/









































































































































































































Автор: Бредихин В.Н. Маняк Н.А. Кафтаненко А.Я.
Теги: металлургия общая технология основы промышленного производства химия медные сплавы
ISBN: 996-8388-12-7
Год: 2006



Текст
а
6
а
II
Периодическая система элементов Д.И. Менделеева
группы
б
а
III
б
а
IV
б
а
V
б
а
VI
б
а
VII
б
а
VIII
1
2
3
4
5
6
7
2 Li 3 28' } Be 901216 1 БЕРИЛЛИЙ 4 2S'
6В4Г! ЛИТИЙ
a Na 11 Mg 12
5 «2 9ВУ7/ 1 HAIWM 38’ j 24 303 МАГНИИ 38
4 К 19 Ca 20
39 0ЭДЗ 1 48’ ; 40 0/B 4 КАЛЬПЦ»» 48
в
1 Не
1S'
2
1S
1 00794’7
ВОДОРОД
4 002602 2
ГЕЛИЙ
В 5 , 10.811't 2S 2р’ ! 160 Р А1 13 «6 90164 1 3S?3p 2 I АЛЮМИНИЙ С 6 12.0111 2S 2р УГЛГРВД 2 Si 14 мы з 3S3p j КРЕМНИЙ 5 N Л 14.0087 1 2S 2р* [дзет IP 1 30 97379 1 3S Зр> ФОСФВР О 8 15,8994’3 2S 2Р ( 1 КИСЛОРОД 2 S 16 З2,оое е 3S Зр4 | СЕРА а 1 1 4 I 3 ) F 9 8.999403 1 2S 2p5 7 РТВР 2 С1 17 15 453 1 3S3p J <ЛОР ° Ne ю 20179'1 2S22p HEQH 2 Ar 18 35.453 1 3S 3pa 8 АРгпн
29 Cu 30 ZniGa
3d 4s4 o 3d 4s'
□имя |Ml|j
е Rb
7 47
8 Cs
37/St
58
В7.В2 1
ГГ1 IIIUHH
38
6S
Ba 86,
13/ЗЭ‘1 вв , '1
•АГИЙ
10
Fr л 871 Ra *881
WifiW 7в‘Р иппйИ 7в „
'франции i 'радии i
1 ФРАНЦИИ
22
l"3d‘4e*
24
э» миронов
по оболочкам
47 883 I' 3d'4s
s
50 941 1 | 3d'4s’
Сг 25 Мп
51 9981 8 Ь 3d4s 54 9380'1
XI 1М 2
Вг
79.904 1
SissM бром
49
81?,
?° J’4d5»2 [? Zf /I 9V2X2 J*4d5S uieiitNMH ’
Sn 50. Sb
118,7107 5s’5p ? 't n •
O/lGH- J СУГЬИА
k72 Hf?3
j"5d'6e’ 17849 3 1» 5d‘6s'
I 2 1 |'АФ»«1И | 2
Pb 82Bi
207 i 6s 6p' } Иоч-04 1
ceiecj I ВИСМУТ
Nb,42 Moi,,43 Tc
92 i 4d’5s 95 941 4d 5fi 97 9072
- M.iMLOIH 2 ТЕХНЕЦИИ
51
5s 5p
180 94 *» 1
TaiAa
83
6s 6p* _
Р®1|
КЧРЧМОНИИ
1105 Ns
Рва?»' [аг]
! нильс1^'й
W
183 85 3
ВОЛЬФРАМ
Ге
7 74
12 ’
IB 5d46s
i*i
Ро* 84,
208 9824 Г *" 4 "
ПОЛОНИИ 2
6s6p4 « 209.9871
2 AC TAI
I106
j’ecW
электронов
по застраивающимся
и ближайшим
подобо ломкам
4В 4р J8
2
||.mw Fe 27 Co,28 Ni J»3d74s2 58J9324 jB3d*4s' 58 691 и 1 2 H"
Kr 36. 83.80 1 4s'4pQ J8 КРИПТОН • черные металлы - радиоактивные элементы (ПИпроаиы»)
44 Ru 45 Rh 46 Pd ^•4rf5e im'nsr», ;• M *Se‘
Xe 54. 13129 3 Ss^Sp" ’» КГТНПН 2 - легкие цветные металлы - тугоплавкие цветные металлы - тяжелые цветные металлы
53,
,18
5s 5p J8
2
128 9045 1
И iff
6s 6p ie
222.0176
РАДОН
- редкие рассеяные
- редкоземельные (РЗМ)
- благородные металлы
6s бр 1
2
0107
[263[ J“6d’7s;
[262]
Ь1О8
J86d 7s
2
[265]
|Ю9
18 6d 7s2
2
’ЛАНТАНОИДЫ
* * А К Т И Н О И Д Ы
В.Н. Бредихин, Н.А. Маняк, А.Я. Кафтаненко
МЕДЬ
ВТОРИЧНАЯ
Донецк — 2006
УДК 669. 331/.334
ББК 30.69
Бредихин В.Н., Маняк Н.А., Кафтаненко А.Я.
С24 Медь Вторичная: Монография / Бредихин В.Н., Маняк Н.А., Кафтаненко А.Я
- Донецк: ДонНТУ, 2006,416 с.
ISBN 996-8388-12-7
В книге изложены теория и практика подготовки, первичной переработки и ме-
таллургических переделов: пиро- , гидрометаллурии, огневого и электролитического
рафинирования вторичной меди. Описаны методы и аппаратурное оформление полу-
чения рафинированной меди. Рассмотрены вспомогательные процессы при производст-
ве вторичной меди и её сплавов. Книга предназначена для научных и инженерно-
технических работников, специализирующихся в области разработки технологии,
оборудования, проектирования процессов переработки медьсодержащих отходов, а
также для студентов и аспирантов по специальности металлургия цветных металлов.
Таблиц 107, илл. 145, библ. 64 назв.
ББК 30.69
Secondary Copper: Monograph / V. Bredykhin, N. Manyak, A. Kaftanenko- Donetsk:
DonNTU, 2006,416 p.
ISBN 996-8388-12-7
The book presents the theory and practice of preparation, primary treatment and
metallurgical processing: pyro-, hydrometallurgy, fire and electrolytic refining of secondary
copper. The methods and corresponding equipment for refined copper production have been
described. The auxiliary processes in manufacturing of secondary copper and its alloys are
described. The book is intended for scientists and engineers, who are specialized in the field
of development of the process, equipment and design of the processes for treatment of copper
comprising wastes as well as for students and post graduate students of the non-ferrous
metallurgy specialty
Tabl. 107, F. 145, Ref. 64.
Рецензенты:
Рабинович А.В.,докт. техн, наук, проф., зав. кафедрой МЦМ (НМетАУ)
Колобов Г.А., профессор кафедры МЦМ (ЗГИА)
Рекомендовано к печати учёным советом Донецкого национального технического университета.
Книга издана при поддержке
ОАО «Артёмовский завод по обработке цветных металлов»
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.....................................................7
Глава 1. МЕДЬ. СВОЙСТВА.....................................10
1.1 .Общие сведения..................................10
1.2. Атомная структура и физические свойства меди....12
1.3. Характеристика марок меди.......................18
1.4. Влияние примесей на структуру и свойства меди...21
1.5. Соединения меди и их свойства...................28
1.6. Механические свойства меди......................30
1.7. Электрические свойства меди.....................36
1.8. Химические свойства меди........................40
1.9. Технологические свойства меди...................41
1.10. Способы получения меди.........................42
Глава 2. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПЕРВИЧНОЙ
ОБРАБОТКИ...................................................44
2.1. Классификация отходов цветных металлов............44
2.2. Источники образования и ресурсы вторичных цветных
металлов................................................50
2.3. Технология и оборудование первичной обработки отходов меди.54
2.3.1. Сортировка лома и отходов.....................54
2.3.1.1. Пиротехнический контроль.................54
2.3.1.2. Радиационный контроль....................56
2.3.1.3. Видовая сортировка.......................62
2.3.2. Оборудование для сортировки...................69
2.3.2.1. Классификация сырья по крупности.........73
2.3.3. Разделка и компактирование отходов меди.......79
2.3.3.1. Огневая резка............................79
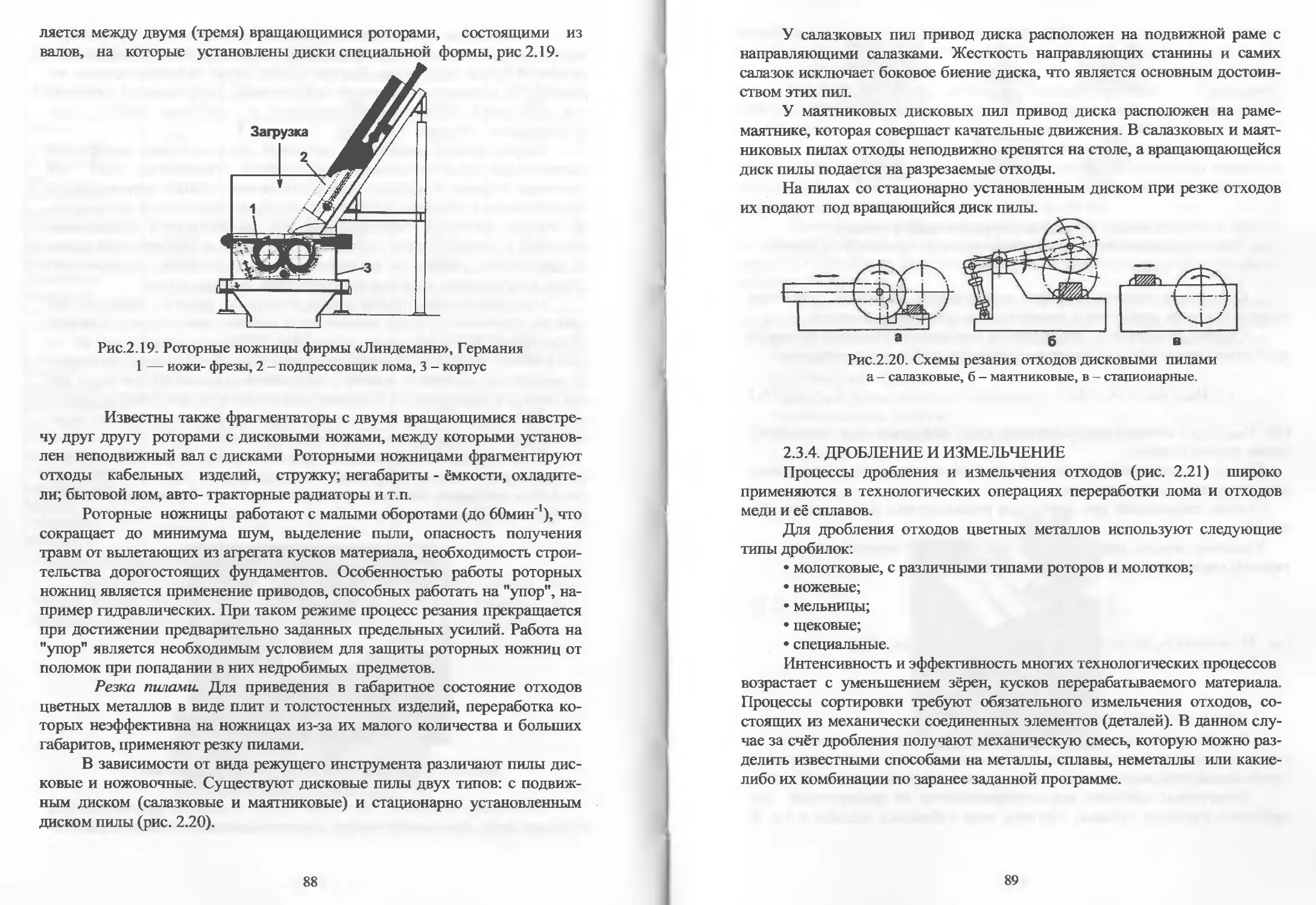
2.3.3.2. Механическая резка.......................82
2.3.4. Дробление и измельчение.......................89
2.3.4.1. Молотковые дробилки......................90
2.3.4.2. Барабанные мельницы.....................102
2.3.5. Специальные методы разделки..................105
2.3.5.1. Пакетирование...........................106
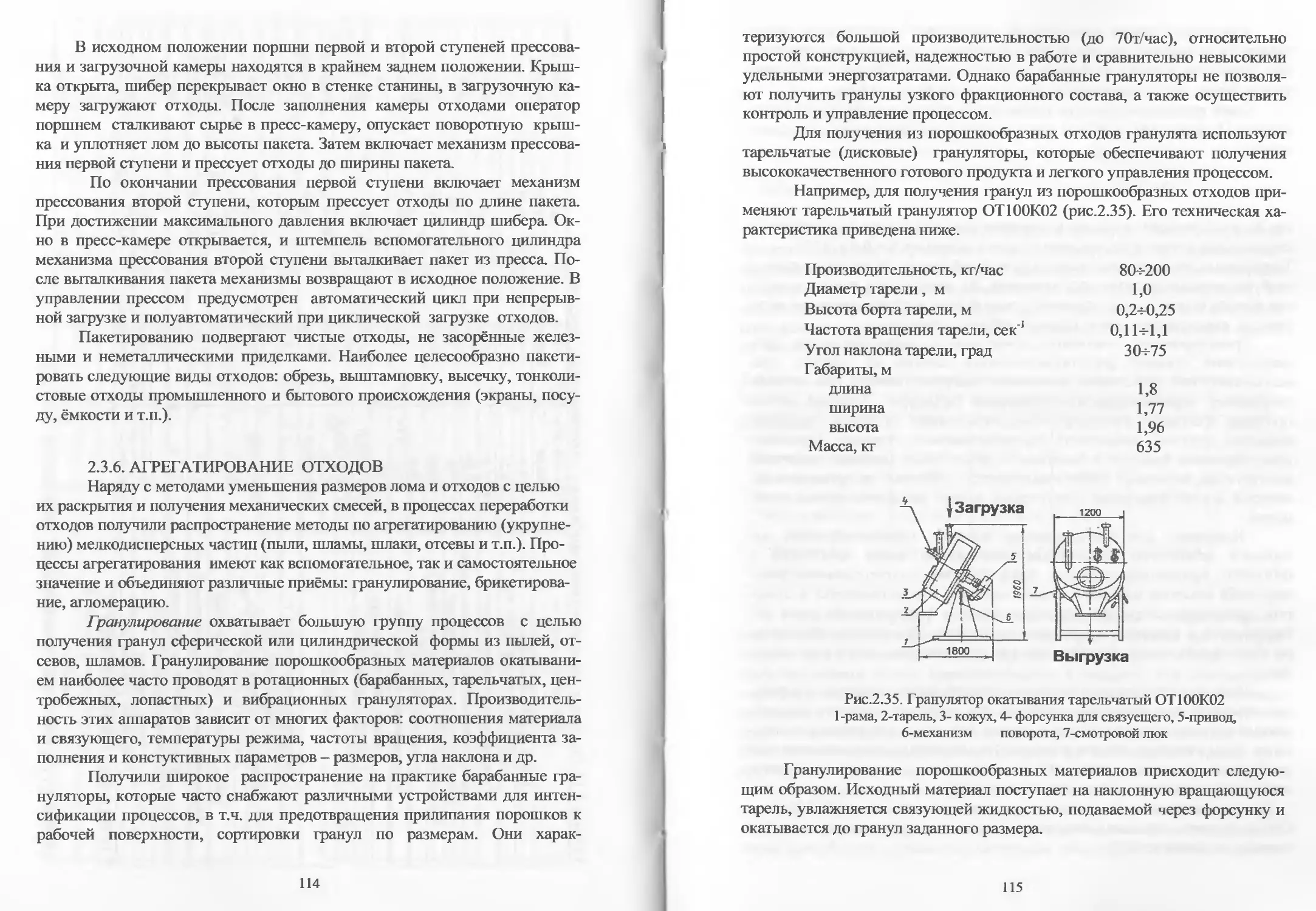
2.3.6. Агрегатирование отходов......................114
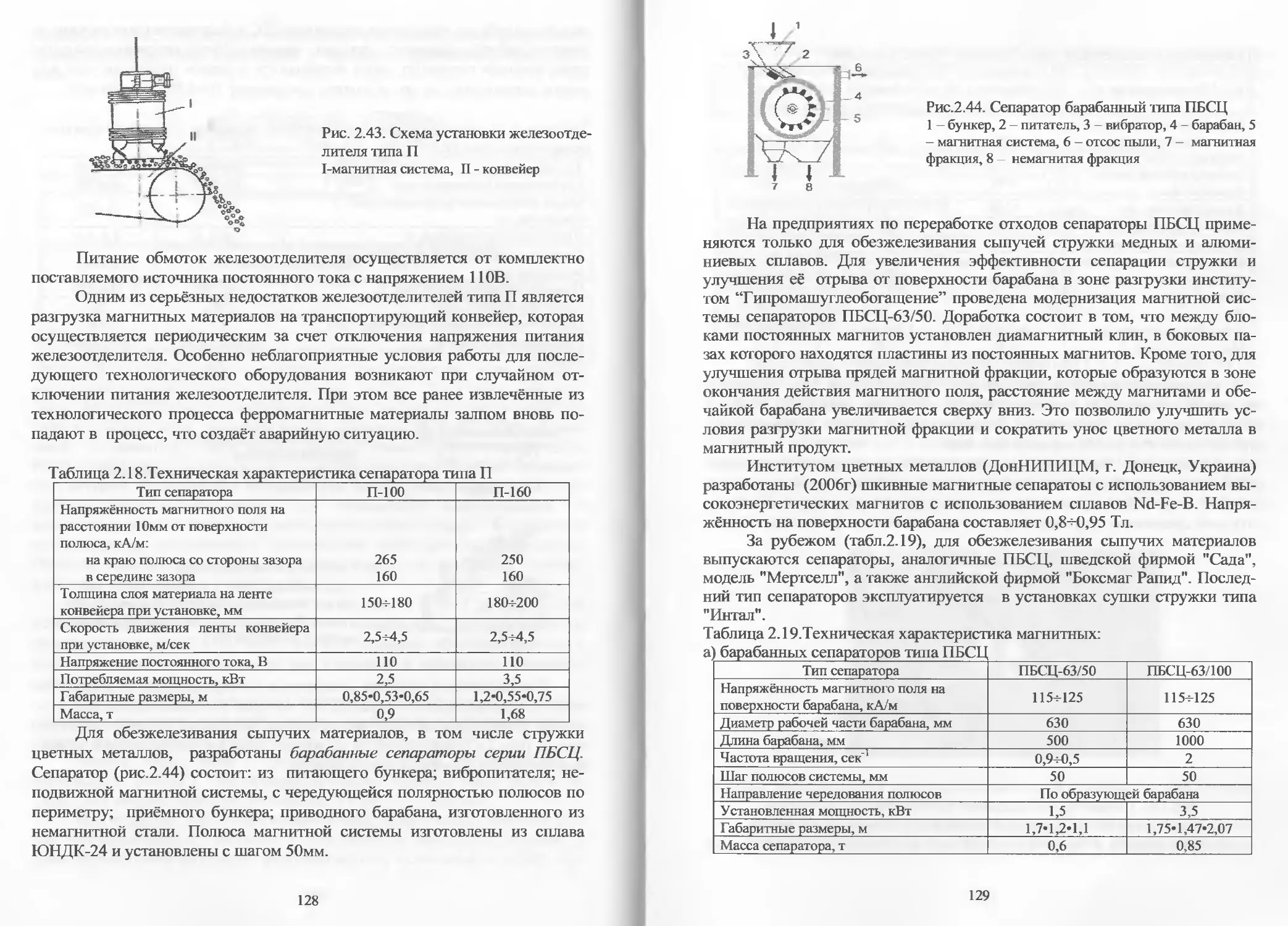
2.4. Сепарация лома и отходов.........................121
2.4.1. Сухие методы сепарации.......................121
2.4.1.1. Магнитная сепарация...........................121
2.4.1.2. Пневматическая сепарация......................138
2.4.1.З. Информационные методы сепарации...............141
2.4.2. Мокрые методы сепарации.............................145
2.4.2.1. Магнитогидростатическая сепарация.............146
2.4.2.2. Удаление влаги и масла........................150
Глава 3. ОТРАЖАТЕЛЬНАЯ И ШАХТНАЯ ПЛАВКА МЕДИ.....................157
3.1. Отражательная плавка...................................157
3.2. Непрерывный процесс плавки и рафинирования.............158
3.3. Шахтная плавка.........................................161
3.3.1. Шихта для шахтной плавки............................167
3.3.2. Процессы, протекающие при шахтной плавке............170
3.3.3. Тепловой баланс шахтной печи........................174
3.3.4. Шлаки шахтной плавки................................176
3.3.5. Требования к шлакам шахтной плавки..................177
3.3.6. Вязкость шлаков.....................................180
3.3.7. Оборудование шахтных печей..........................184
3.3.8. Обслуживание шахтных печей..........................187
3.3.9. Неполадки в работе шахтной печи.....................190
3.3.10. Технико-экономические показатели работы шахтной печи.193
3.4. Электротермия..........................................199
Глава 4. КОНВЕРТИРОВАНИЕ ЧЁРНОЙ МЕДИ
4.1. Основные понятия......................................200
4.2. Процессы, протекающие при конвертировании черной меди.201
4.3. Технология и оборудование конвертирования черной меди.211
4.4. Обслуживание конвертера...............................216
4.5. Неполадки в работе конвертера.........................218
4.6. Основные технико-экономические показатели при
конвертировании чёрной меди......................................221
Глава 5. ОГНЕВОЕ РАФИНИРОВАНИЕ КОНВЕРТЕРНОЙ МЕДИ....225
5.1. Основные понятия......................................225
5.2. Процессы, протекающие при огневом рафинировании меди....227
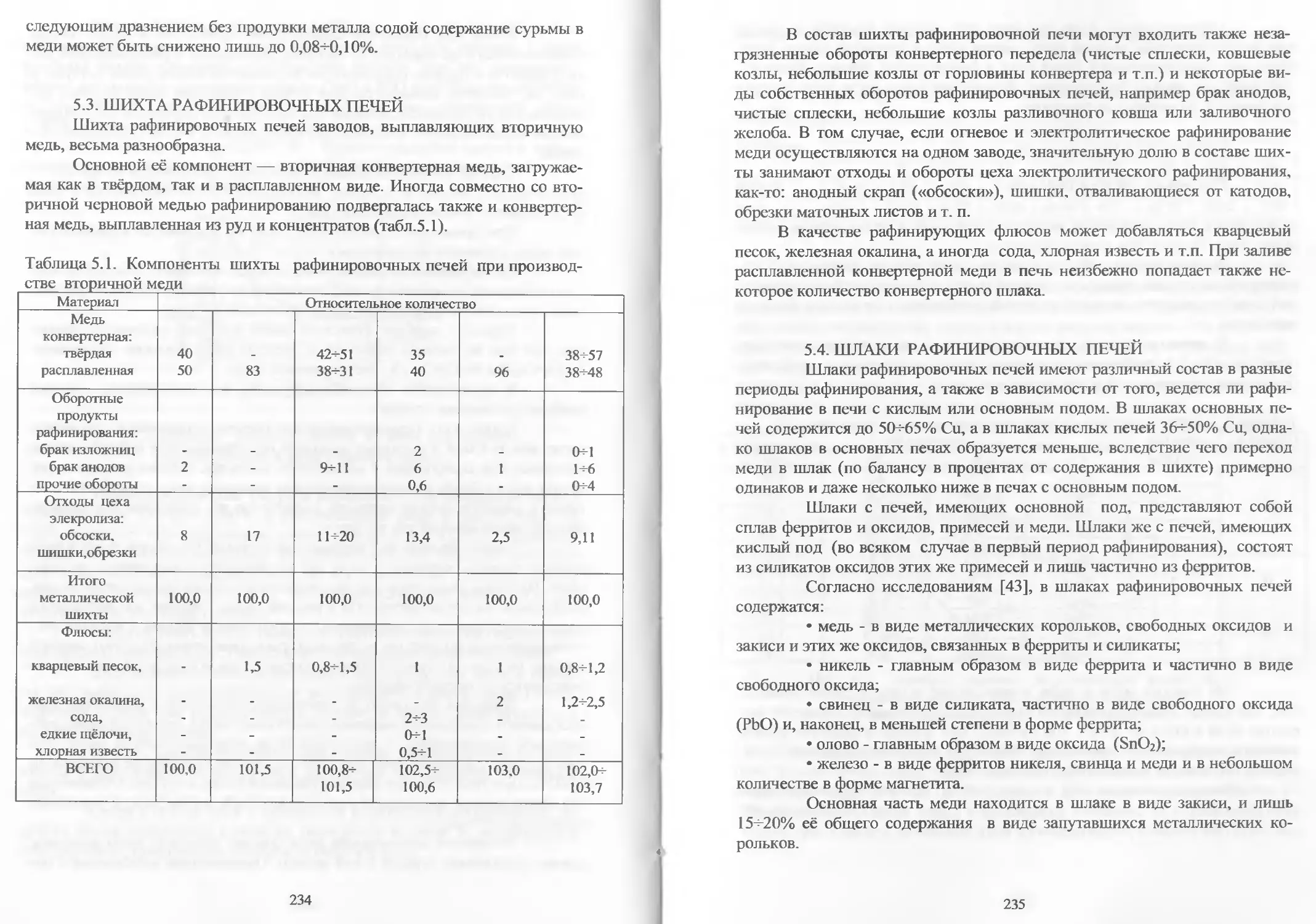
5.3. Шихта рафинировочных печей............................234
5.4. Шлаки рафинировочных печей............................235
5.5. Использование натриевой селитры........................238
5.6. Практика огневого рафинирования меди...................244
5.6.1. Оборудование......................................244
5.6.2. Подготовка топлива к сжиганию.....................254
5.6.3. Обслуживание рафинировочных печей.................257
5.6.4. Дразнение меди....................................264
5.6.5. Восстановление меди...............................268
5.6.6. Разливка анодной меди.............................272
5.7. Технико-экономические показатели огневого рафинирования....275
Глава 6. ЭЛЕКТРОЛИТИЧЕСКОЕ РАФИНИРОВАНИЕ МЕДИ......................282
6.1. Основные понятия.....................................282
6.2. Основные реакции процесса электролиза................283
6.3. Поведение примесей при электролизе...................290
6.4. Изменение состава электролита........................297
6.5. Отбор электролита в отделение регенерации............298
6.6. Отделение регенерации электролита....................299
6.7. Электролиз с нерастворимыми анодами..................300
6.8. Переработка электролита на купорос...................301
6.9. Расчет расхода электроэнергии цеха электролиза и его
производительности.................................................309
6.10. Режимы электролитического рафинирования вторичной меди. ..314
6.11. Практика работы цеха электролиза........................327
6.11.1. Конструкция ванн, электродов и расчет их количества.327
6.12. Обслуживание электролитных ванн.....................342
6.13. Организация труда в электролизном цехе..............347
6.14. Технико-экономические показатели электролитического
рафинирования меди..........................................351
6.15. Охрана труда и техника безопасности в цехе электролиза..356
6.16. Перспективы развития технологии электролитического
рафинирования меди..........................................356
Глава 7. ВСПОМОГАТЕЛЬНЫЕ ПРОЦЕССЫ ПРИ ПРОИЗВОДСТВЕ
ВТОРИЧНОЙ МЕДИ....................................................361
7.1. Пылеулавливание. Переработка пыли из отходящих газов.363
Глава 8. СОПУТСТВУЮЩИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРИ
ПРОИЗВОДСТВЕ МЕДИ.................................................368
8.1. Переплавка медных катодов на вайербарсы..................368
8.2. Переплавка катодов в дуговых печах....................368
8.3. Переплавка катодов в шахтных печах.......................369
8.4. Оборудование для производства бескислородной меди.....371
8.5. Плавка катодов в вакууме.................................373
8.6. Полунепрерывное и непрерывное литьё меди и её сплавов.376
8.7. Производство медной катанки..............................379
8.8. Комплексная переработка вторичного медного сырья.........380
8.9. Электрохимическая переработка медных сплавов.............383
8.10. Переработка отработанного электролита (зарубежный опыт).387
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ........................................391
СПИСОК ЛИТЕРАТУРЫ....................................................404
ВВЕДЕНИЕ
Основное назначение вторичной цветной металлургии - сбор, заго-
товка, первичная обработка и производство сплавов и полуфабрикатов с
использованием лома и отходов цветных металлов.
В настоящее время заготавливают лом и отходы практически всех
цветных металлов. Учитывая ограниченность запасов рудного сырья и
особенно богатых месторождений, лом и отходы цветных металлов приоб-
ретают всё большее значение в удовлетворении потребности народного
хозяйства в меди, алюминии, свинце, цинке и драгоценных металлов.
Особое место в жизни человечества с древнейших времён занимали
медь и её сплавы. Целый период в истории цивилизации назван именем
сплава меди с оловом - бронзовый век. На протяжении всей истории раз-
вития человека медь и её сплавы успешно использовались как в быту (по-
суда, инструменты, орудия обработки земли и т.п.), так и в изделиях
военного назначения - мечи, пушки, гильзы и др. Учитывая особую роль
меди в военных изделиях (снаряды, гильзы, патроны, пули), её именуют
как элемент выстрела.
С развитием электротехники XIX-XX в.в. потребление меди для
производства проводников тока, кабелей, двигателей, генераторов и т.п. из
года в год увеличивалось.
В XX в. потребность в меди, в связи с развитием радио, стала ещё
более значительной.
Открытие в середине XX в. полупроводников, а затем освоение мик-
росхем, и переход на компьютеризацию и миниатюризацию потребовало
от металлургов не только увеличивать объёмы производства меди, но и
резко улучшить качественные характеристики меди и её сплавов.
С другой стороны, возросли объёмы образования отходов производ-
ства (стружка, брак изделий, шлаки и т.п.) и отходов потребления — лома.
При этом, если отходы производства практически сохраняют свои
физические характеристики (вид отходов, химический состав) на протяже-
нии столетий, то отходы потребления (лом) — понятие социальное. Физи-
ческие характеристики лома отражают уровень развития общества, техни-
ки и технологии. Так, например, телевизор 50-х годов XX столетия содер-
жал порядка 5-10кг меди, а в начале XXI ст. телевизор содержит уже до
1кг меди.
При этом медь и её сплавы в радио- и электротехническом ломе
представляют сейчас многокомпонентный лом, который рассредоточен по
объёму изделия в виде напылений, покрытий, микроприводов, миниатюр-
ных трансформаторов, катушек, разъёмов и т.п. Следовательно, переработ-
ка (утилизация) таких отходов требует разработки специальной техноло-
гии и оборудования. Тем не менее, утилизация отходов технически и эко-
логически выгодна.
7
Все отходы обладают потенциальной потребительской стоимостью
и поэтому их необходимо вовлекать в народнохозяйственный оборот пу-
тём проведения необходимых организационных и технических мероприя-
тий. При использовании отходы или их отдельные компоненты становятся
полноценным сырьём, так называемыми вторичными сырьевыми ресурса-
ми. Лом и отходы, это своего рода “консервы” промышленности.
К числу наиболее важных их видов, имеющих народнохозяйствен-
ное значение, относится металлическое и металлосодержащее вторичное
сырье, включающее в себя все отходы при производстве и обработке ме-
талла, а также выбывающие из сферы производственного и бытового по-
требления различные металлоизделия - лом. Однако, часто отходы, обра-
зующиеся при металлургических переделах, в литейном производстве и на
машиностроительных заводах используются непосредственно в их произ-
водстве повторно и относятся к оборотным отходам.
Следовательно использование вторичных металлосодержащих ре-
сурсов диктуется следующими экономическими и техническими причи-
нами:
• частичное покрытие потребности в сырье, а сырьё в себестоимости
продукции занимает 70-^90%;
• снижение затрат на изготовление продукции за счёт исключения
некоторых технологических операций;
• снижение энергетических затрат;
• значительное уменьшение экологической нагрузки;
• исключение из импорта отдельных видов сырья.
Систематическое снижение содержания цветных металлов в руд-
ном сырье, уменьшение мировых рудных запасов, повышение затрат на
его переработку,с одной стороны, и увеличение металлического фонда в
большинстве стран мира, с другой стороны, способствует росту произ-
водства цветных металлов из вторичного сырья. Среди тяжелых цветных
металлов, производимых из лома и отходов, по объему выпуска первое ме-
сто занимает медь и её сплавы. Это связано с большим металлическим
фондом меди и наличием крупных специализированных предприятий, пе-
рерабатывающих в качестве сырья чистую медь (кабельные заводы, пред-
приятия электротехнических изделий, металлургические заводы по про-
изводству меди и сплавов на её основе, машиностроительные заводы и
т.п.).
Особенно остро стоит вопрос потребления меди в Украине, т. к. в
стране отсутствует рудная база меди. Поэтому вопрос использования вто-
ричной меди из собственного вторичного медного сырья является перво-
степенным для украинских заводов потребителей меди. Технологический
процесс производства вторичной меди, как правило, завершается огневым
или электролитическим рафинированием. Прошедшая электролитическое
рафинирование вторичная медь по качеству и свойствам ничем не отлича-
8
ется от катодной меди, полученной в результате переработки медных руд,
т.е. первичной меди.
Поэтому в бывшем СССР действовал единый государственный стан-
дарт (ГОСТ 859-78) на медь, независимо от того, является ли она первич-
ной или вторичной. Лишь для вторичной конвертерной меди, предназна-
ченной для использования в качестве оборотного продукта на том же заво-
де, где она выплавлена, предусматривалась марка меди МКВ, в которой
оговаривалось лишь одно условие - чтобы содержание меди в ней было
бы не ниже 96 %.
В Украине на заводе «Укрцинк» (г. Константиновка) до 90-х годов
XX ст. действовала единственная в СССР шахтная печь, перерабатываю-
щая медьсодержащее сырьё (бедные штейны свинцового производства,
клинкер и меднохлорный кек цинкового завода). Получаемый штейн со-
держал 1649 % меди, и 840 % свинца. Кроме того, в нём ещё содержа-
лись золото и серебро, ввиду чего этот штейн пользовался спросом.
Наиболее распространен производственный цикл при получении
вторичной меди, включающий следующие операции:
• плавка в шахтной (пламенной) печи;
• продувка в конверторе;
• огневое рафинирование в пламенных печах;
• рафинирование электролизом с растворимыми анодами.
За последнее время в Украине было осуществлено строитель-
ство и освоение нескольких цехов по производству рафинированной меди
в городах: Артёмовске, Запорожье, Одессе и строится (2006 г.) в Констан-
тиновке (Донецкая область).
В настоящей книге предлагаются к рассмотрению наиболее передо-
вые и отработанные заводской практикой процессы производства меди из
вторичного медьсодержащего сырья, а также опубликованные исследова-
телями новые технологии в этой области.
9
ГЛАВА 1. МЕДЬ. СВОЙСТВА.
1.1. ОБЩИЕ СВЕДЕНИЯ
Среди цветных металлов медь занимает особое место из-за высокой
электропроводности и теплопроводности. По электропроводности медь ус-
тупает только серебру и поэтому является важнейшим материалом в элек-
тро- и радиотехнике. Она обладает также высокой коррозионной стойко-
стью, технологичностью, сравнительно низкой стоимостью. Эти замеча-
тельные свойства способствуют широкому применению в промышленно-
сти меди как в чистом виде, так и в виде различных сплавов.
Объём мирового потребления рафинированной меди неуклонно рас-
тет. Динамика потребления рафинированной меди в мире в период 1993-
2001 г.г. приведена в табл.1.1 [1].
Таблица 1,1. Динамика потребления рафинированной меди, тыс, т
Страны, континенты ГОДЫ
1993 1995 1997 1998 1999 2000 2001
Г ермания 921 1066 1040 1498 1145 1265 1278
Италия 490 498 521 590 630 643 665
Франция 474 539 558 656 530 548 557
Бельгия 332 362 355 422 320 333 335
Англия 325 398 408 526 345 363 363
ЕВРОПА 3333 3784 3872 5134 3562 3793 4030
Япония 1384 1414 1440 1534 1294 1323 1340
Тайвань 477 563 588 692 540 538 568
Южная Корея 400 539 618 648 91 98 102
АЗИЯ 4116 4609 5029 5560 5330 5797 6077
США 2359 2534 2790 3470 3015 3023 3083
Канада 186 190 225 288 265 278 283
Мексика 172 172 230 270 440 455 483
АМЕРИКА 3049 3279 3701 4572 4200 4300 4410
АФРИКА 106 115 118 130 111 119 123
Россия 219 187 165 192 173 220 230
Всего в мире 10995 12165 13093 15798 14206 15084 15662
Первое место в мире по потреблению рафинированной меди зани-
мают США-порядка 25%. В числе основных потребителей рафинирован-
ной меди являются также Япония (—11%), Китай (—10%), и Германия
(~8%).
В связи с неуклонным ростом потребления рафинированной меди
растет и её производство, табл. 1.2 [1].
Основное количество меди потребляется промышленностью в виде
деформированных сплавов, выпуск которых непрерывно растёт. Научно-
технический прогресс в отраслях промышленности, использующих медь,
особенно в такой интенсивно развивающейся отрасли, как электронная
техника, диктует повышенные требования к чистоте металла по примесям,
к качеству деформированных сплавов и к качеству деталей и узлов, изго-
товляемых из медного проката.
10
Таблица 1.2. Динамика производства рафинированной меди, тыс.т
Страны, континенты ГОДЫ
1993 1995 1987 1998 1999 2000 2001
Германия 632 616 673 808 696 708 720
Польша 404 407 441 516 477 479 478
Бельгия 379 376 386 496 388 416 423
ЕВРОПА 2179 2199 2550 2970 1862 1895 2600
Япония 1189 1188 1279 1494 1342 1397 1435
Китай 733 1080 1230 1176 1140 1260 1307
Казахстан 318 255 302 388 363 410 425
АЗИЯ 2940 3245 3649 4120 3614 3880 4055
США 2252 2280 2450 2848 2132 1830 1830
Чили 1268 1491 2116 2640 2666 2699 2795
Канада 361 573 560 632 541 546 593
АМЕРИКА 4691 5914 6001 7092 6379 6000 6400
АФРИКА 612 502 512 488 623 391 437
Россия 537 560 627 714 1745 1870 1943
Всего в мире 11306 11818 13630 15768 14410 14756 15489
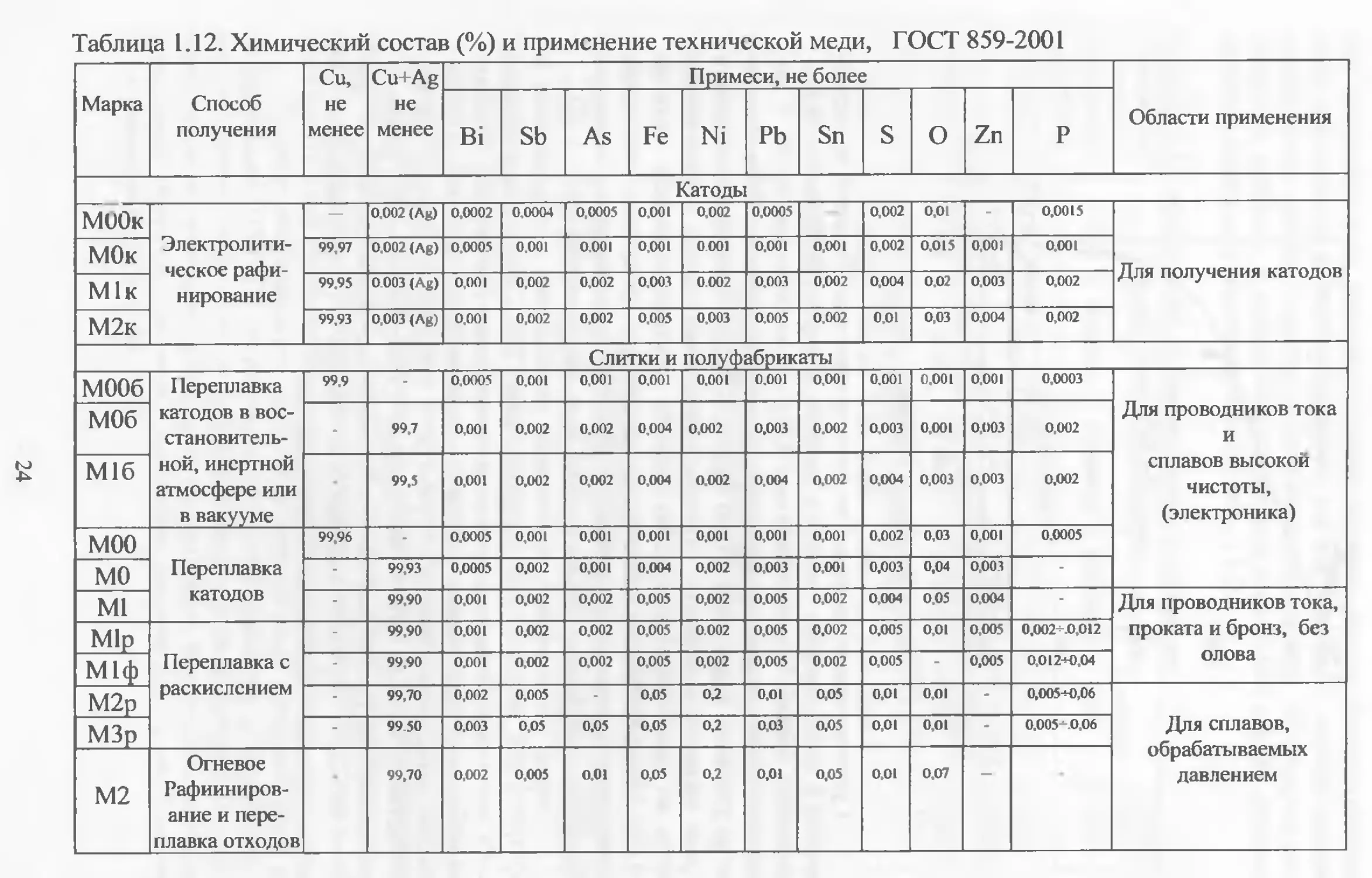
Промышленностью стран СНГ выпускается шестнадцать марок
меди, химический состав которых приведен в табл.1.12. Марки меди по
ГОСТ 859-2001 и аналогов зарубежных стран приведены в табл. 1.11.
Согласно ГОСТ 859-2001 марки меди обозначают буквой «М», а по-
следующие цифры показывают степень чистоты, буквы после цифр обо-
значают метод очистки или особенность применения: к-катодная; р -
рафинированная с раскислением; ф-раскисленная фосфором; б- бескисло-
родная медь.
В связи с отсутствием в Украине производства меди из руды - пер-
вичной меди, то её производство построено на двух аспектах:
• импорт катодной меди, полуфабрикатов, изделий;
• вовлечение в переработку лома и отходов меди и медных сплавов.
Украина имеет достаточные производственные мощности по про-
изводству проката из меди и её сплавов, но в последние годы наметилась
устойчивая тенденция по росту импорта меди и её сплавов, (табл. 1.3) [2].
Таблица 1.3. Динамика импорта меди и медных сплавов в Украину, т
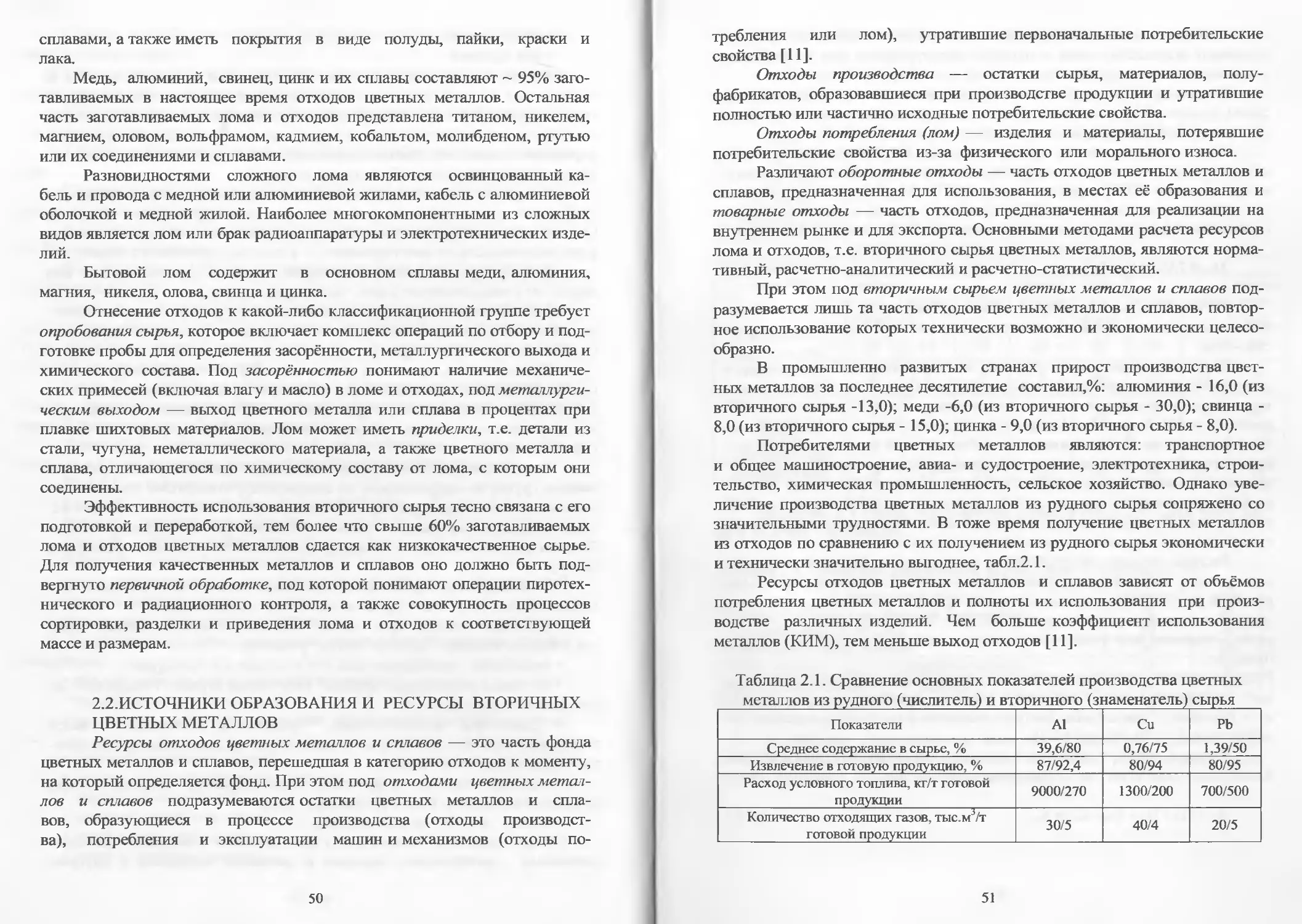
Наименование продукции ГОДЫ
2003 2004 2005
Медь и сплавы, всего 28141 28783/45083'' 37335/54060’’
Медь рафинированная 9714 13701 10800
Прутки, бруски и т.п. 1167 1066 1771
Проволока, катанка 9905 6804 14100
Плиты, листы, ленты 2592 2162 1771
Трубы, фитинги 3749 3710 5719
Прочие 1011 1784 3174
В знаменателе экспорт меди и медных сплавов из Украины
11
Что касается второго аспекта, вовлечение в переработку лома и от-
ходов, то здесь наблюдается следующая тенденция.
Украина в СССР являлась одним из основных потребителей меди и
её сплавов, имея мощную машиностроительную индустрию. Это видно по
объемам потребления меди и её сплавов, табл. 1.4.
Таблица 1.4. Динамика потребления Украиной меди и её сплавов, тыс.т
Объёмы годы
произ- 1985 1990 1995 | 1998 2001 2003 2005
водства 297 325,1 64,66 | 64,07 70,36 69 70
Динамика потребления меди и её сплавов, представленная в табл. 1.4,
указывает на резкое снижение её потребления машиностроением и про-
мышленностью в целом. За период 2000-2005г.г. заготовка снизилась до
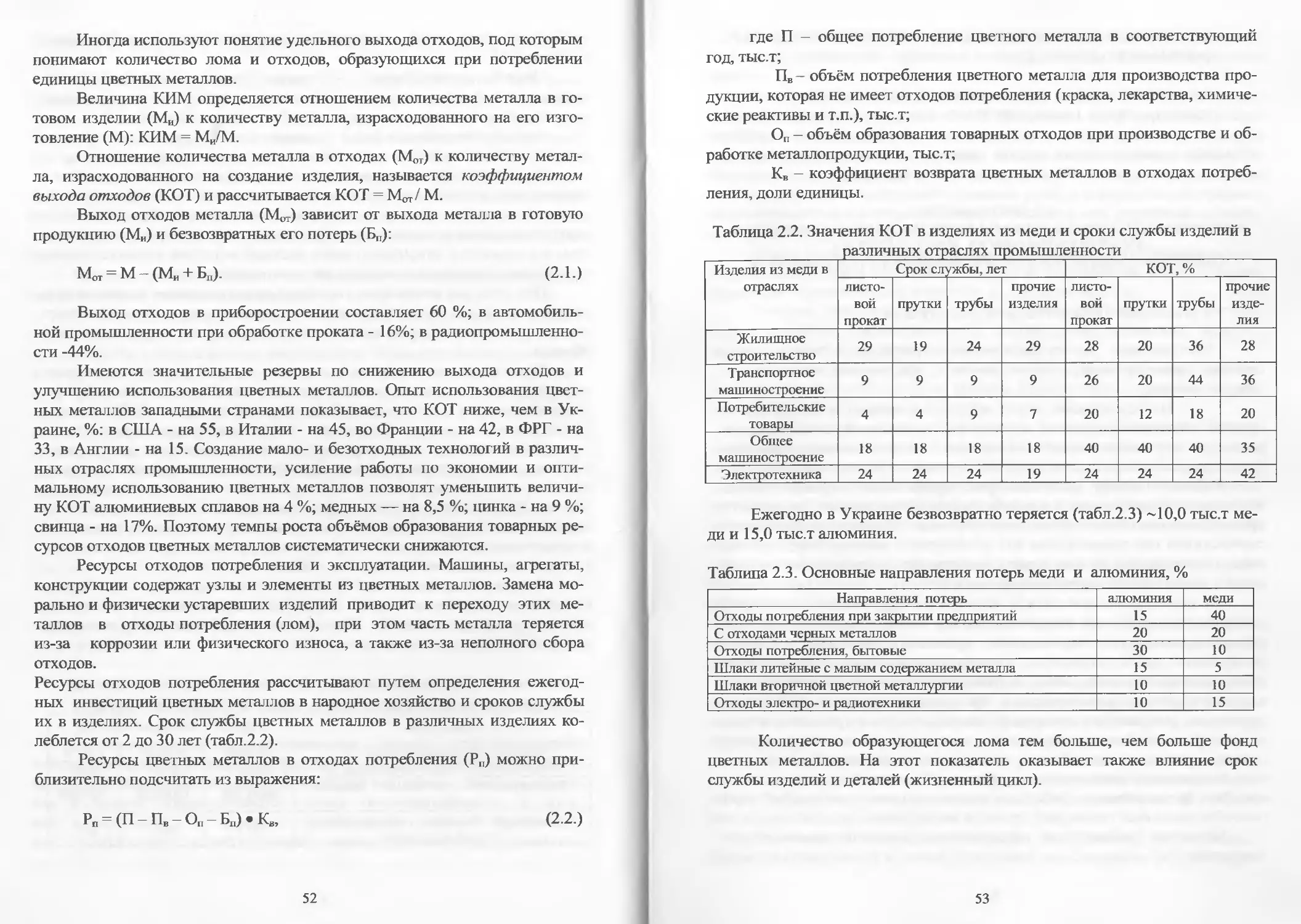
70тыс.т. В табл. 1.5. представлены данные по объёмам заготовки меди и её
сплавов [3].
Таблица 1.5. Объёмы заготовки и потребление отходов меди и её сплавов
в Украине ________________________________________________________
Годы Потребление, тыс.т Заготовка, тыс. т
Всего лома и отходов Отходов % к потреб- лению отходов
1985 297,0 132,5 79,5 26,8
1990 325,1 119 66,33 20,4
1995 64,66 41,3 7,43 11,5
1997 57,3 118,0 8,8 15,4
1999 63,0 145,0 9,0 14,3
2001 70,36 121,0 9,6 13,64
2003 69,0 82,0 7,8 11,15
2005 70,0 70,0 7,5 10,2
За период 1985-2005г.г. существенно изменилась видовая структура
заготавливаемого лома и отходов меди и её сплавов. До 1990г. наиболее
значимыми видами в структуре являлись стружка, обрезь, шлак (56,6%), а
объём образования стружки составлял - 32,2%. В настоящее время (2000-
2006г. г.) основную долю в заготовке составляет электротехнический лом
(кабель, проводники тока и т.п.), а стружка составляет всего лишь 0,3% от
всего объёма образования лома.
1.2. АТОМНАЯ СТРУКТУРА И ФИЗИЧЕСКИЕ СВОЙСТВА МЕДИ
Медь является первым элементом группы 1В Периодической сис-
темы Д.И.Менделеева, атомный номер 29, атомная масса 63,546. Элек-
12
тронная конфигурация свободного атома в нормальном состоя-
нии (OK) Is22s22p63s23p63d104s‘ [4,5].
Медь изоморфна и кристаллизуется с образованием гранецентриро-
ванной кубической решетки типа А1. Период решётки меди при 18°С ра-
вен 0,36074нм, а с повышением температуры он возрастает.
Природная медь состоит из смеси двух стабильных изотопов с мас-
совыми числами 63 (69,1%) и 65 (30,9%). Получены радиоактивные изото-
пы Си, Си, Си, Си, Си, Си, Си, Си, Си с периодами полурас-
пада от 0,18 до 58,5час. Из искусственных радиоактивных изотопов в ка-
честве меченых атомов используют 61Сп (период полураспада 3,3час) и
64Сп (период полураспада 12,8час). Эффективное поперечное сечение
захвата тепловых нейтронов атомов меди 3,59* Ю’^м2. Работа вы-
хода электронов <р =4,40эВ, а для расплавленной меди <р = 5,5эВ.
Элементы, находящиеся в твёрдом растворе, изменяют период ре-
шетки меди (рис. 1.1; 1.2). Причём, чем больше различия в размерах атомов
меди и растворенного элемента, тем больше эти изменения.
%(атомн.)
Рис. 1.1. Влияние концентрации легирующих элементов
на период решётки меди
Атомный радиус (для координационного числа 12) составляет
0.12773нм, межатомное расстояние - 0.25546нм.
13
Рис. 1.2. Влияния содержания Zn, Ni, Pt, Pd, Au в твёрдом растворе
на период решётки меди
Большинство физических свойств меди зависит от чистоты и её
физического состояния. Значения основных физических свойств меди вы-
сокой чистоты приведены в табл. 1.6.
Распространённость меди в земной коре составляет 0,01%.
Температура плавления химически чистой меди 1083°С, температура
кипения 2325°С.
Удельная теплоемкость меди при 25°С равна 0,0918кал/г, атомная
теплоёмкость твёрдой меди для всех температур в диапазоне ОМ 083°C
может быть определена следуюшим уравнением
Ср =5,44 +1,462 10-3 Т. (1.1)
Теплоёмкость жидкой меди равна: удельная 0,108кал/г и атомная
7,50кал/г*ат; она принимается постоянной для всех температур, как и для
других жидких металлов (в данном случае до 1300°С).
Теплота плавления меди равна: атомная 3110кал/г при 1083 С и
удельная 48,9кал/г. По теплоте испарения меди имеются разноречивые
данные - от 75000 до 120000кал/г*ат (или от 1180 до 1882кал/г) при темпе-
ратурах 1ОООМО83°С. Для определения зависимости теплоты испарения от
температуры используют следующую формулу:
14
X = 88500 - 2,78Т
(1.2)
Таблица 1 .б.Физические свойства промышленных марок меди
Свойства Состояние
твёрдое жидкое
Температура плавления, °C - 1084
Температура кипения, °C - 2560
у при 20 °C, кг/м3 8890 -
у при 1083 °C, кг/м3 8320 7930
ДНпл, кДж/кг - 208
ДНнсп, кДж/кг - 5440
Ср при 20 °C, кДж/(кг«К) 385 -
Ср при 1083°С,кДж/(кг*К) - 545
a 106 при 20-100°С, К-1 16,8 -
р при 20°С, мк*Ом*м 0.01724 -
X при 20 °C, Вт/(м-К) 390 -
<о при 20 °C, М-См/м 58 -
a "103 при 0-100°С, К’1 4,33 -
Постоянная Холла R*1010, м3/Кл -0,52 -
Г1О9 -0,086 -
Е, ГПа 111-125 -
G, ГПа 42-46 -
Теплосодержание меди при различных температурах приведено в
табл. 1.7. как результат вычислений до 600°К по формуле:
т
ДН° = JCpaT (1.3)
о
Таблица 1.7. Атомная теплоёмкость и теплосодержание меди, кал/г-ат
t,°C Т,°К _ Ср ДН°
- 263,2 10 0,00 0,039
- 173,2 100 3,80 158
-73,2 200 5,30 628
-3,2 270 5,74 1018
26,8 300 5,84 1191
126,8 400 6,00 1784
226,8 500 6,15 2392
326,8 600 6,24 3012
Теплопроводность меди при 20°С составляет 0,910кал/см«сектрад.
Изменение теплопроводности меди в зависимости от температуры приве-
дено в табл. 1.8.
15
Таблица 1.8. Теплопроводность меди при различных температурах
t,°C Теплопроводность, кал/см’сек*град t,°C Теплопроводность, кал/см*сек’град
0 0,912 300 0,879
20 0,910 400 0,867
100 0,901 500 0,856
200 0,89 600 0,845
Удельная магнитная восприимчивость меди равна 0,085*10'6. Вяз-
кость жидкой меди при 1145°С составляет 0,0341Пуаз. Поверхностное на-
тяжение жидкой меди 1104дин/см; некоторые авторы приводят также ве-
личины 1150 или 1178дин/см.
Электрохимический эквивалент для двухвалентной меди Сп2+ ра-
вен 1,186 г/А«час.
Упругость пара меди по данным различных исследователей приве-
дена в табл. 1.9.
Таблица 1.9. Упругость пара меди в функции температуры
Т,°К t,°C Упругость пара, мм Т,°К t,°C Упругость пара, мм
1083,2 810 5,7-10’' 2253,2 1980 100
1273,2 1000 8,6-10’3 2328,2 2055 106
1420 1147 1,16-10' 2448,2 2175 209
1430 1157 1,102-10л 2453,2 2180 257
1449 1176 1,63-Ю’3 2488,2 2215 300
1463 1190 2,2-10’3 2473,2 2200 385
1473 1200 4,5-10’3 2518,2 2245 404
1793,2 1520 1,0 2531,2 2258 556
1913,2 1640 10,0 2573,2 2300 752
2138,2 1865 16,0 2583,2 2310 760
2148,2 1875 20,0
Для определения упругости пара твёрдой меди используют сле-
дующее уравнение
!gpa,
24180
Т
+ 9,64,
(1.4)
а для определения упругости пара жидкой меди
lg Par
23600
Т
+ 9,20
(1.5)
В табл. 1.10 представлена энтропия (S) меди, вычисленная
Я.И.Герасимовым и А.Н.Крестовниковым по формуле [6]:
16
AH° — AZ°
Т
(1.6)
Жидкая медь растворяет ряд обычных газов - водород, сернистый
ангидрид, кислород, азот, углекислый газ, оксид углерода и водяной пар.
Растворимость газов зависит от наличия примесей в меди; поглощение га-
зов металлом является следствием не только их растворимости, но и хими-
ческого взаимодействия газов с металлом и его примесями. Растворенные
газы влияют на механические и электрические свойства меди: ухудша-
ют её качество, поэтому при производстве рафинированной меди обраща-
ется внимание на устранение растворения газов в конечной продукции ме-
таллургического производства выплавки меди.
Таблица 1.10. Энтропия меди в функции температуры
т,°к S Т,°К S Т, °К S
10 0,005 170 4,73 340 8,57
20 0,039 180 5,020 360 8,91
30 0,131 190 5,290 380 9,23
40 0,306 200 5,570 400 9,54
50 0,550 210 5,830 420 9,83
60 0,870 220 6,080 440 10,11
70 1,230 230 6,330 460 10,38
80 1,600 240 6,570 480 10,64
90 1,990 250 6,800 500 10,89
100 2,370 260 7,020 520 11,23
НО 2,740 270 7,240 540 11,47
120 3,120 280 7,44 560 11,69
130 3,450 290 7,64 580 11,91
140 3,800 300 7,84 600 12,12
150 4,120 320 8,22
160 4,430
Энтропия газообразной (одноатомной) меди при 25°С равна
$298,1 к=38,41.
Энтропия плавления меди при 25°С равна AS29g, = 1,000 и при
1083°C AS1356j =2,37.
Механические и электротехнические свойства меди резко меня-
ются в зависимости от наличия примесей в меди. На механические свой-
ства меди - упругость, пластичность, вязкость, твёрдость и др. влияет так-
же предварительная механическая обработка, например, прессование, про-
катка, а также температурная обработка и др. Влияние прессования на
свойства меди видно уже из того, что деформированной меди можно при-
дать плотность от 8830 до 8940кг/м3.
17
Модуль упругости чистой меди при 20°С равен 9900КГ/ММ2, эта ве-
личина увеличивается до 12700~Н3500кг/мм2 при механической обработки
(протяжка) и при отжиге.
Сжимаемость электролитной меди при 20°С равна 0,73*10'6кг/см2.
Предел упругости чистой тянутой меди ст0 01= 21,8 и ст0 05= 31,7кг/мм2.
Эта величина претерпевает сильные колебания от способа литья и обра-
ботки меди, и поэтому данные разных авторов часто не совпадают.
Твёрдость по Бринеллю для меди колеблется в диапазоне
25^40кг/мм2 в зависимости от её чистоты и температуры отжига. Коэф-
фициент линейного расширения меди при 20°С равен 16,42’10б. Проч-
ность на разрыв 22,25кг/мм2, удлинение 58%, относительное сужение
72,8%.
1.3. ХАРАКТЕРИСТИКА МАРОК МЕДИ
В соответствии с ГОСТ 859-2001 марки меди по химическому со-
ставу и способам металлургической переработки (способам рафинирова-
ния) делят на пять групп:
1) медь огневого рафинирования, которую выплавляют в обычных
печах (содержание - 99,5^-99,7%);
2) электролитическая катодная медь, полученная методом электро-
лиза (содержание - 99,93^99,97%);
3) медь переплавленная, при производстве которой для обработки
расплава вводят в него специальный раскислитель (содержание меди
99,5^-99,9%, содержание кислорода менее 0,01% и остаточное содержание
раскислителя-фосфора 0,0012^-0,06%);
4) медь бескислородная, выплавляемая в восстановительной или
инертной атмосфере с применением покровного флюса и поверхностно-
активных веществ, в том числе и углерода (содержание - 99,95^99,99%);
5) медь, выплавленная в вакууме (содержание - 99,95^-99,99 %).
Первичное рафинирование для получения черновой меди осуществ-
ляется в открытых плавильных печах. Процесс рафинирования идёт в две
стадии - окисление и последующее восстановление меди. Окислительное
рафинирование основано на преимущественной по сравнению с медью
склонности многих примесей к окислению и выделению из расплава в виде
шлаков или возгонке в газовую фазу. После завершения операции окисли-
тельного рафинирования металл насыщен кислородом, который образует в
расплаве закиси меди - СигО.
Вторая стадия рафинирования состоит в восстановлении окислен-
ной меди. Восстановление производят сырой древесиной (дразнение), пы-
левидным углем, мазутом или природным газом, содержащим термически
неустойчивые углеводороды. Этот процесс сводится к взаимодействию за-
киси меди с водородом, оксидом углерода и углеродом. В результате огне-
18
вого рафинирования получают аноды, которые направляют на электроли-
тическое рафинирование, после которого получают катоды. Оба процесса
рафинирования являются подготовительными для проведения более тон-
кого рафинирования (дегазации) от остаточного кислорода, водорода, азо-
та.
Наиболее сложно проводить рафинирование от небольших коли-
честв кислорода, оставшегося после электролитического рафинирования.
Существует три основных направления дальнейшего раскисления меди:
• рафинирование путём введением внутрь расплава твёрдых или га-
зообразных химических раскислителей;
• рафинирование при взаимодействии поверхностных слоёв распла-
ва с твёрдыми или газообразными химически активными веществами, вхо-
дящими в состав флюсов, и защитной атмосфере;
• рафинирование путём воздействия вакуума на расплавленный ме-
талл.
По механизму действия на расплав раскислители делят на объём-
ные и поверхностные: объёмные вводят внутрь расплава, поверхностные
присутствуют в качестве добавок к покровным флюсам, которые закрыва-
ют зеркало расплавленного металла сверху. На рис. 1.3 приведен график,
характеризующий раскислительную способность ряда химических элемен-
тов в жидкой меди при 1250°С.
РисД.З.Влияние раскислителей на содержание кислорода в меди
Видно, что при низких концентрациях кислорода в жидкой меди
раскислительная способность углерода выше, чем у других элементов. По-
этому именно этот элемент используют в качестве раскислителя при про-
изводстве бескислородной меди. Такие раскислители, как Р, Mg, Li, Sr, Al,
Ba, Cs, восстанавливая медь, химически связывают кислород в оксиды.
Наиболее сложный и ответственный способ рафинирования приме-
няется при производстве бескислородной меди (марки МООб, МОб, М1б).
19
Понятие бескислородная медь в значительной степени является ус-
ловным. Оно относится к меди не только с ограниченным составом при-
месей и содержанием кислорода не более 0,003%, но и означает особый
технологический способ получения металла высокой степени очистки от
вредных примесей и, прежде всего, от кислорода. Рафинирование при по-
лучении бескислородной меди осуществляется без введения внутрь рас-
плава какого-либо раскисляющего химического элемента, но с исполь-
зованием в качестве раскислителя покровных флюсов, в состав которых
входит углерод, и защитной или восстановительной атмосферы. В этом
случае рафинирование от кислорода обеспечивается за счёт взаимодейст-
вия его с углеродом, входящим в состав флюса, и восстановительной атмо-
сферы.
Второй способ получения бескислородной меди - это проведение
рафинирующей плавки в вакууме (электронно-лучевая, индукционная, ду-
говая плавка). Медь, выплавленная в вакууме, имеет примерно такое же
низкое содержание кислорода и отличается от бескислородной меди, полу-
ченной методом открытой плавки, даже меньшим содержанием летучих
примесей, имеющих высокую упругость паров. Она может конкурировать
с бескислородной медью по химическому составу.
В принципе, высокую степень очистки меди от кислорода можно
получить введением внутрь расплава какого-либо раскисляющего элемен-
та, например фосфора (марка меди М1ф, табл. 1.11). Однако использование
такого способа рафинирования приводит к сохранению остаточного коли-
чества раскислителя - фосфора в меди и к неизбежному понижению её
электропроводности, что во многих случаях для материалов электротех-
ники неприемлемо.
Аналогичные по химическому составу марки меди имеются в стан-
дартах других стран. За рубежом широкое распространение получила бес-
кислородная медь высокой электропроводности.
В США выпускают два типа бескислородной меди. Первый исполь-
зуется для электроники и содержит медь или медь с серебром не менее
99.99% (соответствует меди марки М006 по ГОСТ 859-2001). Для марок
меди данного назначения накладываются очень жесткие ограничения по
сумме некоторых примесей (сумма Se, Те, Bi, As, Sb, Sn и Мп не должна
превышать 0,004%).
По химическому составу этому назначению отвечает марка меди
С10100 (табл. 1.12), выпускаемая в соответствии с ASTM-B-4 (США) и
имеющая торговую марку OFE. Индекс OF указывает на бескислородную
медь, а индекс Е - на назначение (для электроники). Отличием химическо-
го состава по этому стандарту является ограничение содержания фосфора
на уровне не более 0,003%.
Бескислородная медь второго вида используется в электротехнике.
Она содержит не менее 99,95% меди или меди с серебром. По ГОСТ 859-
20
2001 такому химическому составу соответствуют марки МОб с 99,97% Си
и 0,001% СЬ и М1б с 99.95% Си и 0,003% О2. По стандарту ASTM-B-4
(США) ко второму виду относятся следующие марки меди: С10200- торго-
вое обозначение OFHC, добавочный индекс НС обозначает высокую элек-
тропроводность с 99,95% Си; С10300 с 99,95% Си с ограничением по со-
держанию фосфора не более 0,005%; С10400 с 99,95% Си, с содержанием
серебра 0.027-Ю,035%; С10500 с 99,95% Си, с содержанием серебра
0,034-Ю,44%; С10700 с 99,95% Си с содержанием серебра 0,086-Ю,1%.
1.4. ВЛИЯНИЕ ПРИМЕСЕЙ НА СТРУКТУРУ И СВОЙСТВА МЕДИ
Медь является важнейшим материалом для электро- и радиотехни-
ки. Чистая нелегированная медь должна обладать высокой тепло- и элек-
тропроводностью. Все примеси, растворенные в твёрдой меди, снижают её
электропроводность. Поэтому к технической меди предъявляются жёсткие
требования не только по ограничению содержания отдельных элементов,
но и к суммарному их количеству в металле (табл. 1.12). Особенно высокие
требования предъявляются к маркам меди, используемым в электронной
технике. В этих марках ограничивается не только суммарное количество
примесей, но и сумма отдельных групп элементов. Это относится, в част-
ности, к американской марке меди С10100 (табл. 1.11), которая содержит не
менее 99,99% Си.
Высокие требования по чистоте металла предъявляются также к
микро- и низколегированным медным сплавам высокой электропро-
водности, которые образуют особую группу проводниковых материалов.
Их получают с использованием высокочистых шихтовых материалов. Для
производства этих сплавов используются марки меди с малым содержани-
ем примесей.
В стандартных марках меди присутствуют примеси висмута, свин-
ца, сурьмы, мышьяка, серы, кадмия, кислорода, никеля, железа, марганца,
олова, селена, серебра, фосфора, цинка и других элементов.
По характеру физико-химического взаимодействия с медью приме-
си делят на три основные группы. К первой группе относятся металлы (Ni,
Fe, Мп, Zn, Ag, Sn, Cd, Sb), растворимые в меди в твёрдом состоянии. Вто-
рую группу представляют Bi и РЬ - элементы, практически нерастворимые
в меди в твёрдом состоянии и образующие с ней легкоплавкие эвтектики.
Третью группу образуют полуметаллические и неметаллические элементы
(О, S, Р, Те, Se, As и др.), которые образуют с ней химические соединения,
а растворимость их в твёрдой меди (за исключением фосфора) крайне
мала.
Элементы первой группы в тех количествах, которые соответствуют
металлу технической чистоты, образуют твёрдые растворы на основе меди.
Поэтому влияние их на механические свойства меди минимально. Однако
21
для проводникового материала, каким является чистая нелегированная
медь, эти примеси являются вредными, так как все они, а многие весьма
существенно, снижают электро- и теплопроводность меди. Поэтому их со-
держание, особенно в марках бескислородной меди МООб и МОб, ограни-
чивается тысячными долями процента (табл. 1.12).
Таблица 1.11. Марки меди по национальным стандартам
Содержание Cu+Ag,% (по массе) не менее По национальным стандартам Стандарт ISO ГОСТ 859- 2001
США Франция Германия Япония
МЕДЬ КАТОДНАЯ
99,90 Си- САТН Cu-d КЕ-Си Cu- CATH Cu-CATH ISO/DR2311 Mik, MOk
МЕД Ь ЭЛЕКТРОЛИТИЧЕСКАЯ (КАТОДНАЯ) ПЕРЕПЛАВЛЕННАЯ
99,90 С11000 Си- al Е2- Си58 Е- Си57 CHOO Cu-ETR1’ ISO/R 1431 Ml, Mly
МЕДЬ ОГНЕВОГО РАФИНИРОВАНИЯ
99,90 99,85 С11020 С12500 Си- а2 Си- аЗ Е2- Си58 Е- Си57 Нет данных Нет данных Cu-FRHC2’ ISO/R 1428 Cu-FRTP3) ISO/R 1429 -
МЕДЬ РАСКИСЛЕННАЯФОСФОРОМ
99,90 99,90 С10200 Си-в2 Си-в1 SE-Cu”, Sw-Cu SF-Cu С1201 Cu-DLP, ISO/R1430 Cu-DHP ISO/R1430 Mlp
МЕДЬ БЕСКИСЛОРОДНАЯ
99,95 99,99 С10200 С10100 Си-С2 Си-С1 OF-Cu С1020 Cu-OF Cu-OFE M06 M006
° Массовая доля кислорода в меди Cu-ТТР от 0,02 до 0,07%.
2) Cu-FRHC- медь огневого рафинирования высокой электропроводности.
3,Cu-FRTP - медь огневого рафинирования низкой электропроводности.
4) В меди SE-Cu фосфор может быть заменён другим раскислителем.
Наиболее вредное влияние на механические и технологические
свойства меди оказывает висмут. В системе Cu-Bi образуется лег-
коплавкая эвтектика, температура плавления которой (270°С) всего на
один градус ниже температуры плавления висмута (рис. 1.4) [6].
Растворимость висмута (рис. 1.4) в твердой меди ничтожно мала и
не превышает 0,001%, а состав эвтектики почти совпадает с чистым вис-
мутом. Поэтому эвтектические прослойки практически из чистого висмута
выделяются по границам зёрен при ничтожно малых количествах висмута
и вызывают охрупчивание меди. Содержание висмута даже в меди марки
М3 ограничено 0,003% (табл. 1.12).
22
Рис. 1.4.Диаграмма состояния системы Cu-Bi
Сурьма - аналог висмута, но из-за значительно большей её раство-
римости в меди оказывает меньшее влияние на свойства. Предельная рас-
творимость сурьмы в меди составляет 9,5% при температуре 645°С. С по-
нижением температуры растворимость резко уменьшается. Из-за выделе-
ния на границах зёрен избыточной фазы Cu2Sb при прокатке и волочении
сурьма вызывает хрупкость. Поэтому содержание сурьмы ограничивают
0,06%, но даже такое количество снижает электропроводность меди на
9-41%. Медь, идущая на кабельно-проводниковую продукцию, когда при
изготовлении проводников применяют холодную деформацию с большими
обжатиями, содержание сурьмы должно быть ещё меньшим (табл. 1.12).
Свинец, как и висмут, практически нерастворим в твёрдой меди и
образует с ней легкоплавкую эвтектику при 326°С. Эвтектика в системе
Cu-Pb по составу почти совпадает с чистым свинцом (99.96% РЬ). Поэтому
при небольших содержаниях свинца по границам зерен появляются эвтек-
тические выделения. Свинец не приводит к хладоломкости меди, так как
он пластичен, но из-за низкой температуры плавления эвтектики вызывает
горячеломкость. Вследствие ничтожно малой растворимости в меди сви-
нец не оказывает заметного влияния на её электро- и теплопроводность, но
заметно улучшает обрабатываемость резанием.
23
Таблица 1.12. Химический состав (%) и применение технической меди, ГОСТ 859-2001
Марка Способ получения Си, не менее Cu+Ag не менее Примеси, не более Области применения
Bi Sb As Fe Ni Pb Sn s о Zn p
Катоды
MU0K Электролити- ческое рафи- нирование — 0,002 (Ag) 0,0002 0 0004 0,0005 0,001 0,002 0,0005 0 002 0,01 - 0,0015 Для получения катодов
МОк 99 97 0,002 (Ag) 0,0005 0.001 0.001 0.001 0 001 0,001 0,001 0 002 0,015 OOOI 0.001
М1к 99.95 0 003 (Ag) 0,001 0,002 0,002 0,003 0.002 0,003 0,002 0004 0,02 0.003 0,002
М2к 99,93 0,003 (Ag) 0,001 0,002 0.002 0,005 0.003 0,005 0.002 0.01 0,03 0004 0 002
Слитки и полуфабрикаты
М006 Переплавка катодов в вос- становитель- ной, инертной атмосфере или в вакууме 99 9 - 0,0005 0,001 0 001 0,001 0,001 0.001 0,001 0,001 0,001 OOOI 0,0003 Для проводников тока и сплавов высокой чистоты, (электроника)
МОб 99.7 0,001 0.002 0.002 0 004 0,002 0,003 0.002 0.003 0,001 0,003 0,002
М1б 99.5 0,001 0,002 0002 0004 0 002 0004 0,002 0004 0,003 0,003 0,002
моо Переплавка катодов 99,96 - 0 0005 0,001 0,001 oooi 0.001 0,001 0,001 0,002 0,03 0 001 0.0005
МО - 99,93 0 0005 0,002 0,001 0 004 0,002 0,003 0,001 0,003 0,04 0003 -
Ml - 99 90 0,001 0.002 0,002 0005 0,002 0 005 O.002 0004 0.05 0004 - Для проводников тока, проката и бронз, без олова
М1р Переплавка с раскислением - 99 90 0.001 0,002 0.002 0,005 0002 0 005 0,002 0,005 0,01 0005 0,002-0,012
М1ф - 99 90 0.001 0002 0.002 0005 0002 0,005 0.002 0 005 - 0,005 0,012-4)04
М2р - 99,70 0,002 0,005 - 0,05 0,2 0,01 0,05 0,01 0,01 - 0,005-4),06 Для сплавов, обрабатываемых давлением
МЗр - 99 50 0,003 О.О5 0,05 0.05 0,2 003 0,05 0,01 0,01 - 0.005 0 06
М2 Огневое Рафииниров- ание и пере- плавка отходов 99,70 0,002 0 005 0.01 0,05 0,2 0,01 0,05 0.01 0,07 -
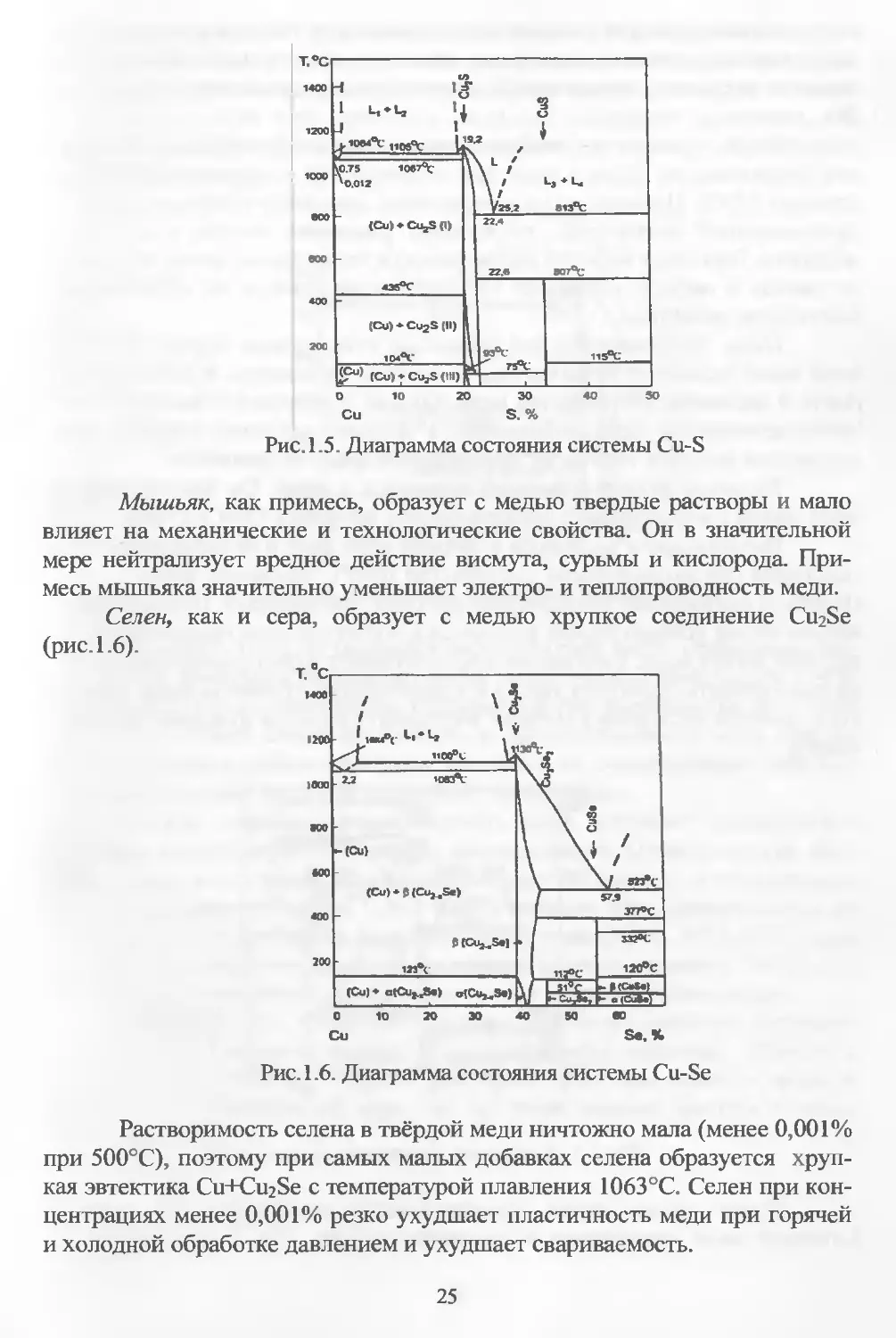
Рис. 1.5. Диаграмма состояния системы Cu-S
Мышьяк, как примесь, образует с медью твердые растворы и мало
влияет на механические и технологические свойства. Он в значительной
мере нейтрализует вредное действие висмута, сурьмы и кислорода. При-
месь мышьяка значительно уменьшает электро- и теплопроводность меди.
Селен, как и сера, образует с медью хрупкое соединение Спг8е
(рис. 1.6).
Рис. 1.6. Диаграмма состояния системы Cu-Se
Растворимость селена в твёрдой меди ничтожно мала (менее 0,001%
при 500°С), поэтому при самых малых добавках селена образуется хруп-
кая эвтектика Сп+СпгЗе с температурой плавления 1063°С. Селен при кон-
центрациях менее 0,001% резко ухудшает пластичность меди при горячей
и холодной обработке давлением и ухудшает свариваемость.
25
Никель образует с медью непрерывный ряд твёрдых растворов. Он,
как и марганец, снижает электро- и теплопроводность меди. Однако в от-
личие от марганца влияние никеля на эти характеристики значительно сла-
бее.
Олово обладает высокой растворимостью в твёрдой меди. Предель-
ная растворимость олова в меди при эвтектоидной температуре 586°С со-
ставляет 15,8%. Примесь олова в меди также находится в твёрдом растворе
при комнатной температуре, что вызывает снижение электро- и теплопро-
водности. Благодаря высокой растворимости легкоплавкое олово в отличие
от свинца и висмута оказывает незначительное влияние на обрабатывае-
мость меди давлением.
Цинк, содержащийся как примесь в стандартных марках техниче-
ской меди, оказывает незначительное влияние на электро- и теплопровод-
ность и механические свойства меди. Однако в изделиях с высокой элек-
тропроводимостью меди, работающих в условиях высокого вакуума, цинк
вследствие высокой упругости пара является вредной примесью.
Кислород является вредной примесью в меди. Он присутствует в
виде закиси Си2О, которая с медью образует эвтектику Си+СигО (рис.1.7).
Растворимость кислорода в твёрдой меди мала и её предельная кон-
центрация при эвтектической температуре 1066°С составляет всего
0,008%, с понижением температуры она резко уменьшается. Поэтому при
весьма малых концентрациях кислорода в структуре меди присутствует
хрупкая закись меди. Соединение Си2О оказывает отрицательное влияние
на пластичность, технологичность и коррозионную стойкость меди. Кроме
того, наличие кислорода в металле затрудняет процессы лужения, пайки и
сварки.
Рис. 1.7. Диаграмма состояния системы Си-О
Теллур - аналог селена, образует с медью соединение СиТе, которое
в твёрдой меди практически не растворяется (рис. 1.8). В системе Си-Те
26
при температуре 1051°С образуется эвтектика Cu-CuTe. Хрупкая эвтектика
появляется в структуре меди уже при самых малых концентрациях теллу-
ра. Теллур, как и селен, является вредной примесью, так как он снижает
пластичность меди при горячей и холодной обработке давлением. Он
очень мало снижает электропроводность меди и улучшает ее обрабатывае-
мость резанием.
Рис. 1.8. Диаграмма состояния системы Си-Те
Фосфор - один из основных раскислителей меди. Предельная рас-
творимость фосфора в твёрдой меди при эвтектической температуре 714°С
составляет 1,7%. С понижением температуры она уменьшается до ~ 0,5%
при 280°С. Резкое снижение электро- и теплопроводности меди при со-
держании малых добавок фосфора указывает на существование твёрдого
раствора на основе меди при комнатной температуре.
Фосфор повышает жидкотекучесть меди, улучшает механические
свойства, способствует улучшению свариваемости. Однако остаток фос-
фора в меди после раскисления резко снижает её электро- и теплопровод-
ность: содержание фосфора 0,013^0,05% снижает электропроводность на
20-^30%. Поэтому в марках бескислородной меди (М006, М06, М1б) огра-
ничивается содержание фосфора тысячными долями процента (табл. 1.11),
что делает невозможным использование его в качестве раскислителя.
Марганец при комнатной температуре имеет высокую раствори-
мость в меди, а высокотемпературная модификация марганца - образует с
медью непрерывный ряд твёрдых растворов. Марганец является вредной
примесью в проводниковой меди, так как резко снижает электро- и тепло-
проводность.
27
1.5. СОЕДИНЕНИЯ МЕДИ И ИХ СВОЙСТВА
Как представитель переходных элементов с недостроенными элек-
тронными оболочками медь обладает переменной валентностью и образует
соединения на основе ионов одновалентной меди Сп+ и двухвалентной
меди Сп2+. Соответственно этому она дает простейшие соединения: с ки-
слородом - закись меди Сп2Ои оксид меди СиО; с серой - полусерни-
стую медь Cu2S и сернистую медь CuS; с хлором - Сп2С12 и СиС12; с ио-
нами SO2’- Cu2SO4 (табл. 1.13).
Таблица 1.13. Основные характеристики простейших соединений меди
Свойства Си2О СиО Cu2S CuS
Удельная масса в твёрдом состоянии, (“IO3 кг/м3) 6,11 6,3^6,4 5,76 4,68
Температура плавления, °C 1230 диссоциация до плавления 1153 диссоциация до плавления
Теплоёмкость истинная молекулярная при 25°С, кал/г-моль 15,3 10,3 18,3 11,89
Теплота плавления молекулярная, кал 18400 - - -
Энтропия при 25°С, кал 21,7 9,75 28,95 15,3
Теплота образования, кал/моль 43000 33020 31825 11600
То же из жидкой меди, кал/моль 45970 - - -
Свободная энергия плавления при 25°С,кал 14760 - - -
Свободная энергия образования при 25°С,кал 34990 - 30400 - 20640 +11720
Тоже из жидкой меди, кал - 39576 - - -
Тоже из жидкой меди и парообразной серы, кал - - - 30100 -
Система Cu-CujO приведена на рис. 1.9. в виде диаграммы, состав-
ленной А.Н. Вольским [42]. Медь растворяет в твёрдом состоянии до
0,9% СигО; при содержании 3,47% СпгО и 96,53% Си образуется эвтектика
с температурой плавления 1065°С, чем объясняется снижение температуры
плавления чистой меди (1083°С) при её частичном окислении. Раство-
римость закиси меди в жидкой меди доходит до 12,4%, после чего образу-
ется два слоя расплавов с температурами плавления - 1200°С для слоя за-
киси меди и 1065°С - для медного слоя (температура эвтектики). Темпера-
тура плавления чистой закиси меди по этой диаграмме 1230°С. Раствори-
мость Си2О в Си и Си в Си2О слабо увеличивается с повышением темпера-
туры.
28
Рис. 1.9. Диаграмма состояния системы Си — Си2О
При понижении температуры закись меди в окислительной ат-
мосфере способна окисляться до оксида согласно приведенным ниже дан-
ным по упругости диссоциации СиО.
Закиси меди встречается в природе в виде минерала куприта. Цвет
минерала от темно-красного до чёрного с различными оттенками. Оксид
меди встречается в природе в виде минералов мелаконита и тенорита
чёрного цвета.
Диссоциация оксида меди происходит по реакции
4СиО <-> 2Си2О + О2,
(1-7)
она наблюдается при нагреве оксида меди, причём величина константы
равновесия, т.е. равновесной упругости кислорода, равна 143мм рт.ст. при
1023°С, 388 - 400мм при 1080°С и 760мм при 1105°С.
Восстановление оксида меди СиО и закиси Си2О идет достаточно
легко и при сравнительно низких температурах, как с помощью водорода,
так и оксида углерода при самых малых концентрациях одного из этих
восстановителей в газовой фазе.
Восстановление оксида меди теоретически идет в две стадии:
1) до закиси меди;
2) восстановления закиси меди до металла.
29
1.6. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕДИ
Временное сопротивление ств ,МПа
Предел текучести СУ0.2, МПа
Относительное удлинение 6, %
Относительное сужение у, %
Сопротивление срезу Тср, МПа
Твёрдость НВ, МПа
Си (мягкая)
220-240
70
50
75
50
450
Си(твёрдая)
400
340
8
35
210
1100
Таблица 1.14. Механические свойства меди (99,95 % Си) при отрицатель-
ных температурах___________________________________________
Медь t,°C ОвМПа Со,2, МПа 8, % у, %
Электролитическая, 20 410 375 8,4 51,5
холоднокатаная 78 423 408 12 56,6
183 455 420 11,2 61,2
Электролитическая, 20 212 50 55 70
горячекатаная -20 236 50 56,2 70
-60 255 54 57,3 67
-77 263 50 57,2 68
Электролитическая, 20 271 15 37,5 77
закалённая -253 310 214 60 75
Электролитическая, 20 240 38 50,6 71,4
отожжённая -78 291 100 50 73,6
(отжиг - 700°С, 30 мин) -183 365 87 50,5 83,3
20 220 60 48 76
-10 224 62 40 78
МО, отожжённая -40 236 64 47 77
-80 270 70 47 74
-120 288 75 45 70
-180 408 80 58 77
18 230 51 52 70
М2, отожжённая 0 236 51 52 69
-30 237 54 48 69
-80 263 61 47 67
20 468 - 1,1 57
М2, холоднотянутая 0 486 - 1,8 56
(наклёп 93%) -20 487 - 1,2 56
-30 493 - 1,9 54
-60 506 - 2,0 58
Медь техническая, -17 240 - 29 70
отожжённая и закалённая -196 380 - 41 72
с 800°С в воде -253 460 - 48 74
30
Временное сопротивление литой меди при сжатии <7ВСЖ = 1540
МПа. Микротвёрдость электролитической меди (99,95% Си) при 20°С
Нр=760 МПа, а при 300°С - 535-545МПа.
Таблица 1.15. Механические свойства полуфабрикатов (не менее)
Вид полуфабриката Состояние Ив МПа 6, % ГОСТ
Листы: Мягкие 200 30 ГОСТ 495-92
холоднокатаные Твёрдые 300 3 ГОСТ 495-92
горячекатаные - 200 30 ГОСТ 495-92
Лента толщиной 0,35мм Мягкая 200 30 ГОСТ 1173-93
Трубы прессованные из меди Ml диаметром 30-17 мм Мягкие 210 35 ГОСТ 617-90
Прутки тянутые диаметром 5-0 мм Мягкие Твёрдые 200 270 38 6 ГОСТ 1535-91 ГОСТ 1535-91
Прутки катаные 35-00 мм - 250 8 ГОСТ 1535-91
Прутки прессованные 14-20 мм - 200 30 ГОСТ 1535-91
Скорость звуковых волн, м/сек: продольных С] = 4730; поперечных
с, = 2300.
Ударная вязкость KCU= 1570-1765кДж/м2.
Модуль нормальной упругости -Ев зависимости от температуры:
t,°C
Е, ГПа
-180 0 100 200 300 600 800 900
138 132 128 124 118 96 78 70
Предел ползучести в зависимости от температуры:
t,°C 20 200 400
Опл, МПа 70 50 1,4
Предел выносливости Or при 108 циклов для мягкой меди равен
70МПа, а для твердой - 120 МПа.
Таблица 1.16. Механические свойства меди (99,95% Си) при комнатной
температуре (прутки прессованные):
Состояние Е, ГПа Ofi,2 Sk 810 V —. сж Ив ^ср НВ Or" KCU, кДж/м2
МПа % МПа
Мягкие (ожиг 700°С ЗОмин) ПО 240 80 60 50 75 1500 150 450 80 160-180
Твёрдые (на- клеп 25%) 120 400 350 - 6 35 - 200 950 100
* Сопротивление разрушению при растяжении.
Предел выносливости Or определяется на базе 108 циклов.
31
Установлено, что долговечность меди в вакууме возрастает, причём
понижение давления до 1,38*10’2Па приводит к увеличению долговечности
на порядок; при дальнейшем увеличении вакуума до l,33*10’6na долговеч-
ность практически не изменяется.
Упругие свойства изотропного материала характеризуется моду-
лем нормальной упругости Е (модуль Юнга), сдвига G и объемного сжатия
Есж, а также величиной отношения поперечной и продольной упругой де-
формации, т.е. коэффициентом Пуассона р. Эти характеристики упругих
свойств связаны между собой. Для большинства металлов абсолютное зна-
чение коэффициента Пуассона мало отличается от величины 1/3. В частно-
сти, для меди они составляют:
р = 0,33; Есж= Е; G = 3/8Е.
Статистически усреднённые значения характеристик упругости при
20°С по данным многочисленных исследований представлены ниже с ука-
занием стандартных отклонений:
Е = 123,5 ± 0,7ГПа;
Есж= 140,2 ±3,9ГПа;
G =45,4± 1,2ГПа:
р = 0.35 ± 0,09.
Константы упругости монокристаллов меди зависят от кристалло-
графических направлений. У поликристаллов квазиизотропной меди
вследствие произвольной ориентации зёрен эти константы усредняются
(табл. 1.17).
Таблица 1.17. Значения модулей упругости и коэффициента Пуассона меди
при температуре 20 °C
Состояние Направление кри- сталлической решетки Е, ГПа G, ГПа Есж, ГПа Ц
Монокристал- лическое <ш> 159 33,8 - -
<100> 77,5 61,0 - -
<110> 126 38,0 - -
Поликристал- лическое - 115-125 42-46 139 0,32-0,34
Значения модулей упругости -Ей сдвига - G в интервале тем-
ператур 300-1300К уменьшаются по линейному закону. Лишь в области
низких температур наблюдается отклонение от равномерного изменения
модулей (табл. 1.18).
В качестве международного стандарта (IACS) принята плотность
меди, равная 8890кг/м3, при температуре 20°С. Плотность меди р зависит
32
от её чистоты и способа производства. Плотность электротехнической ме-
ди по МЭК (1913г.) составляет 8890КГ/М3, при этом: при 20С° - 8920; при
1083С°(твёрдое состояние) - 8032; при 1083С°(жидкое состояние) - 7990.
Таблица 1.18. Модули упругости и сдвига меди при различных температу-
рах
т,к 4,2 100 200 300 500 700 900 1100 1300
Е, ГПа 141 139 134 128 115 103 89,7 76,8 63.7
G, ГПа 50 49,5 47,3 44,7 37,8 31,0 24,1 18,5 11,5
Изменение плотности чистой меди с увеличением температуры (в интер-
вале температур) можно подсчитать по формуле
ру(Т)= ро - RP(T - То), (1.8)
где ро = 8960кг/м3;
Rp =0,000564 = 0,00574^/^19;
То = 293К.
Изменение плотности при плавлении составляет 4,1%.
Плотность меди различных марок при температуре 20°С (кг/м3)
имеет небольшие различия, кг/м3:
Медь бескислородная М006 8963±3;
Медь бескислородная М06 8950;
Медь, раскисленная фосфором М2р (0,04 %Р) 8930.
Литая медь имеет плотность 8920КГ/М3. Холодная деформация ото-
жжённой меди уменьшает её плотность вследствие увеличения концентра-
ции вакансий, дислоцированных атомов, дислокаций и других дефектов
тонкой структуры. Возврат и рекристаллизация при нагреве наклёпанного
металла повышают плотность меди до исходного значения.
При нагреве плотность меди уменьшается вследствие расширения
решетки; при плавлении она снижается на 5 % (табл. 1.19).
Таблица 1.19. Плотность меди марки Ml при различных температурах
Т, °C 20 600 700 800 900 1000 1100 1200 1300 1400
р,кг/м3 8890 8680 8610 8550 8470 8400 7960 7860 7770 7700
Температура плавления меди tIul=IO83°C, температура кипения
1кип =2595°С, характеристическая температура 0D = 345К, удельная теплота
плавления АНГ1Л = 239кДж/кг, удельная теплота испарения
33
ЛНисп=4790кДж/кг. Удельная теплоёмкость меди при 293К при постоянном
давлении ср = 384,2Дж/(кг*К), а жидкой (при температуре плавления)
495Дж/(кг*К). Электронная теплоёмкость Ср33 = [0,688мДж/моль«К2)]«Т.
Удельная теплоёмкость меди марки МООк в зависимости от
температуры:
Т,К 4 10 30 50 100 200 250
Ср,Дж/(кг’К) 0,153 0,86 37 99 254 356 376
Теплопроводность X при 293К равна 397Вт/(м*К), при температуре
1356К равна 165,6Вт/(м«К).
Таблица 1.20. Зависимость теплопроводности X от температуры (чистота
меди 99,999%):___________________________________________________
т.к X, Вт/(м«К) Т,К X, Вт/(м*К) Т,К X, Вт/(м"К)
2 523,5 100 481,3 300 401,2
5 1487,0 150 428,4 350 397,2
20 2518,0 200 413 400 393,7
50 1189,05 250 406,0
Теплопроводность меди заметно не изменяется под влиянием висму-
та, свинца, серы, селена, но сильно понижается под влиянием незначи-
тельных количеств мышьяка, алюминия и сурьмы.
Теплопроводность X различных марок меди при 293К:
Марка МООк М006 Ml М2 М3
X, Вт/(м«К) 400 420 400 389 387
Температурный коэффициент линейного расширения при 293К а =
16,7*10’6 К’1.
Температурный коэффициент объёмного расширения при
293К Р = 49,2*10’6К ‘, в диапазоне 293-1356К;
Р=(45,0 + 0,016Т)*10’6,
где Р- коэффициент объемного расширения. К1; Т - температура, К.
Таблица 1.21. Изменение а в зависимости от температуры (содержание
меди 99,999 %):
Т,К а*106, К'1 Т,К а*106, К-1 Т,К а*106, К’1
5 0,0024 40 2,28 600 18,92
7 0,01062 60 5,40 800 20,09
10 0,0294 100 10,33 1000 22,1
13 0,06322 200 15,18 1200 24,5
15 0,9634 293 16,65 1300 27,0
20 0,23 400 17,58
34
Молярная энтропия S° в зависимости от температуры:
Т,К 298 500 1000 1500 2000 2500 3000
S0, Дж/(моль*К) 33,39 44,8 65,28 87,19 96,20 103,24 215,53
Поверхностное натяжение при 1О83°С о = 1351 мН/м.
Поверхностная энергия v = 1115мДж/м2, для грани (100) v = 1060,
а для (111) v = 926мДж/м2. Энергия дефекта упаковки 67мДж/м2.
Давление пара р в зависимости от температуры:
Т, К 700 800 900 1000 1100
р, Па 31,066*1015 38,514«1010 97,8О4*1О10 82,22*10'8 30,968‘Ю-6
Давление пара при температуре плавления р = 50,47МПа. Энергия
активации самодиффузии в интервале 1135-133ОК, Е=205кДж/моль,
табл. 1.22.
Таблица 1.22. Параметры взаимной диффузии (предэкспоненциальный
множитель Dp и энергия активации Е) некоторых элементов в меди
Диффунди- рующий элемент T,K Образующая фаза Dp, м2/сек Е, кДж/моль
н - Твёрдый раствор 5,640 s 38,52
Be - 2,32*1 О’8 117,23
Si - .4-- 3,7*10’8 167,47
S 1403-1673 Жидкая фаза 3,44*10-' 28,85
S 1073-1273 Твёрдый раствор 8,24*1О-3 196,78
Мп 973-1348 -4-- 5*1О"3 192,59
Fe 973-1343 _4-_ 1,4*104 216,88
Co 973-1348 -4-- 1,93*10"' 226,51
Ni 973-1348 -4-- 2,7’Ю"1 236,55
Zn 878-1323 _4-_ 3,4* 10-3 190,92
Ge 952-1288 -4-_ 3,97* 10’3 187,5
As 1083-1328 -4-- 2*10-5 176,6
Rh 1023-1328 3,3-Ю"1 242,5
Pd 1080-1328 _4-_ 1,71*10"' 227
Ag 973-1173 -4-- 1,3’Ю-6 161,6
Cd 998-1223 _4-_ 9,35*10'3 191,34
In 1023-1343 -4-- 1,3'Ю"1 193
Sn 973-1189 -4-- 1,0*1 О'4 190,5
Sb 873-1273 -4-- 3,4*10'3 175,85
Au - -4-- 1*10 ' 187,99
T1 1058-1269 -4-- 7,1*10-3 181,29
35
Спектральный коэффициент излучения гладкой поверхности при
773=1373К £>.=0,12, длина волны X = 0,65нм; для жидкой неокисленной
меди коэффициент излучения £>. =0,15, а длина волны Х = 0,65 нм.
Таблица 1.23. Отражательная способность (коэффициент отражения nD) в
зависимости от длины волны X для полированной меди (угол падения ~0):
X, мкм nD X, мкм nD X, мкм nD
0,251 25,9 0,420 32,7 0,600 71,8
0,305 X, 25,3 0,450 37,0 0,650 80,0
0,326 24,9 0,500 43,7 0,700 83,1
0,385 28,6 0,550 47,7 0,800 86,6
1,000 90,1
Таблица 1.24. Показатель преломления п в зависимости от длины волны
(плёнка толщиной 0,025^0,050мкм):
X, мкм п X, мкм И X, мкм п
0,188 0,94 0,4 1,08 1,087 0,36
0,249 1,37 0,496 1,22 1,215 0,48
0,301 1,40 0,6 0,35 1,610 0,76
0,397 1,32 0,821 0,26 1,937 1,09
2,4
1.7. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА МЕДИ
Высокая электро- и теплопроводность меди - основные свойства,
обусловливающее её широкое применение в технике. Электросопро-
тивление меди в твёрдом состоянии зависит от многих факторов и в пер-
вую очередь от чистоты металла, т.е. от спектра и концентрации имею-
щихся примесей. Примеси и легирующие элементы уменьшают электро-
проводность меди (рис. 1.10 и 1.11), повышают её удельное электросопро-
тивление (рис. 1.12).
Широкое использование нелегированной меди в электротехнике
определило начальное направление исследований - изучение влияния при-
месей на электросопротивление и другие свойства.
Параллельно с изучением влияния примесей на различные свойства
происходило постепенное, но неуклонное ужесточение требований к сни-
жению содержания почти всех присутствующих в технической меди при-
месей.
36
Рис. 1.10. Влияние примесей на электропроводность бескислороной меди
Особенно существенное повышение чистоты нелегированной меди
потребовалось в связи с интенсивным развитием электронной техники.
В настоящее время созданы марки меди с электропроводностью
превышающей международный стандарт IACS. Согласно этого эталона
для электротехнического назначения была признана отожженная медь с
электрическим сопротивлением, равным 0.017241мк*Ом«м (электропро-
водностью - 58М*См/м), которое было принято за 100%. В настоящее вре-
мя получен металл, у которого электропроводность заметно превышает это
значение (102-403% от значения по IACS).
Рис. 1.11. Влияние легирующих элементов на электропроводность меди
Наименьшее удельное электрическое сопротивление имеет медь,
очищенная зонной плавкой, с минимальным количеством примесей
(99,999% Си) - 0,0166мк*0м*м, что соответствует электропроводности
60,2М*См/м. Максимальная электропроводность меди промышленной чис-
тоты (М006) составляет 59МСм/м (табл. 1.25), американский стандарт
37
ASTM F-68 также для специальной марки меди С10100, применяемой в
электронной технике, регламентирует электропроводность не менее
59М*См/м (101% от значения по IACS).
Степень снижения электропроводности определяется характером
взаимодействия примесей с медью. Если элементы не образуют с медью
твердых растворов, то их влияние определяется характером распределения
частиц примесей, концентрацией и электропроводностью примеси. Если
примеси растворены в твердой меди, то электропроводность определяется
только концентрацией примеси в твердом растворе меди (рис. 1.10 и 1.12).
Содержание компонентов, %
Рис.1.12.Влияние примесей и легирующих элементов на удельное сопро-
тивление меди высокой чистоты
Влияние примесей на электропроводность кислородсодержащей
меди отличается от той же закономерности бескислородной меди, так как
многие элементы-примеси образуют с кислородом оксиды. Оксиды оказы-
вают меньшее влияние на электропроводность, чем соответствующие эле-
менты, находящиеся в твердом растворе. Если в кислородсодержащей ме-
ди находится избыточное количество примеси, которая полностью не
окисляется, то ее влияние следует рассматривать как влияние двух состав-
ляющих: оксида и чистого элемента.
Элементы Ag, As, Bi, S, и Те при содержании менее 0,05% не обра-
зуют стабильных оксидов в меди, поэтому при наличии этих элементов в
указанных количествах влияние кислорода на их поведение невелико.
Фосфор, который вводят в медь как раскислитель, заметно снижает ее
электропроводность (табл. 1.25).
38
Таблица 1.25, Электрические свойства различных марок меди при 20°С
Марка Наименование р, мкОм-м ш, М*См/м
М006 Бескислородная 0,0170 59,0
МОб Бескислородная 0,01706 58,6
МО Катодная, переплавленная 0,01708 58,5
Ml Катодная, переплавленная 0,01724 58,0
М1р Раскисленная фосфором 0,01754 57,0
М2р Раскисленная фосфором 0,0208 48,0
Все примеси повышают электрическое сопротивление меди. Для
оценки влияния примесей при их относительно невысоких концентрациях
пользуются линейной зависимостью прироста удельного электрического
сопротивления от концентрации примеси (Срр)
р=ро+Лр*Спр (1.9)
где ро - удельное электрическое сопротивление основного компо-
нента (растворителя), зависящее от температуры (для меди высокой чисто-
ты ро=0,0168мк*0м*м); - Др остаточное электрическое сопротивление , не
зависящее от температуры, обусловленное наличием примесных атомов и
пропорциональное концентрации примеси. Уравнение (1.9) называют пра-
вилом Маиссена-Флеминга.
Количество примесей особенно сильное влияние оказывает на
удельное электрическое сопротивление меди при отрицательных темпера-
турах. Уравнение (1.9) дает объяснение резкому возрастанию отношения
Р27з/р<2 с повышением чистоты меди (табл. 1.20). При нагревании твердых
растворов их сопротивление, как правило, растет, однако не так значитель-
но, как у чистых металлов. Температурный коэффициент электрического
сопротивления а' твёрдого раствора всегда ниже, чем для чистых метал-
лов, и меняется в зависимости от состава аналогично электропроводности.
Изменение электрического сопротивления меди в функции темпе-
ратуры определяется уравнением:
R,=Ro(l -4,1151*103Н- l,9988*10'6,t2) (1.10)
где, Ro — сопротивление при 0°С.
При крайне низких температурах электрическое сопротивление ме-
таллов резко падает; в частности, для меди даются следующие величины,
(табл. 1.26).
39
Таблица!.26-Электрическое сопротивление меди в функции температуры
Температура, °C Сопротивление, Ом'см’Ю"6
20 1,682
-100 0,904
- 206,6 0,163
- 258,6 0,014
Холодная обработка повышает электрическое сопротивление меди,
но отжиг восстанавливает её нормальную величину.
За эталон электрической проводимости металлов и сплавов принята
«стандартная медь», имеющая при 20°С в отожжённом состоянии прово-
димость в 0,58,1060м'*см1 или удельное электрическое сопротивление в
1,7241*10’6Ом’см. Электрическая проводимость металлов и сплавов исчис-
ляют в процентах к проводности «стандартной меди», принятой за 100%.
Так как все примеси меди понижают её электропроводность, в элек-
тротехнике в качестве материала для проводников применяют медь высо-
кой чистоты, т.е. электролитную (катодную), марки МО и Ml. Особенно
желательна для этой цели медь бескислородная, высокой проводимости,
имеющая электропроводность 102%.
1.8. ХИМИЧЕСКИЕ СВОЙСТВА МЕДИ
Нормальный электродный потенциал реакции Си-2е <-> Cu2+ , <р0
=0,34 В, а реакции Си-е <-+ Си+, <ро =0,52В. В соединениях медь проявляет
следующие степени окисления: +1, +2 и редко +3.
Медь обладает удовлетворительной коррозионной стойкостью в ат-
мосферных условиях при комнатной температуре. Коррозионная стойкость
меди, как правило, тем выше, чем чище медь. Наиболее вредные приме-
си— кислород, сера, висмут, свинец, железо. Сухой воздух и влага при
комнатной температуре порознь не действуют на медь, но во влажном воз-
духе, содержащем СО2, на поверхности меди образуется зелёная пленка
основного карбоната. При нагреве на воздухе выше 185°С медь покрыва-
ется слоем закиси меди Си2О, который при 1025°С переходит в оксид ме-
ди СпО.
При нагревании медь растворяется в серной и азотной кислотах, а
также в аммиаке.
Влажный хлор взаимодействует с медью при обычной температуре,
образуя СиС12, хорошо растворимый в воде. Медь легко соединяется с дру-
гими галогенами. Особое сродство проявляет медь к сере и селену. С водо-
родом, азотом и углеродом медь не реагирует даже при высоких темпера-
турах.
40
1.9. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА МЕДИ
Примеси, присутствующие в меди и попадающие в неё при плавке,
сильно влияют на физические и технологические свойства.
Температура литья меди 115СЕ 1230°С. Линейная усадка при литье в ко-
киль 2,1%, жидкотекучесть (литьё в песок) 0,35м.
Медь высокопластична в отожженном состоянии, при обработке давле-
нием выдерживает без промежуточных отжигов обжатие до 85 -95%. Вакуум-
ная плавка улучшает пластичность меди.
Температура прессования меди 8(ХЕ-950°С, температура горячей про-
катки 82(Н860°С. Температура полного отжига 500:700°С, а отжига для
уменьшения остаточных напряжений 18(Н230°С. В качестве травителя полу-
фабрикатов после отжига применяют 10%-ный водный раствор H2SO4. Защит-
ной атмосферой для светлого отжига бескислородной меди служат водород,
инертный газ, пары воды, смесь углекислого газа и оксида углерода, смесь азо-
та с 2<-3% водорода. Для светлого отжига технической меди, содержащей
0,02-41,03% О2, используют пары воды при отсутствии веществ, вызывающих
её диссоциацию, смесь азота с 2^3% водорода. Качество меди можно улуч-
шить применением вакуума при горячей деформации.
Температура рекристаллизации в зависимости от чистоты меди состав-
ляет 257~377°С. Медь лучше обрабатывается резанием в деформированном
состоянии. Хорошо поддается сварке и пайке. Коэффициент трения меди в па-
ре со сталью со смазкой (веретённое масло) составляет 0,011, а без смазки 0,43.
Широкое применение меди в промышленности обусловлено её высокой
электрической проводимостью, пластичностью, хорошей коррозионной ус-
тойчивостью, теплопроводностью, хорошими литейными качествами и др. Из
цветных металлов медь уступает по уровню потребления только алюминию.
Основные потребители меди и её соединений в развитых странах:
• электротехника и электроника (обмотки в элекфомашинах, провода,
кабели, шины, детали в телеграфных, телефонных радиотелевизионных аппа-
ратах, печатные схемы);
• машиностроение (теплообменники, криогенные установки, опрес-
нительные установки);
• транспорт (детали и узлы вагонов, тепловозов, судов, самолетов, сиг-
нальных устройств);
• бытовая техника (стиральные машины, кондиционеры, часы и др.);
• строительные материалы (газовая, воздушная, водяная, паровая распре-
делительная арматура, декоративные украшения);
• химическая промышленность (катализаторы, краски и др.);
• сельское хозяйство (ядохимикаты).
В технике широкое применение получили сплавы меди с цинком (ла-
туни), а также с оловом, алюминием, кремнием, свинцом, бериллием (оловян-
ные и специальные бронзы), никелем (мельхиор, константан, нейзильбер, мо-
нельметалл), марганцем (манганины) и другие сложные сплавы.
41
Сплавы меди обладают повышенной коррозионной стойкостью в атмо-
сферных условиях. Медь в значительных количествах используют в сплавах,
как легирующий компонент.
Используют медь и в качестве легирующей присадки к железным спла-
вам для улучшения их свойств. Так, присадка меди к конструкционным сталям
повышает их предел текучести, коррозионную стойкость и увеличивает про-
каливаемость.
Медь обладает природными бактерицидными свойствами, а поэтому яв-
ляется наиболее подходящим материалом для дверных ручек, поручней, пе-
рил, воздуховодов в местах большого скопления людей с целью снижения
бактериального обмена.
В пирамиде Хеопса археологи обнаружили часть древнего водопровода.
Трубы были изготовлены из меди и находились в рабочем состоянии спустя
более 5 тысяч лет после их установки!
Медь зримо или незримо присутствует в повседневной жизни дома, в
офисе, в промышленности и на отдыхе. Свет, электробытовые приборы, теле-
фоны, компьютеры и кондиционеры используют непревзойденное свойство
меди передавать электричество и тепло с наибольшей эффективностью из
всех недрагоценных металлов.
1.10. СПОСОБЫ ПОЛУЧЕНИЯ МЕДИ
Медь (Си) — металл, имеющий в компактном виде в зависимости от
способа получения и наличия примесей красно-коричневый и светло-розовый
цвет, в диспергированном состоянии (порошок) — кирпично-красный цвет.
Это один из первых металлов, которые человек стал применять для техниче-
ских целей. Найденные в Египте древнейшие изделия из самородной меди от-
носятся к пятому тысячелетию до н.э. Латинское название меди cuprum свя-
зано с островом Кипр, где уже в Ш в до н.э. были медные рудники и выплав-
лялась медь.
Содержание меди в земной коре 0,01% (по массе). Чаще, чем другие ме-
таллы, встречается самородная медь, однако такие руды сравнительно редки и
в настоящее время из них добывают не более 5% меди. Самородная медь,
обычно очень чистая, содержит лишь небольшие примеси серебра и железа,
следы свинца, еще реже следы ртути и золота. Кроме того, очень часто в само-
родной меди присутствуют включения оксида меди.
Медь входит в состав более чем 200 минералов, однако лишь немногие
из них (приблизительно 40) имеют промышленное значение. Важнейшие ми-
нералы, входящие в состав медных руд, — халькозин, или медный блеск;
халькопирит, или медный колчедан; малахит.
Руды содержащие медь, как правило, полиметаллические и кроме меди
содержат: цинк, никель, молибден, кобальт, серу, селен, теллур, индий, герма-
42
ний, свинец, гадолиний, серебро, золото. В настоящее время перерабатывают-
ся руды, содержащие от 0,7 до 3 % меди.
Украина собственной рудной базы не имеет, Но имеются геологические
предпосылки промышленного проявления руд в Волынском районе. Поэтому
удовлетворение промышленной потребности в меди возможно только двумя
путями — вовлечение в оборот лома и отходов меди и её импорт, в том числе и
в виде лома меди.
Производство меди из руд основано на переработке сульфидных или
окисленных медных руд. Более 80% меди получают пирометаллургическим
методом, остальные 20% методом гидрометаллургии. При пирометаллургиче-
ском методе руды предварительно обогащают, а затем концентрат подвергают
собственно пирометаллургическому переделу, состоящему из обжига, плавки
и конвертирования. Получаемую черновую медь подвергают огневому или
электролитическому рафинированию.
Гидрометаллургическая переработка включает выщелачивание руды для
перевода меди в раствор с последующим осаждением её из раствора. Гидроме-
таллургическим методом перерабатывают бедные окисленные руды и само-
родную медь. Выщелачиванию подвергают руду в мелкораздробленном со-
стоянии. Реагенты процесса - раствор серной кислоты или аммиачные раство-
ры. Осаждение меди из её сернокислых растворов, полученных в результате
выщелачивания, производится электролитическим способом (электролиз с не-
растворимыми анодами) или цементацией (осаждение железом).
При выщелачивании аммиачными растворами после разложения их ост-
рым паром медь выделяется в виде оксида СиО. Цементационная медь и медь,
полученная разложением аммиачных растворов, поступает на рафинирование
или переработку на специальные заводы.
Как указывалось выше, в зависимости от способа получения различают
следующие виды меди: медь электролитического рафинирования (катодная),
огневого рафинирования, электролитическая переплавленная, бескислородная,
кислородосодержащая и раскисленная. Медь, раскисленная фосфором, клас-
сифицируется на медь с низким содержанием фосфора (0,005^0,012%, по мас-
се).
Обозначения меди, принятые в различных странах, приведены ниже:
Испания - BOLIDEN, BOLIDEN COPPAR;
Италия — SAMETON;
Канада—CCR, ORC;
Перу-MP-ILO;
Польша - HMG-s;
США - ATR, СВ, СС, KE, KUF MAGMA, PD, ТВ;
Франция — PAL;
Япония - DOWA, FNR, НМ, MITSUBISHI, MITSUI, OSR.
43
ГЛАВА 2. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
ПЕРВИЧНОЙ ОБРАБОТКИ
2.1. КЛАССИФИКАЦИЯ ОТХОДОВ ЦВЕТНЫХ МЕТАЛ-
ЛОВ
Классификация металлического и металлсодержащего вто-
ричного сырья (лом и отходы) показана на рис.2.1 [7].
Рис.2.1. Классификация отходов цветных металлов
Наиболее существенную его часть составляет лом различного проис-
хождения. Металлсодержащее вторичное сырье классифицируется в зави-
симости от того, в какой форме содержится металл — металлической или
неметаллической. Между обеими этими группами имеются, однако, мно-
гообразные формы перехода. Не всегда возможно чёткое разграничение
между ломом и металлсодержащими видами вторичного сырья, металл ко-
торых находится в металлической форме (абразивные отходы). Использо-
вание металлических и металлсодержащих вторичных ресурсов связано с
несколькими условиями. Объёмы их образования должны быть достаточно
большими, а для их заготовки, переработки и реализации необходимы со-
ответствующие экономические, организационные и научно-технические
возможности. При этом следует учесть, что имеются значительные эко-
44
комические и технические преимущества при использовании вторичного
сырья по сравнению с первичным, рудным сырьём Это является основ-
ным фактором для всё большего использования вторичного сырья. Эти
преимущества заключается в следующем:
• частично покрывается потребность в сырье на перспективу;
• уменьшаются общие затраты на производство продукции, так как
отпадает необходимость в одной или нескольких технологических ста-
дий;
• заменяется импортируемое сырьё;
• снижается удельное потребление энергии на производство продук-
ции;
• замкнутый кругооборот металла ограничивает воздействие небла-
гоприятных факторов на состояние окружающей среды.
Из металлического и металлсодержащего вторичного сырья пред-
почтительным является первое, так как содержание металла в нём намного
больше, чем в соответствующем рудном сырье, и, кроме того, незначи-
тельна доля неметаллических и металлических загрязнений. Поэтому в
сравнении с рудным сырьём использование лома в металлургическом про-
изводстве обеспечивает часто значительное уменьшение длительности
технологического процесса и затрат электроэнергии, т.е. является эконо-
мически более выгодным. Себестоимость и капитальные вложения при
производстве цветных металлов из лома в несколько раз меньше, чем при
использовании первичного сырья. Значительно ниже при этом и расход
электроэнергии, что объясняется наличием в ломе аккумулированной
энергии. Значительная экономия энергии достигается особенно при ис-
пользовании алюминиевого лома (рис.2.2.а). При переплаве медного лома
энергии экономится меньше, так как он часто загрязнен, т.е. имеет отно-
сительно низкий энергетический уровень (рис.2.2.б).
Использование лома и отходов, в конечном счёте, приносит значи-
тельную экономическую выгоду, но затраты на получение того же ме-
талла, что и из руды значительно меньше. Однако из-за большого числа и
рассредоточения мест образования лома необходимы значительные рас-
ходы на его заготовку, складирование и транспортировку. Помимо этого
следует учитывать наметившуюся тенденцию к росту выпуска материалов,
состоящих из нескольких компонентов, а также к миниатюризации частей
продукции, что значительно ухудшает качество вторичного металличе-
ского сырья и в конечном счёте уменьшает экономический эффект от его
использования. В целом же использование лома экономически выгодно и
это выражается в значительной доле металла, производимого из лома в
промышленно развитых странах.
45
Рис.2.2. Расход энергии и энергетический уровень
при производстве алюминия (а) и меди (б)
Б - боксит; Г - глинозём; ПА - первичный алюминий; ГП - готовый продукт; Л - лом;
ВА - вторичный алюминий; Р - руда; LU - шлак; К - концентрат; ЧМ - черновая медь;
РМ - рафинированная медь; ЭМ - электролитическая медь; ЧЛ — чистый лом; ЗЛ- за-
грязненный лом; МЛ — лом медных сплавов; МС — медный сплав.
Первоначальное состояние образующегося лома таково, что в
большинстве случаев его нельзя непосредственно подавать на переплав,
т.е. его физические свойства и состав не соответствуют требованиям,
предъявляемым к металлургической шихте. По этой причине лом должен
предварительно готовиться к переплаву, что можно считать первой стади-
ей его переработки.
Для решения этой задачи применяются различные технологические
процессы и оборудование. При этом часто возможно использовать опыт
подготовки минерального сырья, что и наблюдается в практической дея-
тельности. Большое количество видов отходов и разнообразие технологий
их переработки, как вторичного сырья, диктуют необходимость чёткой их
классификации [8].
Классификация отходов — разделение отходов цветных металлов по
физическим, химическим свойствам и качественным показателям. Отходы
цветных металлов и сплавов делят на классы, группы и сорта.
Класс - классификационная группа, объединяющая отходы по физи-
ческим признакам.
Группа - объединяет отходы по химическим признакам.
Сорт - объединяет отходы по признакам качества.
По источникам образования отходы производства делят на: отходы
металлургического производства (шлаки, съёмы, сплесы и др.), отходы
прокатного передела (обрезь концов, стружка, опилки, окалина и др.); от-
ходы литейного производства (литники, прибыли, съемы, и др.); отходы
механической обработки литья, прессованных изделий, поковок и т.д.
46
(стружка, высечка, обрезь, облой и др.); отходы кабельного производства
(обрезь концов кабеля и проволоки, путанка и др.); отходы химического
производства (отработанные катализаторы, шламы); отходы процессов го-
рячего и электролитического покрытия (изгарь, шламы).
По способу использования отходы делят на текущие, оборотные, не-
перерабатываемые или отвальные отходы и безвозвратные потери
Текущие отходы образуются на предприятиях в процессе производ-
ства и подлежат сдаче заготовительным организациям.
Оборотные отходы используются на предприятиях, где они образу-
ются.
Отвальные — это отходы, переработка которых существующими в
настоящее время методами экономически не целесообразна. Они склади-
руются в сохранные отвалы раздельно по каждому виду металла или груп-
пе металлов (сплавов).
Безвозвратные потери — это отходы, образующиеся при коррозии,
истирании, чистовой механической обработке, угаре металлов, несобран-
ные отходы. Безвозвратные потери составляют 8-И0% от выпуска цветных
металлов.
По физическим признакам, в соответствии с ГОСТ 18978-73 "Лом и
отходы цветных металлов и сплавов. Термины и определения", отходы
подразделяются.
Взрывоопасные - отходы, в которых имеются взрывчатые и легко-
воспламеняющиеся вещества, герметически закрытые и полые предметы,
содержащие лед, влагу, масла, специальные жидкости, а также любые от-
ходы, не прошедшие пиротехнический контроль.
Обезвреженные - отходы, освобожденные от взрывоопасных
предметов, ядовитых и вредных веществ.
Габаритные - отходы, габариты которых соответствуют требова-
ниям загрузки металлургических печей.
Негабаритные - отходы, габариты которых не соответствуют
требованиям загрузки металлургических печей.
Легковесные - отходы с низкой объемной плотностью (фольга).
Кусковые - отходы, получаемые при литье, прокатке, ковке,
штамповке и обрезке (сюда не относятся шлаки, пыль, окалина, опил-
ки и т.п.).
Стружка - отходы, образующиеся при обработке полуфабрика-
тов и изделий на металлообрабатывающих станках. Стружка делится на
вьюнообразную (с длиной витка более 100мм), сыпучую (с длиной витка
до 100мм) и смешанную, низкокачественную, состоящую из смеси выо-
нообразной и сыпучей стружки и содержащую посторонние включения.
Порошкообразные - отходы, образующиеся при производстве ме-
таллических порошков и изделий из них.
47
Отходы потребления (лом) по источникам образования укрупнено
делят на три группы:
1 .Промышленные, транспортные и сельскохозяйственные (машины,
оборудование, детали, изделия, инструмент).
2.Военные (самолетные, корабельные, ракетные, боеприпасы и дру-
гое военное имущество).
3.Бытовые (предметы домашнего обихода), образующиеся у населе-
ния.
Отходы потребления (лом) первой и второй групп образуют катего-
рию амортизационного лома.
Аналогично отходам производства отходы потребления (лом) делят
по физическим признакам.
В соответствии с [10] отходы цветных металлов подразделяются на
следующие классы:
Класс А — кусковые отходы, представленные в виде части объема
заготовки из цветных металлов и сплавов, отделяемой при обработке ме-
талла давлением, раскрое, литье, а также лом - отходы потребления в виде
изделий или их составных частей.
Класс Б — стружка цветных металлов и сплавов, представленная как
отходы производства в виде узкого поверхностного слоя металла, отделяе-
мого от заготовки при обработке резанием.
Класс В — порошкообразные и пастообразные отходы, обра-
зующиеся в процессе изготовления и обработки различных изделий.
Класс Г — прочие отходы.
Класс Ж — отходы кабеля и проводников тока.
Класс И — прочий лом сложный.
Класс Л — отходы биметаллов.
Класс Н — отходы катализаторов.
Лом и отходы цветных металлов подразделяются по видам металлов:
• медь и медные сплавы;
• алюминий и алюминиевые сплавы;
• вольфрам, вольфрамсодержащие химические соединения, сплавы
вольфрама;
• кадмий; кобальт, его соединения и сплавы;
• магний и магниевые сплавы;
• молибден, молибденсодержащие химические соединения и спла-
вы;
• никель и никелевые сплавы;
• олово и оловянно-свинцовые сплавы;
• ртуть и её соединения;
• свинец и свинцовые сплавы;
• титан и титановые сплавы;
• цинк и цинковые сплавы;
48
• лом сложный;
• лом бытовой.
Классы в зависимости от химического состава делятся на группы. В
зависимости от вида металла количество групп различно; каждая первая
группа представляет собой технически чистый металл, а каждая последняя
— отходы низкокачественные. Каждую группу подразделяют на сорта,
характеризующие качественные признаки лома и отходов: содержание ме-
талла, степень разделки, габариты, засорённость.
К первому сорту относятся наиболее качественные лом и отходы, не
требующие дополнительной подготовки для металлургического передела.
Отходы первого сорта поставляют рассортированными по маркам сплавов,
а при возможности их пакетирования — в пакетах, пачках или стопках.
Второй сорт — отходы, состоящие из сплавов одной группы или
марки, но с засорённостью выше, чём в первом сорте.
Третий сорт — отходы, поставляемые по группам сплавов, имеют
засорённость чёрными металлами или другими цветными металлами
больше, чем во втором сорте.
Масса пакетов, пачек или стопок отходов всех групп (или марок) и
сортов не должна превышать: для алюминия и алюминиевых сплавов -
150кг, для металлов и сплавов других видов - 250кг. Масса отдельных кус-
ков для всех металлов и сплавов - не более 100кг, размеры не более
600*600»1500мм.
Отходы цветных металлов, не отвечающие требованиям к сортам ос-
новных групп, но направляемые на переработку, относятся к низкокачест-
венным. Максимальные размеры отдельных кусков низкокачественных от-
ходов не должны превышать 1000»1000»2000мм (по соглашению с потре-
бителем допускается сдача отходов, превышающих указанные размеры и
массу).
В зависимости от физического состояния отходы меди и сплавов на
медной основе могут быть представлены следующими видами:
• кусковые отходы, брак литых, кованых и штампованных дета-
лей, обрезь, высечка листов, ленты, решётки;
• проволока, проводники тока без изоляции и с изоляцией;
• латунные радиаторные трубки, капсульные втулки, гильзы для ог-
нестрельного оружия;
• радиаторы автомобильные, тракторные, самолетные; якоря
электродвигателей, радиаторы с железными охлаждающими пластина-
ми, отходы биметаллические;
• стружка сыпучая в брикетах, вьюнообразная, смешанная, сора,
пропиловка, медная и медно-графитовая пыль;
• шлаки, козлы, печные выломы.
Отходы меди и её сплавы могут быть чистыми и засорены неметал-
лическими материалами, черными и цветными металлами и другими
49
сплавами, а также иметь покрытия в виде полуды, пайки, краски и
лака.
Медь, алюминий, свинец, цинк и их сплавы составляют ~ 95% заго-
тавливаемых в настоящее время отходов цветных металлов. Остальная
часть заготавливаемых лома и отходов представлена титаном, никелем,
магнием, оловом, вольфрамом, кадмием, кобальтом, молибденом, ртутью
или их соединениями и сплавами.
Разновидностями сложного лома являются освинцованный ка-
бель и провода с медной или алюминиевой жилами, кабель с алюминиевой
оболочкой и медной жилой. Наиболее многокомпонентными из сложных
видов является лом или брак радиоаппаратуры и электротехнических изде-
лий.
Бытовой лом содержит в основном сплавы меди, алюминия,
магния, никеля, олова, свинца и цинка.
Отнесение отходов к какой-либо классификационной группе требует
опробования сырья, которое включает комплекс операций по отбору и под-
готовке пробы для определения засорённости, металлургического выхода и
химического состава. Под засорённостью понимают наличие механиче-
ских примесей (включая влагу и масло) в ломе и отходах, под металлурги-
ческим выходом — выход цветного металла или сплава в процентах при
плавке шихтовых материалов. Лом может иметь приделки, т.е. детали из
стали, чугуна, неметаллического материала, а также цветного металла и
сплава, отличающегося по химическому составу от лома, с которым они
соединены.
Эффективность использования вторичного сырья тесно связана с его
подготовкой и переработкой, тем более что свыше 60% заготавливаемых
лома и отходов цветных металлов сдается как низкокачественное сырье.
Для получения качественных металлов и сплавов оно должно быть под-
вергнуто первичной обработке, под которой понимают операции пиротех-
нического и радиационного контроля, а также совокупность процессов
сортировки, разделки и приведения лома и отходов к соответствующей
массе и размерам.
2.2. ИСТОЧНИКИ ОБРАЗОВАНИЯ И РЕСУРСЫ ВТОРИЧНЫХ
ЦВЕТНЫХ МЕТАЛЛОВ
Ресурсы отходов цветных металлов и сплавов — это часть фонда
цветных металлов и сплавов, перешедшая в категорию отходов к моменту,
на который определяется фонд. При этом под отходами цветных метал-
лов и сплавов подразумеваются остатки цветных металлов и спла-
вов, образующиеся в процессе производства (отходы производст-
ва), потребления и эксплуатации машин и механизмов (отходы по-
50
требления или лом), утратившие первоначальные потребительские
свойства [11].
Отходы производства — остатки сырья, материалов, полу-
фабрикатов, образовавшиеся при производстве продукции и утратившие
полностью или частично исходные потребительские свойства.
Отходы потребления (лом) — изделия и материалы, потерявшие
потребительские свойства из-за физического или морального износа.
Различают оборотные отходы — часть отходов цветных металлов и
сплавов, предназначенная для использования, в местах её образования и
товарные отходы — часть отходов, предназначенная для реализации на
внутреннем рынке и для экспорта. Основными методами расчета ресурсов
лома и отходов, т.е. вторичного сырья цветных металлов, являются норма-
тивный, расчетно-аналитический и расчетно-статистический.
При этом под вторичным сырьем цветных металлов и сплавов под-
разумевается лишь та часть отходов цветных металлов и сплавов, повтор-
ное использование которых технически возможно и экономически целесо-
образно.
В промышленно развитых странах прирост производства цвет-
ных металлов за последнее десятилетие составил,%: алюминия - 16,0 (из
вторичного сырья -13,0); меди -6,0 (из вторичного сырья - 30,0); свинца -
8,0 (из вторичного сырья - 15,0); цинка - 9,0 (из вторичного сырья - 8,0).
Потребителями цветных металлов являются: транспортное
и общее машиностроение, авиа- и судостроение, электротехника, строи-
тельство, химическая промышленность, сельское хозяйство. Однако уве-
личение производства цветных металлов из рудного сырья сопряжено со
значительными трудностями. В тоже время получение цветных металлов
из отходов по сравнению с их получением из рудного сырья экономически
и технически значительно выгоднее, табл.2.1.
Ресурсы отходов цветных металлов и сплавов зависят от объёмов
потребления цветных металлов и полноты их использования при произ-
водстве различных изделий. Чем больше коэффициент использования
металлов (КИМ), тем меньше выход отходов [11].
Таблица 2.1. Сравнение основных показателей производства цветных
металлов из рудного (числитель) и вторичного (знаменатель) сырья
Показатели А1 Си РЬ
Среднее содержание в сырье, % 39,6/80 0,76/75 1,39/50
Извлечение в готовую продукцию, % 87/92,4 80/94 80/95
Расход условного топлива, кг/т готовой продукции 9000/270 1300/200 700/500
Количество отходящих газов, тыс.м3/т готовой продукции 30/5 40/4 20/5
51
Иногда используют понятие удельного выхода отходов, под которым
понимают количество лома и отходов, образующихся при потреблении
единицы цветных металлов.
Величина КИМ определяется отношением количества металла в го-
товом изделии (Ми) к количеству металла, израсходованного на его изго-
товление (М): КИМ = Ми/М.
Отношение количества металла в отходах (Мот) к количеству метал-
ла, израсходованного на создание изделия, называется коэффициентом
выхода отходов (КОТ) и рассчитывается КОТ = Мот / М.
Выход отходов металла (Мот) зависит от выхода металла в готовую
продукцию (Ми) и безвозвратных его потерь (Бп):
Мот = М-(Ми + Бп). (2.1.)
Выход отходов в приборостроении составляет 60 %; в автомобиль-
ной промышленности при обработке проката - 16%; в радиопромышленно-
сти -44%.
Имеются значительные резервы по снижению выхода отходов и
улучшению использования цветных металлов. Опыт использования цвет-
ных металлов западными странами показывает, что КОТ ниже, чем в Ук-
раине, %: в США - на 55, в Италии - на 45, во Франции - на 42, в ФРГ - на
33, в Англии - на 15. Создание мало- и безотходных технологий в различ-
ных отраслях промышленности, усиление работы по экономии и опти-
мальному использованию цветных металлов позволят уменьшить величи-
ну КОТ алюминиевых сплавов на 4 %; медных — на 8,5 %; цинка - на 9 %;
свинца - на 17%. Поэтому темпы роста объёмов образования товарных ре-
сурсов отходов цветных металлов систематически снижаются.
Ресурсы отходов потребления и эксплуатации. Машины, агрегаты,
конструкции содержат узлы и элементы из цветных металлов. Замена мо-
рально и физически устаревших изделий приводит к переходу этих ме-
таллов в отходы потребления (лом), при этом часть металла теряется
из-за коррозии или физического износа, а также из-за неполного сбора
отходов.
Ресурсы отходов потребления рассчитывают путем определения ежегод-
ных инвестиций цветных металлов в народное хозяйство и сроков службы
их в изделиях. Срок службы цветных металлов в различных изделиях ко-
леблется от 2 до 30 лет (табл.2.2).
Ресурсы цветных металлов в отходах потребления (Рп) можно при-
близительно подсчитать из выражения:
Рп = (П-Пв-Оп-Бп) • Кв, (2.2.)
52
где П - общее потребление цветного металла в соответствующий
год, тыс.т;
Пв - объём потребления цветного металла для производства про-
дукции, которая не имеет отходов потребления (краска, лекарства, химиче-
ские реактивы и т.п.), тыс.т;
Оп - объём образования товарных отходов при производстве и об-
работке металлопродукции, тыс.т;
Кв — коэффициент возврата цветных металлов в отходах потреб-
ления, доли единицы.
Таблица 2.2. Значения КОТ в изделиях из меди и сроки службы изделий в
различных отраслях промышленности
Изделия из меди в отраслях Срок службы, лет КОТ, %
листо- вой прокат прутки трубы прочие изделия листо- вой прокат прутки трубы прочие изде- лия
Жилищное строительство 29 19 24 29 28 20 36 28
Транспортное машиностроение 9 9 9 9 26 20 44 36
Потребительские товары 4 4 9 7 20 12 18 20
Общее машиностроение 18 18 18 18 40 40 40 35
Электротехника 24 24 24 19 24 24 24 42
Ежегодно в Украине безвозвратно теряется (табл.2.3) ~10,0 тыс.т ме-
ди и 15,0 тыс.т алюминия.
Таблица 2.3. Основные направления потерь меди и алюминия, %
Направления потерь алюминия меди
Отходы потребления при закрытии предприятий 15 40
С отходами черных металлов 20 20
Отходы потребления, бытовые 30 10
Шлаки литейные с малым содержанием металла 15 5
Шлаки вторичной цветной металлургии 10 10
Отходы электро- и радиотехники 10 15
Количество образующегося лома тем больше, чем больше фонд
цветных металлов. На этот показатель оказывает также влияние срок
службы изделий и деталей (жизненный цикл).
53
2.3. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПЕРВИЧНОЙ ОБРА-
БОТКИ ОТХОДОВ МЕДИ
2.3.1. СОРТИРОВКА ЛОМА И ОТХОДОВ МЕДИ
Согласно ГОСТ 1639-93 (ДСТУ 3211-95), лом и отходы меди и её
сплавов, заготавливаемые и поставляемые на переработку в ОБЯЗА-
ТЕЛЬНОМ порядке должны пройти проверку на радиационную безопас-
ность и взрывобезопасность (пиротехнический контроль).
НЕ ДОПУСКАЕТСЯ
ВЫБОРОЧНЫЙ КОНТРОЛЬ ЛОМА НА РАДИАЦИОННОЕ ЗАГРЯНЕНИЕ И
ВЗРЫВОБЕЗОПАСНОСТЬ ИЛИ ССЫЛКИ НА
СОПРОВОЖДАЮЩИЕ ДОКУМЕНТЫ (ПРОВЕРКА У ПОСТАВЩИКА)
2.3.1.1. ПИРОТЕХНИЧЕСКИЙ КОНТРОЛЬ
Поступающие на перерабатывающие предприятия лом и отходы
проходят проверку на взрывобезопасность с оформлением соответствую-
щих документов.
Непосредственно перед загрузкой в мульды и короба или за-
грузкой плавильных агрегатов металлолом и отходы обязательно прове-
ряются на взрывобезопасность. Операции по обеспечению взрывобезо-
пасности металлолома производятся под руководством пиротехника.
Работы по отбору, удалению, транспортированию и обезвреживанию
взрывоопасных предметов, за исключением не обезвреженных боеприпасов,
производятся специально обученными рабочими с соответствующими удо-
стоверениями под руководством лиц технического надзора. Перед началом
работ сортировщики должны пройти инструктаж по правилам проведения
работ и необходимым мерам предосторожности.
На пиротехническую службу возлагаются: руководство и надзор за
производством работ по контролю отходов, отбор и транспортирование
взрывоопасных предметов на склад временного хранения; надзор за
организацией работ при разделке военных отходов и контроль за отгрузкой
обезвреженных отходов; надзор за транспортированием, обезвреживанием
или уничтожением взрывоопасных предметов; надзор за правильным
хранением и ведением учета взрывоопасных отходов в хранилище и свое-
временной выдачей и регистрацией нарядов-допусков на разделку
отходов огневым способом; непосредственный инструктаж по тех-
нике безопасности контролеров и рабочих, постоянно занятых или
временно привлеченных к работе со взрывоопасными отходами; стро-
гое соблюдение всех положений, правил и инструкций.
Основные требования по обеспечению взрывобезопасности отходов
следующие.
54
Устройства и средства взрывания должны быть без зарядов, воспла-
менителей, детонаторов, пороховой набивки и других взрывоопасных эле-
ментов.
Артиллерийские и винтовочные гильзы должны быть без капсюль-
ных и гальваноударных втулок и не должны иметь не простреленных кап-
сюлей и остатков пороха.
Закрытые сосуды, резервуары и другие аналогичные предметы
(баллоны, бочки, цилиндры, защемлённые трубы и т.д.) вскрываются и
освобождаются от содержимого, ледяных пробок и влаги. Полые предме-
ты осматриваются с внутренней поверхности, для чего горловины должны
быть открыты, днища вскрыты или иметь второе отверстие.
Лом и отходы военной техники освобождаются от горючих и сма-
зочных материалов и жидкостей, а также от боеприпасов, герметических
предметов, взрывоопасных агрегатов, узлов, деталей и т.д.
Ракетные двигатели, пороховые газогенераторы и пороховые аккуму-
ляторы давления освобождаются от пиропатронов, пороховых зарядов,
воспламенителей и других взрывоопасных элементов.
Металлические массивы и козлы, подвергшиеся взрывному дробле-
нию, должны быть без шпуров. Шпуры должны быть разорваны и про-
жжены или пробиты насквозь.
Разделка взрывоопасных предметов и отходов военной техники
должна производиться отдельно от остальных отходов после выдачи руково-
дством предприятия наряда-допуска на производство работ по разделке.
При обнаружении в отходах взрывоопасных предметов получатель
составляет акт в двух экземплярах. Один из них с копией удостове-
рения о взрывобезопасности направляется отправителю отходов, другой
остается на предприятии.
Транспортирование взрывоопасных предметов производится под руко-
водством пиротехника, в соответствии с требованиями "Единых правил безо-
пасности при взрывных работах".
Хранить взрывоопасные предметы, изъятые из отходов, разрешается
не более четырёх суток, в течение которых они обезвреживаются или
уничтожаются в установленном порядке.
Хранение взрывоопасных предметов производится в специально обо-
рудованных для этого хранилищах или в закрытых металлических ящиках
на специальных открытых площадках. Хранение замкнутых сосудов, резер-
вуаров и других полых предметов допускается производить в закрытых
помещениях. Помещения для хранения взрывоопасных предметов должны
соответствовать требованиям "Единых правил безопасности при взрывных
работах". Расстояние от хранилища зданий, сооружений и путей сообще-
ния должно быть не менее 30м.
Хранилища и специальные площадки для хранения взрывоопасных
предметов ограждаются колючей проволокой или сплошным забором высо-
55
Стационарные системы обнаружения. Это наиболее распростра-
ненные системы, представляющие собой установленные по обеим сторо-
нам транспортного пути крупногабаритные детекторы радиации, связан-
ные с регистрирующим блоком, автоматически сигнализирующим об об-
наружении радиоактивности в транспорте с ломом. Более 90% всех случа-
ев обнаружения радиоактивности в ломе произведено с помощью стацио-
нарных систем. Основным узлом систем являются детекторы излучения.
Для повышения чувствительности обнаружения используются сцинтилля-
торы с чувствительным объёмом до 30л. С помощью таких детекторов
удается обнаружить источники, создающие превышение мощности дозы
над фоном на 5мЗв/ч и менее (5-^7% над уровнем естественного фона).
Сигналы с детекторов поступают в компьютер, где данные подвергаются
анализу. Контрольное значение фона постоянно обновляется на основе
данных измерений, поступающих во время отсутствия транспорта с ломом.
Полный комплект системы включает, как правило, средства регистрации
данных, принтеры/дисплеи, средства подачи звуковых/световых сигналов
при обнаружении радиоактивности и превышении транспортом скоростно-
го ограничения движения и др.
Важной проблемой радиационного контроля является обеспечение
сопоставимости результатов контроля у поставщиков и потребителей лома.
Потребитель может обнаружить радиоактивность в ломе в случае, когда
поставщик по результатам своего контроля радиоактивность не обнару-
жил. Для разрешения возникших при этом споров необходимо знать поро-
говые характеристики обнаружения систем контроля у поставщиков и по-
требителей лома. Наиболее полной характеристикой является вероятность
обнаружения источников радиации различной мощности (активности), на-
ходящихся в транспортном средстве с ломом. Такую характеристику мож-
но получить независимо для разных систем контроля путем проведения их
испытаний с использованием набора источников с различной мощностью
дозы излучения. Важно также знать энергетический диапазон реги-
стрируемого излучения, для чего необходимо получить кривые вероятно-
сти обнаружения нуклидов 241Am, 137Cs, 60Со. Поставщику целесообразно
вместе с партией лома направлять и результаты контроля с характеристи-
ками применявшейся системы обнаружения. В случае если характеристики
системы у потребителя выше, чем у поставщика, при обнаружении радио-
активности груз может быть возвращен поставщику.
Переносные приборы. Переносные средства контроля (дозиметры,
радиометры, приборы радиационной разведки) могут использоваться для
входного и выходного контроля лома на предприятиях с небольшим объе-
мом поступающего и перерабатываемого лома (до 30т в день). Кроме того,
переносные дозиметры могут служить дополнением к стационарным сис-
темам для проверки уровня излучения в данной зоне безопасности; для
локализации фрагмента лома, который служит причиной появления сиг-
58
нала тревоги стационарной системой; для исследования транспортной пар-
тии лома с целью разделения загрязненных и незагрязненных элементов;
для проверки ложного срабатывания стационарной системы.
Ответственность персонала службы радиационного контроля. Ра-
ботники служб радиационного контроля должны пройти обучение по
радиационному контролю при подготовке металлолома. Указанные ра-
ботники обязаны обеспечить безопасность людей и самого предприятия
при обнаружении радиоактивности в ломе, должны уметь выявлять подоз-
рительный груз и выдавать инструкции перевозчику груза по его возвра-
щению поставщику без дополнительных расследований. Кроме того, пер-
сонал службы радиационного контроля должен проводить расследование
каждого случая срабатывания тревоги в системе контроля, чтобы изоли-
ровать и обезопасить источник радиации. Персонал должен обоснованно
объяснить продавцу причины отказа от приема металлолома с учетом зна-
ния характеристик используемого оборудования контроля на своем пред-
приятии и на предприятии поставщика. Работники служб радиационного
контроля обязаны учитывать возможность преднамеренного сокрытия ра-
диоактивности на каком-то этапе поставки лома. Они должны полностью
освобождаться от ответственности в случае возбуждения расследований
при обнаружении радиоактивности в ломе.
Меры, предпринимаемые при обнаружении радиоактивности в ло-
ме. К первоочередным мерам относятся: проведение повторных измерений
для подтверждения сигнала тревоги; изоляция транспортного средства или
груза; использование переносных приборов для локализации радиоактив-
ности, определения степени ее опасности; экранирование излучения; об-
ращение за помощью в специализированную организацию и к экспертам.
Определение риска для здоровья людей и окружающей среды долж-
но проводиться с учетом того, что радиоактивность может привести как к
внешнему, так и к внутреннему облучению людей. В случае если мощ-
ность дозы излучения не превышает 1мкЗв/час, принятия специальных мер
по ограничению облучения не требуется. В противном случае необходимо
ограничить доступ персонала к радиоактивному лому либо сократить вре-
мя облучения или экранировать источник защитными элементами. Внут-
реннее облучение возможно при поверхностном загрязнении лома, когда
часть радиоактивности может оказаться на коже, одежде и поступать в ор-
ганизм пероральным или ингаляционным путём.
В большинстве случаев уровни излучения при обнаружении радио-
активности в ломе не препятствуют проведению дальнейших работ по ло-
кализации и изолированию загрязненного фрагмента лома. При этом необ-
ходимо принятие мер по предотвращению распространения радиоактив-
ности по территории предприятия. Локальные источники содержатся, как
правило, в упаковке, препятствующей распространению активности в ок-
ружающей среде. Однако при проведении погрузочно-разгрузочных работ
59
возможно повреждение упаковок. Поэтому при обнаружении радиоактив-
ности необходимо с соблюдением мер предосторожности и защиты визу-
ально изучить упаковку, имеющую отличительные признаки и маркировку
(знак радиационной опасности), и определить её целостность. Поверхност-
ные загрязнения присутствуют, как правило, на внутренних поверхностях
труб, производственного оборудования и могут распространяться, напри-
мер, в результате смыва дождевой водой или разноса пыли.
Основным средством предотвращения распространения радиоактив-
ности является упаковывание радиоактивных фрагментов в толстую пла-
стиковую пленку с использованием клейкой ленты. Крупные предметы,
такие как трубы, необходимо герметизировать с помощью пластмассового
листа или ленты по обоим концам. Для других предметов возможно ис-
пользование специальных ящиков с экранирующими материалами (свинец,
сталь). Описанные упаковки могут рассматриваться как временные до
принятия мер по эвакуации, переработке или захоронению. Эти работы
выполняют, как правило, специализированные организации.
Отчётность. При обнаружении радиоактивного лома предприятие
должно составить отчёт и направить его в органы, надзирающие за состоя-
нием радиационной безопасности. Отчёт должен содержать следующую
информацию: наименование предприятия и его реквизиты; происхожде-
ние партии лома; количество загрязненных фрагментов; время и обстоя-
тельства обнаружения радиоактивности; мощность дозы излучения; по-
верхностная или объёмная активность (желательно); оценка общей актив-
ности (желательно).
Международное сотрудничество. Ряд международных организа-
ций (МАГАТЭ, ВТО, Интерпол, Европейская комиссия) предпринимают
усилия, нацеленные на укрепление инфраструктуры государств - членов
этих организаций для предотвращения неконтролируемого распростра-
нения радиоактивности и налаживания эффективного информационного
обмена в этой области. Международные организации должны проводить
региональные рабочие совещания с целью предоставления соответствую-
щей информации заинтересованным сторонам. МАГАТЭ формирует базу
данных о незаконной торговле радиоактивными материалами, появлении
бесхозных источников, радиационных инцидентах.
Меры окончательного контроля металла, шлака и пыли. При попа-
дании радиоактивного лома в плавильный агрегат радиоактивность не ис-
чезает, а лишь перераспределяется между металлом, шлаком и пылью. Для
гарантирования потребителям и общественности отсутствия в металлопро-
дукции и отходах производства радиоактивности необходимо осуществ-
лять контроль продуктов плавки. Это позволит также своевременно обна-
ружить радиоактивность на предприятии и принять оперативные меры по
предотвращению облучения работников и загрязнения территории пред-
приятия и оборудования.
60
Для контроля выплавляемого металла применяют низкофоновые
радиометры или спектрометры, содержащие детектор, размещенный в ра-
диационной защите, аналого-цифровой преобразователь и вычислительное
устройство. Для анализа радиационной чистоты используют те же пробы
плавки, которые поступают на химический анализ. Предел обнаружения
радиоактивности, как правило, на уровне 30—40Бк/кг. При этом время ана-
лиза не превышает 4-5 минут. После проведения анализа на всю продук-
цию, полученную из данной плавки, оформляют свидетельство радиаци-
онной чистоты при условии, если радиоактивность в металле не обнаруже-
на.
Описанные устройства можно применять и для контроля побочных
продуктов плавки (шлак, пыль) с целью определения возможности их по-
вторного использования, например, в строительстве, металлургическом
производстве. Не исключена возможность применения для контроля про-
дуктов плавки и стационарных систем радиационного контроля, установ-
ленных на выезде с территории предприятия (табл. 2.4).
Таблица 2,4. Характеристики приборов радиационного контроля
Параметры РАМЕТ Россия МКС-АТ 1315 Беларусь GR-320L США
Диапазон измерения, кБк/кг 0,01-150 0,01-100 0,01-100
Время экспресс-анализа при обнаружении радиоактивности в плавке, мин 2-3 3-5 3-5
Диапазон размеров анализируемых проб, мм 015-1- 060-50 040-10- 060-40 020-10- 050-40
Габариты детектирующей системы со свинцовой защитой, мм 0150-400 300-500-500 400-400-500
Масса, кг 50 160 160
С помощью указанных радиометров проводится оценка содержания
радионуклидов и в побочных продуктах плавки (шлак, пыль), на основании
чего принимается решение об использовании отходов металлургического
производства. Если удельная активность материалов не превышает 0,37Бк/г,
то они могут свободно применяться, например, в жилищном и промышлен-
ном строительстве. Отходы с более высоким содержанием радионуклидов
по согласованию с Госсанэпиднадзором могут применяться в дорожном
строительстве, при рекультивации земель или подлежат захоронению.
Переносные приборы используются для опенки радиационной обста-
новки на рабочих местах, для измерения величины превышения фоновой
мощности дозы и, в ряде случаев, а -, 0 - загрязненности и удельной актив-
ности отдельных партий (упаковок) материалов и продукции (табл.2.5).
61
Таблица 2.5. Характеристики переносных приборов контроля
Тип приборов Вид измерения
Мощность ДОЗЫ, мкЗв/час Плотность потока альфа - частиц, частиц/см2-мин Плотность потока бета - частиц, частиц/см2мин Удельная активность, Бк/г
ДРБП-01А 0,1 + 100 30 + 6000 6 + 6-Ю3 -
ДРБП-03 0,1+ЗЮ6 6 + 6Ю4 6 + 6-Ю4 0,3 + 1100 (137Cs)
МКС-04Н 0,1 + 1000 - 1 + Ю3 -
МКС-05Н 0,1 - 1000 - 1 + Ю4 0,1 + 1000 (бета-нуклиды)
МКС-06Н 0,1-Ю3 1+Ю4 1+Ю4 0,1 + 1000 (бета-нуклиды)
МКС-07П 0,1-Ю3 1+Ю4 1+Ю4 0,05+1000 (бета-нуклиды)
МКС-1117 (EL-1117) 0,05+Ю3 1+3-ю4 1+Ю6 -
ДКС-96 0,1-105 1+Ю3 1+2-Ю3 -
РЗС - ЮН 0,05+5-Ю3 0,2 +2-Ю3 2+2-Ю4 -
ИРД-02 0,1+20 Ю-Ю6 3+2-Ю3 -
2.3.1.3. ВИДОВАЯ СОРТИРОВКА
Производство меди и её сплавов во вторичной цветной металлургии
характеризуется разнообразием видов и сложностью химического соста-
ва используемого сырья. Поэтому первостепенное значение приобретают
вопросы сортировки отходов. Сведения о химическом составе отходов, их
идентификация позволяют выпускать высококачественные сплавы с ми-
нимальными затратами. При этом, чем ниже ценность отходов для потре-
бителя, тем дороже в дальнейшем они в переработке.
Сортировка отходов цветных металлов - это операция подготовки,
при которой производится разделение отходов цветных металлов и
сплавов по физическим и качественным признакам.
Видовая сортировка отходов осуществляется: по внешним призна-
кам (цвет, характер излома и др.); предметным признакам (наименование
деталей); по клеймам маркировки деталей и изделий по ГОСТ, ТУ или
заводской марке; результатам химического, спектрального, рентгенов-
ского, радиационного анализа. Сортировка отходов цветных металлов
в специализированных предприятиях производится на сортировочных
столах, конвейерах или на конвейерных линиях, где сочетаются ручная
видовая и механизированная сортировки. При сортировке механизируют
вспомогательные операции: транспортирование, классификацию и сепа-
рацию для выделения примесей и определенных видов металлов, спла-
вов или группы сплавов.При ручной сортировке сортировщик использует
приборы (магнит, измеритель электропроводности, химические препараты)
62
или визуальный контроль. Сортировка по внешним отличительным при-
знакам применяется для идентификации сложных отходов и производится
вручную. Сортировка отходов с использованием нанесенных клейм марки-
ровки сплавов наиболее точнее идентифицирует отходы, но требует мно-
го ручного труда и хороших профессиональных навыков сортировщиков.
Формальное определение группы и сорта лома и отходов про-
изводится только на заводах для уточнения расчетов с поставщиками,
оценки внутризаводских показателей и организации производственного
процесса. На этих заводах, а также на менее крупных предприятиях, про-
изводящих переплав закупаемого или давальческого лома в чушки, как
правило, используют приборы различных типов для проведения анализов
химического состава цветных металлов и сплавов. Несмотря на очевидную
целесообразность иметь надежные данные по составу шихтовых материа-
лов для оптимизации процессов плавки и литья, а также для обеспечения
гарантированного выпуска годной по химическому составу продукции,
предприятия и организации далеко не всегда могут качественно и опера-
тивно решить эти задачи из-за недостаточного уровня приборного обеспе-
чения, а главное, в большинстве случаев, из-за невозможности получения
представительной пробы исходного сырья.
На внутреннем рынке Украины цена лома определяется по группе, к
которой отнесена данная партия, т.е. по нормативному значению. В связи с
этим, точность определения содержания металла имеет огромное значе-
ние, так как ошибка в оценке содержания меди на 1% приводит к потере
до $50 США на одной тонне лома.
В табл. 2.6<-2.9 приведены сведения о приборах различных классов и
назначений, которые могут быть использованы при сортировке лома, а
также для анализа химического состава готовой продукции.
Каждый тип приборов в значительной степени специфичен и разра-
ботан в основном для решения конкретных задач, но может быть ис-
пользован и для решения некоторых дополнительных задач.
Программное обеспечение работы приборов (и, следовательно, их
стоимость) также может определяться требованиями покупателя.
В настоящее время используются приборы трёх основных классов
[13].
Вихретоковые приборы. Принцип действия основан на измерении
удельной электропроводности анализируемого материала, величина кото-
рой затем сопоставляется с табличными значениями для различных спла-
вов (таблица прилагается к прибору или составляется по справочникам са-
мим пользователем).
Вихретоковые приборы наиболее компактные и мобильные, но и наи-
менее точные при определении химического состава сплава. К тому же они
не могут различать сплавы с одинаковой (или близкой) электропроводно-
стью, например, бронзы марок БрАЖ и БрОФ, кремнистую латунь ЛК80-3
63
и бронзу БрАЖ, латуни Л59, Л68, ЛС и ЛО, латунь ЛАЖМц и бронзу
БрОЦС.
Таблица 2.6. Приборы на основе измерения электропроводности
вихретоковым методом
Название прибора Определяемые элементы Точность измерения Мобильность прибора, масса, кг Специфика прибора Изготовитель
ВЭ-96Н “Экс- перт” Соответствие марки сплава ± 1% S (МСм/м) Переносной 0,3 Не различает мате- риалы с одинаковой электропроводностью ООО ’’Фирма АКА”
“Вихрь- АМ” Соответствие марки сплава ± 1%1 (МСм/м) Переносной, 0,3 Не различает мате- риалы с одинаковой электропроводностью ООО ’’Диаконт”
МПВ-2М Соответствие марки сплава ± 1% S (МСм/м) Переносной, 1,0 Не различает мате- риалы с одинаковой электропроводностью НПЦ ”Кро- пус”
Оптико-эмиссионные анализаторы. Принцип действия основан на
анализе спектра материала, испаряемого в электрическом (дуговом или ис-
кровом) разряде.
Это наиболее многочисленный класс спектральных приборов.
По используемой системе регистрации спектра приборы этого класса
подразделяются на стилоскопы (визуальная регистрация), спектрографы
(фотографическая регистрация) и спектрометры (фотоэлектрическая ре-
гистрация).
Спектрометры могут изготавливаться как с использованием фотоэлек-
тронных умножителей (ФЭУ) так и с фотодиодными матрицами (ПЗС или
CCD - матрица). Приборы с ФЭУ более точны, но имеют ограничения по
числу определяемых элементов в зависимости от количества каналов, зало-
женных в конструкции, что напрямую связано с ценой прибора. Приборы с
ПЗС-матрицей фиксируют весь спектр излучения, но число определяемых
элементов зависит от рабочей величины спектрального диапазона прибора
и возможности аналитической программы.
Спектральные линии основных цветных металлов находятся в диапа-
зоне 200400нм, линии серы, углерода и фосфора - 160190нм.
Рентгено-флуоресцентные анализаторы (РФА). Принцип действия
РФА основан на регистрации вторичного (характеристического) излучения
от атомов основы и примесей в анализируемом материале, возникающего
при облучении пробы рентгеновским или радиоактивным излучением.
Конструкция прибора предусматривает наличие рентгеновской трубки или
капсулы с радиоактивным изотопом.
Приборы РФА позволяют определять любые концентрации элементов,
в т.ч. основу сплава. Однако недостаточная мощность излучателей в пере-
носных вариантах приборов РФА затрудняет определение концентрации
64
лёгких элементов (Al, Si, Mg). В тоже время приборы данного класса дос-
таточно просты и надёжны.
Как видно, из вышеизложенного, различные типы приборов имеют
свои особенности (положительные и отрицательные) в плане точности,
надежности результатов, условий проведения анализа, мобильности, про-
стоты работы, стоимости, степени аналитического оснащения (возмож-
ность заложенной программы) и пр.
Следовательно, для решения конкретной производственной задачи
могут быть использованы различные типы приборов, а также аналогичные
приборы различных фирм-изготовителей.
В соответствии с тремя основными задачами заготовителей и перера-
ботчиков ломов и отходов цветных металлов и сплавов (грубая сортиров-
ка, тонкая сортировка, анализ готовой продукции) может быть ре-
комендован следующий подход.
Приборы для сортировки лома должны быть достаточно мобильными,
иметь возможность качественного (или полуколичественного) анализа ма-
териала неизвестного состава для определения типа сплава (латунь, брон-
за) или его марки.
Вихретоковые приборы в сочетании с магнитыми и химическими ме-
тодами сортировки могут быть использованы для предварительной раз-
браковки смешанного медного лома на латунь и бронзу, т.е. экспресс-
оценка лома до закупки (у продавца) и частичная разбраковка лома по
маркам сплавов. Для надежной сортировки лома по группам и маркам
сплавов необходимо применять более сложные приборы различных типов
в зависимости как от химического состава сплава (легкие металлы, медная
группа сплавов и пр.), так и от возможности мобильного их использования
(непосредственно на участке сортировки и без отбора пробы).
Готовую продукцию желательно анализировать на стационарных при-
борах, обладающих наибольшей точностью и надежностью результатов,
которая оговаривается в соответствующих нормативных документах.
Такие приборы требуют отбора и подготовки специальных проб оп-
ределенных габаритов с зачисткой их поверхности. Необходимо также
провести аттестацию прибора и приобрести набор стандартных образцов
выпускаемых сплавов. Кроме того, эти приборы могут использоваться и
как экспресс-анализаторы химического состава лома, что наиболее целесо-
образно для больших однородных партий лома и отходов.
65
Таблица 2,7. Приборы на основе анализа спектра излучения материала пробы (оптико-эмиссионные анализаторы)
Название прибора Определяемые элементы Точность измерения Мобильность прибора, масса, кг Специфика прибора Изготовитель
Mini sort Медные и алюминиевые сплавы Средняя Переносной, портгивный 2,5 Дуга (воздух) Регистрация CCD Диапазон 290500нм ’’NITON” США
SpeetroPortctL> Все элементы, кроме S, С, Р Высокая Переносной, портативный, 1 Дуга (воздух) Регистрация CCD Диапазон - 278-^560нм "Spectro A.I.GmbH.” Германия
SpcctroPorl Все элементы, кроме S, С, Р Высокая Настольный или возимый 50 или 30 Дуга (воздух), искра (аргон) Регистрация -ФЭУ (до 20 каналов) Диапазон 185:440нм ’’Spectro A.I.GmbH.” Германия
SpectroPortCCD Все элементы, кроме S, С, Р Высокая Настольный или возимый 50 или 30 Дуга (воздух), искра (аргон) Регистрация -CCD Диапазон - 280:560нм ’’Spectro AJ.GmbH.” Г ермания
SpectroTest (SpectroTest JR) Все элементы, кроме S, С, Р Высокая Возимый 250(120) Дуга (воздух). Регистрация -ФЭУ Диа- пазон - 185-^520нм ’’Spectro A.I.GmbH.” Г ермания
SpectroPortCCD Все элементы, кроме S, С, Р Высокая Возимый 24 Дуга (воздух) искра (аргон) Регистрация -CCD Диапазон - 185’520нм ’’Spectro A.I.GmbH” Германия
PM I - master Все элементы Высокая Напольный или переносной 22,5 Дуга (воздух) Регистрация - CCD Диапазон - 185-4 Юнм ’’ARUN” Германия
Metalscan 1650 Все элементы Высокая Высокая + ’’ARUN” Германия
Metalscan 3000 (3010, 3020, 3030) Все элементы Высокая Высокая Ду1а (воздух) (ЗОЮ) искра (аргон) (3020, комбинированный (3030) Диапазон - 185-4 Юим ’’ARUN” Германия
ARC-MET 8000 Mobil Lab Все элементы Супер-точность Переносной 16 Дуга (воздух) искра(аргон) Регистрация - CCD Диа- пазон - 175"370нм ’’Metorex international Oy” Финляндия
Поололжение табл. 2.7
Название прибора Определяемые элементы Точность измерения Мобильность прибора, масса, кг Специфика прибора Изготовитель
ARC-MET 930 SP Все элементы Высокая Настольный или переносной 14,5 Дуга (воздух) Регистрация CCD Диапазон - ПЙ-^ЗДОнм ’’Metorex international Оу” Финляндия
Belec Vario Lab Все элементы Высокая Стационарный или возимый 170 Искра (аргон) Регистрация -CCD Диапазон - 175^370нм ’’Belec Spectrometrie- Optoelectronic GmbH” Германия
Belec Compact Port Все элементы, кроме S, С, Р Высокая Настольный или переносной 29 Дуга (воздух) искра (аргон) Регистрация ФЭУ (до 36 каналов) Диапазон - 190-430нм ’’Belec Spectrometrie- Optoelectronic GmbH” Германия
Spectrum 18 От Mg до РЬ Высокая Настольный или переносной 15 Искра (аргон) Регистрация -CCD ’’Namicon Ltd.” Италия
Спектрометр “CL” Все элементы, кроме S, С, Р Средняя Настольный или переносной 15 Дуга (воздух) Регистрация - CCD Диапазон - 200<-410нм ЗАО ’’Спектральная лаборатория”
Папуас 400 Все элементы, кроме S, С, Р Средняя Настольный 20 Дуга (воздух) Регистрация CCD Диапазон - 190-420нм ООО ’’Спектро- прибор”
Стилоскоп СЛ13 Все элементы, кроме S, С, Р Средняя Настольный 70 Дуга (воздух) искра (аргон) Регистрация визуальная Диапазон - 383-^700нм Азовский оптико- механический завод
Таблица 2.8. Приборы на основе анализа спектра вторичного, характери-
стического излучения (рентгено-флуоресцентные анализаторы)
Марка прибора Определяемые элементы Точность измерения Мобильность прибора, масса, кг Особенности прибора Изготовитель
XMETr-3000T Кроме легких элементов Средняя Портативный 2,5 С рентгеновской трубкой "Metorex International Оу” Финляндия
XMETr 2000 Metal-MasterR От Ti до Bi (кро- ме легких эле- ментов) Высокая Переносной 5,8 С капсулированным источником радиоактивного излучения ’’Metorex International Оу” Финляндия
ХМЕТ-800 От AI до U Высокая Портативный 9 С капсулированным источником радиоактивного излучения ’’Metorex International Оу” Финляндия
Niton Xlt 800 От Ti до U (кроме легких элемен- тов) Высокая U С капсулированным источником радио- активного излуче- ния “NITON” Великобритания
HORIZON 600 От Са до U (кро- ме Mg) Высокая 1,2 С рентгеновской трубкой “OXFORD instruments” Великобритания
INSPECTOR Кроме легких элементов Высокая Переносной, портативный Г •
Advant X - - - - “Thermo ARL” Швейцария
Спектроскоп MAKC-G От Са до U (кро- ме легких элементов) Средняя Стационарный - НПО “Спектрон”
Спектроскоп MAKC-GV От Na до U Средняя Стационарный - НПО “Спектрон”
СПАРК-1М Or Se до U (кроме легких элеметов) Повышенная Стационарный - НПП ’’Буревестник”
Призма-М От Cd до РЬ (кроме К, Mg, AI, Si и Р) Средняя Переносной 10 - АОЗТ ’’Южполи- металл Холдинг”
ПРИМ IM От AI до U (кроме Mg) Средняя Стационарный 8,5 С капсулированным источником рад иоакти в кого излучения АОЗТ ’’Южполи- металл Холдинг”
СПАРК-IM От Se до U (кроме легких элемен- тов) Повышенная Стационарный - НПП “Буревестник”
Призма-М Or Cd до РЬ (кроме К, Mg, Al, SihP) Повышенная Переносной 10 - АОЗТ ’’Южполи-металл Холдинг”
ПРИМ-IM От Al до U (кроме Mg) Средняя Переносной 8,5 С капсулированным источником радио- активного излуче- ния АОЗТ ’’Южполиметалл Холдинг”
68
Таблица 2,9, Характеристики радиоизотопных излучателей
Тип изотопа Время полураспада, лет Вид излучения Интервал определяемых эле- ментов для
К-излучения L-излучения
55 Fe 2,7 Мп, К-излучения Si-V Nb^Ce
24tm 17,8 Ри, L-излучение Ti-Se La-Pb
l09Cd 1,3 Ag, К-излучение Сг^Мо Tb-U
251 Am 433 Y-излучение 59,6 КэВ Zn-Nd Hg^U
2.3.2. ОБОРУДОВАНИЕ ДЛЯ СОРТИРОВКИ
Для видовой сортировки на предприятиях по переработке лома и
отходов применяются механизированные столы, сортировочные кон-
вейеры, сортировочные линии [11,14,15].
Механизированный стол (рис.2.3) применяют для сортировки
лома и отходов крупностью до 250мм.
Техническая характеристика сортировочного стола
Диаметр стола, мм......................... 4500
Количество лотков, шт........................ 6
Скорость вращения стола, м/мин............... 2
Мощность привода вращения стола, кВт.... 3
Скорость подъема бункера, м/мин.............. 1
Объём загрузочного бункера, м3............. 1,9
Габаритные размеры, м:
длина.................................. 6,5
ширина................................. 5,7
высота................................ 3,5
Масса, т................................... 8,1
Производительность, т/час.................. <20
69
Рис.2.3. Механизированный стол для сортировки лома и отходов
1 - бункер, 2 - опорный ролик стола, 3 - зона сортировки, 4 - привод, 5 - лоток
приёмный.
Исходный материал краном загружают в приёмный бункер сто-
ла, откуда он равномерно выгружается на вращающийся стол. По ок-
ружности стола укреплены лотки, в которые сортировщики сбрасывают
материал. Материал движется вниз за счет гравитационных сил и
вращения стола. При попадании крупногабаритного лома бункер под-
нимается винтом, приводимым во вращение электроприводом.
Сортировочный конвейер (рис.2.4.) предназначен для сортировки
крупнокускового, не засоренного мелочью и железными включениями
лома.
Пластинчатый конвейер одновременно выполняет функции пита-
теля для подачи сырья из бункера и полотна, на котором происходит
визуальная сортировка сырья.
70
з.чпп
Рис.2.4. Сортировочный конвейер
1 - пластинчатый конвейер, 2 - бункер. 3 - регулирующее устройство,
4 - привод.
Техническая характеристика сортировочного конвейера
Ширина ленты сортировочного конвейера, м 0,8
Скорость движения ленты конвейера, м/мин 1,25^3,75
Ёмкость бункера, м3 3,0
Тип питателя ППН-6
Производительность, т/час 10,0
Крупность кусков сырья, мм:
Максимальная 450
Оптимальная 300
Установленная мощность, кВт 1,5
Габаритные размеры, м:
Длина 15,0
Ширина 3,7
Высота 2,2
Специальным устройством регулируется производительность кон-
вейера и контролируется крупность кусков, поступающих на сортиров-
ку. Предельное открытие колосников регулирующего устройства -
500мм.
Сортировочная линия лома и отходов позволяет производить обработку
крупнокускового и абразивного лома цветных металлов с выделением
железных включений. Разработаны два типа сортировочных линий.
В линии первого типа (рис.2.5) загруженное в бункер исходное
сырье подается пластинчатым питателем на ленточный конвейер, где из
сырья подвесным электромагнитом извлекаются железные включения.
71
Рис.2.5. Сортировочная линия лома и отходов
1 - бункер, 2 - пластинчатый конвейер, 3 - железоотделитель,
4 - сортировочный конвейер, 5 - короб, 6 - приводы.
Техническая характеристика линии с ленточным сортировочным
конвейером
Производительность, м3/час 15
Ширина ленты, м 1,0
Скорость движения ленты, м/мин 1—2
Длина участка сортировки, м 10,0
Установленная мощность, кВт 2,2
Тип железоот делителя ЭПР-120
Вибролоток:
максимальная ёмкость, м3 6
максимальная масса сырья, т 5
Тип вибратора ИВ-53
Крупность кусков сырья, мм 500
Габаритные размеры, м:
Длина 23,6
Ширина 7,4
Высота 3,6
Масса, т 19,2
Пластинчатый питатель и ленточный конвейер имеют
самостоятельные приводы. Производительность линии составляет
20—24т/час, установленная мощность-11,2кВт, габариты-
20,5*4,05*3,03м.
Линия второго типа состоит из металлической конструкции, к
которой на пружинных амортизаторах подвешен бункер с вибрацион-
ным питателем. Наклон бункера регулируется при помощи канатного
подъёмного устройства.
72
2.3.2.1. КЛАССИФИКАЦИЯ СЫРЬЯ ПО КРУПНОСТИ
Классификация по крупности - разделение материала по разме-
рам на различных просеивающих поверхностях.
Различают два вида классификации по крупности: ручная (ви-
довая) и машинная (грохочение). При видовой классификации по
крупности осуществляют сортировку с учётом особенностей даль-
нейшей переработки, применяя при этом необходимые механизмы и
приспособления.
Грохочение - технологическая операция разделения по крупно-
сти на просеивающих поверхностях различных по размерам кусков
отходов. Грохочение применяют предварительное, подготовительное и
окончательное (доводочное).
Предварительное грохочение - выделение из исходной массы круп-
ных кусковых отходов для последующей их обработки, например
фрагментирования, дробления. Подготовительное грохочение — разде-
ление отходов на несколько классов крупности, предназначенных
для последующей переработки с использованием различных обогати-
тельных процессов. Окончательное грохочение - разделение перерабаты-
ваемых материалов на классы крупности, размеры которых регламенти-
руются соответствующими техническими условиями.
Последовательный ряд размеров отверстий сит, применяемых для
грохочения, называется шкалой классификации. Отношение размеров
отверстий смежных сит в закономерной шкале называется модулем
шкалы. Для сит крупного и среднего грохочения модуль чаще равен 2,
при этом шкала классификации равна, например, 50, 25, 12, 6, Змм. В
ситах мелкого грохочения применяют модуль -72 =1,41.
Продукт, прошедший через отверстия данного сита, но
ставшийся на следующем сите шкалы, называют классом крупно-
сти или фракцией. В технике применяют два способа обозначения
классов: метод “от до” и “минус - плюс”. Большее распространение
получил второй способ, например, класс крупности (-40+20)мм. Сле-
довательно, крупность материала больше 20, но меньше 40мм.
Графически гранулометрический состав материала может быть
представлен частными и суммарными характеристиками. Частная харак-
теристика показывает процентный выход отдельных классов крупно-
сти (рис.2.6а). Характеристики данного типа имеют вид гистограммы.
При этом основания отрезков - размеры соседних сит (классов), а высота
- процентный выход данного класса крупности. Кривую суммарной ха-
рактеристики обычно строят по "плюсу", т.е. по суммарному остатку
материала на ситах (рис.2.6,б). По характеру кривой определяют
преобладание определенных классов крупности в продукте: выпук-
73
лая — преобладание крупных классов, вогнутая - мелких. В основном
продукты дробления представлены вогнутыми характеристиками.
Рис.2.6. Характеристика крупности
а — частная, б - суммарная
При переработке отходов применяются грохоты с цилиндрическими
и плоскими поверхностями просеивания.
Цилиндрические (барабанные) грохоты применяются в производст-
ве из-за возможности самоочистки просеивающей поверхности, кото-
рую выполняют в форме цилиндра или многогранной (шести-, восьми-
гранной) призмы (рис.2.7.).
Рис.2.7. Схема движения материала в барабанном грохоте
Р - сегмент загрузки (Рим S 90°), D - диаметр барабана, h - высота слоя материала, а -
угол наклона барабана, п - направление вращения, АС - траектория перемещения
материала.
Просеивающая поверхность по длине грохота может иметь один
или несколько размеров отверстий в форме квадрата, круга, прямо-
угольника, трапеции и другие. При этом размеры отверстий при дви-
жении материала изменяются от меньших к большим. При классифика-
ции исходного сырья на два продукта применяют грохоты с одинаковы-
ми отверстиями по всей длине.
74
Для обеспечения продольного перемещения материала ось барабана
наклонена к горизонту под углом 4-^7°. Материал под действием сил
трения поднимается внутренней поверхностью вращающегося барабана
на некоторую высоту h над нижней образующей данного сечения. Благо-
даря наклонному положению оси барабана скатывание материала проис-
ходит с перемещением относительно начальной плоскости поперечного се-
чения барабана по линии АС. После прекращения движения кусков мате-
риала они снова подхватываются барабаном и цикл повторяется. Матери-
ал продвигается вдоль оси барабана со скоростью, которая зависит от
частоты вращения барабана и его угла наклона.
Цилиндрические (барабанные) грохоты характеризуются сле-
дующими размерами: диаметр барабана 0,5^-3,Ом, длина до 9,0м,
коэффициент живого сечения просеивающей поверхности барабана со-
ставляет 22-^30%, табл.2.8.
Таблица 2.8.Основные характеристики барабанных грохотов
Параметры ГБ-1,5 СНГ ГБП 1,8 СНГ 0-82 СНГ Линдеманн, ФРГ Хаммермилс, США
Размеры барабана, м: внутренний диаметр длина число секций 1.5 4,2 2 1,86 5,5 1 1,5 4,2 2 1,6 6,5 2 1,5 6,2 2
Размер отверстий сит, мм: первой секции второй секции 50 1010 50 50 10 10 85 и 150 10 85
Угол наклона, град 3-8 6 <10 3 5
Частота вращения, сек1 0,5 0,5 0,6 0,2 0,3
Объёмная производительность, м3/час 60^90 25^35 6090 90110 90120
Мощность привода, кВт 4,5 7,5 7,0 11,0 15,0
Масса с приводом, т 5,1 10,0 7,45 3,7 4,2
Частота вращения барабанных грохотов п устанавливается в
пределах, мин1: л = (8<14)>/л, где R - радиус барабана, м.
Достоинством барабанных грохотов является простота конструк-
ции, обслуживания, надежность в эксплуатации. К недостаткам можно от-
нести сравнительно небольшую производительность на единицу поверхно-
сти сита (при грохочении используется только 1/6-Н/8 поверхности си-
та) и повышенный уровень шума.
Производительность барабанного грохота как транспортирую-
щего устройства может быть определена по формуле Л.Б.Левенсона:
75
Q = 600&i(tg2a)jR№ ,
(2-3.)
где Q - производительность, т/час;
3 - насыпная плотность, т/м3;
п - частота вращения, мин’1;
R - радиус барабана, м;
Л - толщина сегмента слоя материала, находящегося в барабане, м;
а - угол наклона барабана, град.
Плоские грохоты. Для плоских подвижных грохотов важным техно-
логическим требованием является расположение просевающей поверхно-
сти. Она может иметь большой угол наклона (15^-30°), быть горизон-
тальной или иметь малый наклон (5^6°).
Возвратно-поступательные или колебательные движения просеи-
вающей поверхности (сита) осуществляются различными в кинематиче-
ском отношении механизмами. Поэтому различают следующие типы гро-
хотов: качающиеся с кривошипным эксцентриковым приводным меха-
низмом, вибрационные с приводом от дебалансного или электромагнит-
ного возбудителя.
Плоский качающийся грохот (рис.2.9) на опорах состоит из
короба с ситом, которому сообщаются качания от эксцентрикового ме-
ханизма.
Рис.2.9. Плоский качающийся грохот
1 - гибкая опора, 2 - короб, 3 - сито, 4 - эксцентриковый механизм
При качании грохота, обычно наклонного к горизонтальной оси
под углом 7-=-14°, материал перемещается вдоль сита и частицы разме-
ром меньше, чем диаметр отверстий сита, просеиваются в специаль-
ную емкость. Частота вращения вала эксцентрикового механизма со-
ставляет 5-И Осек'1.
Оптимальная частота вращения эксцентрикового вала такая, при
которой частица материала передвигается относительно сита, а не
качается вместе с ним. Для этого число оборотов вала должно быть
больше минимального числа оборотов пШ1а , определяемого по формуле,
76
Л)
2 (1 + fega) ’
(2-4.)
где Fg - коэффициент трения материала в движении;
fo - коэффициент трения материала о сито в состоянии покоя;
а - угол между пружинами подвеса грохота и вертикалью, град.
Однако при большом числе оборотов материал будет подбрасы-
ваться над ситом, что приводит к увеличению его износа и дополнитель-
ному измельчению (истиранию) материала. Во избежание такого явле-
ния число оборотов не должно превышать некоторого максимального
значения лши, определяемого из выражения,
<30/Jr tga,
(2-5.)
где г - эксцентриситет механизма качания, м.
Схема качающегося гирацгюнного грохота с качаниями в верти-
кальной плоскости показана на рис.2.10.
Рис.2.10. Гирационный двухдечный грохот
1 - рама, 2 - амортизационные пружины, 3 - привод, 4 - рама привода,
5-дебалансный вибратор.
В стойке рамы грохота установлен на шарикоподшипниках вибра-
тор-вал, к которому симметрично крепится короб с ситом. Короб опирает-
ся на пружины.
Эксцентриковый вал сообщает коробу колебательное движение с
амплитудой качаний, равной эксцентриситету вала. Вследствие быст-
роходности гирационных грохтов их часто подвешивают на тягах с
пружинами-амортизаторами к конструкциям зданий. Основные достоин-
ства гирационных качающихся грохотов: большая производительность по
сравнению с барабанными грохотами; компактность, удобство обслу-
живания и ремонта (смены сит); малое переизмельчение материала.
77
Недостатком их является динамическая неуравновешенность,
что вызывает сильные вибрации строительных конструкций. По-
этому их не рекомендуется устанавливать на верхних этажах зда-
ний.
В вибрационных грохотах горизонтально или наклонно установлен-
ное сито совершает при помощи специального механизма (вибратора)
колебания с небольшой амплитудой. Частота колебаний сита нахо-
дится в пределах 154-25сек_1 (иногда до бОсек"1) при амплитуде
колебаний от 0,5 до 12мм. Жесткая связь между элементами вибра-
ционных грохотов полностью или частично отсутствует, поэтому ко-
лебания сита в различных точках его поверхности неодинаковы и за-
висят от угловой скорости вала, характеристик опорных пружин,
движущейся массы грохота вместе с материалом и других динамиче-
ских параметров конструкции.
Вибрационные грохоты имеют следующие достоинства: высокая
частота колебаний сита способствует очистке его отверстий от слипше-
гося материала; более высокая производительность при сопоставимых
массах грохотов; сохранение качества грохочения; широкий диапазон
грохочения разнообразных по форме и размерам материалов; компакт-
ность, легкость регулирования параметров и смены сит; малый
удельный расход энергии.
Недостаток вибрационных грохотов — необходимость равномерной
подачи материалов.
На рис.2.11. показана схема вибрационного (инерционного) гро-
хота. Короб и сито установлены на пружинах. На стойках в подшип-
никах находится вал с двумя шкивами, несущими неуравновешенные
грузы. При вращении шкивов, возникают центробежные силы, под дей-
ствием которых короб вибрирует с заданной частотой.
Рис.2.11. Вибрационный (инерционный) грохот
1- короб, 2-сито, 3-пружина, 4—вал, 5-дебаланс, А-вектор колебания сита
По такому же принципу работают электровибрационные
грохоты. Колебания сита в этом типе грохотов осуществляется по-
78
средством электромагнита или специальными электрическими вибра-
торами, через обмотки которых пропускают ток от регулируемого ис-
точника питания.
2.3.3. РАЗДЕЛКА И КОМПАКТИРОВАНИЕ ОТХОДОВ МЕДИ
Разделка лома и отходов — это освобождение основного цвет-
ного металла или сплава от засоренности, а также приведение к массе и
размерам, удобным для их дальнейшей переработки. Основная масса
лома и отходов подвергается разделке путём резки и дробления на
специальных низкооборотных разрывателях. Обобщающим эти два про-
цесса является понятие фрагментирования, т.е. разделения лома или
отходов как целого на части (фрагменты).
Применение того или иного способа фрагментирования определяет-
ся физико-химическими характеристиками перерабатываемых отходов и
наиболее часто осуществляется при помощи резки: огневой, ножнич-
ной, пилами, а также специальными разрывными устройствами.
2.3.3.1. ОГНЕВАЯ РЕЗКА
Резка отходов огневыми методами сопровождается большими поте-
рями металла, имеет низкую производительность и относится к работам
повышенной опасности. Она применяется в основном для фрагментиро-
вания крупногабаритных отходов (теплообменники, гребные винты и т.п.)
при таких объёмах переработки, когда применение других методов эконо-
мически нецелесообразно.
В зависимости от применяемой аппаратуры огневая резка де-
лится на следующие виды: кислородно-керосиновая, кислородно-
газовая, электродуговая, плазменная.
Кислородно-керосиновая резка осуществляется с использованием
жидкого горючего — керосина и кислорода. Основные элементы аппа-
ратуры для кислородно-керосиновой резки: резак, баллон с жидким го-
рючим, баллон для кислорода, гибкие шланги, редуктор и манометры.
При газовой резке используют специальные аппараты (рис.
2.12), в которых в качестве горючего используют смесь газа (при-
родный газ, пропан-бутан, метан и др.) с кислородом.
Кислород из баллона через редуктор поступает в резак и раз-
ветвляется по двум направлениям. Часть кислорода используется
для образования пламени подогрева. Через основной канал кисло-
род поступает в инжектор.
79
Рис.2.12. Установка для газовой резки
1-резак, 2- баллон с кислородом, 3- редуктор, 4 — ниппель, 5,8 — вентили, 6- инжектор,
7 - камера смешения, 9 - сменный мундштук, 10- генератор ацетилена.
Попадая в камеру смешения с большой скоростью, кислород
создает разрежение в газовых каналах, благодаря этому туда же
засасывается горючий газ. Образующаяся горючая смесь проходит к
горелке резака с наконечником кольцевого типа, выходит через
кольцевой зазор между мундштуками и при сгорании подогревает их.
Другая часть кислорода поступает в центральный канал внутреннего
мундштука и на выходе из резака образует режущую струю, которая
сжигает металл. В табл.2.10 и 2.11 приведены технические характе-
ристики резаков для кислородно-керосиновой и газовой резки.
Производительность электродуговой резки металла в 3—5 раз
выше газовой резки, однако потери металла из-за окисления резко воз-
растают. Получили распространение следующие виды электродуговой
резки металлов: дуговая резка металлическим или угольным (графито-
вым) электродом, кислородно (воздушно) - дуговая резка и резка с ис-
пользованием инертного газа.
Таблица 2.10. Техническая характеристика керосинового резака
типа КР-02
Толщина разрезаемо- го металла, мм Номер мундштука Давление р, Мпа
кислорода керосина
<10 1/1-3 0,4 0,10
10-30 2/1-3 0,5 0,10
30-50 3/1-3 0,6 0,15
50 - 100 4/4-6 0,8 0,20
100 - 150 5/4-6 1,0 0,25
150-200 6/4 — 6 1,2 0,25
Примечание. В числителе - номер мундштука внутреннего, в знаменателе - наружного
При дуговой резке металлическим электродом разрезаемый металл в
месте реза расплавляется электрической дугой при максимальном токе.
80
Металлическим электродом можно резать цветные металлы с использова-
нием источников постоянного и переменного тока. При использовании
угольного (графитового) электрода применяют источники постоянного
тока.
При кислородно (воздушно)-дуговой резке металл расплавляют
электрической дугой и одновременно выдувают жидкий металл сжатым
воздухом. Для ускорения процесса расплавления и окисления (сгора-
ния) металла при дуговой резке применяют кислород, который одно-
временно интенсивно окисляет и удаляет расплавленный металл из зо-
ны резки.
Таблица 2.11. Техническая характеристика газового резака типа ГР-01
Толщина разрезаемого металла, мм Номер мунд- штука Давление Ро2- МПа скорость реза Трез, мм/мин Расход горючего газа (числитель) и кислорода (знаменатель), м3/час
метан и природный газ пропан - бутановая смесь природный газ
3-15 1/1 0,24),5 430320 1,3 0,4 2,2
6,9-11,9 3,9-6,4 4,4-6,8
15-50 2/1 0,254) 3 340190 1,3 0,5 2,6
6,9-11,9 6,7-11,7 7,1-12,1
50100 3/1 0,34),4 205-125 1,4 0,5 2,6
12-17 11,7-16,7 12,3-17,3
100200 4/2 0,44),7 140190 1,6 0,6 3,2
17,4-28,4 17,1-28,1 17,6-28,6
200300 5/2 0,7-1,1 10085 1,9 0,7 3,8
28,9-42,9 28,5-42,5 29-43
Примечание. В числителе - номер мундштука внутреннего, в знаменателе - наружного
Одной из разновидностей огневой резки является резка с использо-
ванием низкотемпературной плазмы. Плазма—ионизированный газ, в ко-
тором концентрации положительных и отрицательных зарядов равны
(квазинейтральность). Для получения низкотемпературной плазмы при-
меняются высокочастотные и дуговые плазматроны — плазменные генера-
торы. В высокочастотных плазматронах (мощность до 1МВт) плазмообра-
зующее вещество нагревается в разрядной камере (обычно вихревыми
токами). В дуговых плазматронах (мощность 100Вт-10МВт) плазмо-
образующее вещество нагревается, проходя через сжатую электриче-
скую дугу с высокой концентрацией энергии.
В современной технике используют две схемы плазмообразования:
81
дуга прямого действия, возбуждаемая на разрезаемом металле, который
является одним из электродов; дуга косвенного (независимого) дейст-
вия, возбуждаемая между электродами независимо от обрабатывае-
мого материала (рис.2.13).
Рис. 2.13. Схема работы плазматрона с дугой прямого (а)
и косвенного (независимого) действия (б)
Для более полного использования энергии дугового разряда
целесообразно применять плазменную дугу, которая отличается вы-
сокой стабильностью и может достигать большой длины. Плазменную
дугу наиболее целесообразно применять при резке отходов, имею-
щих сплошное сечение без полостей и промежутков. При наличии
воздушных зазоров процесс резания нестабилен, что приводит к зна-
чительному расходу катодных вставок плазматрона.
В настоящее время используются плазматроны с так называемыми
пленочными катодами, которые реализуют схему плазменной дуги со
стабилизацией. Пленочные катоды гильзового типа имеют вставку из
металла, который под действием высоких температур образует на по-
верхности тонкую тугоплавкую пленку оксидов или нитридов. Эта плен-
ка защищает материал катода от испарения и дальнейшего окисления.
Способностью образовывать пленку на катоде обладают такие металлы
как цирконий и гафний. Продолжительность работы катода при непре-
рывном режиме работы с силой тока 25СН300А не превышает 4^6час.
При циклическом режиме продолжительность работы пленочного ка-
тода резко снижается.
2.3.3.2. МЕХАНИЧЕСКАЯ РЕЗКА
Механическая резка отходов осуществляется на ножницах с
параллельными и наклонными ножами (гильотинные, аллигаторные
ножницы, пресс-ножницы и т.п.). Механическая резка сокращает габа-
ритные размеры отходов для увеличения их насыпной массы. Это по-
зволяет повысить нагрузку на транспортные средства, сократить
время загрузки металлургических печей и, как следствие, сокращение
82
времени плавления отходов. Резка отходов ножницами позволяет
уменьшить степень сокращения при операциях дробления, что уве-
личивает производительность оборудования дробления и его эффектив-
ность.
Размеры поперечного сечения металла, допускаемого для резки
на ножницах, определяются максимальным усилием резания, на которое
рассчитаны ножницы.
Процесс резания состоит из трёх периодов:
1) вмятия ножей в металл; при этом усилие на ножи Р постепенно
увеличивается до максимального значения Ртах- Длительность
этого периода характеризуется коэффициентом вмятия ев, равным
отношению глубины внедрения ножей в металл при вмятин Zb к
исходной высоте сечения металла h, т.е. £в = 7Jh,
2) собственно резания (сдвига металла по плоскости резания), при
этом усилие резания уменьшается при уменьшении высоты (пло-
щади) сечения металла;
3) скалывания (отрыва) оставшейся неразрезанной части сече-
ния.
Аллигаторные ножницы. Для резки отходов применяют аллига-
торные ножницы с автоматическим режимом работы.
В аллигаторных ножницах материал для резания помещают в
пространство между неподвижным и подвижным ножами, рис.2.14.
Рис.2.14. Аллигаторные ножницы фирмы «Хеншель», Германия
Подвижный нож приводится в движение гидроцилиндром или элек-
тродвигателем через редуктор и муфту, которая предохраняет механизм от
поломок. Кроме того, в ступице большой шестерни, вмонтирована муфта
включения, управление которой производится ножной педалью. Для удер-
жания подвижного ножа в верхнем положении конструкцией ножниц пре-
дусмотрен тормоз периодического действия. В табл.2.12, приведены тех-
нические характеристики аллигаторных ножниц.
Ножницы могут работать в трёх режимах:
1) прерывистый — нож перемещается вниз или вверх и ос-
танавливается посредством конечных выключателей;
2) одноразовый — полный рез, т.е. движение вниз-вверх ноже-
вой траверсы ножниц;
83
3) непрерывное автоматическое движение вниз - вверх ножевой
траверсы ножниц.
Таблица 2.12. Технические характеристики аллигаторных ножниц
Параметры Н-313 НА-313 Н-315 Н-316
Длина ножа, мм 300 500 600 1000
Число ходов ножа, мин-1 40 40 22 16
Площадь сечения металла при резке, мм2:
круг 60 600 100 130
квадрат 50 50 90 1200
полоса, лист 20 25 22 30
труба 140 140 250 250
швеллер 18 18 36 40
Установленная мощность,кВт 14,0 14,0 14,0 38,0
Масса, т 10,5 10,5 10,0 23,0
Габаритные размеры, м 3,5-1,8-1,4 3,5-1,8-1,4 3,4-1,5-1,5 5,3-2,1-2,1
Параметры Н-2228 НА-2230 Н-2231 Н-2732
Длина ножа, мм 630 300 1000 630
Число ходов ножа, мин"1 40 30 20 15^45
Площадь сечения металла при резке, мм2:
круг 63 100 125 75
квадрат 56 90 НО 60-60
полоса, лист 20 36 40 12
труба 250 300 400 -
швеллер 24 40 40 14
Установленная мощност,кВт 13,0 21,0 42,0 22,0
Масса, т 10,5 10,0 28,0 7,0
Габаритные размеры, м 3,5-1,8-1,4 3,4-1,5-1,5 5,3-2,1-2,1 4,1-4,3-1,9
Навесные аллигаторные ножницы. Отходы можно фрагментиро-
вать не только по принципу “сырье к оборудованию” (стационарное обо-
рудование), но и “оборудование к сырью” (передвижное оборудование).
Иногда принцип "оборудование к сырью" более выгоден и единственно
возможен, например при фрагментировании спутанных отходов кабеля,
длинномерных отходов производства или крупногабаритных отходов по-
требления.
Особенностью навесных аллигаторных ножниц является возмож-
ность их установки на стреле серийных экскаваторов или на погрузчиках
с подсоединением гидравлической системы ножниц к гидросистеме
основного агрегата носителя (рис.2.15).
84
Рис.2.15. Навесные аллигаторные ножницы
Кинематическая схема ножниц классическая — два двухплечих рычага,
соединенных шарниром. Привод одного рычага осуществляется от силово-
го гидроцилиндра, второй рычаг неподвижен.
Гильотинные ножницы. Различают два типа гильотинных ножниц:
без предварительного прессования отходов (рис.2.16, табл.2.13), и с уст-
ройством предварительного прессования — пресс-ножницы.
Рис.2.16. Гидравлические ножницы Н-2338 (гильотинные)
1-бункер, 2-загрузочный желоб, 3-гидравлический толкатель, 4-камера прева-
рительного сжатия, 5-гидравлический прижим, 6-верхний нож, 7-нижний нож.
Однако такого типа оборудование в настоящее время интенсивно
вытесняется в отечественной и зарубежной практике фрагментирования
отходов ножницами с предварительной подпрессовкой и с автоматиче-
ской подачей отходов в зону реза. Это резко увеличивает производи-
тельность труда, дает стабильные гарантированные размеры фрагменти-
рованных отходов и исключает ручной труд.
85
Таблица 2.13 .Техническая характеристика гильотинных ножниц
Параметры Н-2335, Россия Н-2338, Россия Ванеско, Англия Копеке, США 500
300 500
Усилие резаиия, кН 3150 6300 3000 5000 5000
Длина ножей, мм 800 1650 550 700 -
Число ходов ножа, мин-1 5 3 3-5 5-6 3—5
Установленная мощность, кВт 250,0 658,0 75,0 150,0 85,0
Масса, т 76,0 175,0 - 70,0 -
Габаритные размеры, м 15-3,3-3,8 18,1-4,7-6,0 5,0-0,7-0,5 5,0-1,8-0,8 5,0-2,0-1,25
Копеке, США Линдеманн, ФРГ
650 800 1000 LU1025NA90 LU1041NA90
Усилие резания, кН 6500 8000 10000 10000 10000
Длина ножей, мм - - - 2500 4100
Число ходов ножа, мин’1 3—5 3—4 3-4 25-40*’ 30-60*’
У становленная мощность, кВт 85,0 8,0 250,0 4-90,0 6-90,0
Масса, т - - - - -
Габаритные размеры, м 5-2-1,25 6-2-1,25 6-2-2 - -
*’ Производительность, т/час, при подаче 400мм
Пресс-ножницы широко применяются для фрагментирования раз-
личных видов отходов: вьюнообразной стружки, кабельных изделий, не-
габаритной высечки, емкостей, теплообменников и т.п. (рис.2.17)
Рис. 2.17. Гильотинные пресс-ножницы, фирмы «Линдеманн», Германия
86
Гильотинные пресс-ножницы состоят из загрузочной камеры пря-
моугольного сечения, гидроцилиндров, маслостанции, электрических
шкафов и пульта управления. Внутри камеры двумя гидроцилиндрами пе-
ремешается механизм поперечной подпрессовки, совершающий качатель-
ные движения в горизонтальной плоскости и механизм подачи под-
прессованных отходов под нож.
Сверху камера закрывается крышкой. Над ползуном поперечной
подпрессовки сзади установлен неподвижный сталкиватель лома. При
движении ползуна в крайнее заднее положение отходы задерживаются
сталкивателем и попадают в камеру. В камере осуществляется подпрессов-
ка отходов ползуном, совершающим при необходимости качательные
движения в горизонтальной плоскости. После полной подпрессовки крыш-
ка закрывается, скользя по наклонной плоскости ползуна, одновременно
срезая выступающие отходы и дополнительно деформируя их.
Подпрессованные отходы в виде неплотного пакета с помощью ме-
ханизма продольной подачи направляют в рабочее окно под нож. Прижим
обеспечивает дополнительное уплотнение отходов и удерживает их по
всей рабочей части окна ножниц в процессе резки. Резка пакета повторяет-
ся до прихода механизма подачи в переднее положение. После этого все
механизмы возвращаются в исходное положение и осуществляется загруз-
ка новой порции отходов. В комплексе предусмотрена возможность пода-
чи отходов под нож в ручном и автоматическом режиме.
В практике нашли применение пресс-шожницы фирмы "Беккер" для
фрагментирования вьюнообразной стружки, фирмы "Симп" (Франция),
рис.2.18, и роторные ножницы фирмы"Линдеманн", Германия, рис.2.19 -
для фрагментирования отходов кабельных изделий.
Рис. 2.18. Пресс-ножницы фирмы «Симп», Франция
Роторные ножницы являются разновидностью фрагментаторов
ножевого типа. Фрагментирование отходов цветных металлов осуществ-
87
ляется между двумя (тремя) вращающимися роторами, состоящими из
валов, на которые установлены диски специальной формы, рис 2.19.
Рис.2.19. Роторные ножницы фирмы «Линдеманн», Германия
1 — иожи- фрезы, 2 — подпрессовщик лома, 3 — корпус
Известны также фрагментаторы с двумя вращающимися навстре-
чу друг другу роторами с дисковыми ножами, между которыми установ-
лен неподвижный вал с дисками Роторными ножницами фрагментируют
отходы кабельных изделий, стружку; негабариты - ёмкости, охладите-
ли; бытовой лом, авто- тракторные радиаторы и т.п.
Роторные ножницы работают с малыми оборотами (до бОмин1), что
сокращает до минимума шум, выделение пыли, опасность получения
травм от вылетающих из агрегата кусков материала, необходимость строи-
тельства дорогостоящих фундаментов. Особенностью работы роторных
ножниц является применение приводов, способных работать на "упор", на-
пример гидравлических. При таком режиме процесс резания прекращается
при достижении предварительно заданных предельных усилий. Работа на
"упор" является необходимым условием для защиты роторных ножниц от
поломок при попадании в них недробимых предметов.
Резка пилами. Для приведения в габаритное состояние отходов
цветных металлов в виде плит и толстостенных изделий, переработка ко-
торых неэффективна на ножницах из-за их малого количества и больших
габаритов, применяют резку пилами.
В зависимости от вида режущего инструмента различают пилы дис-
ковые и ножовочные. Существуют дисковые пилы двух типов: с подвиж-
ным диском (салазковые и маятниковые) и стационарно установленным
диском пилы (рис. 2.20).
88
У салазковых пил привод диска расположен на подвижной раме с
направляющими салазками. Жесткость направляющих станины и самих
салазок исключает боковое биение диска, что является основным достоин-
ством этих пил.
У маятниковых дисковых пил привод диска расположен на раме-
маятнике, которая совершает качательные движения. В салазковых и маят-
никовых пилах отходы неподвижно крепятся на столе, а вращающающейся
диск пилы подается на разрезаемые отходы.
На пилах со стационарно установленным диском при резке отходов
их подают под вращающийся диск пилы.
а б В
Рис.2.20. Схемы резания отходов дисковыми пилами
а - салазковые, б - маятниковые, в - стапиоиарные.
2.3.4. ДРОБЛЕНИЕ И ИЗМЕЛЬЧЕНИЕ
Процессы дробления и измельчения отходов (рис. 2.21) широко
применяются в технологических операциях переработки лома и отходов
меди и её сплавов.
Для дробления отходов цветных металлов используют следующие
типы дробилок:
• молотковые, с различными типами роторов и молотков;
• ножевые;
• мельницы;
• щековые;
• специальные.
Интенсивность и эффективность многих технологических процессов
возрастает с уменьшением зёрен, кусков перерабатываемого материала.
Процессы сортировки требуют обязательного измельчения отходов, со-
стоящих из механически соединенных элементов (деталей). В данном слу-
чае за счёт дробления получают механическую смесь, которую можно раз-
делить известными способами на металлы, сплавы, неметаллы или какие-
либо их комбинации по заранее заданной программе.
89
Рис.2.21. Принципы разрушения лома и отходов
а - раздавливание, Ъ - раскалывание, с - излом, d - срезание, е - истирание,
f-удар
Основными технологическими показателями процессов дробления
являются степень дробления и энергоёмкость (энергопотребление).
Степень дробления i определяется отношением размеров кусков до
дробления (измельчения) к размерам кусков раздробленного материала:
i DI1U1X/dmax Dcp / dcp, (2.6.)
где Dmax диаметр максимального куска материала до и после дроб-
ления, соответственно.
Dcp , dcp - средневзвешенный диаметр кусков исходного и раздроблен-
ного материала, соответственно.
Степень сокращения при дроблении рекомендуется не превышать бо-
лее 10.
Удельные затраты электроэнергии (кВт«час на 1т переработанного ма-
териала) определяет энергоемкость дробления - Е:
E = N/Q,
(2.7.)
где N - мощность, потребляемая двигателем дробилки, кВт;
Q - производительность дробилки, т/час.
2.3.4.1. МОЛОТКОВЫЕ ДРОБИЛКИ
Разрушение отходов в молотковых дробилках происходит за счёт
ударного воздействия на материал подвижных (молотки) и неподвижных
(дробильный брус, колосники) рабочих элементов дробилки.
Молотковые дробилки широко применяются на предприятиях для
дробления кусковых отходов, стружки, лома кабельных изделий и т.п. В
90
зависимости от назначения молотковые дробилки условно можно разде-
лить на дробилки для крупного, среднего и мелкого дробления.
Дробилки крупного дробления имеют мощность привода бо-
лее 400кВт. Крупность исходного сырья достигает размеров
600600*1200мм, отверстия в колосниковой решетке имеют размеры бо-
лее ЮОЧООмм.
У молотковых дробилок среднего дробления мощность привода со-
ставляет ЮО-МООкВт. Крупность исходного сырья не превышает размеров
600«300*300мм. Зазоры колосниковой решетки, измеренные в направлении
вращения ротор обычно изменяются от 20 до 80 мм.
Молотковые дробилки мелкого дробления имеют мощность приво-
да менее 100кВт. Крупность исходного сырья обычно не превышает раз-
меров 100*100*200мм. Максимальные размеры продуктов дробления обыч-
но менее 30мм.
Молотковые дробилки крупного дробления (рис. 2.22) применяют
на предприятиях, перерабатывающих габаритные отходы деформируемых
и литейных сплавов и состоят из следующих основных узлов и элементов:
• подающего валкового (тракового) устройства;
• дробильного бруса;
• ротора в форме дисков с молотками;
• колосниковых решёток;
• устройства для удаления не дробимых предметов;
• отбойных плит;
• камеры витания;
• корпуса.
Рис.2.22. Молотковая дробилка крупного дробления, фирма «Линдеманн»,
Германия
91
В мировой практике при дроблении отходов для принудительной по-
дачи лома в зону дробления используют устройства двух типов:
• валкового;
• пластинчатого (тракового).
В табл.2.14, представлены основные типы дробильных установок ве-
дущих фирм (США, Германия, Россия).
В конструкциях дробилок используют два варианта исполнения ро-
тора. С точки зрения прочностных характеристик, то оптимальным для
дробления кускового лома является сплошной ротор со свободно подве-
шенными молотками и с принудительной подачей лома в зону дробления.
При этом молотки должны иметь возможность при ударе утапливаться в
углубления ротора.
Применение же крестообразного ротора (Хаммермилс, Беккер) пока-
зало, что при эксплуатации такого типа дробилок при дроблении кускового
лома наблюдается низкая эксплуатационная надежность молотков и ре-
шетки и постоянная запредельная вибрация агрегата в целом.
Это связано с тем, что при крестообразном роторе на дробильном
брусе имеется возможность “откусить” и поместить в межкрестовое про-
странство большие куски лома, которые ротором увлекаются вниз на ре-
шётку, а затем центробежной силой кусок выталкивается на периферию к
молоткам, например, дробилки фирмы «Беккер», Германия (рис.2.23).
Рис.2.23. Молотковая дробилка фирмы «Беккер»
1-ротор, 2- молоток - фреза, 3 -ось молотка,
4 - заслонка для выброса недробимых предметов
92
Таблица 2.14, Техническая характеристика молотковых дробилок для крупного дробления
№ п/п Наименование параметров Наименование фирм и типы дробилок
Фирма “Беккер”, Германия “Линдеманн” Германия “Хаммермилс” США Сызрань, тез, Россия
48*50 60*60 175*160 7468 ДМАЛ
1 2 3 4 5 6 7
1. Размеры загрузочного окна, мм
1.1. Ширина 980 1300 1590 1700 1590
1.2. Высота 1250 2400 640 123 640
2. Размеры ротора, мм
2.1. Диаметр по окружности
МОЛОТКОВ 1220 1524 1750 1880 и 1750
2.2. Длина 1270 1344 1630 1756 1630
3. Размер щели колосниковой ре- 38*120
шётки под ротором, мм 38*120 80*284 80*145 80*200
4. Размер щели колосниковой ре-
шётки над ротором, мм - - 137*186 - 138*186
5. Количество молотков, шт. 32 32 14 12длинных, 10 коротких 20
6. Масса молотка, кг 68 68 111 и 64 30
7. Частота вращения, сек’1 16,6 16,3 12,5 12,5 10,0
8. Мощность электродвигателя, кВт 400 1000 750 1119 800
9. Габариты,м
9.1. Длина 2,85 4,80 6,60 8200 6600
9.2. Ширина 3,03 8,64 7,10 7750 7100
9.3. Высота 4,84 6,40 5,80 5040 5810
10. Масса дробилки, без элетропривода, т 30,0 95,0 105,0 110,0 105,0
В этой ситуации создается режим расклинивания откушенного куска
лома между ротором и решёткой, при этом значительно возрастают на-
грузки на ротор и, как следствие, рост амплитуды вибрации.
Это связано с тем, что энергия на разрушение “большого” куска лома
соизмерима или больше энергии, запасенной не только в молотке, айв ро-
торе в целом.
При этом наблюдается повышенный износ молотков и решеток.
Молотковая дробилка крупного дробления фирмы "Беккер" имеет сле-
дующие конструктивные особенности.
Сырье загружается пластинчатым конвейером. Аналогично дробилке
"Хаммермилс" ротор также имеет крестообразную форму, но молотки
имеют форму колец с зубьями, внутренний диаметр молотка примерно в
пять раз больше диаметра оси, на которую он посажен. В дробилках вы-
шеописанных конструкций диаметр отверстий молотков на l-s-5 мм больше
диаметра осей, т.е. превышает диаметр оси не более чем на 10%. Устрой-
ство для удаления недробимых предметов выполнено аналогично дро-
билке "Хаммермилс". Ротор дробилки приводится в движение через
гидромуфту электродвигателем мощностью 1000кВт. Окружная скорость
молотков составляет 78,1м/сек. Производительность дробилки составляет
8-И2т/час при дроблении отходов деформируемых и литейных сплавов.
С учетом изучения конструкций отечественных и зарубежных дро-
бильных агрегатов и 30 - летнего опыта эксплуатации различных дробилок
на различных видах отходов ДонНИПИЦМ, г.Донецк, Украина разработал
дробильную установку АДЗА 1750*1600 (рис.2 24). Ротор дробилки при-
водится во вращение электродвигателем мощностью 800кВт, частота
вращения ротора Юсек1. Производительность дробилки составляет
6^101/час при дроблении отходов деформируемых и литейных сплавов.
Диаметр ротора равен 1750мм, длина рабочей части ротора - 1630мм.
Дробление отходов цветных металлов происходит следующим обра-
зом. Исходное сырье загружают пластинчатым конвейером в приемный
наклонный желоб, из которого оно подающим устройством захватывается,
уплотняется в вертикальном положении и с регламентированной скоро-
стью принудительно подается в дробилку. В зависимости от тока нагрузки
привода ротора дробилки скорость подачи сырья регулируется. Подавае-
мое сырье разрушается (откусывается) ударами молотков и увлекается к
нижней разгрузочной решетке.
94
Рис.2.24. Дробильная установка АДЗА-1750*1600
1 - подающие валки, 2 - дробильный брус, 3 - молоток, 4- нижняя решётка, 5 - зона
разгрузки, 6- шторка для удаления недробимых материалов, 7 - верхняя решётка,
8 - корпус, 9 - камера витания
Молотковая дробилка крупного дробления фирмы "Хаммермилс"
по своему назначению и принципу разрушения отходов аналогична дро-
билке ДМАЛ 1750*1600, но имеет некоторые конструктивные отличия
(рис.2.25).
Рис. 2.25. Молотковая дробилка «Хаммермилс»
1- подающий жёлоб, 2- траковое прижимное подающее устройство, 3- ротор,
4 - дробильный брус
Подающее устройство состоит из наклонного желоба, основанием
которого является пластинчатый конвейер. С помощью конвейера лом
подается в зону дробления со скоростью в функции нагрузки на привод ро-
тора дробилки. Ротор дробилки имеет вид крестовины
Дробильный брус в форме гребенчатой балки опирается концами
на корпус дробилки. Ротор дробилки приводится в движение электродви-
гателем мощностью 1120кВт. Окружная скорость молотков равна
73,4м/сек. Производительность дробилки составляет 1(Н15т/час при дроб-
лении отходов деформируемых (меньшая число) и литейных сплавов.
95
Молотковые дробилки среднего дробления применяются при дроб-
лении стружки, легковесных отходов цветных металлов, бытового лома,
хлебных форм, радиаторов двигателей внутреннего сгорания и трубчатых
констукций, намоточных устройств, электрических машин малой мощно-
сти, отходов кабельных изделий, элементов радиоаппаратуры и т.п.
Молотковая дробилка среднего дробления СМД-135 состоит из свар-
ного корпуса и крышки, ротора с шарнирно подвешенными кольцевыми
молотками, колосниковой решетки, приемной камеры, шторки, ловушки
для недробимых предметов (рис.2. 26).
Отходы цветных металлов загружаются через люк приемной каме-
ры и ротором увлекаются к колосниковой решетке. Разрушение происхо-
дит ударами молотков, а также при ударе отходов о броневые плиты или
срезанием между элементами колосниковой решетки и молотками. При
попадании недробимых предметов они выбрасываются в приемную камеру
и, отражаясь от её верхней части, отклоняют шторку и попадают в ловушку
для недробимых предметов.
Рис. 2.26. Молотковая дробилка среднего дробления СМД-135
1 -корпус, 2 - ротор, 3 - молотки - фрезы,
4 - заслонка для выброса недробимых предметов, 5 - решётка
Замена изношенных молотков и других элементов дробилки произ-
водится поворотом крышки относительно корпуса вокруг оси. При этом
камера дробления становится доступной для ремонтных работ.
Основные технические данные дробилки СМД-135
Диаметр ротора, мм
Длина ротора, мм
Окружная скорость молотков, м/сек
1250
1600
33
96
Установленная мощность, кВт 250
Производительность при дроблении стружки, т/час 3
Габаритные размеры без привода, м 3,0*3,1 *5,0
Для дробления вьюнообразной стружки алюминиевых сплавов
применяется также дробилка с кольцевыми молотками западногерманской
фирмы "Беккер". Конструктивно она аналогична дробилке СМД-135, но
мощность двигателя составляет 400кВт.
Молотковая дробилка среднего дробления С МД-146 (рис. 2.27)
конструктивно выполнена следующим образом. Корпус дробилки служит
опорой для всех узлов и представляет собой разъемную в горизонтальной
плоскости сварную конструкцию. Внутри корпуса дробилки установлены
футерованные плиты. Передняя стенка верхней части корпуса изогнута по
кривой, приближающейся к логарифмической спирали, и вместе с футеро-
ванной плитой образует неподвижную отражательную плиту. Верхняя
часть корпуса дробилки со стороны передней стенки, имея шарнирное со-
единение с нижней частью корпуса, легко опрокидывается и открывает
доступ к ротору для смены изношенных молотков.
Рис. 2.27. Молотковая дробилка СМД-146
1 — корпус, 2- ротор, 3 - молоток, 4 - решетка
Корпус оборудован люками для монтажа или замены колос-
никовых решеток. Ротор собран из отдельных дисков, закрепленных на ва-
лу шпонкой. Между дисками на осях шарнирно в шахматном порядке под-
вешены молотки. Дробильный брус представляет собой балку и помещён
под броневые плиты в гнездах станины. Рабочая поверхность дробильного
бруса предохранена от износа футеровкой. Для регулирования величины
зазора между молотками ротора и дробильным брусом последний переме-
щается в горизонтальном направлении параллельно его оси. Колосниковая
решетка представляет собой сварной каркас, внутри которого на боковых
стенках имеются пазы. В пазы вставляют концами колосники. Между ко-
97
лесниками расположены вставки, определяющие величину зазора. Каждая
колосниковая решетка крепится на двух поперечных стержнях к боковым
стенкам станины. Решетка имеет опорные катки для выдвижения её из кор-
пуса при замене колосников. Положение колосниковых решеток внутри
корпуса регулируется. Ротор дробилки приводится в движение через кли-
ноременную передачу электродвигателем мощностью 132,5кВт. Окружная
скорость молотков составляет 39,25м/сек.
Отходы (бытовой и мелкокусковой лом) непрерывным потоком по-
даются в дробилку сверху через загрузочную воронку. Ударами молотков
отходы дробятся (разбиваются, комкуются) и отбрасываются на отбойную
плиту, на которой дополнительно измельчаются. Дальнейшее дробление
отходов осуществляется между дробильным брусом, колосниками и мо-
лотками. Разгрузка дробленого продукта из рабочей зоны дробилки проис-
ходит через щели колосниковой решетки под ротором. Производитель-
ность дробилки составляет примерно 2т/час при дроблении отходов ка-
бельных изделий с медными и алюминиевыми токонесущими жилами.
Молотковые дробилки мелкого дробления применяются для дроб-
ления стружки, намоточных элементов радиоаппаратуры (катушки, дрос-
сели, трансформаторы), ламп накаливания и радиоламп, печатных плат и
др. Конструктивно молотковые дробилки мелкого дробления аналогичны
молотковым дробилкам среднего дробления.
Дробилка СМ-2 состоит из корпуса, ротора с молотками, рамы для
крепления колосников, отбойных футерованных плит, ловушки для вывода
из дробилки недробимых предметов. Вьюнообразная стружка подается за-
грузочным устройством в дробилку, где разрушается под ударом движу-
щихся молотков и через щели колосниковой решётки просыпается вниз.
В зарубежной практике для дробления вьюнообразной стружки ши-
роко применяют молотковые стружкодробилки фирм "Линдеманн" и "Бек-
кер" (ФРГ), "Бритиш Даймонд" и "Кристи электрикал" (Англия), "Виль-
ямс" (США).
Молотковые стружкодробилки фирм "Линдеманн" и "Беккер" пред-
назначены для дробления стружки из различных металлов (сплавов) и со-
стоят из корпуса, ротора с закреплёнными на нём молотками или ударны-
ми кольцами ( по принципу конструкции дробилки СМД-135), специально-
го устройства для выхода недробимых предметов. Колосниковая решетка
имеет несколько исполнений, что позволяет получить необходимую круп-
ность дроблёной стружки. Дробилки имеют массивный маховик для уве-
личения инерционного момента ротора. Для связи двигателя с ротором
применена гидравлическая муфта. Производительность стружкодробилок
зависит от способа загрузки стружки в дробилку, объёмной массы стружки
(толщины, ширины, длины) и её механических свойств.
Фирма "Бритиш Джеффери Даймонд" выпускает стружкодробилки
в комплекте с питателями для различных видов стружки, в том числе для
98
переработки стружки высококачественных сплавов, производительностью
16 т/час. Если требуемая производительность не превышает 1,5т/час, то
используют агрегат, состоящий из стружкодробилки модели 24x20 и меха-
нического питателя. Для получения большей производительности фирма
использует специальное устройство — систему автоматической загрузки
стружки в дробилку. Стружкодробилки фирмы "Бритиш Джеффери Дай-
монд" имеют усовершенствованную ловушку для вывода недробимых
предметов, тем самым уменьшается вероятность поломки дробилки.
Дробилки фирмы "Кристи электрикал" предназначены для дробле-
ния стальной стружки, но применяют данные агрегаты и для стружки
цветных металлов. Дробилка состоит из корпуса, футерованного внутри
листами из марганцовистой стали, ротора, на котором укреплены молотки
по нескольку штук в ряду. Под ротором установлена колосниковая решет-
ка, через которую выгружается дробленая стружка. Средний размер про-
дукта дробления составляет 25мм. Принцип работы всех рассмотренных
конструкций молотковых стружкодробилок одинаков: материал попадает в
дробилку, разрушается молотками, а затем доизмельчается.
Роторные отбойные дробилки работают с ударной схемой разруше-
ния отходов и применяются при переработке шлаков, отходов цветных
металлов с малым значением величины ударной вязкости, например,
поршней, карбюраторов и т.п.
Конструктивно роторные дробилки выполняют с горизонтальным
расположением ротора, на котором установлены неподвижные ножи (би-
ла). Роторная дробилка обычно состоит из корпуса с загрузочной ворон-
кой, опорной рамы, одного или двух вращающихся роторов, отбойных
плит, механизма для регулировки зазора и приводного устройства. Напри-
мер, роторная (отбойная) дробилка СМД-86 Выксунского завода дро-
бильно-размольного оборудования, Россия (рис.2.28). Это однороторная
камерная дробилка, с двумя шарнирно подвешенными отражательными
плитами под углом 204-30° и 90°.
2
Дробленый! \
продукту '4
Рис. 2.28. Роторная (отбойная) дробилка СМД-86
1 - корпус, 2 - отбойная плита, 3 - аммортизаторы, 4 - ротор
99
Профиль отражательных плит выполнен по логарифмической спи-
рали так, что при минимальной щели угол падения основного потока отхо-
дов на первую плиту составляет 15° и куски попадают на приёмный лоток,
чем обеспечивается многократный возврат их для повторных ударов и
достижения высокой степени сокращения. При увеличении ширины вы-
ходной щели снижается степень сокращения. Этот эффект усиливается
тем, что поток отраженных кусков попадает на ротор ближе к выходной
щели, в результате уменьшаются повторные удары. Благодаря этому уве-
личивается диапазон регулирования степени измельчения. Вторая отража-
тельная плита имеет также профиль логарифмической спирали, но угол
падения на неё отходов составляет 10°, и отраженные куски направля-
ются на ротор с максимальным их проникновением в рабочую зону.
Нижние концы отражательных плит имеют сменную футеровку и
клиновые крепления на штырях, а также снабжены пружинами и возврат-
но-регулировочными устройствами с резиновыми амортизаторами. Пру-
жина возвращает плиту в исходное положение при ее отбрасывании под
действием ударов и сокращает время и величину раскрытия выходной ще-
ли.
Дробилка приводится в движение через клиноременную передачу
электродвигателем мощностью 110кВт. Окружная скорость изменяется
сменой ведомых шкивов с конической посадкой на валу. С дробилкой по-
ставляются дополнительные шкивы, что обеспечивает получение окруж-
ных скоростей ротора в диапазоне 20-=-35м/сек. Производительность дро-
билки при дроблении шлаков медных сплавов составляет до 10т/час.
Ножевые дробилки подразделяют на одновалковые и много-
валковые, которые работают по принципу срезания, наступающего при
деформации сдвига. На ножевых дробилках разрушают отходы кабельных
изделий, стружку, намоточные элементы, платы, радиолампы и лампы на-
каливания и другие виды отходов цветных металлов с большой ударной
вязкостью.
Конструктивно дробилки состоят из следующих элементов: корпус,
колосниковая решетка, вал с ножами, крышка, неподвижные ножи
(рис. 2.29.).
Рис. 2.29. Ножевая дробилка: а - одновалковая, б - двухвалковая
1,4 - корпус, 2 - решётка, 3 - вал с подвижными ножами, 5 - нож неподвижный
100
Конусно- инерционные дробилки (КИД) (рис.2.30) применяются для
раскрытия отходов цветных металлов с целью дальнейшего разделения
механической смеси из стекла, пластмассы и других материалов с низ-
кой ударной вязкостью (хрупкостью) от металлических составляющих,
которые имеют, как правило, большое значение ударной вязкости. При
этом характер разрушения этих материалов различен: хрупкие материа-
лы измельчаются в пылевидную фракцию, а цветной металл почти не раз-
рушается, но деформируется.
Рис. 2.30. Конусно-инерционная дробилка типа КИД
1 - корпус, 2- чаша, 3 — конус, 4 — дебаланс, 5 — привод
Рабочим органом конусно-инерционной дробилки является под-
вижный дробящий конус, помещенный эксцентрично внутри подвижно-
го конуса (чаши).
Раздавливание, развальцовывание, излом и истирание находящихся
в рабочем пространстве кусков материала осуществляется в результате
движения внутреннего конуса. Процесс дробления происходит непрерывно
при последовательном перемещении зоны дробления по окружности кону-
сов. Дроблёный материал под действием собственной тяжести разгружает-
ся через выходную щель.
Номинальный размер наибольших кусков материала, которые могут
быть загружены в дробилку, определяется радиальной шириной приёмно-
го отверстия. Крупность дроблёного продукта и производительность дро-
билки данного типоразмера зависят от ширины выходной щели .
Основное отличие КИД от известных конусных дробилок состоит в
том, что приводом дробящего конуса вместо эксцентрикового механизма
используется вибровозбудитель дебалансного типа. Механизм привода
кинематически не замкнут. Он позволяет дробящему конусу окатываться
101
по неподвижной чаше даже при наличии некоторой эллиптичности футе-
ровки.
Дробилка виброизолирована от фундамента системой мягких амор-
тизаторов. Корпус дробилки играет роль "наковальни", по которой наносит
удары дробящий подвижный конус. Электродвигатель через специальную
приводную систему сообщает дебалансу круговое движение. Под действи-
ем центробежной силы инерции дебаланса дробящий конус прижимается к
чаше неподвижного конуса и окатывается по ней. При таком движении ко-
нуса, совершающего колебания по типу конического маятника, также ге-
нерируется центробежная сила инерции и равнодействующая обеих цен-
тробежных сил является силой дробления, раздавливающей материал, за-
гружаемый в камеру дробления. В процессе дробления непосредственному
контакту (приближению) конуса к чаше препятствует сопротивление слоя
материала. Это сопротивление уравновешивает дробящую силу, которая
зависит от конечной крупности материала. Меняя величину центробежной
(дробящей) силы, можно в известных пределах регулировать круп-
ность продукта дробления. Таким образом, в дробилках КИД крупность
продуктов дробления, в отличие от конусных дробилок, не определяется
выходной щелью. В этих дробилках под номинальной выходной щелью
понимается суммарный (с двух диаметрально противоположных сторон)
зазор между футеровками конуса и чаши до пуска дробилки в ход. Он
влияет в основном только на производительность дробилки. Ниже приво-
дятся технические характеристики дробилок типа КИД двух типовых раз-
меров:
КИД-300 КИД-900
Диаметр дробящего конуса, мм 300 900
Максимальная крупность загружаемого материала, мм 20 70
Максимальная крупность готового продукта, мм 2,0 6,0
Производительность (гранит),т/час 1,5 65
Электродвигатель привода дробилки:
мощность, кВт 10 160
Масса дробилки, т 2 20
Габаритные размеры, мм:
длина 1300 3210
ширина 800 1890
высота 1450 2210
2.3.4.2. БАРАБАННЫЕ МЕЛЬНИЦЫ
Применение барабанных мельниц (галтовочных барабанов) связано
с необходимостью очистки поверхности цветных металлов от флюсов, ок-
102
сидов, землистого засора и т.п. (например, при переработке шлаков). В ба-
рабане мельницы находятся измельчающие (очищающие) тела — стальные
шары или стержни. Отсюда еще одно название этих мельниц — шаровые
или стержневые.
Мельница (рис. 2.31.) представляет собой обычно цилиндрический
барабан внутрь которого загружают дробимый материал и тела измельче-
ния (шары или стержни).
Рис.2.31. Шаровая вибрационная мельница
1-помольные камеры, 2-вибровозбудитель, 3- опора с амортизатором, 4-рама, 5-
станция смазки, 6-загрузочный люк, 7-разгрузочный люк,8-эластичные соединения
Исходный материал и шары загружают через люк или цапфу. При
вращении барабана куски отходов цветных металлов и шары благодаря
трению поднимаются на некоторую высоту, а затем сползают, скатывают-
ся или падают вниз. Очистка поверхности происходит вследствие удара
падающих кусков отходов и шаров, а также трения между перекатываю-
щимися слоями содержимого мельницы.
Движение материала вдоль оси барабана происходит из-за перепада
уровней загрузки - разгрузки и напора в результате загрузки исходного ма-
териала. Для переработки отходов цветных металлов применяются непре-
рывно загружаемые и разгружаемые мельницы, а также мельницы с пе-
риодической загрузкой и разгрузкой. Непрерывно действующие мельницы
по способу разгрузки разделяются на мельницы с разгрузочной решёткой
(диафрагмой) и мельницы с центральной разгрузкой.
Основными размерами барабанной мельницы являются внутренний
диаметр барабана и его рабочая длина. Важной задачей при эксплуатации
мельницы является выбор частоты вращения барабана. В зависимости от
частоты вращения барабана мельницы различают следующие скоростные
режимы движения измельчающих (очищающих) тел: каскадный, водо-
падный, смешанный, со сверхкритической скоростью (рис.2.32).
Каскадный режим осуществляется при малой частоте вращения ба-
рабана посредством перекатывания измельчающих тел. Вся измельчающая
среда поворачивается в сторону вращения на некоторый угол и при уста-
новившемся режиме остается в таком положении, при этом очищающие
103
тела непрерывно циркулируют, поднимаясь по круговым траекториям и за-
тем скатываясь "каскадом" параллельных слоев вниз. В центре очищаю-
щей среды имеется малоподвижная зона. При каскадном режиме измель-
чение происходит в результате раздавливающего и истирающего действия
мелющих тел. Этот режим используется в работе стержневых и шаровых
мельниц с центральной разгрузкой при мокром и сухом измельчении не-
крепких отходов. Очистка отходов цветных металлов происходит благода-
ря трению при каскадном движении всех материалов, находящихся в
мельнице.
Рнс.2.32. Схемы движения материала в барабанных мельницах
а- каскадный, б- смешанный, в- водопадный
При водопадном режиме измельчающая среда поднимается по кру-
говым траекториям на большую высоту и падает водопадом по параболи-
ческим траекториям, нанося удар по очищаемому металлу, находяще-
муся на круговых траекториях. Очистка отходов происходит из-за ударов
очищающих тел и частично трения. Этот режим наблюдается при частоте
вращения барабана, обеспечивающей переход всех или большинства очи-
щающих тел с круговой траектории на параболическую.
Смешанный режим характеризуется постепенным переходом от
чисто каскадного к чисто водопадному режиму. При этом внешние слои
очищающих тел падают на внутренние слои материала, скатывающегося
по склону вниз. Такой режим наблюдается при промежуточных значениях
частоты вращения барабана.
Сверхкритический режим наступает при частоте вращения бараба-
на выше критической (критической называется частота, при которой начи-
нают центрифугировать тела, расположенные на внутренней поверхности
барабана), когда в центрифугирование постепенно вступают новые слои
измельчающей среды.
На практике частота вращения барабана мельницы принимается
0,76-^0,88 от критической, что соответствует водопадному режиму. Кас-
кадному режиму соответствует скорость вращения барабана равная 0,5-=-0,6
104
от критической. При смешанном режиме скорость вращения барабана со-
ставляет 0,64-0,76 от критической.
Производительность барабанных мельниц зависит от следующих
основных факторов: диаметра, рабочего объёма и скорости вращения ба-
рабана, массы, размеров и формы очищающих тел, величины измельчения
и значения засора цветных металлов, требований к качеству продуктов
переработки.
2.3.5. СПЕЦИАЛЬНЫЕ МЕТОДЫ РАЗДЕЛКИ
Отходы производства и потребления, как уже указывалось, часто
имеют сложное конструктивное исполнение. При этом в одном узле отхо-
дов могут соседствовать различные материалы (металлы, пластмассы, ке-
рамика и другие). Поэтому в процессе разделки таких отходов используют
приемы, которые учитывают физические свойства всех материалов.
Переработка отходов при низких температурах сопровождается
существенными изменениями механических свойств металлических и не-
металлических компонентов отходов. Характер этих изменений зависит от
природы материала и характера нагрузки. Механические характеристики
сплавов на основе железа при понижении температуры изменяются сле-
дующим образом: временное сопротивление, предел текучести и ударная
вязкость — снижаются. Уменьшение пластичности свидетельствует о
возможности перехода материала в хрупкое состояние.
Переход вязкого (волокнистого) излома к хрупкому (кристалличе-
скому) с низким значением поглощаемой энергии разрушения существует
в определенном интервале температур, который называется критическим
температурным интервалом.
Материалы на основе каучука и полимеров при понижении темпера-
туры в условиях ударной нагрузки проявляют также склонность к хрупко-
му разрушению. Однако металлы с решеткой гранецентрированного куба
(алюминий, медь, свинец) сохраняют пластичность (вязкость) и при низких
температурах. Поэтому при измельчении этих материалов в условиях глу-
бокого охлаждения поведение их различно: стали, полимеры, резины —
охрупчиваются, а цветные металлы остаются пластичными. После дробле-
ния смесь разделяется на составляющие с помощью классификации или
сепарации. Таким способом можно перерабатывать смешанный лом чер-
ных и цветных металлов, а также лом кабельных изделий.
Для охлаждения отходов используют воздушные турбохолодильные
машины, которые обеспечивают температуру рабочей среды воздуха ми-
нус 1004-120°С. Для более низкого (криогенного) охлаждения отходов ис-
пользуют жидкий азот при температуре минус 196°С.
105
2.3.5.1. ПАКЕТИРОВАНИЕ
Пакетирование — технологическая операция повышения плотно-
сти отходов цветных металлов и сплавов методов деформирования отходов
с различных сторон прессующими органами. При пакетировании плот-
ность, например, медных отходов повышается от 1000-е-1500кг/м3 до
2000-^4500 кг/м3. Пакетированные отходы цветных металлов позволяют
повысить статическую нагрузку транспортных средств при перевозке от-
ходов, увеличить скорость загрузки и, как следствие, сократить время
плавления в металлургических агрегатах. В настоящее время пакетирова-
ние широко распространено на предприятиях по переработке отходов. Все
прессовое оборудование можно разбить на достаточно условные группы
(рис. 2.30).
Пакетировочные прессы по типу действия можно разделить на две
основные категории - с традиционной системой прессования и со створ-
чатой. В зависимости от конструкции, прессы с традиционной системой
прессования бывают трех типов: с одним прессующим штемпелем (про-
дольно-горизонтальное прессование), с двумя штемпелями — к первому
виду прессования добавляется поперечно - горизонтальное, с тремя
штемпелями (к первым двум видам добавляется вертикальное прессова-
ние). Количество штемпелей влияет, в конечном итоге, на плотность по-
лучаемого пакета, его геометрические размеры и производительность аг-
регата. На прессы этого типа могут устанавливаться крышки пресс - ка-
меры различной конструкции, но сущность процесса от этого не меняет-
ся.
Пакетировочные прессы со створчатыми крышками (рис.2.31а)
различной конструкции отличаются от традиционных прессов компакт-
ностью, меньшим весом, могут выполняться как в стационарном, так и
мобильном варианте.
106
створчатой кратко
а) б)
Рис.2.31. Пакетировочный пресс со створчатой крышкой
а) - пресс с одной створчатой крышкой в исходном состоянии,
б) - цикл прессования закончен
Прессы подобного типа могут содержать либо одну створчатую
крышку — прессующую створку, либо две. Кромка створчатой крышки
представляет собой режущий нож. Такие агрегаты могут иметь собствен-
но пресс-камеру или не иметь её. В последнем случае пресс-камеру об-
разуют прессующие створки (створка). На рис.2.31а пресс находится в
исходном “открытом” состоянии. В этом состоянии в его камеру загру-
жается лом для пакетирования (например, целый кузов автомобиля). Да-
лее цикл прессования выполняется в два приёма. На первом — створка
прессует металлолом в боковом направлении. На втором - выполняется
прессование в продольно-горизонтальном направлении. В итоге получа-
ется пакет, как показано на рис. 2.316.
Конструкция пресса позволяет изготавливать его в мобильном ва-
рианте, имеющем две основные модификации. Первая - пресс “намерт-
во” связан с автомобилем (автоплатформой). Вторая - пресс является от-
дельным устройством и выгружается с автомобиля (автоплатформы) на
площадку краном, при помощи системы “мультилифт” или собственных
гидроопор, рис.2.32.
107
Вне зависимости от конструкции большинство прессов предназна-
чено для пакетирования металлолома с толщиной стенки от 3 до 6мм.
Прессы - сминатели по своей конструкции аналогичны прессам
створчатого типа. Единственное отличие - они производят так называе-
мый “рыхлый” пакет, который затем уплотняется в более мощном прессе
или перерабатывается в дробилках или на пресс — ножницах.
Такое оборудование получило достаточно широкое распростране-
ние в различных странах благодаря своей мобильности и “приспособ-
ленности” для переработки автомобильного лома.
Пресс - ножницы традиционной конструкции перед непосредст-
венной порезкой лома обычно выполняют продольно — горизонтальную,
боковую и, в зависимости от конструкции, вертикальную подпрессовку
лома. Обычно такие агрегаты выполняются в стационарном варианте, но
ряд производителей предлагает их и в мобильном исполнении.
Пресс - ножницы со створчатыми крышками — это те же створча-
тые прессы, только с гильотиной на одном из торцов. Они изготавлива-
ются отдельными фирмами производителями в мобильном варианте.
Пресс - ножницы со створчатой крышкой могут работать и как собст-
венно пресс — ножницы, и как пакетировочный пресс. Подобные устрой-
ства можно классифицировать как комбинированные пресс — ножницы.
Принципиальная схема пресс - ножниц с наклонной камерой за-
грузки лома представлена на рис.2.33.
Рис.2.33. Схематичный
продольный разрез
пресс - ножниц с
наклонной камерой
Отличительные особенности пресс - ножниц такой конструкции:
• под действием собственного веса металлолом скользит вниз по
камере загрузки. Боковые и вертикальные прессующие штемпели
подпрессовывают и фиксируют поступающий металлолом, а гильйо-
тина — режет. Часть агрегатов подобной конструкции снабжается виб-
рирующим столом загрузочной камеры — для лучшей подачи металло-
лома вниз, к гильотине;
108
• фактически отсутствует пресс — камера; вместо неё есть камера
для загрузки лома, форма которой позволяет загружать в нее лом
практически любых продольных размеров;
• благодаря подобной конструкции цикл подпрессовки лома суще-
ственно сокращается, а сам процесс резки становится относительно
непрерывным и определяется производительностью гильотины;
• пресс — ножницы подобного типа могут изготавливаться в мо-
бильном варианте.
Очевидно, что прессы и пресс — ножницы дают значительный эко-
номический эффект при объёмах переработки в месяц 500-Я 000т.
Структура заготавливаемого лома с каждым годом меняется. Про-
исходит увеличение доли относительно легковесного смешанного лома с
толщиной стенки до 6мм. Доля заготавливаемого кускового толстостен-
ного (от 6мм и выше) лома сократилась до 40% в 2004г.
При выборе типа пресса необходимо учитывать его целевое назна-
чение. Если экономически целесообразно свозить весь лом на одну пло-
щадку и там его перерабатывать, то нужно выбирать стационарный
пресс. Если выгодно накапливать лом (например, кузова автомобилей) на
различных площадках и перерабатывать его там, то необходимо выби-
рать мобильный пресс. При этом сначала выполняют предварительную
операцию прессования лома на периферийных площадках, затем «рых-
лые» пакеты транспортируют для дальнейшей переработки на централь-
ную площадку. Возможно также использовать мобильные пресса -
сминатели.
Стационарный пресс, в зависимости от модели, может обеспечить
существенно большее усилие прессования и производительность, чем
мобильный.
Усилие последней ступени прессования (как правило, это попереч-
но — горизонтальное или вертикальное прессование) определяет, какой
по структуре и толщине лом можно переработать, какой будет плотность
пакета и, в конечном итоге, производительность оборудования. Для того
чтобы прессовать лом с различной структурой (листовой, фрагменты
тонкостенных труб, бочек и т.д.) с толщиной стенки до 6мм (крупногаба-
ритные листы), усилие последней ступени прессования должно быть от
400-Я00т и выше. Такое усилие позволит получать качественные пакеты.
В случае, если толщина лома в среднем 2-Я, максимум 4мм, вполне по-
дойдет усилие прессования в 1,5-Я раза меньшее. Можно работать и на
меньших усилиях. Но в этом случае могут получаться так называемые
“рыхлые” пакеты.
109
Размер загрузочной камеры должен быть максимально приспособ-
лен к структуре того лома, который будет перерабатываться. Чем больше
размер, тем лучше. Минимальные размер загрузочной камеры и конст-
рукция крышки должны быть такими, чтобы за один раз можно было пе-
реработать кузов легкового автомобиля, т.е. 5*2,5м или 6«2,5м.
Максимальный вертикальный размер загрузочной камеры (от
уровня установки пресса) зависит от способа его загрузки. Если пресс за-
гружает стационарный погрузчик, то высота камеры будет определяться
этим погрузчиком. Если загрузку производит мобильный погрузчик, то
высота загрузочной камеры должна быть - 3-ь5м.
Производительность современных прессов колеблется в пределах от
1 до 5СИ-60т/час. С одной стороны, производительность должна макси-
мально соответствовать объёмам реальной переработки лома. С другой
стороны, позволить в установленные сроки окупить оборудование.
Усилие реза пресс — ножниц определяет толщину разрезаемого лома
и производительность оборудования. В отношении толщины мнения раз-
делились. Одна часть переработчиков считает, что пресс - ножницы долж-
ны разрезать металлолом с максимальной толщиной 140-=-200мм, другая
часть полагает, что максимальная толщина разрезаемого лома должна ко-
лебаться в пределах ЗО-МОмм. Соответственно, для первого случая макси-
мальное усилие реза может составить 100-Я 300т, для второго -450н-700т.
Производительность пресс - ножниц колеблется от 2 до бОт/час и
достаточно сильно зависит от усилия реза. Она должна позволять перера-
батывать от 2-Ятыс. т лома в месяц и выше при односменном режиме ра-
боты. При увеличении усилий прессования и реза, производительности
возрастает и стоимость прессов и пресс - ножниц. Поэтому нужно делать
разумный выбор с учетом специфики производства.
Характеристики пакет - прессов, применяемых на предприятиях по
переработке отходов, приведены в табл.2.13. и 2.14. Для примера рассмот-
рим работу пресса типа Б-1334 Азовского завода кузнечно-прессового
оборудования, Россия, (рис.2.34).
НО
5350
Рис.2.34. Гидравлический пакетировочный пресс Б-1334
1 - корпус, 2 - пресс-камера, 3 - крышка, 4,5 — гидроцилиндры, 6 — гидропривод
Основными узлами пресса являются станина с пресс-камерой и
крышкой, механизмы первой и второй ступени прессования и насосная
станция с пультом управления.
111
Таблица 2.13. Технические характеристики пакет прессов стран СНГ
Тип пресса Б-132 ПГ-150 Б-0030
Объём прессовой камеры, м3 0,63 0,75 0,63
Усилие прессования, МН 9,8 1,47 9,8
Габаритные размеры пакета, м 0,65-0,-0,3 0,280,60,27 0,4-0,40,3
Объём пакета, м3 0,8 0,05 0,05
Масса пакета, кг (медные сплавы) 1500 110 НО
Плотность пакета, кг/м3 (медные сплавы) 1900 2200 2200
Производительность, т/час 1,8 4-4,5 0,54-1,2 1,54-3,3
Установленная мощность, кВт 14 20 17
Масса пресса, т 8,1 10,2 9,0
Габаритные размеры, м 4,0- 1,25-2,8 4,5-2,2-2,1 4,0-1,2-2,8
Продолжение
Тип пресса БА-1330 Б-1334 Б-1332
Объём прессовой камеры, м3 0,72 2,95 2,43
Усилие прессования, МН 9,8 2,45 1,6
Габаритные размеры пакета, м 0,4-0,320,32 0,5-0,360,36 0,450,340,34
Объём пакета, м3 0,04 0,06 0,05
Масса пакета, кг (медные сплавы) 90 180 150
Плотность пакета, кг/м3 (медные сплавы) 2200 3000 3000
Производительность, т/час 1,64-3,6 2,64-6,5 1,24-3,0
Установленная мощность, кВт 22 133 89,7
Масса пресса, т 12,4 74,5 38,0
Габаритные размеры, м 4,6-2,2-3,3 8,0-2,7-3,3 8,0-5,3-4,3
Таблица 2,14. Основные характеристики зарубежных пакетировочных прессов
Тип пресса ЧПА-430-28 Чехия GS-2 Германия АМ-7 Италия МАКС-500 Италия
Объём прессовой камеры, м3 8,9 10,8 0,69 4,2
Усилие прессования, МН 4,23 1,17 1,29 1,9
Габаритные размеры пакета, м 0,60,6-1,2 0,50,5** 0,80,8*’ 1,0-0,50,5
Объём пакета, м3 0,36 0,124-0,4 0,16 0,25
Масса пакета, кг (медные сплавы) 500 500 180 500
Плотность пакета, кг/м3(медные сплавы) 1400 2500 1200 2000
Производительность, т/час 64-9 6 1,64-2,3 3,84-7,5
Установленная мощность, кВт 210 130 17; 35 55
Масса пресса, т 108 50 7,5 18
Габаритные размеры, м 15,5-12,0-6,0 8,0-2,5-4,1 4,25-2,1-1,7 10,0-2,5-4,2
Продолжение
Тип пресса С-26 Югославия R-300S Италия ЧПА-1250 Чехия SAMEX-8 Германия
Объём прессовой камеры, м3 1,2 4,05 21,0 3,64
Усилие прессования, МН 1,8 3,9 12,3 2,44
Габаритные размеры пакета, мм 300-500-800 400-500*’ 800-800-990 400-400*’
Объем пакета, м3 0,072 0,10 0,64-1,2 0,84-1,0
Масса пакета, м3 (медные сплавы) 90 120 10004-2500 16004-2300
Плотность пакета, кг/м3 (медные сплавы) 1200 1200 16004-2000 20004-2300
Производительность, т/час 2,54-7,0 2,64-7,5 354-150 1,64-4,6
Установленная мощность, кВт 55 380 120 132
Масса пресса, т 18,5 60,0 289 44
Габаритные размеры, м 6,0-2,3-4,5 8,0-6,5-5,5 18,3-1,3-9,2 7,1-2,3-5,6
*’ Третий размер - переменная величина
В исходном положении поршни первой и второй ступеней прессова-
ния и загрузочной камеры находятся в крайнем заднем положении. Крыш-
ка открыта, шибер перекрывает окно в стенке станины, в загрузочную ка-
меру загружают отходы. После заполнения камеры отходами оператор
поршнем сталкивают сырье в пресс-камеру, опускает поворотную крыш-
ка и уплотняет лом до высоты пакета. Затем включает механизм прессова-
ния первой ступени и прессует отходы до ширины пакета.
По окончании прессования первой ступени включает механизм
прессования второй ступени, которым прессует отходы по длине пакета.
При достижении максимального давления включает цилиндр шибера. Ок-
но в пресс-камере открывается, и штемпель вспомогательного цилиндра
механизма прессования второй ступени выталкивает пакет из пресса. По-
сле выталкивания пакета механизмы возвращают в исходное положение. В
управлении прессом предусмотрен автоматический цикл при непрерыв-
ной загрузке и полуавтоматический при циклической загрузке отходов.
Пакетированию подвергают чистые отходы, не засорённые желез-
ными и неметаллическими приделками. Наиболее целесообразно пакети-
ровать следующие виды отходов: обрезь, выштамповку, высечку, тонколи-
стовые отходы промышленного и бытового происхождения (экраны, посу-
ду, ёмкости и т.п.).
2.3.6. АГРЕГАТИРОВАНИЕ ОТХОДОВ
Наряду с методами уменьшения размеров лома и отходов с целью
их раскрытия и получения механических смесей, в процессах переработки
отходов получили распространение методы по агрегатированию (укрупне-
нию) мелкодисперсных частиц (пыли, шламы, шлаки, отсевы и т.п.). Про-
цессы агрегатирования имеют как вспомогательное, так и самостоятельное
значение и объединяют различные приёмы: гранулирование, брикетирова-
ние, агломерацию.
Гранулирование охватывает большую группу процессов с целью
получения гранул сферической или цилиндрической формы из пылей, от-
севов, шламов. Гранулирование порошкообразных материалов окатывани-
ем наиболее часто проводят в ротационных (барабанных, тарельчатых, цен-
тробежных, лопастных) и вибрационных грануляторах. Производитель-
ность этих аппаратов зависит от многих факторов: соотношения материала
и связующего, температуры режима, частоты вращения, коэффициента за-
полнения и констуктивных параметров — размеров, угла наклона и др.
Получили широкое распространение на практике барабанные гра-
нуляторы, которые часто снабжают различными устройствами для интен-
сификации процессов, в т.ч. для предотвращения прилипания порошков к
рабочей поверхности, сортировки гранул по размерам. Они харак-
114
теризуются большой производительностью (до 70т/час), относительно
простой конструкцией, надежностью в работе и сравнительно невысокими
удельными энергозатратами. Однако барабанные грануляторы не позволя-
ют получить гранулы узкого фракционного состава, а также осуществить
контроль и управление процессом.
Для получения из порошкообразных отходов гранулята используют
тарельчатые (дисковые) грануляторы, которые обеспечивают получения
высококачественного готового продукта и легкого управления процессом.
Например, для получения гранул из порошкообразных отходов при-
меняют тарельчатый гранулятор ОТЮ0К02 (рис.2.35). Его техническая ха-
рактеристика приведена ниже.
Производительность, кг/час
Диаметр тарели, м
Высота борта тарели, м
Частота вращения тарели, сек'1
Угол наклона тарели, град
Габариты, м
80—200
1,0
0,2—0,25
0,11-1,1
30-75
длина
ширина
высота
Масса, кг
1,8
1,77
1,96
635
Выгрузка
Рис.2.35. Гранулятор окатывания тарельчатый ОТЮ0К02
1-рама, 2-тарель, 3- кожух, 4- форсунка для связуещего, 5-привод,
6-механизм поворота, 7-смотровой люк
Гранулирование порошкообразных материалов присходит следую-
щим образом. Исходный материал поступает на наклонную вращающуюся
тарель, увлажняется связующей жидкостью, подаваемой через форсунку и
окатывается до гранул заданного размера.
115
Существует много конструкций тарельчатых грануляторов, разли-
чающихся размерами, наличием или отсутствием отдельных конструктив-
ных элементов, а также их формой и расположением. Обычно применяют
тарели (чаши, диски) диаметром 14-6м, с высотой борта до 0,6м.
Связь производительности тарельчатого гранулятора Q (т/час) с диа-
метром D тарели (м) в общем виде определяется следующей зависимо-
стью:
Q = KJD2, (2.6)
где К - коэффициент грануляции, значение которого может быть найдено в
специальной литературе (для летучей золы, например, К= 0,4 -г- 0,55).
Тарельчатые грануляторы экономичнее барабанных, более компактны и
требуют меньших капитальных вложений. Их недостатком являются высо-
кая чувствительность к содержанию жидкой фазы в обрабатываемом мате-
риале и, как следствие, узкие пределы рабочих режимов.
Гранулирование порошков прессованием характеризуется про-
межуточной стадией упругопластического сжатия их частиц, про-
исходящего под действием давления и нагрева (иногда при переме-
шивании) с образованием коагуляционной структуры. Давление начала
процесса прессового гранулирования определяется пределом текучести
наименее прочного компонента перерабатываемого порошка. Прессовое
гранулирование проводят в валковых и таблеточных машинах различной
конструкции, червячных и ленточных прессах, дисковых экструдерах и не-
которых других аппаратов с получением гранул различной формы и раз-
меров.
Например, для гранулирования влажных порошкообразных ма-
териалов используют прессующие грануляторы марок ФП025К08 и
ФП040К01 производительностью 200 и 500кг/час, соответственно. Грану-
лируемый влажный материал в таких машинах запрессовывается в отвер-
стия вращающегося ротора; сформировавшиеся в них гранулы затем вы-
талкиваются в приёмник с помощью толкателей. Прессующие гранулято-
ры могут изготавливать гранулы как в виде цилиндров, так и в виде табле-
ток.
Валковые грануляторы снабжают прессующими элементами с рабо-
чей поверхностью различного профиля, что позволяет получать спрессо-
ванный материал в виде отдельных кусков (обычно с поперечным сечени-
ем до 30мм), прутков, плиток и полос. Эти механизмы часто совмещают с
дробилками (валкового типа), обеспечивающими получение из спрессо-
ванных полупродутов гранул заданных размеров.
Производительность валковых грануляторов составляет 5-И00т/час.
Ориентировочно производительность валкового гранулятора можно
оценить по формуле (2.7):
116
Q= 188,4*10*y/*'P„" n -L*D,
(2-7)
где Ъ - ширина зазора между валкам, м;
L - длина валка, м;
D - диаметр валка, м;
р„ - насыпная плотность исходного материала, кг/м3;
п - частота вращения валков, сек *;
у/= 0,5 4- 0,6.
Принципы прессового гранулирования реализуют также в червячных
прессах (экструдерах) различной конструкции (табл.2.15), рабочими эле-
ментами которых являются червяки (шнеки), пластицирующие перераба-
тываемый материал и продавливающие его через фильерную решетку, на
выходе из которой сформированные жгуты либо ломаются под действием
собственной тяжести, либо их режут дисковым или гильотинным ножом
на частицы заданной длины.
Таблица 2.15. Характеристики шнековых и роторных грануляторов
Показатели ФШ010К2 ФШ015К02 ФШ020К01 ФР047К01 ФР070КЗ
Производительность, 400 500 1500 550 1540
кг/час
Диаметр гранул, мм 34-5 5 3<4 5 5
Диаметр шнека, мм 100 150 200 - -
Диаметр ротора, мм - - - 468 702
Частота вращения 0,32 -0,64 0,324-0,48 0,73 - -
шнека, сек1
Габариты, м: 4,0-1,8-3,1 3,8-0,9-1,7 3,7-1,2-1,0 3,0-1,3-1,9
Масса, т 2,84 1,3 2,1 2,66 59,8
Отдельную группу грануляторов представляют аппараты грану-
лирования порошков в дисперсных потоках. Процесс в таких грануляторах
основан на столкновениях частиц порошка или порошка и жидкой фазы в
турбулизованном потоке циркулирующего в аппарате или проходящего
через него воздуха или газа. Турбулентный контакт частиц гранулируемых
материалов в потоке сплошной фазы может обеспечиваться в струйных
грануляторах или в грануляторах кипящего слоя либо посредством воздей-
ствия на частицы вибрационных (грануляторы виброкипящего слоя) или
других механических возмущений.
При переработке металлургических и топливных шлаков широко ис-
пользуются специальные методы гранулирования силикатных расплавов.
Таблетирование. При производстве из промышленных отходов неко-
торых адсорбентов порошковые материалы таблетируют с использованием
117
машин различных типов, принцип действия большинства из которых осно-
ван на прессовании пуансонами дозируемых в матричные каналы порош-
ков. Получаемые таблетки характеризуются разнообразной формой (ци-
линдры, сферы, полусферы, диски, кольца и т.п.) и имеют диаметр попе-
речного сечения 2-е-6мм. Производительность наиболее распространенных
таблеточных машин составляет от 3 до 96тыс. таблеток в час.
Брикетирование - технологический процесс прессования материала в
куски правильной геометрической формы (брикеты) для уменьшения по-
терь при транспортных операциях, ускорения загрузки в плавильные агре-
гаты и улучшения процесса плавления. На предприятиях по переработке
отходов брикетирование применяется только при переработке медной
стружки. При брикетировании получают уплотнение материала (стружки)
до плотности 6500-^7500 кг/м3 для медных сплавов. Брикетировочные
прессы предпочтительнее применять на металлообрабатывающих пред-
приятиях. В этом случае процесс брикетирования позволяет также удалять
смазочно-охлаждающие жидкости (СОЖ) из стружки. Так, до брикетиро-
вания содержание СОЖ составляет 8-е-10%, после брикетирования - 2-^3 %,
однако это справедливо лишь для свежей стружки.
Для брикетирования стружки применяют гидравлические прессы
Б-6238, Б-654 и др.
Пресс Б-6238 (рис.2.36) — горизонтальный автомат с ин-
дивидуальным гидроприводом. Пресс состоит из станины, четырехколон-
ной силовой рамы, матрицы, пресс-штемпель, гидростанции. Пресс осна-
щен автоматической системой очистки рабочей жидкости — масла инду-
стриального. Водяная система охлаждения обеспечивает автоматическое
поддержание температуры рабочей жидкости в заданных пределах.
Техническая характеристика брикетировочного пресса Б-6238
Усилие, кН:
прессования........................... 630
трамбования............................. 200
подпрессовки............................ 315
съёма контейнера...................... 400
Давление рабочей жидкости, МПа..... 16
Ход, мм:
поршня................................ 500
контейнера.............................. 180
Установленная электрическая мощность, кВт:
гидропривода........................... ПО
вибропитателя........................... 1,2
Масса пресса, т............................. 27
Габаритные размеры, м.... 5,1«3,05«2,8
118
Рис.2.36. Пресс брикетировочный Б-6238
1 - станина, 2 - главный цилиндр, 3 - поршень, 4 - штемпель, 5 - контейнер,
6 - трамбователь, 7 - матрица, 8 - стяжные шпильки, 9 - маслостанция,
10 - вспомогательный цилиндр, 11 - масляный бак
В прессе Б-654 максимальное давление в системе достигает 16ГПа,
усилие прессования 6200кН. Удельное давление при брикетировании
бронзовой стружки составляет 440МПа, медной - ЗбОМПа. Масса брике-
тов при брикетировании стружки медных сплавов - 6-ь8кг, производитель-
ность 3,04-3,5т/час.
Брикетирование дисперсных материалов (порошкообразных) про-
водят без связующего при давлении прессования 80МПа, а с добавками
связующих - 15^-25 МПа. На процесс брикетирования дисперсных мате-
риалов существенно влияют состав, влажность и крупность материала,
температура, удельное давление и продолжительность прессования. Необ-
ходимое удельное давление прессования обычно находится в обратной за-
висимости от влажности материала. Перед брикетированием материал
обычно подвергают грохочению, дроблению, сушке, охлаждению и другим
подготовительным операциям.
Наибольшее распространение получили штемпельные (давление
прессования 1004-120МПа), вальцовые и кольцевые (около 200МПа) прес-
сы различных конструкций.
Высокотемпературная агломерация используется в металлурги-
ческих производствах при агрегатировании пылей, окалины, шламов, ме-
лочи рудного сырья и других дисперсных металлосодержащих отходов.
Для проведения агломерации на основе таких материалов готовят шихту,
включающую твёрдое топливо (коксовую мелочь в количестве 64-7%
(масс.), и другие компоненты (отходы, концентраты, флюсы). Шихту ус-
редняют и увлажняют до 5ч-8%. Затем её подают на решётки движущихся
обжиговых тележек агломерационной машины. Высота слоя шихты долж-
на обеспечивать оптимальную её газопроницаемость. Нагрев и вос-
пламенение шихты обеспечивается просасыванием через неё продуктов
сжигания газообразного или жидкого топлива. Процесс спекания мине-
119
ральных компонентов шихты протекает при горении твёрдого топлива
(11 ОО-г-1600°С), содержащегося в ней. Агломерационные газы удаляют под
разрежением 7-=-10кПа.
Спечённый агломерат дробят до крупности 100^150мм в валковых
зубчатых дробилках, продукт дробления подвергают грохочению и после-
дующему охлаждению. Минусовую фракцию с размером частиц менее 8
мм, выход которого составляет 304-35% - возвращают на агломерацию.
Применяющиеся для высокотемпературной агломерации кон-
вейерные машины с верхним зажиганием шихты производительностью
4004-500т/час отличаются выделением больших объёмов агломе-
рационных газов (СО, SO2, NO2). Агломашины с нижним зажиганием в
значительной степени лишены этого недостатка.
Смешевание отходов. Смешевание широко используется при перера-
ботке отходов с целью диспергирования материалов друг в друге, получе-
ния гомогенной композиции, изменения физического состояния материа-
лов, ускорения химических и физико-химических процессов. Различают
смешевание в жидкой фазе, когда, по крайней мере, один из пере-
мешиваемых материалов является жидкостью; смешение в вязко-текучем
состоянии, когда хотя бы один из материалов является вязкой жидкостью
или расплавом, и смешевание в твердой фазе, когда смешиваемые мате-
риалы являются сыпучими порошками (гранулами).
Существующие смесительные механизмы периодического и не-
прерывного действия основаны на использовании механических, гравита-
ционных и пневматических способов взаимного перемещения частиц об-
рабатываемых материалов и отличаются большим разнообразием конст-
рукций.
В зависимости от целей смешевания, свойств смешиваемых мате-
риалов, их физического состояния, особенностей технологического про-
цесса используют: механическое, барботажное, циркуляционное и поточ-
ное смешение. Процесс смешивания может быть непрерывным и периоди-
ческим. При непрерывном смешивании необходимая гомогенизация смеси
или другое изменение её состояния достигаются за один проход через не-
прерывно действующее оборудование.
При периодическом смешивании композиция многократно перемеши-
вается смесительными органами в какой-либо ёмкости до достижения не-
обходимого качества смеси, после чего выгружается из смесителя. При пе-
реработке различных жидких отходов наиболее часто применяют механи-
ческое перемешивание при помощи аппаратов с лопастными, пропеллер-
ными, якорными и другими мешалками.
Для смешивания жидкостей перспективно применение объёмных
смесителей-статических, роторно-пульсационных, электрогидравлических,
которые позволяют проводить процесс в непрерывном режиме, обеспечи-
120
вая высокую производительность, необходимое качество смеси, снижение
капитальных и текущих затрат.
2.4. СЕПАРАЦИЯ ЛОМА И ОТХОДОВ
Сепарация лома и отходов цветных металлов может осущест-
вляться в воздушной среде (сухие методы) или-в различных жидкостях
(мокрые методы).
2.4.1. СУХИЕ МЕТОДЫ СЕПАРАЦИИ
К сухим методам сепарации лома и отходов относятся: магнитные,
электродинамические, электрические и пневматические.
2.4.1.1 .МАГНИТНАЯ СЕПАРАЦИЯ
Вещества по величине их магнитной восприимчивости разделяют на
парамагнетики, диамагнетики и ферромагнетики [16].
Парамагнитные вещества намагничиваются во внешнем магнитном
поле в направлении поля, при этом их магнитная восприимчивость незна-
чительно больше нуля и сильно зависит от температуры.
Диамагнитные вещества намагничиваются во внешнем магнитном
поле в направлении, противоположном направлению этого поля. Магнит-
ная восприимчивость диамагнетиков меньше нуля и слабо зависит, в отли-
чие от парамагнетиков, от температуры. К диамагнетикам относятся медь,
свинец, бериллий, серебро, золото.
К ферромагнетикам относятся силъномагнитные и магнито-
упорядоченные вещества, которые имеют взаимное самопроизвольное без
участия внешнего поля упорядочение магнитных моментов атомов.
Ферромагнитное упорядочение характеризуется параллельным рас-
положением магнитных моментов атомов. Ферромагнетиками являются
железо, никель, кобальт, а также их сплавы и соединения.
При антиферромагнитном коллинеарном упорядочении магнитные мо-
менты атомов антипараллельны друг другу. Антиферромагнетиками яв-
ляются марганец, хром, самарий, неодим. Существует также неколлине-
арное (угловое) антиферромагнитное упорядочение.
При ферромагнитном упорядочении появляется значительная по ве-
личине самопроизвольная намагниченность.
Магнитная сепарация является в настоящее время одним из наибо-
лее распространённых методов обогащения лома и отходов цветных ме-
таллов. Распространению магнитной сепарации способствует относитель-
но низкая её стоимость по сравнению с другими методами обогащения,
простота конструкции сепараторов, возможность создания гибких схем
обогащения с высокой степенью механизации и автоматизации процессов.
121
Магнитный метод обогащения цветных металлов основан на использова-
нии различия магнитных свойств сепарируемых материалов.
Магнитное поле характеризуется напряженностью Н, определяемой
силой, с которой данное поле действует на единицу магнитной массы.
Магнитное поле может быть однородным, при этом напряженность
его постоянна во всех точках, или неоднородным, когда напряженность в
различных точках поля неодинакова. Неоднородность поля характеризует-
ся градиентом напряженности в определенном направлении.
В магнитных сепараторах неоднородность магнитного поля создает-
ся полюсными наконечниками различной формы (рис.2.37).
Рис. 2.37. Формы полюсных наконечников для создания неоднородного
магнитного поля:
а — конусная, б — зубчатая, в — прямоугольная
Для получения магнитных полей с малой величиной grad Н приме-
няют естественные или искусственные магниты из специальных сплавов с
постоянным магнитным полем. Сильные магнитные поля с высоким гра-
диентом напряженности создаются катушками, питаемыми постоянным
током и снабженными стальным сердечником. При этом, чем больше ве-
личина намагничивающего тока и количество витков в катушке, тем выше
напряженность магнитного поля в рабочем зазоре сепаратора.
В однородном магнитном поле частица материала подвергается
воздействию вращающего момента, ориентирующего её параллельно или
перпендикулярно к направлению напряженности поля. В неоднородном
поле частицы материала испытывают воздействие силы притяжения, ко-
гда магнитная восприимчивость больше нуля, или отталкивания при маг-
нитной восприимчивости меньше нуля. Эта сила способствует отде-
лению магнитных материалов от немагнитных в поле магнитного сепа-
ратора.
Магнитная сила Рмагн, действующая на частицу материала, опреде-
ляется по формуле (2.8)
FMaat =Vy/H- gradH , (2.8)
где V— объём частицы;
122
5/— объемная магнитная восприимчивость;
Н— напряженность магнитного поля.
Удельное значение магнитной силы равно:
Гмагн = = Vy/H 'SradH = ХН gradH,
магн q Л S
(2-9)
где Q — масса частицы;
8— плотность вещества частицы;
% - удельная магнитная восприимчивость частицы.
Кроме магнитной силы, на частицу, находящуюся в рабочей зоне се-
паратора, действует сила тяжести Р, трения FT, центробежная Fu и сопро-
тивления среды Fc.
успешного разделения магнитных и немагнитных частиц в маг-
нитном поле сепаратора магнитная сила, действующая на магнитные час-
тицы, должна превышать равнодействующую всех механических сил.
Взаимодействие между силами Рмагн, Р и Fv зависит от способа подачи
сырья в рабочую зону сепаратора, конструктивных особенностей аппарата,
режима его работы (рис. 2.38).
Рис. 2.38. Подача сырья в рабочую зону сепаратора:
а - верхняя, б - нижняя, в - вертикальная
I — исходное сырье, II — магнитный продукт, III — немагнитный продукт
Оборудование для магнитной сепарации. Сильномагнитные (ферро-
магнитные) материалы обогащают в магнитных сепараторах с открытыми
многополюсными системами, расположенными в плоскости или по цилин-
дрической поверхности (барабаны, шкивы). Слабомагнитные материалы
обогащают в сепараторах с замкнутыми магнитными системами.
123
Следует отметить, что для обогащения мелких отходов цветных ме-
таллов (менее 30мм), имеющих тенденцию к сцеплению друг с другом
(стружка, дробленые проводники и т.п.), наиболее целесообразно исполь-
зование барабанных сепараторов с чередованием полюсов по образующей
и периметру барабана.
При движении материала относительно многополюсной системы ба-
рабанного сепаратора происходит переориентация магнитных частиц с
частотой/ Гц
f = V/2S, (2.10)
где V— скорость перемещения барабана или ленты относительно полю-
сов магнитной системы, м/сек;
S' — шаг полюсов, м.
Следовательно, многополюсная магнитная система создает бегущее
магнитное поле с частотой, определяемой формулой (2.10). Переориента-
ция, или магнитное перемешивание магнитного материала на поверхности
барабана, способствует удалению из объёма материала немагнитных час-
тиц.
Так, при обезжелезивании стружки в магнитных сепараторах типа
4ПБС-63/200 в одну стадию содержание алюминия в магнитном продукте
составляет до 28%, при сепарации в две стадии - до 16%, а содержание же-
леза в стружке - 0,6 и 0,4%, соответственно. Частота вращения барабана
сепаратора составляет 0,354-0,7сек-1, шаг полюсов магнитной системы
15(Ъ-200мм и частота магнитного поля 4^8Гц. При таких параметрах про-
исходит только переориентация и частичный разрыв наиболее длинных
прядей (флокул). Однако этого недостаточно для полного удаления немаг-
нитных частиц, запутавшихся между флокулами магнитного материала.
При обезжелезивании кусковых материалов не наблюдается образо-
вания магнитных прядей, присущих материалу типа стружки. Кроме того,
магнитное перемешивание материала в сепараторе способствует
преждевременному отрыву магнитных частиц и попаданию их в
немагнитный продукт. Поэтому обезжелезивание кусковых материалов
целесообразно осуществлять на магнитных сепараторах без чередования
полярности полюсов.
Для удаления магнитных материалов из продуктов дробленого лома
и отходов цветных металлов (бронированного кабеля, сталеалюминиевого
провода, поршней, автомобильного лома) применяют шкивные электро-
магнитные сепараторы (железоотделители) типа Ш, которые представ-
ляют собой ленточный конвейер, в приводном барабане которого смонти-
рована много- или двухполюсная электромагнитная система с полюсами,
полярность которых чередуется по образующей барабана. Обмотки шкива
питаются от источника постоянного тока.
124
Электромагнитный сепаратор типа Ш (рис.2.39) состоит из электро-
магнитной системы, укреплённой на валу, подшипников и токосъёмной
коробки.
Рис.2.39. Электромагнитный сепаратор типа Ш
Секции электромагнитной системы неподвижно закреплены на валу,
который через редуктор вращает двигатель. Эффективность работы
электромагнитного шкива зависит от массы, геометрии и магнитной вос-
приимчивости извлекаемых магнитных материалов, а также плотности
транспортируемого материала и скорости движения ленты конвейера. Вы-
пускаются три типоразмера (табл.2.16) сепараторов для различной шири-
ны ленты конвейера при оптимальной скорости 0,84-2м/сек. Минимальная
масса извлекаемого куска 0,05кг.
Таблица 2.16. Техническая характеристика шкивных электромагнитных
сепараторов
Тип сепаратора Ш65-63В Ш100-80В III140- 100В
Напряжённость магнитного поля на расстоянии 10мм от поверхности полюса, не менее, кА/м: на краю полюса со стороны зазора в середине зазора 115 105 160 105 170 75
Частота вращения максимальная, сек'1 1 0,8 0,8
Напряжение питания постоянного тока, В 110 ПО 220
Потребляемая мощность, кВт 2,0 4,0 7,0
Толщина слоя материала на ленте конвейера, мм 170 250 200
Масса, т 0,9 2,7 4,2
Другой разновидностью сепараторов являются железоотделители
подвесные саморазгружающиеся типа ПС Сепараторы ПС предназначены
для извлечения и удаления ферромагнитных предметов из сыпучих немаг-
нитных материалов, в том числе из лома и отходов цветных металлов. Се-
125
паратор ПС (рис. 2.40) состоит из следующих основных узлов: рамы, элек-
тромагнитной системы, приводного и натяжного барабанов, ленты, при-
вода.
Рис.2.40. Сепаратор электромагнитный подвесной
саморазгружающийся типа ПС
1 - рама, 2 - промежуточные барабаны, 3 - электромагнитная система,
4 - транспортная лента, 5 - привод, 6 - приводной барабан,
7 — натяжной барабан, 8 — натяжной винт
Электромагнитная система состоит из намагничивающих обмоток
(катушек) с сердечниками и полюсными наконечниками, через которые
магнитный поток подводится к рабочему зазору. Полюсные наконеч-
ники являются одним из полюсов электромагнитной системы и образуют
одну из поверхностей рабочего зазора сепаратора. Полюсные наконеч-
ники соединяются с сердечником непосредственно, или через промежу-
точные элементы магнитопровода, называемые ярмом. Намагничиваю-
щие катушки наматываются медными или алюминиевыми проводами, по-
крытыми изоляционным слоем. Для повышения влагостойкости и
воздействия пыли обмотки пропитываются специальными составами и
защищаются от механических повреждений металлическими экранами.
Питание обмотки электромагнита осуществляется от источника постоян-
ного тока напряжением 110В (220 В).
Сепараторы типа ПС (табл.2.17)выпускаются в двух вариантах: для
установки над лентой транспортирующего конвейера перпендикулярно его
продольной оси (рис.2.41) и под углом над барабаном транспортирующего
конвейера, при этом продольные оси конвейера и сепаратора совпадают
(рис.2.42).
Наиболее предпочтительным является установка сепаратора над ба-
рабаном в зоне разгрузки материала, так как материал в данном случае на-
ходится в разрыхлённом состоянии, как бы псевдоожижен.
Весьма эффективной с точки зрения экономии электроэнергии и
возможности работы в форсированном режиме является схема работы се-
паратора в импульсном режиме совместно с металлоискателем.
При этом над лентой конвейера до сепаратора устанавливается дат-
чик металлоискателя, который с упреждением фиксирует наличие в
транспортируемом материале ферромагнитных включений и подаёт сиг-
126
нал на устройство включения сепаратора ПС в форсированном режиме в
течение наперёд заданного отрезка времени. После истечения этого от-
резка времени сепаратор снова переводится в режим ожидания, при ко-
тором напряжение на его обмотках составляет 10-5-15% от рабочего.
Таблица 2.17. Техническая характеристика подвесных электромагнитных
сепараторов типа ПС_____________________________________________
Тип сепараторов ПС-120 ПС-160
Глубина зоны извлечения, мм 350/250 400/500
Масса извлекаемых ферромагнитных предметов, кг 0,1/25 0,1/25
Ширина ленты конвейера, м 1,05-1,2 1,4-=-1,6
Скорость передвижения транспортируемого материала, м/сек 2,5/4,5 2,5/4,5
Напряжение постоянного тока, В НО; 220 ПО; 220
Мощность привода, кВт 3,0 5,5
Потребляемая мощность сепаратора, кВт 4,0 6,0
Габаритные размеры, м 3,5*1,85*1,15 4,0*2,35*1,15
Масса, т 5,7 9,55
Рис.2.41. Схема установки
железоотделителя
(I) с разгрузкой в сторону от конвейера (II)
Рис.2.42. Схема установки
железоотделителя
(I) над барабаном конвейера (II) в зоне его раз-
грузки. Выход цветного металла (III) и ферромаг-
нитного материала (IV)
Применяются в качестве сепараторов электромагнитные подвесные
железоотделители типа П (табл.2.18), которые устанавливаются над лен-
точным конвейером или над разгрузочным барабаном. Железоотделитель
типа П (рис.2.43) состоит из П-образного ярма из магнитомягкой стали,
двух катушек и полюсных наконечников.
127
Рис. 2.43. Схема установки железоотде-
лителя типа П
I-магнитная система, II - конвейер
Питание обмоток железоотделителя осуществляется от комплектно
поставляемого источника постоянного тока с напряжением 110В.
Одним из серьёзных недостатков железоотделителей типа П является
разгрузка магнитных материалов на транспортирующий конвейер, которая
осуществляется периодическим за счет отключения напряжения питания
железоотделителя. Особенно неблагоприятные условия работы для после-
дующего технологического оборудования возникают при случайном от-
ключении питания железоотделителя. При этом все ранее извлечённые из
технологического процесса ферромагнитные материалы залпом вновь по-
падают в процесс, что создаёт аварийную ситуацию.
Таблица 2.18.Техническая характеристика сепаратора типа П
Тип сепаратора П-100 П-160
Напряжённость магнитного поля на расстоянии 10мм от поверхности полюса, кА/м: на краю полюса со стороны зазора в середине зазора 265 160 250 160
Толщина слоя материала на ленте конвейера при установке, мм 150+180 180+200
Скорость движения ленты конвейера при установке, м/сек 2,5+4,5 2,5+4,5
Напряжение постоянного тока, В НО НО
Потребляемая мощность, кВт 2,5 3,5
Габаритные размеры, м 0,85-0,53-0,65 1,2-0,55-0,75
Масса, т 0,9 1,68
Для обезжелезивания сыпучих материалов, в том числе стружки
цветных металлов, разработаны барабанные сепараторы серии ПБСЦ.
Сепаратор (рис.2.44) состоит: из питающего бункера; вибропитателя; не-
подвижной магнитной системы, с чередующейся полярностью полюсов по
периметру; приёмного бункера; приводного барабана, изготовленного из
немагнитной стали. Полюса магнитной системы изготовлены из сплава
ЮНДК-24 и установлены с шагом 50мм.
128
Рис.2.44. Сепаратор барабанный типа ПБСЦ
1 — бункер, 2 — питатель, 3 — вибратор, 4 — барабан, 5
- магнитная система, 6 - отсос пыли, 7 - магнитная
фракция, 8 — немагнитая фракция
На предприятиях по переработке отходов сепараторы ПБСЦ приме-
няются только для обезжелезивания сыпучей стружки медных и алюми-
ниевых сплавов. Для увеличения эффективности сепарации стружки и
улучшения её отрыва от поверхности барабана в зоне разгрузки институ-
том “Гипромашуглеобогащение” проведена модернизация магнитной сис-
темы сепараторов ПБСЦ-63/50. Доработка состоит в том, что между бло-
ками постоянных магнитов установлен диамагнитный клин, в боковых па-
зах которого находятся пластины из постоянных магнитов. Кроме того, для
улучшения отрыва прядей магнитной фракции, которые образуются в зоне
окончания действия магнитного поля, расстояние между магнитами и обе-
чайкой барабана увеличивается сверху вниз. Это позволило улучшить ус-
ловия разгрузки магнитной фракции и сократить унос цветного металла в
магнитный продукт.
Институтом цветных металлов (ДонНИПИЦМ, г. Донецк, Украина)
разработаны (2006г) шкивные магнитные сепаратоы с использованием вы-
сокоэнергетических магнитов с использованием сплавов Nd-Fe-B. Напря-
жённость на поверхности барабана составляет 0,8-Ю,95 Тл.
За рубежом (табл.2.19), для обезжелезивания сыпучих материалов
выпускаются сепараторы, аналогичные ПБСЦ, шведской фирмой "Сада",
модель "Мертселл", а также английской фирмой "Боксмаг Рапид". Послед-
ний тип сепараторов эксплуатируется в установках сушки стружки типа
"Интал".
Таблица 2.19.Техническая характеристика магнитных:
а) барабанных сепараторов типа ПБСЦ_______________________________
Тип сепаратора ПБСЦ-63/50 ПБСЦ-63/100
Напряжённость магнитного поля на поверхности барабана, кА/м 115-125 115-125
Диаметр рабочей части барабана, мм 630 630
Длина барабана, мм 500 1000
Частота вращения, сек’1 0,9-0,5 2
Шаг полюсов системы, мм 50 50
Направление чередования полюсов По образующей барабана
Установленная мощность, кВт 1,5 3,5
Габаритные размеры, м 1,7*1,2*1,1 1,75*1,47*2,07
Масса сепаратора, т 0,6 0,85
129
б) барабанных сепараторов типа“Боксмаг Рапид” (Англия)
Тип сепаратора Боксмаг Рапид (тип 1) Боксмаг Рапид (тип 2) Боксмаг Рапид (тип 3)
Напряжённость магнитного поля на поверхности барабана, кА/м 50 95 50
Диаметр рабочей части барабана, мм 450 450 400
Длина барабана, мм 1250 1250 300
Частота вращения, сек1 0,47 0,47 0,47
Шаг полюсов системы, мм 75 165 70
Направление чередования полюсов По образующей барабана Вдоль оси барабана По образую- щей барабана
Установленная мощность, кВт 1,2 1,5 0,8
Габаритные размеры, м 1,8*0,85*0,6 1,8*0,9*0,6 0,6*0,85*0,55
Масса сепаратора, т 0,43 0,43 0,17
Содержание железа в немагнитном продукте после трехстадийной
магнитной сепарации на установке "Интал” составляет менее 0,12 %. Маг-
нитный продукт в зависимости от крупности и формы сепарируемой
стружки содержит до 2% цветных металлов.
Институтами ДонНИПИЦМ (г.Донецк) и Гипромашуглеобогащение
(г.Луганск) разработан сепаратор электромагнитный типа СЭ-3
(рис.2.45, табл.2.20) [17] для разделения на группы марок сплавов бронзо-
латунной смешанной стружки.
Рис.2.45. Сепаратор для выделения слабомагнитных материалов
1 - бункер, 2 - питатель, 3 - грохот, 4 - конвейер, 5 - узел удаления железа,
6 - узел удаления слабомагнитных материалов, 7 — немагнитный материал
130
Сепаратор применяют для разделения слабомагнитных и немагнитных от-
ходов цветных металлов крупностью менее 20мм. В настоящее время этот
сепаратор широко применяется на предприятиях для разделения смешан-
ной стружки сплавов на медной основе.
Таблица 2.20. Техническая характеристика электромагнитного
сепаратора СЭ-3
Тип сепаратора СЭ-3 СЭ-ЗА
Напряжённость магнитного поля иа поверхности барабана, кА/м 130+450 130+450
Максимальное значение силы магнитно- го поля в зоне сепарации, *1013 А/м3 7,2 7,2
Производительность, кг/сек 0,83 1,0
Потребляемая мощность, кВт 5,0 5,0
Габаритные размеры, м 1,8*1,2«1,5 2,5*1,5*1,2
Масса сепаратора, т 1,73 1,6
Дальнейшее совершенствование сепаратора СЭ-3 — разработка се-
паратора СЭ-4, который отличается от предыдущей модели совмещением
в одном сепараторе операций обезжелезивания и разделения стружки по
группам марок сплавов, а также формой разгрузочной кюветы. В отличие
от кюветы сепаратора СЭ-3, которая совершает возвратно-поступательные
качания относительно магнитного зазора, в сепараторе СЭ-4 кювета имеет
кольцевую форму с непрерывкой разгрузкой магнитного материала. Сепа-
ратор СЭ-4 (рис.2.46) предназначен для разделения смешанной стружки
медных сплавов на сплавы или группы сплавов.
Рис.2.46. Установка СЭ-4 для выделения магнитной и слабомагнитной фракций
Одной из разновидностей магнитной сепарации считается определе-
ние наличия ферромагнитных материалов в сырье с помощью датчиков.
131
Дальнейшей разработкой являются датчики, обнаруживающие в сырье и
цветные металлы. Финская фирма "Оутокумпу" разработала детектор "Ме-
тор 117" для защиты дробильного и обогатительного оборудования от по-
падания металлических предметов, включая предметы из немагнитной не-
ржавеющей и марганцовистой сталей. Оператор настраивает датчик на за-
данную чувствительность, что гарантирует обнаружение металлических
предметов при одновременной минимизации ложных сигналов обнаруже-
ния и ненужных блокировок оборудования. Чувствительность прибора
обеспечивает обнаружение стального шарика диаметром около 4% рас-
стояния, между катушками.
Электродинамическая (ЭД) сепарация основывается на силовом
взаимодействии переменного электромагнитного поля с твёрдыми элек-
тропроводными телами с различными значениями электропроводности.
Электромагнитные силы, действующие на тело, в общем виде определяют-
ся распределением электромагнитного поля во внешней и внутренней об-
ластях тела, описываемым в линейной электродинамике уравнениями
Максвелла.
Индукцию магнитного поля в ЭД сепараторах определяют, исполь-
зуя уравнение Максвелла, по формуле (2.11):
В = Во cos(<w t - a z) (2.11)
где В — индукция магнитного поля;
Во — амплитудное значение индукции магнитного поля;
со— круговая частота; z — координата распространения волны;
t — время;
а — полюсное деление индуктора.
Причем при теоретическом рассмотрении плоский индуктор, служа-
щий для создания этого поля, представляют неограниченной плоскостью,
совпадающей с плоскостью у - z системы координат х, у, z, по которой про-
текает поверхностный ток плотностью А:
А =АО sin (a>t — az), (2.12)
где Ао — амплитудное значение поверхностной плотности тока, имеющего
только одну (у) координату - идеальный индуктор.
В настоящее время в технике применяются двухсторонние и цилин-
дрические индукторы. Двухсторонние индукторы представляют собой
комбинацию двух плоских индукторов, а цилиндрические — цилиндр, по
поверхности которого течёт ток, плотность которого определяется выра-
жением (2.12).
Хорошо изучены электродинамические процессы в системах: прово-
дящее полупространство в поле плоского идеального индуктора; полоса
132
конечной длины и ширины в поле двухстороннего индуктора; цилиндр ко-
нечных размеров и шар в поле цилиндрического индуктора.
Аналитическое решение может быть найдено лишь для ог-
раниченного типа задач, таких как трёхмерная задача осевой симметрии
для проводящего шара в поле кругового витка и двухмерная задача для
бесконечно длинного проводящего цилиндра в поперечном поле. Приведе-
ние трёхмерных реальных задач, не имеющих аналитического решения, к
двухмерным позволяет оценить порядок сил и характеристику силового
взаимодействия.
Если принять условие, что поле мало изменяется в пределах объёма
тела, то электродинамическая сила F определяется из выражения (2.13):
F = —gradW = grad (1/2PMB°), (2.13)
где W - электромагнитная энергия тела;
Рм - магнитный момент тела;
В0 - индукция внешнего поля.
Вследствие линейности уравнений электромагнитного поля
(2-14)
где V - объём тела;
a'ik - коэффициент поляризуемости тела;
juq- магнитная проницаемость вакуума.
Следовательно, окончательное выражение для определения силы
примет вид
F = l/2 VaikgradPMik (2.15)
где Рм =(1/^о)В®Вк —магнитное давление;
aik - действительная часть коэффициента поляризуемости тела.
Таким образом, выражение (2.14) позволяет, зная распределение
магнитного поля, найти электромагнитную силу, действующую на поме-
щённое в него электропроводное тело.
В зависимости от условий взаимодействия и характера электромаг-
нитного поля выделяют четыре класса ЭД сепараторов:
• с вращающимся магнитным полем;
• с бегущим магнитным полем линейного асинхронного двигателя;
• с неоднородным переменным магнитным полем;
133
• устройства, в которых сила взаимодействия возникает при переме-
щении электропроводных частиц относительно неоднородного магнитного
поля создаваемого постоянными магнитами.
Электродинамическая сепарация отличается от гравитационных спо-
собов разделения в жидкостях, так как не требует отмывки продуктов се-
парации от рабочей жидкости. Особенностью процесса является и то, что
электродинамическая сила воздействует на более электропроводную фрак-
цию разделяемого материала. Это позволяет с более высокой эффек-
тивностью извлекать цветные металлы при небольшом содержании их в
малоэлектропроводных отходах [17,18,19,20].
Одним из видов ЭД сепараторов с вращающимся магнитным полем
являются однороторные сепараторы (рис.2.47) Вращающееся магнитное
поле сепаратора создается многополюсным ротором с независимым при-
водом вращения. Магнитное поле ротора возбуждается обмоткой, пи-
таемой постоянным током. Ротор находится внутри барабана из нержа-
веющей стали, служащего для транспортирования разделяемого мате-
риала в зоне действия вращающего магнитного поля. Частота вращения
ротора 17сек'*. Барабан вращается под влиянием электродинамических сил
взаимодействия с полем ротора. Частота вращения поддерживается на
уровне 0,11 сек1 специальным демпфирующим устройством. Разделяе-
мый материал равномерно подается на барабан сепаратора, откуда
электропроводные частицы отбрасываются полем ротора в дальний при-
ёмный бункер, а неэлектропроводные частицы свободно скатываются с
барабана в ближний бункер.
Сепаратор ленточного типа (рис.2.48) представляет комплекс
механизмов, включающий ленточный транспортер, приводной барабан
которого выполняет роль сепаратора. Вращающееся магнитное поле
создается обмоткой трехфазного переменного тока, помещенной в пазы
ротора. Частота вращения магнитного поля определяется частотой
исходное
сырье
I
Рис.2.47. ЭД сепаратор однороторный
1-многополюсный ротор, 2-барабан, 3-привод,
4-неэлектропроводный материал, 5-элект-
ропроводный материал
сырье
Рис.2.48. ЭД сепаратор ленточного типа
1-ленточный конвейер, 2-барабанный
трехфазный ротор, 3-неэлектропроводный ма-
териал, 4- электропроводный материал,
5 - привод
134
питающего тока и может значительно превышать частоту вращения ро-
тора. Нижний предел крупности сырья, подвергаемого ЭД сепарации,
определяется величиной и градиентом магнитной индукции в рабочей
зоне сепаратора и для сепараторов подобной конструкции составляет
примерно 20мм.
Разработаны также электродинамические двухроторные диско-
вые сепараторы с повышенной магнитной индукцией в рабочей зоне, в
которой можно разделять сырьё меньшей крупности. В двухроторных
сепараторах магнитное поле создается двумя синхронно вращающимися
роторами, один из которых установлен над конвейерной лентой, а
второй — под ней параллельно первому. Недостаток этих сепараторов
— неоднородность магнитного поля, образующегося между двумя цилин-
дрическими поверхностями роторов, для уменьшения которой, а также
для увеличения зоны с высокоинтенсивным полем необходимы рото-
ры больших размеров.
Дисковые сепараторы, в которых вращающееся магнитное по-
ле создается между двумя синхронно и соосно вращающимися магнит-
ными дисками, обладают лучшими характеристиками. В них достига-
ется более высокая однородность силовых характеристик поля в
рабочей зоне сепаратора, а также увеличиваются размеры этой зо-
ны.
Сепараторы с магнитными дисками различаются способом транс-
портирования разделяемого материала через зону интенсивного маг-
нитного поля. Так, в одном варианте сепаратора материал транспорти-
руется конвейерной лентой, расположенной между вращающимися маг-
нитными дисками. Электропроводные частицы сепарируемого материала
под действием электромагнитного поля сбрасываются с конвейерной
ленты, а неэлектропроводные — остаются в ней. В другом варианте
для облегчения перемещения электропроводных частиц конвейерную
ленту подвергают вибрации, в третьем — для перемещения исходно-
го сырья между магнитными дисками используют свободное падение
частиц в поле гравитации. При этом на извлечение электропроводных
частиц из общего потока сепарируемого материала затрачивается
меньше энергии, чем в сепараторах с конвейерной лентой, в которых
силы трения, возникающие при перемещении материала по ленте, про-
тиводействуют процессу разделения.
В аппаратах для извлечения цветных металлов из дроблеёного авто-
мобильного лома материал разделяется под воздействием бегущего маг-
нитного поля, создаваемого линейным индуктором, установленным под
конвейерной лентой. В электропроводных частицах наводятся вихревые
токи, которые, взаимодействуя с полем индуктора, приводят их в дви-
жение и сталкивают с конвейерной ленты в отдельный бункер. За один
135
цикл разделения извлекается ~ 90% алюминия, меди и цинка. Производи-
тельность сепаратора— до 10т/час.
Электродинамические сепараторы применяют для извлечения цвет-
ных металлов из бытовых отходов. Основная деталь сепаратора (рис.2.49) -
прямоугольная наклонная платформа (станина) размером 2,4*0,9м, на по-
верхности которой смонтированы полюсы постоянных магнитов с чере-
дующейся полярностью. Магниты наклонены к оси платформы под углом
45° и покрыты сверху тонким листом нержавеющей стали. Материал по-
дают по желобу на платформу, по которой он скользит вниз. На неметал-
лические частицы магнитное поле не действует, и они скользят вниз по
платформе. В металлических частицах, движущихся через магнитное поле,
индуцируются вихревые токи, при взаимодействии которых с магнитным
полем возникает электродинамическая сила, отклоняющая металлические
частицы от естественной гравитационной траектории. Величина от-
клонения зависит от электопроводимости, плотности, размера и фор-
мы частицы. При переработке в сепараторе бытовых отходов, в которых ~
1% алюминия и его сплавов, можно получить концентрат, содержащий
80-^90% цветных металлов. Влажность материала до 20% существенно не
влияет на скорость движения его по станине. Но при влажности ~ 50% и
угле наклона станины 50° движение материала приостанавливается. По-
добный сепаратор энергии не потребляет.
Рис.2.49. ЭД сепаратор на постоянных
магнитах для отделения неметаллических
(I) и металлических (II) частиц
1 — платформа, 2 — постоянные магниты
Разработаны также сепараторы более совершенной конструкции, в
которых несколько магнитных платформ, расположенных одна над другой
в виде этажерки. Материал подают в пространство между платформами.
Сепаратор отличается высокой производительностью и большой эффек-
тивностью разделения, так как электропроводные частицы при перемеще-
нии между двумя наклонными платформами испытывают действие маг-
нитного поля обеих платформ.
Разработаны устройства для извлечения цветных металлов из быто-
вых отходов путем воздействия на электропроводные частицы неоднород-
ным в пространстве высокочастотным магнитным полем. Основной эле-
136
мент сепаратора — спиральный электромагнит, питаемый переменным то-
ком повышенной частоты, вокруг которого образуется магнитное поле. В
электропроводных частицах, помещенных в поле, возбуждаются вихревые
токи. В результате возникает электродинамическая сила, которая выталки-
вает электропроводную частицу в область более слабого поля. Сепарируе-
мый материал направляют с помощью ленточного конвейера и специаль-
ного устройства в зону наиболее интенсивного поля. Электропроводные
частицы отклоняются полем от естественной вертикальной траектории и
попадают в отдельный бункер. В сепараторе такой конструкции можно с
высокой эффективностью извлекать алюминий из бытовых отходов.
Институтом ДонНИПИЦМ совместно с опытным конструкторским
бюро линейных электродвигателей (ОКБ ЛЭД) разработаны технология и
конструктивные решения ЭД сепарации с использованием сепараторов с
бегущим магнитным полем, питаемых токами промышленной частоты.
Для различных видов отходов были разработаны три типоразмера сепара-
торов: для алюминиевого дробленого лома, для алюминиевой стружки и
кабельного лома.
Совместно с ВНИИТВЧ ( научно-исследовательский институт токов
высокой частоты, Россия) разработан высокочастотный (переменное неод-
нородное магнитное поле) одновитковый сепаратор, питаемый токами час-
тотой 6-Я0кГц.
ДонНИПИЦМ выполнена серия исследований по сепарации дробле-
ного лома на сепараторах с бегущим магнитным полем с наложением виб-
рации, а также на сепараторах, питаемых токами высокой частоты
((н-8кГц). Сепараторы с бегущим магнитным полем позволяют сепариро-
вать дробленые отходы крупностью более 40мм, при наложении вибрации
достигается псевдоожижение сепарируемого слоя и диапазон крупности
сепарируемого материала снижается до 10мм. Одновитковые высокочас-
тотные сепараторы при частоте питающего тока 8кГц позволяют сепари-
ровать отходы крупностью более 2мм. При повышении частоты питающе-
го тока до 400^500кГц и переходе на работу в импульсном режиме - круп-
ность сепарируемого материала может быть снижена до 0,5мм.
Особенностью высокочастотных сепараторов является не-
допустимость в сырье ферромагнитных включений. Магнитные включения
при прохождении индуктора "прилипают" на транспортирующем органе
(ленте) и быстро нагреваются вплоть до расплавления, вызывая прогар
ленты и другие нежелательные явления.
В качестве активного элемента в ЭД-сепараторах применяются
индукторы типа КЛЭ, имеющие следующие характеристики:
137
Тип 1
Тип 2
Напряжение питания, В............ 3-380 3-380
Фазный ток, А...................... 278 325
Число пар полюсов................... 16 8
Число пазов на полюс................. 3 1,5
Зубцовый шаг, мм.................. 16,3 16,3
Активная зона, мм:
ширина............................. 350 350
длина......................... 1030 1100
Масса, кг.......................... 600 650
Габаритные размеры, м..... 1,66*0,9*0,5 1,66*0,95*0,5
Разделение сырья, содержащего цветные металлы, методом электродина-
мической сепарации тем эффективнее, чем больше различие в электропро-
водности разделяемых материалов. Высокая эффективность разделения
может быть достигнута для систем: алюминий - свинец, медь - свинец, ме-
талл - неметалл.
2.4.1.2. ПНЕВМАТИЧЕСКАЯ СЕПАРАЦИЯ
Пневматическая сепарация широко используется при утилизации от-
ходов цветных металлов. При создании оборудования для аэродинами-
ческого разделения продуктов используются гравитационные, центробеж-
ные и инерционные методы.
Метод пневматической сепарации основан на различии в скоростях
падения частиц различного сечения и плотности в воздушной среде. Паде-
ние может быть свободным или стесненным.
Свободным называется падение одиночного тела в воздушной среде,
когда размеры поперечного сечения агрегата, в котором происходит паде-
ние, велики по сравнению с размерами падающего тела. Если сечение ка-
нала агрегата соизмеримо с размерами падающего тела или в канале нахо-
дятся другие тела различной формы и плотности, то такое падение назы-
вается стесненным.
Зигзагообразный пневматический сепаратор (рис. 2.50) применяется
для удаления из дроблёного продукта неметаллических примесей:
бумаги, краски, текстиля, дерева и других легковесных отходов. Дроблё-
ный материал из приёмного бункера через шиберную заслонку роторным
загрузчиком подается в рабочую зону сепаратора. Навстречу потоку дроб-
лёного материала подается воздух, который захватывает легкие компонен-
ты материала и через патрубок направляется на очистку в циклоны и
фильтры.
138
1
2
6
Рис. 2.50. Зигзагообразный пневматический сепаратор
1-исходный материал, 2,4-шиберная заслонка, 3- загрузчик роторный,
5- тяжёлая фракция, 6- лёгкая фракция.
Для регулирования режима сепарации предусмотрен шибер для под-
сасывания воздуха с целью снижения скорости потока воздуха. Тяжёлая
фракция накапливается на нижнем шибере и периодически разгружают в
короб. Конструктивные параметры зигзагообразного сепаратора; число
колен, сечение, высота секции колена, сечение свободного пролёта опре-
деляются характеристиками сепарируемого материала.
Поперечно-поточный пневмосепаратор (рис.2.51) работает следую-
щим образом.
Рис.2.51 Поперечно-поточный пневмосепаратор
139
1 - бункер, 2 - разделительная камера, 3 - наклонные полки, 4 - сепарационные
каналы, 5 - тяжёлая фракция, 6 - лёгкая фракция
Материал поступает из бункера в разделительную камеру . Наклон-
ные полки сепаратора обеспечивают пересечение потока материала с се-
парационными каналами. Через них отсасывается легкая фракция разде-
ляемых материалов, которая осаждается в циклоне, а тяжёлая фракция
самотёком разгружается в специальный приемник. Основными факторами,
влияющими на качество разделения в поперечно-поточных сепараторах,
являются ширина щели сепарационных каналов и концентрация материала
в рабочем объёме сепаратора.
К устройствам, использующим гравитационный механизм, относят-
ся пылевые камеры, в которых частицы пыли осаждаются из медленно
движущегося газового потока. Они находят применение в основном для
улавливания грубых фракций с размером частиц более 500мкм.
К устройствам, в которых используется центробежный механизм,
можно отнести циклоны и центробежные скрубберы. Эффективность пы-
левыделения в центробежных очистителях газов зависит от диаметра ап-
парата: чем он меньше, тем выше эффективность. Принцип работы цикло-
на понятен из схемы, приведенной на рис. 2.52.
Выделение твердых частиц в циклоне происходит за счет центро-
бежных сил, возникающих при вращении газового потока вдоль стенки
аппарата. С этой целью очищенный газ вводится в корпус циклона тан-
генциально к его поверхности либо закручивается внутри него с по-
мощью винтообразной крышки.
Рис. 2.52. Циклон НИИОгаза (общий вид и схема движения газа)
1 - входной патрубок; 2-винтообразная крышка; 3-выхлопная труба;
4-корпус (цилиндрическая часть циклона); 5-корпус (коническая часть циклона);
5- пылевыпускное отверстие; 7 - бункер; 8 - улитка для вывода газа;
9- газоход очищенных газов; 10 - пылевой затвор
140
2.4.1.3. ИНФОРМАЦИОННЫЕ МЕТОДЫ СЕПАРАЦИИ
Магнитные, пневматические и электродинамические методы сепа-
рации относятся к методам прямого действия. Использование этих мето-
дов для решения задач качественной подготовки лома и отходов к метал-
лургическому переделу выявило их существенные недостатки: низкую
эффективность процессов, большой расход энергоносителей и высокие ка-
питальные затраты. В последнее время разрабатываются и внедряются бо-
лее эффективные, так называемые информационные методы сепарации,
позволяющие получить на конечной стадии сертификационную шихту.
Одним из перспективных информационных методов сепарации является
рентгенорадиометрический метод[ 19,20].
Рентгенорадиометрический (рентгенофлюоресцентный) метод
сортировки лома и отходов цветных металлов, основан на различии в
разделяемых материалдх интенсивности спектрального вторичного ха-
рактеристического флюоресцентного излучения, возбуждаемого рентге-
новскими лучами.
Возбуждение характеристического рентгеновского излучения
происходит в процессе фотоэлектрического поглощения у-квантов атома-
ми элементов. Энергия квантов в этом случае должна превышать потенци-
ал ионизации соответствующей электронной оболочки атома. В резуль-
тате фотоэффекта с одной из ближайших к ядру электронных оболочек (К
или L) вырывается электрон, и атом оказывается в возбужденном со-
стоянии. Он возвращается в нормальное состояние практически мгновен-
но (приблизительно за 10 7^1016сек) путем целого каскада различных
переходов, в процессе которых ионизированные оболочки восполняются,
а избыток энергии уносится из атома фотонами или вторичными фотоэлек-
тронами. Возникающие таким образом фотоны образуют характерис-
тическое рентгеновское излучение. Для каждого элемента энергия
его характеристических рентгеновских линий строго фиксирована, а их
интенсивность определяется массовой концентрацией этого элемента в
исследуемом материвле. Эти два обстоятельства и являются физической
основой рентгенорадиометрического метода анализа лома и отходов
цветных металлов.
В рентгенорадиометрическом методе обычно используются К- и £-
серии характеристического рентгеновского излучения элементов, то есть
фотоны, образующиеся при ионизации их К- или £-уровней (электронных
оболочек). Выход фотонов характеризуется коэффициентом WB, называе-
мым отдачей флюоресценции, который представляет собой отношение
числа атомов элемента, испустивших вторичный спектр той или иной
серии, к числу атомов этого же элемента, возбужденных на соответствую-
141
щий n-уровень. Отдача флюоресценции зависит от порядкового атомного
номера элементов и для каждого элемента является постоянной величиной.
Чем больше атомный номер элемента, тем больше отдача флюоресценции.
Для Ж'-уровня она может быть рассчитана по полуэмпирической формуле
Стефенсона:
H^ = z/(z4+l,127-Ю6), (2.18)
где z — порядковый номер элемента.
Возбужденный на том или ином уровне атом элемента при переходе
в нормальное состояние может испускать различные линии соответствую-
щей серии вторичного спектра. Вероятность Р-, излучения той или иной
линии рассчитывается по относительным интенсивностям линий этой се-
рии.
Аналитические линии всех элементов, за исключением магния,
алюминия и кремния, сосредоточены в энергетическом интервале вторич-
ного спектра 4-Ч5кэВ и могут эффективно возбуждаться источниками
первичного излучения с энергией 17^-25кэВ.
Лом и отходы, подаваемые на радиометрическую сепарацию, долж-
ны быть соответствующим образом подготовлены. Технология подготовки
крупногабаритного сложного лома (самолетного, бытового, электротехни-
ческого, автомобильного) включает следующие основные операции: фраг-
ментирование и дробление, магнитную, пневматическую, электроди-
намическую сепарацию, а также классификацию сырья по крупности (гро-
хочение).
В зависимости от условий, при которых формируется подача ис-
ходного сырья в зону распознавания, где осуществляется детектирование
вторичного характеристического излучения, различают три технологиче-
ских режима радиометрической сепарации лома и отходов цветных метал-
лов: поточный, порционный и покусковый.
Поточный режим характерен тем, что выполняется анализ движуще-
гося под датчиком сплошного потока исходного сырья. При порционном
режиме лом и отходы подаются на сепаратор порциями из нескольких кус-
ков. Каждая из порций целиком попадает в тот или иной продукт в зависи-
мости от результатов анализа. При покусковом режиме осуществляется
анализ (идентификация) и выведение каждого куска в соответствующий
продукт. Поточный режим является наиболее производительным, но наи-
менее селективным, а покусковый, наоборот, самым селективным, но наи-
менее производительным. Порционный режим занимает промежуточное
положение между ними как по производительности, так и по селективно-
сти.
Поточный режим целесообразно использовать при анализе стружки
цветных металлов при её бункеровании перед переплавом. Порционный
142
режим применяется при сортировке, где порцией служит транспортная ем-
кость; иногда он используется и при сортировке сырья мелких классов
(стружка и отсевы).
Покусковый режим - основной режим радиометрической сепара-
ции лома и отходов цветных металлов. Создание быстродействующих
разделительных устройств (исполнительных механизмов) позволило в
значительной степени увеличить производительность сепаратора при та-
ком режиме. Покусковый режим работы сепаратора реализован при соз-
дании технологической линии для автоматизированной сортировки лома и
отходов цветных металлов. При сортировке детектор анализирует спектр
излучения и по интенсивности соответствующих спектральных линий оп-
ределяет химический состав кусковых отходов, а после обработки этих
данных процессором кусок металла с помощью исполнительных меха-
низмов сбрасывается в соответствующий бункер.
Для реализации процесса радиометрической сепарации в технологи-
ческих схемах переработки лома и отходов цветных металлов создан ряд
конструкций сепараторов, различающихся типом применяемых источни-
ков первичного излучения и детекторных систем, исполнительных меха-
низмов, количеством сепарационных каналов и числом получаемых про-
дуктов [21,22].
Конструкции радиометрических сепараторов. К основным конст-
руктивным узлам радиометрических сепараторов относятся: механизм, по-
дающий куски цветного металла или порции исходного сырья в зону ана-
лиза; блок-анализатор и исполнительные механизмы, рис.2.53.
В сепараторах, рассчитанных на сортировку лома и отходов цветных ме-
таллов по нескольким классам крупности, имеются приспособления, обес-
печивающие контроль массы.
Рис.2.53. Принципиальная схема радиометрической сепарации
лома и отходов цветных металлов
1 - загрузочное устройство, 2 - вибропитатель, 3 - ленточный конвейер,
143
4 — рентгеновская трубка и детектор вторичного излучения, 5 - блок обработки инфор-
мации. 6 - система управления исполнительными механизмами
Питающее устройство предназначено для подачи исходного сырья на
сепарацию. В качестве питающего устройства используют электровибра-
ционные и тарельчатые питатели. Транспортирующие устройства сепа-
раторов предназначены для подачи сырья в узлы облучения, регистрации
и разделения, а также, как правило, для создания покускового режима пи-
тания. По типу транспортирующего устройства сепараторы могут быть
разбиты на ленточные, вибрационные и карусельные. Устройства вибра-
ционного типа обеспечивают скорость перемещения материала до
0,8^ 1,2м/сек, ленточного типа - до 2^4м/сек и более.
Транспортирующее устройство может быть одно- или многока-
нальным. Скорость движения материала на нём обычно выше, чем на пи-
тателе, поэтому при сходе с питателя кусок отрывается от идущего за ним
следом, что позволяет получить нужный между ними интервал.
Узел первичного излучения и детекторные системы, ре-
гистрирующие вторичное излучение, обеспечивают практическую реали-
зацию многопродуктовой сортировки лома и отходов. В качестве источни-
ков первичного рентгеновского излучения в радиометрическом сепараторе
применяются ампульные радиоизотопные источники: Fess, Со57, Cd ,
Am241 и рентгеновские трубки. Узел облучения или вся зона защищена
экранами, обеспечивающими безопасность обслуживающего персонала.
Измерительные системы сепараторов состоят из детектора спек-
трального состава и интенсивности вторичного излучения кусков исходно-
го сырья и блока оценки их геометрических размеров или массы. Для реги-
страции вторичного характеристического излучения применяют сцинтил-
ляционные, пропорциональные счетчики и полупроводниковые детекторы.
Исполнительные механизмы осуществляют по команде блока-
анализатора выведение из потока исходного сырья тех или иных кусков
цветных металлов в соответствующие приёмные бункеры. В радиометри-
ческих сепараторах чаще применяют электропневматические и шиберные
с приводом от тяговых электромагнитов исполнительные механизмы.
Принципиально новый тип исполнительного механизма для сорти-
ровки отходов цветных металлов — электродинамический сбрасыватель —
разработан ДонНИПИЦМ, г.Донецк и Особым конструкторским бюро ли-
нейных электродвигателей (ОКБ ЛЭД, г. Киев) на основе линейного асин-
хронного двигателя. Электродинамический сбрасыватель создает бегущее
электромагнитное поле, обеспечивающее силовое воздействие на не-
магнитные электропроводящие тела (куски цветных металлов и их спла-
вов). Для линий покускового разделения сплавов на группы сплавов элек-
тродинамические сбрасыватели объединены в систему, представляющую
собой ряд идентичных сбрасывателей с общим воздуховодом для подклю-
144
чения к одному вентилятору, обеспечивающему заданный температурный
режим работы.
Техническая характеристика электродинамического сбрасывателя
Напряжение питания, В 380
Частота питающей сети, Гц 50
Режим работы импульсный, ПВ. % 20
Размер активной зоны, мм 290*215
Величина индукции на поверхности, Тл 0,32
Эквивалентный фазный ток импульсного режима, А 98
Фазный ток, А 220
Активная потребляемая мощность при импульсном
режиме, кВт 4,4
Рентгенорадиометрический сепаратор карусельного типа, разрабо-
танный ДонНИПИЦМ, г. Донецк и ОНТК "Цветметавтоматика" г. Москва,
предназначен для сортировки низкокачественных кусковых отходов мед-
ных сплавов крупностью (-300+40)мм.
2.4.2. МОКРЫЕ МЕТОДЫ СЕПАРАЦИИ
Мокрые методы сепарации в переработке медьсодержащих отходов
применяются в исключительных случаях. При переработке лома и отходов
кабеля и проводников тока используют мокрые сепараторы - концетраци-
онные столы, магнитные сепараторы с ферромагнитной жидкостью и цен-
трифуги для отделения смазочно-охлаждающей жидкости (СОЖ) от
стружки.
Концентрационные столы (рис.2.54) применяют как подчисточный
аппарат после пневмо — вибрационных сепараторов типа «Форсберг». Их
также применяют и как основные аппараты при переработке отходов про-
водников тока или телефонного кабеля с тонкими жилами (менее 0,1мм). В
этом случае коэффициент витания изоляции и дробленной медной жилы
совпадают[23,24], что затрудняет переработку такого сырья пневмосепара-
цией.
145
Рис.2.54. Двухдечный концентрационный стол для разделения дроблёного
радиоэлектронного лома
Успешно концентрационные столы используют и при переработке
лома и отходов электро - радиоаппаратуры, в частности, при разделении
дроблёных электрических разъёмов с разделением механической смеси на
«металл и неметалл».
2.4.2.1. МАГНИТОГИДРОСТАТИЧЕСКАЯ СЕПАРАЦИЯ
Магнитогидростатическая (МГС) сепарация - это процесс разделе-
ния немагнитных материалов (цветных металлов) по плотности в псевдо-
утяжеленной магнитной жидкости, помещенной в магнитное поле. МГС
сепарация осуществляется в устройствах, представляющих собой магнит-
ную систему, в межполюсный зазор которой помещается разделительная
ферромагнитная жидкость (ФМЖ). Этот метод, разработанный в 1963 г.
группой советских специалистов Института горючих ископаемых (ИГИ,
г.Москва), был назван магнитогидростатической сепарацией (МГС). При
переходе на ферромагнитные жидкости название трансформировалось в
феррогидростатическую сепарацию (ФГС). Существует в технической ли-
тературе также название магнитогравиметрическая сепарация.
Сущность магнитогидростатической сепарации (рис2.55) заключает-
ся в том, что на твёрдые частицы различной плотности действуют различ-
ные выталкивающие силы, возникающие в ферромагнитной жидкости при
взаимодействии её с внешним неоднородным магнитным полем (рис.2.56).
С изменением напряженности магнитного поля меняется квазиплотность
(кажущаяся плотность)[25,26,27].
146
2
Рис2.55. Схема работы ФГС сепаратора
1 -магнит, 2- магнитная жидкость. 3 - обмотка магнита
Равновесное состояние немагнитной частицы, находящейся в ферромаг-
нитной жидкости под действием выталкивающей силы и силы тяжести,
можно представить уравнением:
(Рч-р^/ё = M/4ndH/dz
(2.19)
где рч - плотность немагнитной частицы (тела), кг/м3;
рж - плотность жидкости, кг/м3;
g - ускорение свободного падения, м/с2;
М - средняя намагниченность жидкости в месте расположения части-
цы, А/м;
dH/dz - градиент напряженности магнитного поля в направлении дейст-
вия выталкивающей силы, А/м".
Из уравнения (2.19) следует, что значение выталкивающей силы за-
висит от свойств магнитной жидкости и характеристики магнитного поля.
Магнитогидростатической сепарацией можно разделить материалы
плотностью от 1,5*103 до 20’103кг/м3, тогда как в тяжёлых суспензиях -
только материалы плотностью от 1,5’10J до 5’1О3кг/м3.
Условие разделения материалов в магнитных жидкостях, помещен-
ных в магнитное поле, следующее: р,< рс > рт, где р,, рт соответственно
плотности легких, ферромагнитных в магнитном поле (квазиплотность) и
тяжелых частиц.
147
Рис.2.56. Силы, действующие на тело, помещенное в магнитную
жидкость сепаратора
а — направление действия силы гидростатического давления,
б — направления сил, действующих на тело, перемещаемое по поверхности жидкости
(а - угол наклона поверхности ФМЖ к горизонту)
Квазиплотность ферромагнитной жидкости определяется урав-
нением:
Рк = рж +(Po*x/g)*\H* grad Н,
(2.20)
где х " объёмная магнитная восприимчивость ферромагнитной жидкости;
go - магнитная проницаемость вакуума, равная 4л • 10'7Гн/м
Конструктивно МГС сепараторы в зависимости от назначения
можно разделить на анализаторы, применяемые для фракционирования и
аппараты для непрерывного обогащения по плотности немагнитного сырья
[19]. В зависимости от способа подачи материала в слой ФМЖ разделение
осуществляется: погружением более тяжелых частиц, всплыванием более
легких, одновременным погружением и всплыванием частиц различной
плотности.
Средой разделения являются коллоиды магнетита на угле-
водородной или водной основе, зафиксированные неоднородным магнит-
ным полем в определенном положении. Магнитное поле создается
электро- или постоянными магнитами. ФМЖ в межполюсном зазоре маг-
нитной системы может висеть или находиться на твёрдой или жидкой по-
верхности.
В МГС сепаратор с висящим слоем ФМЖ сырьё подается пи-
тателем на поверхность слоя. Легкие частицы движутся к противопо-
ложному от места загрузки концу слоя (слой жидкости имеет наклон
ГЛО0), а тяжёлые проваливаются сквозь слой, попадая в соответствую-
щий приемник (рис.2.57а,Ь). Данная схема используется как в МГС анали-
заторах, так и в МГС сепараторах с непрерывным обогащением материала.
Недостатком сепараторов, построенных по данной схеме, является ма-
лая производительность. Данная схема положена в основу лабо-
раторного анализатора ФГС-1 и доводочного сепаратора ФГС-2. Для
148
увеличения производительности в 2-3 раза
диться в обе стороны (рис. 2.57а).
разгрузка может произво-
Рис.2.57. Схемы работы МГС сепараторов
а - с висящим слоем ФМЖ, Ъ - с изменяющейся эффективной плотностью,
с - с висящим двойным слоем ФМЖ, d - с подпором ФМЖ на твёрдой поверхности,
е - с гидравлическим подпором ФМЖ
Перспективной является конструкция МГС сепаратора с изменяю-
щейся эффективной плотностью среды по длине рабочей зоны (рис.2.57b).
Изменение псевдоплотности ФМЖ обеспечивается или ступенчатой кон-
фигурацией полюсов, или изменением рабочего зазора по длине канала по
определенной функциональной зависимости.
Такая схема сепаратора позволяет фракционировать сырьё с выделе-
нием одновременно нескольких продуктов с минимальной разницей плот-
ностей разделяемых фракций 100 кг/м3.
В группе МГС сепараторов с ФМЖ, опирающейся на различного ви-
да поверхности (рис.2.57d,e), наибольший интерес представляют сепарато-
ры с подпором слоя и с принудительной подачей сырья (табл. 2.24).
Высокая эффективность работы данного типа сепараторов достига-
ется увеличением слоя ФМЖ. Сепараторы с гидравлическим подпором
слоя ФМЖ предназначены для разделения относительно легкого мине-
рального сырья. Данная схема применяется в сепараторе ФГС-2 и в сепа-
раторе ФГС-К.
Таблица 2,24, Техническая характерист МГС сепараторов
Тип сепаратора ФГС-70 ФГС-2 ФГС-Д ФГС-1 ФГС-К ФГС-М
Зазор межполюсный, см Длина • ширина 45-7 75-(4-1 2) 37-(4-8) 90-(8-1) 15-(1,2-1,6)
Эффективная плотность ФМЖ (мах),кг/м3 *103 16 10 7 9 12
Напряжённость магнитило поля в зазоре, кА/м 380 480 320 420 640
Производительность, т/час 1-2 0,5 0,05 1,5 0,05
149
Установленная мощность.кВТ 5 5 3 10 0,8
Габариты, м 1,2*1,1*2 1,8’Ь2 1’0,6’1 2« 1,8’1 0,3’0,3’0,4
Масса, т 5 3 1,2 5 0,06
Магнитогидростатический сепаратор ФГС-70 предназначен для
разделения продуктов дробления лома автомобилей, самолетов, бытовой
техники, освинцованного кабеля, радиоэлектронной аппаратуры и т.п. на
отдельные виды цветных металлов (медь, свинец, цинк, алюминий и т.п.)
или группы близких по плотности металлов и сплавов, из которых воз-
можна выплавка марочных сплавов без дальнейшей их переработки.
Сепаратор ФГС-70 состоит из электромагнитной системы с полюс-
ными наконечниками специального профиля, в межполюсном зазоре кото-
рых установлена камера для ферромагнитной жидкости, питателя ис-
ходных материалов и разгрузочных устройств для продуктов разделе-
ния. Необходимая плотность для разделения механической смеси материа-
лов обеспечивается подбором плотности исходной ферромагнитной жид-
кости и регулированием тока в обмотках электромагнита. При разделении
механических смесей, содержащих медь и свинец, алюминий и свинец,
алюминий и цинк и других, сепаратор обеспечивает получение концен-
тратов со взаимным содержанием металлов не более 2%. Сепаратор мо-
жет быть снабжен системой автоматического управления технологиче-
ским процессом, в частности для поддержания заданной плотности
и уровня ферромагнитной жидкости.
На базе результатов испытаний сепаратора ФГС-70 ДонНИПИЦМ
разработана установка разделения смесей материалов по их плотности,
включающая бункер, питатель, МГС сепаратор, узлы отмывания и регене-
рации ФМЖ, насосы для перекачивания ферромагнитной жидкости и
моющего раствора, узел автоматической стабилизации заданной плотно-
сти.
2.4.2.2. УДАЛЕНИЕ ВЛАГИ И МАСЛА
Удаление влаги и масла с кусковых отходов, стружки и шлака час-
тично происходит в процессе дробления из-за передачи энергии разруше-
ния на нагрев продуктов. В процессе разрушения вскрываются закрытые
полости, цилиндры, резервуары и другие элементы отходов, содержащие
влагу, масло и газы. Поэтому обязательным условием при дроблении отхо-
дов является интенсивное проветривание зоны дробления в дробилках.
При отсутствии проветривания скопление пыли и масляных аэрозолей мо-
жет привести к взрыву. Отходы, транспортируемые в открытых вагонах,
автомашинах или хранящиеся под открытым небом, перед загрузкой в печь
150
подвергают сушке в специальных печах с использованием отходящих га-
зов от плавильных печей.
Удаление влаги и масла из стружки выполняется на специальных
установках и линиях при подготовке стружки к металлургическому пере-
делу. Удаление влаги и масла возможно следующими способами: механи-
ческими, гидрохимическими и термическими.
Механические способы предусматривают применение центрифуг
различной конструкции. Наилучшие результаты получают при центрифу-
гировании свежей стружки, поэтому наиболее целесообразно центрифуги
применять на заводах, где образуется замасленная стружка. При использо-
вании центрифуг на перерабатывающих предприятиях при удалении влаги
и масла из стружки необходимо разжижать застывшую смазочно-
охлаждающую жидкость (СОЖ) путем подогрева стружки или применять
различные растворители. Использование подогрева и растворителей ус-
ложняет процесс удаления СОЖ.
На машиностроительных заводах для удаления смазочно-
охлаждающих жидкостей применяют центрифуги различных конструкций
и производительности. Для обезжиривания стружки с содержанием
1015% СОЖ применяют центрифуги периодического действия типа ТК-
1000. В корзину центрифуги, представляющую собой металлический кар-
кас с отверстиями для выхода СОЖ, загружают до 300кг стружки и уста-
навливают в центрифугу. При вращении ротора через 5-Ч0мин под дейст-
вием центробежной силы СОЖ отделяется от стружки и собирается в спе-
циальную емкость [28].
Центрифуга непрерывного действия типа ТНП-800 работает в ав-
томатическом режиме и имеет две частоты вращения ротора: 8 и 16сек-1.
Для обезжиривания стружки применяют также центрифугу непре-
рывного действия, вертикальную, фильтрующую, с вибрационной вы-
грузкой типа ФВВ-1101У-01. Центрифугу загружают стружкой, кото-
рая под действием центробежной силы попадает на дно вращающегося
ротора с фильтрующим щелевидным ситом. Под действием осевых вибра-
ций и одной из составляющих центробежной силы стружка перемещается
вверх по наклонной стенке ротора. При этом другая составляющая
центробежной силы отделяет СОЖ, которая через щели фильтрующего си-
та ротора попадает в приёмник и удаляется из центрифуги. Очищенную от
СОЖ стружку разгружают через верхнюю крышку ротора на сборочный
конвейер.
Удалению СОЖ из стружки центрифугированием присущи сле-
дующие недостатки: снижение эффективности фильтрующей поверхности
центрифуги в результате забивания щелей маслом, грязью, ветошью и дру-
гими материалами, присутствующими в стружке; быстрый износ подшип-
ников из-за сильной вибрации вертикального вала, так как равномерно
распределить стружку по поверхности ротора практически невозможно.
151
К механическим способам удаления СОЖ относится и бри-
кетирование стружки на брикет-прессах. При брикетировании свежей
стружки на медной основе содержание СОЖ снижается с 9-42 % до 2<3%.
Широкого распространения механические способы удаления СОЖ из
стружки до настоящего времени не получили.
Гидрохимическое обезжиривание заключается в удалении СОЖ с
поверхности отходов с помощью растворителей или моющих средств с до-
бавкой поверхностно-активных веществ (ПАВ). Однако использование
растворителей (бензина, бензола, эфира или других органических раство-
рителей) сопряжено с их пожароопасностью и токсичностью. Поэтому в
промышленности указанные способы почти не применяются.
ДонНИПИЦМ разработана бессточная технология гидрохимиче-
ского обезжиривания стружки с использованием в качестве моющего агре-
гата вихревого цилиндроконического гидроциклона, в котором объедине-
ны процессы химического и механического воздействия. Моющий раствор
для обезжиривания - водный раствор ПАВ в виде раствора силиката натрия
(жидкое стекло) и алкиларилсульфоната (паста РАС) - приготавливают в
баке с подогревом до 5(R70°C. Насосом раствор перемешивают и подают в
моющий аппарат. СОЖ со стружки удаляется в гидроциклоне, где из-за
тангенциального ввода материал, вращаясь по спирали, движется вверх,
одновременно омываясь моющим раствором. Из гидроциклона материал
поступает в барабанный магнитный сепаратор. После удаления железа
стружка вместе с раствором направляется на грохот для отделения моюще-
го раствора и промывки свежей водой. В мытой стружке содержание влаги
составляет 3^-4%, жиров 0,2-Ю,3%. Производительность гидроциклона по
моющему раствору 20мj/h, расход реагентов, кг/т: 2,5^3,0 силиката натрия,
2,0 алкиларилсульфаната.
Термическое удаление влаги и масла широко применяется в ми-
ровой практике. Получили распространение барабанные сушильные уста-
новки производительностью от 1,5 до 10 т/час в зависимости от вида
стружки и единичной производительности агрегатов линии. СОЖ удаляет-
ся в противотоке сушильного агента, образующегося при сжигании при-
родного газа или мазута. Температура в зоне сушки стружки поддер-
живается в диапазоне ЗООМ5О°С. При этом испаряется влага и возгоняется
масло. При температуре в зоне сушки выше 450°С масло загорается и на-
чинается процесс обжига: СОЖ удаляется значительно быстрее, чем при
возгонке, а производительность установки возрастает на 15^20%. Однако
на поверхности стружки интенсивно образуются оксиды, что приводит к
увеличению расхода энергии на плавление металла и безвозвратным поте-
рям металла со шлаком. Для очистки отходящих газов от углеродсодержа-
щих компонентов (оксида углерода, масла и др.) установки оборудованы
камерой дожигания. От сернистого ангидрида, образующегося в результате
термического разложения серосодержащих компонентов СОЖ (сульфоф-
152
резола, сульфированного касторового масла и др.), отходящие газы почти
не очищаются. К главным недостаткам отечественных сушильных устано-
вок следует отнести отсутствие автоматизированного управления техноло-
гическим процессом сушки и эффективных агрегатов дозирования стружки
в сушильный барабан в соответствии с алгоритмом управления. Это при-
водит к высоким потерям металла от окисления, так как процесс из
малоокислительного переходит в окислительный.
В зарубежной и отечественной практике получили распространение
малоокислительные сушильные установки «Бабкок» фирмы «Дойче Баб-
кок Анлаген АГ», Германия и установки "Интал" английской фирмы
"Ньюэлл Дайнфорд"(рис.2.58)[29,30].
Рис.2.58. Сушильная установка «Интал», Англия
В установках "Интал" предусмотрен комплекс операций подготовки
стружки к металлургическому переделу: дробление, классификация, уда-
ление влаги и масла, магнитная сепарация, дожигание летучих компонен-
тов и пылеулавливание.
Удаление влаги и масла из стружки в линии "Интал" происходит в
сушильном барабане, разделённом на три зоны. В первой зоне происходит
сушка стружки через разогретую стенку барабана (контактная сушка). В
исходном сырье при этом поддерживается постоянное соотношение влаги
и масла вследствие подачи в стружку воды или дизельного топлива в зави-
симости от содержания в ней СОЖ. Во второй зоне процесс сушки проте-
кает за счёт тепла стружки, поступающей из первой зоны. В третьей
зоне барабана происходит охлаждение стружки воздухом, поступаю-
щим в барабан через воздухосборник в торце барабана со стороны вы-
грузки стружки. Охлаждая стружку, воздух нагревается и поступает во
вторую зону барабана, из которой уносит в первую зону пары масел и во-
ды. Выходя из барабана в камеру загрузки, пары масел воспламеняются от
153
запальной горелки, расположенной в торце камеры загрузки, и частично
сгорают. Продукты сгорания и оставшиеся пары масел поступают в камеру
дожигания, где сгорают полностью.
На сушильных установках "Интал" можно перерабатывать стружку с
различным содержанием СОЖ и получать готовый продукт с остаточным
содержанием масел менее 0,05%. Удельный расход топлива на 1 кг СОЖ в
установке "Интал" составляет 0,9-4,1кг условного топлива. В установке
"Интал" не используется тепло отходящих газов с температурой
500^800°С. Дымовые газы после камеры дожигания разбавляются возду-
хом и после очистки в циклонах выбрасываются в атмосферу.
Линия сушки стружки «Бабкок» предназначена для подготовки
стружки на медной основе, рис.2.59. В состав линии входит комплекс обо-
рудования для загрузки, сушки, магнитной сепарации, дожигания дымовых
газов, классификации и удаления пылевой фракции. Сырая стружка из
бункера подаётся на классификатор, где выделяется класс +20мм, который
удаляется из процесса сушки. Класс минус 20мм с бункера накопителя до-
зируется тарельчатым питателем и с помощью вибрационного питателя
подаётся в сушильный барабан с подъёмно-лопастной насадкой. Барабан
характеризуется следующими конструктивными и технологическими па-
раметрами: диаметр 1,8м, длина - 9,0м, температура газов на входе -
350°С, на выходе из барабана - 180°С, производительность по сухой
стружке - 4т/час. Влияние содержания СОЖ на производительность уста-
новке «Бабкок» представлено на рис. 2.60. Сушильный барабан работает
по прямоточной тепловой схеме - движение стружки и газообразного су-
шильного агента осуществляются в одном направления.
Испаряющаяся в барабане с поверхности стружки вода и масло
(СОЖ), а также пыль вместе с дымовыми газами при температуре 180°С
поступают в пылеуловитель. Эти газы очищаются от пыли в пылеулови-
теле и направляются в камеру дожигания, оборудованной горелкой.
Технологические и расходные характеристики установки «Бабкок», в
том числе проектные и фактические представлены в табл. 2.24.
154
Рис. 2.59 Схема цепи аппаратов установки «Бабкок», Германия
1,3 - бункер, 2- грохот, 4 - тарельчатый питатель, 5,13 - конвейер вибрационный,
6 - сушильный барабан 7,9,11 — вентилятор дымовых газов, 8 - камера дожигания, 10 -
дымовая труба, 12 - пылеуловитель, 14 - сепаратор магнитный
Содержание масла. %
Рис.2.60 Влияние содержания СОЖ на производительность
установки «Бабкок» (содержание воды const.=10%)
1 — по пропускной способности транспортных средств, 2 - паспортная при температуре
сушильного агента 35О°С и содержании масла более 5%, 3 - расчетное значение при
температуре агента 350°С, 4 — расчётное значение при температуре агента 55О°С
Технологические схемы с рециркуляцией дымовых газов нашли при-
менение и в отечественной практике.
Сушильная установка предусматривает подачу дымовых газов после
камеры дожигания вентилятором в камеру смешивания, в которую пода-
ются также дымовые газы из топки. Установка при производительности
0,8т/час потребляет 70м7час газа. Исходная стружка крупностью менее
25мм содержит 2% СОЖ, конечное содержание 0,2.
155
Таблица?.24. Технико-экономические показатели установки «Бабкок»
Наименование параметров Единицы и змерения показателифирмы "Бабкок" Фактические показатели, режимы:
1 2 3 4 5 6
Производительность по сырой стружке г/час 4,7 2,7 2,0 3,4/3,6 2,9/3,5 2,4/3,0 4,5/5,1
Содержание встружке СОЖ, в т.ч. % 15,0 8,25 5,47 7,31/12,56 8,11/23,04 9,43/27,01 6,70/17,39
масло % 5,0 4,70 4,47 4,79/4,51 5,74/4,77 7,05/5,68 4,5/3,99
влага % 10,0 3,55 1,0 2,52/8,05 2,7/18,27 2,38/21,33 2,2/13,4
Расход воды на 1 т сырой стружки т/т 0,06 0,2 0,24 0,13
Расход теплоносителя на 1т влажной стружки:
Объёмная масса м’/т 4468 4334 9862 6660 6216 7497 5570
Количество тепла МДж/т 932 959 2136 1752 1666 2054 1513
Температура теплоносителя:
на входе в барабан °C 350 400 380 525 555 563 577
на выходе избарабана °C 180 190 235 290 298 294 292
Расход газа м3/ч 140,3 398,0 370,9 189,3 195,3 130,4 200
Производительность по сухой стружке Т/ч 4,0 2,6 1,9 3,16 2,87 2,2 4,19
Содержание в стружке СОЖ, в т.ч. % 0,15 2,65 0,5 0,0 0,0 0,0 0,0
масло % 0,05 2,64 0.05 0.0 0,2 0.0 0,0
влага % 0,1 0,01 0,0 0,0 0,0 0,0 0,0
Расход газа кг у.т./т 42,6 155,5 195,2 67,9 68,1 52,3 47,8
Расход электроэнергии 39,3 61,3 82,6 52,7 58,0 75,7 39,8
ГЛАВА 3. ОТРАЖАТЕЛЬНАЯ И ШАХТНАЯ ПЛАВКА МЕДИ
Металлургические процессы производства меди на заводах вторич-
ной цветной металлургии, как правило, включают пиро- гидрометаллурги-
ческий переделы, конвертирования, огневое рафинирование и разливку.
Пирометаллургический передел лома и отходов ведут в агрегатах различ-
ной конструкции: в шахтных, отражательных, электродуговых печах, в
конвертерах.
3.1. ОТРАЖАТЕЛЬНАЯ ПЛАВКА
Для плавки лома и отходов сплавов меди используют стационарные,
поворотные и вращающиеся отражательные печи.
Для рафинирования медных сплавов используют обработку рас-
плава с помощью различных дутьевых и горелочных устройств или вводят
рафинирующие флюсы. Олово, как постоянный спутник вторичной меди
при окислении кроме оксида олова (SnO) образует диоксид олова (SnO2),
который частично растворяется в меди и не образует силикатов. В этом
случае в шлак (рафинирующий флюс) переходят станнаты основных ме-
таллов (обычно кальция). Применяют также способ рафинирования вто-
ричной оловосодержащей меди продувкой расплава смесью метан-
кислород через верхнюю сводовую фурму. Показатели процесса приведе-
ны в табл.3.1 в сравнении с применяемыми в промышленности техноло-
гиями рафинирования в барабанной и стационарной отражательной печи и
по способу "Контимельт". Аналогичные результаты получены для удале-
ния из меди висмута и мышьяка [31].
Таблица 3.1. Содержание примесей в меди при различных способах ра-
финирования, % (до/после обработки)
Отражательная печь Способ «Конти- мельт» Барабанная печь Продувка сверху
0,216/0,095 0,32/0,12 0,05/0,003 0,155/0,0015
0,012/0,005 0,127/0,017 - 0,16/0,0054
0,204/0,158 0,277/0,169 0,005/0,0045 0,0115/0,0027
На заводе в г. Лимож (Франция) черновую медь (98% меди) и ме-
таллический лом (92% меди) перерабатывают в отражательной печи, с ис-
пользованием газокислородного дутья. После стандартного цикла: окис-
ление, съёма шлака и восстановления получают аноды, содержащие, г/т:
600 серебра, 1100 мышьяка, 2200 свинца, 500 никеля, 400 олова, 250 сурь-
мы, 100 селена, 100 железа, 20 висмута, 100 цинка, 10 серы. Отмечается,
что при вдувании газокислородной смеси в расплав окисление и ошлако-
157
вание олова, железа и цинка через 15^20мин достигает 90-^98%. Примеси
никеля, мышьяка, сурьмы и свинца окисляются менее эффективно. Ис-
пользуя содовый флюс, удалось окислить 80% мышьяка и сурьмы, а также
около 90% свинца (до 0,05 и 0,07%, соответственно) лишь при перегреве
расплава до 1127°С. Расход природного газа в процессе составил
ЗО-^5Онм3/т вторичной меди.
Наблюдали взаимное влияние примесей и показателей их удаления с
коэффициентами:
In А = -0,8; In /"Ре= -0,55;
In /е2„= -3,2; 1пАп=0,1.
Скорость окисления снижается в ряду Fe-Zn-Sn, то есть при дости-
жении концентрации примеси, определяемой коэффициентом взаимного
влияния, начинается окисление следующего в ряду металла.
Большое внимание уделяется подбору оптимального состава флюсов.
Для удаления олова, свинца и сурьмы необходимо обрабатывать расплав
при температуре 1117^1147°С воздухом и флюсом при соотношении СаО :
Na2O = (1,5-^-2,5) :1. В результате за 10мин обработки содержание олова
снижается с 800 до 9г/т.
Наиболее рациональный вариант - переработка в отражательных пе-
чах качественного лома с получением товарных медных сплавов. Однако
этот вид плавки имеет и недостатки. Он имеет низкую производитель-
ность, цикличность процесса и высокий расход качественного топлива
(мазут, газ, угольная пыль), а также требует больших трудозатрат.
Более полная информация по отражательным печам приведена в гла-
ве 5 «Огневое рафинирование конвертерной меди», так как они являются
основным агрегатом для осуществления этого процесса.
3.2. НЕПРЕРЫВНЫЙ ПРОЦЕСС ПЛАВКИ И РАФИНИРОВАНИЯ
Повышение показателей процесса огневого рафинирования черно-
вой меди осуществляется, во-первых, за счет механизации и автоматиза-
ции, а во-вторых, за счёт использования новых технологий, в частности,
процесса «Кантимельт» - непрерывного способа плавки и огневого рафи-
нирования черновой меди, в котором совмещены плавка меди и её огневое
рафинирование. Этот способ разработан и внедрен в производство не-
мецкими фирмами «Норддойче Аффинерие» и «Мёталлургие Хобокен
Оверпелт».
Агрегат представляет собой сочетание шахты-подогревателя и
плавильной отражательной печи (рис. 3.1.). Шахта выполнена из карбидо-
кремниевой кирпичной кладки и заключена в стальной кожух. Высота
шахты - Юм, диаметр верхней часта -2м, нижней - 2,4м. Переходная
158
часть от шахты к своду отражательной печи изготовлена из медных водо-
охлаждаемых кессонов.
Рис.3.1. Печь процесса «Кантимельт»
1-плавильная камера; 2-шахта; 3- колошниковое устройство;
4-желоб слива шлака; 5- желоб слива металла; 6-окна горелочные
Отражательная печь выполнена из магнезитового кирпича. Пло-
шадь пода - 55м2, из которых 15м2 заполнены твёрдой шихтой (пла-
вильная зона). Около 40м2 пода предназначены для нагрева и отстаивания
расплавов (отстойная зона), в стенах которой расположены шлаковое ок-
но и лётка для непрерывного выпуска меди. В плавильной зоне пода ус-
тановлено 10 газовых горелок, в отстойной - 6.
За шахтой расположен котел - утилизатор с рекуператором для на-
грева воздуха, за отражательной печью - вращающаяся печь (миксер) и
разливочная машина (рис.3.2.).
Рис.3.2. Схема цепи аппаратов процесса «Кантимельт»
1- скип, 2-печь; 3-миксер; 4-рекуператор; 5-дымосос; 6-рукавный фильтр;
7- дымовая труба; 8-разливочная машина
159
Шихту (штыки черновой меди и анодные остатки) загружают в печь
через окно верхней части шахты с помощью скипового подъёмника.
Процесс загрузки автоматизирован, при опускании шихты в шахте ниже
заданного уровня включается исполнительный механизм подъёма скипа.
Плавление шихты и нагрев расплава происходят в отражательной печи в
основном за счёт направленной теплопередачи от факела продуктов горе-
ния газа, сжигаемого в скоростных горелках, которые работают с исполь-
зованием горячего дутья (230°С). Расход газа, подаваемого в горелки
плавильной зоны, составляет 60(Н800м3/час, отстойной - 600. Температура
меди в печи равна 1350-Ч400°С, а на выпуске из отстойной зоны -
1120-1230°С.
Отходящие из шахты газы (26(Н600°С) поступают в котёл-
утилизатор, затем в рекуператор, рукавный фильтр и через дымовую тру-
бу сбрасываются в атмосферу.
При шахтно-отражательной плавке достигается не только высокое
использование тепла, но и регулирование степени рафинирования черно-
вой меди от примесей при изменении коэффициента расхода воздуха а, что
прослеживается из балансов металлов (табл. 3.2; 3.3).
Таблица 3.2 Баланс металлов при шахтно-отражательной плавке (а=1),%
Статьи баланса Всего Си РЬ Bi As Sb Sn Ni
ЗАГРУЖЕНО
Шихта 100 97,9 0,150 0,058 0,093, 0,078 0,158 0,253
ПОЛУЧЕНО
Медь 95,2 98,3 46,7 75,9 84,3 84,5 17,4 90,0
Шлак 4,4 1,6 28,2 16,7 4,7 12,2 49,3 8,6
Пыль 0,4 0,1 25,1 7,4 11,0 3,3 33,3 1,4
ТаблицаЗ.З. Баланс металлов при шахтно-отражательной плавке (а=1,3), %
Статьи баланса Всего Си РЬ Bi As Sb Sn Ni
ЗАГРУЖЕНО
Шихта 100 96,4 0,32 0,07 0,112 0,07 0,127 0,277
ПОЛУЧЕНО
Медь 93,4 97,1 35,6 83,2 87,4 27,8 12,5 57,0
Шлак 6,3 2,8 59,3 14,4 7,6 71,6 85,6 42,9
Пыль 0,3 0,1 5,1 2,4 5,0 0,6 1,9 0,1
Повышению значения а с 1 до 1,3 приводит к более полному
удалению из черновой меди большинства примесей за исключением вис-
мута и мышьяка. Особенно возрастает степень рафинирования меди от
сурьмы и никеля, а также более глубокое удаление примесей, что сопро-
вождается увеличением выхода шлака и содержание меди в нём. Это не-
160
сколько снижает извлечений меди по сравнению с плавкой при а = 1. С
повышением а возрастает и содержание кислорода в меди с 0,4^0,6 до
0,8-Н %.. Химический состав рафинированной меди, шлака и пыли, при-
веден в табл. 3.4.
Основные технико-экономические показатели процесса.
Производительность, т/ч 28^-52
Извлечение меди в медь огневого рафинирования, % 98^-98,5
Удельный расход газа, м3/т 25-=-40
Коэффициент полезного теплоиспользования, % 45-^65
Таблица 3.4. Химический состав меди, шлака и пыли, %
Продукы Си РЬ Bi As Sb Sn Ni
Медь 98,9-99 0,07-Н),12 0,04-0 06 0,08-5-0,1 0,02-0,07 0,02-0,03 0,2-0,3
Шлак 50,8 7,0 0,04 0,20 0,70 4,70 2,90
Пыль 16,5 16,9 0,20 4,10 0,70 4,50 0,10
Приведенные сведения о способе «Кантимельт» позволяют считать
его прогрессивным процессом плавки и рафинирования черновой меди,
который может получить промышленное применение и для переработки
лома и отходов медных сплавов на медь огневого рафинирования,
В отличие от черновой меди в ломе и отходах медных сплавов при-
сутствует большое количество (до десятков процентов) таких металлов,
как олово, свинец и цинк (табл. 3.3; 3.4). В связи с этим для достаточно
глубокого удаления указанных металлов из сплавов и получения меди ог-
невого рафинирования процесс придется проводить при высоких значени-
ях а , что вызовет образование большого количества шлаков с высоким
содержанкам цветных металлов, для извлечения которых необходимо бу-
дет подвергать шлаки специальной переработке. Эти особенности не-
сколько снизят технические и экономические показатели процесса (извле-
чение удельный расход топлива), и тем не менее они будут выше соответ-
ствующих показателей переработки лома и отходов на медь тради-
ционными способами.
3.3. ШАХТНАЯ ПЛАВКА
Одним из наиболее распространённых процессов переработки низ-
кокачественного вторичного медьсодержащего сырья является шахтная
восстановительная плавка [32,33,34]. Большую часть вторичной меди вы-
плавляют в шахтных печах. Преимущества шахтной плавки в металлургии
меди объясняется некоторыми преимуществами шахтных печей по сравне-
нию с отражательными и электропечами. К числу основных преимуществ
161
шахтных печей по сравнению с отражательными печами и электропечами
следует отнести их высокую удельную производительность, высокий ко-
эффициент использования тепла, высокую десульфурацию и незначитель-
ный расход огнеупоров в связи с применением кессонированных стенок.
К основным недостаткам шахтной плавки необходимо отнести рас-
ход дорогого и дефицитного топлива - кокса и необходимость подавать на
плавку в основном крупнокусковой материал, из-за чего необходимо оку-
сковывать сора и другие сыпучие материалы перед их загрузкой в шахт-
ную печь. В зависимости от состава газов в печи различают два основных
вида шахтной плавки - восстановительную и окислительную. Восстанови-
тельную плавку применяют для переработки окисленных медных руд и
вторичного медьсодержащего сырья, окислительную — для переработки
сульфидных руд. Восстановительная плавка медьсодержащего материала
характеризуется повышенным расходом кокса, который играет при плавке
одновременно роль теплового агента и восстановителя, причем восстанав-
ливающее действие оказывает в основном продукт газификации кокса —
оксид углерода СО.
В металлургии вторичной меди при шахтной плавке преследуют од-
новременно несколько целей:
1. Восстановление меди и олова, находящихся в окисленной форме в
шлаках и в сорах.
2. Максимальное выделение цинка и свинца в газовую фазу с тем,
чтобы уловить их в виде оксидов в фильтрах при очистке отходящих газов.
3. Ошлаковывание прочих составных частей шихты и отделение их
от чёрной меди. Достигнуть этого в полной мере в шахтной печи невоз-
можно вследствие множества различных процессов, протекающих в
шахтной печи при выплавке чёрной меди.
В состав шихты для плавки в шахтной печи одновременно входят:
• отходы латуни, при плавке которой, необходимо отогнать в виде
паров цинк и свинец и тем самым отделить их от меди и по возможности
от олова;
• сора и печные выломки, содержащие цветные металлы как в метал-
лической, так и в виде оксидов, при переработке которых требуется в пер-
вую очередь ошлаковать неметаллическую составляющую и выделить
цветные металлы путем восстановления;
• биметаллические отходы (железо — медь, железо — томпак, железо —
латунь) содержащие как цветные, так и железо в металлической форме,
при переработке которых разделение цветных металлов от железа достига-
ется ошлакованием последнего;
• шлаки оборотные (конвертерные и рафинировочные), а также шла-
ки, поступающие со стороны.
При плавке таких материалов необходимо в первую очередь восста-
новить и перевести в расплавленную металлическую фазу содержащиеся в
162
них цветные металлы и затем отогнать из образовавшегося расплава цинк
и свинец в газовую фазу.
При этом в печи протекают процессы расслаивания металлической и
шлаковой фаз, а также отгонка цинка и свинца из чёрной меди во всех слу-
чаях образования сплава с медью.
Отдельные цветные металлы отгоняются в газовую фазу при различ-
ных условиях.
Отгонка цинка от меди достигается путем прямого испарения цинка,
находящегося в металлической форме в сплаве с медью. Отгонка начина-
ется в твердом состоянии, но интенсивно протекает лишь из расплава.
Цинк кипит при 907°С. Однако для отгонки цинка из сплава с медью тре-
буется поднимать температуру по мере снижения содержания цинка в
сплаве. Для полной отгонки цинка требуется температура выше 1600°С.
Полнота отгонки цинка при определенной температуре и продолжи-
тельности характеризуется зависимостями на рис.3.1, и рис.3.2. При мак-
симальных температурах шахтной плавки (1350°С) в чёрной меди должно
оставаться около 3% цинка. Упругость паров оксидов цинка при макси-
мальных температурах, достигаемых в шахтной печи, остается ничтож-
Свинец отгоняется при температуре шахтной плавки в форме лету-
чих соединений - глёта (РЬО) и особенно сульфида (PbS) и сульфата
(PbSO4). В металлической форме отгоняется лишь незначительная часть
свинца.
163
Рис.3.2.Влияние температуры
на удалеение цинка из лату-
ней
Температура кипения олова составляет 2270°С. При 130(Н1350°С
оно в металлической форме практически не летучее. Упругость паров SnO2
достигает атмосферной лишь при температуре выше 2000°С, закись олова
(SnO) кипит при 1350°С, a SnS - при 1280°С.
Однако серы и сульфидов в шихте заводов вторичной меди мало:
лишь небольшое её количество вносится коксом. Поэтому свинец и олово
могли бы отгоняться преимущественно в виде оксидов. Практически сви-
нец переходит в газовую фазу в виде оксидов, олово же отгоняется в весь-
ма малых количествах.
Наконец, не удается полностью выделить цветные металлы и из
шлака. Они остаются в шлаке частично в виде корольков сплава с медью, в
основном же в виде оксидов.
Наиболее полно выделяется из шлака медь, затем свинец, хуже —
олово и его больше всего остается в шлаке. Возгоняется цинк в виде окси-
да цинка менее чем на 50%.
В табл.3.5 показано распределение цветных металлов между про-
дуктами шахтной плавки и приведен их состав. Эти данные показывают,
что плавка в шахтной печи позволяет успешно извлекать медь и в мень-
шей степени - олово (при усовершенствованной схеме).
В результате плавки медьсодержащего сырья в шахтных печах обра-
зуется чёрная медь, шлаки и загрязненный оксид цинка, который улавли-
вается из отходящих газов шахтных печей.
Образующиеся шлаки содержат так много цветных металлов, что их
последующая переработка становится неизбежной, в тоже время пыль в
основном состоит из оксида цинка. Однако в ней содержится значитель-
ное количество свинца и заметное количество олова. Поэтому в ряде слу-
чаев нецелесообразно разделять эти металлы. Выплавляемая же чёрная
медь является лишь исходным продуктом для получения вторичной меди и
содержит ещё достаточно много свинца, олова и цинка, извлечение и ис-
164
пользование которых является технологически и экономически целесооб-
разным.
Таблица 3.5. Химический состав продуктов шахтной плавки, %.
Продуты Си Sn РЬ Zn Ni FeO SiO2 CaO AI2O3
Чёрная медь 82-87 1,2-2,2 1-2 5-8 0,5-1,5 1-5 - - -
Шлак отвальный 0,7-0,8 0,1 -0,2 0,2+0,5 6-9 0,03-5-0,2 33-38 20-26 8-14 9-13
Шлак обо- ротный 1+4 0,2+0,5 0,2-0,6 5-8 0.05+0,2 33-38 20-26 8-14 5-10
Пыль: грубая тонкая 10-15 0,5-3 0,2+0,3 0,3+0,7 3—4 4-5 25-30 60+65 - 10-12 15-20 2-3 3-5 3-5
На заводе вторичное сырье обычно подвергают сортировке. Медную
и латунную стружку, а также лом изделий из биметалла, мелкие электро-
двигатели, как правило, направляют на переплавку в конвертор. Мелкие
сыпучие материалы, например сора и мелкие фракции шлаков, часто под-
вергают спеканию на агломерационных машинах после добавки соответст-
вующих флюсов или же подвергают гранулированию или брикетирова-
нию. Одним из прогрессивных способов подготовки мелкого сырья к
шахтной плавке является горячее окатывание, брикетирование, магнитная
сепарация медного мелкого сырья (прежде всего стружки), прошедшее при
необходимости дробление и сушку. Для разделки крупногабаритного лома
используют огневую и механическую резку.
Выплавка чёрной меди из лома и отходов в шахтных печах - процесс
непрерывный. В верхнюю часть шахты печи подается и слоями загружа-
ется шихта и кокс, а снизу из горна почти непрерывно (за исключением
периода выпуска металла и небольшого следующего за этим периодом на-
полнения горна) выпускается шлак и периодически через 60 - 90 минут -
расплавленный металл. В связи с этим столб шихты по мере выпуска ме-
талла и шлака опускается вниз, освобождая место новым порциям шихты.
Таким образом, шихта непрерывно движется по шахте печи сверху вниз,
последовательно проходя через все зоны печи.
Через фурмы, расположенные в нижней части шахты непрерывно (за
исключением периода выпуска металла), вдувается воздух, вносящий ки-
слород, необходимый для горения топлива.
Воздух, попав в печь через фурмы, движется снизу вверх, претерпе-
вая химические изменения под действием топлива и шихты и увлекая с со-
бой пары металлов и пыль, и, наконец, покидает печь в верхней её зоне.
Таким образом, воздух (превращающийся в элемент печных газов) также
проходит через все зоны печи, кроме горна, но в направлении, противопо-
ложном движению шихты.
165
Если же рассматривать одновременно весь столб шихты и пронизы-
вающие его газы, то в каждый момент времени в печи протекают одновре-
менно все для данного процесса явления и химические, и физические как
шихты, так и газовой фазы. Однако, протекая в одно и то же время, разные
химические процессы осуществляются в различных зонах печи.
Шахтную печь для плавки вторичных медьсодержащих материалов
по высоте условно можно разделить на пять зон:
Первая (верхняя) зона включает верхние слои шихты и температура
газов в этой зоне достигает уровня 40(Н600"С. В этой зоне в шихте про-
исходят прогрев и дегидратация. За счет кислорода воздуха, подсасывае-
мого через загрузочные окна, над поверхностью шихты происходит дого-
рание паров цинка и оксида углерода.
Вторая зона сверху имеет температуру газов и шихты в пределах
600-И 000°С. В этой зоне происходит разложение карбонатов и начинаются
процессы восстановления силикатов меди и свинца. В нижней части зоны
начинается также восстановление олова, плавление латуни и частичная от-
гонка цинка.
В третье зоне, имеющей температуру 1000-Н300°С, заканчиваются
процессы восстановления соединений цветных металлов, в частности цин-
ка и олова, происходит плавление шихты с образованием чёрной меди,
шлаков и отгонка летучих компонентов.
В четвёртой зоне (зоне фокуса) температура поддерживается в
диапазоне IЗОСН-1400°С. Пространство над фурмами заполнено раскалён-
ным коксом, в котором перегреваются жидкие продукты плавки, при
этом идёт интенсивная отгонка цинка.
В пятой зоне, которая располагается в области внутреннего горна,
происходит отстаивание расплава и разделение продуктов плавки по плот-
ности.
Шахтная плавка применяется для переработки вторичного медьсо-
держащего сырья на зарубежных заводах. Так, в США шахтную плавки
используют для переработки лома с присадкой железа, а также для полу-
чения чистой меди из высокосортного медного лома. Американская фирма
“Асарко” разработала и внедрила высокопроизводительную печь, рабо-
тающую на газообразном топливе. В ней плавят шихту различного состава
факелом горелок (35 шт.), расположенных в несколько ярусов по высоте
печи. Производительность печи достигает 77т/час.
Печь “Асарко” работает также на заводе в г.Прескотте (Великобри-
тания), где её используют для переплавки медного скрапа.
Английская фирма “Элкингтон Копер Рефайнинг Лимитед” исполь-
зует обычные шахтные печи площадью сечения в области фурм около 2м2
для переработки шихты, содержащей вторичную медь, конвертерный
шлак, дроссы, кокс и флюсы с использованием подогретого дутья. Полу-
166
чаемая при этом медь содержит, %: 70-75 Си; 5-10 Sn; 3-5 Zn; 2—4 Fe;
2—4 Ni.
На медеплавильном заводе фирмы “Юнайтед Стейтс Металз Рифай-
нинг” в США применяют обогащённое. кислородом дутьё при шахтной
плавке вторичного медного сырья. Использование дутья с 24—25% кисло-
рода повысило производительность шахтной печи на 12,7% и снизило рас-
ход кокса на 13,8%. Однако, применение обогащенного до 25% кислоро-
дом дутья оказывает как положительное, так и отрицательное влияние на
технологию шахтной плавки: при этом экономическая эффективность ми-
нимальна или вообще отсутствует; так как затраты на кислород не компен-
сируются снижением расходов на кокс, а потери меди и олова при шахтной
плавке увеличиваются.
Завод “Брихлегт” (Австрия) перерабатывает сырье в шахтных печах,
содержащее, %: 65 меди, 15 цинка, 2 никеля, 7 олова и 5 свинца. Чёрная
(80%) медь, содержит, %: 4,9 цинка; 0,3 олова; 0,39 свинца и при этом в
пыль переходит 83,4 цинка, 25,3 олова и 36,7 свинца.
По мнению уральских металлургов, имеющих огромный объём тео-
ретических и практических данных по переработке вторичного сырья,
шахтная плавка имеет следующие недостатки: сложность аппаратурного
оформления, большие энергетические и эксплуатацио иные затраты и за-
грязнение окружающей среды.
В связи со сложностью и многообразием сырья, поступающего в
плавку, проблематично создание единой системы управления переделом.
Так как необходимо решать проблему переработки богатых по ценным ме-
таллам шлаков и полупродуктов.
3.3.1. ШИХТА ДЛЯ ШАХТНОЙ ПЛАВКИ
Состав шихты шахтных печей, выплавляющих вторичную медь, при-
веден табл.3.6.
Таблица 3.6. Состав шихты шахтных печей для выплавки вторичной чер-
новой меди, %
Компоненты шихты Печи
1 2 3 4 5 6 7
Агломерат 22,5 25 16 20 26 35-40 70-80 20-30
Отходы и лом латуни 31 12 32-36 27 35-40 70-80 20-30
Шлаки литейных заводов и оборотные 30-32 45 30-34 24 1ОН6 10-15 5О<60
Козлы 0-1,5 - 0,4 - - - -
Отходы биметалла 9 9,5 IO-I2 9 6,5-7,0 - -
Известняк 1,5 8 - 9 6 5 15 20
Кварц 4 0,5 - 5 - - -
Итого 100,0 100,0 100,0 100,0 100,0 100,0 100,0
Кокс(% к шихте) 15 - 12-13 9-10 11-12 15 25
167
В шихту для шахтной плавки входят различные виды вторичного
медного сырья, которое весьма неоднородно по составу, однако средний
состав можно характеризовать следующими данными, табл. 3.7.
Таблица 3.7. Средний состав вторичных материалов (шихты) шахтной
плавки, %
Материалы Си Zn РЬ Sn Ni SiO2 FeO CaO А12Оэ
Агломерат 27-30 13 16 1,СН2.6 0,5-1,1 - 10*20 626 0,5^0,8 4-12
Латунная стружка 50-70 20 25 0,2-3,0 До 0,3 - 1,5-3,0 - - -
Латунный лом, нешихтованный 6(R72 18+28 1,0-2,5 0,2—1,3 - 1,0-2,5 - - -
Литейные шлаки, сплески 40 75 125 0,1-4,0 0,1-3,0 - 10*35 3 13 1,0+7,0 1,0 6 ,0
Отходы биметалла 2 8 До 3,0 Следы - - - - - -
Оборотные шлаки шахтных печей 2 8 9*-11 0,7-1,5 0,4+0,9 - 20+24 42+47 1,2-5,0 7+12
Конвертерные шлаки 10*25 7,5-21 4-10 5+10 0,5-2,7 7+21 14—29 0,4-1,8 1,8—9
Рафинировоч- ные шлаки 36-65 1,3^4,5 3-9 3,2-7,2 0,7+0, 6 - - - -
В качестве флюсов при шахтной плавке вторичных металлов используют
биметалл, кварц и известняк, табл.3.8.
Таблица 3.8. Химический состав флюсов, %
Флюсы SiO2 СаО Na Са Остальные компоненты
Кварц 70+82 1+3 - - 3+6 Д12О3; 2+5 Fe
Известняк 2+8 47+54 - - 1+3 Д12ОЭ; 1+2 Fe
На предприятиях с хорошей системой подготовки сырья к плавке в
шихту вводят агломерат, брикеты или окатыши. Расход кокса при шахтной
плавке составляет 10+15% от массы шихты. Железо биметалла восстанав-
ливает силикаты цветных металлов и обеспечивает получение шлака с за-
данным содержанием закиси железа (FeO):
2MeO*SiO2 + 2Fe -» 2FeO*SiO2 + 2Me
(3.30)
Металлическое железо в присутствии восстановителя также разлага-
ет ферриты.например:
ZnO*Fe2O + Fe + C(CO)—> 3FeO + СО(СО2) + 2Zn (3.31)
При нормальном ходе плавки основное количество железа переходит
в шлак и лишь небольшое его количество (1+3%) в чёрную медь. Избыток
168
кокса при плавке может привести к образованию в печи железистых на-
стылей.
Разрушение силикатов и ферритов цветных металлов при плавке
происходит также за счёт свободного оксида кальция, который, будучи
сильным основным оксидом, вытесняет из соединений оксиды.
Применение флюсов при плавке особенно необходимо в случае пе-
реработки богатых оборотных продуктов, например, конвертерных и анод-
ных шлаков, в которых медь частично присутствует в ошлакованной фор-
ме. Шихту шахтной плавки составляют с расчетом получения шлаков с
высоким содержанием цинка и богатых оксидами железа.
Практикой работы заводов, перерабатывающих вторичное медное
сырье, установлено, что лучшим является шлак, следующего состава:
24-26% SiO2; 40-42% FeO; 8-10% СаО. В нём, кроме того, содержится до
20% А12О3 и ZnO в сумме; 4-8% других примесей. В табл.3.9 приведены
данные по компонентам шлаков для различных шахтных печей при произ-
водстве чёрной меди.
Температура плавления приведенных шлаков находится в интерва-
ле 1050-1125°С. Обычно при применении такого шлака в нём содержится
меди не более 0,9% (как в связанном, так и в свободном виде), а отгонка
цинка в газовую фазу осуществляется полнее. Шлак этот достаточно лег-
коплавок и летуч.
Таблица 3.9. Состав компонентов шлака шахтной печи, %
Шлакообразующий ком- поиент Номер печи
I 1 п 1 III 1 IV | V 1 VI
Кремнезём 23 32 35 26-28 29 20-22
Закись железа 40 13 28 39-42 33 44-46
Оксид кальция 4 20 10 8 12 2-4
Глинозём 12 12 8 8-10 8 8-10
Оксид нинка 16 16 13 12 15 13-14
Сумма учитываемых компонентов 95 93 94 96 97 93
Шихтовые материалы загружают в шахтную печь в следующем по-
рядке: кокс, флюсы, шлаки, лом меди и сплавов, стружка, отходы биметал-
лов и прочие компоненты.
При составлении шихты следует учитывать, что устойчивость про-
цесса шахтной плавки медьсодержащих отходов зависит от количества об-
разуемых шлаков. Небольшее отклонение от расчётного состава шихты
при составлении колош при большом объёме шлаков в печи не могут
сильно сказаться на его составе и, следовательно, повлиять на ход работы
печи. При небольшом же объёме шлака та же ошибка вызовет значитель-
ное изменение его состава и приведет к нарушению режима плавки или же
169
к серьезным неполадкам. Желательно, чтобы количество образующегося
шлака составляло не менее 50% от веса загруженной шихты (без кокса).
3.3.2. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ ПРИ ШАХТНОЙ ПЛАВКЕ
В шахтной печи под воздействием высокой температуры и восстано-
вительной среды протекают определённые физико-химические превраще-
ния при этом компоненты шихты и продукты их термической диссоциа-
ции активно взаимодействуют.
Медь и её соединения. Во вторичном сырье медь содержится в ос-
новном в металлическом виде и в виде соединений: CuO, Си2О, CuSO4,
CuO*Fe2O3, Cu2O*Fe2O3, Cu2O*SiO2. Медь при высоких температурах пла-
вится и переходит в чёрную медь.
Оксид меди CuO - неустойчивое соединение при высоких темпера-
турах и в атмосфере шахтной печи разлагается с образованием низшего
оксида Си2О. Давление диссоциации этого оксида при 1185°С составляет
5,3*10'3кПа, поэтому он плавится при 1235°С без существенного измене-
ния состава.
Сульфат меди CuSO4 при нагревании разлагается:
2 CuSO4 = CuO*CuSO4 + SO3 (SO2 + ‘А O2) (3.32)
CuO*CuSO4 = 2 CuO + SO3 (SO2 + ’A O2) (3.33)
При температуре шахтной плавки давление диссоциации сульфатов на-
много превосходит парциальное давление сернистого ангидрида в атмо-
сфере печи, поэтому они легко разлагаются с образованием CuO, который
диссоциирует до Си2О.
Ферриты меди CuO*Fe2O3 и Cu2O*Fe2O3, которые содержатся в обо-
ротном шлаке, в восстановительной атмосфере шахтной печи полностью
диссоциируют с образованием оксидов меди и железа.
Силикат меди Cu2O*SiO2 поступает в шахтную печь в основном со
шлаками огневого рафинирования меди и от производства медных спла-
вов. При высоких температурах в нейтральной атмосфере силикат меди -
устойчивое соединение.
Закись меди Си2О восстанавливается по реакции
Cu2O + СО = 2Си + СО2 (3.34)
Равновесное содержание СО в смеси с СО2 в реакции (3.34) состав-
ляет при 1200°С около 4% (рис.3.3), реакции восстановления силиката ме-
ди несколько выше, но силикат достаточно полно восстанавливается ок-
сидом углерода.
170
Рис.З.З.Равновесные концентрации СО в смеси с СО2 реакций
восстановления оксидов металлов оксидом углерода
Cu2O (1), РЬО (2), SnO (5), FeO (6), ZnO (7) до металлов, SnO2 (3) и Fe3O4 (4) до SnO и FeO
Восстановлению силикатов меди способствует их разложение более
сильными основаниями - СаО и FeO.
Цинк и его соединения. Во вторичном сырье цинк содержится в ос-
новном в виде компонента сплавов и в соединениях - ZnO, ZnSO4,
ZnO*Fe2O3.
Цинк при высоких температурах в нейтральной и восстановительной
атмосфере возгоняется - давление его паров при 1100°С достигает
518кПа.
Оксид цинка ZnO - прочное соединение при высоких температурах.
Устойчив при нагреве и феррит цинка ZnO*Fe2O3, тогда как сульфат цинка
ZnSO4 интенсивно разлагается уже при 700 850"С.
Оксид цинка может восстанавливаться по реакции
ZnO + СО = Zn + СО2
(3.35)
Равновесное содержание СО в смеси с СО2 этой реакции при 1200°С со-
ставляет около 80% (рис.3.3), а концентрация в газовой фазе шахтной
плавки на воздушном дутье не превышает 40%. Это указывает на малую
вероятность восстановления оксида цинка, его ферритов и силикатов окси-
дом углерода при шахтной плавке. Для восстановления оксида цинка и его
соединений в процесс вводят металлическое железо, взаимодействующее с
указанными соединениями:
ZnO + Fe = Zn + FeO (3.36)
2ZnO • SiO2 + 2Fe = 2Zn + 2FeO • SiO2 (3.37)
ZnO • Fe2O3 + Fe + CO = Zn + 3FeO + CO2 (3.38)
171
Оксид цинка достаточно полно, а феррит и силикат цинка - частично
восстанавливаются металлическим железом. Неполное восстановление
указанных соединений, а также присутствие части цинка в виде тугоплав-
кого ганита (ZnO«Al2O3) определяют необходимость работы шахтных пе-
чей на основных шлаках, хорошо растворяющих соединения цинка. Опти-
мальным считают шлак состава, %: 24^26 SiO2, 35^40 FeO, 8-42 CaO.
В качестве железного флюса при шахтной плавке применяют отходы
биметаллов: сталь - медь, сталь — медные сплавы. Это повышает ком-
плексность использования вторичного металлургического сырья, а разви-
тая поверхность таких отходов улучшает взаимодействие железа с оксида-
ми металлов и препятствует образованию железных настылей во внут-
реннем горне.
Олово и его соединения. Основное количество олова находится в ме-
таллическом виде в ломе и отходах медных сплавов, остальное - в виде со-
единений SnO2, SnO, 2SnO’SiO2. Последние присутствуют, главным обра-
зом, в шлаках производства сплавов. При шахтной плавке металлическое
олово совместно с медью переходит почти полностью в чёрную медь.
Закись олова SnO2 является весьма прочным химическим соединени-
ем при высоких температурах в нейтральной и окислительной атмосфере;
устойчив при нагреве и силикат олова 2SnO-SiO2.
Оксид олова SnO - менее прочное соединение и при температурах
шахтной плавки происходит его диссоциация с образованием металличе-
ского олова и диоксида SnO2. Оксид SnO обладает заметной летучестью,
давление его паров при 1327°С составляет 10,45кПа.
Диоксид и оксид олова восстанавливаются оксидом углерода:
SnO2 + СО = SnO + СО2 (3.39)
SnO + СО = Sn + СО2 (3.40)
Равновесное содержание СО в смеси с СО2 первой реакции при
1200°С равно 4, второй - 20%, что указывает на возможность восстановле-
ния оксидов олова в сильно восстановительной атмосфере шахтной печи.
Силикат олова трудно восстанавливается, его восстановлению способству-
ет разложение сильными основаниями - СаО и FeO. Оксиды олова также
восстанавливаются металлическим железом. Основная масса металличе-
ского олова переходит в чёрную медь, частично вместе с SnO возгоняется,
а невосстановившиеся силикаты переходят в шлак.
Железо и его соединения. В шихте шахтной плавки металлическое
железо присутствует в основном в стальных приделках лома и отходах би-
металлов. Оксиды железа находятся в землистом засоре и оборотном шла-
ке. Оксид железа Fe2O3 в нейтральной или слабо окислительной атмосфере
при температурах выше 1250°С полностью разлагается с образование маг-
172
нетита Fe3O4, а в восстановительной атмосфере диссоциирует при более
низких температурах. Магнетит Fe3O4 - устойчивое соединение, в ней-
тральной атмосфере плавится без разложения при 1590°С. Оксид FeO -
очень прочное соединение при высоких температурах. Оксиды железа вос-
станавливаются оксидом углерода:
3Fe2O3 + СО = 2Fe3O4 + СО2 (3.41)
Fe3O4 + СО = 3 FeO + СО2 (3.42)
FeO + СО = Fe + СО2 (3.43)
В интервале температур 12001300°С равновесное содержание СО в
смеси с С02 первой реакции составляет всего лишь 2-^7%, второй -
Ю13% (рис.3.3), т.е. ниже концентрации СО в атмосфере печи. Оксид
Fe2O3 восстанавливается полностью, Fe3O4 восстанавливается не полно-
стью из-за образования вюстита (твёрдого раствора Fe3O4 и FeO).
Равновесное содержание СО в смеси с СО2 3-й реакции при 1200°С -
76%. Невозможность восстановления FeO до металлического железа при
шахтной плавке вторичного сырья и отсутствие условий окисления желе-
зосодержащего флюса газовой фазой определяют необходимость строгого
контроля количества вводимого в шихту железа. Недостаток железа в ших-
те приводит к ухудшению состава шлака и увеличению потерь цветных
металлов, прежде всего меди и олова; избыток - к образованию железных
настылей, так как растворимость железа в меди ограничена, то с прибли-
жением содержания железа в чёрной меди к 9% состав шихты надо кор-
ректировать по количеству железа.
Свинец и его соединения. Во вторичном сырье свинец содержится в
виде металла и следующих соединений: PbO2, PbO, PbSO4, PbCO3, PbS.
Свинец при плавке не претерпевает каких-либо химических превращений
и переходит в расплав чёрной меди.
Оксид свинца РЬО2 устойчив при нагреве только до 280°С, а затем
разлагается уже в подготовительной зоне шахтной печи. При термической
диссоциации РЬО2 образуется РЬО. Последний устойчив при нагреве и при
883°С плавится без разложения. Обладает заметной летучестью при высо-
ких температурах — давление паров при 1300°С достигает 18,6кПа.
Сульфат свинца PbSO4 при 800^1100°С может диссоциировать на
оксид свинца и сернистый ангидрид Однако в связи с легкой восстанови-
мостью оксидом углерода при более низких температурах термическая
диссоциация сульфата в условиях восстановительной шахтной плавки не
происходит. При восстановлении сульфата образуется сульфид свинца PbS
- прочное соединение, которое при высоких температурах плавится без
173
разложения. Сульфид свинца обладает высокой летучестью - при 1250°С,
давление паров составляет 98 кПа.
Карбонат свинца РЬСОз диссоциирует на РЬО и СО2 при относи-
тельно невысоких температурах в подготовительной зоне печи. Давление
диссоциации карбоната достигает 98 кПа уже при 327°С.
Оксид свинца РЬО восстанавливается оксидом углерода:
РЬО + СО = РЫ- СО2 (3.44)
Равновесное содержание СО в смеси с СО2 этой реакции в интервале
100СН1200°С не превышает 4,5%. Восстановление оксида свинца начина-
ется в верхней зоне рабочего пространства шахтной печи.
Значительная часть свинца в сырье присутствует в форме силикатов
и ферритов. Температура плавления силикатов свинца не выше 764°С; бо-
гатых по содержанию свинца ферритов, образующихся при агломерации
вторичного сырья, - не выше 900°С. Поэтому достаточно интенсивное
плавление этих соединений происходит уже во второй зоне шахтной печи.
В третью зону поступает смесь металло-шлакового расплава, поэтому вос-
становление оксидов и сложных оксидных соединений происходит в ос-
новном в жидкой фазе. Из-за недостаточного времени пребывания распла-
ва в восстановительной зоне полное восстановление силикатов и ферритов
свинца не достигается, что приводит к довольно значительным потерям его
со шлаками.
При шахтной плавке содержащийся в шихте и образующийся при
восстановлении сульфата сульфид свинца PbS переходит в возгоны и
шлак, что снижает извлечение свинца в черновую медь. Поэтому в шихту
вводят железосодержащий флюс для перевода сульфида свинца в металл:
PbS + Fe <-> РЬ + FeS (3.45)
Указанная реакция при температурах шахтной плавки обратима,
полного вытеснения свинца из сульфида не происходит и часть его пере-
ходит в шлак.
3.3.3. ТЕПЛОВОЙ БАЛАНС ШАХТНОЙ ПЕЧИ
Тепловые балансы шахтной печи с площадью сечения в области
фурм 4м2 приведены в табл.3.10.
Данная печь не была укомплектована передним горном и не ис-
пользовала горячее дутьё. Основные показатели трёх плавок, по результа-
там которых составлены тепловые балансы, табл.3.11. При этом обследо-
вания печь работала на обычной установившейся производственной ших-
те, содержащей шлаки как конвертеров, так и печей огневого рафинирова-
174
ния. Режим работы, также как и состав шихты, несколько отличались в пе-
риоды отдельных испытаний и характеризуется даными представленны-
ми в табл.3.11.
Затраты тепла на возгонку цинка, олова и свинца принимались во
внимание при определении количества тепла, выделяемого экзотермиче-
скими реакциями, которое соответственно было уменьшено.
Таблица 3.10. Тепловой баланс шахтной печи
Приход тепла
статья прихода тепла, площадь в области фурм 4м2 распределение тепла, % от общего прихода по трём плавкам
1 2 3
Горение кокса 69,5 75,5 73,4
Вносится воздухом 0,6 0,6 0,58
Вносится шихтой 0,4 0,3 0,38
Экзотермические реакции 22,6 17,8 19,2
Шлакообразование 6,9 5,8 6,44
100 100 100
Расход тепла
статья расхода распределение тепла, % от общего расхода
1 2 3
Выносится отходящими газами 46,8 45,93 45,0
Выносится шлаком 16,7 13,9 15,55
Уносится металлом 7,76 6,53 7,36
Уносится пылью 0,7 0,86 0,86
Испарение влаги 0,51 0,55 0,54
Уносится водой, охлаждающей кессоны 16,1 20,0 16,69
Потери и прочие статьи расхода 11,43 12,23 14,0
ВСЕГО 100,0 100,0 100,0
Таблица 3.11. Основные показатели плавок для теплового баланса
Показатели Номера плавок
1 2 3
Удельный среднесуточный проплав шихты, т/м2 95,6 65,2 109,2
Расход кокса, % к массе проплавленной шихты 11,86 14,85 10,1
Выход металла, % к массе проплавленной шихты 44,6 48,2 42,5
Выход шлака, % к массе проплавленной шихты 47,0 51,0 45,4
Расход тепла на экзотермические реакции не определялся в виду
его весьма небольшой величины (в шихте не было известняка и мало
175
окисленных материалов), таким образом он вошел в графу «Потери и про-
чие расходы».
Результаты определения теплового баланса шахтной плавки печи с
площадью сечения в области фурм 8,35м2, в которую подается дутьё с по-
догревом до260°С (табл. 3.12).
Согласно этой таблице около 30% общего количества поступающе-
го в печь тепла приходится на экзотермические реакции окисления ком-
понентов шихты. Потери тепла с газами превышают 40%, коэффициент
полезного теплоиспользования равен 39,8%. Необходимо отметить, что
печи Кировоградского медеплавильного комбината (КМК) (S=8,35m2) на-
чали применять горячее дутье с 1963 года.
Таблица 3.12.Тепловой баланс плавки вторичного сырья в шахтной печи
(КМК)
Приход тепла (площадь в области фурм 8,35м2) количества тепла в %% от общего Расход тепла Процент от общего количества тепла
Горение углерода кокса до СО ДО СОг 10,26 56,73 Чёрная медь 5,37
Шлак 27,67
Испарение влаги шихты и кокса 2,25
Тепло дутья 1,69
Окисление компонентов шихты: железа цинка алюминия серы кокса 13,58 9,40 7,82 0,52 Диссоциация СаСОз и ГегОз 3,19
Отходящие газы 43,60
Пыль 1,35
Вода и пар охлаждения печи 12,69
Потери через внутренний горн 0,69
Невязка и неучтенные потери 3,19
Итого 100,00 Итого 100,00
При шахтной плавке получают чёрную медь, отвальные шлаки и
пыли. При нарушении технологического процесса образуется богатый по
содержанию цветных металлов оборотный шлак. В табл.3.5, приведен хи-
мический состав продуктов шахтной плавки вторичного медного сырья на
КМК.
Содержание металлов в чёрной меди меняется в широких пределах,
что связано с разнообразием перерабатываемого сырья и отсутствием со-
временных способов подготовки его к плавке.
3.3.4. ШЛАКИ ШАХТНОЙ ПЛАВКИ
Шлак - многокомпонентный неметаллический расплав, обычно по-
крывающий поверхность жидкого металла при пирометаллургических
процессах [35,36,37]. Шлак представляет сплав оксидов переменного со-
176
става. Главные компоненты шлака - кислотный оксид SiC>2 и основные ок-
сиды CaO, FeO, MgO, а также нейтральные оксиды А12О3 и реже ZnO. В
зависимости от преобладания тех или иных оксидов шлак называют кис-
лым (основность CaO:SiO2=0,4-4),9) и основным (основность 1,2^2). Шлаки
выполняют важную роль в физико-химических процессах пирометаллур-
гического производства: очищают жидкий металл от нежелательных при-
месей, предохраняют его от вредных воздействий газовой среды (окисле-
ния и газонасыщения). Шлаки бывают передельные и отвальные. Пере-
дельные шлаки содержат повышенное количество металлов и они обра-
зуются как побочный продукт при плавке (анодные шлаки рафинирования
меди) или как основной продукт (титановые, ванадиевые шлаки).
Передельные шлаки направляют в голову технологического процесса или
на переработку по специальной технологии. В отвальных шлаках концен-
трация оксидов металлов не подлежит извлечению, т.к. на данном техни-
ческом уровне технологии перерабатывать их экономически не выгодно.
Из всех физических свойств шлака в первую очередь металлургов интере-
суют температура плавления, вязкость и удельная масса.
3.3.5. ТРЕБОВАНИЯ К ШЛАКАМ ШАХТНОЙ ПЛАВКИ
В результате плавки в шахтных печах вторичного сырья содержаще-
го медь, получают три продукта: чёрная медь, цинковистые шлаки и ок-
сид цинка (тонкая пыль) с высоким содержанием оксида цинка плюс пыль
грубая.
Физико-химические свойства шлаков оказывают решающее влияние
на процессы образования и разделения фаз при плавке вторичного медьсо-
держащего сырья, а, следовательно, на потерю меди, т.е. на величину её
извлечение в чёрную медь.
К основным физико-химическим свойствам шлаков относят: плот-
ность, поверхностное натяжение, вязкость, электропроводность и темпера-
туру плавления. Шахтная плавка вторичного медьсодержащего сырья ха-
рактеризуется следующим выходом продуктов плавки (от массы шихты),
%: чёрная медь ЗСН5О, шлак отвальный 55+56, грубая пыль 3^4, тонкая
пыль 5^-10.
В качестве флюсов при шахтной плавке используют отходы биме-
таллов, известняк, кварц, а также оборотный конвертерный шлак. Конвер-
терные и рафинировочные шлаки производства вторичной меди, в которых
концентрируется также значительная часть олова, подвергают отдельной
переработке в шахтных печах на чёрную бронзу. Выплавка чёрной бронзы
осуществляется методом восстановительной плавки в печах, имеющих не-
большое сечение в области фурм. Вследствие легкоплавкости конвертер-
ных и рафинировочных шлаков их переработку ведут без флюсов или с не-
значительной добавкой известняка.
177
На результат плавки существенно влияет режим дутья. При форси-
рованном дутье происходит недостаточно полное восстановление олова и
других цветных металлов, что резко снижает их извлечение в чёрную
бронзу. Недостаток дутья приводит к потере объёма горна печи и повыша-
ет содержание олова в образующихся при плавке шлаках. При переработке
одних конвертерных шлаков в печи небольшого сечения оптимальный рас-
ход воздуха составляет О.вТ-^-О^Зм^сек на 1м2 сечения печи в области
фурм, и оптимальный расход кокса составляет 16-48% от массы шлаков.
Шлаки, получаемые при плавке конвертерных и рафинировочных
шлаков на чёрную бронзу, подвергают повторной переработке на чёрную
бронзу. Полученные при этом вторичные шлаки направляют в плавку на
чёрную медь. Иногда в эту плавку для упрощения технологии направляют
сразу первичные шлаки.
Для повышения извлечения олова в чёрную бронзу в шихту плавки
вводят медьсодержащие материалы - шлаки, от плавки вторичного сырья
на чёрную медь, сора или латунный лом в количестве ЮСИ-150% от массы
конверторных и рафинировочных шлаков. При этом медь выступает в роли
коллектора для олова.
В настоящее время разработаны следующие схемы переработки
конвертерных и рафинировочных шлаков:
1) одностадийная плавка без добавки медного коллектора;
2) одностадийная плавка с добавкой медного коллектора;
3) двухстадийная плавка, включающая первичную плавку без медно-
го коллектора и вторичную переплавку образующихся шлаков с медным
коллектором. Кроме того, применяют комбинированную схему, в основе
которой лежит одностадийная плавка с медным коллектором. Образую-
щиеся при этом шлаки частично (20-40% от общего количества) возвра-
щают в исходную шихту в качестве оборотного продукта, а основную
часть направляют в плавку на чёрную медь.
Лучшие результаты дает двукратная переплавка шлаков, при кото-
рой конечное извлечение олова в чёрную бронзу составляет до 85%.
При этом в газовую фазу и конечный шлак переходит соответственно 3 и
12% Sn. Следовательно, и в этом случае шлаки требуют дополнительной
переработки. Медь при двукратном способе переработки извлекается на
984)9% в чёрную бронзу, около 1% Си переходит в шлак и около 0,5% - в
газы. Полученная при плавке чёрная бронза, содержащая около 80% Си; 6
-ь 6,5% Sn; 4,5-4% Pb и до 2% Zn, используется в производстве стандарт-
ной вторичной бронзы. При вторичной переплавке шлаков с медным кол-
лектором удельная производительность печи составляет около 40т/м2,сут.,
расход кокса 18% от массы шихты, расход воздуха 6СН63м3 на 1 м2 сечения
печи в области фурм.
Характерным для шахтной плавки вторичных медьсодержащих ма-
териалов является ведение процесса с получением шлаков с высоким со-
178
держанием цинка. Содержание оксида цинка в шлаках этого процесса из-
меняется от 8 до 18%, но чаще всего оно составляет 9,5-И 2%. Содержание
глинозёма (А12О3) в шлаках равно 5^13%, а суммарное содержание оксида
цинка и глинозёма достигает 20^30%, что существенно отличает эти шла-
ки от шлаков других процессов, применяемых в цветной металлургии.
Цинк в шлаках в основном находится в форме шпинели (ZnO’Al2O3) и си-
ликата (2ZnO’SiO2). Шлаки носят основной характер, так как повышенное
содержание оксида цинка вызывает необходимость в повышении содержа-
ния в шлаках закиси железа (FeO), а при недостатке железа - оксида каль-
ция.
Следует так рассчитывать шихту, чтобы не образовывалось магне-
тита, который создаёт в печи или в горне железистые настыли. Для этого
не следует чрезмерно повышать в шихте содержание биметалла (свыше
1СН12%) и поддерживать в шлаке содержание кремнезёма не ниже
21-^22%. Также не следует допускать чрезмерного повышения в шихте
цинка, особенно в присутствии больших количеств глинозёма, с тем чтобы
содержание цинковистой шпинели (ZnO’Al2O3 и виллемита (2ZnO*SiC>4) не
превышало допустимого предела.
Температура плавления шлаков ориентировочно определяется по
диаграммам состояния известных трёхкомпонентных систем, прежде всего
SiO2 - FeO - СаО и SiO2 - FeO - A12O3 (рис.3.4).
Говоря о температуре плавления шлака, следует указать на большой
интервал температур между началом и концом плавления на кривых на-
грева и охлаждения шлака. В этом интервале при нагреве шлак разжижает-
ся постепенно проходя стадию размягчения, при охлаждении жидкий шлак
затвердевает постепенно приобретая все большую и большую вязкость.
Поэтому для шлака различают температуру размягчения и температуру
плавления. Для кислых шлаков интервал между которыми может доходить
до 300 градусов.
Для этого многокомпонентные промышленные шлаки обычно пере-
считывают на три главных компонента (SiO2, FeO, СаО или А12О3), пре-
небрегая составом других оксидов, количество которых несравненно
меньше, чем основных. Более точные сведения о температурах плавления
шлаков могут быть получены экспериментальным путём. В состав шлака
обычно входят следующие оксиды: кремнезём SiO2, закись железа FeO,
глинозём А12О3, оксид кальция СаО и оксид цинка ZnO. Суммарно содер-
жание этих компонентов в шлаке достигает обычно 90-^95%. Чем больше
кремнезёма в шлаке, тем он кислее. Степень кислотности шлака определя-
ется отношением массы кислорода кремнезёма к массе кислорода связан-
ного с основаниями в виде FeO, СаО, ZnO.
179
Рис.3.4 Диаграмма плавкости системы SiO2 - СаО - FeO
Степень кислотности шлаков с шахтных печей заводов вторичной
меди лежит в пределах 4 , а в последнее время доходит до 1^1,2. Сле-
довательно, эти шлаки относятся не к кислым, а к основным.
3.3.6. ВЯЗКОСТЬ ШЛАКОВ
Для хорошего разделения металлической и шлаковой фаз, шлак дол-
жен быть достаточно жидкотекучим как в процессе плавки, так и при вы-
пуске шлака из печи.
Все силикатные шлаки, охлаждаясь до полного затвердевания, про-
ходят стадию вязкого состояния. Интервал плавления тем больше, чем
выше кислотность шлака. Зависимость величины интервала плавления от
степени кислотности шлака представлена на рис. 3.5.
Как известно, степенью кислотности шлака называется отношение
количеств кислорода, входящего в состав кислых оксидов (обычно SiO2) к
количеству кислорода, входящего в основные оксиды (обычно СаО, FeO и
MgO). Таким образом, кислотность шлака, имеющего состав СаО • FeO •
2SiO2 определится как [40]
^O2{CaO,FeO)
(3.46)
180
Рис. 3.5. Влияние температуры и степени кислотности
шлака на интервала его плавления
I - кривая температур полного расплавления; II - кривая температур начала плавления
Кислород амфотерных оксидов (AI2O3, ZnO и РЬО) добавляется к
числителю, если в данном шлаке этот оксид выступает в качестве кислот-
ного, и к знаменателю, если он реагирует как основание.
В тех случаях, когда это точно не установлено, а количество амфо-
терных оксидов не слишком велико, при определении кислотности кисло-
род амфотерных оксидов просто не учитывается.
Помимо перечисленных оксидов, в шлаках могут содержаться, хотя
и в меньших количествах, также и другие оксиды. Среди них Sb2O5, AS2O5
и Fc2O3 относятся к кислотным, a Na2O, К2О, ВаО, СигО и МпО — к ос-
новным оксидам.
В шлаках шахтной плавки вторичной меди содержание амфотерных
оксидов, как уже указывалось, столь значительно (20+30%), что пренебре-
гать ими при определении кислотности шлака нельзя.
Минералогическими исследованиями установлено, что в первую
очередь амфотерные оксиды (А12О3 и ZnO) вступают в соединение между
собой, образуя шпинель (ганит Zn*Al2O3), а остающейся всегда в избытке
оксид цинка реагирует с кремневой кислотой, образуя виллемит (Zn2SiO4),
т.е. выступает в качестве основания. В связи с этим при определении ки-
слотности подобных шлаков необходимо:
• рассчитать, какое количество оксида цинка окажется связанным с
глинозёмом, а кислород глинозёма и связанный с ним оксид цинка в рас-
чёте не учитывать;
• кислород избытка оксида цинка (который вступит в соединение с
кремнезёмом) добавить к кислороду оснований.
Термин «кислотность шлака» основан на условном представлении,
что в шлаке основные и кислотные оксиды связаны между собой в химиче-
ские соединения.
181
В настоящее время считают, что реальные шлаки представляют со-
бой сложные сплавы основных и кислотных оксидов, в которых в раство-
ренном или диспергированном состоянии содержатся другие оксиды,
сульфиды и газы (например, А12О3, ZnO, ZnS, Cu2S, Fe3O4, SO2, пары цин-
ка и др.). Состояние, в котором полностью или частично находится в шла-
ке тот или иной компонент, зависит от химического состава и температуры
шлака.
Несмотря на это, понятие кислотности шлака сохранилось и приме-
няется среди металлургов, так как именно степень кислотности шлака в
значительной степени определяет важнейшие его свойства и именно по
этому признаку легче, удобнее и правильнее классифицировать все шлаки
по группам с более или менее однотипными физико-химическими свой-
ствами.
Вязкость шлака является одним из основных его свойств; только
жидкотекучий шлак может быстро и полно отстояться и, следовательно,
отделиться от металлической фазы; в вязком шлаке неизбежно будет за-
держиваться значительное количество металла в виде механически запу-
тавшихся корольков. Кроме того, вязкий шлак с трудом вытекает из печи, а
при большой вязкости может вообще нарушить весь ход плавки.
Работы Ф. М. Лоскутова [38] показали, что кремнистая кислота по-
вышает, а закись железа и оксиды бария и марганца снижают вязкость
шлака. Особенно быстро возрастает вязкость шлака от добавок SiO2 при
повышении кислотности шлака выше К = 1,5. Оксид кальция повышает
вязкость сильно основных шлаков (К =1,0) и понижает, если кислотность
шлака выше 1,5. Оксид алюминия повышает вязкость шлаков с кислотно-
стью, близкой к единице, и выше 1,5.
Шлаки с кислотностью несколько ниже 1,5 под действием А12О3
становятся менее вязкими.
Оксид цинка разжижает шлак, если содержится в пределах до 8%.
При дальнейшем увеличении содержания ZnO вязкость шлака опять по-
вышается.
Сильно повышается вязкость шлаков в присутствии твёрдых про-
стых или сложных соединений металлов в виде суспензий, например,
шпинелей, магнетита и т п.
Однако цинковая шпинель (ZnO*Al2O3) при умеренном её содержа-
нии заметно не влияет на вязкость железистых шлаков, так как хорошо в
них растворима. Лишь при значительном содержании шпинели вязкость
шлака быстро увеличивается.
Сернистый газ или пары серы, цинка и свинца, присутствующие в
шлаках в растворенном состоянии, понижают вязкость и даже температуру
плавления шлака. Вязкость шлака уменьшается при повышении его темпе-
ратуры. Жидкотекучесть есть величина, обратная вязкости. Принято счи-
тать жидкотекучими такие шлаки, которые при температуре 1200=1250С°
182
имеют вязкость ниже 5Пуаз, и удовлетворительными — с вязкостью от 5
до 15Пуаз. Почти все применяемые в цветной металлургии шлаки при
температуре выше 1400С° достаточно жидкотекучи и по вязкости (не выше
2,5 Пуаз) мало отличаются друг от друга.
Представление о влиянии отдельных компонентов на плавкость и
вязкость шлаков может дать изучение тройной системы (Fe-SiO2-CaO), как
наиболее изученной, диаграмма которой приведена на рис.3.6.
Рис. 3.6. Температура начала плавления и вязкость шлаков в системе
FeO-CaO-SiO2 при 1300С0
(жирные линии, вязкость в Пуазах по Ф.М. Лоскутову)
Наиболее низкая температура плавления свойственна шлакам этой
системы:
FeO-CaO-2SiO2
3FeO«3CaO«6SiO2
3FeO«CaO-2SiO2
980С°
1025С°
1098С°
При температуре ниже 1400С0, а особенно ниже 1300С0 шлаки раз-
личного состава начинают, значительно отличаться друг от друга по вязко-
сти, которая колеблется в зависимости от их состава и температуры (в пре-
делах 1150-1400С0) от 1 до 500 Пуаз (рис.3.6).
Вязкость железистых шлаков, образующихся при выплавке вторич-
ной черновой меди в шахтных печах, по данным Б.Ф. Вернера и В. В. Кос-
телова [38]характеризуется следующими данными:
Температура, °C 1080 1100 1140 1150 1175 1210
Вязкость, Пуазы 10-50 10^15 6-8 3-4 2-3 1-2
183
Эти шлаки в расплавленном состоянии легко окисляются, например,
при длительном выдерживании их в печи в окислительной атмосфере и
особенно при продувке расплава топливом с избытком воздуха.
При этом температура плавления шлака возрастает, и он становится
весьма вязким. Такой окисленный шлак при застывании приобретает маг-
нитные свойства, а под микроскопом в нем легко обнаруживаются зерна
магнетита.
3.3.7. ОБОРУДОВАНИЕ ШАХТНЫХ ПЕЧЕЙ
Шахтная плавка вторичного медьсодержащего сырья характеризу-
ется очень высокой удельной производительностью, достигающей
8СН100т/м2/сутки. Печи обычно сооружают небольших размеров с площа-
дью сечения в области фурм до 10м2. Ширина печей в области фурм
1,1 ^-2,1м. Наиболее распространены печи шириной 1,52м. Высота печей
равна 2,9^8м. Так на одном медеплавильном заводе бывшего СССР дейст-
вовала печь с площадью сечения в области фурм 5,4м2. На печи установле-
ны 24 фурмы (по 3 на каждом кессоне) диаметром 125мм каждая. Из 12
кессонов печи 8 боковых с фурмами и 4 торцевых без фурм. Чугунные
плиты горна печи футерованы внутри хромомагнезитовым кирпичом, сна-
ружи — шамотным. Верхняя часть шахты имеет такую же футеровку как и
горн, нижняя высокотемпературная часть и опорные балки кессонированы.
Колошник выполнен из шамота, и имеет два загрузочных окна с кессони-
рованными заслонками, которые отрываются электроприводами. Компа-
ния печи составляет 6^10 месяцев.
На заводе в г.Кировграде (Россия) установлена печь с сечением в
области фурм 8,35м2. Шахта печи смонтирована из стальных кессонов с
водяным или испарительным охлаждением. Водоохлаждающие кессоны
представляют собой полую коробку, кессон испарительного охлаждения -
стальную плиту, к которой приварены стальные трубы, теплоизолирован-
ные и окожушенные снаружи алюминиевым листом. В нижней части кес-
сона вмонтированы 2<-3 стальные фурменные трубки, в которые через
фурменные коробки по жестким или гибким стальным рукавам поступает
воздух. Кессоны устанавливают на кладку внутреннего горна и крепят к
прямоугольному в сечении воздухопроводу, опоясывающему печь. При
водяном охлаждении шахтную печь оснащают кольцевым водопроводом и
сливным желобом, при испарительном — кольцевым водо- или паропрово-
дом. Верхнюю часть кессонированной шахты печи обрамляют литой
стальной колошниковой воронкой, опирающейся на металлоконструкцию.
Надколошниковое устройство выполняют из шамотного кирпича, кладку
заключают в стальную раму, а газоходы примыкают к своду. В нижней
части устройства располагаются загрузочные окна, оборудованные сталь-
ными отклоняющимися или подъемными водоохлаждаемыми заслонками.
184
На колошниковой площадке находится загрузочная воронка, в которую
вагонетками рудничного типа доставляют шихту.
Для разделения жидких продуктов плавки непосредственно у
шахтной печи располагают передний горн, объём которого определяется
размерами печи: на 1м2 площади её сечения в области фурм приходится
4-^-бм3 объёма горна. Длина горна обычно равна 1,5м, ширина 2,5^4м. Горн
устанавливают на бетонном основании, кладку из шамотного и хромомаг-
незитового кирпича заключают в стальной кожух. На боковые стены горна
обычно укладывают отработанные коробчатые кессоны, роль свода вы-
полняет шлаковая корка. Шлак из горна выпускают через порог в кладке
стены, чёрную медь - через летки.
Так как шлак, вытекающий из горна, может содержать запутавшие-
ся и неотстоявшиеся корольки металла, то целесообразно шлак пропускать
через отстойник, где корольки металла дополнительно удаляются из шла-
ка.
С целью повышения эффективности разделения чёрной меди и
шлака, уменьшения потерь цветных металлов передние горны на некото-
рых заводах делают с электрообогревом. В частности, на Кировградском
медеплавильлном комбинате эксплуатируется электрообогреваемый от-
стойник. Использование внешнего горна-отстойника исключает простои
печи при выпуске чёрной меди из внутреннего горна, позволяет снизить
содержание меди в шлаке и создает резерв металла, необходимый для
нормальной работы конвертерного отделения. Колошник и газоход печи
кессонированы. Компания печи достигает двух лет (период работы между
капитальными ремонтами). Горн отстойник снабжен графитовыми элек-
тродами диаметром 300мм; погруженными в шлак, и трансформатором
мощностью 2000кВА (рис.3.7).
Лещадь горна такой печи расположена на стальных водоохлаждае-
мых плитах, стены заключены в стальной кожух; в передней стенке горна к
выпускному отверстию примыкает водоохлаждаемый медный желоб, ог-
неупарная футеровка которого в перевязку сочленена с кладкой горна.
По такому сифонному устройству расплав из внутреннего горна
поступает в передний. Высота порога сифона определяется по формуле
[33]:
h = + ^24 2 +Lp
q g
где hj nh}- средняя толщина слоя шлака и чёрной меди во внутреннем
горне, см;
qiviqi- плотность шлака и чёрной меди, г/см3;
g-средневзвешенная плотность расплава с учетом выхода шлака,
г/см3;
Р - давление дутья, г/см2.
185
Рис.3.7. Шахтная печь с электрически обогреваемым горном
Перед остановкой печи на ремонт её выдувают - переводят на
плавку шлаковых калош и непрерывно выпускают расплав через лётку пе-
реднего горна. По завершении плавки шлаковых калош и слива расплава
подачу дутья в печь прекращают. После ремонта, сушки и разогрева вы-
полняют задув печи: на горяшие дрова загружают кокс и подают слабое
дутьё, при заполнении шахты раскаленным коксом увеличивают дутьё и
загружают вначале шлаковые калоши, а затем - нормальную шихту.
Для переработки медьсодержащих лома и отходов во вторичной
цветной металлургии применяются также малые шахтные печи (рис.3.8),
имеющие площадь сечения в области фурм 1,13-гЗ ,9м2 [31 ].
Такие печи строятся без переднего горна. Для выпуска металла и
шлака на разных уровнях и с разных сторон внутреннего горна имеются
лёточные отверстия.
Шахтная плавка вторичного медьсодержащего сырья характеризу-
ется следующим выходом продуктов плавки в зависимости от массы ших-
ты^: чёрная медь - ЗСНЗЗ; шлак отвальный - 55^56, грубая пыль 3-^4 и
тонкая пыль 5^10.
Выход чёрной меди в зависимости от состава сырья может достиг-
нуть 49% к массе шихты.
186
Рис.3.8. Малая шахтная печь
1. Шахта печи; 2. Подвод воды; З.Воздухопровод; 4. Сварной пояс; 5. Рукава
для подачи воздуха; 6. Металлические тяги; 7. Воронка для отвода воды; 8.
Хромомагнезитовый кирпич; 9. Бетонный фундамент; 10. Тележка;! 1. Внутрен-
ний горн; 12. Чугунные плиты; 13. Фурмы; 14. Водоохлаждаемый кессон; 15.
Металлические колонны; 16. Верхняя часть кессона; 17. Чугунная плита; 18. Ко-
лошниковая площадка; 19. Загрузочное окно; 20. Колпак аварийный; 21. Ава-
рийная труба; 22. Диффузор; 23. Отверстие для отвода газов; 24. Перекрытие.
3.3.8. ОБСЛУЖИВАНИЕ ШАХТНЫХ ПЕЧЕЙ
Шихту для шахтной печи подготавливают на шихтовом дворе и дос-
тавляют на колошниковую площадку в вагонетках с опрокидывающимся
кузовом. В каждой вагонетке, как правило, помещается один какой-либо
компонент шихты. В случае скиповой загрузки вагонетки выгружаются
непосредственно в ковш скипа.
Шихтовые материалы загружаются в шахтную печь в следующей
очередности: кокс, флюсы, шлаки, лом меди и сплавов, стружка, отходы
биметаллов и прочие компоненты. Агломерат загружают после загрузки
шлаков, «козлов» и «тяжелых» компонентов шихты во избежание его до-
полнительного измельчения. Загрузка металлического «козла» (с весом бо-
лее 500 кг) допустима лишь при высокой сыпи, причем под него необхо-
димо загрузить 1^2 вагонетки кокса. Недопустимо загружать в печь много
мелкой шихты, нельзя грузить и слишком крупные куски. Поэтому шихта
187
должна быть рассортирована по крупности. Известняк и кварц должны за-
гружаться только дроблёнными. Кокс перед загрузкой в печь должен
быть классифицирован и иметь крупность не менее 25мм. Загрузку в
шахтную печь ведут периодически с перерывами между загрузкой отдель-
ных колош. В состав каждой колоши входят все компоненты шихты.
Масса колоши на печах площадью сечения 8-4 Ом2 составляет 2(Н25т.
При загрузке особое внимание уделяют равномерному по сечению печи
распределению компонентов шихты, особенно кокса. Плавку в большин-
стве случаев ведут на низкой сыпи, следя за тем, чтобы высота столба
шихты не превышала 4М,5 м от плоскости фурм. Уровень шихты держат
ниже уровня порога загрузочных окон на 1,542м. Нормальное время «схо-
да» (выгрузки) одной колоши составляет 45-^60 минут, что соответствует
интервалу между началом загрузки двух следующих одной за другой ка-
лош. Время же пребывания шихты в шахтной печи составляет 3—4 часа.
Расход кокса при шахтной плавке составляет 10-45% массы шихты.
Нормальная работа шахтной печи определяется подбором и поддержанием
по ходу процесса оптимального расхода кокса, показателем которого яв-
ляются температура и состав отходящих газов на колошнике печи. При
нормальной работе шахтной печи температура отходящих газов составляет
6004700°С; эта довольно высокая температура газов связана с горением
паров цинка в надколошниковом пространстве. При избытке кокса на-
блюдается повышение температуры газов и содержания в них СО.
В случае, если уровень сыпи будет понижен и слой шихты окажется
значительно меньше указанного, то при такой низкой сыпи не допускаются
загрузка козлов, сплесов, мелкого латунного лома и стружки.
При загрузке указанных материалов при сыпи шихты опущенной
ниже нормы, нередко теряется объем горна, застывают летки для выпуска
шлака и металла, и создается аварийное состояние печи.
Помимо правильного подбора шихты и её загрузки, топлива для
нормального хода печи необходимо также обеспечить равномерную и
достаточную подачу в печь воздуха. Обычно воздух полается под давле-
нием от 0,04 до 0,10кг/см2 (400-4 000мм вод. ст.)
Воздух вдувается в печь через фурмы, которые устанавливаются в
фурменных отверстиях охлаждаемых водой кессонов. Диаметр фурм зави-
сит от их числа, необходимого для шахтной печи количества воздуха, дав-
ления дутья и сопротивления прохождению воздуха через столб шахты в
шахтной печи.
Обычно диаметр фурм колеблется в интервале 1004200мм. Фурмы
необходимо расчищать после каждого выпуска металла, а если замечено
их зарастание, то и чаще.
Наблюдение за фурмами - одна из важнейших операций ухода за
шахтной печью. Светлые, чистые фурмы - один из показателей нормаль-
ного хода печи.
188
Потемнение или быстрое зарастание фурм является показателем хо-
лодного хода печи или каких-либо других неполадок в её работе.
По мере накопления в горне печи металла (чёрной меди) и шлака
начинается выпуск продуктов плавки. Сначала открывают шлаковую лёт-
ку. Шлак желательно выпускать под напором, т.е. когда его накопится дос-
таточное количество и уровень поднимется выше шлаковой лётки. Однако
нельзя допускать, что бы шлак поднялся до уровня фурм.
Выпуск шлака продолжается до тех пор, пока уровень металла в гор-
не не поднимается до шлаковой лётки, что определяется пробой на ломик.
Продолжительность выпуска шлака зависит от объёма горна и от
быстроты его наполнения металлом и, следовательно, от содержания меди
в шихте и интенсивности хода плавки, что обычно составляет около 40
минут.
После того, как металл поднимается до уровня шлаковой лётки, на-
чинается выпуск металла из печи в ковш.
Ковши делают литыми из стали. Внутри ковш футеруют шамотным
или динасовым кирпичом. Перед выпуском металла футерованный ковш
разогревают. Ёмкость ковша должна обеспечить выпуск в него всего ме-
талла, образовавшегося от плавления одной колоши (обычно 8-4 От).
После выпуска металла ему дают немного отстояться и затем при
помощи мостового крана осторожно сливают попавший в ковш шлак в из-
ложницы, установленные на шлакоразливочной машине или на «шлако-
вое поле».
Только после этого расплавленный металл заливают в конвертер для
дальнейшей переработки. Продолжительность выпуска металла составляет
несколько минут. Металл выпускается при выключенном дутье.
Металл необходимо выпускать своевременно, так как он может пе-
реполнить горн и пойти через шлаковою лётку. При накоплении большо-
го количества шлака он может залить и фурмы. После выпуска шлака и
металла обе лётки тщательно осматривают и в случае если будет установ-
лено, что они начинают зарастать или на подине горна появляется на-
стыль, необходимо включить дутьё, не заделывая лёток и продуть их в те-
чение 5<б мин.
После этого дутьё на короткий срок выключают и приступают к за-
делке лёток. Лётку для выпуска металла забивают смесью из двух частей
красного песка и одной части коксовой мелочи.
Шлаковую лётку затыкают ломиком и заделывают глиной. Рабочие
обслуживающие печь, должны:
• обеспечивать своевременную и правильную загрузку шихты и топ-
лива;
• следить за состоянием фурм и характеристикой дутья (давление и
количество подоваемого воздуха), за температурой воды, вытекающей из
кессонов, которая не должна быть выше 7(Н80°С;
189
• своевременно обеспечивать выпуск металла и шлака, поддержи-
вать в порядке лётки и следить за сохранение объёма горна, за температу-
рой, количеством и качеством (составом) продуктов плавки, высотой сыпи,
состоянием колошника, добиваться сокращения подсосов воздуха через
загрузочные окна - своевременно их закрывать, быстро загружать, одно-
временно открывать только одно окно и т.п.
3.3.9. НЕПОЛАДКИ В РАБОТЕ ШАХТНОЙ ПЕЧИ
Шахтная плавка медьсодержаших лома и отходов при кажущейся
простоте является в действительности процессом сложным, требующим
большого опыта и внимания при его проведения. Небольшие отклонения
от режима вызывают осложнения и неполадки в работе печи и нередко
выводят её из строя.
Основные неполадки в шахтной печи происходят прежде всего из-
за наличия большого количества цинка в шихте, причем чем выше его со-
держание, тем больше вероятность проявления осложнений.
Лишь после нескольких лет работы заводы осваивают этот процесс
настолько, что преждевременный выход печи из строя становится явлени-
ем исключительным. Тем не менее и при большом опыте кампания шахт-
ной печи, выплавляющей вторичную черновую медь, редко превышает
6СН75 дней.
Снижения объёма печи за счет образования на её стенках цинко-
вистых настылей требует остановки печи, так как удалить их без останов-
ки печи, как правило, не удается.
Опыт работы показал, что для того, чтобы повысить устойчивость
процесса и свести до минимума появления неполадок, необходимо выпол-
нить два основных условия:
1. Работа со шлаками, которые могут растворять большое ко-
личества оксида цинка.
2. Вести максимально форсированный ход печи с интен-
сивной подачей воздуха в печь не менее 60м3/м2 сечения в области фурм в
минуту. Лишь при этих условиях удастся обеспечить практически безава-
рийную работу печи, причем особенно важным является второе условие.
К числу наиболее частых неполадок в работе шахтной печи отно-
сятся:
1. Уменьшение объёма горна, а иногда и потеря лёток вслед-
ствие образования в горне так называемой “цинковистой каши”, т.е. за-
густевания продуктов плавки в связи с чрезмерным обогащением их
цинком.
2. Уменьшение объёма горна из-за образования железистых на-
стылей.
3. Потеря лёток вследствие перекрытия горна сводом, посте-
пенно нарастающим (образующимся) с боков горна и состоящим из не-
190
сгоревшего кокса, покрытого и сцементированного в монолитный свод
тугоплавкими и вязкими компонентами шихты или продуктами плавки.
Такой свод постепенно может полностью перекрыть горн и вывести печь
из строя. Обычно настыль отделяет шлаковую лётку от металлической и
перекрывает горн.
4. Образование «сводов» выше фурм.
5. Общее ухудшение хода печи, остывание и загустение шлака.
Первый вид неполадок, вызывается образованием и накоплением в
горне “цинковистой каши”, что происходит из-за повышенного содержа-
ния в шихте цинка, который не успевает в достаточной степени отогнать-
ся. Особенно часто это явление происходит при загрузке значительных ко-
личеств латуни на слишком низкую сыпь. Если не принять немедленных
мер, то дальнейшее накопление «цинковой каши» приведёт к полному за-
растанию горна, к потере лёток и выходу печи из строя.
Для ликвидации этого явления следует, помимо пробивки лёток,
прежде всего изменить состав колош в сторону повышения в них содержа-
ния шлака и кокса, резко снизить содержание латуни или даже полностью
исключить её из состава колоши, а также повысить уровень сыпи в печи.
Кроме того, полезно увеличить присадку свежих флюсов (кварца, извест-
няка и соответственно биметалла) с целью образования значительного ко-
личества свежего шлака, который сможет более энергично растворять ок-
сид цинка.
Второй вид неполадок - образование железистых настылей - про-
исходит чаще всего из-за загрузки в печь избытка биметалла. Одновремен-
но с этим образуются также тугоплавкие и вязкие шлаки вследствие по-
вышения содержания в них ферритов и магнетита железа. Иногда желези-
стые настыли могут образоваться также вследствие избытка кокса в шихте
и создания за счет этого чрезмерно восстановительной для данного процес-
са атмосферы в печи. Если довести печь до образования значительной же-
лезистой настыли, то исправить положение нельзя и печь придется остано-
вить.
Если же это явление будет обнаружено своевременно, то ход печи
может быть исправлен путём сокращения загрузки латуни и биметалла и
добавки в шихту повышенного количества кварца. Грузить такую шихту
необходимо до тех пор, пока объём горна не будет восстановлен.
Если будет установлено, что настыль образовалась из-за чрезмер-
ной перегрузки кокса, то, помимо указанных мер, следует сократить за-
грузку кокса до нормы.
Третий вид неполадок - потеря лёток и перекрытие горна сводом -
происходит вследствие загрузки большого количества мелкой шихты или
крупных металлических (особенно железных) болванок или лома при низ-
кой сыпи шихты.
В случае перекрытия горна сводом, а также в начале образования
его следует, во-первых, не допускать загрузки в печь мелкого кокса, а
191
также содержащего мелочь агломерата, а грузить только прочный, хорошо
отсеянный от мелочи кокс и крупнокусковой агломерат, а во-вторых, не-
сколько снизить содержание в шихте латуни, и увеличить содержание обо-
ротных шлаков.
Кроме того, следует принять меры к разрушению свода, пробив его
со стороны шлаковой летки; пробить новую лётку для выпуска металла с
постепенным опусканием её до нормального положения с тем, чтобы раз-
мыть свод струёй расплавленным металлом и шлака, которые в этом слу-
чае выпускаются непрерывно через временную лётку в ковш.
Иногда свод образуется около лётки для выпуска металла. Проис-
ходит это за счёт попадания в шихту массивных металлических деталей,
особенно из легированных сталей, которые, не успев окислиться и ошла-
коваться, оседают в горне. В этом случае необходимо прожигать лётку ки-
слородом или пробивать лётку на более высоком уровне с постепенным
опусканием и продувкой её до нормального положения. Полезно так-
же перейти на плавку только крупной шихты с повышенным содержанием
шлака.
При четвёртом виде неполадок - образовании “свода” или настылей
над фурмами и закозлении фурм - следует принять меры к немедленной
очистке фурм. Те из фурм, которые очистить не удается необходимо пере-
крыть и замазать глиной. Кроме того, опустить сыпь на 3^4м, дать под
фурмы по две вагонетки кокса, после чего, увеличив в составе колош ко-
личество кокса и шлака, перейти на работу с высокой сыпью до разогрева
и расчистки всех фурм. Только после этого можно будет работать при
нормальном режиме.
При загустении шлаков, снижении производительности печи и хо-
лодном её ходе следует:
1. Увеличить содержание кокса в шихте, расчистить фурмы и вре-
менно поднять сыпь до уровня загрузочных окон.
2. При кислом (тягучем) шлаке снизить количество кварца в
шихте, заменив его известняком.
3. При сильно основном шлаке добавить в шихту кварц и не-
сколько снизить количество биметалла.
Наконец, при устранении любой неполадки печи следует загружать
только прочный и отсеянный от мелочи кокс.
В том случае, когда принятые меры не приводят к исправлению хо-
да печи, или если печь необходимо остановить на плановый ремонт,
приступают к её выдувке.
Обычно выдувка производится следующим образом.
Загрузку нормальных колош прекращают, переводят печь на работу
только со шлаковыми колошами, т. е. состоящими только из одного обо-
ротного шлака и кокса. Шлаковых колош загружают 3^5. Когда содержи-
мое шлаковых колош опустится до уровня фурм, то производят последний
выпуск металла, и лёток больше не закрывают.
192
После загрузки последней шлаковой колоши в печь грузят несколь-
ко вагонеток кокса. Печь продолжает работать под дутьем пока из «метал-
лической» летки не прекратится вытекание шлака и в области фурм оста-
нется только раскаленный кокс. После этого дутье прекращают и присту-
пают к демонтажу кессонов и к откатке горна.
После ремонта печь вновь вводится в строй, причём переходу её на
нормальную работу предшествует пусковой период, называемый «задув-
кой» печи.
Задувка начинается с сушки и разогрева печи. Сначала дровами
просушивается горн. Разогрев начинают вести небольшим костром, по-
степенно увеличивая интенсивность горения и объём загружаемых дров.
Когда стенки горна прогреются на всю глубину до температуры порядка
150°С, в печь начинают грузить дрова, а затем подкатывают к печи хоро-
шо просушенный горн.
Одновременно заделывают щель между горном и кессонами. Дрова
загружают немного выше кессонов и, после того, как они хорошо разго-
рятся, начинают постепенно грузить в печь кокс, добавляя новые его пор-
ции лишь тогда, когда пламя пробьется сквозь поверхность ранее загру-
женного слоя кокса. Воздух вначале поступает через открытые фурмы за
счёт естественной тяги, но постепенно начинают давать слабое дутье.
После того, как выгорят все дрова, и печь заполнится раскаленным коксом
на полметра выше верхнего края кессонов, можно включать полное дутьё и
начинать загрузку сначала шлаковых колош с известняком и двойным ко-
личеством кокса; затем количество кокса постепенно снижают почти до
нормы и начинают грузить пусковые калоши с агломератом, биметаллом,
но с небольшим количеством латуни, лишь постепенно увеличивая её ко-
личество до нормы. После этого приступают к нормальной работе.
Задувку печи не всегда осуществляют одинаково, и продолжитель-
ность её в связи с этим колеблется, считая с момента загрузки первой шла-
ковой колоши до перехода на нормальную шихту от одной до трёх смен,
не считая времени на сушку и разогрев печи.
3.3.10. ТЕХНИКЕ) - ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ РАБО-
ТЫ ШАХТНОЙ ПЕЧИ
В табл.3.13-^3.18 приведены основные технико-экономические по-
казатели шахтной плавки.
Содержание металлов в чёрной меди меняется в широких пределах, что
связано с разнообразием перерабатываемого сырья и отсутствием со-
временных способов подготовки его к плавке.
193
ТаблицаЗ. 13. Распределение металлов между продуктами шахтной плавки
Продукт плавки Характеристика шихты Выход в % к массе загруженной шихты (без кокса) Извлечение цветных металлов, % (по балансу) к их содержанию в шихте
Си Zn РЬ Sn Ni Sb
Чёрная медь:
нормально содержащая шлаки 35,0 95,8 16,6 67,0 42,0 91,2 63,0
максимально конвертеров и 37,0 96,5 22,0 72,0 45,0 96,0 69,0
минимально рафинровочных печей 33,0 94,8 10,0 63,0 40,0 87,0 59,0
Г ранулировный
шлак:
нормально то же 40,0 1,1 46,6 15,8 56,3 8,6 34,7
максимально 42,0 2,0 51,0 22,0 60,0 13,0 40,0
минимально 36,0 0,8 44,0 12,0 52,0 5,0 29,0
Пыль:
нормально 6,0 0,36 36,0 16,4 1,2 • 2,3
максимально то же 6,5 0,44 43,0 21,0 1,6 • 3,0
минимально 4,5 0,19 30,0 12,0 0,8 - 2,0
Оборотные
продукты: не учитывается и из расчёта
нормально то же 15,0 2,2 ( в шихте и продуктах плавки)
максимально 18,0 3,6 исключены
минимально 13,0 1,0
Угар:
нормально то же - 0,34 0,8 0,8 0,5 0,2 -
максимально - - 1,2 1,2 0,6 0,3 -
минимально - - 0,5 0,5 0,3 0,1 -
Чёрная медь не содержащая шлаков кон- вертеров и 33,0+35,2 95+ 96 16 58,0 83,8 88+
рафинировочных печей 22
Гранулированый то же 57,0 1,2+ 36+ 21,0 14,0 7+10
шлак 1,4 44
39-5-
Пыль то же 5,5 0,38 42 20,0 1,7 - -
Оборотные про- дукты и потери то же 13,5 осталь- ное -1,0 0,5 остальное
Таблица 3.14. Относительный материальный баланс плавок и вторичной черновой меди в шахтной печи
Загружено Выдано
Компонент шихты % к массе всей ших- ты Вносится компонентом шихты, % к суммарному содержанию в шихте Продукт плавки Выход, % к мас- се шихты Распределение, % к содержанию в шихте
Си Zn Sn Pb Ni Sb Си Zn Sn Pb Ni Sb
Сырьё:
Агломерат 17+20 18 20+25 2+4 5+9 5+15 22+29 Черная медь 42,5+49,0 95,8 16,6 42,0 67,0 91,0 62,9
Лом и отходы нешихтовой латуни 32+34 58 51+56 2030 23+30 36+50 8+16 Шлак 45,4+51,0 1,3 46,0 56,0 15,4 8,4 34,7
Пыль 7,6+10,1 0,4 36,0 1,2 16,4 - 2,4
Обороты шахтной печи 2,4 2,0 0,7 0,4 0,5 - -
Железные и биметаллич- ские отходы 10+11 2 - - - - -
Угар и невязка - 0,5 0,7 0,4 0,7 0,6 -
Итого в сырье 62+64 78 74+78 24+33 32+38 50+60 36+45 Всего: - 100 100 100 100 100 100
Обороты:
Смешанные конвертерные и анодные шлаки 33+35 18 22+26 62+75 54+66 36+50 52+58
Козлы и др. 2,5+3,0 4 0+4 1+8 2+8 3+6 1+10
Итого в оборотах 36+38 22 22+26 67+76 62+68 40+50 55+64
Всего 100 100 100 100 100 100 100
Кокса 10,1+ 14,85 - - - - - -
Таблица 3.15. Технико-экономические показатели плавки медьсодержащих
лома и отходов в шахтных печах
Показатель Шихта, содержащая шлаки конвертеров и печей огневого рафинирования меди Шихта, не содер- жащая шлаки кон- вертеров и печей огневого рафинирования меди
Удельный суточный проплав шихты на 1м2 сечения печи в области фурм, т 82-100 75-80
Расход воздуха на 1т проплавленной шихты, нм2 920-1100 950-1000
Подача воздуха в минуту на 1м2 сечения печи в области фурм, нм3 60^65 45-55
Расход кокса,% к массе шихты к массе выплавленной черновой меди 10,5-13,0 300-360 12-14 340-380
Расход воды на тонну проплавленной шихты для охлаждения кессонов и грануляции шлака, м3 4,8 4,8
Содержание в шихте, % меди цинка олова свинца 26-28 12-13 2-3 3-4 <44 14-15 0,4-0,6 1,5-2,0
Выход продуктов плавки, % к массе шихты: черновой меди шлака отвального шлака оборотного пыли крупной пыли качественной 33-37 36-42 13-18 0,9-1,5 3,2-5,0 35 46 12 1,4 5,4
Запылённость отходящих газов (фактическая), г/нм3 10-15 7-10
Средняя расчётная запылённость неразбавленных (без подсосов) отходящих газов, г/нм3 40-62 Не определялось
Содержание в шихте собственных оборотных продуктов, % 20-24 12—15
Температура выпускаемого шлака, °C 1220-1300 1200-1250
Температура выпускаемой чёрной меди, °C 1180-1280 1150-1200
196
Таблица 3.16. Технико-экономические показатели шахтной плавки на
КМК, Россия____________________________________________________
Удельная производительность, т/(м2,сут) 80-100
Расход воздуха на 1т проплавленной шихты, нм3 950-1000
Расход кокса, % от массы шихты 8,8-11
Расход воды на 1т проплавленной шихты для охлаждения кессонов и грануляции шлака, м3 4,8-5,5
Извлечение в чёрную медь, %
меди 97-97,6
олова 65-70
свинца 60^65
цинка 12-15
Выход продуктов, % от массы шихты:
чёрная медь 30-33
шлак 53-57
грубая пыль 3-4
тонкая пыль 5-10
Со шлаками шахтной плави теряется, %: 1,8—2,2 Си; 25—30 Sn;
12-15 Pb и 30-35 Zn. В пыли переходит, %: 0,2-0,4 Си; 2-^4 Sn; 12-15 Pb и
45-55 Zn. Потери (кроме потерь со шлаками) с газами составляют, %:
0,3-0,4 Си; 1-2 Sn; 10-12 Pb; 15 Zn.
Таблица.3.17. Состав вторичного сырья, поступающего на переработку в
шахтную печь на КМК,Россия
№ п/п Материалы Состав, % Масса, т Сод. Си, % Кол-во Си, т
1. Стружка латунная 19,40 27,74 60,80 16,87
2. Отходы латуни 13,00 18,59 63,50 11,80
3. Стружка бронзы 2,60 3,72 75,00 2,79
4. Отходы бронзы 1,70 2,43 79,50 1,93
5. Стружка медная 0,60 0,86 86,40 0,74
6. Отходы меди 6,40 9,15 77,40 7,08
7. Шлаки, сора 22,70 32,46 34,60 11,23
8. Лом телевизоров 8,40 12,02 8,50 1,02
9. Отходы кабельной продукции 5,60 8,01 30,00 2,40
10. Лом электромоторов 5,50 7,86 19,40 1,52
11. Крупный лом 6,00 8,58 29,70 2,55
12. Биметалл 8,10 11,58 7,90 0,91
13. Всего 100,00 143,00 42,59 60,84
Переработка богатого по меди сырья и относительно небольшой
выход шлаков определяют высокое извлечение меди в черновую медь.
Значительные потери других цветных металлов со шлаками вызывают не-
обходимость их комплексной переработки. Высокие безвозвратные потери
197
свинца и цинка связаны с большой пылевой нагрузкой — переработкой ци-
клонной пыли в печах и конвертерах.
Для повышения технико-экономических показателей необходимо
использовать при шахтной плавке горячее и обогащенное кислородом ду-
тьё.
Промышленные испытания на Кировоградском медеплавильном
комбинате показали, что при низком удельном расходе воздуха примене-
ние горячего дутья (260°С на входе в фурмы) в шахтной плавке вторичного
медного сырья повышает удельный проплав шихты и снижает удельный
расход кокса в 1,3 раза. Улучшение тепло- и массообмена в шахтной печи
при использовании горячего дутья уменьшает температуру отходящих га-
зов и повышает температуру расплавов. Это принципиально позволяет ра-
ботать на более кислых шлаках и снижать потери цветных металлов.
Таблица 3.18. Показатели шахтной плавки вторичного медного сырья на
холодном и горячем дутье
Показатель Температура дутья, °C
12 260 300
Удельный проплав шихты, т/(м2*сут) 61,8 80,8 82,1
Удельный расход кокса на 1т шихты, кг условного топлива (к.у.т.) 122,0 94,5 81,0
Расход условного топлива (кокс + газ) на 1т чёрной меди, кг 473,2 391,0 350,9
Удельный расход дутья, м3 64,0 63,7 60,4
Давление дутья, кПа 8-10 10-11 11-12
Температура, °C колошниковых газов расплава на выходе из печи 598 1150 480 1190 315 1200
Состав колошниковых газов, % СО со2 О2 5,8 10,0 5,7 4,8 10,3 5,2 1,7 14,1 3,4
Содержание меди, % в чёрной меди шлаке пыли 84,08 0,67 3,04 83,61 0,74 3,04 82,20 0,57 3,15
Содержание цинка, % в чёрной меди шлаке пыли 6,24 6,53 59,30 6,58 7,27 59,30 7,89 8,01 62,81
Использование дутья с 24-25% кислорода повышает производи-
тельность шахтных печей на 12,7% и снижает расход кокса на 13,9%.
С 1983 года шахтные печи КМК работают с использованием горя-
чего дутья. Однако применение обогащенного до 25% кислородом дутья
оказывают как положительное влияние, так и отрицательное влияние на
198
технологию шахтной плавки. При этом экономическая эффективность ми-
нимальная или вообще отсутствует, т.к. затраты на производство кислоро-
да не компенсируются снижением расходов на кокс, а потери меди и олова
увеличеваются.
3.4. ЭЛЕКТРОТЕРМИЯ
Для переработки богатых по меди (1,5Х>%) и относительно бедных
по другим металлам шлаков (б4-10% цинка; 0,ЗХ,7% олова), например,
шлаков шахтной плавки вторичного сырья, наиболее рациональной следу-
ет считать электротермию, которая сочетает в себе восстановительные
процессы и высокотемпературное отстаивание расплавов [41].
Электротермия позволяет получить отвальные шлаки с 0,15X1,3%
меди, 2Х,5% цинка, следами олова и свинца и донный сплав, по составу
отвечающий черновым бронзам. В сплав переходит, %: 98 меди, 87X0
олова, 80 свинца, 6X0 цинка. Отгоняется, %: 82X6 цинка, 0,15X1,25 меди,
0,6Х, 1 свинца, 0,07X1,11 олова, 0,14X1,2 хлора, 0,15 фтора. Расход элек-
троэнергии - около 1000кВт«час/т шлака.
199
4. КОНВЕРТИРОВАНИЕ ЧЁРНОЙ МЕДИ
4.1. ОСНОВНЫЕ ПОНЯТИЯ
Чёрной медью называют медь, выплавленную в отражательных или
шахтных печах. Черновой медью называется продукт полученный в
результате продувки чёрной меди в конвертере.
Медь, выплавленная из лома и отходов в отражательных или шахт-
ных печах, содержит, как уже указывалось, значительное количество при-
месей, основными из которых являются цинк, олово, свинец, никель, сурь-
ма и железо. Все эти примеси необходимо отделить от меди.
Первой операцией по отделению основной массы этих примесей
является конвертирование чёрной меди, заключающееся в продувке через
слой расплавленной чёрной меди воздуха. Операция эта осуществляется в
аппарате, носящем название конвертер, откуда и сам процесс получил на-
звание конвертирование [32,33,34,37].
Целью конвертирования является максимальное удаление цинка,
олова, свинца и частично сурьмы в газовую фазу и перевод никеля, железа
и части сурьмы в шлак с тем, чтобы в меди, остающейся в конвертере по-
сле продувки, содержалось этих примесей как можно меньше.
Однако практически отделить медь от примесей в конвертере уда-
ется лишь частично, так как:
• во-первых, цинк, свинец, олово, сурьма и никель неизбежно оста-
ются в небольших количествах в конвертерной меди;
• во-вторых, часть меди переходит в шлак вместе с частью никеля,
сурьмы, цинка, свинца и олова, из которого приходится эти металлы из-
влекать вновь.
В результате конвертирования чёрной меди образуются три основ-
ных продукта (табл.4.1):
1) конвертерная (черновая) медь, в которой концентрируются пол-
ностью благородные металлы, если они содержались в сырье, загружае-
мом в конвертер;
2) конвертерные шлаки, в которые переходит почти всё железо,
значительная часть никеля, небольшая часть меди, а также часть свинца,
олова, цинка, сурьмы и других примесей;
3) пыль, уловленная из отходящих газов конвертера, содержащая
основную часть цинка, часть олова, свинца и сурьмы и немного меди.
Таблица 4.1. Химический состав продуктов конвертирования чёрной меди
Сырье и продукты Си Zn Pb Sn Fe SiO2 А120з
Медь: -чёрная -черновая 82-87 97-98,5 5-8 0,02 1-2 0,3^0,5 1,2-2,2 0,05^0,12 1,5-3,0 0,01 - -
Шлак 12-20 6-12 2-4 1,5-4,5 20-30 10-20 8-10
Тонкая пыль 0,6-1,0 51Н68 6-8 1,0-2,5 1,0-1,2 - -
200
4.2. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ ПРИ КОНВЕРТИРОВАНИИ
ЧЁРНОЙ МЕДИ
Конвертирование - продувка воздухом чёрной меди процесс, в
принципе, окислительный [32,33].
Все реакции окисления металлов, происходящие в конвертере экзо-
термические (с выделением тепла). Следовательно, процесс образования
конвертерного шлака также происходит с выделением тепла.
К эндотермическим (поглощение тепла) процессам, протекающим в
конвертере, относится лишь отгонка (испарение) металлов или их оксидов
в газовую фазу.
Однако при окислении и шлакообразовании выделяется количество
тепла больше, чем поглощается при отгонке металлов, поэтому конверти-
рование успешно протекает практически без подвода тепла извне, т.е. без
затраты топлива.
Однако тепловой режим конвертера все же довольно напряженный,
в связи с чем при низком содержании в чёрной меди таких примесей, как
цинк, иногда необходимо загружать в конвертер твёрдое топливо в замет-
ных количествах. При высоком содержании цинка тепла экзотермических
реакций хватает даже на расплавление в конвертере некоторого количества
холодных присадок.
Для того, чтобы реакции окисления металлов протекали достаточно
быстро, необходимы интенсивное взаимодействие кислорода воздуха с
этими металлами, т.е. большая реакционная поверхность и достаточно вы-
сокая температура. Всего этого можно достигнуть лишь при продувке рас-
плавленного металла, когда поток воздуха пронизывает всю толщу расп-
лава и температура его была достаточно высока.
Поскольку современные конвертеры обогрева не имеют, в них не-
обходимо загружать расплавленную чёрную медь.
Удаление примесей из меди в конвертере идёт как за счёт их ошла-
кования, так и за счёт отгонки в газовую фазу.
Так, цинк, содержащийся в чёрной меди, частично окисляется при
продувке и переходит в шлак. Однако значительная часть цинка (темпера-
тура кипения 907°С) при температуре конвертирования (1200-Н350°С) ус-
певает удалиться из меди в виде паров в газовую фазу, где окисляется до
оксида цинка.
Олово, кипящее при температуре выше 2430°С, в виде паров не
отгоняется, а окисляется до оксида олова SnO2. Затем оксид олова, кипя-
щий лишь при температуре выше 2000°С, реагирует с металлическим оло-
вом, образуя летучую при температуре конвертирования закись олова SnO,
которая частично и переходит в газовую фазу. Температура кипения заки-
си олова находится в пределах 1350°С. Однако значительная часть олова
в виде оксидов переходит в шлак.
201
Свинец частично переходит в газовую фазу преимущественно в ви-
де оксидов РЬО, однако значительная часть его переходит в шлак.
Сурьма отгоняется в виде летучей тетраоксида Sb2O3, кипящего при
1350°С, но часть её переходит в пентооксид Sb2Os и уходит в шлак, а не-
которая часть образует антимонат меди Cu2O*Sb2O5, растворимый в меди
и трудно из неё удаляемый. Никель, окисляясь до NiO, частично переходит
в шлак, однако удаляется он с трудом, особенно в присутствии сурьмы или
мышьяка, и в значительных количествах остается в меди в растворённом
виде или в виде растворимой в меди медно-никелевой слюдки
6Cu2O’8NiO’2Sb2O5. Железо, окисляясь до закиси и частично до высших
оксидов, полностью переходит в шлак, образуя силикаты или ферриты.
Медь, имеющая наименьшее сродство к кислороду, чем все (кроме
благородных металлов) примеси, должна бы окисляться в последнюю оче-
редь. Однако, являясь основным металлом, в котором остальные присут-
ствуют лишь в виде относительно незначительных примесей, медь на ос-
новании закона действующих масс неизбежно начинает окисляться до за-
киси Сп2О с самого начала продувки. Закись же меди, растворяясь в ос-
новной массе металла, является носителем кислорода, передающим его
другим примесям по реакции
Cu2O + Me = 2Си + МеО, (4.1)
где под обозначением Me подразумевается железо, никель, цинк, свинец и
ДР-
Наличие закиси меди в расплавленной ванне металла ведёт к неже-
лательному, но неизбежному переходу части меди в шлак в форме силика-
тов закиси меди или ферритов. Переход меди в шлак особенно значителен
к концу процесса, когда концентрация других металлов в расплавленной
ванне становится незначительной и вследствие этого концентрация закиси
меди повышается до её предельной растворимости в меди.
Отгонка и ошлакование всех примесей начинаются с первых же
моментов продувки воздухом. Однако интенсивность их удаления из ван-
ны неодинакова в разные периоды конвертирования и определяется вели-
чиной их сродства к кислороду, а также упругостью паров соот-
ветствующих металлов и их соединений при температуре конвертирова-
ния.
Величина сродства к кислороду того или иного элемента определя-
ется величиной уменьшения свободной энергии системы (-4F) при реак-
ции образования того или иного его окисла, отнесенной к грамм-молекуле
кислорода.
Величины свободной энергии образования оксидов меди и основ-
ных примесей, содержащихся в чёрной меди, при различных температурах
графически изображены на рис. 4.1.
202
На графиках буквой К отмечены точки кипения, буквой П—
плавления и буквой Т — перехода из одной модификации в другую. Буква,
взятая в квадрат, показывает, что данная точка перехода относится не к
самому элементу, а к его оксиду.
Практикой установлено, что при интенсивной продувке расплава
окисление всех металлов (кроме благородных) начинается с первых же
минут, однако даже олово начинает удаляться интенсивно лишь после то-
го, как из расплавленного металла будет отогнана большая часть цинка, а
сурьма и никель начинают энергично удаляться лишь после удаления зна-
чительной части остальных примесей.
Свинец хорошо отгоняется уже в начале продувки, что объясняется
относительно большой летучестью его оксида (РЬО). Однако наиболее ин-
тенсивное его удаление также идёт лишь после отгонки основной массы
цинка. Вследствие бурления металла при его продувке РЬО осесть в кон-
вертере не может и все время находится во взвешенном состоянии. Поэто-
му для ошлакования примесей в конвертер загружают кусковой кварц или
песок.
Рис. 4.1. Стандартная свободная энергия образования
металлических оксидов (на 1 г-моль О2)
Содержание в шлаках сурьмы и никеля быстро увеличивается к
концу процесса, а содержание в шлаках цинка, свинца и железа к концу
процесса снижается.
Помимо перечисленных процессов, в конвертере происходит рас-
слоение металла и шлака. Образующийся конвертерный шлак относитель-
но легкоплавок и жидкотекуч, вследствие чего его отделение от конвер-
терной меди и слив осуществляются достаточно легко и полно.
Последовательность удаления металлов в газовую фазу или интен-
сивность их отгонки в различные периоды конвертирования неизбежно
203
сказывается на степени запыленности конвертерных газов и на химиче-
ском составе пыли, улавливаемой из конвертерных газов. Таким образом,
состав конвертерной пыли наглядно показывает интенсивность отгонки
металлов в различные периоды процесса. Практика показывает, что интер-
вал колебаний запыленности конвертерных газов, не разбавленных за
счёт подсоса воздуха, составляет 4 — 71 г/м3.
Изменение содержания цветных металлов в пыли в разные периоды
конвертирования позволяет в случае необходимости и соответствующей
конструкции пылеулавливающих устройств раздельно получать пыли, бо-
гатые или бедные оловом и с различным содержанием цинка. Так, в пыли
первого периода конвертирования содержание цинка вдвое больше, чем в
пыли последнего периода, а олова, наоборот, более чем в три раза меньше.
Селективное разделение пыли может осуществляться путём раз-
дельной очистки газов различных периодов конвертирования, а также пу-
тём последовательного прохождения очищаемыми газами в различных ап-
паратах системы пылеулавливания.
Состав конвертерной пыли меняется не только в различные перио-
ды конвертирования, но и зависит от крупности её частиц.
Различные по крупности фракции конвертерной пыли резко отли-
чаются по составу (табл. 4.2).
Таблица 4.2. Состав и дисперсность конвертерной пыли в различных мес-
тах пылеулавливающей системы
Место осаждения пыли Остаток на сите с 10000 отверстий на 1 см2, % Содержание, %
Си Sn Pb Zn Fe As
Камера возле напильников 53 22,3 4,28 7,31 35,1 2,43 0,027
Соединительный газоход 29,3 9,45 6,18 9,65 43,5 1,7 0,028
Первые бункеры кулера 6,85 5,18 6,7 9,65 48,8 1,59 0,032
Последние бункеры кулера 2,5 2,3 6,95 8,5 54,1 0,69 0,026
Рукавные фильтры 0,09 0,44 10,1 12,7 54,7 0,37 0,028
Так как различные фракции пыли осаждаются в различных частях
пылеулавливающей системы, то, учитывая их различный состав, их следу-
ет хранить раздельно.
Отходящие газы конвертера (неразбавленные) содержат, %:
2,2-10,4 СО2; до 0,4 СО и 0,2-0,8 О2.
Низкое содержание кислорода в газах указывает на хорошее его
использование, которое составляет примерно 90^97%. Наличие в газах СО2
объясняется тем, что конвертирование велось с большой добавкой кокса, а
сильные колебания в его содержании — тем, что в первые периоды кон-
204
вертирования основная масса кислорода поглощалась жидким металлом и
на горение кокса, плавающего на поверхности расплава, свободного ки-
слорода уже не оставалось; кроме того, бывают моменты, когда кокс почти
полностью выгорает и СОг не может образовываться из-за недостатка уг-
лерода. В то же время значительное содержание СОг к концу конверти-
рования объясняется тем, что в этот период при выходе воздуха на поверх-
ность расплава в газах остается ещё достаточно свободного кислорода, и
он окончательно используется лишь в газовой фазе над поверхностью
расплава, соединяясь с оксидами углерода, парами цинка и др.
Частично образование углекислоты происходит и за счёт восста-
новления коксом оксидов металлов, содержащихся в конвертерном шлаке.
Что такой процесс также происходит, доказывается снижением содержа-
ния цветных металлов в конвертерном шлаке и повышением извлечения
олова, свинца и цинка в пыль за счёт снижения перехода их в шлак при на-
личии в конвертере слоя кокса. Количество образующихся газов практиче-
ски одинаково на всех стадиях продувки и определяется принятой интен-
сивностью продувки.
Расход вдуваемого в конвертер воздуха на тонну получаемой кон-
вертерной меди как минимум составляет около 270нм3 (не считая потерь
до подачи воздуха в конвертер от утечки из-за неплотностей и т.п.).
Выход продуктов плавки и распределение между ними цветных ме-
таллов при конвертировании чёрной меди с присадкой латунной стружки и
лома, приведены в табл. 4.3.
Таблица 4.3. Распределение металлов при переработке чёрной меди
Компонент шихты Относи- тельная масса, % Вносится компонентами шихты, в %к общему содержанию в шихте
Си Sn Zn Pb Ni Sb
Чёрная медь шахтных печей 72,074,8 81,5+83,1 74+84 5052 73+83 8082 8082
Латунная стружка 13+15 12,4+13,1 4+5 36+44 5,8+7,2 1+10 5+16
Второй конвертерный шлак (оборотный) 8,,4+9,3 3,8-6,1 12+21,5 6+14 1020 1017 4+14
Кварц 3,04,0 - - - - - -
Кокс 0,1+0,4 - - - - - -
205
Компонент шихты Продукт плавки Выход, % Содержится в продуктах плавки, в % к общему содержанию в шихте
Си Sn Zn Pb Ni Sb
Чёрная медь шахтных печей Конвер- терный металл 66+78 89,4+91 1,5+3 0+0,1 11+23,8 24+40 14+39
Латунная стружка Первый шлак 12+18 2,4+3,9 23+25 34+36 30,5+41 35+42 15+22
Второй конвертерный шлак (оборотный) Второй шлак (оборот- ный) 6,0+10 3,0+6 12+20 8+20 13,5+18 18+25 14+24
Кварц Сплески 1,4+2,4 1,5+2,5 - - 0+4 0,7+1 0,5+0, 9
Кокс Настыль горлови- ны 0,1+0,3 0,1+0,3 - - - - -
Пыль в отходящ- их газах 7+9,7 0,6+1 44+62 49,5+56 22+32 0,5+1 15+54
Данные табл.4.3, показывают значительные колебания извлечения
примесей в шлак и особенно в газовую фазу. Это зависит в основном от
трёх факторов:
1) от количества кокса на поверхности расплава в конвертере, при
значительном количестве кокса большее количество цинка, олова и
свинца отгоняется в газовую фазу за счёт соответственно меньшего пе-
рехода их в шлак;
2) от концентрации в расплаве, загружаемом в конвертер, таких
примесей, как сурьма и никель; так как в конвертере относительно про-
сто удалить сурьму примерно до 0,2+0,3%, а никель - до 0,4+0,5%, а
дальнейшее их удаление проходит с большим трудом, следовательно, чем
меньше этих примесей содержалось в загруженной чёрной меди и латуни,
тем относительно ниже будет процент их удаления при конвертировании;
3) от продолжительности продувки и температуры расплава в кон-
вертере; естественно, чем меньше длительность продувки и ниже темпе-
ратура процесса, тем меньше будет отогнано в газовую фазу олова, сурьмы
и до некоторой степени свинца. Цинк, отгоняющийся в первую очередь,
успеет удалиться при всех условиях.
В том случае, когда шлаки конвертеров и рафинировочных печей перера-
батывают на черновую бронзу и они не попадают в шихту шахтных печей,
выплавляющих чёрную медь, в конвертер поступает металл с меньшим со-
держанием примесей. При этом повышается извлечение меди в конвертер-
ный металл и повышается переход олова и свинца в конвертерный шлак,
снижается извлечение этих металлов в конвертерную пыль (табл. 4.4).
206
С учетом приведенных в табл.4.4, производственных данных в
табл.4.6, представлен материальный баланс конвертера.
Таблица 4.4.Распределсние металлов между продуктами плавки при
конвертировании чёрной меди с пониженным содержанием примесей
Продукты плавки в конвертере Распределение, % по балансу
Си Sn Pb Zn Ni
медь 89,5-91,2 3,7 15,3 — 38
шлак 6,0 - 8,2 70,3 39,5 36-42 62
пыль 1,0-1,2 26,0 45,2 60-66 -
При составлении балансов условно принято:
• количество и состав оборотного (второго слива) конвертерного
шлака в приходной и расходной частях баланса одинаковы;
• кислород дутья при продувке вторичной чёрной меди использу-
ется на 96%;
• расход тепла на частичную отгонку металлов в газовую фазу
учитывается только для олова, свинца и сурьмы, поскольку предполагает-
ся, что эти металлы в момент выделения из расплава находятся в конверте-
ре в газообразном состоянии в виде относительно летучих соединений и
окисляются до высших нелетучих оксидов уже вне конвертера;
• расход тепла на отгонку цинка не учитывается, так как цинк на-
ходится в газах в твёрдом виде в форме оксида цинка, практически неле-
тучей при температуре конвертирования, уже внутри конвертера, а паро-
образное состояние является для него лишь промежуточной переходной
формой.
Принято также, что заливаемые в конвертер расплавленные чёрная
медь и оборотный конвертерный шлак имеют температуру 1200°С, а жид-
кие продукты конвертирования 1300°С, и, следовательно, оборотный кон-
вертерный шлак охлаждается на 100°С за время от его слива до заливки в
конвертер для проведения следующей продувки. Температура отходящих
газов принята выше температуры конвертерного металла и шлака на 50°С,
так как основная масса экзотермических реакций протекает внутри рас-
плавленного металла или шлака и лишь незначительная часть тепловыде-
лений происходит в газовой фазе над металлическим расплавом.
Тепловой эффект реакций окисления принят из предположения, что
никель, цинк и свинец окисляются до оксидов; олово, медь и железо до за-
кисей; сурьма до тетраоксида; углерод до диоксида. Теплота шлакооб-
разования учтена лишь для первого конвертерного шлака и принята равной
135 кал/кг (табл.4.5).
При обработке чёрной меди в конвертере распределение основных
компонентов и примесей между продуктами плавки, соответствующее ма-
териальному балансу (табл.4.7) и характеризуется данными (табл.4.6).
207
Таблица 4.5. Тепловой баланс конвертера
Вносит ся т епла
Статьи прихода тепла количество продукта, кг температура, °C количество тепла
ккал %
С расплавленной чёрной медью 100 1200 17740 34,2
С расплавленным оборотным шлаком 12,5 1200 4060 7,9
С латунью 20 1200 62 0,12
С кварцем 5 1200
С коксом 0,5 1200
С воздухом 29,4 (22,7 нм3) 1200 142 0,28
Теплота реакций — — 23422 45,2
Теплота образования конвертерного шлака (I слива) 6- - 3090 6,0
Теплота горения кокса — 3260 6,3
Всего - - 51776 100,0
Расходует ся т епла
статьи расхода тепла количество продук- та, кг температура, °C количество тепла
ккал %
С конвертерной медью 63,4 1300 17830 34,4
С конвертерным шлаком первого слива 22,88 1300 7900 15,3
С конвертерным шлаком второго слива (оборот- ным) 12,5 1300 4320 8,3
С пылью, содержащейся в отходящих газах 13,51 1350 2360 4,55
С отходящими газами (25,11 нм3) 1350 8681 16,8
На испарение влаги 0,76 — 455 0,85
Теплота отгонки олова, сурьмы и свинца - — 1383 2,7
Потери — — 8857 17,1
Всего — - 51776 100,0
Таблица 4.6. Распределение основных компонентов и примесей при кон-
вертировании вторичной меди, %
Продукт плавки Си Zn Sn Pb Ni Sb Fe
Конвертерная медь (включая сплески и козлы 3+4 кг) 93,1 - 1,5 и,о 27,0 23,0 -
Первый конвертерный шлак 2,25 34,2 34,5 41,0 40,0 15,0 100
Второй конвертерный шлак (оборотный) 4,3 10,3 20,0 18,0 33,0 23,0 -
Пыль 0,1 53,0 42,0 27,0 — 35,0 —
Потери и невязка баланса 0,25 2,5 2,0 3,0 - 4,0 -
209
Таблица 4.7. Материальный баланс конвертера
Продукт Коли- чество, кг Содержится, %/кг
Си Zn Sn Pb Ni Sb Fe О SiO2 H2O C прочие всего
ЗАГРУЖЕНО
Черная медь 100 80.4/ 80,4 4.5/ 4,5 5,0/ 5.0 5,0/ 5,0 0,9/ 0,9 1,0/ 1,0 2,7/ 2,7 - - - - 0,5/0,5 100/100
Латунь 20 66/ 13,2 26/ 5,2 1,5/ 0,3 1,5/ 0,3 0,5/ 0,1 - - - 3,0/0,6 - 1.5/3 100/20
Оборотный конвертерный шлак (второго слива) 12,5 33,6/ 4,2 8,8/1,1 10,4/ 1,3 8,8/ 1.1 4.0/ 0,5 2,4/ 0,3 - - 5,6/ 0,7 - - 26,4/3,3 100/12,5
Кварц 5 -/- - - - - - - - 92/4,6 2/0,1 - 6,0/0,3 100/5
Кокс 0,5 - - - - - - - - 12,0/ 0,06 80/ 0,4 8/0,04 100/0,5
Воздух 29,4 - - - - - - 23,1/6,8 - - - 76,9/22,6 100/29,4
Всего 167,4 •797.8 • -/6,6 -/6,4 -71,5 -/1,3 -/2,7 -! 6,8 -/5,3 -/0,76 -/0,4 -/27,04 -/167,4
ПОЛУЧЕНО
Конвертерная медь(включая сплески и козлы 3+4 кг) 93,4 97,53 -/- 0,11/ 0,1 0.75/ 0,7 0,43 0,32/ 0,3 - 0,75/0,7 - - - 0,11/0.1 100/93,4
Первый конвертерный шлак 22.55 29,65 16,5/ 3,7 10,2 12,0 2,66 0,9/ 0,2 12/ 2.7 11,7/2,64 20.2/ 4.6 - - 4.18/0,94 100/22,55
Второй конвертерный шлак (оборотный) 12,5 33.6 8,8/ 1,1 10,4 8,8 4,0 2,4/ 0,3 - 5,6/ 0,7 - - 26,4/3,3 100/12,5
Пыль 12,73 0.78 45,0/ 5,73 21,7 19,4 - 3.53/ 0,45 15.4/ 197 - • - -/100 100/12.73
Отходящие газы 25,11 - - - - - - -/1,35 - -/0 76 -/0,4 22,6/- -/25,11
Потерн 1.11 - -/ 0,27 - - - -/ 0,05 -/0,14 - - - -/0,10 -71,11
Всего 167.4 - -/10.8 -/6,6 -/6,4 -71,5 -/1.3 -/2.7 -/0,8 -75.3 -/0,76 -/0.4 -/27.04 -/167.4
4.3. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНВЕРТИРОВАНИЯ
ЧЁРНОЙ МЕДИ
Конвертирование - продувку воздухом жидкой чёрной меди и бронзы
проводят в вертикальных или горизонтальных конвертерах. На современных
заводах применяют, в основном, горизонтальные конвертеры (табл. 4.8)
[32,33,34,35].
Горизонтальные конвертеры имеют большое преимущество перед
применявшимися прежде вертикальными конверторами. Большая ванна в го-
ризонтальном конверторе способствует лучшему распределению и усвоению
кварцевого флюса. В горизонтальном конвертере можно лучше регулировать
поступление воздуха и обеспечивать равномерное его распределение, поэто-
му коэффициент использования кислорода воздуха выше. Конвертер легко
удлинить, если требуется увеличить его производительность.
Таблица 4.8. Характеристика конвертеров для переработки чёрной меди
Показатель Вместимость по черновой меди, т
40 45 60
Размер: конвертера (диаметр’длина), мм 3050*7875 3660’6850 3360’8100
горловины (длиначпирина), мм 2300’1700 2300’1700 2650’1900
Фурмы: количество, шт. 36 36 39
диаметр, мм 44 44 44
площадь сечения, см2 547 547 593
Количество дутья, м3/(мин-см2) 0,6 - 1,0 0,6 - 1,0 0,6 - 0,1
Горизонтальный конвертер (рис.4.2.) представляет собой стальной
сварной цилиндр с торцевыми стенками, футерованный хромомагнезитовым
кирпичом (толщина футеровки 38(Н460мм, в области фурменного пояса —
46СН-540мм).
На концах укреплены два стальных литых обода, которыми конвертер
опирается на стальные ролики. Один из ободов гладкий, а другой с венцевой
шестерней. Посредством венцевой шестерни и зубчатой передачи конвертер
через редуктор может поворачиваться вокруг горизонтальной оси. Ролики
(бегуны) свободно вращаются вокруг осей, опирающихся на подшипники,
которые укреплены на раме, установленной на массивном фундаменте. Кир-
пич желательно класть на слой листового асбеста и обязательно иметь между
кожухом и кладкой слой засыпки из асбеста. С торцов кожух закрыт листо-
вой сталью толщиной 15<20мм.
211
9285
Рис.4.2. Горизонтальный конвертер вместимостью 40т
Одно из этих днищ имеет отверстие большого диаметра, которое по-
зволяет производить ремонт футеровки без удаления днища. Отверстие это
после окончания кладки конвертора кирпичом закрывается крышкой. По од-
ной из образующих цилиндрической поверхности кожуха установлены фур-
мы (36-^39 штук) для вдувания в конвертер воздуха. Воздух подводится к
центру торцового днища через сальниковую втулку. Это позволяет повора-
чивать конвертор вокруг горизонтальной оси, не прерывая подачи воздуха.
Воздухоподводящая система состоит из кольцевого коллектора, стальных
рукавов, фурменных коробок и труб.
Над горловиной конвертера устанавливают напыльник, который со-
единён с аспирационным (пылеулавливающим) устройством и с бункером
для подачи в конвертер кварцевого флюса. Напыльник изготавливают из чу-
гунных плит или из водоохлаждаемых кессонов. При рабочем положении
конвертора и правильной конструкции напыльника выбивание газов в поме-
щение цеха незначительно.
Фурмы конвертера имеют отверстия для прочистки. Они имеют шаро-
вой клапан, который автоматически закрывает отверстие фурмы после удале-
ния ломика, которым прочищалась фурма. Шаровой клапан (рис.4.3.) при-
жимается к отверстию давлением дутья (воздуха); очистке же фурмы такой
клапан не препятствует.
212
Рис. 4.3. Фурменный клапан конвертера
Для очистки фурм применяются механические фурмовщики (рис. 4.4).
Рис. 4.4. Типы механических фурмовщиков
Известны три типа механических фурмовщиков:
• монтируемые непосредственно на кожухе конвертера для каждой
фурмы (рис.4.4.а);
• не связанные с конвертером и перемещающиеся на тележке по рель-
сам на фурменной площадке параллельно линии фурм (рис.4.4.б);
• состоящие из трех элементов: фурмовочной машины, установленной
на рельсовом ходу позади конвертера, пульта управления и гидравлической
насосной станции для перемещения тележки (рис.4.4.в).
Все фурмовочные машины имеют ломики, осуществляющие очистку
фурм механически без применения ручного труда, что увеличивает на 15%
количество поступающего воздуха.
Для обслуживания конвертеров в цехе используют мостовой кран
грузоподъемностью 2030т, в зависимости от ёмкости конвертера и метода
213
разливки металла в один или два приёма. Кран должен обеспечивать разлив-
ку металла и шлака из ковша и для опрокидывания совков с холодной при-
садкой и флюсами в горловину конвертера. Для этого кран должен иметь два
(а лучше три) независимо работающих блока.
Разливочные или заливочные ковши (обычно тот же ковш использу-
ется для тех и других целей) должны по ёмкости вмещать не менее 50% плав-
ки. Еще лучше, если вся плавка выливается из конвертера за один приём.
Ковш литой из стали, содержащий 3,0^-3,5% Ni и 0,2-Ю,4% С. Внутри ковш
футеруется огнеупорным кирпичом (шамотным или динасовым). Перед за-
ливкой металла или шлака ковш должен быть обязательно разогрет.
Конвертерный металл обычно используют для заливки в анодные ра-
финировочные печи или в промежуточный миксер, в котором он будет со-
храняться в расплавленном состоянии до заливки в анодную печь.
В случае необходимости розлива конвертерного металла в чушки, ковш
переносится краном на разливочную машину.
Для отливки чушек используют чугунные изложницы, которые предва-
рительно смазывают разведенной в воде шамотной глиной. Масса изложницы
должна превышать массу отливаемой чушки примерно в три раза. Масса ка-
ждой чушки до 50 кг. Стойкость изложницы 450-Ю00 отливок, а расход око-
ло 6 кг на тонну разлитой в изложнице конверторной меди.
Конвертерный шлак первого слива разливается из ковша в формы, и
направляется для переработки на чёрную бронзу или чёрную медь.
Конвертерный шлак второго слива вновь заливается краном в конвер-
тор для переработки совместно с новой порцией чёрной меди. Для розлива
шлака применяются конвейерные разливочные машины, имеющие специаль-
ное устройство для установки и последующего наклона ковша. На разливоч-
ную машину ковш переносится и устанавливается мостовым краном. Кон-
вейерная разливочная машина имеет длину более 20м при высоте около 7м.
Машина рассчитана на розлив 8т шлака в час. Она имеет 70 изложниц, каж-
дая из которых вмещает 100кг шлака. Скорость движения изложниц 0,9
м/мин, мощность электродвигателя, приводящего в движение цепи с излож-
ницами 5,8кВт; а устройство для наклона ковша - 18кВт.
Для ускорения затвердевания шлака может применяться водяное охла-
ждение изложниц и поверхности шлака путем установки брызгал.
Конвертирование чёрной меди проводят с целью удаления из неё при-
месей и получения черновой меди, соответствующей требованиям ГОСТ.
При продувке воздухом ванны расплава происходит окисление металлов, вы-
деление тепла и образование шлака, при этом происходит интенсивный мас-
со- и теплообмен (рис.4.5.).
214
Физияз-хш*ичеслие
превращения
Движение
материалов
и продуктов
Воздух
.[Теплообмен \
Рис.4.5. Схема массо- и теплообмена в конвертере
Окисление содержащихся в чёрной меди металлов кислородом возду-
ха может быть представлено реакцией:
2 Me + О2 = 2МеО
(4-2)
При одинаковой концентрации (активности) металлов в расплаве оче-
рёдность их окисления кислородом воздуха определяется сродством к кисло-
роду, показатель которого - изменение величины энергии Гиббса реакцией
образования соответствующих оксидов. Окисление содержащихся в чёрной
меди металлов происходит в следующей последовательности: Zn, Fe, Ni, Sb,
Pb, As, Си, Sn.
При продувке ванны расплава воздухом в первую очередь, несмотря
на наименьшее сродство к кислороду, окисляется медь благодаря большей
концентрации её в чёрной меди. Образующийся оксид меди Си2О, растворя-
ясь в меди (растворимость при 1200°С - 12,4%), выполняет роль переносчика
кислорода к металлам-примесям:
Me' + Си2О = Me'О + 2Си
(43)
Приведенная реакция обратима, более глубокому удалению примесей
способствует, связывание образующегося оксида примеси диоксидом крем-
ния, который содержится во флюсе:
2Me'О + SiO2 = 2Me О SiO2
(4-4)
Технологическая последовательность конвертирования чёрной меди , сле-
дующая:
215
• в конвертер заливают чёрную медь и загружают, как правило, отсор-
тированные и разделанные лом и отходы - корабельные винты, тепло-
обменники, стружку, провода, медный скрап, а также лом электродвигателей;
• для погашения дефицита тепла и более полного удаления цинка и
других примесей (Pb, Sb, AsJ конвертирование чёрной меди ведут с добавкой
кокса;
• после загрузки лома и кокса конвертер поворачивают в рабочее по-
ложение, через фурмы подают воздушное дутье с давлением 90-Ч20кПа, а
через горловину - кварцевый флюс крупностью 20-^-50мм с содержанием око-
ло 90 % SiO2;
• продувку ведут до образования шлака, после скачивания которого
агрегат вновь ставят под дутьё до получения чёрновой меди;
• конвертер переводят в нерабочее положение, прекращают дутьё и с
поверхности ванны скачивают богатый по содержанию меди оборотный
шлак, который возвращают на конвертирование;
• шлак первого скачивания разливают в чушки, черновую медь - в
крупногабаритные слитки.
4.4. ОБСЛУЖИВАНИЕ КОНВЕРТЕРА
При обычной переработке лома и отходов в конвертер загружают:
• расплавленную чёрную медь шахтных печей;
• мелкий латунный лом и стружку;
• оборотный конвертерный шлак второго слива;
• сплёсы, мелкие козлы и другие оборотные продукты конвертерного
передела;
• кварц;
• кокс.
Обслуживание конвертера включает в себя следующие операции:
• Осмотр конвертера, заварку поврежденных мест футеровки термитной
смесью, правку горловины.
• Загрузку в конвертер кокса и кварца.
• Заливку оборотного конвертерного шлака второго слива.
• Заливку первого ковша чёрной меди шахтных печей (50%).
• Первую продувку.
• Заливку второго ковша чёрной меди шахтных печей (50%).
• Загрузку холодных латунных присадок и металлических оборотов
конвертерного передела (вторая порция 40%).
• Вторую продувку до полной отработки шлака и выгорания кокса.
• Первый слив шлака.
• Продувку до получения качественной пробы.
• Второй слив шлака (оборотного).
216
• Отбор пробы для определения качества продувки и полноты отделе-
ния шлака от металла.
• Разливку конвертерного металла.
Общая продолжительность одной плавки 2,5^3часа. Продолжитель-
ность нахождения конвертера под дутьем 1,0-4,5часа.
При обслуживании конвертера необходимо соблюдать следующие ус-
ловия.
1. Кварц должен загружаться дробленый с величиной куска не более
100мм (вместо кварца допускается загрузка боя динасового кирпича).
2. Сливать шлак из конвертера нужно после выключения дутья и 5^6
минутного отстаивания расплава.
Сливать шлак следует осторожно небольшой струей во избежание вы-
ливания вместе со щлаком металла. При наблюдении за сливом шлака через
синие очки можно определить, когда начнет сливаться металл; поверхность
металла значительно светлее поверхности шлака. Шлак необходимо удалять
из конвертера полностью. Слив второго шлака производится с теми же пре-
досторожностями.
3. Перед заливкой чёрной меди в конвертер с поверхности расплава в
ковше необходимо удалить шлак.
4. Холодные присадки допускается загружать в конвертер только в су-
хом состоянии.
5. Первая продувка ведется до оплавления и оседания всей загружен-
ной стружки.
6. Вторая продувка ведется без добавки кварца, до прекращения вы-
деления газов и до полного насыщения металла закисью меди.
Конец продувки определяется пробой, которая берется через фурму ломиком.
Такая проба должна быть хрупкой и в изломе иметь ровную мелкозернистую
структуру бордового оттенка.
7. Перед разливкой конвертерной меди необходимо дать ей от-
стояться в ковше и затем слить слой шлака.
8. После поворачивания конвертера из рабочего в нерабочее положе-
ние дутьё следует на время отключать.
9. В процессе работы необходимо вести тщательное наблюдение за
фурмами и своевременно их прочищать. Прочистка фурм может осуществ-
ляться механически (рис.4.4). Описание аппарата для прочистки фурм при-
ведены в разделе 4.3.
10. Во избежание заливки фурм выключать дутьё можно лишь после
того, как конвертер повернут в положение, исключающее попадания в фурмы
расплавленного металла.
Заливка фурм металлом и замораживание конвертера является серьез-
нейшей аварией, полностью выводящей его из строя.
Конвертер должен иметь специальное, автоматически действующее
устройство, подачи электроэнергии от аварийного источника, обеспечиваю-
217
щее поворот конвертера в безопасное положение в случае прекращения пода-
чи дутья или падения его давления, а также при аварийном отключении элек-
троэнергии.
4.5. НЕПОЛАДКИ В РАБОТЕ КОНВЕРТЕРА
К наиболее частым неполадкам в работе конвертера относятся:
• образование настылей на стенах конвертера, что приводит к
снижению его объёма;
• засорение или зарастание одной или нескольких фурм;
• залив металлом всех фурм; местное прогорание футеровки и
зарастание горловины.
Причинами образования настылей является, прежде всего, холодный
ход конвертера, приводящий к выделению и осаждению тугоплавких состав-
ляющих ванны на стенках, и плохое ошлакование образующихся оксидов.
Анализ состава настылей на стенках конвертера показывает, что они
нередко состоят из сильно окисленных железистых продуктов, содержащих
ферриты меди, цинка и других цветных металлов.
В качестве примера приводится анализ одной из конвертерных насты-
лей, которая содержала,%: 11,37- Fe; 2- Си; 12,46- Zn; 12,44 -Sn; 6,94- Ni;
1,87- Pb; 1,64 -SiO2 и 3,78 -A12O3.
Поэтому первым мероприятием по борьбе с образованием настылей яв-
ляется обеспечение поступления в конвертер достаточного количества флю-
сующих материалов (кварца).
Загружаемый кварц не должен быть слишком мелким, так как мелкий
кварц (например, песок) будет выдуваться из конвертера. Однако загрузка
слишком крупных кусков также недопустима, так как вследствие недоста-
точной поверхности будет малая их реакционная способность, поэтому про-
цесс шлакообразования может затянуться. В заводской практике рекоменду-
ют применять кусковой кварц крупностью 2070, но не более 100мм.
Однако для облегчения и ускорения процессов шлакообразования сле-
дует применять более измельченный материал.
Вторым мероприятием является повышение температуры процесса, для
чего следует:
• Добиться максимального поступления в конвертер воздуха в единицу
времени, обеспечить работу всех фурм, устранить все возможные утечки воз-
духа в воздуховодах и в местах подвода воздуха к конвертеру, а также в воз-
душной коробке и трубах, подводящих воздух к фурмам.
• Ликвидировать все простои как в работе самого конвертера, доби-
ваясь увеличения относительной продолжительности нахождения конвертера
под дутьём по отношению к обшей продолжительности плавки, так и в по-
даче расплавленных продуктов (чёрной меди, оборотного шлака) с тем, что-
бы максимально сократить время их пребывания в ковше. Сократить время
218
на заправку горловины и осмотр конвертера, довести до минимума простои
конвертера между двумя плавками.
• Принять меры к повышению температуры заливаемой в конвертер чёр-
ной меди путем форсирования хода шахтной печи.
• Временно прекратить загрузку в конвертер холодных присадок, не вы-
деляющих тепла при своем окислении (оборотных сплесов конвертерной ме-
ди, мелких козлов и т. п.).
• Не допускать излишнего передува конвертерной меди, имея в виду,
что количество тепла, выделяемого в процессе продувки, всё время сокраща-
ется по мере выгорания в первую очередь таких примесей, как железо и
цинк.
• Увеличить загрузку в конвертер кокса.
Каждая из перечисленных мер по ликвидации образовавшихся настылей
может служить и для предотвращения образования настылей и повышения
температуры процесса.
Если эти мероприятия не способствуют достижению цели, то необ-
ходимо проверить расчётом, достаточно ли поступает в конвертер воздуха в
единицу времени. В случае если окажется, что поступление воздуха недоста-
точно, то необходимо проверить сечение воздуховодов и производитель-
ность воздуходувки или увеличить диаметр или количество фурм, а если это
необходимо, то повысить давление и количество подаваемого воздуха путём
замены компрессора или турбовоздуходувки на более мощные.
Наиболее эффективным средством к повышению температуры процес-
са конвертирования и производительности конвертера может явиться приме-
нение обогащенного кислородом дутья и подогрев подаваемого в фурмы воз-
духа. Но такое мероприятие следует применять осторожно, не допуская по-
вышения температуры процесса до уровня, выше которого возникает опас-
ность быстрого разрушения или даже оплавления футеровки конвертера.
В случае местного прогорания футеровки необходимо в промежуток
времени между двумя плавками заварить разрушенные места термитной сме-
сью. Состав смеси для заваривания футеровки зависит от температуры стенок
конвертера. Для температуры 1100°С смесь содержит 58% хромомагнези-
тового порошка и 42% термитной смеси, а для 1200^1300°С - из 65% хро-
момагнезитового порошка и 35% термитной смеси.
Заварка производится следующим образом. Конвертер тщательно очи-
щают от остатков меди и шлака и в фурмы вставляют крючья (загнутые фур-
мовки), заклинив их снаружи деревянными клиньями. Крючья вставляются,
чтобы не допустить заливки металлом фурм. Затем конвертер поворачивают
фурмами вниз и через горловину на поврежденные места забрасывают поло-
вину необходимого количества заварочной смеси, а через 5-Ч0мин остальное.
Смесь полностью прогорает за 15мин, после чего конвертер поворачивают
фурмами вверх и краном вытаскивают из них крючья.
219
Горловина конвертера должна прочищаться после каждой плавки и за-
правляться.
Для предотвращения засорения и полной потери отдельных фурм необ-
ходимо непрерывно следить за их чистотой и систематически их прочищать.
В случае же выхода из строя (заливки и замораживания) одной или не-
скольких фурм следует принять меры к их немедленной прочистке и проби-
вания. Пробивка фурм может осуществляться ломиком и кувалдой вручную.
Однако целесообразнее применять пневматический пробойник, который
крепится на той фурме, которую следует пробить.
Применение пневматических пробойников, помимо облегчения труда
рабочих, повышает производительность конвертера на 15^20 % по сравне-
нию с его производительностью при использовании ручной прочистке фурм.
Расход сжатого воздуха на один пневматический пробойник до 1,5
м3/мин.
Наиболее серьезной аварией при работе конвертера является заливка
всех его фурм металлом и их замораживание. Это может произойти вслед-
ствие небрежности обслуживающего персонала: заливки металла в конвертер
и поворот его в рабочее положение без включения дутья или выключения ду-
тья без поворота конвертера. Но чаще это происходит при внезапном пре-
кращении дутья из-за каких-либо аварий. В этом случае, чтобы конвертер
полностью не вышел из строя, необходимо поднять фурмы над уровнем зер-
кала расплавленной ванны, а для этого следует немедленно повернуть кон-
вертер.
В том случае, если устройства, подающие сжатый воздух, питаются
электроэнергией от того же источника, что и механизм для поворота конвер-
тера, прекращение подачи электроэнергии, как правило, приводит к замора-
живанию фурм.
Поэтому, если нельзя обеспечить питание этих механизмов электро-
энергией от разных, не зависящих друг от друга источников, следует, как
указывалось выше, иметь специальное резервное поворачивающее устройст-
во, питающееся электроэнергией от независимого источника или от сжатого
воздуха. В случае аварийного выключения дутья конвертер должен автома-
тически поворачиваться в безопасное для фурм положение.
В случае же, если замораживание всех фурм предотвратить не удастся,
необходимо принять все меры к тому, чтобы обеспечить розлив из конверте-
ра содержащегося в нём расплавленного металла, после чего приступить к
пробивке фурм.
В том случае, когда металл в фурмах успеет полностью затвердеть,
пробивка фурм становится практически невозможной. В этом случае необхо-
димо быстро удалить из конвертера трубки фурм с застывшим металлом и
заменить их новыми.
220
В некоторых случаях предусматривают повышенную присадку в кон-
вертер холодной латунной стружки, при этом расход чёрной меди может
быть снижен на 10(Н200кг.
4.6. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
КОНВЕРТИРОВАНИЯ ЧЁРНОЙ МЕДИ
Технологические показатели при конвертировании чёрной меди приве-
дены ниже:
Расход чёрной меди на 1 т конвертерной меди, кг
Общая продолжительность дутья, часов
Расход воздуха на 1 т конвертерной меди, м3
Расход кокса на 1 т конвертерной меди, кг
Расход латунных холодных присадок, кг
Расход оборотных продуктов, кг
Расход кварцевого флюса, кг
Давление дутьевого воздуха, атм.
1100-1160
2,5-3
250-600
4—6
215(20(^280)
140(10-150)
40-60(35—55)
0,8-1,3
Примечание. В скобках даны возможные пределы расхода материалов. При повышенном
расходе холодной латунной стружки расходуется чёрной меди меньше на 100 -200кг.
При конвертировании чёрной меди получают шлаки с низким содержа-
нием диоксида кремния. Это связано с наличием в чёрной меди никеля и
сурьмы, полнота удаления которых из меди снижается с повышение содер-
жания диоксида кремния в шлаке. Распределение металлов по продуктам
конвертирования приведены в табл. 4.9 .
Химический состав продуктов конвертирования чёрной меди, в том
числе пыли рукавных фильтров приведен в табл. 4.10.
При продувке чёрной меди в конвертере наиболее глубоко из неё уда-
ляются железо и цинк, концентрация которых в черновой меди составляет
0,01^0,03 %.
Таблица 4.9. Распределение металлов по продуктам конвертирования - чёр-
ной меди, %
Продукты Си Zn Sn Pb Ni Sb Fe
Черновая медь 93,1 - 1,5 11 27 23 -
Шлак 2,25 34,2 34,5 41 40 15 100
Оборотный шлак 4,3 10,3 20,0 18 33 23 -
Пыль 1,1 53,0 42,0 27 - 35 -
Потери и невязка 0,25 2,5 2,0 3 - 4 -
221
Железо практически полностью переходит в шлак, цинк в значитель-
ном количестве в виде оксида, больше половины его в металлической форме
возгоняется и концентрируется в пыли в виде оксида.
Большая часть свинца при конвертировании чёрной меди окисляется и
переходит в шлак, около трети - в пыль в связи с летучестью РЬО, заметное
его количество остается в черновой меди. Наиболее трудно удаляемые при-
меси - никель и сурьма. Высокое содержание этих металлов в черновой меди
(О,3—0,5 и 0,2-Ю,4%, соответственно) обусловлено образованием хорошо рас-
творяющихся в ней соединений СнгО’БЬгОз и 6CH2*8Ni*2Sb2O5. Основное ко-
личество никеля переходит в шлак, а сурьма между шлаком и пылью распре-
деляется поровну. Переход сурьмы в пыль связан с возгонкой 8Ь2О3.
Олово в основном распределяется между шлаком и пылью, переход в
которую связан с довольно высокой летучестью SnO. Переход значительного
количества олова в пыль при конвертировании снижает его извлечение в чёр-
ную, а затем и в черновую бронзу. Повышение извлечения олова в эти про-
дукты достигается специальной технологией конвертирования чёрной меди,
обеспечивающей переход значительного количества олова в шлаки, направ-
ляемые в шахтную плавку (таблю4.11,4.12).
Таблица 4.11.Выход продуктов плавки при конвертировании чёрной вторич-
ной меди
Продукт плавки Чёрная медь выплавлена по ста- рой схеме Чёрная медь выплавлена по усовершенствованной схеме
% к массе чер- ной меди % к массе шихты % к массе чер- ной меди % к массе шихты
Конвертерная медь 86-92 66-72,0 До 99,0 68,6-73,0
Шлак I слива 23-31 12-18 »42 До 28,5
Шлак II слива (оборотный) 8-13 6-10 8-11 5,5-8,0
Сплески и другие обороты 2,0-3,5 1,5-2,7 2,5-3,7 1,8-2,6
Пыль в отходя- щих газах 9,3 12,5 7,0-9,7 10,0-11,2 7,0-8,2
222
Таблица 4.10. Состав продуктов конвертерной плавки
Продукт плавки Содержание, %
Си Sn РЬ Zn Ni Sb SiO2 FeO+FejCh А12Оз СаО
При переработке черной меди, выплавленной из шихты, содержащей шлаки конвертеров и рафинировочных печей
Конвертерная (черновая) медь 96,0-98,0 0,010,1 5 0,2-1,2 0,006:0,03 0,35-0,7 0,05:0,03 - - - -
Шлак I слива 10-25 5-10,2 4-10,2 7,5-21 0,5-2,7 0,2-1,7 7-21 14-29 1,8-9,0 0,4-1,8
Шлак 11 слива 28-45 4-11 5-12 4-10 1,2-4,3 0,6-2,4 6-11 8-16 0,8-4,0 0,3-1,5
Пыль из отхо- дящих газов 0,2-0,6 6-15 10-17 44-65 - - - 0,15-1,0 - -
При переработке черной меди, выплавленной из шихты, не содержащей шлаков конвертеров и рафинировочных печей
Конвертерная (черновая) медь 97,5-98,2 0,01-0,12 0,2-0,7 Следы 0,25-0,38 - - - - -
Шлак 1 слива 12-22 2,5-4,4 3,8-6,8 12-16 1,1-1,6 - 10:15 25-30 8-10 1,8-2,2
Пыль из отхо- дящих газов 0,56-1,04 2,5-6,0 8,8-12,0 59,0:68,0 - - - - - -
Примечания: 1. В конвертерной пыли, кроме того, содержится мышьяка 0,02-0,04%, заметные количества сурьмы и неметаллические примеси. 2. В конвертерной меди в отдельных случаях содержится мышьяка до 0,02^0,04%. Содержание в ней кислорода составляет 0,9-1,5%.
Таблица 4.12. Расход материалов на 1т выплавленной конвертерной меди
(без учета чёрной меди)
Материал Черная медь выплавлена
По старой схеме По усовершенствованной схеме
Воздух, нм! 950 Не учитывается
Холодные латунные присадки, кг 215 (200:280) 435-550
Кварц, кг 53(35-55) 50
Кокс, кг 4,5-5,0 5
Обороты, кг 135(100-150) 140
Примечание. В скобках даны возможные пределы расхода материалов.
Для получения богатых по олову шлаков (до 6,5%) в конвертер, на-
ряду с медным ломом, загружают вторичные материалы с повышенным
содержанием олова, кокс и заливают чёрную медь. Первую продувку ведут
без флюса, при горении кокса в конвертере развивается высокая темпера-
тура, происходит плавление твердых материалов и отгонка основной мас-
сы летучих металлов - примесей или их оксидов: цинка, свинца и сурьмы.
По окончании продувки в конвертер загружают флюс (кварцевый песок) и
при повторной кратковременной продувке получают черновую медь и
шлак, в который переходит 65—70 % олова.
Чёрная бронза, получаемая при шахтной плавке оловосодержащих
шлаков совместно с ломом и отходами, содержит значительное количество
железа (2-6%) и серы (до 3 %). Железо удаляют из бронзы путем её про-
дувки в конвертере (в течение 5—8мин); при этом окисляется и часть серы;
дальнейшую десульфурацию расплава производят с помощью кальцини-
рованной соды. Получаемая черновая бронза имеет состав, %: 79—82
(Cu+Zn); 2—4 Sn; 7-8 Pb; 4,5-6 Ni; 0,8-1,2 Sb; 0,7-1,2 Fe; 0,5-1,55 S.
Осуществляемое в первичной металлургии совершенствование кон-
вертирования в полной мере относится и к конвертированию чёрной меди
и бронзы - герметизация и кессонирование зонтов, механизация прочистки
фурм, экспресс-анализ расплавов. Целесообразно также применение при-
родного газа взамен кокса при продувке чёрной меди и бронзы.
224
ГЛАВА 5. ОГНЕВОЕ РАФИНИРОВАНИЕ КОНВЕРТЕРНОЙ
МЕДИ
5.1. ОСНОВНЫЕ ПОНЯТИЯ
Процесс рафинирования вторичной меди [32,33,34,37] осуществля-
ется, как правило, в две ступени: сначала проводят огневое рафинирова-
ние, посредством которого содержание меди в металле повышают до
99,2-^99,4%, а затем полученную медь отливают в аноды и уже электроли-
зом доводят до марки МО и лишь в очень небольшом количестве— до мар-
ки Ml. Поэтому огневое рафинирование является операцией предвари-
тельной, имеющей целью удалить основную часть оставшихся в конвер-
терной меди примесей, а при разливке придать ей форму анодов.
Огневое рафинирование вторичной конвертерной меди осуществля-
ется в таких же пламенных отражательных печах, как и рафинирование
конвертерной меди, выплавленной из руд. Сам процесс мало чем отлича-
ется от огневого рафинирования первичной конвертерной меди. Рафини-
рование меди представляет собой окислительный процесс, осуществляе-
мый посредством продувки воздухом расплавленной медной ванны с по-
следующим её восстановлением путем «дразнения». Дразнение произво-
дится свежесрубленной древесиной; в результате чего образуется шлак, в
который переходит большая часть примесей. Однако процесс огневого ра-
финирования вторичной конвертерной меди имеет ряд существенных осо-
бенностей, что объясняется различием состава первичной и вторичной
конвертерной меди.
Вторичная конвертерная медь, как правило, более загрязнена
примесями. Количество примесей в низшей марке первичной кон-
вертерной меди достигает максимально 2,5%. Во вторичной конвертер-
ной меди - 4,0%, кроме того, такая медь содержит меньше благородных
металлов, серы, селена, теллура, мышьяка и висмута. Однако во вторич-
ной конвертерной меди бывает большее количество свинца и цинка и
трудно удаляемых огневым рафинированием примесей, таких как никель,
сурьма и олово. Присутствие значительного количества примесей обусло-
вило ряд особенностей огневого рафинирования вторичной черновой
меди. Основная особенность заключается в образовании значительно
большего количества рафинировочного шлака, поэтому стены и под
анодных печей должны иметь хромомагнезитовую кладку. Для ошлако-
вания примесей, особенно свинца, необходимо вводить кварцевый флюс,
поэтому в печах огневого рафинирования вторичной меди, как правило,
делают откосы из кварцевого песка, возобновляемые после каждой
плавки и, кроме того, иногда загружают кварц на подину печи.
Свинец принадлежит к трудноудаляемым примесям, особенно
при основном поде, так как при повышенных температурах феррит свинца
разлагается, образуя оксид РЬО, имеющий большую плотность
(9520кг/м3), чем жидкая медь (7930кг/м3). Силикат свинца PbSiO3 имеет
225
меньшую плотность, чем медь, хорошо растворяется в шлаке, но его обра-
зование в присутствии железа затрудняется. Поэтому следует стремиться
снижать содержание свинца в черновой меди при конвертировании, ис-
пользуя специальные технологические приёмы. Кроме того, содержание
свинца и олова в чёрной меди может быть снижено при выводе конвер-
терных и рафинировочных шлаков из шихты шахтной плавки на специаль-
ную металлургическую переработку с получением черновой бронзы в
шахтных или электрических печах. Содержание свинца в анодной меди
доходит до 0,21%, но редко поднимается выше. В процессе электролиза
свинец особенных затруднений не приносит, кроме загрязнения шлама
нерастворимым РЬЗОд.
При огневом рафинировании вторичной черновой меди с повы-
шенным содержанием мышьяка и сурьмы иногда, прибегают к описанному
выше чередованию окисления и восстановления металла или к использо-
ванию щелочных добавок. Заводы, перерабатывающие только вторичную
черновую медь или медь вместе с первичным металлом, получают аноды с
содержанием сурьмы в пределах 0,00470,31%. Содержание мышьяка в
меди на этих заводах колеблется в диапазоне 0,0026 + 0,22%.
Вторичная черновая медь часто загрязнена никелем, что вынуж-
дает применять присадку железистого флюса для разрушения «слюдки»,
особенно если пропускная способность отделения регенерации электроли-
та не позволяет очищать раствор электролитного цеха от большого коли-
чества никеля.
Во вторичном сырье обычно содержится олово. При огневом ра-
финировании олово окисляется в основном до SnO2. Исследованиями, про-
веденными с оловосодержащей медью, было установлено, что лишь 1^5%
олова, остающегося в металле после окисления, находится в металличе-
ской форме. Основная часть олова в меди присутствует в виде SnO2,
представляющей собой длинные игольчатые и звёздчатые кристаллы. Эти
кристаллы трудно выделяются из металлического расплава, что обуслов-
ливает медленное уменьшение содержания олова в меди при её окислении.
Кроме того, SnO2 не образует силикатов, что осложняет удаление этой
примеси при рафинировании. Удалению олова способствует добавка ос-
новных флюсов, образующих станнаты, легко растворимые в шлаке.
Обычно олово вызывает меньше затруднений при рафинировании, чем
сурьма и свинец, и его содержание в анодной меди редко превышает
0,05%.
Наконец, вторичная конвертерная медь обычно сильнее переду-
та, чем первичная, т. е. в ней содержится больше кислорода, связанного с
медью в форме закиси. Содержание в меди кислорода доводят до 0,8% ,
что соответствует примерно 8% Си2О, растворённой в меди.
226
5.2. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ ПРИ ОГНЕВОМ РАФИ-
НИРОВАНИИ МЕДИ
Окислительное (огневое) рафинирование меди основано на том,
что большинство содержащихся в ней примесей имеет большее сродство к
кислороду, чем сама медь, и большинство оксидов, образующихся при
окислении примесей, в меди не растворимо и вследствие этого выделяется
из меди с удалением в виде шлака. Однако огневым рафинированием
нельзя удалить такие примеси, как благородные металлы и висмут, по-
скольку они имеют к кислороду меньшее сродство, чем медь, и потому не
будут окисляться, находясь в расплаве меди.
Примеси, имеющие большее сродство к кислороду, чем медь, но
оксиды которых растворяются в расплавленной меди непосредственно или
после образования каких-либо более сложных растворимых в меди соеди-
нений могут быть удалены огневым рафинированием, но удаляются с тру-
дом и не полностью. Чаще всего для этого требуется осуществление меро-
приятий, способствующих разрушению соединений, делающих тот или
иной оксид растворимым в меди. К числу таких трудноудаляемых при-
месей в первую очередь относятся никель, сурьма и в меньшей степени
мышьяк и олово. Рафинированию способствует летучесть некоторых при-
месей (например, цинка) или их оксидов (например, As2Oj), что позволяет
с легкостью и полнотой удалять их из меди.
При продуве воздухом медного расплава содержащиеся в нём
металлы окисляются в соответствии с их сродством к кислороду в после-
довательности: Zn, Sn, Fe, Ni, Sb, Pb, As, Cu, Ag, Au. Такая очерёдность
окисления соблюдается при условии равной концентрации (активности)
этих металлов в расплаве. В ванне при большой концентрацию меди, в
первую очередь окисляется именно этот металл, а роль передатчика ки-
слорода, металлам-примесям выполняет оксид меди Си20.
Пределы удаления металлов-примесей Me' из ванны расплава
меди определяют равновесием реакции:
[Me'] + [Cu2O] = [2Cu] + (Ме'О); (5.1)
это равновесие наступает при равном давлении диссоциации оксидов ме-
ди и примеси, т.е. (РОг )с„2о = (Р(>2 )Ме-о.
Зависимость давления диссоциации этих оксидов от их концентрации (ак-
тивности) в расплавах описывается следующим выражением ;
<5-2)
227
(Р j _ [cu2d\2 (°2)с“2 К, [Си]4 (5-3)
При (То2)си2 =(Ро2)ме’О
[Си,О]2 _ (МеО)2 К} [Си]4 " К2 [Me']2 В этом случае константа равновесия реакции (5.1) (5-4)
к = (МёО)[Си\2 ‘ У К2 [Ме’][Си2О] Отсюда содержание примеси в металле (5.5)
[w]Jc“i;(wy) 1 J К [Си2о] (5.6)
Минимальное содержание примеси в меди огневого рафинирова-
ния достигается насыщением меди её оксидом и при минимальной кон-
центрации оксида а шлаке:
[Ме1 JCttlWob
L Jm" кс[си2о]т
(5-7)
Расчёт оптимального содержания железа в меди при её огневом
рафинирований по А.Н. Вольскому и Е.М.Сергиевской [42] приводится
ниже.
Константа равновесия Кс реакции взаимодействия железа с оксидом
меди при 1200°С равна 42,4- Концентрация оксида меди в жидкой меди
[Си2О]нас равна 12,4 % или 7моль/л при плотности последней 8400г/л,
концентрация меди в расплаве - 116г*атом/л. При концентрации (FeO)min
в шлаке 10^моль/л, минимальное содержание железа в меди
[Ее] = ——~— = 0,004 моль/л или (5.8)
I jmui 424.7 '
= 0,004 56 100 = о,ООЗ % (по массе) (5.9)
Аналогичными расчетами установлены пределы удаления из ме-
ди других примесей, %: 0,0006 Sn; 0,0016 Pb; 0,00006Zn; 0,44Ni; 0,2 Sb;
0,16 As.
228
Восстановление растворённого в медном расплаве оксида меди
проводят древесиной, природным газом и продуктами его конверсии. В ча-
стности, восстановление оксида меди твердым углеродом и метаном про-
текает по реакциям:
2[Си2О] + С = 4[Си] + СО2 (5.10)
4[Си2О] + СНд = 8[Си] + СО2 + 2Н2О (5.11)
Термодинамические расчеты показывают возможность полного
восстановления оксида меди; на практике содержание кислорода в меди
огневого рафинирования составляет 0,05-Ю, 1 %.
При одновременном присутствии в меди нескольких примесей,
что практически всегда имеет место, в первую очередь начинают окис-
ляться те примеси, упругость диссоциации которых при данной темпера-
туре и соотношении концентрации примеси окажется больше.
Опыт показывает, что при рафинировании меди начинают одно-
временно окисляться все примеси, имеющие большее сродство к кислоро-
ду, чем сама медь. Удаление же их идёт с разной скоростью, и до тех пор,
пока не удалены примеси, имеющие особенно большое сродство к кисло-
роду, остальные примеси удаляются весьма медленно.
Последовательность и полнота удаления примесей при рафини-
ровании меди, выплавленной из руд, в печи при кислом поде впервые бы-
ло изучено Ванюковым В.А. и Зайцевым В.Я. Результаты их исследова-
ния представлены на рис. 5.1 [39].
Рис. 5.1. Динамика окисления примесей при огневом
рафинировании меди на кислом поду
229
Результаты более поздних исследований, согласующиеся в ос-
новном с выводами [39], приведены для печи с основным подом на рис.
5.2, а для печи с кислым подом - на рис. 5.3.
Рис. 5.2. Динамика окисления примесей при огневом
рафинировании меди на основном поду
1 - расплавление; 2,4,6 - окисление дутьем: 3 - кипение; 5 - первое дразнение;
7 - второе дразнение: 8- повторное рафинирование
При рафинировании вторичной черновой меди в расплавленной ванне
практически не содержится серы и весьма мало железа, поэтому приведен-
ные на рис.5.1-^5.3 графики характерны для рафинирования вторичной ме-
ди, начиная с точки, соответствующей моменту удаления основной массы
железа и серы.
Рис 5.3. Динамика окисления примесей при иневом
рафинировании меди на кислом поду
I - расплавление; 2,4,8 - окисление дутьем; 3 - кипение; 5 - первое дразнение;
6 - предварительное дразнение; 9 - дразнение на ковкость.
Из графиков на рис.5.1 и 5.2 видно, что интенсивное удаление
большинства примесей начинается лишь после удаления железа и серы при
наличии же в металле цинка, как показывает опыт, также и цинка.
230
Но ещё раньше этих примесей удаляются алюминий и кремний, ко-
торые могут быть внесены при загрузке лома алюминиевых бронз, крем-
нистой латуни и других аналогичных медных сплавов.
Рассматривая поведение отдельных примесей, следует отметить
следующее: алюминий, кремний, марганец и железо, имея наибольшее
сродство к кислороду образуют оксиды, не растворяющиеся в меди, легко
всплывают на поверхность ванны и хорошо взаимно шлакуются, в резуль-
тате чего быстро и полно удаляются из меди. Железо при этом закисью
меди окисляется лишь до FeO, но, всплывая на поверхность ванны, час-
тично окисляется кислородом воздуха до Ре2Оз. Соответственно часть же-
леза переходит в шлак в виде силикатов, а некоторая часть образует с дру-
гими оксидами ферриты. При рафинировании же в печи с основным подом
большая часть железа образует ферриты.
Цинк при значительном его содержании удаляется еще в период
расплавления меди, испаряясь в металлической форме. Остаток его легко,
полно и быстро окисляется и шлакуется, образуя ферриты (ZnO"Fe2O3),
частично силикаты, или просто растворяется в шлаках.
Свинец легко окисляется после удаления из меди железа и цинка,
но, будучи тяжелее расплавленной меди, оксид свинца РЬО опускается на
дно ванны и при проведении рафинирования в печи с основным подом
лишь с трудом может быть ошлакован и удален. При кислом поде ошлако-
вание РЬО идет значительно легче. При значительном содержании свинца
и особенно при рафинировании на основном поду в печь необходимо до-
бавлять кварцевый флюс. Частично РЬО удаляется путем испарения.
Кобальт легко окисляется и, образуя силикаты и ферриты, хоро-
шо удаляется из меди. Его интенсивное окисление начинается после уда-
ления железа и цинка, но раньше, чем свинца.
Никель удаляется после цинка, железа и кобальта; однако его
удаление становится менее интенсивным после выделения из металла все-
го железа. Это объясняется прежде всего тем, что оксид никеля успешно
шлакуется, образуя ферриты.
При наличии в рафинируемом металле сурьмы или мышьяка уда-
ление никеля протекает особенно трудно вследствие образования медно-
никелевой слюдки состава 6Cu2O*NiO*2Sb2O5 (или 6Cu2O*8NiO*2As2O5),
хорошо растворимой в расплавленной меди и трудно восстанавливаемой.
Разрушение слюдки происходит несколько лучше в печи с основным по-
дом, а особенно при вдувании в медь соды, которая разрушает слюдки
вследствие образования соединений между оксидами сурьмы и мышьяка и
оксидом натрия типа Na2O*As2O5 и Na2O’Sb2O5, которые не растворимы в
меди и быстро из нее удаляются. Оксид никеля, становясь свободным, сла-
бо растворяется в меди и потому значительно легче удаляется из меди,
особенно при наличии железа.
231
Опыты [39] показали, что особенно трудно разрушить меде-
никелево-мышьяковистую слюдку, вследствие чего при наличии в меди
мышьяка никель удаляется с наибольшим трудом. Ими же эксперимен-
тально доказано, что равновесие между Си2О и NiO в расплавленной меди,
не содержащей сурьмы и мышьяка, наступает при температуре около
1200°С в печи с кислым подом и при содержании в меди 0,38% Ni, а в пе-
чи с основным подом - при 0,34% Ni. Процесс удаления никеля в печи с
Рис. 5.4. Динамика удаления никеля из меди при огневом
рафинировании в печи с кислым подом
Термодинамические расчёты показывают, что равновесие между
Cu2O, Fe2O3 и NiO при 1200°С в расплавленной меди в присутствии 3%
Fe2O3 наступает при содержании никеля в меди всего 0,042%. Промыш-
ленные испытания подтвердили, что добавка железной окалины способст-
вует более полному удалению никеля, но и в этом случае с трудом удается
снизить его содержание до 0,23%. В производственной работе этих ре-
зультатов обычно не достигают.
Следует иметь в виду также, что работа с присадкой оксидов же-
леза вредно отражается на стойкости футеровки рафинировочных печей.
Висмут имеет меньшее сродство к кислороду, чем медь, и поэто-
му при небольших концентрациях он не окисляется закисью меди. Его со-
держание в меди при рафинировании снижается весьма незначительно и
то лишь за счёт испарения.
Золото , серебро и платина при огневом рафинировании не окис-
ляются и практически не испаряются, вследствие чего целиком остаются в
меди.
Селен и теллур хотя и окисляются в процессе рафинирования, но
при их малом содержании в меди не шлакуются и, почти не испаряются в
этих условиях, практически целиком остаются в меди.
232
Олово при окислении образует как закись, так и оксид. Оксид
олова силикатов не образует и, частично растворяясь в расплавленной ме-
ди, удаляется с трудом. Несколько легче удаляется закись олова, которая, к
тому же, частично испаряется. Для лучшего удаления олова полезно до-
бавлять в печь сильные основания или хотя бы соду, при наличии которых
оксиды олова образуют станнаты, которые входят в состав образующегося
шлака.
Сера во вторичной конвертерной меди практически не присутст-
вует и лишь в весьма небольших количествах может находиться в виде
растворенного в меди сернистого газа.
При дразнении сернистый газ, если он содержался в рафинируе-
мой меди, удаляется окончательно.
Во избежание загрязнения меди серой применять в качестве вос-
становительного покрытия на последней стадии рафинирования и при роз-
ливе можно только древесный уголь, но отнюдь не кокс.
Сурьма и мышьяк относятся также к трудно удаляемым приме-
сям, так как их оксиды образуют с закисью меди прочные соединения
As2O5*Cu2O и Sb2O5"Cu 2О, растворимые в меди.
В присутствии никеля образуются, как указывалось, весьма
стойкие соединения - слюдки.
Кроме того, термодинамические расчеты показывают, что равно-
весие между Си2О и оксидами мышьяка при температуре рафинирования
наступает при содержании в меди 0,66% мышьяка. Однако возможно по-
лучать медь с более низким содержанием мышьяка, чему способствует ле-
тучесть низшего оксида мышьяка (As2O3); то же относится и к сурьме,
низший оксид которой так же летуч.
Таким образом, как мышьяк, так и сурьма удаляются легче в виде
низших оксидов, которые, к тому же, не образуют соединения с закисью
меди. Поэтому, после того как эти примеси окислятся до высшего оксида,
необходимо их вновь превратить в низший оксид. Обычно это достигается
восстановлением меди (дразнением), при котором и сурьма и мышьяк вос-
станавливаются полностью и при повторном окислении образуют сначала
низшие оксиды, которые частично успевают удалиться, а частично вновь
окисляются до высших оксидов.
Повторяя несколько раз поочередно окисление и дразнение, уда-
ется снизить содержание мышьяка значительно ниже указанной выше рав-
новесной концентрации, а продувкой меди порошкообразной содой или
смесью соды с хлорной известью удается довести содержание мышьяка до
0,003%. При этих условиях хорошо удаляется также и сурьма. Объясняется
это образованием соединений типа (Na2O)3Sb2O5 и (Na2O)jAs2O5, которые
хорошо шлакуются.
Вторичная конвертерная медь обычно содержит мало мышьяка,
однако содержание сурьмы в ней велико. Однократным окислением с по-
233
следующим дразнением без продувки металла содой содержание сурьмы в
меди может быть снижено лишь до 0,08-4), 10%.
5.3. ШИХТА РАФИНИРОВОЧНЫХ ПЕЧЕЙ
Шихта рафинировочных печей заводов, выплавляющих вторичную
медь, весьма разнообразна.
Основной её компонент — вторичная конвертерная медь, загружае-
мая как в твёрдом, так и в расплавленном виде. Иногда совместно со вто-
ричной черновой медью рафинированию подвергалась также и конвертер-
ная медь, выплавленная из руд и концентратов (табл.5.1).
Таблица 5.1. Компоненты шихты рафинировочных печей при производ-
стве вторичной меди
Материал Относительное количество
Медь конвертерная: твёрдая расплавленная 40 50 83 42-51 38-31 35 40 96 38-57 38-48
Оборотные продукты рафинирования: брак изложниц брак анодов прочие обороты 2 - 9-11 2 6 0,6 1 04 14 04
Отходы цеха элекролиза: обсоски. шишки,обрезки 8 17 11-20 13,4 2,5 9,11
Итого металлической шихты 100,0 100,0 100,0 100,0 100,0 100,0
Флюсы: кварцевый песок, железная окалина, сода, едкие щёлочи, хлорная известь - 1,5 0,8-1,5 1 2-3 О1 0,5-1 1 2 0,8-1,2 1,2-2,5
ВСЕГО 100,0 101,5 100,8- 101,5 102,5- 100,6 103.0 102,0-н 103,7
234
В состав шихты рафинировочной печи могут входить также неза-
грязненные обороты конвертерного передела (чистые сплески, ковшевые
козлы, небольшие козлы от горловины конвертера и т.п.) и некоторые ви-
ды собственных оборотов рафинировочных печей, например брак анодов,
чистые сплески, небольшие козлы разливочного ковша или заливочного
желоба. В том случае, если огневое и электролитическое рафинирование
меди осуществляются на одном заводе, значительную долю в составе ших-
ты занимают отходы и обороты цеха электролитического рафинирования,
как-то: анодный скрап («обсоски»), шишки, отваливающиеся от катодов,
обрезки маточных листов и т. п.
В качестве рафинирующих флюсов может добавляться кварцевый
песок, железная окалина, а иногда сода, хлорная известь и т.п. При заливе
расплавленной конвертерной меди в печь неизбежно попадает также не-
которое количество конвертерного шлака.
5.4. ШЛАКИ РАФИНИРОВОЧНЫХ ПЕЧЕЙ
Шлаки рафинировочных печей имеют различный состав в разные
периоды рафинирования, а также в зависимости от того, ведется ли рафи-
нирование в печи с кислым или основным подом. В шлаках основных пе-
чей содержится до 5065% Си, а в шлаках кислых печей 3050% Си, одна-
ко шлаков в основных печах образуется меньше, вследствие чего переход
меди в шлак (по балансу в процентах от содержания в шихте) примерно
одинаков и даже несколько ниже в печах с основным подом.
Шлаки с печей, имеющих основной под, представляют собой
сплав ферритов и оксидов, примесей и меди. Шлаки же с печей, имеющих
кислый под (во всяком случае в первый период рафинирования), состоят
из силикатов оксидов этих же примесей и лишь частично из ферритов.
Согласно исследованиям [43], в шлаках рафинировочных печей
содержатся:
• медь - в виде металлических корольков, свободных оксидов и
закиси и этих же оксидов, связанных в ферриты и силикаты;
• никель - главным образом в виде феррита и частично в виде
свободного оксида;
• свинец - в виде силиката, частично в виде свободного оксида
(РЬО) и, наконец, в меньшей степени в форме феррита;
• олово - главным образом в виде оксида (SnO2);
• железо - в виде ферритов никеля, свинца и меди и в небольшом
количестве в форме магнетита.
Основная часть меди находится в шлаке в виде закиси, и лишь
15^-20% её общего содержания в виде запутавшихся металлических ко-
рольков.
235
Следует иметь в виду, что даже при довольно быстром охлажде-
нии рафинировочных шлаков часть закиси меди и ферритов закиси меди
переходит соответственно в оксид меди и феррит оксид, которые более ус-
тойчивые при низких температурах. Вследствие этого часть меди восста-
навливается до металла по реакциям:
Си2О = СиО + Си,
Cu2O«Fe2O3 = Си + CuO«Fe2O3,
(5.12)
(5.13)
в результате чего содержание металлической меди в охлажденном шлаке
может быть больше, чем в расплавленном.
Рафинировочные шлаки одной и той же плавки, даже одного пе-
риода той же плавки, весьма неоднородны, что затрудняет отбор достовер-
ной пробы и является нередко причиной ошибок при составлении баланса
металлов.
В качестве примера неоднородности шлаков рафинировочных
печей в табл. 5.2. приведены результаты анализов различных проб, ото-
бранных от шлаков одной и той же плавки.
Таблица 5.2. Характеристика состава рафинировочных шлаков
ПЛАВКА НОМЕР ПРОБЫ СОДЕРЖАНИЕ,0/»
Си Ni Pb Sb
I 1 66,16 0,73 4,5 0,93
2 61,14 0,95 3,62 0,87
3 59,18 0,78 4,25 1,07
4 62,46 0,77 4,26 1,02
5 54,46 0,67 3,94 1,38
II 1 49,33 4,04 6,46 1,26
2 45,36 4,37 7,95 1,11
3 54,17 2,67 5,63 1,21
III 1 52,8 1,41 4,99 1,38
2 57,26 1,03 4,83 1,21
3 72,03 2,86 2,86 1,49
На переход меди в шлак влияет также и состав самих шлаков.
Так, при работе в печи с основным подом было установлено снижение пе-
рехода меди в шлак на 2^3% (по балансу) при добавке в качестве флюса
железной окалины или гематитовой руды. При этом, чем больше в шлаке
железа, тем меньше содержится в нём меди (табл. 5.3).
Повышение содержания в шлаке SiO2 до 15-48%, также благопри-
ятно сказывается на снижении содержания в шлаке меди. Это показывает,
что, хотя при огневом рафинировании меди обычно не придают серьезного
236
значения составу шлака по шлакообразующим компонентам, но это явля-
ется ошибкой.
Таблица 5.3. Содержанием железа и меди в шлаках рафинировочных пе-
чей [29~]
Компонент Содержание,%
Проба шлака
I II III IV V VI VII VIII IX
Железо 5,44 5,83 6,00 7,41 8,40 12,59 13,03 15,26 23,45
Медь 55,72 51,08 50,97 50,68 48,60 46,51 44,52 38,52 37,88
Существенное влияние химического состава шлака на переход в не-
го меди подтверждается опытом работы промышленных предприятий,
когда незадолго до операции съёма шлака добавляют в рафинировочную
печь шлаки мартеновских печей, богатые закисью железа. Это позволяет
резко сократить переход меди в шлак за счёт частичного вытеснения заки-
си меди из шлаков более сильными основаниями. Кроме того, снижаетя
содержание в шлаке запутавшихся корольков вследствие увеличения жид-
котекучести шлака и понижается температура его плавления.
Мартеновский шлак в виде присадок влияет (рис. 5.5) на снижение
содержания меди в шлаках рафинировочных печей (в пересчете на шлак,
не разбавленный флюсующими добавками).
Рис. 5.5. Влияние добавки мартеновского шлака на
содержание меди в шлаках рафинировочных печей
/ — химически связанная медь; // — общее содержание меди
Опыт работы завода «Красный выборжец», Россия показал также
(рис. 5.6) на значительное снижение содержания меди в шлаках при добав-
лении флюса, содержащего 10% криолита, 20% кальцинированной соды и
70% стеклянной боя.
237
Рис. 5.6. Влияние флюсов (криолит - сода - стекло) на содержание
химически связанной меди в рафинировочных печах
5.5. ИСПОЛЬЗОВАНИЕ НАТРИЕВОЙ СЕЛИТРЫ
Одним из недостатков существующей технологии огневого рафи-
нирования меди является значительная продолжительность окислительной
стадии (при переработке лома она иногда составляет 5 час). Из практики
щелочного рафинирования чернового свинца известно, что функцию окис-
лителя успешно выполняет натриевая селитра. Вольхин А.И. и Елисеев
Е.И. [44] исследовали окислительную способность натриевой селитры по
отношению к меди и её примесям, а также условия ввода натриевой селит-
ры в расплав, обеспечивающие её полное использование.
Принципы, на которых основано удаление примесей из свинца,
аналогичны основным положениям теории окислительного рафинирова-
ния черновой меди. Результаты термодинамических расчетов свиде-
тельствуют о возможности протекания следующих взаимодействий с ме-
дью и её компонентами (5.14-^5.18).
10Cu + 2NaNO3 = 5Cu2O + Na2O + N2f; (5.14)
10Pb[Cu] +6NaNO3 = 5Pb2O3 + 3Na2O + 3N2f; (5.15)
5Pb [Cu] + 2NaNO3 = 4 (PbO) + Na2PbO2 + N2f; (5.16)
2As [Cu] + 6NaNO3 = 2Na3AsCu + 3N2f + 5O2T; (5.17)
2Sb [Cu] + 6NaNO3 = 2Na3SbO4 + 3N2f+ 5O2 f. (5.18)
Влияние добавок-комплексообразователей на распределение при-
месей между металлом и шлаком общеизвестно [39]. В частности, катионы
щелочных и щелочноземельных металлов имеют ионный характер связи с
кислородом и относятся к группе катионов-модификаторов. Введение их в
расплав шлака приводит к увеличению количества свободных ионов ки-
слорода и более глубокому удалению примесей металлов, образующих ки-
слотные оксиды (свинец, олово, висмут, мышьяк, сурьма) [45].
238
Для системы Na2O’SiO2 характерно наличие трех эвтектических
сплавов с температурами плавления: 1295 К (56,9% Na2O. 43,1% SiCh);
1120 К (37,9% Na2O, 62,1% SiO2); 1056 К (26,1 % Na2O, 73,9% SiO2). Это
позволяет в процессе анодной плавки получать гомогенные шлаки, что
повышает извлечение меди в аноды.
Способ подачи мелкодисперсных твердых частиц в жидкую ванну
оказывает существенное влияние на степень усвоения вводимого реагента.
Особенно это относится к легким твердым веществам. Сферические части-
цы диаметром d < 3,5*10'3м плотностью, близкой к плотности расплава,
проникают на глубину, равную 15<-20 диаметрам частицы [46]. Учитывая
разницу в плотностях твердой селитры (2,25г/см3) и жидкой меди
(7900кг/м3, Т = 1523 К), обычный способ загрузки натриевой селитры на
поверхность ванны, как показали предварительные промышленные испы-
тания, не обеспечивает эффективного внедрения её в расплав. Вместе с
тем глубина проникновения увеличивается, если частицы впрыскивать
(инжектировать) в расплав в струе газа-носителя.
Для пылегазового потока определенной плотности существуют
критические значения скорости инжекции и размера частицы, ниже кото-
рых она не внедряется в расплав, а выносится дутьевыми газами из ванны.
Оптимальный размер частиц составляет (0,8У2,0)*10'3м; в промышленных
экспериментах крупность зерен натриевой селитры составляла
(0,5^-1,0)’10'3м. Минимальная критическая скорость частицы для её вне-
дрения в жидкость может быть определена по формуле (5.19) [47].
K-^=-iT~g~+0’375 J- g /7j,c Р" (5-19)
\йчРч Рт
где о - поверхностное натяжение меди, равное 1080Н/м при темпе-
ратуре 1523К;
рч - плотность селитры, кг/дм3;
d4 - размер частиц селитры, м.
После подстановки числовых значений получим V4Kp= 84,8см/сек.
Тогда расход воздуха через фурму диаметром d^ = 2.5см составит:
Q = 0,785 d2* • = 0,416дм3/сек.
(5.20)
Для определения глубины проникновения селитры в жидкость ис-
пользовали зависимости (5.21, 5.22):
L = [(Рж • Pi - Pi2) • <V(g • рж)]0’5 • Va (5.21)
Pi = (Gm„ + GJ/[Qme +0„- PH/(PH +Pq)], (5.22)
239
где Gme - массовый расход селитры, 5*10'2кг/сек; G? - массовый рас-
ход воздуха, определенный с учетом давления перед соплом 0,45МПа, ме-
таллостатического давления столба расплава и атмосферного давления
воздуха:
(1,29*273*0,45)/(239*0,216-5,5-10‘2)=0,141 кг/сек; (5.23)
Qme - объемный расход селитры, 2,01*10'5м3/сек;
Q? - объемный расход воздуха с учетом противодавления среды,
1,9*10’2 м3/сек;
Va - скорость истечения воздуха, 38,85м/сек.
После подстановки числовьгх значений в уравнения (5.22) и (5.23)
получим L = 0,137м.
Условия перехода к струйному режиму инжекции определяли по
формуле:
N = 0,75-(G^G^ (L/dJ-foJpJ < 3,04,5 (5.24)
Величина N оказалась равной 2,3-Н О’3, что намного меньше приве-
денных в неравенстве (5.24) критических значений.
При расходе натриевой селитры 180кг/час, дутья 200м3/час, погру-
жении сопла на глубину 0,1м и его внутреннем диаметре 0,025м реализу-
ется устойчивый струйный режим внедрения селитры в расплав черновой
меди. Это обеспечивает большую в сравнении с пузырьковым и пульсаци-
онным режимами глубину проникновения частиц и газа в расплав, лучшее
диспергирование воздуха, более полное использование селитры и исклю-
чает затекание расплава в сопло.
В промышленных экспериментах для подачи измельченной селит-
ры в расплав меди использован воздушный нагнетатель (рис.5.7), который
состоит из бункера, тарельчатого питателя и смесительной камеры с ин-
жектором.
В связи с вовлечением в переработку вторичной меди и отходов от
переработки шламов наметилась тенденция увеличения концентрации
свинца в анодной меди. Свинец, как правило, попадающий в шихту с вто-
ричными материалами, является одной из трудно удаляемых примесей. В
обычном процессе окисление свинца начинается ещё при расплавлении
шихты, затем постепенно ослабевает и прекращается в начале дразнения.
Дальнейшее удаление свинца возможно только путем испарения.
240
Рис. 5.7. Воздушный нагнетатель
/ - бункер; 2 - реагент; 3 - крышка; 4 - струбцина; 5 - электродвигатель;
б - вариатор; 7 - редуктор; 8 - тарель; 9 - смесительная камера
Применение селитры позволяет повысить скорость и глубину ра-
Рис. 5.8. Извлечение свинца в шлак при рафинировании медного лома
Количественные закономерности окисления свинца натриевой се-
литрой можно пояснить, исходя из результатов математической обработки
процесса массообмена при инжекции твердых частиц её в воздушный фа-
кел. Суммарный процесс массообмена преимущественно состоит из сле-
дующих стадий:
• транспортировка примеси (свинца) из рафинировочной печи в
зону барботажа;
• перенос металла-примеси в зоне барботажа к границе раздела
"расплав-частица";
• химические взаимодействия;
241
• отвод продуктов от реакционной поверхности в объём шлаковой
и газовой фаз.
Учитывая, что стадии переноса металла-примеси и отвода продук-
тов в условиях барботажа протекают достаточно быстро и процесс в целом
лимитируется только диффузией, он наиболее вероятно контролируется
передачей свинца из объема ванны в барботажную зону. Тогда скорость
процесса массообмена между примесью металла (свинец) и взвешенными в
воздушном факеле частицами может быть описана уравнением:
V=[(₽-F)/Vc].(COpb-CpPb),
(5.25)
где Р - коэффициент массообмена, см/сек;
F - поверхность контакта твердых частиц селитры с расплавом в преде-
лах барботажной зоны, см2;
Vc - объём струи, см3;
С°рЬ - концентрация свинца в объёме рафинировочной ванны, % (по
массе);
Сррь - равновесная концентрация свинца, определяемая реакцией (5.15).
Массообмен твердой частицы, движущейся в потоке жидкости при
величине критерия Рейнольдса Re = lO^lO4 , может быть описан уравне-
нием [46]:
Sh = 0,9 • Re0’5 • Sc0’3,
(5.26)
где Sh = P*L/D - критерий Шервуда;
Sc= v / D - критерий Шмидта;
Re = L • Va/ v - критерий Рейнольдса.
Для условий промышленных экспериментов значение критерия
Рейнольдса Re= 137 • 3885 / 0,38 • 104 = 140. После подстановки значений
в выражение (5.26) получим Р = 3,74 • 10'5см/сек. Коэффициент диффу-
зии свинца в меди принят равным 5,42 • 10’5см2/сек (1376К).
Полагая, что в процессе ассимиляции твёрдых частиц селитры рас-
плавом происходит их частичное оплавление и они принимают форму,
близкую к сфере (шар), получаем число частиц в секунду:
N, = Gme • рч / (0,523 - d3), (5.27)
суммарная поверхность S которых составит, см2:
S = л • N„ d2= 264. (5.28)
242
Динамический критерий Архимеда, рассчитанный по формуле
Ar=Va • РгКРж -g с1ф), составил 2,13. Тогда диаметр газопорошковой струи
dc, внедряемой в расплав при Аг < 5,0, определяется по уравнению [48]:
ck = (0,7 • Аг0’9)’1 • L = 9,8см. (5.28)
Учитывая, что активная зона массообмена сосредоточена в газопо-
рошковой струе, в первом приближении определяем ее объём Vc как объём
усеченного конуса по формуле:
Vc = п • L (Re + гф + Rc-гф) / 3 = 453см2 (5.29)
С учетом полученных числовых значений скорость процесса окис-
ления свинца, лимитируемая его диффузией из объёма ванны к поверхно-
сти погруженной газопорошковой струи и рассчитанная по уравнению
(5.25), составляет:
V— 0,338*10’5, % (по массе)/сек.
где 0,155 - концентрация свинца в черновой меди до обработки её
селитрой, % (по массе).
Из рис.5.8 следует, что скорость окисления свинца по обычному
механизму огневого рафинирования апроксимируется прямой линией и
равна АС/Дт = (0,155 - 0,132)/(20*60) = 1,91*10’5 % (по массе^сек1.
После введения селитры концентрация свинца резко снижается со
скоростью (0,121 - 0,075)/(77 - 49) • 60) = 2,74*10’5 % (по массе)*сек-1. Раз-
ница в скоростях процесса 0,83*10'5 % (по массе)*сек-1 обусловлена допол-
нительным окисляющим воздействием селитры, участвующей в процессе
массообмена, по прямым реакциям окисления свинца, (5.15 и 5.16).
Сопоставление расчетной 0,338*10“5 %(по массе)*сек'’ и экспериментальной
0,83*10'5 % (по массе)*сек-1 величин показывает их удовлетворительную
сходимость.
Результаты промышленных испытаний по применению натриевой
селитры свидетельствуют о том, что скорость процесса окисления приме-
сей определяется условиями массообмена в расплаве. В промышленных
условиях степень их удаления составляет, %: РЬ — 78^90, Sn - до 66, Ni - до
70, As — 35^40, S - до 90. Наряду с более полным переводом этих металлов
в шлак существенно сокращается продолжительность окислительной
стадии рафинирования.
243
5.6. ПРАКТИКА ОГНЕВОГО РАФИНИРОВАНИЯ МЕДИ
5.6.1. ОБОРУДОВАНИЕ
Огневое рафинирование вторичной черновой меди осуществляется
в пламенных отражательных печах. Применяют как стационарные, непод-
вижные, отражательные печи, так и поворотные (цилиндрические), а также
непрерывно вращающиеся вокруг продольной оси печи. Вместимость пе-
чей для рафинирования колеблется в пределах 1 + 400т [32,33,34].
Однако, при значительных объёмах производства, применять печи, вме-
щающие менее 6СН-75т расплавленной меди, нецелесообразно, так как при
снижении ёмкости печи ниже этого значения начинает быстро возрастать
удельный расход топлива на тонну выплавленной меди (рис. 5.9).
чр 40
©\
§0
е
Рис. 5.9. Зависимость расхода топлива от ёмкости рафинировочной печи
График дает обобщающие данные работы многих печей. В отдель-
ных случаях неизбежны отклонения от указанных в графике цифр, так как
расход топлива, помимо ёмкости печи, в сильной степени зависит от усло-
вий проведения процесса рафинирования.
Для отопления рафинировочных печей применимо любое топливо:
бурые угли, каменный уголь, природный или генераторный газ, мазут. Д ля
отопления печей большой емкости применяют угольную пыль, мазут, газ.
Считается недопустимым только применение топлива, содержащего серы
более 1^2%.
Причина этого ограничения - способность расплавленной меди по-
глощать сернистый газ в весьма больших количествах, и восстановление
его в период дразнения до элементарной серы, пары которой образуют с
медью полусернистую медь (Cu2S), которая загрязняет уже рафинирован-
ный металл. Однако известны случаи успешного применения для отопле-
ния рафинировочных (анодных) печей мазута, содержащего серы до 3,2%.
Рафинировочные отражательные печи имеют ряд особенностей, вызывае-
мых характером процесса рафинирования, а именно:
244
1. Его периодичностью.
2. Относительно небольшим объёмом образующихся шлаков и рез-
ким различием плотности расплавленной меди и шлака, вследствие чего
особых условий для отстаивания и расслоения меди и шлака не требуется.
3. Необходимостью иметь в различные периоды рафинирования раз-
личные газовую атмосферу и температуру, вследствие чего печь должна
позволять легко и быстро осуществлять регулировку режима плавки, в
первую очередь температуры и тяги, что осуществляется регулированием
положения шибера; для прижатия же газового потока к ванне свод печи
выполнен с уклоном по ходу движения газового потока .
4. Целесообразностью увеличить продолжительность соприкосно-
вения продуваемого воздуха с расплавленной медью, для чего ванна рас-
плавленного металла должна быть по возможности глубже. Это же требо-
вание приводит к уменьшению поверхности расплавленного металла на
единицу ёмкости печи, что облегчает предохранение металла от окисления
в период восстановительного дразнения и разливки.
5. Необходимостью загружать в печь как кусковой, так и расплав-
ленный металл, для чего в печи предусмотрены загрузочные окна и спе-
циальные отверстия для заливки расплавленного металла.
Под печи может быть выложен как основным огнеупором, так и
кислым, т.е. может быть из магнезита (хромомагнезита) или из динаса.
Форма печи зависит от её вместимости и конструкции. Как небольшие, так
и очень большие печи нет смысла делать поворачивающимися; при малой
вместимости печи удобство обслуживания, достигаемое применением по-
ворачивающихся печей, не оправдывает усложнения конструкции печи и
дополнительного ухода за механизмом поворота. В то же время вследствие
большой поверхности охлаждения на единицу вместимости резко возрас-
тают тепловые потери.
Применению поворачивающихся и тем более вращающихся печей
весьма большой вместимости препятствует слишком большая масса печи,
так как требуется повышенная прочность конструкций, что также не оп-
равдывается достигаемым удобством обслуживания. Печи же средних
размеров удобно делать поворачивающимися или вращающимися, по-
скольку это облегчает обслуживание печи, улучшает условия нагрева и
слива металла.
Стационарные печи большой вместимости в плане имеют прямо-
угольное сечение, печи же небольшой вместимости нередко бывают
овальными, многоугольными, а также круглого сечения. Печи поворачи-
вающиеся делают цилиндрическими с горизонтальной осью вращения.
Одна из возможных конструкций стационарной печи, отапливае-
мой мазутом, приведена на рис.5.10.
245
Рис.5.10. Стационарная печь для огневого рафинирования меди
Для лучших условий сжигания топлива предусмотрена форкамера 4,
в передней части которой устроено отверстие для форсунки 5. Форсунки
применяют щелевые; давление первичного воздуха 4-Нэатм, а вторичного
— 150^250мм вод. ст. На распыление воздуха высокого давления расхо-
дуется 6-40% от общего потребления воздуха. Остальное - вторичный воз-
дух низкого давления. Мазут предварительно фильтруется и подогревает-
ся до 90°С. В форсунку мазут должен поступать под постоянным давле-
нием, которое создается специальным насосом. Сжигание топлива должно
быть автоматизировано: по заданной температуре регулируется поступле-
ние в печь топлива, строго выдерживается (так же автоматически) подача
необходимого количества воздуха и регулируется тяга.
Поскольку в различные периоды плавки требуются различные темпе-
ратурные режимы и состав атмосферы в рабочем пространстве печи, то
оператор устанавливает задание в регуляторе для каждой стадии процес-
са. Печь выкладывают на бутовом фундаменте 6, на котором делают бе-
тонное основание 7. На бетон укладывают кирпичное основание 8, в верх-
ней части которого устраивают каналы 9 для охлаждения пода 1. Иногда
по этим каналам подают вторичный воздух для дутья, при этом кроме ох-
лаждение подины, подогревают воздух используемый для сжигания топ-
лива.
Каналы перекрываются чугунными плитами 10, на которых выкла-
дывается подина, состоящая из слоя шамотного 11 и двух рядов хромомаг-
незитового кирпича. Подина выкладывается в виде обратного свода
всухую и после выкладки простукивается, чтобы обеспечить засыпку по-
рошкообразного магнезита во все неплотности подины. Между слоями
шамотного и хромомагнезитового кирпича предусмотрена постель из слоя
сухого песка.
246
Стены выкладывают также в два слоя: внутри хромомагнезито-
вым кирпичом 2, а снаружи шамотным 12. Хромомагнезитовый свод 3,
опирается посредством пяты 19 на продольные стены печи и сверху по-
крывают термоизоляционным слоем 13 с температурными швами 14.
Печь имеет загрузочные окна 15, и окна для ввода дразнилок 16
или труб, через которые в расплавленный металл вдувается воздух. Через
эти же окна удаляется шлак. Окна обрамляют охлаждаемые водой рамы и
закрывают крышками с механическим подъёмом.
Подина имеет уклон в сторону лётки 17°. В месте устройства летки
снаружи устанавливается чугунная лёгочная плита, к которой крепится
лоток для выпуска металла. В верхней части одной из стен под сводом де-
лается отверстие для заливки в печь расплавленного конвертерного ме-
талла.
Отходящие газы отводятся в конце печи 18, с противоположного
места установки форсунки. Нижняя часть стен зажимается чугунными
плитами 20. Вся кладка печи стягивается железным каркасом, состоящим
из чугунных плит 10, 20, стальных стоек из двутавра или швеллера 21 и
тяг 22.
Во избежание несчастных случаев и вывода из строя разливочной
машины при прорыве лётки 17 в полу цеха около летки предусмотрен
аварийный приямок.
Для того, чтобы попавший в приямок металл после его застывания
было удобнее извлечь и разделать на части, приямок должен состоять из
отсеков.
При постройке печи с кислым подом основные элементы конст-
рукции печи не меняются, а изменяется только материал кладки. Во из-
бежание быстрого разрушения кладки шлаком, даже у печи с кислым по-
дом, на уровне образования шлака стены выкладываются в несколько ря-
дов хромомагнезитовым кирпичом, который образует своеобразный ос-
новной пояс.
Для переплавки катодов стационарные печи заменяют электропе-
чами с непрерывной загрузкой и отливкой медных слитков или печами
шахтного типа специальной конструкции. На небольших заводах устанав-
ливают вращающиеся (роторные) печи барабанного типа, а на медепла-
вильных заводах для огневого рафинирования жидкой черновой меди, как
правило, используют цилиндрические наклоняющиеся печи.
Наклоняющиеся печи, аналогичные в основном по конструкции
горизонтальным конвертерам, получили большое распространение благо-
даря следующим преимуществам по сравнению со стационарными печами:
• заливка черновой меди в эти печи более удобна и менее продол-
жительна; наклоняющаяся печь может служить миксером и обеспечить
большую маневренность в работе;
247
• продолжительность периода окисления меди резко сокращает-
ся;
• расположение оборудования более компактно;
• меньше капитальные затраты, печи удобно располагаются в
конвертерном пролете (рис.5.11).
Рис.5.11. Размещение оборудования в анодном переделе
1,3 мостовой кран; 2 - дымовая труба; 4 - напыльник с газоходом; 5 - анод-
ная печь; 6- разливочный желоб; 7 - кран укосина; 8 разливочный ковш; 9 -
разливочная машина; 10 - аспирационный газоход; 11- машина д ля съёма ано-
дов; 12 - ванна для охлаждения анодов; 13 - вентилятор для удаления пара
Кроме того, при работе на наклоняющихся печах исключены слу-
чаи самопроизвольного выпуска металла - медь может быть перелита в
другую печь или ёмкость; сокращается удельный расход огнеупоров. Не-
достатками наклоняющихся печей являются меньшая герметичность сис-
темы отвода газов и связанные с ней трудности утилизации тепла отходя-
щих газов. Наиболее распространены печи, имеющие размеры 3,96*9,14м и
вместимость 16(К220т. В наклоняющихся печах отвод отходящих газов
двоякий: через горловину или через торец агрегата.
В последнее время увеличена вместимость стационарных медных
рафинировочных печей. В связи с интенсификацией их работы и не-
обходимостью увеличения срока межремонтной кампании динасовые ог-
неупоры частично или полностью заменены магнезиальными. Усовершен-
ствованы также конструкции некоторых элементов стационарных печей:
арочные своды заменены распорно-подвесными и подвесными, примене-
ны узлы испарительного охлаждения на подпятовых балках, шиберах, за-
слонках и коробках загрузочных окон.
При переводе рафинировочных печей на отопление природным га-
зом большое внимание было уделено разработке конструкции горелочных
устройств. Низкая лучеиспускательная способность (светимость) факела,
образующегося при сжигании газа, обусловила применение в отдельных
случаях комбинированных газо-мазутных горелок. Однако это привело к
248
усложнению горелочных устройств. При детальном изучении способов
эффективного сжигания природного газа было выявлено, что повысить
светимость факела можно за счет пиролиза части газа (25^30% по количе-
ству выделяемого тепла).
Конструктивно эту задачу решили подачей газа по оси факела или
под факел с помощью отдельных сопел. В обоих случаях природный газ,
попадая в высокотемпературную зону факела, разлагается на сажистый уг-
лерод и водород. Сгорание сажистого углерода в факеле приводит к повы-
шению коэффициента черноты факела до 0,5. Для сравнения можно отме-
тить, что коэффициент черноты мазутного факела составляет 0,6Х),7.
На зарубежных и отечественных заводах для огневого рафини-
рования меди применяют вращающиеся (роторные) и вращающиеся
(роторные) поворотные печи, рис.5.12 и 5.13.
Рис.5.12. Вращающаяся (роторная) печь
(Украина, ДонНИПИЦМ)
Поворот печи (рис.5.13) в вертикальной плоскости позволяет
очень удобно загружать в печь мелкий скрап и сливать металл из пе-
чи.
Процесс огневого рафинирования черновой меди состоит из
двух основных стадий: окисления, ошлаковывания примесей и вос-
становления оксида меди, растворенного в жидкой меди различными
восстановителями, при этом одновременно происходит и дегазация
медной ванны.
249
Рис.5.13. Вращающаяся (роторная) поворотная печь, (ТТС, Англия)
Известно, что значительное улучшение показателей пирометаллур-
гических процессов может быть получено при подогреве дутья. Подогрев
дутья рафинировочных печей до 50(Н550°С позволит снизить расход топ-
лива на 30^35% и увеличить производительность печи на 8-Н0%. На мно-
гих рафинировочных печах английских заводов установлены радиацион-
ные рекуператоры. На Алмалыкском горно-металлургическом комбинате
(Узбекистан) внедрён комбинированный радиационно-конвективный реку-
ператор, обеспечивающий нагрев дутьевого воздуха до 50(Н550°С незави-
симо от периода плавки (рис.5.14).
Рис.5.14. Комбинированный радиационно-конвективный рекуператор
1 - радиационный рекуператор;
2,3 - люки для чистки дымовых поверхностей рекуператора;
4 — дымовой соединительный канал; 5 — воздушный соединительный канал;
6 — штуцер для воздуха, охлаждающего верхнюю плиту;
7 — конвективный рекуператор.
250
Применение рекуператорной установки из двух параллельных бло-
ков таких рекуператоров при нагреве воздуха позволяет экономить до
5^7млн. mj природного газа в год.
На некоторых заводах окисление меди, содержащей сравнительно
мало примесей, ведут воздухом (в начальной стадии) и водяным паром.
Применение водяного пара, являющегося слабым окислителем, не приво-
дит к окислению меди. Однако водяной пар окисляет серу и некоторые
примеси по реакциям:
Cu2S + 2H2O = 2Cu+2H2+SO2, (5.31)
Me + Н2О = МеО + Н2 (5.32)
При этом снижается выход рафинировочного шлака и сокращается
продолжительность восстановительного периода. На ряде зарубежных за-
водов осуществлена замена воздуха водяным паром, подаваемым в ван-
ну под давлением 950-Н 000кН/м2.
На предприятиях, осуществляющих огневое рафинирование жид-
кой черновой меди, металл передувают в конвертере до содержания в
нем 0,4Ю,7% кислорода. Это позволяет резко сократить или исключить
операцию окисления меди и повысить производительность рафинировоч-
ных печей. Для подачи в расплав воздуха и газообразного восстанови-
теля наклоняющиеся печи могут быть оборудованы фурмами, аналогич-
ными конвертерным, но отдельные заводы не применяют их по сле-
дующим причинам:
• прочистка фурм осуществляется значительно труднее, чем при
продувке штейна;
• во время операций, не связанных с продувкой меди, фурмы
должны находиться в положении выше уровня жидкого металла внутри
печи, что неудобно, учитывая интенсивное бурление меди при
дразнении.
На ряде заводов вводят воздух в жидкую ванну посредством сталь-
ных труб с огнеупорной обмазкой, вставляемых в наклоняющуюся печь
через боковое окно.
Современная практика огневого рафинирования черновой меди по-
казывает, что удаление небольших количество примесей не требует при-
менения специальных методов рафинирования. При повышенных концен-
трациях примесей в процессе огневого рафинирования приходится исполь-
зовать дополнительные технологические приемы.
Для ошлакования оксида свинца в печах с основной футеровкой
обычно добавляют кварцевый флюс. Английские исследователи показали,
что для удаления свинца можно использовать фосфатные и боратные шла-
ки. Применение этих шлаков позволяет быстро удалять свинец с большой
251
полнотой (остаточное содержание около 0,005%) при очень незначи-
тельных потерях меди.
При повышенном содержании в рафинируемой меди мышьяка и
сурьмы для более полного удаления этих примесей можно чередовать
окисление и восстановление металла. При этом происходит восстановле-
ние нелетучих арсенатов и антимонатов до летучих трёхоксидов и частич-
но до арсенидов и антимонидов с последующим повторным окислением
их. Однако этот приём значительно увеличивает продолжительность про-
цесса. Ошлакование мышьяка и сурьмы может быть значительно облегче-
но путем добавки щелочей (соды, натриевой селитры или извести) в коли-
честве 1^2% от массы металла. В этом случае образуются нерастворимые в
меди арсенаты и антимонаты натрия и кальция, всплывающие на поверх-
ность шлака. Из меди удаляется 85-^90% мышьяка и 7077% сурьмы.
Следует отметить, что содовые шлаки сильнее разъедают футеровку
печи. В настоящее время осваивается подача порошкообразных реагентов
в жидкую ванну. Продувка металла порошками уже нашла довольно ши-
рокое применение в чёрной металлургии.
Огневое рафинирование черновой меди с повышенным (>0,5%) со-
держанием никеля характеризуется некоторыми особенностями. Такую
медь получают на заводах, перерабатывающих медно-никелевое сырье или
вторичные медьсодержащие материалы, загрязненные никелем.
В процессе окисления металлической ванны между никелем и закисью ме-
ди устанавливается равновесие, соответствующее взаимодействию
Ni+Cu2O «-» NiO+2Cu + 77,57кДж. (5.33)
В соответствии с расчетными данными А.Н.Вольского и Е.М.Сергиевской
[42] равновесная концентрация никеля в жидкой меди соответствует 0,13%
(по массе). По данным В.А. Аглицкого [48] эта величина равна 0,44%.
Практически удается снизить содержание никеля до 0,3—0,4%, причем не-
которые заводы получают аноды с 0,5% Ni и даже 0,71%. Трудности при
удалением никеля особенно проявляются в присутствии мышьяка и сурь-
мы. Это связаны с образованием сравнительно прочных соединений в
жидком металле, которые при кристаллизации меди дают медно-
никелевые антимонаты и арсенаты или так называемые медно-никелевые
«слюдки». Зависимость между содержанием металлического никеля и ки-
слорода в расплаве меди описывается уравнением
lg [%Ni] = - 0,3181g [%О] — 0.6. (5.34)
«Слюдку» можно разрушить присадкой в жидкую ванну оксидов
железа. В этом случае оксид железа дает с закисью никеля феррит
МО’РегОз, нерастворимый в жидкой меди и растворимый в шлаке. Однако
252
такая практика удаления никеля увеличивает продолжительность процесса,
приводит к росту общего количества оборотного шлака и все же не обес-
печивает получение анодной меди, содержащей менее 0,3% Ni. Поэтому на
отдельных заводах при повышенном содержании никеля в черновой меди
считают целесообразным оставлять его в анодной меди и выводить никель
в электролит или частично в шлам, а не в шлак огневого рафиниро-
вания.
Рис. 5.15. Переход никеля в раствор (1) и в шлам (2) в зависимости от содержа-
ния кислорода в анодной меди
Опыт работы в заводских условиях показал, что за счёт лучшей
теплопередачи расход топлива при рафинировании меди во вращающихся
печах ниже, чем в стационарных той же производительности.
Однако степень использования тепла отходящих газов в котлах-
утилизаторах, установленных за вращающимися печами, ниже, чем в кот-
лах, установленных за стационарными.
Выработка пара на 1кг сжигаемого топлива при работе на вращаю-
щихся печах составляет 4, редко 5кг, в то время как на стационарных пе-
чах этот показатель достигает 6^7 к г.
Основные показатели работы вращающихся печей различной вме-
стимости с массой садки от 3 до 30т следующие: продолжительность цик-
ла 3,75^-12,0 часа; расход условного топлива 7,2^15,0кг/т.
Известны также случаи применения для рафинирования меди элек-
трических дуговых печей. Однако пока они широкого распространения не
получили и применяются лишь для переплавки анодного скрапа и чистых
отходов меди, требующих незначительного рафинирования.
Корпус дуговой печи изготавливают из листовой стали в виде верти-
кально цилиндра с подиной и сводом в виде полусфер. В боковых стенках
печи устроены окна с рамами из водоохлаждаемых кессонов — одно для
загрузки шихты, другое для съёма шлака.
Над лёточным отверстием предусмотрено отверстие для наблюдения.
253
Три графитовых электрода диаметром до 450мм пропускаются че-
рез отверстия в своде. На каждый электрод надевается водоохлаждаемая
втулка, а в местах ввода электродов в печь они снабжены газонепроницае-
мыми уплотнениями. Гидравлическим приводом печь поворачивается во-
круг горизонтальной оси, проходяшей под лёгочным отверстием.
Начальная вместимость печи 45т меди, а по мере износа футеровки она
доходит до 59т.
Внутренний слой футеровки — магнезитовый кирпич. Футеровка
имеет выступ, выдающийся внутрь печи на 230мм непосредственно над
поверхностью ванны; назначение выступа — гасить волны, образующиеся
при работе электрической дуги.
Печь трехфазная мощностью 6000кВт, с дугой между электродами и
поверхностью жидкого металла в ванне. Напряжение регулируют по низ-
кой стороне в диапазоне 85^225В ступенчато, а в последние годы приме-
няют плавное регулирование за счёт использования тиристоров. Основное
рабочее напряжение 173В. Расход электроэнергии на тонну выплавленных
анодов 245кВт*час. Среднечасовая производительность печи 20т.
Над всеми отверстиями печи предусмотрены местные отсосы. Об-
разующиеся в небольшом количестве газы очищаются в мокрых пыле-
улавливателях, в которых улавливается до 0,5% (по балансу) меди в виде
тонкого шлама, состоящего преимущественно из закиси меди.
5.6.2. ПОДГОТОВКА ТОПЛИВА К СЖИГАНИЮ
Так как подавляющая часть отражательных печей отапливается ма-
зутом и природным газом или их смесью, целесообразно рассмотреть ус-
ловия сжигания этих двух разновидностей топлива [34].
Жидкое топливо. Мазут поступает на металлургические заводы в
цистернах, не имеющих теплоизоляции и не оборудованных средствами
внутреннего нагрева. Перед сливом его обычно разогревают острым па-
ром, в результате чего происходит обводнение мазута. К сожалению, в
промышленной практике до сих пор не получили распространения спосо-
бы разогрева мазута без обводнения. К числу различных способов разогре-
ва относится наиболее эффективный - размыв горячим мазутом. Сущность
метода состоит в том, что мазут, нагретый в специальном бойлере, с по-
мощью брандспойта вводят в цистерну с мазутом и размывают его.
При отоплении печей мазутом с высоким содержанием влаги проис-
ходит резкое ухудшение показателей работы печи: снижается производи-
тельность, увеличивается расход топлива. Опытами установлено, что вода
в мазуте распределена не равномерно, а в виде отдельных изолированных
включений, поэтому при сжигании такого мазута в форсунку поступают
порции как практически сухого мазута, так и мазута с высоким содержани-
ем влаги. Неравномерное распределение влаги в мазуте приводит к суще-
254
ственному снижению температуры горения. Так, при влажности 10% и
равномерном её распределении теоретическая температура горения снижа-
ется на 40°С, а при неравномерном распределении - на 165°С. Такое значи-
тельное снижение температуры существенно ухудшает теплообмен в печи.
Основным промышленным методом обезвоживания мазута является
метод отстоя. Применительно к высоковязким мазутам этот метод мало-
эффективен. Более надежным и эффективным методом снижения влажно-
сти является осушка его в испарительных устройствах.
Сырой мазут, согласно схеме, поступает в нагреватель. Источником
тепла служат отходящие газы металлургического агрегата или перетретый
пар. При нагреве вода и легкие фракции отделяются от основной массы
мазута, после чего смесь жидкого и газообразного продукта поступает в
сепаратор. В нем происходит разделение фракций. Осушенный мазут на-
правляется потребителю. Пары проходят последовательно конденсатор и
сепаратор.
На обезвоживание поступает мазут, предварительно подогретый в
резервуарах-хранилищах до температуры 5СН70°С. Удельный расход пара
на 1м2 подогревателя при интенсивном нагреве составляет 20кг/час. Обез-
воженный мазут поступает в местные подогреватели, расположенные в не-
посредственной близости к печам.
Во избежание охлаждения при транспортировке паропровод вместе
с мазутопроводом заключается в общую изоляцию.
Помимо подогрева мазут перед форсункой должен иметь опреде-
ленное давление, которое регулируется автоматическими клапанами, кото-
рые устанавливаются на подающей мазутной магистрали.
Для отопления отражательных печей необходима фильтрация мазу-
та. В практике применяется несколько видов фильтров: сетчатые, пластин-
чатые и др. Наибольшее распространение получили пластинчатые фильт-
ры.
Топливо к форсункам подается под напором, создаваемым на-
порными баками или насосами. Широкое применение получили насосно-
тупиковая и насосно-циркуляционная системы подачи мазута. При насос-
но-циркуляционной системе мазут от насосов через подогреватель подает-
ся в циркуляционный трубопровод с отводами для подачи непосредствен-
но потребителю. Весь неизрасходованный мазут возвращается в хранили-
ще мазута через обратный клапан, регулирующий давление. Для подачи
мазута применяют поршневые, центробежные и шестеренчатые насосы. В
отечественной практике для отопления отражательных печей применяют
форсунки среднего давления. Производительность форсунки 400 кг мазута
в час. На распыление расходуется 10-45% всего количества воздуха, необ-
ходимого для сжигания топлива.
Природный газ. Природный газ по магистральным газопроводам
транспортируется под давлением 2500-4>000кН/м2. Предприятия снабжа-
255
ются газом от газопроводов низкого, среднего или высокого
(60(К1200кН/м“) давления. Многоступенчатая система снабжения удобна
для эксплуатации.
Иногда заводы работают по одноступенчатой системе. Ответвления,
соединяющие распределительные газопроводы городской сети с межцехо-
выми, расположенными на территории предприятия, называются вводами.
В зависимости от местных условий применяют подземные или наземные
газопроводы. Наиболее удобными являются наземные, однако в зимнее
время в них возможно замерзание конденсата и образование ледяных про-
бок. Тем не менее чаще прокладываются именно наземные газопроводы.
Во избежание конденсации влаги (если газ не осушен) и тяжелых
углеводородов газопроводы прокладывают с уклоном 2мм на 1 погонный
метр. Через каждые 100-4 30м устанавливают конденсационные горшки, из
которых скопившуюся жидкость периодически отводят. Для освобождения
газохода от воздуха при первоначальном заполнении его газом и освобож-
дение от газа в случае его ремонта на газопроводе используют свечи. Для
очистки от сероводорода газ пропускают через соответствующие поглоти-
тели.
На вводе газопровода в помещение устанавливают отключающиеся
устройства на высоте не более 1,5 м.
Сжигание как природного газа, так и смеси газа и мазута осуществ-
ляется с помощью горелок различной конструкций.
Газо-мазутные горелки, рис.5.16, обеспечивают высокоинтенсивное
сжигание топлива при расходе мазута от 0 до 2000кг/час и соответственно
газа от 2500 до 0м3/час
Рис. 5.16. Газо-мазутная горелка
а - общий вид; б - носик газо-мазутной горелки; 1 - мазут; 2 - компрессорный
воздух; 3 - природный газ; 4 - вентиляторный воздух.
Полное сжигание топлива в рабочем объеме печи происходит при
коэффициенте избытка воздуха 1,03-4,04. Мазут распыляется компрес-
256
сорным воздухом под давлением 400кН/м2 при расходе распылителя 1м3/кг
мазута. Природный газ подается в горелки под давлением 250кН/м2.
5.6.3. ОБСЛУЖИВАНИЕ РАФИНИРОВОЧНЫХ ПЕЧЕЙ
Продолжительность отдельных стадий процесса рафинирования и
количество этих операций зависят от того, какая медь (расплавленная или
твёрдая) подлежит рафинированию, а также от масштаба производства и от
характера примесей, содержащихся в меди [32,33,34].
В табл. 5.4 приведены данные последовательности и продолжи-
тельности отдельных стадий, которые взяты из практики заводов при
производстве вторичной меди, для печей ёмкостью 80-120т рафинирован-
ной меди.
Таблица 5.4. Продолжительность и последовательность стадий огневого
рафинирования вторичной меди
Номер опера- ции Операция Продолжительность, мин.
на твёрдой шихте на смешанной (жидкая + твёрдая) шихте
I II III I П
1 Заправка 20-30 30 30 20-40 30
2 Загрузка 180-210 240 200 150-200 120
3 Плавление I 180-210 240 240 260-300 570
4 Подгрузка - - - 80-100 570
5 Плавление II - - - 90-120 570
6 Продувка 111 300-360 390 540 150-200 270
7 Съём шлака - - - 100-150 270
8 Дразнение 180-210 240 120 200-300 180
9 Разливка 270-300 300 240 300-320 270
Итого Общая продолжительность 1130-1320 1440 1370 1350-1750 1440
Как видно продолжительность отдельных стадий огневого рафини-
рования колеблется в широких пределах, общая продолжительность про-
цесса составляет 18—24час. Однако при работе на шихте состоящей из
40—50% расплавленной конвертерной меди удаётся сократить общую
продолжительность рафинирования до 1 бчас без ухудшения качества ра-
финированной меди. При работе целиком на твёрдой шихте общая про-
должительность рафинирования составляет 22—ЗОчас.
Помимо влияния уровня организованности и механизации про-
цесса, а также степени загрязненности примесями подлежащего рафиниро-
257
ванию металла на продолжительность рафинирования влияет и ряд техно-
логических моментов.
Так, опыт показывает, что добавление железной окалины или пи-
ритных огарков не только способствует удалению никеля, но, делая шлаки
более жидкотекучими и легкоплавкими, сокращает общую продолжитель-
ность процесса.
Последовательность операций, приведенная в табл.5.4 в практиче-
ской работе иногда меняется.
Так, при большом содержании сурьмы и мышьяка иногда дважды
производят окисление и восстановление ванны.
В отдельных случаях при рафинировании сильно переокисленной
конвертерной меди операции продувки не производят. В этом случае сей-
час же после расплавления и нагрева ванны до надлежащей температуры
удаляют шлак, после чего приступают к дразнению.
Иногда в расплавленную медь вдувают в виде порошка соду, хлор-
ную известь, селитру, едкий натр.
Пуск печи. Если печь только построена или капитально отремонти-
рована, её до пуска в работу необходимо соответственно подготовить. Для
этого печь просушивают, просушку ведут по графику, предусматриваю-
щему порядок сушки и режим последующего подъёма температуры.
Для сушки в самой печи сжигают мелко наколотые дрова и в тече-
ние нескольких суток постепенно прогревают печь до тёмнокрасного све-
чения футеровки. После этого печь переводят на обогрев предусмотрен-
ным для этой печи топливом и, повышая температуру на 1 (Е-1 5°С в час,
постепенно в течение менее двух суток доводят её до 1450-Н 500°С, после
чего при наличии в печи кварцевых (динасовых) частей, например свода
или подины, печь с замурованными окнами выдерживают при этой темпе-
ратуре 48 часов. В течение этого времени происходит спекания пода и пе-
ревод кварца в тридимит. Для печей, выложенных целиком из магнезита
или хромомагнезита, такого длительного выдерживания при высокой
температуре не требуется.
На рис. 5.17 показаны рекомендуемые графики сушки и разогрева
печи.
При разогреве печи всё время наблюдают за состоянием тяг и по-
степенно по мере разогревания и расширения кладки печи отпускают их,
ослабляя тем самым напряжение
258
Рис.5.17 График сушки и разогрева печей:
а - после капитального ремонта с перекладкой подины; б.в - после ремонта без
перекладки подины;
------- фактическое;
________задание (все графики относятся к разогреву медной печи ёмкостью
100т с подиной и стенами из хромомагнезита и с динасовым сводом;
(верхние надписи относятся к верхней кривой, нижние- к нижней кривой)
По окончанию разогрева печи приступают к пропитке подины ме-
дью. Если при капитальном ремонте подина печи не заменялась, то пропи-
тывать под медью не требуется.
Пропитка ведётся путём загрузки и расплавления в печи сначала
медной окалины, а затем чистой меди. В некоторых случаях окалины во-
обще не добавляют, а ограничиваются применением только меди. Медь
добавляют постепенно в количестве, достаточном для образования рас-
плавленной ванны, покрывающей всю подину. При тщательно выполнен-
259
ной подине на пропитку расходуется медь в количестве 0,25~Н),33 массы
самой подины.
После пропитки подины оставшуюся медь разливают в изложницы
без дразнения, после чего печь охлаждают до красного свечения футеровки
в течение суток и лишь после этого пускают печь в эксплуатацию. Первую
плавку делают «легкой», не наплавляя полностью ванну.
Заправка печи. Каждая плавка начинается, с:
• осмотра печи;
• расчистки загрузочных и заливочных окон;
• подготовки набойки и пробки;
• набивки лётки и порога окна, предназначенного для удаления
шлака, а также при магнезитовом и хромомагнезитовом поде в заварке по-
врежденных мест термитной смесью, а при кислом поде - в заправке квар-
цевым песком и заварке откосов.
Составы набоек, применяемых для набивки лётки и шлакового ок-
на, приведены в табл. 5.5.
Таблица 5.5. Состав массы для набоек (объёмных частей)
материал Для лётки Для порога шлакового окна
I II III IV V Наруж- ная часть Внутре- пяя часть
Наруж- ная часть Внут- реняя часть Внутре- няя часть Наруж- ная часть
Хромистый железняк - - - - - - 3 - -
Хромомаг- незитовый порошок - - 3 • - - - 2
Магнезит дроблёный (5^8) мм - 6 - - -
Магнези- товый порошок - 4 - - I - - -
Штыб каменного угля 2 0,5 - 3 1 1 2.5 - -
Шамот молотый 3 0,75 - - - 2,3 - - -
Кварц молотый - - 9 - 2,3 - - 3
Глина огне- упорная 0,5 1,25 1 3 0,6 1 1 0,75 3
Корунд - - - - 1,4 - 3,5 - -
Вода 0,75 3,5-4,0 До тесто- образного состояния 0,75 До тестообразного состояния 0,75
Заделка лётки — операция весьма ответственная и потому должна
выполняться квалифицированным рабочим под наблюдением мастера.
260
При заправке печи (до заварки откосов) печь подогревается на не-
большом, но окислительном пламени, для чего тягу уменьшают, вторич-
ный воздух не подают, расход топлива соответственно снижают.
С момента начала заварки откосов усиливают разрежение, дают
вторичный воздух и форсируют горение топлива.
Загрузка печи. Для предохранения подины печи в первую очередь
загружают анодный скрап («обсоски») и другой мелкий материал, рас-
пределяя его равномерно по всей поверхности подины. Лишь после этого
начинают загрузку тяжелых частей шихты, например чушек конвертерной
меди. Одновременно с загрузкой твёрдой части шихты производят заливку
расплавленной конвертерной меди. При большом количестве твердой
шихты далеко не всегда удается загрузить в печь сразу весь подлежащий
рафинированию за одну плавку металл, вследствие невозможности обес-
печить достаточную плотность укладки шихты внутри печи. Поэтому, по-
сле того, как объём печи будет заполнен, загрузку прекращают и начинают
плавление. Когда шихта частично расплавится и осядет, производят за-
грузку оставшейся части шихты. Хотя при первой загрузке стремятся за-
грузить возможно больше шихты, нередко при загрузке приходится дог-
ружать до одной трети твёрдой шихты. Если в цехе имеется промежуточ-
ная печь (миксер) для хранения расплавленной конвертерной меди, то в
рафинировочную печь заливают сразу всю подлежащую рафинированию
на данную плавку расплавленную медь. Если же такой печи цех не имеет,
то приходится заливать расплавленную медь в несколько приёмов до пол-
ного заполнения ванны печи по мере наплавления черновой меди в кон-
вертерах.
Во время загрузки печь должна все время обогреваться, как и при за-
правке печи, но с большей интенсивностью. Атмосфера в печи при загруз-
ке окислительная.
Загрузка твёрдой шихты осуществляется завалочными машинами,
передвигающимися по подкрановым путям или непосредственно по полу
цеха.
Заливка в печь расплавленной конвертерной меди осуществляется
мостовыми кранами, имеющими не менее двух независимо работающих
блоков, позволяющих не только поднимать ковш с расплавленным ме-
таллом. но и производить его постепенное опрокидывание (наклон) для
переливания расплавленного металла из ковша через сливной желоб в ра-
финировочную печь.
Желоб для переливания металла укрепляется возле печи и одним
концом входит в заливочное окно рафинировочной печи, которое обычно
предусматривается в боковой или задней торцовой стенке печи.
Плавка. По окончании загрузки (или вторичной загрузки) печи все
окна плотно закрывают, а все отверстия в печи замазывают глиной. Ши-
бер открывают полностью для создания максимально необходимой для
261
процесса рафинирования тяги; включают подачу вторичного воздуха и
форсируют подачу топлива для развития в печи максимальной температу-
ры с целью быстрого расплавления всего металла и доведения его темпе-
ратуры до 1150°С.
В процессе плавления необходимо поддерживать в печи окисли-
тельную атмосферу, так как часть примесей начинает окисляться уже в
процессе расплавления шихты.
Окисление. К моменту расплавления всего металла на поверхности
ванны всегда имеется шлак, образовавшийся от окисления части приме-
сей.
Во - первых, это происходит в период плавления, поскольку в печь
загружают передутую (перекисленную) конвертерную медь. Во-вторых,
шлак попадает в печь при заливке расплавленной конвертерной меди.
Шлак следует удалить, после чего можно приступить к окислению рас-
плавленного металла путем его продувки. Иногда для ускорения процесса
рафинирования продувку начинают примерно за час до окончания полного
расплавления всего загруженного твёрдого металла, но когда основная
масса шихты уже расплавлена.
По мере образования шлака его в процессе продувки постепенно
удаляют. Удалять шлак необходимо по следующим причинам:
• после окончания продувки при дразнении металла (т.е. его восста-
новлении) окисленные и ошлакованные примеси будут подвергаться об-
ратному восстановлению, после чего вновь растворятся в только что ра-
финированной меди;
• наличие на поверхности ванны шлака, насыщенного уже ошла-
кованными примесями, замедляет процесс дальнейшего ошлакования при-
месей, особенно к концу продувки, и, следовательно, уменьшает скорость
и полноту удаления их из меди.
Продувка ведется чаще всего сжатым воздухом при давлении, дос-
таточном не только для преодоления металлостатического давления рас-
плава металла, но и для сохранения значительного избытка давления,
обеспечивающего достаточную скорость истечения воздуха из погружён-
ной в расплав трубы. Этот избыток давления должен составлять хотя бы
одну атмосферу.
Чтобы обеспечить полноту реакции между расплавленным метал-
лом и кислородом вдуваемого воздуха, трубы погружают до самого дна
ванны, а глубину которой делают по возможности большой, но не глубже
0,7м.
Для большей интенсивности процесса продувку ведут одновремен-
но через несколько труб диаметром 25мм, погружаемых в разных частях
ванны. Для предохранения труб от быстрого разрушения их наружную
поверхность тщательно обмазывают слоем в 15<20мм огнеупорной обмаз-
262
ки, состоящей, %: 35 - (объемных) хромомагнезитового порошка, 21 - ша-
мотной молотой глины, 14 - кварцевого песка и 30 - воды.
Этот слой обматывают мягкой железной проволокой диаметром
1<-2мм, после чего наносят второй слой из молотого асбеста, разведенного
в воде, и, наконец, сверху все это обмазывают жидким стеклом. Затем тру-
бы с нанесённым покровным слоем тщательно просушивают.
Могут применяться и другие типы обмазок. Так, например, для пер-
вого слоя применяют обмазку, состоящую из 4 весовых частей хромомаг-
незитового порошка, 4 - шамотной глины (в порошке) и 1 - асбестовой
крошки. Смесь тщательно смешивают и разводят водой до получения гус-
той пластичной массы. Второй слой состоит в этом случае из смеси равных
объемов асбестовой крошки и порошкообразной шамотной глины, также
разведенных водой до густой консистенции.
В последние годы для защиты металлических труб от воздействия
расплава используют защитные чехлы из огнеупорного материала - кар-
бидов, алундов, боридов, нитридов, оксидов и т.п.
Продувку продолжают до полного насыщения ванны закисью
меди, что определяют по излому пробы. Проба должна быть хрупкой и
плотной, иметь в изломе синеватый оттенок без наличия «блесток». Для
более полного насыщения меди кислородом и для лучшего протекания ре-
акций окисления и шлакования примесей температуру расплавленного ме-
талла необходимо держать не ниже 1180-4 200°С, а желательно и значи-
тельно выше, так как с повышением температуры увеличивается раство-
римость в меди её закиси. В течение всего периода окисления и удаления
шлака в печи поддерживают окислительную атмосферу. Сжигание топлива
при продувке форсируют, сокращая его расход лишь в периоды удаления
шлака.
Шлак удаляется обычно через окна печи посредством деревян-
ных скребков. Удаляемый из печи шлак должен быть достаточно жидким,
во избежание слишком большого захвата им металлических корольков ме-
ди. Для разжижения шлака, а также для разрушения никелевой слюдки
(6Cu2O« 8NiO«2Sb2O5) в печь загружают железную окалину, пиритный
огарок или железную руду.
Весьма существенны время и способ загрузки железной окалины
или руды: во-первых, загружать их следует лишь после того, как ванна
расплавленной меди уже достаточно окислена и никель в значительной
степени находится в виде оксидов. Наилучший момент для добавки первой
порции окалины - середина стадии окисления (продувки), но добавлять
железную окалину следует в несколько приёмов, перед каждой добавкой
тщательно удаляя из печи ранее образовавшийся шлак. Это необходимо
для того, чтобы при загрузке окалины концентрация никеля в шлаке была
минимальной, так как это будут наилучшие условия для перехода его в
шлак.
263
Загружать железную окалину на подину печи или в период плавле-
ния шихты бесполезно. Наоборот, загрузку кварцевого песка полезно осу-
ществлять на подину печи. Песок, привариваясь к подине, удерживается на
ней и по мере осаждения из ванны тяжелых оксидов свинца шлакует их,
после чего образовавшийся шлак всплывает на поверхность расплавленной
меди. Иногда перед удалением шлака из печи производят кратковременное
(две^три минуты) дразнение металла при окислительной атмосфере. Это
обеспечивает хорошее перемешивание и выравнивание состава медной
ванны, улучшает контакт меди и шлака на границе раздела этих фаз, спо-
собствует более полному выделению шлака и приводит к восстановлению
части закиси меди, содержащейся в шлаке и к снижению содержания в
нём меди.
При этом необходимо соблюдать большую осторожность во из-
бежание частичного восстановления также и примесей и обратного час-
тичного перехода их из шлака в металл.
5.6.4. ДРАЗНЕНИЕ МЕДИ
После окончания продувки меди и тщательного удаления шлака с
поверхности расплавленной меди приступают к её дразнению [32,33,34].
В металлургии первичной меди процесс дразнения делится на две
части: дразнение на плотность с целью удаления растворенного
сернистого газа и невсплывшего шлака, и дразнение на ковкость, цель
которого - восстановить растворенную в расплавленной меди закись меди.
Учитывая недопустимость восстановления сернистого газа, дразнение на
плотность нередко ведут при окислительной атмосфере и лишь при
переходе к дразнению на ковкость создают в печи восстановительную
атмосферу.
В период дразнения в печи поддерживают слабо
восстановительную атмосферу и топливо для этого сжигают при
коэффициентах избытка воздуха а меньше L Пламя при таком сжигании
топлива получается коптящим т.к. в нём содержатся недогоревшие
частицы топлива, которые участвуют в восстановлении меди.
Медь восстанавливают не до полного удаления кислорода, чтобы
хорошо поглощаемый жидкой медью водород (делающий отливки меди
неплотными, когда он выделяется в виде пузырьков при охлаждении
отливки) окислился кислородом по реакции
Н2+У2О2 = Н2О. (5.35)
Образующиеся пары воды в жидкой меди не растворяются, и
медные отливки получаются плотными. Это и есть дразнение на
плотность.
264
Второй этап восстановления - дразнение на ковкость. Чтобы
восстановленная медь стала мягкой и ковкой, содержание
оставленного в ней кислорода должно быть в пределах 0,05-Ю,2%. В
период дразнения отбирают пробы меди. Сначала из-за выделения по-
глощенных газов Н2 и SO2 проба меди вспучивается. По мере
восстановления меди, удаления кислорода и поглощённых газов проба
делается более плотной и ровной, покрытая мелкими морщинками, как
говорят на заводах «появляется рожа». Проба меди делается ковкой, при
изгибе не трескается. В изломе она мелкозернистая, шелковистая,
золотисто-розоватого цвета. Этой пробой определяется конец операции.
Так как во вторичной конвертерной меди сернистого газа
практически не бывает, то дразнение её ведётся в одну стадию,
причём как восстановление закиси меди, так и окончательное
выделение шлака происходят одновременно. Перед началом операции
дразнения в печи создается положительное давление, не допускающее
подсосов в печь воздуха, а поверхность меди засыпают древесным
углем. Для создания восстановительной атмосферы тягу в печи
снижают, закрывая шибер или колпак трубы, и прекращают подачу
вторичного воздуха, но подача топлива в печь продолжается, хотя и в
сокращенном количестве.
Температуру меди в печи понижают к концу дразнения до
112СН-1150°С. Дразнение осуществляют путем погружения в рас-
плавленный металл «дразнилок», т.е. свежесрубленных брёвен небольшого
диаметра (в верхнем срезе 150^200мм) длиной обычно 6,5м. Если
дразнилки доставлены в большом количестве, то для сохранения
влажности их систематически смачивают водой. Наилучшей породой
дерева для дразнилок является береза, хотя на некоторых заводах
применяют также сосну и даже дуб и бук.
Восстановление меди происходит за счёт продуктов перегонки де-
рева (СО, Н2, СН4) и частично на поверхности ванны непосредственно
твердым углеродом.
При погружении в расплавленный металл дразнилок происходит
сильное бурление металла, что способствует хорошему перемешиванию
расплава и всплыванию механических загрязнений, содержащихся в ме-
талле.
Дразнение продолжают не до полного восстановления закиси ме-
ди, так как полное восстановление привело бы также и к восстановлению
остатков оксидов примесей, содержащихся в меди. Присутствие же окси-
дов таких примесей, как свинец, мышьяк, сурьма и висмут, значительно
меньше снижает качество меди, чем сами эти металлы. Правда, это имеет
значение при использовании меди огневого рафинирования в качестве то-
варной продукции. Но и в обычной практике, когда медь огневого рафини-
рования подвергается последующему электролитическому рафини-
265
рованию, в ней оставляют около 0,08-4),4% закиси меди (0,09-4),044% ки-
слорода). Это делается потому, что при передразнивании в расплавленной
меди начинают растворяться водород и оксид углерода (переходящие в
медь из продуктов сухой перегонки дерева), которые при затвердевании
меди выделяются из металла и делают отливаемые аноды пористыми.
В присутствии же закиси меди водород и оксид углерода переходят,
соответственно, в водяные пары и углекислый газ, которые практически не
растворимы в расплавленной меди и потому полностью из неё выделяются
ещё в период дразнения.
В случае, если всё же медь будет по недосмотру передразнена, вы-
править положение можно повторной кратковременной продувкой с по-
следующим повторным же дразнением.
Для более интенсивного протекания процесса дразнения в печь вво-
дят не одну, а несколько дразнилок в разных местах ванны, которые необ-
ходимо при этом возможно глубже погружать в расплавленную медь. Это
осуществляется при помощи различных приспособлений. Простейшее из
них - таль или тельфер грузоподъемностью 3-4>т с цепью, закрепляемой
крюками за железные петли, заделанные в бетонные быки, в полу цеха
(рис. 5.18).
Рис. 5.18. Устройство для погружения дразнилок в ванну печи
Проба «доведенной» меди должна сгибаться на 180° не ломаясь, не
иметь при застывании «утяжки» и с поверхности иметь мелкие морщины.
Продолжительность периода дразнения зависит от содержания кислорода
в окисленной продутой меди, если в продутой меди остаются такие приме-
си, как никель, и особенно сурьма и висмут, то после первого дразнения
медь продувают снова и проводят второе дразнение. Продолжительность
периода дразнения достигает 2,5^-Зчаса.
Восстановление меди деревом - операция, требующая тяжелого
физического труда на переноску брёвен и погружение их в ванну. Поэтому
непрерывно изыскивались другие методы дразнения. Проводилось восста-
новление угольной пылью. Промышленные опыты подтвердили возмож-
ность дразнения этим восстановителем, но увеличение количества шлака
266
за счет золы угля и сохранившиеся тяжелые условия труда делают при-
менение угольной пыли для восстановления меди нецелесообразным. Про-
водили восстановление мазутом до появления на поверхности проб «ро-
жи», затем доводили процесс восстановления деревом. Конверсированный
природный газ применяется в настоящее время на заводах США - Ду-
глас, Ахо и Ныо-Корнелия. Благодаря основной реакции конверсии:
CH 4+'AO2 = СО + 2Н2 (5.36)
газ состоит из сильных восстановителей - оксида углерода СО и водорода
Н2, которые хорошо восстанавливает медь. Чешские металлурги про-
вели удачные опыты по восстановлению меди аммиаком - восста-
новителем при этом является содержащийся в аммиаке водород. Газо-
образный аммиак при соприкосновении с расплавленной медью разлага-
ется на водород и азот по уравнению
2NHjT темпврлтурл у N^T + (5.37)
Водород в момент выделения является сильным восстановителем
и реакция восстановления закиси меди водородом идёт очень интенсив-
но. Выделенный азот, инертный по отношению меди, способствует пе-
ремешиванию ванны, интенсифицируя восстановление и одновременно
вытесняя из ванны неиспользованный водород. Для восстановления заки-
си меди на 1кг кислорода требуется 0,71кг аммиака. На анодных печах в
России и Казахстане восстановление деревом заменено восстановлением
паромазутной смесью (г. Пышма, Россия; г. Балхаш и г. Джезказган,
Казахстан), проведены укрупненно опыты по восстановлению конверси-
рованным газом. На Алмалыкском заводе (Узбекистан) восстановление
проводят природным неконверсированным газом.
Анодную медь разливают в изложницы, установленные на горизон-
тальных разливочных машинах карусельного типа. При ёмкости анодной
печи 200^25 От и производительности разливочной машины 40т анодов в
час продолжительность разливки черновой меди составляет 5^6 часа и
больше. Можно уменьшить простои печи на разливке, если в пролете кон-
вертерного отделения установить миксер и разливку анодной меди произ-
водить из этого миксера. Все это время в печи поддерживают слабовосста-
новительную атмосферу. Для лучшего предохранения разливаемой меди от
окисления кислородом воздуха поверхность меди в ванне печи и в жело-
бах по пути в разливочную машину покрывают древесным углем. За время
одного оборота карусельной разливочной машины аноды должны остыть
и затвердеть. Для ускорения затвердевания после образования корочки
поверхность анодов орошаются водой. Чтобы избежать приварки металла
анода к металлу изложницы, внутренняя поверхность изложницы обрыз-
267
гивается известковым молоком. На заводах разливка анодов от выпуска
металла из рафинировочной печи до получения охлажденных анодов пол-
ностью механизирована и автоматизирована.
Общая продолжительность операции рафинирования черновой ме-
ди при загрузке и плавке чушек составляет обычно 24 часа, в том числе:
10-42 часов - загрузка и расплавление, 3^-4 часа - продувка и скачивание
шлака, 3-М часа -дразнение, 5-^6 часов - разливка. О новых технологиях
восстановления меди, применяемых в мировой практике (см. раздел 5.6.5.
«Восстановление меди»).
5.6.5. ВОССТАНОВЛЕНИЕ МЕДИ
Как известно [34], операцию восстановления или «дразнения» ме-
ди проводят с целью дегазации металла и восстановления закиси меди, об-
разующейся в период окисления. До последнего времени эту операцию
осуществляли с использованием сырой древесины. Восстановителями за-
киси меди в этом случае являются продукты сухой перегонки дерева - уг-
леводороды, взаимодействующие с Сп2О по реакциям типа:
4Сп2О + СН4 -> 8Си +СО2+2Н2О, (5.38)
4Cu2O + C2Hm —> 8Cu +СО + 0,5(ш—2)Н2 + СО2 (5.39)
и др. Процесс раскисления меди идёт медленно (3-М час), с большим рас-
ходом древесины, трудоёмок и не поддается механизации. В настоящее
время в заводской практике древесину частично или полностью заменяют
малосернистым мазутом или природным газом. Мазут подают через окис-
лительные трубки под давлением 20СН300кН/м . Один из концов трубки
заварен и для выхода мазута в цилиндрической стенке имеется 104 2 от-
верстий диаметром Змм. Применение одного мазута не позволяет полно-
стью исключить древесину, так как интенсивное поглощение медью обра-
зующегося водорода в конце операции затрудняет получение плотных от-
ливок. На Балхашском горно-металлургическом комбинате (Казахстан)
раскисление меди производят мазутом, вдуваемым в ванну с помощью су-
хого перегретого пара. Применение паромазутной смеси позволяет полно-
стью отказаться от применения древесины и сократить продолжительность
операции восстановления.
В современной практике огневого рафинирования меди наибольшее
распространение в качестве восстановителя получил природный газ. Заме-
на древесины и мазута при раскислении меди природным газом, кроме
экономической целесообразности, дает ряд преимуществ: исключается
применение ручного труда и улучшаются санитарно-гигиенические усло-
268
вия, появляется возможность строгого дозирования восстановителя и осу-
ществления комплексной автоматизации процесса.
В США для раскисления меди на ряде заводов применяют кон-
версированный природный газ. Конверсию природного газа осуществляют
в смеси с нагретым воздухом на никелевом катализаторе. Полученный газ
состоит в основном из СО, Н2 и N2. Наличие азота в газе оказалось полез-
ным для процесса, так как усиливало рафинировочный эффект операции,
способствуя дегазации жидкой ванны.
Если применять природный газ состоящим из метана, то основная
реакция конверсии может быть описана уравнением:
СНд + 0,5О2 + 1,88N2 =СО + 2Н2+ 1,88N2.
(5.40)
Согласно этому уравнению, отношение воздуха к газу должно быть равно
2,38. В промышленной установке для компенсации потерь тепла это отно-
шение поддерживают равным 2,85^3 при условии предварительного по-
догрева воздуха Схема цепи аппаратов для конверсии природного газа и
раскисления меди показана на рис.5.19.
Рис.5.19. Схема цепи аппаратов для конверсии природного газа
1 — воздушный компрессор; 2 — ресивер; 3— воздухоподогреватель;
4 — карбюратор (смеситель); 5 — катализационная камера; 6 — теплообменник;
7 — влагоотделитель; 8 — анодная печь; 9 — сальниковое уплотнение;
10 — коллектор; 11— фурмы
Процесс конверсии природного газа осуществляют следующим об-
разом. Сжатый воздух (350кН/м ) подогревают до 560°С в воздухоподог-
ревателе, отапливаемом газом, и затем направляют в карбюратор, где сме-
шивают с природным газом комнатной температуры также под давлением
Газовая смесь из карбюратора поступает сверху в реактор, заполненный
269
катализатором, состоящим из брикетов А12О3 в смеси с 6,5% тонкодис-
персного никелевого порошка. Реактор или катализационная камера —
шахтного типа с огнеупорной изоляционной футеровкой. Конверсию газа
проводят при температуре 900-4200°С. Конверсированный газ быстро ох-
лаждают в теплообменнике и направляют для удаления влаги в сепара-
тор.
При рафинировании меди в наклоняющихся цилиндрических пе-
чах конверсированный газ подают в жидкую ванну через фурмы специаль-
ной конструкции (рис. 5.20). Фурмы не имеют шариковых клапанов, их
прочистку ведут при отключении газа. Применение конверсированного
природного газа на заводах США не ухудшило химических и литейных
свойств медных анодов. Расход природного газа составлял 4,8м на 1т
анодной меди. Стоимость природного газа и электроэнергии для конверси-
рования оказалась в восемь раз меньше, чем стоимость древесины при
дразнении.
Рис. 5.20. Фурма для ввода конверсированного газа в жидкую медь
1 фурменная трубка внутренним диаметром 38 мм;
2 - трубка с жаропрочной стали, приваренная к фурменной трубке.
Результаты полупромышленных и промышленных испытаний,
проведенных рядом исследовательских институтов совместно с заводами,
показали, что достаточно эффективными восстановителями Си2О, раство-
ренной в жидкой меди, являются также продукты неполного сжигания
природного газа, смесь природного газа с воздухом или водяным паром,
сырой природный газ. Если теоретический расход конверсированного газа
в пересчете на сырой природный газ при 1200°С составляет З,9м3/т меди,
то при использовании сырого природного газа эта величина возрастает до
5,4м3/т, что экономически вполне приемлемо.
В промышленных условиях было испытано раскисление меди га-
зо-воздушной смесью и сырым природным газом. Исследования, прове-
денные на наклоняющейся анодной печи с подачей газо-воздушной смеси
через боковые фурмы, показали, что оптимальный коэффициент избытка
воздуха а составляет 0,34),4. С уменьшенном величины а удельный расход
270
природного газа при указанном способе ввода его в расплав резко возрас-
тает (рис. 5.21.).
Рис.5.21. Изменение удельного расхода природного газа на восстановление
меди в зависимости от коэффициента избытка воздуха в газо-воздушной
смеси.
На степень взаимодействия газа-восстановителя с кислородом
жидкой меди оказывает влияние ряд факторов. Наиболее важными из них
при прочих равных условиях являются величина удельной поверхности на
границе газ - расплав и продолжительность контакта газа с расплавом, ко-
торые определяются особенностьями аэродинамики газовой струи в жид-
кой ванне. Так, при подаче природного газа в ванну промышленных анод-
ных печей через трубы диаметром 19мм его удельный расход составляет
25^28 м3/т меди при степени использования газа, равной примерно 20%.
Улучшение контакта газа с расплавом, благодаря применению имеющейся
в нижней части головки с отверстиями небольшого диаметра (рис.5.22),
привело к снижению удельного расхода природного газа до 5,2^7 м3/т ме-
ди, что близко к теоретической величине.
Рис. 5.22. Расположение вертикальной фурмы в своде печи
при подаче газа в расплав
271
Использование аммиака для раскисления меди исследовали чеш-
ские ученые Восстановление Сп2О аммиаком проходит интенсивно по
следующей суммарной реакции:
ЗСпгО +2NH3=6Cu +ЗН2О + N2. (5.39)
Исследования показали, что введенный в жидкую медь амиак раз-
лагается на атомарные водород и азот, причем актииность атомарного
водорода, как и следовало ожидать, была значительно выше активности
молекулярного водорода. Выделяющийся азот способствует перемешива-
нию и дегазации ванны. Аммиак является более дорогим восстановителем,
чем природный газ, и поетому не находит пока широкого применения.
Раскисление меди, содержащей 0,71 % О2, аммиаком осуществляется на
заводе «Косака» (Япония). Аммиак подают через две фурмы диаметром
50мм в цилиндрическую печь диаметром Зм и длиной 7м. Продол-
жительность восстановления равна 1,5часа, расход аммиака составляет
6,5кг/тмеди, или 0,91кг NH3 на 1 кг О2.
Для непрерывного определения содержания кислорода в жидкой ме-
ди на заводе «Хобокен» (Бельгия) применяют аппарат, основанный на
принципе измерения электродвижущей силы гальванического элемента
следующего типа:
2
Pt, О2 (21 кН/м )/электролит ZrO2|[O]|Cu. (5.40)
Приемный конец аппарата погружают в жидкую медь, протекающую по
желобу при непрерывной разливке.
Данным прибором определяется содержание кислорода в жидкой
меди в пределах от 0,001% (электролитная медь) до 0,25% (анодная медь).
Установлено, что изменение температуры в интервале 11 ООН 200°С и на-
личие примесей в анодной меди мало влияет на величину электродвижу-
щей силы.
5.6.6. РАЗЛИВКА АНОДНОЙ МЕДИ
По окончании дразнения на поверхность расплавленной меди
засыпают древесный уголь и замазывают глиной все отверстия в печи.
Давление в печи сохраняют положительное, а атмосферу в печи под-
держивают нейтральную. Расход топлива снижают до минимума,
обеспечивающего поддержание температуры расплавленного металла
на уровне 1 lOO-^-l 115 °C.
К качеству отливки и точности размеров анодов предъявляются
высокие требования. На заводах при производстве вторичной меди к ано-
272
дам предъявляются следующие требования. Аноды должны быть прямые
без перекосов и трещин, одинаковые по толщине. При этом максимально
допускаемые расхождения толщины разных сторон анода по горизонтали
Змм. Отклонение массы анода от установленной нормы не более 3%. По-
верхность анодов должна быть гладкой: углубления, бугорки и морщины
не должны превышать Змм, не допускаются включения шлака, наличие на
поверхности анодов пузырей, приливов или заусенцев. Ушки анода долж-
ны быть требуемой толщины.
Для обеспечения точности и качества литья перед началом разлив-
ки необходимо обеспечить правильную строго горизонтальную установку
изложниц на разливочной машине, проверить и заменить изложницы,
имеющие повреждения. В случае небольших дефектов устранить их при
помощи чеканки пневматическим инструментом.
В процессе разливки изложницы необходимо все время охлаждать,
поливая их водой, или применять водоохлаждаемые изложницы. Кроме то-
го, следует хорошо смазывать поверхности изложниц перед заливкой жид-
кого металла.
В качестве смазки применяют только хорошо размолотый и раз-
веденный в воде формовочный гипс или алебастр.
Нередко в период разливки осуществляют плавление чистого
анодного скрапа («обсосков»), не требующего рафинирования. При этом
на расплавление скрапа используют избыточное тепло расплавленной
ванны, что сокращает время, необходимое на охлаждение ванны до опти-
мальной температуры литья анодов. При таком проведении процесса, тем-
пературу расплавленного металла к концу дразнения не снижают, и расход
топлива в печи в первый период разливки пока ведётся погрузка анодного
скрапа, поддерживают на достаточно высоком уровне.
Разливка меди механизирована. Наиболее часто применяют круг-
лые разливочные машины карусельного типа (рис 5.23).
Карусельный круг, на котором укреплены изложницы имеет цен-
трующее кольцо, посредством которого он вращается вокруг вертикально-
го стального стакана, являющегося осью вращения.
Разливочная машина устанавливается ниже уровня пола цеха. Рас-
плавленная медь непрерывной струей вытекает из летки печи. Скорость
заполнения изложниц регулируется наклоном промежуточного ковша, ко-
торый крепится независимо от разливочной машины. Изложницы с зали-
той в них медью охлаждают струями воды.
273
ф 1500
Рис.5.23. Карусельная разливочная машина
Выгрузка анодов осуществляется автоматически при помощи вы-
талкивателей, установленных в теле каждой изложницы.
Удаление с разливочного круга приподнятого выталкивателем
анода производится пневматическим съёмником, который переносит их в
бак с проточной водой, где они охлаждаются в течение нескольких минут,
после чего тем же способом вынимаются из бака и складируются в цехе.
Отлитые аноды осматривают и небольшие дефекты литья, а также заусен-
цы и т.п. устраняют пневматическим инструментом.
Забракованные аноды, так же как и пришедшие в негодность мед-
ные изложницы, загружают в печь при следующей плавке.
Изложницы для отливки анодов изготовляются как водоохлаждаемыми,
так и без водяного охлаждения. Изложницы без водяного охлаждения от-
ливают из рафинированной или из конвертерной меди.
Такие изложницы выдерживают отливку в среднем 600700 ано-
дов. Масса изложницы для отливки анода превышает массу отливаемого
анода в 700 раз. Изложницы отливают в формы, установленные на полу
цеха. Иногда отливку форм производят на разливочной машине.
Отливка изложниц требует значительно больше времени, чем ли-
тьё анодов, вследствие чего плавка, предназначенная для литья изложниц,
затягивается.
5.7. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ОГНЕВОГО
РАФИНИРОВАНИЯ
Все виды затрат на огневое рафинирование меди, в том числе и по-
тери меди и переход её в шлак, прежде всего зависят от состава подле-
жащего рафинированию металла и требований, предъявляемых к степени
чистоты отрафинированной меди.
Так, например, удаление каждых 0,1 % Ni ниже О,ЗОН),35 % связано
с дополнительным переходом в шлак 6 % Си (по балансу). Выход шлака
при этом увеличивается на 7-^9 % от веса шихты.
При применении в качестве флюса железной окалины (при рафини-
ровании на основной подине) переход меди в шлак сокращается на 2АЗ%
по сравнению с рафинированием без добавки флюсов, соответственно
снижается выход шлака и продолжительность рафинирования, что позво-
ляет сократить затрату топлива и труда.
275
Таблица 5.6. Распределение меди между продуктами огневого
рафинирования вторичной меди
Продукт плавки Выход, % к массе ших- ты Извлечение меди с учетом оборотных продуктов, %, по балансу
среднее лучшее худшее
Анодный металл (аноды годные и забракованные) - 90-91 93,95 83,0-^85,3
Шлак 1СН26 5.8-7,6 4.55 9,7-12.6
Оборотные продукты, возвращаемые в рафинировочную печь 0,3-1,2 0,6-1,9 0,6 2-3
Отходы анодного передела, перерабатываемые в шахтных печах (кроме шлаков) - 1-2 0,6 2-4
Потери 0,8-4,0 0,30 0,3 До 1,0
При рафинировании более чистой конвертерной меди, образую-
щейся при выплавке вторичной меди по усовершенствованной схеме (т.е.
при выводе шлаков конвертеров и рафинировочных печей из шихты шахт-
ных печей), выход шлаков на 5—7%, а переход в них меди - на 2,5—3,5%
ниже, чем при рафинировании конвертерной меди, выплавленной по ста-
рой схеме. При этом качество рафинированной меди также улучшается.
Поэтому все технико-экономические показатели процесса рафини-
рования, приведенные в табл. 5.6—5.10, несколько условны, относятся к
определенным конкретным условиям рафинирования и могут весьма зна-
чительно отличаться друг от друга в зависимости от условий.
Условия рафинирования особенно сильно влияют на распределение
металла между продуктами плавки. Обобщенные данные о распределении
меди при огневом её рафинировании приводятся в табл. 5.7, а в табл.5.8,
кроме того, приведены примеры баланса отдельных плавок.
Лучшие результаты относятся к рафинированию менее загрязнен-
ной конвертерной меди, выплавленной из шихты не содержавшей шлаков
конвертеров и рафинировочных печей; худшие — к рафинированию за-
грязненной конвертерной меди, выплавленной из шихты, в которой нахо-
дились шлаки конвертеров и рафинировочных печей.
276
Таблица 5.7. Материальный баланс рафинирования вторичной меди
Материал Загружено Получено
Количест- во % к массе всей за- грузки Содержа- ние меди, % Распреде- ление меди к общему со- держанию меди в шихте,% Продукты плавки Количест- во % к массе всей за- грузки Содержа- ние меди, % Распреде- ление меди, % к общему со- держанию меди в шихте
Конвертерная медь (твёрдая и расплавлеиая) 66,5 84,8 97,32+97,6 67,65+86,2 Годные аноды 84,6 86,1 99,2^99,4 87,8+89,2
Брак анодов 1,0-2,2 99,2-^99,4 1,04+2,25
Шлак 11,7+12,8 65,5 7,8+8,8
Брак анодов 0,0 —10,2 99,12+99,3 0,0-10,5 Настыли про- межуточного ковша 0,1-0,4 98,0 0,1+0,4
Анодный скрап («обсоски») 13-18,4 99,0 13,5—19,0 Настыли зали- вочного ковша 0,15+0,3 95.0 0,1+О,3
Негодные медные анодные изложницы 0,0 2,6 97,5 0,0-2,5 Сплески от розлива анодов 0,2 +0,8 95,0 0,2+ 0,8
Настыли от за- грузочного окна 0,1+0,3 85,0 0,08- 0,25
Оборотные продукты (коз- лы разливоч- ных, зали- вочных и промежуточ- ных ковшей и т.п.) 0,4-Ю, 9 90,0 0,3:0,8 Заусенцы от зачистки анодов 0,05 +0,1 95,0 0,05— 0,1
Медная окали- на из бака д ля охлаждения («замочки») анодов 0,05+0,1 85,0 0,04+0,08
Песок 1,5 -2,0 — Потери и не- вязка баланса — — 0,9+1,04
Итого 100,0 100,0 Итого 100,0 — 100,0
Распределение других цветных металлов между продуктами плавки
также меняется в зависимости от состава исходной и рафинированной ме-
ди и способа проведения рафинирования.
Однако данное распределения между продуктами плавки остальных
цветных металлов, особенно никеля и свинца, более или менее условны,
так как баланс по ним свести удается редко, а получаемые результаты за-
метно отличаются друг от друга.
На основании отдельных удачных балансовых плавок можно опре-
делить угары при рафинировании меди: свинца - 0,8-4,1 %; сурьмы -
0,8-4,0%, и никеля - 0,6%. Переход этих металлов в шлак составляет при
работе с флюсами около 82% для свинца, 63% для сурьмы и 42% для нике-
ля.
Таким образом, в анодной меди остается свинца около 16%, сурьмы
35% и никеля 56% от их содержания в исходной шихте. Однако, по другим
данным, в анодном металле остается никеля 84% и сурьмы 75% от содер-
жания их в шихте, а числа, относящиеся к свинцу, совпадают.
277
Таблица 5.8. Состав вторичной меди огневого рафинирования и рафиниро-
вочных шлаков
продукт плавки Состав шихты шахтной печи и условия рафинирования Содержание, %
Си Ni Sb Sn РЬ Zn SiO2 FeO ai2o3 СаО
рафинированная анод- 5 Шлаки конвертеров и рафинировочных печей, рафинирование без флюсов 99,00 99,25 0,34 0,55 0,08 0,20 0,03 0,05 0,13 0,15 0.01 - - -
То же, ио рафинирование с добавкой железной окалины и кварцевого песка 99,10 99,30 0,25 0,38 0,05 0,13 0,03 0,08 0,13 0,01 - - - -
с Шлаков конвертеров и рафинировочных печей в шихте не содержалось. Рафинирование с добавкой железной окалины и кварцевого песка 99,34 99,53 0,18 0,32 0,06 0,12 0,01 0,03 0,03 0,10 0.01 - - - -
Шлаки печей рафини- повочных Шлаки конвертеров и рафинировочных печей. Рафинирование без флюсов, подина печи основная 40 65 0,7 2,5 0,3 1,2 3,2 7,2 3,0 9,0 1,3 4,5 2- 5 5,5 9,0 1 2 0,2 0,4
То же, ио рафинирование с добавлением кварцевого песка и железной окалины 38 51 2,3 6,6 о,6 1,6 4,5 6,2 4,0 7,0 До 2,6 15 20 10 18 1 2 0,2 0,4
Шлаков конвертеров и анодных печей в шихте шахтной печи не содержалось 36 58 2,0 4,0 Не опре- делял 1,6 4,4 3,4 6,5 Не определялись
Для меди, выплавленной из шихты, не содержавшей шлаков кон-
вертеров и рафинировочных печей, при рафинировании которой добавляли
железную окалину, в шлак было переведено 58% никеля и 89% свинца.
Состав продуктов плавки, образующихся при рафинировании меди
в различных условиях, приведен в табл. 5.8.
Удельный расход топлива также сильно зависит от размеров рафи-
нировочных печей, условий рафинирования и чистоты загружаемой и вы-
плавляемой меди. Нормальным при работе на шихте, состоящей на 40 —
50% из расплавленной конвертерной меди (остальное твёрдая шихта), яв-
ляется расход условного топлива в 125^145кг на тонну годных анодов.
При работе в основном на расплавленной шихте расход топлива
снижается до 85^-90кг на тонну годных анодов.
Степень полезного использования тепла сжигаемого топлива при
огневом рафинировании меди характеризуются данными тепловых балан-
сов, приведенными в табл. 5.9. Эти тепловые балансы составлены на осно-
вании конкретно проводившихся производственных плавок, условия кото-
рых определяются данными, приведенными в табл. 5.10.
278
5.9. Относительные тепловые балансы огневого
меди
Статья расхода Вносится тепла Статья расхода Расходуется тепла
% общего прихода % Общего расхода
I II III IV V I II III IV V
Сгорание топлива 85,00 85,70 87,00 78,8 85,5 Прирост теплосодержания металла 7,2 8,2 4,1 13,3 16,5
Сгорание дразнилок 12,30 11,60 10,50 19,8 12,9
Шлакообразование 0,55 0,60 0,50 0,4 0,7 Прирост теплосодержания шлака 0,7 1,1 0,5 2,7 16,5
Превышение тепла экзотермических реакций над теплом эндотермических реакций 1,31 1,27 1,07 0,1 0,9
Превышение тепла эндотермиче- ских реакций восстановления над теплом экзотермических реакций окисления - - - 0,5 0,3
Физическое тепло, вносимое топливом 0,15 0,15 0,15
Выносится отходящими газами 61,3 62,2 66,7 50,3 55,1
Потери от неполноты сгорания 5,5 4,5 6,3 20,2 14,6
Физическое тепло, вносимое воздухом 0,05 0,65 0,75
Потери в окружающую среду через окна и кладку 22,2 20,7 21,1 11,8 12,5
Физическое тепло, вносимое заправочными материалами 0,04 0,03 0,03
Потери с водой, охлаждающей кессоны 0,7 0,5 1,0 0,7 1,0
Неучтенные потери 2,4 2,8 0,3 - -
Итого 100,0 100,0 100,0 100,0 100,0 Итого 100,0 100,0 100,0 100,0 100,0
Вносится расплавленными конвертерными металлом и шлаком Не приводится 14,7 10,4 Полное теплосодержание расплавленного металла Не приводится 26,1 26,9
Полное теплосодержание расплавленного шлака Не приводится 5,1 26,9
Тепловой коэффициент полезного действия печи 0,072 0,082 0,046 0165 0,165
Таблица 5.10 Основные показатели плавок, на основе которых составлены
тепловые балансы ( табл. 5.9)
Параметры плавок I II III IV V
Удельный проплав анодного металла, т/м2 5,35 6,5 4,7 5,17 3,42
Количество твердого в шихте, % 24,6 29,9 16,7 52,0 57,8
Температура ванны, °C: средняя максимальная при разливке 1333 1440 1270 1283 1360 1290 1345 1120 1180
Средняя температура отходящих газов при выходе из печи, °C 1228 1260 1242 1110 1210
Температура в печи, °C: средняя максимальная 1390 1430 1362 1410 1360 1400 1305 1360 1380 1440
Продолжительность плавки, час 23,7 18,85 32,0 21,3 26,3
Средняя температура, °C: свода боковых стен 200 92 205 99 370 113 420 160 510 180
Период кампании печи Начало Конец Начало Середина
Состояние кладки Хорошее Плохое Хорошее Изношена
Температура шлака при удалении из печи, °C 1380 1340 1340 1160 1200
Вид топлива Мазут Мазут 60%, угольная пыль40% Мазут 90%, угольная пыль10%
Удельный расход условного топлива на выплавленные аноды, кг/т 86,1 88,5 102,0 86,5 120,0
Средний коэффициент избытка воздуха (а) за исключением периода дразнения 1,07 1,07 1,29 1,28 1,15
Как видно из табл.5.10, полезное использование тепла в рафиниро-
вочной печи меняется в широких пределах в зависимости от условии про-
ведения процесса рафинирования.
Ниже приведены технико-экономические показатели огневого ра-
финирования вторичной меди.
Съём годных анодов в сутки с 1м2 площади пода печи, т/м2 5^6,5
Продолжительность работы печи в год, сутки 320<330
Затрата труда рабочих рафинировочных печей, чел.-час/т 1,7^2,2
Удельный расход материалов, кг/т
песка кварцевого 35-^70
железной окалины (или руды) 15^25
280
набойки ленточной СН-20
прочего заправочного материала 10Ю0
угля древесного 5-Н0
Расход:
медных изложниц 9-44
воздуха высокого давления для окисления, м3/т 30ОЮ50
труб газовых для продувки, м/т 0,3-Ю,7
дразнилок, м3/т 0,06-Ю,09
воды на охлаждение кессонов, замочку анодов
и охлаждение анодов на разливочной машине, м3/т 8Ю4
Здесь приведены величины, относящиеся к средним условиям ра-
финирования и к получению меди по степени чистоты, удовлетворяющей
требованиям, предъявляемым к качеству вторичной анодной меди, предна-
значенной для последующего рафинирования электролизом.
При получении сразу товарной меди марок М3 и М2 расход мате-
риалов повысится, а полезное извлечение меди понизится. Также могут
измениться технико-экономические показатели при отклонении условий
рафинирования от средних.
При огневом рафинировании малозагрязнённой меди, что имеет ме-
сто при использовании собственных отходов на меднолитейных, прово-
лочных и прокатных заводах, все технико-экономические показатели ко-
ренным образом меняются. Это подтверждает зависимость показателей
рафинирования от степени загрязненности рафинируемой меди. Так, при
рафинировании малозагрязненной меди в качающейся 20-тонной печи и
применении разжижающих шлак добавок продолжительность рафиниро-
вания составляет всего 6 час, из которых на расплавление и загрузку рас-
ходуется 200^-240 мин., на окисление и съем шлака— 40^18мин. и на драз-
нение 38-Ю0 мин. Выход шлака составляет всего 1,3^2,0% от массы ших-
ты, а переход меди в шлак 0,4-Ю,8%; от содержания меди в шихте по ба-
лансу. Содержание меди в шлаке составляет 19-Ю 2%, в том числе в хими-
чески связанном виде 12^24%.
281
ГЛАВА 6. ЭЛЕКТРОЛИТИЧЕСКОЕ
РАФИНИРОВАНИЕ МЕДИ
6.1. ОСНОВНЫЕ ПОНЯТИЯ
Целью электролитического рафинирования вторичной меди является
получение катодной меди. Содержащиеся в рафинируемой меди примеси
переходят при этом в шлам или в раствор, в том числе в шлам переходят
благородные металлы. Электролитическое рафинирование вторичной меди
проводится в тех же условиях, что и при рафинировании первичной меди,
и принципиально от него не отличается [32,35,49,50].
Особенностью рафинирования вторичной меди является высокая
концентрация в ней некоторых примесей.
Так, например, повышенное содержание свинца приводит к усилен-
ной пассивации анодов и их неравномерному растворению вследствие об-
разования пленки оксидов основных солей.
Повышенное содержание примесей в анодах вторичной меди часто
приводит к тому, что при электролитическом рафинировании содержание
меди в электролите не повышается, как это бывает обычно, а наоборот, по-
нижается и приходится не выделять медь из электролита, а напротив, вво-
дить её для поддержания концентрации меди в электролите на должном
уровне.
Аноды из вторичной меди характеризуются, главным образом, по-
вышенным содержанием никеля, сурьмы и свинца и пониженным содер-
жанием благородных металлов, селена, теллура и мышьяка. Примерное со-
держание примесей во вторичной анодной меди приведено ниже в табли-
це.
Проба Содержание, %
Си РЬ Zn Ni Sb As Bi Si Fe Al Sn Са _Mg_
I 99,20 0,01 нет 0,38 0,09 0,011 0,003 0,01 0,005 не опред. 0,01 0,2 0,09
II 99,27 0,08 нет 0,36 0,09 следы 0,004 не опред. 0,008 0,02 не опред.
III 99,20 0,11 следы 0,12 0,21 нет не определялись 0,03 не опред.
Содержание во вторичной меди золота редко превышает 2г/т, сереб-
ра 100-4 5 Ог/т, селена и теллура также значительно меньше, чем в меди,
выплавленной из руд.
Рафинированная катодная медь, получаемая из вторичной меди, не
отличается по качеству от катодной меди, получаемой из руд, и соответст-
вует марке МО.
Целью электролитического рафинирования является получение чис-
той высококачественной меди и получение шлама, содержащего следую-
щие металлы: Си, Pb, Sb, Sn, Au, Ag. Для этого осуществляют растворение
анодов из черновой меди действием постоянного тока в растворе серной
282
кислоты и одновременно осаждают из раствора чистую медь на катоде под
воздействием постоянного тока.
Осаждение меди из раствора или растворение меди па аноде подчи-
няется законам Фарадея. Как известно (следствие 2-го закона Фарадея),
96500 Кулонов электричества при прохождении через раствор электролита
всегда выделяют или растворяют один грамм-эквивалент вещества. На за-
водах принято измерять количество электричества в Ампер-часах. Один
Ампер-час (A-час) равен 3600 Кулонов. Следовательно, один Фарадей ра-
вен:
96500 : 3600 = 26,8А час
В случае электролиза соли двухвалентной меди 1 A-час выделяет
при прохождении через раствор
(0,5*63,57): 26,8= 1,186г меди.
Эта расчетная величина (электрохимический эквивалент) имеет
очень важное значение. Практически на заводах никогда не удается выде-
лить это количество меди за 1А-час.
Поэтому ввели понятие “коэффициент” использования тока 1] или,
как говорят на заводах, “выход по току”.
Этот коэффициент вычисляют как частное от деления фактически
полученного количества меди (в граммах за 1А-час) на 1,186. Так как на
практике получается выход по току всегда меньше теоретического количе-
ства, то этот коэффициент всегда меньше единицы. Часто коэффициент
использования тока выражают в процентах, умножая полученную дробь на
100. Для меди заводской выход по току колеблется в пределах 92<-97%,
или 0,92-4),97.
6.2. ОСНОВНЫЕ РЕАКЦИИ ПРОЦЕССА ЭЛЕКТРОЛИЗА
Как видно из схемы (рис.6.1), в процессе электролиза меди постоян-
ный ток проходит от плюса источника тока, через анод в раствор медно-
го купороса и серной кислоты в воде, а затем через катод на минус источ-
ника. Принято считать, что движение электрического тока происходит от
положительного полюса (+) к отрицательному (-). Иначе говоря, мы имеем
следующую электрохимическую систему: (Си с примесями) — (CuSC>4,
H2SO4, Н2О) - (Си чистая).
283
Рис.6.1. Схема процесса
электролиза
1 — анод; 2 - катод; 3 - шины
Как известно из теории электролитической диссоциации, соли в
водных растворах представлены ионами:
CuSO4 <->Cu2+ + SO42’.
(6.1)
Под действием постоянного электрического тока катионы меди дви-
жутся к катоду, где разряжаются и осаждаются
Си2+ + 2е —> Си
(6-2)
Разряд менее положительных ионов водорода при этом не происхо-
дит, пока концентрация меди не снизится до 1О12г/л.
В это время на аноде в зависимости от материала, из которого он
изготовлен, могут происходить два процесса:
1. Если анод выполнен из меди (хотя бы не чистой) или её сплава,
растворяющегося в серной кислоте, то металлы анода переходят в раствор,
например:
Си - 2е—» Си2+ (6.3)
2. Если анод выполнен из чистой меди (или почти чистой), количе-
ство разряжающихся на катоде ионов меди примерно равно количеству
образующихся у анода. В этом случае раствор теоретически должен оста-
ваться без изменений. Однако чтобы разница в концентрациях ионов меди
у анода (где они переходят в раствор) и у катода (где они осаждаются), а
также у верхней и нижней частей электродов не стала слишком большой,
её выравнивают путем циркуляции (перемешивания) раствора. В результа-
те происходит растворение и перенос меди с анода электрическим током
на катод. Такой вариант электролиза с растворимым анодом лежит в осно-
ве электролитического рафинирования меди.
Теоретически имеется возможность осложнения электролиза меди с
растворимыми анодами образованием её одновалентных ионов:
Си - е —> Си1+ (6.4)
284
Ионы одновалентной меди в условиях электролиза весьма неустой-
чивы и образуют ионы двухвалентной меди с выделением медного порош-
ка, оседающего на дно ванны:
2Cu1+=Cu2++ Си (6.5)
Константа равновесия этой реакции в присутствии металлической
меди
К = [Cu1+]2 / [Си2+] = 0,62-10'6 (6.6)
указывает на низкое содержание в растворе одновалентной меди. Кроме
того, исследования Ю.В.Баймакова и других показали, что в практических
условиях работы электролитных ванн на заводах скорость образования
ионов одновалентной меди и выпадения медного порошка ничтожно мала
[49,50,52,53], поэтому ими практически можно пренебречь.
Если применяется анод, не содержащий меди, т.е. выполненный из
материала, не растворяющегося в сернокислом растворе, на аноде не про-
исходит образования ионов металла. Такой нерастворимый анод изготов-
ляют чаще всего из свинца или его сплава с небольшим количеством сурь-
мы для большей твёрдости и стойкости против коррозии. Так как анод не
содержит растворимых в сернокислом растворе металлов, то на аноде
должны разряжаться анионы. В нашем растворе имеются анионы ОН1'
и SO42’. Из них с меньшей затратой энергии (при потенциале около 1,7 В)
будет разряжаться ион ОН1'. Для того чтобы начался разряд иона SO42', по-
тенциал анода должен быть доведен до ЗВ, однако такой потенциал прак-
тически не достигается. Следовательно, при электролизе меди на аноде бу-
дет происходить процесс разряда ионов гидроксила по суммарной реак-
ции:
2Н2О = О2 + 4Н1+ - 4е (6.7)
с выделение кислорода на аноде.
На катоде будет протекать тот же процесс разряда ионов Си2+.
В итоге обоих электродных процессов в растворе будут нака-
пливаться ионы Н1+, т.е. будет увеличиваться концентрация серной кисло-
ты.
Таким образом, первый вариант электролиза сводится к растворению
с помощью постоянного электрического тока меди на аноде и осаждению
её на катоде, т.е. к двум взаимно противоположным явлениям. В целом
этот процесс происходит с затратой энергии лишь на перенос меди от ано-
285
да к катоду, преодоление поляризации и сопротивления на пути прохожде-
ния тока (шины, контакты и т.д.).
Во втором варианте (с нерастворимым анодом) электрический ток
разлагает сульфат меди CuSO4 и воду с выделением меди на катоде, обра-
зованием серной кислоты и выделением кислорода на аноде. Эти процессы
могут быть изображены следующей суммарной реакцией:
Сн5(?4 + Н2О —>Си + H2SO4. + 0,502 (6.8)
Такой вариант электролиза применяется в том случае, когда следует
извлечь медь из раствора, например в гидрометаллургии меди, при регене-
рации электролита и т.д. На проведение такого процесса необходимо из-
расходовать значительное количество электроэнергии, определяемое по
уравнению Гиббса - Гельмгольца.
Расход энергии при прохождении постоянного электрического тока
(в Ватт-часах) равен количеству электричества (в Ампер-часах), умножен-
ному на напряжение (в Вольтах), затраченное на преодоление всех сопро-
тивлений на пути прохождения тока.
Теоретически количество Ампер-часов, требующихся для осаждения
одного и того же количества меди, будет для обоих вариантов процесса
электролиза одинаковым (1А-час на 1,186г меди). Практически требую-
щееся количество Ампер-часов может быть различным в зависимости от
коэффициента использования тока (выхода по току), заметно отличающе-
гося в этих процессах.
Нужное напряжение (в Вольтах) для преодоления всех сопро-
тивлений на пути прохождения тока можно рассчитать по общей формуле:
У = 1а - ly+1 поляр. + IRi + IR2 (6.9)
где V — общее напряжение, В;
1а— потенциал анодного процесса;
Ik— потенциал катодного процесса;
1поляр ” потенциал поляризации, т.е. преодоление обратной элек-
тродвижущей силы, создаваемой из-за неравномерности концентрации ме-
ди в растворе у анода и у катода;
I — сила тока, А;
Ri — сопротивление электролита, Ом;
R2 — все прочие сопротивления (контакты, шины и т.д.).
Последние два члена (IR| и IR^ представляют напряжение, требую-
щееся для преодоления сопротивления электролита (раствора) и всех про-
чих сопротивлений. Для электролиза с растворимыми анодами разность (/а
286
- /*)при малой силе тока близка к нулю. На практике при больших силах
тока разность (1а— 1к) немного (до 0,05В) отличается от нуля.
Однако, основным по величине, определяющим напряжение всего
процесса, является четвертый член, т.е. напряжение, необходимое для пре-
одоления сопротивления электролита (раствора).
При электролизе с нерастворимым анодом разность (1а— 1к) уже не
равна нулю, а является довольно большой величиной.
Минимальная величина этой разности может быть точно рассчитана,
если известна убыль изобарного потенциала реакции
C14SO4 + Н2О = Си + H2SO4 + 0,502 (6.10)
Зная AZ образования всех этих соединений, можно рассчитать эту
работу, т.е. найти требующееся напряжение разложения
ZAZ=-0,239*n«F«E (6.11)
Это значит, что общее напряжение процесса по второму варианту
электролиза (с нерастворимым анодом) будет в несколько раз выше, чем в
первом.
На практике при первом варианте электролиза (с растворимым ано-
дом) напряжение на паре электродов (от анода до катода) колеблется в
пределах 0,2-4),4В (считается нормальным 0,3В). Для второго варианта с
нерастворимым анодом напряжение на паре электродов (от анода до като-
да) значительно выше — в среднем около 2,4В (т. е. примерно в 8 раз
больше).
В соответствии с этим при электролизе с нерастворимым анодом
энергии постоянного тока расходуется не менее 2400кВт*час вместо
300^350 кВ*час на 1т меди при электролизе с растворимым анодом, т.е.
тоже примерно в 8 раз больше. Расход электроэнергии на осаждение 1т
меди может быть подсчитан по уравнению
где W— расход электроэнергии, кВт«час;
и - напряжение на ванне, В.
т] - выход по току - 0,92-4),97;
к - 1,186 т/А-час.
Технология рафинирования металлов электролизом основана на се-
лективном выделении из раствора под действием постоянного электриче-
287
ского тока только того металла из числа находящихся в данном растворе,
который в ряде напряжений является более электроположительным.
Как известно, в ряду напряжений металлы расположены в порядке
возрастающих или убывающих их стандартных электродных потенциалов.
Величина стандартного (или нормального) электродного потенциала
(£®) какого-либо элемента служит количественной мерой электролитиче-
ской упругости растворения этого элемента, т.е. мерой той электродвижу-
щей силы, которую необходимо приложить для осаждения данного эле-
мента из раствора, т.е. для разрядки его ионов.
Величины электродных потенциалов элементов даются в виде разно-
сти электродного потенциала данного элемента и электродного потенциала
водорода, величина которого условно приравнена к нулю, табл.6.1.
Таблица 6.1.Нормальный потенциал в Вольтах, электрохимический ряд
напряжений, при 25°С.
Элементы Катионы Потенциал Элементы Катионы Потенциал
Алюминий A1J+ -1,80 Сурьма Sbi+ +0,10
Марганец Мп2+ -1,10 Висмут BiJ+ +0,20
Цинк Zn2+ -0,76 Мышьяк AsJ+ +0,30
Хром С г2* -0,56 Медь Cu2+ +0,34
Железо Fe2+ -0,44 Кислород +0,40
Кадмий Cd2+ -0,40 Серебро Ag,+ +0,80
Таллий Tl‘+ -0,34 Ртуть Hg1+ +0,81
Кобальт Со2+ -0,28 Платина Pt2* + 1,20
Никель Ni2+ -0,24 Хлор Cl1' +1,35
Свинец Pb2+ -0,13 Палладий Pd2' +0,99
Олово Sn2+ -0,14 Золото Au‘+ +1,51
Водород Н'+ ±0,00
Примечание. Для реакций типа Me + 4С1 «-» МеС12< + 2е потенциалы платиноидов
имеют величину порядка +0,7В.
Из данных табл.6.1 следует, что к числу более электроположитель-
ных металлов, чем медь, относятся лишь серебро, ртуть и золото (кроме
того в табл.6.1 не показанные селен и теллур). Следовательно, только эти
металлы находясь в растворе одновременно с медью, выделяются на като-
де раньше или вместе с медью. Остальные же металлы останутся в раство-
ре до полного выделения из раствора меди или, во всяком случае, до рез-
кого снижения ее концентрации.
Однако практически при электролитическом рафинировании меди
от неё отделяются и благородные металлы вследствие нерастворимости их
в электролите, которые затем переходят в шлам.
288
В процессе электролитического рафинирования меди анодом являет-
ся рафинируемая медь, а катодом - листы из чистой меди. Электролитом
служит раствор сульфата меди, содержащий свободную серную кислоту.
Под действием постоянного тока аноды растворяются, а на катоде
выделяется очищенная от примесей медь.
Вместе с медью при растворении анода в электролит переходят рас-
творимые в нем примеси, а нерастворимые осаждаются в виде шлама.
При растворении анода медь и содержащиеся в ней примеси распре-
деляются (табл.6.2) между шламом и электролитом.
Таблица 6.2. Распределение анодных примесей между электролитом и
шламом
Примеси Переходит, %
в раствор в шлам в катоды
1-я группа: никель 75-100 25-0 до 0,5
ЦИНК 100 - -
железо 100 - -
2-я группа: золото - -100 до 0,4
серебро - -100 >1,6
теллур - -100 >1,0
селен - -100 >1,0
свинец - -100 >1,0
олово - -100 >1,0
З-я группа: мышьяк 60-80 40-20 >10
сурьма 10^60 90-40 >10
висмут 20-40 80-60 >10
4-я группа:
- интерметаллические соединения: Переходят в шлам. Некоторая их часть
CujSe; Cu2Te; AgjSe; AgjTe попадает в катодную медь в результате
- химические соединения: Cu2O. NiO механически запутывающихся частиц
- никелевая слюдка и другие оксиды шлама между кристаллами
Медь Н2 0,03-0,1 99-98
Из перешедших в электролит примесей вместе с медью может
осесть только серебро. В незначительных количествах, да и то при извест-
ном накоплении его в электролите, могут осесть также примеси, электрод-
ные потенциалы которых близки к потенциалу меди. К числу таких приме-
сей относятся: мышьяк, сурьма и висмут.
Возможность одновременного осаждения металлов, стандартные по-
тенциалы которых близки между собой, объясняется тем, что напряжение,
которое необходимо в действительности для осаждения металла при элек-
тролизе, несколько отклоняется от стандартного электродного потенциала
данного металла. Причем величина этого отклонения зависит от ряда при-
чин: концентрации данного иона, явления поляризации и перенапряжения.
289
При некоторых условиях сочетание этих причин может повлиять на вели-
чины электродных потенциалов элементов, близко расположенных в ряду
напряжений, так, что эти элементы поменяются местами или фактически
потенциалы осаждения этих элементов станут практически равными и оба
эти элемента при электролизе начнут выделяться одновременно.
В процессе электролиза вблизи анодов и катодов изменяются кон-
центрация ионов меди и свободной серной кислоты. У анодов концентра-
ция ионов меди повышается, а у катода понижается; кислотность электро-
лита, наоборот, увеличивается у катода. Электролит у катода обедняясь
медью, становится легче, вследствие чего поднимается вверх, что вызыва-
ет расслоение электролита. У анода происходит противоположное явление.
Такое расслоение электролита не может быть выровнено процессами диф-
фузии, которые протекают намного медленнее.
Для выравнивания состава электролита необходимо его перемеши-
вания, которое достигается принудительной циркуляцией. Чем сильнее
циркуляция электролита, тем лучше выравнивается его концентрация по
объёму ванны. Однако при больших скоростях циркуляции резко ухудша-
ются условия осаждения и отстаивания шлама, а взмученные частицы
шлама могут легко осесть на неровностях катода и механически загрязнить
катодную медь примесями, содержащимися в шламе.
Поэтому увеличивать скорость циркуляции следует до определенно-
го предела.
Загрязнение катодной меди частицами осевшего шлама и смачи-
вающим катод электролитом всегда имеет место на практике, вследствие
чего требуется самая тщательная промывка катодного осадка.
6.3. ПОВЕДЕНИЕ ПРИМЕСЕЙ ПРИ ЭЛЕКТРОЛИЗЕ
Аноды, поступающие в цех электролиза из цеха огневого рафиниро-
вания, не состоят из чистой меди, а содержат небольшое количество при-
месей. По поведению во время электролиза эти примеси можно разбить на
группы [35,49]:
1. электроотрицательные металлы, которые растворяются в серно-
кислом растворе и переходят почти полностью в раствор (никель цинк,
кобальт и железо);
2. электроположительные металлы (табл.6.2) - золото, серебро, тел-
лур, селен, а также металлы, которые не растворяются в сернокислом
растворе - свинец, олово они практически полностью переходят в шлам;
3. металлы, имеющие близкий к меди нормальный потенциал
(табл.6.2) (мышьяк, сурьма и висмут), переходят частично в раствор и час-
тично в шлам и являются наиболее вредными для процесса электролиза.
4. интерметаллические соединения, химические соединения, никеле-
вая слюдка и другие оксиды.
290
Первая группа. Переходя в раствор (электролит) и не осаждаясь на
катоде, железо, никель и другие металлы первой группы постепенно нака-
пливаются в растворе. Как выше было упомянуто, переход никеля в рас-
твор можно частично уменьшить, оставляя при дразнении больше кисло-
рода в анодной меди благодаря тому, что закись никеля (NiO) плохо рас-
творима в сернокислом растворе. Но даже имея много никеля в анодах (до
0,7%) и оставляя 0,26% кислорода в анодах, не удается перевести больше
25% никеля в шлам, а обычно более 75% никеля переходит в раствор.
Чем ниже содержание никеля и кислорода в анодах, тем мень-
ше никеля переходит в шлам. Например, при содержании никеля в анодах
0,55% и кислорода 0,04%, до 95% никеля растворяется. Нормально нике-
ля в анодах должно содержаться меньше 0,5%, а кислород стараются дер-
жать в пределах 0,1 ^0,05% для того, чтобы получить катоды более
высокого качества и возможно меньше шлама. Поэтому практически
почти весь никель при нормальной работе переходит в раствор. Точно так
же переходят в раствор и накапливаются в нём с течением времени цинк и
железо.
Все эти три металла электроотрицательны, т.е. выделяются из рас-
твора на катоде теоретически после водорода. Для электролиза меди при-
меняется раствор, содержащий около 200г/л серной кислоты, т.е. имеющий
высокую концентрацию ионов водорода. Пока в растворе имеется медь
(металл электроположительный), она будет выделяться на катоде.
Если меди в прикатодном слое раствора станет мало, вместе с иона-
ми меди на катоде начнут разряжаться ионы водорода.
Практически такое положение при рафинировании электролизом
анодной меди никогда не достигается. Тем более не могут выделиться ни-
кель или цинк. Однако в катодной меди находят очень небольшие коли-
чества железа и никеля (0,001-Ю,005%), что чаще всего объясняется ме-
ханическим включением раствора (электролита) в катод и плохой промыв-
кой готовых катодов.
Железо и цинк, как было описано выше, легко и полно удаляются
при огневом рафинировании. Поэтому при надлежащем качестве анодов и
при хорошо налаженном огневом рафинировании железо и цинк содержат-
ся в анодах в незначительных количествах и поэтому в процессе электро-
литического рафинирования большой роли не играют. Железа, как прави-
ло, в анодах содержится менее 0,01%, часто даже всего 0,001-Ю,002%, а
цинка - редко более 0,003%.
Содержание никеля в анодах очень сильно зависит от состава исход-
ного сырья. Как выше было упомянуто, даже теоретически процесс огне-
вого рафинирования от никеля даёт аноды, содержащие не менее 0,25%
этого металла. Поэтому при переработке исходного сырья, загрязненного
никелем, его содержание в анодах доходит до 0,5%, т.е. оно во много раз
291
больше, чем содержание железа. При электролизе таких анодов никель до-
вольно быстро накапливается в растворе.
Накапливание никеля, железа и цинка в растворе, непосредственно
не влияя на состав катодов, может вызвать нежелательные явления при
электролизе меди. Растворимость солей в кислых водных растворах огра-
ничена, причем наличие других растворенных солей снижает предел рас-
творимости каждой соли. В случае большого количества растворенного
никеля, железа и цинка в виде NiSO4, FeSO4 и ZnSO4 растворимость меди
в виде сульфата CuSO4 снижается; при небольшом охлаждении раствора
он может оказаться пересыщенным по меди, и тогда выпадут кристаллы
медного или никелевого купороса и содержание меди в растворе ещё сни-
зится. Это может привести к тому, что в слое раствора, непосредственно
прилегающем к катоду (прикатодном слое), содержание ионов меди мо-
жет упасть до слишком низкой величины, и на катоде вместе с медью нач-
нет выделяться водород
Это, во-первых, снизит коэффициент использования тока - «выход
по току», так как пропускаемый через ванну постоянный электрический
ток расходуется не на разряд ионов меди, а на разряд ионов водорода, во-
вторых, осадок меди получается значительно хуже по качеству. Вместо
гладких, плотных, блестящих розовых катодов получатся тёмные рыхлые
осадки, а иногда и осыпающийся порошок тёмного цвета. Такие катоды
бракуются и отправляются в цех огневого рафинирования для вторичной
переплавки на аноды.
Присутствие железа в достаточно больших количествах при нерас-
творимых анодах может вызвать вредные для процесса реакции, а именно:
1. Окисление закиси железа Fe2+ в оксидное Fe3+ на аноде:
Fe2*—e = Fe3+;
2. Обратное растворение катодной меди за счёт сульфата оксида же-
леза (ионов Fe3+)
Си + Fe2 (SO4)3— CuSO4+ 2 FeSO4 (6.13)
или в ионной форме
Си + 2Fe3+ -> Си2+ + 2Fe2+. (6.14)
Эта реакция снижает коэффициент использования тока, так как медь,
уже осевшая на катоде, переводится обратно в раствор и для её осаждения
приходится снова затрачивать электроэнергию.
При электролитическом рафинировании анодной меди эти две реак-
ции не играют большой роли, ибо железа в растворе (электролите) бывает
мало — нормально не более 5г/л. Но для некоторых процессов, в частности
292
для выделения меди из растворов при извлечении меди из руд обработкой
водными растворами эти реакции играют большую роль.
Содержание никеля в растворе можно допустить не более 20г/л, хо-
тя иногда его содержание повышают до 70г/л без существенного вреда для
качества катода, но с ухудшением других показателей. Цинк бывает в
электролите редко и до содержания ЗОг/л практически на процесс электро-
лиза не влияет.
Вторая группа. К ней относятся все нерастворимые в сернокислом
растворе примеси: золото, серебро, свинец, олово, а также некоторые со-
единения меди, как например, с теллуром Си2Те, с селеном Cu2Se, с серой
Cu2S и с кислородом Си2О. Закись меди частично растворяется, а частично
даёт осадок медного порошка, переходящий в шлам по реакции:
Cu2O + H2SO4 -> CuSO4 + Н2О + Си. (6.15)
Поэтому, чем больше медь загрязнена, т.е. плохо проведён процесс
огневого рафинирования, тем больше получается шлама.
Если анодная отливка пузыристая, неплотная, то небольшие кусоч-
ки меди отваливаются от анода, он растворяется неравномерно и шлам
сильно обогащается медью. Например, когда аноды отлиты из черновой
меди, взятой непосредственно из конвертера, шлам получился с содержа-
нием 60-^70% меди и только 4-^6% суммы благородных металлов (золота и
серебра). Когда такую конвертерную медь подвергают огневому рафини-
рованию, то при электролизе получают шлам который содержит всего
15% меди, а сумма благородных металлов составляет 18-Н9%. В тоже вре-
мя содержание меди составляет 99,2% в конвертерной и 99,5% в черно-
вой.
Такое ухудшение состава шлама получется в основном из-за со-
держания Cu2S и Си2О, а также из-за пористости анодов конвертерной ме-
ди. Кроме того, при анодах из конвертерной меди получается большой вы-
ход анодного скрапа («обсосков»).
Нерастворимые в сернокислом растворе (электролите) примеси
особых затруднений при нормальном электролизе не вызывают. При рас-
ворении основной части анода они остаются на его поверхности в виде
чёрной массы (шлама). По мере дальнейшего растворения этот шлам пада-
ет с поверхности анодов и собирается на дне ванны в виде чёрного осадка,
похожего по виду на грязь. Иногда (сравнительно редко) аноды содержат
такое большое количество примесей, что не растворившиеся примеси об-
разуют на поверхности анода корку, мешающую электролиту соприкасать-
ся с анодом. Эта корка шлама нарушает нормальное протекание процесса
электролиза, поэтому при переработке меди, содержащей много благород-
ных металлов, нужно периодически счищать с поверхности анодов корку
шлама. Другой способ переработки такой «золотистой» меди - сплавлять
293
её при огневом рафинировании с медью, содержащей небольшое количе-
ство благородных металлов, из расчёта получения анодов, дающих шлам в
количествах, недостаточном для образования корки, и потому осыпаю-
щийся с поверхности анода по мере его растворения.
Шлам имеет настолько мелкие зёрна, что они тонут в электролите
медленно. Так как электролит для предупреждения его расслаивания и для
обновления прикатодного слоя (для подвода ионов меди к катоду взамен
разрядившихся) всегда перемешивают, то в электролите часто долгое вре-
мя плавают наиболее мелкие частички шлама. Они могут соприкасаться с
катодом, и тогда осаждающаяся на катоде медь механически увлекает не-
большую часть этих зёрен шлама. Таким образом, катодная медь может за-
грязниться примесями. Для того чтобы этого не происходило, при электро-
лизе анодов с большим (относительно) содержанием благородных метал-
лов приходится увеличивать расстояние между анодом и катодом и
уменьшать интенсивность перемешивания, т.е. циркуляцию раствора через
ванну, что связано с необходимостью уменьшения силы тока и, следова-
тельно, производительности ванн.
Некоторые примеси реагируют с раствором, например, свинец об-
разует сульфат свинца PbSC>4, олово — метаоловянную кислоту H2SnO3,
выпадающие в шлам. При большом содержании серебра в анодах часть его
может в виде сернокислой соли Ag2SO4 перейти в электролит. Чтобы из-
бежать накопления серебра в электролите и осадить его в шлам, в электро-
лите всегда должен присутствовать ион хлора С11’. Если его нет, то в элек-
тролит вводят поваренную соль.
Ag2SO4 + 2NaCl -> 2AgCl J + Na2SO4.
(6.16)
Однако избыток хлор-иона в электролите вызывает появление
длинных игл на катоде, которые правоцируют «короткие замыкания». По-
этому содержание хлора в электролите должно быть всегда ниже 0,05г/л.
Практикой установлено, что серебро частично теряется при элек-
тролизе, попадая в катодную медь. С повышением плотности тока потери
серебра увеличиваются. С повышением плотности тока также увеличива-
ются и потери золота (рис.6.2).
Рис.6.2. Влияние плотности тока (катодного) на потери серебра и золота
294
Изучая механизм попадания серебра в катодную медь, Л.Г. Сагоян
использовал два типа ячеек [32]. В одной ячейке электролиз вели без отде-
ления катодного пространства от анодного, а в другой анод был заключён
в коллодиевую диафрагму, табл.6.3.
Таблица 6,3. Переход серебра в катодную медь от условий электролиза
Состояние анода Содержание серебра в катодной меди (• 104 ), %, при температуре, °C
25 40 50 60
В коллодиевой диафрагме 0,3 0,3 0,9 3,09
Без диафрагмы 1,37 2,03 3,84 10
Как видно из табл.6.3 серебро переходит в катодную медь в ре-
зультате разряда его ионов, а также вследствие катафоретического перено-
са мелкодисперсных частиц, запутывающихся между кристаллами меди,
причём, вследствие электрохимического разряда осаждается менее трети
серебра.
С повышением температуры раствора количество переходящего в
медь серебра возрастает.
Платина и палладий ведут себя примерно так же, как золото и се-
ребро, т.е. эти металлы полностью 99%) переходят в шлам. Иридий, ро-
дий и рутений в большей мере, чем платина переходят в раствор.
Третья группа. К этой группе принадлежат наиболее вредные при-
меси: мышьяк, сурьма и висмут. При растворении анода эти три металла
тоже растворяются, но частично переходят в шлам.
Как подтверждено исследованиями В.Л. Пазухина и Л.Я. Лившиц
[32], мышьяк переходит в раствор в виде трехвалентного иона AsOj3’, но в
процессе электролиза быстро окисляется и в электролите присутствует
главным образом в виде иона (AsO4)3'. Если в растворе отсутствуют сурь-
ма и висмут, то мышьяк может накопиться в электролите.
При содержании мышьяка в электролите до 18г/л в условиях элек-
тролиза меди с растворимым анодом он не осаждается на катоде и загряз-
няет его весьма незначительно и, в основном, только за счёт механическо-
го включения электролита в катод или при плохой отмывке электролита от
катода.
В случае, если в растворе имеются сурьма и висмут, мышьяк может
образовать с ними нерастворимые соединения типа Sb3+ As5+ и Bi3+ As5+,
например БЬгОз-АвгС^ или SbAsO4. Эти соединения выделяются из элек-
тролита в виде очень мелких (2^7нм) частиц, образующих «плавучий»
шлам, который в процессе электролиза может легко пристать к катоду и
загрязнить его.
Количество мышьяка, распределяющееся между раствором и шла-
мом, зависят от его содержания в аноде, содержания хлор-иона (чем его
295
больше, тем больше мышьяка выпадает в шлам), содержания сурьмы и
висмута в электролите и от других причин. Нормально в шлам переходит
20+40% от содержащегося в растворенных анодах количества As, до 10%
(в среднем 1,5%) переходит на катод, остаток накапливается в растворе.
Сурьма переходит в раствор в виде трехвалентного иона Sb3+, рас-
творимость которой в электролите достигает 1,1 г/л. Часть сурьмы окисля-
ется до Sb5+, растворимость которой ничтожна, так как она гидролизирует
с образованием очень мелких зёрен Sb2Os-3H2O или H3SbO4 и соеденяется
с частицами, упомянутого выше «плавучего» шлама.
Отфильтрованные из электролита частицы этого «плавучего» шла-
ма, очень медленно оседающего на дно, содержат до,%: 48,5 сурьмы, 18
мышьяка, 8 висмута и 7,6 свинца. В процессе электролиза этот шлам лег-
ко попадает на катод и механически захватывается в катодный осадок, зна-
чительно снижая качество получаемой меди. Поэтому при получении вы-
сококачественной меди, а также при большом количестве мышьяка, сурь-
мы и висмута в анодах следует этот «плавучий» шлам непрерывно от-
фильтровывать во время циркуляции электролита.
При обычном распределении сурьмы на катоде её осаждается до
10% (в среднем 2%), в шлам переходит 40+90% и накапливается в растворе
10+60%. Поэтому при электролизе анодов с высоким содержанием сурьмы
очень трудно получить высококачественные катоды. Например, при пере-
работке анодов, содержащих 0,5% сурьмы, после работы получили час-
тично в растворенном виде, а большей частью в виде мелких зерен в шла-
ме до 0,5г/л сурьмы. Катоды получились бракованные, хрупкие и со-
держали сурьмы до 0,17%. В таких случаях следует удалять сурьму воз-
можно полнее при огневом рафинировании с помощью соды (Na2CO3 или
натриевой селитры - NaNO3) по возможности сплавить партию высоко-
сурьмянистой меди с медью, не содержащей сурьмы (или содержащей её
мало). В процессе электролиза следует тщательно следить за составом
электролита, чаще его фильтровать и непрерывно регенерировать.
Висмут редко содержится в анодах в большом количестве: обычно
его содержание не превышает 0,006%. Он лучше растворяется, чем сурьма.
Содержание его в электролите может доходить до 1,8г/л, но он тоже в со-
единении с мышьяком переходит в плавучий шлам.
Эти три наиболее вредные для электролиза примеси оказывают на
качество электролитной (катодной) меди очень сильное влияние, резко
снижая её электропроводность и отрицательно влияют на механические
свойства. Поэтому на борьбу с переходом этих примесей на катод должно
быть обращено особое внимание заводского персонала.
Четвёртая группа. Интерметаллические соединения: Cu2Se; Cu2Te;
Ag 2Se; Ag2Te и химические соединения: Cu2O; NiO, никелевая слюдка
состава (Cu2O)6 (NiO)g (Sb2O5)2 и другие оксиды переходят в шлам. Неко-
296
торая часть их попадает в катодную медь в результате механического запу-
тывания частиц шлама между кристаллами.
6.4. ИЗМЕНЕНИЕ СОСТАВА ЭЛЕКТРОЛИТА
В практических условиях электролиза [35], помимо перехода
примесей с анода, имеет место растворение анодной меди непосредственно
действием серной кислоты в присутствии кислорода по реакции:
2Cu + 2H2SO4 + 02 -> 2CuS04 + 2Н2О (6.17)
Поэтому аноды в верхней части, особенно на границе верхнего
уровня раствора, где с анодом одновременно соприкасаются воздух и элек-
тролит, растворяются несколько быстрее, чем на остальной площади. Для
того чтобы анод в этом месте не оборвался, в процессе электролиза часто
изменяют уровень электролита в ванне так, чтобы зона активного раство-
рения перемещалась вверх - вниз по аноду.
Вследствие растворения анода в серной кислоте по вышеупо-
мянутой реакции в электролите непрерывно, хотя и медленно убывает со-
держание серной кислоты и возрастает содержание меди. Считают, что в
нормальном процессе электролитического рафинирования меди растворя-
ется на аноде на 0,2-4.7 % больше, чем осаждается на катоде.
Изменение состава электролита, обогащение примесями и медью,
при снижении содержания H2SO4 нежелательно, так как при этом должен
быть изменён режим электролиза. Управление режимом процесса очень
сильно облегчается, если все основные параметры режима, определяющие
ход процесса, будут поддерживаться постоянными. Например, состав
поступающих анодов, плотность тока, состав и температура электролита и
т.п. Поэтому следует принять меры к исправлению состава электролита,
т.е. к выводу излишка меди, к увеличению содержания серной кислоты и
очистке электролита от примесей. Это исправление состава электролита
называется его регенерацией и осуществляется двумя способами:
1. электролизом с нерастворимыми анодами;
2. выводом в отделение регенерации электролита ежедневно части
раствора из циркуляции.
Снижение содержания в электролите меди и повышение содержания
серной кислоты осуществляются очень хорошо в ваннах с анодами из
сплава свинца с сурьмой. Дополнительный расход, энергии на ваннах с
нерастворимыми анодами оказывается благодаря простоте способа эконо-
мически допустимым. Практически во всех электролитных цехах наряду с
ваннами для электролиза с растворимыми анодами имеется несколько ванн
с нерастворимыми анодами, так называемые «регенерационные». По кон-
струкции они принципиально не отличаются от обычных. Поэтому можно
297
по мере надобности изменять число регенерационных ванн, удаляя из них
нерастворимые аноды и завешивая обычные, медные, или наоборот.
Описанный метод регенерации электролита имеет очень крупный
недостаток: примеси (никель, железо) остаются в растворе. Поэтому ог-
раничиваться применением только этого одного метода регенерации элек-
тролита нельзя, нужен ещё дополнительный метод, дающий возможность
очистить раствор от примесей.
6.5. ОТБОР ЭЛЕКТРОЛИТА В ОТДЕЛЕНИЕ РЕГЕНИРАЦИИ
Чтобы снизить содержание примесей в электролите, часть раствора
ежесуточно (или в какие-либо другие сроки) выводят из цикла электроли-
за. Иными словами, часть всего объема электролита выводится и отправля-
ется в отделение регенерации на переработку. Взамен выведенного элек-
тролита в систему подают чистый раствор серной кислоты в воде. Таким
образом достигается регенерация электролита с решением сразу всех трёх
задач. Благодаря разбавлению электролита раствором, не содержащим ме-
ди, снижается содержание меди, вводится серная кислота и выводится
часть примесей[35]. Поясним это следующим примером расчёта снижения
содержания никеля в растворе.
Предположим, имеется 1000м электролита с содержанием 45г/л
меди, 120г/л серной кислоты и 25г/л никеля. В нем содержится, кг:
меди 1000 45
серной кислоты 1000 • 120
никеля 1000 • 25
45000
120000
25000
Предположим, что из этого раствора взято 100м3 и вместо них подано
100м3 раствора серной кислоты в воде с содержанием ЗООг/л. Тогда в но-
вом электролите будет содержаться, кг:
меди 45000 - 4500 40500
серной кислоты 120000 -12000+30000 138000
никеля 25 000 - 2 500 22500
Следовательно, получится опять 1000м , регенерированного раствора с
содержанием 40,5г/л меди, 138г/л серной кислоты и 22,5г/л никеля, а в
отделении регенерации следует переработать 100м3 отобранного раствора.
Раствора нужно отбирать столько, чтобы содержание вредных примесей не
возрастало. Этот объём очень легко рассчитать, зная массу растворённых
за сутки (или в какой-либо другой срок) анодов, содержание в них этих
примесей (например, никеля) и процент перехода примесей в раствор.
Нужно, чтобы масса введенных за сутки (или за какой-либо другой срок)
298
примесей, содержащихся в растворенных анодах, равнялся массе этих же
примесей в отобранном в отделение регенерации растворе (за тот же срок).
Поясним сказанное примером.
Предположим, что за сутки в ванны загружается ЗООт анодов и что
из них 250т растворяется и 50т остается в виде «обсосков» и осыпи. При-
мем, что в анодах содержится 0,1% никеля. Пренебрегая в этом примере
небольшим количеством никеля, переходящим в шлам, можно считать, что
в раствор переходит в среднем в сутки 250 000 • 0,001=250кг никеля. Если
предположить, что мы ежесуточно выводим в отделение регенерации рас-
твор с содержанием 25г/л или 25кг/м3 никеля, то следует отбирать этого
раствора ежесуточно 250 : 25 = 10м3.
Если бы мы имели содержание никеля в растворе 10г/л или 10кг/м3,
то за сутки следовало бы выводить электролита на регенерацию 250 : 10 =
25м3. Отсюда следует вывод: чем чище желают иметь электролит, тем при
прочих равных условиях больше электролита следует ежедневно отбирать
в цех регенерации.
Хотя этот метод регенерации электролита даёт очень хорошие ре-
зультаты в смысле решения всех трёх упомянутых выше задач, но для
снижения содержания меди в растворе его, как правило, не употребляют,
так как он значительно дороже первого метода и, кроме того, в случае его
применения медь получают в виде сульфата. Поэтому такой метод упот-
ребляется только для удаления вредных примесей из электролита. Фак-
тически на заводах пользуются одновременно обоими методами.
6 6. ОТДЕЛЕНИЕ РЕГЕНЕРАЦИИ ЭЛЕКТРОЛИТА
Основная идея переработки загрязненного электролита заключается
в следующем[34,35]. Раствор нейтрализуют медным скрапом, выделяют
медь кристаллизацией сульфата, выделяют никель тоже кристаллизацией с
упариванием раствора и, наконец, окончательно упаривают раствор для
отделения примесей от серной кислоты.
Вначале, в специальных башнях растворяют медь по реакции:
2Cu +2H2SO4+ О2 —> 2CuSO4 + 2Н2О. (6.18)
Эта реакция идёт медленно, и для её ускорения раствор подогре-
вают паром, а медь дают в виде стружки, обрези, гранул. Раствор пропус-
кается через башню несколько раз, пока содержание свободной серной ки-
слоты не упадет примерно до 10г/л. Нерастворённый остаток скрапа уда-
ляют из башни в виде шлама.
Обогащённый медью раствор для выделения из него кристаллов
медного купороса CnSO4«5H2O упаривают, затем охлаждают в кристалли-
заторах, повторяя эти две операции последовательно несколько раз. Пер-
299
вые кристаллы медного купороса обычно достаточно чистые. По мере обо-
гащения маточного раствора примесями могут получаться грязные кри-
сталлы, которые следует растворить в горячей воде и провести рекристал-
лизацию.
Полученные чистые кристаллы медного купороса, удовлетво-
ряющие по составу требованиям стандарта (ОСТ), упаковываются и сда-
ются на склад. Конечный маточный раствор, обогащенный примесями за
счет уменьшения объема исходного раствора (удаления воды в испарите-
лях), поступает в электролитные ванны со свинцовыми анодами для выде-
ления меди. Из-за большого количества примесей в растворе катоды на
этой операции получаются загрязненными. Поэтому их обычно направля-
ют в цех огневого рафинирования меди.
Качество медных катодов при извлечении меди из растворов элек-
тролизом с нерастворимыми анодами в основном определяется составом
раствора и, в частности, содержанием меди в растворе. Если содержание
меди больше 15г/л, катоды можно получить достаточно плотные. При со-
держании меди 12г/л катоды за счет различной эффективности катодного
и анодного процессов и, следовательно, различного химического раство-
рения электродов, в электролит переходит 3,0^3,5% меди от массы ано-
дов, которая не осаждается на катоде и накапливается в растворе. Одно-
временно электроотрицательные примеси (никель, железо, мышьяк, сурьма
и др.) также накапливаются в электролите. Элементы, которые накаплива-
ются наиболее быстро, создают в первую очередь опасность для процесса
электролиза. Тип ведущей примеси зависит от состава перерабатываемых
анодов; чаще всего ими оказываются никель или мышьяк. Периодически
часть электролита выводят из циркуляции в регенеративные ванны или в
купоросное отделение, компенсируя объём циркуляции конденсатом и
серной кислотой.
6.7. ЭЛЕКТРОЛИЗ С НЕРАСТВОРИМЫМИ АНОДАМИ
На регенерацию при нормальной работе ежесуточно выводится
около 1,02,0% рабочего раствора электролита[34]. Выделение меди элек-
тролизом ведётся в обычных электролитных ваннах, но вместо медного
анода завешивают аноды из листового свинца толщиной порядка 5мм.
В регенеративных ваннах при обеспечении требуемой чистоты
электролита и введении поверхностно активных добавок получают товар-
ные (коммерческие) катоды. Поэтому регенеративные ванны соединяют
последовательно с товарными ваннами на крайней анодной переходной
шине.
Выделение меди ведётся при напряжении на ванне 2,3<2,5В. Плот-
ность тока необходимо держать пониженной в пределах 100А/м2, но ванна
300
должна быть включена в общую цепь и плотность тока определяется силой
тока в общей цепи.
При повышенном содержании примесей в электролите качество ка-
тодной меди ухудшается, и получаемые катоды направляют на огневое ра-
финирование или на производство гранул в купоросное отделение.
Количество регенеративных ванн зависит от содержания меди в электро-
лите и колеблется от 1,5 до 2,5% от общего количества ванн.
Скорость циркуляции электролита в регенеративных ваннах почти в
1,5+2 раза больше, чем в товарных ваннах. Это устраняет быстрое разогре-
вание электролита и опасность выделения водорода при недостаточной
концентрации меди в прикатодном слое. Коэффициент использования тока
не превышает 80+92%, а расход электроэнергии в 7+8 раз больше, чем в
обычных ваннах. Шлам регенеративных ванн содержит до 50% Си; 3+4%
Ni; 1,5+2,5% Sb; до 0,5% As и 1+2% РЬ.
Чтобы не разбрызгивался электролит и не образовывались в резуль-
тате выделения кислотные аэрозоли в атмосфере цеха, зеркало регенера-
тивных ванн покрывают минеральными маслами, поливинилхлоридной
пленкой, поплавками из легковесных пластмасс или добавляют пенообра-
зующие поверхностно-актианые вещества (ПАВ).
В регенеративной ванне протекает суммарная реакция
CuSO4 + H2O = Си + H2SO4 + 0,5О2, (6.19)
в результате которой в электролите снижается содержание меди и растёт
содержание серной кислоты.
Таким образом, в регенеративных ваннах достигается только эффек-
тивное удаление меди (частично осаждаются мышьяк и реже сурьма, вис-
мут) с одновременной регенерацией серной кислоты.
6.8. ПЕРЕРАБОТКА ЭЛЕКТРОЛИТА НА КУПОРОС
Выводимый в купоросное отделение электролит можно перераба-
тывать по разным схемам (рис.6.3), выбор которых зависит от содержания
примесей в выводимом электролите и условий сбыта получаемого купоро-
са[34,50]. Вариант, рис.6.3.в, позволяет удовлетворительно решить вопро-
сы выделения меди (до 70% в виде товарных катодов) и регенерации ки-
слоты, а также уменьшить капитальные затраты, однако при этом получа-
ется грязная кислота, имеющая ограниченное использование. Этот способ
неприменим для растворов с повышенным содержанием мышьяка.
Иногда выводимый электролит пропускают через сегрегационные
ванны, в которых за счёт меньшей циркуляции (3+4л/мин) создаются усло-
вия для расслаивания электролита по плотности; на регенерацию отбирают
верхний слой раствора, обеднённый медью. Этот приём дает положитель-
301
ные результаты при переработке раствора с повышенным содержанием
никеля.
Наиболее распространенной схемой переработки выводимого
электролита являются варианты а и б.
Для нейтрализации избыточной кислоты используют гранулы, по-
лучаемые из регенеративной меди, сортного вторичного сырья, черновой
меди, с низким содержанием благородных металлов.
р
Леигпрализощ/я
КОС Я ОГЛЫ
3 стов&и воторки
и кросталлозащю
Грязный кулорос ftyoopoc
с iB кристаят/зоцаи J v
Отработанный леЭяый злектроя&т
1P “ k
Вылароволие Элелтро-
a лрустоллизация
Г )
Раствор НеЭяый
| купорос
Электро-
обезнс/кивоние
обеЗлетиОошс
Раствор Регенеративная
лево
Растворение
Раствор
сорта I |
f PocmBop
Регенеративная |
Раствор егево Выпаривание
на вторую |
выпорку |
Электро-
овезнеккиОание
РегенрратиОкая Раствор
v кристоллизоция
I--------------1
ВикслеСый Раствор
купорос в цикл
злеятролиза
ледл |
Выпаривание
и яристяяяизоиия
Грязный Раствор
ЛапелеВый
выпаривание
купорос
„ I
получение
тсхнаасслогс
купороса
и кристаллизация
Млгелевый Раствор
купорос 8 цикл
злектрмюв
В цех злектролиза
Потребителю
На огневую выпорку
Рис. 6.3. Основные схемы переработки отработанного электролита в
купоросном отделений цеха электролиза меди
Указанные материалы расплавляют, вводят серу и выливают расплав
тонкой струей в большую ёмкость с водой. Сера способствует получению
пустотелых, рваных гранул с развитой поверхностью. Содержание меди в
гранулах составляет не менее 99%, насыпная масса их в среднем равна
700^15ООкг/м3, а крупность 10^50мм. Нейтрализацию раствора проводят в
оксидизёрах - вертикальных цилиндрических башнях, работающих по
принципу перколяции; высота слоя гранул составляет не менее 2/3 от вы-
соты башни. Раствор подогревают до 8СН95°С в подогревателях, располо-
женных в нижней части башнии. Циркуляцию раствора осуществляют с
помощью аэролифта. В процессе нейтрализации остаточная кислотность
снижается до 5-Н5г/л за счёт протекания реакции
2Cu + H2SO4+0,5O2— CuSO4+H2O, (6.20)
302
плотность раствора повышается до 1360-^-1440 кг/м , а за счёт нейтрали-
зации доводят pH конечного раствора до 4,5^5,5. Полученную пульпу ос-
новных солей окисляют а отдельных аппаратах; в кек переходит до
90^95% мышьяка, сурьмы, значительная часть железа и до 0,5^0,7% нике-
ля.
Нейтрализация в оксидизёрах яаляется периодической, мало-
производительной операцией продолжительностью до 18-24 часа, поэтому
в настоящее время изыскиваются более совершенные аппаратура и актив-
ные нейтрализаторы с целью организации непрерывного, легко управляе-
мого и высокопроизводительного процесса.
Осветлённый раствор выпаривают при температуре 80^95°С в ва-
кууме 2,5-4кН/м2 до плотности 1420-1480кг/м3 и направляют на кристал-
лизацию. На современных заводах вместо ящичных кристаллизаторов ис-
пользуют производительные вакуумные аппараты, позволившие исклю-
чить ручную выгрузку кристаллов.
На рис.6.4, представлена установка выпаривания электролита под
вакуумом состоящая из двух поочерёдно работающих выпариаателей с
общей системой конденсации.
Выпариватели, ёмкостью 5,5м3 раствора каждый изготовлены из
стали, плакированной свинцом. Внутри выпаривателя помещён плакиро-
ванный свинцом медный змеевик, через который пропускается пар. По-
средством шлема и трубопровода выпариватель соединён с водоохлаждае-
мым конденсатором. Последний через ловушку и трубы присоединён к
вакуум-насосу, через ресивер. Посредством барометрической трубы из
конденсатора выпускается образующийся в нём конденсат.
Барометрическая труба, создающая водяной затвор, всегда запол-
нена водой до уровня, зааисящего от создаваемого в конденсаторе разре-
жения.
Вновь конденсируемые пары воды повышают её уровень в баро-
метрической трубе, вследствие чего этот избыток вытекает из нижнего
конца барометрической трубы, чем восстанавливается первоначальный
уровень. Концентрированный раствор выпускается в конце процесса из
выпаривателя через нижний его затвор после отключения вакуума.
Новая порция раствора засасывается в выпариватель за счёт вакуу-
ма.
303
Рис. 6.4. Установка для выпаривания электролита под вакуумом
1 - выпариватель; 2 - шлем; 3 - конденсатор; 4 - ловушка; 5 - вакуум-насос;
6 - ресивер.
Описанный выпариватель за восьмичасовую смену обрабатывает до
1 Ом3 электролита, сокращая его объём примерно в 2,5 раза.
Выпаривание ведется при остаточном давлении 10430мм рт. ст. и
при температуре около 65°С. Потребление пара 0,9-4,0т в час. Расход пара
составляет около 1,15-4,Зт на тонну выпаренной воды. В выпариватель
подается раствор, содержащий около Н2г/л меди, 150460г/л
NiSO4*7H2O и до 200г/л серной кислоты. После выпаривания (до удель-
ной массы 15ООкг/м3) раствор содержит до 450г/л серной кислоты. Соот-
ветственно повышается содержание меди и никелевого купороса. При ох-
лаждении такого раствора в кристаллизаторах из него выделяется до 35%
содержавшегося в нём никелевого купороса. После кристаллизации рас-
твор может подвергаться дальнейшему выпариванию, как говорилось вы-
ше, или же может быть возвращён в цикл электролиза.
Сохранили своё значение и трубчатые кристаллизаторы - вра-
щающиеся горизонтальные аппараты, в которые горячий раствор и холод-
ный воздух подаются по принципу противотока. Это - аппараты непрерыв-
ного действия, обеспечивающие механическую выгрузку кристаллов, од-
нако производительность их и полнота осаждения меди гораздо ниже, чем
в вакуум-кристаллизаторах.
Полученную в кристаллизаторах пульпу (t=28^35°C) обезвоживают
в центрифугах; кристаллы промывают, сушат горячим воздухом при тем-
пературе 80-410°С, взешивают и затаривают. Как правило, медный купо-
304
рос от первой кристаллизации отвечает требованиям ГОСТа и является
продукцией I сорта.
Маточный раствор, обеднённый медью, подвергают аыпарке до
плотности 142СН-1460кг/м , а затем подают на кристаллизацию. Аппа-
ратурное оформление этих операций аналогично выше описаному. В связи
с переработкой более грязных растворов получаемый купорос является
продукцией II сорта.
Маточный раствор от второй кристаллизации подвергают выпарке
до плотности 143(Н1460кг/м3 и ановь направляют на кристаллизацию; по-
лучаемые грязные кристаллы растаоряют, а раствор направляют на вто-
рую выпарку и вновь на кристаллизацию.
Третий маточный раствор направляют на электролитическое обез-
меживание в регенерационных ааннах. Операцию проводят в две^гри ста-
дии: на первой стадии — при плотности тока 1(МН-200А/м2 и циркуляции
электролита 7^6л/мин; остаточное содержание меди снижают до
12^15г/л. Получаемые катоды направляют на получение медных гранул
(< 1,0% As) или на переплав (> 1,5% As) в анодные печи.
На второй стадии обезмеживаиия (D=70^ 100А/м ) содержание меди
снижают до 2-^4г/л; получаемые осадки имеют низкое качество и их чаще
всего отправляют на медеплавильные заводы.
В третьей группе ванн содержание меди понижают до 0,5-^2,Ог/л, а
плотность тока поддерживают не выше 50^70А/м2. Получаемый осадок,
содержащий мышьяк, отправляют на медеплавильные зааоды. Электроли-
тическое обезмеживание является одной из малопроизводительных опера-
ций, сопряженной с высоким расходом электроэнергии и выделением
очень ядовитого газа — мышьяковистого водорода (AsH3); последнее на-
блюдается при содержании меди ниже 1СН-12г/л. В обезмеженном электро-
лите содержатся никель, серная кислота, балластные примеси (сульфаты
магния, натрия и т.д.). Этот раствор подвергают упариванию при темпера-
туре 90°С и вакууме 4(Н53кН/м до плотности 146(Н-1480кг/м3 и после-
дующей кристаллизации, получая «грязный» никелевый купорос. Маточ-
ный растаор от этой операции направляют на «огневую» выпарку, в про-
цессе которой свободная кислота разлагается с образованием нераствори-
мых солей; последние направляют на никелевые предприятия. В результа-
те «огневой» аыпарки из купоросного производства выводятся «балласт-
ные» примеси, упрощается водный баланс схемы; однако эта операция со-
пряжена с тяжелыми санитарно-гигиеническими условиями и трудностью
рационального аппаратурного оформления. Представленная схема не явля-
ется единственной, но она наиболее распространена.
На заводе «Коппер-Клифф» (США) маточный раствор от кристал-
лизации никелевого купороса выпаривают в свинцовых трубчатых вакуум-
испарителях с интенсивным перемешиванием. Перемешивание необходи-
305
мо для того, чтобы предотвратить отложение солей на стенках аппарата.
Полученную пульпу с кристаллами разделяют в керамических фильтрах
или в центрифуге. Полученную грязную кислоту направляют потребите-
лям или возвращают в цикл электролиза.
На некоторых заводах растворы после отделения грязного никеле-
вого купороса сразу направляют в электролитный цех.
На заводе фирмы «Оутокумпу» (Финляндия) обезмеженный рас-
твор, содержащий, г/л: 17 - Ni, 0,2-4),3 - Си, Fe, Zn и 250 - H2SO4, упа-
ривают в аппаратах с погружным факелом, получая 70% кислоту. В ре-
зультате высаливания кислоты образуются грязные кристаллы никелевого
купороса. Кристаллы отделяют на нутч-фильтре, а маточный раствор ис-
пользуют в цикле электролиза.
На ряде электролитных заводов организовано производство товар-
ного никелевого купороса. С этой целью грязные кристаллы сульфата ни-
келя растворяют при температуре 75-^80°С. Очистку полученного раство-
ра, содержащего 90-^110г/л никеля от примесей, производят несколькими
способами.
Так, на заводе «Оутокумпу» очистку от меди и цинка проводят в
непрерывном режиме с использованием сероводорода при температуре
40-4>0°С с регулируемой кислотностью раствора. Медно-цинковый кек
содержит, %: 4-^10 Ni; 5-40 Си; 20^35 Zn.
На одном из предприятий России раствор обрабатывают сепари-
рованным мелом для коллективного осаждения железа, меди, мышьяка;
после фильтрации раствор, содержащий 4^-8мг/л меди и 0,5-Н,0мг/л же-
леза, подкисляют, упаривают до плотности 1400кг/м3 и получают при кри-
сталлизации технический никелевый купорос. Кек содержит, %: 7-^8 Ni;
1,543,0 Си; 0,06-4), 1 Fe, который направляют в пиромегаллургическое
производство. В кек переходит до 12-45% никеля от его содержания в
исходном никелевом купоросе.
На заводе в г.Шопеницах (Польша) очищенный никелевый раствор
обрабатывают аммиаком до pH = 2,СК2,5 и осаждают никель в виде двой-
ной соли [Ni(NH4)2(SO4)2 ]-6Н2О, круг потребителей которой очень огра-
ничен.
Ниже приведены нормы основных материальных и энергетических
затрат на производство 1 т купороса по варианту рис.б.За:
Медь в гранулах и растворе (за вычетом возвратов), т 0.26
Электроэнергия, кВт*час 175,0
Пар, т 3,4
Вода, м3 84
Воздух сжатый, м1 950
306
Одной из основных проблем купоросного производства является
очистка от мышьяка, который ухудшает сортность медного и никелевого
купороса и осложняет показатели электрообезмеживания. Вредное влияние
мышьяка возрастает по мере сокрашения объёмов раствора за счёт упари-
вания и кристаллизации.
Наиболее простым способом удаления мышьяка является его оса-
ждение в виде труднорастворимых арсенатов титана, меди, железа. При
содержании мышьяка в передаваемом электролите в количестве не более
2-ь4г/л можно проводить очистку в голове схемы. Однако даже в этом слу-
чае затруднено отделение образующегося кека в связи с большой вязко-
стью нейтрализуемых растворов.
Для вывода мышьяка, сурьмы и разделения меди и никеля в ку-
поросном отделении возможно при использовании современных экстрак-
ционных процессов. На электролитном заводе «Эль-Пазо» (США)
растворы, содержащие 7СН-90г/л меди и 25-^ЗОг/л никеля, разбавля-
ют, проводят экстракцию меди в две стадии с использованием реагента.
После реэкстракции отработанным электролитом (165г/л H2SO4)
медь извлекают электролизом. Рафинат, содержащий 0,002г/л Си, очи-
щают от меди и нейтрализуют аммиаком для осаждения железа и алюми-
ния. Из очищенного раствора экстрагируют в три стадии никель,
после реэкстракции оборотным электролитом никель извлекают в аиде ме-
талла путем электролиза или в виде никелевых солей, а из рафината по-
лучают сульфат аммония.
Одним из способов разделения сульфатов металла и серной кисло-
ты является электродиализ. Способ основан на большей (почти в 5 раз) по
сравнению с солями скорости диффузии кислоты через ионитовые мем-
браны и предпочтителен для растворов с высокой кислотностью.
В качестве извлекающего раствора применяют подкисленную воду,
которая в соответствующих камерах обогащается серной кислотой или
сульфатами металлов. Получаемый раствор серной кислоты используют в
цикле электролиза. Обогащенный сульфатами металлов раствор возвра-
щают на соответствующую операцию выпариаания. Раствор, поступаю-
щий на электродиализ, не должен содержать механические взвеси, ухуд-
шающие проницаемость мембран, а также мышьяка в связи с опасностью
образования арсина.
Электродиализ позволяет уменьшить объемы перерабатываемых
раствороа и снизить их кислотность, что упрощает выпарку, однако при
этом не решается вопрос очистки от мышьяка, сурьмы и железа. Поэтому
электродиализ целесообразно использовать совместно с другими способа-
ми регенерации.
В последние годы возрос интерес к непосредственному выводу
примесей из электролита с помощью сорбции с использованием высоко-
молекулярных или неорганических сорбентов. Достоинство способа со-
307
стоит в селективном выделении примесей без изменения состава электро-
лита. Интересный способ извлечения сурьмы на макропористом фосфор-
нокислом катионите КПФ-12 предложен УНИпромедью (Россия). Способ
позволяет извлекать до 80% сурьмы и снижать её остаточное содержание в
электролите до 0,1 r/л; одновременно сорбируется и висмут. В получаемых
солянокислых элюатах содержится 10^20г/л Sb; 0,5г/л As; 0,08г/л Fe;
0,09г/л Bi. Возможно также совместное извлечения сурьмы и мышьяка из
отработанного электролита при использовании сорбентов на основе ти-
тана.
Состав электролита не стандартизирован. На разных заводах в свя-
зи с разными составами анодов и разными условиями работы применяют
электролиты различных составов. Основные компоненты электролита -
медь в виде сульфата меди (35^50г/л) и серная кислота (135^220г/л/ При
повышении содержания меди увеличивается сопротивление электролита
и, соответственно, увеличивается расход энергии. Увеличение содержания
серной кислоты в электролите, наоборот, уменьшает сопротивление элек-
тролита, следовательно, и расход энергии. Поэтому на современных заво-
дах имеется тенденция уменьшать содержание меди и увеличивать содер-
жание серной кислоты в электролите.
Содержание серной кислоты в электролите нельзя повышать бес-
предельно из-за уменьшения растворимости сульфата меди в растворе при
повышении содержания серной кислоты (табл. 6.4).
Таблица 6.4. Растворимость сернокислой меди в зависимости от
содержания серной кислоты в растворе при 25°С
СОДЕРЖАНИЕ, г/л
H2SO4 МЕДИ H2SO4 МЕДИ
0 89,54 60 74,82
5 88,82 90 69,61
10 87,51 100 67,33
20 83,93 150 58,51
40 78,73 180 52,22
Влияет на состав электролита предельное содержание примесей в
электролите, зависящее от чистоты анодов и от пропускной способности
отделения регенерации электролита. Чем выше содержание примесей в
электролите, тем больше в нём должно быть меди и тем соответственно
меньше содержание кислоты.
Для проверки работы ванны требуется определять сопротивление
электролита В настоящее время, помимо непосредственного определения
в лаборатории на отобранной пробе, это сопротивление можно рассчитать
аналитически по таблицам и формулам С. Сковронского [32]. Принцип
расчета следующий: определяется по таблице сопротивление раствора в
308
процентах от содержанию в нём серной кислоты и такие же проценты - по
формулам для каждой примеси.
Затем все определенные коэффициенты, называемые «процентными
сопротивлениями», перемножаются и полученный общий поправочный
коэффициент умножается на 1,364 (сопротивление в Om/cmj условного
раствора, состоящего из чистой воды, с 150г/л серной кислоты без приме-
сей при температуре 55°С. Величины сопротивления и коэффициентов в
зависимости от содержания кислоты приведены в табл. 6.5.
Формулы для расчета коэффициентов по содержанию примесей, %
для:
Меди 100+0,657 • Си
Железа 100+0,818 • Fe
Никеля 100+0,766 Ni
Мышьяка 100+0,0725 • As,
где Си, Ni, Fe, As означают соответствующее содержание примесей: меди,
никеля, железа и мышьяка в граммах на литр.
Таблица 6.5. Значение сопротивления раствора серной кислоты в зависи-
мосги от её концентрации при 55°С
Содержание серной кислоты, г/л Процентное сопротивле- ние Процентное сопротивле- ние на 1 г/л кислоты Содержание серной кислоты, г/л Процентное сопротивле- ние Процентное сопротивле- ние на I г/л кислоты
100 139,48 - 190 84,23 0,317
НО 128,66 1,082 200 81,47 0,276
120 119,16 0,950 210 79,01 0,246
160 111,74 0,742 220 76,83 0,218
140 105,05 0,669 230 75,05 0,178
150 100,00 0,505 240 73,28 0,177
160 95,52 0,495 250 71,68 0,159
170 91,02 0,403 260 70,32 0,137
180 87,40 0,362 270 69,07 0,125
6.9. РАСЧЁТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ ЦЕХА
ЭЛЕКТРОЛИЗА И ЕГО ПРОИЗВОДИТЕЛЬНОСТИ
Расход электроэнергии при электролизе меди зависит от выхода по
току и напряжения на ванне[37,49]. Напряжение на ванне в Вольтах для
преодоления сопротивления току при электролизе можно рассчитать по
формуле:
U = IR, + IR2
(6-21)
309
где I— сила тока, Ампер;
Ri — сопротивление раствора, Ом;
R2—сопротивление в контактах, шинах и других устройствах
на пути прохождения тока, Ом.
Сила тока I, который проходит через раствор от анода к катоду,
пропорциональна i плотности тока - силе тока, приходящейся на 1м2 по-
верхности катода. Чем больше плотность тока i, тем больше при той же
поверхности катодов в ванне сила тока I.
Rt - сопротивление раствора зависит:
• от расстояния между электродами — анодом и катодом. Чем
меньше это расстояние, тем меньше сопротивление R|, и тем меньше на-
пряжение U, которое равно IR(. Если расстояние уменьшить, то увеличива-
ется вероятность коротких замыканий анода с катодом и снижения по этой
причине выхода по току;
• от состава раствора. Чем он кислее, т.е. чем больше в нём содер-
жится ионов водорода и, следовательно, серной кислоты и чем выше тем-
пература раствора и, следовательно, подвижность ионов в растворе, тем
меньше сопротивление раствора электрическому току R( и тем меньше па-
дение напряжение на ванне.
Сопротивление раствора серной кислоты примерно в 10 раз меньше
сопротивления раствора сульфата меди, поэтому растворы с более высо-
ким содержанием серной кислоты имеют меньшее сопротивление. Однако
содержание серной кислоты в растворе ограничивается снижением раство-
римости сульфата меди. Так, предельное содержание CuSO4* 5Н2О в рас-
творе серной кислоты, содержащем 94г/л H2SO4, равно 280г/л, а при со-
держании серной кислоты в растворе 151 и 244г/л предельное содержание
CuSO4*5H2O равно 238 и 179г/л, соответственно. На современных заводах
стараются увеличивать содержание серной кислоты в растворе и умень-
шают тем самым содержание в нем меди. Однако уменьшать содержание
меди в растворе ниже 35^40г/л (175^200г/л CuSO2*5H2O) не рекомендует-
ся, так как концентрация ионов меди в прикатодиом слое может упасть
ниже допустимого предела и на катоде вместе с медью будет разряжаться
содержащиеся в растворе ионы вредных примесей.
Температуру раствора поддерживают в пределах 45^-60°С. При
температуре 50^55°С сопротивление электролита примерно в два раза
меньше его сопротивления при 25°С и, соответственно, меньше падение
напряжение на ванне. Однако более высокая температура раствора ведет к
его интенсивному испарению, что способствует загазованностью атмо-
сферы цеха туманом серной кислоты.
Насколько велико количество испаряющегося раствора, можно ви-
деть из следующих данных. В цехе электролиза меди, имеющем 1000 элек-
310
тролизных ванн с поверхностью раствора каждой 5м , при 67°С испаряет-
ся 30т воды в час.
Для уменьшения значения R2 в формуле 6.21 надо снижать сопро-
тивление в шинах, по которым подводится ток к ваннам. Для этого сечение
2
укладываемых шин рассчитывают на силу тока, приходящегося на 1 см се-
чения шины (принимают 1А/мм ). Надо также стремиться уменьшить со-
противление току в подвесных штангах и в местах контактов катодных
подвесок и анодных ушек со штангами, для чего контакты должны быть
чистыми и плотными по всей поверхности соприкосновения. На практике
падение напряжения на ванне поддерживают в пределах 0,25-Ю,ЗВ и чем
оно меньше, тем меньше расход электрической энергии на 1т катодной ме-
ди.
Расход электрической энергии при электролизе меди можно рас-
считать следующим образом. За 1А-час, по закону Фарадея, осаждается на
катоде 1,186г меди (электрохимический эквивалент меди). Если падение
напряжения на ванне равно 0,25В, то на осаждение 1г меди расходуется
теоретически электрической энергии:
W = U / э.х.э. =0.25 • 1 / 1,186 = 0,210 Вт час (6.22)
Если выход по току равен 95%, то расход электрической энергии на
1 т катодной меди равен: 0,210* 1000* 1000 / 0,95 = 221 кВт’час.
На практике расход электрической энергии на 1т катодной меди ра-
вен 23СН-300кВт*час, а иногда и больше. В последние годы силу тока на
ванну на предприятиях значительно увеличили и достигли 14-Н5тыс. А.
Такую силу тока удается получать на ваннах за счёт увеличения количест-
ва и размера электродов в ванне, а также за счёт повышения плотности то-
ка.
Возможности увеличения количества электродов в ванне за счёт со-
кращения расстояния между ними и увеличения размеров электродов ог-
раничены. В настоящее время нагрузка на ванну и её производительность
увеличивается в большей степени за счёт повышения плотности тока.
Плотность тока. Сила тока, выражаемая в Амперах, деленная на
общую рабочую поверхность анодов или катодов, называется плотностью
тока.
D = 1 / S или S D = 1 (6.23)
где D — плотность тока, А/м ;
1 — сила тока, А;
S—площадь анодов или катодов, м .
311
Различают анодную Da и катодную Dfc плотности тока. Если нет
специальных оговорок, то при электролизе меди под плотностью тока
обычно подразумевают катодную.
Если измерить ширину и высоту поверхности катода, погруженного
в электролит (работает только эта поверхность), то площадь поверхности
катода будет равна: (а*Ь). где а — ширина и b — высота погруженной в
электролит части катода, в метрах. Число катодов в ванне обозначим п.
Плотность тока при электролизе меди колеблется в диапазоне 200
-г- 270А/м2. Плотность тока подсчитывается по формуле:
i = I / n*2*S (6.24)
где i— плотность тока, А/м ;
I — сила тока (нагрузка на ванну), А;
п— число катодов в ванне;
S — площадь поверхности катода.
При 1= 14000А. п = 35. S = (0.9«0,9) = 0,81 м2
i = 14 000 : (35 • 2 • 0,81) = 247 А/м2.
Зная силу тока на ванне, подсчитывают производительность одной
ванны по следующей формуле:
р = (!• к • п • 22) : (100 • 1000) , (6.25)
где к—электрохимический эквивалент меди равный 1,186г;
т]— выход по току;
22— число часов работы ванны в сутки.
При силе тока на ванне 14 000А и при выходе по току 96%, су-
точная производительность одной ванны равна:
Р = (14000* 1.186«96*22): (100 • 1000) = 352кг (6.26)
При мощности цеха 200000т катодной меди в год количество ванн,
которое надо установить в цехе, равно
N =[200000 : (365 • 352)] • 1,1 = 1750 ванн (6.27)
где 365 — число дней в году;
1,1—этим числом учитывается 10% ванн, находящихся в капи-
тальном ремонте (срок службы одной ванны принимается 10 лет).
При уменьшении плотности тока до 206А/м^ сила тока на ванну
уменьшится в (247:206) = 1,2 раза и составит 14000:1.2 = 11670А. соответ-
ственно уменьшится производительность одной ванны и увеличится по-
требное их количество:
312
N = (1750 • 14000) : 11670 ==2100 ванн
(6.28)
Расчет размеров ванн. Когда выбрана расчетная сила тока I и
плотность тока Dk, то очень легко можно рассчитать размер ванны по чис-
лу и размеру катодов. Общая площадь катодов получится из уравнения:
S =I:Dk.
Далее следует выбрать размеры погруженной в электролит части
катода: его ширину а и высоту Ь(глубину погружения). Чем производи-
тельность завода выше, тем эти размеры берутся больше, чаще всего в
пределах от (0,86*0,86)м до (0,97*0,95)м, по усмотрению разработчика
ванн. Выбрав эти размеры а и Ь, легко рассчитать число анодов по форму-
ле
n = S:(2*a*b) и число катодов (п+1). (6.29)
Расчёт числа рабочих ванн и подбор источника тока. По заданной
производительности цеха Р часто требуется проверить число ванн или
необходимую силу тока для обеспечения выполнения плана. Для этого
нужно использовать уравнение для расчета производительности ванн:
Р • 106 = N • I • к • т] • 365 • 24, (6.30)
где Р — годовая производительность цеха, т;
Р • Юб —годовая производительность цеха, т;
N — число ванн;
I — сила тока, А;
к —электрохимический эквивалент для меди, равный 1,186;
т] — выход по току, обычно в пределах 0,92-Ю,96;
(365*24) — число часов работы ванны за год. Из этого уравнения
можно вывести несколько формул, необходимых для расчета в каждом
конкретном случае. Например,
N = (Р* 106): (365*24*1*к*т]), (6.31)
ИЛИ
I = (Р* 106): (365*24*I*k*t]*N). (6.32)
Обычно сила тока в зависимости от масштаба производства колеб-
лется в пределах 1000-Н8000А.
Иногда ванны разбивают на серии (группы), и ванны каждой серии
включают последовательно в цепь на отдельный источник тока. Поэтому
313
очень желательно подобрать при расчете силу тока и число ванн N так,
чтобы полученное напряжение было кратным имеющимся источникам на-
пряжения, а все ванны разбить на несколько серий с одинаковым числом
рабочих ванн. Затем надо определить коэффициент использования ванн и
общее число ванн.
6.10. РЕЖИМЫ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ
ВТОРИЧНОЙ МЕДИ
Состав электролита и его гиеииерагиура[32,49,51]. Электролиз ме-
ди технологически возможен из чистого водного раствора медного купо-
роса. Однако экономически такой процесс не целесообразен.
Присутствие в электролите свободной серной кислоты сильно сни-
жает его омическое сопротивление и, следовательно, уменьшает удельный
расход электроэнергии на тонну катодной меди.
Влияние концентрации серной кислоты на электрическую прово-
димость растворов медного купороса, не содержащих примесей, при тем-
пературах 25^-40 и 55°С показано на рис.6.5 а),б),в) [51]. На всех трех ри-
сунках кривая 1 относится к водным растворам серной кислоты, не содер-
жащим медного купороса, а кривые П, III, IV и V к растворам, содержащим
медный купорос. CuSO4"5H2O соответственно 50, 100, 150 и 200г/л.
а) б) в)
Рис. 6.5. Влияние концентрации серной кислоты
на электропроводность чистых растворов медного купороса:
а) при 25°С; б) при 40°С; в) при 55°С
314
Сравнивая графики всех трёх рисунков, видим, что электропровод-
ность растворов возрастает при увеличении концентрации серной кислоты
(в пределах 0 200г/л) и с повышением температуры.
Увеличение концентрации медного купороса повышает электро-
проводность растворов, содержащих свободной серной кислоты менее
25г/л, не влияет на раствор, содержащий 25г/л H2SO4 и снижает электро-
проводность растворов, содержащих более 25г/л H2SO4.
Однако изменение концентрации медного купороса на электропровод-
ность растворов влияет меньше, чем изменение концентрации серной кис-
лоты.
Снижение концентрации медного купороса ниже 120-Ч35г/л тем не
менее недопустимо, так как в промышленных условиях более низкое со-
держание медного купороса приводит к ухудшению структуры катодного
осадка и возможности осаждения на катоде мышьяка.
При повышении концентрации серной кислоты быстро снижается
растворимость сульфата меди, что видно на рис. 6.6.
Рис.6.6. Изотермы растворимости медного купороса
в присутствии свободной серной кислоты
Повышения растворимости сульфата меди в растворах, содержа-
щих свободную серную кислоту, можно добиться увеличением тем-
пературы раствора, что благоприятно сказывается также на повышении
электропроводности растворов и на качестве получаемых осадков катод-
ной меди. Однако экономическим пределом повышения температуры элек-
тролита является 55ч-60°С, так как при более высокой температуре, во-
первых, резко увеличивается испарение электролита с поверхности ванн,
во-вторых, расход пара на поддержание температуры раствора на необхо-
димом уровне увеличивается быстрее, чем возрастают экономические
преимущества от работы с более нагретым электролитом, и, наконец, уве-
личивается скорость химического растворения катода электролитом. При
концентрации в электролите серной кислоты 130г/л при 40°С практически
315
растворяется 1,85%, а при 70°С - 5,05% меди, осаждаемой на катоде. При
температуре около 55^60°С растворимость сульфата меди не допускает
увеличения концентрации свободной серной кислоты выше 190-^210г/л,
так как иначе концентрация меди в электролите окажется ниже технологи-
чески необходимого предела.
В процессе промышленного электролиза электролит постепенно за-
грязняется примесями, переходящими в раствор. Накопление примесей в
электролите до определенной для каждой примеси концентрации вполне
допустимо, однако, переходя определенный предел, оно становится вред-
ным, а иногда даже недопустимым.
В табл.6.6 приведены данные по снижению качества катодной меди
в зависимости от степени загрязнения электролита.
Таблица 6.6. Составы загрязненных электролитов заводов вторичной меди
и полученной из них катодной меди__________________________________
Состав Электролит и катодная медь
Электролит, г/л катодная медь, %
I II III IV П*> IV*'
Си 37,0 34,0 41,5 28,5 99,95 99,95
Ni 41,6 38,5 15,3 25,2 510" следы
Sb 0,5 0.68 0,58 0,63 0,001
As 0,59 0,49 0,32 0,41 2-10"
Bi 0,01 0,01 следы 0,011 3-10"
Zn 1,77 1,22 0,27 1,03 0,001 510"
Pb 0,037 0,01 следы 0,02 5-10" 5-10"
Sn 0,004 0,01 0,016 0,007 0,001 0,001
Fe 0,46 1,02 1,15 0,71 0,001 следы
Al 0,12 0,09 0,05 -
Cl 0,04 0,03 0,022 0,034
SO4 257 - 249,1 -
Ca 0,21 0,06 -
Mg 0,07 - 0,17 -
Si 0,01 - 0,02 -
H2SO4 свободная - 151,9 157,6 155,8
Mn - - 0,03 -
Катодная медь II и IV получена, соответственно, из электролитов II и IV.
Вредное влияние накопления примесей сказывается в следующем:
• при значительных концентрациях некоторые, особенно близкие к
меди по потенциалу осаждения, примеси могут начать осаждаться на като-
де вместе с медью;
• большинство примесей снижает электропроводность электролита
и повышает его вязкость;
316
• присутствие некоторых примесей повышает катодную поляриза-
цию, тем самым вызывая необходимость увеличивать напряжение на ван-
не, и, следовательно, повышает расход электроэнергии на тонну катодной
меди, а также отрицательно сказывается на структуре и плотности катод-
ного осадка;
• в механическом загрязнении катода примесями, содержащимися в
неотмытых остатках электролита, смачивающих катод.
На практике загрязнение электролита до пределов, вызывающих
заметное электрохимическое осаждение примеси на катоде, достигается
крайне редко. Зато вредное влияние примесей на степень катодной поляри-
зации и снижение электропроводности электролита, а также на ухудшение
структуры катодных осадков сказывается в повседневной работе электро-
литных цехов.
В процессе электролитического рафинирования вторичной меди
наиболее вредными примесями, содержащимися к тому же в анодах в
большом количестве, являются никель и сурьма. Плетеневой П.Б.
и Т.В.Глобой [32] установлено следующее влияние добавок NiSO4’7H2O на
некоторые свойства электролита, содержащего около 140г/л медного купо-
роса (37г/л Си) и 160г/л свободной серной кислоты:
• при температуре 55°С вязкость электролита возрастает более чем
вдвое (с 9,07 до 18,95мПуаз) при добавлении к чистому электролиту бЗг/л
Ni, причем вязкость увеличивается с увеличением концентрации никеля по
закону прямой линии;
• катодная поляризация при той же температуре увеличивается поч-
ти вдвое от добавления к чистому электролиту 200г/л NiSO4*7H2O и более
чем вдвое при добавлении ЗООг/л, составляя при плотности тока 200А/м2 и
концентрации 100г/л NiSO4-7H2O около 0,04В, а при концентрации нике-
левого купороса 200г/л около 0,06. При плотности тока в 150A/M2 и тех же
концентрациях никелевого купороса она составляет соответственно около
0,03 и 0,045В;
• электропроводность электролита при 22°С снижается от добавле-
ния к чистому электролиту NiSO4*7H2O 100г/л - на 9,3%; 200г/л - на 25,9%;
300 г/л - на 33,7%.
Кроме того, они установили, что по мере увеличения содержания
никелевого купороса в электролите ухудшается структура катодного осад-
ка и увеличивается его шишковатость.
Влияние концентрации закисного железа и мышьяка на электро-
проводность электролита, содержащего 137г/л CuSO4*5H2O и 135г/л сво-
бодной серной кислоты при различных температурах, а также влияние ни-
келя характеризуется данными табл. 6.7.
317
Таблица 6.7 Влияние концентрации примесей на снижение электропровод-
ности электролита (в %% к электропроводности чистого электролита)
Темпе- ратура, °C Концентрация примесей, г/л
Мышьяк Закись железа Никель
20 30 40 10 20 10 20 30
25 1,9 2,8 3,6 8,5 16,4 6,5 12,2 17,5
40 1,2 2,0 3,1 8,8 16,0 6,4 11,8 17,0
55 0,8 1,4 2,1 8,9 15,8 6,2 11,6 16,3
Помимо снижения электропроводности электролита, железо в элек-
тролите понижает степень полезного использования тока, что происходит
вследствие частичного растворения катодной меди сульфатом окиси желе-
за по реакции Си + Fe2(SO4)3 = CuSO4 + 2FeSO4. Образующийся сульфат
закиси железа окисляется по реакции 2FeSO4 + H2SO4 + !4О2 = Fe2(SO4)3 +
Н2О и вновь растворяет новые количества катодной меди, что вызывает
дополнительный расход электроэнергии на повторное осаждение раство-
рённой меди.
Поведение при электролизе сурьмы изучали проф. С.А. Плетнёв и
инж. В.В. Кузнецова [52], которые сделали важнейшие для электролитиче-
ского рафинирования вторичной меди выводы о поведении в процессе
электролиза сурьмы и опровергли господствовавшее ранее мнение об оса-
ждении сурьмы хлор-ионом и о допустимом пределе содержания сурьмы в
анодах. Их исследования были дополнены опытами проф.
В.А.Пазухина и Л.ЯЛившиц [32], которые испытывали также и поведе-
ние мышьяка. Они установили следующее:
• Хлор-ион в концентрациях до ЗОмг/л никакого влияния на раство-
римость сурьмы в электролите не оказывает. При концентрациях же хлор-
иона 50мг/л он при любой кислотности электролита увеличивает раствори-
мость сурьмы на 25^-40%, а ври 500 мг/л - на 50%.
• Увеличение кислотности раствора способствует растворимости
сурьмы в электролите. Чистый электролит, содержащий 40 г/л Си и сво-
бодной серной кислоты - 100, 150, и 200г/л, при 50°С растворяет соответ-
ственно 0,46, 0,63 и 0,96г/л сурьмы. При снижении температуры до 18°С
растворимость сурьмы снижается на 20%.
• При наличии в электролите цинка и никеля увеличивается раство-
римость сурьмы. Так, при 50°С и содержании цинка в количестве 10 г/л
растворимость сурьмы увеличилась на 0,04г/л, а при содержании 20г/л ни-
келя — на 0,07г/л.
• При наличии в электролите мышьяка до 0,5г/л резко повышается
растворимость трехвалентной сурьмы.
При дальнейшем повышении концентрации мышьяка раствори-
мость сурьмы уменьшается и при содержании мышьяка 12г/л сурьма поч-
ти не растворяется. На пятивалентную сурьму мышьяк никакого влияния
318
не оказывает. Влияние концентрации мышьяка на растворимость трехва-
лентной сурьмы видно на рис. 6.7.
Концвитршип мыи^ят, rin
Рис. 6.7. Влияние концентрации мышьяка на растворимость трехвалентной
сурьмы в электролите, содержащем 40г/л меди при температуре 50°С при кон-
центрации свободной H2SO4: 1-150 г/л; II-100 г/л.
В промышленном электролите, содержащем 150г/л свободной сер-
ной кислоты, при температуре 50°С содержание сурьмы не поднимается
выше 0,6-Ю,8г/л при любом содержании сурьмы в анодах (0,2^ 1,2%). Со-
держание при этом сурьмы в катодной меди не превышает 0,002%.
При концентрации в электролите мышьяка в 12г/л содержание его в
катодах достигает, но не превосходит 0,002%, причем катодный осадок
при этом приобретает более мелкокристаллическую структуру.
При растворении анода сурьма и мышьяк переходят в электролит в
трехвалентной форме. Воздух не окисляет трехвалентную сурьму и мышь-
як и не происходит их анодного окисления. Однако в шламе, так же как и в
промышленном электролите, содержатся как трёх- так и пятивалентные их
соединения. Окисление в электролите кислородом воздуха трехвалентного
мышьяка и сурьмы происходит только в условиях одновременного проте-
кания сопряженной реакции окисления одновалентной меди.
Образование «пловучего шлама» происходит в богатом кислоро-
дом поверхностном слое электролита за счёт окисления растворимой
трехвалентной сурьмы и перехода её до слабо растворимой пятивалент-
ной, которая в виде высокодисперсного порошка удерживается на поверх-
ности электролита. Пловучий шлам образуется при концентрации сурьмы
в электролите выше 0,5г/л.
Концентрация других малорастворимых примесей в рабочем элек-
тролите может достигать: серебра 0,5мг/л, висмута 2,2г/л и свинца 20мг/л.
Во избежание чрезмерного накопления примесей в электролите он
подлежит периодической регенерации, что достигается систематическим
выводом из технологического цикла определенной части электролита для
выделения из него меди, никеля и других примесей. После очистки от
примесей и удаления избытка меди, если последний имеет место, электро-
лит возвращается в технологический цикл. В тех случаях, когда содержа-
319
ние меди в электролите падает, возвращаемый электролит подпитывают
медным купоросом.
На свойства электролита и ход электролиза меди влияют кислот-
ность, концентрация медного купороса, температура и некоторые другие
факторы. Поэтому к рабочему электролиту при электролитическом рафи-
нировании вторичной меди предъявляют следующие требования: электро-
лит должен содержать 135^160г/л медного купороса, 160-И 80г/л свобод-
ной серной кислоты, а его температура должна быть не ниже 52°С. В каче-
стве добавок следует вводить хлор- ион в виде поваренной соли или соля-
ной кислоты с тем, чтобы его концентрация находилась в пределах
0,15-Н),3 г/л, а также поверхностно-активные вещества (ПАВ).
Точных границ для допустимого накопления примесей в электроли-
те не установлено. Существуют высказывания отдельных специалистов,
что такими пределами могли бы являться 12-4 бг/л никеля; 15г/л мышьяка;
0,6г/л сурьмы и Зг/л железа. Однако вряд ли целесообразно повышать со-
держание мышьяка более чем до 5+Тг/л и железа до 1,5^~2г/л. В то же вре-
мя известны случаи работы и на значительно более загрязненном никелем
электролите, с получением при этом кондиционной катодной меди.
Температура электролита. По соображениям, изложенным ранее,
температура электролита должна быть выше 52°С. Таким образом, данную
температуру следует считать минимальной, обусловленной необходимо-
стью получать медь заданного качества. Однако при плотностях тока, при-
менявшихся до последнего времени (150-^250А/м2), Джоулева тепла не
хватает для того, чтобы скомпенсировать тепловые потери ванны при
50°С. На рис.6.8, приведены данные позволяющие определить температу-
ру электролита в ванне при различной плотности тока.
Рис.6.8. Зависимость разности температуры электролита и воздуха
в цехе от плотности тока
Так, при плотности тока 400А/м2 баланс прихода и расхода тепла уста-
новится при 56°С, а при 420A/M2 баланс установится при 60°С. Учитывая
это, электролит подогревают паром в теплообменниках различного типа.
Пар (или электрический нагрев), расходуемый для подогрева электролита
320
свыше 52°С, является технически необходимым. На практике в теплооб-
менниках обычно поддерживают более высокую температуру 60—65°С.
Это объясняется тем, что с повышением температуры возрастает коэффи-
циент диффузии ионов меди и, следовательно, улучшаются условия для
выравнивания концентрации электролита у электродов, а также повыша-
ется растворимость медного купороса и предотвращается солевая пассива-
ция анодов. Повышение же при этом расхода пара в некоторой степени
компенсируется понижением удельного расхода электроэнергии, так как с
повышением температуры понижается удельное сопротивление раствора:
р =р55 - 0,0065(t - 55)
(6-33)
Как подогревать раствор - паром или электрическим током, опреде-
ляется конкретными условиями, в частности стоимостью теплового экви-
валента пара и электроэнергии. Ниже приведены данные о примерных
нормах расхода электроэнергии и пара в зависимости от плотности тока:
Плотность тока, А/м2 235 350 500
Расход, кВт’час/т:
электроэнергии 300 420 580
пара 590 280 50
Если учитывать только энергетические затраты, то выгоднее рабо-
тать при более высоких плотностях тока.
С повышением температуры электролита возрастает испарение с
зеркала ванны. Ниже показана зависимость количества воды, испаряющей-
ся с 1м2 зеркала ванны в зависимости от температуры электролита:
Температура электролита, °C 50-51 56-55 60 67
Количество воды, кг, испаряющейся в час с 1м2 поверхности: незащищенной 1,95 2,70 4,18 5,95
покрытой слоем масла в 0,003 мм 1,70 2,11 2,77 -
Чтобы понизить испарение и тем самым улучшить условия труда, а
вместе с тем понизить расход пара, в настоящее время применяют различ-
ные способы закрытия электролита.
Так, был исследован способ покрытия зеркала ванн маслами — ве-
ретенным, трансформаторным, турбинным. Лучшие результаты получены
при использовании турбинного масла. При введении 20г масла на 1м2 по-
верхности ванны испарение сократилось с 1418см3/(м2,час) до
З24см3/(м2,час), т.е. более чем в 4 раза. Однако покрытие маслами не полу-
321
чило распространения из-за ряда причин, в частности из-за загрязнения ка-
тодов и аппаратуры.
Более перспективным способом представляется закрытие зеркала
электролита различными пластмассовыми материалами. Так, зеркало ванн
покрывают шариками из пустотелого полистирола или иной пластмассы.
Покрывается 90% поверхности при этом на 90% снижается испарение и на
70% сокращаются потери тепла. Следует признать прогрессивной тенден-
цию работать при повышенных температурах электролита с одновремен-
ным покрытием его пластмассовыми материалами и улучшением вентиля-
ции в цехе.
Плотность тока . Чем выше плотность тока при электролитическом
рафинировании меди, тем при прочих равных условиях больше производи-
тельность электролитных ванн.
Однако при повышении плотности тока возрастает напряжение на
ванне как вследствие необходимости повышения силы тока при том же
омическом сопротивлении цепи, так и в результате увеличения катодной
поляризации. Одновременно несколько снижается использование тока как
результат увеличения утечек тока вследствие повышения напряжения и
увеличения числа коротких замыканий, происходящих из-за ухудшения
структуры катодного осадка. При повышении плотности тока также не-
сколько снижается извлечение благородных металлов в шлам. Однако этот
фактор при рафинировании вторичной меди не является существенным,
так как содержание благородных металлов в анодах весьма незначительно.
Значение плотности тока ограничивается структурой и плотность-
катодных отложений меди. При значительно повышенной плотности тока
ухудшается структура и понижается плотность катодной меди и на катоде
осаждаются примеси, нормальный потенциал которых близок к нор-
мальному потенциалу меди.
Происходит это вследствие увеличения вместе с плотностью тока
также и концентрационной и химической поляризации катода, вследствие
чего потенциалы осаждения меди и некоторых примесей сближаются.
Практикой установлено, что наиболее, приемлемы плотности тока в пре-
делах 16О230А/М2, а при очень дешевой электроэнергии до ЗООА/м2.
При электролитическом рафинировании вторичной меди применя-
ются плотности тока в пределах 170^-200А/м2.
Напряжение на ваннах. Напряжение на ваннах (падение напряже-
ния) при электролитическом рафинировании меди с параллельным вклю-
чением анодов и катодов колеблется в пределах 0,18^0,45В в зависимости
от режима процесса, состава анодов, чистоты электролита и состояния
контактов.
Баланс напряжения ванны при электролитическом рафинировании
меди по данным А.И. Гаева и О.А. Есина [51] приведен в табл. 6.8.
322
При рафинировании вторичной меди падение напряжения на ванне
при работе с плотностью тока порядка 190А/М2 составляет от 0,35В до
0,45В и зависит, главным образом, от содержания никеля в электролите.
Таблица 6.8. Баланс напряжения на ванне
Сопротивления участков цепи электролиза Падение напряжения на участках цепи элетролиза, В % к общему падению напряжения
Сопротивление электролита 0,2385 80,5
Поляризация 0,01597 5,3
Сопротивление шлама 0,02025 6,7
Катоды 0,00247 0,8
Аноды 0,0009 0,3
Катодные штанги 0,00832 2,9
Контакт катод-штанга 0,00700 2,4
Контакт анод-шина 0,00058 0,2
Контакт ломик-шина 0,00239 0,9
Итого 0,29600 100,0
При рафинировании вторичной меди падение напряжения на ванне
при работе с плотностью тока порядка 190А/м2 составляет от 0,35В до
0,45В и зависит, главным образом, от содержания никеля в электролите.
Добавки в электролит. В электролит вводятся добавки, способст-
вующие осаждению некоторых примесей, а также улучшающие структуру
катодного осадка и способствующие снижению образования шишек, игл и
других образований, нередко приводящих к коротким замыканиям и, сле-
довательно, к снижению использования тока.
Ион - хлора, вводимый в электролит в форме хлористого натрия
или соляной кислоты, снижает растворимость в электролите серебра.
Исследования (с использованием меченых атомов) выполненные
П.Б.Плетенёвой и Т.В.Глобой [32], показали, что в присутствии ион - хло-
ра на катоде вместе с медью осаждается лишь 1% серебра, содержащегося
в анодах. Остальное серебро полностью переходит в шлам. Предположе-
ния о том, что сурьма также осаждается ион-хлором в виде SbOCl, опро-
вергнуты работой проф. С.А. Плетенёва и В.В. Кузнецовой [52]. Количест-
во ион-хлора, вводимого в электролит, не должно превышать 40мг/л и при
электролизе вторичной меди составляет обычно 15-^30мг/л. При концен-
трации свыше 40мг/л ион-хлор отрицательно сказывается на качестве ка-
тодных осадков, способствуя образованию игольчатых отложений меди.
Для улучшения структуры и повышения плотности катодного осад-
ка меди в электролит вводят поверхностно активные вещества, к числу ко-
торых относятся желатин, столярный клей, сульфитцеллюлозный щёлок,
323
керосиновый контакт, машинное масло, солидол, хозяйственное мыло,
таннин и другие органические соединения.
По данным П.Б. Плетенёвой и Т.В. Глобы [32], добавка к электро-
литу таких присадок, как столярный клей в концентрациях 0,001-Ю,005г/л,
сульфитцеллюлозный щёлок 0,01-Ю,1г/л, желатин 0,001-4), 1 г/л и керосино-
вый контакт 0,005-4), 1 г/л, практически не увеличивает электрическое со-
противления электролита.
Коллоидные добавки постепенно расходуются в процессе электро-
лиза, вследствие чего их необходимо вводить в электролит не реже одного-
двух раз в сутки в виде весьма разбавленных растворов (добавляют их в
сборные баки). Расход коллоидных добавок составляет всего несколько де-
сятков граммов на тонну катодной меди. Концентрация их в электролите
также весьма незначительна и выражается в миллиграммах на литр.
При одновременном введении в электролит одних добавок (напри-
мер, клея и сульфитцеллюлозного щёлока или керосинового контакта и то-
го же щёлока) усиливается их положительное действие, а при введении
других (например, клея и керосинового контакта) — резко ухудшается
структура катодных осадков.
Поэтому, если необходимо перейти на работу с другими добавками
и при этом на такие, присутствие которых с ранее применявшимися до-
бавками противопоказано, необходимо дать время, чтобы старая добавка
«выработалась». Следовательно, содержание в электролите старой добав-
ки необходимо снизить до такой величины, при которой она совместно с
новой добавкой не оказывала бы вредного действия на протекания про-
цесса электролиза.
Период полной выработки старой добавки может продолжаться
2СН-30 суток.
Расход поверхностно активных добавок к электролиту на тонну ка-
тодной меди на разных заводах различный, например, расход солидола со-
ставляет 3(Н40г/т.
При совместном добавлении клея и бендерина расход первого со-
ставляет около 6, а второго — около 13г/т.
Расход столярного клея или желатина колеблется в широких преде-
лах от нескольких граммов, а иногда даже нескольких десятых долей
грамма до ЗОг/т.
До настоящего времени отсутствует единое мнение о механизме
влияния добавок на структуру осадков металлов при электролизе.
В практике электролитического рафинирования вторичной меди
применяются следующие рецептуры добавок:
1. Столярного клея и желатина 15-^20г и сульфитцеллюлозного щё-
лока 80г на тонну катодной меди;
2. Сульфидноцеллюлозного щёлока 25-4>0г и керосинового контак-
та 45^65г на тонну катодной меди;
324
3. Столярного клея 3-^4г и машинного масла 12-И5г на тонну катод-
ной меди.
Наиболее употребительным рецептом является первый, выдержав-
ший наиболее длительную проверку. От применения керосинового контак-
та, одно время усиленно рекламировавшегося, производственники вынуж-
дены были отказаться в связи с прогрессирующим ухудшением качества
катодных осадков, происходящим, по-видимому, вследствие постепенного
накопления в электролите продуктов распада керосинового контакта.
Последний, третий, рецепт также оказался хуже первого, хотя и
применялся в производстве длительное время.
Однако и первый рецепт не может считаться полностью удовлетво-
рительным: необходимо продолжать научно - исследовательские работы в
направлении создания теории действия поверхностно активных добавок на
структуру катодных осадков и с целью подбора оптимальной рецептуры
этих добавок.
Помимо влияния на структуру катодных отложений, введение по-
верхностно активных добавок сказывается, как показал проф. Ю.В. Бай-
маков [49,53], также и на степени перехода некоторых примесей в катод-
ную медь.
Исследованиями в этом направлении установлено, что степень
влияния различных добавок неодинакова.
Так, например, добавки желатина и фенола значительно повышают
переход мышьяка в катодную медь, в то время, как влияние добавки кон-
такта Петрова и сульфидноцеллюлозных щелоков весьма незначительно.
С повышением температуры электролита влияние добавок на пере-
ход мышьяка в катодную медь уменьшается. На рис.6.9, показано влияние
различных концентраций в электролите желатины и контакта Петрова и
влияние температуры на переход мышьяка в катодную медь.
Переход мышьяка в катодную медь из того же электролита, но в от-
сутствии поверхностно активных добавок и при различной концентрации
трехвалентного мышьяка в электролите характеризуется данными, приве-
денными в табл. 6.9, согласно опытам проф. Ю.В. Баймакова [53].
Таблица 6.9. Зависимость содержания мышьяка в катодной меди при раз-
личной температуре и плотности тока
Плотность тока, Dk А/м2 Темпе- ратура, °C Содержание мышьяка в катодной меди, % при содержании As+3 в растворе, г/л
0,05 0,5 1,0 2,0 4,0 6,0
500 25 0,0002 0,0002 0,0022 0,0025 0,0030 0,0035
50 0,0002 0,0002 0,0002 0,0002 0,0004 0,0004
300 25 0,0003 0,0003 0,0002 0,0002 0,0016 0,0011
50 0,0002 0,0002 0,0003 0,0003 0,0002 0,0003
325
0.5 Ю
Содержание нафталинсульфаномй
кислоты, г/п
Рис.6.9. Влияние температуры, плотности и ПАВ на переход
мышьяка в катодную медь
(состав электролита, г/л 32 - Си2+, 100 - свободной Н2 SO« и 5 - As3+).
Скорость циркуляции. Расслоение электролита по высоте ванны,
происходящее вследствие изменения концентрации медного купороса и
серной кислоты у анодов и катодов, вызывает необходимость в перемеши-
вании электролита.
Перемешивание электролита достигается путем его принудитель-
ной циркуляции через электролитные ванны. Одновременно циркуляция
способствует также выравниванию температуры электролита.
Основным фактором, определяющим минимальную скорость цир-
куляции, является плотность тока. Чем плотность тока выше, тем скорость
циркуляции должна быть больше.
С другой стороны, скорость циркуляции ограничивается необходи-
мостью дать шламу возможность осаждаться.
326
Скорость циркуляции рассчитывается так, чтобы полная смена
электролита в ванне происходила за 3^4часа. Это происходит при скорости
9^20 литров в минуту на одну ванну, причём время обмена должна быть
тем меньше, чем выше плотность тока.
6.11.ПРАКТИКА РАБОТЫ ЦЕХА ЭЛЕКТРОЛИЗА
6.11.1. КОНСТРУКЦИЯ ВАНН, ЭЛЕКТРОДОВ И РАСЧЁТ ИХ
КОЛИЧЕСТВА
Электролитическое рафинирование меди ведут в электролизерах, ко-
торые называют ваннами[53,54]. В настоящее время ванны изготавливают
из монолитного железобетона, полимерных материалов или их комбина-
ции, собирая их в блоки по 1СН-40 ванн, а затем в серии, состоящие, как
правило, из двух блоков. Некоторые заводы применяют монолитные блоки
из кислотоупорного бетона. Учитывая агрессивность электролита, содер-
жащего серную кислоту высокой концентрации, внутреннюю часть ванн
футеруют. На некоторых заводах внутреннюю облицовку ванн делают из
рольного свинца с 2^3% сурьмы, швы сваривают пламенем водородной
горелки. Свинец заменяют листовым полимером (винипласт, полиэтилен,
поливинилхлорид и т.п.) толщиной КН 15мм. Облицовку собирают на кон-
дукторе, края срезают на фаску и сваривают струей горячего воздуха.
Сваренную коробку вставляют в ванну и заполняют горячей водой
(t=8(H90°C) для устранения зазоров между ванной и пласмассовой встав-
кой. При изготовлении бетонной ванны и винипластовой облицовки необ-
ходима максимальная точность, иначе (если размеры облицовки меньше
внутренних размеров ванны) облицовка гидростатическим давлением
электролита может быть разорвана по швам. На заводах и в исследова-
тельских институтах ведутся поиски и опробование новых, более дешёвых
и более термо- и кислотостойких футеровочных материалов.
В настоящее время в практику электролизных цехов меди и цин-
кового производства успешно внедрены полиэтиленовые материалы (тру-
бы, листы) для футеровки ванн, ёмкостей и желобов.
Для изолирования шин предпочитают укладывать листы из поливи-
нилхлорида или эбонита - они более стойки в электролите и обладают
лучшими электроизоляционными свойствами, чем деревянные доски.
Чтобы случайный обрыв анода или катода не пробил облицовку, дно
ванны выстилают сосновыми досками, которые удерживают от всплытия
2^3 поперечными брусками, расклинёнными между стенками. В цехе элек-
тролитического рафинирования меди Норильского горно-
металлургического комбината (Россия) с успехом применяют облицовку
железобетонных ванн кислотоупорным бетоном. Для этой цели стенки и
днище ванны тщательно очищают, обмазывают дважды раствором в
327
авиационном бензине битума, оклеивают двумя слоями рубероида для
гидроизоляции, окрашивают кислотоупорной краской, а затем бетонируют
кислотоупорным бетоном посредством опалубки с уплотнением бетона
вибраторами. После опалубки поверхность бетона окрашивают той же
краской.
На борта ванны кладут доски, а на них - резиновые или текстолито-
вые накладки, на которых укреплены шины. Железобетонная ванна изо-
бражена на рис.6.10 а),б).
Рис.6.10. Железобетонная ванна для электролиза меди
а - продольный разрез; б- поперечный разрез
Внутренние размеры ванны не стандартизованы. Длина ванны оп-
ределяется толщиной и числом электродов, а также расстоянием между
ними. Кроме того, между стенкой и крайними катодами должно быть рас-
стояние 155мм и 205мм (последняя величина — со стороны ввода элек-
тролита). Ширина ванны равна ширине катода плюс два промежутка по
50мм до стенки ванны. Глубина ванны определяется длиной катода плюс
50мм выше уровня электролита и 100-5-150мм ниже кромки катода. При-
мерные размеры ванн: длина 3,5-^5,5м, ширина 1-5-1,1м и глубина
1,2-5-1,3м. Размеры электродов на разных заводах различны. Характерно,
что они увеличиваются по мере механизации работ по загрузке и разгрузке
ванн. Ранее масса анодов определялась применением ручного труда (пере-
носка, установка). Ширина анода была не более 0,45м, высота 0,80м и
328
масса не более 50кг. Ширина ванны определялась возможностью ухода за
электродами сбоку из прохода, поэтому она не превышала 1м.
На штангу завешивают по два анода. С введением механизации раз-
грузочных работ стали применять аноды больших размеров - 860*860мм, и
в последние годы наблюдается тенденция к дальнейшему увеличению раз-
меров до 914-4) 14мм и выше. Масса анодов на некоторых заводах достига-
ет 350кг. Толщина анодов равна 35-^45мм. При неполной механизации
процесса увеличение размера и массы анода сопряжено с затруднениями
при обслуживании ванн, например при удалении отработанных анодов и
замене их новыми.
При выборе толщины анода приходится учитывать следующее. Бо-
лее толстые аноды позволяют сократить трудовые затраты, связанные с за-
грузкой и выгрузкой анодов и очисткой ванн от шлама. Они дают меньший
процент скрапа. Но применение более толстых анодов связано с повыше-
нием расхода электроэнергии (в среднем при этих анодах будет длиннее
расстояние между плоскостями анода и катода). При одинаковой длине
ванны число электродов, а следовательно, и амперная нагрузка (произво-
дительность) будет ниже. Катоды шире анодов на 30мм и нижняя кромка
их на 2030мм ниже таковой у анодов. Это вызывается необходимостью
более равномерного распределения тока по поверхности катода. При оди-
наковых размерах катодов и анодов силовые линии в большей мере кон-
центрируются у краев и углов, в этих местах начинают расти дендриты и
шишки.
В мировой практике нашли применение две схемы включения
ванн и электродов;
1. Схема параллельно-последовательного включения (мультипль),
при которой все одноименные электроды включаются параллельно, а ван-
ны — последовательно.
2. Сериесная схема, по которой все электроды в ванне включаются
последовательно. При этом каждый электрод работает биполярно,
одна его сторона служит анодом, а другая катодом.
Преимущественное распространение получила система мультипль
и только два завода в мире работают по сериесной системе. Начиная с
XIX столетия схема параллельно-последовательного включения претер-
пела ряд усовершенствований. Не касаясь всех стадий развития системы
мультипль, остановимся на схемах, существующих в настоящее время.
Простейшая из них состоит в последовательном включении сдвоенных
ванн, разделенных промежуточной стенкой (рис.6.11.). По бортам сдвоен-
ных ванн лежат головные токоведущие шины. К положительной шине
подключены аноды (толстые линии), к отрицательной — катоды (тонкие
линии).
329
1ЦУИШЗД
|1|1|1|1'1|1|1|1|1|Ц1Д
йжшш
1ШВМ
Рис.6.11. Схема последовательного включения сдвоенных ванн
для электролитического рафинирования меди по системе мультипль
На средних, разделительных стенках уложена промежуточная шина
небольшого сечения, последовательно включающая аноды и катоды обеих
ванн. Ванны изготовлены из дерева или железобетона и облицованы лис-
товым свинцом или винипластом. Эта система включения ванн удобна, так
как каждая ячейка ванны доступна для обслуживания, но в отношении ис-
пользования площади цеха, расхода меди на ошиновку — неэкономична
Дальнейшее усовершенствование системы мультипль осуществил
Уокер. Используя принцип спаренных ванн, он собрал их в блоки с про-
межуточными стенками. При этом блоки состоят из 5+20 последовательно
включенных ванн (рис.6.12.). Главные шины, подводящие ток, находятся
на бортах первой и последней ванны блока.
Рис. 6.12. Схема последовательного включения ванн
На бортах промежуточных стенок уложены промежуточные шины.
Получается компактная конструкция с минимальным количеством меди,
требуемой на ошиновку. Однако обслуживание ванн затруднено, так как из
прохода, расположенного через 2+4 ряда, невозможно обслужить ванну
длиной 3+бм. Стремление к дальнейшей экономии меди на ошиновку вы-
разилось в уничтожении промежуточных шин. На рис.6.13, схематически
показаны различные варианты контактов между катодной штангой и ано-
дом.
330
Выполнен расчет площади, занимаемой ваннами и количества меди,
расходуемой на ошиновку цеха с 1000 ваннами и силой тока 8000А. Дли-
на ванны 4м, ширина 1м. Плотность тока в шинах 0,8А/мм2. Однако,
применяя последнюю систему контактов, некоторые заводы, как правило,
оставляют промежуточные шины, которые служат для выравнивания рас-
пределения тока, когда нарушается контакт между анодом и като-
дом.
Рис.6.13. Схематическое изображение устройств контактов между катодной
штангой и анодом
При применении наиболее распространенной схемы, т.е. с использо-
ванием промежуточных шин, ванны собирают в блоки - от 10 до 19 ванн в
одном блоке. Два блока составляют серию. Большее число ванн в блоке и
серии выгодно, так как уменьшаются расход меди па ошиновку, а также
площадь цеха. Однако при большом числе ванн в серии понижается коэф-
фициент машинного времени.
Блоки собирают либо из отдельных ванн, либо отливают их цели-
ком. При применении блоков, составленных из отдельных ванн, последние
располагают плотно одну к другой на железобетонных балках, установ-
ленных на столбах.
Ванны устанавливают на изоляторах. Изоляторами служат плитка
(20’20*2,5см) из стекла, диабаза, фарфора, текстолита. Чтобы создать рав-
номерное давление на плитку, её укладывают между двумя прокладками из
рольного свинца или пластиката. Верхняя прокладка размером 0,4*0,4м
образует над изолятором укрытие от влаги, раствора и пыли. Ванна снаб-
жена карманом из винипласта, приваренным к футеровке. В этот карман
вводят раствор через шланг распределительной трубы. Для слива раствора
в торцовой стенке сделан вырез, в который вставлен сливной лоточек, со-
единенный с патрубком; последний же соединён со сливной трубой. Трубы
для питания ванн раствором изготавливают из винипласта, фаолита или
полиэтилена.
С циркулирующим раствором из ванн частично выносится некото-
рое количество мелкодисперсных частиц шлама. Чтобы понизить содержа-
ние взвесей и повысить качество меди, на заводе «Уралэлектромедь»
(г.Пышма, Россия) некоторое время применяли фильтрование отходящего
из ванн раствора через кварцевые фильтры. На некоторых заводах для
спуска шлама и раствора в днище ванны делают отверстие, при работе за-
331
крытое винипластовой пробкой. Вынув пробку, можно выпустить раствор
и шлам через отверстие в желоб, соединенный с отстойником или фильт-
ром. Однако трудности, связанные с плотным закрытием отверстий проб-
ками, появление течи раствора из ванн препятствуют широкому внедре-
нию этого устройства. На большинстве заводов предпочитают осуществ-
лять откачивание раствора и шлама насосом. К каждой серии ванн подве-
дена труба, соединенная с общим коллектором, который связан с вакуум-
ным насосом.
К трубе, подведенной к серии, присоединяют гибкий резиновый
шланг и опускают его в ванну, предназначенную для очистки раствора
План и разрез цеха электролитического рафинирования меди одно-
го из заводов показаны на рис.6.14; 6.15. Блоки расположены по длине це-
ха. Между группами блоков устроены рабочие площадки, оборудованные
узкоколейными путями и моющими машинами.
Рис.6.14. План и разрез цеха электролитического рафинирования меди
На территорию рабочих площадок в специальных станках с помо-
щью рам с крючками подвозят аноды и опускают их мостовым краном в
ванны
332
Рис.6.15. Поперечный разрез цеха электролитического
рафинирования меди
1- напорный бак; 2 - баки для промывки катодов; 3 - площадки; 4 - ванны; 5 -
опоры из железобетона; 6 - желоб для спуска раствор; 7 - сборник для раствора; 8-
циркуляционный насос; 9 - пол с уклоном для стока; 10- сточный желоб для воды и
раствора; 11- сборник для сточной воды и проливаемого раствора
Катоды из ванн с помощью этих же рам кранами подают на конвей-
ер моечной машины, из которой их разгружают на специальные тележки и
транспортируют в цех для плавки на вайербарсы или на склад готовой
продукции. Здания цеха электролиза чаще всего имеют нечетное число
продольных пролетов. Боковые пролеты заняты ваннами, средний — обо-
рудованием, обслуживающим циркуляцию раствора, бачками для приго-
товления добавок и т. п. Однако существуют и другие, более компактные
компоновки, когда все пролеты заняты ваннами.
На плане завода (рис.6.14) из пяти поперечных секций четыре заняты
товарными и регенеративными ваннами, а пятая, находящаяся в конце це-
ха, ваннами для наращивания основ и оборудованием для их обработки.
Электроды. В электролитные ванны загружают аноды, полученные
пря огневом рафинировании меди. Катодами служат медные листы с уш-
ками для подвески их на катодные ломики. Эти листы изготовляют элек-
тролизом в особых матричных ваннах.
Аноды (рис.6.16) представляют собой медные плиты с ушками. Под-
вешенные в ванне аноды опираются ушками на бортовые шины ванны.
Анод растворяется по длине не с одинаковой скоростью: верхняя и нижняя
части быстрее, чем средняя, поэтому, чтобы избежать обрыва анодов, их
отливают клинообразной формы — верхняя часть толще нижней на 10%.
Ниже приведены основные размеры анодов, применяемых на неко-
торых заводах, мм:
333
Завод Длина Ширина Толщина0
Кыштым, Россия 800 720 40^42
Алаверды, Армения 800 720 40^42
Москва, Россия 800 720 40^42
Пышма, Россия 820 820 45—50
Балхаш, Казахстан 820 820 45—50
v Указана толщина посередине анода.
Как следует из приведенных данных, в СНГ принято два стандарта
анодов. На Пышиминском и Балхашском заводах форма анодов квад-
ратная, на некоторых других прямоугольная. Например, электролитный
цех Алавердского завода работает на прямоугольных анодах.
При квадратных анодах форма поперечного сечения ванны также
приближается к квадрату. Эта форма поперечного сечения ванн наиболее
рациональна, потому что затраты на их изготовление наименьшие, так как
квадратный анод имеет наименьший периметр при любом значении пло-
щади сечения.
Это обстоятельство весьма важно, так как для изготовления ванн не-
обходимы дорогие и дефицитные материалы. Особенно дорога и дефицит-
на кислотостойкая футеровка. Поэтому все современные электролитные
цехи оборудуют ваннами, имеющими форму поперечного сечения, соот-
ветствующую квадратным анодам.
На крупных заводах аноды отливают с углублением в одном из
ушек, что способствует лучшему контакту анод - катод.
Катоды. Маточные катоды представляют собой медные листы с
прикрепленными к ним ушками, изготовленными из этих же листов. Тол-
щина маточного катода зависит от плотности тока, применяемой при на-
ращивании маточных листов, и равна 0,3 5-4),45мм.
Рис.6.16. Анод Пышминского
медеэлектролитного завода
Рис. 6.17. Сечение катодного ломика
Пышминского завода
334
Катодные ушки прикрепляют или по одному, или по два к каждому катоду.
В первом варианте ушко шириной ЗбОМООмм приклепывают посредине
листа, во втором - шириной 100120мм - на некотором расстоянии от обе-
их боковых кромок листа.
Преимущества первого варианта перед вторым как в относительно
низком сопротивлении контакта перехода катодный ломик - ушко и ушко -
катод, так и в том, что маточный катод меньше изгибается.
Однако для катодов с одним ушком требуются катодные ломики
большего сечения (большей прочности), чем для катодов с двумя ушками,
и, кроме того, расходуется много маточных листов для изготовления ушек.
Практика показала, что применение катодов с двумя ушками —
лучший вариант, поэтому он принят большинством предприятий.
Катодные ломики, применяемые для подвески катодов в ванне, из-
готовляют из меди марок Ml или М2 и на различных предприятиях они
имеют различные сечения. На Московском медеэлектролитном заводе, на-
пример, катодные ломики прямоугольного сечения, а на Пышминском и
Балхашском — сечения сложной конфигурации (рис.6.17).
Контакт ломиков сложного сечения с ушками лучший, чем ломиков
прямоугольного сечения. Это объясняется тем, что прямоугольные ломики
имеют меньше рёбер, которыми они соприкасаются с ушками анода, чем
ломики сложной конфигурации.
Чтобы облегчить ломики фигурного сечения и снизить затраты на
них меди, их делают пустотелыми.
Для более равномерного распределения силовых линий на кромках
катодов они должны быть несколько шире и длиннее анодов.
Размеры катодов на некоторых предприятиях СНГ следующие, мм:
Заводы Длина Ширина
Пышминский 860 860
Балхашский 860 860
Кыштымский 810 770
Московсковский 810 770
Алавердский 810 770
Маточные листы, Матрица. Крепление ушек и правка катодов.
Маточные листы изготовляются путем осаждения меди электролизом в
ваннах с растворимым медным анодом на матричных листах, являющихся
катодами.
Для производства маточных катодов или катодных основ, необходи-
мых при электролизе, в цехе выделяют серии ванн с отдельной циркуляци-
335
ей, в которых поддерживают режим несколько отличающейся от режима в
ваннах товарных серий. Такие серии называются матричными или загото-
вительными. В ваннах этой серии на специальных катодах- матрицах на-
ращивают маточные листы.
Маточные листы должны удовлетворять следующим требованиям:
• поверхность их должна быть ровной, так как неровности при оса-
ждении меди приводят к образованию наростов, снижающих качество ка-
тодов и ухудшающих технико-экономические показатели электролиза;
• листы должны обладать высокой прочностью и пластичностью,
чтобы изготавливать из них катодные ушки для подвески катодов на ломи-
ки, которые бы выдерживали массу тяжёлых катодов.
Лист, из которого изготавливают ушки, должен иметь толщину, дос-
таточную для того, чтобы ушки выдерживали массу катодов, а не обрыва-
лись, несмотря на химическую и электрохимическую коррозию меди на
границе электролит - воздух. Оборвавшиеся катоды разрушают футеровку
днищ и стенок ванн. Толщина маточного листа должна быть достаточной
также и для того, чтобы он был способным сохранять приданную ему
форму и висел бы в ванне вертикально.
Режим на матричных сериях установлен следующий.
Плотность тока на матрицах пониженная - в пределах 150-4 70 А/м2
Чтобы достичь такой плотности тока, матричные ванны либо подключают
в отдельную электрическую цепь, либо, если матричные серии включены в
общую электрическую цепь, изготовляют большей длины, что позволяет
поместить в них больше электродов, т.е. уменьшить плотность тока.
Рис. 6.18. Влияние значения плотности тока на время пребывания
катодов в ванне
Матричные ванны имеют отдельную циркуляцию раствора с ми-
нимальным количеством примесей, несколько повышенным содержанием
меди, пониженной концентрацией кислоты и никеля. Количество добавок
поверхностно-активных веществ в матричные ванны должно быть мини-
мальным. В настоящее время добавляют в электролит тиомочевину и клей.
336
На некоторых заводах при получении основы не вводят тиомочевину, так
как она увеличивает жесткость осадков.
Для того чтобы избежать возникновения коротких замыканий между
матрицами и анодами, расстояния между ними по сравнению с межэлек-
тродными расстояниями в товарных ваннах увеличивают на 10-5-12 мм.
Концентрацию серной кислоты поддерживают на уровне 130-5-150
г/л, а меди 30-5-35 г/л.
В качестве коллоидов применяют 75-5-80г столярного клея или жела-
тины на 1т катодного осадка.
Температуру электролита поддерживают в пределах 48-5-52°С. При
более высокой температуре катодный осадок может прочно пристать к
матрице, так как смазывающее вещество с её поверхности сойдет прежде,
чем она покроется сплошным слоем меди. В этом случае снять с матрицы
медный лист будет очень трудно, а иногда и вовсе невозможно, вследствие
чего матрица выходит из строя. В производстве это явление называется
«заковыванием» матриц.
Содержание ион-хлора в электролите матричной циркуляции долж-
но быть в пределах 3(Н40мг/л.
Маточные листы на матрицах можно получить хорошего качества
только при работе полных анодов, не утративших своей первоначальной
формы. Вновь загруженные аноды должны работать с матрицами полови-
ну времени полной анодной операции, а остальное время - в ваннах товар-
ных серий. Например, если полная анодная операция продолжается в тече-
ние 24 суток, то 12 из них аноды должны работать в матричных ваннах (12
съемов листов), а 12 - в ваннах товарных серий.
Матрицы (рис. 6.19) изготовляют из прокатной листовой меди марок
Ml или М2 толщиной 4-5-5мм
Рис. 6.19. Матрица Балхашского завода (Казахстан)
На боковых кромках и снизу с каждой стороны матриц наносят уг-
лубления-бороздки, для того чтобы легче было снимать лист.
337
В этих бороздках медь осаждается очень тонким слоем, поэтому при
снятии листа с матрицы на ребрах бороздки стык меди легко разрывается.
Как видно на рис. 6.19, в верхней части матрица имеет вырезы - ок-
на. Эти окна служат для захвата матрицы крючками бороны при загрузке и
выгрузке матрицы в электролизные ванны.
Поверхность матрицы должна быть совершенно ровной, без рако-
вин, ссадин или других изъянов, для чего её шлифуют мелким наждачным
порошком и периодически обрабатывают раствором сернистого натрия.
Этот процесс называется сульфидизацией. Поверхность покрывают тон-
ким слоем сульфида меди, препятствующим прочному прирастанию осад-
ка, поэтому нарощснный лист легко снимается.
Раньше вместо сульфидизации поверхность матриц обрабатывали
раствором азотнокислой закиси ртути Hg2(NO3)2. Эта операция называлась
амальгамированием.
Преимущество сульфидизации перед амальгамированием в её безо-
пасности и дешевизне сернистого натра. Амальгамирование же - вредная
для здоровья рабочих операция и требующая большого количества дорого-
стоящей ртути.
Перед загрузкой в ванну матрицы смазывают тонким слоем транс-
форматорного масла, солидола, парафина, керосина, бензина. Эти мате-
риалы обычно применяют в смеси по два или более компонента.
Все указанные вещества в любой комбинации создают слой, увели-
чивающий омическое сопротивление ванны. Слой масла остается и на сня-
тых с матриц листах (на поверхности, соприкасающейся с матрицей), сле-
довательно, смазка увеличивает сопротивление не только в матричных
ваннах, но и в товарных. Поэтому стремятся смазывать матрицы наиболее
«легкой» смазкой, способной создать наиболее тонкий слой. Заводской
практикой доказано, что наиболее рациональным для смазки является
смесь 9(К95% керосина с 5^10% солидола или просто керосин.
Через 24 часа с матрицы снимают лист, толщина которого равна
0,3 5-4),45 мм.
Загрузку и выгрузку матриц ведут под напряжением. Одновременно
снимают треть или половину всех матриц ванны. При этом стремятся ос-
тавлять ванну с неполным количеством матриц на минимально короткое
время, так как при большой плотности тока за длительное время осадок
может ухудшиться.
Выгруженные мостовым краном матрицы перевозят к месту съёма
листов специальными станками. Маточные листы рихтуют на специальных
валковых станках, где, кроме правки, создают ребра жесткости. Форма и
расположение ребер жёсткости на предприятиях различны.
К выправленным листам приклепывают ушки. Можно править лис-
ты с приклепанными к ним ушками, тогда правка даст больший эффект.
338
Для этого нужно выпуклости и выемки на валках разместить таким обра-
зом, чтобы не изменилась форма ушек.
Из наиболее прочных листов (специально отобранных) нарезают
ушки шириной 1 ООН 20мм и длиной, которая соответствует расположению
электродов в ванне. Ушки приклепывают к маточным листам (по 2 шт. к
каждому) на специальном станке. Расход листов на изготовление ушек со-
ставляет 7^-8% от общего количества листов, завешиваемых в ванны.
В ушки маточных катодов вдевают катодные ломики, затем завеши-
вают катоды на специальное приспособление и краном перевозят к серии
ванн.
Вертикальный съём листов. Сушат матрицу 35 час. при переменной
температуре: от комнатной (2(К25°С) в начале операции до 120Н30°С в
последние 3 часа сушки.
Процесс нанесения изоляционного слоя на кромки матриц называ-
ется фаолитизацией.
Фаолитизация кромок матриц позволила выполнять вертикальный
съём листов, который производится при помощи специальных приспособ-
лений. У концов станков, на которые завешивают матрицы, находятся кас-
сеты, поворачивающиеся на шарнирах. Станки расположены перпендику-
лярно друг к другу. После снятия листа с одной стороны матрицы её пово-
рачивают на 90°, приближают к другому станку и снимают лист с другой
стороны. Свободную от листов матрицу смазывают и завешивают в ванну.
Этот способ не лишен недостатков: для съёма первого листа матри-
цу приходится сдвигать со станка на кассету, а после съёма листов - раз-
двигать матрицы вручную для подцепки бороной и посадки в ванну.
Однако внедрение вертикального съема листов позволило облегчить
труд рабочих и повысить производительность труда.
Вертикальный съем листов на Пышминском заводе ведут другим
способом. Матрицы из ванны выгружают для сдирки специальной боро-
ной, имеющей зубья, расстояние между которыми в два раза большее, чем
в обычной бороне. Это позволяет выгружать половину всех матриц по всей
длине ванны, вынимая их через одну. Выгруженные матрицы опускают на
станок. Удвоенное расстояние с каждой стороны матрицы позволяет ра-
бочим, не перемещая матриц, производить вертикальный съем листов и
смазывать матрицы. Обработанные матрицы завешивают в ванну, после
чего выгружают вторую половину оставшихся матриц и операцию повто-
ряют.
Такой способ съёма листов более прост и более производителен,
при этом необязательна фаолитизация кромок матриц. Качество листов,
при вертикальном съёме получается значительно лучшим, чем при гори-
зонтальном. Кроме того, при вертикальном съеме срок службы матриц уд-
линяется.
339
Нанесенный слой фаолита на матрице может служить не менее года,
после чего матрицу вновь следует фаолитизировать. Затраты труда на фао-
литизацию сравнительно малы.
Срок службы матриц. По данным Пышминского завода, срок
службы матриц из меди марки Ml четыре года, а из меди марки М2 не
больше двух лет.
Матрицы изнашиваются в результате коррозии в области со-
прикосновения их с кислородом воздуха на границе с электролитом.
Для борьбы с коррозией на некоторых заводах внедрено электроли-
тическое наращивание слоя свинца на «головки» матриц (полоска в облас-
ти границы электролит - воздух шириной 25^35мм) - «освинцевание».
Для этого применяют электролит следующего состава: 105г/л РЬ;
120г/л HF; 106г/л Н3ВО3; плотность тока 250А/м2; температура электроли-
та 2(R25°C. За 4+6 час осадок получается достаточно плотным, толщиной
0,2+0, Змм.
В результате «освинцевания» головок срок службы матриц увели-
чивается и значительно облегчается труд рабочих при сдирке листов, так
как «заковывания» листа в области головок не происходит.
Однако матрицы быстро изнашиваются не только в результате разъ-
едания их в области головок. На Балхашском заводе матрицы выходят из
строя главным образом из-за механического износа нижней их части, так
как при сдирке, если качество смазки матрицы перед посадкой в ванны
плохое, а квалификация рабочих-катодчиков низкая, эту часть задевают
стальным ломиком.
Следовательно, для удлинения срока службы матриц, необходимо
следующее:
• строгое соблюдение норм технологического режима;
• выполнение всех правил сдирки листов и посадки матриц в ванны;
• тщательный уход за матрицами и своевременный их ремонт;
• внимательное обслуживание матричных ванн во время наращива-
ния листов.
С целью удлинения срока службы матриц на Балхашском заводе
применяют матрицы из нержавеющей стали марки 1Х18Н9Т. Целая серия
ванн работает с такими матрицами.
Опыт показал, что нержавеющие матрицы обладают как по-
ложительными, так и отрицательными свойствами.
Положительные свойства:
• осадок на нержавеющих матрицах более плотный и прочный, лист
получается похожим на прокатный металл, поэтому ушки для катодов из-
готовляют только из этих листов;
• матрица служит более продолжительное время, чем медная, так
как при сдирке листов стальной ломик заметного ущерба ее поверхности
не приносит, головка стальной матрицы не подвергается коррозии;
340
• исключается операция смазки, вследствие, чего экономятся керо-
син и солидол.
Отрицательные свойства:
• необходимо надевать резиновые полоски на кромки стальных мат-
риц, что осложняет работу;
• вследствие неравномерного распределения тока, по отдельным
матрицам в ванне (из-за слабых контактов) выход годных листов не пре-
вышает 70% (на медных же матрицах выход годных листов 96^98%);
• листы со стальных матриц снимаются значительно труднее, чем с
медных.
Применение матриц из нержавеющей стали в порядке эксперимента
практикуется и на других заводах; при этом выявляются те же недостатки,
что и на Балхашском. Кроме того, на других заводах установлено, что
фаолит на кромках матриц из нержавеющей стали держится непродолжи-
тельное время. Это препятствует применению матриц из нержавеющей
стали, так как не на всех предприятиях будет осуществляться вертикаль-
ный съём листов. При вертикальном съёме и медные матрицы будут слу-
жить продолжительное время, а уход за ними упростится.
В настоящее время многие заводы стали применять титановые
матрицы. Они легче медных, не требуют смазки, так как с поверхности
титана, покрытой тонкой пленкой оксидов, осадок меди легко снимается.
Кромки титановых матриц окантованы винипластом. С течением времени
оксидные пленки на титане растут и тогда наблюдается явление пассиви-
рования. Лист меди осаждается в виде сетки. Запассивированную матрицу
обрабатывают наждачными кругами на специальных станках либо подвер-
гают травлению.
Количество матричных ванн. Количество ванн, занятых под матри-
цами, зависит от продолжительности наращивания катодов в товарных
ваннах, т.е. от того, какое количество сроков работают аноды.
Для расчёта необходимого количества матричных ванн примем:
Количество всех ванн -1000
Количество катодов в товарной ванне - 32
Количество матриц в ванне - 30.
Выход годных листов - 95%.
Процент листов, идущих на катодные ушки - 8%
Средний календарный срок наращивания катодов во всех товарных
ваннах при работе в три смены - 8 суток.
Машинное время товарных ванн - 93%
Машинное время матричных ванн - 100%.
Количество матричных ванн - х
Количество товарных ванн составит (1000 - х); в них катодов 32«(1000 - х).
Расход маточных листов за 8 суток 32«(1000 - х)*0,93«1,08. За 8 суток полу-
чено маточных листов 8*30*2«0,95«х.
341
Расход маточных листов равен производству их (1000 - х)е32’0,93’1,08 =
8«30*2,0,95,х, откуда; х = 66, т.е. (66*100)/1000= 6,6% от общего числа
ванн.
При работе анодов на 4 срока количество матричных ванн увеличит-
ся на 25% и составит 1,25*6,6 = 8,25% от общего числа ванн.
Заводской практикой установлено, что необходим постоянный запас
маточных листов в количестве, соответствующем 5=7 суточной потребно-
сти.
Этот запас необходим на случаи:
• простоев матричных серий под ремонтом;
• вынужденного отключения напряжения от матричных серий, что
может вызвать пропуски съёмов листов;
• необходимости временного перехода на укороченные сроки нара-
щивания катодов и, следовательно, на увеличение количества выгрузок;
• осложнений технологического процесса в матричных сериях по
тем или иным причинам, что может привести к ухудшению качества ма-
точных листов и выходу большого количества брака.
Опыт показывает, что при отсутствии запаса маточных листов стра-
дает вся работа медеэлектролитного производства. Это в конечном итоге
приводит к снижению всех технико-экономических показателей электро-
лиза.
Для нормальной работы необходимо иметь также резервные матри-
цы и ванны в матричных сериях для периодического включения их в рабо-
ту, если потребуется пополнить запас маточных листов. Эти ванны рабо-
тают как товарные, т.е. с обычными катодами, и по мере надобности като-
ды заменяют матрицами. Резервных матриц и матричных ванн должно
быть 8=10% от общего количества их, находящегося в работе и обеспечи-
вающего восполнение текущего расхода маточных листов в цехе.
6.12. ОБСЛУЖИВАНИЕ ЭЛЕКТРОЛИТНЫХ ВАНН
Процесс электролитического рафинирования меди, продолжающий-
ся несколько суток, происходит без вмешательства обслуживающего пер-
сонала.
Однако для того, чтобы этот процесс мог протекать в заданном ре-
жиме, необходимо загрузить в ванны аноды, завесить маточные катодные
листы, своевременно извлечь из ванн наращенные катоды и промыть их,
выгрузить анодные остатки и очистить ванны от шлама[32,53,54].
Кроме того, необходимо соблюдать нормальный режим электроли-
тического процесса:
• наблюдать за правильностью отложения катодной меди и парал-
лельностью завеса катодов и анодов и немедленно устранять короткие за-
мыкания в случае; если они будут обнаружены;
342
• следить за нормальной циркуляцией электролита и скоростью её,
устранять засорения в циркуляционной системе, ненормальности в напол-
нении ванн и в работе насосов;
• поддерживать на должном уровне температуру электролита, на-
пряжение на ваннах, силу тока, а следовательно плотность тока, а также
сохранять чистоту контактов;
• контролировать и корректировать состав электролита, своевремен-
но вводить необходимые добавки (серную кислоту, медный купорос, хло-
риды, коллоидные добавки и т.п.), выводить из цикла циркуляции часть
электролита, подлежащего регенерации; возвращать очищенный электро-
лит и добавлять воду взамен испарившейся с поверхности электролитных
ванн или потерявшейся вследствие неизбежных утечек части электролита;
• своевременно обнаруживать неисправности ванн или их кислото-
упорной футеровки, выявлять места утечки электролита и электрического
тока, на ходу устранять причины, вызвавшие эти явления, а в случае необ-
ходимости отключать неисправные ванны и осуществлять их ремонт;
• проверять качество загружаемых анодов, маточных листов, серной
кислоты и других добавок, не допуская загрузки в ванны материалов или
продуктов, не соответствующих установленным техническим условиям.
Всякое ослабление внимания к работе электролитных ванн и несвое-
временное выполнение необходимых операций ухудшают технико-
экономические показатели процесса, в первую очередь снижают степень
использования электрического тока, повышают удельный расход электро-
энергии, ухудшают структуру катодного осадка, а иногда повышают со-
держание примесей в катодах и расстраивают технологический процесс.
Срок пребывания анодов в ванне на разных заводах различный и за-
висит от толщины применяемых анодов и плотности тока. Он колеблется
от 18 до 36 суток, обычно составляя 22^30 дней. Срок наращивания като-
дов в два -5- четыре раза меньший.
Таким образом, за время работы одной партии анодов в ванны от
двух до четырех раз завешивают маточные катодные листы и из ванн из-
влекают две или четыре партии катодов. Срок пребывания катодов в ванне
составляет соответственно 6-5-15 суток. Перед включением ванн проверяют,
правильно ли завешены катоды и аноды, нет ли коротких замыканий меж-
ду ними и не соприкасаются ли они со стенками ванн.
Через 8-5-12 часов после подачи напряжения на ванны обязательно
производят правку катодов. Периодически от одного до двух раз в смену
проверяют, не возникли ли короткие замыкания между катодами и анода-
ми или между одноименными электродами соседних ванн. Короткие замы-
кания могут произойти вследствие коробления маточных листов, сдвига и
перекоса анодов или катодов и, наконец, из-за неравномерного наращива-
ния осадков на катодах, особенно при образовании ветвистых или иглооб-
разных отложений меди.
343
При коротких замыканиях нагреваются соответствующие контакты
или штанги, на которых завешены катоды. Иногда для обнаружения ко-
ротких замыканий штанги покрывают краской, обладающей свойством из-
менять свой цвет при повышении температуры. Однако гораздо точнее и
удобнее можно обнаружить короткое замыкание электромагнитным при-
бором (электрощупом), который позволяет определять напряжение маг-
нитного поля, создаваемого электрическим током, протекающим по штан-
ге к катоду.
Ток при коротком замыкании значительно превышает обычный, со-
ответственно увеличивая напряжение создаваемого им магнитного поля
вокруг штанги-подвески катода, индуктирует соответствующий магнит-
ный поток в магнитной системе прибора.
Наличие нескольких коротких замыканий в ванне может быть опре-
делено также по падению напряжения на этой ванне. Загрязнение контак-
тов определяется, наоборот, по повышению напряжения на ванне. При об-
наружении этого контакты необходимо прочистить. В отдельных случаях
допускается простукивание анодов.
Выгрузка из ванн наращенных катодов и анодных остатков произво-
дится мостовым краном. Извлеченные из ванн электроды держат над ван-
ной в течение ЗСНбОсек. для стекания электролита. Выгружаемые ванны
выключают. Циркуляция электролита прерывается только в случае вы-
грузки анодных остатков. Извлеченные из ванн катоды переносятся кра-
ном на промывку.
Анодные остатки («обсоски») сортируются: годные завешиваются
обратно в отдельные ванны для доработки, а непригодные направляются
для переплава в анодные (рафинировочные) печи.
Шлам из ванн выгружают раз в 2^-3 месяца при удалённых электро-
дах, после отстаивания и выпуска основной части электролита. Шлам вы-
пускается через предусмотренное для этой цели отверстие в днище ванны
в желоб для стока шлама, а если такого отверстия нет, то путем сифониро-
вания через борта ванны в специальную шламовую бадью, которая затем
переносится краном к бакам для приёма шлама. Шлам промывается, сгу-
щается, обезвоживается и после просушки и опробования направляется на
переработку с целью извлечения благородных металлов, меди и других
ценных составляющих. Состав шламов, образующихся на заводах вторич-
ной меди, представлен в табл. 6.10.
Сухой шлам после отделения от него катодных шишек, кусочков
анодного скрапа и медных частиц другого происхождения представляет
весьма мелкий порошок.
344
Таблица 6.10. Примерный состав шлама с электролитных ванн
Номер пробы содержание’^
шлама Си Sb Ni РЬ As Sn Fe S Bi
I 17,98 13,26 3,44 3,32 0,29 1,2 0,4 7,1
II 21,0 22,3 Не определялись 3,4 н/д
III 18,49 13,0 9,02 8,6 0,29 5,57 Не опред. 0,08
IV 22,2 6,5 2,01 Не определялись
’ Кроме того, шлам содержит золото, серебро, селен, теллур.
В качестве примера приводится следующая характеристика пробы
шлама с ванн электролитического рафинирования вторичной меди: час-
тиц, имеющих в поперечнике, %: менее 5мкм - 4,35; 5 ^-Юмкм - 23,95;
1(Н 20 - 36,9; 2(Н30мкм - 21,75; ЗО40мкм - 4,35; 4(Н50мкм - 3,26; более
50мкм - 5,44. Удельная масса такого шлама 3720кг/т.
Шламы перерабатываются в специальных шламовых цехах, соору-
жаемых обычно при медеплавильных заводах. Иногда шламы подвергают
плавке с медным или свинцовым коллектором, причём благородные ме-
таллы концентрируется в выплавляемой при этом меди или свинце, а ос-
тальная масса сурьмы и олова отгоняется в пыль и в шлак.
Поскольку вопросам переработки шламов посвящена специальная
литература, их переработка не является специфичной для заводов вторич-
ной металлургии, поэтому описание этих процессов здесь не представле-
ны.
После удаления шлама ванны тщательно осматривают, все выявлен-
ные неисправности устраняют, после чего их вновь загружают и включают
в работу.
Загрузка, выгрузка и очистка ванн от шлама производятся по строго
выдерживаемым графикам. Это обеспечивает постоянство количества еже-
дневно работающих и находящихся под током ванн. Часть ванн всегда вы-
ключена, находится под загрузкой, выгрузкой или очисткой от шлама.
Кроме того, несколько ванн всегда находятся в плановом или капиталь-
ном ремонте.
Состав электролита контролируется на содержание меди и серной
кислоты ежедневно; на содержание ион-хлора, сурьмы и коллоидов - раз в
три дня и на содержание железа, никеля и других примесей - раз в месяц.
Часть электролита, объём которой зависит от скорости накопления приме-
сей, ежедневно выводится на регенерацию. На заводах вторичной меди ос-
новная цель регенерации электролита — удаление из него никеля.
Очищенный электролит возвращают обратно в ванны.
Объём испарившейся воды ежедневно компенсируется путем добав-
ки соответствующих количеств конденсата, раствора от промывки катодов
или путём частичного применения для обогрева электролита острого пара.
345
Количество испаряющейся воды зависит от температуры электро-
лита и величины его поверхности во всех ваннах и желобах цеха.
Количество испаряющейся в час воды Q (кг) можно определить по форму-
ле:
Q={[45,6(P1-p2)C]/B}-F,
(6.33)
где pi — давление паров воды при температуре электролита, мм рт. ст.;
Рг — давление паров воды при температуре помещения, мм рт. ст.;
С — коэффициент, зависящий от интенсивности движения воздуха;
при неподвижном воздухе он равен 4;
В — барометрическое давление воздуха, мм рт. ст., зависящее от по-
годы; в расчётах принимается равным 760 мм рт. ст.
F — поверхность испарения, м2.
Тончайшая жировая пленка, покрывающая поверхность электролита,
резко снижает испарение воды. Для создания таких пленок могут приме-
няться только такие масла, которые не оказывают вредного влияния на
структуру катодных осадков. К числу их может быть отнесен солидол, об-
работанный серной кислотой. Скорость испарения воды с незащищенной
поверхности, покрытой тончайшими предохранительными пленками, а
также влияние на этот процесс температуры характеризуются кривыми,
изображенными на рис.6.20.
Тс* пера тура. *£
Рис. 6.20. Влияние температуры на скорость испарения воды с
поверхности электролита
I —при чистой поверхности электролита;
П — при защитном слое масла толщиной 0,001мм;
III— при защитном слое масла толщиной 0,008мм.
Коллоидные добавки и ион-хлора вводятся в нужных количествах
ежедневно в виде сильно разбавленных растворов. Серная кислота перед
346
добавлением отстаивается. Электролит, в зависимости от состава анодов и
режима электролиза, может обогащаться или обедняться медью. Это изме-
нение концентрации меди обычно невелико; изменение общего содержа-
ния меди в электролите редко превышает один процент от количества по-
лученной за тот же срок катодной меди.
В зависимости от того, происходит ли электролиз с увеличением или
уменьшением концентрации меди в электролите, в электролит периодиче-
ски вводят соответствующие количества медного купороса или, наоборот,
из него удаляют часть меди путем кристаллизации медного купороса, яв-
ляющегося в этом случае побочной товарной продукцией.
Однако даже при обеднении электролита медью часть меди все же
неизбежно выводится из цикла при очистке растворов от никеля. Никель
же при электролитическом рафинировании вторичной меди, является ос-
новной примесью, накапливаемой в электролите. В случае несвоевремен-
ной регенерации электролита содержание никеля в электролите может дос-
тигнуть весьма высоких концентраций.
Известны случаи накопления в растворах никелевого купороса
NiSO4*7H2O до 210г/л. При этом катодная медь оставалась качественной
(отвечала марке МО), однако сопротивление электролита возрастало, уве-
личивался расход электроэнергии и несколько ухудшалась структура ка-
тодного осадка.
Примеры весьма загрязненных электролитов, встречавшихся иногда
в практике заводов вторичной меди, при которых, однако, катодная медь
оставалась удовлетворительной.
6.13.ОРГАНИЗАЦИЯ ТРУДА В ЭЛЕКТРОЛИЗНОМ ЦЕХЕ
Электролитическое рафинирование меди состоит из следующих ос-
новных производственных операций: обслуживания работающих ванн; пе-
регрузки серий, при которой выгружаются катоды и загружаются основы;
обработки серий с выгрузкой катодов и остатков анодов, очисткой ванн от
шлама и загрузкой новых анодов; получения и заготовки основ.
Обслуживанием работающих ванн занимаются дежурные по элек-
тролизу, дежурные по циркуляции. Дежурные по электролизу работают
бригадами. Обычно один пролет ванн обслуживает одна бригада, а в смене
обслуживание ведет одно звено. Общее руководство бригадами осуществ-
ляет мастер смены.
Обязанности дежурных по электролизу, дежурных по циркуляции
записаны в технологических инструкциях цеха.
Выгруженные катоды с помощью мостового крана подают к моечной
машине (рис.6.21), и опускают штанги на калибровочные цепи. Шаг звень-
ев калибровочной цепи соответствует расстоянию между осями электро-
дов. Катоды на цепи перемещаются в душирующее устройство, а затем к
347
разгрузочному устройству, с которого они падают на вагонетку. Рабочий,
стоящий у разгрузочного окна, вынимает из катодных ушек медные штан-
ги и укладывает их в специальную клеть. Штанги промывают погружени-
ем клети в горячую воду. По мере загрузки вагонетки катодами она пере-
двигается на такое расстояние, чтобы под разгрузочным устройством уста-
новилась следующая вагонетка. По окончании промывки всех или части
катодов группа вагонеток перевозится в цех выплавки вайербарсов или на
товарный склад.
Рис. 6.21. Стационарная моечная машина
1 - вагонетка; 2 -стопка катодов; 3 - приводная цепь Галля;
4 - редуктор; 5 - тянущая цепь; 6 - душирующее устройство;
7 - натяжное устройство
При разгрузке серии после выгрузки катодов производят очистку
анодов от шлама с помощью волосяных или резиновых щеток. Загрузчики
подвозят к серии промытые катодные штанги и основы. Дальнейшую об-
работку серии проводят дежурные по электролизу. После очистки поверх-
ности анодов от шлама необходимо, чтобы раствор отстоялся в течение
3040 мин (до осаждения частичек шлама).
В это же время производят чистку контактов обработкой их паром
под давлением 0,О1,5ат. Затем начинают загрузку основ. Её следует про-
изводить так, чтобы листы располагались точно посередине между двумя
анодами, а также на одинаковом расстоянии от стенок ванны. После этого
пускают циркуляцию и снятием шунта серию включают в работу.
При обработке серии с выгрузкой катодов и анодов предусма-
тривается следующий порядок: выключение серии, прекращение циркуля-
ции; выгрузка катодов; выгрузка анодных остатков (скрапа); промывка
анодных остатков от шлама; сортировка анодных остатков с целью отбора
наименее сработанных анодов для подсада; очистка ванн от шлама; загруз-
ка новых анодов; прогрев ванн; загрузка основ; пуск серии.
Выгрузку анодных остатков осуществляют специальной бороной,
перемещаемой мостовым краном. После проверки надежности зацепления
зубьями бороны анодных остатков их краном отвозят на очистку от шлама
348
в душ-ваннах. Борону со скрапом помещают в душ-ванну, горячий кон-
денсат или воду подают в душирующие устройства, отмывая скрап от
шлама. После промывки скрап сбрасывают с бороны на рабочую площадку
цеха и сортируют. Сортированный скрап транспортируют в плавильный
цех, в анодный передел. Душ-ванну устанавливают над одной из ванн, из
которой выгружены электроды и слит раствор. Открытием пробки в ниж-
ней части душ-ванны выпускают шламовую пульпу, после чего ванну
очищают от шлама. В настоящее время очистка ванн от шлама механизи-
рована. Шламовая пульпа отсасывается из ванны песковыми вакуумными
насосами.
После очистки ванн от шлама загрузчики заменяют промежуточ-
ные шины чистыми, а загрязнённые транспортируют на промывку. Уби-
рают анодный скрап. На наголовники ванн укладывают изоляционные
прокладки и анодные трёхгранные шины.
Аноды загружают мостовым краном при помощи специального
устройства - бороны. При этом необходимо строго следить за правильным
расположением анодов в ванне — они должны висеть строго вертикально,
на равных расстояниях один от другого и от стенок ванны, устойчиво опи-
раться ушками на изоляционный брусок и анодную шину. Аноды с кон-
тактным пазом размещают в соседних ваннах в шахматном порядке, а ано-
ды без контактного паза — в линию. После загрузки анодов производят за-
полнение и прогрев электролита до 40°С, загрузку основ и включение се-
рии в работу.
Кроме упомянутых выше рабочих, обслуживающих цех элек-
тролиза, в нём работают ещё аппаратчики по приготовлению раствора, ра-
бочие по ремонту ванн, дежурные слесаря, рабочие по бытовому обслу-
живанию и др.
Руководство цехом осуществляет начальник цеха, в подчинении у
которого находятся: заместитель по технологической части, старший ме-
ханик, старший энергетик, старший производственный мастер, сменные
мастера, старший нормировщик, экономист. В цехе производительностью
около ЗОООООт/год работает около 400 человек. Трудозатраты при этом со-
ставляют 0,34 человеко-смены на 1т катодной меди. Производительность
труда может быть повышена за счёт сокращения штата дежурных по элек-
тролизу, загрузчиков-выгрузчиков, катодчиков-посадчиков, сдирщиков.
Это возможно, если: усовершенствовать отливку анодов; отказаться от
частичной замены сработавшихся анодов подсадом; одним из указанных
ранее способов усовершенствовать обнаружение коротких замыканий;
подбором добавок-выравнивателей и фильтрованием раствора довести
срок наращивания катодов (при Dk=24(H300A/m2) до 1(Н12 суток.
По данным практики зарубежных предприятий, затраты на приго-
товление катодных основ достигают 30% от расходов электролизного пе-
редела.
349
В последние годы за рубежом созданы автоматические линии по из-
готовлению катодных основ.
Фирма «Болиден» (Швеция) разработала автоматизированный агре-
гат для изготовления матричных катодов, который используется на веду-
щих предприятиях США, Канады, Родезии, Бельгии и др. Производитель-
ность агрегата — до 700 катодных основ в час, обслуживают его 4 челове-
ка.
Автоматическая линия изготовления матричных основ, разработан-
ная в Гинцветмете (Россия), рис.6.22, эксплуатируется с 1967г. Линия
включает установку для подачи катодных основ 1, правильно-зигибочную
машину 3, сборочно-клепальный автомат 4, механизм подачи штанги 5,
транспортер завешивания 7 и сменный стеллаж-накопитель 8. С помощью
вакуум-присосков заготовки ушек из магазина 10 подают к движущимся
основам, которые поступают в правильно-загибочную машину из магазина
2 и затем ленточным транспортером — на стол поверх ушек. Катодную
штангу подают из кассеты 6 и укладывают поверх ушек. Перед сборочно-
клепальным автоматом штангу фиксируют зажимами и загибают ушки во-
круг штанги двумя рычагами. На автомате сшивают ушки с основой и ста-
вят клеймо. Собранные матричные катоды 9 цепным транспортером пода-
ют на транспортер и с шагом 110мм завешивают до 80 шт.
Применение автоматической линии заготовки катодных основ уве-
личило жесткость основы, ее планшетность, улучшило контакт ушек со
штангой и основой, обеспечило постоянство размеров катодов катодной
основы, высоту их подвески.
Рис. 6.22. Автоматическая линия сборки медных катодных основ
На медеэлектролитном заводе «Пори» (Финляндия) установлено
автоматическое оборудование для расстановкп анодов в ванны (25 ано-
дов/мин), промывки и пакетирования анодного скрапа, а также работает
автоматическая линия промывки и штабелирования катодов (рис. 6.23).
350
Рис.6.23. Автоматическая линия для промывки и штабелирования
медных катодов
В результате этого заметно возрос коэффициент использования то-
ка, снизились трудозатраты на обслуживание ванн, потери шлама и выход
анодного скрапа, улучшилось качество катодной меди. Высокое качество
катодных основ позволяет уменьшить межэлектродный шаг, повысить
плотность тока, продолжительность наращивания катодов, уменьшая тем
самым число потребляемых основ.
Катоды с помощью мостового крана устанавливают на транспортер
1, пропускают через душирующую установку 2, затем подают на штабеле-
укладчик 3 и далее транспортером 4 на весы с автоматической регистраци-
ей 5. Вилообразным подъемником штабеля снимают с весов и транспорте-
ром 6 подают на склад готовой продукции. Одновременно при штабелиро-
вании из ушек вынимают штанги и передают на расположенную рядом
машину для заготовки катодных основ. Обеими автоматическими линиями
управляют с одного пульта. В результате этого устраняются операции
промежуточного складирования, сокращаются затраты труда и более эф-
фективно используются мостовые краны.
6.14. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ЭЛЕКТРО
ЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ
Технико-экономические показатели процессов электролитического
рафинирования вторичной и первичной меди в значительной части совпа-
дают. Несколько различаются лишь некоторые из них, которые непосред-
ственно зависят от состава анодной меди. К числу таких показателей отно-
сятся состав шлама и электролита, количество и качество готового и про-
межуточного продуктов медного и никелевого купороса, напряжение на
ванне и расход электроэнергии на тонну катодной меди.
Основные технологические параметры и технико-экономические
показатели процесса электролитического рафинирования меди приведены
в таблице ниже.
351
Поверхность катодов на 1м’ рабочего объёма ванны, м 2 Объёмная плотность тока (на 1м’ рабочего объёма ванны), А/м3 11,046,5 (1142) 2200-3150 (16004700)
Масса анодов (в момент загрузки) в 1м’ объёма ванны, т/м3 1,64-2,38
(1,2^1,4)
Площадь, занимаемая ванной на каждую 1т
суточной её производительности, м2/т 10,444,6
Объём ванны на каждую 1т суточной её 11,747,0
производительности, м’/т (19421)
Напряжение на панне, В 0,184),4
(0,384),4)
Плотность тока, А/м2 160484
(170-190)
Удельный расход тока (на 1т катодной меди), кВт"час/т 200466*’
(340-360)
Безвозвратные потери меди в процессе электролиза, % 0,14),18
Возврат анодного скрапа («обсосков»), % 11,347,0
(14—15)
Расход серной кислоты (моногидрата) на 1 т катодной меди, кг/т 1040
(16-18)
Расход пара иа 1т катодной меди, кг/т 0,64),8
Выход шлама (сухого) на 1т катодной меди кг/т 4-15
(1,2)
Расход анодов иа 1т катодной меди, т 89-97,5
(95,54)6,5)
Коэффициент использования тока (выход потоку), %
Температура электролита, °C (50-60)
(54-58)
Скорость циркуляции, л/мин 13,5—27
Скорость циркуляции на 1м’ рабочего объёма ванн, л/мин-м 3 3,4-8,7
(24,5)
*’Нижний предел относится к работе ванн с последовательным включение электро-
дов
Здесь приведены показатели, характеризующие процесс электроли-
тического рафинирования меди вообще. В том случае, когда показатели
при рафинировании вторичной меди значительно отличаются от обычных,
они заключаются в скобки и приводятся рядом с основными.
352
В табл.6.11 и 6.12 приведены показатели работы некоторых зару-
бежных медеэлектролитных цехов.
Таблица 6.11. Показатели работы зарубежных медеэлектролитных цехов
Наименование показателей Балти- мора Гар- фильд Копер Клифф Монреал ист Муфу- лира Геншер
Содержание меди в анодах, % 99 99,4 99,2 99,3 99,8 99,3
Масса анода, кг 318 317 263 283 248 270
Расстояние между центрами анодов, мм 98 98 89 102 100 121
Продолжительность растворения анодов, сутки 27 27 28 24 28 18
Выход анодных остатков, % 18 15 13 14 15 20
Выход шлама, % 6,3 7,5 4,5 8,0 0,8 8,5
Время наращивания катода, сутки 13,5 13,5 14 12 14 9
Масса катода, кг 136 136 118 113 111 70
Состав раствора, г/л: Си H2SO4 50 205 42 200 38 210 44 190 45 210 52 170
Температура раствора, °C поступающего вытекающего 60 55 - 65 65 60 60 57 62 58
Скорость циркуляции, л/мин 14,6 - 11 17 15,9 6,4
Добавки, г/л#) клей гулак 62 312 25 125 75 309 42 28 50 15
Нагрузка на ванну, А 20000 15000 11600 22000 12300 8000
Катодная плотность тока, А/м2 220 192 183 258 195 258
Напряжение на ванне, В 0,25 0,21 0,2 0,275 0,21 0,35
Выход по току, % 93,2 95 96 96 89 92
Расход электроэнергии, кВт-ч/т меди 216 193 212 226 240 400
*) На некоторых заводах добавляют поваренную соль, казеин, авитон, тиомочевину,
касторовое масло.
353
Таблица 6.12. Показатели работы зарубежных медеэлектролитных цехов
Показатели Балти- мора (США) Барбер (США) Роннскар (Швеция) Монреаль (Канада) Такома (США) Эл- Пасо (США) Гамбург (ФРГ) Нкана (ЮАР)
1.Аноды
Си, % 99,43 выше 99 99,30 99,29 99,00 99,60 99,10 99,78
Ag, г/г 641 1886 1275 1121 3094 71-686 680+ 1033 116
Аи, г/г 48 51 154 160 123 3,4-24 14+222 0,6
Se, % 0,061 0,070 0,200 0,1400 0,051 0,020 0,04+ 0,06 0,0143
Те, % 0,045 0,020 - 0,0260 - - 0,002+ 0,006 0,0006
As, % 0,064 0,100 0,004 0,0007 0,060 0,003 0,09- 0,02 0,0018
Sb, % 0,031 0,100 0,0015 0,0001 0,198 0,001 0,11 0,0003
Bi, % 0,008 0,002 0,004 - 0,007 - 0,00330 +0,0042 0,0061
Pb, % 0,031 0,100 0,050 0,0060 0,073 0,010 0,11- 0,17 -
Ni, % 0,157 0,200 0,200 0,050 0,210 0,030 0,23- 0,34 0,0161
Co, % - - - - - - - 0,0055
Fe, % 0,0017 - 0,003 0,0009 0,074 0,002 0,3+0,10 0,0036
Sn, % - - - - - - 0,007+ 0,10 -
Zn, % - - 0,015 - - - - -
Нерастворимые остатки,% 0,003 - -
Длина, мм 965 902 960 915 952 915 880 940
Ширина, мм 876 902 691 915 711 915 660 915
Толщина, мм 40 48 38 38 38 38 34 32
Вес, кг 317 304 170 283 240 313 161 249
Расстояние по осям, мм 98 108 120 102 102 102 90 111
Срок службы, сутки 27 28 18 24 31 26 25 30
Скрап (анодные остатки), % 18 16 20 14 18 14,2 18 20
2. Катоды
Срок наращивания, сутки 3,5 14 9 8-12 14 13 12,5 15
Вес, кг 129+136 135 70 75+113 95 131 70 100
3. Энергия
Сила тока, А 15200 108000 5000+ 8000 18000 8600+ 103000 148000 6700 9000
Катодная плотность тока, А/м2 196 208 172+258 211 172 204 159 161
Напряжение на 0,230 0,230 0,30+0,35 0,275 0,200 0,185 0,260 0,230
354
Продолжение табл. 6.12.
Показатели Балти- мора (США) Барбер (США) Роннскар (Швеция) Монреаль (Канада) Такома (США) Эл- Пасо (США) Гамбург (ФРГ) Нкана (ЮАР)
ванне, В
Выход по току, % 93,2 94,5 92,0 96,0 93,0 89,0 91,0 92,0
Расход энергии, кВт-ч/т катодов 216 199 352-440 226 230 175 221 217
4. Электролитные ванны
Материал дерево, бетон бетон, дерево бетон, дерево монолит- ный бе- тон бетон, дерево бетон бетон бетон, дерево
Футеровка свинец свинец сурьмя- нистый свинец сурьмя- нистый свинец свинец сурь- мяни- стый свинец сурьмя- нистый свинец сурьмя- нистый свинец
Длина, мм 4089 3404 2997 5055 2519; 3738; 4422 4019 3200 3810
Ширина, мм 1092 1067 851 1104 383 1092 813 1104
Глубина, мм 1245 1219 1225 1257 1168 1168 1245 1207
Число анодов в ванне 40 30 24 48 22; 35; 42 37 33 32
Число катодов в ванне 41 31 25 49 23; 36; 43 38 34 33
Система расположе- ния электродов Уайтхед Уайт- хед Уокер Уайтхед Уайт- хед Уайт- хед Уокер Уайтхед
Ввод электролита в ванну сверху сверху сверху снизу снизу снизу снизу сверху
В структуре себестоимости катодной меди эксплуатационные расхо-
ды невелики: не более 2,5^-4,0%, Расходы производства, в основном,
связаны с энергетическими затратами и содержанием оборудования
(табл.6.13). Рентабельность электролитического рафинирования достига-
ется за счет попутного получения шлама — продукта, обогащенного бла-
городными и редкими металлами.
Таблица 6.13. Затраты на производство катодной меди
Наименование затрат Катодная медь на заводах Медный купорос Медный порошок Фольга
1 2 3
Затраты на сырьё за вычетом возвратов, в % от полной себестоимости 97,5 97,5 96,8 82,5 77,0 37,0
Затраты производства, % от стоимости передела: - материалы -энергозатраты 3,8 1,3 3,8 2,8 20,0?’ 11,8
41,8 32,8 46,3 28,6 20,5 35,6
Зарплата с начислениями,% Цеховые расходы, % в т.ч. содержание оборудования 17,2 11.8 19,0 15,8 28,6 14,5
43,9 41,9 31,0 49,0 28,5 37,0
22,4 24,2 19,0 30,0 15,0 22,0
355
6.15. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
В ЦЕХЕ ЭЛЕКТРОЛИЗА
Условия работы в электролизном цехе неодинаковы, поэтому для
рабочих каждой профессии существует особая инструкция по охране труда
и технике безопасности. Здесь рассмотрены кратко лишь важнейшие по-
ложения.
В цехе электролиза имеется разветвлённая сеть электрических то-
конесущих шин. Во избежание поражения электрическим током ремонт
двигателей, трансформаторов и других электрических устройств должно
осуществляться только квалифицированными электриками. Рабочим за-
прещается прикасаться руками или металлическими предметами к токове-
дущим шинам и соединять их между собой. Электрики, дежурные по
электролизу, загрузчики должны быть снабжены соответствующей одеж-
дой, в частности, резиновыми сапогами и резиновыми перчатками.
Учитывая высокую химическую активность электролита (срав-
нительно высокую концентрацию H2SO4), все рабочие, обслуживающие
ванны, должны иметь суконную одежду и защитные очки, При значитель-
ных транспортных потоках в цехе необходимо содержать в полном поряд-
ке все транспортные средства—бороны, клети, тросы и пр., не допускать
нахождения рабочих под боронами и клетями, перемещающими грузы.
Должны быть приняты все меры к снижению концентрации аэ-
розолей, наполняющих атмосферу цеха парами серной кислоты и медного
купороса. Содержание серной кислоты в атмосфере цеха должно быть ме-
нее 0,001 мг/л.
Основным источником аэрозолей являются ванны регенерации.
Чтобы понизить вынос электролита из ванн пузырьками выделяющегося
кислорода, зеркало этих ванн необходимо покрывать либо слоем масла,
либо мыльным гелем, либо, наконец, шариками из пластмасс. В цехе
должна быть хорошая вентиляция.
Более подробно вопросы техники безопасности и охраны труда в
цехах электролиза описаны в книге [55].
6.16. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕХНОЛОГИИ ЭЛЕКТРОЛИ-
ТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ
Пути совершенствования электролиза меди являются: улучшение
обслуживания ванн, подбор оптимального состава электролита и особенно
номенклатуры и дозировки поверхностно активных веществ, рационально-
го энергетического режима, заготовки катодных основ и аппаратурного
оформления, качества и формы катодного осадка.
Наблюдается тенденция к использованию анодов и катодов
больших размеров и увеличению их числа в одной ванне. При соответст-
356
вующем повышении силы тока это позволяет повысить производитель-
ность ванн, снизить эксплуатационные и капитальные затраты. Увеличение
массы катодов необходимо осуществлять с учётом трудности обработки
катодов при выемке их из ванн и правке.
Много внимания уделяется вопросам оперативного обнаружения и
устранения коротких замыканий, использования вычислительной техники,
для автоматического контроля за состоянием технологического режима.
Опыт японских предприятий показал, что использование автоматизации
позволяет значительно сократить численность обслуживающего персона-
ла.
Дальнейшая интенсификация электролиза и повышение качества
катодной меди немыслимы без тщательной очистки электролита от приме-
сей. Успешные работы в этом направлении ведутся с использованием
сорбционо-экстракционных процессов. Большие возможности имеет под-
бор типа и дозировки поверхностно активных добавок; к сожалению, до
настоящего времени механизм их влияния и принципы подбора изучены
недостаточно.
Сообщается о положительном эффекте добавок поливинилового
спирта, полиакриловокислого натрия, 0-нафтола, полиэтиленгликоля, сме-
си клея (ЗОг/л) и сафраина (Змг/л), клея казеина в смеси с протеином, фе-
назином и их производными (Япония), смеси лигнольсуфоновой кислоты
(2(Н-110мг/л) и клея (0,1-Ю,75мг/л) (Англия), тиоциановой кислоты, 2-
тиомидазола, бензимидазола (ФРГ). Установлено, что добавки 1^10мг/л
полиакриламида ускоряют коагуляцию шлама, снижая его потери.
Металлурги Австралии предложили вводить в электролит органиче-
ские добавки на основе нитрила и его производных. Это позволило стаби-
лизировать и повысить содержание одновалентной меди, а следовательно,
и сократить расход электроэнергии при электролизе; однако этот способ
нуждается в промышленной проверке.
Рациональное использование реверсирования тока немыслимо без
дополнительных мероприятий по устранению утечек тока, тщательной
очистки электролита, подбору интенсивности циркуляции электролита.
Несмотря на увеличение удельного расхода электроэнергии и снижение
коэффициента использования тока, повышение плотности тока при ревер-
сивном режиме рентабельно, но ограничивается требованиями получения
качественных катодов. Интересны исследования по применению постоян-
ного тока с наложением переменного и реверсивного тока и использова-
нию пульсирующего тока с частотой 66 сек'1 (Япония, США).
Ведутся исследования подбора материала матриц или антиадгези-
онных смазок, устраняющих сцепление осаждаемой меди с матрицей.
Для этой цели предлагают титан, цирконий и их сплавы, реагенты типа
хлорного парафина с низкой вязкостью, металлизированный мыльный рас-
твор, калийное мыло на основе синтетических жирных кислот, органиче-
357
ские производные фосфорной и тиофосфорной кислоты, фосфорные эфи-
ры. Продолжаются поиски оптимальных конструкций аппарата для меха-
низированного съема катодных основ. Фирма «Дженерал электрик»
(США) предлагает использовать эффект гидравлического удара, возни-
кающего при наложении электрического разряда в объёме электролита.
Японские конструкторы предложили ряд механизмов, использую-
щих предварительную механическую подготовку осадка с матрицей и по-
следующее отделение катодной основы, например, с помощью вакуум-
присосков или струи сжатого воздуха. Для непрерывной заготовки катод-
ного листа нужной толщины перспективны электролизеры с барабанным
катодом (по типу аппаратов для производства фольги), а также петлевой
электролизер конструкции Гинцветмета.
Английские металлурги разработали способ получения заготовок
для проволоки и труб путем электролиза. Катодом служит лист из нержа-
веющей стали размером 90«900*60мм, на каждой из сторон которого сде-
лана канавка спиралевидной формы, заполненная изолирующей массой.
Медь осаждается на поверхности между углублениями. При высокой чис-
тоте поверхности катода, дозированной добавке лигносульфаната кальция
и интенсивном перемешивании получают заготовку длиной до 80м и сече-
нием 6*6мм. Внутренний диаметр заготовок для труб длиной 0,6м состав-
ляет 50мм, толщина стенок - не более 6мм. Эксплуатационные расходы
при электролизе выше, чем при получении листовых катодов. Рентабель-
ность технологии обеспечивается с учетом меньших затрат при последую-
щем получении калиброванного профиля проката.
Используя вертикальные полые аноды (свинцовые трубы) и като-
ды, изготовленные из тонкой медной проволоки и помещенные внутри
анода, можно получать электролизом прутки требуемого диаметра.
Большие возможности в повышении эффективности электролити-
ческого рафинирования меди связаны с широким применением автомати-
зированных систем управления и контроля электрического режима, скоро-
сти циркуляции, температуры, состава электролита, дозировки поверхно-
стно активных добавок.
В настоящее время в технологии электролитического рафини-
рования меди наметились две тенденции:
1) дальнейшая интенсификация процесса;
2) дальнейшая механизация и автоматизация процесса, ведущая к
повышению производительности труда.
На Норильском комбинате (Россия) приоритет отдаётся стабиль-
ному производству катодной меди марки МООк (Grade А) в требуемых
объёмах и с минимальными затратами. Это достигается при осуществле-
нии следующих технических решений [56].
358
• Подготовка анодов: опрессовывание, фрезерование ушек, отбра-
ковка, расстановка на шаг. Увеличение геометрических размеров и массы
анодов.
• Замена ванн переточного типа на ящичные с сохранением суще-
ствующих опорных конструкций и габаритов серий ванн. Увеличение
ширины и глубины ванн. Применение теплоизоляции и укрытия ванн.
• Механизация операций расстановки анодов и основ в ванны, съёма
медных листов и катодов с матриц, сборки основ, выгрузки и промывки
скрапа и катодов, чистка ванн от шлама, пакетирования катодов.
• Увеличение концентрации серной кислоты, уменьшение концен-
трации никеля и меди в электролите. Снижение расхода тиомочевины и
увеличение расхода клея на 1т катодов. Фильтрование циркулирующего и
выводимого на очистку от никеля электролита. Выделение ванн регенера-
ции электролита из товарных серий в отдельную группу ванн с устройст-
вом укрытия и системой аспирации. Использование пластинчатых тепло-
обменников для подогрева электролита. Снижение количества циркули-
рующего электролита и единичной мощности циркуляционных насосов.
• Увеличение массы катодов. Обеспечение двух сроков наращива-
ния катодов за анодную компанию.
• Снижение плотности тока, увеличение силы тока в цепи электро-
лизных ванн. Уменьшение межэлектродного расстояния. Применение то-
коуравнительной шины и цельнометаллической медной штанги. Исполь-
зование системы автоматического контроля напряжения на ванне, порта-
тивных ИК-приборов для обнаружения коротких замыканий. Применение
бортовых и магистральных шин, штанг из бескислородной меди, шунти-
рующих устройств для отключения серий электролизных ванн.
• Использование пластических масс и других новых материалов для
футеровки ванн, изоляции электродов, трубопроводов. Исключение при-
менения древесины в электролизе меди при пакетировании катодов.
• Внедрение системы замкнутого водопотребления без образования
стоков, передаваемых на очистные сооружения.
• Автоматизация учёта и планирования производства медных като-
дов, отбора проб и анализа растворов.
На Рис. 6.24 представлены изменения в структуре затрат цеха элек-
тролиза меди Норильского комбината, Россия за 40 лет
( 1959-1999г.г.)[56].
359
Годы Значение позиций, %
1 2 3 4 5 6 7
1959 80,4 3,5 2,8 6,3 0,0 1,9 5,1
1999 77,5 4,1 6,3 6,0 1,0 0,0 5,1
Рис.6.24. Структура затрат цеха электролиза меди в 1959г- а) и в 1999г-б)
1 - сырьё и основные материалы, 2 - энергозатраты, 3 - услуги сторонние,
4 - заработная плата, 5 - услуги КНР, 6 - амортизация, 7 - прочие расходы.
360
ГЛАВА 7. ВСПОМОГАТЕЛЬНЫЕ ПРОЦЕССЫ
ПРИ ПРОИЗВОДСТВЕ ВТОРИЧНОЙ МЕДИ
В процессе производства вторичной меди образуется большое коли-
чество оборотных продуктов и отходов, в которых содержится медь, цинк,
свинец и олово. Комплексное использование всех ценных составляющих,
содержащихся в отходах, возможно только при их полной переработке
[57].
Одни отходы используются в самом технологическом цикле произ-
водства вторичной меди в качестве оборотных продуктов. К таким про-
дуктам относятся конвертерные шлаки, богатые медью оборотные шлаки
шахтных печей, козлы и ковшевые выломы, сплески черной, конвертерной
и рафинированной меди, богатые медью печные выломы, содержащие
медь сора, анодный скрап, обрезки медных маточных листов и т.п.
Другие отходы перерабатывать на заводах вторичной меди нецеле-
сообразно, так как требуется организация самостоятельных производств. К
числу таких отходов относятся гранулированные шлаки шахтных печей,
пыли (табл.7.1), улавливаемые из отходящих газов шахтных и рафиниро-
вочных печей, конвертеров, медно-никелевый и никелевый загрязненные
купоросы, шламы цеха электролитического рафинирования и др.
Таблица.7.1. Примерный состав пылей при производстве вторичной меди
Происхождение пыли и место её осаждения Содержание, % Относи- тельное количество пыли, % Насыпная масса, кг/м3
Си Zn Sn Pb
Пыль шахтных печей, осевшая в газоходах 14-15 25-30 0,34),5 3-6 0,7-2,0 90(41300
в циклонах 643 29-42 0,34),7 3-6 6-18 8004150
в кулере 0,54,5 454>3 0,34),4 5-6 0,3 600400
в рукавных фильтрах 0,14),7 62-71 0,284),6 5-11 47-64 24(4350
Пыль конвертерная, осевшая у иапыльника 22-45 28-36 4+6 6-9 0,7-2,0 не
в газоходе 440 36-50 4-6,5 641 0,2-1,5 определял-
в кулере 2-5,5 4(455 6-7 8-12 0,1 ся
в мешочных фильтрах 0,1-1,04 44-68 6-12 8,8-17 26-34 600
Металлургические пыли, содержащие оксиды цинка и свинца, а так-
же незначительное количество олова, могут быть использованы непосред-
ственно в виде белой краски при изготовлении белил. Для улучшения ка-
чества и повышения степени белизны их необходимо только предвари-
тельно прокалить.
Пыли, содержащие, кроме цинка и свинца, также олово и медь, мо-
гут быть использованы на приготовление цинкового купороса или литоно-
на. При этом цинк при сернокислотном выщелачивании переходит в рас-
361
твор, а свинец и олово (и часть меди) остаются в кеках, которые перераба-
тываются на свинцово-оловянные припои, или же свинец предварительно
выщелачивают раствором поваренной соли, а из кека выплавляют олово.
Возможно перерабатывать пыли выщелачиванием соляной кислотой или
хлорированием. Иногда пыль обрабатывают на колосниковых решетках с
целью получения свинцово-цинковых белил. При этом в клинкере остается
медь и часть олова, которые извлекают шахтной плавкой на черную медь.
Отгонку цинка или совместно свинца и цинка из пылей, содержащих
также медь и олово, можно осуществлять и в трубчатых печах.
Важнейшими из отходов по количеству переходящих в них цветных
металлов являются шлаки шахтных печей, пыли и шламы. Шлаки могут
быть переработаны пирометаллургическим способом с целью отгонки
цинка, свинца и олова в газовую фазу с последующим улавливанием их из
отходящих газов в виде пыли, состоящей из оксидов. Этого можно добить-
ся путем восстановительной плавки шлаков в присутствии сульфидов в
шахтных или отражательных печах путем продувки восстановителем рас-
плавленных шлаков.
Возможны и гидрометаллургические способы их переработки по-
средством предварительного хлорирования шлаков или обработки их ще-
лочами.
Что касается шламов электролитического рафинирования меди, то
они направляются на переработку с целью извлечения из них благородных
металлов, селена и теллура. Предварительно из них должны быть извлече-
ны медь, никель, сурьма и олово, что достигается сульфатизацией шлама и
выщелачивания его сначала водой для извлечения меди и никеля, а затем
растворами сернистого натрия — для извлечения в раствор сурьмы.
Шламы перерабатывают в специальных шламовых цехах, сооружае-
мых обычно при медеэлектролитных заводах. Иногда шламы подвергают-
ся плавке с медным или свинцовым коллектором, причем благородные ме-
таллы концентрируются в выплавляемых при этом меди или свинце, а ос-
тальная масса сурьмы и олова отгоняется в пыль и шлакуется.
Образующийся при регенерации электролита медный купорос явля-
ется готовой продукцией.
Медно-никелевый и никелевый купорос получают, как правило, за-
грязненными и направляют на химические заводы для разделения меди и
никеля или для очистки.
Регенерированная медь и медно-никелевые осадки, также получаю-
щиеся при регенерации электролита, используют в качестве сырья: первая
при выплавке вторичной меди, а вторые на заводах, выплавляющих ни-
кель.
362
7.1. ПЫЛЕУЛАВЛИВАНИЕ.
ПЕРЕРАБОТКА ПЫЛЕЙ ИЗ ОТХОДЯЩИХ ГАЗОВ
При шахтной плавке медных и латунных лома и отходов в газовую
фазу отгоняется цинка до 43% и свинца до 21% от содержания этих метал-
лов в шихте.
Запылённость отходящих газов при шахтной плавки достигают
15г/нм3, а в пересчёте на образующиеся газы до их разбавления - 62Г/НМ3.
При конвертировании чёрной меди в газовую фазу отгоняется до 56-^66%
Zn, до 62% Sn и 32^45% РЬ от содержания их в конвертируемой меди, а
запылённость конвертерных газов достигает 40Г/НМ3, составляя в среднем
около 18-26г/нм3 [58].
Газы анодных печей на выходе из печи имеют невысокую запылен-
ность - 10(Е-400мг/нм3. Однако жесткие требования к защите атмосферы
могут обусловить необходимость очистки газов, например в РФСП (рукав-
ные фильтры со струйной продувкой).
Допускать потерю такого количества цветных металлов с отходящи-
ми газами нельзя, и улавливание пыли на заводах вторичной меди необхо-
димо и экономически оправдано.
Помимо этого, очистка отходящих газов заводов вторичной меди
обязательна и в экологическом отношении, так как в отходящие газы даже
не слишком крупного завода вторичной меди переходит ежесуточно не-
сколько десятков тонн пыли, содержащей десятки тонн оксидов цинка и
свинца.
Поэтому вопросам пылеулавливания на заводах вторичной меди не-
обходимо уделять самое серьёзное внимание.
На каждую тонну выплавленной вторичной меди в атмосферу вы-
брасывается ориентировочно 7500нм3 отходящих неразбавленных подсо-
сами воздуха газов, в том числе 5000нм3 газов шахтных печей и конверте-
ров.
Пыли различных печей отличаются по составу. Смешивать пыли
между собой из различных систем газоочисток недопустимо, т.к. при по-
следующей переработки будут возникать значительные трудности. Для
раздельной очистки отходящих газов различных печей необходимо иметь
несколько независимо работающих пылеулавливающих установок.
Больше того, даже пыль одного и того же агрегата (например, кон-
вертера) имеет различный состав в разные периоды плавки, так что целе-
сообразно пыли различных периодов конвертирования также улавливать
раздельно и не смешивать.
На заводах вторичной меди пыли любого агрегата содержат много
оксидов цинка, а пыль шахтных печей состоит в основном из оксида цин-
ка.
При содержании в пыли, осевшей на фильтровальной ткани неокис-
ленного (металлического) цинка ткань может воспламеняться т.к.цинк
363
окисляется. Поэтому на некоторых заводах за печью устанавливают каме-
ру для окисления (дожигания) металлического цинка, уносимого из печи
газами.
В 1970^-1990 годах институтами ’Тинцветмет”, ’’НИИгаз” (Россия) и
”ВНИИЦветмет” (Казахстан) совместно со свинцовыми заводами Усть-
Каменогорского свинцово — цинкового комбината, Чимкентского свинцо-
вого завода (Казахстан) и завод ”Укрцинк” (Украина) были проведены по-
исковые работы по определению наиболее эффективной технологии очи-
стки технологических и аспирационных газов от пылей и возгонов на этих
заводах. При этом было установлено, что наиболее эффективным способом
очистки газов от оксидов свинца и цинка является фильтрация их через
фильтрткань. Были рекомендованы и внедрены в промышленную экс-
плуатацию очистка газов в две ступени:
• первая ступень — фильтрация технологических газов в рукавных
фильтрах РФ Г и УРФМ при их температуре ~ 100°С со скоростью фильт-
рации 0,8-Чм3 через 1м2 в минуту. Содержание свинецсодержащей пыли в
очищенном газе составляет 20-^ЗОг/нм3 и выше.
• вторая ступень — доочистка технологических газов совместно с ас-
пирационными газами в рукавных фильтрах со струйной продувкой
(РФСП-П). При этом скорость фильтрации через ткань составляла 3^5
м/минуту и более.
Входная концентрация пылей в газах, направляемых на очистку в
фильтры РФСП, 300500МГ/М3. Выходная запыленность 2^4мг/м3. Фильт-
ры РФСП применяют для очистки больших объёмов (до нескольких сотен
тысяч кубических метров в час).
Этими же исследованиями было установлено, что даже незначитель-
ное количество в шихте органики может привести к залипанию фильтро-
вальной ткани смолами и возгонами при недостаточном обжиге в печах
органики.
При этом создается возможность полностью держать газоходную
систему под разрежением, а также подвергать очистки все аспирационные
газы от укрытий. Кроме того, используя аспирационные газы в качестве
охладителя технологических газов перед первой ступенью очистки, позво-
ляет отказаться от специальных приёмов охлаждения и использовать для
этих целей вентиляционные и аспирационные газы.
Отходящие из металлургических агрегатов технологические газы
имеют следующие параметры:
• газы шахтных печей - температура на выходе из печи 600 700°С,
иногда она может подниматься до 1000°С. Запыленность до 62Г/НМ3; состав
пыли, %: 60^65 Zn, 10Н5 РЬ; 0,5^1 Си. Средний размер частиц пыли =
0,15<- 0,5мкм.
• газы конвертера — температура на выходе из конвертера -
900^1000°С; запыленность 18-^26г/нм3 достигает до 40 г/нм3; состав пыли,
364
%: 0,56^-1,04 Си; 8,842 Pb; 59458 Zn; 0,54>,0 Sn. Размер частиц пыли ~
1,04,5 мкм.
• газы анодных печей — температура на выходе из печи -
10004200°С; запылённость ЮОМООмг/нм3; пыль содержит 50455% Си.
Обычно коэффициент очистки газов в рукавных фильтрах
(0,9843,995) характеризует только работу самих фильтров и относится
лишь к той части газов, которая пропускается через фильтры.
Практически часть газов не попадает в фильтры, а выбрасывается в
атмосферу через загрузочные окна и через неплотности в газоходе и пыле-
улавливающей аппаратуры в тех частях, где они работают под давлением.
Для уменьшения таких выбросов, помимо герметизации загрузочных уст-
ройств, газоходов и пылеулавливающей аппаратуры, следует большую
часть пылеулавливающей системы, в том числе и пылеулавливающую ап-
паратуру, заставить работать под разрежением, для чего основные дымосо-
сы следует ставить за фильтрами непосредственно, в том числе и перед
трубой. Однако работа всей системы пылеулавливания под разрежением
увеличивает количество газов, подлежащих очистке и требует увеличения
поверхности фильтров. Даже при хорошем состоянии пылеулавливающей
системы добиться уменьшения подсосов ниже 75400% весьма трудно.
Применение второй ступени доочистки газов в фильтре типа РФСП
позволяет успешно решать задачу очистки технологических, аспирацион-
ных и вентиляционных газов от вредных выбросов.
Крупнейшим недостатком технологии применяемой в настоящее
время на заводах вторичной меди является отсутствие агрегатов по ис-
пользованию тепла отходящих газов шахтных печей, конверторов и анод-
ных печей.
Наличие в отходящих газах большого количества в пыли оксидов
цинка, свинца и олова вызывает ее осаждение и спекание.
На холодных стенках трубок котлов-утилизаторов снижает эффек-
тивность работы котлов. При этом осевшая пыль поддается очистке с
большим трудом. Такое явление наблюдается даже при использовании те-
пла отходящих газов рафинировочных печей, запыленность которых зна-
чительно меньше.
В тоже время использование тепла отходящих газов настолько важно
и значимость его настолько велика, что необходимо решать вопрос о соз-
дании конструкций котлов-утилизаторов для запыленных газов, что вполне
осуществимо, учитывая опыт фьюминговых установок. Одновременно не-
обходимо использовать рекомендации исследователей по оснащению ру-
кавных фильтров новыми более стойкими фильтровальными тканями
(стеклоткань, фенилон, керамика, лавсан и т.д.), позволяющим работать с
газами, имеющих температуру 200400°С в течении длительного срока
эксплуатации. Исходя из вышеизложенного, можно рекомендовать для за-
водов вторичной меди нижеследующие схемы улавливания пыли и газов
(рис.7.1) улавливания пыли и газов.
365
При организации пылеулавливания, помимо очистки газов, большое
значение имеет механизация разгрузки, внутрицеховой транспортировки и
упаковки уловленной пыли.
Очистка фильтров и транспортировка пыли в сборные бункеры
должны быть полностью механизированы и автоматизированы путем при-
менения системы герметически закрытых шнеков, элеваторов, транспорте-
ров, а иногда и пневмотранспорта.
Рис.7.1. Принципиальные технологические схемы очистки от пыли :
а)- газов шахтных печей:; б)-конверторных газов; в)-газов анодных печей
1- шахтная печь; 2-камера дожигания; 3- котел утилизатор; 4- циклон;
5-камера смещения; 6- дымосос; 7- рукавные фильтры типа РФГ;
8- рукавный фильтр РФСП-11; 9-труба; 10- конвертор; 11-анодная печь;
13- миксер; 12- разливочная машина; 14- разогрев ковшей.
366
Упаковка пыли в мешки должна быть также механизирована. На
рис.7.2 представлен аппарат для упаковки пыли.
Во избежание пылеобразования в моменты удаления мешка весь ап-
парат должен находиться под разрежением, для чего он присоединяется к
аспирационной системе.
Рис.7.2. Машина для упаковки пыли
1 — загрузочный цилиндр, 2 — шнек, 3 — патрубок, 4 — втулка, 5 — вал, 6, 7 — шес-
терни, 8,9 — шкивы, 10 — подъемная площадка, 11 — контрогрузы, 12 — блоки.
Для упаковки пыли обычно применяются мешки из двух и более
слоёв плотной бумаги (так называемые крафтмешки) или мешки из синте-
тических материалов.
После заполнения пылью эти мешки транспортером направляются к
зашивочной машине (рис.7.3.), но перед этим они поступают на автомати-
ческие весы.
Рис.7.3. Машина для зашивания мешков
1 — рама, 2 — приводные и натяжные ролики, 3 — направляющие для мешков,
4 — швейная головка, 5 — станина, 6 — привод транспортера,
7 — привод швейной головки, 8 — ножная педаль.
Отправка потребителям уловленной пыли может осуществляться
также в мягких контейнерах или в герметичных контейнерах предназна-
ченных для транспортировки сыпучих грузов, имеющих большую вмести-
мость (1-^2м3) и возможность хранения в открытых складах.
367
ГЛАВА 8. СОПУТСТВУЮЩИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ ПРОИЗВОДСТВЕ МЕДИ
8.1 .ПЕРЕПЛАВКА МЕДНЫХ КАТОДОВ НА ВАЙЕРБАРСЫ
Медные катоды после промывки горячей водой направляют на пере-
плавку для отливки вайербарсов (заготовок для прокатки на проволоку)
или слитков разной формы[32]. Плавка катодной меди в рафинировочных
отражательных печах имеет много общего с огневым рафинированием
черновой меди и включает аналогичные операции: загрузку, плавление,
окисление, дразнение и разливку. Содержание кислорода оказывает боль-
шое влияние на свойства меди, в частности на её электропроводность. По-
этому содержание кислорода контролируют более тщательно и доводят его
до минимального предела - 0,02%, допустимого в пламенных печах.
Этот способ плавки катодов с последующей разливкой меди на кару-
сельных машинах с горизонтальными изложницами имеет ряд существен-
ных недостатков. К ним следует отнести большую продолжительность
процесса (2СН22 час), его периодичность и большой расход топлива. Кро-
ме того, качество медных слитков горизонтальной отливки в ряде случаев
не отвечает возросшим требованиям электротехнической промышленно-
сти. Слитки, предназначенные для ответственных целей, часто изготовля-
ют на вертикальных установках непрерывной или полунепрерывной раз-
ливки. Эти способы получили широкое распространение, что потребова-
ло применения соответствующих плавильных агрегатов.
8.2. ПЕРЕПЛАВКА КАТОДОВ В ДУГОВЫХ ПЕЧАХ
Непрерывная плавка катодов в дуговых электропечах нашла приме-
нение на заводах Канады, США и других стран[32]. При переплавке катод-
ной меди в электропечах рафинировочные операции (окисление и дразне-
ние) не проводят, в связи с чем к поступающим в печь катодам предъявля-
ют некоторые дополнительные требования. Медные катоды должны тща-
тельно отмываться от электролита и иметь мелкокристаллическую плот-
ную структуру без шишек и дендритов. Крупнозернистое катодное отло-
жение меди, как правило, имеет межкристаллические включения и хотя
количество этих включений невелико, влияние их может быть заметно.
В настоящее время разработаны и внедрены мероприятия, обеспечи-
вающие получение высококачественных катодов (подбор коллоидных до-
бавок, работа на относительно невысокой плотности тока, фильтрация
электролита от «плавучего» шлама и т. д.).
Ниже приведены характеристики дуговых электропечей для пере-
плавки катодов:
368
Мощность, кВА 2000 4000 6000 7500 8000 13500
Ёмкость, т - 40 50 90 90
Д иаметр ванны, мм - 4,5 3,66 2,84 5,4 -
Рабочее напряжение,В 90430 90430 173 115-199 - -
Диаметр электродов,мм - 457 350 356 508
Расход электроэнергии,
кВт-час на 1 т меди 240 220 245 ЗЮ*’ 210 -
*’ В эту цифру входит общий расход энергии на всю установку, включая индукцион-
ную печь и вспомогательные механизмы.
Ниже освещён процесс непрерывной переплавки катодов в электропе-
чи на примере завода «Монреал Ист» (Канада). На этом заводе установле-
ны две электропечи: дуговая с внутренним диаметром по футеровке 2840
мм и индукционная низкочастотная. Катоды непрерывно загружают через
щель в дуговую электропечь загрузочной машиной. Контроль скорости
подачи катодов и мощности печи, ведут по температуре жидкой меди, вы-
текающей из печи. Расплавленный металл из дуговой электропечи по тру-
бе из карборунда, обогреваемой снаружи карборундовыми нагревающими
стержнями, непрерывно переливается в индукционную электропечь емко-
стью около 5т меди. Низкочастотная индукционная печь служит как мек-
сер для поддержания температуры металла (1121 ±5 °C) в период разливки
меди и минимального насыщения расплава кислородом. Затем жидкий ме-
талл поступает в вертикальные изложницы разливочной машины. Мощ-
ность индукционной печи регулируется от 10 до 100кВт, в зависимости от
температуры расплава в печи. Внутри индукционной печи на поверхности
жидкого металла наводят слой древесного угля для уменьшения содержа-
ния кислорода в печи. Разливку ведут в вертикальные изложницы, охлаж-
даемые водой, которую подают под давлением около 500кН/м2 с расходом
5,7м3/мин при температуре 93°С. В разливочной машине 28 изложниц, од-
новременно заливают 2 изложницы. Меняя изложницы, можно отливать
слитки разной массы, 113—907кг.
Медные слитки, полученные при электроплавке, однородны по хи-
мическому составу и механическим свойствам, имеют повышенную плот-
ность металла и более высокую чистоту по сравнению со слитками, полу-
ченными в отражательных рафинировочных печах.
8.3. ПЕРЕПЛАВКА КАТОДОВ В ШАХТНЫХ ПЕЧАХ
Для удешевления производства рафинированной меди и в связи с
более широким применением природного газа, фирма «Америкэн Смел-
тинг энд Рифайнпнг Компани» («Асарко») разработала и запатентовала
способ плавки катодов в шахтной печи (вагранке). Этот способ стал быст-
369
ро распространяться не только в США, но и в других странах благодаря
высокой производительности, компактности оборудования и небольшим
капитальным затратам на сооружение печи[34].
Применяемые печи (рис.8.1) имеют обычно цилиндрическую верти-
кальную шахту высотой З^бм, диаметром 1-=-1,5м, сходящуюся в нижней
части на конус. Топливом обычно служит природный газ, но на некоторых
заводах применяют пропан, бутан, дизельное топливо или мазут. Хорошее
качество медных слитков можно получить при минимальном количестве
проходящих газов через слой катодов, содержащих минимальное количе-
ство свободных кислорода и водорода. Этого можно добиться, минималь-
но расходуя топливо и возможно более полно сжигая его. Для этого в печь
подают горячий воздух и тщательно смешивают его с топливом в горелках
специального типа.
Рис.8.1. Шахтная печь для плавки катодов
1-воздухоподогреватель; 2-катоды; 3- жёлоб для слива жидкой меди
В этих горелках газ вводится тангенциально к направлению движе-
ния воздуха и в месте, где воздухопровод имеет сужение, аналогичное тру-
бе Вентури. Необходимое соотношение воздуха и газа регулируется авто-
матически. Количество горелок, установленных на одной печи, достигает
35-^39 шт.
Отходящие газы имеют температуру около 700°С, их тепло исполь-
зуют в воздухоподогревателе, встроенном над колошником. Температура
подогрева воздуха составляет 230°С.
В верхней зоне шахты печи происходит диссоциация сульфата ме-
ди, если катоды неполностью отмыты от него. Печь работает в непрерыв-
ном режиме, что особенно удобно при непрерывном литье слитков. Произ-
водительность шахтной печи составляет примерно 8(Н 85т/час меди. Она
может заменить три отражательных печи емкостью по 400 т меди. Тепло-
вой КПД, установки — обычно не ниже 50%, расход условного топлива -
около 65кг на 1т катодов. Шахтная печь так же, как и электропечь, может
370
выдавать качественные слитки только при плавке катодов высокого каче-
ства. Поэтому к катодам, поступающим на плавку, предъявляют те же тре-
бования, что и при плавке в электропечи.
8.4. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БЕСКИСЛОРОД-
НОЙ МЕДИ
Безкислородная медь обладает высокими механическими свойства-
ми, хорошо обрабатывается в холодном состоянии, ее электропроводность
на 4-^5% выше, чем обычной вайербарсовой меди. Кабели специального
назначения, в частности с особо тонкой проволокой, можно получить
только с безкислородной меди.
За последние десятилетия разработаны различные способы получе-
ния безкислородной меди, которые в настоящее время вошли в промыш-
ленную практику на ряде заводов. Основные принципы получения безки-
слородной меди основаны на быстром удалении остаточного кислорода из
предварительно хорошо дегазированной меди или из меди, расплавленной
без контакта с растворимыми в ней газами при помощи специальных рас-
кислителей непосредственно перед разливкой. В качестве раскислителей
наиболее широко применяют прокаленный в атмосфере азота древесный
уголь или графит. Весь путь от начала обескислороживания до затвердева-
ния в вертикальных кристаллизаторах жидкая медь проходит в восстано-
вительной или инертной газовой среде, состоящей из нерастворимых в ме-
ди газов. Для получения восстановительного газа сконструированы специ-
альные газогенераторы, работающие на предварительно прокаленном в
атмосфере азота древесном угле, не содержащем летучих и влаги, и на
подсушенном воздухе (с полным удалением водяных паров). Получаемый
газ (смесь азота с оксидом углерода и с небольшим количеством СОг)
строго контролируется на отсутствие Н2 и Н2О.
В качество примера непрерывной плавки и литья безкислородных
медных слитков может служить цех бескислородной меди Балхашского
горно-металлургического комбината (Казахстан), который находится па
уровне лучших зарубежных заводов. Цех предназначен для выпуска слит-
ков квадратного сечения от 90-90 до 105 105 мм и длиной 1400 и 2800 мм.
В металлургическом пролете расположена плавильно-рафинировочная ли-
ния, состоящая из загрузочной машины, электропечи ИЛК 16-МО1, герме-
тизированного желоба и электромиксера ИЛОМ-2,5. Здесь же расположена
двухручьевая литейная линия, состоящая из блока кристаллизаторов, ро-
ликовой тянущей клети, летучих пил и кантователей, и линия обработки,
включающая магистральный и вспомогательный рольганги, гидротолкате-
ли, пилы для резки слитка на мерные длины, гидрокантователь для осмот-
ра, клеймители и штабелеукладчик.
371
Основной металлургический агрегат плавильно-рафинировочной
линии - индукционная электропечь с шестью съемными индукционными
единицами, расположенными по обе стороны печи. Общая мощность печи
1680кВт. Каждая индукционная единица мощностью 280кВт питается от
высоковольтного однофазного трансформатора, имеющего 9 ступеней ре-
гулирования мощности 60-^280кВт. Срок службы индукционной единицы
составляет более одного года.
Огнеупорная футеровка печи выполнена блоками и рассчитана на её
длительную работу. Для изготовления набивной футеровки индукционных
элементов используют полусухую безусадочную массу, состав которой
был разработан Украинским научно-исследовательским институтом огне-
упоров и уточнён в процессе эксплуатации печи.
Жидкая медь из печи поступает в миксер по герметизированному
обогреваемому желобу. Поворотный миксер представляет собой также ин-
дукционную электропечь с одной индукционной единицей. Плавку меди и
рафинирование (обескислороживание) осуществляют непрерывно в атмо-
сфере инертного газа под слоем древесного угля, предварительно прока-
ленного при 900°С для дополнительной его дегазации. Защитную атмо-
сферу при плавке создают очищенным азотом, который получают путём
дополнительного обескислороживания технического азота - побочного
продукта при получении кислорода в медеплавильном производстве.
Температуру металла в печи и миксере поддерживают автоматиче-
ски. Металл по мере накопления в печи перетекает по жёлобу в миксер и
через разливочную коробку, снабженную двумя литниковыми системами,
поступает в кристаллизаторы литейной машины. Для защиты металла от
окисления в колпаки над поверхностью металла подают газ, способный
разлагаться с выделением элементарного углерода. Газ, диссоциируя, по-
крывает стенки кристаллизаторов дисперсной сажей, служащей смазкой.
Установка в целом отличается высоким уровнем механизации и ав-
томатизации. Загрузка катодов в печь производится поштучно загрузочной
машиной, полностью исключающей ручной труд. Разрезка слитков, работа
кантователя и механизмов линии обработки, как и все другие операции,
выполняются автоматически последовательно в заданном цикле в зависи-
мости от скорости литья.
Шихтой для получения безкислородной меди на установке является
катодная медь марки МО (>99,95% Си). Готовые слитки по своему качеству
не только удовлетворяют требованиям существующего стандарта, но и
значительно превышают его по ряду технических показателей. Безкисло-
родная медь Балхашского комбината (Россия) имеет следующий химиче-
ский состав, %: 99,98-^99,99 Си и не более 0,0005 Bi; 0,0012 Sb; 0,0008 As;
0,004 Fe; 0,002 Ni; 0,002 Pb; 0,0005 Sn; 0,0015 S; 0,002 Zn. Содержание ки-
слорода в готовых слитках, определяемое методом вакуумной экстракции,
составляет 0,00029%, водорода - менее 0,0001 %. Удельное электросопро-
372
тивление безкислородной меди в основном находится в пределах
16,8017,05 Оммм2/км (по ГОСТу 17,24 Ом мм2/км ). Слитки из этой меди
обладают высокой плотностью (89008970 кг/м3) и хорошей пластично-
стью (у = 8090%). Выход годной продукции составляет 92,3%, а удель-
ный расход электроэнергии на 1т годной продукции равен 480кВт-час. На
заводах «Картерет» (США) и «Оутокумпу» (Финляндия) плавку металла
также ведут в низкочастотных индукционных печах под слоем высокока-
чественного древесного угля или графита, разливку безкислородной меди
осуществляют в атмосфере защитного газа. Производительность установки
на заводе «Оутокумпу» равна 35т слитков в сутки при среднем расходе
электроэнергии 41СН-470 кВт-час/т.
В качестве раскислителей могут быть использованы также некото-
рые другие элементы, имеющие большее, чем медь, сродство к кислороду
(фосфор, литий, бор, бериллий, кальций). Недостатком указанных рас-
кислителей является загрязнение меди, приводящее, как правило, к сниже-
нию ее электропроводности. На некоторых заводах, применяющих специ-
альные методы дозировки литья, удается выпускать безкислородную медь
с ничтожным избыточным содержанием лития, которое практически не
оказывает влияния на электропроводность.
8.5. ПЛАВКА КАТОДОВ В ВАКУУМЕ
В последнее время в связи с бурным развитием новых отраслей тех-
ники потребность в металлах и сплавах высокой чистоты резко возросла.
Как известно, одним из путей повышения качества металлов является
плавка их в вакууме. Следует отметить, что при производстве бескисло-
родной меди удается резко снизить содержание в ней кислорода, однако
концентрация основных примесей определяется главным образом чистотой
исходного металла, так как дополнительное удаление их при переплавке
катодов в электропечи невелико.
По данным Гессенбрука, в 100г катодной меди содержится 7,98 см3
газов, состоящих из 10,8% SO2, 39,5% Н2 и 49,7% СО. Известно, что
создание вакуума над конденсированной системой облегчает не только
удаление растворенных газов, но и протекание реакций с образованием га-
зообразных продуктов. В результате высокого содержания в медных като-
дах Н2 и СО, взаимодействие их с Си2О в вакууме протекает гораздо пол-
нее. Поэтому слитки из катодной меди, полученные переплавкой в ваку-
умных печах, не обладают водородной хрупкостью, а содержание в них
водорода и кислорода примерно на порядок ниже, чем в бескислородной
меди..
Применение вакуума [63,64]способствует также удалению из меди
ряда летучих примесей (Zn, Pb, Bi, Sb и др.). По данным Р.А. Исаковой
[54], при вакуумировании жидкой меди в интервале температур
373
110(H-1200°C и остаточных давлений 6,65-НЗЗ,ЗН/м2 наблюдается высокая
летучесть РЬ и Sb. Исследования вакуумного рафинирование меди от
металлических примесей в лабораторных условиях и в промышленной ин-
дукционной печи с графитовым тиглем ёмкостью 1000кг были выполнены
[64].
Начальная концентрация примеси в бинарных сплавах, использо-
вавшихся в лабораторных опытах, составляла 1%. Коэффициент летучести
примеси по отношению к металлу-растворителю определяли из соотноше-
ния, применимого к молекулярному режиму испарения:
X = V
Zt VM2-p» Z1
(8-1.)
где Mi и Мг - молекулярная масса примеси и металла-растворителя;
оо
Pi и р2 - давление насыщенного пара примеси и растворителя;
у - коэффициент активности примеси в растворе.
Изменение концентрации примесей в бинарных сплавах при р< 0,133 Н/м2
показано на графике (рис. 8.2).
Рис. 8.2. Изменение концентрации примеси в меди в зависимости от коэффици-
ента угара сплава (t = 1200М320°С)
Из графика следует, что при вакуумном рафинировании меди сте-
пень отгонки примеси зависит от коэффициента её летучести и количества
испарившейся меди. Из исследованных примесей наиболее полно удаля-
ются свинец, висмут, марганец и магний.
Концентрация примесей с низким давлением насыщенного пара (Ni,
Sn и др.) практически не изменяются. Результаты лабораторных исследо-
ваний были подтверждены опытами, проведенными на промышленной
печи. Исходным материалом в этих опытах служила медь марки МО. В
процессе дегазации металла в промышленной печи происходило рафини-
374
Рис. 8.3. Изменение концентрации элементов при плавке в вакуумной ин-
дукционной печи с графитовым тиглем диаметром 550мм, G = 970 кг, t =
1400°С: 1,2 - рассчитана по уравнению (6);3-ц = 40
Типичный рабочий цикл вакуумной плавки и отливки меди приведен
на рис. 8.4.
ПреМври-
Рис. 8.4 Диаграмма рабочего цикла вакуумной плавки
В период плавки меди откачку осуществляют форвакуумным насо-
сом, в период дегазации — диффузионным. В начале плавления наблюда-
ется временное повышение давления из-за выделения газов.
При повышении температуры после полного расплавления меди
также происходит увеличение давления в вакуумной камере. Перед раз-
ливкой металл охлаждают до 1175-Ч200°С и выдерживают при этой тем-
пературе до тех пор, пока давление при продолжающейся откачке не сни-
жается до 0,66Н/м2 В результате плавки в вакууме получают наиболее
чистую из всех промышленных сортов медь.
Содержание примесей в вакуумной меди составляет, %: 0,0001 РЬ;
0,00004 О2; 0,000008 Н2; 0,0001 S; 0,00005 Те; 0,00005 Se. В бескисло-
375
родной меди содержание примесей составляет, %: 0,0005 РЬ; 0,00005 Ог,;
0,00012 Н2; 0,0023 S; 0,0001 Те; 0,00013 Se.
В связи с резким снижением в вакуумной меди содержания водо-
рода, кислорода и серы повышается её плотность. Средняя плотность ме-
ди составляет 8940кг/м3 при 0°С.
8.6. ПОЛУНЕПРЕРЫВНОЕ И НЕПРЕРЫВНОЕ ЛИТЬЁ
МЕДИ И ЕЁ СПЛАВОВ
Физико-механические свойства медных слитков в значительной сте-
пени зависят не только от качества металла, но и от метода литья[59,60].
Слитки отлитые в изложницы обладают рядом недостатков (сегрегация
примесей, неоднородность свойств, пониженная плотность и т. д.). Эти не-
достатки неблагоприятно сказываются на дальнейшей обработке слитков
прокаткой и волочением. При литье в вертикальные изложницы слитки
получаются более плотными со значительно меньшей и равномерно рас-
пределенной газовой пористостью, с более высокими механическими
свойствами и большей их однородностью по объему слитка. Направленная
кристаллизация слитка в этом случае лучше всего получается при непре-
рывном или полунепрерывном методе литья с непосредственным охлаж-
дением слитка водой. Этот метод получил большое распространение, в
связи с чем появились разнообразные конструкции разливочных машин.
Принцип полунепрерывной вертикальной отливки медных слитков
показан на рис.8.5. Из плавильной печи через промежуточный ковш рас-
плав меди подают в кристаллизатор, охлаждаемый водой, непрерывно
протекающей через его полые стенки. У кристаллизатора образуется ко-
рочка металла, утолщающаяся к низу по мере опускания слитка, осуществ-
ляемого с помощью гидравлики. После опускания вниз плунжера с плат-
формой подачу жидкой меди прекращают, кристаллизатор отводят в сто-
рону, слиток поднимают плунжером и снимают с платформы мостовым
краном.
376
Рис.8.5. Установка для полунепрерывной разливки меди:
1- разливочный ковш; 2 — возвратно-поступательный механизм;
3 — распределительная воронка; 4 - кристаллизатор; 5 — душируклцее устройство;
6 — слиток; 7 — колодец; 8 — плунжер; 9 — гидравлический цилиндр.
На установке такого типа можно отливать слитки различных сече-
ний и массы. Слитки, одинаковые по сечению со стандартными вайербар-
сами, разрезают на части определенной длины.
На заводах применяют кристаллизаторы, изготовленные из разных
материалов и отличающиеся по конструкции. Так, на одних заводах кри-
сталлизатор (формообразователь) делают из графита, окруженного медной
водоохлождаемой рубашкой, на других — целиком медные пустотелые с
хромированной внутренней поверхностью, которые меняются по мере из-
носа. Для облегчения выхода слитка и получения более гладкой его по-
верхности применяют вибрацию кристаллизатора. На одном из заводов
частота вибрации составляет 10 Герц, при амплитуде 0,15мм; на другом
заводе 4^6 Герц, при амплитуде 18^-20мм.
Иногда на поверхность жидкой меди подают пропан или бутан
(высшие гомологи газообразных углеводородов) в количестве
100^200см3/мин. Эти продукты при данной температуре кристаллизатора
диссоциируют на водород, создающий восстановительную атмосферу, и
сажистый углерод. Последний попадает на стенки кристаллизатора и слу-
жит смазочным материалом. Обычно при разливке меди стараются не ис-
пользовать газы, содержащие водород. Поэтому на заводах в плавильную
печь, в закрытый жёлоб и кристаллизатор подают азот или генераторный
газ. На заводе «Картерет» (США) защитный газ, не содержащий водорода,
получают на специальной установке, позволяющей снизить его стоимость.
В этой установке сначала полностью сжигают бессернистый природный
газ, содержащий 94^96% СНд. Продукты горения, состоящие из ССЬ, НгО
и N2, пропускают через холодильную машину для удаления влаги и затем
— через слой раскаленного древесного угля для восстановления СО2 до
377
СО. В результате этого получают защитный газ, состоящий из 28% СО,
менее 0,5% Н2, менее 1% СО2, следы О2 и остальное — N2.
При непрерывной отливке медных слитков плавильный агрегат
(обычно электропечь), закрытые желоба, кристаллизатор, система получе-
ния и подачи защитного газа имеют такую же конструкцию, как при полу-
непрерывной отливке. Различие заключается в замене гидравлического ци-
линдра валками, непрерывно вытягивающими слиток из кристаллизатора
вниз (вверх). Так, установка непрерывной плавки и литья бескислородных
медных слитков Балхашского горно-металлургического комбината (Казах-
стан) состоит из трёх последовательно расположенных поточных линий,
связанных в единую автоматизированную технологическую схему: пла-
вильно-рафинпровочная линия, литейная линия и линии механической об-
работки и штабелирования готовых слитков. Тянущая клеть с централизо-
ванным приводом, вытягивающая слиток из кристаллизаторов, состоит из
двух секций по числу ручьев литейной машины. Разрезания непрерывного
слитка на слитки длиной 2800мм проводится «летучей» пилой, которая
движется синхронно со слитком. Нарезанные слитки поступают на магист-
ральный рольганг и движутся по горизонтальной части линии, в которую
встроена пила для разрезки слитков на куски длиной 1400мм. Готовые
слитки после их обработки и маркировки автоматически укладываются в
штабеля и поступают на склад готовой продукции.
Анологичные установки горизонтального непрерывного литья
(УГНЛ, рис.8.6) нашли широкое приминение на предприятиях вторичной
металлургии. УГНЛ имеют ряд преимуществ перед вертикальными маши-
нами. Это в первую очередь простата конструкции, малые габариты, не ог-
раниченность длины отливаемой заготовки.
Рис.8.6.Установка горизонтального непрерывного литья медных сплавов
378
Преимущество непрерывной отливки перед полунепрерывной за-
ключается в отсутствии перерывов в работе плавильной печи при подъёме
платформы со слитком.
8.7. ПРОИЗВОДСТВО МЕДНОЙ КАТАНКИ
Для удешевления стоимости заготовки при производстве проволоки
(так называемой катанки) на многих заводах установлены разливочные
машины роторного типа Проперци [61], выпускающие сразу готовую ка-
танку, минуя нагрев и прокатку слитков. Этот способ является видоизме-
нением способа непрерывной отливки медных слитков. В разливочной
машине (рис.8.7) вертикально расположенное литейное колесо имеет U-
образный обод. Обод охвачен снизу бесконечной стальной лентой, натяги-
ваемой вспомогательным колесом.
Рис.8.7. Роторная разливочная машина (типа Проперци):
1 - основное колесо; 2 - U-образный обод (изложница); 3 - готовый слиток; 4 - верхнее
колесо для натяжки ленты; 5 - воронка для подачи жидкой меди; 6 - тигель; 7 - сопло
для регулирования скорости подачи жидкой меди; 8 — место ввода жидкой меди внутрь
обода (изложницы); 9 - холодильник; 10 - стальная лента; А — область начала кристал-
лизации меди
Между U-образным ободом водоохлаждаемого литейного колеса и
стальной лентой, охлаждаемой холодильником, образуется кристаллиза-
тор, в которую непрерывной струей заливают жидкую медь через сопло с
отверстием, обычно имеющим площадь сечения в 15-^20 раз меньшую, чем
площадь сечения кристаллизатора. При вращении колеса медь охлаждает-
ся и начинает затвердевать в области А. Затвердевший слиток непрерывно
вытягивают из обода - колеса трехвалковым прокатным станои с валками,
379
расположенными под углом 120° последовательно по 13 шт. и более для
обжима прутка в проволоку-катанку или в полосу требуемого профиля и
сечения.
В последнее время появился ряд вариантов конструкций роторных
разливочных машин в Украине. На ЗАО «Артёмовский завод по обработке
цветных металлов» (г.Артёмовск, Донецкая область) работает аналогичная
установка системы Проперции с диаметром рабочего формообразующего
колеса 2012 (3060)мм.
8.8. КОМПЛЕКСНАЯ ПЕРЕРАБОТКА ВТОРИЧНОГО
МЕДНОГО СЫРЬЯ
Основные операции всех гидрометаллургических схем - растворе-
ние исходного сырья, избирательное осаждение металлов из растворов ми-
неральных солей или кислот, организация замкнутого по раствору процес-
са и утилизация возможных стоков. Существо схем во многом определяет-
ся видом растворителя, причем в настоящее время все большее примене-
ние находят сернокислотные и аммиачные.
Технологическая схема сернокислотной переработки медных спла-
вов с получением медного купороса и карбонатов свинца и олова пред-
ставлена на рис.8.8.
В остатке концентрируются сульфаты свинца и олова, которые по-
сле карбонизации направляют на специализированные предприятия. Сле-
дует выделить следующие недостатки этой технологии: получение загряз-
ненного свинцово-оловянного продукта, который может быть использован
только как низкокачественное сырье на предприятиях оловянной промыш-
ленности; необходима тщательная очистка раствора от примесей для полу-
чения качественного медного купороса, сбыт которого ограничен. Вместе
с тем, предложенное технологическое решение, способствующее разоб-
щению процессов окисления медных гранул и растворению их в серной
кислоте, позволяет значительно интенсифицировать получение нейтраль-
ного раствора медиого купороса.
Схема переработки отходов порошка латуни, используемая фирмой
"Коннекот" (США), обеспечивает селективное удаление меди из раствора,
содержащего ионы цинка, железа, никеля и других металлов путем цемен-
тации на металлическом цинке. Выщелачивание исходного материала про-
водится раствором серной кислоты при pH =2 с продувкой техническим
кислородом. В следующем реакторе раствор нейтрализуют новыми пор-
циями исходного материала до pH = 2,5-^3,5 и выделяют медь цементацией
на листах катодного цинка. Для тонкого обезмеживания используют цин-
ковый порошок, одновременно снижая содержание никеля и кобальта до
Imt/дм3. На этом этапе раствор продувают инертным газом для предот-
вращения окисления железа. Раствор нейтрализуют цинковыми возгонами.
380
При рН=4,5 остаточное содержание железа не превышает 20мг/дм3. Из
очищенного раствора цинк извлекают электролизом, а отработанный элек-
тролит направляют на первую стадию выщелачивания. Способ обеспечи-
вает селективное извлечение ценных компонентов и замкнутый по раство-
ру технологический цикл.
Потребителю
Рис.8.8. Технологическая схема переработки медных сплавов
Для переработки вторичного медьсодержащего сырья (скрапа)
предложена схема, включающая сернокислотное выщелачивание и элек-
тролиз полученных растворов. Растворение исходного материала ведут
оборотным электролитом (150250г/дм3 серной кислоты) при температуре
52^58С°, чередуя кратковременное (02 мин) орошение с продувкой го-
рячим (82С°) воздухом. Раствор очищают от олова и направляют на элек-
тролиз, который ведут при плотности тока ЮОЗООА/м2 в ваннах с нерас-
творимыми анодами. После охлаждения электролит подвергают тонкому
обезмеживанию цинковой пылью и направляют на электролитическое
осаждение цинка. Отработанный электролит возврашают на растворение
скрапа. Недостатками схемы являются: ограничение гранулометрического
состава сырья и значительные трудности в фильтрации оловосодержащей
381
взвеси. Процесс пригоден в основном для переработки отходов с высоким
содержанием цинка и с низким содержанием олова и свинца.
Испытана схема переработки вторичного медьсодержащего сырья,
включающая осаждение медных порошков в автоклавах. Расплав дис-
пергируют сжатым воздухом, порошок выщелачивают при 77С° и соот-
ношении (серная кислота : медь) = (1,15-4,2). Медь, цинк и никель на
98^-99% переходят в раствор, а олово, свинец и около 60% железа остают-
ся в кеке, содержащем, %: 1042 меди; 0,2-Ю,4 никеля; 0,6-Ю,8 цинка;
1446 железа; 1042 свинца; 1042 олова. Медь из осветленного раствора
(6ОЮ0г/дм3 меди, 2^5г/дм3 серной кислоты) осаждают в автоклавах при
температуре 142С° и давлении водорода 2800кПа. Отмечено хорошее ка-
чество получаемых медных порошков. Трудности внедрения этого процес-
са заключаются в высокой стоимости передела автоклавного осаждения и
неотработанности воздушного распыления исходного сырья.
Сернокислотные схемы гидрометаллургической переработки вто-
ричного сырья хотя и отличаются низкой стоимостью, нетоксичностью и
эффективностью растворителя, могут быть использованы только для пере-
работки простого сырья (лучше медного лома) из-за низкой селективности
извлечения целого ряда цветных металлов и трудностей, связанных с реге-
нерацией растворителя.
Аммиачные растворы менее агрессивны и обладают высокой се-
лективностью, особенно по отношению к железу. Выщелачивание обычно
проводят раствором, содержащим 100450г/дм3 аммиака и 80Ю00г/дм3
диоксида углерода, в аппаратах перколяционного типа. Медь (I и П) при-
сутствует в растворе в форме аммиачных комплексов. Извлечение меди,
цинка и никеля достигает 95-Ю9%, а железо, олово и свинец полностью
остаются в кеке. Растворы после фильтрации поступают на осаждение ме-
ди диоксидом серы. Отфильтрованные кристаллы сульфатаммонийной со-
ли сушат и обрабатывают раствором серной кислоты (2(Н70г/дм), после
чего обрабатывают 1(Н15мин в автоклаве при температуре 140470С°, по-
лучая медный порошок. Многостадийность и сложное аппаратурное
оформление процесса не позволили ему найти широкое применение при
переработке медных сплавов.
Для извлечения меди из сплава Cu-Pb-Fe предложено выщела-
чивать его раствором, содержащим 4 моля NH3, 0,8 моля СО3'2 и 0,1 моля
Си+2, а медь извлекать экстракцией с последующим электролизом. Несмот-
ря на высокое сквозное извлечение и качества катодных осадков меди, ре-
комендовать этот способ для переработки многокомпонентных сплавов
нельзя из-за высокой его стоимости, плохой отработанности в заводской
практике и трудностей, связанных с использованием органических экстра-
гентов.
В последнее время возрос интерес к гидрометаллургическим мето-
дам переработки вторичных медных сплавов, но они пока не имеют явных
382
экономических преимуществ, которые бы способствовали их широкому
внедрению. Известные гидрометаллургические методы могут найти при-
менение уже в настоящее время благодаря их особенностям: меньшим
удельным капитальным затратам, меньшей зависимости технико-
экономических показателей от качества исходного сырья, большей эколо-
гической безопасности.
Вместе с тем при нынешнем состоянии сбора и заготовки вторичных
цветных металлов их гидрометаллургическая переработка без головных
пирометаллургических операций остается проблематичной.
8.9. ЭЛЕКТРОХИМИЧЕСКАЯ ПЕРЕРАБОТКА МЕДНЫХ
СПЛАВОВ
Одним из вариантов решения проблемы переработки и селективного
разделения многокомпонентных сплавов может служить электро-
химический способ, интерес к которому проявляют в последнее время
многие зарубежные фирмы. Он позволяет на основе различий электро-
химического поведения меди и легирующих металлов эффективно раз-
делить их по соответствующим продуктам электролиза.
Исследовано электролитическое рафинирование чёрной меди, со-
держащей, %: 81,2 меди; 1,6 цинка; 3,5 олова; 2,4 свинца; 0,7 железа; 1,4
серы; 0,1 сурьмы; 5 никеля; 0,02 серебра. Электролиз с литыми анодами
был осложнен образованием пассивирующей пленки сульфида меди (I) и
сульфата олова. При использовании насыпного анода из гранул черной ме-
ди и электролизера барабанного типа достигается обновление поверхности
за счет трения гранул, однако при этом ухудшается качество катодной ме-
ди за счет попадания в нее шламовых частиц. Электролит частично выво-
дили на осветление, используя фильтрацию или центрифугирование. При
катодной плотности тока 120А/м2 получена катодная медь, содержащая,
•(КГ4) %: 75 - олова, 5 - цинка, 15 - сурьмы, 41 - свинца, 2- мышьяка, 50 -
серебра, 50 - никеля. В шлам переходит, %: 7 - меди, 33 - олова, 75 - свин-
ца, 50 - серебра. Цинк, железо и никель переходят в электролит. При про-
мышленных испытаниях процесса с насыпным анодом из гранулированной
бронзы (диаметр частиц 10мм) при плотности тока 400А/м2 достигнут вы-
ход по току 96^98%. Результаты исследований показывают, что электро-
рафинирование вторичных бронз в режиме, близком к электролизу меди
(использовались близкие составы растворов), сопряжено с немалыми тех-
нологическими трудностями и не обеспечивает необходимой степени раз-
деления металлов.
Для переработки отходов сплавов Cu-Ni-Zn и Cu-Zn в широком диа-
пазоне концентраций никеля и цинка предложено переплавлять их при
1527С° под слоем синтетического шлака с отгонкой максимального коли-
чества цинка с последующей разливкой в аноды, которые затем направля-
383
ют на электролитическое рафинирование при плотности тока 200~220А/м2,
напряжении 0,6Н),7В и температуре 56^60С°. Никель, цинк и железо пере-
ходят в электролит, который после накопления никеля до 20г/дм3 выводят
на осаждение сульфатов. Данная технология обеспечивает извлечение,%:
меди - 98, цинка - 95, никеля - 85. Расход электроэнергии не превышает
400кВт-час/т катодной меди.
Перспективно использование при электролизе сплавов сульфатных и
карбонатных аммиачных электролитов. При температуре 25 С° и плотности
тока 5001200А/м2 получена катодная медь, содержащая 510'4% свинца.
Концентрация свинца значительно увеличивается с ростом температуры и
не зависит от плотности тока. Установлено, что олово на 7075% перехо-
дит в шлам, который отстаивается на дне ванны. В аммиачно-карбонатном
растворе возрастает скорость растворения свинца и осаждения его с катод-
ной медью. Объясняется это различием растворимости карбоната и суль-
фата свинца в условиях электролиза.
Пассивация анодов зависит от химического состава, микроструктуры
сплава и содержания в нем кислорода. Установлено, что выход анодного
шлама увеличивается с повышением содержания кислорода в доэвтектиче-
ской области и достигает максимума в эвтектике. Путём медленного от-
жига возможен перевод фазы СщО в СиО, что исключает пассивацию ано-
да. При этом образуется более пористый и менее коллоидный по структуре
шлам.
Сделана попытка установить связь между содержанием свинца
(1-^-6%) в анодном сплаве с его пассивацией. С повышением температуры
плотность тока пассивации падает. Установлено, что с увеличением со-
держания свинца в сплаве до 1,25% плотность тока пассивации снижается,
а затем резко возрастает. Это наблюдается только для двойных сплавов
системы медь-свинец.
В табл.8.1 приведена зависимость состава шлама от состава анода.
Экспериментально подтверждена возможность экстраполяции этих данных
на более высокую концентрацию металлов - примесей в анодном сплаве.
Переработка сплавов на основе меди имеет ряд особенностей, кото-
рые можно проследить на примере гидроэлектрометаллургической перера-
ботки бронз. Исследовано влияние состава анода (синтетические медно-
оловянные сплавы с содержанием олова 2-5-10%, товарная бронза марки Бр
О5Ц1С1) на показатели процесса и состав его продуктов. В интервале
плотностей тока 5О^35ОА/м2 варьировали состав сернокислого медьсодер-
жащего электролита и выполнили исследования процесса образования
шлама.
Особенности электрохимического разделения вторичной бронзы на
составляющие компоненты:
• повышенное шламообразование (8-5-15% от массы растворившейся
части анода);
384
• пассивация анода и торможение процесса ионизации без создания
определенных условий его предотвращения;
• повышенная флотируемость шламовой фракции, состоящей из со-
единений свинца и олова;
• модернизация конструкции ванны-электролизера с организацией
отстойной зоны и непрерывной разгрузки донного шлама;
• необходимость поддержания оптимальной кислотности электро-
лита.
Таблица 8.1. Зависимость состава шлама от состава анода (содержание,%
в аноде/в шламе)_____________________________________________
Компоненты 1-я проба 2-я проба 3-я проба
Кислород 0,15/- 0,23/- 0,31/-
Никель 0,0932/2,23 0,147/3,19 0,0826/4,92
Свинец 0,1174/5,1 0,132/4,2 0,1982/5,0
Серебро 0,0227/1,12 0,0197/0,63 0,0222/0,56
Медь Ост./19,8 Ост./23,4 Ост./27,5
Установлено значительное влияние параметров электролиза бронзы
Бр О5Ц1С1 на формирование и состав шлама, а также на энергетические
затраты, табл.8.2
Таблица 8.2. Технологические параметры процесса электрорафинирования
бронзы марки Бр О5Ц1С1
Состав электролита, г/дм3 Анодная плотность тока, А/м2 Напряже- ние на ванне, В Выход по току, % Удельный расход электро- энергии, кВт-час/т Химический состав продуктов
Си2* H2SO4 Анодный шлам, % Катодная медь, 10'3%
Си Sn Pb Zn Sn Zn Fe
10 5 300 1,20 94,1 1162 21 44,5 8,7 0,85 6,1 2,0 1,0
32 50 300 0,71 92.0 607 24,5 46,6 8,5 0,44 6,4 2,1 0,8
32 50 300 0,90 90,6 960 31,2 28,1 11,6 0,21 6,1 - -
50 130 200 0,67 94,8 440 33,3 22,3 10.5 0,12 5.8 - -
50 130 300 0,75 92,2 508 47,4 16,7 12,7 0,16 3,1 2,4 -
50 130 50 0,19 98,8 333 48,2 14 02 12,3 0,16 3,0 2,0 0,6
50 130 100 0,36 96,3 445 60,7 12,6 14,1 0,12 3,0 2,2 0,6
50 130 350 1,04 96,6 740 65,0 10,2 16,7 0,08 2,9 2,0 0,5
50 130 350 0,60 98,6 558 60,7 9,9 15,64 0,09 2,9 2,0 0,6
Селективность отделения олова и свинца зависит от гидродинамики
электролизера, применения ПАВ-коагулянтов и тщательной фильтрации
электролита. Распределение примесей по продуктам электролиза приведе-
но в табл.8.3. Олово, свинец, сурьма и мышьяк количественно переходят в
шлам и остаются в нем, а цинк, никель и большая часть железа переходят в
электролит.
Неоднородность структуры бронзовых анодов приводит к выкрашива-
нию анодной массы за счёт неравномерного растворения зерен сплава и
385
повышенному содержанию меди в шламе. Фазовый анализ анодного шла-
ма показывает, что медь на 85-^90% присутствует в нем в виде металличе-
ских частиц, идентичных по составу растворяемому сплаву.
Таблица 8.3. Распределение примесей при электрорафинировании бронзо-
вых анодов (без учета анодного скрапа), %_______________________
Продукт Олово Свинец Цинк Никель Железо Мышьяк Сурьма
Электролит 0,1 0,1 95 99,5 70 3,2 1,6
Анодный шлам 99 99,8 4,6 0,3 29,5 90,6 98
Катодный оса- док, -10"3 2 0,2 2 0,1 0,5 0,3 0,4
Заметный дисбаланс анодной и катодной реакции по меди, повы-
шенное шлакообразование и присутствие во вторичной бронзе раство-
римых в серной кислоте компонентов (цинк, никель, железо, мышьяк и
др.) приводит к образованию сложного по составу электролита, снижает
его рассеивающую способность и электропроводность, повышает вязкость.
В таких растворах в условиях электролиза возможен гидролиз основных
солей олова с образованием плавучих шламов переменного состава. Уста-
новлено, что при непрерывной фильтрации электролита уловленный пла-
вучий шлам отличается по составу от донного и содержит более 40% оло-
ва.
При электрохимической переработке вторичного медного сырья сле-
дует иметь в виду, что анодный сплав может быть сформирован как из
низкооловянистых марок бронз (БрОЗЦ7С5Н1 и др.), так и из высокооло-
вянистых бронз типа БрО8Ц4, БрОЮЦ2, содержащих до 10% олова, 5%
никеля, около 10% свинца и цинка, а также железо, мышьяк, сурьму. Кро-
ме того, возможно попадание в исходное сырье латуни и медно-никелевых
сплавов типа МНЦ 15-20 (нейзильбер) и МН-19 (мельхиор).
Определено, что для стабильного протекания процесса электролиза
бронзовых анодов необходимо:
• подобрать оптимальный по основным компонентам состав элект-
ролита, позволяющий перевести олово и свинец в шлам;
• увеличить окислительную способность электролита путем барбо-
тажа воздуха или другого окислителя;
• использовать активные ПАВ-коагулянты для подавления об-
разующегося плавучего шлама;
• придерживаться оптимальных электрических параметров для
снижения энергозатрат.
Электрохимический способ переработки вторичных бронз обеспе-
чивает высокое извлечение меди и эффективное отделение ее от примесей;
вместе с тем важной технологической проблемой остается комплексная
переработка отработанного электролита и анодного шлама с получением
товарных продуктов.
386
Схема переработки вторичной бронзы приведена на рис.8.9.
Дом, отагоды б ровен
| Разливка |
.Авин.
доадух
ПомаЖряламта
Электролиз]
датодная медь
шлам
Ано
На сцедоэ ра-
ботку
Отработана!
электролит
Потребителю [Элеи троек страд цйя|
СаО
Катодные
основы
|Нейтражлвапия|
На эл-еатролиз
Рис.8.9. Технологическая схема переработки вторичных бронз
8.10. ПЕРЕРАБОТКА ОТРАБОТАННОГО ЭЛЕКТРОЛИТА
(ЗАРУБЕЖНЫЙ ОПЫТ)
При растворении вторичных медных сплавов, например, в серно-
кислых средах, в растворе накапливаются цинк, железо и никель, а также
некоторое количество олова, свинца, мышьяка, сурьмы и других металлов.
На предприятии "Норддойче Аффинери" (ФРГ) для извлечения меди
из растворов, содержащих 10^16г/дм3 меди и 80^90г/дм3 серной кислоты,
установлено 6 ванн по 20 анодов в каждой, изготовленных из сурьмяносо-
держащего свинцового проката. Электроэкстракцию меди ведут при тем-
пературе 41^51С° и плотности тока 500A/M2. Скорость циркуляции элек-
тролита 70дм3/мин, расход электроэнергий - 1800кВт час/т катодной меди,
выход по току - 90%. В катод переходит до 80г/т свинца. При использова-
387
нии титановых анодов предотвращается загрязнение катодов свинцом, а
расход электроэнергии снижается на 20^30%.
Для извлечения меди из отработанных растворов перспективны ме-
тоды с применением нестационарных электродов - насыпного, вращающе-
гося, кипящего слоя и др.
При обезмеживании разбавленных растворов (Зг/дм3 меди, не менее
5 г/дм3 серной кислоты) использовали медный барабан, в котором катодом
служили гранулы меди диаметром 0,6-4 мм. Оптимальная плотность тока
22А/м2. Выход по току составляет около 85% и резко снижается при обед-
нении раствора до 5мг/дм3. Способ внедрен на заводе "Бор" (Югославия)
для обезмеживания отработанного раствора, содержащего, г/дм3: 3-4 меди,
5-^8 серной кислоты, 0,243,3 мышьяка, 0,2 никеля, 0,064), 1 железа, 0,02
сурьмы. За 6 часов количественно осаждали медь, а мышьяк, железо и ни-
кель остаются в растворе. При плотности тока 35А/м2, напряжении
5,0-4,5В получен выход по току 94%.
Несколько хуже показатели работы электролизера кипящего слоя
"Кемлек". При обезмеживании раствора, с 2 до 0,05г/дм3 достигнут выход
по току 47%.
Усовершенствование технологии переработки растворов с низким
содержанием меди привело к созданию электролизера с псевдоожиженньм
катодом (диаметр частиц 0,14мм) и стержневыми анодами, погруженны-
ми в диафрагмы. При обеднении раствора, содержащего 300мг/дм3 меди и
100г/дм3 серной кислоты, получен выход по току около 92% при плотности
тока в сечении катода 800А/м2.
Для тонкой очистки растворов от примесей сохраняют свое значение
методы цементации н избирательного осаждения. Наиболее распростра-
ненные металлы-цементаторы это цинк и железо. Известны следующие
гидрометаллургические способы комплексной переработки цементацион-
ных медных порошков:
• выщелачивание в аэрированном растворе серной кислоты, т.е. ав-
токлавное восстановление меди водородом;
• флотация и кислотная промывка для удаления примесей - восстано-
вительный обжиг для получения медного порошка;
• спекание с получением анодов и их электролитическое рафиниро-
вание.
Показатели цементации меди и никеля цинковым порошком заметно
улучшаются в присутствии ионов-активаторов мышьяка и сурьмы. На
рис.8.10, представлена технологическая схема очистки цинксодержащих
сульфатных растворов с использованием арсената цинка. Раствор соста-
вом, г/дм3: 140-450 цинка, 0,343,8 меди, 0,44 кадмия, 0,12 кобальта - по-
сле очистки содержал, мг/дм3: 0,4 меди, 0,1 кобальта, 0,5 кадмия. Получен
твердый осадок состава, %: 25^45 цинка, 8-45 меди, 10^24 кадмия.
388
Раствор
Осадок
Раствор
Арсенат цанка | ^Цинковий. поро.док
’’^Цбмантадия |
Фильтрат Арсенат нивка
I I
На осадденае В оборот
яровита
Рис.8.10. Технологическая схема очистки цинковых растворов
с использованием арсената цинка
Лучшие результаты получаются при применении трехступенчатой
схемы очистки цинкового раствора. В первой ступени медь осаждают цин-
ковой пылью (2<-5г пыли на 1дм3 электролита) в присутствии 0,1^1г/дм3
оксида сурьмы (Ш) при температуре 47~^77С° и pH 4^5. Вторую ступень
проводят при расходе пыли З^7г/дм3 и оксида сурьмы (Ш) 0,4-^2г/дм3,
поддерживая pH на таком же уровне. Третья ступень очистки - контроль-
ная. Кеки от фильтрации являются оборотным материалом. Окончание
очистки раствора от примесей определяется повышенным расходом цин-
кового порошка.
Фирмой "Самим" (Италия) испытан процесс очистки цинковых рас-
творов от меди, кадмия и никеля в реакторе кипящего слоя. При расходе
17кг цинковой пыли за 1 час и исходной концентрации в растворе 6-^8г/дм3
сурьмы и 0,2-Ю,4г/дм3 меди в одну стадию возможно снижение содержания
никеля и кобальта менее 0,2мг/дм3.
Процесс цементационной очистки отличается высоким расходом
осадителя и получением сложного по составу цементного осадка, требую-
щего доработки. Требуемые степень и селективность извлечения примесей
достигается при использовании многостадийных схем, использующих
принцип противотока.
389
При внедрении схемы очистки комплексных растворов электрохи-
мической переработки вторичных медных сплавов следует считать опти-
мальным комбинированный вариант с применением грубой очистки элек-
трохимическими методами и тонкой очистки цементацией.
Широко распространенные в настоящее время пирометаллургиче-
ские способы переработки вторичных медных сплавов не отвечают совре-
менным требованиям как не обеспечивающие комплексное и селективное
выделение ценных компонентов, кроме того, они сложны по аппаратурно-
му оформлению и в обслуживании, наносят ущерб окружающей среде. То-
варные продукты пирометаллургических технологий не отвечают запросам
потребителей и требуют значительной доработки, шлаки не являются от-
вальными.
Обзор гидрометаллургических схем показывает, что с точки зрения
комплексности и селективности они более предпочтительны, практика пе-
редовых зарубежных заводов показывает, что комплексная переработка
вторичных медных сплавов с извлечением составляющих сплава возможна
при условии организации комбинированной технологии, основными эле-
ментами которой являются:
• восстановительная плавка вторсырья с получением минимального
количества шлаков;
• разливка сплава в аноды:
• электролиз с селективным выделением олова и свинца в шлам, а
цинка, никеля и железа - в раствор. Вывод основного количества меди из
процесса в виде катодов;
• комплексная переработка шлама с получением олова и свинца в ви-
де твердых продуктов (или в металлическом виде) с организацией оборота
растворителя;
• утилизация отработанного электролита по схеме электроэкстракция
- цементация с получением цементного осадка с высоким содержанием ни-
келя, гидратного кека, аккумулирующего железо, мышьяк, сурьму, и цин-
кового купороса, пригодного для переработки на катодный цинк;
• утилизация сточных вод и организация замкнутого цикла
технологических растворов.
390
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
Автогенная плавка [autogenous smelting]- плавка, при которой тем-
пература, необходимая для ее осуществления поддерживается за счет тепла
химических реакций между компонентами перерабатываемого сырья и
окислителя.
Агломерация [agglomeration]- способ окускования мелких (пыле-
видных) материалов для улучшения их металлургических свойств при пе-
реплавке.
Агломерат (от латинского agglomero — присоединяю, накопляю)
[agglomerate] — спеченные в куски мелкие (пылевидные) материалы.
Анализ рентгеновский [X-ray analysis]- метод определения в ис-
следуемом веществе содержаний химических элементов с использованием
интенсивности спектра частоты характеристического рентгеновского из-
лучения элементов от их атомного номера.
Анод [anode]- полуфабрикат, предназначенный для гальванических
покрытий или анодной защиты, изготавливаемый литьем, прокаткой или
прессованием (сортамент медных анодов по ГОСТ 767).
Антимонит (от латинского antimonium — сурьма) [antimonite] -
сурьмяный блеск, сульфид сурьмы - Sb2S3.
Аморфный субстракт (греческое amorphous, а — отрицание, morphe
— форма) [amorphous substrate (substanse) ] - состояние твердого вещест-
ва в котором, в отличии от кристаллического вещества, молекулы распо-
ложены хаотично и вещество изотропно, т.е. имеет физические свойства по
всем направлениям одинаковое. Не имеет четко выраженной температуры
плавления (природные - янтарь, смолы; искусственные — стекло, пластмас-
сы).
Арсениды (от латинского arsenicum - мышьяк) [arsenides]- соедине-
ния мышьяка с металлами.
Атомный вес (атомная масса) [atomic weightj-относительная, без-
размерная величина, равная отношению средней массы атома к 1/12 массы
изотопа атома углерода 12С (углеродная шкала атомных масс). Сокращен-
ное обозначение — ат.м.
Баланс материальный [material balance] - равенство масс исход-
ных и полученных веществ или масс определенного химического элемента
в исходных и полученных веществах технологического процесса. Уравне-
ние материального баланса используется для технологических и теплотех-
нических расчетов.
Вакуумная металлургия [vacuum metallurgy]- процессы восстанов-
ления металлов из руд и соединений, возгонки, переплавки, спекания, дега-
зации, осуществляемые при пониженных давлениях.
Взрывоопасные лом и отходы цветных металлов [dangerously
explosive non-ferrous scrap and waste ] - лом и отходы цветных металлов
391
и сплавов, в которых имеются взрывчатые и легковоспламеняющиеся ве-
щества, герметически закрытые и полые предметы, содержащие лед и вла-
гу, а также лом и отходы, не прошедшие пиротехнического контроля.
Восстановительный обжиг [reducing roasting]- обжиг в присутст-
вии восстановителя с целью перевода окисленных соединений цветных ме-
таллов в металл или его низшие оксиды.
Вторичная металлургия цветных металлов [secondary
metallurgy of non-ferrous metals] — подотрасль металлургии, осуществ-
ляющая заготовку и переработку лома и отходов цветных металлов н спла-
вов.
Вязкость [viscosity] - 1. Свойство жидкостей и газов сопротивляется
внешним силам. 2. Свойство твердых тел необратимо поглощать энергию
при их пластической деформации.
Гашеная известь [slaked lime] — продукт обожённой извести не-
большим количеством воды Са(ОН)2, используется для обмазки форма, из-
ложниц.
Гетерогенная система [heterogeneous]- неоднородная физико-
химическая система, состоящая из различных по физическим свойствам
или химическому составу частей. Одна фаза гетерогенной системы отделе-
на от смежной с ней фазы поверхностью раздела, на которой скачкообраз-
но изменяется одно или несколько свойств (состав, плотность, теплоем-
кость и др.).
Гидраты [hydrates]- продукты присоединения воды к различным
веществам. Молекулы Н2О в гидратах присутствуют в виде индивидуаль-
ных частиц, например Си8Од • Н2О.
Гидриды [hydrides] - соединения водорода с металлами и менее
электроотрицательными элементами (неметаллами).
Гидрометаллургия [hydrometaliurgy]- область металлургии, охва-
тывающая различные способы извлечения металлов из руд, концентратов и
отходов различных производств при помощи растворов химических ве-
ществ (чаще всего водных) с последующим выделением металлов или их
соединений из полученных растворов выщелачивания.
Гипс [gypsum] — минерал CaSO4 • 2Н2О в чистом виде содержит
32,56% СаО; 46,51% SO3 и 29,93 Н2О, кристаллизируется в моноклинной
системе, твердость 1,5; плотность 2,32 г/см3. При ~ 170°С переходит в
CaSO4 • 0,5Н2О, а при дальнейшем нагревании в CaSO4.
Горн [hearth] - нижняя цилиндрическая (прямоугольная) часть ра-
бочего пространства шахтной плавильной печи, где происходит горение
топлива и скапливается жидкий металл.
Гранулы[ granules]- материал в виде частиц размером свыше 1 мм,
изготавливаемый литьем металла в воду или восстановлением, предна-
значенный для дальнейшей переплавки, цементации, раскисления стали,
изготовления порошков и солей, а также полуфабрикатов.
392
Группа лома и отходов цветных металлов [group of non-ferrous
scrap and waste] — единица классификационного деления, определяющая
совокупность марок цветных металлов и сплавов, объединенных по меха-
ническим и (или) по технологическим свойствам и близких по химическо-
му составу.
Примечание. Примерами групп лома и отходов являются: чистая
медь, медные литейные сплавы, медные деформируемые сплавы и т.д.
Диаграмма состояния [phase equilibrium diagram] — геометриче-
ское изображение фазовых равновесий при разных значениях термодина-
мических параметров: температуры, давления и концентраций компонен-
тов в фазах.
Дробление [crushing, grinding, shredering] — механическое разру-
шение кусков (элементов) твердых материалов или их конгломератов (ме-
ханических связей).
Засоренность отходов [scrap contamination]- наличие механиче-
ских примесей в ломе и отходах цветных металлов и сплавов.
Известь [lime] - обобщенное название продуктов обжига известня-
ка, мела и прочих карбонатных пород.
Известь пушонка [hydrated lime] — белый пылеобразный аморфный
порошок Са(ОН)2 используется для шлакообразования.
Известь магнезиальная [magnesian lime, dolomitic lime] — содержит
до 5% MgO.
Известь несвязанная [free lime] — СаО в шлаках, не связанный в
химические соединения.
Извлечение [recovery] - оценка полноты использования исходного
сырья в разделительных технологических процессах (обогащении, метал-
лургии, химии, технологии и др.). Определяется как отношение количества
извлекаемого вещества, перешедшего в данный продукт, к его количеству
в исходном материале (в процентах, или долях единиц).
Изотоп (topos-место, греческий) [isotope] — разновидность одного
химического элемента, занимающих одно место в Периодической системе
элементов и идентичных по химическим свойствам, но разных по массе
атомов и некоторым физическим свойствам. Известно 276 стабильных изо-
топов и принадлежащих 81 природным элементом и ~ 1500 радиоактивных
изотопов из 105 природных и синтезированных элементов.
Интерметаллид [intermetallic compound] - химическое соедине-
ние двух и более металлов; имеет структуру, отличающуюся от структур
его компонентов, характеризуется широкой областью гомогенности. Из-
вестно ~ 1300 интерметаллидных соединений, представленных в 200 типо-
вых структурах.
Карбонаты [carbonates] - соли угольной кислоты Н2СО3; нормаль-
ные карбонаты с анионом СО^2 (например, К2СО3), кислые карбонаты с
393
анионом НСО3 (например, КНСО3) и основные карбонаты (например
Си2(ОН)2СО3) - минерал малахит.
Кек [cake, filter саке] — твёрдый остаток после фильтрования пуль-
пы, содержащий 12-ь 18% влаги.
Кислотность шлака [slag acidity] — отношение числа атомов О,
связанного с Si, Al, Р, Ti, т.е. входящие в кислотные оксиды (SiO2, А12О3,
TiO2, Р2О5), к числу атомов О, образующего основные оксиды (FeO, СаО,
ВаО, МпО, РЬО и др.). Это условный критерий дающий представление о
промышленной классификации состава шлака. Кислые шлаки содержат
более 40% (А12О3 + SiO2).
Кларки химических элементов [percent abundance of the elements]
- число, выражающее среднее содержание элементов в Земле, гидросфере,
организмах. Термин “кларк” предложен А.Е. Ферсманом в 1923г. в честь
американского геохимика Ф.У.Кларка.
Класс лома и отходов цветных металлов [class of non-ferrous
scrap and waste]- единица классификационного деления, определяющая
лом и отходы цветных металлов и сплавов по физическим признакам.
Примечание. Примерами классов лома и отходов являются: лом меди
и медных сплавов, стружка меди и медных сплавов и т.д.
Классификация лома и отходов цветных металлов [classification
of scrap and waste materials] - деление лома и отходов по видам цветных
металлов и сплавов, физическим признакам, химическому составу и засо-
ренности.
Коксик [coke fines] — коксовая мелочь - каменноугольный кокс
крупностью 0-ь 10мм, используемый как топливо и восстановитель при аг-
ломерации.
Колоша [charge] — порция шихтовых материалов (кокса, руды, агло-
мерата. флюса и др.), загружаемых в шахтную печь.
Конвертер [converter, vessel]- металлургический агрегат для пере-
работки Си, Ni при продувке воздухом или кислородом.
Концентрат [concentrate]- продукт обогащения минерального
сырья, в котором содержание ценных (ценного) компонента выше, чем в
исходном материале (руде).
Кремнезём [silica, silicon dioxide] - SiO2 в форме минерала кварца и
других разновидностей составляет -12% массы земной коры.
Кристаллическая решетка (пространственная решетка) [space
lattice] - трёхмерная периодическая система точек (узлов) расположенных
на вершинах одинаковых параллелепипедов, вплотную примыкающих
один к другому гранями и заполняющих пространство без промежутков.
Купоросы [vitriols, hydrous sulfatesj-техническое название кри-
сталлогидратов сульфатов некоторых тяжёлых металлов. Широко приме-
няется медный купорос (CuSO4-5H2O), цинковый (ZnSO47H2O), никеле-
вый (NiSO4-7H2O), железный (FeSO4-7H2O), кобальтовый (CoSO4-7H2O).
394
Лёгкие цветные металлы [ light non-ferrous metals]- группа цвет-
ных металлов с плотностью менее 5г/см3, включающая алюминий, титан,
стронций, калий, натрий, магний, барий, кальций, кремний.
Лигатура [master alloy, hardener] - промежуточный сплав для вве-
дения в жидкий основной сплав летучих, сильно окисляющихся тугоплав-
ких добавок и компонентов. Обычно лигатура — двойной сплав, состоящих
из большей части основного сплава и одной или нескольких добавок (ле-
гирующих элементов), содержание которых в несколько раз больше, чем в
основном сплаве. Основное назначение — надежное и быстрое усвоение ле-
гирующих элементов, лучшее чем ввод их в чистом виде.
Ликвация [segregation, liquation] неоднородность сплава по хими-
ческому составу, структуре и неметаллическим включениям, образующая-
ся при кристаллизации сплава. При этом состав кристаллов, образующийся
в начале затвердевания, может существенно отличаться от состава после-
дующих порций затвердевающего маточного раствора.
Литьё [casting]- процесс заливки расплавленного металла в опре-
деленную форму для получения литой детали или непрерывной подачи
расплавленного металла в кристаллизатор для получения слитков, предна-
значенных для дальнейшей обработки давлением.
Лом цветных металлов [non-ferrous scrap]- пришедшие в негод-
ность или утратившие эксплуатационную ценность изделия, которые со-
держат цветные металлы и/или их сплавы.
Медь чёрная [black copper]- медь, получаемая в результате плавки
медного вторичного сырья, содержащего другие цветные металлы. Пере-
рабатывается методом конвертирования для получения черновой меди.
Медь черновая [blister copper]- медь, получаемая при конвертиро-
вании штейна или медного полупродукта автогенной плавки за счёт окис-
ления кислородом воздуха (или техническим кислородом). Обычно содер-
жание примесей в черновой меди не превышает 1,0%.
Мельхиор [German silver cupronickel] (alloy)- сплав Си с 5^30% Ni,
иногда с добавлением 0,8%Fe и 1,0% Мп. Обладает высокой коррозийной
стойкостью в пресной и морской воде. Применяется в судостроении, меди-
цине, точной механике, художественных изделиях.
Металлургия [metallurgy]- область науки, техники и отрасль про-
мышленности, охватывающие процессы получения металлов из руд или
других материалов, а также процессы, придающие металлам и сплавам не-
обходимые свойства путем изменения их химического состава и структу-
ры.
Металлургический выход [metallurgical output, recovery] - выход
извлекаемого цветного металла или сплава в процентах, получаемого при
плавке шихтовых материалов
395
Миксер [mixer]- цилиндрический или бочкообразный стальной с ог-
неупорной футеровкой сосуд для накопления, корректировки химического
состава и температуры.
Монель-металл [Monel metal] - Ni-Cu- сплав, дополнительно леги-
рованный Fe, Мп, А1 и др. элементами. Назван в честь президента компа-
нии “Intemation Nickel Company Of Canada”. Отличается очень высокой
коррозиционной стойкостью.
Настыль — [crust, skull] — твёрдая масса (в форме бугра), состоящая,
как правило, из металла и шлака и образующаяся на поверхности огне-
упорной кладки плавильных печей в результате нарушения технологиче-
ского хода плавки. Настыль следует отличать от гарнисажа — защитного
слоя, искусственно создаваемого в процессе плавки на внутренней поверх-
ности стенок плавильных агрегатов.
Нейзибер [German silver] — сплав на основе меди, содержит 13<-45%
цинка и 5-^35% никеля. Имеет красивый серебристый оттенок. Применяет-
ся в производстве теплообменников, мединструмента, посуды, деталей
приборов и ювелирных изделей.
Ножницы аллигаторные [alligator shears] — машина (агрегат) с не-
подвижным нижним лезвием и расположенным под углом верхним лезви-
ем. Лезвия соединены осью с одной стороны, привод верхнего ножа элек-
трический, гидравлический, пневматический.
Ножницы гильотинные [guillotine shears] - машина (агрегат) с не-
подвижным верхним лезвием, которое совершает возвратно-
поступательные движения в направляющих.
Обезвреженные лом и отходы цветных металлов [harmless non-
ferrous scrap and waste] - лом и отходы цветных металлов и сплавов, ос-
вобожденные от взрывоопасных предметов, ядовитых и вредных веществ.
Обезмеживание [drossing, decopperization] - очистка металлов,
сплавов и шлаков от меди.
Обжиг [roasting]- процесс, протекающий при нагреве и выдерж-
ке различных материалов (руд, концентратов и др.) при температуре,
достаточной для протекания различных химических реакций твердых
составляющих обрабатываемого материала с газами и недостаточной для
их расплавления.
Обжиг во взвешенном состоянии[ъиърепъюп roasting]- обжиг, при
котором распыленные частицы перерабатываемого материала обжигаются
в процессе их перемещения потоком газа в рабочем пространстве печи.
Обжиг в кипящем слое [fluidized-bed roasting]- обжиг сыпучего
зернистого материала, при котором в обжиговую камеру через под печи
вдувается газ (воздух) со скоростью, достаточной для поддержания твер-
дых частиц слоя в непрерывном движении, имитирующем кипение жид-
кости.
396
Оборотные отходы [utilizable waste]- отходы цветных металлов и
сплавов, образующиеся на предприятиях в процессе производства, даль-
нейшая переработка которых существующими методами экономически
нецелесообразна.
Огарок (в металлургии) [cinder ]- конечный продукт обжига
Окислительный обжиг [oxidizing roasting]- обжиг в присутствии
кислорода, воздуха или другого окислителя с целью перевода сульфидов
цветных металлов в оксиды.
Оксид (окись) [oxide] — соединение химического элемента с кисло-
родом. По химическим свойствам все оксиды делятся на солеобразующие
(Na2O, MgO, А12О3, SiO2, P2Os, SO3, C12O7) и несолеобразующие (CO, N2O,
NO, H2O). Солеобразующие подразделяются на основные (Na2O, СаО, FeO)
кислотные (СО2, Р2О5, SO3) и амфотерные (ZnO, А12О3).
Опробование [sampling]- отбор и обработка проб из различных то-
чек (мест) сырья по определенной методике для определения физических
характеристик, химического состава содержания одного или нескольких
компонентов. Включает три стадии: отбор, обработку и исследование
проб.
Отвальные отходы [nonutilizable waste] - отходы цветных метал-
лов и сплавов, образующиеся на предприятиях в процессе производства,
дальнейшая переработка которых существующими методами на данном
уроне техники экономически нецелесообразна.
Отражательная плавка [reverberatory smelting]- плавка материа-
лов (металлов) в отражательной печи.
Отходы цветных металлов [waste of non-ferrous metals and alloys]
— отходы при производстве изделий из цветных металлов и сплавов, а так-
же неисправимый брак, возникающий в процессе производства.
Пакетирование [baling] - 1. Уменьшение объема вторичных метал-
лических с малой насыпной массой материалов (стружка, лист, обрезь и
т.п.) с прессованием их в пакеты.
2. Формирование партии штучных металлических изделий (чушек,
слитков, листов, профилей проката) в виде пакетов для транспортирова-
ния.
Параметры [parameters]- температура, время, скорость, интенсив-
ность нагрева и охлаждения, относительное обжатие и другие величины
технологического процесса.
Первичная обработка лома и отходов [primary processing of scrap
and waste materials] - совокупность процессов сортировки, разделки, пи-
ротехнического контроля и приведения лома и отходов цветных металлов
и сплавов к соответствующим массе и размерам.
Перекиси (пероксиды) [peroxides] - химические соединения, содер-
жащие анионы (неорганическая перекись, например, пероксид водо-
рода) или группу С-О-О-С (органическая перекись).
397
Переработка лома и отходов цветных металлов [processing of
non ferrous scrap and waste] — комплекс подготовительных и металлурги-
ческих операций для получения цветных металлов и сплавов из их лома и
отходов.
Печь отражательная [reverberatory furnace] — топливная ванная
печь - теплообменник с направленным радиационным режимом тепловой
работы, при котором излучателем служит газовый факел, простираю-
щийся вдоль ванны, и огнеупорная футеровка свода и верхней части бо-
ковых стен.
Печь роторная, барабанная [drum-type furnace, rotary kiln] -
цилиндрическая барабанная печь для плавки лома и отходов (меди,
алюминия, свинца и др.). Возможно использование с прямоточным или
петлевым факелом.
Печь шахтная [shaft furnace] - печь с вытянутым вверх рабочим
пространством круглого, элептического или прямоугольного поперечного
сечения для плавки и обжига кусковых материалов. Шахтная печь работа-
ет в непрерывном режиме — загрузка сырья сверху, выпуск металла и
шлака снизу.
Пирометаллургия [pyrometallyrgy] - область металлургии, охваты-
вающая процессы получения и очистки металла (сплава), протекающие
при температурах, обеспечивающих спекание, обжиг, плавление, субли-
мацию или испарение металла (сплава), а также протекания необходимых
химических реакций.
Примечание. В пирометаллургических процессах используется тепло,
получаемое при сжигании топлива и преобразовании электроэнергии, а
также тепло экзотермических реакций взаимодействия компонентов шихты
и реагентов.
Плавиковый шпат [fluospar] — минерал CaF2, входящий в состав
многих руд, используется в качестве флюса в металлургических процес-
сах.
ZfriaeKa[smelting, heat]- процесс термической переработки материа-
лов для получения расплавов (ОСТ 48-268).
Пластичность [ductility, plasticity] - свойства твердых тел необра-
тимо изменять свои размеры и форму без разрушения под действием при-
ложенных внешних сил.
Плотность [density] — физическая величина, определяемая для од-
нородного вещества его массой в единице объема. Средняя плотность оп-
ределяется отношением массы тела к его объёму: у = m/V, единица плат-
ности - кг/м3, г/см3, г/л, т/м3 и др.
Порошковая металлургия [powder metallurgy]- область науки и
техники, охватывающая производство металлических порошков, а также
изделий из них или их смесей с неметаллическими порошками.
398
Предел прочности [tensite strength] - временное сопротивление,
условное напряжение, соответствующее верхней точке (максимальной на-
грузке) при растяжении обычно совпадает с началом образования шейки
на образце. Условное обозначение <тв.
Приделки [contaminants]- детали из стали, чугуна, неметаллическо-
го материала, а также цветного металла и сплава, отличающиеся по хими-
ческому составу от лома, с которым они соединены.
Примеси [impurities] — химические элементы, которые не вводятся в
сплав специально и присутствуют в нём в небольших количествах. Разли-
чают четыре группы примесей: постоянные, скрытые, случайные и леги-
рующие. Один и тот же элемент может быть легирующей, случайной, по-
лезной или вредной примесью.
Присадки [addititions] - материалы, вводимые в расплав с целью
изменения состава и свойств металла или шлака. Различают присадки:
шлакообразующие - известь, боксит, плавиковый шпат и др.; легирующие
-ферросплавы, лигатуры, чистые химические элементы.
Проба [sample, assay] - образец металла, шлака или сырья, взятый
для определения состава и/или свойств.
Прочность [strength] - способность твёрдых тел сопротивляться
разрушению, а также необратимому изменению формы под действием
внешних нагрузок.
Разделка лома и отходов [scrap and waste preparation]— освобож-
дение основного цветного металла или сплава от засорённости, а также
приведение к массе и размерам, удобным для их дальнейшей переработки.
Растворимость [solubility] - способность вещества образовывать с
другим веществом однородную термодинамическую систему переменно-
го состава, состоящую из двух и более компонентов. Мерой растворимо-
сти вещества при данных условиях служит концентрация его насыщен-
ного раствора и зависит от температуры и давления.
Рафинирование [refining] - окончательная очистка продукта от
примесей. Различают пирометаллургическое, электролитическое и
химическое.
Рафинированный металл [refined metal]- металл или сплав, очи-
щенный от примесей до заданных пределов с применением физических,
химических или электрохимических способов.
Режим технологического процесса [process mode]- совокупность
параметров и условий, при которых осуществляется процесс.
Руда [ore]- минеральное вещество, из которого технологически
возможно и экономически целесообразно извлекать металлы или мине-
ралы для их последующего использования.
Сорт лома и отходов [scrap and waste grade] - единица классифи-
кационного деления, характеризующая лом и отходы цветных металлов и
сплавов по видам, засоренности и размерам.
399
Спекание [caking]- процесс, протекающий при нагреве и выдержке
смесей различных твёрдых материалов (руд, концентратов и др.) с участи-
ем или без участия реагентов с целью перевода в нужную химическую
форму для дальнейшей гидрометаллургической переработки или с целью
окускования мелкозернистых либо порошкообразных материалов при
температуре, недостаточной для расплавления всей массы шихты.
Сплав [alloy]- твёрдая или жидкая система, образованная сплавле-
нием двух и более металлов, а также металлов с различными неметаллами.
Сульфатизирующий обжиг [sulphatizing roasting]- обжиг в присут-
ствии кислорода с целью перевода сульфидов цветных металлов в раство-
римые в воде сульфаты.
Сырьё вторичной цветной металлургии [raw material of
secondary nonferrous metallurgy] — лом и отходы цветных металлов и
сплавов, заготавливаемые для производства цветных металлов и сплавов.
Твёрдость [hardness] - сопротивление материала вдавливанию или
царапанью. Значение равно нагрузке отнесенной к поверхности отпечатка,
или обратно пропорционально глубине отпечатка при некоторой фиксиро-
ванной нагрузке.
Теплопроводность [thermal conductivity] — способность вещества
передавать теплоту (энергию тепловых колебаний атомов) от более на-
гретого участка к менее нагретому, что приводит к выравниванию тем-
пературы по всему объёму. Закономерность описывается законом Фурье.
Теплосодержание [heat content enthalpy] - см. энтальпия.
Температура кипения (Тиш, 1ИВ]) [boiling temperature] - температура
равновесного перехода жидкости в пар при постоянном внешнем давле-
нии. При температуре кипения насыщенного пара над плоской поверхно-
стью жидкости становится равным внешнему давлению, вследствие чего
по всему объёму жидкости образуются пузырьки насыщенного пара.
Температура плавления (TnjI,tra) [melting (fusion) temperature] -
температура равновесия фаз перехода кристаллического (твёрдого) те-
ла в жидкое состояние при постоянном внешнем давлении. Это
частный случай температуры фазового перехода 1-го рода.
Теплота образования [formation heat] - теплотехнический эффект
реакции образования вещества из каких-либо веществ.
Технология производства цветных металлов [manufacturing
process of non-ferrous metals]- совокупность методов переработки, изго-
товления, изменения состояния, свойств, формы сырья, вспомогательного
материала или полуфабриката, применяемых в процессе производства
цветных металлов, обеспечивающих получение готовой продукции.
Технологический процесс [process]- часть производственного про-
цесса, содержащая целенаправленные действия по изменению и (или) оп-
ределению состояния предмета труда (ГОСТ 3.1109).
400
Тяжелые цветные металлы [heavy non-ferrous metals]- группа
цветных металлов с плотностью порядка от 5 г/см3 до 14 г/см3, вклю-
чающая - медь, никель, кобальт, свинец, олово, цинк, кадмий, висмут,
сурьму, ртуть, мышьяк.
Усадка [shrinkage] - уменьшение объёма металла или сплава при
переходе из жидкого состава в твёрдое и последующее охлаждение. При
затвердевании объём большинства металлов, кроме Ga, Sb, Bi, Li, серого
чугуна уменьшаются. Различают линейную усадку и объёмную.
Условия [conditions] - способ, среда, теплоноситель, состав электро-
лита или травителя, сопутствующие процессам (например, давление при
пайке и сварке), припой, флюс, охлаждающая жидкость (при обработке
давлением и резанием) и т.д.
Флюорит [fluorite] — фторид кальция, плавиковый шпат СаРг см.
плавиковый шпат.
Флюс (в металлургии) [flux]- преимущественно минерального про-
исхождения, вводимый в шихту с целью образования шлака, понижения
температуры его плавления и регулирования его состава, в частности, для
связывания и отделения пустой породы или продуктов раскисления ме-
талла от ценного металла, а также для защиты металла от окисления.
Фрагментирование [fragmentation] - процесс предварительного
измельчения перед дроблением. Габаритный лом и отходы, превышающие
своими размерами загрузочные отверстия дробилок проходят процесс из-
мельчения. Используются двух-, трёхвалковые и многовалковые разрыва-
тели.
Фурма [lance, tuyere] - устройство для подвода дутья в металлурги-
ческие печи, для продувки жидкой металлургической ванны кислородом.
Различают фурмы воздушные [tuyere], вспомогательные [auxiliary tuyere],
кислородные [oxygen lance], продувочные [blowing lance, blowing tuyere].
Цементация [electrolytic precipitation]- вытеснение более электро-
положительных металлов из растворов их соединений менее электрополо-
жительными, находящимися в твёрдом состоянии.
Цветная металлургия [non-ferrous metallurgy]- область науки, тех-
ники и отрасль промышленности, охватывающие производство цветных
металлов и их сплавов от добычи и переработки рудного и вторичного сы-
рья до получения готовой продукции (металлов, сплавов, порошков, по-
луфабрикатов и изделий из них).
Цветные металлы [non-ferrous metals] - техническое название
всех металлов, за исключением железа, хрома, марганца, ванадий.
Черновой металл [crude metal]- металл с повышенным количеством
примесей, полученный при плавке (электролизе) руд или концентратов, а
также лома цветных металлов.
Чушка (слиток) [pig(ingot)]- металл, получаемый отливкой в специ-
альную форму и предназначенный для последующей переплавки. Перед
401
отливкой чушек производится плавка и рафинирование расплава для полу-
чения определенного химического состава и снижения металлических и
неметаллических примесей.
Хроматы [chromates] - соли Н2СгО4 и изополихромовых кислот,
устойчивы только в щелочной среде; при подкисливании переходят в ди-
хроматы.
Шихта [burden, charge] - совокупность (смесь) материалов в опре-
деленных пропорциях (руда, рудные концентраты, отходы, флюсы и др.),
перерабатываемая в металлургических агрегатах для получения металлов,
сплавов и соединений заданного химического состава.
Шлак [slag] - многокомпонентный неметаллический расплав, по-
крывающий поверхность расплава. Выполняет важную роль в физико-
химических процессах металлургического производства. Различают шла-
ки.
Шлам [sludge, slime, mud] - порошкообразный продукт, выпадаю-
щий в осадок при гидрометаллургических процессах.
Шликер (от немецкого schlock — вязкий ил) [dross] - побочный про-
дукт ликвационного рафинирования легкоплавких тяжёлых цветных ме-
таллов - Pb, Bi, Sn.
Штейн (от немецкого stein - камень) [matte] - промежуточный про-
дукт производства некоторых цветных металлов (Си, Pb, Hi и др.), пред-
ставляет сплав сульфидов металлов с FeS. Первичный штейн с содержани-
ем больше 14-3% Fe называют роштейном.
Эвтектика [eutectic] - смесь двух или более твёрдых фаз, одновре-
менно кристаллизовавшихся из расплава, характеризуется постоянной
температурой кристаллизации и составом. Различают в зависимости от со-
става фаз: 2-х, 3-х, 4-х и многофазные эвтектики.
Экстраполяция [extrapolation] - в статистике это приближенное
определение значений функции f(x) в точке х, лежащих вне отрезка [х0,
х„ ] по ее значениям в точках х0 < jq <... < х„. Широко используются при
обработке и интерпретации экспериментальных данных.
Электролиз [electrolysis]- процесс, протекающий на электродах при
пропускании электрического тока через растворы или расплавы электро-
литов.
Электролиз с растворимыми анодами [soluble anode electrolysis]-
процесс электролиза, заключающийся в растворении анода, изготовленного
из цветного металла, и осаждении металла на катоде с целью рафини-
рования металла, получения изделий или нанесения покрытия (гальвано-
стегия, гальванопластика и т.д.).
Электролиз с нерастворимыми анодами [insoluble anode
electrolysis] - процесс электролиза, заключающийся в осаждении на катоде
цветных металлов из растворов или расплавов электролитов.
402
Электрометаллургия [electrometallurgy]- область металлургии,
охватывающая процессы получения, рафинирования и обработки металлов
и сплавов с помощью электрической энергии.
Электроплавка [electric melting]- плавка материалов в электропечи.
Электрическая печь - агрегат для плави металлов (шихты), в котором необ-
ходимое для процесса тепло образуется за счет превращения электрической
энергии в тепловую. Применяются дуговые, индукционные и печи со-
противления (ОСТ 48-268).
Элюат [eluate] - жидкость, вытекающая из хроматографической
колонки, или экстракт из сорбента.
Элюент [fluent] - раствор поступающий в хроматографическую ко-
лонку и вымывающий разделительные компоненты, или растворитель для
элюирования.
Энтальпия [enthalpy] - термодинамическая величина, функция со-
стояния термодинамической системы. Числено равная теплоте получаемой
системой при изобарическом процессе, которая складывается из внутрен-
ней энергии U и работы, которая должна быть затрачена, чтобы ввести те-
пло объемом V в среду с давлением Р.Н = U + PV так в металлургиче-
ских процессах горения или окисления сульфидов без потерь теплоты, эн-
тальпия системы остается постоянной. Постоянство энтальпии до и после
процесса используют для составления теплового баланса.
Энтропия [entropy] - термодинамическая величина, функция со-
стояния термодинамической системы, характеризующая термодинамиче-
скую вероятность реализации данного состояния истемы
Ячейка электролитическая [electrolytic cell]- сосуд с электроли-
том, снабжённый электродами, в котором реализуется электрохимические
реакции, основа конструкции элементов промышленных электролизёров.
403
СПИСОК ЛИТЕРАТУРЫ
1. Металлургический комплекс стран СНГ: экономический аспект. Рома-
нец В.А., Юзов О.В., Рубинштейн Т.Б.-М.: ’МИСИС*, 2003.-208 с.
2. Чернобаев В.М., Неосвоенные ниши. Металл, №9 2004. -с.70^-75.
3. Попов В.А.Дуиб Е.Н., Мушик Е.Е. Литьё Украины, №3(67), 2006.-
с.641.
4. Осинцев О.Е., Фёдоров В.Н. Медь и медные сплавы. Отечественные и
зарубежные марки. Справочник. М.: Машиностроение. 2004. 336с.
5. Тихонов Б.С. Медь. Свойства и производство. Т.1.-М.: ЦНИИцветмет
экономики и информации,1997.- 324 с.
6. Герасимов Я.И., Крестовников А.Н., Шахов А.С. // Химическая термо-
динамика в цветной металлургии, Т.2.,Справочникам.: ГНТИ, 1961.
7. Тихонов Б.С., Тяжёлые цветные металлы. Справочник. М.: Цветме-
тинформация, 1999. -416с.
8. Энциклопедический словарь по металлургии: Справочное издание.В2-
х т.-М.: «Интермет Инжиниринг», 2000. 412с.
9. Переработка отходов производства и потребления: Справочное изда-
ние/ Под ред. докт. техн, наук, проф. Б.Б, Бобовича. — М.: «Интермет Ин-
жиниринг», 2000. — 496 с.
10. ГОСТ1639-91 (ДСТУ-3211-93 Лом и отходы цветных металлов. Об-
щие технические условия.
11. Колобов Г.А., Бредихин В.Н., Чернобаев В.М., Сбор и обработка вто-
ричного сырья цветных металлов. Учебник для вузов./- М.: Металлургия,
1993.-228 с.
12.. Радиационный контроль отходов металлургического производства.
Исаков М.Г., Валуев Н.П., Мойш Ю.В. Рынок вторичных металлов. 2003,
3/17 и 2004,2/22.
13. Лаврентьев М.И., Верхорубов В.В. Оптимизация подготовки к пере-
плаву лома и отходов цветных металлов и сплавов за счёт рационального
выбора приборов контроля химического состава. Цветные металлы. -2006,
№5. -с. 8186.
14. Технология вторичных цветных металлов. Учебник для вузов./ Худя-
ков И.Ф., Дорошкевич А.П., Кляйн С.Э. - М.: Металлургия, 1981. - 280 с.
15. Шуберт Г. Подготовка металлических материалов: Ресурсы, класси-
фикация, измельчение./ Пер. с нем. - М.: Металлургия,1989. — 359 с.
16. Белов К.П., Бочкарёв Н.Г. Магнитизм на Земле и в Космосе. Наука,
М.: 1974.-335с.
17. Кравченко Н.Д., Губаревич В.Н., Магнитные и электромагнитные ап-
параты для сепарации отходов цветных металлов, -М.: Цветметинформа-
ция. 1983. -48с.
18. Бредихин В.Н., Шевелев А.И. Современные технологии для перера-
ботки отходов цветных металлов. -М.: ЦНИИЭИЦМ, В. 1,1991.-74с.
404
19. АВТ. СВИД. СССР, SU 1750731 А1.Электродинамический сепаратор,
1992.
20. АВТ. СВИД. СССР , SU 1313508 А1.Электродинамический сепаратор
, 1985.
21. Bredikhin V., Shevelev A.,Starchik L. Automatization of non-ferrous scrap
classification. XVII International Mineral Processing Congress, DDR, Dresden,
1991.V4.-P.56-59.
22. Bredikhin V., Shevelev A., Problems of preparation of non-ferrous scrap
for metallurgical!. XVIII International Mineral Processing Congress, Sydney,
1993.-p. 1234-1237.
23. Самсонов А. И., Бредихин B.H., Козловский К.П.. Исследование рабо-
ты концентрационного стола СКО-0,5 для обогащения продуктов дробле-
ния лома РЭА. Металлургия. Запорожье. Выпуск 12.2005, с.41-48.
24. Самсонов А. И., Козловский К.П., Пластовец А.В. Исследование
стеклотканевых плат со срубленными радиодеталями лома РЭА. Метал-
лургия. Запорожье. Выпуск 10.2004, с.82-87.
25. Губаревич В.Н., Разделение материалов в магнитных жидкостях.-М.:
Надра. 1987. -87с.
26. Кравченко Н.Д., Кармазин В.И. Магнитная сепарация отходов цветных
металлов. М.: Металлургия. 1986. -119с.
27. Кравченко Н.Д., Бредихин В.Н., Дубинский Ю.М. Основные направле-
ния повышения эффективности использования легких и тяжелых цветных
металлов. М.: Цветметинформация.1980,- 40 с.
28. Bredikhin V., Shevelev A., Mirovich I., Intensification of non-ferrous
turnings preparation for metallurgical processing. XXII International Mineral
Processing Congress. Cape Town.: South Africa,2003, p.450^-452.
29. Бредихин B.H. Исследование возможности переработки лежалого
алюминиевого сырья. НИР, ГР 01830058193, ВНИИПВТОРЦВЕТМЕТ,
Донецк.: 1984. -22с.
30. Графман С.М., Внедрение безокислительной сушки стружки на мед-
ной основе на установке «Бабкок», НИР 19/86, ВНИИПВТОРЦВЕТМЕТ,
Донецк.: 1987. -25с.
31. Карел С., Zeitlon В. Metall, 1981, Bd, №35,№5, р. 417-421
32. Базилевский В.М., Истрин М.А., Барташев И.Л. Вторичные цветные
металлы (Справочник). Часть 3. Металлургия меди и свинца. Издательство
литературы по чёрной и цветной металлургии. -М.: 1957. - 200 с.
33. Купряков Ю.П. Производство тяжёлых цветных металлов из лома и
отходов,- Харьков.: Основа. 1992. -399 с.
34. Худяков И.Ф., Тихонов А.И., Деев В.И., Набойченко С.С. Металлур-
гия меди, никеля и кобальта. Часть 1. Металлургия меди. -М.: Металлур-
гия. 1977. -356с.
35. Цейднер А.А.. Металлургия меди и никеля, -М.: Издательство чер-
ной и цветной металлургии. 1958. -284с.
405
36. Бюллютень цветной металлургии. -М.: 1970, №4, с. 3H35.
37. Береговский В.И., Кистяковский Б.Б. Металлургия меди и никеля. —
М.: «Металлургия». 1972. -367 с.
38. Лоскутов Ф.М., Цейдлер А.А. Расчёты по металлургии тяжёлых цвет-
ных металлов, -М.: Металлургия, 1963. -591 с.
39. Ванюков А.В., Зайцев В.Я. Теория пирометаллургических процессов.
-М.: Металлургия, 1993, -384 с
40. Купряков Ю.П., Шлаки медеплавильного производства и их перера-
ботка. -М.: Металлургия. 1987, - 200с.
41. Лакерник М.М. Электротермия в металлургии меди, свинца, цинка.
-М.: Металлургия, 1971. -296 с.
42. Вольский А.Н., Сергиевская Е.М. Теория металлургических процес-
СОВ.-М.: Металлургия, 1970. -144с.
43 Ванюков А.В., Уткин Н.И. Комплексная переработка медного и нике-
левого сырья. Металлургия. -Челябинск.: 1988, -432 с.
44. Елисеев Е.И., Вольхин А.И.,Жуков В.П. Использование натриевой
селитры при огневом рафинировании меди. -М.: Цветные металлы.
№5.2004.с.19^-21.
45. Козлов В.А., Набойченко С.С., Смирнов Б.Н. Рафинирование меди.
-М.: Металлургия, 1992. -268 с.
46. Сурин В.А., Назаров Ю.Н. Массо- и теплообмен, гидрогазодинамика
металлургической ванны. -М.: Металлургия, 1993, -391 с.
47. Инжекционная металлургия-80. Труды конф.: Пер. с анг. -М.: Метал-
лургия, 1986. -391 с.
48. Аглицкий В.А. Пирометаллургическое рафинирование меди,. -М.:
Металлургия, 1971,320 с.
49. Баймаков Ю.В., Журин А.И. Электролиз в гидрометаллургии, -М.:
Издательство черной и цветной металлургии. -М. 1977.
50. Набойченко С.С., Смирнов В.И. Гидрометаллургия меди, -М.: Ме-
таллургия, 1974. -272 с.
51. Гаев А.И., Есин О.Е. Электролитическое рафинирование, ОНТИ, -
М.: 1934, -305 с.
52. Плетнёв С.А.,Кузнецов В.В. Поведение сурьмы при электролитичес-
кой рафинировке меди. Цветные металлы, -М.: №4, 1954, с. 49.
53. Баймаков Ю.В. Электролиз в металлургии, Т.1, Металлуриздат, -М.:
1939. -286 с.
54. Исаков В.Т. Электролиз меди. Техиздат, -М.: 1963. -157с.
55. Лебедева К.В. Охрана труда на предприятиях цветной металлургии. -
М.: Металлургия, 1981, -216 с.
56. Ладин Н.А.,Жунусов М.Т. Дылько Г.Н., Цех электролиза меди-
смена приоритетов. Цветные металлы, -М.: 1999,№11, с.60 62.
57. Купряков Ю.П., Вторичные материальные ресурсы цветной метал-
лургии: Справочник-М.: Экономика, 1984. -152с.
406
58. Гордон Г.М., И.Л. Пейсохов И.Л. Пылеулавливание и очистка газов
в цветной металлургии. -М.: Металлургия. 1977. - 67 с.
59. Бредихин В.Н. Исследование влияния технологических параметров
на качество заготовок и управление процессом при горизонтальном непре-
рывном литье. Автореферат диссертации, АН УССР. -К.: 1978.-24 с.
60. Изюмский Ф.П., Бредихин В.Н., Суходольская Е.А. О влиянии тех-
нологических параметров непрерывного литья на качество заготовки. —М.:
Цветные металлы. №12, 1976.
61. Рынок цветных металлов СНГ, 2006. 1-ая отраслевая конференция. -
М. Кожанов В.А., Чернобаев В.М., Попов В.А. Обновление и перспективы
развитая металлургии вторичных цветных металлов Украины.
62. Зайцев В.Я., Маргулис Е.В. Металлургия свинца и цинка. -М.: Ме-
таллургия, 1985. -97 с.
63. Исакова Р.А. Основы вакуумной пироселекции полиметаллического
сырья. Алма-Ата.: Наука, 1973, -254с.
64. Фридлянский Р.М., Стрельцов Ф.Н., Молдавский О.Д. Вакуумная
плавка меди и медных сплавов. - М.: Цвегметинформация, 1974. -81с.
407
Открытое акционерное общество «Артемовский
завод по обработке цветных металлов» - единственное
предприятие в Украине ина территории СНГ, выпускающее
полный спектр проката из меди и сплавов на ее основе.
За 52 года своего развития завод поистине стал флагманом цветной
металлургии Украины. На предприятии выпускаются следующие основные
товарные группы продукции:
- круглый прокат (трубы,
прутки, профили, проволока,
контактный провод);
плоский прокат (листы,
полосы, ленты);
- медная катанка и проволока;
- прутки и трубы латунные и
бронзовые литые;
- центробежное литье (втулки,
различные заготовки);
- санитарно-техническая арма -
тура (смесители, полотенце-
сушители, фитинги);
- фурмы и холодильники для доменного производства.
Продукцию с товарным знаком «АЗОЦМ» хорошо знают и широко
используют в 32-х странах мира, в т.ч. в Германии, Италии, Англии,
Польше, Турции, Словакии, Македонии, Болгарии, Греции, в странах
Ближнего и Дальнего Востока.
В последние годы, в связи с отсутствием производства первичной
меди в Украине, завод успешно использует в качестве сырья как медные
катоды, закупаемые за рубежом, так и вторичную медь (отходы производ-
ства и медьсодержаший лом).
Применение вторичной меди
стало возможным , благодаря
освоению совершенно новой для
завода технологии производства
меди с использованием печи
огневого рафинирования фирмы
«Continus - propersi», введенной
в эксплуатацию в 2002 году.
Внедрение данной технологии
позволило из низкосортного лома
меди, способом огневого
рафинирования, получать изделия, соответствующие всем требованиям
международных стандартов и не уступающие по своим потребительским
свойствам продукции из первичных металлов.
Завод эффективно
использует собственные
полуфабрикаты для производства
товаров народного потребления —
полотенцесушителей, смесителей
и другой санитарно-технической
арматуры. Выпуская широкий
спектр наименований, в общем
объеме более 150 тыс. штук в
год, успешно реализует их на
рынках Украины, России,
Беларуси.
Производственные мощности Артёмовского завода по обработке
цветных металлов, выпускающего более тысячи типоразмеров изделий из
сплавов на основе меди, полностью обеспечивают потребности народного
хозяйства Украины. Рост объёмов производства составляет до 70 % в год, с
одновременной реализацией основной целевой задачи - увеличения доли
выпуска высокопередельной продукции в общем объёме производства.
жайшие годы, анализа структуры мирового потребления продукции из ме-
ди и ее сплавов за последние 20 лет и с учетом развития техники и техно-
логии, ОАО «АЗОЦМ» разработал концепцию своего развития на бли-
жайшие 10 лет, в основу которой легло:
развитие производства прецизионных медных и латунных лент для
радиаторов, латунных прутков
повышенной точности для
обработки резанием,
бронзовых полос для
подшипников; расширение
производства медных труб для
кондиционеров и
водопроводных систем, а
также производства листов и
лент для строительных целей;
производство тонких лент из
медно-никелевых сплавов для
электротехнической отрасли;
расширение производства теплообменных труб из медно-никелевых и ла-
тунных сплавов для тепловых и атомных электростанций; производство
прутков и труб литых из бронз и свинцовистых латуней для машинострое-
ния, автомобильной промышленности, строительной отрасли.
Серьезное внимание уделяется контролю качества готовой продук-
ции. Для гарантированной поставки продукции, соответствующей всем
требованиям самого взыскательного клиента, используются современные
контрольно-измерительные приборы. За последние годы по инвестицион-
:йшие экспресс-анализаторы: опти-
ко-эмиссионные спектрометры
"Spectrolab" фирмы "Spectro"
Германия и ARL 4460 фирмы
"TERMOARL" Швейцария,
анализатор кислорода RO 500
фирмы "LECO" США, три
механические разрывные машины
"Точприбор" Россия, твердомер
"Zwick ZHV10" Германия,
установка для определения
удельного электросопротивления
"Resistomat - 2304 " фирмы "Burster "Германия. Обязательным усло-
вием расширения рынков сбыта и увеличения объёмов продаж продукции
является высокая конкурентоспособность, которая обеспечивается посто-
янной работой коллектива предприятия над повышением качества, соот-
ветствующего международным стандартам (ASTM, EN) с одной стороны,
и снижением себестоимости обработки с другой.
С 1994 года Артёмовский завод по обработке цветных металлов
включен в Международный реестр производителей проката цветных ме-
таллов и сплавов и одним из первых в Украине получил международный
сертификат на систему обеспечения качества ISO 9001, успешно пройдя
аудиторские проверки экспертами Украины и Германии.
Коллектив по праву гордится своими трудовыми показателями - за-
вод занимает первое место по объему производства (33%) среди заводов
цветной металлургии СНГ.
Но основное богатство завода
- это люди, чьим трудом он
построен и создан. Около 800
работников награждены орденами и
медалями; 50-ти передовикам
производства в разные годы были
присвоены звания «Почетный
металлург», а в 2004г. двоим
цветметовцам — звания
«Заслуженный металлург Украины».
Мы гордимся вальцовщиком прокатного цеха Куприяновым А.Н. и рез-
чиком прессо-волочильного цеха Коняевым А.Н., удостоенных высокого
звания Героев Социалистического труда.
На предприятии большое внимание уделяется вопросам социальной
политики, ведется постоянная забота о трудовом коллективе, поощряет-
ся и материально стимулируется научное мышление и рационализаторские
идеи сотрудников.
Завод плодотворно сотрудничает с научными институтами. Особое
внимание на предприятии уделяется подготовке квалифицированных кад-
ров. 46 руководителей и специалистов прошли обучение в Высшей школе
корпоративного управления Академии народного хозяйства при прави-
тельстве Российской Федерации.
Большая работа ведётся по обновлению коллектива, подготовке дос-
тойной трудовой смены. Предоставляются рабочие места молодым спе-
циалистам — выпускникам вузов, техникумов, технических училищ. Сего-
дня третью часть коллектива составляет пытливая, ищущая молодежь в
возрасте до 30 лет. Заметно «помолодели»: коммерческая и экономическая
службы, технологический отдел, многие цеха завода. Это — поистине бу-
дущее стабильно работающего предприятия.
Ю.Д. Савенков, генеральный директор
ОАО «АЗОЦМ», депутат Донецкого
областного Совета
В.Н. Бредихин, Н.А. Маняк, А.Я. Кафтаненко
Донецкий государственный
научно-исследовательский и
проектный институт цветных
металлов - ДонНИПИЦМ
Является комплексной научно-
исследовательской и проектно
конструкторской организацией,
государственной формы
собственности.
Владимир Кожанов
Директро ДонНИПИЦМ,
кандидат технических
наук, старший научный
сотрудник
Основные направления деятельности :
- исследование ресурсов вторичных цветных металлов,
определение сырьевой базы, перспектив и прогноза потребления,
использования и производства цветных и драгоценных металлов;
- усовершенствование действующих, разработка и внедрение
новых технологических процессов и оборудования для
переработки лома и отходов цветных и драгоценных металлов;
- исследования технологических процессов переработки лома и
отходов черных, цветных, драгоценных металлов;
- малотоннажное экспериментальное производство опытных
образцов (партий) цветных, драгоценных металлов и
полуфабрикатов на их основе высокой технологической
готовности;
- повышение качества экспериментальной продукции и опытных
образцов, создание новых видов продукции на основе сплавов
УЖЕ СЕГОДНЯ
МЫ МОЖЕМ ДЕЛАТЬ В ОБЛАСТИ ПЕРЕРАБОТКИ ОТХОДОВ ТО.
О ЧЕМ ДРУГИЕ БУДУТ ДУМАТЬ ТОЛЬКО ЗАВТРА
Институт обладает набором современных опытных
установок по шихтоподготовке, пиро- гидрометаллургии,
обработки давлением и волочения.
В.Н. Бредихин, Н.А. Маняк, А.Я Кафтаненко
МЕДЬ ВТОРИЧНАЯ
Редактор
Дизайн обложки
Верстка
Н.А. Маняк
Ю.А. Мичетин
Е.Н. Тышкевич
Подписано в печать 17.11.2006 г.
Формат 60x84 */16. Бумага офсетная.
Уч.-изд. л. 26. Усл.-печ. л. 24,18
Тираж 300 экз.
ИД «Кальмиус»
83000, г. Донецк, пл. Конституции, 1
Свидетельство о регистрации ДК № 1238 от 18.02.2003 г.
Тел.: (062) 385-37-81, 385-37-82
Периодическая система элементов Д.И. Менделеева
3
f
о.
ф
tz
1
2
3
4
5
6
7
1
н
2
3
4
5
6
7
8
9
10
а
I
б
а
II
а
III
а IV
группы
элементов
б
а
V б
а
VI
б
а
VII
б
а
VIII
]Н1 I [ H 1 1.00794 7 1S ВОДОРОД 1 He 2 4.002602 2 - g ГЕЛИИ °
Li 3 6.941'2 2S’ 1 ЛИТИЙ 2 Be 4 9.01218 1 2S‘ 2 БЕРИЛЛИЙ 2 В 5 10.81Г5 2S 2p 3 БОР 2 c ,6 12.011-1 2S 2p УГЛЕРОД 2 N I 14.0067 1 2S2p 9 АЗОТ О 8 15.9994 3 2S 2p e КИСЛОРОД 2j F 9 18.898403 1 2S 2p" ФТОР 2 Ne 10 20.178’1 2S'2p' НЕОН
Na 11 22.98977 1 3S’ J НАТРИЙ 2 Mg 12 24.305 1® 3S? J МАГНИЙ 2 Al 13 26,98154 1 3S 3p 3 АЛЮМИНИЙ ® Si 14 28.0855’3 3S’3p’ « КРЕМНИЙ z p 15 30.97375 1 3S3p" J ФОСФОР S 18 32.006 6 3S 3p4 ® СЕРА Cl 17 35,453 1 3S 3pn J ХЛОР Ar 18 35.453'1 3S3p J АРГОН
К 19, 39.0983 1 4S я КАЛИЙ Ca 20 40.078 4 4S2 8 КАЛЬЦИЙ 2 21 Sc .22 Ti jo 3d4s 47 88 3 2 ТИТАН ,23 V Ji 3d 4s£ ficddisi ba । а ди;- ,24 СГ 13 3d4s 519961’6 ХРОМ ,25 МП J3 3dS4sZ 54 9380'1 2 МАРТ AHI I j ,26 Fe 14 3d"4s2 55 847 J Ж£ И
.29 Си '«3d’°4s' 63,546 3 2 МГЫ» 30 Zn IB 3d’"4s2 65,39-2 J L № Ga 31 Ш ГП4 4в'4о ’’ fAl/WW Ge 32 r>,sn » * EnHateto As ₽3i 74 9216 1 4|4p IB KuutM* 2 Se HBr 35 Шт 79904 1 4б4р 'В &prjM * Kr 36, 83.80 1 46 4p КРИПтри
Rb 37 Sr 38 87 62 1 5S 18 СТРОНЦИИ _ to .40 Zr ’0 IB 4d 5s‘ 91 224'2 2 г>г»пнии Л1 Nb ’B4d*5s' 959064-1 z , ьии .42 MO J8 4d55s’ 95.94 1 2 МОЛИлС^Н .43 TC 13 J®4d5s 87.8072 2 ГЕХНЩИИ 44 RU
47 Д(г .48 Cd In - JE 4d °5s2 П2.41 1 /.1ОД1 кал гем ШМК ” Sn 50. 118,710 7 5s25p2ie ОЛОВО 1 Sb 51, 1217s :; 5sop ” 1 -*-t 1 - 2 Те 52 - 1- I 53, . 18 128 8045 1 5S 5p ' ипп 2 Xe 54. 1® 131.293 5s 5p ’8 КГЕНПН 5
CS 55. 133ЛОЫЛ 6ь / Ba 56в 137 33 1 6S J® БАРИИ 2 i57 La' •scat •»>_•»> h72 Hf J8 5d6s 178.49 3 2 ГРАФНИИ s.73 Ta 32 ,4 . * I8 5d6s 18C 94791 2 1Ч4ТАЛ Й74 w I8 5d46s' 183 85 3 2 B(WIMI4>AM Os
k79 Au .‘6d-es о»*»* ie80 Не “5din6s? 200 59 3® 2 PWlb 6s бр Я Pb 207 2 1 6S 6p « СВИ»Сц 1 Bi -08,9804 1 6S V J8 fWrfff Po* 84-s 208.9824 6S 6p‘ ’« ПОЛОНИИ 2 At 85 h 209.9871 6S бр ’в At 1A1 2 Rn 86' 222 0176 6s6p’j® РАДОН
Ft A 87«. 223.0197 7s1 ’ [ФРАНЦИИ 2 Ra * 881. 226 0254 7s2 je PAПИИ 2 »1°4 Ku JB6d27s‘ [261] 2 КУРЧАТОВИИ !j105 Ns Je6d*7s [262] 2 НИЛЫЬЦРИИ I106 ’«6d*7s [263] r°7 |’ed‘7s' Re?) И 08 FedTs- pee)
Природная рядиоаггминмть
Атомная ыаоса
*ЛАНТАНОИДЫ
**АКТИНОИДЫ
6
Атомный иомнр
Раопрядоляня*
лляктромоо
по нотрмоаюшимоя
и ближайшим
подоболочмам
Ряяпрмяляния
*м«тр«ж»в
по оболочки
27 СО 28 Ni
«н .IV 1 * 3de4s'
черные металлы
Л -РВДИО.КТИВН1... элементы
{ННМ**М1
• легкие цветные металлы
- редкие рассеяные
- благородные металлы
•« 06 •
И 09
6d'7s
Бредихин
Виктор Николаевич
кандидат технических наук, ДонНИПИЦМ.
Специалист в области переработки отходов,
в т.ч. техногенных, содержащих цветные и
благородные металлы. Автор более 150
научных работ, патентов и монографий.
Маняк
Николай Александрович
доктор технических наук, профессор,
ДонНТУ. Специалист в области
повышения качества
сплавов с использованием
микролегирования.
Автор более 165 научных работ,
патентов и монографий.
Кафтаненко
Алексей Яковлевич
инженер металлург цветных, благородных и
редких металлов. Начальник электролитного
цеха Усть-Каменогорского свинцово-цинкового
комбината, главный технолог
КазГИПРОЦВЕТМЕТ, ДонНИПИЦМ