/




























































































































Автор: Колобов Г.А. Пожуев В.И. Тэлин В.В.
Теги: цветные металлы в целом металлургия металлы монография
ISBN: 966-7101-81-9
Год: 2006


Текст
Г.А. КОЛОБОВ, В.И. ПОЖУЕВ, В.В. ТЭПИН
ТИТАН
ВТОРИЧНЫМ
Министерство образования и науки Украины
Запорожская государственная инженерная академия
ГА.КОЛОБОВ, В.И.ПОЖУЕВ, В.В.ТЭЛИН
ТИТАН
ВТОРИЧНЫЙ
Часть 1
Запорожье-2006
УДК 669.295.054.85
Колобов Г. А., Пожуев В.И., Тэлин В.В. Титан вторичный. Часть 1.
Монография, - Запорожье: Издательство Запорожской государственной инже-
нерной академии, 2006. - 124 с.
Рецензенты:
ZL4. Маняк, доктор технических наук, профессор, заведующий кафедрой цветных ме-
таллов и конструкционных материалов Донецкого национального технического универ-
ситета (Донецк);
А.В. Рабинович, доктор технических наук, профессор, заведующий кафедрой метал-
лургии цветных металлов Национальной металлургической академии Украины
(г. Днепропетровск)
ISBN 966-7101-81-9
Рекомендовано к изданию:
решением ученого совета Запорожской государственной инженерной академии (протокол
№ 9 от 04.05.2006 г.)
В первой части монографии рассмотрены вопросы, касающиеся ресурсов
вторичного титанового сырья, подготовки отходов к металлургическому пере-
делу, вкл
IА
чая расчет шихты для выплавки слитков первичных титановых
сплавов с вовлечением в нее кондиционных отходов, и технологий плавки.
Книга предназначена для инженерно-технических работников и научных
сотрудников цветной металлургии, а также может быть полезна аспирантам и
студентам, обучающимся по специальности «Металлургия цветных металлов».
Ил. 22, табл. 14, библиогр. список: 119 назв.
ISSN 966-7101-81-9
© Колобов ГА., Пожуев В.И., Тэлин B.IЦ 2006
Титан вторичный. Часть I
3
ОГЛАВЛЕНИЕ
ОГЛАВЛЕНИЕ.............................................3
ПРЕДИСЛОВИЕ............................................4
ВВЕДЕНИЕ...............................................5
Глава 1 РЕСУРСЫ ВТОРИЧНОГО ТИТАНОВОГО СЫРЬЯ...........11
1.1 Источники образования и характеристика вторичного.
титанового сырья
1.2
Баланс образования и качество отходов
13
1.4
Глава 2
Классификация лома и отходов титана и титановых сплавов
Особенности заготовки отходов титана и его сплавов.
ТЕХНОЛОГИИ ПЕРВИЧНОЙ ОБРАБОТКИ КОНДИЦИОННЫХ
ТИТАНОВЫХ ОТХОДОВ
2.1
2.2
23
Глава 3
Кусковые отходы..
Листовая обрезь..
Стружка..........
УТИЛИЗАЦИЯ КОНДИЦИОННЫХ ОТХОДОВ ТИТАНА И ЕГО
11
11
22
30
38
42
44
49
51
СПЛАВОВ МЕТОДОМ ВОВЛЕЧЕНИЯ ИХ В ШИХТУ ДЛЯ ВЫПЛАВКИ СЛИТКОВ
СЕРИЙНЫХ СПЛАВОВ.................................. 59
3.1 Расчет шихты для вакуумной дуговой плавки.....................60
3.1.1 Характеристика шихты для выплавки слитков первичных........60
титановых сплавов........................................ 60
3.1.2 Определение допустимого содержания кислорода в отходах,................................61
вовлекаемых в шихту..........................................................................61
3.1.3 Определение необходимой твердости губчатого титана при введении в
шихту отходов........................................................................................................................64
3.1.4 Определение максимальной доли вовлекаемых в шихту отходов............................67
33 Расчет шихты для электронно-лучевой плавки..................................................72
Глава 4 ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ДЛЯ ВЫПЛАВКИ СЛИТКОВ
ПЕРВИЧНЫХ ТИТАНОВЫХ СПЛАВОВ И ПРОИЗВОДСТВА ФАСОННОГО ЛИТЬЯ
С ВОВЛЕЧЕНИЕМ В ШИХТУ ОТХОДОВ......................................................................77
4.1 Выплавка слитков.........................................................................78
4.1.1 Вакуумная дуговая плавка с расходуемым электродом....................................80
4.1.2 Вакуумная дуговая плавка с нерасходуемым электродом.................................84
4.1.3 Электронно-лучевая плавка...........................................................88
4.1.4 Плазменно-дуговая плавка............................................................92
4.1.3 Индукционная плавка.................................................................97
4.L6 Электрошлаковая плавка.............................................................100
4.1.7 Гарниссажная плавка..........................................................................................101
4.2 Вовлечение оборотных отходов в производство фасонного литья............................108
СПИСОК ЛИТЕРАТУРЫ................................................................................113
4
Колобов ГА., Помуев В.И., Тэлин В.В.
ПРЕДИСЛОВИЕ
В настоящей книге впервые под одной обложкой объединены разрознен-
ные публикации по проблеме вторичного титана ученых ВИАМа, ВИЛСа, Ин-
ститута металлургии им.А.А.Байкова РАН, Института титана и других органи-
заций. В списке литературы приведены, в основном, монографии и сборники
трудов конференций (начиная с 1961 года), в которых в той или иной степени
затрагиваются вопросы использования титановых отходов [1-32]. Ссылки на
отдельные журнальные публикации и патенты, как правило, не даются, по-
скольку они приведены в вышеобозначенных монографиях. Исключения сдела-
ны для основополагающих статей и новых публикации.
Авторы книги обобщили и систематизировали литературные данные, а
также использовали материалы своих публикаций. Монография разбита на две
части. В первой части изложен материал, касающийся ресурсов вторичного ти-
танового сырья, подготовки отходов к металлургическому переделу, включая
расчет шихты для выплавки слитков первичных титановых сплавов с вовлече-
нием в нее кондиционных отходов, и технологий плавки. Вторая часть посвя-
щена вопросам утилизации некондиционных отходов различными способами,
рафинированию титановых отходов я производству вторичных титановых спла-
вов.
Коллегой по учебе в Московском институте стали и сплавов и работе в
Институте титана одного из авторов монографии был В. М. Зимин, успешно
работавший в области вторичной металлургии титана. Эта книга, первая редак-
ция рукописи которой была подготовлена совместно с ним еще в 1986 году, по-
свящается его памяти.
Тшпан вторичный. Часть /
5
BSC
ВВЕДЕНИЕ
Опережающее развитие металлургии на базе вторичного сырья - общеми-
ровая тенденция в последние десятилетия. В мировой практике на долю вто-
ричного сырья приходится 30...40 %, а для некоторых металлов и больше сырь-
евых ресурсов, необходимых для удовлетворения спроса потребителей на ме-
таллическую продукт
KI
[33].
Титан вторичный - это титан, произведенный из вторичного сырья, то
есть из отходов, образовавшихся в производстве титана первичного (получен-
ного из природного минерального сырья) и применении изделий из титана и его
сплавов.
Проблеме эффективного использования отходов титана и сплавов на его
основе уделялось большое внимание с самого начала промышленного произ-
водства титана (50-е годы XX столетия). Актуальность этой проблемы объясня-
ется тем, что при производстве губчатого титана и слитков титановых сплавов,
а также при изготовлении из них полуфабрикатов и готовых изделий образует-
ся значительное (до 80 % от исходной шихты) количество отходов этого доро-
гостоящего металла.
Одним из резервов удешевления титана вполне обосно-
ванно считается максимально полное и рациональное использование отходов.
Эта проблема далеко не исчерпана до настоящего времени. Так, еще в
1989 г. на заседании секции титана и магния НТС Минцвегмета СССР [34] об-
суждалось состояние исследований по разработке и внедрена
к».
эффективных
методов переработки отходов титана и его сплавов. Было отмечено, что:
- в течение ряда лет коэффициенты использования металла при производ-
стве титановых изделий существенно не увеличиваются, оставаясь на уровне
около 25 % от шихты. 60...65 % всех образующихся отходов составляют кон-
диционные, которые могут быть вовлечены в шихту при производстве слитков
серийных сплавов. Фактически при производстве слитков используется только
40 % общих ресурсов титановых отходов. Причинами этого являются медлен-
ные темпы внедрения гарниссажной плавки и разработки новых, прогрессив-
6
Колобов Г\А.„ Пожуев В.И., Тэлин В.В.
ных способов плавки, позволяющих вовлекать в шихту 50 % и более титановых
отходов;
- на предприятиях - потребителях титановых полуфабрикатов плохо орга-
низован сбор отходов, в результате титановые отходы смешиваются по маркам
сплавов, загрязняются черными и цветными металлами, посторонними предме-
тами. В сложившейся ситуации было предложено создать региональные базы
по сбору и подготовке к перера
тке отходов титановых сплавов;
- помарочный сбор и организация рациональной переработки титановых
отходов в значительной мере затруднены большим количеством выпускаемых
марок титановых сплавов. Отходы, не вовлекаемые в шихту при выплавке
слитков титановых сплавов, перерабатываются на 70 % -ный и 20 %-ный фер-
ротитан (около 30 % общих ресурсов отходов) и добавляются в шихту рудно-
термических печей при выплавке титановых шлаков (12 % отходов). Около 11
% отходов направляется на экспорт и скапливается на предприятиях в качестве
переходящих запасов. В химической промышленности некондиционные отхо-
ды (стружка) используются для производства непигментного диоксида титана;
- в стадии разработки или освоения находится еще ряд направлений ути-
лизации титановых отходов. Весьма перспективным является производство
слитков и фасонных отливок из шихты на основе отходов титановых сплавов, а
также изготовление титансодержащих технологических добавок для легирова-
ния сталей и сплавов;
- различными организациями разрабатываются: способ легирования стали
титановой стружкой при разливке в изложницы; использование титановой
стружки в производстве пигментного диоксида титана; использование отходов
титановых сплавов для целей порошковой металлургии. Начаты исследования
по низкотемпературному хлорированию отходов титановых сплавов и усовер-
шенствованию технологии высокоэффективной очистки и поверхностной обра-
ботки титановых отходов.
По мнению секции, главным направлением использования отходов титана
и его сплавов является увеличение доли вовлекаемых в шихту отходов при вы-
Титан вторичный. Часть I 7
sx=agsagxa.l.-l..LJ.,ie.,« -/.."i.Basasscacsx: : 1 '. * ш,и-i l rl,,l.i4,r,a : s
плавке слитков, для чего необходимо ускорить проведение научно-
исследовательских и опытно-конструкторских работ в направлении разработки
новых, прогрессивных способов выплавки слитков, позволяющих вовлекать в
шихту повышенное количество отходов.
Кроме того, были поставлены задачи по унификации серийных титановых
сплавов с целью уменьшения номенклатуры марок сплавов, замене кусковых
отходов титана и губчатого титана ТГ-Тв на стружку титановых сплавов при
производстве ферротитана и легировании сталей. В целях разработки и после-
дующего освоения новых, более рациональных способов переработки неконди-
ционных титановых отходов необходимо провести исследовательские работы
по:
- переработке некондиционных титановых отходов методами порошковой
металлургии и фасонного литья;
- применению некондиционных титановых отходов для легирования
алюминия и других цветных металлов;
- низкотемпературному хлорированию некондиционных титановых отхо-
дов;
- применению новых способов поверхностной обработки для повышения
качества отходов.
Необходимо также изучить баланс образования и использования отходов
тигана и его сплавов, провести технико-экономическую оценку с учетом пер-
спектив развития следующих направлений:
- внепечная обработка сталей композиционными технологическими до-
бавками из компактированной титановой стружки;
- легирование сталей методом введения регулируемого потока измель-
ченной стружки при разливе стали в изложницы;
- переработка стружковых отходов титановых сплавов на 20 %-ный и 70
% -ный ферротитан;
8
Колобов ГА., Пожуев В. И., Тэлин В.В.
- переработка на вторичные сплавы и изделия из них, а также другие спо-
собы использования отходов титана и его сплавов, применение которых про-
шло достаточно надежное опробование в опытно-промышленном масштабе.
Далеко не все поставленные в 1989 г. задачи к настоящему времени на-
шли свое разрешение. К тому же возникли новые коллизии.
Во-первых, как отмечал А .В .Александров на 3-й Международной конфе-
ренции «Титан-2005 в СНГ» [35], в последние годы динамика рынка тигана
бьет все рекорды. Спрос и уровень цен на титановую продукцию стабильно
увеличивается и не обнаруживает никаких симптомов к снижению. Мировая
титановая отрасль работает в жестких условиях дефицита губчатого титана и
ломов.
Лом титана является одним из основных компонентов
ихты при вы-
И
плавке титановых сплавов и ферротитана. Основным источником пополнения
рынка титановых ломов в последние 15 лет являлось наличие значительных за-
пасов ломов на территории стран СНГ. Эти запасы сформировались в период
расцвета титановой промышленности СССР (80-е годы), когда в СССР произ-
водилось титана почти вдвое больше, чем во всех остальных странах мира вме-
сте взятых. В период либерализации внешнеэкономической деятельности в 90-е
годы эти запасы щедро подпитывали мировой рынок, нивелируя любые скачки
потребностей в сырьевых титановых материалах. К настоящему времени запа-
сы старого лома сократились настолько, что уже не могут покрывать растущий
спрос. В итоге, как уже отмечалось выше, в мире установился устойчивый де-
фицит титанового лома. В результате стоимость отходов стала приближаться к
стоимости титановой губки.
Во-вторых [36], то обстоятельство, что в 2004-2005 г.г. произошел много-
кратный рост цен на титановую губку и титановые отходы, позволяет предпо-
ложить следующие изменения в технологии производства титановых полуфаб-
рикатов:
Титан вторичный. Часть 1
9
- отказаться от технологии получения при деформации изделий сложной
формы» оставив при этом основной задачей деформации обеспечение требуе-
мой структуры;
- возложить задачу получения окончательной формы механической обра-
ботке, преследуя при этом основную цель - получение максимального количе-
ства отходов высшего сорта, которые при существующих технологиях их пе-
реработки можно максимально превратить в кондиционный материал. В этом
случае может образоваться серьезная экономия от отказа от многократных пе-
ределов с промежуточными механическими обработками, изготовления слож-
ного инструмента, трудностями механической обработки сложной штамповки
до готовой детали. Если учесть, что средний коэффициент использования ме-
талла от заготовки до детали составляет 10.. Л 5 %, то в этом случае можно бу-
дет рассчитывать на 70...80 %-ный возврат кондиционного металла в плавку. А
остальные 10..Л5 % Moiyr идти на ферротитан, цена которого так же прибли-
жается к цене исходной губки. Принятие такой технологической стратегии по-
требует, безусловно, значительных усилий в разработке технологии механиче-
ской обработки.
Следует отметить, что количество исследований по этому направлению
значительно возросло. Так, в работах фирмы Timet показана возможность по-
вышения скорости механической обработки титана на 800 %. При этом указы-
ваются на такие перспективные направления, как повышение давления охлаж-
дающей жидкости до сотен атмосфер, применение криогенного и теплового
воздействия.
Основной движущей силой создания и чрезвычайно быстрого расшире-
ния производства титана были в свое время потребности военной техники.
Стоимость тигана была второстепенным фактором. Максимальный объем про-
изводства титана в мире приходился на конец 80-х годов, когда было произве-
дено более 200 тыс.т слитков титановых сплавов. После известных геополити-
ческих событий, следствием которых стало прекращение гонки вооружений,
мировое производство титана резко сократилось. Увеличение объемов произ-
10
Колобов ГА,, ПожуевВ.И., ТэлинВ.В.
водства титана сейчас связывают с расширением его использования в невоен*
ных областях. Главным препятствием на этом пути является высокая стоимость
титана [37].
Максимальное вовлечение кондиционных отходов в шихту для производ-
ства слитков в какой-то степени поможет преодолеть это препятствие. Поэтому
проблема «титана вторичного» не потеряла своей актуальности до наших дней,
хотя ей скоро исполнится 50 лег.
Титан вторичный. Часть I
11
Глава 1 РЕСУРСЫ ВТОРИЧНОГО ТИТАНОВОГО СЫРЬЯ
Титан - металл серебристо-белого цвета, его относят к группе туго-
плавких редких металлов или, особенно в последнее время, к группе легких ме-
таллов. Плотность титана 4505 кг/м3, температура плавления (1668±5) °C. Соче-
тание легкости, высокой прочности и коррозионной стойкости обеспечили ти-
тану и его сплавам широкое применение.
1.1 Источники образования и характеристика вторичного
титанового сырья
Отходы титана и его сплавов образуются на всех стадиях производства, на-
чиная с получения губчатого титана и заканчивая изготовлением изделий, а
также в сфере применения изделий из титана (амортизационный лом).
Отходы губчатого титана
Губчатый титан получают восстановлением четыреххлористого титана маг-
нием. Технологическая схема магниетермического процесса состоит из сле-
дующих переделов [2,5, 8, 17,20,22,25,31]:
- восстановительная плавка ильменитового концентрата в рудно-
термической печи с получением титанового шлака;
- хлорирование титанового шлака с получением четыреххлористого титана
и последующая очистка его от примесей [32];
- восстановление четыреххлористого титана магнием с получением реакци-
онной массы;
- вакуумная сепарация реакционной массы с получением технически чисто-
го титана в виде спеченного блока губчатого строения;
- дробление блока губчатого титана и разделение кускового материала по
классам крупности [23].
12 Колобов Г.А., Пожуев В.И., Толин В,В.
^яовивияаижвияажа8в«хвии=езвсавчг₽12>вввйЯЕ===»иив==вгаг=адяихв1^^яЕ^^=а=вв—з==яш^в*яиЕяаивяввжзвивсвяавв&
Для получения компактного металла проводят плавку губчатого титана в
электрических печах с получением слитков. Последний передел, как и преды-
дущие, характерен именно для титана, и на нем образуются виды отходов, ко-
торые типичны только для титана. На последующих переделах, как будет пока-
зано ниже, образуются виды отходов, характерные для всех конструкционных
металлов при производстве из них полуфабрикатов и изделий.
Под отходами губчатого титана понимают низкокачественный губчатый ти-
тан с повышенным содержанием примесей (кислорода, азота, кремния, хлора,
углерода, железа) и, как следствие, с повышенной твердостью. Он маркируется
как ТГ-Тв, то есть титан губчатый твердый (имеющий твердость по Бринеллю
выше 150 единиц), и содержит регламентированных примесей, %, не более: же-
леза - 2,0, углерода - 0,15, хлора - 0,3 и азота - 0,3 (табл. 1).
Таблица 1 - Сравнительные свойства товарного и низкокачественного губчатого тита-
на [25]
Вид 1убчатого титана Твер- достьпо Бринел- лю Концентрация примесей, %
Fe Si N Ni О Cl
Товарный (ТГ90...ТГ150) 85...150 0,03... 0,06 0,01... 0,02 0,01... 0,03 0,01... 0,05 0,02... 0,06 0,06... 0,08
Низкокачест- венный (ТГ-Тв) 160... 350 0,5... 2,0 0,03... 0,05 0,04... оз 0,06... 0,10 0,07... ОД 0,1... 0,3
Его образование обусловлено технологией производства губчатого титана,
результатом которой является неоднородный по качеству блок губки (рис. 1).
Титан вторичный. Часть 1
13
<
1—качественный металл ~ крица; 2 - гарниссаж; 3 - «шляпа»; 4,5 - боковой и нижний
переходные слои соответственно: 6 - нижняя пленка; 7 - пленки боковой поверхности
Рисунок 1 - Схема расположения в блоке губчатого титана слоев металла различного
качества [22]
Восстановление четыреххлористого титана магнием проводят в аппаратах
периодического действия, представляющих собой реторты, в которые первона-
чально заливается расплавленный магний, а затем постепенно подается жид-
кий четыреххлористый титан. В начале процесса образующийся губчатый ти-
тан опускается на дно реактора, поглощая при этом большую часть примесей,
содержащихся в магнии. Насыщение примесями титановой губки в дальнейшем
происходит также в результате взаимодействия со стенками реактора и погло-
щения верхней частью сформировавшегося блока натекающих активных газов.
В результате донная часть блока (нижняя пленка) загрязнена оксидами магния,
тигана, кремния. На боковой поверхности расположены очаговые включения
преимущественно в виде железистых пленок. В верхней части блока («шляпе»)
и гарниссаже - повышенное содержание кислорода, азота, хлора.
14
Колобов ГА., Пожуев В.И., Тэлин В.В.
Перед дроблением блоков губчатого титана и последующей сортировкой
кусков по крупности блоки очищают от пленок боковой поверхности и донной
части, которые сразу направляются на комплектацию партий губчатого титана
марки ТГ-Тв. К низкокачественному губчатому тигану относят и самые мелкие
фракции, образующиеся в процессе дробления и рассева: отсевы гарниссажного
губчатого титана крупностью менее 6 мм и кричного - менее 2 мм. Кроме того,
при сортировке фракций +12-70 и +2-12 мм отбирают дефектные по внешним
признакам куски: горелые, окисленные, хлоридные, шламистые и железистые
(табл. 2).
Таблица 2 - Качество основных категорий отходов губчатого титана марки ТГ-Тв [30J
Отходы Твер- достьпо Бринеллю Концентрация примесей, %
Fe Si С Cl N О
Отсевы крич- ного металла (< 2 мм) 160... 220 0,2... 0,6 0,01... 0,03 0,01... 0,07 0,1... 03 0,03... 0,4 0,1... 03
Отсевы гар- ниссажного металла (< 6 мм) 180... 350 0,3... 0,8 - 0,01... 0,04 0,02... 0,08 0,1... 03 0,03... 0,06 0,1... 0,3
Отходы при сортировке 160... 220 0,03... 0,7 0,01... 0,02 0,01... 0,04 0,06... 03 0,03... 0,07 0,1... 0,2
Счистки с поверхности блока 240... 350 1,0... 4,5 0,02... 0,05 0,03... 0,1 0,1... 03 0,05... 0,02 03- 0,8
Нижние час- ти блока 210... 280 0,4... 2,0 0,01... 0,05 0,01... 0,09 0,03... 0,4 0,03... 0,3 0,1... 0,3
Титан вторичный. Часть 1
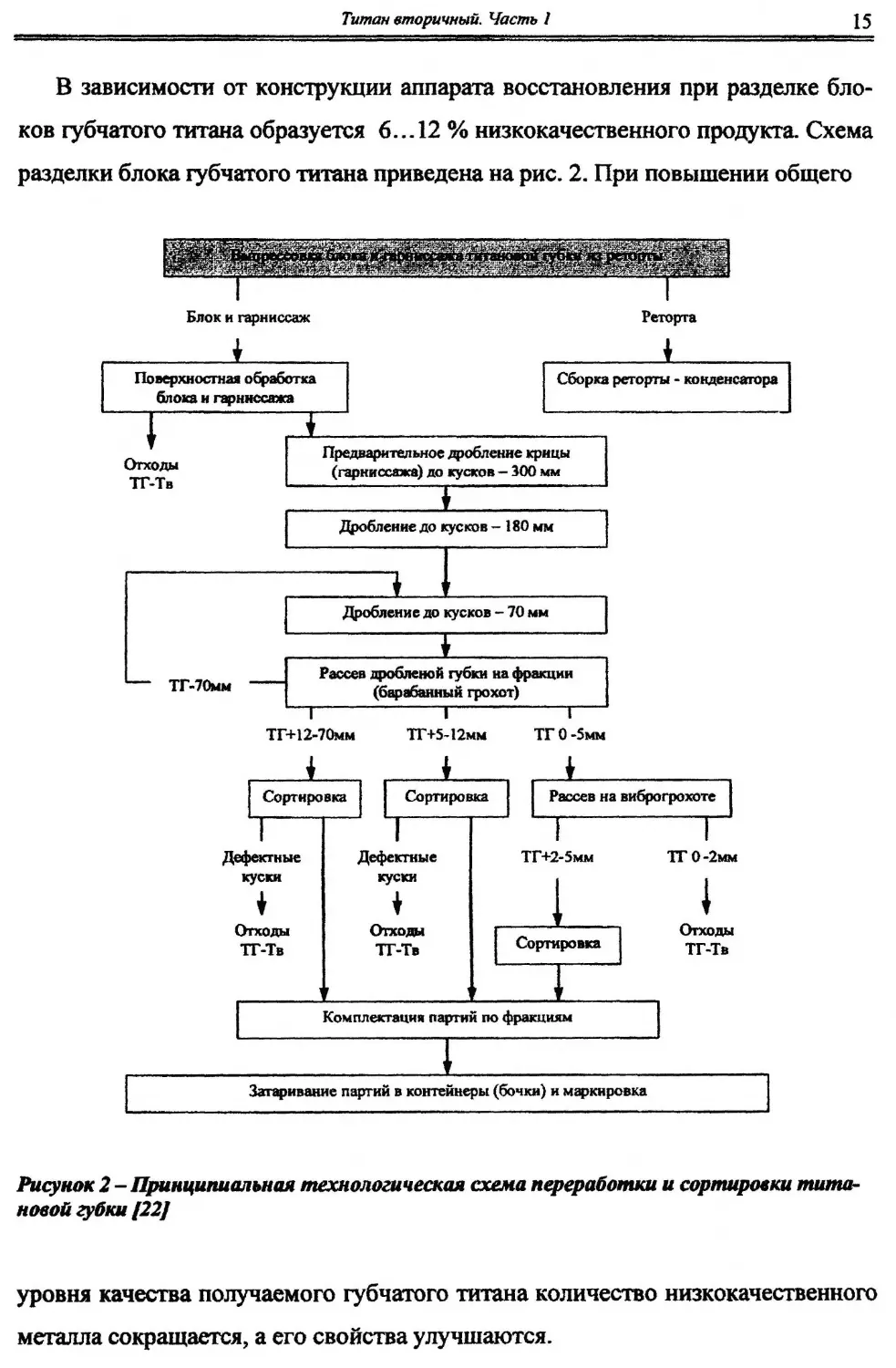
В зависимости от конструкции аппарата восстановления при разделке бло-
ков губчатого титана образуется 6... 12 % низкокачественного продукта. Схема
разделки блока губчатого титана приведена на рис. 2. При повышении общего
Блок и гарниссаж
Реторта
...... ..... ... I I
Поверхностная обработка
блока и гарннссажа
Сборка реторты - конденсатора
-Тв
ТГ-70мм
Предварительное дробление крицы
гаркиссажа) до кусков — 300 мм
Дробление до кусков ~ 180 мм
Дробление до кусков - 70 мм
Рассев дробленой губки на фракции
(барабанный грохот)
ТГ+12-70мм
ТГ+5-12мм
ТГ 0 -5мм
Сортировка
Сортировка
Рассев на виброгрохоте |
куски
-Тв
Дефектные
куски
Отхода
ТГ-Тв
ТГ+2-5мм
Сортировка
0-2мм
ТГ-Тв
Комплектация партий по фракциям
Затаривание партий в контейнеры (бочки) и маркировка
Рисунок 2 - Принципиальная технологическая схема переработки и сортировки тита-
новой губки [22]
уровня качества получаемого губчатого титана количество низкокачественного
металла сокращается, а его свойства улучшаются.
Титан вторичный. Часть 1
15
В зависимости от конструкции аппарата восстановления при разделке бло-
ков губчатого титана образуется 6... 12 % низкокачественного продукта. Схема
разделки блока губчатого титана приведена на рис. 2. При повышении общего
Рисунок 2 - Принципиальная технологическая схема переработки и сортировки тита-
новой губки [22]
уровня качества получаемого губчатого титана количество низкокачественного
металла сокращается, а его свойства улучшаются.
16
Колобов ГА., Пожуев В.И., Тэлин В.В.
Отходы, образующиеся при выплавке слитков
Основной способ получения слитков титана и его сплавов - вакуумная ду-
говая плавка (ВДП) расходуемого электрода. На различных операциях (подго-
товка шихты, прессование расходуемых электродов, плавка шихты, механиче-
ская обработка слитков и контроль их качества) образуются кусковые отходы и
стружка.
Отходами передела получения расходуемых электродов является бой элек-
тродов, образующийся либо в процессе прессования, либо во время транспор-
тировки, загрузки и плавления электродов. При перемешивании боя электродов
с различной шихтовкой он становится обезличенным, то есть не имеющим оп-
ределенного химического состава.
При механической обработке слитков производят отрезку их верхних частей
- корон. Боковая поверхность слитков обтачивается до удаления корки - шеро-
ховатого слоя с порами и раковинами. Торцы слитков также обтачивают или
отрезают от них темплеты. В некоторых случаях от нижнего торца отрезают
дополнительный темплет для определения механических свойств сплава в ли-
том или кованом состоянии (так называемая технологическая проба). Таким
образом, при обработке слитков образуются отходы в виде корон, стружки и
темплетов. Эти виды отходов имеют повышенное содержание примесей вне-
дрения, главным образом кислорода и азота. Кроме того, в отходы идут де-
фектные части слитков, отрезаемые при выявлении во время контроля не-
сплошностей (усадочных раковин, пор) и включений (непроплавившихся ку-
сочков
И
ихты, осколков твердосплавных резцов и т.п
Отходы, образующиеся при производстве полуфабрикатов и готовых
изделий
Из титана и его сплавов изготавливают те же виды полуфабрикатов, что и
из других конструкционных металлов: плиты, листы, ленты, полосы, поковки,
штамповки, прутки, трубы, проволоку. Для их получения применяют обычные
Титан вторичный. Часть I
17
методы обработки давлением (прокатка, прессование, ковка, штамповка), отли-
чающиеся лишь режимами. На всех этих стадиях и на последующем переделе
«полуфабрикат - готовое изделие» неизбежно образуются отходы, которые для
титана представлены кусковыми отходами, листовой обрезью и стружкой.
Кусковые отходы. Технологические операции, сопутствующие переделу
слитка на полуфабрикаты, выполняются, как правило, при нагреве металла в
атмосфере воздуха до 700...1200 °C. При таких температурах титан интенсивно
взаимодействует с кислородом (начиная с 600 °C), а также азотом воздуха (с
900 °C), в результате чего поверхностные слои полуфабрикатов, а следователь-
но, и отходов, образующихся при их производстве, насыщаются кислородом.
Глубина проникновения кислорода внутрь металла определяется температурой
обработки и временем выдержки заготовки в нагретом состоянии. На поверх-
ности окисленного титана имеется несколько слоев различной по структуре и
химическому составу окалины, а под ней расположен газонасыщенный (альфи-
рованный) слой, содержание кислорода в котором постепенно убывает по глу-
бине.
Кусковые отходы образуются в различных видах производства: кузнечно-
штамповом, сортопрокатном, прессовом, механотермическом. К ним относятся
концы и некраты прутков, блюмсов, полос, профилей, облой, брак штамповок и
прессовок, обсечка, выдра и пр. Большинство амортизационного лома также
относится к категории кусковых отходов. Естественно, что для кусковых отхо-
дов характерно многообразие их форм, типоразмеров и качества.
Наиболее окислены отходы кузнечного производства: на их поверхности
наблюдается значительный слой окалины, а глубина расположенного под ним
альфированного слоя в зависимости от режима нагрева заготовок под ковку и
штамповку колеблется в разных сплавах от 0,2 до 2,0 мм (табл.З ).
При горячей деформации часть окалины вместе с наиболее хрупкой частью
газонасыщенного слоя вдавливается в основной металл и в нем образуются зо-
ны с повышенной концентрацией кислорода.
18
Колобов Г.А., Пожуев В.И., Тэлин В.В.
Таблица 3 - Прирост содержания кисло}
да в альфированном слое некоторых титано-
вых сплавов в результате нагрева под ковку или штамповку [I/
Марка сплава ВТ1 ОТ4 ВТЗ-1 ВТ5 ВТ6 ВТ8 (литой)
Прирост содержания ки- слорода в альфирован- ном слое, мг/см2 2,8 1,5 2,5 4,2 2,2 7,3
Полная глубина альфи- рованного слоя, мм 0,8 0,2 0,6 2,0 0,6 0,8
У отходов прессового производства слой окалины невелик и глубина га-
зонасыценного слоя обычно не превышает 0,5 мм. Однако эти отходы зачастую
загрязнены различными смазками, применяемыми при прессовании.
Для кусковых отходов характерно благоприятное соотношение массы к
площади поверхности. В силу этого общее содержание кислорода в них ниже,
чем в других видах отходов.
Листовая обрезь. Эти отходы образуются в листопрокатном и трубном
производствах, а также в процессе раскроя листов, плит и труб при изготовле-
нии деталей, узлов и конструкций. Часть амортизационного лома также отно-
сится к категории листовой обрези. Для этих отходов характерно разнообразие
толщин (от 0,05 до 150 мм), форм (языки, кромка, вырезка, высечка, листовая
выштамповка и пр.) и степени газонасыщенности поверхностного слоя. На от-
ходах листоп
каткого производства мало окалины и глубина газонасыщенно-
го слоя не превышает 0,1...0,2 мм. Однако поверхность листов, особенно тон-
ких, велика по сравнению с массой, поэтому прирост концентрации кислорода
в листовых отходах может быть значительным. Наиболее окисленным видом
отходов является стружка.
Стружка. Этот вид отходов образуется при механической обработке (об-
точке, строжке, резке, фрезеровании, сверлении) слитков, полуфабрикатов и за-
готовок. Стружка, по сравнена
KI
с исходным металлом, обогащена железом,
Титан вторичный. Часть 1
19
алюминием, кремнием, углеродом. Повышенное содержание первых трех эле-
ментов в стружке - результат ее загрязнения при сборе и хранении. Углерод
попадает в стружку в случае применения охлаждающей резец эмульсии, а так
же при загрязнении стружки маслом.
На машиностроительных заводах доля стружки составляет около 65%
общего количества образующихся титановых отходов. В зависимости от разме-
ров полуфабрикатов и вида обработки толщина стружки колеблется от 0,05 до 4
мм, а длина отдельного отрезка - от нескольких миллиметров до метра и более.
Доля витой стружки составляет около 50% всей массы стружки, поставляемой
предприятиями, перерабатывающими титановые полуфабрикаты. Насыпная
масса неуплотненной и недробленой титановой стружки составляет от 30 до
200 кг/м3 . В процессе образования стружка засоряется осколками резцов, ре-
жущая часть которых изготавливается из твердых сплавов, а при ее сборе, хра-
нении и транспортировке - различными металлическими и неметаллическими
примесями. Около 30% титановой стружки загрязнено стружкой черных метал-
лов в количестве до 2%, 16... 18% стружки имеет примеси цветных металлов и
сплавов - алюминия, меди, бронзы и латуни - в количестве 2...3%. Засорено
неметаллическими примесями (землей, бетоном, бумагой, тканями и т.п.) около
70% всей заготавливаемой стружки, причем 30...35% стружки содержит
2... 10% и более неметаллических примесей.
При обработке титановых сплавов резанием вследствие их высокой проч-
ности, низкого модуля упругости и низкой теплопроводности происходит разо-
грев инструмента и образующейся стружки до 1200 °C и ее окисление. Большая
удельная поверхность стружки является причиной того, что даже незначитель-
ное окисление ее поверхности, проявляющееся в виде цветов побежалости,
приводит к существенному увеличению содержания кислорода в стружке.
Стружка же, полученная при механической обработке поковок, слябов и других
сильно окисленных с поверхности полуфабрикатов, окислена по всему сече-
нию, и содержание в ней кислорода велико даже при отсутствии цветов побе-
жалости. В зависимости от степени окисления титановую стружку можно под-
20
Колобов ГЛ., Пожуев В. И., Тэлин В.В.
т, :тс== = ==MaBtttg
разделить на зри вида: малоокисленную серебристого цвета с содержанием ки-
слорода до 0,2 %; окисленную желтого цвета с содержанием кислорода 0,2.. .03
%; сильно окисленную бурого цвета с синевой (содержание кислорода 0,3...0,6
%).
При механической обработке титановых сплавов с охлаждением зоны ре-
за смазочно-охлаждающими жидкостями (СОЖ) различных составов или сжа-
тым воздухом снижается усилие резания и уменьшается нагрев инструмента и
образующейся стружки. Применительно к титану использование СОЖ позволя-
ет увеличить скорость резания в 1,5...2 раза, снизить в 2...3 раза расход твердо-
сплавных резцов и уменьшить содержание газовых примесей в стружке по
сравнению с охлаждением сжатым воздухом на 30...50%. Однако при этом
стружка оказывается загрязненной охлаждающими эмульсиями, причем коли-
чество масла и влаги на стружке определяется ее удельной поверхностью (табл.
4). Смазочно-охлаждающими жидкостями загрязнено около 90% всей массы
образующейся стружки. Максимальное содержание углерода в стружке дости-
гает 3%, главным образом за счет загрязнения маслом.
Таблица 4 - Количество масла и влаги на стружке титановых сплавов [21]
Толщина стружки, мм Отношение площади поверхности стружки к ее массе, м2/т Содержание масла и 1 влаги, %
0,05 8869 30,0
0,10 4434 15,0
0,20 . 2217 7,5
В проволочном производстве образуются отходы в виде отрезков про-
волоки различной длины.
Титан вторичный. Часть 1
21
Отходы, образующиеся при производстве фасонного литья, и другие
виды отходов.
Типичными титановыми отходами, образующимися в фасонно-литейном
производстве [8,19], являются центральные стояки, литники и прибыли. Их ко-
личество в общем балансе литейных отходов цеха (или участка) составляет
около 75...80 %. Часть отходов (3 . •' 5 %) образуется за счет брака отливок по
геометрии и литейным дефектам. К литейным отходам относятся также остатки
металла в приемно-направляющих лотках и с плеск и в плавильных печах, а так-
же гарниссаж вышедших из строя тиглей (их суммарное количество составляет
около 13... 15 %). И наконец, небольшую часть отходов (около 2 %) составляют
стружка и опилки от первичной механической обработки отливок.
По степени загрязненности все литейные отходы титановых сплавов клас-
сифицируют на сортовые и несортовые. Сортовые отходы подразделяют на
отходы первого и второго сорта. К отходам первого сорта относятся элементы
литниковых систем, остатки металла в приемно-направляющих лотках, брако-
ванные по геометрии и рентгеноконтролю отливки, химический состав которых
известен и соответствует установленным стандартам. Ко второму сорту отно-
сятся отливки, забракованные по химическому составу, и отходы, образовав-
шиеся при их производстве.
Несортовыми отходами считают скрап в печи, стружку и опилки от чер-
новой механической обработки отливок, гарниссаж забракованных графитовых
тиглей, а также мелкокусковые отходы, перепутанные по маркам сплавов. Ис-
пользование несортовых отходов при производстве фасонных отливок сопря-
жено с длительной и трудоемкой их регенерацией, так как эти отходы в значи-
тельной мере загрязнены углеродом и газами (гарниссажи), частицами режуще-
го инструмента, охлаждающими эмульсиями и материалом литейной формы
(пригар) и др. При литье в керамические формы на отливках наблюдается по-
верхностный альфированный слой. В отливках по выплавляемым моделям воз-
можно загрязнение кремнием (до 3,5 %), железом и кислородом. Поэтому эко-
номически эффективным является использование только сортовых отходов.
22
Колобов Г.А., Пожуев В.И., Тэлин В.В.
У сортовых отходов загрязнен примесями в основном тонкий поверхно-
стный слой. В результате взаимодействия титана с графитовой формой проис-
ходит загрязнение углеродом (до 0,2...0,4 %) поверхностного слоя металла на
глубину до 0,3...0,8 мм. С увеличением сечения отливки и уменьшением плот-
ности формы толщина науглероженного слоя возрастает. Возможно также уве-
личение содержания в поверхностном слое азота, кислорода и водорода.
При резке и измельчении отходов происходит дополнительное загрязне-
ние их поверхности в местах реза. Так, в зоне ацетилено-кислородного реза об-
разуются различного вида соединения титана с кислородом, азотом, углеродом
и водородом. Толщина газонасыщенного слоя при оптимальном режиме резки
составляет около 0,1...0,15 мм. При анодно-механической резке поверхность
металла насыщается продуктами взаимодействия расплавленного металла с
жидким стеклом и атмосферными газами на глубину до 0,2 мм и более.
В некоторых случаях при частичном оплавлении гарниссажа в графито-
вом тигле и отклонении давления остаточных газов в плавильно-заливочной
камере от оптимального значения может повыситься содержание углерода, ки-
слорода и азота по всему сечению отходов. Промышленный опыт показывает,
что за цикл плавки и заливки прирост содержания в металле кислорода и азота
за счет натекания (в случае плавки при натекании меньшем или равном допус-
тимому) составляет 0,003.. .0,005 %.
Низкое качество характерно для таких отходов, как шлак от огневого ре-
за, шлам, полученный при электрохимическом фрезеровании титановых спла-
вов, окалина, возгоны вакуумных дуговых печей.
1.2 Баланс образования и качество отходов
С начала промышленного производства титана как нового конструкционно-
го металла регулярно подсчитывали общее ориентировочное количество отхо-
дов, образующихся ежегодно. С этой целью систематически составляли балан-
сы расхода металла на всех операциях по видам производства в каждом году.
Количество отходов подсчитывали по серийным сплавам. Шихту, идущую на
Титан вторичный. Часть 1
23
выплавку слитков, принимали за 100 %, выход годного, количество отходов и
безвозвратные потери вычисляли в процентах к шихте для плавки. Поскольку
выходы годного на разных заводах и в разных цехах, а также по разным спла-
вам несколько различались, итоговые цифры усредняли в соответствии с про-
изводительностью цехов и выпуском сплавов.
Существующая технология производства титановых изделий характеризу-
ется весьма низким коэффициентом использования металла: выход годного из
шихты колеблется от 7,5% при производстве мелких деталей до 28% при про-
изводстве крупных (табл. 5). Выход титана в готовые изделия составляет в
среднем около 25%. Такое положение обусловливает образование множества
отходов: при производстве 1т готовых изделий образуется около 2,7 т отходов.
Низкий выход годного при изготовлении изделий из титановых сплавов обу-
словлен областями их применения в новой технике и тех отраслях машино-
строения, где одним из основных требований является минимальная масса кон-
струкций. Эта особенность характерна не только для титана, но и для других
металлов, применяемых в современной технике. Так, при использовании
к»;
миниевых сплавов в производстве
авиационных двигателей выход годно-
го составляет 27% [4].
Общие ресурсы металлических отходов титана и его сплавов складыва-
ются из отходов, образующихся при производстве губчатого титана, слитков,
полуфабрикатов и изделий, а также амортизационного лома. Усредненный ба-
ланс образования отходов в перерабатывав
♦HI
ей титановой промышленности
(рис. 3) показывает, что из 100% шихты, запущенной в производство, образует-
ся около 70% отходов, которые можно утилизировать. Эта цифра за последние
десятилетия практически изменилась очень мало, что объясняется тем, что, с
одной стороны, улучшается технология
изводства слитков и полуфабрика-
тов (и, следовательно, увеличивается выход годного), но с другой стороны, из
титановых сплавов изготавливают все более сложные детали и изделия, что со-
провождается увеличением количества образующихся отходов.
Колобов ГЛ., Пожуев В.И., Тзлин В.В.
Таблица 5 - Выход годного (потери) металла на различных стадиях передела при изго-
товлении деталей сложной формы, % (38)
Стадия передела Мелкие детали из штамповок 1 Крупные детали из штамповок Детали из листов
Шихта 100 100 100
Слиток диамет-
ром 820...620мм 94(6) 94(6) 94(6)
Катаная заготовка 67 (33) 70 (30)
Слябы «В — 88 (12)
Прутки 48 (52) * V
Штамповки 38(62) 50,5 (49,5) V
Листы 56(44)
Готовые детали 7,5 (92,5) 12,6 (87,4) 28 (72)
Для сравнения приведем баланс образования отходов по данным фирмы
Chemical and Metallurgical Research, США (табл.6).
Таблица 6 - Количество отходов титана на I кг готовой продукции на разных стадиях
производства (39]
Источник образования отходов Количество отходов, кг
обра- зующих- ся регене- рируемых теряемых
Получение товарной титановой губки 0,08 0,04 0,04
Переработка губки на полуфабрикаты 0,83 031 0,52
Изготовление изделий из титана 0,55 0,10 0,45
Итого ' - . . . . -- . ...... 1,46 0,45 1,01
Титан вторичный. Часть 1
25
Рисунок 3 - Баланс образования отходов титановых сплавов ]17]
Если это количество отходов принять за 100%, то при производстве слит-
ков образуется 20...22% всех отходов (соотношение кусковых отходов и
стружки 1:1), при производстве полуфабрикатов - 53...54% (соотношение кус-
ковых и листовых отходов и стружки 1:2) и на переделе полуфабрикат - изде-
лие количество отходов составляет 24...27% при соотношении кусковых от-
ходов и стружки 1,0:1,6. Таким образом, от общего количества образующихся
отходов на долю кусковых приходится 25%, листовых - 20...30 % и стружки -
45...55% [7,15].
Весьма важное значение имеет качество титановых отходов. Отходы ти-
тановых сплавов, как правило, имеют большую концентрацию примесей вне-
дрения, чем исходная титановая губка. Это объясняется тем, что, хотя выплавка
титановых сплавов и производится в вакууме (или в атмосфере разреженного
нейтрального газа), в атмосфере печи всегда имеется некоторое количество ки-
26
Колобов Г-А., Пожуев В.И., Тэлин В.В.
слорода и азота, попадающих в нее в результате натекания и выделения газов,
адсорбированных на расходуемом электроде и на внутренних стенках печи. Эти
газы практически полностью поглощаются расплавленным металлом при плав-
ке.
Таким образом, в титановом слитке примесей внедрения всегда больше,
чем в исходной губке. При переделе слитка на полуфабрикаты металл нагрева-
ют в атмосфере воздуха до 700...1200 °C, поэтому происходит окисление по-
верхности полуфабрикатов, а, следовательно, и отходов, образующихся при их
производстве. Перед введением в шихту отходы подвергаются очистке, однако
в производственных условиях очистка отходов никогда не бывает абсолютно
полной, в результате чего на поверхности остается некоторая часть загрязнений
кислородом.
На практике за критерий качества укрупненных видов отходов удобно
принять упрочнение сплавов, обусловленное использованием в шихте для вы-
плавки слитков отходов с повышенным содержанием кислорода, поскольку
предел прочности титановых сплавов линейно связан с содержанием в них ки-
слорода в интервале его концентрации 0,05...0,35% [40-42].
За коэффициент упрочнения К для данного вида отходов численно при-
нимается разница величин (взятая с обратным знаком) пределов прочности ис-
ходного слитка, который выплавлен из шихты, не содержащей отходы (основ-
ной металл), и металла, который выплавлен только из этого вида отходов, обра-
зованных от исходного слитка (рис.4).
губчатый
титан
слиток
основно
го
металла
(ОМ)
слиток
из
отходов
(СО)
Рисунок 4 - Схема переработки металла [S9J
Титан вторичный. Часть I 27
Таким образом
К= - (Оом ~ ^са) ~~ °СО ~ &ОМ> (1)
где оом - предел прочности основного металла;
Осо ~ предел прочности металла, выплавленного из отходов.
Для определения коэффициента упрочнения были использованы следую-
щие методы (1]:
1. Выплавка лабораторных слитков из исходного металла и 100 % отхо-
дов, образованных от него. Сущность этого метода заключается в следующем.
Из определенной партии отходов данного сплава отбирали куски одного разме-
ра и одинаковой массы. Часть кусков обтачивали до полного снятия с поверх-
ности газонасыщенного слоя, часть галтовали, часть после галтовки травили, а
часть оставляли в первоначальном виде. Кроме этого, отходы образовывали и
искусственным путем, то есть из определенного слитка проковывали цилиндры
(по длине и диаметру соответствующие производственным отходам), а затем их
готовили как указано выше. Все куски использовали как расходуемые электро-
ды и сплавляли в лабораторной дуговой печи, а на выплавленных слитках оп-
ределяли механические свойства по стандартной методике.
Очевидно, что содержание кислорода в отходах равно сумме
Сг + ДСя + ДС0,
а в основном металле Сг + Д С№
где Сг - концентрация кислорода в 1убчатом титане;
Д Сп - прирост концентрации кислорода в слитке за каждый двойной пере-
плав шихты;
Д Со - прирост концентрации кислорода в слитке за счет поверхностной
окисленности отходов и неполной их очистки при подготовке к плавке.
Разница между содержанием кислорода в слитках, выплавленных из от-
ходов и из основного металла, составляет Д Со, но коэффициент упрочнения
28 Колобов ГА., Пожуев В.И., Тэлин В.В.
..... аия^Е=с= । ~ , "Ц .' аг^аяддважгге^св&ссн =^,,т " -’=- —-
пропорционален Д Со + Д Сп, поэтому к полученному значению следует приба-
вить 4 кг/мм 2 (упрочнение за счет двойного переплава).
2. Выплавка промышленных слитков из свежей шихты и 100 % отходов,
образованных от этих слитков. Слиток (или полуфабрикаты, изготовленные из
данного слитка), выплавленный на свежей шихте, испытывали по стандартной
технологии. Отходы от этого слитка (неокисленная стружка) или от листов,
произведенных от него же (листовая обрезь), сплавляли в печи с графитовым
электродом в слиток, который затем переплавляли в обычной печи и снова ис-
пытывали. Разность пределов прочности этих слитков или одинаковых полу-
фабрикатов, изготовленных из них, составляет коэффициент упрочнения по
данному виду отходов.
. Выплавка специальных партий промь
HI
ленных слитков из свежей ших-
ты с добавлением в шихту разного количества отходов. По этому методу в
расходуемые электроды при их изготовлении запрессовывали разные количест-
ва отходов (0, 10, 20, 30 %) определенного вида: стружку, листовую обрезь,
галтованные куски. Расчетный химический состав электродов был одинаков и
применялась одна партия титановой губки. Из электродов в одной печи вы-
плавлялись слитки (по три на точку), которые перерабатывали на одинаковые
полуфабрикаты.
Таким образом, были приняты все меры, чтобы переменным являлось од-
но упрочнение за счет отходов. Зная пределы прочности полуфабрикатов, изго-
товленных из слитков на свежей шихте и с добавлением определенной доли от-
ходов, упрочнение пересчитывали на 100 % отходов.
4. Статистический метод, который в сущности ничем не отличается от
третьего метода, но позволяет охватить значительно больший материал. Стати-
стической обработке подвергали лишь данные, полученные на слитках (или по-
луфабрикатах), выплавленных по одинаковым шихтовкам, то есть сплавы, вы-
плавленные как из свежей шихты, так и с добавлением отходов, имели одина-
ковый химический состав, а для их выплавки применялась губка с одинаковой
прочностью.
Титан вторичный. Часть 1
29
Коэффициенты упрочнения определяли всеми четырьмя методами на
следующих укрупненных классах отходов: стружке (неокисленной или трав-
ленной), листовой обрези, кусковых отходов двух размеров: 150 х 100 х 100 мм
галтованных и травленных после галтовки и 60 х 60 * 60 мм галтованных.
По соответствующим классам отходов всеми методами в среднем были
получены примерно одинаковые результаты. Коэффициенты упрочнения оказа-
лись равными, МПа (кг/мм 2) [4,13]:
стружка.................................................... 196 (20)
листовая обрезь.......................................98 (10)
кусковые отходы галтованные (размер 60 * 60 х 60 мм)...78 (8)
кусковые отходы галтованные и травленные
(размер 150 х 100 х 100 мм).............................59 (6)
Разумеется, полученные значения - довольно приближенные по ряду
причин. Во-первых, эти коэффициенты относятся к укрупненным классам от-
ходов; внутри этих классов могут наблюдаться значительные различия коэф-
фициентов упрочнения. Например, обрезь тонких листов дает больший прирост
прочности по сравнению с обрезью тонких листов; упрочнение тем больше, чем
меньше размер отходов. Во-вторых, значения коэффициентов упрочнения в
большой мере зависят от фактического выполнения технологий плавки и обра-
ботки, от режимов очистки поверхности отходов. Тем не менее указанные зна-
чения коэффициентов упрочнения дают возможность рассчитывать шихту для
плавки титановых сплавов с вовлечением в нее отходов.
По физической сущности значения коэффициентов упрочнения опреде-
ляются содержанием примесей внедрения, которое зависит от отношения пло-
щади поверхности к массе металла. Так, кислородом наиболее загрязнена
стружка (из-за большой удельной поверхности), значительно меньше - листовая
обрезь, кусковые отходы загрязнены менее всего.
Таким образом, основным требованием к качеству отходов, вовлекаемых
в шихту для плавки, является минимальное загрязнение их примесями внед-
30
Колобов Г.А., Пожуев В.И.» Тзлин ВЛ.
рения (в основном, кислородом). Тогда коэффициент упрочнения можно выра-
зить следующим образом:
(2)
где L - коэффициент пропорциональности, определяемый значением предела
прочности губчатого титана используемого для выплавки слитков различ-
ных сплавов без добавления в шихту отходов (так называемая прочность осно-
вы, установленная для каждого титанового сплава).
ДСО и ДСЯ - прирост концентрации кислорода в слитке за счет вводимых в
шихту отходов и переплава шихты соответственно.
Исходя из оптимальных свойств полуфабрикатов установлены следую-
щие расчетные пределы прочности губки о* применяемой для выплавки раз-
личных серийных сплавов, МПа (кгс/мм2) [4]: ВТЗ-1, ОТ4, ВТ5 - 471 (48); ВТ5-
1 - 452 (46); ВТ1-1, ОТ4-1, ВТ6 - 432 (44); ВТ8 - 422 (43); ВТ14 - 392 (40).
Величина ДСЯ зависит от многих факторов (тип и объем печи, разрежение
и др.) и принимается равной 0,04%. Различные классы отходов харак-
теризуются следующими значениями ДСО, %: стружка - 0,18; листовая обрезь -
0,08; кусковые отходы - 0,07. Зная значения ДСО и ДСП, можно рассчитать К
для любого вида отходов любого титанового сплава.
1.3 Классификация лома и отходов титана и титановых сплавов
Главное отличие отходов титана и его сплавов от отходов других метал-
лов и сплавов заключается в том, что они в процессе их образования при высо-
ких температурах активно и технологически необратимо загрязняются газовы-
ми примесями - кислородом и азотом. Кроме того, титановые отходы зачастую
засорены другими металлами и неметаллическими примесями, а отходы раз-
личных титановых сплавов могут быть перемешаны между с
й.
В основу качественной классификации титановых отходов по их качеству
положен принцип возможности или невозможности использования их в шихте
Титан вторичный. Часть I
31
для выплавки слитков. Отходы, которые после соответствующей подготовки
можно использовать для подшихтовки в плавку, считаются кондиционными. К
ним относятся отходы, не смешанные по маркам сплавов и окисленные лишь с
поверхности.
Некондиционными называют отходы, которые окислены по всему сече-
нию или большей его части, кусковые отходы с глубокими расслоениями, тре-
щинами, закатами, заковами, зажимами, из которых поверхностной обработкой
невозможно удалить оксиды, а также смешанные по маркам сплавов отходы. Из
общей массы образующейся стружки попадает в категорию некондиционной
лишь 10... 15% - это окисленная и очень мелкая стружка. Сюда же относятся
отходы, характерные только для производства титана: низкосортный губчатый
титан, бой электродов н другие низкокачественные отходы, упомянутые ранее.
При существующих методах подготовки отходов к плавке некондиционные от-
ходы не могут быть переплавлены в металл, соответствующий требованиям,
предъявляемым ГОСТ к серийным титановым сплавам. Соотношение обра-
зующихся объемов кондиционных и некондиционных отходов составляет 2:1,
однако при подготовке отходов к плавке вследствие обнаружения скрытых де-
фектов при тщательном контроле это соотношение изменяется за счет перехода
части кондиционных лома и отходов в разряд некондиционных. Совершенст-
вование технологий плавки и обработки титана, а также подготовки отходов
позволит использовать в шихте отходы, ранее считавшиеся некондиционными.
Большие резервы в увеличении выхода кондиционных титановых отходов
имеются также в упорядочении системы сбора, хранения и транспортировки
отходов.
По подобному принципу в США титановые отходы подразделяют на два
сорта: пригодные для производства слитков (сорт «воздушный») и сорт «желе-
зо» - для производства ферротитана, который получают переплавкой титаново-
го и стального лома в индукционных печах.
32
Колобов ГЛ., Пожуев В.И., Тэлин В.В.
Таблица 7 Классификация лома и отходов титана и титановых сплавов (ГОСТ 1639-
93)
Класс Наименование класса Номер группы Наименова- ние группы Сорт Примечания
А Лом и кусковые отходы ти- тана и титановых сплавов I Титан чис- тый(нелеги- роваиный) 1а 2 3 4 1.В ломе и кусковых от- ходах сортов 1,1а,2 не допускаются масла, эмульсии, посторонние предметы, технологиче-
II Сплавы ти- тановые, ле- гированные компонен- тами, кроме олова 1 1а 2 3 4 ские смазки, отходы черных и цветных ме- таллов, нетитановые приделки. 2.Пресс-остатки от прес- сования, полученные
III Сплавы ти- тановые, ле- гированные оловом 1 1а 2 4 при изготовлении полу- фабрикатов из загото- вок, нагретых в хлорба- риевых ваннах, или с применением смазок, собирают и заготовляют по соглашению с потре- бителем.
] Б Стружка титана и титано- вых сплавов 1,П,Ш W А 1 1а 2 3 См.ГОСТ
3 1 Листовая обрезь титана и титановых сплавов I,II,III ff 1 2 2а 26 3 4 В листовой обрези, вы- сечке, решетке, плитах не допускаются масло, эмульсия, посторонние предметы, отходы чер- ных и цветных металлов
] 1 Г Шлаки и другие отходы ти- тана и титановых сплавов я» Характери- стика : шла- ки от огне- вой раздел- ки.,. Требования: без упаковки и тары,... (смТОСТ) 3 В отходах класса Г до- пускается наличие от- дельных отходов других классов.
В соответствии с ГОСТ 1639-93 "Лом и отходы цветных металлов и спла-
вов" [43] (табл.7) титановые отходы по физическим признакам разделены на
четыре класса: А - лом и кусковые отходы, Б - стружка, 3 - листовая обрезь, Г -
прочие отходы (шлаки от огневой разделки продукции производства и потреб-
Титан вторичный. Часть 1
33
ления, отходы, получаемые при плавке, резке, зачистке полуфабрикатов, ока-
лина, короны, отсевы стружки). Каждый класс (кроме класса Г) параллельно
подразделен по химическому составу на три группы: I - титан чистый (делеги-
рованный), II - сплавы титановые, легированные любыми компонентами, кроме
олова, и Ш - сплавы титана, легированные оловом. Отходы первой группы
можно использовать при выплавке любого титанового сплава, а отходы второй
и третьей групп - как правило, для тех сплавов, которые соответствуют марке
сплава отходов. Выделение отдельной группы сплавов, легированных оловом,
обусловлено применением титановых отходов в черной металлургии, где при-
сутствие олова категорически не допускается, в отличие от других легирую-
щих, содержащихся в титановых сплавах.
По показателям качества (кондиционности) каждая группа отходов де-
лится на сорта: в классе А - на 1,1а, 2,3,4, в классе Б - на 1,1а, 2,3, в классе
3 - на 1, 2, 2а, 26, 3,4. К 1-му сорту относятся неокисленные отходы, которые
могут вводиться в шихту без какой-либо подготовки (за исключением обезжи-
ривания), ко 2-му и 3-му - отходы, которые после соответствующей подготовки
(измельчения, галтовки, иногда травления) также могут быть использованы в
шихте. Сорта 4-й кусковых и листовых отходов, 2-й и 3-й стружки для пере-
плавки непригодны, так же как и все отходы класса Г, которые не делятся на
группы и относятся к 3-му сорту со следующими требованиями: засоренность -
не более 30 %, массовая доля титана - не менее 50 %, масса отдельного куска -
не более 500 кг (табл.8-12 ).
Для металлургических предприятий, изготавливающих слитки титановых
сплавов, обрабатываемых давлением, предназначены для использования в ших-
те следующие отходы:
класс А - группы I, II, Ш - сорта 1,1а, 2,3;
класс Б - группы I, П, Ш - сорта 1,1а;
класс 3 - группы I, П» III - сорта 1,2,2а, 26,3.
Таким образом, отходы, соответствующие требованиям вышеуказанных
классов, групп и сортов, являются кондиционными. В этом моменте происхо-
34
Колобов ГА., Пожуев В.И., Тзлин В.В.
дит стыковка двух систем классификации титановых отходов: качественной (на
кондиционные и некондиционные) и количественной (по ГОСТ 1639-93).
Таблица 8 - Отходы титана и титановых сплавов
Класс Номер груп- пы Сорт Наименование группы Марки сплавов
А Б 3 I 1 la 2 3 4 1 la 2 3 1 2 26 3 4 1 итак чистый (нелегиро- ванный) ВТ1-00,ВТ1-0
А Б 3 П 1 la 2 3 4 1 la 2 3 1 2 26 3 4 Сплавы титановые, легиро- ванные компонентами, кро- ме олова ВТ5, Ьтб. ВТ8, ВТЗ-1, ВТ9, ВТ 14, ВТ16, ВТ20, ВТ22, ПТ1М, ПТЗВ, ЗМ40, 5В, 37, ОТ4-0, ОТ4, ВТ23, АТЗ, АТо ЭТ5, 2В, ТС6, ОТ4-1, ВТ18,19,14, ЭТ2, ЭТЗ, ЭТ7
А Б Г 4 fc. III 1 la 2 3 4 1 la 2 3 1 2 26 3 4 3 Сплавы титановые, леи ванные оловом ВТ5-1,ТС5, ВТ25, ВТ18У ' _ ... - - - я,
Титан вторичный. Часть 1
35
Таблица 9 - Класс А. Лам и кусковые отходы титана и титановых сплавов. Группы I-
Ш
Норма
я полуфабри-
100—1000
Размер куска, мм, не более
60*60*60
140
Размер куска, мм, не более:
длина
40
140
1а
Лом и кусковые отходы, не засорен-*
ми, кусковые отходы, полученные в
те, но не отвечающие требованиям
Одной марки сплава
Без визуально обнаруженных трешки, над-
рывов и расслоений, без следов огневого реза
Разделанные
Масса куска облов, прутка, г
Размер куска, мм, нс более
Наибольший размер забракованных детз-
100—1
60*60*60
140
ные другими металлами и сплава-
Ломи кусковые отходы, не отвечаю-
щие требованиям 1-, 1а-, 2-го сортов
Размер прутка, мм, не более:
диаметр
длина
Масса куска:
г, не менее
кг, не белее
Одной маржи сплава
Одной группы сплавов
40
140
1000
1В доме и кусковых отходах сорго* I. 1а>2асдеюусхаются масла, эмухыми. посторонние предметы, технологические емхзхи
отходы черных и цветнии металлов, мгопаноеые прндодки.
2 Пресс-остапси от прессоммы, полученные при изгопмаемми опту фабриката из мгогаиж, нагретых * хлорбариевш
воинах, или с применением смазок, собирают в «агопжмютпо соглашению с потребителем.
2
36
Колобов ГЛ., Пожуев В.И., Тэлин В.В.
Таблица 10 - Класс Б. Стружка титана и титановых сплавов. Группы 1 -III
Титан вторичный. Часть I
37
Таблица 11 - Класс 3. Листовая обрезь титана и титановых сплавов. Группы I - ill
Характеристика 'ребоаамиж Корма
Листовая обрезь и высечка, не засорен- ные другими металлами и сплавами Одном марки сплава Поверхность должна быть яе окисленной без цветов побежалости и окалины, без визуаль- но обнаруженных трещин, надрывов и рас- слоений, без следов огневого реза Разделанные Размер обрези и высечки, мм, не более 60*60*60
Ластовая обрезь в виде полос и концов
4
лов, не засоренная другими метал-
лами и сплавами, ие отвечающая тре-
бованиям 1-го сорта
Одной марки сплава
Без грубых визуально обнаруженных надры-
вов и расслоений, без следов огневого реза
Толщина, мм
26
3
4
Листовая обрезь в виде полос и концов
листов, ие засоренная другими метал-
лами и сплавами, не отвечающая тре-
бованиям 1- и 2-го сортов
Стрела прогиба на 1 м линейного размера,
мм, не более
Длина, мм, не более
Одной марки сплава
Без грубых визуально обнаруженных тре-
щим, надрывов и расслоений, без следов ог-
невого реза
Толщина, мм, не более
Листовая обрезь в виде полос и к
Г»
ми и сплавами, не отвечающая требо-
ваниям 1-, 2-, 2а-го сортов
Листовая обрезь, высечка, решетка,
отходы листопрокатного производ-
ства, не засоренные другими метал-
лами и сплавами, не отвечающие тре-
бованиям 1-, 2-, 2а-, 26-го сортов
Отходы листовой обрезя, высечки, ре-
шетки, плит, образовавшиеся от пере-
работки отходов при доведении их до
качества и размеров, предъявляемых к
1-му сорту класса 3, не отвечающие
требованиям 1-, 2-, 2а-, 26-, 3-го сортов
Стрела прогиба на 1 м линейного размера,
мм, не более
Д лина, мм, не более
Одной марки сплава
Без грубых визуально обнаруженных тре-
щин, надрывов и расслоений
Толщина, мм, ие более
Одной марки сплава
Размера пакета или куска, мм, не более
Одной группы сплавов
5—15
150
2200
5
150
2200
15
300«ЗООхб<Х
Примечите —В листовой обреам. выесчхе. решетке, плитах не лопускмстев масло, эмулкяж, посторонние предметы, отходы
чфныхн цветных металлов.
38
Колобов r,A.t Пожуев В.И-, Тэлин В,В.
Таблица 12—Класс Г. Шлаки и другие отходы титана и титановых сплавов
Требования
Норма
Шлаки от огневой разделки продукции
производства и потрсбюпи, отходы,
получаемые при плавке, резке, зачист-
ке полуфабрикатов из титановых спла-
вов, окалина, «хорош» литейного про-
Без упаковки и тары
не более
50
500
l сплавов
Массовая долм титана, %, нс менее
Масса отдельного куска, кг, не более
Примечание — В отходах хявсеж Гдолустлотся наличие отдельных отходов других клмхоа
1А Особенности заготовки отходов титана и его сплавов
Правила сбора лома и промышленных отходов титановых сплавов пред-
ставляют собой комплекс организационно-технических мероприятий, обеспе-
чивающих надлежащее качество металла, получаемого при использовании от-
ходов.
Низкокачественный губчатый титан марки ТГ-Тв образуется только на
титано-магниевых комбинатах, для которых он является товарной продукцией.
Поэтому его сбор, хранение и поставку производят так же, как и основной про-
дукции, за исключением определения качества, условий упаковки и транспор-
тировки.
В соответствии с ГОСТ 23780-79 [44] от каждых 700 кг партии губчатого
титана ТГ-Тв отбирают по одной точечной пробе (брикету) массой 1,5...3,0 кг.
Объединенную пробу, состоящую из всех точечных проб, дробят и сокращают
до сертификатной пробы массой 0,3 кг. Эту пробу прессуют в брикет, а от него
отбирают стружку для химического анализа.
Губчатый титан марки ТГ-Тв используется в основном в черной ме-
таллургии для раскисления и легирования стали. При введении губчатого тита-
на в жидкую сталь наблюдается его повышенный угар из-за малой плотности и
развитой поверхности губки. Поэтому губчатый титан ТГ-Тв, направляемый на
предприятия черной металлургии, прессуют в брикеты диаметром 115... 170 мм
и высотой 20... 180 мм. Плотность брикетов должна быть не менее 2000 кг/м .
Упаковывают и перевозят низкокачественный губчатый титан в закрытой ме-
Титан вторичный. Часть 1
39
таллической или, по согласованию с потребителем, другой таре. Осыпь, обра-
зуемая при транспортировке брикетов, не должна составлять более 1% массы
партии.
Требования к сбору, хранению и транспортировке отходов титановых
сплавов в основном аналогичны требованиям к другим цветным металлам и
сплавам. Главная особенность заготовки этих отходов - недопустимость любого
перемешивания титановых сплавов как между собой, так и с отходами других
металлов, строгий контроль качества отходов. Это требование обусловлено тем,
что при использовании отходов в шихте для выплавки слитков в процессе
плавки невозможно проводить какое-либо рафинирование или корректировку
состава; в то же время применение титановых сплавов, главным образом для
изделий ответственного назначения, предъявляет самые строгие требования к
химическому составу металла и минимальному содержанию в нем примесей.
Вот, например, каков должен быть контроль качества отходов перед от-
грузкой потребителю [45]. Из различных мест партии отбирают не менее 30
проб (образцов) стружки, листовой обрези и кусковых отходов. Соответствие
отходов данному классу и сорту определяют по внешним признакам визуально
и с помощью стандартного измерительного инструмента. Соответствие металла
отходов данной марки сплава проверяют для кусковых отходов путем качест-
венного спектрального анализа, а для листовой обрези и стружки - путем хи-
мического или также качественного спектрального анализа.
Подобное положение с использованием отходов машиностроительных
предприятий существует и за рубежом [14]. Вследствие жестких требований,
предъявляемых авиационной промышленностью к качеству металла, фирмы -
производители слитков перерабатывают только отходы известного состава, то
есть отходы собственного производства. Со стороны используют только круп-
ные кусковые отходы, определение состава которых не вызывает затруднений.
На металлургических предприятиях, производящих слитки и полуфаб-
рикаты титановых сплавов и использующих образующиеся отходы, в основном,
как оборотные, вышеуказанные требования к заготовке и качеству отходов со-
40
Колобов ГЛ., Пожуев В.И., ТэлинВ.В.
блюдаются. Сложнее обстоит дело с отходами машиностроительных предпри-
ятий из-за широкой номенклатуры используемых металлов и сплавов. На этих
предприятиях каждый класс и сорт отходов данного титанового сплава необхо-
димо собирать в отдельную тару непосредственно в цехах, где они образуются.
На крупные кусковые отходы должна быть нанесена несмываемой краской
марка сплава. Стружку, листовую обрезь и другие мелкие отходы следует со-
бирать раздельно в тару, на которой указаны марка сплава, класс и сорт отхо-
дов. Стружку с цветами побежалости необходимо собирать и хранить отдельно
от неокисленной. Стружку, листовую обрезь и мелкие кусковые отходы, загряз-
ненные маслами или эмульсиями, следует также собирать и хранить отдельно и
перед отправкой потребителю промывать в щелочном растворе или в горячей
(80...90 °C) проточной воде и высушивать в калориферных воздушных сушил-
ках. Не допускается загрязнение отходов примесями других металлов и неме-
таллических материалов. Для этого станки и рабочие места перед обработкой
слитков, полуфабрикатов или изделий необходимо очищать от отходов обраба-
тываемых перед этим сплавов, посторонних материалов и предметов.
Витая стружка до поступления на склад должна быть раздроблена до
крупности не более 70 мм. Для этого каждый производственный участок, где
обрабатывают титановые сплавы, необходимо оснащать малогабаритными
стружкодробилками и специальной возвратной тарой. Перед дроблением оче-
редной партии стружки дробилку о*
15 II
;ают от остатков стружки предыдущей
партии.
Собранные отходы транспортируют на склад в специально предназна-
ченной для этого таре с сопроводительным паспортом. Склады хранения от-
ходов титановых сплавов должны иметь бункеры, отсеки или лари для раздель-
ного хранения отходов по маркам сплавов, классам и сортам. Мелкую стружку
крупностью менее 20 мм следует хранить на складе в специальной таре.
Перед отправкой потребителю отходы комплектуют в партии по маркам
сплавов, классам и сортам: кусковые отходы и листовую обрезь - в партии, мас-
са которых определяется условиями транспортировки, но не более 5 т, раздроб-
Титан вторичный. Часть 1
41
ленную стружку - в партии массой не более 1т. Каждую партию отходов перед
транспортировкой упаковывают в тару таким образом, чтобы избежать смеши-
вания и просыпания. Отгружаемые партии отходов сопровождаются паспор-
том, удостоверяющим их соответствие требованиям ГОСТ 1639-93. Партия от-
ходов считается соответствующей требованиям, если результаты анализа деся-
ти выборочных проб, взятых из разных мест партии, подтвердят соответствие
отходов классу, сорту и марке сплава, указанным в паспорте. Если одна или
несколько проб имеют отклонения от паспортных данных, контроль проводят
на удвоенном количестве проб. Если и в этом случае будет наблюдаться расхо-
ждение, кусковые отходы и листовую обрезь направляют на пересортировку с
контролем каждого куска в партии, а партию стружки переводят в несортную.
42
Колобов Г.А., Пожуев BJT, Тэлин В.В.
Глава 2 ТЕХНОЛОГИИ ПЕРВИЧНОЙ ОБРАБОТКИ
КОНДИЦИОННЫХ ТИТАНОВЫХ ОТХОДОВ
Ныне теми или иными способами перерабатываются практически все об-
разующиеся титановые отходы - кондиционные и некондиционные. Способы
использования лома и отходов титана и его сплавов можно разделить на две
группы: не выводящие металл из кругооборота производства и потребления ти-
тана от сырья до изделия и выводящие за пределы этого кругооборота
[21,26,27,46].
К первой группе способов относятся:
1) вовлечение отходов в шихту для выплавки слитков серийных титановых
сплавов;
2) вовлечение оборотных отходов в производство фасонного литья;
3) переработка отходов в рудно-термических печах при производстве титано-
вых шлаков;
4) хлорирование отходов в расплаве хлористых солей;
5) электролитическое или термическое рафинирование отходов;
6) переработка отходов на по{
•ЭПI
ки;
7) получение соединений титана (гидридов, нитридов, карбидов, силицидов и
т.п.);
8) производство вторичных титановых сплавов.
При выводе отходов за пределы кругооборота титана наиболее широко
используют их в черной металлургии для раскисления и легирования стали и
чугуна, производства ферротитана, а также в цветной металлургии для легиро-
вания алюминия.
Способы, составляющие первую группу, являются более экономически
целесообразными; причем, чем ближе способ использования отходов к произ-
водству конечных изделий, тем он эффективнее.
Выбор того или иного способа утилизации отходов зависит от вида пере-
рабатываемого вторичного сырья. С другой стороны, каждая технология утили-
Титан вторичный. Часть 1
43
зации предъявляет к сырью определенные требования, которые обусловливают
необходимые операции первичной обработки отходов.
По определению, первичная обработка отходов - это комплекс подгото-
вительных операций, предшествующих финишному химико-
металлургическому переделу отходов на какую либо готовую продукцию. Пер-
вичная обработка представляет собой совокупность процессов сортировки, раз-
делки, приведения отходов к соответствующим массе и размерам и заключи-
тельный контроль путем опробования сырья [47-49].
Первичная обработка кондиционных и некондиционных титановых отхо-
дов производится по различным технологиям с учетом способов утилизации
этих двух видов отходов.
Наиболее эффективный способ использования кондиционных отходов -
под
лиг
«хтовка их в плавку, что расширяет сырьевую базу при производстве
слитков серийных титановых сплавов и снижает себестоимость продукции. В
то же время этот способ утилизации предъявляет самые высокие требования к
качеству отходов.
В
с
тветствии с ГОСТ 1639-93 кондиционные лом, кусковые отходы и
листовая обрезь титана и его сплавов должны быть одной марки сплава, на их
поверхности должны отсутствовать цвета побежалости и окалина, трещины,
надрывы и расслоения; они не должны иметь загрязнений маслом, эмульсией,
посторонними предметами, отходами черных и цветных металлов и должны
быть разделаны на куски определенных размеров и массы. В стружке, кроме
того, не должно быть немагнитных обломков резцов и влаги.
Доведение отходов до кондиционного состояния включает в себя сле-
дующие операции: контроль отходов на соответствие марке сплава (иден-
тификация), измельчение, очистку поверхности от окалины и газонасыщенного
слоя и удаление механического засора (металлических и неметаллических при-
месей, остатков масла и влаги). Выход годного для плавки при подготовке от-
ходов составляет 75...90%. Усовершенствование названных операций позволит
44
Колобов Г.А., Пожуев В.И., Тэпин В. В.
увеличить количество вовлекаемых в шихту отходов и улучшить качество по-
лучаемых слитков сплавов.
2.1 Кусковые отходы
Идентификация и сортировка. Сортировка является стартовой операцией
первичной обработки отходов, в которой используют различные способы опо-
знания (как визуальные, так и инструментальные) составляющих смешанного
лома [50].
Большая номенклатура отечественных титановых сплавов затрудняет вы-
полнение требования помарочного сбора отходов. Основными легирующими
элементами в титановых сплавах являются алюминий, ванадий, молибден, мар-
ганец, хром, вольфрам, железо, ниобий, палладий, цирконий, олово, кремний и
др. Поэтому, как правило, в шихту для выплавки слитков вовлекают отходы
собственного производства. С
тветствие их марке сплава обеспечивается пра-
вильно организованным сбором на месте образования отходов и хранением.
Отдельные куски дополнительно проверяют с помощью стилоскопов (напри-
мер, марки СК-7) - приборов качественного спектрального анализа.
Со стороны поступают крупногабаритные кусковые и листовые отходы. Их
подвергают 100%-му контролю на соответствие марке сплава с помощью тех
же стилоскопов. Одной из причин малого использования в шихте отходов со
стороны (в основном, с машиностроительных предприятии) является отсутст-
вие достаточно надежного и производительного оборудования для анализа и
сортировки отходов.
Большое внимание разработке способов анализа и разделения отходов уде-
ляют за рубежом. Специалисты зарубежных фирм исходят из того, что в случае
невозможности обеспечить полное разделение отходов по сплавам в процессе
сбора использование этих отходов опасно, особенно при производстве высоко-
качественной продукции [14].
Зарубежные фирмы для контроля кусковых отходов массой более 100 г
применяют контроль каждого куска. Для определения состава партии мелких
Титан вторичный. Часть 1
45
отходов берут точечные пробы, количество и массу которых вычисляют стати-
стическими методами. Отобранная проба переплавляется в вакуумной печи в
слиток, подвергаемый затем химическому анализу. Результаты анализа каждой
пробы должны находиться в допустимых пределах относительно среднего ана-
лиза партии в целом.
Взамен трудоемких методов химического анализа применяются более опе-
ративные методы идентификации. Так, для предварительной сортировки сме-
шанных партий отходов, содержащих цветные металлы (в том числе и никеле-
вые сплавы), применяют экспрессный метод анализа проб на искру, позволяю-
щий установить наличие в смешанном материале титана, который характери-
зуется самой ярко-белой искрой по сравнению с другими металлами.
Другой быстрый метод идентификации заключается в нагреве кусковых
отходов на воздухе газовой горелкой до 800 °C и определении марки сплава по
цветам побежалости.
При сортировке небольшого количества различных сплавов используют
термоэлектрические методы. В одном из них два зонда с известными электри-
ческими характеристиками вдавливаются в поверхность образца на небольшом
расстоянии друг от друга, причем один из зондов подогревается. При этом соз-
дается термоЭДС. По значению силы тока с помощью градуировочной табли-
цы, полученной на образцах известного состава, устанавливается марка сплава.
Этот метод позволяет осуществлять быструю сортировку, однако точность его
зависит от подготовки поверхности образцов.
Для разделения кусковых отходов, имеющих существенные отличия по от-
ражательной способности, предлагается использовать спектрофотометр СФ-14.
Возможно также применение высокоточных и производительных вакуумных
квантометров.
Измельчение. При вакуумной плавке слитков титановых сплавов расходуе-
мый электрод изготавливают путем порционного прессования компонентов
шихты в проходную коническую втулку-матрицу. Для качественного усредне-
46
Колобов ГЛ., Пожуев В.И., ТэлинВ.В.
ния шихты фракционный состав компонентов шихты (в том числе, и отходов)
должен быть в пределах крупности губчатого титана, то есть не более 70 мм.
Кусковые отходы измельчают рубкой и ковкой в горячем состоянии (при
этом существенно увеличивается содержание кислорода в отходах), резкой ав-
тогеном, на отрезных станках, механических и гидравлических ножницах. Ис-
пытание различных способов механической резки показало, что наиболее це-
лесообразно применение ленточной пилы с 24 зубьями на 1 дм с автоматиче-
ской подачей и смазкой. Скорость резания около 30 м/мин, подача 13...20
мм/мин.
Резка автогеном - наиболее простой способ измельчения. Он требует не-
больших затрат, но сопровождается значительными потерями металла вследст-
вие большой ширины реза (10...30 мм) [14]. На месте автогенного реза образу-
ется много окалины, однако газонасыщенный слой под ней почти полностью
отсутствует, что обеспечивается быстротой процесса резки, обусловленной ма-
лой теплопроводностью титановых сплавов [1].
Крупногабаритный лом разделывают газопламенной резкой на куски мес-
сой до 25 кг в целях удаления граней с расслоениями, рванинами, закатами и
заковами. Полученные заготовки в горячем состоянии подвергают свободной
ковке на молотах и получают штанги сечением 70x70 мм, которые затем, тоже
вгорячую, рубят на кривошипных прессах на куски длиной не более 70 мм.
Длинномерный облой ломают вхолодную в закрытом штампе на краты 70 мм
[4,15].
За рубежом применяют также для сортового проката и крупных отходов
резку на абразивных высокоскоростных отрезных станках. Потери металла при
этом в несколько раз (до 10) меньше, чем при резке автогеном.
С точки зрения быстроты резки, по-видимому, заслуживает внимания ки-
слородный способ резки титана. Он заключается в том, что резку начинают
обычным пламенем, а затем, когда металл в зоне реза разогреется до высокой
температуры, в резак подают только кислород. Резка идет за счет тепла экзо-
термической реакции окисления тигана. Скорость резки листов техническою
Титан вторичный. Часть 1
47
титана и сплава ВТ6 толщиной 5 мм составляла 4 м/мин, ширина реза была ме-
нее 1 мм.
Перспективно водородное охрупчивание методом гидрирования кусковых
отходов сложной конфигурации (облой, штамповки, отливки, короны) с после-
дующим их дроблением [18,29,51,52]. При грохочении измельченных таким
способом титановых отходов их можно отделять от других металлов, например
нержавеющей стали, меди, алюминия, которые не охрупчиваются при взаимо-
действии с водородом. Кроме того, эта технология позволяет одновременно
очистить поверхность отходов от окалины и значительно разрушить поверхно-
стный газонасыщенный слой.
Очистка от окалины и газонасыщенного поверхностного слоя. Окалина
представляет собой преимущественно диоксид титана (рутил), в связи с чем
концентрация кислорода в ней близка к 40 %. Окалина слабо связана с метал-
лом и может быть удалена с него механическим путем (пескоструйной или дро-
беметной обработкой, галтовкой, шлифованием). Поверхностный обогащенный
кислородом (альфированный) слой металла удаляется труднее.
Измельченные кусковые отходы подвергают очистке поверхности от ока-
лины и газонасыценного слоя в галтовочных барабанах, виброгалтовочных ус-
тановках или в дробеметных камерах с использованием чугунной колотой дро-
би фракции + 0,2 - 3,0 мм [15]. Дробеметной обработкой окалина легко снима-
ется. Удаляется также поверхностная, наиболее насыщенная кислородом, а сле-
довательно и более хрупкая часть альфированного слоя. Расположенная глуб-
же более мягкая часть этого слоя наклепывается дробью. В связи с применени-
ем чугунной дроби в поверхностных слоях обрабатываемых кусков отходов по-
вышается содержание железа. При последующем травлении содержащий желе-
зо поверхностный слой удаляется.
В отличие от дробеметной обработки галтовка не дает значительного на-
клепа металла, однако удаление альфированного слоя происходит при галтовке
значительно медленнее. Продолжительность очистки отходов в галтовочном
барабане зависит от скорости его вращения и относительной полноты загрузки.
48
Колобов Г.А., Пожуев В.И., Тэлин В.В.
При галтовке очистка поверхности отходов вызывается не столько ударными
воздействиями, сколько трением одного куска о другой. Благодаря простоте и
малой стоимости галтовочных установок, а также отсутствию необходимости
постоянного наблюдения за ними во время работы эти установки находят все
большее применение (рис.5).
Сортировкам
контроль на
сплава
4 i
/у '»J: > "
Сортировкам
контрольна
соответствие
сплава
Сортировка и
контрольна
соответствие
сплава
Сортировка и
контрольна
соответствие
сплава
Ломка вхолодную
на краты 70 мм
Ломка пополам
резка на куски
массой до 25 кг
Нагрев до
900°С
Контроль качества и
сортировка
Очистка поверхности
от окалины
Ковка на штангу
70*70 мм
Нагрев до
1150°С
Рубка на краты не
более 70*70*70 мм
Рисунок 5 - Технологическая схема переработки пусковых отхода* [26]
Полное удаление с поверхности отходов альфированного слоя осуществля-
ется химическим травлением [5,20]. Основным требованием к травителю явля-
ется быстрота его действия и малая стоимость. Для обработки кусковых отхо-
дов, имеющих трещины и расслоения, из которых окалина не удаляется галтов-
кой или дробеметной обработкой, применяют травители, составленные на ос-
48
Колобов Г.А., Пожуев В.И,, Тэлин В В.
При галтовке очистка поверхности отходов вызывается не столько ударными
воздействиями, сколько трением одного куска о другой. Благодаря простоте и
малой стоимости галтовочных установок, а также отсутствию необходимости
постоянного наблюдения за ними во время работы эти установки находят все
большее применение (рис.5).
Сортировка и
контроль на
соответствие
сплава
Отходы типа облои
размером более.ЖЖ?
400 мм
.....»***.* «»> ...
Сортировка и
контроль на
соответствие
сплава
Рисунок 5 - Технологическая схема переработки кусковых отходов [26]
Полное удаление с поверхности отходов альфированного слоя осуществля-
ется химическим травлением [5,20]. Основным требованием к травителю явля-
ется быстрота его действия и малая стоимость. Для обработки кусковых отхо-
дов, имеющих трещины и расслоения, из которых окалина не удаляется галтов-
кой или дробеметной обработкой, применяют травители, составленные на ос-
Титан вторичный. Часть 1
49
нове серной и соляной кислот с добавлением фтористоводородной кислоты или
ее солей, например фтористого натрия.
В шихту для производства слитков вовлекаются в основном кусковые от-
ходы собственного производства: темплеты слитков, концы и некраты прутков,
блюмсов, полос, щ
филей, облой и штамповки простой конфигурации, обсеч-
ка, выдра и пр. Со стороны используются только отходы в виде монолитных
кусков определенного химического состава.
22 Листовая обрезь
Обрезь листового и ленточного проката при необходимости вначале тра-
вят, а затем подвергают измельчению для последующего введения в расходуе-
мый электрод.
Очистка от окалины и газонасыщенного поверхностного слоя. Для очист-
ки горячекатаных и холоднокатаных отожженных титановых лент в США была
опробована пескоструйная обработка. При этом применяли песок, состоящий
из частиц диамет
м около 0,4 мм, подаваемый струей воздуха под давлением
около 8 кг/мм2. Пескоструйная обработка приводит к внедрению мельчайших
частиц кремнезема в поверхностный слой очищаемого металла, однако этот
слой удаляется при последующем травлении. Поскольку сухая пескоструйная
обработка вредна для обслуживающего персонала, она была заменена на другие
виды обработки листовых отходов.
Перед травлением листовой обрези для удаления с поверхности окалины
проводят холодную прогладку в прокатных валках. Последующая щелочно-
кислотная обработка для удаления газонасыщенного поверхностного слоя
включает в себя травление при температуре 400...440 °C в щелочном расплаве
(в смеси едкого натра, едкого калия и селитры), травление при температуре
60...80 °C в растворе серной кислоты с промежуточными промывками водой и
заключительной сушкой при температуре 120±20 °C [53].
50
Колобов Г. А., Пожуев В.И., Тэлин В.В.
Измельчение. Технология разделки листовой обрези различна для обрези
толщиной до 10 мм и более, для обрези с окисленным поверхностным слоем и
без него.
Поскольку титановые сплавы обладают большой прочностью (до 1300
МН/м2/ то максимальная толщина разрезаемого вхолодную металла не превы-
шает 10 мм. Поэтому более толстую обрезь (отходы плит) предварительно
прокатывают до толщины 8...10 мм при температуре 1150 °C. При необходи-
мости, в целях удаления расслоений, ее подвергают газопламенной резке.
Затем листовые отходы, в том числе и полученные после прокатки отходов
плит, режут на гильотинных ножницах (чаще всего марки Н-3223) на полосы
шириной 60 мм. Полосы рубят до размеров 60x60 мм на эксцентриковых прес-
сах усилием 160...1600 кН в зависимости от толщины и марки сплава листовых
отходов. Измельченную до размеров 60x60 мм обрезь обезжиривают в щелоч-
ном растворе аналогично обезжириванию стружки, промывают в горячей воде
и сушат при температуре 150...200 °C (рис.6).
,_____L_
I Сортировка н
контроль по сплавам
контроль по сплавам
Щелочно-кислотное
травление
г~
Прогладка
вхолодную
Газопламенная резка
г~
Нагрев до 1150°Си
подкат до толщины
10 мм
Резка на полосы
шириной 60 мм
г~
Рубка до размеров
60*60 мм
Обезжирившие в
щелочном растворе
г~
Промывка в горячей
воде и сушка
Сортировка» контроль и сдача в
соответствии с эталоном
Рисунок 6 - Технологическая схема переработки отходов листопрокатного производст-
ва/26/
50
Колобов Г.А., Пожуев В.И., ТэлинВ.В.
Измельчение. Технология разделки листовой обрези различна для обрези
толщиной до 10 мм и более, для обрези с окисленным поверхностным слоем и
без него.
Поскольку титановые сплавы обладают большой прочностью (до 1300
МН/м2), то максимальная толщина разрезаемого вхолодную металла не превы-
шает 10 мм. Поэтому более толстую обрезь (отходы плит) предварительно
прокатывают до толщины 8... 10 мм при температуре 1150 °C. При необходи-
мости, в целях удаления расслоений, ее подвергают газопламенной резке.
Затем листовые отходы, в том числе и полученные после прокатки отходов
плит, режут на гильотинных ножницах (чаще всего марки Н-3223) на полосы
шириной 60 мм. Полосы рубят до размеров 60x60 мм на эксцентриковых прес-
сах усилием 160... 1600 кН в зависимости от толщины и марки сплава листовых
отходов. Измельченную до размеров 60x60 мм обрезь обезжиривают в щелоч-
ном растворе аналогично обезжириванию стружки, промывают в горячей воде
и сушат при температуре 150.. .200 °C (рис.6).
> ТрадлйШ обрезь . толщиной до 10 мм - "Шегфавлеяая обрезад . то лщиной до 10 мм : 1
...
| Сортировкам | контроль по сплавам Сортировка и контроль по сплавам Сортировка и контроль по сплавам
.. 1
Резка на полосы шириной 60 мм - _ ....... ., Щелочно-кислотное травление Газопламенная резка
I 1
Рубка до размеров । 60*60 мм Прогладка вхолодную Нагрев до 1150пСи подкат ло толщины 10 мм
Обезжиривание в щелочном растворе
>
Промывка в горячей Сортировка, контроль и сдача в
воде и сушка соответствии с эталоном
Рисунок 6 - Технологическая схема переработки отходов листопрокатного производст-
ва [26J
Титан вторичный. Часть I
51
В настоящее время в шихту для производства слитков вовлекается в основ-
ном обрезь, образующаяся на металлургических заводах. Обрезь, образующаяся
на машиностроительных предприятиях при раскрое листов, зачастую перепута-
на по сплавам, имеет трудоемкую для переработки форму или раскроена авто-
генным резом, который полностью не удаляется даже при щелочно-кислотном
травлении.
2.3 Стружка
Измельчение. Объемная масса витой стружки титана составляет в среднем
около 100 кг/м3, что исключает возможность ее обработки в недробленом виде.
Предельная крупность дробленой стружки определяется технологией ее даль-
нейшего использования. Если ее загружают непосредственно в бункеры дуго-
вых печей, то длина кусков стружки не должна превышать 50...70 мм. Струж-
ка, вводимая в
III
ахту для прессования расходуемых электродов, может иметь
длину до 1
мм.
Измельчать стружку целесообразно непосредственно на участке образова-
ния стружки, потому что централизованное дробление часто приводит к засо-
рению ее другими металлами и сплавами.
Опробование щековой дробилки, вибрационной и шаровой мельниц пока-
зало их непригодность для измельчения титановой стружки.
Для измельчения стружки применяют дробилки различных типов, на-
пример агрегат СДА-7, у которого основной рабочий узел - молотковая дробил-
ка. В целях уменьшения опасности пожара используют дробилки с внутренним
впрыскиванием воды. Вследствие разогрева возможно некоторое окисление
стружки. В молотковой дробилке можно измельчать стружку до крупности не
более 40 мм.
При измельчении в обычных конусных стружкодробилках размер измель-
ченных частиц стружки составляет до 50 мм, а объемная масса дробленой
стружки 500...600 кг/м3.
52
Колобов Г.А., Пожуев В.И., Тэлин В.В.
В массе измельченной стружки около 5 % находится мелкой фракции (-3
мм), содержащей наибольшее количество примесей. Для ее удаления после
А
ления стружку часто подвергают грохочению.
Травление. Щелочно-кислотному травлению подвергают проволочные от-
ходы, имеющие на поверхности окалину и остатки технологической смазки.
Травление стружки для удаления цветов побежалости нецелесообразно, по-
скольку при травлении стружки в водных растворах солей и кислот или распла-
вах солей значительное количество металла будет теряться в результате пере-
хода его в травитель. Кроме того, количество окисленной стружки из ее общего
количества невелико [9], а если в партии стружки обнаруживается много
окисленных частиц, то всю партию переводят в разряд некондиционной.
Обезжиривание. Стружка, полученная даже без применения охлаждающей
резец жидкости, всегда в большей или меньшей степени загрязнена маслом.
Для очистки титановой стружки от масел и эмульсий не применим пироме-
таллургический способ (обжиг) из-за ее окисления и возможного загорания.
Тем не менее, в патенте Великобритании ( № 1564257, 1980 г.) предложена
схема, обеспечивающая очистку и сушку вторичного сырья с минимальными
потерями металла и значительное уменьшение вредных выбросов в атмосферу.
Титановый скрап загружается в наклонный вращающийся барабан, в котором
находится постель из песка, нагретого до температуры 300...600 °C. Воздух по-
дается в барабан со стороны выгрузки. Все вещества, сгораемые или подвер-
женные пиролизу, удаляются из скрапа при контакте с нагретым песком. В
нижнем конце барабана песок отсеивается от высушенного скрапа и поступает
для нагрева в аппарат кипящего слоя. Отходящие газы поступают в камеру до-
жигания, затем в аппарат кипящего слоя, проходят циклон, разбавляются хо-
лодным воздухом и выбрасываются в атмосферу.
Более подходящим для обезжиривания титановой стружки является гидро-
химический способ. Достаточно эффективно обезжиривание проводят в щелоч-
ных растворах следующего состава, г/л: кальцинированная сода - 6...24, едкий
натр - 3...12, поверхностно-активное вещество (ОП-7 или 011-10) - I...4. Темпе-
Титан вторичный. Часть 1
53
ратура раствора поддерживается в пределах 75 ± 15 °C. Загрязненная стружка
после выдержки в щелочном растворе в течение 3...4 мин при постоянном пе-
реме
III
звании во вращающемся барабане активно обрабатывается горячей во-
дой, подаваемой под давлением 0,3 МПа, и промывается проточной холодной
водой. После промывки стружку сушат в сушильных камерах горячим возду-
хом при температуре 120.. .200 °C. Содержание углерода в титановой стружке
после очистки этим способом составляет 0,07.. .0,09 %.
На основании проведенных исследований Институтом титана (г.3апорожье)
разработана установка для непрерывного обезжиривания стружки титановых
сплавов производительностью 0,6 т/ч. Установка предназначена для обработки
стружки с насыпной массой 200 кг/м3 и более, крупностью 6...70 мм при длине
отдельных витков до 100 мм [54].
Наложение ультразвуковых колебаний достаточной мощности при обра-
ботке стружки в щелочном растворе обеспечивает более высокое качество очи-
стки от поверхностных загрязнений: содержание углерода снижается до
0,05...0,06% и приближается к первоначальному содержанию углерода в се-
рийных сплавах.
В Донецком институте цветных металлов (бывший «ВНИИПвторцветмет»)
разработана бессточная технология гидрохимического обезжиривания стружки
с использованием в качестве моющего агрегата вихревого цилиндрического
гидроциклона. С помощью насоса раствор, состоящий из силиката натрия и ал-
киларилсульфоната, подогретый до 50...70 °C, подают в моющий аппарат. При
тангенциальном вводе в гидроциклон стружке сообщается вращательное дви-
жение и, j
игаясь по спирали вверх, она омывается моющим раствором. В от-
мытой стружке остаточное содержание влаги составляет 3...4 %, жиров -
ОД...0,3 %. Производительность гидроциклона по моющему раствору - до 20
м3/ч, расход реагентов, кг/т : силиката натрия - 2,5...3,0, алкиларилсульфоната
-2,0. В этой технологии глубокое обезжиривание стружки осуществляется в
замкнутом цикле [55].
Колобов ГЛ, Пожуев В.И., Тэяин В.В.
54
яяояяж
Для обезжиривания могут использоваться и органические растворители:
ацетон, бензол, четыреххлористый углерод и другие, однако применение их ог-
раничено по экономическим соображениям и ввиду токсичности. Все же силь-
но загрязненную стружку можно обезжиривать в четыреххлористом углероде,
который, в отличие от других органических растворителей, например бензина
или дихлорэтана, не огнеопасен.
Обезжиренную и высушенную стружку пропускают через магнитный сепа-
ратор, а затем через грохот. Отсев составляет несколько процентов от массы
исходной стружки. Он может быть направлен на электролитическое рафиниро-
вание или приготовление ферротитановых лигатур.
Очистка от механических примесей. Основной проблемой при очистке
стружки от механических примесей является отделение осколков твердосплав-
ных пластин, используемых в качестве режущего инструмента при обработке
слитков и полуфабрикатов титановых сплавов [39]. Твердый сплав ВК8, при-
меняемый для обработки титана, изготовлен на основе карбида вольфрама (92
%) с добавкой кобальта (8 %) в качестве связки. Этот сплав обладает высокой
прочностью и твердостью, но весьма хрупок и при резании может разрушаться.
Поэтому для удаления твердосплавных осколков резцов из титановой стружки
ее после измельчения в дробилках пропускают через транспортерный магнит-
ный сепаратор (рис.7).
1 - бункер; 2 - /ибропитатель; 3 - вибросито; 4 - магнитная шайба; 5 - П-образный
магнит настоянного тока; 6 - ленточный транспортер; 7 — приемная коробка
Рисунок 7 - Схема транспортерного магнитного сепараторе [4]
Титан вторичный. Часть J
55
ЖЯВЕ
Принцип очистки основан на большой разнице в плотности и магнитной
восприимчивости титана и сплава ВК8: титан и карбид вольфрама парамагнит-
ны, а кобальт ферромагнитен. Но поскольку содержание кобальта в твердом
сплаве невелико, то для удаления осколков приходится использовать три мощ-
ных магнита постоянного тока: одной магнитной шайбы и двух П-образных
магнитов. Два вибрационных сита в схеме магнитного сепаратора (до и после
транспортеров) предназначены для отделения осколков твердых сплавов разме-
рами до 3 мм, поскольку извлечение их из массы титановой стружки менее на-
дежно, чем крупных. Сортировку от немагнитных примесей и частиц окислен-
ной стружки проводят вручную с помощью визуального контроля на ленточном
транспортере, входящем в состав магнитного сепаратора. При магнитной сепа-
рации удаляется и железо, примесь которого частично также обусловлена изно-
сом обрабатывающего инструмента.
Недостатком магнитного отделения осколков является возможность попа-
дания в шихту кусочков твердосплавных пластин, приварившихся в процессе
обработки к стружке. Кроме того, этот способ применим только для осколков
твердых сплавов, содержащих не менее 6 % кобальта.
Осколки твердосплавного инструмента крупностью менее 3 мм можно уда-
лить гравитационной гидравлической отсадкой: на дне конического сепарато-
ра, заполненного водой, через которую барботируют воздух, осаждаются ос-
колки резцов, а значительно более легкая титановая стружка накапливается в
верхней части сепаратора.
Возможно также применение воздушной гравитационной сепарации, при
которой металлический и неметаллический засор отделяются от массы титано-
вой стружки в восходящем потоке воздуха.
Разрабатываются способы разделения смешанных стружковых отходов.
Легкие металлы (алюминий, магний) можно отделять от титана сортировкой в
тяжелых суспензиях последовательно плотностью 2100 кг/м3 и более 2700 кг/м3
56
Колобов ГА., Пожуев В.И., ТзлинВ.В.
Для отделения от титановой стружки и мелкого скрала частиц железа, меди
и других металлов может быть применен метод электродинамической сепара-
ции. Основной параметр разделения компонентов в ЭД-сепараторе -
электропроводность частиц, в зависимости от которой изменяется силовое
взаимодействие частиц с электромагнитным полем. Преимущества этого мето-
да по сравнению с гравитационными способами сепарации - отсутствие отмыв-
ки остатков рабочей жидкости и более эффективное извлечение хорошо элек-
тропроводящих примесей при небольшом содержании их в мало-
электропроводных отходах. Для скрапа с нижним пределом крупности 20 мм
может быть применен однороторный сепаратор. Более мелкий скрап может
быть разделен на электродинамических двухроторных и дисковых сепараторах
с повышенной магнитной индукцией (56].
Значительную сложность представляет обнаружение и удаление из ти-
тановой стружки примесей стружки нержавеющих сталей, которая по внеш-
нему виду практически неотличима от титановой стружки и не удаляется на
обычно применяемых магнитных сепараторах. Для их разделения необходимо
применять сепараторы с магнитным полем большой напряженности, используя
разницу в удельной магнитной восприимчивости обоих материалов. Так, в маг-
нитных полях напряженностью 430...870 кА/м эффективно отделяется стружка
нержавеющей стали XI8HI0T, имеющей удельную магнитную восприимчи-
вость 3,8 -10'3 см3/г, от стружки титанового сплава BTI-0 с удельной восприим-
чивостью 3,24О*6 см3/г.
За рубежом предложен метод полной очистки стружки титановых сплавов,
который включает в себя следующие операции: обезжиривание в растворе
перхлорэтилена, магнитную сепарацию для удаления примесей железа и твер-
дых сплавов, обработку 25%-м раствором едкого натра для растворения струж-
ки алюминиевых сплавов, анодное растворение в 10%-й серной кислоте струж-
ки нержавеющих сталей, медных и никелевых сплавов, травление в смеси
азотной и плавиковой кислот для удаления поверхностных оксидов, промывку
в воде и сушку [57].
Титан вторичный. Часть 1
57
В патенте США (№3885744, 1971 г.) предлагается следующая технология
обработки смешанной стружки. Вначале ее дробят при криогенной температу-
ре, затем подвергают воздушной классификации и магнитной сепарации. Эти
три операции повторяют многократно, увеличивая степень дробления с 75 мм
до 50 мм, затем до 25 мм и тщ. Конечные немагнитные фракции разделяются
гравитационным способом.
Однако все эти методы технологически сложны и не гарантируют полного
отделения стружки цветных и черных металлов от титановой. Поэтому для
стружки титановых сплавов, вовлекаемой в шихту для выплавки слитков, оста-
ется в силе требование несмешивания ее в процессе сбора и хранения со струж-
кой других металлов и иных титановых сплавов.
После сортировки и магнитной сепарации отбирают пробы для заключи-
тельного контроля стружки на соответствие определенной марке сплава. В
случае обнаружения смешивания стружки разных сплавов или наличия в ней
большого количества окисленных частиц партию стружки переводят в разряд
некондиционной (рис. 8).
Компактирование отходов. Титановую стружку с малой насыпной массой
подвергают брикетированию. В таком виде она имеет меньшую удельную по-
верхность, улучшаются условия ее хранения и транспортировки. Для получения
брикетов высокой прочности используют прессы импульсного брикетирования.
Для брикетирования стружки титановых сплавов используют, как правило,
гидравлические вертикальные и горизонтальные прессы. Удельное давление
прессования находится в пределах 400...1000 МПа в зависимости от предела
прочности сплава. При удельном давлении 900 МПа плотность полученных
брикетов составляет 3600...3800 кг/м3, осыпь - 0,1...0,3 %. Такие брикеты в за-
висимости от качества стружки можно использовать как добавки в шихту для
выплавки слитков титановых сплавов в бункерных или гарниссажных печах, а
также в черной металлургии.
58
Колобов ГЛ., Пожуев В.И., Тэлин В.В.
Рисунок 8 - Технологическая схема nq>q>a6omKU титановой стружки [26/
Были опробованы различные способы подготовки проволочных отходов:
рубка на отрезки длиной не более 100 мм, прессование брикетов и пакетов, на-
мотка бухт. Наиболее приемлемым вариантом при использовании проволочных
отходов в шихте для выплавки слитков в дуговых печах с расходуемым элек-
тродом и гарниссажных печах оказалась намотка компактных бухт диаметром
до 200 мм и высотой до 160 мм.
В шихту титановых сплавов возвращается только стружка, образующаяся
на металлургических заводах по производству слитков и полуфабрикатов, что
составляет 20...25% объема всей образующейся стружки. Стружка машино-
строительных заводов не вовлекается в шихту из-за смешивания по сплавам
при ее сборе.
Титам вторичный. Часть I
59
Глава 3 УТИЛИЗАЦИЯ КОНДИЦИОННЫХ ОТХОДОВ ТИТАНА И
ЕГО СПЛАВОВ МЕТОДОМ ВОВЛЕЧЕНИЯ ИХ В ШИХТУ ДЛЯ
ВЫПЛАВКИ СЛИТКОВ СЕРИЙНЫХ СПЛАВОВ
Шихтовка титановых сплавов на чистых сырьевых материалах относи-
тельно проста. Кроме губчатого титана, в шихту вводят легирующие элементы
по расчету на заданные пределы по химическому составу. Губку подбирают та-
кой, чтобы получилась требуемая прочность сплава с учетом упрочнения за
счет легирования и повышения содержания газов при плавке. Шихтовка спла-
вов при добавлении в шихту третьего компонента - отходов более сложна.
Как указывалось выше, наиболее эффективным способом утилизации от-
ходов является вовлечение их в шихту для выплавки слитков серийных (пер-
вичных) титановых сплавов. Однако использование титановых отходов в шихте
осложняется тем, что они имеют повышенное содержание примесей внедрения
из-за способности титана активно и технологически необратимо поглощать га-
зы при нагреве до высоких температур. Методы раскисления титановых спла-
вов при плавке не разработаны, поэтому, если в шихту бесконтрольно вводить
загрязненные газовыми примесями отходы и применять при этом губчатый ти-
тан, в свою очередь содержащий определенное количество примесей внедре-
ния, то это приведет к накоплению газовых примесей в слитках, большим раз-
личиям в химическом составе и свойствах по отдельным плавкам и, в итоге, к
резкому снижению качества металла.
Это обстоятельство вызывает необходимость такого расчета шихты, ко-
торый обеспечивал бы получение титановых сплавов с высокими и практически
одинаковыми свойствами (то есть с регламентированным содержанием приме-
сей) при использовании в шихте отходов различного качества и в различном
количестве.
Приводимые ниже расчеты шихты с вовлечением в нее отходов выполне-
ны применительно к получению слитков сплавов методом вакуумной дуговой
плавки (ВДП) с расходуемым электродом, нашедшей наиболее
ирокое рас-
И
пространение во всех странах, выпускающих титановую продукцию, а также
60
Колобов Г.А., Пожуев В.И., Тэлин В.В.
для сравнительно нового вида плавки - электронно-лучевой (ЭЛП).
3.1 Расчет шихты для вакуумной дуговой плавки
Первые
н
аги в разработке методики расчета шихты были сделаны
С.И.Сычевым и Г.Д.Зюковым-Батыревым [1]. С целью упорядочения сбора и
сортировки отходов, образующихся на заводах, производящих и потребляющих
титановые сплавы, ими была разработана классификация отходов тигановых
сплавов, принципы которой с небольшими изменениями были использованы в
ГОСТ 1639-71, а затем и в ГОСТ 1639-93 «Лом и отходы цветных металлов и
сплавов». В этой же работе было констатировано, что прирост концентрации
растворенных газов (главным образом, кислорода) в отходах из-за окисления
металла в процессе его обработки связан с содержанием кислорода в поверхно-
стных слоях и поэтому - с отношением площади поверхности к массе отходов
(S/M).
В своей кандидатской диссертации [3] Г.Д.Зюков-Батырев предложил
систему расчета шихты, которая построена так, чтобы обеспечить постоянное
содержание в сплаве легирующих элементов и примесей независимо от того,
выплавляются они из свежей шихты или с добавлением в нее г
та
бого количест-
ва кондиционных отходов.
В дальнейшем эта система расчета совершенствовалась и приобрела вид,
изложенный в работе [4] и последующих [13,15,16,20]. Для использования в
учебном процессе система расчета шихты была изложена в работах [58-60 ].
3.1.1 Характеристика шихты для выплавки слитков первичных
титановых сплавов
Шихтовыми материалами для выплавки слитков титановых сплавов яв-
ЗИТ
ляются губчатый титан, легирующие элементы в виде чистых металлов или ли-
гатур и отходы титановых сплавов (кусковые, листовая обрезь, стружка).
Основным компонентом шихты является губчатый титан. Для выплавки
серийных сплавов применяется губка марок ТГ-90, ТГ-100, ТГ-110, ТГ-120, ТГ-
Титан вторичный. Часть /
61
130 и ТГ-150 (цифры в марке губки обозначают твердость по Бринеллю вы-
плавленного из нее образца). Таким образом, основным критерием сортности
губки является твердость, величина которой прямо пропорциональна содержа-
нию в ней примесей. Чем выше твердость губчатого титана, тем больше в нем
примесей, тем ниже его качество и качество выплавленного из него литого ме-
талла.
В качестве легирующих элементов в титановых сплавах используют алю-
миний (альфа-стабилизатор), марганец, молибден, ванадий, хром, кремний, же-
лезо (бета-стабилизаторы), цирконии и олово (нейтральные упрочнители). Ле-
гирование обеспечивает титановым сплавам более высокую прочность (без
снижения пластических характеристик), жаропрочность и жаростойкость, кор-
розионную стойкость и другие специальные свойства в зависимости от системы
легирования сплава.
Третьим компонентом шихты являются отходы. Однако не любые отхо-
ды могут бьпъ вовлечены в шихту для выплавки слитков, а только качествен-
ные (кондиционные). Качество отходов зависит от степени их загрязнения
примесями внедрения, в первую очередь кислородом, и количественно опреде-
ляется величиной коэффициента ущ
чнения.
3.1.2 Определение допустимого содержания кислорода в отходах,
вовлекаемых в шихту
Выведем зависимость, характеризующую возможность использования
отходов в шихте. Она позволит оценить количество кислорода, которое допус-
кается ввести в слитки с отходами, и выявить общие требования к качеству от-
ходов, вовлекаемых в шихту.
Обозначим концентрацию кислорода в губчатом титане (предполагается,
что губка этой марки применяется для выплавки всех слитков) через содер-
жание кислорода в слитках через Сс, прирост концентрации кислорода в слитке
за каждый двойной переплав шихты через ЛСл, а прирост концентрации кисло-
рода в слитке за счет вводимых в шихту отходов через АСО.
62
Колобов ГА., Пожуев В.И., Тзлин В.В.
Очевидно, что в слитке, выплавленном из шихты, не содержащей отходы
(так называемый основной металл), содержание кислорода С™ будет равным
С" С, + 4Сп
(3)
В слитке, выплавленном только из отходов основного металла, содержа-
ние кислорода С/0 составит:
С" = СГ + (JCO + JQ=fQ+JQ + fJCo+
(4)
Второе слагаемое (в скобках) отражает упрочнение слитка за счет кисло-
рода, привносимого отходами и еще одним двойным переплавом шихты.
В первом слитке, который выплавлен из шихты с введением в нее доли
отходов, равной N, содержание кислорода будет составлять:
С'е-N+C^c(1-N) = [(Сг + + (JC0 + ACJ] N + (C£+dCJ
= ^C^^+^JCи+^JCo + ^JCя + Cг + 2^Cи-^Cг-^Лq, «
При постоянном добавлении в шихту доли отходов N, образованных от
каждого предыдущего слитка, в шихту последующего концентрация кислорода
увеличивается и для л-ного слитка составит:
С" = Сг + (1 + N + N2 + N3 +...+ Nn) 4Cn + (N + N2 + N3 +...+Nn) ‘ JCO.
Рассматривая выражения в скобках как сумму членов геометрической
прогрессии, можно записать:
Титан вторичным. Часть 1
63
Предельное содержание кислорода в слитке С"р (последнее выражение
при оо то есть при 7V " 0) выразится следующей формулой, показываю-
щей принципиальную особенность использования отходов в шихте при вы-
плавке слитков титана:
Чтобы выявить требования к качеству отходов, последнюю формулу пре-
образуем к виду ЛСО -f(N). Тогда
(1-^С7-(1-Жг-АСи
N
Формулой (5) пользуются для производства расчетов допустимого при-
роста содержания кислорода в слитках из-за введения в шихту отходов исходя
из реальных концентраций кислорода в серийных сплавах и губчатом титане,
характерных для современного уровня технологии производства слитков тита-
новых сплавов. Максимально допустимое (предельное) содержание кислорода
(С"р) в большинстве промышленных титановых сплавов, согласно ГОСТ, со-
ставляет 0,15 %. Содержание кислорода в губчатом титане (Сг) колеблется, в
зависимости от марки губки, в пределах 0,04...0,08%. Величина JC„ зависит
от многих технологических факторов (тип и объем печи, разрежение при плав-
ке, натекание и др.) и принимается равной 0, 04%. Подставляя в формулу (5)
приведенные значения С7, Сг и можно определить максимально допус-
тимое содержание кислорода JCO, вносимое в слиток с отходами при разной
доле N вводимых в шихту отходов.
Результаты подсчетов ЛСО при С* = 0,15 %, Сг = 0,06 и 0,08 % и АС„ ~
0,04 % приведены в табл. 13.
64
Колобов Г.А., Пожуев В.И.. Тэлин В.В.
Таблица 13 -Допустимая концентрация кислорода ЛСо в отходах титановых сплавов,
вводимых в шихту /15]
% отходов 10 20 30 40 50 55
АСО % при Сг: 0,06 0,41 0,16 0,077 0,035 0,01 0
0,08 0,23 0,08 ... 0,03 0,005
Из рассмотрения результатов, приведенных в табл. 13, следует, что до-
пустимое содержание кислорода в отходах, обусловленное окислением их по-
верхностных слоев, быстро убывает с увеличением доли отходов, вводимых в
шихту. При подшихтовке 55 % отходов в них совсем не должно быть кислоро-
да, что нереально. Таким образом, можно считать, что в условиях ВДП даже
теоретически в настоящее время нельзя подшихтовывать в плавку более 50 %
отходов.
Для практических целей при анализе результатов расчетов следует иметь
в виду, что различные виды титановых отходов характеризуются следующими
усредненными, взятыми из практики, значениями %: стружка - 0,18, лис-
товая обрезь - 0,08, кусковые отходы - 0,07 (при 100%-ном введении отходов
данного класса в шихту) [41].
3.1.3 Определение необходимой твердости губчатого титана при введении
в шихту отходов
Важнейшей задачей крупносерийного производства является получение
партий определенного сплава с максимально однородными свойствами, для че-
го необходимо поддерживать содержание кислорода в слитках на уровне не
выше регламентированного ГОСТ (0,15%). Введение в шихту отходов с повы-
шенным содержанием кислорода может нарушить условие стабильности соста-
ва сплава по примесям внедрения.
Во избежание этого прирост содержания кислорода в слитках при введе-
нии в шихту отходов компенсируют применением губчатого титана, как второ-
Титан вторичный. Часть 1
65
го компонента шихты, с соответственно меньшим содержанием кислорода, то
есть с меньшей твердостью (прочностью).
Выведем формулу для определения необходимого снижения прочности
титановой губки при использовании в шихте отходов. Содержание кислорода в
слитке, выплавленном из шихты без отходов, то есть только из губчатого тита-
на с концентрацией кислорода Сй как указывалось ранее (раздел 3.1.2), может
быть определено по формуле (3):
= с, + дс„
Там же указывалось, что содержание кислорода в слитке, выплавленном
только из отходов, определяется по формуле (4):
СГ = (Сг+ДСя)+(ДСо+ДС1.)
В слитке, для выплавки которого используют шихту, содержащую долю
отходов N и губку с концентрацией кислорода Сдо, отличной от С* содержание
кислорода составит:
C>ffC + JQ+fJCo+JQ/' N + (C^AC^(l-N)^
-NC.+NAC^NACo^NA^+C^ +AC„-NCM - NAC„ =
=(7-Л?Сда + N(Ce + ACO+ ACJ + JC„.
Но, по условию сохранения одинакового уровня содержания кислорода в
слитках при любой шихтовке, Cf должно быть равно Сс. Тогда, приравняв
правые части уравнений для этих величин, получим:
Сг + ACn=(l-N)CM+N(Cz+ bCo+AC,J±ACn
66
Колобов ГЛ., Пожуев ВЛ, Тэдин В.В,
После преобразований:
N
—-(AC +ACJ
1—jV "
или, переходя к пределам прочности с использованием уравнения (2) из раздела
1.2:
N
1-N ’
ИЛИ ffgo = аг - К •
(6)
где К - коэффициент упрочнения для данного вида отходов;
0г - предел прочности губчатого титана, используемого для выплавки слит-
ков сплавов без добавления в шихту отходов;
020 - предел прочности губчатого титана, используемого дли выплавки слит-
ков сплавов с добавлением в
IH
гхту отходов.
Таким образом, для получения одинаковой прочности слитков, выплав-
ляемых из шихты без отходов и с отходами, в последнем случае необходимо
брать губку с меньшей прочностью. Понижение прочности губки пропорцио-
нально доле вводимых в
II
ихту отходов N и коэффициенту упрочнения Л*, свя-
занному с качеством отходов.
Очевидно, что при введении в шихту отходов различных классов необ-
ходимо учитывать коэффициент упрочнения и долю каждого класса отходов, то
есть выражение (6) примет вид:
ИЛИ 020 -
ZXiNi
l-SNi’
(7)
где К], К2,- Kt- коэффициенты упрочнения для различных классов отходов;
Ni, Nir- Kt - соответствующие доли отходов этих классов в шихте, причем
N]^N2+N3 = =
Титан вторичный. Часть I
67
Определив по формуле (7) требуемую прочность губчатого титана, ис-
пользуемого при выплавке слитков из шихты с добавлением в нее отходов, не-
трудно перейти к твердости, которая является определяющим показателем ка-
чества губки. Для титана отношение твердости к пределу прочности НВ/ а = 3,
2 ( более точно, а == 0,311 НВ+ 1, 63, где НВ- значение твердости по Бринел-
лю).
Тогда уравнение (7) примет вид:
НВ/°-НВ/~ 3,2
1-ЕМ
(8)
Используя формулу (8), составляют таблицу стандартных шихтовок каж-
дого сплава в введением в шихту разного количества различных отходов как
отдельно, так и в их комбинации. Этой таблицей пользуются при составлении
шихтовой нормали.
Таким образом, если при использовании в шихте отходов применяется та
же губка, что и для выплавки сплава из шихты без отходов (то есть губка с
твердостью НВ/), то в слитках будет накапливаться кислород. Если же приме-
нять губку с более низкой твердостью {НВ/°), значение которой определяется из
соотношения (8), то при любом цикле обращения отходов кислород в слитках
накапливаться не будет, и все слитки по содержанию кислорода, а следователь-
но, и по свойствам будут одинаковы.
3.1.4 Определение максимальной доли вовлекаемых в шихту отходов
Система расчета шихты позволяет не только выполнять расчеты для по-
лучения каждой конкретной партии титановых сплавов, но и оценить в целом
по всей титановой промышленности среднее количество отходов, которое мож-
но использовать в
ill
иге при выплавке слитков.
Если преобразовать выражение (б) к виду N = f(a, К), то получим:
68
Колобов ГЛ., Пожуев В.И., Тэлин В.В.
(9)
где Да = а, - <7да.
Анализ формулы (9) показывает, что доля вовлекаемых в шихту отходов
определяется качеством отходов, характеризуемым коэффициентом упрочне-
ния, и разницей между расчетным пределом прочности губки при выплавке
сплава из шихты без отходов (о-J и пределом прочности губки, которая исполь-
зуется при выплавке сплава с вовлечением в
ихту отходов .
н
Графически зависимость Л сг - f(N) показана на рис.9.
1 - стружка; 2 - листовая обрезь; 3 - кусковые отходы.
Рисунок 9 - Зависимость необходимой величины снижения прочности губки от доли
отходов в шихте [13/
Сопоставление расчетных значений предела прочности губки (см. раздел
1.2) с минимальным пределом прочности губки 354...374 МПа (36-38 кгс/мм2),
которая может быть широко применена в производстве (губчатый титан
Титан вторичный. Часть 1
69
110, ТГ-120), показывает, что в шихту сплавов ВТЗ-1, ОТ4, ВТ5 и ВТ5-1 теоре-
тически может вовлекаться 35...65% отходов в зависимости от соотношения в
них стружки, обрези и кусковых отходов. Фактически в шихте используют не
более 30...35% отходов, главным образом потому, что при большем их количе-
стве резко падает механическая прочность прессованного расходуемого элек-
трода и возникает опасность его обрыва при транспортировке или плавке [4].
Большего использования отходов в шихте можно достичь, применяя спо-
собы плавки без прессованного электрода. Наиболее перспективна в этом от-
ношении гарниссажная плавка с расходуемым электродом (способ ГРЭ), ис-
пользование которой в сочетании с новь
ением качества отходов путем улуч-
|И
шения их подготовки к плавке позволит вовлекать в шихту любое количество
отходов.
Вопрос о возможной доле вовлекаемых в шихту отходов можно рассмат-
ривать не только с точки зрения прочности компонентов шихты, а также с по-
зиций содержания в них кислорода.
Количество вовлекаемых в шихту отходов определяется, в конечном ито-
ге, требуемым качеством титановых сплавов или, конкретнее, допустимым со-
держанием в них кислорода.
Преобразуем формулу (5)
N
к виду N ~f(C$. Тогда
(Ю)
По данным рис. 10 можно рассчитать максимально допустимое количест-
во отходов в шихте при различной чистоте губчатого титана.
Рисунок 10 - Содержание отходов в шихте (%) в зависимости от чистоты губки. Циф-
ры на кривых - содержание кислорода в отходах, %[61]
Анализ формулы (10) показывает, что доля отходов в шихте (Л) опреде-
ляется следующими факторами: качеством отходов, характеризуемым в данном
случае приростом содержания кислорода в слитках за счет вводимых в шихту
отходов (ДС^), увеличением содержания кислорода в слитках при переплаве
шихты (ACJ, допустимым содержанием кислорода в титановых сплавах (С?р)
н средним содержанием кислорода в губчатом титане ( CJ.
Расчет по уравнению (10) показывает, что на нынешнем уровне развития
титановой промь
til
ленности, который определяет значение всех членов этого
уравнения (см. раздел 3.1.2), в шихту для выплавки слитков первичных титано-
вых сплавов возможно вовлечение до 35% отходов. Дальнейшее повышение
использования отходов может быть достигнуто внедрением ряда технологиче-
ских и организационных мероприятий.
Наибольший эффект может быть достигнут на пути улучшения качества
отходов (JCJ. Так, повышение содержания кислорода в отходах на 0,1% при-
водит к уменьшению их возможной доли в шихте в 2 раза. Снижение содержа-
Титан вторичный. Часть /
71
ния кислорода в отходах может быть достигнуто улучшением их подготовки к
плавке, увеличением размеров применяемых кусковых отходов (например, при
плавке в гарниссажной печи), уменьшением окисления отходов при их образо-
вании за счет применения защитных обмазок при нагреве слитков перед обра-
боткой их давлением или обработки в защитных средах, а также подогревом
металла при механической обработке для снижения усилий резания и соответ-
ствующего снижения температуры в зоне реза[38].
Уменьшение окисления металла при переплаве шихты может быть
достигнуто применением более мощных вакуумных систем и внедрением суш-
ки расходуемых электродов перед плавкой [4].
Имеются определенные резервы в повь
III
ении качества губчатого титана
(Сг) [16], которое также способствует увеличению доли вовлекаемых в шихту
отходов. Так, применение губчатого титана, содержащего 0,06% кислорода
вместо 0,08%, позволяет увеличил» количество отходов в шихте на 30%.
Весьма существенным фактором, влияющим на возможное количество
отходов в шихте, является допустимое содержание кислорода в титановых
сплавах (С7), которое для большинства отечественных сплавов установлено на
уровне 0,15 %, а для некоторых - 0,10 и 0,12 % [62,63]. Снижение допустимого
содержания кислорода в сплавах с 0,15 до 0,10% практически исключает воз-
можность применения в шихте отходов, содержащих 0,25...0,30% кислорода; с
другой стороны, повышение допустимого содержания кислорода в сплавах с
0,15 до 0,20% позволяет увеличить количество отходов в шихте в 2 раза. С этой
точки зрения обращает на себя внимание тот факт, что в стандартах США на
титановые сплавы, применяемые в авиационном и ракетном производстве, пре-
дел максимального содержания кислорода установлен на уровне 0,20...0,25%,
то есть на 0,05-0,10% больше, чем для отечественных сплавов аналогичного со-
става и назначения. Дело в том, что кислород, имеющий ограниченную раство-
римость в титане, до определенного предела (порядка 0,30%) повышает проч-
ность на растяжение и усталостные свойства при комнатной и умеренно повы-
шенной температурах без ущерба для ковкости и прочности на излом при уело-
72 Колобов Г. А., Пожуев В. И, Тэлин В.В.
вии поддержания в структуре металла мелкого зерна [64]. Эту особенность ки-
слорода используют, искусственно повышая уровень его содержания введением
диоксида титана или лигатуры Al-0 -Ti (АКТ). В настоящее время более 50%
всех выплавляемых титановых слитков легируются кислородом в целях стаби-
лизации свойств сплава [65].
Повышение уровня технологии в рассмотренных направлениях позволит
увеличить возможное использование отходов в шихте до 45...50% и более.
32 Расчет шихты для электронно-лучевой плавки
Метод электронно-лучевой плавки (ЭЛП), как и метод ВДП с нерасхо-
дуемым электродом, обычно применяется для переработки оборотных отходов
при производстве металла неответственного назначения.
В работе [66] приведен предварительный расчет шихты для выплавки
слитков титановых сплавов методом ЭЛП. Исходя из сравнения технологиче-
ских особенностей ВДП и ЭЛП, авторы этой работы предположили, что систе-
ма расчета шихты для ВДП, приведенная в разделе 3.1, может использоваться и
для ЭЛП. Это касается практически всех расчетов, связанных с получением
требуемой композиции титанового сплава.
В общем виде прочность выплавляемого титанового сплава в зависимо-
сти от его состава можно представить следующей эмпирической зависимостью:
&спя &го
(И)
где Саи - расчетная прочность сплава (определяется разработчиком и постав-
щиком для каждого сплава), кгс/мм2;
Да,« НВ/3,2 - прочность титановой губки при использовании в шихте отхо-
дов, кгс/мм2;
- суммарное упрочнение сплава от вводимых в шихту легирующих
элементов, кгс/мм2;
27d<romx — суммарное упрочнение сплава от используемых при шихтовке отхо-
Титан вторичный. Часть I
73
дов титановых сплавов, кгс/мм2.
Эти три составляющие в формуле (11) определяют стабильность механи-
ческих свойств будущего сплава.
Титановая губка. Фактический разброс твердости титановой губки в пре-
делах одного сорта может составлять до 10 ед. НВ, или до 3 кгс/мм2 в пересчете
на прочность. Различие в фактической твердости между сортами титановой
губки может достигать 40...50 ед. НВ, или до 15 кгс/мм2. Отсюда важно в каж-
дом конкретном случае использовать при шихтовке сплава титановую губку
именно той твердости, которая даст возможность получить металл требуемой
прочности.
Легирующие компоненты. Интервал содержания легирующих элементов
в сплаве регламентирован соответствующей нормативной документацией на
данный сплав. Однако стабильность уровня механических свойств выплавляе-
мого металла определяется правильным выбором строго определенного расчет-
ного состава, находящегося внутри требуемого интервала и определяемого раз-
работчиком сплава совместно с изготовителем. Выбор расчетного состава явля-
ется важнейшей составляющей системы расчета шихты.
Отходы. Суммарное упрочнение от введения отходов определяется их
количеством, состоянием поверхности и размерами различных кусков. Учет
влияния вида и количества отходов на сплав является наиболее сложным.
Прочность титановой губки рассчитывается из преобразованной формулы
(И):
го Цсж
отх^
(12)
Если в формуле (12) обозначить разность От - как (прочность
основного металла, то есть металла, выплавленного из
Ml
яхты, не содержащей
отходы), то формулу (12) можно представить в следующем виде:
@го ®ом ~ Л/1(Тотх
(13)
74
Колобов ГЛ,, Пожуев В.К, Тэлин В.В.
Формула (13) позволяет, рассчитав упрочнение от введения отходов, оп-
ределить фактическую твердость титановой губки 0^ необходимую для полу-
чения сплава нужной расчетной прочности. Обычно прочность основы сплава
(Оам) нормируется в технической документации, как и расчетный состав сплава
по легирующим компонентам.
Суммарное упрочнение от отходов зависит от их фактического химиче-
ского состава (содержания в них легируя
апл
[их компонентов и примесей). Со-
держание легирующих компонентов в металле отходов учитывается при расче-
те композиции шихтуемого сплава. Учет содержания примесей производится
при расчете упрочнения от отходов.
В общем случае для титана принято считать, что упрочнение металла от-
ходами происходит за счет повышенного содержания кислорода в поверхност-
ном слое. В этом случае формулу (13) можно представить в следующем виде:
®го &ом “ -АЖЛ4
(14)
где - прирост концентрации кислорода в слитке за счет вводимых в шихту
отходов данного вида, %;
К = 110 (кгс/мм2) / % - коэффициент упрочнения от введения кислорода с
отходами;
N, - количество отходов данного вида, вводимое в шихту, %.
Масса поверхностного слоя куска отходов, обогащенная кислородом (г),
рассчитывается по формуле:
m=Sdy
(15)
где 5 - поверхность куска, мм2;
5 - толщина поверхностного слоя, насыщенного кислородом, мм;
у~ удельная масса, г/мм3.
Масса переплавляемого куска (г):
Титан вторичный, Часть 1
75
М = Vy
(16)
где V- объем куска, мм3.
Прирост содержания кислорода в металле при переплаве 100 % отходов
можно представить следующей зависимостью:
АС
со
(17)
где 4C№- прирост концентрации кислорода в слитке, выплавленном только из
отходов данного вида, %;
поверх.
- содержание кислорода в поверхностном слое отходов, %;
Смет. - среднее содержание кислорода в массе отходов, %.
После подстановки в формулу (17) значений т и Л/из формул (15) и (16)
получаем следующее с
тношение:
= (C«^- (S/ V) 5.
(18)
Отсюда видно, что прирост содержания кислорода зависит от величины
его концентрации в поверхностном окисленном слое, толщины слоя, формы и
размеров куска. Принято, что при введении в металл 0,01 % масс кислорода
прочность увеличивается на 1,1 кгс/мм2. Таким образом, изменение содержания
кислорода в металле от плавки к плавке при отсутствии корректной методики
его учета в отходах сильно влияет на стабильность уровня прочностных харак-
теристик конечного слитка.
При ВДП с расходуемым электродом проблема решается использованием
в основном отходов собственного металлургического производства, стандарт-
ными формами и размерами отдельных кусков и стандартной технологией под-
готовки поверхности отходов к плавке. Это дает возможность классифициро-
вать отходы по происхожден»
(стружка, листовая обрезь, кованый кусок), оп-
76
Колобов ГА., Пожуев В.И., Тзлин В.В.
ределять коэффициент упрочнения металла для каждого вида отходов, стандар-
тизировать отходы по размерам и производить расчет шихты по специальным
формулам, учитывая количество отходов каждого вида, вводимых в шихту.
Лом отслуживших свой срок изделий различной формы и размеров и крупнога-
баритные отходы металлургического производства не могут использоваться без
предварительной разделки и измельчения до стандартных размеров с после-
дующей очисткой поверхности от окалины и газонасыщенного слоя. При такой
технологии удается вводить в расходуемый прессованный электрод до 35 % от-
ходов.
Применение ЭЛП позволяет использовать в шихте лом и отходы практи-
чески в любом виде и количестве, что делает процесс ЭЛП экономически вы-
годным и конкурентоспособным. Однако без создания строгого расчета шихты
технология ЭЛП не может гарантировать стабильность механических свойств и
высокое качество металла, требуемое для изделий ответственного назначения.
Система расчета шихты для ЭЛП, в отличие от ВДП, при определении
расчетного состава сплава должна учитывать возможные потери летучих ком-
понентов, таких как алюминий. Также должны быть существенные различия
при определении необходимой твердости (прочности) губчатого титана, свя-
занные с особенностями вовлечения в шихту отходов при ЭЛП ( в части учета
количества и качества шихтуемых отходов).
Таким образом, проб.
лема получения металла стабильного химического
состава по содержанию легирующих элементов и требуемого уровня механиче-
ских свойств чрезвычайно важна.
На практике эта проблема решается, как правило, с помощью системы
расчета шихты, учитывающей технические особенности процесса плавки. Каж-
дый производитель металла создает собственную систему расчетов, позволяю-
щую добиваться требуемого уровня стабильности качества металла, исходя из
особенностей собственной технологии выплавки и используемого плавильного
оборудования.
Титан вторичный. Часть 1
77
Глава 4 ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ДЛЯ ВЫПЛАВКИ
СЛИТКОВ ПЕРВИЧНЫХ ТИТАНОВЫХ СПЛАВОВ И
ПРОИЗВОДСТВА ФАСОННОГО ЛИТЬЯ С ВОВЛЕЧЕНИЕМ В
ШИХТУ ОТХОДОВ
Технологии выплавки слитков и производства фасонных отливок из тита-
новых сплавов отработаны в промь
ill
ленных масштабах и широко освещены в
литературе [4,5,15,19,20,30,67,68]. В работе [4] сформулированы основные тре-
бования к качеству слитков титановых сплавов:
- химический состав в объеме всего слитка должен быть максимально
равномерным;
- слитки не должны содержать металлических и неметаллических вклю-
чений;
- структура слитков должна быть одинаковой;
- в слитках не должно быть трещин, усадочных раковин и пористости;
допускаются только такие дефекты, которые могут полностью завариваться в
процессе пластической деформации слитков.
До сих пор для получения слитков наиболее широко применяемым явля-
ется способ ВДП с расходуемым электродом, однако разработаны и доведены
до стадии промышленного использования и другие способы плавки, позволяю-
щие снять ограничения, присущие методу ВДП, в том числе в части вовлечения
в шихту отходов. К ним относятся ВДП с нерасходуемым электродом различ-
ных конструкций (медным водоохлаждаемым вращающимся системы Rototrode
и медным водоохлаждаемым неподвижным с вращающимся магнитным полем
системы Durarc\ электронно-лучевая, плазменно-дуговая, гарниссажная, ин-
дукционная и электрошлаковая плавки. Имеются публикации, специально по-
священные способам переплава титановых отходов [21,24,69-75]. Они свиде-
тельствуют о том, что исследователи разных стран предпринимают усилия, на-
правленные на увеличение доли отходов в шихте. Так, в период 1980 -1986 го-
дов американские производители титановых слитков увеличили долю лома и
отходов до 45 % по сравнению с 36 % в 70 - х годах. Такое увеличение обеспе-
78
Колобов Г.А., Пожуев В.И., Тэлин В.В.
чивалось широким вовлечением в переработку отходов собственного производ-
ства, включая стружку.
4.1 Выплавка слитков
В связи с интенсивным взаимодействием расплавленного титана с кисло-
родом и азотом воздуха технология плавки титана может быть только как про-
цесс вакуумный (или в среде чистых инертных газов). Первоначально предпо-
лагалось, что наиболее приемлемой окажется вакуумная индукционная плавка в
графитовом или керамическом тигле. Но от индукционной плавки пришлось
отказаться, так как при применении графитового тигля металл загрязнялся уг-
леродом, а при применении тигля из тугоплавких оксидов - кислородом, в ре-
зультате чего недопустимо снижалась пластичность титана.
Вторым этапом была дуговая плавка титана в металлической водоохлаж-
даемой форме (изложнице). Однако дуговая плавка в атмосфере аргона или в
вакууме с нерасходуемым вольфрамовым электродом тоже оказалась непри-
годной, так как не удалось предотвратить разрушение электрода и загрязнение
металла частицами вольфрама или тугоплавкого сплава W-Ti, происходящее
вследствие попадания брызг расплавленного титана на электрод. Частицы
вольфрама не растворялись в титане, что приводило к появлению дефектов в
готовых изделиях. Лучшие результаты были достигнуты при плавке с нерасхо-
дуемым графитовым электродом, но в этом случае наблюдалось общее повы-
шение содержания углерода в металле.
Наиболее удачным с точки зрения качества металла оказалось примене-
ние расходуемого электрода, расплавляемого дугой непосредственно в метал-
лической форме. Опробованные технологические варианты процесса отлича-
лись способами изготовления электрода и дополнительного введения шихты
при плавке, конструкцией печи и атмосферой (вакуум или инертный газ) в пе-
чи, типом и устройством кристаллизатора. Но для всех вариантов характерны-
ми были два общих признака: во-первых, исключение возможности загрязнения
металла материалом формы (тигля) и электрода и, во-вторых, одновременность
Титан вторичный. Часть!
79
ява
и непрерывность процесса плавки и затвердевания слитка. Эти признаки и оп-
ределили третий этап развития технологии плавки титана, который до настоя-
щего времени остается основным в производстве слитков. Наиболее распро-
страненная технология включает порционное легирование и прессование элек-
тродов большой длины из губки, отходов и легирующих компонентов; вакуум-
ную дуговую плавку электрода в водоохлаждаемом кристаллизаторе и вторую
плавку полученного слитка в кристаллизаторе большего диаметра в вакууме
или среде инертных газов. Для чистого технического титана иногда ограничи-
ваются однократной плавкой, обеспечивающей в нелегированном титане доста-
точную однородность слитка по содержанию примесей.
Благодаря совершенствованию технологии плавки, что привело к улуч-
шению состава, структуры и свойств слитков, среднее содержание кислорода в
сплавах понижено до 0,10%, а азота до 0,03%; в высокопрочных сплавах, где
снижение содержания газовых примесей дает особо значительный эффект,
средние значения содержания кислорода и азота равны соответственно 0,08 и
0,002%. Содержание водорода в сплавах без вакуумного отжига полуфабрика-
тов находится в пределах 0,010%, а после вакуумного отжига 0,003%. В даль-
нейшем основная задача сведется к поддержанию достигнутого уровня содер-
жания примесей и его регулированию при повышении доли вводимых отходов
и лишь для некоторых высоколегированных сплавов ответственного назначе-
ния - дальнейшему повышению чистоты по газовым примесям. Для других
сплавов, возможно, наоборот, некоторое повышение содержания кислорода и
других примесей с целью увеличения доли вовлекаемых в шихту отходов. Од-
нако во всех случаях для повышения стабильности свойств полуфабрикатов це-
лесообразно устанавливать достаточно жесткие допуски на отклонение в со-
держании примесей в отдельных плавках от среднего номинального значения
[15].
80
Колобов ГЛ., Пожуев В.И.. ТэлинВ.В.
4.1.1 Вакуумная дуговая плавка с расходуемым электродом
Эта технология является самой дешевой при переработке титановых от-
ходов методом плавки (табл. 14).
Таблица 14 - Сравнение различных способов переплава титановых отходов ]74]
Характеристика процесса ВДП ЦДЛ ЭЛПХП ПДПХП
Потребление воды, л/мин 1150 1515 2275 2275
Удельный расход электроэнергии, кВт-ч/т 1100 1760 3000 3000
Требуемая мощность, кв-А 2000 1200 2500 2500
Пригодность для плавки скрапа, % 80 70 50 62
Выход годного, % 98,0 99,5 93,0 99,0
Количество операторов 2 3-4 3
Капиталовложения (ВДП-1,0) 1,0 1,5 2,5 2,1
Себестоимость, долл.США/кг 1,2 1,4 3,3 2,4
Примечания: 1. Использованы данные
Н1
вейцарской фирмы “Moser-Glazer & Со” и амери-
канской фирмы “Retech Inc.”, представленные на ICVM-11, состоявшейся в г. Антибы
(Франция) 11-14 мая 1992 г.; 2. В себестоимость не входят затраты на компактирование ших-
ты и изготовление электродов; 3. ВДП - вакуумно-дуговой переплав; ЦДЛ - плазменно-
дуговая плавка; ЭЛП ХП - электронно-лучевая многопушечная плавка в холодноподовой
печи; ХДП ХП - плазменно-дуговая плавка в многоплазмотронной холодноподовой печи.
Одновременно использование отходов в шихте способствует удешевле-
нию слитков, а следовательно, и полуфабрикатов. При вовлечении в шихту 100
% отходов на 1 т выплавляемых слитков экономится в среднем 100 кг губки и
ЯШ
5... 10 кг легирующих элементов. При производстве высоколегированных тита-
новых сплавов каждые 10 % отходов дают экономию до 15...30 кг легирующих
элементов.
Титан вторичный. Часть I
81
Так в работе [76] оценены качество и себестоимость слитков титановых
сплавов ВТ1-0 и Grade 5 из шихты на базе отходов, в том числе в виде аморти-
зационного лома. Показано, что металл выплавленных слитков по химическому
составу удовлетворяет требованиям отечественного ОСТ 1.90013 и стандарта
США (ASTM В 348). Предложенная технологическая цепочка подготовки к
плавке отходов и выплавки из них слитков позволяет минимум на 20 % снизить
себестоимость слитков титановых сплавов.
Технология ВДП с расходуемым электродом, определяющая качество по-
лучаемых слитков, показана на рис.11. Характерной особенностью ВДП расхо-
дуемого электрода является ограниченная масса жидкой ванны металла и одно-
временное совмещение в ее пределах процессов плавления и кристаллизации.
Все примеси (металлические и неметаллические), вносимые в плавку с шихтой,
или растворяются в жидком титане, или образуют в слитке тугоплавкие вклю-
чения. Поэтому высокое качество шихтовых материалов - необходимое усло-
вие получения слитков, полуфабрикатов и изделий высокого качества.
Подготовленные отходы (кусковые, листовую обрезь, стружку) вводят в
расходуемый электрод при его изготовлении путем порционного прессования в
проходную коническую втулку - матрицу [4, 15]. Подшихтовку отходов во
время прессования электрода производят путем смешивания компонентов ших-
ты в каждой навеске, идущей на одну порцию. Этим способом можно ввести в
шихту (электрод) 30...35 % отходов (оптимально 24...28 %) [24]. При большем
их количестве резко падает механическая прочность электрода и возможно его
разрушение при изготовлении, транспортировке или плавке (см. раздел 3.1.4).
Если же исходить из критерия соблюдения требований ГОСТ на слитки
тигановых сплавов по химическому составу и механическим свойствам, то доля
отходов, являющихся наиболее низкокачественным компонентом шихты, не
должна превышать 35 % (см. раздел 3.1.4). Для повышения доли отходов в этом
случае следует использовать губчатый титан, как основной компонент шихты,
более высокой марки (например, ТГ110 вместо ТГ 140).
82
Колобов ЛА, ПожуевВ.И.f Талин В.В.
Рисунок 11 - Технология ЛДП с расходуемым мешродам [66J
Титан вторичный. Часть 1
83
За рубежом крупные кусковые отходы сваривают между собой, готовя
расходуемый электрод полностью из отходов, или кусковые отходы, подобран-
ные по размерам и форме, приваривают к прессованной сердцевине электрода.
Мелкие отходы в виде стружки и листовой обрези запрессовывают в блоки с
губчатым титаном, а затем сваривают блоки в электрод.
Другим способом использования отходов при ВДП является непосредст-
венное введение их в формирующийся при плавке слиток. Для этого применя-
ют специальные печи, снабженные вакуумными бункерами для порционной за-
грузки отходов в кристаллизатор (рис. 12) [61]. В этом случае не требуется тако-
го измельчения отходов, как при запрессовке их в расходуемый электрод. Этим
способом в слиток можно ввести до 75 % отходов при условии соблюдения ус-
тановленных норм по содержанию в нем кислорода. Так, в работе [77] прессо-
вали электрод из шихты, включающей 5...15 % стружки титановых сплавов.
Плавку вели с интервалами, во время которых из бункеров в кристаллизатор
подавали кусковые отходы с неокисленной поверхностью (50 % массы
яхты).
ш
Совпадение экспериментальных значений прочностных характеристик компо-
нентов шихты с расчетными оказалось вполне удовлетворительным. Однако
плавка в печах ВДП с подачей отходов в зону плавки (зону дуги) имеет ряд не-
достатков, поэтому эти печи не получили распространения.
Способ ВДП с расходуемым электродом имеет ряд недостатков:
- сложность и дороговизна изготовления электродов;
- необходимость измельчения отходов до небольших размеров для введе-
ния их в электрод;
- ограничение использования отходов из-за снижения механической
прочности электрода;
- возможность образования в слитках тугоплавких включений вследствие
проведения плавки постепенным наплавлением слитка.
84
Колобов ГА., Пожуев В.И., ТэлинВ.В.
1 - слиток; 2 - кристаллизатор; 3-расходуемый электрод;
4 - шихта (отходы); 5 - бункер.
Рисунок 12 - Вакуумная дуговая печь с расходуемым электродом и бункерам для подачи
шихты [20]
Чтобы снизить стоимость подготовки отходов, следует использовать спо-
собы плавки, не требующие изготовления прессованного расходуемого элек-
трода, например ВДП с нерасходуемым электродом.
4.1.2 Вакуумная дуговая плавка с нерасходуемым электродом
Технология
Л
с нерасходуемым электродом позволяет вовлечь в
плавку большее количество отходов (до 100 %) по сравнению с ВДП расходуе-
мого электрода (рис. 13). Обычно этот метод используется для первичной плав-
ки, а полученный слиток повторно переплавляется в обычных печах ВДП.
За рубежом разработаны две конструкции нерасходуемых медных
водоохлаждаемых электродов: Durarc фирмы «Вестингауз» и Rototrode фирмы
«Шлингер» [15,21,67-69,75].
Титан вторичный. Часть 1
85
Рисунок 13 - Сравнение иаможиостей исяолимания отходов при вакуумной дуговой
плавке с расходуемым (а) и нерасходуемым (б) электродами [67]
Электрод Durarc (перемещающаяся дуга) имеет водоохлаждаемый мед-
ный наконечник, внутри которого расположен индуктор, создающий магнитное
поле, вращающееся в горизонтальной плоскости (рис. 14). Это поле заставляет
вращаться дугу, горящую между электродом и плавящимся металлом. В ре-
зультате этого вращения тепло дуги распределяется равномерно по сфериче-
ской поверхности наконечника электрода, чем устраняется опасность его про-
плавления. Скорость эрозии электрода при переплаве отходов в пять раз мень-
ше, чем при переплаве губки. Типичная скорость эрозии составляет 2,0...2,5
г/ч, что приводит к незначительному (допустимому) загрязнению медью вы-
плавляемого металла, но, с другой стороны, ограничивает срок службы нако-
в ГЛ., Пожуев В.И., Тэлин В.В.
86
Кол
ши
нечника электрода (впрочем, легко заменяемого) 40... 100 ч. Опробованы элек-
троды диаметром 50 мм для силы тока 6 кА и 100 мм для тока до 25 кА. В печах
с такими электродами можно выплавлять слитки диаметром от 380 до 635 мм
[67]. Широкого промышленного применения этот электрод не получил, в ос-
новном из-за значительного удельного расхода электроэнергии (на 25 % боль-
шего, чем при плавке с расходуемым электродом) [21].
1 - питатель; 2-нерасходуемый электрод; 3 - водоохлаждаемый кристаллизатор;
4 - камера охлаждения слитков; 5 - вакуумное уплотнение.
Рисунок 14 - Схема печи Durarc [21]
Электрод Rototrode (вращающийся электрод) также с медным наконечни-
ком устанавливается в шарнирном соединении, которое позволяет перемещать
его вдоль оси и вращать с частотой 250 мин'1 (рис. 15). Ось электрода наклонена
на 20...30 ° по отношению к вертикали. Этот наклон вместе с вращением элек-
трода обеспечивает перемещение электрической дуги по рабочей поверхности
электрода с такой скоростью, что он не перегревается до проплавления. При
этом наблюдается незначительная эрозия и, соответственно, незначительное за-
грязнение расплава материалом электрода. Срок службы наконечника электро-
да оценивается в 50 ч. Опробован в работе электрод на силу тока 15 кА при на-
пряжении 50 В. Плавку производили в поворотном тигле диаметром 500 мм, в
котором переплавляли отходы размером до 150 мм с массой 1...2 кг [67].
Титан вторичный. Часть I
87
1 - шихта; 2 - бункер; 3 - не расходуемый электрод; 4 - кристаллизатор; 5 - слиток.
Рисунок 15 - Схема печи Rototrode [21]
Возможно применение нескольких схем плавки с использованием таких
электродов: плавка в гарниссажном тигле с последующем переливом металла в
изложницу; плавка в «глухом» кристаллизаторе (с неподвижным поддоном);
плавка в кристаллизаторе с подвижным поддоном и вытягиванием слитка.
Плавка в кристаллизаторе предусматривает постепенное наплавление слитка.
Плавка по первой схеме предусматривает полное расплавление шихты в про-
межуточной плавильной емкости - гарниссажном тигле. В этом случае удается
избежать появления в слитке дефектов - тугоплавких включений с высокой
плотностью. Перегрев жидкого металла в промежуточной емкости способству-
ет растворению нитридов титана, а тяжелые осколки твердосплавных резцов
имеют возможность опуститься на дно тигля с жидким металлом, где они вмер-
зают в гарниссаж.
В настоящее время печи с нерасходуемым медным водоохлаждаемым
электродом Rototrode установлены в США, Японии, Франции, ФРГ. Шихта со-
держит в среднем 75 % отходов в виде кусков и стружки. Верхний предел доли
88
Колобов ГАПоэкуев В.И., ТзяинВ.В.
отходов ограничен типом отходов и требованиями технических условий на
слитки.
4.1.3 Электронно-лучевая плавка
ЭЛП связана с использованием в качестве независимого источника нагре-
ва электронного луча и затвердеванием металла в проходном кристаллизаторе с
постепенным вытягиванием слитка (рис. 16).
Сравнительно высокий вакуум в зоне плавления и открытые обогревае-
мые поверхности жидкого металла в промежуточной емкости и кристаллизато-
ре повышают испаряемость летучих компонентов, в частности алюминия, кото-
рый является основным легирующим элементом для титановых сплавов, а так-
же хрома, марганца и олова.
Первые публикации, касающиеся этой технологии плавки титана, отно-
сятся к 60-м годам [78, 79], а сейчас ЭЛП стала важным фактором в металлур-
гическом производстве титана [80]. Первоначально скептическое отношение к
ЭЛП применительно к титановым сплавам [15, 16,20, 21,67] объяснялось зна-
чительным испарением как основного металла (титана), так и ряда легирующих
элементов, входящих в состав титановых сплавов, поскольку плавка проходила
в условиях высокого вакуума (до 10 мм рт. ст.).
Тем не менее, специалисты фирмы “Leybold - Heraeus ” (ФРГ)» впервые разра-
ботавшие печи для плавки тигана с применением электронно-лучевого нагрева,
считали перспективными следующие направления [67]:
- выплавка слитков в кристаллизаторе с вытягиванием;
- плавка в промежуточной емкости с переливом металла в кристаллиза-
тор;
- плавление отходов, в первую очередь стружки, с разливкой на вращаю-
щийся барабан с целью получения крупных гранул;
- плавление в охлаждаемом гарниссажном тигле с разливкой металла в
форму.
Титан вторичный, Часть 1
89
Рисунок 16 - Технология электронно-лучевой плавки [66]
90
Колобов F-A.t Пожуев B.H.t Тэлин В.В.
Полученные из отходов слитки предлагалось применять в качестве рас-
ходуемых электродов для ВДП. Гранулы могут быть запрессованы в расходуе-
мый электрод или вовлечены в шихту при плавке с нерасходуемым электродом.
Использование промежуточной емкости при плавке электронным лучом позво-
ляет удалить осколки твердосплавных резцов и другие тугоплавкие тяжелые
включения, которые оседают на дно плавильного тигля - промежуточной емко-
сти (рис.17).
1 - электронно-лучевые пушки; 2 - расходуемый электрод
(прессосанный скрап); 3 - тигель; 4 - кристаллизатор.
Рисунок 17- Схема печи ЭЛП с промежуточной плавильной емкостью [21]
После создания электронных пушек, устойчиво работающих в условиях
вакуума 10 Л..10 3 мм рт. ст., стало возможным широкое применение ЭЛП в
металлургии титана [81-87]. Эффективность ее использования доказана при пе-
реработке титанового скрапа и получении вторичного титана. Поэтому метод
ЭЛП обычно применяется (как и ВДП с нерасходуемым электродом) для пере-
работки отходов при производстве металла неответственного назначения [66]
или как первый переплав для консолидации скрапа в расходуемый электрод для
второго переплава в ВДП [70].
Электронно-лучевой переплав с холодным подом нашел применение в
США и Японии при выплавке слитков титановых сплавов из кусковых и
стружковых отходов, которые, для получения однородного химического соста-
Титан вторичный. Часть I
91
ва по всему слитку и требуемого содержания кислорода, тщательно смешива-
ют. Масса комплектуемой партии подготовленной шихты, состав которой рас-
считывают на компьютере, составляет от 9 до 45 т. Легковесную стружку ино-
гда до смешивания компактируют в брикеты диаметром 75 мм. Сравнительно
крупные куски (максимальный размер до 250*250 мм) подают в зону плавления
с помощью специального загрузочного устройства. В процессе плавки в рас-
плавленном состоянии одновременно находится 100...200 кг металла [75].
В Институте электросварки им. Е.О.Патона НАН Украины разработана
технология выплавки титановых сплавов в вакууме методом электронно-
лучевой плавки с промежуточной емкостью (ЭЛЛЕ). В этом методе исходную
шихту непрерывно подают в промежуточную емкость, где она плавится под
действием электронных лучей, а затем жидкий металл сливают в кристаллиза-
тор, в котором происходит регулируемое затвердевание расплава. Технология
ЭЛЛЕ имеет ряд существенных преимуществ перед традиционной технологией
ВДП. Она обеспечивает гарантированное удаление включений высокой (более
5 г/см3) и низкой (менее 4 г/см3) плотности и позволяет использовать в качестве
исходной шихты до 100 % отходов и губчатый титан пониженного качества (ТГ
- Тв), а также выплавлять слитки как круглого, так и квадратного сечений, а
также слитки-слябы [85]. За время выдержки жидкого металла в промежуточ-
ной емкости тяжелые включения опускаются на дно и накапливаются в гарнис-
саже, в то время как легкие включения всплывают на поверхность расплава, где
разрушаются под действием электронного луча [88]. Наличие промежуточной
емкости не только создает благоприятные условия для рафинирования от неме-
таллических включений и водорода и для усреднения химического состава
слитка, но и исключает жесткую взаимосвязь между плавлением и кристалли-
зацией жидкого металла, что позволило пространственно разделить эти два
процесса и, следовательно, раздельно ими управлять. ЭЛЛЕ, в отличие от ВДП,
предъявляет минимальные требования к расходуемой заготовке. Она может со-
стоять из набора слитков, штанг, прутков, брикетов, сыпучей шихты (губки,
92
Колобов r.A.t Пожуев В.И., Тэлин В.В.
гранул, стружки), листовой обрези и кусковых отходов, загружаемых навалом
на подину, по которой их подают в зону плавки [84].
Выплавка опытно-промышленной партии слитков титана из 100 % отхо-
дов показала высокую конкурентоспособность этой технологии. Выход годного
металла при переплаве отходов составил 98,2...99,1 %, тогда как при плавке
губки потери металла составляли в среднем 5 %. Удельный расход электро-
энергии при плавке отходов изменялся в диапазоне 1,4... 1,7 кВт.ч/кг, а при пе-
реплаве губки - 2,5...3,5 кВт.ч/кг. Результаты исследований, проведенных в
ИЭС им. Е.О.Патона по переплаву отходов титановых сплавов и подробно
представленных в работе «Изготовление слитков титановых сплавов из круп-
ногабаритного лома и отходов фасонно-литейного производства» [28,с.244-
252], убедительно показали, что полученные методом ЭЛЛЕ слитки имеют вы-
сокое качество и по химическому составу и механическим свойствам соответ-
ствуют требованиям стандартов [82,89].
За период с середины 80-х годов XX века до наших дней методом ЭЛЛЕ
были получены тысячи тонн титановых слитков. Если к концу 80-х годов доля
металла ЭЛЛЕ в общем количестве производимого тигана в США составляла
7,5 % [68], то в начале XXI века уже превысила 40 % [84]. Одна из наиболее со-
временных электронно-лучевых печей с годовой производительностью 9,1
тыс.т введена в эксплуатацию в 1998 г. на заводе Лайэнсвилл (США) фирмы Ti-
tanium Metals Corporation (Лше0[ЗО].
4.1.4 Плазменно-дуговая плавка
Источником тепла в этом способе плавки служит поток ионизированного
газа (плазмы), подаваемого в зону плавки специальными устройствами [90].
Плазменно-дуговые печи по существу представляют собой печи со свое-
образным нерасходуемым электродом - плазмотроном (рис. 18). Достоинствами
плазмотронов как нагревательных элементов являются стабильность разряда в
газовом потоке, хорошая регулируемость мощности, относительно большая
Титан вторичный. Часть I
93
стойкость катодов за счет охлаждения их газом, возможность получения высо-
ких температур, большая концентрация энергии [15].
1 - бункер с отходами; 2 - вибропитатель; 3 - плазмотрон; 4 - расходуемый
электрод; 5 - соленоид; 6 - кристаллизатор; 7 - слиток; 8 ~ дополнительны
источник для плавки электрода; 9 - осциллятор; 10 - основной источник.
Рисунок 18 - Схема печи ПДП [21 J
Для плавки титана в качестве плазмообразующих газов используются ар-
гон или гелий. Недостатками плазменных печей являются ограниченная дегаза-
ция при плавке и возможность загрязнения титана примесями, содержащимися
в плазмообразующем газе. Поэтому большой интерес может представлять ва-
куумная плазменно-дуговая плавка, которая по сравнению с ВДП обладает ря-
дом достоинств: возможностью переплава кусковой некомпактной
III
яхты, ре-
гулированием скорости плавления, более простым вакуумным оборудованием и
возможностью использования низковольтных источников тока (рис.19) [20].
В отличие от ЭЛП, плазменно-дуговой способ плавки (ПДП) позволяет
варьировать давлением в зоне плавки в широких пределах (от атмосфер до 10'3
мм рт. ст.). Способность плазменной дуги работать в низком вакууме и при пе-
риодических увеличениях давления в результате газовыделения из шихты, то
есть в условиях, когда работа электронной пушки невозможна, позволяет при-
менять плазменный нагрев для рафинирования металла и переплава загрязнен-
ного титанового скрапа [69]. Кроме того, оборудование ПДП не требует специ-
альной защиты от у - лучей и высокого напряжения. Печи ПДП могут работать
94
Колобов ГЛ., Пожуев В.И., ТэлинВ.В.
и*—шт—- ч-ll- 7
как на постоянном, так и на переменном токе (в последнем случае количество
плазмотронов кратно трем).
1 - соленоид; 2 - бункер для кусковой инионы со шнекным питателем;
3 - плазмотрон; 4 -камера печи; 5 - вакуумный насос; 6 - кольцо-зкран;
7-отклоняющая магнитная система; S - слиток; 9 - кристаллизатор;
10— источник питания; 11 - камера-холодилышк; 12-механизм
вытягивания слитка.
Рисунок 19 - Плазменно-дуговая печь ПДО-ЗОО [20]
В литературе описаны две схемы конструкции плазменных печей для пе-
реплава кусковой и сыпучей шихты. В первом типе печей
II
ихта подается не-
посредственно из бункера в кристаллизатор, где происходит ее расплавление с
помощью плазмотронов, расположенных над кристаллизатором. Печи этого ти-
па распространения не получили, поскольку при таком способе плавления в
слитке могут образовываться включения нерасплавившихся кусков шихты.
Слиток может использоваться только в качестве расходуемого электрода для
последующей переплавки. В печах второго типа шихта, поступающая из бунке-
ра, предварительно расплавляется в промежуточной емкости, откуда капли рас-
плава стекают в кристаллизатор, где происходит формирование слитка. Такая
схема предпочтительнее, поскольку позволяет в случае правильной дозировки
Титан вторичный. Часть 1
95
3
шихтовых материалов за один плавильный цикл получать кондиционный сли-
ток [67].
Способ ЦДЛ позволяет перерабатывать в слитки шихту, содержащую
любое количество отходов. Переплав титановых отходов в плазменных печах
может осуществляться по двум технологическим схемам: ПДП с последова-
тельным наплавлением и ПДП с холодным подом.
Получение слитков вторичного титана методом ПДП отходов листового
производства было реализовано еще 30 лет назад на Алчевском металлургиче-
ском комбинате [91]. Были созданы оборудование и технологический процесс
ПДП шихты, на 100 % состоящей из отходов. Было показано [92], что получе-
ние однородного слитка возможно только при условии соответствующего под-
бора и сортировки заготовок по химическому составу и специальной укладки
их в шихтовые кассеты.
Фирма “Ulvac” (Япония) создала типовой ряд плазменных печей для по-
лучения титановых слитков (круглых диаметрами 360 и 550 мм и длиной до
2400 мм и прямоугольных сечением 250 х 1150 мм) переплавом некомпактной
шихты из отходов (гранул, кусков, стержней, губки) [69].
ПДП с последовательным наплавлением осуществлен на печи, установ-
ленной на заводе фирмы "Oremet”. Печь предназначена для выплавки из сыпу-
чей шихты слитков для последующего ВДП. Слитки-электроды получают по-
следовательным наплавлением в проходном кристаллизаторе со скоростью
240...480 кг/ч (допустимая - до 7
.11»
кг/ч). Отмечается, что стойкость наконеч-
ника плазмотрона составляет 200 ч.
Плазменный нагрев используется и в установке фирмы “Frankel ”. Из за-
грузочного устройства в открытую сверху горизонтальную изложницу подают-
ся в качестве
III
яхты отходы различной формы и размеров. После расплавления
шихты подается новая порция отходов. Высота слоя засыпки составляет 0,1 м.
Так, послойным наплавлением периодически подаваемых отходов получают
слиток-электрод прямоугольного сечения для последующего переплава.
96
Колобов ГА., Пожуев В.И., ТзхинВ.В.
Плазменно-дуговая печь с холодным подом по своей конструкции напо-
минает электронно-лучевую, только вместо электронных пушек в качестве ис-
точников нагрева используют плазмотроны и плавильное пространство не ва-
куумируется, а заполняется инертным газом. Фирма «Уаймен Гордон» (США)
наряду с ВДП применяет плазменную плавку, что позволяет увеличить количе-
ство перерабатываемых отходов и производить более качественные титановые
слитки [75].
Для переработки низкокачественного губчатого титана (ТГ-Тв) в слитки
используется двухручьевая плазменно-дуговая печь УП-100 конструкции ИЭС
им. Е.О.Патона, установленная на Запо[
жском титано-магниевом комбинате
[93-96]. На печи, работающей на переменном токе, предусмотрена установка
и:
ух типов кристаллизаторов, обеспечивающих плавку с переливом и плавку с
прямым вытягиванием слитка. При плавке с переливом шихта подается в пер-
вый кристаллизатор, где расплавляется, дегазируется и затем перетекает по
специальному желобу в установленный рядом другой кристаллизатор. В нем
происходит усреднение химического состава расплава и формирование слитка.
В случае плавки с прямым вытягиванием слитка подача шихты, ее расплавле-
ние и формирование слитка осуществляются в каждом из двух кристаллизато-
ров одновременно. Плавка с переливом наиболее перспективна при переплаве
шихты, состоящей из губки, обрези, кусков, загружаемых в различном соотно-
шении в шихтовой бункер. Получаемые на первом этапе работ слитки диамет-
ром 270 мм и длиной 2500 мм использовались в качестве расходуемых электро-
дов в вакуумно-дуговых литейных гарниссажных печах для изготовления за-
порной арматуры (от Ду-50 до Ду-200) [93].
На втором этапе работ вольфрамовые электроды плазмотронов были за-
менены на графитовые, а выплавляемые слитки были прямоугольного сечения
(размером 400 х 210 х 2500 мм и массой до 900 кг) [95,96].
При переплаве газонасыщенного губчатого титана в слитки при содержа-
нии в губке хлоридов до 0,25 % целесообразна ПДП, при более высоком содер-
жании хлоридов предпочтительнее становится индукционная плавка [97].
Титан вторичный. Часть 1
97
Важнейшие критерии качества слитков - химический состав и структура
металла. Поскольку одним из основных достоинств ЦДЛ является возможность
широко варьировать различные технологические параметры на всех стадиях
плавильного процесса, большой интерес представляет характер влияния всего
комплекса технологических факторов на качество слитка. Установлению таких
зависимостей с последующей оптимизацией процесса ЦДЛ посвящена работа
[98]. Эксперименты проводили на опытно-промышленной плазменно-дуговой
установке У-467-ОП-127 ИЭС им. ЕНПатона. Характеристики этой установки
позволяют проводить переплав с широкой регулировкой технологических па-
раметров. В качестве материала исследования использовали титановый сплав
ВТб в виде листовой обрези (30 х 50 х 1200 мм), подвергнутой гальванической
обработке. Исходное среднее газосодержание отходов составляло: 0,144 % ки-
слорода и 0,057% водорода. Заготовки для переплава изготавливали из обрези,
которую собирали в пакеты по 4...6
тук. Переплав осуществляли в медный
н
водоохлаждаемый проходной кристаллизатор диаметром 150 мм. В качестве
плазмообразующего газа применяли аргон высокой чистоты.
Для решения поставленной задачи применяли квазирандомизационный
метод планирования эксперимента и метод полного факторного эксперимента.
Анализ полученных в работе данных подтвердил высокую эффективность при-
мененных методов планирования и организации эксперимента.
Таким образом, применение плазменно-дуговых печей перспективно для
плавки отходов титановых сплавов, в том числе в медном тигле с вытягиванием
слитка. Так, в США для этой цели используют плазменные печи, например,
печь с годовой производительностью 3,2 тыс.т на заводе в г.Кантон фирм Galt
Alloys и RM [30].
4.1.5 Индукционная плавка
Наряду с низкотемпературной плазмой одним из наиболее универсальных
независимых источников нагрева является высокочастотное электромагнитное
98
Колобов ГА., Пожуев В.И., ТзхимВ.В.
поле, создаваемое электрическим током, протекающим в индукторе. Индукци-
онный нагрев имеет ряд характерных особенностей:
интенсивное перемешивание жидкого металла, обеспечивающее вырав-
нивание химического состава и температуры в объеме ванны;
низкий угар легирующих элементов благодаря отсутствию локального
перегрева металла;
возможность выдерживать металлический расплав в жидком состоянии
неограниченное время;
возможность вести нагрев или плавку в вакууме или в газовой среде лю-
бого состава и давления;
возможность создавать процессы и агрегаты с комбинированным нагре-
вом, например индукционный в сочетании с плазменным;
высокая надежность работы технологического оборудования из-за отсут-
ствия в источнике нагрева расходуемых элементов (например, электродов).
Традиционно индукционная плавка реализовалась как тигельная, когда
переплавляемый металл полностью находится в расплавленном виде в тигле из
огнеупорных материалов (А1£)3,или графита. Для плавки титана этот ва-
риант не приемлем из-за загрязнения жидкого металла продуктами взаимодей-
ствия титана с материалом тигля.
Индукционная плавка для титана может быть реализована как индукци-
онно-шлаковый переплав губки или отходов [99]. В этом способе тонкий слой
флюса (CaF2) затвердевает на холодной стенке тигля-кристаллизатора, создавая
изоляцк
ГЛ
между слитком и тиглем. Однако возможность создания крупных ус-
тановок, работающих по этому принципу, является проблематичной.
Более приемлемыми вариантами для индукционной плавки титана явля-
ются применение охлаждаемого секционного (разрезного) кристаллизатора
[67,100] или холодных тиглей [101].
Сущность индукционной плавки с формированием слитка в секционном
кристаллизаторе заключается в том, что вместо огнеупорного тигля применяет-
ся секционный водоохлаждаемый кристаллизатор, «прозрачный» для электро-
Титан вторичный. Часть 1
— 1 Т"- I- ill'll»
магнитного поля, в котором собственно и происходит расплавление металла и
формирование слитка. Во внутреннем объеме кристаллизатора, выполненном
из отдельных, электрически изолированных водоохлаждаемых секций, при по-
мощи небольшого по высоте индуктора создается высокочастотное электро-
магнитное поле, в котором осуществляется плавление кусковой шихты и фор-
мирование металлической ванны.
В ИЭС им. Е.ОЛатона создана опытно-промышленная установка ОП-117
для индукционной выплавки слитков из титановых отходов [95,96]. Отличи-
тельной особенностью установки ОП-117 является то, что секционный кри-
сталлизатор с камерой для расходуемой заготовки образуют герметичную пла-
вильную камеру, а последовательное наплавление слитка осуществляется путем
вертикального перемещения кристаллизатора относительно неподвижного ин-
дуктора.
На этой установке из отходов сплава ОТ4-2 были получены слитки диа-
метром 225 мм, имеющие хорошее качество поверхности и крупную дендрит-
ную структуру, характерную для слитков переплавных процессов. По качеству
металл слитков близок ко вторичному титановому сплаву ТВЗ.
В заключение укажем, что хотя все рассмотренные методы плавки при-
годны для переплава шихты с высоким содержанием отходов, ни один из них
не обладает полной универсальностью. Плавка с независимыми источниками
нагрева непосредственно в кристаллизаторе позволяет использовать сыпучую
шихту, однако получаемые слитки необходимо повторно переплавлять в печах
ВДП с расходуемым электродом. В случае другой разновидности - плавки с не-
зависимыми источниками нагрева в печах с холодным подом и переливом рас-
плава в кристаллизатор, кроме того, могут быть созданы благоприятные усло-
вия для удаления содержащихся в шихте газонасыщенных и тугоплавких вклю-
чений и формирования плотных слитков различной формы (плоских, квадрат-
ных, полых). Поэтому с помощью этого процесса однократной плавкой полу-
чают слитки нелегированного титана из шихты с высокой долей отходов, а при
выплавке титановых сплавов, учитывая избирательное испарение летучих ком-
IQQ Колобов ГЛ., Пожуев В.И,, Тэяин В.В.
понентов (электронно-лучевой нагрев) и недостаточное удаление водорода
(плазменный нагрев), получают слитки-электроды для последующего ВДП [68].
Элект
•ant
4.1.6 Элекпц
шлаковая плавка
лаковая плавка (ЭШП) была разработана в СССР в начале 50-х
годов применительно к получен»
качественных сталей как рафинирующий
переплав, при котором металл переплавляется в ванне электропроводящего
синтетического шлака под действием теплоты, выделяющейся в шлаке при
прохождении через него электрического тока. Жидкий металл просачивается
через металл и застывает под ним в слиток. Обработка шлаком очищает металл
от вредных примесей, а затвердевание в водоохлаждаемом кристаллизаторе
обеспечивает желаемую структуру металла [102].
ЭШП титана и сплавов на его основе обладает рядом достоинств. Прогрев
расплавленного шлака (обычно фторида кальция) электрическим током над по-
верхностью металла в кристаллизаторе позволяет перегревать металл выше
температуры его плавления. При этом выравнивается тепловое поле по поверх-
ности металла и углубляется ванна жидкого металла, что улучшает однород-
ность слитка. Более равномерный прогрев слитка по его сечению при ЭШП по-
зволяет получать слитки прямоугольного сечения, что удобно для их дальней-
шей прокатки [20,70,103]. Главным недостатком ЭШП является отсутствие де-
газации металла в процессе плавки, поэтому ее целесообразно использовать в
сочетании с одним из способов первого переплава в вакууме, обеспечивающим
достаточно полное удаление водорода.
Для переработки титановых отходов ЭШП открывает новые возможно-
сти, поскольку позволяет исключить трудоемкие операции подготовки
III
тык
переплаву (измельчение, обезжиривание и т.д.) [21]. В работе [104] предлагает-
ся утилизировать листовые отходы сплава ВТ 1-0 методом электрошлакового
литья с получением заготовок деталей путем постепенного плавления расхо-
дуемого электрода в слое
II
лака с одновременным формированием отливки в
кристаллизаторе. Форма заготовки близка к конечной конфигурации детали,
Титан вторичный. Часть 1
101
что позволяет снизить объем механической обработки заготовки на 30...35 %.
Авторы работы [105] полагают, что внедрение этой, практически безотходной,
технологии будет способствовать решению проблемы утилизации титановых
отходов. В работе [106] отмечается, что в результате ЭШП титановых отходов с
нерасходуемым электродом и одновременным модифицированием полностью
устраняется нежелательное влияние металлургической наследственности; при
этом коэффициент использования материала повышается до 0,6.. .0,7.
В силу сравнительной простоты и дешевизны технология ЭШП титана,
проводимой в инертной (аргон) атмосфере, может стать альтернативной ваку-
умным переплавным процессам. Или слиток, полученный электрошлаковым
переплавом, может быть использован как расходуемый электрод (вместо прес-
сованного) для финишной ВДП [107].
Важным преимуществом ЭШП являются ее рафинирующие возможности
от обогащенных азотом включений. Прежде всего, речь идет о применении ак-
тивных металлсодержащих шлаков (система CaFz - Са) [108,109] в сочетании с
переплавом некомпактной шихты в токоведущем кристаллизаторе. Авторы об-
зорной статьи [110], после обсуждения всех аспектов ЭШП титана, приходят к
выводу о перспективности применения этой технологии как для прямого пере-
плава губчатого титана и отходов, так и для рафинирования титана от высоко-
азотистых включений.
4.1.7 Гарниссажная плавка
Эта плавка характеризуется наличием на внутренней поверхности пла-
вильного тигля своеобразной футеровки - твердой металлической корки (гар-
ниссажа), которая предохраняет расплавленный металл от контакта с материа-
лом тигля. Гарниссаж намораживается на стенках и днище тигля как слой пере-
плавляемого металла. При гарниссажной плавке металл расплавляется электри-
ческой дугой в графитовом или металлическом охлаждаемом тигле сразу на
весь слиток, фасонную отливку или заготовку, например расходуемый электрод
102
Колобов Г.А., Пожуев В.И., Тэлин В.В,
для второго переплава. Затем металл сливается в форму или изложницу, где и
кристаллизуется (рис.20).
1 - камера печи; 2 - расходуемый электрод; 3 - гарниссаж; 4 -охлаждаемый тигель; 5 -
ванна жидкого металла; 6 - изложница; 7 - поворотный механизм
Рисунок 20 - Схема плавки в гарниссажном тигле [20}
Первоначально гарниссажные печи использовали только для получения
фасонного литья с весьма высокими коэффициентами использования металла
(печи серии ВДЛ и позже ДТВГ и В ДЛЯ, рис.21 и 22).
Достоинствами гарниссажной плавки являются [15,111]:
- наличие большого количества жидкого металла с полным усреднением
химического состава;
- возможность отливки слитков и изделий любой сложной конфигурации;
- мелкозернистая структура металла благодаря отсутствию воздействия
тепла дуги на кристаллизующийся металл;
- высокое качество поверхности и однородность по сечению отливок;
- отсутствие брака по включениям тяжелых тугоплавких частиц, остаю-
щихся в гарниссаже на дне тигля.
Титан вторичный. Часть I
103
1 - кожух печи; 2 - изложница; 3 -
тигель; 4 - вспомогательный элек-
трод; 5 - расходуемый электрод; 6
- не расходуемый электрод; 7 - ши-
на к выпрямителю; 8 - загрузочный
механизм; 9 — загрузочный ковш; 10
- вакуумные краны; 11 - патрубок к
вакуум-насосу.
Рисунок 21 ~ Вакуумная дуговая
печь для гарниссажной плавки ти-
тана [20]
1 - щиток (плунжер) гидроцилиндра; 2 - элек-
троконтактная плита; 3 - электрододержа-
тель; 4 - огарок (державка) электрода; 5 - рас-
ходуемый электрод; 6 - крышка плавильной ка-
меры; 7 - корпус плавильной камеры; 8 - водоох-
лаждаемый тигель с графитовой футеровкой и
гарниссажем; 9 - соленоид; 10 — станина цен-
тробежного стола; 11 — шкив; 12 - вал; 13 -
центробежный стол; 14 - поддон; 15 - излож-
ница; 16 - заливочная воронка; 17 - желоб-
лоток; 18 - патрубок вакуум-провода; 19 - зали-
вочная камера; 20 - крышка заливочной камеры;
21 - опорная полая цапфа; 22 - ось наклона пла-
вильной камеры; 23 - ось поворота крышки пла-
вильной камеры; 24 - каркас привода электродо-
держателя.
Рисунок 22 - Схема вакуумно-дуговой гарниссаж-
ной печи ДТВГ-06 ПЦ [20]
Одним из преимуществ гарниссажной плавки является также возмож-
ность использования в шихте неограниченного количества отходов, что позво-
ляет снизить стоимость литых изделий на 50...60 % и более [6,12]. В работе
[112] разработана обобщенная математическая модель дуговой гарниссажной
плавки титана с вовлечением в шихту максимального количества оборотных
литейных отходов. Модель связывает между собой все основные исходные,
промежуточные и конечные параметры технологического процесса. На ее осно-
ве построены САПР и АСУТП плавки титана в производстве фасонного литья.
104
Колобов ГА., Пожуев В.И., Тэлин В.В.
Помимо этого производства, второй перспективной областью применения
гарниссажной плавки титана является фасонно-заготовительное литье, то есть
литье фасонных заготовок для последующей горячей обработки давлением, на-
пример кольцевых заготовок для последующей раскатки или штамповок и
трубных заготовок для получения труб и бесшовных обечаек. Применение фа-
соннолитых заготовок может дать существенное удешевление стоимости про-
изводства труб и кольцевых деталей и значительно увеличить коэффициент ис-
пользования металла.
Третья область применения гарниссажных печей - литье слитков, так как
гарниссажный метод плавки свободен от недостатков метода ВДП в печах с
кристаллизатором. Особый интерес представляет литье из гарниссажных печей
плоских слитков, что избавляет от ряда трудоемких переделов при пользовании
круглым слитком и связанных с этим потерь металла в виде стружки. Титан
должен быть вылит из тигля быстро во избежание частичного затвердевания
металла. Однако высокая скорость заполнения металлом изложницы обуслов-
ливает большую глубину усадочной раковины в слитке, а для высоколегиро-
ванных сплавов - развитие пористости и местной ликвации. Известно, что ис-
пользование тепла дуги, приводящее к укрупнению зерна слитка, в то же время
позволяет создать последовательную кристаллизацию и устранить дефекты,
связанные с пористостью и местной ликвацией. Поэтому гарниссажиая плавка
выгодна при замене ею первого переплава.
Применение гарниссажной плавки слитков первого переплава, позво-
лят
«II
[ей использовать в шихте до 100 % отходов, значительно улучшает основ-
ные технико-экономические показатели передела выплавки слитков титана (в
числителе - ВДП в охлаждаемом кристаллизаторе, в знаменателе - гарниссаж-
ная плавка) [16]:
Расход свежей шихты на 1 т полуфабрикатов..............1,42/1,10
Трудоемкость, %........................................100/45
Себестоимость, %.......................................100/60
Титан вторичный. Часть 1
105
«пив
Что касается использования отходов в шихте гарниссажной плавки, то
наиболее эффективным является способ ГРЭ, который предусматривает ис-
пользование гарниссажа (Г) в качестве расходуемого электрода (РЭ) [113].
В этом способе шихтовые материалы загружают в тигель определенной
формы и затем расплавляют электрической дугой (постоянного тока в вакууме
или среде нейтрального газа) от расходуемого электрода, которым является
гарниссаж предыдущей плавки. Образующийся расплав, состоящий из металла
шихтовых материалов, загруженных в тигель, и металла расходуемого электро-
да, в процессе плавки частично кристаллизуется, образуя гарниссаж, и частично
входит в состав ванны, которая после расплавления расходуемого электрода
сливается в изложницу для получения слитка. Массу оставшегося в тигле гар-
ниссажа можно рейдировать в пределах от 30 до 80 % суммарной массы за-
груженной шихты и переплавляемого расходуемого электрода - гарниссажа
предыдущей плавки.
Оставшийся гарниссаж извлекают из тигля и используют как расходуе-
мый электрод для следующей плавки [114-117]. При массовом производстве
применяют сменный гарниссаж, специализированный по наиболее распростра-
ненным сплавам или группам сплавов, что исключает брак по химическому со-
ставу при оплавлении гарниссажа в течение каждой плавки [20].
Основными технологическими параметрами процесса ГРЭ, определяю-
щими величину ванны жидкого металла и производительность печи, являются
мощность электрической дуги при плавке и соотношение между массой загру-
женной в тигель шихты и массой гарниссажа - расходуемого электрода.
Наличие при плавке способом ГРЭ двух регулируемых параметров вме-
сто одного при плавке расходуемого электрода в кристаллизаторе делает пер-
вый способ более гибким, позволяющим выбирать оптимальный режим плав-
ления в зависимости от поставленной задачи.
Если задачей является обеспечение наибольшей производительности пла-
вильного агрегата, доля гарниссажа - расходуемого электрода в
М)<1
(ей массе
садки (общее количество загруженной в тигель
ихты и гарниссажа - расхо-
п
106
Колобов ГЛ,, Пожуев В.И„ Тэлин В.В.
дуемого электрода) должна быть минимальна, а мощность электрической дуги
максимальна. Ограничение последней величины обусловлено лишь мощностью
источника электрического питания печи и стойкостью тигля к тепловым на-
грузкам. Если же при плавке необходимо создать наилучшие условия для ра-
финирования (в случае ограничения полноты рафинирования кинетикой про-
цесса), то долю гарниссажа - расходуемого электрода следует выбирать макси-
мальной. Естественно, при этом производительность печи будет уменьшаться в
соответствии с повышением доли гарниссажа - расходуемого электрода [15].
Таким образом, способ ГРЭ, сохраняя все преимущества гарниссажной
плавки, позволяет вводить в шихту любую долю оборотных отходов и этим
резко сократить расход первичных материалов при производстве слитков. От-
ходы (брикеты из губчатого титана и стружки, а также кусковые отходы произ-
вольной формы) должны отвечать двум требованиям: они должны быть очи-
щены от окалины и газонасыщенного слоя (чтобы соответствовать нормам по
содержат
в слитках кислорода) и их размеры не должны превышать габа-
ритных размеров рабочего пространства тигля. По сравнению со способами с
независимыми источниками тепла при плавке ГРЭ резко уменьшаются тепло-
вые потери вследствие экранирования поверхности ванны жидкого металла
расходуемым электродом.
Резюмируя вышеизложенное, в работе [118] отмечается, что:
- печи ГРЭ относятся к категории вакуумных дуговых печей с расходуе-
мым электродом для переплава титана и титановых отходов, а также для произ-
водства слитков различных сечений;
- в отличие от печей ВДП, печь ГРЭ не требует другой печи или пресса
для получения расходуемого электрода, поскольку новый электрод, наряду со
слитком, получается в каждом цикле плавки;
- в отличие от большинства электронно-лучевых печей, в печи ГРЭ мож-
но плавить сплавы со сравнительно летучими элементами (например алюмини-
ем, хромом);
Титан вторичный. Часть I
107
- в отличие от плазменно-дуговых печей, в печах ГРЭ можно плавить
губчатый титан.
Проведенные исследования и накопленный опыт дают основания предпо-
ложить, что способ ГРЭ можно эффективно применять в качестве первого пе-
реплава для получения слитков расходуемых электродов, а в ряде случаев не-
посредственно для отливки слитков-заготовок оптимальной с точки зрения де-
формации формы и размеров. Применение способа ГРЭ позволяет осуществить
коренное совершенствование технологии производства слитков титановых
сплавов, обеспечивающее увеличение доли оборотных отходов в шихте, сни-
жение трудоемкости подготовки шихтовых материалов к плавке и повышение
химической однородности выплавляемого металла с полным устранением де-
фектов в виде включений нерасплавившихся тугоплавких частиц шихты [15].
Из последних работ, развивающих технологию плавки ГРЭ, отметим сле-
ЙП
ше. В работе [76] проанализирован опыт применения способа ГРЭ для по-
лучения слитков титановых сплавов. Предложено использовать этот сп
б д ля
получения в печах конвейерного типа литых заготовок для последующей де-
формации.
В работе [119] отмечается, что и при плавке способом ГРЭ воспроизво-
димость химического состава слитков от плавки к плавке вызывает определен-
ные трудности. Для их преодоления предложен порционный способ размеще-
ния легирующих компонентов в загружаемой шихте, ранее разработанный
Н.Ф.Аношкиным для производства слитков титановых сплавов методом ВДП в
печах с кристаллизатором. Применение порционного легирования при плавке
способом ГРЭ при правильном выборе технологических параметров, как пока-
зано в работе [119], обеспечивает удовлетворительную для практики воспроиз-
водимость расчетного состава от плавки к плавке.
В работе [118] сообщается о создании в г. Терни (Италия) вакуумной ду-
говой гарниссажной печи, позволяющей выплавлять слитки различного сечения
массой 1,5...1,7 т для непосредственного передела на полуфабрикаты, минуя
повторный переплав. В качестве шихты использовали главным образом мае-
108
Колобов ГЛ., Пожуев В.И., Тэлин В.В.
сивные крупногабаритные отходы, образующиеся в листопрокатном производ-
стве, а также отходы, предлагаемые на рынке, подготовка которых требует ми-
нимальных трудозатрат. Качество полученных слитков и изготовленных из них
полуфабрикатов полностью удовлетворяет требованиям действующих техниче-
ских условий.
4Л Вовлечение оборотных отходов в производство фасонного литья
Так как количество оборотных литейных отходов в балансе металла при
производстве отливок достигает 60...80 %, их использование в производстве
существенно (не менее чем на 15...20 %) снижает стоимость титанового литья,
что способствует расширению его применения [19].
Вследствие повышенного содержания примесей (кислорода, азота, водо-
рода, углерода и др. - см. раздел 1.1) в отходах введение их в
ихту приводит к
И
загрязнению расплава. Для случая выплавки сплавов при многократном ис-
пользоваг
ш
I отходов их допустимое количество в шихте при заданном содер-
жании примеси в отливках может быть определено по следующей формуле:
А£7»)/(Сот* — Срз +
(19)
где 7V—доля отходов в шихте;
Стя—допустимое содержание примеси в отливках, %;
Срэ—содержание примеси в расходуемом электроде, %;
ДСИ — прирост содержания примеси в процессе цикла плавки и заливки, %;
ДС0—прирост содержания примеси за счет загрязнения отходов, %.
Анализ формулы (19) показывает, что загрязнение отходов примесями
значительно сокращает возможность их использования. Поэтому перед введе-
нием в шихту отходы очищают от поверхностных загрязнений. При этом тон-
костенные отходы (толщина стенки менее 20 мм) требуют более глубокой очи-
стки, так как они имеют более развитую загрязненную литейную поверхность
по сравнению с толстостенными. Перед очисткой отходы измельчают до разме-
Титан вторичный. Часть 1
109
ров, обеспечивающих их компактную укладку при переплаве. В случае исполь-
зования отходов второго сорта проводят дополнительно операцию расшихтовки
до требуемого химического состава.
Для измельчения отходов применяют резку вулканитовыми кругами,
механическую,анодно-механическую, плазменную и ацетилено-кислородную
резку. Измельчение тонкостенных отходов может производиться под прессом в
бронированной камере.
С целью удаления поверхностных загрязненных слоев отходов, а также
остатков материала литейной формы с их поверхности применяют механиче-
скую и химическую очистку. Механическую очистку производят в галтовочных
барабанах, на дробеструйных и дробеметных установках, в дробеметных бара-
банах и на дробеструйных установках с вращающимся колоколом.
Продолжительность очистки отходов на глубину около 0,1 мм в галто-
вочных барабанах типа ОБ-780 или ОБ-800 составляет 8 ч при загрузке бараба-
нов на 75% по объему. Для улучшения качества очистки вместе с отходами ре-
комендуется загружать битые абразивные круги в количестве 5% от массы от-
ходов. Продолжительность такой же очистки в дробеметных барабанах моделей
323, 324М или 324 и на;
дробеструйных установках с вращающимся колоколом
составляет 1... 1,5 ч. Продолжительность очистки на дробеструйных установках
со стационарным (модели 334М) или вращающимся (модели 345) столом мож-
но определить, исходя из средней скорости очистки лигой поверхности 0,04
мм/мин с учетом соотношения площадей поверхности очищаемых отходов и
факела дроби на этой поверхности.
Галтовкой производят очистку открытых поверхностей отходов и, прежде
всего, остатков материала литейной формы, а также шлака и оксидов, обра-
зующихся при газовой резке. Независимо от продолжительности талтовки
практически не очищаются закрытые и труднодоступные поверхности и неза-
конченные резы. Галтовка не обеспечивает удаление пригара даже с открытых
поверхностей. Она счв
HI
дет лишь верхние, слабо связанные слои пригара,
сглаживая его.
НО
Колобов ГА., Пожуев В. И., ТзлинВ.В.
Дробеструйная или дробеметная обработка очищает литую поверхность
титановых отходов более эффективно, чем галтовка. Однако для удаления при-
гара с открытых поверхностей требуется значительно увеличить продолжи-
тельность обработки. Пригар, образовавшийся в поднутрениях и глубоких кар-
манах, так же как при галтовке, практически не удаляется. Поэтому участки,
пораженные пригаром, должны быть удалены резкой или зачисткой на наждач-
ных кругах.
После механической очистки производят разрыхление окисленных по-
верхностных слоев отходов в растворах следующих составов, г/л: NaOH
600...650; NaNO3 200...250 и NaNO2 50...60 или NaOH 500...700 и
NaNO215Q...25Q. Температура раствора 13О...145°С, время обработки от
20...30миндо2ч.
После этого отходы промывают в теплой и холодной воде, а затем под-
вергают травлеш
в кислотном растворе состава, мл/л: 60...70 H2SO4 (плот-
ность 1,84 г/см3) и 60... 140 HF (плотность 1,13 г/см3). Температура раствора —
комнатная. Скорость травления составляет 0,2...0,5 мм/ч. Очищенные отходы
промывают в холодной воде и сушат при 11О...15О°С, после чего собирают в
тару с плотно закрывающимися крышками и направляют на шихтовый двор.
Химическим травлением отходов достигается равномерный съем поверх-
ностного слоя металла, удаляется налет железа и абразива. Отходы после трав-
ления приобретают характерный серебристый цвет.
Введение отходов в шихту для фасонного литья может быть произведено
двумя основными способами: путем изготовления из отходов расходуемых
электродов и путем загрузки отходов в гарниссажный тигель перед проведени-
ем плавки.
Расходуемые электроды из одних отходов изготавливают сваркой в
инертной среде, укладывая куски таким образом, чтобы полученный электрод
имел более иди менее правильную геометрическую форму. Сварные швы вы-
полняют сравнительно большого сечения во избежание разрушения электрода в
процессе плавки.
Титан вторичный. Часть I
111
Расходуемые электроды из компактных кусковых отходов, сечение кото-
рых примерно равно площади электрода, изготавливают последовательной
приваркой кусков к огарку электрода. Приварку производят непосредственно
на плавильно-заливочной установке. Если диаметр расходуемого электрода
больше размера кусковых отходов, то из них предварительно изготавливают
при помощи аргоно-дуговой сварки заготовки, которые затем последовательно
приваривают к огарку до получения электрода требуемой массы.
Целесообразно изготавливать расходуемые электроды заливкой отходов
расплавом той же марки сплава в разъемную или вытряхную изложницу. Чис-
тота обработки рабочей полости изложницы должна соответствовать ▼ 5 или
▼6, литейный уклон вытряхных изложниц составляет 1...2°, толщина стенки
0,2...0,25 диаметра изготавливаемого электрода. Изложницы следует изготав-
ливать из углеродистой стали. Применение чугунных изложниц менее целесо-
образно, так как после 15...20 заливок появляются следы эрозии на их рабочей
поверхности. В изложницу можно загружать до 50% мелкокусковых или до
70% крупнокусковых отходов. В случае расшихтовки изготавливаемого элек-
трода (например, при использовании отходов второго сорта) совместно с отхо-
дами загружают шихтовые материалы в требуемой пропорции. Эффектив-
ность данного метода изготовления электродов может быть повышена пооче-
редной заливкой нескольких изложниц за один цикл откачки плавильно-зали-
вочной установки или одновременной заливкой нескольких изложниц через
общую литниковую чашу.
Наиболее экономичным способом вовлечения отходов в шихту является
их загрузка в тигель перед плавкой, так как при этом не требуется проведения
операций по изготовлена
К*
электродов и применения дополнительного обору-
дования. Максимальное количество отходов, которое может быть загружено в
тигель, составляет 30...35% от массы плавки. При этом требуется увеличение
мощности плавильной установки и соответствующее изменение режимов плав-
112
Колобов ГЛ., ПожуевВ.И., Толин В.В.
На базе водородной технологии обработки отходов титановых сплавов
могут быть получены высококачественные литые изделия [28,С.263-272].
Крупногабаритный лом и отходы фасонно-литейного производства могут
быть использованы и для изготовления слитков, например сплавов ПТ-ЗВ и
ТЛ-3 на установке УЭ-108 конструкции ИЭС им. Е.СШатона, как это показано
в работе [28,С.244-252].
Титан вторичный. Часть 1
113
СПИСОК ЛИТЕРАТУРЫ
1. Сычевой С.И., Зюков-Батырев ГД Вторичный титан /Титан в промыш-
ленности. - М.: Оборонгиз, 1961. - С.282-294.
2. Сергеев В.В., Галицкий Н.В., Киселев ВЛ. Металлургия титана. - М.: Ме-
таллургия, 1964.-С. 150-151.
3. Зюков-Батырев ГД. Исследование и разработка некоторых вопросов ра-
ционального использования вторичного титана /Автореферат канд.дисс. -
М.: ВАМИ, 1965.
4. Добаткин В.И., Аношкин Н.Ф., Андреев А.Л. и др. Слитки титановых
сплавов. - М.: Металлургия, 1966. - С. 44-45,91-95.
5. Лармата ДА., Гуляницкий Б.С., Крамник В.Ю. и др. Металлургия титана.
- М.: Металлургия, 1968. - С. 488-521,560-581.
6. Канюк А.И., Стриха Э.М., Шаповалова О.М. Проблема использования
титановых отходов и применения вторичного титана / Титановые сплавы
для новой техники. - М.: Наука, 1968. - С. 62-68.
7. Грацерштейн ИМ., Канюк АИ. Экономика использования отходов тита-
нового производства. - М.: Цветметинформация. 1969. -56 с.
8. Сергеев В.В., Галицкий Н.В., Киселев ВЛ., Козлов В.М. Металлургия ти-
тана. - М.: Металлургия, 1971. - С. 291-302.
9. Гониенко В.Г, Канюк АЛ., Сандлер РА. и др. Вторичная металлургия ти-
тана. - М.: Цветметинформация (депонент), 1974. - 130 с.
16. Глазунов С. Г., Важенин С.Ф., Зюков-Батырев ГД., Ратнер Я.Л. Приме-
нение титана в народном хозяйстве. - Киев: Техшка, 1975. - С. 126-131.
11 Алексеева ЮА. Новые способы переработки титанового скрапа за рубе-
жом // Цветная металлургия, 1975. - № 12. - С. 41-42.
12. Корнилов ИЛ. Титан. - М.: Наука, 1975, - 308 с.
13Глазунов С.Г., Зюков-Батырев ГД, Борисова ЕА. Вторичные титановые
сплавы для народного хозяйства / Титан для народного хозяйства. - М.:
Наука, 1976.-С. 98-105.
114
Колобов Пожуев В.И., Тэлин В.В.
14. Хорн Г. Переработка титановых отходов /Тиган. Металловедение и тех-
нология / Труды 3-й Международ, конф, по титану. 4.1. - М.: ВИЛС,
1977.- С.131-137.
\5 Андреев АЛ, Аношкин Н.Ф., Борзецовская К.М. и др. Плавка и литье ти-
тановых сплавов - М.: Металлургия, 1978. - С. 103-117.
16.Петрунько А.Н., Олесов Ю.Г., Дрозденко ВА. Титан в новой технике. -
М.: Металлургия, 1979. - С. 47-70,133-152.
17.Сергеев В.В., Безукладников А.Б., Мальшин В.М. Металлургия титана. -
М.: Металлургия, 1979. - С. 240-250.
{^.Устинов В.С., Олесов Ю.Г., Дрозденко ВА., Антипин Л.Н. Порошковая
металлургия титана. - М.: Металлургия, 1981. - 248 с.
19 . Бибиков ЕЛ, Глазунов С.Г., Неуструев АА. и др. Производство фасон-
ных отливок из титановых сплавов. - М.: Металлургия, 1983. - С. 90-96.
20 Г армата ВА., Петрунько А.Н., Галицкий Н.В. и др. Титан. - М.: Метал-
лургия, 1983.-С. 475-530.
21 .Кипарисов С.С., Бескин АЛ., Петров АП. Переработка титанового скра-
па. - М.: Цветметинформация, 1984. - 55 с.
22 .Байбеков М.К., Попов В.Д, Чепрасов И.М. Магниетермическое производ-
ство губчатого титана. - М.: Металлургия, 1984. - 96 с.
23 .Сандлер РА., Петрунько АН., Лихтерман В. А, Павлюченко АН. Перера-
ботка блоков губчатого тагана. - М.: Металлургия, 1987. - 158 с.
24 . Трубин А.Н., Фролов В.А., Мельников В.П. Переработка отходов титано-
вых сплавов методом вовлечения их в шихту // Цветные металлы, 1987. -
№3.-С. 68-71.
25 .Мальшин В.М., Завадовская В.Н., Пампушко НА. Металлургия титана. -
М.: Металлургия, 1991.-С. 187-205.
26 .Кол обое ГА. Первичная переработка отходов легких цветных металлов
(алюминия, магния, титана) / Учебное пособие для вузов. — Киев: УМК
ВО, 1992. - С. 70-94.
Титан вторичный. Часть 1
115
21 .Колобов Г.А., Бредихин В.Н., Чернобаев В.М. Сбор и обработка вторично-
го сырья цветных металлов / Учебник для вузов. - М.: Металлургия, 1993.
- С. 210-230.
28.Наука, щ
изводство и применение титана в условиях конверсии / Труды
1-й Международ, науч.-техн. конф, по титану стран СНГ. 4.1. - М.:
ВИЛС, 1994. - 574 с.
29 .Ильин А.А., Калачев Б.А., Носов В.К., Мамонов А.М. Водородная техноло-
гия титановых сплавов. - М.: МИСиС. 2002. - 390 с.
36 .Тарасов А.В. Металлургия титана. - М.: Академкнига, 2003. - С. 274-280.
31 .Родякин В.В., Гегер В.Э., Скрыпнюк В.М. Магниетермическое производ-
ство губчатого титана. - М.: Металлургия, 1971. - 216 с.
32 .Байбеков М.К., Попов В.Д., Чепрасов И.М. Производство четыреххлори-
стого титана. - М,: Металлургия, 1987. —128 с.
ЗЗ .Теслицкая М.В., Рючина Г.В. О ресурсах вторичного металлсодержащего
сырья (лома и отходов цветных металлов) И Цветная металлургия, 2002. -
№1.-С. 20-23.
34 .Перспектмвы производства магния и методы переработки отходов тигана
и его сплавов / Соболева КС. //Цветные металлы, 1989. - № 5. - С. 89-92.
35Александров А.В. Ассоциация «Титан» в современных условиях рынка
титана в СНГ /Сборник трудов Международ, науч. - техн. конф. «Титан
- 2005 в СНГ». - Киев, 2005. - С. 7-10.
36 .Полькин И. С. Перспективные направления исследований в области про-
изводства и применения титановых сплавов / Там же, С. 20-30.
37.Фалькевич Э.С. Письмо в редакцв
// Проблемы специальной электроме-
KI
таллургии, 1999. - № 2. - С. 70-72.
33 Аношкин НФ. Внедрение новых технологических процессов - важнейший
фактор экономии и рас
инк
ения производства титана //Цветная металлур-
гия, 1981, - №8.-С.34-37.
39.Glasser J. / Titanium Sci. and Technol. - N.Y. - L., 1973.- v.l.- p.285-297.
116
Колобов ГА., Пожуев BJf,t ТэлияВ.В.
4О.Макквиллэн А.Д., Макквиллэн М.К. Титан. - М.: Металлургиздат, 1958. -
458 с.
4\.Колачев Б.А., Ливанов В.. А., Буханова А.А. Механические свойства титана.
- М.: Металлургия, 1974. - 544 с.
42,Новый конструкционный материал - титан / Труды 8-го научно-
технического совещания по металлургии, металловедению и применению
титана. - М.: Наука, 1972. - 219 с.
43 .ГОСТ 1639-93 «Лом и отходы цветных металлов и сплавов. Общие тех-
нические условия».
44 .ГОСТ 23780-79 «Титан губчатый. Методы отбора и подготовки проб».
45 .Технологическая инструкция ТИ 34-4-77 «Классификация, сбор, хранение
и переработка отходов титановых сплавов».
46 . Колобов Г. А., Матвеев И. В., Печерица К А. Эффективность использо-
вания отходов титана и его сплавов / Економ1чна дощльшсть та нормати-
вно-правова забезпечешсть переробки вщхощв. - Киш: Тов. „Знания”
Украши, 2002. - С. 42-45.
47 . Колобов Г. А. Первичная переработка отходов цветных металлов / Учеб-
ное пособие для вузов. - Киев: УМК ВО, 1991. -172 с.
^.Колобов Г. А. Металлургия цветных металлов (введение в специальность)
/ Учебное пособие для вузов. - Запорожье: ЗГИА, 1998. - С. 186-194.
49 .Колобов Г. А. Металлургия цветных металлов / Учебное пособие для сту-
дентов ЗГИА. - Запорожье: ЗГИА, 2003. - С. 8,15-16.
50 .Гончаренко В. И. Квалифицированная сортировка металлического лома -
один из факторов повышения технико-экономических показателей в чер-
ной и цветной металлургии // Теория и практика металлургия, 2006. - №
1-2. - С. 3-9.
51 .Рубцов А. И, Олесов Ю. Г., Антонова М. М. Гидрирование титановых ма-
териалов. - Киев: Наукова думка, 1971. -127 с.
Титан вторичный. Часть I Ц7
52 .Колобов Г. А. Водородные технологии во вторичной металлургии редких
металлов / Водородная обработка материалов. - Донецк: ДНТУ, 1995. -
Ч. 1.-С. 26-27.
53 .Александров В. К, Аношкин Н. Ф., Бочвар Г. А. и др. Полуфабрикаты из
титановых сплавов. - М.: Металлургия, 1979. - 512 с.
54 Джонс М. М., Колот Я. А., Скрыпнюк С. О., Кобзистова С. П. // Цветная
металлургия, 1971. - № 7. - С. 52-55.
55 .Раскина Р. Д., Гайсинский В. Н., Гамольский А. М. Гидрохимическое обез-
жиривание стружки цветных металлов // Цветные металлы, 1980. - № 5. -
С. 87-88.
56 .Бредихин В. Н., Извеков Н. И., Лаушкина А. Я. Электродинамическая се-
парация лома и отходов цветных металлов за рубежом // Цветная метал-
лургия, 1982. - № 4. - С. 24-26.
57 .Leone О. Q., Couch D. Е. I U.S. Bur. of Mines Rept. Invest, 1973. - № 7711. -
P. 1-18.
5% .Колобов Г. А. Методические указания к расчету шихты для выплавки
слитков первичных и вторичных титановых сплавов с вовлечением в
шихту отходов. - Запорожье: ЗИИ, 1985. - 20 с.
59 . Колобов Г. А. Металлургия редких металлов / Методические указания к
практическим занятиям и выполнению курсовой работы для студентов
ЗГИА. - Запорожье: ЗГИА, 2003. - 36 с.
60 . Кол обое Г. А., Комаров А. Б., Печерица К А. Выплавка слитков титано-
вых сплавов с вовлечением в шихту отходов / Досвзд i проблеми перероб-
ки ввдход1в машинобуд1вного i вШськово-промислового комплекав та xi-
м1чно'1 промисловосп Украйш. - Кшв: Тов.,Знания” Украйти, 2003. - С.
21-26.
6\ .Белов А. Ф. Новая технология металлургической переработки титана //
Цветные металлы, 1976. - № 3. - С. 1-5.
62 .Глазунов С. Г., Моисеев В. Н. Конструкционные титановые сплавы. - М.:
Металлургия, 1974. - 368 с.
118
Колобов ГЛ., Пожуев В.И., Тэлин В.В.
63 .Солонина О. П., Глазунов С. Г Жаропрочные титановые сплавы. - М.:
Металлургия, 1976. - 447 с.
64 Jaffee К J. Report on the 4-th International Conference on Titanium. - Kyoto,
Japan, 1980.
65 .Трубин A. H, Пузанов И. Ю. Особенности распределения кислорода в
слитках титановых сплавов И Титан, 2003. - № 1.
66 .Береславский А. Л., Кудрявцев А. С., Привалова Т. М, Ушков С. С. Пред-
варительная оценка возможности выплавки слитков титановых сплавов
методом электронно-лучевой плавки // Металлообработка, 2002. - № 1. -
С. 42-45.
67 .Мусатов М.И., Миляева Т.Н., Филющенко Н.П. Плавка титановых сплавов
/ Аналитический обзор. - М.: ВИЛС, 1976. -102 с.
6%.Мусатов М.И., Фридман А.Ш., Фролов В.А., Миляева Т.Н. Состояние тех-
нологии производства слитков титановых сплавов за рубежом // Техноло-
гия легких сплавов, 1990. - №8. - С.60-76.
69 .Феоктистов Ф.Г., Каринский В.Н. Переплав отходов титанового произ-
водства. Способы и устройства // Технология легких сплавов, 1981. - №6.
- С.68-78.
70 .Найденов В.В. Способы переплава титановых отходов И Теория и практи-
ка металлургии, 2002. - №4. - С.63-66.
7 Колобов Г.А., Печерица К.А. Перспективные способы плавки для утили-
зации титановых отходов / Новые тенденции и проблемы экологии и ра-
ционального использования вторичных ресурсов. Основные направления
развития и технического перевооружения предприятий вторичной метал-
лургии. - М.: МИСиС, 2005. - С.22-23.
72.Колобов Г.А. Принципиальные особенности получения слитков титано-
вых сплавов с вовлечением в шихту вторичного сырья ! Металурпя та
осв1та. Проблеми i перспективи, - ЗапорЬкжя: ЗД1А, 2006. - С.67.
73.Колобов Г. А., Печерица КА. Особенности использования отходов в шихте
для выплавки слитков первичных и вторичных титановых сплавов / Me-
Титан вторичный. Часть 1
119
таллургия легких металлов. Проблемы и перспективы. - М.: МИСиС,
2006. - С. 245-246.
7 4. Медовар Б. И. Сравнение различных способов переплава титанового
скрапа // Проблемы специальной электрометаллургии, 1992. - № 3. - С.
105.
75Латон Б. Е, Медовар Б. И., Саенко В. Я., Кумыш В. И. Получение слит-
ков титана и его сплавов путем переплава титановой губки и скрапа //
Проблемы СЭМ, 1995. - № 3. - С. 14-23.
7 6.Алек с ан дров А.В., Фридман А.Ш., Фролов В.А. Производство слитков ти-
тановых сплавов из шихты на базе амортизационного лома с целью сни-
жения себестоимости // Технология легких сплавов, 2000. - №6. - С.14-17.
77. Чучурюкин А. Д, Калачева Г. Д, Лелецкая С. В., Краснова Л. И. Качество
слитков титановых сплавов, выплавленных с введением отходов / Вопро-
сы металловедения и технологии легких и жаропрочных сплавов. - М.:
Металлургия, 1980.-С. 88-91.
78.Электронная плавка металлов / Перевод с англ, под редакцией
М.А.Маураха. - М.: Мир, 1964. - 357 с.
79 .Смелянский М.Я., Елютин А.В., Кручинин А.М. и др. Электронные пла-
вильные печи. -М.: Энергия, 1971. - 167 с.
80Латон Б.Е., Тригуб Н.П., Козлитин ДА. и др. Электронно-лучевая плав-
ка. - Киев: Паукова думка, 1997. - С. 171-176.
Левицкий Н.И., Мирошниченко В.И., Яковлев В.Т. Опыт плавки титановых
сплавов в электронно-лучевой установке на базе печи ИСВ - 0,04 /Плавка
и рафинирование литейных сплавов. - Киев, 1990. - С.53-61.
82Латон Б.Е., Тригуб НЛ., Ахонин С.В. и др. Некоторые тенденции разви-
тия металлургического передела титана //Проблемы СЭМ, 1996. - №1. -
С.25-31.
83.Красовский А.В., Сергиенко С.Н., Веселовский А.Н. Производство круп-
ных слитков электронно-лучевым переплавом в печи ЕМО-30 /Специаль-
120
Колобов Г.А., Пожуев В.И., Тэлин В. В.
ЯК2
/Специальная металлургия: вчера, сегодня, завтра. - Киев, 2002. - С.230-
232.
%4Жалинюк А.Н, Развитие электронно-лучевой плавки титана и его сплавов
/Там же, С. - 233-238.
ZSJIamoH БЕ, Тригуб Н.П., Ахонин С.В. Перспективные технологии элек-
тронно-лучевой плавки титана //Титан, 2003. - №2. - С.20-25.
^б.Варич И.Ю., Ахонин С.В., Тригуб Н.П., Калинюк А.Н. Испарение алюми-
ния из сплавов на основе титана в процессе электронно-лучевой плавки с
промежуточной емкостью //Пу
блемыСЭМ, 1997. -№4.-С.15-21.
87 .Патон Б.Е., Тригуб Н.П., Замков В.Н и др. Развитие технологии элек-
тронно-лучевой плавки титана //Проблемы СЭМ, 2000. - №2. - С.34-40.
88 .Тригуб Н.П., Дереча А.Я., Калинюк А.Н. и др. Рафинирование титана в
электронно-лучевых печах с п
межуточной емкостью //Проблемы СЭМ,
1998.-№2.-С.16-20.
89Калинюк А.Н., Тихоновский А.Л., Тригуб Н.П. и др. Утилизация отходов
титанового производства методом электронно-лучевой плавки с проме-
жуточной емкостью //Проблемы СЭМ, 1991. - №1. - С.59-63.
90Лакамский В.И. Плазменно-дуговой переплав. - Киев: Техтка, 1974. -
336 с.
91 Лакомский В.И., Забарило О.С., Жердев А.В. и др. Получение вторичного
титана методом плазменно-дугового переплава //Проблемы СЭМ, 1976. -
№4. - С.94-96.
92Должиков В.В., Латаш Ю.В., Шехтер С.Я. и др. Некоторые исследова-
ния технологии выплавки слитков вторичного титана на установке У-599
//Проблемы СЭМ, 1983. - №18. - С.85-88.
93 Латаш Ю.В., Константинов В.С., Галкин П.Н. и др. Применение плаз-
менно-дуговой технологии при выплавке слитков титана из отходов тита-
нового производства //Проблемы СЭМ, 1985. - №3. - С.65-70.
Титан вторичный. Часть I
121
94 .Тэлин В.В., Латаш Ю.В., Константинов В.С., Шаповалов В.А. Примене-
ние независимого источника теплоты для утилизации отходов губчатого
титана //Проблемы СЭМ, 1989. - №2. - С.68-73.
95 .Тэлин В.В., Константинов В.С., Макаренко В.П. и др. Применение неза-
висимых источников нагрева для утилизации отходов титанового произ-
водства //Проблемы СЭМ, 1990. - №2. - С.80-85.
96 .Шейко И.В., Латаш Ю.В., Константинов В.С., Степаненко В.В. К во-
просу о применении независимых источников нагрева для утилизации
промь
IH
ленных отходов титана и его сплавов //Проблемы СЭМ, 2001.
№1.-С.27-31.
97 .Технология переплава губчатого тигана в титановые слитки с гарантиро-
ванным уровнем свойств //Проблемы СЭМ, 1996. - №2. - С.74.
9%.Власенко А.Ю., Забарило О.С., Степанова С.А. К вопросу об оптимиза-
ции процесса плазменно-дугового переплава отходов сплава ВТ6
//Проблемы СЭМ, 1992. - №3. - С.72-75.
99 .Клайтес П.Дж. Индукционно-шлаковый переплав титана / Вакуумная
металлургия. Перевод с англ. - М.: Металлургия, 1973. - С.93-103.
100 .Латаш Ю.В., Шейко И.В.,Вернадский В.Н и др. Индукционный пере-
плав в секционном кристаллизаторе, возможности и перспективы приме-
нения его для переплава титановых отходов // Проблемы СЭМ, 1986. -
№2. - С. 64-70.
101 . Резниченко В.А., Ковнеристый Ю.К, Кудрявцев Ю.Н. Комплексные
технологии получения титанатов, титана, новых материалов и полуфаб-
рикатов //Титан, 2005. - №2. - С.74-80.
102 . Медовар Б.И., Латаш Ю.В. Электрошлаковый переплав. - М.: Метал-
лургия, 1970. - 240 с.
ЮЗ.Л&доод? Б. И., Шепелев В.В., Саенко В.Я., Помарин Ю.М. Дугошлако-
вый переплав титана и его сплавов //Проблемы СЭМ, 1992. - №2. — С.13-
15.
122
Колобов ГЛ., Пожуев В.И., Талон В.В.
104. Билоник И.М., Волков В.П., Пачев В.И. и др. Утилизация титановых от-
ходов электрошлаковым способом //Цветная металлургия, 1990. - №9. -
С.75-76.
105. Шевчук В. И., Науменко И.А., Билоник ИМ. и др. Экономическая оценка
утилизации титановых отходов электрошлаковым способом //Цветная ме-
таллургия, 1990. - №9. - С.76-77.
106. Куцова В.З., Белокуров ДЕ., Шаповалов А.В. и др. Переработка отходов
титанового литья в слитки способом ЭШП с нерасходуемым электродом
/Наследственность в литых сплавах. - Куйбышев, 1990. - С.45-48.
107. Колобов Г.А., Печерица А.И, Печерица КА. Утилизация титановых от-
ходов методом электрошлакового переплава в слитки / Экология про-
мышленных предприятии. Утилизация отходов. Очистка сточных вод.
Защита воздушной среды. - Киев: Общество «Знание» Украины, 2005. -
С.22-24.
108. Медовар П.Б., Саенко В.Я., Помарин Ю.П., Ус В.И. Перспективы при-
менения металлического кальция и РЗМ при ЭШП //Проблемы СЭМ,
2000.-№4.-С.18-29.
109. Рябцев А.Д., Троянский А.А., Пашинский В.В. и др. Использование элек-
трошлаковой технологии для рафинирования титана и титановых сплавов
от обогащенных азотом вкг
К»
чений //П
лемы СЭМ, 2002. - №3. - С. 10-
13.
110. Патон Б.Е., Медовар Б.И., Бенц М.Г. и др. ЭШП титана: вчера, сегодня,
завтра //Проблемы СЭМ, 1999. - №2. - С.3-8.
111. Неуструев А.А., Ходоровский Г.Л. Вакуумные гарниссажные печи. -
М.:Металлургия, 1967. - 235 с.
112. Пушкин И.Л. Физико-математические основы САПР и АСУТП дуговой
гарниссажной плавки титана /Новые материалы и технологии НТМ -
2000. - М.:ЛАТМЭС
,2
0.-С.70-71.
©
ИЗ. Мусатов М.И., Морозов Е.И., Фридман А.Ш. и др. А.с.№392108 СССР.
Опубл, в БИ, 1973. - №32. - С.57.
Титан вторичный. Часть /
123
114. Мусатов М.И., Фридман А.Ш., Чубаров В.Н. Качество слитков, полу-
ченных литьем из гарниссажной печи /Титан. Металловедение и техноло-
гия. - Мг.ВИЛС, 1977. - ч.1. - С.115-118.
115. Морозов ЕЛ., Мусатов МЛ., Чучурюкин А.Д. легких
сплавов, 1977. - №11. - С.36-38.
116. Чубаров ВЛ., Мусатов МЛ„ Фридман А.Ш., Миляева ТЛ. Получение
слитков на основе титана методом ГРЭ /Вопросы металловедения и тех-
нологии легких и жаропрочных сплавов. - М.:Металлургия, 1980. - С.85-
88.
117. Мусатов МЛ., Фридман А.,Ш., Сухоросов БЛ. Выплавка слитков ти-
тановых сплавов в большегрузных гарниссажных печах //Цветные метал-
лы, 1991. - №12. - С.20-22.
118. Фридман А.Ш., Костанцы М., Орелъя Ф. Гарниссажная плавильная ус-
тановка для производства титановых слитков //Титан, 2002. - №1.
119. Мусатов МЛ. Приготовление сплавов порционным легированием при
плавке способом ГРЭ //Технология легких сплавов, 2000. - №6. - С. 13-14.
Научное издание
Герман Александрович Колобов
кандидат технических наук, профессор
Владимир Иванович Пожуеи
доктор физико-математических наук, профессор
Владислав Владимирович Тэлви
кандидат технических наук,
генеральный директор КП «Запорожский титано-магпневый комбинат»
ТИТАН
ВТОРИЧНЫЙ
Часть 1
МОНОГРАФИЯ
Подписано к печати 25.12.2006 г. Формат 60x84 1/32. Бумага офсетная.
Усл.-печ. л. 6,8. Тираж 300 экз.
Издательский договор № 729.
Отпечатано в типографии
Запорожской государственной инженерной академии
с оригинал-макета авторов
69006, Запорожье, пр. Ленина, 226.
РИО ЗГИА, тел. 2238240