/
































Автор: Уткин Н.И
Теги: цветные металлы в целом металлургия учебное пособие цветные металлы
Год: 1985



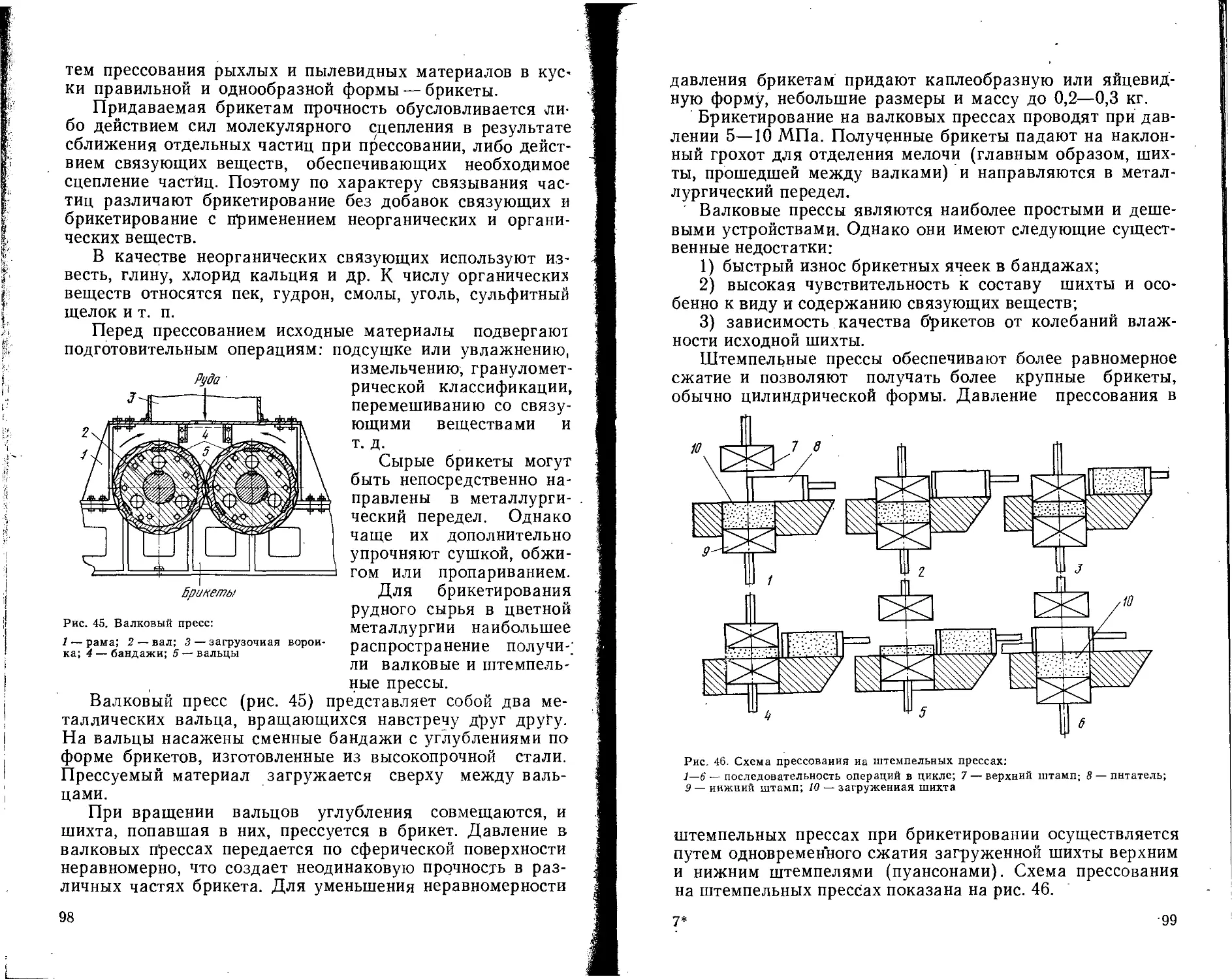
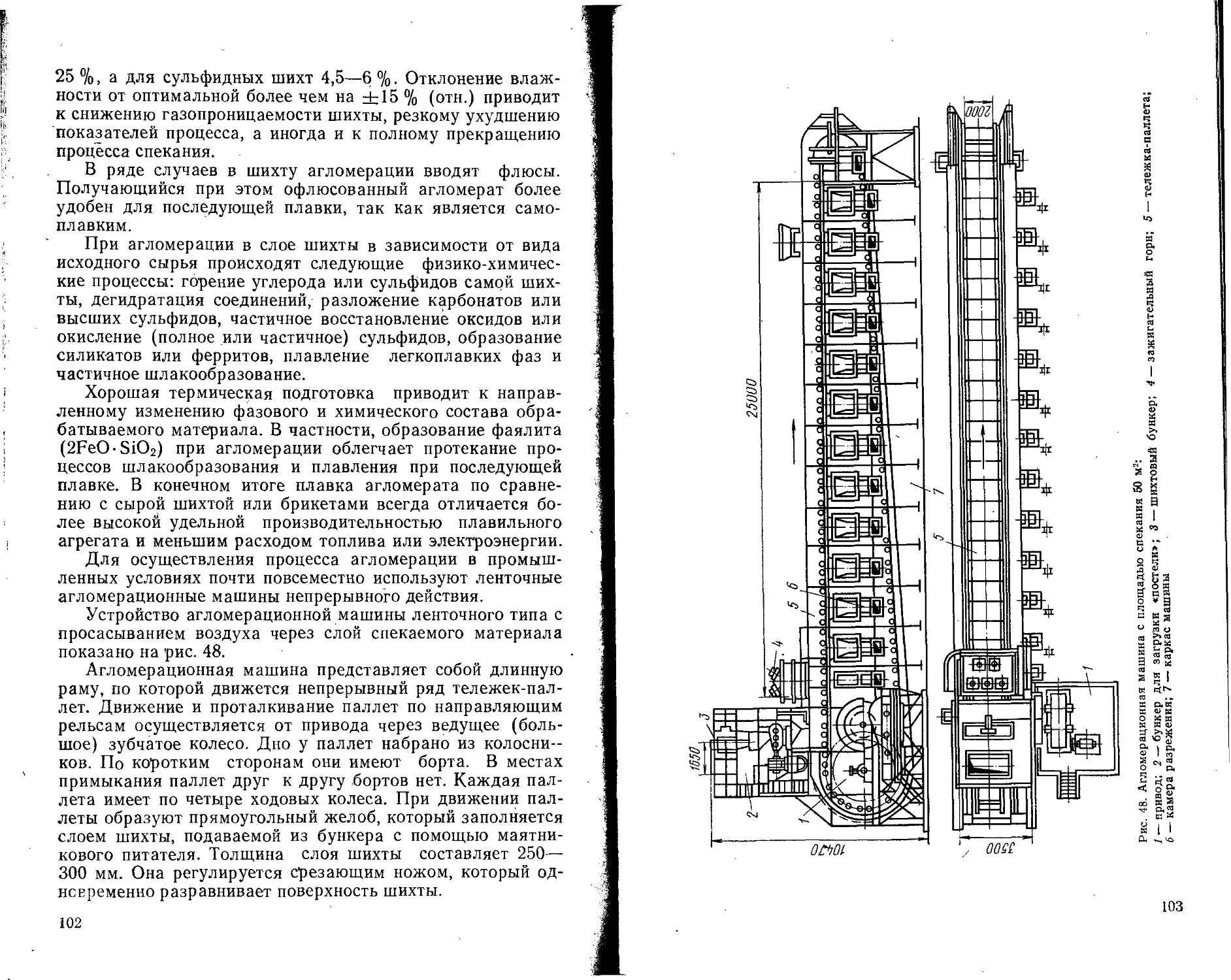
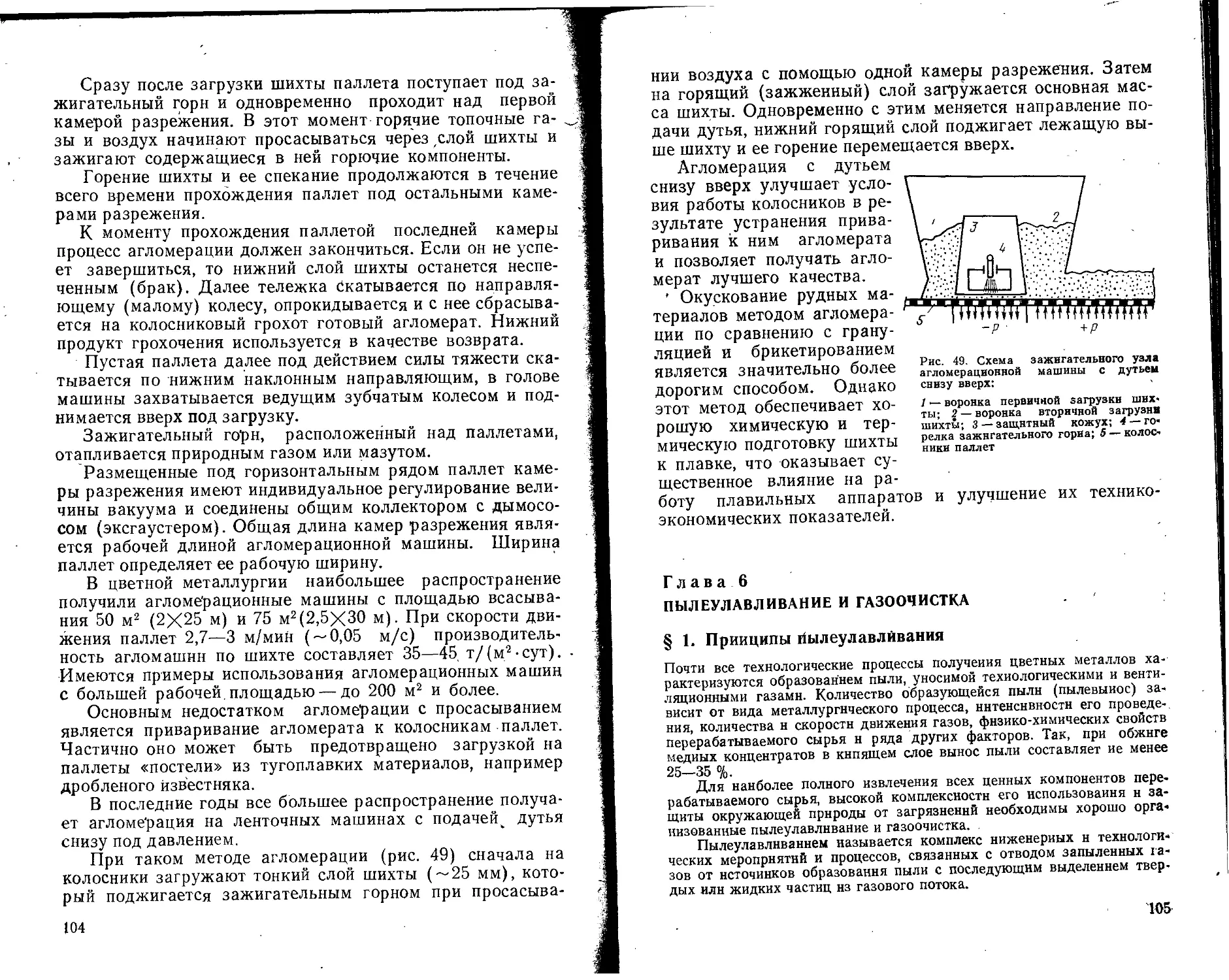
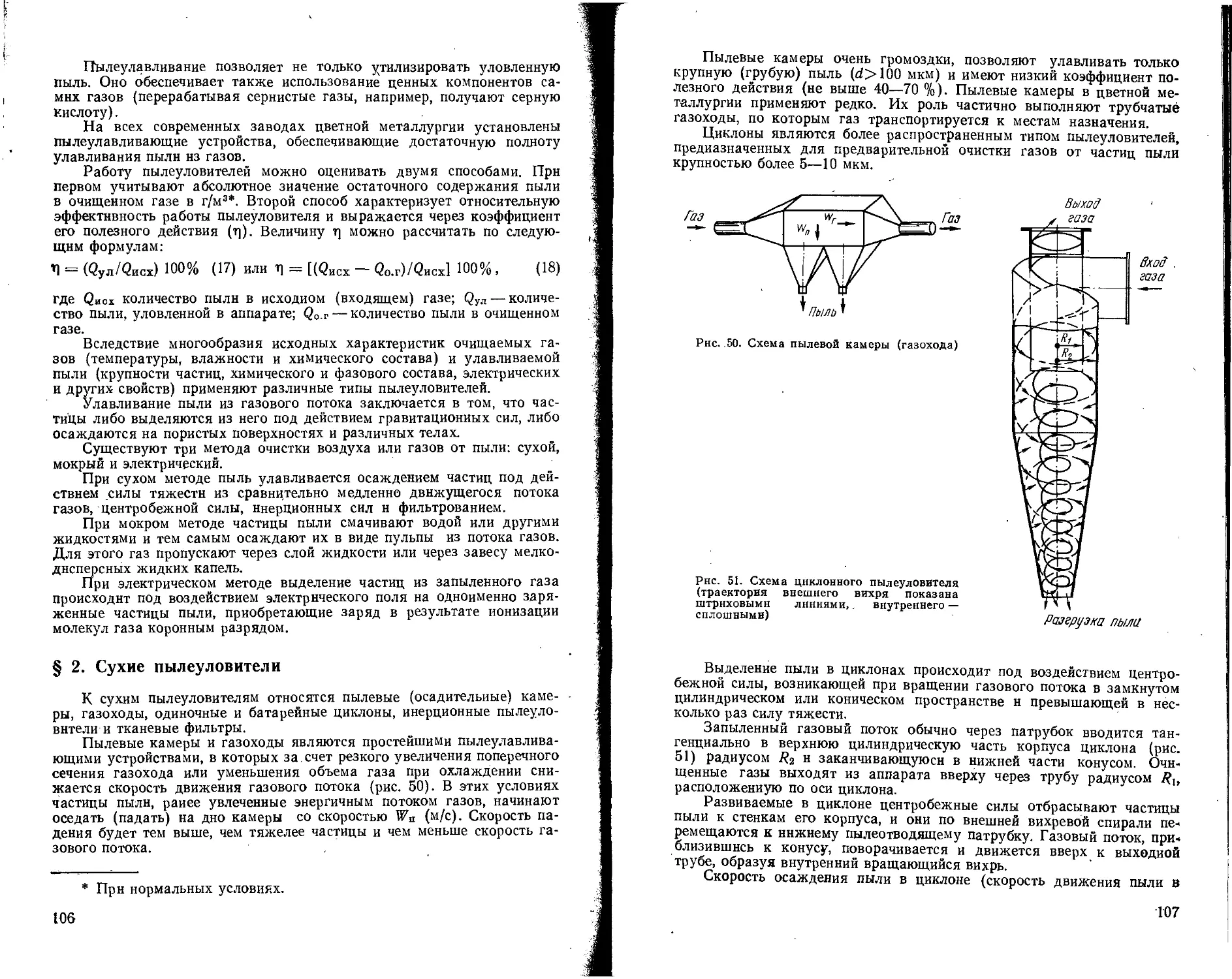
Текст
УДК 669.2
Рецензенты: докт. техн, наук С. И. Соболь и кольчугинский тех-
никум по обработке цветных металлов
УДК 669.2
Металлургия цветных металлов. Уткин Н. И. Учебник для технику-
мов. М.: Металлургия, 1985. 440 с.
Описаны теория н практика производства цветных металлов: меди,
никеля, свинца, цинка, золота, алюминия, магния, титана, вольфрама н
молибдена. Рассмотрены общие вопросы металлургического производ-
ства. Приведены технологические схемы, их аппаратурное оформление,
технико-экономические показатели. Освещены новые металлургические
процессы.
Для учащихся металлургических техникумов. Может быть полезна
студентам институтов неметаллургнческнх специальностей, инженерно-
техническим работникам, мастерам и рабочим — новаторам производ-
ства. Ил. 188. Табл. 16. Бйблиогр. список: 10 назв.
2803000000—005
040(01)—85
40—85
аушчнАя вк
Ш. Н. А.
Издательство «Металлургия», 1985
Оглавление
Предисловие.................................................. е
Введение..................................................... ®
Раздел I. ОСНОВЫ МЕТАЛЛУРГИИ..................................13
Глава 1. Общие вопросы........................................13
§ 1. Металлы и нх классификация..............................13
§ 2. Руды цветных металлов...................................17
§ 3. Разведка месторождений и добыча руд.....................23
§ 4. Вторичное сырье.........................................26
§ 5. Металлургическое топливо................................27
§ 6. Огнеупорные материалы...................................31
Глава 2. Обогащение руд цветных металлов......................36
§ 1. Общие сведения..........................................36
§ 2. Продукты и показатели обогащения........................38
§ 3. Дробление и измельчение рудного сырья...................40
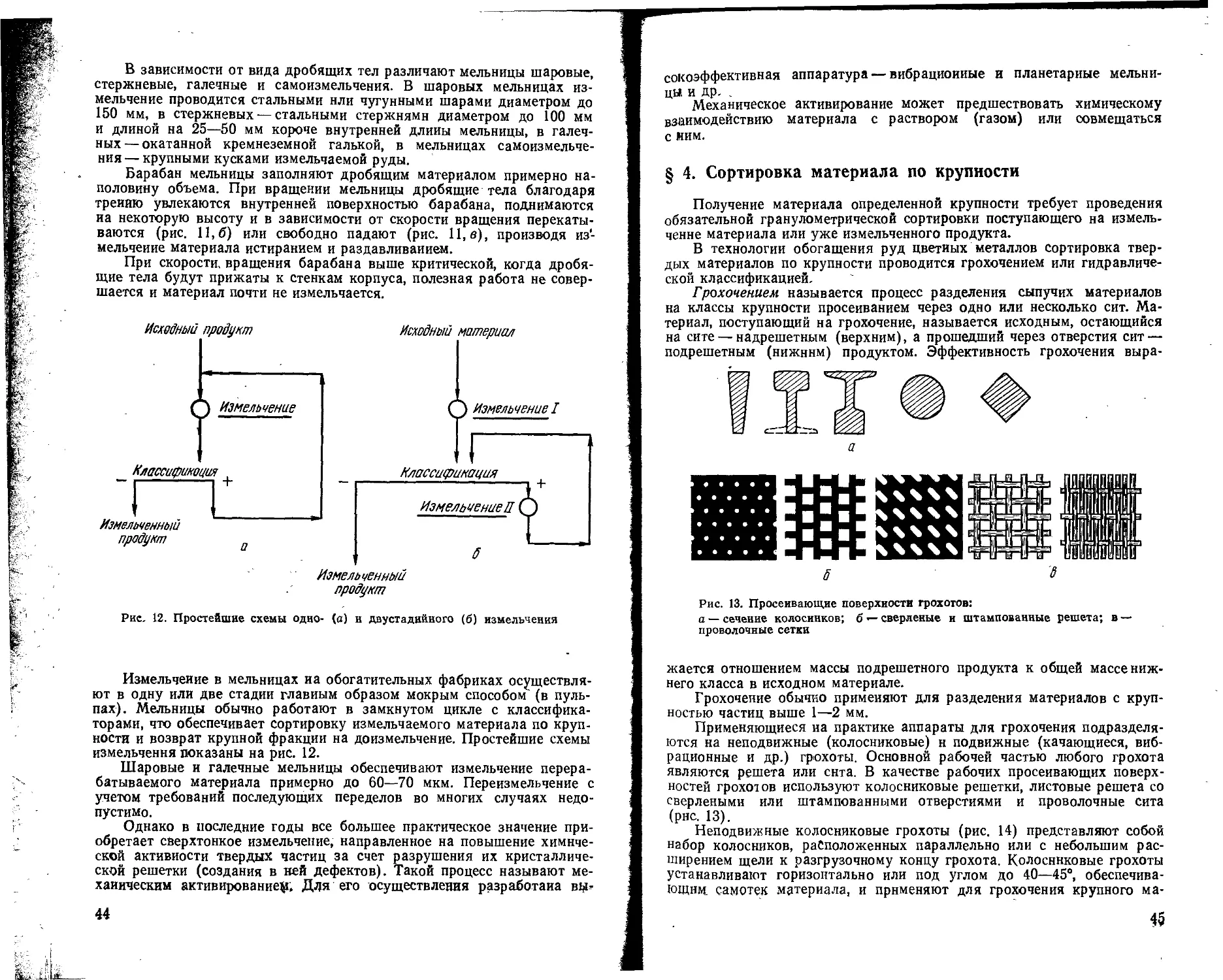
§ 4. Сортировка материала по крупности 45
§ 5. Методы обогащения руд...................................49
§ 6. Обезвоживание продуктов обогащения .....................55
Глава 3. Принципы и методы металлургии........................60
§ 1. Задачи металлургического производства . .1. . . . , 60
§ 2. Классификация металлургических процессов................61
§ 3. Требования к современному металлургическому процессу и ч
его структура.................................................66
§ 4. Некоторые вопросы .теории окислительно-восстановительных
процессов.....................................................68
§ 5. Отстаивание жидких продуктов плавки....................74
Глава 4. Продукты и полупродукты металлургического произ-
водства .....................................................75
§ 1. Общие сведения..........................................75
§ 2. Металлы . 76
§ 3. Штейны..................................................77
§ 4. Металлургические шлаки..................................80
§ 5. Газы и пыли.............................................87
Глава 5. Подготовка сырьевых материалов к металлургиче-
ской переработке................................................89
§ 1. Требования к подготовке сырья......................... 89
§ 2. Приготовление шихты.....................................91
§ 3. Окускование мелких Материалов...........................95
Глава 6. Пылеулавливание и газоочистка......................105
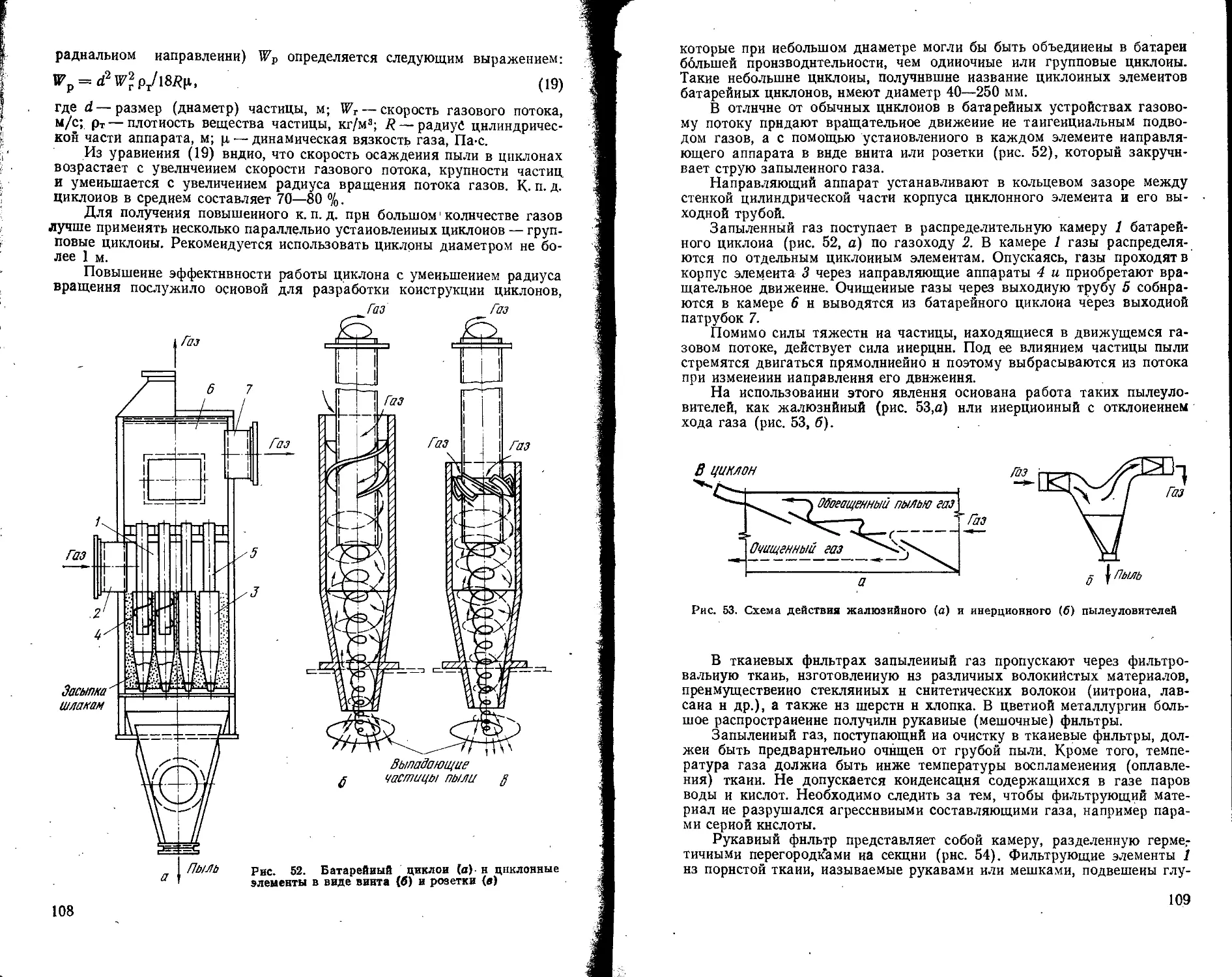
§ 1. Принципы пылеулавливания...............................105
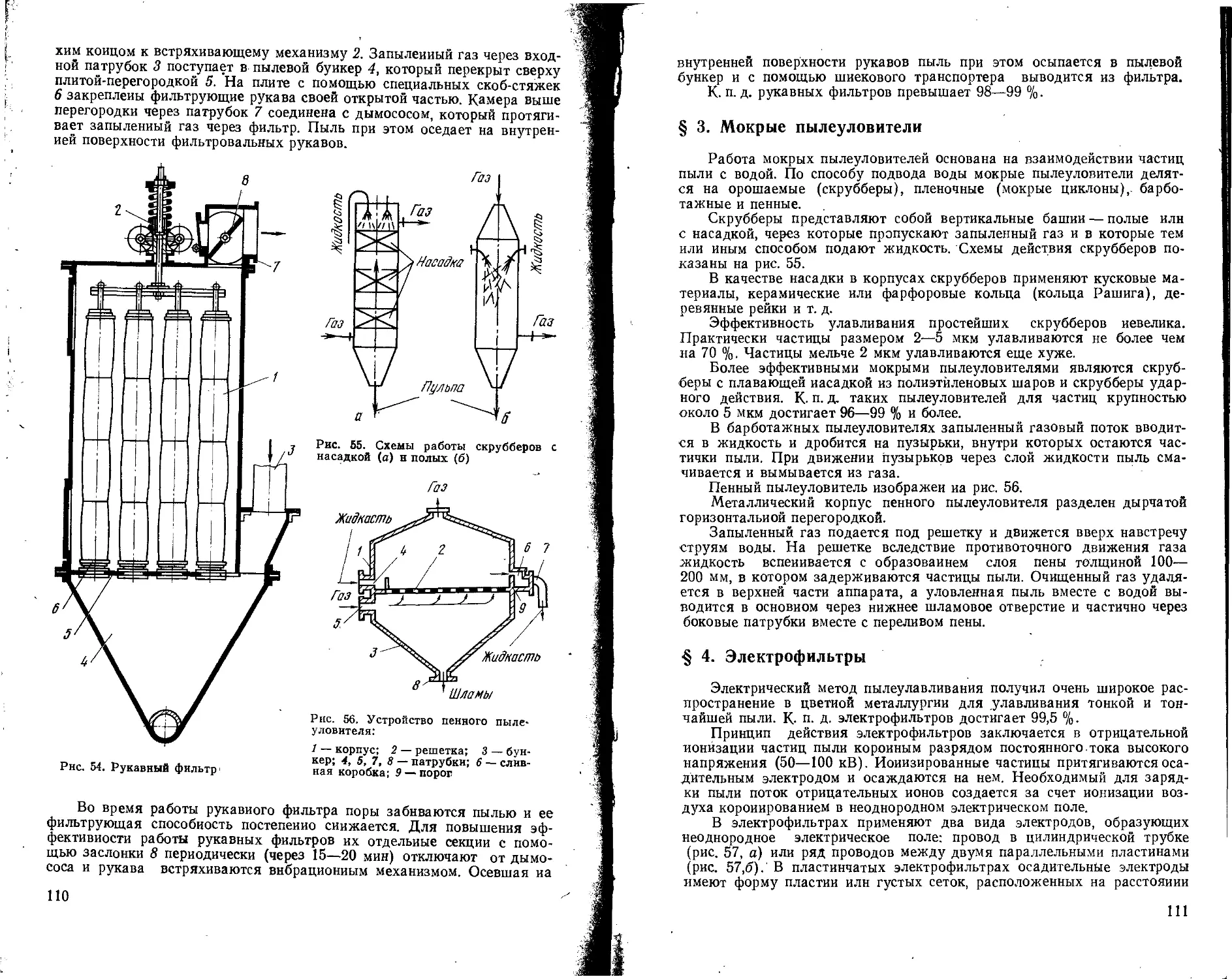
§ 2. Сухие пылеуловители....................................106
§ 3. Мокрые пылеуловители...................................111
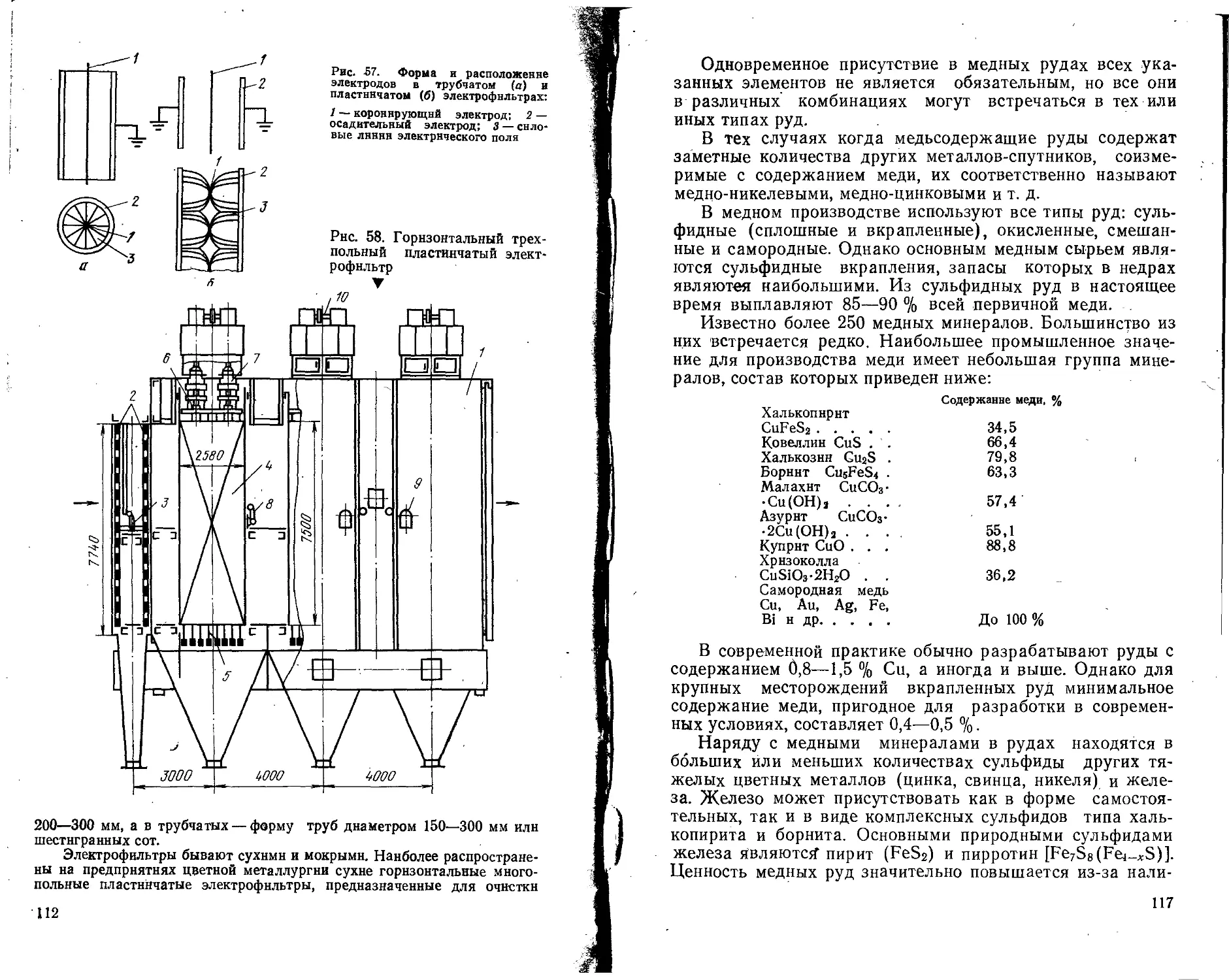
§ 4. Электрофильтры....................................... 111
§ 5. Химическая очистка газов...............................113
1* ; з
; Раздел II. МЕТАЛЛУРГИЯ ТЯЖЕЛЫХ ЦВЕТНЫХ МЕ-
, , ТАЛЛОВ....................................................
Глава 7. Металлургия меди..................................
, § 1. Медь и ее применение................................
'z § 2. Сырье для получения меди................................
' § 3. Современное состояние производства меди............
i' § 4. Окислительный обжиг медных концентратов . . . .
! 4 § 5. Плавка на штейн в отражательных и электрических печах .
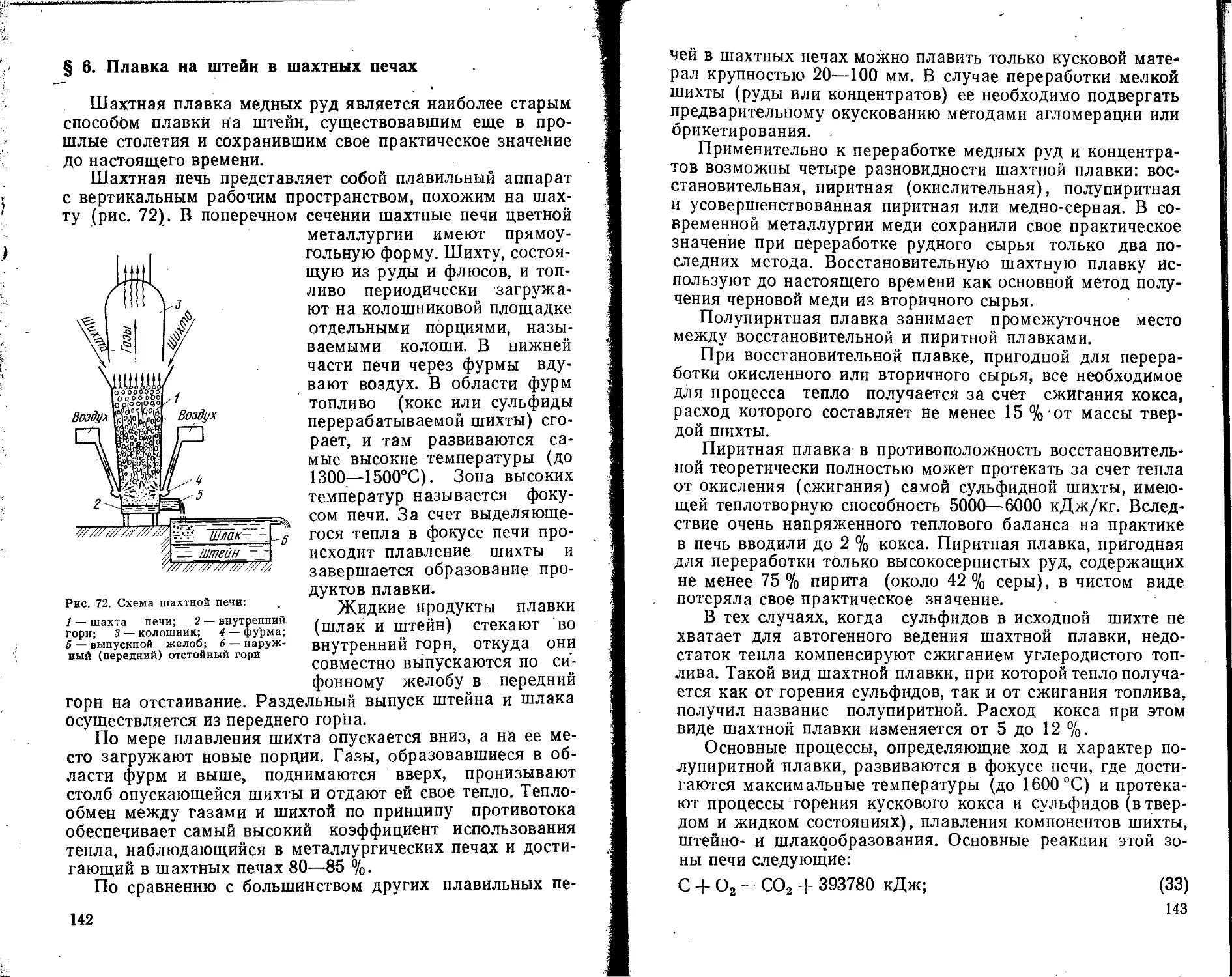
§ 6. Плавка на штейн в шахтиых печах.....................
§ 7. Автогенные процессы.................................
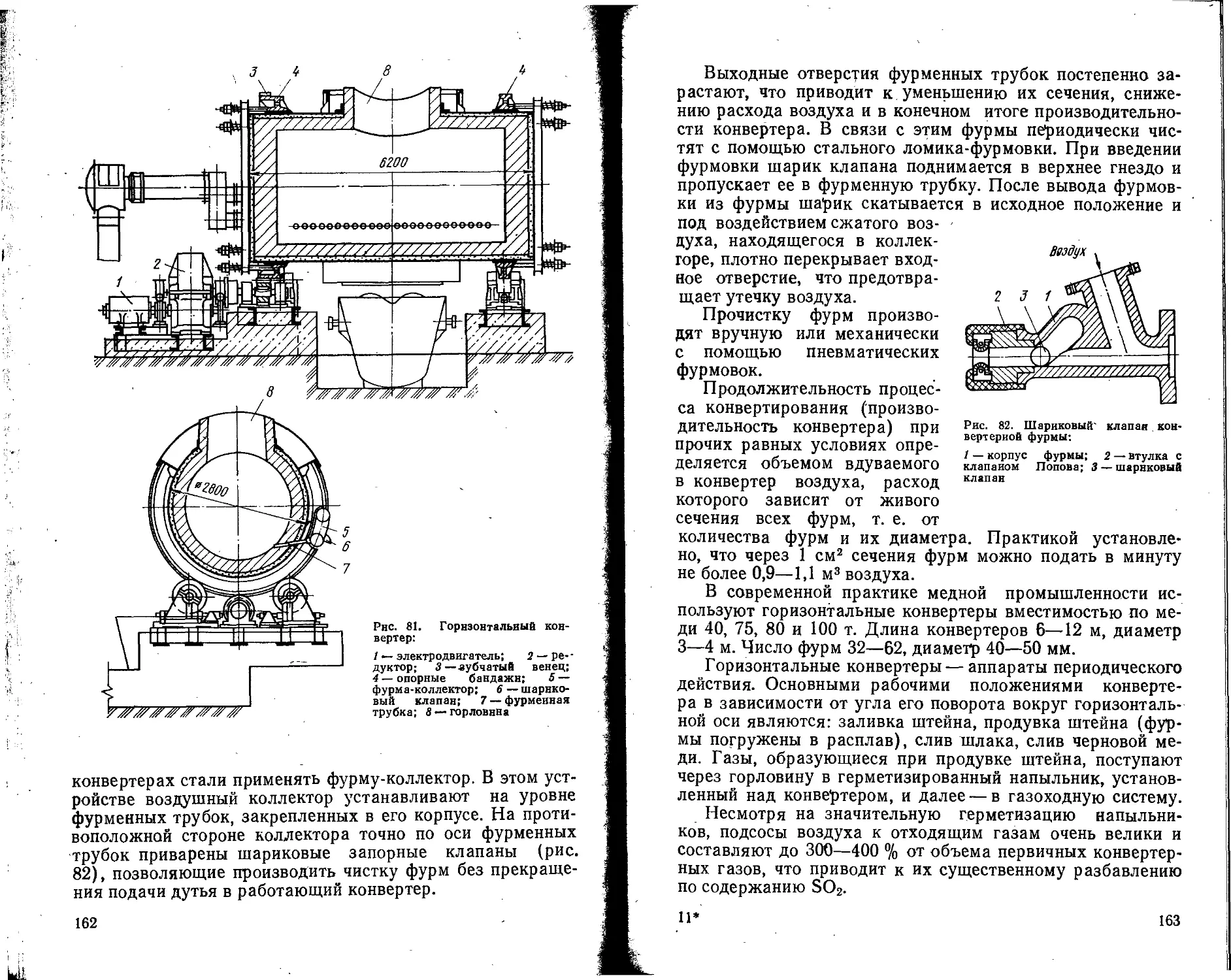
§ 8. Конвертирование медных штейиов......................
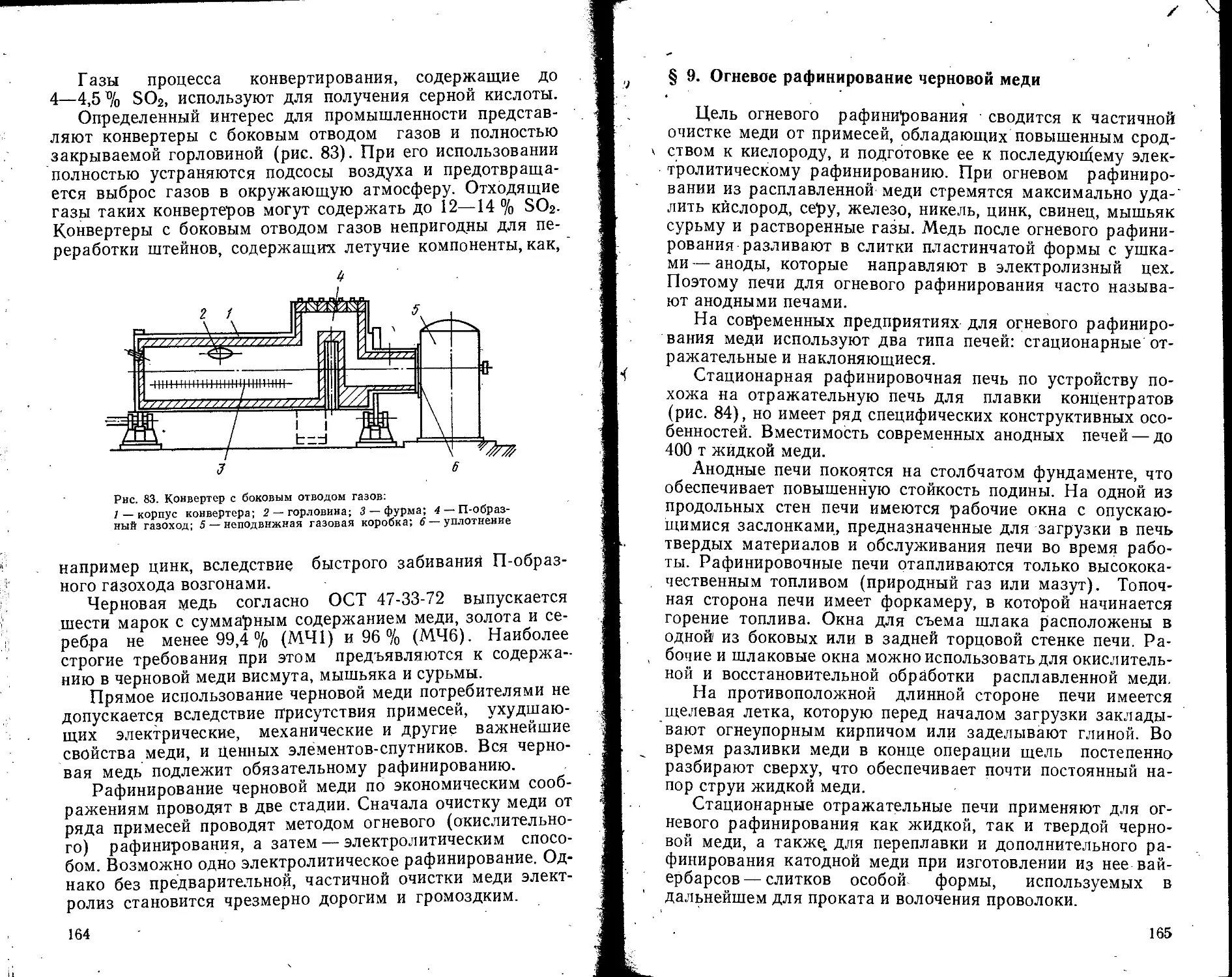
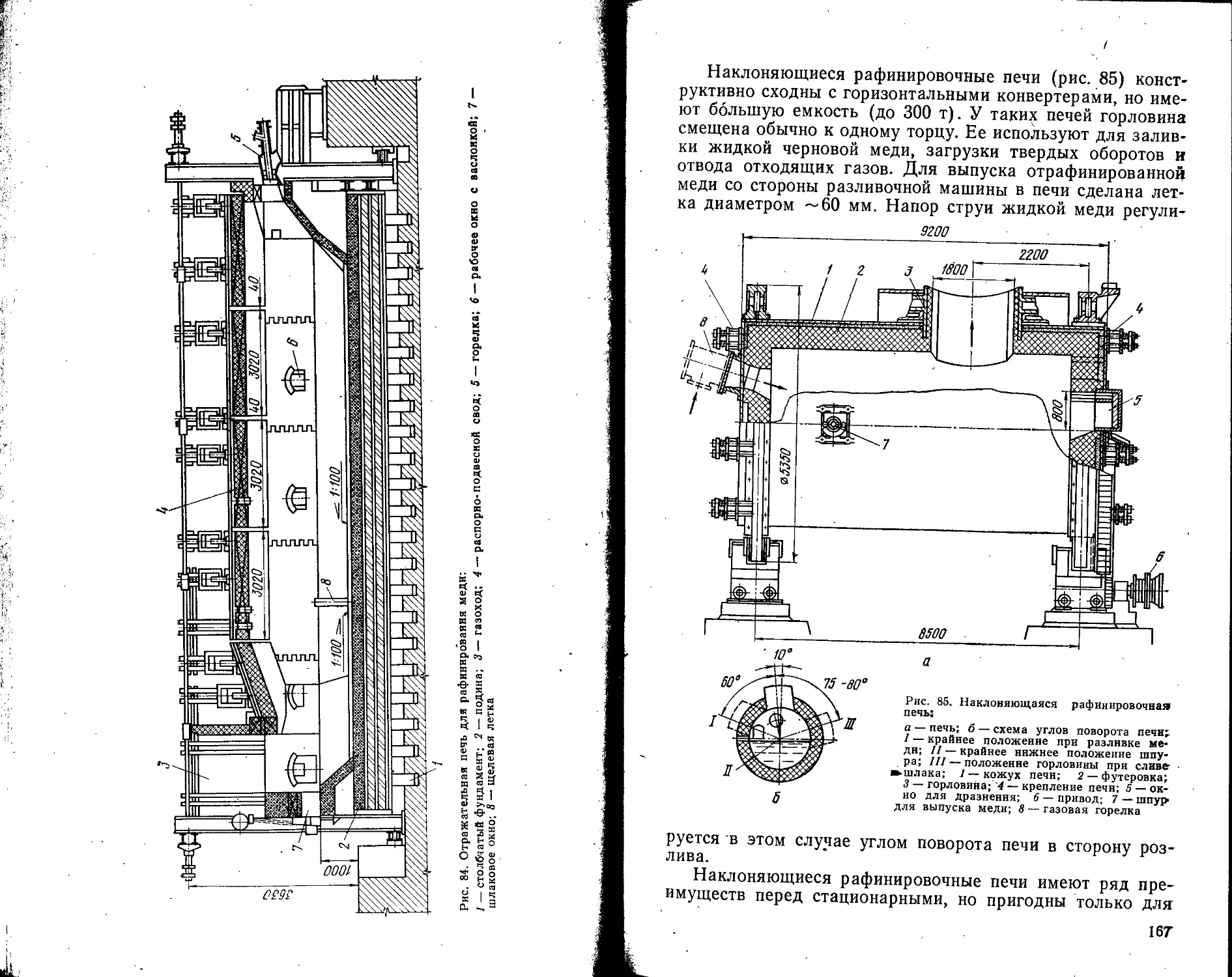
§ 9. Огневое рафинирование черновой меди.................
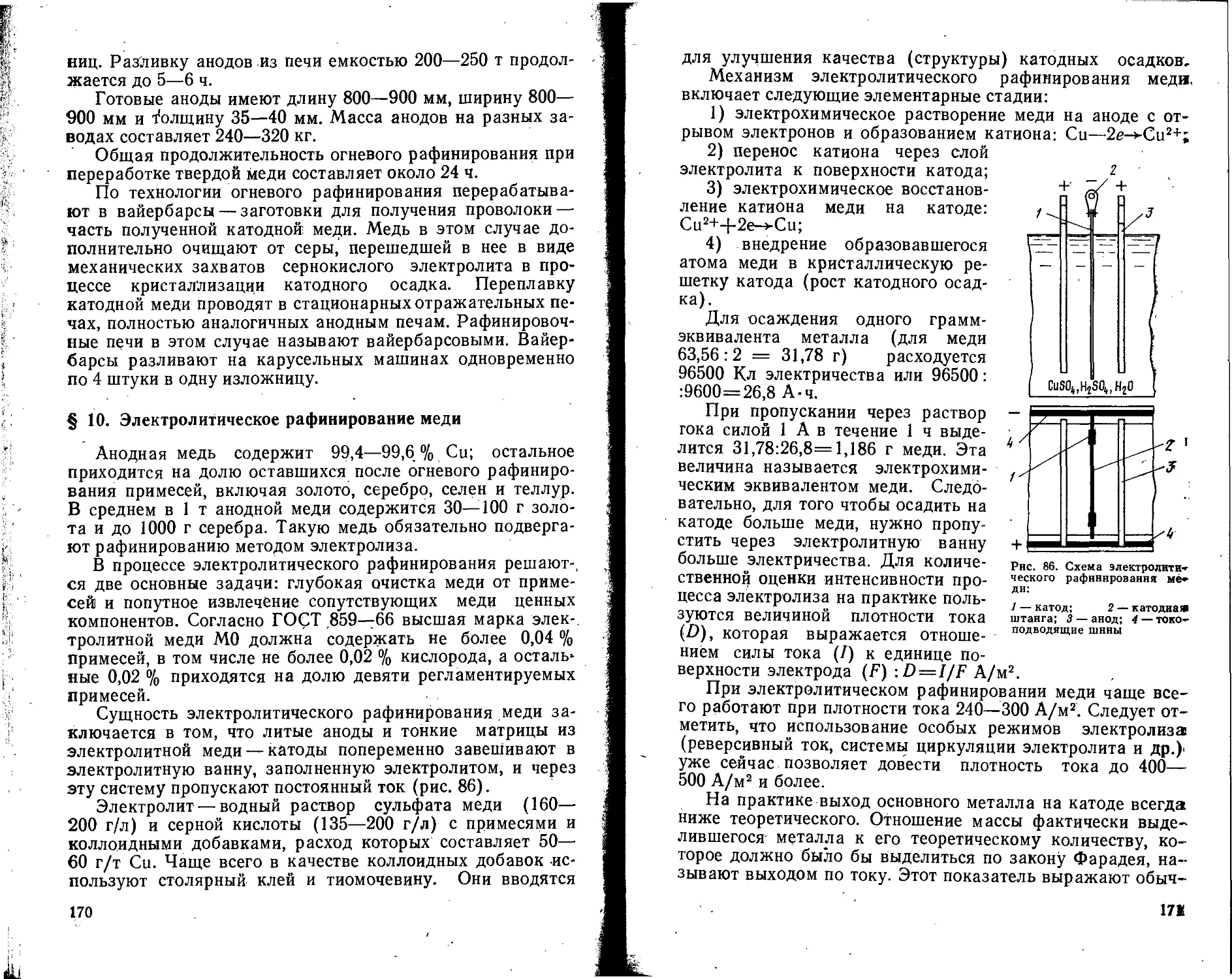
§ 10. Электролитическое рафинирование меди...............
§ ‘11 . Гидрометаллургия меди............................
Г л а в а 8. Металлургия никеля..........................
§ 1. Никель и его применение.............................
§ 2. Сырье для получения никеля..........................
§ 3. Современное состояние производства никеля . . . .
§ 4. Получение огневого никеля из окисленных руд . . . .
§ 5. Получение никеля из сульфидных медио-иикелевых руд .
§ 6. Электролитическое рафинирование никеля..............
§ 7. Гидрометаллургия никеля.............................
Глава 9. Металлургия свинца..............................
§ 1. Свинец и его применение.............................
§ 2. Сырье для получения свинца и способы его переработки
§ 3. Приготовление шихты восстановительной плавки . . .
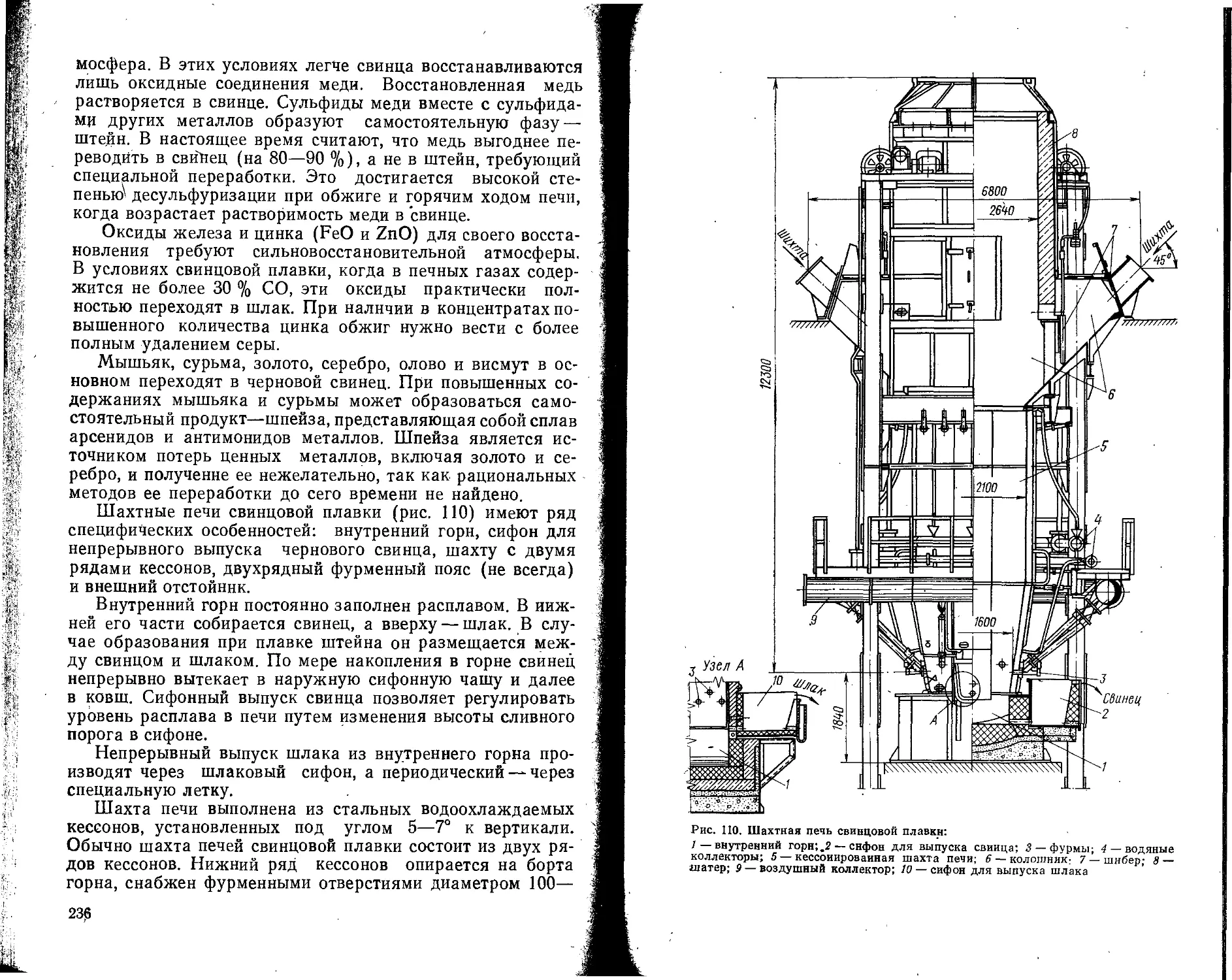
§ 4. Шахтная плавка свинцового агломерата................
§ 5. Переработка шлаков свинцовой плавки.................
§ 6. Реакционный метод получения свинца . . .
§ 7. Пирометаллургическое рафинирование чернового свинца .
§ 8. Электролитическое рафинирование чернового свинца
Глава 10. Металлургия циика . . . . . . . .
§ 1. Цинк и его применение . . . . '.................
§ 2. Сырье для получения цинка и способы его переработки .
§ 3. Обжиг цинковых концентратов.........................
§ 4. Дистилляция цинка'..................................
§ 5. Рафинирование чернового циика >.....................
§ 6. Выщелачивание обожженных цинковых концентратов
§ 7' Очистка растворов сульфата цинка от примесей . . . .
§ 8. Электролитическое осаждение Циика из растворов
Раздел III. МЕТАЛЛУРГИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ
Глава 11. Металлургия золота.............................
§ 1. Общие сведения о свойствах и применении благородных ме-
таллов ...................................................
§ 2. Сырье для получения золота и способы его переработки
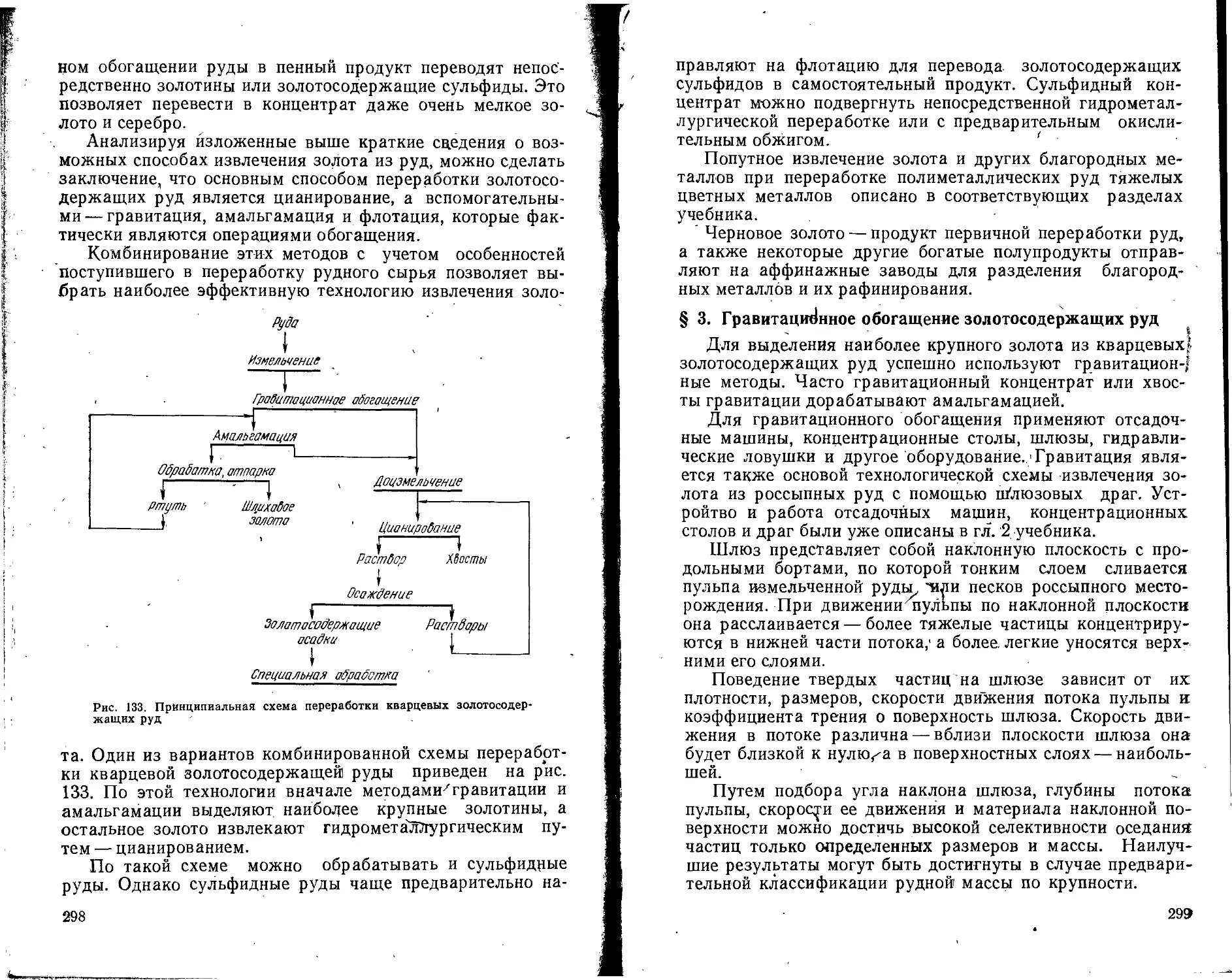
§ 3. Гравитационное обогащение золотосодержащих руд
§ 4. Амальгамация........................................
§ 5. Цианирование золотосодержащих руд...................
114
114
114
116
119 '
122
131
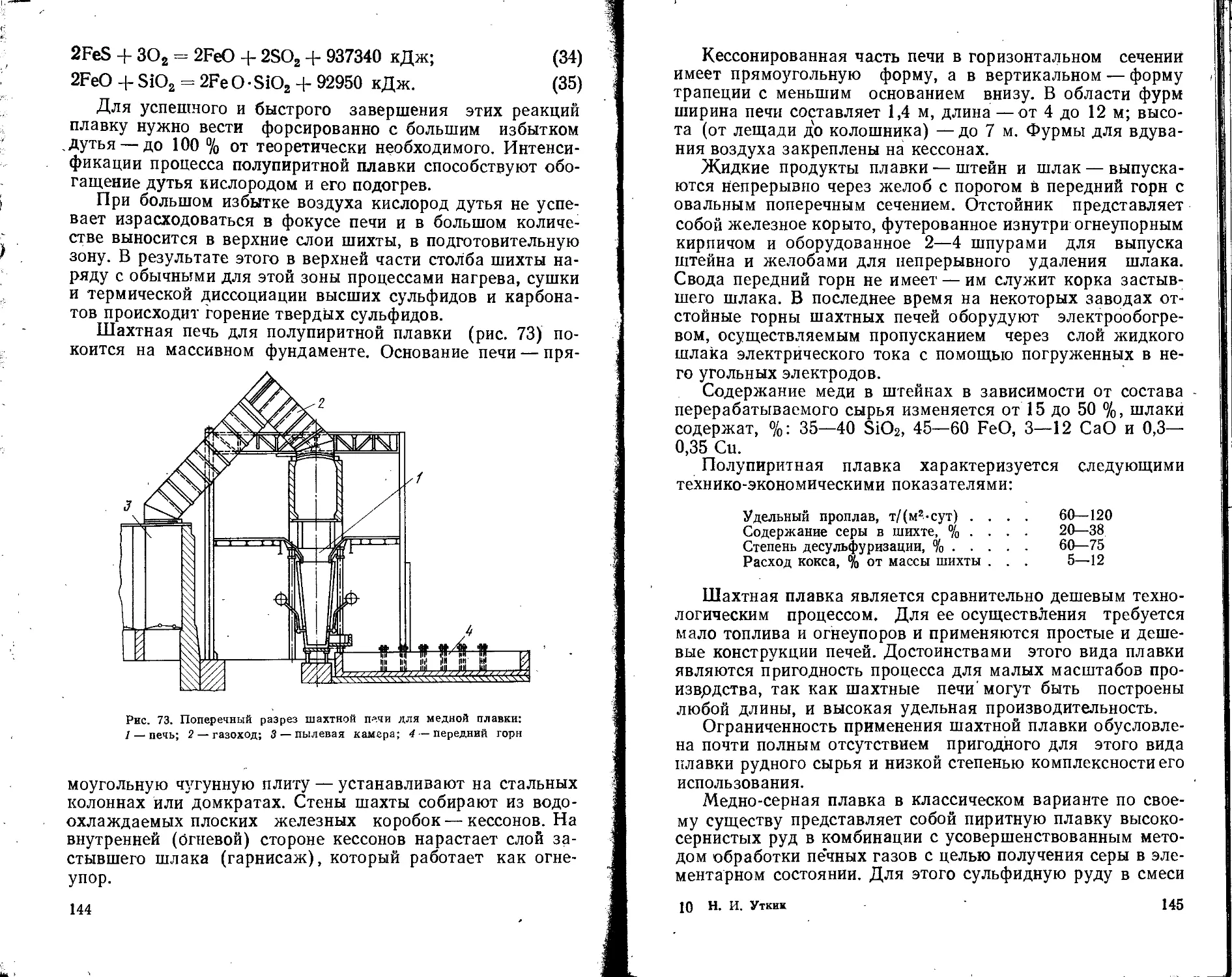
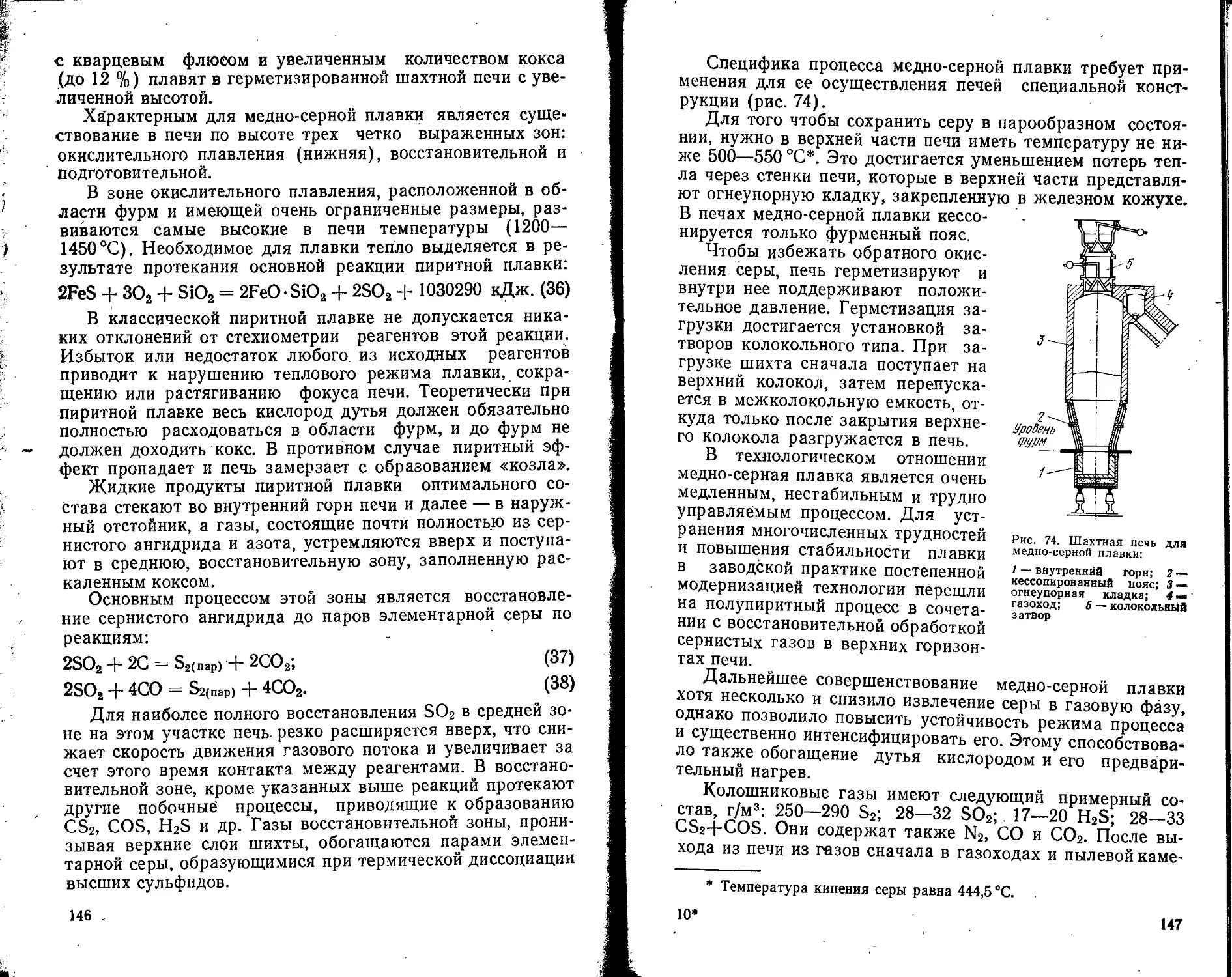
142
149
159
165
170
178
183
183
185
188 ’
189
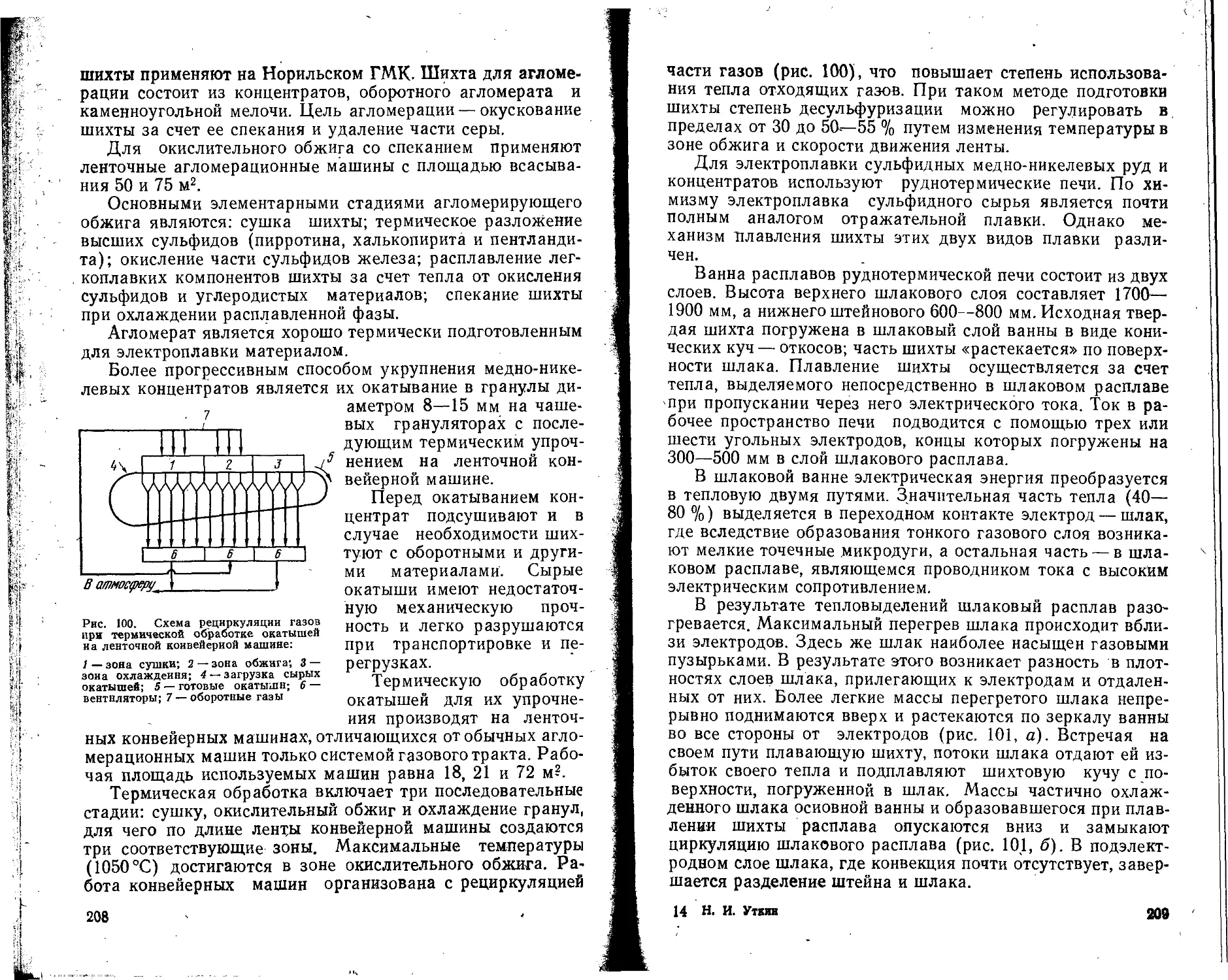
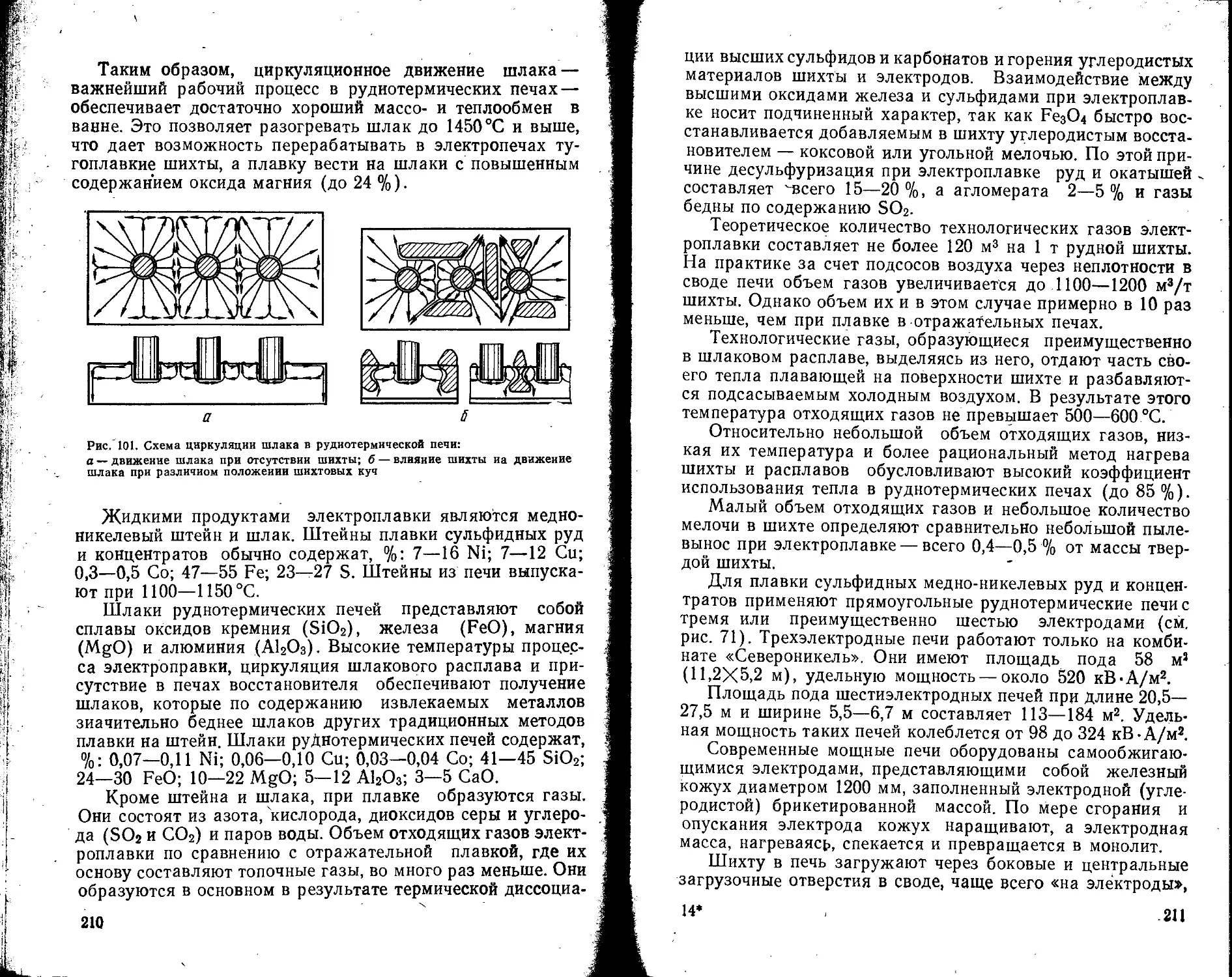
207
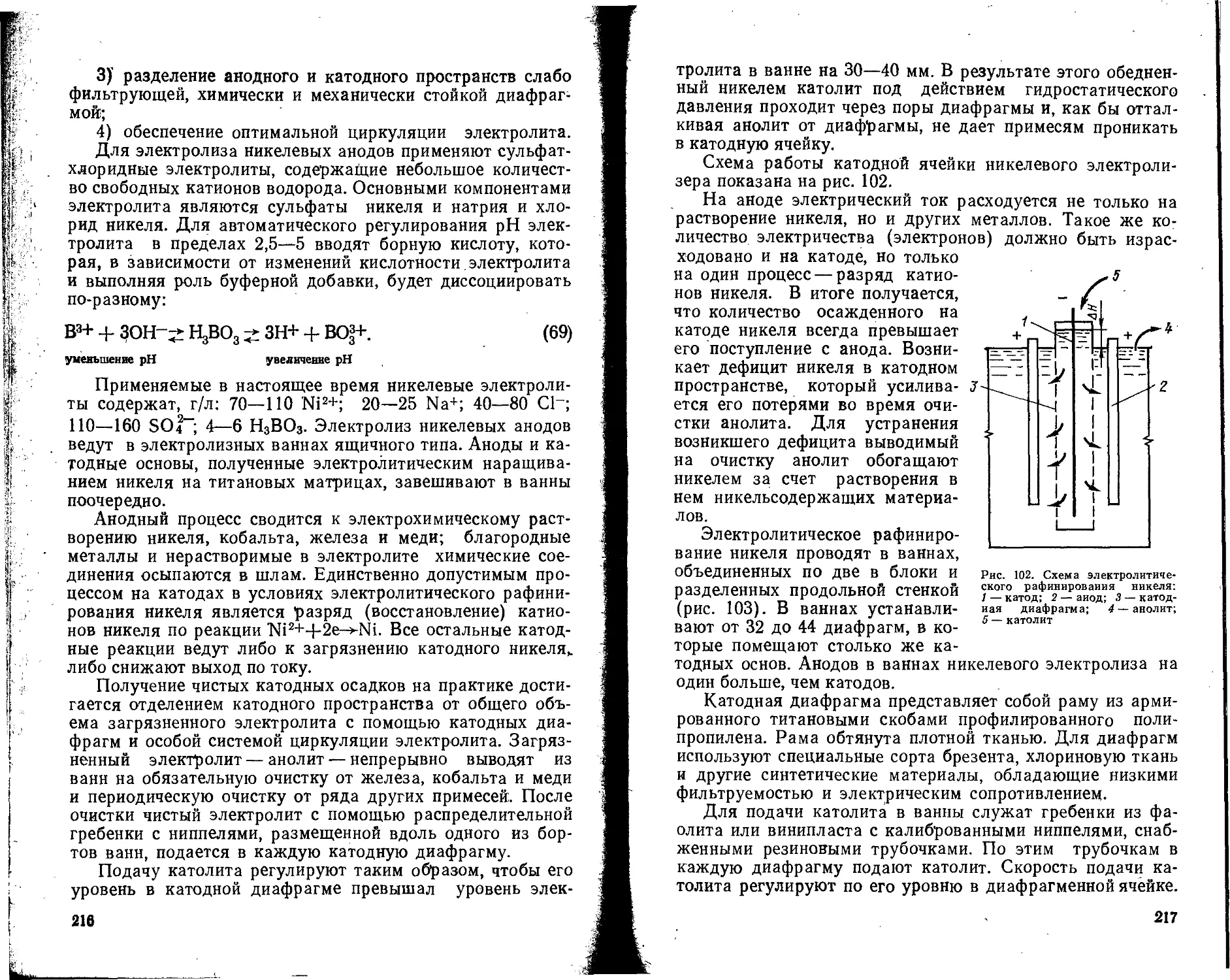
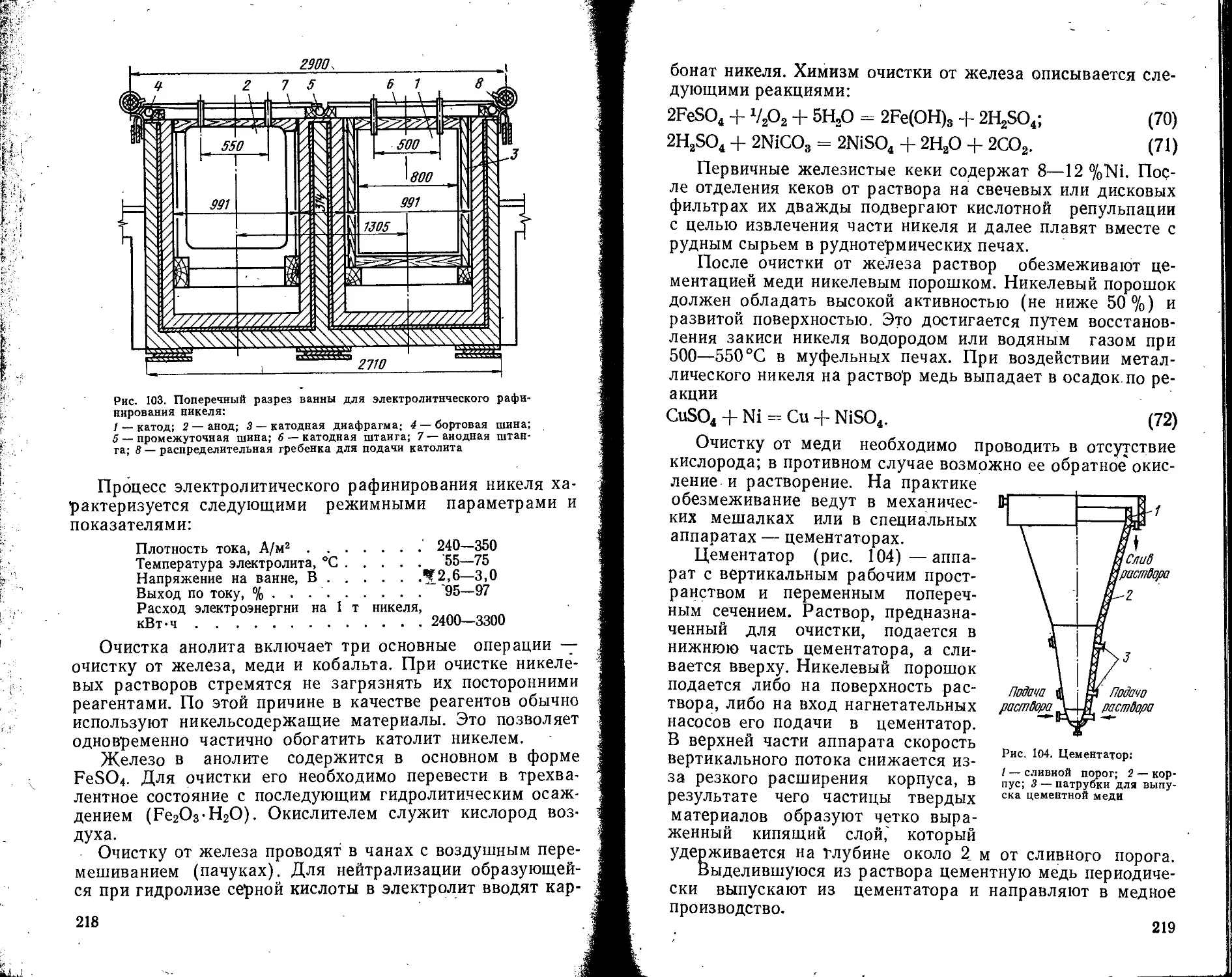
215
220
224
224
227
230
235 '
242
245
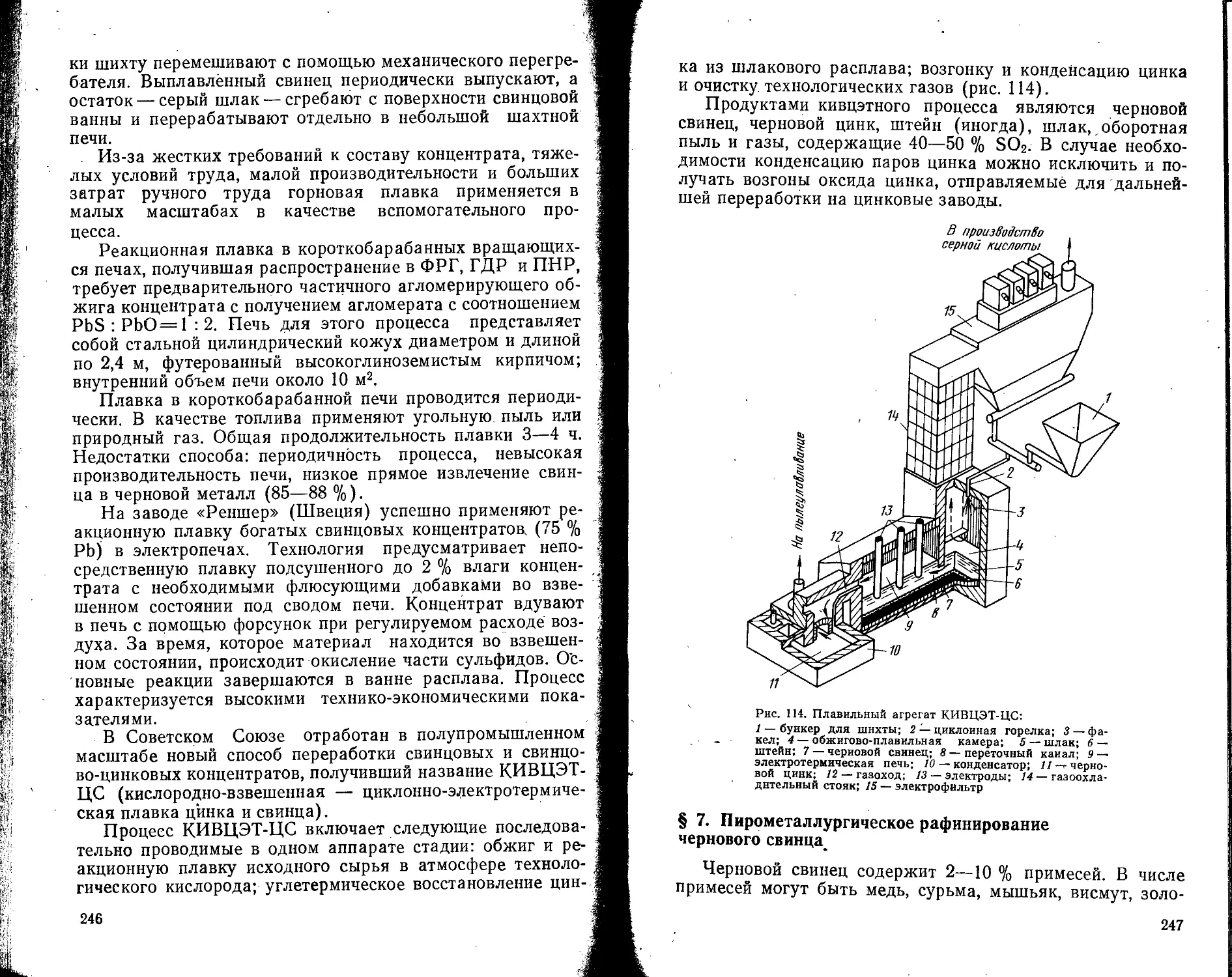
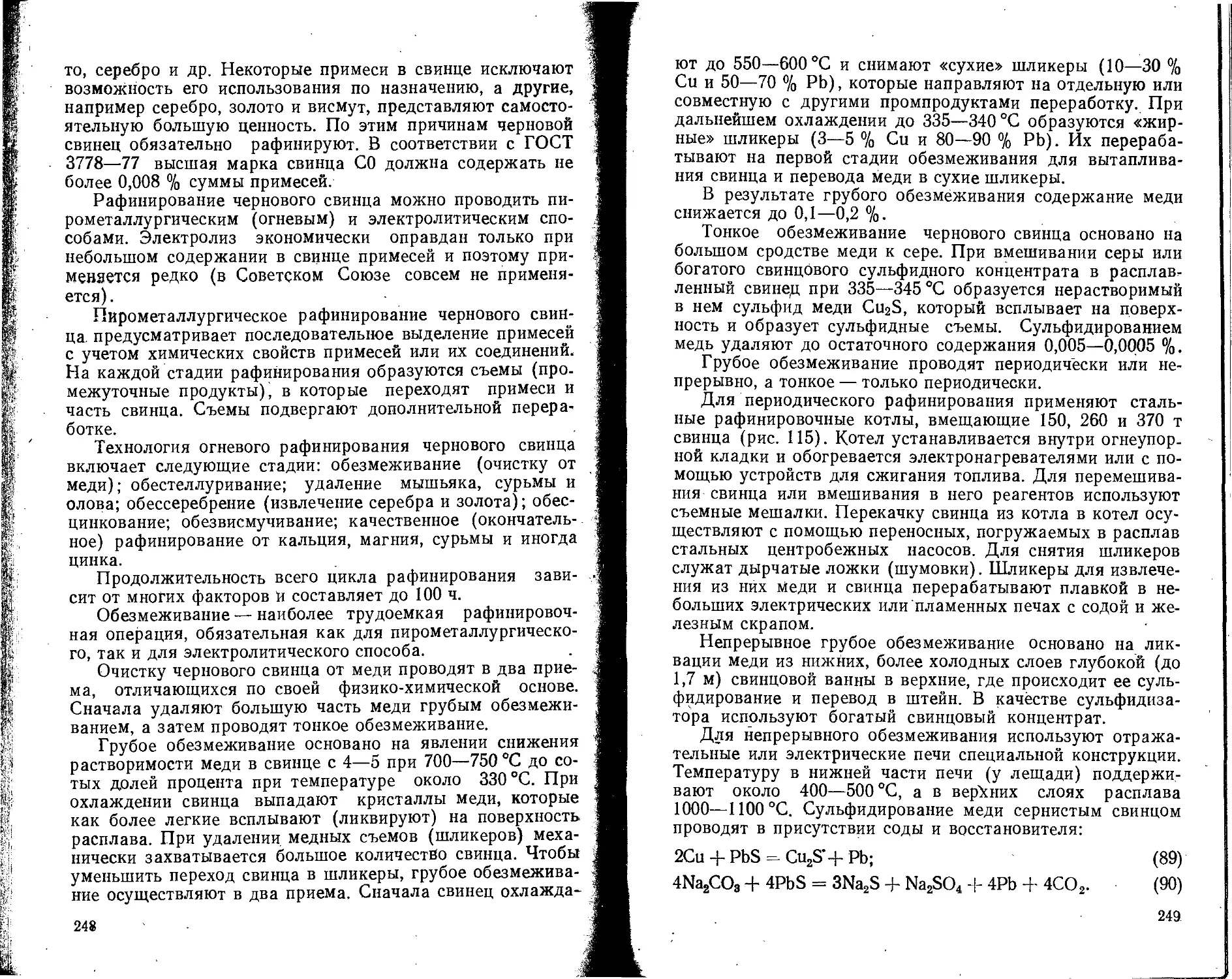
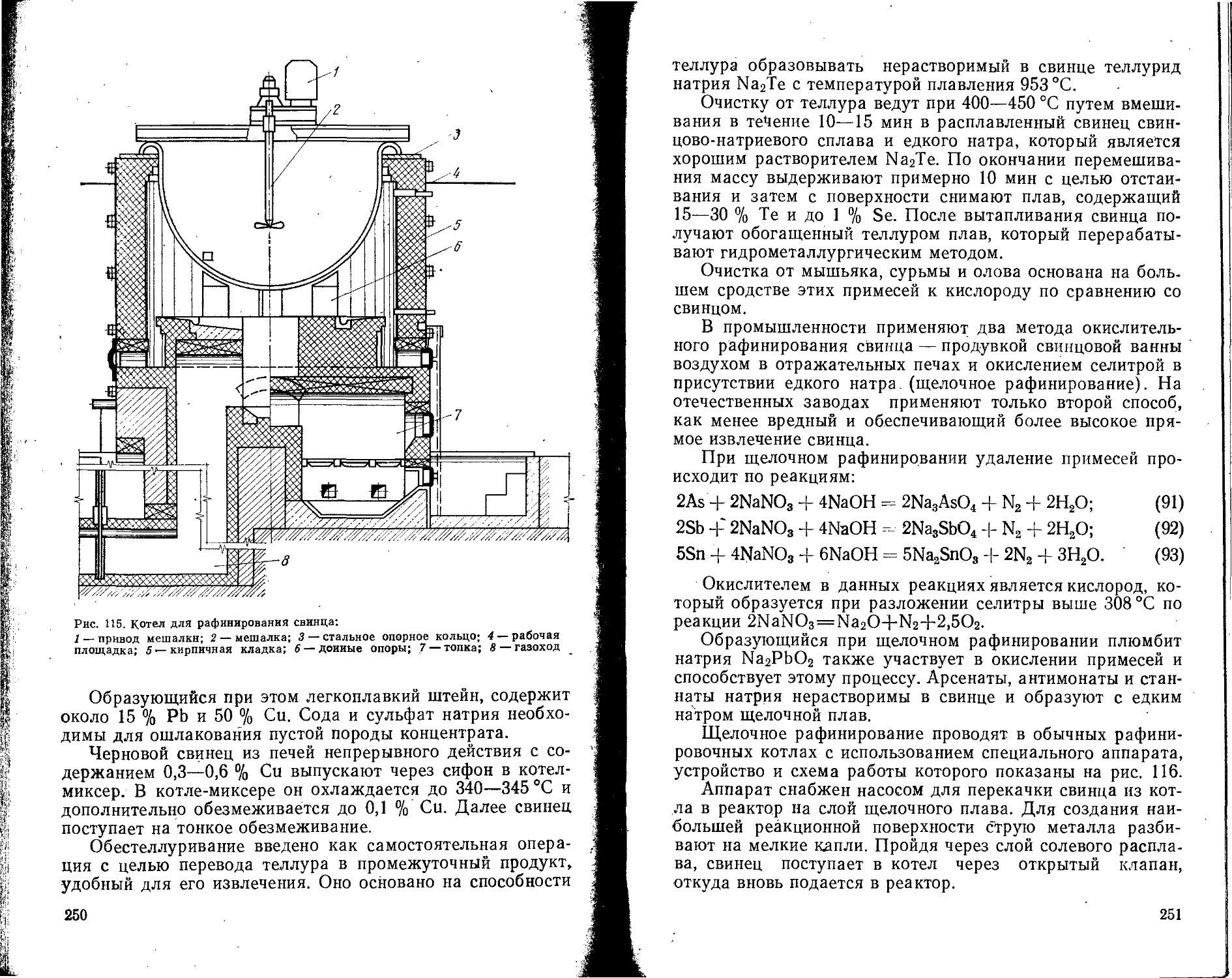
247
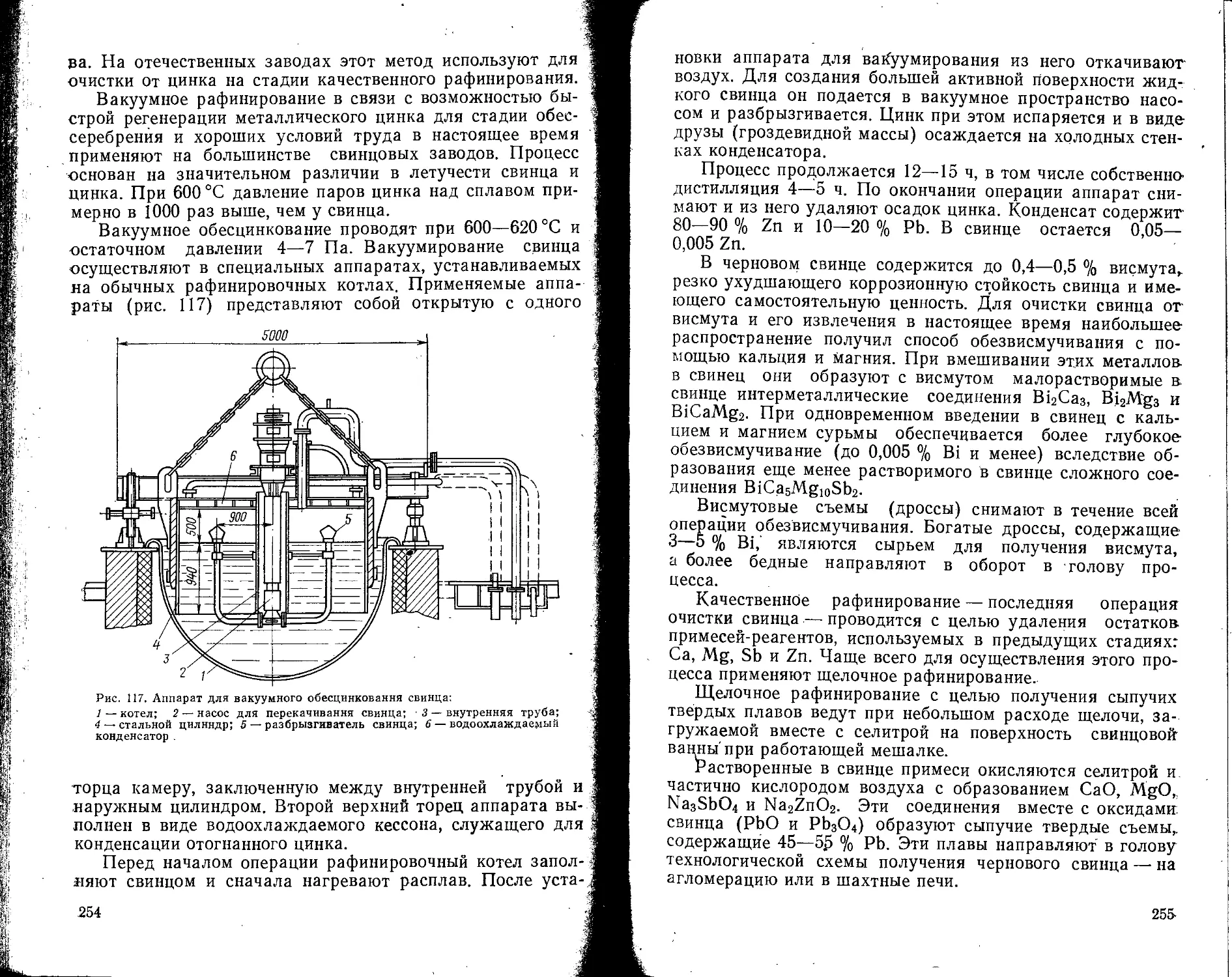
256
257
257
259 -
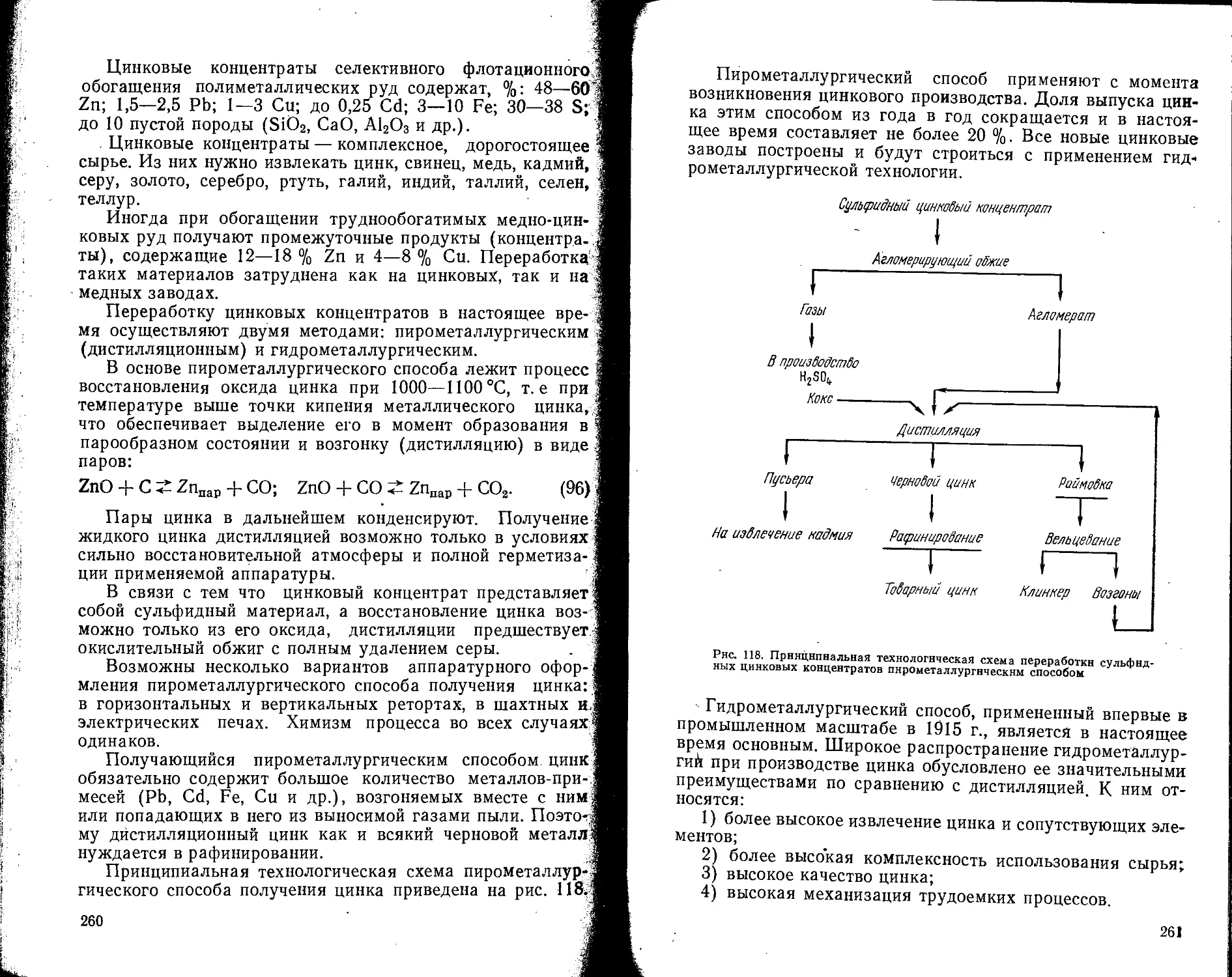
263
265
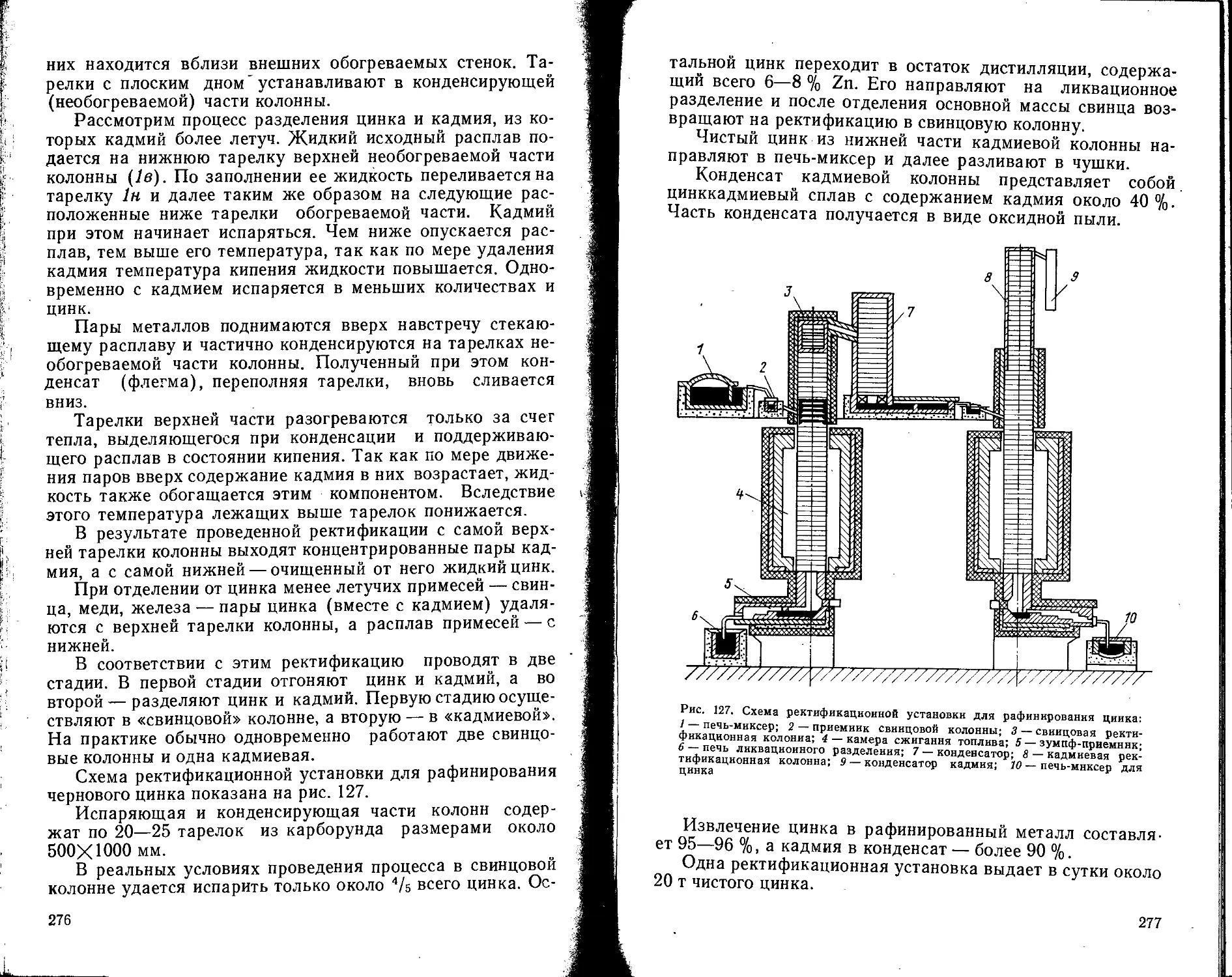
274
278
284
287
294
294
294
296
299
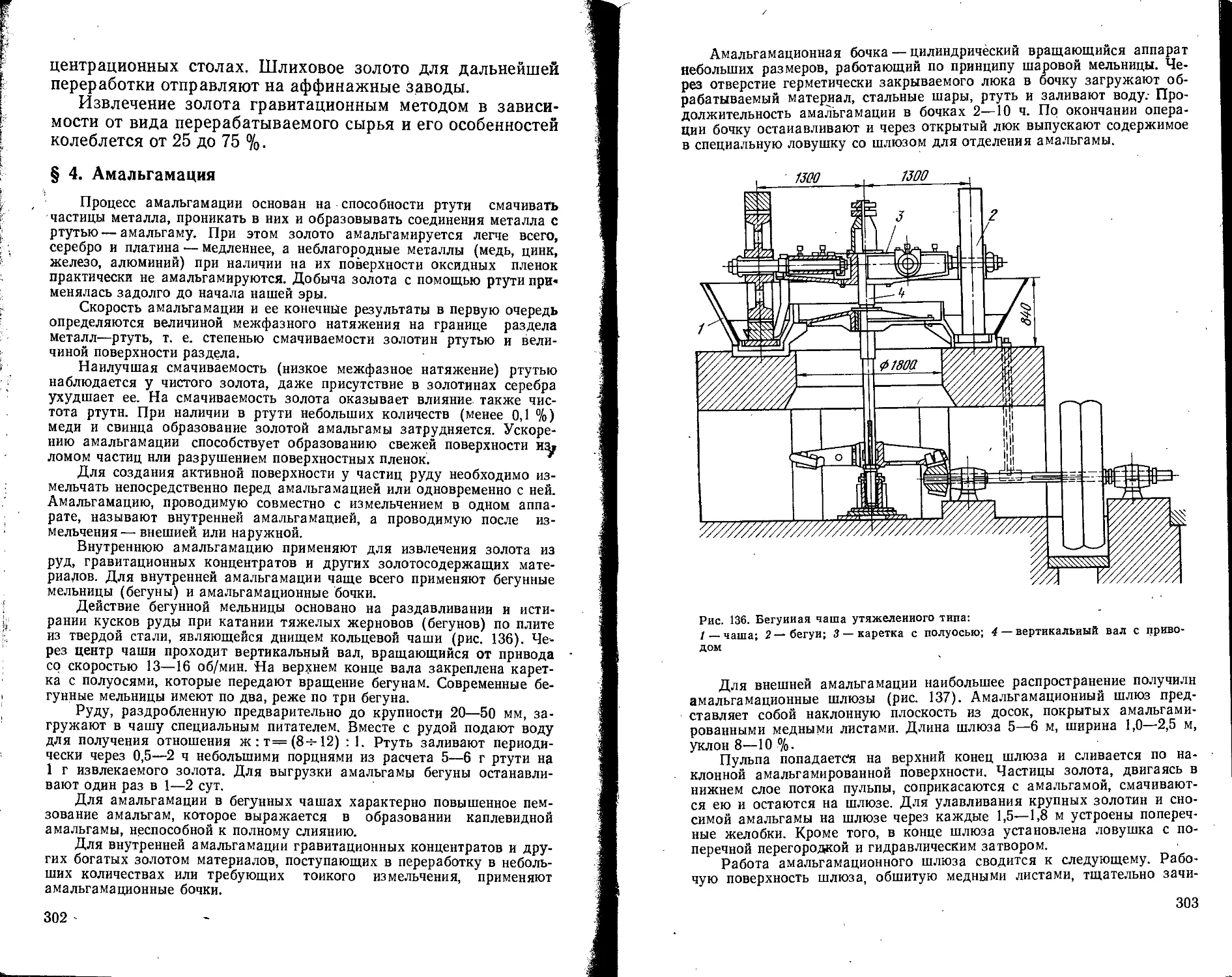
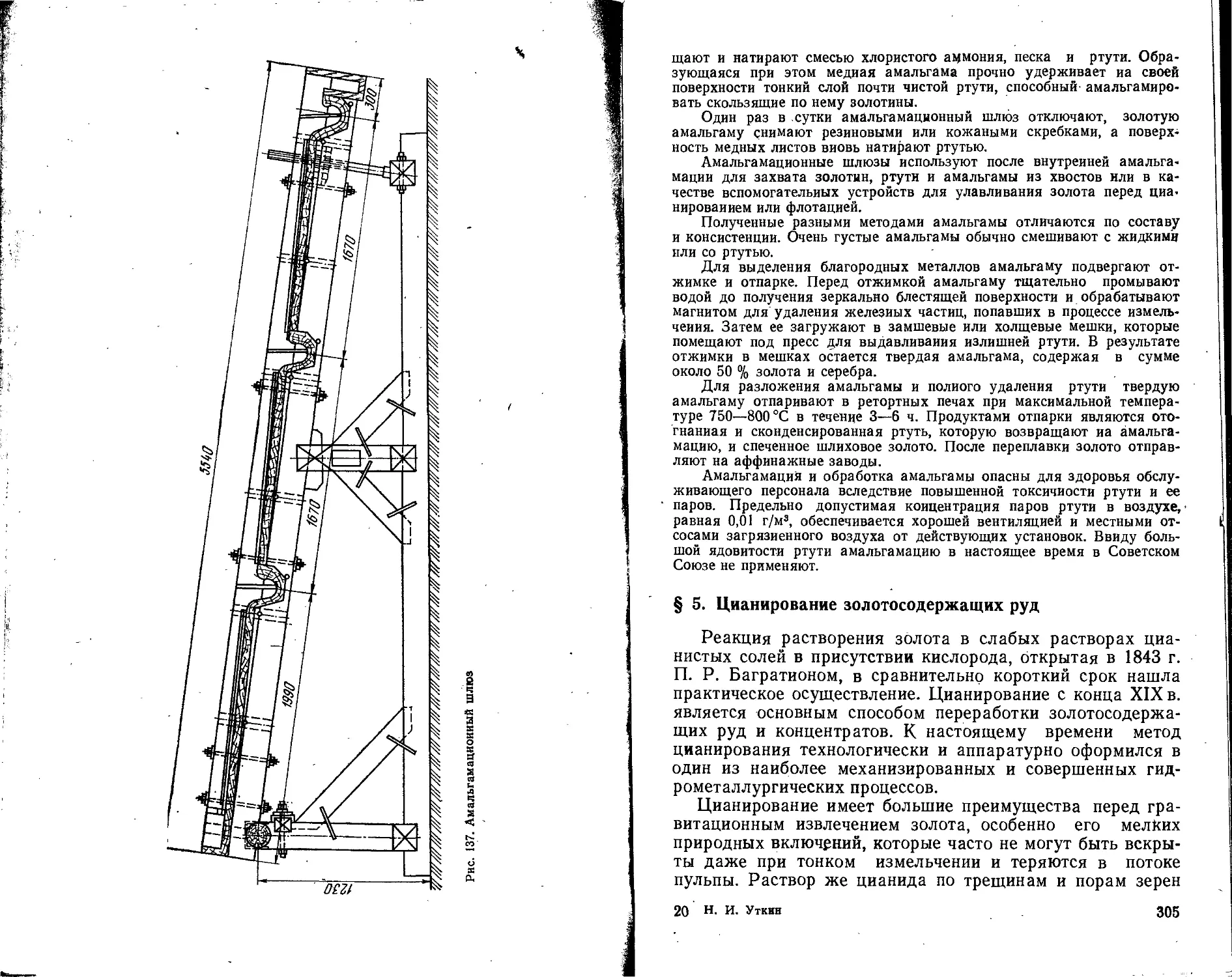
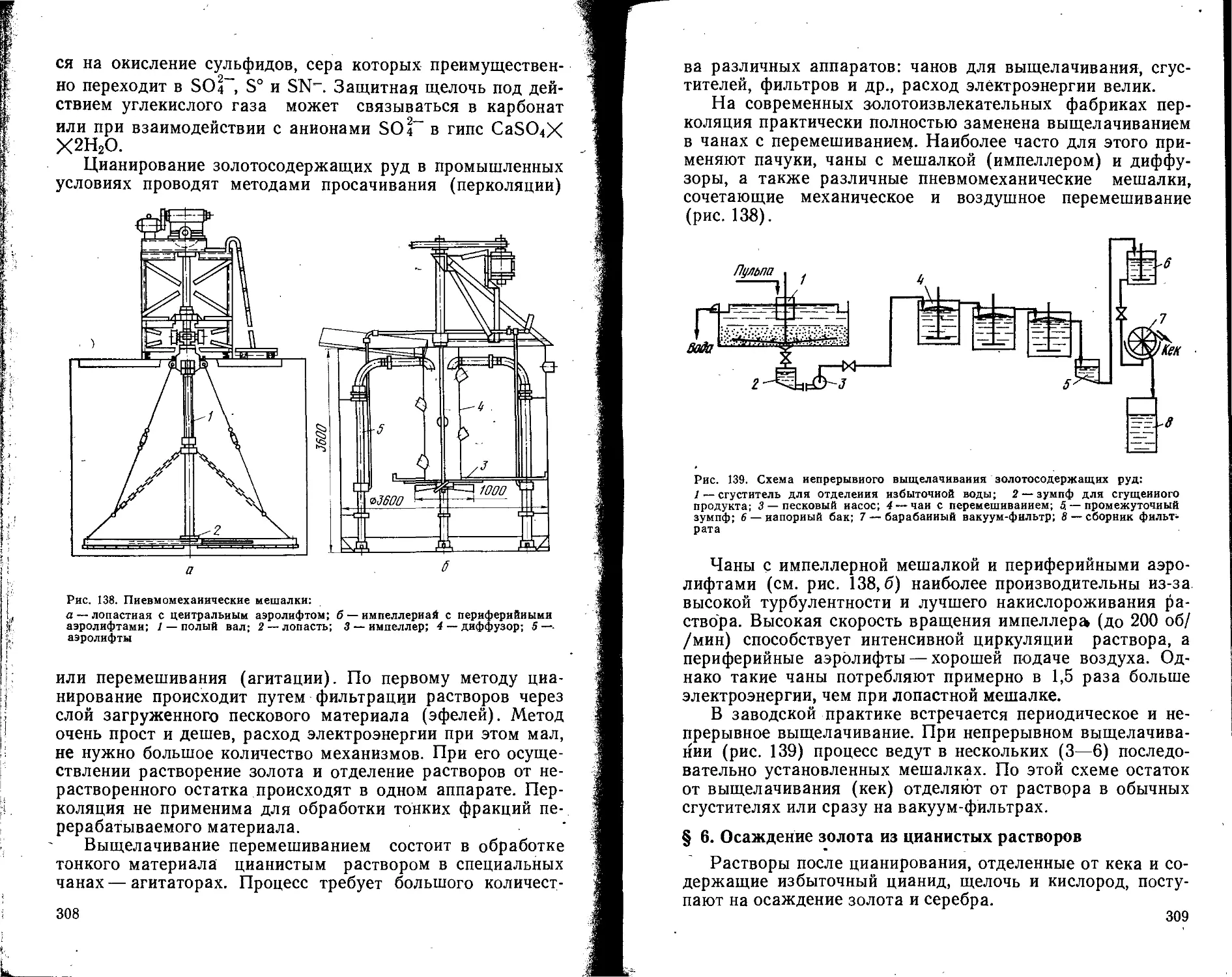
302
305
4
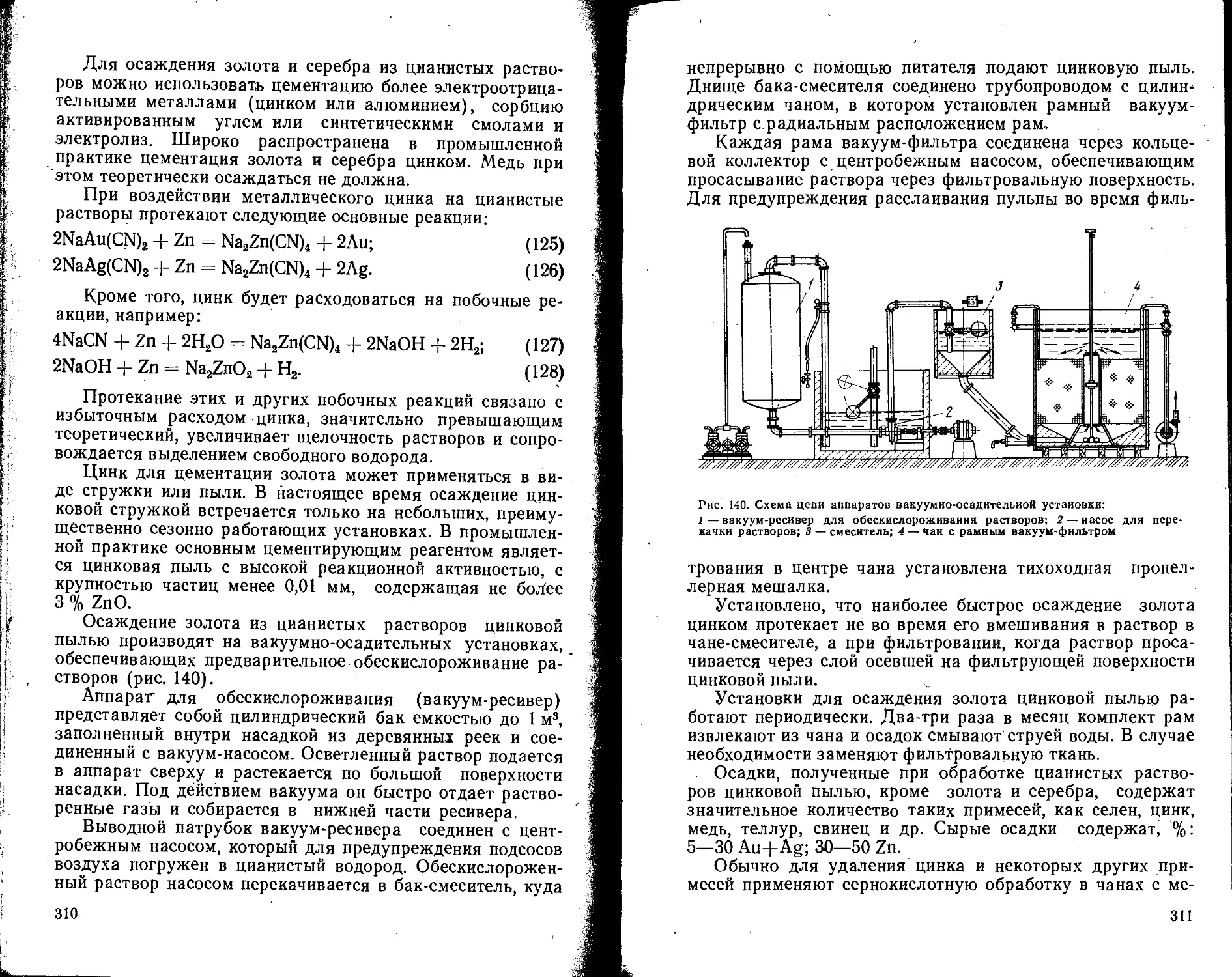
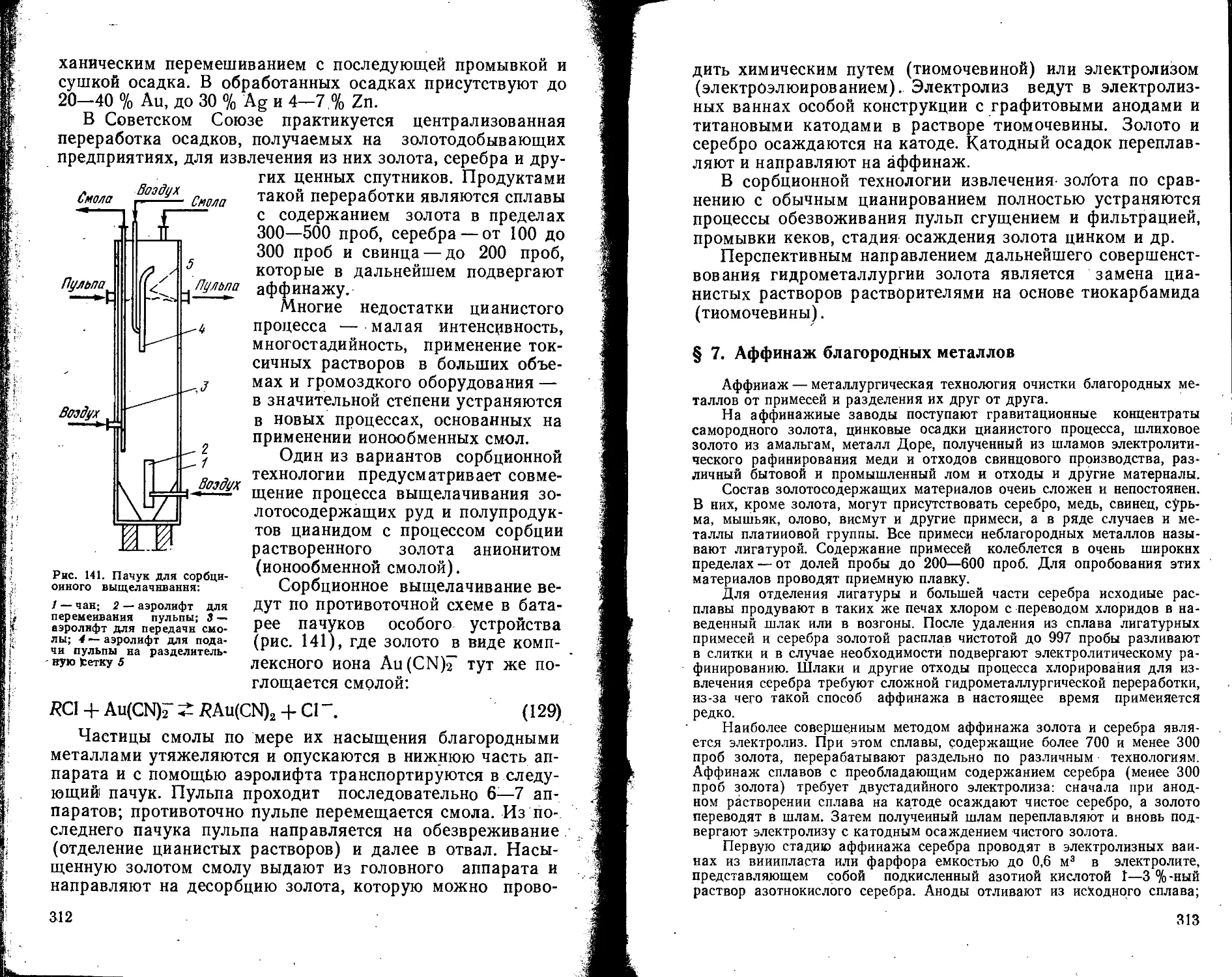
§ 6. Осаждение золота из цианистых растворов ..... 309
- § 7. Аффинаж благородных металлов...........................313
Раздел IV. МЕТАЛЛУРГИЯ ЛЕГКИХ МЕТАЛЛОВ ... 315
Глава 12. Металлургия алюминия . .............315
§ 1. Алюминий и его применение..............................315
§ 2. Сырье для получения алюминия...........................318
§ 3. Современное состояние алюмнииевой промышленности . . 321
§ 4. Производство глинозема.................................324
§ 5. Производство фтористых солей и угольных изделий . . 344
§ 6. Электролитическое получение алюминия...................346
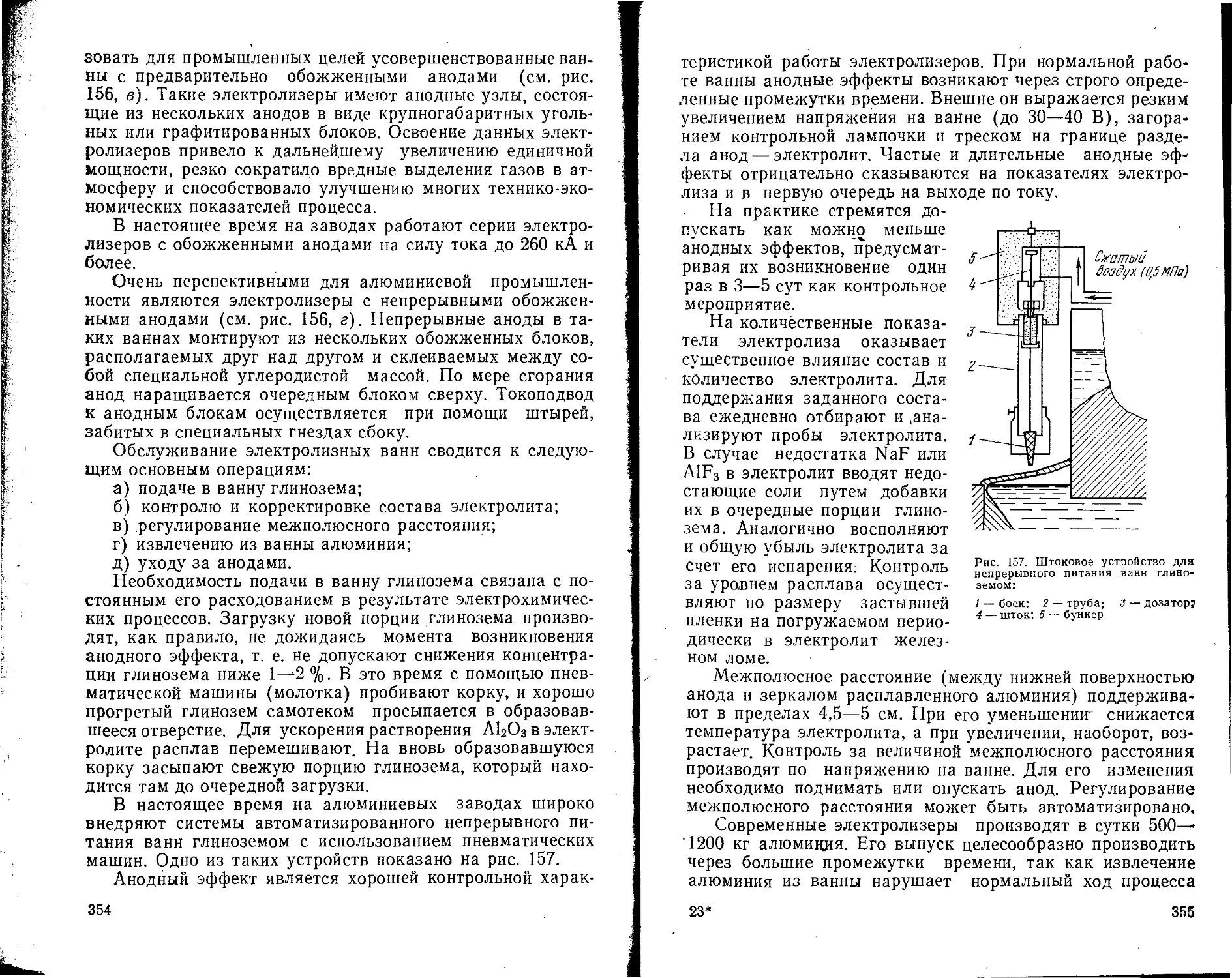
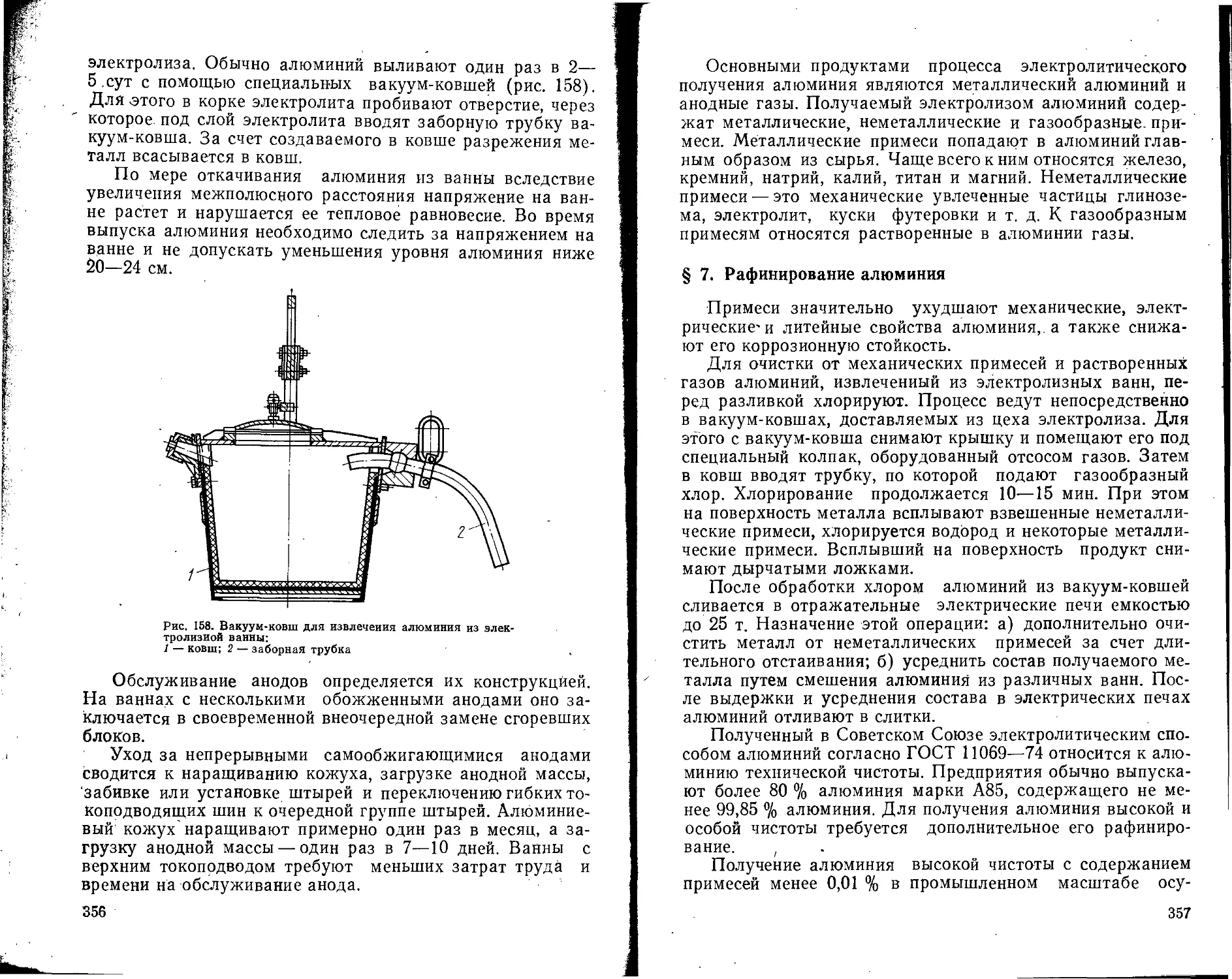
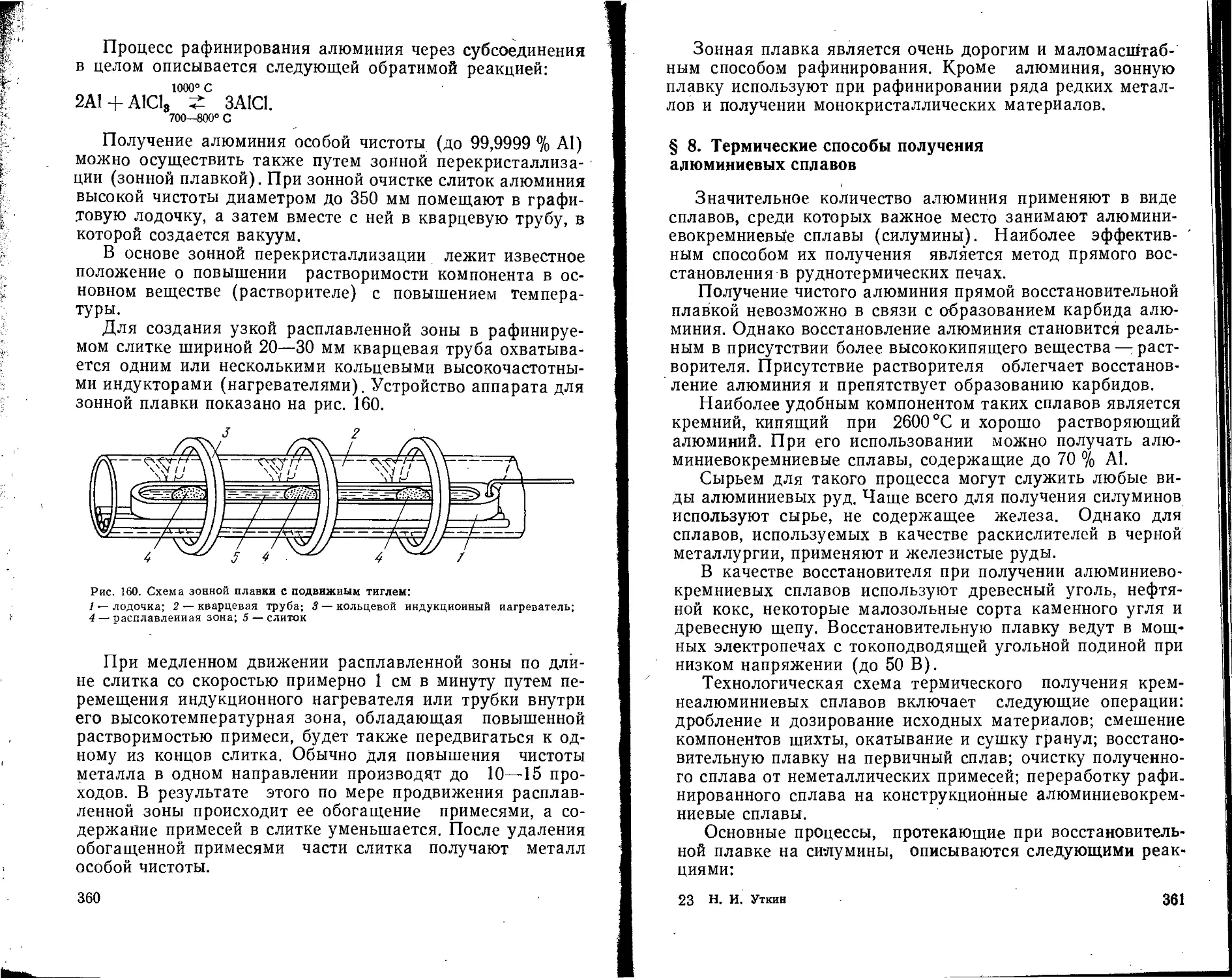
§ 7. Рафинирование алюминия.................................357
§ 8. Термические способы получения алюминиевых сплавов . . 361
Глава 13. Металлургия магния................................362
§ 1. Магний и его применение................................362
§ 2. Сырье для получения магния.............................364
§ 3. Общие принципы производства магния.....................366
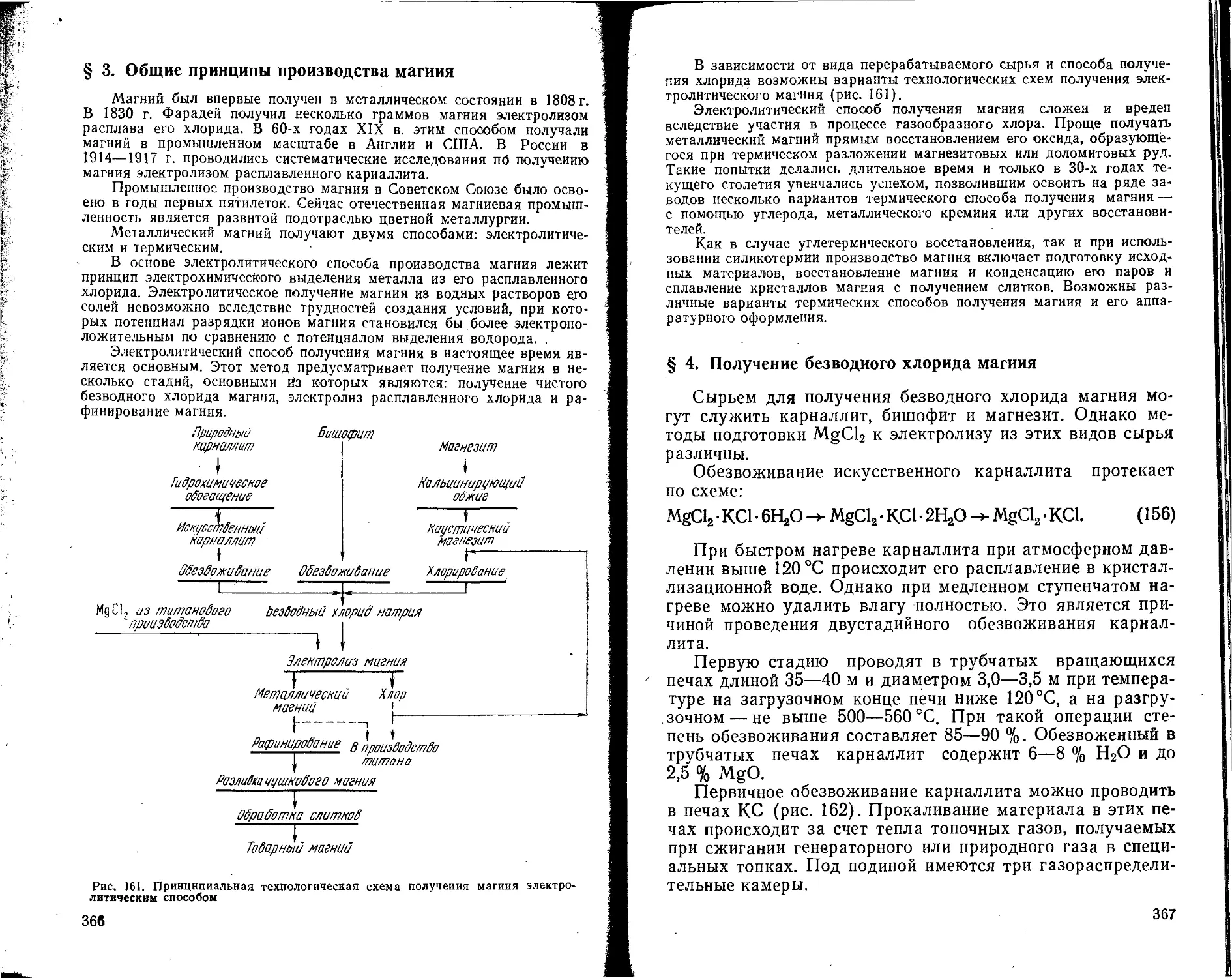
§ 4. Получение безводного хлорида магния....................367
§ 5. Электролиз магния.................................... 374
§ 6. Термические способы получения магния . . . . . . 376
§ 7. Рафинирование магния...................................381
Глава 14. Металлургия титана................................384
§ 1. Титан и его применение.............................384
§ 2. Сырье для получения титана и общие принципы его пере-
работки ...................................................386
§ 3. Производство тетрахлорида титана...................389
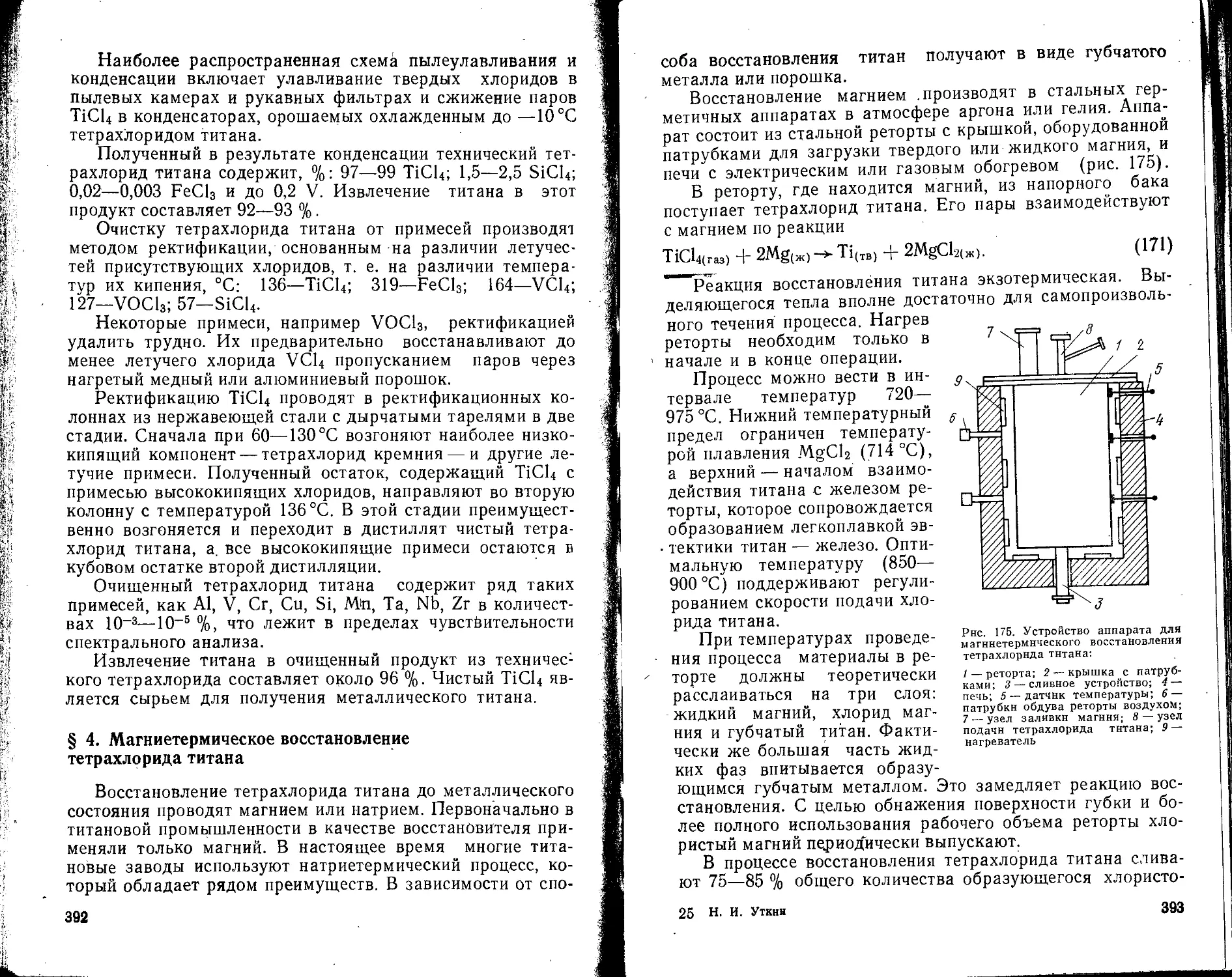
§ 4. Магииетермическое восстановление тетрахлорида титана . 392
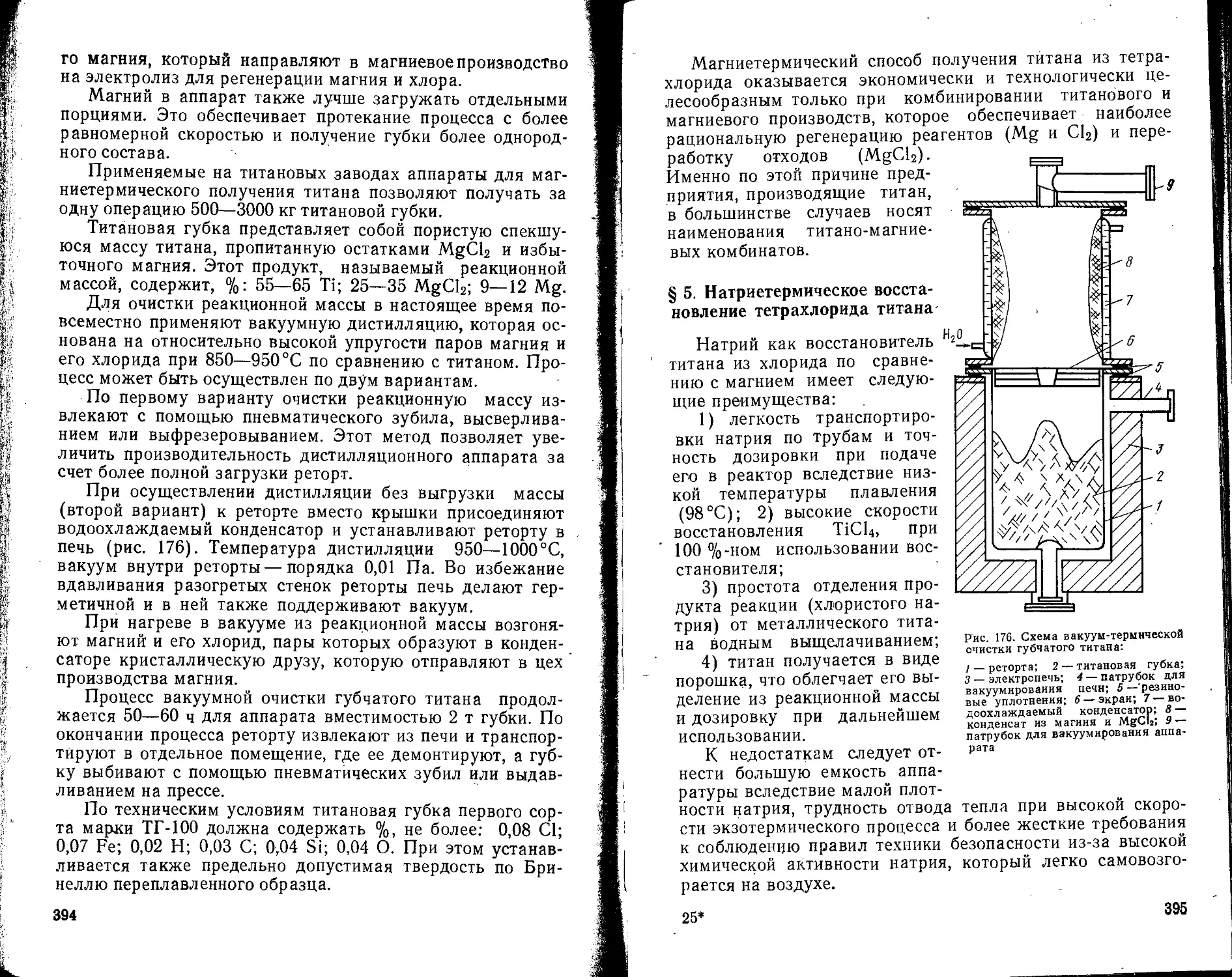
§ 5. Натриетермическое восстановление тетрахлорида титана . 395 .
§ 6. Восстановление двуокиси титана.....................396
§ 7. Производство компактного титана....................397
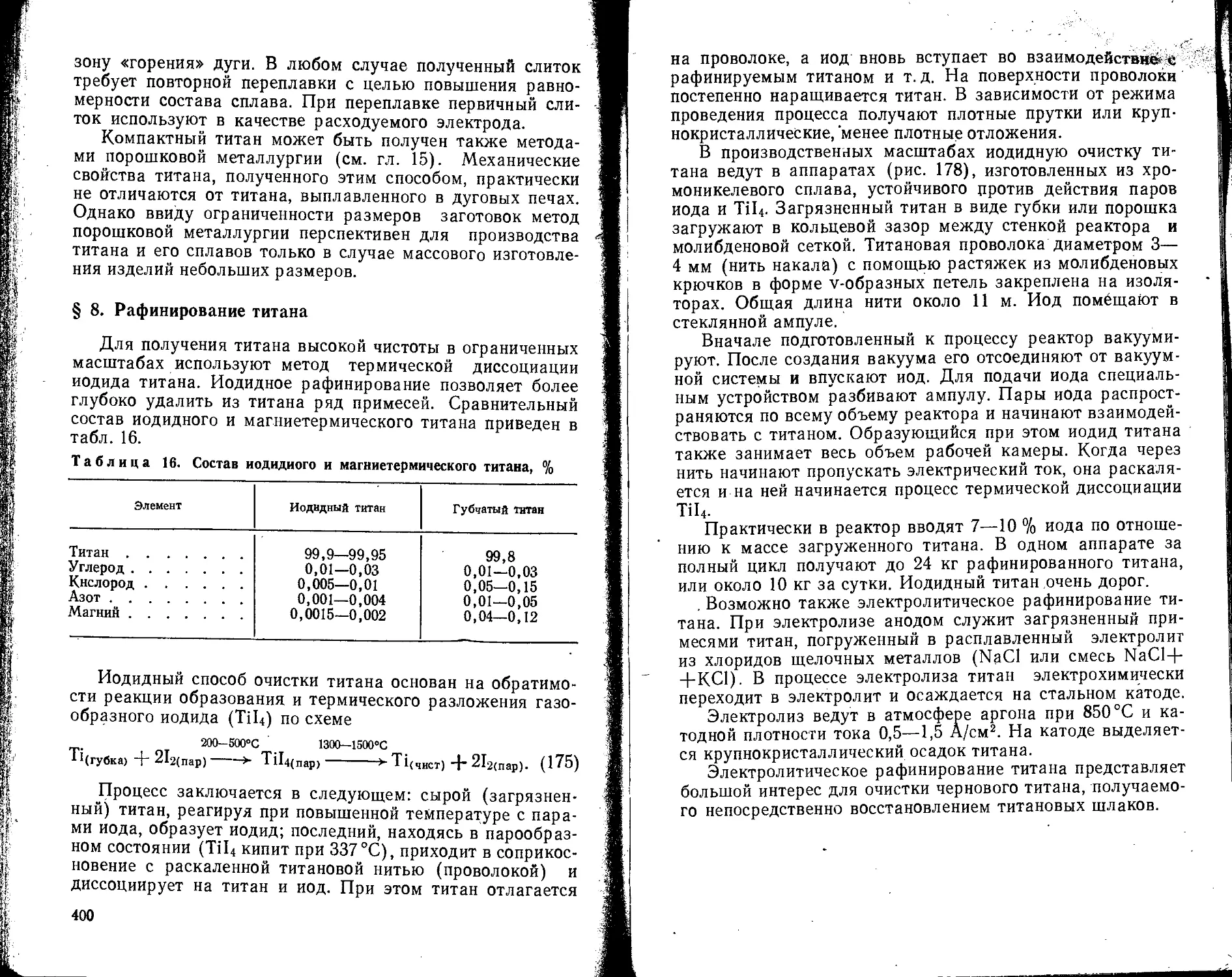
§ 8. Рафинирование титана...............................400
Раздел V. МЕТАЛЛУРГИЯ РЕДКИХ МЕТАЛЛОВ . . 402
Глава 15. Металлургия вольфрама.............................402
§ 1. Общие сведения о редких металлах.......................402
§ 2. Вольфрам и его применение..............................403
§ 3. Сырье для получения вольфрама и методы его переработки 406
§ 4. Разложение вольфрамсодержащих концентратов . . . 407
§ 5. Переработка растворов вольфрамата натрия на вольфра-
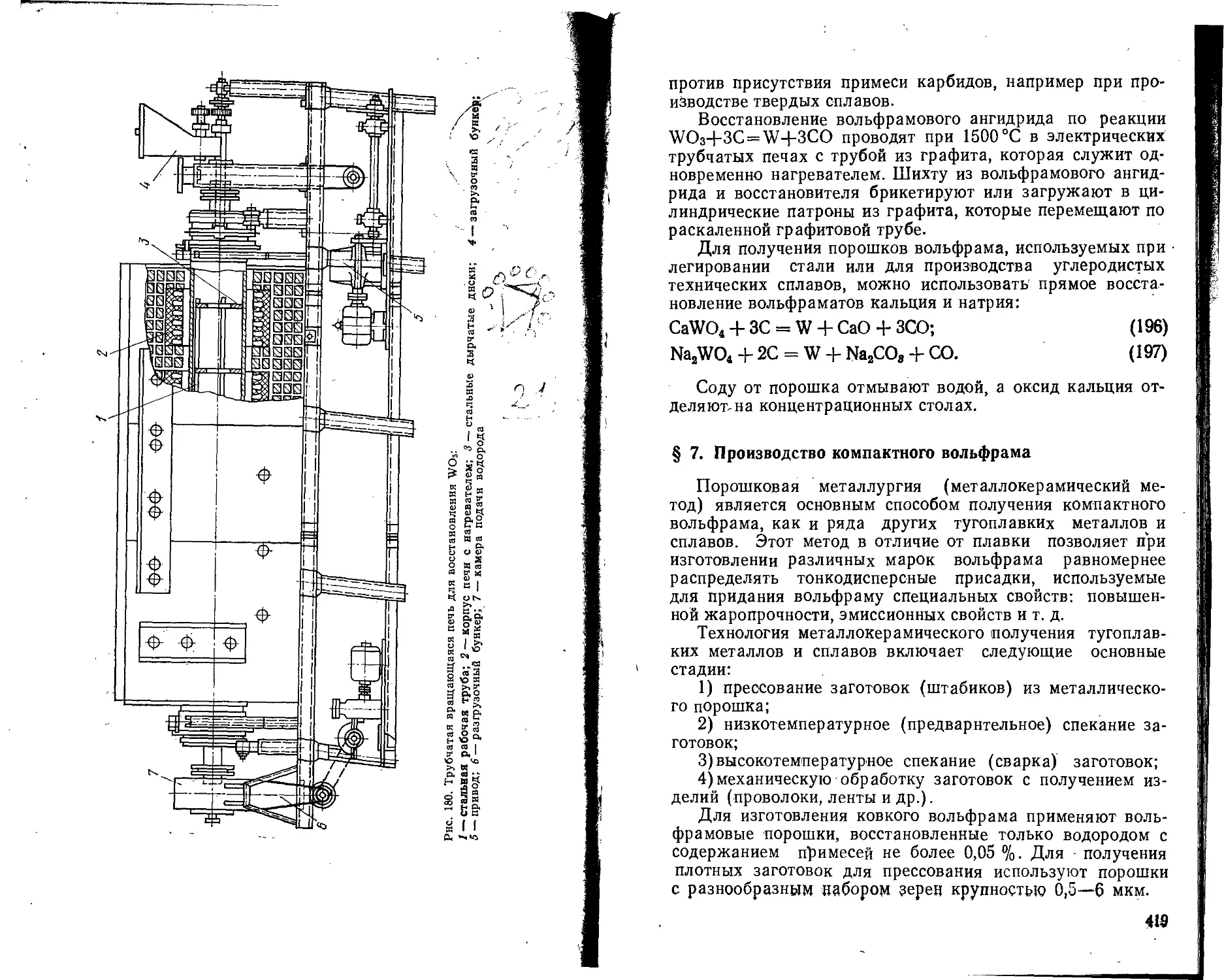
мовый ангидрид ............................................409
§ 6. Производство вольфрамового порошка.....................414
§ 7. Производство компактного вольфрама.....................419
Глава 16. Металлургия молибдена.............................424
§ 1. Молибден и его применение..............................424
§ 2. Сырье для получения молибдена и способы его переработки 426
§ 3. Окислительный .обжиг молибденитовых концентратов . . 428
§ 4. Производство чистой трехокиси молибдена................429
§ 5. Производство металлического молибдена..................433
Рекомендательный библиографический список...................437
Предметный указатель........................................438
5
Предисловие
Основные направления развития цветной металлургии
СССР на ближайшие годы определены решениями XXVI
съезда КПСС, которыми предусматривается дальнейший
рост выпуска цветных металлов, расширение ассортимента
иттовышение качества выпускаемой продукции, повышение
комплексности использования сырья, снижение потерь цен-
ных компонентов в цикле переработки, где особую роль
призвана'сыграть порошковая металлургия, внедрение но-
вых, прогрессивных процессов, направленных на создание
малоотходных и безотходных, полностью механизирован-
ных и автоматизированных технологий. Важное место в ре-
шениях XXVI съезда КПСС отводится повышению эконо-
мической эффективности металлургического производства,
созданию безопасных условий труда, охране окружающей
среды и использованию вторичных энергоресурсов.
Особая роль в решении поставленных перед цветной
металлургией задач принадлежит инженерно-техническому
персоналу предприятий, проектных и научно-исследователь-
ских организаций отрасли, в том числе и выпускникам гор-
но-металлургических и металлургических техникумов.
С момента выхода в свет последней книги по металлур-
гии цветных металлов с аналогичным данному учебнику
назначением прошло более 15 лет (Н. Н. Севррков. Ме-
таллургия цветных металлов. М.: Металлургия, 1969). За
это время произошел значительный прогресс в технологии
получения большинства цветных металлов и в аппаратур-
ном оформлении технологических процессов; разработаны
и внедрены новые процессы и оборудование. В данном
учебнике, предназначенном для ряда специальностей уча-
щихся металлургических техникумов, приведены достиже-
ния цветной металлургии за последние годы. С учетом этих
достижений рассмотрены общие вопросы металлургическо-
го производства, а также основы производства важнейших
цветных металлов: меди, никеля, свинца, цинка, золота,
алюминия, магния, титана, вольфрама, молибдена.
Приведенные в книге значения ряда величин выражены
в единицах СИ. При пересчете на метрическую систему еди-
ниц или наоборот следует пользоваться следующими соот-
ношениями: 1 кгс=9,80665 Н; 1 ат=1 кгс/см2=9,8066Х
Х104 Па; 1 мм вод. ст.=9,80665 Па; 1 мм рт. ст.=
= 1,33322-102 Па; 1 ккал=4,1868 кДж; 1 кВт-ч=3,6Х
XI О3 кДж.
6
Согласно Международной химической номенклатуре
слово «окислы» заменено словом «оксиды». Исключение
составляют товарные полупродукты — окись цинка, закись
никеля, пигментная двуокись титана, трехокись вольфрама^
трехокись молибдена, вельц-окислы.
Автор выражает благодарность С. С. Пыжову за боль-
шую помощь при подготовке рукописи к изданию.
Автор искренне благодарит рецензентов докт. техн, на-
ук С. И. Соболя и инж. В. Л. Рогозянского за ценные за-
мечания и рекомендации, которые способствовали повыше-
нию качества рукописи.
Введение
Металлургией называют науку и область техники, за-
нимающиеся получением металлов из руд и других видов
Металлсодержащего сырья. Она является звеном в общем
цикле горно-металлургического производства, включаю-
щего геологию, горное дело, обогащение руд, собственно
металлургию и металлообработку.
Металлургическое производство — одно из древнейших;
оно возникло на ранних ступенях развития человеческого
общества.
Человек начал использовать металлы около 6000 лет
тому назад. Первыми металлами, вошедшими в обиход че-
ловека, были самородные медь и золото и метеоритное же-
лезо, встречающиеся в природе в свободном состоянии.
О значении металлов в жизни первобытного человека гово-,
рят названия целых исторических эпох: бронзовый, мед-
ный и железный века.
Впервые металл из руды был получен, по-видимому,
случайно на месте разведения костров. Но это, бесспорно,
послужило толчком к возникновению примитивных спосо-
бов получения металлов из руд. Рост потребности в метал-
ле вследствие значительных преимуществ металлических
изделий по сравнению с деревянными и каменными также
способствовал возникновению и развитию металлургичес-
кого производства и расширению числа используемых ме-
таллов.
В древности были известны восемь металлов: золото,
серебро, медь, олово, свинец, железо, ртуть и сурьма.
К концу XVIII в. их число увеличилось до 20, а к концу
XIX в. — до 50. В настоящее время производится и потреб-
ляется около 80 металлов.
Потребность в металлах из года в год растет. Они ис-
пользуются абсолютно во всех отраслях народного хозяй-
ства. Человечество сейчас живет в веке1 металлов, когда
развитие хозяйства, науки и культуры немыслимо без ма-
шин, механизмов, приборов, бытовой техники и бесчислен-
ного множества других изделий из металлов.
Бурный рост в последние годы производства и потреб-
ления различных синтетических материалов, во многих слу-
чаях заменяющих металлы, способствует лишь более ра-
циональному использованию металлических материалов с
учетом их специфических физико-механических, электриче-
ских, химических и других свойств.
Распространенность металлов в земной коре различна —
8
от нескольких процентов до миллионных долей. Техничес-
кое значение металлов определяется, однако, не только
распространением в природе, но и производственными воз-
можностями их получения. Последнее вместе с народнохо-
зяйственной потребностью и определяет масштабы произ-
водства отдельных металлов.
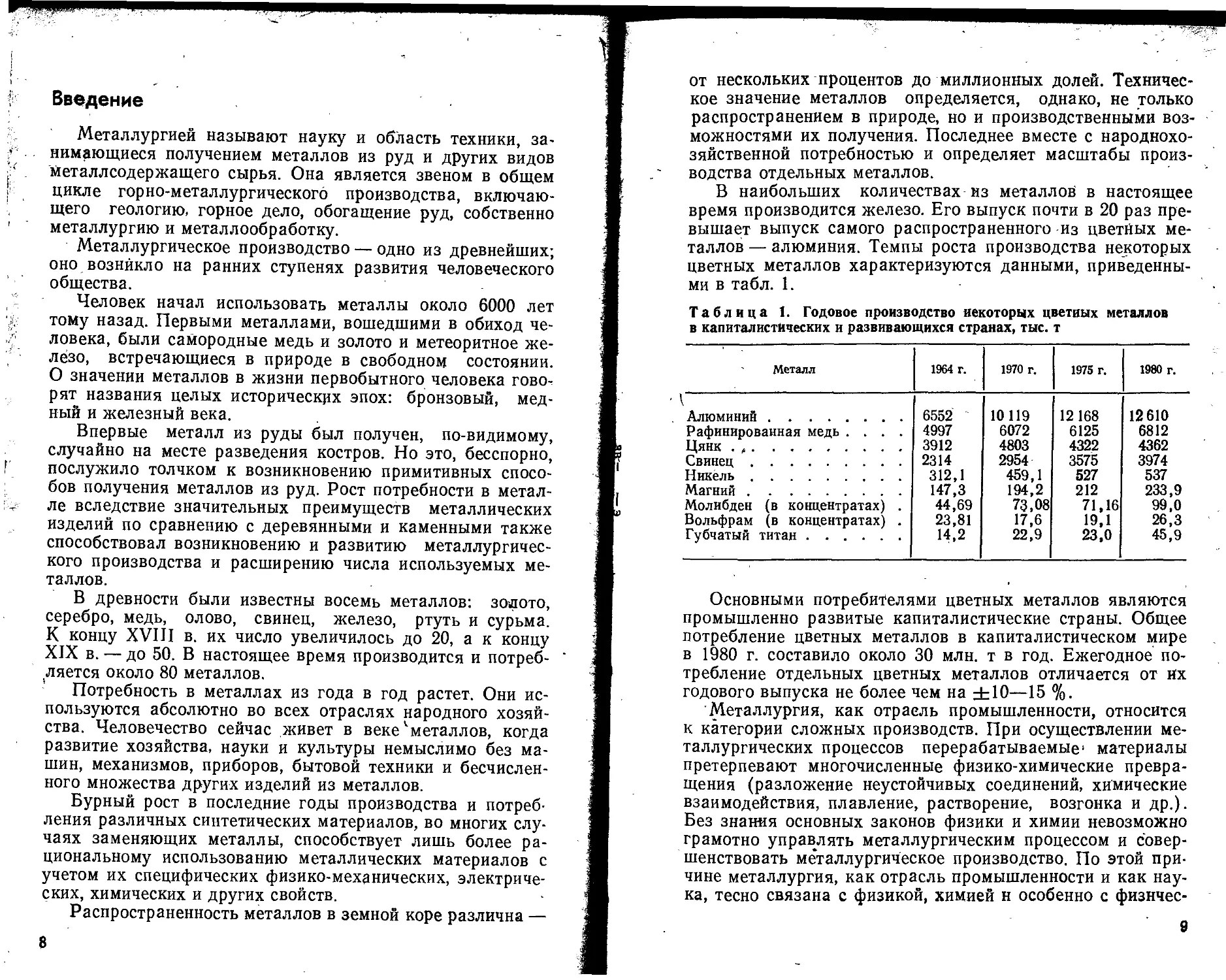
В наибольших количествах из металлов в настоящее
время производится железо. Его выпуск почти в 20 раз пре-
вышает выпуск самого распространенного из цветных ме-
таллов — алюминия. Темпы роста производства некоторых
цветных металлов характеризуются данными, приведенны-
ми в табл. 1.
Таблица 1. Годовое производство некоторых цветных металлов
в капиталистических и развивающихся странах, тыс. т
Металл 1964 г. 1970 г. 1975 г. 1980 г.
Алюминий 6552 10119 12168 12 610
Рафинированная медь .... 4997 6072 6125 6812
Цянк . 3912 4803 4322 4362
Свинец 2314 2954 3575 3974
Никель 312,1 459,1 527 537
Магний 147,3 194,2 212 233,9
Молибден (в концентратах) . 44,69 73,08 71,16 99,0
Вольфрам (в концентратах) . 23,81 17,6 19,1 26,3
Губчатый титан 14,2 22,9 23,0 45,9
Основными потребителями цветных металлов являются
промышленно развитые капиталистические страны. Общее
потребление цветных металлов в капиталистическом мире
в 1980 г. составило около 30 млн. т в год. Ежегодное по-
требление отдельных цветных металлов отличается от их
годового выпуска не более чем на ±10—15 %.
Металлургия, как отрасль промышленности, относится
к категории сложных производств. При осуществлении ме-
таллургических процессов перерабатываемые1 материалы
претерпевают многочисленные физико-химические превра-
щения (разложение неустойчивых соединений, химические
взаимодействия, плавление, растворение, возгонка и др.).
Без знания основных законов физики и химии невозможно
грамотно управлять металлургическим процессом и совер-
шенствовать металлургическое производство. По этой при-
чине металлургия, как отрасль промышленности и как нау-
ка, тесно связана с физикой, химией н особенно с физнчес-
9
кой химией. Последняя является научной основой
теоретической и практической металлургии.
Из года в год возрастает связь металлургии с матема-
тикой. Математические методы с применением ЭВМ все ши-
ре используют в металлургии при выполнении новых раз-
работок и управлении металлургическим производством.
На территории нашей страны производство цветных ме-
таллов возникло много столетий назад. Археологи неодно-
кратно обнаруживали остатки рудных разработок на Ура-
ле, в Средней Азии, в Сибири и Армении. В небольших
количествах медь выплавляли в Архангельской и Олонец-
кой губерниях в XV—XVI вв. Документально подтвержда-
ется строительство первых железоделательных и медепла-
вильных заводов в XVII в.
В XVIII в. и в первой половине XIX в. Россия занимала
одно из ведущих мест в мире по выпуску меди, серебра и
свинца. Медь даже вывозили за границу. Однако крепост-
нический строй затруднял дальнейшее развитие промыш-
ленности, и рост выпуска металлов стал отставать от их
потребности.
В начале текущего столетия производство цветных ме-
таллов в нашей стране не отвечало ни природным ресур-
сам, ни потребности в металлах. Характерным для этого
периода является тот факт, что все заводы страны, произ-
водящие цветные металлы, оказались в руках иностранных
акционерных обществ, которые были заинтересованы в по-
лучении максимальных прибылей и вели хищническую раз-
работку рудных месторождений.
С началом первой мировой войны выплавка цветных
металлов в России начала сокращаться и к 1918 г. почти
полностью прекратилась.
В программе электрификации страны, выдвинутой
В. И. Лениным в 1920 г., ставился вопрос о восстановлении
и развитии цветной металлургии СССР.
Весной 1922 г. был восстановлен и пущен в работу Ка-
латинский (ныне Кировоградский) медеплавильный завод
на Урале. Это время считается датой рождения цветной ме-
таллургии нашей страны. В настоящее время цветная ме-
таллургия Советского Союза является высокоразвитой от-
раслью промышленности.
Производство большинства цветных металлов в нашей
стране было организовано в годы Советской власти. Если
в царской России из цветных металлов производились толь-
ко медь, серебро, золото, свинец и цинк, то сейчас освоено
промышленное производство 75 элементов Периодической
10
системы Д. И. Менделеева. Детищем Советской власти яв-
ляются алюминиевая, никелевая и титано-магниевая отрас-
ли промышленности, производство кобальта, вольфрама,
молибдена и многих других цветных металлов.
Качество и состав металлической продукции предприя-
тий цветной металлургии СССР регламентируются Госу-
дарственными стандартами (ГОСТами). Многим маркам
выпускаемых цветных металлов присвоен Знак качества,
а некоторые из них, например медь Балхашского горно-
метйллургического комбината, служат эталоном чистоты
на Лондонской бирже металлов.
По мере развития современной науки и техники растет
спрос на металлы высокой чистоты, имеющие особые свой-
ства. Так, сверхчистый алюминий обладает повышенной
коррозионной стойкостью, более высокой пластичностью,
электро- и теплопроводностью и рядом других ценных
свойств. Германий приобретает свойства полупроводника
только при содержании в нем одного атома примеси на мил-
лион й. более атомов самого германия. Особые требования
к металлам высокой чистоты предъявляются при исследо-
вании атомного ядра, в атомной энергетике и радиоэлек-
тронике.
Помимо металлов различной степени чистоты, цветная
металлургия выпускает в большом ассортименте другую
товарную продукцию—элементарную серу, серную кислоту,
минеральные удобрения, цемент, соли и т. д.
В развитие отечественной цветной металлургии боль-
шой вклад внесла многочисленная плеяда выдающихся
русских и советских ученых.
Особо важное значение для развития горнозаводского
дела в России имели труды гениального ученого М- В. Ло-
моносова. Его труд «Первые основания металлургии или
рудных дел», изданный в 1763 г., был первым учебником по
металлургии на русском языке. В разделе металлургий
М. В. Ломоносов привел описание физико-химических
свойств главнейших металлов, изложил теорию вопросов
окисления и восстановления, дал описание металлургичес-
ких процессов получения из руд золота, серебра, меди и
свинца.
Всемирно известный Периодический закон химических
элементов Д. И. Менделеева является основой современной
химии, теоретической базой металлургического производ-
ства.
Широкую известность в области цветной металлургии
получили труды русских ученых Н. Н. Бекетова, П. Г. Со-
болевского, В. И, Митина и др.
И
Исключительно плодотворно над созданием теоретичес-
ких основ и разработкой новых процессов получения цвет-
ных металлов работали советские ученые-металлурги ака-
демики А. А. Байков и Н. С. Курнаков, профессора В. Я. Мос-
товнч, П. П. Федотьев, В. А. Ванюков, Н. П Асеев,
'академики Г. Г. Уразов, А. Н. Вольский, члены-кор. АН
СССР И. Н. Плаксин и А. И. Беляев, акад. АН КазССР
В. И. Смирнов, проф. Г. А. Меерсон и многие другие.
На развитие современной цветной металлургии СССР
плодотворно влияют работы многочисленных научных
школ, созданных в Московском институте стали и сплавов,
Уральском политехническом институте, Ленинградском гор-
ном институте и ряде других металлургических институтов
и факультетов, а также труды ученых и инженеров акаде-
мических и отраслевых научно-исследовательских и проек-
ных институтов и предприятий Министерства цветной ме-
таллургии СССР.
Раздел ОСНОВЫ МЕТАЛЛУРГИИ
I
Глава 1
ОБЩИЕ ВОПРОСЫ
§ 1. Металлы и их классификация
Из 107 известных в настоящее время элементов Периоди-
ческой системы Д. И. Менделеева около 80 имеют более
или менее ярко выраженные металлические свойства. Об-
щими признаками металлического состояния являются: ме-
таллический блеск и непрозрачность, высокая электро- и
теплопроводность, высокая пластичность (ковкость), кри-
сталлическая структура, серый цвет с оттенками от светло-
серого до темно-серого (исключение составляют только два
металла— красная медь и желтое золото).
Кроме того, для типичных металлов общим является ха-
рактер зависимости электропроводности от температуры:
с повышением температуры электропроводность их умень-
шается.
Большинство характерных свойств металлов является
следствием наличия в металлической структуре свободных
электронов. Установлено, что металлическая структура со-
держит атомы, как нейтральные, так и ионизированные,
т. е. в них отсутствует некоторое количество электронов.
Все атомы металла имеют равную возможность иони-
зации, и переход электронов от ионизированного атома к
нейтральному может происходить без затраты энергии.
В результате этого в металлической структуре непрерывно
происходит обмен электронами. При этом появляется неко-
торое количество свободных электронов, не принадлежа-
щих в данный момент каким-либо определенным атомам.
Ничтожно малые даже по сравнению с атомами разме-
ры электронов позволяют последним достаточно свободно
перемещаться по всему металлическому кристаллу, кото-
рый можно рассматривать как пространственную решетку
из нейтральных атомов и положительных ионов, находя-
щихся в атмосфере «электронного газа». Наличие свобод-
ных электронов*в металлической структуре определяет
свойства металлов.
С электрохимической точки зрения металлами называ-
ются элементы, имеющие в процессе реакций преимущест-
13
4 ' ’ ’ '
)1 венную тенденцию к отдаче электронов, в отличие от метал-
!•', лоидов, стремящихся к их присоединению.
|, ‘ Характерной особенностью для металлического состоя-
ния, как уже отмечалось выше, является их кристалличес-
f кая структура. Большинство металлов кристаллизуется в
i' трех типах кристаллической решетки: кубической объемно-
’ центрированной, кубической гранецентрированной и гекса-
' , тональной плотной. Этим типам решеток свойственны ком-
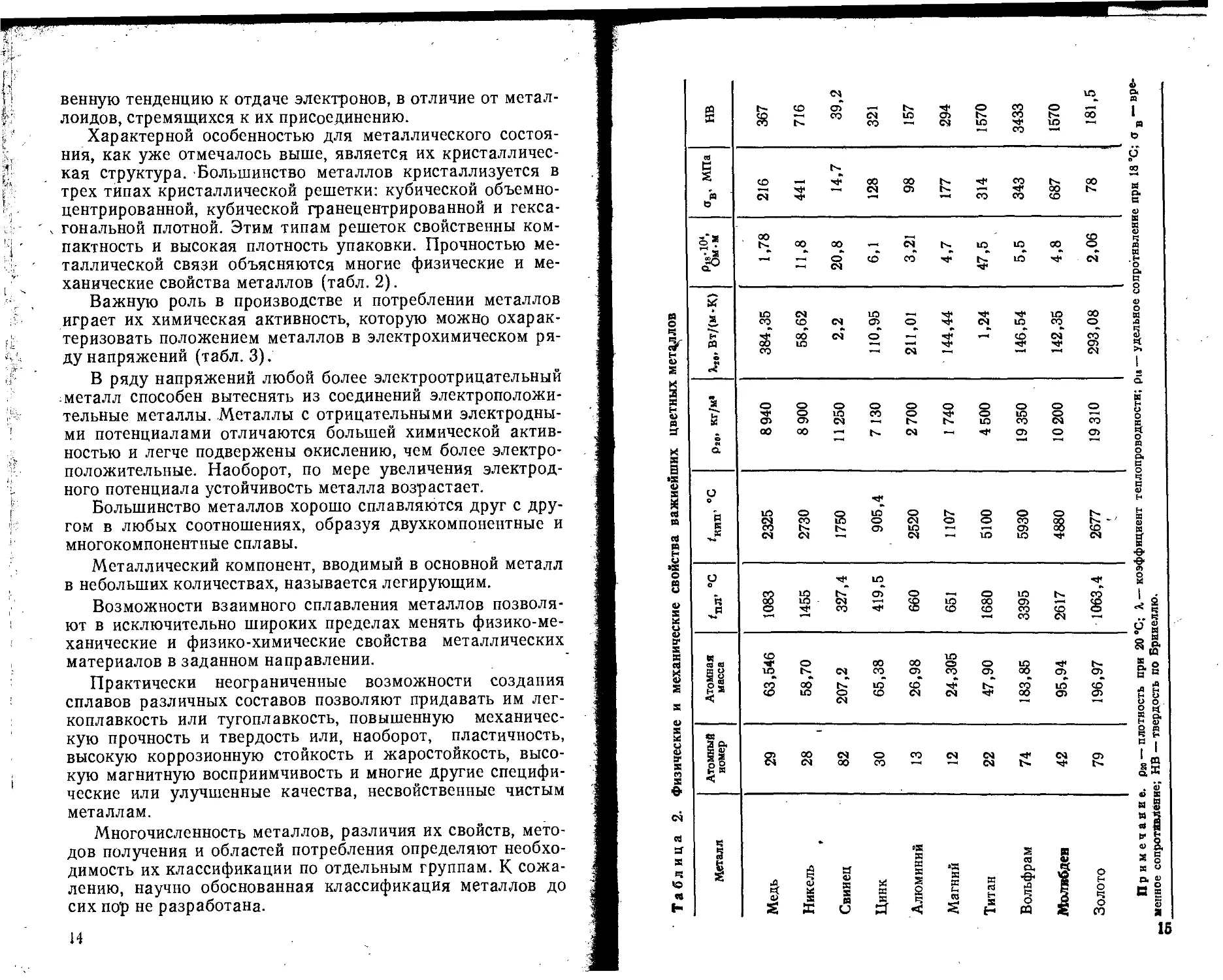
' пактность и высокая плотность упаковки. Прочностью ме-
таллической связи объясняются многие физические и ме-
('ч ханические свойства металлов (табл. 2).
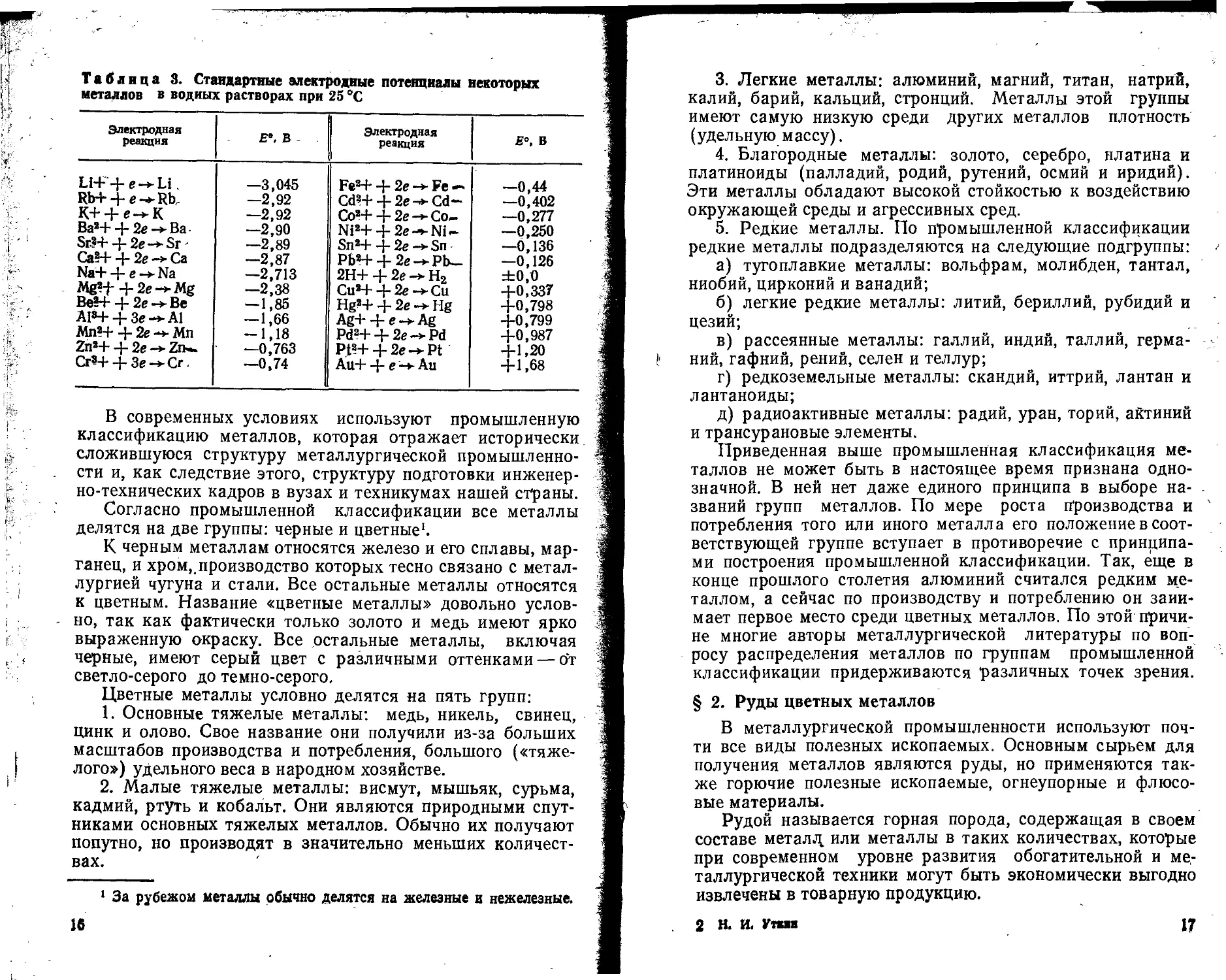
, , Важную роль в производстве и потреблении металлов
играет их химическая активность, которую можно охарак-
теризовать положением металлов в электрохимическом ря-
ду напряжений (табл. 3).
Г В ряду напряжений любой более электроотрицательный
металл способен вытеснять из соединений электроположи-
№ тельные металлы. Металлы с отрицательными электродны-
’ ми потенциалами отличаются большей химической актив-
ностью и легче подвержены окислению, чем более электро-
Д положительные. Наоборот, по мере увеличения электрод-
i ного потенциала устойчивость металла возрастает.
I? Большинство металлов хорошо сплавляются друг с дру-
гом в любых соотношениях, образуя двухкомпонентные и
многокомпонентные сплавы.
Металлический компонент, вводимый в основной металл
в небольших количествах, называется легирующим.
Возможности взаимного сплавления металлов позволя-
1 ют в исключительно широких пределах менять физико-ме-
ханические и физико-химические свойства металлических
। материалов в заданном направлении.
Практически неограниченные возможности создания
сплавов различных составов позволяют придавать им лег-
коплавкость или тугоплавкость, повышенную механичес-
кую прочность и твердость или, наоборот, пластичность,
высокую коррозионную стойкость и жаростойкость, высо-
। кую магнитную восприимчивость и многие другие специфи-
ческие или улучшенные качества, несвойственные чистым
металлам.
Многочисленность металлов, различия их свойств, мето-
дов получения и областей потребления определяют необхо-
димость их классификации по отдельным группам. К сожа-
лению, научно обоснованная классификация металлов до
сих пор не разработана.
14
Примечание, рм — плотность при 20 °C; Л — коэффициент теплопроводности; р» — удельное сопротивление при 18 ®С; а в — вре-
менное сопротивление; НВ — твердость по Бринеллю.
Таблица 3. Стандартные электродные потенциалы некоторых
металлов в водных растворах при 25 °C
Электродная реакция Е». В - Электродная реакция E°, в
Li+ + e-*Li —3,045 Fe2++ 2е-► Fe — —0,44
Rb+ + e-^Rb, —2,92 Cd2+ + 2e->Cd— —0,402
К+ + е->К —2,92 Со2+ + 2е -*• Со- —0,277
Ва2+ + 2е->Ва- —2,90 Ni2++ 2e-*-Ni- —0,250
Sr?+ + 2e->Sr —2,89 Sn2+ + 2e->Sn —0,136
Са?++ 2е-> Са —2,87 Pb2+ + 2e->Pb- —0,126
Na+ + е -> Na —2,713 2H+ + 2e -> H2 ±0,0
Mg2-|- + 2е Mg —2,38 Cu2+ + 2e->-Cu +0,337
Ве?+ + 2е->Ве —1,85 Hg2+ + 2e->Hg +0,798
А1Ч- + Зе -> А1 —1,66 Ag+ + e->Ag +0,799
Мп2+ + 2е Мп -1,18 Pd2+ + 2e->Pd +0,987
Zn2+ + 2e->Zn~ —0,763 Pjt2+4-2e->Pt +1,20
Сг»+ + Зе->Сг. —0,74 Au+ + e Au +1,68
В современных условиях используют промышленную
классификацию металлов, которая отражает исторически
сложившуюся структуру металлургической промышленно-
сти и, как следствие этого, структуру подготовки инженер-
но-технических кадров в вузах и техникумах нашей страны.
Согласно промышленной классификации все металлы
делятся на две группы: черные и цветные1.
К черным металлам относятся железо и его сплавы, мар-
ганец, и хром,.производство которых тесно связано с метал-
лургией чугуна и стали. Все остальные металлы относятся
к цветным. Название «цветные металлы» довольно услов-
но, так как фактически только золото и медь имеют ярко
выраженную окраску. Все остальные металлы, включая
черные, имеют серый цвет с различными оттенками — от
светло-серого до темно-серого.
Цветные металлы условно делятся на пять групп:
1. Основные тяжелые металлы: медь, никель, свинец,
цинк и олово. Свое название они получили из-за больших
масштабов производства и потребления, большого («тяже-
лого») удельного веса в народном хозяйстве.
2. Малые тяжелые металлы: висмут, мышьяк, сурьма,
кадмий, ртуть и кобальт. Они являются природными спут-
никами основных тяжелых металлов. Обычно их получают
попутно, но производят в значительно меньших количест-
вах.
1 За рубежом металлы обычно делятся на железные и нежелезные.
16
3. Легкие металлы: алюминий, магний, титан, натрий,
калий, барий, кальций, стронций. Металлы этой группы
имеют самую низкую среди других металлов плотность
(удельную массу).
4. Благородные металлы: золото, серебро, платина и
платиноиды (палладий, родий, рутений, осмий и иридий).
Эти металлы обладают высокой стойкостью к воздействию
окружающей среды и агрессивных сред.
5. Редкие металлы. По промышленной классификации
редкие металлы подразделяются на следующие подгруппы:
а) тугоплавкие металлы: вольфрам, молибден, тантал,
ниобий, цирконий и ванадий;
б) легкие редкие металлы: литий, бериллий, рубидий и
цезий;
в) рассеянные металлы: галлий, индий, таллий, герма- •
ний, гафний, рений, селен и теллур;
г) редкоземельные металлы: скандий, иттрий, лантан и
лантаноиды;
д) радиоактивные металлы: радий, уран, торий, актиний
и трансурановые элементы.
Приведенная выше промышленная классификация ме-
таллов не может быть в настоящее время признана одно-
значной. В ней нет даже единого принципа в выборе на-
званий групп металлов. По мере роста производства и
потребления того или иного металла его положение в соот-
ветствующей группе вступает в противоречие с принципа-
ми построения промышленной классификации. Так, еще в
конце прошлого столетия алюминий считался редким ме-
таллом, а сейчас по производству и потреблению он зани-
мает первое место среди цветных металлов. По этой причи-
не многие авторы металлургической литературы по воп-
росу распределения металлов по группам промышленной
классификации придерживаются различных точек зрения.
§ 2. Руды цветных металлов
В металлургической промышленности используют поч-
ти все виды полезных ископаемых. Основным сырьем для
получения металлов являются руды, но применяются так-
же горючие полезные ископаемые, огнеупорные и флюсо-
вые материалы.
Рудой называется горная порода, содержащая в своем
составе металд или металлы в таких количествах, которые
при современном уровне развития обогатительной и ме-
таллургической техники могут быть экономически выгодно
извлечены в товарную продукцию.
2 Н. И. У«ии
17
Как следует из данного определения, понятие «руда»
имеет геологический, технический и экономический смысл.
Минимальное содержание основного металла в руде, поз-
воляющее подвергать руду металлургической переработке,
называется рентабельным минимумом.
К горным породам относят все природные образования,
составляющие месторождения того или иного полезного
ископаемого.
Руда состоит из минералов — природных химических со-
единений. Минералы подразделяют на рудные (ценные) и
пустую породу. К пустой породе относят минералы, не со-
держащие извлекаемых элементов. Чаще всего породообра-
зующими минералами являются кварц, карбонаты, сили-
каты и алюмосиликаты.
Понятие «пустая порода» весьма условно. По мере раз-
вития металлургической технологии, направленной на со-
здание безотходных металлургических процессов, уже соз-
даны предпосылки для полного использования компонен-
тов пустой породы при получении ряда строительных
материалов (цемента, шлаковатных изделий, ситаллов,
шлаковой брусчатки и т. д.).
Состав руды обычно определяют химическим анализом.
Однако для практических целей знание химического соста-
ва часто бывает недостаточным. Нужно знать еще вид при-
сутствующих в сырье минералов (минералогический со-
став) и распределение между минералами всех компонен-
тов перерабатываемого сырья (фазовый состав). Знание
минералогического и фазового составов позволяет предска-
зать поведение всех компонентов данного сырья при ме-
таллургической переработке, выбрать наиболее рациональ-
ную технологию и наиболее правильно выполнить метал-
лургические расчеты в целом.
Ниже приведен расчет фазового состава медной руды:
Пример 1. Химический состав руды,*: 4Cu, 36Fe; 5Zn; 43,7 S;
7SiO2; 2CaO; 2,3 — прочие.
В руде присутствуют минералы: халькопирит (CuFeS2), пирит
(FeS2), сфалерит (ZnS), кварц (SiO2) и известняк (СаСО3).
Расчет фазового состава, как и другие металлургические расчеты,
удобно вести иа 100 единиц массы исходного материала (100 г, 100 кг
или 100 т). Следует отметить, что все расчеты проводят обычно по за-
конам стехиометрии, т. е. по химическим формулам и уравнениям хи-
мических реакций.
В данном случае расчет можно начинать с любого минерала, кроме
пирита, так как железо содержится в двух минералах, а его распреде-
* Здесь и далее процент без дополнительных указаний означает
процент по массе.
W
леиие между ними пока неизвестно. Начнем расчет с определения коли-
честв халькопирита и содержащихся в ием элементов.
Количество халькопирита определяем по атомным и молекулярным
массам компонентов, входящих в состав данного минерала: 63,бСп вхо-
дит в 183,4 CuFeSj, тогда 4 кг Си в руде входят в х кг CuFeS2:
х = (183,4-4)763,6 = 11,53 кг.
В 11,53 кг халькопирита содержится железа и серы:
(55,8-11,53)7183,4 = 3,51 кг;
(64-11,63)7183,4 = 4,02 кг.
Определяем количество железа, связанного в пирите:
36 — 3,51 = 32,49 кг.
Количество серы в пирите:
(32,49-64)755,8 = 37,2 кг.
Количество пирита;
32,49 + 37,2 = 69,69 кг.
Количество серы в сфалерите определяем по разности между ис-
ходным содержанием в руде и ее суммарным содержанием в халькопи-
рите и пирите:
43,7— (37,2 + 4,02) = 2,48 кг.
Для проверки правильности заданных исходных данных определяем
потребное количество серы, теоретически необходимое для связывания
присутствующего в руде циика в сфалерите:
(32-5)765,4 = 2,45 кг.
Теоретическое содержание серы отличается от рассчитанного на
0,03 кг, что составляет всего 0,03 % от 100 кг исходной руды. Такая '
точность расчета вполне допустима. Отклонение можно объяснить
ошибками исходного химического анализа или неточностью выполненных
расчетов. При больших отклонениях (более 2 %) следует уточнить хи-
мический и минералогический составы руды или проверить расчеты.
- Шлакообразующие оксиды при расчете фазового состава обычно на
элементы не разлагают. Тогда количество кремнезема в 100 кг руды
будет численно равно его процентному содержанию по химическому
анализу, т. е. составит 7 кг.
В заключение расчета нужно определить количество известияка и
оксида углерода (СО2) в ием.
Количество СО2 в СаСО3 равно: ,
(44,2-2)756 = 1,57 кг.
а количество СаСО3:
2+ 1,57 = 3,57 кг.
Количество остальных составляющих руды (прочих), ие определен-
ных при химическом анализе, находим по разности
2,3— 1,57= 0,73 кг.
Результаты расчета сведены в табл. 4.
2*
19
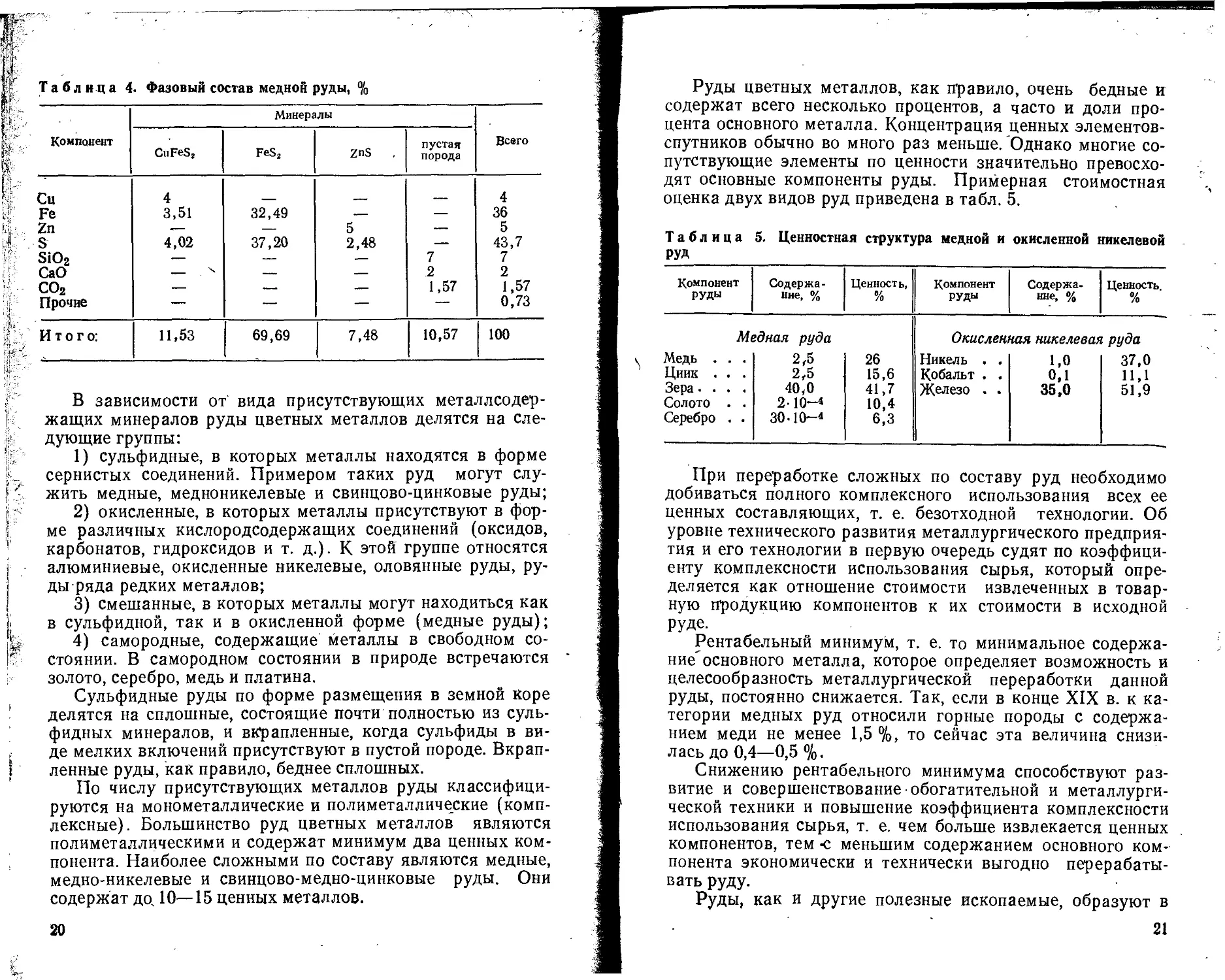
Таблица 4. Фазовый состав медной руды, %
Компонент Минералы Всего
CiiFeSs FeS2 zns пустая порода
Си 4 4
Fe 3,51 32,49 — — 36
Zn — 5 »> 5
S 4,02 37,20 2,48 43,7
SiO2 - — ,— 7 7
CaO — x —. — 2 2
CO2 — — — 1,57 1,57
Прочие — — — — 0,73
Итого: 11,53 69,69 7,48 10,57 100
В зависимости от вида присутствующих металлсодер-
жащих минералов руды цветных металлов делятся на сле-
дующие группы:
1) сульфидные, в которых металлы находятся в форме
сернистых соединений. Примером таких руд могут слу-
жить медные, медноникелевые и свинцово-цинковые руды;
2) окисленные, в которых металлы присутствуют в фор-
ме различных кислородсодержащих соединений (оксидов,
карбонатов, гидроксидов и т. д.). К этой группе относятся
алюминиевые, окисленные никелевые, оловянные руды, ру-
ды ряда редких металлов;
3) смешанные, в которых металлы могут находиться как
в сульфидной, так и в окисленной форме (медные руды);
4) самородные, содержащие металлы в свободном со-
стоянии. В самородном состоянии в природе встречаются
золото, серебро, медь и платина.
Сульфидные руды по форме размещения в земной коре
делятся на сплошные, состоящие почти полностью из суль-
фидных минералов, и вкрапленные, когда сульфиды в ви-
де мелких включений присутствуют в пустой породе. Вкрап-
ленные руды, как правило, беднее сплошных.
По числу присутствующих металлов руды классифици-
руются на монометаллические и полиметаллические (комп-
лексные). Большинство руд цветных металлов являются
полиметаллическими и содержат минимум два ценных ком-
понента. Наиболее сложными по составу являются медные,
медно-никелевые и свинцово-медно-цинковые руды. Они
содержат до. 10—15 ценных металлов.
20
Руды цветных металлов, как правило, очень бедные и
содержат всего несколько процентов, а часто и доли про-
цента основного металла. Концентрация ценных элементов-
спутников обычно во много раз меньше. Однако многие со-
путствующие элементы по ценности значительно превосхо-
дят основные компоненты руды. Примерная стоимостная
оценка двух видов руд приведена в табл. 5.
Таблица 5. Ценностная структура медной и окисленной никелевой
РУД
Компонент РУДЫ Содержа- ние, % Ценность, % Компонент РУДЫ Содержа, нне, % Ценность %
Mt Медь . . . Цинк . . . Зера.... Солото . . Серебро . . гдная руда 2,5 2,5 40,0 2-10-« 30-10—4 26 15,6 41,7 10,4 6,3 Окислен Никель . . Кобальт . . Железо . . чая никелевая 1,0 0,1 35,0 руда 37,0 11,1 51,9
При переработке сложных по составу руд необходимо
добиваться полного комплексного использования всех ее
ценных составляющих, т. е. безотходной технологии. Об
уровне технического развития металлургического предприя-
тия и его технологии в первую очередь судят по коэффици-
енту комплексности использования сырья, который опре-
деляется как отношение стоимости извлеченных в товар-
ную продукцию компонентов к их стоимости в исходной
Руде.
Рентабельный минимум, т. е. то минимальное содержа-
ние'основного металла, которое определяет возможность и
целесообразность металлургической переработки данной
руды, постоянно снижается. Так, если в конце XIX в. к ка-
тегории медных руд относили горные породы с содержа-
нием меди не менее 1,5 %, то сейчас эта величина снизи-
лась до 0,4—0,5 %.
Снижению рентабельного минимума способствуют раз-
витие и совершенствование обогатительной и металлурги-
ческой техники и повышение коэффициента комплексности
использования сырья, т. е. чем больше извлекается ценных
компонентов, тем < меньшим содержанием основного ком-
понента экономически и технически выгодно перерабаты-
вать руду.
Руды, как и другие полезные ископаемые, образуют в
21
земле естественные скопления, которые называются место-
рождениями. Содержание ценных элементов в месторож-
дениях значительно выше их среднего содержания в земной
коре1. Самым распространенным металлом в природе яв-
ляется алюминий. Более распространенными элементами по
сравнению с ним являются лишь кислород (49,5 %) и крем-
ний (25,75 %).
Распространенность в земной коре некоторых металлов
характеризуется следующими величинами, %:
Алюминий . . . 7,5 Вольфрам . . 7-10—5
Железо . . . 4,7 Молибден . . 1-10—»
Кальций . . . 3,4 Свинец . . . 8-10—*
Натрий . . . 2,64 Олово . . . . 6-10—*
Калий .... 2,4 Уран . . . . 5-10-‘
Магний . . . 1,94 Селен . . . . 8-Ю—»
Титан . . . . 0,58 Платина . . . 2-Ю-5
Медь .... 0,01 Серебро . . , 4-10—6
Цинк .... 0,02 Золото . . . . 5-10—7
Никель . . . 0,018 Рений . . . . то-7
Наиболее редко встречаются в природе полоний и ак-
тиний, кларк которых близок к 10-15.
Из приведенных выше данных видно, что на долю пер-
вых девяти элементов приходится 98,4 % общего состава
земной коры, а на долю остальных всего 1,6 %.
Ряд металлов, например рассеянных, собственных мес-
торождений не образует. Эти металлы обычно в очень не-
больших концентрациях присутствуют в виде изоморфных
примесей в минералах основных цветных металлов.
Запасы цветных металлов в доступных для человека
участках земной коры неуклонно истощаются. Однако их
природные ресурсы могут быть значительно расширены. Не-
исчерпаемыми запасами цветных металлов обладают моря
и океаны. Морская и океаническая вода содержит до 3,5 %
растворенных солей. В наибольших концентрациях в ней
присутствуют натрий, магний, калий и стронций. В морской
воде содержатся также медь, алюминий, никель, золото,
серебро, редкие и рассеянные элементы. И хотя их кон-
центрация ничтожно мала, запасы их неисчерпаемы н че-
ловек может и должен научиться их извлекать. Дно морей
и океанов устилают залежи металлсодержащих кон-
креций— минеральных образований округлой формы, воз-
1 Безразмерное число, выражающее среднее содержание того или
иного элемента в какой-либо геофизической системе, называют его
кларком.
22
никших вокруг постороннего тела в результате концентра-
ции минеральных веществ из водных растворов.
Вследствие непрерывного образования и роста конкре-
ций запасы металлов в них неистощимы.
§ 3. Разведка месторождений и добыча руд
Поиском и разведкой месторождений занимаются геологи. По ре-
зультатам геологоразведочных работ с учетом количественных и качест-
венных характеристик месторождения классифицируют по категориям
А, В и С.
К категории А относят месторождения, пригодные для непосредст-
венной эксплуатации или для составления технических проектов на
строительство горных предприятий. Категория В характеризует место-
рождения, требующие детальных разведочных работ, или месторожде-
ния, данные о которых могут быть использованы при разработке про-
ектных заданий. К категории С относятся месторождения, запасы ко-
\ торых имеют перспективное народнохозяйственное значение н требуют
дополнительных геологоразведочных работ.
Металлы в рудных месторождениях концентрируются в результате
геологических процессов образования горных пород. Эти процессы под-
разделяются на эндогенные (внутренние) и экзогенные (внешние).
Эндогенные процессы протекают на значительной глубине от по-
верхности земли при высоких давлениях и высоких температурах и да-
ют изверженные и метаморфические горные породы. К экзогенным отно-
сят процессы, происходящие на земной поверхности и в верхних слоях
земной коры за счет солнечной энергии, выветривания, деятельности
микроорганизмов, воды и других внешних воздействий. Породы экзо-
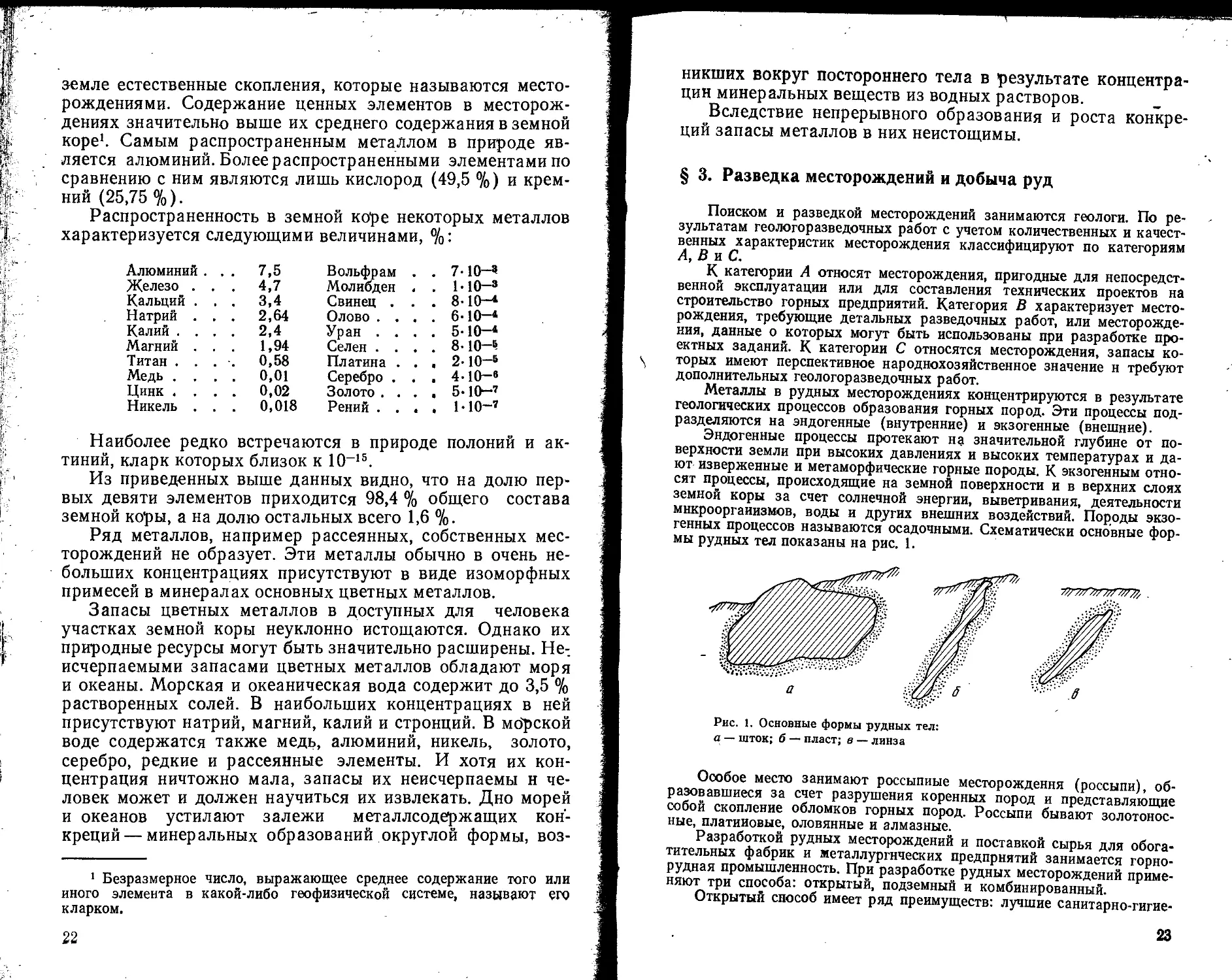
генных процессов называются осадочными. Схематически основные фор-
мы рудных тел показаны на рис. 1.
Рис. 1. Основные формы рудных тел:
а — шток; б — пласт; в — линза
177777# ЛГУТ?/, .
Особое место занимают россыпные месторождения (россыпи), об-
разовавшиеся за счет разрушения коренных пород и представляющие
собой скопление обломков горных пород. Россыпи бывают золотонос-
ные, платиновые, оловянные и алмазные.
Разработкой рудных месторождений и поставкой сырья для обога-
тительных фабрик и металлургических предприятий занимается горно-
рудная промышленность. При разработке рудных месторождений приме-
няют три способа: открытый, подземный и комбинированный.
Открытый способ имеет ряд преимуществ: лучшие санитарно-гигие-
23
иические условия труда, возможность применения высокопроизводитель-
ного горно-транспортного оборудования и, как следствие этого, — воз-
можность достижения высоких технико-экономических показателей.
Прн открытом способе производительность труда рабочих в 4—5 раз
выше производительности труда при подземной разработке, а себестои-
мость добытой руды в 2—3 раза ниже.
Подземный способ применяют при глубоком залегании рудного те-
ла, когда открытая разработка экономически нецелесообразна. Ряд
рудных месторождений в Советском Союзе разрабатывают на глубинах
до 1700 м.
Открытые разработки коренных месторождений ведут в карьерах
с помощью экскаваторов.
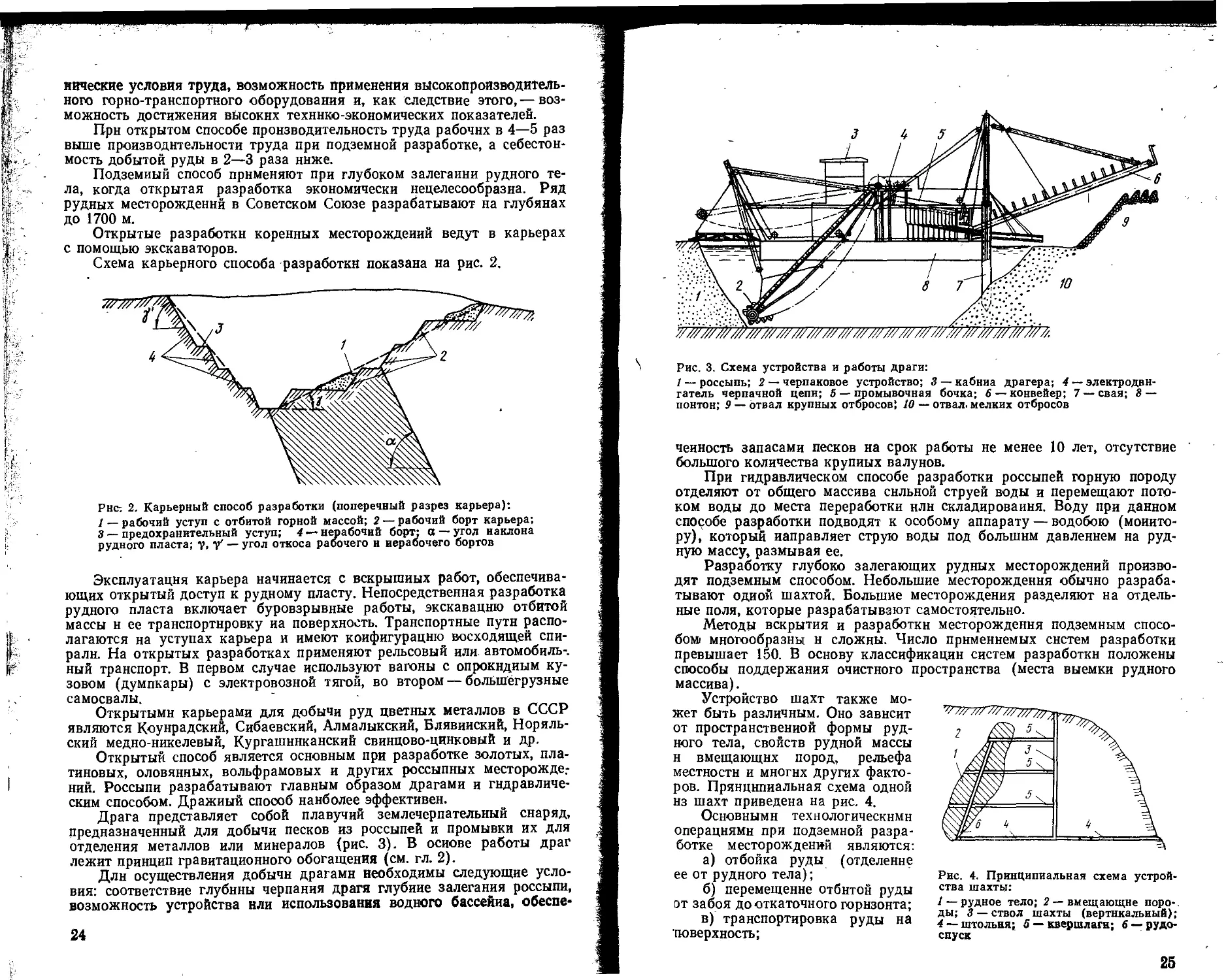
Схема карьерного способа разработки показана на рис. 2.
Рнк 2. Карьерный способ разработки (поперечный разрез карьера):
1 — рабочий уступ с отбитой горной массой; 2 — рабочий борт карьера;
3 — предохранительный уступ; 4 — нерабочий борт; а — угол наклона
рудного пласта; у, у' — угол откоса рабочего и нерабочего бортов
Эксплуатация карьера начинается с вскрышных работ, обеспечива-
ющих открытый доступ к рудному пласту. Непосредственная разработка
рудного пласта включает буровзрывные работы, экскавацию отбитой
массы н ее транспортировку иа поверхность. Транспортные пути распо-
лагаются на уступах карьера и имеют конфигурацию восходящей спи-
рали. На открытых разработках применяют рельсовый или автомобиль-,
ный транспорт. В первом случае используют вагоны с опрокидным ку-
зовом (думпкары) с электровозной тягой, во втором — большегрузные
самосвалы.
Открытыми карьерами для добычи руд цветных металлов в СССР
являются Коунрадский, Сибаевский, Алмалыкский, Блявииский, Нориль-
ский медно-никелевый, Кургашннканский свинцово-цинковый и др.
Открытый способ является основным при разработке золотых, пла-
тиновых, оловянных, вольфрамовых и других россыпных месторожде-
ний. Россыпи разрабатывают главным образом драгами и гидравличе-
ским способом. Дражиый способ наиболее эффективен.
Драга представляет собой плавучий землечерпательный снаряд,
предназначенный для добычи песков из россыпей и промывки их для
отделения металлов или минералов (рис. 3). В основе работы драг
лежит принцип гравитационного обогащения (см. гл. 2).
Длн осуществления добычи драгами необходимы следующие усло-
вия: соответствие глубины черпания драгя глубине залегания россыпи,
возможность устройства или использования водного бассейна, обеспе-
24
Рис. 3. Схема устройства и работы драги:
/ — россыпь; 2 — черпаковое устройство; 3 — кабина драгера; 4 — электродви-
гатель черпанной цепи; 5 — промывочная бочка; 6 —конвейер; 7 — свая; 8 —
понтон; 9 — отвал крупных отбросов; 10 — отвал, мелких отбросов
чеиность запасами песков на срок работы не менее 10 лет, отсутствие
большого количества крупных валунов.
При гидравлическом способе разработки россыпей горную породу
отделяют от общего массива сильной струей воды и перемещают пото-
ком воды до места переработки нлн складироваиня. Воду при данном
способе разработки подводят к особому аппарату — водобою (монито-
ру), который направляет струю воды под большим давлением на руд-
ную массу, размывая ее.
Разработку глубоко залегающих рудных месторождений произво-
дят подземным способом. Небольшие месторождения обычно разраба-
тывают одной шахтой. Большие месторождения разделяют на отдель-
ные поля, которые разрабатывают самостоятельно.
Методы вскрытия и разработки месторождения подземным спосо-
бом) многообразны н сложны. Число прнменнемых систем разработки
превышает 150. В основу классификации систем разработки положены
способы поддержания очистного пространства (места выемки рудного
массива).
Устройство шахт также мо-
жет быть различным. Оно зависит
от пространственной формы руд-
ного тела, свойств рудной массы
н вмещающих пород, рельефа
местности и многих других факто-
ров. Принципиальная схема одной
из шахт приведена на рис. 4.
Основными технологическими
операциями при подземной разра-
ботке месторождений являются:
а) отбойка руды (отделение
ее от рудного тела);
б) перемещение отбитой руды
от забоя до откаточного горизонта;
в) транспортировка руды на
поверхность;
Рис. 4. Принципиальная схема устрой-
ства шахты:
1— рудное тело; 2 — вмещающие поро-.
ды; 3 —ствол шахты (вертикальный);
4 — штольня; 5 — квершлаги; 6 — рудо-
спуск
25
г) поддержание выработанного пространства.
Для предотвращения обрушения выработанных участков подземных
разработок очень часто их заполняют отвальными шлаками металлурги-
ческих заводов или хвостами обогатительных фабрик.
Горнорудное дело и металлургическое производство связаиы не-
посредственно. Многие вопросы их взаимодействия должны быть взаим-
но увязаны. Примером взаимодействия является:
1) обеспечение потребным количеством рудного сырья установлен-
ных кондиций;
2) расположение зданий и сооружений на поверхности рудника и
транспортных коммуникаций в зависимости от размещения обогатитель-
ных фабрик и металлургических заводов;
3) использование хвостов и шлаков в качестве закладочного ма-
териала;
4) использование рудничных вод для нужд обогатительных фабрик;
5) организация общих ремонтно-механических служб;
6) общее использование силового оборудования.
В большинстве случаев горно-обогатительные и металлургические
предприятия настолько тесно связаиы, что, по существу, не отделимы
друг от друга в производственном отношении и являются единым про-
мышленным комплексом. Это в значительной степени относится к прак-
тике организации большинства предприятий отечественной цветной ме-
таллургии, для которой характерны горно-металлургические комбинаты.
Однако не всегда подобная кооперация экономически целесообраз-
на. В случае высокой энергоемкости металлургического производства
его выгоднее размещать вблизи источников дешевой электроэнергии.
Так, например, поступают при размещении горных и металлургических
предприятий в алюминиевой промышленности. Для этой отрасли цвет-
ной металлургии характерно объединение горных предприятий с про-
изводством глинозема и расположение заводов по производству метал-
лического алюминия вблизи мощных электростанций.
§ 4. Вторичное сырье
Помимо рудных источников, для получения многих
цветных металлов (алюминия, меди, цинка, свинца, благо-
родных и ряда других металлов) используют вторичное
сырье. К вторичному сырью относят отходы металлообра-.
батывающей промышленности, бракованные и отслужив-
шие свой срок металлические детали и изделия, различ-
ный металлический лом, бытовой утиль и т. д.
Удельный вес вторичного сырья из года в год растет.
Так, доля вторичного сырья в общем балансе производст-
ва алюминия, меди, цинка, свинца и олова в капиталисти-
ческих и развивающихся странах в 1978 г. соответственно
составила: 20; 39,1; 17,6; 37,4 и 22,2 %.
Вовлечение вторичного сырья в цикл металлургическо-
го производства имеет огромное народнохозяйственное зна-
чение, так как позволяет экономнее расходовать природ-
ные рудные ресурсы, получать металлы более простыми и
дешевыми металлургическими приемами, дополнительно
увеличивать выпуск металлической продукции.
26
Успешное использование вторичного сырья в цветной
металлургии зависит от уровня организации его сбора, сор-
тировки, хранения и подготовки к металлургическому пе-
ределу. Отсортированные металлические отходы представ-
ляют собой материал одного и того же состава и вида. Ме-
таллургическую переработку такого сырья осуществляют,
как правило, с получением продукта (металла или спла-
ва), аналогичного переработанному материалу.
В случае несортированного вторичного сырья техноло-
гия его переработки усложняется и удорожается, требует
разделения присутствующих ценных компонентов и всегда
характеризуется их повышенными потерями.
В перспективе вторичное сырье должно стать основ-
ным источником получения некоторых цветных металлов, а
за счет переработки рудного сырья будет покрываться лишь
дефицит баланса между потреблением и производством
данного металла.
§ 5. Металлургическое топливо
Многие металлургические процессы осуществляются
при высоких температурах и связаны с затратами тепловой
энергии. Необходимые температуры достигаются сжигани-
ем топлива или за счет использования электроэнергии.
Основные разновидности топлива имеют органическое
происхождение. В состав топлива входят углерод, водород,
сера, кислород и азот, присутствующие в виде различных
соединений и составляющие горючую массу. Кроме того, в
топливе могут содержаться вода и зола — негорючая часть
топлива, состоящая из оксидов алюминия, кремния, каль-
ция и др.
По агрегатному состоянию различают твердое, жидкое
и газообразное топливо, а по способу получения — естест-
венное и искусственное. Искусственное топливо получают
в результате направленной переработки естественного топ-
лива.
В ряде металлургических процессов углеродистые ма-
териалы, помимо функций топлива, выполняют роль вос-
становителей. При сжигании топлива выделяется тепловая
энергия, количество которой тесно связано с химическим
составом топлива и условиями его сжигания. Количество
тепла, которое выделяется при сжигании топлива, называ-
ется теплотой сгорания топлива или его теплотворной спо-
собностью. Теплота сгорания выражается в следующих
единицах: кДж/кг, кДж/м3 или кДж/моль. Для сравни-
27
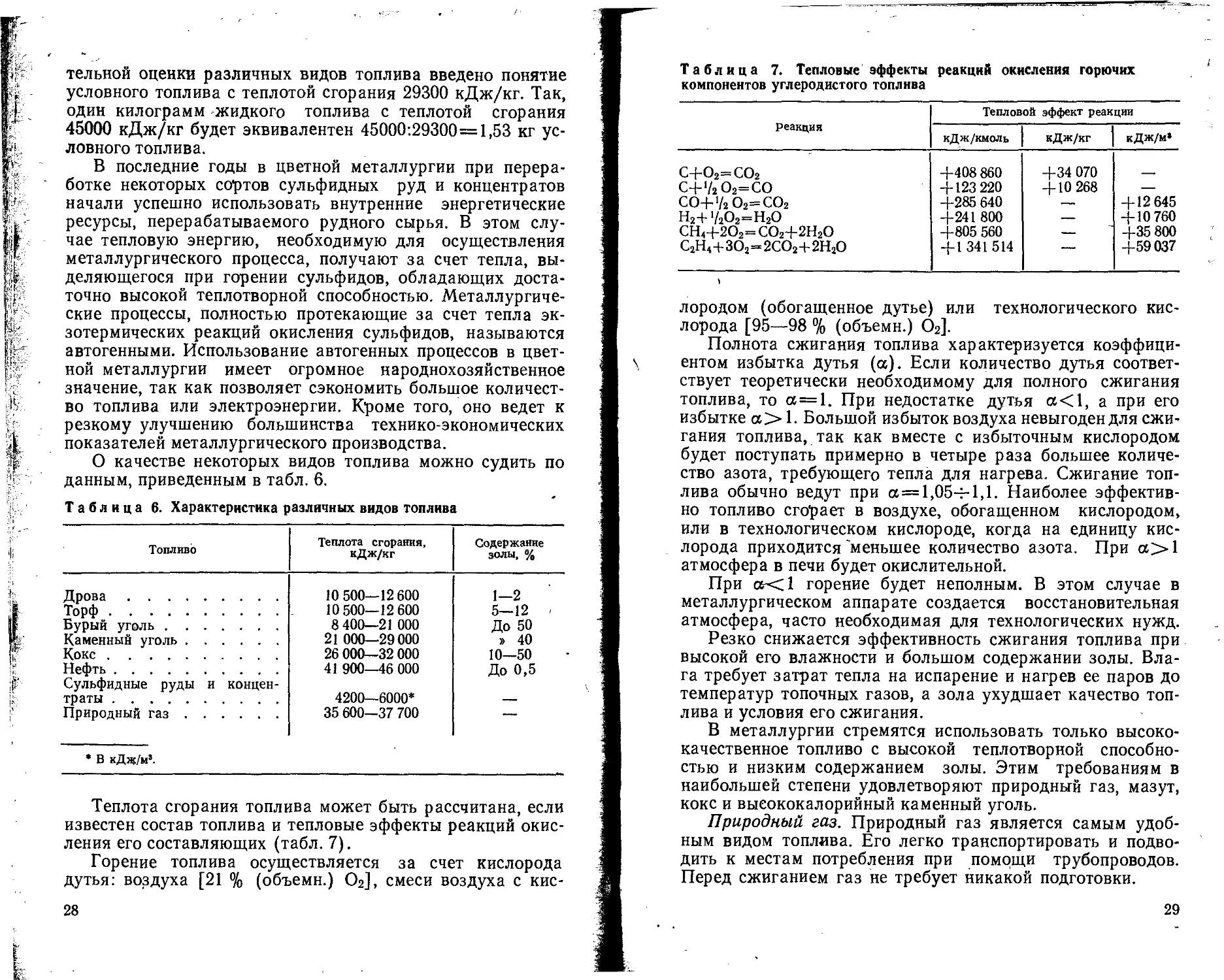
тельной оценки различных видов топлива введено понятие
условного топлива с теплотой сгорания 29300 кДж/кг. Так,
один килограмм жидкого топлива с теплотой сгорания
45000 кДж/кг будет эквивалентен 45000:29300=1,53 кг ус-
ловного топлива.
В последние годы в цветной металлургии при перера-
ботке некоторых сортов сульфидных руд и концентратов
начали успешно использовать внутренние энергетические
ресурсы, перерабатываемого рудного сырья. В этом слу-
чае тепловую энергию, необходимую для осуществления
металлургического процесса, получают за счет тепла, вы-
деляющегося при горении сульфидов, обладающих доста-
точно высокой теплотворной способностью. Металлургиче-
ские процессы, полностью протекающие за счет тепла эк-
зотермических реакций окисления сульфидов, называются
автогенными. Использование автогенных процессов в цвет-
ной металлургии имеет огромное народнохозяйственное
значение, так как позволяет сэкономить большое количест-
во топлива или электроэнергии. Кроме того, оно ведет к
резкому улучшению большинства технико-экономических
показателей металлургического производства.
О качестве некоторых видов топлива можно судить по
данным, приведенным в табл. 6.
Таблица 6. Характеристика различных видов топлива
Топливо Теплота сгорания, кДж/кг Содержание золы, %
Дрова 10 500—12600 1—2
Торф 10 500—12 600 5—12 -
Бурый уголь 8 400—21 000 До 50
Каменный уголь 21 000—29000 » 40
Кокс 26 000—32 000 10—50
Нефть Сульфидные руды и концен- 41 900—46 000 До 0,5
траты 4200—6000* —
Природный газ 35 600-37 700 —
* В кДж/м’.
Теплота сгорания топлива может быть рассчитана, если
известен состав топлива и тепловые эффекты реакций окис-
ления его составляющих (табл. 7).
Горение топлива осуществляется за счет кислорода
дутья: воздуха [21 % (объемн.) О2], смеси воздуха с кис-
28
Таблица 7. Тепловые эффекты реакций окисления горючих
компонентов углеродистого топлива
Реакция Тепловой эффект реакции
кДж/кмоль кДж/кг кДж/м»
С4-О2 — СО2 4-408 860 4-34 070
с+*/2о2=со 4-123 220 4-10 268 —
СО+Уг О2— СОг 4-285 640 — 4-12 645
Н2+у2О2=Н2О 4-241 800 — 4-10 760
СН4+2О2=СО2+2Н2О 4-805 560 •— 4-35 800
С2Н4+ЗО2я 2СО2 + SHjO 4-1341514 — 4-59037
лородом (обогащенное дутье) или технологического кис-
лорода [95—98 % (объемн.) Ог].
Полнота сжигания топлива характеризуется коэффици-
\ ентом избытка дутья (а). Если количество дутья соответ-
ствует теоретически необходимому для полного сжигания
топлива, то а=1. При недостатке дутья а<1, а при его
избытке а> 1. Большой избыток воздуха невыгоден для сжи-
гания топлива, так как вместе с избыточным кислородом
будет поступать примерно в четыре раза большее количе-
ство азота, требующего тепла для нагрева. Сжигание топ-
лива обычно ведут при а=1,05-?1,1. Наиболее эффектив-
но топливо сгорает в воздухе, обогащенном кислородом,
или в технологическом кислороде, когда на единицу кис-
лорода приходится'меньшее количество азота. При а>1
атмосфера в печи будет окислительной.
При о&-< 1 горение будет неполным. В этом случае в
металлургическом аппарате создается восстановительная
атмосфера, часто необходимая для технологических нужд.
Резко снижается эффективность сжигания топлива при
высокой его влажности и большом содержании золы. Вла-
га требует затрат тепла на испарение и нагрев ее паров до
температур топочных газов, а зола ухудшает качество топ-
лива и условия его сжигания.
В металлургии стремятся использовать только высоко-
качественное топливо с высокой теплотворной способно-
стью и низким содержанием золы. Этим требованиям в
наибольшей степени удовлетворяют природный газ, мазут,
кокс и высококалорийный каменный уголь.
Природный газ. Природный газ является самым удоб-
ным видом топлива. Его легко транспортировать и подво-
дить к местам потребления при помощи трубопроводов.
Перед сжиганием газ не требует никакой подготовки.
29
Природный газ содержит 85—98 % метана н других уг-
леводородов. Основными примесями природного газа яв-
ляются сероводород н конденсат (жидкие углеводороды).
В Советском Союзе основные месторождения газа на-
ходятся на севере Западной Сибири (Сургут), в Узбекис-
тане, в Саратовской и Волгоградской областях, Ставро-
польском и Краснодарском краях и в других районах.
Жидкое топливо. Основным видом жидкого топлива,
используемого в цветной металлургии, является мазут —
остаток от перегонки нефти. Нефть и мазут представляют
собой смесь различных углеводородов.
Мазут является ценным сырьем для получения смазоч-
ных масел и гудрона. Поэтому применение его в производ-
стве цветных металлов в настоящее время ограничено и
сокращается из года в год.
Сжигание мазута осуществляют с помощью специаль-
ных форсунок, в которых его пульверизируют сжатым воз-
духом. Для лучшего распыления (снижения вязкости) ма-
зут перед подачей в форсунки подогревают до —80 °C.
Каменный уголь является продуктом природной мине-
рализации растительных остатков. В зависимости от сте-
пени минерализации каменные угли отличаются содержа--
нием свободного углерода, углеводородов, золы и битумов
(смолоподобных веществ). В цветной металлургии, как
правило, используют только высококачественные угли с
малым содержанием золы (<15%) и высоким содержа-
нием летучих компонентов — углеводородов (желательно
>25%). Каменный уголь сжигают преимущественно в
виде угольной пыли. Для этого уголь дробят и измельчают
до крупности <70 мкм, а затем сушат. Сжигание пылеуг-
ля производят в специальных горелках, распыляя его сжа-
тым воздухом.
Кокс. Некоторые металлургические печи, например
шахтные, требуют кускового прочного и пористого топлива.
Этим требованиям удовлетворяет только металлургический
кокс.
Кокс относится к искусственным видам топлива. Его
получают путем сухой перегонки специальных сортов (кок-
сующихся) каменных углей при 900—1000°С в герметично
закрытых камерах—коксовых батареях. При коксовании
происходит термическое разложение каменного угля с от-
гонкой в виде газов и паров летучих компонентов. Летучие
вещества затем направляют в холодильник, где происходит
конденсация ряда ценных продуктов (смолы, бензола, ам-
миака и др.), а очищенный коксовый газ выводят из холо-
30
дильннка н используют в качестве топлива для отопления
мартеновских печей и для других нужд.
Ниже приведен расчет расхода воздуха и количества
дымовых газов при горении природного газа:
Пример 2. Расчет ведем на 100 м3 природного газа следующего
состава, % (объеми.): 83,4 СН4, 15,8 С2Н4 и 0,8 Nj.
При расчете пользуемся законом Авогадро, согласно которому в
равных объемах всех газов содержится равное число молекул, что поз-
воляет сразу подсчитать объем потребного кислорода:
СН4 + 2О2-*СО2 + 2Н2О; С2Н4 + 302->2С02 + 2Н2О.
Потребуется кислорода, м3:
1 Для сгорания СН4.................. 83,4-2=166,8
» » С2Н4..............15,8-3=47,4
Всего.................................214,2
С кислородом поступит азота
214,2:21-79 = 805,8 м3.
Теоретическая потребность в воздухе
214,24- 805,8= 1020 м3.
Теоретически в продукты сгорания переходит:
м» % (объемы.)
СОа. . . . 83,44-15,8-2=115 10,25
Н2О. . 83,4-2+15,8-2=198,4 17,75
Na.......... 805,8+0,8=806,6 72,00
Всего'........ 1120 100,0
Для расчета фактического расхода воздуха и выхода продуктов
сгорания необходимо учесть избыток воздуха, при котором ведется сжи-
гание топлива, и его подсос за счет неполной герметизации аппаратуры.
§ 6. Огнеупорные материалы
В цветной металлургии широкое распространение име-
ют пирометаллургические процессы, проводимые при тем-
пературах до 1500 °C и выше в условиях сильно агрессивных
сред — расплавленных шлаков или солевых расплавов.
Для сооружения плавильных печей и ряда других метал-
лургических агрегатов, а также для создания в них внут-
ренней защитной облицовки, которая называется футеров-
кой, используют чаще всего огнеупорные материалы.
Огнеупорными называют строительные материалы, вы-
держивающие без расплавления температуры до 1600°C и
более. По своему составу они в основном представляют ок-
сидные системы.
31
Огнеупорные материалы в зависимости от их физико-
химических свойств классифицируют по огнеупорности, хи-
мико-минералогическому составу, химической активности
(стойкости) оксидов, по сложности формы изделий и ряду
других характеристик.
Огнеупорность — способность материалов к длительному
воздействию температур — важнейшее свойство огнеупор-
ных материалов и изделий. По огнеупорности изделия под-
разделяют на огнеупорные (1580—1770°C), высокоогне-
упорные (1770—2000°C) и высшей огнеупорности (более
2000 °C).
По химико-минералогическому составу огнеупорные
материалы классифицируют на следующие основные
группы:
1. Кремнеземистые —огнеупорная основа SiO2:
а) динасовые (>90 % SiO2);
б) кварцевые стекла (>99% SiO2).
2. Алюмосиликатные — огнеупорная основа А12О3 и SiO2:
а) полукислые (70—80 % SiO2 и <30 % А12О3);
б) шамотные (30—45 % А12О3);
в) высокоглиноземистые (>45 % А12О3).
3. Магнезиальные — огнеупорная основа MgO:
а) магнезитовые (>85 % MgO);
б) доломитовые (содержащие MgO и СаО близко к мо-
лекулярному соотношению 1 : 1 или с избытком MgO);
в) форстеритовые (содержащие MgO и SiO2 в соотно-
шении 0,94—1,33);
г) шпинельные (содержащие шпинель MgO-Al2O3, а
также Сг2О3).
4. Хромистые — огнеупорная основа Сг2О3 и MgO:
а) хромитовые ( — 30 % Сг2О3);
б) хромомагнезитовые (10—30% Сг2О3 и 30—40 %
MgO).
5. Углеродистые — огнеупорная основа углерод: '
а) графитовые (30—60 % С);
б) угольные (70—90 % С);
в) карборундовые (на основе SiC).
По характеру химической активности оксида, служаще-
го огнеупорной основой, огнеупоры бывают кислые (SiO2),
нейтральные (А12О3) и основные (MgO, СаО).
При выборе огнеупорных материалов следует иметь в
виду, что если в металлургическом агрегате образуются
расплавы, обладающие кислотными свойствами, то необхо-
димо применять кислые огнеупоры. В противном случае ог-
неупорные материалы будут быстро выходить из строя
32
вследствие химической коррозии. Соответственно обуслов-
ливается выбор основных огнеупоров. Нейтральные огне-
упорные материалы в определенных пределах способны
работать как в кислых, так в основных средах. Неправиль-
ный выбор огнеупоров и условий их эксплуатации снижа-
ет срок службы печей, ведет к повышенному расходу огне-
упоров и ухудшает технико-экономические показатели ме-
таллургического процесса.
В процессе службы огнеупорным материалам часто при-
ходится испытывать резкие смены температур, что наблю-
дается в частности в периодических процессах, когда быст-
рый нагрев и охлаждение чередуются в зависимости от ра-
бочего цикла. Для таких процессов большое значение имеет
термическая стойкость огнеупоров. Это рабочее свойст-
во огнеупоров заключается в способности без разрушения
противостоять резким колебаниям температур.
Важным рабочим свойством огнеупорных материалов
является способность сохранять в процессе эксплуатации
первоначальный объем и форму. В процессе службы огне-
упоры могут расширяться, подвергаться усадке или дефор-
мации. Необходимо, чтобы эти изменения были минималь-
ными.
Кроме перечисленных свойств, в ряде металлургичес-
ких агрегатов важную роль играют пористость или газо-
проницаемость, теплопроводность, электропроводность и
ряд других свойств огнеупоров.
При выборе и использовании огнеупорных материалов
учитывают не только их физико-химические и рабочие свой-
ства, но и стоимость, так как огнеупоры относятся к кате-
гории дорогостоящих материалов. Если принять стоимость
шамота за единицу, то относительная стоимость других ог-
неупоров будет примерно следующей:
Шамотные................ 1,0
Динасовые............... 1,1—1,2
Магнезитовые............ 1,4—1,6
Хромомагнезитовые . . . 1,2—1,4
Высокоглиноземистые . . 2,5—9
Карборундовые................ 15—30
Высокая стоимость огнеупоров должна компенсиро-
ваться большим сроком их службы.
В металлургическом производстве огнеупорные матери-
алы применяют в виде штучных изделий (кирпичи, блоки и
т. п.), огнеупорных растворов, обмазок и засыпки.
Чаще всего используют кирпичи. Огнеупорная про-
мышленность выпускает кирпичи различной формы и раз-
. 3 Н. И. Уткни 33
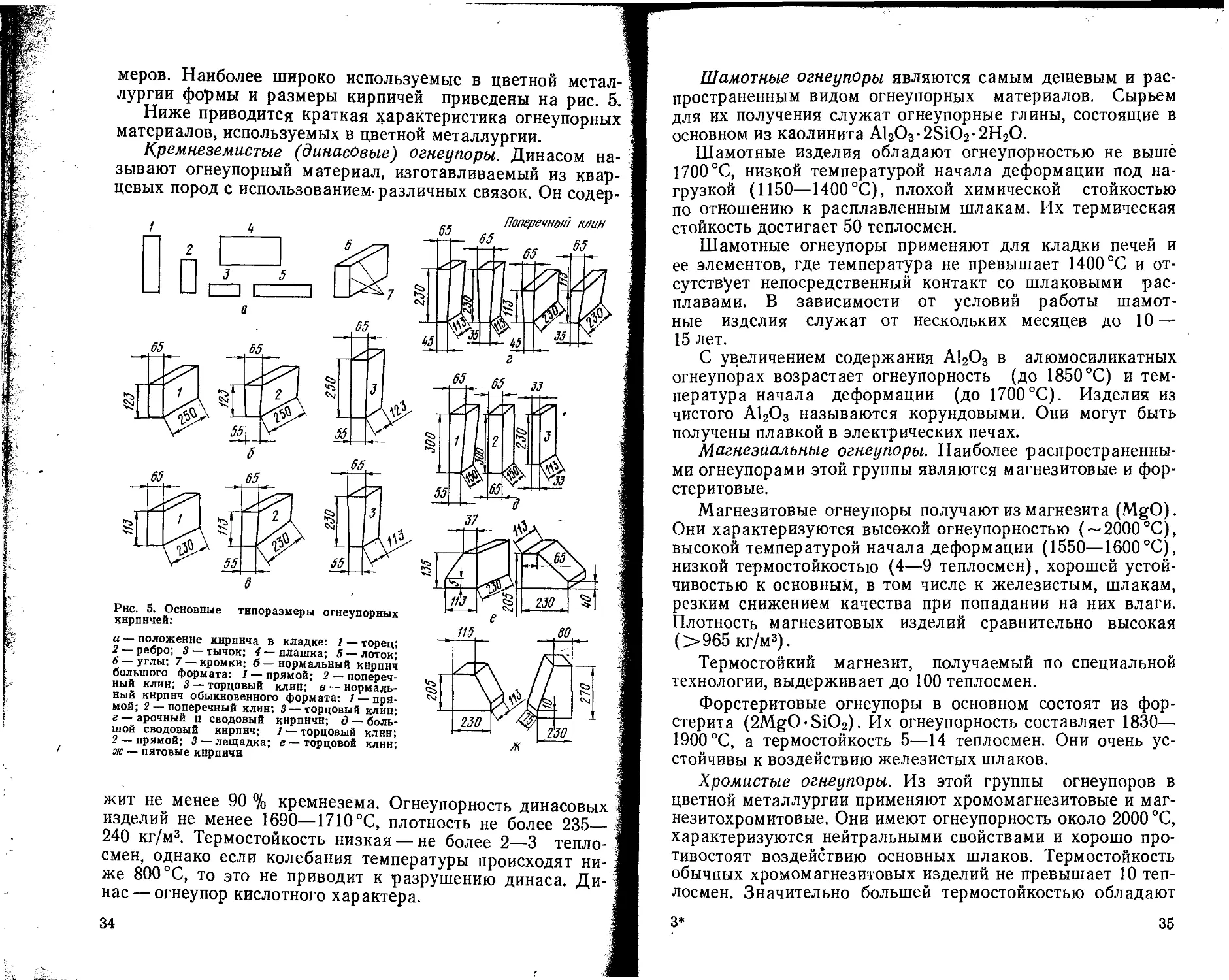
меров. Наиболее широко используемые в цветной метал-
лургии формы и размеры кирпичей приведены на рис. 5.
Ниже приводится краткая характеристика огнеупорных
материалов, используемых в цветной металлургии.
Кремнеземистые (динасовые) огнеупоры. Динасом на-
зывают огнеупорный материал, изготавливаемый из квар-
цевых пород с использованием-различных связок. Он содер-
а — положение кирпича в кладке: 1 — торец;
2 — ребро; 3 — тычок; 4 — плашка; 5 — лоток;
6 — углы; 7 — кромки; б — нормальный кирпич
большого формата: 7 — прямой; 2 — попереч-
ный клин; 3 — торцовый клин; в — нормаль-
ный кнрпнч обыкновенного формата: 1 — пря-
мой; 2 — поперечный клин; 3 — торцовый клин;
г — арочный н сводовый кнрпнчн; д — боль-
шой сводовый кнрпнч; 1 — торцовый клин;
2 — прямой; 3 — лещадка; е — торцовой клин;
ж — пятовые кирпичи
жит не менее 90 % кремнезема. Огнеупорность динасовых
изделий не менее 1690—1710 °C, плотность не более 235—
240 кг/м3. Термостойкость низкая — не более 2—3 тепло-
смен, однако если колебания температуры происходят ни-
же 800°C, то это не приводит к разрушению динаса. Ди-
нас— огнеупор кислотного характера.
34
Шамотные огнеупоры являются самым дешевым и рас-
пространенным видом огнеупорных материалов. Сырьем
для их получения служат огнеупорные глины, состоящие в
основном из каолинита Al2O3-2SiO2-2H2O.
Шамотные изделия обладают огнеупорностью не выше
1700 °C, низкой температурой начала деформации под на-
грузкой (1150—1400°C), плохой химической стойкостью
по отношению к расплавленным шлакам. Их термическая
стойкость достигает 50 теплосмен.
Шамотные огнеупоры применяют для кладки печей и
ее элементов, где температура не превышает 1400 °C и от-
сутствует непосредственный контакт со шлаковыми рас-
плавами. В зависимости от условий работы шамот-
ные изделия служат от нескольких месяцев до 10 —
15 лет.
С увеличением содержания А12О3 в алюмосиликатных
огнеупорах возрастает огнеупорность (до 1850°C) и тем-
пература начала деформации (до 1700°C). Изделия из
чистого А12О3 называются корундовыми. Они могут быть
получены плавкой в электрических печах.
Магнезиальные огнеупоры. Наиболее распространенны-
ми огнеупорами этой группы являются магнезитовые и фор-
стеритовые.
Магнезитовые огнеупоры получают из магнезита (MgO).
Они характеризуются высокой огнеупорностью (~2000°С),
высокой температурой начала деформации (1550—1600°C),
низкой термостойкостью (4—9 теплосмен), хорошей устой-
чивостью к основным, в том числе к железистым, шлакам,
резким снижением качества при попадании на них влаги.
Плотность магнезитовых изделий сравнительно высокая
(>965 кг/м3).
Термостойкий магнезит, получаемый по специальной
технологии, выдерживает до 100 теплосмен.
Форстеритовые огнеупоры в основном состоят из фор-
стерита (2MgO-SiO2). Их огнеупорность составляет 1830—
1900 °C, а термостойкость 5—14 теплосмен. Они очень ус-
стойчивы к воздействию железистых шлаков.
Хромистые огнеупоры. Из этой группы огнеупоров в
цветной металлургии применяют хромомагнезитовые и маг-
незитохромитовые. Они имеют огнеупорность около 2000 °C,
характеризуются нейтральными свойствами и хорошо про-
тивостоят воздействию основных шлаков. Термостойкость
обычных хромомагнезитовых изделий не превышает 10 теп-
лосмен. Значительно большей термостойкостью обладают
3*
35
магнезитохромитовые огнеупоры, которые называют термо- ]
стойким хромомагнезитом.
Углеродистые огнеупоры обладают рядом положитель-
ных свойств: высокими огнеупорностью (более 2500°C),
температурой начала деформации, теплопроводностью, тер-
мостойкостью, а также повышенной стойкостью к химичес-
кой коррозии и электропроводностью.
Огнеупорные изделия из углеродистых материалов от-
личаются высокой восстановительной способностью, что
делает их незаменимыми при осуществлении восстанови-
тельных процессов.
Крупным недостатком углеродистых изделий является
их горючесть. При температурах выше 800 °C они интен-
сивно горят даже при низкой концентрации кислорода в
атмосфере металлургического агрегата.
Глава 2 ]
ОБОГАЩЕНИЕ РУД ЦВЕТНЫХ МЕТАЛЛОВ jj
§ 1. Общие сведения |
Большинство руд цветных металлов, как уже было показа- j
но выше, представляют собой сравнительно бедные поли- |
металлические породы. Только незначительная часть добы- ]
ваемых руд пригодна для непосредственной переработки j
на металлургических заводах. Руды обычно обогащают, т. е. 3
искусственно повышают содержание металлов в сырье, по- i
ступающем на металлургическую переработку, а в ряде ]
случаев предварительно разделяют ценные металлы. Обо- А
гащение руд позволяет повысить содержание металла-в де- S
сятки и сотни раз по сравнению с добытыми рудами. •
В цветной металлургии роль обогатительных процессов |
особенно велика. От содержания металла в перерабатыва-1
емом сырье зависит производительность металлургического ]
предприятия, трудовые затраты, расход топлива, электро-
энергии и вспомогательных материалов, потери извлекае- ,
мых металлов и себестоимость готовой продукции. Приме-1
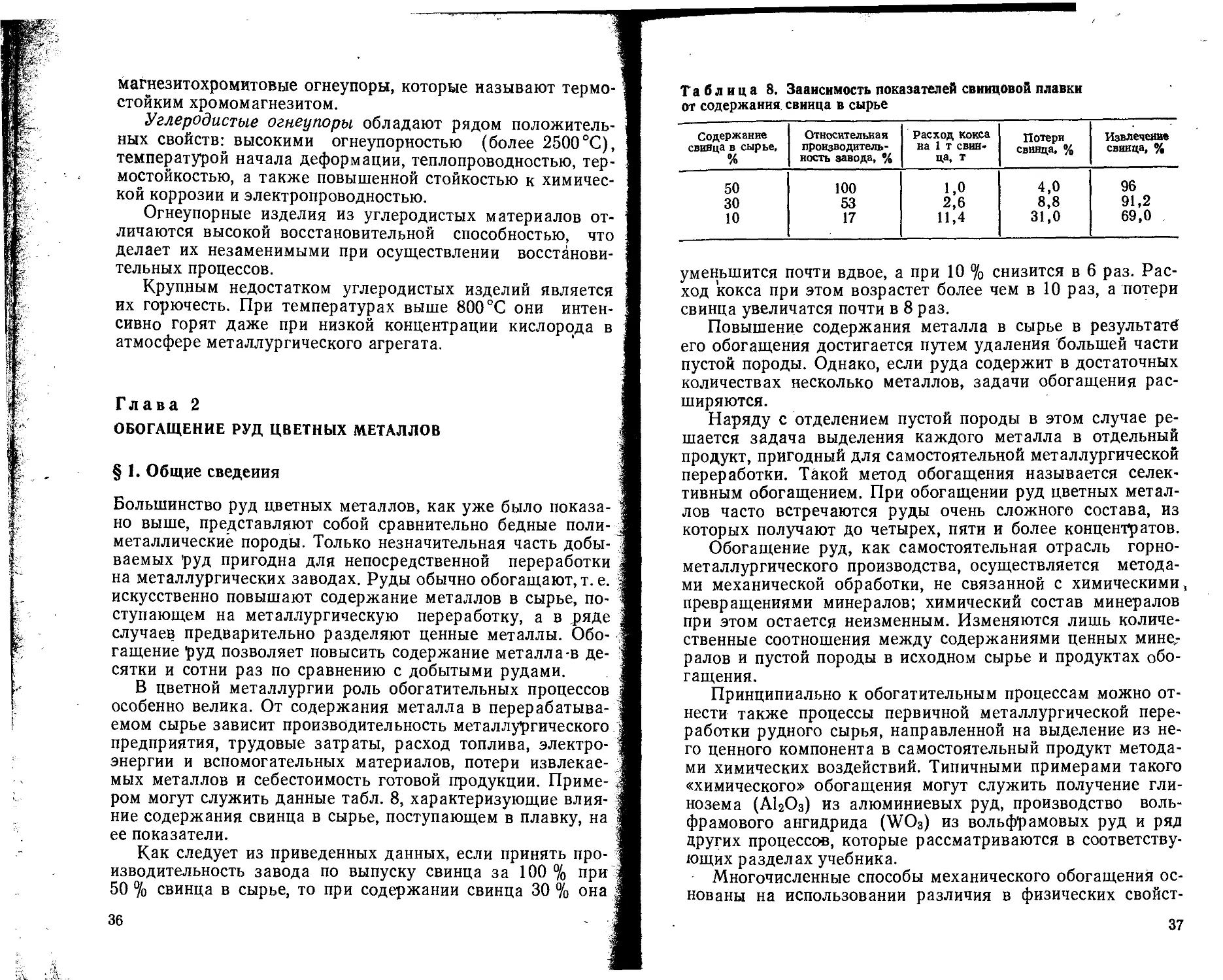
ром могут служить данные табл. 8, характеризующие влия- |
ние содержания свинца в сырье, поступающем в плавку, на J
ее показатели. |
Как следует из приведенных данных, если принять про-
изводительность завода по выпуску свинца за 100 % при |
50 % свинца в сырье, то при содержании свинца 30 % она |
36
Таблица 8. Зависимость показателей свинцовой плавки
от содержания свинца в сырье
Содержание свинца в сырье, % Относительная производитель- ность завода, % Расход кокса на 1 т свин- ца, т Потери свинца, % Извлечение свинца, %
50 100 1,0 4,0 96
30 53 2,6 8,8 91,2
10 17 11,4 31,0 69,0
уменьшится почти вдвое, а при 10 % снизится в 6 раз. Рас-
ход кокса при этом возрастет более чем в 10 раз, а потери
свинца увеличатся почти в 8 раз.
Повышение содержания металла в сырье в результат^
его обогащения достигается путем удаления большей части
пустой породы. Однако, если руда содержит в достаточных
количествах несколько металлов, задачи обогащения рас-
ширяются.
Наряду с отделением пустой породы в этом случае ре-
шается задача выделения каждого металла в отдельный
продукт, пригодный для самостоятельной металлургической
переработки. Такой метод обогащения называется селек-
тивным обогащением. При обогащении руд цветных метал-
лов часто встречаются руды очень сложного состава, из
которых получают до четырех, пяти и более концентратов.
Обогащение руд, как самостоятельная отрасль горно-
металлургического производства, осуществляется метода-
ми механической обработки, не связанной с химическими,
превращениями минералов; химический состав минералов
при этом остается неизменным. Изменяются лишь количе-
ственные соотношения между содержаниями ценных мине-
ралов и пустой породы в исходном сырье и продуктах обо-
гащения.
Принципиально к обогатительным процессам можно от-
нести также процессы первичной металлургической пере-
работки рудного сырья, направленной на выделение из не-
го ценного компонента в самостоятельный продукт метода-
ми химических воздействий. Типичными примерами такого
«химического» обогащения могут служить получение гли-
нозема (А12О3) из алюминиевых руд, производство воль-
фрамового ангидрида (WO3) из вольфрамовых руд и ряд
Других процессов, которые рассматриваются в соответству-
ющих разделах учебника.
Многочисленные способы механического обогащения ос-
нованы на использовании различия в физических свойст-
37
вах минералов: плотности, крупности, формы, цвета и блес-
ка, смачиваемости, магнитной восприимчивости и др.
Перед обогащением руду, как правило, приводят в та-
кое состояние, при котором содержащиеся в ней минералы
будут как можно полнее освобождены от сростков друг с
другом. Это достигается при дроблении и измельчении ру-
ды и сортировкой измельченного материала по крупности
грохочением или классификацией. В свою очередь получен-
ный концентрат необходимо подготовить к металлургичес-
кой переработке путем его обезвоживания (рис. 6). На рис.
6 знаками «+» и «—» обозначены крупная и мелкая фрак-
ция продукта измельчения.
Таким образом, процесс обогащения слагается из под-
готовки руды к обогащению, собственно обогащения и под-
готовки концентрата к металлургической переработке.
Следует иметь в виду, что дробление и измельчение, сор-
тировку по крупности и обезвоживание широко используют
также непосредственно и в металлургическом производстве
в качестве подготовительных и вспомогательных операций.
Большинство технологических операций обогатительной
технологии проводят в водной среде. Механическая смесь
твердых материалов с жидкостью называется пульпой. Ос-
новной характеристикой пульп является отношение жидко-
го к твердому по массе (ж:т). Так, при отношении ж:т=3:1
в рудной пульпе масса (объем) воды в ней в три раза
больше массы твердого материала.
Предварительное обогащение рудного сырья значитель-
но более дешевыми методами по сравнению с металлурги-
ческими обеспечивает следующее:
1) повышает комплексность использования исходного
сырья за счет выделения ценных компонентов в отдельные
концентраты, пригодные для дальнейшей самостоятельной
металлургической переработки;
2) удешевляет стоимость последующих металлургичес-
ких операций и снижает себестоимость конечного продук-
та в первую очередь за счет сокращения объема перераба-
тываемых материалов;
3) позволяет перерабатывать бедные руды, не пригод-
ные для прямой металлургической переработки.
§ 2. Продукты и показатели обогащения
Конечными продуктами обогащения являются концентраты и от-
ходы.
Концентратом называют продукт обогащения с повышенным со-
держанием извлекаемого металла. Концентраты обычно называют по
38
Руда
I
Грохочение I
------------------1+
Крупное дроби erne
I
I I I
Концентрат Промежуточный Мосты
। продукт ।
Сгущение______ В отдал
I ~ I
Слаб Сгущенный концентрат
i I
В оборот Фильтрование
I--------------------1
Кек Фильтрат (Вода)
i
Сушка
I I
Газы Сухой концентрат
I
На металлургическую
переработку
Рнс. 6. Качественная схема обогащения руды
преобладающему в них ценному металлу или минералу — медиый, цин- I
новый, молибденовый, пиритный или баритовый. Концентраты, которые ]
содержат примерно одинаковые количества нескольких металлов, иазы- I
ваются коллективными. К ним относятся медио-цинковые, медно-нике- 1
левые и др.
Отходы процессов обогащения называют отвальными хвостами. Они
состоят преимущественно из пустой породы с небольшим содержанием ]
ценных минералов, которые не удается выделить в концентрат. Иногда 1
при обогащении руд получают промежуточные продукты, которые по
качеству не могут быть отнесены ни к концентратам, ни к хвостам.
Промежуточные продукты либо перечищают повторным обогащением,
либо подвергают специальной металлургической переработке.
Следует отметить, что получение и дополнительная переработка
промежуточных продуктов в ряде случаев оправданы, так как способ- i
ствуют выпуску более качественных концентратов основных металлов,
выделяемых при селективном обогащении полиметаллических руд.
Материал, поступающий на обработку в любой аппарат при обога- ?
щении, называется исходным материалом (питанием). Эффективность |
процесса обогащения руды характеризуется несколькими показателями. |
К основным технологическим показателям обогащения относятся: со- |
держание компонентов в питании и продуктах обогащения, степень обо- ]
гащения, выход продуктов обогащения и извлечение ценных компонен- |
тов в продукты обогащения. I
Содержанием компонента называется отношение массы данного |
компонента в материале к массе всего материала. Его можно выра- |
жать в процентах, в долях единицы и в граммах на тонну. . 1
Степенью обогащения (концентрации) называется отношение содер- 1
жания полезного компонента в концентрате к содержанию его в исход- |
ном сырье. Степень обогащения показывает, во сколько раз концентрат 1
богаче исходного сырья. |
Выходом продукта называется отношение массы полученного про- J
дукта к массе исходного материала. Выход можно выражать в процен- |
тах или в долях единицы. Величина, обратная выходу, выраженному |
в долях единицы, соответствует количеству исходного материала, из ко- а
торого получается единица массы продукта, и называется степенью со- 1
кращения. 1
Извлечением полезного компонента в продукт обогащения называ- |
ется отношение массы компонента в продукте к массе того же компо- 1
нента в исходном сырье. Оно выражается в процентах или в долях еди- Я
ницы. Извлечение ценного компонента в концентрат характеризует сте- I
пень его перехода из исходного материала в концентрат. Извлечение 1
того же ценного компонента в хвосты показывает долю его потерь в 1
отходах процесса обогащения. 1
Извлечение ценного компонента в концентрат и его содержание в 4
концентрате — важнейшие показатели эффективности обогащения. |
С увеличением содержания данного элемента в концентрате его извле- |
чение в концентрат уменьшается, т. е. чем богаче при прочих равных 1
условиях получается концентрат, тем большими будут и его потери в |
хвостах или большим будет выход промежуточного продукта. а
§ 3. Дробление и измельчение рудного сырья 1
Поступающие на обогатительные фабрики горные породы представ- |
ляют собой куски различной крупности (от 200—300 до 1500 мм и бо- |
лее), в которых минералы тесно срослись друг с другом в монолитную |
массу. J
40 I
Для вскрытия минералов и отделения их друг от друга руду нужно
раздробить и измельчить. При тесном взаимном срастании минералов
для их разделения требуется, как правило, измельчение до крупности
порядка 0,2 мм и мельче.
Степень дробления (измельчения) представляет собой отношение
диаметра наибольших кусков руды (D) к диаметру кусков продукта
измельчения (d): K=D/d.
Дробление и измельчение руды обычно ведут в несколько стадий с
использованием дробилок и мельниц различных типов. Общая характе-
ристика стадий дробления и измельчения приведена в табл. 9.
Таблица 9. Характеристика стадий дробления и измельчения руд
Стадия Размер кусков, мм К Применяемые (ос- новные) агрегаты
питание продукт
Крупное дробле- ние 300— 1500 100—300 3—6 Щековые, конус- ные, ударные дро- билки
Среднее дробление 100—300 10—50 3-8 Конусные, щеко- вые дробилки
Мелкое дробле- ние 10—50 3—10 3-8 Короткоконусные, валковые дробил- ки, стержневые мельницы
Тонкое измель- чение 0,3—10 0,05—2,0 и мельче 20—100 Стержневые, ша- ровые, галечные мельницы
При дроблении и измельчении куски руды разделяются на части.
Преодоление внутренних сил сцепления частиц породы достигается раз-
давливанием, раскалыванием, ударом, истиранием и сочетанием этих
способов.
Дробление и особенно измельчение — наиболее дорогие процессы
обогащения. Стоимость процесса измельчения на обогатительных фаб-
риках составляет около 50 % от общих затрат на обогащение руды.
С целью увеличения производительности дробильных установок, умень-
шения износа рабочих частей дробилок и экономии электроэнергии опе-
рацию дробления проводят в несколько стадий; перед каждой стадией
дробления проводят отсев мелочи, чтобы не подвергать ее ненужному
пропусканию через дробилки (см. рис. 6).
Выбор метода дробления и типа дробилок зависит от физических
свойств материала, поступающего на дробление, а также от крупности
исходного материала и требуемой крупности конечного продукта. Для
твердых материалов наиболее эффективным является дробление раз-
давливанием, ударом и истиранием, а для вязких — ударом. Хрупкие
материалы целесообразно дробить раскалыванием.
Для дробления руд цветных металлов наиболее часто применяют
Щековые, конусные, валковые и молотковые дробилки,
В щековых дробилках (рис. 7) дробление руды происходит между
неподвижной 1 и подвижной 2 щеками. Вместе с боковыми стенками
щеки образуют рабочее пространство дробилки. Щека 2 подвешена на
осн 3 и получает качание от коленчатого (эксцентрикового) вала 4,
соединенного со щекой вертикальным шатуном 5 и распорными плита-
ми 6. Давление щеки 2 усиливается пружиной 7 через тягу 8.
41
При вращении коленчатого вала нижний конец шатуна движется
вниз и вверх. При движении шатуна вверх распорная плита давит иа
подвижную щеку, приближая ее к неподвижной. В этот момент проис-
ходит раздавливание материала, расположенного между щеками. При
движении шатуна вниз подвижная щека отходит вправо, образуя щель.
Этот цикл работы дробилки характеризуется разгрузкой раздавленного
материала и смещением вниз новой
Рис. 7. Схема щековой дробилки
порции исходной породы.
Щековые дробилки — аппа-
раты периодического действии.
Дробление руды чередуется с раз-
грузочно-загрузочным циклом. Это
является основным недостатком
щековых дробилок, которые имеют
более низкую производительность
по сравнению с конусными дро-
билками непрерывного действия;
которые используют иа всех ста-
диях дробления.
Дробление в конусных дро-
билках (рис. 8) осуществляется в
кольцевом пространстве между
двумя усеченными конусами. Ис-
ходный материал подается в дро-
билку сверху на питающую тарел-
ку 1. Внешний конус 2 неподви-
жен. Его вертикальная ось являетси осью дробилки в целом. Внут-
ренний конус конусной дробилки для крупного дроблении 3 наса-
жен на вал 4, который закреплен внизу в стакане эксцентрика 5,
а его верхний конец шарнирно подвижен. Геометрическая ось вала
подвижного конуса расположена под углом 2—3° к главной оси дро-
билки. Эксцентрик 5 связан с приводным механизмом.
Рис. 8. Схема конусной дробилки
Рис. 9. Схема валковой дробилки с
гладкими валками
42
Рис. 10. Схема однороторной дробилки с
закрепленными молотками (стрелками по-
зано движение измельчаемого материала
внутри дробилки)
При вращении стакана эксцентрика нижний конец вала движется по
круговой траектории, радиус которой равен эксцентриситету внутренне-
го отверстия дробилки; при таком движении вала сидящий на нем ко-
нус будет как-бы обкатывать внутреннюю поверхность неподвижного
конуса, образуй попеременно зоны дробления и разгрузки.
Валковые дробилки с гладкими (рис. 9) или рифлеными валками
применяют для мелкого дробления. Исходный материал подается в дро-
билку сверху, захватывается
валками, вращающимися на-
встречу друг другу, дробится
и разгружается вниз под дро-
билку. Дробящий валок 1 наса-
жен на вал 2, вращающийся
на неподвижно закрепленных
на станине 3 подшипниках 4
Второй дробящий валок 5 на-
сажен на вал 6 и может вмес-
те с подшипниками переме-
щаться по направляющим. По-
ложение валков и расстояние
между ними фиксируется тяга-
ми 7, гайками 8 и пружи-
нами 9.
Работа молотковых дроби-
лок, используемых для дробле-
ния мягких н вязких материа-
лов, понятна из рис. 10.
Для измельчения кусковых
материалов до крупности час-
тиц менее 1—2 мм используют барабанные мельницы. Барабанная мель-
ница (рис. 11, а) представляет собой стальной барабан 1 цилиндричес-
кой или конической формы, закрытой торцовыми крышками 2 и 3.
Крышки имеют пустотелые цапфы 4 н 5, которыми корпус мельницы
опирается на подшипники, закрепленные на опорах.
Внутренняя часть мельницы футерована (выложена) съемными
броневыми плитами. Доступ внутрь мельницы осуществляется через
пустотелую цапфу нли специальный люк.
Рис. И. Схема устройства и режимы работы барабанной вращающейся мельницы.
а — каскадный режим; б — водопадный режим
В мельницу загружают дробящие тела, которые измельчают руду.
Материал с помощью питателя поступает в мельницу через цапфу 4,
а разгружается — через противоположную цапфу 5. Мельница получает
вращение qt приводного механизма через зубчатое колесо
4$
В зависимости от вида дробящих тел различают мельницы шаровые,
стержневые, галечные и самоизмельчения. В шаровых мельницах из-
мельчение проводится стальными нли чугунными шарами диаметром до
150 мм, в стержневых — стальными стержнями диаметром до 100 мм
и длиной на 25—50 мм короче внутренней длины мельницы, в галеч-
ных— окатанной кремнеземной галькой, в мельницах самоизмельче-
ния — крупными кусками измельчаемой руды.
Барабан мельницы заполняют дробящим материалом примерно на-
половину объема. При вращении мельницы дробящие тела благодаря
трению увлекаются внутренней поверхностью барабана, поднимаются
на некоторую высоту и в зависимости от скорости вращения перекаты-
ваются (рис. 11,6) или свободно падают (рис. 11, в), производя из-
мельчение материала истиранием и раздавливанием.
При скорости, вращения барабана выше критической, когда дробя-
щие тела будут прижаты к стенкам корпуса, полезная работа не совер-
шается и материал почти не измельчается.
Измельченный
продукт
Рис. 12. Простейшие схемы одно- (а) н двустадийного (б) измельчения
Измельчение в мельницах на обогатительных фабриках осуществля-
ют в одну или две стадии главным образом мокрым способом (в пуль-
пах). Мельницы обычно работают в замкнутом цикле с классифика-
торами, что обеспечивает сортировку измельчаемого материала по круп-
ности и возврат крупной фракции на доизмельчение. Простейшие схемы
измельчения показаны на рис. 12.
Шаровые и галечные мельницы обеспечивают измельчение перера-
батываемого материала примерно до 60—70 мкм. Переизмельчение с
учетом требований последующих переделов во многих случаях недо-
пустимо.
Однако в последние годы все большее практическое значение при-
обретает сверхтонкое измельчение, направленное на повышение химиче-
ской активности твердых частиц за счет разрушения их кристалличе-
ской решетки (создания в ней дефектов). Такой процесс называют ме-
ханическим активирование^. Для его осуществления разработана вцг-
44
сокоэффективная аппаратура — вибрационные и планетарные мельни-
цы и др. .
Механическое активирование может предшествовать химическому
взаимодействию материала с раствором (газом) или совмещаться
с ним.
§ 4. Сортировка материала по крупности
Получение материала определенной крупности требует проведения
обязательной гранулометрической сортировки поступающего на измель-
чение материала или уже измельченного продукта.
В технологии обогащения руд цветных металлов сортировка твер-
дых материалов по крупности проводится грохочением или гидравличе-
ской классификацией.
Грохочением называется процесс разделения сыпучих материалов
на классы крупности просеиванием через одно или несколько сит. Ма-
териал, поступающий на грохочение, называется исходным, остающийся
на сите — надрешетным (верхним), а прошедший через отверстия сит —
подрешетным (нижннм) продуктом. Эффективность грохочения выра-
а
Рис. 13. Просеивающие поверхности грохотов:
а — сечение колосников; б — сверленые и штампованные решета; в —
проволочные сетки
жается отношением массы подрешетного продукта к общей массе ниж-
него класса в исходном материале.
Грохочение обычно применяют для разделения материалов с круп-
ностью частиц выше 1—2 мм.
Применяющиеся на практике аппараты для грохочения подразделя-
ются на неподвижные (колосниковые) н подвижные (качающиеся, виб-
рационные и др.) грохоты. Основной рабочей частью любого грохота
являются решета или снта. В качестве рабочих просеивающих поверх-
ностей грохотов используют колосниковые решетки, листовые решета со
сверлеными или штампованными отверстиями и проволочные сита
(рнс. 13).
Неподвижные колосниковые грохоты (рис. 14) представляют собой
набор колосников, расположенных параллельно или с небольшим рас-
ширением щели к разгрузочному концу грохота. Колосниковые грохоты
устанавливают горизонтально или под углом до 40—45°, обеспечива-
ющим. самотек материала, и применяют для грохочения крупного ма-
45
териала. Размеры щелей между колосниками составляют 40—50 мм и
более. Эффективность грохочения на колосниковых грохотах не превы-
шает 60—70:%.
Подвижные грохоты более эффективны по сравнению с неподвиж-
ными. В них рабочие просеивающие поверхности получают определен-
ные движения за счет качания или вибрации.
У качающихся грохотов короб с ситом совершает принудительное
движение благодаря жесткой кинематической связи между приводом и
коробом. Траектория движения короба в этом случае постоянна. Схема
одного из типов качающихся грохотов показана на рис. 15.
Рис. 14. Неподвижный колоснико-
вый грохот:
1 — колосник; 2 — стяжной болт;
3 — распорная трубка
Рис. 15. Схема качающегося грохота иа
вертикальных шарнирных подвесках
Вибрационные грохоты характеризуются амплитудой колебаний, за-
висящей от динамических факторов — сил инерции, жесткости пружин,
величины движущейся массы (самого грохота и сортируемого материа-
ла). Грохоты этого типа подразделяют на механические и электрические
и применяют как для крупного грохочения на решетах с отверстиями
до 350 мм, так и для среднего, а иногда и мелкого грохочения — с раз-
мером отверстий до 0,1—0,2 мм.
На рис. 16 показана схема инерционного вибрационного грохота с
механическим приводом. Грохот состоит из подвижного короба 1 с си-
Рис. 16. Схема инерционного
грохота
Рис. 17. Схема классификации в гори-
зонтальном потоке жидкости
том 2, связанного посредством пружин 3 с неподвижной рамой 4. На
коробе в подшипниках установлен вал 5, на котором насажены два
шкива 6 с неуравновешенными грузами 7. При вращении вала с не-
уравновешенными грузами возникают центробежные силы инерции, ко-
торые вызывают колебательные движения подвижного короба с ситом.
46
Установку располагают под небольшим наклоном в сторону разгрузки.
Методы гидравлической классификации используют для разде-
ления материалов с размером частиц не более 3—4 мм, в том числе
шламов, имеющих крупность менее 100 мкм. Гидравлическая класси-
фикация — процесс разделения смеси минеральных зерен по крупности
на основе различия в скоростях их осаждения в воде. Разделение мел-
ких частиц в гидравлических классификаторах происходит в горизон-
тальном или восходящем потоке жидкости.
Продуктами гидравлической классификации являются слив, содер-
жащий мелкую фракцию исходного материала, и пески, в которых со-
бираются осажденные более крупные частицы.
В горизонтально движущихся потоках траектория движения частиц
определяется сложением скорости движения частиц в направлении по-
тока «1 и скорости вертикального перемещения их под действием силы
тяжести «а (рис. 17). В горизонтальном отстойнике пульпа поступает
с одного конца, а слив удаляется с другого. Если глубина движущегося
потока равна h, то более крупные частицы осядут за время пребывания
потока в отстойнике на глубину h и более.
При классификации в восходящем потоке в слив будут выноситься
частицы, скорость падения которых ие превышает скорости потока. Для
интенсификации осаждения более крупных частиц в некоторых класси-
фикаторах используют центробежную силу.
Рис. 18. Схема классификации в механическом классификаторе:
а —постель из крупных частиц; б —зона перемещения песков к разгруз-
ке; в — зона расслаивания; г — зона горизонтального потока воды; д —
участок обезвоживания песков
Для классификации измельченных руд цветных металлов в настоя-
щее время используют главным образом два типа аппаратов — спираль-
ные механические классификаторы и гидроциклоны.
В механическом классификаторе пульпа поступает в прямоуголь-
ную (в плане) нанну с наклонным дном (рис. 18). Торцовая стенка
ванны, ее наклонное дно и боковые стенки образуют прудок пульпы со
свободной верхней поверхностью — зеркалом пульпы. Внутри аппарата
имеется механизм, предназначенный для небольшого взмучивания пуль-
пы и перемещения осевших крупных частиц вверх по днищу, где они
переваливаются через край н виде песков.
Разделение пульпы на слив и пески происходит в прудке; более
мелкие частицы в основной массе переливаются через слиниой порог
классификатора.
В спиральных механических классификаторах для транспортировки
песков служит медленно вращающаяся винтовая спираль, смонтирован-
ная на наклонном валу, параллельному днищу корпуса (рис. 19). Изго-
тавливаются классификаторы с одной или двумя спиралями диаметром
до 3 м и длиной до 12,5 м. Угол наклона днища составляет 15—18°.
Гидроциклон (рис. 20) представляет собой металлический корпус,
имеющий форму цилиндра в верхней части и форму конуса — в иижией.
47
Корпус закрыт крышкой с отверстием в центре. Пульпа подводится
под давлением к цилиндрической части гидроциклона тангенциально,
что создает внутри вращательный поток пульпы.
Минеральные частицы в гидроциклоне находятся под воздействием
центробежных сил, которые отжимают более крупные частицы к стен-
ке, а внешний поток 1 выводит их через нижнее отверстие конуса. Мел-
Рис. 19. Спиральный классификатор:
1 — спираль (шнек); 2 — корыто; 3 — сливиой порог
Рис. 20. Схема устройства и работы гидроциклоиа
кие частицы внутренним вращающимся потоком 2 выносятся через от-
верстие в верхней крышке.
В практических условиях гидроциклоны удобнее классификаторов,
так как просты по устройству и не имеют движущихся частей. Их объ-
ем н размеры значительно меньше, чем у механических классифика-
торов.
Гидроциклоны изготавливают диаметром 50—1000 мм. Напор пуль-
пы на входе в гидроциклон составляет 0,03—0,3 МПа.
48
§ 5. Методы обогащения руд
Основные задачи обогащения решаются применением тех или иных
методов разделения, в основе которых лежит различие ряда физических
свойств минералов.
Основными методами обогащения руд цветных металлов являются
флотация и гравитация. Из других методов обогащения, используемых
прн обработке руд цветных металлов, следует назвать магнитную се-
парацию, ручную рудоразборку и электростатическое обогащение.
В большинстве случаев они являются вспомогательными методами.
Флотацией называется способ обогащения, основанный иа избира-
тельном прилипании минеральных частиц, взвешенных в пульпе, к пу-
зырькам воздуха. Плохо смачиваемые водой частицы минералов прили-
пают к пузырькам воздуха и поднимаюгся вместе с ними на поверх-
ность цульпы, образуя на ней минерализованную пену. Частицы других
минералов, хорошо смачиваемых водой, не прилипают к пузырькам н
остаются в пульпе. Таким образом достигается разделение различных
минералов.
Флотационное разделение возможно только с применением флота-
ционных реагентов — органических и неорганических соединений.
В зависимости от назначения флотационные реагенты делятся на
собиратели, пенообразователи, депрессоры, активаторы и регуляторы
среды.
Собиратели (коллекторы) — реагенты, избирательно уменьшающие
смачиваемость определенных минеральных частиц водой. При воздейст-
вии собирателей обеспечивается прилипание таких частиц к пузырькам
воздуха. Важнейшими собирателями при флотации руд цветных метал-
лов являются калиевые (реже натриевые) ксаитогенаты.
В качестве пенообразователей (вспенивателей) чаще всего исполь-
зуют алифатические спирты, фенолы, крезол и ряд других синтетиче-
ских продуктов на основе оксидов пропилена и этилена и др. Вспени-
ватели уменьшают межфазное натяжение на границе жидкость — воз-
дух, что способствует образованию более мелких пузырьков воздуха в
пульпе, а следовательно, прочной и устойчивой пены.
Депрессоры (подавители) задерживают флотацию какого-либо ми-
нерала, как бы подавляют его. Они способствуют образованию на ми-
нерале хорошо смачиваемой поверхности.
Активаторы восстанавливают прежнюю флотируемость депрессиро-
ванных минералов.
Регуляторы среды используют для создания среды с определенными
физическими и химическими свойствами, в которой наилучшим образом
проявляется действие других флотационных реагентов.
Флотацию проводят в аппаратах, называемых флотационными ма-
шинами. По способу образования воздушных пузырьков н перемешива-
ния пульпы эти машины делятся на механические, пневматические и
комбинированные. В Советском Союзе при обогащении руд цветных
металлов почти исключительно применяют механические флотационные
машины.
Схематически устройство одной камеры механической флотационной
машины показано на рис. 21. Пульпа поступает в приемную коробку 1,
откуда по трубе 2 попадает на импеллер 3 и через статорный диск 4
выбрасывается в камеру. За счет разрежения, создаваемого импелле-
ром, в трубу 2 через трубу 5 засасывается воздух. При смешивании с
пульпой и под воздействием вспенивателя воздух диспергирует на мель-
чайшие пузырьки, которые поднимаются вверх и захватывают несма-
чивающиеся частицы. Образовавшаяся иа поверхности пульпы пена
4 н. и. Утжии 49
Рис. 21. Схема устройства камеры механической флотационной машины
струкции, не имеют механических
Рис. 22. Схема работы пневматической
флотационной машины (К — коллектор
сжатого воздуха)
удаляется пеносннмателем 6 в желоб 7. Из камеры в камеру пульпа
переходит через межкамерную коробку 8 с регулятором уровня 9.
В пневматических машинах (рис. 22) аэрации н перемешивание
пульпы производятся сжатым воздухом, подаваемым через трубу, рас-
положенную в центре камеры. Пневматические машины просты по кон-
частей, но очень требовательны к
гранулометрическому составу твер-
дой фазы и трудно вводятся в
действие после остановки вслед-
ствие забивания воздухоподводя-
щнх трубок, решеток и т. д.
Пенный продукт флотации яв-
ляется исходным продуктом для
выделения из него концентрата.
Гравитационные методы обо-
гащения проводят, как правило, в
водной среде. Они основаны на
различии скорости движения ми-
неральных частиц различной мас-
сы в воде и применимы для. обо-
гащения руд с достаточной разни-
цей в плотностях разделяемых
минералов и с примерно одина-
ковой крупностью частиц измель-
ченной руды.
Основными способами мокро-
го гравитационного обогащения
являются отсадка, обогащение на
елобах (шлюзах). Разновидностью
гравитационного обогащения является обогащение в тяжелых суспен-
зиях, когда разделение минералов проводят в среде большой плот-
ности. Отсадке подвергаются руды с крупностью частиц от 25 (реже
до 50 мм) до 0,5—0,3 мм, а обогащению на столах — материалы круп-
ностью от 4 до 0,1 мм и меньше.
Обогащение отсадкой основано на использовании разницы в скоро-
стях падения минеральных частиц различной массы в восходящей струе
концентрационных столах и в
50
воды. При отсадке руда разделяется иа слои минеральных зерен.
В верхнем слое концентрируются легкие минералы, а в нижнем — тя-
желые.
В отсадочных машинах, представляющих собой прямоугольные ка-
меры, измельченная руда помещается на решетке. С помощью поршне-
вого механизма, диафрагмы или возвратно-поступательного движения
самого решета (рис. 23) в слое руды создается пульсирующее движение
жидкости. При движении струи вверх слой руды разрыхляется и более
тяжелые частицы стремятся спуститься вниз, а более легкие как бы
Рис. 23. Схема устройства отсадочных машин (в попереч-
ном сеченнн):
а — поршневые; б — диафрагмовые; в — с подвижным
решетом
всплывают на поверхность. При последующей нисходящей струе тяже-
лые зерна дополнительно продвигаются к решету, опережая легкие ча-
стицы. При повторении пульсаций воды руда расслаивается — внизу
окажутся самые тяжелые зерна, а сверху — наиболее легкие.
Исходный материал на решето отсадочной машины подается вместе
с водой непрерывно и движется по нему перпендикулярно плоскости
рисунка. В конце отсадочной машины легкая фракция (хвосты) слива-
ется потоком воды через порог. Наличие порога обусловливает обра-
зование на решете постоянного слоя руды, называемого постелью. Тя-
желая фракция при работе на крупном материале разгружается в ка-
меру через специальные разгрузочные щели.
При отсадке мелкого материала тяжелая фракция просыпается
через отверстия решетки. В этом случае на решето укладывают ис-
кусственную постель из крупных зерен.
Разделение минеральных зерен на концентрационных столах, же-
лобах и шлюзах происходит за счет особенностей движения частиц в по-
токе воды, движущемся по наклонной плоскости. При достаточно боль-
шой скорости все зерна взвешиваются, а при малой — оседают в ниж-
ние слои потока. При умеренных скоростях наиболее тяжелые зерна
оседают на дно или движутся по наклонной поверхности перекатыва-
нием. При турбулентном режиме движения воды, создаваемом нариф-
лениями на наклонной плоскости, вследствие образования вихрей в
потоке возникают дополнительно вертикальные струи, которые взвеши-
вают более легкие частицы и вымывают их из слоя осевших частиц.
Устройство концентрационного стола показано на рис. 24.
4*
51
Концентрационный стол состоит из рамы 1, деки 2, опирающейся
на раму, и качательного (приводного) механизма 3. Основной частью
концентрационного стола, на которой происходит обогащение, является
дека. Деку делают из дерева нли алюминиевого сплава н покрывают
линолеумом нлн резиной. На поверхности покрытия набивают нлн при-
клеивают рифли — деревянные или резиновые планки. С одной стороны
декн укреплен короткий желоб 4, в который подается пульпа, а рядом
с ним — длинный желоб 5 для пода-
чи на стол смывной воды. Приводной
механизм сообщает деке возвратно-
поступательное движение вдоль длин-
ной ее лен. Движение декн вправо
(по рисунку) происходит плавно, а
влево рывком. При плавном пере-
мещении декн осевшие частицы пере-
мещаются к разгрузочной стороне
стола. Прн резком возвратном дви-
жении рабочей площади частицы
взвешиваются ниерцнонно н дека под
ннмн перемещается на некоторое
расстояние. Прн остановке деки час-
Рис. 25. Схема движения частиц
легкого (л) и тяжелого (т) минера-
лов на концентрационном столе
тицы вновь оседают на ее поверхности.
Каждое зерно минералов на концентрационном столе находится
под действием сил тяжести, инерции, трения и смывающего действия
струи воды. Прн возвратно-поступательном движении деки зерна ми-
нералов перемещаются вдоль стола (вправо), причем зерна тяжелого
минерала движутся с большей скоростью (vT), чем зерна легкого
(рнс. 25). Под действием струн воды, наоборот, зерна легкого минерала
перемещаются вниз по наклону декн с большей скоростью (цл), чем тя-
желые частицы. Таким образом, прн сложении обеих скоростей, траек-
тория движения тяжелых зерен (см. рнс. 25) будет характеризоваться
линией т—т, а легких — линией л—л. Между линиями л—л и т—т раз-
гружается промежуточный продукт.
Шлюзы используют для обогащения руд россыпных месторождений.
Они особенно эффективны прн плотности ценного минерала более 6—
7 т/м3.
Шлюз представляет собой длинный наклонный желоб, по которому
движется поток пульпы. На дне шлюза в зависимости от крупности
зерен н нх свойств имеются трафареты (выступы, углубления, пороги)
или мягкий покров из ворсистого нли рифленого материала. Схема
обогащения руды на шлюзе показана на рнс. 26.
Рис. 26. Схематическое изображение принципа обогащения руды
на шлюзах:
I — слой взвешенных частиц; // — слой первичной концентрации;
III — слой конечной концентрации; / — поверхность пульпы;
2 — мертвое пространство; 3 — вихревые потоки; 4 — дно шлюза;
5 — покрытие; б —трафарет; 7 — траектория легких частиц; 3 —
траектория тяжелых частиц
S3
Принцип действия струйного желоба схематически показан на 1
рнс. 27. I
Одним из простых и совершенных методов гравитационного обога- 1
щения является обогащение в тяжелых средах (суспензиях), позволяю- 1
щее разделять минералы даже с разницей в плотности до 0,1. Сущ- 1
ность этого метода заключается в следующем. Если смесь двух мине- I
ралов поместить в среду с плотностью, промежуточной между плотно- 1
стямн этих минералов, то смесь разделится: легкий минерал всплывет, а 1
тяжелый утонет. 1
Рис. 28. Схема действия
магнитного сепаратора: ,
1 — магнитные частицы; 2 —
немагнитные частицы
Рис. 27. Схема обогащения в
струйном желобе:
1 — пульпа; 2 — концентрат; 3 —
хвосты; 4 — промежуточный
продукт
В качестве разделяющей среды в промышленности чаще всего нсполь- I
зуют тяжелые суспензии, представляющие собой взвесь тонкого порош- 1
ка твердых тяжелых веществ в воде. Утяжелителями могут служить I
магнезит (Fe3O4), галенит (PbS) или ферросилиций — сплав железа с 1
кремнием (15—17 % Si). I
Магнитное обогащение (сепарация) основано на различии магнитной 1
восприимчивости разделяемых минералов. Оно проводится в сильном 1
магнитном поле, создаваемом постоянными магнитами из специальных 1
сплавов (чаще) или электромагнитами. При движении руды в магнит- 1
ном поле сепаратора одни частицы намагничиваются, притягиваются |
к полюсам магнита н затем выносятся из рабочего пространства, а 1
другие—немагнитные частицы удаляются питающим транспортером. |
Принципиальная схема разделения магнитных н немагнитных частиц 1
в магнитном сепараторе приведена на рис. 28. ]
Электростатический метод обогащения основан на действии электри- 1
веского поля на заряженные частицы. Заряжаются частицы благодаря I
электризации в электрическом поле или на заряженном электроде, тре- |
ннем и другими способами. 1
При соприкосновении частиц обогащаемого материала с заряженным |
металлическим электродом электростатического сепаратора все частицы |
приобретают одноименный заряд. Частицы с большой проводимостью, I
получающие больший заряд, отталкиваются от электрода, а плохие про- I
водники тока (диэлектрики) почти не заряжаются и не изменяют пути ]
движения в сепараторе. I
54
§ 6. Обезвоживание продуктов обогащения
Обогатительные фабрики с мокрыми процессами расходуют на тех-
нологические нужды большое количество воды, которая распределяется
по продуктам обогащения. Так, например, пульпы флотационных кон-
центратов и хвостов могут иметь отношение ж : т до 10 : 1.
Продукты мокрых методов обогащения необходимо обезвоживать,
т. е. удалять из ннх воду. Концентраты обезвоживают до кондицион-
ных норм, определяемых требованиями транспортировки и последующей
металлургической технологии.
Обезвоживание флотационных концентратов с высокой тоииной по-
мола можно проводить путем сгущения, фильтрации и сушки. Часто
эти три стадии проводятся последовательно. Прн сгущении содержание
влаги в материале может быть снижено до 40—50 %, при фильтрации —
до 8—1$ %, а прн сушке — до 2 % н менее.
Сгущением называется процесс обезвоживания путем естественного
осаждения твердых частиц из пульпы под действием силы тяжести в
относительно спокойной среде. Оно осуществляется в аппаратах непре-
рывного действия, называемых сгустителями.
Рис. 29. Сгуститель:
1 — чан; 2 — ферма; 3 — механизм подъема; 4 —привод; 5 — вал; 6 — граб*
лииа; 7 — сливная коробка; 8 — люк
Сгустители представляют собой открытые цилиндрические чаны,
оборудованные перегребными устройствами для перемещения твердого
осадка по дну сгустителя к центру. Сгустители бывают с центральным
приводом (диаметром не более 25 м) нс периферическим приводом
(диаметром 18—100 м).
Устройство одноярусного гребкового сгустителя показано на рнс. 29.
Фильтрация — процесс обезвоживания пульп путем отделения воды
от твердых частиц с помощью пористых перегородок, проницаемых толь-
55
ко для жидкости. В качестве фильтрующих перегородок используют
фильтровальное полотно (хлопчатобумажные, шерстяные или синтети-
ческие ткани), пористую керамику и другие материалы. Для ускорения
процесса фильтрации по одну сторону фильтрующей перегородки созда-
ется разрежение (вакуум-фильтры) или повышенное давление (фильтр-
прессы). В обогатительной технике чаще всего используются барабан-
ные или дисковые вакуум-фильтры непрерывного действия. Принцип
действия этих фильтров одинаков, но они конструктивно отличаются
формой фильтрующих элементов.
Барабанный фильтр (рис. 30) представляет собой барабан, вращаю-
щийся на горизонтальном валу. Барабан разделен на секции (камеры),
Рис. 30. Барабанный вакуум-фильтр:
А — зона образования осадка; Б — зона
подсушки; В — зона снятия осадка; Г —
зона продувки ткани; 1 — ваииа фильтра;
2 — мешалкн; 3 — барабан фильтра; 4 —
нож для съема кека (осадка); 5 — осадок
поочередно соединяемые с ва-
куумной или воздуходувной
установкой. Барабан частично
погружен в ванну с фильтруе-
мым материалом. Поверхность
барабана покрыта фильтро-
вальной тканью. При враще-
нии барабана камеры, погру-
женные в ванну с пульпой,
соединяются с вакуумной си-
стемой. В результате разре-
жения вода из пульпы прохо-
дит через поры ткани, а части-
цы твердого осаждаются на ней
(зона образования осадка).
При дальнейшем вращении
барабана за счет разрежения
продолжается отсос воды (зо-
на подсушки); затем камера
подсоединяется к системе сжа-
того воздуха, который разду-
вает ткань, что облегчает от-
деление кека (зона снятия
осадка) Для оолее полного
снятия осадка используют сре-
зающий нож. Перед заходом
камеры в ванну с пульпой ткань продувают сжатым воздухом с целью
прочистки пор.
Барабанные вакуум-фильтры изготавливают с фильтрующей поверх-
ностью до 40 м2.
Дисковые вакуум-фильтры в отличие от барабанных имеют фильтру-
ющие элементы в виде дисков, собранных из нескольких отдельных сег-
ментов (рис. 31), что позволяет при тех же внешних габаритах аппара-
та увеличить поверхность фильтрации до 80 м2.
Последней стадией обезвоживания являтся сушка, при которой вла-
га удаляется испарением. Сушка может проводиться как при температуре
окружающего воздуха (естественная сушка), так и путем нагрева влаж-
ного материала (термическая или искусственная сушка). Обычно приме-
няют термическую сушку.
Сушку проводят следующими способами: а) высушиванием матери-
ала на поду (подовые сушилки); б) высушиванием во вращающихся
трубчатых печах путем непрерывного перемешивания материала с го-
рячими газами (трубчатые сушилки); испарением влаги во взвешенном
состоянии при подаче материала прямоточно движению потока горячих
газов (трубы-сушилки).
56
Для сушки флотационных концентратов преимущественно применя-
ют трубчатые (барабанные) сушилки. В последнее время получают все
большее распространение трубы-сушилки.
Основная деталь трубчатой вращающейся печи (рис. 32) — металли-
ческий цилиндрический кожух длиной до 27 м и диаметром 1,5—2 м,
установленный под углом 1—2° к горизонту. Печь опирается на ролики
двумя бандажами. Вращение печи со скоростью 3—8 об/мин осуществ-
ляется от электропривода через зубчатый бандаж. Обогрев печи про-
изводится теплом топочных газов, сжигаемых в топке. Движение шихты
и горячих газов может быть прямоточным и противоточным.
Труба-сушилка (рис. 33) состоит из газовой топки / с горелками
2. Сушильная камера, в которую подаются горячие газы, представляет
собой вертикальную трубу 3 диаметром 0,9 м и высотой до 22 м. Ших-
та подается в трубу питателем 4, где она подхватывается восходящим
газовым потоком и сушится, находясь во взвешенном состоянии. По вы-
ходе из трубы сухой материал практически полностью отделяется в
сепараторе 5, а оставшиеся в газах твердые частицы улавливаются си-
стемой пылеуловителей 6.
Трубы-сушилки отличаются очень высокой производительностью и
полнотой удаления влаги (менее чем до 1 %).
Г л а в a 3
ПРИНЦИПЫ И МЕТОДЫ МЕТАЛЛУРГИИ
§ 1. Задачи металлургического производства
Основной конечной задачей металлургического производст-
ва является получение металлов из перерабатываемого
сырья в свободном металлическом состоянии или в виде
химического соединения. На практике эта задача решается
с помощью специальных технологических операций и при-
емов, обеспечивающих отделение компонентов пустой по-
роды от ценных составляющих сырья. Эти операции и при-
емы называются металлургическими процессами.
Получение металлической продукции из руд, концент-
ратов или других видов металлсодержащего сырья —зада-
ча достаточно трудная. Она существенно усложняется при
производстве цветных металлов еще и тем, что цветная
металлургия имеет дело, как правило, со сравнительно
бедным, но сложным по составу полиметаллическим сырь-
ем. При переработке таких материалов металлургическими
способами необходимо одновременно с получением основ-
ного металла обеспечить комплексное выделение всех дру-
гих ценных компонентов в самостоятельные товарные про-
дукты при высокой степени их извлечения вплоть до соз-
дания безотходных (безотвальных) технологий.
Для получения металлов достаточно высокой чистоты
из сложного полиметаллического сырья с высокой сте-
пенью комплексности его использования недостаточно при-
менить один металлургический процесс иля один металлур-
гический агрегат. Эта задача может быть реализована в
практических условиях лишь применением нескольких пос-
ледовательно проводимых процессов, обеспечивающих-пос-
тепенное разделение компонентов перерабатываемого
сырья.
Весь комплекс применяемых металлургических процес-
сов, подготовительных и вспомогательных операций форми-
руется в технологическую схему участка, отделения, цеха
или предприятия в целом. Для всех предприятий цветной
металлургии характерны многоступенчатые технологичес-
кие схемы.
В основе любого металлургического процесса лежит
принцип перевода обрабатываемого сырья в гетерогенную
систему, состоящую из двух, трех, а иногда и более фаз,
которые должны отличаться друг от друга составом и фи-
зическими свойствами. При этом одна из фаз должна обо-
60
гащаться извлекаемым металлом (или металлами) и обед-
няться примесями, а другие фазы, наоборот, должны обед-
няться основным компонентом. Различие некоторых
физических свойств получающихся фаз (агрегатного состо-
яния, плотности, взаимной смачиваемости, летучести и. т. п.)
должно обеспечивать хорошее отделение их друг от друга
простейшими приемами: отстаиванием или фильтровани-
ем.
В практике металлургического производства наиболее
часто встречающимися комбинациями фаз являются: г+ж;
г+т; ж+ж; ж+т; г+ж+ж; г-|-ж-|-т, где буквами «г», «ж»
и «т» соответственно обозначают газовую, жидкую и твер-
дую фазы.
Разделение фаз г-|-ж и г+т вследствие очень большого
различия их плотностей легко осуществимо простым отста-
иванием. Для случая тонкого диспергирования твердых фаз
в газе, когда отстаивание идет очень медленно, прибегают
к особым способам разделения — пылеулавливанию. Фазы
системы ж+ж могут разделяться отстаиванием или цент-
рифугированием. Для систем ж+т возможными приемами
являются отстаивание, центрифугирование или фильтро-
вание при сравнительно низких температурах (до 300—
400 °C) и только отстаивание при высоких температурах.
Двухфазные системы типа г+г относятся к компетенции
химической технологии, а системы т+т разделяют метода-
ми обогащения.
§ 2. Классификация металлургических процессов
Все используемые при производстве цветных металлов процессы
подразделиютси на две группы: пирометаллургические и гидрометаллур-
гические.
Пирометаллургические процессы проводитси при высоких температу-
рах чаще всего с полным и реже с частичным расплавлением материалов,
гидрометаллургические процессы — в водных средах при температурах
максимально до 300° С.
.Выделяемые иногда в отдельную группу электрометаллургические
процессы могут быть как пиро-, так и гидрометаллургическими. Отличи-
тельной особенностью этих процессов ивлиетси использование электро-
энергии в качестве движущей энергетической силы дли их протекании.
Пирометаллургические процессы
Пирометаллургические процессы по характеру поведении участву-
ющих в процессе компонентов и их конечным результатам можно раз-
делить на три группы: обжиг, плавка и дистилляции.
Обжиг — металлургический процесс, проводимый при высоких темпе-
ратурах (500—1200° С) с целью изменении химического состава пере-
рабатываемого сырьи. Обжиговые процессы, за исключением обжига со
спеканием, ивлиютси твердофазными.
61
В цветной металлургии применяют следующие виды обжига:
1. Кальцинирующий обжиг (прокалку) проводят с целью разложе-
ния (диссоциации) нагревом неустойчивых химических соединений —
гидроксидов, карбонатов и др. В общем виде этот вид обжига описы-
вается следующими уравнениями:
Me (ОН)з Л1е2О3 Н2О; (1)
t
Л1еСО3-*Л1еО + СО2. (2)
2. Окислительный обжиг применяют дли подготовительной обра-
ботки сульфидных руд и концентратов с целью полного или частичного
перевода сульфидов в оксиды:
2MeS + ЗО2-»-2Л1еО + 2SO2. (3)
Разновидностью окислительного обжига является сульфатизирующий
обжиг:
MeS + 202->-MeS04. (4)
К окислительному процессу относится и агломерирующий обжнг
(обжиг со спеканием). Последний имеет целью одновременно окислить
и спечь материал. Спекание происходит за счет образования некоторо-
го количества жидкой фазы, которая при застывании связывает (сва-
ривает) тугоплавкие мелкие частицы в кусковой пористый продукт—
агломерат.
3. Восстановительный обжиг проводят для восстановления высших
оксидов некоторых металлов до низших, например:
3Fe2O3 + CO->2Fe3O4 + СО2. (5)
Магнетит РезО4, обладающий высокой магнитной восприимчивостью,
может быть отделен от пустой породы магнитной сепарацией.
4. Хлорирующий и фторирующий обжиг проводят с целью перевода
оксидов или сульфидов в водорастворимые или летучие хлориды (фто-
риды).
Плавка — пирометаллургический процесс, нроводимый при темпера-
турах, обеспечивающих в большинстве случаев полное расплавление
перерабатываемого материала. Различают две разновидности плавок —
рудные и рафинировочные.
По характеру протекающих основных химических реакций рудные
плавки разделяются на следующие виды:
1. Восстановительная плавка. Ее проводят с целью по-
лучения металла за счет восстановления его оксидных соединений угле-
родистыми восстановителями и перевода пустой породы в шлак (сплав
оксидов).
В общем виде восстановительная плавка описывается следующей
схемой:
(Л1еО ,SiO2 , CaO ,Fe2O3) -4~ С О2, N2—>Ме -]~
руда дутье->- металл
+ (SiO2, CaO, FeO) + CO2, N2. _
шлак газ (О)
В цветной металлургии методом восстановительной плавки получа-
ют, например, свинец и олово.
2. Плавка на штейн. Ее применяют с целью извлечения
металла в полупродукт, называемый штейном (сплав сульфидов). Вто-
62
рым продуктом плавки является шлак, концентрирующий в себе оксид-
ные компоненты.
Этот вид плавки может проводиться в нейтральной, восстановитель-
ной или окислительной атмосфере. В последнем случае плавку часто
называют концентрационной, так как плавка в окислительных условинх
позволяет получать штейны с большей концентрацией (содержанием) из-
влекаемого металла.
Плавку на штейн широко используют при производстве меди и ни-
келя.
Схема концентрационной плавки медного сырья на штейн:
(CuFeS2, FeS2, SiO2, CaO) + (SiO2, CaO)+(O2, N2)->
руда или концентрат флюс дутье
->(Cu2S, FeS) + (FeO, SiO2, CaO) + (SO2, N2).
штейн шлак ' газы
К окислительной плавке относится также процесс конвертирования
штейнов.
3. Электролиз расплавленных солей ведут при воз-
действии постоянного тока на расплавленную среду, состоящую из ок-
сидов или хлоридов.
Процесс описывается следующей схемой
МеО (МеС12)-+Ме*+ + О2- (2С1~), (7)
иа катоде
Ме?+ + 2е->Л1е,
на аноде
О2- — 2е->02 | или 2С1— — 2е-*С12 f .
В результате на катоде выделяется металл (в жидком или твер-
дом состоянии), а на аноде—-газ.
Электролиз расплавленных солей можно применить для получении
любого металла, но вследствие относительной дороговизны он находит
применение только тогда, когда другие, более дешевые виды плавок
не могут быть использованы.
Электролиз расплавов широко применяют при получении алюминия,
магния и ряда других легких и редких металлов.
4. Металлотермическая плавка. Ее применяют для по-
лучения трудновосстановимых металлов, склонных в случае применения
углеродистых восстановителей к образованию карбидов (МехС), прида-
ющих им хрупкость.
В основе этой плавки лежит принцип вытеснения одного металла
из его соединений другим, более активным:
Me'О (Ме'С12) + Ме"-+Ме' + Л1е"О(Л1е"С12). (8)
Металлотермическую плавку используют при получении ряда лег-
ких и редких металлов.
5. Реакционная плавка. Основана на получении металла за
счет взаимодействия его оксида и сульфида:
2МеО + MeS->3M е + SO2. (9)
Примером реакционной плавки служат процессы получения метал-
лического свинца или меди.
Рафинировочные плавки проводят с целью очистки полученных ме-
таллов от примесей. В основе их лежит различие в физико-химических
свойствах основного металла и металлов-примесей. Существуют сле-
дующие разновидности рафинировочных плавок:
1. Окислительиое (огневое) рафинирование. Ос-
новано на различии в сродстве к кислороду основного металла и приме-
си. Образующиеся при этом оксиды примесей всплывают на поверхность
рафинируемого металла, образуя шлак. Типичным примером такого про-
цесса является огневое рафинирование черновой меди.
2. Ликвациоииое рафииироваиие. В основе этого про-
цесса лежит принцип образования и разделения по плотности (ликва-
ция) двух фаз, одна из которых является рафинируемым металлом.
Примесь при этом должна концентрироваться в другой, нерастворимой
в основном металле фазе. В зависимости от плотности она будет всплы-
вать иа поверхность или погружаться иа дио расплава. Образование вто-
рой фазы является следствием снижения растворимости примеси в ос-
новном металле при снижении температуры. При ликвации одна из фаз
обязательно должна быть жидкой, а вторая может быть как жидкой,
так и твердой. Процесс широко используют в металлургии свинца.
3. Сульфидирующее рафииироваиие используют для
очистки металлов от примесей, обладающих повышенным сродством к
сере. При этом также образуются две иесмешивающиеся фазы, отделя-
ющиеся друг от друга ликвацией. Примером такого процесса может
служить рафииироваиие свинца от меди.
4. Хлориое рафииироваиие. Основано иа различии сродст-
ва к хлору металла и примесей. Образовавшиеся хлориды примеси бу-
дут всплывать иа поверхность металла или улетучиваться.
Дистилляция— процесс испарения вещества при температуре несколь-
ко выше точки ег о кипения, дающий возможность разделить компонен-
ты обрабатываемого материала в зависимости от их летучести. Дистил-
ляционные процессы могут использоваться как для первичной перера-
ботки рудного сырья, так и для удаления легколетучих примесей при
рафинировании металлов или разделении металлических сплавов. Дис-
тилляция с целью рафинирования называется ректификацией.
Дистилляционные процессы используют в металлургии циика и при
получении ряда легких и редких металлов.
Гидрометаллургические процессы
Гидрометаллургические процессы проводятся при низких температу-
рах иа границе раздела чаще всего твердой и жидкой фаз. Любой гидро-
металлургический процесс состоит из трех основных стадий; выщела-
чивания, очистки растворов от примесей и осаждения металла из раст-
вора.
Выщелачивание — процесс перевода извлекаемых металлов в раствор
(растворение) при воздействии растворителя иа перерабатываемый ма-
териал (руду, концентрат, полупродукты металлургического производ-
ства и т.п.) часто в присутствии газового реагента — кислорода, во-
дорода и др.
В результате выщелачивания получают два продукта: раствор из-
влекаемого металла, загрязненный примесями, и нерастворимый оста-
ток, состоящий в основном из пустой породы.
В качестве растворителей используют воду, растворы кислот, щело-
чей или солей. Растворитель должен быть доступным, дешевым и обла-
дать селективным действием по отношению к компонентам обрабатыва-
емого материала, по возможности регенерироваться в ходе технологи-
ческого процесса.
Очистку растворов от примесей проводят с целью предотвращения
64
нх попадания в извлекаемый металл при йбследующем его осаждении в
виде химического соединения или в свободном состоянии.
Для очистки растворов выщелачивания от примесей используют ме-
тоды химического осаждения неорганическими или органическими ре-
агентами, кристаллизацию или цементацию. В основе последнего процес-
са лежит принцип вытеснения из раствора одного металла другим, бо-
лее электроотрицательным (см. табл. 3). Примерами цементационной
очистки могут служить процессы выделения меди из сернокислых цин-
ковых растворов цинком (CuSOi+Ziw-ZnSOi+Cu) или из никелевого
электролита никелем (CuSO4+Ni->-NiSO44-Cu).
Осаждение металлов из очищенных растворов от выщелачивания
может быть проведено электролизом водных растворов, цементацией
или восстановлением газообразными восстановителями под давлением.
В гидрометаллургии цветных металлов, особенно при производстве
редких и благородных металлов, все большее распространение приобре-
тают сорбционные {ионообменные) и экстракционные процессы. Приме-
нение этих процессов направлено иа решение следующих задач:
1) перевод ценного металла из раствора после выщелачивания в
другой раствор, более удобный по солевому составу для последующей
переработки;
\ 2) коицеитрироваиие металлов из разбавленных растворов и пульп;
3) селективное разделение металлов и очистка растворов от при-
месей;
4) выщелачивание, совмещенное с сорбцией.
Ионообменные процессы основаны иа способности некоторых твер-
дых веществ (ионитов) при контакте с растворами поглощат'ь иоиы из’
. раствора в обмен иа ионы того же знака, входящие в состав ионита.
В качестве ионитов чаще всего используют твердые синтетические
высокомолекулярные вещества, обладающие высокой обменной емко-
стью (ионообменной способностью), химической стойкостью и механичес-
кой прочностью.
По знаку заряда обменивающихся ионов различают катиониты и
аниониты. Существуют также амфотерные иоииты — амфолиты, способ-
ные одновременно осуществлять как катионный, так и анионный обмен.
В общем виде действие ионообменных смол можно выразить уравне-
ниями:
2RH + К + 2Н+ или 2/?С1 + A2+ZR2 А + 2С1-,
где R— радикал с фиксированными ионами; К—катион; А — анион.
Экстракцией (жидкостной экстракцией) называется процесс извле-
чения растворенных химических соединений металлов из водного раст-
вора в жидкую органическую фазу, не смешивающуюся с водой. После-
дующей реэкстракцией из органической фазы экстрагированный металл
извлекают в водный раствор.
В качестве экстрагентов используют органические кислоты и их со-
ли, соли аминов и аммониевых оснований, спирты, эфиры, кетоны.
В заключение следует отметить, что, пожалуй, ни в одной другой
отрасли иет такого обилия технологических процессов и разнообразия
технологических схем, как в цветной металлургии. Характерным для
этой отрасли является, обязательное сочетание пиро- и гидрометаллур-
гических процессов. Эта тенденция постоянно расширяется и уже сей-
час позволяет более успешно, чем одной группой металлургических про-
цессов, решать задачи повышения степени извлечения ценных
компонентов, комплектности использования перерабатываемого сырья,
создания малоотходных и безотходных технологий, охраны окружающей
среды.
5 Н. И. Уткин
65
§ 3. Требования к современному
металлургическому процессу и его структура
Применяющиеся на действующих предприятиях цвет-
ной металлургии технологические процессы в большинстве
случаев далеко не полностью удовлетворяют современным
требованиям. Ряд процессов и их аппаратурное оформление
устарели и нуждаются в замене новыми, более совершен-
ными.
Современные металлургические процессы получения
цветных металлов и, тем более, процессы ближайшего бу-
дущего должны удовлетворять по меньшей мере следую-
щим основным требованиям:
1) высокая удельная производительность применяемых
аппаратов;
2) высокая производительность труда (выпуск продук-
ции на одного работника в количественном или стоимост-
ном выражении);
3) высокая степень извлечения всех ценных составляю-
щих;
4) высокая степень комплексности использования сырья;
5) минимальные энергетические затраты за счет исполь-
зования внешних источников тепловой энергии или электри-
чества;
6) максимальное использование вторичных энергоресур-
сов;
7) обеспечение возможности комплексной механизации
и автоматизации всех операций;
8) использование простой, дешевой, долговечной и удоб-
ной в работе, пуске, наладке и ремонте аппаратуры;
9) обеспечение возможности создания непрерывных, по-
точных, полностью автоматизированных технологических
линий получения металлов;
10) обеспечение безопасных и безвредных условий тру-
да и охраны окружающей природы.
Совершенствование существующих и создание новых
технологий и аппаратов, максимально удовлетворяющих
требованиям современности, возможно лишь при условии
глубокого понимания структуры металлургического про-
цесса и возможностей управления скоростями их протека-
ния. Любой металлургический процесс представляет собой
сложный комплекс последовательно и одновременно про-
текающих физико-химических превращений и взаимодей-
ствий — элементарных стадий.
По своему характеру физико-химические превращения и
66
г
взаимодействия в пирометаллургии представляют три
группы явлений. >
1. Превращения, связанные только с действием высоких
температур. К ним относятся нагрев, сушка, термическая
диссоциация, плавление и др.
2. Превращения, связанные с действием газовой фазы
на твердые и жидкие вещества. Характер таких превраще-
ний зависит от действия газовой среды. В окислительной
атмосфере, содержащей кислород или другие окислители,
происходят реакции окисления сульфидов, металлов, реак-
ции горения углерода и т. п. Если среда будет иметь вос-
становительный характер, т, е. когда в газовой фазе много
оксида углерода или водорода, будут протекать реакции
восстановления оксидов металлов, сульфатов, юксида серы
(SO2) и т. д. Нейтральная атмосфера, когда в газовой фазе
не содержится заметных количеств окислителей или воо
становителей, не будет оказывать существенного влияния
на перерабатываемые материалы.
3. Химические взаимодействия между присутствующими
в перерабатываемых материалах компонентами.
Каждый металлургический процесс характеризуется
собственной, отличающейся от других процессов, структу-
рой. Знание структуры используемого процесса очень важ-
но для металлургов, так как позволяет грамотно вести и
управлять процессом, намечать пути его дальнейшего со-
вершенствования или интенсификации.
Многообразие применяемых в цветной металлургии про-
цессов не позволяет рассмотреть в данном разделе структу-
ру каждого из них. Важнейшие металлургические процессы
будут проанализированы с этих позиций при рассмотрении
технологии получения конкретных металлов. Остановимся
лишь на общей характеристике элементарных стадий наи-
более сложного по своей структуре процесса металлурги-
ческой плавки рудного сырья. Этот вид плавки включает
следующие элементарные стадии:
1) нагрев и сушку перерабатываемых материалов;
2) термическую диссоциацию неустойчивых химических
соединений; ,
3) окисление сульфидов или восстановление оксидов (в
зависимости от характера плавки);
4) расплавление легкоплавких компонентов с образова-
нием первичных расплавов;
5) растворение более тугоплавких составляющих в пер-
вичных расплавах с образованием штейна или чернового
металла и шлака;
5* 67
6) распределение ценных компонентов между продукта-
ми плавки;
7) разделение жидких продуктов плавки.
Все перечисленные стадии рудной плавки идут с раз-
личными скоростями и полнотой завершения. Самая мед-
ленная из элементарных стадий будет в конечном итоге
определять конечную суммарную скорость/плавки, а сле-
довательно, и конечную производительность применяемого
агрегата.
Не вдаваясь в подробности, отметим, Что из числа эле-
ментарных стадий плавки рудного сырья наиболее медлен-
ной будет последняя — разделение жидких продуктов плав-
ки. Эту стадию, осуществляемую обычно отстаиванием,
можно ускорить путем интенсивного перемешивания рас-
плавов, чт'о приведет к увеличению удельной производитель-
ности плавильной печи.
§ 4. Некоторые вопросы теории
окислительно-восстановительных процессов
Изложенный выше материал позволяет сделать три
обобщающих вывода, которые в первую очередь и требу-
ют теоретического обсуждения:
L 1. Основными химическими соединениями цветных ме-
таллов, поступающими в металлургическую переработку,
являются сульфиды и оксиды (в свободном СОСТОЯНИИ или
в форме карбонатов, гидроксидов, силикатов и т. д.).
2. В основе большинства используемых в цветной метал-
лургии процессов и технологий лежат окислительно-восста-
новительные взаимодействия.
3. Основным методом разделения получающихся в ме-
таллургических процессах продуктов является отстаива-
ние.
Поведение сульфидов и оксидов в процессе металлурги-
ческой переработки в первую очередь определяется относи-
тельной активностью входящих в их состав металлов и от-
носительной прочностью этих соединений.
Прочность оксидов, сульфидов, карбонатов и других
металлсодержащих соединений при различных температу-
рах можно оценивать по изменению энергии Гиббса (изо-
барно-изотермического потенциала)/или по величине упру-
гости их диссоциации. Чем больше убыль энергии Гиббса
(Абу ) и чем меньше упругость диссоциации соединения,
тем большим сродством к металлоиду обладает рассмат-
риваемый металл и тем прочнее будет его соединение.
68
1
Уравнение диссоциации металлических оксидов в общем
виде имеет следующий вид:
2MeOZ2Me + O2. (10)
Если металл и оксид представлены конденсированными
фазами (твердой или жидкой), то константа равновесия
этой реакции выражается одним парциальным давлением
кислорода: КР—Рог.
При установившемся равновесии каждой заданной тем-
пературе соответствует вполне определенное давление кис-
лорода, т. е. система имеет одну степень свободы. Это дав-
ление кислорода является величиной, характерной для
каждого оксида, и называется упругостью (давлением) дис-
социации.
Устойчивость оксидов в реальных системах определяет-
ся температурой и йарциальным давлением кислорода в
окружающей газовой среде (рог) • Эта зависимость в общем
виде представлена на рис. 34. Кривая упругости диссоциа-
Рис. 34. Температурная зависимость
упругости диссоциации оксидов
Рис. 35. Температурная зависи-
мость равновесной упругости
диссоциации оксидов
ции разделяет поле графика на две области. В области
I парциальное давление кислорода в газовой фазе выше
упругости диссоциации оксида. При этом условии оксид
является устойчивым, а входящий в его состав металл
будет окисляться (2Л4е+О2->2Л4еО).
В области 11 упругость диссоциации оксида больше пар-
циального давления кислорода в газовой фазе, поэтому ок-
сид становится неустойчивым и разлагается.
69
Таким образом, в атмосфере воздуха с парциальным
давлением кислорода (pi) 21 кПа диссоциация оксида бу-
дет наблюдаться лишь при температурах выше 7\. При тем-
пературах ниже Т1, очевидно, будет происходить окисление
металла. В атмосфере почти чистого кислорода (р2) диссо-
циация оксида будет происходить при температурах выше
Г2.
Металлы, оксиды которых отличаются высокой упру-
гостью диссоциации, на воздухе практически не окисляются
и называются благородными (золото, платина и др.). Не-
благородные металлы в отличие от благородных обладают
повышенной химической активностью. Их оксиды имеют
низкую упругость диссоциации.
Если металл имеет несколько степеней окисления, то
более высокой упругостью диссоциации будет обладать ок-
сид'с наибольшим относительным содержанием кислорода.
Так, прочность оксидов железа будет уменьшаться в ряду
FeO—Fe3O4— Fe2O3.
На рис. 35 приведены кривые изменения упругости дис-
социации ряда оксидов в зависимости от температуры. Как
следует из графика, минимальную упругость диссоциации
из приведенных оксидов имеет оксид кальция^ а максималь-
ную — оксид серебра. Это означает, что наибольшим срод-
ством к кислороду обладает кальций, а наименьшим —
серебро.
Данные о температурной зависимости убыли энергии
Гиббса химических реакций образования оксидов приведе-
ны на рис. 36. Из рис. 36 также следует, что и по величине
изменения энергии Гиббса наибольшее сродство к кисло-
роду имеет кальций, а наименьшее — серебро-. Наклон кри-
вых на рис. 36 означает, что с повышением температуры
устойчивость всех оксидов (кроме СО) падает. С прочно-
стью оксидов металлов тесно связана их относительная
восстановительная способность.
Пересечение линий СО и СО2 при 710 °C означает, что
при /<710 °C более энергичным восстановителем будет уг-
лерод, если он окисляется до СО2, а при />710°C больше-
му химическому сродству отвечает его окисление до СО.
Выше линии 2СОч±2С+О2 лежит область карботермиче-
ского восстановления (с помощью углеродистых восстанови-
телей), а ниже — область металлотермии—восстановление
одного металла другим с большим сродством к кислороду.
Карботермическое восстановление с помощью твердого
углерода в металлургической практике называется прямым,
а с использованием СО — косвенным.
70
200 600 1UUU ШЛ/ 1№Ю
t,°c
Рис. 36. Температурная зависимость AG
О
Т
образования оксидов
Прямое восстановление имеет ограниченное значение в
связи с несовершенством контакта между кусковыми мате-
риалами. Главенствующую роль в реальных металлурги-
ческих процессах играет газообразный оксид углерода
(СО).
Тогда суммарный восстановительный процесс можно,
представить следующей схемой:
Me + СО — Me + С02
со2 + С = 2G0
(11)
(12)
(13) .
ме + с —- Me + С02
Равновесие реакции,(I2) при постоянном давлении оп-
ределяется только температурой. Эта зависимость выража-
ется кривой Будуара, изображенной на рис. 37. Согласно
равновесной кривой’ реакции (12), при любой заданной
температуре существует строгое соотношение между кон-
центрациями СО и СО2 и, наоборот, любой заданной кон-
71
центрации восстановителя в равновесных условиях отвеча-
ет строго постоянная температура.
На рис. 37 приведены также равновесные составы газо-
вой фазы для реакций восстановления ряда оксидов в за-
висимости от температуры. В нижней части диаграммы
располагаются оксиды металлов, имеющих малое сродство
к кислороду (легко восстанавливающиеся оксиды), а в
Рис. 37. Температурная зависимость равновесных
концентраций СО в смеси с СО2 для реакций
восстановления некоторых оксидов
верхней — оксиды металлов с повышенным сродством к
кислороду (трудновосстановимые). Для восстановления не-
прочных оксидов равновесное содержание СО в газовой
фазе может не превышать нескольких процентов, тогда как
восстановление. трудновосстановимщх оксидов возможно
только газовой фазой, почти полностью состоящей из СО.
Относительная прочность другого важнейшего для цвет-
ной металлургии типа химических соединений — сульфидов
определяется сродством металлов к сере. Мерой такого
сродства также являются упругость диссоциации сульфи-
дов (рис. 38) и убыль свободной энергии Гиббса образова-
ния сульфидов из элементов (рис. 39). Из рис. 38 и 39
следует, что наибольшим сродством к сере при температу-
рах около 1200 °C обладают кальций, марганец, цинк и
медь.
Во многих пирометаллургических процессах, использу-
емых в цветной металлургии, имеют место химические
взаимодействуя с участием сульфидов. Основными видами
таких взаимодействий яляются окисление сульфидов кис-
лородом и обменные реакции между сульфидами и окси-
дами.
В общем виде окисление сульфидов описывается урав-
нением
2MeS + ЗО2<*2МеО + 2SO2. (14)
72
При температурах большинства пирометаллургических
процессов убыль энергии Гиббса образования оксидов
AG г выражается значительно более отрицательными ве-
личинами, чем для сульфидов, т. е.' при данной температу-
ре сродство к кислороду у конкретного металла всегда вы-
Рис. 38. Температурная зависимость Рис. 39. Температурная зависимость
Сульфидов® УПРУГОСТИ дисс°ЦнаЦии ДО» образования сульфидов
ше сродства к сере. По этой причине именно сродство к
кислороду будет определять поведение отдельных сульфи-
дов в окислительной атмосфере. В случае одновременного
присутствия сульфидов нескольких металлов в первую оче-
редь и преимущественно будет окисляться тот сульфид, при
окислении которого образуется наиболее прочный оксид.
Этими же причинами объясняется характер обменного
взаимодействия между сульфидами и оксидами по реакции
Me’О + Me"S^Me'S + Ме"О. (15)
И в этом случае решающее значение оказывает разность
в, величинах сродства Me' и Me" к кислороду, а не к сере.
Различия в сродстве к сере лежат также в основе из-
бирательного сульфидирования некоторых металлов или
их оксидов, например, при плавке окисленных никелевых
руд на штейн или при рафинировании чернового свинца от
меди.
73
§ 5. Отстаивание жидких продуктов пдавкц
Разделение взаимно нерастворимых продуктов метал-
лургической переработки происходит за счет их расслаива-
ния вследствие разницы в плотностях — ликвации. Ликва-
ционные явления проявляются в осаждении в нижнюю часть
многофазной системы более тяжелой фазы и всплывании
более легкой. . ' >
В первом приближении скорость расслаивания может
быть описана формулой Стокса, выведенной для случая от-
стаивания твердых частиц округлой формы в жидкости.
Скорость оседания (всплывания) жидких капель в жид-
кости может быть рассчитана с помощью той же формулы
Стокса (левая часть уравнения) с поправками Адамара и
Рибчинского
v = 2 (Pt — р2) Г2 g 3/Л1 + Лг) /16\
9 Чг (ЗЛ1 + 2112) ’
где v — скорость осаждения капли, м/с; g — ускорение си-
лы тяжести, м/с2; pi и р2 — соответственно плотность более
тяжелой и более легкой фаз, кг/м3; т]1 и т)2 — вязкость бо-
лее тяжелой и легкой фаз, Па-с; г — радиус капель, м.
Из уравнения (16) следует, что скорость расслаивания
фаз прямо пропорциональна квадрату размера включений
и разности плотностей взвешенных капель и среды и обрат-
но пропорциональна вязкости среды.
Ускорению отстаивания будет способствовать увеличе-
ние разности плотностей, размера включений и снижение
вязкости.
При р1=р2 расслаивания не будет. Для его заметного
протекания в практических условиях необходимо, чтобы'
разность плотностей контактирующих фаз была не менее 1.
При осуществлении реальных металлургических про-
цессов стремятся работать на сырье постоянного состава и
при постоянной (мало изменяющейся) температуре. Оба
этих условия обеспечивают примерное постоянство состава,
плотностей, а также вязкости получающихся продуктов
процесса.
Таким образом, на практике основным наиболее эффек-
тивно действующим параметром, ускоряющим процесс от-
стаивания, является крупность отстаивающихся включе-
ний, так как зависимость скорости отстаивания от размера
включений носит квадратичный характер.
Укрупнение (слияние) капель жидкости протекает при
их столкновении. С точки зрения термодинамики это
74
вполне естественный процесс уменьшения поверхности раз-
дела, а следовательно, и запаса внутренней энергии меж-
фазной границы.. Укрупнению частиц включений способст-
вуют высокие межфазные натяжения на границе раздела
фаз, малые вязкости среды и большая интенсивность пере-
мешивания.
Глава 4
ПРОДУКТЫ И ПОЛУПРОДУКТЫ
МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
§ 1. Общие сведения
Цветная металлургия является комплексной отраслью про-
мышленного производства. Ассортимент товарной продук-
ции предприятий цветной металлургии очень широк и
разнообразен. Помимо металлической продукции, метал-
лургические заводы выпускают в'больших количествах до-
полнительную продукцию, в том числе и продукцию, не
относящуюся непосредственно к металлическим материа-
лам.
Продукцией отдельных предприятий цветной металлур-
гии могут быть:
1) цветные металлы и сплавы в виде слитков, катодов,
проката и т. д.;
2) химическая продукция: серная кислота, элементар-
ная сера, медный и никелевый купорос, кальцинированная
сода, поташ, различные химические реактивы (соли, окси-
ды, гидроксиды и т. д.);
3) минеральные удобрения: суперфосфат, амофос и др.;
4) строительные материалы: цемент, минераловатные и
асбошиферные изделия, щебень, гранулированный шлак,
шлаковая брусчатка и т. д.;
5) тепловая и электрическая энергия;
6) кислород и аргон.
Нормы и требования к качеству и размерным характе-
ристикам сырья, материалов и изделий металлургического
производства устанавливаются Государственными стандар-
тами (ГОСТ), отраслевыми стандартами (ОСТ) и техни-
ческими условиями (ТУ).
Стандарты и 'технические условия устанавливаются на
группу изделий и материалов или отдельные виды продук-
ции и определяют ‘полную техническую характеристику
сырья или выпускаемой продукции.
75
ГОСТы имеют силу закона и обязательны для исполне-
ния во всех отраслях народного хозяйства, во всех орга-
низациях союзного, республиканского и местного подчине-
ния.
Отраслевые стандарты регламентируют взаимоотноше-
ния между производителями определенного вида продукции
и ее потребителями внутри основной отрасли. При произ-
водстве цветных металлов в нашей стране такой отраслью
является цветная металлургия СССР.
ОСТы, как правило, определяют требования к сырью,
материалам, полупродуктам и продуктам металлургическо-
го производства, которые потребляются только внутри от-
расли.
Технические условия утверждаются в тех случаях, ког-
да на продукцию отсутствуют стандарты или когда требу-
ется установление специальных требований на выпускае-
мую продукцию. Технические условия на промышленную
продукцию обычно определяют взаимоотношения между
узким кругом заказчиков и производителей в строгом соот-
ветствии с согласованными условиями и сроками их дейст-
вия.
Кроме товарной продукции, получающейся при перера-
ботке руд цветных металлов, на предприятиях цветной ме-
таллургии получают многочисленные отходы и полупродук-
ты металлургического производства. К ним относятся шла-
ки, штейны, пыли, газы, агломераты и спеки, кеки, шламы,
растворы и т. д.
В данной главе рассмотрены общие характеристики ос-
новных продуктов и важнейших полупродуктов металлур-
гической технологии, получающихся при переработке боль-
шинства сырьевых материалов.
§ 2. Металлы
Металлы являются основным видом продукции метал-
лургического производства. В цветной металлургии в зави-
симости от применяемой технологии и состава получающих
ся металлов различают черновые и рафинированны^ ме-
таллы. Товарной продукцией, поступающей к потребителю
для дальнейшего использования по прямому назначению,
как правило, являются рафинированные металлы.
Черновыми металлами называют металлы, загрязнен-
ные примесями. В число примесей входят вредные и ценные
элементы — спутники основного металла. Вредные примеси
ухудшают характерные для данного металла свойства
76
(электропроводность, пластичность, коррозионную стой-
кость и т.п.) и делают их непригодными для непосредст-
венного использования. Ценные спутники — благородные
металлы, селен, галлий, индий, висмут и многие другие —
необходимо попутно обязательно извлекать.
Качество черновых металлов во многих случаях уста-
навливают отраслевыми стандартами. Черновые металлы
обязательно подвергают очистке от примесей — рафиниро-
ванию.
Сортамент рафинированных цветных металлов велик.
ГОСТы устанавливают выпуск до 6—10 и более марок каж-
дого конкретного металла.
В небольших количествах некоторые предприятия цвет-
ной металлургии выпускают металлы повышенной (осо-
бой) чистоты. Получение таких металлов связано с боль-
шими дополнительными затратами труда, времени и
средств. Поэтому их выпуск ограничен и производится в
строгом соответствии с требованиями специальных заказ-
чиков. Выпуск и качество сверхчистых металлов регламен-
тируются техническими условиями, заключенными между
поставщиком и заказчиком.
§ 3. Штейны
Штейном называется сплав сульфидов тяжелых цвет-
ных металлов (меди, никеля, свинца, цинка и др.) с суль-
фидом железа, в котором растворены примеси. Штейны
являются промежуточными металлсодержащими продук-
тами, получение которых характерно для пирометаллургии
меди, Никеля и частично свинца.
В практике цветной металлургии получают медные,
медно-никелевые, никелевые и полиметаллические штейиы
(табл. 10). Они образуются в жидком состоянии и практи-
чески не смешиваются с жидкими шлаками, что пoзвoляet
отделять их друг от друга путем отстаивания. Для успеш-
ного разделения штейнов и шлаков необходимо, Чтобы раз-
Таблица 10. Состав заводских штейнов, %______________
Внд штёйна Си Ni РЬ Zn Не S
Медный .... 10—60 До 0,5 До 1 1—6 30—50 23—26
Медно-никелевый 5—10 5—13 — — 40—60 24—27
Никелевый . . . Полиметалл иче- 0,1-0,3 12—20 — — 55—60 15—22
ский •ю—зо — 10—20 5—10 20—4’0 13—22
77
ность их плотностей была не менее 1. Чем она больше, тем
быстрее идет отстаивание. Так,' если шлак имеет плот-
ность около 3000 кг/м3, то плотность штейна должна быть
более 4000 кг/м3. к
Основными компонентами медных штейнов являются
сульфиды меди и железа (Cu2S и FeS). В медно-никелевых
штейнах преобладают NisS2, Cu2S и FeS.
Характерными особенностями медных и медно-никеле-
вых штейнов являются примерное постоянство в -них содер-
жания серы и обязательное присутствие кислорода в форме
растворенных оксидов железа (РезО4). При выполнении
металлургических расчетов содержание серы в таких штей-
нах принимают равным 25 % (правило проф. Мостовича).
Концентрация кислорода уменьшается с увеличением в
штейнах содержания основного металла (Си или Ni+Cu),
т. е. чем беднее штейн (чем больше в нем железа), тем
больше будет содержаться в нем кислорода. Ниже приве-
ден расчетный состав медных штейнов, %:
Си ' 10 20 30 40 50 60
Fe 57,7 49,3 41,0 32/7 24,8 16,2
О2 6,54 5,38 4,21 3,02 1,90 0,70
Медные и медно-никелевые штейны являются хорошими1
растворителями (коллекторами) всех благородных метал-
лов. Кроме того, они обязательно содержат селен и теллур
и ряд других примесей (мышьяк, сурьму, висмут, кадмий
и др.).
В никелевых штейнах содержание серы переменно. Оно
зависит от количества образовавшегося при плавке фер-
роникеля (сплава металлического железа с никелем). Чем
большей будет металлизация штейна, тем ниже содержа-
ние в нем серы. Кислорода в никелевых штейнах практи-
чески нет.
Штейновые расплавы отличаются очень небольшой •
вязкостью. При температурах плавки (1200—1300 °C) их
вязкость не превышает 5-103 Па-с. Вязкость штейнов сни-
жается при увеличении температуры, а также содержания
серы и железа. Очень бедные штейны настолько жидкоте-
кучи, что легко проникают в мельчайшие поры и трещины
футеровки.
Плотность расплавленных штейнов возрастает при уве-
личений содержания меди и никеля от 4000 до 5700 кг/м3. '
При высокой металлизации штейнов их плотность может
достигать больших значений (до 7 т/м3).
Ниже приведен расчет состава и количества медного
штейна:
78
Пример 3. Предположим, что плавке подвергается 100 кг мед-
ного концентрата состава, %: Си—12; Zn—1,5; Fe—35,5; S—43,5; SiO2—
5; CaO—1; прочие1 — 1,5.
Расчет состава и выхода штейна можно вести по заданному содер-
жанию в нем меди или по величине степени десульфуризации. Расчет
начнем по первому варианту.
Примем, что содержание меди в штейне должно быть равно 40 %.
Дополнительные условия: извлечение меди в штейн 96 %; цинк распре-
деляется между штейном и шлаком поровну (условно); содержание
кислорода при 40 % Си в штейне состанляет 3 % (см. выше); содержа-
ние прочих в штейне 2 °/о • '
Количество меди, перешедшей в штейн при заданных условиях, со-
ставит:
12-0,96 = 11,52 кг.
Общее количество штейна с учетом 40 %-ного содержания меди
определим из пропорции:
11,52 кг —40%
х, кг — 100%,
11,52-100
откуда х =----—------=28,8 кг.
Количество серы в штейне принимаем равным 25 % (по правилу
Мостовича).
В штейне будет содержаться серы: 28,8-0,25=7,2 кг.
Степень десульфуризации в этом случае составит:
43,5—7,2
D =-----:-----— 100 = 83,5% ,
43,5
т. е. в газы при плавке удалится 43,5-0,835=36,3 кг серы.
Количество в штейне цинка, кислорода и прочих соответственно
составит:
1,5:2 = 0,75 кг Zn; 28,8-0,03 = 0,87 кг О2;
28,8-0,02 = 0,58 кг прочих.
По разности определим количество содержащегося в штейие железа:
28,8— (11,527,2-|-0,75 + 0,87 + 0,58) =7,88 кг.
Результаты расчета следующие: КГ %
Си 11,52 40,0
Zn 0,75 2,6
Fe 7,88 27,4
S 7,2 25,0
О2 0,87 3,0
Прочие 0,58 2,0
Всего 28,8 100
1 Под прочими подразумеваются компоненты концентрата» не опре-
деленные химическим анализом или содержащиеся в небольших коли-
чествах, например А12О3, MgO и др.
79
По второй методике расчета задаемся степенью десульфуризации.
Для получения сопоставимых данных примем 0=83,5 %. Тогда в штей-
ны перейдет серы:
100 — 83,5= 16,5% или 43,5-0,165 = 7,2 кг.
’ Приняв содержание серы в штейне равным 25 %, получим общее ко-
личество штейна:
(7,2:25)7100 = 28,8 кг.
Дальнейший расчет ведем аналогично рассмотренному выше.
§ 4. Металлургические шлаки
Шлаки являются вторым обязательным продуктом
большинства металлургических плавок. Они образуются
за счет ошлакования пустой породы и флюсов и состоят в
основном из оксидов. Кроме шлакообразующих компонен-
тов, реальные заводские шлаки обязательно содержат не-
которое количество извлекаемых металлов.
При относительно низком содержании ценных компо-
нентов получающиеся в большинстве рудных плавок шлаки
являются отвальным продуктом, т. е. отходами металлур-
гического производства. Однако шлаки можно считать от-
вальными лишь условно. С развитием металлургической
техники они могут вновь стать ценным сырьем для получе-
ния ряда цветных металлов, а также железа и других цен-
ных составляющих.
В отдельных видах металлургических плавок и особен-
но в рафинировочных процессах шлаки получаются очень
богатыми. Такие шлаки требуют обязательного обеднения.
Их часто используют в качестве оборотных материалов од-
ного из основных металлургических процессов или подвер-
гают специальной переработке.
Выход шлаков при плавках руд или концентратов цвет- .
ных металлов обычно большой и составляет 60—120 % от
массы рудной фракции шихты. Повышенный выход шла-
ков, близкий к 100 % или превышающий эту величину,
имеет место при плавке очень бедных руд с добавкой
больших количеств флюсов.
Роль шлаков в рудных плавках очень велика. Они яв-
ляются той средой, в которой протекают основные физико-
химические взаимодействия и реакции получения металл-
содержащего. продукта и шлака конечного состава, а так-
же происходит разделейие жидких продуктов плавки.
Масса и свойства шлаков определяют расход тепла при
плавке и оказывают очень большое, часто решающее влия-
ние на конечные показатели плавки. От выхода и свойств
80
получаемых шлаков полностью зависят потери ценных ме-
таллов, т. е. их конечное извлечение.
Потери ценных металлов со шлаками обусловлены
ошлакованием их оксидов и частичным растворением в
шлаковом расплаве штейна (электрохимические потерн), а
также запутыванием мельчайших, взвешенных в шлаках
сульфидных или металлических капель (механические по-
тери).
Для каждого металлургического процесса и применяе-
мого для его осуществления плавильного агрегата подби-
рают оптимальный состав шлаков, который должен удов-
летворять строго определенным технологическим и эконо-
мическим требованиям.
Далеко не всегда плавка исходного рудного сырья
обеспечивает получение оптимальных шлаков. В большин-
стве случаев состав получающихся шлаков приходится
корректировать. Корректировку состава шлака с целью
приближения его к оптимальному проводят введением в ис-
ходную шихту соответствующих флюсов — минеральных
добавок. Если оптимальный состав шлаков достигается
без добавки флюсов, то перерабатываемая шихта и полу-
чающийся шлак называются самоплавкими.
. Несмотря на то что в большинстве случаев получить
шлаки оптимального состава без добавки флюсов невоз-
можно, применять флюсы следует разумно. Добавка боль-
шого количества флюсов далеко не'всегда целесообразна,
так как ведет к снижению производительности печей по
проплаву рудных материалов, увеличению выхода шлаков
и конечных абсолютных потерь с ними извлекаемых метал-
лов, повышению расхода топлива или электроэнергии и об-
щих расходов на плавку.
Основными компонентами шлаков цветной металлургии
являются SiO2, FeO и СаО. Суммарное содержание этих
трех основных оксидов обычно составляет от 70 до 90—
95 %.,Концентрация СаО редко превышает 6—8 %. Следо-
вательно, в большинстве случаев мы имеет дело с железо-
силикатными расплавами. В металлургических шлаках в
зависимости от состава перерабатываемого сырья и при-
меняемой технологии могут также присутствовать А120з,
MgO, РезО4, ZnO и некоторые другие оксиды.
К числу важнейших физико-химических свойств шла-
ковых расплавов, влияющих на показатели плавки, от-
носятся плавкость,-вязкость, плотность, растворимость в
шлаках металлсодержащего продукта и поверхностные
свойства.
6 н. И. Уткми 81
Под плавкостью шлаков подразумевают температуру,
при которой шлаковый расплав становится достаточно
жидкотекучим, т. е. имеет небольшую вязкость. Иногда в
литературе и на практике для упрощения плавкость назы-
вают температурой плавления шлаков. Фактически шлаки
не имеют определенной температуры плавления и плавятся
в интервале температур, составляющем иногда десятки гра-
дусов.
Все многообразие важнейших для металлургических
процессов физико-химических свойств шлаков является
функцией их состава и температуры й определяется их
строением в расплавленном состоянии.
Согласно современной теории строения шлаковых рас-
плавов — ионной теории — все шлакообразующие компо-
ненты при расплавлении переходят в состояние ионной дис-
социации. В результате этого расплавленный шлак будет
представлять собой электрохимическую систему, состоящую
из простейших ионов (Fe2+, Са2+, О2г~ и др.) и сложных по
составу комплексных анионов (кремнекислородных, алю-
мокислородных и т. д.).
Простейшие катионы л анионы имеют относительно не-
большие размеры и обладают достаточно высокой подвиж-
ностью, а анионные комплексы, наоборот, громоздки и ма-
лоподвижны.
Простейшим кремнекислородным комплексом является
анион SiOl"". По мере увеличения в шлаках содержания
SiO2 структура анионных комплексов усложняется (SijjO®-,
SisOs- т. д.), их размеры увеличиваются, а подвижность,
уменьшается. Аналогично SiO2 ведет себя в шлаковых рас-
плавах А12О3 и некоторые другие кислотные оксиды.
Соотношение между количествами простейших и ком-
плексных ионов и сложность структуры последних опреде- ’
ляют в первую очередь вязкость и электропроводность шла-
ковых расплавов и их поверхностные свойства. Так, рост
количества и размеров анионных комплексов всегда ведет
к увеличению вязкости шлаков и снижению электропровод-
ности.
Рассмотрим кратко влияние важнейших физико-хими-
ческих свойств, шлаков на показатели плавки.
Плавкость шлаков должна быть минимально допусти-
мой для конкретного металлургического процесса. Чем при
меньших температурах плавится шлак, тем выше будет
производительность печи и меньше расход тепловой энер-
гии. Недопустимо высокая температура образования шла-
82
ка затрудняет или даже делает невозможным протекание
и завершение основных химических реакций и ведет к уве-
личению вязкости шлаковых расплавов; Реальные шлаки
цветной металлургии плавятся обычно при 1100—1250 °C.
Вязкость шлаковых расплавов характеризует их жидко-
текучесть. От величины вязкости зависит скорость отстаи-
вания металлсодержащей фазы (штейна или металла) и
кинетика металлургических реакций. Заводские шлаки при
температурах плавки должны иметь вязкость не более 1—
1,5 Па-с. Вязкость шлаков возрастает с усложнением
структуры комплексных анионов и уменьшается с ростом
температуры. При увеличении вязкости шлаков существен-
но возрастают механические потери ценных металлов со
шлаками. J
Большую роль в металлургических плавках играют по-
верхностные свойства шлаковых расплавов и особенно
межфазное натяжение на границе раздела шлак — штейн
(металл). Низкому межфазному натяжению отвечает хо-
рошая взаимная смачиваемость жидких продуктов плавки,
что ведет к замедлению процесса их отстаивания и увели-
чению потерь металлов.
Замедлению скорости отстаивания жидких продуктов
плавки способствует также уменьшение разности их плот-
ностей.
При выборе состава шлака для конкретного металлур-
гического процесса необходимо учитывать влияние основ-
ных шлакообразующих компонентов на свойства шлаковых
расплавов.
Кремнезем (SiO2) снижает плотность шлака и раство-
римость в нем штейна, но увеличивает плавкость шлака,
его вязкость и межфазное натяжение на границе раздела
шлак — металлсодержащий продукт.
Влияние FeO обратно действию SiO2. При увеличении
ее содержания возрастает плотность шлака и раствори-
мость в нем сульфидов и свободных металлов, уменьша-
ются межфазное натяжение, вязкость и плавкость шлаков.
СаО уменьшает вязкость и плотность шлаков и раство-
римость в них штейна. В небольших количествах СаО сни-
жает плавкость шлаков. Одновременно добавки СаО спо-
собствуют росту межфазного натяжения.
Влияние А12О3 аналогично влиянию SiO2. Часто для
реальных шлаков оценке подлежит суммарное содержание
этих двух кислотных оксидов.
Присутствие в шлаке небольших количеств MgO и
FesO4 не оказывает заметного влияния на свойства шла-
6* . 83
ков. При больших содержаниях этих оксидов шлаки стано-
вятся тугоплавкими и резко возрастает их вязкость.
Причиной этого в основном является возникновение гете-
рогенности в результате ограниченной растворимости туго-
плавкого оксида магния и магнетита и появления в шлако-
вом расплаве твердой взвеси.
Для получения шлаков оптимального состава в качест-
ве флюсов в цветной металлургии чаще всего используют
кварциты и известняки. Вместо обычной кварцитовой поро-
ды часто применяют золотосодержащие кварцевые руды,
так как при плавке из них в штейн или черновой металл
попутно извлекаются благородные металлы.
Ниже приведен расчет количества шлака и его состава,
а также дан пример составления предварительного мате-
риального баланса плавки на штейн:
Пример 4. Расчет проведем для концентрата и штейна, рассмот-
ренных в примере 3.
Для расчета примем следующие условия:
1. Отвальный шлак должен содержать 36 %SiO2 и 5 % СаО.
2. В качестве флюсов используем кварц (100 % SiO2) и известняк
(СаСОз), содержащий 56 % СаО (ост. — СО2).
3. Безвозвратные потерн для упрощения расчета не учитываем.
С учетом перешедших в штейн и газы компонентов в шлак перей-
дет:
Си...................... 12—11,52=0,48 кг
0.75-81,4 ____
Zn (в формеZnO) ... . ——=0,93 кг
(35,5-7,88)-72
Fe.(e форме FeO)........ .............=35,5 кг
Об
SiO2...........................................5 кг
СаО................................ *..........1 кг
Прочие........................... 1,5—0,58=0,92 кг
Всего.............. . . ......... 43,83 кг
Такой шлак, полученный без добавки флюсов, называется самоплав-
ким. Иногда самоплавкий шлак удовлетворяет требованиям данного ви-
да плавки, и флюсы в этом случае в шнхту не добавляют.
'Проверим, удовлетворяет лн получающийся самоплавкий шлак за-
данным условиям. Для этого определим процентное содержание, по край-
ней мере, двух заданных компонентов. В самоплавком шлаке будет со-
держаться: (5 : 43,83) 100= 11,4 %! SiO2 и (1 : 43,83) • 100=2,3 % СаО.
Эти цифры говорят о том, что шлак не будет удовлетворять задан-
ным условиям. Для получения шлака, содержащего 36 % SiO2 н 5 %
СаО, необходимо ввести в шихту флюсы — кварц и известняк.
Расчет флюсов произведем методом балансовых уравнений. Обоз-
начим потребное количество кварца через х, а известняка через у.
84
Тогда масса конечного шлака может быть выражена уравнением
(43,83 + х+0,56#) кг,
где 43,83 — масса самоплавкого шлака.
В этом количестве шлака будет содержаться:
(43,83 + х+0,56#) 0,36 кг SiO2 и (43,83 + х + 0,56#)0,05 кг СаО.
Этн количества двух основных шлакообразующнх компонентов в
шлаке нужно приравнять к нх количествам в исходной шнхте, Онн со-
ответственно составят:
(5 + х) кг SiO2 и (1 +0,56#) кг СаО.
> Составим балансовое уравнение:
по SiO2 (43,83 + х + 0,56#) 0,36 = 5 + х ,
количество SiO2 в шлаке SiO2 в шихте
по СаО (43,83 + х + 0,56#) 0,05 = 1 + 0,56#.
Решив этн два уравнения с двумя неизвестными, получим:
х= 18,1 кг н # = 3,95 кг.
С 3,95 кг известняка поступит СаО:
3,95-0,56 = 2,2 кг СаО.
Проверим правильность выполненного расчета
кг %
Си.................. 0,48 0,75
ZnO................... 0,95 1,45
Fe.................. 35,5 55,36
SiO2 ............... 23,1* 36,0
СаО.................3,20** 5,0
Прочие..............0,92 1,44
Всего............... 64,15 100,0
*5+18,1=23,1. **1+2,20=3,20.
Приведенные выше данные о содержании в конечном шлаке SiO2
и СаО говорят о правильности выполненного расчета.
Определим потребность в кислороде для окисления железа, цинка
и серы.
Потребность в кислороде, кг:
(35,5—7,88)
для окисления Fe в FeO . .-----—-------16=7,9
56
для окисления Zn в ZnO. . . (0,75/65,4)-16=0,2
для окисления S в SO2 ......... (36,3/32)-32= 36,3
Всего...........................44,4 кг
С этим количеством кислорода с воздухом поступит азота;
(44,4/21)79= 167 кг.'
85
Общее количество воздуха с учетом коэффициента избытка а=
= 1,1 будет равно: А
(44,4+ 167) 1,1 = 232,5 кг.
В этом количестве воздуха будет содержаться 48,8 кг кислорода н
183,7 кг азота.
В технологические газы перейдут SOs, N2, избыточный кислород и
СО2, выделившийся прн разложении известняка. Общее количество обра-
зовавшихся газов н их состав приведены в табл. 11.
Таблица 11. Количество и состав технологических газов
Компонент КГ м’ % (объемн.)
so2 36,3+36,3=72,6 72,6:64-22,4=25,4 14,5
N2 183,7 183,7:28-22,4=147 83,6
О2 48,8—(44,4+0,87) =3,53 3,53:32-22,4=2,5 1,4
со2 3,95—2,2=1,75 1,75:44-22,4=0,9 0,5
Всего: 261,58 175,8 100
По результатам расчетов, приведенных в примерах 3 и
4, составим предварительный материальный баланс плавки
(табл. 12), в котором не учтены топливо и топочные газы,
образующиеся при его сжигании.
Таблица 12. Предварительный материальный баланс плавки, кг
Материалы и продукты плавки Всего Си Zn Fe s SiO2 CaO
Поступило: . концентрата . . кварца .... известняка . . воздуха .... 100 18,1 3,95 232,5 12 "III 35,5 43,5 5 18,1 1 2,2 -
Всего. . . . Получено: штейна . . . . шлака .... газов ..... 354,55 28,8 64,17 261,58 12 11,52 0,48 14 0,75 0,75 35,5 7,88 27,62 43,5 7,2 36,3 23,1 23,1 3,2 3,2
Всего . . . . 354,55 12 1,5 35,5 43,5 23,1 3,2
Для составления полного материального баланса нуж-
но выполнить расчет горения топлива и прибавить его ре-
зультаты к данным табл. 12 (см. пример 2).
86
§ 5. Газы и пыли
Большинство пирометаллургических процессов харак-
теризуется образованием значительных количеств газов и
пылей. Как правило, эти два продукта удаляются из печей
совместно.
Отходящие металлургические газы можно классифици-
ровать на технологические, образующиеся за счет проте-
кания химических реакций, и топочные, являющиеся про-
дуктами сжигания топлива1. Состав и количество отходя-
щих газов полностью определяются типом перерабатывае-
мого сырья и видом применяемого металлургического
процесса.
Основными компонентами технологических газов явля-
ются сернистый ангидрид (SO2), углекислый газ (СО2),
оксид углерода (СО) и пары воды (Н2О). В отдельных
металлургических процессах возможно выделение газооб-
разного хлора, хлоридов, мышьяковистых и других хими-
ческих соединений. При сжигании топлива преимуществен-
но образуются СО2, СО и Н2О. Кроме того, в газах
обязательно будут присутствовать азот (N2) и свободный
кислород (О2), поступающий с дутьем и за счет подсосов в
избытке воздуха.
В большинстве случаев отходящие газы покидают ме-
таллургический агрегат нагре-
тыми до 800—1300 °C и более. Комплексная переработка отходящих газов предусматри-
со2 о2 n2 Прочие
1,75 48,8 183,7 1,5 вает: 1) использование ценных компонентов, например SO2, для производства серной кис- лоты, элементарной серы или жидкого сернистого ангидрида; 2) использование физичес- кого тепла газов для получения пара, горячей воды, подогрева воздуха .(дутья) и т. д.; 3) использование горючих составляющих (СО и Н2) в ка- честве подсобного топлива;
1,75 1,75 48,8 0,87 8,1 39,83 183,7 183,7 1,5 0,58 0,92
1,75 48,8 183,7 1,5
1 Расчет состава и выхода технологических н топочных газов при-
веден в примерах 2 и 4
87
4) обезвреживание газов с целью охраны окружающей
природы.
Наибольшую ценность представляют отходящие газы
автогенных процессов, содержащие до 80 % и более SO2.
Пыли, образующиеся в металлургических процессах, ус-
ловно можно классифицировать на грубые и тонкие.
Образование грубых пылей связано с воздействием га-
зового потока на мелкие частицы перерабатываемой ших-
ты или продукта металлургической переработки. Круп-
ность частиц пыли и ее количество определяются скоростью
газового потока и крупностью перерабатываемого матери-
ала. Обычно грубые пыли имеют форму осколков (непра-
вильных многогранников); размеры частиц этих пылей со-
ставляют от 3—10 до нескольких сотен микрометров. Хими-
ческий состав грубых пылей обычно идентичен составу
исходного материала, из которого они образовались. Обыч-
но грубые пыли возвращают в оборот или объединяют с
продуктом данного процесса.
Тонкие пыли образуются преимущественно за счет воз-
гонки легколетучих компонентов. Пары, получающиеся при
этом, уносятся газовым потоком и при последующем охлаж-
дении газов конденсируются с образованием твердых час-
тиц или жидких капель. Размер частиц тонких пылей, на-
зываемых в цветной металлургии возгонами, в момент об-
разования составляет десятые и сотые доли микрометра.
В дальнейшем возможно образование более крупных агре-
гатов за счет коагуляции мелких частиц.
По химическому составу возгоны резко отличаются от
исходного материала — они обогащены летучими компонен-
тами, например цинком, кадмием, свинцом, германием, ин-
дием и рядом других редких и рассеянных элементов. Воз-
гоны являются ценным сырьем для извлечения этих эле-
ментов, поэтому должны обязательно подвергаться
самостоятельной дальнейшей переработке.
Все пыли, образующиеся в металлургических процессах,
подлежат улавливанию. При этом преследуются две основ-
ные цели:
1) использование ценных компонентов, перешедших в
пыли;
2) предотвращение загрязнения окружающей природы.
Глава 5
ПОДГОТОВКА СЫРЬЕВЫХ МАТЕРИАЛОВ
К МЕТАЛЛУРГИЧЕСКОЙ переработке
§ 1. Требования к подготовке сырья
Цветная металлургия является одной из наиболее матери-
алоемких, а также топливо- и энергоемких отраслей про-
мышленности. В себестоимостй продукции в среднем по
цветной металлургии СССР затраты на сырье, основные и
вспомогательные материалы составляют около 61—62%,
на топливо и энергию — около 11—12%. Таким образом,
на долю этих статей себестоимости приходится Примерно
75 % общих затрат.
Наиболее материалоемкими подотраслями цветной ме-
таллургии являются твердосплавная (~80 % от общих
затрат), медная (~70 %) и свинцово-цинковая (~64%),
а самой энергоемкой — алюминиевая (~20 %).
По этой причине качественная подготовка исходного
сырья к металлургической переработке оказывает решаю-
щее влияние на конечные технико-экономические Показа-
тели металлургического передела.
В металлургическую переработку, как правило, посту-
пает не один конкретный металлсодержащий материал, а
смесь разных сортов рудного сырья с флюсами и оборота-
ми. Смесь поступивших в переработку материалов (без топ.
лива) называется шихтой.
Общие требования к качеству металлургических шихт
сводятся к следующему:
1) постоянство химического состава;
2) однородность по химическому, минералогическому и
гранулометрическому составу;
3) оптимальная крупность компонентов шихты;
4) оптимальная влажность.
Первые два требования не нуждаются в пояснениях,
так как работа металлургических агрегатов на постоянных,
устойчивых режимах возможна только при постоянной,
оптимальной по составу шихте. На современных металлур-
гических предприятиях, где ежесуточно перерабатываются
сотни и даже тысячи тонн исходных материалов, это требо-
вание обеспечивается равномерностью подачи сырьевых
материалов и хорошим смешением шихтовых компонентов
друг с другом.
Оптимальная крупность перерабатываемой шихты опре-
деляется видом применяемого процесса и его требования-
89
ми. Так, для шахтной плавки требуется кусковая и проч-
ная шихта крупностью 50—100 мм, а в отражательных пе-
чах необходимо плавить шихту с размером частиц не
более 2—5 мм. Гидрометаллургическая технология и авто-
генные процессы требуют очень мелкой шихты с крупно-
стью зерен не более 70—100 мкм.
Влажность поступающей шихты также является функ-
цией технологии. Так, гидрометаллургические переделы до-
пускают повышенную влажность исходных материалов,
тогда как в отражательных печах можно плавить шихту с
влажностью до 5—8 %; для плавки в электрических печах
содержание влаги должно быть снижено до 3 % и менее, а
плавка во взвешенном состоянии требует удаления влаги
до 0,1-0,3 %.
Различают две группы подготовительных операций: ме-
ханическую и химическую подготовку.
К механической подготовке относятся:
1) складирование и хранение шихтовых материалов;
2) дробление и измельчение исходных материалов (руд,
флюсов, кусковых оборотов);
. 3) сортировка материалов по крупности;
4) обезвоживание исходных материалов сгущением,
фильтрованием и сушкой (иногда, наоборот; увлажне-
ние) ;
5) окускование мелких материалов (концентратов, руд-
ной мелочи);
6) приготовление шихты путем смешивания ее компо-
нентов.
Химическая подготовка сводится к обжигу или агломе-
рации исходных рудных материалов.
В данной главе рассматриваются лишь вопросы, свя-
занные с укрупнением шихты и ее приготовлением, так как
операции измельчения, сортировки материалов по крупно-
сти и обезвоживания были освещены в гл-. 3, а обжиговые
процессы будут описаны в последующих разделах учеб-
ника. v
Необходимость в ряде случаев предварительного окус-
кования (укрупнения) исходных сырьевых материалов
обусловлена тем, что на металлургические предприятия в
настоящее время в основном поступают тонкоизмельченные
концентраты. Кроме того, при непосредственной перера-
ботке руд приходится иметь дело со значительным коли-
чеством мелочи или малой прочностью самих руд. Пиро-
металлургическая переработка мелких материалов либо
невозможна по условиям технологии (например, в шахт-.
90
ных печах), либо сопровождается большим пылевыносом,
что и вызывает необходимость их укрупнения.
Окускование мелких материалов 'осуществляют мето-
дами окатывания, брикетирования, агломерации (спека-
ния) или комбинацией этих методов.
§ 2. Приготовление шихты
Большие объемы перерабатываемых на современных
металлургических заводах материалов требуют хорошей
организации приемки, опробования и складирования ших-
товых материалов, а также самого приготовления шихты.
Все эти операции проводятся на рудных складах или в
шихтарниках.
Первостепенное значение в организации подготовитель-
ных работ имеет запас сырьевых материалов. Он должен
учитывать транспортные возможности своевременной и до-
статочной поставки всех компонентов шихты и топлива и
время,, необходимое для отбора проб, их химического ана-
лиза и приготовления самой шихты. Необходимо стремить-
ся к оптимальному запасу всех шихтовых материалов, обес-
печивающему стабильную работу предприятия. Излишние
запасы омертвляют материальные ценности, а недостаточ-
ные — приводят к убыткам вследствие простоев или нерит-
мичной работы оборудования, что способствует повышению
потерь металлов, расхода топлива и электроэнергии, росту
эксплуатационных затрат.
Оптимальная величина запасов сырьевых ресурсов за-
висит также от характера транспортных связей между по-
ставщиками и потребителями сырья и от способа подготов-
ки шихты. Для предприятий цветной металлургии обычно
такой запас должен обеспечивать 10—30 дней бесперебой-
ной работы основных металлургических агрегатов.
Одной из лучших систем организации подготовки, хра-
нения и подачи шихты, на металлургическую переработку
является послойное штабелирование в механизированных
шихтарниках.
Механизированный шихтарник представляет собой склад
закрытого типа, оборудованный транспортными системами
подачи шихтовых материалов и разгрузки готовой шихты.
План и разрез трехсекционного механизированного ших-
тарника показан на. рис. 40.
Шихтовые материалы в отсеки (секции) шихтарника
поступают по системе транспортеров / и 2. Разгрузка с’
транспортеров производится с помощью сбрасывающей те-
91
Рнс. 40. План и разрез механизированного шихтарника
лежки 3, которая, автоматически перемещаясь вдоль отсека
вперед и назад, рассыпает компоненты шихты на площад-
ке тонкими горизонтальными слоями. Загрузку компонен-
тов шихты производят поочередно строго в соответствии с
графиком, составленным на основании металлургических
расчетов. В каждом отсеке создается штабель шихты 4
длиной 60—70 м, шириной 16 м и высотой 5—6 м. В штабе-
ле помещается до 8000 т шихты.
Разгрузка штабеля производится с помощью шихтораз-
грузочной машины 5 (рис. 41). Машина, перемещаясь
Рис. 41. Шихторазгрузочная машина механизированного шихтарника:
1 — рама*рыхлитель; 2 —борона с зубьямй; 3 — скребковый' транспортер; 4 —
ферма-тележка; 5 — воронка перегрузки шихты на конвейер; 6 — нож скребко-
вого транспортера; 7 — кабина машиниста
вдоль штабеля, с помощью бороны, совершающей возврат-
но-поступательные движения, разрыхляет шихту и сбрасы-
вает ее на скребковый транспортер, который подает гото-
вую шихту на сборный транспортер 6 (см. рис. 40), распо-
ложенный в траншее на одной продольной стороне
каждого отсека.
По транспортеру 6 шихта поступает на транспортеры 7
и 8, куда подаются дополнительно необходимые материа-
лы (восстановитель, возврат и т. д.у. Готовая шихта на-
93
правляется в металлургический передел. По пути шихту
взвешивают на автоматических весах 9 и в случае необхо-
димости доизмельчают в дробилках 10. После окончания
разгрузки рабочего штабеля шихторазгрузочная машина
тележкой 11 перевозится в следующий отсек.
Работа механизированного шихтарника организована
таким образом, что один из трех штабелей укладывают,
другой опробуют, а третий разгружают.
Приготовление шихты в механизированных шихтарни-
ках обеспечивает наилучшее смешивание шихтовых компо-
нентов. Каждый штабель состоит из большого количества
горизонтальных, слоев различных материалов, которые в
дальнейшем выбираются бороной шихторазгрузочной ма-
шины тонкими почти вертикальными срезами по попереч-
ному сечению штабеля.
Другим достаточно широко распространенным методом
приготовления шихты является бункерная шихтовка. Этот
метод предусматривает хранение шихтовых материалов хв
Рис. 42. Схема приготовления шихты на транспортерной
лейте:
1 — бункер; 2 — питатель; 3 — ленточный транспортер; 4, 5 —
концентрат I; 6 — концентрат П; 1 — обороты; 8 — кварц;
9 — известняк; 10 — шихта
отдельных бункерах, из которых материалы в соответствии
с расчетными количествами послойно дозируются на транс-
портерную ленту (рис. 42). Перемешивание компонентов
шихты в этом случае происходит при транспортировке и
особенно в местах перегрузки материалов с транспортера
на транспортер. Дозировка шихты на сборный транспортер
может осуществляться ленточными, пластинчатыми или та-
рельчатыми питателями.
Основным недостатком бункерной системы является
малая емкость, так как запас шихты в бункерах бывает
94
небольшим (обычно на одну смену). Увеличение запаса
шихты в бункерах приводит к их громоздкости и удорожа-
ет их.
Устраняет этот недостаток бункерной системы дополни-
тельно сооружаемый грейферный склад. Склад с грейфе-
ром имеет ряд траншей и отсеков, в которые из самораз-
гружающихся вагонов (думпкар) выгружаются отдельные
шихтовые материалы. По мере надобности грейферный
кран забирает требуемый материал и подает его через бун-
кер с питателями на транспортерную ленту, направляющую
материалы в шихтовые бункера.
§ 3. Окускование мелких материалов
Окускование мелких материалов проводят окатыванием
(грануляцией), брикетированием и агломерацией. Окаты-
ванием (грануляцией) называется операция укрупнения
мелких фракций руд, концентратов и порошков, при кото-
рой материал скатывается в шаровидные почти геометри-
чески правильные прочные окатыши (гранулы), сохраня-
ющие свою форму и размеры при дальнейшей переработке.
Окатывание — сравнительно новый метод окускования.
Промышленное применение он получил только в начале
60-х годов текущего столетия. Сейчас этот метод нашел ши-
рокое применение на предприятиях многих отраслей про-
мышленности; включая и цветную металлургию. На новых
предприятиях, как правило, вместо агломерации предусмат-
ривают окатывание. Преимуществом процесса является
более высокая производительность при меньщих капиталь-
ных и эксплуатационных затратах.
Технологическая схема окатывания включает следующие
три операции: подготовку материалов к окатыванию, соб-
ственно окатывание и упрочнение сырых гранул.
Первая операция предусматривает измельчение исход-
ных материалов (в случае необходимости), подготовку их
по гранулометрическому составу, увлажнение или подсуш-
ку и тщательное перемешивание компонентов шихты.
Решающее влияние на результаты окатывания оказы-
вает влажность исходной шихты. Оптимальная влажность
при окатывании колеблется в пределах 6—12 %. Для полу-
чения более прочных окатышей иногда в шихту вводят свя-
зующие добавки. В цветной металлургии для этих целей
чаще всего используют сульфит-целлюлозный щелок, суль-
фат натрия и известь.
95
Окатывание осуществляют в барабанных или чашевых
(тарельчатых) грануляторах. Окатывание в барабанных
грануляторах (рис. 43, а) происходит следующим обра-
зом. При вращении барабана материал поднимается по об-
разующей благодаря трению и частично за счет центро-
бежной силы, пока не достигнет поверхности слоя, а затем
Рис. 43. Схема движения материалов в барабанном (а) и чашевом (б) гра-
нуляторах
скатывается вниз под действием- силы тяжести. При каче-
нии окатыши «наматывают» на себя тонкие классы, растут
и постепенно продвигаются по барабану в сторону разгруз-
ки. Основным недостатком барабанных грануляторов явля-
ется неоднородность окатышей по размеру. Это происхо-
дит вследствие того, что вблизи разгрузочного конца гра-
нулы почти не растут из-за отсутствия свежей шихты.
Поэтому барабанные грануляторы вытесняются в настоя-
щее время чашевыми.
Чашевый гранулятор (рис. 44) представляет собой та-
реЛь диаметром до 5,5 м с бортами высотой до 0,9 м, вра-
щающуюся со скоростью около 4—7 об/мин. Угол накло-
на чаши (тарелки) может изменяться от 35 до 55°.
При окатывании на чаше (см. рис. 43,6) отдельные ока-
тыши поднимаются вместе с вращающейся тарелью на не-
которую высоту, а затем скатываются по поверхности слоя
свежего материала под углом естественного откоса. Чем
крупнее окатыши, тем на меньшее расстояние они подни-
маются и тем быстрее скатываются и пересыпаются через
борт тарели по мере поступления новых порций исходной
шихты. Таким образо^, наиболее крупные гранулы цирку-
лируют по небольшой траектории, а наиболее мелкие— по
всей площади тарели, многократно соприкасаясь со свежим
материалом. В результате этого наклонная чаша выдает
более равномерные окатыши, чем барабанный гранулятор.
Производительность чашевых грануляторов и крупность
96 .
Рис. 44. Чашевой гранулятор:
/ —чаша; 2 — нож; 3— рама; 4— электродвигатель; 5 — редуктор
образующихся окатышей при прочих равных условиях за-
висят от скорости вращения тарели, угла ее наклона и вы-
соты бортов. Во всех случаях увеличение продолжительно-
сти окатывания приводит к получению более крупных ока-
тышей и снижению относительной производительности
гранулятора.
Прочность сырых окатышей после грануляции обычно
мала. Однако она может быть увеличена уменьшением со-
держания в них влаги, которую удаляют обычно искусст-
венной сушкой при температурах выше 100 °C. В ряде слу-
чаев для упрочнения окатышей прибегают к прокалке (об-
жигу) при температуре до 1000 °C и выше.
Брикетированием называется процесс окускования пу-
7 Н. И. Уткин
97
тем прессования рыхлых и пылевидных материалов в кус-
ки правильной и однообразной формы — брикеты.
Придаваемая брикетам прочность обусловливается ли-
бо действием сил молекулярного сцепления в результате
сближения отдельных частиц при прессовании, либо дейст-
вием связующих веществ, обеспечивающих необходимое
сцепление частиц. Поэтому по характеру связывания час-
тиц различают брикетирование без добавок связующих и
брикетирование с применением неорганических и органи-
ческих веществ.
В качестве неорганических связующих используют из-
весть, глину, хлорид кальция и др. К числу органических
веществ относятся пек, гудрон, смолы, уголь, сульфитный
щелок и т. п.
Перед прессованием исходные материалы подвергают
подготовительным операциям: подсушке или увлажнению,
Рис. 45. Валковый пресс:
1 — рама; 2 — вал; 3 — загрузочная ворон-
ка; 4 — бандажи; 5 — вальцы
измельчению, грануломет-
рической классификации,
перемешиванию со связу-
ющими веществами и
т. д.
Сырые брикеты могут
быть непосредственно на-
правлены в металлурги-
ческий передел. Однако
чаще их дополнительно
упрочняют сушкой, обжи-
гом или пропариванием.
Для брикетирования
рудного сырья в цветной
металлургии наибольшее
распространение получи-;
ли валковые и штемпель-
ные прессы.
Валковый пресс (рис. 45) представляет собой два ме-
таллических вальца, вращающихся навстречу друг другу.
На вальцы насажены сменные бандажи с углублениями по
форме брикетов, изготовленные из высокопрочной стали.
Прессуемый материал загружается сверху между валь-
цами.
При вращении вальцов углубления совмещаются, и
шихта, попавшая в них, прессуется в брикет. Давление в
валковых прессах передается по сферической поверхности
неравномерно, что создает неодинаковую прочность в раз-
личных частях брикета. Для уменьшения неравномерности
98
давления брикетам придают каплеобразную или яйцевид-
ную форму, небольшие размеры и массу до 0,2—0,3 кг.
Брикетирование на валковых прессах проводят при дав-
лении 5—10 МПа. Полученные брикеты падают на наклон-
ный грохот для отделения мелочи (главным образом, ших-
ты, прошедшей между валками) и направляются в метал-
лургический передел.
' Валковые прессы являются наиболее простыми и деше-
выми устройствами. Однако они имеют следующие сущест-
венные недостатки:
1) быстрый износ брикетных ячеек в бандажах;
2) высокая чувствительность к составу шихты и осо-
бенно к виду и содержанию связующих веществ;
3) зависимость качества брикетов от колебаний влаж-
ности исходной шихты.
Штемпельные прессы обеспечивают более равномерное
сжатие и позволяют получать более крупные брикеты,
обычно цилиндрической формы. Давление прессования в
Рис. 46. Схема прессования иа штемпельных прессах:
1—6 — последовательность операций в цикле; 7 — верхний штамп; 8 — питатель;
9 — нижний штамп; 10 — загруженная шихта
штемпельных прессах при брикетировании осуществляется
путем одновременного сжатия загруженной шихты верхним
и нижним штемпелями (пуансонами). Схема прессования
на штемпельных прессах показана на рис. 46.
у*
99
Воздух
Штемпельные прессы отличаются периодичностью ра-
боты,, большими габаритами, сложностью конструкции, ма-
лой производительностью, большим расходом электроэнер-
гии и необходимостью частой замены быстроистирающихся
матриц.
Большой практический интерес представляют получа-
ющие все большее распространение кольцевые прессы, со-
четающие свойственные валковым прессам непрерывность
действия и относительную простоту конструкции с возмож-
ностью создания высоких давлений, присущих штемпель-
ным прессам.
Агломерацией называется процесс спекания мелкой ру-
ды или концентратов в прочный, кусковой и пористый ма-
териал (агломерат).
Спекание происходит за счет частичного расплавления
легкоплавких компонентов шихты, которые, смачивая кус-
ки более тугоплавкой поро-
ды, при последующем ох-
лаждении сваривают их.
Тепло для нагрева и оплав-
ления шихты при агломера-
ции окисленных руд полу-
чают за счет сжигания вво-
димого в шихту мелкого кок-
са (коксика). При агломе-
рации сульфидных концент-
ратов источником тепла яв-
ляется горение сульфидов
самой шихты, причем одно-
временно со спеканием в
этом случае происходит ча-
стичный или полный окис-
лительный обжиг.
Горение топлива проис-
ходит за счет кислорода
дутья, которое просасыва-
ется или продувается через слой лежащей на колосниковой
решетке шихты.
На рис. 47 приведен схематический разрез слоя шихты
с указанием зон протекания основных процессов при агло-
мерации с просасыванием воздуха.
Горючие компоненты шихты (топливо или сульфиды)
вначале поджигаются на поверхности слоя шихты с помо-
щью зажигательного горна. Горячие газы, пронизывая слой
шихты, просушивают нижележащие слои шихты. Удаляю-
Рис. 47. Схема агломерации с просасы-
ванием воздуха и распределение тем-
пературы по высоте слоя шихты:
1 — зона агломерации (спекания); 2—.
зона горения; 3—зона воспламенения;
4 — зона сушки; 5 — зона сырой (пере-
увлажненной) шихты; 6 — колоснико-
вая решетка
100
щиеся пары воды создают в слое шихты поры, улучшаю-
щие его газопроницаемость. Затем шихта постепенно на-
гревается горячими газами до температуры воспламенения
топлива ( — 700°C), что способствует интенсификации про-
цесса горения и резкому возрастанию температур. При
температурах около 1200 °C происходит оплавление по-
верхности кусочков шихты за счет плавления наиболее
легкоплавких составляющих шихту. При этом образуется
небольшое количество жидкой фазы, необходимой для це-
ментирования тугоплавких компонентов. После полного
выгорания топлива на данном участке слоя шихты зона го-
рения перемещается вниз, а поступающий сверху холод-
ный воздух охлаждает шихту, что приводит к затвердева-
нию жидкой фазы и свариванию шихты в кусок агломе-
рата.
При агломерации с продуванием, когда дутье пронизы-
вает слой шихты снизу вверх, расположение зон будет об-
ратным.
Основными обязательными компонентами агломераци-
онной шихты являются руда или концентрат и оборотный
агломерат (возврат), которые перед загрузкой на колос-
никовую решетку увлажняют и тщательно перемешивают.
В качестве возврата используют, как правило, мелкую
фракцию агломерата предыдущих операций спекания. Вве-
дение оборотного агломерата в шихту способствует повы-
шению ее газопроницаемости. Кроме того, частички уже
оплавившегося материала являются наиболее легкоплав-
кими компонентами и служат как бы центрами возникно-
вения жидкой фазы.
При спекании окисленных материалов в отличие от
сульфидных к шихте добавляют коксик в количестве
7—8 % от массы твердой шихты.
Роль влаги в процессе спекания велика. Присутствие
в шихте влаги в значительной мере определяет все показа-
тели процесса и качество получаемого агломерата.
При перемешивании увлажненной шихты, проводимом
обычно в барабанных смесителях, мелкие частицы шихты
окатываются в комочки. Это ведет к увеличению объема и
газопроницаемости шихты. Кроме того, повышению газо-
проницаемости шихты способствует испарение влаги в про-
цессе агломерации, что приводит к образованию в комках
шихты пор. Для каждой шихты существует своя оптималь-
ная влажность, отвечающая ее максимальному объему и
обеспечивающая максимальную газопроницаемость. Опти-
мальная влажность для окисленных руд составляет 20—
101
25 %, а для сульфидных шихт 4,5—6 % • Отклонение влаж-
ности от оптимальной более чем на ±15 % (отн.) приводит
к снижению газопроницаемости шихты, резкому ухудшению
показателей процесса, а иногда и к полному прекращению
процесса спекания.
В ряде случаев в шихту агломерации вводят флюсы.
Получающийся при этом офлюсованный агломерат более
удобен для последующей плавки, так как является само-
плавким.
При агломерации в слое шихты в зависимости от вида
исходного сырья происходят следующие физико-химичес-
кие процессы: горение углерода или сульфидов самой ших-
ты, дегидратация соединений, разложение карбонатов или
высших сульфидов, частичное восстановление оксидов или
окисление (полное или частичное) сульфидов, образование
силикатов или ферритов, плавление легкоплавких фаз и
частичное шлакообразование.
Хорошая термическая подготовка приводит к направ-
ленному изменению фазового и химического состава обра-
батываемого материала. В частности, образование фаялита
(2FeO-SiO2) при агломерации облегчает протекание про-
цессов шлакообразования и плавления при последующей
плавке. В конечном итоге плавка агломерата по сравне-
нию с сырой шихтой или брикетами всегда отличается бо-
лее высокой удельной производительностью плавильного
агрегата и меньшим расходом топлива или электроэнергии.
Для осуществления процесса агломерации в промыш-
ленных условиях почти повсеместно используют ленточные
агломерационные машины непрерывного действия.
Устройство агломерационной машины ленточного типа с
просасыванием воздуха через слой спекаемого материала
показано на рис. 48.
Агломерационная машина представляет собой длинную
раму, по которой движется непрерывный ряд тележек-пал-
лет. Движение и проталкивание паллет по направляющим
рельсам осуществляется от привода через ведущее (боль-
шое) зубчатое колесо. Дно у паллет набрано из колосни-
ков. По коротким сторонам они имеют борта. В местах
примыкания паллет друг к другу бортов нет. Каждая пал-
лета имеет по четыре ходовых колеса. При движении пал-
леты образуют прямоугольный желоб, который заполняется
слоем шихты, подаваемой из бункера с помощью маятни-
кового питателя. Толщина слоя шихты составляет 250—
300 мм. Она регулируется срезающим ножом, который од-
новременно разравнивает поверхность шихты.
102
25000
Рис. 48. Агломерационная машина с площадью спекания 50 м2:
1 — привод; 2 —• бункер для загрузки <постели»; 3— шихтовый бункер; 4 — зажигательный горн; 5 — тележка-паллета:
6 — камера разрежения; 7 — каркас машины
OttOl z 00S£
103
Сразу после загрузки шихты паллета поступает под за-
жигательный горн и одновременно проходит над первой
камерой разрежения. В этот момент горячие топочные га-
зы и воздух начинают просасываться через ,слой шихты и
зажигают содержащиеся в ней горючие компоненты.
Горение шихты и ее спекание продолжаются в течение
всего времени прохождения паллет под остальными каме-
рами разрежения.
К моменту прохождения паллетой последней камеры
процесс агломерации должен закончиться. Если он не успе-
ет завершиться, то нижний слой шихты останется неспе-
ченным (брак). Далее тележка Скатывается по направля-
ющему (малому) колесу, опрокидывается и с нее сбрасыва-
ется на колосниковый грохот готовый агломерат. Нижний
продукт грохочения используется в качестве возврата.
Пустая паллета далее под действием силы тяжести ска-
тывается по нижним наклонным направляющим, в голове
машины захватывается ведущим зубчатым колесом и под-
нимается вверх под загрузку.
Зажигательный горн, расположенный над паллетами,
отапливается природным газом или мазутом.
Размещенные под горизонтальным рядом паллет каме-
ры разрежения имеют индивидуальное регулирование вели-
чины вакуума и соединены общим коллектором с дымосо-
сом (эксгаустером). Общая длина камер разрежения явля-
ется рабочей длиной агломерационной машины. Ширина
паллет определяет ее рабочую ширину.
В цветной металлургии наибольшее распространение
получили агломерационные машины с площадью всасыва-
ния 50 м2 (2X25 м) и 75 м2(2,5Х30 м). При скорости дви-
жения паллет 2,7—3 м/мин (~0,05 м/с) производитель-
ность агломашнн по шихте составляет 35—45 т/(м2-сут).
Имеются примеры использования агломерационных машин
с большей рабочей, площадью — до 200 м2 и более.
Основным недостатком агломерации с просасыванием
является приваривание агломерата к колосникам паллет.
Частично оно может быть предотвращено загрузкой на
паллеты «постели» из тугоплавких материалов, например
дробленого известняка.
В последние годы все большее распространение получа-
ет агломерация на ленточных машинах с подачей^ дутья
снизу под давлением.
При таком методе агломерации (рис. 49) сначала на
колосники загружают тонкий слой шихты (~25 мм), кото-
рый поджигается зажигательным горном при просасыва-
104
нии воздуха с помощью одной камеры разрежения. Затем
на горящий (зажженный) слой загружается основная мас-
са шихты. Одновременно с этим меняется направление по-
дачи дутья, нижний горящий слой поджигает лежащую вы-
ше шихту и ее горение перемещается вверх.
Агломерация с дутьем
снизу вверх улучшает усло-
вия работы колосников в ре-
зультате устранения прива-
ривания к ним агломерата
и позволяет получать агло-
мерат лучшего качества.
' Окускование рудных ма-
териалов методом агломера-
ции по сравнению с грану-
ляцией и брикетированием
является значительно более
дорогим способом. Однако
этот метод обеспечивает хо-
рошую химическую и тер-
мическую подготовку шихты
к плавке, что оказывает су-
Рис. 49. Схема зажигательного узла
агломерационной машины с дутьем
снизу вверх:
1 — воронка первичной загрузки ших»
ты; 2 — воронка вторичной загрузив
шихты; 3 — защитный кожух; 4 — го-
релка зажигательного горна; 5 — колос-
ники паллет
щественное влияние на ра-
боту плавильных аппаратов и улучшение их технико-
экономических показателей.
Г л ав а 6
ПЫЛЕУЛАВЛИВАНИЕ И ГАЗООЧИСТКА
§ 1. Принципы Пылеулавливания
Почти все технологические процессы получения цветных металлов ха-
рактеризуются образованием пыли, уносимой технологическими и венти-
ляционными газами. Количество образующейся пыли (пылевыиос) за-
висит от вида металлургического процесса, интенсивности его проведе-
ния, количества и скорости движения газов, физико-химических свойств
перерабатываемого сырья и ряда других факторов. Так, при обжиге
медиых концентратов в кипящем слое вынос пыли составляет ие менее
25—35 %.
Для наиболее полного извлечения всех ценных компонентов пере-
рабатываемого сырья, высокой комплексности его использования и за-
щиты окружающей природы от загрязнений необходимы хорошо орга-
низованные пылеулавливание и газоочистка.
Пылеулавливанием называется комплекс инженерных и технологи-
ческих мероприятий и процессов, связанных с отводом запыленных га-
зов от источников образования пыли с последующим выделением твер-
дых или жидких частиц из газового потока.
105
Пылеулавливание позволяет не только утилизировать уловленную
пыль. Оно обеспечивает также использование ценных компонентов са-
мих газов (перерабатывая сернистые газы, например, получают серную
кислоту).
На всех современных заводах цветной металлургии установлены
пылеулавливающие устройства, обеспечивающие достаточную полноту
улавливания пыли из газов.
Работу пылеуловителей можно оценивать двумя способами. Прн
первом учитывают абсолютное значение остаточного содержания пыли
в очищенном газе в г/м3*. Второй способ характеризует относительную
эффективность работы пылеуловителя и выражается через коэффициент
его полезного действия (т]). Величину т] можно рассчитать по следую-
щим формулам:
Ч = (Qyji/Qncx) 100% (17) или т] = [(Qhcx — Фо.г)/Фисх1 100%, (18)
где Qhox количество пыли в исходном (входящем) газе; <2ул-—количе-
ство пыли, уловленной в аппарате; Q0.r— количество пыли в очищенном
газе.
Вследствие многообразия исходных характеристик очищаемых га-
зов (температуры, влажности и химического состава) и улавливаемой
пыли (крупности частиц, химического и фазового состава, электрических
и других свойств) применяют различные типы пылеуловителей.
Улавливание пыли из газового потока заключается в том, что час-
тицы либо выделяются из него под действием гравитационных сил, либо
осаждаются на пористых поверхностях и различных телах.
Существуют три метода очистки воздуха или газов от пыли: сухой,
мокрый и электрический.
При сухом методе пыль улавливается осаждением частиц под дей-
ствием силы тяжести из сравнительно медленно движущегося потока
газов, центробежной силы, инерционных сил и фильтрованием.
При мокром методе частицы пыли смачивают водой или другими
жидкостями и тем самым осаждают их в виде пульпы из потока газов.
Для этого газ пропускают через слой жидкости или через завесу мелко-
дисперсных жидких капель.
При электрическом методе выделение частиц из запыленного газа
происходит под воздействием электрического поля на одноименно заря-
женные частицы пыли, приобретающие заряд в результате ионизации
молекул газа коронным разрядом.
§ 2. Сухие пылеуловители
К сухим пылеуловителям относятся пылевые (осадительные) каме-
ры, газоходы, одиночные и батарейные циклоны, инерционные пылеуло-
вители и тканевые фильтры.
Пылевые камеры и газоходы являются простейшими пылеулавлива-
ющими устройствами, в которых за счет резкого увеличения поперечного
сечения газохода или уменьшения объема газа при охлаждении сни-
жается скорость движения газового потока (рис. 50). В этих условиях
частицы пыли, ранее увлеченные энергичным потоком газов, начинают
оседать (падать) на дно камеры со скоростью Wa (м/с). Скорость па-
дения будет тем выше, чем тяжелее частицы и чем меньше скорость га-
зового потока.
* Прн нормальных условиях.
106
Пылевые камеры очень громоздки, позволяют улавливать только
крупную (грубую) пыль (d>100 мкм) и имеют низкий коэффициент по-
лезного действия (не выше 40—70 %). Пылевые камеры в цветной ме-
таллургии применяют редко. Их роль частично выполняют трубчатые
газоходы, по которым газ транспортируется к местам назначения.
Циклоны являются более распространенным типом пылеуловителей,
предназначенных для предварительной очистки газов от частиц пыли
крупностью более 5—10 мкм.
Рнс. 50. Схема пылевой камеры (газохода)
Рнс. 51. Схема циклонного пылеуловителя
(траектория внешнего вихря показана
штриховыми линиями,. внутреннего —
сплошными)
Выход
Разгрузка пым
Выделение пыли в циклонах происходит под воздействием центро-
бежной силы, возникающей при вращении газового потока в замкнутом
цилиндрическом или коническом пространстве н превышающей в нес-
колько раз силу тяжести.
Запыленный газовый поток обычно через патрубок вводится тан-
генциально в верхнюю цилиндрическую часть корпуса циклона (рис.
51) радиусом Р2 н заканчивающуюся в нижней части конусом. Очи-
щенные газы выходят из аппарата вверху через трубу радиусом
расположенную по оси циклона.
Развиваемые в циклоне центробежные силы отбрасывают частицы
пыли к стенкам его корпуса, и они по внешней вихревой спирали пе-
ремещаются к ннжнему пылеотводящему патрубку. Газовый поток, при-
близившись к конусу, поворачивается и движется вверх к выходной
трубе, образуя внутренний вращающийся вихрь.
Скорость осаждения пыли в циклоне (скорость движения пыли в
107
радиальном направлении) Wp определяется следующим выражением:
Гр = d2 W2 р-гЛадр, (19)
где d—размер (диаметр) частицы, м; Гг — скорость газового потока,
м/с; рт — плотность вещества частицы, кг/м3; R— радиус цилиндричес-
кой части аппарата, м; ц — динамическая вязкость газа, Па-с.
Из уравнения (19) видно, что скорость осаждения пыли в циклонах
возрастает с увеличением скорости газового потока, крупности частиц
и уменьшается с увеличением радиуса вращения потока газов. К. п. д.
циклонов в среднем составляет 70—80 % •
Для получения повышенного к. п. д. прн большом1 количестве газов
лучше применять несколько параллельно установленных циклонов — груп-
повые циклоны. Рекомендуется использовать циклоны диаметром не бо-
лее 1 м.
Повышение эффективности работы циклона с уменьшением радиуса
вращения послужило основой для разработки конструкции циклонов,
Газ Газ
ПЫЛЬ рис. 52. Батарейный циклон (а)- н циклонные
элементы в виде винта (б) и розетки (в)
108
которые при небольшом диаметре могли бы быть объединены в батареи
большей производительности, чем одиночные или групповые циклоны.
Такие небольшие циклоны, получившие название циклонных элементов
батарейных циклонов, имеют диаметр 40—250 мм.
В отлнчне от обычных циклонов в батарейных устройствах газово-
му потоку придают вращательное движение не тангенциальным подво-
дом газов, а с помощью установленного в каждом элементе направля-
ющего аппарата в виде внита или розетки (рис. 52), который закручи-
вает струю запыленного газа.
Направляющий аппарат устанавливают в кольцевом зазоре между
стенкой цилиндрической части корпуса циклонного элемента и его вы-
ходной трубой.
Запыленный газ поступает в распределительную камеру 1 батарей-
ного циклона (рис. 52, а) по газоходу 2. В камере 1 газы распределя-
ются по отдельным циклонным элементам. Опускаясь, газы проходят в
корпус элемента 3 через направляющие аппараты 4 и приобретают вра-
щательное движение. Очищенные газы через выходную трубу 5 собира-
ются в камере 6 и выводятся из батарейного циклона через выходной
патрубок 7.
Помимо силы тяжести иа частицы, находящиеся в движущемся га-
зовом потоке, действует сила инерции. Под ее влиянием частицы пыли
стремятся двигаться прямолинейно и поэтому выбрасываются из потока
при изменении направления его движения.
На использовании этого явления основана работа таких пылеуло-
вителей, как жалюзийный (рис. 53,а) или инерционный с отклонением
хода газа (рис. 53, б).
Рис. 53. Схема действия жалюзийного (а) и инерционного (б) пылеуловителей
В тканевых фильтрах запыленный газ пропускают через фильтро-
вальную ткаиь, изготовленную из различных волокийстых материалов,
преимущественно стеклянных и синтетических волокон (нитрона, лав-
сана и др.), а также из шерсти и хлопка. В цветной металлургии боль-
шое распространение получили рукавные (мешочные) фильтры.
Запыленный газ, поступающий иа очистку в тканевые фильтры, дол-
жен быть предварительно очищен от грубой пыли. Кроме того, темпе-
ратура газа должна быть ниже температуры воспламенения (оплавле-
ния) ткани. Не допускается конденсация содержащихся в газе паров
воды и кислот. Необходимо следить за тем, чтобы фильтрующий мате-
риал не разрушался агрессивными составляющими газа, например пара-
ми серной кислоты.
Рукавный фильтр представляет собой камеру, разделенную герме,-
тичиыми перегородками иа секции (рис. 54). Фильтрующие элементы 1
из пористой ткани, называемые рукавами или мешками, подвешены глу-
109
хим концом к встряхивающему механизму 2. Запыленный газ через вход-
ной патрубок 3 поступает в пылевой бункер 4, который перекрыт сверху
плитой-перегородкой 5. На плите с помощью специальных скоб-стяжек
6 закреплены фильтрующие рукава своей открытой частью. Камера выше
перегородки через патрубок 7 соединена с дымососом, который протяги-
вает запыленный газ через фильтр. Пыль при этом оседает на внутрен-
ней поверхности фильтровальных рукавов.
Рис. 55. Схемы работы скрубберов с
насадкой (а) н полых (б)
Рнс. 56. Устройство пенного пыле-
уловителя:
1 — корпус; 2 — решетка; 3 — бун-
кер; 4, 5, 7, 8 — патрубки; 6 — слив-
ная коробка; 9— порог
Во время работы рукавного фильтра поры забиваются пылью и ее
фильтрующая способность постепенно снижается. Для повышения эф-
фективности работы рукавных фильтров их отдельные секции с помо-
щью заслонки 8 периодически (через 15—20 мин) отключают от дымо-
соса и рукава встряхиваются вибрационным механизмом. Осевшая иа
ПО
внутренней поверхности рукавов пыль при этом осыпается в пылевой
бункер и с помощью шнекового транспортера выводится из фильтра.
К. п. д. рукавных фильтров превышает 98—99 %.
§ 3. Мокрые пылеуловители
Работа мокрых пылеуловителей основана на взаимодействии частиц
пыли с водой. По способу подвода воды мокрые пылеуловители делят-
ся на орошаемые (скрубберы), пленочные (мокрые циклоны), барбо-
тажные и пенные.
Скрубберы представляют собой вертикальные башни — полые нлн
с насадкой, через которые пропускают запыленный газ и в которые тем
или иным способом подают жидкость. Схемы действия скрубберов по-
казаны на рис. 55.
В качестве насадки в корпусах скрубберов применяют кусковые ма-
териалы, керамические или фарфоровые кольца (кольца Рашига), де-
ревянные рейки и т. д.
Эффективность улавливания простейших скрубберов невелика.
Практически частицы размером 2-—5 мкм улавливаются не более чем
на 70 %. Частицы мельче 2 мкм улавливаются еще хуже.
Более эффективными мокрыми пылеуловителями являются скруб-
беры с плавающей насадкой из полиэтиленовых шаров и скрубберы удар-
ного действия. К. п. д. таких пылеуловителей для частиц крупностью
около 5 мкм достигает 96—99 % и более.
В барботажных пылеуловителях запыленный газовый поток вводит-
ся в жидкость и дробится на пузырьки, внутри которых остаются час-
тички пыли. При движении пузырьков через слой жидкости пыль сма-
чивается и вымывается из газа.
Пенный пылеуловитель изображен иа рис. 56.
Металлический корпус пенного пылеуловителя разделен дырчатой
горизонтальной перегородкой.
Запыленный газ подается под решетку и движется вверх навстречу
струям воды. На решетке вследствие противоточного движения газа
жидкость вспенивается с образованием слоя пены толщиной 100—
200 мм, в котором задерживаются частицы пыли. Очищенный газ удаля-
ется в верхней части аппарата, а уловленная пыль вместе с водой вы-
водится в основном через нижнее шламовое отверстие и частично через
боковые патрубки вместе с переливом пены.
§ 4. Электрофильтры
Электрический метод пылеулавливания получил очень широкое рас-
пространение в цветной металлургии для улавливания тонкой и тон-
чайшей пыли. К- п. д. электрофильтров достигает 99,5 %.
Принцип действия электрофильтров заключается в отрицательной
ионизации частиц пыли коронным разрядом постоянного тока высокого
напряжения (50—100 кВ). Ионизированные частицы притягиваются оса-
дительным электродом и осаждаются на нем. Необходимый для заряд-
ки пыли поток отрицательных ионов создается за счет ионизации воз-
духа короиированием в неоднородном электрическом поле.
В электрофильтрах применяют два вида электродов, образующих
неоднородное электрическое поле: провод в цилиндрической трубке
(рис. 57, а) или ряд проводов между двумя параллельными пластинами
(рис. 57,6).' В пластинчатых электрофильтрах осадительные электроды
имеют форму пластин нлн густых сеток, расположенных на расстоянии
111
Рис. -57. Форма я расположение
электродов в трубчатом (а) и
пластинчатом (б) электрофильтрах:
1 — короннрующнй электрод; 2 —
осадительный электрод; 3 — сило-
вые линии электрического поля
Рнс. 58. Горизонтальный трех-
польный пластинчатый элект-
рофильтр
200—300 мм, а в трубчатых — форму труб диаметром 150—300 мм или
шестигранных сот.
Электрофильтры бывают сухими и мокрыми. Наиболее распростране-
ны на предприятиях цветной металлургии сухие горизонтальные много-
польные пластинчатые электрофильтры, предназначенные для очистки
112
Одновременное присутствие в медных рудах всех ука-
занных элементов не является обязательным, но все они
в различных комбинациях могут встречаться в тех или
иных типах руд.
В тех случаях когда медьсодержащие руды содержат
заметные количества других металлов-спутников, соизме-
римые с содержанием меди, их соответственно называют
медно-никелевыми, медно-цинковыми и т. д.
В медном производстве используют все типы руд: суль-
фидные (сплошные и вкрапленные), окисленные, смешан-
ные и самородные. Однако основным медным сырьем явля-
ются сульфидные вкрапления, запасы которых в недрах
являются наибольшими. Из сульфидных руд в настоящее
время выплавляют 85—90 % всей первичной меди. .
Известно более 250 медных минералов. Большинство из
них встречается редко. Наибольшее промышленное значе-
ние для производства меди имеет небольшая группа мине-
ралов, состав которых приведен ниже:
Содержание меди, %
Халькопирит
CuFeS2.................... 34,5
Ковеллин CuS . . 66,4
Халькозин GuaS . 79,8
Борнит CusFeS4 . 63,3
Малахит СиСО3-
•Си(ОН), .... 57,4
Азурит СиСОз-
•2Си(ОН)2 .... 55,1
Купрнт СиО ... 88,8
Хризоколла
Си5Юз-2Н2О . . 36,2
Самородная медь
Си, Au, Ag, Fe,
Bi н др................... До 100 %
В современной практике обычно разрабатывают руды с
содержанием 0,8—1,5 % Си, а иногда и выше. Однако для
крупных месторождений вкрапленных руд минимальное
содержание меди, пригодное для разработки в современ-
ных условиях, составляет 0,4—0,5 %.
Наряду с медными минералами в рудах находятся в
больших или меньших количествах сульфиды других тя-
желых цветных металлов (цинка, свинца, никеля) и желе-
за. Железо может присутствовать как в форме самостоя-
тельных, так и в виде комплексных сульфидов типа халь-
копирита и борнита. Основными природными сульфидами
железа являются! пирит (FeSz) и пирротин [Fe7S8(FeJ_A:S)].
Ценность медных руд значительно повышается из-за нали-
117
чия в них благородных металлов и ряда редких и рассеян-
ных элементов — селена, теллура, рения, висмута и Др.
Халькопирит, ковеллин, борнит и пирит относятся к так
называемым высшим сульфидам. Они содержат избыток
серы сверх стехиометрического содержания, соответствую-
щего валентным соотношениям. При нагреве высшие суль-
фиды диссоциируют с образованием низших (Cu2S и FeS)
и выделением паров элементарной серы. Так, пирит терми-
чески разлагается по реакции FeSz-^-FeS+'ASj, что соот-
ветствует 50 %-ному удалению серы в газовую фазу.
Кроме рудных минералов в медных рудах содержится
пустая порода в виде кремнезема, глинозема, кальцита,
различных силикатов и др. В практике медного производст-
ва встречаются кислые руды, в пустой породе которых пре-
обладает кремнезем (SiO2) и основные руды со значи-
тельными количествами известняка и других минералов
основного характера.
Вследствие низкого содержания меди и комплексного
характера руд в большинстве случаев непосредственная
металлургическая переработка их невыгодна, поэтому их
предварительно подвергают флотационному обогащению.
При обогащении медных руд основным продуктом яв-
ляются медные концентраты, содержащие до 55 % Си (ча-
ще 10—30 %). Извлечение меди в концентраты при флота-
ции колеблется от 80 до 95 %. Кроме медных, при обогаще-
нии руд получают пиритные концентраты и иногда
концентраты ряда других цветных металлов (цинковый, мо-
либденовый и др.). Отходами обогащения являются от-
вальные хвосты. Примерный состав флотационных концен-
тратов приведен в табл. 13.
Таблица 13, Примерный состав медьсодержащих концентратов, %
Тип концентрата Си РЬ Zn Ni Fe s sfp2 Al2Oa CaO
Медный . . . 1'3,5 0,5 36,5 39,0 2,7 3,4 0,5
Медный . . . Медно-цинко- 36,5 1,5 1,1 — 7,1 17,0 25,5 7,2 2,4
вый Медный ни- кельсодержа- 15,7 0,8 6,8 — 31,6 40,4 0,7 — 0,2
щий 24,7 — — 1,8 34,9 32,6 1,7 1,5 0,7
Флотационные концентраты представляют собой тонкие
порошки с частицами крупностью 74 мкм с влажностью
8-10%.
118
§ 3. Современное состояние производства меди
Медная промышленность является одной из ведущих подотраслей
цветной металлургии Советского Союза. Выпуск меди в нашей стране
постоянно растет, а технология ее получения непрерывно совершен-
ствуется. В XI пятилетке предусмотрено увеличение выпуска меди на
20—25 %•
Ведущее место в дальнейшем увеличении производства меди в
Советском СЬюзе занимают районы Заполярья, Казахстана, Средней
Азии и Сибири. На базе многочисленных крупных месторождений ра-
ботают Норильский, Балхашский, Алмалыкский и Джезказганский гор-
но-металлургические комбинаты. По-прежнему важное место в произ-
водстве меди занимает Урал, где расположено несколько медеплавиль-
ных и медерафинировочных предприятий.
Большое будущее принадлежит Удоканскому месторождению мед-
ных руд в Восточном Забайкалье, на базе которого в Сибири в ближай-
шее время возникнет новый мощный горно-обогатительный и металлур-
гический комплекс.
Высокими темпами развивается медная промышленность за рубе-
жом. Крупнейшим производителем меди среди капиталистических и раз-
вивающихся стран являются США. В 1978 г. в США было произведено
около 1850 тыс. т рафинированной меди.
Быстро развивается производство меди в Японии, импортирующей
почти все сырье из стран Азии, Океании и Австралии. В 1978 г. в Япо-
нии было произведено 959 тыс.т меди, что отвечает второму месту в
капиталистическом мире.
В больших количествах производят медь в Чили, Замбии, Канаде
и ФРГ.
Медные руды и концентраты имеют одинаковый минералогический
состав и отличаются лишь количественными соотношениями между раз-
личными минералами. Следовательно, физико-химические основы их ме-
таллургической переработки совершенно одинаковы.
Для переработки медьсодержащего сырья с целью получения ме-
таллической меди применяют как пиро-, так и гидрометаллургические
процессы.
В общем объеме производства меди на долю пирометаллургических
способов приходится около 85 % мирового выпуска этого .металла
В Советском Союзе гидрометаллургию для получения меди применяют
значительно в меньших масштабах, чем за рубежом.
Пирометаллургическая технология предусматривает переработку ис-
ходного сырья (руды или концентрата) на черновую медь с последую-
щим ее обязательным рафинированием. Если принять во внимание, что
основная масса медной руды или концентрата состоит из сульфидов
меди и железа, то конечная цель пирометаллургии меди — получение
черновой меди — достигается за счет практически полного удаления пус-
той породы, железа и серы.
Получение черновой меди в промышленных условиях может быть
осуществлено несколькими путями (рис. 59). На схеме; приведенной на
рис. 59, видно, что удаление железа и серы может производиться их
окислением в три стадии (обжиг, плавка, конвертирование), в две ста-
дии (плавка, конвертирование) или в одну стадию.
За исключением последнего варианта, предусматривающего непос-
редственную плавку, концентратов на черновую медь, технология ее по-
лучения характеризуется многостадийностью. В каждой из последова-
тельно проводимых технологических операций постепенно повышают
концентрацию меди в основном металлсодержащем продукте за счет
отделения пустой породы и некоторых сопутствующих элементов.
119
Медная руда .
------1
ОВагащение
Г"
Медный канув нт рот
~1
Мосты ---В отвал
Обжиг
Дутье
Флюсы
f----
— Дутье
1 ZF
Газы
Плавка на штейн
' п
в производства ДУ^ье
H2SO4 ’
Флюсы
f------
Плавка на черневую медь
f I I
Газы Штейн Шлак .
♦ t
В производство В отвал
H2SO4
Дутье Квару
--------> I------------—
П 1
Шлак Газы
I I
На обеднение На переработку
Конвертирование
Г~----------f-----
Газы Конвертерный
। шлак
В производства ।
H2SO^ I
Черновая медь
Восстановитель Воздух
----------------, |-------------------
Огневое рафинирование
----------
Гнойная медь
Электролитическое рафинирование
< — ।
Шламы Катодная медь
I
На извлечение
Аи, Ag.Se,Те
♦
К потребителю
Рис. 59. Принципиальная технологическая схема пирометаллургическо-
го получения меди из сульфидных руд. Римскими цифрами обозначе-
ны возможные варианты переработки исходного сырья иа черновую
медь
Наиболее распространенная до настоящего времени технология пре-
дусматривает обязательное использование следующих металлургических
процессов: плавку на штейн, конвертирование медного штейна, огневое
и электролитическое рафинирование меди. В ряде случаев перед плав-
кой проводят предварительный окислительный обжнг сульфидного сырья.
Плавку на штейн можно проводить в восстановительной, нейтральной
нлн окислительной атмосфере.
В первых двух случаях регулировать степень десульфуризации не-
возможно, и содержание меди в штейнах будет незначительно отличать-
ся от ее содержания в исходной шихте. Это технологически и экономи-
чески невыгодно для последующего конвертирования, если получают
очень бедные по содержанию медн штейны.
В условиях окислительной плавки можно получать штейны любого
заданного состава. Это достигается путем окисления главным образом
сульфидов железа с последующим ошлакованием его оксидов (окисле-
ние сульфидов шихты можно провести также путем предварительного
обжига). Ниже приведен расчет состава штейна прн плавке шихты без
окисления и с окислением:
Пример 5. Для расчета примем концентрат следующего соста-
ва, %: 10 Си; 44 Fe; 36 S; 10 — пустая порода. Потерями медн прн
плавке пренебрежем (для упрощения расчета).
При плавке в нейтральной атмосфере десульфуризация, протекаю-
щая в основном за счет днссоцнацнн высших сульфидов (главным об-
разом, пнрнта), составит около 50 %.
Тогда нз 100 кг концентрата в штейн перейдет серы:
(36-50)/100-= 18 кг.
Общее количество штейна прн содержании в нем 25 % серы будет
равно:
18:25) 100 = 72 кг.
В этом случае содержание медн в штейне составит:
10:72) 100= 14%,
что соответствует степени обогащения штейна медью по сравнению с
исходным концентратом, равной 1,4.
Для получения более богатого штейна необходимо повысить сте-
пень десульфуризации Предположим, что требуется получить штейн, со-
держащий 40 % Си. Такого штейна прн 100 %-ном извлечении медн
(условно) должно получиться: (10:40)-100=25 кг.
В этом количестве штейна должно содержаться (25-25) :100=6,25 кг
серы.
Это соответствует степени десульфуризации, равной
((36 — 6,25)/36] 100 я» 83%.
Степень обогащения штейна медью при такой десульфуризации со-
ставит: 40:10=4.
Прн сопоставлении результатов двух вариантов плавки одного и
того, же концентрата в нейтральной атмосфере и в окислительных ус-
ловиях можно видеть, что во втором случае увеличение содержания
медн в штейне почТй в три раза ведет к уменьшению во столько же раз
его выхода.
Увеличение степени десульфуризации всегда будет приводить к Обо-
121
гащению штейна основным металлом н к соответствующему уменьше-
нию его количества1.
Существует много разновидностей плавки медных руд и концентра-
тов на штейн, отличающихся как технологическими особенностями, так
н аппаратурным оформлением.
Наиболее распространенным в настоящее время в медном производ-
стве методом плавки на штейн является плавка в "отражательных пе-
чах, пригодная только для переработки мелких материалов. Близким
аналогом отражательной плавки является плавка в электрических (руд-
нотермических) печах. До сего времени сохранил свое практическое
значение самый старый способ извлечения меди нз руд — плавка в
шахтных печах.
Перечисленные способы плавки на штейн, несмотря на широкое рас-
пространение, далеко не удовлетворяют требованиям современности и
требуют замены более совершенными методами. Основным направлением
развития технологии переработки сульфидного сырья является разра-
ботка новых, более современных и более экономичных технологических
схем, построенных на базе автогенных процессов.
Внедрение автогенных процессов в практику металлургии тяжелых
цветных металлов, включая прямое получение меди, позволяет упрос-
тить технологию за счет совмещения процессов обжига, плавки на
штейн и частично или полностью процесса конвертирования в одном тех-
нологическом цикле. Это дает возможность повысить комплексность
использования сырья, исключить расход топлива, улучшить многие тех-
нико-экономические показатели и предотвратить загрязнение окружа-
ющей природы вредными веществами.
Удельный вес различных способов производства меди в СССР выра-
жается следующими примерными цифрами: отражательная плавка 60—
65 %; шахтная плавка 18—22 %; электроплавка 10—15 %; автогенные
процессы 8—10 %; гидрометаллургия 0,1—0,2 %•
§ 4. Окислительный обжиг медных концентратов
Целью окислительного обжига, в пирометаллургии меди
является частичное удаление серы и перевод части сульфи-
дов железа в форму шлакуемых при последующей плавке
оксидов. Это вызвано стремлением получить при плавке,
проводимой в условиях незначительного окисления, штей-
ны с содержанием не менее 25—30 % Си.
Окислительный обжиг в пирометаллургии меди не явля-
ется обязательным. В медной промышленности он встре-
чается редко и применяется обычно при переработке высо-
косернистых, бедных по меди концентратов или руд.
Применение обжига оправдано также при переработке мед-
ного сырья с повышенным содержанием цинка.
1 Если при окислительном обжиге окислить все содержащиеся в
исходной шихте сульфиды (Z>=100 %), то обожженный материал пол-
ностью будет состоять нз оксидов. Штейн при плавке такого материа-
ла не получится. Полностью обожженный материал можно перерабо-
тать либо методом восстановительной плавки на черновую медь, либо>
гидрометаллургическим способом.
122
Перед плавкой концентрата в отражательных или элек-
трических печах обжиг проводится без расплавления ших-
ты. Плавка в шахтных печах мелких руд или флотацион-
ных концентратов требует их окускования. В этих случаях
частичный окислительный обжиг сопровождается одно-
временным спеканием шихты с получением обожженного
крупнокускового продукта— агломерата.
Наряду с частичным окислением серы и железа.в про-
цессе окислительного обжига решаются задачи получения
сернистых газов, пригодных для производства серной кис-
лоты, перемешивания компонентов шихты и ее термичес-
кой подготовки.
Медная шихта, поступившая в обжиговые печи, состоит
из концентратов, измельченных флюсов и оборотной пыли.
Состав шихты должен удовлетворять требованиям, предъ-
являемым к последующему процессу плавки на штейн за-
данного состава.
Окислительный обжиг медных концентратов проводят
при 750—900 °C. При этих температурах окисление суль-
фидов проходит преимущественно с образованием окси-
дов. В общем виде процесс горения сульфидов описывает-
ся уравнением
2MeS + ЗО2 = 2МеО + 2SO2 + Q, (20)
где Q — тепловой эффект экзотермической реакции.
При температурах ниже 600—650 °C стабильными яв-
ляются сульфаты:
MeS + 2О2 ф MeSO4. (21)
Образование сульфатов перед плавкой , на штейн неже-
лательно, так как это ведет, к снижению десульфуризации.
Верхний температурный предел (900 °C) ограничен тем,
что при более высоких температурах может начаться плав-
ление отдельных сульфидов и их наиболее легкоплавких
эвтектик, что может привести к спеканию мелких частиц
шихты. При обжиге спекание недопустимо.
Процесс обжига состоит из следующих основных эле-
ментарных стадий: нагрева и сушки шихты, термической
диссоциации высших сульфидов, воспламенения и горе-
ния сульфидов.
Нагрев шихтовых материалов сопровождается удале-
нием влаги и происходит как за счет теплопередачи от го-
рячих газов, так и за счет тепла реакций окисления. После
123
нагрева шихты до температуры около 350—400 °C начина-
ются почти одновременно процессы диссоциации сульфид-
ных минералов и их воспламенение.
Термическому разложению подвергаются только выс-
шие сульфиды по реакциям:
FeS2->FeS + VA; (22)
2CuFeS2-*-Cu2S + 2FeS + (23)
2CuS->Cu2S + (24)
Выделяющиеся пары серы сгорают в окислительной ат-
мосфере печи по реакции: S-FO2=SO2.
. При термическом разложении пирита половина атомов
серы удаляется в газы, т. е. степень десульфуризации от
разложения этого сульфида составляет 50%. Десульфу-
ризация при диссоциации халькопирита и койеллина соот-
ветственно равна 25 и 50 %.
Все реакции термической диссоциации эндотермичны
и требуют затрат тепла на их осуществление.
В процессе окислительного обжига возможно также
частичное разложение карбонатов, например: СаСОз->
—>СаО-{-СО2.
Окисление сульфидов начинается с их воспламенения
Под температурой воспламенения подразумевают темпера-
туру, при которой количество выделяющегося тепла стано-
вится достаточным для начала интенсивного горения всей
массы обжигаемого сульфидного материала.
Температура воспламенения отдельных сульфидов раз-
лична и зависит от их индивидуальных физико-химических
свойств и тонины помола. Наиболее легковоспламеняющие-
ся сульфиды — пирит, халькопирит и халькозин при круп-
ности зерен около 0,1 мм начинают гореть при температу-
рах соответственно 325, 360 и 430 °C.
Многие сульфиды, в частности пирит и халькопирит,
могут начать окисляться при температурах ниже начала их
разложения. Этому способствует сильно окислительная ат-
мосфера в обжиговых печах и достаточная для их воспла-
менения температура.
При окислительном обжиге медных концентратов пре-
имущественно окисляются сульфиды железа. Причиной
этрго является большее сродство железа к кислороду и
меньшее к сере, чем у меди (см. рис. 38, 39).
Основными реакциями окислительного обжига медных
концентратов являются:
2FeS + 3,5О2 = Fe2O3 -4- 2SO2 + 921000 кДж; (25)
124
2FeS2 + 5,5O2 = Fe2O3 + 4SO2'+ 1655000 кДж; (26)
2CuFeS2 + 6O2 = Fe2O3 + Cu2O + 4SO2. (27)
При обжиге возможно также окисление сульфидов ме-
ди пО реакции
Cu2S + 1V2 О2 = Cu2O + SO2 + 38435 кДж. (28)
Однако вследствие большого сродства меди к сере она
вновь сульфидируется по обменной реакции
Cu2O + FeS = Cu2S + FeO + 168060 кДж. (29)
Cu2O фактически в огарке не будет.
Все реакции окисления сульфидов и элементарной серы
экзотермичны. Выделяющегося в условиях обжига медных
концентратов тепла, как правило, более чем достаточно для
самопроизвольного протекания обжига, который является
типичным автогенным процессом.
Механизм обжига твердых сульфидных частиц следую-
щий. При взаимодействии кислорода с каким-либо сульфи-
дом на поверхности его зерна образуется оксидная пленка
(рис. 60). Скорость роста пленки оксидов будет зависеть от
Рис. 60. Схема механизма окисления сульфндиой час-
тицы в твердом состоянии:
а — начальный момент; б — в процессе окисления
количества подводимого к реакционной поверхности кисло-
рода и скорости его диффузионного проникновения внутрь
окисляемой частицы. Для ускорения процесса окисления
нужен интенсивный массообмен в газовой фазе, обеспечи-
вающий удаление от поверхности твердых частиц продукта
реакции — сернистого ангидрида, а следовательно, облег-
ченный подвод к^частице окислителя. Вполне естественно,
более крупные частицы будут окисляться медленнее. При
недостаточной продолжительности обжига внутри окисляе-
мой частицы может сохраниться сульфидное ядро.
125-
Продуктами окислительного обжига медных концентра-
тов являются огарок, газы и пыль.
Минералогический состав огарка будет резко отличать-
ся от состава исходного концентрата. Получающийся ога-
рок характеризуется наличием в нем наряду с сульфидами
оксидов и практически полным отсутствием высших суль-
фидов.
Основными химическими соединениями огарка, получен-
ного, например, при обжиге медно-цинкового концентрата,
будут следующие: Cu2S, FeS, ZnS, Fe2O3, Fe3O4, FeO,
ZnO, CaO, SiO2, A12O3. При проведении обжига возможно
•образование небольших количеств сульфатов меди, железа
и цинка.
Ниже приведен расчет выхода и состава огарка:
Пример 6. Примем, что обжигу подвергается 100 кг концентрата
состава, %: 12 Си; 1,5 Zn; 35,5 Fe; 43,5 S; 5 SiO2; 1 СаО; 1,5 — прочие.
Исходные данные для расчета: степень десульфуризации 80%;
окисляется ’/з циика; в огарке остается 2/з прочих; потерями меди при
обжиге пренебрегаем. Тогда количество серы, остающейся в огарке, со-
ставит:
43,5 • (100 — 80)/100 = 8,7 кг.
Количество серы в оставшемся сульфиде цинка
<1,5-2/3-32)/65,4 = 0,24 кг.
Количество потребленного кислорода для окисления цинка в ZnO
<l,5-i/3- 16)/65,4 = 0,06 кг.
Количество серы, связанной с медью в Cu2S:
12-32/(2-63,55) = 3 кг.
Количество иеокислившейся серы, связанной с железом:
3,7—(0,24 + 3) = 5,46 кг,
тогда количества оставшегося в сульфидной форме железа составит:
-5,46-55,85/32 = 9,53 кг,
а железа, перешедшего в оксидную форму: 35,5—9,53=25,97 кг.
Для окисления железа до Fe2O3 потребуется кислорода:
125,97 (3-16)/(2-55,85) = 11,16 кг.
Всего для окисления железа и цинка потребуется 11,16+0,06=
= 11,22 кг кислорода. Тогда в огарке будет содержаться, кг: 12 Си;
1,5 Zn; 35,5 Fe; 8,7 S; 11,2 О2; 1,5 — прочие.
Общая масса огарка будет равна 70,4 кг, т. е. выход огарка от
массы исходного коицеитрата составит 70,4 %. Состав огарка будет сле-
дующим, %: 17 Си; 2,1 Zn; 50,5 Fe; 12,4 S; 15,9 О2; 2,1 — прочие.
Как видно из расчета, степень обогащения огарка медью по сравне-
нию с исходным коицеитратом невелика и составляет всего 17,7 : 12=
= 1,4.
Окислительный обжиг сульфидных материалов перед
ллавкой на штейн сохраняет одну и ту же физико-химиче-
126
скую основу независимо от вариантов аппаратурного
оформления.
Основным способом обжига медных концентратов в-
настоящее время является обжиг в кипящем слое (КС)’
Широко распространенный в недалеком прошлом обжиг
в механических многоподовых печах фактически потерял
свое промышленное значение и сохранился лишь на не-
скольких заводах.
Сущность обжига в кипящем слое заключается в том,,
что через слой концентрата (шихты) продувается восхо-
дящий поток воздуха или обогащенного кислородом дутья,
с такой скоростью, при которой все зерна исходного мате-
риала приходят в непрерывное возвратно-поступательное
движение, похожее на кипящую жидкость, что и послужи-
ло основанием для названия этого процесса.
Механизм образования кипящего слоя сводится к сле-
дующему. Если через слой сыпучего материала продувать,
снизу газ, слой сначала будет разрыхляться, а при опре-
деленной скорости подачи дутья приобретает основные
свойства жидкости — подвижность, текучесть, способность
принимать форму и объем вмещающего сосуда и т. д. Та-
кое состояние сыпучего материала называется псевдожид-
ким или псевдоожиженным. Оно наступит при определен-
ной критической скорости газового потока (W^min), при ко-
торой подъемная сила газового потока будет равной общей1
массе твердого материала.
При дальнейшем увеличении расхода дутья до второй
критической скорости (Wmax) объем (высота) слоя сохра-
нит примерно постоянное значение. Режим дутья от I^min
До Wmax отвечает области псевдоожижения. В этих усло-
виях частицы обжигаемого материала поднимаются струй-
ками газового потока на некоторую высоту, а затем пада-
ют, витая в пределах кипящего слоя.
При повышении скорости дутья выше lFmax объем сы-
пучего материала начинает резко увеличиваться. Шихта
примет взвешенное состояние, что будет сопровождаться
интенсивным пылевыносом обжигаемых частиц.
В реальных условиях крупност# присутствующих в об-
жигаемой шихте частиц будет заметно различаться. В ре-
зультате этого наиболее мелкие зерна будут выноситься из
печи газовым потоком, а наиболее крупные, наоборот,
оседать в нижнюю часть кипящего слоя, образуя на поди-
не «постель^. При обычных режимах обжига в кипящем
слое пылевынос составляет 20—30 % °т массы исходной
шихты.
127
Для обжига в кипящем слое медных концентратов при-
меняют печи, отличающиеся устройством отдельных узлов,
геометрическими размерами и формой поперечного сече-
ния. В поперечном сечении печи КС могут быть круглыми,
прямоугольными или эллиптическими.
Устройство печи для обжига в кипящем слое показано
на рис. 61.
Независимо от конструкции любая обжиговая печь КС
имеет ряд обязательных узлов и деталей: вертикальную
12.2d
Рнс. 61. Печь для обжига в кипящем слое
шахту 1 со сводом 2, под с соплами 3, воздухораспредели-
тельные камеры 4, загрузочное окно (форкамера) 5, раз-
грузочное устройство 6 и газоход 7. Места загрузки и раз-
грузки обычно располагаются на противоположных сторо-
нах печи.
Рабочая камера печи выполнена в виде металлического
кожуха, футерованного изнутри шамотным кирпичом и по-
крытого снаружи слоем теплоизоляционного материала.
Свод печи изготовлен из огнеупорного кирпича.
128
Под печи представляет собой устройство, обеспечиваю-
щее равномерное распределение подаваемого в слой обжи-
гаемого материала воздуха и предотвращающее провал
мелкого сыпучего материала в воздушные камеры. Обычно
он выполняется из жароупорного бетона с отверстиями для
установки воздухораспределительных сопел колпачкового
типа (рис. 62). Сопла располагаются равномерно по всей
площади пода в шахматном порядке с расстоянием между
рядами 200—300 мм. Число сопел на 1 м2 пода колеблется
от 30 до 50 шт.
Загрузку шихты осуществляют через форкамеру, име-
ющую повышенную плотность размещения сопел. Обжи-
гаемый материал может подаваться с любым содержанием
влаги вплоть до пульпы.
Разгрузку огарка обычно производят через сливной по-
рог, высота размещения которого определяет уровень кипя-
щего слоя. Выпуск огарка возможен также из нижней ча-
сти кипящего слоя. В этом случае высоту кипящего слоя
регулируют скоростью разгрузки материала с помощью
специального шибера (стопора).
При окислительном обжиге сульфидных концентратов в
кипящем слое, как правило, выделяется большое количест-
во избыточного тепла, в результате чего может недопусти-
мо повыситься температура в слое обжигаемого материала.
Для отвода избыточного тепла непосредственно в кипящий
слой вводят холодильники трубчатого типа или холодиль-
ники-змеевики.
Разогрев печи перед ее пуском на непрерывную работу
после монтажа или ремонта .производят с помощью топоч-
ных горелок, устанавливаемых в специальных окнах.
Обжиг в кипящем слое является самым высокопроизво-
9 Н. И. Уткин 129
дительным процессом. Это обусловлено высокоразвитой
удельной поверхностью контакта твердой и газообразной
фаз. Окисление сульфидов в этих условиях идет очень ин-
тенсивно даже при небольшом избытке воздуха — всего
... 10—20 % сверх теоретически необходимого. При достаточ-
но высокой герметизации печей это позволяет получать га-
зы, содержащие до 12—14 % SO2.
» Производительность печей КС по концентрату в 4—
5 раз и более выше, чем при обжиге в механических много- i
подовых печах.
Конструкция обжиговых печей КС очень проста, а их
работа легко поддается механизации и автоматизации.
Обжиг медных концентратов в СССР применяется на j
Среднеуральском медеплавильном заводе (СУМЗ), Ала-
вердском и Норильском горно-металлургических комбина-
тах. На обжиг в кипящем слое переводится обжиговый цех
Красноуральского медеплавильного комбината.
Печи кипящего слоя на СУМЗе имеют круглое сечение j
с наружным диаметром 5,57 м при толщине футеровки i
стен 445 мм. Высота печей 4 или 9 м (более высокие печи
работают эффективнее). Площадь пода печи 16,5 м2, высо- (
та сливного порога 1,5 м, живое сечение пода (отношение
площади сечения всех сопел к общей площади пода) в ра-
бочей камере пода 0,7 %, в форкамере 0,9 %. Отвод избы-,
точного тепла производится 16 холодильниками, вводимы-
ми непосредственно в кипящий слой. Для разогрева- печи
при пуске служат 4 нефтяные форсунки.
Шихта обжига состоит из концентратов, флюсов и обо- J
ротов, смешение которых осуществляется в механизирован- <
ном шихтарнике. Готовую шихту перед обжигом подсуши- i
вают в сушильных барабанах до влажности 5—6 %.
Отходящие газы после выхода из обжиговой печи про-
, ходят трехстадийную очистку от пыли в циклоне диамет-
I ’ ром 2,7 м, в двух параллельных батареях циклонов диамет-
; ром 900 мм (12 шт.) и в трубчатом электрофильтре. Улов-
ленную пыль объединяют с огарком и отправляют в плавку
! на штейн в отражательные печи. Очищенные от пыли газы ’
» используют в сернокислотном производстве.
На Красноуральском комбинате обжиг проводят в 10-подовых печах ,
с механическим перегибанием диаметром 6,5 м и высотой 9,7 м. Такие
печи отличаются сложностью конструкции, а их работа — высокими ка-
, пнтальиыми и эксплуатационными затратами, трудностями регулирова- ;
ния и автоматизации процесса, низким содержанием сернистого ангид-
рида в газах. ,t
Пыли, образующиеся в механических многоподовых печах выносят-
ся газовыми потоками вблизи загрузки исходной шихты и требуют воз- ;
врата иа повторный обжиг.
130
Ниже приведены основные техиико-экоиомнческие показатели об-
жига медных концентратов:
Печи КС Механические
многоподовые
печи
Производительность по шихте, т/сут 1000—1100 200—250
Десульфуризация, %................... 55—60 58—60
Температура обжига, °C.......... 870—890 800
Вынос пыли, %..................... 83—84 10—15
Содержание SO2 в газах, % . . . . 13—15 6—7
Технологические схемы с окислительным обжигом в пи-
рометаллургии меди имеют ограниченное распространение.
Новые медеплавильные заводы проектируют без обжиговых
цехов. С развитием и освоением автогенных процессов об-
жиг полностью потеряет свое практическое значение.
§ 5. Плавка на штейн в отражательных
и электрических печах
Плавку медных концентратов на штейн в отражатель-
ных печах начали применять в конце XIX столетия в связи
с привлечением в металлургическую переработку все более
бедных руд и развитием методов их предварительного обо-
гащения. Отражательные печи пригодны для переработки
лишь мелких материалов и являлись в свое время наиболее
подходящими плавильными аппаратами для плавки на
штейн тонкодисперсных флотационных концентратов.
Основной целью плавки в отражательных печах, как и
любого другого вида плавки медных концентратов на
штейн, является расплавление шихты с получением двух
жидких продуктов — штейна и шлака. При этом ставятся
задачи как можно полнее перевести в штейн медь и ряд
других ценных элементов, например благородных метал-
лов, а пустую породу ошлаковать.
Сущность отражательной плавки заключается в том,
что загруженная шихта плавится за счет тепла от сжига-
ния углеродистого топлива в горизонтально расположенном
рабочем пространстве печи. Факел, образующийся при го-
рении топлива, располагается над поверхностью расплава.
При плавке сырых и подсушенных концентратов загру-
женная шихта образует откосы., вдоль боковых стен печи;
при плавке огарка она растекается по поверхности зеркалу
шлакового расплава.
Шихта и поверхность расплава в отражательных печах
нагреваются за счет непосредственного. лучеиспускания
факела горячих топочных газов и тепловых лучей, отражен-
9* 131
5 6
Рис. 63. Схема плавки в отражатель-
ных печах с образованием шихтовых
откосов:
/ — шихта; 2 — факел, образующийся
при сжигании топлива; 3 — шихтовый
откос; 4 — зона плавления; 5 — шлако-
вый расплав; 6 — штейн. Стрелками
показано направление теплоизлучения,
штриховыми линиями — движение рас-
плавленных фаз
иых от внутренней поверхности свода. Участие свода в пе-
редаче тепла отражением теплового излучения послужило
причиной названия печей отражательными.
Передача тепла внутри слоя шихты может осущест-
вляться только за счет теплопроводности. Отсутствие в
в отражательных печах массообмена внутри расплава так-
же предопределяет перенос тепла в нижние слои расплава
только за счет теплопроводности. При этом следует иметь
в виду, что теплопроводность шихты и шлакового расплава
низкая. Схема плавки в от-
ражательной печи сырых
(необожженных) концентра-
тов показана на рис. 63.
Механизм плавки в от-
ражательной печи можно
представить следующим об-
разом. Нагрев шихты, лежа-
щей на поверхности откосов,
за счет тепла, излучаемого
факелом, сопровождается
сушкой материала и терми-
ческой диссоциацией вне-
сших сульфидов и других
неустойчивых соединений.
По мере нагрева в поверх-
ностных слоях шихтовых от-
косов начинают плавиться
легкоплавкие составляющие
шихты — сульфидные и оксидные эвтектики. Образующий-
ся при этом первичный расплав стекает по поверхности от-
косов, растворяет в себе более тугоплавкие компоненты и
попадает в слой шлакового рарплава. С этого момента фак-
тически начинается разделение шлаковой и штейновой фаз;
капли оксидной фазы растворяются в общей массе шлака,
имеющегося постоянно в печи, а капли штейна проходят
через слой шлака и образуют в нижней части ванны само-
стоятельный слой.
Скорость отстаивания капель штейна будет тем выше,
чем больше их размеры. Очень мелкие штейновые включе-
ния в условиях отражательной плавки (спокойная ванна)
далеко не полностью успевает отстояться за время пребы-
вания расплава в печи (10—14 ч) и выносятся со шлаком.
При переработке в отражательной печи обожженных
концентратов, уже прошедших термическую подготовку,
механизм плавки будет иным. Частицы огарка, растекаясь
132
по поверхности шлаковой ванны, контактируют с ней, в ре-
зультате чего оксидные пленки на частицах растворяются
в шлаке, а сульфидные зерна оседают на дно расплава,
образуя штейн.
Различным при плавке сырых и обожженных концент-
ратов будет и химизм плавки. При плавке сырых концент-
ратов основными химическими процессами являются раз-
ложение высших сульфидов и взаимодействие сульфидов
железа с магнетитом, поступающим в печь с оборотным
конвертерным шлаком, по реакции
FeS + 3Fe А + 5SiO2 = 5 (2FeO • SiO2) + SO2. (30)
Суммарная десульфуризация в этом случае обычно со-
ставляет 45—55 %.
Химизм плавки огарка, поскольку разложение высших
сульфидов практически полностью закончилось при обжи-
ге, сводится главным образом к химическому взаимодей-
ствию между оксидами и сульфидами. Основными в этой
плавке являются следующие реакции:
Cu2O + FeS = Cu2S + FeO; (31)
10Fe^O3 + FeS = 7Fe A + SO2, (32)
а также взаимодействие FeS c Fe3O4 в присутствии кремне-
зема.
Десульфуризация при плавке обожженных медных кон-
центратов, не превышает 20—25 %.
Отражательная печь для плавки медных концентратов
(рис. 64) представляет собой плавильный агрегат с гори-
зонтальным рабочим пространством. Внутренние размеры
современных отражательных печей следующие: длина 28—
35 м, ширина 6—10 м, высота от свода до пода 4—4,5 м.
Площадь пода таких печей колеблется от 180 до 350 м2.
Конструктивно отражательная печь состоит из фунда-
мента, стен, подины (лещади), свода, каркаса, устройств
для загрузки шихты и выпуска продуктов плавки, горелок
(форсунок) для сжигания топлива.
Фундамент — основу печи — изготавливают из литого
шлака, бетона, кирпича или бутового камня. На фундамен-
те размещена наварная лещадь. Наварку производят оп-
лавлением кварцевого песка на нескольких слоях стро-
ительного и огнеупорного кирпича. Лещадь может быть
полностью выложена из динасового кирпича в виде
обратной арки. Общая толщина лещади 0,6—1,5 м.
Стены печей выкладывают из хромомагнезитового, маг-
незитового или магнезитохромитового кирпича. Толщина
133
Рнс. 64. Отражательная печь с подвесным сводом:
У —фундамент; 2 —лещадь; 3 — стена; 4 — свод; 5 — загрузочные отверстия; 6 — окна' для горелок (форсунок); 7 — шпуры для вы-
пуска штейна; 8 — запасный шпур; 9 — шлаковое окно; 10 — газоход; 11 — металлический каркас
Рис. 65. Узел крепления арочного сво-
да и устройство загрузочной воронки:
1 — стена печи; 2 — свод; 3 — пятовый
кирпич; 4 — подпятовая балка; 5 — за-
грузочное устройство; 6 — желоб скреб*
кового транспортера; 7 — шибер; 8 —
металлическая колонна; 9— горизон-
тальная тяга с пружиной
стен в верхней части печи составляет 0,5—0,6 м, а у лещади
0,75—1 м. Для придания кладке достаточной механической
прочности ее скреп'ляют металлическим каркасом, состоя-
щим из ряда колонн и тяг.
Срок службы стен отражательных печей зависит от спо-
соба загрузки шихты и ее качества. При плавке (сырой)’
шихты вдоль боковых стен печи образуются устойчивые
шихтовые откосы, которые защищают огнеупорную кладку
от быстрого разрушения. Стойкость стен из огнеупорных
кирпичей можно повысить путем установки наружных или
закладных кессонов, размещаемых обычно на уровне зер-
кала расплавленной ванны.
Ответственнейшим элементом конструкции отражатель-
ных печей является свод. По конструктивному исполнению
своды отражательных печей
бывают арочными, подвес-
ными и распорно-подвес-
ными.
Динасовые арочные сво-
ды применяют лишь при не-
большой ширине печи (до
6 м). Арки свода набирают
секциями длиной 3,7—7,5 м.
Секции опираются на пято-
вые кирпичи, закрепленные
с обеих сторон печи в швел-
лерных балках, которые
удерживаются общим кар-
касом. Узел крепления арки
свода показан на рис. 65.
Расширение отражатель-
ных печей ведет к повыше-
нию их производительности
вследствие увеличения от-
носительной . площади от-
косов. Однако при большой
ширине печи прочность
арочного свода мала и он
может разрушиться под
действием собственной мае-
СЫ.
Для отражательных печей большой ширины применяют
только подвесные или распорно-подвесные своды. Подвес-
ной свод делают плоским или трапециевидным. Конструк-
ция трапециевидного свода приведена на рис. 66. Для мон-
135
J
тажа свода на несущих конструкциях каркаса печи уста-
навливают швеллерные балки, к которым с помощью тяг
подвешивают кирпичные блоки. Подвесные своды позволя-
ют производить их горячие ремонты без остановки печи
путем замены прогоревших блоков.
Распорно-подвесные своды, так же как и подвесные, со-
бирают из отдельных блоков, подвешенных на арках дуго-
образной формы (рис. 66).
На большинстве заводов загрузку шихты производят
через свод печи с помощью загрузочных устройств, распо-
ложенных вдоль боковых стен печи (см. рис. 65). Такой
Рис. 66. Распорно-подвесной
свод отражательной печи:
1 — колонна каркаса печи;
2 — балка арочного типа:
3 — подвеска; 4 — упорный
стакан; 5 —стальная про-
кладка; 6 — магнезнтохроми-
товый кирпич; 7 — пальцы;
8 — стальной уголок; 9 —
шайба; /(2 — клжн
способ загрузки шихты сопровождается большим ее пыле-
выносом и быстрым разъеданием свода печи, особенно
вблизи загрузочных отверстий. Наибольшая химическая
коррозия свода при таком методе загрузки наблюдается
при плавке обожженной шихты. Более рациональным при-
знано считать подачу шихты непосредственно на поверх-
ность шлакового расплава через боковые стены печи. На
рис. 67 показана телескопическая система загрузки шихты.
136
Продуктами отражательной плавки являются штейн,
шлак, пыль и газы. Выпуск и удаление их осуществляются
через специальные устройства.
Выпуск штейна производится со дна ванны над ле-
щадью печи через шпуры периодического действия (рис.
68) или через сифонные устройства, работающие по прин-
ципу сообщающихся сосудов (рис. 69). Штейновый сифон
может работать в непрерывном режиме. Расположение вы-
Рис. 68. Устройство шпура
для выпуска штейиа:
1 — кладка; 2 — чугунная ра-
ма; 3— чугунная шпуровая
плита; 4 — Палец; 5 — на-
кладка; 6 — клин
Рис. 67. Телескопическая система за-
грузки шихты:
1 — кюбель с огарком; 2 — приемная
вороика; 3— виутреяияя труба; 4 —
противовес; 5 — внешняя труба; 6 —
каток для внешней трубы; 7 — проти-
вовес задвижки; 8 — змеевик водяного
охлаждения; 9 — загрузочная труба;
10 — дверка; И— загрузочное окно
Рис. 69. Сифон для выпуска штейиа:
1 — боковая стена печи; 2— выпускной канал; 3 — емкость сифона; 4 — желоб -
137
пускных отверстий для штейна показано на рис. 64. За-
крывают шпур глиняной пробкой, а сифон — с помощью
глиняной плотинки.
Для выпуска шлака используют шлаковые окна, разме-
щенные в конце печи, чаще всего на обеих боковых сторо-
нах печи (см. рис. 64). Высота расположения порога шла-
кового окна определяет общий уровень расплава в печи,
составляющий обычно по высоте 0,8—1,2 м, в том числе
0,4—0,6 м штейна.
Отражательные печи являются пламенными. Для созда-
ния в печи необходимых температур сжигают топливо. Газ
или угольную пыль сжигают с помощью горелок, а мазут —
Рис. 70. Газомазутиая горелка
в форсунках. Топочные устройства (4—8 шт.) размещают
в специальных окнах на передней торцовой стенке печи.
Воздух для вдувания, распыления и сжигания топлива по-
догревают до 200—400 °C.
Наиболее распространенным в настоящее время топли-
вом для отражательных печей является природный газ. Он
наиболее дешев, легко транспортируется и не требует пред-
варительной подготовки. К числу недостатков газообразно-
го топлива следует отнести лишь образование при его го-
рении несветящегося пламени с малой излучающей способ-
ностью. Для подсветки пламени при сжигании природного
газа в горелках одновременно распыляют мазут (рис. 70).
Сжигание топлива в отражательных печах нужно вести
138
при коэффициенте избытка воздуха (а) не больше 1,05.
Следовательно, в отражательных печах будет слабо окис-
лительная, почти нейтральная атмосфера.
На большинстве современных отражательных печей ре-
гулирование температуры в фокусе горения и в конце печи
производится автоматически, а для сжигания топлива ис-
пользуют дутье, обогащенное кислородом до 28—30 %.
Рабочая температура в отражательной печи на расстоя-
нии 3—10 м от передней стенки достигает 1550—1600 °C.
Это зона наиболее высоких температур, и она, по существу,
является плавильной зоной; здесь производят загрузку
перерабатываемой шихты. По мере удаления от зоны плав-
ления температура снижается и в конце печи не превышает
1250—1300 °C. Фактически вторая половина печи работает
как отстойник.
Необходимость иметь высокую температуру в хвосте от-
ражательной печи вызвана тем, что в этой части печи вы-
пускают отвальный шлак, имеющий температуру плавле-
ния около 1150—1200 °C.
Тепловой коэффициент полезного действия печи из-за
высокой температуры отходящих газов очень низок и не
превышает 30 %. С отходящими газами теряется около
50—55 % тепла, полученного при сжигании топлива. Для
повышения эффективности тепловой работы отражательных
печей за ними устанавливают котлы-утилизаторы, в резуль-
тате чего суммарное использование тепла повышается до
60—70 %.
Отходящие газы отражательных печей содержат 0,5—
1,5 % SO2. Использовать такие слабые газы в сернокислот-
ном производстве нельзя, и их чаще всего выбрасывают в
атмосферу, нанося огромный вред окружающей среде. Для
современных условий обязательным является обезврежива-
ние газов с попутным извлечением из них серы. Трудности
реализации этого в условиях отражательной плавки делают
необходимым замену ее более совершенными видами
плавки.
Основными продуктами отражательной плавки являют-
ся штейны и отвальный шлак. Выход штейна и содержание
в нем меди полностью определяются составом исходной
шихты. Содержание меди в штейнах отражательной плавки
колеблется в очень широких пределах — от 17 до 60 % и
более. Кроме меди, они могут содержать другие тяжелые
цветные металлы: цинк, никель, свинец, благородные и ред-
кие металлы. Регулировать состав штейнов в условиях
отражательной плавки из-за нейтральности атмосферы
139
нельзя, и получение обогащенных штейнов при плавке бед-
ных по меди концентратов возможно только после их
- предварительного обжига.
Отражательные печи, отличаясь достаточно высокой
универсальностью, могут работать на шлаках практически
любого состава. Содержание шлакообразующих компонен-
тов в промышленных шлаках этого вида плавки может из-
меняться в широких пределах, %: 30—46 SiO2; 32—46 FeO;
до 15 СаО; до 12 А12О3. Выход шлака по массе приблизи-
тельно превышает выход штейна в 1,1—1,5 раза. От коли-
честЪа получающегося шлака зависят потери с ними меди,
а также расход топлива и флюсов.
Ниже для сравнения приведены основные технико-эко-
номические показатели отражательной плавки: .
Сырая шихта Обожженная
шихта
Удельная производитель- ность печей, т/(м2-сут) . . 3—5 5—8
Расход топлива (условно- го), % от твердой шихты . 18—22 14—16
Извлечение меди в штейн, % 95—98 93—94
Отражательная плавка,- несмотря на очень широкое
распространение в медной промышленности всего мира,
является далеко не совершенным процессом. Основными
недостатками ее являются:
1) самая низкая из всех плавильных процессов удельная
производительность;
2) высокий расход углеродистого топлива для плавки
сульфидных материалов, которые сами являются топливом;
3) низкий тепловой коэффициент полезного действия;
4) невозможность регулирования состава получаемых
штейнов;
5) трудности использования бедных серусодержащих га-
зов, что приводит к загрязнению окружающей среды;
.6) низкая степень комплексности использования сырья;
7) высокий расход дорогостоящих огнеупоров.
Близким аналогом отражательной плавки сульфидных
материалов является плавка в электрических печах или
руднотермическая плавка.
Химизм электрической и отражательной плавок полно-
стью сходен. Основным принципиальным отличием рудно-
термической плавки является метод нагрева — при электро-
плавке шихта плавится за счет тепла, выделяющегося при
Пропускании электрического тока через шлаковый расплав.
140
Для плавки медного сырья используются шестиэлект-
родные печи (рис. 71). Подробное описание их конструкции
и работы дано при рассмотрении металлургии никеля, где
они нашли более широкое применение.
По сравнению с отражательной руднотермическая плав-
ка имеет несколько более высокую удельную производи-
тельность [до 10—12 т/(м2-сут)], меньшие потери тепла с
Рис. 71. Продольный разрез шестиэлектродной руднотермнческой печи:
1 — каркас печи; 2 —футеровка; 3 —свод; 4 — электрод; 5 — околоэлект-
родное уплотнение; б — контактная щека; 7 — токоподводящая шина; 8 —
гидроподъемник электрода; 9 — желоб для штейна; 10 — желоб для шла-
ка; 11 — газоход
отходящими газами вследствие небольшого объема отходя-
щих газов (нет топочных газов) и их низкой температуры
(500—600°C), более высокий тепловой коэффициент полез-
ного действия (до 70 %), возможность перерабатывать ту-
гоплавкую шихту вследствие большего перегрева распла-
вов, меньшие потери меди со шлаками.
Расход электроэнергии при руднотермической плавке
медных концентратов в зависимости от их состава и влаж-
ности колеблется от 380 до 500 кВт-ч/т шихты.
Однако в целом руднотермическая плавка также не
удовлетворяет большинству современных требований и в
первую очередь необходимости исключить посторонние ис-
точники тепловой энергии для переработки сульфидного
сырья.
141
§ 6. Плавка на штейн в шахтных печах
Шахтная плавка медных руд является наиболее старым
способом плавки на штейн, существовавшим еще в про-
шлые столетия и сохранившим свое практическое значение
до настоящего времени.
Шахтная печь представляет собой плавильный аппарат
с вертикальным рабочим пространством, похожим на шах-
ту (рис. 72). В поперечном сечении шахтные печи цветной
металлургии имеют прямоу-
гольную форму. Шихту, состоя-
щую из руды и флюсов, и топ-
ливо периодически загружа-
ют на колошниковой площадке
отдельными порциями, назы-
ваемыми колоши. В нижней
части печи через фурмы вду-
вают воздух. В области фурм
топливо (кокс или сульфиды
перерабатываемой шихты) сго-
рает, и там развиваются са-
мые высокие температуры (до
1300—1500°С). Зона высоких
температур называется фоку-
сом печи. За счет выделяюще-
гося тепла в фокусе печи про-
исходит плавление шихты и
завершается образование про-
дуктов плавки.
Жидкие продукты плавки
(шлак и штейн) стекают во
внутренний горн, откуда они
совместно выпускаются по си-
фонному желобу в передний
горн на отстаивание. Раздельный выпуск штейна и шлака
осуществляется из переднего горна.
По мере плавления шихта опускается вниз, а на ее ме-
сто загружают новые порции. Газы, образовавшиеся в об-
ласти фурм и выше, поднимаются вверх, пронизывают
столб опускающейся шихты и отдают ей свое тепло. Тепло-
обмен между газами и шихтой по принципу противотока
обеспечивает самый высокий коэффициент использования
тепла, наблюдающийся в металлургических печах и дости-
гающий в шахтных печах 80—85 %.
По сравнению с большинством других плавильных пе-
Воздух
Шлак-:
6
у Штейн
"///////////7//7/////,
Рис. 72. Схема шахтной печи:
1 — шахта печи; 2 — внутренний
гори; 3 — колошник; 4 — фурма;
5 — выпускной желоб; 6 — наруж-
ный (передний) отстойный гори
142
чей в шахтных печах можно плавить только кусковой мате-
рал крупностью 20—100 мм. В случае переработки мелкой
шихты (руды или концентратов) ее необходимо подвергать
предварительному окускованию методами агломерации или
брикетирования.
Применительно к переработке медных руд и концентра-
тов возможны четыре разновидности шахтной плавки: вос-
становительная, пиритная (окислительная), полупиритная
и усовершенствованная пиритная или медно-серная. В со-
временной металлургии меди сохранили свое практическое
значение при переработке рудного сырья только два по-
следних метода. Восстановительную шахтную плавку ис-
пользуют до настоящего времени как основной метод полу-
чения черновой меди из вторичного сырья.
Полупиритная плавка занимает промежуточное место
между восстановительной и пиритной плавками.
При восстановительной плавке, пригодной для перера-
ботки окисленного или вторичного сырья, все необходимое
для процесса тепло получается за счет сжигания кокса,
расход которого составляет не менее 15 % от массы твер-
дой шихты.
Пиритная плавка в противоположность восстановитель-
ной теоретически полностью может протекать за счет тепла
от окисления (сжигания) самой сульфидной шихты, имею-
щей теплотворную способность 5000—6000 кДж/кг. Вслед-
ствие очень напряженного теплового баланса на практике
в печь вводили до 2 % кокса. Пиритная плавка, пригодная
для переработки только высокосернистых руд, содержащих
не менее 75 % пирита (около 42 % серы), в чистом виде
потеряла свое практическое значение.
В тех случаях, когда сульфидов в исходной шихте не
хватает для автогенного ведения шахтной плавки, недо-
статок тепла компенсируют сжиганием углеродистого топ-
лива. Такой вид шахтной плавки, при которой тепло получа-
ется как от горения сульфидов, так и от сжигания топлива,
получил название полупиритной. Расход кокса при этом
виде шахтной плавки изменяется от 5 до 12 %.
Основные процессы, определяющие ход и характер по-
лупиритной плавки, развиваются в фокусе печи, где дости-
гаются максимальные температуры (до 1600 °C) и протека-
ют процессы горения кускового кокса и сульфидов (в твер-
дом и жидком состояниях), плавления компонентов шихты,
штейно- и шлакообразования. Основные реакции этой зо-
ны печи следующие:
С + О2 = СО2 + 393780 кДж; (33)
143
2FeS + 3O2 = 2FeO 4- 2SO2 4- 937340 кДж; (34)
2FeO 4- SiO2 = 2Fe О • SiO2 4- 92950 кДж. (35)
Для успешного и быстрого завершения этих реакций
плавку нужно вести форсированно с большим избытком
дутья — до 100 % от теоретически необходимого. Интенси-
фикации процесса полупиритной плавки способствуют обо-
гащение дутья кислородом и его подогрев.
При большом избытке воздуха кислород дутья не успе-
вает израсходоваться в фокусе печи и в большом количе-
стве выносится в верхние слои шихты, в подготовительную
зону. В результате этого в верхней части столба шихты на-
ряду с обычными для этой зоны процессами нагрева, сушки
и термической диссоциации высших сульфидов и карбона-
тов происходит горение твердых сульфидов.
Шахтная печь для полупиритной плавки (рис. 73) по-
коится на массивном фундаменте. Основание печи — пря-
Рис. 73. Поперечный разрез шахтной печи для медной плавки:
1 _ Печь; 2 — газоход; 3 — пылевая камера; 4 — передний горн
моугольную чугунную плиту — устанавливают на стальных
колоннах или домкратах. Стены шахты собирают из водо-
охлаждаемых плоских железных коробок —кессонов. На
внутренней (Огневой) стороне кессонов нарастает слой за-
стывшего шлака (гарнисаж), который работает как огне-
упор.
144
Кессонированная часть печи в горизонтальном сечений
имеет прямоугольную форму, а в вертикальном — форму
трапеции с меньшим основанием внизу. В области фурм
ширина печи составляет 1,4 м, длина — от 4 до 12 м; высо-
та (от лещади до колошника) — до 7 м. Фурмы для вдува-
ния воздуха закреплены на кессонах.
Жидкие продукты плавки — штейн и шлак — выпуска-
ются Непрерывно через желоб с порогом в передний горн с
овальным поперечным сечением. Отстойник представляет
собой железное корыто, футерованное изнутри огнеупорным
кирпичом и оборудованное 2—4 шпурами для выпуска
штейна и желобами для непрерывного удаления шлака.
Свода передний горн не имеет — им служит корка застыв-
шего шлака. В последнее время на некоторых заводах от-
стойные горны шахтных печей оборудуют электрообогре-
вом, осуществляемым пропусканием через слой жидкого
шлака электрического тока с помощью погруженных в не-
го угольных электродов.
Содержание меди в штейнах в зависимости от состава -
перерабатываемого сырья изменяется от 15 до 50 %, шлаки
содержат, %: 35—40 SiOs, 45—60 FeO, 3—12 СаО и 0,3—
0,35 Си.
Полупиритная плавка характеризуется следующими
технико-экономическими показателями:
Удельный проплав, т/(м2-сут) .... 60—120
Содержание серы в шихте, % . 20—38
Степень десульфуризации, %........... 60—75
Расход кокса, % от массы шихты . . . 5—12
Шахтная плавка является сравнительно дешевым техно-
логическим процессом. Для ее осуществления требуется
мало топлива и огнеупоров и применяются простые и деше-
вые конструкции печей. Достоинствами этого вида плавки
являются пригодность процесса для малых масштабов про-
изврдетва, так как шахтные печи' могут быть построены
любой длины, и высокая удельная производительность.
Ограниченность применения шахтной плавки обусловле-
на почти полным отсутствием пригодного для этого вида
плавки рудного сырья и низкой степенью комплексности его
использования.
Медно-серная плавка в классическом варианте по свое-
му существу представляет собой пиритную плавку высоко-
сернистых руд в комбинации с усовершенствованным мето-
дом обработки пе’чных газов с целью получения серы в эле-
ментарном состоянии. Для этого сульфидную руду в смеси
10 н. И. Уткик 145
I • ’ . .
с кварцевым флюсом и увеличенным количеством кокса
- (до 12 %) плавят в герметизированной шахтной печи с уве-
личенной высотой.
Характерным для медно-серной плавки является суще-
ствование в печи по высоте трех четко выраженных зон:
окислительного плавления (нижняя), восстановительной и
подготовительной.
< В зоне окислительного плавления, расположенной в об-
’ ласти фурм и имеющей очень ограниченные размеры, раз-
> виваются самые высокие в печи температуры (1200—
) 1450°C). Необходимое для плавки тепло выделяется в ре-
зультате протекания основной реакции пиритной плавки:
*' 2FeS + ЗО2 + SiO2 = 2FeO • SiO2 + 2SO2 + 1030290 кДж. (36)
В классической пиритной плавке не допускается ника-
ких отклонений от стехиометрии реагентов этой реакции.
? Избыток или недостаток любого из исходных реагентов
приводит к нарушению теплового режима плавки, сокра-
щению или растягиванию фокуса печи. Теоретически при
пиритной плавке весь кислород дутья должен обязательно
полностью расходоваться в области фурм, и до фурм не
’ - должен доходить кокс. В противном случае пиритный эф-
фект пропадает и печь замерзает с образованием «козла».
Жидкие продукты пиритной плавки оптимального со-
д става стекают во внутренний горн печи и далее — в наруж-
ный отстойник, а газы, состоящие почти полностью из сер-
нистого ангидрида и азота, устремляются вверх и поступа-
ют в среднюю, восстановительную зону, заполненную рас-
каленным коксом.
Основным процессом этой зоны является восстановле-
ние сернистого ангидрида до паров элементарной серы по
реакциям:
2SO2 + 2С = S2(naP) + 2СО2; (37)
2SO2 + 4СО = S2(nap) + 4СО2. (38)
Для наиболее полного восстановления SO2 в средней зо-
не на этом участке печь, резко расширяется вверх, что сни-
жает скорость движения газового потока и увеличивает за
счет этого время контакта между реагентами. В восстано-
вительной зоне, кроме указанных выше реакций протекают
другие побочные процессы, приводящие к образованию
CS2, COS, H2S и др. Газы восстановительной зоны, прони-
зывая верхние слои шихты, обогащаются парами элемен-
тарной серы, образующимися при термической диссоциации
высших сульфидов.
146
Специфика процесса медно-серной плавки требует при-
менения для ее осуществления печей специальной конст-
рукции (рис. 74).
Для того чтобы сохранить серу в парообразном состоя-
нии, нужно в верхней части печи иметь температуру не ни-
же 500—550 °C*. Это достигается уменьшением потерь теп-
ла через стенки печи, которые в верхней части представля-
ют огнеупорную кладку, закрепленную в железном кожухе.
В печах медно-серной плавки кессо-
нируется только фурменный пояс.
Чтобы избежать обратного окис-
ления серы, печь герметизируют и
внутри нее поддерживают положи-
тельное давление. Герметизация за-
грузки достигается установкой за-
творов колокольного типа. При за-
грузке шихта сначала поступает на
верхний колокол, затем перепуска-
ется в межколокольную емкость, от-
куда только после закрытия верхне-
го колокола разгружается в печь.
В технологическом отношении
медно-серная плавка является очень
медленным, нестабильным и трудно
управляемым процессом. Для уст-
ранения многочисленных трудностей
и повышения стабильности плавки
Рис. 74. Шахтная печь для
медно-серной плавки:
1 — внутренний горн; 2 —
кессонированный пояс; 3 —
огнеупорная кладка; 4 »
газоход; 5 — колокольный
затвор
в заводской практике постепенной
модернизацией технологии перешли
на полупиритный процесс в сочета-
нии с восстановительной обработкой
сернистых газов в верхних горизон-
тах печи.
Дальнейшее совершенствование медно-серной плавки
хотя несколько и снизило извлечение серы в газовую фазу,
однако позволило повысить устойчивость режима процесса
и существенно интенсифицировать его. Этому способствова-
ло также обогащение дутья кислородом и его предвари-
тельный нагрев.
Колошниковые газы имеют следующий примерный со-
став, г/м3: 250—290 S2; 28—32 SO2;. 17—20 H2S; 28—33
CS2+COS. Они содержат также N2, СО и СО2. После вы-
хода из печи из газов сначала в газоходах и пылевой каме-
* Температура кипения серы равна 444,5 °C.
10»
147
ре выделяется грубая пыль, а затем в электрофильтрах
происходит окончательное их обеспыливание.
Очищенные от пыли газы проходят двух или трехста-
дийную обработку с целью извлечения из них элементар-
ной серы.
На каждой стадии газы пропускают через контактную
камеру с пористым катализатором на основе глинозема и
гидроксида алюминия с целью восстановления связанной
серы (SO2, H2S, CS2, COS) до элементарного состояния.
После катализа газы направляются в конденсатор и далее
в орошаемые жидкой серой башни, где улавливаются взве-
шенные в газе капли серы. Каждая ступень катализа по-
зволяет повысить суммарное извлечение серы из газов. Ко-
нечным продуктом химического цеха является кристалличе-
ская сера.
Медно-серная плавка требует качественной подготовки
шихты. Всю рудную мелочь в смеси с коксом, известью и
трепелом обязательно подвергают брикетированию на
штемпельных прессах с последующей пропаркой брикетов
в автоклавах, что придает им пористость и высокую проч-
ность.
Наиболее вредными примесями при медно-серной плав-
ке являются цинк и мышьяк. При содержании цинка в ру-
де выше 2 % он накапливается в печи с образованием вер-
ховых настылей из тугоплавкого сульфида цинка. Причи-
ной этого является частичная возгонка оксида цинка,
образовавшегося в области фурм. Попадая в верхние слои
шихты, ZnO восстанавливается до металла, который суль-
фидируется элементарной серой.
Мышьяк на 80—85 % переходит в газовую фазу в эле-
ментарном состоянии и конденсируется вместе с серой, за-
грязняя ее. Наиболее эффективным способом очистки серы
от мышьяка, разработанным в Советском Союзе, является
обработка жидкой серы твердой известью (СаО) с добав-
кой хлоридов щелочных металлов.
Медно-серная плавка характеризуется следующими
технико-экономическими показателями:
Удельный проплав, т/(м2-сут) . , . 30—40
Содержание меди в штейне, % . . 4—15
Расход кокса, % от массы шихты . 9,5—12
Извлечение меди в штейн, % . . . 90—94
Извлечение серы, %............ 80—90
Содержание серы в кристаллическом
продукте, %................... 99,6—99,95
В Советском Союзе по методу медно-серной плавки ра-
ботает Медногорский медно-серный комбинат.
148
§ 7. Автогенные процессы
Автогенными называются технологические процессы,
которые осуществляются полностью за счет внутренних
энергетических ресурсов без затрат посторонних источни-
ков тепловой энергии — топлива или электрического тока.
При переработке сульфидного сырья, обладающего доста-
точно высокой теплотворной способностью, автогенность
пирометаллургического процесса (плавки ) достигается за
счет тепла экзотермических реакций горения (окисления)
сульфидов перерабатываемой шихты. В качестве окисли-
тельного реагента при плавке можно использовать воздух,
обогащенное кислородом дутье или технологический кисло-
род. '
Таким образом, автогенная плавка является окисли-
тельным процессом. При ее осуществлении степень десуль-
фуризации можно изменять в широких пределах, изменяя
соотношение между количествами перерабатываемого мате-
риала и дутья. Это позволяет в широком диапазоне варьи-
ровать составом штейнов, вплоть до получения черновой
меди.
Все автогенные плавки являются совмещенными. Они
объединяют в одном металлургическом аппарате про-
цессы обжига, плавки и частично или полностью конверти-
рование. Это позволяет наиболее рационально и концентри-
рованно (в одном месте) переводить серу шихты в газы.
При этом в зависимости от содержания кислорода в дутье
можно получать газы с различным содержанием SO2,
вплоть до чистого сернистого ангидрида.
Автогенные процессы позволяют создавать технологи-
ческие схемы, обеспечивающие минимальные энергетичес-
кие затраты, высокую комплексность использования сырья
и предотвращение загрязнения воздушного и водного, бас-
сейнов.
Принцип автогенности при переработке сульфидных ма-
териалов давно используется в металлургии меди. Приме-
ром типичных автогенных процессов, применяемых ранее
или широко используемых в современной металлургической
практике, могут служить пиритная плавка, окислительный
обжиг сульфидных концентратов и конвертирование штей-
нов.
Идея использования автогенного процесса для плавки
флотационных медных концентратов на штейн возникла и
была впервые опробована в Советском Союзе и получила
в дальнейшем широкое развитие во всем мире. В настоя-
149
щее время можно назвать не менее двух десятков освоен-
ных промышленностью, внедряемых и разрабатываемых
автогенных процессов. Крупный вклад в развитие и про-
мышленное внедрение автогенных процессов вносит Совет-
ский Союз.
В основе любого автогенного способа плавки сульфид-
ных медных, медно-цинковых и медно-никелевых концент-
ратов и руд лежит следующая суммарная реакция:
2FeS + ЗО2 + SiO2 = 2FeO-SiO2 + 2SO2 + 1030290 кДж. (39)
Эта экзотермическая реакция протекает в две стадии.
Сначала проходит окисление сульфида железа:
2FeS + ЗО2 = 3FeO + SO2 + 937340 кДж, (40)
а затем образовавшийся оксид железа ошлаковывается
кварцевым флюсом:
2FeO + SiO2 = 2FeO-SiO2 + 92950 кДж. (41)
При окислении сульфидных материалов возможно так-
же переокисление железа до магнетита:
6FeO + О2 = 2Fe3O4 635560 кДж (42)
с последующим его разрушением сульфидом железа:
3Fe3O4 + FeS + 5SiO2 - 5 (2FeO- SiO2) + SO2 — 19930 кДж.
(43)
Применительно к флотационным концентратам автоген-
ные металлургические процессы могут быть организованы
по-разному: как технологически, так и аппаратурно. С тех-
нологической точки зрения такие процессы в первую оче-
редь различаются методом сжигания сульфидов, которое
может быть проведено в факеле или в расплаве.
При сжигании сульфидов в факеле мелкий хорошо вы-
сушенный концентрат вдувается в разогретое до высоких
температур плавильное пространство вместе с кислородсо-
держащим дутьем. Сульфидные частицы, находясь во взве-
шенном состоянии,- окисляются кислородом дутья [см. ре-
акцию (40)] и в зависимости от температуры частично или
полностью расплавляются. Реакция (41) в этих условиях
не может получить большого развития, и в факеле возмож-
но переокисление FeO по реакции: 3FeO-p/2 O2=F3O4.
Образовавшиеся в факеле капли сульфидно-оксидного
расплава падают на поверхность спокойной шлаковой ван-
ны, где продолжаются основные физико-химические взаи-
модействия и превращения, включая процессы шлако- и
150
штейнообразования и отстаивания. При таком методе авто-
генной плавки шлаки характеризуются повышенным со-
держанием извлекаемых металлов в форме растворенных
оксидов и тонкой механической взвеси.
Факельное сжигание сульфидов используют во всех ви-
дах плавок во взвешенном состоянии и частично в кивцэт-
ном процессе.
Автогенные процессы, осуществляемые в расплавах,
имеют особый механизм плавки. Его элементарные стадии:
плавление загруженной шихты и растворение ее компонен-
тов в первичном, хорошо перегретом сульфидно-оксидном
расплаве, окисление сульфидов, процессы штейно- и шла-
кообразования. Последовательность их протекания-в этом
случае выделить невозможно. Фактически все они идут
одновременно в определенном объеме расплава.
При осуществлении указанных процессов физико-хими-
ческие превращения начинаются с момента загрузки ших-
ты в интенсивно перемешиваемый расплав. Подачу шихты
можно производить как на поверхность расплава, так и
вдуванием в него вместе с окислительным реагентом. Пода-
ваемое в расплав дутье обеспечивает его интенсивный
барботаж, что способствует ускорению всех физико-хими-
ческих процессов. Однако разделения и отстаивания жидких
продуктов плавки в условиях интенсивного барботажа про-
исходить не может; эта стадия плавки должна произво-
диться в отдельной зоне или в специальном аппарате.
Идея окислительной плавки сульфидных концентратов
в расплавах уже не одно десятилетие привлекает и продол-
жает привлекать внимание, металлургов. К настоящему
времени предложено большое количество технологических
и аппаратурных вариантов автогенных плавок в расплавах.
Среди них особый интерес представляют плавка в жидкой
ванне, разработанная в СССР, и зарубежные процессы —
«Норанда» (Канада) и «Мицубиси» (Япония), внедренные
в промышленном масштабе.
В настоящее время к числу наиболее технологически и
аппаратурно отработанных автогенных процессов относит-
ся плавка во взвешенном состоянии во всех ее разновидно-
стях. Сейчас этот процесс применяют более чем на 30 пред-
приятиях во многих странах мира для переработки медных,
никелевых и пирротиновых концентратов.
Плавка во взвешенном состоянии на холодном воздуш-
ном дутье имеет о?ень напряженный тепловой баланс и
практически невозможна. Для устранения дефицита тепло-
вого баланса можно применять подогрев воздуха, обогаще-
151
ние дутья кислородом или использовать в качестве дутья
технологический кислород (95—98 % Оа). Подогрев дутья
позволяет внести в плавильную печь дополнительное физи-
ческое тепло, а применение обогащенного дутья или техно-
логического кислорода сокращает потери тепла за счет
уменьшения объема' горячих отходящих газов.
На основе подогретого до 450—500 °C воздушного дутья
была разработана плавка во взвешенном состоянии фин-
ской фирмой «Оутокумпу» и внедрена в 1949 г. на заводе
«Харьявалта». Продольный разрез печи этого завода пока-
зан на рис. 75.
Печь имеет три основных рабочих узла: вертикальную
плавильную камеру (шахту), горизонтальную отстойную
камеру и газоход с котлом-утилизатором.
Шахта печи изготовлена из листовой стали и футерова-
на изнутри магнезитовым кирпичом. Для удлинения срока
службы шахты в кладку заложены водоохлаждаемые мед-
ные кессоны. На своде шахты установлена шихтовая горел-
ка, предназначенная для подготовки шихто-воздушной сме-
си и ее вдувания в печь. Перед подачей в печь шихту сушат
до содержания влаги около 0,2 %. В шахте печи осущест-
вляется факельное горение сульфидной шихты. Образовав-
шиеся в факеле капли падают на поверхность шлакового
расплава, расположенного в отстойной камере, а раскален-
152
ные газы перемещаются к газоходу по верхней части от-
стойника, подогревая находящиеся в нем расплавы.
Подогрев дутья до 450—500 °C производится за счет
тепла отходящих газов в специальных воздухоподогревате-
лях, установленных после котла-утилизатора. В последние
годы на заводе «Харьявалта» начали применять обогаще-
ние воздуха кислородом до 31 %, что позволило уменьшить
температуру подогрева дутья до 200 °C. Температура в ре-
акционной шахте достигает 1350—1400 °C, в отстойнике
1250—1300 °C.
Плавку ведут на штейн с содержанием меди около
60 %. Получающиеся при плавке шлаки содержат до
1,2 % Си и подвергаются после их застывания и измельче-
ния обеднению флотацией. Пылевынос шихты при плавке
достигает 6 %. Отходящие газы, содержащие 14—15 % SO2,
используют для получения элементарной серы.’ Удельная
производительность, отнесенная к площади отстойной ка-
меры, колеблется от 6 до 8 т/ (м2-сут).
На одном из японских заводов обеднение шлаков плавки
во взвешенном состоянии проводят в основном агрегате,
для чего в отстойной камере размещены три погруженных
в шлак электрода.
Плавка во взвешенном состоянии на подогретом и обо-
гащенном кислородом дутье является в настоящее время
самым распространенным в цветной металлургии автоген-
ным процессом.
Плавку во взвешенном состоянии на кислородном
дутье — кислородно-факельную (взвешенную) плавку
(КФП или КВП) — применяют только на двух заводах:
«Коппер-Клифф» (Канада) и Алмалыкском ГМК (СССР).
Устройство печи КФП показано на рис. 76.
В печах КФП сжигают сухую сульфидную шихту в го-
ризонтальном факеле, для чего на одной из торцовых стен
печи установлены специальные горелки. Образовавшиеся
при плавке капли сульфидно-оксидного расплава падают на
поверхность шлаковой ванны, в. которой происходит разде-
ление жидких продуктов плавки и отстаивание штейна от
шлака.
На противоположной стороне печи установлены горелки
для факельного сжигания в кислороде пиритного концентра-
та, хчто сопровождается образованием бедного по содержа-
нию меди сульфидного расплава, служащего для промывки
шлака с целью обеднения его медью. Обедненный шлак
содержит 0,6—0,65 % Си. При плавке получают штейн с
47—50 % Си.
153
Газы плавильной и обеднительной зон удаляются через
общий газоход, установленный в центре печи. Они содер-
жат до 80 % SO2 и используются для получения жидкого
сернистого ангидрида или в производстве серной кислоты.
Производительность печи составляет 10—12 т/(м2-сут).
Плавка характеризуется выделением в самой печи боль-
шого количества избыточного тепла, оказывающего силь-
ное воздействие на конструкцию печи. Рациональное ис-
пользование этого тепла затруднено. Отвод избытка тепла
Оборотная
пыль Шихта
Пиритный
концентрат
Рис. 76. Схема комплекса кислородно-взвешенной плавки:
1 — шихтовые бункера; 2 — питатели; S *— расходомеры; 4 — печь;
5 — газоход; 6 — выпускные желоба; 7 — штейновый ковш; 8 —
шлаковоз
от стен, свода и газохода осуществляют с помощью водо-
охлаждаемых устройств,
В Советском Союзе разработаны принципиально новый
способ и агрегат для комплексной переработки медных,
медно-цинковых и других коллективных концентратов, по-
лучивший название кивцэтного процесса (КИВЦЭТ).
Кивцэтная плавка— сокращенное название очень слож-
ного по своей структуре пирометаллургического процесса.
Это название расшифровывается следующим образом: кис-
родно-взвешенная циклонно-электротермическая плавка.
Процесс основан на сочетании принципов взвешенной и
циклонной плавок и рационального использования техноло-
гического кислорода и электроэнергии. Стадии обжига и
плавки, разделения фаз, обеднения шлаков и при необхо-
димости конденсация паров цинка протекают в одном объе-
диненном агрегате (рис. 77).
154
Шихта для плавки с частицами крупностью не более
5 мм, предварительно подсушенная до 1 % влаги, поступа-
ет в циклонную камеру 1. В этой камере осуществляются
операции обжига и плавки шихты, шлако- и штейнообразо-
вания. Под воздействием вихревых потоков центробежные
силы отбрасывают частицы концентрата на стенки цикло-
на, а кислород с большой скоростью омывает их. Это обус-
Рмс. 77. Схема кивцэтиого агрегата:
1 — циклонная камера; 2 — разделительная
камера; 3 — электрообогреваемый отстой-
ник; 4 — перегородка; 5 — газоход; 6 —
электроды
Рис. 78. Схема печи для
плавки в жидкой ванне:
1 — расплав надфурмеиной
зоны; 2 — фурма; 3 — штей-
новый снфон; 4 — шлаковый
сифон; 5 — газоход
ловливает большие скорости протекания реакций, а следо-
вательно, высокую интенсивность процесса.
Автогенное протекание процесса обжига и плавки обес-
печивается за счет теплоты реакции окисления сульфидов
кислородом.
Образующаяся в циклоне смесь расплава и газов выво-
дится из отверстия в нижнем торце циклона и попадает в
разделительную камеру 2, сообщающуюся с электропечью
3, а газы из разделительной камеры после охлаждения и
очистки поступают на производство H2SO4. Разделительная
камеры отделена от электропечи агрегата водоохлаждае-
мой перегородкой 4, которая позволяет поддерживать в
плавильной части печи окислительную атмосферу, а в элек-
тропечи—восстановительную. Расплав в электропечи от-
стаивается. Шлак подвергается электротермическому воз-
действию с добавлением кокса, в результате чего цинк и
частично свинец возгоняются и в виде парогазовой смеси
направляются в конденсатор, из которого цинк и свинец
выпускаются в виде чернового металла.
Цинк также может быть получен в виде богатых, оксид-
ных возгонов (содержащих свыше 60 % Zn).
Удельная производительность кивпэтного агрегата, от-
155
несенная ко всей его рабочей площади, составляет 7—
8т/(м2-сут).
Среди автогенных процессов особое место занимает
плавка в жидкой ванне (ПЖВ). Ее разработка была нача-
та в .1951 г. в Московском институте цветных металлов и
золота им. М. И. Калинина и продолжается ныне в Москов-
ском институте стали и сплавов под научным руководством
профессора А. В. Ванюкова. В настоящее время этот спо-
соб плавки внедрен на Норильском горно-металлургичес-
ком комбинате. Предполагается также его внедрение на
ряде других предприятий цветной металлургии СССР и за
рубежом, а также в системе Министерства черной метал-
лургии.
Принцип плавки в жидкой ванне состоит в том, что пе-
рерабатываемое сырье непрерывно загружается на поверх-
ность барботируемого окислительным газом расплава, где
- осуществляются с большой скоростью дребуемые физико-
химические превращения и генерируется тепло для поддер-
жания необходимой температуры. Полученные в результа-
те плавки расплавы (шлак, штейн или черновой металл)
. расслаиваются в подфурменной зоне и раздельно, непре-
рывно выпускаются из печи через сифоны. Шлак, отделен-
ный от штейна, может подвергаться перед Выпуском из
печи восстановительной обработке для глубокого обедне-
ния и отгонки цинка и других летучих компонентов. Штейн,
отделенный от шлака, можно непрерывно конвертировать
до чернового металла в том же аппарате.
Печь для плавки в жидкой ванне (рис. 78) представля-
ет собой шахту, кессонированную в средней части и выпол-
ненную из огнеупорного кирпича ниже фурм. Боковые
фурмы для подачи дутья с любым содержанием кислорода
расположены в нижней части кессонированного пояса шах-
ты, заполняемой расплавом до уровня 400—500 мм выше
фурм. Общая .высота шахты составляет 6—6,5 м. Компо-
ненты шихты подаются дозированно в печь из бункеров.
Предварительного смешения компонентов шихты не требу-
ется.
Печь площадью поперечного сечения в области фурм
20 м2 может перерабатывать до 1600 т шихты в сутки, что
соответствует удельному проплаву до 80 т/(м2-сут), что
более чем в 10 раз превышает пропдав отражательной
печи.
При плавке содержание меди в шлаках составляет не
более 0,01 % от ее содержания в штейне.
Плавка в жидкой ванне и печь для ее осуществления
156
позволяют непрерывно плавить на штейн любого состава
медные, никелевые, медно-никелевые, медно-цинковые руды
и флотационные концентраты с влажностью до 7—8 % и
крупностью кусков до 50 мм.
В табл. 14 приведены основные технико-экономические
показатели ряда процессов плавки на штейн, из которых
видны достоинства ПЖВ.
Таблица 14. Сравнительные технико-экономические показатели
некоторых процессов плавки медных концентратов иа штейи
Показатель пжв КФП Фин- ская кивцэт Норан- да Отража- тельная
Удельный проплав, т/(м2-сут) . . . 55—80 10 7,5 3—5 11 4—5
Содержание меди, %: в штейне . . . 50 40 45—60 60 80 20—30
в шлаке (без обеднения) . . 0,5—0,6 1,2 1—1,5 — 4 7 0,4—0,5-
Влажность шнхты, % 6-8 1 1 1 10—13 6—8
Крупность шнх- ты, мм Пылевынос, °/о • До 50 0,1 0,1 0,1 До Ю 0,1
1 6—10 6—10 — 5 1—2
Содержание О2 в дутье, % . . . . До 95 95 До 40 95 До 25 До 25
Содержание SOa в газах, % . . , 40—75 75 Ю—12 50-75 9,7 1—2
Принцип окислительного плавления сульфидов в рас-
плавах, положенный в основу плавки в жидкой ванне, сле-
дует признать наиболее перспективным направлением раз-
вития автогенных процессов. Только этим можно объяс-
нить повышенный интерес к нему за рубежом, где предло-
жено много различных вариантов плавки в расплавах, на-
правленных в основном на прямое получение черновой
меди. Остановимся кратко на характеристике двух из них—
процессах «Норанда» (Канада) и «Мицубиси» (Япония).
Непрерывную плавку сухих медных концентратов по-
методу «Норанда» осуществляют в горизонтальном цилинд-
рическом поворотном аппарате длиной 21,3 м и диаметром
5,18 м (рис. 79). Дутье, обогащенное кислородом до 37 %,
вводят через фурмы, расположенные на участке загрузки
шихты.
Плавку ведут на штейн, содержащий 70—75 % Си. При
157
этом получают шлаки с 3—8 % Си, которые после их ох-
лаждения и измельчения подвергают флотации, с получени-
ем обедненных медью до 0,35 % отвальных хвостов и обо-
ротных концентратов (40 % Си). От запланированного
вначале прямого получения черновой меди очень быстро
отказались, так как при плавке получались шлаки, содер-
жащие более 8—12 % Си, требующие сложной дополни-
тельной переработки. Газы по выходе из печи, содержащие
16—20 % SO2, используют для производства серной кис-
лоты.
Рис. 79. Устройство плавильной печи процесса «Норанда»:
<2 — продольный разрез; б — поперечный разрез в положении продувки; а —
то же, в положении загрузки; / — шихтовый оункер; 2 — питатель; 3— штейн;
5 — напыльник; б — горелка; 7 — фурмы для подачи дутья; 8 — поворотное
устройство
Процесс «Мицубиси» является непрерывной автогенной
плавкой, предназначенной для прямого получения черно-
вой меди. Все основные стадии технологии — плавку, кон-
вертирование и обеднение шлаков проводят в трех отдель-
ных стационарных печах овальной формы. Промежуточные
158
продукты непрерывно перетекают из одной печи в другую
(рис. 80).
Сухой сульфидный концентрат в смеси с флюсами вду-
вают в плавильную печь через вертикальные фурмы (соп-
ла) вместе с обогащенным кислородом воздухом. Нижние
концы фурм расположены непосредственно над поверхно-
стью расплава, что обеспечивает интенсивное его переме-
шивание.
Рис. 80. Печь для многостадийной плавки медных концентратов по способу
«Мицубиси»:
/ — плавильная печь; 2— фурмы (сопла); 3 —горелка для разогрева печи;
4 — электропечь для разделения штейна и шлака и его обеднения; 5 — печь
для конвертирования
Штейн и шлак из плавильной печи самотеком перели-
ваются в электропечь, где происходит их расслаивание и
обеднение шлака до 0,4—0,5 % Си. Разогрев расплава в
ней производится электричеством, пропускаемым через слой
жидкого шлака с помощью погруженных в него угольных
электродов. Отстоявшийся штейн через сифон непрерывно
перетекает в печь конвертирования.
Черновая медь поступает в миксер и оттуда на огневое
рафинирование. Конвертерный шлак, содержащий 13 —
18 % Си, возвращают в плавильную печь. Выход пыли при
плавке составляет 3—5 °/о от массы твердой шихты. Отхо-
дящие газы всех трех печей (12—15 % SO2) объединяют и
направляют в сернокислотное производство.
§ 8. Конвертирование медных штейнов
Медные штейны, содержащие в зависимости от состава
исходного рудного сырья и вида применяемого процесса
плавки от 10—12-до 70—75 % Си, повсеместно перерабаты-
вают методом конвертирования. На конвертирование, кроме
штейна, в расплавленном или твердом состоянии поступа-
15»
ют богатые медью обороты, кварцевый флюс (часто золото-
содержащий) и другие материалы.
Как уже отмечалось выше, медные штейны состоят в
основном из сульфидов меди (Cu2S) и железа(FeS). Основ-
ная цель процесса конвертирования — получение черновой
меди за счет окисления железа и серы и некоторых сопут-
ствующих компонентов. Благородные металлы практически
полностью, а также часть селена и теллура остаются в чер-
новом металле. Вследствие экзотермичности большинства
реакций конвертирование не требует затрат постороннего
топлива, т. е. является типичным автогенным процессом.
Организационно процесс конвертирования медных штей-
нов делится на два периода. Первый период — набор суль-
фидной массы. В основе его лежит процесс окисления суль-
фидов железа и перевод образующихся при этом его окси-
дов в шлак. Преимущественное окисление сульфидов
железа в первом периоде обусловлено повышенным сродст-
вом железа к кислороду по сравнению с медью.
Химизм первого периода конвертирования характеризу-
ется протеканием реакций (39) — (43). Реакции (40) и (41)
являются основными в первом периоде. Они дают почти все
тепло для процесса и обеспечивают его автогенность. Обыч-
но конвертирование ведут при 1200—1280 °C. Повышение
температуры ускоряет износ футеровки конвертера. При по-
вышении температуры в конвертер загружают холодные
присадки — твердый штейн, оборотные материалы, вторич-
ное сырье, цементную медь и гранулированные концентра-
ты. Продуктами первого периода являются обогащенная
медью сульфидная масса (белый штейн), конвертерный
шлак и серусодержащие газы.
Холодный ход конвертера и недостаток кварцевого флю-
са приводят к переокислению железа в шлаке и образова-
нию больших количеств магнетита. Разогрев конвертера
достигается заливкой свежей порции штейна или добавкой
кварца.
В первом периоде происходит также окисление сульфи-
дов меди, но вследствие повышенного сродства к сере она
вновь сульфидируется сернистым железом. Содержание ме-
ди в конвертерных шлаках обычно составляет 1,5—2%.
Вследствие высокого содержания меди конвертерные шла-
ки с.целью обеднения либо возвращаются в оборот (в плав-
ку на штейн), либо подвергаются самостоятельной перера-
ботке.
Первый период процесса конвертирования носит цикли-
ческий характер; Каждый цикл состоит из операций заливки
160
жидкого штейна, загрузки кварцевого флюса и холод-
ных присадок, продувки расплава воздухом, слива конвер-
терного шлака. Длительность каждого цикла в зависимо-
сти от состава исходного штейна составляет 30—50 мин,
После каждой продувки в конвертере остается обогащенная
медью сульфидная масса. Содержание меди в массе посте-
пенно возрастает до предельной величины, отвечающей
почти чистой полусернистой меди (Cu2S).
Продолжительность первого периода определяется, кро-
ме содержания меди в штейне, и количеством подаваемого
воздуха, которое зависит в основном от размеров (числа
фурм) и состояния конвертера и организации работы. При
богатом штейне (35—45 % Си) первый период продолжа-
ется 6—9 ч, при бедном (20—25 % и менее) — 16 — 24 ч. На
1 кг FeS, содержащегося в штейне, требуется около 2 м3
воздуха.
Коэффициент использования конвертера под дутьем в
первом периоде составляет 70—80 %. Остальное время тра-'
тится на слив шлака и на загрузку конвертера.
По окончании первого периода и слива последней пор-
ции шлака в конвертере" остается почти чистая полусерни-
стая медь —белый штейн (78—80 % Си).
Второй период — получение черновой меди за счет окис-
ления ее судьфида по суммарной реакции Cu2S+O2=2Cu+
-|-S02-|-215000 кДж — проводится непрерывно в течение
2—3 ч без загрузки каких-либо твердых и оборотных мате-
риалов и при подаче только воздуха. Готовую черновую
медь в зависимости от места проведения рафинирования ли-
бо заливают в жидком виде в миксер и далее по мере на-
добности в рафинировочную печь, либо разливают в слитки
массой до 2т и отправляют на рафинировочные заводы.
Для конвертирования штейнов используют горизонталь-
ные конвертеры (рис. 81). Конвертер представляет собой
железный сварной кожух'с торцовыми днищами, футеро-
ванный хромомагнезитовым кирпичом. Вблизи торцовых
днищ на корпусе закреплены два опорных бандажа. Рядом
с одним из них установлен зубчатый венец, соединенный
через редуктор с электроприводом. С помощью этого уст-
ройства конвертер поворачивается вокруг горизонтальной
оси.
Все обслуживание конвертера (загрузка, слив распла-
вов, удаление газов) осуществляют через горловину, нахо-
дящуюся в средней части корпуса. Подачу воздуха в кон-
вертер производят через фурмы, расположенные на одной
стороне корпуса по его образующей. В последние годы на
11 Н. И. Уткин
161
конвертерах стали применять фурму-коллектор. В этом уст-
ройстве воздушный коллектор устанавливают на уровне
фурменных трубок, закрепленных в его корпусе. На проти-
воположной стороне коллектора точно по оси фурменных
трубок приварены шариковые запорные клапаны (рис.
82), позволяющие производить чистку фурм без прекраще-
ния подачи дутья в работающий конвертер.
162
в исходное положение и
Воздух
2 — втулка с
3 — шарнковыб
Рис. 82. Шариковый' клапаи кон-
вертерной фурмы:
1 — корпус фурмы;
клапаном Попова;
клапан
Выходные отверстия фурменных трубок постепенно за-
растают, что приводит к уменьшению их сечения, сниже-
нию расхода воздуха и в конечном итоге производительно-
сти конвертера. В связи с этим фурмы периодически чис-
тят с помощью стального ломика-фурмовки. При введении
фурмовки шарик клапана поднимается в верхнее гнездо и
пропускает ее в фурменную трубку. После вывода фурмов-
ки из фурмы шарик скатывается
под воздействием сжатого воз-
духа, находящегося в коллек-
торе, плотно перекрывает вход-
ное отверстие, что предотвра-
щает утечку воздуха.
Прочистку фурм произво-
дят вручную или механически
с помощью пневматических
фурмовок.
Продолжительность процес-
са конвертирования (произво-
дительность конвертера) при
прочих равных условиях опре-
деляется объемом вдуваемого I
в конвертер воздуха, расход 1
которого зависит от живого
сечения всех фурм, т. е. от
количества фурм и их диаметра. Практикой
но, что через 1 см2 сечения фурм можно подать в минуту
не более 0,9—1,1 м3 воздуха.
В современной практике медной промышленности ис-
пользуют горизонтальные конвертеры вместимостью по ме-
ди 40, 75, 80 и 100 т. Длина конвертеров 6—12 м, диаметр
3—4 м. Число фурм 32—62, диаметр 40—50 мм.
Горизонтальные конвертеры — аппараты периодического
действия. Основными рабочими положениями конверте-
ра в зависимости от угла его поворота вокруг горизонталь-
ной оси являются: заливка штейна, продувка штейна (фур-
мы погружены в расплав), слив шлака, слив черновой ме-
ди. Газы, образующиеся при продувке штейна, поступают
через горловину в герметизированный напыльник, установ-
ленный над конвертером, и далее — в газоходную систему.
Несмотря на значительную герметизацию напильни-
ков, подсосы воздуха к отходящим газам очень велики и
составляют до 300—400 % от объема первичных конвертер-
ных газов, что приводит к их существенному разбавлению
по содержанию SO2.
т. е.
установле-
11*
163
Газы процесса конвертирования, содержащие до
4—4,5 % SO2, используют для получения серной кислоты.
Определенный интерес для промышленности представ-
ляют конвертеры с боковым отводом газов и полностью
закрываемой горловиной (рис. 83). При его использовании
полностью устраняются подсосы воздуха и предотвраща-
ется выброс газов в окружающую атмосферу. Отходящие
газы таких конвертеров могут содержать до 12—14 % SO2.
Конвертеры с боковым отводом газов непригодны для пе-
реработки штейнов, содержащих летучие компоненты, как,
Рнс. 83. Конвертер с боковым отводом газов:
1 — корпус конвертера; 2 — горловина; 3 — фурма; 4— П-образ-
ный газоход; 5 — неподвижная газовая коробка; 6 — уплотнение
например цинк, вследствие быстрого забиваний П-образ-
ного газохода возгонами.
Черновая медь согласно ОСТ 47-33-72 выпускается
шести марок с суммарным содержанием меди, золота и се-
ребра не менее 99,4 % (МЧ1) и 96 % (МЧ6). Наиболее
строгие требования при этом предъявляются к содержа-
нию в черновой меди висмута, мышьяка и сурьмы.
Прямое использование черновой меди потребителями не
допускается вследствие присутствия примесей, ухудшаю-
щих электрические, механические и другие важнейшие
свойства меди, и Ценных элементов-спутников. Вся черно-
вая медь подлежит обязательному рафинированию.
Рафинирование черновой меди по экономическим сооб-
ражениям проводят в две стадии. Сначала очистку меди от
ряда примесей проводят методом огневого (окислительно-
го) рафинирования, а затем — электролитическим спосо-
бом. Возможно одно электролитическое рафинирование. Од-
нако без предварительной, частичной очистки меди элект-
ролиз становится чрезмерно дорогим и громоздким.
164
§ 9. Огневое рафинирование черновой меди
Цель огневого рафинирования сводится к частичной
очистке меди от примесей, обладающих повышенным срод-
\ ством к кислороду, и подготовке ее к последующему элек-
тролитическому рафинированию. При огневом рафиниро-
вании из расплавленной меди стремятся максимально уда-’
лить кислород, серу, железо, никель, цинк, свинец, мышьяк
сурьму и растворенные газы. Медь после огневого рафини-
рования разливают в слитки пластинчатой формы с ушка-
ми— аноды, которые направляют в электролизный цех.
Поэтому печи для огневого рафинирования часто называ-
ют анодными печами.
На современных предприятиях для огневого рафиниро-
вания меди используют два типа печей: стационарные от-
ражательные и наклоняющиеся.
Стационарная рафинировочная печь по устройству по-
хожа на отражательную печь для плавки концентратов
(рис. 84), но имеет ряд специфических конструктивных осо-
бенностей. Вместимость современных анодных печей — до
400 т жидкой меди.
Анодные печи покоятся на столбчатом фундаменте, что
обеспечивает повышенную стойкость подины. На одной из
продольных стен печи имеются рабочие окна с опускаю-
щимися заслонками, предназначенные для загрузки в печь
твердых материалов и обслуживания печи во время рабо-
ты. Рафинировочные печи отапливаются только высокока-
чественным топливом (природный газ или мазут). Топоч-
ная сторона печи имеет форкамеру, в которой начинается
горение топлива. Окна для съема шлака расположены в
одной из боковых или в задней торцовой стенке печи. Ра-
, бочие и шлаковые окна можно использовать для окислитель-
ной и восстановительной обработки расплавленной меди.
На противоположной длинной стороне печи имеется
щелевая летка, которую перед началом загрузки заклады-
вают огнеупорным кирпичом или заделывают глиной. Во
время разливки меди в конце операции щель постепенно
разбирают сверху, что обеспечивает почти постоянный на-
пор струи жидкой меди.
Стационарные отражательные печи применяют для ог-
невого рафинирования как жидкой, так и твердой черно-
вой меди, а также, для переплавки и дополнительного ра-
финирования катодной меди при изготовлении из нее вай-
ербарсов — слитков особой формы, используемых в
дальнейшем для проката и волочения проволоки.
165
о
Наклоняющиеся рафинировочные печи (рис. 85) конст-
руктивно сходны с горизонтальными конвертерами, но име-
ют большую емкость (до 300 т). У таких печей горловина
смещена обычно к одному торцу. Ее используют для залив-
ки жидкой черновой меди, загрузки твердых оборотов и
отвода отходящих газов. Для выпуска отрафинированной
меди со стороны разливочной машины в печи сделана лет-
ка диаметром — 60 мм. Напор струи жидкой меди регули-
а
Рис. 85. Наклоняющаяся рафинировочная
печь:
а — печь; б — схема углов поворота печн;
I — крайнее положение при разливке ме-
ди; II — крайнее нижнее положение шпу-
ра; III — положение горловины при сливе
жшлака; / — кожух печн; 2 —футеровка;
3 — горловина; 4— крепление печн; 5 —ок-
но для дразнения; 6 — привод; 7 — шпур*
для выпуска меди; 8 — газовая горелка
руется в этом случае углом поворота печи в сторону роз-
лива.
Наклоняющиеся рафинировочные печи имеют ряд пре-
имуществ перед стационарными, но пригодны только для
167
переработки жидкой черновой меди. Загрузка через горло-
вину (с большой высоты) массивных слитков черновой ме-
ди приводит к быстрому разрушению футеровки пода.
Огневое рафинирование меди — периодический процесс.
Он состоит из последовательных стадий, включающих под-
готовку и загрузку печи, плавление или разогрев меди,
окислительную обработку расплава и съем шлака, восста-
новительную обработку (дразнение) и разливку готовой
меди.
Подготовка рафинировочной печи сводится к ее осмот-
ру, заделке изъянов в футеровке и заправке выпускной
летки. Далее производят загрузку печи. При рафинирова-
нии твердой меди массивные слитки загружают в стацио-
нарную печь через рабочие окна с помощью загрузочной
машины — шаржирного крана с хоботом. Жидкую медь
заливают ковшами по желобу или через горловину (в на-
клоняющие печи); продолжительность загрузки — до 2 ч.
Расплавление твердой меди занимает до 10 ч. При пе-
реработке жидкой меди и небольшого количества твердых,
главным образом оборотных материалов, длительность
этой стадии значительно сокращается. Период расплавле-
ния и разогрева расплава сопровождается частичным окис-
лением твердой меди и расплава кислородом, йрисутству-
ющим в атмосфере печи. t
После разогрева ванны до температуры около 1200°C
начинается стадия окислительной продувки меди для окис-
ления примесей с повышенным по сравнению с медью срод-
ством к кислороду. Расплавленную медь окисляют возду-
хом, который вдувают в ванну нй глубину 600—800 мм с
помощью погружаемых в расплав стальных трубок, покры-
тых снаружи огнеупорной обмазкой.
Теоретически при взаимодействии с кислородом дутья'
должны были бы сразу окисляться примеси, обладающие
большим по сравнению с медью сродством к кислороду.
Однако на практике с учетом закона действующих масс в
первую очередь окисляется медь, концентрация которой по
сравнению с примесями является преобладающей. При
продувке воздухом медь окисляется до Си2О, которая, рас-
творяясь в ванне меди до концентрации 10—12%, перено-
сит кислород к более активным металлам и окисляет их по
обратимой реакции Cu2O-|-Afe^t2Cu-|-AfeO.
Оксиды металлов-примесей вместе с избытком Си2О и
кремнеземом, загружаемым в небольшом количестве в
печь для ошлакования примесей, образуют на поверхности
ванны шлак. В конце окислительной продувки шлак обыч-
168
но сгребают деревянными гребками. Шлаки рафинировоч-
ных печей содержат до 50 % Си. Выход шлаков составляет
1—2 % от массы меди. Рафинировочные шлаки для обед-
нения возвращают в процесс конвертирования.
Наиболее полно окисляются и удаляются в шлак при-
меси с наибольшим сродством к кислороду: алюминий,
цинк, железо, олово. Однако если примесь обладает высо-
кой растворимостью в меди, то степень ее удаления будет
небольшой. Так, концентрацию никеля, обладающего не-
ограниченной растворимостью в меди, не удается снизить
ниже 0,25—0,3%. К числу трудноудаляемых примесей от-
носятся мышьяк и сурьма особенно при их совместном
присутствии с никелем. Практически полностью при огне-
вом рафинировании в меди остаются благородные метал-
лы, селен и теллур.
Продолжительность окислительной продувки зависит
от степени загрязнения исходной черновой меди и состав-
ляет 1,5—4 ч. Продутая воздухом медь насыщена кислоро-
дом и газовыми пузырьками, которые удаляются при вос-
становительной обработке меди (дразнении).
Дразнение можно производить свежесрубленной древе-
синой (бревнами), мазутом или природным газом. При
разложении восстановительных реагентов образуются во- .
дород, оксид углерода и углеводороды, которые взаимодей-
ствуют с растворенной Си2О и восстанавливают ее по ре-
акциям:
Си2О + Н2 = 2Cu + Н2О; Cu2O + СО = 2Си + СО2; (44)
4Cu2O + СН4 — 8Си + СО2 + 2Н2О и т. д. (45)
В процессе дразнения ванна хорошо перемешивается га-
зовыми пузырьками, что обеспечивает высокую степень
восстановления Си2О, удаление растворенных газов и спо-
собствует глубокой десульфуризации меди.
Продолжительность периода дразнения достигает 2,5—
3 ч и определяется степенью насыщения продутой ранее
меди кислородом. После дразнения получают плотную
красную медь, содержащую не более Д01 % S и до 0,2 %
О2. Такую медь разливают в аноды.
Для разливки применяют изложницы, установленные
на горизонтальных разливочных машинах карусельного
типа. Подачу жидкой меди из печи в изложницу произво-
дят через промежуточный наклоняющийся ковш, оборудо-
ванный на ряде заводов дозирующим устройством, обеспе-
чивающим постоянство массы отливаемых анодов. Этот
ковш прерывает струю меди во время перемещения излож-
169’
ниц. Разбивку анодов из печи емкостью 200—250 т продол-
жается до 5—6 ч.
Готовые аноды имеют длину 800—900 мм, ширину 800—
900 мм и т’олщину 35—40 мм. Масса анодов на разных за-
водах составляет 240—320 кг.
Общая продолжительность огневого рафинирования при
переработке твердой меди составляет около 24 ч.
По технологии огневого рафинирования перерабатыва-
ют в вайербарсы — заготовки для получения проволоки —
часть полученной катодной ме^и. Медь в этом случае до-
полнительно очищают от серы, перешедшей в нее в виде
механических захватов сернокислого электролита в про-
цессе кристаллизации катодного осадка. Переплавку
катодной меди проводят в стационарных отражательных пе-
чах, полностью аналогичных анодным печам. Рафинировоч-
ные печи в этом случае называют вайербарсовыми. Вайер-
барсы разливают на карусельных машинах одновременно
по 4 штуки в одну изложницу.
§ 10. Электролитическое рафинирование меди
Анодная медь содержит 99,4—99,6 % Си; остальное
приходится на долю оставшихся после огневого рафиниро-
вания примесей, включая золото, серебро, селен и теллур.
В среднем в 1 т анодной меди содержится 30—100 г золо-
та и до 1000 г серебра. Такую медь обязательно подверга-
ют рафинированию методом электролиза.
В процессе электролитического рафинирования решают-,
ся две основные задачи: глубокая очистка меди от приме-
сей и попутное извлечение сопутствующих меди ценных
компонентов. Согласно ГОСТ ,859—66 высшая марка элек-,
тролитной меди МО должна содержать не более 0,04 %
примесей, в том числе не более 0,02 % кислорода, а осталь*
ные 0,02 % приходятся на долю девяти регламентируемых
примесей.
Сущность электролитического рафинирования меди за-
ключается в том, что литые аноды и тонкие матрицы из
электролитной меди — катоды попеременно завешивают в
электролитную ванну, заполненную электролитом, и через
эту систему пропускают постоянный ток (рис. 86).
Электролит — водный раствор сульфата меди (160—
200 г/л) и серной кислоты (135—200 г/л) с примесями и
коллоидными добавками, расход которых составляет 50—
60 г/т Си. Чаще всего в качестве коллоидных добавок ис-
пользуют столярный клей и тиомочевину. Они вводятся
170
I
3
для улучшения качества (структуры) катодных осадков.
Механизм электролитического рафинирования меди,
включает следующие элементарные стадии:
1) электрохимическое растворение меди на аноде с от-
рывом электронов и образованием катиона: Си—2е->Си2+;
2) перенос катиона через слой
электролита к поверхности катода;
3) электрохимическое восстанов-
ление катиона меди на катоде:
Cu2+-|-2e->Cu;
4) внедрение образовавшегося
атома меди в кристаллическую ре-
шетку катода (рост катодного осад-
ка).
Для осаждения одного грамм-
эквивалента металла (для меди
63,56:2 = 31,78 г) расходуется
96500 Кл электричества или 96500:
:9600=26,8 А-ч.
При пропускании через раствор
гока силой 1 А в течение 1 ч выде-
лится 31,78:26,8= 1,186 г меди. Эта
величина называется электрохими-
ческим эквивалентом меди. Следо-
вательно, для того чтобы осадить на
катоде больше меди, нужно пропу-
стить через электролитную ванну
больше электричества. Для количе-
ственноц оценки интенсивности про-
цесса электролиза на практике поль-
зуются величиной плотности тока
(Р), которая выражается отноше-
нием силы тока (7) к единице по-
верхности электрода (F) \D=I/F А/м2.
При электролитическом рафинировании меди чаще все-
го работают при плотности тока 240—300 А/м2. Следует от-
метить, что использование особых режимов электролиза
(реверсивный ток, системы циркуляции электролита и др.)
уже сейчас позволяет довести плотность тока до 400—
500 А/м2 и более.
На практике выход основного металла на катоде всегда
ниже теоретического. Отношение массы фактически выде-
лившегося металла к его теоретическому количеству, ко-
торое должно было бы выделиться по закону Фарадея, на-
зывают выходом по току. Этот показатель выражают обыч-
CuSO4,H;SO^,H;O
k
Рнс. 86. Схема электролити-
ческого рафинирования ме-
ли:
1 — катод; 2 — катодная
штанга; 3 — анод; 4 — токо-
подводящие шины
г ’
J
17В
но в -процентах1. Физический смысл этого показателя мож-
но определить как степень использования протекающего
через электролизер тока на совершение основной электро-
химической реакции. Так, при выходе по току, рарном
95 %, 5 % затраченной электроэнергии расходуется на по-
бочные электрохимические процессы. С повышением выхо-
да по току увеличивается производительность процесса
электролиза и снижается удельный расход электроэнергии.
Расход электроэнергии при электролизе зависит также
от падения напряжения на ванне, которое при электроли-
тическом рафинировании меди возникает главным образом
в результате преодоления сопротивления электролита
(60—65 % от общего) и токопоДводящих шин, контактов
(—20%). Напряжение на ванне можно рассчитать по фор-
муле: U—IRi+IR2+IR3, где I — сила тока, подводимого к
к ванне, A; Pi, Р2, Рз—электрическое сопротивление соот-
ветственно электролита, шин, контактов.
Из формулы видно, что напряжение на ванне будет воз-
растать с увеличением силы тока, т. е. плотности тока. При
плотностях тока 250—300 А/м2, выходе по току около 95 %
и напряжении на ваннах 0,25—0,3 В практический удель-
ный расход электроэнергии на современных медеэлектро-
литных заводах составляет 230—350 кВт-ч на 1 т меди.
Как уже отмечалось выше, электролитическое рафини-
рование меди направлено на глубокую очистку ее от при-
месей. Имеющиеся в анодной меди примеси в процессе
электролиза ведут себя по-разному. Их поведение опреде-
ляется положением в ряду напряжений.
. Медь, имеющая нормальный потенциал, равный +0,34?В,
по отношению к водороду электроположительна. Правее
ее в ряду напряжений находятся лишь благородные метал-
лы. Разряд ионов водорода на катоде, приводящий к сни-
жению выхода по току при электролизе меди, 'возможен
при недостаточной концентрации ионов меди.
Все присутствующие в анодной меди примеси по йх
электрохимическому поведению можно разбить на четыре
группы.
К первой группе относятся наиболее электроотрицатель-
ные по сравнению с медью примеси, которые практически
полностью растворяются на аноде и могут попасть в катрд-
ную медь в виде межкристаллических включений (захва-
1 На практике в выход по току включают также потери тока, за-
трачиваемого на преодоление различных сопротивлений в электрической
цепи.
172
тов) раствора особенно при чрезмерном повышении их
концентрации в электролите (вблизи катода). К ним отно-
сятся железо, никель, кобальт, цинк; олово, свинец. Для
предотвращения загрязнения катодов этийи примесями
часть электролита нужно выводить' на очистку (регенера-
цию). Исключение из числа примесей этой группы состав-
ляют олово и свинец, которые выпадают в шлам вследст-
вие образования нерастворимых в сернокислом электроли-
те соединений.
Вторую группу примесей образуют мышьяк, сурьма и
.висмут. Их электродные потенциалы близки к потенциалу
выделения меди, и поэтому их переход в катодные осадки
наиболее вероятен. Для предотвращения попадания этих
наиболее опасных примесей в катодные осадки необходимо
не допускать повышения их концентрации выше предельно
допустимых. На практике этого достигают выводом мышь-
яка,-сурьмы и висмута из раствора при регенерации элек-
тролита.
К третьей группе относятся благородные металлы, ко-
торые в условиях электролиза меди как более электропо-
ложительные анодно не растворяются. По мере растворе-
ния анода они теряют с ним механическую связь и на 98—
99 % осыпаются в шлам.
Примеси четвертой группы представленные растворен-
ными в анодной меди химическими соединениями типа
CU2S, Ct^Se, Cu2Te вследствие электрохимической ней-
тральности и малой растворимости в электролите также
практически полностью переходят в шлам подобно благо-
родным металлам.
Для электролитического рафинирования применяют
железобетонные ванны ящичного типа, имеющие в плане
удлиненное прямоугольное сечение. Для повышения кор-
розионной стойкости ванн против воздействия сернокисло-
го ^электролита внутреннюю часть ванн облицовывают
винипластом, стеклопластиком, полипропиленом, кислото-
упорным бетоном и другими кислотостойкими материа-
лами.
В настоящее время чаще всего электролитные ванны
группируют в блоки по 10—20 ванн, а затем — в серии, со-
стоящие, как правило, из двух блоков (рис. 87). Все элек-
троды в отдельных ваннах — катоды и аноды — включены
параллельно, а ток через блоки и серии проходит после-
довательно. Поперечный разрез блока ванн для электро-
литического рафинирования приведен на рис. 88.
Геометрические размеры ванн зависят от размеров и
173
числа электродов. Современные ванны имеют длину 3,5—
5,5 м, ширину 1—1,1 м и глубину 1,2—1,3 м.
Аноды и катоды подвешивают поочередно. При этом
число катодов в ванне всегда на один больше, чем анодов,
и они имеют увеличенные на 20—30 мм ширину и высоту
по сравнению с анодными пластинами. •
При установке в ванну анодов их укладывают одним из
ушек на токоподводящую шину или же соединяют с ка-
тодной штангой катодов соседней ваниы (иногда через
промежуточную шинку). Подвод тока от источника пита-
ния осуществляют только к крайним шинам блока или к
174
серии ванн (см. рис. 87). Преобразователями переменного
тока в постоянный в последние годы почти повсеместно
служат малогабаритные, наиболее экономичные кремние-
вые выпрямители.
Первичными катодами служат тонкие (0,4—0,6 мм)
листы из "электролитной меди — катодные основы. Их заго-
тавливают электролитическим путем на матрицах из хо-
лоднокатаных меди или титана. К содранным с матрицы
листам после обрезки кромок приклепывают ушки, обеспе-
чивающие в дальнейшем контакт катода с токоподводящей
штангой.
Время наращивания полновесного катода в товарных
ваннах на различных заводах колеблется от 6 до 15 сут.
Ко времени выгрузки масса катода достигает 60—140 кг.
После тщательной промывки готовые катоды направляют
потребителю или переплавляют в слитки.
Растворение анода обычно длится 20—30 сут и зависит
от. его толщины и режима электролиза. Анодные остатки,
составляющие 12—18 % первоначальной массы, переплав-
ляют в анодных печах в новые аноды. За время работы
анодов производят 2—3 съема катодов.
В процессе электролиза электролит загрязняется при-
месями и обогащается медью. Накопление меди происхо-
дит главным образом за счет того, что анодный выход по
току меди больше катодного выхода вследствие образова-
ния на аноде некоторого незначительного количества ионов
Си+. Обогащению электролита медью способствует также
химическое растворение катодной и анодной меди и содер-
жащейся в анодах закиси.
Для предупреждения накопления примесей и удаления
избытка меди электролит подвергают обновлению (регене-
рации). Для регенерации часть электролита выводят из
ванн. Количество выводимого электролита рассчитывают по
предельно допустимой концентрации ведущей примеси, на-
копление которой идет наиболее быстро. Обычно такой
Примесью является никель, реже мышьяк.
Вывод электролита на регенерацию практически осуще-
ствляется во время организации его обязательной непре-
рывной циркуляции в электролитных ваннах. Помимо час-
тичного обновления электролита, циркуляция должна обес-
печивать выравнивание его состава в межэлектродном
пространстве. Это обеспечивает получение качественных ка-
тодных осадков .и снижение расхода электроэнергии. Цир-
куляция должна обеспечивать смену всего электролита за
3—4 ч.
175
Циркуляцию электролита можно проводить путем пода-
чи электролита с одного торца ванны и вывода с противо-
положного торца (перпендикулярно электродам) или пря-
моточно через все ванны блока параллельно электродам.
В последнем случае становится возможным значительно
повысить плотность тока без нарушения качества катодной
меди.
Во время циркуляции электролит по пути из напорного
бака к ваннам подогревают паром до 50—55°C, что спо-
собствует снижению его электрического сопротивления.
Регенерацию электролита с целью его .обезмеживания
можно проводить несколькими способами. В настоящее
время распространено выделение меди электролизом с не-
растворимыми (свинцовыми) анодами.
При электролитическом способе медь осаждается из
раствора на катоде, а на свинцовых анодах выделяется
кислород:
Си2+ + 2е = Си; (46)
2ОН~ — 2е = Н2О + V2O2. (47)
В результате этих двух реакций раствор обедняется
медью и обогащается свободной серной кислотой. После
частичного обеднения медью такой электролит можно воз-
вратить в основной электролиз. Осаждение меди электро-
лизом с нерастворимыми анодами характеризуется повы-
шенным расходом электроэнергии на 1 т меди (до 3000—
3500 кВт-ч) вследствие высокого напряжения на ванне,
которое составляет около 2—2,5 В и слагается из потен-
циалов образования меди и кислорода из ионов. Этот
способ прост, но дорог1.
На многих заводах регенерацию электролита совмеща-
ют С получением медного купороса. По этому способу ото-
бранный раствор нейтрализуют в присутствии воздуха
анодным скрапом или специально приготовленными гра-
нулами меди. В результате протекания реакции
Си + H2SO4 + VA = CuSO4 + Н2О (48)
раствор обогащается медью и обедняется серной кислотой.
Затем полученный раствор упаривают и направляют в
кристаллизаторы, где при охлаждении из него выделяются
кристаллы медного купороса (CuSO4-5H2O). Для интенси-
1 Электролитическое осаждение меди в вайнах со свинцовыми ано-
дами находит применение в гидрометаллургии меди для ее выделения
из растворов от выщелачивания.
176
фикации процесс получения медного купороса проводят, в
вакуумных кристаллизаторах.
Кристаллизацию медного купороса проводят в три ста-
дии. Раствор после третьей стадии процесса, содержащий
около 50—60 г/л Си, подвергают электролитическому обез-
меживанию в ваннах с нерастворимыми анодами. В ре-
зультате электролиза получают рыхлый катодный осадок
меди, загрязненный мышьяком и сурьмой, который отправ-
ляют на медеплавильные заводы, и раствор, содержащий
около 1 г/л меди.
При электролитическом осаждении из растворов, содер-
жащих менее 10—12 % Си, может выделяться очень ядо-
витый газ — мышьяковистый водород (AsH3).
Катодную медь отправляют в переплав, а раствор —на
получение никелевого купороса выпариванием с последую-
щей кристаллизацией. Остаточный раствор после выделе-
ния никеля, содержащий серную кислоту, возвращают в
электролизный цех для приготовления свежего электро-
лита.
Вторая схема регенерации электролита очень громозд-
ка и оправдывает себя только при попутном получении
медного и никелевого купороса.
Получающиеся при электролитическом рафинировании
шламы перерабатывают для извлечения благородных ме-
таллов, селена и теллура. Стоимость компонентов шлама
окупает в большинстве случаев все затраты на рафиниро-
вание меди.
Катодная медь — основной продукт электролиза — не
всегда пригодна для непосредственного использования,
особенно в электротехнической промышленности. Поэтому
ее расплавляют и разливают в слитки. Раньше переплав-
ку проводили повсеместно в отражательных печах по ме-
тоду, близкому к огневому рафинированию черновой меди,
с получением слитков стандартной формы — вайербарсов.
В последние годы в связи с повышением требований к
качеству меди, особенно по содержанию в ней кислорода,
начали применять автоматизированные плавильно-литей-
ные или плавильно-литейно-прокатные комплексы непре-
рывного действия, позволяющие получать вайербарсы не-
прерывного литья или медную катанку диаметром
8—12 мм. При этом получают бескислородную медь высо-
кой чистоты.
Важными направлениями дальнейшего развития элек-
трохимических процессов в металлургии меди являются
производство медного порошка и фольги.
12. Н. И. Уткин
177
Получение медных порошков основано на проведении
электролиза при высокой плотности тока (до 2000 А/м2) и
низком содержании меди в электролите (10—13 г/л).
В этих условиях разряд ионов меди на катоде проис-
ходит с большими скоростями по сравнению со скоростью
их поступления в прикатодное пространство и формирова-
ние компактного катодного осадка невозможно — получа-
ется порошкообразный осадок.
Электролитическую медную фольгу получают путем
электрохимического осаждения меди на барабанном вра-
щающемся катоде. Электролит для получения фольги со-
держит 45—60 г/л Си и 40—60 г/л H2SO4. Электролиз ве-
дут при 35—50 °C с интенсивным перемешиванием элек-
тролита сжатым воздухом при плотности тока 1800—
3000 А/м2.
§ 11. Гидрометаллургия меди
Гидрометаллургические способы получения меди в
принципе пригодны для переработки любых видов рудного
сырья. Однако их обычно используют для извлечения меди
из окисленных руд или предварительно обожженных суль-
фидных руд. Доля гидрометаллургических процессов в об-
щем производстве меди за рубежом постоянно возрастает и
составляет сейчас около 12—15%. В Советском Союзе, эти
способы пока почти не применяют; лишь небольшое коли-
чество меди извлекается выщелачиванием вскрышных по-
род в отвалах (кучах) и забалансовых руд.
Ограниченное применение гидрометаллургических спо-
собов в медной промышленности является следствием в ос-
новном малых запасов окисленных руд и сложностью
попутного извлечения золота и серебра. По этой причине
гидрометаллургию используют главным образом для пере-
работки бедных руд с нерентабельным содержанием благо-
родных металлов, пустая порода которых не вступает в
химическое взаимодействие с растворителем. Для практи-
ческой выгодности гидрометаллургии необходимо также,
чтобы медь находилась в форме легкорастворимого соеди-
нения или переводилась в растворимую форму без значи-
тельных затрат.
Любой гидрометаллургический способ, не считая подго-
товительных и вспомогательных операций, состоит из двух-
основных стадий: обработки рудного сырья растворителем
(выщелачивание) и осаждения металла из раствора.
При выборе растворителя учитывается ряд требований.
178
Основными из них являются дешевизна и доступность ра-
створителя, эффективность его воздействия на компонен-
ты руды, незначительное воздействие на минералы пустой
породы и возможность его регенерации. Применительно к
медному .сырью этим требованиям в наибольшей степени
удовлетворяют вода и растворы серной кислоты и сульфа-
та трехвалентного железа
Вода — наиболее дешевый и доступный растворитель—
пригодна, как правило, для обработки сырья и полупродук-
тов, содержащих медь в форме сульфатов или хлоридов.
В условиях естественного (природного) выщелачивания
сульфидных минералов при совместном действии воды и
кислорода воздуха происходит окисление сульфидов с об-
разованием серной кислоты и сульфата трехвалентного же-
леза, которые и растворяют в конечном итоге суль-
фиды.
Раствор серной кислоты — наиболее рапространенный
растворитель в гидрометаллургии меди. Он обладает дос-
таточно высокой растворяющей способностью, дешев и
легко регенерируется. Однако его невыгодно применять
для сырья с повышенным содержанием основных породо-
образующих минералов (известняка, кальцита, доломита и
т. д.) из-за резкого увеличения расхода растворителя на
их растворение и невозможности регенерации H2SO4 из
этих соединений.
Сульфат трехвалентного железа является хорошим ра-
створителем для’ многих природных сульфидов меди. Од-
нако этот растворитель самостоятельного значения в гид-
рометаллургии меди не имеет. Причиной этому является
гидролиз Fe2(SO4)3 в водных растворах. Для придания
устойчивости сульфату растворы нужно подкислять серной
кислотой.
При совместном воздействии указанных двух реагентов
на сульфидные минералы Fe2(SO4)3 работает как окисли-
тель сульфидов, а серная кислота является их фактичес-
ким растворителем. Сульфат трехвалентного железа при
этом восстанавливается до FeSO4. Регенерацию раство-
рителя осуществляют путем окисления FeSO4 до Fe2(SO4)3
аэрацией (продувкой) воздухом, часто в присутствии оп-
ределенного вида бактерий (бактериальное выщелачива-
ние) и реже хлором.
'' Для выщелачивания медных руд и концентратов приме-
няют несколько методов:
1) выщелачивание в кучах;
2) подземное выщелачивание;
12*
179
3) выщелачивание путем просачивания раствора через
слой рудного материала (перколяция);
4) выщелачивание в чанах с механическим перемеши-
ванием (агитация);
5) автоклавное выщелачивание (под давлением).
Поскольку в отечественной медной промышленности
гидрометаллургические процессы не нашли широкого при-
менения и используются только два первых метода, в дан-
ном разделе рассматриваются только эти методы. Осталь-
ные методы описаны в других главах учебника при рас-
смотрении методов получения никеля, цинка, алюминия
и др.
Кучное выщелачивание применяют для извлечения ме-
ди на месте из вскрышных пород (отвалов) старых и новых
карьеров и бедных крупнокусковых руд, содержащих 0,1—
0,3 % Си. Основным растворителем служит разбавленный
кислый раствор сульфата трехвалентного железа, образу-
ющийся при воздействии кислорода воздуха и воды на пи-
рит:
2FeS2 + 2Н2О + 7О2 = 2FeSO4 + 2H2SO4; (49)
4FeSO4 + 2H2SO4 + O2 = 2Fe2(SO4)3 + 2H2O. (50)
CuFeS2 + 2Fe2(SO4)3 + 2H2O + 3O2 = CuSO4 +
+ 2H2SO4 + 5FeSO4. (51)
Рис. 90. Схема подземного выщела- j
чивания;
/ — раствор; 2 — водонепроницаемый слой; 3 —линзы рудных тел;
4 — водопроницаемый слой; 5—скважниы; 6 — выщелачивающий
раствор
При кучном выщелачивании кусковую руду в виде ку-
чи (рис. 89) объемом до 6000 тыс. т укладывают на водо-
непроницаемое основание, подготовленное специально или
представляющее собой площадку из скального грунта. Ос-
нование должно иметь односторонний уклон для организо- '
180
ванного сбора растворов в специальных бассейнах (отстой-
никах).
Вода и оборотные растворы после выделения меди пери-
одически подаются на орошение кучи сверху и медленно
протекают через нее на основание, растворяя при этом
медь. Растворы, Полученные при кучном выщелачивании,
содержат 0,3—3,0 г/л Си.
Выщелачивание в кучах при незначительных капиталь-
ных и эксплуатационных затратах позволяет обрабатывать
огромные массы забалансового сырья и получать ощути-
мые количества дополнительной меди. В Советском Союзе
кучное выщелачивание используют для извлечения меди
из карьерных отвалов на Балхашском ГМК. Предполага-
ется применить этот способ к бедным рудам некоторых
месторождений Средней Азии.
Подземное выщелачивание, как естественный процесс,
происходит на всех эксплуатируемых шахтным способом
месторождениях сульфидных медных руд. Оно может быть
организовано искусственно на отработанных или законсер-
вированных шахтах для извлечения меди из оставшихся
целиков и обрушенных горных пород.
Подземное выщелачивание может производиться реч-
ной водой, оборотными растворами и рудничными водами.
Для облегчения доступа растворителя к рудным телам
пробуривают скважины (рис. 90).
Процесс идет очень медленно и продолжается годами.
Растворы подземного выщелачивания с содержанием 1,8—
2,5 г/л Си собирают в нижних выработках и откачивают
на поверхность. Стоимость меди, полученной этим методом,
состоит главным образом из затрат на бурение скважин,
перекачку растворов и выделение меди из растворов.
В последние годы для интенсификации процесса выще-
лачивания растворами сульфата трехвалентного железа
все шире используют определенные виды широко распрост-
раненных в природе бактерий. В самом процессе выщела-
чивания бактерии не участвуют и действуют как катали-
затор, ускоряющий образование сульфата трехвалентного
железа согласно уравнению
4FeSO4 + 2H2SO4 + О2 + бактерии = 2Fe2(SO4)3 + 2Н2О. (52)
Исследования показали, что при наличии бактерий трех-
валентного железа образуется в 100—120 раз больше, чем
в их отсутствие.
Выделение меди из очень бедных растворов кучного и
подземного выщелачивания 0,3—3 г/л Си возможно мето-
дами цементации, сорбции и экстракции.
181
В основе процесса цементации меди лежит реакция ее
вытеснения из раствора электроотрицательным металлом
(железом, цинком, никелем и др.).
CuSO4 4- Me = Си + MeSO4. (53)
В качестве промышленного осадителя меди использу-
ют материалы на основе железа — железный лом, струж-
ку, обрезь жести, обезлуженную консервную жесть, губча-
тое (пористое) железо и т. д. в связи с их достаточной актив-
ностью, доступностью и невысокой стоимостью.
В современной практике цементации меди наибольшее
распространение получили цементационные желоба, вра-
щающиеся барабаны и чаны с механическим перемешива-
нием.
Основной продукт цементации — цементную медь — от-
правляют для дальнейшей переработки на медеплавильные
заводы. Она содержит 65—75 % Си, а остальное — в ос-
новном железо. Отработанные растворы с содержанием
около 0,05 г/л Си направляют на выщелачивание. Извлече-
ние меди при цементации составляет 90—98 %. Расход же-
леза на цементацию 1 т меди -колеблется от 1,5 до 2,5 т.
Основными недостатками цементационного осаждения
меди являются:
1) необходимость расходования серной кислоты при ре-
генерации оборотных растворов, содержащих FeSO4;
2) необходимость дополнительной очистки (переработ-
ки) получающейся цементной меди для получения товарно-
го продукта.
Экстракцию меди из бедных растворов органическими
растворителями успешно используют на нескольких заво-
дах в США и Африке. При экстракционном способе пре-
дусматривается в стадии реэкстракции органической фазы
получение медного раствора, содержащего до 90 г/л Си..
Такой раствор может быть переработан методом электро-
лиза с получением чистой катодной меди или автоклавным
способом на медный порошок.
Разработаны также сорбционные процессы для извле-
чения меди из окисленных медных руд и растворов после
кучного или подземного выщелачивания с использовани-
ем ионообменных материалов, которые также позволяют
получать медь в виде катодов или порошков.
Гл ава 8
МЕТАЛЛУРГИЯ НИКЕЛЯ
§ 1. Никель и его применение
Никель — единственный «молодой» металл из тяжелых
цветных металлов, получивший широкое применение толь-
ко в конце XIX в. Впервые как химический элемент никель
был открыт в 1751 г. и выделен в чистом виде в 1804 г. Од-
нако никель был обнаружен в составе монетных сплавов;
применявшихся еще в III столетии до н. э. До 1875 г. он
считайся ювелирным металлом, стоил дорого и производи-
ли его в очень небольших количествах. Мировое производ-
ство, никеля в 1875 г. составляло всего около 500 т, а затем
начало быстро расти.
В России первое месторождение никелевых руд было
открыто на Урале в 1854 г. На базе этих руд вначале уда-
лось получить никелевый чугун (20 % Ni), а затем и ме-
таллический никель; в период с 1874 по 1878 г. было полу-
чено около 17 т никеля. Промышленное производство ни-
келя на территории царской России так и не было органи-
зовано.
Производство никеля при Советской власти было нача-
то только в годы первой пятилетки. Первенцем отечествен-
ной никелевой промышленности был Уфалейский никеле-
вый завод, введенный в строй в конце 1933 г. В настоящее
время эта подотрасль цветной металлургии в Советском
Союзе представлена несколькими никелевыми комбина-
тами.
Широкое развитие никелевой промышленности за рубе-
жом связано с открытием во второй половине прошлого сто-
летия больших месторождений окисленных никелевых руд
в Новой Каледонии и сульфидных медно-никелевых руд в
Канаде.
В капиталистическом мире производство никеля сосре-
доточено в руках нескольких монополий. Крупнейшая из
них — Интернациональная никелевая компания (ИНКО).
Она производит около 50 % общего выпуска никеля за ру-
бежом. Основные предприятия этой компании расположе-
ны в Канаде и перерабатывают сульфидные медно-никеле-
вые руды.
На базе окисленных никелевых руд никель производит-
ся в Японии, Новой Каледонии, Австралии, США, на Кубе
и Филиппинах.
183
В периодической системе элементов Д. И. Менделеева
никель расположен в VIII группе 4-го периода под номе-
ром 28, образуя вместе с кобальтом и железом триаду.
В наиболее устойчивых химических соединениях никель
двухвалентен, хотя встречается иногда и в трехвалентном
состоянии.
Чистый никель — металл светло-серебристого цвета.
Его поверхность характеризуется очень высокой отражаю-
щей способностью. Никель обладает достаточно высокими
прочностью и пластичностью. Он хорошо обрабатывается
как в горячем, так и в холодном состояниях, легко прока-
тывается в листы толщиной до 0,02 мм и протягивается в
проволоку диаметром до 0,01 мм. До температуры 357,6 °C
никель магнитен.
В химическом отношении никель малоактивный металл.
Он имеет высокую коррозионную стойкость в атмосфере
воздуха, устойчив к воздействию воды и многих агрессив-
ных сред, например щелочей. Заметное окисление никеля
на воздухе наблюдается при температурах выше 700—
800°C. Серная и соляная кислоты растворяют никель мед-
ленно, а в азотной он растворяется легко. Органические
кислоты воздействуют на никель только после длительного
соприкосновения с ним.
С кислородом никель образует два основных оксида:
NiO и Ni2O3. Последний при нагреве разлагается с образо-
ванием Ni3O4 (или NiO-Ni2O3).
Никель имеет большое сродство к сере, образуя два
достоверно установленных сульфида составов NiS и Ni3S2,
встречающиеся в природе. Наиболее устойчивым является
Ni3S2, имеющий температуру плавления 788 °C. Высший
сульфид никеля NiS при нагреве разлагается по реакции
3NiS=Ni3S2+1/2S2.
В металлургии важное значение имеют карбид никеля
(Ni3C) и карбонил [Ni(CO)4].
С металлами никель образует многочисленные сплавы,
из которых наибольший интерес представляют сплавы с же-
лезом, кобальтом, медью, цинком, хромом и молибденом.
В настоящее время известно более 3000 сплавов, содержа-
щих никель. Присутствие никеля в сплавах придает им
разнообразные ценные свойства, удовлетворяющие самым
высоким требованиям современной техники: жаропрочность,
кислотостойкость, вязкость, улучшенные магнитные свой-
ства, красивый внешний вид и др. Важную роль никель
играет в получении конструкционных, нержавеющих и жа-
ропрочных сталей. В последние годы большое значение
184
приобрели жаропрочные литые сплавы на никелевой осно-
ве, используемые во многих областях техники.
В чистом виде никель используют в качестве защитных
и декоративных покрытий на железе и других металлах',
для изготовления аппаратов и посуды с высокой коррози-
онной стойкостью, приборов радиоэлектроники, в качестве
катализатора и т. д. Находят применение и некоторые со-
ли никеля.
Структура потребления никеля в промышленно разви-
тых странах выражается следующими цифрами, %:
Нержавеющие и жаропрочные
стали........................... 30—50
Конструкционные стали .... 10—15
Сплавы на никелевой основе . . 16—20
Никелирование................. 10—18
Чугунное и стальное литье . . . 10—12
Прочие потребители .......... 8—10
§ 2. Сырье для получения никеля
В настоящее время никелевые заводы перерабатывают
в основном два типа руд, резко различающихся по химичес-
кому составу и свойствам: окисленные никелевые и суль-
фидные медно-никелевые. Значение этих руд для никелевой
промышленности в нашей стране и за рубежом различно.
В Советском Союзе из года в год возрастает доля никеля,
получаемого из сульфидных руд, а в зарубежных странах,
наоборот, все большее значение приобретают окисленные
руды.
Окисленные никелевые руды представляют собой гор-
ные породы вторичного происхождения, состоящие в основ-
ном из гидратированных магнезиальных силикатов, алю-
мосиликатов и оксида железа. Никелевые минералы в них
составляют незначительную часть рудной массы. Наиболее
часто никель находится в виде бунзеита (NiO), гарниерита
[(Ni, Mg)-ЗЮз-пНгО] или ревденскита [3(Ni, Mg)OX
X2SiO2-2H2O]. Кроме никеля полезным компонентом этих
руд является кобальт, содержание которого обычно в 15—
25 раз меньше содержания никеля. Иногда в окисленных
рудах присутствует в небольших количествах медь (0,01 —
0,02%).
Пустая порода, составляющая основную массу руды,
представлена глиной (каолинит) (Al3O3-2SiO2-2H2O),
тальком (3MgO-4SiO2-H2O), другими силикатами, бурым
железняком (Fe2O3-nH2O), кварцем и известняком.
185
Окисленные никелевые руды отличаются исключитель-
ным непостоянством состава по содержанию как ценных
компонентов, так и пустой породы. Эти колебания состава
наблюдаются даже в массиве одного месторождения. Воз-
можные пределы концентраций компонентов руды харак-
теризуются следующими цифрами, %; 0,7—4 Ni; 0,04—
0,16 Со; 15—75 SiO2; 5—65 FesCh; 2—25 А12О3; 1—4
Сг2О3; 2—25 MgO; 0,5—2 СаО; до 10—15 % конституцион-
ной влаги.
По внешнему виду окисленные никелевые руды похожи
на глину. Для них характерны пористое, рыхлое строение,
малая прочность кусков, высокая гигроскопичность (до
40 %). Рациональных методов обогащения таких руд до
сих пор не найдено, и они после соответствующей подго-
товки непосредственно поступают в металлургическую пе-
реработку.
В Советском Союзе промышленные месторождения
окисленных никелевых руд расположены на Урале и на
Украине, за рубежом — в Новой Каледонии, на Кубе, Фи-
липпинах, в США, Бразилии, Индонезии, Австралии и Гре-
ции.
В сульфидных рудах никель присутствует главным об-
разом в виде пентландита [(Ni, Fe)S], представляющего
изоморфную смесь сульфидов никеля и железа переменного
соотношения, и частично в форме твердого раствора в
пирротине (FeySg).
Основным спутником никеля в сульфидных рудах явля-
ется медь, содержащаяся главным образом в халькопири-
те (CuFeS2). Из-за высокого содержания меди эти руды
называют медно-никелевыми. Кроме никеля и меди, в мед-
но-никелевых рудах обязательно присутствуют кобальт,
металлы платиновой группы (платина, палладий, родий,
рутений, осмий и иридий), золото, серебро, селен и теллур,
а также сера и железо. Таким образом, сульфидные мед-
но-никелевые руды являются полиметаллическим сырьем
очень сложного химического состава. При их металлурги-
ческой переработке извлекают 14 (включая серу) ценных
компонентов.
Химический состав сульфидных медно-никелевых руд
следующий, %: 0,3—5,5 Ni; 0,2—1,9 Си; 0,02—0,2 Со; 30—
40 Fe; 17—28 S; 10—30 SiO2; 1—10 MgO; 5—8 А12О3. По
структуре медно-никелевые руды могут быть сплошными,
жильными и вкрапленными. Чаще встречаются два послед-
них типа руд. В зависимости от глубины залегания руду
•добывают как открытым, так и подземным способом.
186
В отличие от окисленных никелевых руд сульфидные
медно-никелевые руды характеризуются высокой механи-
ческой прочностью, негигроскопичны и могут подвергаться
обогащению. Следует отметить, что обогащению обычно
подлежат только сравнительно бедные руды (не более
1,5—2,5 % Ni). Богатые руды после соответствующей под-
готовки направляют на плавку.
В Советском Союзе месторождения сульфидных медио-
никелевых руд находятся в северных районах страны — на
Таймырском и Кольском полуостровах. За рубежом запасы
медно-никелевых руд сосредоточены в Канаде и Австра-
лии.
Основным способом обогащения сульфидных медно-ни-
келевых руд является флотация. Иногда флотационному
обогащению предшествует магнитная сепарация, направ-
ленная на выделение пирротина в самостоятельный кон-
центрат. Возможность проведения магнитной сепарации
обусловлена относительно высокой магнитной восприимчи-
востью пирротина.
Выделение пирротинового концентрата при обогащении
руды улучшает качество первичного никелевого концентра-
та вследствие вывода из него значительной части железа
и серы и упрощает его последующую металлургическую
переработку. Однако при получении пирротинового концен-
трата, содержащего до 1,5 % Ni, возникает необходимость
в обязательной его переработке с целью извлечения никеля,
серы и платиноидов.
Флотационное обогащение может быть коллективным
или селективным. При коллективной флотации ставится
задача отделить пустую породу и получить обогащенный
продукт — медно-никелевый концентрат. Последующая се-
лективная флотация позволяет разделить большую часть
никеля и меди в самостоятельные концентраты. Полного
разделения меди и никеля при селективной флотации, не
происходит вследствие прорастания минералов меди и ни-
келя, и второй продукт селекции будет, по существу, являть-
ся никелево-медным концентратом, отличающимся от ру-
ды значительно более высоким отношением Ni: Си. На
практике такой концентрат обычно называют просто нике-
левым.
Таким образом, в зависимости от принятой схемы обо-
гащения сульфидных медно-никелевых руд можно получать
коллективные медно-никелевые, медные, никелевые и пир-
ротиновые концентраты, состав которых приведен в
табл. 15.
187
Таблица 15. Состав продуктов обогащения медио-иикелевых руд, %
Концентрат Ni Си Fe S SiO2
Коллективный 3,6-6,5 3,0—6,0 38—40 28—30 22—14
Медный . . . 1,5—1,6 25—30 40—45 32—34 2—4
Никелевый . . 6—11 4—6 37—40 25—29 14—20
Пирротиновый 0,1—1,55 0,05—0,17 55—60 36—37 1—3
Как следует из приведенных данных, соотношение ни-
келя и меди в медно-никелевых и никелевых концентратах
изменяется примерно от 2 : 1 до 1:2. Такие концентраты
можно перерабатывать по одной и той же технологии. Мед-
ные концентраты с соотношением меди и никеля, равным
примерно 20 : 1, перерабатывают на медеплавильных заво-
дах (см. гл. 7)..
Кроме окисленных никелевых и сульфидных медно-ни-
келевых руд, сырьем для получения никеля может служить
мышьяковистые руды, добываемые в Бирме и в Канаде.
§ 3. Современное состояние производства никеля
Никелевая промышленность, возникшая только в конце XIX столе-
тия, является сейчас одной из крупнейших подотраслей цветной метал-
лургии. По производству и потреблению никель занимает пятое место
среди всех цветных металлов.
Для извлечения никеля из всех видов рудного сырья используют как
пиро-, так и гидрометаллургические процессы. Применяемые в настоя-
щее время прн производстве никеля технологические схемы построены
преимущественно на сочетании пирометаллургических и гидрометаллур-
гических методов.
В современной металлургии никеля с момента ее возникновения су-
ществует как бы два самостоятельных технологических направления, что
связано с использованием двух видов руд — окисленных и сульфидных,
которые различаются по химическому составу и физическим свойствам.
В технологических схемах переработки этих руд много кажущейся общ-
ности, например используют одинаковые процессы и аппараты, получа-
ют однотипные продукты. Однако в целом они принципиально не схожи
друг с другом. На это оказывает влияние не только различное исходное
сырье, но и конечные цели его переработки.
Переработка окисленных никелевых руд заканчивается получением,
как правило, так называемого огневого никеля, отправляемого потреби-
телю без дополнительного рафининирования. Никель в этом случае очи-
щается от небольшого числа примесей (Fe, Со, Си, S) в течение всей
многостадийной технологии. Этот никель по ГОСТ 849—70 отвечает
маркам Н-3 и Н-4. Технологическая схема переработки сульфидных мед-
но-никелевых руд заканчивается обязательным рафинированием черно-
вого (огневого) никеля. Это позволяет не только получать никель выс-
ших марок, вплоть до никеля особой чистоты (>99,99 % Ni), но и обес-
188
печивает высокое извлечение еще 13 ценных компонентов, содержащихся
в перерабатываемых рудах или концентратах.
При рассмотрении технологических схем переработки окисленных
никелевых и сульфидных медно-никелевых руд (рис. 91 и 92) обращает
на себя внимание следующее:
1) подготовка окисленных и сульфидных рук к плавке на штейн
различна;
2) обязательными процессами для обеих технологических схем яв-
ляются плавка на штейн, конвертирование штейнов, окислительный об-
жиг файнштейна или богатого никелевого концентрата, восстановитель-
ная плавка закиси никеля на металл;
3) для образования штейна при плавке окисленных никелевых руд,
не содержащих серы, в шихту вводится серусодержащий материал —
сульфидизатор (гипс CaSO4-2H2O или пирит FeS2);
4) при переработке сульфидных руд обязательно проводят операции
разделения меди и никеля и электролитического рафинирования черно-
вого никеля;
5) никель, полученный из сульфидных руд, отличается более высокой
чистотой по сравнению с огневым никелем;
6) кобальт из технологической цепочки выводится в первом случае
с конвертерными шлаками, а во втором —- при электролитическом рафи-
нировании.
Попутное получение кобальта при металлургической переработке ни-
келевых руд является характерной особенностью никелевой промышлен-
ности. В Советском Союзе из окисленных никелевых и сульфидных мед-
но-никёлевых руд получают более 80 % кобальта от общего выпуска в
стране. Этим путем кобальт впервые в мире был получен в 1937 г. на
Уфалейском никелевом заводе. Позднее производство кобальта было ор-
ганизовано также на всех отечественных и многих зарубежных никеле-
вых заводах.
В 1970 г. в нашей стране впервые выдал кобальтовую продукцию
комбинат «Тувакобальт», работающий на базе кобальтово-никелево-мед-
ных мышьяковистых руд.
Приведенная на рис. 91 технологическая схема получения никеля
из окисленных руд сложна, приводит к высоким потерям никеля и осо-
бенно кобальта и требует большого расхода дорогостоящего кокса.
Упрощение технологии, повышение извлечения никеля и кобальта
н сокращение электрических затрат достигаются при плавке окисленных
никелевых руд на ферроникель.
На ряде заводов для переработки как окисленных (Куба), так и
сульфидных руд (СССР и Канада) применяют гидрометаллургические
схемы. Обладая рядом преимуществ при переработке бедных руд (выше
извлечение), эти схемы в то-же время очень громоздки, сложны и при-
менимы для ограниченного состава руд.
Вследствие большого различия технологические процессы получения
никеля из окисленных никелевых и сульфидных медно-никелевых руд
описываются отдельно.
§ 4. Получение огневого никеля из окисленных руд
Плавка на штейн
Плавка на штёйн окисленных никелевых руд повсемест-
но проводится в шахтных печах, которые требуют прочной
кусковой, желательно пористой шихты. Этим требованиям
189
РуЗа
I Усреднение В Кокс
f~i I I I
брикетирование Агломерация
Известняк брикет (агломерат) кокс
Воздух
Сульфидизатор
(гипс или пирит) }
Рнс. 91. Принципиальная схема получения никеля нз окисленных руд
(цифрами обозначены варианты подготовки руды к плавке)
190
Руда
f------------------
- Флотационное обоеащение
f f f I
Хвосты Пирротиновыи Си концентрат Ni-Cu
। концентрат | концентрат
В отвал f На мерный I
На специальную зовов I
переработку Г
Флюсы
Плавка на штейн
। j
Газы Cu-Ni штейн Шлак
Кварц Воздух
==П I--------------I
Конвертирование Ветвил
----------f
Конвертерный шлак Cu-Ni райнштейн Газы
Рудный штейн I Восстановитель
-------------i I f---------------
Обеднение
Флотационное
f------------1 разделение меди и никеля
Штейн Шлак f |
| f богатый богатый
~’ В отвал Си концентрат Ni концентрат
I I Воздух
На медный t
завод Окислительный обжиг
. I I
Закись никеля Газы
Восстановитель | I
' 1 г В производство
Восстановительная плавка Нг3(?4
------------»------------
Черновой никель (аноды)
Электролитическое рафинирование
Кобальтовый кек Катодный никель Шламы
♦ _
В производство
кобальта
I I
К потребителю На извлечение
благородных металлов
Рис. 92. Принципиальная схема получения никеля из сульфидных мед-
но-никелевых руд .
191
природные окисленные никелевые руды не удовлетворяют,
и перед плавкой их подвергают окускованию методом бри-
кетирования или агломерации.
Брикетирование проводят на валковых прессах (см.
рис. 45) в брикеты яйцеобразной формы массой 0,2—0,3 кг
каждый. Перед брикетированием руду измельчают на мо-
лотковых дробилках и подсушивают. Связующим материа-
лом служит глина, содержащаяся в самой руде. В состав
шихты для брикетирования вводят сульфидизатор. Гото-
вые брикеты сушат теплом отходящих газов шахтных пе-
чей.
Брикетирование без связующего — сравнительно деше-
вая и простая операция. Однако получающиеся брикеты
имеют недостаточную прочность, совершенно негазопрони-
цаемы и содержат влагу. Их плавка требует повышенного
расхода топлива и характеризуется меньшей удельной про-
изводительностью. ;
Агломерация (спекание) — более дорогой и сложный
метод подготовки руды по сравнению с брикетированием. 4
Однако с технологической точки зрения он является более |
совершенным процессом. Агломерация позволяет по- ' ’
лучать хорошо термически подготовленный пористый ма-
териал с достаточно высокой механической прочно-
стью.
Для агломерации окисленных никелевых руд использу- .
ют ленточные агломерационные машины с площадью вса- •
сывания 50 и 75 м2.'
Во время приготовления шихты к руде добавляют обо-
ротный агломерат и коксик (мелкий кокс), расход которых ;
от массы руды соответственно составляет 18—20 и 8—10 %.
Крупность руды и оборота 20—30 мм, коксика 5 мм. При j
смешении шихты ее увлажняют до оптимальной влажно- ]
сти 21—23 %. 'I
Агломерат или брикеты являются рудной составляющей |
шихты при плавке на штейн. <
Никелевый штейн представляет собой сплавы сульфи- i
дов никеля и железа, в котором растворены свободные ме- *
таллы — никель и железо (ферроникель). Такой штейн на-
зывают металлизированным; он характеризуется перемен-
ным содержанием серы. Правило Мостовича на никелевый з
штейн не распространяется. Обычно заводской штейн со-
держит, %: 15—18 Ni; 60—63 Fe; 0,4—0,6 Со; 16—20 S и
1—2 прочих. Получение более богатого никелем щтейна
нежелательно, так как это ведет к увеличению потерь ни-
келя в шлаках.
192
Цель шахтной плавки окисленных никелевых руд — мак-
симальное извлечение никеля и кобальта в штейн и ошла-
кование пустой породы. Образование штейна из оксидного
материала происходит в результате восстановления и суль-
фидирования никеля, кобальта и частично железа, содер-
жащихся в руде в форме оксидов и силикатов. По этой
причине плавка окисленных никелевых руд в шахтных пе-
чах получила название восстановительно-сульфидизирую-
щей плавки.
Шихта для такой плавки состоит из брикетов или агло-
мерата, оборотов, флюсов и сульфидизатора. Так как окис-
ленные никелевые руды являются силикатными, то в ка-
честве флюса при плавке используют основной флюс — из-
вестняк. Сульфидизаторами железа и никеля служат гипс
или пирит, а топливом — кокс.
Расход сульфидизатора (гипса или пирита) определя-
ется требованиями к составу получаемого штейна и вели-
чиной десульфуризации при плавке.
Ниже приведен расчет потребного количества гипса при
плавке на штейн окисленной никелевой руды, содержащей
1,7 % Ni, остальное — пустая порода и влага:
Пример 7. Для расчета примем:
1) извлечение Ni в штейн 85 %.
2) штейн должен содержать 18 % Ni, 20 % S, остальное — железо;
3) десульфуризация при плавке 40 %;
4) сульфидизатор — чистый гипс [CaSO4-2H2O] (18,6 % S).
Расчет ведем на 100 кг руды. Определим количество получающего-
ся штейна:
в штейн с учетом извлечения перейдет никеля
1,7-0,85= 1,44 кг;
тогда общее количество штейиа составит
(1,44:18) 100 = 8 кг.
Обращает на себя внимание низкий выход штейиа. Из 100 кг руды
его получается всего 8 кг, т. е. выход штейна составит 8 % от руды.
Тогда количество и состав штейна будут следующими:
КГ %
Никель . . . 1,44 18
Сера . . . . 1,60 20
Железо . . . 4,96 62
Всего , . 8,00 100
С учетом десульфуризации при плавке для образования такого ко-
личества штейна потребуется серы 1,6: 0,4=4 кг или гипса 4:0,186=
—21,5 кг.
Основными процессами шахтной плавки окисленных ни-
13 Н. И. Уткни
П93
Уройень
Рнс. 93. Распределение тем-
ператур в поперечном сече-
нии шахтной печи
келевых руд являются горение топлива, штейно- и шлако-
образование и разделение жидких продуктов плавки.
Качество сжигания топлива и распределение газовых по-
токов являются едва ли не самыми главными факторами,
определяющими многие технологические параметры шахт-
ной плавки: производительность печей, расход топлива, из-
влечение металлов и т. д. Горение углерода кокса происхо-
дит за счет кислорода, подаваемого в печь через фурмы с
воздухом или обогащенным дутьем.
Вблизи фурм, имеется большой избыток кислорода, кокс
сгорает по реакции С+О2=СО2+393780 кДж. По мере уда-
ления от фурм горение становится
неполным (С+1/2О2=СО+172200
кДж). Зона печи, в которой в газо-
вой фазе присутствует свободный
кислород, называется кислородной.
В шахтиых печах она простирается
от фурм вверх и внутрь печи на
500—600 мм. '
Образующиеся при горении кок-
са горячие газы поднимаются вверх,
нагревают шихту и вступают с ней
в химическое взаимодействие. В пер-
вую очередь это взаимодействие
приводит к образованию новых ко-
личеств СО по реакции СО2+С =
=2СО. В результате этого в облас-
ти фурм концентрация СО в газе в
центре печи достигает 24 % •
Для работы шахтных печей ни-
келевой плавки типичен периферий-
ный ход печи, что связано с нерав-
номерным распределением шихты,
при ее загрузке в условиях низкой
высоты столба шихты. Для
периферийного хода характерно
распределение температур, показанное на рис. 93. В фоку-
се печи развиваются температуры до 1600—1700 °C. На вы-
ходе из печи газы содержат 10—16 % СО2 и 8—16 % СО
и имеют температуру около 500—600 °C.
Цель шахтной плавки окисленных никелевых руд —
максимальное извлечение никеля и кобальта в штейн и
ошлакование пустой породы. Процессы штейно- и шлако-
образования тесно связаны с Протеканием реакций восста-
новления оксидов и их сульфидирования.
1S4
Реакции восстановления протекают при взаимодействии
газовой фазы, содержащей значительные количества СО, и
твердого углерода кокса с брикетами или агломератом и
получающимися при плавке расплавами. Результатом вос-
становления является образование низших оксидов железа
и металлической фазы по реакциям:
NiO + СО = Ni + СО2; (54)
NiSiO3 ф СО = Ni + СО2 + SiO2; (55)
Fe2O3 4- СО = 2FeO 4- СО2; (56)
FeO 4- СО = Fe + СО2. (57)
Химизм сульфидирования более сложен и различен при
использовании гипса и пирита.
Гипс под воздействием высоких температур в конечном
итоге полностью превращается в оксид кальция (СаО), пе-
реходящий в шлак, по реакциям:
CaSO4 • 2Н2О = СаО 4- SO3 4- 2Н2О; . (58)
CaSO4 4- 4СО = CaS 4- 4СО2; (59)
3CaSO4 4- CaS = 4СаО 4- 4SO2. (60)
Образовавшиеся по реакциям (58) — (60) серусодержа-
щие газы и частично сульфид кальция сульфидируют ни-
кель и железо:
3NiO 4- 7СО 4- 2SO2 = Ni3S2 4- 7СО2; (61)
FeO 4- ЗСО 4- SO2 = FeS 4- 3CO2; (62)
FeO 4- CaS = FeS 4- CaO. (63)
Получившаяся в результате восстановления и сульфиди-
рования сульфидно-металлическая фаза (NisSs, FeS, CoS,
Ni, Fe), сплавляясь, образует никелевый штейн.
При сульфидировании пиритом FeS2 процесс начинается
с его термического разложения на FeS и элементарную се-
ру, которые вместе с SO2, образующимися при окислении
сульфидов железа и серы, сульфидируют закись никеля.
Процессы сульфидирования заканчиваются в нижних
горизонтах печи по реакции
3NiO 4- 2FeS 4- Fe = Ni3S2 4- 3FeO. (64)
Использование пирита в качестве сульфидизатора поз-
воляет регулировать состав штейнов и получать их с мень-
шим количеством ферроникеля, т. е. более сернистыми.
К обеднению штейнов никелем ведет введение в шихту
больших количеств пирита, вследствие чего в штейн пере-
1.3* 195
ходит больше FeS. Избыток гипса такого эффекта не дает,
так как гипс в конечном итоге весь переходит в шлак в ви-
де СаО.
Выход штейна при плавке окисленных никелевых руд не-
большой и составляет от 3 до 8 % от массы руды.
Образование шлака происходит в результате взаимо-
действия оксидов пустой породы с оксидами железа, обра-
зующимися при восстановлении и сульфидировании и их
плавлении.
Выход шлака при плавке окисленных никелевых руд
достигает иногда 120—130 % (обычно 95—105 %) от мас-
сы переработанного рудного сырья. Это обусловлено необ-
ходимостью вводить в шихту в^ качестве флюса большие
количества известняка (до 30 %'от массы руды), особенно
при переработке высококремнистых руд. Следовательно,
плавка окисленных никелевых руд на штейн фактически
является плавкой на шлак. По этой причине правильный
выбор состава шлака определяет многие технико-экономи-
ческие показатели и особенно потери никеля со шлаками.
Оптимальными при плавке на никелевый штейн счита-
ются шлаки, содержащие, %: 44—46 SiO2; 18—22 FeO;
15--18 СаО; 8—12 % MgO; 4—10 % А12О3.
Содержание никеля в шлаках зависит от многих факто-
ров и в значительной степени от содержания оксида желе-
за в шлаке и никеля в штейне. Чем больше будет в шлаке
FeO и чем богаче никелем будет получающийся штейн, тем
больше никеля перейдет в шлак.
Практически установленное правило, согласно которо-
му процентное соотношение никеля в штейне и в шлаке
(коэффициент распределения) равно примерно 100± 10, хо-
рошо соблюдается для заводских условий. При плавке на
штейн с 15—18 °/о Ni шлаки обычно содержат 0,12—0,2-%
Ni. Это отвечает прямому извлечению никеля в штейн в
пределах 70—85 %, а в шлак до 25 % Ni от его содержания
в руде.
Количество уносимой газами пыли зависит от расхода
воздуха, физического состояния шихты и высоты ее за-
грузки. В среднем при плавке агломерата пылевынос сос-
тавляет около 15 %, а при плавке брикетов 5—10 %. Пыль
по химическому составу почти не отличается от шихты и
после улавливания направляется в оборот.
Шахтные печи никелевой плавки (рис. 94) имеют те же
конструктивные элементы, что и другие шахтные печи за-
водов цветной металлургии. Применяемые в никелевой про-
мышленности шахтные печи в области фурм имеют пло-
196
Рис. 94. Шахтная печь для плавки окисленных никеле-
вых руд на штейн:
/ — шатер; 2 — колошниковая площадка; 3 —кессон ис-
парительного охлаждения; 4, 5 — коллекторы для подво-
да и отвода охлаждающей воды; 6 — внутренний горн
печи; 1 — наружный горн; 3 — шпур для штейна; 9 —
шлаковая летка; 10 — фурма
щадь поперечного сечения 13,5—25 м, длину до 15 м, ши-
рину в области фурм 1,4—1,6 м и высоту шахты 4,5—6 м.
Поперечный профиль печей характеризуется либо парал-
лельностью боковых стен, либо расширением их книзу.
Шахтные печи для плавки окисленных никелевых руд
отличаются большим объемом внутреннего горна и отсут-
ствием водяного охлаждения его стенок. При охлаждении
расплава во внутреннем горне он зарастает в результате
197
выделения (кристаллизаций) тугоплавкого ферроникеля.
До недавнего времени стены шахтных печей на никеле-
вых заводах изготавливали из водоохлаждаемых кессонов,
а шатер на колошнике выполняли в виде огнеупорной клад-
ки в металлическом каркасе или также из кессонов.
Кессоны шахтных печей представляли собой сварные
коробчатые конструкции из листовой стали с патрубками
для ввода и вывода охлаждающей воды. Перепад темпе-
ратуры входящей и выходящей воды обычно составлял 5—•
15 °C. В этих условиях каждый литр (кг) воды отбирал
максимально 4,18-15=630 кДж тепла [4,18— теплоем-
кость воды, кДж/(кг-°С)],
В настоящее время применяют более эффективный спо-
соб отвода избыточного тепла — испарительное охлажде-
ние. Сущность способа состоит в использовании скрытой
теплоты испарения воды (2253 кДж/кг), т. е. замены холод-
ной воды на кипящую. Если принять во внимание, что тем-
пература поступающей
900
1 2 3
2
Рис. 95. Кессон испарительного
охлаждения:
1 — подвод воды; 2 — фурмен-
ное отверстие; 3 — кессон водя-
ного охлаждения (фурменный);
4 — переток воды из фурменно-
го кессона в сборный коллек-
тор; 5 — коллектор трубчатого
кессона; 6 — трубчатый эле-
мент; 7 — коллектор отвода па-
роводяной смеси
198
воды обычно составляет около
30 °C, то для ее нагрева до тем-
пературы кипения потребуется
еще около 290 кДж тепла. Таким
образом, при испарительном ох-
лаждении каждый килограмм во-
ды будет отбирать от охлаждае-
мых элементов около 2550 кДж
тепла, т. е. примерно в 40 раз
больше, чем при использовании
кессонов. Во столько же раз
уменьшается расход охлаждаю-
щей воды.
Полученный при испаритель-
ном охлаждении пар можно ис-
пользовать для хозяйственных и
----технологических нужд, тогда как
при кессонном охлаждении тепло
нагретой в кессонах на ~10°С
воды полностью и безвозвратно
терялось при ее охлаждении на
'воздухе.
Охлаждающие элементы ис-
парительного охлаждения пред-
ставляют собой сваренные из
труб кессоны, объединенные дву-
мя коллекторами: нижним — для
подвода воды и верхним —
для отвода пара (рис. 95). Для испарительного охлажде*
ния пригодна только химически очищенная вода.
Разделение жидких продуктов плавки — никелевого
штейна и шлака — можно проводить как во внутреннем
горне, так и с использованием внешних отстойников. В пер-
вом случае печь оборудуется шпуром для периодического
выпуска штейна и шлаковой леткой почти непрерывного
действия, расположенных на противоположных сторонах
печи. При использовании наружного отстойного горна (см.
рис. 94) штейн и шлак совместно поступают в него по за-
крытому наклонному каналу. Нижняя часть горна запол-
нена штейном до уровня, показанного на рис. 94 штрихо-
вой линией. Шлак в этом случае, всплывая на поверхность
расплава, проходит через слой штейна, подогревает его и
обедняется в результате захвата взвешенных в шлаке
сульфидных включений штейновым расплавом. Отстойный
горн оборудован шпуром и леткой.
Плавка окисленных никелевых руд в шахтных печах на
штейн характеризуется следующими основными технико-
экономическими показателями:
Плавка . Плавка
агломерат? брикетов
Удельный проплав,
т/(м2-сут)................. 39—41 25—27
Извлечение в штейн, %:
никеля ............... 66—68 75—84
кобальта.............. 42—43 45—50
Расход кокса, % . . . 21—24 30—33
Интенсификации процесса шахтной плавки и снижению
расхода кокса способствуют подогрев дутья и обогащение
воздуха кислородом. При плавке агломерированной ших-
ты нагрев дутья до 300 °C ведет к экономии топлива на
15,2%, а при 400 °C — на 23,3 % и к росту проплава соот-
ветственно на 10 и 15,3%. Обогащение дутья кислородом
до содержания 25 % позволяет повысить проплав печи на
22,2 %, а расход кокса уменьшить на 17 %.
Конвертирование никелевых штейнов
Никелевые штейны состоят почти полностью из нике-
ля, кобальта и железа в форме сульфидов или свободных
металлов. Цель процесса конвертирования — получить ни-
келевый файнштейн за счет окисления железа и серы, свя-
занной с ним. При этом одновременно ставится задача мак-
симального окисления кобальта и перевода его в конвер-
терный шлак.
199
Необходимость извлечения кобальта в конвертерный
шлак обусловлена тем, что если его не отделить от никеля
на этой стадии технологии, то он весь перейдет в огневой
никель, являющийся товарным продуктом, и будет потерян.
Получение кобальта как самостоятельного товарного про-
дукта в этом случае становится невозможным.
Присутствующие в никелевых штейнах металлы имеют
различную химическую активность. Их сродство к кислоро-
ду убывает в ряду Fe->Co->Ni. Следовательно, при про-
дувке штейна в конвертере в присутствии кварцевого флю-
са в первую очередь будут окисляться и ошлаковываться
свободное железо и его сульфид:
6Fe + ЗО2 + 3SiO2 = 3(2FeO • SiO2) + 1876000 кДж; (65)
2FeS + ЗО2 + SiO2 = 2FeO • SiO2 + 2SO2 + 937940 кДж. (66)
Установлено, что реакция (66) начинается только пос-
ле окисления большей части свободного железа.
Из сопоставления реакций (65) и (66) следует, что на
одинаковый объем вдуваемого в конвертер кислорода на
первой стадии выделяется почти в два раза больше тепла,
требуется в три раза больше кварцевого флюса и образу-
ется в три раза больше конвертерного шлака. Из-за отсут-
ствия серы газы получаются бесцветными. Особенности
первой стадии процесса учитывают на практике и исполь-
зуют для попутной переработки значительных количеств
холодных материалов, включая оборотные продукты и ни-
кельсодержащие лом и отходы (вторичное сырье).
Окисление кобальта ускоряется по мере удаления из
расплава железа. Особенно интенсивно оно идет в конце
процесса конвертирования, и конвертерные шлаки послед-
них сливов будут всегда богаче кобальтом.
Для конвертирования никелевых штейнов используют
горизонтальные конвертеры емкостью 20 и 30 т,'конструк-
ция которых была описана в гл. 7. Продукты процесса —
никелевый файнштейн, конвертерный шлак и сернистые
газы.
Никелевый файнштейн обычно содержит, %: 76—78 Ni;
19—21 S; 0,2—0,4 Fe; 0,3—0,5 Со и до 2 Си. Более полное
удаление из файнштейна железа и кобальта на стадии
конвертирования нецелесообразно, так как это приведет к
началу интенсивного окисления никеля й увеличению его
перехода в шлак.
Средний состав конвертерных шлаков следующий, %:
0,7—1,2 Ni; 0,2—0,5 Со; 27—30 SiCh; 49—53 Fe; до 3,0 MgO,
200
Такие шлаки в настоящее время обязательно обедняются
методом перемешивания с бедным штейном в специальных
конвертерах или электропеЧным способом.
В результате обеднения конвертерных шлаков получа-
ют отвальные шлаки, содержащие 0,14 % Ni и 0,05 % Со,
и кобальтовый штейн (автоклавную массу), который со-
держит 4—5 % Со и 24—30 °/о Ni. Штейн направляют в ко-
бальтовое производство для извлечения кобальта и никеля.
Переработка никелевого файнштейна на огневой никель
Технология получения огневого никеля из файнштейна
включает стадии окислительного обжига (с промежуточ-
ным обезмеживанием огарка) и восстановительную плавку
закиси никеля на металл.-
Цель окислительного обжига файнштейна — удаление
из него серы до содержания не' выше 0,02 % и перевод ни-
келя в NiO.
Глубокое удаление серы требует высоких температур, а
сульфид никеля Ni3S2 легкоплавок (/ПЛ = 788°С). Это вы-
нуждает проводить окисление файнштейна в две стадии.
Вначале обжиг проводят в печах КС с целью удаления се-
ры до 1 —1,5 %. Для повышения тугоплавкости шихты из-
мельченный файнштейн смешивают с оборотной нылью.
Это вместе с разобщенностью частиц, витающих в кипящем
слое, позволяет вести первую стадию при 950—1000 °C.
Окисление файнштейна протекает по реакции
2Ni3S2 + 7О2 = 6NiO + 4SO2. (67)
Печи КС с площадью пода 7—8 м2 для первой стадии
обжига никелевого файнштейна имеют ряд конструктивных
особенностей (рис. 96). Они, во-первых, имеют увеличен-
ный диаметр вверху, что снижает скорость газов на выхо-
де из печи и уменьшает пылевынос богатого никелем огар-
ка. Кроме того, разгрузка огарка производится не через
сливной порог, а с уровня пода и регулируется стопорным
или дисковым затвором.
К горячему огарку (700—800 °C) по выходе из печи
подмешивают 10—15 % природного сильвинита (NaCl,
КС1) и смесь подвергают сульфатхлорирующему обжигу в
трубчатом реакторе-холодильнике. Процесс идет за счет
физического тепла ргарка. При, обжиге хлористый натрин
разлагается по реакции
2NaCl + SO2 + О2 = Na2SO4 + Cl2. (68)
Продукты этой реакции способствуют переводу меди в
Э01
форму водорастворимых хлоридов и сульфатов. Никель и
кобальт при этом остаются в оксидном состоянии.
Из реактора огарок направляют на обезмеживание, за-
ключающееся в выщелачивании меди горячей подкислен-
ной водой методом просачивания. После выщелачивания
Рис. 96. Печь КС для обжига файн-
штейна:
1 — под; 2 — загрузочное устройст-
во; 3 ~ кожух; 4 — футеровка; 5 —
сопло; 6 — воздухораспределитель-
ная коробка; 7 — разгрузочное уст-
ройство
огарок с остаточным содержа-
нием 0,3—0,4 % Си направля-
ют на окончательный обжиг в
трубчатую вращающуюся печь
(рис. 97). Печь отапливается
природным газом или мазу-
том, которые с целью создания
в печи окислительной атмосфе-
ры сжигают с большим избыт-
ком воздуха.
Огарок из бункера пита-
телем подается в хвостовую
часть печи с температурой
около 800 °C. Далее он движет-
ся навстречу топочным газам,
содержащим 8—10 % кислоро-
да и нагретым до 1200—
1300 °C. Высокая температура и
присутствие в газах кислорода
приводит к почти полному оки-
слению серы (до 0,02 % и ме-
нее). Расход топлива на вто-
рой обжиг достигает 40 °/о от
массы огарка. Полученная в
трубчатых печах закись нике-
ля в среднем содержит, °/о :
78 Ni; 0,4 Си; 0,4—0,5 Со;
0,3—0,4 Fe.
Из обжиговой печи закись
никеля с температурой 900—
1000 °C по течке ссыпается в
трубчатый реактор, куда вво-
дят также 4—8 % нефтяного
кокса. За счет физического теп-
ла огарка в холодильнике по
реакции NiO-|-C=Ni-|-CO закись никеля частично (до
40—50 %) восстанавливается и из реактора выходит метал-
лизированный огарок с содержанием никеля 22—86%, что
ускоряет и удешевляет его дальнейшую переработку в
электропечах.
202
Процесс восстановительной электроплавки осуществля-
ют в дуговых электрических печах за счет тепла, выделяю-
щегося при горении дуги между угольными (графитовыми)
электродами и металлом. Для получения никеля из окис-
ленных руд применяют трехэлектродные круглые печи ем-
костью 4,5—10 т (рис. 98). Они работают периодически с
продолжительностью цикла от 6 до 8 ч.
Технологический процесс электроплавки закиси никеля
состоит из ряда операций:
Рнс. 97. Установка для второй стадии обжига никелевого огарка:
/ _ трубчатая печь; 2 — бункер с питателем; 3 —топочная камера; 4 — пыле-
вая камера; 5 —трубчатый холодильник
1) шихтовки закиси никеля с восстановителем;
2) загрузки шихты и ее расплавления;
3) доводки металла;
4) выпуска и грануляции никеля.
Во время приготовления шихты закись никеля смеши-
вают в заданной пропорции с твердым восстановителем,
чаще всего нефтяным коксом, содержащим 0,2—0,5 % S.
При расплавлении шихты происходит восстановление
закиси никеля до металла и одновременно его науглеро-
живание за счет растворения углерода и образующегося
карбида Ni3C. При содержании углерода около 2,2 % тем-
пература плавления металла снижается до 1315 °C. Это
сокращает время расплавления шихты и снижает расход
электроэнергии.
В конце плавки избыток углерода удаляют путем довод-
ки металла забрасыванием в печь закиси никеля. При этом
происходит взаимодействие карбида никеля с NiO по ре-
акции: NisC-|-2NiO=5Ni4-CO2.
; 203
При доводке с целью предотвращения вторичного окис-
ления никеля кислородом печной атмосферы в печи наво-
дят известковый шлак. Этот шлак позволяет также очис-
тить металл от серы за счет взаимодействия по реакции
Ni3S2+2CaO+2C=3Ni+2CaS+2CO.
Образующийся сульфид кальция не растворяется в ни-
келе и переходит в шлак. После снятия шлака металл раз-
ливают, наклоняя печь в сторону разливочного желоба.
Готовый металл льют в грануляционные бассейны с
проточной холодной водой, на дне которых установлена
дырчатая металлическая корзина. Полученные гранулы ни-
Рнс. 98. Дуговая электрическая печь:
/ — кожух; 2— графитовый электрод; 3—каретка; 4 — стальной
трос; 5 — зубчатая пластина; 6 — зубчатый сектор; 7 — щнт управ-
ления; 8— контроллер; 9— рабочее окно; /б — трубы водяного
охлаждения кессона рабочего окна; 11 — свод
келя извлекают из бассейна, сушат, упаковывают в фа-
нерные бочки и отправляют потребителю.
Огневой никель по ГОСТ 849—70 должен содержать
суммарно никеля и кобальта не менее 98,6 % (Н-3) и ко-
бальта не более 0,7 %.
Рассмотренная технологическая схема хорошо освоена
на практике. Это, пожалуй, ее единственное достоинство.
Главные ее недостатки заключаются в сложности (много-
стадийности) технологии, высоком расходе дорогостояще-
го и дефицитного кокса, низком извлечении никеля и осо-
бенно кобальта и, наконец, к полной потере всего железа
руды.
Производство ферроникеля
Устранение большинства недостатков традиционной
технологии переработки окисленных никелевых руд дости-
гается при их переработке на ферроникель — сплав железа
с никелем, в который переходит и кобальт. Этот способ в
последние годы получает все большее распространение и
относится к восстановительным процессам.
При плавке на ферроникель достигается значительное
упрощение технологической схемы переработки окисленных
никелевых руд, существенное повышение извлечения нике-
ля и кобальта, улучшение использования вещественного
состава руды, а также экономия топлива.
Плавку на ферроникель в основном ведут в руднотер-
мических печах. Главные преимущества электроплавки —
возможность использования руд с тугоплавкой, магнезиаль-
но-силикатной пустой породой, получение достаточно высо-
кого извлечения металлов, небольшой расход низкосортно-
го восстановителя и высокая комплексность использования
сырья.
Ферроникель можно применять непосредственно в черной
металлургии при получении легированных сталей или пере-
рабатывать на. марочные сорта никеля и кобальта.
Переработка окисленных никелевых руд на ферроникель
электротермическим способом в промышленном масштабе
осуществлена в СССР, Новой Каледонии, США, Японии и
Бразилии. В Советском Союзе по такой технологии работа-
ет Побужский никелевый завод.
Технологическая схема получения ферроникеля включа-
ет агломерацию или сушку или прокаливание руды с частич-
ным восстановлением оксидов железа и никеля до металла
в трубчатых вращающихся печах, плавку огарка, нагрето-
го до 700—900 °C, на ферроникель в руднотермических пе-
чах с восстановителем, рафинирование и обогащение пер-
вичного ферроникеля в конвертере с получением товарного
продукта.
При электроплавке оксиды никеля восстанавливаются
углеродом по реакции NiO-|-C = Ni-|-CO. Одновременно с
205
Рис. 99. Схема работы вер-
тикального конвертера
никелем восстанавливаются кобальт, железо, хром и крем-
ний. В результате плавки получают ферроникель, за-
грязненный в основном кремнием, серой и углеро-
дом.
Состав получаемого чернового ферроникеля определи-.
ется составом исходной руды и степенью восстановления
железа. Так, в Новой Каледонии при электроплавке окис-
ленных руд, содержащих около 3 % Ni, получают феррони-
кель с содержанием 23—24 % Ni+Co. При переработке
бедной окисленной никелевой руды (0,8—0,9 % NQ на По-
бужском заводе оказалось целесо-
образным получать сплав с 5—10 %
Ni+Co. Получающиеся при этом
шлаки содержат, % : 0,04—0,07 Ni;
0,004—0,02 Со; 48—52 SiO2; 12—
14 FeO; 20—30 (CaO+MgO). Изв-
лечение никеля при плавке состав-
ляет 95—97 %, кобальта 85—90 %•
При использовании в черной ме-
таллургии черновой сплав рафини-
руют в конвертере с получением
ферроникеля с содержанием крем-
ния, углерода, серы и фосфора не
более 0,03 % каждого.
Для селективного извлечения ни-
келя и кобальта в самостоятельные
продукты ферроникель обогащают,
сплав подвергают окислительной про-
дувке в конвертерах с целью перевода части железа в шлак,
который можно использовать в качестве сырья для домен-
ного производства.
Обогащение ферроникеля за счет окисления железа на
Побужском заводе ведут в вертикальных конвертерах
(рис. 99) путем продувки расплава технологическим кисло-
родом (99,2—99,6 % О2) с помощью вертикальных фурм
(сопел).
Товарный ферроникель с содержанием 19—25 % Ni и
1—1,2 % Со разливают в слитки массой по 45—50 кг. Из-
влечение никеля и кобальта при рафинировании составляет
около 95—96 %. Одним из возможных способов извлечения
никеля и кобальта из такого ферроникеля является его пе-
реработка в качестве холодных присадок при конвертиро-
вании штейнов на файнштейн. Файнштейн и кобальтсодер-
жащие конвертерные шлаки перерабатывают по описанной
выше технологии.
Для этого черновой
206
§ 5. Получение никеля
из сульфидных медно-никелевых руд
Плавка на штейн
Исходным сырьем при плавке на штейн при переработке
сульфидного медно-никелевого сырья могут служить бога-
тые руды, никелевые или медно-никелевые концентраты (см.
рис. 92). Плавку такого сырья можно вести в шахтных пе-
чах по методу полупиритной плавки, в отражательных или
электрических печах и практически любым автогенным про-
цессом.
Шахтная плавка сохранилась до настоящего времени
только на заводе «Конистон» (Канада). Отражательную
плавку для переработки никелевых концентратов с содержа-
нием 5—8 % Ni, 1—2 % Си и 5—10 % MgO используют на
канадском заводе «Коппер-Клифф». Перед плавкой кон-
центраты обжигают в печах КС. Плавку ведут на штейны,
содержащие около 16 % Ni-f-Cu.
Основным способом плавки, сульфидных медно-никеле-
вых руд и концентратов в Советском Союзе является плав-
ка в руднотермических печах. Плавку в электрических пе-
чах применяют также на двух заводах в Канаде. На Но-
рильском ГМК недавно в промышленном масштабе была
освоена плавка никелевых концентратов во взвешенном сос-
тоянии на подогретом, обогащенном кислородом дутье.
Все перечисленные выше способы плавки были уже опи-
саны при рассмотрении металлургии меди. В данной главе
основное внимание уделено руднотермической плавке.
Плавка в электрических печах требует тщательной под-
готовки шихты, заключающейся в первую очередь в ее ус-
реднении и сушке. Плавка влажной шихты в электропечах
недопустима, так как при контакте влаги с расплавленными
сульфидами происходит разложение воды со взрывом. Тех-
нология подготовки шихты к электроплавке определяется
видом исходного сырья.
Сульфидные медно-никелевые руды с содержанием ни-
келя более 1,5 % обычно плавят без обогащения. Их под-
готовка к плавке сводится к дроблению, сушке и шихтовке.
Флотационные концентраты перед электроплавкой укруп-
няют методами агломерирующего обжига или окатывания
с последующим окислительным обжигом.
Предварительную сушку рудных материалов проводят
перед плавкой руДы или для подсушки концентратов перед
окатыванием в трубчатых сушильных печах.
Агломерирующий обжиг как метод окускования мелкой
207
Рис. 100. Схема рециркуляции газов
при термической обработке окатышей
и а ленточной конвейерной машине:
1 — зона сушки; 2 — зона обжига; 3 —
зона охлаждения; 4 — загрузка сырых
окатышей; 5 — готовые окатышн; 6 —
вентиляторы; 7 — оборотные газы
шихты применяют на Норильском ГМК. Шихта для агломе-
рации состоит из концентратов, оборотного агломерата и
каменноугольной мелочи. Цель агломерации — окускование
шихты за счет ее спекания и удаление части серы.
Для окислительного обжига со спеканием применяют
ленточные агломерационные машины с площадью всасыва-
ния 50 и 75 м2.
Основными элементарными стадиями агломерирующего
обжига являются: сушка шихты; термическое разложение
высших сульфидов (пирротина, халькопирита и пентланди-
та); окисление части сульфидов железа; расплавление лег-
коплавких компонентов шихты за счет тепла от окисления
сульфидов и углеродистых материалов; спекание шихты
при охлаждении расплавленной фазы.
Агломерат является хорошо термически подготовленным
для электроплавки материалом.
Более прогрессивным способом укрупнения медно-нике-
левых концентратов является их окатывание в гранулы ди-
аметром 8—15 мм на чаше-
вых грануляторах с после-
дующим термическим упроч-
нением на ленточной кон-
вейерной машине.
Перед окатыванием кон-
центрат подсушивают и в
случае необходимости ших-
туют с оборотными и други-
ми материалами. Сырые
окатыши имеют недостаточ-
ную механическую проч-
ность и легко разрушаются
при транспортировке и пе-
регрузках.
Термическую обработку
окатышей для их упрочне-
ния производят на ленточ-
ных конвейерных машинах, отличающихся от обычных агло-
мерационных машин только системой газового тракта. Рабо-
чая площадь используемых машин равна 18, 21 и 72 м?.
Термическая обработка включает три последовательные
стадии: сушку, окислительный обжиг и охлаждение гранул,
для чего по длине ленты конвейерной машины создаются
три соответствующие зоны. Максимальные температуры
(1050 °C) достигаются в зоне окислительного обжига. Ра-
бота конвейерных машин организована с рециркуляцией
208
части газов (рис. 100), что повышает степень использова-
ния тепла отходящих газов. При таком методе подготовки
шихты степень десульфуризации можно регулировать в,
пределах от 30 до 50-—55 % путем изменения температуры в
зоне обжига и скорости движения ленты.
Для электроплавки сульфидных медно-никелевых руд и
концентратов используют руднотермические печи. По хи-
мизму электроплавка сульфидного сырья является почти
полным аналогом отражательной плавки. Однако ме-
ханизм плавления шихты этих двух видов плавки разли-
чен.
Ванна расплавов руднотермической печи состоит из двух
слоев. Высота верхнего шлакового слоя составляет 1700—
1900 мм, а нижнего штейнового 600—800 мм. Исходная твер-
дая шихта погружена в шлаковый слой ванны в виде кони-
ческих куч — откосов; часть шихты «растекается» по поверх-
ности шлака. Плавление шихты осуществляется за счет
тепла, выделяемого непосредственно в шлаковом расплаве
при пропускании через него электрического тока. Ток в ра-
бочее пространство печи подводится с помощью трех или
шести угольных электродов, концы которых погружены на
300—500 мм в слой шлакового расплава.
В шлаковой ванне электрическая энергия преобразуется
в тепловую двумя путями. Значительная часть тепла (40—
80 %) выделяется в переходном контакте электрод — шлак,
где вследствие образования тонкого газового слоя возника-
ют мелкие точечные .микродуги, а остальная часть — в шла-
ковом расплаве, являющемся проводником тока с высоким
электрическим сопротивлением.
В результате тепловыделений шлаковый расплав разо-
гревается. Максимальный перегрев шлака происходит вбли-
зи электродов. Здесь же шлак наиболее насыщен газовыми
пузырьками. В результате этого возникает разность в плот-
ностях слоев шлака, прилегающих к электродам и отдален-
ных от них. Более легкие массы перегретого шлака непре-
рывно поднимаются вверх и растекаются по зеркалу ванны
во все стороны от электродов (рис. 101, а). Встречая на
своем пути плавающую шихту, потоки шлака отдают ей из-
быток своего тепла и подплавляют шихтовую кучу с по-
верхности, погруженной в шлак. Массы частично охлаж-
денного шлака основной ванны и образовавшегося при плав-
лении шихты расплава опускаются вниз и замыкают
циркуляцию шлакового расплава (рис. 101, б). В подэлект-
родном слое шлака, где конвекция почти отсутствует, завер-
шается разделение штейна и шлака.
14 Н. И. Уткин
209
Таким образом, циркуляционное движение шлака —
важнейший рабочий процесс в руднотермических печах —
обеспечивает достаточно хороший массо- и теплообмен в
ванне. Это позволяет разогревать шлак до 1450°C и выше,
что дает возможность перерабатывать в электропечах ту-
гоплавкие шихты, а плавку вести на шлаки с повышенным
содержанием оксида магния (до 24 %).
Рис. 101. Схема циркуляции шлака в рудиотермической печи:
а — движение шлака при отсутствии шихты; б — влияние шихты иа движение
шлака при различном положении шихтовых куч
Жидкими продуктами электроплавки являются медно-
никелевый штейн и шлак. Штейны плавки сульфидных руд
и концентратов обычно содержат, %: 7—16 Ni; 7—12 Си;
0,3—0,5 Со; 47—55 Fe; 23—27 S. Штейны из печи выпуска-
ют при 1100—1150 °C.
Шлаки руднотермических печей представляют собой
сплавы оксидов кремния (SiO2), железа (FeO), магния
(MgO) и алюминия (А12О3). Высокие температуры процес-
са электроправки, циркуляция шлакового расплава и при-
сутствие в печах восстановителя обеспечивают получение
шлаков, которые по содержанию извлекаемых металлов
значительно беднее шлаков других традиционных методов
плавки на штейн. Шлаки руДнотермических печей содержат,
%: 0,07—0,11 Ni; 0,06—0,10 Си; 0,03—0,04 Со; 41—45 SiO2;
24—30 FeO; 10—22 MgO; 5—12 А12О3; 3—5 СаО.
Кроме штейна и шлака, при плавке образуются газы.
Они состоят из азота, кислорода, диоксидов серы и углеро-
да (SO2 и СО2) и паров воды. Объем отходящих газов элект-
роплавки по сравнению с отражательной плавкой, где их
основу составляют топочные газы, во много раз меньше. Они
образуются в основном в результате термической диссоциа-
210
ции высших сульфидов и карбойатов и горения углеродистых
материалов шихты и электродов. Взаимодействие между
высшими оксидами железа и сульфидами при электроплав-
ке носит подчиненный характер, так как РезО4 быстро вос-
станавливается добавляемым в шихту углеродистым восста-
новителем — коксовой или угольной мелочью. По этой при-
чине десульфуризация при электроплавке руд и окатышей
составляет 'всего 15—20%, а агломерата 2—5% и газы
бедны по содержанию SO2.
Теоретическое количество технологических газов элект-
роплавки составляет не более 120 м3 на 1 т рудной шихты.
На практике за счет подсосов воздуха через неплотности в
своде печи объем газов увеличивается до 1100—1200 м3/т
шихты. Однако объем их и в этом случае примерно в 10 раз
меньше, чем при плавке в отражательных печах.
Технологические газы, образующиеся преимущественно
в шлаковом расплаве, выделяясь из него, отдают часть сво-
его тепла плавающей на поверхности шихте и разбавляют-
ся подсасываемым холодным воздухом. В результате этого
температура отходящих газов не превышает 500—600 °C.
Относительно небольшой объем отходящих газов, низ-
кая их температура и более рациональный метод нагрева
шихты и расплавов обусловливают высокий коэффициент
использования тепла в руднотермических печах (до 85%).
Малый объем отходящих газов и небольшое количество
мелочи в шихте определяют сравнительно небольшой пыле-
вынос при электроплавке — всего 0,4—0,5 % от массы твер-
дой шихты.
Для плавки сульфидных медно-никелевых руд и концен-
тратов применяют прямоугольные руднотермические печи с
тремя или преимущественно шестью электродами (см.
рис. 71). Трехэлектродные печи работают только на комби-
нате «Североникель». Они имеют площадь пода 58 м3
(11,2X5,2 м), удельную мощность — около 520 кВ-А/м2.
Площадь пода шестиэлектродных печей при Длине 20,5—
27,5 м и ширине 5,5—6,7 м составляет 113—184 м2. Удель-
ная мощность таких печей колеблется от 98 до 324 кВ-А/м2.
Современные мощные печи оборудованы самообжигаю-
щимися электродами, представляющими собой железный
кожух диаметром 1200 мм, заполненный электродной (угле-
родистой) брикетированной массой. По мере сгорания и
опускания электрода кожух наращивают, а электродная
масса, нагреваясь, спекается и превращается в монолит.
Шихту в печь загружают через боковые и центральные
загрузочные отверстия в своде, чаще всего «на электроды»,
14* .211
где температура выше, а циркуляция шлака наиболее ин-
тенсивна.
Штейн выпускают через шпуровые отверстия, располо-
женные на одной из торцовых стен печи. В связи с отсутст-
вием в руднотермических печах отстойной зоны и наличием
на поверхности шлаковой ванны плавающей шихты выпуск
шлака также осуществляют через шпуры, расположенные на
противоположной стороне печи на расстоянии 1350—1750 мм
от подины (550—900 мм от зеркала расплавленной ван-
ны).
Работа руднотермических печей при плавке медно-нике-
левого сырья характеризуется следующими технико-эконо-
мическими показателями:
Суточная производительность печи по шихте, т . . 600—900
Проплав на 1000 кВ-А установочной мощности,
т/сут . . . .................................. 25—30
Удельный проплав, т/(м2-сут)..................... 8—10
Расход электроэнергии на 1 т шихты, кВт-ч . . . 570—820
Извлечение в штейн, %:
никеля........................................... 94—97
меди........................................... 94—96
кобальта....................................... 75—80
Конвертирование медно-никелевых штейнов
Для конвертирования медно-никелевых штейиов исполь-
зуют горизонтальные конвертеры емкостью 75—100 т.
В связи с тем что никель, получаемый из сульфидных
руд, обязательно подвергается электролитическому рафини-
рованию, при котором можно наиболее рационально из-
влечь кобальт, при конвертировании медно-никелевых штей-
нов стремятся кобальт полнее оставить в файнштейне.
Присутствующие в медно-никелевых штейнах основные
металлы по убыли сродства к кислороду располагаются в
ряд Fe—>-Со—>-Ni—>-Си. Следовательно, для того чтобы ко-
бальт сохранить в файнштейне, процесс конвертирования
нужно вести с неполным окислением железа. В противном
случае кобальт преимущественно будет переходить в кон-
вертерный шлак.
Продувку медно-никелевых штейнов в конвертерах обыч-
но заканчивают получением файнштейна, содержащего, %:
35—42 Ni; 25—30 Си; 0,7—1,3 Со; 3—4 Fe; 23—24 S.
При этом получают конвертерные шлаки с 2—2,5 %
суммы никеля, меди и кобальта. С целью обеднения кон-
вертерные шлаки подвергают дополнительной переработке
в электрических печах в присутствии восстановителя и бед-
ной извлекающей фазы (рудного штейна). Продуктами
-212
обеднительной плавки являются штейн, направляемый на
конвертирование, и отвальный шлак.
Разделение меди и никеля
Медно-никелевый файнштейн представляет собой в ос-
новном сплав сульфидов Ni3S2 и Cu2S, содержащий кобальт,
платиноиды и небольшое количество железа. Если такой
файнштейн по аналогии с никелевым файнштейном сразу
подвергнуть окислительному обжигу с последующей восста-
новительной плавкой огарка на металл, то это приведет к
получению очень сложного по составу металлического спла-
ва, разделение которого на самостоятельные металлы тех-
нически невозможно. Поэтому медно-никелевые файнштены
вначале направляют на разделение меди и никеля.
Разделение меди и никеля можно осуществить несколь-
кими методами. Наибольшее распространение получил фло-
тационный метод, при котором никель концентрируют в бо-
гатом никелевом концентрате, а медь — в медном.
Перед флотационным разделением файнштейн необхо-
димо медленно охладить в течение 40—80 ч с тем, чтобы
обеспечить хорошее механическое вскрытие кристалличес-
ких фаз при последующем его дроблении и измельчении.
Медленно охлажденный файнштейн состоит из обособ-
ленных кристаллов трех видов: сульфидов меди и нике-
ля и металлического сплава. Последний представляет со-
бой твердый раствор никеля и меди переменного состава.
В нём концентрируется до 80 % платиновых металлов, со-
держащихся в файнштейне. Металлический сплав можно
перед флотацией выделить магнитной сепарацией и напра-
вить на самостоятельную переработку. В Советском Союзе
магнитную фракцию не выделяют и она полностью пере-
ходит в никелевый концентрат.
Флотацию ведут в сильно щелочной среде. Пенный про-
дукт— богатый медный концентрат — после перечисток на-
правляют в медное производство, где его расплавляют в
отражательных или электрических печах, а расплав кон-
вертируют до получения черновой меди. В медном концен-
трате содержится 68—73 % Си и до 5 % Ni.
. Вторым продуктом флотационного разделения явля-
ется богатый никелевый концентрат («хвосты» флотации),
который содержит, %: 68—72Ni; 3—4 Си; до 1 Со; 2—3Fe;
22—23,5 S, а также большую часть платиновых металлов.
Другим применяемым в современной практике способом
разделения меди и никеля является карбонильный процесс.
Его используют для переработки медно-никелевых файн-
213
штейнов, восстановленной закиси никеля и рафинирования
чернового никеля.
Карбонильное разделение меди и никеля основано на
способности никеля образовывать при взаимодействии с
СО карбонил — соединение металла с СО. Вместе с нике-
лем образуют карбонилы железо и кобальт; медь карбо-
нилов не образует.
Карбонил никеля Ni(CO)4 плавится при температуре
—25 °C и кипит при 43 °C. Температура кипения карбонила
железа 105 °C. Карбонил кобальта плавится при 51 °C с
разложением. При нагревании до температуры выше 180°С
пары карбонила никеля разлагаются. Тогда сущность кар-
бонильного процесса можно описать уравнением:
Ni+4CO Ni(CO)4.
При атмосферном давлении образование карбонилов
идет очень медленно. Равновесие этой реакции можно сдви-
нуть вправо, т. е. ускорить процесс, проводя его под дав-
лением 17—23 МПа и при температуре 190—220 °C.
По этому способу в стальной реактор («бомбу») загру-
жают перерабатываемый материал, включая дробленый
передутый (металлизированный) файнштейн с пониженным
содержанием серы. Карбонил никеля, загрязненный карбо-
нилом железа, возгоняется, а вся медь, платиноиды и ко-
бальт остаются в остатке.
Технический карбонил никеля для очистки от железа
подвергают фракционной перегонке (ректификации). Очи-
щенный карбонил направляют в башню разложения, обо-
греваемую до 200—220°C. Продуктом разложения могут
быть карбонильный порошок или дробь диаметром до 10—
15 мм. Карбонильный никель содержит не более 0,001 %
Си, 0,005 % Fe, 0,002 % S и до 0,03 % С.
Получение чернового никеля из богатых никелевых
концентратов
Флотационные никелевые концентраты процесса разде-
ления меди и никеля вначале подвергают одностадийному
окислительному обжигу в печах КС при 1100—1200 °C.
Полученная при обжиге закись никеля содержит менее
0,5 % S. Глубокой десульфуризации закиси никеля в дан-
ном случае проводить нет необходимости, так как черновой
никель обязательно подвергают электролитическому ра-
финированию, при котором сера, практически полностью
связанная с медью (Cu2S), перейдет в шлам. После выпус-
.214
ка закиси никеля из печи КС ее предварительно восстанав-
ливают в трубчатом отапливаемом реакторе, что существен-
но экономит электроэнергию при последующей плавке на
черновой никель.
Восстановительную плавку закиси никеля проводят в
дуговых электрических печах по технологии, близкой к пе-
реработке никелевого файнштейна на огневой никель. Раз-
личие заключается лишь в том, что плавку ведут без на-
ведения шлака, а готовый никель разливают на карусель-
ной разливочной машине в аноды с заливкой в них ушков
из никеля. Полученный из сульфидных руд черновой никель
гранулируют перед его карбонильным рафинированием.
§ 6. Электролитическое рафинирование никеля
Анодный никель — сложный по составу сплав, содержа-
щий, по крайней мере, двенадцать металлических элемен-
тов, включая железо, и химические соединения металлов с
селеном,теллуром,кислородом и серой.
Цель рафинирования чернового никеля сводится к по-
лучению чистого катодного никеля не ниже марок Н-0 и
Н-1 и попутному извлечению присутствующих в анодном
металле ценных спутников,— кобальта, платиноидов, золо-
та, серебра, меди, селена и теллура. Марки электролитного
никеля Н-0 и Н-1, согласно ГОСТ 849—70, должны содер-
жать никеля Н-кобальта соответственно не менее 99,99 и
99,93%. В составе марки Н-0 регламентируется содержа-
ние 17 примесных элементов, включая кобальт.
Рафинирование никеля почти повсеместно проводят ме-
тодом электролиза. Кроме электролитического, возможно
карбонильное рафинирование, описанное выше. Электро-
лизу-обычно подвергают аноды следующего состава, %:
89—92 Ni; 4—5 Си; 1,5—3,5 Fe; 2—2,5 Со; до 2 S.
Электролитическое рафинирование никеля — сложный
электрохимический процесс. Никель является электроотри-
цательным металлом, и поэтому такие примеси, как ко-
бальт, железо, цинк, медь, а также катионы водорода мо-
гут совместно с ним или раньше разряжаться на катоде.
Для предотвращения возможного загрязнения катодного
никеля примесями и снижения выхода по току из-за раз-
ряда ионов водорода необходимо выполнение следующих
условий:
1) тщательная очистка электролита от примесей;
2) применение оптимальных состава электролита и
электрического режима электролиза;
215
3)' разделение анодного и катодного пространств слабо
фильтрующей, химически и механически стойкой диафраг-
мой;
4) обеспечение оптимальной циркуляции электролита.
Для электролиза никелевых анодов применяют сульфат-
хлоридные электролиты, содержание небольшое количест-
во свободных катионов водорода. Основными компонентами
электролита являются сульфаты никеля и натрия и хло-
рид никеля. Для автоматического регулирования pH элек-
тролита в пределах 2,5—5 вводят борную кислоту, кото-
рая, в зависимости от изменений кислотности электролита
и выполняя роль буферной добавки, будет диссоциировать
по-разному:
В3+ + ЗОН--> Н3ВО3 ЗН+ + ВО3+ (69)
уменьшение pH увеличение pH
Применяемые в настоящее время никелевые электроли-
ты содержат, г/л: 70—ПО Ni2+; 20—25 Na+; 40—80 Cl-;
ПО—160 SO I-; 4—6 Н3ВО3. Электролиз никелевых анодов
ведут в электролизных ваннах ящичного типа. Аноды и ка-
тодные основы, полученные электролитическим наращива-
нием никеля на титановых матрицах, завешивают в ванны
поочередно.
Анодный процесс сводится к электрохимическому раст-
ворению никеля, кобальта, железа и меди; благородные
металлы и нерастворимые в электролите химические сое-
динения осыпаются в шлам. Единственно допустимым про-
цессом на катодах в условиях электролитического рафини-
рования никеля является разряд (восстановление) катио-
нов никеля по реакции Ni2++2e->Ni. Все остальные катод-
ные реакции ведут либо к загрязнению катодного никеля,,
либо снижают выход по току.
Получение чистых катодных осадков на практике дости-
гается отделением катодного пространства от общего объ-
ема загрязненного электролита с помощью катодных диа-
фрагм и особой системой циркуляции электролита. Загряз-
ненный электролит — анолит — непрерывно выводят из
ванн на обязательную очистку от железа, кобальта и меди
и периодическую очистку от ряда других примесей. После
очистки чистый электролит с помощью распределительной
гребенки с ниппелями, размещенной вдоль одного из бор-
тов ванн, подается в каждую катодную диафрагму.
Подачу католита регулируют таким образом, чтобы его
уровень в катодной диафрагме превышал уровень элек-
216
тролита в ванне на 30—40 мм. В результате этого обеднен-
ный никелем католит под действием гидростатического
давления проходит через поры диафрагмы и, как бы оттал-
кивая анолит от диафрагмы, не дает примесям проникать
в катодную ячейку.
Схема работы катодной ячейки никелевого электроли-
зера показана на рис. 102.
На аноде электрический ток расходуется не только на
растворение никеля, но и других металлов. Такое же ко-
личество электричества (электронов) должно быть израс-
ходовано и на катоде, но только
на один процесс — разряд катио-
нов никеля. В итоге получается,
что количество осажденного на
катоде никеля всегда превышает
его поступление с анода. Возни-
кает дефицит никеля в катодном
пространстве, который усилива-
ется его потерями во время очи-
стки анолита. Для устранения
возникшего дефицита выводимый
на очистку анолит обогащают
никелем за счет растворения в
нем никельсодержащих материа-
лов.
Электролитическое рафиниро-
вание никеля проводят в ваннах,
объединенных по две в блоки и
разделенных продольной стенкой
(рис. 103). В ваннах устанавли-
вают от 32 до 44 диафрагм, в ко-
торые помещают столько же ка-
Рис. 102. Схема электролитиче-
ского рафинирования никеля:
1 — катод; 2 — аиод; 3 — катод-
ная диафрагма; 4 — анолит;
5 — католит
тодных основ. Анодов в ваннах никелевого электролиза на
один больше, чем катодов.
Катодная диафрагма представляет собой раму из арми-
рованного титановыми скобами профилированного поли-
пропилена. Рама обтянута плотной тканью. Для диафрагм
используют специальные сорта брезента, хлориновую ткань
и другие синтетические материалы, обладающие низкими
фильтруемостью и электрическим сопротивлением.
Для подачи католита в ванны служат гребенки из фа-
олита или винипласта с калиброванными ниппелями, снаб-
женными резиновыми трубочками. По этим трубочкам в
каждую диафрагму подают католит. Скорость подачи ка-
толита регулируют по его уровню в диафрагменной ячейке.
217
Рис. ЮЗ. Поперечный разрез ванны для электролитического рафи-
нирования никеля:
/— катод; 2— анод; 3 — катодная диафрагма; 4— бортовая шина;
5 — промежуточная шина; 6 — катодная штаига; 7 — анодная штан-
га; £ —распределительная гребенка для подачи католита
Процесс электролитического рафинирования никеля ха-
рактеризуется следующими режимными параметрами и
показателями:
Плотность тока, А/м2 ................ 240—350
Температура электролита, °C..........55—75
Напряжение на ванне, В...............*52,6—3,0
Выход по току, % . . ................ 95—97
Расход электроэнергии на 1 т никеля,
кВт-ч............................... 2400—3300
Очистка анолита включает три основные операции —
очистку от железа, меди и кобальта. При очистке никеле-
вых растворов стремятся не загрязнять их посторонними
реагентами. По этой причине в качестве реагентов обычно
используют никельсодержащие материалы. Это позволяет
одновременно частично обогатить католит никелем.
Железо в анолите содержится в основном в форме
FeSO4. Для очистки его необходимо перевести в трехва-
лентное состояние с последующим гидролитическим осаж-
дением (Fe2O3-H2O). Окислителем служит кислород воз-
духа.
Очистку от железа проводят в чанах с воздушным пере-
мешиванием (пачуках). Для нейтрализации образующей-
ся при гидролизе серной кислоты в электролит вводят кар-
218
бонат никеля. Химизм очистки от железа описывается сле-
дующими реакциями:
2FeSO4 + V2O2 + 5Н,0 = 2Fe(OH)3 + 2H2SO4; (70)
2H2SO4 + 2NiCO3 = 2NiSO4 + 2HaO + 2CO2. (71)
Первичные железистые кеки содержат 8—12 %Ni. Пос-
ле отделения кеков от раствора на свечевых или дисковых
фильтрах их дважды подвергают кислотной репульпации
с целью извлечения части никеля и далее плавят вместе с
рудным сырьем в руднотермических печах.
После очистки от железа раствор обезмеживают це-
ментацией меди никелевым порошком. Никелевый порошок
должен обладать высокой активностью (не ниже 50%) и
развитой поверхностью. Это достигается путем восстанов-
ления закиси никеля водородом или водяным газом при
500—550°C в муфельных печах. При воздействии метал-
лического никеля на раствор медь выпадает в осадок, по ре-
акции
CuSO4 + Ni = Си + NiSO4. (72)
Очистку от меди необходимо проводить в отсутствие
кислорода; в противном случае возможно ее обратное' окис-
ление и растворение. На практике
обезмеживание ведут в механичес-
ких мешалках или в специальных
аппаратах — цементаторах.
Цементатор (рис. 104)—аппа-
рат с вертикальным рабочим прост-
ранством и переменным попереч-
ным сечением. Раствор, предназна-
ченный для очистки, подается в
нижнюю часть цементатора, а сли-
вается вверху. Никелевый порошок
подается либо на поверхность рас-
твора, либо на вход нагнетательных
насосов его подачи в цементатор.
В верхней части аппарата скорость
вертикального потока снижается из-
за резкого расширения корпуса, в
результате чего частицы твердых
материалов образуют четко выра-
женный кипящий слой,' который
удерживается на глубине около 2 м
Выделившуюся из раствора цемен'
Рис. 104. Цементатор:
/ — сливной порог; 2 — кор-
пус; 3 — патрубки для выпу-
ска цементной меди
[ от сливного порога.
выделившуюся из раствора цементную медь периодиче-
ски выпускают из цементатора и направляют в медное
производство.
219
Очистку от кобальта проводят способом, аналогичным
очистке от железа, но используют в качестве окислителя
газообразный хлор. Суммарный итог очистки электролита
от кобальта можно выразить следующей реакцией:
2CoSO4 + С12 + ЗН2О + 3NiCO3 - 2Со(ОН)3 +
+ 2NiSO4 + NiCla + ЗСО2. (73)
Для проведения процесса используют герметизирован-
ные барботеры — пачуки. Первичные кобальтовые кеки со-
держат около 10 % кобальта и примерно столько же нике-
ля. После двукратной репульпации кека никель переводят
в основном в раствор и получают кобальтовый концентрат,
содержащий кобальт и никель в соотношении не ниже
(15—10) :1. Этот продукт является сырьем для производ-
ства кобальта.
Очищенный от примесей электролит (католит) содер-
жит, %: <0,0003 Fe; <0,008 Си; 0,008—0,012 Со. В случае
необходимости католит дополнительно очищают от свин-
ца, цинка, органических и некоторых других примесей.
§ 7. Гидрометаллургия никеля
Гидрометаллургические методы при получении никеля
значительно больше распространены, чем при получении
меди. В настоящее время их применяют для переработки
окисленных никелевых руд, никелевых сульфидных кон-
центратов, пирротиновых концентратов, сульфидных полу-
продуктов (штейнов, файнштейнов и др.) с использованием
сернокислых, аммиачных и солянокислых растворов.
Выщелачивание проводят как при атмосферном, так и
повышенном давлении. Высокое давление в свою очередь
позволяет вести процесс и при повышенных температурах.
Использование высоких температур и давлений значитель-
но ускоряет химические реакции и повышает полноту их
протекания. Такие процессы получили название автоклав-
ных процессов. Их проводят в специальных герметичных
аппаратах—автоклавах. Схематически устройство горизон-
тальных автоклавов, чаще всего применяемых в металлур-
гии никеля, показано на рис. 105.
При гидрометаллургической переработке окисленных
никелевых руд, содержащих — 1,3 % Ni и 0,8 Со, по амми-
ачной схеме (завод «Никаро», Куба) руду вначале подвер-
гают селективному восстановительному обжигу, при кото-
ром никель и кобальт восстанавливаются до металлов, а
железо — преимущественно до F3O4. Охлажденный огарок
220
выщелачивают в турбоаэраторах — герметичных пневмоме-
ханических мешалках — раствором, содержащим 5—7 %
аммиака и 4—6% оксида углерода (СО2). При этом про-
текают процессы, описываемые в общем виде уравнением
Me 4- 6NH3 + СО2 + Ч2О2 = Me(NH3)e СО3. (74)
Железо в виде гидроксида и большая часть кобальта
(до 80—90 %) остаются в хвостах выщелачивания. Полу-
ченные растворы в дальнейшем подвергают термическому
разложению острым паром с образованием нерастворимых
карбонатов никеля и кобальта. Осадок после отделения от
/
2
Рис. 105. Схема горизонтального автоклава:
/ — перемешивающие устройства; 2 — перегородки
растворов сушат и прокаливают в трубчатых печах, что
приводит к образованию закиси никеля. Закись никеля
спекают на агломерационных машинах. Товарным продук-
том этой технологии является спек (синтер), содержащий
88 % Ni и 0,7 % Со. Извлечение никеля из руды составля-
ет 75 %, кобальта 20 %.
На кубинском заводе «Моа» окисленные никелевые ру-
ды подвергают сернокислотному выщелачиванию под дав-
лением 0,4—0,5 МПа в вертикальных автоклавах, что по-
зволяет проводить процесс при температурах до 240—
250 °C. Это значительно ускоряет химическое взаимодейст-
вие и повышает полноту извлечения металлов. В раствор
при выщелачивании в автоклавах переходит по 95 % нике-
ля иЛ кобальта в виде сульфатов NiSO4 и CoSO4. После
очистки от железа раствор нейтрализуют и обрабатывают
сероводородом в специальных автоклавах, в результате че-
го получают сульфидный концентрат, содержащий 55—
60 % Ni и 5—6 % Со. Этот концентрат является товарной
продукцией завода. Конечное извлечение металлов из ру-
ды — около 90 %.
Аммиачное выщелачивание в автоклавах для переработ-
221
ки сульфидных никелевых концентратов (14Ni; 3% Си;
0,2—0,4 % Со; 35 % Fe; 28 % S) использует компания «Шер-
рит-Гордон» (Канада). Процесс выщелачивания ведут в
четырехкамерных автоклавах объемом 120 м3.
Технологическая схема процесса состоит из следующих
основных операций:
1) аммиачное выщелачивание концентрата при темпе-
ратуре 77—82 °C и давлении около 700 кПа, при этом в
раствор в форме аммиакатов переходят никель, медь и ко-
бальт, а железо, окисляясь, выпадает в осадок в виде гид-
роксида;
2) кристаллизация сульфида меди при нагреве раство-
ра до ПО °C;
3) последовательное автоклавное восстановление во-
дородом никеля и осаждение кобальта сероводородом;
4) кристаллизация сульфата аммония из отработанного
раствора.
В целом по такой технологии извлекают, %: 90 Ni;
45 Со; 89 Си; 75 S.
В результате автоклавной переработки сульфидных ни-
келевых концентратов по аммиачной схеме получают суль-
фид меди (70 % Си), никелевый порошок (99,8—99,9 %
Ni), кобальтовый порошок и сульфат аммония.
В Советском Союзе автоклавное выщелачивание исполь-
зуют для переработки пирротиновых коцентратов (НГМК),
кобальтового штейна (автоклавной массы), получаемого
при обеднении конвертерных шлаков на комбинате «Юж-
уралникель», растворения богатых никелевых концентратов
с целью обогащения никелевого электролита на комбинате
«Североникель».
Переработка пирротиновых концентратов, содержащих,
%: 3,5—3,9 Ni; 3,2—3,6 Си; 0,13 Со; 47—54 Fe и 28—32 S,
осуществляется по технологии автоклавного окислительного
выщелачивания (рис. 106).
Окислительное выщелачивание проводят в горизонталь-
ных автоклавах с рабочей емкостью 100 м3 при 108 °C и
давлении ~1,5 МПа. Цель процесса — разложение пирро-
тина с образованием гидроксида железа (РегОз-НзО) и эле-
ментарной серы; при этом в раствор частично переходят
цветные металлы в форме сульфатов. Химизм основного про-
цесса сложен и недостаточно изучен. Продуктом процесса
является окисленная пульпа, в твердой фазе которой содер-
жатся неокислившиеся сульфиды, гидроксид железа, эле-
ментарная сера и пустая порода, а в водной — растворенные
цветные металлы.
222
Для осаждения растворенных металлов пульпу в реакто-
рах с механическим перемешиванием обрабатывают железо-
рудными металлизированными окатышами. В результате
протекания суммарной реакции, описываемой в общем виде
реакцией AfeSO44-Fe+So->AfeS4-FeSO4, никель, медь и ко-
бальт выпадают в осадок в виде сульфидов.
Пирротиновый концентрат
Кислород Серная кислота
------------------1 I
Мтокладное выщелачивание
Окисленная пульпа ,
Железорудные окатыши
| f
Осаждение цветных металлов
Серосулыридная флотация
| 1——Хвосты -------В отвал
Концентрат
I
Серная флотация
I
Серный концентрат
I
Выплавка серы
I
Технологическая сера
I
К потребителю
Сулыридный концентрат
В пирометаллургическую
переработку
Рис. 106. Упрощенная технологическая схема ав-
токлавного окислительного выщелачивания пирро-
тиновых концентратов
Серосульфидная флотация имеет своей целью флотаци-
онное отделение сульфидов и элементарной серы от оксидов
(Ре2Оз-НгО) й пустой породы, которые направляются в от-
вал. Флотационный серосульфидный концентрат направля-
ют на разделение серы и сульфидов также методом флота-
ции с получением сульфидного и серного концентратов.
223
Автоклавный сульфидный концентрат в 3—4 раза боль-
ше обогащен цветными металлами по сравнению с исход-
ным пирротиновым концентратом. Его плавят в составе ших-
ты плавки на мед но-никелевый штейн.
Примером солянокислого выщелачивания с использова-
нием экстракции может служить переработка медно-нике-
левого файнштейна на промышленной установке в Норве-
гии.
При выщелачивании соляной кислотой при 70 °C суль-
фиды никеля, кобальта и железа растворяются, a Cu2S и
платиноиды остаются в остатке. Железо в виде HFeCU из-
влекают экстракцией раствором трибутилфосфата в керо-
сине; кобальт экстрагируют раствором триизооктиламина в
толуоле. Из очищенного раствора кристаллизуют NiCl2-
•6Н2О. Эту соль затем прокаливают, улавливая пары со-
ляной кислоты, а полученную закись никеля восстанавли-
вают водородом. Металл плавят и гранулируют; чистота
его составляет 99,7 % •
Глава 9
МЕТАЛЛУРГИЯ СВИНЦА
§ 1. Свинец и его применение
Свинец—один из немногих металлов, который нашел прак-
тическое применение уже в глубокой древности. Археологи-
ческие находки показывают, что свинец использовали для
изготовления монет и медальонов еще в 5—7 тысячелетии
до н. э. Хорошо известен свинцовый водопровод Древнего
Рима.
Легкоплавкость и пластичность свинца позволяли обра-
батывать его самыми примитивными методами. Задолго до
начала нашей эры из него изготавливали сосуды, трубы,
кровельные листы, орнаментальные литые изделия и мно- .
гое другое.
Первоначальное применение свинца, по-видимому, обус-
ловлено его попутным получением из серебряных руд. Позд-
нее ряд ценных его свойств послужил причиной увеличения
спроса на этот металл. В настоящее время потребность в
свинце остается очень высокой и его широко используют во
многих отраслях народного хозяйства.
Свинец — элемент IV группы 6-го периода периодической
системы элементов. Атомный номер свинца 82, атомная мас-
224
са 207,2. В химических соединениях устойчивыми являются
его двух и четырехвалентные состояния.
Свинец — металл темно-серого цвета с легким синеватым
оттенком. Плотность твердого свинца 11336 кг/м3. Твер-
дость свинца повышается при наличии в нем ряда металли-
ческих примесей. Со многими металлами свиНец образует
ряд важных сплавов, которые более тверды и часто более
хрупки, чем свинец. Некоторые сплавы на основе свинца
очень легкоплавки. С железом свинец не сплавляется, что
позволяет применять железную аппаратуру при его получе-
нии.
Свинец — плохой проводник тёпла и электричества. Его
электропроводность почти в 10 раз ниже, чем у серебра.
Для химических свойств свинца характерны резко вы-
раженные контрасты. Свинец хорошо противостоит дейст-
вию ряда крепких кислот, щелочей и аммиака, но растворя-
ется в слабой уксусной и других органических кислотах;
погруженный в воду свинец почти не корродирует, но при
наличии в ней кислорода быстро разрушается; сухой воздух
на свинец не действует, а во влажном он быстро тускнеет
вследствие образования поверхностной пленки основного
карбоната. Лучшим растворителем свинца является азот-
ная кислота.
С кислородом свинец образует ряд оксидов, из которых
наиболее важными являются глет (РЬО) и сурик (РЬзСЬ).
Наиболее устойчивым из них является РЬО; все остальные
оксиды при нагревании разлагаются. Глет легко восстанав-
ливается до металла оксидом углерода СО и другими вос-
становителями.
В металлургии свинца важную роль играют, кроме РЬО,
его сульфид (PbS), силикаты (nPbO-mSiO2), ферриты
(пРЬО-тРе2Оз).
Свинец, его сульфид и глет при повышенных температу-
рах заметно улетучиваются. Это ведет к потерям свинца в
металлургическом производстве и требует мер по предохра-
нению обслуживающего персонала и населения от отравле-
ний, так как пары свинца и его соединений ядовиты.
Свинец находит широкое применение в самых различных
областях техники. В наибольших количествах его использу-
ют в производстве аккумуляторов и антикоррозионных обо-
лочек кабелей.
Среди многочисленных сплавов на свинцовой основе на-
ибольший практический интерес представляют баббиты —
антифрикционные свинцовистые сплавы с добавками не-
больших количеств щелочных и щелочноземельных метал-
15. Н. И. Уткин
225
лов для изготовления вкладышей подшипников качения;
типографские сплавы (Pb+Sb) для изготовления шрифтов;
многочисленные припои и другие легкоплавкие сплавы.
Важными, областями применения свинца являются хи-
мическая н металлургическая промыщленности, где его в
виде труб и листов применяют для футеровки трубопрово-
дов и различной аппаратуры, работающих в контакте с аг-
рессивными средами, а также для изготовления нераствори-
мых анодов, используемых при электролизе цинка, меди
и др.
Много свинца расходуется при получении тетраэтилсвин-
ца Pb(C2Hs)4, добавка которого в бензин существенно по-
вышает эффективность работы двигателей внутреннего сго-
рания. Значительное количество свинца в виде химических
соединений используют для производства красителей (свин-
цовые белила, сурик и др.) и различных химикатов.
Структуру потребления свинца в развитых промышлен-
ных странах можно выразить следующими цифрами, % от
общего потребления:
Аккумуляторы .... 40—50
Оболочки'кабелей . . . 5—15
Листы и трубы .... 5—10
Тетраэтилсвинец . . . 10—20
Красители и химикаты . 5—10
Сплавы и- припои . . . 10—15
Промышленное производство свинца на территории на-
шей страны возникло в Восточном Забайкалье в начале
XVIII в. на базе серебросодержащих свинцовых руд. Позд-
нее выпуск свинца был начат на ряде последовательно по-
строенных на Алтае заводов. В начале XX в. его производ-
ство было организовано на Северном Кавказе и в Примор-
ском крае.
В настоящее время в Советском Союзе создана мощная
свинцовая промышленность, полностью обеспечивающая
потребность страны. Основными предприятиями, занимаю-
щимися выпуском металлического свинца, являются Усть-
Каменогорской свинцово-цинковый комбинат (УКСЦК), Ле-
ниногорскнй свинцовый комбинат (ЛСК) и Чимкентский
свинцовый завод (ЧСЗ).
Крупнейшими производителями свинца за рубежом яв-
ляются США, ФРГ, Великобритания, Япония, Австралия,
Франция и Канада. На долю этих стран приходится пример-
но 70—80 % от общего выпуска свинца в зарубежных стра-
По выпуску и потреблению свинец занимает четвертое
место среди цветных металлов (после алюминия, меди и
цинка).
§ 2. Сырье для получения свинца
и способы его переработки
Основным сырьем для производства свинца являются
сульфидные полиметаллические руды. Наибольшее распро-
странение имеют свинцово-цинковые и медно-свинцово-цнн-
ковые руды. Помимо свинца, в таких рудах обычно содер-
жатся цинк, медь, кадмий, висмут, золото, серебро, мышьяк,
сурьма, таллий, селен, теллур, германий и инднй. В приро-
де встречаются также смешанные и окисленные руды, кото-
рые имеют в настоящее время ограниченное промышленное
значение.
Важное место в общем балансе производства свинца за-
нимает вторичное сырье — промышленные лом и отходы:
аккумуляторный бой, оболочки кабелей, свинцовые сплавы
и т.д. На долю вторичного сырья приходится около 40 % от
общего выпуска свинца. .
Важнейшим свинцовым минералом является галенит
PbS. В смешанных и окисленных рудах встречаются церус-
сит РЬСОз и англезит PbSO4. Основные сопутствующие ме-
таллы в свинецсодержащих рудах присутствуют в форме
сфалерита ZnS, халькопирита CuFeS2, гринокита CdS, ар-
сенопирита FeAsSa, пирита FeS2 и Пирротина FeySs. Пустая
порода представлена различными силикатами и карбона-
тами.
Свинцовые руды, содержащие не более 8—9 % РЬ, для
непосредственной металлургической переработки непригод-
ны. По этой причине практически все добываемые руды
подвергают обогащению методом селективной флотации.
При обогащении свинецсодержащих руд преследуют две
цели: отделить большую часть пустой породы и одновремен-
но разделить основные ценные компоненты по самостоя-
тельным концентратам. Максимально при обогащении по-
лиметаллических руд получают- шесть продуктов — свинцо-
вый, цинковый, медный, пиритный и баритовый концентра-
ты н отвальные хвосты. Селекция металлов по одноименным
концентратам, перерабатываемым на соответствующих за-
водах, обеспечивает упрощение и удешевление технологии
их переработки и повышенное извлечение всех ценных ком-
,понентов.
При производстве свинца обычно перерабатывают свин-
цовые концентраты, содержащие, %: 30—80 РЬ; 1—14 Zn;
15* 227
до 10 Си; 2—15 Fe; 9—15 S; 2—13 SiO2; до 5 кг/т Au'4-Ag.
На свинцовых предприятиях в качестве сырьевых мате-
риалов используют также пыли сернокислотных установок,
медеплавильных и цинковых заводов и заводов вторичной
металлургии.
Для переработки сульфидных свинцовых концентратов
применимы в принципе как пирометаллургическая, так и
гидрометаллургическая технология. Однако гидрометаллур-
гические способы извлечения свинца вследствие технологи-
ческого несовершенства не конкурентоспособны с пироме-
таллургией и до сего времени ненашли применения в про-
мышленности.
Возможны три метода выплавки свинца из сульфидных
концентратов: реакционной, осадительной и восстановитель-
ной плавкой.
Реакционная плавка пригодна для переработки только
очень богатых по свинцу концентратов с минимальным со-
держанием примесей и поэтому имеет ограниченное приме-
нение. В основе реакционной плавки лежит принцип частич-
ного обжига концентрата: 2PbS4-3O2=2PbO4-2SO2, PbS+
+2O2 = PbSO4 с последующим взаимодействием продуктов
обжига с остатком сульфида свинца: PbS4-2PbO=3Pb+
^SO2 и PbS+PbSO4=2Pb+2SO2.
Для наиболее полного восстановления свинца необходи-
мо, чтобы концентрат содержал как можно меньше приме-
сей, изолирующих реагенты, участвующие в реакциях. Ре-
акционная плавка может быть осуществлена в горнах, в
электропечах, кивцэтным процессом и т. д.
Осадительная плавка основана на реакции вытеснения
свинца из его сульфида железом PbS+Fe=Pb4-FeS.
Хотя осадительная плавка полностью не применяется в
настоящее время в промышленности, реакция, лежащая в
ее основе, частично реализуется в практике шахтной восста-
новительной плавки.
По указанным причинам современная металлургия свин-
ца практически полностью базируется на использовании
технологических схем, включающих восстановительную
плавку.
Прямое восстановление сульфидов традиционными уг-
леродистыми восстановителями— задача очень сложная и
технологически в промышленных условиях не осуществи-
мая. В то же время оксид свинца (глет) очень легко восста-
навливается уже при 160—180 °C даже в слабо восстанови-
тельной атмосфере (см. рис. 36).
Чтобы получить металлический свинец методом восста-
228
новительной плавки из сульфидных концентратов, их нуж-
но предварительно подвергнуть окислительному обжигу с
одновременным спеканием, так как плавку на черновой сви-
нец ведут в шахтных печах. Обожженный агломерат пла-
вят с коксом; свинец при этом восстанавливается по реак-
ции РЬО4-СО=РЬ4-СО2.
Примеси с большим сродством к кислороду при плавке
образуют шлак, а с малым — восстанавливаются до метал-
лов и растворяются в свинце. Загрязненный свинец, содер-
жащий обычно не менее десяти примесей, называется чер-
новым. После выпуска из печи черновой свинец в жидком
виде направляют на рафинирование.
Принципиальная технологическая схема получения ме-
таллического свинца из сульфидных руд с использованием
восстановительной плавки приведена на рис. 107.
Сбинцобо -цинковая руда
Мосты
♦
В отдал
Флюсы
f-------
Газы
1
В производство
Н23(\
f
Селективная флотация
Свинцовый концентрат Цинковый концентрат
В производства цинка
1 f ;
Агломерирующий обжиг
Агломерат Пыль
t__________________________
Воздух Нокс
} f
Плавка в шахтной new
f | 1
Газы Черновой свинец Шлак
♦ ♦
В атмосферу на извлечение цинка
Рафинирование
{ — ।
Товарный свинец Отходы
t
На специальную переработку
Рис. 107. Принципиальная технологическая схема переработки сульфидных .
свинцовых концентратов
229
Метод шахтной восстановительной плавки технологи-
чески и экономически эффективен при переработке суль-
фидных концентратов, содержащих не более 65 % свинца.
При плавке очень богатых концентратов возникают труд-
ности на стадии агломерации, которые выражаются в полу-
чении недостаточно обожженного агломерата вследствие
оплавления материала.
В Советском Союзе разработаны два новых способа пе-
реработки богатых свинцовых концентратов: плавкой с со-
дой или с едким натром. Однако из-за высокой стоимости и
дефицитности щелочей эти способы пока не нашли промыш-
ленного применения.
Рафинирование чернового свинца производится преиму-
щественно пирометаллургическим способом, хотя на неко-
торых заводах для этого используют электролиз.
§ 3. Приготовление шихты восстановительной плавки
Подготовительные операции перед восстановительной
плавкой на черновой свинце включают:
а) приготовление компонентов шихты;
б) составление и смешение шихты;
в) окислительный обжиг со спеканием.
Иногда концентраты сушат в трубчатых вращающихся
печах до 8—10 % остаточной влаги. В задачу шихтовки
входит приготовление однородной по крупности и химичес-
кому составу смеси, удовлетворяющей требованиям как аг-
ломерирующего обжига, так и самой восстановительной
плавки. Полученный агломерат должен быть самоплавким,
чтобы при шахтной плавке не вводить флюсы.
Шихту для агломерации составляют из сульфидных
концентратов, богатых окисленных руд, оборотных матери-
алов свинцового и цинкового производства и флюсов —
железной руды (пиритного огарка), известняка или квар-
ца. Приготовление шихты проводят методом штабелирова-
ния в механизированных шихтарниках или бункерным
способом на транспортерной ленте.
Готовая шихта агломерации должна иметь следующий
примерный химический состав, %: 45—50 РЬ; 6—8 S; 10—
20 СаО; 25—35 FeO; 20—25 SiO2. Перед обжигом гйихту
тщательно перемешивают в барабанных смесителях и од-
новременно увлажняют до оптимальной влажности 8—10 %.
Требования к ограничениям в шихте содержания свинца
в пределах 45—50 % обусловлены в основном двумя фак-
торами. Обогащение шихты свинцом приводит к повышен-
ным его потерям при обжиге за счет улетучивания, а восста-
новительная плавка бедного агломерата характеризуется
худшими технико-экономическими показателями.
Отрицательно влияет на результаты обжига повышенное
содержание в шихте серы. В случае избытка сульфидов при
их горении выделяется много избыточного тепла, материал
быстро спекается и сера выгорает не полностью. Требуемая
степень десульфуризации при обжиге достигается либо про-
ведением двухступенчатого обжига (в настоящее время поч-
ти не применяется), либо добавкой в шихту больших коли-
честв оборотного агломерата — до 300 % от массы шихты.
При повышенном содержании меди в свинцовых кон-
центратах иногда в агломерате оставляют более 2 % серы,
чтобы при плавке медь перевести в штейн. Однако образо-
вание штейна при плавке является нежелательным, так как
для переработки сложного по составу полиметаллического
штейна с целью извлечения меди, свинца и благородных ме-
таллов требуются сложные дополнительные переделы. Осо-
бенно нежелательно образование штейна при высоком со-
держании в свинцовых концентратах цинка. На практике
свинцовые концентраты, значительно загрязненные одно-
временно медью и цинком, стараются как можно полнее
обжечь, чтобы при плавке цинк максимально перешел в
шлак, а медь—в черновой свинец.
Цель процесса агломерирующего обжига — окислить
присутствующие в шихте сульфиды и получить окускован-
ный материал, пригодный для плавки в шахтных печах.
Для обжига со спеканием свинцовых концентратов при-
меняют ленточные агломерационные машины. Топливом
при агломерирующем обжиге сульфидных материалов яв-
ляются присутствующие в шихте сульфиды, горение кото-
рых в общем виде описывается реакцией 2yWeS~|-3O2 =
=2MeO4-2SO2+Q.
При обжиге свинцовых шихт окисляются галенит, пи-
рит, сфалерит, сульфиды меди и других металлов. Основ-
ным источником тепла является горение сульфида свинца
по реакции
2PbS + ЗО2 = 2РЬО + 2SO2 + 8273200 кДж, 1 (75)
так как других сульфидов в концентрате сравнительно мало.
Обжиг стараются проводить с максимальным удалени-
ем серы в газовую фазу. Если этого не сделать, то при по-
вышенном содержании в концентрате цинка его сульфид
окажет вредное влияние на последующую плавку.
Кроме окисления сульфидов при обжиге возможно вза-
231
имодействие оксида свинца с кислотными оксидами пустой
породы и флюсов с образованием легкоплавких соединений,
например силикатов (2PbO-SiO2) или ферритов (РЬОХ
ХРе2О3) и их эвтектик. При последующем охлаждении
жидкая фаза затвердевает и сваривает всю массу шихты
в прочный, пористый, кусковой материал — агломерат.
Образование силикатов и ферритов оксида свинца по-
лезно также по другой причине. Связывание свинца в этих
соединениях уменьшает улетучивание его в газовую фазу.
Чем выше содержание свинца в концентрате, тем меньше
в нем пустой породы и тем меньше образуется силикатов и
ферритов.
При агломерации возможна следующая реакция между
оксидом и сульфидом свинца:
PbS + 2 РЬО = ЗРЬ + SO2. (76)
Протекание этой реакции нежелательно, так как при этом
увеличиваются потери свинца.
При использовании агломерационных машин с просасы-
ванием воздуха могут заплавляться колосники и забивать-
ся камеры всасывания жидким свинцом, что снижает про-
изводительность машин. В практике работы свинцовых за-
водов в настоящее время используются агломерационные
машины как с просасыванием воздуха, так и с дутьем сни-
зу. Работа машин с дутьем более эффективна, и их приме-
няют сейчас на большинстве заводов.
Существенным недостатком агломерационных машин с
просасыванием воздуха является также сильное разбавле-
ние обжиговых газов за счет вредных подсосов и прососов
воздуха, которые достигают 100—120 % от потребного ко-
личества воздуха. Наиболее богатые газы выделяются в
начальной стадии обжига, а в конце процесса концентрация
сернистого ангидрида резко падает. Для получения более
богатых газов на машинах с просасыванием практикуют
возврат бедных газов последних камер всасывания в пер-
вые (рис. 108).
В агломерационных машинах с дутьем (рис. 109) воздух
вначале просасывается сверху через первичный слой ших-
ты, а затем нагнетается в дутьевые камеры вентилятором
под паллеты с полным слоем шихты (300—350 мм). Вся ра-
бочая часть агломерационной машины сверху снабжена
укрытием для сбора обжиговых газов. Пространство под
укрытием условно можно разделить на две зоны: богатого
и бедного газа. Газы из этих зон отсасываются раздельно.
Богатые газы направляют в сернокислотное производство,
232
Рис. 108. Схема рециркуляции газов на агломерационной машине с
просасыванием дутья:
1—зажигательный горн; 2 — камеры всасывания богатого газа; 3 —
колпаки над паллетами; 4 — камеры всасывания оборотного газа; 5 —
камера всасывания бедного газа; 6 — эксгаустеры (дымососы); 7 — пы-
леуловитель
\
а бедные с 2—2,5 % SO2 целесообразно направлять в зону
интенсивного обжига, т. е. в голову процесса агломерации.
Дутьевые машины снабжены тремя питателями для соз-
дания слоя постели из оборотного агломерата (1.5—20 мм),
слоя первичной (зажигаемой) шихты (20—25 мм) и основ-
ного слоя. Под зажигательным горном, установленным меж-
ду питателями постели и питателями первичного слоя, рас-
положена единственная камера разрежения.
Агломерационные машины с дутьем обеспечивают более
высокую удельную производительность, получение более
богатых газов, возможность обжигать более богатую свин-
цом шихту без опасения заливки свинцом колосников.
Сравнительные технико-экономические показатели рабо-
ты агломерационных машин для обжига свинцовых шихт
следующие:
Машины с
просасыванием
воздуха
Удельная производительность,
т/(м2-сут):
по агломерату..................... 8—10
по выжигаемой сере...............0,8—1,3
Десульфуризация, %..................... 85
Содержание в агломерате, %:
серы..............................1,5—2,0
свинца........................... 40—42
Содержание SO3 в газах, % ... 1—2
Машины с
ду тьем
13—18
1,5—2,1
85
1,5—2,0
50—53
6—6,5
233
S,‘L
§ 4. Шахтная плавка свинцового агломерата
Шахтная плавка свинцового агломерата является ос-
новным способом получения чернового свинца. Она явля-
ется типичным восстановительным процессом.
Цели восстановительной плавки:
1) максимальное извлечение свинца и благородных ме-
таллов в черновой металл, в котором концентрируется
также ряд других ценных элементов (медь, висмут, теллур
и др.);
2) ошлакование пустой породы с максимально возмож-
ным переводом в шлак цинка.
Исходным сырьевым материалом для восстановительной
шахтной плавки на черновой свинец является офлюсован-
ный самоплавкий агломерат. Химический и минералогичес-
кий состав свинцового агломерата очень сложный. В нем,
кроме свинца, как правило, присутствуют медь, цинк, мышь-
як, сурьма, золото, серебро, олово; висмут, железо и другие
элементы. Основную массу агломерата представляют сво-
бодные и связанные в более сложные соединения оксиды.
Свинец — основной компонент агломерата — представлен
в нем силикатами, ферритами и глетом РЬО, которые могут
быть легко восстановлены при температурах свыше 1000 °C
в слабовосстановительной атмосфере. Химизм восстановле-
ния соединений свинца можно представить следующими ре-
ациямн:
С + О2 = СО2; (77)
СО2 + С = 2СО; (78)
РЬО + СО = РЬ + СО2; (79)
2РЬО SiO2 + 2СО = 2Pb + SiO2 + 2СО2; (80)
PbO-Fe2O3 + 2СО == Pb + 2FeO + 2СО2, (81)
PbSO4 + 4СО = 4PbS + 4СО2. (82)
Присутствующий в агломерате или образующийся при
плавке сульфид свинца PbS [см. реакцию (82) ] в услови-
ях "свинцовой шахтной плавки не восстанавливается и пе-
реходит в штейн. Если плавке подвергают высокосернистый
(недостаточно обожженный) агломерат, то в шихту вводят
железный скрап или стружку для вытеснения свинца из его
сульфида по реакции осадительной плавки: PbS+Fe=
= Pb+FeS.
Для восстановления оксидов свинца до металла, как уже
отмечалось выше, требуется слабовосстановительная ат-
235
мосфера. В этих условиях легче свинца восстанавливаются
лишь оксидные соединения меди. Восстановленная медь
растворяется в свинце. Сульфиды меди вместе с сульфида-
ми других металлов образуют самостоятельную фазу —
штейн. В настоящее время считают, что медь выгоднее пе-
реводить в свйНец (на 80—90 %), а не в штейн, требующий
специальной переработки. Это достигается высокой сте-
пенью' десульфуризации при обжиге и горячим ходом печи,
когда возрастает растворимость меди в свинце.
Оксиды железа и цинка (FeO и ZnO) для своего восста-
новления требуют сильновосстановительной атмосферы.
В условиях свинцовой плавки, когда в печных газах содер-
жится не более 30 % СО, эти оксиды практически пол-
ностью переходят в шлак. При наличии в концентратах по-
вышенного количества цинка обжиг нужно вести с более
полным удалением серы.
Мышьяк, сурьма, золото, серебро, олово и висмут в ос-
новном переходят в черновой свинец. При повышенных со-
держаниях мышьяка и сурьмы может образоваться само-
стоятельный продукт—шпейза, представляющая собой сплав
арсенидов и антимонидов металлов. Шпейза является ис-
точником потерь ценных металлов, включая золото и се-
ребро, и получение ее нежелательно, так как рациональных
методов ее переработки до сего времени не найдено.
Шахтные печи свинцовой плавки (рис. НО) имеют ряд
специфических особенностей: внутренний горн, сифон для
непрерывного выпуска чернового свинца, шахту с двумя
рядами кессонов, двухрядный фурменный пояс (не всегда)
и внешний отстойник.
Внутренний горн постоянно заполнен расплавом. В ниж-
ней его части собирается свинец, а вверху — шлак. В слу-
чае образования при плавке штейна он размещается меж-
ду свинцом и шлаком. По мере накопления в горне свинец
непрерывно вытекает в наружную сифонную чашу и далее
в ковш. Сифонный выпуск свинца позволяет регулировать
уровень расплава в печи путем изменения высоты сливного
порога в сифоне.
Непрерывный выпуск шлака из внутреннего горна про-
изводят через шлаковый сифон, а периодический — через
специальную летку.
Шахта печи выполнена из стальных водоохлаждаемых
кессонов, установленных под углом 5—7° к вертикали.
Обычно шахта печей свинцовой плавки состоит из двух ря-
дов кессонов. Нижний ряд кессонов опирается на борта
горна, снабжен фурменными отверстиями диаметром 100—
236
Рис. НО. Шахтная печь свинцовой плавки:
/—внутренний горн;,2 — снфон для выпуска свинца; S — фурмы; 4 — водяные
коллекторы; 5 — кессоиироваиная шахта печи; 6 — колошник: 7 —шибер; 8—
шатер; 9 — воздушный коллектор; 10 — сифон для выпуска шлака
125 мм и установлен с расширением кверху. Кессоны верх- 1
него ряда ставятся вертикально. Расширение верхней части 1
печи способствует снижению скорости движения газового |
потока и сокращению выноса пыли из печи. Максимальная 1
площадь сечения печей в области фурм 11—12 м2. Высота 1
шахты 5—6,5 м. I
Фурмы для подачи дутья в количестве 30—40 шт. на I
некоторых заводах располагаются по вертикали в два ряда 1
в шахматном порядке (см. рис. ПО, узел Л). Это улучшает |
условия сжигания топлива в печи и способствует лучшему j
распределению дутья по сечению печи. 1
Внешний отстойник предназначен для разделения жид- I
ких шлака и штейна и отстаивания взвешенных в них ка- 1
пель свинца. На практике применяют как передвижные, так I
и стационарные электрообогреваемые отстойники (рис. 111). 1
В последние годы на свинцовых заводах широкое рас- I
пространение получили шахтные печи резко выраженного 1
переменного сечения с двумя рядами фурм, располрженны- |
ми по высоте на расстоянии около 1 м (рис. 112). Такое 1
расположение фурм способствует равномерному распреде- J
лению дутья по всему сечению печи. Колошник у таких пе- 1
чей открытый. Газы отсасываются через газозаборное уст- I
ройство, опущенное в шихту. Выбросу газов в атмосферу I
цеха препятствует слой шихты, находящийся в загрузочной |
воронке. В печах переменного сечения создаются лучшие |
условия для контакта Тазов с шихтой, уменьшается пыле- 1
вынос, полнее и быстрее протекают все физико-химические J
и теплообменные процессы и, как следствие этого, повы- 1
шается удельная производительность печи. ]
Продуктами восстановительной плавки свинцового агло- .1
мерата являются черновой свинец, шлак, штейн, пыль и га- |
зы. Очень редко при плавке образуется шпейза. |
Черновой свинец содержит 90—97 % свинца, осталь- |
ное — многочисленные примеси. Его обязательно подверга- |
ют рафинированию. 1
Шлак свинцовой плавки представляет собой многоком- |
понентный сплав оксидов, состоящий более чем на 90 % из |
FeO, ZnO, СаО и SiO2. Обычно содержание этих оксидов в |
заводских шлаках изменяется в следующих пределах, %: |
20—30 SiO2; 30—40 FeO; 5—25 ZnO; 14—20 СаО. Свинец |
в шлаках находится главным образом в виде взвешенных 1
капель металла или штейна. Содержание свинца в первич- |
ных шлаках иногда достигает 3,5%, чаще 1—2 %. Из эле- I
ментов-спутников в шлак переходит около 60 % Ge, до 1
80 % In и 20—30 % Т1. Шлаки с целью извлечения из них I
238 я
Рис. 112. Шахтная печь свинцовой плавки переменного сечения:
/ — горн; 2 —сифон для выпуска свинца; 3 —нижний ряд фурм; 4 — верхний
ряд фурм; 5 —коллекторы дутья; 6—шахта; 7 — колошник; 8 —газоход; 9 —
уровнемер столба шихты
цинка, свинца и других ценных компонентов подвергают
обязательно дополнительной переработке.
Штейн при свинцовой плавке в настоящее время стара-
ются не получать, особенно если в концентратах есть цинк.
Он может образовываться при плавке агломерата с повы-
шенным содержанием серы.
Штейны свинцового производства состоят из сульфидов
железа, меди, свинца и цинка, а также из растворенных в
них золота и серебра. Они содержат, %: 7—40 Си; 16—
45 % Fe; 8—17 РЬ; 1,5—8 Zn; 20—25 S. При получении
штейнов их подвергают сложной дополнительной обработ-
ке, связанной с затратами энергии, материалов и с потерями
металлов.
Шпейза — сплав главным образом мышьяковистых и ре-
же сурьмянистых соединений. Она образуется только при
наличии в агломерате мышьяка и сурьмы. При плавке шпей-
за обычно получается в смеси со штейном. Отделение и
переработка шпейз сопряжена с большими трудностями.
Отходящие газы шахтных печей, состоящие из СО, СОг,
N2 и Н2О, уносят значительное количество пыли (4—6 % от
массы агломерата). После очистки от пыли их выбрасыва-
ют в атмосферу.
Пыли шахтных печей содержат, %: 45—55 РЬ, 10— 20
Zn, 2—3 Cd, в небольших количествах (сотые или тысячные
доли процента) селен, теллур, германий, индий и таллий.
В настоящее время их перерабатывают главным образом
сульфатизацией серной кислотой.
Распределение основных металлов по продуктам шахт-
ной плавки свинцового агломерата следующее, %:
РЬ Zn Си
Черновой сви-
нец . . . . . 90—93 До 2 75—85
Шлак . . . .1,5—3,0 85—90 10—20
Пыль . . . . 3—4 3-5 ,0,5—1,0
Потери . . . 1—2 8—10 0,2—0,3
Удельная производительность (проплав) шахтных печей
свинцовой плавки колеблется в пределах 40—100 т/ (м2 • сут)1,
а расход кокса 8—17 % от массы шихты. Эти два основных
показателя могут быть значительно улучшены при подогре-
ве дутья и обогащении его кислородом. При содержании в
дутье около 26 % кислорода расход кокса снижается на
10—15%, проплав увеличивается на 20—25 % и примерно
на 25 % уменьшается вынос пыли (становится меньше объ-
ем газов).
16 Н. И. Уткин
24!
§ 5. Переработка шлаков свинцовой плавки
В шлаки шахтной плавки переходит до 90 % цинка, до
20 % меди, до 3 % свинца, небольшие количества индия,
германия, олова, благородных и других металлов.
Переработка свинцовых шлаков в настоящее время яв-
ляется обязательной стадией замкнутой технологической
схемы свинцового производства и позволяет довести общее
извлечение свинца до 97—98 %.
Для переработки шлаков восстановительной плавки
свинца с целью извлечения из них большей части ценных
компонентов применяют фьюмингование, вельцевание и
электротермию.
Фьюмингованием (шлаковозгонкой) называется процесс
восстановительной обработки жидких шлаков продувкой
смесью воздуха с восстановителем (природным газом или
угольной пылью) при а=0,64-0,7 и температуре 1200—
1300 °C.
В условиях необходимой для отгонки цинка сильновос-
становительной атмосферы, свинец, индий и кадмий быстро
возгоняются в начале процесса фьюмингования. Для отгон-
ки цинка требуется 2,5—3 ч. За это время его содержание
в шлаке снижается примерно до 2 %. Дальнейшая отгонка
цинка экономически невыгодна, так как резко снижается
скорость процесса и увеличивается расход восстановителя.
Химизм процесса фьюмингования описывается следую-
щими основными реакциями:
ZnO + С = Znnap + СО; (83)
ZnO + СО = Znnap + СО2. (84)
Частичное восстановление оксидов железа способствует
полноте отгонки цинка:
ZnO + Fe = Znnap + FeO. (85)
Металлический цинк, кипящий при 906 °C, удаляется из
шлака в виде пара. Над поверхностью шлаковой ванны и в
газоходе цинк вновь окисляется углекислым газом:
Znnap + СО2 = ZnO + СО. (86)
В атмосфере печи окисляются также пары кадмия и
свинца и летучего сульфида свинца. В результате возгоны
(тонкодисперсная пыль) практически полностью состоят из
оксидов. Фьюмингованием из шлаков извлекают до 90—
94 % цинка и по 95—98 % свинца, индия и кадмия. Возго-
ны (пыль) фьюминговых печей содержат 15—20 % оксида
242
свинца, 70—75 % оксида цинка, кадмий, индий и германий.
Содержащиеся в шлаке медь и благородные металлы
могут быть извлечены путем обработки жидких шлаков
после фьюмингования сульфидами в присутствии восста-
новителя с целью образования штейна. В штейн извлека-
ются медь, золото и серебро.
Шлаковозгоночная (фьюминговая) печь представляет
собой прямоугольную печь шахтного типа (рис. 113), вы-
полненную полностью из водоохлаждаемых кессонов. Ши-
рина печи около 2,4, длина 1,2—9,6 м, высота до 9 м. На
внутренней поверхности стальных кессонов для удержания
шлакового гарнисажа приварены в шахматном порядке
штыри. На каждой длинной стороне печи установлено от
11 до 36 фурм.
Фьюмингование — процесс периодический. Он включает
четыре стадии: заливку, разогрев, восстановительную об-
работку и выпуск шлака. Пропускная способность печи за
один прием колеблется от 35 до 90 т и зависит от размеров
печи.
Возможен принципиально непрерывный процесс фьюмин-
гования. Однако пока не найден оптимальный вариант его
промышленного осуществления.
Вельцевание шлаков — процесс восстановительной обра-
ботки твердых гранулированных шлаков без их расплавле-
ния при 1100—1200 °C. Он проводится в трубчатых враща-
ющихся печах. Восстановителем служат кокс и топочные
(печные) газы. Химизм процесса вельцевания аналогичен
химизму фьюмингования.
. Вельц-процесс осуществляется непрерывно. Хорошо пе-
ремешанную шихту из шлака крупностью 3—5 мм и кокса
с размером частиц до 15 мм загружают в верхнюю головку
печи. При перемещении в печи в течение 2—3 ч компоненты
шихты взаимодействуют и летучие компоненты возгоняются
в виде оксидов. Остатки переработанной шихты (клинкер)
разгружают в нижней головке печи.
Выход возгонов (вельц-окислов) составляет 20—25%.
Возгоны содержат, %: 60—65 Zn, 11—15 РЬ; 0,5—1,0 Cd.
В клинкере остаются медь, золото, серебро и избыточный
углерод. Процесс характеризуется высоким извлечением в
возгоны цинка, свинца и кадмия.
Вельцевание наиболее эффективно при переработке
шлаков свинцовой плавки из отвалов старых и действую-
щих заводов. Клинкер требует дополнительной переработки.
Электротермическая переработка свинцовых шлаков
также является восстановительным возгоночным процессом,
16* 243
Рис. 113. Шлаковозгоиочная (фьюминговая) печь:
1— опоры печи; 2— водяной коллектор; 3— газоход; 4—загрузочная воронка; 5 — распорные домкраты; 6 — колонны
каркаса печи; 7—желоб для заливки жидкого шлака; 8 — заливочное окно; 9 — фурменные кессоны; 10 — выпускные
кессоны; 11 —подовые кессоны;' 12 — желоба для слива воды; 13 — коллекторы для воздуха и углевоздушной смеси;
14 — фурмы; 13 — выпускные отверстия
при котором шлаковый расплав реагирует с находящимся
на его поверхности коксом. Шлаковозгоиочная руднотерми-
ческая печь позволяет за одну операцию получить жидкий
металлический цинк, свинец, штейн и отвальный шлак. Это
является ее важным преимуществом по сравнению с фью-
мингованием и вельцеванием.
Недостатками электротермии являются низкая произво-
дительность процесса, низкое извлечение цинка (около
70%) и получение цинка очень низкого качества, требую-
щего сложного дополнительного рафинирования.
В настоящее время электропечная переработка шлаков
свинцового производства имеет ограниченное применение.
§ 6. Реакционный метод получения свинца
Процесс восстановительной плавки экономически невы-
годен для переработки очень богатых свинцовых концентра-
тов, содержащих 65 % свинца и более. При агломерирую-
щем обжиге таких концентратов во избежание образования
очень плотного, недостаточно обожженного агломерата ших-
ту разбавляют большим количеством бессернистых матери-
алов (флюсов или оборотного агломерата), что снижает
экономичность технологии. Поэтому для переработки бога-
тых свинцовых концентратов целесообразно использовать
метод, получивший название реакционной плавки.
В основе получения свинца методом реакционной плав-
ки лежит химическое взаимодействие между его сульфидом
и оксидом или сульфатом:
PbS + 2РЬО = ЗРЬ + SO2; (87)
PbS 4- PbSO4 = 2Pb + 2SO2. (88)
. Протеканию этих реакций должен предшествовать час-
тичный окислительный обжиг исходного концентрата, про-
водимый предварительно или в том же аппарате, в котором
происходит реакционное взаимодействие.
Известны несколько разновидностей технологического и
аппаратурного оформления процесса реакционной плавки.
Плавка в горне (горновая плавка) широко применялась
в производстве свинца в конце XIX и начале XX вв. По это-
му методу концентрат, содержащий не менее 70 % свинца,
вместе с оборотной пылью, известняком и коксовой мелочью
загружают в горн, представляющий собой корытообразный
чугунный ящик -длиной 2,5 м, шириной 0,5 м и глубиной
0,25 м. В задней стене установлены фурмы для подачи воз-
духа в шихту, лежащую на ней откосом. В процессе плав-
245
ки шихту перемешивают с помощью механического перегре-
вателя. Выплавленный свинец периодически выпускают, а
остаток — серый шлак — сгребают с поверхности свинцовой
ванны и перерабатывают отдельно в небольшой шахтной
печи.
. Из-за жестких требований к составу концентрата, тяже-
лых условий труда, малой производительности и больших
затрат ручного труда горновая плавка применяется в
малых масштабах в качестве вспомогательного про-
цесса.
Реакционная плавка в короткобарабанных вращающих-
ся печах, получившая распространение в ФРГ, ГДР и ПНР,
требует предварительного частичного агломерирующего об-
жига концентрата с получением агломерата с соотношением
PbS:PbO=l:2. Печь для этого процесса представляет
собой стальной цилиндрический кожух диаметром и длиной
по 2,4 м, футерованный высокоглиноземистым кирпичом;
внутренний объем печи около 10 м2.
Плавка в короткобарабанной печи проводится периоди-
чески. В качестве топлива применяют угольную пыль или
природный газ. Общая продолжительность плавки 3—4 ч.
Недостатки способа: периодичность процесса, невысокая
производительность печи, низкое прямое извлечение свин-
ца в черновой металл (85—88 %).
На заводе «Реншер» (Швеция) успешно применяют ре-
акционную плавку богатых свинцовых концентратов. (75 %
РЬ) в электропечах. Технология предусматривает непо-
средственную плавку подсушенного до 2 % влаги концен-
трата с необходимыми флюсующими добавками во взве-
шенном состоянии под сводом печи. Концентрат вдувают
в печь с помощью форсунок при регулируемом расходе воз-
духа. За время, которое материал находится во взвешен-
ном состоянии, происходит окисление части сульфидов. Ос-
новные реакции завершаются в ванне расплава. Процесс
характеризуется высокими технико-экономическими пока-
зателями.
В Советском Союзе отработан в полупромышленном
масштабе новый способ переработки свинцовых и свинцо-
во-цинковых концентратов, получивший название КИВЦЭТ-
ЦС (кислородно-взвешенная — циклонно-электротермиче-
ская плавка цинка и свинца).
Процесс КИВЦЭТ-ЦС включает следующие последова-
тельно проводимые в одном аппарате стадии: обжиг и ре-
акционную плавку исходного сырья в атмосфере техноло-
гического кислорода; углетермическое восстановление цин-
246
ка из шлакового расплава; возгонку и конденсацию цинка
и очистку технологических газов (рис. 114).
Продуктами кивцэтного процесса являются черновой
свинец, черновой цинк, штейн (иногда), шлак, оборотная
пыль и газы, содержащие 40—50 % SO2. В случае необхо-
димости конденсацию паров цинка можно исключить и по-
лучать возгоны оксида цинка, отправляемые для дальней-
шей переработки на цинковые заводы.
Рис. 114. Плавильный агрегат КИВЦЭТ-ЦС:
1— бункер для шихты; 2 — циклонная горелка; 3 — фа-
кел; 4 — обжигово-плавильная камера; 5 — шлак; 6 —
штейн; 7 —черновой свинец; 8 —переточный канал; 2 —
электротермическая печь; 10 — конденсатор; 11 —г черно-
вой цинк; 12 — газоход; 13 — электроды; 14 — гаэоохла-
днтельный стояк; 15 — электрофильтр
§ 7. Пирометаллургическое рафинирование
чернового свинца
Черновой свинец содержит 2—10 % примесей. В числе
примесей могут быть медь, сурьма, мышьяк, висмут, золо-
247
то, серебро и др. Некоторые примеси в свинце исключают
возможность его использования по назначению, а другие,
например серебро, золото и висмут, представляют самосто-
ятельную большую ценность. По этим причинам черновой
свинец обязательно рафинируют. В соответствии с ГОСТ
3778—77 высшая марка свинца СО должна содержать не
более 0,008 % суммы примесей.
Рафинирование чернового свинца можно проводить пи-
рометаллургическим (огневым) и электролитическим спо-
собами. Электролиз экономически оправдан только при
небольшом содержании в свинце примесей и поэтому при-
меняется редко (в Советском Союзе совсем не применя-
ется) .
Пирометаллургическое рафинирование чернового свин-
ца. предусматривает последовательное выделение примесей
с учетом химических свойств примесей или их соединений.
На каждой стадии рафинирования образуются съемы (про-
межуточные продукты), в которые переходят примеси и
часть свинца. Съемы подвергают дополнительной перера-
ботке.
Технология огневого рафинирования чернового свинца
включает следующие стадии: обезмеживание (очистку от
меди); обестеллуривание; удаление мышьяка, сурьмы и
олова; обессеребрение (извлечение серебра и золота); обес-
цинкование; обезвисмучивание; качественное (окончатель-
ное) рафинирование от кальция, магния, сурьмы и иногда
цинка.
Продолжительность всего цикла рафинирования зави-
сит от многих факторов И составляет до 100 ч.
Обезмеживание — наиболее трудоемкая рафинировоч-
ная операция, обязательная как для пирометаллургическо-
го, так и для электролитического способа.
Очистку чернового свинца от меди проводят в два прие-
ма, отличающихся по своей физико-химической основе.
Сначала удаляют большую часть меди грубым обезмежи-
ванием, а затем проводят тонкое обезмеживание.
Грубое обезмеживание основано на явлении снижения
растворимости меди в свинце с 4—5 при 700—750 °C до со-
тых долей процента при температуре около 330 °C. При
охлаждении свинца выпадают кристаллы меди, которые
как более легкие всплывают (ликвируют) на поверхность
расплава. При удалении медных съемов (шликеров) меха-
нически захватывается большое количество свинца. Чтобы
уменьшить переход свинца в шликеры, грубое обезмежива-
ние осуществляют в два приема. Сначала свинец охлажда-
248
ют до 550—600 °C и снимают «сухие» шликеры (10—30 %
Си и 50—70 % РЬ), которые направляют на отдельную или
совместную с другими промпродуктами переработку. При
дальнейшем охлаждении до 335—340 °C образуются «жир-
ные» шликеры (3—5 % Си и 80—90 % РЬ). Их перераба-
тывают на первой стадии обезмеживания для вытаплива-
ния свинца и перевода меди в сухие шликеры.
В результате грубого обезмеживания содержание меди
снижается до 0,1—0,2 %.
Тонкое обезмеживание чернового свинца основано на
большом сродстве меди к сере. При вмешивании серы или
богатого свинцового сульфидного концентрата в расплав,-
ленный свинед при 335—345 °C образуется нерастворимый
в нем сульфид меди CugS, который всплывает на поверх-
ность и образует сульфидные съемы. Сульфидированием
медь удаляют до остаточного содержания 0,005—0,0005 %.
Грубое обезмеживание проводят периодически или не-
прерывно, а тонкое — только периодически.
Для периодического рафинирования применяют сталь-
ные рафинировочные котлы, вмещающие 150, 260 и 370 т
свинца (рис. 115). Котел устанавливается внутри огнеупор-
ной кладки и обогревается электронагревателями или с по-
мощью устройств для сжигания топлива. Для перемешива-
ния свинца или вмешивания в него реагентов используют
съемные мешалки. Перекачку свинца из котла в котел осу-
ществляют с помощью переносных, погружаемых в расплав
стальных центробежных насосов. Для снятия шликеров
служат дырчатые ложки (шумовки). Шликеры для извлече-
ния из них Меди и свинца перерабатывают плавкой в не-
больших электрических или пламенных печах с содой и же-
лезным скрапом.
Непрерывное грубое обезмеживание основано на лик-
вации меди из нижних, более холодных слоев глубокой (до
1,7 м) свинцовой ванны в верхние, где происходит ее суль-
фидирование и перевод в штейн. В качестве сульфидиза-
тора используют богатый свинцовый концентрат.
Для непрерывного обезмеживания используют отража-
тельные или электрические печи специальной конструкции.
Температуру в нижней части печи (у лещади) поддержи-
вают около 400—500 °C, а в вер\них слоях расплава
1000—1100 °C. Сульфидирование меди сернистым свинцом
проводят в присутствии соды и восстановителя:
2Cu + PbS =- Cu2S' + РЬ; (89)
4Na2CO3 + 4PbS = 3Na2S + Na2SO4 + 4Pb + 4CO2. (90)
249
Рис. 115. Котел для рафинирования свинца:
1 — привод мешалкн; 2 — мешалка; 3 — стальное опорное кольцо; 4 — рабочая
площадка; 5 —кирпичная кладка; 6 — доииые опоры; 7 — топка; 8 — газоход
Образующийся при этом легкоплавкий штейн, содержит
около 15 % РЬ и 50 % Си. Сода и сульфат натрия необхо-
димы для ошлакования пустой породы концентрата.
Черновой свинец из печей непрерывного действия с со-
держанием 0,3—0,6 % Си выпускают через сифон в котел-
миксер. В котле-миксере он охлаждается до 340—345 °C и
дополнительно обезмеживается до 0,1 % Си. Далее свинец
поступает на тонкое обезмеживание.
Обестеллуривание введено как самостоятельная опера-
ция с целью перевода теллура в промежуточный продукт,
удобный для его извлечения. Оно основано на способности
250
г
теллура образовывать нерастворимый в свинце теллурид
натрия Na2Te с температурой плавления 953 °C.
Очистку от теллура ведут при 400—450 °C путем вмеши-
вания в течение 10—15 мин в расплавленный свинец свин-
цово-натриевого сплава и едкого натра, который является
хорошим растворителем Na2Te. По окончании перемешива-
ния массу выдерживают примерно 10 мин с целью отстаи-
вания и затем с поверхности снимают плав, содержащий
15—30 % Те и до 1 % Se. После вытапливания свинца по-
лучают обогащенный теллуром плав, который перерабаты-
вают гидрометаллургическим методом.
Очистка от мышьяка, сурьмы и олова основана на боль-
шем сродстве этих примесей к кислороду по сравнению со
свинцом.
В промышленности применяют два метода окислитель-
ного рафинирования свинца — продувкой свинцовой ванны
воздухом в отражательных печах и окислением селитрой в
присутствии едкого натра, (щелочное рафинирование). На
отечественных заводах применяют только второй способ,
как менее вредный и обеспечивающий более высокое пря-
мое извлечение свинца.
При щелочном рафинировании удаление примесей про-
исходит по реакциям:
2As + 2NaNO3 + 4NaOH = 2Na3AsO4 + N2 + 2H2O; (91)
2Sb + 2NaNO3 + 4NaOH - 2Na3SbO4 + N2 + 2H2O; (92)
5Sn + 4NaNO3 + 6NaOH = 5Na2SnO3 + 2N2 + 3H2O. (93)
Окислителем в данных реакциях является кислород, ко-
торый образуется при разложении селитры выше 308 °C по
реакции 2NaNO3=Na2O+N2+2,5O2.
Образующийся при щелочном рафинировании плюмбит
натрия Na2PbO2 также участвует в окислении примесей и
способствует этому процессу. Арсенаты, антимонаты и стан-
наты натрия нерастворимы в свинце и образуют с едким
натром щелочной плав.
Щелочное рафинирование проводят в обычных рафини-
ровочных котлах с использованием специального аппарата,
устройство и схема работы которого показаны на рис. 116.
Аппарат снабжен насосом для перекачки свинца из кот-
ла в реактор на слой щелочного плава. Для создания наи-
большей реакционной поверхности струю металла разби-
вают на мелкие капли. Пройдя через слой солевого распла-
ва, свинец поступает в котел через открытый клапан,
откуда вновь подается в реактор.
251
По мере насыщения щелочного плава образующимися
солями он густеет, что снижает эффективность рафиниро-
вания и усиливает захват капель свинца. После насыще-
ния плава примесями до 20—24 % его заменяют на новый.
Для этого нижний клапан закрывают и продолжают пере-
качивать в реактор тяжелый свинец, который выдавливает
плав в ковш. После заполнения реактора свежей порцией
Рис. 116. Аппарат для щелочного ра-
финирования свинца:
1 — свинец; 2 — реактор; 3 — щелочной
плав; 4 — бункер для селитры; 5 — на-
сос с приводом; 6 — клапан
реагентов циркуляцию свин-
ца продолжают. Продолжи-
тедьность операции состав-
чи. В черновом свинце после
вергают гидрометаллурги-
ческой переработке с целью
извлечения ценных компо-
нентов и регенерации щело-
чи.
В черновом свинце после
щелочного .. рафинирования
остается до 0,02 % сурьмы
-и не более чем по 0,01 %
мышьяка и олова. Разрабо-
таны процесс и аппарат для
непрерывного щелочного ра-
финирования по принципу
противотока.
Обессеребрение на всех
заводах проводится путем
обработки свинца цинком,
который ограниченно раст-
ворим в свинце и не взаимо-
действует с ним. Благородные металлы (золото и серебро),
содержащиеся в черновом свинце в количестве до 3 кг/т,
наоборот, взаимодействуют с цинком с образованием туго-
плавких интерметаллических соединений AuZn3 и AgZn3,
почти нерастворимых в свинце. Как более легкие, эти сое-
динения всплывают на поверхность, образуя цинковую (се-
ребристую) пену.
Богатая пена первых съемов содержит до 10 % Аиф-
+Ag, около 25 % Zn, остальное — свийец. Для удаления
цинка ее подвергают дистилляции (возгонке) с получени-
ем в остатке сплава свинца с серебром и золотом. Послед-
ние съемы стадии, обессеребрения дают бедную пену, обо-
гащенную металлическим, цинком. Ее используют в качест-
ве оборотного цинксодержащего реагента в начале обес-
серебрения следующей партии свинца.
252
Весь цикл обессеребрения проводят в одном котле в те-
чение 18—20 ч. В конце операции свинец содержит 3—
10 г/т серебра, следы золота и до 0,7 % цинка.
Сплав свинца с благородными металлами окисляют
(купелируют) в небольших отражательных печах путем об-
дувания поверхности сплава воздухом. При этом свинец,
окисляется до глета РЬО и стекает в приемник, а в печи
остается серебряно-золотой сплав, называемый сплавом
доре. Сплав отправляют на аффинажные заводы для раз-
деления золота и серебра.
Процесс обессеребрения чернового свинца осуществим,
и в непрерывном варианте. Его проводят в вертикальных
котлах высотой 5—7 м. Котел вначале заполняют обессе-
ребренным свинцом, поверх которого расположен слой
расплавленного цинка (до 1 м). Черновой свинец подают
в верхнюю часть котла, где он при 600—650 °C насыщается
цинком и медленно опускается вниз, в зону более низких
температур (около 330°C), откуда непрерывно выводится
через сифон.
При движении расплава вниз из него непрерывно вы-
деляются и ликвируют в цинковый слой интерметалличес-
кие соединения серебра и золота с цинком. По мере насы-
щения цинксеребряный сплав частично или полностью вы-
тесняют повышением уровня свинца.
Непрерывное обессеребрение (как и обезмеживание)
более производительно, повышает извлечение свинца и бла-
городных металлов, улучшает качество товарной пены,,
практически полностью устраняет затраты ручного труда,,
но осуществимо лишь на крупных предприятиях с большим
потоком свинца.
Обесцинкование свинца, содержащего после выделения
благородных металлов 0,6—0,7 % Zn, можно проводить,
окислительным, хлорным, щелочным или вакуумным спо-
собами. Окислительное рафинирование, основанное на пе-
реводе цинка в съемы в виде оксида, в настоящее время
почти не применяется.
При хлорном рафинировании расплавленный свинец об-
рабатывают газообразным хлором с целью перевода цин-
ка в летучий хлорид ZnCh. Недостатки хлорного спосо-
ба — токсичность хлора и хлоридов, интенсивная коррозия
аппаратуры, сложность получения товарного хлористого
цинка и небольшой спрос на него — ограничивают промыш-
ленное применений метода.
Щелочное рафинирование свинца от цинка технологи-
чески аналогично очистке его от мышьяка, сурьмы и оло-
253.
ва. На отечественных заводах этот метод используют для
очистки от цинка на стадии качественного рафинирования.
Вакуумное рафинирование в связи с возможностью бы-
строй регенерации металлического цинка для стадии обес-
серебрения и хороших условий труда в настоящее время
применяют на большинстве свинцовых заводов. Процесс
основан на значительном различии в летучести свинца и
цинка. При 600 °C давление паров цинка над сплавом при-
мерно в 1000 раз выше, чем у свинца.
Вакуумное обесцинкование проводят при 600—620 °C и
остаточном давлении 4—7 Па. Вакуумирование свинца
осуществляют в специальных аппаратах, устанавливаемых
на обычных рафинировочных котлах. Применяемые аппа-
раты (рис. 117) представляют собой открытую с одного
Рис. 117. Аппарат для вакуумного обесцинкования свинца:
1—котел; 2 — насос для перекачивания свинца; 3 — внутренняя труба;
4 — стальной цилиндр; 5— разбрызгиватель свинца; 6 — водоохлаждаемый
конденсатор .
торца камеру, заключенную между внутренней трубой и
наружным цилиндром. Второй верхний торец аппарата вы-
полнен в виде водоохлаждаемого кессона, служащего для
конденсации отогнанного цинка.
Перед началом операции рафинировочный котел запол-
няют свинцом и сначала нагревают расплав. После уста-.
254
новки аппарата для вакуумирования из него откачивают
воздух. Для создания большей активной поверхности жид-
кого свинца он подается в вакуумное пространство насо-
сом и разбрызгивается. Цинк при этом испаряется и в виде-
друзы (гроздевидной массы) осаждается на холодных стен-
ках конденсатора.
Процесс продолжается 12—15 ч, в том числе собственно-
дистилляция 4—5 ч. По окончании операции аппарат сни-
мают и из него удаляют осадок цинка. Конденсат содержит
80—90 % Zn и 10—20 % РЬ. В свинце остается 0,05—
0,005 Zn.
В черновом свинце содержится до 0,4—0,5 % висмута,,
резко ухудшающего коррозионную стойкость свинца и име-
ющего самостоятельную ценность. Для очистки свинца от
висмута и его извлечения в настоящее время наибольшее
распространение получил способ обезвисмучивания с по-
мощью кальция и магния. При вмешивании этих металлов,
в свинец они образуют с висмутом малорастворимые в.
свинце интерметаллические соединения В12Саз, Bi2Mg3 и
BiCaMg2. При одновременном введении в свинец с каль-
цием и магнием сурьмы обеспечивается более глубокое
обезвисмучивание (до 0,005 % Bi и менее) вследствие об-
разования еще менее растворимого в свинце сложного сое-
динения BiCa5Mg10Sb2.
Висмутовые съемы (дроссы) снимают в течение всей
операции обезвисмучивания. Богатые дроссы, содержащие
3—5 % Bi,’ являются сырьем для получения висмута,
а более бедные направляют в оборот в голову про-
цесса.
Качественное рафинирование — последняя операция
очистки свинца — проводится с целью удаления остатков,
примесей-реагентов, используемых в предыдущих стадиях:
Са, Mg, Sb и Zn. Чаще всего для осуществления этого про-
цесса применяют щелочное рафинирование.
Щелочное рафинирование с целью получения сыпучих
твёрдых плавов ведут при небольшом расходе щелочи, за-
гружаемой вместе с селитрой на поверхность свинцовой
ванны'при работающей мешалке.
Растворенные в свинце примеси окисляются селитрой и
частично кислородом воздуха с образованием СаО, MgO,
Na3SbO4 и Na2ZnO2. Эти соединения вместе с оксидами,
свинца (РЬО и РЬ3О4) образуют сыпучие твердые съемы,.
содержащие 45—55 % РЬ. Эти плавы направляют в голову
технологической схемы получения чернового свинца — на
агломерацию или в шахтные печи.
255-
Очищенный от всех примесей мягкий свинец разливают
на карусельных или ленточных разливочных машинах в
слитки (чушки) массой 30—40 кг.
§ 8. Электролитическое рафинирование
чернового свинца
Методом электролиза в настоящее время рафинируют
около 20 % производимого в мире свинца. Доля электро-
литного свинца все время возрастает. Это стимулируется
возможностью получения свинца высокой чистоты в одну-
две стадии. Сдерживают широкое распространение этого
метода малая интенсивность процесса, сложная схема пе-
реработки анодных шламов и трудности подбора электро-
лита для его осуществления.
Процесс электролитического рафинирования заключа-
ется в электрохимическом растворении анодов, отлитых из
предварительно обезмеженного огневым способом свинца,
и осаждении чистого свинца на катоде:
РЬ —2е->РЬ2+ (анодный процесс); (94)
РЬ2+ + 2е->РЬ (катодный процесс). (95)
Примеси чернового свинца остаются на аноде в виде
губчатого осадка шлама (Си, Sb, Bi, As, Ag) или перехо-
дят в электролит (As, Sb). Мышьяк и сурьма могут частич-
но переходить в катодный свинец.
Катодные листы (основы) в настоящее время отливают
при помощи водоохлаждаемого барабана, погруженного в
ванну расплавленного свинца.
Для электролитического рафинирования свинца непри-
менимы из-за малой растворимости его солей наиболее
дешевые электролиты на основе серной и соляной кислот.
Наибольшее применение в настоящее время получил крем-
нефтористоводородный электролит, представляющий собой
водный раствор кремнефтористого свинца PbSiF6 (70—
90 г/л РЬ) и кремнефтористоводородной кислоты HgSiFs
(100 г/л).
Электролиз проводят в железобетонных ваннах с кис-
лотоупорной футеровкой из винипласта или керамики объ-
емом до 6 м3. В ванны завешивают от 24 до 40 анодов и
на один больше катодов. Аноды растворяют в течение 6—
12 сут, извлекая их каждые 3—6 сут для очистки от шла-.'
ма. Продолжительность наращивания катодов чаще всего
2—3 сут.
Электролиз свинца ведут при плотности тока 160—
220 А/м2. Напряжение в ванне по мере растворения анодов
256
. Производство металлического цинка в Европе было на-
чато в середине XVIII в., когда научились получать этот
металл в закрытых сосудах (ретортах) без доступа воздуха.
В настоящее время по выпуску и потреблению цинк за-
нимает среди цветных металлов третье место — после алю-
миния и меди.
На территории нашей страны до Великой Октябрьской
социалистической революции работал только один неболь-
шой цинковый завод на Северном Кавказе. С 1929 г., когда
был пущен цинковый завод «Укрцинк», началось интенсив-
ное развитие отечественной цинковой промышленности.
Сейчас производство цинка в Советском Союзе является
крупномасштабной отраслью металлургической промыш-
ленности. Основные районы размещения цинковой промыш-
ленности — Казахстан, Урал, Средняя Азия и Северный
Кавказ.
В капиталистических странах производство цинка в
наибольших количествах организовано в Японии, США,
Канаде, ФРГ, Австралии, Бельгии и Франции.
§ 2. Сырье для получения цинка
и способы его переработки
Основным источником получения цинка являются суль-
фидные медно-свинцово-цинковые, медно-цинковые и свин-
цово-цинковые руды.
В сульфидных рудах цинк обычно присутствует в виде
следующих минералов: сфалерита ZnS, вуртцита ZnS и
марматита nZnS-mFeS. Спутниками цинка в полиметалли-
ческих рудах являются минералы и элементы, рассмотрен-
ные в гл. 9, посвященной металлургии свинца. Можно счи-
тать, что цинк извлекается в значительной степени из тех
же руд, что и свинец.
В окисленных зонах месторождений цинксодержащих
руд основными кислородсодержащими минералами цинка
являются: смитсонит ZnCOs, цинкит ZnO и каламин
2ZnO-SiO2H2O. Окисленные цинковые руды в настоящее
время имеют подчиненное значение.
В сульфидных полиметаллических рудах содержание
цинка обычно составляет 1—3 %. Эти руды имеют слож-
ный состав. В настоящее время из них извлекают до 17
элементов. Все это обусловливает необходимость проведе-
ния предварительного обогащения руд по селективной схе-
ме с получением нескольких концентратов (цинкового,
медного, свинцового, пиритного).
17*
259
Цинковые концентраты селективного флотационного 1
обогащения полиметаллических руд содержат, %: 48—60 д
Zn; 1,5—2,5 Pb; 1—3 Си; до 0,25 Cd; 3—10 Fe; 30—38 S; 1
до 10 пустой породы (SiO2, СаО, Д12О3 и др.). |
Цинковые концентраты — комплексное, дорогостоящее 1
сырье. Из них нужно извлекать цинк, свинец, медь, кадмий,
серу, золото, серебро, ртуть, галий, индий, таллий, селен, ]
теллур. ।
Иногда при обогащении труднообогатимых медно-цин- j
ковых руд получают промежуточные продукты (концентра. 1
ты), содержащие 12—18 % Zn и 4—8 % Си. Переработка |
таких материалов затруднена как на цинковых, так и на |
медных заводах.
Переработку цинковых концентратов в настоящее вре-1
мя осуществляют двумя методами: пирометаллургическим |
(дистилляционным) и гидрометаллургическим. I
В основе пирометаллургического способа лежит процесс |
восстановления оксида цинка при 1000—1100 °C, т. е при !
температуре выше точки кипения металлического цинка,|
что обеспечивает выделение его в момент образования в |
парообразном состоянии и возгонку (дистилляцию) в виде |
паров: I
ZnO + С Znnap + СО; ZnO + СО Znnap + СО2. (9б)|
Пары цинка в дальнейшем конденсируют. Получение!
жидкого цинка дистилляцией возможно только в условиях!
сильно восстановительной атмосферы и полной герметиза- я
ции применяемой аппаратуры. |
В связи с тем что цинковый концентрат представляет!
собой сульфидный материал, а восстановление цинка воз-1
можно только из его оксида, дистилляции предшествует!
окислительный обжиг с полным удалением серы. . |
Возможны несколько вариантов аппаратурного офор-|
мления пирометаллургического способа получения цинка: !
в горизонтальных и вертикальных ретортах, в шахтных и.|
электрических печах. Химизм процесса во всех случаях!
одинаков. I
Получающийся пирометаллургическим способом цинк!
обязательно содержит большое количество металлов-при-1
месей (Pb, Cd, Fe, Си и др.), возгоняемых вместе с ним!
или попадающих в него из выносимой газами пыли. Поэто-1
му дистилляционный цинк как и всякий черновой металл!
нуждается в рафинировании. I
Принципиальная технологическая схема пирометаллур-3
гического способа получения цинка приведена на рис. 118.1
260 1
Пирометаллургический способ применяют с момента
возникновения цинкового производства. Доля выпуска цин-
ка этим способом из года в год сокращается и в настоя-
щее время составляет не более 20 %. Все новые цинковые
заводы построены и будут строиться с применением гид-
рометаллургической технологии.
Сульфидный цинковый концентрат
Агломерирующий овжие
Агломерат
Газы
I
В производство
Н2804
Кокс —
I
Пусьера
I
На извлечение кадмия
Дистилляция
I
Черновой цинк
I
Рафинирование
I
Товарный цинк
и
Раймовка
“Г
Вальцевание
Клинкер Возгоны
Рнс. 118. Принципиальная технологическая схема переработки сульфид-
ных цинковых концентратов пнрометаллургнческнм способом
Гидрометаллургический способ, примененный впервые в
промышленном масштабе в 1915 г., является в настоящее
время основным. Широкое распространение гидрометаллур-
гий при производстве цинка обусловлено ее значительными
преимуществами по сравнению с дистилляцией. К ним от-
носятся:
1) более высокое извлечение цинка и сопутствующих эле-
ментов;
2) более высокая комплексность использования сырья;
3) высокое качество цинка;
4) высокая механизация трудоемких процессов.
261
Принципиальная технологическая схема получения
цинка гидрометаллургическим способом приведена на рис.
119. По этому способу цинк выщелачивают (растворяют)
раствором серной кислоты из предварительно обожженно-
го концентрата (огарка). При выщелачивании цинк пере-
ходит в раствор в виде сернокислого цинка по реакции
ZnO + H2SO4 ZnSO4 + Н2 О. (97)
При выщелачивании цинкового огарка в раствор частич-
но переходят содержащиеся в нем компоненты (медь, кад-
Сулыридный цинковый концентрат
♦
1 Окислительный обжиг
f 1
Газы и пыль Огарок
♦
Пылеулавливание
f--------------)
Газы Пыль
f 1-----------------------
? производство I ________________________
H,SO4 I Т
Выщелачивание
f !
Цинковый кек Раствор
♦ I
На дополнительную Очистка от примесей
переработку ---------------р
Электролитическое осаждение цинка
-р—--------------------Г-
Катодный цинк Отработанный
। электролит
Переплавка и разливка |
Чушковой цинк
Рис. 119. Принципиальная технологическая схема переработки суль-
фидных цинковых концентратов гидрометаллургическим способом
мий, железо, мышьяк и др.). Качество получаемого элек-
тролитическим осаждением цинка зависит от чистоты раст-
вора; чем чище поступает на электролиз раствор, тем бо-
лее чистым получается товарный цинк. Поэтому перед элек-
тролизом раствор тщательно ойищают от примесей.
262
Процесс электролитического осаждения цинка из очи-
щенного раствора (электролита) протекает по следующей
суммарной реакции:
ZnSO4 + Н2О = Zn + H2SO4 + 0,5О2. (98)
Цинк при электролизе осаждается на катоде, а на ано-
де регенерируется серная кислота, необходимая для выще-
лачивания свежих порций огарка, и выделяется кислород.
Катодные осадки цинка переплавляют и разливают в
слитки.
Кек (нерастворенный остаток), получаемый после вы-
щелачивания, подвергают дополнительной переработке с
целью доизвлечения из него цинка и других ценных ком-
понентов.
§ 3. Обжиг цинковых концентратов
Как следует из рис. 118 и 119, как пиро-, так и гидро-
металлургический способы получения цинка требуют про-
ведения предварительного окислительного обжига исход-
ных цинковых концентратов. Однако, поскольку оба эти
способа принципиально отличаются друг от друга, обжигом
решаются различные задачи.
Перед дистилляцией сульфид цинка нужно как можно
полнее окислить до оксида по реакции 2ZnS-j-3O2 —2ZnO-|-
+2SO2, а обжигаемый материал превратить в кусковой
пористый продукт. Образование сульфата цинка недопусти-
мо, так как в восстановительной атмосфере процесса ди-
стилляции он вновь будет переходить в трудновосстанови-
мый сульфид:
ZnSO4 + 4СО = ZnS + 4СО2. (99)
При обжиге концентратов, направляемых на дистилля-
цию, необходимо также, как можно полнее, удалить неко-
торые сопутствующие элементы. Достаточно полно при об-
жиге возгоняются таллий, селен, теллур, германий и индий.
Для увеличения полноты отгонки свинца и кадмия в виде
летучих хлоридов в шихту обжига иногда вводят хлористые
соли.
В пирометаллургии цинка для окисления сульфидных
концентратов применяют агломерирующий обжиг. Односта-
дийный агломерирующий обжиг обеспечивает необходимую
десульфуризацикГ только при шихте, содержащей около
80 % оборотного агломерата. Признано более целесообраз-
ным обжиг перед дистилляцией проводить в две стадии.
263
Сначала концентраты подвергают обжигу на порошок в пе-
чах КС, оставляя в огарке от 2 до 8 % S. Огарок первого
обжига в зависимости от содержания в нем серы далее спе-
кают на ленточных агломерационных машинах с добавкой
или без добавки кокса. Полученный в результате двуста-
дийного обжига агломерат содержит менее 0,5—1 % S.
Обжиг цинковых концентратов перед гидрометаллур-
гической переработкой в настоящее время повсеместно про-
водится в печах КС. Это обусловлено тем, что для выще-
лачивания необходим мелкий материал с хорошо развитой
реакционной поверхностью.
Химизм процесса обжига в кипящем слое цинковых кон-
центратов сводится к протеканию следующих основных ре-
акций:
2ZnS + 3O2 2ZnO + 2SO2 4-890 кДж; (100)
2FeS2 + 5,5O2 = FeA + 4SO2 + 1670 кДж; (101)
ZnS + 2O2 -= ZnSO4 + 775 кДж. (102)
Реакция (102) при температурах обжига 940—980 °C не
получает большого развития, а реакции (100) и (101)—с
избытком обеспечивают протекание обжига без затрат топ-
лива.
Образование небольших количеств сульфата цинка по
реакции (102) необходимо для компенсации потерь серной
кислоты в технологическом цикле.
В результате взаимодействия оксида цинка с SiO2 и
Fe2O3 могут образоваться силикат ZnO-SiO2 и ферри г
ZnO-Fe2O3. Образование больших количеств этих соедине-
ний нежелательно. Присутствие в огарке неустойчивых си-
ликатов цинка осложняет сгущение пульп после выщела-
чивания вследствие образования коллоидов кремнекисло-
ты. Феррит цинка практически нерастворим в слабых
сернокислых растворах.
При обжиге в кипящем слое цинковых концентратов из
печей выносится большое количество пыли. Грубую пыль
(до 40 % от массы огарка) улавливают в циклонах, а тон-
кую (до 5 %) —в электрофильтрах. Тонкую пыль, в кото-
рую переходит значительное количество редких и рассеян-
ных элементов, либо перерабатывают самостоятельно, либо
объединяют с грубой и с огарком и смесь направляют на
выщелачивание. В огарке с содержанием 55—65% Zn оста-
ется до 0,5 % сульфидной и до 2 % сульфатной серы.
Для обжига цинковых концентратов перед выщелачи-
ванием используют печи КС диаметром 5—7 м, высотой
264
7—12 м, с площадью пода 20—40 м2 (рис. 120). Суточная
производительность таких печей по концентрату колеблет-
ся от 3,5 до 6 т/м2 площади пода.
Отходящие газы содержат 8—12% SO2. Их направля-
ют в сернокислотное производство. Обогащение дутья кис-
лородом до 30 % увеличивает производительность печей до
9 т/(м2-сут), а содержание SO2 в газах до 14—16%.
§ 4. Дистилляция цинка
Дистилляцией в металлургии называется процесс испарения метал*
лов при температурах выше точки их кипения.
Из числа присутствующих в цинковом агломерате металлов наи-
более летучими являются кадмий (<кип=767°С) и циик (£Кип = 907 °C).
Все остальные металлы-спутники кипят при температуре выше. 1700 °C.
Следовательно, если мы восстановим углеродом цинк и кадмий из сме-
си оксидов цинка, кадмия, меди, свинца и железа при температуре около
1000 °C, то получим пары, почти полностью состоящие из цинка и кад-
мия, и остаток от дистилляции (раймовку), состоящую из труднолету-
чих оксидов пустой породы, железа, меди и благородных металлов.
Шихта, поступающая в пирометаллургическую переработку, состоит
из смеси обожженного агломерированного концентрата и углеродистого
восстановителя — кокса. Крупность шихтовых материалов определяется
характером применяемой аппаратуры.
Химизм процесса дистилляции описывается следующими реакциями:
ZnO 4- СО Znnap 4- СО2; (ЮЗ)
CdO 4- СО Cdnap 4- СО2; (104)
СО24-С^:2СО. (105)
Реакция (105) характеризует процесс регенерации газообразного
восстановителя. Участие твердого углерода в восстановительном процес-
се незначительно из-за плохого контакта между твердыми реагентами.
Пары металлов из восстановительной зоны направляются в конденсатор.
Оксид кадмия легко восстанавливается при 700—750 °C в слабо вос-
становительной атмосфере. Для восстановления оксида циика наоборот
нужны высокая температуры и атмосфера, состоящая почти полностью
из СО. Появление в атмосфере даже небольших количеств СО2 смеща-
ет реакцию восстановления оксида цинка влево, и уже образовавшийся
циик вновь окисляется (сгорает). Следовательно, восстановительную об-
работку шихты и конденсацию паров циика нужно вести в герметичных
аппаратах без доступа воздуха.
Почти полностью восстанавливаются ZnO-SiO2 и ZnO-Fe2O3; суль-
фид цинка и его сульфат, разлагающийся до ZnS, остаются в раймовке.
1 Газы восстановительной зоны, состоящие из паров цинка и кадмия,
СО и СО2 необходимо охладить в конденсаторе при 600—650 °C, чтобы
сконденсировать цинк, после чего ои уже ие горит. При конденсации
часть циика (5—6 %) и почти половина кадмия получаются в виде пыли
(пусьеры).
Рассмотрим кратко возможные варианты аппаратурного и техноло-
гического оформления процесса дистилляции.
Дистилляция в ’горизонтальных ретортах является самым старый
процессом в пирометаллургии циика, сохранившим ограниченное при-
менение в промышлеииости до настоящего времени.
265
Рис. 120. Печь КС для обжига цинковых концентратов:
/ — подина; 2 — форсунка для разогрева печи; 3 — загрузочное отверстие; 4 —
корпус печн; 5 — газоход; 6 — слнвной порог; 7 — водоохлаждаемый змеевик;
В — воздушная камера; 9 — задвижка; 10 — футеровка; 11 — свод
Горизонтальная реторта (рис. 121) представляет собой стакан оваль-
ного сечеиия, изготовленный из огнеупорной глииы и шамота, длиной
1,8—1,9 м с толщиной стеиок 30—40 мм. После загрузки в реторту око-
ло 100 кг шихты к ией присоединяют конденсатор длиной 0,5—0,9 м,
также изготовленный из огнеупорных материалов. На противоположный
торец конденсатора насаживают железную алонжу.
Реторты в количестве от 200 до 1000 шт. (1—8 рядов с двух сторон
печи) помещены в печь и обогреваются снаружи топочными газами, кон-
Рис. 121. Схема элемента установки для дистилляции цинка с горизон-
тальной ретортой:
/ — реторта; 2 — конденсатор; 3 — алонжа .
деисаторы размещены в иеобогреваемой части печи, а алонжи выступа-
ют за ее пределы.
Процесс получения циика в горизонтальных ретортах сводится к
следующему. В обогреваемой реторте при температурах до 1200 °C
происходит восстановление летучих металлов и их испарение. Образо-
вавшиеся пары вместе с реакционными газами поступают в конденсатор,
где поддерживается температура в пределах 500—600 "С. В конденса-
торе в жидком состоянии остается большая часть (>90 %) цинка и око-
ло 50 % кадмия. Часть паров металлов проходит через конденсатор &
алоижу, где заканчивается процесс конденсации и улавливаются части-
цы пыли. Уловленный в алонже продукт (пусьера) представляет собой
металлическую пыль (Zn+Cd), частицы которой окислены с поверх-
ности.
По окончании дистилляции снимаются алонжи и из конденсаторов
вычерпывают цинк. Затем снимают конденсаторы и из реторт выгребают
раймовку. После осмотра и замены негодных реторт их загружают ших-
той, вновь присоединяют конденсаторы и устанавливают алонжи. Про-
должительность одного цикла ~24 ч. Одна реторта дает в сутки около
25 кг цинка.
267
Дистилляция в горизонтальных ретортах характеризуется перио-
дичностью, низкой производительностью, низким прямым извлечением
цинка (70—75 %)*, большим расходом огнеупорных изделий, высоким
расходом угля на восстановление и отопление печей (до 3 т на 1 т
цинка), очень большими затратами ручного труда и вредными условиями
работы для обслуживающего персонала.
Несмотря на некоторые усовершенствования, направленные на ме-
ханизацию наиболее трудоемких работ, основные лринципиальные недо-
статки горизонтальных реторт неустранимы.
Дистилляция в вертикальных ретортах является более совершенным
непрерывным процессом. Процесс дистилляции в вертикальных ретор-
тах принципиально не отличается от дистилляции в горизонтальных
установках. При его осуществлении применяют большого объема верти-
кально расположенные реторты прямоугольной формы, обогреваемые то-
почными газами. Из-за большой высоты реторты шихту для придания ей
достаточной механической прочности и высокой газопроницаемости бри-
кетируют. В шихту брикетирования, кроме агломерата, вводят до 30 %
восстановителя и 10—15 % оборотов. Брикеты после прессования под-
вергают прокаливанию в коксовых печах.
Вертикальная реторта (рнс. 122) представляет собой шахту высо-
той 10—12 м, выложенную из фасонного карборундового (SiC) кирпича
на карборундовом цементе. В горизонтальном сечении рабочая камера
реторты имеет длину 1,5—2 м и ширину 0,3—0,33 м. Длинные стороны
реторты примыкают к двум камерам сжигания топлива, в качестве ко-
торого используют смесь отходящих ретортных газов (с высоким со-
держанием СО) с природным или генераторным газом.
Брикетированную шихту в реторту загружают сверху с помощью
герметизированного устройства, а раймовку выгружают внизу шнеко-
вым транспортером с водяным затвором. Это обеспечивает постоянный
сход шихты. В зоне высоких температур, расположенной в обогревае-
мой части реторты, происходит восстановление цинка и его испарение.
Ретортные газы, содержащие пары цинка, с температурой 950—
1000 °C через наклонный газоход отводятся в конденсатор. Конденсатор
оборудован импеллером для разбрызгивания жидкого цинка, что поз-
воляет создать на пути движения паров сплошную завесу из жидких ка-
пель цинка. Это обеспечивает наилучшие условия для конденсации ме-
таллических паров. Температуру около 560 °C в конденсаторе поддер-
живают с помощью погруженного в расплав водоохлаждаемого
змеевика.
Из конденсатора газы через вертикальный стояк направляют в оро-
шаемый водой скруббер. Уловленная при этом пыль (пусьера) в виде
пульпы стекает в отстойник. Пусьеру с 60—65 % Zn возвращают обычно
в шихту агломерации.
Сконденсированный черновой цинк содержит 99,8 %Zn, 0,15 % РЬ
и 0,04 % Cd. После выпуска из конденсатора его направляют на рафини-
рование. Извлечение цинка из агломерата в черновой цинк составляет
92—93 %.
Суточная производительность одной из вертикальной реторты равна
5—7 т цинка. На заводе средней мощности их число достигает 15—20..
Процесс хорошо механизирован. Ручной труд применяется лишь
на операциях очистки реторт и конденсаторов от настылей. Расход угля
для восстановления и нагрева на 1 т цинка составляет 1,5—1,7 т.
* С учетом переработки в ретортах всех оборотных полупродуктов
извлечение цинка превышает 89—92 %.
268
Рис. 122. Вертикальная реторта, для непрерывной дистилляции цинка:
/ — реторта; 2 — камера сжигания газа; 3 —герметичное загрузочное уст-
ройство; 4 — разгрузочное устройство со шиеком; 5 — конденсатор; 6 —
шихта; 7 — скруббер; 8 — отстойник
Дистилляция в шахтных электрических печах (рис. 123), получив-
шая применение на нескольких зарубежных заводах, представляет опре-
деленный практический интерес. Она выгодно отличается от процесса в
вертикальных ретортах тем, что в шахтных печах осуществлен непо-
средственный нагрев шихты теплом, выделяющимся прн пропускании
через шихту электрического тока.
Для дистилляции используют круглые шахтные печи диаметром до
3 м и высотой до 15 м, оборудованные двумя рядами радиально распо-
ложенных электродов. Электроды введены непосредственно в шихту.
Для придания шихте, состоящей в основном из агломерата и кокса,
электропроводности кокс вводят в количестве 300 % от теоретически
необходимого. При загрузке кокс, как более крупный материал (9—
20 мм) по сравнению с агломератом (~9 мм), смещается к центру печи
и образует здесь токопроводящий сердечник. Температура в центре печи
достигает 1400 °C, а у стенок 900 °C.
269
«UUWUUULWJh ..N4|MI"P|"^
Схема дистилляции в шахтных электрических печах понятна из
рнс. 123.
Электротермическая дистилляция предусматривает в отличие от рас-
смотренных выше дистилляционных процессов полное расплавление
шихты. По этому способу обожженный агломерированный концентрат
плавят в электропечах типа руднотермических в смеси с углем и флю-
сами при температуре около 1400 °C. Шихту грузят через свод вдоль
боковых стен печи откосами. Жидкими продуктами плавки являются
шлак и чугун, образующийся за счет частичного восстановления из
шихты оксидов железа. Графитовые электроды при обычном режиме
опущены в шлак, который является телом сопротивления. Если же элек-
троды несколько приподнять над поверхностью шлака, то между ними
возникают электрические дуги и печь переходит на дуговой режим ра-
боты.
В первом случае шлак нагревается до более высоких температур;
металлы из него восстанавливаются полнее. В дуговом режиме большая
часть цинка восстанавливается и возгоняется из шихтовых откосов. Шлак
11
9
Рис. 123. Схема шахтиой электро-
печи для получения цинка:
1 — бункера для агломерата, кокса
и других материалов; 2 — прокалоч-
иая печь; 3 — горелка; 4 — пита-
тель; 5 —верхние электроды; 6 —
нижние электроды; 7 — водоохлаж-
даемый опорный обод; 8 — враща-
ющийся разгрузочный стол для
раймовки; 9 — ковшовый транспор-
тер; 10 — кольцевой газосбориик;
11 — конденсатор
Рис. 124. Струйный конденсатор
при этом содержит больше невосстановленных оксидов. Практически
чередуют оба режима работы печи.
Образующийся при плавке чугун собирается под слоем шлака. Же-
лезо чугуна и углерод, растворенный в нем, участвуют в восстановле-
нии оксида цинка нз шлака по реакциям
ZnO Fe = Znnap FeO; (Юб)
ZnO + CFe = Znnap CO; (107)
ZnO -|- CO = Znnap -|- CO2. (108)
Процесс характеризуется высоким извлечением цинка — до 95 %.
Печные газы охлаждают в струйном конденсаторе (рис. 124), в кото-
ром конденсируется- до 80 % паров цинка. Затем газы промывают в
скруббере, где осаждается пусьера. Очищенный газ используют в каче-
стве топлива для подогрева исходной шихты в трубчатой печн.
271
В процессе электротермической дистилляции из агломерата вместе Л
с цинком отгоняется практически весь кадмий, до 90 % свинца, до 60 % 1
серебра и редкие металлы.
При плавке по этому способу медистой шихты возможно одновре- j
менное получение черновой меди, образующей в печи самостоятельный
слой или растворяющейся в чугуне.
Процесс позволяет перерабатывать низкосортные концентраты
(25—30 %Zn, ~30 %Fe) с высокой степенью комплексности использо-
вания сырья. Однако он имеет существенные недостатки, сдерживающие
его широкое распространение в промышленности:
1) черновой цинк сильно загрязнен примесями и требует дорогого
н сложного рафинирования;
2) получение некондиционного и трудиоперерабатываемого медис-
того чугуна, содержащего, кроме того, золото, серебро и другие ме-
таллы;
3) высокий расход электроэнергии — до 3700 кВт-ч/т цинка.
Дистилляцией в шахтных печах — способом, получившим название
«Империал Смелтинг-процесс», в настоящее время получают около тре-
ти цинка, производимого пирометаллургическим путем. Процесс позво-
ляет перерабатывать коллективные свинцово-цинковые концентраты или
смесь цинковых и свинцовых концентратов при соотношении в шихте
Zn : Pb=2: 1. Перед плавкой шихту подвергают агломерирующему об-
жигу.
Схема установки для плавки свинцово-цинковых шихт в шахтной
печи приведена на рис. 125.
Плавка носит восстановительный характер. Основными продукта-
ми плавки являются черновой цинк, черновой свинец и шлак. При на-
личии в шихте серы возможно образование полиметаллического штейна.
Жидкие продукты плавки периодически выпускаются из печи совмест-
но н разделяются в отстойнике. Черновой свинец (98,5—99,5 % РЬ) от-
правляют на рафинирование, а шлак (0,5—0,8 % РЬ, 3—4 % Zn) — в
отвал.
Печные газы, содержащие 4—5 % Zn, с температурой 950—1000 °C
направляют в конденсаторы (один или два), непосредственно примы-
кающие к длинным сторонам прямоугольной шахтной печя. Конденса-
торы оборудованы роторными мешалками, погруженными в ванну рас-
плавленного свинца, который отбирает тепло у газов и служит погло-
тителем паров цинка.
В конденсатор из ликвационной ванны поступает насыщенный цин-
ком до 2,15 % жидкий свинец с температурой 450 °C. В конденсаторе
свинец нагревается за счет тепла отходящих газов до 560 °C. При этой
температуре растворимость цинка в свинце составляет 2,4 %, что позво-
ляет дополнительно растворить из паров 0,25 % цинка.
Насыщенный до 2,4 % цинка свинец из конденсатора перекачивает-
ся в ликвационную камеру с температурой 450 °C. При этой темпера-
туре растворимость цинка уменьшается и он ликвирует на поверхность
свинца, образуя самостоятельный слой. По мере накопления циик сли-
вается в приемник, откуда его направляют на рафинирование.
Циркуляция свинца совершается в цикле — конденсатор, насос,
длинный водоохлаждаемый желоб, ликвационная ванна, промежуточ-
ный зумпф, конденсатор. Количество разбрызгиваемого свинца огромно.
На 1 т цинка поток свинца, протекающего через конденсатор, состав-
ляет около 400 т.
Прямое извлечение цинка из паров в жидкий цинк не превышает
87 %, а с учетом переработки оборотов общее его извлечение при шахт-
ной плавке составляет 92—93 %.
272
18 н. И. Уткан
Сравнение рассмотренных пнрометаллургнческих способов получе-
ния цинка позволяет считать, что метод плавки в шахтных печах явля-
ется наиболее эффективным и механизированным процессом.
§ 5. Рафинирование чернового цинка
Черновой цинк, полученный любым из способов дистил-
ляции, содержит до 3—4 % примесей, в том числе до 3 %
РЬ, до 0,3 % Fe, до 0,5 % Cd, а также медь, железо, мышь-
як, сурьму и некоторые другие примеси.
Весь дистилляционный цинк подлежит обязательному
рафинированию. Основными способами рафинирования чер-
нового цинка являются ликвация и ректификация. Ликва-
ционное рафинирование основано на уменьшении раствори-
мости примеси — металла или его соединений — при сни-
жении температуры и на разделении фаз по плотности.
Ликвацией цинк очищают от свинца и железа. Свинец
ограниченно растворим в цинке. При 430—450 °C пределы
ная растворимость свинца составляет около 1 %. С железом
цинк образует нерастворимые в цинке интерметаллические
соединения типа FeZnx.
При ликвационном рафинировании образуются три слоя;
нижний — цинковистый свинец, содержащий 5—6 % Zn;
средний — железистый цинк с содержанием 4—5 % Fe, ос-
тальное цинк, и верхний — жидкий рафинированный цинк.
Кроме того на поверхности цинка образуются дроссы —
твердые частицы окисленного цинка.
Ликвацию проводят в отапливаемых отражательных пе-
чах вместимостью 30—150 т. После расплавления чушек
чернового свинца расплав выдерживают в печи в течение
24—36 ч. Полученный после ликвации цинк обычно содер-
жит 0,8—1,2 % РЬ и 0,03—0,04 % Fe. Извлечение цинка в
этот продукт составляет около 90 %.
Цинковистый свинец используют в свинцовой промыш- •
ленности при обессеребрении свинца. Дроссы и железистый
цинк возвращают в шихту дистилляционных печей.
Дистилляционный цинк в основном используют для го-
рячего оцинкования, где не требуется его высокая чистота.
Однако при гальваническом нанесении цинковых покрытий
содержание свинца в цинке не должно превышать 0,2—
0,3%.
Одним из возможных способов дополнительной очист-
ки от свинца является повторная дистилляция (редистил-
ляция). При нагреве цинка до 1000 °C цинк и кадмий воз-
гоняются. Пары цинка конденсируют, и получается цинк с
содержанием свинца около 0,1 %.
274
Для получения цинка высокой чистоты применяют рек-
тификационное рафинирование, которому обязательно
предшествует ликвация. Ректификация — очень дорогой
процесс, но он позволяет получать цинк чистотой 99,996—
99,998 %, что по ГОСТ 3640—65 отвечает маркам ЦВ и
ЦВЧ.
Ректификацией называется процесс многократной ди-
стилляции и конденсации. Как и дистилляция, ректифика-
ция основана на различной летучести цинка и его металли-
ческих примесей. Ректификация позволяет разделять ком-
поненты даже с близкими температурами кипения. Основ-
ные компоненты чернового цинка кипят при следующей
Рис. 126. Схема секции ректификационной колонны
температуре, °C: Zn907; Cd 767; Pb—1745; Си—2543; Fe—
2870.
Ректификацию проводят в аппаратах, называемых рек-
тификационными колоннами. Колонна представляет собой
вертикальную шахту, состоящую из отдельных тарелок, по-
ставленных друг на друга в количестве до 40—50 шт. (рис.
126). Каждая тарелка имеет отверстие с порогом, удержи-
вающим слой жидкости определенней высоты. При сборке
колонны отверстия смежных тарелок располагают на про-
тивоположных торцах, что создает удлиненный зигзагооб-
разный путь движению паров.
Тарелки бывают двух видов: с выпуклым и плоским
дном. Тарелки с выпуклым дном используют при сборке
обогреваемой части колонны; большая масса жидкости в
18* 275
них находится вблизи внешних обогреваемых стенок. Та-
релки с плоским дном' устанавливают в конденсирующей
(необогреваемой) части колонны.
Рассмотрим процесс разделения цинка и кадмия, из ко-
торых кадмий более летуч. Жидкий исходный расплав по-
дается на нижнюю тарелку верхней необогреваемой части
колонны (1в). По заполнении ее жидкость переливается на
тарелку 1н и далее таким же образом на следующие рас-
положенные ниже тарелки обогреваемой части. Кадмий
при этом начинает испаряться. Чем ниже опускается рас-
плав, тем выше его температура, так как по мере удаления
кадмия температура кипения жидкости повышается. Одно-
временно с кадмием испаряется в меньших количествах и
цинк.
Пары металлов поднимаются вверх навстречу стекаю-
щему расплаву и частично конденсируются на тарелках не-
обогреваемой части колонны. Полученный при этом кон-
денсат (флегма), переполняя тарелки, вновь сливается
вниз.
Тарелки верхней части разогреваются только за счет
тепла, выделяющегося при конденсации и поддерживаю-
щего расплав в состоянии кипения. Так как по мере движе-
ния паров вверх содержание кадмия в них возрастает, жид-
кость также обогащается этим компонентом. Вследствие
этого температура лежащих выше тарелок понижается.
В результате проведенной ректификации с самой верх-
ней тарелки колонны выходят концентрированные пары кад-
мия, а с самой нижней — очищенный от него жидкий цинк.
При отделении от цинка менее летучих примесей — свин-
ца, меди, железа — пары цинка (вместе с кадмием) удаля-
ются с верхней тарелки колонны, а расплав примесей — с
нижней.
В соответствии с этим ректификацию проводят в две
стадии. В первой стадии отгоняют цинк и кадмий, а во
второй — разделяют цинк и кадмий. Первую стадию осуще-
ствляют в «свинцовой» колонне, а вторую — в «кадмиевой».
На практике обычно одновременно работают две свинцо-
вые колонны и одна кадмиевая.
Схема ректификационной установки для рафинирования
чернового цинка показана на рис. 127.
Испаряющая и конденсирующая части колонн содер-
жат по 20—25 тарелок из карборунда размерами около
500ХЮ00 мм.
В реальных условиях проведения процесса в свинцовой
колонне удается испарить только около 4/ь всего цинка. Ос-
276
тальной цинк переходит в остаток дистилляции, содержа-
щий всего 6—8 % Zn. Его направляют на ликвационное
разделение и после отделения основной массы свинца воз-
вращают на ректификацию в свинцовую колонну.
Чистый цинк из нижней части кадмиевой колонны на-
правляют в печь-миксер и далее разливают в чушки.
Конденсат кадмиевой колонны представляет собой.
цинккадмиевый сплав с содержанием кадмия около 40%.
Часть конденсата получается в виде оксидной пыли.
Рис. 127. Схема ректификационной установки для рафинирования циика:
1 — печь-миксер; 2 — приемник свинцовой колонны; 3 — свинцовая ректи-
фикационная колонна; 4 — камера сжигания топлива; 5 — зумпф-приемннк;
6 — печь ликвациоиного разделения; 7 — конденсатор; 8 — кадмиевая рек-
тификационная колонна; 9 — конденсатор кадмия; 10 — печь-мнксер для
цинка
Извлечение цинка в рафинированный металл составля-
ет 95—96 %, а кадмия в конденсат — более 90 %.
Одна ректификационная установка выдает в сутки около
20 т чистого цинка.
277
§ 6. Выщелачивание обожженных цинковых концентратов
Выщелачивание является первой технологической опе-
рацией гидрометаллургического способа получения цинка
из сульфидных концентратов.
Цель выщелачивания — возможно более полно переве-
сти в раствор цинк и некоторые сопутствующие ему ценные
компоненты при минимальном загрязнении раствора при-
месями, оказывающими вредное влияние на последующие
операции получения чистого металлического цинка. В каче-
стве растворителя используют оборотный раствор H2SO4 —
отработанный электролит, содержащий 120—160 г/л сво-
бодной серной кислоты и до 30—50 г/л цинка.
На выщелачивание поступает обожженный цинковый
концентрат, содержащий 55—65 % Zn и до 2,5—3,0 % S в
виде сульфидов и сульфатов. Цинк в огарке находится в ви-
де оксида ZnO, сульфата ZnSO4, силиката 2ZnO-SiO2 и
феррита ZnO-Fe2O3. Кроме цинка, в нем присутствуют раз-
личные соединения примесей меди, свинца, железа, кадмия,
мышьяка, сурьмы, кобальта, благородные и редкие ме-
таллы.
Выщелачивание проводят при обязательном перемеши-
вании огарка с растворителем. Скорость выщелачивания
обожженного цинкового концентрата зависит в основном
от интенсивности перемешивания, величины поверхности
твердой фазы и концентрации серной кислоты.
Возможны две разновидности технологического офор-
мления процесса выщелачивания цинковых огарков: в пе-
риодическом и непрерывном противоточном режиме. Пери-
одическое выщелачивание проводят в механических про-
пеллерных мешалках-чанах (рис. 128) вместимостью до
150 м3. Огарок перед поступлением в чан подвергают сухой
классификации с доизмельчением крупной фракции. После
заливки в чан расчетного количества раствора серной кис-
лоты с кислотностью около 60 г/л H2SO4 загружают огарок.
Остаток кислоты (4—5 г/л) нейтрализуют до pH «5,5 ма-
лыми порциями огарка. Дальнейшие переделы сходны с
описанными ниже переделами для непрерывного выщелачи-
вания.
Периодическое выщелачивание удобнее при переработ-
ке небольших порций концентратов, поступающих от разных
поставщиков. Оно позволяет легко изменять режим процес-
са, но трудно поддается механизации и автоматизации.
При непрерывном выщелачивании (рис. 129) огарок и
пыль из циклонов печей КС разгружают на струю оборот-
Рис. 128. Чан для выщелачивания с механнческим перемешиванием (агита-
тор):
1—привод; 2— загрузочный люк; 3 — змеевик для подогрева пульпы; 4 —
корпус; 5 — футеровка; 6 — диффузор; 7 — нмпеллериая мешалка; 8 — вы-
пускной патрубок; 9 — отвод конденсата; 10— подвод пара; // — крышка
ного раствора из стадии кислого выщелачивания и напра-
вляют на мокрую классификацию в конусных классифика-
торах, работающих по принципу гидроциклонов. Крупную
фракцию после доизмельчения возвращают на обжиг.
Непрерывное выщелачивание ведут по принципу проти-
вотока, что обеспечивает наиболее полное растворение цин-
Огарок
Отходы и
полупродукты
На специальную
переработку |"
Катодный цинк Отработанный
электролит
t____________________________
Нейтральное выщелачивание
I
Сгущенная пульпа
I I
Кислое выщелачивание
f I
Цинковый кек Кислый раствор
___________ t___________________
Загрязненный раствор
♦
Очистка от примесей
I
Чистый
раствор
На электролиз
Рис. 129. Упрощенная схема выщелачивания обожженных цинковых кон-
центратов
ка и почти полное использование растворителя —' серной
кислоты. При непрерывном осуществлении выщелачивания
процесс ведут в две (чаще) или в три стадии.
При двустадийном процессе последовательно проводят
нейтральное и кислое выщелачивание. При кислом выщела-
чивании используют достаточно концентрированный раст-
вор серной кислоты — отработанный электролит. На этой
стадии наряду с выщелачиванием цинка растворяются п
примеси. Кислое выщелачивание заканчивают при достиже-
нии концентрации кислоты 2—3 г/л, и этот раствор подают
в нейтральную ветвь технологической схемы.
На нейтральной стадии выщелачивания раствор, содер-
жащий остаток серной кислоты, растворенный цинк и за-
грязняющие примеси, приводят в контакт с горячим огар-
ком. Небольшое количество серной кислоты при этом бы-
стро нейтрализуется поступающим в избытке обожженным
концентратом до рН=5,2ч-5,4; примеси железа, мышьяка,
сурьмы и др. при этом гидролизуются, выпадают в осадок
и переходят в остаток от выщелачивания.
280
При нейтральном выщелачивании в раствор переходит
полностью сульфат цинка ZnSO4, который хорошо раство-
ряется в воде, и небольшая часть оксида цинка. Основные
процессы протекают в кислой ветви.
В стадии кислого выщелачивания соединения цинка ра-
створяются по реакциям:
ZnO + H2SO4 = ZnSO4 + Н2О; (109)
ZnO SiO2 + H2SO4 = ZnSO4 + H2SiO3. (110)
Для растворения сульфида и феррита цинка требуются
недостижимые при практическом осуществлении условия —
высокая концентрация серной кислоты и температура вы-
ше 80—90 °C. Поэтому эти соединения практически полно-
стью остаются в нерастворенном остатке.
Одновременно с цинком при обработке огарка отрабо-
танным электролитом в раствор переходят примеси в виде
соответствующих сульфатов: CuSO4, CdSO4) FeSO4,
Fe2(SO4)3, CoS04, NiSO4, As2(SO4)3, Sb2(SO4)3. Степень за-
грязнения растворов зависит от качества и состава перера-
батываемых цинковых концентратов.
Для непрерывного выщелачивания используют пачу-
ки — чаны с пневматическим перемешиванием (рис. 130).
Пачук представляет собой высокий цилиндрический чан из
сваренных стальных листов. Внутреннюю поверхность ча-
нов футеруют кислотоупорными материалами (кирпичом,
плиткой и др.). Диаметр чана 3—4 м, высота 6—8 м, ем-
кость— до 100 м3. По оси чана установлена центральная,
открытая с обоих концов труба — аэролифт. К нижнему
концу ее подводится сжатый воздух давлением около 200
кПа. При заполненном пульпой чане сжатый воздух, подни-
маясь по центральной трубе, как бы разрыхляет пульпу,
уменьшая ее плотность; пульпа вместе с воздухом подни-
мается по трубе вверх, а на ее место поступают свежие пор-
ции. Из аэролифта пульпа по сливному порогу вновь посту-
пает в чан. Таким образом в пачуке создается непрерывная
циркуляция пульпы по схеме: чан->аэролифт (с нижнего
торца)-э-сливной порог—>-чан.
При непрерывном потоке поступающей пульпы ее избы-
ток будет постоянно вытекать из чана через выпускной
порог пачука.
Недостатком чанов с пневматическим перемешиванием
является охлаждение растворов вдуваемым воздухом.
Кислород воздуха, используемого для перемешивания
пульпы в пневматических мешалках, в случае необходимо-
сти может служить окислительным реагентом.
281
81 flap
РИС. 130. чаи
вм
..»»»”“ ” ГЬ“65^ '
282
Раствор, получаемый при нейтральном выщелачивании,
содержит 100—ПО г/л Zn и 1—5 г/л H2SO4. Соотношение
между количествами раствора и огарка отвечает отноше-
нию ж : т= (10-е-15) : 1.
Нейтральное выщелачивание проводят в трех или четы-
рех последовательно соединенных пачуках, через которые
пульпа проходит самотеком. Для окисления двухвалентно-
го железа в трехвалентное в первый чан загружают марган-
цевую руду или пиролюзит МпО2. К концу выщелачивания,
продолжающегося 2—4 ч, сульфат Fe2(SO4)3 гидролизует
с образованием нерастворимых гидроксидов и основных со-
лей. Вместе с железом соосаждаются мышьяк и сурьма.
Из последнего пачука пульпа поступает в сгустители
нейтральной ветви. Осветленный нейтральный раствор из
сгустителя направляют на глубокую очистку от примесей и
далее — на электролитическое осаждение цинка.
Сгущенный продукт [ж:т=(Зч-4) : 1] нейтральной вет-
ви направляют в серию пневматических чанов кислого вы-
щелачивания. В первый пачук подают отработанный элек-
тролит, содержащий около 40 г/л цинка и 120—160 г/л
H2SO4. К концу выщелачивания концентрация серной кис-
лоты снижается до 1—5 г/л. Продолжительность кислого
выщелачивания 3—4 ч.
Пульпу кислого выщелачивания из последнего чана на-
правляют в сгустители, где продолжается растворение ZnO,
происходит отстаивание пульпы, нейтрализация кислоты до
pH = 4 4,5 и гидролитическое осаждение примесей. Слив
сгустителей — растворы кислого выщелачивания — посту-
пает на нейтральное выщелачивание, а сгущенный продукт
обезвоживают фильтрованием.
Вначале сгущенный продукт направляют на рамные ва-
куум-фильтры, где его фильтруют и промывают. Кек рам-
ных фильтров репульпируют в горячей воде и подвергают
повторному фильтрованию на барабанных или дисковых
в акуум-фильтр ах.
Фильтраты обеих стадий фильтрования объединяют со
сливом кислых сгустителей и направляют на смыв горяче-
го огарка печей КС перед нейтральным выщелачиванием.
В кеке кислого выщелачивания, снятом с дисковых
фильтров, остается около Vs исходного цинка, практически
полностью золото и серебро, свинец в форме нераствори-
мого в сернокислых растворах PbSO4 и около половины ме-
ди и кадмия.
Цинковые кеки подвергают дополнительной переработ-
ке с целью извлечения из них ценных компонентов. Их мож-
283
но использовать в качестве шихтового материала на свин-
цовых заводах при составлении шихты агломерирующего
обжига перед шахтной плавкой на черновой свинец. Само-
стоятельную переработку кеков можно осуществить мето-
дом вельцевания или дополнительным выщелачиванием
крепкими сернокислыми растворами при 80—90 °C. Оба
последних метода обеспечивают достаточно высокое извле-
чение только цинка и кадмия и частичное некоторых редких
металлов. Медь, золото и серебро вновь остаются в отхо-
дах этих дополнительных процессов (клинкере или кеке),
которые снова требуют дополнительной переработки, чаще
всего в свинцовом производстве.
§ 7. Очистка растворов сульфата цинка от примесей
Водные растворы сульфата цинка, полученные нейт-
ральным выщелачиванием, загрязнены большим количест-
вом примесей, перешедших в них из перерабатываемых ма-
териалов. Одни из них отрицательно влияют на последую-
щее электролитическое осаждение цинка, другие являются
ценными компонентами, которые необходимо извлекать.
Основными примесями цинковых растворов являются
железо, алюминий, мышьяк, сурьма, кадмий, германий,
медь, кобальт и кремниевая кислота. Очистку растворов от
примесей проводят несколькими последовательными опе-
рациями: гидролизом, цементацией, добавкой химических
реагентов, образующих с примесями труднорастворимые
соединения.
Гидролитическое осаждение примесей основано на раз-
ложении водой находящейся в растворе соли с образовани-
ем нерастворимых гидроксидов. Гидролитическая очистка
происходит в конце стадии нейтрального выщелачивания и
заканчивается при сгущении нейтральной пульпы. Гидроли-
зом можно выделить железо, мышьяк, сурьму, алюминий и
частично медь.
Очистка растворов от железа требует предварительного
окисления двухвалентного железа оксидом марганца
(МпО2) и воздухом до трехвалентого состояния. При рН =
= 5,2-ь5,5 Fe2(SO4)3 гидролизуется:
2FeSO4 + MnO2 + 2H2SO4 = Fe2(SO4)3 + MnSO4 + 2Н2О; (Ш)
4FeSO4 -Ь О2 + 2H2SO4 = 2Fe2(SO4)3 + 2Н2О; (112)
Fe2(SO4)3 + 2Н2О = 2Fe(OH)SO4 + H2SO4. (113)
2$4
Реакции (111) и (112) требуют затраты серной кисло-
ты, и поэтому железо нужно окислить в начале нейтраль-
ного выщелачивания, пока кислота еще не нейтрализована
оксидом цинка. Реакция (ИЗ) протекает в основном в кон-
це выщелачивания, когда раствор становится почти нейт-
ральным.
Одновременно с железом происходит гидролитическое
осаждение мышьяка и сурьмы до концентраций менее 0,1
мг/л. Совместное их осаждение с железом способствует глу-
бокой очистке от данных примесей в результате образова-
ния труднорастворимых арсенатов и антимонатов железа
(FeAsOi и FeSbOi) и частичной адсорбции соединений
мышьяка и сурьмы сильноразвитой поверхностью гидрокси-
дов железа.
Алюминий ведет себя аналогично трехвалентному желе-
зу и достаточно полно гидролизуется при pH=3,14-4,0.
Гидролиз меди в стадии нейтрального выщелачивания
проходит частично. Частично также в этой стадии удаляет-
ся германий. Иногда для повышения степени его удаления
проводят повторную гидролитическую очистку раствора.
При гидролитической очистке раствора сульфата цинка
от примесей металлов происходит нейтрализация и коагу-
ляция кремниевой кислоты, что благоприятно сказывается
на последующем сгущении пульпы.
Цементацией называют процесс вытеснения из раствора
одного металла другим, более электроотрицательным. Ниже
приведены нормальные электродные потенциалы катионов
некоторых металлов:
Катион Zn1 2+ Cd2+ Со2+ Ni2+ Ge2+ Cu2+
E°, В —0,763 —0,403 —0,277 —0,250 —0,13 +0,337
Из приведенных данных следует, что многие примеси
цинковых растворов могут быть цементированы цинком ’.
Однако практически только медь и кадмий легко вытесня-
ются цинком; для цементации никеля и кобальта необходи-
мо вводить в раствор активирующие вещества.
В качестве активирующей добавки на отечественных за-
водах применяют соль Шлиппе — ортосульфоантимонат
натрия Na3SbS4-9H2O.
Цементационную очистку цинковых растворов от меди
и кадмия проводят обязательно в чанах с механическим пе-
ремешиванием в одну, две или три стадии в периодическом
1 Использование других электроотрицательных металлов недопус-
тимо, так как в противном случае металл-цементатор, растворяясь, за-
грязнит раствор.
285
или непрерывном режимах. На большинстве заводов, для
цементации используют цинковую пыль, получаемую кон-
денсацией паров дистилляционного цинка при низких тем-
пературах или распылением расплавленного цинка струей
сжатого воздуха.
При одностадийной цементации получают медно-кадми-
евый кек, содержащий, %: 8—12 Cd, 10—20 Си и 35—40 Zn.
Такой кек направляют в кадмиевое производство.
Двустадийная цементация позволяет сначала выделить
большую часть меди в медный кек (~25% Си и <0,8 %
Cd), который отправляют на медеплавильные заводы. На
следующей стадии получают обогащенный кадмием кек,
используемый для производства кадмия.
Вариантом двустадийной технологии, широко применяе-
мой на зарубежных заводах, являются выделение на первой
стадии медно-кадмиевого кека и осаждение никеля и ко-
бальта на второй стадии после введения в раствор активи-
рующих добавок.
Трехстадийная цементационная очистка, освоенная на
Алмалыкском и Челябинском цинковых заводах, сокраща-
ет выход медно-кадмиевых кеков, увеличивает в них содер-
жание кадмия, повышает чистоту электролита и улучшает
технико-экономические показатели переделов очистки раст-
воров, электролиза и переработки медно-кадмиевых кеков.
По этой технологии на первой стадии получают медный
кек, направляемый в медное производство. Во второй ста-
дии осаждают остатки меди, большую часть кадмия и не-
большое количество никеля и кобальта. Эти кеки являются
сырьем для получения кадмия. Третью стадию цементации
проводят с целью глубокой очистки растворов от кадмия,
никеля, кобальта, германия и других примесей.
Химическую очистку растворов сульфата цинка обычно
проводят для выделения кобальта в самостоятельный ко-
бальтовый кек после цементации меди и кадмия или для пе-
риодической очистки от хлора и фтора по мере их накопле-
ния в электролите.
На отечественных заводах химическое выделение ко-
бальта проводят с помощью ксантогената натрия; кобальт
при этом осаждается в виде труднорастворимого ксантоге-
ната кобальта Со(С2-Н2ОС52)з.
Зарубежные заводы для извлечения кобальта из раст-
воров нейтрального выщелачивания или из кобальтсодер-
жащих растворов переработки медно-кадмиевых кеков ис-
пользуют его осаждение в виде труднорастворимых солей
а-нитрозо- р-нафтолом (CioHgNOOH).
286
Для очистки от хлора применяют обработку растворов
цементной медью или сернокислым серебром, что ведет к
образованию нерастворимых хлоридов одновалентной меди
или серебра.
Удовлетворительных способов очистки растворов от фто-
ра не найдено. Чаще всего его осаждают в виде CaF2.
Некоторые примеси, например марганец, натрий и дру-
гие элементы, постепенно накапливаются в растворах суль-
фата цинка. Присутствие этих примесей в больших количе-
ствах (суммарно более 15—30 г/л) неблагоприятно сказы-
вается на осаждении цинка электролизом и затрудняет сгу-
щение и фильтрование пульп.
Для очистки от этой группы примесей часть электроли-
та выводят из технологического цикла и путем выпарива-
ния кристаллизуют из него различные товарные соли, на-
пример цинковый купорос для обогатительных фабрик.
Очищенный от примесей нейтральный раствор сульфата
цинка (120—160 г/л Zn), поступающий на электролиз, дол-
жен содержать, мг/л, не более: 0,2Cu; 40Fe; ЗСо; 2Ni; 3Cd;
по 0,01 As, Sb и Ge и 150 Cl".
§ 8. Электролитическое осаждение цинка из растворов
Нейтральный электролит, очищенный от примесей, не-
прерывно поступает в электролизные ванны, из которых от-
водится такой же объем отработанного электролита соста-
ва: около 40 г/л Zn и до 160 г/л H2SO4. В результате этого
процесс электролитического осаждения цинка фактически
происходит из электролита, содержащего 50—60 г/л Zn и
100—120 г/л H2SO4. Вследствие электролитической диссоци-
ации в таком растворе образуются следующие ионы:
ZnSO4^Zn2+ + SOt; (114)
H2SO4^2H++ SQ2-; (115)
Н2О^Н+ + ОН- (116)
Катодный процесс восстановления цинка из его суль-
фатного раствора выражается следующей реакцией:
Zn2+ 4- SOl- + 2е = Zn 4- SOl-; EZn2+/zn =—0,763В. (117)
Конкурирующей электродной реакцией на катоде явля-
ется разряд ионов водорода:
Н+ + е = 0,5Н2; Е„+/н2 = 0,0В. (118)
287
Наиболее вероятным анодным процессом в условиях
электролитического осаждения цинка является процесс
электрохимического разложения воды по реакции
Н2О — 2е = 0,5О2 + 2Н+. (119)
Таким образом, суммарный процесс в электролизной
ванне характеризуется убылью в раствор ионов цинка в
результате осаждения его на катоде, выделением на аноде
газообразного кислорода и, как следствие этого, образо-
ванием серной кислоты: 2H+4~SO4~=H2SO4.
Теоретически при электролизе на катоде в первую оче-
редь должны разряжаться ионы водорода. Однако на цин-
ке (цинковом катоде) при повышенной плотности тока, вы-
сокой чистоте электролита, низкой его температуре и добав-
ке в электролит поверхностно-активных веществ создается
высокое перенапряжение водорода (не менее 0,7 В). В ре-
зультате этого потенциал, при котором разряд ионов водо-
рода Н+ приобретает значительное развитие, становится
более электроотрицательным, близким или даже меньшим,
чем надо для разряда ионов Zn2+.
При очистке нейтральных растворов не удается полно-
стью удалить все примеси и они могут существенно влиять
на результаты электролиза.
Рассмотрим поведение примесей при электролитичес-
ком осаждении цинка из сернокислых растворов. По свое-
му электрохимическому поведению в процессе электролиза
примеси в цинковых растворах можно разделить на четыре
группы:
1) катионы металлов, более электроположительные, чем
цинк;
2) катионы металлов, более электроотрицательные, чем
цинк;
3) анионы;
4) органические примеси.
Наиболее серьезные затруднения при электролитичес-
ком выделений цинка вызывают металлы первой группы.
Они способны восстанавливаться на катоде и загрязнять
катодный цинк. Единственным путем предотвращения по-
падания этих примесей в катодный осадок является глубо-
кая очистка цинковых растворов.
Накопление в растворе более электроотрицательных,
чем цинк, катионов (Na+, Mg2+ и Мп2+) выше суммарной
концентрации около 30 г/л снижает растворимость в элек-
тролите сернокислого цинка и неблагоприятно сказывается
на подготовке растворов к электролизу. Вследствие повы-
288
шения вязкости растворов при значительном количестве
этих примесей замедляется скорость осветления растворов
при сгущении пульп.
При наличии в электролите анионов С1_ возможно их
окисление на аноде с образованием газообразного хлора,
который загрязняет атмосферу цеха и вызывает коррозию
анода. В присутствии катионов Мп2+ газообразный хлор
не выделяется в результате его взаимодействия по реакции
Мп2+ 4- С12 4- 2Н2О =-- МпО2 + НС1 + 2Н+. (120)
Таким образом, присутствие в электролите около 3 г/л
Мп считается полезным.
Органические примеси, переходящие в электролит из
деревянных деталей аппаратуры, фильтровальной ткани,
реагентов и других источников, приводят к получению хруп-
ких катодных осадков цинка.
Электролитическое осаждение цинка из сульфатных
растворов осуществляют в ваннах ящичного типа, по конст-
рукции во многом схожих с ваннами, используемыми при
электролитическом рафинировании и осаждении меди.
На современных заводах чаще всего применяют желе-
зобетонные ванны, внутренние стенки которых футеруют
листовым свинцом, полихлорвинилом или винипластом.
Длина ванн 2,5—4 м, ширина 0,85—0,9 м, глубина 1,3—
1,4 м. В них завешивают от 28 до 32 катодов и 29—33
анода.
Аноды отливают из свинца с добавкой 1 % серебра, по-
вышающего их коррозионную стойкость. Поверхность ано-
дов может быть рифленой или гладкой; Прокатанные ано-
ды толщиной 5 мм в два-три раза жестче, чем литые тол-
щиной 8 мм, а срок службы их в два раза больше (до 4
лет). Анодную штангу из освинцованной медной шины при-
варивают к аноду водородной сваркой.
Катоды выполняют из листового алюминия толщиной
3—4 мм. Длина и ширина катодов на 20—30 мм больше,
чем у анодов, что уменьшает дендритообразование на краях
катодов. На кромки катодных листов надевают деревянные
или резиновые рейки. Это предотвращает срастание катод-
ных осадков, образующихся на противоположных плоско-
стях катода. Катодную штангу из алюминия с медным кон-
тактом на одном конце приваривают к катодному листу.
Ванны располагают в цехе рядами по 20—30 шт. Меж-
ду ваннами имеются проходы для обслуживания. Применя-
ют две схемы компоновки и ошиновки ванн (рис.-131).
Схема // более удобна для обслуживания каждой ванны со
19 Н. И. Уткни
289
стороны проходов, что позволяет механизировать выемку и
транспортировку электродов; На новых заводах предпочте-
ние отдают схеме спаренных электролизных ванн.
В процессе электролиза цинка выделяется значительное
количество тепла, которого выделится тем больше, чем вы-
ше будет плотность тока. Для поддержания оптимальной
температуры электролита (33—38 °C) необходимо электро-
Проход проход
Рис. 131. Схемы компоновки и ошиновки ванн (/, //> при электролитичес-
ком осаждении циика
лит охлаждать. Охлаждение электролита на практике мо-
жет быть централизованным (вне ванн) или индивидуаль-
ным — непосредственно в ваннах с помощью водоохлажда-
емых трубчатых змеевиков. Змеевики-холодильники уста-
навливают на одном из торцов каждой ванны.
Питание нейтральным раствором каждой из ванн, ском-
понованных по схеме II, осуществляется со стороны торца,
где установлен змеевик. Одновременно с противоположного
торца из каждой ванны с той же скоростью отводят отра-
ботанный электролит.
Выделяющийся на аноде кислород хорошо перемешивает
сернокислый электролит, но несколько его разбрызгивает.
Чтобы оздоровить атмосферу в цехе, на поверхности элек-
тролита в ваннах создают слой пены, поглощающей брызги
электролита. Для этого в раствор вводят экстракт мыльного
корня или лакрицы.
Обслуживание ванн при электролизе цинка сводится к
указанным ниже операциям:
1) контроль за составом и температурой электролита;
2) периодическая сдирка катодного цинка;
3) контроль за состоянием ванн, контактов и змеевиков
и их обслуживание;
4) регулирование скорости циркуляции электролита;
5) периодическая очистка ванн и анодов от шлама.
290
Сдирку катодного цинка производят обычно один раз в
сутки, для чего из ванн одновременно вынимают по 5—10
катодов. Если сдирку цинкового осадка производят на ме-
сте, то ванны в этот момент работают на повышенной плот-
ности тока. При централизованной сдирке (в торце цеха)
на место вынутых катодов сразу устанавливают новые.
В настоящее время на цинковых электролитных заводах
ручную сдирку цинка заменяют механизированной на като-
досдирочных машинах.
Электролитическое осаждение цинка из сульфатных ра-
створов проводят при катодных плотностях тока 400—700
А/м2. Отечественные заводы обычно работают на плотно-
сти тока 550—650 А/м2. Для получения гладких катодных
осадков в электролит в качестве поверхностно-активной
добавки вводят столярный клей. Выход по току в цинковом
производстве обычно равен 88—92%; около 5% электро-
энергии расходуется на разряд на катоде ионов водорода.
Общее напряжение на ванне Ев при электролизе цинка
определяется уравнением
Ев = (Еа— Ек) 4* ^эл 4* £кон 4* £щл, (121)
где (Еа—Ек) — напряжение разложения ZnSOj, выражен-
ное через разность потенциалов анода и катода; Еэл, Еко«
и ЕШл — потери напряжения соответственно в электролите,
контактах и в анодном шламе.
Теоретическое напряжение разложения сульфата цинка
составляет 2,45 В (—0,76 В на катоде и 4-1,69 В на аноде).
На практике Ев—3,3-^3,4 В.
Расход электроэнергии (постоянного тока) при получе-
нии электролитного цинка колеблется от 2900 до 3200 кВтХ
Хч/т цинка.
Электролитический способ получения цинка позволяет
получать металл высокой чистоты, содержащий не менее
99,99 % Zn; по ГОСТ 3640—79 это соответствует маркам ЦВ
(>99,99 % Zn), ЦВ1(>99,992% Zn) и ЦВ0 (>99,995%
Zn). Для получения высших марок товарного металла элек-
тролитический цинк очищают вакуумной перегонкой.
Основными направлениями дальнейшего совершенство-
вания процесса электролитического осаждения цинка явля-
ются :
1) повышение чистоты нейтрального раствора;
2) наметившаяся в 70-х годах тенденция к снижению
плотности тока; •
3) совершенствование конструкции электролизных ванн
с целью увеличения их производительности;
19* 291
4) механизация и автоматизация процесса в целом и в
первую очередь операции сдирки катодного цинка.
Снижение плотности тока при электролизе цинка спо-
собствует стабилизации процессов, улучшению условий тру-
да и получению катодных осадков высокого качества, удов-
летворяющих требованиям автоматизированной сдирки.
Заслуживает внимания в этом отношении промышлен-
ный опыт завода «Бален» (Бельгия), где электролиз цинка
осуществляют при плотности тока 400 А/м2 в крупногаба-
ритных ваннах длиной 4550 мм, шириной 2150 мм и глуби-
ной 2150 мм. Рабочая площадь катодов, помещаемых в та-
кие ванны, составляет 2,6м2 (1,ЗХ2м),что более чем в два
раза превышает площадь обычных катодов (1,2 м2).
На заводе «Бален» успешно осуществлена механизиро-
ванная и автоматизированная сдирка катодного цинка, уп-
равляемая ЭВМ. Освоение автоматизированной линии поз-
волило повысить производительность труда в три раза.
Катодный цинк непригоден для непосредственного ис-
пользования и его переплавляют в чушки определенной фор-
мы и массы. Переплавку катодного цинка в печах ведут с
добавкой на 1 т цинка 0,5—0,6 кг/т хлористого алюминия —
флюса, разрушающего оксидную пленку на поверхности ка-
тодных листов и способствующего слиянию корольков рас-
плавленного металла. При наличии на поверхности капель
оксидных пленок они не сливаются друг с другом и обра-
зуют порошкообразные дроссы.
На современных цинковых заводах переплавку цинка
проводят в индукционных печах. Производительность та-
ких печей составляет от 100—120 (при емкости печи 20 т)[
до 350—500 т/сут. Выход чушкового свинца достигает 98-^
98,5 °/о; в дроссы и пыль переходит до 2 % цинка.
Разливку цинка обычно ведут на карусельных разли-
вочных машинах, хотя более целесообразно использовать
прямолинейные разливочные машины. Такие машины уста-
новлены на ряде отечественных и зарубежных заводов.
В настоящее время созданы практически полностью ме-
ханизированные поточные плавильно-литейные комплексы
(рис. 132), работающие по схеме: загрузка катодов в
печь — плавка в индукционной печи— разливка — штабели-
рование чушек — погрузка на транспортные средства.
293
Раздел МЕТАЛЛУРГИЯ
III БЛАГОРОДНЫХ МЕТАЛЛОВ
Глава 11
МЕТАЛЛУРГИЯ ЗОЛОТА
§ 1. Общие сведения о свойствах и применении
благородных металлов
К благородным металлам относятся золото, серебро и шесть металлов
платиновой группы, — платина, палладий, осмий, иридий, рутений и
родий. Золото, серебро и платина известны и потребляются человеком
с глубокой древности, хотя платина как элемент была исследована толь-
ко в 1782 г. Остальные благородные металлы были открыты в XVIII—
XIX вв.
Благородные металлы по сравнению с другими металлами имеют
более высокую химическую устойчивость в различных средах и в пер-
вую очередь в отношении образования кислородных соединений. Не-
смотря на малое распространение в природе н сравнительно высокую
стоимость, благородные металлы и их сплавы имеют широкое приме-
нение в современной технике и в быту. Это связано с разнообразием
их физико-химических и механических свойств, а также с некоторыми
их особыми свойствами.
В периодической системе элементов Д. И. Менделеева золото и
серебро размещаются в I группе, а платиноиды — в VIII, образуя вместе
с железом, кобальтом и никелем три триады (Fe, Ru, Os; Со, Rh; Ir; Ni,
Pd, Pt). Все благородные металлы являются переходными элементами
и в периодической системе расположены последовательно двумя рядами
в 5-м и 6-м периодах с № 44 по 47 (Ru, Rh, Pd, Ag) и с № 76 по 79
(Os, Ir, Pt, Au).
Золото и серебро являются сравнительно легкоплавкими металла-
ми. Этим двум металлам свойственна высокая пластичность. Теплопро-
водность и электропроводность серебра выше, чем у всех других ве-
ществ, а золото по этим характеристикам занимает третье место после
серебра и меди.
Для металлов платиновой группы характерны высокие температу-
ры плавления и кипения, высокие механические свойства н в первую’
очередь твердость. Так, осмий, иридий и рутений по твердости близки к
закаленной стали.
Температуры плавления и кипения благородных металлов характе-
ризуются следующими величинами, °C:
Ru Rh Pd Ag Os
Ir Pt ' Au
/пл................... 2450 1966
/кип.................. 4900 4500
1552 960,5 2700 2450 1773,5 1063
3980 1950 5550 5300 4500 2600
По плотности благородные металлы можно условно разбить на две
подгруппы в строгом соответствии с их положением в Периодической
системе элементов. Металлы, расположенные в 6-м периоде, почти в
два раза тяжелее металлов 5-го периода. Это характеризуется следую-
щими данными о плотности, кг/м3: 12200 Ru; 12450 Rh; 12160 Pd;
10490 Ag; 22500 Os; 22420 Ir; 21450 Pt; 19300 Au.
294
Для благородных металлов характерна высокая стойкость по отно-
шению к химическим реактивам, которая, однако, проявляется по-раз-
ному.
В порядке возрастания химической устойчивости благородные ме-
таллы могут быть расположены в следующем порядке: серебро, палла-
дий и осмий (наименее устойчивы), платина и золото (устойчивы), ру-
тений и родий (весьма устойчивы) и иридий (наиболее устойчив).
Золото растворяется только в царской водке (смесь азотной и со-
ляной кислот в объемном соотношении 1:3) ив растворах цианистого
калия. Серебро легко растворяется в концентрированной азотной и го-
рячей серной кислотах. По отношению к сильным щелочам золото и
серебро устойчивы. Все их химические соединения легко восстанавли-
ваются до металла.
При воздействии кислот иа металлы платиновой группы при обыч-
ных температурах никаких соединений не образуется. При повышенной
температуре и в дисперсном состоянии платиновые металлы химически
менее стойки, причем по отношению к различным реагентам ведут себя
неодинаково.
Наиболее стойкий элемент по отношению к кислороду — платина,
по отношению к сере — рутений, по отношению к хлору — иридий, по
отношению к фтору — родий. Наиболее легко окисляется кислородом
воздуха даже при обычных температурах осмий, образуя летучее соеди-
нение OsO4.
Характерной особенностью всех благородных металлов является их
склонность к образованию при растворении комплексных соединений.
Широкое применение в современной технике и быту благородных
металлов н их сплавов связано в первую очередь с такими свойствами,
как химическая и коррозионная стойкость, высокие электропроводность
и теплопроводность, способность к катализу, специфические магнитные
свойства, высокая отражательная способность, термоэлектрические
свойства и др.
Из благородных металлов н сплавов изготавливают припои, электро-
коитакты, термосопротивления, термопары, фильеры для искусственного
волокна, постоянные магниты, нагреватели лабораторных печей, химиче-
скую посуду, антикоррозионные покрытия на других металлах, медицин-
ский инструмент, катализаторы, зубные протезы, ювелирные, наградные
и другие изделия промышленного и бытового назначения.
Золото, сохраняя с давних времен роль денежного эквивалента,
в чистом виде применяется в относительно небольших количествах в
медицине, для золочения и для изготовления разрывных контактов. Ос-
новную часть потребляемого золота используют в виде сплавов. Наибо-
лее широкое распространение имеют золотые сплавы в ювелирной тех-
нике. К ювелирным сплавам золота относятся его сплавы с медью и се-
ребром, а также с добавками платины, палладия, цинка, олова и др.
В зубопротезной практике применяют сплавы золота с медью, серебром,
платиной, кадмием и цинком.
Состав сплавов золота (серебра, платины) с другими металлами
часто характеризуется пробой, которая выражается числом частей бла-
городного металла в 1000 частях (по массе) сплава. Так, для ювелир-
ных золотых сплавов характерны пробы 375 (37,5 % Ап), 500, 583, 750
и 916.
Золотые сплавы находят применение и в ряде современных областей
техники — космической, ядерной, ракетной и реактивной.
295
§ 2. Сырье для получения золота
и способы его переработки
Источниками получения металлического золота являют-
ся собственно золотые руды, полиметаллические сульфид-
йые руды и вторичное сырье — промышленный и бытовой
золотосодержащий лом и отходы.
Золотосодержащие месторождения разделяются на два
вида: россыпные, в которых золото присутствует в свобод-
ном виде среди обломочных рыхлых отложений (песков), и
коренные, которые содержат золото, в свободном или свя-
занном состоянии в твердых кристаллических породах.
В полиметаллических рудах носителями золота служат
многие сульфидные минералы, особенно такие, как пирит,
халькопирит и галенит.
Основная масса золота в природе находится в виде са-
мородков (золотин), различных по размерам, форме и со-
ставу, Самый крупный самородок золота был найден в Чи-
ли и имел массу 154 кг. Чаще всего крупность золотин не
превышает 100 мкм.
Самородное золото состоит из сплава и соединений его
с серебром, медью, железом, теллуром, селеном, а иногда
с висмутом, платиной, иридием и родием. Содержание зо-
лота в природных золотинах обычно составляет 750—800
проб.
Форма золотин очень разнообразна: они могут быть
пластинчатыми, округлыми или палочковидными.
Только два вида минералов золота представляют хими-
ческие соединения — теллуриды и селениды золота. Наибо-
лее распространен калаверит АиТег.
Золотосодержащие руды — это вкрапленные породы, со-
держащие вкрапления металлического золота, его селени-.
дов и теллуридов в различных горных породах, чаще всего
в кварце или сульфидах. Золотые руды коренного типа за-
легают в массивах горных пород первичного происхождения
преимущественно в виде жил. В результате вторичных гео-
логических превращений (выветривания) рудные массивы
превращаются в россыпи, в которых золотины в значитель-
ней мере отделены от сопутствующих минералов.
Содержание золота в рудах колеблется в широких пре-
делах, оставаясь’при этом сравнительно низким. По этой
причине содержание благородных металлов в рудах обычно
выражают в граммах металла на тонну рудной массы.
Современный рентабельный минимум содержания золо-
та в россыпных рудах, разрабатываемых открытым спосо-
296
бом, составляет около 0,15 г/т, что связано с простотой и
дешевизной разработки россыпей. Для коренных месторож-
дений в зависимости от состава руды и характера ее зале-
гания рентабельный минимум находится в пределах 3—
5 г/т.
Обычно золотосодержащие руды содержат 5—15 г/т зо-
лота; редко в богатых месторождениях его содержание до-
ходит до сотен граммов на тонну.
С давних времен для выделения самородного золота'
применяют методы гравитационного обогащения, основан-
ные на значительном различии плотностей природных спла-
вов золота (около 17000 кг/м3) и вмещающей породы
2600—5000 кг/м3). В современной промышленной практике
гравитацию используют как способ предварительного обо-
гащения руд.
Другой очень старый способ извлечения самородного
золота из руды — амальгамация — основан на способности
золота, подобно многим металлам, давать сплавы с рту-
тью — амальгамы. В результате избирательного растворе-'
ния и окатывания частиц металла золото извлекается и»
рудной пульпы. После ряда последовательных операций
(промывки амальгамы, отжимки и отгонки ртути) получа-
ют черновое золото, которое переплавляют в слитки, а
ртуть регенерируют.
В современной золотоизвлекательной промышленности
всего мира основным способом извлечения золота из руд
является цианирование, которое получило промышленное,
применение во второй половине XIX в. в результате науч-
ных разработок выдающегося русского ученого П. Р. Баг-
ратиона.
Сущность метода цианирования заключается в раство-.
рении золота в растворах цианидов щелочных и щелочно-
земельных элементов с образованием комплексных циани-
дов, например:
2A.U + 4KCN + Н2О + 0,5О2 = 2KAu(CN)2 + 2КОН. (122)
Необходимый для реакции кислород поступает из воз-
духа. Основная масса пустой породы с цианистыми раство-
рами не реагирует и после выщелачивания ее отделяют
фильтрованием.
Из раствора золото осаждают цементацией более элек-
троотрицательным металлом, обычно цинком:
2KAu(CN)2-+ Zn K2Zn(CN)4 + 2Au. (12$;
В качестве подготовительной операции перед цианиро-
ванием можно использовать и флотацию. При флотацион-
297
ном обогащении руды в пенный продукт переводят непос-
редственно золотины или золотосодержащие сульфиды. Это
позволяет перевести в концентрат даже очень мелкое зо-
лото и серебро.
Анализируя йзложенные выше краткие снедения о воз-
можных способах извлечения золота из руд, можно сделать
заключение, что основным способом переработки золотосо-
держащих руд является цианирование, а вспомогательны-
ми — гравитация, амальгамация и флотация, которые фак-
тически являются операциями обогащения.
Комбинирование этих методов с учетом особенностей
поступившего в переработку рудного сырья позволяет вы-
брать наиболее эффективную технологию извлечения золо-
Руда
Измельчение
Т"
. Гравитационное обогащение
Амальгамация
г----------i-------------.
Обработка, отпарка
।j , Доцэмельчение
Ртуть ’ Шлиховое Г
---------затгпа ’ Цианирование
I I
Раствор Мосты
Осаждение
f I
Золотосодержащие Растворы
осадки I
| ----------------------------
Специальная обработка
Рис. 133. Принципиальная схема переработки кварцевых золотосодер-
жащих руд
та. Один из вариантов комбинированной схемы переработ-
ки кварцевой золотосодержащей руды приведен на рис.
133. По этой технологии вначале методами7гравитации и
амальгамации выделяют наиболее крупные золотины, а
остальное золото извлекают гидромета'лЛургическим пу-
тем — цианированием.
По такой схеме можно обрабатывать и сульфидные
руды. Однако сульфидные руды чаще предварительно на-
298
правляют на флотацию для перевода золотосодержащих
сульфидов в самостоятельный продукт. Сульфидный кон-
центрат м-ожно подвергнуть непосредственной гидрометал-
лургической переработке или с предварительным окисли-
тельным обжигом. '
Попутное извлечение золота и других благородных ме-
таллов при переработке полиметаллических руд тяжелых
цветных металлов описано в соответствующих разделах
учебника.
' Черновое золото — продукт первичной переработки руд,
а также некоторые другие богатые полупродукты отправ-
ляют на аффинажные заводы для разделения благород-
ных металлов и их рафинирования.
§ 3. Гравитационное обогащение золотосодержащих руд
Для выделения наиболее крупного золота из кварцевых!
золотосодержащих руд успешно используют гравитацион-|
ные методы. Часто гравитационный концентрат или хвос-
ты гравитации дорабатывают амальгамацией.
Для гравитационного обогащения применяют отсадоч-
ные машины, концентрационные столы, шлюзы, гидравли-
ческие ловушки и другое оборудование.. Гравитация явля-
ется также основой технологической схемы извлечения зо-
лота из россыпных руд с помощью п/люзовых драг. Уст-
ройтво и работа отсадочных мащин, концентрационных
столов и драг были уже описаны в гл. 2 учебника.
Шлюз представляет собой наклонную плоскость с про-
дольными бортами, по которой тонким слоем сливается
пульпа измельченной рудьг "или песков россыпного место-
рождения. При движении ^пульпы по наклонной плоскости
она расслаивается — более тяжелые частицы концентриру-
ются в нижней части потока,1 а более, легкие уносятся верх-
ними его слоями.
Поведение твердых частиц на шлюзе зависит от их
плотности, размеров, скорости движения потока пульпы и
коэффициента трения о поверхность шлюза. Скорость дви-
жения в потоке различна — вблизи плоскости шлюза она
будет близкой к нулю<а в поверхностных слоях — наиболь-
шей.
Путем подбора угла наклона шлюза, глубины потока
пульпы, скорости ее движения и материала наклонной по-
верхности можно достичь высокой селективности оседания
частиц только определенных размеров и массы. Наилуч-
шие результаты могут быть достигнуты в случае предвари-
тельной классификации рудной массы по крупности.
299
Размеры применяемых в золотодобывающей промыш-
ленности шлюзов следующие: длина 1,5—6 м, ширина
1—2 м, уклон 13—18°.
Для покрытия шлюзов применяют кардерой (ворсисто-
рубчатую прочную хлопчатобумажную ткань), вельвет с
широкими редкими рубцами, войлок, груботканые ковры,
рифленую резину, парусину, брезент и другие материалы.
По мере накопления концентрата в ворсе или углубле-
ниях покрытия разделение ухудшается, поэтому поверх-
ность шлюза (деки) периодически очищают ополаскивани-
ем. В этом отношении удобны шлюзы с опрокидывающими-
ся деками. Такой шлюз имеет две рабочие деки, которые
можно поочередно наклонять вниз и смывать с них концен-
трат струей воды. Эффективность работы стационарных
шлюзов можно повысить путем вибрационного воздействия
на деку. Устройство вибрационного шлюза показано на
рис. 134.
Рис. 134. Вибрационный шлюз для промывки золотосодержащих
РУД:
1 — шлюз; 2 — амортизационная пружина; 3 — вибратор; f—
шасси; 5 — армнровка
Более удобны в обслуживании и производительны по
сравнению со стационарными ленточные шлюзы. Такой
шлюз представляет собой непрерывную резиновую ленту,
натянутую на два барабана, один из которых ведущий. По-
верхность ленты покрыта ворсистым материалом и движет-
300
ся навстречу сливаемому потоку пульпы. У приподнятого
конца ленточного шлюза концентрат непрерывно снимает-
ся с помощью брызгал и вращающейся цилиндрической
щетки.
Ленточные шлюзы обычно имеют рабочую поверхность
размером 3,5X1 м. Скорость движения ленты 0,75—1,5 м/
/мин. При увеличении скорости движения возрастает вы-
ход концентрата, но концентрат становится беднее.
Для выделения крупного золота успешно применяют
гидравлические ловушки — очень простые по устройству
аппараты (рис. 135). Камеры гидравлических ловушек ус-
Рис. 135. Гидравлическая ловушка:
1 •— камера; 2 — подача воды; 3 — успокаивающий козырек; 4 —
разгрузочный патрубок; 5 — сетка для улавливания крупных
частиц
танавливают каскадом, что обеспечивает самотек пульпы,
подаваемой в камеру сверху (на сетку). Крупные частицы
сеткой задерживаются, а мелкие проваливаются в ка-
меру и разгружаются через нижние патрубки.
В результате гравитационного обогащения россыпных
руд получают первичные концентраты — серые шлихи. Они
обычно бедны золотом. Для их доводки применяют повтор-
ное обогащение на шлюзах, отсадочных машинах или кон-
301
центрационных столах. Шлиховое золото для дальнейшей
переработки отправляют на аффинажные Заводы.
Извлечение золота гравитационным методом в зависи-
мости от вида перерабатываемого сырья и его особенностей
колеблется от 25 до 75 %.
§ 4. Амальгамация
Процесс амальгамации основан на способности ртути смачивать
частицы металла, проникать в них и образовывать соединения металла с
ртутью — амальгаму. При этом золото амальгамируется легче всего,
серебро и платина — медленнее, а неблагородные металлы (медь, цинк,
железо, алюминий) при наличии на их поверхности оксидных пленок
практически не амальгамируются. Добыча золота с помощью ртути при-
менялась задолго до начала нашей эры.
Скорость амальгамации и ее конечные результаты в первую очередь
определяются величиной межфазного натяжения на границе раздела
металл—ртуть, т. е. степенью смачиваемости золотин ртутью и вели-
чиной поверхности раздела.
Наилучшая смачиваемость (низкое межфазное натяжение) ртутью
наблюдается у чистого золота, даже присутствие в золотинах серебра
ухудшает ее. На смачиваемость золота оказывает влияние также чис-
тота ртути. При наличии в ртути небольших количеств (менее 0,1 %)
меди и свинца образование золотой амальгамы затрудняется. Ускоре-
нию амальгамации способствует образованию свежей поверхности из»
ломом частиц нли разрушением поверхностных пленок. *
Для создания активной поверхности у частиц руду необходимо из-
мельчать непосредственно перед амальгамацией или одновременно с ней.
Амальгамацию, проводимую совместно с измельчением в одном аппа-
рате, называют внутренней амальгамацией, а проводимую после из-
мельчения — внешней или наружной.
Внутреннюю амальгамацию применяют для извлечения золота из
руд, гравитационных концентратов и других золотосодержащих мате-
риалов. Для внутренней амальгамации чаще всего применяют бегунные
мельницы (бегуны) и амальгамационные бочки.
Действие бегунной мельницы основано на раздавливании и исти-
рании кусков руды при катании тяжелых жерновов (бегунов) по плите
из твердой стали, являющейся днищем кольцевой чаши (рис. 136). Че-
рез центр чаши проходит вертикальный вал, вращающийся от привода
со скоростью 13—16 об/мин. На верхнем конце вала закреплена карет-
ка с полуосями, которые передают вращение бегунам. Современные бе-
гунные мельницы имеют по два, реже по три бегуна.
Руду, раздробленную предварительно до крупности 20—50 мм, за-
гружают в чашу специальным питателем. Вместе с рудой подают воду
для получения отношения ж:т=(8->12) : 1. Ртуть заливают периоди-
чески через 0,5—2 ч небольшими порциями из расчета 5—6 г ртути на
1 г извлекаемого золота. Для выгрузки амальгамы бегуны останавли-
вают один раз в 1—2 сут.
Для амальгамации в бегунных чашах характерно повышенное пем-
зование амальгам, которое выражается в образовании каплевидной
амальгамы, неспособной к полному слиянию.
Для внутренней амальгамации гравитационных концентратов и дру-
гих богатых золотом материалов, поступающих в переработку в неболь-
ших количествах или требующих тонкого измельчения, применяют
амальгамационные бочки.
302 -
Амальгамационная бочка — цилиндрический вращающийся аппарат
небольших размеров, работающий по принципу шаровой мельницы. Че-
рез отверстие герметически закрываемого люка в бочку загружают об-
рабатываемый материал, стальные шары, ртуть и заливают воду.- Про-
должительность амальгамации в бочках 2—10 ч. По окончании опера-
ции бочку останавливают и через открытый люк выпускают содержимое
в специальную ловушку со шлюзом для отделения амальгамы.
Рис. 136. Бегуииая чаша утяжеленного типа:
/ — чаша; 2—бегун; 3 — каретка с полуосью; 4 — вертикальный вал с приво-
дом
Для внешней амальгамации наибольшее распространение получили
амальгамационные шлюзы (рис. 137). Амальгамациониый шлюз пред-
ставляет собой наклонную плоскость из досок, покрытых амальгами-
рованными медными листами. Длина шлюза 5—6 м, ширина 1,0—2,5 м,
уклон 8—10 %.
Пульпа попадается на верхний конец шлюза и сливается по на-
клонной амальгамированной поверхности. Частицы золота, двигаясь в
нижнем слое потока пульпы, соприкасаются с амальгамой, смачивают-
ся ею и остаются на шлюзе. Для улавливания крупных золотин и сно-
симой амальгамы на шлюзе через каждые 1,5—1,8 м устроены попереч-
ные желобки. Кроме того, в конце шлюза установлена ловушка с по-
перечной перегородкой и гидравлическим затвором.
Работа амальгамационного шлюза сводится к следующему. Рабо-
чую поверхность шлюза, обшитую медными листами, тщательно зачи-
303
Рис. 137. Амальгамациоииый шлюз
X
щают и натирают смесью хлористого аммония, песка и ртути. Обра-
зующаяся при этом медиая амальгама прочно удерживает иа своей
поверхности тонкий слой почти чистой ртути, способный- амальгамиро-
вать скользящие по нему золотины.
Один раз в сутки амальгамационный шлюз отключают, золотую
амальгаму снимают резиновыми или кожаными скребками, а поверх-
ность медных листов вновь натирают ртутью.
Амальгамационные шлюзы используют после внутренней амальга-
мации для захвата золотин, ртути и амальгамы из хвостов или в ка-
честве вспомогательных устройств для улавливания золота перед циа.
нироваиием или флотацией.
Полученные разными методами амальгамы отличаются по составу
и консистенции. Очень густые амальгамы обычно смешивают с жидкими
или со ртутью.
Для выделения благородных металлов амальгаму подвергают от-
жимке и отпарке. Перед отжимкой амальгаму тщательно промывают
водой до получения зеркально блестящей поверхности и обрабатывают
магнитом для удаления железных частиц, попавших в процессе измель-
чения. Затем ее загружают в замшевые или холщевые мешки, которые
помещают под пресс для выдавливания излишней ртути. В результате
отжимки в мешках остается твердая амальгама, содержая в сумме
около 50 % золота и серебра.
Для разложения амальгамы и полного удаления ртути твердую
амальгаму отпаривают в ретортных печах при максимальной темпера-
туре 750—800 °C в течение 3—6 ч. Продуктами отпарки являются ото-
гнанная и сконденсированная ртуть, которую возвращают иа амальга-
мацию, и спеченное шлиховое золото. После переплавки золото отправ-
ляют на аффинажные заводы.
Амальгамация и обработка амальгамы опасны для здоровья обслу-
живающего персонала вследствие повышенной токсичности ртути и ее
паров. Предельно допустимая концентрация паров ртути в воздухе,
равная 0,01 г/м3, обеспечивается хорошей вентиляцией и местными от-
сосами загрязненного воздуха от действующих установок. Ввиду боль-
шой ядовитости ртути амальгамацию в настоящее время в Советском
Союзе не применяют.
§ 5. Цианирование золотосодержащих руд
Реакция растворения золота в слабых растворах циа-
нистых солей в присутствии кислорода, открытая в 1843 г.
П. Р. Багратионом, в сравнительно короткий срок нашла
практическое осуществление. Цианирование с конца XIX в.
является основным способом переработки золотосодержа-
щих руд и концентратов. К настоящему времени метод
цианирования технологически и аппаратурно оформился в
один из наиболее механизированных и совершенных гид-
рометаллургических процессов.
Цианирование имеет большие преимущества перед гра-
витационным извлечением золота, особенно его мелких
природных включений, которые часто не могут быть вскры-
ты даже при тонком измельчении и теряются в потоке
пульпы. Раствор же цианида по трещинам и порам зерен
20 н. И. Уткин
305
способен просачиваться к мелким золотинам и раство-
рять их.
Однако если применять только цианирование, то вслед-
ствие медленного растворения крупных частиц часть золо-
та не успеет раствориться. Поэтому наибольшее извлече-
ние золота может быть получено только сочетанием циани-
рования с предварительным гравитационным выделением
крупных золотин. Вредное влияние на процесс цианирова-
ния сульфидов устраняют их предварительным отделением
флотацией или проведением окислительного обжига ис-
ходного сырья.
В ионной форме процесс цианирования описывается
следующей реакцией:
4Au + 8CN- + 2Н2О + О2 = 4Аи(С!% + 4ОН-. (124)
Из реакции (125) следует, что растворение золота мо-
жет происходить только при наличии в водном растворе
кислорода, а конечным продуктом взаимодействия являет-
ся анионный цианидный комплекс золота. Из многочислен-
ных солей цианистоводородной кислоты для растворения
золота наиболее пригодны соли щелочных и щелочнозе-
мельных металлов. В начале промышленного внедрения
процесса цианирования использовали цианистый калий
KCN,' который позднее был полностью заменен более де-
шевым цианистым натрием NaC'N. В последнее время для
этих целей начали применять также цианистый кальций
Ca(CN)2, выпускаемый в виде сплава с другими солями
(цианплав). Он более дешев даже по сравнению с циа-
нистым натрием, но его расход по сравнению с NaC'N вы-
ше почти в два раза.
Процесс растворения золота в цианистых растворах но-
сит сложный гетерогенный характер. При его техническом
осуществлении имеют важное значение многие факторы и в
первую очередь концентрация в растворе кислорода и ци-
анида, вид и состав перерабатываемого сырья.
. Оптимальная концентрация цианида натрия в промыш-
ленных условиях составляет для крепких растворов 0,03—
0,06 % (0,3—0,6 кг/м3), а для слабых 0,003—0,01 %. По-
вышение концентрации цианида выше указанного предела
не только не увеличивает скорости растворения золота, но
даже несколько замедляет ее. Это связано, как показали
физико-химические исследования, с соотношением скорос-
тей диффузии кислорода и цианидного иона к поверхности
растворяемых частиц и с соотношением их концентраций.
При нормальных условиях растворимость кислорода в
306
водных растворах равна 8,57 г/м3. По стехиометрии основ-
ной реакции цианирования этому количеству кислорода
соответствует содержание в растворе цианида натрия, рав-
ное 105 г/м3. В эту концентрацию не входит его избыток
(до 0,5 кг/м3), требующийся для ускорения растворения
золота, взаимодействия с примесями и др.
Ускорение растворения золота может быть достигнуто
только при одновременном увеличении концентрации циа-
нида и кислорода. На практике для интенсификации про-
цесса растворения золота проводят предварительное на-
кислороживание растворов, часто под давлением. Однако
при чрезмерном увеличении в растворах содержания NaCN
интенсифицируются побочные реакции растворения ком-
понентов руды, при которых расходуются цианид и кисло-
род.
В кислых и нейтральных растворах цианистые соли не-
стойки и подвергаются гидролизу с образованием синиль-
ной кислоты HCN, склонной к улетучиванию. Вдыхание
ее опасно для обслуживающего персонала. По условиям
техники безопасности степень гидролиза NaCN не должна
превышать 0,01, а pH промышленных цианистых раство-
ров должен быть не ниже 7,7—8,7. Для поддержания тре-
буемого pH в раствор добавляют известь или реже едкий
натр.
На ход и результаты цианирования руд оказывает боль-
шое влияние взаимодействие цианистых растворов с дру-
гими минералами.
Обычные примеси самородного золота (серебро и медь)
при цианировании легко растворяются, и их присутствие
обычно не затрудняет извлечения золота. Значительно за-
медляет растворение золота одновременное присутствие
теллура и платины.
Золотые руды всегда содержат сульфиды и продукты
их окисления. Цианистые растворы взаимодействуют глав-
ным образом с продуктами их окисления, которые образу-
ются и в самом процессе выщелачивания. На образование
кислородных соединений затрачивается кислород. Они ней-
трализуют защитную щелочь, увеличивают расход цианида
на свое растворение или преобразование цианида в соеди-
нения, не способные растворять золото.
К числу наиболее вредных компонентов в цианистых
растворах следует отнести медь, железо, цинк и серу. При
взаимодействии 6 цианидом они образуют комплексные
ионы Fe(CN)t', Cu(CN)^“””, Zn(CN)T , SCN~ н др., что
вызывает излишний расход цианида. Кислород расходует-
20* 307
ся на окисление сульфидов, сера которых преимуществен-
но переходит в SOI", S° и SN~. Защитная щелочь под дей-
ствием углекислого газа может связываться в карбонат
или при взаимодействии с анионами SO1~ в гипс CaSO4X
Х2Н2О.
Цианирование золотосодержащих руд в промышленных
условиях проводят методами просачивания (перколяции)
Рис. 138. Пневмомеханические мешалки:
а— лопастная с центральным аэролифтом; б — импеллериай с периферийными
аэролифтами; 1 — полый вал; 2 — лопасть; 3 — импеллер; 4— диффузор; 5—•
аэролифты
или перемешивания (агитации). По первому методу циа-
нирование происходит путем фильтрации растворов через
слой загруженного пескового материала (эфелей). Метод
очень прост и дешев, расход электроэнергии при этом мал,
не нужно большое количество механизмов. При его осуще-
ствлении растворение золота и отделение растворов от не-
растворенного остатка происходят в одном аппарате. Пер-
коляция не применима для обработки тонких фракций пе-
рерабатываемого материала.
Выщелачивание перемешиванием состоит в обработке
тонкого материала цианистым раствором в специальных
чанах — агитаторах. Процесс требует большого количест-
308
ва различных аппаратов: чанов для выщелачивания, сгус-
тителей, фильтров и др., расход электроэнергии велик.
На современных золотоизвлекательных фабриках пер-
коляция практически полностью заменена выщелачиванием
в чанах с перемешиванием. Наиболее часто для этого при-
меняют пачуки, чаны с мешалкой (импеллером) и диффу-
зоры, а также различные пневмомеханические мешалки,
сочетающие механическое и воздушное перемешивание
(рис. 138).
Рис. 139. Схема непрерывного выщелачивания золотосодержащих руд:
1 — сгуститель для отделения избыточной воды; 2 — зумпф для сгущенного
продукта; 3 — песковый насос; 4 — чаи с перемешиванием; 5. — промежуточный
зумпф; 6 — напорный бак; 7 — барабанный вакуум-фильтр; 8 — сборник фильт-
рата
Чаны с импеллерной мешалкой и периферийными аэро-
лифтами (см. рис. 138,6) наиболее производительны из-за
высокой турбулентности и лучшего накислороживания ра-
створа. Высокая скорость вращения импеллера» (до 200 об/
/мин) способствует интенсивной циркуляции раствора, а
периферийные аэролифты — хорошей подаче воздуха. Од-
нако такие чаны потребляют примерно в 1,5 раза больше
электроэнергии, чем при лопастной мешалке.
В заводской практике встречается периодическое и не-
прерывное выщелачивание. При непрерывном выщелачива-
нии (рис. 139) процесс ведут в нескольких (3—6) последо-
вательно установленных мешалках. По этой схеме остаток
от выщелачивания (кек) отделяют от раствора в обычных
сгустителях или сразу на вакуум-фильтрах.
§ 6. Осаждение золота из цианистых растворов
Растворы после цианирования, отделенные от кека и со-
держащие избыточный цианид, щелочь и кислород, посту-
пают на осаждение золота и серебра.
309
Для осаждения золота и серебра из цианистых раство-
ров можно использовать цементацию более электроотрица-
тельными металлами (цинком или алюминием), сорбцию
активированным углем или синтетическими смолами и
электролиз. Широко распространена в промышленной
практике цементация золота и серебра цинком. Медь при
этом теоретически осаждаться не должна.
При воздействии металлического цинка на цианистые
растворы протекают следующие основные реакции:
2NaAu(CN)2 + Zn = Na2Zn(CN)4 + 2Au; (125)
2NaAg(CN)2 + Zn = Na2Zn(CN)4 + 2Ag. (126)
Кроме того, цинк будет расходоваться на побочные ре-
акции, например:
4NaCN + Zn + 2Н2О = Na2Zn(CN)4 + 2NaOH + 2Н2; (127)
2NaOH + Zn = Na2ZnO2 + H2. (128)
Протекание этих и других побочных реакций связано с
избыточным расходом цинка, значительно превышающим
теоретический, увеличивает щелочность растворов и сопро-
вождается выделением свободного водорода.
Цинк для цементации золота может применяться в ви- .
де стружки или пыли. В настоящее время осаждение цин-
ковой стружкой встречается только на небольших, преиму-
щественно сезонно работающих установках. В промышлен-
ной практике основным цементирующим реагентом являет-
ся цинковая пыль с высокой реакционной активностью, с
крупностью частиц менее 0,01 мм, содержащая не более
3 % ZnO.
Осаждение золота из цианистых растворов цинковой
пылью производят на вакуумно-осадительных установках,
обеспечивающих предварительное обескислороживание ра-
створов (рис. 140).
Аппарат для обескислороживания (вакуум-ресивер)
представляет собой цилиндрический бак емкостью до 1 м3,
заполненный внутри насадкой из деревянных реек и сое-
диненный с вакуум-насосом. Осветленный раствор подается
в аппарат сверху и растекается по большой поверхности
насадки. Под действием вакуума он быстро отдает раство-
ренные газы и собирается в нижней части ресивера.
Выводной патрубок вакуум-ресивера соединен с цент-
робежным насосом, который для предупреждения подсосов
воздуха погружен в цианистый водород. Обескислорожен-
ный раствор насосом перекачивается в бак-смеситель, куда
310
непрерывно с помощью питателя подают цинковую пыль.
Днище бака-смесителя соединено трубопроводом с цилин-
дрическим чаном, в котором установлен рамный вакуум-
фильтр с радиальным расположением рам.
Каждая рама вакуум-фильтра соединена через кольце-
вой коллектор с центробежным насосом, обеспечивающим
просасывание раствора через фильтровальную поверхность.
Для предупреждения расслаивания пульпы во время филь-
Рис. 140. Схема цепи аппаратов вакуумио-осадительиой установки:
1—вакуум-ресивер для обескислороживания растворов; 2 —насос для пере-
качки растворов; 3 — смеситель; 4 — чан с рамным вакуум-фильтром
трования в центре чана установлена тихоходная пропел-
лерная мешалка.
Установлено, что наиболее быстрое осаждение золота
цинком протекает не во время его вмешивания в раствор в
чане-смесителе, а при фильтровании, когда раствор проса-
чивается через слой осевшей на фильтрующей поверхности
цинковой пыли.
Установки для осаждения золота цинковой пылью ра-
ботают периодически. Два-три раза в месяц комплект рам
извлекают из чана и осадок смывают струей воды. В случае
необходимости заменяют фильтровальную ткань.
. Осадки, полученные при обработке цианистых раство-
ров цинковой пылью, кроме золота и серебра, содержат
значительное количество таких примесей, как селен, цинк,
медь, теллур, свинец и др. Сырые осадки содержат, %:
5—30 Au-j-Ag; 30—50 Zn.
Обычно для удаления цинка и некоторых других при-
месей применяют сернокислотную обработку в чанах с ме-
311
ханическим перемешиванием с последующей промывкой и
сушкой осадка. В обработанных осадках присутствуют до
20—40 % Au, до 30 % Ag и 4—7 % Zn.
В Советском Союзе практикуется централизованная
переработка осадков, получаемых на золотодобывающих
предприятиях, для извлечения из них золота, серебра и дру-
л Воздух
Смола . Смола
Рис. 141. Пачук для сорбци-
онного выщелачивания:
1 — чан; 2 — аэролифт для
перемеивания пульпы; 3 —
аэролифт для передачи смо-
лы; 4 — аэролифт для пода-
чи пульпы на разделитель-
ную fce-гку 5
гих ценных спутников. Продуктами
такой переработки являются сплавы
с содержанием золота в пределах
300—500 проб, серебра — от 100 до
300 проб и свинца — до 200 проб,
которые в дальнейшем подвергают
аффинажу.
Многие недостатки цианистого
процесса — малая интенсцвность,
многостадийность, применение ток-
сичных растворов в больших объе-
мах и громоздкого оборудования —
в значительной степени устраняются
в новых процессах, основанных на
применении ионообменных смол.
Один из вариантов сорбционной
технологии предусматривает совме-
щение процесса выщелачивания зо-
лотосодержащих руд и полупродук-
тов цианидом с процессом сорбции
растворенного золота анионитом
(ионообменной смолой).
Сорбционное выщелачивание ве-
дут по противоточной схеме в бата-
рее пачуков особого устройства
(рис. 141), где золото в виде комп-
лексного иона Au(CN)? тут же по-
глощается смолой:
ЯС1 + Au(CN)7 £Au(CN)2 + Cl" (129)
Частицы смолы по мере их насыщения благородными
металлами утяжеляются и опускаются в нижнюю часть ап-
парата и с помощью аэролифта транспортируются в следу-
ющий пачук. Пульпа проходит последовательно 6—7 ап-
паратов; противоточно пульпе перемещается смола. Из по-
следнего пачука пульпа направляется на обезвреживание
(отделение цианистых растворов) и далее в отвал. Насы-
щенную золотом смолу выдают из головного аппарата и
направляют на десорбцию золота, которую можно прово-
312
дить химическим путем (тиомочевиной) или электролизом
(электроэлюированием). Электролиз ведут в электролиз-
ных ваннах особой конструкции с графитовыми анодами и
титановыми катодами в растворе тиомочевины. Золото и
серебро осаждаются на катоде. Катодный осадок переплав-
ляют и направляют на аффинаж.
В сорбционной технологии извлечения- золЪта по срав-
нению с обычным цианированием полностью устраняются
процессы обезвоживания пульп сгущением и фильтрацией,
промывки кеков, стадия осаждения золота цинком и др.
Перспективным направлением дальнейшего совершенст-
вования гидрометаллургии золота является замена циа-
нистых растворов растворителями на основе тиокарбамида
(тиомочевины).
§ 7. Аффинаж благородных металлов
Аффинаж — металлургическая технология очистки благородных ме-
таллов от примесей и разделения их друг от друга.
На аффинажные заводы поступают гравитационные концентраты
самородного золота, цинковые осадки цианистого процесса, шлиховое
золото из амальгам, металл Доре, полученный из шламов электролити-
ческого рафинирования меди и отходов свинцового производства, раз-
личный бытовой и промышленный лом и отходы и другие материалы.
Состав золотосодержащих материалов очень сложен и непостоянен.
В них, кроме золота, могут присутствовать серебро, медь, свинец, сурь-
ма, мышьяк, олово, висмут и другие примеси, а в ряде случаев и ме-
таллы платиновой группы. Все примеси неблагородных металлов назы-
вают лигатурой. Содержание примесей колеблется в очень широких
пределах — от долей пробы до 200—600 проб. Для опробования этих
материалов проводят приемную плавку.
Для отделения лигатуры и большей части серебра исходные рас-
плавы продувают в таких же печах хлором с переводом хлоридов в на-
веденный шлак или в возгоны. После удаления из сплава лигатурных
примесей и серебра золотой расплав чистотой до 997 пробы разливают
в слитки и в случае необходимости подвергают электролитическому ра-
финированию. Шлаки и другие отходы процесса хлорирования для из-
влечения серебра требуют сложной гидрометаллургической переработки,
из-за чего такой способ аффинажа в настоящее время применяется
редко.
Наиболее совершенным методом аффинажа золота и серебра явля-
ется электролиз. При этом сплавы, содержащие более 700 и менее 300
проб золота, перерабатывают раздельно по различным технологиям.
Аффинаж сплавов с преобладающим содержанием серебра (менее 300
проб золота) требует двустадийного электролиза: сначала при анод-
ном растворении сплава на катоде осаждают чистое серебро, а золото
переводят в шлам. Затем полученный шлам переплавляют и вновь под-
вергают электролизу с катодным осаждением чистого золота.
Первую стадию аффинажа серебра проводят в электролизных вай-
нах из винипласта или фарфора емкостью до 0,6 м3 в электролите,
представляющем собой подкисленный азотной кислотой I—3 %-ный
раствор азотнокислого серебра. Аноды отливают из исходного сплава;
313
катодные основы делают из листового серебра или алюминия. Процесс
ведут при плотности тока 400—600 А/м2. Напряжение на ванне колеб-
лется от 0,8 до 2,6 В. Конечный результат описывается следующими по-
лезными процессами: на аноде Ag— e-*Ag+; на катоде Ag++e->Ag.
Золото при этом выпадает в шлам, содержащий платиноиды, селен,
теллур и другие нерастворимые примеси.
Выделяющийся па катоде осадок серебра имеет рыхлую крупно-
кристаллическую структуру и легко счищается с катодной основы. Для
сбора анодного шлама и предотвращения его смешения с осадком се-
ребра аноды помещают в мешочные диафрагмы.
По окончании процесса примерно раз в сутки из ванн извлекают
анодные остатки, выгружают золотой шлам и со дна ванны вычерпыва-
ют дырчатыми ложками кристаллы чистого серебра. Периодически В
ваннах заменяют электролид.
Осадок серебра промывают и переплавляют в слитки чистотой 999
проб и более. Для получения более чистого серебра (до 999,999 проб)
первичное серебро подвергают повторному аффинажу электролизом.
Золотой шлам после переплавки отливают в аноды массой по
2—3 кг и направляют на аффинаж. Перед переплавкой'золотой шлам
обрабатывают азотной кислотой для растворения остатков серебра, се-
лена и теллура. Кроме шламов, на электролиз золота поступают и дру-
гие сплавы золота с содержанием серебра не более 200 проб. Золотые
аноды в основном загрязнены серебром и платиновыми металлами.
Электролитом при аффинаже золотых анодов служит раствор зо-
лотохлористоводородной кислоты HAuCh, подкисленный соляной кис-
лотой. Катоды делают из волокнистой золотой жести.
Основными1 процессами электролиза золота являются его анодное
растворение, перенос катионов к катоду и образование катодного осад-
ка золота. Некоторая часть золота выпадаете шлам вследствие одно-
временного образования на анодах одновалентных и трехвалентных ио-
нов золота, между которыми существуют равновесные соотношения:
3Au+<±2Au + Au3+.
Серебро при электролизе золота выпадает в осадок в виде нерас-
творимого хлорида AgCl. При большом содержании серебра на аноде
возможно образование плотной пленки, пассивирующей анод. Для сни-
жения вредного воздействия серебра за счет постоянного разрыхления
образующейся пленки электролиз ведут с наложением переменного тока
на постоянный. Таким способом можно рафинировать золотые сплавы,
содержащие до 200 проб серебра.
При электрохимическом растворении золотых анодов такие при-
меси, как платиновые ‘ металлы и примеси лигатуры, практически пол-
ностью переходят в электролит и накапливаются в нем. Отработанный
электролит по мере обогащения примесями для предотвращения их
возможного перехода в катодный осадок периодически заменяют. При
очистке электролита из него сначала электролизом^ отдельных ваннах
с графитовыми анодами выделяют большую часть золота, а затем раз-
ными методами извлекают остатки золота и платиноиды.
Аффинаж золота проводят чаще всего в фарфоровых ваннах ем-
костью 25 л. Ванны устанавливают в водяные бани для подогрева элек-
тролита до 50—60 °C, а электролит перемешивают, барботируя его воз-
духом. В связи с обязательным выделением при электролизе золота
хлора ванны помещают в вытяжной шкаф.
При использовании наложенного иа постоянный переменного тока
процесс ведут при суммарной плотности тока 800—1500 А/м2. Напря-
жение на ванне около 1 В. Чистота получающегося катодного золота
999,8—999,9 проб
314
Раздел МЕТАЛЛУРГИЯ • . "
IV ЛЕГКИХ МЕТАЛЛОВ
Глава 12
МЕТАЛЛУРГИЯ АЛЮМИНИЯ
§ 1. Алюминий и его применение
Алюминий — важнейший легкий цветной металл. По произ-
водству и потреблению он занимает второе место среди
всех металлов (после железа) и первое место среди цвет-
ных металлов.
-В периодической системе элементов Д. И. Менделеева
он находится в III группе 3-го периода. Его порядковый но-
мер 13, атомная масса 26,98. В большинстве химических
соединений алюминий трехвалентен, но в определенных
условиях, теряя всего один электрон, он проявляет одно-
валентное состояние, образуя соединения низшей валент-
ности (субсоединения). Образование одновалентного алю-
миния представляет не только теоретический, но и техно-
логический интерес. С участием субсоединений могут быть
осуществлены процессы выделения алюминия из электро-
термических сплавов и его рафинирования.
Важнейшими физическими свойствами алюминия, обус-
ловливающими его широкое использование практически во
всех отраслях народного хозяйства, являются малая плот-
ность, высокие пластичность, электропроводность и тепло-
проводность.
Многие физические свойства алюминия существенно из-
меняются в зависимости от степени его чистоты. Так, чем
чище алюминий, тем выше его температура плавления и
электропроводность и ниже плотность. Однако ряд свойств
алюминия можно существенно улучшить легирующими до-
бавками магния, кремния, меди, цинка, марганца, которые
повышают механические и литейные свойства алюминия и
его коррозионную стойкость.
Алюминий обладает большой химической активностью
по отношению к кислороду, галоидам, сере и углероду.
Взаимодействие алюминия с этими элементами приводит к
образованию оксида (А12О3), фторида (AIF3), хлорида
(А1С13), сульфида (A12S3) и карбида (AI4C3).
В ряду напряжений алюминий занимает место среди
наиболее электроотрицательных элементов (нормальный
электродный потенциал алюминия равен —1,36 В), что де-
лает невозможным его электрохимическое выделение из
водных растворов его солей.
315
Энергичное взаимодействие алюминия с кислородом
воздуха приводит к образованию на его поверхности тон-
кой, но очень прочной и беспористой оксидной пленки, ко-
торая придает алюминию высокую коррозионную стойкость,
но ослабляет его металлический блеск. В присутствии при-
месей магния, кальция, натрия, кремния и меди защитные
свойства поверхностной пленки сильно понижаются.
Образующийся при взаимодействии алюминия с кисло-
родом безводный оксид А120з (глинозем) может существо-
вать в двух модификациях: а-АгО3 и у-А12О3; первая
из них кристаллизуется в гексагональной системе, а вто-
рая— в кубической. При нагреве у-А12О3 выше 900 °C
начинается его превращение в а-А12О3, которое полно-
стью завершается выше 1200 °C. Кристаллическая модифи-
кация -у-А12О3 обладает высокой гигроскопичностью, а
а-А120з практически совсем влагу не впитывает. Оксиды
алюминия амфотерны.
Вследствие высокого сродства к кислороду алюминий
восстанавливает оксиды многих металлов до металличес-
кого состояния. При нагреве алюминий легко растворяет-
ся в разбавленных азотной и серной кислотах; холодная
азотная кислота его пассивирует. Алюминий хорошо раст-
воряется в щелочах с образованием алюминатов. В орга--
нических кислотах и в воде он устойчив.
Алюминий в настоящее время находит очень широкое
применение в виде чистого металла, многочисленных спла-
вов и в виде солей и оксида. Пожалуй нет ни одной отрас-
ли промышленности, где не применялся бы алюминий или
изделия из него в той или иной форме.
В виде чистого металла алюминий используют для из-
готовления электрических проводов и химической аппара-
туры, получения фольги, применяемой для упаковки пище-
вых продуктов, изготовления электроконденсаторов, отра-
жательных зеркал в телескопах, посуды для приготовления
пищи, разнообразных украшений и декоративных изде-
лий, корпусов часов и т. д.
Алюминий высокой чистоты широко используют в но-
вейших областях техники — атомной энергетике, радиотех-
нике, радиолокации и в качестве плакирующего материала
для защиты металлических поверхностей от воздействия
различных химических веществ и атмосферной коррозии.
Химическая стойкость алюминия может быть повыше-
на путем образования искусственной оксидной пленки ме-
тодом анодного оксидирования, которое используют для
придания изделиям из алюминия декоративного вида.
316
Большую роль алюминий играет в производстве стали,
где его применяют не только в качестве раскислителя, но и
как легирующую добавку в жароупорные стали, а также
при термитной сварке и в процессах получения ряда цвет-
ных металлов ’методом алюмотермии. В виде тонкодис-
персного порошка — пудры—алюминий используют для
жаропрочной окраски нагревательных печей и декоратив-
ной антикоррозионной окраски различных изделий.
Значительное количество алюминия применяется в сов-
ременной технике в виде сплавов с кремнием, медью, маг-
нием, цинком, титаном и другими металлами. Наиболее из-
вестные сплавы на алюминиевой основе содержат не менее
двух-трех легирующих добавок, которые главным образом
повышают его механическую прочность.
Алюминиевые сплавы подразделяются на деформируе-
мые, которые могут подвергаться холодной и горячей ме-
ханической обработке (прокатке, ковке и т. п.), и литейные.
Среди деформируемых сплавов в первую очередь должны
быть названы дуралюмины, создание которых способство-
вало бурному развитию авиационной техники.
Дуралюмины являются сплавами алюминия с медью,
магнием и марганцем. Отличаясь небольшой плотностью
эти сплавы по своим механическим характеристикам близ-
ки к некоторым сортам мягких сталей, а по удельной
прочности, выражающейся отношением предела прочности
к плотности сплава, близки к высококачественным сталям.
Из дуралюминовых сплавов В основном изготавливают лис-
ты, профили, прутки, проволоку, трубы и заклепки. Листы
часто выпускают плакированными чистым алюминием, что
повышает их стойкость к атмосферной коррозии и способ-
ствует широкому использованию в современной авиации в
качестве обшивки самолетов.
Среди литейных алюминиевых сплавов наиболее рас-
пространены силумины — сплавы с большим содержанием
кремния и добавками легирующих элементов. Силумины
отличаются высокими литейными свойствами и хорошо под-
даются сварке. Из силуминовых сплавов получают фа-
сонные отливки любой конфигурации.
Известны также подшипниковые алюминиевые сплавы
на основе систем А!—Fe, Al—Ni, Al—Си. Алюминий рас-
ходуется также на приготовление медных сплавов — алю-
миниевых бронз и латуней. <
Важнейшим^ потребителями алюминия и его сплавов
являются авиационная и автомобильная промышленность,
железнодорожный и водный транспорт, электротехническая
317
и'химическая промышленность, машиностроение, промыш-
ленное и гражданское строительство, производство предме-
тов домашнего потребления.
В ряде областей современной техники находят приме-
нение различные соединения алюминия. Плавленый оксид
алюминия (корунд) используют в качестве абразивного
материала в виде шлифовальных кругов, шкурки и других
изделий. Из чистого оксида изготавливают жаропрочные
изделия (тигли, трубы, огнеупоры), искусственные рубины
и высококачественные зубные цементы. В текстильной, ко-
жевенной и бумажной промышленности применяют алю-
миниевые квасцы K[A1(SO4)2] -12Н2О.
Для развитых промышленных стран среднестатистиче-
ское распределение потребления алюминия по отдельным
отраслям выражается следующими цифрами, % от обще-
го потребления:
Транспорт........................... 18—21
Строительство............. . . . . 24—30
Электротехника ..................... 12—14
Тара н упаковка ....................... 14—17
Предметы домашнего обихода .... 7—К)
Машиностроение .. . ................ 5—7
Прочие потребители . .................... До 10
§ 2. Сырье для получения алюминия
Алюминий по распространенности в природе уступает
только кислороду и кремнию. Кларк алюминия равен 8,05,
что в пересчете на А12О3 составляет около 15 %. Следова-
тельно, природные ресурсы алюминия теоретически неис-
черпаемы. Из-за высокой химической активности' он встре-
чается в природе только в виде химических соединений.
Известно около 250 минералов, содержащих алюминий.:,.
Наиболее распространены в природе соединения алюминия 1
с кислородом.
Ниже приведен состав алюминиевых минералов, име-
ющих промышленное значение или перспективных в бли-
жайшем будущем:
А1,О„ %
Коруид А12О3 . . .................. 100,0
Диаспор, бемит А^Оз-НгО.............. 85,0
Гидраргиллит АЬОз-ЗНгО............... 71,0
Кианит АЬОз-ЗЮг...................... 63,0
Каолинит Al2O3-2SiO2-2H2O............ 39,5
Алунит K2SO4-A12(SO4)3-4A1(OH)3 . . 37,0
Нефелин (Na, ЮгО-АЬОз^БЮг . . . 32,3—35,9
318
Важнейшими алюминиевыми рудами в настоящее вре-
мя являются бокситы, содержащие алюминий в форме
гидратированного оксида алюминия А12Оа-пН2О, а также
нефелины и алуниты. В перспективе возможно использовав
ние бесщелочных алюмосиликатов (кианитов, глин, каоли-
нов) и некоторых промышленных отходов — высокоглино-
земистых зол, шлаков и хвостов от обогащения углей.
Из алюминиевых руд, как правило, сначала выделяют
глинозем — технический оксид алюминия, из которого за-
тем получают металлический алюминий. Для производства
глинозема годятся далеко не все горные породы. Возмож-
ность использования алюминийсодержащих горных пород
в качестве рудного сырья для получения алюминия опре-
деляется технико-экономическими соображениями с учетом
применимости известных способов переработки.
Бокситы являются рудой, наиболее широко используе-
мой алюминиевой промышленностью._3а рубежом практи-
чески весь алюминий получают из бокситовых руд. В на-
шей стране для производства алюминия используют также
нефелины и алуниты.
Бокситом называется горная порода, состоящая глав-
ным образом из гидратированных оксидов алюминия, же-
леза, кремния, титана и некоторых других элементов.
В бокситах могут также присутствовать карбонаты каль-
ция и магния, соединения серы, фосфора, хрома, а также в
небольших количествах соединения редких элементов: ва-
надия, галлия, циркония, ниобия и др. Всего в составе бок-
ситовых руд обнаружено 42 элемента.
Химический состав бокситов изменяется в очень широ-
ких пределах как в разных месторождениях, так и в преде-
лах одного месторождения. Содержание А12Оа в бокситах
колеблется от 35 до 60 % SiO2 от десятых долей до 25 %,
Fe2Oa от 2 до 40%, ТЮ2 от следов до 11 %. Содержание
многих сопутствующих элементов измеряется сотыми и да-
же тысячными долями процента.
По внешнему виду бокситы похожи на глину. Они мо-
гут иметь различные цвета и оттенки — от белого до темно-
красного. Плотность бокситов в зависимости.от их порис-
тости колеблется от 1200 до 3500 кг/м2.
Важнейшими характеристиками, определяющими каче-
ство бокситов, являются содержание оксида алюминия и
кремневый модуль, который выражается отношением со-
держания А12О3 к содержанию SiO2. Чем выше кремневый
модуль, т. е. чем больше содержание А12Оа и меньше SiO2,
тем выше качество боксита.
319
В СССР по ГОСТ 972—74 предусмотрено 8 марок бок-’
ситов: Б-00, Б-0, Б-1 и далее до Б-6. В марке Б-00 допус-*
кается содержание А12О3 не менее 50 % и кремневый мо-
дуль не менее 12, а в боксите марки Б-6 соответственно
37 % и 2.
По минералогическому составу .различают следующие
типы бокситов: маловодные (корундовые), одноводные J
(диаспоровые и бемитовые), трехводные (гидраргиллито- !
вые) и смешанные. Обычно в бокситах присутствуют одно- i
временно два минерала, содержащих оксид алюминия.
В Советском Союзе открыто несколько месторождений «
бокситов. Наиболее важными из них являются уральские, j
тихвинские и тургайскиё. К перспективным следует отнес- '
ти месторождения бокситов в Архангельской и Белгород-
ской областях и в Коми АССР. \ ;
Зарубежная алюминиевая промышленность работает в
основном на высококачественных бокситах. Крупные мес- -Л
тброждения бокситов за рубежом имеются в Гвиане, Гане, J
Суринаме, на Ямайке, в Индонезии, Малайзии, США, i
Франции, Греции и других странах. Такие страны как Ка-' I
нада, ФРГ, Норвегия, Швеция и Англия, обладающие раз-
витой алюминиевой промышленностью, используют привоз-
ное сырье (глинозем и бокситы).
Помимо получения глинозема, бокситы используют при
производстве электрокорунда, в мартеновском производстве j
и при изготовлении глиноземистого цемента и огнеупоров.
Нефелинсодержащие горные породы представлены
большим разнообразием типов. Огромные запасы нефели- 1
нов обнаружены в СССР.
В настоящее время отечественная алюминиевая про-
мышленность для производства глинозема использует
апатито-нефелиновые породы Хибинского горного массиаа_ ‘
и нефелиновые сиениты ряда месторождений Сибири, Ура-*
ла и Кавказа.
Апатито-нефелиновые руды Кольского полуострова. -
подвергают флотационному . обогащению с получением ’
апатитового и нефелинового концентратов. Средний состав
нефелинового концентрата следующий, %: 29 А12О3; 44
SiO2; 3 Fe2O3; 20 (Na2O+K2O).
Нефелиновые сиениты Сибири являются высококачест- i
венным сырьем и не требуют предварительного обогаще-
ния.
Вследствие низкого содержания А12О3 в нефелиновых
рудах и концентратах их переработка на глинозем целесо-
образна Только при попутном получении соды и Поташа и .
320
использовании отходов комплексной технологии для произ-
водства цемента.
Алунитовые руды являются комплексным сырьем^..со-
держащим, кроме алюминия, щелочи и серный ангидрид
SO3. Их переработка на глинозем целесообразна только
при комплексном использовании всех ценных составляю-
щих. Содержание А12О3 в алунитовых породах не превы-
шает 20—22%.,
В СССР крупные месторождения алунитов обнаружены
в Азербайджанской, Казахской, Узбекской и Украинской
ССР. За рубежом большими запасами алунитов распола-
гают Италия, Австрия, КНР и США.
Глины и каолины широко используют во многих отрас-
лях промышленности при производстве керамики, огнеупо-
ров и других изделий. Лучшие сорта каолинов, содержа-
щие до 40 % А120з, используют либо в алюминиевой про-
мышленности для получения алюминиевокремниевых
сплавов прямым восстановлением, либо в качестве сырья
для получения глиноземд. В СССР очень много месторож-
дений глин и каолинов.
Кианиты для производства глинозема ие используют-
ся, но являются очень хорошей рудой для прямого полуде-,
ния силикоалюминия. Огромные запасы кианитовых пород
находятся на Кольском полуострове и в Карелии.
Важное место в общем балансе производства алюминия
занимает вторичное сырье. На его долю приходится-около
20 % от общего выпуска этого металла.
§ 3. Современное состояние
алюминиевой промышленности
В свободном состоянии алюминий был выделен химическим путем
в 1825 г. датским физиком Эрстедом путем воздействия амальгамы ка-
лия иа хлористый алюминий. Позднее этот метод неоднократно совер-
шенствовался и видоизменялся. В частности, русский физико-химик
Н. И. Бекетов в 1865 г. предложил получать алюминий вытеснением
его магнием из криолита Na3AIF6. Производство алюминия химическими
методами существовало до 1890 г. За 35 лет их применения было полу-
чено всего около 200 т алюминия.
В конце 80-х годов прошлого столетия химические методы получе-
ния алюминия были вытеснены электролитическим способом, который
был одновременно в 1886 г предложен во Франции и США. В 1888 г.
началось промышленное производство алюминия методом электролиза
глинозема, растворенного в криолитовом расплаве. Этот метод приме-
няется повсеместно до настоящего времени.
С момента появления электролитического способа получения алю-
миния фактически и начинается современная алюминиевая промышлен-
ность, которая почти за 100 лет своего существования выросла в одну
21 Н. И. Уткин
321
из крупнейших отраслей металлургического производства мнрововд|м
масштаба. По масштабам производства и потребления алюминий с яа^И
чала 60-х годов текущего столетня опередил медь — «старейший»
очень распространенный металл. Я
Первое (место по производству алюминия принадлежит США. Сре-Я
ди зарубежных стран крупную алюминиевую промышленность имеют Я
Канада, Япония, Франция, Англия, Италия, ФРГ, Норвегия, Венгрия, Я
Польша н Чехословакия. Я
Промышленное производство алюминия в Советском Союзе было 1
организовано только в 30-х годах текущего столетия после создания ж*Я
стране первых электростанций, (^начала в Ленинграде был пущен опыт- Я
иый завод, на котором отрабатывались технология и аппаратура, го-, Я
трвились инженерные"^ рабочие кадры. В 1932 г. состоялся пуск neg; Л
вбго в стране Волховского алюминиевого завода на базе Волховской Я
ГЭС, а в 1933 г. — Днепровского алюминиевого завода на базе Диеп-. J
рогэса. В последующие годы вошли в строй действующих миогочислен;„^|
иые предприятия алюминиевой промышленности, обеспечившие нашей., j
стране одно из ведущих мест в производстве алюминия. \
в мире.
В то время как в крупномасштабном производстве тяжелых цвет- ~
ных металлов преобладают горно-металлургические комбинаты, объ- -
еднняющие горио-обогатительные н металлургические производства, со;.,
временная алюминиевая промышленность строится на основе четкой >
дифференциации глинозёмных заводов и заводов по производству ме-
таллического алюминия. Это обусловлено тем, что электролитическое *
получение алюминия относится к категории очень энергоемких произ-
водств и размещение таких заводов тяготеет к источникам дешевой .
электроэнергии гидроэлектростанций. Примером этого могут служить
как Волховский и Днепровский алюминиевые заводы, так и многие со-
временные алюминиевые заводы, построенные на базе крупнейших гид-
роэлектростанций: Волгоградский, Иркутский, Красноярский, Братский
и Таджикский.
Производство глинозема, наоборот, базируется в местах добычи
алюминиевых руд, что сокращает объемы перевозимых на электролит- 5
ные заводы сырьевых материалов. •
Технология получения металлического алюминия сложна и включа- 1
ет, по существу, четыре отдельных производства (рис. 142): j
1) производство глинозема; - t J
2) производство криолита и фтористых солей;
3) производство угольных изделий; . ,
4) производство электролитического алюминия. ( ;
Часть электролитического алюминия подвергают дополнительному 1
рафинированию. ~
Приведенная схема получения чистого алюминия является типо*. ;
вой и лежит в основе практически всей мировой алюминиевой промыш- - .
лейиости. Со времени открытия и внедрения электролитического спо-
соба производства алюминия его развитие шло в направлеини :
улучшения конструкции применяемых аппаратов, механизации и авто-
матизацин технологических операций и их совершенствования. Сущность j
способа осталась неизменной. £
Несмотря иа преимущественное применение электролиза расплавов ;
для- получения алюминия, эта технология .имеет определенные недо- ~г
статки по сравннию с крупномасштабным производством ряда друпя ’
цветных металлов: , Ж
1) малая единичная мощность даже у самых' крупных электролизе» ж
ров (Не более 250—300 кА); Я|
322
' 2) высокий удельный расход электроэнергии (до 16—17 тыс.,
кВт-ч/т)';
3) необходимость преобразования переменного тока в постоянный;
4) сложность технологических схем производства глинозема;
5) большой расход дорогостоящих чистых фтористых солей;
6) невозможность использования низкосортных видов природного
алюминиевого сырья.
Плавиковый шпат Алюминиевая руда
I *
Обогащение Производство
—--------------------- елинозема
Концентрат
Производство криолита
и фтористых солей '
Глинозем
Na3AlFe,AlF3,NaF
Углеродистые Связующее
материалы I ’
I I
Дозировка й смешение
---------j----------
Углеродистая масса
I т ।
Прессование и обжиг Формовка
Электроды и блоки Анодная масса
Технологическая
эхектрозцергия
Электролитическое
получение алюминия
Алюминий
I
Чушкобой алюминии
Рие. 142. Принципиальная технологическая схема получения алюминия элект*
ролитнческим (способом
Наряду с электролитическим способом получения алюминия воз-
можно использование электротермических процессов, . основанных на
Прямом восстановлении глииоземсодержащих природных материалов с
получением первичных алюминиевокремииевых сплавов с последующей
переработкой их на конструкционные сплавы или технически чистый
алюминий. . . ’
Применение электротермических процессов производства алюминия
и его сплаиов приводит к упрощению в целом технологии,, а также к
расширению сырьевой базы алюминиевой промышленности. Последнее
обусловлено тем, что для термического процесса могут быть использо-
ваны различные природные алюмосиликаты без значительных затрат на
нх" обогащение и предварительную подготовку. Однако получение алю-
миния из силикоалюминиевого сплава — задача далеко не простер. По-
этому термические способы в настоящее время, как правило, применя-
ют только для получения алюминиевых сплавов типа силуминов.
Остановимся более подробно иа рассмотрении основных стадий
электролитического способа получения алюминия.
21*
§ 4. Производство глинозёма
Глинозем — чистый оксид алюминия А12О3 — является
основным исходным материалом при производстве алюми-
ния электролизом.
Безводный оксид алюминия образует несколько поли-
морфных модификаций, или форм, имеющих одинаковый
химический состав, но различное кристаллическое строе-
ние, а следовательно,и различные свойства.
Наиболее устойчивой . формой глинозема является
а-А12О3 (корунд). Эта модификация встречается в природе
и обладает высокой химической стойкостью к кислотам и
щелочам и практически негигроскопична при хранении. Мо-
дификация у-А12О3 в природе не встречается; она образу-
ется при нагреве гидратированного оксида алюминия до
500—550 °C. у-А12О3 хорошо растворяется как в кислотах,
так и в щелочах и сильно гигроскопична. При нагреве до
1200 °C у-А12О3, как и все другие модификации глинозема,
превращается в а-А12О3.
Технический глинозем, используемый при электролити-
ческом получении алюминия, представляет собой белый
кристаллический порошок, состоящий в основном из смеси
а- и ^-разновидностей. Глинозем выпускают нескольких ма-
рок. Согласно ГОСТ 6912 —74 для электролиза алюминия
пригодны марки глинозема Г-00, Г-0, Г-1 и далее до Г-4.
Наиболее вредными примесями в нем являются SiO2, Fe2O3,
TiO2. Кроме того, в глиноземе регламентируется предель-
ное содержание щелочей (Na2O+K2O) и Р2О5.
Большое внимание при оценке качества технического
глинозема уделяется его физическим свойствам: влажности
(гигроскопичности), плотности, насыпной массе, грануло-
метрическому составу, углу естественного откоса, образую-
щемуся при насыпании мелкого материала на плоскую’по-
верхность. От этих свойств зависит поведение глинозема
при его транспортировке, загрузке в электролизеры и в са-
мом процессе электролиза.
В промышленности, в зависимости от состава и физико-
химических свойств сырья, глинозем получают различными
способами. Из большого разнообразия известных способов
можно выделить три группы процессов: щелочные, кислот-
ные и кислотно-щелочные.
В настоящее время практически весь глинозем получа-
ют щелочными методами, которые в свою очередь подраз-
деляются на гидрохимические, термические и комбиниро-
ванные.
324
Получение глинозема по способу Байера
Способ Байера получил наиболее широкое распростра-
нение в мировой практике. Он был предложен в конце
прошлого, столетия австрийским химиком К. Н. Байером,
работавшим в России. По имени автора этот процесс был
назван способом Байера.
Способ Байера относится к щелочным гидрохимическим
процессам. В основе способа лежит обратимая химическая
реакция
А1(ОН)з + NaOH NaA102 + 2Н2О. (130)
В условиях обработки (выщелачивания) исходной руды
раствором едкого натра эта реакция идет вправо, т. е. алю-
миний переходит в раствор в форме алюмината натрия.
При разложении (декомпозиции) полученных растворов
равновесие реакций сдвигается в обратную сторону и про-
исходит гидролиз алюминатного раствора с образованием
кристаллического осадка гидроксида алюминия.
В способе Байера технологический цикл по щелочи
замкнут. Затраченная на выщелачивание щелочь освобож-
дается при декомпозиции и возвращается в голову процес-
са на обработку новых порций руды.
Способ Байера обычно применяют для переработки вы-
сококачественных бокситов с относительно низким содер-
жанием кремнезема. Упрощенная схема производства гли-
нозема этим методом приведена на рис. 143. Согласно этой
схеме исходный боксит дробят и затем измельчают в среде
концентрированного оборотного раствора щелочи. Далее
пульпу выщелачивают с целью перевода оксида алюминия
в раствор. Выщелачивание боксита в зависимости от мине-
ралогической формы природного гидроксида алюминия
протекает по следующим реакциям:
А12О3-Н2О + 2NaOH = 2NaA102 + 2Н2О; (131)
(Диаспор, бемит)
А12оз. ЗН2О + 2NaOH = 2NaA103 + 4Н2О. (132)
гидраргиллит)
Наиболее легко выщелачиваются гидраргиллитовые
бокситы; для растворения моногидратных бокситов требу-
ются более высокие температура и концентрация щелочно-
го раствора.
Одновременно с природными гидроксидами алюминия
со щелочью взаимодействуют свободный кремнезем и раз-
личные алюмосиликаты. Этот процесс идет вначале с обра-
зованием силиката натрия по реакции
SiO2 + 2NaOH = Na2SiO3 + Н2О. (133)
21а н. и. уткин 325
Известь
Боксит
1 '
Дробление
~~I 1 I f
Мокрое измельчение
Едкий натр
Пульпа
Выщелачивание
I Г~
Разбавление пульпы
Сгущение шлама
1 Алюминатный раствор
Красный шлам
Декомпозиция
Промывка
Гидратная пульпа
Шлам
Промывная вода
Ватравка
В отвал
Сгущение и классификация гидроксида
Крупная фракция гидрата
Маточный раствор
Фильтрация и промывка
Гидроксид алюминия
I
Кальцинация
I
Глинозем
Выпаривание
Отделение сом
Сода Раствор
I Известь |
Каустификация
- J----------------1
Белый шлам Щелочной раствор
. I I_________
На извлечение глинозема
Рис. 143. Схема производства глинозема по способу Байера
Силикат натрия реагирует затем с алюминатом натрия
с образованием нерастворимого в щелочных растворах на-
триевого гидроалюмосиликата:
2NaA102 + 2Na2SiO3 + 4Н2О =
= Na2O-Al2O3-2SiO2-2H2O + 4NaOH. (134)
326
Аналогичная картина имеет место при непосредственном
растворении содержащегося в бокситах каолинита, который
взаимодействует со щелочью по реакции
А12О3 • 2SiO2 • 2Н2О + 2NaOH =
= Na2O • А12О3 • 2SiO2 • 2Н2О + Н2О. (135)
Образование больших количеств нерастворимого гидро-
алюмосиликата натрия при выщелачивании бокситов недо-
пустимо, так как ведет к неизбежным потерям дорогостоя-
щей щелочи и к снижению извлечения в раствор алюминия.
По этой причине бокситы с повышенным содержанием
кремнезема перерабатывать способом Байера нецелесооб-
разно.
Для выщелачивания бокситов и особенно бокситов, со-
держащих алюминий в форме моногидроксида, требуются
температуры не ниже 180—240 °C. Повышенные температу-
ры одновременно способствуют увеличению скорости обра-
зования алюмината натрия и полноты извлечения алюми-
миния из боксита. При таких условиях давление насыщен-
ных паров водного раствора гораздо выше атмосферного.
Поэтому выщелачивание бокситов проводят в специальных
аппаратах—автоклавах, работающих под давлением.
Вертикальные автоклавы, используемые для выщелачи-
вания бокситов, представляют собой стальные сосуды, ра-
ботающие при давлениях до 3 МПа и температуре до
250 СС. Обогрев автоклавов может производиться острым
паром, вдуваемым непосредственно в пульпу, или с по-
мощью обогреваемых змеевиков.
В отечественном глиноземном производстве получили
распространение автоклавы емкостью 25—72 м3 с обогре-
вом острым паром.
Автоклав (рис. 144) представляет собой вертикальный
цилиндрический цельносварной сосуд диаметром 1,6—
2,5 м и высотой 13,5—17,5 м с эллиптическими днищами.
Он снабжен трубой передавливания для разгрузки пульпы.
Загружают пульпу в автоклав через штуцер в верхнем
днище. Кроме того, в верхнем днище имеются патрубки
для подключения термометра и манометра и для сдувки не-
конденсирующихся газов. На цилиндрической части корпу-
са и в нижнем днище имеются люки для чистки автоклава
н для производства ремонтных работ. Аппарат устанавли-
вают на несущую конструкцию с помощью четырех опор,
приваренных к корпусу.
- В греющий автоклав для подачи пара снизу введен бар-
ботер.
327
Рис. 144. Автоклав для выщелачива-
ния бокситов:
1 — корпус; 2 — загрузочный шту-
цер; 3 — труба передавливания
(разгрузочная); 4 — штуцер сдувки;
5 — штуцер для подключения кон-
трольно-измерительных Приборов;
6— люк; 7 — барботер; 8 — опоры
В зарубежной практике по- Я
лучили применение также ав- Я
токлавы с полезным объемом J
до 150 м3, имеющие змеевики 1
для нагрева пульпы и мешал- 1
ки для ее перемешивания. Ис- 1
пользование таких автоклавов 1
предотвращает разбавление 1
пульпы конденсатом грею- |
щего пара. Однако автоклавы |
с косвенным нагревом более 1
сложны по конструкции и ме- 1
нее надежны в работе. 1
Выщелачивание бокситов в |
автоклавах можно проводить 1
как в периодическом, так И в )
непрерывном автоматизирован-1 1
ном режимах. j
При периодическом выше- 1
лачивании пульпу с начала до 1
конца обрабатывают в одном 1
автоклаве. Оно включает еле- 4
дующие операции: загрузку 1
пульпы, нагрев ее до необхОди- ' 1
мой температуры, выщелачива- ]
ние и разгрузку автоклава. -1
Длительность процесса при !
этом составляет около 3 ч, в |
том числе на выщелачивание J
затрачивается 1,5—2 ч. 1
Периодическое выщелачи- 1
вание в настоящее время поте- • 1
ряло свое практическое значе- 1
ние. 1
Непрерывный процесс осу- i
ществляется в автоматизиро- 1
ванных автоклавных батареях >1
(рис. 145), объединяющих в 1
зависимости ют технологичес- 1
ких требований по 6—10 авто- |
клавов. |
Работа автоклавной бата- I
реи осуществляется следую- I
щим образом. Бокситовая 1
пульпа из мешалок с помощью |
328
Оборотная бода
Рис. 145. Схема непрерывного выщелачивания бокситов в автоматизирован- .
ной батарее:
1 — мешалка; 2— воздушный компенсатор; 3— поршневой насос; 4— теп-
лообменник; 5 — греющие автоклавы; 6 — реакционные автоклавы; 7 —
сепаратор пульпы I ступени; 8 — сепаратор пульпы П ступени; 9 — мешал-
ка разбавления; 10 — самоиспаритель конденсата; 11 — конденсационный
подогреватель; 12 — бак с горячей водой
поршневого насоса нагнетается в теплообменники, где на-
гревается сепараторным паром I ступени сепарации. Из
теплообменника пульпа поступает в греющий автоклав и
далее передавливается последовательно через батарею ре-
акционных автоклавов, в которых протекает и завершается
процесс выщелачивания. Из последнего автоклава пульпа
вводится в сепараторы I и II ступеней, где давление сни-
жается до атмосферного (соответственно снижается и тем-
пература).
Вследствие резкого снижения давления пульпа в сепа-
раторе I ступени вскипает, образовавшийся в нем пар на-
правляют в подогреватели первичного нагрева исходной
пульпы. Низкотемпературный пар сепаратора второй сту-
пени используют для подогрева воды, необходимой для
промывки шлама.
Время пребывания пульпы в автоклавах составляет око-
ло 2 ч. Из сепаратора пульпа, состоящая из алюминатного
раствора и красного шлама, поступает на разбавление в
мешалку, а затем в отделение сгущения и промывки крас-
ного шлама.
Для непрерывного выщелачивания бокситов можно ис-
пользовать также трубчатые реакторы (выщелачиватели),
позволяющие проводить процесс при 300 °C и более и дав-
лении 10—25 МПа.
Режим выщелачивания зависит от состава и свойств пе-
329
рерабатываемых бокситов, и в частности Минералогической
формы, присутствующих гидроксидов алюминия. Степень
измельчения бокситов перед выщелачиванием колеблется
от 0,006 до 0,83 мм.
Выщелачивание бокситов, содержащих алюминий в
форме гидраргиллита, проводят при 95—105 °C, а бемито-
вых и диаспоровых — соответственно при 150—230 °C и
230—245 °C.
Как показали работы ряда советских ученых, благопри-
ятное влияние на результаты выщелачивания трудновскры-
в'аемых диаспоровых и бемитовых бокситов оказывают до-
бавки оксида кальция в количестве 3—4 % от массы руды
и проведение процесса при повышенных температурах.
При выщелачивании диаспоровых бокситов в присутст-
вии оптимального количества извести существенно возрас-
тает извлечение алюминия в раствор алюмината натрия.
Избыток извести приводит к снижению извлечения А12О3
вследствие образования нерастворимого гидроалюмината
кальция состава ЗСаО- А12О3-6Н2О.
Выщелачивание бемитовых бокситов при добавках из-
вести приводит к снижению химических потерь щелочи по
сравнению с безызвестковым процессом. Однако в этом
случае извлечение А12О3 несколько снижается из-за образо-
вания гидроалюмосиликата кальция (ЗСаО-Al2O3-mSiO2-.
пН2О). О механизме активирующего действия извести при
автоклавном выщелачивании бокситов до настоящего вре-
мени нет единого мнения.
Алюминатные растворы, образующиеся при выщелачи-
вании, склонны к распаду, т. е. обратному выделению из
них гидроксида алюминия. Стойкость алюминатных раство-
ров зависит от избытка щелочи, который на практике при-
нято характеризовать каустическим модулем ак- Каустиче-
ский модуль выражается мольным отношением Na2O:
: А12О3 и должен составлять в оборотном растворе величи-
ну порядка 3,5—4,0. Чем больше каустический модуль, тем
устойчивее алюминатный раствор и быстрее протекает про-
цесс'выщелачивания. Алюминатный раствор от шлама от-
деляют обычно сгущением с последующей фильтрацией от
тонкой взвеси.
Сгущение пульпы проводят чаще всего в однокамерных
сгустителях диаметром 30—40 м с увеличенной высотой
бака. Наряду с однокамерными применяют многокамерные
сгустители с 2—5 отстойными камерами, расположенными
друг над другом. Такие сгустители, занимая меньшую про-
изводственную площадь, отличаются более низкой сте-
330
пенью уплотнения шлама и более сложны в.обслуживании.
Выпущенный из сгустителей шлам подвергают много-
кратной промывке по принципу противотока, что позволяет
более полно отмыть его от остатков алюминатного раствора
и получить промывные воды более высокой концентрации.
Промытый красный шлам откачивают в хранилище. Выход
шлама в зависимости от вида и качества перерабатываемо-
го боксита составляет 20—50 % от исходной массы. При-
мерный состав красного шлама следующий, %: 12—15
А12О3; 45—50 Fe2O3; 6—11 SiO2.
Алюминатный раствор после сгущения обрабатывают на
фильтрах, работающих под давлением или под разрежени-
ем. Раствор после фильтрации должен содержать Fe2O3 не
более 10 г/м3 и SiO2 не более 5—6 г/м3. Температура рас-
твора около 90 °C. Далее раствор подвергают декомпозиции
(разложению).
Процесс декомпозиции, получивший название «выкручи-
вание», основан на обратимой реакции:
2NaA102 + 4Н2О А12О3 • ЗН2О + 4NaOH. (136)
Его цель — кристаллизация’ из раствора А1(ОН)3.
Для того чтобы осуществить процесс разложения алю-
минатного раствора, т. е. сдвинуть равновесие реакции
вправо, необходимо разбавить раствор, охладить его, вве-
сти «затравку» (ранее полученные мелкие кристаллы гид-
роксида алюминия) и перемешивать пульпу в течение 50—
90 ч, чтобы вырастить достаточно крупные кристаллы. Раз-
бавление раствора ограничено затратами на последующую
выпарку воды и объемами
применяемой аппаратуры.
Охлаждение должно быть
строго регламентирован-
ным. В отечественной
практике принят узкий
температурный режим ро-
ста кристаллов в интерва-
ле 52—56 °C в начале опе-
рации и 44—46 °C в кон-
це. Мелкие кристаллы за-
травки служат в процессе
центрами кристаллиза-
ции.
Выкручивание алюми-
натных растворов прово-
дят в аппаратах, называе-
Рис. 146. Декомпозер с механическим пере-
мешиванием:
1 — вал; 2 — лопасть; 3 — цепь; 4 — волоку-
ша; 5 — снфои
331
Рис. 147. Схема декомпозера с воздуш-
ным перемешиванием:
1 — корпус; 2 — аэролифт Для переме-
шивания; 3 — транспортный аэролифт;
4 — боковая барботажная трубка; 5 —
водяные рубашки; 6 — люк; 7 — разгру-
зочный клапан; 8 — вытяжная труба
мых декомпозерами, с меха-
ническим или пневматичес-
ким (воздушным) переме-
шиванием в периодическом
или непрерывном режимах.
Декомпозер с механиче-
ским перемешиванием (рис.'
146) представляет собой
стальной бак высотой и диа-
метром по 8 м, внутри кото- ‘
рого вращается цепная ме-
шалка, состоящая из вала
с лопастями и свободно под-
вешенных на них цепей с во-
локушами. При непрерыв-
ном осуществлении процес-
са такие декомпозеры уста-
навливают в последователь-
ные серии по 10—11 шт. и
соединяют сифонами.
Декомпозеры с воздуш-
ным перемешиванием (рис.
147) являются наиболее со-
вершенными и крупными ап-
паратами вместимостью до
3000 м3.' Для перемешивания
пульпы, обеспечивающей хо-
рошую циркуляцию затрав-
ки, служит циркуляционный
аэролифт (пневмоподъем-
ник). Он состоит из двух
концентрически установлен-
ных вертикальных труб.По
внутренней трубе сверху в
коническую часть декомпо-
зера, где оседает кристаллизующийся гидроксид алюминия,
подают сжатый воздух. Выходя из центральной трубы, воз-
дух способствует образованию воздушно-пульповой взвеси,
которая, обладает значительно меньшей плотностью, уст-
ремляется в кольцевой зазор аэролифта и, поднимаясь,
сливается через верхний открытый конец наружной трубы.
Кроме циркуляционного аэролифта в пневматическом де-
композере имеется транспортный аэролифт, с помощью ко-
торого осуществляется переток пульпы из одного декомпо-
зера в другой.
332
Декомпозеры с воздушным перемешиванием являются
основными аппаратами для организации непрерывного, ав-
томатически управляемого процесса в глиноземном произ-
водстве на отечественных заводах. В непрерывно работаю-
щей серии декомпозеров работают 16—28 аппаратов.
Гидратную пульпу из декомпозеров, состоящую из ма-
точного (остаточного) раствора и кристаллов гидроксида
алюминия различной крупности, направляют на сгущение.
Для отделения гидроксида от маточного раствора и
классификации гидроксида используют гидросепараторы,
гидроциклоны и сгустители; сгущенную пульпу фильтруют
и промывают на барабанных вакуум-фильтрах.
После классификации пульпы получают две фракции
гидроксида алюминия (мелкую и более крупную) и маточ-
ный раствор. Крупная фракция с размером частиц 40—
100 мкм является продукционным гидроксидом, который
направляют на кальцинацию, а мелкую (мельче 30—
40 мкм) используют в качестве затравки при декомпози-
ции алюминатных растворов. Выход продукционного гид-
роксида составляет около 65—70 %.
Маточный раствор после отделения гидроксида объеди-
няют с промывными водами и направляют на выпарива-
ние. При выпарке растворов преследуют две основные це-
ли: удаление избыточной воды и повышение за счет этого
концентрации щелочи до оптимального значения, а также
очистку раствора от соды, образующейся при выщелачива-
нии за счет взаимодействия едкого натра с карбонатами
исходной шихты, и ряда других примесей. Чтобы возвра-
тить соду в процесс, ее необходимо превратить в каустиче-
скую щелочь.
Для превращения соды в щелочь применяют известко-
вую каустификацию, основанную на реакции
NaaCO3 + Са(ОН)2 2NaOH + СаСО8. (137)
В глиноземном производстве на каустификацию посту-
пает содовый раствор, содержащий некоторое количество
NaA102 и NaOH, что приводит к их взаимодействию с изве-
стью с образованием нерастворимого трехкальциевого гид-
роалюмината ЗСаО-АЬОз-бНгО.
При каустификации соды в качестве отходов получает-
ся белый шлам, содержащий наряду с углекислым каль-
цием 9,5—10 % А12О3. Этот глинозем можно извлечь путем
выщелачивания. -
Крупную фракцию гидроксида алюминия после тща-
тельной промывки и фильтрации направляют на заверша-
333
I
00
ющую стадию получения глинозема — кальцинацию. Цель
кальцинации — обезвоживание гидроксида по реакции'
2 А1(ОН)з->А12Оз+ЗН2О. При этом необходимо получить
практически негигроскопичный глинозем. Это достигается
цагревом гидроксида до температуры порядка 1200 °C.
Обезвоживание гидроксида алюминия практически за-
канчивается при 900 °C. Однако при этих температурах по-
лучается гигроскопичная модификация глинозема у-А12О3.
С повышением температуры и продолжительности прокали-
вания в глиноземе возрастает содержание а-А12О3.
На практике кальцинацию глинозема осуществляют в
трубчатых вращающихся печах, футерованных шамотным
кирпичом (рис. 148). Печи для кальцинации имеют наклон
2,5—3 % к длине, длину 35—110 м, диаметр 3—4 м. Ско-
Пыль
Гидроксид
2
Газы
Вода
питатель;
5
Глиназем
Рис. 149. Схема кальцинации гидрокси-
да алюминия:
/ — бункер; 2 — шнековый _________
3 — трубчатая вращающаяся печь; 4 —
трубчатый холодильник; 5 — камерный
насос; 6 — батарейные циклоны; 7 —
электрофильтр
рость вращения печи 1—2 об/мин. Охлаждение прокален-
ного глинозема проводят в орошаемых водой трубчатых
холодильниках длиной 25—50 м, диаметром 2,3—3,5 со ско-
ростью вращения 2—3 об/мин. Холодильник по своей кон-
струкции аналогичен трубчатым вращающимся печам.
Отличие заключается в отсутствии футеровки на нижнем
разгрузочном конце барабана. Примерная аппаратурно-тех-
нологическая схема кальцинации гидроксида алюминия по-
казана на рис. 149.
В последние годы на некоторых зарубежных заводах
для кальцинации глинозема и его охлаждения начали при-
менять печи кипящего слоя (КС). В Советском Союзе в
этом направлении проводятся большие работы, показавшие
высокую эффективность нагрева в кипящем слое.
335
Получение глинозема способом спекания
Способ спекания относится к термическим методам про-
изводства глинозема. Сущность этого способа заключается
в образовании алюмината натрия при высокой температуре
в результате сложного взаимодействия смеси алюминиевой
руды, соды и известняка. Полученный при спекании шихты
спек выщелачивают водой. Раствор алюмината натрия пос-
ле выщелачивания разлагают углекислотой с выделением
гидроксида алюминия, который для получения безводного
глинозема подвергают кальцинации.
Способ спекания пригоден для переработки практиче-
ски любых видов алюминиевого сырья. В настоящее время
он получил широкое распространение для переработки вы-
сококремнистых бокситов, кремневый модуль которых не
превышает 5, а также нефелиновых концентратов. Большой
вклад в разработку и внедрение способа спекания в алю-
миниевую промышленность внесли русские и советские ме-
таллурги.
Технологическая схема получения глинозема из высоко-
кремнистых бокситов по способу спекания приведена на
рис. 150. Исходные материалы — боксит и известняк—пос-
ле дробления поступают в мельницы, где они измельчаются
в среде оборотного содового раствора. В мельницы добав-
ляют также некоторое количество свежей соды для возме-
щения ее потерь в процессе и оборотный шлам. Перед по-
дачей в мельницы компоненты шихты дозируют в заданном
соотношении; в случае необходимости состав шихты кор-
ректируют после измельчения путем смешивания различ-
ных шихт. Откорректированную шихту направляют на спе-
кание.
Цель спекания—перевести содержащийся в руде алю-
миний в форму водорастворимого алюмината и связать
кремнезем в малорастворимые кальциевые силикаты. Ших-
та поступает на спекание в виде пульпы с влажностью око-
ло 40 %. Компоненты шихты дозируют из расчета 1 кмоль
Na2CO3 на 1 кмоль А12О3 и Fe2O3 и 2 кмоля СаСО3 на
1 кмоль SiO2.
Примерная схема спекания боксито-известковой шихты
приведена на рис. 151. Для спекания используют трубча-
тые вращающиеся печи длиной 50—185 м, диаметром 3—
5 м. Процесс спекания проводят при температурах в рабо-
чей зоне печи в пределах 1200—1300 °C. При этих условиях
практически вся масса оксида алюминия превращается в
алюминат натрия по реакции
Na3CO3 + А12О3 = Na2O • А12О3 + СО2. (138)
336
Сода боксит Известняк
I ' I
Дробление Дробление
Мокрое измельчение
- Пульпа
I
Корректировка состава
Спекание
j । ।
Спек Газы
1 I_______
Дробление Ма
I f
выщелачивание
I ’ — | _
Алюминатный раствор Красный шлам
Обескремнивание в отвал
белый шлам Карбонизация
Гидратная пульпа
Отделение и промывка гидр оксида AI
Маточный раствор и пром воды
I
Выпаривание
Г"
Содовый раствор
I
А1(0Н)3
I
Кальцинация
I
Глиназем
Рис. 150. Схема производства глинозема из бокситов по способу спекания
При нагреве шихты до 900 °C одновременно идут следу-
ющие реакции:
NaaCO3 + Fe2O3 = Na2O • Fe2O3 4- CO2; ' (139)
Na2CO3 + SiO2 = Na2O • SiO2 + CO2. (140)
При дальнейшем повышении температуры по мере про-
движения матерйала в печи и полном израсходовании со-
ды образовавшиеся феррит и силикат натрия начинают
337
взаимодействовать со свободными оксидами алюминия и
кальция:
Na2O • Fe2O8 + А12Оа = Na2O • А12О3 + F е2О3; (141)
Na2O • SiO2 + 2СаО + А12О8 = Na2O • А12О8 + 2СаО • SiO2. (142)
В результате спекания получается кусковой пористый
частично оплавленный спек темно-серого цвета и печные
газы, содержащие 10—12 % СО2, которые используют в
Рис. 151. Схема спекания боксито-известковой шихты:
1— мешалка; 2 — скруббер; 3 — электрофильтры; 4 — циклоны; 5—-пульповая
форсунка; 6 — печь; 7 — холодильник; 8 — бункер; 9— грохот; 10 — дробилка
последующей операции карбонизации алюминатного рас-
твора. Основными соединениями спека являются алюминат
натрия и силикат кальция. Кроме них, в спеке могут при-
сутствовать и другие соединения (СаО-А12О3, 2CaO-Fe2O3,
Na2O-Fe2O3 и др.). Связывание кремнезема в нераствори-
мый силикат кальция позволяет получать методом спека-
ния глинозем из высококремнистых алюминиевых руд.
Полученный спек по выходе из печи охлаждают в'холо-
дильнике и дробят до крупности 6—8 мм; измельченный
продукт отправляют на выщелачивание. Выщелачивание
проводят водой и оборотными (слабыми) растворами соды
и алюмината натрия. Кусковой спек обычно выщелачивают
проточным методом в диффузорах, перколяторах и трубча-
тых выщелачивателях, а мелочь (<1 мм)—в механичес-
ких мешалках или мельницах.
Диффузоры (рис. 152) высотой 5 м и диаметром 1,5 м
группируют в батареи по 12—15 шт. Диффузорная батарея
работает по принципу противотока: выщелоченный спек в
хвостовом диффузоре обрабатывается горячей водой (до
95°C), а свежий спек в головном аппарате — почти гото-
вым раствором.
Диффузорная батарея имеет сложную систему трубо-
338
проводов с необходимой запорной арматурой, которая по-
зволяет любой из диффузоров использовать в качестве
головного или хвостового, а также полностью отключать
отдельные аппараты для разгрузки и ремонта.
Выщелачивание бокситового спека в диффузорах позво-
ляет получать крепкие растворы, содержащие до 160—
300 кг/м3 А12О3. Однако этот метод выщелачивания харак-
теризуется повышенными
потерями глинозема и требу-
ет больших затрат ручного
труда.
Выщелачивание спека на
перколяционных конвейер-
ных выщелачивателях по-
зволяет частично устранить
недостатки диффузорных ба-
тарей. Данные аппараты
представляют собой гори-
зонтальный цепной конвей-
ер, на котором закреплены
стальные контейнеры (пер-
коляторы) с сетчатым дни-
щем. Спек загружается в го-
ловной перколятор и далее
каждый загруженный пер-
колятор при движении кон-
вейера проходит последова-
тельно зону выщелачивания
и несколько зон промывки.
При этом растворитель и
Рис. 152. Диффузор:
/ — крышка загрузочного люка; 2 —
стальной корпус; 3 гидравлическое
устройство для прижима нижией
крышки; 4 — ввод растворителя; 5 —
решетка откидной крышки; 6 — крышка
разгрузочного люка
промывная вода просачива-
ются через слой спека свер-
ху вниз. Конвейерный пер-
колятор работает по прин-
ципу противотока. В хвос-
товой перколятор с выще-
леченным спехом подается
нагретая до 95 °C вода, а головной с новой порцией спека
обрабатывается промывными водами. Готовый крепкий
алюминатный раствор отбирается из головной части аппа-
рата. При переходе с верхней ветви конвейера на нижнюю
перколяторы опрокидываются и промытый шлам из них
выгружается. Порожний перколятор по нижней ветви тран-
спортируется в голову аппарата и, поднявшись ведущей
звездочкой вверх, поступает под загрузку спеком. Конвей-
339
ерный выщелачиватель имеет 66 перколяторов размером
5X2X2 м.
По сравнению с диффузорами перколяционный конвей-
ерный выщелачиватель имеет более высокую производи-
тельность, обеспечивает повышение извлечения глинозема
на 1,5—2 % и позволяет улучшить условия труда. Основ-
ными недостатками его являются громоздкость и высокая
стоимость.
Трубчатый выщелачиватель представляет собой накло-
ненную на 3—5° вращающуюся трубу диаметром 2—4 и
длиной 20—40 м с дырчатой спиралью на внутренней по-
верхности. Спек, загружаемый, в нижний конец аппарата,
в результате его вра-
щения поднимается по
спирали вверх навстре-
чу движущейся воде.
Вода, проходя через
отверстия в спирали и
переливаясь через ее
борта, . выщелачивает
спек и образующийся
при этом алюминат-
ный раствор вытекает
из нижнего конца тру-
бы.
Перспективным ап-
паратом для алюмини-
евой промышленности
является вертикаль-
ный трубчатый выще-
лачиватель непрерыв-
ного действия (рис.
153). Такой аппарат
представляет собой
вертикальный цилиндр
высотой от 14 до 40 м и
диаметром 1,5—2 м.
Спек поступает в аппа-
Рис. 153. Вертикальный трубчатый выщелачи-
ватель непрерывного действия:
1 — бункер; 2 — питатель; 3 — корпус; 4 — хо-
лодильник; 5 — переходной патрубок; в —раз-
грузочное устройство; 7 —редуктор; «—элект-
родвигатель
рат сверху и за счет
равномерной выгрузки красного шлама опускается вниз.
Растворитель (горячая вода) проходит через столб спека
снизу вверх и в виде алюминатного раствора отводится из
верхней части аппарата.
Извлечение глинозема в алюминатный раствор, а так-
же переход в него кремнезема зависят от качества спека,
340
его вещественного состава, состава растворителя, темпера*
туры выщелачивания, конструкции выщелачивателя, про*
должительности выщелачивания и ряда других факторов;
Обычно при выщелачивании спека в раствор переходит
93—96 %. А12О3.
Продуктами выщелачивания бокситового спека являют-
ся алюминатный раствор и красный шлам.
Раствор алюмината натрия содержит до 300 кг/м3 А120з
и загрязнен примесями, включая кремнезем. Качество алю-
минатных растворов характеризуется величиной кремнево-
го модуля. Для получения глинозема высших марок крем-
невый модуль должен быть не ниже 400—500, в то время
как растворы после выщелачивания имеют модуль не выше
20—50. По этой причине растворы алюмината натрия перед
осаждением из них гидроксида алюминия обязательно под-
вергают обескремниванию, т. е. очистке от кремнезема.
На практике обескремнивание растворов осуществляют
длительным нагревом без добавок или в присутствии изве-
сти. Оба метода требуют предварительного разбавления
растворов.
В первом случае нагрев раствора приводит к росту кри-
сталлов нерастворимого в воде натриевого алюмосиликата
Na2O-Al2O3-2SiO2-2H2O; по второму способу обескремни-
вание сводится к образованию малорастворимого алюмоси-
ликата кальция СаО-Al2O3-2SiO2-2H2O. за счет взаимо-
действия алюмината и силиката натрия с известью. Второй
метод позволяет проводить более глубокую очистку от крем-
незема, но связан со значительными потерями глинозема.
Обескремнивание проводят в батарее автоклавов (см. рис.
145) при 150—170 °C в течение 2—2,5 ч. Для нагрева ис-
пользуют острый пар, подаваемый в первые 2—3 греющих
автоклава. Из последнего автоклава пульпа, состоящая из
раствора и белого шлама, разгружается в самоиспаритель,
а затем проходит стадии сгущения и фильтрации. Белый
шлам возвращается на приготовление шихты для спекания,
а осветленный алюминатный раствор после контрольной
фильтрации поступает на карбонизацию.
Для снижения потерь А12О3 и расхода извести часто при-
меняют двустадийное обескремнивание. На первой стадии
выделяют основную массу кремнезема в форме натриевого
алюмосиликата. Первичный шлам возвращают на приго-
товление шихты. Вторую стадию с целью глубокого обес-
кремнивания до кремневого модуля не ниже 1000 ведут е
добавкой извести. Шлам второй стадии подвергается содо-
вой обработке с целью регенерации из него оксида алюми-
341
ния. Под воздействием содового раствора гидроалюминат
кальция разлагается по реакции
ЗСаО-А12О3-6Н2О + 3Na2CO3 = ЗСаСО3 +
+ 2NaA102 + 4NaOH + 4Н2О.
(143)
Карбонизацию чистого алюминатного раствора с целью
осаждения из него гидроксида алюминия осуществляют
пропусканием через раствор топочных газов печей для спе-
кания, содержащих углекислоту. При обработке раствора
топочными газами вначале образуется сода за счет взаимо-
действия щелочи и углекислого газа по реакции 2NaOH+
H-CO2=Na2CO34-H2O.
Нейтрализация свободной щелочи уменьшает каусти-
ческий модуль раствора, в результате чего стойкость раст-
вора понижается и создаются условия для гидролитическо-
го разложения алюмината натрия по реакции (136).
Образующаяся при этом
₽й€. 154. Карбонизатор с коническим
Дном:
корпус; 2—барботер; 3 — цент-
ральный аэролифт; 4 — транспортный
аэролифт; 5 — регулирующая заслонка;
< — вытяжная труба; 7 — нижний люк;
8 — клапан
щелочь карбонизируется но-
выми порциями углекислого
газа, и разложение алюми-
ната натрия продолжается.
Карбонизация протекает
полнее и быстрее выкручи-
вания в способе Байера и
завершается в течение 10—
12 ч. Выпадение из раство-
ра кремнезема начинается
лишь в конце операции, и
поэтому разложение алюми-
ната натрия не ведут до
конца.
Карбонизацию на прак-
тике осуществляют в карбо-
низаторах двух типов: ци-
линдрической и цилиндроко-
нической формы. Цилинд-
рический карбонизатор
представляет собой бак ем-
костью до 180 м3 с цепной
мешалкой. Для подачи то-
почных газов служат бар-
ботеры (патрубки), распо-
ложенные в нижней части
бака по его окружности.
342
Карбонизатор с коническим дном (рис. 154) имеет диа-
метр цилиндра-11 м, общую высоту 16 м и емкость 600 м3.
Газ поступает в коническую часть аппарата через 8 барбо-
теров, расположенных равномерно по окружности. Пульпа
перемешивается е газом с помощью циркуляционного аэро-
лифта. После карбонизации пульпу отстаивают в сгустите-
лях, затем фильтруют. Содовый раствор после выпаривания
возвращают на выщелачивание спека, а гидрат алюминия
после тщательной промывки обезвоживают прокаливанием
в трубчатых печах, как и в способе Байера.
Способ спекания универсальнее способа Байера и может
быть применен к большему числу материалов, в частности
и к нефелинам.
Получение глинозема из нефелиновых концентратов ме-
тодом спекания во многом сходно с технологией переработ-
ки этим способом бокситового сырья. Основные отличия не-
фелиновой технологии связаны с наличием в них до 20 %
Na2O-f-K2<X что позволяет готовить шихту спекания без
добавки соды. Кроме того, это обстоятельство исключает
возврат растворов после карбонизации на выщелачивание
и позволяет использовать их для попутного производства
соды и поташа. Известково-кремнистые шламы от выщела-
чивания нефелинов применяют в качестве сырья для изго-
товления цемента.
Комбинированные способы получения глинозема
Как было показано выше, переработка бокситов спосо-
бом Байера и спеканием имеет следующие недостатки: ог-
раниченность применения, высокий расход дорогостоящей
щелочи и пара (способ Байера), большие материальные по-
токи и высокий расход топлива (способ спекания). Устра-
нение этих недостатков достигается применением комбини-
рованных методов производства глинозема из бокситов.
Комбинированные способы сочетают автоклавное выще-
лачивание и спекание, что позволяет перерабатывать бокси-
ты с высоким содержанием БЮг, а потери щелочи в процес-
се- компенсировать не дорогостоящим едким натром, а де-
шевой содой.
Возможны две разновидности комбинированных спосо-
бов: параллельный и последовательный.
Параллельная схема предусматривает переработку ос-
новной части боксита с низким содержанием кремнезема
по способу Байера, а остального высококремнистого бокси-
та— способом спекания. Сода при этом регенерируется в
едкую щелочь, а растворы алюмината натрия от обоих про-
цессов объединяются и разлагаются совместно.
343
Последовательная схема, разработанная в Советском
Союзе, предназначена для переработки кремнеземистых
бокситов. По этой схеме красный шлам после выщелачива-
ния руды в автоклавах, в которой переходит большое коли-
чество А120з и щелочи, спекается с содой и известняком.
Спек выщелачивается, и полученный при этом раствор на-
правляется на выкручивание. При такой технологии из бок-
ситов, содержащих до 14 % SiO2, удается извлечь около
95 % глинозема и полностью за счет соды компенсировать
потери щелочи.
Во всех случаях, когда позволяет качество боксита, пред-
почтительным следует считать способ Байера как наиболее
дешевый, требующий меньших затрат исходных материа-
лов и энергии.
§ 5. Производство фтористых солей и угольных изделий
Алюминиевая промышленность является крупным потребителем
фтористых солей и различных угольных изделий. Фтористые соли не-
обходимы для приготовления расплавленного электролита — среды -для
растворения и электролиза глинозема. Основным компонентом электро-
лита для получения алюминия является криолит — двойная соль фтори-
стого натрия и фтористого алюминия Na3AlF6(3NaF-AlF3). Состав'
криолита характеризуется криолитовым отношением, т. е. молярным
отношением числа молей фторидов натрия и алюминия. В чистом крио-
лите криолитовый модуль равен 3, а в промышленных электролитах его
величина колеблется от 2,5 до 2,9, т. е. они обогащены фторидом алю-
миния по сравнению с чистым криолитом.
Для корректировки в электролит в случае отклонений его состава
от оптимального вводят NaF или A1F3.
Для иужд алюминиевой промышленности криолит и его составные
компоненты получают искусственным путем из флотационного концент-
рата с содержанием более 95 % CaF2, полученного при обогащении
природного плавикового шпата. Искусственный криолит обычнЬ готовят
с избытком фтористого алюминия вплоть до состава с криолитовым от-
ношением 1,5.
Криолит и фтористые соли должны содержать ограниченное количе-
ство примесей, загрязняющих алюминий (Si, Fe) или нарушающих нор-
мальное протекание процесса электролиза (влага, сульфат-иоиы). По
ГОСТ 10561—73 общая допустимая сумма примесей в криолите не дол-
жна превышать 3 %.
Получение криолита в нашей стране производят кислотным спо-
собом. По этому способу концентрат плавикового шпата смешивают с
концентрированной серной кислотой и нагревают с целью разложения
CaF2 в трубчатых вращающихся печах до температуры около 200 СС.
В результате протекания реакции CaF2+H2SO4=2HF+CaSO4 образу-
ются фтористый водород и гипс.
Для получения криолита в раствор плавиковой кислоты вводят рас-
считанные количества гидроксида алюминия и соды. Процесс ведут в
двестадии. Сначала в раствор добавляют гидроксид алюминия и полу-
чают фторалюмиииевую кислоту по реакции
6HF + А1(ОН)3 =H3A1F6+ЗН2О (4 44)
344
В дальнейшем полученную кислоту нейтрализуют содой с получе-
нием криолита 2НзА1Рб+ЗЫа2СОз=2ПазА1Р6+ЗСО2+ЗН2О.
Выпавший в осадок криолит отделяют от раствора в сгустителях,
затем фильтруют и промывают на барабанных вакуум-фильтрах. От-
фильтрованный криолит сушат в трубчатых сушилках.
Для получения фтористого алюминия раствор плавиковой кислоты
нейтрализуют избытком гидроксида алюминия 3HF+А1(ОН)3=A1F3+
+ ЗН2О, а фтористый натрий получают нейтрализацией плавиковой кис-
лоты содой 2HF + Na2CO3=2NaF+Н2О+СО2.
Угольные изделия служат для подвода тока к электролиту и футе-
ровки электролизеров. Основными видами углеродистых изделий для
алюминиевых электролизеров являются: .
1) анодные обожженные блоки, используемые для компоновки
анодов;
2) анодная масса для формирования непрерывных самообжигаю-
щихся анодов;
3) катодные блоки, предназначенные для футеровки подины элек-
тролизера, являющейся одновременно катодом;
4) угольные плиты для внутренней футеровки боковых стенок элек-
тролизеров.
' Для производства угольных изделий применяют два вида, исходных
материалов: твердое углеродистые материалы, составляющие основу
изделия, и связующие вещества, заполняющие промежутки между зер-.
нами основы. При обжиге связующие вещества коксуются' и прочно
скрепляют зерна твердых углеродистых материалов между собой.
В качестве твердых углеродистых материалов используют высоко-
качественные сорта антрацитов и термоантрацитов, нефтяной, литей-
ный или пековый (смоляной) коксы, отличающиеся малой зольностью.
Связующим служит каменноугольный пек — продукт перегонки камен-
ноугольной смолы — с температурой размягчения 65—75 °C.
Рассмотрим на примере обожженйых угольных изделий технологию
их производства.
Вначале исходные твердые углеродистые материалы дробят до
крупности 30—50 мм и прокаливают в трубчатых или ретортных печах
при 1200—1400 °C с целью удаления летучих до содержания менее
0,15—0,20%.
Прокаленные материалы затем измельчают и классифицируют по
крупности на несколько классов, которые складируют в сортовых бун-
керах и используют при дозировке и смешении шихты в соответствии с
принятым для данного изделия гранулометрическим составом. Приме-
нение углеродистых частиц различной крупности позволяет получать
угольные изделия с требуемыми механическими и электрическими свой-
ствами.
При смешивании твердых материалов к ним Добавляют предвари-
тельно разогретый до заданной температуры каменноугольный пек. При
изготовлении прессованных изделий вводят примерно 20—22 % связую-
щего. Смешение производят в механических лопастных смесителях.
Готовую тестообразную углеродистую массу направляют на прес-
сование под давлением 20—40 МЦа. Удельное давление прессования не
должно превышать значений, выбывающих разрушение твердых зерен.
Прессование изделий .производят на штемпельных прессах с замкнутой
матрицей или по Способу продавливания через мундштук, имеющий
форму н размеры поперечного сечения изготавливаемого изделия.
После прессования^ заготовки выдерживают на воздухе не менее
24 ч с целью снятия внутренних напряжений, возникающих в процессе
прессования. Затем их обжигают при 1300—1400 °C без доступа возду-
22 н. и. Уткин 345
ха в камерных или туннельных печах. Во время обжига происходит
коксование связующего, в результате чего изделия приобретают по-
вышенные прочность, твердость и электропроводность.
Обжиг угольных изделий для алюминиевых электролизеров явля-
ется очень ответственной технологической операцией. Постепенный на-
грев, выдержка при максимальной температуре й медленное охлажде-
ние должны проводиться строго по разработанному опытным путем
временному и температурному графику. Общая продолжительность об-
жига составляет 15—30 сут. Нарушение режима обжига ведет к полу-
чению бракованных изделий вследствие их деформации или растрески-
вания.
Приготовление анодной массы заканчивается формованием брике-
тов из тестообразной массы с повышенным, содержанием связующего
(до 27—31 %). Прессование и тем более обжиг в этом случае не про-
водят.
В некоторых технологических процессах используют графитирован-
ные электроды, обладающие повышенной электропроводностью. Такие
изделия получают из угольных электродов путем их нагрева до 2500 °C.
Графитирование осуществляют в электрических печах сопротивления,
в которых рабочим сопротивлением служат сами электроды. Полный
цикл графитирования/включая загрузку и разгрузку электродов, про-
должается примерно 180 ч.
§ 6. Электролитическое получение алюминия
В связи с тем что алюминий в ряду напряжений нахо-
дится среди наиболее электроотрицательных металлов, его
электролитическое получение возможно только из электро-
литов, не содержащих в своем составе более электрополо-
жительных по сравнению с алюминием ионов. К таким
электролитам относятся солевые расплавы, содержащие
катионы щелочных и щелочноземельных элементов и обла-
дающие достаточно хорошей растворимостью глинозема.
Основой современного промышленного электролита, ис-
пользуемого во всем мире, является система криолит — гли-
нозем (Na3AlF6—А12О3), компоненты которой плавятся со-
ответственно при 1100 и 2050 °C. В системе определена эв-
тектика с содержанием 10 % А12О3 (температура плавления
968°C). Увеличение содержания глинозема от 0% ДО эв-
тектической точки снижает температуру плавления сплава.
Дальнейшее даже незначительное повышение концентрации
глинозема вызывает резкое повышение плавкости бинарно-
го электролита.
При температуре около 1040—1050 °C растворимость
глинозема в криолите составляет примерно 15%.
Применяемый в настоящее время для электролиза алю-
миния электролит состоит из обогащенного фтористым алю-
минием криолито-глиноземного расплава с криолитовым
отношением 2,5—2,9. Для снижения температуры плавле-
346
ния электролита, увеличения его электропроводности, улуч-
шения смачиваемости электролитом анода и придания ему
ряда других свойств в электролит вводят различные добав-
ки в количестве, не превышающем суммарно 6—10 %. В ка-
честве добавок обычно используют CaF2, LiF, MgF2, и NaCl.
Ограничение содержания добавок в промышленном элект-
ролите обусловлено понижением растворимости А12О3 при
их введении.
Содержание основных компонентов в промышленном
электролите колеблется в следующих пределах, %: Na3AlFe
75—90; A1F3 5—12; CaF2 2—10; А12О3 1—10.
Оптимальная температура электролита в нормально ра-
ботающем электролизере колеблется от 950 до 970 °C. При
этих температурах максимальная растворимость А12О3 в
электролите указанного состава составляет 8—10 %.
В процессе электролиза глинозема его концентрация в
электролите непрерывно снижается до предельно допусти-
мой (около 1 %). Обеднение электролита глиноземом при-
водит к снижению вязкости электролита, некоторому умень-
шению его плотности и ухудшению смачиваемости анода
расплавом. Последнее при достижении минимально допусти-
мого содержания А12О3 приводит к нарушению технологи-
ческого режима.
Убыль глинозема в электролите периодически или не-
прерывно пополняют.
Плотность криолита, алюминия и глинозема в твёрдом
состоянии соответственно равна 2950, 2700 и 3900 кг/м3.
При рабочих температурах в электролизерах плотность рас-
плавленного алюминия снижается до 2300, а электролита
почти до 2000 кг/м3. Это, несмотря на незначительную раз-
ность плотностей (около 10%), обеспечивает удержание
получаемого при электролизе алюминия на подине элект-
ролизера под слоем электролита. Уменьшению разности
плотностей электролита и алюминия способствуют сниже-
ние температуры процесса и в некоторой степени уменьше-
ние содержания в расплаве А12О3. При существенном сни-
жении рабочей температуры возможно всплывание алюми-
ния на поверхность, что приводит к нарушению процесса
электролиза.
При проведении процесса электролиза алюминия необ-
ходимо учитывать также летучесть компонентов криолито-
вого расплава, которая приводит к потере A1F3 и NaF.
Расплавленный электролит в рабочем состоянии пред-
ставляет собой сложный по составу расплав, состоящий из
многочисленных ионов, образующихся при электролитичес-
22*
347
кой диссоциации его компонентов. В соответствии с вели-
чинами потенциалов разряда в процессе электролиза крио-
лито-глиноземного расплава по упрощенной схеме на элект-
родах разряжаются ионы А13+ и О2-, образующиеся при
электролитической диссоциации растворенного в электро-
лите глинозема. Следовательно, конечные результаты элект-
рохимического процесса могут быть описаны следующими
реакциями:
на катоде 2AI3+ -f- бе 2AI;
на аноде ЗО2~ — 6е-> 30.
(145)
(И6)
Выделяющийся на аноде атомарный кислород тут же
вступает во взаимодействие с угольным анодом и сжигает
его с образованием смеси СО+СОг. Это приводит к посте-
пенному расходованию анода. Газовые пузырьки при хоро-
шем смачивании анода электролитом как бы смываются
7
циркулирующим распла-
вом. По мере снижения
в электролите концентра-
ции глинозема смачивае-
мость анода расплавом
ухудшается и газовые пу-
зырьки начинают закреп-
ляться на поверхности
раздела его с расплавом.
Электросопротивление на
границе раздела скачко-
образно возрастает.
Устройство электро-
лизной ванны для получе-
ния алюминия (алюми-
ниевого электролизера)
показано на рис. 155.
Электролизер имеет пря-
моугольную форму. Сна-
ружи он заключен в ме-
таллический кожух. Внутренняя его футеровка выполнена из
угольных плит и блоков. Подовые блоки одновременно явля-
ются катодом электролизера. Однако фактически катодные
функции выполняет слой расплавленного алюминия, оседа-
ющий на подине, а катодные блоки работают как токопод-
воды. Глубина рабочего пространства ванны составляет
около 0,5 м; погружение анодов в электролит невелико,
только часть их находится в расплаве. Ток подводится к
Рис. 155. Схема электролизной ваниы для
получения алюминия:
1—кожух; 2 — боковые угольные плиты;
3 — угольные блоки (катодные); 4, 5 — то-
коподводы к электродам; 6—анод; 7 —
токоподводящие шины; 8 — корка застыв-
шего электролита; 9 — глинозем; 10 — ша-
мотная футеровка
348
5
катоду с помощью залитых чугуном массивных стальных
стержней, подключенный к отрицательному полюсу источ-
ника постоянного тока.
Прохождение по цепи постоянного тока сопровождается
не только электрохимическими процессами, но и выделени-
ем значительного количества тепла, которое поддерживает
температуру электролита в заданных пределах.
Наиболее высокая температура развивается вблизи ано-
да, т. е. в центральной части электролизера. На участках с
пониженной температурой электролит затвердевает, обра-
зуя на боковых стенках гарнисаж, а на открытой верхней
поверхности — корку.
Глинозем, необходимый для восполнения его убыли в
электролите, периодически или непрерывно загружают на
поверхностную корку, где он подогревается. Подача свежих
порций глинозема в электролит производится путем проби-
вания специальным механизмом отверстия в корке, через
которое очень «текучий» порошок глинозема быстро просы-
пается в ванну расплава и растворяется в нем.
При концентрации глинозема в электролите выше 1—
2 % напряжение на ванне обычно не превышает 4—4,3 В.
Однако снижение содержания А12О3 ниже 1 % ведет к воз-
никновению анодного эффекта, характеризующегося рез-
ким возрастанием напряжения на ванне до 30—40 В и по-
вышением расхода электроэнергии. Вследствие разогрева
электролита быстрее начинают расходоваться аноды и ин-
тенсифицируется улетучивание составляющих электролита.
Добавка новых порций глинозема прекращает анодный эф-
фект.
Помимо периодических колебаний содержания А12О3 в
электролите, вызванных принципиальными особенностями
работы алюминиевых электролизеров и условиями их об-
служивания, наблюдаются постоянные изменения состава
криолитового расплава. Причинами этого являются следу-
ющие:
1) избирательное поглощение угольной футеровкой фто-
ристого алюминия, особенно в первые месяцы работы
электролизных ванн;
2) потери A1F3 и NaF в результате их улетучивания;
3) взаимодействие криолита с'примесями (SiO2, Na2O,
Н2О), попадающими в электролит с глиноземом и фтори-
стыми солями, приводящее к разложению электролита и
обогащению его фтористым натрием. •
Последний фактор связан с протеканием следующих ре-
акций:
349
2Na3AlF6 4- 3Na2O = A12O3 + 12NaF; (147)
4Na3AlF6 + 3SiO2 = 2A12O3 + 12NaF + 3SiF4; (148)
2Na3AlF6 + 3H2O = A12O3 + 6NaF + 6HF. (149)
Изменение состава электролита по указанным выше при-
чинам определяет необходимость его периодического кор-
ректирования до оптимального состава путем- добавки со-
ответствующих фтористых солей.
Современные алюминиевые'электролизеры работают при
анодной плотности тока в пределах 0,6—1,1 А/см2.
Как и любой электрохимический процесс, электролиз
алюминия в расплавленных электролитах подчиняется за-
кону Фарадея, согласно которому теоретически для выделе-
ния 1 моля алюминия, равного 27 : 3^=9 г, требуется 26,8
А-ч электричества, или 1 А-ч выделяет 0,336 г алюминия.
Величина 0,336 г/(А-ч) называется электрохимическим
эквивалентом алюминия.
На практике не весь ток, подаваемый в ванну, расходу-
ется на выделение алюминия; часть тока тратится на по-
бочные процессы. К понижению выхода по току приводит
изменение состава электролита в сторону увеличения в нем
концентрации как фтористого натрия, так и фтористого
алюминия. Повышенное содержание NaF делает возможным
частичный разряд на катоде ионов натрия, а прирост кон-
центрации A1F3 способствует повышению растворимости
алюминия в электролите.
Коэффициент использования тока или выход по току
(т]т) в значительной степени зависит от качества обслужи-
вания электролизных ванн и соблюдения режимных пара-
метров. На современных алюминиевых заводах выход по
току колеблется в пределах 80—92 % .
Выход по току и напряжение на ванне, изменяющееся
на практике в пределах 4,1—4,5 В, определяют расход тех-
нологической электроэнергии.
Напряжение на алюминиевом электролизере складыва-
ется из ряда величин и может быть выражено следующей
формулой:
ив = Е» + Ор1 + 1%Ъ, (150)
где Ер — напряжение разложения А12О3 (~1,6 В); Dpi —
падение напряжения в электролите; FZRt — падение напря-
жения в электродах, проводниках тока и контактах (1,0—
1,4 В).
Удельный расход электроэнергии, выражающийся рас-
350
ходом электроэнергии на единицу массы алюминия, может
быть подсчитан по уравнению
№ = (/ср-108/0,336г]т, (151)
где Ucv— среднее напряжение на электролизере.
На практике на получение 1 т алюминия расходуется
15000—17000 кВт-ч.
Для практических целей часто пользуются обратной ве-
личиной, называемой выходом по энергии. На промышлен-
ных электролизерах в зависимости от их конструкции и ус-
ловий технологического режима выход по энергии изменяет-
ся от 57 до 65 г/(кВт-ч).
Чем выше выход по току и чем ниже среднее напряже-
ние на ванне, тем эффективнее расходуется электроэнергия
при электролитическо'м получении металлов.
Выход по току зависит от многих факторов и главным
образом от плотности тока, температуры и состава электро-
лита (сопротивления электролита), а также от расстояния
между электродами.
С увеличением анодной плотности тока выход по току
снижается.
Влияние температуры проявляется в уменьшении выхо-
да по току при любых отклонениях от оптимальной ее вели-
чины. С ростом температуры увеличиваются потери алюми-
ния за счет повышенного растворения его в электролите, а
при снижении — возрастает электрическое сопротивление
электролита вследствие увеличения его вязкости.
Межполюсное расстояние на современных алюминие-
вых электролизерах равно 4—6,5 см. Отклонение от этой ве-
личины в ту или другую сторону ведет к снижению выхода
по току.
Электролизные ванны, применяемые в современной алю-
миниевой промышленности, по существу, различаются толь-
ко устройством анодов, системой токоподвода и единичной
мощностью, выражаемой обычно величиной силы тока, под-
водимого к электролизеру.
По конструкции анодов различают электролизные ванны
с самообжигающимися анодами, оборудованные боковым
или верхним токоподводом, и ванны с предварительно обож-
женными анодами (многоанодные и блочные) (рис. 156).
Рассматривая различные конструкции алюминиевых
электролизеров, можно видеть, что они все практически
состоят из аналогичных узлов: металлического корпуса, фу-
терованного угольными плитами и блоками и имеющего ша-
мотную теплоизоляцию, катодного и анодного устройств,
351
системы токоподвода (ошиновки) и системы газоулавлива-
ния.
Катодное устройство представляет собой подину ванны.
Она выложена из угольных блоков, связанных угольной на-
бойкой. В катодные блоки введены стальные стержни, зали-
тые для создания хорошего электрического контакта чугу-
ном.
Основой непрерывного самообжигающегося анода явля-
ется сварной алюминиевый каркас прямоугольной формы.
Рис. 156. Электролизеры с различными анодами и токоподводом:
а — с самообжигаклцимсЯ анодом, боковой токоподвод; б — с самообжигаю-
щимся анодом, верхней токоподвод; в — анод из предварительно обожженных
блоков (многоанодный); г — с анодом из предварительно обожженных блоков
(блочный); 1 — катодное устройство; 2 — анод; 3— токоподводящие штыри;
4 — анодная ошиновка; 5 — газосборное укрытие
Внутрь каркаса загружают анодную массу в виде брикетов.
В верхних частях кожуха брикеты переходят в размягчен-
ное состояние. По мере опускания анода в результате его
горения масса перемещается в зону более высоких темпера-
тур, что приводит к удалению летучих и коксованию анод-
352
ной массы. В нижней части анода углеродистая масса пол-
ностью спекается и анод становится монолитным. Алюми-,
ниевый кожух по мере сгорания анода наращивают.
Подвод тока к самообжигающимся анодам осуществля-
ется с помощью стальных штырей, соединенных гибкими
шипами с основной токоподводящей шиной.
При боковом токоподводе (см. рис. 156, а) штыри заби-
вают через кожух анода в неспеченную массу, располагая
их в несколько рядов по 16—25 шт. в каждом. Гибкие ши-
ны подключают только к нижним двум рядам. По мере сго-
рания анода и его опускания шины переключают на распо-
ложенные выше штыри, а нижние вытаскивают и вновь за-
колачивают вверху. Единичная мощность, промышленных
электролизеров с боковым токоподводом составляет 60—
140 кА.'
Более совершенной системой токоподвода является под-
вод тока к аноду с помощью вертикальных штырей, запека-
емых в анодную массу (см. рис. 156, б). Эта система поз-
волила увеличить единичную мощность электролизеров до
155 кА, значительно упростить их обслуживание и повысить
производительность труда.
До начала 30-х годов нашего столетия применялись
электролизеры малой мощности только с предварительно
обожженными анодами. С начала 30-х годов в электроме-
таллургию начали внедрять непрерывные самообжигаю-
щиеся аноды.
Переход на электролизеры с самообжигающимися ано-
дами способствовал удешевлению производства алюминия,
так как из технологии были исключены дорогостоящие и
длительные переделы прессования и обжига анодов. Однако,
многолетняя практика работы на таких электролизерах вы-
явила их существенные недостатки по сравнению с элект-
ролизерами с обожженными анодами. К этим недостаткам
в первую очередь относятся:
1) более высокое электрическое сопротивление анодов
вследствие меньшей плотности и неоднородности материа-
ла анода и, как следствие этого, повышенный расход элек-
троэнергии;
2) повышенная загазованность в цехе, обусловленная вы-
бросами значительного количества газов — продуктов об-
жига и коксования анодной массы;
3) повышенная неоднородность распределения тока по
рабочей поверхности электродов при наличии одного анода
больших размеров.
В связи с этим в настоящее время вновь начали исполь-
353
зовать для промышленных целей усовершенствованные ван-
ны с предварительно обожженными анодами (см. рис.
156, в). Такие электролизеры имеют анодные узлы, состоя-
щие из нескольких анодов в виде крупногабаритных уголь-
ных или графитированных блоков. Освоение данных элект-
ролизеров привело к дальнейшему увеличению единичной
мощности, резко сократило вредные выделения газов в ат-
мосферу и способствовало улучшению многих технико-эко-
номических показателей процесса.
В настоящее время на заводах работают серии электро-
лизеров с обожженными анодами на силу тока до 260 кА и
более.
Очень перспективными для алюминиевой промышлен-
ности являются электролизеры с непрерывными обожжен-
ными анодами (см. рис. 156, г). Непрерывные аноды в та-
ких ваннах монтируют из нескольких обожженных блоков,
располагаемых друг над другом и склеиваемых между со-
бой специальной углеродистой массой. По мере сгорания
анод наращивается очередным блоком сверху. Токоподвод
к анодным блокам осуществляется при помощи штырей,
забитых в специальных гнездах сбоку.
Обслуживание электролизных ванн сводится к следую-
щим основным операциям:
а) подаче в ванну глинозема;
б) контролю и корректировке состава электролита;
в) регулирование межполюсного расстояния;
г) извлечению из ванны алюминия;
д) уходу за анодами.
Необходимость подачи в ванну глинозема связана с по-
стоянным его расходованием в результате электрохимичес-
ких процессов. Загрузку новой порции глинозема произво-
дят, как правило, не дожидаясь момента возникновения
анодного эффекта, т. е. не допускают снижения концентра-
ции глинозема ниже 1-^2 %. В это время с помощью пнев-
матической машины (молотка) пробивают корку, и хорошо
прогретый глинозем самотеком просыпается в образовав-
шееся отверстие. Для ускорения растворения А12О3 в элект-
ролите расплав перемешивают. На вновь образовавшуюся
корку засыпают свежую порцию глинозема, который нахо-
дится там до очередной загрузки.
В настоящее время на алюминиевых заводах широко
внедряют системы автоматизированного непрерывного пи-
тания ванн глиноземом с использованием пневматических
машин. Одно из таких устройств показано на рис. 157.
Анодный эффект является хорошей контрольной харак-
354
теристикой работы электролизеров. При нормальной рабо-
те ванны анодные эффекты возникают через строго опреде-
ленные промежутки времени. Внешне он выражается резким
увеличением напряжения на ванне (до 30—40 В), загора-
нием контрольной лампочки и треском на границе разде-
ла анод — электролит. Частые и длительные анодные эф-
фекты отрицательно сказываются на показателях электро-
лиза и в первую очередь на выходе по току.
На практике стремятся до-
пускать как можно меньше
анодных эффектов, предусмат-
ривая их возникновение один
раз в 3—5 сут как контрольное
мероприятие.
На количественные показа-
тели электролиза оказывает
существенное влияние состав и
количество электролита. Для
поддержания заданного соста-
ва ежедневно отбирают и диа-
лизируют пробы электролита.
В случае недостатка NaF или
A1F3 в электролит вводят недо-
стающие соли путем добавки
их в очередные порции глино-
зема. Аналогично восполняют
и общую убыль электролита за
счет его испарения. Контроль
за уровнем расплава осущест-
вляют по размеру застывшей
пленки на погружаемом перио-
дически в электролит желез-
Рис. 157. Штоковое устройство для
непрерывного питания ванн глино-
земом:
1 — боек; 2 — труба; 3 — дозатору
4 — шток; 5 — бункер
ном ломе.
Межполюсное расстояние (между нижней поверхностью
анода и зеркалом расплавленного алюминия) поддержива-
ют в пределах 4,5—5 см. При его уменьшении снижается
температура электролита, а при увеличении, наоборот, воз-
растает. Контроль за величиной межполюсного расстояния
производят по напряжению на ванне. Для его изменения
необходимо поднимать или опускать анод. Регулирование
межполюсного расстояния может быть автоматизировано.
Современные электролизеры производят в сутки 500—
1200 кг алюминия. Его выпуск целесообразно производить
через большие промежутки времени, так как извлечение
алюминия из ванны нарушает нормальный ход процесса
23*
355
электролиза. Обычно алюминий выливают один раз в 2—
5.сут с помощью специальных вакуум-ковшей (рис. 158).
Для этого в корке электролита пробивают отверстие, через
которое под слой электролита вводят заборную трубку ва-
куум-ковша. За счет создаваемого в ковше разрежения ме-
талл всасывается в ковш.
По мере откачивания алюминия из ванны вследствие
увеличения межполюсного расстояния напряжение на ван-
не растет и нарушается ее тепловое равновесие. Во время
выпуска алюминия необходимо следить за напряжением на
ванне и не допускать уменьшения уровня алюминия ниже
20—24 см.
Рис. 158. Вакуум-ковш для извлечения алюминия из элек-
тролизной ванны:
1 — ковш; 2 — заборная трубка
Обслуживание анодов определяется их конструкцией.
На ваннах с несколькими обожженными анодами оно за-
ключается в своевременной внеочередной замене сгоревших
блоков.
Уход за непрерывными самообжигающимися анодами
сводится к наращиванию кожуха, загрузке анодной массы,
'забивке или установке штырей и переключению гибких то-
Коподводящих шин к очередной группе штырей. Алюминие-
вый кожух наращивают примерно один раз в месяц, а за-
грузку анодной массы — один раз в 7—10 дней. Ванны с
верхним токоподводом требуют меньших затрат труда и
времени на обслуживание анода.
356
г
Основными продуктами процесса электролитического
получения алюминия являются металлический алюминий и
анодные газы. Получаемый электролизом алюминий содер-
жат металлические, неметаллические и газообразные.при-
меси. Металлические примеси попадают в алюминий глав-
ным образом из сырья. Чаще всего к ним относятся железо,
кремний, натрий, калий, титан и магний. Неметаллические
примеси — это механические увлеченные частицы глинозе-
ма, электролит, куски футеровки и т. д. К газообразным
примесям относятся растворенные в алюминии газы.
§ 7. Рафинирование алюминия
Примеси значительно ухудшают механические, элект-
рические'и литейные свойства алюминия,, а также снижа-
ют его коррозионную стойкость.
Для очистки от механических примесей и растворенных
газов алюминий, извлеченный из электролизных ванн, пе-
ред разливкой хлорируют. Процесс ведут непосредственно
в вакуум-ковшах, доставляемых из цеха электролиза. Для
этого с вакуум-ковша снимают крышку и помещают его под
специальный колпак, оборудованный отсосом газов. Затем
в ковш вводят трубку, по которой подают газообразный
хлор. Хлорирование продолжается 10—15 мин. При этом
на поверхность металла всплывают взвешенные неметалли-
ческие примеси, хлорируется водород и некоторые металли-
ческие примеси. Всплывший на поверхность продукт сни-
мают дырчатыми ложками.
После обработки хлором алюминий из вакуум-ковшей
сливается в отражательные электрические печи емкостью
до 25 т. Назначение этой операции: а) дополнительно очи-
стить металл от неметаллических примесей за счет дли-
тельного отстаивания; б) усреднить состав получаемого ме-
талла путем смешения алюминия из различных ванн. Пос-
ле выдержки и усреднения состава в электрических печах
алюминий отливают в слитки.
Полученный в Советском Союзе электролитическим спо-
собом алюминий согласно ГОСТ 11069—74 относится к алю-
минию технической чистоты. Предприятия обычно выпуска-
ют более 80 % алюминия марки А85, содержащего не ме-
нее 99,85 % алюминия. Для получения алюминия высокой и
особой чистоты требуется дополнительное его рафиниро-
вание. ,
Получение алюминия высокой чистоты с содержанием
примесей менее 0,01 % в промышленном масштабе осу-
357
Ществляется методом электролитического рафинирования
по трехслойному способу.
В этом процессе анодом является расплав загрязненно-
го алюминия (нижний слой), катодом — очищенный алюми-
ний, между ними располагается слой электролита, состоя-
щего из смеси хлористого бария с фторидами алюминия и
натрия.
Процесс электролитического рафинирования проводят
при 780—810 °C. При этой температуре плотность чистого
алюминия составляет 2300 кг/м3, а электролита 2700 кг/м3.
Следовательно, очищенный алюминий будет образовывать
самостоятельный слой над электролитом. Для удержания
загрязненного алюминия на дне электролизера (под слоем
электролита) его нужно утяжелить. Для получения утяже-
ленного расплава с плотностью не менее 3200 кг/м3 к ра-
финируемому металлу добавляют до 30—40 % меди.
При электролитическом рафинировании алюминия более
электроположительные примеси железа, кремния, меди
и др. остаются и накапливаются в анодном сплаве, а более
электроотрицательные, пока в электролите имеются ионы
А13+, переходят в электролит
В процессе электролиза содержание алюминия в анод-
ном сплаве непрерывно снижается, а количество катодного
металла увеличивается. Для поддержания нормального ре-
жима работы рафинированного электролизера в анодный
сплав вводят новые порции алюминия технической чис-
тоты.
На рис. 159 показан электролизер для трехслойного ра-
финирования алюминия. Подачу жидкого загрязненного
алюминия в него производят периодически через загрузоч-
ный карман, а накапливающийся на поверхности расплава
катодный металл вычерпывают из ванны и разливаю!1 в
слитки. Во избежание чрезмерного накопления примесей в
анодном сплаве и электролите их периодически заменяют.
Трехслойный метод рафинирования — процесс дорогой и
поэтому имеет ограниченное применение. При его осуществ-
лении расходуется 17500—18500 кВт-ч электроэнергии на
1 т алюминия.
В последнее время для получения алюминия чистотой
99,9995 % начали применять процесс рафинирования с по-
мощью субсоединений, содержащих одновалентный алю-
миний (А1С1, A1F и др.). Эти соединения отличаются высо-
кой летучестью.
Процесс ведут примерно прн 1000 °C. Он основан на воз-
гонке субсоединений, образующихся при воздействии на за-
358
Рис. 159. Электролизер для рафинирования алюминия по трехслойному
способу:
1 — токоподвод к аноду; 2 — угольная футеровка; 3 — анодный сплав;
4 — электролит; 5 — рафинированный алюминий; 6 — графитированный
электрод; 7 — загрузочный карман; 3 — шинопровод
грязненный алюминий, например хлористым алюминием
А1С1з.
При охлаждении продукта реакции до 700—800 °C суб-
соединения разлагаются на алюминий и его хлорид. При-
меси при этом не перегоняются и остаются в остатке от ра-
финирования.
359
Процесс рафинирования алюминия через субсоединения
в целом описывается следующей обратимой реакцией:
1000° с
2А1 + А1С18 ЗА1С1.
700-800° С
Получение алюминия особой чистоты (до 99,9999 % А1)
можно осуществить также путем зонной перекристаллиза-
ции (зонной плавкой). При зонной очистке слиток алюминия
высокой чистоты диаметром до 350 мм помещают в графи-
товую лодочку, а затем вместе с ней в кварцевую трубу, в
которой создается вакуум.
В основе зонной перекристаллизации лежит известное
положение о повышении растворимости компонента в ос-
новном веществе (растворителе) с повышением темпера-
туры.
Для создания узкой расплавленной зоны в рафинируе-
мом слитке шириной 20—30 мм кварцевая труба охватыва-
ется одним или несколькими кольцевыми высокочастотны-
ми индукторами (нагревателями). Устройство аппарата для
зонной плавки показано на рис. 160.
Рис. 160. Схема зонной плавки с подвижным тиглем:
/ — лодочка; 2— кварцевая труба; 3 — кольцевой индукционный нагреватель;
4 — расплавленная зона; 5 — слиток
При медленном движении расплавленной зоны по длй-
не слитка со скоростью примерно 1 см в минуту путем пе-
ремещения индукционного нагревателя или трубки внутри
его высокотемпературная зона, обладающая повышенной
растворимостью примеси, будет также передвигаться к од-
ному из концов слитка. Обычно Для повышения чистоты
металла в одном направлении производят до 10—15 про-
ходов. В результате этого по мере продвижения расплав-
ленной зоны происходит ее обогащение примесями, а со-
держание примесей в слитке уменьшается. После удаления
обогащенной примесями части слитка получают металл
особой чистоты.
360
Зонная плавка является очень дорогим и маломасштаб-
ным способом рафинирования. Кроме алюминия, зонную
плавку используют при рафинировании ряда редких метал-
лов и получении монокристаллических материалов.
§ 8. Термические способы получения
алюминиевых сплавов
Значительное количество алюминия применяют в виде
сплавов, среди которых важное место занимают алюмини-
евокремниевЫе сплавы (силумины). Наиболее эффектив-
ным способом их получения является метод прямого вос-
становления в руднотермических печах.
Получение чистого алюминия прямой восстановительной
плавкой невозможно в связи с образованием карбида алю-
миния. Однако восстановление алюминия становится реаль-
ным в присутствии более высококипящего вещества —: раст-
ворителя. Присутствие растворителя облегчает восстанов-
ление алюминия и препятствует образованию карбидов.
Наиболее удобным компонентом таких сплавов является
кремний, кипящий при 2600 °C и хорошо растворяющий
алюминий. При его использовании можно получать алю-
миниевокремниевые сплавы, содержащие до 70 % А1.
Сырьем для такого процесса могут служить любые ви-
ды алюминиевых руд. Чаще всего для получения силуминов
используют сырье, не содержащее железа. Однако для
сплавов, используемых в качестве раскислителей в черной
металлургии, применяют и железистые руды.
В качестве восстановителя при получении алюминиево-
кремниевых сплавов используют древесный уголь, нефтя-
ной кокс, некоторые малозольные сорта каменного угля и
древесную щепу. Восстановительную плавку ведут в мощ-
ных электропечах с токоподводящей угольной подиной при
низком напряжении (до 50 В).
Технологическая схема термического получения крем-
неалюминиевых сплавов включает следующие операции:
дробление и дозирование исходных материалов; смешение
компонентов шихты, окатывание и сушку гранул; восстано-
вительную плавку на первичный сплав; очистку полученно-
го сплава от неметаллических примесей; переработку рафи.
нированного сплава на конструкционные алюминиевокрем-
ниевые сплавы.
Основные процессы, протекающие при восстановитель-
ной плавке на силумины, описываются следующими реак-
циями:
23 Н. И. Уткин
361
SiO2 + 2C Si + 2C0; (152)
A12O3 + 3C = 2A1 + 3C0; (153)
4A1 4-3C = A14C3; (154)
2A14C3 + 3SiO2 = 8A1 + 3Si + 6C0. (155)
Полученный при плавке первичный сплав содержит 25—
70 % А1, 28—70 % Si и 1 —1,5 % Fe. Расход электроэнергии
на 1 т сплава составляет около 16000 кВт-ч.
После выпуска из электропечи первичный сплав загряз-
нен включения шлака, оксидов и карбидов. Рафиниро-
вание первичного сплава от неметаллических примесей
осуществляют фильтрованием через флюсовую насадку. От-
фильтрованный сплав разбавляют электролитическим алю-
минием до содержания в нем кремния 10—13%. Получен-
ный таким образом силумин используют для приготовления
различных литейных сплавов на основе алюминия.
Электротермическое изготовление алюминиевых сплавов
обладает рядом преимуществ по сравнению с получением
силумина сплавлением электролитического алюминия с
металлическим кремнием. Однако этот более дешевый и
простой способ лишь частично решает проблему рациональ-
ного использования алюминия.
Расширение роли термических способов в общем балансе
производства алюминия связано с разработкой техники и
технологии разделения первичных алюминиевокремниевых
сплавов на составляющие его компоненты.
Для получения свободного алюминия из сплава могут
быть применены разнообразные способы, основанные на
избирательном растворении алюминия металлическими
растворителями, возгонке алюминия через его субсоедине-
ния, электролитическом разделении в расплавленных солях
или отделении алюминия с помощью алюминийорганичес-
ких соединений.
Выделение алюминия из сплавов другими металлами
(Mg, Zn, Hg, Pb) оправдано лишь при условии полной обо-
рачиваемости металла-растворителя.
Глава 13
МЕТАЛЛУРГИЯ МАГНИЯ
§ 1. Магний и его применение
Магний — широко распространенный в природе элемент,
относится к числу «молодых» цветных металлов. Его про-
362
мышленное производство началось только в годы первой
мировой войны.
Магний — светло-серебристый металл. В периодической
системе элементов Д. И. Менделеева магний находится во
II группе 3-гэ периода под номером 12. Он типичный пред-
ставитель группы легких цветных металлов. Плотность маг-
ния при 20 е С составляет 1738 кг/м3. Магний — легколету-
чий металл. Заметной летучестью при нормальном дав-
лении он обладает уже при температурах около 600 °C.
Вакуум ускоряет возгонку магния. Во всех химических сое-
динениях магний двухвалентен.
В ряду напряжений магний занимает место среди наи-
более электроотрицательных элементов. Его нормальный
электродный потенциал равен — 2,38 В.
В сухом воздухе на поверхности металлического магния
образуется оксидная пленка, которая хорошо защищает
металл от дальнейшей коррозии. Влажная среда заметно
снижает коррозионную стойкость магния, особенно при тем-
пературе выше 380 °C. При взаимодействии с парами воды
образуется Mg(OH)2. Поэтому тушение горящего магния
водой недопустимо.
Магний хорошо противостоит действию плавиковой и
хромовой кислот и растворов едких щелочей. Он очень ус-
тойчив по отношению к минеральным маслам, бензину и
керосину. Однако магний хорошо растворяется в большин-
стве кислот и нестоек в водных растворах солей. Химичес-
кая активность магния резко возрастает при увеличении в
нем содержания примесей.
Магний в виде порошка или тонкой ленты легко воспла-
меняется и горит ярким пламенем. В виде слитков он стоек
к воспламенению. Загорание компактного магния может
произойти при температурах вблизи точки плавления ме-
талла (657 °C) или выше ее. Предохраняют расплавленный
магний от возгорания с помощью покровных флюсов, изо-
лирующих магний от контакта с кислородом окружающей
атмосферы.
Основное количество магния потребляют в виде спла-
вов. Легирование магния алюминием и цинком повышает
механические и технологические, главным образом литей-
ные свойства сплавов, а марганец улучшает их коррозион-
ную стойкость.
Хорошие литейные и механические свойства магниевых
сплавов служат основой для их широкого использования в
самолето- и автомобилестроении для изготовления сложных
и высоконагруженных деталей двигателей.
23*
363
Значительные количества магния используют в метал-
лургической промышленности. В цветной металлургии его
применяют в качестве восстановителя при получении ряда
активных металлов (V, Сг, Ti, Zr, U и др.) магниевотерми-
ческим способом и при производстве цветного литья. Чер-
ная металлургия использует магний при раскислении неко-
торых марок сталей и в качестве модификатора при получе-
нии сверхпрочного чугуна с шаровидными включениями
графита.
Способность магния давать при горении яркий свет и
высокую температуру используют в военной технике для
изготовления осветительных, зажигательных и трассирую-
щих снарядов и авиационных бомб.
Оксид магния является основой широкого ассортимента
высококачественных магнезитовых огнеупоров и магнези-
тового цемента.
Ряд соединений магния используют в резиновой про-
мышленности в качестве наполнителя, для очистки нефте-
продуктов, а также в радио- и электротехнике. Природный
силикат магния — асбест — широко применяют в качестве
электро- и теплоизоляционного материала и для изготовле-
ния многочисленных асбоцементных изделий: труб, плит,
шифера и др.
§ 2. Сырье для получения магния
В природе магний встречается только в виде многочис-
ленных природных химических соединений, образуя круп-
ные месторождения магниевых руд; его соединения нахо-
дятся в больших количествах в воде морей, океанов и со-
ляных озер.
В настоящее время при получении магния используют
следующие его минералы: магнезит, доломит, карналлит и
бишофит.
Магнезит MgCO3 добывают во многих районах Совет-
ского Союза. Месторождения магнезита имеются на Урале
(Саткинское), в Красноярском и Хабаровском краях, в Ир-
кутской области, в Казахстане и Киргизии. По добыче маг-
незита СССР занимает первое место в мире. Магнезитовые
руды содержат 41—47 % MgO.
Основными примесями магнезита являются СаО, SiO2,
А12О3 и Fe2O3.
За рубежом магнезитовые руды в больших количествах
добывают в Индии, Китае, на Корейском полуострове и в
ряде стран Европы и Южной Америки.
364
Для производства магния пригоден только чистый маг-
незит.
Почти 90 % мировой добычи магнезита используют в ог-
неупорной и строительной промышленности. В этих облас-
тях и в металлургическом производстве его применяют в
виде каустического магнезита MgO, получаемого при об-
жиге природного магнезита при 700—900 °C. Разложение
происходит по реакции MgCO3->-MgO-|-CO2.
Доломит представляет собой комплексный природный
карбонат кальция и магния CaCO3-MgCO3, содержащий
19—22 % MgO. Доломиты, поступающие в магниевое про-
изводство, должны содержать не более 2,5 % ВегО3-|-
4-Al2O3-|-SiO2 и менее 0,3 % щелочных металлов. Отноше-
ние в них СаО к MgO не должно превышать 1,5. Перед ис-
пользованием в магниевой промышленности доломит так-
же необходимо подвергать кальцинирующему обжигу.
Карналлит MgCl2 • КС1 • 6Н2О — природная кристалли-
ческая порода, имеющая разнообразную окраску в зависи-
мости от присутствующих примесей. Отличается очень вы-
сокой гигроскопичностью. Месторождения карналлита в
нашей стране имеются на Урале, в УССР и других районах.
Крупнейшими в мире месторождениями карналлита
являются Соликамское (СССР) и Страсфуртское
(ГДР).
Природный карналлит (24 % MgCl2) подвергают обо-
гащению путем перекристаллизации с получением искусст-
венного карналлита (32 % MgCl2), который затем обезво-
живают. При обогащении из природного карналлита выде-
ляют бром и снижают содержание КС1 и особенно NaCl.
Бишофит — шестиводный хлорид магния MgC12-6H2O
добывают из морской и океанической воды и рапы (рассо-
ла) соляных озер. В морской воде содержится около 0,35 %
MgCl2 и запасы в ней бишофита неисчерпаемы. Однако
бишофит пока предпочитают добывать из воды соляных
озер, содержащей до 3—4 % и более хлорида маг-
ния (озера Перекопской группы). Перспективными ис-
точниками магниевого сырья в СССР являются залив
Кара-Богаз-Гол, соляные озера Заволжья, Сибири и
Казахстана.
Для выделения хлорида магния из соляной воды ее от-
водят в мелкие резервуары (лиманы), где она постепенно
испаряется за счет солнечного тепла. В рапе концентриру-
ется MgCl2, а в осадок выкристаллизовываются малораст-
воримые соли NaCl, MgSO4 и др. При дальнейшем выпа-
ривании рапы получают бишофит.
365
§ 3. Общие принципы производства магния
Магний был впервые получен в металлическом состоянии в 1808 г.
В 1830 г. Фарадей получил несколько граммов магния электролизом
расплава его хлорида. В 60-х годах XIX в. этим способом получали
магний в промышленном масштабе в Англии и США. В России в
1914—1917 г. проводились систематические исследования пб получению
магния электролизом расплавленного карналлита.
Промышленное производство магния в Советском Союзе было осво-
ено в годы первых пятилеток. Сейчас отечественная магниевая промыш-
ленность является развитой подотраслью цветной металлургии.
Металлический магний получают двумя способами: электролитиче-
ским и термическим.
В основе электролитического способа производства магния лежит
принцип электрохимического выделения металла из его расплавленного
хлорида. Электролитическое получение магния из водных растворов его
солей невозможно вследствие трудностей создания условий, при кото-
рых потенциал разрядки ионов магния становился бы более электропо-
ложительным по сравнению с потенциалом выделения водорода. .
Электролитический способ получения магния в настоящее время яв-
ляется основным. Этот метод предусматривает получение магния в не-
сколько стадий, основными
безводного хлорида магния,
финирование магния.
Природный
карналлит
Гидрохимическое
обогащение
из которых являются: получение чистого
электролиз расплавленного хлорида и ра-
Бишофит
Магнезит
Кальцинирующий
обжиг
Каустический
магнезит
Г---------------
Обезвоживание Хлорирование
Искусственный
карналлит
Обезвоживание
—Т=----------------!
Мд С12 -из титанового безводный хлорид натрия
производства ।
’ ' | I
Электролиз магния
Металлический Хлор
магний | ______________________
Рафинирование в производство
J титана
Разливка чушкового магния
-р-
Обработка слитков
Товарный магнии
Рис. 161. Принципиальная технологическая схема получения магния электро-
литическим способом
366
В зависимости от вида перерабатываемого сырья и способа получе-
ния хлорида возможны варианты технологических схем получения элек-
тролитического магния (рис. 161).
Электролитический способ получения магния сложен и вреден
вследствие участия в процессе газообразного хлора. Проще получать
металлический магний прямым восстановлением его оксида, образующе-
гося при термическом разложении магнезитовых или доломитовых руд.
Такие попытки делались длительное время и только в 30-х годах те-
кущего столетия увенчались успехом, позволившим освоить на ряде за-
водов несколько вариантов термического способа получения магния —
с помощью углерода, металлического кремния или других восстанови-
телей.
Как в случае углетермического восстановления, так и при исполь-
зовании силикотермии производство магния включает подготовку исход-
ных материалов, восстановление магния и конденсацию его паров и
сплавление кристаллов магния с получением слитков. Возможны раз-
личные варианты термических способов получения магния и его аппа-
ратурного оформления.
§ 4. Получение безводного хлорида магния
Сырьем для получения безводного хлорида магния мо-
гут служить карналлит, бишофит и магнезит. Однако ме-
тоды подготовки MgCl2 к электролизу из этих видов сырья
различны.
Обезвоживание искусственного карналлита протекает
по схеме:
MgCl2 • КС1 • 6Н2О -+ MgCl2 • КС1 • 2Н2О -> MgCl2 • КС1. (156)
При быстром нагреве карналлита при атмосферном дав-
лении выше 120 °C происходит его расплавление в кристал-
лизационной воде. Однако при медленном ступенчатом на-
греве можно удалить влагу полностью. Это является при-
чиной проведения двустадийного обезвоживания карнал-
лита.
Первую стадию проводят в трубчатых вращающихся
печах длиной 35—40 м и диаметром 3,0—3,5 м при темпера-
туре на загрузочном конце печи ниже 120 °C, а на разгру-
зочном— не выше 500—560 °C. При такой операции сте-
пень обезвоживания составляет 85—90 %. Обезвоженный в
трубчатых печах карналлит содержит 6—8 % Н2О и до
2,5 % MgO.
Первичное обезвоживание карналлита можно проводить
в печах КС (рис. 162). Прокаливание материала в этих пе-
чах происходит за счет тепла топочных газов, получаемых
при сжигании генераторного или природного газа в специ-
альных топках. Под подиной имеются три газораспредели-
тельные камеры.
367
Рабочее пространство печи разделено пятью перегород-
ками с окнами, через которые карналлит перетекает от за-
грузочного конца к разгрузочному. Установка перегородок
обеспечивает зигзагообразное движение материала, что по-
зволяет предотвратить смешение более обезвоженного
карналлита с менее обезвоженным.
Рис. 162. Печь для обезвоживания карналлита в кипящем слое:
1 — кожух; 2 — теплоизоляция; 3 — футеровка; 4 — газораспредели*
тельная подина; 5 — перегородки топочных камер; 6 — перегородки
с отверстиями; 7 — питатель; 8 — сливная течка; 9 — вход топочных
газов; 10 — газоход
Процесс проводится при 120—130 °C в голове печи и при
200—240 °C перед выгрузкой карналлита.
Обезвоживание карналлита в печах КС дает значитель-
ную экономию капиталовложений и эксплуатационных за-
трат. Кроме того, промышленными опытами установлена
возможность одностадийного обезвоживания карналлита до
содержания влаги 0,4—0,6 %.
Вторая стадия обезвоживания с целью полного удале-
ния влаги и отстаивания MgO проводится путем плавки в
стационарных карналлитовых печах непрерывного действия
(СКН) или в хлораторах.
Установка для окончательного обезвоживания в печах
СКН состоит из собственно печи, загрузочного устройства,
двух электрообогревательных миксеров и скруббера для
368
промывки отходящих газов (на рисунке не показан). В ком-
плект установки входят также печные трансформаторы.
Печь СКН представляет собой прямоугольную ванну,
футерованную огнеупорным кирпичом. Через свод в печь
введены два стальных электрода. Нагревательным эле-
ментом (электрическим сопротивлением) служит расплав-
ленный карналлит. Процесс ведут при 750—800 °C. Обез-
воженный карналлит по переточному желобу непрерывно
сливается в миксеры, где он подогревается до 780—850 °C
и отстаивается от взвеси оксида магния. Миксеры работа-
ют поочередно.
Осветленный расплав полностью обезвоженного карнал-
лита, содержащий около 50 % MgCl2 и 0,5—0,9 % Н2О,
сливают путем наклонения миксера и направляют на элек-
тролиз. •
Окончательное обезвоживание в хлораторах сводится к
получению безводного карналлита хлорированием в рас-
369
плаве в присутствии углерода. В хлораторе совмещены
процессы расплавления, обезвоживания, хлорирования MgO
и отстаивания от расплава твердых включений.
Хлоратор (рис. 164) состоит из трех отделений: плавиль-
ной камеры А, двух реакционных камер Б-1 и Б-2 и мик-
сера В, размещенных в одном кожухе.
Рис. 164. Хлоратор:
а — продольный разрез; б —поперечный разрез; Л — плавильная камера; 5 —
реакционная камера; В — миксер; 1—кожух; 2 —кладка; 3, 4 — электроды;
5 — загрузочное отверстие; 6, 7 — летки; 8 — фурмы; 9 — решетчатые полки;
10 — переточный канал; 11 — газоход; 12 — охлаждающее устройство; 13 — пере-
точные каналы; 14 --порог
Твердый карналлит вместе с измельченным нефтяным
коксом непрерывно загружают в плавильную камеру, ко-
торая представляет собой печь электросопротивления. Од-
новременно с расплавлением в этой зоне карналлит теряет
основную часть воды. Пары воды совместно с хлористым
водородом удаляются в газоход.
В плавильной зоне поддерживается постоянный уровень
расплава, который по мере наплавления перетекает через
порог в верхнюю зону первой реакционной камеры Б-1.
Этот расплав содержит до 4 % MgO, 0,3—0,5 % НгО и
весь загруженный нефтяной кокс. По переточным каналам
расплав перемещается по реакционной камере из верхней
зоны в нижнюю. Далее по вертикальному соединительному
каналу расплав перетекает в верхнюю зону второй реак-
ционной камеры Б-2, где вновь перемещается сверху вниз.
Движение расплава на рис. 163 показано сплошными ли-
ниями со стрелками.
370
В нижние зоны обеих реакционных камер через фур-
мы подается анодный газ магниевых электролизеров, со-
держащий 65—75 % С12. Пузырьки газа, поднимаясь вверх,
проходят через отверстия решетчатых полок. Направление
движения газового потока показано на рис. 163 штрихо-
выми линиями. Хлор при этом перемешивает расплав и
взаимодействует с водой и оксидом магния. После хлори-
рования в расплаве практически не остается воды, а содер-
жание MgO снижается до 0,6—0,8 %.
Безводный MgCl2 перетекает по переливному каналу в
миксер, в котором MgO и другие твердые примеси осаж-
даются на дно в виде шлама, а нефтяной кокс всплывает
на поверхность расплава.
Обезвоженный полностью карналлит сливают через
летку в ковш и отправляют к месту потребления. Шлам
по мере накопления также сливают через летку, отстаива-
ют от MgCl2 и возвращают в плавильную камеру.
Безводный карналлит содержит, %: 49—51 MgCl2; 40—
46 КС1; 6—7 NaCl; 0,5—1,0 MgO; 0,01—0,1 Н2О.
Обезвоживание карналлита менее сложно, чем обезво-
живание бишофита. Однако питание магниевых электро-
лизеров безводным карналлитом требует большего расхода
этой соли на единицу массы выплавляемого магния и свя-
зано с получением больших количеств отработанного элек-
тролита.
Обезвоживание бишофита происходит ступенчато по
схеме:
MgCl2 • 6Н2О -> MgCl2 • 4Н2О -> MgCl2 • 2Н2О ->
->MgCl2-H2O->MgCl2. (157)
На практике получение безводного MgCl2 из бишофита
производят в две стадии.
Первую стадию проводят в трубчатых вращающихся пе-
чах, медленно нагревая бишофит, и получая продукт, содер-
жащий 1,5—2 молекулы воды. Эта стадия требует особого
внимания к режиму нагрева, так как бишофит при 106 °C
плавится. Быстрый нагрев приводит к расплавлению и бур-
ному вспениванию материала. Это значительно замедляет
процесс, приводит к налипанию продукта на стенках печи,
а иногда и к полному зарастанию и остановке печи.
Для проведения второй стадии обезвоживания бишофи-
та его необходимо нагревать в атмосфере паров НС1, что-
бы предотвратить гидролиз хлорида магния:
MgCl2 + Н2О MgO + 2НС1. (158)
371
Вторую стадию можно проводить как в трубчатых вра-
щающихся, так и в шахтных электрических печах (см. ни-
же). При хлорировании в шахтных печах процесс ведут
при температуре выше точки плавления MgCl2 и получают
расплавленный хлористый магний, содержащий менее
1,0 % MgO и 0,5 % Н2О.
Процесс получения MgCl2 хлорированием оксида маг-
ния газообразным хлором при высокой температуре опи-
сывается уравнением
MgO + C + Cl2^MgCl2 + CO. (159)
Для хлорирования используют шахтные электрические
печи цилиндрической формы, имеющие стальной кожух и
шамотную футеровку (рис. 165). В нижнюю часть печи
введено два ряда электродов (по три электрода в каждом),
расположенных по отношению друг к другу в ряду под уг-
лом 120°. Ряды электродов также смещены по отношению
друг к другу на 60 °.
Все пространство от пода печи до верхнего ряда элек-
тродов заполнено угольными цилиндриками (брикетами),
выполняющими роль тела сопротивления, что позволяет
развивать в печи температуру до 1000°С. Хлор в печь по-
ступает через фурмы, установленные в междурядьи элек-
тродов. Шихту подают через герметизированное устройст-
во колокольного типа в своде печи, а жидкий MgCl2 вы-
пускают периодически (через 3—4 ч) через летку,
расположенную около пода печи.
Загруженная в печь шихта располагается в верхней
части печи, опираясь снизу на угольную насадку. Шихта
нагревается отходящими газами и при этом подсушивается.
В нижней части шихтового слоя (реакционная зона) про-
текают реакции хлорирования, и расплавленный хлорид
магния далее стекает в нижнюю часть печи через слой вос-
становителя, который служит источником тепла и филь-
тром.
Отходящие газы содержат СО,’СО2, НС1, MgCl2 и дру-
гие хлориды. Они удаляются через газоходы, а затем ис-
пользуются в качестве вторичного топлива.
Расплавленный MgCl2 — продукт хлорирования — в
котлах с плотнозакрывающимися крышками транспортиру-
ется в цех получения электролитического магния. Продук-
тами электролиза являются металлический магний и газооб-
разный хлор. Хлор наиболее рационально и просто утили-
зируется, когда MgCl2 получают путем хлорирования окси-
да магния. Если электролизу подвергается безводный MgCl2,
372
Рис. 165. Шахтная электрическая печь для хлорирова-
ния;
1 — загрузочное устройство; 2 — уровень загрузки шихты;
<?—огнеупорная кладка; 4— уровень загрузки угольных
брикетов; 5 — угольные электроды; 6 — фурмы; 7 —лет-
ка; 8 — ремонтный люк; 9 — газоход
полученный из бишофита или карналлита, то утилизация'
хлора очень затруднена, а выброс газообразного хлора в
атмосферу недопустим.
В то же время, если переработке подвергать только ка-
устический магнезит, то неизбежные потери хлора в произ-
водственном цикле приводят к его недостатку в оборотном
цикле. Поэтому в качестве сырья наиболее целесообразно
использовать смесь магнезита и бишофита в соотношениях,
обеспечивающих полную компенсацию потерь хлора в тех-
нологическом процессе.
373-
§ 5. Электролиз магния
Электролитический магний получают электролизом рас-
плавленной смеси хлоридов магния, калия, натрия и каль-
ция.
Электрохимическая сущность процесса электролитичес-
кого получения магния заключается в следующем. В хло-
ридном расплаве в результате электролитической диссоци-
ации образуются катионы металлов Mg2+, Na+, К+ и анио-
ны хлора С1~.
Под воздействием постоянного тока на катоде разряжа-
ются только катионы Mg2+ по электрохимической реакции
Mg2+ + 2е Mg. (160)
Анодный процесс сводится к разряду ионов хлора:
2С1- — 2е->С12. (161)
В процессе электролиза, проводимом при 690—720 °C,
магний получают в жидком виде. В этих условиях возни-
кает опасность воспламенения магния в атмосфере возду-
ха и обратного хлорирования магния выделяющимся на
аноде хлором. Чтобы избежать этого, необходимо герме-
тизировать электролизную ванну и частично разделить
прикатодное и прианодное пространства диафрагмой. Для
предотвращения попадания газообразного хлора в атмос-
феру цеха производится принудительный отсос анодного
газа.
Для получения электролитического магния применяют
электролизеры диафрагменного типа. По конструкции
электролизеры бывают с боковым, верхним и нижним вво-
дом анодов.
Любой магниевый электролизер состоит из нескольких
электрохимических ячеек. Под электрохимической ячейкой
подразумевается часть объема ванны, заполненного элек-
тролитом и ограниченного с двух сторон катодными элек-
тродами.
Схематически устройство ячеек магниевых электролизе-
ров показано на рис. 166. Каждая ячейка состоит из од-
ного угольного или графитированного анода и двух сталь-
ных катодов. Отвод тока от катода осуществляется с по-
мощью изогнутых катодных штанг. Для сбора й отвода
анодных газов, состоящих главным образом из хлора, слу-
жат диафрагмы (колпаки) из шамотобетона. Все узлы
электролизера помещены в железном кожухе, футерован-
ном изнутри щамотом.
374
Диафрагма погружена в электролит на глубину 15—
25 см. Она служит для предотвращения соединения катод-
ного и анодного продуктов, что может привести к обратно-
му хлорированию магния.
Количество ячеек в промышленных электролизерах
может быть различным и определяется их мощностью.
Многолетней практикой и рядом исследований доказаны
преимущества более мощных электролизеров. В настоящее
время созданы электролизеры на силу тока 80—120 тыс. А.
Рис. 166. Принципиальные схемы устройства ячеек магниевых элек-
тролизеров с боковым (а), верхним (б) и нижним (в) вводом ано-
лов:
1 — катод; 2 — анод; 3 — диафрагма; 4 — катодная штанга
Электролизеры с верхним вводом анодов не требуют
отключения при замене анодов, что облегчает их обслужи-
вание. Однако срок службы анодов, введенных сверху, при-
мерно в два раза меньше, чем у анодов, введенных сбоку
или снизу. Кроме того, при одной и той же плотности то-
ка электролизеры с верхним вводом анодов работают при
большем напряжении.
Состав электролита при электролизе магния выбирают
в зависимости от вида сырья. Если исходным сырьем яв-
ляется обезвоженный карналлит, содержащий хлориды
магния, калия и натрия, то электролит, как правило, со-
стоит в основном из тех же хлоридов. При этом в процес-
се электролиза получается большое количество отработан-
ного электролита.
При электролизе технического М§С1г(90—95 % MgClz)
375-
или более чистого, полученного при восстановлении тетра-
хлорида титана, в электролит, кроме указанных компонен-
тов, добавляют СаС12 и ВаС12. Эти добавки утяжеляют
электролит и способствуют улучшению отделения магния.
Концентрация MgCl2 в электролите между загрузками
сырья должна изменяться от 12—14 до 5—6 %.
При уменьшении концентрации хлорида магния возмо-
жен электролиз других хлоридов, присутствующих в элек-
тролите. При высоком содержании MgCl2 ухудшаются
свойства электролита.
Электролиз магния ведут при температуре 680—720 °C
и анодной плотности тока 0,4—0,8 А/см2. Образующийся
при этом магний всплывает на поверхность электролита и
извлекается из ванны один раз в сутки вакуум-ковшом.
Основные технико-экономические показатели работы
современных магниевых электролизёров:
Напряжение на электролизере, В . . . 4,0—6,3.
Выход по току, %..................... 77—86
Расход электроэнергии, кВт-ч/т магния 13,5—16,7
Съем магиия с 1 м2 площади пода,
кг/ сут.............................. 60—120
§ 6. Термические способы получения магния
Термические способы получения магния основаны на
восстановлении его из оксидов или других соединений бо-
лее активным металлом, обладающим большим сродством
к кислороду, чем магний.
Магний имеет высокое сродство к кислороду, и его ок-
сид относится к числу очень прочных оксидов (см. рис. 34,
36). По этой причине выбор восстановителя и условий вос-
становления при получении магния термическим спосо-
бом — задача очень трудная, несмотря на кажущуюся
простоту технологии.
В качестве восстановителя для оксида магния можно
использовать кремний, алюминий, силикоалюминий и кар-
биды кальция, алюминия и других металлов, а также уг-
лерод. При этом восстановление возможно только при тем-
пературах, когда магний будет находиться в парообраз-
ном состоянии, т. е. выше точки его кипения (1107°С).
Снижению температуры восстановления способствует по-
ниженное давление (вакуум).
Восстановление оксида магния с помощью металлов
или сплавов в общем виде выражается уравнением
MgOTB + MeIB Mgnap + МеОТЕ. (162)
376
В металлургии магния возможны два способа металло-
термического восстановления: силикотермический и алю-
мотермический. Кремний по экономическим соображениям
лучше использовать в форме ферросилиция. Использова-
ние алюминия ввиду его высокой стоимости нецелесооб-
разно. Реакция восстановления карбидами выражается
уравнением
MgOTB + МеСтв МеОтв + Ств + Mgnap. (163)
Характерной особенностью металлотермического и кар-
бидотермического восстановления является то, что из про-
дуктов реакций только магний находится в парообразном
состоянии. Это позволяет легко отделить его от твердых
фаз путем удаления из зоны реакции паров магния и кон-
денсации их в охлаждаемой зоне печи.
В настоящее время из перечисленных разновидностей
термических способов получения магния только силикотер-
мический используется в промышленности. Производство
магния углетермическим и карбидотермическим способа-
ми прекращено и представляет исторический интерес. По-
этому остановимся на рассмотрении только силикотермиче-
ского процесса.
Силикотермический способ основан на реакции
2MgOTB + SiTB Z 2Mgnap + SiO2TB. (164)
Эта реакция обратима, и при атмосферном давлении
протекает вправо только при температуре выше 2300 °C.
С понижением давления температура начала взаимодейст-
вия исходных веществ снижается. При остаточном давле-
нии 3—7 Па образование магния происходит при 1500 °C.
Присутствие в исходной шихте оксида кальция способ-
ствует снижению температуры образования магния. Реак-
ция силикотермического восстановления магния кремнием
в присутствии СаО выражается суммарным уравнением
2MgO + Si + 2СаО 2Mg + 2СаО • SiO2. (165)
Взаимодействие MgO с кремнием в присутствии СаО
при атмосферном давлении идет в сторону образования
магния уже при 1700 °C, а в вакууме при остаточном дав-
лении около 13 Па — при 1150—1200 °C.
Понижение температуры процесса восстановления маг-
ния имеет большое практическое значение. Это в первую
очередь позволяет использовать в качестве исходного сырья
в силикотермическом процессе на чистый оксид магния, а
24 Н. И. Уткии 377
более дешевый обожженный доломит, содержащий MgO щ
СаО примерно в таком же соотношении, как требуется поз
стехиометрии реакции.
Рассматриваемая реакция протекает при температуре
выше точки кипения магния, и он выделяется в виде паров,
которые легко удаляются из реакционной зоны и затем
конденсируются. Вследствие вывода из зоны реакции од-
ного из ее продуктов реак-
ция практически проходит
вправо до конца.
Условия, при которых
конденсируется магний, об-
разовавшийся при силико-
термическом восстановле-
нии, определяются темпера-
турой и давлением паров
магния в зоне конденсации.
Конденсация начинается то-
гда, когда температура пара
магния снижается до вели-
чины, при которой фактиче-
ское его давление становит-
ся равным давлению насы-
щенного пара.
Давление пара магния
при температуре его плавле-
ния (651 °C) составляет при-
мерно 3,2-10-’ Па. Следова-
тельно, если снизить давле-
ние ниже этого значения, то
магний будет конденсироваться только в твердом состоя-
нии.
Производство магния силикотермическим способом сла-
гается из ряда технологических операций, последователь-
ность проведения которых показана на рис. 167.
Доломит перед дозировкой подвергают дроблению и об-
жигу в шахтных печах с последующим измельчением огар-
ка. Далее измельченные доломит и ферросилиций поступа-
ют на дозировку и смешение. Готовую шихту брикетируют
на валковых прессах. Брикеты упаковывают в бумажные
мешки и отправляют на восстановление.
Оксйд магния восстанавливают до металла в горизон-
тальных вакуумных ретортных печах (рис. 168). Печи
отапливают газом. Полный цикл операции в реторте длит-
ся 10 ч. Сжигание газа регулируют так, чтобы к концу опе-
Доломит
Обжиг
Размол
Дозировка
Ферросилиций
Размол
Шихта
брикетирование
Восстановление
Кристаллы магния
Переплавка
Чушковой магний
Рнс. 167. Технологическая схема полу-
чения магния силикотермическим спо-
собом
378
Рис. 168. Ретортная печь для получения магния:
1 — реторта; 2 — крышка; 3 — патрубок вакуумной системы
рации в реторте температура была около 1165 °C. В ре-
тортной печи установлено 20 реторт в один ряд.
Реторты изготовляются из жаростойкой высоколегиро-
ванной стали и состоят из двух частей. Основная часть, в
которой происходит восстановление (реакционная зона),
находится внутри печи и представляет собой литую трубу
с приваренным сферическим днищем. К другому концу при-
варена водоохлаждаемая головка реторты (рис. 169). Эта
часть реторты служит зоной конденсации.
Рис. 169. Головка реторты:
1 — корпус; 2 — тепловой экран; 3 — конденсатор; -4— стальная трубка; 5 —*
друзы магния; 6 — водяной холодильник; 7 —патрубок вакуумной системы;
8 — крышка; 9 — ручка крышки
24* 379
Рис. 170. Схема вакуумной лечн для
непрерывного получения магния силн-
котермическнм способом
Холодный конец реторты герметически закрывается?
крышкой, которая позволяет производить загрузку шихты, ’
извлекать кристаллы магния и удалять остаток от дистил-
ляции. В каждую реторту единовременно загружают пять
мешков шихты по 20—25 кг каждый.
.Магний осаждается на стенках конденсатора в виде
плотного осадка кристаллов (друзы) цилиндрической фор-
мы. Наиболее плотные друзы получаются, когда в конден-
саторе поддерживается температура 475—550 °C. Суточная
производительность одной печи (20 реторт)— около 700 кг.
После извлечения из кон- :
денсатора магний переплав-
ляют и отливают в чушки.
Магний, полученный си-
ликотермическим способом,
очень чист., Содержание при-
месей в нем значительно ни-
же, чем в электролитичес- ?
ком магнии.
Недостатком способа по-
лучения магния в ретортных
печах является периодич-
ность процесса, сравнитель-
но небольшая производи-
тельность печей и высокие
трудовые затраты.
В последнее время разра-
батываются полунепрерыв-
ные и непрерывные процес-
сы, один из которых рас-
смотрен ниже.
На рис. 170 приведена
схема опытной вакуумной
печи непрерывного действия.
Печь состоит из реактора,
промежуточной и конденсационной камер. Реактор 4 обо-
гревается графитовыми элементами сопротивления 5.
Шихта из обожженного доломита и ферросилиция за-
гружается в реактор через шлюзовой затвор 7 и враща-
ющуюся трубу 6. Это обеспечивает равномерность загрузки
и распределения шихты.
Восстановление магния протекает в тонком поверхност-
ном слое пгихты в атмосфере водорода при 1600 °C и оста-
точном давлении 2,5—4 кПа. Процесс восстановления про-
ходит по реакции
380
2(CaO-MgO) + Fe(Si)x = 2Mg + 2CaO-SiO2 + Fe(Si)x-i. (166)
Остатки от восстановления 3 выгружаются из реактора
через качающуюся колосниковую решетку 2 и шлюзовой
затвор 1.
Пары магния поступают в промежуточный конденсатор
9, где, охлаждаясь до 900 °C, фильтруются через зернистый
слой 10 из доломита или кокса, непрерывно подаваемых
шлюзовым затвором 8 и удаляемых через аналогичный за-
твор 11. В фильтре конденсируются примеси с большим да-
влением пара, чем у магния. Очищенные пары магния по-
ступают в конденсационную камеру 12, где при 600—700 °C
магний конденсируется в жидкость. Часть магния получа-
ется в твердом состоянии вследствие кристаллизации его
на холодных внутренних стенках труб 13 и 14, подсоединен-
ных к вакуумной системе. Эти трубы попеременно нагрева-
ют для оплавления осевших кристаллов магния.
Жидкий магний удаляется из конденсационной камеры
через трубу 15, нижний конец которой опущен в тигель с
жидким магнием, помещенный в электрическую печь 16.
Получаемый этим способом магний содержит 99,9 % Mg;
производительность, печи составляет 1 т магния в сутки,
суммарный расход электроэнергии с учетом производства
ферросилиция — около 18 кВт-ч/кг.
Углетермическое восстановление оксида магния описы-
вается уравнением:
MgOTB + Ств Mgnap + СОгаз- (167)
Продукты этой реакции трудно отделить друг от друга.
При этом при температуре ниже 1900°C равновесие реак-
ции смещается влево и магний начинает окисляться. Для
отделения паров магния от оксида углерода необходимо
резко охладить пары до температуры ниже 250 °C, когда
взаимодействие магния с СО практически прекращается.
При таком режиме охлаждения магний получается в виде
порошка, выход которого зависит от скорости охлаждения,
исчисляемой долями секунды. .
§ 7. Рафинирование магния
Магний, полученный электролитическим или термичес-
ким способом, содержит до 0,4 % и более примесей.
В ГОСТ 804—72 предусмотрены три марки первичного маг-
ния: Мг96, Мг95*и Мг90. В них соответственно содержание
примесей не должно превышать 0,03; 0,035 и 0,1 %. Маг-
ний-сырец этим требованиям, как правило, не удовлетворя-
381
ет, и его необходимо рафинировать. Очистку магния от при-
месей проводят плавкой с флюсами, возгонкой или элект-
ролизом.
Плавка с флюсами применяется наиболее широко. Этот
способ позволяет очистить магний от механически запутав-
шихся в расплаве неметаллических примесей и частично от
железа, растворимость которого в магнии уменьшается при
снижении температуры.
Флюсы для плавки состоят из смеси хлоридов и фтори-
дов магния, калия и натрия. Они предназначены для защи-
ты магния от окисления и нитрирования на воздухе и слу-
жат средой для осаждения и растворения главным образом
неметаллических примесей. *
Рафинирование магния флюсами проводят при 700—
710 °C в тигельных печах с электрическим или пламенным
Рис. 171. Литейный комплекс для непрерывного рафинирования н разливки
магния:
1 — разливочный конвейер; 2 — электромагнитный насос; 3 — печь; 4 — тепло-
изолирующие трубки; 5 — футеровка; 6 — загрузочный патрубок; 7 — нагрева-
тельные элементы; 8 — заборный патрубок для магния; ВУ н ЯУ — верхний н
нижний уровин расплава
нагревом (периодический процесс) или в печах непрерывно-
го действия. При тигельной плавке рафинированию подвер-
гают одновременно до 1000—1500 кг магния.
В последние годы все чаще для рафинирования магния
начинают применять печи непрерывного действия. Одна из
конструкций печей приведена на рис. 171. Печь, насос и раз-
ливочный конвейер представляют собой высокопроизводи-
тельный механизированный литейный комплекс, который
является одним из звеньев автоматизированной поточной
линии для производства магния и первичных сплавов на
его основе.
382
Печь состоит из трех камер, футерованных огнеупорным
кирпичом. Камеры разделены перегородками из магнези-
тового кирпича с переливными отверстиями. Магний-сырец
из вакуум-ковша заливают в камеру /. Здесь при 680—
700 °C осаждается основное количество солевых и оксид-
ных включений, а также часть железа. При следующей за-
ливке частично очищенный магний переливается в камеру
11, в которой по мере продвижения в сторону камеры III
металл окончательно освобождается от механических при-
месей. Из камеры III магний с помощью электромагнитно-
го насоса перекачивается на разливочную машину.
Необходимая температура в печи поддерживается с по-
мощью погруженных в расплав электрических трубчатых
нагревателей с солевым сопротивлением. Печь непрерывно-
го действия позволяет осуществлять рафинирование под
защитным покровом флюса или в атмосфере инертного’
газа.
Для защиты от коррозии с поверхности чушек магния
сначала механическим путем удаляют флюсовые включе-
ния, а затем слитки отмывают в содовом растворе и горячем
растворе калиевого хромпика. После просушки на поверх-
ности магния остается тонкая защитная оксидная пленка.
Чушки, предназначенные для . длительного хранения,
после сушки и прогрева покрывают смесью расплавленного
парафина и вазелина.
Рафинирование магния возгонкой основано на различии
величин упругости паров магния и примесей, присутствую-
щих обычно в нем. Такие примеси, как железо, медь, крем-
ний, алюминий и кальций, менее летучи, чем магний. По-
этому при испарении магния при пониженном давлении они
остаются в твердом состоянии, а возгоны состоят преиму-
щественно из чистого магния.
Возгонку проводят в вакууме в печах сопротивления с
вертикальным рабочим пространством. Магний (до 250 кг)
загружают в реторту, состоящую из двух частей. Нижняя
часть реторты помещается в печь и выполняет функции ис-,
парителя. Верхняя часть (конденсатор) расположена вне
печи и охлаждается воздухом. В рабочем состоянии ретор-
та вакуумируется.
Температура в реторте составляет около 600 °C, в кон-
денсаторе— около 400 °C. Остаточное давление в реторте
7—10 Па.
Процесс — периодический. Он включает операции разо-
грева печи, возгонки (до 20 ч), охлаждения реторты, ее раз-
грузки и загрузки. Возгоны магния в виде друзы расплав-
383
ляют в вакуумной печи, скомбинированной с приемником-
кристаллизатором. Полученный возгонкой магний содержит
не менее 99,99 % Mg.
Электролитическое рафинирование магния испытано в
опытно-промышленном масштабе. Электролиз проводят по
трехслойному методу с электролитом, состоящим из MgCl2,
ВаС12, NaCl, КС1. Анодным сплавом служит утяжеленный
медью или свинцом магний-сырец. Выделившийся на катоде
чистый магний плавает на поверхности электролита и из-
влекается из электролизера вакуум-ковшом.
Глава 14
МЕТАЛЛУРГИЯ ТИТАНА
§ 1. Титан и его применение
Несмотря на очень широкое распространение в природе,
титан был открыт только в 1791 г., а в металлическом со-
стоянии получен в 1910 г. Вследствие загрязнений он ока-
зался очень хрупким и не нашел промышленного примене-
ния. Причиной этого является характерная особенность ти-
тана активно поглощать кислород, азот и водород, которые
резко снижают пластические свойства металла, что почти
40 лет делало невозможным его практическое использова-
ние.
Интерес к титану проявился в годы второй мировой вой-
ны, что привело к разработке способа получения ковкого
титана и его промышленного освоения в 1948—1950 гг.
С этого времени производство и потребление титана непре-
рывно стало расти. Это вызвано особыми свойствами метал-
лического титана, как конструкционного материала. Опре-
деленные ограничения его применения связаны с высокой
стоимостью металла.
В периодической системе элементов Д. И. Менделеева
титан расположен в IV группе 4-го периода под номером
22. В важнейших и наиболее устойчивых соединениях титан
четырехвалентен.
По внешнему виду титан похож на сталь. Он плавится
при 1668 °C и кипит при 3300 °C.
Плотность титана при 20 °C равна 4500 кг/м3. Его ме-
ханическая прочность примерно вдвое больше, чем чисто-
го железа, и почти в шесть раз выше, чем алюминия. В чис-
384
том виде титан пластичен и легко поддается механической
обработке.
На воздухе при обычной температуре титан устойчив.
При нагреве выше 550 °C он энергично окисляется и погло-
щает кислород и другие газы. Газы и многие другие при-
меси придают титану хрупкость. С углеродом титан обра-
зует тугоплавкие карбиды, обладающие высокой твердо-
стью.
Разбавленная серная кислота, а также азотная кислота
любой концентрации и слабые растворы щёлочей реагиру-
ют с титаном очень медленно. Он очень устойчив против
коррозии в морской воде. Титан растворяется в соляной
кислоте, концентрированной серной и плавиковой кисло-
тах.
Высокая коррозионная стойкость титана обусловлена
способностью его образовывать на поверхности тонкие
(5—15 мкм) сплошные пленки оксида TiO2, прочно свя-
занные с массой металла. Реагенты, разрушающие оксид-
ную пленку, вызывают коррозию титана.
Из числа химических соединений титана наибольший
практический и технологический интерес представляют ок-
сид TiO2, тетрахлорид Т1СЦ и иодид титана ТЩ.
Применение титана как конструкционного материала
обусловлено благоприятным сочетанием его высокой ме-
ханической прочности, коррозионной стойкости, жаропроч-
ности, малой плотности. Значительно улучшает механичес-
кие и коррозионные свойства титана легирование его мар-
ганцем, хромом, алюминием, молибденом, кремнием и
бором.
Удельная прочность (отношение прочности и плотно-
сти) лучших титановых сплавов достигает 30—35 и более,
что почти вдвое превышает удельную прочность легиро-
ванных сталей. Эти свойства титана представляют особый
интерес для самолето- и ракетостроения. При повышенных
температурах титановые сплавы по прочности превосходят
высокопрочные сплавы алюминия и магния.
Сплавы на основе титана находят все большее приме-
нение при строительстве морских судов, автомобильного и
железнодорожного транспорта. Повышенная коррозионная
стойкость обусловливает использование титана и его спла-
вов в химическом и металлургическом машиностроении, при
изготовлении медицинского инструмента и в других облас-
тях техники.
Чистый титан применяют в электровакуумной промыш-
ленности для изготовления деталей электронного оборудо-
885
вания. В этой же области титановый порошок применяют в
качестве геттера (поглотителя газов).
Техническая двуокись титана находит очень широкое
применение в качестве пигмента при изготовлении титано-
вых белил и эмалей, отличающихся высокой кроющей спо-
собностью, коррозионной стойкостью и теплостойкостью.
Мировое производство титановых белил в настоящее вре-
мя превышает 1,5 млн. т в год.
§ 2. Сырье для получения титана
и общие принципы его переработки
Из числа известных минералов титана основное про-
мышленное значение имеют два: рутил и ильменит.
Рутил — природный оксид титана ТЮ2 — является наи-
лучшим видом сырья при производстве титана, но крупные
месторождения рутиловых руд встречаются редко. Ильме-
нит FeTiOs — наиболее распространенный минерал титана.
Ильменитовые руды -представляют собой россыпные поро-
ды, встречающиеся часто в смеси с магнетитом РезО4. Та-
кие руды называют титаномагнетитами. До 40 % ильмени-
та добывается из речных и прибрежных морских песков.
В этих рудах содержание титана доходит до 35 % •
Перспективным сырьем для получения титана являются
перовскитовые CaTiO3 и сфеновые CaO-TiO2-SiO2 руды.
Их использование становится рентабельным только при
комплексной переработке.
Ценными элементами — спутниками титана в рудах —
являются тантал, ниобий, цирконий и элементы редких зе-
мель.
Титановые руды с содержанием титана 6—35 % перед
поступлением в металлургическое производство подверга-
ют обогащению с использованием гравитационных методов,
магнитной или электростатической сепарации. Рутиловые
концентраты содержат до 95 % TiO2. Примерный состав
ильменитовых концентратов следующий, %: 42—60 TiO2;
26—34 FeO; 12—25 Fe2O3; до 2 СаО; 1,5—3,5 SiO2; 1—3 MgO.
Некоторые титаномагнетитовые руды не поддаются ме-
ханическому обогащению. В этом случае для выделения ти-
тана используют восстановительную плавку с получением
чугуна и богатого титанового шлака (80—87 % TiO2). Вос-
становительную плавку применяют также для первичной
обработки ильменитовых концентратов с целью разделе-
ния титана и железа.
Таким образом, исходным сырьем для метал-лургичес-
386
кого производства титана могут быть рудные концентраты
и титановые шлаки, а также иногда техническая двуокись
титана, получаемая при разложении ильменитовых кон-
центратов серной кислотой.
Все перечисленные сырьевые источники содержат ти-
тан в форме TiO2. Прямое восстановление TiO2 до металла
сопряжено со значительными трудностями. Причиной это-
го является высокая активность титана при повышенных
температурах, особенно по отношению к кислороду, азоту
и углероду.
Реакции взаимодействия титана с кислородом, азотом,
углеродом, оксидом углерода и парами воды протекают с
большой убылью энергии Гиббса. Поэтому даже ничтож-
ные количества этих примесей ведут к образованию окси-
дов, карбидов и нитридов титана. Кроме того, кислород и
азот способны растворяться в титане.
Следовательно, на всех стадиях производства титана
необходимо исключить его контакт с перечисленными вы-
ше веществами. Это достигается герметизацией металлур-
гической аппаратуры и созданием в ней нейтральной ат-
мосферы (аргон, гелий) или вакуума. Кроме того, обяза-
тельным условием является высокая чистота исходных сое-
динений титана, а также применяемых реагентов-восстано-
вителей.
В настоящее время подавляющая часть титана, выпус-
каемого промышленностью, производится путем восстанов-
ления тетрахлорида титана магнием. В небольших количе-
ствах титан получают восстановлением TiO2 кальцием или
гидридом кальция.
Принципиальная схема наиболее распространенной тех-
нологии получения титана из ильменитов, включающая опе-
рацию восстановления титана металлическим магнием,
приведена на рис. 172. В голове технологической схемы пе-
ред хлорированием проводят пирометаллургическую под-
готовку исходного сырья восстановительной плавкой на
титановый шлак. На восстановительную'плавку могут по-
ступать ильменитовые концентраты или титаномагнетито-
вые руды. Целью плавки является избирательное восста-
новление оксидов железа. Возможность разделе'ния титана
и железа в этом процессе основана на большом различии
в прочности оксидов титана и железа. При восстановитель-
ной плавке оксиды железа восстанавливаются до металли-
ческого состояния с получением чугуна, а титан в виде
ТЮ2 переходит в шлак.
Необходимость проведения восстановительной плавки
387
связана с тем, что прямое хлорирование железосодержа-
щих концентратов требует больших дополнительных за-
трат хлора на образование хлорида железа, который труд-
но в дальнейшем использовать.
Восстановительную плавку ильменитовых концентратов
проводят в электрических печах. Основной процесс плавки
описывается в общем виде следующим уравнением:
FeTiOs + С Fe + TiO2 + СО. (168)
Ильменитовый концентрат
I
Восстановительная плавка.
—
Чцгцн Тита новый шлак
J I
К потребит ем 1 I
Хлорирование
I Г
Технический
TiCl„
Ректификация
Очищенный
TiCI4
I
восстановление титана
--------1»
Титановая губка Мд С1г
♦ . 1
Дуговая электроплавка Электролиз
Слиток титана Клар Магнии
Рис. 172. Принципиальная схема получения титана нз ильменитовых
концентратов
Плавку стремятся вести с минимальной добавкой флю-
сов или совсем без них, чтобы не снижать содержания TiO2
в шлаках меньше 82—87 %. Титановые шлаки имеют вы-
сокую температуру плавления (выше 1500°C) и значитель-
ную вязкость, что и обусловливает применение для восста-
новительной плавки электрических печей.
В качестве восстановителя при плавке используют кокс
или антрацит. Шлак и чугун периодически сливают через
388
летку в общую изложницу. Температура шлака на выпуо
ке составляет 1570—1650°С. После расслаивания и затвер-
девания чугун и шлак разделяют и направляют на соответ-
ствующую переработку. Извлечение титана в шлак состав-
ляет 96—96,5 %.
В небольших количествах для нужд черной металлур-
гии из ильменитовых концентратов алюмотермическим спо-
собом в электропечах получают ферротитан состава, %:
25—30 Ti; 5—8 Al; 3—4 Si; остальное — железо.
§ 3. Производство тетрахлорида титана
Получение чистого тетрахлорида титана TiCl4 слагает-
ся из двух основных технологических операций: производ-
ства технического хлорида и его очистки от примесей.
Тетрахлорид титана представляет собой бесцветную
жидкость с температурой кипения 136 °C. Его можно полу-
чить воздействием на TiO2 газообразным хлором в присут-
ствии угля при 700—900°C. TiCl4 образуется по реакциям:
ТЮ2 + 2С12 + С TiCl4 + СО2; (169)
TiO2 + 2С12 + 2С TiCl4 + 2СО. (170)
Наиболее интенсивно при температурах выше 800°C
хлорирование идет по реакции (170).
Кроме оксида титана хлор взаимодействует с кислород-
ными соединениями других элементов, присутствующих в
исходной шихте. При этом образуются летучие хлориды
железа, кремния, ванадия и др.
Хлорированию обычно подвергают измельченные тита-
новые шлаки восстановительной плавки ильменита или ру-
тиловые концентраты. Возможны три способа хлорирования
титансодержащих материалов: брикетированных шихт, в
солевом расплаве и в кипящем слое. Хлорирование брике-
тированных шихт требует проведения подготовительных
операций измельчения компонентов шихты, их смешивания,
брикетирования и прокаливания брикетов. Перед брикети-
рованием измельченные сырьевые материалы смешивают с
углем или нефтяным коксом (20—25 % от массы шихты).
Смесь брикетируют с добавкой связующих материалов и
прокаливают при 800 °C без доступа воздуха. Коксование
связующего приводит к повышению прочности брикетов и
повышению пористости (газопроницаемости).
Для хлорирования брикетированных шихт используют
шахтные электрические печи (см. рис. 165) или шахтные
хлораторы непрерывного действия с движущимся слоем
389
брикетов (рис. 173), которые пригодны для хлорирования
титановых шлаков с суммарным содержанием СаО и MgO
не более 5 %.
Шахту хлоратора, футерованную огнеупорными мате-
риалами, загружают брикетами с помощью золотникового
йитателя. Остаток брикетов выгружается с помощью шне-
ка. Это обеспечивает непрерывный поток шихты через ре-
акционную зону печи.
При пуске хлоратора его разогревают, а брикеты подо-
гревают до 500—600°C. После выхода на заданный режим
процесс хлорирования протекает за счет тепла экзотерми-
ческих реакций, обеспечивающих рабочую температуру по-
рядка 950—1000 °C.
Хлорирование проводят анодными газами магниевых
электролизеров, содержащими 65—70 % хлора. В связи с
Рис. 173. Шахтный хлоратор с
движущимся слоем брикетов:
1»— водоохлаждаемый коиус;
2 —фурма для подачи хлора;
'3 — коллектор анодного газа;
4 — корпус хлоратора; 5 — во-
доохлаждаемый свод; 6 —ших-
товый бункер; 7 — золотниковый
питатель; 8 — редуктор; 9 —
электродвигатель; 10 — сборник
отработанных брикетов; 11 —
разгрузочный шнек
390
Рис. 174. Хлоратор для хлорирования в
солевом расплаве:
1 — бункер с шихтой; 2— питатель; 3 —
шамотная футеровка; 4 — фурмы для вду-
вания хлора; 5 — летка Для выпуска рас-
плава; 6 — корпус; 7 —графитовые элект-
роды; S — газоход
этим производство титана и магния часто объединено в
одном производственном комплексе.
Основной недостаток хлорирования шихты с предвари-
тельным брикетированием — большие затраты на приготов-
ление брикетов. Одним из способов, устраняющих этот не-
достаток, является хлорирование в солевом расплаве; этот
способ разработан советскими учеными. Процесс проводят
в хлоридном расплаве, представляющем собой отработан-
ный электролит магниевых электролизеров и содержащий
в основном хлориды калия, натрия, кальция и магния.
Шихта, состоящая из измельченного шлака и кокса, загру-
жается на поверхность расплава сверху, хлор подается сни-
зу через фурмы. Устройство хлоратора и принцип его дей-
ствия показаны на рис. 174.
Хлорирование в солевом расплаве проводится при 800—
850°C. Необходимая температура поддерживается за счет
тепла экзотермических реакций. Избыточное тепло отво-
дится с помощью водоохлаждаемых кессонов.
Тетрахлорид титана после выхода из хлоратора посту-
пает в конденсатор, а нелетучие хлориды (MgCl2, СаС12
И др.) накапливаются в расплаве. Отработанный расплав
периодически заменяют свежим.
Хлорирование TiO2 в кипящем слое не нашло пока ши-
рокого применения в промышленности, несмотря на значи-
тельные преимущества метода. В аппаратах КС обеспечи-
ваются высокие скорости протекания реакций, простота
регулирования процесса и его непрерывность. Кроме того,
этот метод, как и хлорирование в солевом расплаве, не
требует брикетирования шихты.
Основными причинами ограниченного использования
процесса хлорирования в кипящем слое являются трудно-
сти подбора оптимальной крупности исходного шлака (или
рутила) и кокса, обеспечивающей устойчивое совместное
витание частиц всех компонентов шихты и незначительный
пылевынос материала. •
Для устранения этих затруднений и лучшего использо-
вания хлора процесс целесообразно проводить в хлорато-
ре КС, состоящем из нескольких камер, расположенных
друг над другом и создающих противоточную многократ-
ную обработку шихты хлором.
Выходящая из хлораторов любого типа парогазовая
смесь имеет сложный состав. Она содержит хлориды раз-
личной летучести и. механически увлеченные твердые час-
тицы. Дальнейшая переработка парогазовой смеси направ-
лена на выделение из нее механических включений и кон-
денсацию паров тетрахлорида титана.
Наиболее распространенная схема пылеулавливания и
конденсации включает улавливание твердых хлоридов в
пылевых камерах и рукавных фильтрах и сжижение паров
TiCl4 в конденсаторах, орошаемых охлажденным до —10 °C
тетрах'лоридом титана.
Полученный в результате конденсации технический тет-
рахлорид титана содержит, %: 97—99 Т1С14; 1,5—2,5 SiCl4;
0,02—0,003 FeCl3 и до 0,2 V. Извлечение титана в этот
продукт составляет 92—93 % •
Очистку тетрахлорида титана от примесей производят
методом ректификации, основанным на различии летучес-
тей присутствующих хлоридов, т. е. на различии темпера-
тур их кипения, °C: 136—Т1С14; 319—FeCl3; 164—VC14;
127—VOC13; 57—SiCl4.
Некоторые примеси, например VOC13, ректификацией
удалить трудно. Их предварительно восстанавливают до
менее летучего хлорида VC14 пропусканием паров через
нагретый медный или алюминиевый порошок.
Ректификацию Т1С14 проводят в ректификационных ко-
лоннах из нержавеющей стали с дырчатыми тарелями в две
стадии. Сначала при 60—130°C возгоняют наиболее низко-
кипящий компонент — тетрахлорид кремния — и другие ле-
тучие примеси. Полученный остаток, содержащий Т1С14 с
примесью высококипящих хлоридов, направляют во вторую
колонну с температурой 136 °C. В этой стадии преимущест-
венно возгоняется и переходит в дистиллят чистый тетра-
хлорид титана, а. все высококипящие примеси остаются в
кубовом остатке второй дистилляции.
Очищенный тетрахлорид титана содержит ряд таких
примесей, как Al, V, Сг, Си, Si, М;п, Та, Nb, Zr в количест-
вах 10-3—10-5 %, что лежит в пределах чувствительности
спектрального анализа.
Извлечение титана в очищенный продукт из техничес1
кого тетрахлорида составляет около 96 %. Чистый Т1С14 яв-
ляется сырьем для получения металлического титана.
§ 4. Магниетермическое восстановление
тетрахлорида титана
Восстановление тетрахлорида титана до металлического
состояния проводят магнием или натрием. Первоначально в
титановой промышленности в качестве восстановителя при-
меняли только магний. В настоящее время многие тита-
новые заводы используют натриетермический процесс, ко-
торый обладает рядом преимуществ. В зависимости от спо-
392
соба восстановления титан получают в виде губчатого
металла или порошка.
Восстановление магнием .производят в стальных гер-
метичных аппаратах в атмосфере аргона или гелия. Аппа-
рат состоит из стальной реторты с крышкой, оборудованной
патрубками для загрузки твердого или жидкого магния, и
печи с электрическим или газовым обогревом (рис. 175).
В реторту, где находится магний, из напорного бака
поступает тетрахлорид титана. Его пары взаимодействуют
с магнием по реакции
Т1СЦ(гаэ) 2Mg(>K) —> Т1(тв) 4~ 2MgC12(»). (^71)
Реакция восстановления титана экзотермическая. Вы-
деляющегося тепла вполне достаточно для самопроизволь-
ного течения процесса. Нагрев
реторты необходим только в
начале и в конце операции.
Процесс можно вести в ин-
тервале температур 720—
975 °C. Нижний температурный
предел ограничен температу-
рой плавления MgCh (714 °C),
а верхний — началом взаимо-
действия титана с железом ре-
торты, которое сопровождается
образованием легкоплавкой эв-
тектики титан — железо. Опти-
мальную температуру (850—
900 °C) поддерживают регули-
рованием скорости подачи хло-
рида титана.
При температурах проведе-
ния процесса материалы в ре-
торте должны теоретически
расслаиваться на три слоя:
жидкий магний, хлорид маг-
ния и губчатый титан. Факти-
чески же большая часть жид-
ких фаз впитывается образу-
ющимся губчатым металлом. Это замедляет реакцию вос-
становления. С целью обнажения поверхности губки и бо-
лее полного использования рабочего объема реторты хло-
ристый магний периодически выпускают.
В процессе восстановления тетрахлорида титана слива-
ют 75—85 % общего количества образующегося хлористо-
Рнс. 175. Устройство аппарата для
магннетермнческого восстановления
тетрахлорнда титана:
1 — реторта; 2 ~~ крышка с патруб-
ками; 3 — сливное устройство; 4—
печь; 5 —датчик температуры; 6 —
патрубки обдува реторты воздухом;
7 — узел заливки магния; 8 — узел
подачи тетрахлорида титана; 9 —
нагреватель
25 Н. И. Уткни
393
го магния, который направляют в магниевое производство
на электролиз для регенерации магния и хлора.
Магний в аппарат также лучше загружать отдельными
порциями. Это обеспечивает протекание процесса с более
равномерной скоростью и получение губки более однород-
ного состава.
Применяемые на титановых заводах аппараты для маг-
ниетермического получения титана позволяют получать за
одну операцию 500—3000 кг титановой губки.
Титановая губка представляет собой пористую спекшу-
юся массу титана, пропитанную остатками MgCl2 и избы-
точного магния. Этот продукт, называемый реакционной
массой, содержит, %: 55—65 Ti; 25—35 MgCl2; 9—12 Mg.
Для очистки реакционной массы в настоящее время по-
всеместно применяют вакуумную дистилляцию, которая ос-
нована на относительно высокой упругости паров магния и
его хлорида при 850—950°C по сравнению с титаном. Про-
цесс может быть осуществлен по двум вариантам.
По первому варианту очистки реакционную массу из-
влекают с помощью пневматического зубила, высверлива-
нием или выфрезеровыванием. Этот метод позволяет уве-
личить производительность дистилляционного аппарата за
счет более полной загрузки реторт.
При осуществлении дистилляции без выгрузки массы
(второй вариант) к реторте вместо крышки присоединяют
водоохлаждаемый конденсатор и устанавливают реторту в
печь (рис. 176). Температура дистилляции 950—1000°С,
вакуум внутри реторты — порядка 0,01 Па. Во избежание
вдавливания разогретых стенок реторты печь делают гер-
метичной и в ней также поддерживают вакуум.
При нагреве в вакууме из реакционной массы возгоня-
ют магний и его хлорид, пары которых образуют в конден-
саторе кристаллическую Друзу, которую отправляют в цех
производства магния.
Процесс вакуумной очистки губчатого титана продол-
жается 50—60 ч для аппарата вместимостью 2 т губки. По
окончании процесса реторту извлекают из печи и транспор-
тируют в отдельное помещение, где ее демонтируют, а губ-
ку выбивают с помощью пневматических зубил или выдав-
ливанием на прессе.
По техническим условиям титановая губка первого сор-
та марки ТГ-100 должна содержать %, не более: 0,08 С1;
0,07 Fe; 0,02 Н; 0,03 С; 0,04 Si; 0,04 О. При этом устанав-
ливается также предельно допустимая твердость по Бри-
неллю переплавленного образца.
394
Магниетермический способ получения титана из тетра-
хлорида оказывается экономически и технологически це-
лесообразным только при комбинировании титанового и
магниевого производств, которое обеспечивает наиболее
рациональную регенерацию реагентов (Mg и С12) и пере-
работку отходов (MgCl2).
Именно по этой причине пред-
приятия, производящие титан,
в большинстве случаев носят
наименования титано-магние-
вых комбинатов.
§ 5. Натриетермическое восста-
новление тетрахлорида титана-
Натрий как восстановитель
титана из хлорида по сравне-
нию с магнием имеет следую-
щие преимущества:
1) легкость транспортиро-
вки натрия по трубам и точ-
ность дозировки при подаче
его в реактор вследствие низ-
кой температуры плавления
(98°C); 2) высокие скорости
восстановления T1CI4, при
100 %-ном использовании вос-
становителя;
3) простота отделения про-
дукта реакции (хлористого на-
трия) от металлического тита-
на водным выщелачиванием;
4) титан получается в виде
порошка, что облегчает его вы-
деление из реакционной массы
и дозировку при дальнейшем
использовании.
К недостаткам следует от-
нести большую емкость аппа-
ратуры вследствие малой плот-
ности натрия, трудность отвода
рис. 176. Схема вакуум-термнческой
очистки губчатого титана:
1—реторта; 2— титановая губка;
3 ~ электропечь; 4 — патрубок для
вакуумирования печн; 5 —'резино-
вые уплотнения; 6 — экран; 7 — во-
доохлаждаемый конденсатор; 8 —
конденсат из магния и MgCh; 9—
патрубок для вакуумирования аппа-
рата
тепла при высокой скоро-
сти экзотермического процесса и более жесткие требования
к соблюдению правил техники безопасности из-за высокой
химической активности натрия, который легко самовозго-
рается на воздухе.
25*
395
В промышленной практике восстановление TiCK, нат-
рием можно вести в интервале температур 801—883°C, ог-
раниченном сооответственно точкой плавления хлористого
натрия и точкой кипения натрия. В этих условиях взаи-
модействуют в основном газообразный хлорид титана и
жидкий натрий:
Т1СЦ(газ) 4Ый(>К') —>• Ti(TB) 4МаС1(Ж). (172)
При этих температурах восстановление Т1С14 в значи-
тельной мере происходит с участием паров натрия. Реак-
ции восстановления TiCU натрием экзотермические.
Восстановление ведут в атмосфере аргона в аппаратах
из нержавеющей стали, куда одновременно подают тет-
рахлорид титана и жидкий натрий в соотношении, близ-
ком к стехиометрическому. Вначале аппарат откачивают,
заполняют аргоном и нагревают в печи до 650—700 °C.
После начала процесса восстановления печь отключают и
восстановление идет полностью за счет тепла химических
реакций. Избыточное тепло отводится обдувкой реторты
воздухом.
Готовую реакционную массу, содержащую 17 % Ti,
83 °/о NaCl и незначительную примесь натрия, вырезают
из реторты на станке специальной фрезой и Измельчают в
молотковой дробилке до крупности 10 мм.
Выделение титана из измельченной массы производят
выщелачиванием водой. После растворения NaCl титано-
вый порошок отделяют от раствора на центрифуге и су-
шат в вакуумной сушилке. Порошок имеет крупность от
2,4 до 0,2 мм. Среднее содержание в нем примесей, %:
0,01—0,07 С; 0,04—0,15 О; 0,001—0,02 N; 0,005—0,019 Н.
§ 6. Восстановление двуокиси титана
В небольших количествах титан получают путем пря-
мого восстановления двуокиси титана. Сырьем для этого
процесса служат чистые рутиловые концентраты и дву-
окись титана, выделенная сернокислотным способом из
ильменита или полученная из тетрахлорида титана.
Из доступных восстановителей наибольшим сродством
к кислороду обладает кальций, который может восстано-
вить двуокись титана до металла. Однако даже в этом
случае не удается получить титан, содержащий менее
0,2 % кислорода.
Кроме металлического кальция, в качестве восстано-
вителя иногда используют гидрид кальция СаНг-
396
Кальциетермическое восстановление протекает по
дующей экзотермической реакции: ’> *'
TiO2 + 2Са Ti + 2СаО. (173)
Выделяющегося тепла недостаточно для автогенного
протекания процесса; необходим внешний подогрев.
Восстановление ведут в атмосфере аргона при 1 000—
1100°C, когда кальций находится в жидком и частично в
парообразном состоянии. Для восстановления ТЮг нуж-
но применять очищенный дистилляцией кальций, чтобы из-
бежать загрязнения титана примесями азота и углерода.
В результате восстановления ТЮг кальцием получают
мелкодисперсный порошок титана с крупностью зерен
2—3 мкм.
Кальциетермическое восстановление ТЮг проводят в
герметичных ретортах из жаростойкой стали. Шихту, со-
стоящую из смеси двуокиси титана, кальция и хлорида
кальция, перед загрузкой брикетируют. Добавка СаС12
способствует укрупнению зерен титана.
Продукт восстановления измельчают, обрабатывают
сначала водой, затем подкисленными уксусной, азотной
или соляной кислотами растворами, вновь промывают во-
дой и сушат. Для снижения содержания кислорода при-
мерно до 0,2 % применяют повторное восстановление ти-
танового порошка кальцием.
Титан после кальциетермического восстановления ТЮг
содержит 98,5—99,0 °/о Ti.
Восстановление ТЮг гидридом кальция СаН2 является
разновидностью кальциетермического процесса, который в
общем виде описывается уравнением
TiO2 + 2СаН2->- TiH2 + 2СаО + Н2. (174) 1
Как следует из реакции (174), в этом процессе получа-
ется не металлический титан, а гидрид титана. Это явля-
ется определенным преимуществом технологии, так как по-
рошок гидрида титана в меньшей степени окисляется при
отмывке оксида кальция, чем титановый порошок.
Порошок гидрида титана используют главным образом
в порошковой металлургии.
§ 7. Производство компактного титана
Получение компактного титана можно осуществить пе-
реплавкой губчатого или порошкового титана в дуговых
печах или методом порошковой металлургии.
397
Наиболее распространен способ плавки, который поз-
воляет получать слитки массой до 10 т. Порошковая метал-
лургия перспективна для производства заготовок или дета-
лей небольшого размера.
Основными трудностями при осуществлении плавки яв-
ляются способность титана реагировать с газами и со все-
ми огнеупорными материалами.
На ранних стадиях развития производства компактного
металла губчатый титан плавили в индукционных печах с
графитовым тиглем в атмосфере аргона или в вакууме.
Однако в этом случае получали металл, содержащий не
менее 0,25 % углерода, который резко ухудшал физико-
механические свойства титана из-за образования карбида.
Это послужило причиной освоения электрической дуго-
вой плавки в вакууме в медном водоохлаждающем тигле
(изложнице) с расходуемым электродом из титана. Вслед-
ствие высокой теплопроводности меди и быстрого отвода
тепла жидкий металл, соприкасаясь со Стенками тигля, за-
твердевает. Это исключает взаимодействие титана с медью.
Вакуумные дуговые печи работают на переменном или по-
стоянном токе (чаще). Расходуемый электрод является ка-
тодом, расплав — анодом. Выпрямление тока осуществля-
ют с помощью кремниевых или германиевых выпрямителей.
Наибольшее распространение в титановой промышленнос-
ти получили печи, в которых расходуемый электрод гото-
вят вне печи прессованием титановой губки или порошка.
Готовый электрод приваривают к электрододержателю
(штанге) и помещают в печь, в которой находится водо-
охлаждаемый медный кристаллизатор (тигель). С помо-
щью электрододержателя к электроду подводят ток и осу-
ществляют его перемещение (рис. 177).
При изготовлении электродов обычно сначала прессу-
ют брикеты небольшой длины, которые затем сваривают ар-
гонно-дуговой сваркой или спекают контактным нагревом
в самой плавильной печи.
Металл плавится в пламени дуги, возникающей меж-
ду верхним расходуемым электродом и нижним электро-
дом— расплавленным металлом в медной изложнице.
«Горение» дуги в вакууме Обеспечивается присутствием в
узком зазоре между расплавом и расходуемым электродом
ионизированных паров титана.
Для регулирования формы дуги и предотвращения воз-
никновения побочных дуг (например, между стенкой тигля
и электродом) применяют магнитную катушку, располо-
женную эксцентрично по отношению к кристаллизатору.
Плавку титановой губки в компактный слиток можно
проводить также в Дуговых печах с вольфрамовым элек-
тродом. Титановая губка в этом случае подается из шихто-
вого бункера в зону горения дуги.
При плавке в дуговых электриче-
ских печах получают слитки титана
диаметром 350—500 мм, массой до
10 т. Для этого используют силу то-
ка 8000—9000 А при напряжении
25—30 В. Скорость плавки колеб-
Рис. 177. Схема электродуго-
вой печи с расходуемым
электродом:
1 — камера для расходуемо-
го электрода; 2 — подвиж-
ный шток; 3 — электрододер-
жатель; 4 — корпус печн;
5 — расходуемый электрод;
6 — медный кристаллизатор,
охлаждаемый водой; 7 —
подвижный поддон; 8 —
шток; 9 — вакуумное уплот-
нение; 10 — токоподвод к
кристаллизатору; 11 — соле-
ноид; 12 — окошко для на-
блюдения; 13 — токоподвод
к электроду
Рис. 178. Аппарат для иодидного рафи- i
нировання титана:
1 — корпус; 2 — молибденовая сетка;
3 — подвеска; 4 — токоподводы; 5 —
термостат с ампулой иода; 6 — вакуум-
ный затвор; 7 — патрубок вакуумной
системы; 8 — крышка; 9 —молибдено-
вые крючки; 10 — титановая нить; 11 —
титановая губка
лется от 3,7 до 4,5 кг/мин. Выплавленный в дуговых печах
титан содержит не менее 99,8 % Ti.
Методом дуговой вакуумной плавки получают также
легированные титановые сплавы. Легирующие добавки
вводят либо в шихту для прессования электрода, либо в
399
зону «горения» дуги. В любом случае полученный слиток
требует повторной переплавки с целью повышения равно-
мерности состава сплава. При переплавке первичный сли-
ток используют в качестве расходуемого электрода.
Компактный титан может быть получен также метода-
ми порошковой металлургии (см. гл. 15). Механические
свойства титана, полученного этим способом, практически
не отличаются от титана, выплавленного в дуговых печах.
Однако ввиду ограниченности размеров заготовок метод
порошковой металлургии перспективен для производства
титана и его сплавов только в случае массового изготовле-
ния изделий небольших размеров.
§ 8. Рафинирование титана
Для получения титана высокой чистоты в ограниченных
масштабах используют метод термической диссоциации
иодида титана. Иодидное рафинирование позволяет более
глубоко удалить из титана ряд примесей. Сравнительный
состав иодидного и магниетермического титана приведен в
табл. 16.
Таблица. 16. Состав иодидиого и магниетермического титана, %
Элемент Иодидный титан Губчатый титан
Титан 99,9—99,95 99,8
Углерод 0,01—0,03 0,01—0,03
Кислород 0,005—0,01 0,05—0,15
Азот 0,001—0,004 0,01—0,05
Магний 0,0015—0,002 0,04—0,12
Иодидный способ очистки титана основан на обратимо-
сти реакции образования и термического разложения газо-
образного иодида (Т114) по схеме
200—500°С 1300—1500°С
Т1(губка) + 21г(пар)--> ТИ4(пар)-------> Т1(ЧИСт) 4” 21г(пар). (175)
Процесс заключается в следующем: сырой (загрязнен-
ный) титан, реагируя при повышенной температуре с пара-
ми иода, образует иодид; последний, находясь в парообраз-
ном состоянии (ТП4 кипит при 337°C), приходит в соприкос-
новение с раскаленной титановой нитью (проволокой) и
диссоциирует на титан и иод. При этом титан отлагается
400
на проволоке, а иод вновь вступает во взаимодействие е
рафинируемым титаном и т. д. На поверхности проволоки
постепенно наращивается титан. В зависимости от режима
проведения процесса получают плотные прутки или круп-
нокристаллические, менее плотные отложения.
В производственных масштабах иодидную очистку ти-
тана ведут в аппаратах (рис. 178), изготовленных из хро-
моникелевого сплава, устойчивого против действия паров
иода и Til4. Загрязненный титан в виде губки или порошка
загружают в кольцевой зазор между стенкой реактора и
молибденовой сеткой. Титановая проволока диаметром 3—
4 мм (нить накала) с помощью растяжек из молибденовых
крючков в форме v-образных петель закреплена на изоля-
торах. Общая длина нити около 11 м. Иод помёщаЮт в
стеклянной ампуле.
Вначале подготовленный к процессу реактор вакууми-
руют. После создания вакуума его отсоединяют от вакуум-
ной системы и впускают иод. Для подачи иода специаль-
ным устройством разбивают ампулу. Пары иода распрост-
раняются по всему объему реактора и начинают взаимодей-
ствовать с титаном. Образующийся при этом иодид титана
также занимает весь объем рабочей камеры. Когда через
нить начинают пропускать электрический ток, она раскаля-
ется и на ней начинается процесс термической диссоциации
тп4.
Практически в реактор вводят 7—10 % иода по отноше-
нию к массе загруженного титана. В одном аппарате за
полный цикл получают до 24 кг рафинированного титана,
или около 10 кг за сутки. Иодидный титан очень дорог.
. Возможно также электролитическое рафинирование ти-
тана. При электролизе анодом служит загрязненный при-
месями титан, погруженный в расплавленный электролит
из хлоридов щелочных металлов (NaCl или смесь NaCl+
+КС1). В процессе электролиза титан электрохимически
переходит в электролит и осаждается на стальном катоде.
Электролиз ведут в атмосфере аргона при 850 °C и ка-
тодной плотности тока 0,5—1,5 А/см2. На катоде выделяет-
ся крупнокристаллический осадок титана.
Электролитическое рафинирование титана представляет
большой интерес для очистки чернового титана, получаемо-
го непосредственно восстановлением титановых шлаков.
Раздел МЕТАЛЛУРГИЯ
V РЕДКИХ МЕТАЛЛОВ
Г л ава 15
МЕТАЛЛУРГИЯ ВОЛЬФРАМА
§ 1. Общие сведения о редких металлах
Редкие металлы — исторически сложившееся название
большой группы элементов периодической системы элемен-
тов Д. И. Менделеева. В эту группу входит более полови-
ны всех известных в настоящее время элементов; 41 из них
выпускается современной металлургической промышленно-
стью и находят применение во многих областях техники.
Применение редких металлов в значительной степени
определяет развитие таких областей современной техники,
как электроника, полупроводниковая электротехника, атом-
ная энергетика, ракетостроение, производство специальных
сталей, твердых, жаропрочных и антикоррозионных спла-
вов.
Редкие металлы в периодической системе элементов
располагаются почти во всех группах и периодах. По этой
причине они, вполне естественно, сильно различаются по
своим физическим и химическим свойствам. Важнейшие
обобщающие характеристики или свойства редких метал-
лов заключены в' названиях подгрупп этих металлов по
промышленной квалификации: тугоплавкие, легкие редкие,
рассеянные, редкоземельные и радиоактивные.
Общепризнанное в настоящее время название «редкие
металлы» эти металлы получили из-за того, что до начала
XX в. они не находили применения. В начале текущего сто-
летия был начат промышленный выпуск только двух ред-
ких металлов'— вольфрама и молибдена. Толчком этому
послужило бурное развитие производства высоколегирован-
ных сталей. Освоение редких металлов наиболее интенсив-
но шло в 30—50-х годах и продолжается до сего времени.
Для редких металлов характерны следующие особенно-
сти:
1. Сравнительно небольшие масштабы производства и
потребления. Самый «распространенный» редкий металл —
молибден — производится примерно в 130 раз в меньших
количествах, чем алюминий.
2. Малая распространенность в земной коре. Кларк на-
иболее распространенного в природе редкого элемента —
402
рубидия — равен 0,031. Радиоактивные металлы содержат-
ся в земной коре в количествах менее НО-9 %.
3. Большинство редких металлов не образует самостоя-
тельных минералов и находится в рессеянном состоянии в
кристаллических решетках других минералов. Многие из
них являются природными спутниками тяжелых и легких
цветных металлов.
4. Очень низкое содержание в рудах и очень сложный
состав такого сырья.
5. Ни один редкий металл не получают непосредствен-
ным восстановлением из сырья. Первоначально сырье пе-
рерабатывают на химические соединения.
6. Все редкометаллические руды перед металлургичес-
кой переработкой подвергают предварительному обогаще-
нию. Помимо рудного сырья, источниками получения ред-
ких металлов могут быть промышленные отходы цветной и
черной металлургии и химических производств.
Технологические методы получения всех редких метал-
лов включают три последовательно проводимые основные
стадии: разложение рудного концентрата, получение чистых
химических соединений (оксидов, солей) и выделение ме-
талла из полученного соединения.
В первой стадии производят отделение извлекаемого ме-
талла от основной массы перерабатываемого сырья и кон-
центрирование его в растворе, осадке или пыли. Эта цель
может быть достигнута пирометаллургическим путем (об-
жиг, сплавление, дистилляция и др.) или выщелачиванием
растворами кислот, щелочей или солей.
Вторая стадия включает выделение и очистку химичес-
кого соединения с использованием гидрометаллургических
(осаждение из раствора, кристаллизация, сорбция, экстрак-
ция и др.) или пирометаллургических процессов (дистил-
ляция или ректификация).
Цель третьей стадии — получение чистых редких метал-
лов — может быть достигнута цементацией или электроли-
зом (из водных растворов), восстановлением оксидов или
солей водородом, оксидом углерода. (СО) или углеродом
при повышенных температурах, а также их восстановлени-
ем металлотермическим способом или электролизом рас-
плавленных солей. —
§ 2. Вольфрам и его применение
Вольфрам как элемент был открыт в 1781 г., а через два
года из руды впервые была выделена вольфрамовая кисло-
та и полуйен порошок вольфрама. С конца XIX в. вольфрам
403
начали широко использовать в качестве легирующей добав-
ки к вольфрамовым сталям.
С 1900 г. с момента изобретения быстрорежущих сталей
вольфрам стал одним из важнейших легирующих элементов,
и его производство начало интенсивно развиваться. В 1900 г.
русский изобретатель А. Н. Лодыгин предложил и впер-
вые осуществил применение вольфрама для изготовления
нитей накаливания в электрических лампочках. С 1927 г.
вольфрам в виде карбида начали использовать в производ-
стве твердых сплавов, играющих важную роль в современ-
ной технике в качестве материала для изготовления режу-
щего инструмента.
Вольфрам в периодической системе элементов Д. И.
Менделеева находится в VI группе 6-го периода под но-
мером 74. Атомная масса вольфрама 183,92. Его плотность
при комнатной температуре 19300 кг/м3.
Вольфрам является тугоплавким металлом (£Пл = 3395+
4-15°C), уступая по этому параметру только углероду. Ме-
талл отличается очень высокой точкой кипения (>5500°C)
и весьма малой скоростью испарения даже при температуре
2000°C. Электропроводность вольфрама почти в три раза
ниже электропроводности меди.
По внешнему виду компактный вольфрам похож на
сталь. Он является наиболее прочным из известных метал-
лов и сохраняет свою прочность при высоких температурах.
Механической обработке (ковке, прокатке и волочению)
вольфрам поддается только при нагреве.
В обычных условиях вольфрам весьма стойкий металл,
но при нагреве на воздухе до 400—500 °C окисляется с об-
разованием WO3, способной с основными оксидами образо-
вывать вольфраматы MeWO4. Кроме WO3, известны три
других оксида: WO2 и промежуточные WC>2,72 и WGh.go-
Пары воды интенсивно окисляют вольфрам при темпе-
ратуре выше 600 °C с образованием WO3 и WO2. С галои-
дами при нагреве он может соединяться непосредственно с
образованием соединений WC16, WO2C12 и WOCU. С водо-
родом вольфрам нё взаимодействует вплоть до температу-
ры плавления.
В присутствии воздуха или других окислителей вольф-
рам растворяется в расплавленных щелочах, образуя воль-
фраматы, и разъедается горячими водными растворами
щелочей. Вольфрам слабо поддается действию кислот и
царской водки, но быстро растворяется в смеси плавиковой
и азотной кислот.
В настоящее время вольфрам находит широкое и мно-
404
гообразное применение в чистом виде и в ряде сплявок
В различных областях техники используют некоторые хи-
мические соединения вольфрама.
В чистом виде вольфрам в виде проволоки, ленты и раз-
личных деталей применяют в электротехнической и радио-
электронной промышленности, где используют низкую уп-
ругость его паров при высоких рабочих температурах
(2200—2500°C). Его применяют для изготовления нитей
накаливания в электролампах, катодов, подогревателей и
контактов в радиоэлектронных приборах, рентгеновских и
газоразрядных трубках. Вольфрамовые нити диаметром
0,018 мм вследствие их высокой упругости являются ма-
териалом для изготовления подвесок подвижных катушек в
гальванометрах и других подобных им приборах.
Вольфрамовые проволоку, трубки и прутки используют
для изготовления элементов сопротивления в нагреватель-
ных печах, работающих в атмосфере водорода, нейтрально-
го газа или в вакууме при температурах до 3000 °C.
Еще шире вольфрам применяют в виде сплавов и в пер-
вую очередь при производстве специальных сталей. На их
изготовление расходуется до 50 % вольфрамовых концен-
тратов.
Наиболее важными вольфрамсодержащими сталями яв-
ляются быстрорежущие. (8—20 % W), инструментальные
(1—6% W и 0,4—2% Сг), магнитные (5—9% W и 30—
40 % Со). Твердые сплавы на основе карбида вольфрама
WC обладают высокой твердостью, износостойкостью и ту-
гоплавкостью. На основе карбида созданы самые произво-
дительные инструментальные сплавы (85—95 % WC и 5—
10 % Со). Ряд твердых сплавов содержит, кроме WC, кар-
биды титана, тантала и ниобия. Такие металлокерамичес-
кие сплавы получают методами порошковой металлургии.
Особое значение твердые сплавы на основе карбида
вольфрама приобрели при изготовлении режущих и буро-
вых инструментов и фильер для волочения проволоки. На-
ходят применение также литые карбиды вольфрама.
К распространенным жаропрочным и износостойким
сплавам относятся сплавы вольфрама с кобальтом и хро-
мом — стеллиты. Их применяют главным образом для по-
крытий быстроизнашивающихся деталей, например клапа-
нов двигателей для самолетов, лопастей турбин» штам-
пов и др.
Сплавы вольфрама с медью и серебром используют для
изготовления контактов в рубильниках, выключателях и
электродах точечной сварки.
405
§ 3. Сырье для получения вольфрама
и методы его переработки
Известно около 15 минералов вольфрама, представляю-
щих, собой соли вольфрамовой кислоты. Из них только
Два — вольфрамит (Fe, Мп) WO4 и шеелит CaWO4 — имеют
промышленное значение. Вольфрамит является изоморф-
ной смесью вольфраматов железа и марганца переменного
состава. Наиболее богатые вольфрамовые руды содержат
обычно 0,2—2 % W. В рудах вольфраму часто’сопутствуют
молибденит M0S2, касситерит S11O2, пирит, халькопирит и
другие минералы. Наиболее часто вольфрамит встречается
вместе с касситеритом.
В СССР месторождения вольфрамовых руд имеются в
Забайкалье, Средней Азии и Казахстане, на Кавказе, Ура-
ле, Алтае и на Дальнем Востоке.
Вольфрамовые руды обязательно обогащают. При их
обогащении возникают значительные трудности, обуслов-
ленные сложностью и разнообразием состава руд, низким
содержанием вольфрама, высокими требованиями к составу
концентратов и необходимостью комплексной переработки
рудного сырья.
Для обогащения вольфрамовых руд применяют грави-
тацию и флотацию, магнитную и электростатическую сепа-
рацию. Вольфрамит флотируется значительно хуже шеелита.
По этой причине основным способом обогащения воль-
фрамитовых руд является гравитация.
Отделение слабомагнитного вольфрамита от немагнит-
ного касситерита успешно проводится электромагнитной
сепарацией. Основным методом обогащения шеелитовых
руд является флотация.
При обогащении вольфрамовых руд получают концен-.
траты с содержанием 55—65 % WO3. Состав и качество та-
ких концентратов в Советском Союзе регламентируются
ГОСТ 213—73, который предусматривает содержание WO3
в концентратах 1-го сорта не ниже 65 %. В вольфрамовых
концентратах ограничивается содержание фосфора, серы,
мышьяка, олова, меди, сурьмы и висмута.
Для дополнительного удаления примесей вольфрамовые
концентраты подвергают доводке путем окислительного
обжига или обработкой кислотами. При обжиге удаляют
серу и мышьяк, а кислотной обработкой очищают от фос-
фора, молибдена, железа и других примесей.
Непосредственная переработка вольфрамовых концен-
тратов, кроме выплавки ферровольфрама для нужд черной
406
металлургии, заканчивается получением трехокиси воль-
фрама WO3, которая служит исходным сырьем для произ-
водства металлического вольфрама или его карбида.
Все используемые в промышленности способы перера-
ботки вольфрамовых концентратов включают следующие
основные технологические стадии:
1) вскрытие (разложение) концентратов;
2) выщелачивание сплава или спека;
3) очистку растворов вольфрамата натрия от примесей;
4) получение технической вольфрамовой кислоты;
5) очистку технической вольфрамовой кислоты; -
6) получение вольфрамового ангидрида (трехокиси
вольфрама).
Реальные технологические схемы получения вольфрамо-
вого ангидрида WO3 отличаются друг от друга только спо-
собами получения вольфрамовой кислоты. В настоящее
время для вскрытия вольфрамовых концентратов в зави-
симости от вида сырья и масштабов производства приме-
няют щелочную или кислотную обработку. Наибольшее рас-
пространение в современной вольфрамовой промышленно-
сти получили щелочные способы. Кислотное разложение
успешно применяют только для разложения шеелитовых
концентратов.
§ 4. Разложение вольфрамсодержащих концентратов
Переработка вольфрамсодержащих концентратов начи-
нается с их разложения. Наиболее распространено разло-
жение спеканием или сплавлением с содой, основанное на
реакциях образования водорастворимых вольфраматов
натрия.
При разложении вольфрамитовых концентратов спека-
- нием или сплавлением с водой протекают следующие ос-
новные реакции:
2FeWO4 + 2Na2CO3 + - 2Na2WO4 + Fe2O3 +2СО2; (176)
3MnWO4 + 3Na2CO3 + V2O2 --- 3Na2WO4 + Mn3O4 + 3CO2.
• (177)
Обычные примеси в вольфрамитовом концентрате при
взаимодействии с содой образуют растворимые в воде на-
триевые соли Na2SiO3, Na3PO4, Na3AsO4 и Na2MoO4.
Разложение вольфрамитовых концентратов проводят
при 800—1000 СС. В зависимости от температуры реакцион-
ная масса представляет собой полурасплавленную массу
407
(спек) или жидкотекучий расплав (плав). Шихта для спе-
кания вольфрамита включает концентрат, соду и иногда
селитру. Соду вводят с избытком 10—15 % от теоретически
необходимого количества, что обеспечивает разложение
вольфрамита на 98—95 %. Добавка селитры в количестве
1—4 % от массы концентрата позволяет ускорить окисле-
ние железа и марганца.
Для спекания вольфрамитовых концентратов в непре-
рывном режиме используют трубчатые вращающиеся печи
длиной до 20 м и диаметром около 2,2 м. Спек при выходе
из печи пропускают через валковые дробилки и затем из-
мельчают в мельницах мокрого размола, пульпу которых
направляют на выщелачивание.
Для вскрытия высокосортных вольфрамитовых концент-
ратов (60—70 % WO3) можно использовать их обработку
растворами едкого натра, при которой образуется вольфра-
мат натрия и гидроксид железа (II) и марганца:
AfeWO4 + 2NaOH = Ыа^О4 + Ж(0Н)2. (178)
Недостатки способа сводятся к получению загрязненных
растворов и труднофильтруемых осадков. Шеелитовые кон-
центраты растворами жидкого едкого натра не разлагают-
ся. Их разложение можно осуществить спеканием с содой,
обработкой содовыми растворами в автоклавах или кислот-
ным способом — обработкой соляной кислотой.
При спекании шеелитовых концентратов с содой наряду
с вольфраматом натрия образуются СаСОз или СаО. При
последующем выщелачивании водой гидроксид кальция
способен переводить вольфрам в форму нерастворимого в
воде вольфрамита кальция по реакции
Na2WO4 + Са(ОН)2 = CaWO4 + 2NaOH. (179)
Это значительно снижает извлечение вольфрама в раствор.
С целью предотвращения образования свободного окси-
да кальция в шихту спекания шеелитовых концентратов
вводят кварцевый песок с целью перевода кальция в труд-
норастворимый силикат:
2CaWO4 + 2Na2CO3 + SiO2 = 2Na2WO4+Ca2SiO4 + 2CO2. (180)
Процесс спекания ведут в трубчатых вращающихся пе-
чах со значительным избытком соды (50—100 %).
Автоклавно-содовый процесс для вскрытия шеелитовых
концентратов был разработан в Советском Союзе и в на-
стоящее время применяется на трех отечественных заводах
и ряде заводов зарубежных стран. Этот способ заключаег-
408
ся в обработке шеелита содовым раствором при 225—.
250 °C и давлении 2,5—2,7 МПа в автоклавах е механичес-
ким перемешиванием и с перемешиванием паром. В рас-
твор переходит 98—99 % вольфрама. Растворы содержат,
г/л: 80—100 WO3; 5—8 Мо; 80—90 Na2CO3. При последую-
щей обработке таких растворов выделяют вольфрамат на-
трия и молибденовый концентрат.
Непосредственное разложение шеелитовых концентра-
тов кислотным способом заключается в обработке исходно-
го материала концентрированной соляной кислотой с полу-
чением сразу технической вольфрамовой кислоты, что явля-
ется важнейшим преимуществом метода. Разложе-
ние шеелита по этому способу протекает практически по
необратимой реакции CaWO4 + 2 НС1 -> H2WO4 +
t-|-CaCI2.
Процесс ведут в футерованных железных чанах при
90—100 °C в течение 6—8 ч с избытком кислоты 150—
200 % против теоретически необходимого.
Спек или плав, содержащий вольфрамат натрия, выще-
лачивают горячей водой (70—90 °C) с целью перевода в
раствор Na2WO4. Выщелачивание проводят в обогреваемых
чанах с механическим перемешиванием. Растворы отделя-
ют от кеков фильтрованием.
§ 5. Переработка растворов вольфрамата натрия
на вольфрамовый ангидрид
Конечной целью переработки растворов вольфрамата
натрия является получение вольфрамового ангидрида WO3
с суммарным содержанием примесей не более 0,05—0,1 %,
пригодного для производства металлического вольфрама
или его карбида.
- Получение WO3 требуемой чистоты обычно осуществля-
ется по сложной многостадийной технологии, включающей
следующие процессы:
1) очистку растворов вольфрамата натрия от примесей;
2) осаждение вольфрамата кальция (искусственного
шеелита);
3) разложение CaWO4 кислотами с получением техни-
ческой вольфрамовой кислоты;
4) растворение вольфрамовой кислоты в аммиачной
воде;
5) выделение из раствора паравольфрамата аммония;
6) получение WO3 прокаливанием паравольфрамата
аммония или вольфрамовой кислоты.
26 Н. И. Уткин
409
Исходные растворы вольфрамата натрия, полученные
при выщелачивании спеков или плавов, а также автоклав-
но-содовым процессом, содержат 80—150 г/л WO3. Приме-
сями вольфраматных растворов являются в основном ра-
створимые натриевые соли кислот кремния, фосфора,
мышьяка, молибдена и серы. Предварительная очистка рас-
творов от примесей позволяет получить вольфрамовую
кислоту достаточной степени чистоты.
Очистка от кремния основана на осаждении кремниевой
кислоты при pH=9 ч-8 в результате гидролиза силиката
натрия по реакции
Na2SiO3 + Н2О H2SiO3 + 2NaOH. (181)
При кипячении раствора кремниевая кислота коагули-
рует и выпадает в осадок. Для нейтрализации щелочных ра-
створов применяют соляную кислоту. Осаждение кремние-
вой кислоты проводят в механических мешалках с паровым
обогревом. Растворы после нейтрализации кипятят и дли-
тельно отстаивают. Осветленный раствор отделяют от
осадка декантацией или фильтрованием.
Очистку от фосфора и мышьяка производят путем их вы-
деления из р-аствора в виде фосфатов и арсенатов магния.
Наибольшей эффективностью отличается аммонийно-маг-
ниевая очистка, направленная на осаждение из раствора
малорастворимых солей, по реакциям:
Na2HPO4 + MgCl2 + NH4OH = Mg(NH4)PO4 + 2NaCl + H2O;
(182)
Na2HAsO4 + MgCl2 + NH4OH = Mg(NH4) AsO4 + 2NaCl +. H2O,
(183)
Для уменьшения растворимости образующйхся солей и
предотвращения гидролиза вводят избыток ионов Mg2+ и
(NH4)+. После длительного отстаивания из растворов вы-
падает кристаллический осадок аммонийно-магниевых солей.
Очистку от молибдена как самостоятельную стадию
проводят только при его высоком содержании (>0,3 г/л).
Если молибдена в растворах более 8—10 г/л, то важное
значение приобретает его выделение в виде сульфида в
молибденовый химический концентрат.
В основе очистки растворов вольфрамата натрия от мо-
либдена лежит различие условий образования сульфосолей
молибдена и вольфрама. При добавке строго ограниченно-
го количества сульфида натрия в вольфраматный раствор и
одновременном его подкислении соляной кислотой преиму-
410
щественно образуется Na2MoS4, который
дальнейшем с выделением в осадок малорастворд%^^5
сульфида молибдена: Na2MoS4-[-HCl=MoS3-|-2NaCl.-4-_
-|-H2S. Степень осаждения молибдена не ниже 98 %.
Очищенный от примесей раствор вольфрамата натрия
направляют на осаждение кристаллической вольфрамовой
кислоты H2WO4, которая может быть получена непосредст-
венным осаждением или путем осаждения вольфрамата
кальция с последующим его разложением.
Прямое осаждение H2WO4 является технологически бо-
лее простым способом. Необходимо только подкислить
раствор вольфрамата натрия соляной кислотой, что вызо-
вет выпадение в осадок вольфрамовой кислоты по реакции
Na2WO4 + 2НС1 = 2NaCl + H2WO4. (184)
Однако непосредственное получение вольфрамовой кис-
лоты связано с образованием* труднофильтруемых колло-
идных осадков.
Более распространенным способом выделения вольфра-
ма из растворов является предварительное осаждение
вольфрамата кальция CaWO4, который вследствие малой
растворимости в воде позволяет получать крупнозернистые
осадки с достаточно высоким извлечением вольфрама из
раствора.
Вольфрамат кальция (искусственный шеелит) обычно
осаждают водным раствором хлористого кальция, добав-
ляемого в раствор вольфрамата натрия. При этом образу-
ется легко отстаивающийся кристаллический осадок ше-
елита:
Na2WO4 + СаС12 = CaWO4 + 2NaCl. (185)
Полнота осаждения CaWO4 зависит от состава раство-
ра. Рекомендуется вести осаждение из нагретых до кипе-
\ния растворов при содержании в них 120—130 г/л WO3 и
0,3—0,7 г/л щелочи. Из раствора осаждается 99—
99,5 % вольфрама. Отмытый горячей водой осадок воль-
фрамата кальция в виде пасты или пульпы разлагают го-
рячей соляной кислотой:
CaWO4 + 2НС1 H2WO4 + СаС12. (186)
Высокая кислотность пульпы обеспечивает дополни-
тельную очистку растворов от фосфора, мышьяка и час-
тично молибдена.
Разложение CaWO4 проводят в стальных реакторах,
футерованных кислотоупорной плиткой или гуммирован-
ных резиной и снабженных гуммированной мешалкой.
26* 411
к
Осажденную вольфрамовую кислоту промывают на фильт-
ре. Отфильтрованная и высушенная вольфрамовая кислота
содержит обычно 0,2—0,3 % примесей.
Шеелитовые концентраты сравнительно легко разлага-
ются концентрированными растворами соляной кислоты
при 90—100 °C с получением сразу технической вольфра-
мовой кислоты, минуя стадию перевода вольфрама в раст-
вор в виде вольфрамата натрия по указанной выше реак-
ции. Кислотный способ отличается от щелочного меньшим
числом технологических операций. Однако его применение
становится наиболее эффективным при переработке бога-
тых (до 75 % WO3) и чистых шеелитовых концентратов.
При кислотном разложении значительно загрязненных кон-
центратов способ становится неэкономичным из-за необ-
ходимости дву- или трехкратной перечистки вольфрамовой
кислоты.
Кислотное разложение природного шеелита особенно
интересно для разложения концентратов с высоким содер-
жанием молибдена. При достаточном избытке соляной кис-
лоты большая часть молибдена переходит в раствор, а
вольфрамовая кислота осаждается. Техническая вольфра-
мовая кислота, особенно полученная кислотным способом,
содержит до 1,5—3 % примесей в виде кремниевой кисло-
ты, солей натрия и кальция, молибденовой кислоты и др.
Для очистки технической вольфрамовой кислоты от
примесей ее растворяют в аммиачной воде с переводом
вольфрамата в раствор в форме вольфрамата аммония:
Na2WO4 + 2NH<OH = (NH4)2WO4 + 2Н2О. (187)
При этом большая часть примесей остается в осадке.
Растворение технической вольфрамовой кислоты произ-
водят в фарфоровых или гуммированных железных чанах
с мешалками. В чаны подают 25 %-ный раствор аммиака,
что соответствует расходу 115 л аммиака плотностью
0,91 г/м3, на 100 кг WO3.
Раствор (NH4)2WO4 после длительного отстаивания
(8—12 ч) отделяют от осадка декантацией и направляют на
выделение из него вольфрама, который можно осаждать в
виде чистой вольфрамовой кислоты или паравольфрамата
аммония. Осаждение вольфрамовой кислоты осуществляют
аналогично ее выделению из растворов вольфрамата натрия
Для выделения из аммиачных растворов паравольфра-
мата, обеспечивающего более полную очистку от примесей,
применяют методы выпаривания и нейтрализации.
При выпаривании из раствора удаляется часть аммиака
с сокращением объема раствора примерно в пять раз. В ре-
412
зультате выпаривания образуется паравольфрамат аммо-
ния 5(NH4)2O- 12WO3-5H2O, пластинчатые кристаллы ко-
торого выпадают при последующем охлаждении раствора.
Кристаллы обезвоживают на фильтре, затем на центрифу-
ге, промывают водой и сушат.
При выпаривании необходимо обеспечить перевод в па-
равольфрамат не более 80 % вольфрама. Это предотвра-
щает его загрязнение примесями; остатки вольфрама из
обогащенного примесями раствора осаждают в виде
H2WO4 или CaWO4, которые возвращают в предыдущие
переделы.
Выпаривание проводят в аппаратах периодического или
непрерывного действия. Выделившиеся пары аммиака улав-
ливают в скруббере с получением аммиачной воды, исполь-
зуемой для растворения вольфрамовой кислоты. Получен-
ные в результате двукратной аммиачной обработки кисло-
ты кристаллы паравольфрамата аммония содержат сум-
марно около 0,04 % примесей.
При выделении вольфрама нейтрализацией растворов
выделяются кристаллы паравольфрамата аммония иголь-
чатой модификации (с 11 молекулами Н2О) по суммарной
реакции
12(NH4)2WO4 4- 14НС1 + 11Н2О = 5(NH4)2O • 12WOS • 11Н2О +
+ 14NH*C1. (188)
Нейтрализацию проводят медленным осторожным до-
бавлением к исходному холодному раствору соляной кис-
лоты. После длительного отстаивания (до 24 ч) в виде кри-
сталлов паравольфрамата выделяется 85—90 % W.
Способ нейтрализации не позволяет регенерировать ам-
миак и требует затрат чистой соляной кислоты.
Для производства металлического вольфрама или твер-
дых сплавов на его основе требуется вольфрамовый ангид-
рид WO3. Для его получения вольфрамовую кислоту или
паравольфрамат аммония прокаливают в трубчатых вра-
щающихся печах с электрическим обогревом при 500—
850 °C. Температуру выбирают в зависимости от вида про-
каливаемого материала и требуемой крупности (зернисто-
сти) получаемого ангидрида.
Процесс прокаливания вольфрамовой кислоты или па-
равольфрамата аммония описывается следующими реак-
циями:
H2WO4->WO3 + H2O; (189)
5(NH4)2O- 12WO3 лН2О = 12WO3 + 10NHs + (n + 5) Н2О. (190)
413
Продукт прокаливания должен содержать не менее
99,9—99,95 % WO3, состав которого регламентируется тех-
ническими условиями.
§ 6. Производство вольфрамового порошка
Получение компактного вольфрама плавкой вследст-
вие высокой температуры его плавления представляло зна-
чительные технические трудности и стало возможным толь-
ко благодаря освоению современных методов вакуумной
плавки (дуговой, электронно-лучевой, плазменной и др.).
До настоящего времени вольфрам в основном получают из
его соединений в виде порошка, который затем превраща-
ют в компактный металл методом порошковой металлур-
гии.
Порошкообразный вольфрам можно получить восста-
новлением его соединений, главным образом WO3, различ-
ными восстановителями. Наибольшее распространение в
промышленной практике получил метод восстановления
WO3 водородом. Восстановление углеродом приводит к на-
сыщению WO3 карбидами, что придает металлу хрупкость
и ухудшает обрабатываемость заготовок.
К качеству получающихся при восстановлении воль-
фрамового ангидрида порошков, помимо их высокой чис-
тоты, предъявляются также требования к размеру и форме
зерен и их гранулометрическому составу. От этих харак-
теристик порошков в значительной степени зависят резуль-
таты последующего их превращения в компактный металл.
Восстановление вольфрамового ангидрида водородом
описывается следующей суммарной реакцией:
WOS + 3H2^ W + 3H2O. (191)
Фактически этот процесс является многоступенчатым.
В зависимости от температуры и содержания в реакцион-
ном газе водорода и соответственно паров воды восстанов-
ление проходит в три или четыре стадии в следующей по-
следовательности:
WOS -> WO2,9 WO2 W; (192)
WO3-> WO2,9-* WO2,72^ WO2 + W. (193)
Четырехстадийное восстановление имеет место при тем-
пературах выше 585 °C, ниже которой WO2,9 восстанавли-
вается сразу до WO2.
При проведении восстановления необходимо учитывать
также размеры частиц получающихся порошков, которые
414
при повышении температуры укрупняются. Для производ-
ства компактного металла методом порошковой металлур-
гии нужны частицы различной крупности, что важно при
выборе условий восстановления. Укрупнению частиц по-
рошка способствуют быстро нарастающие температуры,
влажность реакционной среды и малая скорость подачи
водорода.
Восстановление вольфрамового ангидрида водородом—
сложный гетерогенный процесс, включающий следующие
элементарные стадии: подвод восстановителя к реакцион-
ной твердой поверхности, сорбцию водорода твердой части-
цей и диффузионное проникновение его внутрь оксидной
частицы, химическое взаимодействие водорода с WO3,
встречную диффузию паров воды — продукта восстановле-
ния.
При температуре 700—850 °C и толщине слоя WO3 око-
ло 2—4 см, при которых проводят восстановление, самой
медленной стадией, определяющей конечную скорость про-
цесса, является удаление паров воды от реакционной по-
верхности через слой материала.
Для восстановления WO3 водородом используют стаци-
онарные многотрубные печи с периодическим или непрерыв-
ным передвижением лодочек с вольфрамовым ангидридом
вдоль трубы или трубчатые вращающиеся печи.
Наибольшее распространение имеют многотрубные пе-
чи, имеющие - обычно 11 одновременно обогреваемых
электрическим током труб из жаропрочной стали (рис.
179). Трубы диаметром 50—70 мм и длиной 5—7 м распо-
ложены в два ряда (в нижнем ряду 6 труб, в верхнем 5).
Вольфрамовый ангидрид помещают в никелевые лодочки
(со сферическим днищем), продвигаемые с помощью тол-
кателей навстречу (чаще) току водорода. Лодочка по-
\ следовательно проходит все температурные зоны (три или
пять), продвигаясь в сторону более высоких температур и
более сухого водорода. В разгрузочном конце трубы ло-
дочка охлаждается в холодильнике.
Восстановление можно вести в одной печи или в двух,
последовательно расположенных. Сначала оксиды нагре-
вают до 750 °C, а затем до 900 °C. Двустадийное восстанов-
ление более громоздко и менее производительно, но позво-
ляет точнее регулировать крупность получающихся воль-
фрамовых порошков.
Производительность одной одиннадцатитрубной печи
составляет для первой стадии восстановления около 10,5,
а для второй стадии примерно 5,5 кг/ч WO3.
415
179. Однннадцатнтрубная печь для восстановления WO3:
-рабочие трубы; 2 — механические толкатели; 3 — вывод водорода; 4трубы для подачи водорода; 5 — нагреватели
На современных заводах вместо круглых труб применя-
ют трубы-муфели прямоугольного сечения (40Х150 мм) с
механизированной загрузкой и разгрузкой лодочек плоской
формы. Производительность муфельной печи с четырьмя
муфелями составляет около 16 кг/ч.
Наиболее производительными и механизированными
печами для восстановления вольфрамового ангидрида яв-
ляются непрерывно действующие трубчатые вращающиеся
печи с электрообогревом, разработанные в Советском Со-
юзе (рис. 180).
Электропечь непрерывного действия имеет одну рабо-
чую вращающуюся трубу диаметром 400 мм и длиной 4 м.
Внутри трубы размещены стальные дырчатые диски (диаф-
рагмы) и Продольные ребра из уголковой стали. Это уст-
ройство предотвращает быстрое перемещение тяжелого по-
рошка и способствует улучшению его контакта с газами.
Движение оксидов н водорода в таких печах противоточ-
ное.
Водород для производства чистого вольфрамового по-
рошка получают электролизом воды в электролизерах с
железными и никелевыми электродами, разделенными пе-
регородками. Электролитом служит раствор щелочи. Ка-
тодный и анодный процессы при электролитическом разло-
жении воды описываются следующими электрохимически-
ми реакциями:
4Н2О + 4е = 2Н2 + 4ОН-. (194)
4ОН- — 4е = О2 + 2Н2О. (195)
Перегородки в электролизерах не обеспечивают полно-
го разделения водорода и кислорода; водород требует
очистки. Для очистки от кислорода газ пропускают через
вертикальную печь, нагретую до 600—650 °C и заполнен-
ную катализатором из медной стружки или смеси железно-
го и никелевого порошка. На поверхности катализатора
кислород соединяется с водородом с образованием паров
воды, которые удаляют пропусканием газа через осуши-
тельную систему.
Восстановление WO3 проводят при избытке водорода в
5—10 раз выше теоретически необходимого. После выхода
из печей его регенерируют' путем удаления^ влаги в холо-
дильнике и специальном осушителе.
Иногда для -восстановления вольфрама используют
углерод в виде газовой сажи. Этот более простой и деше-
вый способ применим, когда потребители не возражают
417
против присутствия примеси карбидов, например при про-
изводстве твердых сплавов.
Восстановление вольфрамового ангидрида по реакции
WO3+3C = W+3CO проводят при 1500 °C в электрических
трубчатых печах с трубой из графита, которая служит од-
новременно нагревателем. Шихту из вольфрамового ангид-
рида и восстановителя брикетируют или загружают в ци-
линдрические патроны из графита, которые перемещают по
раскаленной графитовой трубе.
Для получения порошков вольфрама, используемых при
легировании стали или для производства углеродистых
технических сплавов, можно использовать прямое восста-
новление вольфраматов кальция и натрия:
CaWO4 + ЗС = W + СаО 4- ЗСО; (196)
Na2WO4 4-2С = W 4-Na2COs 4-СО. (197)
Соду от порошка отмывают водой, а оксид кальция от-
деляют, на концентрационных столах.
§ 7. Производство компактного вольфрама
Порошковая металлургия (металлокерамический ме-
тод) является основным способом получения компактного
вольфрама, как и ряда других тугоплавких металлов и
сплавов. Этот метод в отличие от плавки позволяет при
изготовлении различных марок вольфрама равномернее
распределять тонкодисперсные присадки, используемые
для придания вольфраму специальных свойств: повышен-
ной жаропрочности, эмиссионных свойств и т. д.
Технология металлокерамического получения тугоплав-
ких металлов и сплавов включает следующие основные
стадии:
1) прессование заготовок (штабиков) из металлическо-
го порошка;
2) низкотемпературное (предварительное) спекание за-
готовок;
3)высокотемпературное спекание (сварка) заготовок;
4)механическую обработку заготовок с получением из-
делий (проволоки, ленты и др.).
Для изготовления ковкого вольфрама применяют воль-
фрамовые порошки, восстановленные только водородом с
содержанием примесей не более 0,05 %. Для получения
плотных заготовок для прессования используют порошки
с разнообразным набором зерен крупностью 0,5—6 мкм.
419
Прессование металлических порошков в штабики про-
изводят в стальных разборных пресс-формах (рис. 181)
при помощи механических или гидравлических прессов.
Для уменьшения трения между частицами порошка и стен-
ками пресс-формы, достижения равномерной плотности и
устранения; расслоения в штабике к порошкам с оптималь-
ным набором частиц по крупности добавляют смазываю-
щие вещества. Ими обычно служат растворы глицерина в
спирте или парафина в бензине.
Рис. 181. Пресс-форма для получения штабиков из вольфрамового
порошка:
/ — боковые пластины; 2 —торцовые вкладыши; 3 — пуансон; 4 —
соединительные шпильки; 5 — ннжняя подкладка
Вольфрамовые штабики прессуют в виде правильной
прямоугольной призмы сечением от 10X10 до 40x40 мм и
длиной 400—650 мм. Штабики малого сечения использу-
ют в основном для изготовления проволоки, а большого—
пластин, ленты и фасонных изделий.
Штабики спекают в две стадии. Предварительное спе-
кание с целью упрочнения заготовки и повышения электро-
проводности ведут при 1150—1300 °C в атмосфере водоро-
да в течение 30—120 мин. Для предварительного спекания
применяют трубчатые или муфельные печи. В результате
восстановления тонких оксидных пленок на поверхности
частиц, улучшения контакта между ними и повышения
электропроводности создаются благоприятные условия для
высокотемпературной сварки.
Сварку проводят при температуре около 3000 °C путем
нагрева предварительно спеченного штабика пропусканием
через него электрического тока.
Устройство аппарата для высокотемпературного спе-
кания (сварки) показано,на рис. 182. Штабик зажимают
между подвижным и неподвижным контактами аппарата,
изолированного от окружающей атмосферы водоохлаждае-
мым колпаком, под который вводится водород. Нижний
.420
контакт делается подвижным, что обеспечивает равномер-
ную нагрузку на штабик и предотвращает его разрыв в
результате значительной линейной усадки во время сварки.
Сила тока, применяемого при сварке вольфрамовых,
штабиков, составляет 88—93 % от тока, необходимого для
расплавления вольфрама, что обеспечивает получение тем-
пературы около 3000 °C. Продолжительность сварки зави-
сит от размера штабика и колеблется от 15 до 60 мин. После
сварки штабик сокращается в размерах на 15—17 %, а его
плотность возрастает от ~12 до 17,5—18,5 г/см3.
Рис. 183. Ротационная ковочная
машина:
1 — обойма; 2 — ролики; 3 — шпин-
дель с каналом для прутка; 4 —
ползуны; 5 —штампы; 6 — пруток;
7 — станина
Рис. 182. Аппарат для сварки
вольфрамовых штабиков:
1—стальная плита; 2—водоох-
лаждаемый колпак; 3 — верхний
неподвижный контакт; 4 — токо-
подвод; 5 — токоподводящие ши-
ны; 6 — штабик; 7 — щипцы;
8 — иижиий подвижный контакт;
9 — протнвогруз; 10 — гибкая
шина
Рнс. 184. Схема гидростатического
прессования:
1 — насос высокого давления; 2 —
рабочая камера; 3 — прессуемый
порошок в эластичной форме; 4 —
вентиль для спуска давления; 5 —
крышка-затвор; 6 — манометр
421
Спеченные вольфрамовые штабики прочны, но хрупки
при комнатной температуре. Пластические свойства штаби-
ков вольфрама повышаются, если их подвергнуть ковке в
нагретом состоянии. Ковку осуществляют на ротационной
ковочной машине (рис. 183). Принцип ее действия состоит
в том, что предварительно нагретый штабик продвигают к
центру вращающегося вала, в пазах которого совершают
ударные движения две ковочные плашки. Плашки враща-
ются вокруг штабика и при помощи периферийных роли-
ков наносят по нему 10000—12000 ударов в минуту. В ре-
зультате ковки штабик квадратного сечения становится
круглым. Меняя плашки и диаметр центрального канала,
получают прутки диаметром 2—3 мм.
После ковки прутки в нагретом состоянии подверга-
ют волочению с получением проволоки диаметром до 0,3 мм
и тоньше.
Для получения из порошков крупных заготовок массой
до нескольких сот килограммов однородной плотности ис-
пользуют метод гидростатического прессования. При гид-
ростатическом прессовании металлический порошок поме-
щают в эластичную оболочку из резины или другого поли-
мерного материала. Форму для прессования с порошком
подвергают всестороннему обжатию с помощью жидкости,
подаваемой под давлением в рабочую камеру (рис. 184).
Гидростатическое прессование позволяет получать за-
готовки цилиндрического и прямоугольного сечения, тру-
бы и другие изделия сложной формы. Для получения за-
готовок заданной геометрической формы эластичные обо-
лочки помещают в стальные обоймы, обеспечивающие пере-
дачу давления жидкости на поверхность оболочки.
Заготовки, полученные гидростатическим прессовани-
ем, несмотря на большие размеры, отличаются равномер-
ной плотностью, отсутствием трещин и других дефектов.
Спекание крупных заготовок! проводят в водородной
среде, инертном газе или в вакууме в индукционных печах
в течение длительного времени (до 20 ч) при 2400—
2500 °C.
Для получения крупных заготовок вольфрама и его
сплавов массой до 3000 кг нашли промышленное примене-
ние плавка в электрических, дуговых печах с расходуемым
электродом (см. рис. 177) и электронно-лучевая плавка.
Расходуемые электроды изготавливают в виде пакетов
спеченных штабиков или спеченных заготовок гидростати-
ческого прессования. В большинстве случаев плавку ведут
в вакууме, или в разреженной атмосфере водорода, что обе-
422
спечивает лучшие условия для очистки вольфрама от при-
месей. Снижению содержания примесей способствует пред-
варительный переплав вольфрама в электронно-лучевых
Рис. 185. Схема электронно-лучевой
плавки:
1 — катод электронной пушки; 2 —
анод; 3,6 — патрубки вакуумной
системы: 4 — фокусирующая катуш-
ка; 5 — пучок электронов; 7 — мед-
ный кристаллизатор; 8 — переплав-
ляемая заготовка
печах.
Слитки вольфрама, полученные дуговой плавкой, име-
ют крупнокристаллическую структуру и повышенную хруп-
кость, что обусловлено выделением ня межкристаллических
границах примесей в виде ок-
сидов, карбидов, нитридов.
Электронно-лучевая плавка
основана на расплавлении ме-
талла пучком электронов, ис-
пускаемых катодом и облада-
ющих высокой кинетической
энергией. Сфокусированный
электромагнитной катушкой
поток электронов при ударе о
металл преобразует кинетичес-
кую энергию в тепловую, кото-
рая разогревает металл и пла-
вит его.
Схема работы электронно-
лучевой печи показана на рис.
185.
Электронно-лучевая плавка
позволяет длительное время
выдерживать жидкий металл
в глубоком вакууме и изба-
виться в результате этого от
многих летучих примесей.
Большие слитки можно полу-
чать постепенно, опуская дно
кристаллизатора.
Однако слитки вольфрама
переплава заготовок получаются очень крупнокристалли-
ческими. Пластическая деформация таких слитков затруд-
нена. В большинстве случаев их переплавляют в дуговых
печах с добавкой в качестве модификаторов (для измель-
чения зерна) небольших количеств карбидов циркония или
ниобия.
Перспективной для получения плавленого вольфрама
электронно-лучевого
считают развиваемую в последние годы плавку в плазмен-
ных печах в аргонной или аргонно-водородной плазменной
струе.
423
Глава 16
МЕТАЛЛУРГИЯ МОЛИБДЕНА .....
§ 1. Молибден и его применение
Минералы молибдена были известны еще древним грекам
и римлянам, которые отождествляли свинец, галенит, гра-
фит, молибденит M0S2 и другие, похожие на них минералы,
называя их всех «молибдос» (свинец). Это название про-
существовало до XVIII в., когда в 1778 г. был открыт мо-
либден как химический элемент.
Практическое использование молибдена началось за-
долго до его открытия. Молибденит подобно графиту при-
меняли для письма; в Японии еще с XIV в. изготовляли
сабли из стали, содержащей молибден.
Первые попытки использования молибдена в металлур-
гии стали относятся к концу прошлого столетия. Промыш-
ленное производство молибдена началось в 1909—1910 гг.,
когда были обнаружены особые свойства орудийных и бро-
невых сталей, легированных этим металлом, а также была
разработана технология получения компактных тугоплав-
ких металлов методом порошковой металлургии.
В Советском Союзе производство молибдена было ор-
ганизованно незадолго до начала второй мировой войны.
Молибден, как и вольфрам, в периодической системе
элементов Д. И. Менделеева расположен в VI группе, но в
5-м периоде. Наиболее характерно для него шестивалент-
ное состояние, хотя известны соединения, в которых молиб-
ден имеет другие валентности. Его порядковый номер 42;
атомная масса 95,95; плотность при комнатной температу-
ре 10200 кг/м3. Молибден относится к тугоплавким метал-
лам. Он плавится при 2620±10°С и кипит примерно при
4800 °C.
Электропроводность молибдена ниже, чем у меди, но
выше, чем у железа. По механической прочности он не-
сколько уступает вольфраму, но легче поддается обработке
давлением.
При обычной температуре молибден устойчив на возду-
хе; небольшое окисление наблюдается при 400 °C (цвета
побежалости). Начиная с 600°С, воздух энергично окисля-
ет молибден до МоО3. В чистом кислороде при 500—600°С
он горит. Пары воды выше 700 °C интенсивно окисляют
молибден с образованием МоОг.
Температура плавления МоОз равна 795 °C, температу-
ра кипения 1155 °C. При температуре выше 600—650 °C
424
МоОз заметно улетучивается. Эти специфические свойства
МоОз важны для металлургии молибдена и успешно ис-
пользуются при переработке молибденового сырья.
Молибдену свойственна высокая коррозионная стой-
кость. В большей части щелочных растворов, а также в
серной, соляной и плавиковой кислотах молибден устойчив
при разных температурах и концентрациях. Быстро разъе-
дают молибден азотная кислота, царская водка и расплав-
ленные щелочи, смеси плавиковой и азотной кислот и
смесь азотной и серной кислот с водой.
Из сульфидов практическое значение имеют M0S2 и
M0S3. При взаимодействии молибдена с углеродом, окси-
дом углерода и углеводородами образуется карбид Мо2С.
Молибден имеет широкое и разнообразное применение.
Около 80 % общего его выпуска используется в черной ме-
таллургии для производства легированных сталей.
Молибден существенно улучшает свойства сталей. При-
садка молибдена значительно повышает их прокаливае-
мость. Небольшие добавки молибдена (0,15—0,8 %) в кон-
струкционные стали настолько повышают их прочность,
вязкость и коррозионную стойкость, что они используются
при изготовлении самых ответственных деталей и изделий.
Стали, легированные молибденом, применяют для из-
готовления режущего инструмента, штампов, а многие из
них относятся к нержавеющим.
Молибден вводят в стали обычно в виде ферромолибде-
на (50—70 % Мо) или молибдата кальция (СаМоО4).
Для повышения твердости молибден вводят в сплавы
кобальта и хрома (стеллиты), которые применяют для на-
плавки кромок деталей из обычной стали, работающих на
износ (истирание).
Молибден входит в состав ряда жаростойких и кисло-
тоупорных сплавов на основе никеля, кобальта и хрома.
В чистом виде молибден применяют в виде ленты или
проволоки, в качестве нагревательных элементов электро-
печей, работающих в атмосфере водорода при температу-
рах до 1600 °C. Молибденовая жесть и проволока широко
используются в радиоэлектронной промышленности и рент-
генотехнике для изготовления различных деталей элект-
ронных ламп, рентгеновских трубок и др. вакуумных при-
боров.
Крупные слитки молибдена начали использовать для
изготовления лопаток турбин и ответственных деталей
реактивных двигателей и ракет.
Молибден, отличающийся высокой прочностью и малым
27 Н. И, Утжии 42В
захватом тепловых нейтронов, может служить конструкци-
онным материалом в энергетических ядерных реакторах.
В стекольной промышленности молибден применяют в
качестве электродов (нагревателей), мешалок и других де-
талей печей для варки стекла.
В сравнительно небольших количествах в различных от-
раслях народного хозяйства находят применение химичес-
кие соединения молибдена. Дисульфид M0S2 и диселенид
МоЗег молибдена используют в качестве смазки трущихся
деталей, работающих при температурах от —45 до +400 °C.
В качестве пигментов применяют ряд химических соеди-
нений молибдена в лакокрасочной и легкой промышленно-
сти для изготовления красок и лаков и для окраски тканей
и мехов.
§ 2. Сырье для получения молибдена
и способы его переработки
Молибден мало распространен в природе; его кларк ра-
вен 3-10-4. Для молибдена характерна высокая рассеян-
ность в земной коре.
Первостепенное промышленное значение из числа из-
вестных молибденсодержащих минералов (около 20) име-
ет молибденит (молибденовый блеск) M0S2, относящийся к
числу минералов первичного происхождения. Из руд,
содержащих молибденит, получают около 99 % мо-
либдена.
Основным источником получения молибдена являются
медно-молибденовые руды, в которых молибденит ассоци-
ируется с сульфидами меди и железа. Чаще в таких рудах
содержание меди выше, чем молибдена, но иногда его боль-
ше, чем меди. Содержание молибдена в рудах обычно со-
ставляет сотые и даже тысячные и очень редко десятые до-
ли процента.
Ценным спутником молибдена в медно-молибденовых ру-
дах является рений, входящий изоморфно в кристалличес-
кую решетку MoS2. По этой причине, несмотря на очень
низкое содержание в таких рудах рения (10~2—10-5 %), его
достаточно успешно извлекают при флотации молибденита.
Кроме медно-молибденовых руд, перерабатывают квар-
цево-молибденовые, кварцево-молибдено-вольфрамитовые и
скарновые руды, в которых молибдениту сопутствует ше-
елит, пирит и халькопирит, а пустая порода представлена
кварцем и известняком.
В Советском Союзе разрабатываются месторождения мо-
426
либденовых руд на Северном Кавказе, в Сибири, Казахста-
не, Красноярском крае и других районах.
За рубежом наиболее значительные месторождения мо-
либдена сосредоточены в США, Мексике, Чили, Канаде,
Норвегии и Австралии.
Прямая металлургическая переработка молибденсодер-
жащих руд с целью получения из них молибдена — задача
предельно сложная. Поэтому такие руды обязательно под-
вергают флотационному обогащению.
Молибденит относится к числу легко флотируемых ми-
нералов. Это позволяет на практике из очень бедного мо-
либденом сырья получать концентраты с содержанием 90—
95 % MoS2 при извлечении минерала до 90 %.
По техническим условиям отечественные молибденито-
вые концентраты выпускают трех марок: KMJ, КМ2 и КМЗ,
в которых содержание молибдена должно быть соответст-
венно не ниже 50, 48 и 47 %. Технические условия регла-
ментируют предельные содержания пяти примесей: фосфо-
ра, мышьяка, меди, кремнезема и олова.
При обогащении полиметаллических молибденовых руд
часто получают низкосортные концентраты и промпродук-
ты, содержащие 15—20 % молибдена и значительные коли-
чества железа, меди, кремнезема и других примесей.
Металлургическую переработку молибденитовых кон-
центратов можно вести с получением ферромолибдена для
черной металлургии или химических соединений различной
чистоты-—трехокиси молибдена МоОз, парамолибдата
аммония (NH4)2O-7MoO3-4H2O, молибдатов натрия и
кальция (Na2MoO4 и CaMoOi), используемых в производ-
стве легированных сталей и чугунов, компактного молибде-
на или в химической промышленности.
Непременной составной частью общепринятых техноло-
гических схем переработки молибденитовых концентратов
является их окислительный обжиг с целью перевода молиб-
дена из сульфидной формы в оксидную (МоО3).
Дальнейшая переработка огарка зависит от назначения
и вида конечного продукта технологии.
При легировании сталей и чугунов могут использовать-
ся ферромолибден, молибдат кальция и трехокись молибде-
на МоОз.
Основным способом переработки огарка на ферромолиб-
ден является металлотермическая плавка с использованием
в качестве восстановителей МоО3 кремния или алюминия.
Технология получения компактного ковкого молибдена
из обожженных концентратов состоит из следующих опе-
раций:
27* . 427
1) получение чистой трехокиси молибдена;
2) получение молибденового порошка восстановлением
МоОз водородом или углеродом;
3) перевод молибдена в компактное состояние плавкой
или методами порошковой металлургии.
Разложение молибденитовых концентратов можно осу-
ществить методами, исключающими предварительный окис-
лительный обжиг, например азотной кислотой, автоклав-
ным выщелачиванием в щелочном растворе и др. Некоторые
из них используют в промышленности.
§ 3. Окислительный обжиг молибденитовых концентратов
Основная цель окислительного обжига молибденитовых
концентратов сводится к переводу молибдена из сульфид-
ной формы M0S2 в оксидную МоОз по реакции
MoS2 + 3,5О2 = Мо03 + 2SO2. (198)
При обжиге молибденитовых концентратов температуру
в печах нельзя поднимать выше 600 °C по причине возмож-
ной возгонки больших количеств легколетучей МоОз.
Одновременно с сульфидом молибдена при обжиге окис-
ляются сульфиды других присутствующих в концентратах
металлов с образованием соответствующих оксидов и час-
тично сульфатов.
Кроме МоОз, при обжиге молибденовых концентратов
может образовываться ряд других молибденсодержащих
химических соединений: МоОг, СаМоО4, CuMoO4, FeMoO4
н др., присутствие которых чаще всего нежелательно, так
как они являются источниками потерь молибдена при по-
следующих гидрометаллургических переделах. Чем чище
исходные концентраты, т. е. чем меньше они содержат при-
месей, тем меньше вероятность образования молибдатов.
Спутник молибдена в молибденитовых концентратах —
рений — при обжиге окисляется до Re2O7 с температурой
кипения 363 °C. Это обеспечивает высокую степень отгонки
рения.
Степень десульфуризации при обжиге молибденитовых
концентратов или остаточное содержание серы в огарке
определяется требованиями последующей его переработки,
а также методом и режимом проведения процесса. Если
огарок предназначен для выплавки ферромолибдена, то при
-обжиге необходимо, как можно полнее, удалить серу без
существенной возгонки МоО3, так как сера загрязняет сталь
и чугун. Количество образовавшихся молибдатов несуще-
428
ственно, поскольку они не влияют на показатели плавки и
качество продукции.
Для обжига перед п/авкой на ферромолибден обычно
применяют малопроизводительные многоподовые обжиго-
вые печи, обеспечивающие получение огарка с остаточным
содержанием серы 0,05—0,12%. Наиболее эффективны
12- и 16-подовые печи, позволяющие строго выдерживать
необходимую температуру в пределах 580—590 °C и высо-
кую степень десульфуризации.
В цветной металлургии молибденовые концентраты пре-
имущественно обжигают в печах КС. Этот процесс был
впервые исследован и осуществлен в промышленном мас-
штабе в Советском Союзе.
Преимуществами обжига молибденовых концентратов в
печах КС являются:
а) высокая производительность процесса, превышаю-
щая в 15—20 раз производительность многоподовых печей;
б) более высокое содержание растворимых соединений
молибдена из-за незначительного образования молибдатов
и оксида молибдена МоО2;
в) процесс полностью автоматизирован, включая регу-
лирование температуры в пределах 560—570 °C с точностью
±2,5° от средней заданной;
г) при обжиге в печах КС обеспечивается высокая сте-
пень отгонки рения; с газами удаляется в виде КегО7 до
90 % рения, содержащегося в молибденовых концентратах.
Недостаток обжига в кипящем слое — высокое содер-
жание в огарке серы (до 2,5 %, в том числе 1,5—2 % суль-
фатной) — частично компенсируется связыванием ее преи-
мущественно в CaSO4.
Образование сульфата кальция уменьшает количество
неокислившегося молибденита и предотвращает связывание
молибдена в нерастворимый молибдат кальция СаМоО4.
§ 4. Производство чистой трехокиси молибдена
Для получения чистой трехокиси молибдена МоОз при-
меняют возгонку или гидрометаллургическую (химическую)
переработку огарка.
Основой для промышленной технологии получения чис-
того МоОз из молибденовых огарков возгонкой служит вы-
сокая ее летучесть. .
Молибденовый ангидрид начинает улетучиваться еще до
плавления. Выше температуры плавления (795°С) давле-
ние паров МоОз заметно увеличивается, а при 900—1100 °C
429
цевым вращающимся подом
Мои,
Рис. 186. Схема печи с кольцевым вра-
щающимся подом для возгонки МоОз*.
1 — вращающийся под; 2 — силитовые
нагреватели
испарение происходит с достаточно высокой скоростью.
Возгонка ускоряется при непрерывном удалении паров МоОз
струей воздуха или применением вакуума.
На скорость и полноту возгонки МоО3 существенно
влияют образующиеся при обжиге оксиды кальция, магния,
свинца и железа, связывающие молибден в прочные молиб-
даты, неразлагающиеся при температурах возгонки.
Возгоночный процесс применяют на заводах США и
Австрии.
На предприятиях США применяют круглые печи с коль-
(рис. 186). На вращающийся
под, обогреваемый силито-
выми нагревателями и по-
крытый кварцевым песком
для облегчения выгрузки ос-
татка, непрерывно загружа-
ют огарок. Под воздействи-
ем высоких температур тех-
ническая МоО3 расплавля-
ется, впитывается в песок
И возгоняется. Над подом
с определенной скоростью
просасывается воздух, уно-
сящий пары МоОз и ускоря-
ющий ее возгонку. Отходя-
щие газы проходят через си-
стему холодильников и по-
ступают в рукавные фильт-
ры.
Возогнанная трехокись
молибдена имеет чистоту не
менее 99,975 % Мо и отличается высокой дисперсностью. За
один оборот пода возгоняется около 60—65 % МоО3. По-
довые остатки удаляют из печи шнековым скребком и пере-
рабатывают гидрометаллургическим методом или передают
на выплавку ферромолибдена.
В Австрии при меньших масштабах производства воз-
гонку МоО3 производят с использованием небольших элект-
рических печей периодического действия. Печь представ-
ляет собой наклонно расположенный вращающийся тигель
из кварца, в который загружают порцию обожженного мо-
либденового концентрата. В тигель с торца подается воз-
дух, который выдувает пары МоО3 в расположенный над
тиглем зонт. Пары с помощью вентилятора просасываются
через рукавный фильтр.
430
Возгоночный способ получения молибденового ангидри-
да прост и не требует затрат реагентов. Однако прямое из-
влечение молибдена в готовый продукт низкое и будет тем
ниже, чем больше в огарке примесей. Получающаяся этим
способом трехокись молибдена очень тонкодисперсна, что
создает значительные трудности для непосредственного ее
использования при производстве молибденовых порошков
восстановлением водородом.
Второй способ получения чистой трехокиси молибдена —
гидрометаллургический — более распространен. Он основан
на обработке обожженного концентрата растворами амми-
ака и обычно называется аммиачным способом.
Аммиачный способ включает выщелачивание огарка с
получением растворов парамолибдата аммония, очистку
растворов от примесей, осаждение и термическое разложе-
ние полимолибдатов (пара, или тетрамолибдата) аммония.
Аммиачное выщелачивание применимо к богатым кон-
центратам, содержащим мало примесей, связывающих при
обжиге значительную часть молибдена в неразлагаемые ам-
миаком молибдаты.
При аммиачном выщелачивании молибден переходит в
раствор по реакции
Мо08 + 2NH4OH = (NH4)2MoO4 -J- Н2О. (199)
В хвостах выщелачивания остаются молибдат кальция,
неокислившийся молибденит, оксид молибдена (II), прак-
тически нерастворимые в аммиаке, и пустая порода, а так-
же частично молибдат меди, оксид железа и другие при-
меси.
В раствор частично переходят медь, железо и цинк с
образованием аммиачных комплексов типа [Л1е(МН)з]пХ
Х(ОН)2.
При аммиачном выщелачивании в зависимости от чис-
тоты исходного концентрата растворяется 80—95 % молиб-
дена. Остаток от выщелачивания содержит 5—25 % мо-
либдена. Выход хвостов составляет 10—25 % от массы ис-
ходного огарка.
Выщелачивание огарков аммиачной водой (8—10 %
NH3) проводят в стальных реакторах с механическим пе-
ремешиванием или в трубчатых вращающихся выщелачи-
вателях. Процесс ведут в трех-четырех последовательно
работающих аппаратах по принципу противотока. Крепкие
растворы первых двух выщелачивателей с содержанием
молибдена 120—140 г/л выводят на очистку от примесей,
3 слабые — последующих стадий используют для обработ-
ки исходного огарка.
431
Для очистки молибдатного раствора от железа и меди |
применяют осаждение их сульфатов с помощью сернистого |
аммония, протекающее по реакциям: |
[Cu(NH3)4](OH)2 + NH4HS + ЗН2О = CuS + 5NH4OH; (200) 1
[Fe(NH3)e](OH)2i+ NH4HS + 5H2O = FeS + 7NH4OH. (201) J
Цинк практически полностью остается в растворе.
Сульфиды осаждают в стальных гуммированных чанах
с перемешиванием.
Очищенный от примесей раствор поступает на выделе-
ние молибдена в виде пара- или тетрамолибдата аммония.
Осаждение полимолибдатов можно проводить выпари-
ванием или нейтрализацией растворов. Первый способ, от-
личающийся рядом существенных недостатков, применяется
редко, а на отечественных заводах совсем не получил рас-
пространения. Нейтрализация части аммиака соляной кис-
лотой, приводящая к выпадению в осадок двухводного тет-
рамолибдата аммония, дает более высокое извлечение мо-
либдена и достаточно чистый продукт.
Образование кристаллов тетрамолибдата происходит
при рН=24-2,5. На выделение молибдена нейтрализацией
поступает раствор с концентрацией МоОз не ниже 280—
300 г/л.
Нейтрализация раствора осторожным добавлением со-
ляной кислоты при интенсивном перемешивании позволя-
ет выделить в осадок до 96—97 % молибдена по реакции
4(NH4)2MoO4 + 5Н2О (NH4)2 Мо4013 • 2Н2О + 6NH4OH. (202)
Осадки тетрамолибдата отличаются низким содержа-
нием щелочных и щелочноземельных металлов, но содер-
жат повышенное количество трудноотмываемых ионов хло-
ра (до 0,2—0,4 %).
Очистку от хлора проводят перекристаллизацией осад-
ка. Для этого соль растворяют в аммиачной воде при 70—
80 °C до насыщения раствора. Последующее охлаждение
таких растворов до 15—20 °C приводит к выделению около
60 % молибдена в форме кристаллов парамолибдата ам-
мония. Маточный (остаточный) раствор используют для
перекристаллизации около 10 партий осадков тетрамолиб-
дата аммония. Постепенно в нем накапливаются примеси
и его выводят на очистку.
Полученный методом нейтрализации в сочетании с по-
следующей перекристаллизацией парамолибдат аммония
имеет высокую степень чистоты; содержание в чем приме-
сей не превышает 0,001—0,005 %.
432
Для получения Мо03 используют термическое разложе-
ние парамолибдата в электрических печах с вращающейся
трубой. При температурах в горячей зоне печи около 450—
500 °C процесс разложения парамолибдата протекает по
следующей схеме:
90—110 °C -200 °с
(NH4)eMo70M- 4Н2О------*-(NH4)6Mo7O24--->
280-380 °C
-HNHJMoA,---------->-Мо03. (203)
Продуктом разложения является бледно-зелено-желтый
порошок МоОз.
Для извлечения молибдена из обожженных низкосорт-
ных концентратов и хвостов аммиачного выщелачивания,
содержащих 5—20 % Мо, применяют выщелачивание раст-
ворами соды при обычных давлениях или в автоклавах, а
также спекание с содой с последующим выщелачиванием
спека водой. Из полученных растворов молибдата натрия
осаждают молибдат кальция и железа, которые могут слу-
жить исходным сырьем при производстве ферромолибдена.
§ 5. Производство металлического молибдена
Все способы получения вольфрама, рассмотренные в гл.
15, пригодны и для производства молибдена. Как и в ме-
таллургии вольфрама, производство молибдена слагается
из предварительного получения чистого молибденового по-
рошка, который затем перерабатывается на компактный
металл. Ниже рассматриваются только специфические осо-
бенности получения металлического молибдена.
Восстановление чистой МоОз до металлического порош-
ка в промышленности ведут водородом. При восстановле-
нии отчетливо проявляется ступенчатость процесса, кото-
рую можно выразить следующей схемой:
450—550 °C 900—1100 °C
МоО3-------> МоО2------>- Мо. (204)
В производственных условиях восстановление МоОз ве-
дут обычно в три стадии. Вначале лодочку с исходной
МоОз, постепенно перемещая по трубе печи, нагревают до
450—650 °C. При этом МоО3 восстанавливается до МоО2.
На второй стадии восстановления МоО2 до металла тем-
пературу в лодочке доводят до 950 °C. Однако полного вос-
становления МоО2 достичь в этих условиях не удается и
молибденовый порошок содержит 0,5—1,5 % кислорода.
433
Для снижения содержания кислорода ниже 0,25—0,3 % ’
проводят дополнительное третье восстановление при 1000—
1100 °C.
Аппаратурно процесс восстановления МоОз в промыш-
ленных условиях оформлен следующим образом. Каждую
стадию восстановления проводят в отдельных печах —
многотрубных (см. рис. 179) или трубчатых вращающихся
(см. рис. 180). Это обусловлено в первую очередь необхо-
димостью погрузки материала в лодочки при проведении
последующих стадий процесса вследствие различий насып-
ных масс МоОз (400—500 кг/м3), МоО2 (1000—1500 кг/м3)
и порошка молибдена (~2500 кг/м3). Третью, высокотем-
пературную стадию проводят в трубчатых печах с герметич-
ным кожухом, заполненным водородом для защиты труб
и нагревателей от окисления.
Порошки молибдена имеют среднюю крупность зерен
около 0,5—2 мкм.
Компактный молибден получают методом порошковой
металлургии и способом дуговой и электронно-лучевой
плавки. При производстве молибдена первым методом по-
рошки сначала прессуют на гидростатических прессах в
штабике сечением 2—16 мм2, длиной 450—600 мм. Спрес-
сованные молибденовые штабики прочнее вольфрамовых
вследствие меньшей крупности зерен порошка и большей
пластичности молибдена.
Для предварительного и высокотемпературного спека-
ния молибденовых штабиков применяют такую же аппара-
туру, как и в производстве вольфрама. Первое спекание в
водороде в этом случае ведут при 1110—1200 °C, а свар-
ку — при 2200—2400 °C.
Заготовки молибдена большой массы (до 300 кг) фор-
муют методом гидравлического прессования.
Для спекания крупных заготовок предпочтительнее при-
менять печи с косвенным нагревом. Схема работы отечест-
венной вакуумной печи непрерывного действия для высоко-
температурного спекания штабиков косвенным нагревом с
помощью графитовых стержневых нагревателей показана
на рис. 187.
Прессованные заготовки перед загрузкой в печь поме-
щают в графитовые контейнеры, обмазанные смесью мо-
либденового порошка с бакелитом, что предотвращает на-
углероживание молибдена. Контейнеры загружают и вы-
гружают через шлюзы. Перемещение заготовок по всем
рабочим зонам печи (предварительного спекания, спека-
ния и охлаждения) в сторону разгрузочного торца осущест-
вляют периодически с помощью механического толкателя
на ширину одного контейнера. Спекание ведут при темпе-
ратуре в зоне спекания 1900—1950 °C в течение 6—8 ч.
Иногда для улучшения физико-механических свойств
молибдена к молибденовому порошку добавляют порошки
легирующих металлов (Ti, Zr, V и др.). Перед прессовани-
ем легированных заготовок смесь порошков тщательно пе-
ремешивают.
Для получения молибденовых заготовок массой до
2000 кг, используемых для изготовления большемерных
Рис. 187. Схема работы вакуумной печи непрерывного дей-
ствия для спекания молибденовых заготовок (в плане):
1 — шлюзы; 2 — камера загрузки; 3 — камера предваритель-
ного спекания; 4 — камера спекания; 5 — контейнеры со шта-
биками; 6 — камера охлаждения; 7 —камера разгрузки
листов, труб и других изделий, применяют плавку в дуго-
вых или электронно-лучевых печах.
В молибденовой промышленности из числа известных
конструкций дуговых печей более распространены печи, в
которых расходуемый электрод предварительно готовят
путем сваривания молибденовых штабиков в пруток дли-
ной 1—2,5 м. Затем прутки соединяют в пакет, состоящий
в зависимости от размера кристаллизатора из 4—16 и бо-
лее прутков.
Перемещение расходуемого электрода осуществляют с
помощью подающих роликов или штанги, на конце которой
укреплен электрод.
Плавку ведут с глухим кристаллизатором (см. рис. 177)
или с вытягиванием слитка путем опускания поддона крис-
таллизатора (рис. 188). Для получения плавленого мо-
либдена, содержащего не более 0,002 % кислорода, прово-
435
Рис. 188. Устройство дуговой печи для
плавки молибдена:
/ — слиток; 2 — водоохлаждаемый мед-
ный тигель-кристаллизатор; 3— меха-
низм опускания слитка; 4 — приспособ-
ление для выгрузки слитка из тигля;
5 — расходуемый электрод; 6 — патру-
бок вакуумной системы; 7 —трехсту-
пеичатая система вакуумирования
дят раскисление металла цирконием, титаном или углеро-
дом. Раскислитель вводят в состав расходуемого электрода
при его изготовлении. Легирующие добавки в случае необ-
ходимости вводят в состав расходуемого электрода или по-
дают в зону дуги. Равномерность распределения легирую-
щих элементов достигается повторной плавкой слитка, ис-
пользуемого в этом случае в качестве расходуемого элек-
трода.
Слитки молибдена и его сплавов после дуговой плавки
содержат примерно, %: (3 4- 1) • 10-4 Ог; (24-1) -10~5 Нг
и 10-3—10~4 N2. В результате электронно-лучевой плавки
молибден освобождается от подавляющей части примесей
(О, N, С, Fe, Си, Ni, Мп, Со). Для глубокой очистки от
кислорода (<0,0001 %) необходимо вводить раскислитель.
рекомендательный библиографический список
Басов А. И. Механическое оборудование обогатительных фабрик и
заводов тяжелых цветных металлов. 3-е изд. М.: Металлургия, 1984.
526 с.
Береговский В. И., Кистяковский Б. Б. Металлургия меди и никеля.
М.: Металлургия, 1972. 454 с.
Гордон Г. М., Пейсахов И. Л. Пылеулавливание и очистка газов в
цветной металлургии. 3-е изд. М.: Металлургия, 1977. 456 с.
Гудима Н. В., Шейн Я. П. Краткий справочник по металлургии
цветных металлов. М.: Металлургия, 1975. 536 с.
Зеликман А. Н., Крейн О. Е., Самсонов Г. В. Металлургия редких
металлов. М.: Металлургия, 1978. 560 с.
Масленицкий И. Н:, Чугаев Л. В. Металлургия благородных метал-
лов. М.: Металлургия, 1972. 367 с.
Севрюков Н. Н., Кузьмин Б. Н., Челищев Е. В. Общая металлур-
гия. М.: Металлургия, 1976. 568 с.
Технологические расчеты в металлургии тяжелых цветных метал-
лов/Гудима Н. В., Карасев Ю. А., Кистяковский Б. Б. и др. М.: Метал-
лургия, 1977. 255 с.
Троицкий И. А., Железнов В. Л. Металлургия алюминия. М.: Ме-
таллургия, 1984. 392 с.
Шиврин Г. И. Металлургия свинца и цинка. М.: Металлургия, 1982.
352 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автогенные процессы 149, 152
Автоклав 220, 327
Агломерационная машина 102,
192, 232
Агломерация:
концентратов свинцовых 230
— цинковых 263
определение 100
руд никелевых 192
Амальгамация 302
Анодный эффект 349
Аффинаж 313.
Байера способ 325
Брикетирование 98, 148, 192, 268
Ванны электролизные:
алюминиевые 348, 351
1 аффинажные 314
магниевые 374
медные 173
никелевые 217
цинковые 289
Вельцевание 243
Выход по току 171, 218, 291, 350
Выщелачивание 64
— автоклавное 220, 325, 408
— бактериальное 181
— кучное 180
— перемешиванием (агитация)
278, 281, 308, 409
— подземное 181
— просачиванием (перколяция)
308, 339
Газы металлургические 87
Грануляция 95
Грохочение 45
Губка титановая 393
Декомпозеры 331
Дистилляция 64, 265
Диффузор 339
Дробление 40
Затравка 331
Измельчение 41, 43
Кальцинация 62, 335
Карбонильный процесс 214
Кипящий слой 127
Кларк 22
Классификация 47
Конвертер:
438
вертикальный 206
горизонтальный 161
с боковым отводом газов 164
Котел рафинировочный 249
Криолит 344, 346
Масса электродная 211, 345, 352
Металлургия 8, 60
Металлы:
классификация 16
особой чистоты 77
производство 9
рафинирование 77, 170, 215,
248, 275, 313, 384, 400
свойства 13 .
черновые 76,' 164, 215, 238, 274.
Мешалка:
механическая 250, 278, 331
пневматическая 281, 332
пневмомеханическая 308, 312
Минералы, определение 18
Обезвоживание 55
Обжиг руд и концентратов:
медных 122
молибденовых 428
никелевых 214
свинцовых 231
цинковых 263
Обжиговые процессы 61
Обогащение руд:
методы 49
продукты 38
цели и значение 36
Огнеупорные материалы:
классификация 32
относительная стоимость 33
свойства 34
Очистка растворов:
вольфрамата натрия 410
молибдатных 432
никелевого электролита 218
цинковых 284
Печь:
дуговая 203, 399
кивцетной плавки 155
кипящего слоя 128, 201,. 264
кислородно-факельной плавки
152
отражательная 133
плавки в жидкой ванне 155
рафинировочная 165, 167
руднометрическая 141, 205, 211
трубчатая 59, 203, 335, 415
шахтная 142, 144, 196, 236 финской плавки 152 Плавка: Сродство химическое 68 Субсоединения алюминия 315, 358* Сушка 57
автогенная 28, 149 восстановительная 62, 203, 230, 235 Топливо 27
восстановительно-сульфидиру- ющая 193 зоииая 360 металлотермическая 376, 396 на штейн 62, 131, 142, 149, 189 рафинировочная 63, 165 реакционная 63, 159, 245 Потенциал электродный 16 Пылеулавливание 105 Пылеуловитель 109 Пыль 88 Файнштейн 200, 212 Ферроникель 205 Фильтрация 55 Фильтр батарейный 56 — дисковый 56 — рукавный 109 Фьюмингование 242 Хлорирование магния 372 — титана 389
Разделение меди и никеля 213 Цементатор 219 Цементация 182, 219, 310
Рафинирование: иодидное 400 огневое магния 384 — меди 165 Цианирование 305 Циклон батарейный 108 — одиночный 107
— свинца 247 — циика 274 электролитическое алюминия 357 — магния 386 — меди 170 — никеля 215 — свинца 256 Ректификация 274, 392 Реторта вертикальная, 268 — горизонтальная, 267, 378 Руда 17 — добыча 23 — классификация 20 — рентабельный минимум 21 Шихта: определение 89 приготовление 91 требования к качеству 89 Шихтарник: бункерный 94 грейферный 95 механизированный 91 Шлак 80 Шлам 173, 216, 314, 330, 337 Шлюз 299, 304 Штейн 77 Экстракция 65, 182, 224 Электролиз:
Сгущение 55 Скруббер ПО Сорбция 65, 182 Спекание алюминиевых руд 336 — вольфрамовых концентратов 407 водных растворов меди 170 никеля 215 свинца 256 свинца 287 расплавленных солей 346, 374 Электротермия 234, 271 Электрофильтр 111