окислов и жиров, обма-
зывают флюсом (рис. 252, а), накладывают на место спая ку-
сочки припоя (медные пластинки), скрепляют мягкой проволо-
кой (рис.*252, б).
Подготовленные к паянию детали (заготовки) нагревают па-
яльной лампой или в кузнечном горне. Когда припой распла-
вится, деталь снимают с огня и держат ее в таком положении,
чтобы припой не мог стекать со шва, затем деталь охлаждают
предварительно на воздухе до температуры 80—100° и погружа-
373
chipmaker.ru
ют в воду. Такой способ охлаждения повышает прочность соеди-
нения и облегчает удаление шлаковой пленки. После охлажде-
ния спаянные детали промывают и опиливают напильником вы-
ступающий припой, зачищают шов наждачной бумагой.
Особенности паяния сосудов для хранения
горючих жидкостей. Паяние сосудов (бочек, бидонов)
Направляюща
'прок л а око
Рис. 252. Техника паяния твердыми припоями:
а — обмазывание флюсом, б — закрепление припоя, в — нагрев
для горючих жидкостей или газов во избежание взрыва требует
особых мер предосторожности.
Прежде всего сосуды тщательно промывают. Перед паянием
их доверху наполняют водой и выдерживают некоторое время,
чтобы пары остатков горючего вытеснились
полностью. Слив воду, приступают к пайке.
Перед паянием можно также бак пропа-
рить или промыть горячей водой до исчез-
новения запаха горючего (лучше промыть
6%-ным раствором каустической соды).
Непромытый сосуд к рабочему месту подно-
Рис. 253. Паяние тру- сить нельзя, так как при работающей па-
бы из листовой стали яльной лампе малейшая неосторожность
может повлечь за собой взрыв сосуда.
Когда паяние закончено и изделие полностью охладилось,
со шва снимают излишек припоя, изделие промывают и высуши-
вают в сушилке сухими опилками или сжатым воздухом.
Паяние труб выполняют в следующем порядке (рис. 253): очи-
щают напильником или шабером место пайки, наносят кисточ-
кой флюс на место спая, прикладывают нагретый и облуженный
паяльник и пруток припоя к месту спая, расплавляют припой
374
равномерно и медленно, непрерывно перемещают паяльник по
линии шва, давая припою заполнить шов. После окончания пая-
ния и полного остывания трубы удаляют флюс, промывают трубу
в теплой воде.
Особенности пайки некоторых металлов
и сплавов
Малоуглеродистые стали хорошо подвергаются пай-
ке как мягкими, так и твердыми припоями. В качестве мягких
припоев применяют оловянно-свинцовистые припои, а в качестве
флюса — хлористый цинк или канифоль.
Высокоуглеродистые и инструментальные ста-
ли можно паять медно-цинковыми и серебряными припоями.
Паяние чугунных деталей выполняют латунями и се-
ребряными припоями. Перед паянием детали очищают от окис-
лов, масла и обрабатываемую поверхность зачищают механичес-
ким способом. Затем в месте спая кислородно-ацетиленовым
пламенем с избытком кислорода выжигают свободный графит,
детали прогревают и очищают от окислов и покрывают бурой.
Нагревание можно производить паяльной лампой, не допуская
нагрева детали выше 850—900° С.
После окончания пайки чугунные детали отжигают: нагрева-
ют до температуры 700—750° С, выдерживают при этой темпе-
ратуре в течение 20—25 мин, затем охлаждают на воздухе. До-
брокачественный шов получается в том случае, когда поверхно-
сти спаиваемых деталей до пайки покрывают медью.
Паяние нержавеющих сталей сопряжено с некото-
рыми трудностями, так как вследствие химического воздействия
кислорода на легирующие элементы при нагреве происходит
окисление поверхности стали. В целях удаления окислов и даль-
нейшего предупреждения их образования применяют различные
флюсы (например, бура). Паяние нержавеющих сталей произ-
водится припоем ПСр45.
Напайку пластинок из твердых сплавов на
инструменты выполняют медью или латунью Л62, в качестве
флюса применяют буру. Перед напаиванием пластинки тщатель-
но очищают, шлифуют и обезжиривают, затем прикрепляют к
инструменту проволокой.
Инструмент вместе с прикрепленной пластинкой нагревают
паяльной лампой или в горне сначала до температуры 650—
700° С и выдерживают 8—10 мин, потом до 800—850° С с выдерж-
кой при этой температуре 5—8 мин, затем до температуры 850—
900° С с выдержкой 5 мин и, наконец, до плавления припоя.
Прижатую металлическим стержнем пластинку удерживают до
затвердевания припоя.
Медь и ее спл а вы хорошо паяются любым способом.
375
er.ru
Паяние алюминия и его с п л а в о в. Паяние алюми-
ния и его сплавов связано с большими трудностями в связи с
тем, что на воздухе, а особенно при нагреве, эти материалы быст-
ро окисляются, и на поверхности образуется прочная тугоплав-
кая пленка окислов, недопускающая паяние. Перед паянием
алюминия поверхность деталей обезжиривают в бензине, спирте
или горячем 10 %-ном растворе каустической соды и протравля-
ют раствором кислоты. Травление можно заменить зачисткой
поверхности напильником, шабером, металлической щеткой или
наждачной шкуркой. После зачистки с поверхностей волосяной
щеткой удаляют мелкие частицы.
При химическом способе окисную пленку разрушают флюса-
ми. Место пайки и пруток припоя нагревают до температуры
300—400° С, припой опускают в порошкообразный флюс, затем
быстро с нажимом, проводя припоем по подогреваемому шву
флюсом, удаляют окисную пленку, припой плавится и заполняет
шов. После паяния деталь тщательно промывают.
При паянии алюминия и его сплавов лучше всего следует
применять специальные припои: 34А или 35А.
Проверка качества паяного шва. Проверку каче-
ства шва начинают с тщательного внешнего осмотра. Надежный
паяный шов имеет ровную и гладкую поверхность, без свищей,
образующихся от выделяющихся при пайке пузырьков газа. Сви-
щи и шероховатости образуются при недостаточном прогреве
шва или при работе остывшим паяльником. Щели в шве указы-
вают на плохую зачистку спаиваемых поверхностей или имею-
щиеся необлуженные места. Прочность и плотность такого шва
недостаточны.
Паяный шов сосудов проверяют на плотность. Наиболее быст-
ро и надежно эту проверку осуществляют сжатым воздухом,
давление которого на 0,5—1 ат выше того рабочего давления, на
которое сосуд рассчитан. Для этой цели отверстия сосуда плотно
закрывают крышками или пробками с уплотняющими проклад-
ками. Одно отверстие соединяют с резиновым шлангом автомо-
бильного насоса, имеющего вентиль. К шлангу между насосом
и сосудом присоединяют манометр со шкалой делений до 3 ат.
В сосуд накачивают воздух и закрывают вентиль. Если стрелка
манометра не падает, шов герметичный.
Для обнаруживания небольших неплотностей шва сосуд
опускают в ванну с чистой водой и по выходящим пузырькам
воздуха обнаруживают место выхода воздуха. При отсутствии
ванны или при проверке сосуда большого размера шов обильно
смачивают мыльной водой и по образующимся пузырям находят
дефектное место.
Открьные сосуды, не имеющие крышек, проверяют следую-
щим образом. Паяный шов насухо протирают снаружи и зати-
рают сухим мелом; в сосуд заливают жидкость, для которой он
376
предназначен, и выдерживают 8—10 ч. Если в шве имеются не-
плотности, меловое покрытие станет сырым. Большие неплотно-
сти шва обнаруживаются сразу после заливки жидкости.
Отдельные небольшие неплотности шва устраняют дополни-
тельной подпайкой, шов плохого качества перепаивают заново.
§ 5. ЛУЖЕНИЕ
Лужением называется процесс покрытия поверхностей метал-
лических изделий тонким слоем расплавленного олова или спла-
ва олова со свинцом. Металл, наносимый на поверхность изде-
лия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к
паянию, а также для предохранения изделий от коррозии, разъ-
едания и окисления. Иногда лужение производится для специ-
альных целей, например, перед заливкой подшипников.
В качестве полуд применяется чистое олово. Для неответст-
венных деталей олово иногда заменяют более дешевым сплавом,
состоящим из 5 частей олова и 3 частей свинца.
Лужение оловянно-свинцовыми сплавами посуды для пищи
запрещается.
Процесс лужения состоит из трех основных операций: подго-
товки поверхности, приготовления полуды и лужения.
Подготовка поверхности. Чтобы олово лучше приста-
вало, поверхность, подлежащая лужению, должна быть тща-
тельно очищена от грязи, окалины и жиров. Поверхности изде-
лия очищают до металлического блеска шабером, напильником,
наждачной бумагой, кордовыми щетками. Большие поверхности
травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности из-
делия промывкой (травлением) в водном растворе соляной кис-
лоты. Затем поверхность промывают чистой водой и вытирают
насухо. В целях предохранения очищенной поверхности от окис-
ления ее смазывают хлористым цинком и затем посыпают по-
рошком нашатыря.
При выполнении травления следует работать в резиновых
перчатках, фартуке и защитных очках во избежание ожогов и
порчи одежды.
Техника лужения. Лудят двумя способами: натирани-
ем (большие изделия) и погружением в расплавленную полуду
(небольшие изделия).
Для лужения методом погружения изделие погружают в лу-
дильную ванну или специальный аппарат до получения на его
поверхности тонкого оловянистого покрытия.
Процесс этот ведется в двух ваннах: сначала изделие погру-
жают в ванну с хлористым цинком, затем в ванну с расплавлен-
ным оловом (рис. 254, а), нагретым до температуры, которая на
377
chipmaker.ru
270—300° С выше температуры плавления. При понижении тем-
пературы ванны до 230—240° С лужение невозможно.
Продолжительность нахождения изделия в ванне с хлорис-
тым цинком — от 0,5 до 1 мин. Она зависит от материала и раз-
меров изделия. Продолжительность нахождения изделия в ван-
не с оловом — 3—5 мин.
Изделие, извлеченное из ванны, встряхивают для равномер-
ного распределения слоя и удаления излишков олова, погружа-
Рис. 254. Лужение деталей:
а — облужнванне детали погружением в ванну с оловом, б — нагрев детали для облу-*
живания, в — облужнванне нагретой детали путем растирания олова
ют в чистую воду или в слабый водный раствор соды для удале-
ния остатков хлористого цинка, вытирают и сушат в чистых дре-
весных опилках.
Лужение методом натирания производится после предвари-
тельной подготовки изделия — очистки, промывки, травления.
Изделие медленно и равномерно нагревают на древесном уг-
ле (рис. 254, б) до температуры 300—350° С и посыпают облу-
живаемую поверхность порошком третника или натирают прут-
ком третника. При этом третник плавится и пристает к изделию.
После того как начнет плавиться третник, его растирают (рис.
254, в) чистой ветошью или паклей по всей поверхности, удаляя
лишний слой и наблюдая за тем, чтобы не было не покрытых
третником мест.
Если из-за плохой очистки детали олово в каком-либо месте
не пристало, это место снова зачищают напильником или шабе-
ром, подогревают, наносят олово и растирают. Таким способом
лудят стальные, бронзовые и латунные вкладыши. При лужении
медных изделий вместо хлористого цинка используют нашатырь,
канифоль, стеарин и другие флюсы.
Когда изделие остынет, его протирают смоченным песком,
промывают водой и сушат.
378
Техника безопасности при паянии, лужении
При выполнении паяльных и лудильных работ необходимо
выполнять следующие правила: осторожно работать с кислота-
ми (соляная и серная), так как они, попадая на тело человека,
вызывают химические ожоги. Попадание кислоты в глаза может
вызвать слепоту, испарения кислот очень вредны;
серную кислоту хранить в стеклянных бутылях с притертыми
пробками в деревянных или плетеных корзинах с мягкой про-
кладкой из бумаги или стружки;
пользоваться только разведенной кислотой. При разведении
кислоту следует вливать в воду тонкой струей, непрерывно по-
мешивая раствор. Запрещается лить воду в кислоту, так как при
соединении воды с кислотой происходит сильная химическая ре-
акция с выделением большого количества тепла. Даже при не-
большом количестве воды, попадающей в кислоту, вода быстро
нагревается и превращается в пар, что может привести к взрыву;
в помещениях, где производится паяние, должна быть хоро-
шая приточно-вытяжная вентиляция;
соблюдать противопожарные меры и всегда иметь на рабо-
чем месте огнетушитель и ящик с песком;
рабочее место содержать в безукоризненном порядке и
чистоте.
Вопросы для самопроверки
1. Объясните порядок подготовки и процесс паяния мягкими и твердыми
припоями.
2. Какие припои и флюсы применяются и в каких случаях?
3. В чем особенность паяния алюминиевых деталей?
(er.ru
Глава XXVI
СКЛЕИВАНИЕ ДЕТАЛЕЙ
Соединение материалов склеиванием находит все более ши-
рокое применение в различных областях народного хозяйства.
Склеивать можно пластмассы, керамику, стекло, легкие спла-
вы— алюминиевые, магниевые, а иногда стали — углеродистые,
нержавеющие. Склеивание имеет существенные преимущества
перед другими видами соединений — клепкой, сваркой, паянием
и резьбовым.
Склеиванием можно получить соединения из разнородных
материалов, при этом вес изделий увеличивается незначительно,
напряжения в соединяемых материалах распределяются более
равномерно, швы имеют высокую герметичность и коррозионную
стойкость, стоимость соединений, выполненных склеиванием, во
многих случаях небольшая. Конструкции, склеенные из тонких
металлических листов, по сравнению со сварными и клепаными,
выдерживают большие вибрационные нагрузки.
Надежное соединение деталей малой толщины, как правило,
возможно только склеиванием.
Клеевые соединения осуществляют различными способами.
Чаще всего применяется соединение внахлестку и встык с помо-
щью планки, втулки и т. п.
Технологический процесс склеивания деталей независимо от
их конструкции, марок клеев и склеиваемых материалов состо-
ит из следующих этапов:
подготовка поверхностей склеиваемых деталей;
нанесение клея на склеиваемые поверхности;
выдержка после нанесения клея;
сборка склеиваемых деталей;
собственно склеивание при температуре от 25 до 250° С
и выше;
давление с выдержкой от 5 мин до 40 ч и более;
очистка шва от подтеков клея;
контроль качества клеевого соединения.
Существуют различные виды клеев.
Клеи типа БФ. Клей типа БФ, представляющий собой
спиртовые растворы модифицированной, фенолформальдегидной
смолы, применяется для склеивания самых разнообразных ма-
териалов, в том числе и металлов.
Клеями БФ-2 и БФ-4 склеивают стали различных марок,
алюминий и его сплавы, пластмассы, органическое стекло, фиб-
ру, кожу, эбонит и др. Шов, выполненный клеем БФ-2, облада-
ет высокой термокислотостойкостью. Там, где требуется боль-
шая эластичность клеевого соединения или высокая стойкость
против вибраций, толчков, целесообразно применять клей БФ-4
380
Клеи БФ-5 и БФ-6 имеют наибольшую эластичность по срав-
нению с другими клеями, поэтому их широко применяют для
склеивания металла с тканями, резиной, фетром, войлоком.
Подлежащие склеиванию детали высушивают, тщательно
очищают от грязи и пыли. Затем склеиваемые поверхности подго-
няют одну к другой, тщательно протирают и обезжиривают.
Клей на поверхности наносят стеклянной палочкой, кистью, по-
ливом или пульверизатором. Через 5—10 мин после нанесения
на поверхность клея детали соединяют для равномерного рас-
пределения клея по поверхности и вытеснения пузырьков возду-
ха. Клей наносят в два приема. Второй раз наносят клей через
60—70 мин. Чем тоньше и равномернее слой, тем прочнее соеди-
нение. Наибольшая толщина клеевой прослойки 0,10—0,40 мм.
Продолжительность выдержки склеиваемых деталей под
прессом зависит от размеров деталей и состава клея (от 1 до 3
суток). Для разъединения склеенные детали достаточно подо-
греть до 120—150° С.
Клеи типа БФ обладают низкой текучестью, плохо заполня-
ют неплотности между поверхностями, поэтому для склеиваемых
деталей необходимо создать нагрузку 5—20 кГ/см2.
Термостойкие клеи. Применяются для склеивания де-
талей из различных металлов, работающих в условиях высоких
температур и вибраций. Клей ВК-32-200 применяется для склеи-
вания из металлов и неметаллических материалов деталей, ра-
ботающих непрерывно до 300 ч при 200° С и до 20 ч при 300° С.
Клей наносят в два слоя. После нанесения первого слоя выдер-
живают 15—20 мин при 20° С, после нанесения второго слоя—
15—20 мин при 20° С и 90 мин при 65° С.
Материалы, соединяемые клеем ВК-32-200, могут работать
в интервале температур от 60 до 120° С. Клей стоек против бен-
зина, минерального масла, топлива и воды. В течение четырех
месяцев материалы, соединенные этим клеем, могут работать в
условиях, близких к тропическим (при влажности 90% и темпе-
ратуре 50°С) без заметных снижений прочности соединения.
Термостойкие клеи на основе кремнеорганических смол
предназначены для склеивания металлических и неметалличе-
ских материалов. Клей ИП-9 применяется при склеивании ме-
таллов и неметаллов. Этот клей образует швы небольшой проч-
ности, но обеспечивает высокую термостойкость, водостойкость
и герметичность.
Клеем ИПЭ-9 соединяют металлы, керамику, резину и другие
материалы. Соединения очень прочны при температуре 300°С.
Клей БФК-9 применяется для соединения металлов с неме-
таллами, обладает высокой термостойкостью. Клей наносят на
обе поверхности тонким слоем и просушивают в течение одного
часа при температуре 20°С и 15 мин при температуре 60°С. Затем
наносят второй слой и просушивают в течение того же времени.
381
| chipmaker.ru
Эпоксидные клеи. Эти клеи имеют различный состав. Их
применяют для склеивания металлических материалов, дерева,
фарфора, чугуна с цветными металлами, стекла с металлом и
других материалов.
Клей Л-4 образует стойкие соединения при 18—70°С. Перед
склеиванием поверхности обезжиривают бензином, а затем аце-
тоном. Клей Л-4 хорошо противостоит действию разбавленных
кислот, бензину и другим растворителям.
Оптический клей ОК-50 применяется для склеивания стекла
с металлом при 180°С. При работе даже при температуре 130°С
клей сохраняет прозрачность, бесцветность и непрерывность кле-
евого слоя.
Карбинольные клеи. Карбинольные клеи могут быть
жидкие или пастообразные (с наполнителем). Для склеивания
может также использоваться карбинольный сироп, к которому
добавляют катализатор (азотная кислота или перекись бензола),
чтобы сироп быстро застывал.
Жидкий карбинольный клей с отвердителем (перекись бензо-
ла) применяется для склеивания металлических материалов, на-
пример стали с дюралюминием, пластмасс, стекла и других ма-
териалов, как между собой, так и в комбинации с другими мате-
риалами.
Пастообразный карбинольный клей применяется преимуще-
ственно для склеивания мрамора, фарфора, пористых материа-
лов, для заделки трещин, отверстий и т. д.
Преимущество соединений, выполненных карбинольными
клеями, заключается в их устойчивости против воды, кислот, ще-
лочей, а также воздействия бензина, керосина, масел. Недостат-
ком этих соединений является низкая стойкость при высокой
температуре.
Поверхности деталей, подлежащих склеиванию, тщательно
очищают механическим или химическим способом от грязи или
окалины, протирают ветошью, смоченной в чистом бензине, аце-
тоне или спирте, и просушивают. После нанесения клея детали
прижимают одну к другой и выдерживают около 50 ч при темпе-
ратуре 10—15°С.
Причины непрочности клеевых соединений:
плохая очистка склеиваемых поверхностей;
неравномерное нанесение слоя на склеиваемые поверхности,
отдельные участки поверхности клеем не смазаны или смазаны
густо;
затвердевание нанесенного на поверхности клея до их соеди-
нения;
недостаточное давление на соединяемые части склеиваемых
деталей;
неправильный температурный режим и недостаточное время
сушки соединенных частей.
382
Наиболее совершенным способом контроля качества склеен-
ных изделий считается проверка при помощи ультразвуковых
установок. При отсутствии таких установок проверку осущест-
вляют при помощи лупы, через которую просматривают специ-
ально подготовленные образцы.
Определенный процент из серии склеенных деталей подверга-
ют испытанию на разрушение. Качество склейки считается удов-
летворительным, если разрушение произошло по материалу де-
тали, а не по клею.
chipmaker.ru
Глава XXVII
ОБЩИЕ ПОНЯТИЯ О ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССАХ
В МАШИНОСТРОЕНИИ
§ 1. ТИПЫ ПРОИЗВОДСТВА
В машиностроении в зависимости от масштаба производства
и номенклатуры изделий различают три типа производства: еди-
ничное (индивидуальное), серийное и массовое.
Единичное производство характеризуется изготов-
лением каждого изделия в одном или нескольких экземплярах
в течение года последовательно и широкой разнообразной номен-
клатурой изготовляемых изделий; причем повторное изготовле-
ние этих изделий бывает или очень редким или вообще отсут-
ствует.
Основными особенностями этого типа производства являются:
1) применение универсальных станков общего назначения;
2) использование универсальных приспособлений и нормаль-
ных инструментов;
3) установка и обработка деталей в основном по разметке;
4) пригоночные работы при сборке;
5) высокая квалификация рабочих;
6) высокая себестоимость продукции по сравнению с други-
ми видами производства.
Серийное производство распространено во всех от-
раслях машиностроения.
Серийное производство характеризуется изготовлением оди-
наковых по конструкции и размерам изделий партиями (серия-
ми) от 5—10 до нескольких тысяч штук в год и менее разнооб-
разной номенклатурой изготовляемых изделий.
В зависимости от количества изделий в серии, их размеров
и трудоемкости различают три разновидности серийного произ-
водства; мелкосерийное, среднесерийное и крупносерийное.
Основными особенностями серийного производства являются:
1) применение универсального оборудования и специализи-
рованных станков для изготовления основных деталей машин;
2) использование специальных станочных и сборочных при-
способлений и специальных режущих измерительных инстру-
ментов;
3) соблюдение принципа взаимозаменяемости;
4) средняя квалификация рабочих;
5) себестоимость продукции ниже, чем в единичном произ-
водстве.
Массовое производство характеризуется большим
количеством выпуска одинаковых изделий — от нескольких ты-
сяч до миллионов штук в год и более узкой номенклатурой изде-
лий, чем в серийном производстве.
384
Основными особенностями этого типа производства являются:
1) резко выраженная специализация завода, выпускаются
изделия только одного типа и даже одного типоразмера;
2) широкое применение высокопроизводительных станков для
выполнения одной какой-либо операции над определенной де-
талью и также автоматов и автоматических линий;
3) очень широкое применение специальных приспособлений,
инструментов и автоматических измерительных устройств;
4) закрепление за каждым рабочим местом одной постоянно
повторяющейся операции;
5) строгое соблюдение принципа взаимозаменяемости;
6) невысокая квалификация рабочих на операционных стан-
ках и высокая квалификация наладчиков.
Любой завод представляет собой комплекс различных свя-
занных между собой цехов, участков и отделов.
Цехи заводов делятся на основные, вспомогательные и об-
служивающие.
Основные цехи осуществляют технологический процесс
изготовления изделия. К ним относятся литейные, кузнечно-
прессовые, механические, термические, деревообделочные, сбо-
рочные и др.
Вспомогательные цехи непосредственного участия в
производстве продукции не принимают, а обслуживают основные
цехи заводов. К ним относятся инструментальные, модельные,
ремонтные и др. От того как организована работа вспомогатель-
ных цехов, зависит выпуск продукции основных цехов завода.
Обслуживающие цехи и хозяйства обеспечивают
основные и вспомогательные цехи электроэнергией, газом, сма-
зочно-охлаждающей жидкостью, транспортом, сырьем и полу-
фабрикатами и т. п.
§ 2. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
И ИХ ЭЛЕМЕНТЫ
Несмотря на большое разнообразие машин и механизмов,
процесс изготовления их в основном имеет много общего. Металл,
поступающий в литейный или кузнечный цех, отливают, куют или
штампуют. После этого заготовки передают в механические цехи
для обработки на металлорежущих станках—токарных, фрезер-
ных, строгальных, зуборезных, шлифовальных и др. или для сле-
сарной обработки и пригонки деталей.
Производственным процессом называется совокупность
действий людей и машин для превращения материалов и полу-
фабрикатов в готовую продукцию.
Производственный процесс состоит из нескольких этапов. На
машиностроительных заводах такими этапами являются: подго-
385
r.ru
товка производства, получение материала, Изготовление загото-
вок, обработка заготовок, изготовление деталей, контроль каче-
ства деталей, сборка из деталей узлов и изделий, испытание
готовой продукции, окраска, упаковка, транспортировка и хране-
ние. Производственный процесс является многогранным, он тре-
бует четкого планирования и организации, бесперебойного снаб-
жения, правильной организации инструментального хозяйства,
учета и т. п.
Чтобы изготовить изделие с минимальными затратами време-
ни, средств и усилий, нужно заранее знать порядок обработки,
а также потребность в оборудовании, инструментах и приспособ-
лениях, необходимых для работы.
Часть производственного процесса, которая связана с после-
довательным изменением формы, размеров или свойств материа-
ла (или того и другого вместе) для превращения его в готовое
изделие, называется технологическим процессом. Технологиче-
ский процесс — основная часть производственного процесса.
Правильно построенным технологическим процессом можно
считать такой процесс, который предусматривает прогрессивную
технологию, применение передовой техники и передовых методов
труда, рдар^&тку' дол’у’лдагдал'й' с дадад? уменьшения трудоем-
кости изготовления и сборки изделий.
Основным элементом технологического процесса механиче-
ской обработки является операция.
Операцией называется законченная часть технологического
процесса обработки детали, которую выполняет один рабочий
(или бригада рабочих) на одном рабочем месте. Так, напри-
мер, слесарю нужно опилить поверхность плитки предвари-
тельно драчевым напильником, затем окончательно личным и,
наконец, снять фаски. Все это будет одна Операция — опилива-
ние. Допустим, слесарю дали задание пришабрить три подшип-
ника, а потом собрать их. Здесь уже две операции: шабрение и
сборка.
В зависимости от объема партии деталей, их конструкции,
уровня техники и организации производству данного предприя-
тия операция может быть укрупненной или расчлененной. На-
пример, в единичном производстве превращение заготовок в из-
делие выполняет один рабочий на одном рабочем месте, причем
ее планируют и учитывают, как одну операцию.
Эту же работу в крупносерийном и массовом производствах
разделяют на целый ряд мелких самостоятельных операций, вы-
полняемых разными рабочими на различны^ рабочих местах.
Величина операции имеет важное значение: чем крупнее и
сложнее операция, тем ниже производительность труда и тем
выше должна быть квалификация рабочих. Если крупная опера-
ция расчленена на мелкие, то производительность труда выше
и стоимость обработки ниже.
386
Расчленение крупных операций позволяет применять приспо-
собления, повышающие производительность труда и качество
обработки.
Операция может выполняться за одну или несколько устано-
вок детали.
Установкой называют часть операции, выполняемой при од-
ном закреплении детали. Например, опиливание плитки с одной
стороны, а затем после перестановки и закрепления ее с другой
стороны является одной операцией, выполненной за две уста-
новки.
Позицией называется каждое из различных положений дета-
ли относительно станка и режущего инструмента при одной ее
установке (не считая перемещений, связанных с рабочими дви-
жениями детали или инструмента).
Операция может быть выполнена за один или несколько пере-
ходов.
Переходом называется часть операции по обработке одной
поверхности (или нескольких одновременно), выполняемая без
изменения режущего инструмента и режима работы станка. Опи-
ливание плоскости плитки сначала драчевым напильником, а по-
том личным составит два перехода. Одновременное сверление и
зенкерование отверстий является также одним переходом.
Проходом называется часть перехода, охватывающая все дей-
ствия, связанные со снятием одного слоя металла без изменения
инструмента, поверхности обработки и режима резания станки.
Каждый переход или проход включает в себя, кроме процес-
са снятия стружки, относящиеся к ним рабочие приемы.
Приемом называют законченное действие рабочего из числа
необходимых для выполнения операции или ее подготовки; на-
пример, установка и снятие детали, измерение ее, пуск и оста-
новка станка и т. п.
Наименьшая возможная по времени часть рабочего приему,
которая является отдельным, но законченным движением рабо-
чего, называется элементом приема.
§ 3. ОСНОВНЫЕ ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА
Выбор заготовок. Для изготовления детали использук»т
различные заготовки:
1) отливки из чугуна, стали и сплавов цветных металлов;
2) поковки, полученные свободной ковкой, горячей штампов-
кой и холодной штамповкой (из листа);
. 3) сортовые материалы круглого и квадратного сечения, по-
лученные прокатом;
4) заготовки из металлокерамики и пластмасс.
На выбор заготовок влияют материал детали, ее конструкция
3§7
chipmaker.ru
и размеры, а также обеспечение наименьшего расхода металла,
степень приближения размеров и формы заготовки к размерам
и форме детали.
Базы и их выбор. Термин «база» происходит от грече-
ского слова «базис» — основание.
Базами называют поверхности, от которых задаются размеры,
ведется установка и контроль при обработке и сборке детали.
Различают конструкторские, технологические и сборочные
базы.
Конструкторскими базами называют поверхности или оси,
определяющие положение детали относительно других деталей в
машине при сборке. Например, две взаимно перпендикулярные
оси, которые совмещают ось отверстия корпуса с осями отверс-
тий кондукторных втулок приспособления, являются конструк-
торскими базами детали.
Технологическими базами называют поверхности, определяю-
щие положения детали при ее установке на станке или в приспо-
соблении. Технологические базы подразделяются на установоч-
ные и измерительные.
У становочными базами называют поверхности, по которым
деталь устанавливается и ориентируется при обработке. При
разметке установочной базой является поверхность, по которой
заготовку устанавливают на разметочную плиту. При обработке
в тисках установочными базами будут поверхности, по которым
ведется закрепление детали. При обработке на станке заготовку
закрепляют на столе или в приспособлении. Установочной базой
при этом будет та поверхность, по которой ориентируют деталь.
Установочные базы могут быть черновыми и чистовыми.
Черновая база — необработанная поверхность, используемая
для первой установки заготовки.
Чистовые базы — обработанные поверхности, по которым ус-
танавливают деталь для окончательной обработки.
Измерительными базами называют поверхности, от которых
ведется отсчет размеров при измерении детали.
Сборочными базами называют поверхности, по которым дета-
ли присоединяются к другим деталям, определяющим ее поло-
жение в узле или машине.
При выборе баз руководствуются следующими сообра-
жениями.
В качестве черновой базы следует принимать ту поверхность,
которая должна остаться необработанной в готовой детали; та-
кая базировка обеспечит правильное взаимное расположение об-
работанных поверхностей относительно необрабатываемой. По-
сле выполнения первой операции черновые базы должны быть
заменены чистовыми — обработанными базами.
Основное назначение черновых базирующих поверхностей
сводится к обеспечению правильной ориентации детали при вы-
388
полпенни первой механической обработки — создании чисто-
вых баз.
В первую очередь обрабатывают ту поверхность, относитель-
но которой чертежом задана координация большого числа дру-
гих поверхностей.
Поверхности, принимаемые за чистовые базы, должны обес-
печить жесткое крепление заготовки, позволяющее производить
обработку с большим сечением стружки.
При точной обработке следует по возможности принимать за
чистовую базу основные поверхности детали.
Установочная база должна иметь достаточную протяженность
для обеспечения устойчивости детали при ее обработке. Следует
стремиться выполнять, по возможности, все операции (кроме
первой), используя одну установочную базу.
Измерительная база должна быть выбрана так, чтобы было
удобно и просто выполнять процесс измерения.
Целесообразно совмещать технологическую и измерительную
базу со сборочной, тогда погрешности при обработке и при конт-
роле детали будут наименьшими.
Выбор приспособлений. Выбор приспособлений зави-
сит от ряда факторов — от характера обработки, механических
свойств обрабатываемого материала, геометрических форм по-
верхности обработки, размеров детали, выбранных баз и других
условий.
Приспособления делятся на две группы: универсальные и спе-
циальные. К числу универсальных приспособлений относятся
слесарные и машинные тиски, сверлильные патроны, струбцины
и др. Специальные приспособления применяют, когда нельзя ис-
пользовать универсальные приспособления, а также при обра-
ботке большого количества одинаковых деталей, т. е. в массовом
производстве, так как затраты в этом случае на изготовление
специальных приспособлений быстро возмещаются.
Выбор режущего инструмента. Режущий инстру-
мент выбирают так, чтобы обеспечить заданную форму, чистоту
и точность обрабатываемой поверхности; при этом учитывают
размер и механические свойства обрабатываемой детали, про-
грамму выпуска.
В первую очередь стремятся выбрать стандартизованные и
нормализованные инструменты и лишь в особых случаях — спе-
циальные режущие инструменты.
Выбор измерительных и н с т р у м е н т о в. При выбо-
ре измерительных инструментов прежде всего нужно руковод-
ствоваться соответствием точности показания данного инстру-
мента техническим условиям на обработку детали. Предпочтение
отдается универсальным инструментам. Принимают во внимание
удобство измерения инструментом и затраты времени на изме-
рение.
389
chipmaker.ru
§ 4. ПРИПУСКИ
Припуском называется слой материала, снимаемый с заготов-
ки для получения окончательно обработанной поверхности де-
тали. Припуск представляет собой разницу между размером за-
готовки и размером готовой детали. Следовательно, поверхности,
не подвергающиеся механической обработке, припусков не имеют.
Прогрессивные способы изготовления заготовок — штамповка
на ковочных прессах, прецизионное литье, чеканка, литье под
давлением и др. — позволяют значительно уменьшить припуски,
повысить производительность обработки резанием и снизить рас-
ход металла.
Припуски подразделяются на общие и межоперационные. Об-
щим припуском называется слой материала, который необходи-
мо удалить с заготовки на всех операциях для получения готовой
детали.
Межоперационным припуском называется слой металла, ко-
торый удаляется на данной операции, в результате выполнения
которой получают поверхность заданного размера и чистоты.
Значения припусков в зависимости от вида обработки приво-
дятся в таблицах. Недостаточный припуск затрудняет и удоро-
жает обработку, а большой припуск приводит к непроизводитель-
ной затрате времени и снижает производительность. Величины
межоперационных припусков устанавливаются в зависимости от
характера производства (массовое, серийное и индивидуальное),
принятого технологического процесса, формы деталей, материа-
ла и технических требований.
Размер припуска должен быть минимальным, но достаточным
для получения заданной точности, надлежащей чистоты поверх-
ности и размеров детали. Припуски под шабрение вследствие
трудоемкости этой операции должны быть минимальными.
§ 5. ТЕХНОЛОГИЧЕСКАЯ документация
Технологический процесс, разработанный заводским или це-
ховым технологическим отделом, записывается в особый доку-
мент, называемый технологической картой. Этот документ слу-
жит не только руководством для рабочего и мастера, но и осно-
вой для планирования и распределения работы в цехе и на
заводе, а также исходным документом для подготовки производ-
ства, снабжения необходимыми материалами, заготовками и т. д.
При серийном производстве технологическая карта является
основным документом. На заводах применяются различные фор-
мы технологических карт, но независимо от формы каждая тех-
нологическая карта содержит следующие данные: наименование
изделия, чертеж, материал, технические требования, номера опе-
раций в определенной последовательности, наименование и со-
390
держание операций и переходов, наименование оборудования,
приспособлений, измерительного, режущего и вспомогательного
инструментов.
На заводах крупносерийного и массового производства раз-
рабатывают операционные карты. В них записывают данные о
порядке обработки при выполнении только одной операции, пре-
дусмотренной технологическим процессом. В такой карте указы-
вается название детали и операции, приводятся эскизы, простав-
ляются те размеры, допуски и классы чистоты, которые должны
быть получены на данной операции, наименование инструментов
и приспособлений, могут указываться положения инструментов,
баз и зажимов.
Иногда составляют инструкционно-технологическую карту,
в которой, кроме перечисленных сведений, даются дополнитель-
ные указания о выполнении операции.
В единичном и мелкосерийном производстве составляют
маршрутно-технологическую карту на специальных бланках, а
чаще всего на обороте чертежа детали. В этой карте указывают-
ся наименования всех цехов; участков, где должна обрабаты-
ваться заготовка; данные об оборудовании и приспособлениях;
перечисляются все операции: разряд работы, норма времени и
иногда количество обрабатываемых заготовок и размер партии.
Маршрутные карты чаще всего применяются в инструменталь-
ных цехах заводов, где инструмент изготовляется небольшими
партиями.
При разработке технологической документации необходимо
предусматривать новую прогрессивную технологию, введение
автоматизации и механизации.
§ 6. ТЕХНОЛОГИЧЕСКАЯ ДИСЦИПЛИНА
Режим выполнения установленного технологического процес-
са, оформленного в виде технологических карт, называется тех-
нологической дисциплиной.
Соблюдение технологической дисциплины является важней-
шим условием, обеспечивающим выпуск высококачественной про-
дукции, высокую производительность труда, уменьшение брака
и снижение себестоимости изделий.
Технологическая дисциплина требует от всех рабочих, масте-
ров и инженеров обеспечения точного выполнения операций тех-
нологического процесса и выпуска продукции согласно требова-
ниям технических условий и государственных стандартов.
Однако это не значит, что технологический процесс не может
быть изменен. Наоборот, технология любого производства долж-
на совершенствоваться так, чтобы непрерывно росла производи-
тельность труда, снижалась себестоимость продукции и улучша-
лось ее качество.
39J
chipmaker.ru
Соблюдение технологической дисциплины не должно проти-
воречить проявлению новаторства, применению наиболее рацио-
нальных приемов труда и передовой технологии, которые орга-
низованно внедряются в производство через существующие на
всех заводах бюро рационализации и изобретательства.
Но все изменения в технологические карты имеют право вно-
сить только работники технологической службы предприятия.
Поэтому произвольное изменение технологии рабочим, мастером
и т. д. является нарушением технологической дисциплины.
ЛИТЕРАТУРА
Крупицкий Э. И. Справочник молодого слесаря. «Высшая
школа», 1966.
К о с я ч е н к о А. П„ М о л ч а н И. А. Слесарное дело. Маш-
гиз, 1961.
Кропивницкий Н. Н. Общий курс слесарного дела. Машгиз,
1963.
Лысов И. В., Р я к о в В. Л. Справочник слесаря. Саратовское
книжное издательство, 1962.
Ма к и е н ко Н. И. Слесарные работы. Плакаты. Профтехиздат,
1963.
Р ы ч и н С. А, Клепка, рубка и чеканка. Судпромгиз, 1956.
Сергеев М. А. Справочник слесаря. Лениздат, 1956.
Краткий справочник металлиста. Под ред. проф. А. Н. Малова.
«Машиностроение», 1965.
ОГЛАВЛЕНИЕ
Стр.
Введение . *........................................................ 5
Часть первая. Основы металловедения
Глава I. Понятие о структуре металлов и их сплавах.................. 9
§ 1. Общие сведения о металлах и их сплавах.................
§ 2. Внутреннее строение металлов и сплавов.................
§ 3. Процесс кристаллизации.................................
Г лава II. Свойства металлов и их сплавов.......................
§ 1. Физические и химические свойства.........................
§ 2. Механические свойства..................................
§ 3. Технологические свойства...............................
§ 4. Технологические пробы..................................
Глава III. Железоуглеродистые сплавы............................
§ 1. Основные сведения о получении чугуна...................
§ 2. Классификация чугунов..................................
§ 3. Основные сведения о получении стали....................
§ 4. Общая классификация стали..............................
§ 5. Углеродистые стали............... .....................
§ 6. Легированные стали.....................................
Глава /V. Твердые сплавы........................................
Глава V. Цветные металлы и их сплавы............................
§ 1. Медь и ее сплавы.......................................
§ 2. Алюминий и его сплавы ... ......................
§ 3. Магний и его сплавы....................................
§ 4. Титан и его сплавы.....................................
Глава VI. Основы термической обработки стали....................
§ 1. Оборудование термических цехов ...........
§ 2. Скорость нагрева.......................................
§ 3. Отжиг и нормализация...................................
§ 4. Закалка................................................
§ 5. Отпуск.................................................
§ 6. Старение закаленной стали..............................
Г лава VII. Химико-термическая обработка стали..................
§ 1. Цементация ................ ...........................
§ 2. Азотирование...........................................
-q -4 -J 05 OS 05 05 СП Ст) сл СП СП СП СП 4*. 4* Л. W СО 00 W ЬЭ Ю •-‘
00 05 05 CH 4^ СП 4* н- OCO-JCH СЛ СО СП 05 4*. Ю to СО 00 СП 4^ >—1 О СО
394
Стр-
§ 3. Цианирование ............................................ 79
§ 4. Диффузионная металлизация................................ 81
Глава VIII. Коррозия металлов и сплавов.......................... 83
§ 1. Понятие о коррозии ...................................... 83
§ 2. Металлические покрытия................................... 84
§ 3. Неметаллические покрытия................................. 86
§ 4. Химические покрытия...................................... 86
Глава IX. Неметаллические материалы ............................. 87
§ 1. Пластические массы....................................... 87
§ 2. Изоляционные материалы....................................91
§ 3. Прокладочные, уплотнительные и набивочные материалы . . 92
Часть вторая. Слесарное дело
Глава X. Организация рабочего места и техника безопасности. Проти-
вопожарные мероприятия............................................ 94
§ 1. Организация рабочего места слесаря....................... 94
§ 2. Техника безопасности при выполнении слесарных работ . . 104
§ 3. Противопожарные мероприятия............................. 107
§ 4. Промышленная санитария и личная гигиена................. 10°
Глава XI. Основы измерения....................................
§ 1. Общие сведения.......................................
§ 2. Классификация средств измерения .....................
§ 3. Точность и погрешность измерения.....................
§ 4. Штриховые меры длины.................................
§ 5. Штангенинструменты...................................
§ 6. Микрометрические инструменты.........................
§ 7. Шаблоны.................•............................
§ 8. Щупы ................................................
§ 9. Специальные инструменты..............................
§ 10. Плоскопараллельные концевые меры длины..............
§ 11. Рычажно-механические приборы........................
§ 12. Средства контроля плоскостности и прямолинейности . . .
§ 13. Инструменты для измерения углов . . ................
Глава XII. Допуски и посадки....................................
§ 1. Точность обработки.....................................
§ 2. Чистота поверхности....................................
§ 3. Взаимозаменяемость деталей.............................
§ 4. Номинальные, действительные и предельные размеры . . .
§ 5. Понятие о допуске......................................
§ 6. Посадки, зазоры и натяги...............................
§ 7. Общесоюзная система допусков и посадок для гладких цилин-
дрических изделий............................................
§ 8. Классы точности........................................
§ 9. Обозначение допусков на чертежах............... • •
ИО
110
1Ю
Ш
Ш
112
118
124
126
127
129
131
135
138
142
142
142
145
146
148
149
154
156
156
Г лава XIII. Разметка............................................. 158
§ 1. Понятие о разметке. Виды разметки........................ 158
§ 2. Разметочные плиты........................................ 1^9
§ 3. Инструменты для плоскостной разметки..................... 169
§ 4. Техника разметки......................................... 164
395
chipmaker.ru
Стр.
Г лава XIV. Рубка................................................ 171
§ 1. Понятие о рубке......................................... 171
§ 2. Сущность процесса резания металлов...................... 171
§ 3. Инструменты для рубки................................... 174
§ 4. Техника рубки........................................... 178
§ 5. Механизация процесса рубки.............................. 184
Глава XV. Правка и гибка......................................... 186
§ 1. Правка.................................................. 186
§ 2. Гибка ................................................. 191
Г лава XV/. Резка ............................................... 198
§ 1. Инструменты для ручной резки............................ 198
§ 2. Основные приемы резки ножницами......................... 202
§ 3. Основные приемы резки ножовкой.......................... 203
§ 4. Резка труб.............................................. 207
§ 5. Механизированная резка.................................. 208
Глава XVII. Опиливание........................................... 213
§ 1. Сущность и назначение опиливания........................ 213
§ 2. Напильники ............................................. 213
§ 3. Техника и контроль опиливания........................... 222
§ 4. Виды опиливания......................................... 227
§ 5. Механизация опиловочных работ........................... 235
Глава XVIII. Распиливание и припасовка........................... 241
§ 1. Распиливание ........................................... 241
§ 2. Припасовка ............................................. 242
Г лава XIX. Сверление............................................ 245
§ 1. Сущность и назначение сверления........................ 245
§ 2. Сверла............................................... 245
§ 3. Затачивание сверл............................... ... 249
§ 4. Ручное и механизированное сверление ................... 252
§ 5. Сверлильные станки..................................... 257
§ 6. Установка и крепление деталей для сверления ........... 261
§ 7. Крепление сверл........................................ 265
§ 8. Элементы режима резания при сверлении.................. 269
§ 9. Виды сверления.......................................... 273
§ 10. Зенкерование. Зенкование. Цекование.................... 277
§ 11. Развертывание.......................................... 279
§ 12. Техника развертывания ................................. 283
Глава XX. Нарезание резьбы....................................... 288
§ 1. Элементы резьбы................................... . . 288
§ 2. Системы резьб.......................................... 290
§ 3. Инструменты для нарезания резьбы........................ 292
§ 4. Техника нарезания резьбы............................... 299
§ 5. Механизация нарезания резьбы............................ 302
Глава XXI. Клепка................................................ 305
§ 1. Общие сведения ......................................... 305
§ 2. Типы заклепок........................................... 306
§ 3. Виды заклепочных соединений............................. 307
§ 4. Инструменты для ручной клепки........................... 309
§ 5. Процесс ручной клепки................................... 309
§ 6. Механизация клепки...................................... 312
§. 7. Чеканка ............................................... 316
396
Глава XXII. Пространственная разметка
Стр-
319
§ 1. Приспособления для пространственной разметки.............. 319
§ 2. Инструменты для пространственной разметки................. 323
§ 3. Приемы и последовательность разметки...................... 325
Глава XXIII. Шабрение.............................................. 330
§ 1. Сущность н назначение шабрения............................ 330
§ 2. Шаберы.................................................... 331
§ 3. Заточка и доводка шаберов................................. 335
§ 4. Шабрение прямолинейных поверхностей....................... 337
§ 5. Шабрение . криволинейных поверхностей..................... 341
§ 6. Механизация шабрения...................................' 344
§ 7. Замена шабрения другими видами обработки 346
Г лава XXIV. Притирка . ........................................... 349
§ 1. Сущность и назначение притирки....................... 349
§ 2. Абразивные материалы, применяемые для притирки - . . . 349
§ 3. Инструменты н материалы, применяемые для притирки . . . 3551
§ 4. Техника притирки........................... ... 354
Глава XXV. Паяние и лужение..................................... 362
§ 1. Сущность и назначение паяния............................ 362
§ 2. Материалы для паяния.................................... 362
§ 3. Инструменты и приспособления для паяния................. 368
§ 4. Техника паяния.......................................... 371
§ 5 Лужение ................................................ 3/7
Глава XXVI. Склеивание деталей................................. 330
Глава XXVII. Общие понятия о технологических процессах в машино-
строении .......................................................... 384
§ 1. Типы производства ......................................... 384
§ 2. Производственный и технологический процессы и их элементы 385
§ 3 Основные этапы разработки технологического процесса . . 387
§ 4. Припуски .................................................. 390
§ 5. Технологическая документация.......................... 390
§ 6. Технологическая дисциплина............................ 391
Литература .....................................•................... 393
chipmaker.ru
Макиенко Н. И.
Слесарное дело. Учебник для подготовки рабочих иа
производстве. Изд. 3-е, переработ. и доп. №.. «Высш,
школа», 1968.
400. с, с илл.
6П4.7
УДК 683.3
Научный редактор В. Ф. Кодобнов
Редакторы: Б. В. Романов, А. М. Мокрецов
Художественный редактор Т. В. Панина
Переплет художника А. Е. Коленкова
Технический редактор С. С. Горохова
Корректор М. И. Минкова
Т-05659. Сдано в набор 19/V1I-67 г. Подп. к печати
12/IV-68 г. Формат 60Х90’/1б- Объем 25 п. л +2 цв. вкл.
0.25 п. л. Уч.-изд. л. 23,64. Изд. № М-49. Тираж 200 000
экз. Цена 66 коп. БЗ—61/4 от 17/VI1I-67 г.
Москва, К-51, Неглинная ул., д 29/14,
Издательство «Высшая школа».
Ярославский полиграфкомбинат Главполиграфпрома
Комитета по печати при Совете Министров СССР.
Ярославль, ул. Свободы, 97. Заказ № 474
Вниманию работников, ведущих подготовку
рабочих кадров на предприятивх и в системе
профессионально-технического образование!
ЧИТАЙТЕ, ВЫПИСЫВАЙТЕ
ЕЖЕМЕСЯЧНЫЙ ЖУРНАЛ
«ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОЕ
ОБРАЗОВАНИЕ»
Журнал специально посвящен вопросам организации и методики
подготовки квалифицированных рабочих для народного хозяйства
нашей страны.
В журнале печатаются материалы по теории и практике про-
фессионально-технического образования, вопросам профессиональной
педагогики, статьи об опыте лучших профессионально-технических
учебных заведений, передовых преподавателей, мастеров производ-
ственного обучения н других инженерно-педагогических работников.
Читатели журнала найдут в нем методические советы и реко-
мендации по планированию и ведению учебно-воспитательной работы,
внедрению НОТ в учебных заведениях, применению в учебном про-
цессе наглядных пособий, использованию различных технических
средств: кино, радио, телевидения, звукозаписи, программированного
обучения; анализы уроков теоретического и производственного обуче-
ния; статьи о зарубежном опыте профессиональной подготовки.
Публикуемые материалы отражают специфику учебно-воспита-
тельного процесса в городских и сельских профтехучилищах, техни-
ческих и горных училищах, индустриально-педагогических технику-
мах, отделах технического обучения предприятий, учебно-курсовых
комбинатах и учебных пунктах строительных организаций.
В разделе «Обучение рабочих на производстве» помещаются
статьи об организации и методике индивидуального, бригадного и
курсового обучения рабочих, об оплате работы школ передовых ме-
тодов труда, различных формах повышения профессионально-техни-
chipmaker.ru
ческих знаний рабочих, о передовом опыте работы преподавателей
и инструкторов производственного обучения.
На страницах журнала помещаются официальные материалы по
вопросам профессионально-технического образования; консультации
по письмам читателей; описание новейшего оборудования учебных
и технических кабинетов, лабораторий, мастерских; перечни выпус-
каемых учебных плакатов, кинофильмов, диафильмов; сообщения об
издаваемых учебниках, учебных пособиях, программах и методичес-
кой литературе.
Подписная цена на год 3 руб. 60 коп.
Подписка принимается без ограничения в пунктах подписки «Союз-
печати», отделениях и узлах связи, почтамтах, а также обществен-
ными распространителями печати на предприятиях, в учреждениях
и организациях.
В розничную продажу журнал не поступает.
В каталоге «Союзпечать» журнал значится под № 70736.